/


































































































































































































































































































































































































































































































































Теги: сталь стальные конструкции издательство москва марочник стали и сплавов
Год: 1977




Текст
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНИ!IIII
ПО ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
-ЦНИИТМА Ш-
Для служебного пользования
Экз. №
МАРОЧНИК
СТАЛИ И СПЛАВОВ
(ИЗДАНИЕ ТРЕТЬЕ,
ИСПРАВЛЕННОЕ И ДОПОЛНЕННОЕ)
Москва 1977
СОДЕРЖАНИЕ
Введение 3 Сталь марки 25ХГМ . . 91
Общие положения 5 » 30Х2ГМТ .... 92
Условные обозначения 11 » 38ХС 93
Раздел I. Сталь конструкционная » » 22ХЗМ 94
Сталь углеродистая обыкновенного качества 16 » » 20Х2М 95
Сталь марки Ст. 0 » » ЗОХМ, ЗОХМА . . . 96
» » Ст. 2сп, Ст. 2пс, Ст. 2кп . 17 » » 34ХМА 97
» » Ст. Зсп .... 18 » » 34ХМ1А .... 98
» » Ст. Зпс .... 19 » » 35ХМ 99
» » Ст. Зкп .... 20 » » 40ХФА 100
» » Ст. ЗГпс 21 » » ЗОХЗМФ .... 101
» » Ст. 5сп. Ст. 5пс 22 » » 13НА5 102
» » Ст. беп, Ст. бпе 23 » » 20ХН 103
» » Ст. 18ГФпс 24 » » 40ХН 104
Сталь углеродистая качественная » » 45ХН 105
Сталь марки 08 26 » » 12ХН2 106
» » 08кп .... 27 » » 12ХНЗА 107
» » 10 28 » » 20ХНЗА 108
» » Юки .... 29 » » ЗОХНЗА 109
» » 15 30 » » 37XH3A 110
» » 15кп 31 » » 12Х2Н4А .... 111
» » 20 32 » » 20Х2Н4А .... 112
» » 20кп .... 33 » » ЗОХГС, ЗОХГСА . . 113
» » 25 34 » » 30ХГСН2А (ЗОХГСНА) 114
» » 30 35 » » 35ХГСА .... 115
» » 35 36 » » 20ХГНР .... 116
» » 40 37 » » 38ХГН 117
» » 45 38 » » 14ХГСН2МА (ЭП176, ДИ-ЗА) 118
» » 50 39 » » 18ХГСН2МА (ДИ-4) 119
» » 55 40 » » 25ХГНМА .... 120
» » 60 41 » » 25Х2ГНТА .... 121
» » 75 42 » » 17НЗМА .... 122
» » 85 43 » » 34ХН1МА, 34ХН1М . 123
Сталь углеродистая целевого назначения » » 34XH3MA, 34XH3M 124
Сталь марки А12 46 » » 38XH3MA .... 125
» » АЗО 47 » » 38Х2Н2МА (38ХНМА) 126
» » ЗЦ 48 » » 38X2H3M .... 127
» » ОсВ, ОсЛ 49 » » 40ХН2МА (40ХНМА) . 128
» » М16с .... 50 !» » 40Х2Н2МА (40X1 НВ А) 129
» » 55ПП .... 51 » » 18Х2Н4МА .... 130
» » 15к 52 » » 35ХН1М2ФА . . . 131
» » 20к 53 » » 35ХНЗМФА .... 132
» » 22к 54 » » 25Х2НМФА .... 133
Сталь повышенной прочности » » 25ХНЗМФА .... 134
Сталь марки 09 Г2 56 » » ЗОХНЗМ2ФА .... 135
» » 10Г2 57 » » 12Х2НВФА .... 136
» » 15ГС .... 58 » » 36Х2Н2МФА (36ХН1МФА) 137
» 16ГС .... 59 » » 38ХНЗМФА .... 138
» 20ГС .... 60 » » 20ХН4ФА .... 139
» 25ГС .... 61 » » 38Х2МЮА (38ХМЮА) . 140
» » 09Г2С .... 62 » » 40Х4Г18 141
» » 10Г2С1 .... 63 » » 45Г17ЮЗ 142
» » 18Г2С .... 64 » » 60ХЗГ8Н8В .... 143
» » 10ХСНД . . . 65 » » Р18 144
» » » » » » » » 15ХСНД 15Г2БМ 18Г2АФпс 16ГНМА 14Х2ГМР, 14ХМНДФР . - 66 67 68 69 70 Сталь Сталь » » » легированная целевого назначения марки 65Г » 50ХФА » 55С2 » 60С2, 60С2А . . . 146 147 148 149
Сталь легированная 72 » » 60СГА 150
Сталь марки 1 аХ » » 65С2ВА 151
» » 20Х 73 » » 70С2ХА 152
» » 35Х . . . . 74
» » 38ХА .... 75 Сталь подшипниковая 154
» » 40Х 76 Сталь марки ШХ15
» » 45Х 77 » ШХ15СГ .... 155
» » 50Х 78 » » 9X18 (ЭИ229, XI8) . 156
» » 20Г 79 Сталь валковая 158
» » ЗОГ 80 Сталь марки 9Х
» » 40Г 81 » » 9X2 159
» » 50Г 82 » 9ХФ 160
» » 23Г2А .... 83 » » 9Х2МФ 161
» /> 45Г2 84 » » 9ХСВФ 162
'Л 50Г2 .... 85 163
26Г2С .... 86 » » 9Х2СВФ
» » 08ГДНФ . . . 87 » » 9Х2В 164 165
» » 18ХГТ .... 88 » » 55Х
» » 20ХГР .... 89 » » 60ХГ 166
» » ЗОХГТ .... 90 » » 50ХН 167
Сталь марки 60ХН 168 Сталь марки 12X13 (ЭЖ1, Ж1) .... 254
» » 45ХНМ 169 » » 08X13 (ЭИ496) .... 256
» » 75ХМ 170 » » 12X17 (ЭЖ17) 258
» » 90ХМФ 171 » » 08X17Т (ЭИ645) .... 259
Сталь штамповая » » 0Х22Н6Т (ЭП53) .... 260
Сталь марки У7, У7А 174 » » 12Х21Н5Т (ЭИ811) . . . 262
» » У8, У8А 175 » » 10Х14Г14Н4Т (ЭИ711) . . 264
» » У10, У10А .... 176 » » 12Х17Г9АН4 (ЭИ878) . . . 266
» » У12, У12А .... 177 » » 10Х17Н13М2Т (ЭИ448) . . 267
» » Х12М 178 » » 10X17H13M3T (ЭИ432) . . 268
» » Х12Ф1 179 » » 00Х18Н10Т 269
» » 9ХС 180 » » 0Х18Н10 270
» » ХВГ 181 » » 12Х18Н9 (1Х18Н9, ЭЯ1) . . 272
» » 7X3 182 » » 17Х18Н9 274
» » 5ХНТ 183 » » 2Х18Н8В2 (ЭИ946) . . . 276
» » 5ХГМ 184 » » 08Х18Н10Т (ЭИ914) . . . 277
» » 5ХНМ 185 » » 1ЙХ18Н10Т (1Х18Н9Т, ЭЯ1Т) 278
» » 5ХНМ2 186 » » 12Х18Н9Т (1Х18Н9Т, ЭЯ1Т) . 280
» » 5Х2СФ 187 » » 12Х18Н12Т 282
» » 4Х5В2ФС (ЭИ958) 188 » » 06ХН28МДТ 284
» » ЗХ2В8Ф 189 Сталь жаростойкая
» » 4Х4М2ВФС (ДИ-22) . 190 Сталь марки 40Х9С2 (Х9С2, ЭСХ8) . . 286
» » 4ХЗВЗМФС (ДИ-23) . 191 » » 40X10С2М (Х10С2М, ЭИ 107) 287
» » 40Х5МФ 192 » » 15Х25Т (ЭИ439) .... 289
» » 30Х2МФН .... 193 » » 20Х20Н14С2 (ЭИ211) . . . 291
» » 4Х2НМФ .... 194 » » 20Х23Н13 (ЭИ319) . . . 293
» » 27Х2Н2МВФ . . . 195 » » 36Х18Н25С2 (Х18Н25С2, ЭЯЗС) 295
» » 27Х2Н2М1Ф . . . 196 » » 20Х23Н18 (ЭИ417) . . . 297
» » ЗХ2Н2МВФ .... 197 » » 20Х25Н20С2 (ЭИ283) . . . 299
» » ЗОХЗНМЗФЦ . . . 198 Сталь теплоустойчивая
» » 30Х2М1Ф1Н . . . 199 Сталь марки 12МХ 302
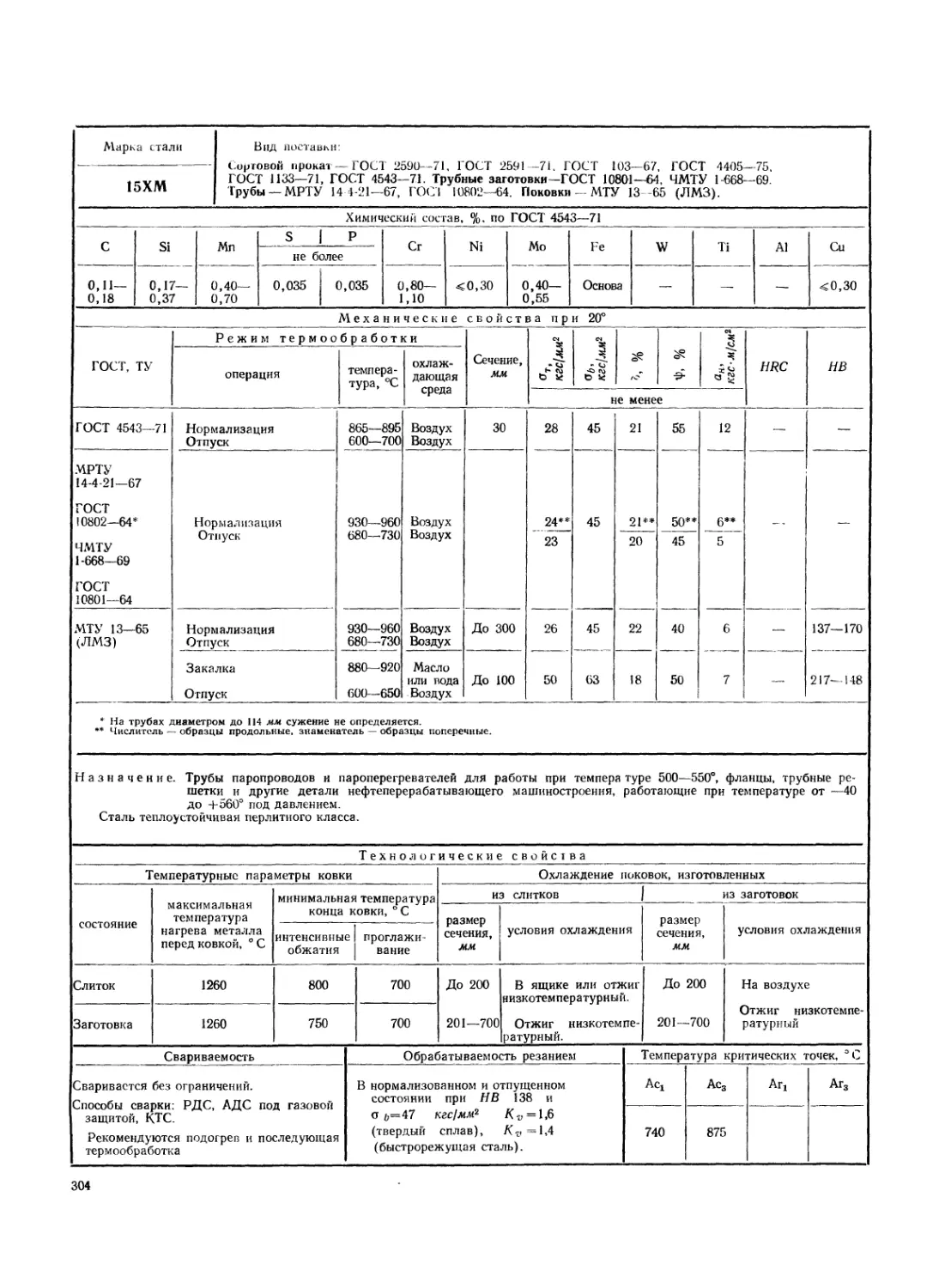
» » 30Х2Г2М1Ф1 . . . 200 » » 15ХМ 304
» » 40ХЗСМВФЮ (ЭП640) 201 » » 20ХМ 306
» » 45Х2СВ2МФ (ЭП641) . 202 » » 12X1 МФ (ЭИ575) .... 308
» » 55Х6ВЗСМФ (ЭП569) . 203 » » 15Х1М1Ф 310
» » 80Х4ВЗМЗФ2 (ЭП570) 204 » » 12Х2МФСР 312
Сталь для Сталь марки отливок 15Л 20Л 25Л ЗОЛ 35Л 40Л 45Л 206 207 » » » » » » 25Х1МФ (ЭИ10) .... Р2МА (25Х1М1Ф, Р2) . . 25Х2М1Ф (ЭИ723) . . . 314 316 318
208 » » 20Х1М1Ф1ТР (ЭП182) . . 320
209 » » 25Х1М1ФБР (ЭП44) . . . 322
210 » » 20ХЗМВФ (ЭИ415, ЭИ579) . 324
211 » » 15Х5М (ЭХ5М, 12Х5МА) . . 326
» » 212 » » 15Х5МФ 328
» » 55Л 213 Сталь жаропрочная 330
» » 70Л 214 Сталь марки 1Х12Н2ВМФ (ЭИ961) . . .
» » Ст. Л (по ГОСТ 88—69) 215 » » 15X11МФ (1X11МФ) . . . 331
» » 27ГЛ 216 » » 15X11МФБ (1Х11МФБ) . . 333
» » 35ГЛ . 217 » » 1Х11В2МФ (типа ЭИ756) . 335
» » 40ГЛ 218 » » 18Х11МНФБ (2Х11МФБН, ЭП291)337
» » 45ГЛ . . . . 219 » » 15Х 1.21В НМФ (ЭИ802, ЭИ952,
» » 32Х06Л 220 15Х12ВМФ, ЭП428) . . . 339
» » 40ХЛ 221 » » 18Х12ВМБФР (ЭИ993) . . 341
» » 70ХЛ 222 » » 37Х12Н8Г8МФБ (ЭИ481) . 343
» » 20ГСЛ 223 » » 1Х14Н14В2М (ЭИ257) . . 345
» » 25ГСЛ 224 » » 09Х14Н19В2БР (ЭИ695Р) . 347
» » 80ГСЛ 225 » » 09Х14Н19В2БР1 (ЭИ726) . 349
» ЗОХГСЛ . . . . 226 » » 08Х15Н24В4ТР (ЭП164) . . 351
» » 35ХГСЛ . . . . 227 » » 45Х14Н14В2М (ЭИ69) . . 353
» » 40ХГРЛ 228 » » Х16Н9М2 355
» » 35ХМЛ 229 » » 08Х16Н13М2Б (ЭИ405, ЭИ680) 357
» » 35ХНЛ .... . 230 » » 1Х16Н14В2БР (ЭП17) . . 359
» » 35ХН2МЛ .... 231 » » Х16Н16МВ2БР (ЭП184) . . 361
» » кдлвт 232 » » ЗХ16Н22В6Б (ЦЖ13) . . 363
» » 35ФАЛ « 233 » » 31Х19Н9МВБТ (ЭИ572) . . 365
» » 08ГДНФЛ . . . . 14Х9ГМР ГТ 234 235 Жаропрочный сплав на железоникелевой основе
25НЛ 11ПГ1ЧГТ 236 Сплав марки ХН35ВТ (ЭИ612) .... 368
237 » » ХН35ВТК (ЭИ612К) . . . 370
» » » » 110Г13ХМЛ . . . 150ХНМЛ . . . . 238 239 » » » » ХН35ВТЮ (ЭИ787) . . . ХН35ВТР (ЭИ725) . . . 372 374
» » 250Х25ВЗТЛ . . . 240 Жаропрочный сплав на никелевой основе
Раздел II. Сталь и сплавы коррозионно-стойкие, жаро Сплав маркг ХН78Т (ЭИ435) .... 378
стойкие, теплоустойчивые и жаропрочные » » ХН67ВМТЮ (ЭП202, ЭИ445Р) 380
Сталь коррозионно-стойкая 244 » » ХН77ТЮР (ЭИ437Б) . . . 382
Сталь марки 20X13 (ЭЖ2) . . . » » ХН80ТБЮ (ЭИ607) . . . 384
» » 30X13 (ЭЖЗ) . . . 246 » » ХН80ТБЮА (ЭИ607А) . . 386
» » 40X13 (ЭЖ4) . . . 248 » » ХН70ВМЮТ (ЭИ765) . . 388
» » 14Х17Н2 (ЭИ268) . . 250 » » ХН70ВМЮТ (ЭИ617) . . . 390
» » 0Х12НД .... 252 » » ХН65В9М4ЮТ (ЭИ893) . . 392
394
396
398
399
402
403
404
405
406
407
408
409
.410
412
413
.414
416
417
418
419
420
422
424
426
.428
430
Сплав марки ХН75МВЮ (ЭИ827)
» » ХН55ВМТФКЮ (ЭИ929)
» » ХН60В (ЭИ868) . .
» » ЭП199 (ВЖЮ1) . .
Сталь коррозионно-стойкая, жаростойкая, теп
лоустойчивая и жаропрочная для отливок
Сталь парки 20X1ЗЛ
» » 0Х12НДЛ
» » 10Х13Л
» » 20Х13НЛ
» » 08X1 ЗЛ
» » 15Х25ТЛ
» » 75Х28Л
» » 0Х18НЗГЗД2Л
» » 10Х18Н9ТЛ
» » 40Х9С2Л
» » Х21Н5ТЛ
» » 30Х24Н12СЛ (ЭИ316) . .
» » Х20Н14С2Л
» » 25Х23Н7СЛ
» » 15Х25Н19С2Л
» » 12МХЛ
» » 14ХМТЛ
» » 20ХМЛ
» » 15Х1М1ФЛ
» » 20ХМФЛ
» » 15Х2М2ФБСЛ (ПЗЛ) . .
» » Х5МЛ
Сплав марки Х6СМТЛ . 432
» » 1Х11МФБЛ (15Х11МФБЛ
ХИЛА) . 434
» » 1Х12ВНМФЛ (ЭИ802Л,
ХПЛБ, 15Х12ВНМФЛ) . 436
» » ЗХ16Н22В6БЛ (ЦЖ13Л) . . 438
» » ЗХ19Н9МВБТЛ (ЭИ572Л) . 440
» » Х25Н13АТЛ . 442
» » ХН70ВМЮТЛ (ЭИ765Л) . . 444
» » ЭИ893Л . 446
» » АНВ-300, АНВ-ЗООу . . . 448
» » ЖС6К . 450
ПРИЛОЖЕНИЯ
Приложение 1. Физические свойства..............452
Приложение 2. Полосы прокаливаемости .... 468
Приложение 3. Механические свойства в зависимости
от температуры отпуска .... 483
Приложение 4. Механические свойства в зависимости
от температуры испытания . . . 486
Приложение 5. Механические свойства при ковочных
температурах....................................490
Приложение 6. Марка, свойства и области применения
электротехнической стали .... 506
Приложение 7. Перевод твердости по Бринеллю, Рок-
веллу, Виккерсу и Шору . . . . 510
Список использованной литературы...............513
ВВЕДЕНИЕ
«Марочник стали и сплавов», разработанный
ЦНИИТМАШем, включает в себя унифицирован-
ную номенклатуру марок стали и сплавов, рекомен-
дуемых к применению заводами и организациями
Минэнергомаша и Минтяжмаша для основной про-
дукции или поставляемой по кооперации, и имеет
внутриминистерское назначение.
Марочник построен по принципу применения и
содержит сведения о химическом составе, механи-
ческих свойствах и твердости в зависимости от раз-
мера поперечного сечения поковки (отливки или
детали) и режимах окончательной термической об-
работки; параметры ковочных, литейных свойств и
обрабатываемости резанием; характеристики свари-
ваемости, флокеночувствительности, склонности
к отпускной хрупкости, а также некоторые справоч-
ные данные по механическим свойствам в зависимо-
сти от температуры отпуска и температуры испыта-
ния, пределу выносливости при отрицательных тем-
пературах, релаксационной стойкости, длительной
прочности, ползучести, жаростойкости, коррозион-
ной стойкости и др.
По вопросам номенклатуры марок стали и спла-
вов, их химического состава, гарантированного
уровня механических свойств в зависимости от раз-
мера поперечного сечения поковки (отливки или
детали), а также режимов технологических процес-
сов (ковки, термической обработки и др.) марочник
является рекомендуемым руководящим материалом
для заводов и организаций Минэнергомаша и Мин-
тяжмаша при проектировании машин и изготовле-
нии поковок, отливок, деталей машин и сварных
конструкций.
В приложениях к марочнику приведены характе-
ристики физических свойств, диаграммы прокали-
ваемости конструкционных марок стали и таблица
перевода твердости.
Марочник составлен на основании стандартов,
заводских марочников, технических условий и нор-
малей, действующих на предприятиях Минэнерго-
маша и Минтяжмаша.
ОБЩИЕ ПОЛОЖЕНИЯ
«Марочник стали и сплавов» состоит из двух
разделов:
I раздел. Сталь конструкционная.
II раздел. Сталь и сплавы коррозионно-стойкие,
жаростойкие, теплоустойчивые и жаропрочные.
В I раздел включены следующие группы стали:
Сталь углеродистая обыкновенного качества
(ГОСТ 380—70).
Сталь углеродистая качественная
(ГОСТ Ю50—74).
Сталь углеродистая целевого назначения.
Сталь повышенной прочности.
Сталь легированная.
Сталь легированная целевого назначения:
рессорно-пружинная,
подшипниковая,
валковая,
штамповая.
Сталь углеродистая и легированная для отли-
вок.
Во II раздел включены следующие группы стали
и сплавов:
Сталь коррозионно-стойкая.
Сталь теплоустойчивая.
Сталь и сплавы жаропрочные.
Сталь жаростойкая.
Сталь для отливок.
Материал по каждой марке стали и сплава
располагается на одной или двух страницах. На
первой странице представлены следующие данные:
обозначение марки стали или сплава;
вид поставки, т. е. стандарт или технические ус-
ловия на сортамент:
химический состав;
температура критических точек;
механические свойства при 20° в зависимости от
размера поперечного сечения обрабатываемой
поковки (отливки) и режима термической обра-
ботки;
основное назначение марки стали или сплава;
предел выносливости при изгибе и кручении;
значения ударной вязкости при отрицательных
температурах;
технологические свойства.
Для коррозионных, теплоустойчивых, жаропроч-
ных и жаростойких марок стали и сплавов представ-
лены на второй странице следующие справочные
данные:
механические свойства в зависимости от темпе-
ратуры испытания;
релаксационная стойкость;
жаропрочные и другие свойства при длительных
сроках службы;
чувствительность к охрупчиванию при старении;
коэффициент чувствительности к надрезу;
термическая усталость;
жаростойкость;
коррозионные свойства.
В марочник включены как стандартные марки
стали и сплавов, по химическому составу соответ-
ствующие требованиям ГОСТов, так и марки стали
и сплавов, поставляемые заводами черной метал-
лургии или выплавляемые заводами Министерст-
ва по межведомственным, отраслевым или межза-
водским техническим условиям для производства
специальных видов продукции, например дисков и
роторов паровых турбин и др.
Использование стали или сплавов, содержащих
никель, вольфрам и другие остродефицитные эле-
менты, допускается только в том случае, если полу-
чено разрешение в установленном порядке на их
применение.
Химический состав стали или сплава собствен-
ного производства определяется по плавочной (ков-
шевой) пробе, отбираемой при разливке стали в
соответствии с ГОСТ 7565—73, а химический состав
и марка стали проката — по сертификату металлур-
гического завода.
Химический анализ производится в соответствии
с ГОСТ 12344—66- ГОСТ 12365—66.
Механические свойства проката, поковок и отли-
вок, приведенные в марочнике, являются минималь-
ными и должны гарантироваться при выполнении
установленной технологии.
Характеристики механических свойств поковок,
приведенные в марочнике при отсутствии соответ-
ствующих указаний, получены при испытании про-
дольных образцов.
При испытании тангенциальных, поперечных
или радиальных образцов допускается снижение
норм механических свойств в соответствии с
ГОСТ 8479—70.
Приведенные для некоторых марок стали или
сплавов значения механических свойств, получен-
ные при испытании тангенциальных, поперечных
или радиальных образцов, относятся преимущест-
венно к поковкам типа дисков, роторов, крупных
колец и т. д. и характеризуют свойства тех частей
5
поковки, из которых вырезаны пробы для испыта-
ния.
Вырезка образцов из сплошных поковок цилинд-
рической и призматической формы производится на
расстоянии ’/з радиуса или */6 диагонали от наруж-
ной поверхности, а из пустотелых или рассверлен-
ных поковок с толщиной стенки до 100 мм — на
расстоянии V2 толщины стенки поковки, при тол-
щине стенки свыше 100 мм—на расстоянии */з тол-
щины стенки поковки от поверхности.
Уровень механических свойств поковок из кон-
струкционных марок стали, перечисленных в Прило-
жении № 1 ГОСТ 8479—70, приведен в соответст-
вии с требованиями табл. 2 ГОСТ 8479—70 для
соответствующей категории прочности.
Механические свойства поковок из марок стали,
не вошедших в Приложение № 1 ГОСТ 8479—70,
даны на основании обобщения опыта передовых
заводов отрасли.
Объем, нормы и порядок контроля механичес-
ких свойств и приемки поковок устанавливаются в
соответствии с ГОСТ 8979—70.
Показатели механических свойств отливок, изго-
товленных из углеродистых, легированных и высо-
колегированных марок стали и сплавов, относятся
к образцам, вырезанным из отдельно отливаемых
пробных брусков или из приливных проб после их
соответствующей термической обработки, и харак-
теризуют свойства термически обработанных по
тому же режиму отливок с толщиной стенки до
100 мм.
Нормы механических свойств отливок с толщи-
ной стенки более 100 мм в необходимых случаях
должны устанавливаться техническими условиями.
Приведенные в марочнике режимы термической
обработки, ковки и других технологических процес-
сов являются рекомендуемыми и могут корректи-
роваться заводскими технологами в зависимости от
химического состава плавки, требований, предъяв-
ляемых к обрабатываемым поковкам или отливкам,
оборудования производственных цехов и др.
Объем, нормы и порядок контроля и приемки
отливок устанавливаются .в соответствии с требо-
ваниями ГОСТ 977—75 и ГОСТ 2176—67.
Испытания на растяжение производятся в соот-
ветствии с ГОСТ 1497—61 на цилиндрических об-
разцах пятикратной длины с диаметром расчетной
части 10 мм. Допускается применение образцов
пятикратной длины с диаметром расчетной части 6
или 5 мм.
Испытания на ударную вязкость — по
ГОСТ 9454—60 на образцах типа 1.
Испытания на определение предела выносливос-
ти (усталости) —по ГОСТ 2860—65.
Испытания на холодный изгиб при отсутствии
специальных указаний в чертеже или технических
условий производятся на образцах размерами
10x20X 160 мм — по ГОСТ 14019—68.
Испытания на ползучесть — по ГОСТ 3248—60.
Испытания на длительную прочность — по
ГОСТ 10145—62.
Гидравлические испытания труб — по
ГОСТ 3845—75.
Испытания труб на сплющивание — по
ГОСТ 8695—75.
Испытания труб па раздачу- по ГОСТ 8694 -75.
Испытания труб на бортование — по
ГОСТ 8693—58.
Испытания труб на загиб — по ГОСТ 3728—66.
Определение твердости, как правило, произво-
дится на приборе Бринелля по ГОСТ 9012—59, на
приборе Роквелла —но ГОСТ 9013—59 и на прибо-
ре Виккерса — по ГОСТ 2999—75.
Для определения твердости крупных деталей
допускается применение приборов ударного дейст-
вия.
Твердость валков холодной прокатки и других
деталей с высокой твердостью определяется прибо-
ром Шора.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
Литейные свойства
В марочнике принята оценка характеристик ли-
тейных свойств в виде относительных величин-коэф-
фициентов, равных отношению показателей для
изучаемого и эталонного сплава, определенных по
единым методикам. В качестве эталона принята
сталь марки ЗОЛ. Для оценки технологичности при-
няты следующие показатели:
Кж.т.— показатель жидкотекучести (равен отноше-
нию величины жидкотекучести данной ста-
ли и эталона);
Кт.у.— показатель трещиноустойчивости (равен
отношению величины трещиноустойчивости
данной стали и эталона);
Ку,р. — показатель склонности стали к образова-
нию усадочных раковин (равен отношению
объема усадочной раковины в отливке из
данной стали и эталона);
Ку.п. — показатель склонности стали к образова-
нию усадочной пористости (равен отноше-
нию пористой зоны в отливке из данной
стали и эталона).
Жидкотекучесть определялась по спиралевид-
ной пробе. Длина залитой спирали в см выражает
жидкотекучесть сплава.
Линейная усадка определялась на приборе кон-
струкции Большакова.
Склонность стали к образованию усадочных ра-
ковин и пор определялась на цилиндрическом об-
разце, переходящем в верхней части в усеченный ко-
нус. Усадочная пористость определялась по ширине
пористой зоны.
Трещиноустойчивость определялась на приборе
конструкции ЦНИИТМАШа. Прибор показывает
стойкость стали против образования горячих тре-
щин, которые образуются вследствие заторможен-
ной усадки образцов.
Литейные свойства определялись при темпера-
туре начала затвердевания стали +50—70°.
Механические свойства отливок, поставляемых
по ГОСТ 977—75, приведены в марочнике для от-
ливок II и III групп.
6
Ковочные свойства
Для характеристики ковочных свойств в мароч-
нике приводятся механические свойства в зависи-
мости от температуры испытания в интервале ко-
вочных температур и критерий ковкости. Помимо
ковочных свойств, приводятся температурные пара-
метры ковки и условия охлаждения преимущест-
венно крупных поковок, откованных как из слит-
ков, так и из заготовок.
Критерий ковкости, являющийся комплексным
показателем, характеризует способность металла к
ковке и равен /С = —-----— .
аь кгс/мм2
При /Сф<0,1 сталь (сплав) не куется, при Кц —
0,1—3,0 — ковкость низкая, при ^=3,1—8,0—
ковкость удовлетворительная, при /С-ф=8,1—20,0—
ковкость хорошая, при Аф=20 и выше — ковкость
отличная.
Приведенная в марочнике максимальная темпе-
ратура нагрева металла перед ковкой является
максимально допустимой температурой нагрева
металла в печи, причем для стали марок
20Х1М1Ф1ТР (ЭП182), 25ХМФА (ЭИ10),
25Х1М1ФБР (ЭП44), Х5М, 1X11МФ, ХН70ВМТЮ
(ЭИ617), 4Х9С2, 0X13 (ЭП496), 20ХГНР, 40X13,
0Х18Н10Т указана температура сварочной зоны, а
для стали марок Х18Н25С2 и Х16Н9М — температу-
ра томильной зоны печи.
Приведенные температурные интервалы ковки
являются наиболее широкими, а режимы охлажде-
ния — ускоренными, которые достигнуты отдельны-
ми передовыми заводами.
Следует иметь в виду, что использование на дру-
гих заводах рекомендуемых в марочнике парамет-
ров, а также назначение рациональной температу-
ры нагрева металла и условий охлаждения поковок
возможно только после предварительного опробо-
вания и соответствующей корректировки с учетом
местных условий, металлургической технологии,
объема ковочных работ, размера поковок, величины
садки, состояния печного оборудования и др. Реко-
мендуемые условия охлаждения металла после
ковки в ряде случаев не заменяют режимов пред-
варительной термической обработки поковок.
Указанные рекомендации составлены на основа-
нии действующих заводских технологических инст-
рукций и нормалей, а механические свойства при
ковочных температурах — по данным литературных
источников и результатов исследований, проведен-
ных в ЦНИИТМАШе, УЗТМ, УПИ, ЗМЗ и других
организациях.
Обрабатываемость стали и сплавов резанием
определена для условий получистового точения без
охлаждения по чистому металлу резцами, оснащен-
ными твердыми сплавами Т5КЮ, ВК8 (для аусте-
нитных сталей и сплавов на нежелезной основе) и
резцами из быстрорежущей стали марок Р18, Р12
(для углеродистых и легированных марок стали)
при постоянных значениях глубины резания
/= 1,5 мм, подачи 5 = 0.2 мм /об и главного угла в
плане резцов <р = 60°.
Обрабатываемость стали и сплавов резанием
оценивалась по скорости резания, соответствующей
60-минутной стойкости резцов Ueo и выражалась
коэффициента мп и К„Оист1>т по отноше-
нию к эталонной стали. В качестве эталонной стали
принята углеродистая сталь 45 (оя=65 кгс/ммс,
НВ—\79), скорость резания ибо которой принята за
единицу. Коэффициенты обрабатываемости данной
стали Kv для условий точения твердосплавными
резцами определены по формуле:
Kv = ,
итв.спл 145 ’
где с’60 — скорость резания, соответствующая
60-минутной стойкости резцов, при точе-
нии данной стали, м/мин\
145 —значения скорости резания при 60-минут-
ной стойкости твердосплавных резцов при
точении эталонной стали марки 45.
Коэффициенты обрабатываемости стали Kv для
условий точения резцами из быстрорежущей стали
определены по формуле:
ps _ гво
„^быстр.ст уд” ’
где об0 — скорость резания, соответствующая
60-минутной стойкости резцов, при точе-
нии данной стали, м/мин\
70 — значение скорости резания при 60-минут-
ной стойкости быстрорежущих резцов при
точении эталонной стали марки 45.
Для принятых условий резания абсолютное зна-
чение скорости резания ибо данной стали опреде-
ляется умножением ее коэффициента KvmgcriA или
Кобыстр.ст на соответствующие значения и60 эта-
лонной стали марки 45.
Свариваемость стали и сплавов является комп-
лексной характеристикой стали, определяющейся,
с одной стороны, технологическими трудностями,
возникающими при сварке, и, с другой — эксплуа-
тационной надежностью сварных соединений.
В марочнике даны характеристики так называе-
мой технологической свариваемости, по которой
сталь условно разделена на следующие группы:
сталь, свариваемая без ограничений. При свар-
ке нет необходимости применения каких-либо до-
полнительных технологических операций (напри-
мер, подогрева, промежуточной термообработки и
т. п.);
ограниченно свариваемая сталь. При сварке ре-
комендуются или необходимы дополнительные опе-
рации;
трудносвариваемая сталь. Незвоможно полу-
чить качественное соединение без обязательного
применения дополнительных операций;
сталь, не применяемая для сварных конструк-
ций.
Характеристика свариваемости состоит из трех
частей:
1. Группа свариваемости стали.
2. Рекомендуемые способы сварки.
3. Необходимость дополнительных технологичес-
ких операций при сварке. _________ _____„__
Группа свариваемости определяется химическим
составом стали, степенью разработки технологичес-
ких приемов сварки и освоения в производственных
условиях. Способы сварки являются рекомендуе-
мыми, возможно использование и других, применяе-
мых в производстве.
7
Иод технологическими дополнительными опера-
циями подразумевается ряд мер, необходимых при
сварке II и III групп стали, а в особых случаях и
для I группы. К их числу относятся: необходимость
предварительного и сопутствующего подогрева,
проковка швов, наложение отжигающих валиков,
ограничение скоростей нагрева и охлаждения при
сварке, вылеживание после сварки, немедленная
после сварки термообработка и др.
Назначение таких операций зависит от принятой
технологии сварки и ряда других причин, объясне-
ние которых приводится в соответствующей техни-
ческой литературе*.
Необходимость подогрева при сварке и после-
дующей термообработке как сложных операций
приводится в характеристиках свариваемости.
Другие операции, примеры которых были приведе-
ны выше, определяются при разработке технологи-
ческого процесса сварки.
Приняты следующие условные обозначения спо-
собов сварки:
РДС — ручная дуговая сварка;
АДС — автоматическая дуговая сварка;
АрДС — аргоно-дуговая сварка;
ЭШС — электрошлаковая сварка;
КТС — контактная сварка.
Необходимость подогрева и последующей тер-
мообработки может возникнуть при сварке металла
больших толщин из углеродистых, низколегирован-
ных и других марок стали (что в формулировках
свариваемости не отмечается).
Толщина соединений, с которой необходим по-
догрев и термообработка, регламентируется соот-
ветствующими инструкциями отраслевых произ-
водств.
* В частности, см. «Справочник сварщика> под редакцией Соко-
лова, Винокурова и Акулова.
Таблица 1
Значения температур подогрева при сварке
Группа сталей Температура подогрева, °C
Низкоуглеродистая с содержа- нием углерода до 0,22% 120—150 (на многослойных швах при сварке металла больших толщин — 40 мм)
Среднеуглеродистая с содер- жанием углерода до 0,45% и 25Л* 150-300 150 (при толщине стенки 30 мм)
Высокоуглеродистая Низколегированная Низколегированная 15ГС* 300—450 200—250 200 (при толщине стенки свыше 30 мм)
Легированная конструкцион- ная До 400
Теплоустойчивая: 15ХМ* 12Х1МФ 15Х1МФ* 15Х1М1ФЛ* 20ХМФЛ* 250—400 при толщине стенки, мм: 7—30 свыше 30 200 250 250 300 300 350 350 350 350 350
Жаропрочная аустенитная К о>р розион н а я не аустенитного класса Без подогрева
* Требования ОП 02ЦС—66 Министерства.
В табл. 1 п 2 приведены в качестве примера не-
которые требования «Основных положений» ОП
02ЦС—66 «Трубные системы котлоагрегатов и
трубопроводы тепловых электростанций. Сварка и
термообработка сварных соединении», которые мо-
гут служить в качестве ориентировочных данных
для выбора п назначения режимов подогрева и тер-
мообработки сварных соединений.
Таблица 2
Примерные режимы термообработки сварных соединений
Группа стали Режим и назначение термической обработки
Углеродистая 20 (трубная)* Низколегированная 15ГС (трубная)* Теплоустойчивая: 15ХМ* 12X1 МФ* 15Х1МФ* 15Х1М1ФЛ* 20ХМФЛ* 12Х2МФЛ* 12Х2МФСР* 20ХЗМВФ Высокохромистая: 15X11МФ 15Х12ВМФ Х11ЛБ 15Х11В2МФ 15Х11В2МФЛ Жаропрочная и корро- зионно-стойкая Отпуск при 640 —670° (для сня- тия сварочных напряжений). В некоторых случаях нормализа- ция (920—940°) или закалка с отпуском. Отпуск при 650—680° при тол- щине стенки свыше 36 мм. Отпуск при 670—700° для снятия сварочных напряжений. Отпуск при 650—680° при тол- щине стенки свыше 30 мм При толщине Отпуск при стенки более, мм 10 700—730° 6 720—750° 6 730—760’ 6 730—760° 3,5 (трубы 740—760° поверхностей нагрева) 3,5 740—760° 720—740° Отпуск при 720—730° То же То же Отпуск при 740—760° Отпуск при 720—740° Сварные соединения стали аус- тенитного класса: стабилизация при 780—820’ или аустенизация при 1000—1100’ (нагрев в интер- вале 500—900° со скоростью не менее 100°/час) для снятия напря- жений, выравнивания структуры и свойств. Сварные соединения стали мартенситного или феррит- ного класса — отпуск при 700— 800°.
* Требования ОП 02ЦС—66 Министерства.
Режимы подогрева (и термообработки) должны
выбираться в зависимости от ряда условий: толщи-
ны, жесткости конструкции, содержания углерода
и легирующих элементов, интенсивности теплоотво-
да и т. д. Имеет также значение и применяемый
способ сварки. Так, для КТС подогрев и последую-
щая термообработка применяются редко из-за отно-
сительно небольших свариваемых сечений и техно-
логических особенностей сварки. Способ АрДС
применяется чаще всего при сварке тонких сечений,
где обычно подогрев не требуется.
При сварке под флюсом, газоэлектрической и
ручной дуговой сварке подогрев необходим для не-
которых марок низколегированных, легированных
(кроме стали аустенитного класса) и углеродистых
(при содержании углерода выше 0,22%) сталей.
8
Необходимость предварительного подогрева
перед началом сварки зависит также от сваривае-
мых толщин и технологии выполнения сварки («на
проход», «горкой», «каскадом» и т. д.).
Режимы термообработки. Для сварных соедине-
ний конструкции из стали перлитного класса при-
меняют обычно: для снятия сварочных напряжений
и снижения твердости сварных соединений — высо-
котемпературный отпуск; для выравнивания
свойств и улучшения структуры (например, после
ЭШС)—нормализацию, а также полную термооб-
работку — закалку с отпуском.
При определении режимов термообработки не-
обходимо принимать во внимание марку стали, наз-
начение конструкции, возникновение деформаций,
допустимый уровень остаточных напряжений и т. д.
Необходимость термообработки обычно указы-
вают в ТУ на деталь. Если этого нет, то можно
руководствоваться следующим: низкоуглеродистые
и низколегированные стали подвергаются термо-
обработке в зависимости от назначения конструк-
ции (степени ответственности), при сварке толщины
свыше 40 мм для углеродистых и среднелегирован-
ных марок стали необходима немедленная термо-
обработка.
Если по условиям изготовления термообработка
невозможна, то технологическим процессом должны
быть предусмотрены операции для снижения уров-
ня напряжений до безопасной величины (как на-
пример, проковка, сварка поперечной горкой, пра-
вильный выбор режимов и материалов).
В табл. 2 приведены принятые режимы термооб-
работки сварных соединений для некоторых марок
стали.
Технологические особенности сварки стали. Низ-
коуглеродистые стали с содержанием до 22% угле-
рода относят к разряду хорошо свариваемых. В не-
которых случаях при сварке металла больших тол-
щин применяют подогрев и термообработку.
Сталь углеродистая обыкновенного качества
марок Ст. 2, Ст. 3, группы В и Ст. 1, Ст. 2, Ст. 3
группы Б по ГОСТ 380—71 поставляется с гаран-
тией свариваемости, что отмечено в соответствую-
щих характеристиках свариваемости.
Сталь с содержанием 0,23—0,45% углерода
склонна к подкалке, в связи с чем возникает ряд
трудностей при ее сварке. Меры, которые необхо-
димо принять для получения качественного соеди-
нения, сводятся к следующему: применять предвари-
тельный (при необходимости) и сопутствующий
подогревы (250—300°); режимы сварки должны
обеспечивать минимальное проплавление кромок:
рекомендуется замедленное остывание конструк-
ции. Термообработка — отпуск, а при требовании
высокой пластичности — закалка с отпуском.
Высокоуглеродистая сталь с содержанием
0,46—0,75% углерода, как правило, не применяется
для сварных конструкций. Необходимость ее свар-
ки возникает при наплавках или ремонте. Вопросы
сварки приходится решать для каждой конструк-
ции в зависимости от комплекта требуемых свойств.
Сварка низколегированной стали не отличается
от сварки углеродистой стали и заключается, глав-
ным образом, в выборе соответствующих свароч-
ных материалов.
Сварка теплоустойчивой стали производится с
подогревом и последующей термообработкой —
высоким отпуском.
При сварке высокохромистой стали необходимы
подогрев и последующий высокий отпуск.
Выбор сварочных материалов: электроды, про-
волока, флюсы и т. д. — должен производиться в за-
висимости от способа сварки, назначения конструк-
ции и требований к сварным соединениям, регла-
ментируемых отраслевыми нормалями.
Жаропрочные стали и сплавы аустенитного
класса используются для основных деталей энерге-
тического оборудования с рабочей температурой
600° и выше, например, для изготовления паропро-
водных и пароперегревательных труб, паровой ар-
матуры, корпусов клапанов, а также узлов и дета-
лей паротурбинных и газотурбинных установок.
Сварка аустенитных жаропрочных сталей и
сплавов имеет свои особенности и связана с неко-
торыми трудностями, вызванными большей или
меньшей склонностью сталей к образованию трещин
в околошовной зоне, различной технологичностью
применяемых при сварке этих сталей присадочных
материалов, а также склонностью сварных соеди-
нений к локальным разрушениям в процессе эксп-
луатации конструкций при температурах 580—650°.
Склонность сталей и сплавов к локальным раз-
рушениям в процессе эксплуатации значительно
снижается в случае применения после сварки высо-
котемпературной термической обработки (аустени-
зации), поэтому последующая термическая обра-
ботка сварных соединений является обязательным
технологическим процессом, способствующим повы-
шению надежности сварных конструкций в эксп-
луатации.
По технологической свариваемости аустенитные
жаропрочные стали и сплавы также могут быть
условно разбиты на следующие группы:
стали, свариваемые без ограничений. К этой
группе следует отнести стали марок Х.16Н9М2,
12Х18Н9, Х18Н9Т, 12Х18Н10Т и др., химический
состав которых характеризуется отношением экви-
валентов* хрома и никеля, равным 1,3—1,6. Для
сварки этой стали применяются аустенитно-феррит-
ные электроды или сварочные проволоки, обеспечи-
вающие высокую трещиноустойчивость металла
шва. В околошовной зоне сталей этой группы горя-
чих трещин, как правило, не наблюдается. Стали
этой группы в меньшей степени склонны к локаль-
ным разрушениям;
стали ограниченно свариваемые. К этой группе
отнесены стали марок 12Х18Н12Т, 20Х23Н18
(ЭИ417), 1Х14Н14В2М (ЭИ257), 08Х16Н13М2Б
(ЭИ405), 1Х16Н14В2ВР (ЭП17), 1Х16Н16В2МВР
(ЭП184) и др., химический состав которых характе-
ризуется отношением эквивалентов хрома и никеля,
близким к единице. При их сварке возможно появ-
ление околошовных трещин. Сварка осуществляется
аустенитно-ферритными электродами, применение
которых позволяет получить швы, свободные от
горячих трещин;
* Эквиваленты хрома и никеля подсчитываются по следующим
приближенным формулам:
[Cr ]=Cr%+l,5Si%+Mo%+0.8V%+0,5Nb%+W%+3 5AI%+4Ti%.
[Ni ]«=Ni%+0,6Mn%4-0.5Cu%+30C%+30N%.
9
стали трудносваривасмые. К этой группе
отнесены стали марок 45Х14Н14В2М (ЭИ69),
1Х14Н18В2БР (ЭИ695Р), 09Х14Н19В2БР1
(ЭИ726), 08Х15Н24В4ТР (ЭШ64), ХН35ВТ
(ЭИ612), ХН35ВТР (ЭИ725) и др. с отношением
эквивалентов хрома и никеля меньше единицы. Эти
стали склонны к образованию горячих трещин
в околошовной зоне при сварке жестких толсто-
стенных конструкций. Применяемые для их сварки
присадочные материалы не обеспечивают столь же
высокой стойкости металла шва против образова-
ния горячих трещин, как аустенитно-ферритные.
В связи с этим приходится использовать при ручной
электродуговой сварке электроды малого диаметра
(не более 3 мм), сварку производить «ниточными»
швами, строго следить за отсутствием перегрева
металла сварного соединения и появлением трещин
и надрывов в наплавленном металле с целью их
своевременного удаления.
В характеристиках свариваемости для некото-
рых марок стали рекомендуются электроды, специ-
ально разработанные и применяемые для их сварки.
Коррозионные свойства некоторых марок стали
приводятся в марочнике в условиях наиболее ха-
рактерных для отрасли сред горячих газов, пара и
воды.
Наиболее важными видами коррозионного раз-
рушения являются:
общая или равномерная коррозия;
точечная или язвенная коррозия;
межкристаллитная коррозия;
коррозионное растрескивание (коррозия под на-
пряжением).
При сравнении коррозионной стойкости различ-
ных металлов с различными удельными весами
наиболее удобным является глубинный показатель
коррозии—-уменьшение толщины металла вслед-
ствие коррозии, выраженное в литейных единицах
и отнесенное к единице времени (мм/ед. врем.).
В настоящем марочнике все данные о жаростой-
ких свойствах приведены в одних единицах —
мм/год. С этой целью для некоторых марок стали и
сплавов был произведен перерасчет на окисел
металла типа МегОз или Ме3О4, где количество кис-
лорода колеблется в среднем от 27 до 32%.
Коррозионная стойкость нержавеющих марок
стали в водных растворах, опытные данные по ко-
торой характеризуются большим разбросом, в
СССР и за рубежом (США, ФРГ) оценивается по
пятибалльной шкале (табл. 3).
Таблица 3
Пятибалльная шкала коррозионной стойкости
Балл Скорость коррозии, мм) год Группа стойкости
1 <0,1 Весьма стойкие
2 0,10—1,0 Стойкие
3 1—3,0 Пониженно стойкие
4 3,0—10 Малостойкие
5 >10 Нестойкие
Поэтому пятибалльная шкала принята в настоя-
щем марочнике для оценки как общей, так и точеч-
ной коррозии стали в воде.
Для многих марок стали количественные данные
по скорости точечной коррозии в литературе отсут-
10
ствуют, имеются лишь указания на наличие склон-
ности к этому виду коррозии.
При подборе конструкционных материалов сле-
дует учитывать, что скорость точечной коррозии на
марках стали, которые подвержены этому виду раз-
рушения, как правило, в несколько раз превышает
скорость общей коррозии.
В марочнике приводятся сведения о склонности
к межкристаллитной коррозии только аустенитных
нержавеющих марок стали, проверка которых про-
водится в соответствии с ГОСТ 6032—58.
Однако и высокохромистая сталь также может
быть подвержена межкристаллитной коррозии.
Карбиды хрома в этой стали .выпадают по границам
зерен при быстром охлаждении с температур выше
900° при термической обработке или после сварки.
Склонность высокохромистых марок стали к межкри-
сталлитной коррозии устраняется отжигом при 700°.
Склонность стали к коррозионному растрески-
ванию оценивается по времени до разрушения в
данной среде при заданном напряжении.
При составлении материала о коррозионной
стойкости стали использовались литературные дан-
ные, а также результаты, полученные в ЦНИИТ-
МАШе.
Склонность стали к отпускной обратимой хруп-
кости, проявляющаяся в снижении ударной вязкос-
ти при медленном охлаждении пли при длительной
эксплуатации деталей в интервале температур
450—650°, в марочнике оценена качественно. Сталь,
склонная к обратимой отпускной хрупкости, требует
быстрого охлаждения после отпуска.
Флокеночувствительность дана для поковок и
проката сечением более 100 лик
По флокеночувствительности сталь и сплавы
всех марок условно разбиты на четыре группы:
нефлокеночувствительные — углеродистые и ле-
гированные марганцем и кремнием с содержанием
углерода до 0,35%;
малофлокеночувствительные — углеродистые и
легированные марганцем и кремнием с содержа-
нием углерода свыше 0,35%;
флокеночувствительные — хромистые и хромо-
молибденовые;
повышенной флокеночувствительности — хромо-
никелевольфрамовые и хромоникелемолибденовые.
В приложениях к марочнику приведены следую-
щие справочные данные:
1. Механические свойства в зависимости от
температуры отпуска.
2. Механические свойства в зависимости от тем-
пературы испытания.
3. Механические свойства при ковочных темпе-
ратурах.
4. Полосы прокаливаемости, построенные по
методу торцовой закалки по ГОСТ 5657—70.
5. Таблицы физических характеристик стали и
сплавов, в которые включены данные по удельному
весу, коэффициенту линейного расширения, тепло-
проводности, теплоемкости, модулю сдвига и моду-
лю нормальной упругости.
G. Таблица перевода твердости.
7. Марки, область применения и свойства элек-
тротехнических марок стали.
8. Список унифицированных марок стали и спла-
вов.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Обозначения механических и физических
свойств
аь, кгс/мм2—предел прочности при растя-
жении;
от, кгс/мм2— предел текучести (физичес-
кий) ;
а0>2, кгс/мм2—условный предел текучести
при величине остаточной де-
формации 0,2%;
о, б10, % — относительное удлинение пяти-
кратной и десятикратной дли-
ны образца соответственно;
О, % — относительное сужение попе-
речного сечения;
ан, кгс-м/см2— ударная вязкость;
аизг, кгс/мм2— предел прочности при изгибе;
кгс/мм2—предел прочности при сжатии;
tb, кгс/мм2—предел прочности при круче-
нии;
a—i, кгс/мм2—предел выносливости при изги-
бе с симметричным циклом
нагружения;
r_lf кгс/мм2—предел выносливости при кру-
чении с симметричным циклом
нагружения;
оно", кгс/мм2—предел ползучести;
им11, кгс/мм2— предел длительной прочности;
□о, кгс/мм2—начальное напряжение при ре-
лаксации;
оогт, кгс/мм2— остаточное напряжение после
определенных сроков службы;
□ю" (надр) — коэффициент чувствительности
аюп (гладк) к надрезу;
ек, % — конечное удлинение при испы-
тании на длительную проч-
ность;
НВ, кгс/мм2— число твердости по Бринеллю;
domn, мм—диаметр отпечатка по Бринел-
лю при диаметре шарика
10 мм и нагрузке 3000 кг;
HRC— число твердости по Роквеллу
(шкала С, нагрузка 150 кг);
HRA — число твердости по Роквеллу
(шкала А, нагрузка 60 кг);
HRB — число твердости по Роквеллу
(шкала В, нагрузка 100 кг);
HSh — число твердости по Шору;
HV — число твердости по Виккерсу;
и, сек~1 —скорость деформации;
v, мм/мин — скорость деформирования;
Ау, %/кгс/мм2—критерий ковкости;
тв.спл — коэффициент обрабатываемо-
сти для условий точения твер-
досплавными резцами;
Kv быстр.ст — коэффициент обрабатываемос-
ти для условий точения резца-
ми из быстрорежущей стали;
а, мм/мм-град— коэффициент линейного рас-
ширения;
С, кал/г- град удельная теплоемкость;
Z, кал/сМ'СеК'град — коэффициент теплопроводнос-
ти;
7, г/см? —удельный вес;
Е, кгс/мм? - модуль нормальной упругости;
G, кгс/мм2 — модуль сдвига;
р-108, Ом-м — удельное электросопротивле-
ние.
Обозначения химических элементов
С — углерод;
Si — кремний;
Мп — марганец;
S — сера;
Р — фосфор;
Сг — хром;
Ni — никель;
Мо — молибден;
W — вольфрам;
V — ванадий;
Со — кобальт;
Ti — титан;
А1 — алюминий;
Си — медь;
As — мышьяк;
Zr — цирконий;
В — бор;
N •— азот;
Fe — железо;
Nb — ниобий;
Se — селен.
Обозначения марок стали и сплавов
В обозначении марки две цифры указывают
среднее содержание углерода в сотых долях про-
цента.
Буквы за цифрами обозначают:
С — кремний; Т — титан;
г — марганец; Ю- - алюминий;
п — фосфор; д- - медь;
X — хром; Ц- - цирконий;
н — никель; р — бор;
м — молибден; А — азот;
в — вольфрам; Б — ниобий;
ф — ванадий; Е — селен.
к — кобальт;
Цифры, стоящие после букв, указывают пример-
ное содержание легирующего элемента в целых
единицах. Отсутствие цифры означает, что содер-
жание этого элемента до 1,5% (по верхнему преде-
лу)-
Буква «А» в конце наименования марки обозна-
чает «высококачественная», сталь особовысокока-
чественная обозначается буквой «Ш».
Например: качественная — ЗОХГС;
высококачественная — ЗОХГСА;
особовысококачественная —
ЗОХГС АШ.
Принятые сокращения
ТВЧ — нагрев токами высокой частоты;
ТПЧ —нагрев токами промышленной частоты;
ЭШП — электрошлаковый переплав;
ВДГ1 —вакуумно-дуговая плавка;
МКК —межкристаллитная коррозия.
И
Раздел I
СТАЛЬ
КОНСТРУКЦИОННАЯ
СТАЛЬ УГЛЕРОДИСТАЯ
ОБЫКНОВЕННОГО КАЧЕСТВА
Марка стали
Ст. О
Вид поставки:
Сортовой прокат- ГОСТ 2590—71, ГОСТ 2591—71. Уголки — ГОСТ 8509—72,
ГОСТ 8910—57. Швеллеры—ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72.
Лист тонкий- ГОСТ 19903—74. Лист толстый—ГОСТ 19903—74. Полоса—ГОСТ 103—67,
ГОСТ 82- 70. Ленга—ГОСТ G009—74, ГОСТ 503—71. Проволока — ГОСТ 3282—74,
ГОСТ 17305- 71. Фасонный прокат—ГОСТ 8275—57, ГОСТ 19771—74, ГОСТ 19772—74,
ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8283—72. Сталь рифленая — ГОСТ 8568—75.
Химический состав, %, по ГОСТ 380—71
С Si Мп S р Сг Ni Си i As Примечание
не более
<0,23 — — 0,060 0,070 - — i БСт.О
Ас,
Т-ра критических точек, °C
Ас3
Аг,
Аг8
Механические свойства при 20° по ГОСТ 380—71
ГОСТ, ТУ Марка стали Режим термообработки Сечение, мм г “Ч о, % % Он, кгс • м/см2 Загиб 180‘
операция темпера- тура, С охлаж- дающая среда
не менее
ГОСТ 380—71 Ст.0 В горячекатаном состоянии До 16 16—40 Св. 40 — 31 23 22 20 — — d = 2o*
* Для толщин свыше 20 мм диаметр оправки увеличивается
на толщину образца.
на
НВ
Назначение. Ст.0 и БСт.О (категории 1 и 2) — нерассчитываемые второстепенные элементы сварных и несварных кон-
струкций и неответственные детали: настилы, арматура, подкладка, шайбы, перила, кожухи, обшивки
и др.
Предел выносливости
°—1> кгс/мм2 т_(, кгс!мм2 Термообработка
+20
___Ударная вязкость при отрицательных температурах
ан, кгс • м!см2, при температуре, °C
0
" у
—20
—40
—60
—80
Термообработка
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлажде- ния
интенсивные обжатия проглажива- ние
Слиток 1280 750 700
Заготовка 1300 700 700
Флокеночувствительность
Свариваемость
Сваривается без ограниче-
ний.
Способы сварки: РДС,
АДС под флюсом и газо-
вой защитой, ЭШС и
КТС
Обрабатываемость резанием
В горячекатаном состоянии
при НВ 103—107 и аь =
47 кгс 1мм7 Kv=2,10 (твер-
дый сплав), Kv = 1,65
(быстрорежущая сталь)
Не чувствительна
Склонность к отпускной
хрупкости
Не склонна
16
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71; ГОСТ 2591—71. Уголки — ГОСТ 8509—72; ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72. Лист тонкий—ГОСТ 19903—74. Лист толстый—ГОСТ 19903—74. Полоса—ГОСТ 103—67, ГОСТ 82—70. Лента —ГОСТ 6009—74, ГОСТ 503—71. Проволока — ГОСТ 3282—74, ГОСТ 17305—71. Фасонный прокат—ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8283—67. Сталь рифленая — ГОСТ 8568—73. Трубы — ГОСТ 10705—63, ГОСТ 10706—63, ГОСТ 3262—75. Сталь прокатная — ГОСТ 5267—63.
Ст. 2сп, Ст. 2пс, Ст. 2кп
Химический состав, %, по ГОСТ 380—71 Т-ра критических точек, °C
С Si* Мп S Р 1 Сг Ni I Си I As Примечание Асх Аг, Аг3
не более
0,09— 0,15 0,12— 0,30 0,25— 0,50 0,050 0,04( ) 0,30 0,30 0,30 | 0,08 Б Ст.2сп и ВСт.2сп
Механические свойства при 20°
ГОСТ, ТУ Марка стали Режим термообработки Сечение, мм zww/02yi J кгс/мм? % + О'' со с? « Загиб на 180° НВ
операция температура, °C охлаж- дающая среда
не менее
ГОСТ 380—71 Ст.2сп Ст.2пс ВСт.2сп ВСт.2пс В горячекатаном состоянии До 16 Св. 16 до 40 Св. 16 до 100 Св. 100 23 22 21 20 34—44 32 31- 29 </ = 0** (без оправ- ки) —
Ст.2кп ВСт.2кп В горячекатаном состоянии До 16 Св. 16 до 40 Св. 40 до 100 Св. 100 22 21 20 19 33—42 33 32 10 —
* Для БСт. 2пс и ВСт. 2пс Si = 0,05—0,15%; БСт.2кп и БСт.2кп Si<0,07%. ** Для толщин свыше 20 мм диаметр оправки увеличивается па толщину образца.
Назначение. Неответственные детали, требующие повышенной пластичности или глубокой вытяжки; малонагружен- ные элементы сварных конструкций, работающие при постоянных нагрузках и при положительных темпе- ратурах.
Предел выносливости Ударная вязкость при отрицательных температурах
O—I, кгс[м^ т—1, кгс/мм2- Т ер мообра ботка аи,кгс • м!см2, при температуре, °C Термообработка
+20 | 0 —20 —40 —60 | —80
2,4—6,4 1,3—1,6 0,8 0,8 — — Горячекатаное состояние Пруток 140— 150 мм
Технологические свойства
Температурные параметоы ковки атура Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпер из слитков из заготовок
конца ковки, °C размер сечения, мм условия охлаждения условия охлажде- ния
интенсивные обжатия проглажива- ние размер сечения, мм
Слиток 1280 750 700 До 1000 >1000 На воздухе В закрытой песочной яме На возду- хе
Заготовка 1300 750 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограниче- ний. Способы сварки: РДС, АДС под флюсом и газовой защитой, ЭШС и КТС. Для толщин свыше 36 мм ре- комендуются подогрев и после- дующая термообработка. Гр. Б — свариваемость га- рантируется по требованию заказчика. Гр. В — свариваемость га- рантируется В горячекатаном состоянии при НВ 137 /+=2,0 (твердый сплав), К— 1,6 (быстрорежу- щая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
2—2864
17
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71. Уголки — ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры—ГОСТ 8240—72. Балки
Ст.Зсп двутавровые - ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74. Лист толстый — ГОСТ 19903 -74. Полоса — ГОСТ 103—67, ГОСТ 82—70. Лента —ГОСТ 6009—74, ГОСТ 503—71. Проволока—ГОСТ 14085—68, ГОСТ 2590—71. Фасонный прокат — ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67. Сталь рифленая — ГОСТ 8568—73. Сталь для армирования ж/б конст- рукций-ГОСТ 5781—75. Трубы —ГОСТ 8731—74, ГОСТ 8734—75, ГОСТ 10705—63, ГОСТ 10706—63. Сталь для вагоностроения — ГОСТ 5267—63.
Т-ра критических точек, °<
Химический с о с т а в, %, и о ГОСТ 380—71
С Si Мп S Р | Сг Ni Си | As Примечание Асг
не более
0,14— 0,22 0,12— 0,30 0,40— 0,65 0,050 0,040 0,30 0,30 1 0,30 j 0,08 1' БСт.Зсп, ВСт.Зсп
Ас3
Аг,
Аг3
Механически е свойства при 20° п о ГОСТ 380—71
ГОСТ, ТУ Марка стали Режим термообработки Сечение, мм кгс/мм2 =». i к^с/мм2 -.С хр * ан, кгс-м/см2 Загиб па 180° НВ
операция темпера- тура, С охлаж- дающая среда
не менее
ГОСТ 380—71 Ст.Зсп, ВСт.Зсп В горячекатаном состоянии До 16 Св. 16 до 40 Св. 40 до 100 Св. 100 25 24 23 21 38—49 26 25 23 — — d=0,5a* —
ГОСТ 8479—70 Ст.Зсп ВСт.Зсп Нормализация 900—950°, воздух До 100 100—300 300—500 500—800 **22 20 19 19 44 40 38 36 24 23 22 20 53 50 45 40 5,5 5,5 5,5 5,0 — 123—167 111 — 156 101 — 143 101—143
* Для толщин свыше 20 мм диаметр оправки увеличивается на толщину образца.
Назначение. Группа А (катег. 2 и 3), группа Б (катег. 2), группа В (катег. 2, 3 и 6) — несущие элементы сварных и не-
сварных конструкций и деталей,
Группа Б (катег. 6) в фасонном
тающие при переменных нагрузках
с гарантируемой свариваемостью.
Группа В (катег. 5) в фасонном
тающих при переменных нагрузках:
при толщине проката до 25 мм — в интервале температур от —40 до +425°;
при толщине проката свыше 25 мм— в интервале температур от —20 до +425°;
при условии заказа и поставки с гарантируемой свариваемостью в соответствии с п. 1.9 ГОСТ 380 71.
Поковки сечением до 800 лети.
работающих при положительных температурах,
и
в
листовом прокате — несущие элементы сварных конструкций, рабо-
области положительных температур при условии заказа и поставки
листовом прокате — несущие элементы сварных конструкций, рабо-
и
Предел выносливости на базе 107 циклов
Ударная вязкость при отрицательных температурах
о-—х. кгс/мм2 т—j, кгс/мм2 Термообработка ан, кгс • м/см2, при температуре, °C Примечание
+20 0 -20 —40 —50
19,5* 9,5** — Лист толщиной 40 мм в горя- чекатаном состоянии Образцы 0 10 мм: * гладкий, ** с надрезом 4,1—20,8 4,0—7,1 3,1—6,8 0,9—6,3 1,1—2,8 Лист толщиной 10—32 мм
8,6—20,6 7,1—8,9 5,0—7,9 4,3—5,3 1,4—2,8 Фасонный прокат толщиной 12 мм
Технологические свойства
Температурные параметры ковки ! Охлаждение поковок, изготовленных
максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура из слитков из заготовок
состояние конца ко интенсивные обжатия вки, °C проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлажде- ния
Слиток 1280 750 700 До 1000 На воздухе В закрытой песочной яме На возду- хе
Заготовка 1300 750 700 >1000
Флокеночувствительность
Свариваемость
Сваривается без ограничений. Способы сварки: РДС, АДС
под флюсом и газовой защитой, ЭШС и КТС.
Для толщин свыше 36 мм рекомендуется подогрев и обязатель-
на последующая термообработка
Обр аба тыв асмость рез а ннем
В горячекатаном состоянии
при НВ 124 и 0/7 = 41 кгс/мм2
К., = 1,8 (твердый сплав),
А>.= 1,6 (быстрорежущая
I сталь)
Не чувствительна
Склонность к отпускной хруп-
кости_______________
Не склонна J
18
Марка стали
Ст. Зпс
Вид поставки:
Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71. Уголки—ГОСТ 8509—72
ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72.
Лист тонкий—ГОСТ 19903—74. Лист толстый—ГОСТ 19903—74. Полоса—ГОСТ 103—67
ГОСТ 82—70. Лента—ГОСТ 6009—74, ГОСТ 503—71. Проволока — ГОСТ 14085—68,
ГОСТ 2590—71. Фасонный прокат—ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75,
ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67. Сталь рифленая — ГОСТ 8568—73.
Сталь для армирования ж/б конструкций — ГОСТ 5781—75. Трубы — ГОСТ 8731—74,
—75, ГОСТ 10705—63, ГОСТ 10706—63. Сталь для вагоностроения —
5267—63.
ГОСТ
ГОСТ
с о с т а в, %, п о ГОСТ 380—71
Т-ра критических точек, °C
С Si Мп S Р Сг Ni Си | As Примечание Acj Ас3 Агг Аг3
не более
0,14—0,22 0,05—0,15 0,40—0,65 0,050 0,040 0,30 0,30 0,3 0,08 БСт.Зпс, ВСт.Зпс
Механические свойства при 20°
ГОСТ, ТУ Марка стали Режим те операция р м о о б р темпера- тура, °C а б о т к и охлаж- дающая среда Сечение, мм кгс!мм2 % ‘о % Ч Q У Загиб i:a 180° НВ
не более
ГОСТ 380—71 Ст. Зпс ВСт.Зпс В горячекатаном состоянии До 16 Св.16 до 40 Св.40 до 100 Св. 100 25 24 23 21 38—49 26 25 23 — — d- 0,5а* —
Для толщин свыше 20 мм диаметр оправки увеличивается на толщину образца.
Назначение. Группа А (катег. 2 и 3), группа Б (катег. 2), группа В (катег. 2, 3 и 6) —несущие и ненесущие элемен-
ты сварных и несварных конструкций и деталей, работающих при положительных температурах.
Группа В (катег. 4) в фасонном и листовом прокате — несущие элементы сварных конструкций,
щие при переменных нагрузках в области температур от —20°, при условии заказа и поставки
тируемой свариваемостью.
Группа В (катег. 5) в фасонном и листовом прокате толщиной до 10 мм — несущие элементы
конструкций, работающие при переменных нагрузках в температурном интервале от —40 до
прокате толщиной от 1'0 до 25 мм — несущие элементы, .работающие при переменных нагрузках
ласти положительных температур, а также несущие элементы сварных конструкций, работающие
при температуре от —40 до +425°, при уело вин поставки с гарантируемой свариваемостью в соответ-
ствии с п. 1.9. ГОСТ 380—71.
работаю-
с гаран-
сварных
+425°, в
в об-
Предел выносливости Ударная вязкость при отрицательных температурах
о—!, кгс,/мм2 т—ь кгс/мм2 Термообработка ан, кгс • м/см2, при температуре, °C Термообработка
+20 0 i —20 —40 —60 —80
5,6—12,9 1,3—13,0 0,7—11,4 0,8—5,8 — — Лист толщиной 12—30 мм
7,3—20,0 8,1—24,0 0,9—21,5 0,5—18,8 Фасонный про- кат толщи- ной до 16 мм
Технологические свойства
Охлаждение поковок, изготовленных
параметры ковки
состояние максимальная температура нагрева ме- талла перед ковкой, °C минимальная температура конца ковки, °C интенсивные 1проглажива- обжатия 1 ние из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлажде- ния
Слиток 1280 750 700 До 1000 >1000 На воздухе В закрытой песочной яме На возду- хе
Заготовка 1300 750 700
Свариваемость
Обрабатываемость резанием
Сваривается без ограничений. Способы сварки: РДС, АДС
под флюсом и газовой защитой, ЭШС и КТС.
Для толщин свыше 36 мм рекомендуется подогрев и обяза-
тельна последующая термообработка
В горячекатаном состоянии при
НВ 124 и <ift=41 кгс!мм2
Kv = 1,8 (твердый сплав),
=1,6 (быстрорежущая
сталь)
Флокеночувствительность
Не чувствительна
Склонность к отпускной хруп-
кости
Не склонна
19
Маркл стали Вид поставки: Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71. Уголки — ГОСТ 8509—72, ГОСТ 5510—72. Швеллеры — ГОСТ «240—72. Балки двутавровые—ГОСТ 8239—72. Лист тонкий - -ГОС! 19903- 74. Лист толстый — ГОСТ 19903—74. Полоса — ГОСТ 103—67, ГОСТ 82—77. Лента—ГОСТ 6009—74, ГОСТ 503—71. Проволока — ГОСТ 11085—68, ГОСТ 2590—77. Фасонный прокат —ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67. Сталь рифленая — ГОСТ 8568—73. Сталь для армирования ж/б конструкций — ГОСТ 5781—75.
Ст.Зкп
С 0,14—0,22 X Si <+,07 имически Мп 0,30—0,60 й со S став, . Р । О,О4о| %, по Сг ГОСТ 380— Ni | Си 71 As Примечание БСт.Зкп. ВСт.Зкн Т-ра к Acj эитичес Ас3 КИХ ТОЧ( Агг ж, °C Аг3
0,050 _ не__ 0,30 более 0,30 0,30 0,08
Механические свойства при 20° НВ
ГОСТ, ТУ Марка стали Режим те операция р м о о б р темпера- тура, °C а б о т к и охлаж- дающая среда Сечение, мм 1 кгс/мм2 сч > со n se + % 1 % еч х Й Загиб на 180°
не менее
гост 380—71 Ст. Зкп ВСт. Зкп В горячекатаном состоянии До 16 Св.16 до 40 Св.40 до 100 Св. 100 24 23 22 20 37—47 27 26 24 — — d=0,5a* —
* Для толщин свыше 20 мм диаметр оправки увеличивается на толщину образца.
Назначение. Ст. Зкп, БСт. Зкп в листовом, фасонном и сортовом прокате всех толщин -для второстепенных и мало- нагруженных и иенесущих элементов сварных п несварных конструкций, работающих при температуре от —40 до 4-400°.
Предел выносливости Ударная вязкость при отрицательных температурах
О—ь кгс/мм2 т—j, кгс/мм'2- Термообработка ан, кге • м/см< +20 | 0 | , при температуре, °C — 10 1 —20 | —30 Примечание
10,2—9,1 14,3—4,1 11,7—3,1 15,2—6,5 8,7—6,1 7 7,2—1,5 — 11,4—8,5 \ 0—1,2 ,6—0,9 ,3—0,6 1,6—8,5 5,4—1,3 1,2—0,8 1,3-0,6 6,4—1,4 1,0—0,6 0,9—0,7 Лист толщиной 10—12 мм Лист толщиной 16—20 мм Лист толщиной 30—32 мм Фасонный прокат толщиной 12 мм
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева ме- талла перед ковкой, °C минимальная конца ков интенсивные обжатия температура ки, °C проглажи- вание из размер сечения, мм слитков условия охлаждения из зг размер сечения, мм 1ГОТОВОК условия охлажде- ния
Счигок 1280 750 700 До 1000 >1000 1 На воздухе В закрытой песочной яме На возду- хе
Заготовка 1300 750 700
Свариваемость __ Обрабатываемость резанием В горячекатаном состоянии при НВ 124 и ot, =41 кгс/мм* /+=1,8 (твердый сплав), Кгя=1,6 (быстрорежущая сталь) Флокеночувствительность Не чувствительна
Сваривается без ограничений. Способы сварки: РДС, АД С под флюсом и газовой защи- той, ЭШС и КТС. Для толщин свыше 36 мм ре- комендуется подогрев и обя- зательна последующая термо- обработка
Склонность к отпускной хруп- кости Не склонна
20
Марка стали Вил. поставки: Поковки —ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71. Угол- ки— ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры — ГОСТ 8239—72. Балки двутавро- вые— ГОСТ 8239—72. Лист толстый — ГОСТ 19903—74.
Ст. ЗГпс*
Химический состав, %, по ГОСТ 380—71 - Т-ра критических точек, СС
С Si Мп S Р Сг | Ni Си 1 As Асг Ас3 Агг Аг3
не более ,08
0,14—0,22 <0,15 0,80—1,10 0,050 0,040 0,30 0,30 0,0 0 БСт.ЗГпс, ВСт.ЗГпс
Механические свойства при 20°
ГОСТ, ТУ Марка стали Режим термообработки Сечение, мм ч кгс/мм* еч о, % % zviO/vc- эги 'ип Загиб на 180° НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 380- 71 Ст.ЗГпс, ВСт.ЗГпс В горячекатаном состоянии До 16 Св. 16 до 40 Св. 40 до 100 Св. 100 25 24 23 21 38—50 26 25 23 — — d=0,5a** —
* Ст. ЗГпс по ГОСТ 380—71 с 1.1 1971 г. до 1.1 1972 г. Ст. ЗГпс обозначается 18Гпс и поставляется по ЧМТУ1-47—67. ** Для толщин свыше 20 мм диаметр оправки увеличивается на толщину образца.
Назначение. В фасонном и листовом прокате толщиной от 10 до 36 мм — для несущих элементов сварных конструкций, работающих при переменных нагрузках при температуре от —40 до +425°, а при толщине свыше 30 мм — для несущих элементов сварных конструкций, работающих при переменных нагрузках при температуре от —20 до +425°, и для ненесущих элементов сварных конструкций, работающих при температуре от —40 до +425°, при условии заказа и поставки с гарантируемой свариваемостью в соответствии с п. 1.9. ГОСТ 380—71.
Предел выносливости Ударная вязкость при отрицательных температурах
о—г, кгс/мм* Т—j, кгс/мм* Термообработка aHf кгс • м/см*, при температуре, °C Примечание
+20 0 —20 1 —30 —40
18,5* 10,5** — Горячекатаный лист толщиной 40 мм База испытания 107 циклов. Образцы диаметром 10 мм * гладкие, ** с надрезом 9,1—19,9 5,5—13,2 3,5—12,8 2,6—11,3 Лист толщиной 12—20 мм
8,9—13,5 5,7—10,0 2,4—9,8 — 1,6—7,0 Лист толщиной 30 мм
16,5-18,3 9,6—10,5 9,5—10,5 2,1—4,7 1,0—3,7 Лист толщиной 40 мм
13,3-17,7 7,3—13,3 1,8—8,6 2,0—5,7 0,7—3,1 Лист толщиной 50 мм
11,8-22,4 7,9—20,8 3,3—14,9 1,7—13,5 Фасонный прокат толщиной 10—20 мм
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлажде- ния
интенсивные обжатия проглажива- ние
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
См. Ст.3пс
Сваривается без ограничений. , Способы сварки: РДС, АДС под флюсом и газовой защитой, ЭШС и КТС. Для толщин свыше 36 мм рекомен- дуется подогрев и обязательна по- следующая обработка Не чувствительна
Склонность к отпускной хруп- кости
Не склонна
21
Мирка слали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71. Угол- ки— ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры—ГОСТ 8240—72. Балки двутавро- вые— ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74. Полоса—ГОСТ 103—67, ГОСТ 82—70. Лента —ГОСТ 6009—74. Проволока—ГОСТ 14085—68, ГОСТ 2590—71. Фасонный прокат — ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75. Сталь для армирования ж/б конструкций — ГОСТ 19903—74. Трубы—ГОСТ 8639—68. Сталь для вагоностроения — ГОСТ 5267—63. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
Ст.5сп, Ст.5пс
Химический состав , %, по 1 Сг | ГОСТ 380—71 Т-ра критических точек, °C
С Si Мп S 1 F Ni | Си As Асг Ас3
не более БСт.5 '“3
0,28—0,37 0,15—0,35 0,50—0,80 0,05о| 0,04( 0,30 0,30 ! 0,30 0,08 пс ВСт.бпс.
0,05—0,15 БСт.бпс ВСт.бсп.
Механические свойства при 20°
ГОСТ, ТУ Марка стали Режим термообработки Сечение, мм + F-* ПЗ Jb, кгс/мм2 + % Ф. % а н, кгс -м/см2 Загиб на 180° НВ
операция темпера- тура, °C i охлаж- дающая среда
не менее
гост 380—71 Ст.бсп ВСт.бсп Ст.5пс ВСт.5пс В горячекатаном состоянии До 16 Св. 16 до 40 Св, 40 до 100 Св. 100 29 28 27 26 50—64 20 19 17 — — d=3a* —
ГОСТ 8479—70 Ст.бсп ВСт.бсп Нормализа- ция Отпуск 850—880 550—650 Воздух Воздух До 100 100—300 300—500 500—800 25 22 20 20 48 44 40 40 22 20 20 18 48 48 45 38 5,0 5,0 5,0 4,5 — 143—179 123—167 111—156 111—156
* Для толщин свыше 20 мм диаметр оправки увеличивается на толщину образца.
Назначение. Детали клепаных конструкций, болты, гайки, ручки, тяги, втулки, ходовые валики, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, ходовые валики, звездочки, трубные решетки, фланцы и другие детали, работающие при температуре от 0 до 425°. Поковки сечением до 800 мм.
Предел выносливости Ударная вязкость при отрицательных температурах
О—2, кгс/'мм2 т—г, кгс/мм2 | Термообработка ан кгс • м/см2, при температуре, °C Термообра- ботка
+20 0 1 —20 | —40 1 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C — из слитков из заготовок
размер сечения, мм условия охлажде- ния
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения
Слиток 1260 750 700 До 500 501—800 На воздухе В яме До 800 На возду- хе
Заготовка 1260 750 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом и газовой защи- той, эшс. Рекомендуются подогрев и пос- ледующая термообработка. КГС без ограничений. В горячекатаном состоянии при НВ 158 и в!} =65 кгс/мм2 Kv =1,2 (твердый сплав), Kv =1,2 (быстрорежущая сталь) Не чувствительна
Скл К( онноет юти склони 5 к отпускной хруп-
Ис а
22
Марка стали Ст.бсп, Ст.бпс Вид поставки: Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71. Уголки — ГОСТ 8509—72. РОСТ 8510—72. Швеллеры—ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72. Лист толстый—ГОСТ 19903—74. Полосы—ГОСТ 103—67, ГОСТ 82—70. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
Химический состав, %, по ГОСТ 380—71 Т-ра критических точек, °C
С Si Мп S Р | Сг | Ni не более Си ! As Примечание Acj Ас3 Afi Аг3
0,38—0,49 0,15—0,35 0,50—0,15 0,50—0,80 0,050 0,040 0,30 0,30 0,30 0,08 ВСт.бсп, ВСт. бсп БСт. бпс, ВСт. бпс
Механические свойства при 20° п о ГОСТ 380—71
ГОСТ, ТУ Марка стали Режим термообработки Сечение, мм от 5= ь СТ 5: S, % % ст а у Загиб на 180° НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 380—71 Ст.бсп ВСт.бсп Ст.бпс ВСт.бпс В горячекатаном состоянии До 16 Св. 16 до 40 Св. 40 до 100 Св. 100 32 31 30 30 60 15 14 12 — — —
Назначение. Бабы молотов, шпиндели, клинья, ломы строктельные и др.
Предел выносливости Ударная вязкость при отрицательных температурах
о—!, кгс/мм2 т—г, кгс/мм2 Термообработка ан, кгс • м/см2, при температуре, °C Термообра- ботка
+20 0 | —20 —40 —60 | —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура конца ковки, °C интенсивные ,проглажива- обжатия ; ние из слитков из заготовок
размер сечения, мм условия охлаждения размер сече- ния, мм условия охлажде- ния
Слиток 1250 780 700 1. Поковки всех разме- ров ответственного назначения. 2. Остальные поковки: а) до 400; б) 401—800; в) >800 1. Нормализация, два переохл а жд ен ия, отпуск. 2. а) на воздухе; б) отжиг низко- температурный, в) отжиг низко- температурный, одно переох- лаждение. До 400 На возду- хе
Заготовка 1250 780 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом и газовой защи- ти. эшс. Рекомендуются подогрев и пос- ледующая термообработка В горячекатаном состоянии при НВ 158 и ав =65 кгс/мм2 Kv -=1,2 (твердый сплав), Kv =1,2 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хруп- кое ги Не склонна
23
Марка стали Вид поставки: Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71. Уголки — ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72. Лист толстый— 19903—74.
18ГФпс
Химический состав, %, по ЧМТУ1-727—69 Т-ра критических точек, °C
С Si Мп S 1 Р Сг | Ni Си V W Ti Си Асх Ас3 Arx Ars
не более
0,14—0,22 <0,10 0,80-1,20 0,040 0,035 0,30 0,30 0,30 0,05—0,10 — — —
Механические свойства при 20°
ГОСТ, ТУ Режим термос операция > б р а б о т темпера- тура, °C к и охлаж- дающая среда Сечение, мм <м % ‘2 % ан*, кгс-м/см2 при темп., °C Загиб на 180° НВ
—40 —70
не менее
ЧМТУ1-727—69 В горячекатаном состоянии 4—10 11—20 32 31 46 45 21 21 — 4 3 3 d=2a
Закалка Отпуск — — 10—32 40 54 18 3 d~2a
* Ударная вязкостыпосле механического старения при температуре испытания +20° должна быть не менее 3,0 кгс • м/см2.
Назначение. В фасонном и листовом прокате толщиной до 30 мм — для несущих элементов сварных конструкций, рабо- тающих при переменных нагрузках при температуре от —40 до +450°, в улучшенном состоянии —от —60 до 4-450°, а при толщине свыше 30 мм — для несущих элементов сварных конструкций, работающих при переменных нагрузках при температуре от —20 до 4-450°.
Предел выносливости Ударная вязкость при отрицательных температурах
о—!, кгс!мм2 т—J, кгс/мм? Термообработка ан, кгс • м/см2, при температуре, °C । Примечание
4-20 0 —20 —30 —40 —50
19,8—7,7 13,2—5,6 11,6—4,9 11,7—4,6 7,5—4,1 4,5—4,1 — Лист толщиной 12 мм
17,8—8,4 11,5—6,9 7,1—3,6 9,0—3,5 3,9—2,8 Лист толщиной 20 мм
16,7—8,6 11,8—5,9 8,6—3,5 6,9—2,1 6,5—2,7 3,3—0,7 Лист толшиной 30 мм
8,6—5,9 7,0—4,9 5,1—2,5 — 0,6—0,5 — Лист толщиной 40 мм
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, леи условия охлажде- ния
интенсивные обжатия проглажива- ние
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РДС, АДС под флюсом и газовой защи- той, ЭШС и ктс. Для толщин свыше 36 мм ре- комендуется подогрев и обя- зательна последующая тер- мообработка См. Ст.Зпс Не чувствительна
Склонность к отпускной хруп- кости
Не склонна
24
СТАЛЬ УГЛЕРОДИСТАЯ
КАЧЕСТВЕННАЯ
Марка стали Виц поставки: Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75. ГОСТ 8559—75, ГОСТ 8560—67. Уголки—ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры- ГОСТ 8240—72. Балки двутавровые — ГОСТ 8239—72. Лист тонкий— 19903—74. Лист толстый —ГОСТ 19903—74. Полоса — ГОСТ 103—67, ГОСТ 82—70. Лента — ГОСТ 6009—74, ГОСТ 503—71. Проволока — ГОСТ 17305—71, ГОСТ 5663—66. Фасон- ные профили — ГОСТ 8275—57, ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67. Заготовка квадратная—ГОСТ 4693—70.
08
Т-ра критических точек, °C
S | Р
Химический сос т а в, %. п о ГОСТ 1050—74
С Si Мп
0,05—0,12 0,17—0,37 0,35—0,65
не более
0,040| 0,035
Сг Ni Мо V Си
<0,10 <0,25 — <0,25
Ас,
Ас3 I Аг,
Аг.
735
854
874 | 680
М е х а и и ч с с к и е с в о й с т в а пр и 20‘
ГОСТ, ТУ Режим термообработки Сечение, мм от 5- 5- ь М г> от 5; с> г « «о 1 45 % от g 3t" Л) а « HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 1050—74 В горячекатаном состоянии Не определяются < 131
Нормализация 900—920 Воздух Образцы 20 33 1 33 60 - —
Нитроцементация Закалка Отпуск 880—900 840—850 160—180 Вода Воздух Не определяются Поверх- ности 50—60 Серд- цевины >137
Цементация Закалка Отпуск 920—950 780—810 160—180 Вода Воздух Поверх- ности 56—62 Серд- цевины >137 Серд- цевины >137
Цианирование Закалка Отпуск 820—860 820—860 160—180 Вода Воздух Поверх- ности 56—62
Назначение. После нормализации или без термообработки — шайбы, патрубки, прокладки, валки тяг, облицовка
кузовов, стаканы и другие неответственные ненагруженные детали, к которым предъявляются требова-
ния высокой пластичности и работающие при температуре от —40 до +450°.
После химико-термической обработки — неответственные ненагруженные детали, к которым предъявляют-
ся требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
Предел выносливости
ст—!, кгс/мм2 т—х, кгс/мм2 Термообработка
-4-20 ! 0 । —20 | —30
_______Ударная вязкость при отрицательных температурах
ан^ кгс-м/см2, при температуре, °C I
—40 I —50
Термообработка
24,0
| 9,3
1,2
1,0
0,13
Нормализация с
950°
Пруток диаметром
20 мм
Охлаждение поковок, изготовленных
ковки
Технологические свойства
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлажде- ния
интенсивные обжатия проглажива- ние
Слиток 1220 750 750 До 200 На воздухе До 300 На воздухе
Заготовка 1250 800 760
Свариваемость
Сваривается без ограничений
(кроме химико-термически
обработанных деталей).
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, КТС
Обрабатываемость резанием
В горячекатаном состоянии при
НВ 131 и " "
Kv =2,10
Kv =1,65
сталь)
вь =32—42 кгс/мм?
(твердый сплав),
(быстрорежущая
Флокеночувствительность
Не чувствительна
Склонность к отпускной хруп-
кости
Не склонна
26
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75. ГОСТ 8560—67. Уголки —ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры- ГОСТ 8240—72. Балки двутавровые — ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74. Лист толстый'— ГОСТ 19903—74. Полоса—ГОСТ 103—67, ГОСТ 82—70. Лента — ГОСТ 6009—74, ГОСТ 503—71. Проволока — ГОСТ 17305—71, ГОСТ 5663—66. Фасон- ный прокат —ГОСТ 8275—57, ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75. ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67. Заготовка квадратная ГОСТ 4693—70. Трубы — ГОСТ 11249—73.
08кп
Т-ра критических точек, °C
Химический состав, %, по ГОСТ 1050—74
С Si Мп
0,5—0,11 <0,03 0,25—0,50
S 1 р
не более
0,040 0,040
Сг Ni
<0,10 <0,25
Мо V
— —
<0,25
Си
Ас,
735
ГОСТ 1050—74
Ас3
874
Аг,
680
Механические свойства при 20°
ГОСТ, ТУ
Режим термообработки
операция темпера- тура, °C охлаж- дающая среда
Сечение,
мм
В горячекатаном состоянии
ГОСТ 11249—73;
Аг3
854
Нормализация
900—920 j Воздух
В состоянии поставки*
Образцы
СТ7, кгс/мм2 аь, I кгс/мм2 % ‘о % со С
не менее
Не определяются
18 30 35 60 —
30 о щ=25 — —
HRC
* Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, двойное бортование, загиб.
НВ
131
Назначение. Патрубки, шайбы, прокладки, вилки, трубки, тяги, втулки, шпильки и другие неответственные ненагру-
женные детали, к которым предъявляются требования высокой пластичности.
Сталь характеризуется повышенной склонностью к старению.
Предел выносливости
вязкость при отрицательных температурах
а—!, кгс/мм2 X —j , кгс/мм2 Термообработка ан, кге • м/см2, при темпе )атуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Охлаждение поковок, изготовленных
Температурные параметры ковки
состояние
максималь-
ная темпера-
тура нагрева
металла пе-
ред ковкой,
°C
минимальная температу- ра конца ковки, °C
интенсивные обжатия проглажива- ние
размер сечения, мм
из слитков
из заготовок
условия охлаждения
размер
сечения,
мм
условия
охлажде-
ния
Слиток
1220
750
750
До 200
На воздухе
До 300
На воздухе
Заготовка
1250
800—760
_______С вариваемость
Сваривается без ограничений.
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, КТС
Обоабатываемость резанием
В горячекатаном состоянии при
ЯВ^ 131 и о />=32—42 кгс/мм2
=2,10 (твердый сплав),
= 1,65 (быстрорежущая
сталь)
Флокеночувствительность
Нс чувствительна
Склонность к отпускной хруп-
кости
Не склонна
27
Марка стали 10 Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки — ГОСТ 8509—72, ГОСТ 8510—75. Швеллеры — ГОСТ 8240—72. Балки двутавровые — ГОСТ 8239—72. Лист тонкий —ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74. Полоса—ГОСТ 103—67, ГОСТ 82—70. Лента—ГОСТ 6009—74, ГОСТ 503—71. Про- волока— ГОСТ 17305—71, ГОСТ 3282—74. Фасонный прокат—ГОСТ 8275—57, ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67. Заготовка квадратная — ГОСТ 4693—70. Трубы—ГОСТ 3262—75, ГОСТ 8731—74, ГОСТ 8733—74, ГОСТ 9567—75, ГОСТ 10705—63, ГОСТ 8732—70. ГОСТ 8734—75.
Химический состав, %, по ГОСТ 1050—74 Т-ра критических точек, °C
С Si Мп S не 1 Р более Сг Ni Мо V Си Асг АГ1 Аг3
0,07—0,14 0,17—0,37 0,35—0,65 0,04( 0,035 «0,15 «0,25 — — <0,2£ 732 870 680 854
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сече- ние, мм стт. кгс/мм2 О <\) О ... । % ак, кгс-, м/см2 HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 1050—74 В горячекатаном состоянии Образ- Не определяются <137
Нормализация 900—920 Воздух цы 21 34 32 1 55 1 —’
Цементация Закалка Отпуск 920—950 790—810 180—200 Вода Воздух 20* 25 40 25 | 55 । Поверх- ности 56—62 Сердце- вины > 137 Сердце- вины >137
Цианирование Закалка Отпуск 820—860 820—860 180—200 Вода, мас- ло, или раствор NaOH Воздух Не определяются Поверх- ности 56—62
• Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Назначение. После нормализации или без термообработки — патрубки, шайбы, прокладки, вилки тяг, элементы свар- ных конструкций, корпусы и трубные пучки теплообменных аппаратов, трубопроводы, змеевики и другие детали, работающие при температуре от —40° до +450°, к которым предъявляются требования высо- кой пластичности. После химико-термической обработки — втулки, ушки рессор, винты, шайбы, диафрагмы и другие дета- ли, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысо- кой прочности сердцевины.
Предел выносливости Ударная вязкость при отрицательных температурах
О—1, кгс/мм2 т—t, кгс/мм2 Термообработка ан, кгс • м/см2, при температуре, °C Термообработка
+20 —30 —40 —50 —80 —100
16—22 5,2 Нормализация с 900—920° 27,0— 7,4 22,0— 20,7 21,0 18,3 17,3— 16,5 1,3 Нормализация (пруток диа метром 35 мм)
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура из слитков из заготовок
конца ко интенсивные обжатия вки, °C проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлажде- ния
Слиток 1280 750 700 Поковки всех размеров: 1. Ответственного назна- чения 2. Остальные 1. Нормализация, два переохлаждения, от- пуск 2. На воздухе На воздухе
Заготовка 1300 700 700
Свариваемость Обрабатываемость резанием — - Флок еночу гвите сть к нна вствителънс ють хруп-
Сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РДС, АДС под флюсом и газовой защи- той, КТС. В горячекатаном состоянии при НВ 99—107 и О/г=46 кгс/мм? А\,=2,1 (твердый сплав), Л' v = 1,6 (быстрорежущая сталь) Не чувс Склонно кости Не скло чья а отпускной
28
Марка стали
Юкп
Вид поставки:
Сортовой прокат
ГОСТ 8559—7.», I
ГОС Г 8240 / Балки двутавровые—ГОСТ 8239 - 72. Лист тонкий ГОСТ 19903—74.
Лист ' ~ ~ . —
ГОСГ
ный прокат—ГОСТ 8275-57, ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75,
ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67. Трубы—ГОСТ 3262—75,
ГОСТ 8731 74, ГОСТ 8733—74. Заготовка квадратная — ГОСТ 4693—70.
ГОСТ 2590—71. ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75.
ГОСТ 8560—67. Уголки—ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры-
толстый ГОСТ 19903 74. Полоса ГОСТ 103—67, ГОСТ 82—70. Лента --
6009—74, ГОСТ 503—71. Проволока — ГОСТ 17305—71, ГОСТ 3282—74. Фасон-
Химический состав, %, по ГОСТ 1050—74
С Si <0,07 Мп S , Р не более Ст Ni Мо V 1 1 * Ti
0,07—0,14 0,25—0,50 0,040 0,040 <0,15 <0,25 — — — —
Си
<0,25
Т-ра критических точек, °C
Ас,
732
Ac, Агх АГд
870 680 854
ГОСТ, ТУ
Механические свойства при 20'
Режим терм ообработки
операция
1температура,
| °C
охлаждаю-
щая среда
В горячекатаном состоянии
ь горячекатаном состоянии .
ГОСТ 1050—74; —---------------г-----------;----------т--------
_____________I Нормализация I 900—920 | Воздух | Образцы |
Сечение,
мм
кгс/мм2 см 43 Й о S % гр» % 1 ак, кгс- м/см2 HRC НВ
не более
Не определяются <137
19 32 | 33 , 55 — — —
Назначение. После нормализации или без термообработки — патрубки, шайбы, прокладки, вилки тяг корпуса и труб-
ные пучки теплообменных аппаратов, змеевики и другие детали, работающие при температуре до 450°, к
которым предъявляются требования высокой пластичности.
После химико-термической обработки — втулки, ушки рессор, винты, шайбы, диафрагмы и другие де-
тали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невы-
сокой прочности сердцевины.
Сталь характеризуется повышенной склонностью к старению.
Предел вы н о с л и в о ст и
о—!, кгс/мм2 it—t, кгс/мм2
Термообработка
Ударная вязкость
«к, кгс • м/см2, при температуре, °C
+20 1 0 1 —20 | —40 | —60 | —80
температурах
Термообработка
Технологические свойства
Температурные параметры ковки
состояние
максимальная
температура
нагрева
металла перед
ковкой, °C
| минимальная тем-
пература конца
ковки, °C
интенсив-
ные об-
жатия
Слиток 1280 750
Заготовка 1300 700
700
700
Свариваемость________
Сваривается без ограничений
(кроме химико-термически об-
работанных деталей).
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, КТС.
Охлаждение поковок, изготовленных
из слитков
из заготовок
прогла-
живание
размер сечения, мм
Поковки всех размеров:
1. Ответственного назна-
чения
2. Остальные
условия охлаждения
1. Нормализация, два
переохлаждения, от-
пуск
2. На воздухе
Обрабатываемость резанием
В горячекатаном состоянии при
НВ 99—107 и о* =46 кгс/мм2
Кг,—2,\ (твердый сплав),
Kv=l,6 (быстрорежущая
сталь)
размер
сечения, мм
условия
охлаждения
На воздухе
Флокеночувствительность
Не чувствительна
Склонность к отпускной хруп-
кости
Нс склонна
29
Марка стали
Вид поставки:
Поковки — ГОСТ 8479—70, Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71
ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки —
ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры—ГОСТ 8240—72. Балки двутавровые
ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74
Полоса — ГОСТ
ГОСТ 14085—68, ГОСТ 17305—71. Фасонный прокат—ГОСТ 8275—57, ГОСТ 19771—74,
ГОСТ 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67.
Трубы — ГОСТ 8732—70, ГОСТ 8734—75. Заготовка квадратная — ГОСТ 4693—70.
103—67, ГОСТ 82—70. Лента — ГОСТ 6009—74. Проволока —
Химический состав, %, по ГОСТ 1050—74
С Si Мп S 1 Р не более Сг Ni Мо V W
0,12—0,19 0,17— 0,37 0,35—0,65 0,040 0,040 <.0,25 <0,25 — — —
Ti
Си
Т-ра критических точек, °C
Ас,
Ас3
Аг,
Аг3
0,25
860
840
735
685
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °Т, кгс/мм2 сд -1 •О Л) О Хр % ‘Ф а«, кгс-м/см2\ HRC НВ
операция температура, °C охлаждаю- щая среда
1 - не менее
ГОСТ 1050—74 В горячекатаном состоянии Не определяются •. 143
Нормализация 900—920 Воздух Образцы 23 38 1 27 1 55 1 5,0
ГОСТ 8479—70 Нормализация Отпуск 900—920 600—680 Воздух ВОЗДУХ ИЛ1 с печью До 100 101—300 301—500 20 18 15 40 36 33 26 24 24 55 50 45 6,0 6,0 5,5 111—156 101—143 97—121
Цементация Закалка Отпуск 900—920 760—780 160—200 Воздух Вода Воздух Не определяются По- верх- ности 56—62 Сердце- вины
Назначение. После нормализации или без термообработки—вилки, стяжки, траверсы, гайки, винты, болты, крюки,
фланцы, шпильки, штанги, детали сварных конструкций и другие детали, к которым предъявляются
требования высокой пластичности и работающие при температуре от —40 до +450°.
После химико-термической обработки — вилки, рычаги, шестерни, ключи, ролики, кулачки, гайки, шпильки
и другие детали, к которым предъявляются требования высокой поверхностной твердости и износостойко-
сти при невысокой прочности сердцевины.
температурах
вязкость при
Предел в ы н о с л и в о с т и
о—lf кгс/мм2 т—j, кгс/мм2 Термообработка ан, кгс'М/см2, при температуре, °C Термообработка
+20 —20 —40 —60 —80 —100
11,5—7,4 8,8—7,6 2,6—1,4 1,6 0,8 0,8 Горячекатаное
21,7 —- Нормализация с 900—920° 8,6—8,4 5,8—5,0 3,6—1,4 0,8 0,6 0,6 Отожженное
12,3 8,2—5,4 6,7 6,6—4,9 — 0,5 Нормализованное
Технологические свойства
Охлаждение поковок, изготовленных
ковки
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпе- ратура конца ков- ки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сече- ния, мм условия ох- лаждения
интенсив- ные обжа- тия прогла- живание
Слиток 1280 750 700 Поковки всех размеров: 1. Ответственного назна- чения 2. Остальное 1. Нормализация, два переохлаждения, от- пуск. 2. На воздухе На воздухе
Заготовка 1300 700 700
Обрабатываемость резанием
Свариваемость
Сваривается без ограничений
(кроме химико-термически
обработанных деталей).
Способы сварки: РДС, АДС
под флюсом и газовой загци-
той, ктс
горячекатаном
при/АВ 143 K v = 1,8 (твер-
дый сплав)
Ф л ок ен очу вст в и тел ьн ость
состоянии Не чувствительна
Склонность к отпускной хруп-
кости
Не склонна
3 0
Марка ста.in
15кп
Вид поставки:
Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ
ГОСТ 2379—69, ГОСТ 7417 -75, ГОСТ ' ’
ГОСТ 8509 -72, ГОСТ 8510—72. Швеллеры
ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74.
Полоса—ГОСТ 103—67, ГОСТ 82—70.
ГОСТ
ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8282—76,
2590—71, ГОСТ 2591—71,
;559—75, ГОСТ 8560—67. Уголки —
ГОСТ 8240—72. Балки двутавровые --
Лист толстый — ГОСТ 19903—74.
103—67, ГОСТ 82—70. Лента — ГОСТ 6009—74. Проволока —
14085—68, ГОСТ 17305—71. Фасонный прокат—ГОСТ 8275—57,
ГОСТ
8283—67. Трубы —ГОСТ 8732—70, ГОСТ 8734—75. Заготовка квадратная —
4693—70. __________________
п о ГОСТ 1050—74
X и м и ч е с к и й с о с т а в.
с Si Мп S __ не б Р Сг Ni Мо
о л ее
0,12-0,19 <0,07 0,25—0,50 0,040 0,040 <0,25 <0,25 —
V
М е х а п и ч е с к и е
Режим термообработки
W
Ti
Си
0,25
Т-ра критических точек, °C
Ас,
735
Ас3 Art Ars
860 385 840
ГОСТ, ТУ
операция
темпера-
тура, СС
охлажда-
ющая
среда
Сечение,
мм
-J в горячекатаном состоянии I_____
ГОСТ 1050—/4|-------------------------------------- ' Образцы
j Нормализация | 900—920 ! Воздух ;
при 20‘
3 i
о
О У
а
HRC
НВ
не менее
Не определяются
21 | 36 | 29 j 55 |
143
Назначение. После нормализации или без термообработки — вилки, стяжки, траверсы, гайки, винты, болты, крюки,
фланцы, шпильки, штанги, детали сварных конструкций и другие детали, к которым предъявляются тре-
бования высокой пластичности и работающие при температуре до 450°.
После химико-термической обработки — вилки, рычаги, шестерни, ключи, кулачки, гайки, шпильки
и другие детали, к которым предъявляются требования высокой поверхностной твердости и износостой-
кости и невысокой прочности сердцевины.
Сталь склонна к старению.
Ударная вязкость при отрицательных
Предел выносливости
о—!, кгс/мм2 т—j, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 1 0 1 —20 | —40 j —60 80
Температурные параметры ковки
Охлаждение поковок, изготовленных
Технологические свойства
состояние
максимальная
температура
нагрева
металла передi1
ковкой, °C I
минимальная тем-
пература конца
ковки, СС
интенсив-
ные об-
жатия
Слиток 1280 750
Заготовка 1300 700
Свариваемость
Сваривается без ограничений. Способы сварки: РДС, АДС под флюсом и газовой защитой, ктс
из слитков
из заготовок
прогла-
живание
700
700
размер сечения, мм
Поковки всех размеров:
1. Ответственного назна-
чения
2. Остальные
Обрабатываемость резанием
условия охлаждения
размер сече-
ния, мм
условия ох-
лажден ия
I. Нормализация, два
переохлаждения, от-
пуск
2. На воздухе
горячекатаном состояв ы
при ИВ 143 Кг, =1,8 (твер-
дый сплав)
На воздухе
Флокеночувствительность__
Не чувствительна_____________
Склонность к отпускной хруп-
кости _________
Не склонна
31
Марка стали 20 Вид поставки: Поковки —ГОСТ 8479—70, ГОСТ 2105—64, ГОСТ 6627—63. ГОСТ 6628 63 Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки —ГОСТ 8509—72, ГОСТ 8510-72. Швелле- ры— ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74. Полоса—ГОСТ 103—67, ГОСТ 82—70. Лента — ГОСТ 6009—74. Проволока—ГОСТ 17305—71. Фасонный про- кат-ГОСТ 8275—57, ГОСТ 19771—74, 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67. Трубы — ГОСТ 8731—74, ГОСТ 8733—74, ГОСТ 10705—63, ГОСТ 8732—70, ГОСТ 8734—75, ГОСТ 10801—64, ГОСТ 11681—65, МРТУ 14-4-21—67, ЧМТУ1-594—68(20А). Заготовка квадратная — ГОСТ 4697—57.
Химический состав, %, по ГОСТ 1050—74 Т-ра критических точек, °C
С Si Мп § -! Cr Ni Мо не более V W Ti Си Асх Ас3 Ац Аг8
0,17—0,24 0,17—0,37 0,35—0,65 0,040| 0,0401<0,25!<0,2б| — | — 1 <0,25 735 850 680 835
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч 5Й, кгс/мм2 хр 1 % i Он, । кгс-м/см2 : 1 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 1050 74 В горячекатаном состоянии Не определяются <156
Нормализация 900—920 1 Воздух Образцы 25 42 25 55 —
ГОСТ 8479—70 Нормализация Отпуск Режим 1 900—920 600—650 Воздух Воздух До 100 101—300 301—500 501—800 22 20 19 18 44 40 38 36 24 23 22 20 53 50 45 40 5,5 5,5 5,5 5,0 — 123—167 111—156 101—143 101—143
Цементация Закалка Отпуск Режим 2 920—950 800—820 180—200 Воздух Вода Воздух До 50* 30—35 50—60 18 45 5,5 Поверх- ности 54—62 Сердце- вины < 156
ГОСТ 2105—64 Нормализация 900—920 Воздух — 25 48 — — — —
* Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Назначение. После нормализации или без термообработки — крюки кранов, стропы, серьги, башмаки, подмоторные рамы, косынки, муфты, цилиндры, вкладыши подшипников и другие неответственные непагруженные детали. Детали сварных конструкций с большим объемом сварки. Трубопроводы, змеевики, трубные пучки теплообменных аппаратов, трубы перегревателей и коллекто- ров, корпусы аппаратов и другие детали, работающие при температуре от —40 до +450°, под давле- нием. После химико-термической обработки — фрикционные диски, поршневые пальцы, кулачковые валики, червяки, шестерни, толкатели и другие детали, к которым предъявляются требования высокой поверх- ностной твердости и износостойкости при невысокой прочности сердцевины.
Предел выносливости Ударная вязкость при отрицательных температурах
о ,кгс/мм2 — I 1 т ,кгс/мм2 1 Терм ообр аботк а ан, кгс-м/см2, при температуре, °C | Термообработка
+20 —20 —40 —60 i
21 13 Режим 1 12,0 6,9 4,8 1,0 > Отжиг Нормализация
26 46 Режим 2 16,0 И,1 8,8 3,9—1,1
Технологическ'иесвойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная тем- из слитков из заготовок
цератэд КОВКИ интен- сивные обжатия ja конца , °с прогла- живание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1280 750 700 * Поковки всех размеров: 1. Ответственного наз- начения. 2. Остальные 1. Нормализация, два переохлаждения, от- пуск. 2. На воздухе На воздухе
Заготовка 1280 750 700
Св арив аемость Обрабатываемость резанием Флокен оч у вст вител ьность
Сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РДС, АДС под флюсом и газовой защитой, ктс В горячекатаном состоянии при НВ 126—131 и (Уь— 46—50 кгс/мм2 К v —1,7 (твердый сплав), K^=l,6 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хруп- кости Не склонна
32
Марка стали
20кп
Вид поставки:
Сортовой прокат - ГОСГ 2590- 71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417 75,
ГОСТ 8509—72, ГОСТ 8510—72. Уголки- -ГОСТ 8509—72, ГОСТ 8510 -72. Швеллеры
ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72. Лист тонкий—ГОСТ 19903 71
Лист толстый — ГОСТ 19903—74. Полоса—ГОСТ 103—67, ГОСТ 82—70.
ГОСТ 6009—74. Проволока—ГОСТ 17305—71. Фасонный прокат — ГОСТ 8275 -57,
ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8282 76,
ГОСТ 8283- 67. Трубы —ГОСТ 8731—74, ГОСТ 8733—74, ГОСТ
ГОСТ 8734—75. Заготовка квадратная — ГОСТ 4693—70.
Лента
8732 - 70,
Т-ра критических точек, °C
Химический состав, %, по ГОСТ 1050—74
С Si Мп S 1 Р Сг Ni Мо V W Ti Си Асх Ас3 Afi Аг3
не более
0,17—0,24 । :0,07 0,25—0,50 I 0,040| 0,040 ,0,25b 0,25 - — 0,25 735 850 680 835
Механические свойства при 20°
ГОСТ, ТУ
Режим термообработки
операция темпера- тура, °C охлажда- ющая среда
Сечение
мм
5
5
S, % + % ан, кг&м1см2
не менее
HRC НВ
156
ГОСТ 1050—74
Не определяются
В горячекатаном состоянии
Нормализация 900—920 Воздух Образцы 23 39 27 55 ”2
Цементация Закалка Отпуск 920—950 800—820 180—200 Вода Воздух 050* 30 50 16 40 5,0
Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Поверх-
ности
54—62
Сердце-
вины
>156
Назначение. После нормализации или без термообработки, — муфты, рычаги, стержни, втулки, шайбы, прокладки,
вилки, винты, болты и др.
После химико-термической обработки — втулки, ключи, диски фрикционные, шестерни, муфты и другие
детали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при
невысокой прочности сердцевины.
Сталь склонна к старению.
Пред ел в ы н о с л и в о с т и
а ,кгс!мм2 —1 Т ! , KZCjMM2 Т ерМ’О о бр аботк а
Ударная вязкость при отрицательных темп ер атур а х
ан, кгс-м/см2, при температуре, °C
+20 —20 -40 |
14,6— 13,5 4,2 1,5
23,5 18,4— 13,4 15,0— 13,0
—60 |
1,5
8,2—0,9
—80
1,1—0,5
0,6—
13,0
Т ермообр аботка
Отожженное
Нор м а л.из ов энное
Температурные параметры ковки
Технологические свойства
Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная тем- пература конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсив- ные об- жатия прогла- живание
Слиток 1280 750 700 Поковки всех размеров 1. Ответственного назна- чения. 2. Остальные 1. Нормализация, два переохлаждения, от- пуск. 2. На воздухе На воздухе
Заготовка 1280 750 700
Обрабатываемость резанием
Свариваемость
Сваривается без ограничений
(кроме химико-термически
обработанных деталей).
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, КТС
В горячекатаном состоянии
при НВ 130 Kv — 1,7 (твер-
дый сплав), Kv = 1,6 (быстро-
режущая сталь)
Флокепочувствителыюсть
Не чувствительна
Склонность к отпускной хруп-
кости
Нс склонна
3-2864
33
Мирки стили
25
Поковки Н°ГОСТ ’ <8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71,
ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки —
ГОСТ 8509 -72, ГОС! 8510 -72. Швеллеры—ГОСТ 8240—72. Балки двутавровые —
ГОСТ 8239—72. " “ ~
Полоса — ГОСТ
ГОСТ 17305—71,
Лист тонкий—ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74.
82—70, ГОСТ 103—65. Лента—ГОСТ 6009—74. Проволока —
ГОСТ 5663—66. Трубы —ГОСТ 8732—70, ГОСТ 8734—75.
Химический состав, %, по ГОСТ 1050—74
С Si Мп
0,22—0,30 0,17—0,37 0,50—0,80
S Р
не более
0,040 0,040
Сг
0,25
Ni
Мо
V
Си
Ас,
0,25
^0,25
735
М е х а н и ч е с к и е с в о йства при 20*
Режим термообработки
ГОСТ, ТУ операция темпера- тура, °C охлаждаю- щая среда
Т-ра критических точек, °C
Acg
835
Аг,
680
Сечение,
мм
сч л. О» д * о % ‘2 М>, % сч а? X С й Q * HRC
не менее
НВ
Аг3
825
ГОСТ 1050—74 Горячекатаное состояние Не определяются J70
Нормализация 880—900 Воздух Образцы 28 46 23 50 9,0 — —
ГОСТ 8479—70 Нормализация Отпуск 880—900 600—650 Воздух Воздух или печь До 100 101—300 301—500 501—800 25 22 20 18 48 44 40 36 22 20 20 20 48 48 45 40 5,0 5,0 5,0 5,0 143—179 123—167 111 — 156 101—143
Цементация Закалка Отпуск 920—950 820—840 180—200 Воздух Вода Воздух 050* 35 55 25 45 — Поверх- ности 54—62 Сердце- вины >170
Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Назначение. Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики, болты, фланцы, тройники,
крепежные детали и другие неответственные детали.
После химико-термической обработки — винты, втулки, собачки и другие детали, к которым предъявля-
ются требования высокой поверхностной твердости и износостойкости при невысокой прочности серд-
цевины. ___ ____________________________________________________________________________________
Предел выносливости Ударная вязкость при отрицательных температурах
s кгс/мм* т кгс/мм* 1» Т ер мообр а ботк а ан, кгс-м/см2, при температуре, °C Термообработка
+20 —20 —40 —60 —80
19,0 23,0 Отжиг при 900° 14,8— 13,9 6,9— 2,9 4,5— 2,5 0,8 0,6—0,3 Отжиг
Закалка с 870° в масле, отпуск при 480° 16,0— 19,0 1,8— 1,4 1,6— 0,9 2,3—0,5 0,4 Горячекатаное состояние
20,0 15,2— 9,9 11,8— 4,4 5,0—3,8 4,4—0,7 Нормализация
Темпер
Технологические свойства
Слиток
Охлаждение поковок, изготовленных
состояние
Заготовка
параметры конки
максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура конца ковки, °C ИЗ СЛИIков из заготовок
размер, сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
1280 750 700 Поковки всех размеров: 1. Ответственного назна- чения. 2. Остальные 1. Нормализация, два переохлаждения, от- пуск. 2. На воздухе На воздухе
1280 750 700
Обрабатываемость резанием
Свариваемость_____________
Сваривается без ограничений
(к р ом е хим пко-терм ичсски
обработанных деталей).
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, КТС
В горячекатаном состоянии
при О/, =46—50 кгс/мм2
Kv= 1,7 (твердый сплав),
Кц— 1,6 (быстрорежущая
сталь)
Флокен оч увствительность
Не чувствительна
Склонность к отпускной хруп-
кости
Не склонна
34
Марка стали
30
Вид поставки:
Волоса — ГОСТ
ГОСТ 2879—69,
ГОСТ 8509—72,
ГОСТ 8239—72.
Полоса — ГОСТ
ГОСТ 5663—66. Трубы — ГОСТ 8732—70, ГОСТ 8734—75.'
82—-70. Лента — ГОСТ 6009—74. Проволока -ГОСТ 17305—71,
ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки
ГОСТ 8510—72. Швеллеры—ГОСТ 8240—72. Балки двутавровые
Лист тонкий—ГОСТ 19903—74. Лист толстый—ГОСТ 19903—71.
82—70. Лента—ГОСТ 6009—74. Проволока — ГОСТ 17305—71,
Химический состав, %, по ГОСТ 1050—74
С Si Мп S | Р не более Сг Ni Мо V
0,27—0,35 0,17—0,37 0,50—0,80 0,040 0,040 <0,25 <0,25 — —
Т-.ра критических точек, °C
Си Act Ас3 АП Аг3
<0,25 730 820 680 796
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Сечение, мм 7, кгс/мм2 СМ о % ‘о % | кгс-м/см2\ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
IOCT 1050—74 В горячекатаном состоянии Не определяются <179
Нормализация 850—890 Воздух Образцы 30 50 21 50 8,0 — —
ГОСТ 8479—70 Нормализация Отпуск 850—890 650—680 Воздух Воздух или печь До 100 25 48 22 48 5,0 143—179
101—300 25 48 46 19 42 4,0 143—179
301—500 501—800 23 18 40 4,0 123—167
22 44 16 35 4,0 123—167
Закалка Отпуск 860—880 600—650 Вода Воздух До 60 40 60 25 55 — >170
Назначение. Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты
паровых турбин и другие детали невысокой прочности.
- кгс/мм2 т 1 кгс/мм2
26
Предел вы но сли в ости
Термообработка
21
Закалка с 330° в масле, отпуск
при 640°, охлаждение на воз-
духе; о* = 54 кгс/мм2.
Нормализация с 875°:
= 50,4 кгс/мм2
Ударная вязкость при отрицательных температурах
ан, кгс-м/см2, при температуре, °C Тер мообр а ботк а
+20 0 —40 —60 —80 —100
7,4 6,6 4,6 4,3 4,0 3,0 Закалка с 860° в воде, отпуск при 400°
Заготовка диаметром 60 мм. Химический со-
став: 0,32% С, 0,50% Мп
Температурные параметры ковки
Охлаждение пкжовок, изготовленных
Технологические свойства
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1280 750 700 1. Поковки всех разме- ров ответственного назначения. 2. Остальные поковки: а) до 400, б) 401—800, в) >800 1,. Нормализация, два переохлаждения, от- пуск. 2. а) на воздухе, б) отжиг низкотемпе- ратурный, в) отжиг низкотемпе- ратурный, одно пе- реохлаждение До 800 На воздухе
Заготовка 1280 750 700
Свариваемость
Флокеночувствительность
Ограниченно свариваемая.
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, ЭШС.
Рекомендуются подогрев и по-
следующая термообработка.
КТС без ограничений
Обрабатываемость резанием
В горячекатаном состоянии при
НВ 143 и 0^=47 кгс/мм2
Кг, =1,7 (б!ястрорежущая
сталь)
Не чувствительна
Склонность к отпускной хруп-
кости
Не склонна
35
Мярка шали 35 Вид поставки. Поковки — ГОСТ <4479 -70. Сорговой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки — ГОСТ 6509 -72, ГОСТ 8510—72. Швеллеры ГОСТ 8240-72. Валки двутавровые — Г(д 1 8229—72. Лист тонкий - ГОСТ 19903 -74. Лист толстый — ГОСТ 19903—74. Полоса ГОСТ 1530—66, ГОСТ 103—67, ГОСТ 82—70. Лента —ГОСТ 6009—74. Про- волока-ГОСТ 17305—71, ГОСТ 5663—66. Трубы —ГОСТ 8732—70, ГОСТ 8734—75.
С 0,32—0,40 X и м и Ч С ( Si 0,17—0,37 к и й с о с т < Мп 0,50—0,80 ЗВ, %, по S 1 Р ГОСТ Сг <0,25 1050 Ni <0,25 —74 Мо V Си <0,25 Т- Асг 730 ра критич Ас3 810 есиих точе Arx 680 к, СС Аг3 796
не более 0,040j 0,040
ГОСТ, ТУ ГОСТ 1050— 74 ГОСТ 8479—70 Назначение Меха ни чес Режим термооб р а б о т к 1 | темпера- операция 1 тура, °C В горячекатаном состоянии кие с и охлажда- ющая среда в 0 й с т Сечение, мм в а CJ =5 кгс/мм2 ’° s 20° ф, % 1 ZVO/W-02^ ! ‘«О HRC НВ <187
ОС д 10 30 50 д 10 Вс зал! ы, ки, — не менее Не определяются
Нормализация Нормализация Отпуск Закалка Отпуск Поверхностная зак гревом ТВЧ и н пуск Оси, цилиндры, колонны п тяги, подушки, ободы, се толкатели, шпильки, корт 860—800 860—880 600—650 850—870 560—620 алка с т изкий от- эессов, ко эьги, траг /сы вентг Воздух Воздух Воздух или печь Вода или масло Воздух и печь а- ленчатые 1ерсы, вал лей, крыш >разцы э 100 1—300 1—500 1—800 о 100 1—300 >да я, ша 5анда ж штокт 32 28 25 25 22 32 28 туны, и, диет I, шест 54 54 48 48 44 58 54 Не крепе» аи, бал] ерни и 20 20 19 17 16 17 17 опреде. сные ки, вту други 45 40 42 35 35 38 38 пяются детали, лки, пг е дета; 7,0 4,5 4,0 3,5 3,5 4,0 3,5 шпиг зльцы, зи невз Поверх- ности 35—40 [дели, зв червяки, j ясокой пр 156—197 143—179 143—179 123—167 167—207 156—197 зз дочки, сулачюи, очности.
т кгс/мм2 25 Предел т } кгс/мм2 15 В Ы Н о с л и в о с т и Тер мообр а ботк а Нормализация с 850—890°. Отпуск при 650—-680°. У +20 6,4 дарная кгс • м/с 0 вязко М2, Пр1 —20 4,8 сть при з темпе —30 4,6 4 ОТр.И ратуре —50 1,4 цателы , °с —60 1,2 зых температурах Т ермообработка Нормализация
Темпер состояние Слиток атурные парс максималь- ная темпера- тура нагрева металла пе- ред ковкой, _ °C 1280 Техн гметры ковки минимальная температура ологические свойства Охлаждение поковок, изготовлет из слитков ных из заготовок
конца к интенсивные обжатия 750 овки, °C проглажи- вание 700 размер сечения, мм 1. Поковки всех разме- ров ответственного назначения. 2. Остальные поковки: а) до 40'0, б) 401—800, в) >800. условия охлаждения 1. Нормализация, два пе- реохлаждения, отпуск. 2. а) па воздухе, б) отжиг низкотемпе- ратурный, в) отжиг низкотемпе- ратурный, одно пе- реохлаждение размер сечения, мм До 800 условия охлаждения На воздухе
Заготовка 1280 750 700
Свариваемость О гр а 11.ИЧ енно сварив а ем а я. Способы сварки: РДС, ЛДС под флюсом и газовой защп той, ЭШС. Рекомендуются подогрев п по следу юта я тер мообр а ботк а. КТС без ограничений Обрабатыв а емост ь р ез ан н ем В горячекатаном состоянии при НВ 144—П6 п од, = 52 кгс/мм2 К-— 1,3 (быстрорежущая стать) Флокеночувствительность Не чувствительна
Склонность к отпускной хрупкости Не склонна
36
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591 -71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки — ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72. Балки двутавровые — ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74. Лист толстый — ГОСТ 19903-—74 Полоса —ГОСТ 103—67, ГОСТ 1530—66, ГОСТ 82—70. Лента—ГОСТ 6009—74. ГОСТ 503—71. Проволока - ГОСТ 17305—71. Трубы—ГОСТ 8732—70, ГОСТ 8734—75. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59
40
Химический состав, %, и о ГОСТ 1050—74 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Act ACg Ari Аг3
не более
0,37—0,45 0,17—0,37 0,50—0,80 0,040 0,040 <0,25 <0,25 — — <0,25 730 790 690 780
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм т, кгс/мм* сч а? 1 1 % ‘2 % ан> кгс-м/см* HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 1050—74 В горячекатаном состоянии Не определяются <217
В отожженном состоянии Образцы <187
Нормализация 840—81 50 50 50 50 10 Воздух 34 58 19 45 6,0 —
ГОСТ 8479—70 Нормализация Отпуск 840-81 600—61 Воздух Печь или воздух До 100 101—300 301—500 501—800 28 28 25 25 54 54 48 48 20 17 17 15 40 38 35 30 4,5 3,5 3,5 3,5 156—197 156—197 143—179 143—179
Закалка Отпуск 830—81 580—6' Вода Печь или воздух До 10 101—3 301—5 0 00 00 35 32 28 60 58 54 18 15 14 45 35 32 6,0 3,5 3,0 174—217 167—207 156—197
Поверхностная закалка с на- гревом ТВЧ и отпуск при 1'60—180° Не определяются Поверх- ности 40—53
Назначение. Оси, коленчатые валы, вал-шестерни, штоки, шестерни, бандажи, детали турбин, детали арматуры, шатуны, шпиндели, звездочки, распределительные валики, болты, головки цилиндров, шпонки, фрикцион- ные диски, плунжеры и др.
Предел выносливости Ударная вязкость при отрицательных температурах
а ! кгс/мм* т } кгс/мм* Термообработка ак, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
31,7 Закалка с 850° в воде, отпуск при 570° 8,0 — — 5,6 — 5,2 Закалка с 850° в воде, отпуск при 400р
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размеры сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1250 780 700 См. стр. 34 До 400 На воздухе
Заготовка 1250 800 700
Свариваемость Обр з б а ты в а см ость рез а п нем Флокеночувствительпость
Ограниченно свариваем г, я. Способы сварки: РДС, АДС под флюсом и газовой зашитой, ЭШС. Рекомендуются подогрев и по следующая термообработка. КТС без ограничений В горячекатаном состоянии при НВ 170 и С/; -=- 53 кгс/мм2 К;,— 1,20 (твердый сплав), /<;,= 1,05 (быстрорежущая сталь) Нс чувствительна
Склонность к отпускной хрупкости
11с склонна
37
Марка стали Вид поставки: Поковки—ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки — ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72. Балки двутавровые — ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74. Полоса—ГОСТ 82—70, ГОСТ 103—67, ГОСТ 1530—66. Лента—ГОСТ 6009—74, ГОСТ 503—71. Проволока — ГОСТ 17305—71. Трубы —ГОСТ 8732—70, ГОСТ 8734—75. Заготовка квадратная — ГОСТ 4693—70. Прутки повышенной точности размеров (серебрянка) — ГОСТ 14955—69.
45
Химический состав, %, по ГОСТ 1050—74 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Acj Ас3 Ari Аг3
не более
0,42—0,50 0,17—0,37 0,50—0,80 0,040 0,040 «0,25 <0,25 — — <0,25 730 755 690 780
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 1 т» 1 кгс/мм? кгс/мм2 % ‘2 % Q £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 1050—74 В горячекатаном состоянии Не определяются <240
В отожженном состоянии «197
Нормализация 830—860 Воздух Образцы 36 61 16 40 5 — —
ГОСТ 8479—70 Нормализация Отпуск 830—860 550—630 Воздух Печь или воздух До 100 101—300 301—500 501—800 32 28 25 25 58 54* 54 48 17 17 15 15 38 38 32 30 4,0 3,5 3,0 3,0 167—207 156—197 156—197 143—179
Закалка Отпуск 820—850 550—650 Вода Воздух До 10( 101—31 3 30 40 35 63 60 17 17 45 40 6,0 6,5 — 187—229 174—217
Поверхностная закалка с на- гревом ТВЧ и низкий отпуск* Вода Не определяются Поверх- ности 40—56
Закалка** Отпуск 830—850 160—180 Масло Воздух До 15 65 90 15 40 3,0 30—40 —
Закалка Отпуск 830—850 180—200 Вода 1 Воздух До 20 95 120 6 22 — 40—50 —
• При требовании повышенной прочности сердцевины детали перед закалкой должны быть улучшены. * * Режим для мелких тонкостенных деталей сложной конфигурации.
Назначение. В ал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, плунжеры, стойки, колонны, оправки, рычаги, траверсы, хвостовики, цилиндры, кулачки, штуцеры, штифты, шайбы, вилки, кронштейны, установочные винты, пальцы, втулки, арматура, детали насосов, тяги, штыри, шпонки, шпильки, храповики, стропы и другие детали.
Предел выносливости Ударная вязкость при отрицательных температурах
з кгс/мм2 —I, т кгс/мм2 —1» Терм ообр аботк а ан, кгс-м/см2, при температуре, °C Т ермообр аботка
+20 —20 —40 —60 —80 — 100
28 17 Нормализация с 850°, отпуск п,ри 550—650° 9,4- 9,0 6,1 6,1 4,9 4,0 1,2 Нормализация и отпуск
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, С° минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1250 780 700 См. стр. 36 До 400 На воздухе
Заготовка 1250 750 700
Свариваемость Обрабатываемость резанием
Трудносвариваемая. Способы сварки РДС. и КТС. Необходимы подогрев и после дующая термообработка В горячекатаном состоянии при ИВ 170—179 и о/, =65 кгс/мм7 Kv= 1,0 (твердый сплав), Kv— 1,0 (быстрорежущая сталь) Малочувствительна
Склонность к отпускной хрупкости
Не склонна
38
Марка стали Вид поставки: Поковки — ГОСТ 8479—70, ГОСТ 9487—70, ГОСТ 10207—70, ТУ ЭЗТМ. Сортовой про- кат-ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69. Уголки — ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры—ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72. Лист тонкий—ГОСТ 19903—74. Лист толстый—ГОСТ 19903—74. Полоса—ГОСТ 82—70 Проволока—ГОСТ 17305—71.
