/






















Текст
chipmaker.ru
ЗАВОД КООРДИНАТНОРАСТОЧНЫХ СТАНКОВ
>822
Chipmaker.ru
СЬтт^епги^^^^Я^^ШЯ
УНИНЕРСААЪНЫЙ
тзыэошлм <|-овл аьн ы
СТАНОК
МОДЕЛЬ
chipmaker.ru
СОВЕТ НАРОДНОГО ХОЗЯЙСТВА
МОСКОВСКОГО (городского) ЭКОНОМИЧЕСКОГО
АДМИНИСТРАТИВНОГО РАЙОНА
МОСКОВСКИ!! ЗАВОД
КООРДИНАТНОРАСТОЧНЫХ СТАНКОВ
УНИВЕРСАЛЬНЫЙ
РЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК
Модель 5822
(РУКОВОДСТВО К СТАНКУ)
Chipmaker.ru
ЦЕНТРАЛЬНОЕ БЮРО
ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ
Москва — 1962
1
chipmaker.ru
Составитель И. В. Бит иге
Редактор Б. В. Троицкий
chipmaker.ru
Chipmaker.ru
I. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ СТАНКА
Универсальный резьбошлифовальный ста-
нок модели 5822 предназначен для выполнения
основных резьбошлифовальных операций в ин-
струментальных цехах машиностроительных за-
водов: шлифование цилиндрических и конических
резьбовых калибров-пробок и калибров-колец,
точных винтов и червяков; затылование метчи-
ков, мелкомодульных червячных фрез и резь-
бофрез; шлифование роликов для накатывания
многониточных резьбошлифовальных кругов,
круглых резцов-гребенок, дисковых фасонных
резцов, плоских плашек для резьбонарезных го-
ловок, плоских резьбонакатных плашек, точных
зубчатых реек и т. п.
Станок автоматизирован и шлифует одно- и
многониточным кругом, что делает его при-
годным для серийной работы. Наиботьшие диа-
метр и длина устанавливаемого на станок изде-
лия соответственно 200 и 500 мм. Наибольшие
диаметр и длина шлифуемой резьбы соответствен-
но 150 и 400 мм.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К УСЛОВИЯМ
ЭКСПЛУАТАЦИИ СТАНКА
Завод-изготовитель гарантирует точность ра-
боты станка при соблюдении следующих обяза-
тельных условий эксплуатации:
1) станок необходимо полностью изолировать
от сотрясений и вибраций, создаваемых работа-
ющими станками и машинами, расположенными
поблизости;
2) температура помещения не должна значи
тельно отклоняться от 20°С;
3) станок и помещение следует содержать в
особой чистоте;
4) смазка станка должна производиться в
соответствии с инструкцией.
II. РАСПАКОВКА И ТРАНСПОРТИРОВКА СТАНКА
Выгрузку упакованного станка следует произ-
водить осторожно, без толчков и встряхиваний.
Вес упакованного станка составляет около 5 т.
Транспортировка ящика краном производит-
ся с помощью двух тросов длиной около 12 м
каждый, с захватом за скосы салазок.
При перемещении ящика со станком по нак-
лонной площадке и на катках угол наклона пло-
щадки должен быть не более 15°, а диаметр кат-
ков не более 70 мм.
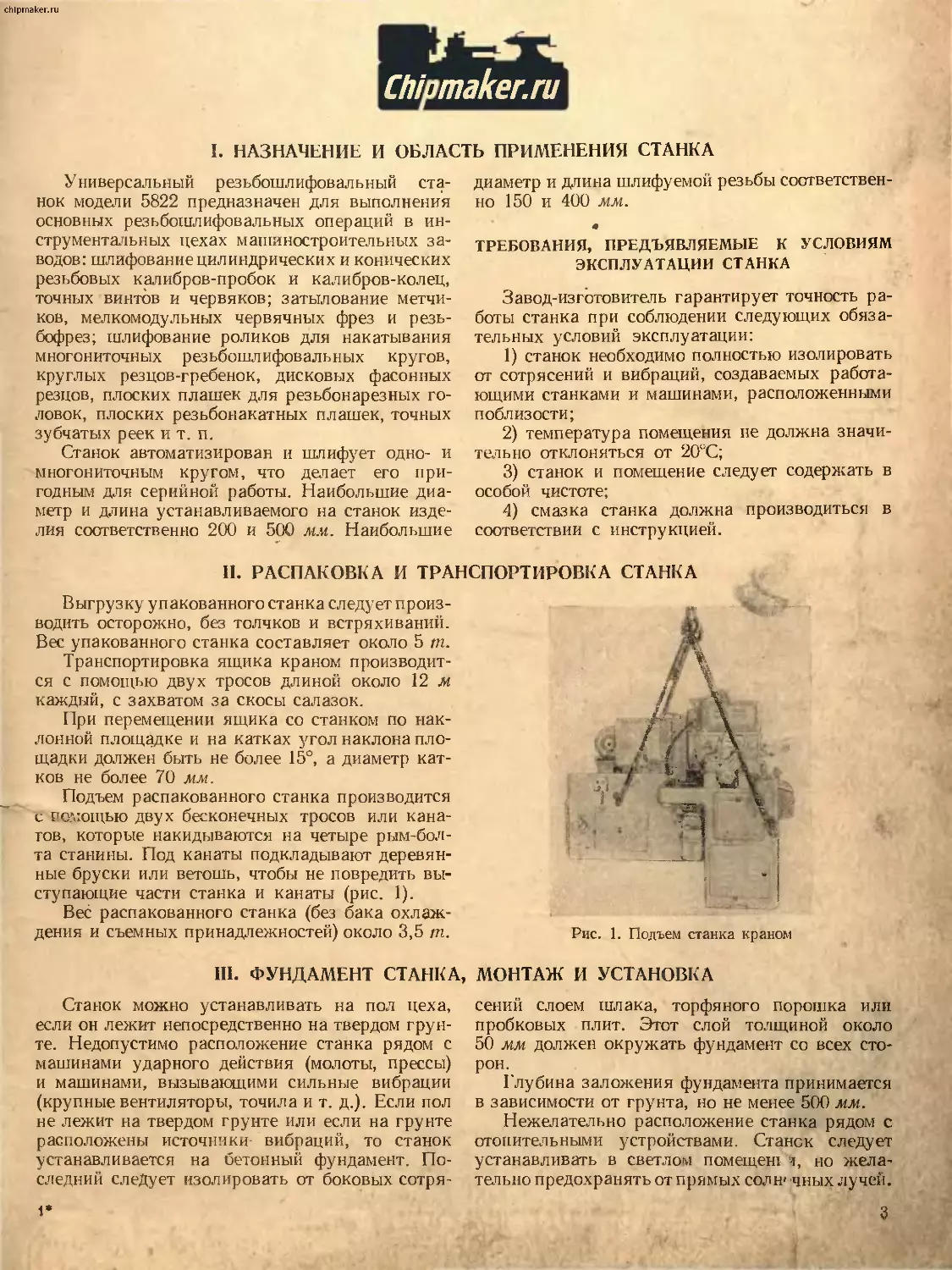
Подъем распакованного станка производится
С помощью двух бесконечных тросов или кана-
тов, которые накидываются на четыре рым-бол-
та станины. Под канаты подкладывают деревян-
ные бруски или ветошь, чтобы не повредить вы-
ступающие части станка и канаты (рис. 1).
Вес распакованного станка (без бака охлаж-
дения и съемных принадлежностей) около 3,5 т.
III. ФУНДАМЕНТ СТАНКА, МОНТАЖ И УСТАНОВКА
Станок можно устанавливать на пол цеха,
если он лежит непосредственно на твердом грун-
те. Недопустимо расположение станка рядом с
машинами ударного действия (молоты, прессы)
и машинами, вызывающими сильные вибрации
(крупные вентиляторы, точила и т. д.). Если пол
не лежит на твердом грунте или если на грунте
расположены источники- вибраций, то станок
устанавливается на бетонный фундамент. По-
следний следует изолировать от боковых сотря-
сений слоем шлака, торфяного порошка или
пробковых плит. Этот слой толщиной около
50 мм должен окружать фундамент со всех сто-
рон.
Глубина заложения фундамента принимается
в зависимости от грунта, но не менее 500 мм.
Нежелательно расположение станка рядом с
отопительными устройствами. Станек следует
устанавливать в светлом помещен! г, но жела-
тельно предохранять от прямых солн< иных лу чей.
1
3
chipmaker.ru
U npux€ctrnj
Со станка снимают кронштейнТлХАкоторыми
стол и шлифовальная бабка неподвижно при-
крепляются к станине на время транспортировки
станка.
В резьбовые отверстия, оставшиеся в станке
после удаления кронштейнов, завинчивают резь-
бовые заглушки, приложенные к станку.
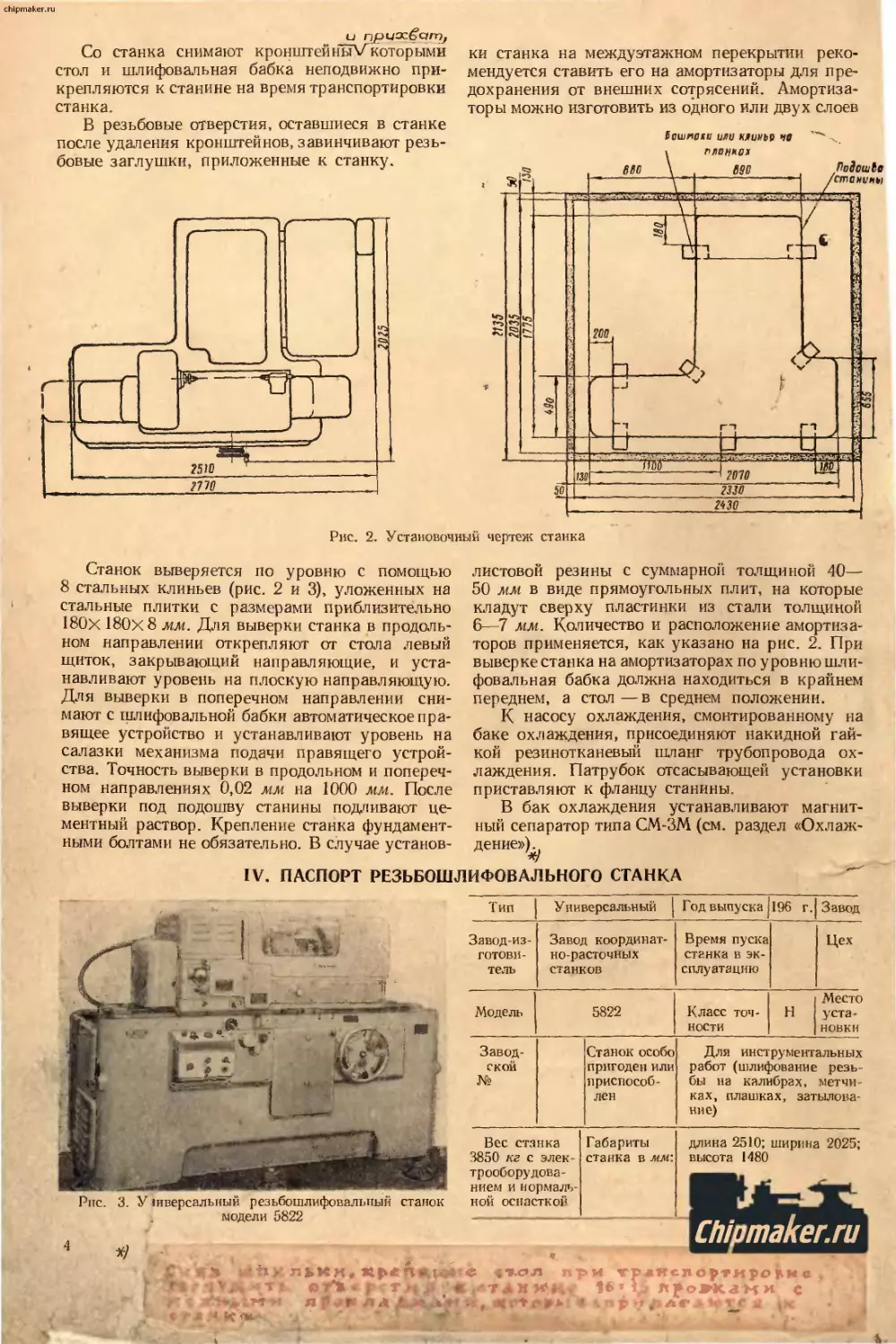
Станок выверяется по уровню с помощью
8 стальных клиньев (рис. 2 и 3), уложенных на
стальные плитки с размерами приблизительно
180Х 180x8 мм. Для выверки станка в продоль-
ном направлении открепляют от стола левый
щиток, закрывающий направляющие, и уста-
навливают уровень на плоскую направляющую.
Для выверки в поперечном направлении сни-
мают с шлифовальной бабки автоматическое пра-
вящее устройство и устанавливают уровень на
салазки механизма подачи правящего устрой-
ства. Точность выверки в продольном и попереч-
ном направлениях 0,02 мм на 1000 мм. После
выверки под подошву станины подливают це-
ментный раствор. Креп пение станка фундамент-
ными болтами не обязательно. В случае установ-
ки станка на междуэтажном перекрытии реко-
мендуется ставить его на амортизаторы для пре-
дохранения от внешних сотрясений. Амортиза-
торы можно изготовить из одного или двух слоев
Рис. 2. Установочный чертеж станка
листовой резины с суммарной толщиной 40—
50 мм в виде прямоугольных плит, на которые
кладут сверху пластинки из стали толщиной
6—7 мм. Количество и расположение амортиза-
торов применяется, как указано на рис. 2. При
выверке станка на амортизаторах по уровню шли-
фовальная бабка должна находиться в крайнем
переднем, а стол—в среднем положении.
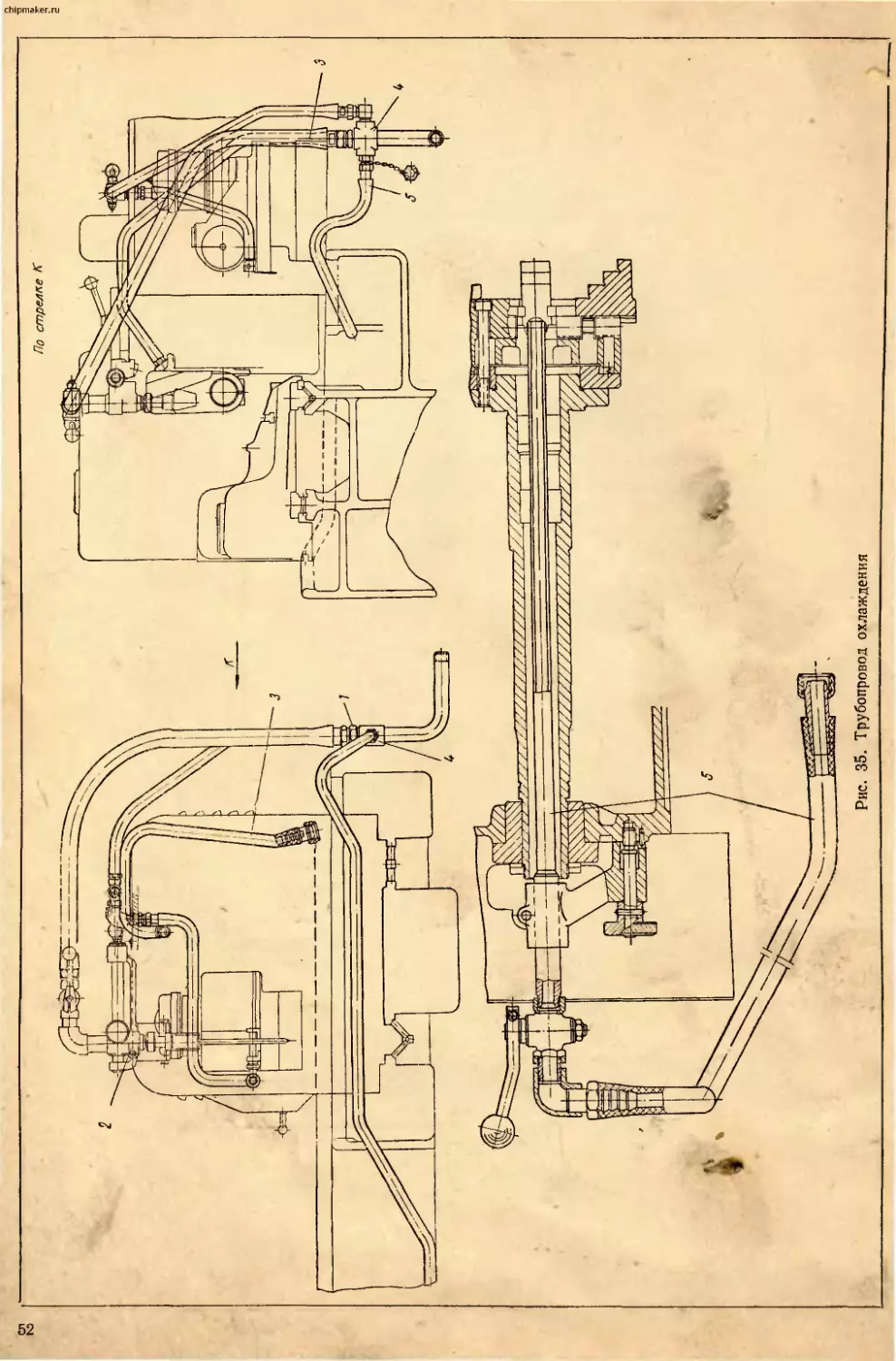
К насосу охлаждения, смонтированному на
баке охлаждения, присоединяют накидной гай-
кой резинотканевый шланг трубопровода ох-
лаждения. Патрубок отсасывающей установки
приставляют к фланцу станины.
В бак охлаждения устанавливают магнит-
ный сепаратор типа СМ-ЗМ (см. раздел «Охлаж-
дение»)
*7
IV. ПАСПОРТ РЕЗЬБОШЛИФОВАЛЬНОГО СТАНКА
Тип Универсальный | Год выну ска 196 г. Завод
Завод-из- готови- тель Завод координат- но-расточных станков Время пуска станка в эк- сплуатацию Цех
Модель 5822 Класс точ- ности Н Место уста- новки
Завод- ской № Станок особо пригоден или приспособ- лен Для инструментальных работ (шлифование резь- бы на калибрах, метчи- ках, плашках, затылова- ние)
Габариты
станка в мм:
длина 2510; ширина 2025;
высота 1480
Вес станка
3850 кг с элек-
трооборудова-
нием и нормаль-
ной оснасткой
' Chipmaker.ru
jfvrjp *!,. ;тол при транспортировке
г .н-'йд-уи © * j тлия'к- с
I г . п г . а ’ - Г. , ♦ р* « .1 р • *,
chipmaker.ru
ОСНОВНЫЕ ДАННЫЕ
Основные размеры Размеры обрабатываемых изделий
Высота центров в мм 100 Высота профиля шлифуемой резьбы в мм Для модульной резьбы с уг- лом при вершине 40° --18
Расстояние между центрами, мм 500
Расстояние между осью шли- фовального круга и линией центров в мм Наим. 150 Наиб. 275 Наибольшая конусность шлифуемой резьбы В градусах Конусность 1“47'24" 1 : 16
Размеры обрабатываемых изделий
Наибольший диаметр устанавливаемого изделия в мм 200 Число заходов шлифуемых резьб 1; 2; 3; 4; 6; 8; 12; 24
Номинальный диаметр шли- фуемой резь- бы в мм Однониточ- ным кругом Наим. Наиб. Возможность затылования инструмента Есть
2 150
Многониточ ным кругом 4 120 Величина затылования в радиаль- ном направлении в мм Наим. 0,03 Наиб. 4
Наибольшая длина шлифуе- мой резьбы в мм Однониточным кру- гом 400 Числа затылуемых канавок изделия 2; 3; 4; 6, 8; 9; 10; 12; 14, 15
Многониточным кру- гом 360 Размеры плоских плашек и зуб- чатых реек в мм Шаг или модуль
Шаг шлифуе- мой резьбы Остро- угольная резьба в мм Однониточ- ным кругом Наим. Наиб.
0,25 24 Остроугольная резьба Одно ниточным кругом Наим. Наиб.
0,5 6
Многониточ- ным кругом 1 4
Дюймовая в нитках на 1" 28 3 Мн огон иточ ны м кругом 0,75 4
Т рапецоидальная 2 24 Модульная резьба Однониточным кругом — 6
Модульная, модуль 0,3 14 Наиб, ширина 150 Наиб, длина 120
Стол и бабки Шлифовальная бабка
Наибольшее про- дольное переме- щение стола в мм От руки 425 Микрометрическая подача в мм Перемещение на одно деление лимба 0,0025
। Механически 415 Перемещение на один оборот лимба 0,04
Наиб, перемещение бабки 125
Скорость быстрого обратного хода стола в м'мин Переменная: наиб. -v 1,2 м/мин
Наибольший угол поворота бабки в вертикальной плоскости в град. ±15°
Конус: система Морзе Передней бабки № 4 Задней бабки № 3 Цена одного деления шкалы поворота в град. 1
Диаметр шлифовального круга в мм Наим. 300 Наиб. 400
Шлифовальная бабка
Ширина шли- фовального круга в мм Однониточного Многониточного 10 20 10 40
Наибольшее поперечное пере- мещение бабки в мм От руки 125 Механически 50
Перемещение на одно деление лимба в мм Перемещение на один оборот лимба в мм 0,005 Предохранение от пере- грузки механизма Главного движения Подач Нет Нет
1 Блокировка механизма подач Стола Шлифовальной бабки Нет Нет
1 и 3* НВ 5
СТСЛ К СТ8НИИв,Нв0бХ0^Г : :у. „
"26,! /С!/о рИ?.4/ F 'Л <
,г12и по cobos4 г:тр^ляз о mop: bzhte »:г
иля ползуна,.
chipmaker.ru
ШЛИФОВАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ
Основные размеры Размеры обрабатываемых изделий
Расстояние между осью шлифоваль- ного круга и линией центров в мм Нанм Наиб. Наибольший диаметр устанавливаемого изделия в мм 160
0 105
Номинальный диаметр шлифуемой резьбы в мм Наим. Наиб.
Диаметр шлифовального круга в мм 20 100 25 125
Наибольшая ширина шлифоваль- ного круга в мм Одно- ниточн. 6 Много- нпточн 20 Шаг шлифуемой резьбы в мм 0,5 6
Наибольшая длина шлифуемой резь- бы в мм Однониточным кругом 75
Наибольший угол поворота приспособления в вер- тикальной плоскости в град. ±8
Многониточным кругом 55
Наибольшая конусность шлифуемой резьбы В град. 1°47'24"
Конусность 1:16
Chipmaker.ru ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
Для закрепления изделия Для настройки и обслу живания станка
Патрон ы Тип Диаметр зажатия в мм Приспособление для правки профиля шлифовального круга Однониточного Многониточного Есть Есть
Гр. 861 Четырехкулач- ковый Наим. Наиб.
13 160 Приспособление для шлифования кольцевых ка- навок Есть
Гр 771 Цанговый патрон диаметр в мм: 4; 10; 16; 20 (по особому заказу)
Гр. 871 Делительный ’ — —
Приспособление для балансировки кругов Есть
Для закрепления инструмента
Устройство для температурной коррекции шага шлифуемой резьбы Есть
Сменные фланцы для основных шлифовальных кругов Диаметр шейки в мм 203 203; 203;
Длина шейки в мм 13 6; 16; Линейка для шлифования конусных резьб Есть
Приспособление для шлифования зубчатых реек (по особому заказу) Есть
Микроскоп для проверки шлифуемой резьбы (Но особому заказу) Есть
Для настройки и обслуживания станка
Насос для ох- лаждающей жидкости Тип: цен' робежный Оптическое устройство для шлифования кольцевых канавок и проверки шага резьбы на станке (по особому заказу) Есть
Производительность в л/мин. 90
6 1
chipmaker, ru
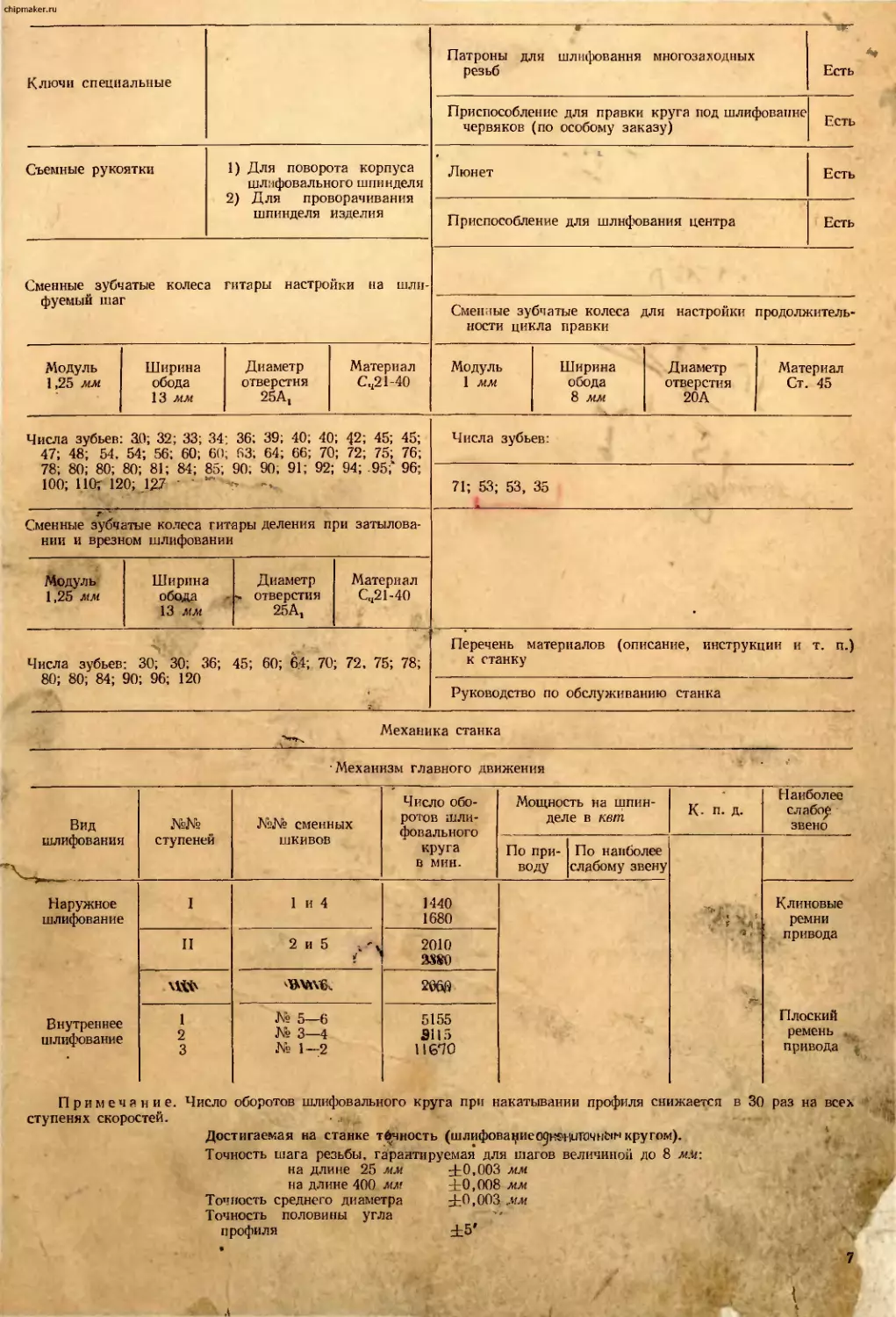
Ключи специальные * Патроны для шлифования многозаходных резьб ""«г- Есть
Приспособление для правки круга под шлифование червяков (по особому заказу) Есть
Съемные рукоятки 1) Для поворота корпуса шлифовального шпинделя 2) Для проворачивания шпинделя изделия Люнет Есть
Приспособление для шлифования центра Есть
Сменные зубчатые колеса гитары настройки на шли- фуемый шаг
Сменные зубчатые колеса для настройки продолжитель- ности цикла правки
Модуль 1,25 мм Ширина обода 13 мм Диаметр отверстия 25А! Материал Сч21-40 Модуль 1 мм Ширина обода 8 лои Диаметр отверстия 20А Материал Ст. 45
Числа зубьев: 30; 32; 33; 34; 36; 39; 40; 40; 42; 45; 45; 47; 48; 54. 54; 56; 60; 60; 63; 64; 66; 70; 72; 75, 76; 71 80; 80; 80; 81; 84; 85; 90; 90; 91, 92; 94; .95;* 96; 100; ПО; '20; 127 ’ Числа зубьев:
71; 53; 53, 35
Сменные зубчатые колеса гитары деления при затылова- нии и врезном шлифовании
Модуль 1,25 мм Ширина обода 13 мм Диаметр > отверстия 25А, Материал Сч21-40
Числа зубьев: 30; 30; 36; 45; 60; 64; 70, 72, 75; 78; 80; 80; 84; 90; 96; 120 Перечень материалов (описание, инструкции и т. п.) к станку
Руководство по обслуживанию станка
Механика станка
Механизм главного движения
Вид №№ №№ сменных Число обо- ротов шли- Мощность на шпин- деле в кет К- п. д. Наиболее слабор звено
шлифования ступеней шкивов круга В МИН- По при- воду По наиболее слабому звену
Наружное шлифование I 1 и 4 1440 1680 Клиновые ремни
II 2 и 5 2010 3S80 1г привода
УЛЛЧб 296Й
Внутреннее шлифование 1 2 3 № 5—6 № 3—4 № 1—2 5155 31 15 116*70 Плоский ремень привода
оборотов шлифовального круга при накатывании профиля снижается
в 30 раз на всех
Примечание. Число
ступенях скоростей.