50
Химический состав, %, по ГОСТ 1050—74 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Ас3 AFj Аг3
не более ,25
0,47—0,55 0,17—0,37 0,50—0,80 0,040 0,040 0,25 <0,25 — — ;:0 725 760 690 750
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч я » кгс/мм2 % ‘2 % Mi кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 1050—74 В горячекатаном состоянии Не определяются <214
В отожженном состоянии ы <207
Нормализация 840—860 Воздух Образц 38 64 14 40 4,0 — —
ТУ эзтм Закалка Отпуск 830—850 400—500 Вода или масло Воздух До 40 70 90 13,5 — 4,0 — 241—285
ТУ УЭТМ Нормализация Отпуск 830—860 580—650 Воздух Воздух или печь До 100 101—200 201—300 301—500 501—800 33 31 31 30 29 63 62 62 60 58 16 16 14 12 12 38 38 33 30 28 3,5 3,5 3,0 2,5 2,0 187—241 174—187 174—187 170—229 163—229
Поверхностная закалка с на- гревом ТВЧ и низкий отпуск Вода, водный раствор глицерина или масло До Не определяются Поверх- ности 40—50
ГОСТ 9480—70 ГОСТ 10207—70 Нормализация Отпуск 830—860 580—610 Воздух Печь или воздух 1200 Не определяются — 187—229
Назначение. Штоки, плунжеры, шестерни, венцы, бандажи, шпиндели, молотки и др. Рабочие валки блюмингов, слябингов, заготовочных, рельсобалочных, крупносортных, несортных, мелко- сортных, штриптовых и проволочных обжимных и сортовых станков (ГОСТ 9487—70), а также рабочие валки всех размеров листовых станов (ГОСТ 10207—70) для горячей прокатки металла. Сталь склонна к трещинам при закалке в воде.
Предел выносливости Ударная вязкость при отрицательных температурах
кх1яж' т кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —40 —60 —70 —80
28,5 17,0 Нормализация с 830—860°, отпуск при 600—650° 5,0 3,8 Закалка с 850° в масле, отпуск при 450°
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия .проглажи- вание
Слиток 1250 800 700 См. стр. 36 До 400 На воздухе
Заготовка 1250 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Т рудносвариваемая. Способы сварки—РДС и КТС. Необходимы подогрев и после- дующая термообработка В горячекатаном состоянии при НВ~ 196—202 и о/, =65 кгс/мм2 Кv =1.0 (твердый сплав), Kv = 0,7 (быстрорежущая сталь) М алоч увствительна
Склонность к отпускной хрупкости
Не склонна
39
Марка стали Вид поставки: Поковки — ТУ ДЗМО, ТУ ЭЗТМ, ГОСТ 9487—70, ГОСТ 10207—70. Сортовой прокат- ГОСТ 2590- 71, ГОСТ 2591—71, ГОСТ 2879—69. Уголки—ГОСТ 8509—72, ГОСТ 8510 72. Швеллеры — ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72. Лист тонкий—ГОСТ 19903—74. Лист толстый—ГОСТ 19903—74. Полоса—ГОСТ 82—70 Проволока—ГОСТ 17305—71, ГОСТ 7419—74. Лента — ГОСТ 2284—69. Заготовки бандажные—ГОСТ 398—71, ГОСТ 5257—50. Заготовки колес — ГОСТ 6362—59, ГОСТ 9036—66.
55
Химический состав, %, по ГОСТ 1050—74 - Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Ас. Ас3 Afi Аг3
не более
0,52—0,60 0,17—0,37 0,50—0,80 0,040 0,040 <0,25 <0,25 — — 0,25 725 755 690 750
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм *2 о сч с О « % Я?, % ; 1 сч д J £ Q § HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 1050—74 В горячекатаном состоянии Не определяются <255
В отожженном состоянии <217
Нормализация 830—860 Воздух Образцы 39 66 13 35 — — —-
ТУ дзмо Нормализация Отпуск 830—860 650—800 Воздух Печь До 100 101—300 301—500 33 32 31 66 64 62 12 11 10 35 28 25 3,0 2,5 2,5 — 170—229
ГОСТ 9487—70 ГОСТ 10207—70 Нормализация Отпуск 830—860 550—600 Воздух Печь или воздух До 1200 Не определяются 215—255
ГОСТ 6362—59 Закалка Отпуск 820—840 550—600 Вода Печь Колеса марки I — 82— 102 И 14 — >235
ГОСТ 398—71 Закалка Отпуск 820—840 550—600 Вода Печь Бандажи марки I — 83 13 16 — >235
ТУ ЭЗТМ Закалка Отпуск 840—850 400—500 Масло Воздух До 40 80 95 — 30 2,0 — <302
Назначение. Штоки, венцы, цапфы, эксцентрики и другие детали, к которым предъявляются требования повышенной прочности и износостойкости. Рабочие валки блюмингов, слябингов, заготовочных, рельсобалочных, крупносортных, среднесортных и мелкосортных станов (ГОСТ 9487—70) и рабочие валки всех размеров листовых станов (ГОСТ 10207—70) для горячей прокатки металла. Цельнокатаные колеса марки I для вагонов (ГОСТ 6362—59) и бандажи марки I подвижного состава ж. д. широкой колеи (ГОСТ 398—71). Сталь склонна к трещинам при закалке в воде.
Предел выносливости Ударная вязкость при отрицательных температурах
о кгс/мм2 —I » т кгс/мм2 —Iу Т ермообр аботка ак, кгс-м/см2, при температуре, °C
4-20 0 —20 —50 —80 —ЮС Термообработка
38,5 22,3 Закалка с 790° в воде, отпуск при 650° 2,7 2,1 1,8 1,3 1,0 Горячекатаное состояние
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, леи размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток 1240 800 730 См. стр. 36 До 400 На воздухе
Заготовка 1240 800 730
Свариваемость Обрабатываемость резанием Флокеночувствительность
Нс применяется для сварных В нормализованном состоянии при HR 212—225 Кг,= 1,00 (твердый сплав), 7<w=0,65 (быстрорежущая сталь) Малочувствительна
конструкций. КТС с последующей термооб- работкой Склонность к отпускной хрупкости
Не склонна
40
Марка стали 60 Вид поставки. Сортовой прокат ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69. Уголки - ГОСТ 8509—72, ГОСТ 8510—72. Лист тонкий — ГОСТ 914—56, ГОСТ 19903—71 Лист толстый — ГОСТ 1577—70, ГОСТ 19903—74. Полоса—ГОСТ 7419 74. Бандажи 1 ОСТ 5257 50, ГОСТ 398—71. Колеса цельнокатаные—ГОСТ 6362—59, ГОСТ 9036 66.
Химический состав, %, но ГОСТ 1050—74 Ас. Т-ра критических точек, °C
с 5м Мп s ! р Сг Ni Мо V - Си Ас3 Агг Аг3
не более х
0,57—0,65 0,17—0,37 0,50—0,80 0,040| 0,040 0,25 <0,25 — — <0,25 725 750 690 745
Механические свойства при 20°
Режим термообработки Сечение, мм С со О « d 5- 4 1 ан, кгс-м/см2 HRC НВ
ГОСТ, ТУ операция темпера- тура, °C охлаж- дающая среда Х<=> 0 х- *
не менее
ГОСТ 1050—74 В горячекатаном состоянии Не определяются <255
В отожженном состоянии — <229
Нормализация 800—830 Воздух Образцы 41 69 22 -- 35 —
ГОСТ 6362—59 Закалка Отпуск 820—840 550—650 Вода Воздух Колеса марки II — 83— 102 10 13 — >241
ГОСТ 398—71 Закалка Отпуск 820—840 550—650 Вода Воздух Бандажи марок II и III — 85 93 11 10 14 12 >243 >262
Назначение. Эксцентрики, шпиндели, бандажи, диски сцепления, пружинные кольца амортизаторов, замочные шай- бы, регулировочные шайбы, регулировочные прокладки и другие детали, к которым предъявляются тре- бования высокой прочности и износостойкости. Валки рабочие листовых станов для горячей прокатки металлов. Цельнокатаные колеса вагонов марки II (ГОСТ 6362—59) и бандажи для подвижного состава ж. д. широкой колеи марок II и III (ГОСТ 398—71). Сталь склонна к трещинам при закалке в воде.
предел выносливости Ударная .вязкость при отрицательных температурах
О К’с/мм2 —1, т кгс/мм2 — Т ер мообр аботк а ан, кгс-м/см2, при температуре, °C
4-20 0 | —20 —30 —40 —50 — Термообработка
38 — Закалка с 820° в воде, отпуск при 180—200°.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков — из заготовок
размер сечения, мм условия охлаждения условия охлаждения
интенсивные обжатия проглажи- вание сечения, мм
Слиток 1220 800 700 1. Поковки всех разме- ров ответственного назначения 2. Остальные поковки: а) до 400; б) 401—800; в) >800. 1. Нормализация, два пе- реохлаждения, отпуск. 2. а) на воздухе, б) отжиг низкотемпе- ратурный; в) отжиг низкотемпе- ратурный, одно пе- реохлаждение До 300 На воздухе
Заготовка 1220 800 700
Свариваемость Обр а б а т ы в аем ость р ез а ни ем - Флокеиочувствитсльность
Не применяется для сварных В нормализованном состоянии Малочувствительна
конструкций. КТС с последующей термооб- работкой при НВ 244 Ку —0,70 (твер- дый сплав), Ку — 0,65 (быст- рорежущая сталь) Склонность Не склони к отпускной хрупкости
а
41
Марка стали 75 Вид поставки: Поковки ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71.
Химический состав, %, по ГОСТ 14019—68 Т-ра критических точек, °C
С Si Мп S не б р олее Сг Ni Си Примечание Acj Ас3 АГ1 Аг3
0,72—0,80 0,17—0,37 0,50—0,80 0,0401 0,040 0,0351 0,035 <0,25 <0,25 <0,25 <0,20 ГОСТ 1050—74* ГОСТ 2052—70 720 735 700 —
Мехам ические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм <м сч о « 1 % % । । I «я» кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 2052—70 В горячекатаном состоянии Не определяются <285
В термообработанном состоянии <241
Закалка Отпуск 805—835 450—510 Масло Воздух Образцы 90 ПО 9 30 — — 300—350
Назначение. Крановые колеса.
Предел выносливости Ударная вязкость при отрицательных температурах
о кгс/мм2 —1, т кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообр аботка
+20 0 —20 —30 —40 —50
35—40 Закалка с 820° в масле, отпуск при 480°, воздух 1
Технологические свойства
Температурные параметры конки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки,°C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 800 50—220 В колодцах 50—220 В колодцах
Заготовка 1180 800 800
Сварив а емость Обр а б а т ы в а ем ость р ез а ни ем Флокеночувствительность
Не применяется для сварных конструкций. КТС с последующей термооб работкой Малочувствительна Склонность к отпускной хруп- кости Не склонна
42
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71. Прово- лока — ГОСТ 9389—75. Лента — ГОСТ 2284—69.
85
Химический состав, %, по ГОСТ 2052—70 Т-ра критических точек, °C
С Si Мп s 1 Р Сг Ni Си Асг Лс3 Агг Аг3
не более
0,82—0,90 0,17—0,37 0,50—0,80 0,040 0,040 <0,25 <0,21 <0,25 ГОСТ 1050—74* 720 730 700 —
0,035 0,035 <0,25 ГОСТ 2052—70
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки )хлаж- 1ающая Сечение, мм см о * см Л и К % 1 % ч ан. кгс-м/см2 HRC НВ
операция темпера- тура, °C с 1
среда не менее
ГОСТ 2052—70 В горячекатаном состоянии Не определяются <302
В термообработанном состоянии <269
Закалка Отпуск 805—835 450—510 Масло Воздух Образцы 100 115 8 30 — —
Назначеиие. Пружины, фрикционные диски и другие детали, к которым предъявляются требования высоких проч- ностных и упругих свойств и износостойкости.
Предел выносливости Ударная вязкость при отрицательных температурах
з_1 кгс/мм2 т_, кгс/мм2 Т ермообр а ботк а ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Техн о логические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпет конца ковки, °C атура из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 800 50—220 В колодцах 50—220 В колодцах
Заготовка 1180 800 800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конст- рукций. КТС с последующей термообработ- кой Малочувствительна
Склонность к отпу скн ой хрупкости
Не склонна
43
СТАЛЬ УГЛЕРОДИСТАЯ
ЦЕЛЕВОГО НАЗНАЧЕНИЯ
Марка стали
А12
Вад поставки:
Сорговой прокат — ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСГ 7417—75.
ГОСТ 8559 -75, ГОСТ 8560—67. Прутки повышенной отделки поверхности (серебрян-
ка) ГОСТ 14955—69. Проволока—ГОСТ 2590—71.
Химический состав, %, по ГОСТ 1414—75
С Si Мп S | Р не более Сг
0,08—0,16 0,15—0,35 0,6—0,9 0,080- 0,200 0,080- 0,200 —
Т-ра критических точек, еС
Ni Мо V Си Асг Ас3 Аг, Аг3
— — — — 735 866 685 840
Механические свойства при 20'
Режим термообработки
ГОСТ, ТУ
операция
темпера-
тура, °C
охлаж-
дающая
среда
Сечение,
мм
д хр О'" хр О'"
ь ги Oft, кгс i
HRC НВ
не менее
ГОСТ 1414- 75 В горячекатаном состоянии 25 — 42—57 22 36 — I60. 162—217 162—217 162—217
В холоднотянутом состоянии До 20 20—30 >30 — 60—80 55—75 52—70 7 7 7 —
Жидкостная цементация Закалка Отпуск 860—880 860—880 180—200 Вода Воздух 15 30 45 — 36 >56
Цианирование Закалка Отпуск 820—860 820—860 180—200 Вода Воздух 15 30 45 36 >56
Назначение. Оси, валики, втулки, кольца, зубчатые колеса, шестерни, пальцы, винты, болты и другие малонагружен-
ные мелкие детали сложной формы, обрабатываемые на станках-автоматах, к которым предъявляются
повышенные требования по качеству поверхности и точности размеров.
После цементации и цианирования — малонагруженные детали, к которым предъявляются требования по
чистоте поверхности и 1износостойкости.
Ударная .вязкость при отрицательных температурах
Преде л в ын ос л и в о с т и
а_р кгс/мм* т_ 1 кгс/мм* Т ермообработка ан, кгс-м/см*, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технолог и чес к 1ие свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
максималь- ная темпера- тура нагрева -металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм
состояние интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения условия охлаждения
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствнтельность
Нс чувствительна
Не применяется для сварных конст-
рукций
Склонность к отпускной хрупкости
Не склонна
46
Марка стали
АЗО
Вид поставки:
Сортовой прокат —ГОСТ 2590 -71, ГОСТ 2591-71, ГОСТ 2879—69, ГОСТ 7417—75.
ГОСТ 8559—75, ГОСТ 8560—67.
Химический состав, %- по ГОСТ 1414—75
С Si Мп S j Р не более
0,25—0,35 0,15—0,35 0,70—1,00 0,080— 0,150 0,06
Сг
Ni
Мо
V
Т-ра критических точек, °C
Си
Acj Ас3 Arj Аг3
Механические свойст
ГОСТ, ТУ Режим термообработки Сечение, мм
1 ! темпера- операция | тура, °C охлажда- ющая среда
5-
в а при 20*
4 со О % ‘о хр кгс-м/см2 ' HRC НВ
не менее
ГОСТ 1414—75 В горячекатаном состоянии 15 52—67 25 — — <185
— В холоднотянутом состоянии До 20 21—30 Св. 31 64—84 60—80 55—77 6 — 174—223
Назначение. Детали сложной формы, обрабатываемые на станках-автоматах, и детали, к которым предъявляются
повышенные требования по чистоте поверхности, работающие при повышенных напряжениях и давле-
ниях.
Ударная вязкость при отрицательных температурах
Предел вын о с л и в о с т и
о ,кгс/мм2 —] т ,кгс/мм2 —1 Т ермообр аботк а ан> кгс-м/см2, при температуре, °C Термообработка
+20 0 | —20 —30 —40 —50
1
Технологические свойства
Охлаждение поковок, изготовленных
Температурные параметры ковки
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, °C
интенсивные обжатия проглажи- вание
Слиток
Заготовка
размер сечения, мм
Свариваемость
из слитков
из заготовок
условия охлаждения
размер
сечения,
мм
условия
охлаждения
Обрабатываемость резанием
Не применяется для сварных
конструкций
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
47
Марка стали
Вид поставки:
Сорювон прокат ГОСТ 2590—71. ГОСТ 7117
зц
Химический
С Si Мп s Р
не более
0,18 < 0,17 0,30-0,60 0,040 0,040
состав, %, по ГОСТ 924—65
Сг
1,10
Ni Мо
0,30 —
As
<0,08
Си
<0,30
Ас
Т-ра критических точек, °C
Ас3
Аг
Аг3
Механические свойства при 20‘
ГОСТ, ТУ
ГОСТ 924—65 j
Режим термообработки
операция
темпера-
тура, °C
охлаж-
дающая
среда
Сечение, мм о Т, кгс/мм2 кгс/мм2 1 % ‘о \О ОХ «о &Н > j кгс-м/см2\ Загиб на 180°* НВ
не менее
24
В состоянии поставки
— 37—45
28
* Без оправки до соприкосновения сторон
Назначение. Якорные цепи, изготовляемые способами кузнечно-горновой и контактной сварки.
Ударная вязкость при отрицательных температурах
Предел выносливости
о_р кгс/мм2 т_р кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
хемпературные параметры ковки
Охлаждение поковок, изготовленных
состояние
Слиток
Заготовка
максималь-
ная темпера-
тура нагрева
металла пе-
ред ковкой,
°C
минимальная температу-
ра ковки,°C
интенсивные! проглажи-
обжатия
'ванне
из слитков
из заготовок
Свариваемость
размер сечения, мм
условия охлаждения
Обрабатываемость резанием
размер
сечения,
мм
условия
охлаждения
Флокеночувствительность
Не чувствительна
ркп -- К.ТС
Склонность к отпускной хрупкости
Не склонна
48
Марка стали ВИД ПОСТАВКИ. Заготовка — ГОСТ 4728—59 (квадратная).
ОсВ ОсЛ
Химический состав, %, по ГОСТ 4728—59 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Си Марка стали Aq Ас3 Агх Аг3
не более
0,37—0,45 0,15—0,35 0,50—0,80 0,050 0,040 <0,3( 3 <0,ЗС <0,25 ОсВ
0,42—0,50 0,60—0,90 ОсЛ
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 4 to % ч ан, кгс-м/см2 HRC НВ
операция темпера- тура, °C охлаж- дающая среда сред- нее значе- ние* мини- мальное значе- ние**
не менее
ГОСТ 4728—59 (ОсВ) Нормализация — 56,0— 59,5 21 6,0 4,0 —
60,0— 62,5 20 5,0 3,5
- 63 и более - 19 4,0 3,0
ГОСТ 4728—59 (ОсЛ) Нормализация — 59,0— 62,5 20 5,0 3,5
63,0— 65,5 19 4,0 3,0
66 и более 18 3,5 3,0
* Среднее значение по четырем образцам. * * Минимальное значение отдельных образцов.
Назначение. Оси вагонные и тендерные подвижного состава ж. д. широкой колеи.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм2 т__р кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Т ехнологичес к ие свойства
Температурные параметры ковки Охлаждение tiokoi зон , изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флок ©нечувствительность
Не чувствительна
Не применяется для сварных конструкций Склонность к отп; Не склонна /скной хрупкости
4—2864
49
Марка стали
Вид поставки:
М16с
.Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71. Лист толстый — ГОСТ 19903—74,
ГОСТ 6713—75. Полоса—ГОСТ 82—70. Фасонный прокат — ГОСТ 8275—57. Уголки —
ГОСТ 8509—72, ГОСТ 8510—72. Фасонный прокат —ГОСТ 8239—72, ГОСТ 8240—72,
ОСТ 6481—52.
С Si Мп S 1 Р не более Сг Ni Мо V Си пр Асх а луциитчс Ас3 Atj Л, V. Аг3
0,12—0,20 0,12—0,25 0,40—0,70 0,045 0,040 <0,30 <0,30 — — 0,20— 0,30
Механические свойства при 20*
ГОСТ, ТУ Режим термообработки Сечение, мм К кгс/мм2 Д CO о 1 о, % ан, кгс-м/см2 Загиб на 180°*
операция темпера- тура, СС охлажда- ющая среда при 20° после механи- ческого ста- рения
не менее
ГОСТ 6713—75 В горячекатаном состоянии 4—40 41—60 23 22 38—50 38—50 26 26 3,5 3,5 3,5 3,5 * * * * * О С$ II II •хзчз
* В Холодном состоянии до параллельности сторон.
** При толщине до 25 мм.
*** При толщине свыше 25 мм.
Назначение. Сварные мостовые конструкции, шлюзовые ворота, решетки, затворы и другие детали гидротехнических
сооружений, работающие при температуре не ниже — 20°.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм2 Т ], кгс/мм2 Т ермообр аботка ан, кгс-м/см2, при температуре, °C Термообр аботка
+20 0 —20 —30 —40 —50
Охлаждение поковок, изготовленных
Температурные параметры ковки
Технологические свойства
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C
Слиток
Заготовка
Свариваемость
интенсивные
обжатия
минимальная температура
конца ковки, °C
из слитков
из заготовок
проглажи-
вание
размер сечения, мм
условия охлаждения
размер
сечения,
мм
условна
охлаждения
Обрабатываемость резанием
Ф л океночувствител ьность
Сваривается без ограничений.
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той
Не чувствительна
Склонность к отпускной хруп-
кости
Не склонна
50
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71.
55ПП
Химический состав, %, по ТУ 77-77—64* Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Acj Ас3 Агх Аг3
не более
0,55—0,63 0,10—0,30 <0,20 0,040 0,040 <0,15 <0,25 (сумма Сг, Мп, Ni <0,5 %) 720 785
Механичесз кие свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о т, кгс/мм2 кгс/мм2 % ‘2 % ‘Ф- ан, кгс-м/см2 HRC НВ
операция темпера- тура, СС охлажда- ющая среда
не менее
ТУ 77-77—64 Нормализация 850 Воздух 130 30 60 10 25 3,5 20
Поверхностная закалка с нагревом ТВЧ, ох- лаждение под водяным душем, отпуск при 150° 15X15 ®изг 260— 300 6—8** 58—60
* ТУ Донецкого металлургического завода. ** При испытании иеиадрезаниых образцов.
Назначение. Детали с тонкими сечениями упрочняемых элементов: шестерни среднего модуля, втулки, пластины и др.
Предел выносливости Ударная вязкость при отрицательных температурах
о_1, кгс/мм2 т_р кгс/мм* Т ер мообр аботка ан, кгс-м/см2, при температуре, °C Термоообработка
+20 0 —20 —40 —60 —80
6,0 8,0 4,0 6,5 3,0 6,0 2,5 3,0 2,0 2,5 2,0 2,5 HRC 60 HRC 58 Образцы без надреза
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
. . Свариваемость Обрабатываемость резанием Флокеночувствител ьность
Не применяется для сварных конструкций Не чувствительна
Склонность к отпускной хруп- кости
Не склонна
51
Марка стали
15К
Вид поставки:
Лис г lojici biii — ГОСТ 19903—74.
Т-ра критических точек, °C
Химический состав, %, по ГОСТ 5520—69
С Si Мп* S Р Сг Ni As N Си Ас2 Ас3 Atj
не ( 5олее
0,12—0,20 0,15—0,30 0,35—0,65 0,040 0,040 <0,30 0,30 <0,08 <0,08 <0,30 724 860 676
830
Аг3
о кгс/мм2, при
Режим тсрм оо б ра б о т к и
Механические свойства при 20°
ГОСТ, ТУ
операция
темпера-
тура, СС
охлажда-
ющая
среда
толщине листа, м.и
до 20|21— 40]41—60
ой**, кгс/мм2 j % 1— ан, кгс-м/см2
при 20° и т »тдине листа, мм после мехаи. старе- ния
до 20|21—40|41—60
не менее
Загиб
на 180°
не менее
ГОСТ 5520—69
В состоянии поставки 23 22 21 38—40 27 8 7,5 7 3,5
41—42 26 7 6,5 6 3,0 d=0,5a
43—49 25 7 6,5 6 3,0
* В листах толщиной более 20 мм содержание марганца допускается до 0,80%.
** Допускается повышение верхнего предела временного сопротивления на 3 кгс/мм2 по сравнению с указанными нормами при условии
удовлетворительных результатов других испытаний.
*** В листах, предназначенных для изготовления паровозных и судовых топок, должно быть 2<'%.
**:~* При толщине листа до 30 мм, при толщине листа свыше 30 мм d—2,5 а.
I а в н а ч е п и е. Детали и части паровых котлов и сосудов, корпусы цилиндров и камеры горения газовых турбин и др.
— Предел в ы н о с лив о сти Ударная вязкость при отрицателю ан, кгс-м/см2, при температуре, °C :ых температурах
кгс/мм2 т_р кгс/мм2 Термообработка +20 0 —20 —30 —40 —50 Термообработка
Температурные параметры ковки
Охлаждение поковок, изготовленных
Технологические свойства
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C
Слиток 1260
Заготовка 1260
Свариваемость
интенсивные
обжатия
минимальная температу-
ра конца ковки, °C
•ИЗ слитков
из заготовок
проглажи-
вание
размер сечения, мм
условия охлаждения
размер
сечения,
мм
условия
охлаждения
750 700
750
700
Обрабатываемость резанием
Флокеночувствительность
Сваривается без ограничений.
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, ЭШС
Не чувствительна
Склонность к отпускной хруп-
кости
Не склонна
52
Марка стали
Вид поставки:
20К
Лист толстый — ГОСТ 19903—74.
Химический состав, %, по ГОСТ 5520—69
С Si Мп* S Р Сг Ni As N
не более
0,16—0,24 0,15—0,30 0,35—0,65 0,040 0,040 <0,30 <0,30 <0,08 <0,008
Си
<0,30
Ас,
Т-ра критических точек, °C
Ас3
Аг,
Аг3
724
845
682
815
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки о^, кгс/мм2, при толщине листа, мм до 20|21—40|41—60 ой**, кгс/мм2 * * ан, кгс-м/см2 Загиб па 180°
операция темпера- тура, СС охлажда- ющая среда при 20° и толщине листа, мм после механ. старе- ния
до 20I2I—40|41—60
не менее
не менее
ГОСТ 5520—69 В состоянии поставки 25 24 23 41—42 43—44 45—47 48—52 26 25 24 23 7 7 6 6 6,5 6,5 5,5 5,5 6 6 5 5 3,0 3,0 2,5 2,5 d=l,5a
* В местах толщиной более 20 мм содержание марганца допускается до 0,80%.
** Допускается повышение верхнего предела временного сопротивления иа 3 кгс!мм* по сравнению с указанными нормами при условии
удовлетворительных результатов других испытаний.
*** В листах, предназначенных для изготовления паровозных и судовых топок, должно быть <> > 27%.
**** При толщине листа до 30 мм, при толщине листа свыше 30 мм d=2,5 а.
Назначение. Детали и части паровых котлов и сосудов, корпусы цилиндров и камеры горения газовых турбин и др.
Предел выносливости
o_v кгс/мм2 т_р кгс/мм2
Ударная вязкость при отрицательных температурах
ан, кгс-м/см2, при температуре, °C
Т ермообр аботка
4-20
—20
—50
Т ермообр аботка
0
Технологические свойства
ковки
состояние максималь- ная темпера- тура нагрева металла пе- ред ходкой,
Слитоь 1260
Заготовка 1260
минимальная температу- ра конца ковки, °C
интенсивные обжатия (проглажи- вание
750 700
750 700
размер сечения, мм
Охлаждение поковок, изготовленных
из слитков
условия охлаждения
из заготовок
размер
сечения,
мм
условия
охлаждения
Свариваемость
Обрабатываемость резанием
Сваривается без ограничений.
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, ЭШС
Флоксночувствителыюсть
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
53
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Лист толстый — ТУГКП1—54 (толщина 150—160 мм), ТУГКП1—55 (толщина 65—90 мм), ТУ1086—66 (толщина 70—170 мм), ТУ24-1-11-1101—69 (толщина 200 мм).
22К
Химический состав, %, по ТУ UM6—GG Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Си Асх Ас3 Агг Аг3
не более
0,19—0,28 0,20—0,40 0,75—1,00 0,045 0,045 ' 0,40 <0,30 — <0,0Е <0,ЗС 724 845 682 815
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение пробы, мм 5- ь ru е> « 5; е> К V© Ф, % J Температу- ра испыта- ния, °C Загиб на 180° CQ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ1086—66 Нормализация* Отпуск 930—950 630—680 Воздух Воздух 150X300 толщина листа** 22 19 44 18 — 6 3,5 20 320 —40
После механического старения 2,5 20
ТУГКТП1—65 Нормализация Отпуск 940—960 600—680 Воздух Воздух Лист 70—170** 18 44 18 — 6 20 320
ТУГКТП1— 54 01 Нормализация Отпуск 940—960 600—680 Воздух Воздух Лист 150-160** 19 44 20 — 7 20 320 d=3a
ТУ 24-1-11-1 -69 Нормализация Отпуск 930—950 600—680 Воздух Воздух Лист 200** 22 44 16 — 4 20
ГОСТ 8479—70 Нормализация Отпуск 930—950 620—680 Воздух Воздух До 100 101—300 22 22 44 44 24 20 53 48 5,5 5,0 123— 167
301—500 501—800 22 20 44 40 18 18 40 38 4,5 4,5 111— 156
* При нормализации выдержка назначается из расчета 2—3 мин, а при отпуске — из расчета 3—4 мин на 1 мм толщины. ** Образцы поперечные.
Назначение. Обечайки, днища, фланцы, цельнокованые и сварные барабаны паровых котлов, корпусы и горловины сепараторов, корпусы цилиндров и камеры горения газовых турбин, полумуфты, патрубки и другие дета- ли, работающие при температуре от —40 до +450° под давлением.
Коррозионные свойства
Среда Температура, °C Длительность испытания, час мм/год
Вода Вода 565 600 0,08—0,13 0,44—0,70
Технологические свойства
Температурные параметры ковки - Охлаждение поковок, изготовленных
состояние Слиток максималь- ная темпера- тура нагрева металла пе- ред ковкой, вС 1280 минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм •1. Поковки всех разме- ров ответственного назначения. размер сечения, мм До 400 условия охлаждения На воздухе
интенсивные обжатия 750 проглажи- вание 700 условия охлаждения 1. Нормализация, два переохлаждения, от- пуск. 2. а) на воздухе, б) отжиг низкотемпе- ратурный, в) то же, одно пере- охлаждение
Заготовка 1280 750 700 2. Остальные поковки: а) до 400, б) 401—800, в) св. 800.
Св арив аемость Обрабатываемость резанием Флокеночупсгягтельность
Ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом и газовой защитой. Рекомендуются подогрев и последую- щая термообработка. ЭШС — требуется последующая
Не чувствительна
Склонность к отпускной хрупкости
термообработка Не склонна
54
СТАЛЬ ПОВЫШЕННОЙ
ПРОЧНОСТИ
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71. Уголки — ГОСТ 8509-72. ГОСТ 8510—72. Швеллеры -ГОСТ 8240—72. Балки двутавровые—ГОСТ 8239—72. Лист тонкий—ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74. Полоса — ГОСТ 103—67, ГОСТ 82—70. Проволока — ГОСТ 2590—71.
09 Г2*
Химический состав, %, по ГОСТ 19281—73, ГОСТ 19282—73 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Mo As <0,08 Си Acj Ас3 Afj Аг8
не более
<0,12 0,17—0,37 1,40—1,80 0,035 i 0,040 <0,30 0,30 — <0,30 720 830 620 710
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Толщина проката, мм 5- t> ся -О> СО О У % + кгс-м/см2, при температуре, °C Загиб на 180°
операция температу- ра, °C охлажда- ющая среда 1
+20 1 —40 —70
не менее
ГОСТ 19281- -73 ГОСТ 19282—73 В горячекатаном состоянии 4—20 31 45 21 — 3
В термообработанном состоянии 21—32 30 45 21 — 4 — d=2a
После закалки и отпуска 10—20 40 52 19 — 5 3
После механического старения 3
*Пп требованию заказчика, а также в случае применения при выплавке природно-легированных медью руд сталь поставляется с
содержанием меди 0,15—0,30%, В наименование марки добавляется бу два «Д». Нормы механических свойств остаются без изменения.
** Ударная вязкость определяется по требованию заказчика при:
а) нормальной температуре и одной минусовой;
б) нормальной температуре и после механического старения;
в) одной минусовой температуре и после механического старения;
г) одной из указанных температур (+20, —40, —70°) или после механического старения.
*** Ударная вязкость проката толщиной от 5 до 10 мм.
Назначение. Стойки ферм, верхние обвязки вагонов, хребтовые балки, двутавровые и другие детали вагоностроения,
рамы шахтных вагонеток, рамы кранов пере гружателей, детали экскаваторов, детали коксовых машин,
элементы сварных металлоконструкций и другие детали, работающие при температуре от —40° до +450°
Ударная вязкость при отрицательных температурах
П р е д ел выносли в о сти
°-1, кгс/мм2 т-ь кгс/мм2 Сечение, мм Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
24 14 4—32 В состоянии поставки 7,1—28,9 7,1—27,4 5,7—26,5 4,0—26,3 3,9—25,9 8,7—16,0 Горячекатаное состояние
28 17 10—20 В улучшенном состоянии Образцы поперечные, лист толщиной 20 мм
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние стали максимальная температура нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки. ° С из слитков из заготовок
размер сечения, мм условия охлаждения размер се- чения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Обрабатываемость резанием
Свариваемость
Флокеночувствительность
Не чувствительна
Сваривается без ограничений.
Способы сварки: РДС, АДС
под флюсом и газовой заши-
той, эшс
Склонность к отпускной хруп-
кости
Не склонна
56
Марка стали — Вид поставки: Поковки—ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71. ГОСТ 2591—71. Трубы — ГОСТ 550—75, ГОСТ 8732—70, ГОСТ 8734—75. Лист тонкий — ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74.
10Г2
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Асх АСд Агх Аг8
не более
0,07—0,15 0,17—0,37 1,20—1,60 0,035 0,035 -0,30 <0,30 — — <0,25
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о 7, кгс/мм2 zWW/02^ % ‘0 % ‘Ф см о с HRC НВ
операция темпера- тура, °C охлажда- ющая /среда
не менее
ГОСТ 4543—71 Отжиг 890—910 С печью Не определяются I <197
Нормализация 900—935 Воздух 25 25 43 22 50 — —
ГОСТ 8479—70 Нормализация 910—930 Воздух До 100 100—300 301—500 501—800 22 44 24 20 18 16 53 48 40 35 5,5 5,0 4,5 4,0 123—168
ГОСТ 550—75 В состоянии поставки (горячекатаные) 27 48 21 50 12 <197
* Ударная вязкость при температуре — 70° должна быть не менее 3 кгс • м/см2.
Назначение. Патрубки, штуцера, змеевики, трубные пучки, крепежные детали и другие, работающие при температуре от — 70° под давлением.
Предел выносливости Ударная вязкость при отрицательных температурах
o_t, кгс!мм2 т_р кгс/мм2 ан, кгс-м/см2, при температуре, °C 0 Т ермообр а ботк а
Т ермообр а ботк а +20 0 —20 —40 —60 —8
1
Технологические свойства енн
Температурные параметры ковки Охлаждение поковок, изготовл ых
состояние стали максимальная температура нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм размер се- чения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток 1200 750 750 До 100 На воздухе До 100 На воздухе
Заготовка 1250 800—780
Свариваемость Сваривается без ограничений. Способы сварки: РДС, АДО под флюсом и газовой защи- той, эшс. Обрабатываемость резанием Флокеночувствительность Не чувствительна
Склонность^ O1 Не склонна пускной хрупкости
57
Марка стали Вид поставки-. Трубы — ЧМТУ/ВНИТИ 670—65*, ГОСТ 8731—74, ГОСТ 8733—74.
15ГС
X и м и ч ес к и й с о ст а в, %, по ЧМТУ/ВНИТИ 670—65 Т-ра критических точек, °C
С Si Мп S Р • Сг Ni Мо Си Acj Ас3 АГ1 Аг3
не более
0,12—0,18 0,70—1,00 0,90—1,30 0,030 0,040 <0,30 <0,30 — <0,30
Механические свойства при 20°
гост, ту Режим термообработки Сечение, мм о Т, кгс/мм2 !| 04 t> « хО ал- ф, % кгс -м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ЧМТУ/ВНИТИ 670—65* Нормализация 900—930 Воздух 30 50 18** 16 45** 40 6** 5
* Трубы подвергаются контролю гидравлическим давлением, на сплющивание, раздачу, макро-и микроструктуры. • * Числитель — образцы продольные, знаменатель — образцы поперечные.
Назначение. Стационарные трубопроводы питательной воды котлов СВП, работающие при температуре 280°.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм2 т_р кгс/мм2 Термообработка ам, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков 1 из заготовок
размер се- чения, мм •условия охлаждения размер се- чения, мм условия охлаждения
интенсивные проглажи- обжатия вание
Слиток Гибы труб в горячем состоянии осуществляются нагревом до 900°, начало гибки — 760°, конец — 720°. Гибы труб термообработке не подвергаются.
Заготовка
Свариваемость Обрабатываемость резанием Флокен очувствител ьность
Сваривается без ограничений. Способы сварки: РДС, АДС под флюсом и газовой защитой, ЭШС Не чувствительна
Склонность к отпускной хрупкости
Не склонна
58
Марка стали Вид поставки: Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 5520—69, ГОСТ 19282—73. ГОСТ 535—75. Уголки —ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72 Балки двутавровые — ГОСТ 8239—72. «Лист тонкий — ГОСТ 19903—74. «Лист толстый — ГОСТ 19903—74. Полоса—ГОСТ 103—67, ГОСТ 82—70. Проволока — ГОСТ 2590—71. Трубы — ГОСТ 8731—74, ГОСТ 8733—74, ЧМТУ/ВНИТИ 670—65.
16ГС
Химический состав, %, по ГОСТ 19281—73,* ГОСТ 19282—73 Т-ра критических точек, °C
С Si Мп S р* Сг Ni Мо As Си Acj Ас3 АГ1 Аг3
не более
0,12—0,18 0,40—0,70 0,90—1,20 0,040 0,035 <0,30 <0,30 — <0,08 <0,30 736—745 920—927 641—735 791—820
Механические свойства при 20°
ГОСТ, ту Режим термообработки Толщина проката, мм 1 - * со <5 си О « х© ©^ a-ц**, кгс-м/см2, при температуре, °C Загиб на 180°
операция темпера- тура, °C охлажда- ющая среда
+20 —40 —70
не менее
ГОСТ 19281—73, ГОСТ 19282—73 В состоянии поставки 4—10 11—20 21—32 33—60 61—160 33 32 30 29 28 50 49 48 47 46 21 21 21 21 18 6 6 6 6 4 3 3 3 3 3,0 2,5 2,5 2,5 2,5 d=2a
Закалка и отпуск 10—32 40 52 18 —. 4 3,0
После механического старения >3,0
* По ГОСТ 5520—62 содержание Р< 0,040%; по ЧМТУ/ВНИТИ 670—65 допускается добавка редкоземельных элементов. * • Ударная вязкость определяется по требованию заказчика при: а) нормальной температуре и одной минусовой температуре; б) нормальной температуре и после механического старения; в) одной минусовой температуре и после механического старения; г) одной из указанных температур (+20, —40, —70°) или после механического старения. В соответствии с ГОСТ 5520—69 листы, поставляемые с испытанием на ударную вязкость при —70°, изготовляются в термообработанном состоянии.
Назначение. Части паровых котлов, корпусы аппаратов и сосудов, днища, фланцы и другие детали, работающие при температуре от —40° до +475° под давлением. Элементы сварных металлоконструкций, работающие при температуре от —70°.
Предел выносливости Ударная вязкость при отрицательных температурах
°—1 ’ кгс/мм2 т—1 ’ кгс/мм2 ан, кгс-м/см2, при температуре, °C Термообработка
Термообработка +20 0 —20 —40 —60 —80
6,0—20,0 11,5—18,0 9,4—21,0 0,7—18,3 0,7—14,51 Нормализация с 950°, отпуск при 600—750°
Лист толщиной 4—160 мм. Образцы поперечные.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер се- чения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не чувствительна
Способы сварки: РДС, АДС под флюсом и газовой защи- той, ЭШС Склонность к отпускной хрупкости
Не склонна
59
Марка стали
Вид поставки;
20ГС
Поковки — ГОСТ 8479—70, ТУ 24-1-11-433—67.
Химический состав, %, по ТУ 24-1-11-433—67
с Si Мп S Р Сг
не более
0,16—0,22 0,60—0,80 1,00—1,30 0,030 0,030 <0,30
N1 Мо
<0,30 —
Т-ра критических точек, °C
V Си Acj Ас3 Ari Аг3
• <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о т, кгс/мм2 сч о S* % + % ан» кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ 24-Ы1- 433—67 Нормализация Отпуск 890—910 550—600 Воздух Воздух До 300 26 50 14 30 3,5 —
ГОСТ 8479—70 Нормализация Отпуск 890—910 550—650 Воздух Воздух До 100 101—300 25 25 48 48 22 19 48 42 5,0 4,0 143—179
Назначение. Крупные детали с большим объемом сварки: валы гидротурбин, цилиндры гидропрессов и др.
Предел выносливости Изменение ударной вязкости сварного соединения после механического старения
о_р кгс/мм2 т__р кгс/мм2 Термообработка
ан , кгс-м/см2, при температуре, °C Место вырезки образцов
до старения после старения
+20 +20 0
13,4—16,5 10,0—12,0 6,3—7,9 3,3—6,7 3,9—9,1 4,8 Основной металл Околошовная зона
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Фл океночувстви I ельность
Сваривается без ограничений. Способы сварки: РДС, АДС под газовой защитой, ЭШС Не чувствительна
Склонность к отпускной хруп- кости
Малосклонна
60
Марка стали Вид поставки: Поковки — ГОСТ 8479—70, ТУ УЗТМ.
25ГС
Химический состав, %, по ТУ УЗТМ Т -ра критических точек, ° С
С .Si Мп s I Р Сг Ni Мо > 1 1 Си Acj Асо АГ1 Ага
не более
0,20—0,26 0,60—0,90 1,00—1,30 0,035 0,040 0,80 4 0,30 — -0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработкг Сечение, мм ст т, кгс/мм* zww/02yi 1Qd % кгс-м/см*\ HRC НВ
операция темпера- тура, °C юхлажда ющая
среда не менее
ГОСТ 8479—70 Нормализация Отпуск 900—930 580—610 Воздух Воздух или с печью До 500 501—800 28 28 48 48 17 15 35 30 5,0* 5,0* 143—179
* По данным УЗТМ.
Назначение. Крупные детали, изготовляемые с применением ЭШС: цилиндры гидропрессов, валы гидротурбин и др.
Предел выносливости Ударная вязкость при отрицательных температурах
о_ ], кгс/мм* t_j, кгс/мм* Термообработка ан , кгс-м/см*, при температуре, °C Термообр аботка
4-20 0 —20 -30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаж ИЗ СЛ1 дение .поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температу- ра конца ковки, °C 4TKOB из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия .прогла- живание
Слиток 1200 800 700 Обечайки днища цилиндров до 1500 Поковки общего назначения до 700 Нормализация, одно переохлаждение, от- пуск Отжиг низкотемпера- турный До 350 На воздухе
Заготовка 1200 800 700
Свариваемость Сваривается без ограничений. Способы сварки: РДС, АДС под газовой защитой, ЭШС Обрабатываемость резанием Флокеночувствительность Не чувствительна
Склонность к отпускной хруп- кости
Малосклонна
61
Марка стали Вид поставки: Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71. Уголки — ГОСТ ГОСТ 8510—72. Швеллеры— ГОСТ 8240—72. Балки двутавровые — ГОСТ Лист тонкий — ГОСТ 19903—74. Лист толстый —ГОСТ 19903—74. ГОСТ 103—67, ГОСТ 82—70. Проволока — ГОСТ 2590—71. 8509—72, 8239 72
09Г2С* Полоса —
Химический состав, %, по ГОСТ 19281—73, ГОСТ 19282—73
Т-ра критических точек, °C
о Si Мп S Р Сг Ni Мо As Си Асц Ас3 Агх Аг3
не более
<0,12 0,50—0,80 1,30—1,70 0,040 0,035 <0,30 <0,30 — <0,08 <0,30
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Толщина проката, мм сч .5 О О * 04 л -CS ГО О « б, % ** ан, кгс-м] см2, при температуре, °C Загиб на 180°
операция темпера- тура, °C охлажда- . ющая среда
+20 —40 —70
не менее
ГОСТ 19281—73 ГОСТ 19282—73 В состоянии поставки 4—10 11—20 21—32 33—60 61—80 81—160 35 33 31 29 28 27 50 48 47 46 45 44 21 21 21 21 21 21 6 6 6 6 6 4,0 3,5 3,5 3,5 3,5 3,5 3,5 3,0 3,0 3,0 3,0 3,0 d—2a
Закалка и отпуск 10—32 33—60 37 32 50 46 19 21 — 5 5 3 3
После механического старения 3 — —
* По требованию заказчика, а также в случае применения при выплавке природно-легированных медью руд сталь поставляется с
содержанием меди 0,15—0,30%. В наименование марки добавляется букве «Д». Нормы механических свойств остаются без изменения,
** Ударная вязкость определяется по требованию заказчика при:
а) нормальной температуре и одной минусовой температуре;
б) нормальной температуре и после механического старения;
в) одной минусовой температуре и после механического старения;
г) одной из указанных температур (+20, —40, —70°) или после механического старения.
В соответствии с ГОСТ 5520—69 листы, поставляемые с испытанием на ударную вязкость при —70°, изготовляются в термообработанном
состоянии.
Назначение. Различные детали я элементы сварных металлоконструкций, работающие при температуре от —70°.
Аппараты и сосуды, работающие при температуре от —70 до +475° под давлением.
Предел выносливости
°-1. кгс]мм2 т-1. кгс]мм2
Термообр а ботка
Ударная вязкость при отрицательных температурах
Он , кгс-м]см2, при температуре, °C
+20 0 —20 —30 —40 —50
Термоообр аботка
Технологические свойства
Охлаждение поковок, изготовленных
Температурные параметры ковки
состояние максимальная температура нагрева металла перед ковкой, °C минимальная тем- пература конца ковки, °C
интенсивные обжатия проглажи- вание
размер
сечения, мм
из слитков
условия
охлаждения
размер
(сечения,
JWJM
из заготовок
условия охлаждения
Слиток
Заготовка
Свариваемость
Сваривается без ограничений.
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, ЭШС
Обрабатываемость резанием Флокеночувствительность Не чувствительна
Склонность к отпускной хруп- кости
Не склонна
62
Марки стали
10Г2С1*
Вид поставки:
Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 19282—73, ГОСТ 535—75.
Лист толстый—ГОСТ 19903—74. Полоса —ГОСТ 82—70, ГОСТ 103—67. Уголки —
ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72. Балки двутавровые —
ГОСТ 8239—72.
Химический состав, %, по ГОСТ 19281—73, ГОСТ 19282—73
Т-ра критических точек, °C
Si
Мп
S | Р
не более
Сг
Ni
Мо
As
Си
Ас
Ас3
Аг3
<0,12
0,90—1,20
1,30—1,65
0,040 0,035
С
Art
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Толщина проката, мм сч . я О « СЧ ----- - •О СО О б, % «н* при * , кге - м/см2, 4 температуре, °C Загиб на 180°
операция темпера- тура, °C охлажда- ющая
+20 —40 —70
среда
ГОСТ 19281—73 В состоянии поставки 4—10 38 52 21 — 4 3,0
ГОСТ 19282—73 11—20 36 51 21 6 3 2,5
21—32 35 50 21 6 3 2,5 d=2a
33—60 34 48 21 6 3 2,5
61—160 32 46 21 6 3 2,5
Закалка и отпуск 10—40 40 54 19 — 5 3,0
После механического старения - — 3 —— —
* По требованию заказчика, а также в случае применения при выплавке природно-легирован ных медью руд сталь поставляется с
содержанием меди 0,15—0,30%, а в наименование марки добавляется буква «Д». Нормы механических свойств остаются без изме-
нения.
** Ударная вязкость определяется по требованию заказчика прн:
а) нормальной температуре н одной минусовой температуре;
б) нормальной температуре и после механического старения;
в) одной минусовой температуре и после механического старения;
г) одной из указанных температур (+20, —40, —70°) или после механического старения.
В соответствии с ГОСТ 5520—69 диеты, поставляемые с испытанием на ударную вязкость при —70°, изготовляются в термообработанном
состоянии.
Назначение. Различные детали и элементы сварных металлоконструкций, работающие при температуре от —70°. Ап-
параты, сосуды <и части паровых котлов, работающие при температуре от —70 до +475° под давлением.
П р е д е л в ы н о с л и в ос т и
Ударная вязкость при отрицательных температурах
°-1,
кгс/мм2
т-1,
кгс/мм2
Термообработка
+20
, кгс-м/см2, прн температуре, °C
—20
—30
—40
—50
Термообработка
0
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков [ из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сече- |НИЯ, мм условия охлаждения
Слиток
Заготовка
Свариваемость
Обрабатываемость резанием
Сваривается без ограничений.
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, ЭШС
Флокеночувствительность
Не чувствительна__________
Склонность к отпускной хруп-
кости ______
Не склонна
63
Марка стали Вид поставки; Сортовой прокат — ГОСТ 2590 -7 1. Лист толстый —ГОСТ 19903—74. Полоса —
18Г2С ГОСТ 103—67, ГОС1 82—70. Сталь горячекатаная для армирования железобетонных конструкций — ГОСТ 5781—75.
Химический состав, %, по- ГОСТ 19281—73, ГОСТ 19282—73 | Т-ра критических точек, °C
С Si Мл S 1 Р 1 NT: Мо As Си Асх Ас3 Агх Аг3
не более <>1 1N1
0,14—0,23 0,60—0,90 41,20—1,60 0,045 0,040 <0,30 <0,30 — <0,08 <0,30
Механические свойства при 20°
ГОСТ, ТУ оп Режим термообработки Толщина проката, мм О) 3; 5- *• о ье - 5Э е> си se хр ©S о© ф, % Загиб на 90° НВ
ерация темпера- тура, °C охлажда- ющая среда * 6 е *
не менее
ГОСТ 19281— 73, ГОСТ 19282—73 В состоянии поставки 6—9 40—90 40 30 60 50 14 14 — — d—3a
После механического старения —- — — — - — 3 —
Назначение. Арматура железобетонных конструкций. Серьги, звенья, пальцы, траверсы, детали сцепок вагонеток и другие детали, работающие от —40 до +450°.
Предел выносливости Ударная вязкость при -отрицательных температурах
°-1, кгс/мм2 т-1. кгс/мм2 Сече- ние, мм Термообработка ая , кгс-м/см2, при температуре, °C Термообр аботка
+20 0 —20 —30 —40 —50
30 25 18 15 6—9 40—90 В горячекатаном состоянии
Технологические свойства
Т состояние емпературные паре максимальная температура нагрева металла перед ковкой, °C тметры ковки минимальная температура конца ковки, °C Охлаждение пок из слитков 0'1 зок, изготовленных из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток Заготовка — — —
Свариваемость Обрабатываемость резанием Фл Не чу океночувствительность
Сваривается без ограничений. Способы сварки: РДС, АДС под флюсом и газовой защи- той, ЭШС вствительна
Склонность к отпускной Хруп- кости
Не склонна
64
Марка стали
10ХСНД
Вид поставки:
Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71. Уголки —ГОСТ
ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72. Балки двутавровые — ГОСТ
Лист тонкий —ГОСТ 19903—74. Лист толстый —ГОСТ 19903—74.
ГОСТ 103—67, ГОСТ 82—70. Проволока — ГОСТ 2590—71. Профили
ГОСТ 19771—74, ГОСТ 19772-74, ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ
ГОСТ 8283—67.
8509- 72.
8239—72.
Полоса —
гнутые —
8278—75,
С S1
<0,12 0,80— 1,10
Мп
0,50-
0,80
S | Р
не более
0,040
0,035
X имический с о с т а в, %
Сг
0,035
Т-ра критических точек, °C
0,60—0,80
0,60—0,90
Ni As Си Примечание АС! Аса Ап АГд
0,50— 0,80 <0,08 0,40—0,65 0,20—0,30 ГОСТ 19281—73, ГОСТ 19282—73, ГОСТ 6713—75
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Толщина проката, мм > кгс!мм2 - 1 - U -сз Я» О м % а«* , кгс-м/см2, при температуре, °C Загиб на 180°
операция темпера- тура, °C охлажда- ющая среда 4-20 —40 —60 —70 после механическо- го старения
+20 | —20
не менее
ГОСТ 19281—73, ГОСТ 19282—73 В состоянии поставки (без термообработки) г74—10 П—15 40 40 54 54 19 19 5 4 3 — — d=2a
В состоянии поставки (с термообработкой) 16—32 33—40 40 40 54 52 19 19 — 5 5 3 3 - » —-
— — — — — — — — 3 — —•
ГОСТ 6714—70 В СОСТОЯ»ин поста вк и (категории 1, 2 и 3)** 4—10 11—15 16—32 34-40 40 40 40 40 54—70 54—70 54—66 52—66 19 19 19 19 — 4 4 5 5 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 d=2a (до парал- лельности сторон)
В состоянии поставки (категория 3)*** 10—40 40 54—70 19 — — 3 -1— 3
* Определение ударной вязкости по ГОСТ 19281—73, ГОСТ 19282—73 производится при одной или двух указанных температурах и после ме-
ханического старения.
Испытанию при —70° подвергается сталь в термообработанном состоянии.
* * По ГОСТ 6713—75 сталь изготовляется трех категорий в зависимости от вида термообработки:
категории 2 — в нормализованном состоянии; категории 3 — в улучшенном состоянии.
Поставку стали следует оговаривать в заказе, указывая категорию после наименования
в маркировке ие указывается.
При отсутствии таких указаний сталь поставляется категории 1.
Определение ударной вязкости стали категории 1 производится при —40°, категории 2 —
После механического старения ударная вязкость стали категории 1 и 2 определяется при
* ** При поставке стали с повышенными свойствами в марке указывается минимальный предел
кается, например: 10ХСНД-40.
Результаты испытания ударной вязкости при —20° после механического старения
категории 1 — без термообработки;
марки, например: 10ХСНД-2. Категория 1
при —60° и категории 3 — при —70°.
+20° и стали категории 3 — при —20°.
текучести, а обозначение категории опус-
факультатирны.
Назначение. Элементысварных металлоконструкций и различные детали, к которым предъявляются требования
повышенной прочности и коррозионной стойкости с ограничением веса и работающие при температуре
от —70 до +450°.
Предел выносливости
О—1, кгс/мм2 Т—1, кгс/мм2
29 17
28 17
вязкость
Сечение, мм Термообра- ботка ан , кгс -м/см2, при температуре, °C Термообра- ботка
4-20 0 —20 —40 —60 —80
4—32 33—40 В горяче- катаном со- стоянии 13,9—28,0 13,6—28,0 10,7—18,0 8,7—13,0 7,0—9,9 — Горячека- таное состо- яние, лист
Температурные параметры ковки
Технологические свойства___________________
Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ков- кой, °C
Слиток
Заготовка
минимальная тем-
пература конца
ковки, °C
интенсивные обжатия проглажива- ние
<из слитков
размер сечения, мм условия охлаждения
из заготовок
размер сече- ния, мм условия охлаждения
Свариваемость
Сваривается без ограничений.
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той, ЭШС ______________
Обрабатываемость резанием
Флокеночувствительность
Не чувствительна
Склонность к отпускной хруп-
кости , .
Малосклонна
5—2864
65
Марка стали Вид поставки: Сортовой прокат -ГОСТ 2590—71, ГОСТ 2591—71. Уголки — ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72 Балки двутавровые — ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74. Полоса — ГОСТ 103—67, ГОСТ 82—70. Проволока — ГОСТ 2590—71. Профили гнутые — ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8278—75, ГОСТ 8283—67.
15ХСНД
Химический со.став, %
С Si Мп S I Р не более Сг N1
0,12— 0,18 0,40— 0,70 0,40— 0,70 0,040 0,035 0,035 0,6— 0,9 0,30— 0,60
Т-ра критических точек, ° С
As Си Примечание Асх Ас3 Ari Аг3
0,08 0,20— 0,40 ГОСТ 19281—73, ГОСТ 19282—73 710— 750 870— 900 620— 680 780— 825
ГОСТ 6713—75
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Толщина проката, мм сч а? •С О « сч * О Со О к* о4» О ан*, кгс • м]см2, при температуре, ° С Загиб на 180°
операция температура, °C охлажда- ющая среда +20 —40 —60 —70 после механическо- го старения +20 | —20
не менее
ГОСТ 19281—73, ГОСТ 19282—73 Горячекатаное состояние 4—32 35 50 21 3 — 3 d=2a
После закалки и отпуска 10—32 50 60 17 — 4 — 3 — —
После механического старения — — — — 3 — d=2a (до па- раллель- ности сторон)
ГОСТ 6713—75 В состояния поставки (категории 1, 2 и 3)** 4—32 33—50 35 34 50—68 48—66 21 21 — 3 3 3 _3 3 3 3 3 3 3
В состоянии поставки (категория 3)*** 10—40 40 54—70 19 •— — — 3 3
* Определение ударной вязкости по ГОСТ 19281—73, 19282—73 производится при одной или двух указанных температурах н после ме-
ханического старения.
Ударная вязкость стали толщиной 5—10 мм при —40° должна быть не менее 4 кгс-м!см2.
Испытанию при —70° подвергается сталь в термообработанном состоянии.
** По ГОСТ 6713—75 сталь изготовляется трех категорий в зависимости от вида термообработки: категории 1 — без термообработки,
категории 2 — в нормализованном состоянии; категории 3 — в улучшенном состоянии.
Поставку стали следует оговаривать в заказе, указывая категорию после наименования
в маркировке не указывается.
Прн отсутствии таких указаний сталь поставляется категории 1.
Определение ударной вязкости стали категории 1 производится при —40°, категории 2 —
После механического старения ударная вязкость стали категорий 1 и 2 определяется при
*** При поставке стали с повышенными свойствами в марке указывается минимальный предел текучести, а обозначение категории опус
кается, например: 15ХСНД-40.
Результаты испытания ударной вязкости прн —20° после механического старения факультативны.
марки, например: 15ХСНД-2. Категория 1
при —60° и категории 3 — при —70°.
+20° и стали категории 3 — при —20°.
Назначение. Элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повы-
шенной прочности и коррозионной стойкости с ограничением веса и работающие при температуре от —70
до +450 .
Предел выносливости
а—1, кгс{мм2 т—1, кгс!мм* Т ермообработка
31* 9 16 В состоянии поставки
* числитель—образцы без надреза; знаменатель—образ-
цы с надрезом
Ударная вязкость при отрицательных температурах
ан , кгс-м}см7, при температуре, СС
+20 0
15,3 13,6
8,1 7,1
—20
11,3
—40 —50 —60
9,3 8,8 6,8
4,1 4,7 3,1
Образцы продольные
Образцы поперечные
Термообработка
4,5
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглаживание размер сечения, мм условия охлажде- ния размер се- чения, мм условия охлаждения
Слиток
Заготовка
Свариваемость
Обрабатываемость резанием
Сваривается без ограничений.
Способы сварки: РДС, АДС
под флюсом и газовой защи-
той,ЭШС
Флокеночувствительность
Не чувствительна
Склонность к отпускной хруп-
кости_____________________
Малосклонна
66
Марка стали Зид поставки: истый лист —ГОСТ 19903—74
То 15Г2БМ
Химический состав, % Т-ра критических точек, °C
С Si Мп S 1 Р Мо Nb Асх Ас8 Агг Аг3
не более
0,12—0,16 0,20—0,40 1,30—1,70 0,035 0,035 0,30—0,60 0,03—0,06
Механические свойства при 20°
Режим термооб )аботки сч сч сгч 3
ГОСТ, ТУ onepai щя темпера тура, Ч - охл ю ажда- щая Сечение ММ О V 1 О к Г 6, % о'' £ * 1 ¥ Q НВ Т,ср при ак>2, кгс-м/см2* °C
не менее
ТУ 9 Горячекатаное состояние До 50 51 74 14 39 4,1 229—241 —40
oO“““D кмз —
Нормализованное состояние 51 76 15 —> 4,6 229—248 —60
Улучшенное состояние 86 91 12 -— 4,4 — Ниже -60
Назначение. Листовой прокат толщиной до 50 мм в горячекатаном состоянии для несущих элементов сварных конст- рукций, работающих при переменных нагрузках в температурном интервале от —40 до +500°. В норма- лизованном и улучшенном состоянии для тех же элементов сварных конструкций, работающих в темпе- ратурном интервале от —60 до +500°.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1. kzcJmm2 т-1. кгс[мм2 Термообработка ан , kzc-mJcm2, при темпе )атуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максим аль- минимальная темпера- тура конца ковки, °C — из слитков из заготовок
и а я темпе- ратура на- грева метал- ла перед ковкой, °C условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние размер сечения, мм
Слиток
Заготовка -
Свариваемость Обрабатываемость резанием Флокеночувствительность
Хорошая. Всеми видами сварки, стандартными электродами Хорошая
Склонность к отпускной хруп- кости
67
Марка стали Вид поставки: Толстый лист — ГОСТ 19903—74, ГОСТ 19282—73.
18Г2АФпс
Химический состав, % Т-ра критических точек, °C
С Si Мп S 1 Р V N Acj Acg АГ! Аг3
не более
0,14—0,22 до 0,15 1,2—1,7 0,040 0,035 0,08—0,15 0,015—0,030 720 880 620 780
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм см 35 35 •» ***»» Ь С\> О V* СМ д -с. О * хр «О % ‘Ф с« S * « Загиб на 180° НВ
операция темпера- тура, QC охлажда- ющая среда
не менее
ЧМТУ 1-741—69 Норм ализов анное состояние 4—30 40 55 19 — 3
Улучшенное состояние 8—50 50 60 16 — 3 d=2a
Назначение. Листовой прокат для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале температур от —60°, как заменитель спокойной стали марок 10ХСНД, 15ХСНД, 16Г2АФ.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1, кгс/мм2 т-1, кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки — Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения вазмеп условия охлаждения
интенсивные обжатия проглажи- вание сечения, мм
Слиток
Заготовка
Св ариваемость Обрабатываемость резанием Флокеночувствительность
Склонность к отпускной хруп- кости
68
Марка стали
16ГНМА
Вид поставки:
Лист толстый (толщина 115 мм) —ОТУ24-Ю-002—67.
Химический состав, %, по ОJY24-10-002—67
Т-ра критических точек, °C
Si
Мп
S | Р
не более
Ст
Ni
Мо
V*
Си
Ас!
Ас3
Аг,**
Аг8**
0,13—0,18
0,17—0,37
0,80—1,10
0,020 0,020
1,00—1,30
0,40—0,55
730
870
560
680
С
Механические свойства при 20°
ГОСТ, ТУ Режим те )мообработки Сечение пробы, мм » кгс!мм2 д С? к X© О'" «О % ч п ***** кгс -м/ см2 Температура испытания, °C Загиб на 180° НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ОТУ24-10- 002—67 Нормализация*** Отпуск 920—940 620—670 С печью С печью 150x 300 толщина листа 33—47 26 51 48 20 50 8 4 20 350q d—2a >217****
После механичес- кого старения >4
* При выплавке стали производится присадка ванадия в ковш из расчета получения остаточного ванадия <0,05%.
** Скорость охлаждения 200°/«ас.
*** Выдерка при нормализации после прогрева из расчета 1 мин на 1 мм толщины.
Охлаждение с печью со скоростью 100—150°/час до 500—550°, затем на воздухе.
Выдержка при отпуске после прогрева нз расчета 6 мин на 1 мм толщины.
Охлаждение с печью со скоростью 50°/час до 350°, затем на воздухе.
**** Среднее значение из трех замеров.
***** Допускается снижение ударной вязкости при —40° и после механического старения на одном образце до 3 кгс-м/см1, при этом среднее
арифметическое из трех образцов должно быть не менее 4 кгс-м/см'1.
Испытание на склонность к механическому старению (растяжение на 10%, отпуск при 350’ в течение 2 час) производится по приня-
той на заводе методике.
Механические свойства определены при испытании поперечных образцов.
Назначение. Барабаны паровых котлов высоких параметров пара.
Ударная вязкость при отрицательных температурах
Предел выносливости
а-1, кгс{мм2 т-1, кгс]мм2 Термообработка
ан , кгс-м/см2, при температуре, °C
4-20 0 —20 —30 —40 —50
Т ермообр а ботка
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, *С из слитков из заготовок
интенсивные обжатия проглажива- ние размер сече- ния, мм условия охлаждения размер сечения, мм условия охлаждения
1220
Слиток
1220
Заготовка
800
800
750
750
Свариваемость
Ограниченно свариваемая.
Способы сварки: РДС, АДС пол флюсом и газовой защитой.
ЭШС.
Необходимы подогрев и последующая термообработка.
Обрабатываемость резанием
Ф л океночувств ительность___
Малочувствительна
Склонность к отпускной хруп-
кости_____________________
Не склонна
69
Марка стали Вид поставки: Лист толстый (толщиной от 10 до 50 мм) — ГОСТ 19903—74.
14Х2ГМР, 14ХМНДФР
Химический состав, %, по ЧМТУ 1-645—69 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V В As Си Марка стали Acj Ас3 Ari Аг3
не более
0,10— 0,16 0,17— 0,37 0,90— 1,20 0,035 0,035 1,30— 1,70 <0,30 0,40— 0,50 <0,03 По рас- чету 0,002— 0,006 <0,08 <0,30 14Х2ГМР
0,60— 0,09 0,40— 0,80 0,70— 1,00 0,45— 0,55 0,03— 0,10 0,15— 0,40 14ХМНДФР
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм аТ ’ кгс/мм* > кгс/мм2 г, % Ф, % ан, кгс-м/см2’ при темп, испытания, °C Загиб на 180° НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ 1-645—69 В состоянии пос- тавки* 60—80 70 14** —- 4,0 d=3a***
• Листы поставляются в термообработанном состоянии после закалки и отпуска по режиму завода-поставщика или после закалкн с прокат- ного нагрева и последующего отпуска. По согласованию с заказчиком допускается поставка листа толщиной до 12 мм после нормализации н отпуска илн после прокатки и высокого отпуска. * * Допускается снижение норм относительного удлинения в соответствии с п. 2. 9, ГОСТ 5058—65. d — диаметр оправки; а — толщина листа, испытанию на холодный изгиб подвергаются листы толщиной 10—40 мм.
Назначение. Сварные металлоконструкции в машиностроении.
Предел выносливости Ударная вязкость при отрицательных температурах
, КСС/ММ* T j, кгс/мм2 ан, кгс-м/см2, при температуре, °C Термообработка
1 ермиоираогл ка +20 0 -20 | —40 -60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлажде- ния размер сечения, мм условия охлаждения
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Свариваются без ограничений. Способы сварки: РДС, АрДС под флюсом и газовой защи- той. Рекомендуется подогрев при сварке жестких конструкций Не чувствительна
Склонность к отпускной хруп- кости
Не склонна
70
СТАЛЬ ЛЕГИРОВАННАЯ
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69. ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
15Х
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S 1 Р Сг Ni Мо V W Ti Си Асг Аса Агг Аг3
не более
0,12—0,18 0,17— 0,37 0,40— 0,70 0,035 0,035 0,70— 1,00 <0,30 .— —- — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 3? а? ©ч а* а? - % ‘9 % ‘Ф аНг кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая
среда не менее
ГОСТ 4543—71 Отжиг 850—870 С печью Не определяются <149
Закалка I 865—895 15 50 70 12 45 7 — —
Закалка II 770—820 Вода или масло
Отпуск 850—210 Воздух или масло
Нормализация 870—800 Воздух Не определяются <270
Цементация Закалка Отпуск 900—920 760—800 170—190 Воздух Масло Воздух или масло Не определяются 51 Поверх- ности 56—62 Сердце- вины <250
Назначение. Втулки, пальцы, шестерни, валики, толкатели и другие детали, к которым предъявляется требование высокой поверхностной твердости при невысокой прочности сердцевины.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм2 т_р кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, ЛОИ условия охлажде- ния
Заготовка 1260 800 700 До 200 201—700 В ящике или отжиг низ- котемпературный Отжиг низкотемператур- ный До 200 201—700 На воз- духе Отжиг низко- темпера- турный
Слиток lz60 750 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РДС, КТС без ограничений Не чувствительна
Склонность к отпускной хруп- кости
Не склонна 1
72
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69. ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Лист толстый — ГОСТ 19903—74. Полоса—ГОСТ 82—70. Трубы—ГОСТ 8731—74, ГОСТ 8733—74 Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
20Х
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Mi Мо V Си Асх 765 Ас3 Ah Аг3
не более
0,17—0,23 0,17—0,37 0,50—0,80 0,035 0,035 0,70— 1,00 <0,30 — <0,30 838 700 798
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, ММ °Т, кгс/мм2 » кгс/мм2 Ь, % % ънэ/п-эг>1 *VT) HRC НВ
операция температу- ра, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 850—870 С печью Не оп ределяются <179
Закалка I Закалка II Отпуск 880 800 180 Вода или масло Воздух или масло 15 65 80 11 40 6
Цементация* Закалка Отпуск 920—950 780—820 180—200 Воздух Масло Воздух — 15 30 60 80 63 40 100 85 65 8 10 13 40 40 40 4 6 5 Поверх- ности 54—62 Сердце- вины <250
Нормализация 880—900 Воздух 70 36 60 18 45 6 174—215
Цианирование Закалка Отпуск 820—860 820—860 180—200 Масло Воздух Не определяются >56] —
Цементация* Поверхностная закалка с нагревом ТВЧ Отпуск 920—950° 180—200 Воздух Эмульсия Воздух Не определяются Поверх- ности 54—62 Сердце- вины <250
* Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Назначение. Втулки, шестерни, обоймы, поршневые пальцы, толкатели оси, направляющие планки, шпиндели, червяки, оправки, копиры, гильзы, диски, тарелки регуляторов, плунжеры, кулачковые муфты, рычаги, стяжные кольца, штоки впускных клапанов и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1- кгс/мм2 кгс/мм3 Термообработка ан, кгс-м/см2, при температуре, °C
+20 0 —20 —40 —60 —80 Н( 1ермоиораио!ка
22,6— 24,1 24,1 17,5— 23,2 17,2— 21,2 15,2— 16,5 0,4— 13,7 >рмализация
Закалка
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия' проглажива- ние размер сече- ния, ММ условия охлаждения размер сече- ния, мм условия охлаждения
Слиток 1260 800 700 До 200 Е С 201—700 1 ящике или отжиг низ- котемпературный )тжиг низкотемператур- ный До 200 201—700 На воздухе Отжиг низко- температурный
Заготовка 1260 750 700
_ Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РДС, КТС без ограничений В горячекатаном состоянии при НВ 131 к о* = 47 кгс/мм2 А » = 1,7 (твердый сплав), К т, = 1,3 (быстрорежущая сталь) Малочувствительна
Склонность к отпускной хруп- кости
Не склонна
73
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Лист тонкий — ГОСТ 19903—74. Лист толстый—ГОСТ 19903—74. Полоса—ГОСТ 103—67. Прутки повышенной отделки поверхности (серебрянка) — ГОСТ 14955—69. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
35Х
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Асг Ас3 Aq Аг3
не более
0,31—0,39 0,17—0,37 0,50—0,80 0,035 0,03Е 0,80— 1,10 <0,30 — — <0,30
Механические свойства п ри 20°
ГОСТ, ТУ Режим те ?мообработки Сечение, мм 1 ©1 » Л. о « о, % % 1 а- С й О £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
гост 4543—71 Отжиг 850 С печью Не определяются <197
Закалка Отпуск 860 500 Масло Вода или масло 25 75 95 11 45 7
ГОСТ 8479—70 Закалка Отпуск 850—870 560—640 Вода или масло Вода, воздух или печь До 100 101—200* 201—300 50 45 40 67 65 63 16 16 16 45 40 40 6,0 5,5 5,5 212—248 197—235 187—229
Поверхностная закалка с на- гревом ТВЧ и низкий отпуск Вода, водный раствор глицерина или масло Поверх- ности 38—56
Поверхностная закалка с на- гревом газовым пламенем Воздух, затем вода Поверх- ности >40
* По данным УЗТМ.
Назначение. Оси, валы, шестерни, кольцевые рельсы и другие.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм* т—1> кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сече- ния, мм условия охлажде- ния
Слиток 1250 800 700 Поковки всех размеров: 1. Ответственного назна- чения. 2. Остальные 1. Отжиг с перекристал- лизацией, два пере- охлаждения, отпуск. 2. Отжиг низкотемпера- турный, одно переох- лаждение До 350 На воз- духе
Заготовка 1250 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС; ЭШС. Рекомендуются подогрев и последующая термообработка; КТС — рекомендуется последующая термообработка В горячекатаном состоянии при НВ 163 и оь =62 кгс/мм* =0.95 (быстрорежущая сталь) Малочувствительна
Склонность к отпускной хруп- кости
Склонна
74
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная ГОСТ 9137—59.
38 ХА
Химический состав, %, по ГОСТ 4543—71 Г-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Асх Ас3 Агх Аг3
не более
0,35—0,42 0,17—0,37 0,50—0,80 0,025 0,02Е > 0,80— 1,10 — — 1 — <0,30 743 782 693 730
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч r> bi 3ft, кгс/мм* в, % Ч>, % zwo/wozx ,WD HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 825—845 С печью — Не определяются <207
Закалка Отпуск 845—875 500—600 Масло Вода или масло 25 80 95 12 50 9 —
Закалка Отпуск 840—860 120—200 Масло Воздух До 20* 120— 130 140— 150 8 28 4 45—50
•Механические свойства ориентировочные.
Назначение. Шпиндели, валы, червячные валы, оси, шестерни, крепежные детали и др.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм* т-1. кгс/мм* ан, кгс-м/см2, при температуре, °C Термообработка
1 Ср IV10 (JTJ р ci U U 1 п <1 +20 0 —20 —30 —40 —50
34 — Закалка, отпуск: а *=70 кгс/мм*
Технологические свойства
Температурные параметры ковки Охлаждение .поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлажде- ния
Слиток 1220 800 700 Поковки всех размеров: 1. Ответственного назна- чения. 2. Остальные 1. Отжиг с перекристал- лизацией, два переох- лаждения, отпуск. 2. Отжиг низкотемпера- турный, одно переох- лаждение
Заготовка 1240 780 730
Свариваемость Обрабатываемость резанием Флокеночувствительность
Чувствительна
Склонность к отпускной хруп- кости
Склонна
75
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560-67. Лист тонкий — ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74. Прутки повышенной отделки поверх- ности (серебрянка) — ГОСТ 14955—69. Полоса—ГОСТ 103—67, ГОСТ 1443—65 (калибр). Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
40Х
Химический состав, % Т-ра критических точек, °C
С Si Мп S Р Сг Ni Си Примечание Асг Ас3 АГ! Аг3
не более
0,36— 0,44 0,17— 0,37 0,50— 0,80 0,035 0,03£ 0,80—1,10 <0,30 <0,30 ГОСТ 4543—71 743 815 693 730
0,022 0,02Е <0,25 ОТУ24-10-003—68*
Механические свойства при 20°
ГОСТ. ТУ Режим термообработки Сечение, мм ST • кгс/мм2 3? ь, % Ф, % кгс-м/см2 Угол загиба, град Категория ППОПНПГТИ по ОТУ НВ
операция темпера- тура, °C охлажда- ющая среда £ i
не менее
ГОСТ 4543—71 Отжиг 820—840 С печью Не определяются <217
Закалка Отпуск 850 500 Масло Вода или масло 25 80 100 10 45 6
ГОСТ 8479—70 Закалка Отпуск 840—860 850—870 Вода иля масло Вода, масло, воздух, или печь До 100 101—200** 201—300 301 -500 501—800 55 50 45 35 32 70 67 65 60 58 15 15 14 14 11 45 45 40 38 30 6,С 6,С 5,Б 5,С 3,С 223—262 212—248 197—235 174—217 167—207
Нормализация Отпуск 850—870 560—650 Воздух, воздух До 100 101—200** 201—300 35 32 28 60 58 54 18 17 17 45 40 38 6,С 3,Е 3,Е 174—217 167—212 156—197
ОТУ 24-10- 004—68 Закалка Отпуск 32 40 57 60 17 40 4,0 150 I 11
ОТУ 24-10- 004—68 Закалка Отпуск 35*** 33 58 55 17 13 40 32 4,0 180 150 I
* По ОТУ24-НЧХИ—€8 содержание S< 0,030% и Р<0,030%. ** По заводским данным. *•* Числитель — образцы продольные из конца вала; знаменатель — образцы тангенциальные из бочки.
Назначение. Оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, кулачки, зубчатые венцы, болты, полуоси, пиноли, втулки и другие детали повышенной прочности. Диски паровых турбин I и II категории прочности по ОТУ 24-10-003 —68. Валы и роторы паровых турбин I категории прочности по ОТУ 24-10-004—68.
Предел выносливости / Ударная вязкость при отрицательных температурах
’-1» кгс/мм2 т-1» кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —25 —40 —70 —50
38 23* * Образец с надрезом Закалка с 860° в масле, отпуск при 550°. 16,3 15,1 10,9 8,7 Закалка с 850° в масле, отпуск при 6503. То же, отпуск при 580°
9,3 — 8,4 — 5,5
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, ° С минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сече- ния, мл условия охлажде- < иия
Слиток 1250 800 700 См. стр. 69 До 350 j На воз-
Заготовка 1250 800 700 Духе
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способы сварки: РДС, ЭШС. Необходимы подогрев и после- дующая термообработка; КТС — необходима последую- щая термообработка В горячекатаном состоянии при НВ 163—168 и о />=62 кгс/мм2 /С-,= 1,20 (твердый сплав), /<.-,=0,95 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хруп- кости
Склонна
76
.Чарка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59. _
45Х
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С «и Мп S ! Р Сг Ni Мо V Си Асг Ас3 Ап Аг3
0,1 не более
0,41—0,49 7—0,37 0,50—0,80 0,035 0,035 0,80— 1,10 - <0,30 — — <0,ЗС
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм zwvf/02H ‘х ! । кгс/мм* S, % % °н, кгс-м/см* HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 780—840 С печыо — ) ) Не определяются <229
Закалка Отпуск 840 520 Масло Вода или масло 250 85 105 9 45 5 —
Закалка Отпуск 820—840 180—200 Масло Воздух До 40 130 150 6 22 45—50
ГОСТ 8479—70 Закалка Отпуск 840—860 580—620 Масло Воздух До 100 101—30( 301—50( 65 50 45 80 67 65 13 13 13 42 40 35 6,0 5,5 5,0 249—293 212—248 197—235
Нормализация Отпуск 850—870 580—620 Воздух Воздух или с печью 301—50( ) 35 65 13 35 — 187—219
Закалка с нагревом ТВЧ, отпуск при 180—200° Поверх- ности 42—58
Закалка с нагревом газовым пламенем Поверх- ности >40
Назначение. Валы, шестерни, оси, болты, шатуны и другие детали, к которым предъявляются требования повышен- ной твердости, износостойкости и прочности и работающие при незначительных ударных нагрузках
Предел выносливости Ударная вязкость при отрицательных температурах
а > —1 кгс/мм* Т—1 ’ кгс/мм* Термообработка ак, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80?
60 — Закалка с 830° в масле, отпуск при 575° 5,6 — 5,2 —— 4,0
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, СС минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения s размер сечения, мм условия охлаждения
Слиток 1220 800 700 Поковки всех размеров: 1. Ответственного назна- чения. 2. Валки горячей прокат- ки. 3. Остальные 1. Отжиг с перекристал- лизацией, два переох- лаждения, отпуск. 2. Нормализация, два переохлаждения, от- пуск. 3. Отжиг низкотемпера- турный, одно переох- лаждение До 100 101—300 На воздухе В мульде
Заготовка 1250 780 760
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способы сварки: РДС — необ- ходимы подогрев и последу- ющая термообработка; КТС — необходима последую- щая термообработка. В горячекатаном состоянии при НВ 163—168 и а;, =62 кгс/мм2 К» = 1,20 (твердый сплав), Кг/=0,95 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хруп- кости
Склонна
77
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591-71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Прутки повышенной отделки поверхности (серебрянка) — ГОСТ 14955—69. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
50Х
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Ас3 Агх Аг3
не более
0,46—0,54 0,17—0,37 0,50—0,80 0,035 0,035 0,8— 1,10 <0,30 — — <0,30 720 770 660 693
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм Т, кгс/мм2 кгс/мм2 % % кгс м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 820 С печью Не определяются 229
Закалка Отпуск 830 520 Масло Вода или масло 25
90 НО 9 40 - 4 -—
Закалка Отпуск 820—840 540—580 Масло Воздух До 100 101—300 65 55 85 80 9 7 35 30 — >242 >229
Нормализация Отпуск 830—850 580—630 Воздух Воздух 300—500 35 65 10 30 — — 187—229
Закалка Отпуск 830—850 180—230 Масло Воздух До 40 130 150 6 22 3 45—50
Поверхностная закалка с на- гревом ТВЧ и отпуск при 160—180° Не определяются >56
Назначение. Валы, шпиндели, пиноли, рейки, оправки, установочные винты, круп ные зубчатые колеса, пальцы, редук- торные валы, упорные кольца, валки горячей прокатки и другие детали средних размеров, к которым предъявляются требования повышенной твердости, износостойкости, прочности и работающие при нез- начительных ударных нагрузках.
Предел выносливости Ударная вязкость при отрицательных температурах
G—1 * кгс/мм2 Т-1 * кгс/мм* Термообработка ак, кгс-м/см2, при температуре, °C Термообработка
4 20 0 —20 —30 —40 —50
71 — Закалка с 830° в масле, от- пуск при 186—200°, о* =158 кгс/мм2
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C и минимальная температу- ра конца ковки, °C из слитков из заготовок
нтенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 800 700 Поковки всех размеров: 1. Ответственного назна- чения. 2. Валки горячей про- катки. 3. Остальные 1. Отжиг с перекристал- лизацией, два переох- лаждения, отпуск. 2. Нормализация, два переохлаждения, от- пуск. 3. Отжиг низкотемпера- турный, одно переох- лаждение До 100 101—300 На воздухе В мульде
Заготовка 1250 780—760
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способы сварки: РДС — необ- ходимы подогрев и последую- щая термообработка; КТС — необходима последую- щая термообработка. В горячекатаном состоянии при НВ 207 и о*=64 кгс/мм2 Kw=0,85 (твердый сплав), Кг,=0,80 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хруп- кости
Склонна
78
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат ГОСТ 2590—71, ГОСТ 2591 71. ГОСТ 2879—69, ГОСТ 7417—75. ГОСТ 8559—75, ГОСТ 8560—67. Уголки — ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72. Балки двутавровые — ГОСТ 8239—72. Лист тонкий — ГОСТ 19903—74. Лист толстый—ГОСТ 19903—74. 1 Полоса—ГОСТ 103—67. Лента—ГОСТ 17305—71. Фасонный прокат — ГОСТ 8275—57, 1 ГОСТ 19771—74, ГОСТ 19772—74, ГОСТ 8278—75, ГОСТ 8281—69, ГОСТ 8282—76, ГОСТ 8283—67. Трубы — ГОСТ 8732—70, ГОСТ 8734—75. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—57. |
20 Г
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C 1
С Si Мп S Р Сг Ni Мо V Ср Асх Ас3 Агх Аг3 1
не более
0,17—0,24 0,17—0,37 0,70—1,00 0,040 0,04С <0,25 <0,25 — — 0 25 723 830 680 830
Механические свойства при 20° |
ГОСТ, ТУ Режим термообработки Сечение, мм еч кгс/мм2 % ‘2 % Ч кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 В горячекатаном состоянии Не определяются <197
Нормализация 900—920 Воздух Образцы 28 46 24 50 —
Закалка Отпуск 880—900 430—470 Вода Масло До 60 42 57 17 72 6,0 — — 1
Цементация Закалка Отпуск 920—950 810—830 180—200 Воздух Масло Воздух Не определяются Поверх- ности 56—62 Сердце- I вины >170
Цианирование Закалка Отпуск 840—860 820—840 180—200 Масло Воздух Не определяются Поверх- ности 54—62 Сердце- I вины I >170 j
Назначение. После нормализации или без термообработки — втулки, трубки, штуцера, оси, вкладыши, детали сварных 1 конструкций, подмоторные рамы, косынки, башмаки, кулачковые валики и другие детали невысокой проч- | ности. После химико-термической обработки — фрикционные диски, поршневые пальцы, пальцы рессор, кулачко- 1 вые валики, болты, гайки, винты, ключи, шайбы, неответственные шестерни, червяки и другие детали, 1 к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой | прочности сердцевины. |
Предел выносливости Ударная вязкость при отрицательных температурах |
с .кгс/мм2 —“1 т , кгс/мм2 —1 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка 1
+20 0 —20 —40 —60 1
23,5 — Нормализация с 910°, (Jt> =50 кгс/мм2, 0,20% С; 0,82% Мп 17,3 14,2 14,2 12,5 11,5— —12,0 Закалка с 890°, отпуск при 650°
Химический состав: 0,23% С; 0,80% Si; 0,73% Мп; 0,050% S; 0,028% р|
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных |
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок 1
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия 1 охлаждения
Слиток 1260 800 700 До 600 Отжиг с перекристалли- зацией (или нормали- зация), одно переох- лаждение, отпуск До 600 Отжиг с перекристал- 1 лизацией (или! нормализа- 1 ция), одно I переохлажде- 1 ние, отпуск
Заготовка 1260 750 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РДС, АДС под флюсом и газовой защи- той; КТС без ограничений В нормализованном состоянии при НВ 143—187 К w=l,00 (твердый сплав), Кг,=0,95 (быстрорежущая сталь) Не чувствительна |
Склонность к отпускной хруп- кости 1
Не склонна 1
79
| Марка стали Вид поставки.
зог Поковки — заводские ТУ. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки — ГОСТ 8509—72, ГОСТ 8510—72. Швеллеры — ГОСТ 8240—72. Балки двутавровые — ГОСТ 8239—72. Лист толстый —ГОСТ 19903—74. Полоса—ГОСТ 103—67, Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
Химический состав, %, по ГОСТ 4543—71
Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Асх Ас3 Агх Аг9
не более
0,27—0,35 0,17—0,37 0,70—1,00 0,040 0,040 <0,25 <0,25 — — <0,25 723 810 680 785
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм Т, кгс/мм* С9 % "3 а? а £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
|ГОСТ 4543—71 В горячекатаном состоянии Не определяются
В отожженном состоянии
Нормализация 850—890 Воздух Образцы 32 55 20 45 8,0
Назначение. Тяги, оси, серьги, траверсы, рычаги муфты, валы, звездочки, цилиндры, диски, шпиндели, соединительные
муфты паровых турбин, цилиндры прессов, болты, гайки, винты и другие детали, к которым предъявля-
ются требования невысокой прочности.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм* т_р кгс/мм* Термообработка вк, кгс-м/см*, при температуре, °C Термообработка
+20 0 —20 —40 —70 —80
36 22 Закалка с 840° в воде, отпуск при 500—550° С 10,0 —— 3,5 — 1,6 Нормализация в 870° С
Химический состав: 0,35% С; 0,26% Si, 0,77% Мп; 0,020% S; 0,023% Р.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
I состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
(Слиток 1220 800 750 1. Поковки всех разме- ров ответственного назначения. 2. Остальные поковки: а) до 400, б) 401—800, в) >800 1. Нормализация, два переохлаждения, от- пуск. 2. а) на воздухе, б) отжиг низкотемпе- ратурный, в) отжиг низкотемпе- ратурный, одно пе- реохлаждение До 400 На воздухе
(Заготовка ’ 1250 800 760
Флокеночувствительнос гь
Свариваемость
Ограниченно свариваемая.
Способы сварки: РДС, АДС
под флюсом. Рекомендуются
подогрев и последующая
термообработка;
КТС без ограничений
Обрабатываемость резанием
В нормализованном состоянии
при НВ 149-197
Kv —1,0 (твердый сплав),
К ©—0,8 (быстрорежущая
сталь)
Не чувствительна
Склонность к отпускной хруп-
кости
Склонна при 1,0% Мп.
80
Марка стали |Вид поставки. Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Уголки — ГОСТ 8509—72, ГОСТ 8510—72. Лист толстый —ГОСТ 19903—74. Полоса — ГОСТ 103—67, Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
40Г
Химический состав, %, по ГОСТ4543^-71
Т-ра критических точек, °C
S Р
Si
Мп
Ni
не более
Мо
Си
Ас
АСд
Аг
0,37—0,45
0,17—0,37
0,70—1,00
0,040 0,040
<0,25
0,25
<0,25
.723
785
680
770
С
V
з
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм S т, кгс/мм2 кгс/мм2 S, % % ‘Ф аи» кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не меиее
ГОСТ 4543—71 В горячекатаном состоянии Не определяются <229
В отожженном состоянии <207
Нормализация 840—880 Воздух Образцы 36 60 17 45 6,0 —
Закалка Отпуск 830—850 180—200 Вода Воздух Не определяются 42—48
Назначение. Оси, коленчатые валы, шестерни, штоки, бандажи, детали арматуры, шатуны, звездочки, распредели-
тельные валики, головки плунжеров, карданные валы и другие детали, к которым предъявляются требова-
ния повышенной прочности по сравнению со сталью марки 40.
Ударная вязкость
температурах
Предел в ы иосливости
°—р кгс/мм* т_|, кгс/мм* Термообработка ак, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
33,5 27,9* — Закалка с 840° в воде, отпуск при 650° 7,1 4,7 17,7 0,7 0,9 15,9 7,2 1,0 14,0 5,4 0,7 12,0 3,0 8,4 Горячекатаное состояние Отжиг, закалка и отпуск
• Образец с надрезом.
Технологические свойства
Охлаждение поковок, изготовленных
Температурные J
ковки
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температур ра конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 800 750 1. Поковки всех разме- 1. Нормализация, два ров ответственного переохлаждения, от- назначения. пуск. 2. а) на воздухе, 2. Остальные поковки: б) отжиг низкотемпе- а) до 400, ратурный, б) 40Г—800, в) отжиг низкотемпе- ратурный, одно <пе- в) >800 реохлаждение До 400 На воздухе
Заготовка 1250 800 760
• Флокеночувствительность
Малочувствительна
Свариваемость Обрабатываемость резанием
Ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом. Рекомендуются по- догрев и последующая тер- мообработка; КТС без огра- ничений В нормализованном состоянии при НВ 174—207 Kv =0,95 (твердый сплав), Kv =0,70 (быстрорежущая сталь)
Склонна
Склонность к отпускной хруп-
кости
6—2864
81
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69. Уголки —ГОСТ 8509—72, ГОСТ 8510—72. Лист толстый — ГОСТ— 19903—74. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
50Г
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S р Сг Ni Мо V Си Acj Ас3 Art Аг3
не более
0,48—0,56 0,17—0,37 0,70—1,00 0,040 0,040 <0,25 СО,25 — — <0,25 723 760 680 740
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ^wvc/ога ч £ С4 ха о % ‘2 % HRC НВ
операция темпера- тура, °C охлажда- ющая среда с? кгс-м/
не менее
ГОСТ 4543—71 В горячекатаном состоянии Не определяются —
В отожженном состоянии <229
Нормализация 840—860 Воздух Образцы 40 66 13 40 4,0 —
ГОСТ 8479—70 Нормализация Отпуск 840—86 600—651 0 3 0 0 Воздух Воздух До 100 101—300 35 32 60 58 18 14 45 35 6,0 3,5 174—217 167—207
Закалка Отпуск 830—85 500—58 Вода Воздух 30 50 80 150 56 50 48 44 82 78 76 76 18 18 18 16 55 55 50 45 8 7 6 6 —
ГОСТ 10158—62 Нормализация 840—860 Воздух До 120 40 66 12 38 3,5 >187
Назначение. Диски трения, валы, шестерни, шлицевые валы, шатуны, распределительные валики, втулки подшипни- ков, кривошипы, шпиндели, зубчатые колеса, ободы маховиков, колеи-валы дизелей и газовых двигателей (ГОСТ 10158—62) и другие детали, к которым предъявляются требования повышенной прочности и из- носостойкости.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм2 т_р кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —50
34,0 — Закалка с 840° в масле, отпуск при 600°; а * =68 кгс/мм2 — — 6,4 4,8 4,0 Закалка с 840е, отпуск при 560—580е; a ft —82 кгс/мм2
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 800 750 1. Поковки всех разме- ров ответственного назначения. 2. Остальные поковки: а) до 400, б) 401—800, в >800 1. Нормализация, два переохлаждения, от- пуск. 2. а) на воздухе, б) отжиг низкотемпе- ратурный, в) отжиг низкотемпе- ратурный, одно пе- реохлаждение До 400 На воздухе
Заготовка 1250 780 760
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способы сварки: РДС — необ- ходимы подогрев и последую- щая термообработка; КТС без ограничений В закаленном и отпущенном состоянии при НВ 202 и о* =73 кгс/мм2 =0,90 (твердый сплав) Чувствительна
Склонность к отпускной хруп- кости
Склонна при 1,0% Мп
82
Марка стали Вид поставки: Сортовой прокат — ГОСТ 2590—71, ГОСТ 7417—75. *
23Г2А
Химический состав, %, по ЧМТУ1-165—67 Т-ра к эитических точек, °C
С Si Мп S Р Сг N1 Мо V W Ti Си Act Ас3 Агх Аг3
не более
0,20—0,28 0,17—0,37 1,40—1,70 0,035 0,035 <0,25 5 <0,3( ) — — — — — 720 840 —- —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм S т, кгс/мм* 1 - «о % ‘«О Загиб на 180° НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ1-165—67 Закалка Отпуск 880—900 350—450 Вода Вода 20 95 105 12 — 8 d=a —
•
Назначение. Круглозвенные сварные цепи калибра 14—18 мм 65, 70, 75 и 80 классов прочности и детали разборных цепей тяговых органов подземных скребковых конвейеров и комбайнов. Звенья и полузвенья круглозвенных цепей изготовляются методом холодной гибки на цепевязальных автоматах с последующей стыковой контактной сваркой оплавлением, детали разборных цепей изго- товляются методом горячей штамповки.
Предел выносливости Ударная вязкость при отрицательных температурах
1» кгс/мм* т_р кгс/мм* Термообработка ан, кгс-м/см2, при темпер атуре, °C Термообработка
4-20 0 —20 —40 —60 —80
67 40 Закалка с 900° в воде, отпуск при 200—220°
61 37 Закалка с 900° в воде, отпуск при 400—450°
Технологические свойства
Температурные .параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- ратура на- грева метал- ла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Хорошо свариваемая. Способ сварки — КТС с по- следующей термообработкой Не чувствительна
Склонность к отпускной хруп- кости
Склонна
S3
Марка стали 45 Г2 Вид .поставки: Поковки —ГОСТ 8479—70. Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Лист толстый — ГОСТ 19903—74. Полоса—ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59. •
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S не С Р юл ее - Сг Ni Мо V W Ti Си Асх ACg Ап Аг3
0,41—0,49 0,17—0,37 1,40—1,80 0,035 0,031 > <0,30 <0,30 — — — — <0,30 711 765 626 704
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 1 сч .| % ч % ОЧ д at HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг Нормализация Отпуск 840 850 650 С печью Воздух Воздух 25 Не определяются | 41 | 70 | И | 40 1- <229
Закалка Отпуск 830—850 200—250 Масло Воздух Не определяются 46—54
Закалка Отпуск 830—850 550—600 Масло Масло До 60 | 70 85 13 45 4,5
Поверхностная закалка с на- гревом ТВЧ и отпуск при 180—200° Не определяются 48—52 269—321
Назначение. Валы-шестерни, коленчатые и карданные валы, полуоси, червяки, крышки шатунов, шатуны, утюги бара в угольном машиностроении, звенья конвейерных цепей и другие крупногабаритные средненагруженные детали. Сталь чувствительна к перегреву, но обладает повышенной износостойкостью.
Предел выносливости Ударная вязкость при отрицательных температурах
а !, кгс/мм2 т , кгс/мм2 —1 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
61 Закалка с 810° в масло, отпуск при 450°, о* = 122 кгс]мм2 6,0 - После нормализации
31—40 Нормализация с 850°
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- ратура наг- рева металла перед ков- кой, °C минимальная температу- из слитков из заготовок
ра конца к интенсивные обжатия овки,°C проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1200 800 750 Все размеры Отжиг с перекристалли- зацией, одно переох- лаждение, отпуск До 100 101—300 На воздухе В мульде
Заготовка 1200 800 - 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способы сварки: РДС — необ- ходимы подогрев и последую- щая термообработка; КТС — необходима последую- щая термообработка После нормализации при ЯВ^229 K®=0,80 (твердый сплав), K.„=0,55 (быстрорежущая сталь) Малочувствительна Склонность к отпускной хруп- кости Склонна
84
Il Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71. ГОСТ 2879—69. Полоса — ГОСТ ЮЗ—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
50Г2
| Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S р Сг Ni Мо V W Ti Cu Acj Ас, Ari Аг,
не более
1 0,46—0,55 0,17—0,37 1,40—1,80 0,035 0,035 <0,30 <0,30 — — — — <0,30
| Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 1 сч j 1 1 1 % 1 £ G HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 4543—71 Отжиг 830 С печью Не определяются <229
Нормализация Отпуск 840 650 Воздух Воздух 25 43 75 11 35 — —-
ГОСТ 8479—70 Нормализация Отпуск 810—830 600—650 Воздух Воздух До 100 101—300 40 35 63 60 17 17 45 40 6,0 5,5 187—229 174—217
Закалка Отпуск 810—830 400—500 Масло Воздух Не определяются 230—280
Назначение. Шестерни, диски трения, шестеренные валы и другие детали, работающие на истирание. Сталь чувствительна к перегреву; обладает большой прочностью, высокими упругими свойствами и новы* шейной износостойкостью.
Предел выносливости Ударная вязкость при отрицательных температурах
с_р кгс/мм* т_р кгс/мм* Термообработка ак, кгс-м/см1, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток 1200 830 760 - До 100 101—200 201—300 На воздухе В мульде В закрытой мульде
] Заготовка 1200 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
ie применяется для сварных конструкций Малочувствительна
Склонность к отпускной хруп-' кости
Склонна
Марка стали Вид поставки: Сортовой прокат— ГОСТ 2590—71 (диаметр от 18 до 70 мм).
26Г2С
Химический состав, %, по ЧМТУ1-366—68 Т-ра критических точек, °C
С Si Мп S 1 р Сг Ni Мо V W Ti Си Асх Ас3 Агх Аг3
не более
0,22—0,30 0,60—0,90 1,30—1,60 0,035 0.03Е <0,30 <0,30 — — — 1—
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч 5 1 г 1 \© о4 60 ! ъ % 3 аГ о § HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ1-366—68 Закалка Отпуск 880—900 400—440 Вода Вода 15 85 100 12 45 7 — —
Назначение. Звенья и валики разборных цепей для тяговых органов подземных скребковых конвейеров. Детали изготовляются методом горячей штамповки, без механической обработки, с последующей тер- мообработкой.
Предел выносливости Ударная вязкость при отрицательных температурах
a_j, кгс/мм? т_р кгс/мм? Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения резмер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Хорошо свариваемая. Способ сварки — КТС с после- дующей термообработкой Не чувствительна
Склонность к отпускной хруп- кости
Склонна
86
Марка стали
Вид поставки:
Поковки — ТУ заводов. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71.
08ГДНФ
Химический состав, %. ОН961-74-06—69 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Acj Acs Агх Аг3
не более
>0,10 0,15—0,46 0,60—1,00 0,040 0,04С <0,30 1, 1 15— ,55 — >1,1С (по ра- счету) — 0,80— 1,20
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 Зй» кгс/мм2 «о % 1 % HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ОН961-74-06—69 Нормализация Отпуск 900—940 590—630 Воздух Воздух До 200 40 50 20 45 4 159-192» Л.
Закалка Отпуск 900—940 590—630 Вода Воздух До 200 45 55 20 45 4 159—208
Назначение. Детали сварно-кованых конструкций и др.
Предел выносливости Ударная вязкость при отрицательных температурах
а_р кгс/мм2 т_р кгс/мм2 Термообработка ан, кгс-м/см2, при темпе эатуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не чувствительна Склонность к отпускной хруп- кости Не склонна
87
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
18ХГТ
Химический состав, %, по’ГОСТ 4543—71 Т-ра к эитических точек, °C
С Si Мп S 1 Р Сг Ni Мо V W Ti Си Aci Acs Ац Ars
не более
0,17—0,23 0,17—0,37 0,80—1,10 0,035 0,035 1,00— 1,30 <0,30 — — — 0,06— 0,12 <0,30 740 825 650 730
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 3; 4 Г) — °д. кгс/мм* хр СО Ф, % HRC НВ
операция темпера- тура, °C охлаж- дающая с? §
не менее
ГОСТ 4543—71 Отжиг или отпуск Закалка I Закалка II Отпуск Не определяются <217
880 870 180 Масло Вода или масло Образцы 85 100 9 50 8 —
Нормализация 950—970 Воздух Не определяются 160—207
Цементация Закалка Отпуск 920—950 820—860 180—200 Воздух Масло Воздух До 20* 95 120 10 50 8 Поверх- ности 52—62 Сердце- вины >341
20—60* 80 100 9 50 8 Поверх- ности 56—62 Сердце- вины 240—300
Закалка Отпуск Азотирование 910 570 500—520 Масло Воздух С печью до 150** Поверх- ности 55—59
• Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются. ** Диссоциация аммиака 15—25%.
Назначение. Шестерни, червяки, шлицевые валы, втулки, кулачковые муфты, направляющие, шкворни, пальцы, валики и другие ответственные нагруженные детали, от которых требуется повышенная прочность и вязкость сердцевины и высокая поверхностная твердость, работающие под действием ударных нагрузок. После азотирования — ходовые винты, гильзы и другие детали, к которым предъявляются требования высокой износостойкости и минимальной деформации при термообработке.
Предел выносливости Ударная вязкость при отрицательных температурах
s_j, кгс/мм* т_р кгс/мм* Сечение, мм £ й ой 3- £ й со йз ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
50 30 50 | 80 | 100 8,0 240— 300 1 1
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 800 750 До 100 101—200 201—800 В яме с закрытой крыш- кой В яме с песком Нормализация и отпуск До 250 251—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РДС, КТС После нормализации при НВ 156—159 и 0^=54 кгс/мм2 Kw = l,l (твердый сплав), К v = 1,0 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хруп- кости
Малосклонна
88
Марка стали
Вид поставки:
20ХГР
Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75,
ГОСТ 8559—75, ГОСТ 8560—67. Трубы — ГОСТ 8732—70, ГОСТ 8734—75. Полоса-
ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная —
ЮСТ 9137—59.
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S | Р не более Сг Ni Мо V W в Си Асх Ас3 Агх Аг3
0,18—0,23 0,17—0,37 0,70—1,00 0,035 0,035 0,75— 1,05 <0,30 — — — 0,002— 0,005 <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм е> « еч а? хр «о % ‘Ф кгс-м/см* HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 4543—71 Отжиг 850—870 С печью Не определяются <197
Закалка Отпуск 865—895 170—230 Масло Воздух или масло 15 80 100 9 50 8
Цементация* Закалка Отпуск 920—950 820—840 180—200 Масло Воздух или масло Не определяются Поверх- ности 56—62 Сердце- вины <321
* Охлаждение замедленное в колодцах или в цементационных ящиках.
Назначение. Зубчатые колеса, вал-шестерни, червяки, кулачковые муфты, валики, пальцы, втулки и другие нагружен-
ные детали, работающие в условиях ударных нагрузок.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм* т_р кгс/мм* Сечение, мм сч 5? а? . X» + 3 а- Л 1 * а«. кгс-м/см* § aHt кгс-м/см*, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
62 52 51 31 31 31 50 100 150 110 89 85 118 100 100 6,0 11,0 10,0 >340 >300 >286 6,2 6,1 6,2 6,3 6,1 6,2 Закалка с 860° в масле, отпуск при 200°, охл. в масле; HRC—^Ъ.
12,8 13,3 11,2 12,2 11,9 9,1 Закалка с 860° в масле, отпуск при 500°, охл. в масле; HRC—3\
Химический состав: 0,23% С; 0,99% Сг; 1,17% Ni; 0,0017% В; 0,03% Ti;
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, чм условия охлаждения
.интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не чувствительна Склонность к отпускной хруп- кости Малосклонна
89
Марка стали Вид поставки: Поковки—-ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71. ГОСТ 2591—-71. ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75. ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
зохгт
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S 1 Р Сг Ni Мо V W Ti Си Асх Ас3 Агх Аг3
не более
0,24—0,32 0,17—0,37 0,80—1,10 0,035 0,035 1,00— 1,30 <0,30 — — — 0,06— 0,12 <0,30 735 790 660 740
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ел я - Q Ь СО ° сч I - О Л) X© ©^ со % ‘Ф- сч • § 5 о ° « HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 4543—71 Отжиг или отпуск — — Не определяются <229
Закалка I Закалка II Отпуск 950 850 180 Воздух Масло Вода или масло Образцы 130 150 9 40 6 —
Цементация Закалка Отпуск 920—950 840—860 180—200 Масло Воздух До 60* 80 ПО 12 35 6 Поверх- ности 56—62 Сердцевины WB>300
100* 75 90 12 35 6 Сердцевины НВ >270
150* 70 85 12 30 5 Сердцевины НВ >240
ГОСТ 8479—70 Закалка Отпуск 830—850 180—200 Масло Воздух До 100 75 90 13 40 6 277—321
• Механические свойства сердцевины ориентировочные и при изготовлении деталей не определи ются.
Назначение. Шестерни, червяки, валы, втулки и другие детали, от которых требуется высокая прочность и вязкость сердцевины и высокая поверхностная твердость, работающие при больших скоростях и повышенных удельных давлениях под действием ударных нагрузок. Сталь имеет более высокую прочность сердцевины и контактную усталостную прочность цементован- ного слоя, но несколько пониженную ударную вязкость по сравнению со сталью марки 18ХГТ.
Предел выносливости Ударная вязкость при отрицательных температурах
а_р кгс/мм* Т_р кгс/мм* Сечение, мм ° ь, кгс/мм* ан, кгс-м/см2, при температуре, °C Термообработка
НВ +20 0 —20 —40 —60 —80
50 47 45 30 28 27 60 120 150 80 75 71 100 94 89 6,0 6,0 5,0 >300 270—300 240—270
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца, ковка, ЧС из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 81—200 >200 В зольниках В печах
Заготовка 1220 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, КТС. Рекомендуются подогрев и по- следующая термообработка После нормализации при //6=364 и о £,=88 кгс/мм2 Kv =0,45 (твердый сплав), Kv =0,25 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хруп- кости
Склонна
90
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69. ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
25ХГМ
Химический состав, %, по ГОСТ 4543—71 Г- ра критических точек, °C
С Si Мп S | Р Сг Ni Мо V W Ti Си А - Ас3 Агх Аг3
не более
0,23—0,29 0,17—0,37 0,90—1,20 0,035 0,03' >0,90— 1,20 <0,30 0,20— 0,30 — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 3 3 • еГ § е кгс/мм2 о4- сО % ‘СК кгс-м/см2 HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 4543—71 Закалка Отпуск 845—875 170—230 Масло Воздух — НО 120 10 45 8 —
Нитроцементация Закалка Отпуск 860—880 860—880 180—200 Масло Воздух Не определяются Поверх- ности 50—60 Сердцеви- ны HRC 30—40
Назначение. Сильнонагруженные валы, шестерни, втулки, оси и другие детали, работающие при повышенных удельных давлениях.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм2 т_р кгс/мм1 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
| 20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, ЛОИ условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 850 850 До 50 51—180 На воздухе В колодце До 50 51—180 На воздухе В колодце
Заготовка 1180 800 800
Свариваемость Обрабатываемость резанием Фло кеночу вствител ьность
Не чувствительна
Склонность к отпускной хруп- кости
Склонна
91
Марка стали
Вид поставки:
Поковки — ГОСТ 8479—70.
30X2 ГМТ
Химический состав, %, • по ТУ НКМЗ Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си A Ci Ас» Агх Аг3
не более
0,28—0,35 0» 17—0,37 1,00—1,30 0,040 0,040 1,70— 2,00 — 0,40— 0,60 — — 0,02— 0,06 —
Механические свойства при 20°
Режим термообработки ат, кгс/мм2
ГОСТ, ТУ операция темпера- тура, °C охлаж- дающая среда Сечение, мм Оь, кгс/мл % Ч vp О4' э- HRC НВ
не менее
ТУ НКМЗ Отжиг 870—890 С печью Не определяются <241
Закалка 890—910 Масло
Отпуск 550—600 Воздух До 500 500—700 70 70 85 85 14 12 45 35 5,0 4,0 >241
700—1000 65 80 10 35 3,5
Назначение. Валы-шестерни, опорные ролики, шпиндели, штоки, оси, червячные валы, шестерни и другие тяжелонагру-
женные детали, подвергающиеся ударным нагрузкам.
Сталь рекомендуется применять взамен стали марки 40ХН в сечении до 700 мм и 40ХН2МА — в сечении
до 500 мм.
Предел выносливости Ударная вязкость при отрицательных температурах
°_1» кгс/мм^ т_р кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минималвная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1230 820 760
Заготовка 1230 820 760
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций После закалки и отпуска при НВ 250 и о/>=85 кгс/мм2 Л г,=0,60 (твердый сплав). К v = 0,45 (быстрорежуща я сталь) Чувствительна
Склонность к отпускной хруп- кости
Малосклонна
92
Марка стали 38ХС Вид .поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Асх Ас3 Аг, Агь
не более
0,34—0,42 1,00—1,30 0,30—0,60 0,035 0,035 1,30— 1,60 <0,30 — — — — <0,30 763 810 680 755
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм е> « °Ь, кгс/мм2 5, % X© 0х "3 5 ° « HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 4'543—71 Отжиг Не определяется <255
Закалка Отпуск Закалка Отпуск 900 630 Масдо Масло 25 75 95 12 50 7,0
880—930 650—680 Вода или масло Вода или масло До 80 До 100 70 60 85 75 13 14 45 45 6,0 6,0 257—302 239—285
11 а з п а ч е н п е. Валы, шестерни, муфты, пальцы и др. детали небольших размеров, к которым предъявляются требования высокой прочности, упругости и износостойкости.
II р е д е л в ы н о с л и в о с т и Ударная вязкость при отрицательных температурах
о_р кгс/мм2 ан , кгс-м/см2, при температуре, °C Термообработка
т__р кгс/мм2 Термообработка 4-20 0 —20 —40 —60 —80
8,0 — 5,6 5,2 — 4,0
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера; тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 700 Поковки общего маши- ностроения до 700 Отжиг низкотемператур- ный До 25 251—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способы сварки: РДС—необхо- димы подогрев и последую- щая термообработка; КТС — необходима последую- щая термообработка Не чувствительна
Склонность к отпускной хруп- кости
Склонна
93
Марка стали Вид поставки: Поковки — ГОСТ 8479—70, ТУ 572—64 предприятия п/я Г-4781. Лист толстый — ГОСТ 19903—74.
22ХЗМ
Химический состав, %, по ТУ 672—64 предпр. п/я Г-4781 Т-ра критических точек, °C
С Si Мп S | Р Сг Ni Мо V Ti Си Асх Ас3 Ац Аг3
не более W -
0,20—0,25 0,20—0,40 0,50—0,80 0,030 0,03( 3,00— 3,50 <0,30 0,40— 0,50 — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ < • О еч а? "С> со О И "5, % % кгс-м/см2 Темпера- тура испыта- ния, °C НВ
операция темпера- тура, °C охлаж- дающая среда
«не менее
ТУ 57'2—64 Нормализация* Отпуск 890—910 650—720 Воздух Воздух или печь До 150*** 45 60 15 32 5 20 \
35 48 — — — 300 —
Закалка** Отпуск 890—910 650—720 Масло Воздух До 550*** 45 60 15 32 5 20 —
35 50 — — — зоо —
• Режим для свариваемых деталей. * * Режим для несварипаемых деталей. * ** Образцы поперечные или тангенциальные.
Назначение. Цельнокованые и сварно-кованые сосуды высокого давления.
Предел выносливости Ударная вязкость при отрицательных температурах
а_р кгс/мм2 т_р кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —70
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние .максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Малочувствительна
Склонность к отпускной хруп- кости
Не склонна
94
Марка стали Вид поставки: Поковки — СТУ УЗТМ.
20Х2М
Химический состав, * % Т-ра критических точек, °C
С Si Мп S р Сг Мо Ni V Си Асх Ас3 Агх Аг3
не более
0,18—0,24 0,17—0,36 0,30—0,70 0,030 0,030 2,10—2,40 0,25— 0,35 0,30— 0,70 <0,25 780 840 — —
Механические .свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение*, мм ат. кгс/мм СО 5? - •О С\) о й, % % ‘Ф ъпэ/нэгу ,яо — HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
СТУ 53-378-01 Нормализация Отпуск 880—920 600—650 Воздух До 270 До 900 45 60 16 45 7,0
40 60 12 30 6,0 229—170
Закалка Отпуск 880—920 650—720 Масло Воздух До 550 45 60 16 45 7,0
’ Свариваемые детали.
Назначение. Крупные детали, изготовляемые с применением ЭШС; днища, обечайки, а также несвариваемые детали общего назначения. •
Предел выносливости Ударная вязкость три отрицательных температурах
о_1, кгс/мм2 т_р кгс/мм1 Термообработка ан,кгс • м/см2, при температуре, °C Термообработка
420 0 —20 —40 —60 —80
7 5 4 Нормализация с отпуском
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия 1 проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая с по- догревом: ЭШС, РДС, АДС под газовой защитой - Слабочувствительна
Склонность к отпускной хруп- кости
Малосклонна
95
Марка стали Вид поставки: Поковки—ГОСТ 8479—70. Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71. ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Проволока (для заклепок) — ГОСТ 2590—71. Трубы — ЧМТУ/УКРНИТИ 518—63. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
зохм, ЗОХМА
Химический состав, %, по ГОСТ 4543—71 Г-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Си Марка стали Acj Ас3 АГ1 Аг3
не более
0,26—0,34 0,26—0,33 0,17—0,37 0,40—0,70 0,035 0,025 0,035 0,025 0,80— 1,10 >0,30 0,15— 0,25 —•» — <0, 30 зохм 757 807 693 763
ЗОХМА
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ZWW/3?>1 С9 з * о <\> О к X© О'* •О % ът/К'Эги ‘«Р Марка стали НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 830—850 С печью Не определяются <229
Закалка Отпуск 880 540 Масло Вода или масло 75 11 45 8 ЗОХМ 1
1О 12 50 9 ЗОХМА
ЧМТУ/УКРНИТИ 518—63 В состоянии поставки (трубы) — 40 60 15 8 ЗОХМ 169—217
МВН 260— 65 Закалка Отпуск 870—890 540—600. Теплая вода или масло Вода или масло — 68—80 80 13 45 6 ЗОХМ >225*
50 ЗОХМА <229**
• Твердость для шпилек. ** Твердость для гаек.
Назначение. Шпильки, гайки, трубы и другие детали паропроводов, работающие при температуре до 450—500°. Шестерни, валы, цапфы и другие' детали.
Предел выносливости Ударная вязкость при отрицательных температурах
о—1, кгс/мм* т_(, кгс/мм* Термообработка ан, кгс-м/см*, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
41 31 47 23 Закалка с 880° в масле, от- пуск при 450° То же, отпуск при 650° То же, отпуск при 560° — — 4,3 — 3,8 Закалка с 880° в масле, отпуск при 350°. 0,28% С; 0,96% Сг; 0,20% Мо.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 800 700 Поковки всех размеров: 1. Ответственного назна- чения. 2. Остальные 1. Отжиг с перекристал- лизацией, два переох- лаждения, отпуск. 2. Отжиг низкотемпера- турный, одно переох- лаждение До 100 101—300 На воздухе В мульде
Заготовка 1260 800—760
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемые. Способы сварки: РДС, АДС под флюсом и газовой защи- той, АрДС. Рекомендуются подогрев и по- следующая термообработка После закалки и отпуска при НВ 229—269 и 0^=95 кгс/мм* Kv=®,7 (твердый сплав), Kv =0,3 (быстрорежущая сталь) Малочувствительна
Склонность к отпускной хруп- кости
Не склонна
96
Марка стали
Вид поставки:
34ХМА
Поковки — ОТУ 24-10-003—68, ОТУ 24-10-004—68, ГОСТ 8479—70.
Химический состав, %, по ОТУ 24-10-004—68*
С Si Мп S р Сг Ni
не более
0,30—0,40 0,17—0,37 0,40—0,70 ** 0,025 ** 0,025 0,90— 1,20 <0,50
Мо ! V
0,20—
0,30
W
Т-ра критических точек, °C
Ti
Си Aq А с3 800 Аг2 Аг3
0,25 755 695 750
ГОСТ, ТУ
Механические свойства п р и 20°
Режим термообработки
операция
темпера-
тура, °C
охлажда-
ющая
среда
Сечение,
мм
сз Ci
а? а?
+
- с?
Ь со о Со
О Й о 'с
<ю
Х.О О' +• кгс-м/см* Угол загиба, град. ***** Категория I прочности по ОТУ НВ
не менее
ОТУ 24-10-003 -468*** ОТУ 24-10-004 68**** Закалка Отпуск 850—870 Масло 580—650 Печь или воздух — 40 50—70 60 67 17 15 40 40 4,0 5,0 150 150 II III
— 35 58 17 40 4,0 _180_ 150 I
33 55 13 32 4,0
— 50 65 15 40 6,0 150 II
47 62 11 32 4,5 120
* По ОТУ 24-10-003—68 SCO,022%.
’* Сумма содержания серы и фосфора не должна превышать 0,045%.
*** Образцы тангенциальные.
**** Числитель — образцы продольные из конца вала или ротора; знаменатель — образцы тангенциальные из бочки.
***** По соглашению сторон испытание на загиб производится либо на продольных, либо па тангенциальных образцах.
Назначение. Диски (ОТУ 24-10-033—68) и роторы (ОТУ 24-10-004—68) паровых турбин и другие детали турбострое-
ния, работающие при повышенных температурах.
кгс/мм* кгс/мм*
Предел выносливости
Термообработка
Ударная вязкость при отрицательных температурах
ан , кгс-м/см2, при температуре, СС
+20
0
—20
—40
—60
—80
Термообработка
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C интенсивные проглажи- обжатия вание из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
На воздухе
Слиток
Заготовка
1240 800 700 1. Поковки энергетичес- 1. Отжиг с перекристал- кого машиностроения лизацией (или норма- 700—1000. лизация), два переох- До 200
1220 800 700 лаждения, отпуск. 2. Поковки турбинных 2. Отжиг низкотемпера- дисков, колес и по- турный, одно переох- крышек до 450. лаждение. 3. Поковки общего ма- 3. Отжиг низкотемпера- шиностроепия до 1000 турный 201—300
В яме
Свариваемость Флокеночувствитель- ность
Ограниченно сваривае- Нормализованное и от- мая. пущенное состояние Способы сварки: РДС, при НВ 178 и cq— АДС под флюсом и га- =58 кгс/мм2 Kv— зовой защитой, АрДС =1,0 (твердый и ЭШС. сплав) Необходимы подогрев и последующая термооб- работка Малочувствительна
Склонность к отпускной хрупкости
Не склонна
Коррозионные свойства
Вид коррозии Среда Тем- пера- тура, °C Дли- тель- ность испыта- ния , С Балл стойкости
Общая Вода 300 I
Точечная Вода 300 — Подвер- жена
7—2864
97
Марка стали Вид поставки: Поковки — ОТУ 25-10-001А—68, с доп. ТУ-2328.
34ХМ1А
Химический состав, % , п с ОТУ 24-10-004—68* Г-ра критических точек, °C
с Si Мп S Р Сг Ni Мо V W Ti Си Асг Ас3 Aq Аг8
не более
0,30—0,38 0,17—0,37 0,40—0,70 0,025 0,025 0,90— 1,20 <0,40 0,40— 0,55 — — — <0,25 760 830 660 740
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм - ь со С5 У <4» кгс/мм2 б, % Ф, % ак, кгс-м/см2 Угол загиба, град. ♦♦*♦ Категория прочности по ОТУ НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
Нормализация Отпуск 870—880 640—680 Воздух С печью До 1100 35_ 33 58 17 40 4,0 180 I —
ОТУ24-10-004— —68*** 55 13 32 150
Закалка Отпуск 850—870 630—650 Вода или масло С печью До 450 50 65 15 40 6,0 150 120 II —
47 62 11 32 4,5
* Сумма содержания серы и фосфора не должна превышать 0,045%; определение меди обязательно. * * Скорость охлаждения 800с/час. * ** Числитель — образцы продольные от конца вала или ротора; знаменатель — образцы тангенциальные от бочки. * *** По соглашению сторон испытание на изгиб производится либо на продольных, либо на тангенциальных образцах.
Назначение. Валы и роторы паровых турбин и др. детали турбостроения.
Предел выносливости Ударная вязкость при отрицательных температура?'
<?_], кгс/мм2 т_р кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой. °C | минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 1 800 750 Поковки всех размеров: 1. Ответственного назна- чения. 2. Остальные 1. Отжиг с перекристал лизацией, два переох лаждения, отпуск. 2. Отжиг низкотемпера турный, одно переох- лаждение
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способ сварки — РДС с подо- гревом и последующей термо обработкой После нормализации и отпуска Малочувствительна
Hi’] К. ИВ 178 и о* = 58 кгс/мм2 ,=1,0 (твердый сплав) Склонность к отпускной хруп- кости
Не склонна
98
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59. Прутки повышенной отделки поверхности (серебрянка) — ГОСТ 14955—69. Полоса—ГОСТ 103—67.
35ХМ
Химический состав, %, по ГОСТ 4543—71 Г-ра критических точек. °C
С Si Мп S Р Сг Ni Мо V W Ti Си Acj Ас3 АГ! Аг3
не б юлее
0,32—0,40 0,17—0,37 0,40—0,70 0,035 0,035 0,80— 1,10 <0,30 0,15— 0,25 <0,30 755 800 700 750
Механические свойства при 20°
ГОСТ, ТУ Режим термооб] э а ботки Сечение, мм сз 5* Л to « кгс/мм2 б, % % кгс м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 830—850 С печью Не определяются <241
Закалка Отпуск 850 560 Масло Вода или масло 25 85 100 12 45 8
ГОСТ 8479—70 Закалка Отпуск 850—870 600—650 Масло Печь или воздух 90—100 101—300 301—500 501—800 60 50 45 40 75 67 65 63 14 13 13 11 45 40 35 30 6,0 5,5 5,0 4,0 235—27 212—24 197—23 187—22
Нормализация Отпуск 860—880 580—640 Воздух Воздух До 100 101—300 301—500 501—800 35 32 28 25 60 58 54 48 09 15 15 15 4,0 3,5 3,5 3,5 6,0 3,5 3,5 3,5 174—21 167—20 156—19 143—17
Поверхностная закалка с на- гревом ТВЧ и низкий отпуск Водный раствор глицери- на, масло Не определяются Поверх- ности 40—55
Закалка Отпуск 850—870 200—240 Масло Воздух До 40 140 160 12 38 — 40—55 1
Назначение: Валы, шестерни, шпиндели, шпильки, фланцы, болты, диски, покрышки, штоки и другие ответственные детали Турбин, турбокомпрессоров, работающие в условиях больших нагрузок и скоростей при темпера- туре до 450—500°.
Предел выносливости Ударная вязкость при отрицательных температурах
о_,, кгс/мм2 т_р кгс/мм2 Сеч., мм Термообработка ан. кгс-м/см2, при температуре, °C Термообработка
34 20 363 от =50 кгс/мм2-, 0^=65 кгс/мм2, aH=$,Q кгс-м/см2, НВ 190—240 4-20 0 —20 —40 —60
65 — ,— Закалка 860° в масле, отпуск при 200° С
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 800 700 Поковки всех размеров: 1. Ответственного на- значения. 2. Остальные 1. Отжиг с перекристал- лизацией, два переох- лаждения, отпуск. 2. Отжиг низкотемпера- турный, одно переох- лаждение До 100 101—300 На воздухе В мульде
Заготовка 1260 800—760
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом и газовой защи- той, АрДС и ЭШС. Необходимы подогрев и после- дующая термообработка После закалки и отпуска при НВ 240—250 и = 81 кгс/мм2 Л®=0,5 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хруп- кости
Не склонна
99
I Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75 , ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
40ХФА
Химический состав, %, п о ГОСТ 4543—70 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Асх Acs Агх Аг3
не более
I 0,37—0,44 0,17—0,37 0,50—0,80 0,025 0,025 0,80— 1,10 <0,30 — 3,10— 0,20 — — <0,30 754 790 702 746
1 Механическиесвойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 сз а- б, % % 1 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 860—880 С печью Не определяются <241
Закалка Отпуск 880 650 Масло Вода или масло 25 75 90 10 50 9
ГОСТ 8479—70 Закалка Отпуск 860—880 540—620 Масло Воздух До 100 100—300 300—500 55 45 40 70 65 63 15 14 13 45 40 35 6,0 5,5 5,0 228—262 197—235 187—229
Закалка Отпуск Азотирование 850—880 650—680 500—520 Масло Воздух С печью Не определяются Поверх- ности 54—58
[Назначение: В улучшенном состоянии — шлицевые валы, штоки, установочные винты, траверсы, шатуны, валы экскава- торов, крепежные детали трубопроводов высокого давления при температуре до 400° и др. После закалки | и низкого отпуска — рейки, червячные валы и другие детали средних размеров, к которым предъявляются требования повышенной износостойкости в сочетании с повышенной прочностью и вязкостью сердцевины. | После азотирования — зубчатые колеса, силовые шпильки, пальцы, ходовые винты, шпиндели, гильзы, втулки и др. детали сложной конфигурации, к которым предъявляются требования высокой износостой- | кости, усталостной прочности и минимальной деформации. | Дополнительные данные. После азотирования сталь коррозионно-стойкая в атмосферных условиях, в воде и | водяных парах. Для уменьшения деформации при азотировании детали перед окончательным шлифованием (до азотирова- | ния) подвергаются стабилизирующему отпуску при 620—650°. Сталь малосклонна к росту зерна.
| Предел выносливости Ударная вязкость при отрицательных температурах
| О-i» кгс/мм2 T_j, кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
49 43 38 27 Закалка с 880° в масле, от- пуск при 230° То же, отпуск при 550° То же, отпуск при 650° 4-20 0 —20 —40 —70 —80
9,4 — 6,2 — 5,6 — Закалка с 850° в масле, отпуск при 600°.
Технологические свойства
| Температурные параметры ковки Охлаждение поковок, изготовленных
[состояние максималь- ная темпера- тура металла перед ков- кой, °C минимальная температу- ра конца ковки, СС из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
[Слиток 1220 800 750 До 100 101—200 201—800 В яме с закрытой крыш кой В яме с песком Отжиг с перекристалли задней, одно переох лаждение До 200 201—300 В мульде С печью
[Заготовка 1250 860—800
| Свариваемость Обрабатываемость резанием Флокеночувствительность
I Трудносвариваемая. [Способы сварки: РДС-—необ- | ходимы подогрев и последую- | щая термообработка; |КТС — необходима последую- щая термообработка После закалки и отпуска при НВ <241 К О=0,75 (твер- дый сплав), Kv =0,65 (быстро- режущая сталь) Чувствительна
Склонность к отпускной хруп- кости
Склонна
100
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69. Заготовка квадратная — ГОСТ 4693—70. Полоса—ГОСТ 103—67. •
ЗОХЗМФ
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Acj Ас3 Агх Аг3
не более
0,27—0,34 0,17—0,37 0,30—0,60 0,030 0,030 2,20— 2,70 <0,30 0,20— 0,30 D.06— 0,12 —- —- 0,25
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм - ь со О « а*. кгс/мм2 6, % % ‘Ф ан > кгс м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
Отжиг или отпуск Не определяются <229
ГОСТ 4543—71 Закалка Отпуск 870—890 580—620 Масло Воздух Образцы 85 100 15 50 10 255—285
Азотирование I ступень II ступень 510 530—540 Не определяются Поверх- ности 59—62 Сердце- вины 250—340
Назначение: Детали судовых дизелей, распылители форсунок, плунжерные пары топливных насосов высокого давле- ния дизелей, направляющие тонкостенные гильзы и другие ответственные детали (в том числе преци- зионные), которые должны обладать износостойкостью в условиях высоких удельных давлений. Сталь подвергается азотированию, теплоустойчива до 450°.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм2 T_j, кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- ратура на- грева ме- талла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения условия охлаждения
интенсивные обжатия проглажи- вание сече ПИЯ, ММ
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Чувствительна
Склонность к отпускной хруп- кости
Склонна
101
Марка стали Вид поставки:
13Н5А Лист тонкий (толщина 2—3 мм) —ЧМТУ 1-185—67. Лист толстый (толщина 5,2 мм) — ТУС 6198—55. Сортовой прокат (калиброванный) —МПТУ 2333—49.