Достигаемая на станке тбчность (шлифованиеодгк ниточгйн кругом).
Точность
Точность
Точность
профиля
шага резьбы, гарантируемая для шагов величиной до 8 мм.-.
на длине 25 мм
на длине 400 мм
среднего диаметра
половины угла
±0,003 мм
±0,008 мм
±0,003 .мм
±5'
7
chjpmaker.ru
Механика станка
Механизм подач
Наименование и обозначение ремня Число оборотов изделия в мин. Время одного оборота в мин.
Ремень привода изделия А1000, ГОСТ 1284— 57 Рабочее 0,34-45 Ускоренное 100 3,34-0,022 0,01-
Привод
Род привода Индивидуальный электрический Ремни привода кругов Для наружного шлифования А2000, ГОСТ 1284- 57
Для внутреннего шлифования Цельнотканый 50x2x600; 50 x 2 x650; 50 x 2 x 700; 50 x 2x 750
Электродвигатели и генератор
Назначение Привод ЭМУ (встроен) Электро- машинный усилитель Привод шлифоваль- ного круга Привод шпин- деля изделия Привод насоса охлаж- дения Привод автомати- ческого правящего устройства Привод приспособ- ления для шлифова- ния центра Привод венти- лятора
Число оборотов в мин. 2850 2850 1440 Номин. 1500 2850 1390 2760 2800
Мощность в кет 1,9 1,2 4,5 0,45 0,75 0,05 0,08 0,6
Инвентарный №
Назначение Привод смазки шпин- деля шлифовального круга Привод насоса смазки станка Привод механизма подачи правящих устройств Привод накатывания многониточного круга
Число оборотов в мин. „ 1390 1390 1390 2800
Мощность в кет 0,08 0,08 0,05 0,25
Инвентарный №
Подшипники шпинделя передней бабки Подшипники шпинделя шлифовального круга
У Биметаллические скольжения, прецизионные Биметаллические прецизионные скольжения с керосиновой смазкой
Основные размеры в мм Передний подшип- ник 0 60 x 85 Задний подшипник 045x65 Передний и задний подшипники 0 60x95
Материал 7 Сталь 15; бронза ОЦС^'^'З f Сталь 15 и бронза ОС8-14 йй
chipmaker.ru
Таблица 1
СМЕННЫЕ ШЕСТЕРНИ ДЛЯ НАСТРОЙКИ ШАГА ПРАВЫХ РЕЗЬБ
Метрическая резьба Дюймовая резьба Модульная резьба
бхшаг в мм * бхшаг в мм *ГИТ 4 6л хМ _ В Г ^ГИТ 6л хМ хв ХГ
25,4 _ АхВ ВхГ 25,4x4 АхВ ~ ВхГ число ниток на 1 АхВ БхГ п X47 Х95 25,4 А х м == -=— Б X 25,4х 5x47 4 _ А — £
4x95x4
шаг резь- бы в мм А Б В г шаг рез- бы в мм А Б В Г ЧИСЛО ниток на 1" А Б В г мо- дуль резь- бы А Б в Г мо- дуль резь- бы А Б В Г
0,25 30 120 30 127 28 60 84 36 120 0.3 45 95 47 100 . 3,25 39 95 94 64
0,3 30 120 36 127 27 60 81 36 120 0,4 60 95 47 100 3,5 42 95 94 64
0,35 ' 30 120 42 127 24 40 80 60 120 0,5 75 95 47 100 3,75 45 95 94 64
0,4 30 120 48 127 20 48 80 60 120 0,6 47 95 72 80 4 60 95 94 80
0,45 30 120 54 127 19 48 96 60 95 0,7 42 95 94 80 4,5 54 80 94 76
0,5 48 96 30 127 18 32 8' 1 96 0,8 48 95 94 80 5 60 76 94 80
0,7 42 96 48 127 16 45 70 120 1 60 95 94 80 5,5 66 64 94 95
0,75 45 96 48 127 14 39 8( 1 91 1,25 60 76 94 80 6 54 95 94 48
0,8 48 90 45 127 12 48 8 ) 96 1,5 54- 95 94 48 8 72 95 94 48
1 30 8 4 127 11,5 48 8 3 92 1,75 63 95 94 48 10 90 76 94 60
L25 48 96 75 127 11 80 60 45 НО 2 72 95 94 48 13 94 -76 78 40
1,5 45 7 1 127 10 72 6 3 120 2,25 81 76 94 60 14 84 95 94 32
1,75 75 60 42 127 9 80 6 0 120 2,5 90 76 94 60
2 60 8 0 127 8 60 80 ’80 127 8 54 60 W ' 96 2,75 66 95'" "'^4'
2,25 90 ’80 60 127 7 60 80 70 3 72 95 94 32
2,5 75 6 э 127 10 75 60 60 127 6 80 8 1 80
3 72 60 75 127 12 72 60 75 127 5 72 48 76 95
3,5 75 45 63 127 4,5 80 48 76 95
4 80 48 72 127 16 80 48 72 127 4 96 64 80 80
4,5 90 48 72 127 3,5 90 63 96 80
5 78 39 75 127 20 78 39 75 127 3,25 96 78 72 48
6 84 42 90 S, 127 24 84 42 90 127 3 80 75 90 48 л
2 Заказ № 1178
chipmaker.ru
Левая метрическая резьба Левая дюймовая
бхшаг в мм *ГИ1 6 хшаг в мм 6
г ГИТ “ 25,4 25,4x4 гиг число ниток на Г
шаг веду- I II III шаг веду- I II III ЧИСЛО веду- I
резьб щий вал паз паз паз ВИНТ резьб ЩИЙ вал паз паз паз ВИНТ ниток на 1" ЩИЙ вал паз
*0,25 30 70 120—30 127 28 30 54
*0,3 30 60 , 120—36 127 27 40 56
*0,35 30 56 120—42 127 24 30 60—60 •
*0,40 30 47 120—48 127 20 48 30
0,45 36 40 80—30 127 19 30 56
0,5 36 48 72—30 127 18 32 56
0,7 42 40 72—36 127 16 45 54
0,75 45 40 72—36 127 14 39 60
0,8 30 60—48 54 127 12 48 60
1 30 54 54 127 11,5 48 60
? 1,25 60 47 64—40 127 11 80
1.5 45 54 54 127 10 72 54— —-
1,75 75 45 60—42 127 9 80
2 60 54 • 54 127 8 60 54 54 127 8 54 60—80
2,25 72 42 64—60 127 7 60 54
, 2’5 75 54 54 127 10 75 54 54 127 6 80 60
3 72 45 60—75 127 12 72 45 60—75 127 5 72 48—76
3,5 60 36—63 45 127 4,5 72
4 100 36 60—72 127 16 100 36 60—72 127 4 96
4,5г? 30—45 60 127 3,5 80
б*"-*' ! .'78 39-475 34 127 20 78 39—75 34 127 3,25 96
’А' ve 80 40-4V90 30 127 24 80 40—90 30 127 3 64 56
Примечание. Для
набора шагов со знаком
паразитную шестерню ставить на накладную
планку.
’О
chipmaker.ru
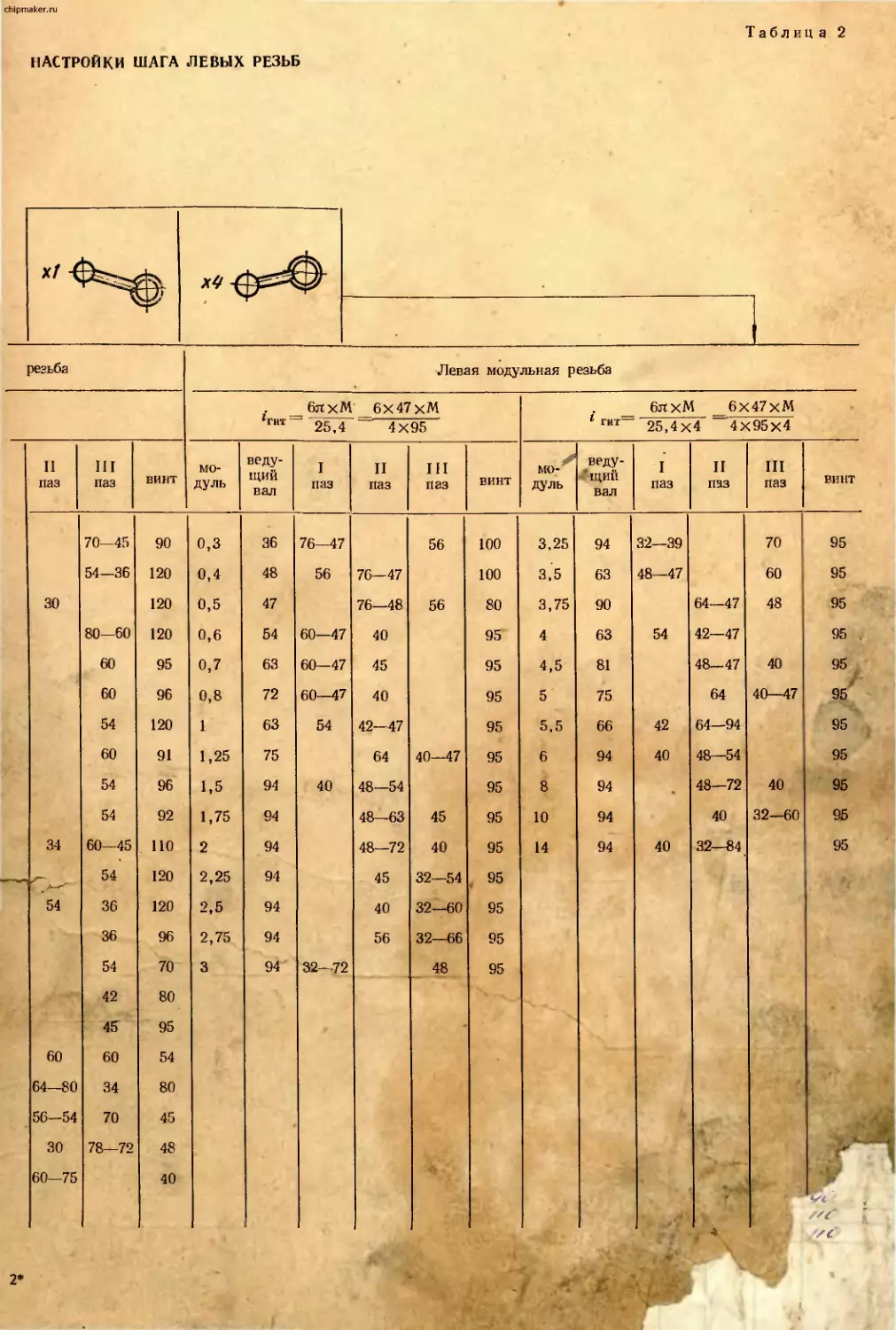
Таблица 2
НАСТРОЙКИ ШАГА ЛЕВЫХ РЕЗЬБ
резьба Левая модульная резьба
*ГИТ “ _ 6л хМ 6x47 хМ 25,4 4X95 1 гит 6ЛХМ 6х47хМ 25,4x4 4x95x4
II паз III паз винт мо- дуль веду- щий вал I паз II паз III паз ВИНТ мо- дуль веду- ‘ щий вал I паз II паз III паз ВИНТ
30 34 54 70—45 54—36 80—60 60 60 54 60 54 54 60—45 54 36 36 54 90 120 120 120 95 96 120 91 96 92 ПО 120 120 96 70 0,3 0,4 0,5 0,6 0,7 0,8 1 1,25 1,5 1,75 2 2,25 2,5 2,75 3 36 48 47 54 63 72 63 75 94 94 94 94 94 94 94 76—47 56 60—47 60—47 60—47 54 40 32—72 76—47 76—48 40 45 40 42—47 64 48—54 48—63 48—72 45 40 56 56 56 40—47 45 40 32—54 32—60 32—66 48 100 100 80 95 95 95 95 95 95 95 95 95 95 95 95 3,25 3,5 3,75 4 4,5 5 5,5 6 8 10 14 94 63 90 63 81 75 66 94 94 94 94 32—39 48—47 54 42 40 40 64—47 42—47 48-47 64 64—94 48—54 48—72 40 32—84 70 60 48 40 40—47 40 32—60 95 95 95 95 , 95 95 95 95 95 95 95
60 64—80 56-54 30 60—75 42 45 60 34 70 78—72 80 95 54 80 45 48 40 • V 1 'Jc *
2* • 'I Г 3* Хм 1
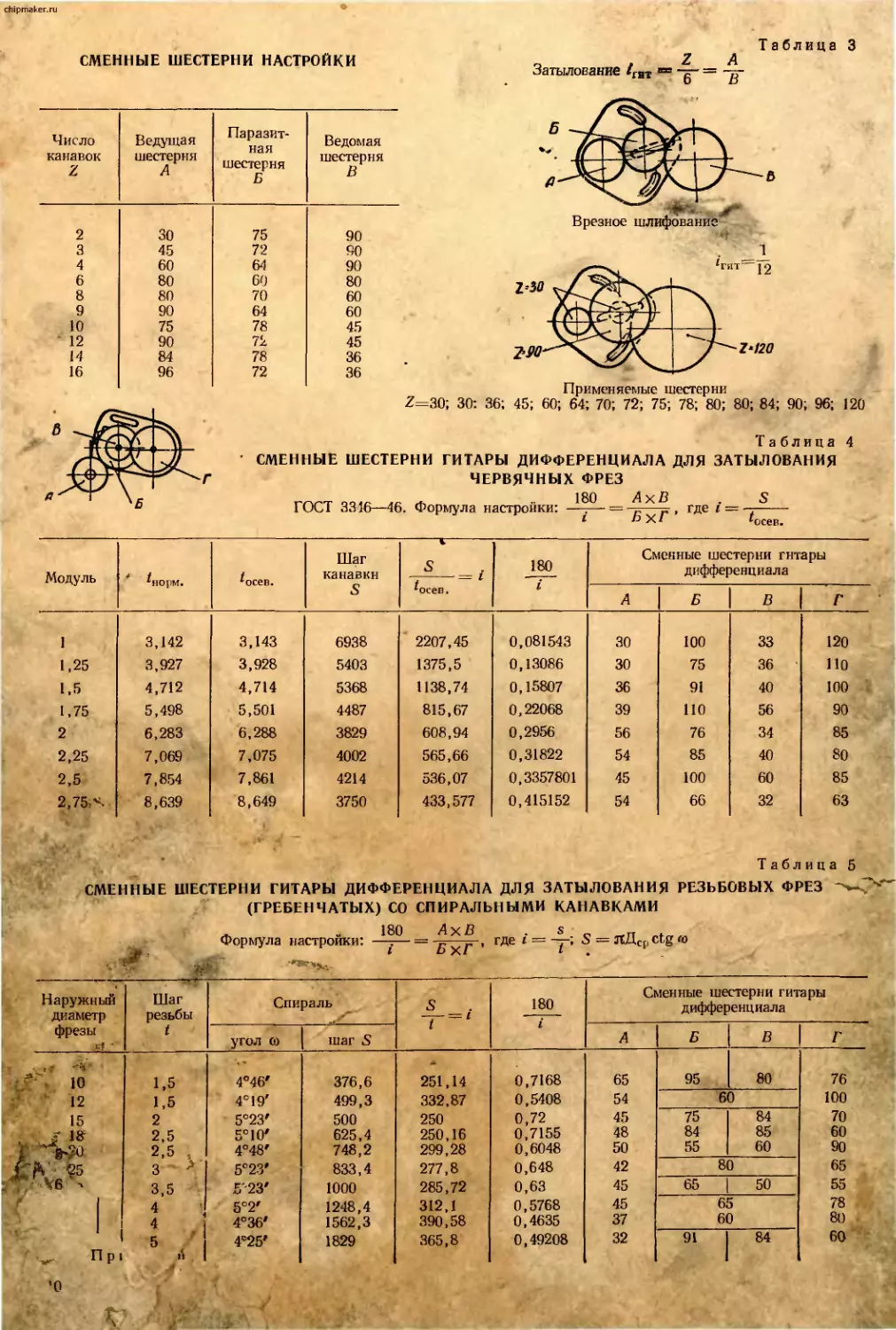
СМЕННЫЕ ШЕСТЕРНИ НАСТРОЙКИ
Таблица 3
о , 1 А
Затылование «гят “ -g- = -g-
Число канавок Z Ведущая шестерня А
2 30
3 45
4 60
6 80
8 80
9 90
10 75
12 90
14 84
16 96
Паразит- ная шестерня Б Ведомая шестерня В
75 90
72 90
64 90
60 80
70 60
64 60
78 45
72 45
78 36
72 36
Применяемые шестерни
2=30; 30: 36; 45; 60; 64; 70, 72; 75; 78; 80; 80; 84; 90; 96;
Таблица
СМЕННЫЕ ШЕСТЕРНИ ГИТАРЫ ДИФФЕРЕНЦИАЛА ДЛЯ ЗАТЫЛОВАНИЯ
ЧЕРВЯЧНЫХ ФРЕЗ
ГОСТ 3316—46. Формула настройки:
180
i
АхВ
БхГ
3
^осев.
120
, где z
4
Модуль ^норм. ^осев. Шаг канавкн S 1 S = 1 180 i Сменные шестерни гитары дифференциала
‘'осев. А Б В Г
1 3,142 3,143 6938 2207,45 0,081543 30 100 33 120
1,25 3,927 3,928 5403 1375,5 0,13086 30 75 36 110
1,5 4,712 4,714 5368 1138,74 0,15807 36 91 40 100
1,75 5,498 5,501 4487 815,67 0,22068 39 НО 56 90
2 6,283 6,288 3829 608,94 0,2956 56 76 34 85
2,25 7,069 7,075 4002 565,66 0,31822 54 85 40 80
2,5 7,854 7,861 4214 536,07 0,3357801 45 100 60 85 •
2,75 ч 8,639 8,649 3750 433,577 0,415152 54 66 32 63
Таблица 5
РЕЗЬБОВЫХ ФРЕЗ
СМЕННЫЕ ШЕСТЕРНИ ГИТАРЫ ДИФФЕРЕНЦИАЛА ДЛЯ ЗАТЫЛОВАНИЯ
(ГРЕБЕНЧАТЫХ) СО СПИРАЛЬНЫМИ КАНАВКАМИ
. „ 180 Ах В • s с ~п
Формула настройки: —— = g , где z = ~; S = 3tHCpCtg to
Наружный диаметр фрезы Cf м Шаг резьбы t Спираль -1“ II 180 i Сменные шестерни гитары дифференциала
угол со шаг S А Б В Г
10 1,5 4° 16' 376,6 251,14 0,7168 65 95 80 76
12 1,5 4° 19' 499,3 332,87 0,5408 54 60 100
15 2 5°23' 500 250 0,72 45 75 84 70
/ 1& 2,5 5° 10' 625,4 250,16 0,7155 48 81 85 60
2,5 4°48' 748,2 299,28 0,6048 50 55 60 90
fV' 25 3 " 5С23' 833,4 277,8 0,648 42 80 65
• V6 -> 3,5 5'23' 1000 285,72 0,63 45 65 50 55
4 5°2' 1248,4 312,1 0,5768 45 6 78
4 4°36' 1562,3 390,58 0,4635 37 6 3 80
5 4°25' 1829 365,8 0,49208 32 91 84 60
П р I X
’0
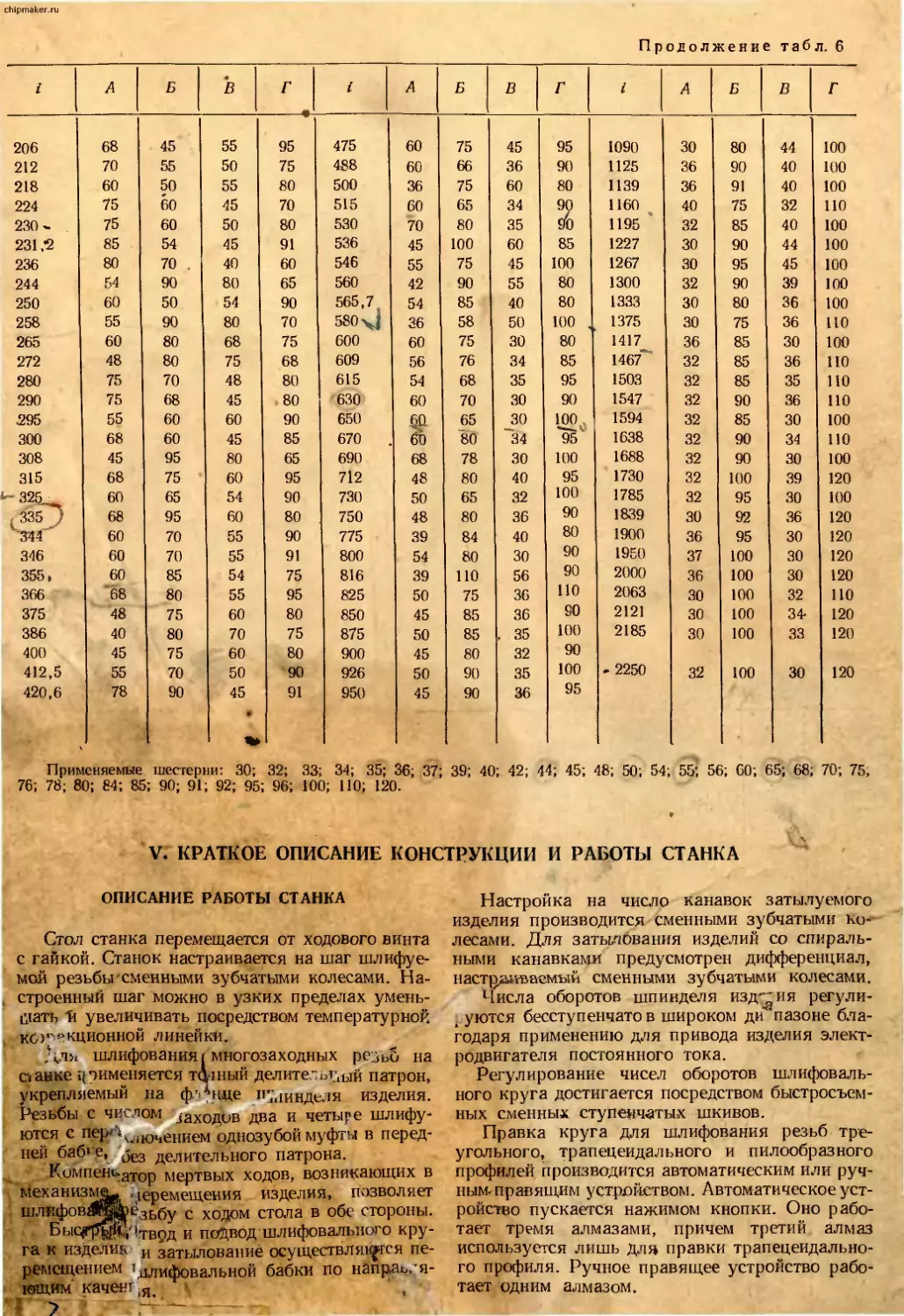
Таблица 6
СМЕННЫЕ ШЕСТЕРНИ ГИТАРЫ ДИФФЕРЕНЦИАЛА ДЛЯ ЗАТЫЛОВАНИЯ ИЗДЕЛИЙ
СО СПИРАЛЬНЫМИ КАНАВКАМИ
А
Г
i А Б В Г i А 6 В г (— 1 \й '3 •V
30 90 30 80 40 54,6 го 302 Л’' 20
30,8 96 40 95 39 56 SO zr S&2 '622 \8c -CC 28 88 r
31,5 80 42 90 30 58 ОС с/ 53 3C- 05 C'2 VC'
32,5 96 40 90 39 60 гс со Г/ ГС /С 8 7Г ' г'
33,6 100 56 90 30 65,1 ъо вс (25 / L“^ X ^6“ rc
34,5 120 56 95 39 . 63 /'5 1 6
35,5 80 50 95 30 65 с- У 9С ГС 6i Л5
36,5 80 44 95 > 35 67 z' 322 /с 86 2,2 C - C- S St 6C
37,5 80 50 90 30 69 /5 6 /2 > 7 6 c Zs Cc ^0
38,5 80 44 90 35 —i ,JY Об 3S sS 6 O' 2^^ 2c a -* 1
40 80 50 90 32 72?9 '~гс '2 /С
41,2 55 90 30 75 /С 8 JS '3C2 /С 8'3 S' ** '8 6/ •
42,5 80 50 90 34 77,5 'С 32 /ГС 2^ So 1
•13,8 80 50 90 35 80 05 'Z /с 2 C /Г6’ 8c Z 5/
45 80 50 90 36 82,5 •Y 7 т /•? SO /60 6Г ф- 8'
46,2 80 44 90 42 85 Лэ l6o 3c / 5 25s * x5“ sc C-C
47,3 80 50 95 40 „ 87,5 Z?’ QC JS /Ос Cc. c8 os <c
48,6 80 65 90 30 90 । 35 St- Sc 'С/ t. 22 86
50 80 50 90 40 92,6 [ С?с ГС c2 sc Зек 6~C 88 zfS’ 68 "
51,5 80 54 85 36 95,2 •’ 02 Я? 58 1 /22 Л 6Ъ 6/ /0
53 80 50 85 40 97,5 Г ° < О б 33 sc ' >6 62 8c f
185 75 54 56 80 425 1 05 <r »Z” ' t/23 s 2 A
190 75 50 60 95 '• 437,5 УС' C'c 6 • z 8'2 * * 'A*
195 75 60 48 65 450 . 1 c-c '7' ! ZV5 г / £ [
200 45 75 90 60 462 • .*3 ''(^r 2fC SO rS
Ti
chipmaker.ru
Продолжение табл. 6
i А Б В г ф_ i А Б В Г i А Б В г
206 68 45 55 95 475 60 75 45 95 1090 30 80 44 100
212 70 55 50 75 488 60 66 36 90 1125 36 90 40 100
218 60 50 55 80 500 36 75 60 80 1139 36 91 40 100
224 75 60 45 70 515 60 65 34 90 1160 40 75 32 но
230 - 75 60 50 80 530 70 80 35 90 1195 32 85 40 100
231 .•г 85 54 45 91 536 45 100 60 85 1227 30 90 44 100
236 80 70 40 60 546 55 75 45 100 1267 30 95 45 100
244 54 90 80 65 560 42 90 55 80 1300 32 90 39 100
250 60 50 54 90 565,7 54 85 40 80 1333 30 80 36 100
258 55 90 80 70 580 xJ 36 58 50 100 . 1375 30 75 36 110
265 60 80 68 75 600 60 75 30 80 1417 36 85 30 100
272 48 80 75 68 609 56 76 34 85 1467" 32 85 36 но
280 75 70 48 80 615 54 68 35 95 1503 32 85 35 по
290 75 68 45 80 630 60 70 30 90 1547 32 90 36 но
.295 55 60 60 90 650 Ф 65 30 100 . 1594 32 85 30 100
300 68 60 45 85 670 6b 80 ~34 °95 1638 32 90 34 по
308 45 95 80 65 690 68 78 30 100 1688 32 90 30 100
315 68 75 60 95 712 48 80 40 95 1730 32 100 39 120
325 60 68 65 95 54 60 90 80 730 750 50 48 65 80 32 36 100 90 1785 1839 32 30 95 92 30 36 100 120
344 60 70 55 90 775 39 84 40 80 1900 36 95 30 120
346 60 70 55 91 800 54 80 30 90 1950 37 100 30 120
355, 60 85 54 75 816 39 ПО 56 90 2000 36 100 30 120
366 68 80 55 95 825 50 75 36 110 2063 30 100 32 ПО
375 48 75 60 80 850 45 85 36 90 2121 30 100 34- 120
386 40 80 70 75 875 50 85 , 35 100 2185 30 100 33 120
400 45 75 60 80 900 45 80 32 90
412,5 55 70 50 90 926 50 90 35 100 -2250 32 100 30 120
420,6 78 90 45 • 91 950 45 90 36 95
7ft ?Гй“ sr&ZT&’&S, * * 4ft* 44; * * “* ®65;«70; »
V. КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ СТАНКА
ОПИСАНИЕ РАБОТЫ СТАНКА
СтоЛ” станка перемещается от ходового винта
с гайкой. Станок настраивается на шаг шлифуе-
мой резьбы сменными зубчатыми колесами. На-
строенный шаг можно в узких пределах умень-
шать й увеличивать посредством температурной
посекционной линейки.