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Acj Ас3 Aq Аг3
не более
0,10—0,17 0,17—0,37 0,30—0,60 0,030 0,030 . 0,30 4,50— 5,00 — 1 — ’— —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм со 5* + - « К о ье со 5* + •CS О У хр 0х «О % кгс м/см? &ср > кгс/мм2 НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ НЗЛ 230—61 Отжиг заклепок 820—840 С печью, в ящиках, на возду- хе 4—10 38 60 24 60 — >45 ^217
ЧМТУ 1-185—67 ТУС 6198—55 ТУ НЗЛ 246—63 Закалка в штампах Отпуск 950—980 570—590 Воздух 2—5 50 70 17 — — 217—225
Назначение. Штампованные заготовки лопаток компрессорных машин и штампованные заклепки.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм? т_|, кгс/мм? Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- ратура на- грева ме- талла перед ковкой,°C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток - -
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Склонность к отпускной хруп- кости
102
Марка стали Вид поставки: Поковки—ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Заготовка квадрат- ная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
20ХН
Химический состав, %, по ГОСТ 4543—71 1 '-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Дг. Ас3 Агг Аг3
не более
0,17—0,23 0,17—0,37 0,40—0,70 0,03 5 0,035 • 0,45— 0,75 1,00— 1,40 —* — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °Т, кгс/мм2 от 5; - « •cs О У 6. % % ‘сК zwo/'w огя ,Hv HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг или отпуск Не определяются <107
Закалка I Закалка II Отпуск 825—895 760—810 150—210 Вода или масло Вода или масло 15 60 80 14 50 8 —
-
Назначение. Шестерни, втулки, пальцы и другие детали.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм2 т_р кгс/мм? Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- ратура на- грева ме- талла перед ковкой, °C минимальная температург конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слитрк 1200 Не выше 850 Не ниже 780 До 300 В зольной яме До 50 51—100 101—200 На воздухе В мульде В закрытой мульде
Заготовка 1250 860—800
• Свариваемость Обрабатываемость резанием Флокеночувствительность
- Чувствительна
Склонность к отпускной хруп- кости
Склонна
103
Марка стали Вид поставки: Поковки —ГОСТ 8479—70, ГОСТ 9487—70. Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямо- угольная — ГОСТ 9137—59. ♦
40ХН
Химический состав, %, ;по ГОСТ 4543—71 Г-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Асх Ас3 Aq Аг8
не более
0,36—0,44 0,17—0,37 0,50—0,80 0,035 0,035 0,45— 0,75 1,00— 0,40 — — — — . 0,30 735 768 660 700
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки - Сечение, мм °Т, , кгс/мм* кгс/мм* 6. % % 03 д eg HRC НВ
операция темпера- тура, °C охлажда ющая
не менее
ГОСТ 4543—71 Отжиг 840—860 С печью Не определяются <229
Закалка Отпуск 820 500 Вода или масло Вода или воздух 25 80 100 11 1 45 70 235—277 223—262 212—248 187—229
ГОСТ 8479—70 Закалка Отпуск 840—860 550—600 Масло или вода Воздух или масло До 100 101—300 301—500 501—800 60 55 50 40 75 70 67 63 14 13 12 11 45 40 35 30 6 5 5 4
Закалка Отпуск 820—840 400—450 Масло Воздух До 60 100 120 10 40 6 40—60
Поверхностная закалка с нагревом ТВЧ и отпуск при 180—200° Эмульсия Поверх- ности 52—56
ГОСТ 9487—70 Закалка Отпуск 840—860 580—620 Масло Печь или воздух До 1000 — 72 10 — 4,0 255—285
Назначение. Оси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, вал- шестерни, шпиндели, болты, на- жимные винты, рычаги, штоки, борштанги, цилиндры, полукольца и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, к которым предъявляются требова- ния повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла (ГОСТ 9487—70).
Предел выносливости Ударная вязкость при отрицательных температурах
°-1> кгс/мм* т-1’ кгс/мм* сечение, мм * « Ь CD О « кгс/мм2 кгс • м/см* НВ ан . кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
50 45 40 30 28 24 60 100 300 80 70 58 100 90 80 6 5 4 300—320 270—300 200—240 11,7 11,0 11,8 9,5 8,2 — Закалка и отпуск. Образцы вырезались из поковки размером 200X30 мм
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ковкой, °C минимальная темпера- из слитков из заготовок
тура конца интенсивные обжатия ковки, °C доглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 800 700 Все размеры Отжиг с перекристалли зацией, два переох лаждения, отпуск - До 50 - 51—200 201—300 На воздухе В мульде С печью
Заготовка 1250 860—800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способы сварки: РДС, АДС под флюсом, ЭШС. Необходимы подогрев и после- дующая термообработка В горячекатаном состоянии при НВ 166—170 и =70 кгс/мм* Kv —1>0 (твердый сплав), =0,9 (быстрорежущая сталь) Повышенно-чувствительна
Склонность к отпускной хруп- кости
Склонна
104
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71. Заго- товка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59. *
45ХН
Химический состав, %, л о ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р - Сг Ni Мо V W Ti Си Acj Ас3 Агх Аг3
не более
0,41—0,49 0,17—0,37 0,50—0,80 0,035 0,031 5 0,45— 0,75 1,00— 1,40 — — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм от 5- <ъ. кгс/мм2 Хр О'" «О ф, % СЧ а HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг Не определяются <207
Закалка Отпуск 820 530 Масло Вода или масло 25 85 105 10 45 7 — —
ГОСТ 8479—70 Закалка Отпуск 830—850 550—600 Масло Вода или масло До 100 60 75 14 45 6,0 — 235—277
Назначение. Коленчатые валы, шатуны, шестерни, шпиндели, муфты, болты и другие ответственные детали.
Предел выносливости Ударная вязкость при отрицательных температурах
G_j, кгс/мм2 T—l. кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технолог и ческие свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток 1220 800 750 Зсе размеры Отжиг с перекристалли- зацией, два переох- лаждения, отпуск До 250 251—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способ сварки — РДС, необхо- димы подогрев и последующая термообработка Повышенно-чувствительна
Склонность к отпускной хруп- кости
Склонна
105
Марка стали Вид поставки: .'. ... . . Поковки —ГОСТ 8479—70. Сортовом прокат — ГОСТ 2590-471, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Лист толстый — ГОСТ 19903—74. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
12ХН2
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V- W Т1 Си АС! Ас3 Af! Аг3
не более
0,09—0,16 0,17—0,37 0,30—0,60 0,035 0,03Е >0,60— 0,90 1,50— 1,90 — 1 — — — <0,30 715 773 659 726
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч 5- to « &ь । кгс/мм2 % ‘0 % .. .. ан, кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 840—880 С печью Не определяются <207
Закалка I Закалка II Отпуск 870 800 180 Вода или масло Воздух или масло 15 60 80 12 50 9 —
Цементация Закалка Отпуск 920—950 790—810 180—200 Масло Воздух До 100* 60 80 12 45 7 Поверх- ности 56—62 Сердце- вины <249
Цианирование Закалка Отпуск 840—860 840—860 180—200 Масло Воздух Не определяются Поверх- ности >56 Сердце- вины >229
Цементация Поверхностная закалка с нагревом ТВЧ Отпуск 920—940 160—180 Вода Воздух Не определяются Поверх- ности >58
* Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Назначение. Шестерни, поршневые пальцы, шлицевые валы, шпонки и другие детали, к которым предъявляются тре- бования повышенной прочности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок или при отрицательных температурах.
Предел выносливости Ударная вязкость при отрицательных температурах
о_], кгс/мм2 т__р кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
33 — Закалка с 820° в масле, отпуск при 580°; сь =76 кгс/мм2: 0,16% С; 0,55% Мп; 0,55% Сг; 2,08% Ni 21,5 — — — — 3,6 Закалка с 850°, отпуск при 600°.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная температура нагрева ме- талла перед ковкой, °C минимальная температу- ра конца ковки, °C 'ИЗ слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток 1230 820 - 760 До 100 101—300 На воздухе В мульде
Заготовка <1250 -800 860
..... _ ?Свариваемость . Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы : сварки: - РДС,.. АДС под флюсом - Не чувствительна
Сконность к отпускной хруп- ... КОСТИ .. ....
Склонна
106
Марка стали Вид поставки: Поковки—.ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71,- ГОСТ 2591—71. ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67, ЧМТУ/УНИИ7М 1119—64. Лист толстый—ГОСТ 19903—74. Полоса — ГОСТ 103—67. Прутки повышен- ной отделки поверхности (серебрянка) — ГОСТ 14955—69. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
12ХНЗА
Химический состав, %, по ГОСТ 4'543—71 Г-ра критических точек, °C
с Si Мп S Р Сг Ni Мо V W Ti Си АС! Ас3 Ац Аг3
не более
0,09—0,16 0,17—0,37 0,30—0,60 0,025 0.02S 0,60— 0,90 2,75— 3,15 — — — — <0,30 715 773 659 726
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч е>-’§ кгс/мм2 6, % % а«, кгс • м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 830—870 С печью Не определяются <217
Закалка I Закалка II Отпуск 850 800 180 Вода или масло Воздух или масло 15 70 95 11 55 9 —
Цементация Закалка Отпуск 920—950 800—820 160—200 Масло Воздух До 60** До 100** 85 100 12 55. 12 Поверх- ности 58—63 Сердце- вины >302
70 85 10 50 8 Поверх- ности 56—62 Сердце- вины >250
Цементация Нормализация или закалка* Отпуск Закалка Отпуск 920—950 900—920 880—920 630—660 780—820 150—200 Воздух Масло Воздух Масло Воздух Не определяются Поверх- ности 56—63 Сердце-; вины 229—37
* Операция применяется для ответственных деталей сложной конфигурации с целью понижения устойчивости остаточного аустенита в цементованном слое, получения более высокой и равномерной твердости с поверхности после закалки и низкого отпуска и уменьше- ния деформации. * * Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются. ’
Назначение. Шестерни, валы, червяки, кулачковые муфты, поршневые пальцы, оси и другие детали, к которым предъявляются требования высокой прочности, пластичности и вязкости сердцевины и высокой поверх- ностной твердости, работающие под действием ударных нагрузок или при отрицательных температурах.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм2 т_р кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка г
+20 0 —20 —40 —60 —80
39 — Закалка с 820° в масле, отпуск при 200°, о =98 кгс/мм2.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние Максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C максимальная температу- ра конца ковки, °C ИЗ СЛИТКОВ -е.. .из заготовок.
размер сечения, мм условия охлаждения размер - сечения," мм условия охлаждения •
интенсивные обжатия проглажи- вание
Слиток 1220 800 750 1 До 800 Этжиг с перекристалли- - зацией, два переох- лаждения, отпуск До 100 101—300 На воздухе ; В яме '
Заготовка 1220 800 - 750
Свариваемость Обрабатываемость резанием Флокеночувствительность . -
Ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом ”В горячекатаной" состояний при НВ 1.83—187 Аг, = 1,26 (твердый Сплав), A®=0,95 (быстрорежущая сталь) Чувствительна -.
Склонностькотпускнойхруп- . КОСТИ лс :Э
Склонна
107
Марка стали
Вид поставки:
20ХНЗА
Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71,
ГОСТ 2879—69, ГОСТ 8559—75, ГОСТ 8560—67. Полоса —ГОСТ 103—67. Заготовка
квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
Химический состав, %, по ГОСТ 4543—71
С Si Мп S Р Сг
не более
0,17—0,24 0,17—0,37 0,30—0,60 0,025 0,025 0,60— 0,90
Т-,ра критических точек, °C
Ni Мо V W Ti Си Ас! Ас3 Агх Аг3
2,75— 3,15 — — — — <0,30 700 760 — 630
Механические свойства при 20'
ГОСТ, ТУ
Режим термообработки
операция
темпера-
тура, °C
охлажда-
ющая
среда
Сечение,
мм
ст
5!
5
СТ
HRC
НВ
не менее
ГОСТ 4543—71 Отжиг С печью Не определяются <255
Закалка Отпуск 820 500 Масло Вода или масло 25 75 95 12 55 11 —
Цементация Нормализация* Отпуск* Закалка Отпуск 920—950 870—890 630—660 790—810 180—200 Воздух Воздух Масло Воздух До 100** 70 90 И 50 7 Поверх- ности 58—62 Сердце- вины >240
* Операции применяются для ответственных деталей сложной конфигурации с целью понижения устойчивости остаточного аустенита
в цементациоииом слое, получения более высокой и равномерной твердости с поверхности после закалки и низкого отпуска и умень-
шения деформации.
** Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Назначение. Шестерни, валы, втулки, силовые шпильки, болты, муфты, червяки и другие детали, к которым предъяв-
ляются требования высокой прочности, пластичности й вязкости сердцевины и высокой поверхностной
твердости, работающие под действием удар ных нагрузок или при отрицательных температурах.
3?
° «
Предел вынослпвости
Ударная вязкость при отрицательных температурах
о__], кгс/мм2 т_ j, кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
39,0 34,5 43,0 23,5 Закалка с 820° в масле, отпуск при 200°, оь =97,9 кгс/мм2. Закалка с 820° в масле, отпуск при 500°, аь =74,5 кгс/мм2. Закалка с 800° в масле, отпуск при 500°, аь =96 кгс/мм2
Технологические свойства
Охлаждение поковок, изготовленных
ковки
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовки
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Сдиток 1220 800 750 До 800 Отжиг с перекристалли- зацией, два переох- лаждения, отпуск До 100 101—300 На воздухе В яме
Заготовка 1220 800 750
Свариваемость
Ограниченно свариваемая.
Способы сварки: РДС, АДС
под флюсом
Обрабатываемость резанием
В горячекатаном состоянии
при НВ 177 и Ой =62 кгс/мм2
Rv=0,95 (быстрорежущая
сталь)
Флокеночувствительность
Чувствительна
Склонность к отпускной хруп-
кости________________________
Склонна
108
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
ЗОХНЗА
Химический состав, %, по ГОСТ 4543—71 Т-.ра критических точек, °C
С Si Мп S Р 5 Сг Ni Мо V W Ti Си Aq Ас3 Агг Аг3
не более
0,27—0,33 0,17—0,37 0,30—0,60 0,25 0,02 0,60— 0,90 2,75— 3,15 — — — — <30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм aT, кгс/мм* сч I • о О О * б, % % сч д as HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 800—820 С печью Не определяются <241
Закалка Отпуск 820 530 Масло Вода или масло 25 80 100 10 50 8
Назначение. Венцы ведомых колес тяговых зубчатых передач электропоездов, шестерни и др.
Предел выносливости Ударная вязкость при отрицательных температурах
а_|, кгс/мм* т_р кгс/мм* Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
8,1 7,8 7,4 Закалка с 820° в масле, отпуск при 200°
8,2 7,1 7,5 То же, отпуск при 260°
6,2 4,5 3,8 То же, отпуск при 300°
5,2 3,8 2,8 То же, отпуск при 400°
12,5 8,9 7,3 То же, отпуск при 500°
19,6 18,6 18,3 То же, отпуск при 600°
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 800 750 До 100 101—300 На воздухе В яме
Заготовка 1220 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, ЭШС. Необходимы подогрев и после- дующая термообработка Чувствительна
Склонность к отпускной хруп- кости
Склонна
109
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67.
37XH3A
Химический состав, %, <п о ЧМТУ 1-950—70 Т-,ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Асх Ас3 Агх Аг,
не более
! 0,33—0,41 0,17—0,37 0,25—0,55 0,02< 5 0,025 1,20— 1,60 -3,00— 3,50 — — — — <0,2£
( Механические свойства при 20°
* ГОСТ, ТУ Режим термообработки Сечение, мм G- т, кгс/мм2 о * 1 1 б, % % ан> кгс-м/см2 HRC ив
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ 1-950—70 Закалка Отпуск 805—835 525—755 Масло Вода или масло 25 95 ПО 10 50 7 321-328
1 4
Назначение. Валы, шестерни, вал-шестерни, оси и другие особо ответственные детали.
; Предел выносливости . Ударная вязкость при отрицательных температурах
o_j, кгс/мм2 т_р кгс/мм2 ( Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
4-20 0 . —20 —40 —60 —80
Технологические свойства
Температурные- параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток 1200 800 750 Все размеры 1 Этжиг с перекристалли- зацией, два переох- лаждения, отпуск До 50 51—180 На воздухе В колодце
Заготовка 1180 800 800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Чувствительна
Склонность к отпускной хруп- кости
Склонна
по
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
12Х2Н4А
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Acj Ас3 Агх Аг3
не б юл ее
0,10—0,16 0,17—0,37 0,30—0,60 0,025 0,021 > 1,25— 0,65 3,25- 3,65 —• Г— — -0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм zWW/02X — кгс/мм2 б, % % 1 3- HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отпуск 630—650 Воздух Не определяются <269
Закалка I Закалка II Отпуск 860 800 180 Воздух Масло Воздух или масло 15 95 115 10 1 50 9 — —
Цементация Закалка Отпуск 920—950 780—800 180—200 Масло Воздух До 60* 95 120 10 50 8 Поверх- ности 58—62 Сердце- вины 255—302
Цементация Нормализация или закалка Отпуск Закалка Отпуск 920—950 900—920 800—820 600—660 780—800 180—200 Воздух Масло Воздух Масло Воздух Не определяются
* Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Назначение. Зубчатые колеса, валы, ролики, поршневые пальцы и другие крупные особо ответственные детали, к кото- рым предъявляются требования высокой прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок или при отрицательных темпера- турах.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм2 т_р кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, СС Термообработка
4-20 0 —20 —40 —60 —80
53 — Закалка с 810° в масле, отпуск при 200°, оь == 138 кгс/мм2
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпеоату- из слитков из заготовок
ра ковки, интенсивные обжатия °C проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 850 850 До 50 51—180 На воздухе В колодце До 100 101—300 На воздухе В яме
Заготовка 1220 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом Чувствительна
Склоность к отпускной хруп- кости
Склонна
Ill
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
20X2 Н4А
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си ACi Ас3 АЦ Аг3
не более
0,16—0,22 0,17—0,37 0,30—0,60 0,025 0,025 1,25— 1,65 3,25— 3,65 — — — — -о.зо 710 800 640 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм* ОЗ 5- д о « — б, % % ОЗ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отпуск 630—650 Воздух Не определяются —• с 269
Закалка I Закалка II Отпуск 860 780 180 Воздух Масло Воздух или масло 15 НО 130 9 45 8 -
Цементация Нормализация или закалка* Отпуск Закалка Отпуск 920—950 900—920 880—920 630—660 780—820 150—200 Воздух Масло Воздух Масло Воздух До 150** 85 НО 9 35 8 Поверх- ности 56—63 Сердце- вины 321—420
Цементация Закалка Отпуск 900—920 780—810 180—200 Воздух Масло Воздух До 50** 107 125 12 45 12 Поверх- ности 56—63 Сердце- вины >360
* Операция применяется для особо ответственных или сложной конфигурации деталей с целью понижения устойчивости остаточного аустенита в цементованном слое, получения более высокой и равномерной твердости с по верхности после закалки и низкого отпуска и уменьшения деформации. * * Механические свойства ориентировочные и при изготовлении деталей ие определяются.
Назначение. Шестерни, вал-шестерни, пальцы и другие особо ответственные высоконагруженные детали, к которым предъявляются требования высокой прочности, пластичности и вязкости сердцевины и высокой поверх- ностной твердости, работающие под действием ударных нагрузок или при отрицательных температурах.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм* t_j, кгс/мм* Сече- ние, мм w я г В <Ъ. кгс/мм* 03 НВ ан , кгс-м/см*, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
63 38 150 107 125 12,0 >360 1 t
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 700 До 500 Отжиг низкотемператур- ный, одно переохлаж- дение До 100 101—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способы сварки: РДС, АДС под флюсом, ЭШС. Необходимы подогрев и после- дующая термообработка В состоянии после ковки при НВ 156—163 Аг, = 1,40 (твердый сплав), Аг>=0,75 (быстрорежущая сталь) Сильно чувствительна
Склонность к отпускной хруп- кости
Малосклонна
112
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71. ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417- 75, ГОСТ 8559—75, ГОСТ 8560—67. Лист тонкий - ГОСТ 19903—74. ГОСТ 11268 65. Лист толстый—ГОСТ 19903—74. Полоса — ГОСТ 103—67. Проволока — ГОСТ 2590—71. Трубы — ГОСТ 8731—74, ГОСТ 8733 - 74 Заготовка квадратная—ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
зохгс, ЗОХГСА
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Асг Ас3 Агг Аг3
не более
0,28—0,34 0,90—1,20 0,80—1,10 0,025 0,025 0,80— 1,10 —0,30 — —• — — —0,30 760 830 670 705
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °Т, кгс/мм2 (?Ь ’ кгс/мм2 % ‘9 г|), % кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 840—860 С печью Не определяются <229
Закалка Отпуск 880 Масло Вода или масло 25 85 110 10 45 5,0 —
Закалка Отпуск 860—880 200—250 Масло Воздух До 30 130 150 7 40 42—50
Закалка Отпуск 860—880 540—560 Масло Масло или вода j 1 До 60 70 90 9 45 6,0 22 >225
ГОСТ 8479—70 Закалка Отпуск 860—880 620—640 Масло Масло или вода До 100 60 75 14 45 J 1 5,0 15—277
100—300 50 67 13 6 40 5,5 21 2—248
ГОСТ 11268-65 В состоянии поставки (термообработанные) До 4 -— 50—75 °ю^1 — —
Назначение. Горны пильгерстанов, валы, оси, зубчатые колеса, тормозные ленты моторов, фланцы, корпусы обшивки, лопатки компрессорных машин, работающие при температуре до 200° в условиях значительных нагру- жений, рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие в условиях низких температур, и др.
Предел выносливости Ударная вязкость при отрицательных температурах
О—р кгс/мм2 т_р кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
71 65 48 — Закалка с 870°, отпуск при 200°С Закалка с 870°, отпуск при 400° Закалка с 870°, отпуск при 600° 7,0 — 5,6 4,2 3,5 2,4 Закалка с 880° в масле, отпуск при 580—600°, суй =102 кгс/мм2
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1240 800 700 До 50 51—100 101—700 В штабелях на воздухе В ящиках Отжиг низкотемператур- ный, одно переохлаждение До 50 51—100 В штабелях на воздухе В ящиках
Заготовка 1240 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом и газовой защи- той, АрДС, ЭШС. Рекоменду- ются подогрев и последующая термообработка; КТС — без ограничений В горячекатаном состоянии при НВ 207—217 и вь = = 72 кгс/мм2 Kv =0,85 (твер- дый сплав), Kv =0,75 (быст- рорежущая сталь) Чувствительна
Склонность к отпускной хруп- кости
Склонна
8—2864
113
Марка стали Вид 1поставки: Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Заготовка обжатая — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59. Полоса — ГОСТ 103—67. Лист тонкий —ГОСТ 19903—74, ГОСТ 11268—65.
30ХГСН2А (ЗОХГСНА)
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек. °C
С Si Мп S Р Сг Ni Мп V W Ti Си Асх Ас3 Afj Аг3
не более -- -
0,27—0,34 0,90—1,20 1,00—1,30 0,025 0,025 >0,90— 1,20 1,40— 1,80 — — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм2 1 кгс/мм2 б, % % °Н» кгс-м/см? HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг или отпуск Не определяются <225
Закалка Отпуск 885—915 230—310 Масло Воздух или масло — 140 165 9 45 6 —
ГОСТ 11268—65 В состоянии поставки (термообработанные) До 4 — 60—85 В1о>15 — —
Назначение. Шестерни, фланцы, кулачки, пальцы, валики, оси и др.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм2 т_р кгс/мм2 Т ермообр а ботка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 (см. введение) 850 850 До 200 Отжиг низкотемператур- ный До 100 101—300 На воздухе В мульде
Заготовка 1250 860—800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Чувствительна
Склоность к отпускной хруп- кости
Склонна
114
Марка стали Вид поставки; Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71. ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Лист тонкий — ГОСТ 19903—74. Лист толстый —ГОСТ 19903—74. Трубы — ГОСТ 8731—71, ГОСТ 14955—69. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 8733—74. Прутки повышенной отделки поверхности (серебрянка) — ГОСТ 9137—59.
35ХГСА
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Acj Ас3 АГ1 Аг3
не более
0,32—0,39 1,10—1,40 0,80—1,10 0,021 5 0,025 1,10— 1,40 <0,3 0 — — — — <0 30 760 830 670 705
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 03 о Нй, кгс/мм2 1 1 «о % ОЗ а У HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 840—860 С печью Не определяются <241
Закалка I Отпуск Закалка II Отпуск 950 700 890 230 Масло Воздух Масло Воздух или масло Образцы 130 165 9 40 4
Изотермическая закалка Отпуск 880 280—310 Расплав- ленная соль 280—310° Воздух
ГОСТ 84—70 Закалка Отпуск 880—900 600—650 Масло Воздух До 100 101—300 65 55 80 70 13 13 42 40 6 5 248—293 223—262
Поверхностная закалка с нагревом ТВЧ и низ- кий отпуск Эмульсия Поверх- ности 45—50
Назначение. Фланцы, кулачки, пальцы, корпусы, лопатки компрессорных машин, работающие при температурах до 200°, валики, рычаги, оси, валы, скобы, тормозные ленты, толкатели, вилки, детали сварных конструк- ций и другие детали сложной конфигурации, работающие в условиях знакопеременных нагрузок и к которым предъявляются требования высокой или повышенной прочности и износостойкости.
Предел выносливости Ударная вязкость при отрицательных температурах
о_1, кгс/мм2 т_ 1, кгс/мм2 Т ермообработка aw, кгс-м/см2, при температуре. °C Т ермообработка
4-20 0 —20 —40 —60 —80
5,7 — — 5,0 — — Закалка с 890° в масле, отпуск при 225°.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра ковки, °C из слитков из заготовок
размеры сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 700 До 100 101—200 201—300 На воздухе В мульде С печью
Заготовка 1250 860—800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. В горячекатаном состоянии при НВ 207—217 и Оь — —72 кгс/мм2 Kv =0,85 (твер- дый сплав), Кт) =0,75 (быст- рорежущая сталь) Чувствительна
v,noco( под той. )ы сварки : флюсом и газовой защи- АоДС. Склонность к отпускной хруп- кости
Рекомендуется подогрев и тре- буется последующая термо- обработка. КТС — без ограничений Склонна
115
Марка стали Вид поставки:
20ХГНР Поковки ГОСТ 8479—70. Сортовой прокат -ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОС! 8559—75, ГОСТ 8560—67. Заготовка квадрат- ная — ГОСТ 4693 70. Заготовка прямоугольная—ГОСТ 9137—-59. Полоса — ГОСТ 103—67.
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Мп S Р Сг Ni Мо V W В Си Аст Ас3 Art Аг3
0 не более 0
0,16—0,23 ,17—0,37 0,70—1,00 0,035 0,035 ,70— 1,10 0,80— 1,20 — — — С ),002— 0,005 0,30 740 830 650 725
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм w 5; -Ту е> « w - си Ю ’С хр «О % ‘ф ан> кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг или отпуск Не определяются 197
Закалка I Закалка II Отпуск 930—950 780—830 170—230 Масло Воздух или масло 15 НО 130 10 50 9
Цементация Закалка Отпуск* 930—950 830—850 170—230 Масло Воздух 15 25 50 75 100 150 139 134 118 110 95 90 149 144 129 116 106 106 13 14 13 12 17 17 60 64 64 60 66 50 12 13 13 13 13 11 Поверх- ности 56—62 Сердце- вины 340 321 302 286
* Механические свойства ориентировочные и при изготовлении деталей не определяются.
Назначение. Шестерни, червяки, кулачковые муфты, ва лики, пальцы, втулки и другие нагруженные детали, работаю- щие в условиях ударных нагрузок.
Предел выносливое! и Ударная вязкость при отрицательных температурах
О-р кгс/мм* кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
59,0 Нормализация с 930°, закалка с 840°, отпуск при 200°, ой = 148 кгс/мм* 6,2 12,8 6,1 13,3 6,2 П,2 6,3 12,2 6,1 11,9 6,2 9,1 Закалка с 860° в масле, отпуск при 200°, HRC 45 Закалка с 860 в масле, отпуск при 500°, HRC 31
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 (см. введение) 850 850 До 50 51—200 В штабелях на воздухе Отжиг низкотемператур- ный До 50 51—200 В штабелях на воздухе Отжиг низ- котемпера- турный
Заготовка 1180 (см.введение) 850 850
Свариваемость Обрабатываемость резанием Флокеночувствительность
Чувствительна
Склонность к отпускной хруп- кости
Склонна
116
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71. ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Заготовка квадрат- ная— ГОСТ 4693—70. Заготовка прямоугольная— ГОСТ 9137—59.
38ХГН
Химический состав, %, по ГОСТ 4543—71
С Si Мп S Р
не более
0,43—0,25 0,17—0,37 0,80—1,10 0,035 0,035
Т-ра критических точек, °C
Сг Ni Мо V W Ti Си Acj Ас3 Агх Аг3
0,50— 0,80 0,70— 1,00 — — — — 0,30 725 830 670 690
Механические свойства при 20°
ГОСТ, ТУ Режим термооб работки Сечение, мм (Т г, кгс/мм* w 5; -с> с\> о « 6, % . 1b °/о ан» кгс-м/см* HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 830—850 С печью Не определяются <229
Закалка Отпуск 835—865 520—620 Масло Вода или масло 25 70 90 12 45 10 —
ГОСТ 8479—70 Закалка Отпуск 840—870 550—630 Вода или масло Воздух До 100 101—300 301—500 501—800* 60 55 45 40 75 70 65 63 14 13 13 И 45 40 35 30 6 5 5 4 235—277 223—262 197—235 187—229
Закалка Отпуск Поверхностная закалка гревом ТВЧ, отпуск 180—200°. 850—870 180—200 с на- при Масло Воздух Вода или эмульсия До 40 136 150 7 30 — 48—52 Поверх- ности >40 —
* Механические свойства факультативные.
Назначение. Валы, оси, зубчатые колеса, серьги, крепежные детали, различные детали экскаваторов и буровых машин
и другие ответственные детали, к которым предъявляются требования повышенной прочности.
Предел выносливости
Ударная вязкость при отрицательных температурах
о_р кгс/мм*
:_р кгс/мм*
Термообработка
ан, кгс-м/см2, при температуре, °C
4-20 0 —20 —40 —60 —80
Термообработка
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 700 Поковки общего маши- ностроения до 1000 Отжиг низкотемператур- ный До 250 251—350 На воздухе В яме
Заготовка 1200 800 700
Флокеночувствительность
Обрабатываемость резанием
Свариваемость
Чувствительна
После закалки и отпуска при
НВ 187—236 и (Уь =65 кгс/мм2
= 1,0 (твердый сплав),
К~, =0,9 (быстрорежущая
сталь)
Трудносвариваемая.
Способ сварки —- РДС.
Необходимы подогрев и после
дующая термообработка
Склонность к отпускной хруп-
кости
Склонна
117
Марка стали Вид поставки: Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4693—70.
14ХГСН2МА (ЭП176, ДИ-ЗА)
Химический состав, %, по ЧМТУ 1-919—70 Г-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V* W Ti Си Acj Ас3 Агг Аг8
не более
0,10—0,16 0,45—0,70 0,70—1,00 0,025 0,03( ) 1,20— 1,60 1,60— 2,00 0,25— 0,40 — — — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм .1 кгс/мм? 1 б, % % ©1 д J м °0 с HRC НВ &отп
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ 1-919—70 Закалка Отпуск 820—860 160—250 Масло Воздух 25 80 100 12 55 10 3,00— 3,55
♦ Ванадий вводится по расчету 0,03—0,06, содержание которого не определяется.
Назначение. Детали дизелестроения.
П эедел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм? т_р кгс/мм? Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- ратура нагре- ва металла перец ков- кой, рС минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
1 Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Малочувствительна
Склонность к отпускной хруп- кости
Не склонна
118
Марка стали Вид поставки: Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4693—70.
18ХГСН2МА (ДИ-4)
Химический состав, %, по ЧМТУ 1-919—70 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V* W Ti Си Acj Ас3 АГ! Аг3
не б юл ее
0,17—0,24 0,45—0,70 0,70—1,00 0,025 0,03С 1,20— 1,60 1,60— 2,00 0,19— 0,40 — — — —
Механические свойства при 20°
ГОСТ, ТУ Режим термооб работки Сечение, мм "1 Л ст t> ье 6, % % от д чГ С и HRC НВ ^отп
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ 1-919—70 Закалка Отпуск 820—860 160—250 Масло Воздух 25 ПО 130 9 45 8 2,90— 3,25
♦ Ванадий вводится по расчету 0,03—0,06, содержание которого не определяется.
Назначение. Детали дизелесгроения.
П )едел выносливости Ударная вязкость при отрицательных температурах
о_], кгс/мм* т_р кгс/мм* Термообработка ан, кгс-м/см2, при темпе ратуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Малочувствительна
Склонность к отпускной хруп- кости
Не склонна
119
Марка стали Вид поставки: Сортовой прокат — ГОСТ 2590—71. ГОСТ 7417—75.
25ХГНМА
Химический состав, %, по ТУ/ЧМЗ-93—68* Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Асх Ас3 Агг Аг3
не более
0,23—0,29 0,17—0,37 0,70—1,00 0,030 0,030 0,50— 0,80 0,50— 0,80 0,15— 0,25 — — — — 735 820 640 720
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм2 1 кгс/мм2 X© О'" «о * % ‘ф — аН , кгс-м/см2, i HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ/ЧМЗ-83—68 Отжиг <197
Закалка Отпуск 850—870 180—200 Вода Вода Образцы 130 150 8 45 6 — —
* Выплавка стали производится с обработкой синтетическими шлаками.
Назначение. Круглозвенные сварные высокопрочные цепи калибров 14, 18 и 23 мм (класс прочности 80 и 100) для тяговых органов подземных скребковых конвейеров, комбайнов и струговых установок. (Цепи изготов- ляются методом гибки в холодном состоянии на цепевязальных автоматах или в горячем состоянии на гибочных прессах с последующей стыковой контактной сваркой оплавлением.)
П ) е д е л выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм2 т_1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, ° С из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Хорошо свариваемая. Способ сварки — КТС с последующей термообработкой Не чувствительна
Склонность к отпускной хруп- кости
Склонна
120
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ЧМТУ/ЦНИИЧМ 1199—54, ЧМТУ/ЦНИИЧМ 1-826—69, ЧМТУ/ЦНИИЧМ 1-1035—70.
25Х2ГНТА
Химический состав, %, по ГОСТ 4643—61 Т-ра критических точек, °C
С. Qi Мп S Р Сг Ni Мо V W Ti Си Ас- Ас3 Агх Аг3
1 не более
0,22-0,29 | 0,20—0,50 0,80—1,00 0,02! 5 0,025 1,30— 1,70 0,90— 1,30 — — — 0,06— : 0,12 0,20 710 760 620 680
Механические свойства при 20°
ГОСТ, ТУ Режим термооб ) а б о т к и Сечение, мм О й Ob, кгс/мм2 % ‘9 % ан, кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ/ цниичм 1199—54 Отпуск 650—680 Воздух Не определяются <269
Закалка I Закалка II Отпуск 900 840—860 180 Масло Масло Воздух или масло Образцы 130 150 10 45 7 —
Нормализация Отпуск 880—920 650—670 Не определяются <269
Цементация Закалка Отпуск 920—950 850—870 180—200 Воздух Масло Воздух 60* 100* 80* 125 100 88 150 125 110 10 45 7 6 5 Поверх- ности 56—62 Сердце- вины >360 >340 >320
* Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Назначение. Шестерни, валы, оси, вал-шестерни сложной конфигурации, пальцы, ролики и другие ответственные тяже- лонагруженные детали, работающие при больших скоростях и наличии больших ударных нагрузок.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/лш - кгс/лои2 Сече- ние, леи Тер мообр а ботка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
73 61 55 44 37 33 160 100 180 НВ >360 //В >340 НВ >320
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагреве металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 800 До 180 В колодцах До 300 В мульде
Заготовка 1220 900—850
Свариваемость Обрабатываемость резанием Флокеь очув гельг ствительность
Не чувстви ta
Склонность к отпускной хруп- кости
Не склонна
121
Марка стали Вид поставки: Сортовой прокат (до диаметра 150 мм включительно) — ГОСТ 2590—71.
17НЗМА
Химический состав, %, по ЧМТУ-1-563—68 Г-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Асх Агх Аг3
не более
0,15—0,21 0,17—0,37 0,40—0,60 0,025 0,025 —0,30 3,25— 3,75 0,20— 0,30 — — — -0,25
Механические свойства при 20°
ГОСТ, ТУ Режим термооб ) а б о т к и Сечение, мм О « zww/огы *<>£) % ‘9 % д HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ 1-563—' 68 Отжиг* 870—890 С печью Не определяются <207
Закалка I Закалка II Отпуск 870—890 740—760 160—180 Масло Масло Воздух 25 75 90 10 50 9
• По согласованию — без термообработки.
Назначение. Шарошки буровых долот малых размеров. Сталь подвергается испытанию на прокаливаемость по ГОСТ 5657—69. Нормы прокаливаемости — на расстоянии 5 мм — 37—46 HRC и на рассто янии 30 мм—17—2&HRC. Испытание па горячую осадку в прутках до 80 мм по ГОСТ 8817—73.
Предел выносливости Ударная вязкость при отрицательных температурах
а__р кгс/мм2 т_р кгс/мм? Термообработка ан, кгс-м/см2, при темпе эатуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность^
Чувствительна
Склонность к отпускной хруп- кости Не склонна
122
Марка стали
~34ХН1МА,
34ХН1М
Вид поставки:
Поковки — ГОСТ 8479—70, ОТУ 24-10-003—68, ОТУ 24-10-004—68.
Химически й со став, %
Т-ра к
С Si Мп S Р Сг Ni Мо Си Марка стали
не более
0,30— 0,40 0,17— 0,37 0,50— 0,80 0,025 0,035 0,025 1 1,30— 1,70 0,20— 0,30 0,25 34XHIMA*
0,300 1 ,оО— 1,70 — 35ХН1М
Примечание
ОТУ24-004—68
эитических точек, °C
Ас
Ас3 Ari Аг3
Марочник УЗТМ
Механические свой с т в а при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм «т. кгс/мм2 Oft, кгс/мм2 ®о % еа - Угол заги- ба, град Категория прочности по ОТУ НВ
операция темпера- тура, °C охлаждаю- щая среда
не менее
ТУ ДЗМО Отжиг 820—860 С печью Не определяются — 255
Нормализация Отпуск 860—880 550—650 Воздух Воздух До 300 40 63 10 30 3,0 — 240—280
ГОСТ 8479—70 Закалка Отпуск 850—870 560—640 Масло Печь или воздух До 100 101—300 301—500 501—800 75 65 55 50 90 80 70 67 13 12 12 11 40 38 35 30 6,0 5,0 4,5 4,0 — — 277—321 248—293 223—262 212—248
Масло Печь или воздух — °0,2 65—85 82 14 40 6,0 150 III —
ОТУ24-10-004— 68** Закалка Отпуск 850—870 560—640
78 11 32 4,5 120
До 450 50—70 67 15 40 5,0 150 III —
ОТУ24-Ю-003— 68*** 60—80 78 14 120 IV —
68—85 83 12 120 V —
Поверхностная закалка с на- гревом ТВЧ и низкий отпуск Водный раст- вор глицери- на или масло Поверхности /7/?С40—56
Сумма содержания серы и фосфора не более 0,045%; определение меди обязательно. По ОТУ 24-10-008—68 S< 0,022%.
* Числитель — образцы продольные из конца вала или ротора; знаменатель — образцы тан генциальные из бочкн вала или ротора.
*** Образцы тангенциальные.
Назначение. Диски, валы, роторы турбин и компрессорных машин, валы экскаваторов, оси, муфты, шестерни, полу-
муфты, вал-шестерни, болты, силовые шпильки и др. особо ответственные высоконагруженные детали,
к которым предъявляются высокие требования по мех, свойствам и работающие при температуре до 500°.
Предел выносливости
о_р кгс/мм2 Азотирование Т ермообр а ботка Механические свойства
16,5 35,5 32,5 23,5—27,0 Без азотирования Азотирование на глу- бине 0,80 мм Азотирование-Ь от- пуск 510° Азотирование+правка Нормализация с 870° Закалка с 860° в масле Отпуск 620—645°, 6 час НВ 240—280, от =61 кгс/мм2, о* =76 кгс/мм2, 6=17%, ф = 48%
ан, кгс-м/см2, при температуре, °C
Ударная вязкость при отрицательных температурах
+20
0 —20 —40 —60 —80
Термообра-
ботка
Технологические свойства
Температурные
ковки
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная тем- пература конца ковки, °C
интенсивные обжатия проглажи- вание
Слиток 1240 800 700
Заготовка 1240 780 700
Охлаждение поковок, изготовленных
из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
До 100
На воздухе
1. Поковки энергетиче-1. Отжиг с перекристал-
ского машиностроения, лизацией (или норма-
700—1000, лизация), два переох-
2. Поковки энергетичес- лаждения. отпуск
кого машиностроения 2. Отжиг низкотемпера-
до 700 и общего ма- турный, одно переох-
шиностроения до 1000. лаждение.
101—350
В яме
Свариваемость Обрабатываемость Флокеночувствительность Коррозионные свойства
Ограниченно свариваемая. Способы сварки: РДС, ЭШС. Необходимы подогрев и после- дующая термообработка После отжига при НВ 210—230 и Oft=65 кгс/мм2 К-, =0,8 (твер- дый сплав) Сильночувствительна Вид корро- зии Среда Темпе- ратура, °C Длитель- ность испы- тания, час Балл стойкости
Склонность к отпускной хрупкости
Общая Вода 300 — 1
Малосклонна
Точеч- ная Вода 300 — Подвер- жена
123
Марка стали Вид поставки: Поковки — ГОСТ 8479—70, ОТУ 24-10-003—68, ОТУ 24-10-001—68.
34XH3MA, 34XH3M
Химический состав, % Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Си Марка стали Aq Ас3 АГ! Аг3
не более
0,30— 0,40 0,17— 0,37 0,50— 0,80 0,025 0,025 0,70— 1,10 2,75— 3,75 0,25— 0,40 <0,25 34XH3MA* - 720 790 490
0,035 0,030 — 34XH3M
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 04 5- - ь си о у &ь > кгс/мм2 б, % % ‘ф О-ц, 1 кгс-м/см2^ Угол загиба, град НВ
операция температу- ра, °C охлаждаю- щая среда
не менее
Отжиг 830—850 С печью Не определяются < 255
ГОСТ 8479—70 Нормализация Отпуск 850—870 550—650 Масло Печь или воздух До 100 101—300 301—500 501—800 80 75 70 65 95 90 85 80 12 12 11 10 40 35 33 30 6 5 4 4 293—331 277—321 262—311 235—277
Нормализация Отпуск 850—880 560—650 Воздух Печь или воздух 800—1100 50 65 14 30 4 187—229
ОТУ24-Ю-004—68**, Ш категория Закалка Отпуск 850—870 580—610 Масло Печь или воздух — СТ0,2 65—85 82 14 40 6,0 150 —
78 11 32
ОТУ24-10-003—68***, V категория
До 450 65—85 83 12 40 5 120
Поверхностная закалка нагревом ТВЧ и низкий отпуск Водный раствор глицерина или масло Не определяются Повер х ности HR С 38—54
* Сумма содержания серы и фосфора не более 0,045%; определение меди обязательно. По ОТУ 24-10-003—68 S<0,022%. •* Числитель — образцы продольные из конца вала или ротора; знаменатель—тангенциальные из бочки вала илн ротора. *** Образцы тангенциальные.
Назначение. Валы, роторы и диски паровых турбин и компрессорных машин, валы экскаваторов, оси, муфты, шес- терни, полумуфты, вал-шестерни, болты, силовые шпильки и другие особо ответственные высоконагру- женные детали, к которым предъявляются высокие требования по механическим свойствам и работающие при температуре до 500°.
Предел выиосливости Ударная вязкость при отрицательных температурах
кгс/мм* кгс/мм2 Термообработка ан, кгс-м/см2, при темпе натуре, °C Термообработка
+20 1 0 —20 —40 —60 —80
43,5 — Закалка с 850° в масле, отпуск при 580—620° 10,7 9,3 6,5 7,4 7,4 6,0 Закалка с 860° в масле, отпуск при 610°. Заготовка 0 300 мм
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток 1240 800 700 Поковки общего и энергети- ческого машино- строения: 1. <600. 2 601 — 1000. 1. Отжиг низкотемпера- турный, одно переох- лаждение. 2. Отжиг с перекристал- лизацией (или норма- лизация) , два пере- охлаждения, отпуск До 100 101—350 На воздухе В яме
Заготовка 1240 780 700
Свариваемость Обрабатываемость резанием С Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, ЭШС. Необходимы подогрев и после- дующая термообработка. В отожженном состоянии при НВ 210—230 и о* =65 кгс/мм2 =0,8 (твердый сплав) ильночувствитсльна
- Склонное кости ть к отпускной юна хруп-
Малосклс
124
Мирки стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71. ГОСТ 2591—71. ГОСТ 2879—<39, ГОСТ 7417—75, ГОСТ 8559—75. ГОСТ 8560—67. Заготовка квадрат- ная ГОСТ 1693 70 Заготовка прямоугольная — ГОСТ 9137—59.
38XH3MA
Химический состав, %, по ГОСТ 4543—71 Г-ра критических точек, °C
С Si Мп S р Сг Ni Мо V । W Ti Си Aq Ас3 Агх Аг3
не более
0,33—0,40 0,17—0,37 0,25—0,50 0,025 0,02£ обо- его 2,75— 3,25 0,20— 0,30 — — — <0,30 720 790
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, леи ез 5- 4 * f- со О У кгс/мм2 6, % 4’, % J eg HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг или отпуск Не определяются «269
Закалка Отпуск 835—865 540—640 Масло Воздух 25 100 ПО 12 50 8
ГОСТ 8479—70 Закалка Отпуск 835—865 540—640 Масло Воздух До 100 101—300 301—500 501—800 80 80 80 70 95 95 95 85 12 И 10 10 40 35 30 30 6 5 4 4 293—331 262—311
-
Назначение. Валы, оси, шестерни, муфты и другие крупн ые особо чувствительные детали.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм2 т_р кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Тер мообр а ботка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Повышенно-чувствительна
Склонность к отпускной хруп- кости
Не склонна
125
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат - ГОСТ 2590—71, 1 ОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75. ГОСТ 8559—75, ГОСТ 8560—67. Заготовка квадрат- ная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
38Х2Н2МА (38ХНМА)
Химический состав, %, по ГОСТ 4543—71 Т- ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Гп 4г. Ас3 АГ1 Аг3
не более 0
0,33—0,40 0,17—0,37 0,25—0,50 0,025 0.02Е >1,30— 1,70 1,30— 1,70 0,20— 0,30 — — —- <0,3
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм Стт, кгс/мм2 1 1 кгс/мм2 6, % •Ф. % кгс м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг или отпуск Не определяются
Закалка Отпуск 835—905 550—610 Масло Воздух или масло 25 95 НО 12 50 8
Н а з и а ч е н и е. Валы, шестерни и др
Предел выносливости - Ударная вязкость при отрицательных т ем пературах
о_р кгс/мм2 т_(, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C -40
4-20 0 —20 —40 —60 Термообработка
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние размер сечения, мм
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна
Склонность к отпускной хруп- кости
Не склонна
126
Марка стали Вид поставки: Поковки — ГОСТ Г179—70.
38X2H3M
Химический состав, %, по марочнику УЗТМ Г-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Асх Ас3 АГ1 Аг3
не б юлее 5
0,35—0,42 0,17—0,37 0,50—0,80 0,035 0,03 Э 1,00— 1,50 2,75— 3,25 0,30— 0,40 — ,— — <0,2
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм стт, кгс/мм* &ь» кгс/мм* «О % <м д а £ Темпера- тура ис- пытания, °C НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ту узтм Нормализация Отпуск 850—870 500—520 Воздух Печь До 600* 85 65 100 75 11 11 — — 20 450 269—321
Закалка Отпуск 850—870 510—540 Масло Печь или воздух До 600* 100 75 65 110 85 75 11 12 12 — — 20 450—470 500 321—387
Нормализация** Отпуск 850—870 580—620 Воздух Печь До 1300 Не определяются 207—302
1
* Образцы тангенциальные. * • Режим термообработки для шевронных валов и других деталей.
Назначение. Особо ответственные крупные детали контейнеров с высокими требованиями по механическим свойствам при повышенных температурах.
Предел выносливости Ударная вязкость при отрицательных температурах
О-i, кгс/мм* T_j, кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток 1200 800 700 До 100 101—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность Коррозионные свойства
Не применяется для сварных конструкций ( Сильночувствительна Вид кор- розии Среда Темпе- рату- ра, °C Длитель- ность ис- пытания, час Балл стойкости
Склонность к отпускной хрупкости Общая Вода 300 — 1
Малосклонна Точечная Вода 300 — Подверже- на
127
Мирка стали Вид поставки: Поковки ГОСТ 8479 -70. Сорговой прокат — ГОСТ 2590—71, ГОСТ 2591—71. ГОСТ 2879-69. ГОСТ 7417—75, ГОСТ 8559—75. ГОСТ 8560—67. ЧМТУ/ЦНШ1ЧМ 1118 64. Заготовка квадратная — ГОСТ 4693-—70. Заготовка прямоугольная - ГОСТ 9137—59.
40ХН2МА (40X11 МА)
Химиче с кий с о с т а в, %, п о ГОСТ 4543—71 Т-ра критических точек, °C
С 1 Si Мп 1 S Р Сг Ni Мо V W Ti Си Acj Ас3 АГ! Аг3
не менее
0,37—0,44 0,17—0,37 0,50— 0,80 0,025 0,021 5 0,60— 0,90 1,25— 1,65 0,15— 0,25 — — — .0,30 720 790 !
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 0^ т, кгс/мм2 - со с\, е> « 6, % \С о- О'Н > кгс м/см2 HRC НВ
операция температу- ра, °C охлаждаю- щая среда, ММ
не менее
ГОСТ 4543— 71 Отжиг 820—840 С печью Не определяются 269
Закалка Отпуск 835—865 570—670 Масло Вода или масло 25 95 ПО 12 50 8 —
85 100 12 55 10
ГОСТ 8479—70 Закалка Отпуск 840—860 550—650 Масло Вода или масло До 100 100—300 300—500 500—800 75 70 65 60 90 85 80 75 13 12 11 10 40 38 33 30 6,0 5,0 4,5 4,0 277—321 262—311 248—293 233—277
Назначение. Коленчатые валы, клапаны, шатуны, крышки шатунов, ответственные болты и силовые шпильки, шестер- ни, кулачковые муфты, диски турбокомпрессоров и другие тяжелонагруженные детали сложной конфигу- рации, работающие при динамических нагрузках, к которым предъявляются требования высокой прочно- сти при достаточной пластичности и вязкости. Сталь теплоустойчива до 450°,
Предел выносливости Ударная вязкость при отрицательных температурах
а-1- кгс/мм* 1 кгс]мм> 1'ермообработка ан, кгс-м/см2, при температуре, °C Термообработка
Сеч. 100 45,6 28 Закалка с 850° в масле, отпуск при 580°, Ой = 90 кгс/мм2 +20 0 —20 —40 —60 —80 Закалка с 860° в масле, отпуск при 580°
Сеч. 400 40 24 Закалка с 850° в масле, отпуск при 610°, иь = 810 кгс/мм2 10,5 — — 9,5 6,0 —
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура на- грева металла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток 1220 800 750 До 800 Отжиг с перекристал- лизацией, два переох- лаждения, отпуск До 80 Отжиг с перекристалли- зацией, два переох- лаждения. отпуск
Заготовка 1220 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность Коррозионные свойства
4 рудносвариваемая. Способ сварки — РДС. Необходимы подогрев и последующая термооб- работка В горячекатаном состоя- нии при НВ 228—235 и <у&=57 кгс/мм2 Kv =0,7 (твердый сплав), К г/=0,4 (быст- рорежущая сталь) Чувствительна Вид коррозии Среда Темпе- рату- ра, °с Длитель- ность ис- пытания, час Балл стойкости
Склонность к отпускной хрупкости
Общая Вода 300 — 1
Не склонна Точечная Вода 300 — Подвер- жена
128
Маркj с шли — Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат-—ГОСТ 2590—71, ГОСТ 2591—71. ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Заготовка квадра!- ная — ГОСТ 4693 70. Заготовка прямоугольная — ГОСТ 9137—59.
40X2 Н2М А (40X1НВА)
Химический состав, %, п о ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо* W V Ti Си Асх Ас3 АГ! Аг3
не более
0,35—0,42 0,17—0,37 0,30— 0,60 0,02£ 0,025 1,25— 1,65 1,35— 1,65 0,20— 0,30 — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм С4 5- е> « С4 о ье X© % С4 д i с HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 4543—71 Отжиг или отпуск Не определяются 255
Закалка Отпуск 855—885 550—650 Масло Вода или масло 25 95 ПО 10 45 8 —
ТУ на шатуны Закалка Отпуск 870—890 570—590 Масло Вода — 95 115 10 45 9 321—375
ТУ на колеи-валы Закалка Отпуск 870—890 580—600 Масло Воздух — 95 115 10 45 10 311—363
ГОСТ 8479—70 Закалка Отпуск 850—890 550—650 Масло Воздух До 100 101—300 301—500 501—800 75 70 65 60 90 85 80 75 13 12 11 10 40 38 33 30 6,0 5,0 4,5 4,0 277—321 262—311 248—293 235—277
• Допускается полная или частичная замена молибдена вольфрамом из расчета: три весовые части вольфрама заменяют одну весовую часть молибдена.
Назначение. Коленчатые валы, шатуны, анкерные шпильки и другие тяжелонагруженные ответственные детали дизелей. Сталь 40XIHBA является заменителем стали марки 18Х2Н4М (В) А.
Предел выносливости Ударная вязкость при отрицательных температурах
<т_1 кгс/мм2 кгс/мл? ан, кгс-м/см2, при температуре, °C Термообработка
1 ермииираиихпх! +20 0 —20 —40 —60 —80
5,1 4,3 4,2 3,7 3,6 — Закалка с 880° в масле, отпуск при 200°, ох- лаждение в масле
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 700 До 100 101—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносваривасмая. Способ сварки — РДС. Необходимы подогрев и после- дующая термообработка Чувствительна
Склонность к отпускной хруп- кости
Не склонна
9—2864
129
Марка стали Вид поставки: Поковки—ГОСТ 8479—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67, ЧМТУ/ЦНИИЧМ 336—65, ЧМТУ/ЦНИИЧМ 1118—64. Заготов» ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59. ГОСТ 2591—71,
18Х2Н4МА МПТУ 2333—49, са квадратная —-
Т-ра критических точек, °C
Химический состав, %, по ГОСТ 4543—71
С Si Мп S | Р не более Сг Ni Мо V Си
0,14—0,20 0,17—0,37 0,25—0,55 0,025 0,025 1,35— 1,65 4,00— 4,40 0,30— 0,40 — 0,25
Ас
700
Ас3 Ari Аг3
810 — —
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Сечение, мм не менее HRC НВ
операция темпера- тура, °C охлаждаю- щая среда О1 - ь си е> « сч е> ье 6, % % кгс-м/см2
ГОСТ 4543—71 Отжиг или отпуск Не определяются у 265
Закалка I Закалка II Отпуск 935—965 745—875 170—230 Воздух Воздух Воздух или масло 15 85 115 12 50 10 - —
Отпуск 500—600 Воздух или масло 15 80 105 12 50 12 —
Закалка Отпуск 860—880 525—575 Масло Воздух До 100 101—300 301—500 80 75 70 95 90 85 12 12 11 40 35 33 6 5 4 293—331 277—321 262—311
ГОСТ 8479—70 Нормализация* Отпуск 920—960 630—680 Воздух Воздух Не определяются 197—269
Цементация Нормализация или Закалка** Отпуск (двойной) Закалка Отпуск 920—950 900—950 630—650 780—820 150—200 Воздух Масло Воздух Масло Воздух До 80*** До 120 130 100 140 120 12 10 45 9 10 Поверх- ности >56 Сердце- вины 321—400
* Режим для улучшения обрабатываемости резанием.
*’ Операция применяется при обработке крупных деталей сложной конфигурации для понижения устойчивости остаточного аустенита
в цементованном слое, получения более равномерной твердости с поверхности после закалки и отпуска и уменьшения деформации.
*** Механические свойства сердцевины ориентировочные и при изготовлении деталей не определяются.
Назначение. Коленчатые валы, шестерни, вал-шестерни и др. крупные особо ответственные тяжелонагруженные
детали, к которым предъявляются требования высокой прочности, вязкости, износостойкости, подвергаю-
щиеся высоким вибрационным и динамическим нагрузкам. Сталь может применяться для деталей, рабо-
тающих при температуре от —70 до +50°.
П р е д ел выносливости
Ударная вязкость при отрицательных температурах
. кгс/мм2 т
, кгс/мм2
Термообработка
ан, кгс'м/см2, при температуре, °C
4-20
—20
—30
—40
—50
Термообработка
56
30*
Нормализация с 960°, закалка
с 850° в масле, отпуск при
170°, Gf, =96 кгс/мм2.
* Образцы с надрезом:
Д = 0,75 мм.
Охлаждение поковок, изготовленных
е и
ковки
Технологические свойства
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 700 До 300 Отжиг низкотемператур- ный, одно переохлаж- дение До 350 В яме
Заготовка 1200 800 700
Свариваемость
Обрабатываемость резанием
Трудносвариваемая.
Способы сварки: РДС, АДС под флюсом,
ЭШС.
Необходимы подогрев и последующая термо-
обработка
В состоянии после ковки при НВ ^265
Ку = 1,40 (твердый сплав)
Флокеночувствительность
Сильночувствительна
Склонность к отпускной
хрупкости
Не склонна
0
130
Марка стали Вид поставки:
35ХН1М2ФА Поковки —ОТУ 24-10-003—68. ГОСТ 8479—70.
Химический состав, %, по ОТУ 24-10-003—68
с Si Мп S* р*
не более
0,32—0,40 0,17—0,37 0,50—0,80 0,022 0,025
Т-ра критических точек, °C
Сг Ni Мо V W Ti Си Асг Ас3 Агг Аг3
1,30— 1,70 1,30— 1,70 0,40— 0,50 1, io- о.20 — —• <0,25 715 780 — —
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Сечение, мм ©3 ь го е> « 5- + о со о * 6, % % Ч кгс-м/см2 Угол заги- ба, град Категория прочности по ОТУ НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 8479—70 Закалка Отпуск 850—870 570—640 Масло Воздух До 300 300—500 500—800 80 75 65 95 90 80 11 11 10 35 30 30 5 4 4 293—331 277—321 248—398
ОТУ 24-10-003 —68 Закалка Отпуск 850—870 570—640 Масло Воздух 250— 450** 68—85 83 12 40 5 120 V —
* Сумма содержания серы и фосфора не более 0,045%.
** Образцы тангенциальные. При испытании образцов из дисков V категории прочности, взятых из средней трети по высоте ступицы, до-
пускается снижение ударной вязкости до 4 kzc-mIcm1 и сужение площади поперечного сече ния до 35%.
Назначение. Диски (ОТУ 24-10-003—68), оси, валы И другие особо ответственные крупные детали с высокими требова-
ниями по механическим свойствам.
Ударная вязкость при отрицательных температурах
Предел выносливости
о_], кгс/мм2 T_j, кгс/мм2 Термообрабо гка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Температурные параметры ковки
Технологические свойства
состояние
максималь-
ная темпера-
тура нагрева
металла пе-
ред ковкой,
°C
минимальная температу- ра конца ковки, °C
интенсивные проглажи-
обжатия ванне
Охлаждение поковок, изготовленных
из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток
1200
800
700
Поковки турбинных дис-
ков, колес и покрышек
до 600
1200
800
700
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Сильночувствительна
Склонность к отпускной хрупкости
Малосклонна
Отжиг низкотемператур-
ный, одно переохлаж-
дение
До 100
101—350
На воздухе
В яме
Коррозионная стойкость
Вид коррозии Среда Темпера- тура, °C Длитель- ность испыта- ния, час Балл стойкости
Общая Вода 300 — 1
Точечная Вода 300 — Подвер- жена
131
Марка стали Вид поставки
35ХНЗМФА Поковки —ТУ 24-1-1 -238—67, ГОСТ 8479-70.
Химический состав, %, по ТУ 24-1-11-238—67 Т -ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti Си Ас3 АГ1 Аг3
не более -
0,30—0,36 0,17—0,37 0,20—0,40 0,025 0,02( 1,1— 5 1,4 2,75— 3,25 0,30— 0,40 0,08— 0,15 — — — 730 770
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ©3 - Ь СО О сч 5; * О <о О * б, % % i aHt кгс м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ 24-11-238 —67 Закалка Отпуск 850—860 620—630 Масло С печью 700* 1200* 65 75 16 40 8
65 69 75 82 15 20 30 65 5 15
68 80 18 62 10
* Числитель — образцы продольные; знаменатель—образцы тангенциальные.
II а з и а ч е и и е. Крупные роторы турбогенераторов мощностью 500 и 800 МВт.
Предел выносливости Ударная вязкость при отрицательных температурах
о_ 1, кгс/мм2 т_|, кгс/мм2 Тер мообра ботка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
32 — Закалка с 850—860° в масле, отпуск при 620—630°. 10 7 6 6 6 — Закалка с 850° в масле, отпуск при 620°
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток 1200 800 700 До 100 101—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна
Склонность к отпускной хруп- кости
Не склонна
132
Марка стали Вид поставки: Поковки.
25Х2НМФА
Химический состав, % Т-ра кр итических точек, °C
С Si Мп S* Р* Сг Ni Мо V Асх Acs Arj Аг3
не более
0,22 0,17—0,37 0,4—0,7 0,020 0,02( 1,7—2,0 1,4—1,8 0,4 0,6 0,06 760 820 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм О1 я •X? ь «и О кгс/мм2 ч© «о гр, % j кгсм/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ ХТЗ** Закалка Отпуск 900 650 Масло Печь 650 50 60 15 40 8 212
* Сумма содержания серы и фосфора не более 0,045%. ** Образцы тангенциальные.
Назначение. Диски и хвостовики сварных роторов.
Предел выносливости Ударная вязкость при отрицательных температурах
a_j, кгс/мм2 t_j, кгс/мм2 ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
РДС, АДС, ЭШС с подогре- вом и термообработкой Чувствительна
Склонность к отпускной хруп- кости
Умеренная
133
Марка стали Вид поставки: Поковки.
25ХНЗМФА
Химический состав, % Т-ра критических точек, °C
С Si Мп S* р* Сг Ni Мо V Аг. Ас3 Агг Аг3
не б олее -
0,20—0,28 0,17—0,37 0,25—0,50 0,020 0,020 1,4—1,8 3,0—3,75 0,3—0,6 0,08— 0,15 720 820 — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 кгс/мм2 6, % гр, % ан» кгс м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ ХТЗ** Закалка Отпуск Отпуск 870 650 590 Масло Печь Печь До 1200 50—62 67—62 65 89 15 12 40 40 8 5 >230 <320
* Сумма содержания серы и фосфора не более 0,046%. ** Образцы тангенциальные.
Назначение. Элементы сборных и сварно-кованых роторов генераторов, диски и валы роторов паровых турбин.
Предел выносливости Ударная вязкость при отрицательных температурах
а_ 1, кгс/мм2 T_j, кгс/мм2 ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
РДС, АДС, ЭШС с подогревом и термообработкой Чувствительна
Склонность к отпускной хруп- кости
Умеренная
134
Марка стали
Вид поставки:
Поковки — СТУ УЗТМ.
ЗОХНЗМ2ФА
С Si Мп
0,26—0,32 0,17—0,37 0,20—0,50
S*
Химический состав, %
Т-ра критических точек, °C
р*
не более
0,022 0,025
Сг Ni Мо V ACi Ас3 Ari Аг3
1,20—1,70 3,00—3,50 0,40— 0,65 0,10— 0,20 — — — —
Механические свойства при 20°
Режим термообработки
ГОСТ, ТУ
операция
темпера-
тура, °C
охлажда-
ющая
среда
Сечение,
мм
=s
=s
t> У
о, %
%
в
Угол
загиба,
град
НВ
не менее
ОТУ 24-10-004—68** III категория ОТУ 24-10-003—68** Закалка Отпуск 850—870 580—650 Масло Печь или воздух До 1000 65 82 14 40 6,0 150
85 78 11 32 4,5 120
До 600 65—85 83 12 40 5 120
* Сумма содержания серы и фосфора не более 0,045%.
** Числитель — образцы продольные от конца вала или ротора; знаменатель — образцы тангенциальные из бочки вала или ротора.
*** Образцы тангенциальные.
Назначение.
Предел выносливости Ударная вязкость при отрицательных температурах
П-1, кгс/мм2 Т-1. кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Т ермообр аботк а
+20 0 —20 —40 —60 —80
Технологические свойства
Охлаждение поковок, изготовленных
из слитков
из заготовок
Температурные параметры ковки
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, С° минимальна ра конца интенсивные обжатия я темпер ату- ковки, °C проглажи- вание
размер сечения, мм
Слиток
Заготовка
Св арив аемость
Весьма ограниченная
Обрабатываемость резанием
Удовлетворительная
условия
охлаждения
размер
сечения,
мм
условия
охлаждения
Флокеночувствительность
Сплыючувствительна
Склонность к отпускной хрупкости
Малосклонна
135
Марка стали Вид поставки: Лист тонкий (толщиной от 0,5 до 1.0 лш)—ГОСТ 11268—65, ГОСТ 19903—74,
12Х2НВФА
Химический состав, %, по ГОСТ 11268—65 Т-ра критических точек, °C
С Si Мп S Р‘ - Сг Ni Мо V W Ti Си Асг Ас8 АГх Аг3
не более
0,09—0,16 0,17—0,37 0,30—0,70 0,025 0,02 51,90— 2,40 -0,80— 1,20 — 0,18— 0,28 1,00— 1,40 — <0,25
Механические свойства при 20°
ГОСТ, ТУ Режим термооб' а б о тки Сечение, мм а Т, кгс/мм2 OJ 5- - «Г •и м О У о, % гр, % ан > кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 11268—66 В состоянии поставки (В термообработанном состоянии) — 50—75 11 — — —
Назначение. Различные детали, изготовляемые методом холодной штамповки.
Предел выносливости Ударная вязкость при отрицательных температурах
о ,, кгс/мм2 — 1 т кгс/мм2 Т ермообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, <°с минимальная температу- ра конца ковки, °C — из слитков из заготовок
условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия •проглажи- вание размер сечения, мм
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Не чувствительна
Склонность к отпускной хрупкости
Не склонна
136
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Заготовка квадрат- ная— ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 3137—59.
36Х2Н2МФА (36ХН1МФА)
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S р Сг Ni Мо V W Ti Си Асх Ас3 Агх Аг3
не более
0,33—0,40 0,17—0,37 0,25—0,50 0,025 0,025 1,30— 1,70 1,30— 1,70 0,20— 0,80 — — — 0,30
/Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ст т, кгс/мм2 Оь, кгс/мм2 % ‘Ф ан, кгс м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Отжиг 800—820 С печью Не определяются 269
Закалка Отпуск 835—865 550—650 Масло Воздух 25 ПО 120 12 50 8 —
ГОСТ 8479—70 Закалка Отпуск 830—860 550—650 Масло Воздух До 100 101—300 301—500 501—800 80 80 80 70 95 95 95 85 12 11 10 10 40 35 30 30 6 5 4 4 293—331 262—311
Назначение. Шестерни, валы, муфты, оси и другие крупные особо ответственные детали.
Предел выносливости Ударная вязкость прм отрицательных температурах
о !, кгс/мм2 т , кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1180 780 700 1. До 50 2.51—700 (кроме турбин- ных дис- ков). 3. Тур- бинные диски до 450 1. В ящиках. 2. Отжиг низкотемпе- ратурный, одно пере- охлаждение. 3. Нормали- зация, два переохлаж- дения, от- пуск
Заготовка 1240 780 700
Св арии аемость Обрабатываемость резанием Флокеночувствительность
Чувствительна
Склонность к отпускной хруп- кости
Не склонна
137
Марка стали Вид поставки; Поковки — ОТУ 24-10-004—68, ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Заготовка квадратная — ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
38ХНЗМФА
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Примечание Асх Ас3 АГ1 Аг3
не более
0,31— 0,42 0,17— 0,37 0,25— 0,55 0,025 0,025 1,20— 1,50 3,00— 3,40 0,35— 0,45 0,08— 0,12 0,30 ГОСТ 4543—71
0, Io- О.20 <0,25 ОТУ 24-10- 004 —68
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ©3 1 • О * (Tf>, кгс/мм2 % ‘5 % Ч ан, кгс-м/см2^ Угол заги- ба, град Категория прочности по ОТУ НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 4543—71 Закалка Отпуск 850 600 Масло Воздух 25 ПО 120 12 50 8 —
ОТУ 24-10-004—J68 Закалка Отпуск 840—860 540—580 Масло Воздух 65 —85 82* 14 40 6,0 150 III —
18 11 32 4,5 120
ГОСТ 8479—70 Закалка Отпуск 840—860 580—640 Масло Воздух До 100 100—300 300—500 500—800 80 80 80 70 95 95 95 85 12 11 10 10 40 35 30 30 6,0 5,0 4,0 4,0 —- — 293—331 262—311
* Числитель — образцы продольные из конца вала или ротора; знаменатель — образцы тангенциальные из бочки вала или ротора.
Назначение. Валы и роторы паровых турбин и другие особо ответственные тяжелонагруженные детали.
Предел выносливости Ударная вязкость при отрицательных температурах
о f, кгс/мм2 т t, кгс/мм2 Т ермообр аботк а ан, кгс-м/см2, при температуре, °C Т ерм ообр аботка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм размер сечения, мм условия охлаждения
интенсивные .обжатия проглажи- вание условия охлаждения
Слиток 1180 780 780 До 100 >100 В яме Отжиг низкотемпера- турный До 100 >100 В яме Отжиг низ- котемпера- турный
Заготовка 1180 780 780
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Повышенно-чувствительна
Склонность к отпускной хруп- кости
По склонна
138
Марка стали Вид поставки: Поковки —ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71. ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Заготовка квадрат- ная— ГОСТ 4693—70. Заготовка прямоугольная—ГОСТ 9137—59.
20ХН4ФА
Химический состав, %, по ГОСТ 4543—71 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W As Си Асх Ас3 Ari Аг3
не более
0,17— 0,24 0,17— 0,37 0,25— 0,55 0,02Е 0,025 0,70— 1,10 3,75— 4,15 — 0,10— 0,18 — 0,08 <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сз > кгс/мм2 М>, % ©3 ?! „ о ~ Л) в « HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 4543—71 Отжиг или отпуск Не определяются <269
Закалка Отпуск 835—865 580—680 Масло Вода 25 70 90 12 50 10
Назначен и е. Различные детали дизелестроения.
Предел выносливости Ударная вязкость при отрицательных температурах
а !, кгс/мм2 т , кгс/мм2 Т ермообр а ботк а ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технолог и ческие свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Чувствительна
Склонность к отпускной хруп- кости
Склонна
139
Марка стали
38Х2МЮА
(38ХМЮА)
Вид поставки:
Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71,
ГОСТ 2879—69, ГОСТ 8559—75, ГОСТ 8560—67. Лист тонкий — ГОСТ 19903 - 74.
Лист толстый—ГОСТ 19903—74. Трубы —ГОСТ 8731—74, ГОСТ 8733—74. Прутки
повышенной отделки поверхности (серебрянка) — ГОСТ 14955—69. Заготовка квадрат-
ная— ГОСТ 4693—70. Заготовка прямоугольная — ГОСТ 9137—59.
Химический состав, %, п о ГОСТ 4543—71
С Si Мп
0,35— 0,41 0,20— 0,40 0,30— 0,60
S Р
не более
0,025 0,025
Сг Ni
1,35— 1,65 <0,30
Мо
0,15—
0,25
А1 W Ti
0,70— 1,10 — —
Си
Т-ра критических точек, °C
Act
Ас3
АГ!
Аг3
800
900
730
Механические свойства при 20°
ГОСТ, ТУ Режим операция т е р М О о б р температура, °C а ботки охлаждаю- щая среда Сечение, мм а т, кгс/мм2 СГб, кгс/мм2 % ан > кгс м/см2 HRC НВ
не менее
ГОСТ 4543—71 Отжиг 840—870 С печью Не определяются <229
Закалка Отпуск 940 640 Вода или масло Вода или масло 30 85 100 14 50 9 —
Закалка Отпуск 930—950 640—680 Масло или вода Воздух До 60 До 100 До 200 90 75 60 105 90 80 18 10 10 52 45 45 6 6 250—300
Закалка Отпуск Азоти роняя не 930—950 640—680 520—540 Масло или вода Воздух С печью до 100° Не определяются Поверх- ности WV 850—1050 Сердцевины 269—300
Назначение. Штоки клапанов паровых турбин, работающие при температуре до 450°, гильзы цилиндров двигателей
внутреннего сгорания, иглы форсунок, тарелки букс, распылители, пальцы, плунжеры, распределительные
валки, шестерни, шпиндели, валы, втулки и др. детали.
Дополнительные данные. Сталь склонна к обезуглероживанию, теплоустойчива до 500°.
Улучшение перед азотированием проводится с целью повышения прочности сердцевины, взамен которого допускается
нормализация с 930—950° и отпуск при 600—650°.
Для уменьшения деформации при азотировании детали перед окончательным шлифованием (до азотирования) подвер-
гаются стабилизирующему отпуску при 620—650° с охлаждением в печи до 400°, далее на воздухе.
После азотирования сталь коррозионно-стойка в атмосферных условиях, в воде и водяных парах.
Предел вы носливости
Ударная вязкость при отрицательных температурах
(T j кгс/мм2 т_1 кгс/мм2 Термообработка ан, кгс-м/см?, при температуре, °C
45—48 — Закалка с 940° в масле, отпуск при 640° 4-20 0 —20 —40 —60 —80
62—63 — Закалка с 940° в масле, азо- тирование при 500° в тече- ние 48 час.
Термообработка
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние
максималь-
ная темпера-
тура нагрева
металла пе-
ред ковкой,
°C
минимальная темпера-
тура конца ковки, °C
интенсивные проглажи-
обжатия
ванне
из слитков
из заготовок
размер сечения, мм
условия охлаждения
размер
сечения,
мм
условия
охлаждения
Слиток 1240 800 700 1. До 50 ,2. 51—100 3. 101—700 1. В иптабелях на возду- хе 2. В ящиках 3. Отжиг низкотемпера- турный, одно переох- лаждение До 50 51—100 В штабелях на воздухе В ящиках
Заготовка 1240 800 700
Свариваемость
Флокеночувствительность
Не применяется для сварных
конструкций
Обрабатываемость резанием
В закаленном и отпущенном
состоянии при НВ 240—277
и az? = 80 кгс/мм?
0,75 (твердый сплав),
К v==0,55 (быстрорежущая
сталь)
Чувствительна
Склонность к отпускной хруп-
кости
Не склонна
140
Марка стали 40X4 Г18 Вид поставки: Поковки — заводские ТУ.
Химический состав, °/0, по межзаводским ТУ Т-ра критических точек, °C
С Si Мп S нс б Р олее Сг А1 N2 V W Ti Си АС1 Ас3 Art Аг3
0,37— 0,45 0,2—0,8 17,0— 19,0 0,030 0,050 3,0—4,0 2,4—3,6 <0,09 — — — —
Механические свойства при 20°
гост, ТУ Режим т операция г р м о о б р а температура, °C Зотки охлаждаю- щая среда Сечение, мм о т, кгс/мм2 St О * -хр 40 % ‘ф. сз С HRC НВ
не менее
Закалка 1050 Вода а — 32* 60 25 — — — —
Закалка Полугорячий наклеп Отпуск** 1050 По специальн 400—425 Вода ой технологи) Печь 50* 70 20
* Образцы тангенциальные. * * Отпуск применяется для снятия напряжений.
II аз п а ч е и и с. Немагнитные бандажные кольца для электродвигателей.
Предел выносливости Ударная вязкость при отрицательных температурах
о_1 кгс/мм2 т_| кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Т ермообработка
4~20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние .максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- из слитков из заготовок
тура конц. интенсивные обжатия а ковки, °C проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 750 750 До 350 На воздухе
Заготовка 1220 900 800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Не чувствительна Склонность к отпускной хруп- кости Не склонна
141
Марка стали 45Г17ЮЗ Вил носчавки’ Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4693—70.
Химический состав, %, ио ЧМТУ'600—61 Т-ра критических точек, °C
С Si Мп S Р Сг ’ 1 Mi А1 V W Ti Си Асг Ас3 Агх Аг3
не более
0,40— 0,60 <0,60 16,0— 18,0 0,030 0,040 <0,5 <0,5 2,4— 3,6 — j — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сече- ние, мм d О « CFft, кгс/мм2 % % «н, кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ЧМТУ 600—61 В состоянии поставки (без тер- мообработки) сталь группы А До 50 40 60 30 -— ——
Назначение. В зависимости от назначения сталь поставляется по двум группам: группа А--для изготовления деталей путем холодной механической обработки; группа Б — для изго- товления деталей путем горячен механической обработки (без регламентированных механических свойств).
Предел выносливости Ударная вязкость при отрицательных температурах
и_1 кгс/мм2 т! кгс/мм2 Т ермообр аботка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темнела- Охлаждение поковок, изготовленных
тура конца интенсивные обжатия ковки, °C проглажи- вание из сл размер сечения, мм итков условия охлаждения из зг размер сечения, мм 1ГОТОВОК условия охлаждения
Слиток 1100 750 750 До 180 На воздухе До 180 На воздухе
Заготовка 1100 750 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Склонность к отпускной хрупкости
142
Марка стали Вид поковки: Поковки — МРТУ 2-015-001—62.
60ХЗГ8Н8В
Химический состав, %, по МРТУ 2-015-001—*62 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Ti 1 CU Асх Ас3 Агх Аг;{
не более
0,58— 0,68 <0,50 7,50— 9,50 0,03( )| 0,040 3,00— 4,00 7,50— 9,50 — — 0,50— 1,00 — — I
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сече- ние, мм ст 7, кгс/мм2 со S Со to 1 0, % % Он, кгс м/см2 Категория прочности по МРТУ 2-015- >001—62* НВ
операция температура, °C охлаждаю- щая среда
не менее
МРТУ 2-015.001—62 Закалка Полугорячий наклеп Отпуск 1050 По спец, тс 400—425 Вода гхнологии Печь — 60 72 85 90 75 85 95 98 25 22 20 20 35 35 35 35 8 8 8 8 I II III IV 187—170
* Образцы тангенциальные.
Назначсппс. Немагнитные бандажные кольца для турбогенераторов (каппы). Для бандажей III и IV категорий полугорячего наклепа на наружных кольцах в ь и а г снижаются на 5 кгс/мм2. Отпуск применяется для снятия .напряжений.
Предел выносливости Ударная вязкость г при отрицательных температурах
о_р кгс!мм2 т_|, кгс/мм1 Термообработка ан, кгс-м/см2, при температуре, °C Т ермообр а ботк а
-! 20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тур а на гр ев а .металла пе- ред ковкой, °C минимальная темпера- И'З 'СЛИТКОВ из заготовок
тура конца ковки, °C размер сечения, мм условия охлаждения размер сечения, мм 1 условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1170 850 800 До 350 На воздухе До 350 На воздухе
Заготовка 1170 850 800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В закаленном состоянии при НВ 170'—187 и оь = 75 кгс/мм2 К 0,25 (твердый сплав) Не чувствительна
Склонность к отпускной хруп- кости
Не склонна
143
Марка стали Вид поставки: Сортовой прокат—ГОСТ 2590—71.
Р18
Химический состав, %, по ГОСТ 9373—60 Т-ра критических точек, °C
С Si Мп S 1 Р Сг Ni • Мо V W Ti Си Ас;{ | Ап Аг,
не более
0,70— 0,80 СО, 40 -0,40 0,03( ) 0,030 3,80— 4,40 <0,40 <0,30 1,00— 1,40 17,5— 19,0 ——
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сече- ние, мм а Т, кгс/мм2 OJ •СЬ % ‘2 Ф, % см HRC НВ
операция температура, °C охлаждаю щая среде
не менее
ГОСТ 9928—61 Закалка Отпуск трехкрат- ный 1260—1300 560 Масло или соль при 400-^00°С Воздух Не определяются >60
Н а з п а чей и о. Иглы распылителей закрытых форсунок дизелей.
Предел выносливости Ударная вязкость при отрицательных температурах
О | кгс/мм2 т_1 кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размеры сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 850 850 До 160 Отжиг низкотемператур- ный, одно переохлаж- дение До 160 Отжиг низкотемпера- турный, одно переохлаж- дение
Заготовка 1200 850 850
Свариваемость Обрабатываемость резанием Флокеночувствительность _
При стыковой электросварке со сталью марок 45 и 40Х— хорошая В отожженном состоянии при НВ 212—228 K-v =0,3 (быстро- режущая сталь) Чувствительна
Склонность к отпускной хруп- кости
Склонна
144
СТАЛЬ ЛЕГИРОВАННАЯ
ЦЕЛЕВОГО НАЗНАЧЕНИЯ
Марка стали ( Вид поставки; Зортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75. ОСТ 8559—75, ГОСТ 8560—67. Лента пружинная — ГОСТ 2283—69, ГОСТ 2284—69, 'ОСТ 2614—65. Проволока—ГОСТ 9389—75. Прутки повышенной отделки поверхности серебрянка) — ГОСТ 14955—69.
I 65 Г (Г
Химический с ост а 3, %, П о ГОС1 ’ 2052—70 Т-ра критических точек, °C
Си Асх 1 Аг3
Si Мп О | х- Ti Ac«j Агх
не более JN1
0,62—0,70 0,17—0,37 0,90—1,20 0,035 0,035 0,25 0,25 — — .0,21 721 745 670 720
Меха п и ч с с к .и с свойства пр и 20°
ГОСТ, ТУ Режим термообработки Сечение, мм Ст, кгс/мм2 кгс/мм2 гр. % 1 кгс • м/см2 НВ
операция темпера- тура, °C охлаж- дающая среда HRC
не менее
ГОСТ 2062—70 Горячекатаная Тер мообр а бот ан н а я 1 1с определяются НВ - 285 НВ <241
Закалка Отпуск 815—845'1 Масло 450—510.' Воздух Образцы - 80 110 8 30 — — —
ГОСТ 1050—60 В горячекатаном состоянии — НВ <285 НВ <229
В отожженном состоянии ме определяются
Нормализация 810—830 Воздух Образцы 44 75 | 9 30 —
Закалка Отпуск 800—820 160—200 Масло Воздух До 20 Не определяются HRC 56—62
Закалка* Отпуск 800—820 340—380 Масло Воздух До 20 125 150 5 10 — HRC 44—48
Изотермическая закалка Отпуск 810—830 320—340 Расплавлен, соль 320—340° Воздух До 5 Нс определяются HRC 44—48
Закалка Отпуск 790—820 550—580 Масло Воздух До 60 70 90 8 | 30 — HRC 28—33
* Режим термообработки пружин.
Назначение. Пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования по* вышенной износостойкости, и детали, работающие без ударных нагрузок.
Предел выносливости Ударная вязкость пр: и с уре >тр1ицателы1ых температурах
O_p Кгс/.ИЛ!2 кгс/мм? Термообработка ан , кгс-м/см?, при темпер ат СС -80 Термообработка
4-20 0 —20 —30 2,4 —70 -
74 44 Закалка с 810° в масле, отпуск при 400р 1 ,2 7,0 2,8 1,2 Закалка с 830°, отпуск при 480°.
49 29 То же, отпуск при 500°
Технолог и ч с с к п е свойств а
Температурные параметры ковки - Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- из слитков ра; сеч л из заготовок
тура конц интенсивные обжатия а ковки, °C проглажи- вание размс р сечеь ия, мм л о? условия слаждения шер ения, ш условия охлаждения
Слиток 1200 800 750 П п .ЯЛ До 100 На воздухе
Заготовка 1250 780—760 МУ 1 101—300 В мульде
Свариваемость — Обрабатываемость резанием Фл< экено ТВИ I C ть к при с чувствительность
Не применяется для сварных конст- рукций. КТС — без ограничений В закаленном и отпущенном состоя- нии при НВ 240 и в/, — 84 кгс/мм2 А'., = 0,85 (твердый сплав), K-j = 0,80 (быстрорежущая сталь). Мал оч у вс Склонное Склонна льна отпускной хрупкости удержании Мп >1,0%
146
Марка стали Вид поставки: Поковки — ТУ заводов. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591-71 ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса рессорная (типа А) — ГОСТ 7419—74, ГОСТ 2052—70. Лента пружинная — ГОСТ 2283- 69. ГОСТ 2284—69, ГОСТ 2614—65. Проволока — ГОСТ 14963—69, ГОСТ 2590—71.. ГОСТ 2025—70, ГОСТ 1071—67. ЦНИИЧМ 76—58. Лист тонкий —ТУ 120—60 завода «Серп и молот». Прутки повышенной отделки поверхности (серебрянка) — ГОСТ 14955—69, МПТУ 4964—53. *
50ХФА
Химический состав, %, по ГОСТ 20.52—70 Т-ра критических точек, СС
С Si Мп S Р Сг Ni Мо V Си Acj Ас3 АГ1 Аг3
не более
0,46—0,54 0,17—0,37 0,50—0,80 I 0,025 0,025 0,80— 1 1,10 <0,25 — 0, io- о.20 <0,2С 740 770 700 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм О) 3 Ь <У) to и кгс/мм2 хр о4 г|’, % 1 кгс-м/см2 икс НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 2052—70 В состоянии поставки: горячекатаная тер мо обр аботанн а я Не определяются <302 <269
Закалка Отпуск 835—865 490—550 Масло Воздух Образцы ПО 130 10 45 — —- 1
Закалка Отпуск 860—880 180—220 Масло Воздух До 40 Не определяются 45—50
Изотер ммч еск а я закалка Отпуск 850—870 290—310 Расплг ленны соли п 300° Возду 1В- е ри X До 10 Не определяются 48—52
ГОСТ 2283—69 Лента холоднокатаная: отожженная нагартов энная <90 80—120 10 1
Назначение. Тяжелонагруженные ответственные пружины, к которым предъявляются требования высокой усталост- ной прочности, пружины, работающие при температуре до 300°, и другие детали. Сталь не склонна к росту зерна прн нагреве; после термообработки обладает хорошими пружинящими свойствами (высоким пределом упругости) и высоким пределом выносливости; наилучшие свойства обеспечиваются после изотерми- ческой закалки и отпуска; для повышения циклической прочности рекомендуется при,менять азотирование пружин.
Предел выносливости Механические свойства при отрицательных температурах
О—1, кгс/мм2 т_, кгс/мм2 Т ер мообр аботк а Температура, °C 20 —70 —196 Термообработка
69 53 Закалка с 850° в масле, отпуск при 420° С/ ?, кгс/мм2 166 174 208 Закалка с 850'° в масле, отпуск при 400°, пруток диаметром 10 мм
8 8 3
П’. % 40 35 5
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- из слитков | из заготовок
тура конца ковки, °C размер сечения, мм размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток 1200 800 800 До 50 51—,180 На воздухе В колодцах До 50 51—180 На воздухе 1 В колодцах
Заготовка 1180 800 800
Св ари в аемость Обрабатываемость резанием ф л зс океночувствительность
Не применяется для сварных конструкций В горячекатаном состоянии при ИВ 2>69 и о ь = 92- кгс/мм2 Kv ~ 0,70 (твердый сплав), /<у=0,35 (быстрорежущая сталь) Не чу :твительна
Склонность к отпускной хрупкости
Малосклонна
147
Марка стали 55С2 Вид поставки: Сортовой прокат- ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ЧМТУ 3150 52. Полоса— ГОСТ 7419-—74. Проволока — ГОСТ 14963—69. Лист толстый (толщиной от 4 до 32 мм)—ЧМТУ 4520—54. Лист тонкий (толщиной от 8 до 3,9 мм) —ЧМТУ 5620—66. Прутки повышенной отделки поверхности — ГОСТ 14955—69.
Химический состав, %, по ГОСТ 2052—70 Т-.ра критических точек, °C
С ! Si 0,52-0,00 1,50—2,00 Мп 0,60 -0,90 s 1 Р Сг Ni Мо Ti Си Acj Ас3 Агг Аг3
1 0,0 ie более
35 0,035 0,3( 0,25 - - — 0,2С 755 810 690 770
М е х а п и ч с с к и е свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 04 *-— to а. кгс/мм2 S % \О OJ HRC НВ
операция темпера- тура, С охлажда- ющая среда
не менее
ГОСТ 2052—70 В состоянии поставки: горячекатаная термообработанная Не определяются 302 260
Закалка Отпуск 855—885 430—490 Масло или вода Воздух Образцы 120 130 6 30 — —
Навивка пружин Закалка Отпуск 850—890 830—860 420—450 Масло или вода Воздух Не определяются 341—445
.... . .... .. . Закалка* Отпуск 860—870 480—500 Масло или вода Воздух Не определяются 364—410
* Режим термообработки рессор.
Н а з и а ч с и и с Пружины, рессоры и др. Сталь склонна к обезуглероживанию.
Предел выносливости Ударная вязкость при отрицательных температурах
о_1, кгс/мм2 т_р кгс/мм2 Т ермообр аботк а ан , кгс-м/см2, при температуре, °C Т ермообр а ботк а
-1-20 0 —20 —30 —40 —50
43 30 Закалка с 880° в масле, отпуск при 400—460°, oz,= 130 кгс/мм?
Техно л о г л ч е с к и е свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние минимальная температу- ра конца ковки, °C —- из слитков из заготовок
м аксимал ь.ч а я температура нагрева металла перед ковкой, °C условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание размер сечения, мм
Слиток 1200 800 700 j До 250 251—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В горячекатаном состоянии при ИВ 255—269 Kv =0,65 (твер- дый сплав), = 0,33 (быстроре- жущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
148
Марка стали
60С2,
60С2А
Вид поставки:
Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75,
ЧМТУ 3150—52. Полоса—ГОСТ 7419—74. Лента—ГОСТ 2284—69, ГОСТ 2283—69.
ГОСТ 2614—65. Проволока — ГОСТ 14963—69. Лист тонкий — ЧМТУ 5620—56.
Лист толстый •— ЧМТУ 4520—54. Прутки повышенной отделки поверхности (серебрян-
ка) — ГОСТ 14955—69.
Т-ра критических точек, °C
Химический состав, %, пп ГОСТ 2052—70
С Si Мп S р
не более
0,57—0,65 1,50—2,00 0,60—0,90 0,035 0,035
0,56—0,64 1,60—2,00 0,025 0,025
Сг Ni Мо Си Марка стали
0,30 .0,25 — 0,20 60С2 60С2А
770
Асг
Ас
Аг
Аг.
820
700
770
М е х а н и ч е с к и с свойства и р и 20°
Режим термообработки
ГОСТ, ТУ
операция
темпера-
тура, °C
охлаж-
дающая
среда
i Сечение
мм
; о । о /С' <-
1 не менее
Не определяются
I I
!т Приме-
1 вердость! 1
1 । чание
ГОСТ 2052—70
В состоянии поставки:
горячекатаная
терм ообр а бот ан п а я
Закалка Отпуск 855—885 430—490 Масло Воздух
Закалка Отпуск 855—885 390—450 Масло Воздух
Изотермическая закалка Отпуск 860—880 310—330 Расплав- ленные соли 310—330 Воздух
Образцы
До 10
140
НВ
НВ
302
269
160
120 I 130
160 1 — 180
i 6 20 — 1 1
6 20
-11,5] ! ^50 -6,3 HRC 46—49
60С2
60С2А
Назначение. Тяжелонагруженные пружины, торсионные валы, пружинные кольца, цанги, фрикционные диски, шайбы
Гровера и др.
Максимально допустимая рабочая температура 250°.
Сталь не подвержена росту зерна при нагреве; обладает повышенной склонностью к обезуглерожива-
нию; в термообработанном состоянии обладает хорошими пружинящими свойствами (высоким пределом
упругости) и высокой прочностью; хорошо сопротивляется ударным и знакопеременным нагрузкам;
наилучшие свойства сталь приобретает после изотермической закалки.
Предел выносливости Ударная вязкость при отрицательных температурах
о_|, кгс/мм2 т_р кгс/мм2 Т ермообр аботка кгс-м/см2, при температуре, °C Т ср мообр а ботк а
4-20 0 —20 —30 —40 —50
50 30 Закалка с 860° в масле, отпуск при 400—550°, о ь = 1401 кгс/мм2
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 700 До 300 Отжиг низкотемпера- турный, одно пере- охлаждение До 250 251 -350 На воздухе В яме
Заготовка 1200 800 700
Фл океночувствител ьность
Обрабатываемость резавшем
Свариваемость
Че применяется для сварных
конструкций
В горячекатаном состоянии
при НВ 270—320 и аь~ НО кгс]мм2
Kv= 0,70 (твердый сплав),
Kv ~ 0,27 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
149
Марка стали Вид поставки: Сортовой прокат — ГОСТ 2590—71.
60СГА
X и и и ч е с к и й ’состав, %, п о ГОСТ 2052—70 Т-ра критических точек, °C
С Si Мп S Р Сг’ Ni Мо Ti Си Aci Ас3 АГ1 Аг3
не более
0,56—0,64 1,30—1,80 0,80—1,00 0,025 0,025 <0,30 <0,25 <0,20
Механические свойства при 20°
ГОСТ, ТУ — Режим термообработки Сечение, мм CJ — ь По to « см 5? С Cj е * % ‘Ф- <м 5- $ ° у HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 2052—70 В состоянии поставки: горячекатаная тер м о о бр а бота иная Не определяются 302 269
— Закалка Отпуск 845—875 430—490 Масло Воздух Образцы 140 160 6 25 —
Назначен и е. Нагруженные пружины.
Предел выносливости Ударная вязкость при отрицательных температурах
о_], кгс/мм2 ан , кгс-м/см2, при температуре, °C Термообработка
т_ р кгс/мм2 ..- Термообработка +20 0 —20 —30 ! —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, из готовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток — — — — —
Заготовка — —
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных Не чувствительна
конструкции Склонность к отпускной хрупкости.
Не склонна
150
Марка стали Вид поставки: Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71. Полоса — ГОСТ 7419—74, ГОСТ 2052 -70. Проволока — ГОСТ 14963, ГОСТ 2590—71, ГОСТ 2052—70.
65С2ВА
Химический состав, %, по ГОСТ 2052—70 Т-ра критических точек, °C
С Si Мп S 1 р Сг Ni Мо W Си Асг Ас3 Агг Аг3
0 не более
0,61—0,69 1,50—2,00 0,70—1,00 02Е 0,02Е <0,30 <0,25 0,80— 1,20 <0,20
Механические свойства при 20°
гост, ту Режим термообработки ж- цая Сечение, мм ° т, кгс/мм2 кгс/мм2 \о Я’, % сч a: <3 <v> У HRC НВ
операция темпера- тура, СС ох л а дани
тоянии ячекат. мообра среда не менее
ГОСТ 2062—70 В с ос гор тер поставки: аная ботанная Не определяются <302 <268
Закалка Отпуск 835—865 390—450 Масло Воздух Образцы 170 190 5 20 — — —
Назначен и е. Высокоиагруженные пружины.
Предел выносливости Ударная вязкость при отрицательных температурах
кгс/мм* T_j, кгс/мм2 Термообработка +2 , кгс-м/см2, при температуре, °C Термообработка
0 0 —20 —30 —40 —50
1
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура минимальная темпера- тура конца ковки, °C (ИЗ слитков 1 из заготовок
условия охлаждения размер сечения, J4.W условия охлаждения
нагрева мет перед ковко алл а й, °C интенсивные обжатия 1 проглажи- вание Р азмер сечения, мм
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Не чувствительна
Склонность к отпускной хрупкости
Не склонна
151
Марка стали Вид поставки: Лента пружинная — ГОСТ 2283—69, ГОСТ 2614—65, ГОСТ 2284—69. Лента холодно- катаная — ЧМТУ 3664—53.
70С2ХА
Химический состав, %, по ГОСТ 2052—70 Т-ра критических точек, °C
С Si Мп s Р Сг Ni Ti Act Ас3 Art Аг3
не более РЮ
0,65—0,75 1,40—1,70 0,40—0,60 0,025 0,025 0,20— 0,40 <0,25 <0,20 1
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ Ь cj О У СЧ О "V О У о, % % сч 5; ! -—. 5s i С HV Приме- чание
операция темпера- тура, °C охлаж- дающая
не менее
ГОСТ 2283—69 В состоянии поставки: отожженная нагартованная — <85 80— 120 8
ГОСТ 2614—65 Лента холоднокатаная термообработанная 130— 160 160— 190 Св. 190 375— 485 486— 600 <600 1П* 2П ЗП
——
* Группа прочности по ГОСТ 2614—65.
Назначение. Тяжелонагруженные плоские пружины ответственного назначения. Сталь склонна к обезуглероживанию.
Предел выносливости Ударная вязкость при отрицательных температурах
о р кгс/мм2. Т ермообр аботка ан, кгс-м/см2, при температуре, °C Тер мообр а бота а
т р кгс/мм2 1-20 0 —20 —30 —40 —50
1
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
'минимальная темпера- тура конца ковки, °C из слитков .из заготовок
максимальная . _ температура размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
состояние нагрева металла перед ковкой, °C интенсивные обжатия (проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Не чувствительна
Склонность к отпускной хрупкости
Не склонна
152
СТАЛЬ ПОДШИПНИКОВАЯ
Марка стали Вид поставки: Поковки - ГОСТ 8479—70. Сортовой прокат—ГОСТ 1133—71, ГОСТ 2590—71. ГОСТ 2591—71, ГОСТ 7417—75, ЧМТУ/ЦНИИЧМ 1056—63. Полоса—ГОСТ 103—67. Лист тонкий — ЧМТУ 3547—53. Лист толстый — ЧМТУ 5221—55. Заготовка квадрат- ная — ГОСТ 4693—70.
ШХ15
Химический состав, %, по ГОСТ 801—60 Т-ра критических точек, °C
С Si Мп S 1 р Сг Ni* Мо Ti Си* ACi Ас3 Аг1 Аг3
не более
0,95—1,05 0,17—0,37 0,20—0,40 0,02( ) 0,027 1,30— 1,65 <0,30 — — <0,25 724 900 694
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч "—. о ъе сч 5 О со О У < % гр, % 1НО 1 HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 801—60 Отжиг 790—810 Печь** Нр ттрпрлаштгя 179—207
Закалка Отпуск 820—860 150—160 Масло Воздух 58—62
• Сумма Ni и Си <0,50. * • Охлаждение с печью до 730°, от 730 до 650° 'охлаждение со скоростью 10—20°/ч, далее на воздухе.
Назначение. Втулки плунжеров, плунжеры, нагнетательные клапаны, седла нагнетательных клапанов, корпусы рас- пылителей, ролики толкателей, кулачки, копиры, накладные направляющие и другие детали, к которым предъявляются требования высокой твердости, износостойкости и контактной прочности.
Предел выносливости Ударная вязкость при отрицательных температурах
<т_р кгс/мм2 т_р кгс/мм2 Т ер мообр аботка ан, кгс-м/см2, при температуре, °C
-}-20 0 —20 •30 —40 —50 Термообр a6oi гка
34,0 Отжиг, НВ 192
66,5 Закалка с 840° в масле, отпуск при 180°, HRC 60.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура «нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1150 800 720 До 400 Отжиг низкотемпера- турный До 250 251—350 На воздухе В яме
Заготовка 1150 800 720
Свариваемость Обрабатываемость резанием Флокеночувствительность Чувствительна
Способ сварки — КТС В горячекатаном состоянии при
НВ 202 и О/; = 76 кгс/мм2 — 0,90 (твердый сплав), Kv — 0,36 (быстрорежущая сталь). Склонность к отпускной хрупкости
Склонна
154
Марка стали Вид поставки: Поковки — ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 1133—71, ГОСТ 7417—75, ЧМТУ/ЦНИИЧМ 1056—63, Полоса —ГОСТ 103—67. Заготовка квадратная — ГОСТ 4693—70.
ШХ15СГ
Химический состав, %, ло ГОСТ 801—60 Т-ра критических точек, °C
С Si Мп S Р Сг Ni* Мо Ti с..* Асх Ас3 Агх Аг3
не более
0,95—1,05 0,40—0,65 0,90—1,20 0,020 0,027 4,30- 1,65 0,30 — — <0,25 750 910 688 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм см .4 Ь со О « сч "—. О С\_> О * с % + % zwo/w-^ (УО HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 801—60 Отжиг 780—810 Печь** Не определяются 179—217
Закалка Отпуск 810—840 150—160 Масло Воздух - 60—64
1
* Сумма Ni и Си не более 0,50. ** Охлаждение с печью до 730°, .от 730 до 650° охлаждение со скоростью 10—20°/ч, далее на воздухе.
Назначение. Кольца роторов буровых машин, втулки плунжеров, плунжеры, нагнетательные клапаны, седла нагне- тательных клапанов, корпусы распылителей, ролики толкателей, кулачки, копиры, накладные направляю- щие и другие детали, к которым предъявляются требования высокой твердости, износостойкости и кон- тактной прочности, - ...
Предел выносливости Ударная вязкость при отрицательных температурах
О_р кгс/мм2 т_р кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 | —40 —50
1
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1150 800 720 Кольца до 400 Отжиг низкотемпе- ратурный До 250 251—350 На воздухе • В яме
Заготовка 1150 800 720
Свариваемость Обрабатываемость резанием Флокеночувствительность
Способ сварки — КТС В горячекатаном состоянии при НВ 202 и С ь == 76 кгс/мм2 Кг, = 0,90 (твердый сплав), Kv ~ 0,36 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Склонна
155
Марка стали
9X18
(ЭИ229, Х18)
Вид поставки:
Поковки —ГОСТ 8479—70. Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591-70,
ЧМТУ/ЦНИИЧМ 1009—63, ЧМТУ/ЦНИИЧМ 1279—65.
Химический состав, %, по ГОСТ 5632—72
С Si Мп
0,90—1,00 <0,80 <0,70
S Р
не более
0,025 0,030
точек, °C
Сг Ni Мо Ti Си Act Ас3 АГ! Аг3
17,0— 19,0 <0,50 — — 0,30 865 — 765 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 СМ = 5- •с % *2 % см - ? J cL> «3 м HRC НВ I
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 5949—75 Отжиг 850—870 С печью до 550°, далее на воздухе Не определяются <255
Закалка Отпуск 1000—1050 200—300 Масло Воздух или масло Не определяются >55
Закалка: подогрев окончательный нагрев Обработка холодом Отпуск 850—860 1000— 1070 —70—80 150—160 Масло или воздух Воздух Не определяются >58
Назначение. Втулки, оси, стержни, шариковые и роликовые подшипники и другие детали, к которым предъявляются
требования высокой твердости л износостойкости и работающие при температуре до 500° или подвергаю-
щиеся действию умеренных агрессивных сред.
Сталь коррозионно-стойкая мартенситного класса.
Коррозионная стойкость. Сталь обладает высокой стойкостью в морской и речной воде, в щелочных растворах с кон-
центрацией I—20% и в органических веществах (сырая нефть при 20—2Ю0°); хорошей стойкостью в азотной и уксусной
кислотах; удовлетворительной стойкостью в ортофосфорной кислоте и плохой стойкостью в соляной и серной кислотах.
Предел выносливости Ударная вязкость при отрицательных температурах
о_| кгс/мм2 т_] кгс/мм2 Т ермообр а ботка ан, кгс-м/см2, при температуре, °C Термообработка
-1 20 0 —20 —30 —40 —50
98 Закалка с 1060° в масле, отпуск при 150°, HRC 60
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1180 850 850 До 700 Отжиг с перекристал- лизацией, отпуск До 700 Отжиг с пе- рекристал- лизацией, отпуск
Заготовка 1180 850 850
Св арии аемость Обрабатываемость резанием Флокеночувствительность,
Не применяется для сварных конструкций В отожженном состоянии при НВ 212—217 и о * = 71 кгс/мм2 КО=0,86 (твердый сплав), Rv = 0,35 (быстрорежущая сталь). Не чувствительна
Склонность к отпускной хрупкости
В интервале температур 120—100°— не склонна
156
СТАЛЬ ВАЛКОВАЯ
Марка стали Вид поставки: Поковки -- ГОСТ 3541—74, ГОСТ 9487—70, ГОСТ 10207—70. Сортовой прокат ГОСТ 1133—71, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 2879—69, ГОСТ 8560—67. Полоса—ГОСТ 4405—75. Прутки повышенной отделки поверхности (серебрянка) — ГОСТ 14955—69.
9Х
Химический состав, %, по ГОСТ 5950—73 Т-ра критических точек, °C
С Si Мп S Р •Сг кт: Мо V Си Ас, Ас3 Аг, Аг3
не более
0,80—0,95 0,25—0,45 0,15—0,40 0,030 0,03( ) 1,40— 1,70 :о,35 — — <0,35 745 860 700
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм2 3 -— О О « хр 0х HSh HRC НВ
операция темпера- тура, °C охлаж- дающая среда бочки шейки
не менее
ГОСТ 5950—73 Отжиг Закалка 800—820 820—850 Печь Масло Образцы Не определяются >62 179—217
ГОСТ 3541—74 Закалка Отпуск Отпуск 810—850 130—180 Вода, масло Воздух Печь До 300 Не определяются >90* 30—55 — —
45—85**
До 500
300—500
Закалка ТПЧ Отпуск 910 130—180 Вода Воздух — >90* — —
ГОСТ 9487—70 Нормализация Отпуск 840—860 580—620 Воздух Печь До 800 Не определяются — — — —
Закалка Отпуск 830—850 480—520 Масло Печь До 500 — — — 241—285
ГОСТ 10207—70 Нормализация Отпуск 840—860 480—520 Воздух Печь Св. 950 Не определяются 35—55* 33—60 352—429
До 120 35—60**
Закалка Отпуск 830—850 320—480 Масло Печь До 950 45—60* 33—60
До 1200 45—75**
До 300 60—85*** —
* Твердость рабочих валков. ** Твердость опорных валков. *** Твердость бандажей.
Назначение. Клейма, пробойники, холодновысадочные штампы, деревообрабатывающий инструмент и др. (ГОСТ 5950—73). Рабочие валки с диаметром бочки до 300 мм и опорные валки диаметром до 500 мм для холодной прокатки металла (ГОСТ 3541—74). Рабочие валки рельсобалочных, крупносортных и проволочных обжимных и сортовых станов для горячей прокатки металла, подвергающиеся интенсивному износу и работающие в условиях минимальных пли умеренных ударных нагрузок (ГОСТ 9487—70). Рабочие валки, опорные валки и бандажи составных опорных валков листовых станов для горячей прокатки металла (ГОСТ 10207—70).
П] эедел выносливости Ударная вязкость при отрицательных температурах
о_1 кгс/мм2 t_j кгс/мм2 Т ермообр аботк а ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- ратура на- грева метал- ла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1180 800 750 Все размеры Отжиг с перекристалли- зацией, два переох- лаждения, отпуск До 300 В яме
Заготовка 1180 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В отожженном состоянии при НВ 187—196 и Оь = 69 кгс/мм2 Kv = 0,95 (твердый сплав), Kv = 0,60 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Малосклонна
158
Марка стали
Вид поставки:
9X2
Поковки — ГОСТ 3541—74, ГОСТ 9487—70, ГОСТ 10207—70.
Химический состав, %
С Si Мп S Р Сг Ni
не более
0,85—0,95 0,25—0,45 0,20—0,35 0,030 0,030 1,40— 2,10 —0,30
Мо
Т-ра критических точек, °C
V Си Асг Ас3 Afi Аг3
— — 756 783
20’
Механические с в о й с т в а п р и
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 OJ о * % ‘0 % HSh НВ
операция темпера- тура, °C охлаж- дающая среда бочки шейки
не менее
ГОСТ 3541—74 Закалка Отпуск Отпуск 810—850 Вода 130—180 Воздух 300—500 Печь До 500 Св. 500 Не определяются >90* 30—55
45—85*
Закалка ТПЧ Отпуск 900 Вода 130— 180 Масляная ванна До 500 >90*
Закалка ТПЧ Отпуск 920 Вода 300—500 Печь Св. 500 45—85* 30—60
ГОСТ 10207—70 Нормализация Отпуск 820—860 Воздух 480—520 Печь Св. 950 Не определяются 35—55*
До 1200 35—60*
Закалка Отпуск 810—850 Масло 320—480 Печь До 950 45—60*
До 1200 До 300 45—75**
60—85***
* Твердость рабочих валков.
** Твердость опорных валков.
*** Твердость бандажей.
Назначение. Рабочие валки диаметром до 500 мм для станов холодной прокатки металла (ГОСТ 3541—74).
Рабочие валки, опорные валки и бандажи составных опорных валков листовых станов для горячей про-
катки металла (ГОСТ 10207—-70).
Ударная вязкость при отрицательных температурах
Предел выносливости
о_] кгс/мм2 т_1 кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C
4-20 0 —20 —30 —40 —50
Термообработка
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние
из слитков
из заготовок
размер сечения, мм
ванне
максимальная минимальная темпера-
температура тура конца ковки, °C
нагрева ме- -----------------------
талла перед интенсивные проглажи-
ковкой, °C обжатия
Слиток 1180 800 750 Все размеры
Заготовка 1180 800 750
условия
охлаждения
размер
сечения,
мм
условия
охлаждения
Отжиг с перекристалли-
зацией, два переох-
лаждения, отпуск.
До 300
В яме
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В отожженном состоянии при НВ 187—196 и 0^=69 кгс/мм2 = 0,95 (твердый сплав), К-,> = 0,55 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Склонна
159
Марка стали Вид поставки: Поковки — ГОСТ 3541—74, ГОСТ 9487—70, ГОСТ 10207—70. Сортовой прокат — ГОСТ 1133—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75. Полоса — ГОСТ 4405—75. Прутки повышенной отделки поверхности (серебрянка) — ГОСТ 14955—69.
9ХФ
Химический, состав, % Т-ра критических точек, °C
С Si Мп S Р • Сг Ni V Си Примечание Act Ас3 Аг, Аг,
не более
0,80—0,90 0,15—0,35 0,30—0,60 0,030 0,40— 0,70 <0,35 0,15— 0,30 <0,30 ГОСТ 5950—73
0,85—0,95 0,20—0,40 0,20—0,35 и, изо 1,40— 1,70 <0,30 0,10— 0,25 — ГОСТ 3541—74
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч д - о $ кгс/мм2 — . % ‘о HSh HRC НВ
операция темпера- тура, °C охлажда- ющая среда
бочки шейки
не менее
ГОСТ 5950—73 Отжиг 800—820 С печью —. Не определяются • <255
Закалка 850—880 Масло <10 >60 —
Закалка 820—840 Вода <10 >60
ГОСТ 3541—74 Нормализация 860—880 500—520 Воздух С печью Св. 800 Не определяются 45—85* 30—55
Отпуск
Закалка ТПЧ 910 130—180 Вода С печью — >85*
Отпуск -
Закалка ТПЧ Отпуск 910 480—580 Вода С печью — >45*
ГОСТ 9487—70 ГОСТ 10207—70 Нормализация Отпуск 840—860 580—620 830—850 480—520 840—860 480—520 830—850 320—480 Воздух С печью Масло С печью Воздух С печью Масло С печью До 800 Не определяются Не определяются 241—285
Закалка Отпуск Нормализация Отпуск До 500 До 950 До 1200 До 950 До 1200 До 300 35—55* 33—60 —- ’ 352—429
35—60**
Закалка Отпуск
45—60* 33—60
45—70**
60—85***
* Твердость рабочих валков. ** Твердость опорных валков. ••• Твердость бандажей.
Назначение. Рамные, ленточные, круглые пилы, ножи для холодной резки металла, обрезные матрицы и пуансоны холодной обрезки заусенцев, керны и другие (ГОСТ 5950—73). Рабочие валки и опорные валки с диаметром свыше 800 мм для холодной прокатки металла (ГОСТ 3541—74). Рабочие валки рельсобалочных, крупносортных и проволочных обжимных и сортовых станов для горячей прокатки металла, подвергающиеся интенсивному износу и работающие в условиях минимальных или умеренных ударных нагрузок (ГОСТ 9487—70). Рабочие валки, опорные валки и бандажи составных опорных валков листовых, обжимных и сортовых станов для го- рячей прокатки металла (ГОСТ 10207—70).
Предел выносливости Ударная вязкость при отрицательных температурах
о_1 кгс/мм2 t_j, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C .минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- 1ваиие
Слиток 1180 800 750 Все размеры Отжиг с перекристалли- зацией, два переох- лаждения, отпуск. До 100 101—350 На воздухе В яме
Заготовка 1150 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В отожженном состоянии при НВ 187—196 и о ь = 69 кгс/мм2 К г, = 0,9 (твер дый спл ав), Кv = 0,6 (быстрорежущая сталь) Повышенно-чувствительна
Склонность к отпускной хрупкости
Склонна
160
Марка стали
Вид поставки:
9Х2МФ
Поковки — ГОСТ 3541—74, ГОСТ 9487—70.
Химический состав, %, по ГОСТ 3541—74
С Si Мп
0,85—0,95 0,25—0,45 0,20—0,35
S
Т-ра критических точек, °C
Р
не более
0,030 0,030
Сг Ni Мо V Си Асх Ас3 Ari Аг3
1,70— 2,10 —0,30 0,20— 0,30 0, io- о.20 — 748 784
Механические св о й с т в а при 20
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ 5 о’8 zWW/02X ‘«О % ‘0 % о» <3 «V HSh
операция темпера- тура, °C охлаж- дающая среда
бочки шейки
не менее
НВ
ГОСТ 3541—74 Закалка Отпуск 850 130—180 Вода Воздух Св. 400 Не определяются >90 30—55 —
Закалка ТПЧ Отпуск Отпуск 900 150—180 Вода Воздух Воздух Св. 400 Не определяются >90 65-85* 30—55 —
260—360
ГОСТ 9487—70 Закалка Отпуск 830—850 480—520 Масло С печью Св. 500 Не определяются — — 352— 429
* Твердость валков для холодной прокатки цветных металлов.
Назначение. Рабочие и опорные валки с диаметром бочки свыше 400 мм для станов холодной прокатки металла при
особо тяжелых условиях эксплуатации (ГОСТ 3541—74).
Рабочие валки проволочных обжимных и сортовых станов (ГОСТ 9487—70).
Предел выносл и в о с т и
Ударная вязкость при отрицательных температурах
ан , кгс-м/см2, при температуре, СС
о_1, кгс/мм2 т—1, кгс/мм2
Термообработка
+20
—20
—30
—40
—50
Термообработка
0
Технологические свойства
Температурные параметры ковки
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, °C
интенсивные обжатия проглажи- вание
Слиток 1180 800 750
Заготовка 1180 800 750
Все размеры
Охлаждение поковок, «изготовленных
из заготовок
из слитков
размер сечения, мм условия охлаждения 1 1 размер сечения, мм условия охлаждения
До 300
Отжиг с перекристал-
лизацией, два переох-
лаждения, отпуск.
В яме
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Не применяются для сварных
конструкций
В отожженном состоянии при
НВ 170—207 и Of>= 62 кгс/мм2
К-0=0,85 (твердый сплав),
Ко в 0,80 (быстрорежущая сталь)
Чувствительна
Склонность к отпускной хрупкости
Склонна
11—2864
161
Марка стали Вид поставки: Поковки — ТУ заводов.
9ХСВФ
Химический состав, %, по заводским ТУ Т-ра критических точек, °C
С Si Мп S Р Ni Мо V W Acj Ас3 АГ1 Аг3
не более V^l
0,85—0,95 0,90—1,10 <0,30 0,020 0,020 1,30- 1,5С — — 0, io- о.20 0,40— 0,60
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч • Ь с\) О CN 1 % % ан, кгс-м/см2 HSh
операция темпера- тура, °C охлажда- ющая среда
О С\) to ье бочки шейки
не менее
ТУ заводов Закалка Отпуск 860—870 130—180 Вода Воздух До 300 Не определяются >90 30—55
Закалка ТПЧ Отпуск 910—930 150—180 Вода Воздух До 300 >90 30—55
Назначение. Рабочие валки с диаметром бочки до 300 мм для станов холодной прокатки металла.
Предел выносливости Ударная вязкость при отрицательных температурах
о_р кгс/мм2 т_ р кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева ме- талла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1160 Не выше 850 Не ниже 750 Отжиг с перекристал- лизацией Отжиг с перекристал- лизацией
Заготовка 1160 Не выше 850 Не ниже 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В нормализованном состоянии при НВ 208—217 и = 79 кгс/мм2 К г,= 1,0 (твердый сплав), Л+ = 0,45 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Склонна
162
Марка стали Вид поставки: Поковки — ТУ ЭЗТМ.
9Х2СВФ
Химический состав, %, по ТУ Э’ЗТМ Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Асг Acs Ari Аг3
не более
0,85—0,95 1,30— 1,60 «0,30 0,020 0,020 1,80— 2,10 0,40 — 0,60 — 0, io- о.20 0,40— 0,60 792 829
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ • Ь О О Ь I 0 е <Jb, кгс/мм2 % ‘о % сч . * г со е си ье HSh
операция темпера- тура, °C охлаж- дающая среда бочки шейки
не менее
ТУЭЗТМ Закалка Отпуск 870—880 130—180 Вода Воздух Св. 300 Не определяются >90 30—55
Закалка ТПЧ Отпуск 910—930 150—180 Вода Воздух Св. 300 >90 30—55
Назначе«»е. Рабочие валки диаметром свыше 300 мм для станов холодной прокатки металла.
Предел выносливости Ударная вязкость при отрицательных температурах
°_р кгс/мм2 т_1, кгс/мм2 Т ер мообр а ботк а ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Т ехнологическ ие свойства
Температурные параметры ковки Охлаждение паковок, изготовленных
состояние максимальная температура нагрева ме- талла перед ковкой, °C минимальная темпера- тура конца ковки, ЬС из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1160 Не выше 850 Не ниже 750 Отжиг с перекристалли- зацией Отжиг с перекристал- лизацией
Заготовка 1160 Не выше 850 Не ниже 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В нормализованном состоянии НВ 208—217 и оь = 79 кгс/мм2 Кз = 0,9 (твердый сплав), = 0,45 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Склонна
163
Марка стали Вид поставки: Поковки — ГОСТ 3541—74.
9X2 В
Химический состав, %, по ГОСТ 3541—74 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо W Си Асг Ас3 Aq Аг3
не более
0,85—0,95 0,25—0,45 0,20—0,35 0,030 0,030 1,70— 2,10 <0,30 — 0,30— 0,60 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч Ь СП см j 1 X© о4* Ф, % 1 кгс -м/см2 HSh
операция темпера- тура, °C охлаж- дающая среда
о ie бочки шейки
не менее
ГОСТ 3541—74 Закалка Отпуск 850 130—180 Вода Воздух Св. 400 Не определяются >90 30—55
Закалка ТПЧ Отпуск 900 150—180 Вода Воздух Св. 400 >90 30—55
Назначен и е. Рабочие валки с диаметром бочки свыше 400 мм для станов холодной про-катки металла при тяжелых условиях эксплуатации.
Предел выносливости Ударная вязкость при отрицательных температурах
а_р кгс{мм2 т_|, кгс {мм2 Термообработка ан, кгс-м/см2, при температуре, *С Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева ме- талла перед ковкой, сС минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток Заготовка 1180 1180 800 800 750 750 Все размеры Отжиг с перекристалли- зацией, два переох- лаждения, отпуск До 300 В яме
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В нормализованном состоянии при НВ 255 и о i>= 93 кгс{мм7 К-о = 0,65 (твердый сплав), Kv — 0,35 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости Склонна
164
Марка стали
Вид поставки:
Поковки —ГОСТ 3541—74, ГОСТ 9487—70, ГОСТ 10207—70.
55Х
Химический состав, %, по ГОСТ 3541—74 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Acj Ас3 Агх Аг3
не более
0,50—0,60 0,17—0,37 0,35—0,65 0,040 0,040 1,00— 1,30 <0,30 — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч д о « кг с]мм2 % ‘о ф, % сч 5 Q se HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 9487—70 ГОСТ 10207—70 Изотермический отжиг Не определяются 150—229
Нормализация Отпуск 830—850 550—580 Воздух Печь или воздух До 1200 — 68 10 — — — 223—277
Закалка Отпуск 820—840 650—620 Масло Печь или воздух До 500 — 72 9 — — 255—293
ТУ заводов
Закалка Отпуск 820—840 560—630 Масло Печь или воздух До 100 101—300 301—500 65 55 50 85 80 75 12 10 1 8 40 35 30 — —“ 255—322 240—302 240—300
Назначение. Оси опорных составных валков для холодной прокатки металла (ГОСТ 3541—74).
Редукторные валы, шестерни и другие нагруженные детали, подвергающиеся истиранию, но работающие без значитель-
ных ударных нагрузок.
Рабочие валки блюмингов, слябингов, заготовочных, рельсобалочных, крупносортных, среднесортных и мелкосорт-
ных станов (ГОСТ 94*87—70) и рабочие валки всех размеров листовых станов для горячей прокатки металла
(ГОСТ 10207—70).
Предел выносливости Ударная вязкость при отрицательных температурах
и_1, кгс/мм? T_j, кгс/мм* Термообработка ан,кгс-м/см2, при температуре, °C Термоообработка
+20 0 —20 —30 —40 —50.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- тура конца ковки, ЬС из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, J мм условия охлаждения
интенсивиые обжатия проглажи- вание
Слиток 1240 780 730 Все размеры Отжиг с перекристалли- зацией, одно переох- лаждение, отпуск До 200 201—300 На воздухе В яме
Заготовка 1220 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трулносвариваемая. Способы сварки: РДС необхо- димы подогрев и последующая термообработка; КТС — необ- ходима последующая термо- обработка В нормализованном состоянии при НВ 217—229 и О/,= 74 кгс/мм2 /Сг,= 0,8 (твердый сплав), Ку=0,6 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости Склонна
165
Марка стали 60ХГ Вид поставки: Поковки — ГОСТ 9487—70, ТУ ЭЗТМ.
Химический состав, %, 1П ° ГОСТ 9487—70 Т-ра критических точек, °C
С Si Мп S | Р не более Сг Ni Мо V Си Асх Ас3 Агх Аг3
0,55—0,65 0,17—0,37 0,80—1,00 0,040 0,040 1,00— 1,30 <0,40 — — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч я • «о Ь Л) О * кгс/мм2 < % % кгс-м/см2 HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 9487—70 Нормализация Отпуск 840—860 580—610 Воздух' Печь или воздух До 700 68 10 — 2,5 — 229—285
Закалка Отпуск 820—840 600—650 Масло Печь или воздух До 500 — 72 8 — 2,5 — 255—302
ТУ ЭЗТМ Поверхностная закалка с нагревом ТВЧ, охлаждение с водой и низкий отпуск Не определяются Поверх- ности 50—62 —
Поверхностная закалка с нагревом ТВЧ, охлаждение с эмульсией и низкий отпуск Поверх- ности 40—56 —
Назначение. Рабочие валки штрипсовых и мелкосортных станов для горячей прокатки металла.
Предел выносливости Ударная вязкость при отрицательных температурах
О—р кгс/мм2' т_р кгс/мм2 Термообработка ан, кгс-м/см2, при темпе ратуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная темпера- из слитков из заготовок
тура конц интенсивные обжатия а ковки, °C проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 800 750 Поковки всех размеров: 1. Валки горячей прокат- ки. 2. Ответственного назна- чения. 3. Остальные. 1. Нормализация, два переохлаждения, от- пуск. До 200 201—800 В яме Отжиг с пе- рекристалли- зацией, одно переохлаж- дение
Заготовка 1220 800 750 2. Отжиг с перекристал- лизацией, два переох- лаждения, отпуск. 3. Отжиг низкотемпера- турный, одно переох- лаждение.
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В нормализованном и отпущенном состоянии при НВ 235—285 и (Тг>=68 кгс/мм2 К77=0,9 (твердый сплав), Kv— 0,75 (быстрорежущая сталь) Чувствительна " Склонность к отпускной хрупкости Склонна
166
Марка стали Вид поставки: Поковки —ГОСТ 8479—70, ГОСТ 9487—70, ГОСТ 10207—70. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67.
50ХН
Химический состав, %, по ГОСТ 4.543—71 Т-ра критических точек, °C
С Si Мп S 1 Р Сг Ni АА~ V Г',. Aci Acs Агг Аг3
не более
0,46—0,54 0,17—0,37 0,50—0,80 0,035 0,035 0,45— 0,75 1,00— 1,40 — — <0,25 725 770 680 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СМ Л О U 1 сч 1 о о « % *о — 1|>, % кгс-м/см2 HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 4543—71 В отожженном состоянии Не определяются <207
Закалка Отпуск 805—835 480—580 Вода или масло Вода или масло 25 90 110 9 40 5,0 —
Закалка Отпуск 820 500 Масло Вода или масло До 60 80 100 9 40 5,0 >269
Закалка Отпуск 820—840 550—600 Масло Вода или масло До 120 65 i 80 — — 6,0 250—285
ГОСТ 9487—70 ГОСТ 10207—70 Нормализация Отпуск 8 5 8. 51 40—870 80—610 Воздух Печь До 1400 — 68 11 — 2,5 229—285
Закалка Отпуск 30—860 30—650 Масло Печь До 500 — 72 10 — 2,5 255—302
ТУ заводов Нормализация Отпуск 840—870 580—680 Воздух Печь 100—300 301—600 601—900 901—1200 46 43 40 35 78 75 70 68 12 12 11 10 35 30 25 20 3,0 2,5 229—290 220—270 207—260 200—241
Назначение. Рабочие валки блюмингов, слябингов, заготовочных, рельсобалочных, крупносортных и среднесортных станов (ГОСТ 9487—70) и рабочие валки всех размеров листовых станов (ГОСТ 10207—70) для горячей прокатки металла. Бандажи, шестерни, вал-шестерни и другие ответственные детали. Сталь склонна к закалочным трещинам.
Предел выносливости Ударная вязкость при отрицательных температурах
о_], кгс/мм* т_р кгс/мм* Т ермообр аботка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Тех нологические с в о й с т в а
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 800 700 До 1500 Нормализация, одно пе- реохлаждение, отпуск До 250 251—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флор сеночувствительность
Не применяется для сварных конструкций У
В нормализованном и отт щенпом Чувствительна
состоянии при пв I/U—21/ Л\,= 0,8 (твердый сплав), Кг,= 0,7 (быстрорежущая сталь) Склонность к о тпу< :кной хрупкости
Склонна
167
Марка стали Вид поставки: Поковки — ГОСТ 9487—70, ГОСТ 10207—70.
60ХН
X и м п ч с с к и и с о с т а в, % • 11 ° ГОСТ 9487—70, ГОСТ 10207—70 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Асг ACg Ari Аг3
не более
0,55—0,65 0,17—0,37 0,50—0,80 0,040 0,040 0,6- 0,9 1,00— 1,50 — — — •
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч 1 . С- ь л о а Оь, кгс/мм2 ' % Ф, % Ci 3 ° 3 HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 9487—70 ГОСТ 10207—70 Закалка Отпуск 820—840 600—650 Масло Печь До 500 — 72 10 — 2,5 — 255—302
Нормализация Отпуск 840—860 580—610 Воздух Печь До 1400 — 68 10 — 2,5 — 225—285
Назначение. Рабочие валки блюмингов, слябингов, заготовочных, рельсобалочных и крупносортных станов (ГОСТ 9487—70) и рабочие валки всех размеров листовых станов (ГОСТ 10207—70) для горячей про-* катки металла.
Предел выносливости Ударная вязкость при отрицательных температурах
О—р кгс/мм2 т__р кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 700 До 1500 Нормализация, одно пе- реохлаждение, отпуск До 250 251—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В (нормализованном состоянии К® = 0,90 (твердый сплав), Kv = 0,70 (быстрорежущая сталь) Чувствительна
Склонность к отпускной хрупкости
Склонна
168
Марка стали Вид поставки: Поковки — ТУ заводов, ГОСТ 10207- 70.
45ХНМ
Химический состав, %, по ГОСТ 10207—70 — Т-.ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Ас3 Агх Аг8
не более “'-I
0,40—0,50 0,17—0,37 0,50—0,80 0,040 0,040 1,30— 1,70 1,20— 1,60 0, io- о.20 — —
Механические свойства при 20°
гост, ту Режим термообработки Сечение, мм о» -Ту ь «х> о « кгс/мм2 ч© Ч>, % сч S- 5 а 5» HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 10207—70 Закалка Отпуск 840—870 580—640 Масло Печь До 850 — 75 13 — 3,0 — 250—300
ТУ УЗТМ Закалка Отпуск 840—870 580—650 Масло Печь 300—500 500—800 800—1200 70 60 50 85 75 65 13 13 12 30 30 28 3,5 3,0 3,0 3,0 2,5 2,5 252—292 222—269 187—241
Норм Отпу< алиа ж рхнс 14 и адия 850—880 580—650 Воздух Печь 300—500 500—800 800—1200 55 45 40 75 65 60 13 12 12 30 28 25 — 222—269 187—241 177—217
Пове ТЕ гстная закалка с нагревом низкий отпуск Водный раствор глицери- на или масло Не определяются Поверх- ности 42—58 —
Назначение. Оси опорных составных валков листовых станов для горячей прокатки металла, шестеренные валы и др,
П ) е д е л выносливости Ударная вязкость при отрицательных температурах
o_j, кгс/мм2 т_1, кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Т ермообр аботка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков — из заготовок
размер сечения, мм условия охлаждения условия охлаждения
интенсивные обжатия проглажи- вание сечения, мм
Слиток 1200 800 700 До 1000 Отжиг низкотемператур- ный, одно переохлаж- дение —
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В закаленном и отпущенном состоя- нии при НВ 97—269 и Gt, = 70 кгс/мм" К, 0,9 (твердый сплав), Kv =0,7 (быстрорежущая сталь) Сильпочувствигельна
Склонность к отпускной хру Малосклонна пкости
169
Марка стали Вид поставки: Поковки —ГОСТ 10207—70.
75ХМ
Химический состав, %, по ГОСТ 10207—70 Т-ра критических точек, °C
С Si Мп S Р Сг ‘Ni Мо V Си Асх Ас3 Агх Аг3
не более
0,70—0,80 0,20—0,60 0,15—0,45 0,040 0,04С 11,40— 1,70 <0,30 0,20— 0,30 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ъкк/эгх ‘j. D сч С Гй о « х© 0х- СО % ‘Ф кгс м/см2 HSh
операция темпера- тура, °C охлаж- дающая среда бочки шейки
не менее
ГОСТ 10207—70 Нормализация Отпуск 870 460—520 Воздух Печь До 1400 Не определяются 35—60 33—60
Закалка Отпуск 850 400—520 Масло Печь До 1400 45—75 33—60
ТУ УЗТМ Закалка ТПЧ Отпуск 910 320—520 Вода Печь — Не определяются 45—75 —
Назначение. Опорные валки всех размеров листовых станов для горячей прокатки металла. Сталь характеризуется высокой прокаливаемостью и меньшей склонностью к образованию карбидной сетки, чем сталь марки 9X2.
Предел выносливости Ударная вязкость при отрицательных температурах
о }, кгс/мм2 т , кгс/мм2 — 1 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 700 До 100 101—350 На воздухе В яме
Заготовка 1200 800 700
Свариваемость Не применяется для сварных конструкций Обрабатываемость резанием В нормализованном состоянии Kw=0,90 (твердый сплав), /<r=0,60 (быстрорежущая сталь) Флокеночувствительность Малочувствительна
Склонность к отпускной Не склонна хрупкости
170
Марка стали Вид поставки: Поковки — ГОСТ 10207—70.
90ХМФ
Химический состав, %, по ГОСТ 10207—70 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Aq Ас3 Ач Аг3
не более 1, 1,
0,80—0,90 0,20—0,40 0,20—0,45 0,040 0,040 40— 70 <с0,30 0,20— 0,30 0, io- о.20 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч + О сч 5s s; 2 -Ci е> « % ‘о % ‘<Н ат кгс м/см2 HSh
операция температура, °C охлаждаю- щая среда бочки шейки
не менее
ГОСТ 10207—70 Нормализация Отпуск 850—870 480—510 Воздух Печь До 140 Не определяются 35—60* 33—60
Закалка Отпуск 840—860 480—510 Масло Печь До 140 45—75* 33—60
До 300 60—85** —
* Тведость валков. ** Твердость бандажей.
Назначение. Опорные валки всех размеров и бандажи составных опорных валков листовых станов для горячей про- катки металла.
П эедел выносливости Ударная вязкость при отрицательных температурах
°— Г кгс/мм2 Т-Г кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+30 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C максимальная темпера- тура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток ПВО 800 760
Заготовка 1180 800 760
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяются для сварных конструкций См. сталь марки 9Х2МФ Чувствительна
Склонность к отпускной хрупкости
Не склонна
171
СТАЛЬ ШТАМПОВАЯ
Марка стали Вид поставки: Сортовой прокат—ГОСТ 1133—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 4405—75. Фасонные профили для напильников и раш- пилей— ГОСТ 5210—67. Прутки повышенной отделки поверхности — ГОСТ 14955—69 Лента пружинная х. к. — ГОСТ 2283—69.
У7, У7А
Химический состав, %, по ГО.СТ 1435—74 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Си Марка стали Aci Ас3 Afi Мн* Мк
40 не более
0,65—0,74 0,15—0,35 0,15—0,30 0,20—0, 0,030 0,035 <0,20 <0,20 — <0,25 У7 730 770 700 280 —
0,15—0,30 0,020 0,030 <0,15 <0,20 <0,20 У7А
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм см 5s Л. - «О см 1, 5s Д о « >< % Ф, % кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 1435—74 Отжиг 690—710 С печью (скор. 50°/ч Не определяются <187
Закалка 800—820 Вода >62
Закалка Отпуск 800—820 160—200 200—300 300—400 400—500 Вода Воздух » » » Не определяются 63—60 60—54 54—43 43—35
* Нагрев до 950°.
Назначение. Инструмент для обработки дерева: топоры, колуны, стамески, долота, пневматический инструмент неболь- ших размеров; штампы, кузнечные обжимки, бойки; слесарно-монтажный инструмент: зубила, молотки, кувалды, обжимки для заклепок, керны, бородки, отвертки, плоскогубцы, острогубцы и др.
Т еплостой кость Шлифуемость Критический диаметр, мм, при закалке
HRC 62, 200—220 °/ч HRC 58, 150—160 °/ч Хорошая в воде - в масле в селитре на воздухе
15—20 4—6 4-6 Не закали- вается
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагре- ва металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1150 800 700 До 100 101—700 В штабелях на воздухе Отжиг с перекристалли- зацией, одно переох- лаждение До 100 101—300 На воздухе В яме
Заготовка 1180 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конст- рукций. Способ сварки КТС В отожженном состоянии при НВ 187 и о/;=63 кгс/мм2 К7,= 1,2 (твердый сплав), 7^= 1,1 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хруп- кости
Не склонна
174
Марка стали Вид поставки: Сортовой прокат—ГОСТ 1133—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 4405—75. Фасонные профили для напильников и раш пилей — ГОСТ 5210—67. Лента—ГОСТ 2283—69. Прутки повышенной отделки поверх- ности-ГОСТ 14955—69.
У8, У8А
Химический состав, % Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Си Марка стали Асч Ас3 АГ! Мн* Мк
не более
0,75—0,84 0,15—0,35 0,15—0,30 0,20—0,40 0,03С 0,035 0,20 <0,25 — <0,25 У8 730 —— 700 245 —
0,15—0,30 0,02С 0,030 СО,15 I <0,20 <0,20 У8А
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о т, кгс/мм* %‘2 — % ‘Ф СЗ 5s — 5s г* ° « HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 1435—74 Отжиг 690—710 С печью Не определяются <187
Закалка 780—800 Вода >62
Закалка Отпуск 780—800 160—200 200—300 300—400 400—500 500—600 Вода Воздух » » » » Не определяются 64—60 60—55 55—45 45—35 35—27 —
* Нагрев до 810°.
Назначение. Инструмент для обработки дерева: фрезы, зенковки, цековки, топоры, стамески, долота, пилы продольные и дисковые, накатные ролики, плиты и стержни для форм литья под давлением оловянисто-свинцовых сплавов; слесарно-монтажный инструмент: обжимки для заклепок, кернеры, бородки, отвертки, комбини- рованные плоскогубцы, острозубцы, боковые кусачки и др.
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
ЯЯС62, 150—160 °/ч HRC58, 200—220 °/ч Хорошая в воде в масле в селитре на воздухе
15—20 4—6 4—6 Не закаливается
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная тем- пература нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток 1150 800 720 До 100 101—700 В штабелях на воздухе Отжиг с перекристалли- зацией, одно переох- лаждение До 100 101—300 На воздухе В яме
Заготовка 1180 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. Способ сварки — КТС В горячекатаном состоянии при НВ 182 и о^=59 кгс/мм2 К ©=1,0 (быстрорежущая сталь). Не чувствительна
Склонность к отпускной хрупкости
Не склонна
175
Марка стали Вид поставки: Сорговой прокат —ГОСТ 1133—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса—ГОСТ 4405—75. Фасонные профили для напильников и раш- пилей— ГОСТ 5210—67. Лента -ГОСТ 2283—69. Прутки повышенной отделки поверх- ности— ГОСТ 14955—69.
У10, У10А
Химический состав, %, по ГОСТ 1435—74 Т-ра критических точек, °C
С Si Мп S 1 Р Сг Ni Мо Си Марка стали Асл Ас3 АГ1 Мн* Мк
не более
0,95—1,04 0 0, 15—0,35 0,15—0,35 0,03( ) 0,035 <0,20 <0,25 — <0,25 У10 730 800 700 210 1
15—0,30 0,15—0,30 0,02( ) 0,030 ^0,15 <0,20 <0,20 У10А
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч а? а» ©ь8 KZCjMM2 о» % Ф, % сч 5? 5 & HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 1435—74 Отжиг 750—770 С печью (скор. 50°/ч) Не определяются <197
Закалка 750—780 Вода >62
Закалка 760—780 160—200 200—300 300—400 400—500 Вода Воздух Воздух Воздух Воздух 64—62
Отпуск
62— 56— 47— 56 47 38
* Нагрев до 800°.
Назначение. Инструмент для обработки дерева: пилы ручные поперечные и столярные, пилы машинные столярные, сверла спиральные, штампы для холодной штамповки вытяжные, обрезные и вырубные небольших разме- ров и без резких переходов по сечению, калибры простой формы и пониженных классов точности, шаберы слесарные и др.
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
HRC62, 150—160 °/ч HRC58, 200—250 °/ч Хорошая в воде в масле в селитре на воздухе
15—20 4—6 4—6 Не закаливается
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температура конца ковкн, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1150 800 720 До 100 101—150 151—700 В штабелях на воздухе В ящиках Отжиг неполный, одно переохлаждение До 100 101—300 На воздухе В яме
Заготовка 1180 800 750
Свариваемость Обрабатываемость резанием Ф; юкеночувствительность вительна
Не применяется для сварных конст- рукций. Способ сварки — КТС В отожженном состоянии при НВ 170 и о/,= 55 кгс[мм2 = 1,1 (быст- рорежущая сталь) Не чувст
Склонность к отпускной хрупкости
Не склонна
176
Марка стали Вид поставки: Сортовой прокат- ГОСТ 1133—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559-75. ГОСТ 8560—67. Полоса—ГОСТ 4405—75. Фасонные профили для напильников и раш- пилей— ГОСТ 5210—67. Лента—ГОСТ 2283—69. Прутки повышенной отделки поверх» пости — ГОСТ 14955—69.
У12, У12А
Химический состав, %, но ГОСТ 1435—74 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Си Марка стали Ас, Ас3 АГ! Мн* Мк*
не более
1,15—1,24 0,15—0,35 0,15—0,30 0,15—0,35 0,030 0,035 <0,20 <0,25 — <0,25 У12 730 820 700 200 —20
0,15—0,30 0,020 0,030 <0,15 <0,20 —• <0,20 У12А
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч .1 К OJ О « сч е> « S % Ф, % ан » кгс -м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 1435—74 Отжиг 750—770 С печью (скор. 50° 1ч) Не определяются ^207
Закалка 760—780 Вода >62
Закалка 760—780 Вода Не определяются
Отпуск 160—200 200—300 300—400 400—500 Воздух » » »
* Нагрев до 780°.
Назначение. Метчики ручные, напильники, шаберы слесарные, штампы для холодной штамповки обрезные и выруб- ные небольших размеров и без резких переходов по сечению, холодно-высадочные пуансоны и штемпели небольших размеров, калибры простой формы и невысоких классов точности, пресс-формы для пластмасс и др.
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
Я/?С62, 150—160 °/ч HRC58, 200—250 7ч Хорошая в воде в масле в селитре на воздухе
10—12 4—6 4—6 Не закаливается
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
i размер се- чения, JWJK условия охлаждения размер се- сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1150 800 700 До 100 101—150 151—700 1 В штабелях на воздухе В ящиках Отжиг неполный, одно переохлаждение До 100 101—150 151—700 В штабелях на воздухе В ящиках Отжиг непол- ный, одно пере- охлаждение
Заготовка 1160 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конст- рукций. Способ сварки — КТС В отожженном состоянии при НВ 207 К^=1,0 (твердый сплав), К w=0,9 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
12—2864
177
Марка стали Вид поставки: Сортовой прокат —ГОСТ 1133—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 4405—75. «Лента — ГОСТ 10234—62. Прутки повышен- ной отделки поверхности — ГОСТ 14955—69.
Х12М
Химический состав, %, по ГОСТ 5950—73 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Act Ас8 АГ1 Мн* Мк*
не более
1,45— 1,70 <0,40 <0,35 0,030 0,030 11,0— 12,5 <0 35 0,40— 0,60 | 0,15— 0,30 <0,30 810 760 230 0
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т > кгс/мм2 СТЬ, о кгс/мм2 6, % % ‘Ф- ОТ а £ HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5950—73 Отжиг 850—870 С печью скор. 30°/ч) Не определяются 255—207
Закалка 950—1000 Масло >58
Закалка Отпук 1012—1040 150—170 Масло Воздух Не определяются 62—64
Закалка Отпуск 1020—1040 490—510 Масло Воздух Не определяются 57—59
* Нагрев до 980°
Назначение. Накатные плашки и ролики, штампы сложной формы для холодной штамповки и глубокой вытяжки, волочильные доски и волоки, глазки для калибровки металла и другой инструмент высокой меха- нической прочности и вязкости.
Т еплостойкость Шлифуемость Критический диаметр, мм, при закалке
Удовлетворительная в воде в масле в селитре на воздухе
— 80—100 80—100 50—60
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер се- чения, мм условия охлаждения
интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения
Слиток 1170 850 800
Заготовка 1170 850 800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В горячекатаном состоянии при НВ 217—228 и сь = 73 кгс!мм2 Kv = 0,8 (твердый сплав), Kv — 0,3 (быстрорежущая сталь) —
Скл онность к отпускной хрупкости
178
Марка стали Вид поставки: Сортовой прокат —ГОСТ 1133—71, ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса —ГОСТ 4405—75. Лента — ГОСТ 10234—62, ГОСТ 2283—69. Прутки повышенной отделки поверхности — ГОСТ 14955—69.
Х12Ф1
Химический состав, %, по ГОСТ 5950—73 Т-ра критических точек, °C
С с: Мп S Р Сг Ni Мо V Си Асг ] Ас3 АГ1 Аг3
не более
1,20—1,40 <0,40 <0,35 0,030 0,030 11,0— 12,5 <0,35 0,70— 0,90 810 — 760 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ - S3 СЧ 1 * оЗ 6, % Ф, % СЧ % а £ HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5950—73 Отжиг 850—870 С печью (скор. 30°/ч) Не определяются 207—255
Закалка 1050—1100 Масло ^58
Закалка Отпуск 1060—1080 150—170 Масло Воздух 62—64
Закалка Отпуск 1060—1080 490—510 Масло Воздух 57—59
Назначение. Накатные плашки и ролики, штампы для холодной штамповки, деревообрабатывающий инструмент и др.
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
HRC62, 150—170 °/« HRC58, 490—510 °/ч Удовлетворительная в воде в масле в селитре на воздухе
— 80—100 80—100 50—60
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сече- ния, мм условия охлаждения размер сече- ния, мм условия охлаждения
Слиток 1160 850 850 До 200 Отжиг низко- температур- ный, одно пе- реохлажде- ние До 200 Отжиг низкотемператур- ный, одно переохлаж- дение
Заготовка 1160 850 850
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяются для сварных конструкций В горячекатаном состоянии при НВ 217—228 Kv = 0,8 (твердый сплав), Кv = 0,3 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
179
Марка стали Вид поставки: Сортовой прокат —ГОСТ 1133—71, ГОСТ 2879—69, ГОСТ 7417—75; ГОСТ 8559—75, ГОСТ 8560—67. Полоса —ГОСТ 4405—75. Лента — ГОСТ 2283—57, ГОСТ 10234—62. Прутки повышенной отделки поверхности — ГОСТ 14955—69.
9ХС
—— . . * Химический состав, °/о, по ГОСТ 5950—73 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Си Acj Ас3 АГ1 Мн* Мк*
не более
0,85—0,95 1,20—1,60 0,30—0,60 0,030 0,030 0,95— 1,25 <0,35 — — <0,30 770 870 730 160 —30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм Пт, кгс/мм2 Oft. кгс/мм2 б, % Ф, % еч eg HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5950—73 Отжиг 790—810 В печи со скор. 30°/ч Не определяются
Закалка 840—860 Масло >62 —
Закалка 840—860 Масло
Отпуск 170—200 200—300 300—400 400—500 500—600 Воздух » » » » 63—62 62—58
58—52
52—46
46—37
* Нагрев до 875°.
Назначение. Сверла, развертки, плашки, гребенки, штемпели, клейма для холодных работ и другой инструмент для ручной работы.
Теплостойкость Шлифуемость Критический диаметр, мм, при закалке
HRC62, 150—160°/« HRC58, 240—250 °/ч Удовлетворительная в воде в масле в селитре на воздухе
15—50 12—35 Не закаливается
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сече ния, мм условия охлаждения
Слиток 1180 800 800 До 220 В колодце До 220 В колодце
Заготовка 1180 800 800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций. Способ сварки — КТС В горячекатаном состоянии при НВ^-22Л К? =0,9 (твердый сплав), Кг, =0,5 (быстрорежущая сталь)
Склонность к отпускной хрупкости
180
Марка стали Вид поставки: Сортовой прокат—ГОСТ 1133—71. ГОСТ 2879—69, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67. Полоса —ГОСТ 4405—75. Лента —ГОСТ 2283—69, ГОСТ 10234—62. Прутки повышенной отделки поверхности — ГОСТ 14955—69.
хвг
Химический состав, %, по ГОСТ 5950—73 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо W Си Асх Ас3 Ari Мн* Мк**
не более
0,90—1,05 0,15—0,35 0,80—1,10 0,030 0,030 0,90— 1,20 <0,35 1 — 1,20— 1,60 <0,30 750 940 710 210 —50
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат , кгс/мм2 СЧ б, % г Р, % СЧ С о HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5950—73 Отжиг 770—790 С печью со скор. 30°/ч Не определяются 255—287
Закалка 830—850 Масло >62
Закалка 830—850 Масло
Отпуск 170—200 200—300 300—400 400—500 500—600 Воздух » » » » 63—62 62—58 58—52 52—46 46—37
* Нагрев до 850°. ** Нагрев до 820°.
Назначение. Протяжки, предназначенные для работы с малыми скоростями резания, измерительный инструмент и др.
Т еплостойкость Шлифуемость Критический диаметр, мм, при закалке
HRC62, 150—170°/« Я/?С58, 200—220 °/ч Удовлетворительна я (аналогично 9ХС) в воде в масле в селитре | на воздухе
15—70 15—40
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1150 800 750 До 400 Отжиг низкотемператур- ный, одно переохлаж- дение До 300 В яме
Заготовка 1180 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В горячекатаном состоянии при НВ 235 и о* =78 кгс/мм2 Kv = 0,75 (твердый сплав), /Су =0,35 (быстрорежущая сталь)
Склонность к отпускной хрупкости
181
Марка стали Вид поставки:
Поковки — ТУ заводов. Сортовой прокат —ГОСТ 1133—71, ГОСТ 7417—75,
ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 4405—75, Прутки повышенной отделки
7X3 поверхности (серебрянка) — ГОСТ 14955—69.
Химический состав, %, по ГОСТ 5950—73 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Си Асх Ас3 Агх Аг8
не более
0,60—0,75 0,15—0,35 0,15—0,40 0,030 0,030 3,20— 3,80 <0,35 — — <0,30 770 — 730 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм От, кгс/мм* кгс/мм* 6, % Ф, % 3 £ <j в £ HRC Но
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5950—73 Отжиг Закалка Закалка Отпуск 790—810 850—880 850—880 150—200 200—300 300—400 400—500 500—600 С печью Масло Масло Воздух Воздух Воздух Воздух Воздух — Не определяются >54 62—50 60—58 58—55 55—50 50—39 229-187
Назначение. Матрицы для высадки болтов и других деталей на прессах и горизонтально-ковочных машинах со
сменными вставками, формовочные и поршневые пуансоны для горячей гибки и обрезки, холодные
штампы и др.
Предел выносливости Ударная вязкость при отрицательных температурах Термообработка
? ь- § 1 T—j, кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивное обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1180 800 800 До 220 В колодце До 300 В яме
Заготовка 1180 800 750
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна Склонность к отпускной хрупкости Склонна
182
Марка стали Вид поставки: Поковки —ГОСТ 7831—71.
5ХНТ
Химический состав, %, по ТУ заводов Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Си Aci Ас8 Агх Аг8
не более
0,50—0,60 <0,35 0,50—0,80 0,030 0,030 0,90— 1,25 1,40— 1,80 0,08— 0,15
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм* * * - ой 'в. %! ч>, % кгс -м /м* HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отпуск 830—850 С печью Не определяются <255
Закалка 850—870 Масло 340—420
Отжиг 500—550 Воздух
Назначение. Ковочные штампы для горячей штамповки.
Пределы выносливости Ударная вязкость при отрицательных температурах
0—1, кгс,/мм* т —1, кгс/мм* Термообработка ам, кгс-м/см2, при температуре, ЭС _ Термообработка
+20 0 —20 —30 — 40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения размер сечения, мм условия охлаж- дения
Слиток 1200 800 750 До 800 Отжиг с перекристалли- зацией, одно переох- лаждение, отпуск До 300 В яме
Заготовка 1200 800 750
Свариваемость Обрабатываемость резанием — Флокеночувствительность
Не применяется для сварных конструкций Чувствительна
Склонность к отпускной хрупкости
Склонна
183
Марка стали Вид "вставки:
I [сковки— ГОСТ 7831—71. Соотовой поокат — ГОСТ 1133—71
5ХГМ •
Химический состав, %, по ГОСТ 5950—73 Т-ра критических точек, °C
С 0,50—0,60 Si 0,25—0,65 Мп 1,20—1,60 S Р Сг ) 0,60— 0,90 Ni <0,35 Мо 0,15— 0,30 Ti Си <0,30 Асх Ас3 Ап Аг3
не б 0,030 олее 0,03<
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм От, кгс/мм2 zww/o?m 6, % % сч Q g HRC НВ
операция температура, °C ' охлаждаю- щая среда
не менее
ГОСТ 5950- -73 Отжиг 820—850 С печью Не определяются Не определяются <241
Закалка Закалка Отпуск 820—850 840—860 450—510 500—550 560—600 Масло Масло Воздух Воздух Воздух — >50 477—420 387—341 321—286
Назначение. Ковочные штампы для горячей штамповки.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1> кгс/мм2 х-1> кгс/мм2 Термообработка ан> +20 кгс • м/см2, 0 при темп —20 ератур —30 е, °C —40 —50 Термообработка
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная конца кс интенсивные обжатия температура >вки, °C проглажи- вание из слт размер сечения, мм (ТКОВ условия охлаждения из заготовок размер I сечения, MM 1 дения
Слиток Заготовка 1200 1200 800 800 700 700 1. Особо ответственные штамповые кубики и детали прессов 500— 800 2. Штамповые кубики до 800 3, Протяжки до 400 1. Отжиг с перекристал- лизацией, два переох- лаждения, отпуск 2. То же, одно переох- лаждение, отпуск 3. Отжиг низкотемпера- турный, одно переох- лаждение До ЮО 101—350 На возду- хе В яме
Свариваемость Не применяется для сварных конструкции Обрабатываемость резанием В горячекатаном состоянии при НВ^ 207 и о ь — 92 кгс/мм2 Kv = 0,6 (твердый сплав), Kv — 0,3 (быстрорежущая сталь) Флокеночувствительность Чувствительна
Склонность к отпускной хрупкости
Склонна
184
Марка стали Вид поставки: Поковки —ГОСТ 7831—71, ГОСТ 8479—70, ТУ УЗТМ. Сортовой прокат ГОСТ 1133—71, ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67, ГОСТ 2879—69. Полоса—ГОСТ 4405—75. Прутки повышенной отделки поверхности (серебрянка) ГОСТ 14955—69.
5ХНМ
Химический состав, °/о» по ГОСТ 5950—73 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Си Ас2 Асч <5 Агх Аг3
не более
0,50—0,60 0,15—0,35 0,50—0,80 0,030 0,030 0,50— 0,80 1,40— 1,80 0,15— 0,30 — «0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 сч =5 S: б, % % ‘41 ан, кгс/м • см2 Твердость Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5950—73 Отжиг 810—830 С печью Не определяются HB24I—197
ГУ УЗТМ Закалка 830—860 Масло — HROM
Закалка Отпуск (Режим I) 840—860 450—510 500—550 560—600 Масло или вода—масло Воздух Воздух Воздух Не определяются НВ477—420 НВ387—341 НВ321—286
Закалка Отпуск (Режим II) 850—870 470—500 Масло С печью До 700* 75 85 10 — — НВ341—420 20 400
* Образцы тангенциальные.
Назначение. Ковочные штампы для горячей штамповки (режим I). Детали прессового инструмента (контейнеров), работающие при температуре до 400° (режим II).
Предел выносливости Ударная вязкость при отрицательных температурах
°-1» кгс/мм2 кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки. °C из слитков из заготовок
интенсивные обжатия (проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлажде- ния
Слиток 1240 800 700 Особо ответственные штамповые кубики и детали прессов до 500—800 Штамповые кубики до 800 Протяжки до 400 Отжиг с перекристал- лизацией, два переох- лаждения, отпуск Го же, одно переохлаж- дение, отпуск Отжиг низкотемператур- ный, одно переохлаж- дение До 100 101—350 На воздухе В яме
Заготовка 1240 800 700
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конст- рукций В отожженном состоянии при НВ 286 и o6 = 92 кгс/мм2 /^=0,6 (твердый сплав), /(^=0,3 (быстро режущая сталь) Чувствительна
Склонность к отпускной хрупкости
Не склонна
185
Марка стали 5ХНМ2 Вид поставки: Поковки—ГОСТ 7831—71, ТУ УЗТМ.
Химический состав, %, и о ТУ УЗТМ Т-ра критических точек, °C
С Si Мп S не Р 5олее Сг Ni Мо Ti Си Асх Ас3 Агх Аг3
0,50—0,60 <0,35 0,50—0,80 0,030 0,030 0,50— 0,80 1,40— 1,80 0,30— 0,40 — СО,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °7, кгс/мм2 кгс/мм2 % Ф, % 5 у <3 НВ Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю- щая среда
не менее
ТУ УЗТМ Закалка Отпуск (Режим I) 840—860 450—510 500—550 560—600 Масло Воздух Воздух Воздух Не определяются 477- 420 387—341 321—286
Закалка Отпуск (Режим II) 850—870 470—500 Масло С печью До 700* 90 85 98 95 8 9 1 1 1 —— 341—421 20 400 450
* Образцы тангенциальные.
Назначение. Особо ответственные ковочные штампы для горячей штамповки (режим I). Детали прессового инструмента (контейнеров) с повышенными требованиями по прочности, работающие при температуре до 450d (режим II).
Предел выносливости Ударная вязкость при отрицательных температурах
а-1. кгс/мм2 т-1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения условия охлаждения
интенсивные обжатия прогла- живание размер сечения, мм
Слиток 1200 800 700
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна Склонность к отпускной хрупкости Малосклонна
186
Марка стали Вид поставки: Поковки — ТУ УЗТМ.
5Х2СФ
Химический состав, %, по ТУ УЗТМ Г-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Ас! Аса Агг Аг3
не более
0,48—0,55 0,50—0,80 0,25—0,55 0,030 0,030 1,70— 2,10 <0,40 — 0,15— 0,30 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 1 • 1 о •о Ф, % кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ТУ УЗТМ Закалка Отпуск Отпуск—старение 880—900 200—220 130—140 Масло Воздух Воздух — Не определяются >52
Назначение. Ножи для холодной и горячей резки.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1. кгс/мм2 т-1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева 'металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сече- ния, мм условия охлаждения размер сече- ния, мм условия охлаждения
интенсивные обжатия прогла- живание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций -
Склонность к отпускной хрупкости
187
Марка стали Вид поставки: Поковки — ГОСТ 7831—71. Сортовой прокат—ГОСТ 1133—71, ГОСТ 7417—75. ГОСТ 2879—69, ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 4405—75. Прутки повышенной отделки поверхности—ГОСТ 14955—69.
4Х5В2ФС (ЭИ958)
Химический состав, %, по ГОСТ 5950—73 Г-ра критических точек, СС
С Si Мп S Р 0 Сг Ni V W Си Acj Ас3 Ari Агч О
не более
0,35—0,45 0,80—1,20 0,15—0,40 0,030 0,03 4,50— 5,50 <0,35 0,60— 1,00 1,60— 2,40— <0,30 830 —. —- —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм кгс/мм2 оЬ, кгс/мм2 — - % Ч % ч а«, кгс • м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5950—73 Отжиг 860—900 С печью до 700 Не определяются —229
Закалка 1030—1050 Масло или воздух >50
Закалка: а) подогрев, б) окончательный нагрев Отпуск 840—860 1050—1080 580—620 Масло* Воздух Не определяются 41—45
* Подстуживание на воздухе до 950°.
Предел выносливости Ударная вязкость при отрицательных температурах
ст-1. кгс/мм2 '—1 > кгс/мм? Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Назначение. Тяжелонагруженный штамповый инструмент, работающий при высоких удельных давлениях и разогреве поверхности до 600—700°: прошивные пуансоны, выталкиватели, формующие глубокие отверстия (й:с?>0,7), зубчатые вкладыши, матричные вставки и др. Средненагруженный инструмент, работающий с разогревом поверхности не выше 600° и средними удельными давле- ниями на рабочей поверхности: выталкиватели, формующие неглубокие отверстия (A:d<:0,6), матрицы, различные вставки и др.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура коипя клпки. °C. из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Свариваемость Обрабатываемость резанием Чу в Флокеночувствительность
Не применяется для сварных гтвительна
конструкции Склонность К отпускной ХР5 TIKO сти
Склонна
188
Марка стали
ЗХ2В8Ф
Вид поставки-
Поковки ТУ заводов. Сортовой прокат — ГОСТ 1133—71, ГОСТ 7417—75,
ГОСТ 8559—75, ГОСТ 8560—67. Полоса — ГОСТ 4405—75. Прутки повышенной отделки
поверхности ГОС! 11955-69.
Химический состав, %, по ГОСТ 5950—73
jl-pa критических точек, °C
Si
Мп
не более
Сг
Ni
Си
Ас-
Ас3
Аг
Аг3
С
S
Р
V
W
7,5—9,5
<0,30
0,35
0,030 0,030
0,15—0,40
0,30—0,40
0,15—0,40
820—
830
0,20—
0,50
2,20—
2,70
.Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 5- - Ь со о СЧ - г» X© о4 X© ©^ еч Q £ HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5950—73 Отжиг Закалка 860—880 1075—1125 С печью Масло Не определяются >46 255—207
———. Закалка: а) подогрев; б) окончатель- ный нагрев. Отпуск (Режим I)* 840—860 1120—1160 660—680 Масло Воздух Не определяются 54—56 40—45
Закалка: а) подогрев б) окончатель- ный нагрев Отпуск (Режим II)** 840—860 1070—1100 620—650 Масло Воздух Не определяются 49—54 42—45
Закалка Отпуск Отпуск (Режим УЗТМ) 1080—1100 580—590 540—550 Масло или воздух С печью С печью До 400 Не определяются 402—475
* Обработка на повышенную теплостойкость.
** Обработка на повышенную прочность и разгароустойчивость.
Назначение. Прошивные пуансоны, -выталкиватели, формирующие глубокие отверстия (hfd^QJ)', зубчатые вкладыши,
матричные вставки; пресс-формы для литья под давлением сплавов на медной основе; ножи для резки
металла в горячем состоянии и др. (режим I).
Среднейагруженный штамповый инструмент, работающий с разогревом поверхности до 600° и средними удельными
давлениями на рабочей поверхности; выталкиватели, формирующие неглубокие отверстия (/i/d^0,6); матрицы; различные
вставки и др. (режим II).
Пуансоны, матрицы, иглы, пресс-штемпели и другие детали штампового и прессового инструмента, работающие в особо-
тяжелых условиях (режим УЗТМ).
Технологические -свойства
Охлаждение поковок, изготовленных
Температурные параметры ковки
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C
интенсивные обжатия проглажи- вание
Слиток 1200 900 900
Заготовка
размер
сечения, мм
из слитков
условия
охлаждения
из заготовок
размер сечения, мм условия охлаждения
Свариваемо сть Не применяется для сварных конструкций Обрабатываемость резанием В отожженном состоянии при НВ 202—217 и о *=73 кгс!мм2 К-,= 0,90 (твердый сплав), Kv— =0,45 (быстрорежущая сталь) Флокеночувствительность Чувствительна
Склонность к отпускной хрупкости
Склонна
189
Марка стали
Вид поставки:
4Х4М2ВФС
(ДИ-22)
Сортовой прокат —ЧМТУ 1-610—69, ГОСТ 1133—71.
Химический состав, %, по ЧМТУ 1-610—69
Т-ра критических точек, °C
Si
Мп
не более
Сг
Ni
Мо
Ас,
Ас3
Аг
Аг3
С
S
Р
W
0,20—0,50
0,025 0,025
0,60—1,00
0,37—0,44
0,80—
1,20
3,20—
3,80
0,20—
0,60
1,20—
1,60
0,65—
0,85
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 1 оь, кгс/мм2 % ‘2 % ч «и, кгс-м/см2 Твердость Темпера- тура испыта- ния, ’С
операция температура, °C охлаждаю- щая среда
не менее
ЧМТУ 1-610—69 Отжиг* 860—890 С печью, затем на воздухе Не определяются НВ
Закалка** Отпуск 1-й Отпуск 2-й (Режим I) 1050—1070 600—620 560—580 Масло Воздух Воздух Образцы 155— 165 170— 180 8—10 35—42 4,0- 5,0 HRC 55—61 20
90— 100 105— 115 10—15 50—65 5,5— 6,5 HRC 50—53 600
Закалка** Отпуск 1-й Отпуск 2-й (Режим II) 1050—1070 620—630 580—600 Масло Воздух Воздух Не определяются HRC 55-61 HRC 47—50
* Нагрев со скоростью 100°/час до 860—890°, выдержка ие менее 2,0—2,5 час, охлаждение со скоростью 30—50°/час до 660е, выдержка
2—4 час; охлаждение со скоростью 50—70°/час до 500°, затем на воздухе.
** Нагрев под закалку осуществляется с предварительным подогревом (нли выдержкой) прн 700—750° до выравнивания температуры по
сечению. Время выдержки выбирается из расчета 50—70 сек/мм при нагреве в печи с применением защитной упаковки и 35—50 сек!мм
при нагреве в соляной ванне.
Во избежание коробления инструмента закалку рекомендуется производить с подстуживанием до 900е на воздухе, затем в масле до
150—200°. Отпуск следует производить непосредственно после закалки, продолжительность отпуска назначается из расчета 1,5—2,0 час
плюс 1—1,5 мин на 1 мм сечения.
Механические свойства ориентировочные.
После шлифовки термообработаииого инструмента необходимо производить отпуск при 150—200° продолжительностью
для снятия напряжений.
час
Назначение. Штампы простой конфигурации, не испытывающие больших динамических нагрузок; инструмент для
высадки; вставки штампов напряженных конструкций и др. (режим I).
Инструмент сложной конфигурации, работающий в условиях ударного нагружения (молотовые вставки,
КГШП); штампы для высокоскоростной ма шинной штамповки и др. (режим II).
Сталь хорошо азотируется.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1, кгс/мм2 т—1» кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
максимальная
температура
нагрева металла
перед ковкой,°C
минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
состояние
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна Склонность к отпускной хрупкости Не склонна
190
Марка стали
Вид поставки:
4ХЗВЗМФС
(ДИ-23)
Сортовой прокат — ЧМТУ 1-610—69, ГОСТ 1133—71.
Химический состав, %, п о ЧМТУ 1-610—69
с Si Мп S Р Сг Ni Мо
не более
0,45—0,52 0,50—0,80 0,30—0,60 0,025 0,025 2,50— 3,20 0, Io- О.40 0,80— 1,10
1,50—
1,80
Механические св ойства при 20'
Т-ра критических точек, ЮС
W
3,00—
3,60
Nb Aci Ас3 Агх Аг3
0,05— 0,15 — — — —
сч
ж
ОСТ, ТУ
Режим т ермообработки
температура,
°C
охлаждаю-
щая среда
Сечение,
мм
5?
а?
е> «
сч
сГ £
кемпера-
т тура
1 вердость испыта-
ния, еС
операция
не менее
ЧМТУ 1-610-69 Отжиг* 860—890 С печью, за- тем на возду- хе Не определяются НВ 187—229
Закалка** Отпуск 1-й Отпуск 2-й (Режим I) 1120—1150 640—660 600—620 Масло Воздух Воздух Образцы 140— 150 155— 165 8—10 28—32 2,5— 3,0 HRC 52—56 20 650
70—80 80—90 10—14 40—45 3,5— 4,0 HRC 46—49
Закалка** Отпуск 1-й Отпуск 2-й (Режим II) 1120—1150 660—680 600—620 Масло Воздух Воздух Не определяются 52—56 41—45
* Нагрев со скоростью 100°/час до 860—890°, выдержка не менее 2,0—2,5 час, охлаждение со скоростью 30—50°/час до 660°, выдержка
2,0—4,0 час, охлаждение со скоростью 50—7И°1час до 500°, затем на воздухе.
** Нагрев под закалку осуществляется с предварительным подогревом (или выдержкой) при 700—750° до выравнивания температуры по
сечению. Время выдержки выбирается нз расчета 50—70 сек!мм прн нагреве в печи (с применением защитной упаковки) и 30—50 сек/лои
при нагреве в соляной вание.
Во избежание коробления инструмента закалку рекомендуется производить с подстуживани ем до 900° на воздухе, затем в масле до
150—200°. В случае отсутствия соотве тствующего термического оборудования допускается закалка с 1100°. При этом во избежание
снижения теплоустойчивости время выдержки при иагреве необходимо увеличить в 2—2,5 раза по сравнению с закалкой от 1120—1150°.
Отпуск следует производить непосредственно после закалки, продолжительность отпуска назначается из расчета 1,5—2,0 час плюс
1—1.5 мин на 1 мм сечения.
Механические свойства ориентировочные.
После шлифовки термообработанного инструмента необходимо производить отпуск при 150—200° продолжительностью 1,5—2,5 час
для снятия напряжений.
Назначение. Прессовый инструмент (типа прошивных и формующих пуансонов), инструмент для высадки КГМ, встав-
ки штампов напряженных конструкций (режим I). Прессовый инструмент сложной конфигурации типа
зубчатых вставок для штамповки и др. (режим II).
Сталь хорошо азотируется.
Ударная вязкость при отрицательных
Предел выносливости
°-1, кгс/мм2 1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 -50
Технологические свойства
Температурные параметры ковки _____ Охлаждение поковок, изготовленных
из слитков
из заготовок
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C
интенсивные обжатия проглажи- вание
Слиток
размер
сечения, мм
условия
охлаждения
размер
сечения, мм
условия охлаждения
Заготовка
Свариваемость
Не применяется для сварных
конструкций
Обрабатываемость резанием
Флокеночувствительность
Чувствительна
Склонность к отпускной хрупкости
Не склонна
191
Марка стали Вид поставки: Поковки — СТУ УЗТМ.
40Х5МФ
Химический с о с т а в, % Г-ра критических точек, °C
С Ni Мп S Р Сг Мо V Дсх Ас3 Ап Аг3
не более
0,35—0,45 0,17—0,37 0,50—0,80 0,030 0,030 4,5—5,5 1,2—1,6 0,4—0,6 810— 820 860— 870 — -—
Механические свойства*
ГОСТ, ТУ Режим термообработки Сечение, мм ' °г. кгс/мм2 кгс/мм2 хр % ‘Ф кгс -м/см2 НВ Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю- щая среда
не менее
СТУ УЗТМ** Нормализация Отпуск 1-й Отпуск 2-й СП сл сл -ч — о о о 1 1 о 8 §S й, о о w Воздух Печь Печь До 400 140 120 105 150 130 115 8 8 8 3,5 3,5 378—444 {Аотп~ 3,1—2,9) 20 450 500
Нормализация Отпуск 1-й Отпуск 2-й 1000±5 550 550 Воздух Печь Печь 160 140 120 170 150 130 7 7 7 3,0 3,0 478—512 {^итп~ 3,0—2,7) 20 450
* Механические свойства факультативные. ** Образцы продольные.
Назначение. Ответственные детали прессового и штампового инструмента с высокими свойствами прочности после нормализации и отпуска; втулки контейнер ов, кольца, пресс-штемпели, иглы и другие детали, работающие при температурах до 500° С.
Пред е л в ы п о с л и в о с т и Ударная вязкость при отрицательных температурах
а-1, кгс/мм2 т-1. кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Малочувствительна
Склонность к отпускной хрупкости
192
Марка стали Вид поставки: Поковки — ОСТ 24.959.01—69.
30Х2МФН
Химический с о с т а' в, % Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V Си Acj Ас3 Агх Аг3
не более
0,26—0,34 0,17—0,37 0,30—0,60 0,030 0,030 2,00— 2,50 1,20— 1,60 0,40— 0,60 0,25— 0,40 <0,30 750 830 — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 G4 1 ж о у и hi •О \О О'* 1 Q $ Твердость Темпера- тура испыта- ния, СС
операция температура, °C охлаждаю- щая среда
не менее
ост 24.959.01-69 Нормализация Отпуск 920-940 540—560 Воздух Воздух Масло Воздух До 300 110 100 130 115 12 13 40 50 3,0 5,0 НВ 388 20 450
Закалка Отпуск 920—940 540—650 До 500 110 90 120 100 8 10 30 45 2,5 5,0 HRC41 20 500
° looo “ 100 /сгс/xjK2. Релаксация напряжения при 450° за 1000 час составляет 20% от начального напряжения Оо=75 кгс/мм2.
Назначение. Прессовый инструмент: внутренние и промежуточные втулки контейнеров, наружные кольца контейнеров, иглы и пресс-штемпели прессов усилием 500—20 000 т и другие детали прессов.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1. кгс/мм2 т-1, кгс/мм2 Термообработка ак, кгс-м/см2, при темлерату >е, °C 0 Термообработка
—60 —40 —20 0 4-20 4-45 0 4-55
4,0 4,0 5,0 5,0 5,0 6,0 8,0 Закалка с 930° в масле, отпуск при 550° (плав- ка лабораторная).
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна
Склонность к отпускной хрупкости
Малосклонна
13—2864
193
Марка стали Вид поставки: Штамповые кубики —СТУ УЗТМ
4Х2НМФ
Химический состав, % (по СТУ УЗТМ) '-ра критических точек, С'С
С Si Мп S Р Сг Ni Мо V Aci Ас8 АГ1 Аг3
0,36—0,42 0,27 0,37 0,5—0,8 0,030 0,030 2,0—2,5 0,8—1,1 0,4—0,6 0,15— 0,20 760 820 — —
Механические свойства*
ГОСТ, ТУ Режим термообработки Сечение. мм сч д •qTj О g 6, % Ф, % сч 5 о о НВ Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю- щая среда а- "о О £
не менее
СТУ УЗТМ** Отпуск I Отпуск 11 890—910 560—580 530—540 Воздух » » 500X500 126 133 10 30 2,5— 3,5 340—387 20
99 80 (^07 п~ 3,1—3,3) 500 550
78 600
♦ Механические свойства факультативные. ** Образцы тангенциальные.
Назначение Молотовые штампы с высотой кубика до 700 мм для горячей штамповки из труднодеформируемых материалов взамен штампов из сталей 5ХНМ и 5ХГМ.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1. кгс/мм2 т-1. кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конст- рукций Производится после отжига при НВ 225 Малочувствительна
Склонность к отпускной хрупкости
Малосклонна
194
Марка стали Вид поставки: Поковки — ТУ УЗТМ.
27Х2Н2МВФ
Химический состав, %, п.о ТУ УЗТМ Г-оа критических точек, °C
С Si Мп S Р Сг Ni Мо V W Aq Ас3 Afi Аг3
не более
0,25—0,30 0,17—0,37 0,50—0,80 0,030 0,030 2,00— 2,50 1,40— 1,80 0,40— 0,60 0,20— 0,30 0,40— 0,60
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ся ь а о у кгс/мм* го % ся 5 У с НВ Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю- щая среда
не менее
ТУ УЗТМ Нормализация Отпуск Отпуск 950—960 560—570 540—570 Воздух С печью С печью До 700* 120 95 85 125 100 90 7 8 8 — — 420—363 20** 450 500
* Механические свойства факультативные. ** Образцы тангенциальные.
Назначение. Особо ответственные детали прессового инструмента с высокими свойствами прочности и повышенной пластичностью после термообработки: втулки контейнеров, кольца, пресс-штемпели, иглы и другие детали, работающие при температуре до 500°.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1. кгс/мм* т-1, кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимвльная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения условия охлаждения
интенсивные обжатия проглажи- вание размер сечения, мм
Слиток 1200 900 850 До 100 На воздухе
Заготовка 1200 900 850 101—350 В яме
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна
Склонность к отпускной хрупкости
Не склонна
Марка стали Вид поставки: Поковки — СТУ УЗТМ,
27Х2Н2М1Ф
Химический с о с т а в, % Т-ра критических точек, °C
С Мп Si S Р Сг NI Мо V - Асх Ас, АП Аг,
0,25—0,30 0,50—0,80 0,17—0,37 <0,03 <0,03 2,0—2,5 1,4—1,8 0,8—1,0 0,20— 0,30 710 820 — —
Механические свойства*
ГОСТ, ТУ Режим термообработки Сечение, мм сч 5- .ас О и CN ас -Л •е> О jo \О /О % ч ' ан, кгс-м/см2 НВ Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю- щая среда
не менее
СТУ УЗТМ** Нормализация Отпуск I Отпуск II 950—960 560—570 550—560 Воздух Печь > До 700 130 135 9 364—344 20
100 105 10 4,0 3,2—2,9) 450
95 100 10 5,0 500
* Механические свойства ориентировочные. ** Образцы тангенциальные.
Назначение. Ответственные детали прессового инструмента с повышенной прочностью и пластичностью; втулки контей- неров, кольца, пресс-штемпели, иглы и другие детали, работающие при температурах до 500°.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1, кгс/мм2 т-1. кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —40 —60 —80
Т е х « о л о г и ч е с к и е с в о й с т в а
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Для сварки конструкций не пригодна Малочувствительна
Склонность к отпускной хрупкости
Малосклонна
196
Марка стали Вид поставки: Поковки — ТУ УЗТМ.
ЗХ2Н2МВФ
Хи мичес к и й со с тав, %, по ТУ УЗТМ >ра критических точек, °C
С Si Мп S 1 р Сг Ni Мо V Асх Аса Ari Аг8
не более С 1
0,32—0,38 0,17—0,37 0,50—0,80 0,03С 0,03С 2,00— 2,50 1,40— 1,80 0,80— 1,00 0,20 — 0,30 1,80— ,00
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 04 I кгс/мм? В, % % Он, кгс-м/см? НВ Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю- щая среда
не менее
ТУ УЗТМ Нормализация Отпуск Отпуск 950—960 570—580 550—570 Воздух С печью С печью До 700* 130 105 95 135 110 100 6 6 6 — — 444—402 20** 450 500
* Образцы тангенциальные. ** Механические свойства факультативные.
Назначение. Особо ответственные детали прессового инструмента с высокими механическими свойствами после термо- обработки: втулки контейнеров, пресс-штемпели, иглы и другие детали, работающие при температуре до 600°.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1. кгс/мм* т-1, кгс/мм* Термообработка ан , кгс-м/см?, при температуре, ®С Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток На воздухе В яме
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В нормализованном и отпущенном состоянии при HRC 40 — 0,5 (твердый сплав) Чувствительна
Ск Не лонность к отпускной хрупкости
склонна
197
Марка стали Вид поставки: Поковки — СТУ УЗТМ.
ЗОХЗНМЗФЦ
Химический состав, %, по СТУ УЗТМ Г-ра критических точек, °C
С Мп Si S Р Сг Ni Мо V Zr Асг Ас8 Аг1 Аг8
«0,03 «0,03 2,0—3,( ) 1,0—1,5 2,25— 2,75 0,40— 0,60 0,14— 0,10 820 920 — —
0,27— 0,32 0,20— 0,50 0,20— 0,45
Механические свойства*
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ Oft, кгс/мм2 I \О б4 % «и» кгс-м/см2 НВ Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю- щая среда
не менее
СТУ УЗТМ** Нормализация Отпуск I Отпуск II 1050 Воздух Печь » До 250 160 170 7 495—430 20
140 130 150 135 7 7 3,0 3,0 (^о/м= =2,75— 2,95) 450 500
ПО 120 7 3,0 600
* Механические свойства факультативные. ** Образцы тангенциальные.
Назначение. Ответственные детали прессового инструмента с высокой твердостью и прочностью: матрицы, дорны, пресс-штемпели, иглы и другие детали сечением до 250 мм, работающие при температурах до 600°.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1, кгс/мм2 u—1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —40 —60 —80
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Для сварки конструкций не пригодна Малочувствительна
Склонность к отпускной хрупкости
Умеренная
198
Марка стали
Вид поставки:
Поковки — ОСТ 24.959.01—69.
30Х2М1Ф1Н
Химический состав, %, по ОСТ 24.959,01—69
Т-ра критических точек, °C
0,26—0,34
Si
Мп
не более
Сг
Ni
Мо
Си
Ас
Ас8
Аг
Аг3
0,17—0,37
0,30—0,60
0,030 0,030
2,00—
2,50
1,20—
1,60
0,90—
1,20
0,55
0,80
770
850
С
S
Р
Механические свойства при 20°
Режим термообработки °Т, кгс/мм2 Оь, кгс/мм2 СЧ а Темпера- тура испыта- ния, °C
ГОСТ, ТУ операция температура, °C охлаждаю- щая среда Сечение, мм % Я’, % аГ 5 « HRC
не менее
ост 24.959.01—69 Закалка или нормализация Отпуск 970—990 540—560 Масло или воздух С печью До 500 140 ПО 105 150 120 115 8 8 10 30 40 40 1,5 4,0 4,5 44 20 450 500
О|^=100 кгс/мм2.
Релаксация напряжения при 450° за 1000 час составляет 20% от начального напряжения о0=75 кгс/мм2.
Назначение. Прессовый инструмент: втулки контейнеров, пресс-штемпели, матрицы, иглы, контейнеры и другие детали
прессов усилием до 20000 т.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1, кгс/мм2 х-1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
—40 —20 0 +20 +450 +500
5,0 5,5 6,0 6,5 6,5 7,0 Закалка с 980° в мас- ле, отпуск при 500° (плавка лабораторная)
Технологические свойства
Температурные параметры ковки
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C
интенсивные обжатия проглажи- вание
Слиток 1200 900 850
Заготовка 1200 900 850
Охлаждение поковок, изготовленных
из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна
Склонность к отпускной хрупкости Малосклонна
199
Марка стали 30Х2Г2М1Ф1 Вид поставки: Поковки — ОСТ 21.959.01—69.
Химический состав, %, по ОСТ 24.959.01—69 | Г-ра критических точек, °C
С Si Мп S не Р более Сг Ni Мо V Си Ас i 0 Ас3 Ari Аг8
0,26—0,34 0,17—0,37 1,30—1,60 0,030 0,030 20,0— 2,50 <0,30 0,90— 1,20 0,55— 0,80 <0,30 77 825
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 5- 3- л вь, кгс/мм2 б, % Ф, % д HRC Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю- щая среда
не менее
ОСТ 24.959.01—69 Закалка или нормализация Отпуск 950—970 540—560 Масло или воздух С печью До 500 125 100 95 140 115 ПО 7 10 10 20 35 35 1,5 4,0 4,0 42 20 450 500
о 1ооо кгс/мм2. Релаксация напряжения при 450° за 1000 час составляет 30% от начального напряжения о0—75 кгс/мм2.
Назначение. Внутренние и промежуточные втулки контейнеров и матрицы прессов усилием 600—20000 т.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1, кгс/мм2 т-1. кгс/мм2 Термообработка а н > кгс-м/см2, при температуре, °C Термообработка
—40 —20 0 4-20 4-450 4-500
3,5 3,5 4,0 4,5 6,0 6,5 Закалка с 950° в мас- ле, отпуск при 500° (плавка лабораторная)
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температура конца ковки, 6С из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, леи условия охлаждения
Слиток Заготовка
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна Склононсть к отпускной хрупкости Малосклонна
200
Марка стали Вид поставки: Поковки — ТУ заводов (из слитков весом до 3 т), Сортовой прокат (0 50, 100 и 170 мм)— ТУ п/я А-7845-67—67, ГОСТ 1133—71, ГОСТ 5950—73. Полоса (180X 200 мм) — ТУ п/я А-7845-67-67.
40ХЗСМВФЮ (ЭП640)
Химический состав, %* Г-ра критических точек, ’’С
С Si Мп S 1 р Сг Ni Мо V W А1 Ас4 Аса АГ! Аг8
не более
0,37—0,45 0,40—0,60 0,40—0,60 0,035 0,035 2,50— 3,00 0,80— 0,6— 0,8 1,0— 1,4 0,4— 0,6
0,35—0,45 0,35—0,65 1,20 ( 1 ),55— ),85 0,9— 1,4 0,3— 0,7
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение мм °Т, кгс/мм2 1 га о £ б, % ОТ 5 НВ Темпера- тура испыта- ния, °C
операция температура, °C охлаждаю щая среда * 5 « S j 8
не менее
ТУ п/я А-7845-67—67 Отжиг Не определяются
Закалка Отпуск 1-й Отпуск 2-й 1050—1100 570—590 490—510 Масло Воздух Воздух Образцы ‘— 184 —- .— .— 20
149 164 — — 4,3 — 450
85 102 8,7 43 4,5 <340 650
* Числитель — химический состав поковок; знаменатель — химический состав по ТУ А-7845-67—67.
Назначение. Штампы горячей штамповки, инструмент для горячего выдавливания. Инструмент для горячего выдавливания рекомендуется подвергать азотированию.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1, кгс/мм* х—1» кгс/мм9 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —4С —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размеры сечения, мм условия охлаждения 1 размеры сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 850 850 До 180 В колодцах До 180 В колодцах
Заготовка 1220 850 850
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Не чувствительна
Склонность к отпускной хрупкости
Не склонна
201
Марка стали Вид поставки: Поковки — ТУ заводов (из слитков весом до 3 т), ГОСТ 10207—70. Сортовой прокат (0 50, 70 и 170 мм)— ТУ п/я А-7845-67—67, ГОСТ 1133—71. Полоса — (180Х20С мм) — ТУ п/я А-7845-67—67.
45Х2СВ2МФ (ЭП641)
Химический состав, %• Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Aq Ас3 Агх Аг3
не более
0,40—0,50 0,40—0,60 0,40—0,70 0.03Е 0,03Е 2,00— 2,50 — 0,80— 1,20 0,60—1,20 1,80— 2,50
0,35—0,65 0,55—0,85
Механические свойства при 20°
ГОСТ, ТУ i Режим термообработки Сечение, мм От, кгс/мм2 СЧ I О й о, % % ги-а/и-<эа>/ <ио Твердость Темпера- тура ис- пытания °C
операция температура, °C охлаждаю- щая среда
ТУ п/я А-784'5- -67—67 Отжиг Не определяются
Закалка Отпуск 1-й Отпуск 2-й 1050—1100 570—590 490—510 Масло С печью С печью Образцы 154— 160 80—83 175— 205 86—88 8—10 8—10 35—44 37—52 3,0— 4,0 3,5-4,0 НВ 492—499 Л7В4О9—438 20 650
ГОСТ 10207—70 Закалка Отпуск 1050—1100 570—590 Масло С печью До 300 Не определяются Бочки HhS70-78 Шейки HhS35-55
Закалка с нагревом ТПЧ Отпуск 1120—1140 560—590 Вода С печью 1 До 500 Не определяются Бочки HhS70-78 Шейки HhS35-55
* Числитель — химический состав поковок; знаменатель — химический состав по ТУ п/я А-7845-67—67.
Назначение. Штампы горячей штамповки, инструмент для горячего выдавливания и др. Инструмент для горячего выдавливания рекомендуется подвергать азотированию. Рабочие валки с диаметром бочки до 300 мм листовых станов для горячей прокатки труднодеформнруе- мых и тугоплавких металлов.
Предел выносливости Ударная вязкость прн отрицательных температурах
°-1, кгс/мм* '—1 • кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Условия охлаждения поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание | размер сече- ния, мм условия охлаждения размер сече- ния, мм условия охлаждения
Слиток 1220 850 850 До 180 В колодцах До 180 В колодцах
Заготовка 1220 850 850
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В закаленном и отпущенном состоя- нии при HRC 44—48 Аг,«=0,26 (твердый сплав) Не чувствительна
Склонность к отпускной хрупкости
Нс склонна
202
Марка стали Вид поставки: Сортовой прокат (диаметром до 150 мм) — ГОСТ 2590—71.
55Х6ВЗСМФ (ЭП569)
14-2-14—65 Химический состав, %, по. МРТУ В32 Г-ра критических точек, °C
с Si Мп s 1 Р Сг Ni Мо V W Acj Ас3 Arj Аг3
не более
0,50—0,60 0,60—0,90 —0,40 0,030 0,030 5,50— 6,50 —0,40 0,60— 0,90 0,50— 0,80 2,50— 3,20
Механические свойства при 20°
ГОСТУ, ТУ Режим термообработки Сечение, мм От, кгс/мм2 ся а? а- -Tj •о «ъ е> « % ‘о Ф, % ан> кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
МРТУ 14-2-14—65 Отжиг 850—860 С печью 233—187
Закалка Отпуск 1-й* Отпуск 2-й 1060—1075 530—545 350—370 Масло Воздух Воздух 15** 59—61
В 32
Предел прочности при изгибе в зависимости от температуры испытания Твердость стали в зависимости от температуры отпуска
Температура испытания, °C 20 250 350 450 550 600 650
Температура испы- тания, °C 525 550 575 600 625
оизг, кгс/мм2 400— 450 400— 450 400— 450 380— 400 — HRC | 59—60158—59|55—56|47—48| —
Твердость в зависимости от температуры испытания (горячая твердость) Примечание. Термообработка по оптималь- ному режиму, длительность отпуска 4 час.
Температура испы- тания, °C 20 200 3j0 450 550 600 650
HRC |59—6о!б5—57|б5—5б|б4—5б|51—52 - 1 43—44
* Продолжительность 1-го отпуска —2 час и 2-го отпуска— 5 час. ** Образцы без надреза.
Назначение. Ножи для холодной рубки труб на прессе модели К0032 и на других труборазрубочных машинах; инст- рументы, применяемые для холодной пластической деформации (шлиценакатных роликов, пуансонов, матриц, накатников и Др.); ножи гильотинных ножниц для резки тугоплавких металлов; ножи рубильных машин, применяемых в деревообрабатывающей промышленности, и др.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1, кгс/мм2 т-1, кгс/ чи2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, "С из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, Л£И условия охлаждения
интенсивные обжатия проглажи- вание
Сли ГОК 1180 800 800 До 180 В отапливаемых ко- лодцах До 180 В отапливаемых колодцах
Заготовка 1180 800 800
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций 1 Чувствительна
Склонность к отпускной хрупкости
Не СКЛОНЯЯ
203
Вид поставки:
Марка стали
80Х4ВЗМЗФ2 Сортовой прокат (диаметром до 150 ami) — ГОСТ 2590—71. (ЭП570)
v п 14-2-14—65 Химический состав, %, по МРТУ ~ В32 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо V W Асх Ас3 Аг1 Аг3
не более
0,75—0,85 <0,40 <0,40 0,030 0,030 3,50— 4,50 <0,40 2,50— 3,00 1,90— 2,50 2,50— 3,20
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм От, кгс/мм* кгс/мм* х© О4 «О* Ч>, % 1 । кгс-м/см* HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 850—860 С печью 255—207
Закалка Отпуск 1-й* Отпуск 2-й* 1160—1175 550—570 530—550 Масло Воздух Воздух Не определяются 9** 60—61
Предел прочности при изгибе в зависимости от температуры испытания Твердость стали в зависимости от температуры отпуска
Температура испытания, °C 20 250 350 450 550 600 Температура испытания, °C 525 550 575 600 625
анзг. кгс!мм* 450—480 400—450 400— 450 400— 450 380— 400 — HRC — 60—61 58—59 56—57 52—53
Твердость в зависимости от температуры испытания (горячая твердость) Примечание. Термообработка по оптималь- ному режиму, длительность отпуска 4 час.
Температура испытания, °C 20 200 300 450 550 600
HRC 60—61 60—61 1 >9—60 55-56 54—55 52—53
* Длительность отпуска 2 час.
•* Образцы без надреза.
Назначение. Ножи для холодной рубки труб на прессе модели К0032 и на других труборазрубочных машинах; инст-
рументы, применяемые для холодной пластической деформации, ножи гильотинных ножниц для резки
тугоплавких металлов, ножи рубильных машин, применяемых в деревообрабатывающей промышленности,
и др.
Предел выносливости Ударная вязкость при отрицательных температурах
*-1, кгс/мм* т-1, кгс/мм* Термообработка ан, кгс-м/см*, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура кониа ковки. °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1180 800 800 До 180 В отапливаемых колодцах До 180 В отапливаемых колодцах
Заготовка 1180 800 800
Сварив аемость Обрабатываемость резанием Фл океноч увствите л ьность
Не применяется для сварных конструкций Склонность к отпускной хрупкости
204
СТАЛЬ ДЛЯ ОТЛИВОК
Марка стали Вид поставки: Отливки — ГОСТ 977—75.
15Л
Химический состав, %, по ГОСТ 977—75 Г-ра критических точек, °C
С Si Мп S* Р* Сг Ni Мо Си Группа отливок Асх Ас3 Агх Аг3
не более
0,12—0,20 0,20—0,42 0,30—0,75 0,050 0,045 0,045 0,050 0,040 0,040 <0,30 <0,30 — <0,30 I II III 735 863 685 840
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм С4 5- 5- ь' Й' е> « । кгс/мм2 \ \С % ч i ан, кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 880—900 С печью Не определяются
ГОСТ 977—75 Нормализация 910—930 Воздух До 100 20 40 24 35 5,0 109—136
* Содержание серы и фосфора указано для основной стали.
Назначен и е. Копровые бабы, блоки, ролики, корпусы, поводки, захваты, пильные рамы, детали сварно-литых конструк- ций с большим объемом сварки, плиты, подушки и другие неответственные детали, работающие под действием средних статических и динамических нагрузок.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1. кгс/мм2 х-1. кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температура начала за- твердевания стали,°C 1512—1521 Жидкотекучесть Кж.г =0 9 Склонность к образованию уса- дочной раковины
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости ^=1»о Склонность к образованию уса- дочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РДС, АДС под газовой защитой, ЭШС В нормализованном состоянии при НВ 121—126 и сг^=40 кгс/мм2 Аг, = 1,50 (твердый сплав), K^=l,35 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
206
Марка стали Вид поставки: Огливки— ГОСТ 977—75.
20Л
Химический состав, %, по ГОСТ 977—75 Г-ра критических точек, °C
С Si Мп S* р* Сг Ni Мо Си Группа отливок Лсх Ас3 Агх Аг3
не более
0,17—0,25 0,20—0,42 0,35—0,75 0,050 0,045 0,045 0,050 0,040 0,040 <0,30 <0,30 — <0,50 I II III 735 854 680 835
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм еч * о о ье 1 о £ S % % ч ан, кгс/мм2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 870- 890 С печью Не определяются
ГОСТ 977—75 Нормализация Отпуск 880—900 600—650 Воздух Воздух До 100 22 42 22 35 5,0 116—144
Н а з и а ч е н и е. Шаботы, арматура, детали трубопроводов, фасонные отливки деталей общего машиностроения, изготов- ляемые методом выплавляемых моделей, детали сварно-литых конструкций с большим объемом сварки и другие неответственные детали, работающие под действием средних статических и динамических нагрузок. Крншки, патрубки, фланцы, арматура н другие детали, работающие при температуре от - 40 до -I 450° под давлением.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1. кгс/мм2 т-1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температура начала за- твердения стали,°C 1512—1521 Жидкотекучесть Кж.т=0,9 Склонность к образованию усадочной раковины =0,9
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости Склонность к образованию уса- дочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сваркч: РДС, АДС под газовой защитой, ЭШС В отожженном состоянии при НВ 121—126 и 0^=40 кгс/мм2 Kv = 1 >50 (твердый сплав), Kv—1,35 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
207
Марка стали Вид поставки: Отливки — ГОСТ 977—75, МВН 632—63, ТУ заводов.
25Л
Химический состав, % Т-ра критических точек, °C
С Si Мп S* Р* Сг Ni Си Группа отливок Примечание ACi Ас3 Ari Аг3
не более
0,22—0,30 0,20—0,42 0,35—0,75 0,050 0,045 0,045 0,050 0,040 0,040 <0,30 <0,30 <0,30 I II III ГОСТ977—75 735 840 680 824
0,22—0,27 0 17—0,37 0,50—0,80 0,045 0,040 МВН632—63**
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 сл а- л г? О « хр О'- «О чр О' о" X eg HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 860—880 С печью Не определяются
ГОСТ 977—75 Нормализация Отпуск 880—900 610—630 Воздух Воздух До 100 24 45 19 30 4,0 121—151
ТУ заводов Закалка Отпуск 870—900 600—640 Вода Воздух До 100 30 50 22 33 150—170
ТУ заводов Поверхностная закалка с нагревом ТВЧ и низкий отпуск Эмульсия Не определяются Поверх- ности 55—60
* Содержание серы и фосфора указано для основной стали. * • Фасонные отливки для арматуры и трубопроводов, поставляемые по МНВ-632—63, подвергаются контролю гидравлическим давлением в соответствии с правилами Госгортехнадзора. Механические свойства по ГОСТ 977—65.
Назначение. Станины прокатных станов, шкивы, траверсы, поршни, буксы, крышки цилиндров, плиты настильные, рамы рольгангов и тележек, мульды, корпусы подшипников, рычаги, балансиры, зубчатые колеса, махови- ки, арматура паровых турбин, оси, валы бабы паровых молотов, детали насосов, детали сварно-литых конструкций и другие детали, работающие под действием средних статических и динамических нагрузок. Крышки, патрубки, фланцы приварные, детали арматуры и насосов и другие детали, работающие при тем- пературе от —40 до 4-450° под давлением. Сталь не чувствительна к перегреву.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1. кгс/мм2 т-1, кгс/мм2 Термообработка ан, кгс-м/см2, при температу ре, °C Термообработка
+20 0 —20 —30 —40 —50
4,9 2,0 1,3 1,2 0,6 —
5,5 4,1 2,9 2,5 1,6 1,3
Технологические свойства
Температура начала за- твердевания стали,°C 1490—1504 Жидкотекучесть ^.т==Ь° Склонность к образованию усадочной раковины
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости Склонность к образованию усадочной пористости V»i.o
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под газовой защитой, ЭШС. Рекомендуются подогрев и последую- щая термообработка В термообработанном состоянии при НВ 160 К ^=1,25 (твердый сплав), = 1 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
208
Марка стали ЗОЛ Вид поставки: Отливки — ГОСТ 977—75.
Химический состав, %, по ГОСТ 977—75 Г-ра критических точек, °C
С Si Мп S* не ( р* 5олее Сг Ni Мо Си Группа отчивок Асг Ас3 АГ! Аг3
0,27—0,35 0,20—0,42 0,40—0,90 0,050 0,045 0,045 0,050 0,040 0,040 <0,30 <0,30 <0,30 I II III 735 813 677 796
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 04 Oft, кгс/мм2 % ‘2 Ф, % ан, кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 860—880 С печью Не определяются
ГОСТ 977—75 Нормализация Отпуск 880—900 610—630 Воздух Воздух До 300 26 48 17 30 3,5 131—157
* Содержание серы и фосфора указано для основной стали.
Назначение. Корпусы и обоймы турбомашин, детали гидротурбин, рычаги, балансиры, корпусы редуктора, муфты, шкивы, кронштейны, детали сварно-литых конструкций, чаши и конусы засыпных аппаратов, станины, балки, опорные кольца, бандажи, маховики и другие детали, работающие под действием средних стати- ческих и динамических нагрузок.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1, кгс/мм* х-1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C ) Термообработка
+20 0 —20 —30 —40 —5(
Технологические свойства
Температура начала за- твердевания стали,°C 1490—1504 Жидкотекучесть Склонность к образованию уса- дочной раковины ^.Р=1’0
Линейная усадка, % 2,2—2,3 Показатель трещиноус- тойчивости ^=1.0 Склонность к образованию уса- дочной пористости =1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограничение свариваемая. Способы сварки: РДС, АДС под газовой защитой, ЭШС. Рекомендуются подогрев и последую- щая термообработка В отожженном состоянии при НВ 160 Кг, = 1,25 (твердый сплав), /<-,= 1,00 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости Не склонна
14—2864
209
Марка стали Вид поставки: Отливки — ГОСТ 977—75.
35JI
Химический состав, %, по ГОСТ 977—75 Т-ра критических точек, °C
С Si Мп S* р* Сг Ni Мо Си Группа отливок Ас! Ас3 Ari Аг3
не более
0,32—0,40 0,20—0,42 0,40—0,90 0,050 0,045 0,045 0,05( 0,04С 0.04С <0,30 <0,30 *— 0,30 I II III 730 802 691 795
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм * Ь е> « кгс/мм* % ‘2 % д а? J у eg ИСК ИВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 850—870 С печью Не определяются
ГОСТ 977—75 Нормализация Отпуск 860—880 600—630 Воздух Воздух До 100 28 50 15 25 3,5 137—166
ТУ УЗТМ Закалка Отпуск 860—880 580—620 Воздух До 000 40 60 10 20 4,0 179—269
Поверхностная закалка с нагревом ТВЧ и низкий отпуск Вода Не определяются Поверх- ности 35—40
Поверхностная закалка с нагревом газовым пламенем Поверх- ности >30
* Содержание серы и фосфора указано для основной стали.
Назначение. Корпусы и обоймы турбомашин, станины прокатных станов, зубчатые колеса, детали гидротурбин, тяги, бегунки, бабы паровых молотов, задвижки, балансиры, диафрагмы, катки, вилки, кронштейны и другие детали, работающие под действием средних статических и динамических нагрузок.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1. кгс/мм* '—1 > кгс/мм* Термообработка ан, кгс-м/см*, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
2,9 2,5 1,4 — 1,0 0,8 1,9 Без термообработки Отжиг при 860°
3,8 3,1 2,9 2,9 2,7
Технологические свойства
Температура начала за- твердевания стали,°C 1480—1490 Жидкотекучесть Склонность к образованию уса- дочной раковины
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости *г.у =0.8 Склонность к образованию уса- дочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под газовой защитой, ЭШС. Рекомендуются подогрев и последую- щая термообработка В термообработанном состоянии при ИВ 160 Kv = 1,2 (твердый сплав), Kv=0,9 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
210
Марка стали Вид поставки: Отливки — ГОСТ 977—75.
40Л
Химический с о с т а в, %, по ГОСТ 977—75 Т-ра критических точек, °C
С Si Мп S* р* Сг Ni Мо Си Группа отливок Act Ас3 АГ1 Аг3
не более
0,37—0,45 0,20—0,42 0,50—0,90 0,050 0,045 0,045 0,050 0,040 0,040 <0,30 <0,30 — <0,30 I 11 III
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм От, кгс/мм2 » кгс/мм2 6, % сч а к HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 850—870 С печью Не определяются
ГОСТ 977—75 Нормализация Отпуск 860—880 600—630 Воздух Воздух До 100 30 53 14 25 1 3,0 146—173
* Содержание серы и фосфора приведено для основной стали.
Назначение. Станины, корпусы, муфты, тормозные диски, шестерни, кожухи, вилки, звездочки и др.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1. кгс]мм2 т-1. кгс] мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40
Технологические свойства
Температура начала за- твердевания стали,°C 1480—1490 Жидкотекучесть Кж.т =1,0 Склонность к образованию уса- дочной раковины Ку.р =1,2
Линейная усадка, % 2,2—2,3 Показатель трещино- 1 устойчивости Кт.у =0,8 Склонность к образованию уса- дочной пористости Ку.п =1,0
Свариваемость Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способ сварки — РДС, необходимы подогрев и последующая термо- обработка. В термообработанном состоянии при НВ 200 /Сг, = 1,1 (твердый сплав), Kv= 1,0 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
211
Марка стали 45Л Вид поставки: Отливки — ГОСТ 977—75.
Химический состав, %, по ГОСТ 977—75 Г-оа критических точек, °C
С Si Мп S* не ( Р* 5олее Сг Ni Мо Си Группа отливок Act Ас3 АГ! Аг3
0,42—0,50 0,20—0,42 0,40—0,90 0,050 0,045 0,045 0.05С 0,04С 0,04С <0,30 <0,30 —• <0,30 I II III 725 770 690 720
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 0Т, кгс/мм2 <Ъ. кгс/мм2 б, % ан кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 850—870 С печью Не определяются
ГОСТ 977—75 Нормализация Отпуск 860—880 600-630 Воздух Воздух или печь До 100 32 55 12 20 3,0 153—229
Закалка Отпуск 860—880 550—600 I Е Е 5ода воздух До 100 40 75 10 20 2,5 220—260
Поверхностная закалка с нагревом ТВЧ и низкий отпуск 5 ода Не определяются Поверх- ности 40—55
• Содержание серы и фосфора указано для основной стали.
Назначение. Станины, зубчатые колеса и венцы, тормозные диски, муфты, кожухи, опорные катки, рычаги, звездочки, храповики, клинья, направляющие водила, кулачки и другие ответственные детали, к которым предъяв- ляются требования повышенной прочности и высокого сопротивления износу и работающие под действием статических и динамических нагрузок. Стяжные кольца плавающих головок подогревателей и теплообменников, работающие при температуре от —30 до +450° под давлением. Сталь чувствительна к перегреву.
Предел выносливости Ударная вязкость при отрицательных температурах
а-1. KZC/ММ2 v—1. кгс/мм2 Термообработка ап, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
Технологические свойства
Температура начала за- твердевания стали,°C 1480—1490 Жидкотекучесть Кж.т—1,0 Склонность к образованию уса- дочной раковины Ку.р =1,2
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости Кт.у =0,8 Склонность к образованию уса- дочной раковины Ку.п =1,0
Свариваемо сть нес /юн - Обрабатываемость резанием Флокеночувствительность
Трудносвариваемая. Способ сварки — РДС, подогрев и послед} обработка бходимы тая термо В отожженном состоянии при НВ 200 Kv = 1,1 (твердый сплав), ^=0,7 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости Не склонна
212
Марка стали Вид поставки: Отливки -— ГОСТ 977-—75.
55Л
Химический состав, %, по ГОСТ 977—75 Т-ра критических точек, °C
С Si МП S | Р* Сг Ni Мо Си Группа отливок Act Ас3 Агх Аг3
не более
0,52—0,60 0,20—0,42 0,40—0,90 0,050 0,040 0,045 0,040 0,045 0,040 <0,30 <0,30 — <0,30 I II III 725 770 690 755
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм упфгя сч а? - и с t> * % ‘2 % 5 . ас * С, « £ HRC НВ
операция температур, °C охлаждаю- щая среда
не менее
Отжиг 830—850 С печью Не определяются
ГОСТ 977—75 Нормализация Отпуск 840—860 600—630 Воздух Воздух До 100 35 60 10 18 2,5 170—199
Закалка Отпуск 790—810 580—600 Вода Воздух До 100** 47 86 15 — i — 220—260
Поверхностна закалка с иагревом ТВЧ Отпуск 160—180 350—400 ' 500—550 Вода или эмульсия Воздух Воздух Воздух Не определяются Поверх- ности ^55 40—48 30—40
* Содержание серы и фосфора указано для основной стали. ** Механические свойства ориентировочные.
Назначение. Зубчатые колеса и муфты подъемно-транспортных машин, ходовые колеса, бегунки, зубчатые сектора и венцы, полумуфты, скаты, тормозные диски разливочных машин, втулки зубчатых муфт и другие детали, к которым предъявляются требования повышенной твердости.
Предел выносливости Ударная вязкость при отрицательных температурах
9-1. кгс/мм2 т кгс/мм2 Термообработка ам, кгс-м/см2, при температуре, °C Термообработка
4-20 0,8 3,0 0 0,7 —20 0,7 1,7 —30 0,7 1,2 —40 0,7 —50 0,7 0,8 Без термообработки Нормализация с 850°, отпуск
при 550—600°
Технологические свойства
Температура начала зат- вердевания стали, °C 1466—1476 Жидкотекучесть К =0,9 ж.т Склонность к образованию уса- дочной раковины К -1,3 V-P
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчнвости К =0,6 Т-У Склонность к образованию уса- дочной пористости К =1,0 у.п
Свариваемость Обрабатываемость резанием Флокеночувствительность
Т рудиосвариваемая. Способ сварки — РДС, необходимы подогрев и последующая термооб- работка В термообработанном состоянии при НВ 196—207 и <т/>= 60 кгс/мм2 Лг—0,70 (твердый сплав), Kv— 0,55 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
213
Марка стали Вид поставки: Отливки — ТУ заводов.
70Л
Химический состав, %, по ТУ заводов Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Сц Acj Acs Ач Агз 725
не более
0,65—0,75 0,17—0,37 <0,40 0,045 0,04Е <0,30 <0,30 — — — 730 745 690
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, JMJH ** а? а? - tj оь2 Oft, кгс/мм2 bO % ‘Ф- HRC НВ
операция температура, охлаждаю- щая среда и —— .а« a g
не менее
ТУ заводов Отжиг 800—820 С печью Не определяются
Нормализация Отпуск 820—840 630—650 Воздух С печью До 100 35 40 6 — <255
Закалка Отпуск 800—820 450—500 Вода Воздух До 100 Не определяются 280—380
Назначение. Ходовые колеса диаметром до 1000 мм мостовых кранов большой грузоподъемности.
Предел выносливости Ударная вязкость при отрицательных температурах
°—1 ’ кгс!мм2 Х-1’ кгс!мм2 Термообработка ак, кгс-м/см2, при температуре, °C Термообработка
-|-20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C 1466—1476 Жидкотекучесть к =1,0 Ж.Т Склонность к образованию уса- дочной раковины К =1,3 У-Р
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости К =0,6 т-у Склонность к образованию уса- дочной пористости К =1,0 У.п
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В отожженном состоянии при НВ 240—250 К w =0,55 (твердый сплав), Kv = 0,35 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
214
Марка стали Вид поставки: Отливки — ГОСТ 88—69 (гр. I), 61-ТУ-1—69.
Сталь Л по ГОСТ 88—69
Химический состав, % '-ра критических точек, °C
С Si Мп S Р Сг Ni Си Примечание Acj Af! Аг3
не более
0,17—0,27 0,17—0,37 0,50—0,90 0,045 0,04С <0,30 <0,30 <0,30 ГОСТ 88—69
<0,28 <0,42 <0,90 0,050 0,05( 61-ТУ-1—69
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч СЧ - ^7 •О о « Ф. % HRC НВ
операция температура, охлаждаю- щая среда
не менее
ГОСТ 88—69 Нормализация 900—930 Воздух \ —- 25 42—50 22 30 —
61-ТУ-1—69 Нормализация 900—930 Воздух — 27 50 20 27 — —
Назначение. Корпусы автосцепки и тяговый хомут автос цепного устройства подвижного состава железной дороги широкой колеи (ГОСТ 88—55); боковины и шкворневые балки тележек грузовых вагонов (61-ТУ-1—69).
Предел выносливости Ударная вязкость при отрицательных температурах
°—1 ’ кгс!мм2 Х—1 ’ кгс/мм1 ан, кгс-м/см2, при температуре, °C Термообработка
1ермииираиитка +20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C Жидкотекучесть Склонность к образованию уса- дочной раковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образованию уса- дочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупности
Не склонна
215
Марка стали 27ГЛ Вид поставки: Отливки — ГОСТ 977—75,
Химический состав, %> по ГОСТ 977—75 Т-ра критических точек, °C
С Si Мп S | Р не более Сг * Ni Мо Ti Си Асг Ас3 Аг1 Агв
0,22—0,32 0,20—0,42 1,00—1,50 0,050 0,050 <0,30 <0,30 ,— — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч * - Ob, кгс/мм2 % ‘2 ф» % сч «э - * * 6 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 890—910 С печью
ГОСТ 977—75 Закалка Отпуск* 910—930 480—640 Вода Воздух До 100 45 65 10 20 5 197—277
'«ж
* При содержании С—0,22—0,26% и Мп=0,95—1,30% температура отпуска 480—500°. При содержании С=0,27—0,29% и Мп ==1,30—1,40% температура отпуска 560—580°. При содержании С >0,30% и Мп > 1,40% температура отпуска 620—640°.
Назначение. Корпусы шестигранных фрикционных аппаратов автосцепок и др.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1, кгс/мм2 т —1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали,°C Жидкотекучесть Склонность к образованию уса- дочной раковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образованию уса- дочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не чувствительна Склонность к отпускной хрупкости Не склонна
216
Марка стали Вид поставки: Отливки — ГОСТ 977—75.
35ГЛ
Химический с ос т а в, %, п о ГОСТ 977—75 Т-ра критических точек, °C
С Si Мп S р Сг Ni Мо Ti г Ас^ Ас3 АГ1 Аг3
не менее
0,30—0,40 0,20—0,42 1,20—1,60 0,040 0,040 <0,30 <0,30 — <0,30 730 800 —’ -—
Механические свойства при 20°
гост, ТУ Режим термообработки Сечение, мм 1 zWVf/33H '1 °. сч д % ‘2 % ‘Ф ^нз/к-зги HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Отжиг 860—880 С печью Не определяются
ГОСТ 977—75 Нормализация Отпуск 880—900 600—650 Воздух Воздух До 100 30 55 12 1 20 3,0
Закалка Отпуск 850—860 600—650 Вода Воздух До 100 35 60 14 30 5,0 —
Назначение. Диски, звездочки, зубчатые венцы, барабаны, шкивы, крестовины, траверсы, ступицы, вилки, ковши драглайнов, решетчатые стрелы и другие тяжелонагруженные детали экскаваторов, крышки подшипни- ков, цапфы и др. Щеки дробилок, бандажи бегунов и другие детали дробильно-размольного оборудования.
Предел выносливости Ударная вязкость при отрицательных температурах
°-1’ кгс/мм? т —I кгс/мм* Т ермообработка ан, кгс-м/см?, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C 1497—1508 Жидкотекучесть К =0,9 з*с.т Склонность к образованию усадочной раковины К =1,1 У-P
Линейная усадка, % 2,2—2,4 Показатель трещино- устойчивости К =0,9 т.у Склонность к образованию усадочной пористости К =1,0 у-п
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под газовой защитой. Рекомендуются подогрев и последую- щая термообработка В отожженном состоянии при НВ 202—207 /(^=0,75 (твер- дый сплав), Kv=0,55 (быстроре- жущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
217
Марка стали Вид поставки: Отливки — ГОСТ 977—75.
40ГЛ
Химический состав, %, по ГОСТ 977—75 Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Ti Act Ас3 АГ! Аг3
не более
0,35—0,45 0,20—0,42 1,20—1,60 0,035 0,040 <0,30 <0,3( ) — — <0,30 726 790 690 770
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч * сч ае * CJ е> * % ф, % СЧ о £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда *
не менее
Отжиг 850—870 С печью Не определяются 187—230
ГОСТ 977—75 Нормализация Отпуск 860—880 500—600 Воздух Воздух До 10, 35 65 12 30 3;0 <220
Поверхностная закалка с нагревом газовым пламенем Не определяются Поверх- ности >300
Назначение. Бандажи, колеса, шестерни, зубчатые шкивы, траверсы, ступицы, вилки, кулачковые муфты, крышки подшипников и другие детали, подвергающиеся износу и ударным нагрузкам.
Предел выносливости Ударная вязкость при отрицательных температурах
°—1, кгс/мм* Т-1, кгс/мм* Термообработка ан, кгс-м/см*, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —50
0,7 0,6 0,4 0,4 0,4 0,3 Без термообработки
2,1 1,2 1,1 0,7 0,7 0,7 Нормализация с 860°, отпуск при 580°
Технологические свойства
Температура начала зат- вердевания стали, °C 1497—1508 Жидкотекучесть К ==0,9 ж.т Склонность к образованию усадочной раковины К =1,1 УР
Линейная усадка, % 2,2—2,4 Показатель трещино- устойчивости К =0,9 ту Склонность к образованию усадочной пористости К =1,0 уп
Свариваемость Обрабатываемость резанием Не чу вс ’локеночувствительность
Трудносвариваемая. Способ сварки — РДС, необходимы подогрев н последующая термооб- работка В отожженном состоянии при НВ 202—207 Kv =0,75 (твер- дый сплав), /Ст, =0,55 (быстроре- жущая сталь) гвительна
Склонность к отпускной хрупкости
Склонна
218
Марка стали Вид поставки: Отливки — ТУ УЗТМ.
45ГЛ
Химический состав, %, по ТУ УЗТМ Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Т1 Си Acj Ас3 Afi Агз
не менее
0,42—0,50 0,20—0,45 0,90—1,20 0,040 0,045 <0,4( )<0,45 —— <0,30 724 775 675
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм О т, кгс/мм2 ‘at 4 £ 8 % Ч Ф. % см 3 О g HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ УЗТМ Отжиг 850—870 С печью Не определяются
Закалка Отпуск 860—880 580—600 Вода Вода До 100 50 70 10 25 4,0 217—269
Поверхностная закалка с нагревом ТВЧ и низкий отпуск Вода, вод- ный рас- вор гли- церина Не определяются Поверх- ности 40—55
Поверхностная закалка с нагревом газовым пламенем Поверх- ности >40
Назначение. Блоки, колеса, звездочки, кулачковые муфты, крупные зубчатые венцы и др. Сталь имеет повышенную склонность к трещинам.
Предел выносливости Ударная вязкость при отрицательных температурах
°—1 ’ кгс/мм2 Т—1 ’ кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C 1490—1501 Жидкотекучесть К -0,8 ж.т Склонность к образованию усадочной раковины К =1,1 У-Р
Линейная усадка, % 2,2 Показатель трещино- устойчивости К =0,9 Т.у Склонность к образованию усадочной пористости К =1,0 уп
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
219
Марка стали 32Х06Л Вид поставки: Отливки — ГОСТ 977—75.
Химический состав, %, по ГОСТ 977—75 Т-ра критических точек, °C
С Si Мп S | Р не менее Сг Ni Мо Ti Си Aq ACg АГ! Аг3
0,25—0,35 0,20—0,40 0,40—0,90 0,050 0,050 0,50- 0,80 <0,3( ) — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч о * 3 а- -7? хр О4- го Ф, % ан, кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
Отжиг 870—890 С печью Не определяются
ГОСТ 977—75 Закалка Отпуск 890—910 620—660 Масло Воздух До 100 45 65 10 20 5 —
Назначение. Различные детали вагоностроения.
Предел выносливости Ударная вязкость при отрицательных температурах
о —1, кгс/мм2 т —1> кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещино- устойчивое ти Склонность к образованию ус а доч и о п I го р ие т ост и
Свариваемость О бр а б ат ьгв а ем ост врез ан и е м Флокеночувствительность
Не чувствительна Склонность к отпускной хрупкости Не склонна
220
Марка стали 40ХЛ Вид поставки: 1 Отливки — ГОСТ 977—75, ТУ ДЗМО. 1
Химический состав, °/э, и о ГОСТ 977—75 Т-ра критических точек, °C |
С Si Мп S 1 Р не менее Сг Ni Мо V Си Асх Ас3 Ап Аг3 I
0,35—0,45 0,20—0,42 0,40—0,90 0,040 0,040 0,80— 1,10 <0,30 — — <0,30 743 782 693 730
Механические свойства при 20° |
ГОСТ, ТУ Режим термообработки Сечение, мм а т, кгс/мм2 сч а? - ’С СЦ о « S % Ф, % — сч -V * с <3 к HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
Отжиг 820—840 С печью Не определяются 160—229|
ГОСТ 977—75 Закалка Отпуск 850—860 600—650 Масло Воздух До 100 50 65 12 12 4,0 1
ТУ ДЗМО Нормализация Отпуск 850—860 600—650 Воздух Воздух До 100 30 — 12 3,0 170—230
Назначение. Фасонные отливки небольших размеров сложной конфигурации, изготовляемые по выплавляемым моделям; отливки простой конфигурации, отливаемые в земляные формы и др. 1 Зубчатые колеса, бандажи, секции вагонооп рокидывателей и другие детали, к которым предъявляются тре- бования повышенной твердости. 1
Предел выносливости Ударная вязкость при отрицательных температурах
о —1, кгс/мм2 Т-1, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
!
Технологические свойства
Температура начала зат- вердевания стали, °C Линейная усадка, % ! 1497—1508 Жидкотекучесть К =0,6 ж.т Ск _ .У Ск. У лонность к образованию садочной раковины К =1,1 У-Р
2,2—2,3 Показатель трещино- устойчивости К =0,9 т.у ионность к образованию садочной пористости К = 1,0 у-п
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС и ЭШС. Рекомендуются подогрев и последую- щая термообработка В закаленном и отпущенном состоя- нии при НВ 196—207 и о ь=63 кгс/мм2 Kv —1,1 (твердый сплав), Kv =0,6 (быстрорежущая сталь) Л4алочувствительна Склонность к отпускной хрупкости Склонна
221
Марка стали
Вид поставки:
Отливки — ТУ ЭЗТМ.
70ХЛ
Химический состав, %, по ТУ ЭЗТМ
С Si Мп S р Сг Ni Мо V Си
не менее
0,65—0,75 0,25—0,45 0,55—0,85 0,040 0,050 0,80— 1,00 <1,0 — — •——
Ас,
730
Т-ра критических точек, °C
Ас3 Art Аг3
745 690 725
ГОСТ, ТУ
ТУ ЭЗТМ
Механические свойства при 20°
Режим термообработки
операция
темпера-
тура, °C
охлажда-
ющая
среда
Сечение,
мм
аг
аг
35
аг
О к*
го
3
а: С
Q g
HRC
НВ
Отжиг
Нормализация
Отпуск
830—850
840—860
630—650
С печыо
Воздух
С печью
*не менее
Не определяются
>127
О
Назначение. Футеровка шаровых мельниц, бегунки и другие детали простой конфигурации, к которым предъявля-
ются требования повышенной износостойкости.
Сталь рекомендуется применять взамен стали марки 110Г13Л, когда требуется механическая обработка отливки.
П редел выносливости
Ударная вязкость при отрицательных температурах
ам, кгс-м/см2, при температуре, °C
кгс/мм2 Т-1. кгс/мм2 Термообработка +20 0 —20 —30 —40 —50 Термообработка
Технолог и ч е с кие с в с ) й с т в а
Температура начала зат-
вердевания стали, °C
Линейная усадка, %
Свариваемость
1458—1469
2,2—2,3
Жидкотекучесть
Показатель трещино-
устойчивости
К =0,9
ж.т
К =0,6
Т.у
Обрабатываемость резанием
Склонность к образованию
усадочной раковины
Склонность к образованию
усадочной пористости
К =1,0
ур
К =1,0
у.п
Флокеночувствительность
Не применяется для сварных
конструкций
В отожженном сотсоянии
при НВ 262—269 и =70 кгс/мм2
К v =0,55 (твердый сплав),
Кг, = 0,35 (быстрорежущая сталь)
Малочувствительна
Склонность к отпускной хрупкости
Склонна
222
Марка стали Вид поставки: Отливки —ГОСТ 977—75, МВН 632- 63*, МРТУ 2409—63, ТУ 24-1-11-433 -67.
20ГСЛ
Химический состав, %, по ГОСТ 977—75 и ТУ 24-1-11-433—-67 Т-ра критических точек, °C
С Si Мп s'"! р Сг Ni Мо Ti Си Act Ас8 Аг1 Аг3
не более
0,16—0,22 0,60—0,80 1,00—1,30 0,030 0,030 % 0,30 «0,3( ) — — <0,30 700 840 620 780
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч * д О « сч а- а? -"S' •о о и % ‘2 Ф, % Сч а? •—. . ас i С Q £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
Отжиг** 890—910 С печью — 29 50 25 40 6,0 <143
ГОСТ 977—75 Нормализация Отпуск 870—890 570—600 Воздух Воздух До 100 30 55 18 30 3,0 124—151
МРТУ** 2409—63 Нормализация Отпуск 870—890 570—600 Воздух , Воздух 30 52 14 30 3,0 156—197
ТУ 24-1-11-433 —67 Нормализация Отпуск 870—890 570—600 Воздух Воздух До 300*** 26 50 14 30 3,5 3,5 —
50
* Фасонные отливки, поставляемые по МВН 632—63, подвергаются контролю гидравлическим давлением в соответствии с правилами Госгортехнадзора. Механические свойства и химический состав — по ГОСТ 977—75. * По МРТУ 2409—63 содержание С=0,16—0,23%. Заварка дефектов производится электродами Э42 0 4—6 мм по ГОСТ 9467—60. *** Числитель — механические свойства основного металла и металла шва; знаменатель — меха иические свойства сварного соединения.
Назначение. Детали сварно-литых конструкций с большим объемом сварки, колонны, лопасти и валы гидротурбин, фасонные отливки арматуры и трубопроводов, цилиндры гидропрессов и др.
Предел выносливости Ударная вязкость при отрицательных температурах
°—Г кгс/мм2 т , —1 кгс/мм2 Термообработка , кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 1 —30 | —40 —50
2,2 — 0,8 0,8 - 0,6 0,55 Без термообработки
9,6 7,3 5,9 5,5 4,7 4,00 Отжиг при 890°
Технологические свойства
Температура начала зат- вердевания стали, °C 1482—1493 Жидкотекучесть К =0,9 ж.т Склонность к образованию усадочной раковины К =1,2 УР
Линейная усадка, % 2,2—2,8 Показатель трещино- устойчивости К -1,0 ту Склонность к образованию усадочной пористости К =1,0 у.п
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РДС, АДС, под газовой защитой, ЭШС В нормализованном и отпущенном состоянии при НВ^ 156 и о й-52 кгс/мм2, Kv ==1,0 (твердый сплав), Kv =0,9 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
223
Марка стали Вид поставки: Отливки — ТУ НКМЗ.
25ГСЛ
Химический состав, %, по ТУ НКМЗ Т-ра критических точек, °C
С Si Мп S Р Сг Ni Мо Си Act Ас3 Ari Аг3
не бочее
0,22—0,28 0,60—0,80 1,00—1,30 0,030 0,030 <0,30 <0,3( ) — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о Т, кгс/мм2 СЧ •СЭ С\) О X % Ф. % Oi as о •—. _ а* s С о $ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ нкмз Отжиг Нормализация Отпуск 880—920 890—920 550—600 С печью Воздух Воздух До 100 22 50 14 22 3,0 — >156
Назначение. Лопасти гидротурбин, зубчатые венцы и колеса, втулки, сектора, колонны, детали сварно-литых кон- струкций с большим объемом сварки и др.
Предел выносливости Ударная вязкость при отрицательных температурах
°—Г кгс/мм? т—Г кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C 1482—1493 Жидкотекучесть К =0,9 ж.т Скл< Ус Скл< Ус энность к образованию адочной раковины К =1,2 У-Р
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости К =1,0 Т.у энность к образованию адочной пористости К =1,0 у,п
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сваривается без ограничений. Способы сварки: РДС, АДС, под газовой защитой, ЭШС В нормализованном состоянии при НВ 156 и оь =52 кгс/мм2 Kv— 1,0 (твердый сплав), К v ~ 0,9 (быстрорежущая сталь) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
224
Марка стали 80ГСЛ Вид поставки: Отливки — ТУ УЗТМ. 1
Химический состав, %, по ТУ УЗТМ Т-ра критических точек, °C
С Si Мп S | Р не более Сг Ni Мо Си Act Ас3 Ari Аг3
0,80—1,10 0,80—1,20 1,00—1,50 0,050 0,050 <0,50 <0,50 —. —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч - К со О « сч - О 1г % сч HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ТУ УЗТМ Отпуск (перед отрезкой прибыли) 650—670 С печью, затем на воздухе Не определяются 217—302
Назначение. Футеровка шаровых мельниц.
Предел выносливости Ударная вязкость при отрицательных температурах
О—!, кгс/мм2 t_j, кгс/мм2 Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C 1436—1466 Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % 2,1—2,2 Показатель трещино- устойчивости ^т.у ~ 1»1 Склонность к образованию усадочной пористости ^.п=1>5
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В отпущенном состоянии при НВ 241—255 и Gf> = 104 кгс/мм2 Kv = 0,55 (твердый сплав), К и — 0,35 (быстрорежущая сталь) Не чувствительна Склонность к отпускной хрупкости Не склонна
15—2864
225
Марка стали Вид поставки: Отливки — ТУ ЭЗТМ.
зохгсл
Химический состав, %, по ТУ ЭЗТМ Т-ра критических точек, °C
С Si S Р Сг 0,50— 0,80 Ki: Си 1 • Асх Art Аг3
mu ) не более 40 N1
0,28—0,38 0,50—0,75 0,90—1,21 0 040 0,0 — — 760 830 670 705
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ж д е> « 1 <*ь, кгс/мм2 1 % ‘2 % СЧ 3 « £ HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ТУ эзтм Отжиг — 860—870 । С печью Не определяются
Нормализация Отпуск 880—890 400—450 Воздух С печью До 100 32 65 14 35 — >200
Н азн а чеп не. Шестерни, подушки и другие детали несложной конфигурации, к которым предъявляются требования повышенной износостойкости.
. П.Р °—1» кгс!мм2 едел вы» т_j, кгс/мм? юсливости Термообработка Ударная вязкость при отрт кгс-м/см2, при температуре, °C {ательных температурах Термообработка
+20 0 —20 —30 -40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C 1486—1495 Жидкотекучесть Склонность к образованию усадочной раковины ^у.р 1 ’ 1
Линейная усадка, % 2,2—2,3 Локазатель трещино- устойчивости ^=0,7 Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способ сварки — РДС. Рекомендуются подогрев и последую- щая термообработка В отожженном состоянии при НВ 187 и сг =65 кгс{мм2 К v =0,9 (твер- дый сплав), =0,7 (быстроре- жущая сталь) Не чувствительна
Склонность к отпускной хрупкости Малосклонна
226
Марка стали 35ХГСЛ Вид поставки: Отливки - ГОСТ 977—75.
Химический состав, %, по ГОСТ 977—75 Т-ра критических точек, °C
С 0, Si Мп _sj Р не более Сг Ni Мо Си Ас3 АГ1 Аг3
0,30—0,40 60—0,80 1,00—1,30 0,040 0,040 0,60— 0,90 <0,30 — х<0,3( J 765 840 720 710
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, лл сч S 1* о « сч 1? § % ‘Ф сч .V % о и «и ье HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
Отжиг 850—870 С печью Не определяются
ГОСТ 977—75 Нормализация Отпуск _____ Закалка Отпуск 870—890 570—600 Воздух Воздух До 100 35 60 14 25 3
870—880 630—670 Вода или масло Воздух До 100 60 80 10 20 4 —
-
Назначение. Зубчатые колеса, звездочки, оси, валы, муфты и другие ответственные детали, к которым предъявляют- ся требования повышенной износостойкости.
Предел выносливости Ударная вязкость при отрицательных температурах
о_1 кгс/мм* Термообработка ан, кгс-м/см2, при температуре, ®С
x_j кгс/мм* +20 0 —20 —30 —40 —50 Термообработка
Технологические свойства
Температура начала зат- вердевания стали, °C 1486—1495 Жидкотекучесть Кжт = 0,9 Склонность к образованию усадочной раковины Ку.р ~~ I’1
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости ^.,=0,7 Склонность к образованию усадочной пористости V. = bo
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способ сварки — РДС. Рекомендуются подогрев и последую- щая термообработка Малочувствительна Склонность к отпускной хрупкости Малосклонна
227
Марка стали Вид поставки: Отливки — ЧМ1У 75—58. в
40ХГРЛ
Химический состав, %, по ЧМТУ 75—58 Т-ра критических точек, °C
С Si Мп S | Р Сг М <0,3 Мо В Си Aci Ас3 Ari Аг3
не более
0,37—0,45 0,17—0,37 0,70—1,10 0,035 0,035 0,80— 1,10 0 — 0,002— 0,005 - —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм кгс/мм2 \ С4 а? а? О « | % *2 1 % *<к 1 кгс-м/см2 HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
Отжиг 820—840 С печью Не определяются -—»
ЧМТУ 75—58 Закалка Отпуск 840—860 600—650 Масло Воздух До 100 60 70 12 25 5 —
Н а з н а ч е п п е. Шестерни, крестовины, втулки, зубчатые колеса и др. Сталь является заменителем стали марки 35XMJI.
Предел выносливости Ударная вязкость при отрицательных температурах
о 1, кгс/мм2 т(, кгс/мм2 Термообработка ан, кгс • м/см2, при температуре, °( -50 Термообработка
+20 0 —20 —30 —40
Технологические свойства
Температура начала зат- вердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка,% Показатель трещино- устойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под газовой защитой. Рекомендуются подогрев и последую- щая термообработка Не чувствительна
Склонность к отпускной хрупкости
Склонна
228
Марка стали Вид поставки: Отливки — ГОСТ 977—75.
35ХМЛ
Химический состав, %, по ГОСТ *977—75 Т-ра критических точек,-°C
С Si Мп S Р Сг Ni Мо Ti Си Асх Ас3 АГ1 Аг3
не более
0,30—0,40 0,20—0,42 0,40—0,90 0,040 0,040 0,80— 1,10 <0,30 о,io- о.30 <о,зс 757 802 693 750
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм .1 Ь * сч а? Л. £2 % *2 Ф, % сч .V % с ° £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее ’
Отжиг 850—870 С печью Не определяются 160—229
ГОСТ 977—75 Нормализация Отпуск 860—880 600—650 Воздух Воздух До 100 40 60 12 20 3,0 —
Закалка Отпуск 860—870 600—650 Вода или масло Воздух До 100 55 70 12 25 4,0 —
Назначение. Шестерни, крестовины, втулки, зубчатые венцы и другие детали, работающие с повышенными нагруз- ками и требующие повышенной твердости.
Предел выносливости Ударная вязкость при отрицательных температурах
o_j, кгс/мм* т_р кгс/мм* Термообработка ан, кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 | —40 —50
3,3 1,7 0,9 0,7 0,7 0,7
Технологические свойства
Температура начала зат- вердевания стали, °C 1486-1498 Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости *т.,=0’8 Склонность к образованию усадочной пористости V»=i.o
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, АДС под газовой защитой. Рекомендуются подогрев и последую- щая термообработка. В термообработанном состоянии при НВ 174—179 и аь = 65 кгс/мм2 К у— 0,80 (твердый сплав), Кг> = 0,76 (быстрорежущая сталь) Чувствительна
Склонность к образованию
Не склонна
229
Марка стали 35ХНЛ Вид поставки: Отливки — ТУ УЗТМ.
Химический состав, %, по ТУ УЗТМ Т-ра критических точек, °C
С Si Мп S Р Сг Ni Си Ас, Ас3 At! Аг3
0,30—0,38 0,20—0,42 0,40—0,90 0,040 <0,040 0,50—0s80 0,70—0,90 <0,3
Механические свойства при 20°
ГОСТ, ТУ Режим термо о б р а б от операция 1 темпеРП; j тура, °C ки охлаж- [ дающая среда Сечение, мм СЧ а? at о сч а? о * i % 1 Ф, % кгс-м!см? HRC НВ
не менее
ТУ УЗТМ Закалка Отпуск 860—880 580—630 Вода <100 50 70 12 25 4 207—269
Назначение. Шестерни, крестовины, втулки, зубчатые колеса и др.
Предел выносливости ан, * Ударная вязкость при отрицательных температурах
°-1, кгс!мм2 т-1, кгс{мм2 ;гс-м[см2, при температуре, °C Т ермообработка
4-20 0 —20 | —30 -40 —50 i
4,0— 11,0 — 2,7— 6,5 — 2,2— 5,7 1,5— 4,7 Закалка 4- отпуска
Технологические свойств а )НГ ад<
Температура начала зат вердевания стали, °C Жидкотекучесть Склс ус ость к образованию эчной раковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способ сварки: РДС с подогревом до 250—270°С. Рекомендуется последующий отпуск при 580—600°; электроды Э50А Склонность к отпускной хрупкости
230
Марка стали 35ХН2МЛ Вид поставки: Отливки — ТУ УЗТМ.
Химический состав, %, по ГУ УЗТМ Т-ра критических точек, °C
С Si Мп S | Р не более Сг Ni Мо Си -1- Act Ас3 Afi Аг3
0,30—0,50 0,25—0,45 0,60—0,90 0,040 0,040 0,50— 0,80 1,30— 0,70 0,20- 0,3(
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 <Ъ. кгс/мм2 Ъ, % । % 1 ан> кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ УЗТМ Отжиг 820—840 С печью Не определяются
Закалка Отпуск 840—860 580—600 Вода Вода До 100 70 80 1 10 20 4,0 234—302
Поверхностная закалка с нагревом ТВЧ и низкий отпуск Вода, вод- ный раст- вор гли- церина Не определяются Поверх- ности 38-55
Назначение. Зубчатые венцы, зубчатые колеса и другие сильно нагруженные детали. Сталь имеет повышенную склонность к камневидному излому и к трещинам.
Предел выносливости Ударная вязкость при отрицательных температурах
<т_| кгс/мм1 т__, кгс/мм1 Термообработка ан, кгс-м/см2, при температуре, Ч Т ермообработка
+20 то —20 —30 -40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C 1480—1493 Жидкотекучесть /Сжт=0,9 С жлонность к образованию усадочной раковины
Линейная усадка, % 2,1—2,1 Показатель трещино- устойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Ограниченно свариваемая. Способы сварки: РДС, ЛДС под газовой защитой. Рекомендуются подогрев и последую- щая термообработка Чувствительна Склонность к отпускной хрупкости Малоеклонва
231
Марка стали Вид поставки: Отливки ТУ 036 209-- 67 (Брянского автозавода).
КДЛ1 ВТ
Хим и чески й состав,* %, по ТУ 036-209—67 Т-ра критических точек, °C
с Si S | Р Мп Сг Ni Мо Си Ас, Ас., Аг, Агч
не более 3 1 3
0,15—0,22 0,80—1, 20 0,90—1,20 0,050 0,055 0,60— 1,10— 0,10— 0,40—
1 0,90 1,50 0,15 0,60
Механические свойства при 20°
Режим термообработки +
ГОСТ, ТУ охлажда- Сечение, . Ту и&с hr ппрпяпия темпера- ии ь . - «о ИКС nb операция н ющая мм о « о « -Э- о 1 У Ры. 1 71 ’ среда
не менее I
ТУ 036-209- -67 Отпуск 660—680 Воздух Не определяются <241
Закалка 920—940 Вода
Отпус к 220—260 Воздух — — — — 3,0 388—477
1 Q QQO/ * Допускаются отклонения по C_qjo%; по Мп, Si, Си±0,1% и по Сг+0,20%.
Назначение. Траки и другие детали.
Предел выносливости Ударная вязкость при отрицательных температурах
ан, кгс м/см2, при температуре, СС
о j кгс/мм2 т кгс/мм2 Термообработка Термообработка
+20 0 —20 —30 -40 —50
Технологические свойства
Температура начала зат- Жидкотекучесть Склонность к образованию
вердевания стали, °C усадочной раковины
Линейная усадка, % Показатель трещино- Склонность к образованию
устойчивости усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости _
Не склонна
232
Марка стали Вид поставки: Сзливки — ТУ Горловского машзавода (ГМЗ).
35ФАЛ
Химический состав, %, п о ТУ ГМЗ 1 Т-ра критических точек, °C
с ! 1 Si Мп S 1 Р 1 Сг | Ni N | 1 V 1 Си Acj Ас3 Art Ar3
не более |
0,32—0,40 0,20—0,42 | 1 0,50—0,90 0,04 0 0,045<0,50^0,30 0,017 С 0,033 ),08— 0,15 — 740 840 730 825
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм кгс/мм2 Zww/3&1 1 % ‘9 % сч 35 аГ £ У HRC НВ
операция | темпера- тура, °C охлажда- ющая среда
не менее
ТУ ГМЗ Отжиг 880—920 С печью Не определяются
Нормализация Отпуск 880—920 550—600 Воздух С печью До 100 35 60 12 25 4 >160
Назначен и е. Корпусы редукторов угольных комбайнов.
Предел выносливости — Ударная вязкость при отрицательных температурах
кгс/мм2 ан, кгс. м/см2, при температуре, °C Термообработка
т__1> кгс i /лш2 Термообработка +20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C 1495 I Жидкотекучесть j 1 I Склонность к образованию 1 усадочной раковины
Линейная усадка, % Объемная усадка, % 1,9 3.5 Показатель трещино- устойчивое ги Склонность к образованию усадочной пористости
Свариваемость Ограниченно свариваемая. Способы сварки: РДС, АД С под газовой защитой и ЭШС. Необходимы подогрев и последующая термообработка Обрабатываем В пормалйзованнох ость резанием Флокеночувствительность
состоянии при Не чувствительна
11 D IUU И ()£ — OU КСС[ММ~ Kv - 0.82 (твердый сплав), Kv — 0,76 (быстрорежущая сталь) Ckj Не юнность к отпускной хрупкости
склонна
233
Марка стали Вид поставки: )тливки — ГОСТ 977—75.
08ГДНФЛ
Химический состав, %, по ГОСТ 977—75 Т-ра критических точек, °C
С Si Мп S р Сг Ni Мо I V 1 Си Асх j Ас3 Art Аг^
не более
<0,10 0,15—0,40 0,60—1,00 0,035 0,035 <0,3( 1,15— —1,55 — 0,10 (по ра- счету) 0,80— |—1,2С 680—700 860—885 550—620 710—750
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ° zWVC/3^ ‘9ц 1 % ‘9 j 1 + % ! кгс-м/см2. HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 977—75 Отжиг 930—950 С печью 0 Не определяются
Нормализация Нормализация Отпуск 950—1050 900—950 580—630 Воздух Воздух Воздух До 10 35 45 18 30 5,0 >130
•
Назначение. Литые детали, работающие при температуре до—60°.
о_р кгс/мм2 Предел в т__1, кгс/мм2 ыносливости Термообработка Ударная вязкость при отрицате ан, кгс-м/см2, при температуре, °C льных температурах Термообработка
+20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Ф/ Не чувст юкеночувствительность
Сваривается без ограничений. Способ сварки РДС. При значительном объеме сварки рекомендуется последующий от- пуск а вительна
Склс Не i нность к отпускной хрупкости
клонна
234
Марка стали Вид поставки: Отливки — СТУ УЗТМ.
14Х2ГМРЛ
Химический состав, %, по СТУ УЗТМ Т-ра критических точек, °(
С Si Мп S Р 1? Сг Мо Си В Aq Асд Аг3
0,10—0,17 0,20—0,42 0,90—1,20 <0,035 <0,035 10—1,70 0,45— 0,55 <0,3 0,006 (по рас- чету)
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм *а- 1 6, % 1 % i CJ д <3 £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
СТУ УЗТМ Нормализация Закалка Отпуск 940—950 920—980 610—640 Воздух Вода <100 60 70 14 25 5 241—217 №отп =3,9— 4,1)
Назначение. Тяжелонагруженные литые и сварно-литые детали.
Предел выносливости Ударная вязкость при отрицательных температурах
о_1, кгс/мм2 т_р кгс/мм* 1 ан, кгс-м/см2, при температуре, °C Термообработка
+20 0 —20 —30 —40 —50
12,0— 20,0 — — — 4,0— 8,0 3,0— 5,0 Нормализация+отпуск
Технологические свойства
Температура начала зат- вердевания стали, °C Жидкотекуч е.сть Склонность к образованию усадочной раковины 1 1
Линейная усадка, % | Показатель трещино- устойчивости Склонность к образованию усадочной пористости 1
Свариваемость Обрабатываемость резанием Флокеночувствительность
Сварка с подогревом при толщине стенки более 16 мм\ температура подогрева 200° С. Метод сварки: РДС, АДС под флюсом и в защит- ных газовых средах. Рекомендуетс$1 последующий отпуск при 600 650° С для снятия напряжений
Склонность к отпускной хрупкости
235
Марка стали
Вид поставки:
25НЛ
Отливки — ТУ НЗЛ 329—65.
Химический состав, %, по ТУ НЗЛ 329—65
Т-ра критических точек, °C
Si
Мп
S | Р
не более
Сг
Ni j Мо
Си
Ас,
Ас3
Ari Аг3
0,22—0,30
0,17—0,37
0,50—0,80
0,025 0,025
0,30
0,7—
— 1,2
0,30
С
Механические свойства
при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм2 кгс/мм2 । б, % । I % i ' 1
операция । темпера- тура, °C охлажда- ющая среда HRC НВ
не менее
ТУ НЗЛ 329— Отжиг 850—870 С печью Не определяются
65 Закалка 860—880 Масло
Отпуск 640—670 С печью до 300° До 100 25 45 19 30 40
Назначение. Литые детали, работающие при температуре до —70°.
Предел выносливости Ударная вязкость при отрицательных температурах
о_], кгс/мм2 т_], кгс/мм2 Термообработка ан , кгс-м/см2, при температуре, °C Термообработка
4-20 0 —20 —30 —40 —70
4,0 >3,0 Закалка и отпуск
Технологические свойства
Температура начала зат- вердевания стали, °C Жидкотекучесть
Линейная усадка, % Показатель трещино- устойчивости
Склонность к образованию
усадочной раковины I
Склонность к образованию
усадочной пористости
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Малочувствительна
Склонное1ь к отпускной хрупкости
Малоеклонна
236
Марка стали Вид поставки: Отливки — ГОСТ 2176—67.
110Г13Л
Химический состав, %, по ГОСТ 217 6—67 Т-ра критических точек, °C
С Si* 1 S 1 Р Мп i . ' Сг Л Ti Си Лщ Ас3 Аг, Аг3
не более
0,90—1,30 0,40—1,00 0,5—14,5 0,050’ 0,100 ;0,50 0,50 — — <0,30 1 1 1 — —
М е х а и и ч е с к и е свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм '‘° см Ss О Со о « 6, % 1 % ‘Ф сч Ss s С <3 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 2176—67 Закалка 1050— —1100 Вода По согласованию <217
* Допускается снижение кремния до 0,30—0,80%.
Назначение. Детали, работающие на износ в условиях ударных нагрузок и высоких давлений: корпусы и броне- футерованные плиты дробилок и шаровых мельниц, зубья и передние стенки ковшей экскаваторов, черпаки и козырьки драг, звенья гусениц тракторов и экскаваторов, малые конусы загрузочных уст- ройств доменных печей и др.
П р е д е л выносливости — Уда! /с ая вязкость при отрицательных температурах
о_1, кгс!мм2 т_(, кгс jмм- ан, кгс • м м2, при температуре, °C Термообработка
Термообра ботка 4-20 0 —20 —30 —40 —50
Технологические свойства
Температура начала зат- вердевания стали, °C 1350—1370 j Жидкотекучесть {Склонность к образованию Kw.T=0,8| усадочной раковины
Линейная усадка, % I Показатель трещино- 2,6—2,7 I устойчивости 'Склонность к образованию Кт у =0,4 | усадочной пористости \.п =2’5
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций В закаленном состоянии при НВ 229 Kv — 0,25 (твердый сплав) Не чувствительна
Склонность к отпускной хрупкости
Не склонна
237
Марка стали
Вид поставки.
110Г13ХМЛ
Отливки — ТУ заводов.
состав, %, по заводским ТУ
С Si Мп S ! р не более Сг
1,00—1,50 <1,00 10,0—5,0 0,050 0,100 0,80— — 1,20
Ni
<0,50
Т-ра критических точек, СС
Мо
0,40—
— 1,00
Ti Си Асх Ас3 Аг, Аг3
— <0,30 — — — —
М е х а н и ческие свойства при 20*
ГОСТ, ТУ Режим термообработки Сечение, мм сч Ss д О к! сч ; Л % ч> 1р. % о а: С Q «V К HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ заводов Закалка 1100— —1150 Вода По согласованию <220
Назначение Детали, работающие па износ в условиях ударных нагрузок и высоких удельных давлений: корпусы и
бронефутерованные плиты дробилок и шаровых мельниц, зубья и передние стенки ковша экскаватора,
черпаки, козырьки и полувтулки драг, звенья гусениц тракторов и экскаваторов, малые конусы загрузоч-
ных устройств доменных печей и др. детали.
сг_р кгс!мм2 Предел в т_р кгс/мм2 ыносливост и Термообработка * Д20 Ударн ггс • м/с 0 ая вязкость м2, при темпе ! —20 | —30 при о ратуре —40 дрища 1 °C —50 мытых температурах Термообработка
Технологические свойства
Температура начала
вердевания стали,
зат- °С Жидкотекучесть Склонность к образованию i усадочной раковины |
। _ ,,
। Склонность к образованию
| усадочной пористости
Линейная усадка, %
Показатель трсщино-
устойчивости
Свариваемость
Обрабатываемость резанием
Не применяется для сварных
конструкций
В закаленном состоянии при НВ 229
Kv =0,25 (твердый сплав)
Ф л окен о чув стви дельность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
238
Марка стали Вид поставки:
150ХНМЛ Отливки- ГОСТ 11)207- 70, ГОСТ 9487-70.
Химический состав, %, по ГОСТ 10207—70
С 1,4—1,6 0, Si Мп 0,50—0,80 0, S | Р не более Сг 5 • Ni 0,80— — 1,20 Мо 1 Си Асх Ас3 Art Аг3
25—0,50 040 1о,О4О 0,90- —1,2 0,10— —0,30 —
М с х а и и ч е м о о б р а боi с к и е с в ойства при 20°
Режим тер к и сч а? aS ь со t> &е СЧ as д е se X© Ф, % кгс-м/см2 HRC НВ
ГОСТ, ТУ операция темпера- тура, °C охлажда- ющая среда Сечение, мм
не менее
ГОСТ 10207 -70 Нормализация Нормализация Отпуск Нормализация Нормализация Отпуск Отпуск 1030- — 1070 810—8 580—6 30 20 Воздух Воздух С печью До 300 Не onpej Не onpej теляются 40—55
ГОСТ 9487—70 1030- — 1070 810—8. 460—5 580—6 30 ОО 20 Воздух Воздух С печью С печью До 3 До 8 0 0 0 0 теляются 241—277 262—293 363—444
Назначен и с. Бандажи составных опорных валков всех размеров листовых станов горячей прокатки металла. Валки для среднесортовых станов (НВ 241—277), валки для непрерывнозаготовочных н штрипсовых станов (НВ 262—293) и валки для проволочных станов (НВ 363—444).
П р с д е л выносливости --- Уда} шая /см2 вязкость при отрицательных температурах
а _р кгс/мм? ан, кгс-м при температуре, °C Термообработка
т_р кгс/мм2 Термообработка -J-20 0 —20 | —30 —40 —50
1 1
Технологические свойства
Температура начала зат- вердевания стали, °C Ж ид котекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Флокеночувствительность
Не применяется для сварных конструкций Чувствительна
Склонность к отпускной хрупкости
Не склонна
239
Марка стали 250X25 ВЗТЛ Вид поставки: О > ливки ТУ заводов.
Химический состав, %, по ТУ заводов Т-ра критических точек, °C
С Si Мп S [ Р не более Сг Ni W — Ti Си ! Acj । Лс3 Ari
2,40—3,00 0,40 0,40 0,100 0,100 20,0— 28,0 — 2,00- 4,00 0,05— 0,10 — 800 860 300 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч а? д ь cd сч д <3 cd to « । 6, % । % ‘41 <Wp HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ заводов Отжиг Нормализация Отпуск 750—800 1050— 1100 500—550 Воздух Воздух Воздух Не определяются 35—40 60—64 58—62
Назначение. Проводковая арматура прокатных станов, чистовые валки проволочных и сортовых станов и другие детали, подвергаемые сильному тепловому и абразивному износу при повышенных температурах. Сталь обладает повышенным сопротивлением износу и хорошими литейными свойствами.
Предел выносливости — Ударная вязкость при отрицательных температурах
O_j, KCCjMM2 T__j, KZCjMM2 ан, кгс м/см2, при температуре , °< -50 i
Термообработка 4-20 0 —20 —30 —70 Термообработка
Технологические свойства
Температура начала зат- вердевания стали, °C Жидкотекучесть Склонность к усадочной р об ако об зри зазованию вины
Линейная усадка, % Показатель трещино- устойчивости Склонность к усадочной п эазованию стости
Свариваемость — Обрабатываемость резанием Флокс ночувс к отпу твительность
Не применяется для сварных конструкций Склонность 'СКНОЙ хрупкости
240
Раздел II
СТАЛЬ И СПЛАВЫ
НОРРОЗИОННО-СТОЙНИЕ,
ЖАРОСТОЙКИЕ,
ТЕПЛОУСТОЙЧИВЫЕ И ЖАРОПРОЧНЫЕ
СТАЛЬ КОРРОЗИОННО-СТОЙКАЯ
Марка стали 20X13 (ЭЖ2) Вид поставки: Сортовой прокат—ГОСТ 2590- 71, ГОСТ 2591 —71, ГОСТ 5949—75, ГОСТ 4405—75, I < >СТ 1133—71, МТУ 9 -65 (ЛМЗ), ЧМТУ 1-187—67. Поковки — МТУ 35 61 (ЛМЗ), МГУ 13—65 (ЛМЗ), ТУ заводов. Лист тонкий- ГОСТ 19903 74, ГОСТ 5582 75, ЧМТУ 1 581- 68. Лист толстый—ГОСТ 19903-74, ГОСТ 7350 -75. Ленга ГОСТ 4986—70. Проволока—ГОСТ 18143—72, ТУ 49-2027—62 (ЛМЗ). Трубы — ГОСТ 14162—69.
Химический состав, %, по ГОСТ 5632—72
С Si Мп S | Р не более 1 1 Сг Ni Мо V W Fe А1 Си
0,16—0,24 <0,60 <0,60 0,025 0,030 2,0— 4,0 <0,50 — — — Основа — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм OI д е> « см 5- со О й Ф, % Он. \кгс'м/см2 i HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
Отжиг 740—780 С печью Не определяются 126—197
ГОСТ 5949—75 Закалка Отпуск 1000— 1050 660—770 Воздух или масло Воздух, масло или вода До 60* 45 66 16 55 8 — —
МТУ 9—65 (ЛМЗ) Закалка Отпуск 1000— 1050 660—780 Воздух или масло Воздух До 50 51—100 101—200 201—400 70 60 50 40 85 80 70 63 14 14 14 14 45 45 40 40 5 5 5 5 — 255—296 241—269 217-241 187—229
ГОСТ 5582—75 Отжиг или отпуск 740—8С 0 0 С^печью или воз- дух 0,8— 4,0** — 50 20 — — — —
ЧМТУ 1-518-68 Отпуск 740—78 Воздух — 50 20 — — — — —
ГОСТ 7350—75 Нормализация или закалка Отпуск 1000— 1050 680—780 Воздух С печью или воз- дух 4—500** 38 52 20 — — — —
* При испытании сортового проката диаметром или толщиной 61—100 мм допускается снижение удлинения на 1% и сжатия на 5% абсолютных. ** Образцы поперечные.
Назначение. Клапаны гидравлических прессов, лопатки паровых турбин, тарелки и седла клапанов, уплотнительные втулки, крепеж, поршневые кольца и другие детали повышенной пластичности, подвергающиеся ударным нагрузкам и работающие при температуре до 450—500°. Сталь коррозионно-стойкая и жаропрочная мартенситного класса. Сталь может выплавляться с применением ЭШП и ВДП.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- ТОПЯ КГШПЯ ггггшгы из слитков из заготовок
интенсив- ные об- жатия прогла- живание размер сече- ния, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1250 850 750 До 150 На воздухе До 150 На воздухе
Заготовка 1250 855 750 151 — 400 Отжиг низкотемпера- турный, одно пере- охлаждение 151—400 Отжиг низкотемпера- турный, одно пере- охлаждение
Термообработка Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС, АрДС и КТС. Подогрев и последующая термообра- ботка применяются в зависимости от метода сварки, вида и назначе- ния конструкции В закаленном и отпущенном состоя- нии при НВ 241 и в/) = 75 кгс/мм2 Kv =0,70 (твердый сплав), v— 0,45 (быстрорежущая сталь) Acj Ас3 Агх Аг3
820 950 780 —
244
I' Жаропрочные и другие свойства при длительных сроках службы 20X13
[стлпная длительность испытания, час 3000 3000 2000 5000 Термическая усталость
Рабочая температура, °C 20 300 400 450 470 500 530 550
°110~4 1 кгс1мм2
К аЫ0 ’ кгс1мм 12,8 7,6 4,8 — 3,0
сг104, кгс[мм2 29,5 21,5 19,5 10,5* 16,5
а10б, кгс/мм2 26,0 18,0 16,0 7,6
е. % > 15,0 15—30 15—21 -30,0 Коэффициент чувстви- тельности к надрезу за 104 час
ан, кгс-м/см2
>1,0 (при 750°)
а_1, кгс/мм2, на базе циклов 107 37,5* 24,5 32,5* 20,5 31,0* 17,0 — — 24,0* 13,5
♦ Числитель — образцы гладкие; знаменатель — образцы с надрезом.
Механические свойства в зависимости от темпепатупы испытания Чувствительность к охрупчиванию при старении
Время, час Температура, °C ан, кгс-м/см2
Режим термообработки: нормализация с 1000—1020°, отпуск при 730—750°
Температура испытания, °C о0 2, кгс/мм2 Ofc, кгс/мм2 б. % % кгс м/см2 НВ 10000 10000 10000 Исходное состояние 550 550 600 8,0 10—12 11,0 15,0
20 300 400 450 475 500 550 52,0 40,0 40,0 38,0 42,0 36,0 28,0 73,0 55,0 53,0 49,0 49,0 44,0 35,0 (Образць 21,0 18,0 16,5 17,5 24,5 32,5 36,5 продолы 66,0 66,0 58,5 57,, 71,0 75,0 83,0 гые) 6,5—17,5 20,0 20,0 24,0 25,0 22,0 187—217
Ж аростойкость
Среда Температура, °C Группа стой- кости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпера- Длит., г/м2 или тура, РС час мк/год
Общая По коррозионным свойствам близка к стали 12X13
Релаксационная стойкость
Точечная Проверка на склонность к МКК по ГОСТ 6032—58 не предусмотрена
Рабочая тем- пература, °C 400 400 400 450 450 450 Коррозион- ное рас- трескивание Наибольшая коррозионная стойкость достигается после закалки и отпус- ка при 200° или при 652—750° и полировке
о0, кгс/мм2 35 30 25 35 30 25 Межкристаллитная Оценка стойкости Состояние
ея 108 час 23,0 20,7 17.5 11,9 13,0 10,9
I в о О 5-104 час 19,5 17,0 16,3 11,3 9,6 8,0
2-104 чао
245
Марка стали Вид поставки: Поковки- ТУ заводов. Сортовой прокат— ГОСТ 2590- 71, ГОСТ 2591 71. ГОСТ 4405—75, ГОСТ 1133 71, ГОСТ 7417—75, ГОСТ 5949—75, МТУ 9 65 (ЛМЗ). Лист тонкий ГОСТ 19903—74, ГОСТ 5582—75, ЧМТУ 1—518 68. Лента- ГОСТ 4986—70. Проволока — ГОСТ 18143—72. Прутки повышенной отделки поверх- ности— ГОСТ 14955- 69.
30X13 (эжз)
Химический состав, %, по ГОСТ 5632—72
С 0,25—0,34 Si 0,60 Мп 0,60 S 1 р Сг 12,0— 14,0 Ni <0,60 Мо V W Fe Основа А1 Си <0,30
не 0,02Е 5олее 0,030
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч а? а- *—. Ь го to сч а? О) t> и ' «о Ф, % кгс-м/см2 HRC 2
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 5949—75 Отжиг Закалка Отпуск 740—780 950—1020 200—300 С печью Масло Воздух или масло Л [о [о 1- 1- 60* Не определяются >48 131—207
Нормализация или закалка Отпуск 1000— 1020 600—650 Воздух или масло Воздух Л 7 10 70 -100 -150 80 70—80 55 95 85 80 10 12 12 35 40 45 2,5 3,5 5,5 285—321 269—302 241—277
ГОСТ 5582—75 Отжиг или отпуск 740—780 Печь, масло или воздух 0,8— 4,0** — 50 15 — — — —
ГОСТ 4986—70 Отжиг или отпуск 740—780 Печь, масло или воздух 0,05— 2,00 — 50 15 — — — —
ГОСТ 18143—72 В состоянии поставки термообработанная 0,2—6,0 — 70 12 — — — —
МТУ 9—65 (ЛМЗ) Закалка Отпуск 1000— 1020 600—650 Воздух или масло Воздух До 60 До 100 80 70—80 95 85 10 12 35 40 2,5 3,5 — 285—321 269-302
ТУ ВАЗ Отжиг 850—870 С печью — 55 10 30 7 —
ТУ заводов Закалка*** Отпуск 1000— 1020 350—450 Масло, воздух Воздух Не определяются 39—46
* См. стр. 244. ♦* Образцы поперечные. ♦** Режим термообработки деталей из полосы листа и ленты.
Назначение. Валы крекинг-насосов (ПМТУ 22—52), пружины, арматура (ТУ ВАЗ) и другие детали. Детали, работающие при высоких напряжениях в слабо агрессивных средах. Болты, гайки, детали из листа и ленты, работающие при температуре до 450°. Сталь коррозионно-стойкая мартенситного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1250 850 750 До 400 Отжиг низкотемператур- ный, одно переохлаж- дение До 400 Отжиг низкотемператур- ный, одно переохлаж- дение
Заготовка 1250 850 750
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Не применяется для сварных конструкций В закаленном и отпущенном состоянии при НВ 241 и ст/, = 75 кгс/мм2 Кг,— 0,70 (твердый сплав), Kv = 0,45 (быстрорежущая сталь) Acj Ас8 АГ1 Аг8
800—820 • 780
246
Жаропрочные и другие свойства при длительных сроках службы 30X13
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 400 450 500 550 600
°1 10~4 > кгс/мм2
Qi. io~5 , кгс/мм2 13,4 8,4
Ощ4, кгс/мм2
о106, кгс/мм2
Коэффициент чувстви- тельности к надрезу за Ю4 час
«. %
ан, кгс-м/см2 Исходное состояние 5,0 5,0 5,0
о_, , кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1000°, воздух; отпуск при 650е, 2—3 час (пруток)
Температура испытания, °C о0 2, кгс/мм* Oft, кгс/мм* % ;м>, % ан> кгс-м/см* НВ Время, час Температура, °C ан, кгс-м/см*
Исходное состояние 5,5 4.0 5,0 4,5
20 200 300 400 450 500 550 600 71,5 67,0 64,0 58,5 54,0 49,5 42,0 96,0 83,5 79,0 72,0 62,0 54,0 46,0 16,0 14,0 13,0 12,5 14,0 16,5 21,0 52,0 57,5 53,0 52,5 54,5 69,5 80,5 5,5 13,0 12,5 16,0 17,0 16,5 16,0 16,0 269—285 20000 7000 5000 500 550 600
Жаростойкость
г„_а Температура, Группа стой- Среда Ар vnr™ окисления, ь кости мм/год
Жаростойкая при длительном сроке службы с температурой до 600—650°.