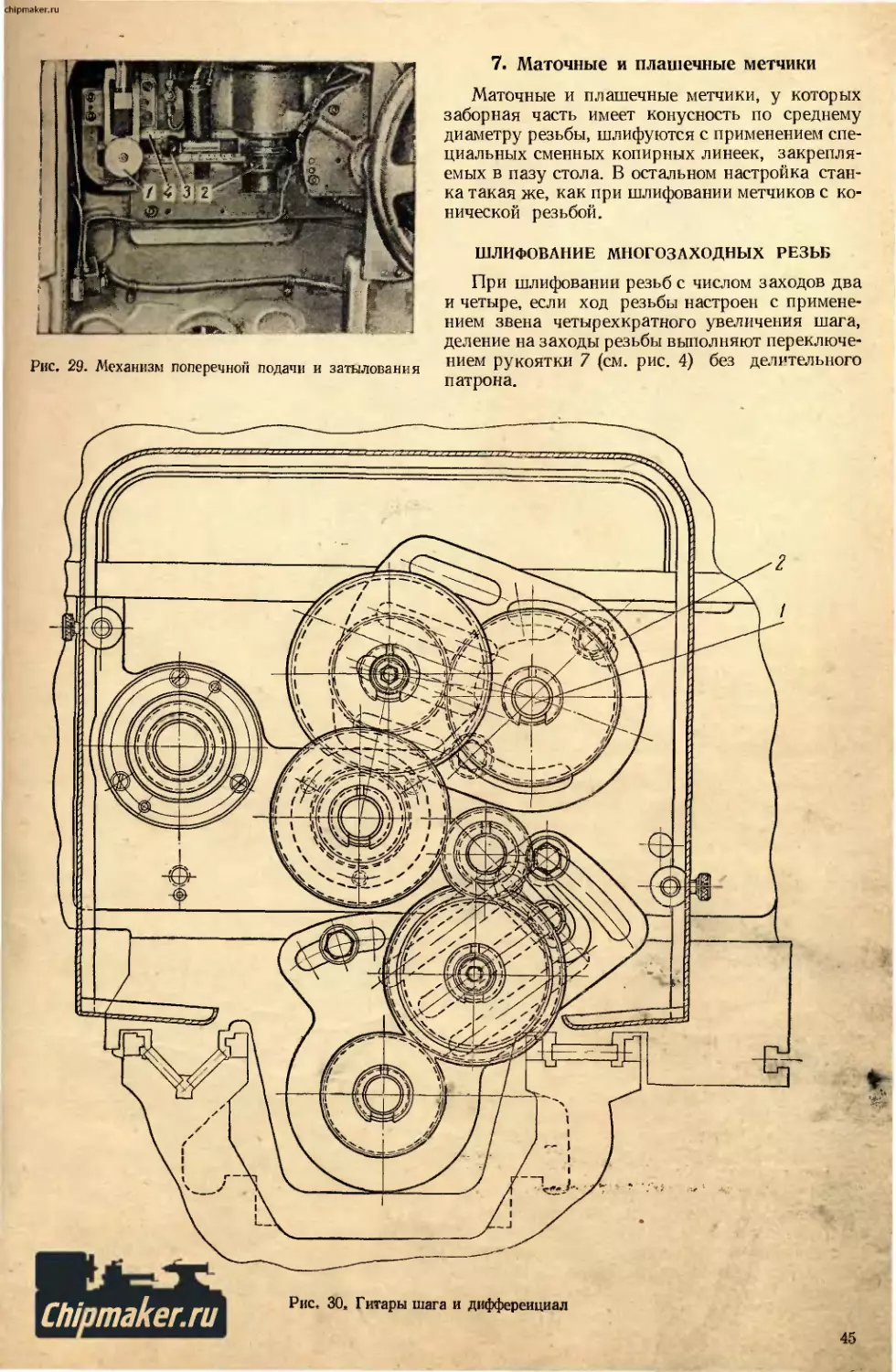
,\ля шлифования । многозаходных редьб на
панке применяется тцчный делители’уый патрон,
укрепляемый на флЧще п^1ИНдеЛЯ изделия.
Резьбы с числом заходов два и четыре шлифу-
ются с пер члючением рднозубой муфты в перед-
ней баб’ е, делиТельного патрона.
Еомпеньат0р мертвых ходов, возникающих в
механизме^ шремещения изделия, позволяет
шлифовЖЖезьбу
с ходом стола в обе стороны.
Быс^тТуц'/’твод и подвод шлифовального кру-
га к изделик и затылование осуществляется пе-
ремещением ’шлифовальной бабки по напр,аь,’я-
ющим каченг 1Я
? П Г —--------------
Настройка на число канавок затылуемого
изделия производится сменными зубчатыми ко-
лесами. Для затылования изделий со спираль-
ными канавками предусмотрен дифференциал,
настраиваемый сменными зубчатыми колесами.
Числа оборотов шпинделя изд-угия регули-
£ уются бесступенчато в широком ди вазоне бла-
годаря применению для привода изделия элект-
родвигателя постоянного тока.
Регулирование чисел оборотов шлифоваль-
ного круга достигается посредством быстросъем-
ных сменных ступенчатых шкивов.
Правка круга для шлифования резьб тре-
угольного, трапецеидального и пилообразного
профилей производится автоматическим или руч-
ным-правящим устройством. Автоматическое уст-
ройство пускается нажимом кнопки. Оно рабо-
тает тремя алмазами, причем третий алмаз
используется лишь Для правки трапецеидально-
го профиля. Ручное правящее устройство рабо-
тает одним алмазом.
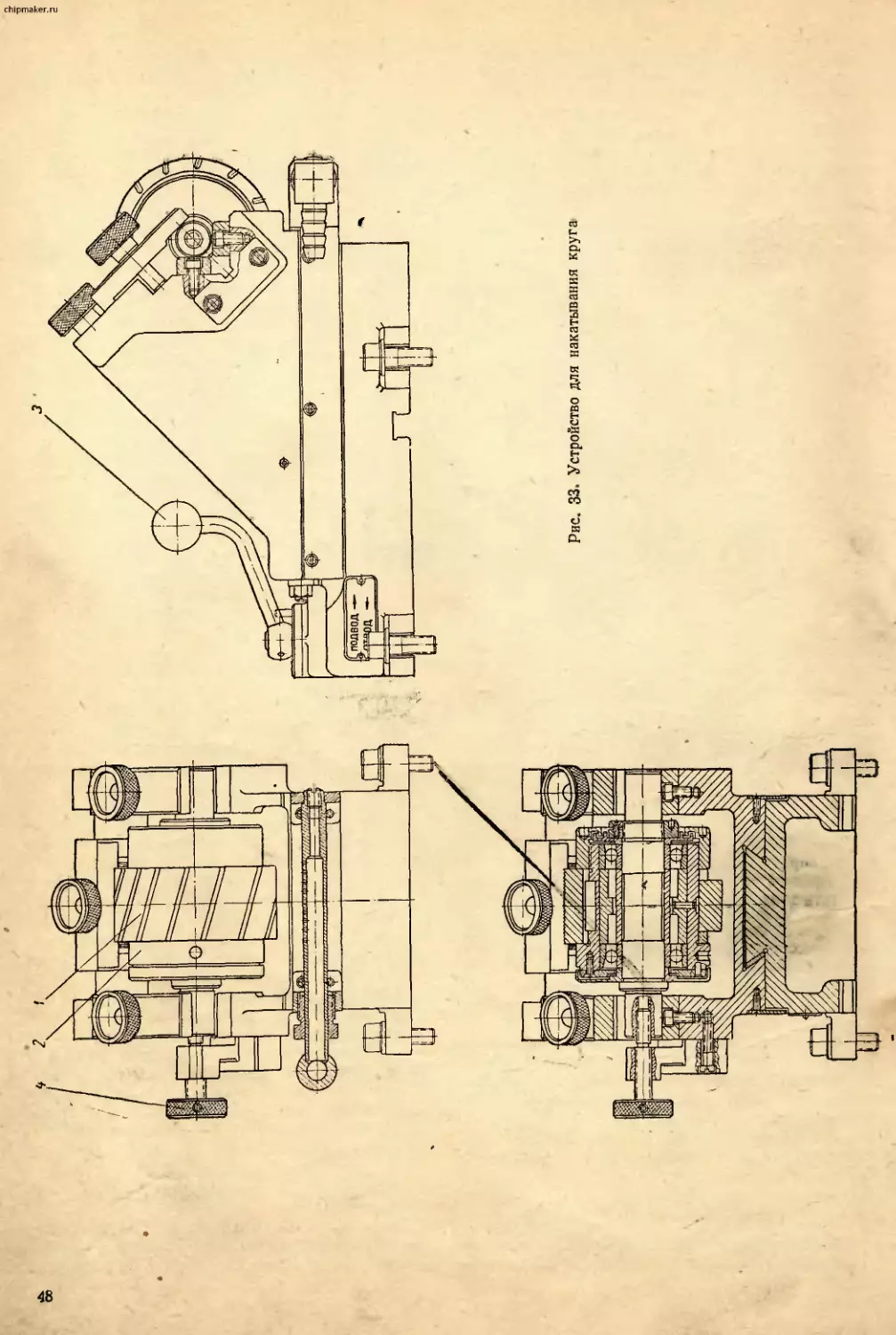
chipmaker.ru
Профилирование широкого (многониточного)
круга производится стальным роликом с помо-
щью накатного устройства. При выполнении
этой операции привод круга осуществляется с
пониженным числом оборотов малым электро-
двигателем через редуктор.
Правка круга для шлифования фасонных про-
филей выполняется с помощью устройства для
фасонной правки. Устройство является копир-
ным, работает алмазной иглой и управляется от
руки. Все правящие устройства сменные.
Подача автоматического правящего устройства
производится автоматически или от руки; пода-
ча других правящих устройств осуществляется
от руки. При правке круга действует компенси-
рующая подача шлифовальной бабки.
Конические резьбы шлифуются за счет сло-
жения двух движений — перемещения шлифо-
вальной бабки, производимого от копира, и пе-
ремещения стола от ходового винта.
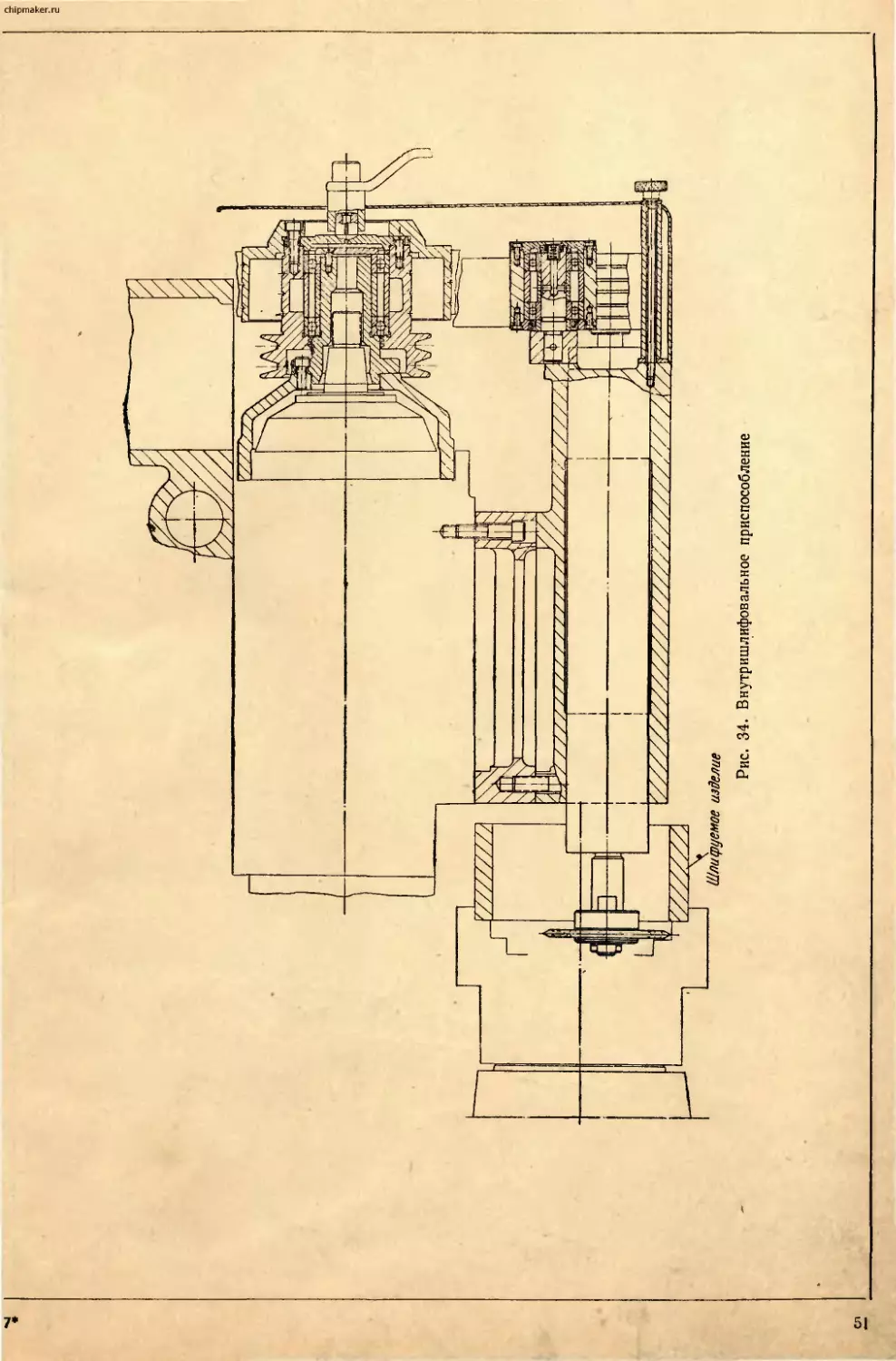
Внутренние резьбы шлифуются с помощью
съемного приспособления с шлифовальной гиль-
зой и сменными устройствами для правки и на-
катывания круга. Привод внутришлифовального
приспособления осуществляется от электродви-
гателя шлифовальной бабки.
Внутришлифовальное приспособление пред-
назначается также для затылования червячных
и резьбовых фрез, у которых осуществлять эту
операцию шлифовальным кругом большого диа-
метра невозможно. При затыловании на центрах
малым (внутришлифовальным) кругом приме-
няется специальная задняя бабка, у которой
опорный центр вынесен в сторону круга.
Др и установке внутришлифовального при-
чособ.гения на клинообразную или. навеши-
аемую на шлифовальную бабку, шпиндель пр- -
-чособления располагается под углом в пл; н <
л изделия. Эта установка использхется д. а
шлифования резьбы пр::к_оуго..ььо. с ггрофифя.
При шлифовании изделий с кольцевыми ка-
навками и изделий типа зубчатых реек стол,
настроенный на шаг, перемещают от руки дели-
тельной рукояткой. Шлифование производится
одно- или многониточным кругом.
Для шлифования точных зубчатых реек,
плоских резьбонакатных плашек и плоских пла-
шек к резьбонарезным головкам применяется
специальное плоскошлифовальное приспособле-
ние. Последнее устанавливается на столе станка,
соединяется со шпинделем изделия и преобразует
вращение шпинделя в возвратно-поступательное
движение своего суппорта.
Изделия с наружной резьбой при шлифовании
устанавливаются на наружные или обратные
центры станка д
naqxwrec
Изделия с внутренней резьбой укрепляются в
четырехкулачковом патроне. лмгол
СЙЙХ.
Для контроля профиля круга и шлифуемой
резьбы и для удобства ввода круга в нитку мел-
ких резьб на станок поставляется съемный
резьбопрофильный микроскоп.
На станке возможно шлифование архимедо-
вых, конволютных и эвольвентных червяков. При
шлифовании конволютных червяков правящее
устройство наклоняют на угол подъема витков
червяка. Устранение искривлений профиля вит-
ка, неизбежных при шлифовании архимедовых
и конволютных червяков с. углом подъема вин-
товых линий более 8—10°, достигается коррек-
цией профиля круга. Для коррекции профиля
круга используется специальное приспособле-
ние, которое устанавливают на центры станка.
При шлифовании эвольвентных червяков правя-
щий алмаз закрепляется в приспособлении выше
линии центров станка (на радиусе основного
цилиндра шлифуемого червяка).
Для проверки шага шлифуемой резьбы не-
посредственно на станке применяется оптическое
делительное устройство, состоящее из прецизион-
ной линейной стеклянной шкалы, спирального
измерительного микроскопа и микронного ин-
дикатора. Мерительный штифт откидного рычаж-
ка, связанного с индикатором, вводится в нит-
ку проверяемой резьбы. При последовательных
перестановах стола на шаг по*оптической шкале
микронный индикатор показывает отклонения
шага проверяемого изделия относительно шка-
лы. Оптическая шкала и микроскоп этого при-
способления могут быть использованы для точ-
ных перестановов стола при шлифовании роли-
ков для профилирования резьбошлифовальных
кругов и изделий типа зубчатых реек.
На станке имеется установка для отсасыва-
ния масляного тумана, образующегося при шли-
фовании. Для фильтрации охлаждающего масла
применяются магнитный сепаратор и фильтр.
Предусмотрены стойка с двум., параллель-
ными "'валиками для статической балансировки
шлифовальных кругов и шкаф для хранения
кругов с фланцами.
Шлифование на станке может выполняться
тремя способами:
1) одно- и многониточным кругом в одну сто-
рону с автоматическим или ручным остановом
стола в конце хода;
2) одно- и многониточным кругом в обе сто-
роны с автоматическим или ручным реверсом
стола в конце каждого хода;
3) многониточным кругом с врезной автомати-
ческой подачей на полную или заданную глубину
резьбы, автоматическим отводом круга от изде-
лия и остановом.
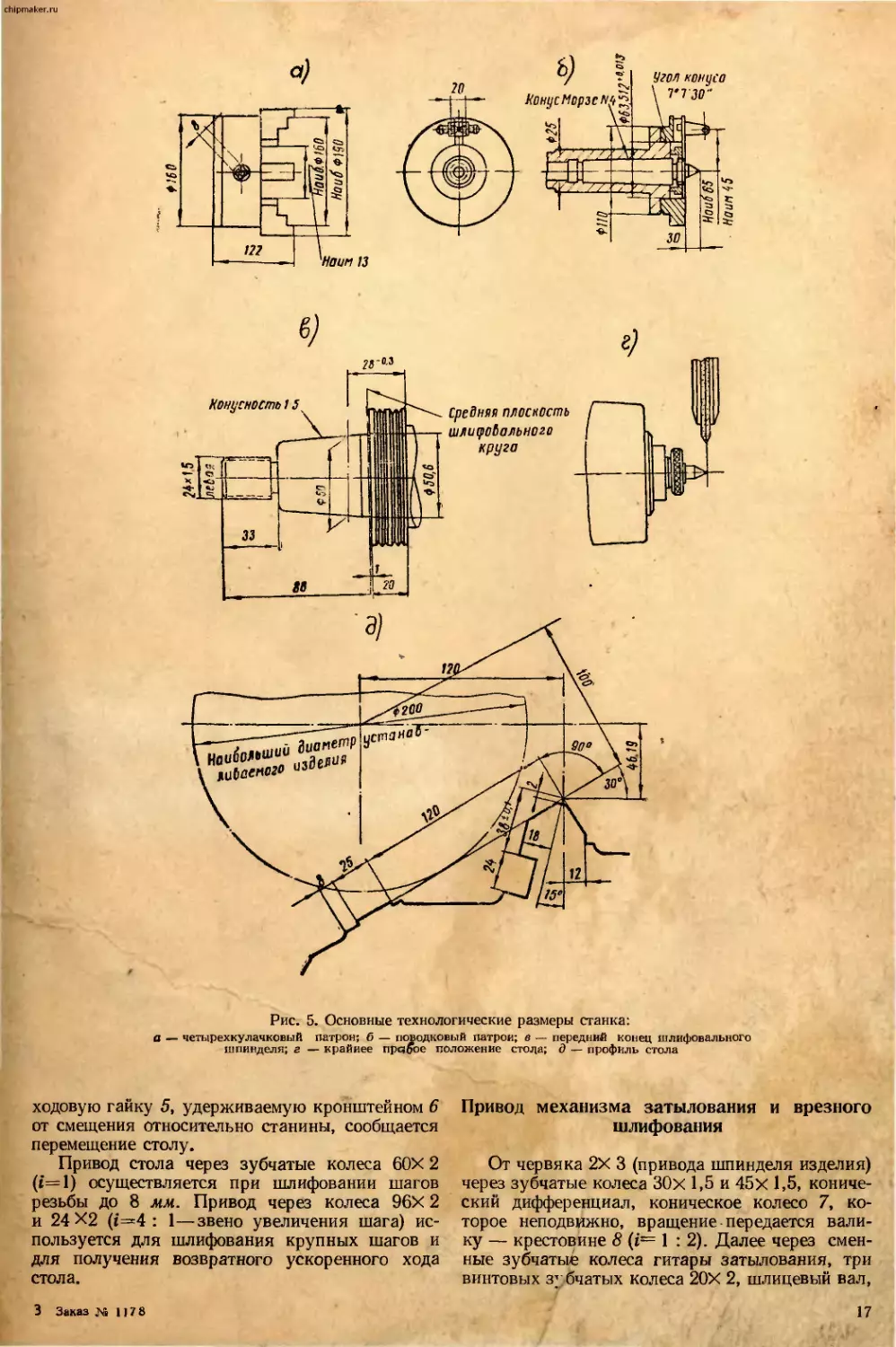
Основные технологические размеры станка ’
приведены на рис. 5.
Примечание. Перечисленные ниже принадлеж-
ности из упоминавшихся в описании поставляются на ста-
нок пс специальному заказу: универсальное (ручное) уст-
ройство для правки Kpyra^f^y^S), устройств< для фасон-
ной правки устройство для накатывания малого
(внутрикплифо! ,льного) круга (РрЛХЗЭДп устройство для
коррекции профиля* круга
вййж~ у. xw « _; «ли О), специальная
задняя бабка.оптиче-
ское делительное устройство (JQ'iXMKSJ.y плоскошлифоваль-
ное приспособление
‘UWfW'fi -358), профильный
микроскоп (ср.
(врХ\8Ю).
15
chipmaker.ru
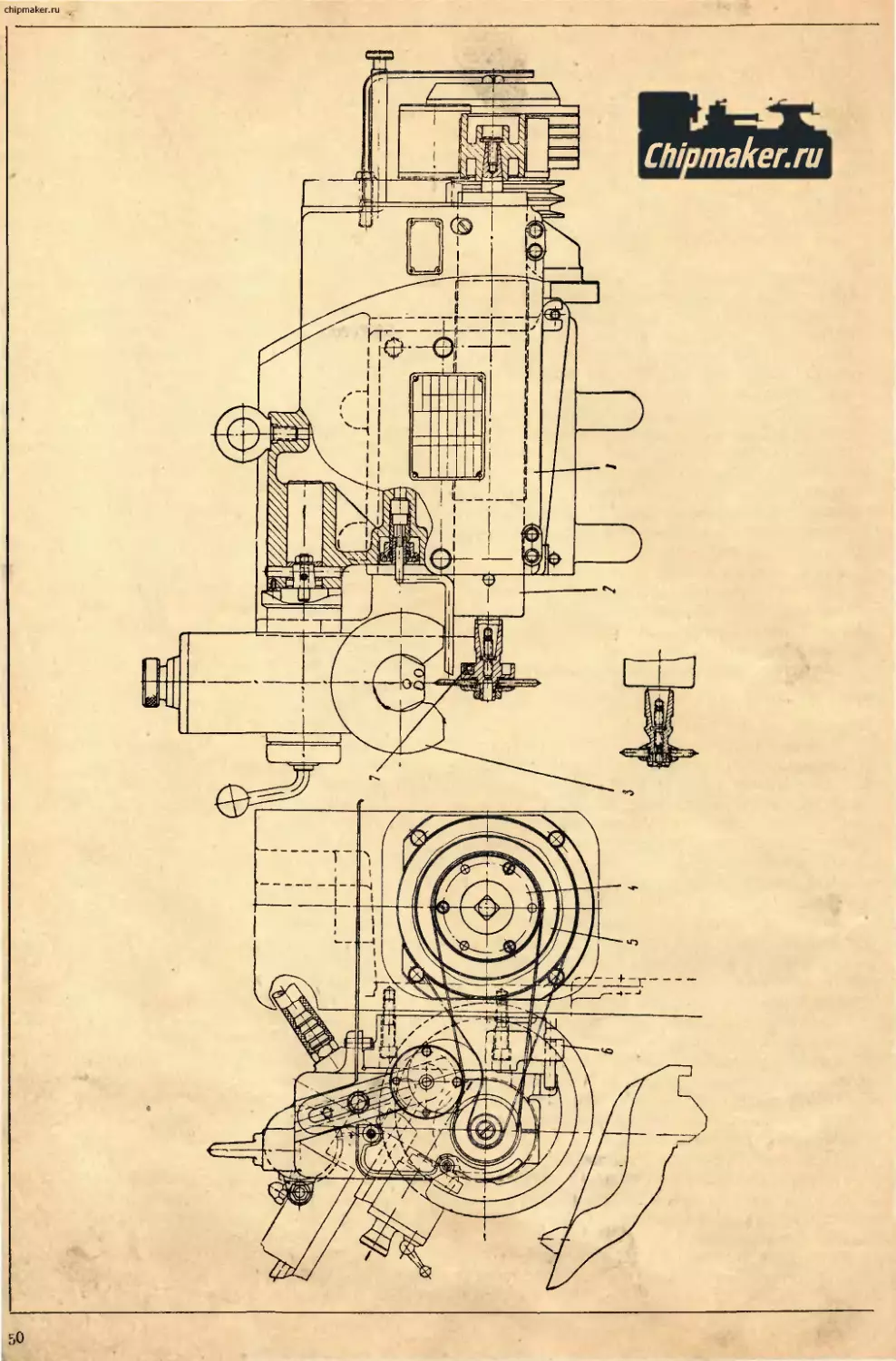
КОМПОНОВКА СТАНКА
Основанием станка служит чугунная станина
(гр. 100), на которой монтированы все основные
узлы станка (рис. 4).
На левом конце стола (гр. ПО), перемещаю-
щегося по направляющим качения, монтирована
передняя бабка- (гр. 400). На бабке установлен
электродвигатель привода шпинделя изделия,
перемещения стола и затыловочного движения
шлифовальной бабки.
(гр. 361), связанный зубчатыми колесами с меха-
низмом подачи правящих устройств (гр. 671).
В левой нише передней части станины разме-
щается насосная установка для смазки станка —
резервуар, насос и фильтр.
В правой нише передней части станины распо-
ложена насосная установка для смазки шлифо-
вального шпинделя — резервуар, насос, фильтр
и поплавковое реле.
В нишах задней части станины монтированы
электроаппаратура и электропроводка станка.
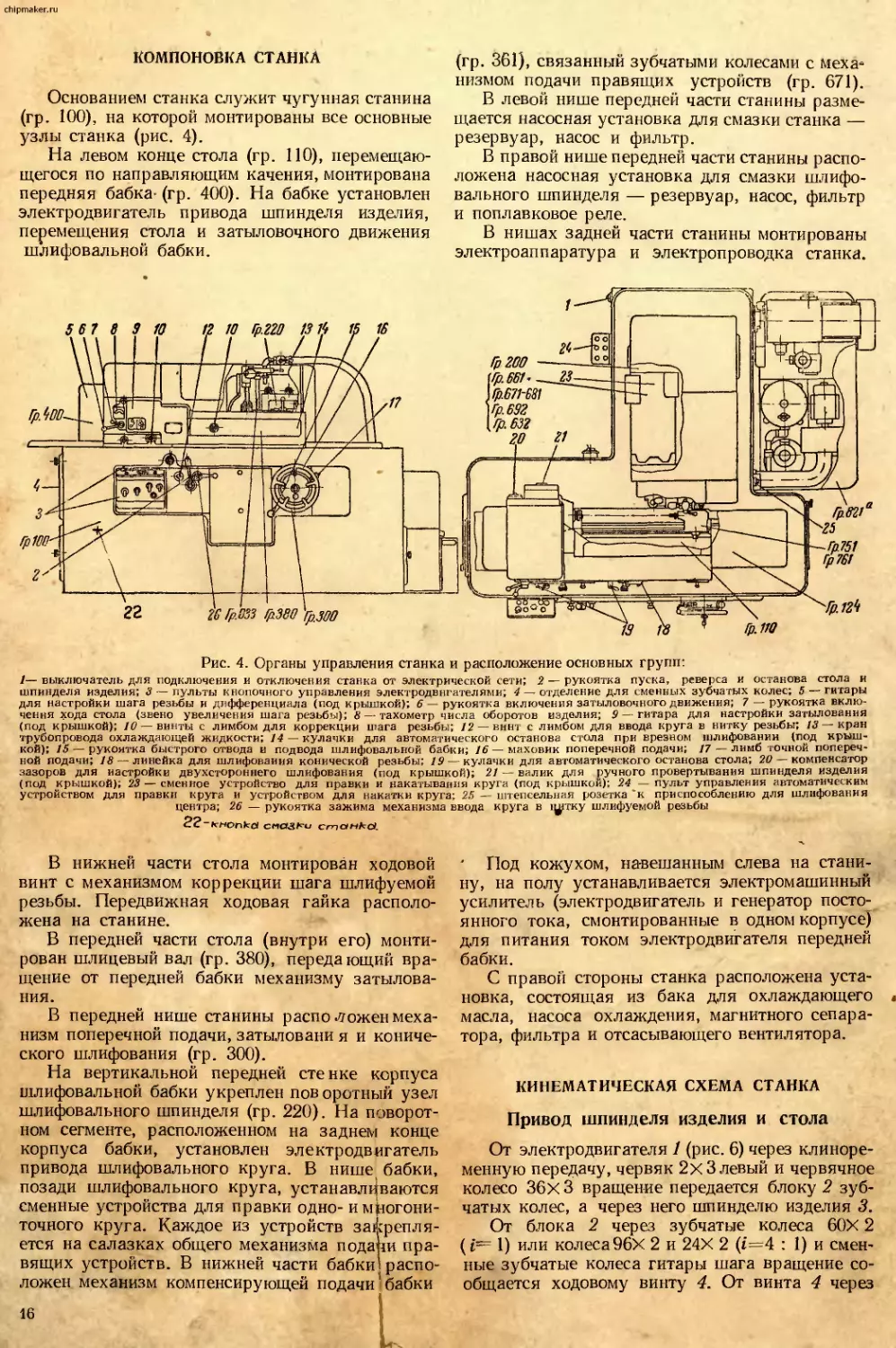
Рис. 4. Органы управления станка и расположение основных групп:
1— выключатель для подключения и отключения станка от электрической сети; 2 — рукоятка пуска, реверса и останова стола и
шпинделя изделия; 3 — пульты кнопочного управления электродвигателями; 4 — отделение для сменных зубчатых колес; 5 — гитары
для настройки шага резьбы и дифференциала (под крышкой); 6— рукоятка включения затыловочного движения; 7 — рукоятка вклю-
чения хода стола (звено увеличения шага резьбы); 8 — тахометр числа оборотов изделия; 9 — гитара для настройки затылования
(под крышкой); 10 — винты с лимбом для коррекции шага резьбы; 12 — винт с лимбом для ввода круга в нитку резьбы; 13— кран
трубопровода охлаждающей жидкости; 14 — кулачки для автоматического останова стола при врезном шлифовании (под крыш-
кой); 15 — рукоятка быстрого отвода и подвода шлифовальной бабки; 16 — маховик поперечной подачи; 17 — лимб точной попереч-
ной подачи; 18 — линейка для шлифования конической резьбы; 19— кулачки для автоматического останова стола; 20— компенсатор
зазоров для настройки двухстороннего шлифования (под крышкой); 21 — валик для ручного провертывания шпинделя изделия
(под крышкой); 23— сменное устройство для правки и накатывания круга (под крышкой); 24 — пульт управления автоматическим
устройством для правки крута и устройством для накатки круга; 25 — штепсельная розетка 'к приспособлению для шлифования
центра; 26 — рукоятка зажима механизма ввода круга в нитку шлифуемой резьбы
2? “Лгнопкс/ стомКо/.
В нижней части стола монтирован ходовой
винт с механизмом коррекции шага шлифуемой
резьбы. Передвижная ходовая гайка располо-
жена на станине.
В передней части стола (внутри его) монти-
рован шлицевый вал (гр. 380), передающий вра-
щение от передней бабки механизму затылова-
ния.
В передней нише станины распо ложен меха-
низм поперечной подачи, затыловани я и кониче-
ского шлифования (гр. 300).
На вертикальной передней стенке корпуса
шлифовальной бабки укреплен нов оротный узел
шлифовального шпинделя (гр. 220). На поворот-
ном сегменте, расположенном на заднем конце
корпуса бабки, установлен электродвигатель
привода шлифовального круга. В нише бабки,
позади шлифовального круга, устанавливаются
сменные устройства для правки одно- и мрогони-
точного круга. Каждое из устройств закрепля-
ется на салазках общего механизма подари пра-
вящих устройств. В нижней части бабки'распо-
ложен механизм компенсирующей подачи ’ бабки
Под кожухом, навешанным слева на стани-
ну, на полу устанавливается электромашинный
усилитель (электродвигатель и генератор посто-
янного тока, смонтированные в одном корпусе)
для питания током электродвигателя передней
бабки.
С правой стороны станка расположена уста-
новка, состоящая из бака для охлаждающего
масла, насоса охлаждения, магнитного сепара-
тора, фильтра и отсасывающего вентилятора.
КИНЕМАТИЧЕСКАЯ СХЕМА СТАНКА
Привод шпинделя изделия и стола
От электродвигателя 1 (рис. 6) через клиноре-
менную передачу, червяк 2x3 левый и червячное
колесо 36Х 3 вращение передается блоку 2 зуб-
чатых колес, а через него шпинделю изделия 3.
От блока 2 через зубчатые колеса 60Х 2
(i= 1) или колеса 96Х 2 и 24Х 2 (i—4 : 1) и смен-
ные зубчатые колеса гитары шага вращение со-
общается ходовому винту 4. От винта 4 через
16
chipmaker.ru
Рис. 5. Основные технологические размеры станка:
а — четырехкулачковый патрон; б — поводковый патрон; в — передний конец шлифовального
шпинделя; г — крайнее правое положение стода; д — профиль стола
Средняя плоскость
шлифовального
круга
ходовую гайку 5, удерживаемую кронштейном 6
от смещения относительно станины, сообщается
перемещение столу.
Привод стола через зубчатые колеса 60Х 2
(i=l) осуществляется при шлифовании шагов
резьбы до 8 мм. Привод через колеса 96Х 2
и 24X2 (i=4 : 1—звено увеличения шага) ис-
пользуется для шлифования крупных шагов и
для получения возвратного ускоренного хода
стола.
Привод механизма затылования и врезного
шлифования
От червяка 2Х 3 (привода шпинделя изделия)
через зубчатые колеса ЗОх 1,5 и 45х 1,5, кониче-
ский дифференциал, коническое колесо 7, ко-
торое неподвижно, вращение передается вали-
ку — крестовине 8 (i— 1:2). Далее через смен-
ные зубчатые колеса гитары затылования, три
винтовых зубчатых колеса 20Х 2, шлицевый вал,
3 Заказ Л"» 117 8
17
*
N'0,65 кВт, Пном'1500 ч^нин . ‘
Пмаим'^^/нин
С наиб' W0 °°/мин
Поподон бшо шестерен
floSodnii шпиндем
Компенсатор зазоров
в цепи шпиндель-ыдо-
Вой бинт
Сменные шестерни
Настройки шага
Сменные шестерни
дифференциала
П’!6ЧО. 1600 MtOsifnuv.
ть *131 и не
Ш2. *160
Н‘3, *175
'Ш4.<0136и *125
Н?5. *113
Электродвигатели „
H-- 0 05 к!т: п- 1390 ”7мил
50'1
16'1
лев
-30'2
20'2
Линейка конусного шлшройани
25
30'2
Сменные шестерни
затылованир
Кулак затылова-
ния или врезного
шлифования
Звено 6--кратного увеличения
шага
Рукоятка быстрого
Отвода
22
Микропереключатель
окончония цикла
бинт отключения конусного
шлиробания
26'2
6'1.5
лее
3^100'1,5
Рис. 6. Кинематическая схема станка.
Примечание. Чи?ла оборотов шлифовального шпинделя указаны с учетом /о
chipmaker.ru
Электродвигатель
К‘65к6т, П' 1660 ь'В/мин
35'3
2'3
леб
65'1.5
32'1,5
П'О.З'-ббоЦмин
пуск'ЮО м/мин
ШлисроВальна я байка
Коррекиионная линеика
4=-------
t'{o'1 лев
Микропереключатели
22'1
Храпо6ик2'50
35'2
^^71
Винт поперечной
V подачи
1'1
\71'1
1534
\35'1
53'1
71'1
1'2
Автоматическое правящее устройство
Электродвигатель
Н'О,О5к6т
П--1300 o(/wil
21
62'1
230'2
Ялмазы
Стол
25'2
54'2
скольжения приводных ремней.
chipmaker.ru
Заказ № 1178
chipmaker.ru
chipmaker.ru
коническую пару 35Х 2 и цилиндрическую пару
26Х 2 вращение передается кулаку затылования
нти кулаку врезного шлифования. От кулака
через рычаг 9 качательное движение сообщается
рычагу 10, которое через переднюю гайку пода-
чи 11, винт поперечной подачи и заднюю гайку
подачи 12 передается как возвратно-поступатель-
ное затыловочное движение шлифовальной бабке.
При затыловании изделий со спиральными ка-
навками на гитару дифференциала устанавли-
вают сменные зубчатые колеса, которые через
червяк 13 сообщают вращение коническому ко-
лесу 7 и крестовине 8. Этим достигается необхо-
димое изменение скорости кулака затылования.
Привод механизма шлифования конической
резьбы
Копирная линейка 14, укрепляемая в пазу
стола, при движении последнего нажимает на
толкатель 15, который через коленчатый рычаг
16 и рычаги 9 и 10 сообщает шлифовальной бабке
перемещение, согласованное с ходом стола.
Привод механизма подачи правящих
устройств и компенсирующей подачи
шлифовальной бабки
От электродвигателя 17 через зубчатые коле-
са 18Х 1 и 50Х 1, червяк 1x1, червячное колесо
60x1, кулисный механизм 18, зубчатые колеса
22Х 1 и 36Х 1, храповой механизм 19, зубчатые
колеса (9Х 1,5 и 25Х 1,5 вращение передается
на винт 20 подачи салазок правящих устройств.
Одновременно от винта 20 через зубчатые ко-
леса 20x2, 60X2, 64X2 и 64х 2 вращение пере-
дается на заднюю гайку подачи шлифовальной
бабки, т. е. вместе с подачей салазок правящих
устройств производится компенсирующая пода-
ча шлифовальной бабки.
Привод перемещения алмазов
автоматического правящего устройства
От электродвигателя 21 через сменные зуб-
чатые колеса, червяк IX 1, червячное колесо
45X1, червяк 1X2, червячное колесо 30X2,
кулисный механизм 22 и систему рычагов 23
алмазам сообщается рабочее возвратно-качатель-
ное движение.
ОСНОВНЫЕ УЗЛЫ С ГАНКА
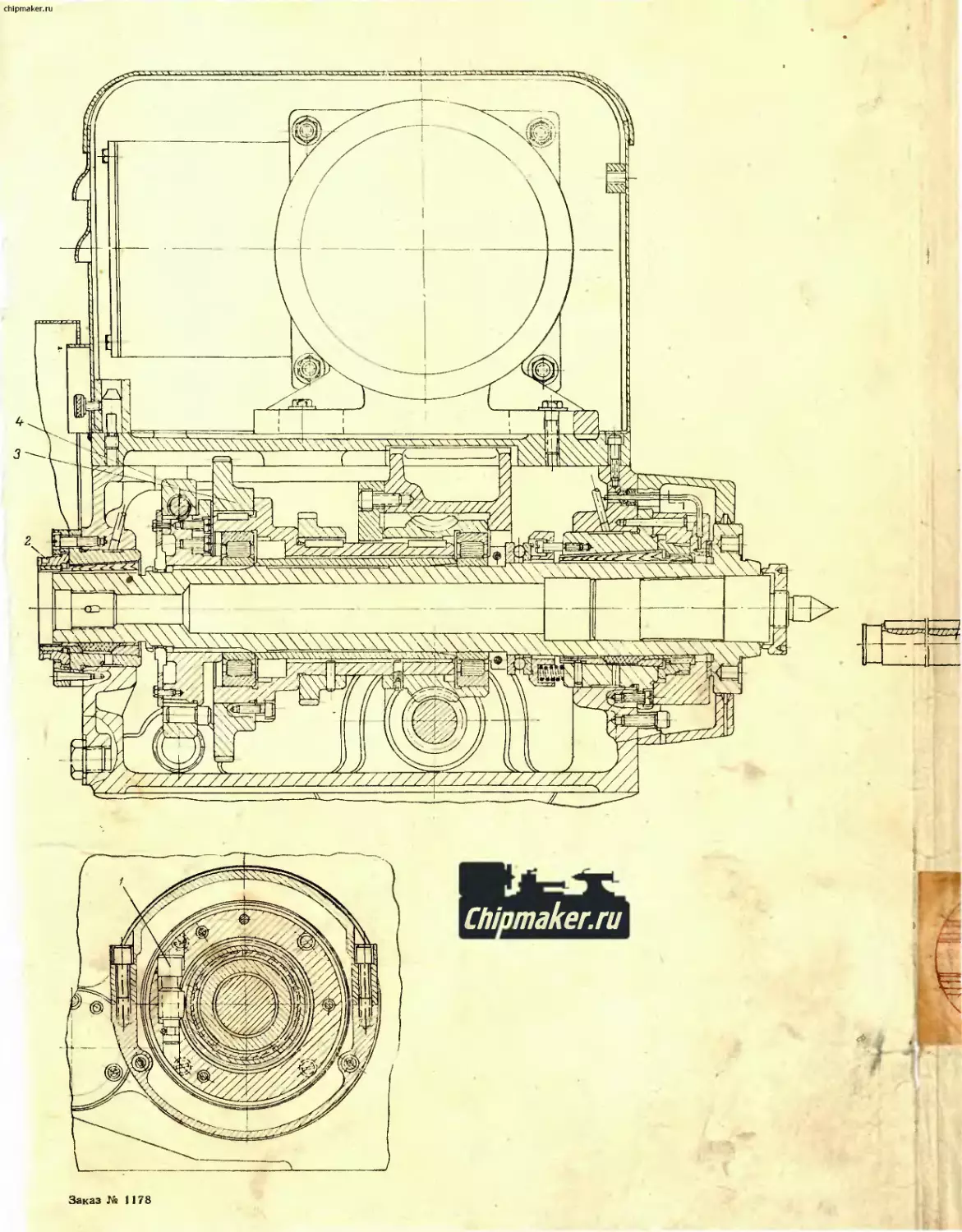
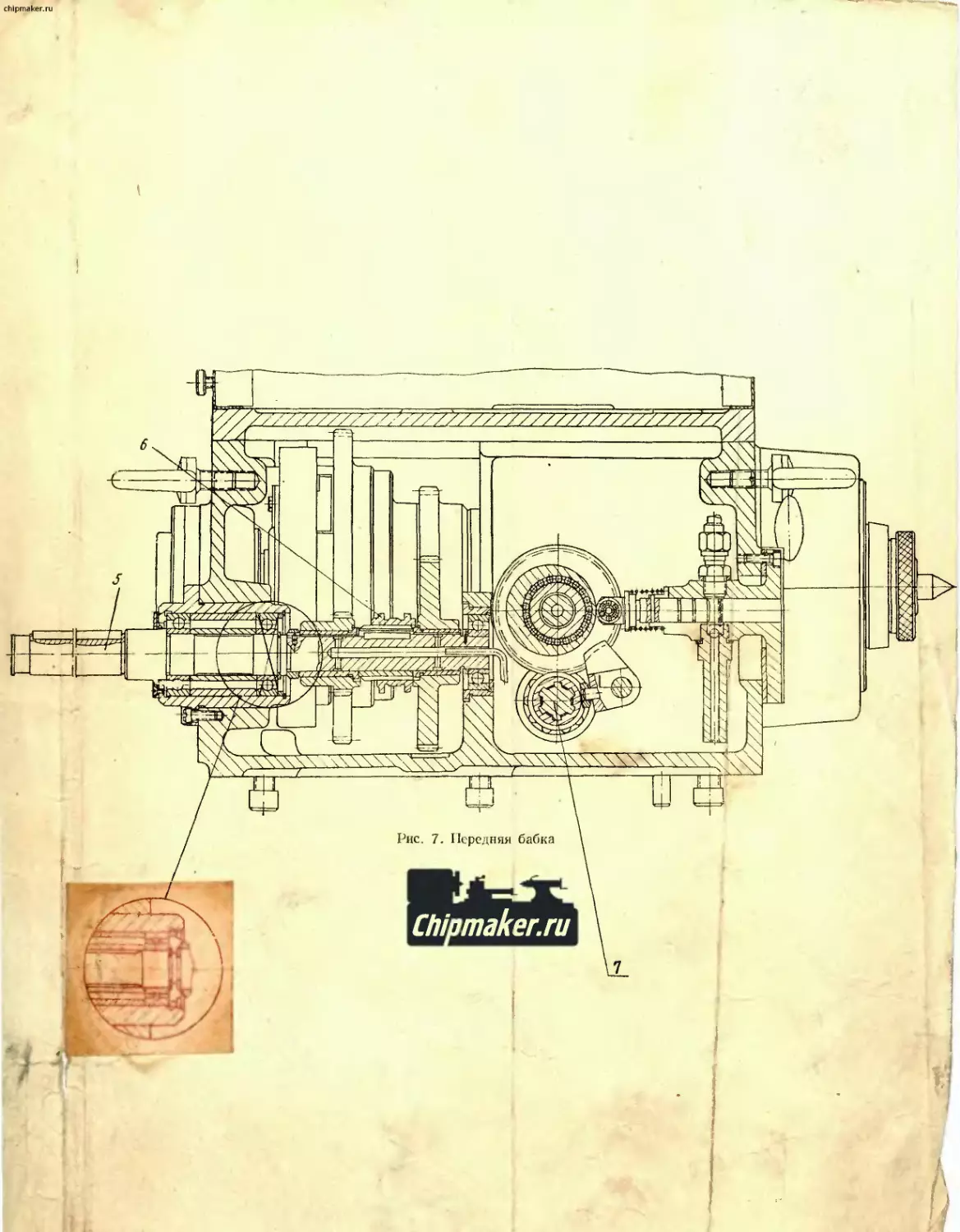
Передняя бабка (гю. 400)
В передней бабке смонтированы червячная
передача привода шпинделя и'зделия и стола,
шпиндель, звено увеличения шага шлифуемой
резьбы, компенсатор мертвых хо дов для шлифо-
вания резьбы в обе стороны, привод затылова-
ния, дифференциал и три гитары — настройки
шага резьбы, настройки числа) канавок при
затыловании и настройки диффе| енциала.
Цементированный и закаленней шпиндель
вращается в двух биметаллических (бронза и
сталь) разрезных подшипниках. Наружной ко-
3* ’•
нусной поверхностью подшипники посажены в
стаканы корпуса бабки. В осевом направлении
шпиндель фиксируется биметаллическим под-
пятником. К последнему борт шпинделя прижи-
мается пружинами, действующими через упор-
ный шарикоподшипник.
Радиальные зазоры в переднем подшипнике
регулируются винтом 1 (рис. 7), расположен-
ным под съемной крышкой у фланца шпинделя.
Зазоры в заднем подшипнике регулируются
круглой гайкой 2, расположенной снаружи у
заднего конца шпинделя.
На шпиндель насажен вхолостую на точных
роликоподшипниках блок шестерен 3. Вращение
от блока передается шпинделю после того, как
поводок блока упрется в один из двух поводков
компенсатора мертвых ходов 4, заклиненного на
шпинделе. Перестановка поводка на компенса-
торе позволяет регулировать угол поворота бло-
ка шестерен вхолостую на шпинделе, достигая
уравнивания мертвых ходов короткой кинемати-
ческой цепи привода шпинделя и длинной кине-
матической цепи привода стола. Ведущий вал 5
гитары шага сцепляется с блоком шестерен
шпинделя с передаточным отношением 1 : 1
или 4 : 1 посредством однозубой муфты 6. Ру-
коятка включения муфты вынесена на переднюю
плоскость бабки (позиция 7 на рис. 4),. Среднее
положение рукоятки и муфты, при котором
ведущий вал отключен от шпинделя, предназна-
чено для шлифования кольцевых канавок.
Ведущий вал 7 (см. рис. 7) гитары затыло-
вания может быть расцеплен и сцеплен с чер-
вяком привода изделия. Рукоятка включения
6 (см. рис. 4) ведущего вала расположена на
передней плоскости бабки.
В описании кинематической схемы станка
разделы «Привод шпинделя изделия и стола» и
«Привод механизма затылования и врезного
шлифования» (стр. 16, 17) относятся к передней
бабке.
Ходовой винт, механизм коррекции шага
(гр. ПО) и механизм для ввода круга
в нитку резьбы (гр. 100)
Стальной закаленный и шлифованный ходо-
вой винт вращается в двух бронзовых втулках.
Осевые усилия, действующие на винт, воспри-
нимаются бортом винта и двумя бронзовыми
подпятниками. Биметаллическая (состоящая из
бронзы и стали) ходовая гайка своей наружной
резьбой ввинчена в корпус 1 (рис. 8), связанный
со станиной. На ходовой гайке укреплен рычаг 2,
конец которого пружиной поджимается к кор-
рекционной линейке 3. Последняя укреплена
над ходовым винтом на столе. При движении сто-
ла, если коррекционная линейка повернута в
положение, не параллельное оси ходового вин-
та, рычаг 2, скользя по линейке, поворачивает
ходовую гайку. Поворачиваясь относительно
резьбы ходового винта и неподвижного корпу-
са 1, гайка сообщает столу дополнительное пере-
мещение, т. е. осуществляет коррекцию шага.
Винты 10 (см. рис. 4) поворота коррекционной
1S
chipmaker.ru
chipmaker.ru
линейки вынесены на переднюю плоскость
стола.
Перемещением корпуса 1 (см. рис. 6) с
ходовой гайкой относительно станины осущест-
вляется ввод шлифовапьного круга в нитку
шлифуемой резьбы. Винт 12 с лимбом (см. рис. 4)
для перемещения корпуса расположен на перед-
ней стороне станины.
Механизм поперечной подачи и
затылования (гр. 300)
Винт поперечной подачи имеет резьбу на обо-
их концах и две ходовые гайки. Передняя гайка
монтирована в станине, задняя прикреплена к
шлифовальной бабке. Винт удерживается от
вращения, но может перемещаться в осевом на-
правлении. Вращением передней гайки, произ-
водимым через маховик подачи, осуществляется
поперечная подача шлифовальной бабки. Вра-
щением задней гайки, связанной с механизмом
подачи правящих устройств, производится ком-
пенсирующая подача бабки.
Осевым перемещением передней ходовой гай-
ки с винтом подачи осуществляются быстрый
подвод и отвод бабки, затыловочное движение,
врезная автоматическая подача и поперечное
перемещение бабки при шлифовании кониче-
ских резьб.
В описании кинематической схемы станка раз-
делы «Привод механизма затылования и врез-
ного шлифования» и «Привод механизма шлифо-
вания конической резьбы» (стр. 17, 19) относят-
ся к гр. 300.
Шлифовальный шпиндель (гр. 220)
Азотированный шлифовальный шпиндель вра-
щается в биметаллических (свинцовистая бронза
и сталь) подшипниках скольжения с керосиновой
смазкой (см. раздел «Смазка станка»). Пологая
конусная поверхность подшипников позволяет
производить с помощью градуированных гаек
тонкую регулировку весьма малых радиальных
зазоров в подшипниках.
В осевом направлении шпиндель фиксируется
бронзовым подпятником, к которому борт шпин-
деля прижимается пружинами, действующими
через шарикоподшипник.
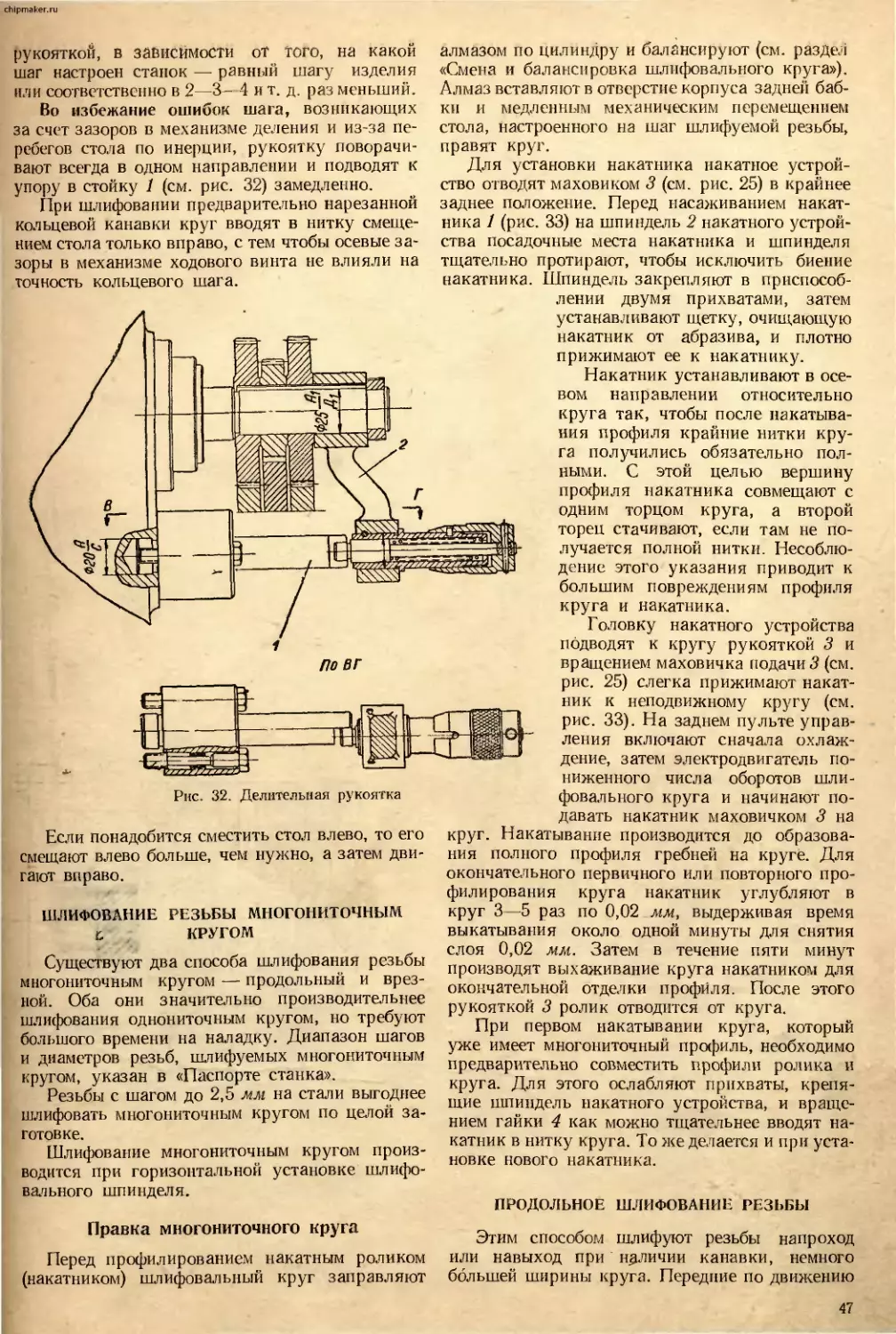
Механизм подачи правящих устройств
(гр. 671)
Основными деталями механизма являются
неподвижное основание 1 (см. рис. 25) и подвиж-
ные салазки 2, на которых укрепляются сменные
правящие устройства. От электродвигателя, ус-
тановленного на основании механизма, через
червячную пару, кулисный и храповой механиз-
мы вращение передается винту подачи салазок.