Коррозионные свойства
По коррозионным свойствам близка к стали 12X13. Проверка на склонность к МКК по ГОСТ 6032—58 не предусмотрена. Для повышения коррозионной стойкости рекомендуется производить отпуск при температуре до 300° или выше 650°.
Релаксационная стойкость
Рабочая тем- пература, °C 450 450 450 450
о0, кгс/мм2 30 25 20 15
1 кгс/мм2 103 час 11,3 9,5 8,6 6,3
5-103 час 9,4 6,8 6,4 4,6
1,2-ГОЧос
247
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4405—75, ГОСТ 1133—71, ГОСТ 5949—75. Лист тонкий — ГОСТ 19903—74, ГОСТ 5582—75, ЧМТУ 1-518—68. Проволока—ГОСТ 18143—72. Пружины — ТУ заводов.
40X13 (ЭЖ4)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S 1 Р Сг Ni Мо V W Fe А1 Си
не более
0,35—0,40 <0,60 <0,60 0,02. 5 0,030 12,0— 14,0 <0,60 । — — Основа — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм О) Oft, кгс/мм2 хр о© % кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
Отжиг 740—780 С печью 143—229
ГОСТ 5949—75 Закалка Отпуск 1000— 1050 200-300 Масло Воздух или масло До 60* Не определяются >50 —
ГОСТ 5582—75 ЧМТУ 1-518—68 Отжиг или отпуск 740—800 Печь или воздух 0,4— 4,0** — 56 15 — — —
ГОСТ 18143—72 В состоянии поставки термообработанная 0,2—6,0 — 75 10 — — — —
ТУ заводов Отжиг Закалка Отпуск 850—860 1030—105( 400—500 С печью ) Масло Воздух | Не определяются >50 —
* См. стр. 244. ** Образцы поперечные.
Назначение. Втулки, оси, валы, пружины, рессоры, корпусы, цапфы, лопасти, бандажи паровых турбин, диски, рабо- тающие при температуре до 400—450°; карбюраторные иглы, болты, гайки и другие детали, работающие в коррозионных средах. Сталь коррозионно-стойкая мартенситного класса, характеризуется высокой прочностью и износостойкостью.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная тем- пература конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечеиия, мм условия охлаждения
интенсив- ные об- жатия проглажи- вание
Слиток 1200 (см. введение) 850 800 До 200 Отжиг низкотемператур- ный До 200 Отжиг низкотемператур- ный
Заготовка 1200 (см. введение) 850 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Не применяется для сварных конструкций В закаленном и отпущенном состоя- нии при НВ 340 и = 75 кгс/мм2 Kv = 0,6 (твердый сплав), Kv = 0,4 (быстрорежущая сталь) Acj Ас8 АГ1 Аг,
820 — 780 т
248
Жаропрочные и другие свойства при длительных сроках службы 40X13
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C •
^.ю"4 > кгс/мм2
о110~5 »
о104, кгс!мм2
Коэффициент чувстви- тельности к надрезу за 104 час
о106, кгс/мм2
е. %
ан, кгс-м/см2
о_ь кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
I. Нормализация 1050—1100°, отпуск при 600—650°. II. Закалка с 1030—1050°, отпуск при 850° Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C °0,2’ кгс/мм2 кгс/мм2 д, % 4>, % кгс-м/см2 НВ 5000 Исходное состояние 470 1,1 2,2
20 200 300 400 500 600 72,5—91,0 83,0 73,0 68,5 47,5 26,0 95—111,4 96,0 92,0 79,5 53,0-55,0 31,0 12,5-14,0 11,0 10,0 11,5 18,0-19,5 21,0 32,0-41,5 40,0 38,5 45,0 67,0-76,5 84,0 1,2—2,5 5,0 7,0 7,5 8,0—13,5 12,0 311—331
Жаростойкость
Среда Температура, °C Групп стой- кости Скорость окисления, мм/год
Релаксационная стойкость*
Рабочая тем- пература, °C 410 410 410 470 470 500 Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час г/м2 или мк/год
и0, кгс/мм2 31,0 46,0 61,5 30,9 46,0 30
Общая По коррозионным свойствам близка к стали 12X13
3 103 час 17,0 24,0 31,0 4,0 6,0 4,8
Точечная Проверка на склонность к МКК по ГОСТ 6023—58 не предусмотрена
$ g о О 104 час 14,0 19,5 26,0 Коррозион- ное растрес- кивание Наибольшая коррозионная стойкость стали достигается после закалки и отпуска при 250—300°
1,2104час Межкристаллитная Оценка стойкости Состояние
* Для плоских пружин.
249
Марка стали 14Х17Н2 (ЭИ268) Вид поставки: Поковки ТУ НКМЗ, ТУ НЗЛ. Сорговой прокат — ГОСТ 2590—71, ГОСТ 2591- 71, ГОСТ 4405 — 75, ГОСТ 1133- 71, ГОСТ 8560—67, ГОСТ 5949—75. Лист тонкий ГОСТ 19903—74, ГОСТ 5582- 75. ЧМТУ 1-518—68. Лист толстый — ГОСТ 19903- 74, ГОСТ 7350—75, ЧМТУ 4487—54. Проволока — ГОСТ 18143—72. Трубы ЧМТУ 5576—56.
Химический состав, %, по ГОСТ 5632—72
С Si Мп S 1 р Сг Ni Мо Fe W Ti А1 Си
не более
0,11—0,17 <0,80 <0,80 0,025 0,030 16,0— 18,0 15,0—2,50 Основа — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч е> « сч •G Л) е> « о© % ‘Ф сч 5; .X <3 «и У HRC НВ
операция температура, °C охлаждаю- щая среда
не меиее
ГОСТ 5582—75 Отжиг Не определяются 126—197
ГОСТ 5949—75 Закалка Отпуск 1000—1050 Воздух или масло Воздух, мас- ло или вода До 60* 85 110 10 30 5 — —
ТУ заводов Отжиг с 2-мя переох- лаждениями Закалка Отпуск 650—690 950—980 640—670 С печью Масло Воздух Валы 45 65 60 15 35 4 — 235—269
Диски** 80 13 30 4 — 256—285
ЧМТУ 1-518—6 Закалка Отпуск 950—975 275—350 Масло Воздух 0,8—4,0** — 110— 130 10 — — —
ГОСТ 5582—75 Закалка Отпуск 950—975 275—350 Масло Воздух 0,8—4,0** — НО 10 — —“ — —
ГОСТ 7350—75 ЧМТУ 4487—54 Закалка Отпуск 960-1020 275—350 Вода или воздух Воздух 4—50** 90 120 10 — — — —
* См. стр. 244. ** Образцы тангенциальные.
Назначение. Рабочие лопатки, диски, валы, втулки, фланцы, крепеж и другие детали, работающие в воздушной среде при температуре до 800°, детали компрессорных машин, работающие на нитрозном газе. Сталь коррозионно-стойкая и жаропрочная мартенситного класса. Сварные соединения в зоне термического влияния обладают пониженной стойкостью к МКК и общей коррозии, поэтому после сварки необходим отпуск при 680—700° в течение 30—60 мин. Сталь может выплавляться с применением ЭШП и ВДП.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сече- ния, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1250 900 800 До 50 51—350 На воздухе В яме До 350 На воздухе
Заготовка 1250 900 800
Свариваемость Обрабатываемость резанием - Температура критических точек, °C
Ограниченно свариваемая Способ сварки — РДС. В закаленном и отпущенном состоя- нии при НВ 430 и о* — 110 кгс/мм* К7, =0,20 (твердый сплав), Kv— 0,15 (быстрорежущая сталь). Aq Ас3 Art Аг3
730—740 845 — —
250
Жаропрочные и другие свойства при длительных сроках службы 14Х17Н2
Истинная длительность испытания, час 400 — —— Термическая усталость
Рабочая температура, °C 20 • —
(Тио-4 , кгс/мм2
аыо~5 > К2С/ЛЛ2
сг102, кгс/мм2
Коэффициент чувстви- тельности к надрезу за 104 час
о108, кгс/мм2 62—70
кгс/мм2 60—68
ан, кгс-м/см2
o_q кгс/мм2, на базе ’циклов 10г 46 29 Гладкие образцы. Образцы с надрезом
Механические свойства в зависимости от температуры испытания
I. Закалка с II. Отжиг с г Режим термообработки: 950—1030°, масло, отпуск при 600—700°, воздух. тереохлажденнями, закалка с 960—980°, масло, отпуск при 640—670°
Температура испытания, °C ао,2» кгс/мм2 кгс/мм2 6, % Ф, % ая, кгс-м/см* НВ
20 500 II режим 20 300 400 500 600 66—73 49—53 (поковки 69—71 62—64 61—64 51—55 29—32 режим ( 85—90 56—67 диска 0 89—91 75—78 75—77 57—62 34—35 прутки 18—22 17—18 700 мм, 16 11—13 11—12 15 28—30 60—66 63—70 й = ЗС 52—55 50—53 45 54—56 83 12—16 17—18 —80 мм) 9—10 11—13 10—12 11-12 13 269— 302 285
Релаксационная стойкость
Рабочая тем- пература, °C
о0, кгс/мм*
3= 5 108 час
ё 104, час
О О 1,2-104час
Среда
Воздух
Воздух
Чувствительность к охрупчиванию
при старении
Время, час
Температура, °C
ан, кгс-м/см3
Жаростойкость
Температура, «С г₽уппа стой-
r ’ кости
Скорость окис-
ления, мм/год
900
1000
Пониженно-
стойкая
Малостойкая
0,904
2,010
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час Балл стойкости (5-балльная шкала)
Общая Вода Морская вода 300 50 2200 1 1
Точечная — — — —
Коррозионное растрескивание Вода 1 г/л СР 50мг/л Оя 350 Разруше- ние через 1000 час Напряжение вы- ше предела те- кучести
Межкристаллитная
Проверка на склонность к МКК по
ГОСТ 6032—58 ие предусмотрена
251
Марка стали
Вид поставки:
0Х12НД
Лист толстый — ТУ 445—64.
X и м и ч е с кий состав, %, по ТУ 445—64
С Si Мп S | Р не более Сг Ni Мо V W Fe А1 Си
<0,10 <0,40 0,30—0,60 0,025 0,025 12,0— 13,5 1,10— 1,50 — — — Основа — 0,80— 1,10
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч а* Д to * сч to * 1 । Л, % I Ф, % Ян, кгс- м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ТУ 445—64 Отпуск 660—680 Печь или воздух Не определяются 220—250
Закалка Отпуск 950—1050 660—680 Охлажде- ние со скоростью ЗОР/час Печь или воздух До 150 55 65 14 30 8,0 — 220—250
Кавитационная стойкость: при испытании на магнитострикционном вибраторе при амплитуде 70 мк и частоте колебаний
8100 Гц потеря веса за 3 час работы равна 59,5 мт.
Гидроабразивная стойкость (по сравнению со сталью марки 25): коэффициент износостойкости за 24 час 2=3,2; при
коррозии и гидроабразивном воздействии в течение 30 суток 2 = 10,2.
Назначение. Детали гидротурбин.
Сталь коррозионно-стойкая мартенситно-ферритного класса.
Предел выносливости Ударная вязкость при отрицательных температурах Термообработка
o_ j, кгс [мм2 т_1, кгс! мм? Термообработка ан, кгс'м[см2, при температуре, °C
+20 0 —20 —30 —40 —50
26 — Закалка с 950°, отпуск при 670° — — 4,0 3,0 — — Закалка с 950°, отпуск при 670°
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние
максимальная
температура
нагрева металла
перед ковкой, °C
минимальная температура
конца ковки, °C
из слитков
из заготовок
интенсивные
обжатия
проглажива-
ние
размер
сечения,
мм
условия охлаждения
размер
сечения,
мм
условия охлаждения
Слиток
Заготовка
Свариваемость
Обрабатываемость резанием
точек, °C*
Ограниченно свариваемая. Способ сварки—РДС. Необходимы подогрев и последующая термо- обработка После закалки и отпуска при НВ 217 Kv = 0,75 (твердый сплав) Асх Ас3 Агх Мн
700—730 830—850 — 330
Температуры Ас> и Асз даны в зависимости от состава стали в пределах марочного.
252
Жаропрочные и другие свойства при длительных сроках службы 0Х12НД
Истинная длительность испытания, час Термическая усталость
Рабочая температура, СС • Коэффициент чувстви- тельности к надрезу за 104 час
о110~4 » кгс/Л1м2
о110~5 , кгс/мм2
о104, кгс/мм2
о1()6, кгс/мм2
е, %
ак, кгс-м/см2
О-i кгс/мм2, на базе ’циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Температура испытания, °C °0,2’ кгс/мм2 Оь, кгс/мм2 6, % ф, % 2 кгс-м/см2 НВ Время, час Тем-ра, °C ан, кгс-м/см2
Жаростойкость
Среда Тем-ра, °C Группа стой- кости Скор, окисл., мм/год
Релаксационная стойкость
Коррозионные свойства
Рабочая тем- пература, °C Вид коррозии Среда Т-ра, °C Длит., час г/м2 или мк/год
о0, кгс/мм2 Общая
Точечная
еч 5 103 час
Коррозионное растрескивание
Й 0 104 час 1,2104час
Межкристаллитная Оценка стойкости Состояние
253
Марка стали 12X13 (ЭЖ1, Ж1) Вид поставки: Поковки - МТУ 13—65 (ЛМЗ), ПМТУ 35—61 (ЛМЗ), ТУМИ 230 56 (ХТГЗ). ТУМИ 253-59 (ХТГЗ). Сортовой прокат - ГОСТ 2590-71, ГОСТ 2591- 71, ГОСТ 5949 75, ГОСТ 4405—75, ГОСТ 1133- 71. ЧМТУ 1 187—67, МТУ 9 65 (ЛМЗ). Лист тонкий - ГОСТ 19903—74, ГОСТ 5582—75, ЧМТУ 1-518--G8. Лист толстый - ГОСТ 19903- 74, ГОСТ 7350—75. Лента—ГОСТ 4986 -70. Проволока ГОСТ 18143—72, ТУ 49-2027—62 (ЛМЗ). Трубы —ГОСТ 14162—69, ГОСТ 9940-72, ГОСТ 9941—72.
Химический состав, %, по ГОСТ 5632—72
С Si Мп S | Р не более Сг Ni Мо V W Fe А1 Си
0,09—0,15 <0,60 <0,60 0,025 0,030 12,0— 14,0 <0,50 — — — Основа — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч а- Ь СО е> * сч а* Л со е> * о© Ф, % сч д ж HRC
операция температу- ра, °с охлаждаю- щая среда НВ
не менее
ГОСТ 5949—75 Отжиг Не определяются 121—187
Закалка Отпуск 1000—1050 700—790 Воздух или масло Воздух, мас- ло или воздух Др 60* 42 60 20 60 9 — - —
МТУ 9—65 (ЛМЗ) Закалка Отпуск 1000—1050 660—720 Воздух Воздух До 120 42 60 20 50 7 — 187—217
ЧМТУ 1-187—6/ Закалка Отпуск 1000—1050 660—770 Воздух или масло Воздух 16—200 45 63 20 60 8 197—229
ГОСТ 5582—75 Отжиг или отпуск 740—780 С печью или воздух 0,8—4,0** 40 21 — — — 121—187
ГОСТ 7350—75 Закалка или нормализация Отпуск 960—1020 680—780 Вода или воздух Воздух или с печью 4—50** 35 50 21 — — — —
ГОСТ 9940—72 Термообработанные 057—325 — 40 21 — — — —
ГОСТ 9941—72 05—120 — 40 22 — — — —
ТУМИ 230—56 (ХТГЗ) •12 45 63 20 60 8 — 197—229
ТУМИ 253—56 (ХТГЗ) <12 45 63 20 60 — — —
* См. стр. 244. ** Образцы поперечные.
Назначение. Турбинные лопатки, бандажи, скрепляющая проволока, детали, работающие в условиях коррозии, трубы и другие детали, работающие при температуре 450—500°. Детали, работающие в атмосферных условиях, речной и водопроводной воде, влажном паре, водных растворах солей и других слабо агрес- сивных средах. Сталь коррозионно-стойкая, жаростойкая до 800° и жаропрочная мартенситно-ферритного класса. Сталь может выплавляться с применением ВДП и ЭШП.
Технологические свойства
Температурные параметоы ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки. °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сече- ния, мм условия охлаждения размер сече ния, мм | условия )ХЛ iyx< аждония
Слиток 1230 850 800 До 50 51—350 На воздухе В ямах До 100 101—350 На воз/
Заготовка 1230 850 800 В ямах
Свар >ива ари и: С и емость I Обрабатываемое ть це <4 CI резанием Температура критических точек, °C
Ограниченно св Способы сварк флюсом, АрД ваемая. РДС, АДС под ктс. 5 закаленном и отпу! нии при НВ 235 и Kv —0,8 (твердый ином состоя- = 75 кгс/мм2 глав), Асх Ас3 АГ1 Аг3
Подогрев и последующая термообра- ботка применяются в зависимости от метода сварки, вида и назначе- ния конструкции Kv — 0,5 (быстрорежущая сталь) 730 850 700 820
254
Жаропрочные и другие свойства при длительных сроках службы 12X13
Истинная длительность испытания, час 12000 12000 12000 2000 6000 Термическая усталость
Рабочая температура,° С 400 кп 450 10 500 • 20 кп 470 60 500 530
а1 Ю~4 • кгс/мм2 9,5
О1.10--6 , кгс!мм2 12,3 10,5 5,7
с10*, кгс/мм2 25 14,5 26 22 19
csw\ кгс/мм2 22 12,0 19 — 16 Коэффициент чувстви- тельности к надрезу за 104 час
е, % 25 17—37 17—29 -20 16—23 >1,0
ан, кгс-м/см2
o__j кгс/мм2, на базе циклов 107 37,0* — 22,5*
19,0 11,0
* Числитель — образцы гладкие; знаменатель — образцы с надрезом.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Время, час | Температура, °C ан, кгс-м/см2
Режим термообработки: закалка с 1030—1050° в масле, отпуск при 700—750°.
Исходное состояние 11—14 11,0 9,0 11,0
Температура испытания,°C °0,2, ) кгс/мм2 Ofc, кгс/мм2 Ь, % Ф, % ®н» кгс м[см* НВ 5000 10000 5000 470 500 530
20 400 470 500 550 600 58—60 47—50 47—50 45—48 42 32—42 71—75 58 56 53—55 46 34—46 19—22 13—15 13,0 15—18 20 20—27 66-68 64—67 67,0 69,0 73,0 79—85 14—17 18—23 24,0 19—25 19—27 j
Жаростойкость
Среда Температура, °C Группа стойко- сти Скорость окис- ления, мм/год
1 1 1 II ю ¥ ¥ ¥ ¥ ¥ П 11111“ ¥ ¥ ¥ ¥ ¥ £ 1 1 1 1 1 * ¥ ¥ ¥ ¥ ¥ 1 INI 600 700 750 800 850 900 Стойкая Пониженно-стойкая —»—» —»—» —»—» Малостойкая 0,02 0,12 0,23 0,45 0,83 1,5
Коррозионные свойства
Вид коррозии | Среда Темпера- тура, °C Длитель- ность, час г/м2 или мк/год
Релаксационная стойкость
Общая Вода, морская вода 300 50 До 3000 1 1
Рабочая тем- пература, °C 400 400 450 30 450 450
- 4UU Точечная Вода Ат- лантич. океана — 1,5 года 3
о0, кгс/мм2 30 20 25 20
Коррозионное растрескивание Насыщен, воздухом вода 150 Разруше- ние через 2—8 не- дель Напряжение 28 кгс см2
Iffocm» кгс/мм2 | 103 час 18,6 16,3 14,8 14,5 12,4 10,9
Межкристаллит- ная Проверка по ГОСТ 6032—58 не предусмотрена
104 час 16,0 13.8 12,1 10,1 9,5 7,2
Для повышения коррозионной стойкости рекомендуется деталь подвергать термообработке по режиму: закал- ка с 950—1000° в масле или на воздухе, отпуск при 650—700°, или применять полировку деталей
1,2-104 час
255
Марка стали
08X13
(ЭИ496)
Вид поставки:
Сортовой прокат— ГОСТ 2590—71; ГОСТ 2591—71, ГОСТ 4405—75, ГОСТ 1133—71,
ГОСТ 5949—75, ЧМТУ 1-187—67. Лист тонкий — ГОСТ 19903—74, ГОСТ 5582-75.
Лист толстый- ГОСТ 19903 74, ГОСТ 7350- 75. Трубы ГОСТ 9940—72,
ГОСТ 9941—72, ГОСТ 11682—65, ГОСТ 11681—65. Поковки - ТУ МИ 248-59 (ХТГЗ).
_________ Химич еск ий состав, %, по ГОСТ 5632—72
С Si Мп S Р Сг Ni Fe V W Ti Al Си
не более
<0,08 <0,60 <0,60 0,025 0,030 11,0— 13,0 <0,60 Основа — — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ’г, кгс/мм^ CJ -'J? О * 1 % ‘9 ан> кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5949—75 Отжиг Не определяются — 176—179
Закалка Отпуск 1000—1050 700—800 Масло Масло До 60* 42 60 20 60 10 —
ЧМТУ 1-187—67 Закалка Отпуск 1000—1050 660—770 Вода Воздух 16—200 42 60 40 20 60 10 — 187—217
ГОСТ 5582—75 Отжиг или отпуск 740—780 До 4** — 21 — .—
ГОСТ 7350—66 Закалка Отпуск 960—1020 680—780 Вода или воздух Воздух или печь 4—50** 30 43 38 23 — — — —
ГОСТ 9940—72 В состоянии поставки 057- 325*** — 22 — — — —
ГОСТ 9941—72 05— 120*** — 35 25 — —
ГОСТ 11682—65 05— 219*** 35 38 22 — — — —
* См. стр. 244.
** Образцы поперечные.
* Трубы подвергаются гидравлическому давлению и испытанию на сплющивание, раздачу.
Назначение. Лопатки, бандажи, трубы, заготовки, требующие сопротивления окислению до 800°.
Сталь жаростойка^гдо 800° ферритного класса.
Технологические свойства
Температурные параметры ковки ______________Охлаждение поковок, изготовленнных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки. °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 (см. введение) 850 850 До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Заготовка 1200 (см. введение) 850 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом, АрДС и КТС. Подогрев и термообработка приме- няются в зависимости от метода сварки, вида и назначения конст- рукции В закаленном и отпущенном состоя- нии при НВ 149—159 и о ь = =60 кгс/мм2 Kv =1,4 (твердый сплав), K-j =0,7 (быстрорежущая сталь) Acj Acs Ап АГд
256
Жаропрочные и другие свойства при длительных сроках службы 08X13
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C •
Oj.j0~4 , кгс/мм2
а110—5 • кгс/мм2 —
а104, кгс/мм2
а106, кгс/мм2 Коэффициент чувствитель- ности к надрезу за 104 час
*, %
ак, кгс-м/см2
t кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Время, час Температура, ° С ан, кгс-м/см2
Режим термообработки: закалка 1000—1020°, вода; отпуск 680—700°, 12 час
Исходное. состояние 450 25-29 23
Температура испытания,°C 00»2» кгс/мм2 °ь, кгс/мм2 д, % °н« кгс-м/см? НВ 5000
Жаростойкость
20 100 200 300 400 450 500 600 28—36 28—30 25—28 24—28 22—26 20—25 19—23 15—17 47—52 44 41—43 39—41 35—48 32—33 22—29 17—18,5 25—37 28—29 27—29 22—27 23—26 23—30 26—37 34—45 73—80 77—79 75—78 73—77 71—79 72—77 73—84 87—89 24—33 36 34—38 34—37 35—37 33—35 30—33 25—27 148— 156 Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Коррозионные свойства
Релаксационная стойкость По коррозионным свойствам близка к стали 12X13. Проверка на склонность к МКК по ГОСТ 6032—58 нс предусмотрена. Для повышения коррозионной стойкости и пластич- ности сварного соединения рекомендуется детали под- вергать термообработке по режиму: нагрев до 9601—1000°, охлаждение иа воздухе, отпуск при 680—720°, или только отпуск при 680—720° сварного соединения.
Рабочая тем- пература, °C
а0, кгс/мм2
| Роста» кгс/мм2 I 108 час
104 час
1,2 -10*час
17—2864
257
Марка стали 12X17 (ЭЖ17) Виц поставки: Сорговой прокат—ГОСТ 2590—71, ГОСТ 2591- 71. Лис ГОСТ 5582—75. Лист толстый ГОСТ 19903-74, ГОСТ 9!» 10- 72, ГОСТ 9941 72, ГОСТ 11682- 65, ГОСТ 1 г тонкий - ГОСТ 19903 -74, ГОСТ 7350-75 Трубы 1681 65.
Химический состав, %, по ГОСТ 5632—72
С Si Мп s р Сг Ni Мо Fe W Ti А1 Си
не более
<0,12 <0,80 <0,70 0,025 0,035 16,0— 18,0 — — Основа — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ОЬ, кгс/мм2 О, % | *, % кгс-м/см2'. HRC НВ
операция температура, СС охлаждаю- щая среда
О не менее
ГОСТ 5949—75 тжиг 760—780 Воздух или вода До 60* 25 ! 40 20 50 — — —
ГОСТ 5582—75 Отжиг или отпуск 740—780 Воздух 0,8—4** — 50 18 — — —
ГОСТ 7350—75 О' гжиг или отпуск 760—780 Воздух или с печью 4—25*** — 45 18 — — —
ГОСТ 9940—72 5 состоянии поставки**** 057—325 — 45 17 — — — —
ГОСТ 9941—72 В состоянии поставки**** 05—120 По согласованию — —
ГОСТ 11682- -65 В состоянии поставки**** 05—219 28 45 17 — — — —
Механические свойства в зависимости от температуры испытания
Режим термообработки: отжиг с 780°, охлаждение на воздухе
Темпера- тура испыта- ния, °C кгс/мм* оь, кгс/мм* Ь, % Ф, % ан, кгс-м/см2 НВ
20 100 200 300 600 32 30 27 26 15 52 46 47 45 20 28 27 26 25 60 70
* См. стр. 244. * * Образцы поперечные. ♦** Механические свойства листов толщиной свыше 25 мм факультативны; образцы поперечные. **** Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание и раздачу.
Назначение. Адсорбционные башни, теплообменники для горячих нитрозных газов и горячей азотной кислоты, крепеж- ные детали, валики, втулки и другие детали аппаратов и сосудов, работающих в разбавленных растворах азотной, уксусной, лимонной кислот, в растворах солей, обладающих окислительными свойствами, и др. Сталь коррозионно-стойкая и жаропрочная до 850° ферритного класса.
Технологические свойства
Температурные парамет р м к ы ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C мини альная температура оица ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 - 900 800 До 350 На воздухе До 350 На воздухе
Заготовка 1250 900 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносвариваемая. Способы сварки: РДС. АоДС. Асх АСд Ail Аг3
Рекомендуется последующая термо- обработка
258
Марка стали Вид поставки:
08X17Т Сортовой прока г — ГОСТ 2590—71, ГОСТ 2591--71, ГОСТ 5949-75. Лист тонкий
ГОСТ 19903 -74, ГОСТ 5582—75. Лист толстый - ГОСТ 19903—74, ГОСТ 7350 75.
(ЭИ645) Трубы —ГОСТ 9940-72, ГОСТ 9941-72, ГОСТ 11682—65, ГОСТ 11681-65.
Химический сост а в, %, по ГОСТ 5632—72
С Si Мп S Р Сг Ni Мо Fe W Ti Си
не юл ее
<0,08 <0,80 <0,70 0,025 0,035 16,0— 18,0 — — Основа — 5-С (до 0,80) <0,30
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Сечение, мм о кгс/мм2 । /О % аи> кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5949—75 Отжиг 760—780 Воздух до 60* По согласованию 126—197
ГОСТ 5582—75 Отжиг или отпуск 740—780 Воздух 08—4,0** ——• 50 18 — — — ZZ—
ГОСТ 7350—75 Отжиг или отпуск 760—780 Воздух или с печью 4—50*** — 45 18 •—
♦ См. стр. 244.
** Образцы поперечные.
**♦ Механические свойства листов толщиной свыше 25 мм факультативны.
Назначение. Адсорбционные башни, теплообменники для горячих нитридных газов и горячей азотной кислоты, трубо-
проводы, аппараты и сосуды, работающие в разбавленных растворах уксусной, азотной, лимонной кислот,
а также другие детали, работающие в средах средней агрессивности, сварные конструкции, не под-
вергающиеся ударным нагрузкам, работающие при температурах до —20°.
Сталь коррозионно-стойкая и жаростойкая ферритного класса.
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние
максимальная
температура
нагрева металла
перед ковкой, °C
минимальная температура
конца ковки, °C
из слитков
из заготовок
Слиток
1220
интенсивные проглажива-
обжатия
900
ние
800
размер
сечения, мм
условия
охлаждения
размер
сечения, мм
условия охлаждения
До 350
На воздухе
Заготовка
900
800
1220
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносвариваемая. Способы сварки: РДС, АрДС. Рекомендуется последующая термо- обработка Асг Ас3 Агх Аг3
259
Марка стали Вид поставки: Сортовой прокат—ГОСТ 5949—75, ГОСТ 2590—71, ГОСТ 2591—71. Лист тонкий — ГОСТ 19903—74, ГОСТ 5582—75. Трубы — ГОСТ 9940—72, ГОСТ 9941—72, ГОСТ 11068—64, ГОСТ 11682—65, ГОСТ 11681—65.
0X22 НОТ (ЭП53)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S 1 Р Сг Ni Мо Fe W Ti А1 Си
не более
<0,08 <0,80 <0,80 0,025 0,035 20,0— 22,0 4,80— 5,80 — Основа — 0,30— 0,60 — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °г. кгс/мм* кгс/мм* S, % % ‘Ф кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5949—75 Закалка 950—1050 Воздух До 60* 35 55 25 40 — —
ГОСТ 5582—75 Закалка 950—1050 Вода или воздух 0,8—4,0** — 65 20 — — — —
ГОСТ 9940—72 ГОСТ 9941—72 ГОСТ 11068—64 В состоянии поставки*** 057—325 05—120 08—102 По соглашению
ГОСТ 11682—65 В состоянии поставки*** 0 5—219 По соглашению
* См. стр. 244. * * Образцы поперечные. * ** Трубы подвергаются контролю гидравлическим давлеиием, испытанию на сплющивание, раз дачу и межкристаллитную коррозию. Трубы, поставляемые по ГОСТ 1106В—64, дополнительно подвергаются испытанию на бортованиеи загиб.
11 а з н а ч е п и е. Сварные аппараты и сосуды, камеры горения и другие конструктивные элементы газовых турбин, корпусы аппаратов, днища, фланцы, детали внутренних устройств аппаратов, трубные диски и пучки, рабо- тающие при температуре от —10 до 4-300° под давлением до 25 атм и соприкасающиеся с коррозионными средами. Сталь коррозионно-стойкая аустенитно-ферритного класса. Рекомендуется как заменитель никельсодержащих марок стали (Х18Н10Т и др.).
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1200 800 800 До 180 На воздухе До 180 На воздухе
Заготовка 1180 800 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки — РДС, электроды 08Х25Н5ТМФ/Н-48 Асг АСд Art Аг3
260
Жаропрочные и другие свойства при длительных сроках службы 0X22 Н6Т
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C
0110~4 » кгс/мм2
°110—5 • кгс/мм2
°104, кгс/мм2
о10б, кгс/мм2
% Коэффициент чувстви- тельности к надрезу за 104 час
ан, кгс-м/см2
о_1 , кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры
испытания
Чувствительность к охрупчиванию
при старении
Режим термообработки: закалка с 980—1020° в воде
Температура испытания, °C °0>2» кгс/мм2 оь> кгс/мм2 6, % Ч>,% ан> кгс-м/см2 НВ
20 200 300 400 500 600 38 30—36 25—30 25—30 24—30 18—22 98 60 50—56 50—55 42—45 30—35 22 35 30—35 30—35 30—35 35—38 51
Релаксационная стойкость
Рабочая тем- пература, °C
а0, кгс/мм2
ъит/эгу ‘ ги-)Оо 103 час
104 час
1,2-104час
Время, час Температура, °C ан, кгс-м/см2
Жа ростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час Балл стойко- сти (5-балль- ная шкала)
Общая Вода 300 1500 I
Точечная — — — —
Коррозион- ное растрес- кивание Вода, 1 г/л С11, 50 мг/л О2 350 Разрушение через 1500 час Напряжение выше преде- ла текучести
Межкристаллитная Оценка стойкости Состояние
Сталь не склонна к МКК в закален- ном состоянии. После нагрева в ин- тервале температур 600—650° мо- жет приобрести склонность к МКК.
261
Марка стали Вид поставки: Сортовой прокат—ГОСТ 2590 71, ГОСТ 2591 — 71, ГОСТ 5949—75. Лист тонкий ГОСТ 19903—74, ГОСТ 5582—75. Лист толстый — ГОСТ 19903—74, ГОСТ 7350—75. Трубы —ГОСТ 9940—72, ГОСТ 9941—72, ГОСТ 11068—64, ГОСТ 11682—65, ГОСТ 11681—65.
12X21Н5Т (ЭИ811)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S 1 Р Сг Ni Мо V Ti Fe А1 Си
не более
0,09—0,14 <0,80 <0,80 0,025 0,035 20,0— 22,0 4,80— 5,80 — — (С—0,02)-5 0,80 Основа — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т, кгс/мм* Cl 5- -«Г о чо % ‘Ф кгс-м/см2 HRC НВ
операция температура, °C . охлаждаю- щая среда
не менее
ГОСТ 5949—75 Закалка 950—1050 Воздух До 60* 35 60 20 40 — — —
ГОСТ 5582—75 Закалка 950—1050 Вода или воздух 0,8—4,0** 65 18 — — — —
ГОСТ 7350—75 Закалка 1000—1050 Вода 4—50*»» 40 70 14 — — — —
* См. стр. 241. *♦ Образцы поперечные. *♦* Механические свойства листов толщиной 25—50 мм факультативы. Образцы поперечные.
Назначение. Камеры сгорания и другие конструктивные элементы газовых турбин, трубы, несварныс детали и др. Сварные детали могут применяться только в средах, не вызывающих МКК. Сталь коррозионно-стойкая аустенитно-ферритного класса. Рекомендуется как заменитель никельсодержащих марок стали (Х18Н10Т и др.) при работе до температуры 300°.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура КОНЦ.1 ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сече- ния, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1180 800 800 До 450 На воздухе До 450 На воздухе
Заготовка 1180 800 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Способ сварки — КТС Къ =0,75 (твердый сплав), Kv =0,35 (быстрорежущая сталь) Асх Ас8 Агх Аг3
262
Жаропрочные и другие свойства при длительных сроках службы 12X21Н5Т
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C
СТ1 ю~4 > кгс/мм2
а110-"5 » к^/ми8
о104, кгс/мм2
о10Б, кгс/мм2 Коэффициент чувстви- тельности к надрезу за 104 час
е, %
ан, кгс» м/см2
О-i кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры
испытания
Чувствительность к охрупчиванию
при старении
Режим термообработки: нагрев 1000°, 2 мин/мм, вода
Температура испытания, °C кгс/мм2 Ofc. кгс/мм2 а, % Ф,% о £ НВ
20 79—95
200 40—45 60—70 10—15
400 35—40 50—60 10—15
500 30—35 45—50 15—20
600 25—30 30—35 20—25
700 10—15 15—20 20—25
800 12—16 64—70 82—90
900 7—9 95—104 91—97
1000 3—5 90—150 67—87
1200 1—2 143—195 78—95
Время, час Температура, °C ан, кгс• м/см2
Жаростойкость
Среда Температура, РС Группа стойко- сти Скорость окис- ления, мм/год
Релаксационная стойкость
Рабочая тем- пература, ®С
з0, кгс/мм2 —
вост, кгс/мм2 I 103 час
104 час 1,2-104час — — — — —— —
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час Балл стойко- сти (5-балль- ная шкала)
Общая Вода 300 1500 1
Точечная — — — —
Коррозионное растрескивание Вода, 1 г/л СР.бОжг/л оа 350 Разрушение через 1500 час Напряжение выше преде- ла текучести
Межкристаллитная Оценка стойкости Состояние
Сталь не склонна к МКК в закален- ном состоянии. После нагрева в ин- тервале температур 600—650° мо- жет приобрести склонность к МКК.
263
Марка стали Вид поставки: Лист тонкий — ЧМТУ/ЦНИИЧМ 328—60. Лист толстый — ЧМТУ/ЦНИИЧМ 284—60. Лента —ЧМТУ/ЦНИИЧМ 329-60. Сортовой прокат — ЧМТУ/ЦНИИЧМ 333—60. ГОСТ 2590—71.
10Х14П4Н4Т (ЭИ7П)
Химический состав, %, по ГОСТ 5632—72
С Si Мп s Р Сг Ni Мо V Fe Ti (С—0,02)-5 —0,60 А1 Си
не более
<0,10 <0,80 13,0—15,0 0,020 0,035 13,5— 15,0 2,50— 3,50 — — Основа — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, - кгс/мм2 се 4 е> < Ь, % % zW0/W-0?X ‘«О HRC Темпера- тура испыта- ния, оС
операция температура, °C охлаждаю- щая среда
не менее
ЧМТУ/ЦНИИЧМ 328—60 Закалка 1080 Вода 35* 70* 34* — — — —
80 100 20 — — — —
ЧМТУ/ЦНИИЧМ 329—60 Закалка 1080 Вода 35 70 35 — — — —
ЧМТУ/ЦНИИЧМ 284—60 Закалка 1080 Вода 30 70 35 — — — —
ЧМТУ/ЦНИИЧМ 333—60 Закалка 1080 Вода 30 70 35 — 10 20
Закалка 1050 Вода 32 33 41 90 96 124 56 46 50 74 70 65 35 32 19 — -60 -100 -196
ГОСТ 5949—75 Закалка 1000—1080 Вода, масло или воздух До 60** 25 65 35 50 — — —
* Числитель — механические свойства после закалки, знаменатель — механические свойства после нагартовки. ** См. стр. 244.
Назначение. Детали отпускных печей. Сталь коррозионно-стойкая аустенитного класса, может применяться как жаропрочная до 700° и как немагнитная в воздушной среде.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние । максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1160 800 800 На воздухе На воздухе
Заготовка 1160 800 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Act Ас8 Ац Аг8
264
Жаропрочные и другие свойства при длительных сроках службы* 10Х14Г14Н4Т
Истинная длительность испытания, час Термическая усталость Коэффициент чувстви- тельности к надрезу за 104 час
Рабочая температура, °C 600 700 800
5.10 —з , кгс/мм? 8,4 2,6 0,8
а1ю“3 » кгс/мм? 10,0 3,0 0,92
о102, кгс [мм2 27—28 15—17 7—8 4,5—5,5
а103, кгс [мм2 18—20 9—11
е, %
ан, кгс-м/см2, за 300 час
a_j кгс/мм2, на базе циклов
* Данные получены на образцах, Прошедших обработку: нагрев при 1050°, охлаждение на воздухе.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1050°, вода Время, час Температура, °C ан, кгс-м/см*
Температура испытания, РС °0»2» кгс/мм2 °ь, кгс/мм? 0, % М>,% aHt кгс» м/см? НВ
100 20 49 59 78 >38 Жаростойкость
Среда Температура, °( 3 Группа стойкостг Скорость окис- ления, мм[год
200 18 42 45 76 >38
300 15 41 43 75 >38
400 15 41 41 75 >38 Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит,, час Балл стойкости
500 14 39 40 74 >38
Общая Морская вода — 1
600 12 33 35 74 >38 -
Точечная — — •—— —
700 11 25 38 60 >38 Коррозионное растрескивание Вода 310 Разруше- ние 15— 100 час Напряжение 32—20 кгс[мм2
Релаксационная стойкость Межкристал- литная Сталь не склонна к МКК в закаленном состоянии. После нагрева в интервале тем- ператур 600—650° может приобрести склон- ность к МКК. Проверка на склонность к МКК производится по ГОСТ 6032—58, ме- тод А после закалки и провоцирующего на- грева до 650°, выдержка 1 час. Сварные соединения проверяются на склонность к МКК непосредственно после сварки или тер- мообработки сварного соединения.
Рабочая тем- пература, °C
о0, кгс/мм2
1 ° ост» кгс/MM2 I 108 час
104 час
1,2- 1О4час
265
Марка стали Вид поставки:
12Х17Г9АН4 (ЭИ878) Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 5949—75. Лист тонкий — ГОСТ 5582—75, ГОСТ 19903—74. Лист толстый — ГОСТ 7350—75, ГОСТ 19903—74.
Химический состав, %, по ГОСТ 5632-72
С
Р
Si
Мп
не более
Сг
Ni
Мо
Fe
Ti
Al
Си
<0,12
0,80
8,0—10,5
0,020 0,035
16,0—
18,0
3,50—
4,50
0,15—
0,25
Основа
<0,30
<0,30
N
Механические свойства при 20‘
ГОСТ, ТУ Режим термообработки Сечение, мм 1 кгс/мм? % ф, % 1 3- О $$ HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5949—75 Закалка 1050—1100 Воздух, масло или вода До 60* 35 70 40 55 — — —
ГОСТ 5582—75 Закалка 1050—1080 Вода или воздух 0,8— 4,0** — 70 70 40 — — — —
ГОСТ 7350—75 Закалка 1030—1100 Вода 4—50** 35 40 — — — —
* См. стр. 244.
** Образцы поперечные.
*** Механические свойства листов свыше 25 мм факультативы, образцы поперечные.
Назначение. Различные детали, работающие при темпера туре до 350° (в условиях длительного действия) и до 600°
(в условиях кратковременного действия), а также детали, работающие в атмосферных условиях.
Сталь коррозионно-стойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние
максимальная
температура
нагрева металла
перед ковкой, °C
минимальная температура
конца ковки, °C
из слитков
из заготовок
Слиток
1170
интенсивные
обжатия
проглажива-
ние
размер
сечения, мм'
условия
охлаждения
размер
сечения, мм
условия охлаждения
900
900
На воздухе
На воздухе
Заготовка
1170
900
900
Свариваемость
Обрабатываемость резанием
Температура критических точек, °C
Асг АСд АГ! Аг3
266
Марка стали
Вид поставки:
10Х17Н13М2Т
(ЭИ448)
Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591-—71, ГОСТ 5949—75. Лист тонкий-
ГОСТ 5582—75, ГОСТ 19903—74. Лист толстый —ГОСТ 19903—74, ГОСТ 7350—75.
Трубы —ГОСТ 9940—72, ГОСТ 9941—72, ГОСТ 11068—64, ГОСТ 11682—65,
ГОСТ 11681—65.
Химический состав, %, по ГОСТ 5632—72
с Si Мп S 1 Р не более Сг Ni Мо
<0,10 <0,80 1,0—2,0 0,020 0,035 16,0— 18,0 12,0— 14,0 1,80— 2,80
V Fe Ti Al Си
— Основа 0,30- 0,60 — <0,30
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Сечение, мм I o' S СЧ 1 В, % Ф,% а«, кгс-м/см* HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5949—75 Закалка 1050—1100 Воздух, масло или вода До 60* 22 52 40 55 — — —
ГОСТ 5582—75 Закалка 1050—1080 Вода или воздух 0,8— 4,0** — 54 35 —— — — —
ГОСТ 7350—75 Закалка 1030—1080 Вода или воздух 4—5,0** 24 54 37 — — — —
ГОСТ 9940—72 В состоянии поставки*** 057—325 — 55 35 — — —
ГОСТ 9941—72 05—120 — 54 35 — — — —
ГОСТ 11682—65 05—219
ГОСТ 11068—69 08—102 По соглашению — —
* См. стр. 244.
*♦ Образцы поперечные.
*** Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раз дачу и межкристаллитную коррозию.
Трубы, поставляемые по ГОСТ 11068—64, дополнительно испытываются на бортование и загиб.
Назначение. Аппараты и сосуды, работающие в средах повышенной агрессивности; лопатки газодувок, штампуемые из
листовой стали; заклепки, изготовляемые методом горячей высадки; поковки дисков, покрышки; валы
другие детали компрессорных машин; детали турбин, предназначенные для длительных сроков службы
при температуре до 600°.
Сталь коррозионно-стойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояоие максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаж- дения размер сечения, мм условия охлаждения
Слиток 1180 850 850 До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Заготовка 1180 850 850
Свариваемость
Обрабатываемость резанием
Сваривается без ограничений.
Способы сварки — РДС, электроды
ЭА-400/lOy, ЭНТУ-ЗМ, ЦЛ-4 и др.
Температура критических точек, °C
Aq Acs Art Аг3
267
Марка стали
Вид поставки:
10X17H13M3T
(ЭИ432)
Лист тонкий —ГОСТ 19903—74, ГОСТ 5582—75. Лист толстый — ГОСТ 19903 74,
ГОСТ 7350—75. Трубы—ГОСТ 11682—65, ГОСТ 11068—64, ГОСТ 11681—65.
Химический состав, %, по ГОСТ 5632—72
Si
Мп
не более
Сг
Ni
Мо
Fe
Ti
А1
Си
0,80
1,0—2,0
0,020 0,035
16,0—
18,0
12,0-
14,0
3,0—4,0
Основа
0,3—0,6
С
S I Р
V
Механические свойства при 20‘
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ кгс/мм2 . ...... _ В, % Ф, % 1 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5582—75 Закалка 1050—1080 Вода или воздух 0,8—4,0* — 54 35 — — — —
ГОСТ 7350—75 Закалка 1030—1080 Вода или воздух 4—50* 24 54 37 — — — —
ГОСТ 11682—64 ГОСТ 11068-64 В состоянии поставки** 05—219 08—102 По соглашению
* Образцы поперечные.
** Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раздачу и межкристаллитную коррозию. Тру-
бы, поставляемые по ГОСТ 11068—64, дополнительно подвергаются испытанию иа бортованиен загиб.
Назначение. Аппараты и сосуды, работающие в средах повышенной агрессивности, лопатки газодувок, штампуемых
из листовой стали; заклепки, изготовляемые методом горячей высадки; поковки дисков, покрышек, валов
и других деталей компрессорных машин; детали турбин, предназначенные для длительных сроков
службы при температуре до 600°.
Сталь коррозионно-стойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1160 850 850 До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Заготовка 1160 850 850
Свариваемость
Обрабатываемость резанием
Сваривается без ограничений.
Способы сварки — РДС .электроды
ЭА-400/10у, ЭНТУ-ЗМ, ЦЛ-4 и др.
Температура критических точек, °C
Acj Ас3 Агх
Аг8
268
Марка стали Вид поставки:
00Х18Н10Т Трубы — ГОСТ 11068—64.
Химический состав, %, по ГОСТ 11068—64
С Si Мп S 1 Р не менее Сг Ni Мо V W Ti А1 Си
<0,04 <0,80 1,0—2,0 0,020 0,035 17,0— 19,0 9,0—11,0 — — — 0,5-С до 0,40 — —
Механические свойства при 20'
Режим термообработки
I
3
%
ГОСТ, ТУ
операция
температура,
°C
охлаждаю-
щая среда
Сечение,
мм
HRC
НВ
ф, %
не менее
ГОСТ 11068—64*
В состоянии поставки:
08—102
50
40
термообработанные
без термообработки
60
25
* Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раздачу, бортоваппе, загиб и межкристаллит-
ную коррозию.
Назначение. Трубопроводы и другие детали и конструкции.
Сталь коррозионно-стойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1200 (см. введение) 850 850 До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Заготовка 1200 (см. введение) 850 850
Свариваемость
Обрабатываемость резанием
Сваривается без ограничений.
Способы сварки — РДС, электроды
ОЗЛ-14
Температура критических точек, °C
Ас! Ас3 Агг Аг3
269
Марка стали 08Х18Н10 Вид поставки: Лента — ГОСТ 4986—70. Поковки — заводские ТУ. Сортовой-прокат — ГОСТ 5949—75. Лист—ГОСТ 5582—75, ГОСТ 7350—75. Трубы—ГОСТ 9940—72, ГОСТ 9941—72.
Химический состав, %, по ГОСТ 5632—72
С Si Мп S | Р не более Сг Ni Мо Fe W Ti А1 Си
<0,08 <0,80 1,0—2,0 0,020 0,035 17,0— 19,0 ),0—И 0 — Основа — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм* кгс/мм* S, % Ф,% аНг кгс-м/см? HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 4986—70 В состоянии поставки: мягкая полунагартованная До 2 — 54 75—95 45 25 — — — —
ГОСТ 5949—75 Закалка До 60* 20 48 40 55 — — —
* См. стр. 244.
Назначение. Лента для уплотнительных колец. Сталь коррозионно-стойкая и жаростойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1200 (см. введение) 850 850 До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Заготовка 1200 (см. введение) 850 850
Свариваемость Обрабатываемость резанием. Температура критических точек, °C
Асх Ас3 Art Аг3
Жаропрочные в другие свойства при длительных сроках службы 08Х18Н10
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C •
°1Ю~4 • кгс/мм2
О|.|0—5, кгс/мм1'
о10*, кгс/мм2
Коэффициент чувстви- тельности к надрезу за 10* час
о1в», кас/м*1
в, %
ан, кгс-м/см2
J—2, кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры
испытания
Чувствительность к охрупчиванию
при старении
Температура испытания, °C °0>2» кгс/мм2 °ь, кгс/мм2 в. % ф, % ан> кгс-м/см2 НВ
-
Время,' час Температура, °C ан, кгс-м/см2
Жаростойкость
Среда Температура, "С Группа стойкости Скор, окисл., мм/год
Коррозионные свойства
Релаксационная стойкость
Рабочая тем- пература, °C
о0, кгс/мм2
| аост, кгс/мм2 | 10® час
10* час
1,2« 10*час •
Вид коррозии Среда Темпера- тура, °C Длит., час г/лР или мк/год
Общая По коррозионным свойствам близка к стали 12Х18Н9Т
Точечная Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
Сталь может быть склонна к МКК даже в закаленном состоянии. Нагрев до 600—650° приводит сталь в склонное к МКК состояние.
271
Марка стали 12Х18Н9 (1Х18Н9, ЭЯ1) Вид поставки: Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4405—75, ГОСТ 1133—71, ГОСТ 5949—75. Лист тонкий — ГОСТ 19903—74, ГОСТ 5582—75. Лист толстый — ГОСТ 19903—74, ГОСТ 7350—75. Лента—ГОСТ 4986—70. Проволока — ГОСТ 18143—72. Трубы—ГОСТ 9940—72, ГОСТ 9941—72, ГОСТ 11682—65, ГОСТ 11681—65.
Химический состав, %, по ГОСТ 5632—72
С Si Мп S | Р не более Сг Ni Мо Fe W Ti А1 Си
0,12 0,80 1,0—2,0 0,020 0,035 17,0— 19,0 8,0—10,0 — Основа — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм2 кгс/мм2 б, % % сч д ае о g HRC НВ
операция температура, оС охлаждаю- щая среда
не менее
ГОСТ 5949—75 Закалка 1050—1100 Воздух, масло или вода До 60* 20 50 45 55 — — —
ГОСТ 5582—75 Закалка 1050—1100 Вода 0,8— 4,0** — 55 35 — — —
ГОСТ 7350—75 Закалка 1030—1080 Вода или воздух 4—50** 22 54 38 — — — —
ГОСТ 4986—70 В состоянии поставки: мягкая полунагартованная нагартованная особо нагартованная 0,05—2,0 — 54 35 — — — —
80 20 — — — —
100 13 — — — —
115 8 —— — — —
ГОСТ 18143—72 В состоянии поставки (нагартованная) 0,2—6,0 — НО — — — — —
ГОСТ 9940—72 В состоянии поставки*** 057—325 — 54 40 — — —— —-
ГОСТ 9941—72 05—120 — 56 37 — — — —
ГОСТ 11682—65 05—219 25 54 40 — —- — —
* См. стр. 244. * * Образцы поперечные. * ** Трубы подвергаются контролю гидравлическим давлением, испытанию иа сплющивание н межкристаллитную коррозию.
Назначение. Сварные детали и конструкции различного назначения. Сталь коррозионно-стойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, гС из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1200 850 800 На воздухе До 350 На воздухе
Заготовка 1200 850 800
Свариваемость Обрабатываемость резанием Температура критических точек, ®С
Сваривается без ограничений Асх Асз Агх Аг8 ч
272
Жаропрочные и другие свойства при длительных сроках службы 12Х18Н9
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C •
°110—4 » кгс!мм2
aj.i0—3 , кгс/мм*
°ю4> кгс/лси3
Коэффициент чувстви- тельности к надрезу за 104 час
°юБ> кгс/мм*
%
ан, кгс-м/см*
о—1, кгс/мм*, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Температура испытания, °C кгс/мм* °Ь, О кгс/мм* S, % Ф, % кгс-м/см* НВ Время, час Температура, °C ан, кгс-м/см*
Жаростойкость
Среда Температура, °C Г руппа стойкости Скорость окис- ления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час г/м* или мк/sod
Релаксационная стойкость
Общая По коррозионным свойствам близка к стали 12Х18Н9Т
Рабочая тем- пература, РС
Точечная
о0, кгс/мм*
Коррозионное растрескивание
| zww/o?m iW30t> j I03 час
Оценка стойкости Состояние
104 час Межкристаллитная
Сталь может быть склонна к МКК даже в закаленном состоянии. Нагрев до 600—650° приводит сталь в склонное к МКК состояние.
\2-\№час
18—2864
273
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 5949—75, ГОСТ 4405—75, ГОСТ 1133—71. Лист тонкий —ГОСТ 19903—74, ГОСТ 5582—75. Лист толстый — ГОСТ 19903—74, ГОСТ 7350—75. Лента—ГОСТ 4986—70. Проволока — ГОСТ 4986—70. Трубы—ГОСТ 9940—72. ГОСТ 9941—72. ГОСТ 11682—65, ГОСТ 11681—65.
17Х18Н9
Химический состав, %, по ГОСТ 5632—72
С Si Мп S 1 Р Сг Ni Мо Fe W Ti Al Си
не более
0,13—0,21 0,80 1,0—2,0 0,020 0,035 17,0— 19,0 8,0—10,0 — Основа —— — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим те рмообработки Сечение, мм и т, кгс/мм* кгс/мм* «о % лю/г-эгэ/ «и0 HRC НВ
операция температу- ра, °C охлаждаю- щая среда
не менее
ГОСТ 5949—75 Закалка 1050—1100 Воздух, масло или вода До 60* 22 58 40 55 — — —
ГОСТ 5582—75 Закалка 1050—1100 Вода или воздух 0,8— 4,0** — 60 35 — — — —
ГОСТ 7350—75 Закалка 1080—1120 Вода 4—50** 27 60 35 — — — —
ГОСТ 4986—70 В состоянии поставки: мягкая 0,05—2,0 58 58 35 — — — —
полунагартоваиная — 80 20 — — — —
нагартованная — 100 13 — — — —
особо нагартованная — 115 8 —. — — —
ГОСТ 18143—72 В состоянии поставки (нагартованная) 0,2—6,0 — 110 — — — — —
ГОСТ 9940—72 В состоянии поставки*** 057—325 58 40 — — —
ГОСТ 9941—72 05—120
35
ГОСТ 11682—65 05—419
* См. стр. 244. * * Образцы поперечные. * ** Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раздачу и межкристаллитную коррозию.
Назначение. Сварные детали и конструкции различного назначения. Сталь коррозионно-стойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения размер се- чения, леи условия охлаждения
Слиток 1200 850 800 До 350 На воздухе
Заготовка 1200 850 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая Acj Ас3 Arx Аг8
274
Жаропрочные и другие свойства при длительных сроках службы 17Х18Н9
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C
аЫ0~4 « кгг/**2
01.ю”6 • кгс/лша
Пи*» кгс/мм* Коэффициент чувстви- тельности к надрезу за 104 час
о10Б, кгс/мм*
в, %
ап, кгс-м/см*
0—1, кгс/мм*, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Время, час Температура, °C а„, кгс-м/см*
Температура испытании, °C °0.2. кгс/мм* Oft, кгс/млР S, % 4’» % о«, кгс-м/см* НВ
540 650 760 47 39 22 68,5 56,0 65,5 50 40 58
Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Коррозионные свойства
Вцд коррозии Среда Темпера- тура, °C Длит., час г/м* или мк/год
Релаксационная стойкость
Общая Точечная Коррозионное растрескивание По коррозионным свойствам близка к стали 12Х18Н9Т
Рабочая тем- пература,
Оо, кгс/мм*
1 Роет» кгс/мм* 10* час Межкр истал л итная Оценка стойкости Состояние
104 час Сталь может быть склонна к МКК даже в закаленном состоянии. На- грев до 600—650° приводит сталь в склонное к МКК состояние.
1,210* час
275
Марка стали Вид поставки: Сортовой прокат — ЧМТУ/ЦНИИЧМ 433—61, ДТУ 13—63 (Брянский машиностроитель- ный завод), ЧМТУ 1-8—66.
2Х18Н8В2 (ЭИ946)
Химический состав, %, по ЧМТУ/ЦНИИЧМ 433—61
Г* Si Мп S Р Сг Ni Мо Fe W Ti А1
не более
0,21—0,28 0,30—0,80 <0,70 0,030 0,030 17,0— 19,0 7,5—8,5 — Основа 2,0—2,5 — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о Т, кгс/мм2 еч д Си о s. % 4. % СЧ С й О £ HRC НВ
операция температу- ра, °C охлаждаю- щая среда
не менее
ЧМТУ/ цниичм 433—61 ДТУ 13-63 Закалка Старение 1060—1080 800,5 час Масло Воздух 080 33 75 26 35 7 200—250
Механические свойства в зависимости от температуры испытания Коррозионные свойства
Режим термообработки: закалка с 1060—1080° в масле, старение 800°, 5 час, воздух Вид коррозии Среда Темпера- тура, °C Длит., час г/м2 или мк/год
Температура испытания, °C °0’2> кгс/мм2 оь, кгс/мм2 S, % 43 % ан» кгс-м/см2 НВ Общая По коррозионным свойствам близка к стали 12Х18Н9Т
Точечная
20 550 600 650 >33 25 24 25 >75 53 52 41 >26 27 27 27 >35 46 49 58 W 1 1 1 200— 250 Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
Сталь может быть склонна к МКК даже в закаленном состоянии. На- грев до 600—650° приводит сталь в склонное к МКК состояние.
Назначение. Шпиндели выпускного клапана. Сталь коррозионно-стойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток 1200 850 850 До 200 На воздухе До 200 На воздухе
Заготовка 1200 850 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Не применяется для сварных Г конструкций [осле закалки и старения при НВ 228—241 и о* =85 кгс/мм2 Kv =0,75 (твердый сплав), Kv =0,25 (быстрорежущая сталь) Лсл Ас3 АН Аг3
276
Марка стали
08X18H10T
(ЭИ 914)
Ви;; поставки:
Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4405—75, ГОСТ 1133 -71,
ГОСТ 5949—75. Лист тонкий—ГОСТ 19903—74, ГОСТ 5582—75. Лист толстый -
ГОСТ 19903—74, ГОСТ 7350—75. Трубы — ГОСТ 9940—72, ГОСТ 9941- 72,
ГОСТ 10498—63, ГОСТ 11068—64, ГОСТ 11681—65, ГОСТ 11682 -65.
X и м и ч е с к и й с о с т а в, %, по ГОСТ 5632—72
Si
Mn
S | Р
не более
Сг
Ni
Мо
Fe
Ti
Al
Cu
0,08
0,80
1,0—2,0
0,020 0,035
17,0—
19,0
9,0—11,0
Основа
5. С
до 0,60
<0,30
W
Механические свойства при 20‘
ГОСТ, ТУ Режим термообработки Сечение, мм д - с ь су О « о гу to 5С о, % Ф, % ан, кгс м/см2 HRC НВ
операция температу- ра, °с охлаждаю- щая среда
не менее
ГОСТ 5949—75 Закалка 1050—1100 Воздух, масло или вода До 60** 20 50 40 55 — — —
ГОСТ 5582—75 Закалка 1050—1080 Вода или воздух — 52 40 — — — —
ГОСТ 7350—75 Закалка 1000—1080 Вода или воздух 5Q*** 21 52 43 -— — — —
ГОСТ 9940—72 В состоянии поставки**** 057—325 52 40 — —. — —
ГОСТ 9941—72 05—120 — 54 37 — — — —
ГОСТ 10498—63 04—120 — 54 40 — — — —
ГОСТ 11068—64 Термообработанные — 54 37 — — — —
Без термообработки куо—1UZ — 60 25 — — — —
ГОСТ 11682—65 В состоянии поставки**** 05—219 27 52 40 j — — — —
* По ГОСТ 10498—63 С =0,04—0,06%.
” См. стр. 244.
** Образцы поперечные.
Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раздачу и межкристаллитную коррозию.
Трубы, поставляемые по ГОСТ 11068—64, дополнительно испытываются на бортование и загиб.
Назначение. Сварная аппаратура, работающая в растворах азотной, фосфорной, уксусной кислот, растворах щелочей
и солей.
Сталь коррозионно-стойкая и жаростойкая аустенитного класса.
По коррозионным свойствам сталь 08Х18Н10Т близка к стали 12Х18Н9Т.
Сталь не склонна к МКК в закаленном состоянии. После нагрева в интервале температур 600—650° может приобрести
склонность к МКК.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток 1180 900 850 На воздухе До 300 На воздухе
Заготовка 1220 950—900
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Способы сварки: РДС, АДС под флюсом и газовой защитой, АрДС, КТС и ЭШС Acj_ Ас3 Art Аг3
277
Марка стали Вид поставки: Поковки — ТУ заводов. Сортовой прокат — ГОСТ 5949—75, ГОСТ 20072—74. Лист тонкий — ГОСТ 5582- 75, ГОСТ 19903 74. Лист толстый — ГОСТ 19903—74, ГОСТ 7350—75. Лента - ГОСТ 4986—70. Трубы—ГОСТ 9940—72, ГОСТ 9941-72, ГОСТ 10498—63, ГОСТ 11068—64, ГОСТ 11682—65, ГОСТ 11681—65.
12Х18Н10Т (1Х18Н9Т, ЭЯ1Т)
Химический состав, %, по ГОС! 5632—72
С Si Мп S р Сг Ni Мо Fe W Ti А1 Си
не более
<0,12 <0,80 1,0—2,0 0,020 0,035 17,0— 19,0 9,0—11,0 — Основа — (С—0,02) 5 до 0,70 — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм а Т, кгс/мм2 Oft. кгс!мм2 ь, % % HRC НВ
операция температу- ра, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 ГОСТ 5949—75 Закалка 1050—1100 Вода или воздух До 60* 20 52 40 55 — — —
ТУ заводов Закалка 1050—1100 Вода, масло или воздух До 50 20 50 40 55 — — 157—179
ГОСТ 5582—75 Закалка 1050—1100 Вода или воздух 0,8— 40** — 54 40 — — — —
ГОСТ 7350—75 Закалка 1000—1080 Вода или воздух 4—50** 24 54 38 — — — —
ГОСТ 4986—70 В состоянии поставки (мягкая) 0,1-2,0 — 54 40 —- — — —
ГОСТ 9940—72 В состоянии поставки*** 057- 325 — Ь4 40 — — —
ГОСТ 11682—65 05— 219 — 56 35 — — — —
ГОСТ 9941—72 05— 120 — 55 20 — — — —
ОСТ 10498—63****
В состоянии поставки: после термообработки без термообработки 04— — 56 35 — — — —
ГОСТ 11068—64 120
08— 120 — 60 25 — — — —
‘ См. стр. 244. ** Образцы поперечные. Д** Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание,раздачу и МКК. 1рубы, поставляемые по ГОСТ 1 liw—СИ, дополнительно испытываются на бортоваиие и загиб. По ГОСТ 10498—63 содержание С=0,07—0,10% и Ti=5 • С до 0,8%.
Назначение. Лопатки, трубы и другие детали энергетического машиностроения, работающие при температуре до 600°. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей, днища адсорберов, регенераторы, теплообменники и др. Корпусы и другие детали, работающие под давлением при температуре от —196 до +600°, а при наличии агрессивных сред до 4-350°. Сталь коррозионно-стойкая, жаростойкая и’ жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток 1200 850 850 До 300 В штабелях на воздухе До 350 На воздухе
Заготовка 1200 850 800
С в а р ив а ем ость Обрабатываемость резанием Температура критических точек, °C
Сваривается без ограничений. Способы сварки: РДС (электроды ЦТ-26), ЭШС и КТС. Рекомендуется последующая термо- обработка В закаленном состоянии при НВ 169 и Ог»=62 кгс/мм2 (твердый сплав), Кг=0,35 (быстрорежущая сталь) Aq АСд Ari Аг3
278
Жаропрочные и другие свойства при длительных сроках службы 12Х18Н10Т
Истинная длительность испытания, час 15000 9000 7000 5000 Термическая усталость
Рабочая температура, °C 20 400 500 550 600 650 700
а1 кГ4, кгс/мм‘2‘
аыо“5, °104» KZC/ММ7 7,5—8,0
< ( 25 19—24 3,5—17 6,5—10,5 5,4—7,2
о10ь, «гс/лслс2 20 14—20 10—13 4,5—7,5 3,5—4,5
е, % 3,6 2,8—13 4—31 9—20 Коэффициент чувстви- тельности к надрезу за 104 час >1,0
ая, кгс-м/см7
а_ь кгс/мм7, на базе циклов 107 28,5 21,5 20,5 — 20,0
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1050—1100; охлаждение на воздухе
Время, час Температура, °C ан, кгс-м/см7
Температура испытания, °C °о»а» кгс/мм7 кгс/мм7 НВ
д, % > “Ф» % кгс -м/см7 Исходное состояние 28,0
20 500 550 600 650 700 23—32 14—21 14—21 12—21 12—20 12—20 56—66 40—45 39—46 35—42 28—40 27—37 46—74 66—80 22—38 30—4260—70 20—36 31—4161—68 22—36 28—38 51—74 20—36 5000 600 21,0—19,0
5000 650 20—18
Жаростойкость
27—37 52—73 20—3840—70 25—36 26—36 Гпопо ? Температура, Группа стой- Ред °C j кости Скорость окис- ления, мм/год
По жаростойким свойствам близка к стали марки 12Х18Н9Т
Коррозионные свойства
Вид коррозии Среда 1 'емпера- Длит., гура, °C час г/м7 или мк/год
Релаксационная стойкость
Общая Точечная По коррозионным свойствам близ- ка к стали марки 12Х18Н9Т
Рабочая температура, °C
а0, кгс/мм7 Коррозионное растрескивание
| аоет, кгс/мм7 | 108 час Межкристаллитна я Оценка стойкости Состояние
10* час Сталь не склонна к МКК в зака- ленном состоянии. После нагрева в интервале температур 600—650° мо- жет приобрести склонность к МКК
1,2-10* час
279
12Х18Н9Т (1Х18Н9Т, ЭЯ1Т) Вид поставки: Поковки — ПМТУ 28 53 (ЛМЗ), ЧМТУ/ВНИТИ 13—58. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 5949—75, МИТУ 2362-49, МПТУ 2299 -49. Лист тонкий —ГОСТ 19903—74, ГОСТ 5582—75. Лист толстый — ГОСТ 19903—74, ГОСТ 7350—75, ЧМТУ 2780—51. Лента — ГОСТ 4986—70. Проволока — ГОСТ 18143—72, ЧМТУ 4835—54. Трубы — ГОСТ 14162—69, ЧМТУ/ВНИТИ 21—58, ЧМТУ 40—58, МПТУ 4080—53, ВТУ/УкрНИТИ 103—59. Прутки — ГОСТ 14955—69.
Химический состав, %, по ГОСТ 5632—72
С Si Мп S 1 Р не более Сг Ni Мо Fe W Ti А1 Си
<0,12 <0,80 1,0—2,0 0,020 0,035 17,0— 19,0 8,0-9,5 — Основа — (С—0,02)-5 до 0,70 <0,30 <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о 7, кгс/мм2 \ °Ь ’ кгс/мм2 S, % % СЧ g HRC НВ
операция температу- ра, °C охлаждаю- щая среда
не менее
ГОСТ 5949—75 Закалка 1050—1100 Воздух, масло или вода До 60* 20 55 40 55 — — —
ГОСТ 5582-75 Закалка 1050—1080 Вода или воздух 0,8— 4,0** 54 40 — — '— —
ГОСТ 7350—75 Закалка 1030—1080 Вода или воздух 4—50** 22 54 38 — — — —
ЧМТУ 2780—51 Закалка 1100—1120 Вода До 30** — 54 35 — — — —
ГОСТ 4986—70 Закалка 1050—1080 Вода или воздух 0,05—2,0 — 54 35 — — — —
ГОСТ 18143—72 Термообработанная Нагартованная 0,2—6,0 — 85 20 — — — —
— ПО — — — — —
ВТУ/УкрНИТИ 103—59 В состоянии поставки 095X7 — 54 30 — — —
ВТУ/ЧМТУ 249—61 0247 22 50 35 — — — —
ПМТУ 28—53 (ЛМЗ) Закалка 1150 Вода 23 55 4Q*** 55*** £*** — 135—170
Отпуск 800 Воздух 30 45 6
* См. стр. 244. ” Образцы поперечные. *** Числитель — образцы продольные, знаменатель — образцы тангенциальные.
Назначен и е. Лопатки, трубопроводы, уплотнения и другие детали энергетического машиностроения, работающие при температуре до 600°. Аппараты и сосуды, работающие при температуре от —196° до +600° под давлением, а при наличии агрессивных сред до +350°. Сталь коррозионно-стойкая, жаростойкая и жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток 1200 850 850 До 300 В штабелях на воздухе До 350 На воздухе
Заготовка 1200 850 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Сваривается без ограничений. Способы сварки: РДС электродами ЦЛ-11, ЦТ-15 (обеспечивающие коррозионную стойкость), ЦТ-26 (используемый как жаропрочный без требований по МКК), ЭШС, ктс. Рекомендуется последующая термо- обработка В закаленном состоянии при НВ 169 и 7^ =62 кгс]мм2 Kv =0,85 (твердый сплав), Kv =0,35 (быстрорежущая сталь) Acj АСд Агх Аг8
Жаропрочные и другие свойства при длительных сроках службы 12Х18Н9Т Ч\ вс гвптельность к охрупчивапню при старении
11ст 11 пн а я дл 1 f I елы юсть испытания, час 15000 9000 7000 5000
Рабочая температура,°C 20 400 500 550 600 650 700
<Y1O~4, кгс/мм2 Вре- мя, час Темпера- тура, °C кгс-м/см2
°110~5, кгс/мм2 7,5—8,0
Исходное состо- яние 25
о104, кгс/мм2 25 19—24 13,5—17 6,5—10,5 5,4—7,2
о105, кгс/мм2 20 14—20 10—13 4,5—7,5 3,5—4,5 10000 500 19
20000 550 22,5
% 3,6 2,8—13 4—31 9—20 10000 600 22,0
ан, кгс-м/см2 Коэффициент чувствительности к надрезу за 104 час >1,0
кгс/мм2, на базе циклов 107 28,5 21,5 20,5 — 20,0
Ж а р о с т о й к о с г ь
Механические свойства в зависимости от температуры
испытания
Температура испытания, °C О0 >2> кгс/мм2 оь, кгс/мм2 6, % % ан, кгс-м/см2 НВ
20 23—32 56—66 46—74 66—80 22—38
500 14—21 40—48 30—42 60—70 20—36
550 14—21 39—46 31—41 61—68 22—36
600 12—21 35—42 28—38 51—74 20—36
650 12—20 28—40 27—37 51—73 25—36
700 12—20 27—36 20—38 40—70 26—36
Температура, °C 1 1 Среда Скорость окис- ления, мм/год Группа стой- кости
600 Перегретый Пар 0,0018 Весьма стойкая
650 Воздух 0,0022 Весьма стойкая
750 Воздух 0,013 Стойкая
670—680 Газ состава; 3.2°/оС02; 17,55%О2; 76,72 % N2 3,5%Н2О 0,03 % so2 0,098 Стойкая
750 Газовая среда: 4,5%СО2; 0,3%SO2 6%Н2О ост. воздух 0,019 Стойкая
Коррозионные свойства
Р е л а к с а ци о и пая стойкость
Рабочая температура, °C
о0, кге/лш2
Ci д о 103 час
Ю4 час
1,2-104 час
Вид коррозии Среда Темпера- тура, С Длит., час Балл стойкости (5-балльная школа)
Общая Вода 360 1000 ~44~~ 1
Морская вода 20 1
То же 130 1 .
Морская вода — 3
Точечная
Вода 1 г/л СГ 50 мг/л о2 350 Разруше- ние через 300—700 час 11а пряжение выше предела текучести
Коррозионное растрескивание
Вода 100г/л СГ 450 мг/л о2 310 Разруше- ние через 10—300 час Напряжение 40—30 кгс/мм2
Межкристаллитная; Сталь не склонна к МКК в зака-
ленном состоянии. После нагрева
в интервале температур 600—650° мо-
жет приобрести склонность к МКК-
281
Марка стали 12Х18Н12Т Вид поставки: Сорговой прокат—ГОСТ 2590—71, ГОСТ 2591-71, ГОСТ 20072 74, ГОСТ 5949 75. Лист тонкий ГОСТ 19903—74, ГОСТ 5582—75. Лист толстый — ГОСТ 19903—71, ГОСТ 7350—75. Трубы- ГОСТ 9940 72, ГОСТ 9941- 72, ГОСТ 11068—64, ГОСТ 11681—65, ГОСТ 11682—65, МРТУ 14-421—67, ТУ 4390 (ТКЗ). Трубная заго- товка — ЧМТУ 1 -668—69.
Химический состав, %, по ГОСТ 10500—63
С Si Мп S Р Сг Ni Мо Fe W Ti А1 Си
не более
<0,12 <,.0,80 1,0—2,0 0,020 0,035 17,0— 19,0 11,0— 13,0 — Основа — (С— 0,02) -5 до 0,70 <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ° т’ кгс/мм2 кгс/мм2 % с? HRC НВ
операция температу- ра, °C 1050—1100 охлаждаю- щая среда
Возду не менее
ГОСТ 20072—74 Закалка X 25 " До 60* 0,8—~ 4,0** 20 55 40 55 — - —
75 55 — —
ГОСТ 5949— Зака Зака. лка 1050-1100 В< мае/ Е В( ИЛЕ )3дух, ю или юда 20 55 40 —
ГОСТ 5582— 75 75 пка 1050—1 Тозо—Т J80 зздух вода — 55 35 — — —-
ГОСТ 7350— Закалка J80 Вода или воздух Q. 4—50** 24 54 38 —. “— —
ГОСТ 9940—72 ГОСТ 9941—72 В состоянии поставки 57—325 — 54 40 — • —- —
05—120 — 56 35 — — — —
ГОСТ 11068—64 В состоянии поставки После термообработки Без термообработки 08- юг*** — 56 60 35 25 — — — .—
ГОСТ 11682—65 — В состоянии поставки 08— 219*** — 54 40 — — — —
МРТУ 14-4-21—67 Закалка 1100—1120 Воздух или вода 22 54 35 55 ——— — —
ТУ 4390 (ТКЗ) Закалка 1100—1120 Вода 0325 22 50 35 — — <170
* * См. стр. 244. * * Образцы поперечные. * ** Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раз дачу и межкристаллитную коррозию. 1рубы, поставляемые по ГОСТ 11068—64, дополнительно испытываются на бортование и загиб.
Назначение. Трубы для перегревателей и коллекторов, работающие при температуре 610—640°. Сварные аппараты и сосуды, работающие в коррозионно-активных средах (разбавленные растворы азотной, уксусной и фос- форной кислот, растворы щелочей и солей) при температуре до 350°. Сталь коррозионно-стойкая, жаростойкая и жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
‘ максимальная 1 температура минимальная температура конца ковки, °C из слитков из заготовок
нагрева металла перед ковкой, °C интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток 1200 850 800 До 350 На воздухе До 350 На воздухе
Заготовка 1200 850 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Способы сварки: РДС электродами ЦТ-15-1 для корневого шва, ЦТ-15 для последующих слоев, ЦТ-26 для тех случаев, когда нет требований к стойкости против МКК, КТС и ЭШС. 1 Рекомендуется последующая термо- обработка В закаленном состоянии при НВ^ПО и cfb =48 кгс/мм2 =0,85 (твердый сплав), Kv =0,35 (быстрорежущая сталь) Acx Ас8 Ari Аг8
282
12Х18Н12Т
Жаропрочные и другие свойства при длительных сроках службы
1(стипная длительность испытания, час 9000 7000 650 5000 — -
Рабочая температура, °C 20 400 500 550 600 700
°11о 5, 7,5—8,0
о104, кгс/мм* 13,5—17 6,5—10,5 5,4—7,2
кгс/мм* 16 11 6 3,5—4,5
е, % 3,0—13 4—31 9—20
ан, кгс-м/см*
о_ь кгс/мм*, на базе циклов 107 28,5 21,5 20,5 20,0
Коэффициент чувстви-
тельности к надрезу
за 104 час
Термическая
усталость
? 1,0
Механические свойства в зависимости от температуры
испытания
Режим термообработки:
закалка с 1050—1100*, воздух
Температура испытания, °C а0>2> кгс/мм* кгс/мм* б, % % «н, кгс-м/см* НВ
20 23—32 56—66 46—74 66—80 22—38
500 14—21 40—45 30—42 60—70 30—36
550 14—21 39—46 31—41 61—68 22—36
600 12—21 35—42 28—38 51—74 20—36
650 12—20 28—40 27—37 52—73 25—36
700 12—20 27—37 20—38 40—70 26—36
Релаксационная стойкость
Чувствительность к охрупчиванию
при старении
Время, час Температура, °C ан, кгс-м/см*
Исходное состояние 30,0
10000 600 21,0
10000 650 22—23
10000 700 21—24
3000 750 23
Жаростойкость
Среда
Температура
Г руппа
стойкости
Скорость
окисления,
мм/год
Коррозионные свойства
Вид коррозии | Среда j^^g^C | ’’ ! г/л3 или мк/год
Общая
По коррозионным свойствам близка к ста-
ли 12Х18Н9Т.
Рабочая температура, °C 550 550 600
о0, кгс/мм* 7 10 7
I вост» кгс/мм* 103 час 10* час 4,8 7,3 4,3
1.2-104 час
600 650 650
10 7 10
6,4 2,5 3,1
Точечная
Коррозионное
растрескивание
Межкристаллитная Оценка стойкости Состояние
Сталь не склонна к МКК в закаленном состоянии.
После нагрева в интервале температур 600—650° может
приобрести склонность к МКК. (См. примечание к кор-
розионным свойствам стали 12Х18Н9Т).
283
Марка стали Вид поставки:
Сортовой прокат — ГОСТ 2590—7 ГОСТ 1QQCI.4—74 ГОСТ ДДЯ9 7Д , ГОСТ 2591 71, ГОСТ 5949—75. Лист тонкий
06ХН28МДТ ЧМТУ/ЦНИИЧМ 1116—64. Трубы- ГОСТ 11068—64. (ЭИ 943)
Химический состав, %, по ГОСТ 5632 -72
С Si Мп S | Р не более Сг Ni Мо V I Fe Ti Al Си
<0,06 0,80 .0,80 0,020 0,035 22,0— 25,0 26,0— 29,0 2,50— 3,00 I о — j Основа 0,40— 0,70 2,50— 3,00
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм CJ 5с ь ео to еч о St % ‘Ф iWOlW-Wy ,HZ7 HRC НВ
операция темпера- ратура,0 С охлажда- ющая среда
не менее
ГОСТ 5949 - 75 Закалка 1100— 1150 Воздух, масло или вода До 60** По соглашению
ГОСТ 5582—75 Закалка 1050— 1080 Вода или воздух До 4** — 55 35 — — —
ГОСТ 7350—75 Закалка 950—1080 Вода До 4—50** 22 55 35 — —
ЧМТУ/ ЦНИИЧМ 1116—64 Закалка 1000— 1080 Вода 5—30** 20 55 30 — — —
ГОСТ 11068—64 В состоянии поставки 08- юг*** По соглашению —
* См. стр. 244. * * Образцы поперечные. * ** Трубы подвергаются Контролю гидравлическим давлением, испытанию на сплющивание, раздачу, бортование, загиб и межкристал- литную коррозию.
Назначение. Сварные аппараты, теплообменники и другие детали, работающие в растворах, содержащих ионы хлора, серной, фосфорной кислоты при температуре до 80° и давлении до 0,7 кгс/см2. Сталь коррозионно-стойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер, сечения, мм условия охлаждения размер течения, мм условия охлаждения
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносвариваемая. Способы сварки: РДС (электроды 15М, ОЗ Л-И) и АрДС Acj Ас3 Ar, Arg
284
СТАЛЬ ЖАРОСТОЙКАЯ
Марка стали
Вид поставки:
40Х9С2
(Х9С2, ЭСХ8)
Сортовой прокат—ГОСТ 2590—71. ГОСТ 2591—71, ГОСТ 7417-75, ГОСТ 4405-75,
ГОСТ 1133--71, ГОСТ 5949 75.
Химический со с т а в, %, по ГОСТ 5632—72
С Si Мп S Р Сг Ni Мо Fe W Ti Al Си
не более
0,35—0,45 2,0—3,0 <0,70 0,025 0,030 8,0—10,0 <0,60 — Основа — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм । о т, кгс/мм* Ob, кгс/мм* % ‘2 Ф, % кгс-м/см*] HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 5949—75 Отжиг 1 850—870 Воздух До 60* 50 75 15 35 — — —
* При испытании сортовой стали диаметром или толщиной 61—100 мм допускается понижение удлинения на 1% и сжатие на 5%
абсолютных.
Механические свойства в зависимости от температуры
испытания
Режим термообработки: отжиг при 850—870°
Температура испытания, °C %,2. кгс/мм* О/,, кгс/мм* ь, % Ф. % «н. кгс-м/см* НВ
20 200 300 400 500 600 700 800 65 56 53 46 42 40 17 5 90 84 80 80 60 53 22 8 20 18 18 18 17 17 18 22 58 64 63 62 65 80 92 99
Жаропрочные и другие свойства при длительных
сроках службы
Истинная длительность испытания, час
Рабочая температура, °C 500 600
О(.10~4 , кгс/мм*
а1-10~6 ’ кгс/ЛЛ<2 10 2,5
о1и4, кгс/мм*
о106, кгс/мм*
%
а кгс/мм*, на базе —“1 • циклов
Назначение. Клапаны впуска и выпуска автомобильных, тракторных и дизельных моторов, трубки рекуператоров,
теплообменники, колосники.
Сталь жаростойкая и жаропрочная мартенситного класса.
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние
максимальная
температура нагре-
ва металла перед
ковкой, °C
минимальная темпера-
тура конца ковки, °C
из слитков
из заготовок
Слиток
1200
(см. введение)
Заготовка
1200
(см. введение)
Свариваемость
Не применяется для сварных
конструкций
интенсивные
обжатия
проглажи-
вание
размер
сечения,
мм
условия охлаждения
размер
сечения,
мм
условия охлаждения
850
850
850
850
До 300
В печах
До 300
В печах
Обрабатываемость резанием
Температура критических точек, °C
Ас,
Ас3
Аг,
Аг3
900
970
810
970
286
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 7417- 75, ГОСТ 1405—75, ГОСТ 1133-71, ГОСТ 5949—75. Пругки повышенной отделки поверхности - ГОС Т 14955 -69. Поковки заводские ТУ.
40Х10С2М (Х10С2М, ЭИ107)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S | Р не более Сг Fe Мо V W Ti Al
0,35— 0,45 1,90— 2,00 <0,70 0,25 0,30 9,0—10,5 Основа 0,7—0,9 — —
=5
Механические свойства при 20°
Режим термоо бработки
ГОСТ, ТУ операция темпера- тура, °C охлажда- ющая среда
ГОСТ 5949—75 МПТУ 2420—49 МИТУ 2362—49 Закалка Отпуск 1010— 1050 720—780 Масло Воздух
До 60*
Сечение,
мм
а?
3
я?
HRC
НВ
75
95
не менее
10
35 2
285—341
’ См. стр. 244.
Назначение. Клапаны впуска авиадвигателей и выпуска автомобильных, тракторных и дизельных двигателей, крепеж-
ные детали моторов.
Сталь жаростойкая и жаропрочная мартенситного класса._____________________________________________________________
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние Слиток максимальная температура нагрева металла перед ковкой, °C 1200 минимальная температура из слитков из заготовок
конц а кс интенсивные обжатия 850 >вки, °C проглажи- вание 800 размер, сечения, мм условия охлаждения размер сечения, мм До 350 условия охлаждения В ямах
Заготовка 1200 850 800
Обрабатываемость резанием
Свариваемость
Трудносварйваемая.
Способ сварки — РДС, необходимы
подогрев и последующая термо-
обработка.______________________
Температура критических точек, °C
Ас^ Ас8 М Аг3
810 950 700 845
287
Жаропрочные и другие свойства при длительных сроках службы 40Х10С2М (ЭИ107)
Истинная длительность испытания, час Термическая усталость
Рабочая температура,ПС 500 550 600
С[ .1о-4, кгс/мм2 20 10 5
о110—5. кгс/мм2 13 4 2
о104, кгс/мм2 22 13
о105, кгс/мм2 16 9
Коэффициент чувстви- тельности к надрезу за 104 час
%
ан, кгс-.н см1
о_1 кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1100°, масло; отпуск при 800°, вода Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C С'О’З, кгс/мм2 ож кгс/мм2 6, % Ф, % «н. кгс-м/см/2 НВ
20 100 200 300 400 500 68 58 52 53 49 46 96 86 83 85 78 68 19 13 17 14 13 21 40 25 39 35 24 41 3 7 8 9 9
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Греда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Общая
Точечная
Релаксационная стойкость Коррозионное растрескивание
Рабочая температура, еС 450 450 500
Меж к р ист ал л и т н а я Оценка стойкости Состояние
сг0, кгс/мм2 25 20 20
СЧ I ё о о 103 час 17,7 14,5 9,5
104 час 16 13
1,2-104 час
288
Марка стали Вид поставки: Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 5949—75. Лист тонкий — ГОСТ 5582-75, ГОСТ 19903—74. Лист толстый — ГОСТ 19903—74, ГОСТ 7350-75. Трубы—ГОСТ 9940—72, ГОСТ 9941-72, 1 ОСТ 11068—65, ГОСТ 11681—65.
15Х25Т (ЭИ439)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S Р Сг Ni Мо V VI7 Da Ti Си
не более — а
<0,15 <1,00 <0,80 0,025 0,035 24,0— 27,0 — — — Основ 5.С— 0,80 <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о Т, кгс/мм2 СЧ •Q CU % ‘о % ан, кгс- м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая
среда не менее
ГОСТ 5949—75 Отжиг или без термообработки 730—770 Воздух или вода До 60* 30 45 20 45 — —
ГОСТ 5582—75 Отжиг или отпуск 740—780 Воздух До 4* * * — 54 17 — — —
ГОСТ 7350—75 Отжиг или отпуск 740—780 Вода До 25* — 43 12 — 2 -—.
ГОСТ 9941—72 В состоянии поставки термообработанные 05— 120*** — 47 17 — — —
ГОСТ 9940—72 В состоянии поставки 057— 325*** — 45 15 — — —
ГОСТ 11682—65 05— 216*** 29 45 15 — —
* См. стр. 244. ” Образцы поперечные. Механические свойства листов толщиной свыше 25 мм (ГОСТ 7350—66) факультативны. ”* Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раздачу и МКК.
Назначение. Сварные конструкции, не подвергающиеся действию ударных нагрузок, работающие при температуре не ниже —20° (как заменитель стали марки 12Х18Н9Т); трубы теплообменной аппаратуры, работающие в азотной кислоте, электролитической щелочи; арматура нагревательных печей, чехлы термопар, электро- ды искровых зажигателей; трубы пиролизных установок и др. Сталь, жаростойкая до 1100°, и коррозионно-стойкая ферритного класса. Сталь склонна к росту зерна при нагреве, что значительно снижает пластичность металла и значение ударной вязкости при комнатной температуре, поэтому горячая дефор- мация должна проводиться при относительно низких температурах. Сталь склонна к отпускной хрупкости при 475° при длительных выдержках.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток 1160 800 800 До 80 На воздухе
Заготовка 1160 800 800 81—180 В колодце
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносварйваемая. Способы сварки: РДС, АрДС. Рекомендуется последующая термо- обработка В отожженном состоянии при НВ 149—163 К v =0,9 (твер- Асх Ас3 Агх АГд
дыи сплав), i\v =0,6 (быст- рорежущая сталь)
19—2864
289
Жаропрочные и другие свойства при длительных сроках службы -- 15Х25Т
Истинная длительность испытания, час — — Термическая усталость
Рабочая температура, °C
о110—4 , кгс/мм?
аыо—5 ’ кгс!мм2
О 104, кгс/мм*
о10Б, кгс/мм* Коэффициент чувстви- тельности к надрезу, за 104 час
%
ан, кгс-м/см*
о_1 кгс/мм?, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Температура испытания, °0>2 » кгс/мм* оЬ, кгс/мм* 6, % % ан> кгс-м/см* НВ Время, час Температура, °C ан, кгс-м/см*
Жаростойкость
Среда Температура, °C Группа стойкости Скор, окисл. мм/год
Корр оз нонпые с в о й с т в а
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м* или мк/год
Общая
Точечная
Релаксационная стойкость
Рабочая температура, °C Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
<т0, кгс/мм*
сч * ла ё с о 103 1V4tK’
Ю4час
1,2-10%ЛС
290
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 5949—75, ГОСТ 4405—75. ГОСТ 1133—71.
20Х20Н14С2 (ЭИ211)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S Р Сг Ni Мо V W Fe А1 Си
не более
<0,20 2,00— 3,00 <1,50 0,025 0,035 19,0— ’ 22,0 12,0— 15,0 — — — Основа — .0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ 5? Л сч 1 <5 С\) О * о, % % СЧ <3 £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 5949—75 Закалка 1000— 1050 Воздух или вода До 60* 30 60 35 30 — — —
* См. стр. 244.
Назначение. Детали термических печей. Сталь жаростойкая аустенитно-ферритного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1170 850 800 800 До 350 На воздухе До 350 На воздухе
Заготовка 1170 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Асх Ас8 Агг Аг8
291
Жаропрочные и другие свойства при длительных сроках службы 20Х20Н14С2
1 lei Ра 'иниая длите, испытания, IbHOCTb lac гура, °C — - Т ермическая усталость
Зочая темпер. 875 1000
а1 ю~4» 1,0 0,14
аыо-5, кгс1мм2 —
о104, кгс/мм2
аю5> кгс/мм2 — Коэффициент чувстви- тельности к надрезу за 104 час
е, %
ан, кгс-м/см2
а_ь кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: нагрев 1150°, вода Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C 00,2» кгс/мм2 вь, кгс/мм2 б, % Ф, % а«» кгс-м/см2 НВ
20 40—35 64 53 73
100 Н 31 36 34
Жаростойкость
750 11 27 35 34
800 10 23 16 42 41 Среда Температура, °C Группа стойкости Скорость окисления, мм!год
850 7 58 47
900 4 11 74 58
950 3 9 75 55
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °с Длит., час г/м2 или мк/год
Общая —
Точечная
Релаксационная стойкость
Рабочая температура, °C Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
о0, кгс/мм2
1 ё о о Ю3 час
1,2.10\йг i i 1
292
Марка стали 20Х23Н13 (ЭИ319) Вид поставки: Поковки — ТУ заводов. Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71. ГОСТ 5949—75. Лист толстый — ГОСТ 19903—74, ГОСТ 7350—75. Проволока — ГОСТ 18143—72.
Химический состав, %, по ГОСТ 5632—72
С Si Мп S 1 Р не более Ст Ni Мо V W Fe А1 Си
<0,20 <1,00 <2,00 0,025 0,035 22,0— 25,0 12,0— 15,0 — — — Основа — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о 7, кгс/мм2 ся чр 0s* со % ‘Ф- ся % й С1 g HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 5949—75 Закалка 1100— 1150 Воздух, масло или вода До 60*- 30 50 35 50 — — —
ГОСТ 7350—75 Закалка 1030— 1100 Вода 4—25** — 58 35 — — — —
* См. стр. 244. ” Механические свойства листов толщиной свыше 25 мм факультативны. Образцы поперечные.
Назначение. Детали, работающие при высоких температурах в слабо нагруженном состоянии. Сталь, жаростойкая до 900—1000°, аустенитно-ферритного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура из слитков из заготовок
конца в интенсивные обжатия юбки, °C проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 900 800 До 350 На воздухе До 350 На воздухе
Заготовка 1220 900 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС, электроды ОЗЛ-6, ЦЛ-25 и др. • Acj Ас3 АГ1 Аг8
293
Жаропрочные и другие свойства при длительных сроках службы 20Х23Н13
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 550 600 650 700
Oj,10—4 , кгс/мм2 15,4
Oj.10—5 , кгс/мм2 5,8
о104, кгс/мм2 24,0 19,0 11,0 6,0
о105, кгс/мм2 20,0 15,0 7,0 3,6 Коэффициент чувстви- тельности к надрезу за 104чсс
е, %
ан, кгс-м/см2
o_i, кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания- Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1050°, вода
Температура испытания, °C а0»2» кгс/мм2 кгс/мм? 6, % Ф . % кгс-м/см2 НВ Время, час Температура, °C ан, кгс-м/см2
Исходное состояние 21,0 0,8 1,6 0,8
20 36,3 66,7 38,6 59,9 21,0 2000 8800 2000 600 600 750
550 30,9 59,2 27,6 59,6 >30,0
600 29,0 53,4 29,3 63,6 >30,0
650 26,3 47,6 30,6 62,2 >30,0
Жаростойкость
700 22,0 38,7 34,9 56,7 >30,0
Среда Температура, °C Группа стойкости Скор, окисл., мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Общая
Точечная
Коррозионное растрескивание
Релаксационная стойкость
Рабочая температура, °C
Межкристаллитная Эценка стойкости Состояние
о0, кгс/мм2
СТ 1 ^час
§ 8 © to Ю*час
294
Марка стали 36Х18Н25С2 (Х18Н25С2, ЭЯЗС) Вид поставки: Сортовой прокат —ГОСТ 5949—75. ГОСТ 2590—71. ГОСТ 2591—71, ГОСТ 4405—75, ГОСТ 1133—71.
Химический состав, %, по ГОСТ 5632—72
С Si - Мп S | Р не более Сг Ni Мо Fe W Ti А1 -
0,32— 0,40 2,0—3,0 <1,5 0,020 0,035 17,0— 19,0 23,0— 26,0 — Основа — — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм О? кгс/мм2 1 to £ % ‘2 \ 1 % ‘ф кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 5949—75 Закалка 1100— 1150 Воздух, масло, вода До 60* 35 65 25 40
5 См. стр. 244.
Н а з н а ч е н и е. Головки форсунок, детали печных конвейеров. Сталь пригодна для длительной работы в ненагруженном состоянии до температуры 1000—1100°. Сталь жаростойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура из слитков из заготовок
конца к интенсивные обжатия овки, °C проглажива- ние размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1200 см. введение 850 850
Заготовка 1200 см. введение 850 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Способы сварки: РДС (опытные электподы типа 4Х12Н25С2С КТС Ас, Ас3 Аг, Аг3
Рекомендуется последующая термо- обработка 1
295
Жаропрочные и другие свойства при длительных сроках службы 36Х18Н25С2
Истинная длительность испытания, час Термическая усталость
Рабочая температура, ° С 600 650 700
а1 Ю~4 ,кгс/мм2 — — 9,0
аыо~5 ,кгс/мм2 11,5 9,5 4,0
о104 ,кгс/мм2
о10» ,кгс/мм2 Коэффициент чувстви- тельности к надрезу за 104 час
% 0,25 0,30
ам, кгс-м/см2
а— 1, кгс/мм2, на базе ЦИКЛОВ
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1200°, вода; отпуск при 800°, 8 час Время, час Температура, °C ан, кгс -м/ мм2
Температура испытания, °C а0,2, кгс/мм2 ал, кгс/мм2 6, % Ф, % а«» кгс-м/см2 НВ Исходное состояние 3,0
10000 550 6,1
20 200 400 500 600 700 800 55,0 45,3 42,5 41,0 40,3 34,5 25,0 85,5 70,0 72,5 70,0 58,0 43,5 26,5 17,2 10,0 14,5 15,5 13,3 18,5 8,5 18,3 17,5 26,0 28,0 24,5 29,5 6,5 3,0 5,7 6,8 5,7 7,5
10000 600 5,5
10000 700 4,0
10000 800 2,0
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мк/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, ”С Длит., час г/м2 или мк/год
Релаксационная стойкость Общая
Рабочая температура, °C Точечная
Коррозионное растрескивание
о0. кгс/мм2 Межкристаллитная Оценка стойкости Состояние
м 103 1ичас
S Б с to
••2-104чое
296
Марка стали 20Х23Н18 (ЭИ417) Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591-71, ГОСТ 4405—75, ГОСТ 1133—71, ГОСТ 5949—75, МПТУ 2362—49. Лист тонкий— ГОСТ 19903—74, ГОСТ 5582—75. Лист толстый-—ГОСТ 19903—74, ГОСТ 7350—75, Лента-—ГОСТ 4986—70. Проволока— ГОСТ 18143—72. Поковки —ТУ НКМЗ 1688, ТУ НКМЗ (бандажи).
Химический состав, %, по ГОСТ 5632—72
С Si Мп S | Р не более Сг Ni Мо Fe W Ti А1
<0,2 <1,0 <2,0 0,020 0,035 22,0— 25,0 17,0— 20,0 — Основа — — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм2 сч с\) о ье % ‘о % гигз/иг- эгу tHV HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 5949—75 Закалка 1100— 1150 Воздух, масло или вода До 60* 20 50 35 50 — — —
ГОСТ 5582—75 Закалка 1080— 1150 Вода, воздух 0,8— 4 0** — 55 40 — — — —
ГОСТ 7350—75 Закалка 1030— ИЗО Вода 4—50** 27 55 30 — — — —
ГОСТ 4986—70 Закалка 1050— 1080 Воздух или вода 0,05— 2,00 — 58 38 — — — —
МПТУ 2362—49 Закалка 1100— 1150 Воздух, вода <60 30 58 35 50 — — —
ТУ нкмз Закалка 1100— 1150 Воздух, масло, вода 30 55 35 50 — — <207
ТУ НКМЗ 1688 Закалка 1150— 1180 Вода — — — — — — —
* См. стр. 244. ** Образцы поперечные.
Назначение. Лопатки рабочие и направляющие, поковки, бандажи для работы при температуре 650—700°; детали ка- мер сгорания, хомуты, подвески и другие детали крепления котлов, муфелей для работы при температу- ре до 1100°, бесшовные трубы. Сталь жаростойкая и жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температу- из слитков из заготовок
ра конца интенсивные обжатия ковки, °C проглажи- вание размер сечения, ЛОИ условия охлаждения размер сечения, мм условия охлаждения
Слиток 1220 900 800 До 350 На воздухе До 350 На воздухе
Заготовка 1220 900 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая В нормализованном и отпущенном состоянии при НВ 178 и и ъ= = 62 кгс/мм2 Кг,—0,4 (быст- рорежущая сталь). Ас3 At! Аг8
297
Жаропрочные и другие свойства при длительных сроках службы 20Х23Н18
Истинная длительность испытания, час
2000 2000 1000 Термическая усталость
Рабочая темпепатчоа ° С 650 700 800
О
но"4- кгс/мм2
<4.10 5>кгс(мм2 5,4 3,5 1,2
о104 , кгс/мм2 11,5 6,0 2,1 —
о10ь ,кгс/мм2 8,0 3,5 1,2 Коэффициент чувстви- тельности к надрезу за 104 час
е, % 0,8—1,0 0,7—0,9
ан, кгс-м/см2
а—1, кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: I. Закалка с 1180°, вода; старение при 800°, 4 час. II. Закалка с 1050°, воздух Время, час Температура, °C кгс-м/см2
Исходное состояние 14—19
Температура испытания, °C а0,2, кгс/мм* оЬ, кгс/мм2 б, % % ан, кгС'М/см2 НВ
10000 10000 10000 650 700 800 6—7 1,5 3,5
20 ‘ 500 600 700 800 20 500 600 700 800 900 30—33 21 20 19 16 I режи 61—67 53—55 45,0 32,0 19—21 II реж 69 51 45 31 21 Ю м (прутки 29—35 25—31 23 19—24 19—27 им (лист) 49 42 41 58 56 75 ) 47—54 41—45 45 34 34 50 37 39 58 60 61 14—19 17,0 18,0 17,0 18,0
Жаростойкость
Температура, °C Среда Скорость окисления, мм/год Группа стойкости
670—680 76,7 N,+ + 17,6%OS-J- -f-3,2%CO8-f- +0,03%sq»+ 4~3,5%Н2О 0,005 Весьма стойкая
750 Воздух-1- 4-0,3%SO8+ -|-4,5%СО8-|- -}-6%Н2О 0,014 Стойкая
650 Воздух 0,0027 Весьма стойкая
Релаксационная стойкость
750 » 0,01 Стойкая
Рабочая температура, °C 800 » 0,044 Стойкая
900 » 0,22 Пониженно- стойкая
1000 » 0,44 Пониженно- стойкая
а0, кгс/мм2
1100 » 0,770 Пониженно- стойкая
OJ * 103 ^час 1200 » 2,2 Малостойкая
Коррозионные свойства
§ 1 о О
Ь2.10*ос
298
Марка стали
Вид поставки:
20Х25Н20С2
(ЭИ283)
Сортовой прокат —ГОСТ 5949-75, ГОСТ 2590-71, ГОСТ 2591—71, ГОСТ 4405-75,
ГОСТ 1133—71.
Химический состав, %, по ГОСТ 5632—72
С Si Мп S | Р не более Сг Ni Мо V W
-ч0,20 2,0—3,0 ^1,5 0,020 0,035 24,0— 27,0 18,0— 21,0 — — —
Ti
А1 Fe
— Основа
Механические свойства при 20е
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ 3- —- ; ь о « сч 1 о « । % ‘0 ' - Ч>, % кгсм/см? HRC НВ
операция темпера- тура, °C охлаж- дающая среда
1 не менее
ГОСТ 5949—75 Закалка 1100— 1150 Воздух, масло или вода До 60* 30 50 35 50 — — —
ОН 48004/20-63 (ВНИИЭТО) Закалка** 1200 Воздух 25 55 35 60 25 — —
Закалка*** 1050— 1100 Воздух Не определяются — —
* См. стр. 244.
** Оценка качества термообработки производится по величине зерна аустенита, которая должна соответствовать 3—4 баллу ГОСТ 5939—51.
*** Режим термообработки для улучшения обрабатываемости резанием.
Назначение. Детали печей, работающие при температуре до 1100° в воздушной и углеводородной атмосферах.
Сталь жаростойкая аустенитного класса.
Технологические свойства
Температурные параметры ковки
состояние максимальная температура нагрева металла перед ковкой, °C
Слиток 1170
Заготовка 1170
минимальная температура конца ковки, °C
интенсивные обжатия проглажи- вание
850 800
850 800
Охлаждение поковок, изготовленных
из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
На воздухе
На воздухе
Свариваемость
Обрабатываемость резанием
Температура критических точек.
Ас,
Ас3
Аг,
Ага
299
Жаропрочные и другие свойства при длительных сроках службы 20Х25Н20С2
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 875 1000 1100
ао,5-1о ~3 ,кгс!мм2 0,42 0,085 0,014
°1Ю “3 ,кгс/мм'' 0,50 0,13 0,02
01ог ,кгс!мм2 3,8
о10* ,кгс!мм2 2,2 Коэффициент чувстви- тельности к надрезу за 104 час
е, %
ан, кгс -м/см2
°—1, кгс!мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Температура испытания, °C °0,2, кгс)мм2 ob, кгс{мм2 б, % ф, % ан, кгс-м/см2 НВ Время, час Температура, °C ан, кгс-м/см2
Жаростойкость
Среда Температура, °C Группа стойкости Скорость* окисления, гм21час
Воздух 875 1050 1200 0,117 0,476 1,404
* Дана средняя скорость окисления за 400 час (при 500-часовых испытаниях)
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Общая —
Релаксационная стойкость Точечная
Рабочая температура, °C
Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
По, кгс!мм2
СЧ 1 103 час
I 0pcffn KSCf l0™,
>•2- “С
300
СТАЛЬ ТЕПЛОУСТОЙЧИВАЯ
Марк а м стали Вид поставки: Сорювой прокат—ГОСТ 2590—7 ГОСТ 1133—71, ГОСТ 20072—71. 957—63. Трубы —МРТУ 14-4-21- 67 , ГОСТ 2591-71. ГОСТ 103—67, ГОСТ 4405—75, Лист толстый ЧМТУ 5759—57, ЧМТУ/ЦНИИЧМ
L ЛХ
Химический состав, %, по ГОСТ 20072—74
С Si Мп S Р Сг Ni Мо V Fe А1 Си
не более 11 —
0,09— 0,16 0,15— 0,30 0,40— 0,70 0,025 0,030 0,40— 0,60 <0,25 0,40— 0,60 — Основа -- <0,20
- Механические свойства при 20°
Режим термообработки Сечение, мм сч 52 С> « сч 5 •ё ru О « % ! । 1 1 % ‘Ф- сч HRC НВ
ГОСТ, ТУ операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 20072—74 Нормализация Отпуск 910—930 670—690 Воздух Воздух 25 24 42 45 6 —
ЧМТУ 5759—57 Закалка Отпуск 900—920 670—720 Вода Воздух 4—60 24 45 24 60(для5** =20—60) - 6 — 182
ЧМТУ/ ЦНИИЧМ 957-63 Закалка Отпуск 900—-920 670—720 Вода Воздух 20-120 24 45 19 (для S=20—60) 18 (для 5=61— 125) 35 (для 5=20-60) 32 (для 5=>61— 125) 5 — —
МРТУ 14 4-21 - -67 Нормализация 900—930 700—730 Воздух Воздух 0,5 О/, фактич. 42—57 21* 50* у* — —
От1 пуск 19 45 5
* Числитель — образцы продольные, знаменатель — образцы поперечные. *’5- толщина листа в мм.
Назначение. Трубы пароперегревателей, трубопроводов и коллекторов установок высокого давления и детали из листа, работающие при температуре до 530°. Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раздачу и МКК. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1260 800 700
Заготовка 1260 750 700
Свариваемость Обрабатываемость резанием — Т( ?мпература критических точек, °C
Сваривается без ограничений. Способы сварки: РДС, АДС под газовой защитой, КТС. Рекомендуются подогрев и последую- щая термообработка В нормализованном и отпущенном состоянии при НВ 138 и Ас3 0 АГ1 Аг3
его =4/ кгс/мм* Л-3=1Д (ОЫСТ- рорежущая сталь) 720—725 860—91 695—730 796—810
302
Жаропрочные и другие свойства при длительных сроках службы 12МХ
Истинная длительность испытания, час ГОСТ 20072-74 Термическая усталость
Рабочая температура, ° С 480 510 540
а1-10 —4 ,кгс/мм~ 22
°110 —5 ,кгс!мм/- 15 7 3,5
о]04 ,кгс/мм: 25 16 11
о105 ,кгс/мм2 20 12 7 Коэффициент чувстви- тельности к надрезу за 104 час
%
ан, кгс-м/см2
°—1, кгс!мм2, па базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: нормализация с 920°, отпуск при 680—690°, воздух Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C &0,2, кгс/мм2 О/,, кгс/мм2 д, % % а«» кгс-м/см2 НВ
Исходное состояние 19,0 18,5 18,0
20 300 400 450 500 550 600 28,4 29,2 25,7 25,8 24,0 22,5 22,5 Продоль 45,5 48,3 45,8 43,7 40,5 36,5 31,2 иые образ! 31,5 20,3 22,9 21,6 22,1 21,6 25,8 JH 66,5 57,4 62,0 60,3 61,8 63,7 64,3 19,3 16,0 18,2 9,9 9,6 7,9 14,5 2000 2000 480 540
Жаростойкость
Среда Температура, РС Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час Балл стойкости (5-балльная шкала)
Общая Вода 300 1
Релаксационная стойкость
Точечная Вода 300 Подвержена
Рабочая температура, °C 450 450
Коррозионное растрескивание
о0, кгс!мм2 20 26 Межкр исталлитная Оценка стойкости Состояние
СЧ а? ье с 103 час 12,4 HJ 16,0
13,0
303
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71. ГОСТ 103—67, ГОСТ 4405—75 ГОСТ 1133—71, ГОСТ 4543—71. Трубные заготовки—ГОСТ 10801—64, ЧМТУ 1-668—69. Трубы —МРТУ 14-4-21—67, ГОС1 10802—64. Поковки — МТУ 13 -65 (ЛМЗ).
15ХМ
Химический состав, %, по ГОСТ 4543—71
С Si Мп S р Сг Ni Мо Fe W Ti А1 Си
не более
0,ll- о.18 0,17— 0,37 0,40— 0,70 0,035 0,035 0,80— 1,10 <0,30 0,40— 0,55 Основа — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч д to сч О со о % кгс • м/см2 HRC НВ
операция темпера- тура, °C охлаж- дающая среда
не менее
ГОСТ 4543—71 Нормализация Отпуск 865—895 600—700 Воздух Воздух 30 28 45 21 55 12 — —
МРТУ 14-4-21—67 ГОСТ 10802—64* ЧМТУ 1-668—69 ГОСТ 10801—64 Нормализация Отпуск 930—960 680—730 Воздух Воздух 24** 45 21** 50** 0** — —
23 20 45 5
МТУ 13—65 (ЛМЗ) Нормализация Отпуск 930—960 680—730 Воздух Воздух До 300 26 45 22 40 6 — 137—170
Закалка Отпуск 880—920 600—650 Масло или вода Воздух До 100 50 63 18 50 7 — 217—148
* На трубах диаметром до 114 мм сужение не определяется. * * Числитель — образцы продольные, знаменатель — образцы поперечные.
Назначение. Трубы паропроводов и пароперегревателей для работы при темпера туре 500—550°, фланцы, трубные ре- шетки и другие детали нефтеперерабатывающего машиностроения, работающие при температуре от —40 до +560° под давлением. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, ° С минимальная температура конца ковки, ° С из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1260 800 700 До 200 201—700 В ящике или отжиг низкотемпературный. Отжиг низкотемпе- ратурный. До 200 201—700 На воздухе Отжиг низкотемпе- ратурный
Заготовка 1260 750 700
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Сваривается без ограничений. Способы сварки: РДС, АДС под газовой защитой, КТС. Рекомендуются подогрев и последующая термообработка В нормализованном и отпущенном состоянии при НВ 138 и о о=47 кгс/мм2 К v = 1,6 (твердый сплав), Кт,=1,4 (быстрорежущая сталь). Acj Ас3 АГ1 Аг3
740 875
304
Жаропрочные и другие свойства при длительных сроках службы ' 15ХМ
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 475 500 525 550
аЫ0 “4 ,кгс1мм?- 17 — 13,5 —
аЫ0 ""Б ,кгс/мм2 10—9 8 5,5 4,5
а10* ,кгс[мм2 — — — —
а10* ,кгс!мм2 19 15,5 11 7,5 Коэффициент чувстви- тельности к надрезу за 104 час
е, % 9,9
ан, кгс -м/см2
а—1, кгс!мм2, на базе циклов 107 20°
29—32
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: нормализация с 900—925°; отпуск при 630—650°
Время, час Температура, °C ан,кгс AtjcM2
Температура испытания, °C а0,2, KZCfMM2 06, кгс 1мм2 6, % % а«» кгс-м!см2 НВ
20 400 450 500 550 600 35,0 25,0 25,0 27,5 25,0 24,5 54,0 50,5 49,0 48,5 42,0 31,0 25,5 23,5 21,5 20,0 21,0 22,0 67,0 69,5 74,0 75,5 78,5 77,0 27,0 16,5 17,0
Жаростойкость
Среда Температура, "С Группа стойкости Скорость окисления, мм! год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час Балл стойкости (5-балль- ная шка- ла)
Общая Вода 300 1
Точечная Вода 300 Подвер- жена
Релаксационная стойкость
Рабочая температура, °C 450 450 450 Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
ао, кгс[мм2 20 26 10
я 1<4.с 13,5 16,2 7,8
8 О о 1о4» 8,3 9,5 4,2
1.2-Ю^
20—2864
305
Марка стали Вид поставки:
20ХМ vupiuiioH прокат—zoou—/1. iuci zo/У ГОСТ 8559—75, ГОСТ 8560 -67, ГОСТ 4543—7 отделки поверхности—ГОСТ 11955 -69. Поковк! —ОУ, 1UC1 2ЭУ1—/1, 1UU /11/— /0, , ГОСТ 1051—73. Прутки повышенной I- ТУМИ 203—51 (ХТГЗ).
Химический состав, %, по ГОСТ 4543—71
С Si Мп S Р Сг Ni Мо V Fe Ti А1 Си
не более
0,15—0,25 0,17—0,37 0,40—0,71 0,035 0,035 0,80—1,10 <0,30 0,15— 0,25 — Основа — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч 5? *— Ь со о ье кгс/мм? Хр % кгс-м/см2 I1RC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 4543—71 Отжиг или отпуск Не определяются — 179
Закалка Отпуск 865—895 550—650 Вода или масло Воздух 15 60 80 12 50 9
ТУМИ 203 (ХТГЗ) 51 Закалка Отпуск 860—890 690—700 Вода или масло Воздух 36* 55* 16* 40* 6*
* Образцы тангенциальные.
Назначение. Поковки диафрагм паровых турбин и другие детали, предназначен ные для работы при температурах до 500°. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки | Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, ° С минимальная температура конца ковки, ° С из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер 1 сечения, ММ 1 условия охлаж- дения
Слиток 1220 800 700 Поковки всех размеров: 1. Ответственного назна- чения. 2. Остальные 1. Отжиг с перекристал- лизацией, два пере- охлаждения, отпуск. 2. Отжиг низкотемпера- турный, одно пере- охлаждение. До 200 На воздухе
Заготовка 1220 800 700
Свариваемость Обрабатываемость резанием Температура критических точек, ° С
Трудносваривасмая. Способы сварки: РДС, АДС под флю- сом и газовой защитой. '' Рекомендуются подогрев и иоследую- р щая термообработка Aci Ас3 АГ1 Аг3
743 818 704 746
306
Жаропрочные и другие свойства при длительных сроках службы 20ХМ
Истинная длительность испытания, час I - Термическая усталость
Рабочая температура, °C 420 - 470 520 550
а1-Ю “4 , кгс!мм2 14,0 14,0— 17,0
аыо ~5 ,кгс/мм2 29,0 14,0 4,2—6,2
аЮ4 ,кгс/мм2 40,0 30,0 16,0— 17,0 Коэффициент чувстви- тельности к надрезу за 104 час
аЮ5 ,кгс/мм2 38,0 26,0 12,0— 14,0 6,5
s, %
ан, кгс-м/см2
°—1, кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 860—870°, масло; отпуск при 690—700°, охлаждение с печыо Время, час Температура, ° С ан, кгс-м/см2
Температура испытания, °C а0,2, кгс/мм2 кгс/мм2 б, % гр, % ан > кгс-м/см2 НВ Тангенциаль- ные образцы Исходное состояние 15,0
1000 470 15,0
Тангенциальные образцы 1000 520 17,5
2U 370 470 520 570 20 370 470 520 570 44,5 43,0 38,0 37,0 35,5 45,0 37,0 36,5 34,0 32,0 57,5 54,5 48,5 45,0 41,0 Paflnaj 56,5 51,0 48,0 43,5 37,5 25,0 20,0 17,0 18,5 19,0 1ьные о 24,0 22,0 23,0 21,0 22,0 67,0 59,0 66,0 69,0 76,0 бразцы 68,0 66,0 73,5 73,0 80,0 15,0 15,5 13,5 14,0 11,0 12,0 19,0 18,0 12,5 10,0 Радиальные образцы Исходное состояние 18,0
1000 470 19,5
1000 520 17,5
Жаростойкость
Среда Температура, °C Г руппа стойкости Скорость окисления, мм/год
Релаксационная стойкость Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час Балл стойкости, (5-балльная шкала)
Рабочая температура, °C
Общая Вода 300 1
Точечная Вода 300 Подвержена
а0, кгс/мм2
Коррозионное растрескивание
I 0ост, кгс/мм2 | 10s час — -
Межкристаллитная Оценка стойкости Состояние
104 час
1,2-10* час
307
Марка стали
12Х1МФ
(ЭИ575)
Вид поставки:
Сорговой прокат—ГОСТ 259'* -71. ГОСТ 259! - 71. ГОСТ 10.3—67, ГОСТ 4405—75,
ГОСТ 1133—71, ГОСТ 20072—74. Трубная заготовка—ГОСТ 10801—64,
ЧМТУ 1-668—69. Трубы —ГОСТ 10802—64, МРТУ 14-4-21—67. Поковки —МТУ 13—65
(ЛМЗ).
Химический состав, %, по ГОСТ 20072—74
С Si Мп s Г р не более Сг Ni Мо V Fe Ti Al Си
0,08—0,15 0,17—0,37 0,40—0,70 0,025 0,030 0,90— 1,20 <0.25 0,25— 0,35 0,15— 0,30 Основа — — <0,20
Механические свойства при 20е
ГОСТ, ТУ Режим термообработки Сечение, мм |Ч. ' кгс/мм2 о» л to « % % HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Нормализация Отпуск 960—980 740—760 Воздух Воздух 25 26 48 21 55 10 — —
МРТУ 14-4-21—67 Нормализация Отпуск 950—980 720—750 Воздух Воздух 26 45 21** 55** 6** — —
19 50 5
ЧМТУ 1 668—69 Нормализация Отпуск 950—980 730—745 Воздух Воздух 0360— 600*** 26 45 18 45 5 — —
ГОСТ 10801—64 Нормализация Отпуск 950—980 730—745 Воздух Воздух 20—25 26 48 21** 55** 6** — —
19 50 5
ГОСТ 10802—64 Нормализация Отпуск 950—980 720—760 Воздух Воздух 26 48—65** 45 21** 55** g** — —
19 50 5
МТУ 13—65 (ЛМЗ) Нормализация Отпуск 960—980 740—760 Воздух Воздух До 250 26 48 20 50 6 — 131—170
* Для труб с толщиной стенки более 15 мм при нормализации применяется индивидуальное охлаждение.
** Числитель—продольные образцы, знаменатель — поперечные образцы.
*** Образцы поперечные.
Назначение. Трубопроводы, трубы пароперегревателей и коллекторов высокого и сверхвысокого давления для работы
при температуре 570—585°.
Сталь теплоустойчивая перлитного класса.
Технологические свойства
Охлаждение поковок, изготовленных
Температурные параметры ковки
состояние максимальная температура нагрева металла перед ковкой, ° С минимальная температура конца ковки, ° С из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1240 800 700 Поковки энергети- ческого машино- строения до 700 Отжиг низкотемператур- ный, одно переохлаж- дение До 50 51—100 Турбин- ные заго- товки 500—650 В штабелях В ящике Отжиг низко- температурный
Заготовка 1240 780 700
Обрываемость резанием_
Свариваемость
Ограниченно свариваемая.
Способы сварки: РДС, АДС под га-
зовой защитой.
Рекомендуется подогрев и необходи-
ма последующая термообработка
В нормализованном и отпущенном
состоянии при ЯВ>138 и сь —
=47 кгс!мм2 К г, = 1,50 (твердый
сплав). К и — 1,35 (быстрорежу-
щая сталь)
Температура критических точек, ° С
Acj Ас3 Ari Аг3
740—780 880—900 720—740 820—830
308
I Жаропрочные и другие свойства при длительных сроках службы 12Х1МФ
Истинная длительность испытания, час 10000 7300 8500 8000 1000 — Термическая усталость
p ( абочая температура, °C 480 520 18 560 580 600 Коэффициент чувстви- тельности к надрезу за 104 час
;110~4» кгс/мм2 24 12 10 — — —
°110 5» кгс!мм2 19 13 7,5 14 6,0 —
cr104> кгс!мм2 26 20 1 If 9 11 8
o10s- кгс!мм2 >,7 10,5 8 6 17—24 --
e, % 25—30 40 10—28 17—24
ан, кгс-м/см2
°—1, кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: нормализация с 950—1030°; отпуск при 680—760° Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C °0,2, кгс/мм2 Oft, кгс/мм2 б, % % aHt кгс -м/см2 НВ Исходное 3000 5000 состояние 600 625 18 24 25
20 480 500 520 560 580 600 650 750 33—46 34 32—33 32—33 22—32 21—25 19—27 16—17 13 52—59 49—50 44—48 44—46 31—51 30—45 23—45 20 14,8 25—33 22 18—20 21—24 20—26 22—28 23—38 23—40 37—42 67—77 75 67—74 75 78—84 66—84 74—85 79,5 84—88 15—20 14,0 11 13 20—26 27—28,5
Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Воздух Воздух Воздух Воздух 585 600 625 650 Стойкая Пониженно- стойкая То же Малостойкая 0,07 0,158 0,491 1,2—0,509**
** За 5000 час.
Коррозионные свойства
Релаксационная стойкость
Вид коррозии Среда Темпера- тура, °C Длит,, час Балл стойкости (5-балльная шкала)
Рабочая температура, °C 450 450 500 500 550 550
Общая Вода 300 1
Точечная Вода 300 Подвержена
а0, кгс/мм2 30 25 30 20 30 15
Коррозионное растрескивание
I аост, кгс/мм2 I Ю3 час 20,2 16,9 18,0 12,5 15,1 8,0
Межкристаллитная Оценка стойкости Состояние
10* час (18,4)* (15,1) (14,0) (Ю,6) (8,7) (4,5)
1,2-10* час * Значения в скобках получены экстраполяцией. ।
309
ЛА арка стали Вид поставки: Трубные заготовки-—ГОСТ 10801- 64. ГОСТ 2590—71, ГОСТ 1133—71. Трубы — ГОСТ 10802—64, МРТУ 14-4-21—67. Поковки —МТУ 13—65 (ЛМЗ).
15Х1М1Ф
Химический состав, %, по ГОСТ 10801—64
С Si Мп s 1 Р Сг Ni Мо V W Fe А1 Си
не более
0,10—0,16 0,17—0,37 1,40—1,70 0,025 0,030 1,10— 1,40 <0,25 0,90— 1,10 0,20— 0,35 — Основа — <0,25
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм еч .1 а/,, кгс/мм2 5, % % ‘Ф СЧ а? о $ HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 10801—64 Нормализация Отпуск 1020—1050 730—760 Воздух Воздух <0140 35 55 18** 50** 5** — —
>0140 16 45 4
ГОСТ 10802—64 Нормализация Отпуск 1020—1050 730—760 Воздух Воздух 35 55—70** 18** 50** 5** — —
55 16 45 4
МРТУ 14-4-21—67 Нормализация Отпуск 1020—1050 730—760 Воздух*** Воздух 32 50 18** 50** 5** — —
16 45 4
МТУ 13—65 (ЛМЗ) Закалка Отпуск 930—950 721—740 1 Масло Воздух До 250 35—55 58 18 50 5 — 170 -217
* По МРТУ 14-4-21—67 содержание Р<0,025%. * * Числитель — образцы продольные, знаменатель — образцы поперечные. * ** Для труб с толщиной стенки более 15 мм при нормализации применять индивидуальное охлаждение. Трубы подвергаются контролю гидравлическим давлением, испытанию на сплющивание, раздачу и МКК.
Назначение. Трубы и различные детали, работающие при температуре до 565— 575° С. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
со стояние максимальная температура нагрева металла перед ковкой, ° С минимальная температура конца ковки, ° С из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1240 800 700 До 700 Отжиг низкотемпера- турный, одно переохлаж- дение До 50 51—100 В штабелях на воздухе В ящиках
Заготовка 1240 780 70
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС, АДС под га- зовой защитой. Необходимы подогрев и последующая термообработка. КТС — без ограничений В нормализованном и отпущенном состоянии при //В<200 1,1 (твердый сплав), К v - 0,8 (быстро- режущая сталь) Асэ Arj АГд
770—819 905—975 755—815 855—908
310
Жаропрочные и другие свойства при длительных сроках службы 15Х1М1Ф
Истинная длительность испытания, час 8000 25000 8000 Термическая усталость
Рабочая температура, °C 475 500 525 540 550 565—570 585 600
Пи о-4 > кгс/мм2
°1 ю-5 » кгс/мм2 12,0 18,0 5,0 — 4,0
сг104, кгс/мм2 12,0 10 к 8,5
) Коэффициент чувстви- тельности к надрезу за 104 час
о105, кгс/мм2 22,0 21,0 17,0 16,0 13,0 10,0 8,( 6,5
Е, % 5—13 8—16 10—22
ан, кгс м/см2
кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообратки: нормализация с 1020—1050°; отпуск при 740—760° Время, час Температура, °C ан, кгс-м/см2
Исходное состояние 15—24
Температура испытания, °C °0»2> кгс/мм2 Oft, кгс/мм2 б, % Ф, % аНг кгс-м/см2 НВ
40000 550 18—19,5
50000 565 17,9
20 500 550 585 595 635 650 700 и 34,7 34,4 30,7 30,2 28,7 23,8 22,4 16,9 56,2 48,7 42,1 37,5 36,1 27,0 25,8 18,9 dA / Z, 23,2 22,0 23,5 24,6 26,5 30,9 31,3 35,9 62,5 64,9 61,6 72,2 76,2 83,5 84,8 88,8 3,6 30000 600 18,3
Жаростойкость
Среда Температура, 1 °C Длительность испытания, час Скорость окис- ления, мм/год
600 600 625 625 625 650 650 1000 3000 1000 3000 5000 3000 5000 0,455 0,194 0,644 0,328 0,264 0,681 0,413
Релаксационная стойкость Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час Балл стойкости (5-балльная шкала)
Рабочая температура °C
Общая Вода 300 1
Точечная Вода 300 Подвержена
о0, кгс/мм2
Коррозионное растрескивание
Рост, кгс/мм2 |
104, ,ас /Межкристаллитная Оценка стойкости Состояние
1,2-10* час
311
Марка стали
Вид поставки:
12Х2МФСР
Трубы МРТУ 14-4-21—67, ГОСТ 10802—64, ГОСТ 10801—64.
X и м и ч е с к и й с о с т а в, %, п о ГОСТ 10801—64
С Si Мп S | Р__ не более Сг Ni Мо V Fe Ti Al Си
0,08—0,15 0,40—0,70 0,40—0,50 0,025 0,025 1,60—1,90 <0,25 0,50—0,70 0,20— 0,35 Основа — — <0,25
Механические свойства при 20‘
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм2 оь, кгс/мм2 | % I % | 1 ан, кгс-м/см2 HRC НВ
операция температура, С охлаждаю- щая среда
не менее
МРТУ 14-4-21—67* ГОСТ 10801—64 ГОСТ 10802—64 Нормализация Отпуск 950—980 750—780 Воздух Воздух 26 48 21 — — — —
* Трубы подвергаются контролю гидравлическим давлением, испыт-i. ию на сплющивание, раздачу и МКК.
Назначение. Паропроводные и пароперегревательные трубы установок высокого и сверхвысокого давления, детали,
работающие при температуре до 585°.
Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, ° С минимальная температура конца ковки, °C из слитков из заготовок
размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Обрабатываемость резанием
Свариваемость
Ограниченно свариваемая.
Способ сварки — РДС.
Рекомендуется подогрев и необходи-
ма последующая термообработка.
В нормализованном и отпущенном
состоянии при о ь—48 кгс/мм2Ку-=
= 1,50 (быстрорежущая сталь),
К v 1,35 (твердый сплав)
Термообработка
Acj Ас8 Aft Аг8
775—825 865 -925 715—765 770—820
312
Истинная д ИСПЫТЭ1 Каропрочные и другие свойства при длительных сроках службы 12Х2МФСР
лительность 1ия, час 6000 7000 6000 - — Термическая усталость
Рабочая температура, ° С 580 600 620
о110—4. кгс/мм2 7,5 — 6,4 --
^Ыо”"5* кгс/мм2 5,5 — 4,7 — —
Ojo4, кгс/мм2 11 с 8,5 7,0
1
а105, кгс/мм2 9,0 6,5 5,5 — Коэффициент чувстви- тельности к надрезу за 10* час
е, % 5—27 18—28 21—28
ан, кгс-м/см2 —
°_1 кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: нормализация с 970—980°, отпуск при 760—780° Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C ®0’2» кгс/мм2 кгс/мм2 б, % Ф, % “н, кгс-м/см2 НВ Исходно 5000 5000 5000 5000 е состояние 560 580 610 650 28,5 29,7 28,5 28,8 26,7
20* 560 580 610 24—34 22—29 20—24 18—21 48—54 30—36 27—35 24—27 24—35 26—34 28—34 32—39 82—87 81—85 80—85 27—29 23—28 25—27 22—28 143—156
Жаростойкость
20** 500 580 620 650 44—47 34—39 32—34 27—32 22—31 60—62 45—49 35—37 28—35 23—31 24—27 18—22 21—23 21—27 22—32 72—74 68—76 82—84 84—88 87—99 19—29 16—19 14—19 187 Температура °C Среда Скорость окис- ления, мм/год Группа стой- кости
625 650 Воздух Воздух 0,287 0,357 Пониженно- стойкая Пониженно- стойкая
Коррозионные свойства
* Трубы 0 42X6 мм. ** Трубы 0 273x36 мм. Вид коррозии Среда Темпера- тура, °C Длит., час Балл стойкости (5-балльная шкала)
Общая Вода 300 1
Релаксационная стойкость
Точечная Вода Подвержена
Рабочая температура, °C 300
Коррозионное растрескивание
а0, кгс/мм2
Межкристаллитная Оценка стойкости Состояние
ел * 103 час —
К о О ™час
1,2104 час
313
Марка стали
25Х1МФ
(ЭИ10)
Вид поставки:
Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 103—67, ГОСТ 1133 -71,
ГОСТ 4405—75, ГОСТ 20072—74, ЧМТУ 1-812—69. Поковки —МТУ 13—65 (ЛМЗ),
ТУМИ 230—56 (ХТГЗ).
Химический состав, %, по ГОСТ 20072—74
С Si Мп S 1 р Сг Ni Мо V W Fe А1 Си
не более
0,22—0,29 0,17—0,37 0,40—0,70 0,025 0,030 1,5—1,8 <0,25 0,25—0,35 0,15— 0,30 — Основа — < 0,20
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Сечение, мм сч 5 Н си е> « сч О С % Ф4' сч HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Закалка Отпуск 880—900 640—660 Масло Воздух 25 75 90 14 50 6 — —
МТУ 13—65 (ЛМЗ) Закалка Высокий отпуск 250 200 200 50—60 60 70—80 65 75 83 18 16 16 50 50 50 7 6 6 — 217—241 241—269 255—285
ЧМТУ 1-812—69 Закалка Отпуск 930—950 620—660 Масло Воздух 20—180 68 80 16 50 6 — —
Назначение. Различные детали, работающие при температуре до 540°, болты, шпильки и другие крепежные детали,
работающие при температуре от —40 до +500°.
Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние
максимальная
температура
нагрева металла
перед ковкой, °C
минимальная температура
конца ковки, ° С
из слитков
из заготовок
Слиток
1220
(см. введение)
Заготовка
1180
(см. введение)
интенсивные
обжатия
проглажи-
вание
размер се-
чения, мм
условия охлаждения
размер
сечения, мм
условия
охлаждения
850
850
До 60
В штабелях на воздухе
До 60
В штабелях на
воздухе
850
850
61—200
Отжиг низкотемператур-
ный
61—200
Отжиг низко-
температур-
ный
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносварйваемая Способы сварки: РДС и АД С В нормализованном и отпущенном состоянии при НВ <300 Kv—0,70 (твердый сплав). К г =0.25 (быст- рорежущая сталь) Асх 760 Ас3 Агх Аг3
840 680—690 760—780
314
Жаропрочные и другие свойства при длительных сроках службы 25X1 МФ
Истинная длительность испытания, час 7000 Термическая усталость
Рабочая температура, °C 20 ГОСТ 20072—74
500 | 550
—4 °140 , кгс!мм2 — 8
5 а1.10 ’ 8 3
о104, кгс!мм2 26—29 10—15
— Коэффициент чувстви- тельности к надрезу за 104 час
о106, кгс/мм2 13*
е,% 10
. >1
ан, кгс-м/см2
a_j , кгс/мм2, на базе циклов 5-106 38—48**
21—31
* Данные ЛМЗ. ** Числитель — образцы гладкие, знаменатель — образцы с надрезом.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 930—950°, масло, отпуск при 620—600°
Время, час Температура, ° С ан, кгс-м/см2
Температура испытания, °C СТ0»2» кгс/мм2 Oft, кгс/мм2 S, % Ф, % ак> кгс. м/см2 НВ
Исходное состояние 9—10 4,5 5,2—5,7
20 400 450 500 550 81,0—102 62,4 59,7 59,4 49,6 89,6—107 72, 9 70,2 63,8 56,0 16—19 17,3 16,7 19,0 19,5 60—64 67,9 70,8 75,0 78,4 8—10 6000 6000 450 500
Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
•
Релаксационная стойкость (нормализация с 920; отпуск при 640—660°*)
Рабочая температура, °C 500 500 500 Коррозионные свойства
Вид коррозии Среда Темпера- тура , °C Длит., час г/м2 или мк/год
о0, кгс/мм2 12 25 35
Общая
=5 го к с to час 7,9 16,0 20,5
Точечная
Коррозионное растрескивание
Ю4 час 5,7 9,2 15,0
1.2-104 час Межкр ист а ллитн а я Оценка стойкости Состояние
• Сталь в состоянии нормализации с отпуском обладает чувствитель- ностью к надрезу в условиях длительного разрыва.
315
Марка стали Вид поставки: Поковки —ОТУ 24-10-004—68, МТУ 13—65 (ЛМЗ).
Р2МА (25Х1М1Ф, Р2)
Химический состав, %
С Si Мп S Р Сг Ni Мо V Примечание
не более -
0,21—0,29 0,25—0,50 0,30—0,60 0,025 0,025 1,50—1,80 <0,40 0,90-1, 35 80 0,22—0,32 <0,20 ОТУ 24-10-004-68* (Р2МА)
0,22—0,29 0,17—0,37 0,40—0,70 0,025 0,030 1,50—1,80 <0,25 0,60—0, 0,15—0,30 <0,20 ГОСТ 20072—74 (Р2)
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм стт, кгс/мм2 4 <5 СО о \С о4' 1 % ‘ф. 1 кгс м/см2 Угол загиба, град НВ
операция температура, °C охлаждаю- щая среда
не менее
ОТУ 24-10-004—68 (Р2МА) Термообработка по согласованию с заказчиком 50—68 63 16** 40** 4,0 180** —
13 35 150
МТУ 13—65 (ЛМЗ)—(Р2) Нормализация Отпуск 950—960 670—700 Воздух Воздух До 300 45 65 16 50 6 — 207—241
Закалка Отпуск 950 -960 670—700 Масло Воздух До 200 60—75 75 15 50 6 — 241—269
* Сумма S и Р должна быть не более 0,04%. * * Числитель — образцы продольные, знаменатель—образцы тангенциальные.
Назначение. Валы и цельнокованые роторы стационарных и транспортных паровых турбин из слитков весом до 65 т (категории прочности Ша по ОТУ 24-10-004—68) и другие детали, работающие при темпе- ратуре до 525°. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сече- ния, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1240 800 700 До 250 51—100 101—700 В штабелях на воздухе В ящиках Отжиг низкотемператур- ный, одно переохлаж- дение До 50 51— 100 В штабелях на воз- духе В ящиках
Заготовка 1240 780 700
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Способ сварки — РДС. Необходимы подогрев и последующая термообработка В отожженном состоянии при НВ 220 и ==68 кгс/мм2 Kv—1,25 (твердый сплав) Acj Ас3 АГ1 Аг8
316
Жаропрочные и другие свойства при длительных сроках службы Р2МА
Истинная длительность испытания, час 2800** 10600** 10500** 10500** — Термическая
Рабочая температура, ° С 450* 500 525 535** 550 575
ai ю 4 * кгс1мм-2
Oj до —5, кгс/мм — 29 14—15 12,5 10 9,5
°io4 > кгс')мм2 44 26—31 23—28 20,5 14—16,5 Коэффициент чувстви- тельности к надрезу за 104 час
а105, кгс!мм2 39 22—26 18—22 15 15 10—12
е, % 14,8 - 8,5 8,8 2,3
ан, кгс-м/см2 -
°_1 . кгс/мм2, на базе циклов
* Сталь Р2МА. * * Сталь Р2.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 950°, масло; отпуск при 670—690°, 8 час (диски (Р2М) 0 1020 мм, тангенциальные образцы)
Время, час Температура, ЭС ан, кгс-м/см2
1 Температура испытания, °C °0»2> кгс/мм2 Oft, кгс/мм2 % Ф, % ан* кгс-м/см2 НВ
Исходное состояние 6—12
20 500 565 580 600 20 500 565 580 600 66 52 51 46,5 44,0 67 44 41 38 33,5 79 61,5 52 49 46,5 L 79,5 53,5 45 41 34,5 21 14 15,5 18 16 ,ентр 19 15,5 21 24 20 65,5 71,5 76,5 81 73,5 57 55 78 79,5 88,5 13 11 11 10,5 11 8,5 18,0 18,0 18,0 19,5 10000 500 8—10
10000 550 6,5--7,5
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления. мм/год
Коррозионные свойства
Релаксационная стойкость (нормализация с 950—4000°; отпуск при 650—670°)
Вид коррозии Среда Темпе- рату- ра, рс Длит., час г/м2 или мк/год
Рабочая температура, °C 450 450 500 500 525 525
Общая
о0, кгс/мм2 25 35 25 35 25 30 Точечная
Коррозионное растрескивание
I o0rm, кгс/мм2 I 10%<„ 10\„< 17,0 24,5 13,7 18,8 16,5 19,5
Межкристаллитная Оценка стойкости Состояние
16,3 22,0 7,0 11,8 10,0 12,5
1,2-10\„г
317
Марка стали Вид поставки: Сорговой прокат—ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4405—75. ГОСТ 1133—71 ГОСТ 20072—74, ЧМТУ 1-812—69. Поковки — МТУ 13—65 (ЛМЗ).
25Х2М1Ф (ЭИ723)
Химический состав, %, по ГОСТ 20072—74
С Si Мп S 1 р Сг Ni Мо V W Fe А1 Си
не более
0,22—0,29 0,17—0,37 0,40—0,70 0,021 5 0,030 2,10—2,60 <0,25 0,90—1,10 0.30—0,50 — Основа — <0,20
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °'. кгс! мм? сч аг «СЭ си о * С % 1 % ае с g HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Нормализация Отпуск 1030—1060 680—720 Воздух Воздух 25 75 90 10 40 3 — —
МТУ 13—65 (ЛМЗ) Нормализация Нормализация Отпуск 1030—1060 950—970 650—700 Воздух Воздух Воздух До 250 До 200 До 150 50—60 60 70—80 65 75 84 18 16 15 50 50 50 7 6 5 — 201—241 241—269 255—277
ЧМТУ 1-812—69 Нормализация Нормализация Отпуск 1030—1050 950—970 680—720 Воздух Воздух Воздух 020—180 68 Для 80 шпилек 12 | 50 5 — 255—286
Нормализация Нормализация Отпуск 1030—1050 930—950 680 Воздух Воздух Воздух — Д/ я гаек — — — 229
Назначение. Крепежные детали, работающие при температуре до 535°, плоские пружины, болты, шпильки и др. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток 1220 800 800 До 180 В колодцах До 180 В колодцах
Заготовка 1200 800 800
Свариваемость - Обрабатываемость резанием Температура критических точек, °C
Не применяется для сварных конструкций В нормализованном и отпущенном состоянии при НВ < 300 и 0ь— = 105 кгс!мм2 К v =0,60 (твер- дый сплав), /<&=0,25 (быстро- режущая сталь) Асх Ас3 Агг АГд
780 870 700 790
3 18
Жаропрочные н другие свойства при длительных сроках службы 25Х2М1Ф
Истинная длительность испытания, час 4500 3000 ЧТ-ЗОИЕХЭЛ Термическая
Рабочая температура, ° С 500* 535* 550** 580***
О].Ю 4 > кгс!мм2 Коэффициент чувстви- тельности к надрезу за 104 час
аЫ0~5 , кгс/мм? - 7
о104, кгс!мм2 16—22 14
Ощ6, кгс)мм2 14 —
е, % 0,3—2,0 2—3 — 0,83 (при 550°)
ан, кгс-м/см2
а_1 > кгс/мм2, на базе циклов 3-10s 36 28
* Нормализация с 1050°, 1 час, воздух, отпуск при 650°, 6 час, воздух (0^ — 105 кгс/мм1). ** Нормализация с 1020—1060°, отпуск при 650—670°. *** Нормализация с 1000—1020°, отпуск при 660—670°, 5 час.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: I. Нормализация с 1030—1050°, нормализация с 950—970°, отпуск при 650—680°. II. Нормализация с 1030—1050°, отпуск при 650—660°. Время, час Температура, °C ан, кгс-м/см2
Исходное состояние 6,3
Температура испытания, °C °0>2> кгс/мм2 оь, кгс/мм2 5, % % ан, кгс.м/см2 НВ
3000 550 6,6
6000 550 6,4
I режим 3000 575 6,7
20 500 550 600 20 500 550 600 650 71—87 62—68 54—61 53—57 80—107 69—78 65—73 53—70 53—55 84—95 68—73 58—68 56—67 П 90—118 78—84 70—76 56—72 56—58 16—18 14—18 15—17 17—23 эежим 11—21 14—19 17 16—22 20 64—69 66—73 70—78 76—82 39—70 65—71 74 70—77 73—78 10—23 17,0 14,0 14,0 6,3 8,8 7,6 9,6 6000 575 11,3
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Пар 550 Пониженно- стойкая 0,19
Коррозионные свойства
Релаксационная стойкость
Вид коррозии Среда Темпе- рату- ра, QC Длит., час г/м2 или мк/год
Рабочая температура, °C 500 525 525 550 550 575
Общая
оО) кгс/мм2 35 30 35 25 40 35
Точечная
I вост, кгс/мм2 1U ttac 17—18 19—21 11—12 17,8—18 — Коррозионное растрескивание
Ючас 17,0— 18,5 10—13 12—13,5 4,3—6,7 6,5—9,0 3,5 Межкристаллитная Оценка стойкости Состояние
1,2-10^.
319
Марка стали Вид поставки: Сортовой прокат—ЧМТУ 1-812—69, МТУ 9—65 (ЛМЗ). Поковки —МВН 260—65, МТУ 13-65 (ЛМЗ). ТУМИ 275—6-1 (ХТЗ).
20Х1М1Ф1ТР (ЭП182)
С Si Мп X и м и ч е с S | Р к и й с о с Сг та в, %, по ЧМТ У 1-812— V 69 Fe Ti* А1 В
не более 1N1 - 0,8(
0,17—0,24 <0,35 .0,50 0,030 0,030 0,90—1,40 <0,50 )—1,10 ( 3,70—1,00 Основа 0,005— 0,12 — 0,005 (по расчету)
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение. мм сч д кгс/мм2 1 1 % ‘2 Ф, % кгс м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ЧМТУ 1-812—69 От; Зак Отг киг 880—920 С печью до 300° Не определяются
— .алка 1уск — 970—990 680—720 Масло Воздух 20—180 68 80 15 50 6 — —
МТУ 13—65 (ЛМЗ) Закалка Высокий отпуск До 160 68—78 80 15 45 1 5 — —
МВН 260—65 Закалка Отпуск 970—990 680—720** Масло Воздух 60—80 Для шпилек 80 | 15 | 50 1 6 — 255—286
— — — Для гаек — — <229
МТУ 9—65 (ЛМЗ) Закалка Высокий отпуск До 200 До 180 До 160 50—60 60—72 68—78 65 73 80 18 16 15 50 45 45 7 6 5 197—217 217—241 241—262
* Для стали электрошлакового переплава содержание титана не более 0,12% без ограничения по нижнему пределу. *♦ Температура отпуска гаек должна быть выше иа 15—30°.
Назначение. Крепежные детали для работы прн температуре 565—580°. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изге TOBJ ценных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков — из заготовок
размер сечения, мм размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения
Слиток 1220 (См. введение) 850 850 До 120 Отжиг низкотемпера- турный До 120 Отжиг низкотем- пературный
Заготовка 1180- (См. введение) 850 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Не применяется для сварных конструкций. В нормализованном и отпущенном состоянии при НВ 255—262 и о ь = =96 кгс/мм2 К® =0,80 (твердый сплав), /<£,=0,45 (быстрорежущая сталь). Асг Ас3 Ars
800—830 890—930
320
Жаропрочные и другие свойства при длительных сроках службы 20Х1М1Ф1ТР
Истинная длительность испытания, час 10000 10000 1000 8000 Термическая усталость
Рабочая температура, °C 450 500 540 565 580
01.10 кгс/лл2
_ с Gj.l t кгс!мм2 12 9,5
о104, кгс!мм2 48 39 33 29 27 —
и106, кгс!мм2 45 33 28 25 20 Коэффициент чувстви- тельности к надрезу за 104 час
6, % 7,2
ан, кгс-м/см2
o_i , кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: отжиг 950°, закалка с 980—1050°, отпуск при 700°
Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C °0»2» кгс/мм2 кгс/мм2 ь, % Ф, % aHi кгс. м/см2 НВ
Исходное состояние 9—10
20 500 550 565 580 600 625 650 700 76—83 63 57 57 55 77—53 47—52 45—50 35—41 85—94 69 62 61 58 48—55 48—54 47—52 38—48 16—18 15—18 15 15—18 15—18 15—20 16—20 15—24 15—23 64—69 73—74 73 75—78 74 78 79 78 82 15—18 14—18 13 13—18 16—18 15—18 16—18 21,0 29,0 255—289 10000 565 13,5
10000 600 18,5
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Релаксационная стойкость
Рабочая температура, °C 450 500 565 580 Общая
Точечная
Коррозионное растрескивание
о0, кгс/мм2 25 30 35 25 35 25 35 25 35
Межкристаллитная Оценка стойкости Состояние
1 аост, кгс/мм2 | 20,7 25,0 28,8 19,3 26,2 15,0 19,16 14,0 17,5 1
19,4 23,2 27,0 17,4 24,2 И,1 14,5 8,7 11,5
1,2-10*^ 19,4 23,2 26,9 22,6 9,7 —
21—2864
321
Марка стали Вид поставки: Сортовой прокат — ЧМТУ 1-812—69. Поковки — МВН 260—65.
25Х1М1ФБР (ЭП44)
Химический состав, %, по ЧМТУ 1-812—69
С Si Мп S р Сг Ni Мо V Nb Fe В | С1
не более не более
0,18—0,25 <0,37 0,5—0,8 0,030 0,030 1,0—0,5 <0,45 0,8—1,1 0,7—1,0 0,05— 0,13 Осно- ва 0,005 0,05
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч 3; Ь со о « о а б, % % i кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ЧМТУ 1-812—69 Нормализация Отпуск ступен- чатый 1030—1050°, 1 час 600°, 3 час 700—720°, 6 час Воздух Воздух 20—180 68 80 14 50 6 — —
МВН 260—65 Нормализация Отпуск ступен- чатый 1030—1050°, 600°, 3 час 700—725°, 6 час Воздух Воздух Воздух 68 Для шпилек 80 | 14 | 50 6 255—286
— — Для гаек — — <229
Назначение. Крепежные детали, работающие при температуре до 565—580°. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, ° С минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1220 (см. введение) 850 850 До 200 Отжиг низкотемпера- турный До 200 Отжиг низкотем- пературный
Заготовка 1180 (см. введение) 850 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Не применяется для сварных конструкций В нормализованном и отпущенном состоянии при НВ 255—262 и G ь= =96 кгс! мм2 К-, =0,80 (твердый сплав), К г, =0,45 (быстрорежущая сталь) Асх Ас3 АГ! Аг3
810 950 690 800
322
Жаропрочные и другие свойства при длительных сроках службы 25Х1М1ФБР
Истинная длительность испытания, час 10000 12880 7000 Термическая усталость
Рабочая температура, °C 500 525 565 580
4, кгс/мм2 11,0
а1-ю~5, кгсАи-м2 16,0 11,0
аю4» кгс/мм2 35 31 23 21
°юв> кгс/мм2 • 30 26 18 16 Коэффициент чувстви- тельности к надрезу за 104 час 0,88 (при 580°) 0,84 (при 565°)
е, % 8 11 10
ан, кгс-м/см2
кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: нормализация с 1100°, отпуск при 725° Время, час Температура, °C ан, кгс - м/см2
Температура испытания, °C °0’2» кгс/мм2 кгс/мм2 6, % Ф, % > кгс-м/см2 НВ
Исходное состояние 8—10
10000 580 6—8
20 525 550 565 580 600 74—76 61 54 51 47 48 86—90 66 58 54 50 51 16—17 16 12 12 И 14 64—67 69 75 75 74 74 5—10 11,8 16,6 16,0 14 14
10000 600 6—9
Жаростойкость
Среда Температура, °C Г руппа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Релаксационная стойкость Общая
Рабочая температура, °C 565 580 600
Точечная — —
Коррозионное растрескивание
о0, кгс/мм2 25 30 35 25 30 35 25 30 35
Межкристаллитная Оценка Состояние
I Орет, кгс/мм2 10s час 10,4 10,4 13,8 8,6 9,4 11,3 8,4 9,2 11,5
8,3 8,6 11,2 7,6 8,3 9,5 7,6 8,4 9,5 Данные получены экстра- полированием
l,2.10%flf 8,2 8,3 10,7 7,4 8,1 9,2 7,5 8,2 9,1
323
Марка стали Вид поставки-
— Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4405—75, ГОСТ 1133—71,
20ХЗМВФ (ЭИ415, ЭИ579) ГОСТ 20072—74. Поковки — ОТУ 24-10-004—68. Трубы — ЧМТУ/УкрНИТИ 518—63.
Химический состав, %
С Si Мп S Р Сг Ni Мо V W Си Примечание
не более
0,16—0,24 0,17—0,37 0,17—0,40 0,25—0,50 0,25—0,60 0,025 0,025 0,030 0,025 2,80—3,30 2,40—3,30 <0,25 <0,50 0,35— 0,65 0,60— 0,85 0,30— 0,50 <0,20 ГОСТ 20072—74 ОТУ 24-10-004—68*
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СТ 3; н to t) « СЧ 3; to « 'хр ZO % ч 1 сч зе .л «<5 о. Угол загиба, град НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Закалка Отпуск 1030—1060 660—700 Масло Воздух 25 75 90 12 40 6 — —
ОТУ 24-10-004—68 Термообработка по согласованию — 60—75 75** 13** 40** 5** 150** —
73 11 32 4 120
ЧМТУ/УкрНИТИ 518—63 Закалка Отпуск 1000—1020 680—690 Воздух или вода Воздух — 50 80 14 — 6 — 241—285
* Сумма S и Р должна быть не более 0,040%.
** Числитель — образцы продольные из конца вала; знаменатель — образцы тангенциальные из б'очки вала или ротора.
Назначение. Валы и цельнокованые роторы стационарных и транспортных паровых турбин (ОТУ 24-10-004—68)
из слитков весом до 65 т, крепеж и другие детали, работающие при температуре до 540—560°. Трубы и
детали трубопроводов высокого давления.
Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, ° С минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1240 800 700 До 50 В ящиках До 50 В ящиках
Заготовка 1240 780 700 51—700 Отжиг низкотемпера- турный, одно пере- охлаждение 51—700 Отжиг низкотемпера- турный, одно пере- охлаждение
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС — необходимы подогрев и последующая термооб- работка, ктс. В отожженном состоянии при НВ 157 и <тй=54 кгс 1мм2 Кгг=1,5 (твердый сплав), /<т,= 1,1 (быстрорежущая сталь) Асх Ас3 АГ1 Аг3
800—830 900—950 680—700 790—800
324
20ХЗМВФ
Жаропрочные п другие свойства при длительных сроках службы
Рабочая температура, °C 450 475 500 550 560 580 600 2,2 Термическая усталость
—5* о110 , кгс]мм2 25,0 17,5 9,0—11,0 9,0 6,0
о104*, кгс 1мм2 44,5 37,0 21,0— 24,0 21,0 17,0 11,0
о106*, кгс!мм2 44,0 34,0 18,0 17,0 13,0 7,0
4** а1-10 ’ 26,0 25,0 Коэффициент чувстви- тельности к надрезу за 104 час
—5** °110 ’ К2С/ЛЛ2 15,0 12,0 9,0—11,0 9,0 6,0 2,2
о10 —4** , кгс)мм2 29,5 25,0 20,0— 24,0 21,0 17,0 11,0
о106**, кгс/мм2 26,0 21,0 18,0 17,0 13,0 7,0
а—1 , кгс/мм2, на базе циклов 102 49,5 29 28,5
* 00.2 = 78—85 кгс!мм2; ** о0)2 = 60—65 кгс!мм2. Чувствительность к охрупчиванию при старении
Механические свойства в зависимости от температуры испытания Время, час к Температура, °C ан, кгс.м/см2
Режим термообработки: I. Закалка с 1050°, масло; отпуск при 700° (диски 0 600—1000 мм, толщина 100—150 мм). II. Нормализация с 1050°; закалка с 1000°, масло; отпуск при 670°, охлаждение с печью до 150° (поковка ротора из слитка 47 т — 0 бочки 965—1075 мм)
Исходное состояние 4,5
10000 500 7,5
10000 550 5,0
Температура испытания, °C °0»2> кгс/мм2 кгс/мм2 ь, % “Ф, % ан » кгс-м/см2 НВ 5000 600 7,5
Жаростойкость
20 200 300 400 500 550 580 600 20 300 400 500 550 600 1 реж 75—83 71,0 71,0 67,0 59—62 52—56 49—51 46—48 II реж 60—70 52—61 51—60 46—58 41—52 35—46 им — оора 89—93 80,0 79,5 74,0 61—64 54—57 50—55 47—49 им — обра 70—80 61—69 56—57 48—58 42—53 37—47 зцы танге! 13,0 12,5 10,0 9,5 11—15 10—11,5 11,0 10,0 зцы танге 12—18 11,5—14,5 13—15,1 15—19,5 12—20,5 17,5—25 щиальные 45—50 54,5 38,5 33,0 44—52 44 27—40 25—34 нциальные 41—68 54—61 57—65 69—72 65—80 70—84 3,5—4,5 7,0 9,0 8,5 8,0 6—8 6—8 6—8 4—11 11—12,5 10—12 9—12 9—11,5 9—11 Среда Гемпература, °C Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час Балл стойкости (5-балль- ная шкала)
Релаксационная стойкость Общая Вода 300 1
Рабочая температура, °C 450 450 500 500 550 550 Точечная Вода 300 Подвер- жена
Коррозионное растрескивание
о0, кгс/мм2 25 30 25 35 25 30
Межкристаллитная Оценка стойкости Состояние
I (Гост, кгс/мм2 17,8 21,7 15,3 22,5 12,9 15,1
15,7 19,5 13,0 18,4 8,0 10,0
1,2-10%сс
325
Марка стали Вид поставки: Поковки—11911 - 59. Сортовой прокат—ГОСТ 2590 71, ГОСТ 2591— 71, ГОСТ 4405- 75, ГОСТ 1133—71, ГОСТ 20072— 74. Лист толстый —ГОСТ 19903—74, ГОСТ 7350—75, ТУ ко 68—61. Трубы —ГОСТ 8732-70, ГОСТ 8734-75, ГОСТ 550—75, ЧМТУ/Укр НИТИ 241—60.
15X5M (ЭХ5М, 12X5MA)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S 1 р Сг Ni Мо V W Fe А1 Си
не более
>0,15 <0,50 >0,50 0,02 5 0,030 4,50— 6,00 <0,50 0,45— 0,60 — — Основа — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм (Тт > кгс/мм2 Ob, кгс/мм2 чо во яр, % ан > кгс.м/см2 Угол загиба, град НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Отжиг, нормали- зация или отпуск Не определяются
Нормализцаия Отпуск Отжиг 950—980 840—880 Воздух Воздух 25 22 45 20 50 12 —
ГОСТ 7350—75
840—870 Воздух 4—50* 24 48 18 — —
ТУ К-О. 68—61 В состоянии поставки
5—25* 22 40 20 50 10 180** —
ГОСТ 550—75 В отожженном состоянии 019—219 22 40 22 50 12 — <170
ЧМТУ/Укр НИТИ 241—60 Нормализация Отпуск 980—1000 850—870 Воздух Печь или воздух — 42 60 16 45 10 — <187
Н911—59 Отжиг Нормализация Отпуск 860—880 С печью — 21 40 20 45 8 — <170^
980—1000 600—620 Воздух Воздух — 42 60 13 35 5 — 190—240
* Образцы поперечные. * * Лист толщиной до 20 мм, d—2a; лист толщиной свыше 20 мм, d=3a.
Назначение. Трубы, детали насосов, лопатки турбомашин, подвески котлов и другие детали, от которых требуется сопротивляемость окислению при температуре до 600—650°. Сталь жаропрочная и жаростойкая до 600—650° мартенситного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 800 750 До 800 Отжиг с перекристал- лизацией, одно пере- охлаждение До 800 Отжиг с перекристал- лизацией, одно пе- реохлаждение
Заготовка 1200 800 750
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносвариваемая. Способ сварки — РДС. Необходимы подогрев и последующая термообработка. В горячекатаном состоянии при НВ 170 и ой=40 кгс/мм2 Kv =2,7 (твердый сплав), Kv =2,0 (быстрорежущая сталь) Acj Ас3 Ап Аг3
815 848 718 775
326
Жаропрочные и другие свойства при длительных сроках службы 15Х5М
Истинная длительность испытания, час 600 — Термическая усталость
Рабочая температура, °C 500 550 650 700 480* 10,5 540*
а110~4» кгс/-**-**2 9—10 6 4 6,5
с аыо ’ 8 5—4 2 1,2 0,7 7,0 4,0
Ojo4, кгс/мм* 13,4 8,9 5,4 4,0 2,2 18,0 10,0
о105, кгс/мм2 10,5 6,8 3,9 3,0 1,5 15,0 7,5 Коэффициент чувстви- тельности к надрезу за 104 час
е, %
ая, кгс-м/см2
Р кгс/мм2, на базе циклов
* По ГОСТ 20072—74 после нормализации с 950—980° и отпуска при 840—880°.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: I. Нормализация с 1000°; отпуск при 700°, воздух. II. Отжиг при 850—870°, печь, воздух.
Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C а0,2» кгс/мм* кгс/мм* б, % % кгс-м/см2 НВ
I 20 200 300 400 500 600 67,3 59,4 56,4 54,4 47,4 30,7 81,2 69,7 68,1 64,7 56,2 42,2 15,8 15,3 14,7 14,1 19,0 22,1 49,7 68,2 65,0 64,0 75,0 84,3 Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
II 20 200 300 400 500 600 23,4 18,6 18,8 17,0 16,1 12,2 52,4 43,7 41,6 39,5 36,3 24,6 31,4 28,9 26,7 24,8 30,7 42,4 74 80 78,2 75,5 77,9 89,9
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час Балл стойкости (5-балль- ная шкала)
Ударная вязкость при отрицательных температурах
Общая Вода 300 1
ан, кгс-м/см2, при температуре испытания, °C Термообработка
Точечная Вода 300 Подвер- жена
20 0 —10 —25 —40 —80 Коррозионное растрескивание
28,7 29,7 30,8 31,2 29,4 Нормализация с 1000°+ отпуск при 700°, воз- дух Межкристал- литная Оценка стойкости Состояние
Сталь обладает повышенной корро- зионной стойкостью в серосодержа- щих средах
25,0 25,8 23,7 22,7 13,9 Отжиг при 860°, печь, воздух
327
Марка стали Вид поставки: Поковки —ТУ 0306.006 (ЛМЗ).
15Х5МФ
Химический состав, %, по ТУ 0306.006 (ЛМЗ)
С Si Мп S Р Сг Ni Мо V W Ti А1 Си
не более
0,12—0,18 0,40—0,60 0,40—0,70 0,025 0,030 5,0—6,С <0,30 0,40— —0,60 0,1—0,15 — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат , кгс/мм* Ob, кгс/мм* 6, % Ф, % ' кгс-м/см* HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ТУ 0306.006 (ЛМЗ) Закалка Отпуск 950—970 700—740 Воздух или масло До 400° охлаждение в печи и да- лее на воз- духе 45— 70* 65 15 45 5 — 197—241
Отпуск Нормализация** 950—970 750—770 Воздух До 400° охлаждение в печи и да- лее на воз- духе 30— 50* 50 15 45 5 — 143—170
* Образцы тангенциальные. * * Режим для сварных деталей.
Назначение. Детали насосов. Сталь жаропрочная мартенситного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева ме- талла перед к кой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаж- дения размер сечения, мм условия охлаж- дения
Слиток 1200 800 700 Поковки энерге- тического машино- строения до 700 Отжиг низкотем- пературный, одно переохлаждение До 100 101—250 251—300 На воздухе В яме с закрытой крышкой В яме с подогревом
Заготовка 1200 800 700
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способ сварки — РДС. Рекомендуются подогрев и последую- щая термообработка Act Ас3 Ап Аг3
328
СТАЛЬ ЖАРОПРОЧНАЯ
Марка стали Вид поставки:
.4.". ТГЧГ'Т ОСИП 71 ГПГТ 9£О1 7 1 ГПСТ Д 1П.Ч, 7.4 ГПГТ 11.43 71
VUIJ1 UIMHI 1ШЧЛД 1 1 1 11. 1 1 wUU 1 • 1 . 1 Х-/ X' 1 » » » > »
1Х12Н2ВМФ ГОСТ 20072—74, ЧМТУ 1-55—67. (ЭИ961)
Химический состав, %, по ГОСТ 5632— -7 2
С Si Мп S | Р не более Сг Ni Мо V 1 W | Fe А1 Си
0,10—0,16 <0,60 <0,60 0,025 0,030 10,5— 12,0 1,50— 1,80 0,35— 0,50 0,18— 0,30 1,60— Основа 2,00 — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч ' -5. ©4 •о ео о ье % ‘9 % ‘Ф ан, кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072 -74 Отжиг, норма- лизация или высокий отпуск Не определяются
Нормализация Закалка Отпуск 1000—1020 1000—1020 660—710 Воздух Масло Воздух 25 1 75 90 12 50 7 — —
Нормализация Закалка Отпуск 1000—1020 1000—1020 540—590 Воздух Масло Воздух 25 85 100 10 45 7 — —
ЧМТУ 1-55—67 Закалка Отпуск 990—1010 680—700 Масло Воздух ГО—85 85 15 50 6 — 285—302
Нормализация Закалка Отпуск 1000—1020 1000—1020 540—590 Воздух Масло Воздух Ojo?=40 кгс/мм2
* ЧМТУ 1-55—67 S<0,020%.
Назначение. Штамповки для машины ГТК-25. Сталь жаропрочная мартенситного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева ме- талла перед ковкой, °C и минимальная температура конца ковки, °C из слитков - из заготовок
нтенсивные обжатия проглажи- вание размер сечения, мм условия охлаж дения размер сечения, мм условия охлаж- дения
Слиток 1250 850 750 До 400 Отжиг низкотем- пературный, два переохл аж дени я До 400 Отжиг низкотем- пературный, два переохла ждения
Заготовка 1250 850 750
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Acj Ас3 Аг, Аг3
330
Марка стали Вид поставки: Сортовой прокат—ГОСТ 2590—71, ГОСТ 2591- 71, ГОСТ 4405—75, ГОСТ 1133—71, ГОСТ 20072—74, МТУ 9—65 (ЛМЗ). ЧМТУ 1-187—67. Лента ТУ49-2003—58 (ЛМЗ). Поковки МТУ 13—65 (ЛМЗ), ПМТУ 35—61 (ЛМЗ), ТУ МИ 231—60 (ХТГЗ), ТУ МИ 230—56 (ХТГЗ), ТУ 293—60 (НЗЛ), ТУ 24-2-04-012—69 (ЛЗТЛ).
15Х11МФ (1Х11МФ)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S Р Сг Ni Мо V W Fe А1 Си
- не более
0,12—0,19 <0,50 <0,70 0,025 0,030 10,0— 11,5 >0,60 0,60— 0,80 0,25— 0,40 — Основа — >0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ o' § ©ч 1 - (\) О * б, % % ‘Ф zW0/W-0ey ‘НО HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Закалка Отпуск 1030—1060 700—740 Масло Масло 25 50 70 15 55 — — —
ТУ заводов Нормализация Отпуск 1080—1100 720—740 Воздух Воздух До 60 До 100 До 120 70—83 55—68 50—60 85 72 68 13 15 16 40 50 50 4 6 6 — 255—285 217—255 207—241
ТУ заводов Азотирование I ступень II ступень 520—540 20 час 570—590 20 час Не определяется (Глубина азотированного слоя 0,2—0,3 мм) Поверх- ности /7У>650 Сердцеви- ны 217
Назначение. Лопатки, бандажи и другие детали, работающие при температуре до 560°. Азотируемые детали. Сталь жаропрочная мартенситно-ферритного класса, обладает высокой деформационной способностью и коррозионной стойкостью. Сталь может выплавляться с применением ВДП и ЭШП.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, сС из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1200 (см. введение) 850 850 850 До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Заготовка 1200 (см. введение) 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способ сварки — РДС. Необходимы предварительный и со- путствующий подогрев и последую- щая термообработка В закаленном и отпущенном состоя- нии при НВ 217 и о *=73 кгс/мм2 Kv = 1,0 (твердый сплав), Kv — 0,6 (быстрорежущая сталь) Acj Ас3 Af! Аг3
880
331
15Х11МФ
Жаропрочные и другие свойства при длительных сроках службы
Истинная длительность испытания, час 15000 5000 Термическая усталость
Рабочая температура,°C 550 600
Oj.jq-”4 , кгс/мм2
Oj.jq-"5 , кгс/мм2 9 4—5
Коэффициент чувстви- тельности к надрезу за 104 час
о104, кгс/мм2 16—21 9,7
а106, кгс/мм2 13—16
> 1,0
е, % 6—15 >4,0
ин, кгс-м/см2
o_j, кгс/см?, на базе циклов 108 17,0 (образцы с надрезом) 25,0 (образцы гладкие)
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: I. Нормализация с 1080—1100°; отпуск при 720—740°, 2 час. II. Нормализация с 1080—1100°; отпуск при 670—680°, 5 час.
Время, час Температура, °C ан, кгс • м/см2
Исходное состояние 15—17
Температура испытания, °C °0,2 ’ кгс/мм2 Ob, кгс/мм2 6, % % ’к, кгс-м/см2 НВ
10000 550 6,0
I 20 450 500 550 600 55—67 43—45 42—43 44—45 41,0 74—77 56 51—52 54 45 17—20 19 21—22 16,0 20 66,0 63,0 68—70 65—67 78—79 15—17 20—24 21,0 20,0 21—22 10000 600 7,5
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
II 20 500 550 600 69—80 53—54 53—56 51,0 85—92 59 59—62 54,0 15—17 18 14—15 17—18 55—66 69 64—65 75,0 5—8 15—18 13—14 14—18
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Релаксационная стойкость
Общая
Рабочая температура, °C
Точечная
Коррозионное растрескивание
оо, кгс/мм2
Межкристаллитная Оценка стойкости Состояние
09 * ад se S с о 103 час
10* час
1,2’10* час| | | 1 |
332
Марка стали 15Х11МФБ (1ХИМФБ) Вид поставки: Поковки — ТУ 49-2005—59 (ЛМЗ).
Химический состав, %, по ТУ 49-2005—59
С Si Мп S | Р не более Сг Ni Мо V Nb Fe А1 Си
0,12—0,18 <0,55 0,60—1,20 0,025 0,030 10,0— 12,0 0,50— 0,90 0,80— 1,05 0,50— 0,90 0,10— 0,20 Основа — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм От , кгс/мм2 сч 5* о й О « % Ч сч ° и HRC НВ
1 операция температура, °C охлаждаю- щая среда
не менее
ТУ 49-2005—59 Отжиг Нормализация Нормализация 880—900 1130—1150 1040—1060 С печью Воздух Воздух — 55—68 72 14 50* 45 6* 4 — 217—255
* Числитель — образцы продольные; знаменатель — образцы тангенциальные.
Назначение. Крупные кованые и сварно-кованые детали паровых турбин, работающие при температуре до 580°. Сталь жаропрочная мартенситно-ферритного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед, ковкой, °C минимальная конца кс интенсивные обжатия температура лжи, °C проглажи- вание размер сечения, мм из слитков условия охлаждения из размер сечения, мм заготовок условия охлаждения
Слиток 1230 900 850 До 50 51—700 В ящиках Нормализация, два пе- реохлаждения, отпуск До 50 51—700 В ящиках Нормализация, два переохлаждения, от- пуск
Заготовка 1230 900 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносвариваемая. Способ сварки — РДС, необходимы подогрев и последующая термооб- работка. Aci Ас3 АГ1 Аг3
।
333
И Жаропрочные и другие свойства при длительных сроках службы 15X11МФБ
стинная длительность испытания, час 25000 565 50000 18000 600 — — — Термическая усталость
Рабочая температура, °C 580
а1Ю~4 » кгс/мм2-
Oj 10~б, кгс/мм2
ст104, кгс/мм2 Коэффициент чувстви-
О105, кгс/мм2 12,5 10—12 7—8,5 тельности к за 104 H3J ча грезу с
е, % '
ан, кгс-м/см2 —
з__1, кгс!мм2, на базе ЦИКЛОВ
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Температура испытания, °C СТ0,2, кгс/мм2 о*, кгс/мм2 6, % Ф, % кгс-м/см2 НВ Время, час Температура, °C ан, кгс - м/см2
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Релаксационная стойкость
Рабочая температура, °C Общая
Точечная —
о0, кгс/мм2 Коррозионное растрескивание
103 час — Межкристаллитная Оценка стойкости Состояние
fc о и 104 час _
1,2- Ю4 час
334
Марка стали Вид поставки:
1Х11В2МФ (типа ЭИ756) Трубная заготовка — ГОСТ 10801—64, ЧМТУ 1-193—70. Трубы —ГОСТ 10802- 64, МРТУ 14-4-21 — 67, ЧМТУ/Укр НИТИ 178—60.
Химический состав, %, по ГОСТ 10801—64
С Si Мп S | Р Сг Ni Мо V W Fe А1 Си
не более
0,10—0,15 <0,50 0,50—0,80 0,025 0,035 10,0— 12,0 <0,60 0,60— 0,90 0,15— 0,30 1,70— 2,20 Основа <0,30 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч О * сч о б, % % ч сч а: С <3 g HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 10801—64 Нормализация Отпуск 1020—1050 720—750 Воздух Воздух 40 60 18 — — — —
ЧМТУ 1-193—7С Нормализация Отпуск 1020—1050 720—750 Воздух Воздух 40 60 18 — 4 — —
ГОСТ 10802—64* Нормализация Отпуск (выдержка >3 час) 1020—1050 720—750 Воздух Воздух 40 40 60 18 По соглашению — <220
МРТУ 14-4-21—67 Нормализация Отпуск (выдержка >3 час) 1020—1050 720—750 Воздух Воздух 60 18** — — — <220
17 45 5
ЧМТУ/Укр НИТИ 178—60 Отжиг 850—900 С печью 0102— 219 30 50 22 40 — <170
Нормализация Отпуск 1020—1050 700—730 Воздух Воздух 50 70 15 — — — 210—140
* Трубы подвергаются испытанию на сплющивание и МКК.
** Числитель — образцы продольные; знаменатель — образцы поперечные.
Назначение. Трубы паропроводов и перегревателей, работающие при температуре до 630°.
Сталь жаропрочная мартенситно-ферритного класса, обладает высокой коррозионной стойкостью.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температуа конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1250 900 800 До 250 215—400 Отжиг низкотемператур- ный, одно переохлаж- дение. То же, два переохлаж- дения. До 250 215—400 Отжиг низкотемператур- ный, одно переохлаж- дение. То же, два переохлаж- дения
Заготовка 1250 900 900
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС — необходимы предварительный и сопутствующий подогревы и последующая термооб- работка, КТС — без ограничений. В закаленном и отпущенном состоя- нии при НВ 210 и Оь = 75 кгс{мм2 =1,1 (твердый сплав), К V = 0,5 (быстрорежущая сталь) Асх Ас3 АГ1 Аг3
335
Жаропрочные и другие свойства при длительных сроках службы 1Х11В2МФ
Истинная длительность испытания, час 8000 5000 5000 3000 Термическая усталость
Рабочая температура, °C 20 575 585 600 630
Oj.Iq-*4 , кгс/мм2 14 12 6,8
а1-ю 5 » кгс/мм2 7,5 6,5 5,0 —
а104, кгс/мм2 17,0 14,0 15,0 10,5
Коэффициент чувстви- тельности к надрезу за 104 час
о106, кгс/мм2 15,0 13,0 12,0 8,0
е, % 7—12 15—20 15—18 10—23
> 1,0
ан, кгс-м/см2
» кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: I. Отжиг при 850—900°; закалка с 1050°, масло; отпуск при 680°. 3 час И. Отпуск при 690—710°; нормализация с 1020—1050°; отпуск при 720—730°, 3 час. Время, час Температура, °C ан, кгс-м/см2
. Исходное состояние 7—10
Температура испытания, °C °0,2, кгс/мм2 Oft, кгс/мм2 б, % Ч>,% ан, кгс-м/см2 НВ 27000 600 3—6
5000 650 4—6
I режим — образцы продольные (сортовой прокат)
20 600 650 II режим — 20 400 500 565 600 650 700 73,6 42,4 36,6 образцы т б 51—56 42—44 39—41 27—38 22—32 18—26 16—17 88,8 44,6 38,7 ангенциал! У 250 мм) 70—75 56—58 50—52 30—44 24—36 20—27 17—19 17,7 21,0 22,6 >ные (т 17—28 16—18 20—22 22—26 26—30 29—35 34—40 54,7 85,3 85,4 рубная 48—63 54—56 55—68 55—85 71—89 81—90 82—90 15,8 15,8 15,4 заготовка 5,6—10,5 14—16 12—16 10—17 10—16 13—20 Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Пар Пар Воздух 600 630 600 Стойкая Стойкая Весьма стойкая 0,0413 0,057 0,009
Коррозионные свойства
Вид коррозии Среда Темпера- тура, сС Длит., час а/л<2 или мк/год
Общая
Точечная
Релаксационная стойкость
Коррозионное растрескивание
Рабочая тем- пература, оС —
Межкристаллитная Оценка стойкости Состояние
о0, кгс/мм2
09 1 8 fc о Ъ 103 час
104 час
1,2-104 час
336
Марка стали
18Х11МНФБ
(2Х11МФБН,
ЭП291)
Вид поставки:
Сортовой прокат — ПМТУ 35—61 с дополнением, ДТУ 17—62 (Брянский машинострои-
тельный завод), МРТУ 14-2-99—66, ЧМТУ 1-187—67. Поковки —ДТУ 16—62,
ТУ 49-2006—59 (ЛМЗ), МТУ 13—65 (ЛМЗ).
Химический состав, %, по ЧМТУ 1-187- -67
С Si Мп S | Р не более Сг Ni Мо V Nb Fe Al
0,15—0,21 0,60 0,60—1,00 0,025 0,030 10,0— 11,5 0,50— 1,00 0,80— 1,10 0,20— 0,40 0,20— 0,45 Основа — —
Механические свойства при 20‘
ГОСТ, ТУ Режим термообработки Сечение, мм 5 т » кгс/мм2 ч с, со 6, % Ф, % •zW3/W>32y I ‘HD 1 HRC НВ
операция. температура, °C охлаждаю- щая среда
не менее
ПМТУ 35—61 с дополнением Нормализация Отпуск (выдержка 10 час) 1100—1040 740—760 Воздух Воздух До 60 60—70 77 14 50 6 — 229—255
ДТУ 17—62 Закалка Отпуск (выдержка 8 час) 1140—1160 660—680 Масло Воздух До 60 80 94 12 45 50 4 — 393—381
ЧМТУ 1-187—67 Закалка Отпуск 1080—1130 660—770 Воздух, масло Воздух 16—200 60—75 75 15 6 269—302
ДТУ 16—62* Закалка Отпуск (выдержка 8 час) 1140—1160 660—680 Масло С печью — 80 90 10 30 2,5 — 293—381
ТУ 49-2006—59 (ЛМЗ) . Нормализация Нормализация Отпуск 1110—1130 1080—1110 720—740 Воздух Воздух С печью 50—65 70 16* 40* 5* — —
13 35 4
МТУ 13—65 (ЛМЗ) Нормализация Отпуск (выдержка 10 час) 1100—1140 740—760 Воздух Воздух До 120 72 77 14 50 6 — 229—255
* Образцы тангенциальные.
** Числитель — образцы продольные; знаменатель — образцы тангенциальные.
Назначение. Турбинные лопатки, диски (ДТУ 16—62), цельнокованые роторы (ТУ 49-2009—59) и другие детали,
работающие при температуре до 580°.
Сталь жаропрочная мартенситно-ферритного класса, обладает высокой деформационной способностью и коррозионной
стойкостью.
Сталь может выплавляться с применением ЭШП и ВДП.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из заготовок из слитков
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1200 800 800 До 180 В колодцах До 180 В колодцах
Заготовка 1180 800 800
Свариваемость
Обрабатываемость резанием
Температура критических точек, °C
Трудносвариваемая.
Способ сварки — РДС.
Необходимы подогрев и последующая
термообработка
В закаленном и отпущенном состоя-
нии при НВ 269 и Oft = 77 кгс/мм2
Kv= 0,9 (твердый сплав), 0,5
(быстрорежущая сталь)
Acj Ас3 Afi
Аг3
22—2864
337
Жаропрочные и другие свойства при длительных сроках службы 18Х11МНФБ
1 к’тинная дли гельность испытания, час 5000 —.
Термическая
Рабочая температура, °C 535 550 600 усталость
^ •ю"-4 ’ кгс/мм2 7
а110 5 > кгс/мм2 14 12 7
о104, кгс/мм2 8
Коэффициент чувстви- тельности к надрезу за 104 час
о10б, кгс/мм2 10 20 17—18 8
% 10
ан, кгс-м/см2 >1,0
и__ 1 , кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Время, час Температура, °C ан, кгс-м/см2
Режим термообработки: нормализация с 1100—1140°; отпуск при 750°, 10 час
Т емпература испытания, °C ао,2, кгс/мм2 кгс/мм2 6» % % ан» кгс-м/см2 НВ
20 400 500 550 600 57 53 47 43 36 73—78 62 50 44 38 16—29 18 20 17 19 61—66 74 81 85 87 Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Релаксационная стойкость
Рабочая температура, °C Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час г/м2 или мк/год
о0, кгс/мм2
Общая
Точечная
I arjczn, кгс/мм2 103 час —
Коррозионное растрескивание
104 час Оценка стойкости Состояние
Межкристаллитная
1,2104 час
338
Марка стали Вид поставки: Сортовой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 1133—71, ГОСТ 4405—75. ЧМТУ/ЦНИИЧМ 5483—56, ЧМТУ/ЦНИИЧМ 953—63, ЧМТУ 1-187—67, ГОСТ 20072-74. ЧМТУ/ЦНИИЧМ 953—63. Поковки —ТУ 1527 (НКМЗ), ТУ 49-2020—60, ТУ ЛЗТЛ 24-2-08-012—69, ТУМИ 228—56 (ХТГЗ), ТУМИ 231—60 (ХТГЗ). ТУМИ 254—59 (ХТГЗ).
15Х12ВНМФ (ЭИ802, ЭИ952, 15Х12ВМФ, ЭП428)
Химический состав, %
С Si Мп S Р Сг Ni Мо V W Примечание
не более
0,12—0,18 <0,40 0,50—0,90 0,025 0,030 11,0—13,С 0,40—0,8С 0,50— 0,70 0,15— 0,30 0,70— 1,10 15Х12ВНМФ — ГОСТ 5632—72
0,17—0,23 10,5—12,5 0,50—0,9С
ЭП428—ЧМТУ 1 -187—67
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ о « СЧ со to « б, % ф, % сч -V а: С С £ HRC НВ
операция С/ температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Отжиг 900—950 С печью Не определяются — —
Закалка Отпуск 1000—1200 680—700 Масло Воздух 25 60 75 15 45 6 — —
ЧМТУ 1-187—67 Закалка Отпуск 1010—1060 660—770 Масло Воздух 16—200 60—75 75 15 50 6 — 269—302
ЧМТУ/ЦНИИЧМ 953—63 Закалка Отпуск 1040—1060 700—720 Масло Воздух До 100 60—75 75 15 50 6 — 229—269
ТУ 1527 (НКМЗ) Отпуск Закалка Отпуск 690—710 1040—1060 690—710 С печью Масло С печью До 100 65 80 17* 45* 5* — —
15 35 4
ТУ 49-2020—60 Отпуск Закалка Отпуск 690—700 1040—1060 680—700 С печью Масло С печью — 60 78 13** 40** 3,5* — 241—285
75 10 25 3,0
ТУ ЛЗТЛ 24-2-08-012—69 Закалка Отпуск 67—80 85 15 50 4 — 255—285
ТУ МИ 228—56 (ХТГЗ) Термообработанное состояние 60—75 75 15 45 6 — 229—269
ТУМИ 231—60 (ХТГЗ) Термообработанное состояние 65—75 55—65 75 72 15 — — — 229—265 212—241
ТУМИ 254—59 (ХТГЗ) Термообработанное состояние 67—80 85 15 45 4,0 — 255—285
’Числитель — образцы продольные; знаменатель — образцы тангенциальные. ** Числитель — образцы продольные; знаменатель — образцы радиальные.
Назначение. Лопатки, диски, цельнокованые роторы, бандажи, диафрагмы, болты, гайки, шпильки и другие детали, работающие при температуре до 580°. Сталь может выплавляться с применением ЭШП и ВДП. Сталь жаропрочная мартенситно-ферритного класса, обладает хорошей деформационной способностью и коррозионной стойкостью.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1230 900 850 До 250 251—400 Отжиг низкотемператур- ный, одно переохлаж- дение. То же, два переохлажде- ния До 250 251—40С Отжиг низкотемператур- ный, одно переохлаж- дение. То же, два переохлажде- ния
Заготовка 1230 900 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносварйваемая. Способ сварки — РДС, необходимы предварительный подогрев и после- дующая термообработка В отожженном состоянии при НВ 187 и =62 кгс)мм2 К-и =0,6 (быстрорежущая сталь) Acj Ас3 АГ1 Аг3
800—810 860—880 — —
339
Жаропрочные и дручие свойства при длительных сроках службы 15Х12ВНМФ
о ТИННия ИСПЫ 1.И а .ти гельное (ь ИЯ, ‘Illi 400 Термическая усталость
;иочая температура, °C 450 500 550 565 58 0 600 625
—4 1 10
о о о 110 5 50—55 60—75 38 — 28 17 75 10—12 6 9—11 5 8 4 5,5
4 10 50—55 60—65 70—75 iww/эгх 42 50 29 39 18 21 25 15,5 19 24 13 15 20 1 1 1 0,5 0,5 4,0 9 9 9
5 10 50—55 60—65 70—75 39 43 25 35 15,5 19 22 12,5 16,0 19,0 10 11 16 9 9 11 7 7 7 Коэффициент чувстви- тельности к надрезу за 104 час
> 1,0
а j , кгс/мм2, на базе циклов 107 20“ 27 24
37—42** 27
16,8
х Исходное значение о0,2, кгс/мм2. Числитель — образцы гладкие; знаменатель — образцы с надрезом.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1050°; отпуск при 700°, масло Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C а0,2, кгс/мм2 Ob, кгс/мм2 б, % Ф,% а,н кгс -м/см2 НВ Исходное сост 5000 5000 5000 ояние 500 550 600 5—8 5,7 7,0 3,5
20 300 400 500 550 565 580 600 650 О (сортов 71—75 61,5—63 58—60 53—58 46—48 44—46 42—45 36—38 28—32 бразцы пр ой прокат 85—89 74—75 68,5—69 56—58,5 51—53 46—48 44,5—45,5 38—40,5 30—35 □дольные 0 40—120 мм 9,5—12 13—15 14—15 12—15 13—14 14—15 13—15 13,5—15 15,5 255— 271
W—1О 14—15 13—14 14,5—15 18—19 17—19 21—22 20—23 26 &&—58,0 59—63 55—62 59—78 78—79 68—79 79—86 79—88 86,5 Жаростойкость
Среда Температура,°C Группа стойкости Скор, окисл., мм/год
Коррозионные свойства
Релаксационная стойкость
Рабочая температура, °C 450 450 450 500 500 500 565 Вид коррозии Среда Температура, °C Длит., час г/м2 или мк/год
Общая ,
о0, кгс/мм? 25 30 35 30 35 35
Точечная
25 Коррозионное растрескивание
I Оост, кгс/мм2 I 103 час 18,5 22,1 25,4 12,5 Межкристаллитпа я Оценка стойкости Состояние
104 час 17,5 20,5 24,0 11,3 14,0 160 7,0
1,2 Ю4 час
340
/Чарка стали 18Х12ВМБФР (ЭИ993) Вид поставки: Поковки — МТУ 13—65 (ЛМЗ). Сортовой прокат — ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4405—75, ЧМТУ 1-187—67, ТУ МУ МОС 7030—58, ЧМТУ 1-812—69, МТУ 9—65 (ЛМЗ).
Химический состав, %, по ГОСТ 5632—72
С Si Мп S | Р не бозее Сг Ni Мо V W В Nb Си
0,15—0,22 <0,50 <0,50 0,025 0,030 11,0— 13,0 <0,60 0,40— 0,60 0,15— 0,30 0,40— 0,70 <0,003 0,20— 0,40 <0,30
Механические свойства при 20*
ГОСТ, ТУ Режим термообработки Сечение, мм пт , кгс/мм2 «я 3- е> se 6, % % ‘Ф СЧ 2 * & HRC HB
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Отжиг Не определяются
Закалка Отпуск 1050—1150 650—700 Масло Воздух 25 50 75 12 45 4 — —
ЧМТУ 1-187—67 Закалка Отпуск 1050—1150 650—760 Масло Воздух 16—200 60—75 75 15 50 6 — 269—302
ЧМТУ 1-812—69 Закалка Отпуск 1030—1050 680—720 Масло Воздух 20—180 68 80 12 45 6 — —
МТУ 13—65 (ЛМЗ) Нормализация Отпуск 70—80 90 15 45 6 — 255—235
ТУ МУ МОС 7030—58 Закалка Отпуск 1040—1060 640—660 Масло Воздух До 90 50 75 14 45 6 — 269—302
Назначение. Крепежные детали, турбинные лопатки для работы при температуре до 565—600°.
Сталь жаропрочная мартенситно-ферритного класса, обладает высокой деформационной способностью и коррози'
ной стойкостью.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовокх
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1200 850 850 850 До 700 Отжиг низкотемператур- ный, одно переохлаж- дение До 700 Отжиг низкотемператур- ный, одно переохлаж- дение
Заготовка 1200 850
Обрабатываемость резанием
Температура критических точек, °C
Свариваемость
Не применяется для сварных
конструкций
В закаленном и отпущенном состоя-
нии при НВ 227—293 и вь—
= 93 кгс/мм? Ку — 0,4 (быстроре-
жущая сталь)
Act Ас3 АГ1 Аг3
850 930
341
Жаропрочные и другие свойства при длительных сроках службы 18Х12ВМБФР
Истинная длптелыIость испытания, час Термическая усталость
Рабочая температура, °C ГОСТ 2( 560 3072—74 590 450 500 560 590 620
—4 Лио ’ кгс/мм2 20 14
5 а1-10 ’ кгс1мм^ 14 9 15 10 5
<у ю 4, кгс/мм2 48 36 25 20 14
о105, 'кгс/мм2 20 15 42 31 22 17 11
% Коэффициент чувстви- тельности к надрезу за 104 час
ан, кгс-м/см
0—1, кгс/мм2, на базе циклов > 1,0
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1050—1100°, масло; отпуск при 650—720°, воздух Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C а0>2» кгс/мм2 CSb, кгс/мм2 6, % Ф, % ан» кгс-м/см НВ Исходное состояние 6—9
5000 500 5—6
20 300 400 450 500 550 600 650 700 67—82 64—68 60—74 57—72 54—70 50—66 41—62 40—58 35—51 90—100 79—98 72—88 67—85 63—82 57—75 44—70 45—64 36—55 14—18 11—17 12—16 12—17 13—17 13—22 14—25 16—21 18—23 46—60 48—60 50—62 51—64 53—65 55—71 60—79 65—78 70—83 6—11 9—14 11—66 11—17 13—16 13—17 13—18 16—20 18—22 262— 277
50000 600 7
Жаростойкость
Среда Температура, °с| Группа стой- кости Скорость окис- ления, мм/год
Коррозионные свойства
Релаксационная стойкость
Вид коррозии Среда Температура, °C Длит., час г/м2 или мк/год
Рабочая температура, °C 565 580
Общая
Точечная
о0, кгс/мм2 30 35 30 35
Коррозионное растрескивание
| ®ост> кгс/мм? 1 103 час 13,9—15 16,0 13,5— 13,9 14,5— 16,0
Межкристаллитная Оценка стойкости Состояние
104 час 10,5— 11,0 (12,5) (8-9) (9,7— 10,5)
1,2-10» час
342
Марка стали Вид поставки: Поковки —ЧМТУ 4916—55, ЧМТУ 3111—52. Сортовой прокат — ГОСТ 20072—74.
37Х12Н8Г8МФБ (ЭИ481)
Химический состав, %, п о ГОСТ 5632—72
С Si Мп S 1 Р Сг Ni Мо Nb V Fe А1 Си
не более
0,34—0,40 0,30—0,80 7,50—9,50 0,030 0,035 11,5— 13,5 7,00— 9,00 1,10— 1,40 0,25— 0,45 1,25— 1,55 Основа — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм кгс) мм? О/,, кгс!мм? а«, ksc-mIcm2 HRC НВ
операция температура, QC охлаждаю- щая среда
не менее
ГОСТ 20072—74 ЧМТУ 4916—55 Закалка Старение I (12—14 час) Старение II (10—12 час) 1130—1150 660—680 770—800 Вода Воздух Воздух До 100 60 85 15 20 2,5* — —
ЧМТУ 3218—54 Закалка Старение I (5 час) Старение II (5 час) 1140—1160 700—720 850-870 Вода Воздух Воздух До 90 50 75 20 25 — — 241—286
Закалка Старение I (12—14 час) Старение II (10—12 час) 1140—1160 670 770—800 Вода Воздух Воздух До 90 60 85 15 20 1 — 275—309
* По ЧМТУ 4916—55 а к=3,5 кгс-м/см2 и НВ 277—311.
Назначение. Диски, лопатки, крепеж и другие детали для газовых турбин, работающие с ограниченным сроком службы при 600—650°. Сталь жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сече- ния, мм условия охлаждения размер сече- ния, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1170 850 800 До 350 На воздухе До 350 На воздухе
Заготовка 1220 950—900
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС (электроды ЦТ-10), ЭШС. Рекомендуется последующая термо- обработка В термообработанном состоянии при НВ 269 Kt, =0,4 (твердый сплав), Kv =0,2 (быстрорежу- щая сталь) Acj - АС;{ Аг! Аг3
343
Жаропрочные и другие свойства при длительных сроках службы 37Х12Н8Г8МФБ
И Рс 'тгнная длительность испытания, час 8000 6000 1000 5000 Термическая усталость
>бочая температура, °C -550 600 650 700
—4 Oj. 10 , кгс/мм2 38—45 34 24 16,5
—5 Oj. 10 , кгс/мм2 — — — —
о108, кгс/мм2 44—50 34—43 (28,5)* 25—34 (21,0) 23,0
Коэффициент чувстви- тельности к надрезу за 104 час
о104, кгс/мм2 35—46 30—36 (24,0) 21—26 (17,0) 18,0
е, %
ан, кгс • м/см2
0—1, кгс/мм2, на базе циклов 107
• В скобках даны значения для образцов с надрезом (радиус надреза 0,2—0,55 мм).
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C °0»2» кгс/мм2 кгс/мм2 б, % Ф, % ан» кгс-м/см/ НВ
Исходное состояние 3,2—4,5
10000 550 3,5
Образцы продольные (сортовой прокат) 10000 600 3,5
20 550 600 650 700 20 650 60—«0 48 46—57 43—54 38—53 Образщ 58—77 43—58 94—108 66—71 60—70 56—64 50—59 j тангенцг 85—105 48—63 16—24 12—16 10—16 11—19 10—18 альныс 12—24 10—16 24—43 36—4С 36—44 34—45 23—3S (диск 9,5— 35 25—44 3,2—5,2 7,5 5,0—8,С 5,0—8,0 7,0 и) 2,5—4,7 — 275— 302 285— 302 10000 650 3,5
5000 700 3,0
Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Релаксационная стойкость
Рабочая температура, °C 650
Коррозионные свойства
о0, кгс/мм2 35 Вид коррозии Среда Температура, °C Rmcv., час г/м2 или мк/год
Общая
1 ^ост, кгс/мм2 103 час 13 Точечная
Коррозионное растрескивание
Ю4 час 10 Межкристаллитна я Оценка стойкости Состояние
1,2.10* час —
344
Марка стали
Вид поставки:
1X14HI4B2M
(ЭИ257)
Трубы —ЧМТУ 2884—51, ЧМТУ 2885—51.
Химический состав, %, по ЧМТУ 2884—51, ЧМТУ 2885—51*
С Si Мп S | Р не более Сг
<0,15 0,30—0,80 <0,70 0,030 0,035 13,0—15,0
Ni Мо
13,0—15,0 0,40—0,60
Fe
Основа
2,00—2,75
Ti
Al
W
Механические свойства при 20‘
ГОСТ, ТУ Режим термообработки
операция температура, °C охлаждаю- щая среда
ЧМТУ 2884—51 ЧМТУ 2885—51 Закалка 1100—1175 Вода или воздух
Труба**
Сечение,
мм
St
3s
St
а?
Л
HRC
НВ
22
55
не менее
35
<175
*В МРТУ 14-4-21—67, вышедших взамен ЧМТУ 2884—51 и ЧМТУ 2885—51, сталь ЭИ257 не влючена.
•* Трубы диаметром до 108 мм проверяются на сплющивание (до соприкосновения сторон) и на раздачу (на 10% наружного диаметра):
трубы больших размеров — только на сплющивание (до 3S); S — толщина стенки трубы, мм.
Назначение. Трубы пароперегревателей, коллекторов и паропроводов с. в. д. для длительных сроков работы при
550—650°.
Сталь жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки
Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой,°C минимальная температура конца ковки, °C из слитков из заготовок
размер сече- ния, мм условия охлаждения размер сече- ния, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1160 850 850 До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Заготовка 1160 850 850
Температура критических точек, *43
Свариваемость
Обрабатываемость резанием
Ограниченно свариваемая.
Способы сварки: РДС, для снятия
напряжений рекомендуется термо-
обработка; КТС — без ограничений
В закаленном и отпущенном состоя-
нии при НВ 170 и о* = 60 кгс!мм2
Kv == 0,4 (быстрорежущая сталь)
Ас,
Ас3
Аг
Аг3
345
Жаропрочные и другие свойства при длительных сроках службы 1Х14Н14В2М
Истинная длительность испытания, час 6000 5000 2000 2000 Термическая усталость
Рабочая температура, °C 20 550 580 600 650 700
а1Ю~4 ’ кгс1мм2. 17,0 12,5 7.0
а1Ю~5 ’ кгс1мм2 9,2 7—8,5 6,8 4,0 —
о104, кгс/мм2 21,5 19,5 16,0 11,0 7,0
Коэффициент чувстви- тельности к надрезу за 104 час
о105, кгс/мм2 17,0 15,0 12,0 8,5 5,0
е, % 5,0—20,0 20,0 13,0— 30,0 13,0— 20,0
> 1,0
ан, кгс-м/см2
°—1 , кгс/мм2, на базе циклов 107 28 27 25,5 19 ' 19 — Образцы гладкие 14 — Образцы с надрезом
27 17
Механические свойства в зависимости от температуры
испытания.
Режим термообработки:
закалка с 1150—1175°, вода; старение при 750°, 5 час
Температура испытания, °C ао,2, кгс/мм2 Oft, кгс/мм2 8, % м>, % кгс-м/см2 НВ
Образцы продольные (трубы 0 68—102 мм)
20 26—29 56—63 44—68 60—68 13—24
500 18,5 53,4 41,1 55,7 26,6
580 15—17 43—51 36—44 57—60 14—21
650 12—15 28—47 33—40 48—49 25—28
700 12—14 28—49 32—35 32—60 16—23
Чувствительность к охрупчиванию при старении
Время, час Температура, °C ан, кгс-м/см2
Исходное состояние 10
25000 580 7,5
42000 580 7,3
78000 580 7,3
Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Релаксационная стойкость
Рабочая температура, °C
о0, кгс/мм2
СО -J с е 103 час 104 час — — — — — —
1,2-104 час
Коррозионные свойства
Вид коррозии Среда Температура, °C Длит., час г/м2 или мк/год
Общая
Точечная
Коррозионное растрескивание
Межкриста ллитна я Оценка стойкости Состояние
Обладает склонностью к МКК, особенно в состаренном (после закал- ки) состоянии или после местного наклепа. В закаленном состоянии сталь не склонна к МКК- Склонность к МКК может выявиться в процессе эксплуатации при температурах 550—600°.
346
Марка стали 09Х14Н19В2БР (ЭИ695Р) Вид поставки: Сортовой прокат —ГОСТ 2590—71. ГОСТ 2591—71, ГОСТ 103—67, ГОСТ 4405—75, ГОСТ 1133--71, ГОСТ 20072—74. Трубная заготовка—ГОСТ 10801—64, ЧМТУ/ЦНИИЧМ 337—60. Трубы —ГОСТ 10802—64, ГОСТ 9941—72, ЧМТУ/Укр НИТИ 205—60.
X I! м и ч е с к и й с о с т а в, %, но ГОСТ 5632—72
С Si Мп S Р Сг Ni Мо Nb W С.1 В Си
не более (п
0,07—0,12 <0,6 1,0—2,0 0,020 0,035 13,0— 15,0 18,0— 20,0 0,90— 1,30 2,0—2,75 0,020 о рас- чету) <0,005 (по ра- счету) <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч д o' « сч —- со О « 6, % Ф, % сч .V HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Аустенизация 1140—1160 Воздух 22 52 35 50 — — —
ГОСТ 10801—64 Аустенизация 1100—1150 Вода или воздух 20—25 22 55 35 50 50 — — —
ЧМТУ/ЦНИИЧМ 337—60 Аустенизация 1090—1130 Вода 22 50 - 38 14 — 200
ГОСТ 10802—64* Аустенизация 1100—1150 Вода или воздух 22 55 35 50 14 — 200
ГОСТ 9940—72* В состоянии поставки 057— 325 55 40 — — — —
ГОСТ 9941—72* В состоянии поставки (термообра ботанные) 05— 120 55 35 — — — —
ЧМТУ/Укр НИТИ 205—60 Аустенизация 1050—1100 Вода Не менее 10 22 50 35 50 14 — —
♦ Трубы подвергаются испытанию на сплющивание и МКК, а поставляемые по ГОСТ 9940—72 и ГОСТ 9941—72 дополнительно испытываются на раздачу.
Назначение. Трубы пароперегревателей, паропроводов, коллекторов с. в. д. и другие детали, работающие при тем- пературе до 7006. Сталь жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1160 850 850 На воздухе На воздухе
Заготовка 1160 850 850
Свариваемость Обрабатываемость резанием Температура критических точек, *43
Трудносвариваемая. Способы сварки: РДС (электроды ЦТ-23 и АЖ-13-15 для корневого слоя, последующие слои — АЖ-13-18), КТС. Рекомендуется последующая термо- обработка В отожженном состоянии при НВ 200 и сд =52 кгс/мм2 Kv = 1,0 (твердый сплав), -= 0,35 (быстрорежущая сталь)
Аст Ас3 Агг Аг3
347
1стинная д испытан! Жаропрочные и другие свойства при длительных сроках службы 09Х14Н19В2БР
I лительность -ш, час 18000 9000 7000 Термическая усталость
Рабочая температура, °C 600 650 700 750
Oj.jq—4, кгс/мм2 15 8,5—11
Gl-10 ' 5» кгс/лл2 11 5,5—7
о104, кгс/мм2 19 16 11,0—12,5 6—7
— Коэффициент чувстви- тельности к надрезу за 104 час
о106, кгс/мм2 15 12 7—8 4—5
£,% 2—6 >10 >16
>1,0
ан, кгс-м/см2
а_1 . кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: за калка с 1100—1150°, вода или воздух
Время, час J Температура, °C 1 ан, кгс-м/мм2
Температура испытания, РС ©0.2, кгс/мм2 ОЬ, кгс/мм2 б,% Ф.% кгс-м/см2 НВ
Исходное состояние 17—22
5000 600 13,5
(прутки 0 18—45 мм трубные заготовки 0 105—175 мм) 10000 650 10—17
—100 —80 —60 —40 —20 0 20 500 600 650 700 750 800 20 20—29 13—15 13—18 13—18 11—17 11—15 11 1О 48—64 40—45 40—45 35—44 31—44 25 1С 42—51 28—32 27—34 24—33 25—48 43 52 енциал 2X23 45—51 61—73 57—58 47—63 49—62 46—69 74 75 ьные мм) 65 £4 25 29 28 30 25 14—33 35—38 19—37 19—36 12—33 32 31 17—18 131-156 131— 143 10000 700 11—14
Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Коррозионные свойства
Образцы танг /тт/Йи (Я 1F Вид коррозии Среда Температу- ра, °с Длит., час г/м2 или мк/год
24—26 56—57 | Общая
Точечная
Релаксационная стойкость
Коррозионное растрескивание
Рабочая тем- пература, °C
Межкристаллитная Оценка стойкости Состояние
о0, кгс/мм2 1
I Орс/п, кгс/мм2 , Ю3 час —
10* час 1.2.104 час
348
Марка стали 1 Ви i поставки: Сорговой прокат —ГОСТ 2590—71, ГОСТ 2591—71, ГОСТ 4405—75, ГОСТ 1133—71, ГОСТ 20072—71, ЧМТУ/ЦНИИЧМ 83—58., МТУ 174—59. Трубы—ЧМТУ/ВНИТИ 25—58 Поковки дисков — ТУ НЗЛ. ТУ НКМЗ. Поковки роторов — ТУ 1610 (НКМЗ).
09Х14Н19В2БР (ЭИ726)
Химический состав, %, по ГОСТ 5632 72
С Si Мп S Р Сг Ni Nb W Fe Се
не более О AI
0,07—0,12 <0,6 1,0—2,0 0,020 0,035 13,0— 15,0 18,0— 20,0 0,90— 1,30 0,025 (по расчету) 2,0—2,75 Основа — 0,020 (по расче- ту)
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ея j £ СО О « 0ft, KZCjMM2 6. % % ч кгс • Mi см? — HRC НВ
операция температура, °C охлаждаю- щая среда
)72 не менее
ГОСТ 20С -74 Аустенизация Старение 1120—1140 740—750 (5 час) Воздух Воздух До 100 22 52 30 44 — — —
МТУ 174 —59*
ЧМТУ 83 58 1
ЦНИИЧЛ
ТУ НЗЛ ТУ нкмз Аустенизация Старение 1140—1160 740—760 (25 час) Вода С печью До 250* * 22 50 25 30 5 -- — —
ТУ 1610 нкмз Аустенизация Старение 1140—1160 740—760 (25 час) Вода С печью 600—1000** (бочка ротора) 24 23 55 52 30 25 36 30 8 6 — —
* Старение лопаток при 750°, 25 час. ** Образцы тангенциальные.
Назначение. Лопатки, роторы, диски, работающие при температуре до 700°. Сталь жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки. °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток 1180 800 800 На воздухе На воздухе
Заготовка 1160 800 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносварйваемая. Способ сварки — РДС. Рекомендуется последующая термо- обработка В термообработанном состоянии при НВ 158 и о ь = 58 кгс[мм? К чг= 0,8 (твердый сплав), Kv = 0,4 (быстрорежущая сталь) Асх Ас3 Ап Аг3
349
Жаропрочные и ip\ । не свойства при длительных сроках службы 09Х14Н19В2БР1
Истинная длительность испытания, час 200 12000 14000 1000 15000 4000 Термическая усталость
Рабочая температура, °C Продольные обр 20 | 600 чзцы (сортовой прокат) 650 | 700 1 Тангенциал (по 600 ьные образцы ковки) 650 | 700
а110-4> кгс/мм2 25 20 12,2 17 12,2
Oj.jq—5. кгс/мм2 17 14 8,5 10,5 8,5
о104, кгс/мм2 26 21,5 17 23 18 12
сг10Б, кгс/мм2 23 19 14 20 16 10 Коэффициент чувстви- тельности к надрезу за 104 час >1,0
% 16 11 15—23 20 3—17 30
ан, кгс-м/см2 —
c_i кгс/мм2, на базе циклов 107 20
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: I. Аустенизация с 1140—'1160°, воздух; старение при 750°, 25 час. II. Аустенизация с ИЗО—1160°, вода; старение при 740—760°, 20—25 час; охлаждение с печью до 200°.
Время, час Температура, °C ан, кгс-м/см2
Исходное состояние 10—20
Температура испытания, С а0»2» кгс/мм2 кгс/мм2 6, % Ф, % ан» кгс-м/см2 НВ
20000 650 14
I режим — образцы продольные (сортовой прокат)
—100 —80 —60 —20 0 20 600 650 700 800 II режил 20 600 650 700 20—29 16—21 16—20 15—19 14 — образп 23—27 16—18 16—17 16—17 54—63 40—48 36—44 33—40 24,5 ы тангенц 53—58 39—43 34—38 29—38 28—41 26—32 26—31 27—35 35 иальны 36—42 26—33 29—34 32—34 31—63 48—53 52—57 52—58 59 е (пок< 48—64 54—58 53—63 56—71 14—16 14—18 16—19 14—17 15—19 18—20 10—20 14—22 18—20 15—20 эвки диске 15—20 17—26 16—19 15,5 131—145 >в) 131-145 20000 700 10—14
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисле- ния, мм/год
Коррозионные свойства
Вид коррозии Среда 'емпература, °C Длит., час г/м2 или мк/год
X Общая —
Точечная
Релаксационная стойкость
Рабочая тем- пература, °C 650 Коррозионное растрескивание
<т0, кгс/см2 2,0 15
I Орск, кгс/мм2 I 103 час П.2 9,24 Межкристаллитная Оценка стойкости Состояние^
104 час (9,0) (7,0) Значения получены экстраполяцией
1,2-10» час
350
Марка стали Вид поставки: Сорговой прокат — ЧМТУ 1-181—61.
08Х15Н24В4ТР (ЭП164)
Химический состав, %, по ЧМТУ 1-181 61
С Si Мп S Р Сг Ni Fe В* W Ti А1 С1
не более
0,08 0,60 0,50—1,00 0,020 0,035 14,0— 16,0 22,0— 25,0 Основа 0,005 (по расче- ту) 4,0—5,0 1,40— 1,90 — До 0,025 (по расче- ту)
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ъпуфгу1 St •с ео t> 6, % % tHv HRC НВ
операция температу- ра, °C охлаждаю- щая среда
не менее
ЧМТУ 1-181—61, Стабилизация** 750, 16 час Воздух 50 75 18 35 8 — —
* По требованию заказчика допускается содержание В по расчету до 0,02%. ** При пониженных пластических свойствах проводится дополнительное старение при температуре 850е.
Назначение. Лопатки, крепежные детали и др. Сталь жаропрочная аустенитного класса. Сталь может выплавляться с применением ВДП.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, СС минимальная температура конца ковки, ®С из слитков из заготовок
интенсивные! проглажи- обжатия I вание размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток 1180 850 850 На воздухе На воздухе
Заготовка 1180 850 850
Свариваем ост ь Обрабатываемость резанием Температура критических точек, °C
Трудиосварпваемая. В термообработанном состоянии при НВ 215—228 и с ь = 80 кгс!мм2 Kv = 0,20 (твердый сплав), ^=0,15 (быстрорежущая сталь) Асх Ас3 Ан Аг3
Способ сварки — РДС. Рекомендуется последующая термо- обработка
351
И Жаропрочные и другие свойства при длительных сроках службы 08Х15Н24В4ТР
с гинная длительноеI ь йены гания, Термическая усталость
Рабочая температура, °C 20 500 550 600 650 700 750
—4 а1 • ю > 20 8
5 а110 ’ лгс/лш2 14 6
а10*, кгс/мм2 — 39 29 18 И 1 3 Коэффициент чувстви- тельности к надрезу за 10' час
о10Б, кгс!мм2 30 23 14
% 3—1$ 4—9 4—10. 17—23
ан, кгс-м/см2
о_1 кгс/мм2, на базе циклов 108 42 35* 30 ~ 38 40 34 27
* Термообработка: числитель — отпуск при 700 °, 16 час; знаменатель — закалка с ИЗО—1150°, воздух +730—750", 16 час
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с ИЗО—1150°, воздух; отпуск при 730—750°, 16 час, воздух
Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C а0,2 > кгс/мм2 кгс/мм2 б, % Ф, % ан • кгс-м/см2 НВ Без выдержки >12
6
20 650 700 750 50—60 45—55 40—45 35—40 75—90 65—70 60—65 50—55 20—30 18—25 18—25 20—30 30—30 30—40 30—40 40—50 12—18 10—15 10—15 10—17 2500 600 - —
2500 700 7
2500 800 6
Жаростойкость
Среда Температура, РС Группа стой- кости Скорость окис- ления, мм/год
Релаксационная стойкость
Рабочая тем- пература, °C 550 600 650 680 700 Коррозионные свойства
Вид коррозии Среда Температура, °C Длит., час г/м2 или мк/год
о0, кгс/мм2 20 25 30 20 25 30 20 25 30 20 25 30 20 25 30
Общая
15—19 22—23 27 18 22 27 17 19—21 24—25
1 103 час 15—16 19—20 22 13—14 16—18 18 Точечная —
Коррозионное растрескивание
§ 6 е е> Ю«* час 15 20 25 17 20 24 13—14 15—16 18 10 13 15 8,5 10 11
Межкристаллитная Оценка стойкости _С остояние
1,2.10* час
* Экстраполированные значения.
352
Марка стали
45Х14Н14В2М
(ЭИ69)
Вид поставки:
Сортовой прокат— ГОСТ 2590—71. ГОСТ 2591—71, 1 ОС1 4405—75, ГОСТ 1133—71
1ОСТ 7417—75, .МПТУ 2362—49, МПТУ 2420—49. Поковки — МПТУ 2332—49.
ТУ ВА366.
Химический состав, %, по Г ОСТ 5632—72
С Si Мп S Р Сг Ni Мо V W Fe А1
не более
0,40—0,50 0,80 .0,70 0,025 0,030 13,0— 15,0 13,0— 15,0 0,25— 0,40 — 2,00— 2,75 Основа —
Си
0,30
Механические свойства при 20“
ГОСТ, ТУ Режим термообработки Сечение, мм СТт, кгс/мм1 1 1 1 | 6, % ЧС % CJ д sf HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 20072—74 Отпуск 820, 5 час Воздух 25 32 72 21 35 5 — —
ТУ ВАЗ 65 Закалка Старение 1150—1180, 2 час 750, 5 час Вода Воздух — 30 70 35 — — 170—210
МПТУ 2362—50 Отжиг 820 С печью 32 72 35 — — — —
МПТУ 2420—49 Отжиг 820 С печью * 32 72 20 35 5 — —
Назначение. Детали арматуры и трубопроводов, клапаны моторов, крепеж для работы па длительные сроки при
температуре до 600° и для работы с огра ниченными сроками до 650° и др.
Сталь жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конпя ковки. °C из слитков из заготовок
интенсивные обжатия охлаждаю- щая среда размер се- чения, мм условия охлаждения размер се- чения, мм условия охлаждения
Слиток 1160 850 850 До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Заготовка 1160 850 850
Свариваемость
Обрабатываемость резанием
Трудносвариваемая.
Способ сварки — РДС.
Для снятия сварочных напряжений
рекомендуется последующая термо-
обработка
Температура критических точек, °C
В закаленном состоянии при НВ 200 и cty = 74 кгс/мм? Kv= 0,15 (быст- рорежущая сталь) Асх Ас3 АГ1 Аг3
23—2864
353
Жаропрочные и другие свойства при длительных сроках службы 45Х14Н14В2М
Истинная длительность испытания, час 2000 2000 1500 Термическая усталость
Рабочая температура, °C 20 550 600 650 700
°ыо~4 > кгс/мм* 18 8 4 3,7
5 а1 Ю > кгс/мм* 8 1,6
о104, кгс/мм* 18 13 2,3 Коэффициент чувстви- тельности к надрезу за 104 час
о106 ,кгс/мм* 15 10
% 1,6 5,0 5,5
ан, кгс'М/см*
о_1 , кгс/мм*, на базе циклов 107 33 29,5 35 21,0 37 18,5 Образцы с надрезом Образцы гладкие
Механические свойства в зависимости от температуры
испытания
Чувствительность к охрупчиванию
при старении
Режим термообработки:
закалка с 1175°, вода; старение при 750°, час.
Температура испытания, °C °0,2 ’ кгс/мм* ^Ь, кгс/мм* 6, % Ф, % ан» кгс’М/см* НВ
Образцы продольные
20 38,0 79,0 37,0 48,0 9,8
500 7,5
550 26,0 58,0 22,0 31,0 —
600 25,5 50,0 15,5 16,0 6,7
650 24,0 44,5 12,5 24,5 7,5
700 22,0 34,5 10,5 22,0 7,9
750 20,0 28,0 8,8 17,5 8,3
Релаксационная стойкость
Время, час Температура, °C ан, кгс • м/см*
Исходное состояние 9,8
1000 550 ~8,0
1000 600 -6,0
1000 700 -7,0
Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Рабочая тем- пература, °C о0, кгс/мм* — — — — —
вост » 1 Ю3 час 104 час — — — — — —
0,2-104 час
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час г/м* или мк/год
Общая
Точечная
Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
354
Марка стали Bu i иооавки:
Х16Н9М2 Грубы —МРТУ 14-2-103—66. Поковки 1УМИ 280 65 (X ГГЗ). ВТУ ЗиО
Химический состав, %, по ТУМИ 280—65.
С Si Мп s Р Сг Ni Мо V W । Ti 1 Al
не более 1 1
<0,08 <0,60 1,00—1,50 0,020 0,035 15,5— 17,0 8,5— 10,0 1,50— 2,00 Количество я-фазы 1—4% (ковшо- вая проба)
Механические с в о й с т в а при 20°
ГОСТ, ТУ Режим термообработки 1 3J % 1 \zwo]w>o2y ,но HRC НВ
операция температура, °C охлаждаю- щая среда Сечение, мм o' й д о « - % ‘9
нс менее
МРТУ 14-2-103—66 В-31 Аустенизация 1050—1100 Воздух или вода 180 22 54 40* 55* 15* — <200
35 50 14
ВТУ ЗиО Аустенизация 1050—1100 Воздух или вода 22 52 35 50 15 — <200
ТУМИ 280—65 (ХТГЗ) Аустенизация 1050—1100 Воздух 600 20 54 40* 30 40 8,0 <140* 180
* Числитель — образцы продольные; знаменатель — образцы тангенциальные.
Назначение. Трубы паропроводные и коллекторные и другие детали. Сталь жаропрочная аустенитного класса.
Технологические свойства 1ЫХ
Температурные параметры ковки Охлаждение поковок, изготовлен!
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер се- чения, мм условия охлаждения размер се- чения, мм
интенсивные обжатия проглажи- вание условия ох л а ждения
Слиток 1250 (см. введение)
Заготовка 1250 (см. введение) 800 800
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Сваривается без ограничений. Способы сварки — РДС электродами ЦТ-26, АДС проволокой ЭП377. Рекомендуется последующая термо- обработка Асх Ас3 Ari Аг3
355
Жаропрочные и другие свойства при длительных сроках службы Х16Н9М2
Истинная длительность испытания, час 3000 4000 10000 6000 4500
Термическая усталость
Рабочая температура, °C 500 550 580 600 650 700
-4 , 2 О],10 , кгс/мм*
-5 / 2 Oj.jq , кгс/мм*
о1и4, кгс/мм2 29 20 — 15 9—11 6,5
Коэффициент чувстви- тельности к надрезу за 104 час
<7105, кгс/мм2 23 16 14 12 7—8 —
е, % 30 14—20 25—30 30—40 40—50
ан, кгс-м/см2
cf__] , кгс/мм1, на базе циклов
Механические свойства в зависимости от температуры
испытания
Режим термообработки:
закалка с 1100°, 2 час, воздух.
Температура испытания, °C °0,2 ’ кгс/мм2 кгс/мм2 6, % ф, % ан> кгс-м/см2 НВ
Прутки
20 23 64 70 77
200 17 44 50 74
300 15 43 45 68
400 13 43 44 67
600 13 39 43 69
800 10 18 49 73
Поковки
20 25—30 54—59 65—80| 65—80 33—37
650 10—15 30—33 37—47 65—77 22—31
Релак опционна я сто й к о с т ь
Чувствительность к охрупчиванию при старении
Время, час Температура, °C ан, кгс - м/см2
Исходное состояние 35—37
8000 650 21
Жаростойкость
Среда Температура, °C Группа стойко- сти Скорость окис- ления, мм/год
Рабочая те*м- пература, °C j
о0, кгс/мм2
I ^огт, кгс/мм2 104 час 105 час 1,2-Ю4 час — — — — — —
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час г/м2 или мк/год
Общая
Точечная
Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
356
Марка стали 08Х16Н13М2Б (ЭИ405, ЭИ680) Вид поставки: Сортовой прокат — ЧМТУ 5483—56 (ЭИ680). Поковки — ПМТУ 28—53 ЛМЗ (ЭИ405). Лист —ТУ КО 9—64 (ЭИ405).
Химический состав, %
С Si Мп S | Р не более Сг Ni Мо Nb - Си Примечание
0,06—0,12 0,80 <1,00 0,02 0,03 5 15,0— ) 17>° 12,5— 14,5 2,00— 2,50 0,90—1,30 0,95—1,25 <0.30 ГОСТ 5632—72 (ЭИ680) ПМТУ 28—53 (ЭИ405)
<0,12 0,50—1,00 0,025 0,03(
Механические свойства при 20°
ГОСТ, ТУ — Режим термообработки Сечение, AfJW са s; - л ь го е> sc •с го О « 6, % CI г? HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ЧМТУ 5485—61 (08Х16Н13М2Б— ЭИ680) Аустенизация 1100—1130 Воздух или вода До 75* (лопатки) 22 56 40 50 12 143—180
ПМТУ 28—53 ЛМЗ (ЭИ405) Аустенизация Старение 1050—1100 750, 10 час Воздух, Воздух с печью До 800 24 55 40** 50** g** 143—179
30 35 6
ТУ КО 9—64 (ЭИ405) В состоянии поставки 5—25*** 23 54 25 35
* По согласованию сторон допускается 21, °55 кгс!мм'2. ** Числитель — механические свойства образцов продольных; знаменатель — тангенциальных образцов. *** Образцы поперечные.
Назначение. Лопатки, болты, диски, цельнокованые роторы и другие детали, работающие при температуре до 600е. Сталь жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ков- кой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажива- ние размер сечения, мм условия охлажде- ния размер сечения, мм условия охлаждения
Слиток 1220 — 880 850 На воздухе На воздухе
Заготовка 1220 880 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки — РДС электродами; ЦТ-7—1 (для корневого слоя), ЦТ-7 (для последующих слоев) и КТИ-5. Рекомендуется последующая термо обработка В отожженном состоянии при НВ 182 и сг £ =63 кгс/мм2 Kv = 0,4 (быстро- режущая сталь) Асг Ас3 Агх Аг3
357
Жаропрочные и другие свойства при длительных сроках службы 08Х16Н13М2Б
Истинная длительность испытания, час 7000 9000 5000 3000 Термическая усталость
Рабочая температура, °C 550 600 650 700 750
Oj.j0~4 , кгс/мм2 14—17 10,5—12,1 6 -
аыо—5 ’ кгс1м/л2 16—18 9—12 5—7 2,2
о104, кгс/мм2 26 20 13 6—7,5
о10б, кгс/мм2 21 15 9,5 3,5—6,С Коэффициент чувстви- тельности к надрезу за I04 час
е, % 5,5 ! 5—7,5 10—22 30
ан, кгс-м/см2 > 1,0
о ’ кгс1мм, па базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: I. Аустенизация с 1100—ИЗО0. 11. Аустенизация с 1100 —1130°; старение при 750°, 10—12 час
Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C 1 а0,2, 1 кгс/мм2 i кгс/мм/2 ё, % Ф, % кгс-м/см2 НВ Исходное состояние 12,0
3000 650 7,0
I оежим — обпазны поолольные (соптовой ппокат!
20 500 600 650 и 20 500 550 600 650 23—29 17,5 17,0 11,5 режим — 25—29 16—18 15—17 15—17 15—17 62—69 49 47 44 образцы т 56—65 47—52 45—50 43—48 41—45 45—64 30 29 27 аигепциал 30—48 31—35 31—33 29—34 28,5 68—70 50,5 55 57 ьные (пок 35—54 33—46 31—46 34—46 34—46 21—23 О‘ВКН) 10—12 j 10—20 i 8—16 9—17 9—16 i 3000 750 5,0
Жаростойкость
Среда Температура, °C Г руппа стойкости Скорость окисления, мм/год
Коррозионные свойства
Релаксационная стойкость
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Рабочая температура, °C 600 600 1 1
Общая
— 1 Точечная Коррозионное растрескивание
20 i I
о,,, кгс/мм2 15 i
I вост, кгс/мм2 103 час 10,7 8,5 i Межкристаллитная Оценка стойкости Состояние
5-103 час 9,4 6,8
1,2*104 час
358
Марка стали Вид поставки: Грубная заготовка — ГОСТ 10801—64, ЧМТУ/ЦНИИЧМ 337—60. Трубы —ГОСТ 10802—64, ЧМТУ/УкрНИТИ 205—60.
1Х16Н14В2БР (ЭП17)
Химический состав, %, по ГОСТ 10801—64
С <si Мп S Р Сг Ni Nh В W Се А1 Си
не более
0,07—0,12 <0,6 1,0—2,0 0,020 0,030 15,0— 18,0* 13,0— 15,0 0,90— 1,30 0,002— 0,005* 2,0—2, U <0,02 (по 1 расчету) —0,3
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм -0 °ь, кгс/мм2 Ю Ф, % а HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 10801—64 Аустенизация 1100—1150 Вода или воздух 22 55 35 50
ЧМТУ/ЦНИИЧМ 337—60 Аустениза- ция** 1090—1130 Вода 090— <90 22 52 38 50 14
ГОСТ 10802—64 Аустенизация 1110—1150 Вода или воздух 22 55 35 50 14 <200
ЧМТУ/УкрНИТИ 205—60*** Аустениза- ция**** 1050—1100 Вода 22 52 38 50 14 <200
Аустениза- * * * * * 1090—1150 Вода
* По ЧМТУ/ЦНИИЧМ 337—60: Сг=15,0—17,0%, В<0,005 (по расчету). * * Выдержка из расчета 1 мин на 1 мм толщины заготовки. * ** Для труб с толщиной стенки менее 10 мм, от < 22 кгс!мм2, о55 кгс/мм7 и б>35%. * *** Режим для обработки труб пароперегревателей. * **** Режим для обработки паропроводов и коллекторных труб.
Назначение. Трубы пароперегревателей, паропроводов, коллекторов с.в.д. для длительных сроков работы при темпе- ратуре до 700°. Сталь жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ков- кой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия | проглажи- вание размер сечения, мм условия охлажде- ния размер сечения, мм условия охлаждения
Слиток 1160 850 850 На воздухе На воздухе
Заготовка 1160 850 850
Свариваемость Ограниченно свариваемая. Способы сварки: РДС электродами ЦТ23 и ЦТ 16-1 (для корневого слоя) и ЦТ 16 (для последующих слоев), КТС Обрабатываемость резанием В закаленном и отпущенном состоя- нии при НВ 200 Кv = 0,6 (твер- дый сплав), Кv = 0,3 (быстрорежу- щая сталь) Темпер Асх атура кр Ас3 ити ческих точек, Агх °C Аг3
359
Жаропрочные и другие свойства при длительных сроках службы 1Х16Н14В2БР
Истинная длительность испытания, час 12000 8000 3500 Термическая усталость
Рабочая температура, °C 550 600 660 700 750
Oj.jq-4 , кгс/мм2
’ кгс/мм2 12,5 6,5—7
о104, кгс/мм2 26 19 12 Коэффициент чувстви- тельности к надрезу за 104 час
Ощ5, кгс /мм2 26 23 i 15 9 5
Н, % 7—16 11—19 20—40
> 1,0
ан, кгс-м/см2
о_1 , кгс/мм2, на базе 107 циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: аустенизация с 1100-1150° Время, час Температура, С ан, кгс • м/см2
Температура испытания, °C а0,2, кгс/мм2 вь, кгс/мм2 б, % Ф, % «и, кгс-м/см2 НВ Исходное состояние 22—26
10000 660 13—14
—80 —40 —20 0 20 600 660 700 750 800 900 1000 1050 23—33 14,5—21 14—18 14—18 13—18 13—18 13 8 5 54—64 38—41 37—44 34—39 27—33 22—32 18 И 8 45—67 30—35 26—37 27—38 21—37 19—40 50 64 60 61—77 60—64 52—68 30—70 30—69 24—76 90 94 98 16—18,5 17—19 18—20,5 18—20 18—26 25—29 23—31 19—34 19—30 19—31 143—177
10000 700 10—15
10000 750 8—9
Ж а р о с т о и к о с г ь
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Релаксационная стойкость
Коррозионные свойства
Рабочая температура, °C Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
сг0, кгс/мм* Общая —
Точечная
ст 5: 103 час Коррозионное растрескивание
I вост > KZC/ 10* час
Межкристаллитная Оценка стойкости \ Состояние
1,2.10» час
360
Марка стали Вид поставки: Трубные заготовки — ГОСТ 10801—64, ЧМТУ/ЦНИИЧМ 337—60. Трубы ГОСТ 10802—64, ЧМТУ/УкрНИТИ 205—60.
Х16Н16МВ2БР (ЭП184)
Химический состав, %, по ГОСТ 10801—64
С Si <0,80 Мп S | Р Сг Ni Мо ыь W Рр Си В
не более ,0
0,06—0,11 <0,60 0,020 1о,ОЗО 15,0— 17,0 15,0— 17,0 0,40— 0,90 0,60—1 2,0—3,0 Основа <0,30 0,002— 0,005
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм О кгс/мм2 % ‘9 Ф, % ан, кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 10801—64 Аустенизация 11 10—1150 Вода или воздух 20—25 24 55 35 50
ЧМТУ/ЦНИИЧМ 337—60 Аустенизация 1090—1130 Вода 090—190 22 53 38 50 14 .....
ГОСТ 10802—64 Аустенизация 1100—1150 Вода или воздух 24 55 35 50 14 <200
ЧМТУ/УкрНИТИ 205—60* Аустенизация Аустенизация 1050—1100** 1100— 1150*** Вода Вода 22 53 38 50 14 <200****
* Для труб с толщиной стенки менее 12 мм (У <22 кгс/мм-, (У t) 55 кгс/мм-, б <. 35%. г* Режим термообработки для труб пароперегревателей. '*'* режим термообработки для труб паропроводов и коллекторов. **** Для холоднокатаных и холоднотянутых труб с толщиной стенки i 5 лыо
Назначен и е. Трубы пароперегревателей, паропроводов, коллекторов с. в. д. для длительных сроков работы при тем- пературе 600- 650°. Сталь жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла пе- ред ковкой, °C минимальная температура конца ковки, °C из слитков 1 из заготовок
интенсивные обжатия проглажи ние ва- размер сечения, мм условия охлажде НИЯ размер сечения, мм условия охлаждения
Слиток 1180 850 850 На воздухе На воздухе
Заготовка 1180 850 850
С Ограниченно Способы св Свариваемость □I Обрабатываемость резанием Температура критических точек, °C
свариваемая. арки: РДС, электрод! Асг Ас3 АГ1 Аг3
1Д1-1О/, Ц1-1О, U.1-Z6, МИ-1-ЬУ КТС — без ограничений Рекомендуется последующая термо- обработка
361
— Жаропрочные и другие свойства при длительных сроках службы 1Х14Н18В2БР1
Истинная длительность испытания, час 4500 10000 10000 Термическая усталость
Рабочая температура, °C 600 650 700
Cj.lo—кгс/мм2 11,7 10,0 8,0
aj.j0—5, кгс/мм2 8,5 7,0 5,2
с104, кгс/мм2 27,0 19,0 14,5
Коэффициент чувстви- тельности к надрезу за 104 час
а10б, кгс/мм2 20,0 14,5 10—12
е, % 14,0 20,0 25—30
> 1,0
ан, кгс-м/см2
а_it кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1100—1180°, вода или воздух. Время, час Температура, °C ан, кгс • м/см2
Температура испытания, °C 30»2» кгс/мм2 кгс/мм2 б, % % ан» кгс-м/см? НВ Исходное состояние 25,4
4000 600 11,6
Образцы продольные
(пр 20 600 650 700 20 утки 0 2Z 25—29 20 19 15—18 С 26—30 и 9Ь мм, 59—66 44—50 40 33—41 )бразцы т 49—60 трубы 0) 40—51 34 37 24—40 ангенциал! 34—49 32, 14 И 2 63—71 57 62 44—49 эные 43—63 ММ) 18—26 19—24 19—25 16—28 7—12 148—156 4000 650 18,2
4000 700 10,0
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Релаксационная стойкость Коррозионные свойства
Рабочая температура, °C 5О, кгс/мм2 1 Вид коррозии Общая Среда Темпе- рату- ра, °C 1л ИТ., час г/м2 или мк/год
СЧ 103 час 1 очечная — - —
Коррозионное
Ё о to 104 час растрескивание
Межкристаллитная Оценка стойкости Состояние
362
Марка стали Вид поставки: Поковки — ТУ НЗЛ 326—65.
ЗХ16Н22В6Б (ЦЖ13)
Химический состав, %, по ТУ НЗЛ 326—65
С * 4i Мп S Р Сг Ni Nb V W Fe А1 Си
не более
0,24—0,30 0,6( 0,80—1,20 0,025 0,03С 15,0— 17,0 21,0— 23,0 0,80— 1,20 — 5,50— 6,50 Основа — 0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм кгс/мм2 <?Ь, кгс/мм2 6, % М>, % ан, кгс-м/см2 НВ
операция температура, °C охлаждаю- щая среда HRC
не менее
ТУ НЗЛ 326-65 Аустенизация Отпуск 1150—1170 790—810 Вода Воздух 30 60 20 25 5 — —
Н а з и а ч с н и с. Обоймы газовых турбип. Сталь жаропрочная аустенитного класса.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия прогла- живание размер сечения, мм условия охлажде- ния размер сечения, мм условия охлаждения
Слиток
Заготовка
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Асх Ас3 I Аг1 Аг3
363
Жаропрочные и другие свойства при длительных сроках службы ЗХ16Н22В6Б
Истинная длительность испытания, час 5000 10000 13000 Термическая усталость
Рабочая температура, °C 650 700 750 — —
Oj.jQ-4, кгс/мл? -•
а1-1о—5> кгс!мм2
о104, кгс/мм2 16—18 12—13 7,5—9
Коэффициент чувстви- тельности к надрезу за 104 час
Ою5, кгс/мм2
е, % i
ан, кгс-м/см2 2—3 2
о_], кгс/мм2, на бале циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1150—1170°, вода; отпуск при 800°, 10 час, воздух
Время, час Температура, СС ан, кгс-м/см2
Температура испытания, °C а0,2, кгс/мм2 кгс/мм2 б, % Ф, % ан, кгс м/см2 НВ
2 750 45—48 26—27 78—81 36—43 28—32 33—39 6—9 229
Ж а ростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
К о р р о з и о н н ы с с в о и с т в а
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Релаксационная стойкость
Общая \
Рабочая температура, °C Точечная
Коррозионное растрескивание (
сг0, кгс/мм2 Межкристаллитная Оценка стойкости Состояние
СЧ 103 час —
У Е с О 104 час
1,2-Ю4 час
364
Марка стали 31Х19Н9МВБТ (ЭИ572) Сид поставки Сортовой прокат — ГОСТ 2590—71, 1 ОСТ 2Ь91—71, ГОСТ 103—67, 1 ОС'1 4405—75, ГОСТ 1133—71. ГОСТ 20072-74. Поковки — ПМТУ 28—53, ПМТУ 31 53 (ЛМЗ), ТУ 286—59 (НЗЛ), ТУ 277—57 (НЗЛ), ВТУ 2647 (УЗТМ).
Химический состав, %, по ГОСТ 5632—72
С Si Мп S | Р не более Сг Ni Мо Nb W Ti А1 Си
0,28—0,35 <0,80 0,8—1,5 0,020 10,035 18,0— 1 20,0 8,0—10,0 1,0—1,5 0,20— 0,50 1,0—1,5 0,20— 0,50 — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч . -5. !> сч 5= К) Г» « 1 6, % гр, % ан> кгс-м/см2 HRC НВ
операция 1 температура, °C охлаждаю шая спела
не менее
ГОСТ 20072—74 Закалка Старение 1140—1180 750—800 15 час Вода Воздух 25 30 60 30 40 — — —
ВТУ 2647 (УЗТМ) Закалка Старение 1150 750 Вода Воздух 35 68 25* 20 25* 20 7* т 6* 4 — —
ПМТУ28—53 Закалка Старение 1180 800 15 час Вода Воздух или с печью До 150 34 70 35* 27 40* 30 — 170—207
ТУ НЗЛ 286—59 Закалка Старение 1150—1180 750 12—15 час Вода С печью 200—250 35 68 25* 20 25* 20 6* 5 — —
* Числитель — механические свойства образцов продольных; знаменатель—тангенциальных.
Н а з и а ч е и и е. Лопатки, крепежные детали, диски и валы, работающие при температуре до 600—630°. Сталь жаропрочная аустенитного класса. Сталь может выплавляться с применением ВДП.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ков- кой, С минимальная температура конца ковки, СС из слитков из заготовок
интенсивные обжатия !проглажива- | ние размер сечения, мм условия охлажде- ния размер сечения, мм условия охлаждения
Слиток 1230 900 850 На воздухе На воздухе
Заготовка 1230 900 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудиосваривасмая. Способ сварки — РДС. Для снятия сварочных напряжений рекомен- дуется термообработка 3 термообработанном состоянии при НВ 175 и а ь — 60 кгс!мм2 Acj Ас3 АГ1 Аг3
(до (твердый сплав}, Kv = 0,3 (быстрорежущая сталь)
365
Жаропрочные и другие свойства при длительных сроках службы 31Х19Н9МВБТ
Истинная длительность испытания, час 3500 3000 5500 4000 — Термическая усталость
Рабочая температура, °C 560 600 650 700
01.10 ~\ кгс/мм2 24 15—19
5 О].Ю , кгс/мм2 17 11—13 23,5—27,С 8—10 4,3
<У104, кгс/мм2 30 18—21 10
Коэффициент чувстви- тельности к надрезу за 104 час
о10Б , кгс/мм2 26 20—24 15—17 6
в. % 15—24 8—10 4—14 3
>1,0
ан, кгс-м/см2
o__i , кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: I. Закалка с 1150—1180°, вода; старение при 800°, 15 час; охлаждение на воздухе. II. Закалка с 1150—1180°, вода; старение при 750°, 12—15 час; охлаждение с печью
Время, час Температура, °C ан, кгс-м/см2
Исходное состояние 5—8
Температура испытания, °C СТО,2, кгс/мм2 кгс/мм2 % ф,% ан» кгс-м/см2 НВ
60000 600 2,4—2,7
I режим — образцы продольные 30000 550 1,9
20 560 600 650 20 600 650 700 23—40 21—26 25 24 II режь 35—58 24—34 25—33 24—26 75—84 50—60 49 44,5 м — образ 61—86 50—52 42—48 35—43 31—44 26—30 20 24 цы тангег 9—34 15—21 12—23 17—29 40 -49 40—47 46 55 щиальные 10—42 16—39 16—41 25—53 9,5 10,5 11,0 11,0 2—8,5 4—11 4—17 4—13 207—241 60000 750 0,6
30000 800 0,7
Жаростойкость
Среда Температу- ра, °C Г руппа стойкости Скорость окисления, мм/год
Релаксационная стойкость Коррозионные свойства
Рабочая температура, °C 560 600 600 600 650 Вид коррозии Среда Тем- пера- тура, °C Длит., час г/м2 или мк/год
а0, кгс/мм2 20,0 20,0 25,0 30,0 20,0 25,0 Общая
Точечная
5 103 час 14,4 11,7 12,3 13,9 8,2 9,1 Коррозионное растрескивание
1 вост» кгс! 104 час . 12,9
Межкристаллитная Оценка стойкости Состояние
1,2‘Ю4 час 12,4
366
ЖАРОПРОЧНЫЙ СПЛАВ
НА ЖЕЛЕЗОНИКЕЛЕВОЙ ОСНОВЕ
Марка стал» Вид поставки: Сортовой прокат — ЧМТУ/ЦНИИЧМ 37—58. Поковки —ТУМИ 200—58 (ХТГЗ) Полоса — ДАТУ 24—62 (ЛМЗ).
ХН35ВГ (ЭИ612)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S Р Сг Ni Мо Fe W Ti А1 Си
не более
0,12 0,60 1,00—2,00 0,020 0,030 14,0— 16,0 34,0— 38,0 — Основа 2,80— 3,50 1,10—1,50 — <0,3(
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм I-’ су О « Ob, кгс/мм- 6, % % ч СЗ § HRC НВ
операция температура, сС охлаждаю- щая среда
не менее
ЧМТУ ЦНИИЧМ 37—58 Закалка Старение 2-ступенчатое 1080—1100 850, 10 час 700, 25—50 час Вода Воздух* До 125 40 75 15 35 0 — 217—269
ТУМИ 209—58, (ХТГЗ) До 250 40 75 15** 25** 5 —
13 20
МТУ24—62 (ЛМЗ) Закалка Старение 1080—1100 700, 25—50 час Вода Воздух До 2—3 Не определяются 96
* Крупные поковки охлаждаются с печью до 200—300 °. * * Числитель—механические свойства образцов продольных: знаменатель — тангенциальных. Сталь может выплавляться с применением ВДП.
Назначение. Диски, лопатки, крепеж, плоские пружины и другие детали, работающие при температуре до 650°. Жаропрочный сплав па железоникелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпера- тура нагрева металла перед ков- кой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлажде- ния размер сечения, мм условия охлаждения
Слиток 1170 850 850 На воздухе На воздухе
Заготовка 1170 850 850
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносварйваемая. Способ сварки — РДС, электроды КТИ-762. Для снятия сварочных напряжений рекомендуется последующая тер- мообработка 3 термообработанном состоянии при НВ 269 и оь = 97 кгс/мм2 Kz, = 0,30 (твердый сплав), =0,15 (быстрорежущая сталь) Acj Ас3 АГ1 Аг3
1
368
Жаропрочные и другие свойства при длительных сроках службы ХН35ВТ
Истинная длительность испытания, час 15000 16000 15000 10000 13000 4500 Термическая усталость
Рабочая температура. °C 500 550—565 600 630 650 700 750
°Ы0 4» кгс1мл? 17 11
Cj.jQ—5, кгс!мм2 18 13—14 8 4
о104, кгс/мм2 45 39 26—31 21 20 14 Коэффициент чувстви- тельности к надрезу за 104 час
о106, кгс/мм2 36 32 21—26 18 16 10 6
е,% >1,5 >1 >1 >1 >2 >3 1,1—1,2 (при 650°)
ан, кгс -м/см2
а—1 , кгс/мм2, на базе циклов 108 34 20 32 23—27
* Числитель — образцы гладкие; знаменатель — образцы с надрезом
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1090°, вода; старение при 850°, 10 час\ старение при 700°, 25—40 час, охлаждение с печью. Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C °0,2, кгс/мм2 °ь, кгс/мм2 a, % Ф, % ан» кгс. м/см2 НВ Исходное состояние 4—18
25000 550 5—13
Образць I продольные (сортовой прока1 ОЛ 07 IO on on KK г) 8—18 217—255 30000 600 4,5—11,5
ou—О/ 100000 650 6—8
500 42—48 68—76 15—23 23—53 9—17
550 42—51 68—79 17—23 37—53 13—16
600 40—51 64—73 15—25 30—48 6,5—14 Ж а ростойкость
650 37—54 51—70 10—23 15—36 10—18
700 —100 37—45 Обра 46—50 зцы танге 9—31 нциальные 11—48 (диск) 10—16 14—17*
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
—60 13—16*
—40 13—14*
—20 12—18* Воздух 800 Стойкая 0,038
0 12—15*
20 40—65 72—100 13—31 14—50 4—17 217—269
600 38—54 54—80 10—21 15—42 4,5—12
650 36—53 50—73 7,5—19 14—37 4—13
Коррозионные свойства
700 36—49 50—60 6—10 9—19 5—12
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Релаксационная стойкость
Рабочая температура, °C 500 525 560 600 650 680
Общая
а0, кгс/мм2 ,45 35 30 25 30 25 25 20 25 20 Точечная
30 Коррозионное растрескивание
I <Jocm> кгс/мм2 Ю3 час 34,3 30,6 26,9 23,5 22,4 24,6 21,7 19,9 16,4 12,6 12,4
Межкристаллитная Оценка стойкости Состояние
16,5 14,0
Ю4 час 32,4 30,2 26,8 23,3 21,8 22,5 20,0 8,8 7,8
1,2.10* цас
24—2864
369
/Марка стали
Вид поставки;
ХН35ВТК
(ЭИ612К)
Сортовой прокат — ЧМТУ/ЦНИИЧМ 37—58. Поковки —ТУ УЗТМ 4610.
Химический состав, %, по ЧЖТУ/ЦНИИЧМ 37—58
С Si Мп S не б Р юлее Сг Ni Со Fe W Ti Al В
<0,10 - 0,50 1,0—2,0 0,020 0,020 14,0— 16,0 34,0— 38,0 3,50— 4,50 Основа 2,80— 3,50 1,20— 1,60 — 0,01 (по ра- счету)
Механические свойства при 20°
ГОСТ, ТУ Режим т операция ермообра температура, °C б о т к и охлажда- ющая среда Сечение, мм со Ь- А? О со 5; О У б, % % со ° у HRC НВ
не менее
ЧМТУ/ цниичм 37—58 Закалка Отпуск Старение 2-ступенчатое 1080—1100 700°, 5 час 850, 10 час 700, 25—50 час Вода Воздух Воздух с печью до 200—300° . До 125 35 65 15 35 6 — 217—255
ТУ УЗТМ 4610 До 200—250 40 75 15 25 5 — 229
Сплав может выплавляться с применением ВДП.
Назначение. Диски, лопатки, крепеж и другие детали, работающие при температуре до 700°.
Жаропрочный сплав на железоникелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- ратура на- грева метал- ла перед ковкой, °C минимальная температу- ра конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1170 900 900 На воздухе На воздухе
Заготовка 1170 900 900
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудпосвариваемая. Способ сварки — РДС, электроды КТИ-762. Для снятия сварочных напряжений рекомендуется последующая тер- мообработка В закаленном и отпущенном состоя- нии при НВ 269 и вь =97 кгс/мм2 Kv — 0,30 (твердый сплав), Kv = 0,15 (быстрорежущая сталь) Acj Ас3 Ari Аг3
370
Жаропрочные и ipvrnc свойства при длительны?, срока?; службы ХН35ВТК
Истинная длительность испытания, час 12000 25000 80000 - Термическая гстялос.ть
Рабочая температура, °C 500 550 600 650 700 —
После 100 циклов на- грева до 650° и резко- го охлаждения не проявляется склон- ность к термической ус- талости
°ыо~4’ к?с!мм2 i 17,5 12-13
аыо —5> 13—14 8—9
о104, кгс/мм2 46 40 34 21—24 16
о105, кгс/нм2 40 34 28 18—20 j 14 — — Коэффициент чувстви- тельности к надрезу
2,% 3,1
15,0 18,0 - 1,1 —1,2 (при 650 и 700°)
ан, кгс • м/см2
о । , кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания. Чувствительность к охрупчиванию при старении
Режим термообработки: I режим. Закалка с 1080—1100°; старение при 700°, 50 час. II режим. Закалка с 1080—1100°. вода; старение при 850°, 10 час и 700°, 25—50 час. Время, час Температура, °C ан, кгс • м/см2
Исходное состояние 5—11
Температура испытания, °C ао >2> кгс/мм2 а6, кгс/мм2 ф,% ан > кг с. м/см2 НВ 30000 550 3—6
30000 — ООО 2—5
I режим — образцы продольные (сортовой прокат) 30000 650 5—10
20 50—58 95—99 21—23 43—55 7—17 217—25Е 30000 700 7—8
650 48 68 14 23 8,5 Жаростойкость
700 II —40 45 режим — 64 образцы 10 тангенциа. 20 пьные (по 12 ковки) 8—12
Среда Температура, °C Г руппа стойкости Скорость окисления, мм/год
—20 9—11 - —
0 9—11,5
20 44—63 78—96 13—28 14—37 5-11 4,5—8 217—26£
500 39—50 69—85 14—32 22—33
Коррозионные свойства
600 39—50 63—82 11—21 19—37 4—8
650 39—50 60—75 9—21 11—29 4,5—9,5 5—10 —
Среда | Темпе- рату- ра, °C Длит., час г/н? или мк/год
700 39—48 51—70 | 7—21 12—34 Вид коррозии
Релаксационная стойкость
Рабочая температура, °C 650 650 680 Общая а
Точечна)
о0 кге/м2 20 25 25 Коррозионное растрескивание
I аост, кгс/мм2 | 13,0 15,0 12,0 Межкристаллитная Оценка стойкости Состояние
9,0 10,5 (6,5)
1,2- Юлчас 8,4 10,0
371
Марка стали ХН35ВТЮ (ЭИ787) i’>и ; iiocj.'iBKIi: Сортовой прокат — ЧМТУ/ЦНИИЧМ 63—58 (прутки горячекатаные и кованые).
X и м и ч с с к и й с о с т ; в, %. ПО ГОСТ 5652—72
С Si Мп S 1 Р Сг Ni Fe В W Ti А1 Си
не более
<0,08 <0,60 <0,60 i 0,020| 0,030 14,0— 16,0 33,0— 37,0 Основа <0,020 (по расче- ту) 2,80— 3,50 2,40— 3,20 3,70— 1,40 <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим т Операция е р м о о б р а температура, сС б о тки охлаждаю- щая среда Сечение, мм кгс/мм2 ©з -^0 О У х© О'" % ч : 1 ©3 « у HRC НВ
не менее
ЧМТУ/ цниичм 63—58 Закалка Закалка Старение 1180—1200 (2,5—8,0 час) 1040—1060 (4 час) 750—800 (16 час) Воздух Воздух Воздух 32—55 65 95 6 8 3 — —
Назначение. Рабочие лопатки газотрубных и других двигателей, работающие при температуре до 700—800°; ком- прессорные лопатки, работающие при температуре до 700—800°; компрессорные лопатки, работающие при температуре до 500—700°; диски, дефекторы, кольца, работающие при температуре до 750°. Жаропрочный сплав на железоникелевой основе.
Т эв ехно логические свойства
Температурные параметры к ки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева ме- талла перед ковкой, сС минимальная темпера- тура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаж- дения размер сечения ММ. ,1 условия охлаж- | дения
Слиток 1100 900 900 До 450 На воздухе До 450 На воздухе
Заготовка 1110 900 900
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносвариваемый. Способ сварки — РДС электродами ЦТ-22. Для снятия сварочных на- пряжений рекомендуется после- дующая термообработка В термообработанном состоянии при НВ 340—364 и о t) = 95 кгс/мм2 Kv =0,15(твердый сплав), Кг, =0,1 С (быстрорежущая сталь) Acj Ас3 Ari Аг3
372
Жаропрочные и другие свойства при длительных сроках службы ХН35ВТЮ
Истинная длительность испытания, час — Термическая усталость
Рабочая температура, °C 550 600 700 750 800 900
°0 2-10—2’ xecl-MM2, 25 13—14 —
°1-Ю—5> кгс1мл&
о10» кгс/мм2 65—73 52—55 28—32 21—22 12—16
о104 кгс/мм2 55—63 42—45 22—26 16—23 — Коэффициент чувстви- тельности к надрезу за 104 час
г ° 9 /0
o_j кгс/мм2 на базе 107 циклов 28*—30 30 28—31* 30 25—27 16
* Закалка с 1150—1160°, 6—10 час, воздух; закалка с 1050°, 4 час, воздух; старение при 830°, 16 час, воздух Чувствительность к охрупчиванию при старении
Механические свойства в зависимости от температуры испытания
Время, час Температура, °C ан, кгс-м/см2
Режим термообработки: закалка с 1180—1200°, 2,5—8 час, воздух; закалка с 1050°, 4 час, воздух; старение при 750—800°, 16 час, воздух
Исходное состояние 3,0
Температура испытания, °C а0,2, кгс/мм2 кгс/мм2 Л, % Ф, % «м > кгс-м/см2 НВ 10000 6000 700 750 1,1 1,2
20 400 500 600 700 750 800 850 900 70—92 70—83 70—85 69—83 70—83 58—80 60—70 33—35 20—24 90—134 90—118 90—115 90—110 74—97 60—89 68—75 36—38 21—25 7—22 11—12 5—16 12—14 5—15 4—11 13—15 19—21 20—23 10—25 12—16 6—24 12—18 8—23 6—19 22—28 46—48 50—60 2,5—8,5 5,5—6,0 3—4 5—6 302—354
Жаростойкость
Среда Гемпе] ° за С тура, Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Прутки 0 45—90 мм (образцы продольные); диски 0 540 — 900 мм, /г=110—175 мм (образцы тангенциальные и радиальные) Вид коррозии Среда Темпе- рату- ра, РС Ц,лит., час г/м2 или мк/год
Релаксационная стойкость
Рабочая температура, °C Общая 1 1
Точечная
о0, кгс/мм2 — — :ти
Коррозионное растрескивание
I вост, кгс/мм2 I 103 час Межкристаллитная Оценка стойкое Состояние
104 час
1,2-Ю4 час
373
Марка стали ХН35ВТР (ЭИ725) J Вид поставки: 1ист (толщиной 5- - 50 мм) — ТУМИ 263—59 (ХТГЗ).
Химический состав. %, по ГОСТ 5632—72
С Si i Мп <1,0 S 1 Р не более Сг Ni Мо V W Ti Се В
<0,10 <0,6 0,02 1 0,03 14,0— 16,0 35—38 — — 4,0—5,0 1,10—1,50 0,025 (по р< 0,005 1счету)
Механические свойства при 20°
ГОСТ. ТУ one; ж и м т тапия ермообра температура, СС б о т к и охлаждаю- щая среда Сечение, мм ' °т ’ i кгс/мм2 — кгс/мм2 6, % СЧ С G г? HRC НВ
не менее
ТУМИ 263—59 (ХТГЗ) Закал Ста ре ка тие 1130-1150 750,24 час Воздух Воздух 5—50* 40 75 20 30 8 — —
1
* Образцы поперечные.
Назначение. Корпус при тс Жаропрочный сплав .ы турбин с рабочей температурой металла до 750°, направляющие лопатки турбин, работающие ;мпературе 750—780°. на железоникелевой основе.
Технологические свойства
Температурные п< траметры ковки а- Охлаждение поковок, изготовленных
состояние максимальная температура нагрева ме- талла перед ковкой, °C минимальная темпера- тура конца ковки, СС из слитков из заготовок
интенсивные обжатия проглажив ние размер сечения, мм условия охлаж- дения эазмер сечения, мм условия охлаж- дения
Слиток 1160 850 850 На воздухе На воздухе
Заготовка 1160 850 850
Свариваемость ТЫ Обрабатываемость резанием Т-ра критических точек, °C
Трудносвариваемая. Способ сварки — РДС, ЦТ-22. Для снятия сваро жений рекомендуется п термообработка электро; В термообработанном состоянии при 80 кгс/мм2 К w =0,30 (твердый сплав), Кг, =0,15 (быстрорежущая сталь) Acj Ас3 Arj Аг3
чных напря- оследующая
374
Жаропрочные и другие свойства при длительных сроках службы ХН35ВТР
Истинная длительность испытания, час 8000 10000 9000 Термическая усталость
Рабочая температура, °C 650 700 750
°1Ю—4’ кгс1мм‘г 18 11 6
Uj.jq—5. кгс/мм2 13 8 4,3
о104, кгс/мм2 28 1'5 9,5
о106, кгс/мм2 16 11 6
Коэффициент чувстви- тельности к надрезу за 104 час
е, %
ан, кгс-м/см2
о_1 кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры Чувствительность к охрупчиванию
испытания. при старении
Режим термообработки: аустенизация при 1120—1150°, воздух и старение при 750°, 24 час Время, час Температура, °C ан, кгс-м/см2
Исходное состояние 10,4
Температура испытания, °C °0>2> кгс/мм2 кгс/мм2 б, % % ^кгс-м/см2 НВ
11000 700 5,0
20 650 700 750 45—55 38—50 38—50 35—40 80—94 65—70 60—69 50—56 22—27 15—20 9—29 18—24 22—50 30—40 10—52 35—50 10—16 8—14 8—12 12—17 5000 750 4,6
Жаростойкость
Среда Температура, °C Г руппа стойкости Скорость окисления, мм/год
i
Коррозионные свойства
Релаксационная стойкость
Рабочая
температура,
°C
оо, кгс/мм2
кгс/мм-
Ю4 час
1,2-104 чш
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Общая —
Точечная
Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
I
375
ЖАРОПРОЧНЫЙ СПЛАВ
НА НИКЕЛЕВОЙ ОСНОВЕ
Марка стали Вид поставки: Сортовой прокат — МПТУ 2362—49, ЧМТУ 1-456—68. Лист тонкий — ЧМТУ 3126—52. Лист толстый — ЧМТУ 5363—55. Проволока (марки Х20Н80)—ГОСТ 12766—67. Сварочная проволока — ЧМТУ 5216—55.
ХН78Т (ЭИ435)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S Р Сг ( Ni Мо Fe W Ti А1 Си
не более
0,12 0,80 :0,70 0,015 0,020 19,0— 22,0 Основа -6,0 — 0,15— 0,35 <0,15 .0,07
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки । Сечение, 1 мм d o' « й j? => Со о ьг х© 0х- «о Cl HRC НВ
операция темпера™ ра, °C охлаждаю- щая среда
не менее
ЧМТУ 1-456--68 Аустенизация 980—1200 Вода или воздух — 70 30 1 — — —
Назначение. Детали газопроводных систем, жаровые трубы камер сгорания, рассчитанные на ограниченный срок службы при температурах до 1100°, направляющие лопатки, уплотнения и другие детали. Жаростойкий и жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- минимальная темпера- тура конца ковки, °C из слитков из заготовок
ратура Не грева ме талла пер< ковкой, ° 1- С интенсивные обжатия проглажи- вание размер сечения, мм условия охлаж- дения размер сечения, мм условия охлаж- дения
Слиток 1220 850 850 До 300 В штабелях на воздухе До 300 В штабелях на воздухе
Заготовка 1220 850 850
Свариваемость Обрабатываемость резанием Температура критических точек. Z
Трудносвариваемая. Способ сварки — РДС электро- дами ЦТ-22 В термообработанном состоянии при НВ 156 и а* = 72 кгс[мм- Асг Ас3 Агх Аг3
(v = 0,5 (твердый сплав), = 0,3 (быстрорежущая сталь)
378
Жаропрочные и другие свойства при длительных сроках службы ХН78Т
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 20 550 700 800 900
aj.jQ-4, кгс/мм2 Температурный цикл Число цик- лов до об- разования трещины дли- ной 0,5 мм
Е аыо ’ кгс!м^
о10± кгс/мм2 10,5 2,8—4,5 1,5—1,8
о о о с о сч сч сч сч сч t t t t t 00000 00000 00 0 0 — сч 130 67 35 25 20
а10з кгс/мм2 15,7 —
% —
ан, кгс-м/см^
Коэффициент чувстви- тельности к надрезу за 104 час
сг__] кгс/мм2, на базе циклов 107 22
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 980—lO^O0, воздух (лист) Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C °0,2, кгс/мм2 Ofc, кгс/мм2 О 1 ’ , , 0 40 40 40 40 35 70 90 100 112 130 Ф, % ",7 , кгс-м/см'1 НБ
20 400 500 600 700 800 900 1000 1100 1200 27,5 25 25 21 19 10 78 68 62 60 40 18 11 6,5 4,5 2,4
Ж а р о с т о й кость
Температура, СС Среда Скорость окисления, мм/год Группа стойкости
1000 1100 1200 1250 Воздух » » » 0,332 0,618 1,082 1,602 Пониженно- стойкая Пониженно- стойкая Малостойкая Малостойкая
Коррозионные свойства
Стойкость в газовых средах, содержащих SO2, H2S, и науглероживающих — низкая, в среде азота при малом содержании кислорода —средняя.
Релаксационная стойкость
Рабочая температура, °C
о0, кгс/мм2 _• — — Межкристаллитная Оценка стойкости Состояние
©1 * ё о О 10е час
104 час
1,2104 час
379
Вид поставки:
Марка стали
ХН67ВМТЮ (ЭП202, ЭИ445Р) Сортовой прокат — ЧМТУ/ЦНИИЧМ 1303—65. Лист толстый — ЧМТУ/ЦНИИЧМ 1304—65, ЧМТУ1-555—68. Проволока — ЧМТУ/ЦНИИЧМ 631—62. Поковки ЧМТУ/ЦНИИЧМ 1305—65.
Химический состав, %, по ГОСТ 5632—72
С Si Мп S 1 Р не более Сг Ni Мо Fe W Tj Al В <0,01 Се
<0,08 0,60 <0,50 0,010 0,015 17,0— 20,0 Основа 4,00— 5,00 ,4,00 4,00— 5,00 2,20— 2,80 1,00— 1,50 <0,01
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм С1 1 ь СО to ье 1 °ь, кгс/мм2 % ‘9 > кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ЧМТУ Закалка Старение 1150—1170, 5 час 850, 10 час 1100 850, 10 час Воздух Воздух От 15 До 250 5—25 56 95 95 16 18 18 3,5 4,0 321—329
ЦНИИЧМ 1303—65 ЧМТУ
ЦНИИЧМ 1305—65
ЧМТУ Закалка Старение Воздух Воздух 56 16 —
ЦНИИЧМ 1304—65
ЧМТУ 1-555—68 Закалка Старение 1150 850, 5 час Воздух Воздух 56 95 16 18 5,0 — —
Назначение. Диски, корпусы, рабочие и сопловые лопатки газовых турбин со сроком службы до 25 000 час при
температуре до 750—800°.
Жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максималь- ная темпе- ратура на- грева метал- ла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
интенсивные обжатия проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1180 950 950 До 400 На воздухе До 400 На воздухе
Заготовка 1180 950 950
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносварйваемая. Способ сварки — АрДС, присадка ЭП-356 В термообработанном состоянии при НВ 217 и — 106 кгс/мм2 Kv = 0,10 (твердый сплав), =0,08 (быстрорежущая сталь) Ac2 Ас3 Лг, Аг3
380
Жаропрочные и другие свойства при длительных сроках службы ХН67ВМТЮ
Истинная длительность испытания, час 4250 8800 14070 3000 4350 Термическая усталость
Рабочая температура, °C 700 750 800 850 900 5 950 . —
О] 10~4, кгс/мм2 33 25 14 9
01.1Q—5, кгс/мм2 17 9
сг104, кг мм2 37—39 28—30 18—20 11—13 6,5—7,5 3,3—3,8
Коэффициент чувстви- тельности к надрезу за 104 час
сг106, кг /мм2 30—32 20—22 13—15 7—8 4—4,5 1,9—2,1
е, % - >1,0
ан, кгс-м/см2
a_j кгс/мм2, на базе циклов 30—32 32—34 31—33 28—30
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: нагрев до 1150—1200°, 5 час, воздух и отпуск при 850°, 10— 15 час Время, час Температура, °C ан, кгс-м/см2
Исходное состояние 3—5
Температура испытания, °C О0>2» кгс/мм2 Об, кгс/лои2 б, % Ф. % ан» кгс-м/см2 НВ
2500 700 2
20 700 750 800 850 900 56—70 56—70 55—65 50—62 47—58 38—45 100—110 85—100 75—85 70—80 55—68 42—55 16—30 15—30 8—25 8—25 12—30 16—30 18—32 15—32 10—30 10—30 15—40 18—45 5—12 6—14 6—14 6—14 6—15 6—15 255—302
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Общая
Точечная
Релаксационная стойкость
Коррозионное растрескивание
Рабочая температура, °C 1
Межкристаллитная Оценка стойкости Состояние
сг0, кгс/мм?
СЧ 5s Ю3 цас
* ё о О Ю* час
1,2.10* час 1
381
Марка стали Вид поставки Сортовой прокат—ЧМТУ/ЦНИИЧМ 1318—65. Лист тонкий — ЧМТУ 5386—56. Лен- та — ЧМТУ 5482—56. Проволока — ЧМТУ 5850—57. Поковки- ЧМТУ 5630 -56, ЧМТУ 5469—51, МПТУ 4376—34.
ХН77ТЮР (ЭИ437Б)
Химический состав, %* —
С Si <0,60 Мп S 1 Р Сг Ni Fe В Се Ti А1 Си <0,07 В
не более
<0,06 <0,40 <0,007 0,015 19,0— 22,0 Основа <4,0 <0,010 <0,01 2,30—2,70 0,55—0,59 0,60—1,0 <0,01
<0,07 <1,0 <0,02 2,40—2,80
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм сч 5- - л o' £ СЧ д о * % ан, кгс-м/см2 НВ Темпера- тура ис- пытания, °C
операция темпера- тура, °C охлажда- ющая
не менее
ЧМТУ/ ЦНИИЧМ 1318—65 Закалка Старение 1070— 1090, 8 час 690—710, 16 час Воздух Воздух 032—55 75 15 20 255—321 20 700
* Числитель — по ГОСТ 5632—72; знаменатель — по ЧМТУ/ЦНИИЧМ 1318—65.
Назначение. Рабочие лопатки и диски газовых турбин, работающие при температуре до 700°. Жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагре- ва металла перед ковкой, ° С минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание условия охлаждения сечения, мм
Слиток 1180 900 900 До 300 На воздухе До 300 На воздухе
Заготовка 1180 900 900
Свариваемость Обрабатываемость резанием Температура критических точек, ° С
Трудносвариваемая. Способ сварки — РДС В термообработанном состоянии прг НВ 262 и Об= 108 кгс]см2 Kv=0,2Q (твердый сплав), Kv =0,08 (быстрорежущая сталь) Асх Ас3 Ari Аг3
382
Жаропрочные и дру! не свойства при длительных сроках службы ХН77ТЮР
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 600 650 700 750 800 850
СГ1.1О—3. кгс/мм2 46 -• 20 - - —
Oj.lQ—4. кгс/мм- 34 — — —
а103, кгс/мм2 56 52* 47 55* 31 25* 20—21 15* —
о104, кгс/мм2, 45 35 18—20 11—20 — — Коэффициент чувстви- тельности к надрезу за 104 час
е, %
ан, кгс-м/см2
о_! кгс/мм2, на базе циклов 107 37—39 26—29** 15
24
* Для состояния аустенизации при 1080° и старения при 700°. ** Числитель — образцы гладкие; знаменатель — образцы с надрезом.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: аустенизация при 1080°, воздух и старение при 750°, 16 час Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C кгс/мм2 Оь, кгс/мм2 б, % г|\ % ан> кгс-м/см2 НВ Исходное состояние 3-5
5000 600 1,5
20 500 550 600 650 700 750 800 66 58 57 55 53 53 53 47 92—109 90 90 88 84 84 82 53 11—24 22—29 31—32 30—33 25—26 25—29 24—29 15—16 10—21 19—27 32—34 30—32 23—28 27—32 23—27 25—30 3—5 5—7 5—6 5—6 5—6 5 6 9 5000 650 3,0
5000 700 4-5
5000 750 7—8
Жаростойкость
Среда Температура, °C Г руппа стойкости Скорость окисления, мм/год
Высокая при 650—820°
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °с Длит., час г/м2 или мк/год
Общая —
Точечная
Релаксационная стойкость
Коррозионное растрескивание
Рабочая температура, °C
Межкристаллитная Оценка стойкости Состояние
сго, кгс/мм2
со 5: * £ о О Ю3 час
Ю4 час
1,2-10* цас
383
Марка стали Вид поставки: Сортовой прокат — ЧМТУ 1-38—66 (горячекатаные и кованые прутки и полосы).
ХН80ТБЮ (ЭИ607)
Химический состав, %, по ГОСТ 5632—72
С Si Мп s 1 Р Сг Ni Мо Fe Nb Ti А1 Си
не более
<0,08 <0,8 <1,0 0,020 3,020 15,0— 18,0 Основа — <3,00 1,00— 1,50 1,80— 2,30 0,50— 1,00 <0,07
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат » кгс/мм2 еч -С, й to * б, % Ч, % ан, кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ 1-38—66 Аустенизация Старение 5-ступенчатое 1100, 6 час 1000, 2 час 900, 1 час 800, 2 час 750, 20 час 650, 48 час* Вода С печью до 900° С печью до 800° Воздух Воздух Воздух 32—55 65 95 18 22 6 — 217—255
* Температура старения соответствует температуре эксплуатации.
Назначение. Лопатки турбин, рассчитанные на работу при температуре 630—700° со сроком службы до 10 000 час. Крепежные детали. Жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивны» обжатия г проглажи- вание
Слиток 1180 900 900 На воздухе На воздухе
Заготовка 1180 900 900
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносвариваемая. Способ сварки — РДС В термообработанном состоянии при НВ 165 и Ой = 75 кгс/мм2 Кг, =0,20 (твердый сплав), Kv =0,15 (быстрорежущая сталь) Асг Ас3 Агх Аг3
384
Жаропрочные и другие свойства при длительных сроках службы ХН80ТБЮ
Истинная длительность испытания, час 5000 3000 Термическая усталость
Рабочая температура, °C 650 700
Oj.iQ—кгс/мм2 35 22
Oj.jq-6’ кгс/мм2 26 15
о108, кгс/мм2 45 28
а104, кгс/мм2 28 17 Коэффициент чувстви- тельности к надрезу за 104 час
s, % 0,25—1,3
ан, кгс-м/см2
o_j кгс/мм2, на базе циклов 107 39
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: аустенизация с 1000°, 5 час, вода и ступенчатое старение Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C ао,а» кгс/мм2 Oft, кгс/мм2 ъ, % Ф, % Он, кгс-м/см2 НВ Исходное состояние 10,0
2000 650 6
20 500 600 630 650 700 65 61 60 60 55 50 105 100 83 79 70—75 68 24—30 26 И 7 7—12 7 28—35 26 10—15 6 10 10 12
2000 700 6
Жаростойкость
Среда Температура °C Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Общая
Точечная
Релаксационная стойкость
Коррозионное растрескивание
Рабочая температура, °C ’ 650 700
Межкристаллитная Оценка стойкости Состояние
а0, кгс/мм2 15 20
сч 1 § s: о О Ю3 час 12,8 10,8
Ю4 час 1.2-104 час 11,7
7,0
25—2864
385
Марка стали ХН80ТБЮА (ЭИ607А) Вид поставки: Сортовой прокат — ЧМТУ1-38—66 (горячекатаные и кованые прутки и полосы).
Химический состав, %, по ЧМТУ 1-38—66
С Si Мп S | Р не более Сг Ni Nb Fe W Ti 3 А1 Си
<0,08 <0,8 <1,0 0,020 0,020 15,0— 17,0 Основа 1,0—1,5 <3,0 — 1,4—1,1 0,5—1,0
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм л Ь CU О <м - -5. о* « % ‘о % ан » кгс-м/см* HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ 1-38 66 Закалка Старение 5-ступенчатое 1100,6час 1000,2час 900, 1 час 800,1 час 750, 2 час 700, Ючас Вода С печью до 900° С печью до 800° Воздух Воздух Воздух 32—55 45 85 26 30 1 — —
Назначение. Лопатки, крепежные детали, пружины, диски, уплотнительные кольца, работающие при темпера- туре до 700ь. Жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальна; конца к( интенсивные обжатия температура эвки, °C проглажи- вание из размер сечения, мм слитков условия охлаждения размер сечения, мм из заготовок условия охлаждения
Слиток 1180 900 900 1 На воздухе На воздухе
Заготовка 1180 900 900
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ас! Ас3 АГ1 Аг3
386
Жаропрочные и другие свойства при длительных сроках службы ХН80ТБЮА
Истинная длительность испытания, час 10000 10000 — Термическая усталость
Рабочая температура, °C 550 600 650 700
оЬ]/ > кгс/мм*
5 °1-10 ’ кгс/лш2 24—26
°ю4» кгс/мм* 18—21
Коэффициент чувстви- тельности к надрезу за 104 час
о108, кгс/мм* е, % — ~ 20—22 1—8 15—17 5—9 — — —
ан, кгс • м/см2
О—! t кгс/мм2, на базе циклов 107 47,5 47,5
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: I режим. Закалка с 1100°, 6 час, вода и 5-ступенчатое ста- рение: 1000°, 2 час +900°, 1 час +800°, 2 час +750°, 2 час +750°, 48 час. II режим. Тангенциальные образцы (диск 0 500 мм). 1000°, 2 час +900°, 1 час +800°, 2 час +750°, 2 час +650°, 48 час. Время, час Температура, °C |ан, кгс • м/см2 1
Исходное состояние 16
Температура испытания, °C °0,2, кгс/мм* Об, кгс/мм* 6, % % кгс-м/см/2 НВ 6000 600 И
6000 650 12
I режим — образцы профильные (сорт)
Жаростойкость
20 49 94 34 45 11,0
550 46 84 34 49 Среда Температура, °C Группа стойкости Скорость окисления, мм/год
600 45 79 23 29
650 43 55 9 16
700 40 55 20 25 12,0
II режим — образцы тангенциальные (диск 0 500 мм)
20 63—65 100—102 25—34 33—36 12—14
Коррозионные свойства
600 47—56 70—82 11—24 19—28 13—15
700 44—49 60—63 10—21 25—31 14—15 Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м* или мк/год
800 33 41 16,5 30
Релаксационная стойкость Общая —
Рабочая температура, °C 565 37 35 32 32 30,5 600 650 680 Точечная —
о0, кгс/мм* 33 25 25 Коррозионное растрескивание
30
25
Межкристаллитная Оценка стойкости Состояние
24,9 21 19
а 5? з 108 час
24,0
28,6 20,2
§ 1 О О 104 час
19 15,2
1,2-Ю4 час
387
Марка стали Вид поставки: Сортовой прокат — ЧМТУ 1-38—66 (прутки кованые и катаные). Поковки — ТУМИ ‘<60—59 (ХТГЗ).
лН70ВМЮТ (ЭИ765)
Химический состав, %, по ГОСТ 5632—72
С Si Мп S Р Сг Ni Мо Fe W Ti А1 В
не более
о, io- о.16 <0,60 <0,50 0,020 0,020 14,0— 16,0 Основа 3,00— 5,00 <3,00 4,00— 6,00 1,00— 1,40 1,70— 2,20 <0,01 (по расч.)
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм ат, кгс/мм2 zww/эгм *‘Id % « £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ 1-38—66 ТУМИ 260—59 (ХТГЗ) Аустенизация Старение 1150+,°’ 3 час 800,20 час Масло Воздух 0 32—55 60 100 20 25 6 — —
Назначение. Лопатки стационарных газовых турбин, работающие при температуре до 750°, крепежные детали, ра- ботающие при температуре до 650—750°. Жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия | проглажи- 1 вание
Слиток 1180 900 900 До 220 На воздухе До 220 На воздухе
Заготовка 1180 900 900
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудиосвариваемая. Способ сварки — РДС. Для снятия сварочных напряжений рекомендуется последующая тер- мообработка В термообработанном состоянии при НВ 202 и о ь = 83 кгс/мм2 Kv = 0,20 (твердый сплав), Кг, =0,10 (быст- рорежущая сталь) Асг Ас3 АГ1 Аг3
388
Жаропрочные и другие свойства при длительных сроках службы ХН70ВМЮТ
Истинная длительность испытания, час 7000 3000 2000 15000 20000 10000 4000 — Термическая усталость
Рабочая температура, °C 565 600 650 700 750 800 850
, кгс/мм2 27 22 11
—5 оь10 , кгс/мм2 20 16 8
о104, кгс/мм2 60 56 40 26 18 9 6
о106, кгс/мм2 50 50 30 19 13 5 Коэффициент чувстви- тельности к надрезу за 104 час
е, % 5,3 1 (при 750°); 0,85 (при 700°)
ан, кгс-м/см2
o_j кгс/мм2, на базе циклов 107 40* 38 32
25 25 21
* Числитель — образцы гладкие; знаменатель — образцы с надрезом.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: аустенизация при 1150°, масло; отпуск при 800°, 20 час
Время, час Температура, °C ан, кгс - м/см2
Температура испытания, °C а0,2, кгс/мм2 Ob, кгс/мм2 6, % ф, % аНг кгс-м/см2 НВ
Исходное состояние 8—9,5
20 600 650 700 750 800 850 900 1000 62—72 60 60 58—64 58—62 50—58 40 28 7 П 103—115 100 100 89—94 71—86 57 41—45 30 8 руток 28—32 25 20—24 22 21 19 21 31 58 30—34 18—23 23—26 27—36 35—41 46—52 57 70 76—82 9 9 8 9 8 10 11 277—302 20000 700 1,8
20000 750 3,5
8000 800 4—5
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
20 700 800 69* Л( 112 эпатки 31 29 7
74 60 ПО 90 26 21 24 21 6 8
71 84 13 17—21 13 35—53
* Числитель — образцы, вырезанные из пера лопатки; знаменатель — образцы, вырезанные из замка лопатки. Коррозионные свойства
Релаксационная стойкость
Вид коррозии Среда Темпе- рату- ра, РС Длит., час г/м2 или мк/год
Рабочая температура, °C 600 650 700 750 800 850
Общая
о0, кгс/мм2 30 30 25 30 25 30 25 20 ок ок ок
20 15 20 15 20 15 Точечная
Коррозионное растрескивание
I иогт, кгс/мм2 | 103 час 31 27 23 21 17 13 12 11 8 7 6 4 2,7 2,2 2,1
Межкристаллитная Оценка стойкости Состояние
104 час 30* 26* 21* 20* 17* 14* 11* 9* 3,2 3,1 2,9
1,2-104 час 30* 25* 20* 18* 16* 13* 11* 9* * Экстраполированные зна- чения.
389
Марка стали ХН70ВМЮТ (ЭИ617) Вид поставки: Сорговой прокат — ЧМТУ/ЦНИИЧМ 1318—65.
Химический состав, %, по ГОСТ 5632—72
Q — Si Мп S | Р не более Сг Ni Мо V W Ti Fe В А1 Се Си
0,12 0,60 .0,50 0,010 0,015 13,0— 16,0 Основа 2,00— 4,00 0,10— 0,50 5,00— 7,00 1,80— 2,30 5,0 3,020 1,70— 2,30 0,020 0,07
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СТТ, кгс/мм2 кгс/мм2 «О % Ч 04 а § НВ Темпера- тура ис- пытания, °C
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ цниичм 1318—65 Аустенизация I Аустенизация II Старение 1190,2 час 1050,4 час 800,16 час Воздух Воздух Воздух 32—55 — 68 — 3 8 — 269—340 20 800
Назначение. Рабочие и сопловые лопатки газовых турбин, рассчитанные на ограниченный (100—1000 час) срок службы при температуре 800—850°. Жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура из слитков из заготовок
конца ь интенсивны» обжатия :овки, °C ; проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
Слиток 1170 (см. введение) 950 950 До 200 На воздухе До 200 На воздухе
Заготовка 1180 (см. введение) 950 950
Свариваемость Обрабатываемость резанием В термообработанном состоянии при НВ 302 и оь =100 кгс/мм2 Kv =0,15 (твердый сплав), К v = 0,08 (быст- рорежущая сталь) Температура критических точек, °C
Трудносвариваемзя. Способ сварки — РДС, электроды ЦТ-28 и ИМЕТ-4. Рекомендуется последующая термо- обработка Aci Ас3 Aft Аг3
390
Жаропрочные и другие свойства при длительных сроках службы ХН70ВМЮТ
Истинная длительность испытания, час 10000 1200 2000 900 Термическая усталость
Рабочая температура, °C 20 650 700 750 800 850
а1-ю~4 »
а1 10 » кгс/мм2 8
а104, кгс/мм2 55 25 17,5 Коэффициент чувстви- тельности к надрезу за 104 час
о10Б, кгс/мм2 40 18 12,5
е, % 3 6 3 0,9
ан, кгс-м/см2
a_i кгс/мм2, на базе циклов 107 24—37* 37—39 36—39 30 25—28
25 28—30 29—32 — 19
* Числитель — образцы гладкие; знаменатель — образцы с надрезом. Чувствительность к охрупчиванию при старении
Механические свойства в зависимости от температуры испытания
Время, час Температура, °C ан, кгс-м/см2
Режим термообработки: аустенизация с 1190°, 2 час, воздух + аустениза- ция с 1050°, 4 час, воздух + старение при 800°, 16 час, воздух
Исходное состояние 2.5
Температура испытания, °C °0,2, кгс/мм2 О/,, кгс/мм2 6, % •ф, % ан> кгс-м/см2 НВ
5000 • 800 5,0
20 600 700 800 850 900 70—78 68 65 58—62 47 38 107—114 99 90 72—75 59 49 14—19 16 10 4,5—8 10 14 13—21 19 12 9—12 14 19 1,5—3 10 13 310 1000 900 6,5'
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °с Длит., час г/м2 или мк/год
Релаксационная стойкость Общая
Рабочая температура, °C Точечная
Коррозионное растрескивание
а0, кгс/мм? Межкристаллитная Оценка стойкости Состояние
I (Тосте, кгс/мм2 103 час
104 час —
1,2-10* час
391
Марка стали Вид поставки: Сортовой прокат — ЧМТУ 1-38—66 (горячекатаные и кованые прутки). Поковки — ЧТУ 34—64 (ЛМЗ).
ХН65В9М4Ю1 (ЭИ893)
Химический состав, %, по ЧМТУ 1 -38—66
С Si Мп S р Сг Ni Мо Се W Ti А1 В
не более
0,08 <0,60 <0,50 0,020 0,020 15,0— 17,0 Основа 3,50— 4,50 0,025 8, SO- lO,00 1,20— 1,60 1,20— 1,60 <0,10
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ д О * кгс/мм2 \О о4» «О % СЧ д «з £ HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ 1-38—66 Закалка* Отпуск 1160— 1180, 2 час 790—810, 12 час Воздух Воздух 32—55 50 85 20 25 6 — —
МТУ 34—64 (ЛМЗ) Закалка Отпуск 50 95 30 30 7 — 241—277
* Целесообразно перед закалкой проводить полигонизациониый отжиг при 930°, выдержка 2 час.
Назначение. Лопатки и крепеж, работающие при температуре до 800°. Жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Слиток 1180 950 950 На воздухе На воздухе
Заготовка 1180 950 950
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносвариваемая. Способ сварки — РДС. В термообработанном состоянии при НВ 285—293 и = 94 кгс/мм2 =0,15 (твердый сплав), Kw=0,07 (быстрорежущая сталь) Aci Ас3 АГ1 Аг3
392
Жаропрочные и другие свойства при длительных сроках службы ХН65В9М4ЮТ
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 700 750 800
<Y1O-4> кгс/мм2 30 18 12
«Ynr-S’ 20 12 5
о104, ксг/мм2 30 21—22 10—13* 14,5
Коэффициент чувстви- тельности к надрезу за 104 час
а1()6, кгс/мм2 22 14—15 7* т
е, % 2—6 5—11 8—11
ан, кгс-м/см2
о_1, кгс/мм2, на базе циклов 108 37* 26 24* 10 20
* Числитель —образцы гладкие; знаменатель—образцы с надрезом. Чувствительность к охрупчиванию при старении
Механические свойства в зависимости от температуры испытания Время, час Температура, °C ам, кгс-м/см2
Температура испытания, РС °0,2’ кгс/мм2 кгс/мм2 б, % % ан» кгс-м/см2 НВ Исходное состояние 8—13
10000 750 4
20 600 700 750 800 60—75 50—65 48—65 48—60 45—60 90—112 80—100 70—90 70—86 60—84 20—44 25—39 15—30 15—25 16—30 25—40 35—45 20—34 16—30 17—40 8—13 10—15 8—16 8—16 8—16
10000 800 6,5
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мк/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Общая
Релаксационная стойкость
Рабочая температура, °C 750 750 750 750 800 800
Точечная
Коррозионное растрескивание
о0, кгс/мм2 20 25 30 35 20 25
Межкристаллитная Оценка стойкости Состояние
/мм2 «с 12,2 15,2 17,3 19,4 11,2 13,0
о 8 е е о ioL 10,1 11,5 13,2 13,9 5,2 5,7
10,0 11,10 12,7 13,4
393
Марка стали Вид поставки: Сортовой прокат — ЧМТУ/ЦНИИЧМ 1318—65.
ХН75МВЮ (ЭИ827)
Химический состав, %, по ЧМТУ/ЦНИИЧМ 1318—65
С <0,12 Si <0,40 Мп <0,40 s 1 Р Сг 9,0—11,9 Ni Основа Е Мо ,0—6,5 V <0,70 W 4,50— 5,50 А1 4,00— 4,60 Fe 5 ДЮ в 0?02 Се 0?01 Си 0?0 7
не б 0,010 олее 3,015
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм кгс; мм2 04 а? -С -С> C\J е> к 6, % ; % > сз i I а* а k I НВ 1 Темпера- тура ис- пытания, °C
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ/ ЦНИИЧМ 1318—65 Закалка Старение 4-ступенчатое 1175,6час 1050,2час 4-1000, 2час 4-900, 2час 4-850, 5 час Воздух С печью до 1000° С печью до 900° Воздух Воздух 032—55 — 60 6 9 — 255—321 20 850
Назначение. Лопатки газовых турбин, работающие при температуре 750—800°, со сроком службы до 25 000 час. Жаропрочный сплав на никелевой основе.
Технологические свойства
состояние Температурные п< максимальная температура нагрева металла перед ковкой, °C араметры ковки минимальная температура конца ковки, °C Охлаждение поковок, г из слитков зготовленпых из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажива- ние
Слиток 1180 1040 1040 На воздухе На воздухе
Заготовка 1180 1040 1040
Свариваемость Обрабатываемость резанием Т-ра критических точек, °C
Трудносварйваемая. Способ сварки — РДС В термообработанном состоянии при НВ 278—285 и о ь — 111 кгс(мм2 Kw=0,10 (твердый сплав), Л^=0,05 (быстрорежущая сталь) Ас, Ас3 Аг, Ars
394
Жаропрочные и другие свойства при длительных сроках службы ХН75МВЮ
Истинная длительность испытания, час >10000 5500 10300 2000 Термическая усталость
Рабочая температура, °C 700 750 20 800 850 —
аЬ10 ’ к£С;*4м.~ 36 19
о110—5, кгс jмм2 13 .— —
о103, кгс/мм2 15—50* 35 40 22—24 14—17
Коэффициент чувстви- тельности к надрезу за 104 час
54 29
о104, кгс/мм2 35—40* 41 26 20 16—19 21
>1
е, %
ан, кгс-м/см2
а_1» кгс/мм2, на базе циклов 108 34* 24
19—2
* Числитель — сбразцы гладкие; знаменатель — образцы с надрезом.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Температура, °C ан, кгс-м/см2
Режим термообработки: 1175°, 6 час, воздух + 1000°, 4 час, воздух 4-900°, 8 час, вот дух +850°, 15 час, воздух Время, час
3,5
Температура испытания, °C .а0,2> кгс/мм2 <4, кгс/мм2 6, % % ан> кгс-м/см2 НВ — 1С исходное состояние
000 700 2,0
20 600 700 750 800 850 900 55—69 59—62 55—63 53—63 50—60 50 40—41 95—118 87—97 90—95 87—90 75—80 62—65 52 13—25 14—17 9—16 9—17 10—19 9—20 20—30 15—25 18—22 14—16 12—21 14—21 12—22 30—40 2 5—7 5—8 4—6 5—8 6 8 10000 750 4,0
Жаростойкость
Среда Температура, «С Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/ж2 или мк/год
Релаксационная стойкость
Рабочая температура, °C Общая
Точечная
оо, кгс/мм2 Коррозионное растрескивание
04 5 103 час Межкристаллитная Оценка стойкости Состояние
I ^ocmi кгс/j 104 час
1,2’104 час
395
Марка стали Вид поставки: Сортовой прокат — ЧМТУ 1318—65.
ХН55ВМТФКЮ (ЭИ929)
Химический состав, %, по ЧМТУ/ЦНИИЧМ 1318—65
С Si Мп S Р Сг Ni Мо V W Ti Со А1 В Fe
не более
<0,12 <0,50 <0,50 0,010 0,015 1 ),0—12,0| Основа 4,00— 6,00 0,20— 0,80 4,50— 6,50 1,40— 2,00 12,0— 16,0 3,60— 4,50 о% V/8 1
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм o' eq а- со 6, % 1 % । eq g зГ J С НВ Темпера- тура ис- пытания, °C
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ/ цниичм 1318—65 Закалка Закалка Отпуск 1220,2 час 1050,4 час 850,10 час Воздух Воздух Воздух 032—55 — 58 7 9 — 286—340 20 900
Назначение. Лопатки газовых турбин, работающие при температуре до 900—950°. Жаропрочный сплав на железоникелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура конца ковки, °C из слитков | из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Т рудносвариваемая. Способ сварки — КТС Acj Ас3 Агг Аг3
396
Жаропрочные и другие свойства при длительных сроках службы ХН55ВМТФКЮ
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 700 750 800 850 900 950 1000
аыо~кгс!мм2 54 — 30 19 15
О ।, 2 |Q 9 К&С / 52,3 — 28 15
а103, кгс!мм2 60 46 32 20 13 6 3
Коэффициент чувстви- тельности к надрезу за 104 час
о1(4, кгс/мм2 50 38 26 13 7 — —
е, %
ан, кгс -м/см2
а_1 , кгс/мм2, на базе циклов 107 30—35* 36 30
26 — 26
* Числитель — образцы гладкие; знаменатель — образцы с надрезом. Чувствительность к охрупчиванию при старении
Механические свойства в зависимости от температуры испытания
Время, час Температура, °C ан, кгс-м/см2
Режим термообработки: нагрев до 1220±10°, 2 час, воздух; нагрев до 1050±10°, 4 час, воздух; отпуск при 850° ± 10°, 8 час, воздух
Исходное состояние 1,1
Температура испытания, °C 00,2 > кгс/мм2 оь, кгс/мм2 б, % % °н> кгс-м/см2 НВ
10000 700 1,0
20 700 800 850 900 950 1000 Продоль 100—120 90—100 80—90 70—80 55—70 35—45 25—32 ные образ 6—12 8—16 9—17 10—18 12—20 17—25 18—20 цы 9—15 10—20 12—25 14—27 15—28 20—30 20—32 300—340 200—220 10000 800 1,3
Жаростойкость
Среда Температура, РС Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °с Длит. час г/м2 или мк/год
Релаксационная стойкость
Общая
Рабочая температура, °C
Точечная
Коррозионное растрескивание
о,,, кгс/мм2
Межкристаллитная Оценка стойкости Состояние
I аост, кгс/мм2 103 час
104 час
1,2-104 час
397
Марка стали Вид поставки: Лист — ЧМТУ 5855—57.
ХН60В (ЭИ868)
Химический состав, %, по ГОСТ 5632- 7'2
С Si Мп S 1 Р Сг Ni Мо Fe W Ti А1
не более
<0,10 <0,80 <0,50 0,013 0,013 23,5—26,5 Основа <1,50 <4,00 13,0— 16,0 0,30— 0,70 <0,50
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки | Сечение, мм а? - = " § СТб, 1 кгс/мм2 д, % i аН1 кгс 'М/см2 HRC НВ
операция температура, СС охлаждаю- щая среда
не менее
ЧМТУ 5855—57 Закалка 1120—1160 Воздух — 75 40 — — — —
Механические свойства в зависимости от температуры испытания Жаропрочные и другие свойства при длительных сроках службы
Режим термообработки: закалка с 1200°, 10 мин, охлаждение на воздухе Истинная длительность испытания, час
Температура испытания, °C СТ0,2 ’ кгс/мм2 кгс/мм2 °, % ф, % кгс-м/см » НВ Рабочая температура, °C 800 900 20
°1Ю—4» кгс/мм2
20 400 500 600 700 800 900 1000 32 23 21 12 6,5 80 70 67 62 53 40 23 14 60 61 59 60 47 40 50 52 °1-ю~5 » кгс/мм2 11,0 5,2
о108, кгс/мм2
стз1о* • кге/лл2 8,7 4,0
е, %
°_1» кгс/мм2, на базе циклов 107 12,5 30
Назначение. Лист для машины ГТК-25. Жаростойкий и жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная темпера- тура конца ковки, °C из слитков из заготовок
размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
интенсивные обжатия проглажи- вание
Свариваемость Обрабатываемость резанием Температура критических точек, °C
ACi Ас3 Aii Аг3
398
Марка стали ЭП199 (ВЖ101) Вид поставки: Лист (холоднокатаный) —ЧМТУ/ЦНИИЧМ 435—61.
Химический состав, %, по ЧМТУ/ЦНИИЧМ 743—62
С Si Мп ! -S 1__Р_ I не более Сг 1 Ni Мо Fe W 1 Ti А1 В
<0,10 <0,60 <0,50 0,015 0,01с 19,0— 22,0 Основа 4,00— 1 <4,0 6,00 1 9,00— 11,0 1,10— 1,60 2,10— 2,60 расчета. 0,008
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 09 а- w" Л) ° * кгс/мм2 •Чр О'" % 09 д af HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ЧМТУ/ цниичм 435 61 Закалка 1180— 1200 Воздух или вода ПО 25
Назначение. Детали для машины ГТК-25. Жаропрочный сплав на никелевой основе.
Технологические свойства
Температурные параметры ковки Охлаждение поковок, изготовленных
состояние максимальная температура нагрева металла перед ковкой, °C минимальная температура из слитков из заготовок
конца интенсивные обжатия ковки, °C проглажи- вание размер сечения, мм условия охлаждения размер сечения, мм условия охлаждения
( 2ва риваемость Обрабатываемость резанием Температура критических точек, °C
Асх Ас3 Аг, Аг3
399
СТАЛЬ КОРРОЗИОННО-СТОЙКАЯ,
ЖАРОСТОЙКАЯ, ТЕПЛОУСТОЙЧИВАЯ
И ЖАРОПРОЧНАЯ ДЛЯ ОТЛИВОК
Марка стали 20Х13Л Вид поставки О гл ивки — ГОСТ (ы>|1!1\сы насосов 2176—67, ТУ49—2009 (ЛМЗ), ТУ 285—59 (ЛМЗ), ПМТУ 20—62
Химический состав, %, по ГОСТ 2176—67
С | Si Мп S Р - Сг Ni Мо Fe W Ti А1 Си
не более
0,16— I <0,70 0,24 i 0,30— 0,60 0,030 0,035 12,0— j 14,0 1 <0,50 — Основа — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °” , кгс/мм2 оь, кгс/мм2 % ‘9 1 О' кгс-м/см2 HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
ГОСТ 2176- 67 Отжиг Закалка Отпуск 950 1050 750 С печью Масло Воздух До 100 До 100 Не определяются — —
45 60 16 40 6,0
ТУ заводов Отжиг Закалка Отпуск 950 1040— 1070 730—770 С печью Воздух, масло Воздух До 100 30—45 55—70 14—15 30—40 3,0— 3,5 180—235
Назначение. Детали турбин, работающие при температуре до 500°, рабочие и направляющие лопатки компрессо- ров, рабочие колеса, арматура крекинг-установок, сегменты сопел, корпусы насосов и др. Сталь коррозионно-стойкая мартенситного класса.
Технологические свойства
Температура начала затвердевания стали, °C 1489- 1497 Жидкотекучесть Склонность к образова- нию усадочной раковины
Линейная усадка, % 2,2—2,3 Показатели трещиноус- тойчивости Склонность к образова- нию усадочной пори- стости
Свариваемость О брабатываемость резани ем Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС, АДС под газовой защитой. Подогрев и термообработка приме- няются в зависимости от вида сварки и назначения конструкции Act Ас3 АГ1 Аг3
402
Марка стали Вид поставки:
0Х12НДЛ Отливки — ТУ НЗЛ 49—2058—66, ТУ Н СП 2010—63 и оп. 3.
Химический состав, %
s I P
Si
Mn
не более
0,30—0,60 | 0,025 0,025
Механические
Режим термообраб о т к и
ГОСТ, ТУ операция температура, -С
ТУ НЗЛ 49—2058—66 Отпуск 650—680
ТУ НЗЛ 2010—63 Закалка 950—1050
Отпуск 650—680
Охлаждение
со скоростью
30°,/'шс
Печь или
воздух
Печь или
воздух
охлаждаю- ;
щая среда
Cr
12,0—
13,5
Ni
1,00—
1,50
Mo
Fe
свойства при 23
Сечение,'
мм I
не менее
He определяется
1
До 350
45
65
14 | 30
Ti
Al
Cu
1,00—
1,30
s-
3,0
HRC
HB
220—250
207—255
C
W
Кавитационная стойкость: при испытании на магнитострикционном вибраторе при амплитуде 70 мк и частоте коле-
баний 8100 Гц потеря веса за 3 час равна 59,5 мг.
Гидроабразивная стойкость (по сравнению со сталью марки 25): коэффициент износостойкости за 24 час е = 3,2 при
условии коррозии и гидроабразивного воздействия в течение 30 суток е = 10,2,
Назначение. Элементы сварно-литых рабочих колес радиальноосевых гидротурбин.
Сталь коррозионно-стойкая мартенситно-ферритного класса.
Предел выносливости
Ударная вязкость при отрицательных температурах
о_1, кгс/мм2
t_j, кгс/мм2
Термообработка
26
Закалка с 950°,
отпуск при 70°.
ан, кгс-м/см2, при температуре, °C
4-20 0 —20 —30 —40 —50
4,0 3,0
Термообработка
Закалка с 950°,
отпуск при 670°
Температура начала
затвердевания стали, °C
Технологические свойства
1485—1491 Жидкотекучесть 1 «ж.? =0’9 1 Склонность к образова- нию усадочной раковины
2,2—2,3
Линейная усадка, %
Показатель трещиноус-
тойчивости
Склонность к образова-
нию усадочной пори-
стости
Свариваемость
Ограниченно свариваемая.
Способ сварки —РДС. Необходимы
подогрев и последующая термооб-
работка
Обрабатываемость резанием
В нормализованном и отпущенном
состоянии при НВУП Kr=0,75
(твердый сплав)
Ас,
Температура критических точек, °C*
Ас.
Аг,
Аг3
690—
720
810—830
330
*v.n=G'S
Температуры Aci и Ас3 указаны в зависимости от состава стали в пределах марочного.
403
Марка стали 10X1 ЗЯ Вид поставки: Отливки —ГОСТ 2176—67, МТУ 184—60 (ЛМЗ), ПМТУ 37—54 (ЛМЗ).
Химический состав, %, по ГОСТ 2176—67
С Si <0,70 Мп S | Р не более Сг Ni Мо V W Си А1 Fe
<0,15 <0,60 0,030 0,035 12,0— 14,0 <0,5 — — — <0,30 — Основа
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм еч д о Oft, кгс/мм2 Хр О4' Ю % ч ! I HRC НВ
операция темпера- тура, °C охлажда- ющая среда
не менее
гост 2176—67 Отжиг 950 Печь Не определяются
Закалка Отпуск 1050 750 Вода Воздух До 100 10 -45 55 20 50 8 — —
ТУ заводов Отжиг Закалка Отпуск 950 1030— 1070 730—770 Печь Масло Воздух Воздух 35- 50—60 12—15 25—30 3—3,5 — 170—255
Назначение. Лопатки, рабочие колеса, сегменты сопел и другие детали турбин, работающие при температуре до 500° С. Сталь коррозионно-стойкая, жаростойкая и жаропрочная мартенситно-ферритного класса.
Технологические свойства
Температура начала затвердевания стали, °C 1494—1501 Жидкотекучесть Кж.т =Ь° Склонность к образова- нию усадочной раковины
Линейная усадка, % 2,3—2,4 Показатель трещиноус- тойчивости «т.у =0.8 Склонность к образова- нию усадочной пори- стости «у.п^
Свариваемость Обрабатываемость резан ием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки — РДС, АДС под газовой защитой. Подогрев и термообработка приме- няются в зависимости от вида свар- ки и назначения конструкции Act Ас3 АГ1 Аг3
404
Марка стали 20Х13НЛ Вид поставки: Отливки — ТУ заводов.
Химический состав, %, по ТУ ЭЗТМ
С Si Мп S | Р не более Сг Ni Мо V W Ti Al
0,17—0,23 0,15—0,40 0,50—0,80 0,03( ) 0,030 12,0— 13,0 0,70— 1,00 — — — — — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ д 5 8 ся $8 6, % Ф, % ат кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ТУ ЭЗТМ Отжиг 860—880 С печью Не определяются
Нормализация 1050—1080 Воздух До 100 35 55 14 30 3,0 — 170—235
Отпуск 740—760 Печь или воздух
Дополнительные данные: 1. Скорость коррозии 0,00009 мм]год. 2. Кавитационная стойкость при испытании на магнитострикционном вибраторе с амплитудой 70 мк при частоте колебаний 8100 Гц и потере веса за 3 час равна 59,9 мг.
Назначение Лопасти гидротурбин сечением до 150 мм. Сталь коррозионно-стойкая мартенситно-ферритного класса.
Технологические свойства
Температура начала затвердевания стали, °C 1482—1492 Жидкотекучесть ^.т=0»9 Склонность к образова- нию усадочной раковины Ку-Р=*’2
Линейная усадка, % 2,2—2,3 Показатель трещиноус- тойчивости Кт.у=0,8 Склонность к образова- нию усадочной пори- стости КУ.П=^°
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС и ЭШС. Необходимы подогрев и последующая термообработка В нормализованном и отпущенном состоянии при ЯД 192—219 и 55 кгс/мм2 Кг, = 0,55 (быст- рорежущая сталь) Асг Ас3 Мн Мк
765 870 400 120
405
Марка стали 08X1ЗЛ Вид поставки: Сшивки ТУ НЗЛ 291—60.
Химический состав, %, по ТУ НЗЛ 291—60
С Si Мп S | Р не более Сг Ni Мо Fe W Ti А1
<0,08 <0,60 <0,60 0,030 0,035 12,0— 14,0 <0,60 — Основа — — — —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм От, кгс/мм2 е<1 5; -с> су О У % ‘9 О'4 еч HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ТУ НЗЛ 291-60 Нормализация Отпуск 980—1000 740—760 На подине С печью до 300° До 100 20 40 20 40 5,0 — —
Назначение. Обоймы. Сталь коррозионно-стойкая ферритного класса, по коррозионным свойствам близка стали марки 12X13, проверка на МКК по ГОСТ 6032—58 не предусмотрена.
Технологические свойства
Температура начала затвердевания стали, °C 1494—1501 Жидкотекучесть Склонность к образова- нию усадочной рако- вины
Линейная усадка, % 2,3—2,4 Показатель трещиноус- тойчивости ^.^=0.8 Склонность к образова- нию усадочной пори- стости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая Acj Ас3 АГ1 Аг3
406
Марка стали
Вид поставки:
Отливки — ГОСТ 2176—67.
15Х25ТЛ
Химический состав, %, по ГОСТ 2176—67
С Si Мп S 1 Р не более Сг Ni Мо Fe W Ti | Al
0,10—0,20 0,50—1,20 0,50—0,80 0,030 0,035 23,0— 27,0 <0,50 — Основа — 0,40— I — 0,80 1
Си
М е х а н и ч е с к и е свойства при 20°
Режим т ермообработки еч СС СС
ГОСТ, ТУ операция температура, °C ' охлаждаю- щая среда Сечение, мм О * о % ‘9 % а £ HRC НВ
Н( • менее
гост 2176—67 Без термообработки До 100 28 45 — — — —
Назначение. Детали химической аппаратуры, не полвергающиеся действию переменных нагрузок.
Сталь коррозионно-стойкая и жаростойкая до 1100° ферритного класса, обладает удовлетворительной сопротивляемостью
МКК-
Технологические свойства
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образова- нию усадочной рако- вины
Линейная усадка, % Показатель трещиноус- тойчивости Склонность к образова- нию усадочной пори- стости
Свариваемость
Обрабатываемость резанием
Температура критических точек, °C
Ас.
Ас3
Аг
Аг3
407
Марка стали 75Х28Л Вид поставки: Отливки — ГОСТ 2176—67.
Химический состав, %, п с ГОСТ 2176—67
С Si Мп S | Р не более Сг Ni Мо Fe W Ti А1 Си
0,50—1,00 0,50—1,30 0,50—0,80 0,080 0,100 26,0— 30,0 0,50 — Основа — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °т . кгс/мм* 1 ъуп/г/эгн ‘ ^0 хр о4- о© Ф, % сч НВ Темпера- тура ис- пытания, °C
операция температура, °C охлаждаю- щая среда <3 g
не менее
ГОСТ 2176—67 Без терми- ческой обра- ботки До 100 35 55 — — — 217—269 20
15—18 9—11 5—7 3—4 800 900 1000 1100
Назначение. Детали, не подвергающиеся постоянной и переменной нагрузке: печная арматура, работающая в сре- де серосодержащих газов, реторты для цементации, сопла горелок, мешалки корпуса золотников и др. Сопла пескоструйных аппаратов и другие детали, подвергающиеся сильному абразивному износу. Сталь коррозионно-стойкая и жаростойкая до 1100° ферритного класса, обладает повышенным сопротивлением износу и хорошими литейными свойствами.
Технологические свойства
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образова- нию усадочной раковины
Линейная усадка, % Показатель трещиноус- тойчивости Склонность к образова- нию усадочной пористо- сти
Свариваемость Обрабатываемость резанием Температура критических точек, °С
Не применяется для сварных конст- рукций. Трудносвариваемая. Способ сварки — РДС При НВ^ 156 Kv= 0,8 (твердый сплав), =0,3 (быстрорежущая сталь) Acj Ас3 Ан Аг8
408
Марка стали
Вид поставки:
Отливки —ТУ ЛМЗ 1356.
0Х18НЗГЗД2Л
Химический состав, %, по ТУ ЛМЗ 1356
С Si Мп S | Р не более Сг Ni Мо Fe W Ti Al Си
<0,10 <0,60 2,30—3,00 0,030 0,030 17,5— 19,0 3,00— 3,50 — — — — 1,80— 2,20
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм кгс/мм* кгс/мм* 6, % Ф, % д о HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ТУ ЛМЗ 1356 Нормали- зация 1070—1100 Воздух До 200 25—38 48 14 30 5,0 — <207
Нормали- зация Отпуск I Отпуск II 1070—1100 780—800 580—600 Воздух Воздух* С печью До 200 50 70 12 25 3,0 — 240—280
Кавитационная стойкость: при испытании на магнитострикционном вибраторе при амплитуде 70 мк в частоте коле-
баний 8100 Гц потеря веса за 3 час равна 56,6 мг.
Гидроабразивная стойкость (по сравнению с маркой стали 25): после нормализации 1100°, отпуска при 800°, выдерж-
ки 6 час и отпуска при 600°, выдержки 24 час коэффициент износостойкости 24 час е=3,6; при условии коррозии и
гидроабразивного воздействия в течение 30 суток е — 14,8.
* После отпуска I отливки по всей толщине должны быть охлаждены до 20°.
Назначение. Детали и сварно-литые конструкции гидротурбин.
Сталь коррозионно-стойкая аустенитно-ферритного класса с метастабильным аустенитом.
Технологические свойства
Температура начала затвердевания стали, °C 1456—1465 Жидкотекучесть ^.т=°»9 Склонность к образова- нию усадочной раковины ^.Р=1,2
Линейная усадка, % 2,7—2,8 Показатель трещиноус - тойчивости *т.у =1,0 Склонность к образова- нию усадочной пори- стости ^.л=0,5
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способ сварки — РДС. Необходимы подогрев и последующая термообработка В нормализованном состоянии при НВ 185 и ой= 49 кгс/мм2 КТ)= 0,85 (твердый сплав) Acj Ас3 А«Т Аг3
409
Марка стали Вид поставки: Отливки — ТУ заводов.
10Х18Н9ТЛ
Химический состав, %, п о ГОСТ 2176—67
С с: Мп S Р Сг Ni Мо Fe W Ti А1 Си
00 не более
4.0,12 0,20—1, 1,0—2,0 0,030 0,035 17,0— 20,0 8,0— 11,0 — Основа — (%С- 0,03)5 ДО 0,6 <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СЧ 5= - л? b СЧ * 3- л о * о- zwo/w • эгя ! HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ, ТУ Закалка 1100 Вода До 100 20 45 25 32 10
Назначение. Детали разного назначения для энергомашиностроения. Сталь коррозионно-стойкая аустенитного класса.
Технологические свойства
Температура начала затвердевания стали, °C 1425—1440 Жидкотекучесть Аж.г=1,0 Склонность к образова- нию усадочной раковины Кур -1,0
Линейная усадка, % 2,7—2,8 Показатель трещиноус- тойчивости К,., =1.0 Склонность к образова- нию усадочной пори- стости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способы сварки: РДС и АДС под газовой защитой. Рекомендуются подогрев и последую- щая термообработка АС1 Ас3 АГ1 Аг3
410
Жаропрочные и другие свойства при длительных сроках службы 10Х18Н9ТЛ
Истинная длительность испытания, час 1 Термическая усталость
Рабочая температура, °C 550 600
аыо—к26/-**-**2
г а110 ’ кгс1мм^ 12
(т104, кгс/мм2 20 16
о105, кгс/мм2 16 13 Коэффициент чувстви- тельности к надрезу за 104 час
е, % 2
ан, кгс-м/см2
о , кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: аустенизация при 1100°, 4 час, воздух; стабилизация при 800°, 1020 час, охлаждение с печью
Температура испытания, °C а0,2» кгс/мм2 <4, кгс/мм2 % П’, % ан, кгс-м/см* НВ Время, час Температура, сС ан, кгс/мм2
Исходное состояние 11
20 350 400 450 500 550 600 650 700 20—24 20 20 17 19 17 16 18 18 51—67 34—38 36—38 36 35 31 28 28 23—26 24—25 11—13 12—17 23 17 23 24 17—21 15—17 30—35 25—29 24—41 42—46 35—42 51 47 33—39 26—38 8—11 6,5—10 7—11 8—10 7—9 10 9 8—11 9 3000 3000 3000 550 600 650 9 9—11 7—9
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Релаксационная стойкость
Рабочая темпе- ратура, °C
Общая
о0, кгс/мм2 Точечная
Коррозионное растрескивание
zww/эгу ‘ u'30d 1 103 час
Межкристаллитная Оценка стойкости Состояние
104 час i
1,2-10* час
411
Марка стали Вид поставки: Отливки —ГОСТ 2176—67
40Х9С2Л
Химический состав, %, по ГОСТ 2176—67
С Si Мп S Р Сг Ni Мо V W Ti Al Си
не более
0,35—0,50 2,00—3,00 0,30—0,70 0,03 0,035 8,0— 10,0 <0,50 — — — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм - л еГ § ео 6, % % кгс-м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда е>
не менее
ГОСТ 2176—67 Без термообработ! <и До 100 Не опр еделяю тся
500 Предел ползучести о110—7=9,5 кгс!мм2. 600 Предел ползучести о1 д0—7=2,0 кгс!мм2.
Назначение. Клапаны выпуска дизельных моторов, трубки рекуператоров, теплообменники, колосники и др. Сталь жаростойкая до 800° и жаропрочная до 700° мартенситного класса.
Технологические свойства
Температура начала затвердевание стали Жидкотекучесть Склонность к образова- нию усадочной раковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образова- нию усадочной пористо- сти
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносвариваемая. Способ сварки — РДС. Необходимы подогрев и последующая термообработка Лсл Ас3 Агх Аг.,
412
Марка стали Вид поставки:
Х21 Н5ТЛ Отливки — ТУ заводов.
Химический состав, %
С Si Мп S | Р не более Сг Ni Мо Fe W Ti Al
0,04—0,1 0,8 СО,08 0,030 0,035 20,0— 22,0 4,5—5,8 — Основа — <0,8 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм д ь со О Sd а6, кгс/мм2 б, % % ч еч а с? HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Закалка 1050*15 Вода или воздух 30 60 18 22 3 — —
Закалка Старение 1050*15 480, 6 час Вода или воздух Воздух 40 70 15 20 2,5 — —
Дополнительные данные: 1. По коррозионной стойкости I режим термообработки предпочтительнее II. 2. По коррозионной стойкости в азотной кислоте и некоторых других средах может являться заменителем стали марки Х18Н9ТЛ. 3. При конструировании отливок следует избегать резких переходов в сечениях отливок, вы- ступов и больших припусков на механическую обработку.
Назначение. Корпусы насосов, кронштейны, крыльчатки, фитинги и другие детали печного и химического обору- дования. Сталь коррозионно-стойкая аустенитно-ферритного класса.
Технологические свойства
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образова- нию усадочной раковины
Линейная усадка, % 2,3—2,5 Показатель трещиноус- тойчивости Склонность к образова- нию усадочной пори- стости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Способ сварки — РДС Асг Ас3 Aq Аг3
413
Марка стали
Вид поставки:
30Х24Н12СЛ
(ЭИ316)
отливки — ГОСТ 2176—67.
Химический состав, %, но ГОСТ 2176—67
С Si Мп S Р Сг Ni Мо Fe W Ti AI Си
не более
<0,40 0,5—1,5 0,3—0,8 0,030 0,035 22,0— 26,0 11,0— 13,0 — Основа — — — 0,30
Механические свойства при 20'
ГОСТ, ТУ Режим т операция ермообра температура, °C б о т к и охлаждаю- щая среда Сечение, мм Ст, кгс/мм2 м S- 1 б, % ! 1 ! кгс-м.;'см2'\ 1 HRC НВ
не менее
ГОСТ 2176—67 Закалка 1050 Вода До 100 25 50 20 28 —
Назначение. Лопатки компрессоров и сопловых аппаратов, печные конвейеры, шнеки, крепежные и другие детали,
работающие при высоких температурах и давлении.
Сталь жаростойкая до 1000° и кислотостойкая аустенит но ферритного класса.
Технологические свойства
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образова- нию усадочной раковины
Линейная усадка, % Показатель трещиноус- тойчивости Склонность к образова- нию усадочной пори- стости
Температура критических точек.
Свариваемость
Обрабатываемость резанием
Acj Ас3 АГ1
Аг3
414
Жаропрочные и другие свойства при длительных сроках службы 30X24 Н12СЛ
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 700 800 875 1000
о —4. кгс!мм2 0,5-10 ' 6,0 1,9 0,55
о, ~4, кгс/мм2 110 6,6 2,2 0,68
О • КгС:ММ2 5 Ю2 10,5 5,2 3,8
о , кгс!мм2 103 10,0 4,5 3,4 Коэффициент чувстви- тельности к надрезу за 104 час
Е, %
ан, кгс-м/см2
о _j кгс/мм2, па базе ЦИКЛОВ
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
т ! Iемпература , испытания, сС о , 0,2’ кгс/мм? Ofe , кгс/мм2 д, % Ф, % ан, кгс -м/см2 НВ Время, час Температура, °C ан, кгс-м/см2
20 540 650 760 815 30 60 48 41 27 21 45 41 41 46 40 60 62 53 51 52
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления*, г-мм2/час
Воздух 900 1000 1050 0,055 0,322 1,66
* Средняя скорость окисления за 400 час при 500 час испытания.
Коррозионные свойства
Вид коррозии Среда Темпе- рату- ра, °с Длит., час г/м2 или мк/год
Релаксационная стойкость
Рабочая темпе- rvjTViv. Г’Г । । 1 । Общая
0 Точечная
0, кгс/мм2 Коррозионное растрескивание 1 i
1 аос,н, кгс/мм2 103 час 1 Межкристаллитная 1 Оценка стойкости Состояние
Ю4 час
1,2 104 час
415
Марка стали Вид поставки: Отливки — ТУ УЗТМ.
Х20Н14С2Л
Химический состав, %
С Si Мп S 1 Р Сг Ni Мп Fe W Ti AI Си
не более -
<0,20 2,00—3,00 <1,50 0,03( ) 0,045 19,0—22,0 12,0—15,0
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм । От , кгс/мм? О/,, I кгс/мм2 оО । ан > кгс-м/см2. ///?(? НВ
операция температура, °C охлаждаю- щая среда
не менее
ТУ УЗТМ Нормализация 1100—1150 Воздух До 100 25 50 20 25
Назначение. Печные конвейеры, ящики для цемента ции и другие детали, работающие при высоких температурах в нагруженном состоянии. Сталь жаростойкая до 1000—1050°, устойчивая в науглероживающей среде.
Технологические свойства
Температура начала за- твердевания стали, °C Жидкотекучесть Склонность к образова- нию усадочной раковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образо- ванию усадочной по- ристости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Acj Ас8 АГ1 Аг3
416
Марка стали Вид поставки: Отливки ГОСТ 2176—67.
25Х23Н7СЛ
Химический состав, %, по ГОСТ 2176—67.
С Si Мп S | Р Сг Ni Мо I-Y- W Ti Al Си
не более
<0,35 0,50—1,20 0,50—0,85 0,035 0,035 21,0— 25,0 6,0—8,0 — Основа — — — <0,30
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 5; f- си О У > кгс/мм2 6, % Ф, % | — д Q £ HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 2176—67 Без термообработки До 100 25 55 12 — — — —
Назначение. Детали трубчатых печей нефтезаводов и другие детали, работающие при температуре до 1000°. Сталь жаростойкая до 1000° аустенитно-ферритного класса, коррозионно-стойкая в серосодержащих средах.
Технологические свойства
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образова- нию усадочной раковины
Линейная усадка. % Показатель трещиноус- тойчивости Склонность к образова.- нию усадочной пори- стости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Асх Ас8 АГ1 Аг8
27—2864
417
Вид поставки:
Марка стали
15Х25Н19С2Л Отливки — ГОСТ 2176—67.
Химический состав, %, по ГОСТ 2176—67
С Si Мп S | Р не более Сг Ni Мо Fe W Ti AI Си
<0,20 2,00—3,00 0,50— 1,50 0,30 0,035 23,0—27,0 18,0—20,0 Основа <О,ЗС
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Сечение, мм М 3- ь со О У <?ь, кгс/мм2 о4* •О - % ° HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ГОСТ 2176—67 Закалка 1100° Вода До 100 25 50 25 28
Назначение. Детали паровых и газовых турбин и котельных установок, лопатки и венцы компрессоров и сопловых
аппаратов и другие детали, работающие при высоких температурах. Реторты для отжига, части печей
и ящики для цементации.
Сталь жаростойкая до 1100° и кислотостойкая аустенитного класса.
Технологические свойства
Температура начала затвердевания стали, °C — Жидкотекучесть Склонность к образова- нию усадочной рако- вины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образо- ванию усадочной пори- стости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Асх Ас3 АГ1 Аг3
418
Марка стали Вид поставки: Отливки — ТУ 273—69 (НЗЛ).
12МХЛ
Химический состав, %, по ТУ 273—69 (НЗЛ)
С Si Мп S I Р Сг Ni Мо Fe W Ti Al Си 0,30
не более
0,13 0,25—0,50 0,50—0,80 0,030 0,030 0,50— 0,80 -0,30 0,40— 0,60 Основа —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм (Ут , кгс/мм2 ОЗ 5? со О \О О4* <О % । кгс м/см2 HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
ТУ 273—69 (НЗЛ) Нормализация Отпуск 880—920 620—650 На подине С печью до 300° До 100 20 40 20 40 5 — —
Назначение. Различные детали, работающие при температуре до 510°. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температура начала затвердевания стали, °C Жидкотекучесть Склонность к образова- нию усадочной раковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образова- нию усадочной пори- стости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
ACi Ас8 АГ1 Аг8
419
Марка стали
Вид поставки:
Отливки — СТУ УЗТМ.
14ХМТЛ
Химический состав, %
С Si Мп S Р Сг Мо Ti
0,ll- о.17 0,20—0,37 0,40— 0,70 <0,035 <0,035 0,90—1,20 0,40—0,55 0,02—0,05
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм Стт, кгс! мм2 кгс! мм2 6, % Ф, % СЧ ° У HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
СТУ УЗТМ Нормализа- ция Отпуск 900—920 630—650 Воздух Воздух, печь <100 25 45 20 40 8 20
Назначение. Детали, работающие длительное время при температурах до 500°; корпусы тележек обжиговых машин и др.
Технологические свойства
Температура начала затвердевания, °C Жидкотекучесть Склонность к образо- ванию усадочной ра- ковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образова- нию усадочной пори- стости
Свариваемость Обрабатываемость резанием Т-ра критических точек, °C
Хорошая Acj Ас3 АГ1 Аг3
420
Жаропрочные и другие свойства при длительных сроках службы 14ХМТЛ
Истинная длительность испытания, час Термическая усталость
Рабочая температура, СС
(Tj.jq—4» кгс/мм2
Oj.jq—5, кгс/мм2
а104, кгс/мм2
Коэффициент чувстви- тельности к надрезу за 104 час
п10', кгс/мм2
е> %
ан с_ кгс-м/см2 — — — —
л кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания* Чувствительность к охрупчиванию при старении
Режим теомообработки: нормализация с 900—920°, отпуск при 630—650° Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C °0>2> кгс/мм2 °ь» кгс/мм2 б, % % ан> кгс-м/см2 НВ
20 550 600 25 22 15 45 35 23 20 20 20 40 65 65 8 7 6
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Коррозионные свойства
* Механические свойства при повышенных температурах даны ориентировочно. Вид коррозии Среда Темпе- рату- ра, °C Длит., час г/м2 или мк/год
Общая —
Релаксационная стойкость Точечная
Рабочая т-ра, °C —- Коррозионное i
о о, кгс/мм2 —_— Оцет стой
СЧ 1 103 час жа кости Состояние
Si ё о О Ю4 час Межкристалл итна я
1,2.10* час
421
Марка стали Вид поставки: Отливки — ГОСТ 977- 75, МВН 632—63.
20ХМЛ
Химический состав, %
0,15—0,25 0,16—0,22 0, Si Мп 0,40—0,90 0,50—0,80 S Р Сг ОДО- ОДО Ni Мо Fe Си
не более )* гост
20—0,42 0,040* 0,025 0,04С 0,30 0,40 0,60 Основа | Основа i 0,30 0,30 977—75 >32—63
0,20—0,45 0,025 0,50— 0,80 0,30 0,40— 0,60 МВН f
Механические свойства при 20е
ГОСТ, ТУ Режим термообработки Сечение, мм zWiv/эгх 6, % 1 с® | 1 ! кгс • м;см\ HRC НВ --
операция температура, °C охлажда- ющая сред г
I lop? Отпх - не менее —
ГОСТ 977- -75 МВН 632—63 1ализация СК тализация СК 880—890 600—650 Воздух Воздух До 100 25 45 18 30 3 0 4,0
Нор? Отпу 880—920 620—650 Воздух Воздух 28 47 18 30
1 1
II а з н а ч е и и <•. '(стали паровых и газовых тербии, арен- до 500 540° Сталь теплоустойчивая перлитного класса. тура п детали трубопроводов, работающие при температурах
Техн о л О г и ч с С 1 и с с в о й с т в а
Температура начала зат- вердевания стали, °C Линейная усадка. % 1494 -1506 2,2—2,3 Жпдкот I Указатель устойчивое екучесть IZ zx уст = 1,0 Склонность к образова- нию усадочной раковины
трещино- •ти Склонность к образова- нию усадочной пори- стости
Свариваемость Ограниченно свариваемая. Способ сварки — РДС. Необходимы подогрев и последую щая термообработка Обрабатываемость резанием Температура критических точек, СС
В нормализованном и отпущенном состоянии при НВ135—180 и &[> =47 кгс!мм2 K-v = 0,85 (быстро- режущая сталь) АС1 Ас3 Аг, Аг3
422
Жаропрочные и другие свойства при длительных сроках службы 20ХМЛ
Истинная длительность испытания, час Термическая усталость
480 500 525 540 5(50 12 5 12,5 9 570
Рабочая том пер /мл атура, СС 580 600 7,5 : 3,5 |
кгс I2 15
п110 ’ кгс/мм* 10,5 9 6 10,5
о104, кгс/мм2 28 27 — 17 16 — i 6,5 Коэффициент чувстви- тельности к надрезу за 104 час
с^,,5, кгс/мм 2 24 18 14 11 6,5 — 4 1,5—5,0
% 12—20 3—15 3—20 2—10
ан, кгс-м/см2 —
кгс/мм2, на базе циклов
— Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: ~ опп шло Л ,, пле\ тг\о
нормализации с огш—yiu , отпуск при ичи—оои ! - аи, кге-м елг 7—17 10,0 10—12 10-12
TeMnenaTvna Oft, кгс/мм2 <5, % ! — । '
испытания, °C °0,2, кгс/мм2 ф, °/< 56 52 59 . НВ кгс м/ см- Исходное состояние
20 400 450 500 550 600 31—40 35,0 32,0 30,0 26,0 20—24 48—56 44,0 42,0 38,5 34,0 29,5 12—28 17—21 22,0 22,0 24,5 27,5 27— 59—4 62—( 7—17 8,0 9,5 7,5 7,0 6,5 5000 | 450 5000 । 500 I 5000 : 550
69—75 77,0 81,5 Жаростойкость
Среда Температура, °C ‘ Г руппа стойкости Скорость окис- ления , мм 'год
650 20,5 24,0 30,0 86,0 7,0 |
• К о р р о з и о н п ы е с в о н с т в а
I Тлит., час г/м2 или мк/год
Релаксационная стойкость Вид коррозии I среда тура, °C |
- ___ 1
Рабочая температура, °C Общая Точечиа Коррозии растрескш i !
zl ! i -
2 ст0, кгс! мм2 - — жное I зание1 1
С> 5- 103 час । Оценка стойкости Состояние
го S о 104 час Межкристаллитная
1,2-104 час
423
Марка стали
15Х1М1ФЛ
Si
Вид поставки:
Огливки (арматура и трубопроводы) - МВН 632—63, ТУ МТЭ и ТМ1—67, ТМ2-—67.
Химический состав, %, по ТУ МТЭ и ТМ1—67, ТМ2—67.
Мп
не более |
0,14—0,20 | 0,20—0,40 0,60—0,90 ! 0,025j 0,025'
S i Р
Сг Ni ; Мо V W Ti Al Си
1,20— 1 ,70 0,30 ; 0,90— i 1,20 0,25— 0,40 - 0.030
с к и е свойства пр и 20°
Режим термообработки
ГОСТ. ТУ
операция
। температура,!
охлаждаю-
щая среда
ТУ МТЭ
ТМ2—67
и
° Гомогенизирую-
щий отжиг
10201050
ТУ МТЭ
ТМ1—67
и
Нормализация
Отпуск
Гомогенизация
Нормализация
Отпуск
1000—1030
720—750
1020—1050 ।
1000 1030
720 -7,50
До 100
Обоймы 60X150
Корпусы клапанов
1'00X150
Цилиндры 150>; 170
Сечение,
Л7Л4
’Й еГ £ “ - кге.мм2 О'- * О'"' А HRC НВ
не менее
35—55 50 15 30 3,0 159—223
30--55 50 15 35 3,0 — 159—223
32—55 50 15 35 3,0 — 159-223
32- 55 50 15 35 3,0 159—223
Назначение. Детали турбин, детали арматуры, работающие при температурах до 575°.
Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температура начала за-
твердевания стали, СС
Линейная усадка, %
Свариваемость
1495—1505
2,1—2,2
Ограниченно свариваемая.
Способ сварки — РДС.
Необходимы предварительный и
путствующий подогрев и
дующая термообработка
со-
послс-
Жи дкотек учесть
Показатель трещиио
устонч-цвости
К-ж.т — 1’0 I Склонность к образова-
нию усадочной раковины
Склонность к образова- '
пию усадочной порп-1
стости
О б р а б а г ывае м ость резанием
В отожженном состоянии при НВ 308
Кг,— 0,35 (твердый сплав),
Kv = 0,25 (быстрорежущая сталь)
Vp-1-2
А’,
770-
Температура критических точек
Ас! Ас;{ Агг Аг;;
1—800 875—920
424
Жаропрочные и другие свойства при длительных сроках службы 15Х1М1ФЛ
Истинная длительность испытания, час 2050 2000 Термическая усталость
Рабочая температура, °C 565—570 580—585 600
а110~4, кгс/мм2
о о j jq °, кгс/мм2 5—7,5 4,5 —
104, кгс/мм2 13—17,5 8—10 8,5—13 — _ .. 1 Коэффициент чувстви- тельности к надрезу за 104 час
о!05, кгс/мм2 ; 11 — 13 6,5—10
6,0
£, % О 14;
ан, кгс-м/см2
o_j кгс'мм2, на базе циклов
— Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: отжиг при 1050°, нормализация с 980—1000°, отпуск при
710-740° Время, час Температура, СС ан, кгс-м/см2
Температура испытания, СС ' °0,2, । кгс/мм2 Oft, кгс/мм?1 1 ! ; '.'и ; ф, % кгс м/см2 НВ
Исходное состояние 8,5—2,1
—
—80 - 60 1 1 35,0 32,0 28,0 31,5 26,0 22,5 55—60 51,5 47,0 52,5 35,5 24,0 । 17—26 17,6 20,0 16,0 24,5 25,0 69,0 63,0 67,5 60,5 78,0 92,0 0,4 0,5—1,2 0,4—0,9 0,5—9,0 1,0—8,7 3,7—18 4,3—19 14—25 12—25 10—13 8—10 5000 50(М) 565 600 7—14 12—14
-^v —20 0 20 100 200 300 500 600 Темпер °( Жаростойкость
атура, С реда здух здух здух Г руппа стойкост и о о о Скорость окисления, | мм/год
600 625 650 Во Во Во Понижен! стойкая Пониженн стойкая Пониженн стойкая 1 0,194 0,264 0,413
- Коррозионные с в о й с П ПИ т в а
i 1 1 -г 1 / > । а/л- или 1 мк/год
Р с л а к с а ц и о ив а я сто й к о с т ь Вид коррозии| Среда . тура> 'с । цас ’
Рабочая температура, i 1 I Общая 1 : i I
: j ! Ч- 1
о()> кгс-мм2 ! j — i
! . ! ;
So ье о 103 час i растрескивание |
104 час I 1 Оценка стойкости Состояние
Межкристаллитная
1,2 104 час 1
425
Марка стали Вид поставки: Отливки — ТУ МТЭ и ТМ1—67, ТУ МТЭ и ТМ2- 67.
20ХМФЛ
Химический состав, %, по ТУ МТЭ и ТМ1—67, ТУ МТЭ и ТМ2—67
С Si Мп
0,18-0,25 0,20—0,40 0,60—0,90
s
p
не более
0,025 0,025
0,90—
1,20
Cr
Ni
0,30
Mo
0,50—
0,70
V W Ti Al
0,20— 0,30 —
ГОСТ, ТУ
Механические свойства
Режим термообработки
1температура,
охлаждаю-
щая среда
при 20:
Сечение, мм - 5 ь cd О к 1 1 J cd i I - t se | | -Э- 1Гжэ !w • огх ' ‘ Hv I __ HRC HB
не менее
операция
ТУ МТЭ и TM2 67 Гомогенизация Нормализация 910—1000 960—980 Воздух Воздух До 100 32—55 50 15 30 3
Отпуск 710-740 Воздух
ТУ МТЭ и ТМ1-67 Гомогенизация Нормализация 970—1000 960—980 Воздух Воздух 150x170 100Х 150 28—55 30—55 50 16 35 3
Отпуск 710—740 Воздух 60X150 32—55
159—223
159—223
Назначение. Детали паровых турбин, цилиндры, корпусы клапанов, обоймы, паровые и сопловые коробки, крышки
клапанов и паровых коробок и другие детали паровых турбин. Фасонные отливки для арматуры и
трубопроводов, работающие при температуре до 540°.
Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температура начала за- 1494—1506 | Жидкотекучесть Склонность к образова- КУ.Р=^}
твердевания стали, °C 1 1 нию усадочной раковины
Линейная усадка, %
2,2—2,3
Показатель трещино-
устойчивости
Склонность к образова-;
нию усадочной пори-i
стости
К,Z.,г-1.0
Свариваемость
Обрабатываемость резанием
Температура критических точек, °C
Ограниченно свариваемая.
Способ сварки — РДС.
Необходимы подогрев и последую-
щая термообработка
В закаленном и отпущенном состоя-
нии при и о/, =50 кгс1мм-
Kv = 0,6 (быстрорежущая сталь)
777—780
868—880
683—725
880—835
426
Жаропрочные и другие свойства при длительных сроках службы 20ХМФЛ
Истинная длительность испытания, час 6000 3000 8000 5000 4000 2000 Термическая . усталость
Рабочая температура, °C 480 500 525 540 560 570 580 600
°Ы0~4’ кгс/мм2 15 12 7,5
п11о~0> кгс/мм2 10,5 9 6 5 3,5
о104, кгс/мм2 28 22 17 16 12,5 10,5 — 6,5
п105, кгс/мм2 24 18 14 И 9 6,5 4 Коэффициент чувстви- тельности к надрезу за 104 час
% 12—17 4—5 3—17 3—10 16—10 2—4
ан, кгс-м/см2
о_1 кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры
_ _ __ испытания
Режим термообработки:
двойная нормализация с 940—950° и 920°, отпуск при
690—710°
Темпера гура испытания. Ч. (Т кгс/мм2 Oft. кгс/мм2 (3, •;» Ф, % кгс м/см2 НВ
20 32—54 50—78 9—24 13—55 2- 11
400 27—43 48—57 10—20 43—55 6 -15
450 26—39 46—56 11—20 50—57 8—11
475 25—40 46—57 12—19 46—52 9
500 26—38 44—52 13—16 46—62 5—10
550 22—39 32—47 12-21 60—81 7-8
00(5 22 32 28 11 18- 22 61-73 5- 9
/50 19 22 27 84 <
Р* е лаке а ц и о и и а я ст о й к о с т в
Чувствительность к охрупчиванию при старении
Время, час j Температура, 'С ан , кгс м/см2
Исходное состояние 7—10
30000 ; 550 50000 | 600 1 10 18—19
Жар о с г о и к о с т в
Рабочая
температура,
~С
кгс/мм2
, кгс/мм2 103 час
104 час
1,2 104 час
Г > , |Температура,| Группа Скорость окисле- реда , oq |Стойкости| ния, мм/год
1 1 I 1
К о р р о 3 И 0 и и ы с с в о й с т в а
Вид коррозии , ' Темпера-:Длит., Срсда, тура, °C : тар г/м2 или мк/год
Общая 1 1 i
Точечная 1 1
Коррозионное растрескивание ! I ; I 1 <
I : Оценка стойкости Состояние
Межкристаллитная i
427
Марка стали Вид поставки: Отливки —ТУ МИ 225—59 (ХТГЗ).
15Х2М2ФБСЛ (ПЗЛ)
Химический состав, %, по ТУ МИ 255—59 (ХТГЗ)
С Si Мп S Р Сг Ni Мп V Nb Ti А1 Си
не более ,5
0,13—0,18 0,7—1,0 0,5—0,8 0,030 0,030 1,8—2,3 1 0,3 1,2-1 0,25— 0,40 0,08— 0,15 — — <0,3
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм 2 о d 5- о « \zwc!w-3w * но
операция температура °C охлаждаю- щая среда «о HRC НВ
не менее
ТУ МИ 255—59 (ХТГЗ) Отжиг Нормализация Отпуск 1080—1100 1080—1100 740,5 час С печью В интервале 900—600° не менее 400 час Воздух 40—60 60 14 35 3
Назначение. Корпусы, клапаны и другие детали турбин, работающие при температуре до 580°. Сталь теплоустойчивая перлитного класса.
Технологические свойства
Температура начала за- твердевания стали, °C Линейная усадка, % — Жидкотекучесть Показатель трещино- устойчивости — Склонность к образова- нию усадочной рако- вины Склонность к образова нию усадочной пори стостн 1
Свариваемость Обрабатываемость резанием Температура критических точек. °C
Ограниченно свариваемая. Способы сварки: РДС; электродами ЦЛ-26М. Необходимы подогрев и последую- щая термообработка В нормализованном и отпущенном состоянии при НВ 361 и = 73 кгс!мм2 К v =0,60 (твердый сплав), Kv = 0,15 (быстрорежущая сталь) Acj Ае;, Аг, Аг,
720—810 > 1000 — 500 -830
428
Жаропрочные и npvi не свойства при длительных сроках службы 15Х2М2ФБСЛ
Истинная длительность испытания, час 570 10000 65000 Термическая усталость
Рабочая температура, °C 580 590 600
°Ы0~4’ ^С/ЛШ2 9,0
аЫ0~5> кгс1м^ 5,5—6,5 5,0
о104, кгс/мм2 12 11 10 9,5
Коэффициент чувстви- тельности к надрезу за 104 час
о106, кгс/мм2 9,5—10 9 8—8,5 7,5—8,0
е, % 5—20 20
ан, кгс-м/см2 —
o_j, кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: гомогенизация с 1100°, 3—5 час, охлаждение с печью до 300—500°, затем на воздухе; нормализация с 1080—1100°, 1,5—3 час, охлаждение со скоростью 400°/час, отпуск при 730—740, 5 час, охлаждение с печью
Время, час Температура, °C ан, кгс-м/см2
1—8 2—12 8—9
Температура испытания, °C а0,2, кгс/мм2 оь, кгс/мм2 6, % Ф, % » кгс- м/см2 НВ Исходи 2000 4000 ое состояние 600 630
—60 —20 20 300 500 600 700 47—68 47—54 47—51 36—40 25 65—82 66—68 63—65 39—43 38 8—21 16 12—14 23—25 29 22—62 50—57 44—48 83—85 89 0,5—3,0 0,8—6,8 1,0—8,5 3,3—15 215—255
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окис- ления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час г/л2 или мк/год
Релаксационная стойкость
Общая
Рабочая температура, °C
Точечная
а0, кгс/мм2 Коррозионное растрескивание
СЧ 1 103 час —
Межкристаллитная Оценка стойкости Состояние
О О 104 час
1,2-104 час
429
Чарка стал» Вид поставки: Отливки - Н656—63, Н701 -57
Х5МЛ
X и м и ч е с к и й состав, %, п о 1 1656 53 Мп 1 Н701 —57
С 4i Мп 1 S Р Сг Ni Р,. W г; AI !
-0,70 не более I
0,15—0,30 0,37 0,40—0,60 0,040 0,045 4,0—6,0 — 0,4—0,5 Основа — 1
Механические свойства при 20е
ГОСТ, ТУ Режим термообработки Сечение, мм СО со О -_р СО о £ HRC НВ
операция 1 температура, °C охлаждаю- щая средг я
не менее
Н656—53 Н701—57 Отжиг Закалка Отпуск 930—950 930—940 650—670 Печь Масло Воздух До 100 45 60 16 30 1 i 4 195—240
Назначение. Фланцы, патрубки, детали трубопроводов, арматура, насосы печные и другие детали, работающие при температуре от 40 до +550° под давлением в серосодержащих средах. Сталь жаропрочная и жаростойкая мартенситного класса.
Технологические свойства
Температура начала за- твердевания стали, °C Жидкотекучесть Склонность к образо- ванию усадочной ра- ковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образова нию усадочной по- ристости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ограниченно свариваемая. Способ сварки — РДС. Необходимый предварительный подо- грев и последующая термообра- ботка В закаленном и отпущенном состоя- нии при HBV95—240 и = 60 кгс/мм2 Кг,= 0,45 (быстроре- жущая сталь) Асх Ас3 АГ1 — Аг3
800 850 715 775
430
Жаропрочные и другие свойства при длительных сроках службы Х5МЛ
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C 500 550 600
Oj.j0~4, кгс/мм2- 13,0 5,7 2,9
а1-ю~5> кгс/мм2- 8,5 3,7 1,8
о104, кгс/мм2- 18,3 9,3 4,9
Коэффициент чувстви- тельности к надрезу за 104 час
о106, кгс/мм2- 13,0 6,4 3,4
%
ан, кгс-м/см2.
о_1 кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию . при старении
Режим термообработки: отжиг при 950°, печь; закалка с 920° в масло; отпуск при 660°, воздух
Время, час Температура, QC ан, кгс-м/см2-
Температура испытания, °C ст0,2, кгс/мм?- °ь, кгс/мм2- 6, % яр, % ан. > кгс-м/см2- НВ
20 200 400 500 600 56,5 54,0 50,1 36,6 15,8 72,1 67,0 60,0 47,5 29,7 10,4 9,9 6,6 10,7 20,7 34,9 40,4 31,8 44,8 75,5
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окис- ления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час г/м2- или мк/год
Релаксационная стойкость
Общая
Рабочая температура, °C Точе чная
оо, кгс/мм2- Коррозионное растрескивание
1 о0ст, кгс/мм2- J03 час — Межкристаллитная Оценка стойкости Состояние
104 час
1.2 104 час
431
Марка стали Вид поставки: Отливки - СТУ УЗТМ
Х6СМТЛ
X 11 М И ч о с к и п ii с о с г ; в. %
с Si Mr 70 S р Сг Мо Ti
0,12—0,19 1,20—1,70 <0 С0,030 <0,035 5,00—6,50 0,45—0,60 0,08 (по расчету)
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм СО 3- -О tu О й 6, % % со * о <3 ги У HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
СТУ УЗТМ Отжиг 850—870 Печь, воздух 100 35 55 15 30 i
Назначение. Детали, работающие под нагрузкой при температуре до 750°С: подколосниковыс балки тележек обжиго- вых машин и др. Окалиностойкие до 750°, жаропрочные.
Технологические свойства —
Температура начала затвердевания, °C Жидкотекучесть Склонность к образованию усадочной раковины
Линейная усадка, % Показатель трещино- устойчивости Склонность к образованию усадочной пористости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Удовлетворительно свариваемая ау- стенитными электродами; ограни- ченно свариваемая электродами ЦП-17. Асг Ас3 АГ1 Аг3
432
Жаропрочные и другие свойства при длительных сроках службы X6CMTJ1
Истинная длительность испытания, час Термическая усталость
Рабочая температура, °C
а1Ю~4, кгс!мм*
°1 ю~5’ к^/^2 — — —
а10*, кгс/мм2
Коэффициент чувстви- тельности к надрезу за 104 час
о105, кгс/мм2
3, % ан, kcc-j /см2 —
—
о_1 кгс/мм2- на базе циклов
Механические свойства в зависимости от темперам |д.
____________________испытания____________________
Режйм термообработки:
отжиг при 850—870°
Чувствительность к охрупчиванию
при старении
Температура испытания, °C СТ0>2> кгс/мм2 кгс/мм2 6, % Ф, % аН1 кгс-м/см2 НВ
20 35 55 15 30
500 20 30 25 60
650 12 18 20 70
Релаксационная стойкость
Время, час Температура, °C ан, кгс-м/см2
Жаростойкость
Среда Температура, °C Группа стойкости Скорость окисления, мм/год
Рабочая т-ра, °C оо, кгс/мм1 — — — — —
I 0Ост, кгс/мм2 I Ю3 час
104 час
1,2-10* час
Коррозионные свойства
Вид коррозии 1 Среда | Темпера- тура, °C Длит., час г/м2 или мк/год
Общая
Точечная
Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
।
28—2864
433
Марка стали 1Х11МФБЛ (15Х11МФБЛ, ХИЛА) Вид поставки: Отливки весом до 5 т— ТУ 49-2004—59 (ЛМЗ).
Химический состав, %, по ТУ 49-2004—59 (ЛМЗ)
С Si Мп S Р Сг Ni Мо V Fe Nb Al
не б олее
0,13—0,20 <0,55 0,6—1,0 0,025 0,025 10,0— 12,0 0,5—0,9 0,8—1,05 0,20— 0,30 Основа 0,10— 0,25 —
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм см 5 еГ « । zww/den ‘’° Ф, % СМ S о <3 <\э HRC НВ
операция температу- ра, °C охлаждаю- щая среда
не менее
ТУ 49-2004—59 (ЛМЗ) Отжиг Нормализация Нормализация Отпуск 880—900 1130—1150 1040—1060 750—770 Печь Воздух Воздух* Воздух 48—65 62 13 35 3,0 207— 240
МТУ 39—68 192—243
* Для крупных поковок применяется принудительное воздушное или воздушно-водяное охлаждение.
* * Рекомендуется при ао,г>55 кгс!мм2 производить доотпуск.
Назначение. Детали турбин, работающие при температуре до 580°.
Сталь жаропрочная мартенентно-ферритного класса.
Технологические свойства
Температура начала за- твердевания стали,°C 1484—1494 Жидкотекучесть Склонность к образова- нию усадочной рако- вины Ку.р
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивости А^.^0,5 Склонность к образова- нию усадочной пори- стости *м=0.5
Свариваемость Обрабатываемость резанием Температура критических точек, СС
РДС, необходимы предварительный и сопутствующий подогревы, после- дующая термообработка Acj Ас3 Агг Аг3
810—830 875—900
434
Жаропрочные и другие свойства при длительных сроках службы 1ХПМФБЛ
Истинная длительность испытания, час । 20000 — 18000 15000 — — Термическая усталость
Рабочая температура, °C 580 600
ООО
(?!. 10—4 , кгс/мм2 — — —
^•иГ5» кгс/мм2 — 7,0 5,5—6,0
о104, кгс/мм2 14,0 15,0 9,3—11,0 Коэффициент чувстви- тельности к надрезу за 104 час
о106, кгс/мм2 12—13 10—11 7—8,5
е, % 10—17 6—12 3,5—13
> 1,0
ан, кгс-м/см2
ег_1»кгс/мм2, на базе циклов
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: отжиг при 880—900°; нормализация с ИЗО—1150°, нормали- зация с 1040—1060°; отпуск при 750—770° Время, час Температура, °C ан, кгс-м/см2
Teiv исш 2,2—11,6 3,0—13,0 3,6—12,5
пература >1тания,°С °0,2’ кгс/мм2 °ь, кгс/мм2 6, % 13—25 18—22 14 13—18 5—27 22—28 20—27 20—29 26—27 Ф, % ан, кгс- м/см‘ 0 г\ НВ Исходное с 10000 10000 остояние 600 650
20 200 300 400 550 575 600 650 700 47—53 43—46 45—49 38—42 31—38 30—32 29—33 23—30 16—17 63—72 59—60 57—59 52—56 39—45 34—44 32—40 25—33 18—20 17—64 49—61 43,5 51—61 17—70 64—80 56—84 65—84 89 1,7—11, 193—217
5,5—14,0 8—14 10—15 9—16 11—15 Жаростойкость
Среда Температура, °C Группа стойкости Скорость окис- ления, мм/год
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., i г/м2 или час мк/год
Релаксационная стойкость
Общая
Рабочая температура, °C
Точечная Коррозионное растрескивание
о0, кгс/мм2
I ®ост* кгс/мм2 103 час
Межкристаллитная Оценка стойкости Состояние
104 час
1,2-Ю4 час
435
Марка стали Вид поставки: Отливки — ТУ заводов.
1Х12ВНМФЛ (ЭИ802Л, Х11ЛБ, 15Х12ВНМФЛ)
Химический состав, %, по ТУ НЗЛ
С Si Мп S Р ее Сг 10,5— 12,5 Ni 0,7—1,0 Мо 0,60— 0,80 V 1 о~ Tj А1 —
не бол
0,16—0,22 0,20—0,55 0,5—1,0 0,025 0,030 0,15— 0,30 —
ГОСТ, ТУ Меха н и ч е с к и е Режим термообработки с в о й с Сечение, мм т в а сч при сч -С> Й о 20° о, % % кгс-м/см2 HRC НВ
операция температура, РС охлаждаю- щая среда __ Jy f- со О У
не менее
ТУ НЗЛ Отжиг Нормализация Нормализация Отпуск 710—730 1110 1050 710—730 10—15 час С печью до 200° Воздух Воздух Печь До 400 50 60 15 30 3 — —
Назначение. Цилиндры, сопла, диафрагмы и другие детали арматуры, работающие при температуре до 580—600° Сталь жаропрочная мартенситно-ферритного класса.
Технологические с в о й с т в а
Температура начала затвердевания стали, °C 1483—1497 Жидкотекучесть - К ж. т = 1,0 Склонность к образова- нию усадочной рако- вины V/,=l ,1
Линейная усадка, % 2,2—2,3 Показатель трещино- устойчивос’ти Кт. у=0,5 Склонность к образова- нию усадочной пори стости V П =0,5
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Трудносварйваемая РДС, необходимы предварительный и сопутствующий подогревы и последующая термооб- работка В нормализованном и отпущенном состоянии при /7В239 Кг,=0,8 (твердый сплав), Kv = 0,3 (быстро- режущая сталь) АС1 810—820 Ас3 — АГ1 Аг3
880—890 ।
436
Жаропрочные и другие свойства при длительных сроках службы 1Х12ВНМФЛ
Истинная д испытания пительность , час тература, °C 12000 560 12000 10000 Термическая усталость Коэффициент чувстви- тельности к надрезу за 104 час
Рабочая тел 580 600 6,5 4,0—4,8 — — — —
Oj-ю—4, кгс/мм2 — 14,0 10,0
Ovio-5, кгс/мм2 7—9 5,8—6,0
о104, кгс/мм2 18—1< 12—15 11—13
о10б, кгс/мм2 15 10—12 8 —
е, % 2,9—12,0 9—13 7—16
аНг кгс-м/см2
о_1, кгс/мм2, на базе циклов >1,0
Механические свойства в зависимости от температуры испытания Чу час вствительность к охрупчиванию при старении
Режим термообработки: [ режим. Нормализация с 1050—1100°; отпуск при 700° II режим. Нормализация 1100—1050°, отпуск при 686° Время, Температура, °C ан, кгс м/см2
Температура испытания, °C ^0’2» кгс/мм2 Ofc, кгс/мм2 % % кгс-м/см2 НВ Исходное с 20000 20000 3000 остояние 565 600 650 9,0 7,0 7,0 7,0
Режим I 67—71 45—49 40 31—32 82,0 44,0 40,0 31,0 14—19 11—17 16 22—24 16 24,0 25,0 29,0 36—57 52—64 74—77 83—88 47,0 79,0 81,0 87,0 8—10 10—14 11—16 7,0 11,0 13,0 13 0 i
20 500 550 600 53—57 38—41 37 25—30 Жаростойкость
Среда Температура, °C Группа стойкости Скорость окис- ления, мм/год
Режим II Водяной пар 565 580 0,03—0,07 0,05—0,08
20 565 600 650 68,0 42,0 38,0 29,0 Увлажнен- ный воздух (15%Н2О) 580 600 0,025—0,03 0,045—0,12
Релаксационная стойкость Коррозионные свойства
Вид коррозии Темпера- С₽еда | тура, °C Длит., час г/м2 или мк/год
Рабочая температура, °C
Общая
о0, кгс/мм2 — Точечная —
| Урст. кгс/мм2 | 103 час 104 час 1,2-Ю4 час — — — — Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
437
Марка стали Вид поставки: Отливки -- заводские ТУ.
ЗХ16Н22В6БЛ (ЦЖ13Л)
Химический состав, %
с 1 Si Мп S Р Сг Mi Мо Nb W Fe А1
- не более -
0,24—0,30 | <0,60 1,8—1,2 0,020 0,020 15,0— 17,0 21,0- 23,0 — 0,20— 1,20 5,5—6,5 Основа
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм Q1 3- 5 О * <Д, кгс/мм1 6, % % ан, кгс • м/см1 HRC НВ
операция температу- ра, °C охлаждаю- щая среда
не менее
Закалка Отпуск 1190—1200 790—810 Вода или воздух Воздух Не определяется
Назначение. Детали, работающие при температуре до 700—750°. Сталь жаропрочная аустенитного класса.
Технолог ическне свойства
Температура затвердевания ci начала али, °C <• % Жидкотекучесть Склонность к образова- нию усадочной рако- вины
Линейная усадкг Показатель трещино- устойчивости Склонность к образова- нию усадочной пори- стости
Свар иваемость для сварн Обрабатываемость резанием Температура критических точек, °C
Не применяется ПУКПИЙ ЫХ КОНС1 АС1 Ас3 АГ1 Аг3
438
Ист и Жаропрочные и другие свойства при длительных сроках службы ЗХ16Н22В6БЛ
инная длительность ^пытания, час 1000 5000 6000 Термическая усталость
Рабочая температура, °C 650 700 750 — —
—.4 . л ПЫ0 ’ кгс!мм —
аЫ0—5 ’ кгс'мм2. 6 5
о104, кгс/мм2 18 12
6 Э Коэффициент чувстви- тельности к надрезу за 104 час
о1Пб, кгс/мм2 16 10 ,5—8,5 — —
г, % ! 15 10—20 5—15 —
ан, кгс-м/см2 2, на базе 108 16
О_! , кгс/мм циклов 16
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1200°, 2 час, вода; отпуск при 800°, 10 час, воздух
Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C 20 600 650 700 750 800 °0,2, кгс/мм2 Of,, кгс/мм2 б, % 9—32j 15—19 12—22 15—19 17—23 22—24 Ф, % aH , кгс-м/см2 HB
Исходное состояние 1,8—2,8 1,6—2,9 1,1—1,7 1,2—2,0
28—40 21—25 21—25 21—25 19—23 17—19 53—65 44—48 39—42 34—39 i I 28—30 22—23 i 10—43 23—30 24—46 24—41 42—51 51—64 1,8—6,7 3,9—5,6 4—6 3,5—6 4—6 6—7 184— 217 30000 50000 30000 700 750 800
Жаростойкость
Среда Температура, °C Группа стой- кости Скор, окисл., мм/год
Коррозионные свойства
Релаксационная стойкость Вид коррозии Среда Температура, °C Длит., час г/м2 или мк/год
Рабочая температура, СС ) I Общая — — • —
Точечная
о0, кгс/мм2 — —
Коррозионное растрескивание
| сост, кгс/мм2 I 103 час — —
104 час — Межкристаллитная Оценка стойкости Состояние
1,2.10* час
439
Марка стали Вид поставки: Отливки — заводские ТУ.
ЗХ19Н9МВБТЛ (ЭИ572Л)
Химический состав, %, по ГОСТ 5632—61
С Si Мп S 1 Р Сг Ni Мо Nb U7 Ti Fe
не о,о более 5
0,28—0,35 -0,8 0,8—1,5 1 20; 0,035 1 18,0— 20,0 8,0—10,0 1,0—1,5 0,2—0,5 1,0—1, 0,2—0,. Основа
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм к > кгс/мм2 ei -с> Ц} О * 6, % \ % Ч ан» кгс-м/см2 HRC НВ
операция температу- ра, °C охлаждаю- щая среда
не менее
Заводские ТУ Закалка Старение 1150—1180 700—800 Вода Воздух До 100 35 70 25 30 3—4 — 207—241
Назначен и е. Рабочие колеса турбины турбокомпрессоров, турбинные и направляющие лопатки, направляющие аппа- раты. Сталь жаропрочная аустенитного класса.
Технологические свойства
Температура затвердевания ci начала гали, °C % Жидкотекучесть Склонность к нию усадочш вины ?й с 10 эбразова- рако-
Линейная усадк. Показатель трещипо- устойчивости Склонность к нию усадощ стости бразова- й пори-
Свариваемость Обрабатываемость резанием Темпе] Acj эатура крип Ас3 1ческих точек, АГ1 °C Аг3
440
Жаропрочные и другие свойства при длительных сроках службы ЗХ19Н9МВБТЛ
Истинная длительность испытания, час - .... Термическая усталость
Рябпияя трмпрпятиоя °C 500 550 600 —
СТ1-5 10 3 ’ кгс1млР 22,8 19
—4 / 9 о110 , кгс/мм* 22,5 18,5 —
°5-ю3’ кгс/мм2 24
о 2 и — Коэффициент чувстви- тельности к надрезу 104
о104, кгс/мм2 34 7 ... 22
г, % —-
ан, кгс-м/сл 2 I2, на базе - 20 — - —
ст, , кгс/мл 650° 18
циклов 107 16 ч
Механические свойства в зависимости от температуры испытания Режим термообработки: закалка с 1150—1180° вода; отпуск при 700—800°, воздух Чувствительность к охрупчиваш при старении -ио
Время, час Температура,°C
Температура испытания. кгс/мм2 а&, кгс/мм2 6, % Ф, % ’ о НВ 207— 241 ан, кгс-м/см2
— °C KCU'MICj и
20 500 35 25 24 24 18 70 55 53 50 39 25 20 17 17 22 30 25 23 23 27 3—4 4—5
550 600 650 5—7 6 Среда , Тем] Ж а р о с тература, СС топкое т ь Группа стой- кости Скорость окис- ления, мм/год
Коррозионные свойства
1 Вид коррозии I Среда Температура, °C г/м2 или мк/год
Релаксационная стойкость iac
Рабочая температура, °C ’ Общая
Точечнат —
ао , кгс/мм2 Ю3 час —- — Коррозионное растрескивание
Межкристаллитная Оценка стойкости Состояние
s<: О О 104 час
—
1.2-104 час
441
Марка стали Вид поставки: Фасонное литье — ТУ 263—58 (НЗЛ).
Х25Н13АТЛ
Химический состав, %, по ТУ 263—58 (НЗЛ)
С Si Мп S Р Сг Ni Мо N Fe Ti А1
не более --
0,13—0,20 <0,70 1,00—1,50 0,025 0,025 23,5— 26,0 12,0- 14,0 0, OS- О.18 Основа 0, io- о.20
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм °7’ . i кгс мм2 ‘ ^0 1!-, % сд 3 HRC НВ
операция температу- ра, °C охлаждаю- щая среда »'• эгу
не менее
ТУ 263—58 (НЗЛ) Аустенизация Старение 1160—1180 760—780 (10 час) Воздух С печью До 100 24 45 20 3,5
Назначение. Детали, работающие при температуре до 650° в окислительных средах с малым и средним содержа- нием сернистых газов; рубашки цилиндров газовых турбин. Сталь жаропрочная аустенитного класса.
Технологические свойства
Температура начала затвердевания стали, °C 1392—1422 Жидкотекуче сть — ещнпо- к'ж.т -- — К-т .у — 0,9 Склонность к о нию усадочной j. •дзова- аковины Ку.р = = 1,0 = 1,5
Линейная усадка, % 2,7—2,8 Показатель тр устойчивости 0,9 Склонность к образова- нию усадочной пори- | стости Ку.п
Свариваемость Обрабатываем.,:'!ь резанием Температура критических точек, °C
Ас3 Ас3 Ari Аг3
442
Жаропрочные и другие свойства при длительных сроках службы Х25Н13АТЛ
Истинная длительность испытания, час 10000 6000 250° Термическая усталость
Рабочая температура, °C 600 650 700
—4 CTj.]0 , кгс/мм2 8
о, —5 Jbl0 , кгс/мм* 6—7 4 —
„4. кгс!мм2 14—15 10 5,5
Коэффициент чувстви- тельности к надрезу за 104 час
о1п5, кгс/мл з, % i’ 12 7,5 3,6 —
Выше 4
а, о_ кгс-м/см2 — —
_j , кгс/мм2, на базе 1ИКЛОВ
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: аустенизация прн 1160—1180°, старение при 760—780°, 10 час
Время, час Температура, °C ан, кгс-м/см1
Температура испытания, °C 20 550 600 650 ° 0,2, кгс/мм2 кгс/мм1 о, % 49 % ан. кгс-м/см2 НВ 1
Исходное с остояние 650 5—13 4 i
29—33 19 18 17 50—61 41,5 39—41 39 28—45 32 27—33 29 28—41 43,5 41—51 45 5—16 18 13—17 15 i 3000
Жаростойкость
Среда Темпе ратура, °C Группа стойкости Скорость окис- ления, мм/год
F К о р р о з и о н и ы е с в о й с т в а
1 коппозип Среда Температура, Длит., г/м2 или мк/год
Релаксационная стойкость с ; час
Общая - - - - —
Рабочая температура, СС ' — ।
ра Точечная нос те —
о0, кгс/мм1 — — Хоррозион стрескива
^ww/эгх ‘ Ш}Оо | 103 час 104 час । !
Оценка стойкости Состояние
Межкристаллитная
— — _
1,2-10* час
443
Марка стали Вид поставки
ХН70ВМЮТЛ (ЭИ765Л) Отливки.
Химический состав, %
С Si Мп S | Р не более Сг Ni Мо Fe W Ti 1,0— 1,4 Al
0,10—0,16 0,60 0,50 0,020 0,020 14,0— 16,0 Основа 3,0—5,0 <3,0 4,0— 6,0 1,7— 2,2
<0,01
(по расчету)
Механические свойства при 20'
в
ГОСТ, ТУ Температурные параметры ковки Сечение, мм
операция температура, °C охлаждаю- щая среда
— Закалка Старение 1150,3 час 8000,20 час Масло Воздух
5;
5s
не менее
HRC
НВ
Механические свойства
факультативны
5;
5;
Назначение. Лопатки, диски и другие высоконагружеиные детали, работающие при температуре до 800°, и ресурсом
до 10 000 час.
Сплав жаропрочный на никелевой основе.
Технологические свойства
Температура начала за-
твердевания стали, °C
Жидкотекучесть
Склонность к образова-
нию усадочной рако-
вины
Линейная усадка, %
Показатель трещино-
устойчивости
Склонность к образова-
нию усадочной пори-
стости
Свариваемость
Обрабатываемость резанием
Температура критических точек,
Ас,
Ас.
Аг
444
Жаропрочные и другие свойства при длительных сроках службы ХН70ВМЮТЛ
Истинная длительность испытания, час (.50 5000 Термическая усталость
Рабочая температура, °* 750 800
~4 , 2 Oj 10 , кгс/мм* - —
—5 Oj.jo , кгс/мм*
о104, кгс/мм? 42 35 20 12
о105, кгс/мм2 15 8 — Коэффициент чувстви- тельности к надрезу за 104 час
е, % 10—12
ан, кгс-м/см2
°_1 кгс/мм2, на базе циклов 107 31
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка с 1150°, 3 час, масло; старение при 800°, 20 час, воздух
Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C °0,2, кгс/мм2 Ofc, кгс/мм2 6, % ф, % ^н> кгс-м/см2 НВ Исходи 10000 10000 1000 ое состояние 650 750 800 3,5 1,0 2,2 2,6
20 500 600 650 700 750 800 48—55 45—55 41—45 40—45 40—47 41—45 41—45 68—73 58—60 60—63 57—62 60—65 60—65 53—65 8—14 11—15 13—19 10—15 10—17 12—22 10—22 10—14 22—27 15—20 10—24 17—21 22—38 17—40 1,5—3,5 6—8 4,8—5,3 5,4—6,5 6—6,6 4,6—6,6 3,4—5,7 255—270
Жаростойкость
Среда Температура, °C Группа стой- кости Скорость окис- ления, мм/год
Коррозионные свойства
Релаксационная стойкость
Вид коррозии Среда Темпера- тура, °C Длит., час г/м2 или мк/год
Рабочая температура, °C о0, кгс/мм2
Общая —
Точечная
— _
Коррозионное растрескивание
I аост, кгс/мм2 103 час Межкристаллитная Оценка стойкости Состояние
104 час
1,2-Ю4 час i
445
Марка стали Вид поставки: ()1ливки — заводские нормали
ЭИ893Л
Химический состав, %
С Si Мп s Р Сг Ni Мо R W Ti Al Се
не более 0,01
«0,08 0,40 <0,40 0,010 0,020 15,0— 17,0 Основа 4,0—5,0 < 8,5— 10,0 1,4—1,6 1,6- 1,7 <0,025
Механические свойства при 20'
ГОСТ, ТУ Режим термообработки Сечение, ми. кгс/мм2 см S- о CU t> к! б, % % см « о Q со HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
Аустенизация Старение 1180, 3 час 1000, 3 час 900, 8 час 850, 8 час Воздух Воздух Воздух Воздух 50-55 65—82 10—12 15—30 4—10 — 270—290
Назначение. Сопловые и направляющие лопатки газовых турбин различного назначения, работающие при темпера- туре до 780°. Сплав жаропрочный на никелевой основе.
Технологические свойства
Температура начала за- твердевания стали,°C П Жидкотекучесть Склонность к образова- нию усадочной рако- вины
Линейная усадка, % сказатель трещино- устойчивости Склонность к образова- нию усадочной пори- стости
Обрабатываемость резанием Свариваемость Температура критических точек, °C
- Acj Ас3 Агг Ars
i
446
Жаропрочные и другие свойства при длительных сроках службы ЭИ893Л
Истинная длительное испытания, час гь 22000 16500 22000 6000 — Термическая усталость
700 750 30 800 850 —
наоочая температура, С При режиме нагрев до 800°, охлаждение до 400°, продол- жительность цикла 2 мин — 50—100 цик- лов
—2 °1Ю » кгс/мм2 - 37 31 — 26 15
-3 , 2 а1-10 ’ кгс/ммг 25 18 11
о104, кгс/мм 2 27 21 - 13 7 —
о106, кгс/мм' — 23 16 — — - Коэффициент чувстви- тельности к надрезу за 104 час
е, %, 300 час 3,8 8,0 4,0 4,5
ан, кгс-м/см2
о , . кгс/мм2, на базе 1 циклов 107 1 при 20° 24,5 — гладкие образцы
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Время, час Температура, °C ан, кгс-м/см2
Температура испытания, °C °0 »2 кгс/мм2 кгс/мм2 0, % % а«, кгс-м/см2 НВ
10000 10000 10000 10000 600 700 750 800 5,5 2,6 з,о 6,0
20 600 700 750 800 850 50—55 58 56 51 42 36 65—82 77 74 68 61 47 10—12 18 17 16 16 16 15—30 24 26 26 25 31 4—10 270-240
Жаростойкость
Среда Температура, °C Длит, испыта- ния, час Потери веса, г/см2
Воздух 800 800 800 800 850 850 850 200 500 1000 2000 500 1000 2000 0,0005 0,0009 0,0014 0,0018 0,0013 0,0016 0,0028
Коррозионные свойства
Релаксационная стойкость Вид коррозии Среда Темпера- тура, °C Длит., час г/ж2 или мк/год
Рабочая тем- пература, °C Общая Точечная
Коррозионное растрескивание
о0, кгс/мм2 —
I ^ост, кгс/мм2 103 час Межкристаллитная Оценка стойкости Состояние
104 час 1
1,2-104 час 1
447
Марка стали
Вид поставки.
АНВ-300
АНВ-ЗООу
Отливки — АМТУ 372—56.
Химический состав, %, по АМТУ 372—56
С Si Мп S | Р не более Сг Ni Мо Fe Al W Ti В
<0,10 0,50 0,50 0,010 0,015 14,0— 17,0 Основа — 1,50 4,50— 5,50 7,0—10,0 1,40— 2,00 0,10
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм
операция температура, °C охлаждаю- щая среда
О У
Воздух
не менее
HRC
НВ
АМТУ 372—56 Закалка
1110—1130
(выд. 10 час)
Не определяются
О У
Сплав марки АНВ-300—при о = 25 кгс/мм2, время до разрушения не менее 60 час.
Сплав марки АНВ-ЗООу — при о = 29 кгс/мм2, время до разрушения не менее 100 час.
Температура испытания 850°.
Термообработку сплава марки АНВ-300 рекомендуется проводить в печах с защитной атмосферой.
Назначение. Сопловые лопатки газовых турбин, работающие при температуре де 900°; рабочие колеса турбоком-
прессоров к двигателям внутреннего сгорания; рабочие лопатки осевых турбокомпрессоров тепловоз-
ных двигательных дизелей и другие детали, изготовляемые методом точного литья по выплавляемым
моделям.
Технологические свойства
По литейным свойствам сплав марки АНВ-300 равноценен сплаву ЖС6-К. Температура заливки сплава 1620°.
Сплав выплавляется в высокочастотных индукционных (открытых и вакуумных) печах. Переплав металла при точном
литье производится в вакуумных индукционных печах.
Температура металла при заливке форм в вакууме 1520-1560° в зависимости от веса и конфигурации деталей.
Свариваемость
Обрабатываемость резанием
Температура критических точек, °C
Acj Ас3 Аг, АГд
448
Жаропрочные и другие свойства при длительных сроках службы А НВ-300 АНВ-ЗООу
Истинная длительность испытания, час 1500 1500 1500 100 100 100 —
Рабочая температура,°C 550 600 650 750 850 950 Термическая усталость
о102 , кгс/ММ^ 40 24 14
СГ] 5-10** 66 59 51
о102 , кгс/мм?! 53* 29* 17* —
°К510*» 74* 66* 57*
е, % 0,8 0,3 0,8 0,8 2,0 2,5
— — — 2,0* 2,5—4,3* 2,5—3,2* Коэффициент чувстви- тельности к надрезу за 104 час
Температура испыта- ния, °C 20 750 850 950 1000
о_р кгс/мм2, на базе циклов — 28 30 25 21
* Сплав марки АНВ-ЗООу.
Механические свойства в зависимости от температуры испытания Чувствительность к охрупчиванию при старении
Режим термообработки: закалка 1120°, выдержка 10 час, охлаждение на воздухе Время, час Температура, °C ан, кгс-м/см2
б (/=25 мм\ d=5 мм), % Ф, % о § d0rn . ММ
Температура испытания, °C СЧ si «л. О о § Оь, кгс/мм2
20 750 850 950 20* 850* 1 1 п 1 1 95 80 70 50 76—92 64—84 2,0 1,4 2,5 3,5 1,5—1,0 1,5—2,8 1,5-4,5 0,6—2,5 0,5—2,5 2,0—5,7 1,2—3,5 0,5—1,2 1 1 1 1 1 1 3,15—3,55 3,10—3,05 3,3—3,5 3,5—3,7
Жаростойкость
Среда Температура, °C Длит, ис- пыт., час Привес, г/м2, час
Воздух Воздух Воздух* 950 950 900 100 1000 500 0,0610 0,0095 0,0200
Коррозионные свойства
Вид коррозии Среда Темпера- тура, °C Длит., час г/м2 или мк/год
Релаксационная стойкость Общая
Рабочая тем- пература, РС
Точечная
Коррозионное растрескивание
о0 , кгс/мм2
Межкристаллитная Оценка стойкости Состояние
С4 5- § о О 103 час
104 час
1,2-Ю4 час
29—2864
449
Марка стали ЖС6К Вид поставки. Отливки АМТУ 448—59.
Химический состав, %, по АМТУ 448—59
С Si Мп S | Р не более Сг Ni Мо V W Ti Со Fe В
0,13—0,20 ;0,4 <0,4 0,01 0,01 10,5— 12,5 Основа 3,5—4,5 5,0—6,0 2,5— 3,0 4,5— 5,5 4—5 <2,0 0,02
Механические свойства при 20°
ГОСТ, ТУ Режим термообработки Сечение, мм о se Gb, кгс 1мм2 1 б, % % HRC НВ
операция температура, °C охлаждаю- щая среда
не менее
АМТУ 448—59 Аустенизация 1210—1220. 4 час Воздух 95— 105 85—94 1,5— 7,0 8,0— 16,0 1—3 340—360
Дополнительные данные. 1. После механической обработки применяется отжиг в среде осушенного аргона (для снятия остаточных напряжений). 2. При температуре эксплуатации > 900° необходимо применять алитирование.
Назначение. Сопловые и рабочие лопатки ,венцы, небольшие цельнолитые роторы газовых турбин различного наз- начения, работающие при 800—1050°, и ресурсом 500—20 000 час в зависимости от температуры экс- плуатации. Жаропрочный сплав на никелевой основе.
Технологические свойства
Максимальная темпера- тура нагрева металла перед заливкой, ° С 1500—1600 (в зависимости от массы дета- ли) Жидкотекучесть Склонность к образова- нию усадочной рако- вины
Показатель трещино- устойчивости Склонность к образова- нию усадочной пори- стости
Свариваемость Обрабатываемость резанием Температура критических точек, °C
Ac j Ас3 АГ1 Аг3
450
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
ФИЗИЧЕСКИЕ СВОЙСТВА
Марка стали Коэффициент линейного расширения ct • 106, мм!мм‘град, при температуре, °C Удельный вес у, г/слг3
20—100 20—200 20—300 20—400 20—500 20—600 20—700 20— 800 20— 900 20— 1000
08 0,8 пп 10 15 20 25 30 35 40 45 50 55 60 А12 15К 20К 22К 16ГС 20Х 35Х 38ХА 40Х 45Х 50Х 20Г ЗОГ 40Г 50 Г 45Г2 38ХС ЗОХМ, ЗОХМА 35ХМ 40ХФА 40ХН 11,6 11,Se- ll,66 11,6 11,9 П,1 12,18 0—100° П,1 Н,1 12,4 0—100° 11,59 0—100° 12,0 11,0 11,0 11,9 11,6— 12,8 100° 13,0 11,3 11,3 11,0 0—100° 13,4 12,8 12,8 12,3 100° 12,6 9,4 0—100° 11,6 11,3 11,7 12,3 12,3 11,0 11,8 12,6 12,61— 12,32 12,6 12,5 12,1 12,66 0—200° 11,9 11,9 12,6 0—200° 12,32 0—200° 12,4 11,8 П.9 12,5 11,8— 12,1 11,8— 12,1 12,4— 13,4 200° 14,0 11,6 12,0 12,0 0—200° 13,3 13,0 13,0 200° 13,9 100—200° 12,0 0—200° 11,9 12,7 12,5 12,5 12,0 12,3 13,0 13,0 12,7 0—300° 13,08 0—300° 16,7 14,5 0—300° 13,09 0—300° 12,9 12,6 12,4 — 13.1 12,4— 13,1 13,0— 13,6 300° 15,3 12,5 12,9 12,2 13,7 13,7 13,2 300° 14,6 300—400° 15,3 12,7 12,9 12,9 20— (—183°) 9,68 13,0 13,6 13,4 0—400° 13,47 0—400° 13,4 13,4 13,3 0—400° 13,71 0—400° 13,3 13,4 13,5 13,6 13,4— 13,7 13,4— 13,7 13,6— 14,2 400° 16,2 13,2 13,7 12,9 0—400° 14,8 400° 15,0 500—600° 17,1 0—400° 13,8 14,0 13,9 13,9 500—600° 16,5 13,4 16— (—196°) 9,20 14,2 13,9 0—500° 13,92 0—500° 14,0 0—500° 13,7 14,0 14,6 14,2 500° 16,1 13,7 14,2 13,5 500—600° 16,5 14,7 14,8 14,4 14,4 14,0 14,6 14,6 14,4 14,6 0—600° 14,67 600° 16,2 14,6 14,9 600° 15,6 600° 14,3 0—600° 14,6 7,83 7,83 7,85 7,85 7,82 7,85 7,85 7,81 7,85 7,81 7,82 7,8 7,83 7,85 7,85 7,74 7,82 7,81 7,81 7,81 7,82 7,82 7,81 7,82
452
(Продолжение прилож. 1)
Коэффициент линейного расширения а ИО6, мм!мм • град, при температуре, С Удельный вес у, г (см?