Подача салазок является дозированной — ко-
нечный выключатель отключает электродвига-
тель после одного двойного хода кулисы и одно-
го рабочего хода собачки храповика. Величина
подачи определяется числом зубьев храповика,
захватываемых собачкой.
Маховичок 3 позволяет производить подачу
вручную и возвращать правящее устройство с
бабкой в исходное положение назад.
Кинематика механизма описана на стр. 19
в разделе «Привод механизма подачи правящих
устройств и компенсирующей подачи шлифо-
вальной бабки».
Автоматическое правящее устройство
(гр. 661)
Основные данные
1. Пределы половины угла заправ-
ляемого профиля шлифовального
круга............................0—30°.
2. Скорость перемещения алмазов при
правке в мм/мин .... 54,6; 27; 13,3.
3. Наибольший ход (качание) алма-
зов в мм........................... 22.
Устройство пускается нажимом кнопки на
главном или вспомогательном пульте управле-
ния станком, и после выполнения одного цикла
правки автоматически выключается микропере-
ключателем, на который воздействует кулиса
правящего устройства. Цикл правки состоит
из одного двойного хода всех алмазов, причем за
первую половину цикла алмазы правят круг, а
за вторую половину — выхаживают.
Скорость перемещения алмазов (при постоян-
ной длине их хода) и длительность цикла правки
регулируется сменными зубчатыми колесами в
соответствии с табличкой, имеющейся на правя-
щем устройстве.
Изменение длины хода боковых алмазов с
наибольшего до наименьшего понижает приве-
денные выше скорости перемещения алмазов
приблизительно на 25%.
Кинематика правящего устройства описана
на стр. 19 в разделе «Привод перемещения алма-
зов автоматического правящего устройства».
* • 4 Г
Рдздел VI. ЭлеКТРОбБОРУДОЬАНЛ;^- J-
станка и электросхемы
- И 3 Ъ Я Т Ы . . I
см. приложение
. ...." - Ч- -— ——-»- ,
chipmaker, ru
Привод передней бабки осуществляется эле-
ктродвигателем постоянного тока, питаемым от
электр< машинного усилителя (ЭМУ) с попереч-
ным полем. Двигатель передней бабки имеет
плавное регулирование оборотов в диапазоне
12— 1S00 об/мин (при постоянном моменте), осу-
ществ1 емое изменением напряжения ЭМУ, и
обороты ускоренного хода (4000 об/мин), полу-
ча 5мые введением в обмотку возбуждения дви-
гатечя ОВ11М сопротивления /СУ, в обмотку
возбуждения тахогенератора — 2СУ.
Обмотки управления ЭМУ 1ОУ и НОУ
включены на выход балансного электронного
усилителя ЭУ; токи и соответственно магнитные
потоки этих обмоток направлены встречно; по-
ток в< .буждения ЭМУ равен их разности. На
в код ектронного усилителя подается разность
напря.. ения задающего сигнала, снимаемого с
регул,. ора оборотов (потенциометра) ПО и на-
пряжения тахогенератора ТГ, пристроенного
к электродвигателю НМ. При возрастании на-
пряж 1 чя задающего сигнала возрастает напря-
жет та входе ЭУ, повышается возбуждение
ЭМУ, растет напряжение ЭМУ и увеличиваются
обороты двигателя НМ.
Эри уменьшении задающего сигнала оборо-
ти двигателя ИМ соответственно снижаются.
При постоянной величине задающего сигнала
стт тжеиие оборотов двигателя НМ (в результате
уш тичения нагрузки.и т. п.) вызывает снижение
напряжения тахогенератора, напряжение на
входе ЭУ увеличивается, возрастает возбужде-
ние и напряжение ЭМУ, обороты двигателя вос-
нав гваются. Отклонение оборотов двигате-
ля эт у> гановленных в сторону увеличения вызы-
вает уг еличение напряжения тахогенератора,
снижение напряжения на ЭУ, снижение возбуж-
ден я и напряжения ЭМУ, уменьшение оборо-
тов двигателя до установленных. Таким образом,
осуществляется поддержание постоянства ско-
рост вращения изделия и перемещения стола.
Включение вращения двигателя в том или дру-
гом .вправлении осуществляется подачей зада-
ющего сигнала соответствующей полярности.
При переходных процессах в цепь электрон-
нс-о усилителя вводится падение напряжения
на * лротивлении СПК, которое действует
встречно задающему сигналу при возрастании
напряжения ЭМУ и согласно ему при сниже-
н ч анряжения. Этим обеспечивается сглажива-
ни. я рсходных процессов, устранение колеба-
ни1 Падение напряжения на сопротивлении
С эзникает за счет протекания тока через
э । ротивление и конденсатор КПК, включен-
н шпряжение ЭМУ, при изменении послед-
и ок через конденсатор пропорционален
6L и изменения напряжения на нем).
выключении пускателей 4КВ и 4КН
с( зление СПК включается на напряжение
Э. оследовательно с сопротивлением СТ,
чт( шечивает лучшее размагничивание оста-
т<1 магнетизма в ЭМУ.
шие обмоток возбуждения двигателя
О’. 1, и тахогенератора ОВТГ и задающего
сг осуществляется через стабилизатор на-
пряжения СП и селеновый выпрямитель ВС
Ток питания возбуждения фильтруется конден-
сатором 1КФ, а задающего сигнала, кроме того,
2КФ. Питание электронного усилителя осуще-
ствляется также стабилизированным напряже-
нием.
На напряжение тахогенератора включен
двухшкальный указатель рабочих оборотов изде-
лия (вольтметр) УО; переключение шкал (допол-
нительного сопротивления ЧСЦ) производится
специальными шинками регулятора оборотов РО.
Электрическая схема управления станка пре-
дусматривает три режима работы станка: 1) руч-
ное управление; 2) автоматизированное управ-
ление; 3) врезное шлифование.
1. Ручное управление. Переключатель 2П
устанавливается в положение «Ручное». При
включении пакетного выключателя В В подается
напряжение на станок, на пульте управления
загорается лампа 1ЛС («Станок под напряже-
нием»).
При первом нажиме кнопки 2КУ («Смазка
круга») включается пускатель 1К, который обес-
печивает самопитание и питание всей схемы уп-
равления, пускает электродвигатель привода
ЭМУ — 2М и вентилятора ЗА4, включает пу-
скатель • 8К электродвигателя насоса смазки
шпинделя круга 4М. Если реле контроля смаз-
ки PC не находится в исходном положении, т. е.
реле 1РП включено, то разомкнуты его контак-
ты в точках 147—55 и пускатели //< и 8К вклю-
читься не могут. Если установлено внутришли-
фовальное приспособление, то нажат конечный
выключатель 13ВК и не включается пускатель 8К-
Когда система смазки шпинделя круга за-
полнится, срабатывает реле PC, включается реле
1РП, замыкаются его контакты в точках 62- (J,.
загорается сигнальная лампа ЗЛС («Смазкй^).
После этого вторым нажатием кнопки 2КУ
включается пускатель ЗК, который обеспечивает
самопитание и пускает электродвигатель кру-
га 1М. Если установлено внутришлифовальное
приспособление, то нормально открытые контак-
ты конечного выключателя 13ВК шунтируют
контакты 1РП в точках 62—В, и пускатель ЗК
включается при первом нажатии кнопки 2КУ.
Выключателем 1В «Охлаждение» на пульте
правки включается и выключается пускатель
2К, который пускает и останавливает электро-
насос охлаждения 6М. Переключатель 1П. («Ох-
лаждение») на переднем пульте в отличие от 1В
имеет еще положение «Автомат», при котором
замкнуты точки 65—59 и пускатель 2К включа-
ется автоматически во время рабочего хода изде-
лия (при замыкании контактов 4КВ) и при
правке (прй замыкании контактов 7К в точках
55- -65).
При работе переключателем 1П выключатель
1Ё должен быть в положении «Выключено».
Если через розетку 2РШ («Охлаждение») под-
ключено приспособление для шлифовки центра,
то двигатель 7М включается аналогично двига-
телю 6А4.
Рукоятка реверса панели управления имеет
два положения: «Вправо» и «Влево», т.е. контакты
:hipmaker.ru
Рис. 13. Схема смазки станка
chipmaker, ru
VII. СМАЗКА СТАНКА
Схема смазки станка показана на рис. 13.
Смазка ответственных трущихся деталей станка
автоматизирована. Смазка большинства тру-
щихся мест станка централизована.
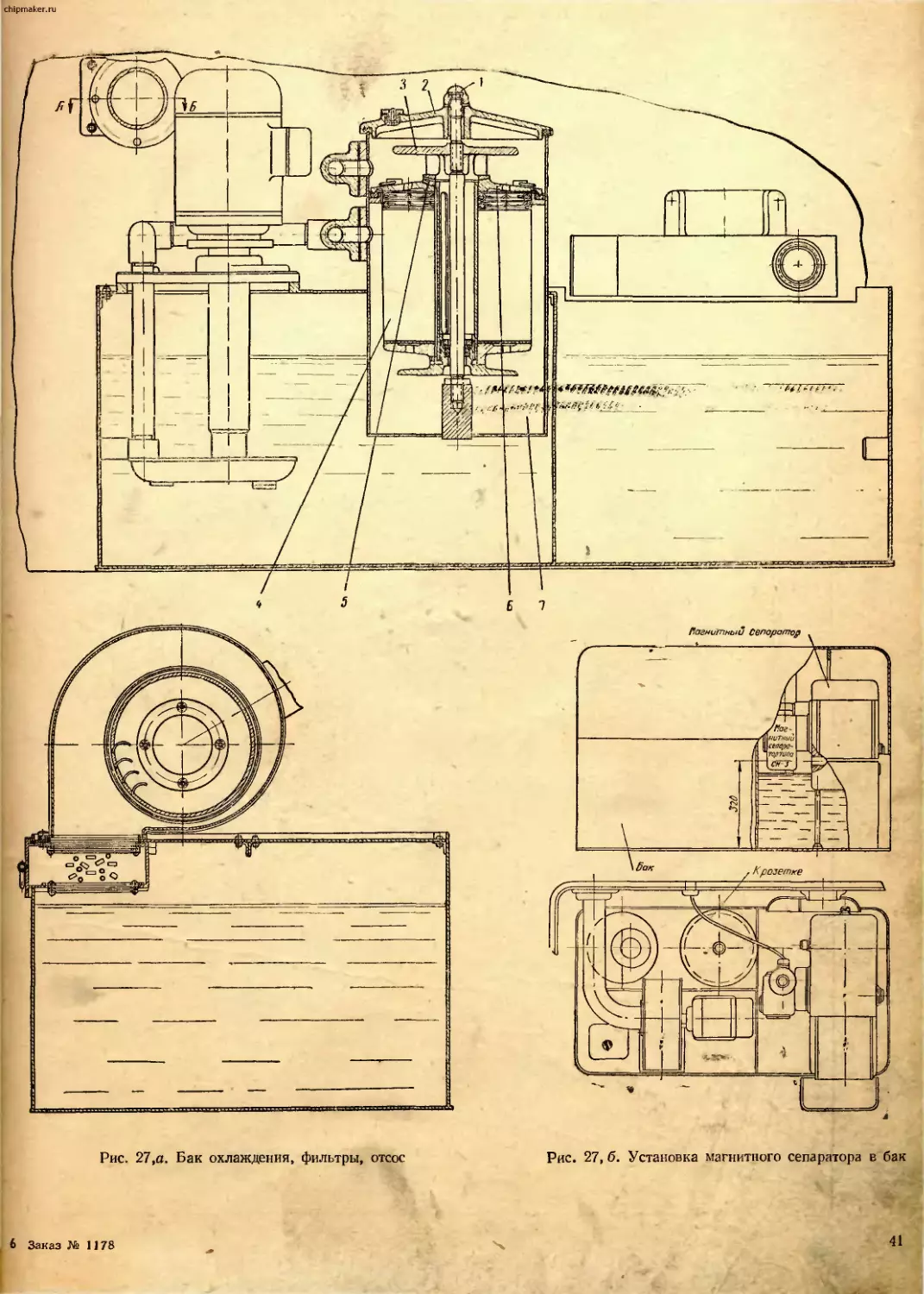
Подшипники шлифовального шпинделя сма-
зываются смесью керосина с маслом от незави-
симой насосной установки. После пуска насоса
смазки смазочная смесь нагнетается из резер-
вуара Р2 через фильтр ФВ2 к подшипникам
Шпинделя.
насосом, смонтированным внутри бабки. Насос
приводится в действие от червяка привода шпин-
деля. Зубчатые колеса бабки смазываются по-
гружением и разбрызгиванием масла, залитого
в бабку.
Подшипники и подпятники ходового винта,
ходовая гайка стола, коррекционная линейка и
сменные зубчатые колеса гитары шага смазыва-
ются автоматически при каждом обратном ходе
стола (когда шпиндель изделия вращается по ча-
Рис. 14. Насосная установка смазки шлифовального шпинделя
Поступление смазки к каждому подшипнику
контролируется наблюдением за фонтанчиком
жидкости в глазках-маслоуказателях <VS и Уе,
расположенных на передней стенке узла шлифо-
вального шпинделя. Сливаясь из подшипников,
смесь заполняет поплавковое реле контроля
смазки 1 (рис. 14), заставляет всплыть поплавок
и замкнуть ртутный переключатель, после чего
может быть включено вращение электродвига-
теля шлифовального шпинделя. В случае пре-
кращения слива смазки из подшипников по-
плавок опускается, и вращение шпинделя авто-
матически выключается.
Подшипники шпинделя изделия и других ва-
лов передней бабки смазываются плунжерным
совой стрелке, если смотреть на фланец шпин-
деля справа). К указанным местам масло нагне-
тается от насосной установки из резервуара Pt
(см. рис. 13) через фильтр ФВ,. От этой же уста-
новки масло подводится к кнопке Му для
ручной централизованной смазки направляющих
стола и шлифовальной бабки, а также механиз-
мов затылования и компенсирующей подачи.
При пользовании смазочной кнопкой Mt
насос смазки пускают
независимо от
вращения шпинделя изделия*^Марки применяе-
мых смазочных материалов и режимы смазки
указаны ниже в спецификации к схеме
смазки.
30
*) Рж всх«иу xeoixdAuN.y’ нажать кнопку и держать ее в
.какали - стоянки аЧоло минутм Перед кач»лом
с» л ед пят* 4-ю переключении <лола
(д* ’ Ч.Дс пггеювалом., 0,5>тмнуты, Что^ьт
с), '«а’ТР. \ се 14 еллитеа мтылеьа-
а •.* yte*.«^индолом..
-f >-ore rxia-pM латы-‘
MNUMWV мала
chipmaker, ru
СПЕЦИФИКАЦИЯ К СХЕМЕ СМАЗКИ СТАНКА
Условное обозначение по схеме Наименование смазочных устройств Режим смазки Марка смазочного материала по ГОСТ Примечание
Р, Резервуар насоса смазки продольных и Пополняется поме- Индустриальное» 12» Масло фильтро-
поперечных направляющих станины, на- правляющих механизма попадания в нит- ку, ходового винта, направляющих гайки перемещения стола, механизма попереч- ной подачи и быстрого подвода и отвода, механизма компенсации, механизма заты- лования, сменных шестерен. Емкость 7 л ре надобности ГОСТ 1707—51 вать
Рг Резервуар насоса смазки шлифоваль- Пополняется по Смесь 90% кероси- Смесь фильтро-
ного шпинделя. Емкость 7 л мере надобности на осветительного ГОСТ 4753—49, 10% масла инду- стриального «20» ГОСТ 1707—51 вать
р> Резервуар насоса смазки передней баб- ки. Емкость 2 л То же Индустриальное «12» ГОСТ 1707—51 Масло фильтро- вать
р. Резервуар автоматического правящего устройства. Емкость 0,5 л » Индустриальное «20» ГОСТ 1707—51 То же
pf Резервуар привода правящего устройства. Емкость 0,02 л То же »
рл Резервуар приспособл. для шлифования фасонных поверхностей Емкость 0,03 л » » »
р, Резервуар редуктора для понижения скорости круга при накатывании профи- » » »
У2 ля. Емкость 0,8 л Маслоуказатель резервуара насоса — — —
У2 смазки Маслоуказатель резервуара насоса смаз- — — ——
1 ки шлифовального шпинделя Смазка натяжного ролика внутришли- фовального приспособления, устройства для правки малого круга, устройства для накатки, универсального устройства правки, автоматического правящего уст- ройства, механизма подачи правящего устройства, устройства для фасонной правки, приспособления для шлифовки фасонных поверхностей, задней бабки, специальной задней бабки, делительного патрона, приспособления для шлифова- ния центров Два раза в смену
зог нш, нш2 ни ФС, ФС2 ФВ, ФВ2 п пк2 У, У. у. у. У-i У. Смазка натяжного ролика передней бабки Насос шестеренный смазки станка Насос шестеренный смазки шлифоваль- ного шпинделя Насос плунжерный смазки передней бабки Фильтр сетчатый резервуара смазки станка Фильтр сетчатый резервуара смазки шлифовальной бабки Фильтр войлочный резервуара смазки станка Фильтр войлочный резервуара смазки шлифовального шпинделя Поплавковое реле контроля подачи смазки шлифовального шпинделя Предохранительный клапан системы смазки станка Предохранительный клапан системы смазки шлифовального шпинделя Маслоуказатель резервуара насоса смаз- ки передней бабки Маслоуказатель подачи смазки к меха- низмам передней бабки Маслоуказатель подачи смазки в левый подшипник шлифовального солинделя Маслоуказатель подачи смазки в правый подшипник шлифовального шпинделя Маслоуказатель резервуара автомати- ческого правящего устройства Маслоуказатель резервуара привода правящего устройства Один раз в 30 дней Отрегулировать на 2 атм То же Солидол жировой «УС-2» ГОСТ 1033—51
*> ПКз ПодпорнЪ/и кпапан системен смазки OmpeZynupoSamb так, umocbi при = 31
Станка. gaSпении ё системе l~l, слоёное отверстие клапана Citner Заперто. Ллапан располагать вертикально.
chipmaker, ru
Продолжение
Условное обозначение по схеме Наименование смазочных устройств Режим смазки Марка смазочного материала по ГОСТ Примечание
у, У1а Маслоуказатель резервуара приспособ- ления для шлифования фасонных поверх- ностей Маслоуказатель резервуара редуктора для понижения скорости крута Полная смена ▼ При смене масла
с2 Слив масла из резервуара смазки станка
" • масла один раз в полгода резервуар промы- вать керосином
с2 Олив сйеси из резервуара смазки шли- фовального шпинделя Полная смена смеси один раз в год То же
С3 Слив масла из резервуара передней бабки Полная смена масла один раз в полгода »
С, Слив масла из резервуара привода правящего устройства Полная смена масла один раз в полгода Трансформатор- ное ГОСТ 982—43 »
112 Смазка внутришлифовального приспо- собления Два раза в смену »
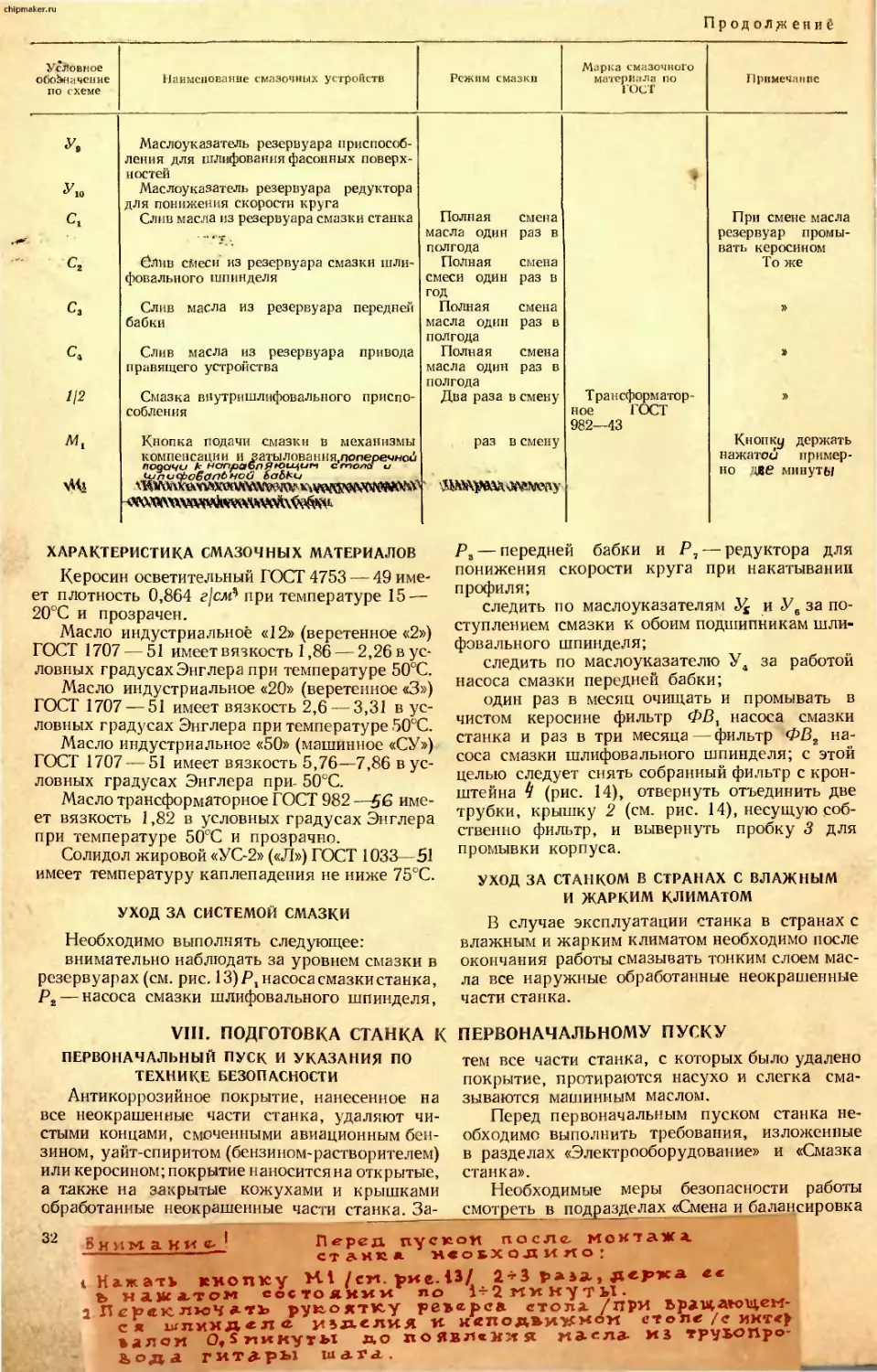
Mt Кнопка подачи смазки в механизмы компенсации и затылования,поперечной лодоче/ к нопраьпрющин cmo/ia и .хе klAW' ~ раз в смену Кнопку держать нажатой пример-
ЛЖУвЛД NWeny но две минуть.
ХАРАКТЕРИСТИКА СМАЗОЧНЫХ МАТЕРИАЛОВ
Керосин осветительный ГОСТ 4753 — 49 име-
ет плотность 0,864 г]см^ при температуре 15 —
20°С и прозрачен.
Масло индустриальное «12» (веретенное «2»)
ГОСТ 1707 — 51 имеет вязкость 1,86— 2,26 в ус-
ловных градусах Энглера при температуре 50°С.
Масло индустриальное «20» (веретенное «3»)
ГОСТ 1707 — 51 имеет вязкость 2,6 — 3,31 в ус-
ловных градусах Энглера при температуре 50°С.
Масло индустриальное «50» (машинное «СУ»)
ГОСТ 1707 — 51 имеет вязкость 5,76—7,86 в ус-
ловных градусах Энглера при- 50°С.
Масло трансформаторное ГОСТ 982 —56 име-
ет вязкость 1,82 в условных градусах Энглера
при температуре 50°С и прозрачно.
Солидол жировой «УС-2» («Л») ГОСТ 1033— 51
имеет температуру каплепадения не ниже 75°С.
УХОД ЗА СИСТЕМОЙ СМАЗКИ
Необходимо выполнять следующее:
внимательно наблюдать за уровнем смазки в
резервуарах (см. рис. 13)Pj насоса смазки станка,
Р2— насоса смазки шлифовального шпинделя,
Р3 — передней бабки и Р, — редуктора для
понижения скорости круга при накатывании
профиля;
следить по маслоуказателям и У, за по-
ступлением смазки к обоим подшипникам шли-
фовального шпинделя;
следить по маслоуказателю У4 за работой
насоса смазки передней бабки;
один раз в месяц очищать и промывать в
чистом керосине фильтр ФВ, насоса смазки
станка и раз в три месяца — фильтр ФВ2 на-
соса смазки шлифовального шпинделя; с этой
целью следует снять собранный фильтр с крон-
штейна # (рис. 14), отвернуть отъединить две
трубки, крышку 2 (см. рис. 14), несущую .соб-
ственно фильтр, и вывернуть пробку 3 для
промывки корпуса.
УХОД ЗА СТАНКОМ В СТРАНАХ С ВЛАЖНЫМ
И ЖАРКИМ КЛИМАТОМ
В случае эксплуатации станка в странах с
влажным и жарким климатом необходимо после
окончания работы смазывать тонким слоем мас-
ла все наружные обработанные неокрашенные
части станка.
VIII. ПОДГОТОВКА СТАНКА К
ПЕРВОНАЧАЛЬНОМУ ПУСКУ
ПЕРВОНАЧАЛЬНЫЙ ПУСК И УКАЗАНИЯ ПО
ТЕХНИКЕ БЕЗОПАСНОСТИ
Антикоррозийное покрытие, нанесенное на
все неокрашенные части станка, удаляют чи-
стыми концами, смоченными авиационным бен-
зином, уайт-спиритом (бензином-растворителем)
или керосином; покрытие наносится на открытые,
а также на закрытые кожухами и крышками
обработанные неокрашенные части станка. За-
тем все части станка, с которых было удалено
покрытие, протираются насухо и слегка сма-
зываются машинным маслом.
Перед первоначальным пуском станка не-
обходимо выполнить требования, изложенные
в разделах «Электрооборудование» и «Смазка
станка».
Необходимые меры безопасности работы
смотреть в подразделах «Смена и балансировка
П^рсд пуском после, мохтажл.
стаик» нсоьхолимо:
32 В Н )' М а Н и
tНажать кнопку МД /си. рие-43/' ******
fe Н 3. ОС Л, Т О М состоянии ЯО 12минуть1.