Марка стали 20—100 20—200 20—300 20—400 20—500 20—600 20—700 20— 800 20— 900 20— 1000
12ХН2 12ХНЗА 20ХНЗА ЗОХГС, ЗОХГСА 34XH3M 40ХН2МА 18Х2НЧВА 38ХНЗМФА 38Х2МЮА 65Г 50ХФА 60СЧ, 60СЧА ШХ15 ШХ15СГ 9X18 50ХН 7X3 5ХНМ 20Л 25Л ЗОЛ 35Л 45Л 55Л 2X13 3X13 4X13 14Х17Н2 (ЭИ268) 0Х12НД 12X13 08X13 12Х17(ЭЖ17) 0Х22Н6Т (ЭИ53) 12Х21Н5Т (ЭИ811) 10Х14Г14Н4Т (ЭИ711) - 12Х18Н10Т (Х18Н9Т, ЭЯ1Т) 100° 12,6 11,8 11,0 11,0 0—100° 10,8 0—100° 14,5 11,8 0—100° 12,3 11,1 12,4 0—100° 11,5— 12,4 0—100° 11,9 0—100° 11,7 11,8 100—250° 10 100—250° 12,55 11,1 11,5 0—100° 12,6 11,09 11,64 11,0 Ю,1 9,98 10,3 9,8 50—100° 10,84 9,7—10,1 10,5 10,4 10,2 16,0 16,6 200° 13,8 13,0 0—200° 11,6 0—200° 14,5 12,1 0—200° 13,1 11,9 12,8 0—200° 12,8 0—200° 15,1 0—200° 13,4 0—200° 12,1 12,3 150—350° 14,01 150—350° 14,1 12,1 12,9 0—200° 13,9 11,89 11,8 10,4 10,65 10,7 10,6 50—200° 11,25 10,45— Н,1 11,1 10,5 9,6 14,4 16,7 17,0 300° 14,6 14,0 13,0 0—300° 13,3 12,6 0—300° 13,3 12,9 13,4 0—300° 15,5 0—300° 13,6 0—300° 12,4 13,4 350—600° 15,24 350—600° 14,2 13,0 10,9 11,13 11,8 50—300° 11,64 Н,1 Н,4 10,8 13,8 16,8 17,5 17,2 400° 14,8 14,7 0—400° 14,3 13,0 0—400° 13,5 13,5 13,9 0—400° 13,1— 13,9 0—400° 15,6 0—400° 12,9 14,0 600—700° 15,2 600—700° 15,0 13,4 13,2 0—400° 15,0 13,42 13,4 П,4 11,5 11,0 50—400° 12,27 Н,4 11,8 П,2 16,0 16,8 18,4 17,5 0—500° 13,7 0—500° 14,2 13,4 0—500° 14,5 14,6 14,2 0—500° 13,4 0—500° 15,7 0—500° 13,3 14,4 13,5 0—500° 15,6 14,43 14,5 П.8 11,83 11,8 Н,1 50—500° 12,50 11,5 12,1 11,4 16,0 17,4 19,0 17,9 600° 14,3 15,6 14,5 13,7 600° 14,5 12,0 11,3 50-600° 12,70 11,8— 11,25 12,3 11,6 16,15 17,5 19,5 18,2 650° 14,7 11,0 50—700° 12,6 12,0 12,5 11,9 17,7 20,1 18,6 10,7 12,1 12,8 12,1 18,0 20,6 18,9 Н.4 18,5 21,0 19,3 11,5 7,88 7,88 7,85 7,85 7,83 7,85 7,83 7,81 7,68 7,65 7.82 7,83 7,81 7,81 7,84 7,82 7,75 7,76 7,68 7,75 7,75 7,73 7,72 7,8 7,8 7,82 7,9
453
(Продолжение при лож. /)
Марка стали Коэффициент линейного расширения а*106, мм/мм- град, при температуре, *С Удельный вес 7, г/см3
20—100 20—200 20—300 20—400 20—500 20—600 20—700 20— 800 20— 900 20— 1000
12Х18Н9Т 16,6 17,0 17,2 . 17,5 17,9 18,2 18,6 18,9 19,3 7,9
(1Х18Н9Т, ЭЯГГ)
12Х18Н12Т 16,6 17,0 17,2 17,5 17,9 18,2 18,6 18,9 19,3 7,9
40Х9С2 (Х9С2, ЭСХ8) 11,1 12,7 14,3 14,2 14,0 7,63
40X10С2М 10,0 11,0 п,о 11,0 11,0 7,62
(Х10С2М, ЭИ 107)
20Х23Н18 14,9 15,7 16,6 17,3 17,5 17,85 17,85 7,88
(ЭИ417)
12МХ 11,2 12,5 12,7 12,9 13,2 13,5 13,8 7,85
15ХМ, 20ХМ 11,9 12,6 13,2 13,7 14,0 14,3 7,85
12Х1МФ (ЭИ575) 10,8 11,8 12,35 12,8 13,2 13,65 7,8
15Х1М1Ф 11,2 Н.7 12,5 13,0 13,5 13,7 7,8
12Х2МФСР 10,95 11,95 12,65 13,15 13,7 14,0 14,3 7,8
25X1 Ml Ф 10,9 12,0 12,7 13,65 13,72 13,82 14,0 7,82
(ЭИ 10) 25Х2М1Ф (ЭИ723) 12,5 13,3 13,7 ' 14,0 14,7 7,8
12,9
20Х1М1Ф1ТР 12,0 12,3 12,85 13,0 13,5 13,55 7,85
(ЭП182) 25Х1М1ФБР 14,5 7,9
(ЭП44) 20ХЗМВФ 10,6 11,5 П.8 12,1 12,6 13,0 7,79
(ЭИ415, ЭИ579) 425° 485° 540° 650° 705°
15Х5М 12,3 12,5 12,7 13,0 13,1
(ЭХ5М, 12Х5МА)
15X11МФ (1X11 МФ) Н,1 11,3 П.7 12,0 12,4 7,85
15X11 МФБ (1Х11МФБ) 10,0 10,4 10,8 11,3 И,5 12,0 12,2 12,4 7,85
1Х11В2МФ 10,7— 12,6 13,3— 7,86
(типа ЭИ756) 10,8 14,0
18Х11МНФБ 10,3 10,6 10,8 11,3 11,7 12,0 12,4 7,85
(18Х11МФБН, ЭП291)
15Х12ВНМФ 10,0 10,5 10,7 н,о 11,2 11,6 7,85
(ЭП428)
18Х12ВМБФР 11,15 11,3 11,42 11,8 12,0 12,15 12,1 12,6 11,6 7,85
(ЭИ993)
1Х14Н14В2М 15,6 15,7 17,3 17,3 17,3 18,2 18,4
(ЭИ257)
09Х14Н19В2БР 15,9 16,5 17,2 17,6 18,0 18,3 18,6 18,7 8,12
(ЭИ695Р)
09Х14Н19В2БР1 (ЭИ726) 15,2 16,3 16,9 17,5 17,8 18,1 18,6 20— 18,6 18,9 8,12
20— 20—
650° 700° 750°
08Х15Н24В4ТР 14,5 15,5 16,3 16,8 17,2 17,4 17,5 17,8 17,9 8,23
(ЭП164)
45Х14Н14В2М 17,0 18,0 18,0 19,0 8,0
(ЭИ69) Х16Н9М2 17,1 17,6 18,1 18,4 19,0 19,3 19,6 19,8 7,9
08Х16Н13М2Б (ЭИ405, ЭИ680) 17,1 17,4 17,8 18,2 18,6 7,96
1Х16Н14В2БР 15,6— 16,6— 18,3— 18,6— 19,0— 19,6— 19,8— 20,0— 20,4— 21,1— 7,9
(ЭИ 17) 15,85 16,9 18,4 19,4 19,6 20,2 20,5 21,0 22,5 22,4
454
(Продолжение прилож. /)
Коэффициент линейпогс расширения а «10°, мм/мм -град, при температуре. °C Удельный
Марка стали 20—100 20—200 20—300 20—400 20—500 20—600 20—700 20— 800 20— 900 20— 1000 вес 7, г/см3
Х16Н16МВ2БР (ЭП184) ЗХ16Н22В6Б (ЦЖ13) 31Х19Н9МВБТ (ЭИ572) ХН35ВТ (ЭИ612) ХН35ВТК (ЭИ612К) ХН35ВТЮ) (ЭИ787) ХН35ВТР (ЭИ725) ХН78Т (ЭИ435) ХН67ВМТЮ (ЭП202, ЭИ445Р) ХН77ТЮР (ЭИ437Б) ХН80ТБЮ (ЭИ607) ХН70ВМЮТ (ЭИ765) ХН70ВМТЮ (ЭИ617) ХН65В9М4ЮТ (ЭИ893) ХН75МВЮ (ЭИ827) ХН35ВМТФКЮ (ЭИ929) ХН60В (ЭИ868) 20Х13НЛ 0Х18НЗГЗДГЛ 20ХМЛ 15Х1М1ФЛ 20ХМФЛ 15Х2М2ФБСЛ (ПЗЛ) Х25Н13АТЛ ХН70ВМЮТЛ (ЭИ765Л) 17,1 15,6 14,8 12,7 14,1 12,2 12,0 12,7 12,2 12,0 11,3 10,2 10,2 12,6 50—100° 14,26 10,86 12,43 10,0 11,4— 11,85 12,9 17,1 16,5 15,1 14,1 13,0 12,3 12,6 12,5 11,3 10,7 100— 200° 13,6 50—200° 10,54 50—200° 14,74 12,43 12,8 11,9 11,6— 12,6 13,4 17,6 17,3 15,5 14,8 15,0 13,4 13,5 13,0 13,1 13,2 13,5 12,0 12,0 200— 300° 14,5 50—300° 11,29 50—300° 15,45 12,78 13,28 12,9 12,9— 13,5 13,8 17,9 18,0 16,02 15,9 15,2 15,4 15,8 13,8 13,6 13,5 14,0 13,6 13,9 12,2 12,2 300— 400° 15,4 50—400° 15,99 13,12 13,75 13,1 13,5— 14,3 14,1 18,2 18,8 16,37 16,1 15,65 15,8 16,2 14,1 13,6 13,7 14,4 14,1 14,3 12,4 12,4 400— 500° 16,2 50—500° 16,41 13,57 14,02 13,5 14,5 14,5 18,5 19,2 16,75 16,6 16,09 16,0 16,2 14,7 14,4 ’ 14,0 14,9 14,5 14,8 12,6 12,6 500— 600° 18,0 50—600° 12,6 13,94 14,1 13,8 14,3— 14,4 15,0 18,8 19,3 16,97 16,9 16,5 16,6 16,7 15,4 14,8 14,5 15,6 15,1 15,8 14,4 13,1 13,1 600— 700° 18,8 50—700° 12,2 14,1 14,3 20— 650° 17,1 15,7 19,1 19,8 17,94 25— 750° 17,7 25— 750° 17,02 16,8 16,9 15,5 15,2 15,1 16,3 15,8 16,3 13,2 13,2 700— 800° 18,9 20— 870° 18,1 16,7 19,2 18,4 16,2 16,5 16,7 14,0 14,0 800— 900° 19,6 17,7 17,1 15,1 900— 1000° 20,4 20— 1095° 19,4 8,12 7,96 8,164 8,2 8,04 8,3 8,35 8,36 8,2 8,3 8,6 8,4 8,79 8,43 8,43 8,9 7,8 7,8 7,8 7,85 7,9
455
(Продолжение прилож. 1)
Марка стали Теплопроводность "к, кал/см • сек • °C, при температуре, еС
20 100 200 300 400 500 600 700 800 900 1000
08 0,144 0,165 0,123 0,109
10 0,136 0,126 0,107 0,090
15 0,136 0,126 750° 0,107
20 0,121 0,116 0,110 0,101
25 0,124 0,122 0,117 0,110 0,102
30 0,121 0,116 0,101 0,085
35 0,121 0,116 0,101
40 0,142 0,127 0,112 0,098
.15 0,115 0,111 0,105 0,098
50 — 0,109 0,104 0,095
55 0,162 0,132 0,085
60 0,161 0,127 0,086
А12 0,185 . 0,159 450° 0,113
15К 0,136 0,126 450° 0,107
20К 0,121 0,116 0,110 0,101
22К 0,118 0,113 0,109 0,104 0,099
20Х 0.120 0,110 0,100 0,096
4 ОХ 0,110 0,102 0,094 0,085
20 Г 0,186 0,159 0,114
ЗОГ 0,180 0,154 0,125 0,105
40 Г 0,142 0,127 0,112 0,057
50Г 0,092 0,090 0,087 0,082
45Г2 0,106 0,102 0,098 0,084
38ХС 0,085 0,083 0,080
зохм 50° 0,102 0,085 0,082 0,078 0,740
35ХМ 0,085 0,082 0,078 — —
40ХФА 0,125 0,116 0,108 0,100
40ХН 0,105 0,102 0,098 0,093
12ХН2 35° 0,052 125° 0,057 231° 0,072 480° 0,074 910° 0,051
12XII3A 60° 0,074 0,061
20ХНЗА 0,085
ЗОХГС 0,090
34ХГ13М 0,098 0,090 0,081 0,073
456
(Продолжение прилаж. 1)
Марка стали Теплопроводность %, кал!см • сек • °C, при температуре, °C
20 100 200 300 400 500 600 700 800 900 1000
40ХН2МЛ 0,1100 0,105© 0,0095 0,090
18Х2Н4ВЛ 70° 0,057 230° 0,060 530° 0,067 0,058
50ХФА 0,095
ШХ15 0,095 0,088 0,075
20Л 0,186 0,159 0,114 0,100
25Л 0,121 0,180 0,154 0,105 0,090
ЗОЛ 0,180 0,154 0,105 0,090
35Л 0,180 0,154 0,125 0,090
45Л 0,162 0,132 0,085 0,075
55Л 0,162 0,132 0,085 0,075
110Г13Л 0,027
20X13 (ЭЖ2) 0,060 0,066 0,067 0,066 0,065
30X13 (ЭЖЗ) 0,060 0,061 0,061 — 0,061
40X13 (ЭЖ4) 0,066 0,069 0,070 0,069 0,068 0,067
14Х17Н2 (ЭИ268) 0,050 0,052 0,054 0,056 0,058 0,060 0,062 0,064 0,067 0,071
12X13 (ЭЖ1, Ж1) 0,066 0,066 0,067 0,067 0,067 0,067
08X13 (ЭИ496) 0,060
12X17 (ЭЖ17) 0,0209
0Х22Н6Т (ЭП53) 0,040 0,035 0,035 0,038 0,043 0,047
12Х21Н5Т (ЭИ811) 0,041 0,042 0,043 0,046 0,048 0,055 0,065 0,072 0,084
10Х14Г14Н4Т (ЭИ711) 0,043 0,045 0,048 0,051 0,054 0,056
12Х18Н10Т (1Х18Н9Т, ЭЯ1Т) 0,036 0,039 0,042 0,045 0,051 0,055 0,059 0,064 0,062
12Х18Н9Т (1Х18Н9Т, ЭЯ1Т) 0,036 0,039 0,042 0,045 0,051 0,055 0,059 0,064 0,062
12Х18Н12Т 0,036 0,039 0,042 0,045 0,051 0,055 0,059 0,064 0,062
40Х9С2 (Х9С2, ЭСХ8) 0,040 0,048 0,053 0,053
40X10С2М (Х10С2М, ЭИ 107) 0,047 0,052 0,060
15Х25Т (ЭИ439) 0,04
36Х18Н25С2 (Х18Н25С2, ЭЯЗС) 0,036 0,053 0,060 0,063 0,089
20Х23Н18 (ЭИ417) 0,033 0,038 0,045 — 0,052 0,076
12МХ 0,120 0,120 0,120 0,116 0,112 0,110 0,105
15ХМ 0,106 0,102 0,099 0,092 0,086 0,080
20ХМ 0.110 0,105 0,103 0,095
457
(Продолжение прилож. 1)
Марка стали Теплопроводность К кал/см-сек-°С, при температуре, °C
20 100 200 300 400 500 600 700 800 900 1000
12Х1МФ (ЭИ575) 0,085 0,085 0,085 0,084 0,080 0,077 0,073
15Х1М1Ф 0,099 0,096 0,092 0,088 0,085 0,081
12Х2МФСР 0,079
25X1 МФ (ЭИ 10) 0,100 0,099 0,098 0,094
Р2МА (25X1 Ml Ф, Р2) 0,097 0,095 0,093 0,090 0,086 0,081 0,074
25Х2М1Ф (ЭИ723) 0,078 0,076 0,072 0,068 0,067 0,063
20Х1М1ФГТР (ЭП182) 0,101 0,097 0,096 0,095 0,094 0,093 0,092 0,091
25Х1М1ФБР (ЭП44) 0,098 0,110 0,115 0,120 0,126 0,134
20ХЗМВФ (ЭИ415, ЭИ579) 0,085 0,079 0,075 0,073 0,071 0,070 0,069
15X11МФ (1Х11МФ) 0,059 0,062 0,065 0,066 0,067
1Х11В2МФ (типа ЭИ756) 0,060 0,058 0,058 0,055 0,052 0,050
18Х11МФБН (18X11МФБ, ЭП291) 0,058 0,060 0,062 0,063 0,065 0,067 0,069
15Х12ВНМФ (ЭИ802, ЭИ952, 15Х12ВМФ, ЭП428) 0,059 0,061 0,062 0,063 0,064 0,065 0,065 0,066
18Х12ВМБФР (ЭИ993) 0,052— 0,063 0,057— 0,070 0,0604— 0,070 0,063— 0,080 0,0655— 0,08 0,0675— 0,085 0,0689
37Х12Н8Г8МФБ (ЭИ481) 0,041 0,044 0,047 0,051 0,055 0,059 0,062 0,065 0,070
1Х14Н14В2М (ЭИ257) 0,015 0,028 0,040 0,050 0,058 0,065 0,071
09Х14Н19В2БР (ЭИ695Р) 0,036
09Х14Н19В2БР1 (ЭИ726) 0,038 0,039 0,039 0,043 0,046 0,051 0,055 0,060 0,066
08Х15Н24В4ТР (ЭП164) 0,029
45Х14Н14В2М (ЭИ69) 0,033 0,037 0,040 0,045 0,048 0,050 0,052 0,058 0,075
08Х16Н13М2Б (ЭИ405, ЭИ380) 0,037 0,041 0,044 0,048 0,052 0,055 0,059
1Х16Н14В2БР (ЭП17) 0,039 0,053 0,056 0,056 0,063 0,071
Х16Н16МВ2БР (ЭП184) 0,033 0,036 0,039 0,042 0,045 0,049 0,054 0,059
31Х19Н9МВБТ (ЭИ572) 0,036 0,039 0,044 0,048 0,052 0,056 0,060
458
(Продолжение ирилеж. 1)
Марка стали Теплопроводность X, кал!см-сек «°C, при температуре, °C
20 100 | 200 300 400 500- 600 700 800 900 1000
ХН35ВТ (ЭИ612) 0,032 0,037 0,041 0,045 0,049 0,053 0,057 0,062
ХН35ВТК (ЭИ612К) 0,031 0,035 0,039 0,044 0,048 0,052 0,057
ХН35ВТЮ (ЭИ787) 0,030 0,037 0,042 0,046 0,050 0,054 0,059 0,062 0,066 0,070
ХН35ВТР (ЭИ725) 0,031
ХН78Т (ЭИ435) 0,035 0,040 0,044 0,049 0,054 0,059 0,064 0,069 — 0,076
ХН67ВМТЮ (ЭП202, ЭИ445Р) 0,033
ХН77ТЮР (ЭИ437Б) 0,033 0,037 0,041 0,045 0,050 0,056 0,060 0,067 0,069
ХН80ТБЮ (ЭИ607) 0,032 0,037 0,043 0,048 0,053 0,058 0,063
ХН80ТБЮА (ЭИ607А) 0,031 0,036 0,041 0,046 0,051 0,055 0,060
ХН70ВМЮТ (ЭИ765) 0,022— 0,029 0,030— 0,031 0,038— 0,040 0,046 0,054— 0,069 0,062— 0,071 0,070— 0,072
ХН70ВМТЮ (ЭИ617) 0,023 0,027 0,031 0,036 0,041 0,046 0,052 0,058 0,065
ХН65В9М4ЮТ (ЭИ893) 0,030 — 0,030 0,033 0,036 0,041 0,048 0,056 0,065
ХН75МВЮ (ЭИ827) 0,021 0,024 0,028 0,032 0,036 0,042 0,048 0,053 0,060 0,066
ХН55ВМТФКЮ (ЭИ929) 0,021 0,024 0,029 0,032 0,036 0,042 0,048 0,053 0,060 0,066
ХН60В (ЭИ868) 0,023 0,025 0,028 0,033 0,039 0,045 0,051 0,056 0,061 0,067
ВТЗ-1 0,019
10Х18Н9ТЛ 0,038 0,042 0,045 0,051 0,055 0,059 0,064
15Х1М1ФЛ 0,099 0,096 0,092 0,088 0,085 0,081 0,077
20ХМФЛ 0,109 1,103 0,098 0,093 0,088 0,082
15Х2М2ФБСЛ (ПЗЛ) 0,075 0,075 0,074 0,074 0,074
1Х11МФБЛ (15Х11МФБЛ, ХИЛА) 0,061 0,062 0,063 0,064 0,066 0,067
1Х12ВНМФЛ (ЭИ802Л, Х11ЛБ, 15Х12ВНМФЛ) 1 0,060 0,062 0,064 0,067 0,069 0,071 0,073
459
(Продолжение прилвж. /)
Теплое.мко'сть С, кал/г-град, при температуре, °C
Марка стали 20 100 200 300 400 500 600 700 800
08 0,111 0,114 0,122 0,135
10 0,111 0,114 0,122 0,135
15 0,112 0,115 0,125 0,136
20 0,112 0,115 0,128 0,136
25 0,112 0,115 0,124 0,136
30 0,112 0,115 0,130 0,125 0,182
35 0,112 0,115 0,125 0,136
40 0,112 0,115 0,124 0,125 0,137
45 0,112 0,115 — 0,125 0,137
50 — — 0,134 0,153 0,188
55 0,114 0,116 0,125 0,136
60 0,115 0,116 0,126 0,135
А12 0,112 — 0,114 0,123 0,136
15К 0,112 0,115 0,125 0,136
20К 0,112 0,115 0,128 0,136
22К 0,112 0,115 0,124 0,136
20 Г 1,112 0,115 0,128 0,136
30 Г 0,112 0,115 0,13© 0,143 0,182
40Г 0,116 0,115 0,117 0,137
50Г 0,113 0,115 0.125 0,130
45Г2 0,106 0,102
12ХН2 58° 0,108 490° 0,057 920° 0,038
12ХНЗА 360° 0,157 423° 0,154
18Х2Н4ВА 70° 0,116 230° 0,123 530° 0,185
65Г 0,115 0,116 0,138 0,158 0,195
20X13 (ЭЖ2) 0,105 0,110 0,125 0,135 0,150 0,165 0,185 0,230
30X13 (ЭЖЗ) 0,116 0,122 0,131 0,143 0,162 0,186
40X13 (ЭЖ4) 0,110 1,115 0,125 0,135 0,145 0,161 0,185 0,235
14Х17Н2 (ЭИ268) 0,110
12X13 (ЭЖ1, Ж1) 0,113 0,123 0,132 0,145 0,163 0,186
08X13 (ЭИ496) 0,110
12X17 (ЭЖ17) 0,110
460
(Продолжение прилож. 1)
Марка стали Теплоемкость С, кал/г-град, при температуре, °C
20 100 200 300 400 500 600 700 800
12Х18Н10Т (1Х18Н9Т, ЭЯ1Т) 0,110 0,118 0,123 0,128 0,131 0,134 0,137 0,142
12Х18Н9Т (Х18Н9Т, ЭЯ1Т) . 0,110 0,118 0,123 0,128 0,131 0,134 0,137 0,142
12Х18Н12Т 0,110 0,118 0,123 0,128 0,131 0,134 0,137 0,142
40X10С2М (Х10С2М, ЭИ107) 0—20° 0,114 60—400° 0,127 20—500° 0,140 20—600° 0,140
15Х25Т (ЭИ439) 0,110
36Х18Н25С2 (Х18Н25С2, ЭЯЗС) 0,123
20Х23Н18 (ЭИ417) 0,128
12МХ 0,119 — 0,124 0,136 0,142 0,156 0,175 0,212
15ХМ — 0,116
12Х1МФ (ЭИ575) — 0,121 0,133 0,145 0,155 0,166 0,187 0,223 0,245
25X1 МФ (ЭИ10) 0,110
25Х2М1Ф (ЭИ723) 0,128 0,137 0,145 0,151 0,161 0,175
20ХЗМВФ (ЭИ415, ЭИ579) 0,120 0,134 0,146 0,157 0,171 0,180
15X11МФ (1Х11МФ) 0,119 0,125 0,135 0,149 0,169 0,190
18Х11МФБН (18X11МФБ, ЭП291) 0,117 0,129 0,141 0,159 0,183 0,215
15Х12ВНМФ (ЭИ802, ЭИ952, 15Х12ВМФ, ЭП428) 0,114 0,119 0,130 0,149 0,177 0,214
1Х14Н14В2М (ЭИ257) 0,110 0,116 0,123 0,128 0,130 0,133 0,141 0,149
09Х14Н19В2БР1 (ЭИ726) 0,120
45Х14Н14В2М ,(ЭИ69) 0,121 0,122 0,125 0,126
ХН35ВТ (ЭИ619) 0,122 0,130 0,136 0,141 0,142 0,142
20ХМФЛ 0,119 0,137 0,141 0,147 0,159 0,177
1Х11МФБЛ 0,118 0,126 0,137 0,153 0,177 0,207
461
(Продолжение прнлолс. Г)
Марка стали Модуль нормальной упругости Е, кгс1мм2, при температуре, СС
20 100 200 300 400 500 600 700 800 900 1000
08 20700 21100 18600 15600 14400
450°
15 20200 18700 17000 15700
20 20200 18700 17900 17000 16100
25 20200 20000 19500 18900 16700
30 20400 20000 19500 18900 16700
35 21000 20100 19000 17900 17000
40 21350 21000 20000
45 20400 19500 19400 17500
50 22000 21500 20000 18000
60 20800 21200 19300 17800
450°
А12 20200 18700 17000 15700
15К 450°
20К 20400 20000 19500 18800 18000
22К 21100 20900 20500 20000 19200
40Х 21850 21500 20100
350’
50Х 21020 21090
20Г 20800
ЗОГ 20800
40Г 20400
50Г 22000 21700 20800 19700
45 Г2 20800
38ХС 22300
30ХМ 21300 20800 20100 19200
35ХМ 21300 20800 20100 19200
40ХФА 20710
40ХН 20400
12ХНЗА 20400
2ОХНЗА 20400
ЗОХГС 19800 1770 17200 15900
34XH3M 21100 20700 19600
40ХНМА 20400
18Х2Н4ВА 20400 16800 14400 14200
65Г 21093
50ХФА 20000
55С2 20000
462
(11 родилжение прилож. Г)
Марка стали Модуль нормальной упругости Е, кгс/мм2, при температуре, °C
20 100 200 । 300 400 500 600 700 800 900 1000
G0C2 2500
ШХ15 21000— 22000
9X18 20200— 21500
110Г13Л 20800
20X13 (ЭЖ2) 22300 21800 21200 20400 19300 18400 17500
30X13 (ЭЖЗ) 22300 — 21400 20600 19700 18500 17400
40X13 (ЭЖ1) 21800 21400 20600 19800 18800 17600 16300 14800 14000
14Х17Н2 (ЭИ268) 21000
12X13 (ЭЖ1, Ж1) 22100 20970 20200 19300 18300
08X13 (ЭИ496) 21200 19700 19500 17300 16600
12X17 21000
0Х22Н6Т (ЭП53) 20300 20100 19300 18100
12Х21Н5Т (ЭИ811) 19100 17700 17500 17000 15700 14800 14400 13400 13000
10Х14Г14Н4Т (ЭИ711) 23090 20729 19714 18802 17419 16525 15656 14440 14055
12Х18Н10Т (1Х18Н9Т, ЭЯ1Т) 20200 19800 19300 18500 17700 16900 16000 15000
12Х18Н9Т (1Х18Н9Т, ЭЯ1Т) 20200 19800 19300 18500 17700 16900 16000 15000
12Х18Н12Т 40X10С2М (Х10С2М, ЭИ 107) 20200 19800 21500 19300 21100 18500 20600 17700 20000 16900 16000 15000 17600
15Х25Т (ЭИ493) 20000
36Х18Н25С2 (Х18Н25С2, ЭЯЗС) 20000 19100 18600 17800 17100 16200 15400 14700
20Х23Н18 (ЭИ417) 20400 18600 18001 17300 16300 15300 14400
12МХ 21600 21000 20450 19900 19300 18250 17350 16300
15ХМ 20800 17200
12Х1МФ (ЭИ575) 21300 21000 20600 20100 19300 18300 16900
15Х1М1Ф 21400 20800 20100 19400 18600 17700 16900 16000
25X1 МФ (ЭИ 10) 21700 21100 20600 19800 19100 18000 16700
Р2МА (25Х1М1Ф, Р2) 21600 21400 21000 20500 19700 18600 17100
463
(Продолжение прилож. 1)
Марка стали Модуль нормальной упругости Е, кгс/мм2, при температуре, °C
20 . 100 200 300 400 500 600 700 800 900 1000
25Х2М1Ф (ЭИ723) 22300 21800 21300 20700 20000 19200 18300 17500
20Х1М1Ф1ТР (ЭП182) 21500 21200 20800 20200 19400 18300 17000 15300
25Х1М1ФБР (ЭП44) 21700 21100 20500 19600 18800 18000 16700 15200
20ХЗМВФ (ЭИ415, ЭИ579) 20500 20400 18300 17400 15600 12100 12000
15Х5М (ЭХ5М, 12Х5МА) 21500 18200 14800 10400
15X11МФ (1Х11МФ) 22800 22200 21300 20500 19300 18000
1Х11В2МФ (типа ЭИ756) 21200 20800 20300 19500 18600 17300 16400 15100
18Х11МФБН (18X11МФБ, ЭП291) 22800 ’ 22200 21300 20500 19300 18000
15Х12ВНМФ (ЭИ802, ЭИ952, 15Х12ВМФ, ЭП428) 21600 — 20000 19400 18400 16600
18Х12ВМБФР (ЭИ993) 22800 21500 20900 19500 18800 17300 15500
4Х12Н8Г8МФБ (ЭИ481) 17400 16000 15000 14300 13600 12800 11700
1Х14Н14В2М (ЭИ257) 20200 17100 16300
09Х14Н19В2БР (ЭИ695Р) 20750 15000 15870 15100
09Х14Н19В2БР1 (ЭИ726) 08Х15Н24В4ТР (ЭП164) 20200 22300 19900 21500 19300 20900 18600 20000 17800 19100 16900 18200 16000 17300 15200 650° 16900 700° 16500 750° 16100 800° 15600
45Х14Н14В2М (ЭИ69) 21200 20000 19400 18500 17600 16900 16000 15200 14400
Х16Н9М2 21400 20200 19200 18400 17500 16000 15600 14600 14100
08Х16Н13М2Б (ЭИ405, ЭИ680) 20560 20000 19140 18350 17430 16700 15820 15000
1Х16Н14В2БР (ЭП17) 19150 18500 17700 16950 16150 15400 14750 13900
31Х19Н9МВБТ (ЭИ572) ХН35ВТ (ЭИ612) 20500 19000 18500 17900 17000 16000
20200 19900 19400 19000 18300 450° 18000 500° 17700 550° 17300 600° 16900 650° 16400 700° 16100
ХН35ВТК (ЭИ612К) 20200 18800 17800 17400 16700 16200 14400
ХН35ВТЮ (ЭИ787) 21850 21100 20250 19900 19250 18500 17300 16600 15150
464
(Продолжение прилож. 1)
Марка стали Модуль нормальной упругости Е, кгс/мм2, при температуре, °C
20 100 200 300 400 500 600 700 800 900 1000
ХН35ВТР (ЭИ725) 21000 19000 18000 17000 17000 650° 16000 700° 10000 750° 16000
ХН78Т (ЭИ435) 19500 14000 12000 9500
ХН67ВМТЮ (ЭГ1202, ЭИ445Р) 21600 21200 20700 20100 19600 18900 18200 17300 16400 14200
ХН77ТЮР (ЭИ437Б) 19800 16000 15500 750° 14000 800° 13000
ХН80? 6Ю (ЭИ607) 22000 22000 21500 21000 20400 20000 19000 18000
ХН80ТБЮЛ (ЭИ607 М 23150 19500 18800 17900
ХН70ВМЮТ (ЭИ765) 22600 22150 21500 20900 20250 1965 19000 18250
ХН70ВМТЮ (ЭИ617) 20000 16500 15000 14500 13000
ХН65В9М4ЮТ (ЭИ893) 22300 21000 20500 20000 19700 18700 18000 16500
ХН75МВЮ (ЭИ827) 24500 24100 23600 22900 22200 21900 20800 19900 19100 18200
ХН55ВМТФКЮ (ЭИ929) 22200 18500 17600 16600
ВТЗ-1 11500 10450 9500 9000 8550 8000 8450 650° 7500
Х18Н9ТЛ 17000 14300 13500 12700
15Х1М1ФЛ 21700 20700 20100 19600 18700 17850 17200 15200
20ХМФЛ 20100 19600 19100 18600 18100 17400 16600 15800
15Х2М2ФБСЛ (ПЗЛ) 22400 21900 21500 18700 17600 16400
1Х11МФБЛ (15Х11МФБЛ, ХИЛА) 21400 20600 19900 19100 18100 16560
1Х12ВНМФЛ (ЭИ802Л, Х11ЛБ, 15Х12ВНМФЛ) 21400 20600 19900 19100 18100 16560
ХН7ОВМЮТЛ (ЭИ765Л) 19000 18700 18400 17900 17100 16900 16100 15400
30—2864
465
(Продолжение прилож. 1)
Марка стали Электросопротивление р-108, Ом-м, при температуре, °C
'20 | 100 1 200 300 400 500 600 700 800 900 1000
20X13 (ЭЖ2) 58,8 65,3 73,0 80,0 88,4 95,2 102,2 110,2
30X13 (ЭЖЗ) 52,2 59,5 68,4 76,9 85,8 93,5 101,5 109,9
40X13 (ЭЖ4) 78,6 83,0 89,0 95,0 99,8 104,6 112,2
14Х17Н2 (ЭИ268) 72,0 78,0 84,0 89,0 99,0 104,0 111,0 113,0 116,0 117,0
12X13 (ЭЖ1, Ж1) 50,6 58,4 67,9 76,9 85,4 93,8 102,1 110,3
08X13 (ЭИ496) 50,6 58,4 67,9 76,9 85,4 93,8 102,1 110,3
12X17 56,0 61,0 68,0 77,0 85,0 95,0 103,0 111,0 115,0 116,0
12Х18Н10Т (1Х18Н9Т, ЭЯ1Т) 72,5 79,2 86,1 92,0 97,6 102,8 107,5 111,7
12Х18Н9Т (1Х18Н9Т, ЭЯ1Т) 72,5 79,2 86,1 92,0 97,6 102,8 107,5 111,7
12Х18Н12Т 72,5 79,2 86,1 92,0 97,6 102,8 107,5 111,7
40X10С2М (Х10С2М, ЭИ 107) 90,6 95,8 101,0 106,2 111,4 116,6 121,6
20Х23Н18 (ЭИ417) 100
12МХ 24,0 33,0 41,0 54.0 64,0 74,0 90,0
20ХМ 24,5
12Х1МФ (ЭИ575) 32,3 37,0 43,8 51,8 61,2 71,8 83,5 97,7
15Х1М1Ф 25,2 29,8 36,5 44,6 53,8 64,5 77,0
Р2МА (25Х1М1Ф, Р2) 23,3 28,3 34,6 42,7 51,8 63,2 74,6 86,2
25Х2М1Ф (ЭИ723) 27,0 36,0 42,0 50,0 59,0 71,0 84,0 97,0
20Х1М1Ф1ТР (ЭП182) 26,0 30,9 37,1 44,4 53,4 64,5 76,9 90,9 100,9
1Х11В2МФ (типа ЭИ756) 105,0 63,0
18Х11МНФБ (18X11МФБ, ЭП291) 62,1 66,7 73,0 80,1 87,4 95,2 102,6 110,1
37Х12Н8Г8МФБ (ЭИ481) 74,0 85,0 90,0 95,0 101,0 110,0 115,0 120,0
1Х14Н14В2М (ЭИ257) — 83,0 89,0 95,0 101,0 105,0 108,0 113,0
466
(Продолжение прилож. 1)
Марка стали Электросопротивление р*108, Ом-м, при температуре, °C
20 100 | 200 300 400 500 600 700 800 | 900 | 1000
09Х14Н19В2БР (ЭИ695Р) 84,6
09Х14Н19В2БР1 (ЭИ726) 84,8
45Х14Н14В2М (ЭИ69) 81,5 87,5 94,5 100,0 105,5 110,0 114,0 117,5
1Х16Н13М2Б (ЭИ405, ЭИ680) 88,6 96,0 100,8 105,0 109,0 112,0 115,0
1Х16Н14В2БР (ЭП17) 83,3 92,5 96,1 99,0 106,3 108,6
Х16Н16МВ2БР (ЭП184) 82,0 87,0 93,4 98,0 103,1 107,5 111,1
31Х19Н9МВБТ (ЭИ572) 85,0 90,0 98,0 102,0 108,0 110,0 115,0
ХН35ВТ (ЭИ612) 102 105 ПО 112 115 116 117
ХН35ВТК (ЭИ612К) 117 118 119 120 122 123 124
ХН35ВТЮ (ЭИ787) 99,2
ХН70ВМЮТ (ЭИ765) 133 134 135 136 136 137 147 148
ХН65В9М4ЮТ (ЭИ893) 139 141 142 143 141 139
ХН75МВЮ (ЭИ827) 146 149 151 153 155 156 157 159
30Х24Н12СЛ ' (ЭИ316) 15Х1М1ФЛ 0° 86,0 113° 32,67 211° 42,0 313° 50,2 407° 59,9 524° 71,9 630° 79,4
20ХМФЛ 23,9 28,0 34,8 43,2 56,2 63,6 76,3
1Х11МФБЛ (15Х11МФБЛ, ХИЛА) 73,9 80,6 88,4 100,0 102,6 109,8
ХН70ВМЮТЛ (ЭИ765Л) 132,0 132,0 133,8 135,1 136,2 • 137 138,4 139,5
467
ПРИЛОЖЕНИЕ 2
ПОЛОСЫ ПРОКАЛИВАЕМОСТИ
Расстояние от охламдаемпго торца., мм
468
(Продолжение прОлож 2)
Стам 15 Распределение твердости м сечению
Сталь 35
Расстояние от охлаждаемого торцаf мм
Распределение твердости ла сечению
Расстояние от центра
Закалка 835-855“, биди
469
(Продолжение прилож. 2)
Расстояние от охлаждаемого торца, мм
Сталь 45
Распределение твердости по сечению
0)
470
(Продолжение прилож. 2)
Полоса прокалцдаемости стали 50
Сталь 50 Распределение тбер^ски не сечем»
Расстояние от охлаждаемого торца, мм
Расстояние от охлаждаемого торца, мм
471
(Продолжение прилож. 2)
472
(Продолжение прилож. 2)
60
so
цо
зо
го
о
Полосы прокалийаемости стали ЧОХ
ГД 4,5 1,5 10,5 13,5 16,5 15,5 22,5 25,5 25,5 31,5 34,5
Расстояние ат омываемого торцй, мм
Сталь 40Х
Распределение' твердости по сечению
Зшуита 840-85Q°C, масло
473
(Продолжение прилож. 2)
Пмосы прщаливаемссти стали Ч5Х.
474
(Продолжение прилож. 2)
Полоса прокш&асмости стали 40Г
Расстояние от охлаждаемого торца, мм
475
(Продолжение прилож. 2)
Полосы прокалибаемости стали марки 12X7HUA
476
(Продолжение прилож. 2)
Паласы пракалиНаемасти стали 30XГТ
60
50
40
за
га
О 1.5 45 7.5 10,5 13,5 16,5 13.5 22,5 25.5 20,5 31.5 34,5
Расстояние о(п амаждаемвга торца, мм
Полосы прокалибаемостц стали марки 25ХГМ
Расстояние от охла/«даемого торца, мм
477
(Продолжение прилож. 2)
Полосы прокалийаемости стали марки. ЗОХМА
478
(Продолжение прилож. 2)
Сталь 35ХМ
4Т9
(Продолжение прилож. 2)
Сталь ЬОХФА
Расстояние от центра
Полосы прокаливоемосгли стали ПОХН
1,5 Ц,5 7,5 10,5 13,5 1В,5 13,5 22,5 25,5 28,5 31.5 ЗЬ.5
Расстояние от охлаждаемого торца, мм
480
(Продолжение прилож. 2)
Полосы прпкалцйасмости стали марки 12ХНЗА
31—2864
481
(Продолжение прилож. 2)
Полоса прокалибаемости стали 25Х2ППА
Распределение тбердести не тению
Сталь 25Х2ГМТА
Полоса лрошибаемости стали 40XWA
Расстояние от охлаждаемого торца, мм
К рибая прокалибаемести стали 18X2HWA
Полоса прокаливаемое ти стали 65
HRC
60
20
10
50
?>
Л 30
01,53 6 3 12 15 18 21 24 2? 30 33 36 33 42 45 4J 51
Расстояние ст oxria/ндаемого торца, мм
482
ПРИЛОЖЕНИЕ 3
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ОТПУСКА
Марка стали Температура отпуска, °C °0,2» кгс/мм2 Oft, кгс/мм2 в, % гр, % кгс-м/см2 Твердость Примечание
Ст. Зпс 20 200 300 400 34—31 28—20 27—20 26—19 56—41 58—43 59—43 53—39 39—27 24—19 26—20 40—28 Лист и фасонный про- кат в горячекатаном со- стоянии толщиной до 30 мм
30 400 500 600 42—49 39—44 35—39 56—68 54—63 49—57 24—16 27—18 28—21 64—53 68—61 72—66 19—9 21—12 23—15 НВ 153—189 150—175 138—158 Закалка с 860°, заготовка диаметром 60 мм
35 200 300 400 500 600 700 61 57 53 48 42 35 78 75 71 68 64 59 13 14 15 17 18 19 60 63 64 67 71 73 3 3 10 14 18 19 НВ 226 212 200 189 175 162 Закалка с 850° в воде, заготовка диаметром 60 мм
40 200 300 400 500 600 700 77 73 65 56 46 39 95 88 81 75 68 63 7 8 10 12 16 17 45 51 57 62 66 71 3 7 9 13 17 21 НВ 267 247 225 208 188 170 Закалка с 850° в масле
45 450 500 550 600 85 75 65 60 100 85 " 80 75 10 12 16 25 40 45 50 55 6 8 10 12 Закалка с 850° в воде, заготовка диаметром 60 мм
50 сек. мм 400 20 40 60 83,0 61,0 56,0 101,0 85,2 78,4 8,5 13,7 13,5 54,0 50,0 47,9 7,5 6,5 5,7 НВ 280 240 217 Закалка с 840° в воде
500 20 40 60 68,7 54,5 50,0 87,0 78,0 72,5 13,0 15,0 15,1 61,0 56,1 55,0 12,2 9,0 7,2 239 215 200
600 20 40 60 50,0 46,0 43,0 72,0 70,0 64,5 16,6 17,4 19,0 67,2 63,6 62,5 16,4 14,2 11,0 200 190 180
55 400 500 600 59—66 52—58 44—49 84—95 77—87 68—76 12—10 14—13 18—16 46—42 52—43 61—56 5—3 6—4 9—6 НВ 234—266 210—239 190—210 Закалка с 840° в воде. Заготовка диаметром 60 мм
60 200 300 400 54 46 33 70 75 47 14 27 30 Нормализация или от- жиг. 0,60% С; 0,60% Мп; оь =72,3 кгс/мм2
560 620 53—60 45—50 90 82 15 12 42 50—55 ‘ 3,0 4,5 Закалка с 820° в воде. 0,59% С; 0,46% Мп; 0,34% Si
31*—2864
483
(Продолжение прилож. 3)
Марка~стали Температура отпуска, °C ° 0,2’ кгс/мм2 кгс/мм* ь, % Ф, % ан» кгс-м/см* Твердость Примечание
22К 200 27 50—58 16 39—44 4—11 Без термообработки.
300 24 53—58 21 48—51 7,5—11,5 Лист толщиной 30 мм
400 23 46—48 21—24 59—63 5,0—7,8
500 20 29—32 19—29 60—68 4,5—6,1
600 11—13 14—17 20—34 66—68 5,4—7,3
НВ
40Х 200 159 180 8,0 35 3,0 552 Закалка с 850° в воде,
300 142 164 7,5 35 1,8 498 охлаждение после отпус-
400 120 135 9,0 40 5,0 417 ка в воде
500 93 117 11,0 49 7,7 326
600 74 88 14,0 60 15,0 265
700 59 75 18,0 70 20,0 226
20Г 250 50 Нормализация с 910°.
300 49 0,17% С; 0,77% Мп
350 47
400 44
ЗОГ 400 80 100 5 37 5,0 Закалка с 820° в воде
500 70 90 10 55 9,0
600 55 75 15 65 17,0
400 50 75 15 55 3,5 Закалка с 820° в масле
500 50 70 17 60 5,0
600 45 60 20 68 8,0
20ХГР HRC
200 127,2 154,2 10,5 54,7 6,2 45 Закалка с 860° в масле.
300 125,6 142,9 7,5 49,6 6,3 45 Охлаждение после от-
400 120,0 126,7 10,75 57,5 7,0 41 пуска в масле
500 99,0 99,3 13,5 64,2 12,8 31
600 70,8 84,0 16,75 65,25 18,6 25
ЗОХГВТ 300 123 153 6 34 3,3 2,9 Закалка с 900°
400 89 100 15 51 10,6 11,6 в масле
500 89 99 17 57 11,3 12,0
600 80 81 18 60 14,1 15,0
700 67 79 22 62 12,7 15,3
40ХН А 400 125 140 10 41 3,3 Закалка с 820°
450 115 130 13 47 3,7 в масле
500 НО 118 J 14 51 4,7
550 89 105 17 57 7,8
600 78 93 20 60 8,5
650 68 82 21 63 Н.2
12ХНЗА НВ
200 130 140 12 60 10 400 Закалка с 860°
300 115 130 13 68 8 380 в масле
400 110 122 14 68 8,5 375
500 95 105 19 70 12,0 280
600 68 75 24 75 17,0 230
20ХНЗА 200 130 148 56 6 Закалка с 820°
300 120 133 56 5 в масле
400 113 120 60 6
500 102 112 63 7
600 81 83 70 15
484
(Продолжение прилож. 3)
Марка стали Температуре отпуска, °C ° 0,2» кгс/мм2 кгс/мм2 •>, % Ф, % ан, K2C-M/CMi Твердость Примечание
ЗОГСА се к. мм 540— 60 70 90 9 45 6 HRC 255 Закалка с 870° в мае-
560 юо 55 75 12 45 6 241 ле, отпуск. Охлаждение после от- пуска в воде или в масле
20ХГНР 200 300 400 550 600 127,2 125,6 120,0 99,0 70,8 154,2 142,9 126,7 99,3 84,0 10,5 7,5 10,75 13,5 16,75 54,7 49,6 57,5 64,2 65,25 6,2 6,3 7,0 12,8 18,6 HRC 45 45 41 31 * 25 Закалка с 860° в масле и отпуск. Охлаждение после от- пуска в масле
40ХН2МА 200 300 400 500 600 163 150 127 НО 88 179 163 140 120 98 10 10 12 15 20 50 50 52 59 62 6 5 6 9 15 525 475 420 350 275 Закалка с 850° в масле
35ХНЗМФА 625 650 675 74 69 64 91 84 80 18 23 20 61 67 64 14,0 15,0 15,5 Закалка с 850° в масле
50ХФА Без отпуска 100 200 300 450 500 161 169 180 167 198 198 205 172 161 140 -1,0 2,2 2,4 1,6—2,4 3,9 7,7 36 54 HRC 51—53 51—54 49—51 47—48 44—46 41—42 Закалка с 850° в масле
60С2 400 500 550 174 123 115 9 13 15 2,8 2,8 3,2 НВ 477 364 364 Закалка с 850° в масле
ШХ15 200 300 400 450 200—225 170—180 130—140 120—130 220—260 235—250 185—195 165—175 HRC 60—62 55—57 49—51 45—47 Закалка с 840° в масле
ШХ15СГ 160 200 250 300 330 230—242 217—233 216—225 190—208 189—199 200—240 220—260 HRC 61—64 59—61 58—60 57—58 55—56 Закалка с 820° в масле
9X18 150 200 300 400 500 600 HRC 58—63 57—61 54—58 55—58 50—53 39—42 Закалка с 1050° в масле
485
ПРИЛОЖЕНИЕ 4
МЕХАНИЧЕСКИЕ СВОЙСТВА В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ ИСПЫТАНИЯ
Марка стали Температура испытания, °C ° 0,2, кгс/мм2 оь, кгс/мм2 б, % я|’,% кгс-м/см2 Примечание
Ст. Зсп 20 35—21 53—43 37—28 68—56 Лист и фасонный про-
200 29—22 57—51 28—16 55—41 кат в горячекатаном со-
300 27—21 57—50 31—20 61—43 стоянии толщиной до
400 26—16 50—28 43—34 73—60 30 мм
500 18—13 40—22 43—36 73—60
Ст. Зкп 20 20,9 39,4 37,0 59,7 Лист толщиной 12 мм
100 19,6 37,7 26,7 59,1 в состоянии поставки
200 18,0 43,8 21,0 51,0 (образцы поперечные);
300 16,1 46,0 23,3 49,1 0,18%С; 0,02% Si;
350 15,6 43,6 26,0 52,1 0,41% Мп; 0,029% S;
400 15,6 40,3 35,3 61,7 0,014% Р; 0,04% Сг;
450 15,4 33,3 31,3 71,2 0,04% Си
л»
Ст. ЗГпс 20 40—23 58—42 39—26 68—58 Лист толщиной от 12
200 40—22 59—46 24—18 59—46 до 50 мм в горячеката-
300 37—22 61—50 25—20 55—43 ном состоянии
400 27—20 54—46 31—22 64—48
500 25—18 41—31 30—20 76—65
08 20 18 32 20 77 7 Горячекатаное состоя-
200 21 40 16 65 14 ние: 0,07% С; 0,10% Si;
300 10 38 24 67 13 0,27% Мп; 0,022% S;
400 9 28 31 п 12 0,019% Р
500 8 20 33 78 9
650 6 14 41 85 8
08кп 15 28,1 37,8 38,0 70,6 15,50 Горячекатаное состоя-
—40 29,4 39,1 30,0 74,4 2,30 ние
—80 34,5 46,2 34,7 75,1 0,45
—183 — 82,2 2,8 0,6 0,40
10 20 26,5 43,0 31,5 69,0 22,5 Нормализация
200 22,5 49,5 20,0 55,0 18,0 с 900—920°
300 18,0 52,5 23,0 55,0 14,5
400 17,0 36,0 24,0 69,5 10,0
500 16,0 26,0 18,5 62,5 8,0
600 9,0 11,0 33,5 84,0 30,0
15 20 25 46 32 69 18 Нормализация
200 23 53 19 53 20 с 900—920°.
300 23 55 18 51 14 Заготовка диаметром
400 19 43 27 68 10 45 мм
500 17 31 26 66 8
600 12 16 30 80 35
20 20 28,8 44,1 34,3 66,0 21,8
200 23,4 41,3 27,8 66,8 19,0
300 17,0 42,4 29,4 64,1 19,2
400 15,3 34,7 39,3 80,5 10,2
500 13,9 25,0 40,3 86,2 9,0
600 7,5 15,1 47,4 85,3 16,9
25 20 32 50 28 58 8 В состоянии поставки.
200 33 57 12 44 10 0,28% С; 0,25% Si;
300 20 55 22 57 9 0,64% Мп; 0,024% S;
400 17 47 25 65 7 0,019% Р
500 15 34 28 70 5
600 7 16 44 92 8
486
(Продолжение прилож. 4)
Марка стали Температура испытания,°C ° 0,2, кгс/мм2, кгс/мм2 б, % М), % ан> кгс-м/см2 Примечание
30 20 33 54 25 52 6,4 В состоянии поставки
200 31 69 20 39 8,4
300 21 59 21 51 7,2
400 19 51 23 64 6,0
500 15 36 24 70 4,4
600 8 20 35 83 7,6
35 20 33 54 25 52 6 Горячекатаное состоя-
200 31 59 9 39 8 ние; 0,36% С; 0,19% Si;
300 21 59 21 52 7 0,53% Мп; 0,018% S;
400 19 51 23 64 6 0,019% Р
500 15 36 24 70 4
600 8 20 35 83 7
40 20 37 67 24 50 6 Нормализация с 850°,
200 28 60 20 51 9 отпуск при 650°
300 37 65 25 47 9
500 23 35 27 68 6
600 13 18 27 52 9
45 20 36 64 22 50 4,7 Нормализация
200 35 70 10 36 6,5
300 26 73 22 44 6,8
400 23 57 21 65 5 6
500 18 38 23 67 4,0
600 8 22 33 90 6,0
— 196 97 106 14 28
60 20 52 72 17 60 Улучшение;
200 54 70 14 0,60% Си; 0,60% Мп
300 46 57 27
400
500 33 47 30
•22К 20 25—30 51—53 22—26 50—61 8,5—11,5 Без термообработки.
200 22—27 50—56 16 39—44 4,0—11,0 Лист толщиной 30 мм
300 22—24 53—58 21 48—51 7,5—10,5
400 23 46—54 21—24 59—63 5,0—7,8
500 20 29—32 19—29 60—68 4,5—6,1
600 11 — 13 14—17 20—31 66—68 5,4—7,3
16ГС 20 25—30 48—51 27—33 51—72 6—20 Нормализация с 950е,
200 18—26 43—46 24—31 52—74 21—35 охлаждение со скоростью
250 — — — — 25—31 80—100°/час; отпуск при
300 20—23 40—49 22—29 48—70 23—32 600—750°, выдержка
350 18—23 46—49 25—31 66—71 21—32 5 час, охлаждение со
400 18—22 41—44 27—34 64—76 13—24 скоростью 50°/час.
500 15—20 26—35 31—38 68—85 12—16 Лист толщиной
550 14 26 37 68 — 4—160 мм.
600 11 — 13 16—18 38—46 82—90 12—16 Образцы поперечные
16ГНМА 20 40—46 56—62 21—25 60—66 12,5—13,5 Нормализация с 930°,
(Образцы попереч- 350 37—38 57—60 20—28 55—69 10,0—12,0 отпуск при 670°, 5 час,
пые) 400 34—38 51—55 20—25 57—73 9,0—16,5 охлаждение со скоростью
450 33—35 48—53 20—23 66—73 8,0—8,5 507«ас.
500 31—32 46—48 20—24 67—70 6,0—7,5 Лист толщиной 100 мм-,
0,16% С; 1,22% Мп;
1,16—1,37% Ni;
0,45—0,59 Мо
20 35,6 52,9 24,3 66,0 11,0—13,0 Отпуск при 660—680°,
350 33,2 51,1 20,0 62,3 13,6 8—12 час,
370 32,7 50,5 18,7 54,8 14,0 0,18% С; 0,77% Мп;
400 33,2 48,8 19,7 59,9 12,9 1,25% Ni; 0,44% Мо
450 28,9 43,6 19,3 69,8 12,0
500 28,1 39,6 17,7 76,6 8,0
600 25,4 28,9 16,7 85,5 10,0
650 12,3 15,8 22,0 93,7 18,5
487
(Продолжение прилож. 4)
Марка стали Температура ° 0,2, Ofc, кгс/мм2 5, % Примечание
испытания, °C кгс/мм2 ф» % кгс- м/см2
38ХА 20 —40 —70 90 100 18 60 12 Q
102 114 18 55 О 6
—196 141 145 17 42 1
20 71 28
200 73 23
300 67 23
350 62 24
400 55 25
40Х 20 80 95 13 55 8,5 Закалка с 820—840°
200 72 90 15 42 12,0 в масле, отпуск при
300 69 89 17 58 •— 550°
400 62 70 18 68 10,0
500 44 50 21 80 8,0
ЗОХМ, ЗОХМА 20 60,0 74,2 19,5 70,0 19,0 Закалка с 870—880°
200 50,5 67,5 20,5 69,5 — в масле; отпуск при 650°
300 53,5 73,0 21,0 68,5 21,0
400 49,0 64,5 22,0 75,0 20,3
450 46,5 59,0 23,0 77,0 15,8
500 43,5 51,0 22,0 80,0 14,5
550 43,0 47,0 21,0 82,0 —-
600 33,0 35,5 28,5 89,5 14,5
34ХМА 20 43—52 62—72 17—22 54—61 5—10
100 45 63 18 57 11 Образцы вырезались
200 43 62,5 16 52 11 из диска диаметром
300 40,5 60 16,5 51 8,5 755—915 мм, толщиной
400 40 56 17 54 8 35—ПО мм, втулка диа-
450 40 53,5 16,5 68 8 метром 115—400 мм,
500 36 45 18 74 6 НВ 212—223, образцы
550 34 40,5 18 75 5,7 тангенциальные
600 24 26 24 85 7,5
35ХМ 20 200. 78,7 58,7 89,5 74,8 22,6 22,8 66,0 70,7 19,3 17,0 Закалка с 880° в масле,
450 56,6 68^3 22,9 78'2 13,7 отпуск при 650°
500 49,7 55,7 22,3 85,8 12,6
40ХФ 20 86 94 26 63 Закалка с 850° в масле,
200 82 92 22 46 отпуск при 640°, 0,43% С; 0,22% Si; 0,59% Мп;
300 76 86 18 35
400 72 87 28 50 1,14% Сг; 0,18% V
500 41 50 30 65
600 38 51 80
40ХН 20 80,5 17,5 47,7 Нормализация с 850°
400 76,8 13,5 50,1
300 70,0 19,8 46,7
400 54,9 24,6 65,0
500 49,5 24,6 78,5
600 36,0 26,9 84,8
12ХН2 17 49 27 75 Отжиг при 680°, 1 час
—196 89 19 22
—253 101 27 0
17 51 25 75 Отжиг при 800°, 1 час
—196 86 20 52
—253 119 0 2
12ХНЗА 20 73,8 89,0 16,8 70,7 Цементация, закалка в
—183 103,1 126,0 21,3 63.5 масле, отпуск при 200°, 3 час.
Образцы вырезались
из детали после термо- обработки
488
(Продолжение прилож. 4)
Марка стали Температура испытания,°C 0,2, кгс/мм2 кгс/мм2 б, % гр, % ан» кгс-м/см2 Примечание
ЗОХНЗА 20 83,0 91,5 20,0 68,0 Закалка с 840° в масле,
183 118,0 127,5 23,5 54,0 отпуск при 600°, 30 мин
с охлаждением в масле
ЗОХГСА 20 96 107 13 56 5,3 Закалка с 880° в масле,
250 85 102 13 47 12,9 отпуск при 560°
300 83 97 10 50 12,7
400 80 92 16 69 9,6
500 66 70 21 83 7,4
550 50 51 27 84 6,5
25Х2ГНТА 20 152 169 11 49 6,6 Закалка с 850° в масле,
—70 160 174 13 53 5,5 отпуск при 180°; 0,26% С;
—196 176 202 12 44 2,2 0,92% Мп; 1,34%- Сг;
1,49% Ni; 0,07% Ti
34ХН1МЛ 20 59—64 79—82 19—23 68 20—25 Закалка с 860° в масле,
200 56 74 18—20 62—68 — отпуск при 660°
300 52 73 15 54—56 —
400 48 63—67 19—21 72 —
500 44—47 51—52 22—24 83—84
34XH3MA 20 87,5 97,5 18,7 49,3 13,0 Закалка с 860° в масле,
(Образцы продоль- 100 85,3 95,8 16,3 62,3 13,8 отпуск при 690°, 5 час.
ные) 200 77,8 92,3 15,7 59,9 15,2 Закалка с 860° в масле,
300 73,2 93,3 16,7 55,6 — отпуск при 640°, 2 час
400 71,5 88,0 21,0 69,8 14,8
500 55,0 62,2 18,3 75,0 10,3
600 46,5 49,3 25,0 89,0 11,1
700 16,1 18,2 46,7 95,5 —
40ХН2МА 20 97 109 15,6 58,0 8,0 Закалка с 850° в масле,
200 — *— — — 10,6 отпуск при 580°
250 85 103 13,0 46,9 11,1
400 79 97 17,0 63,1 8,6
500 69 71 18,0 80,1 5,5
18Х2Н4МА 20 111 126 12 61 13 Закалка с 880° в масле,
200 108 121 12 60 14 отпуск при 560°
300 107 122 14 64 12
400 98 108 14 69 11
500 83 90 14 70 10
550 72 77 16 73 11
20 — 134 13 54 11
—40 — 139 13 54 9
—70 — 143 13 54 9
—196 — 173 14 48 4
38Х2МЮА 20 87 98 19,0
150 79 91 15,0
200 72 87 16,5
425 61 73 21,0
538 45 62 25,0
50ХФА 20 87,5 96,0 22 62 Закалка с 850° в масле,
200 83,4 93,0 16 62 отпуск при 640°
300 77,0 87,5 20 59
400 73,0 86,8 16 62
500 42,6 51,1 26 74
600 — 39,3 30 87
ROC9 20 111,5 130,0 11—13 32,5 2,5 Закалка с 860° в масле,
300 95,0 125,0 15,0 41,0 4,4 отпуск при 550°.
400 84,0 97,0 18,5 71,0 4,5 Заготовка диаметром
500 52,0 60.5 22,5 37,0 4,4 17 мм
9X18 20 Закалка с 1050° в мае-
200 1,2—1,8 ле, обработка холодом
300 1,2—2,2 при — 70°, отпуск при
400 1,2—2,2 400°
489
ПРИЛОЖЕНИЕ 5
МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ КОВОЧНЫХ ТЕМПЕРАТУРАХ
Марка стали Температура 00,2, Ve, 6, % гр, % Состояние стали (сплава)
(сплава) испытания, °C кгс/мм2 кгс/мм2 %/кгс/мм2 и условия испытания
Ст. 3 700 7,4 10,4 57 96 9,6 Ковамое и нормалиэо-
ванное.
800 5,2 6,4 95 95 14,8 Образец:
d0=6 мм,
900 3,9 6,6 84 100 15,1 /о=30 мм.
1000 2,5 4,4 79 100 22,7
1100 1200 1,9 3,2 80 100 31,2 V = 16 мм/мин, и=0,009 сек—1
1,4 2,5 84 100 40,0
Ст. 5 900 1000 4,1 6,7 62,4 >90 >90 >13,4 Прокатное. Образец:
3,8 5,0 81,4 >18,0 d0=5 мм, /о=25 мм.
1100 1,4 2,9 64,8 >90 >31,0
1200 — 1,6 59,0 >90 >56,3 0 = 2 мм/мин, «=0,001 сек-1
1250 ““ 1,1 58,4 >90 >81,8
Ст. 6 [22] 700 16,8 33 94 95 5,6 Прокатное. Образец:
800 11,0 62 8,6 d0— Ю мм, /О=100 мм.
900 7,6 50 93 12,2 v=120 мм/мин, и=0,02 сек—1
1000 5,6 92 100 17,9 Прокатное. Образец:
1100 3,8 100 100 26,3 d0= 10 мм, /о=50 мм.
1200 2,7 106 100 37,0 0=120 мм/мин, «=0,04 сек —1
15 [24] 700 800 5,6 5,8 73,9 35,7 92 43,6 16,5 Прокатное. Образец:
7,5 d0—10 мм, /о=50 мм.
900 4,5 45,6 48,6 10,8
1000 2,8 51,6 80,5 28,8 0=1,1 мм/мин, «=0,0004 сек—1
1100 2,4 57,5 100 41,7
1200 1,4 65,1 100 71,4
20 [23] 700 800 13,0 39,0 94,0 7,2 Деформированное. Образец:
9,1 51,0 96,0 10,5 d0=5 мм, /о=25 мм.
900 7,7 55,0 100 13,0 0=10 мм/мин, «=0,007 сек—1
1000 4,8 63,0 100 20,8
1100 3,1 59,0 100 32,3
1200 2,0 64,0 100 50,0
490
(Продолжение прилож. 5)
Марка стали (сплава) Температура испытания, °C о 0,2, кгс/мм2 кгс/мм2 6, % П’. % Кф, %/кгс/мм2 Состояние стали (сплава) и условия испытания
25 700 13,1 15,0 41,5 76,5 5,2 7,8 Прокатанное. Образец:
800 7,0 9,8 56,7 78,4 do — 6 мм,
900 4,8 8,1 52,9 95,3 11,8 10 = 30 мм.
1000 4,1 5,5 59,7 100 18,3
1100 2,4 3,9 66,2 100 25,5 V = 16 мм/мин, и — 0,009 сек-1
1200 1,4 2,3 101 100 44,7
1300 2 2,5 66,6 100 40,5
30 800 900 10,0 49 53 98 100 9,8 Деформированное. Образец:
7,9 12,7
do = 5 мм,
1000 4,9 56 100 20,4 1о = 25 мм.
1100 3,1 58 100 32,3 V — 10 мм/мин,
1200 2,1 64 100 47,6 и = 0,007 сек—1
35 700 800 10,4 7,0 15,2 П,2 34,0 74,8 4,9 Прокатанное. Образец:
55,8 100 8,9
do = 6 мм,
900 5,6 7,5 53,6 100 13,4 1о = 30 мм. v — 16 мм/мин,
1000 3,1 5,2 69,0 100 19,2 и = 0,009 сек-1
1100 2,1 4,0 74,1 100 25,2
1200 1,5 2,7 84,5 100 37,5
1300 1,8 2,3 58,0 100 44,1
40 700 Ю,1 14,5 47,5 85,4 6,4 Прокатанное. Образец:
800 7,1 11,3 52,5 97,2 8,6 do -= 6 мм.
900 5,5 7,2 55,0 100 14 1о — 30 мм.
1000 2,9 5,9 69,2 100 20,2 V — 16 мм/мин, и — 0,009 сек-1
1100 2,4 3,8 59,9 100 25,5
1200 1,6 2,6 87,2 100 39,1
1300 1,2 1,8 56,4 100 57,3
45 700 14 17,1 43 96 5,6 Кованое и нормализо-
800 ванное.
6,5 11,5 58 98 8,5 Образец:
900 1000 5,5 7,7 62 100 13,0 do = 6 мм, 10 = 30 мм.
3,5 5,1 72 100 19,6 V — 16 мм/мин,
1100
2,2 3,5 81 100 28,6 и = 0,009 сек-1
1200 1,5 2,7 90 100 37,0
491
(Продолжение прилож. 5)
Марка стали (сплава) Температура испытания, °C %,2, кгс/мм2 кгс/мм2 6, % “Ф, % %/кгс/мм2 Состояние стали (сплава) и условия испытания
50 700 8,9 4,6 Н,7 39,0 97,4 8,3 Деформированное. Образец:
800 8,3 45,0 100 12,0
do = 10 мм,
900 1,6 5,1 43,0 100 19,6 10 — 50 мм.
1000 1,1 3,7 35,1 100 27,0
1100 0,8 2,9 41,2 100 34,5 v = 5 мм/мин, и = 0,002 сек~х
1200 0,8 2,2 49,0 100 45,4
22К 700 800 8,3 5,7 12,2 57,0 90 7,4 Прокатанное. Образец:
7,4 49,0 63 8,5 d0 = 6 мм,
900 5,0 8,6 60 86 10,0 /о = 30 мм.
1000 4,6 6,0 59 86 14,3 V = 16 мм/мин, и = 0,009 сек-х
1100 2,7 4,3 75 100 23,3
20Х 700 12,0 15,2 48 89 5,8 Кованое и нормализо-
ванное.
800 6,4 9,5 56 74 7,8 Образец:
900 5,2 8,6 64 88 10,2 d0 = 6 мм, /0 = 30 мм.
1000 3,4 5,2 78 97 18,8 v = 16 мм/мин,
1100 2,1 3,4 98 100 29,4 и = 0,009 сек-'
1200 1,4 2,6
40Х 700 800 14,5 5,5 17,8 10,0 33,2 59,3 78,1 4,4 Кованое и отожженное. Образец:
98,5 9,8
do = 10 мм,
900 4.2 7,1 64,5 100 14,1 1о — 50 мм.
1000 2,4 4,4 68,0 100 22,7 v = 5 мм/мин, и = 0,002 сек-'.
1100 1,1 2,6 68,0 100 38,5
1200 1,1 2,4 70,0 100 41,7
45Г2 800 9,9 12,2 34,6 98,0 8,0 Прокатанное и отож-
женное.
900 5,6 7,5 54,0 98,4 13,1 Образец:
1000 3,6 5,0 58,9 100 20,0 do = Ю мм, 10 — 50 мм.
1100 2,7 3,6 62,7 100 27,8 v — 20 мм/мин,
1200 1,7 2,6 72,5 100 38,5 и = 0.007 сек-1
18ХГТ 700 20,8 24,0 46,5 88,0 3,7 Кованое и нормализо-
[25] 800 7,8 14,0 51,0 94,0 6,7 ванное.
5,5 9,7 d0 = 6 мм,
900 54,5 96,2 9,9 1о = 30 мм.
1000 1100 5,1 2,5 8,0 58,0 100 12,5 v = 50 мм/мин, и = 0,03 сек—'.
4,4 61,5 100 22,7
1200 1,4 2,6 56,0 100 38,5
492
(Продолжение прилож. 5)
Марка стали (сплава) Температура испытания, °C а0,2, кгс/мм2 кгс/мм2 б, % 41, % % /кгс/мм? Состояние стали (сплава) и условия испытания
ЗОХМ 800 8,2 13,0 69,4 67,0 5,2 Прессованное. Образец:
1000 4,2 5,7 64,3 100 17,5 do = 6 мм, /о = 30 мм.
1200 1,4 2,7 54,9 100 37,0 V = 16 мм/мин, и = 0,009 сек—'.
34ХМ1А 800 1000 8,4 4,1 14,5 64,1 82,1 5,7 Прессованное. Образец:
6 1 41,8 54,6 9,0
do = 6 мм,
1200 1,7 2,8 51,8 100 35,7 /о = 30 мм.
V = 16 мм/мин, и — 0,009 сек—'.
40ХН [26] 700 22,8 35,5 92,0 4,0 Кованое и нормализо-
800 ванное.
13.5 56,8 96,0 7,1 Образец:
900 1000 9,3 70,5 100 10,7 do — 6 мм, 10 = 30 мм.
6,3 75,0 100 15,9 v = 50 мм/мин,
1100
4,6 76,0 100 21,7 и = 0,03 сек—'
1200 3,2 70,3 100 31,2
12ХНЗА 700 7,1 14,4 40,8 77,5 5,4 Кованое и отожжен-
800 ное.
3,0 9,1 61,1 97,0 10,7 Образец:
900 2,7 6,9 58,0 100 14,5 do = 10 мм, 10 = 50 мм.
1000 1100 2,3 4,5 63,0 100 22,2 v — 5 мм/мин, и = 0,002 сек-'
2,3 4,4 72,7 100 22,7
1200 1,2 2,5 70,3 100 40,0
1250 1,0 1,8 67,3 100 55,6
12Х2Н4А 800 900 Ю,1 6,5 11,5 35,0 91,0 7,9 Прокатанное. Образец:
8,2 56,1 96,1 11,7 do *= Ю мм,
1000 4,4 5,5 64,5 100 18,2 10 = 50 мм.
1100 3,2 4,3 64,3 100 23,3
1200 2,0 2,9 58,0 100 34,5 v = 20 мм/мин, и = 0,007 сек-'
1250 1,5 2,3 62,0 100 43,5
20Х2Н4А 700 6,4 12,4 56,3 77,8 6,3 Кованое и отожжен-
ное.
800 4,6 5,7 63,9 95,4 16,7 Образец:
900 3,7 5,7 57,7 100 17,5 do = Ю мм, 10 = 50 мм.
1000 2,2 3,8 63,3 100 26,3
1100 2,0 2,8 59,2 100 35,7
1150 1,6 2,6 65,3 100 38,5 v = 5 мм/мин,
1220 1,6 2,2 71,3 100 45,5 и = 0,002 сек-'.
493
(Продолжение прилож. 5)
Марка стали (сплава) Температура испытания,°C а0,2, кгс/мм2 Ofc, кгс/мм2 6, % Ф, % % /кгс/мм2 Состояние стали (сплава) и условия испытания
ЗОХГСА 700 17,8 59,3 50,8 2,9 Прокатанное. Образец:
800 8,7 61,6 74,8 8,6 d0 — 5 мм,
900 5,4 84,4 >90 >16,7 10 = 25 мм.
1000 3,8 71,1 >90 >23,6 v — 2 мм/мин, и — 0,0013 сек-1.
1100 2,1 59,3 >90 >42,7
1200 1,0 84,5 >90 >90
30ХГСН2А 800 10,0 11,9 33,0 76,8 6,5 Прокатанное. Образец:
(ЗОХГСНА) 900 6,5 8,3 51,0 77,2 9,3 d0 = Ю мм,
1000 4,3 5,0 53,1 90,0 18,0 10 = 50 мм.
1100 2,6 3,3 67,2 100 30,3 v = 20 мм/мин. и = 0,007. сек-1.
1200 1,5 2,2 69,2 100 45,4
1250 1,1 1,7 76,8 100 58,8
20ХГНР 800 11,7 12,1 40,5 84,1 6,9 12,1 Прокатанное. Образец:
900 7,4 3,25 46,7 99,6
do — 10 мм.
1000 3,3 4,5 57,5 100 22,2 10 = 50 мм.
1100 1,9 3,0 63,0 100 33,3 v = 20 мм/мин, и = 0,007 сек—1
1200 1,5 2,5. 76,0 100 40,0
1250 1,65 2,3 82,1 100 43,5
38ХГН 700 19,0 20,6 34,0 92,6 4,5 Кованое и отожжен
иое.
800 9,1 14,0 57,3 97,5 6,8 Образец:
900 5,3 7,7 68,0 100 13,0 do = Ю мм, /0 = 50 мм.
1000 2,8 5,1 74,9 100 19,6 v = 5 мм/мин,
1100 1,8 3,6 65,8 100 27,8 и = 0,002 сек-1.
1200 1,0 2,0 65,5 100 50,0
34ХН1МА 800 8,9 15,1 5,8 49,0 46,0 84,3 64,7 5,8 И,2 Прессованное. Образец:
1000 3,9 do = 6 мм, 10 = 30 мм.
100
1200 2,0 2,7 45,2 37,0 V = 16 мм/мин, и = 0,009 сек-1.
14,8 62,0 98,0 Кованое.
34XH3MA 825 8,9 6,6 Образец:
do = 6 мм,
925 5,2 9,3 67,0 72,0 98,0 100 10,5 1о — 30 мм. V — 16 мм/мин.
1025 3,7 6,7 14,9 и = 0,009 сек-1.
40ХН2МА 700 18,7 17,2 32,4 1,7 Прокатанное.
(40ХНМА) 800 9,1 65,5 >90 >9,9 Образец:
900 5,1 69,3 >90 >17,6 do = 5 мм,
1000 3,6 75,0 >90 >25,0 10 = 25 мм.
1100 2,4 72,0 >90 >37,5 v = 2 мм/мин,
1200 1,4 61,7 >90 >64,3 и — 0,001 сек-1.
494
(Продолжение прилож. 5)
Марка стали Температура а0,2. <Jft, 6, % Ф, % %/кгс/мм2 Состояние стали (сплава)
(сплава) испытания,°C кгс/мм2 кгс/мм2 и условия испытания
18Х2Н4МА 700 23,0 27,0 31,0 69,0 2,6 Прокатанное. Образец:
800 7,4 13,3 35,0 34,0 2,6 do = 6 мм,
900 5,6 8,1 22,0 23,0 2,8 /о = 30 мм.
1000 4,2 5,6 31,0 36,0 6,4 V == 16 мм/мин, и — 0,009 сек-1.
1100 2,4 3,7 63,0 100 27,0
1200 2,0 2,5 46,0 100 40,0
800 10,0 11,4 66,5 95,4 8,4 Прокатанное и отож-
женное.
38Х2МЮА 900 6,8 8,6 57,5 96,8 П,2 Образец:
(38ХМЮА) 1000 4,1 5,1 65,7 98,1 19,2 do — 10 мм,
1100 2,2 3,2 77,3 100 31,2 1о = 50 мм.
v = 20 мм/мин,
1200 1,5 2,2 77,0 100 45,4 и = 0,007 сект-'
1250 1,1 1,8 94,5 100 55,6
Р18 700 38 44 23 61 1,4 Кованое и отожжен-
ное.
800 18,9 22 42 79 3,6 Образец:
do = 6 мм,
900 15,4 19,4 46 71 3,7 1о — 30 мм. V = 16 мм/мин,
1000 11,6 11,9 54 53 4,4 и = 0,009 сект-1.
1100 6,1 6,5 70 83 12,7
1200 2,5 2,7 49 80 30,0
1250 1,9 2 41 79 39,0
60G2 [27] 800 8,5 9,9 65,6 96,7 9,8 Прокатанное. Образец:
900 5,6 6,8 61,8 95,8 14,2 do = Ю мм,
1000 3,6 4,3 61,0 100 23,3 1о = 50 мм.
1100 2,0 2,6 78,0 100 38,5 v — 20 мм/мин, и = 0,007 сек-'.
1200 1,2 1,5 89,6 100 66,7
ШХ15 1000 3,3 4,3 61,0 100 23,3 Деформированное и
отожженное.
1050 2,9 4,9 62,0 100 20,4 Образец:
1100 2,0 з,о 72,0 100 33,3 d0 = 6 мм, 10 — 30 мм.
1150 1,7 2,6 61,0 100 38,5 V = 16 мм/мин,
1200 1,8 2,2 76,0 100 45,4 и = 0,009 сек-1
9Х 700 10,5 13,4 58,9 95,0 7»1 Прокатанное и термо-
800 8,9 12,2 56,9 94,5 7,7 обработанное. Образец:
900 4,5 7,7 53,9 94,3 12,2
1000 3,4 5,2 66,5 98,4 18,9 do = 6 мм, 1о = 30 мм.
1100 1,7 2,9 80,1 100 34,5 v — 16 мм/мин,
1200 1,1 1,9 73,3 100 52,6 и = 0,009 сек-1
495
(Продолжение прилож. 5)
Марка стали (сплава) Температура испытания,₽С а0,2, кгс 1мм2 кгс) мм2 б, % гр, %/кгс/млг2' Состояние стали (сплава) и условия испытания
9X2 700 800 900 1000 1100 1200 12,6 10,3 10,8 4,2 2,1 1,1 16,5 13,9 13,7 5,1 3,1 1,2 44,8 46,9 50,5 53,4 75,0 70,7 83,1 91,3 83,9 100 100 100 5,1 6,7 6,1 19,6 32,3 83,3 Кованое и отожженное. Образец: do = 6 мм, 10 = 30 мм. v = 16 мм!мин, и = 0,009 сек—1
9Х2СВФ 700 800 900 1000 1100 1200 1250 15,1 10,6 10,2 4,6 3,6 2,0 1,3 16,9 11,0 10,7 4,9 3,9 з,о 2,0 46,7 67,2 62,3 49,2 51,5 67,1 58,3 90,0 94,0 89,3 77,3 77,0 100 100 5,3 8,5 8,3 15,8 19,7 33,3 50,0 Кованое и отожженное. Образец: d0 = 6 мм, 1о = 30 мм. v = 16 мм!мин, и — 0,009 сек-1
60ХН 700 800 900 1000 1100 1200 9,6 7,9 5,6 3,9 2,8 2,3 39,6 40,0 46,0 39,6 38,0 39,2 100 100 100 100 100 100 10,4 12,7 17,9 25,6 35,7 43,5 Деформированное. Образец: do ~ 10 мм, 1о = 50 мм. v = 5 мм)мин, и = 0,002 сек-1
90ХМФ 800 900 1000 1100 1180 12,5 9,4 5,0 2,6 2,0 16,0 П,4 6,5 3,8 2,7 35,1 51,2 70,6 82,4 83,2 92,2 98,3 100 100 100 5,8 8,1 15,4 26,3 37,1 Образцы вырезаны из поковки валка в танген- циальном направлении. Образец: do = 6 мм, 1о — 30 мм. V = 16 мм)мин, и = 0,009 сек—1
У7 [23] 700 800 900 1000 1100 1200 11,0 9,6 6,4 3,7 2,2 1,7 64,0 65,0 60,0 62,0 65,0 92,0 90 100 100 100 100 100 8,1 10,4 15,6 27,0 45,4 58,8 Деформированное и отожженное. Образец: do = 5 мм, 1о = 25 мм. v = 10 mmImuh, и — 0,007 сек—1
У8 [23] 700 800 900 1000 1100 1200 10,6 9,3 5,6 3,4 2,1 1,5 58,0 58,0 62,0 62,0 80,0 69,0 91 100 100 100 100 100 . 8,7 10,8 17,9 29,4 47,6 66,7 Деформированное и отожженное. Образец: do = 5 мм, 10 ~ 25 мм. v = 10 mmImuh, и = 0,007 сек-1
496
(Продолжение прилож. 5)
Марка стали Температура а0,2. а, % Ф, % Состояние стали (сплава)
(сплава) испытания,сС кгс/мм2 кгс/мм2 %/кгс/мм2 и условия испытания
У10 [23] 700 10,7 50,0 870 8,2 Деформированное и
отожженное.
800 9,2 52,0 100 10,9 Образец:
900 5,6 59,0 100 17,9 — 5 jwjw, /о = 25 леи.
1000 3,0 70,0 100 33,3 V = 10 мм/мин, и — 0,007 сек-1
1100 1,8 78,0 100 55,6
1200 1,6 86,0 100 62,5
У12 [23] 700 10,6 60 68 6,4 Деформированное и
отожженное.
800 10,2 52 96 9,4 Образец:
900 6,1 40 100 16,4 d0 = 5 мм, /о = 25 мм.
1000 3,5 65 100 28,6 о = 10 мм/мин, и = 0,007 сек-1
1100 1,8 74 100 55,6
1200 1,5 92 100 66,7
Х12М [24] 700 800 14,3 12,5 43,5 32,5 67,9 58,0 4,8 4,6 Кованое и отожженное. Образец:
d0 — 10 мм,
900 1000 8,3 46,2 53,6 6,5 1о — 50 мм. V = 1,1 мм/мин,
4,7 35,9 49,3 10,4 и = 0,0004 сек—1
1100 2,5 48,1 48,1 19,2
1200 0,8 3,1 13,6 17,0
9ХС 800 900 11,0 6,6 13,4 7,5 26,3 68,4 5,1 Прокатанное. Образец:
40,8 95,4 12,7 d0 = 10 мм,
1000 4,3 4,7 51,8 85,7 18,2 1о = 50 мм. v = 20 мм/мин,
1100 2,0 3,2 53,6 82,7 25,8 и = 0,007 сек-1
1200 1,5 2,0 82,9 100 50,5
1250 1,2 1,6 78,0 99 61,9
5ХНТ 800 П,1 14,1 35,0 91,4 6,5 Прокатанное.
900 8,2 9,4 45,0 97,0 10,3 Образец-
1000 5,2 6,0 49,5 97,4 16,2 do = 10 мм, 1о = 50 мм.
1100 3,0 3,8 52,0 100 26,3 v = 20 мм/мин,
1200 1,8 2,4 61,2 100 41,7 и = 0,007 сек-1
1250 1,4 2,1 63,9 100 47,6
ЗХ2В8Ф 800 12,1 13,6 23,5 89,5 6,6 Кованое. Образец:
900 9,2 11,4 50 74 6,5 d0 = 10 мм,
1000 7,9 8,5 45,5 64 7,5 10 = 50 мм. v = 20 мм/мин,
1100 4,6 5,0 59,5 62,5 12,5 и — 0,007 сек-1
1200 3,0 3,4 52 98 28,8
1250 3,4 3,8 64 100 26,3
497
(Продолжение прилож. 5)
Марка стали (сплава) Температура испытания,°C ст0,2, кгс/мм2 О/,, кгс/мм2 6, % ф, % %/кгс/мм9 Состояние стали (сплава) и условия испытания
ЗХ2Н2МВФ 700 19,6 23,1 45,8 94,5 4,1 Кованое и отожженное. Образец:
800 12,4 16,3 51,7 96,5 5,9 d0 — 10 мм,
900 6,1 8,9 68,0 98,2 н,о /о = 50 мм. о = 5 мм/мин,
1000 2,8 5,1 75,0 100 19,6 и = 0,002 сек-1
1100 2,3 3,5 . 72,0 100 28,6
1200 1,6 2,5 71,5 100 40,0
20X13 (ЭЖ2) 800 6,0 7,1 11,9 51 98 13,8 Прокатанное. Образец:
850 8,1 43 53 4,5 do = 6 мм,
900 7,6 10,6 56 74 7,0 1о — 30 мм. V = 16 мм/мин,
950 5,4 7,9 58 76 9,6 и = 0,009 сек-1
1000 4,0 6,2 59 65 10,5
1100 2,5 3,8 65 90 24,0
1150 2,1 3,2 84 100 31,2
30X13 (ЭЖЗ) 800 7,9 9,1 13,3 67 98 10,7 Деформированное. Образец:
900 9,5 82 82 6,2 do = 6 мм,
1000 5,1 7,8 70 97 12,4 1о = 30 мм. v = 16 мм/мин,
1100 3,8 4,4 71 98 22,3 и = 0,009 сек-1
1200 2,6 3,0 74 98 32,6
40X13 (ЭЖ4) 800 12,1 13,5 64 96 92 7,1 Деформированное. Образец:
900 10,4 12,7 68 7,2 do — 6 мм,
950 7,5 9,2 84 96 10,4 /о = 30 мм. 0=16 мм/мин,
1000 5,2 7,6 70 98 12,9 и = 0,009 сек-1
1050 4,6 5,8 73 100 17,2
• 1100 4,4 5,4 60 98 18,1
1150 3,5 4,1 64 100 24,4
1200 2,8 3,3 60 100 30,0
14Х17Н2 700 22 58 90 4,0 Деформированное.
(ЭИ268) [28] 800 15 70 92 6,1 о = 2,5 мм/мин
900 10 75 88 8,8
1000 6 80 90 15,0
1100 3 80 90 30,0
1200 2 80 88 44,0
1250 2 68 80 40,0
498
(Продолжение прилож. 5)
Марка стали (сплава) Температура испытания,°C ст0,2, кгс/мм2 Ofr, кгс/мм2 б, % % % /кгс/мм2 Состояние стали (сплава) и условия испытания
20ХЗМВФ 1000 2,9 5,1 58,7 96,7 19,0 Кованое, нормализо-
(ЭИ415) 100 ванное.
1050 2,3 4,0 64,0 25,0 Образец:
1100 2,2 3,5 66,6 100 28,6 do = 6 мм, 1о = 30 мм.
1150 1,5 2,8 64,6 100 35,7 v = 2 мм/мин, и = 0,0009 сек-1
20ХЗМВФ 1000 5,0 7,3 56,3 100 13,7 Кованое и нормализо-
(ЭИ415) ванное.
1050 3,2 5,0 57,8 100 20,0 Образец:
1100 2,2 4,6 66,0 100 21,8 d0 = 6 мм, 10 = 30 мм.
1150 1,5 2,7 76,9 100 37,0 V = 16 мм/мин, и = 0,009 сек-1
1200 1,7 2,8 78,8 100 35,7
12X13 800 7,0 8,4 47,7 95,4 П,4 Прокатанное.
(ЭЖ1, Ж1) [27] 900 6,4 8,0 59,7 81,0 10,1 Образец: d0 - 10 мм,
1000 3,9 5,4 3,4 68,0 90,0 16,5 1о = 50 мм. v = 20 мм/мин,
1100 2,4 72,0 96,0 28,7 и = 0,007 сек-1
1200 1,4 2,0 62,0 95,2 47,8
12X17 (ЭЖ17) 700 8,6 66,8 96,7 11,3 Прокатанное.
[24] 800 4,1 63,5 98,1 23,9 Образец: do = 10 мм,
900 2,2 58,1 98,3 44,7 1о — 50 мм. V = 1,1 мм/мин,
1000 2,1 81,4 97 46,0 и = 0,0004 сек-’
1100 1,4 72,8 97,2 69,4
1200 0,8 85,2 99 123,8
1300 0,6 99,2 96,9 161,5
12Х21Н5Т (ЭИ811) 900 И,1 13,2 43,0 68,5 5,2 Прокатанное и отож-
женное.
1000 7,8 8,2 49,0 69,2 8,4 Образец:
1100 6,0 6,1 55,5 72,0 11,8 d0 — 10 мм, 1о = 50 мм.
1200 4,3 4,4 62,7 77,0 17,5 v = 20 мм/мин, и = 0,007 сек-1
1250 3,3 3,4 62,5 90,5 26,6
10Х17Н13М2Т 800 17,0 24 26,6 44.1 1,8 Прокатанное.
(ЭИ448) [27] 900 13,2 14,6 38,5 59,0 4,0 Образец: d0 = Ю мм.
1000 7,5 8,3 34,5 64,0 7,7 1о = 50 мм. v = 20 мм/мин,
1100 4,2 4,7 40,5 84,4 17,9 и = 0,007 сек-1
1200 2,3 2,8 77,3 99,3 34,9
1250 1,8 2,2 79,6 100 45,4
499
(Продолжение прилож. 5)
Марка стали (сплава) Температура испытания, °C ст0,2, кгс/мм2 кгс/мм2 6, % % %/кгс/мм2 Состояние стали (сплава) и условия испытания
12Х18Н9 (1Х18Н9, Э91) [24] 700 800 900 1000 1100 1200 21,6 12,2 6,9 3,9 3,1 1,6 47,3 57,2 64,8 56,1 63,8 44,5 76,3 69,5 66,1 60,4 59,4 70,9 3,5 5,7 9,6 15,5 19,2 44,3 Прокатанное. Образец: d0 = 10 мм, 1о = 50 мм. V = 1,1 мм/мин, и = 0,0004 сек—1
2Х18Н8В2 (ЭИ946) 700 800 900 1000 1100 1200 1300 22,4 21,3 14,1 9,2 5,4 3,2 1,8 44,4 30,6 17,6 12,4 7,7 3,9 2,1 37,2 40,3 57,0 53,0 59,0 70,6 28,4 64,5 80,9 95,0 96,0 100 100 34,6 1,5 2,7 5,4 7,8 13,1 25,9 16,5 Прокатанное. Образец: d0 = 6 мм, 1о = 30 мм. V = 16 мм/мин, и = 0,009 сек—1
12Х18Н9Т • (1Х18Н9Т, ЭЯ1Т) [27] 800 900 1000 1100 1200 15,8 11,0 5,9 3,6 2,2 20,5 12,2 6,7 3,9 2,6 26,6 41,0 49,7 65,8 79,0 - 57,0 89,7 95,3 98,5 100 2,3 7,4 14,2 25.4 38,5 Прокатанное. Образец: d0 = 10 мм, 1о = 50 мм. v = 20 мм/мин, и — 0,007 сек-1
40Х9С2 (Х9С2, ЭСХ8) [24] 700 800 900 1000 1100 1200 14,0 5,2 6,0 4,6 2,3 1,6 53,5 69,9 33,7 28,5 32,9 71,1 94,8 97,5 59,0 44,6 42,2 73,7 6,8 18,7 9,8 9,7 18:4 46,1 Прокатанное и отож- женное. Образец: d0 — 10 мм, In = 50 мм. V = 1,1 мм/мин, и = 0,0004 сек-1
36Х18Н25С2 (Х18Н25С2, ЭЯЗС) [27] 800 900 1000 1100 1200 18,9 12,9 7,2 4,1 2,9 24,9 14,6 7,7 4,5 3,2 34,0 47,9 54,6 70,6 85,7 66,2 87,7 88,4 96,2 100 2,7 6,0 П,5 21,4 31,2 Кованое. Образец: d0 = 10 мм, 1о = 50 мм. v = 20 мм/мин, и — 0,007 сек—1
20Х23Н18 (ЭИ417) 127] 800 900 1000 1100 1200 22,0 13,8 6,5 4,0 2,2 25,9 13,7 7,2 4,5 2,8 24,2 37,1 49,3 51,2 27,2 66,8 77,3 76,8 69,5 30,7 2,6 5,6 10,6 15,4 11,1 Прокатанное. Образец: do = 10 мм, 10 = 50 мм. v = 20 мм/мин, и = 0,007 сек-1
500
(Продолжение прилож. 5)
Марка стали (сплава) Т емпература испытания,°C ао,2» кгс/мм2 кгс/мм* 6, % Ф, % ЛЧ|), % /кгс/мм2 Состояние стали (сплава) и условия испытания
20Х25Н20С2 1000 5,6 7,8 47 78 10 Прокатанное.
(ЭИ283) 1100 3,3 3,8 53,3 75,3 19,8 Образец: do = 5 мм,
1200 1,7 2,3 69,7 81,8 35,6 1о = 25 мм. v — 2 мм/мин. и = 0,0013 сек-1
12X1 МФ (ЭИ575) 850 7,4 8,4 36 85 10,1 14,5 Образцы вырезаны из труб в продольном нап-
900 5,2 6,7 44 97 равлении.
950 4,5 6,1 54 98 16,1 Образец: d0 = 6 мм,
1000 3,6 5.1 60 100 19,6 /о = 30 мм. v — 16 мм/мин,
1050 3,1 4,3 56 100 23,3 и -- 0,009 сек-1
1100 2,3 3,2 58 100 31,2
1150 1,4 1,8 55 100 55,6
151М1Ф 850 8,6 12 62 94 7,8 9,7 Образцы вырезаны из труб в продольном на-
900 5,0 10 58 96,5 правлении.
950 4,0 6,9 60 98 14,2 Образец: do = 6 мм,
1000 3,0 5,5 63,5 100 18,2 10 = 30 мм. V = 16 мм/мин.
1050 2,6 4,4 69 100 22,7 и = 0,009 сек-1
1100 2,3 3,5 65,4 100 28,6
1150 2,1 2,9 64 100 34,5
Р2МА 800 14,6 17.8 43 88 4,9 Кованое и отожженное^
(25Х1М1Ф, Р2) 900 12,1 13,3 43 80 6,0 Образец: do = 6 мм,
1000 6,6 7,6 42 64 8,4 1о = 30 мм. V = 16 мм/мин,
1100 3,9 4,4 33 40 9,1 и - 0,009 сек—1
1200 2,1 2,5 61 100 40
1250 1,9 2,2 49 100 45,4
25Х2М1Ф 800 27 28 29 72 2,6 Кованое.
(ЭИ723) 850 26 27 35 86 3,2 Образец: do-б мм,
900 22 23 34 90 3,9 1о = 30 мм. v = 16 мм/мин,
950 12,6 14,4 40 93 6,5 и = 0,009 сек-1
1000 8,5 9,5 60 92 9,7
1100 5,4 6,2 61 81 13,1
1200 3,3 3,8 55 84 22,0
1250 2,8 2,9 58 100 34,5
32—2864
601
(Продолжение прилож. 5)
Марка стали Температура О0,2’ 6. % Ф, % Состояние стали (сплава)
(сплава) испытания, °C кгс/мм2 кгс/мм2 % /кгс/мм2 и условия испытания
20Х1М1Ф1ТР 700 67,6 72,6 6,5 36,8 0,5 Прокатанное.
(ЭП182) 800 23,8 28,8 19,2 85 3,0 Образец: d0 = 6 мм,
900 9,4 15,8 46,1 93,2 5,9 10 = 30 мм. V = 16 мм/мин,
1000 8,5 10,7 36,6 100 9,3 и = 0,009 сек-1
1100 3,8 4,7 50,1 100 21,4
1200 2,4 3,2 82,1 100 31,0
1300 1,4 1,8 — 100 53,8
1Х12Н2ВМФ 900 11,0 13,7 64 87 6,4 Прокатанное.
(ЭИ961) ' 1000 4,0 7,2 58 81 11,3 Образец: do = 6 мм,
1100 2,9 4,2 61 95 23 /о = 30 мм. V = 16 мм/мин,
1200 2,2 2,7 55 87 32 и = 0,009 сек-1
1Х11МФ 900 12,0 80 94 7,8 Кованое, закаленное,
(15X11МФ) 1000 7,0 72 95 13,5 отпущенное. Образец:
1100 3,0 66 100 33,3 do = 6 мм, 1о = 30 мм.
1200 2,0 56 94 47 v = 16 мм/мин, и = 0,009 сек-'
1Х11В2МФ (типа ЭИ756) 800 10,3 11,5 46 55,7 93,7 93,9 8,2 П,7 Образцы вырезаны из труб в продольном на-
850 6,6 8,0 правлении.
900 6,3 7,5 65,4 93,8 12,5 Образец: d0 = 6 мм,
950 5,8 7,1 75,4 93,8 13,3 /0 = 30 мм. v = 16 мм/мин,
1000 5,2 6,2 55,0 93,0 15,0 и = 0,009 сек-'
1050 3,3 4,3 53,0 91,2 21,2
1100 2,6 3,2 49,0 94,6 29,6
1150 2,2 2,5 51,0 96,3 38,5
18Х11МНФБ (18X11МФБ, ЭП291) 700 800 900 44,8 19,4 17,5 46,8 22,2 16,9 44,0 86,9 96,5 1,9 4,4 Прокатанное. Образец. do = 6 мм, /о = 30 мм. V = 16 мм/мин,
21,6 30,2 71,2 3,4
1000 9,4 13,9 35,3 87,1 6,2 и = 0,009 сек-'
1100 5,3 7,8 48,7 100 12,8
1200 3,3 3,6 61,8 100 29,0
1300 0,9 1,1 54,0 97,0 88,0
1350 1,1 1,2 64,0 97,7 84,1
502
(Продолжение прилож. 5)
Марка стали Температура а0,2 ’ сг/,, 6, % Ф, % Состояние стали (сплава)
(сплава) испытания, °C кгс/мм2 кгс/мм2 % /кгс/мм и условия испытания
18Х12ВМБФР 700 51,9 54,6 13,6 79,5 1,5 Прокатанное.
(ЭИ993) 800 18,3 20,7 24,4 92,5 4,5 Образец:
d0 = 6 мм,
900 11,1 8,6 14,2 69,9 95,3 6,7 10 = 30 мм. V = 16 мм/мин,
1000 10,9 45,5 95,9 8,9 и = 0,009 сек-1
1100 4,8 6,7 54,2 100 14,8
1200 2,6 2,8 67,5 100 35,2
1300 1,7 1,8 52,8 100 54,3
1350 1,7 1 ,9 46,8 100 53,4
37Х12Н8Г8МФБ 800 25,2 35,3 12,0 22,2 0,6 Прокатанное и отож-
(ЭИ481) 21,7 женное.
[27] 900 16,7 18,3 59,4 3,2 Образец:
1000 8,5 9,4 37,6 78,2 8,3 d0 = 10 мм, 1о = 50 мм.
1100 4‘8 5,0 45,4 87,7 17,5 v — 20 мм/мин, и = 0,007 сек-1
1200 2,4 2,7 51,0 78,8 28,9
1250 2,0 2,1 21,0 41,0 19,3
1X14II14B2M 800 12,2 22,0 38,0 47,0 2,1 Кованое.
(ЭИ257) 900 и,з 15,6 31,0 36,0 2,3 Образец:
do — 6 мм,
1000 7,3 8.7 5,2 56,0 57,0 6,6 1о = 30 мм. V — 16 мм/мин,
1100 4,3 54,0 83,0 16,0 и = 0,009 сек-1
1200 3,1 3,4 64,0 100 29,4
09Х14Н19В2БР1 1050 7,4 8,5 54,0 100 11,8 Кованое.
(ЭИ726) 1100 5,5 6,2 54,0 100 15 Образец:
do = 6 мм,
1150 4,2 4,7 42,0 93 19,8 1о = 30 мм. v = 16 мм/мин, и = 0,009 сек-1
1200 3,3 3,4 16,8 47 13,8
1250 1,5 1,8 17,9 34 19,0
1Х16Н13М2Б 700 32,5 41,2 17,6 59,9 1,3 Прокатанное.
(ЭИ405, ЭИ680) 800 26,8 29,4 15,4 52,1 1,5 Образец:
do = 6 мм,
900 24,5 18,3 26,6 12,9 36,2 1,1 1о = 30 мм. V = 16 мм/мин,
1000 19,0 13,9 31,6 1,7 и = 0,009 сек-1
1100 8,5 8,9 43,0 63,5 7,8
1200 4,4 4,8 54,1 81,5 18,0
1300 2,8 2,8 23,5 45,3 16,3
503
(Продолжение прилож. 5)
Марка стали Температура 00,2 Oh, 6, % % кт. Состояние стали (сплава)
(сплава) испытания,°C кгс/мм2 кгс/мм2 % /кгс/мм2 и условия испытания
1Х16Н14В2БР 850 12,7 22,7 48,7 71,0 3,1 Образцы вырезаны из
(ЭП17) 900 13,9 18,1 50.5 90,0 5,0 труб в продольном на- правлении.
950 10,8 14,1 56,7 92 6,5 Образец: d0=6 мм,
1000 8,8 И,2 62,5 93,7 8,4 /0=30 мм. V— 16 мм/мин, и=0,009 сек—'
1050 5,5 8,5 61,2 98,2 11,6
31Х19Н9МВБТ 800 28 32 33 68 2,1 Кованое и отоженное.
(ЭИ572) 850 28 29 28 67 2,3 Образец: d0=6 мм,
900 21 22 28 67 3,0 /о=30 мм. V— 16 мм/мин.
950 21 22 21 64 2,9 и=0,009 сек—1
1000 11,6 12,7 45 85 6,7
1100 6,7 8,2 54 90 и,о
1150 4,8 6,1 54 91 14,9
1200 4,2 5,0 59 94 18,8
ХН35ВТ 900 18,4 19,1 28,0 49 2,6 Кованое.
(ЭИ612) 950 13,5 14,2 46,0 70 4,9 Образец: d0=6 мм.
1000 10,0 10,6 67,0 90 8,5 /о = 30 мм. V = 16 мм/мин.
1100 5,7 6,1 84,0 96 15,7 и=0,009 сек—1
1150 4,5 5,2 88,0 97 18,7
1200 3,1 4,1 90,0 £6 23,0
1250 2,8 3,2 66,0 84 26,0
ХН35ВТК 900 19,0 28,0 49,0 88,0 3,1 Кованое.
(ЭИ612К) 950 13,2 19,9 66,0 97,0 4,9 Образец: d0=6 мм.
1000 8,8 13,1 74,0 100 7,6 /о=30 мм. о=16 мм/мин.
1100 5,0 5,5 78,0 100 18,2 и=0,009 сек—1
1150 4,0 5,5 88,0 100 22,2
1200 3,2 3,8 82,0 95,0 26,0
1250 2,6 3,0 67,0 83,0 28,0
ХН35ВТЮ 700 63,6 84,2 26,5 40,3 0,5 Кованое и прессован-
(ЭИ787) ное.
800 62,1 64,5 7,2 12,1 0,2 Образец:
900 22,4 22,4 42,5 91,8 4,1 d0=6 мм, /о = 30 мм.
1000 10,1 10,6 81,8 100 9,4 у = 16 мм/мин п=0,009 сек—1
1100 5,1 5,6 80,5 100 17,8
1200 3,5 3,8 26,5 39,7 10,3
504
(Продолжение прилож. 5)
Марка стали Температура а0,2 ’ Ofc, 6, % Я’. % Состояние стали (сплава)
.(сплава) испытан и я, °C кгс/мм2 кгс/мм2 % /кгс/мм2 и условия испытания
ХН78Т 800 32 38,8 71,5 46,5 1,2 Прокатанное и отпу-
(ЭИ435) 900 20 22,0 44,5 83,5 3,8 щенное:
1000 10,3 П,4 64,1 93,4 8,2 Образец: do — Ю мм,
1100 7,8 9,0 70,5 97,4 10,8 10 — 50 мм.
1200 4,3 5,5 91,7 100 18,2 v = 20 мм/мин,
1250 3,7 4,0 99,7 100 25,0 и = 0,007 сек-1
ХН67ВМТЮ 700 69,6 89,9 16,4 20 0,2 Кованое и прессован-
(ЭП202, ЭИ445Р) 800 68,2 78,5 5,9 11,6 0,1 ное.
900 53,8 55,9 20,4 43,6 0,8 Образец: d0 = 6 мм.
1000 19,9 20,1 51,5 94,1 4,7 10 — 30 мм.
1100 8,5 8,7 76,2 93,4 10,9 V = 16 мм/мин, и = 0,009 сек-1
1200 4,7 6,0 86,5 93 15,6
1250 4,1 4,4 84,6 94,7 21,3
ХН77ТЮР 800 61,6 23,9 22,5 0,4 Кованое и нормализо-
(ЭИ437Б) 900 38,5 26,1 27,6 1,5 ванное.
1000 П,1 79,8 95,0 8,6 Образец: dD = 5 мм,
1100 4,9 153,2 100 20,4 1о = 25 мм.
1200 3,5 134,0 100 28,6 V = 1,1 мм/мин,
1250 1,6 56,1 69,1 41,0 и — 0,0007 сек-1
ХН80ТБЮ 900 58 97 1,7 Прессованное, закален-
(ЭИ607) 950 42 77 96 2,3 ное и состаренное.
1000 30 78 96 3,2 Образец: do = 6 мм,
1100 17 84 98 5,8 10 = 30 мм.
1150 12 100 100 8,3 V = 16 мм/мин, и = 0,009 сек—/
ХН70ВМЮТ 700 82,0 93 11,0 17,0 0,2 Кованое.
(ЭИ765) 800 71,0 73 25,0 60,0 0,8 Образец:
900 27,0 29 55,4 85,0 2,9 do = 6 мм, 1о = 30 мм.
1000 17,0 17,4 60,0 90,0 5,2 v = 16 мм/мин,
1100 6,5 6,8 68,0 83,0 12,2 и = 0,009 сек-1
1200 4,3 4,5 44,0 67,0 14,9
1250 3,4 4,5 45,0 66,0 14,6
ХН70ВМТЮ 900 56,2 20,4 31,8 0,6 Кованое и нормализо-
(ЭИ617) 1000 15,7 52,4 85,9 5,5 ванное.
1100 7,4 80,0 91,1 12,3 Образец:
do = 5 мм,
1200 3,5 69,6 51,2 14,6 1о — 25 мм.
V = 1,1 мм/мин, и = 0,0007 сек-1
ХН65В9М4ЮТ 700 44,8 66,0 50,9 56,9 0,8 Кованое.
(ЭИ893) 800 49,2 67,1 26,2 30.0 0,4 Образец:
900 38,8 52,2 27,4 54,8 1,0 do = 6 мм, to = 30 мм.
1000 22,9 22,9 71,1 93,6 4,1 V = 16 мм/мин,
1100 13,0 13,0 70,3 91,2 7,0 и = 0,009 сек-1
1200 6,0 6,5 77,1 86,6 13,3
1225 4,8 5,7 81,6 83,2 14,6
505
ПРИЛОЖЕНИЕ 6
МАРКИ, СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛ И
1. Электротехническая сталь по степени легиро-
вания ее кремнием, магнитным и электрическим
свойствам подразделяется на следующие марки:
ЭН, Э12, Э13;
Э21, Э22;
Э31, Э32;
Э41, Э42, Э43, Э43А, Э44, Э45, Э46, Э47, Э48;
Э310, Э320, ЭЗЗО, ЭЗЗОА, Э340, Э370, Э380;
31100; Э1200, Э1300, Э3100, Э3200.
Буквы и цифры в марках условно обозначают:
Э — электротехническая сталь.
Первая цифра (1, 2, 3, 4) —степень легирования
стали кремнием:
1 —•слаболегированная сталь,
2 — среднелегированная сталь,
3 — повышеннолегированная сталь,
4 —высоколегированная сталь.
Вторая цифра (1, 2, 3, 4, 5, 6, 7, 8) —гарантиро-
ванные электрические и магнитные свойства стали:
1, 2, 3 — удельные потери при перемагничивании
стали с частотой 50 Гц и магнитная индукция в
сильных полях (1—с нормальными удельными по-
терями; 2 — с пониженными, 3—с низкими); бук-
ва А после цифры обозначает особо низкие удель-
ные потери;
4 — удельные потери при перемагничивании ста-
ли с частотой 400 Гц и магнитная индукция в сред-
них полях;
5, 6 — магнитная проницаемость в слабых по-
лях— от 0,002 до 0,008 А/см (5 — с нормальной
магнитной проницаемостью, 6 — с повышенной);
7, 8 — магнитная проницаемость в средних по-
лях — от 0,03 до 10 А/см (7 — с нормальной магнит-
ной проницаемостью, 8 — с повышенной);
Третья цифра (0) обозначает, что сталь холод-
нокатаная текстурованная.
Третья и четвертая цифры (00) обозначают,
что сталь холоднокатаная малотекстурованная.
Для определения магнитных и электрических
свойств стали устанавливаются следующие обозна-
чения:
В 0,002; В 0,004; В 0,008; В 0,03; В 0,05; В 0,1;
В 0,2; В 0,5; В 0,7; В 1; В 2; В 5; В 10; В 25; В 50;
В 100; В 300 — магнитная индукция в гауссах (Гс)
на основной коммутационной кривой намагничива-
ния при напряженности магнитного поля в амперах
на 1 см (А/см), равной соответствующей цифре при
букве В (0,002, 0,004 и т. д.).
Р 10/50; Р 15/50; Р 17/50 — полные удельные по-
тери в ваттах на 1 кг стали (Вт/кг) при перемагни-
чивании ее с частотой 50 Гц и максимальных значе-
ниях индукции 10000, 15000, 17000 Г с соответствен-
но отнесенных к синусоидальному измерению ин-
дукции.
Р 7,5/400. Р 10/400—полные удельные потери в
ваттах на 1 кг стали (Вт/кг) при перемагничивании
ее с частотой 400 Гц и максимальных значениях
индукции 7500 и 10 000 Г с соответственно, отнесен-
ных к синусоидальному изменению индукции.
р — удельное электросопротивление Ом • мм2/м.
506
(П родолжение прилож. 6)
Значения магнитной индукции и удельных потерь электротехнической стали
Марка стали Тол- щина Магнитная i щдукция (Гс) при напряженности магнитного ПОЛЯ, ICM Удельные потери, т/кг Количе- ство переги-
листа, мм В 5 i В 10 1 В 25 1 В 50 I В 100 В 300 | В 500 Р 10/50 Р 15/50 Р 17/50 бов
не менее не более не менее
Низкоуглеродистая нелегпрованная сталь
Техническое - — 15000 16100 16600 18000 20400 —
железо
(армко)
10 — — 12500 15400 16200 17600 20200
(ГОСТ 1050—74)
Э, ЭА, ЭАА 13800 15000 16200 17100 18100 20500 21800
(ГОСТ 3836—73)
Кремнистая горячекатаная сталь
ЭИ 1,0 — — 15300 16300 17600 20000 —. 5,8 14,3 7
0,5 5,3 7,7 10
Э12 1,0 0,5 — — 15000 16200 17500 19800 — 5,5 3,2 12,5 7,5 — 7 10
Э13 0,5 2,8 6,5 10
Э21 0,5 — — 14800 15900 17300 17200 19500 19400 — 2,5 6,1 — 10
Э22 0,5 2,2 5,3 10
Э31 0,50 — — 14600 15700 17200 19200 — 2,0 4,4 — 4
0,35 1,6 3,6 5
Э32 0,50 1,8 3,9 4
0,35 — 13000 14600 15700 17000 19000 — 1,4 3,2 — 5
Э41 0,50 1,55 3,5 1
0,35 12900 14500 15600 16900 18900 1,35 3,0 1,5
Э42 0,50 1,4 3,1 1
0,35 1,2 2,8 1,5
Э43 0,50 — 12900 14400 15500 16900 18900 — 1,25 2,9 — 1
0,35 1,05 2,5 1,5
Э43А 0,50 — 12900 14400 15500 16900 18900 — 1,15 2,7 1
0,35 0,9 2,2 1,5
Кремнистая холоднокатаная малотекстурированная сталь
эпоо 0,5 — — 15300 16400 17600 20000 —. 3,3 7,5 10
Э1200 0,5 2,8 6,5 10
Э1300 0,5 2,5 5,8 10
Э3100 0,5 — 15000 16000 17300 19600 1,7 3,7 5
Э3200 0,5 14800 15800 17200 19500 1,5 3,4 5
Кремнистая холоднокатаная текстурированная сталь
Э310 0,5 — 16000 17500 18300 19100 19800 — 1,1 2,45 3,2 2
0,35 0,8 1,75 2,5 3
Э320 0,5 — 16500 18000 18700 19200 20000 — 0,95 2,10 2,8 2
0,35 0,7 1,5 2,2 3
ЭЗЗО 0,5 — 17000 18500 19000 19500 20000 — 0,8 1,75 2,5 2
0,35 0,6 1,3 1,9 3
ЭЗЗОА 0,35 — 17000 18500 19000 19500 20000 — 0,5 1,1 1,6 3
507
Механические, физические и технологические
Марка стали Содержа- ние крем- ния, % Средний относительный вес листов, г/сл3 °т °ь 6, % HRB Темпера- Л , кал- о. 10-6,
травленых нетравленых кгс/мм2 — тура Кюри, °C см- сек • град мм-град
Э ЭА ЭАА См. примеч. — — — — 27 26 -30 768 0,17 11,6 (при 0°С)
Э11 Э12 Э13 0,8—1,8 7,80 7,75 — 20—25 32—38 23—18 44—58 760 0,19
Э21 Э22 1,8—2,8 7,75 7,70 — 22—35 38—47 19—13 55—70 750 0,19
Э31 Э32 2,8—3,8 7,65 — — 38—47 47—54 13—7 68—88 700 0,08 (Эо 00 (Эо (
Э41 Э42 Э43 3,8—4,8 7,55 — — 42—47 40—54 7—2 85—90 670 0,08 11,0 (при С 13,0 (при 1
ЭЗЮ Э320 ЭЗЗО ЭЗЗОА 2,8—3,5 7,65 — >28,8 >29,6 >37,3 (угол >38,0 (угол >41,5 прокатки >45 прокатки >7 0°) >33 90°) — 700 0,08
Э1100 Э1200 Э1300 1,0—1,8 7,80 — — — 34—38 23—18 45—58 750 0,19
Э3100 Э3200 2,8—3,5 7,65 — — — 47—53 14—11 68—80 700 0,21
Марка стали с, % Si, % Мп, % s,% р,% Си, %
не более
Э. ЭА, ЭАА 0,04 0,20 0,20 0,030 0,025 0,15
Примечание. Сталь марок Э, ЭА и ЭАА чувствительна к ликвации, поэтому не допускается изготовления дета
зоны значительно ниже, чем чистота металла.
508
свойства электротехнической стали
(Продолжение прилож. 6)
Удельное электро- сопротивле- ние, Ом'мм2/м Коэрцитив- ная сила, э Коэффициент старения, % (не более) Сваривае- мость Качество про- катки и отделки поверхности Степень магнитной анизотропии Область применения
0,10—0,12 1,2 1,0 0,8 — Хорошая — — Магнитопроводы, электромагниты, измерительные приборы, магнитные экраны и др.
0,25 0,92—1,03 7 9 9 Хорошая Среднее Незначительная Якори и полюса электромашин по- стоянного тока, роторы и статоры асинхронных электродвигателей про- мышленной частоты, магнитопроводы электрических аппаратов и др.
0,40 — 6 Средняя Ниже среднего Незначительная
0,50 0,80 6 Плохая Ниже среднего Незначительная Машины переменного тока, круп- ные двигатели и генераторы, малые и средние трансформаторы, реле, ап- паратура и др.
0,60 0,50 3 Плохая Ниже среднего Незначительная Трансформаторы высокого качест- ва, радиоаппаратура, пускатели, маг- нитные усилители и др.
0,50 0,18 6 Плохая Наиболее высокое Резко выраженная Трансформаторы, реле аппаратов переменного тока, статоры электро- машины сегментной сборки и др.
0,25 — 7 9 9 — Наиболее высокое Незначительная Магнитопроводы, аппараты, реле, электромашины и др.
0,50 0,08 6 — Наиболее высокое Незначительная
лей малых размеров путем переточки из крупных заготовок в связи с тем, что магнитные свойства ликвационной
509
ПРИЛОЖЕНИЕ 7
ПЕРЕВОД ТВЕРДОСТИ ПО БРИНЕЛЛЮ, РОКВЕЛЛУ, ВИККЕРСУ И ШОРУ
По Бринеллю По Роквеллу По Виккерсу HV По Шору По Бринеллю Пс HRA Роквеллу HR с' HRB 1 По Виккерсу HV По Шору
d10, мм НВ, кгс/мм2 HRA HRC HRB d10, мм НВ, кгс1м и2
2,34 688 84,5 65,0 940 96 2,92 438 73,5 46,0 — —
2,37 670 83,5 64,0 912 94 2,93 435 73,0 46,0 469 —
2,39 659 83,0 63,0 867 93 2,94 432 73,0 45,0 — •—
2,42 643 82,5 62,0 846 92 2,95 429 73,0 45,0 461 61,5
2,44 632 — 62,0 832 91,5 2,96 426 73,0 45,0 457 —
2,45 627 82,0 61,0 818 91 2,97 423 73,0 44,5 — —
2,46 621 82,0 61,0 800 90 2,98 420 73,0 44,0 449 —
2,47 616 81,5 60,0 — — 2,99 417 73,0 44,0 — —
2,48 611 — 60,0 773 88 3,00 415 73,0 44,0 442 59,5
2,50 601 81,0 59,0 756 86 3,01 412 72,5 43,5 — —
2,51 597 81,0 59,0 741 — 3,02 409 72,0 43,0 434 —
2,52 592 — 59,0 728 —' 3,03 404 72,0 43,0 427 57
2,53 587 80,5 58,0 715 — 3,05 401 72,0 43,0 — —
2,54 582 80,5 58,0 704 83 3,06 398 72,0 42,0 419 —
2,56 573 80,0 57,0 693 — 3,07 395 72,0 42,0 — —
2,57 569 80,0 57,0 682 — 3,08 393 72,0 42,0 413 —
2,58 564 79,5 56,5 672 — 3,09 390 71,5 41,5 — —
2,59 560 79,5 56,0 662 — 3,10 388 71,0 41,0 406 55,5
2,60 555 79,0 56,0 653 79,5 з,и 385 71,0 41,0 — —
2,61 551 79,0 55,0 644 — 3,12 383 71,0 41,0 401 —
2,62 547 79,0 55,0 635 — 3,13 380 71,0 40,5 — —
2,64 538 — 55,0 626 — 3,14 378 71,0 40,0 395 54
2,65 534 78,5 54,0 618 76,5 3,15 375 71,0 40,0 — —
2,66 530 78,0 54,0 610 — 3,16 373 70,5 40,0 389 —
2,67 526 — — 602 — 3,17 370 70,0 39,5 — —
2,68 522 78,0 53,0 594 — 3,18 368 70,0 39,5 383 —
2,70 514 — — 586 73,5 3,20 363 70,0 39,0 377 52
2,71 510 77,5 52,0 578 — 3,21 361 70,0 39,0 — —
2,72 507 77,0 52,0 570 — 3,22 359 70,0 39,0 372 —
2,73 503 76,5 51,5 — — 3,23 356 69,5 38,5 — —
2,74 499 76,0 51,0 563 — 3,24 354 69,0 38,0 366 50
2,75 495 76,0 51,0 556 71 3,25 352 69,0 38,0 — —
2,76 492 76,0 50,0 549 — 3,26 350 69,0 38,0 361 —
2,77 488 76,0 50,0 — — 3,27 347 69,0 38,0 — —
2,78 485 76,0 50,0 542 — 3,28 345 69,0 37,5 356 —
2,79 481 — 50,0 535 68 3,29 343 69,0 37,0 —
2,81 474 76,0 49,0 528 — 3,30 341 69,0 37,0 351 49
2,82 470 76,0 49,0 521 — 3,31 339 69,0 37,0 — —
2,83 467 75,0 48,5 — — 3,32 337 68,5 36,5 347 —
2,84 464 75,0 48,0 514 — 3,33 335 68,0 36,0 — —
2,85 461 75,0 48,0 509 65,5 3,34 333 68,0 36,0 342 —
2,86 457 75,0 48,0 — — 3,35 331 68,0 36,0 — —
2,87 454 75,0 48,0 500 — 3,36 329 68,0 36,0 337 —
2,88 451 74,5 47,5 495 3,38 325 68,0 35,0 332 —
2,89 448 74.0 47,0 — 3,39 323 68,0 35,0 — —
2,90 444 74,0 47,0 484 63,5 3,40 321 68,0 35,0 328 46
2,91 441 74,0 46,0 478 — 3,41 319 68,0 35,0 — —
510
(Продолжение прилож. 7)
По Бринеллю 1 По Роквеллу 1о Виккерсу HV По Шору По Бринеллю По Роквеллу По Виккерсу HV По Шору
d10, мм НВ, кгс! мм2 HRA HRC ; HRB d10, мм НВ, кгс/мм2 HRA HRC HRB
3,42 317 67,5 34,5 Г: 23 3,97 232 62,0 23,0 — — —
3,43 315 67,0 34,0 — — 3,98 231 62,0 22,5 — 231 —
3,44 313 67,0 34,0 319 44 3,99 230 62,0 22,0 — — —
3,45 311 67,0 34,0 — — 4,00 229 62,0 22,0 98 229 32,5
3,46 309 67,0 33,5 315 — 4,01 228 62,0 22,0 98 — —
3,47 307 67,0 33,0 — — 4,02 226 61,5 21,5 — 226 —
3,48 306 67,0 33,0 311 — 4,04 224 —— — — 224 32
3,50 302 67,0 33,0 307 — 4,05 223 61,0 21,0 97 222 —
3,51 300 67,0 32,0 — — 4,06 222 61,0 21,0 97 222 —
3,52 298 67,0 32,0 302 — 4,07 221 61,0 20,5 — — —
3,53 297 66,5 32,0 — — 4,08 219 61,0 20,0 — 219 —
3,54 295 66,0 31,5 299 42 4,10 217 61,0 20,0 97 217 31
3,55 293 66,0 31,0 — — 4,11 216 61,0 20,0 96 — —
3,56 292 66,0 31,0 296 — 4,12 215 60,5 19,5 96 215 —
3,57 290 66,0 31,0 — — 4,14 213 — — — 213 —
3,58 288 66,0 31,0 292 — 4,15 212 60,0 19,0 96 213 —
3,60 285 66,0 30,0 288 40,5 4,16 211 60,0 19,0 — 210 —
3,61 283 66,0 30,0 — — 4,17 210 60,0 18,5 95 — —
3,62 282 66,0 30,0 285 -— 4,18 209 60,0 — 95 208 —
3,64 278 — — 281 — 4,20 207 60,0 18,0 95 206 29,5
3,65 277 65,0 29,0 — — 4,21 205 60,0 94 — —
3,66 275 65,0 29,0 278 — 4,22 204 60,0 94 203 —
3,67 274 65,0 28,5 — — 4,23 203 59,5 — — —
3,68 272 65,0 28,0 274 — 4,24 202 59,0 — 201 29
3,70 269 65,0 28,0 271 38,5 4,25 201 59,0 — 201 29
3,71 268 65,0 28,0 — — 4,26 200 59,0 93 199 —
3,72 266 65,0 28,0 268 — 4,27 199 58,5 — — —
3,73 265 64,5 27,5 — — 4,28 198 — — 197 —
3,74 263 64,0 27,0 265 37 4,30 197 58,0 93 196 —
3,75 262 64,0 27,0 262 — 4,31 196 58,0 — — —
3,76 260 64,0 27,0 262 — 4,32 195 58,0 92 194 —
3,77 259 64,0 26,5 — — 4,33 194 58,0 — —
3,78 257 64,0 26,0 269 — 4,34 193 58,0 — 192 27,5
3,80 255 64,0 26,0 256 36,5 4,35 192 58,0 — 190 —
3,81 253 64,0 26,0 — — 4,36 191 58,0 — 190 —
3,82 252 63,5 25,5 253 — 4,37 190 57,5 91 — —
3,84 249 — — 250 — 4,38 189 57 91 188 —
3,85 248 63,0 25,0 250 35 4,40 187 57 91 186 27
3,86 246 63,0 25,0 247 — 4,41 186 57 90 — —
3,87 245 63,0 25,0 — — 4,42 185 56 90 — —
3,88 244 63,0 24,5 244 — 4,44 184 — 90 183 26,5
3,89 242 63,0 24,0 100 — — 4,45 183 56 89 183 26,5
3,90 241 63,0 24,0 100 242 34,5 4,46 182 56 — — —
3,91 240 62,5 24,0 — — — 4,47 181 56 — — —
3,92 239 62,0 23,5 — 239 — 4,48 180 56 89 179 25
3,94 236 — — — 236 33,5 4,49 179 56 89 — —
3,95 235 62,0 23,0 99 235 — 4,51 178 56 — — —
3,96 234 62,0 23,0 99 234 — 4,52 177 56 88 176 —
511
(Продолжение прилож. 7)
По Бринеллю По Роквеллу По Виккерсу Н V По Шору По Бринеллю По Роквеллу По Виккерсу НВ По Шору
d10, мм НВ, кгс/мм2 HRA HRC | HRB d10, мм НВ, кгс/мм2 HRA HRC HRB
4,53 176 — 88 — — 5,23 129 —
4,55 174 55 87 173 25 5,25 128 71
4,57 173 55 — — — 5,27 127 71
4,58 172 — 87 — — 5,30 126 70
4,60 170 55 86 169 24,5 5,31 125 70
4,62 169 55 86 — — 5,35 123 69
4,63 168 54,5 — — — 5,40 121 68
4,65 167 54 85 lbl> 24 5,44 119 67
4,67 165 53,5 85 — — 5,45 118 67
4,68 164 — 85 163 — 5,48 117 66
4,70 163 53 84 162 — 5,50 116 65
. 4,71 162 53 84 — — 5,52 115 65
4,72 161 53 84 160 23 5,55 114 64
4,75 159 53 83 159 — 5,57 113 64
4,77 158 53 83 157 22,5 5.59 112 63
4,78 157 52,5 — — — 5,61 111 63
4,80 156 52 82 155 22 5,63 ПО 62
4,81 155 52 — — — 5,65 109 61
4,82 154 52 — — — 5,68 108 61
4,84 153 —' 81 152 22 5,70 107 59
4,85 152 52 81 152 — 5,73 106 59
4,87 151 51,5 — 21 5,76 105 58
4,88 150 51 80 150 — 5,78 104 58
4,90 149 51 80 149 5,80 103 57
4,91 148 51 79 147 21 5,83 102 56
4,93 147 — 79 — 5,85 101 56
4,95 146 50 78 147 21 5,87 100 55
4,96 145 50 78 145 20,5 5,90 99 54
4,97 144 50 78 . — 5,93 98 54
5,00 143 50 77 143 20,5 5,96 97 53
5,02 141 77 5,99 96 52
5,05 140 77 6,04 94 51
5,06 139 76 6,10 92 49
5,08 138 76 6,16 90 48
5,10 137 75 6,22 88 47
5,12 135 74 6,28 86 45
5,15 134 74 6,35 84 43
5,16 133 73 6,42 82 42
5,19 133 73 6,48 80 40
5,20 131 72 6,58 78 38
5,21 130 72 6,63 76 36
512
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. «Марочник стали для машиностроения».
2. Рекомендации по рациональному выбору но-
вых материалов и термической обработки для изде-
лий тяжелого, энергетического и транспортного ма-
шиностроения. РТМ 24.911.02—73.
3. Справочник по машиностроительным материа-
лам, т. 1. Под ред. Погодина-Алексеева Г. Н. М.,
Машгиз, 1959.
4. Журавлев В. Н. и Николаева О. И. Машино-
строительные стали. Справочник. М., Машгиз, 1968.
5. Энциклопедический справочник машинострое-
ния, т. 3. М., Машгиз, 1947.
6. Металловедение и термическая обработка.
Справочник, т. 2, изд. 2-е. Под ред. Гудцова Н. Т.
М., Металлургиздат, 1962.
7. Сталь конструкционная, применяемая в уголь-
ном машиностроении. РМ-22—58. М., Гипроугле-
маш, 1958.
8. Либерман А. Я., Пейсихис М. И. Свойства ста-
лей и сплавов, применяемых в котлостроении.
Руководящие указания, вып. 16, I, II и III ч. Л.,
ЦКТИ, il967.
9. Михайлов-Михеев П. Б. Металл газовых тур-
бин. Л., Машгиз, 1958.
10. Неймерк Б. Е. Физические свойства сталей и
•сплавов, применяемых в энергетике. 1967.
11. Перова В. И. Справочник по физическим
свойствам жаропрочных материалов. М., Машгиз,
1960.
12. Справочник машиностроителя, т. 5, кн. 1. М.,
Машгиз, 1963.
13. Коррозионная стойкость (реакторных мате-
риалов. Справочник. Под ред. Герасимова В. В. М.,
Атомиздат, 1966.
14. Дятлова В. Н. Коррозионная стойкость ме-
таллов и сплавов. Справочник. М., Машгиз, 1964.
15. Батраков В. П. Коррозия конструкционных
материалов в агрессивных средах. Справочник. М.,
Оборонгиз, 1952.
16. Бабаков А. А., Улановский И. Б., Туфа-
нов Д. Г., Коровин Ю. М. Исследования по коррозии
металлов. Труды ИФХ АН, вып. VIII, № 6. М.,
изд.-во АН СССР, 1960.
17. Акользин П. А., Гуляев В. Н. Коррозионное
растрескивание аустенитных сталей. М.—Л., Гос-
энергоиздат, 1963.
18. Lillys Р., Nehrenberg A. F. Trans. ASM, 1956,
v. 48, р. 327.
19. Рябченков А. В., Сидоров В. П., Гераси-
мов В. И., Понгильский Н. ф. «Заводская лаборато-
рия», 1965, № 2.
20. Гудков С. И. Механические свойства стали
при низких температурах. М., «Металлургия», 1967.
21. Отчеты научно-исследовательских работ
ЦНИИТМАШ.
22. Врацкий М. и Францевич И. Временное со-
противление доэвтектоидных сталей при высоких
температурах. «Сталь», 1932, № 7.
23. Губкин С. И. Деформируемость металлов.
М., Металлургиздат, 1953.
24. Зуев М. И. и др. Пластичность стали при вы-
соких температурах. М., Металлургиздат, 1954.
25. Губкин С. И., Юшков А. В., Мохов П. Д.
Влияние температуры на изменение механических
свойств сталей 20Х,12ХНЗАи 18ХГТ. Сборник науч-
ных трудов физико-технического института АН
БССР, т. 1. Минск, 1954.
26. Губкин С. И., Юшков А. В., Струков Н. А.
Изменение механических свойств и деформируемо-
сти сталей 40ХН и 40Х. Сборник научных трудов фи-
зико-технического института АН БССР, т. 1.
Минск, 1954.
27. Тарановский И. Я. и др. Механические свойст-
ва стали при горячей обработке давлением. М., Ме-
таллургиздат, 1960.
28. Корнеев Н. И. и др. Исследование технологи-
ческой пластичности нержавеющих сталей. «Кузнеч-
но-штамповочное производство», 1961, № 4.
29. Бережковский Д. И. Критерий способности
•металла к ковке и объемной штамповке. «Вестник
машиностроения», 1967, № 4.
513
СОДЕРЖАНИЕ
Введение ............................................. 3
Общие положения....................................... 5
Условные обозначения.......................... .... 11
Раздел I. Сталь конструкционная
Сталь углеродистая обыкновенного качества
Сгаль марки Ст. { 16
» » Ст. 2сп, Ст. 2пс, Ст. 2кп . 17
» » Ст. Зсп 18
» » Ст. Зпс 19
» » Ст. Зкп 20
» » Ст. ЗГпс 21
» » Ст. 5сп. Ст. 5пс .... 22
» » Ст. беп, Ст. бпе .... 23
» » Ст. 18ГФпс 24
Сталь углеродистая качественная . . 26 . . 27 . . 28
Сталь марки 08 08кп 10
» » » »
» » Юкп . . 29
» » 15 . . 30
» » 15кп . . 31
» » 20 . . 32
» » 20кп . . 33
» » 25 . . 34
» » 30 . . 35
» » 35 . . 36
» » 40 . . 37
» » 45 . . 38
» » 50 . . 39
» » 55 . . 40
» » 60 . . 41
» » 75 . . 42
» » 85 . . 43
Сталь углеродистая целевого назначения
Сталь марки А12 . . 46
» » АЗО . . 47
» » ЗЦ . . 48
» » ОсВ, ОсЛ .... . . 49
» » М1бс . . 50
» » 55ПП . . 51
» » 15к . . 52
» » 20к . . 53
» » 22к . . 54
Сталь повышенной прочности
Сталь марки 09Г2 56
» » 10Г2 . . 57
» » 15ГС . . 58
» » 16ГС . . 59
.» » 20ГС . . 60
» 25 ГС . . 61
» » 09Г2С . . 62
» » 10Г2С1 . . 63
» » 18Г2С . . 64
» » 10ХСНД .... . . 65
» » 15ХСНД .... . . 66
)> » 15Г2БМ .... . . 67
» » 18Г2АФпс .... . . 68
16ГНМА .... . . 69
» » 14Х2ГМР, 14ХМНДФР . . 70
Сталь легированная
Сталь марки 15Х . . 72
» » 20Х . . 73
» » 35Х . . 74
» » 38ХА . . 75
» » 40Х . . 76
» » 45Х . . 77
» » 50Х . . 78
» » 20Г . . 79
» » ЗОГ . . 80
» » 40Г . . 81
» » 50Г . . 82
» » 23Г2А . . 83
» /> 45Г2 . . 84
'Л 50 Г2 . . 85
26Г2С . . 86
» » 08ГДНФ . . 87
» » 18ХГТ . . 88
» » 20ХГР . . 89
» » ЗОХГТ . . 90
Сталь марки 25ХГМ . 91
» 30Х2ГМТ 92
» 38ХС 93
» » 22ХЗМ 94
» » 20Х2М 95
» » ЗОХМ, ЗОХМА .... 96
» » 34ХМА 97
» » 34ХМ1А 98
» » 35ХМ 99
» » 40ХФА 100
» » ЗОХЗМФ 101
» » 13НА5 102
» » 20ХН 103
» » 40ХН 104
» » 45ХН 105
» » 12ХН2 106
» » 12ХНЗА 107
» » 20ХНЗА 108
» » ЗОХНЗА 109
» » 37XH3A НО
» » 12Х2Н4А 111
» » 20Х2Н4А 112
» » ЗОХГС, ЗОХГСА . . . 113
» » 30ХГСН2А (ЗОХГСНА) . 114
» » 35ХГСА 115
» 20ХГНР 116
» » 38ХГН 117
» » 14ХГСН2МА (ЭП176, ДИ-ЗА) 118
» » 18ХГСН2МА (ДИ-4) . . 119
» » 25ХГНМА 120
» » 25Х2ГНТА 121
» » 17НЗМА 122
» » 34ХН1МА, 34ХН1М . . 123
» » 34XH3MA, 34XH3M 124
» » 38XH3MA 125
» » 38Х2Н2МА (38ХНМА) . 126
» » 38X2H3M 127
» » 40ХН2МА (40ХНМА) . . 128
!» » 40Х2Н2МА (40X1 НВ А) 129
» » 18Х2Н4МА 130
» » 35ХН1М2ФА .... 131
» » 35ХНЗМФА 132
» » 25Х2НМФА 133
» » 25ХНЗМФА 134
» » ЗОХНЗМ2ФА 135
» » 12Х2НВФА 136
» » 36Х2Н2МФА (36ХН1МФА) 137
» » 38ХНЗМФА 138
» » 20ХН4ФА 139
» » 38Х2МЮА (38ХМЮА) . . 140
» » 40Х4Г18 141
» » 45Г17ЮЗ 142
» » 60ХЗГ8Н8В 143
» » Р18 144
Сталь легированная целевого назначения
Сталь марки 65Г.........................146
» » 50ХФА.........................147
» » 55С2.......................148
» » 60С2, 60С2А................149
» » 60СГА......................150
» » 65С2ВА.....................151
» » 70С2ХА.....................152
Сталь подшипниковая
Сталь марки ШХ15......................154
» » ШХ15СГ.....................155
» » 9X18 (ЭИ229, XI8) . . . 156
Сталь валковая
Сталь марки 9Х........................158
» » 9X2.......................159
» » 9ХФ.......................160
» » 9Х2МФ.....................161
» » 9ХСВФ.....................162
» » 9Х2СВФ....................163
» » 9Х2В......................164
» » 55Х.......................165
» » 60ХГ......................166
» » 50ХН......................167
Сталь марки 60ХН 168 169
» » 45ХНМ
» » 75ХМ 170
» » 90ХМФ Сталь штамповая 171
Сталь марки У7, У7А 174
» » У8, У8А 175
» » У10, У10А 176
» » У12, У12А 177
» » Х12М 178
» » Х12Ф1 179
» » 9ХС 180
» » ХВГ 181
» » 7X3 182
» » 5ХНТ 183
» » 5ХГМ 184
» » 5ХНМ 185
» » 5ХНМ2 186
» » 5Х2СФ 187
» » 4Х5В2ФС (ЭИ958) . . 188
» » ЗХ2В8Ф 189
» » 4Х4М2ВФС (ДИ-22) . . 190
» » 4ХЗВЗМФС (ДИ-23) . . 191
» » 40Х5МФ 192
» » 30Х2МФН 193
» » 4Х2НМФ 194
» » 27Х2Н2МВФ .... 195
» » 27Х2Н2М1Ф .... 196
» » ЗХ2Н2МВФ 197
» » ЗОХЗНМЗФЦ .... 198
» » 30Х2М1Ф1Н .... 199
» » 30Х2Г2М1Ф1 .... 200
» » 40ХЗСМВФЮ (ЭП640) . 201
» » 45Х2СВ2МФ (ЭП641) . . 202
» » 55Х6ВЗСМФ (ЭП569) . . . 203
» » Сталь для 80Х4ВЗМЗФ2 (ЭП570) . отливок 204
Сталь марки 15Л 206
» » 20Л 207
» » 25Л 208
» » ЗОЛ 209
» » 35Л 210
» » 40Л 211
» » 45Л 212
» » 55Л 213
» » 70Л 214
» » Ст. Л (по ГОСТ 88—69) . 215
» » 27ГЛ 216
» » 35ГЛ . 217
» » 40ГЛ 218
» » 45ГЛ 219
» » 32Х06Л 220
» » 40ХЛ 221
» » 70ХЛ 222
» » 20ГСЛ 223
» » 25ГСЛ 224
» » 80ГСЛ 225
» ЗОХГСЛ 226
» » 35ХГСЛ 227
» » 40ХГРЛ 228
» » 35ХМЛ 229
» » 35ХНЛ . 230
» » 35ХН2МЛ 231
» » кдлвт 232
» » 35ФАЛ •. 233
» » 08ГДНФЛ 234
?> » 14Х2ГМРЛ 235
» » 25НЛ 236
» » 110Г13Л 237
» » 110Г13ХМЛ .... 238
» » 150ХНМЛ 239
» » 250Х25ВЗТЛ .... 240
Раздел 11. Сталь и сплавы коррозионно-стойкие, жаро стойкие, теплоустойчивые и жаропрочные Сталь коррозионно-стойкая 244
Сталь марки 20X13 (ЭЖ2) ....
» » 30X13 (ЭЖЗ) .... 246
» » 40X13 (ЭЖ4) .... 248
» » 14Х17Н2 (ЭИ268) . . . 250
» » 0Х12НД 252
Сталь марки 12X13 (ЭЖ1, Ж1) .... 254
» » 08X13 (ЭИ496) .... 256
» » 12X17 (ЭЖ17) 258
» » 08X17Т (ЭИ645) .... 259
» 0Х22Н6Т (ЭП53) .... 260
» » 12Х21Н5Т (ЭИ811) . . . 262
» » 10Х14Г14Н4Т (ЭИ711) . . 264
» » 12Х17Г9АН4 (ЭИ878) . . . 266
» » 10Х17Н13М2Т (ЭИ448) . . 267
» » 10X17H13M3T (ЭИ432) . . 268
» » 00Х18Н10Т 269
» » 0Х18Н10 270
» » 12Х18Н9 (1Х18Н9, ЭЯ1) . . 272
» » 17Х18Н9 274
» » 2Х18Н8В2 (ЭИ946) . . . 276
» » 08Х18Н10Т (ЭИ914) . . . 277
» » 1ЙХ18Н10Т (1Х18Н9Т, ЭЯ1Т) 278
» » 12Х18Н9Т (1Х18Н9Т, ЭЯ1Т) . 280
» » 12Х18Н12Т 282
» » 06ХН28МДТ 284
Сталь жаростойкая
Сталь марки 40Х9С2 (Х9С2, ЭСХ8) . . 286
» » 40X10С2М (Х10С2М, ЭИ 107) 287
» » 15Х25Т (ЭИ439) .... 289
» » 20Х20Н14С2 (ЭИ211) . . . 291
» » 20Х23Н13 (ЭИ319) . . . 293
» » 36Х18Н25С2 (Х18Н25С2, ЭЯЗС) 295
» » 20Х23Н18 (ЭИ417) . . . 297
» » 20Х25Н20С2 (ЭИ283) . . . 299
Сталь теплоустойчивая
Сталь марки 12МХ 302
» » 15ХМ 304
» » 20ХМ 306
» » 12X1 МФ (ЭИ575) .... 308
» » 15Х1М1Ф 310
» » 12Х2МФСР 312
» » 25Х1МФ (ЭИ10) .... 314
» » Р2МА (25X1 MlФ, Р2) . . 316
» » 25Х2М1Ф (ЭИ723) . . . 318
» » 20Х1М1Ф1ТР (ЭП182) . . 320
» » 25Х1М1ФБР (ЭП44) . . . 322
» » 20ХЗМВФ (ЭИ415, ЭИ579) . 324
» » 15Х5М (ЭХ5М, 12Х5МА) . . 326
» » 15Х5МФ 328
Сталь жаропрочная
Сталь марки 1Х12Н2ВМФ (ЭИ961) . . . 330
» » 15X11МФ (1X11МФ) . . . 331
» » 15X11МФБ (1Х11МФБ) . . 333
» » 1Х11В2МФ (типа ЭИ756) . 335
» » 18Х11МНФБ (2Х11МФБН, ЭП291)337
» » 15Х 1.21В НМФ (ЭИ802, ЭИ952,
15Х12ВМФ, ЭП428) . . . 339
» » 18Х12ВМБФР (ЭИ993) . . 341
» » 37Х12Н8Г8МФБ (ЭИ481) . 343
» » 1Х14Н14В2М (ЭИ257) . . 345
» » 09Х14Н19В2БР (ЭИ695Р) . 347
» » 09Х14Н19В2БР1 (ЭИ726) . 349
» » 08Х15Н24В4ТР (ЭП164) . . 351
» » 45Х14Н14В2М (ЭИ69) . . 353
» » Х16Н9М2 355
» » 08Х16Н13М2Б (ЭИ405, ЭИ680) 357
» » 1Х16Н14В2БР (ЭП17) . . 359
» » Х16Н16МВ2БР (ЭП184) . . 361
» » ЗХ16Н22В6Б (ЦЖ13) . . 363
» » 31Х19Н9МВБТ (ЭИ572) . . 365
Жаропрочный сплав на железоникелевой основе
Сплав марки ХН35ВТ (ЭИ612) .... 368
» » ХН35ВТК (ЭИ612К) . . . 370
» » ХН35ВТЮ (ЭИ787) . . . 372
» » ХН35ВТР (ЭИ725) . . . 374
Жаропрочный сплав на никелевой основе
Сплав марки ХН78Т (ЭИ435) .... 378
» » ХН67ВМТЮ (ЭП202, ЭИ445Р) 380
» » ХН77ТЮР (ЭИ437Б) . . . 382
» » ХН80ТБЮ (ЭИ607) . . . 384
» » ХН80ТБЮА (ЭИ607А) . . 386
» » ХН70ВМЮТ (ЭИ765) . . 388
» » ХН70ВМЮТ (ЭИ617) . . . 390
» » ХН65В9М4ЮТ (ЭИ893) . . 392
515
Сплав марки ХН75МВЮ (ЭИ827) . . . 394 Сплав марки Х6СМТЛ 432
» » ХН55ВМТФКЮ (ЭИ929) . . 396 » » 1Х11МФБЛ (15Х11МФБЛ .
» » ХН60В (ЭИ868) .... 398 ХИЛА) 434
» » ЭП199 (ВЖЮ1) .... 399 » » 1Х12ВНМФЛ (ЭИ802Л,
Сталь коррозионно-стойкая, жаростойкая, теп - Х11ЛБ, 15Х12ВНМФЛ) . . 436
лоустойчивая и жаропрочная для отливок » » ЗХ16Н22В6БЛ (ЦЖ13Л) . . 438
Сталь марки 20Х13Л 402 » » ЗХ19Н9МВБТЛ (ЭИ572Л) . 440
» » 0Х12НДЛ 403 » » Х25Н13АТЛ 442
» » 10Х13Л 404 » » ХН70ВМЮТЛ (ЭИ765Л) . . 444
» » 20X1 ЗИЛ 405 » » ЭИ893Л 446
» » 08Х13Л 406 » » АНВ-300, АНВ-ЗООу . . . 448
» » 15Х25ТЛ 407 » » ЖС6К 450
» » 75Х28Л 408
» » 0Х18НЗГЗД2Л 409 ПРИЛОЖЕН!! Я
» » 10Х18Н9ТЛ .410
» » 40Х9С2Л 412 Приложение 1. Физические свойства 452
» » Х21Н5ТЛ 413 Приложение 2. Полосы прокаливаемости .... 468
» » 30Х24Н12СЛ (ЭИ316) . . .414 Приложение 3. Механические свойства в зависимости
» » Х20Н14С2Л 416 от температуры отпуска .... 483
» » 25Х23Н7СЛ 417 Приложение 4 Механические свойства в зависимости
» » 15Х25Н19С2Л 418 от температуры испытания 486
» » 12МХЛ 419 Приложение 5. Механические свойства при ковочных
» » 14ХМТЛ 420 температурах 490
» » 20ХМЛ 422 Приложение 6. Марка, свойства и области применения
» » 15Х1М1ФЛ 424 электротехнической стали .... 506
» » 20ХМФЛ 426 Приложение 7. Перевод твердости по Бринеллю, Рок-
» » 15Х2М2ФБСЛ (ПЗЛ) . . .428 веллу, Виккерсу и Шору .... 510
» » Х5МЛ 430 Список использованной литературы 513
Редакторы И. Б. Ельчукова, С. И. Гольдберг
Техн, редактор Л. А. Дунаева Корректоры: И. И. Зайончковская, Т. И. Черняева
Сдано в набор 17/П 1975 г. Подписано к печати 3.10. 1977 г.
Формат бумаги бОХЭО'/в Объем 64,5 печ. л.
Зак. 2864 Тираж 3000 экз. Цена 9 р. 65 коп.
Типография НИИМАШ, г. Щербинка