1 Л £рек люч ятъ рукоятку ргьерса стола, /при
жалом оДмпкуты по гоявл«кхя масла- из труьопро-
а,ода гитары шага.
chipmaker.ru
шлифовального круга», «Указания по монтажу
и обслуживанию электрооборудования».
Необходимо залить (см. схему смазки станка
рис. 13) 7л фильтрованного масла индустриально-
го «12» ГОСТ 1707—51 в резервуар Рг насоса
смазки станка; 7 л фильтрованной смеси из 90 %
(по объему) керосина осветительного ГОСТ
4753- 49 и 10% । масла индустриального «20»
ГОСТ 1707—51 в резервуар Л2смазки шлифоваль-
ного шпинделя; 2 л масла индустриального «12»
в резервуар (корпус) Р3 передней бабки;
0,5 л масла индустриального «20» в резервуар
Р4 механизма подачи правящих устройств; 0,05 л
масла индустриального «20» в резервуар автома-
тического правящего устройства;
0,8 л масла индустриального «12» в резервуар
Р, редуктора понижения числа оборотов круга;
200 л смеси из 75 % масла индустриального
«12» и 25% сульфофрезола ГОСТ 122—59 в бак
охлаждения;
2 л масла трансформаторного ГОСТ 982—56
в селеновый выпрямитель ВС, укрепленный на
левой продольной стенке станины (см. монтаж-
ную схему электрооборудования, рис. 10).
Внимание!
При подключении станка к сети необходимо
выдержать направление вращения ротора ЭМУ
(электромашинного усилителя), указанное стрел-
кой на корпусе последнего.
Порядок пуска основных электродвигателей
станка следующий (см. рис. 4):
1) пакетным выключателем 1 подают на станок
напряжение;
2) нажимом кнопки «Смазка, круг» на глав-
ном пульте 3 включают насос смазки шпинделя;
когда на пульте 3 зажжется зеленая сигнальная
лампа смазки шпинделя, вторым нажимом кноп-
ки включают вращение круга; стенке cmqnunt>irf(
3) нажимом кнопки на передней Vвключают
насос смазки станка
смазывают направляющие станины, механизмы
поперечной и компенсирующей подач;
4) переключатель «Управление» на главном
пульте ставят в положение «Ручное»;
5) настраивают станок на шаг правой резьбы
3—5 мм;
6) переключатель «Резьба» ставят в' положе-
ние «Правая»;
7) переключатель «Шлифование» ставят в
положение «В одну сторону»;
8) поворотом рукоятки 2 вправо и нажимом
кнопки на ней включить ход стола вправо;
поворотом рукоятки влево и нажимом кнопки
на ней включить ход стола влево.
Для ознакомления со станком рекомендуется
проверить действие всех его механизмов и ко-
манд управления на холостом ходу.
IX. НАЛАДКА СТАНКА И УКАЗАНИЯ ПО РЕЖИМАМ РАБОТЫ
ОБЩИЕ УКАЗАНИЯ ПО НАЛАДКЕ СТАНКА НА
ШЛИФОВАНИЕ НОВОГО ИЗДЕЛИЯ
ОДНОНИТОЧНЫМ КРУГОМ
1. Станок смазывают в соответствии с указа-
ниями данного руководства.
2. Настраивают движение стола на шаг резь-
бы. При установке сменных зубчатых колес обес-
печивают зазор 0,1--0,15 мм между зубьями.
3. Переключатель «Резьба» устанавливают в
положение, соответствующее шлифуемой резьбе
(правой или левой). Переключатель «Шлифова-
ние» ставят в соответствии с выбранным спосо-
бом шлифования (в одну сторону или в обе сто-
роны).
4. Подбирают характеристику шлифовально-
го круга в зависимости от шага резьбы, вида
шлифования и материала шлифуемого изделия.
5. Шпиндель шлифовального круга наклоня-
ют на угол подъема шлифуемой резьбы.
6. Налаживают устройство для правки и
производят правку круга.
7. Балансируют шлифовальный круг предва-
рительно до правки и окончательно после правки.
8. Проверяют центры: оба центра должны
быть чистыми, передний центр не должен иметь
биения; последнее устраняется шлифованием
центра в шпинделе.
9. Кулачки стола устанавливаются на длину
хода.
Автоматический останов ускоренного хода
стола от кулачков применяется при настройке
на шаг резьбы не более 5 мм.
Ускоренный ход стола с ручным остановом
и реверсом включать при настройке на шаг
резьбы не более 12 мм.
10. После проверки профиля и шага прошли-
фованного пробного изделия при необходимости
производят подрегулировку устройства для прав-
ки круга и корректировку шага при помощи
коррекционной линейки.
ДОПУСТИМАЯ СКОРОСТЬ КРУГА
Станок позволяет работать с окружной ско-
ростью шлифовального круга до 45 м/сек (при
диаметре круга 400 мм и 2010 об/мин).
Однако скорости свыше 35 м/сек следует допу-
скать на специальных (скоростных) кругах, ру-
ководствуясь имеющимся на них указанием
о допустимой скорости.
ПОДБОР И УСТАНОВКА СМЕННЫХ ЗУБЧАТЫХ
КОЛЕС ДЛЯ НАСТРОЙКИ ШАГА РЕЗЬБЫ
Установка сменных зубчатых колес для на-
стройки шага правых резьб производится сог-
ласно таблице, помещенной на станине, или
табл. 1 раздела «Паспорт станка». Настройка
левых резьб про-изводится но табл. 2 «Паспорта
станка». В таблицах даются формулы настройки.
Табличный набор ставится на гитару в поряд-
ке, указанном на рисунке. Для шагов до 6 мм
рукоятка 7 (см. рис. 4) находится в верхнем по-
ложении, свыше 6 мм — в нижнем.
5 Заказ № 1178
33
chipmaker.ru
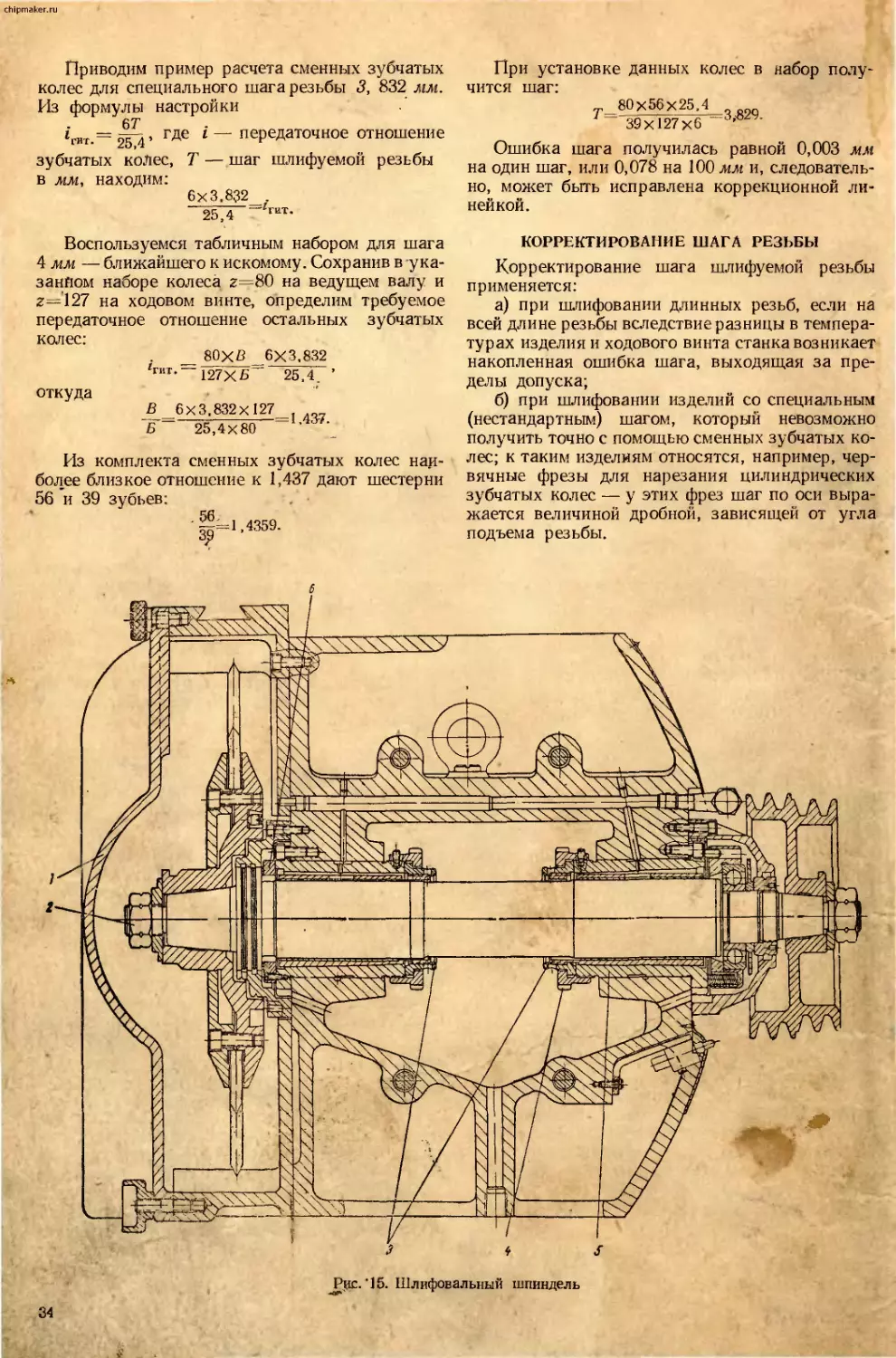
Приводим пример расчета сменных зубчатых
колес для специального шага резьбы 3, 832 мм.
Из формулы настройки
iiniT = , где i — передаточное отношение
зубчатых колес, Т — шаг шлифуемой резьбы
в мм, находим:
6x3.832 .
25 4
Воспользуемся табличным набором для шага
4 мм — ближайшего к искомому. Сохранив в -ука-
занном наборе колеса z=80 на ведущем вaлv и
z=127 на ходовом винте, определим требуемое
передаточное отношение остальных зубчатых
колес:
8СХВ 6X3.832
'гиг- —127ХБ~ 25,4. ’
откуда
В _6х3.832х 127_
Б 25,4X80 ’ _
Из комплекта сменных зубчатых колес наи-
более близкое отношение к 1 437 дают шестерни
56 и 39 зубьев:
При установке данных колес в наоор полу-
чится шаг:
80x56x25,4
7 39x127x6 -3-829-
Ошибка шага получилась равной 0,003 мм
на один шаг, или 0,078 на 100 мм и, следователь-
но, может быть исправлена коррекционной ли-
нейкой.
КОРРЕКТИРОВАНИЕ ШАГА РЕЗЬБЫ
Корректирование шага шлифуемой резьбы
применяется:
а) при шлифовании длинных резьб, если на
всей длине резьбы вследствие разницы в темпера-
турах изделия и ходового винта станка возникает
накопленная ошибка шага, выходящая за пре-
делы допуска;
б) при шлифовании изделий со специальным
(нестандартным) шагом, который невозможно
получить точно с помощью сменных зубчатых ко-
лес; к таким изделиям относятся, например, чер-
вячные фрезы для нарезания цилиндрических
зубчатых колес — у этих фрез шаг по оси выра-
жается величиной дробной, зависящей оз угла
подъема резьбы.
chipmaker.ru
Поворачивая коррекционную линейку, один
из винтов 10 (см. рис. 4) отвинчивают, другой
завинчивают, не затягивая сильно, чтобы не
вызвать изгиба линейки. Для определения вели-
чины и направления поворота линейки руковод-
ствуются табличкой, помещенной на станке.
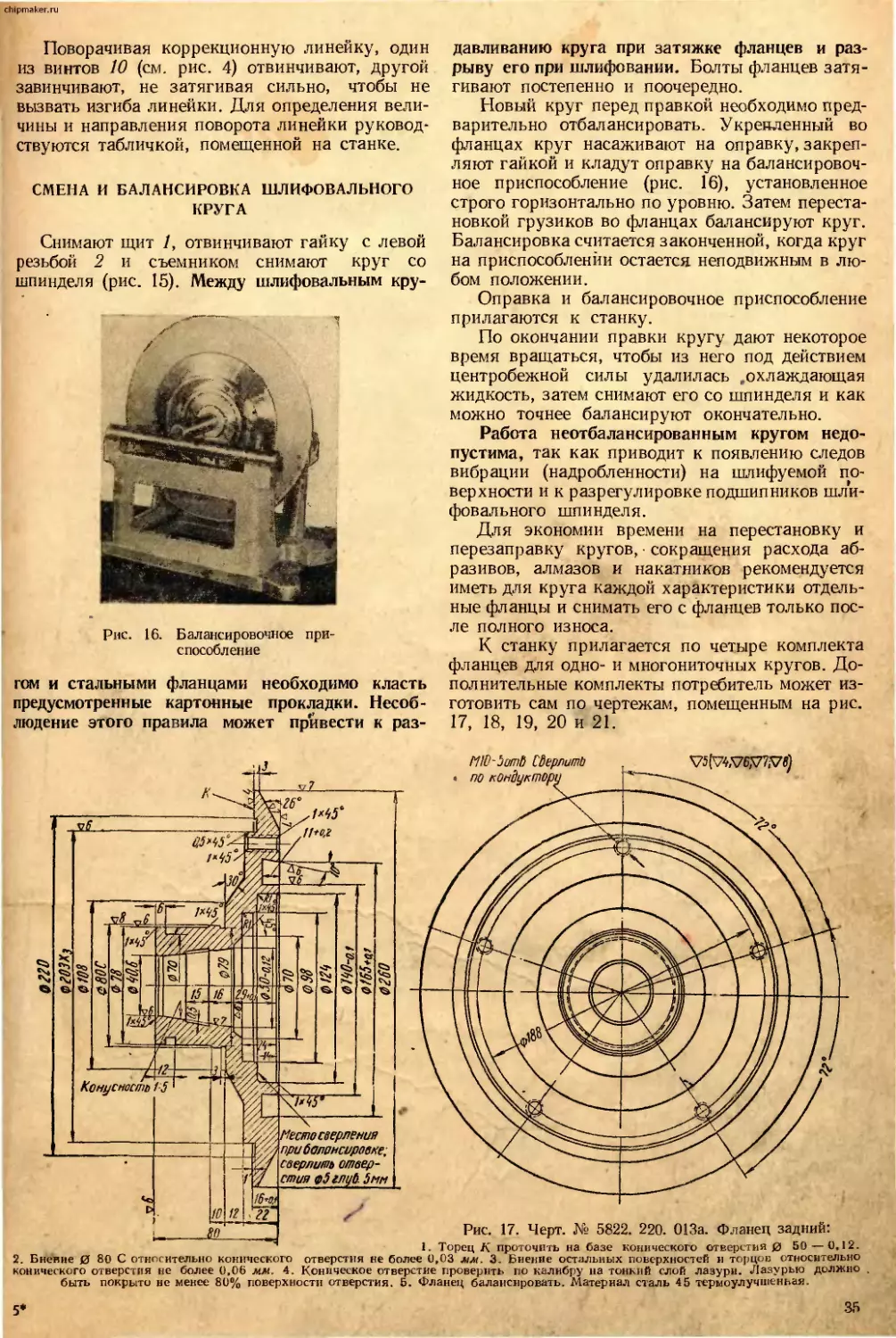
СМЕНА И БАЛАНСИРОВКА ШЛИФОВАЛЬНОГО
КРУГА
Снимают щит 1, отвинчивают гайку с левой
резьбой 2 и съемником снимают круг со
шпинделя (рис. 15). Между шлифовальным кру-
Рис. 16. Балансировочное при-
способление
гом и стальными фланцами необходимо класть
предусмотренные картонные прокладки. Несоб-
людение этого правила может привести к раз-
давливанию круга при затяжке фланцев и раз-
рыву его при шлифовании. Болты фланцев затя-
гивают постепенно и поочередно.
Новый круг перед правкой необходимо пред-
варительно отбалансировать. Укрепленный во
фланцах круг насаживают на оправку, закреп-
ляют гайкой и кладут оправку на балансировоч-
ное приспособление (рис. 16), установленное
строго горизонтально по уровню. Затем переста-
новкой грузиков во фланцах балансируют круг.
Балансировка считается законченной, когда круг
на приспособлении остается неподвижным в лю-
бом положении.
Оправка и балансировочное приспособление
прилагаются к станку.
По окончании правки кругу дают некоторое
время вращаться, чтобы из него под действием
центробежной силы удалилась ^охлаждающая
жидкость, затем снимают его со шпинделя и как
можно точнее балансируют окончательно.
Работа неотбалансированным кругом недо-
пустима, так как приводит к появлению следов
вибрации (надробленности) на шлифуемой по-
верхности и к разрегулировке подшипников шли-
фовального шпинделя.
Для экономии времени на перестановку и
перезаправку кругов, сокращения расхода аб-
разивов, алмазов и накатников рекомендуется
иметь для круга каждой характеристики отдель-
ные фланцы и снимать его с фланцев только пос-
ле полного износа.
К станку прилагается по четыре комплекта
фланцев для одно- и многониточных кругов. До-
полнительные комплекты потребитель может из-
готовить сам по чертежам, помещенным на рис.
17, 18, 19, 20 и 21.
V5(V4,V6X77,Vfl
ВНО-ВотЬ СВерлитЬ
по кондуктор
10
Место сверления
при балансировке;
сверлить отвер-
стия 95 гл у 6.5 мм
65^5
1^5
Рис. 17. Черт. № 5822. 220. 013а. Фланец задний:
1. Торец К проточить на базе конического отверстия 0 0 — 0,12.
2. Бневие 0 80 С относительно конического отверстия не более 0,03 л/л. 3. Биение остальных поверхностей и торцов относительно
конического отверстия не более 0,06 мм. 4. Коническое отверстие проверить по калибру на тонкий слой лазури. Лазурью должно ,
быть покрыто не менее 80% поверхности отверстия. 5. Фла/ зц балансировать. Материал сталь 45 термоулучшеньая.
IS-W
12\ гг"
80__________
Конусность 15
5*
11-ня
35
chipmaker.ru
vj/v'/. ^6,^7/
ip-s отв равномерно no окруж-
\ности-сбероить no юьЗу/атру
is
&
05-00°
Э Проточить на вазе торца П,
обеспечив лараппе/ньностб
мембн обеими ториами
vz
Л7
to,
го
1^
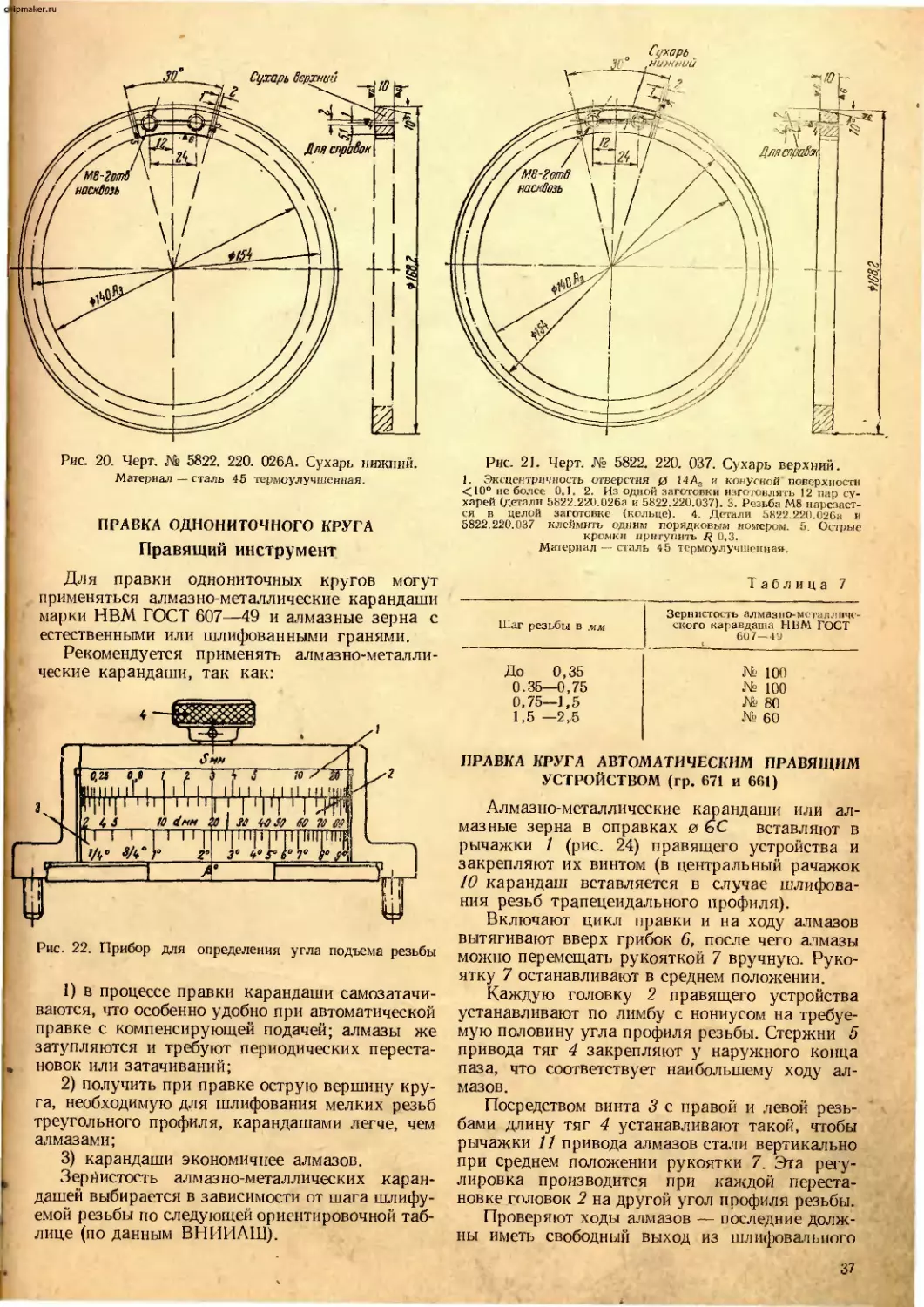
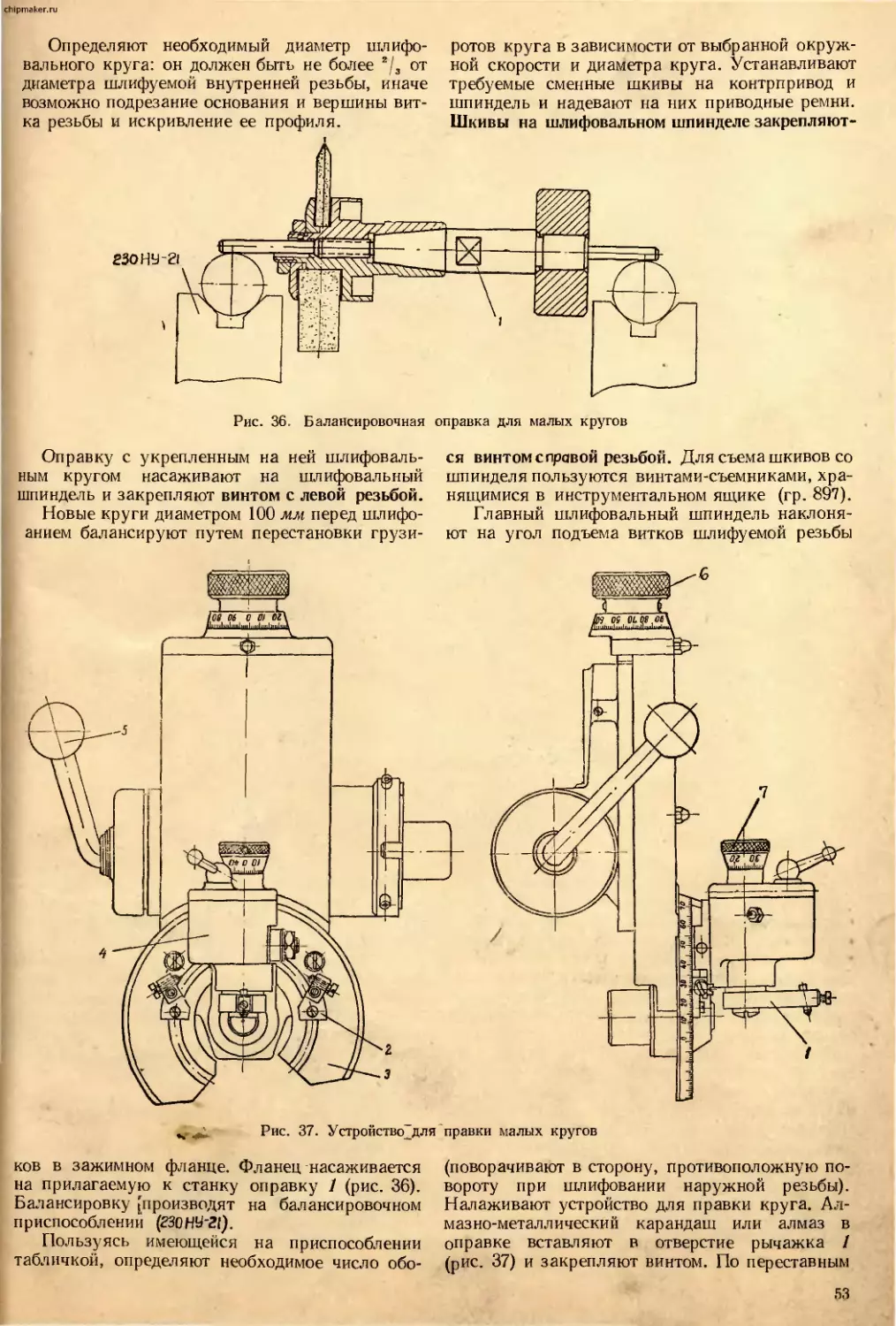
УСТАНОВКА ШЛИФОВАЛЬНОГО КРУГА НА
УГОЛ ПОДЪЕМА РЕЗЬБЫ
Шлифовальный круг должен быть наклонен
на угол подъема резьбы.
Угол подъема резьбы определяют по прибору
(рис. 22), установленному на шлифовальной баб-
ке. Прибор состоит из шкалы шага 1, шкалы
» среднего диаметра 2 и шкалы угла подъема 3.
Вращая грибок 4, совмещают по шкалам извест-
ные величины шага и среднего диаметра резьбы
и отсчитывают напротив стрелки искомый угол
подъема. На рис. 22 читаем: шаг резьбы 3 мм,
средний диаметр 19,5 мм и угол подъема 2°50'.
Угол подъема резьбы, который не охвачен
прибором, подсчитывается по формуле:
где S — шаг резьбы в мм, dcp—средний диа-
метр резьбы в мм.
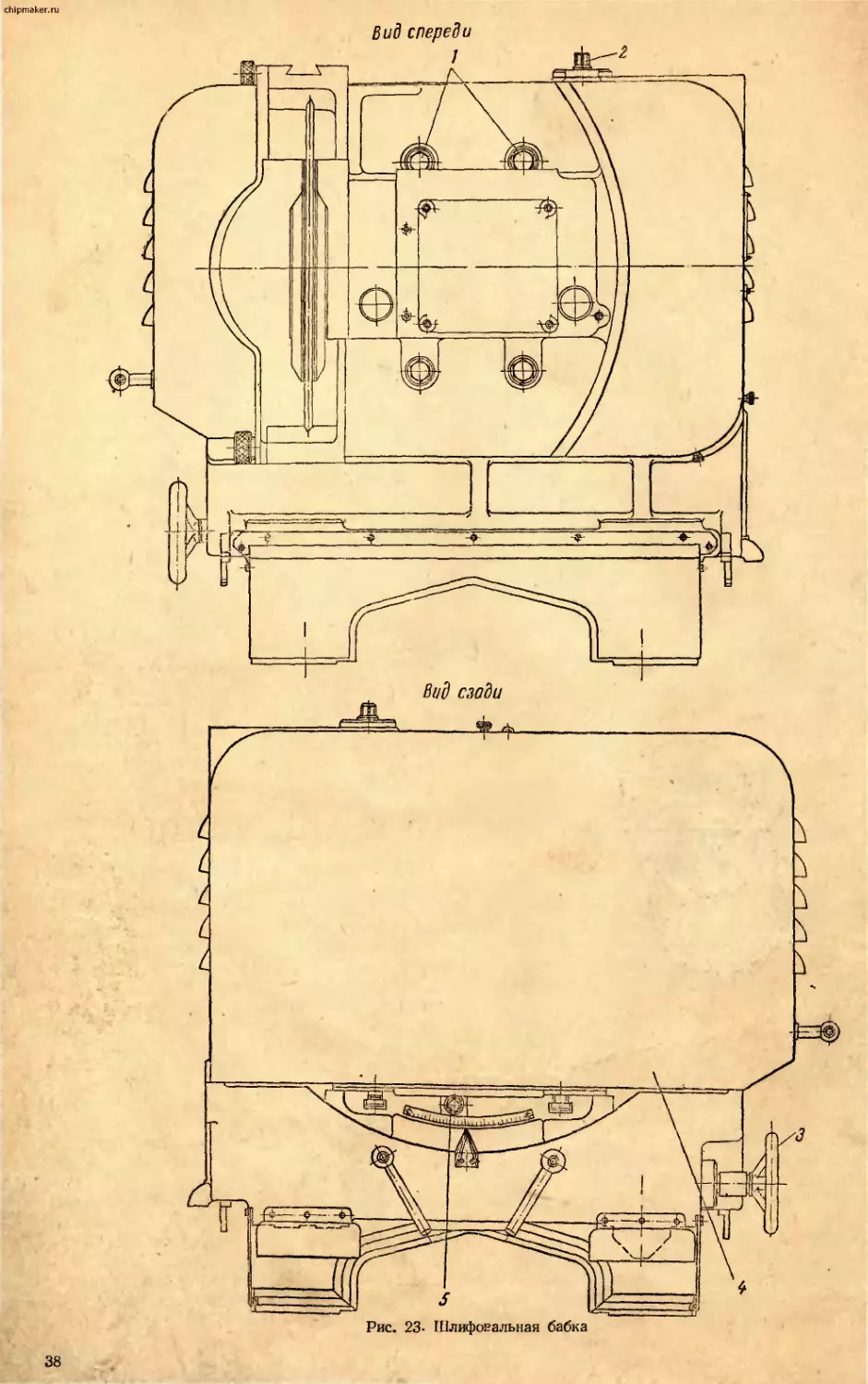
Чтобы наклонить круг, ослабляют гайки 1
(рис. 23) и съемной ручкой вращают квадратный
хвостовик винта 2. Угол наклона отсчитывает-
ся по шкале, помещенной на корпусе шлифоваль-
ного шпинделя.
Электродвигатель шлифовального круга на-
клоняют только при углах подъема резьбы свы-
ше 6°. Для этого отжимают две рукоятки эксцент-
риков на заднем торце шлифовальной бабки и
затем зажимают их вновь.
Натяжение приводных ремней осуществляет-
ся перемещением плиты электродвигателя. Цля
этой цели снимают кожух 4, отпускают гайки
крепления плиты и съемной рукояткой вращают
квадратный хвостовик винта 5.
Vj/ vi V 7, vfi'
Рис. 19. Черт. № 5822. 220. 015а. Фланец задний.
1. Торец К проточить на базе конического отверстия jgr50-0,12. 2. Бие-
ние И80С относительно конического отверстия не более 0,03. 3. Биение
остальных поверхностей и торцов относительно конического отверстии нс более O,(JG. 4. Коническое отв< рстие проверить по
калибру па тонкий слой лазури. Лазурью должно быть покрыто не менее Slf/o поверхности отверстия. 5. Фланец балансировать.
Материал—сталь 45 гермоулучшенная.
Рис. 18. Черт. № 5822. 220. 014а. Фланец нижний
Материал — сталь 45 термоулучшенная.
__j-7.
Ж
Конусность i
Место сверления при
балансировке, свер-
лить отверстия
Ч>5 глуб 5мм I
Ж
1^5°
86
r.ru
Рис. 20. Черт. № 5822. 220. 026А. Сухарь нижний.
Материал — сталь 45 термоулучшенная.
Рис. 21. Черт. № 5822. 220. 037. Сухарь верхний.
1. Эксцентричность отверстия 0 14А3 и конусной поверхности
<10° не более 0.1. 2. Из одной заготовки изготовлять 12 пар су-
харей (детали 5822.220.026а и 5822.220.037). 3. Резьба М8 нарезает-
ся в целой заготовке (кольце). 4. Детали 5822.220.026а и
5822.220.037 клеймить одним порядковым номером. 5. Острые
кромки притупить 0,3.
Материал — сталь 45 термоулучшенна».
шг
ПРАВКА ОДНОНИТОЧНОГО КРУГА
Правящий инструмент
Для правки однониточных кругов могут
применяться алмазно-металлические карандаши
марки НВМ ГОСТ 607—49 и алмазные зерна с
естественными или шлифованными гранями.
Рекомендуется применять алмазно-металли-
ческие карандаши, так как:
Рис. 22. Прибор для определения угла подъема резьбы
1) в процессе правки карандаши самозатачи-
ваются, что особенно удобно при автоматической
правке с компенсирующей подачей; алмазы же
затупляются и требуют периодических переста-
новок или затачиваний;
2) получить при правке острую вершину кру-
га, необходимую для шлифования мелких резьб
треугольного профиля, карандашами легче, чем
алмазами;
3) карандаши экономичнее алмазов.
Зерйистость алмазно-металлических каран-
дашей выбирается в зависимости от шага шлифу-
емой резьбы по следующей ориентировочной таб-
лице (по данным ВНИИАШ).
Таблица 7
Шаг резьбы в мм Зернистость алмазно-моталличс- ского каравдаша НВМ ГОСТ 607—49
До 0,35 № ЮО
0.35—0,75 № ЮО
0,75—1,5 № 80
1,5 —2,5 № 60
ПРАВКА КРУГА АВТОМАТИЧЕСКИМ ПРАВЯЩИМ
УСТРОЙСТВОМ (гр. 671 и 661)
Алмазно-металлические карандаши или ал-
мазные зерна в оправках о GC вставляют в
рычажки 1 (рис. 24) правящего устройства и
закрепляют их винтом (в центральный рачажок
10 карандаш вставляется в случае шлифова-
ния резьб трапецеидального профиля).
Включают цикл правки и на ходу алмазов
вытягивают вверх грибок 6, после чего алмазы
можно перемещать рукояткой 7 вручную. Руко-
ятку 7 останавливают в среднем положении.
Каждую головку 2 правящего устройства
устанавливают по лимбу с нониусом на требуе-
мую половину угла профиля резьбы. Стержни 5
привода тяг 4 закрепляют у наружного конца
паза, что соответствует наибольшему ходу ал-
мазов.
Посредством винта 3 с правой и левой резь-
бами длину тяг 4 устанавливают такой, чтобы
рычажки 11 привода алмазов стали вертикально
при среднем положении рукоятки 7. Эта регу-
лировка производится при каждой переста-
новке головок 2 на другой угол профиля резьбы.
Проверяют ходы алмазов — последние долж-
ны иметь свободный выход из шлифовального
37
chipmaker.ru
Вид спереди
Рис. 23- Шлифовальная бабка
38
chipmaker.ru
круга в начале и конце хода, а при среднем по-
ложении рукоятки 7 оба алмаза должны остано-
виться один против другого. Исправить распо-
ложение алмазов можно, повернув рычажки / на
их шпинделе.
Если шлифуемая резьба должна иметь пря-
молинейный профиль в сечении, перпендикуляр-
ном направлению нитки (например, шлифуется
Рис. 24. Автоматическое правящее устройство
конволютный червяк), то сегмент- 9 правящего
устройства наклоняют на угол подъема нитки
резьбы и закрепляют эксцентриком 8. Во всех
остальных случаях шлифования сегмент 9 дол-
жен находиться в нулевом положении.
Рис. 25. Механизм подачи правящих устройств
По табличке, помещенной на правящем уст-
ройстве, устанавливают требуемую скорость
перемещения алмазов. Наименьшая скорость
(с временем правки 200 сек.) предназначена для
правки под шлифование резьб мелкого шага и
для получения наиболее высокой чистоты шли-
фуемой поверхности. Наибольшая скорость (с
временем правки 50 сек.) обеспечивает более
высокую производительность шлифования с не-
которым снижением чистоты шлифуемой поверх-
ности.
Отвернув гайки 4 (рис. 25) храпового меха-
низма, поворачивают регулятор подачи правя-
щего устройства, устанавливают необходимую
подачу и закрепляют гайки.
Для чистового шлифования' рекомендуется
наименьшая подача правки — 0,015 мм.
В процессе отладки подача правящего уст-
ройства и правка могут осуществляться от руки
маховиком 3 по лимбу и рукояткой 7 (см. рис. 24).
Автоматическая правка осуществляется на-
жимом кнопки «Правка» на главном пульте уп-
равления станком или на пульте управления
правкой 24 (см. рис. 4).
Для предохранения алмазов и станка в це-
лом от преждевременного износа правку необхо-
димо производить обязательно с охлаждением.
ШЛИФОВАНИЕ ПЕРЕДНЕГО ЦЕНТРА
Для повышения точности шлифуемой резьбы
острие переднего центра шлифуют в шпинделе
изделия с помощью специального прнспособле-
Рис. 26. Приспособление для шлифовки центра
ния с встроенным электродвигателем (рис. 26).
Приспособление закрепляют на столе станка и
подключают к штепсельной розетке 25 (см.
рис. 4).
УКАЗАНИЯ ПО РЕЖИМАМ ШЛИФОВАНИЯ
Существуют два метода резьбошлифования—
глубинный и скоростной. При глубинном методе
шлифуют с большой глубиной резания (до 0,5—
1,5 мм на сторону) и малыми окружными скоро-
стями изделия. При скоростном методе работают
с малыми глубинами резания (от 0,02 мм) и боль-
шими окружными скоростями изделия. Глубин-
ный метод выгоден при больших съемах метал-
ла — шлифование шагов среднего размера по
целой заготовке и шлифование предварительно
нарезанных крупных шагов.
Скоростной метод выгоднее при малых съе-
мах металла—шлифование предварительно наре-
занных средних и мелких шагов, чистовое шли-
фование вообще и шлифование быстрорежущих
сталей в особенности.
39
chipmaker.ru
Однониточным шлифовальным кругом целе-
сообразно шлифовать по целой заготовке резьбы
шагом приблизительно до 2 мм, многониточ-
ным — до 2,5 мм.
Изделия с меньшей точностью по среднему
диаметру, углу профиля и шагу резьбы (детали
машин, метчики) шлифуются с большими глуби-
нами резания и большими окружными скоро-
стями, т. е. более производительно, чем точные
изделия (например, калибры).
Для достижения высшей степени чистоты и
точности при чистовом шлифовании резьбовых
калибров, точных ходовых винтов, точных чер-
вяков и т. п. практикуется последний проходе
минимальной глубиной резания (порядка 0,01 мм)
и низкой окружной скоростью.
Высокие окружные скорости шлифовального
круга позволяют увеличивать окружные скоро-
сти изделия и этим повышать производительность.
Нвэавдиус MW
одоуорадгедед кругами
Следует учитывать, что при увеличении окруж-
ной скорости круга он работает как более
твердый, а при уменьшении — как более
мягкий.
ОХЛАЖДЕНИЕ
Охлаждение в процессе шлифования произ-
водится маслом. Охлаждающее масло препят-
ствует засаливанию круга, предупреждает об-
разование поджогов на изделии и способствует
этим повышению производительности шлифо-
вания и улучшению качества поверхности резьбы.
Лучшие результаты дает осерненное масло
! например, смесь из 75—80% масла индустриаль-
ного «12» (веретенное «2») или индустриаль-
ного «20» (веретенное «3») ГОСТ 1707—51 и
25—20% сульфофрезола ГОСТ 122—46. Однако,
каждое' из двух первых масел может приме-,
пяться и без примеси сульфофрезола.
Перечисленные масла имеют следующую вяз-
кость в условных градусах Энглера при 50°С:
индустриальное «12» — 1,864-2,26; индустриаль-
ное «20» — 2,604-3,31; сульфофрезол—34-3,6.
Сульфофрезол содержит не менее 1,7?6 серы.
Емкость бака охлаждения 200 л.
Охлаждающее масло нагнетается насосом в
фильтр, из которого поступает к соплу охлажде-
ния. Сливающееся из станины масло попадает
в магнитный сепаратор, очищается и поступает
из сепаратора в бак охлаждения.
По мере загрязнения фильтр следует разби-
рать и промывать в керосине. Для этого отвин-
чивают гайку 1 (рис. 27), снимают крышку 2,
отвинчивают фланец 3 и вынимают пакет фильт-
ров 4 из резервуара. Затем, отвернув стопор-
ный винт 5, снимают крышку 6 и разбирают
пакет фильтров для промывания. Перед уста-
новкой фильтра на место резервуар 7 очищают
от ила.
Уход за магнитным сепаратором осуществля-
ется в соответствии с инструкцией завода-пос-
тавщика сепараторов, приложенной к руковод-
ству по станку.
ВВОД КРУГА В НИТКУ ШЛИФУЕМОМ РЕЗЬБЫ
Перед шлифованием предварительно нарезан-
ной резьбы круг должен быть совмещен с ниткой
шлифуемой резьбы.
Пускают стол и изделие. Отпускают рукоят-
ку зажима 26 (см. рис. 4) и медленным вра-
щением винта 12 смещают стол, пока боковая
сторона нитки шлифуемой резьбы не коснется
вращающегося круга (проверяется по искрению
при выключенном охлаждении). Затем грибок
вращают в обратную сторону, отсчитывая деле-
ния по лимбу грибка, пока противоположная
сторона нитки резьбы не коснется круга (по
искрению). Тогда грибок поворачивают в пер-
воначальном направлении на половину числа
делений, отсчитанных по лимбу, заканчивают
этим ввод круга в нитку й рукояткой 26 зажи-
мают механизм.
ПОЛЬЗОВАНИЕ МЕХАНИЗМОМ ПОПЕРЕЧНОЙ
ПОДАЧИ И БЫСТРОГО ОТВОДА ШЛИФОВАЛЬНОГО
КРУГА
Для повышения точности среднего диа-
метра шлифуемой на станке резьбы рекомен-
дуется:
1) лимб поперечной подачи поворачивать вхо-
лостую влево (т. е. против часовой стрелки),
затем закреплять его на маховике и доводить
вправо до откидного упора;
2) быстрый отвод и подвод круга совершать
без рывков и ударов плавным поворотом руко-
ятки 15 (см. рис. 4).
ШЛИФОВАНИЕ РЕЗЬБЫ В ОБЕ СТОРОНЫ
Шлифование с ходом стола в обе стороны вы-
годно при обработке партий изделий или при
обработке длинного изделия с большим чистом
проходов.
Работа может производиться двумя спосо-
бами:
1) шлифование партии изделий с одним про-
ходом и автоматическим или ручным остановом
стола в конце хода; при этом первое изделие
шлифуют с ходом стола вправо, второе — с хо-
дом стола влево и т. д.;
2) шлифование изделий за несколько прохо-
дов вправо и влево с реверсом стола в конце
каждого хода.
При шлифовании по второму способу необхо-
дима наладка компенсатора зазоров. Наладку
производят следующим образом: снимают крыш-
ку 1 на задней стороне передней бабки (рис. 28)
и съемной ручкой, надетой на квадратный хво-
стовик вала 2, вручную проворачивают шпин-
дель, пока винт 3 компенсатора зазоров не ока-
жется доступным для ключа; ослабляют винт 3 и,
вращая гаечным ключом червяк 4, поворачива-
ют хомутик 5 компенсатора на себя или от себя,
изменяя этим задержку реверса шпинделя. Регу-
лировку компенсатора заканчивают, когда иск-
рение круга при пробном шлифовании изделия
вправо и влево становится одинаковым.
Регулировка годна только для поставлен-
ного на станок набора сменных зубчатых колес.
40
chipmaker.ru
Рис. 27, б. Установка магнитного сепаратора в бак
Рис. 27,а. Бак охлаждения, фильтры, отсос
6 Заказ № 1178
41
chipmaker.ru
42
chipmaker.ru
chipmaker.ru
ЗАТЫЛОВАНИЕ
Затылование на станке производится боль-
шим или малым (внутришлифовальным) кругом,
в зависимости от вида изделия. Метчики заты-
луют большим кругом. Резьбофрезы и модуль-
ные червячные фрезы затылуют большим изно-
шенным кругом или малым кругом внутришлифо-
вального приспособления. При затыловании на
центрах малым кругом на стол устанавливают
специальную заднюю бабку (гр. 761). К станку
прилагаются сменные: кулак I для величины
затылования от 0,02 до 0,3 мм (для метчиков) и
кулак II для величины затылования от 0,3 до
4 мм (для фрез).
1. Изделия с прямыми канавками
(метчики, фрезы и т. п.)
Станок настраивают: а) на шаг резьбы изде-
лия; б) иа число канавок затылуемого изделия;
в) на величину затылования в мм.
Настройка на число канавок
На гитару затылования 9 (см. рис. 4) ставят
набор сменных зубчатых колес согласно таблице,
помещенной на крышке стола, или табл. 3 раз-
дела «Паспорт станка».
Настройка на величину затылования
Опускают влево — вниз рукоятку быстрого
отвода шлифовальной бабки, снимают крышку
станины (слева от маховика подачи) и при отпу-
щеннсйт винте 1 (рис. 29) ставят на вал 2 требу-
емый кулак затылования. При установке кулака
надпись «Правая» и «Левая», гравированная на
нем, должна соответствовать направлению резь-
бы затылуемого изделия. Установив колодку 4
по шкале на требуемую величину затылования,
закрепляют ее болтом <3, после чего завинчивают
винт 1.
Процесс затылования
Станок настраивают так, чтобы затылование
начиналось от передней грани зуба. Этого
достигают вращением вала дифференциала 1
(рис. 30) вручную с помощью насаживаемого на
вал маховичка с осевыми отверстиями^ без вы-
ключения затылования. Закончив настройку,
маховичок надвигают ближайшим его отверсти-
ем на неподвижный штифт гитары дифференци-
ала —отим вал дифференциала предохраняется
от самопроизвольного проворота.
Если в затыловании должна участвовать ги-
тара диффе; енциала,
РРЙКУ' •доушгствлжо^
Затылование производят с ходом стола в одну
сторону. После рабочего прохода отводят круг
и включают обратный ускоренный ход стола,
пользуясь одной рукояткой пуска 2.
! Если настройка шага резьбы произведена
в положение х1 рукоятки 7 (см. рис. 4), то
44
обратный ход стола можно дополнительно
ускорить в четыре раза, включив рукоятку 7
в положение х4.
По окончании ? затылования винт 1 (см.
рис. 29) отвинчивают, с тем чтобы винт подачи
дошел до неподвижного упора в станине.
2. Изделия с кольцевой нарезкой
и прямыми канавками (резьбофрезы)
Изделия с кольцевой нарезкой затылуют при
неподвижном столе и горизонтальной установке
шлифовального шпинделя. Стол перемещают на
шаг нарезки вручную с помощью делительного
приспособления (см. раздел «Ввод круга в коль-
цевую нитку и шлифование кольцевой нарез-
ки»), Затылование партии резьбофрез произво-
дительнее выполнять многониточным кругом.
3. Метчики с конической резьбой
Станок настраивается, каг ’и для затылова-
ния изделий с цилиндрической резьбой, затем
производится настройка на шлифование кони-
ческой резьбы.
4. Изделия с многозаходной резьбой
(метчики, червячные фрезы длч нарезания
червячных колес и т. п.)
Затылование изделий с многозаходной резь-
бой возможно на станке лишь при условии
кратности числа канавок числу заходов резьбы.
Деление на заходы резьбы производится с
помощью делительного патрона (см. раз л.л
«Шлифование многозаходных резьб»).
5. Изделия со спиральными канавками
(червячные фрезы, специальные метчики)
На гитару затылования устанавливают на-
бор сменных зубчатых колес в соответствии с чис-
лом канавок затылуемого изделия по таблице,
помещенной на крышке передней бабки.
На гитару дифференциала 2 (см. рис. 30)
устанавливают набор сменных зубчатых колес в
соответствии с углом подъема (или шагом) спи-
ральных канавок изделия. Для стандартных чер-
вячных фрез ГОСТ 3346—46 до модуля 2,75 лги
применяют наборы по табл. 4, а для прочих
изделий пользуются табл. 6 «Паспорта станка»
или рассчитывают наборы по формулам, указан-
ным в таблицах. При расчетах рекомендуется
ориентироваться на имеющийся на станке комп-
лект сменных зубчатых колес.
6. Резьбофрезы со спиральными канавками
После настройки на число канавок, как ука-
зано выше, на гитару дифференциала устанавли-
вают набор сменных зубчатых колес согласно
табл. 5 «Паспорта станка».
аал i *у«-к . up J »М€.ЖИО«^ взубчлю-;
ЬКВОЛиМ-Ое П-рИ ЭТОМ К4 С Другими КОЛч,*^ми.
hipmaker, nt
i ЙЖ'М’/Д- У fl*' J -’r.. *
- й ?:r • " . liinnvic:: ’.и—рятфс ?*? тюрдд ^JR
устанозогг-1?. •¥ • спл ro rcnrxx у чергя-аг* i .'T и тчхмВДЦН
юясв'Г.м . ик оологию гПримананнув г данном опись: а.
Т? ввдутеагся р^зъба, .£ торой чередуется о
шадыг. FKiOt / г. ре ан» до -ено а«чя.
Ш а>кс г ыатчики,.-- ко торых на раених nepuriffl
»-, ,г ' • • * и один epe^fii- осгс - г?я зуб • ojr.r'o
у т «ъ бм»2ри атом ша ' эстг. обре ; ;сн ле тол*-
’К- по о^п'.'хисг-й дег.-чдеа,нэ и до & ••' юм - яс :•« -ди itepu
-та ' .жиг ";. й’ .'С н^ьтййЙ
’ v>y j'Ti ъ •’1 j г • "п • ’• IЯ - л
- *
-f’JbSbi - рте об«ее название чересвагомых К
.
, я мает*..: з< етггж* аа in Лазание прера истых pt лб же -
Об х . ' ibHwi; чудак, лотор-’2 q -о изготовить ас прилага-
ло'.’ аолизу (р . cSa).E е 2 пригоден для зл»’ о пин пез$б с т-
* • 4 j ; о ы. .' -
Яорял.^ ней 'е :isi стачка на шлифогай! драю и М‘й1
nS.ли pec.'Zu e.i-...,; юшй:
. ('ci. . из-гралвагг па w и .аи..• у^м<». резьг’у» ]
. ,. круг^иавериу’Жи а угод п йа рвзьб^эа41
.со-' -&*•*,;-* - про’^в^оэстъето .р; эчг пр
хм; vH -7лч;; ре&т/.-. ..„.яхика яйжхдаческего поиояа/ср - :•/•. /я^ц-
<Н/ 1? Ki те f ь на -и ..еЕЗ-уге шага I
*• вбм /Йро»$р/ га на кяфгедопа по знипк i-najpbr* ^.ийсг^л-
х:> ]
• . Fa • ’'. я -чин Йанжа ус . и уг > ./
f' ' Ч2>1’ occc-jeii'Tsr 6 яг —--j^ -”5 > 1 •»’ iir*’L’4^ f
l_F *L<. W
грд врет лох ’ /<- <~s л*яа ат -
4. ,л;а >мадагад sa2« г .-мосте xyaafe • .^• • '.лг
.•• X’. иьа1$т ,гас ^qt/вааий др/>члс.. -л регхС»три дмг --*5*
о. г..- нз чз ’* ."*яет 1И’ЛО'5сюет& за. с дик обз-ют дли.: глмйр й«-
/я!
Узит, .•. про л 'дииоз- по wo ’май npei»epwm &PW
нсЗ . ;п хе у изск 1лко пуютс . 1 с р. Зочш ходози с*Юла з Г .«Г
сгорм» .ria рИмм ss;e >-зйг:те . 'о 9ш.в«зеа w ofeviro-
M IRPC
. Kk» J
1г», г 1 fa
Kfc»
Titr. mnAn
i
Bern.
Ml< i --»
chipmaker.ru
- протмз часовой стрелки, если, смотреть на передний центр cnpass>.
Число обороте в изделия не должно превышать 10*1? в минуту.
Настройки на шлифование калибров и метчиков отличаются
одним: прь шлифовании метчиков вход и выгод круга кз срезаемых
виткоь резьба должен при^гсдигься на струтечиую канавку метчике,^
т.е. происходить и ь воздухе".При этом допустим небольшой под-
рез префил1 резьбы у задней кромки пара метчика.Матчи!» получав с
незатклегандыми.
Ход возьратно-поступет.,лыгго движения ш«ифС1 шпжой бабки
с* анка при ялиильании прернзястых резьб делже-й ’быть немного
бельпе/минимально 0,1/ вгеотч профиля шлифуемой резьбу.Ход баб-
ки регулируется перестановкой колодкг /см.йиг.29/ на рычите, ме-
ханизма аатилозания: при стоянке колодки ч на деление 4 мм
ешш’ механизме затыловало ход йаг.ФИ раЕСЬ.при;1ерло,2,б мм,а
при установке на деление 0,4 рс/адн,примерно,0,26ш:
Наетройка стейка на шли^ьаме шахматных метчйков отлича-з-
ся от настройки на Черес .arc еую резьбу ск-едушим:
Т. На гитару ватжогагйя устав
ран с передаточным о^нойэнивм гит.~—, где
перье?» илтуемого метчика.Пси дэипей настройте ку* -к
. оборотов па один оборот изделия, длл трехйерногм
(/ ГИТ. «-----Zn- X "4rtn
оаат набор сменных шест'л
- шел»
aoirp*aei
и» тика
2. Число обороток изданя яг должно прзнвть
МЗКРС
<кь»
Тип изделия
lnr t N
। Всего
ЛИСТОВ
Рау аортное Ьиение поверхности R38*QtZ
относительно om&. £353 не Ьорее o,cqshim.
Материям Oro. '37P
fVep^oobpctbcmKcf Cm
Puc 23- КулаК алл шлиаоо^с/нил .if>ep(>touc/ribixp?3f>S.
chipmaker.ru
Рис. 29. Механизм поперечной подачи и затылования
7. Маточные и плашечные метчики
Маточные и плашечные метчики, у которых
заборная часть имеет конусность по среднему
диаметру резьбы, шлифуются с применением спе-
циальных сменных копирных линеек, закрепля-
емых в пазу стола. В остальном настройка стан-
ка такая же, как при шлифовании метчиков с ко-
нической резьбой.
ШЛИФОВАНИЕ МНОГОЗАХОДНЫХ РЕЗЬБ
При шлифовании резьб с числом заходов два
и четыре, если ход резьбы настроен с примене-
нием звена четырехкратного увеличения шага,
деление на заходы резьбы выполняют переключе-
нием рукоятки 7 (см. рис. 4) без делительного
патрона.
45
chipmaker.ru
Для шлифования многозаходных резьб, кро-
ме четырех заходных, применяется делительный
патрон.
Из планшайбы делительного патрона вывин-
чивают пробку 1 (рис. 31) и через открытое
отверстие укрепляют патрон четырьмя винтами 2
на фланце шпинделя передней бабки, затем
пробку 1 завинчивают на место, чтобы охлаж-
дающее масло не проникало
внутрь патрона.
Деление на заходы резьбы
осуществляют поворотом план-
шайбы патрона, для чего квад-
ратный хвостовик 3 фиксатора
поворачивают на себя ключом
S = 8 мм. Сначала все захо-
ды резьбы шлифуются пред-
варительно, затем окончательно.
Делительный патрон снимают с
конуса шпинделя с помощью
отжимного винта 4, доступ к
которому открывается через
резьбовое отверстие в планшай-
бе патрона.
ШЛИФОВАНИЕ КОНИЧЕСКИХ
РЕЗЬБ I__
Перед шлифованием кониче-
ской резьбы рекомендуется уста-
новить на центры станка ци-
линдрическую оправку, равную
по длине изделию с конической
резьбой, и выверить по оправке установку зад-
ней бабки на цилиндричность. Затем, установив
на центры заготовку изделия, выполняют сле-
дующее.
1. Кулачки 19 (см. рис. 4) устанавливают на
длину хоца стола, обеспечив перебег шлифоваль-
ного круга не менее 5 мм с левой стороны
резьбы изделия.
2. Опускают вниз рукоятку быстрого отвода
шлифовальной бабки и поворачивают кулак
затылования так, чтобы имеющаяся на его сту-
пице риска была спереди (чтим предотвращается
самопроизвольный проворот кулака затылова-
ния под давлением рычага с роликом, так как
под ролик подводится нижняя точка профиля
кулака).
3. Колодку 4 (см. фиг. 29) рычага затыло-
вания устанавливают на деление 0,2 мм.
4. В паз стола вставляют копирную линей-
ку, соответствующую требуемой конусности
резьбы. Скос линейки надвигают на ролик
толкателя станины так, чтобы при ходе стола
линейка не сходила с ролика. Затем линейку
закрепляют, прижав ее борт к нижней плоско-
сти стола.
5. Винт 1 отвинчивают до упора. Шлифоваль-
ную бабку подводят вперед рукояткой отвода и
шлифуют коническую резьбу ходом стола влево.
Незначительные ошибки угла конусности
резьбы исправляют перемещением колодки 4
(передвигание последней вправо уменьшает ко-
нусность).
По окончании шлифования копирную линей-
ку снимают со стола.
Примечание. Передаточное отношение от копир-
ной линейки к шлифуемой резьбе 2,148 : 1 (т. е. изменению
уклона линейки на 2,148 мм соответствует перемещение
шлифов, бабки па 1 мм). Этим отношением следует пользо-
ваться потребителю при необходимости изготовления ко-
пирных линеек для резьб с нестандартной конусностью.
Рис. 31. Делительный патрон
ВВОД КРУГА В КОЛЬЦЕВУЮ НИТКУ И
ШЛИФОВАНИЕ КОЛЬЦЕВОЙ НАРЕЗКИ
Настройка станка на шлифование изделий с
кольцевой нарезкой, а также изделий типа пло-
ских плашек и зубчатых реек производится в
следующем порядке.
Станок настраивают на шаг изделия. Для ша-
гов до 3 мм или до модуля 1 мм гитару настраи-
вают на требуемый шаг непосредственно по таб-
лице настройки шага резьбы. Если шаг изделия
превышает 3 мм или модуль 1 льи то гитару на-
страивают по таблице на шаг в 2—3-^4 и т. д.
раз меньше требуемого в зависимости от вели-
чины шага.
В отверстие, имеющееся на левом торце пе-
редней бабки, вставляют стойку 1 делительного
приспособления (рис. 32) и закрепляют ее вин-
тами. На ведущий вал насаживают делитель-
ную рукоятку 2 и медленным поворотом доводят
ее до упора в стойку 1.
Рукоятку включения хода стола 7 (см. рис. 4)
ставят в нулевое положение.
Шлифование изделий производят одно- или
многониточным кругом при неподвижном столе
с горизонтальной установкой шлифовального
шпинделя.
При шлифовании однониточным кругом по-
следний после обработки каждой нитки изделия
отводят и стол перемешают на очередной шаг.
Для перемещения стола на шаг совершают
1—2—3—4 или более оборотов делительной
46
chipmaker.ru
рукояткой, в зависимости от того, на какой
шаг настроен станок — равный шагу изделия
или соответственно в 2—3— 4 и т. д. раз меньший.
Во избежание ошибок шага, возникающих
за счет зазоров в механизме деления и из за пе-
ребегов стола по инерции, рукоятку поворачи-
вают всегда в одном направлении и подводят к
упору в стойку 1 (см. рис. 32) замедленно.
При шлифовании предварительно нарезанной
кольцевой канавки круг вводят в нитку смеще-
нием стола только вправо, с тем чтобы осевые за-
зоры в механизме ходового винта не влияли на
точность кольцевого шага.
Если понадобится сместить стол влево, то его
смещают влево больше, чем нужно, а затем дви-
гают вправо.
ШЛИФОВАНИЕ РЕЗЬБЫ МНОГОНИТОЧНЫМ
С. КРУГОМ
Существуют два способа шлифования резьбы
многониточным кругом — продольный и врез-
ной. Оба они значительно производительнее
шлифования однониточным кругом, но требуют
большого времени на наладку. Диапазон шагов
и диаметров резьб, шлифуемых многониточным
кругом, указан в «Паспорте станка».
Резьбы с шагом до 2,5 мм на стали выгоднее
шлифовать многониточным кругом по целой за-
готовке.
Шлифование многониточным кругом произ-
водится при горизонтальной установке шлифо-
вального шпинделя.
Правка многониточного круга
Перед профилированием накатным роликом
(накатником) шлифовальный круг заправляют
алмазом по цилиндру и балансируют (см. раздел
«Смена и балансировка шлифовального круга»).
Алмаз вставляют в отверстие корпуса задней баб-
ки и медленным механическим перемещением
стола, настроенного на шаг шлифуемой резьбы,
правят круг.
Для установки накатника накатное устрой-
ство отводят маховиком 3 (см. рис. 25) в крайнее
заднее положение. Перед насаживанием накат-
ника 1 (рис. 33) на шпиндель 2 накатного устрой-
ства посадочные места накатника и шпинделя
тщательно протирают, чтобы исключить биение
накатника. Шпиндель закрепляют в приспособ-
лении двумя прихватами, затем
устанавливают щетку, очищающую
накатник от абразива, и плотно
прижимают ее к накатнику.
Накатник устанавливают в осе-
вом направлении относительно
круга так, чтобы после накатыва-
ния профиля крайние нитки кру-
га получились обязательно пол-
ными. С этой целью вершину
профиля накатника совмещают с
одним торцом круга, а второй
торец стачивают, если там не по-
лучается полной нитки. Несоблю-
дение этого указания приводит к
большим повреждениям профиля
круга и накатника.
Головку накатного устройства
подводят к кругу рукояткой 3 и
вращением маховичка подачи 3 (см.
рис. 25) слегка прижимают накат-
ник к неподвижному кругу (см.
рис. 33). На заднем пульте управ-
ления включают сначала охлаж-
дение, затем электродвигатель по-
ниженного числа оборотов шли-
фовального круга и начинают по-
давать накатник маховичком 3 на
круг. Накатывание производится до образова-
ния полного профиля гребней на круге. Для
окончательного первичного или повторного про-
филирования круга накатник углубляют в
круг 3—5 раз по 0,02 мм, выдерживая время
выкатывания около одной минуты для снятия
слоя 0,02 мм. Затем в течение пяти минут
производят выхаживание круга накатником для
окончательной отделки профиля. После этого
рукояткой 3 ролик отводится от круга.
При первом накатывании круга, который
уже имеет многониточный профиль, необходимо
предварительно совместить профили ролика и
круга. Для этого ослабляют прихваты, крепя-
щие шпиндель накатного устройства, и враще-
нием гайки 4 как можно тщательнее вводят на-
катник в нитку круга. То же делается и при уста-
новке нового накатника.
ПРОДОЛЬНОЕ ШЛИФОВАНИЕ РЕЗЬБЫ
Этим способом шлифуют резьбы напроход
или навыход при наличии канавки, немного
большей ширины круга. Передние по движению
47
ipmaker.ru
Рис. 33. Устройство для накатывания круга
chipmaker.ru
стола гребни круга выполняют предварительное
шлифование, последние гребни — окончатель-
ное. При увеличении ширины шлифовального
круга растет его стойкость, но увеличивается
перебег стола. Поэтому ширину круга соразме-
ряют с длиной шлифуемой резьбы: резьбы дли-
ной примерно до 200 мм шлифуют кругом шири-
ной 20 мм, а резьбы большей длины — кругом
шириной 40 мм.
ВРЕЗНОЕ ШЛИФОВАНИЕ РЕЗЬБЫ
Врезное шлифование применяется для изде-
лий, у которых длина резьбы не более 36 мм (при
ширине шлифовального круга 40 мм). Врезным
способом целесообразно также шлифовать изде-
лия с кольцевой нарезкой и фасонные круглые
изделия (например, резьбофрезы и резцы). Врез-
ное шлифование совершается приблизительно за
1’/4 оборота изделия. Вначале круг за Уг оборота
изделия равномерно врезается в него на пол-
ную или установленную глубину профиля. За-
тем следует полный оборот изделия, и проход
заканчивается. Наладка станка и шлифование
резьбы в зависимости от шага и высоты профиля
производятся за один, два или три прохода сле-
дующим образом.
Стол настраивают на шаг резьбы.
На вал механизма затылования вместо кула-
ка затылования насаживают кулак врезания III
(надпись «Верх», имеющаяся на ступице кулачка,
должна быть наверху).
На гитару затылования устанавливают смен-
л 30x30
ные зубчатые колеса др—190 согласно имею-
щейся на станке таблице.
Колодку 3 механизма затылования (см. рис.29)
устанавливают по верхней шкале рычага наделе-
ние, соответствующее требуемой глубине прохо-
да шлифования. На главном пульте управления
станком переключатели «Управление» и «Охлаж-
дение» ставят в положение «Автомат», а переклю-
чатель «Резьба» — в положение, соответствую-
щее направлению шлифуемой резьбы (правая
или левая).
По установленному на станке изделию и шли-
фовальному кругу определяют исходное поло-
жение стола из расчета, что при шлифовании он
переместится на длину около двух шагов шлифу-
емой резьбы (если шлифуют резьбу, а не кольце-
вые канавки). Маховиком подачи подводят круг
до касания с изделием. Для останова изделия
в крайних положениях пользуются специаль-
ными кулачками 14 (см. рис. 4) шлицевого вала.
Последние вводят в действие поворотом распо-
ложенного на столе квадратного хвостовичка
в положение «Включено».
Порядок шлифования следующий:
1) рукояткой быстрого отвода 15 отводят круг
от изделия, включая этим обратный ускоренный
ход стола, заканчивающийся остановом его в
исходном положении;
2) изделие устанавливают на станок;
3) рукояткой быстрого подвода производят
быстрый подвод круга к изделию; этим включа-
ется вращение изделия, насос охлаждения, вре-
зание круга в изделие на заданную глубину и
происходит шлифование резьбы, автоматический
отвод круга от изделия на малое расстояние и
останов стола в исходном положении;
4) рукояткой подвода отводят круг; при этом
стол ускоренно возвращается в исходное поло-
жение и останавливается; цикл шлифования за-
канчивается.
П р и м е ч а н и е. Чертежи накатников прилагаются
к руководству, см. рис. 38, 39 и 40.
ШЛИФОВАНИЕ ВНУТРЕННИХ РЕЗЬБ
Внутришлифовальное приспособление (гр. 270
и 5 800.200, рис. 34) состоит из корпуса 1,
вставленной в него шлифовальной гильзы 2,
откидного съемного устройства для правки кру-
га 3 и контрпривода 4.
Шлифовальная гильза приводится во враще-
ние контрприводом через плоскоременную пере-
дачу 5. Контрприводу передается вращение кли-
ноременной передачей от электродвигателя при-
вода шлифовальной бабки. Числа оборотов шли-
фовальной гильзы регулируются с помощью
сменных шкивов.
При шлифовании внутренних резьб диамет-
ром до 60 мм и затыловании малым кругом кор-
пус приспособления укрепляется на корпусе
шлифовального шпинделя. При шлифовании
внутренних резьб диаметром более 60 мм корпус
приспособления навешивается на съемную пли-
ту 6, предварительно укрепленную на корпусе
шлифовального шпинделя.
Наладка станка и приспособления произво-
дится следующим образом.
Снимают со станка защитный экран и правую
стенку защитного кожуха.
Со стола снимают заднюю бабку.
Отвинчивают накидную гайку 1 (рис. 35) и
отсоединяют шланг охлаждения от трубопрово-
да, затем с шлифовальной бабки снимают салаз-
ки 2 с соплом охлаждения.
С главного шлифовального шпинделя снима-
ют шлифовальный круг и шкив. На левый конец
шпинделя надевают деревянную предохранитель-
ную втулку и укрепляют ее от руки гайкой с
шайбой. Эта втулка хранится в инструменталь-
ном ящике (гр. 897).
На правом торце корпуса шлифовального
шпинделя четырьмя винтами укрепляют контр-
привод приспособления.
Из отверстия шпинделя изделия вынимают
передний центр, и к фланцу шпинделя привин-
чивают четырехкулачковый патрон (гр. 861).
На электродвигатель шлифовальной бабки наса-
живают шкив № 3 (наибольшего диаметра).
Дюритовый шланг 3 (см. рис. 35) приспособ-
ления накидной гайкой присоединяют к кре-
стовине 4 трубопровода охлаждения.
Если по роду выполняемой операции подво-
да охлаждающего масла от одной трубки ока-
жется недостаточным, то устанавливают допол-
нительное охлаждение. Последнее Подводится
трубой 5 через отверстие в шпинделе изделия.
7 Заказ Ks 1178
49
chipmaker.ru
50
chipmaker.ru
Рис. 34. Внутришлифовальное приспособление
По стрелке К
Рис. 35. Трубопровод охлаждения
chipmaker.ru
Определяют необходимый диаметр шлифо-
вального круга: он должен быть не более ’/3 от
диаметра шлифуемой внутренней резьбы, иначе
возможно подрезание основания и вершины вит-
ка резьбы и искривление ее профиля.
ротов круга в зависимости от выбранной окруж-
ной скорости и диаметра круга. Устанавливают
требуемые сменные шкивы на контрпривод и
шпиндель и надевают на них приводные ремни.
Шкивы на шлифовальном шпинделе закрепляют-
Рис. 36.
Балансировочная оправка для малых кругов
Оправку с укрепленным на ней шлифоваль-
ным кругом насаживают на шлифовальный
шпиндель и закрепляют винтом с левой резьбой.
Новые круги диаметром 100 мм перед шлифо-
анием балансируют путем перестановки грузн-
ея винтом справой резьбой. Для съема шкивов со
шпинделя пользуются винтами-съемниками, хра-
нящимися в инструментальном ящике (гр. 897).
Главный шлифовальный шпиндель наклоня-
ют на угол подъема витков шлифуемой резьбы
Рис. 37. Устройство’для правки малых кругов
ков в зажимном фланце. Фланец насаживается
на прилагаемую к станку оправку 1 (рис. 36).
Балансировку [производят на балансировочном
приспособлении (230 НУ'21)
Пользуясь имеющейся на приспособлении
табличкой, определяют необходимое число обо-
(поворачивают в сторону, противоположную по-
вороту при шлифовании наружной резьбы).
Налаживают устройство для правки круга. Ал-
мазно-металлический карандаш или алмаз в
оправке вставляют в отверстие рычажка /
(рис. 37) и закрепляют винтом. По переставным
53
chipmaker.ru
Рис. 38. Накатник для метрических резьб.
Материал — сталь ХВГ. Термообработка ХВГ—М59
Метрическая резьба
Шаг S мм: 0,7; 0,75; 0,8; I; 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5; 4,0.
h не менее 0,227; 0,243; 0,26; 0,325; 0,406; 0,487; 0,569; 0,65; 0,42;
0,974; 1,137; 1,294.
Допуск а qzlO'; qzlO'; =U0'; +8'; +8'; +8'; qz8'; q=8'; qi8'; ^8'; +8'.
упорам 2, лимбу 3 и нониусу устанавливают угол
поворота головки 4 правящего устройства впра-
во и влево, равным половине угла профиля шли-
фуемой резьбы. Устройство для правки повора-
чивают вниз до упора и закрепляют рукояткой 5.
Aw j&jcxprdieWbM ^’иии,-
фкЛКЧчйЖй
QCrtVKWthJ. Для подачи салазок при правке слу-
жит микрометрический лимб 6. Головку устрой-
ства 4 прижимают одной рукой поочередно
к правому и левому упорам 2 и, плавно повора-
чивая рукоятку другой рукой, правят круг.
Для правки вершины круга по цилиндру (трапе-
циевидные профили) головку 4 удерживают ру-
кой на делении 90° лимба. Лимб 7 позволяет
перемещать алмаз в осевом направлении.
Внутренние резьбы с шагом до 1,5—2 мм
обычно шлифуют по целой заготовке. При за-
креплении в патроне изделие выверяется инди-
катором на допустимое биение по шлифованным
торцу и отверстию под резьбу, либо но шлифо-
ванной внутренней фаске, соосной с отверстием.
Шлифуют стороной круга, обращенной к шли-
фовщику.
Когда радиальный зазор между наружным
диаметром круга и внутренним диаметром шли-
фуемой резьбы менее 6 мм, есть опасность вре-
заться в противоположную шлифуемой нитку
резьбы при быстром отводе круга. В этом случае
отвод производят маховиком подачи (один обо-
рот маховика равен 1 мм).
УХОД ЗА УСТРОЙСТВОМ ДЛЯ ПРАВКИ
Необходимо регулярно очищать устройство
для правки от осаждающейся на нем массы, со-
стоящей из абразива и металлической стружки.
Головку устройства следует снимать, разбирать
и промывать керосином. '
Работа должна выполняться квалифициро-
ванным слесарем.
54
chipmaker.ru
Пророни копьцеВых канаВох
Термообработка ХВГ—М59
Размер до начала
закру ч W Опалины.
мм: 3; 4; 5; 6.
менее 0,75; 1; 1,5; 1,75.
2,25; 2,75; 3,5; 4.
43
Ж5
8А
h ие менее
▼ 5/V7/V0/
23^5
Материал — сталь ХВГ. Термообработка ХВГ- М59
Рис. 40. Накатник для дюймовых резьб
Дюймовая резьба
Число ниток на 1":
/ Размер до начала
Средний, диаметр закругления впадины
0,005
45
Материал — сталь ХВГ.
Рис. 39. Накатник для трапецеидальных резьб
Трапецеидальная резьба
Шаг S в
h мм не
Н мм
15 прямолинейных канавок
Гравировать величину
шага с обозначением:
„мм’\НОЗ-1К12)
/ ''Кольцевые канавки
Неполные гребни на концах
накатника сошлиероВать
Профиль кольцевых канавок
___S'
Ай'
24; 20; 18; 16; 14; 12; 11; 10; 9, 8; 7; 6; 5; 4|; 4; з';; 3~; 3.
0,339; 0,407; 0,452; 0,509,
0,581; 0,678; 0,740; 0,813г-
0,904; 1,017; 1,162, 1,356—
1,627; 1,807; 2,033; 2,324;
2,502; 2,711.
55
chipmaker, ru
X. РЕГУЛИРОВАНИЕ СТАНКА
РЕГУЛИРОВАНИЕ ЗАЗОРОВ В ПОДШИПНИКАХ РЕГУЛИРОВАНИЕ ЗАЗОРОВ В ПОДШИПНИКАХ
ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ ШПИНДЕЛЯ ИЗДЕЛИЯ
Регулирование зазоров в подшипниках шпин-
деля до минимально необходимой величины про-
изведено на заводе-изготовителе. Потребителю
не следует самому регулировать зазоры без
крайней необходимости в этом. На регулировоч-
ных гайках 3 с правой резьбой (см. рис. 15) на-
несено 50 равных делений, а на фланце 4 (непод-
вижной гайке)—нулевая риска. Завинчивание
гаек 3 на одно деление уменьшает зазор в под-
шипниках на 0,004 мм по диаметру. Для увели-
чения зазора гайки отвинчивают примерно на
*/4 оборота (чтобы выбрать зазоры в резьбе),
а затем не довинчивают вперед на требуемое
число делений. Правильность регулировки под-
шипников определяется по нагреву: температура
их должна быть приблизительно не выше 50сС
(не более, чем может выдержать рука).
Переднюю крышку корпуса шлифовального
шпинделя следует ставить на бумажную про-
кладку, пропитав ее нитроэмалью № 924, нор-
маль ВТУ У-427—51 Министерства химической
промышленности СССР.
Гайка 2 (см. рис. 7) для регулирования зад-
него подшипника и винт 1 регулирования перед-
него подшипника имеют правую резьбу. При
правильной регулировке зазоров в подшипни-
ках шпиндель проворачивается вручную за план-
шайбу с некоторым усилием, но не туго (для воз-
можности проворота шпинделя вхолостую необ-
ходимо отодвинуть друг от друга упоры-повод-
ки компенсатора зазоров при двухстороннем
шлифовании резьбы).
Зазоры в переднем подшипнике могут быть
проверены по индикатору: мерительный штифт
индикатора упирают сбоку в передний центр,
затем включают вращение шпинделя в одном и
другом направлениях; радиальное смещение пе-
реднего центра в момент реверса вращения шпин-
деля не должно превышать 0,005 мм.
Указания о регулировании электропривода и
системы смазки приведены в разделе «Указания
по монтажу и обслуживанию электрооборудо-
вания».
XI. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ СТАНКА ПРИ РЕМОНТЕ
И ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ ПО РЕМОНТУ
РАЗБОРКА УЗЛА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ
И ЗАМЕНА ПОДШИПНИКОВ ШПИНДЕЛЯ (гр. 220)
Снимают шкив и фланец у правого конца
шпинделя. Съемником стягивают со шпинделя
обойму с шарикоподшипником и вынимают
шпиндель из корпуса.
Пригонку и регулировку новых подшипни-
ков и шпинделя следует производить в следую-
щем порядке (см. рис. 15).
1. Проверить на краску прилегание наруж-
ного конуса каждого подшипника к отверстию
стаканов 5. Если требуется, то пригнать под-
шипники к стаканам шабровкой: один — к пе-
реднему стакану, другой — к заднему.
2. Вставить подшипники в стаканы, затянуть
регулировочные гайки, обжать подшипники по
общей правке-притиру о 60 С! и притереть их
с помощью этой оправки тонкой притирочной
пастой ГОИ.
3. Слегка притереть той же тонкой пастой
подшипники непосредственно по шпинделю, обес-
печив полное прилегание всех несущих площа-
док к шпинделю.
4. Подпятник 6 пришабрить (количество несу-
щих пятен не менее 25 на площади 25x25 мм)
с проверкой по борту шпинделя.
5. Тщательно удалить из подшипников аб-
разивную пасту промывкой керосином и проти-
ранием.
6. Собрать узел шпинделя и установить в обо-
их подшипниках нулевой зазор предварительно
и нанести цифру 0 на риске гайки 3, расположен-
ной напротив имеющейся нулевой риски флан-
ца 4.
7. Залить в резервуар масло индустриальное
«12» (веретенное «2»), отвернуть регулировоч-
ные гайки 3 на пол-оборото, затем подвернуть
их на 30° и обкатывать узел 2 часа.
8. Вынуть шпиндель, все промыть и осмот-
реть. Залить рабочую смесь (см. раздел «Смазка
станка») и обкатывать узел 3 часа, постепенно
поджимая подшипники, но так, чтобы не «при-
хватывало» шпиндель. Затем шпиндель остано-
вить, снять ремни, быстро (чтобы подшипник не
остыл) установить на правом подшипнике нуле-
вой зазор, нанести окончательно нулевую ри-
ску на гайке 3 напротив нулевой риски фланца 4
и установить в подшипнике зазор 0,003 мм (це-
на одного деления на гайках 3 составляет 0,004ла*
диаметрального зазора в подшипниках). Гайку
отпускать, как указано выше.
9. Произвести обкатку шпинделя в течение
получаса, остановить шпиндель, быстро нанести
нулевую риску ’и установить зазор 0,003 мм в
левом подшипнике.
10. Произвести обкатку шпинделя еще в те-
чение двух часов с числом оборотов 1800— 1900 в
минуту и приводом от одного ремня. При «при-
хватывании» шпинделя останавливать его и пу-
скать снова, пока «прихватывание» не прекра-
тится. Температура подшипника должна быть не
более 50сС (т. е. не выше, чем может выдержать
рука).
56
chipmaker.ru
СЪЕМ СТОЛА СО СТАНИНЫ
РЕМОНТ ГРУПП 110 И 380
Перед съемом стола необходимо вывернуть
из него ходовой винт, вынуть шлицевый вал,
снять электродвигатель, отжать рычаги коррек-
ционной линейки и рычаги тормозного устрой-
ства и отъединить смазочные трубки.
Ходовой винт вывертывают (левая резьба)
в крайнем левом положении стола, предвари-
тельно сняв со стола фланец, фиксирующий винт
в осевом направлении.
Со стола снимают длинную переднюю крышку
и, получив доступ к шлицевому валу, снимают с
него два кулачка управления врезным шлифова-
нием.
Перед выниманием шлицевого вала накерни-
вают один сопряженный шлиц у вала и втулки,
с тем чтобы при сборке поставить их в прежнее
положение (это требуется для сохранения регу-
лировки электрического управления врезным
шлифованием).
Винты отжима рычагов коррекционной ли-
нейки расположены один спереди, под плоской
направляющей, другой сзади, под призматиче-
ской направляющей станины (над механизмом
для ввода круга в нитку). После того как каж-
дый винт при завинчивании коснется рычага,
следует завернуть его еще на два оборота.
Винт отжима рычагов тормозного устройства,
расположенного на правом конце станины, про-
пущен с гайкой сквозь оба рычага. Зажимают
винт до упора.
В стол ввертывают рым-болты — один в пра-
вый торец и два с боков на левом конце.
Центр тяжести стола лежит у фланца шпин-
деля. Вес его около 400 кг. Стол поднимают в
крайнем левом положении относительно станины.
При ремонте механизма ходового винта соб-
людаются приведенные ниже условия.
Непараллельность оси переднего подшип-
ника ходового винта направляющим стола в
горизонтальной и вертикальной плоскости не
более 0,005 мм на длине 100 мм (проверяется
по консольной оправке, плотно вставленной в
подшипник). Такие же условия выдерживаются
для заднего подшипника ходового винта.
Несоосность переднего и заднего подшип-
ника ходового винта не более 0,01 мм.
Несоосность переднего подшипника ходового
винта и отверстия в чугунном корпусе ходовой
гайки не более 0,01 мм (проверяется по консоль-
ным оправкам, плотно вставленным в подшип-
ник и корпус ходовой гайки при установке стола
на станину правее ходовой гайки, со свисанием
стола с направляющих).
Радиальный зазор между подшипниками и
шейками винта не более 0,008—0,013 мм.
Осевой зазор между бортом винта и подпят-
никами 0,01—0,02 мм.
Перед постановкой на станину роликовых
направляющих стола необходимо удостоверить-
ся, что они катаются совершенно легко, без зае-
дания отдельных роликов в сепараторах.
Усилие перемещения стола по роликовым
направляющим станины должно составлять 11—
’( кг (без тормозного устройства). Это усилие
регулируется затяжкой пружины коррекцион-
ной линейки. Доступ к гайке пружины открыва-
ется через отверстие под задний винт отжима ры-
чажков механизма коррекции.
Усилие перемещения стола с тормозным уст-
ройством должно составлять 32—34 кг. Усилие
пружины тормоза регулируется гайками, завин-
ченными в рычаги тормоза.
Непараллельность оси шлицевого вала на-
правляющим стола в горизонтальной и верти-
кальной плоскости не более 0,015 мм на всей
длине.
Несоосность шлицевой втулки, закрепленной
с кронштейном на станине, и шлицевого вала не
более 0,02 мм (проверяется на краску — краска,
нанесенная на наружный и внутренний диаметр
шлицевого вала, не должна сниматься шлице-
вой втулкой при движении стола).
СЪЕМ ШЛИФОВАЛЬНОЙ БАБКИ СО СТАНИНЫ
Перед съемом шлифовальной бабки необхо-
димо снять со станины кронштейн с упором, ог-
раничивающим ход бабки назад, снять или отсо-
единить электродвигатель, снять правящее уст-
ройство, механизм подачи правящих устройств
(гр. 671) и пружины, оттягивающие бабку назад.
Вращая рукой шестерню механизма компен-
сирующей подачи (через окно в днище корпуса
бабки), перемещают бабку назад, пока задняя
ходовая гайка не свернется с винта подачи. За-
тем бабку откатывают вручную назад дополни-
тельно на 50—70 мм с тем, чтобы винт подачи
вышел из центрирующей втулки, расположенной
перед гайкой.
Бабку поднимают с помощью двух рым-бол-
тов, ввертываемых в верхнюю плоскость корпу-
са. Вес бабки с электродвигателем и группой
шлифовального шпинделя — около 600 кг.
Порядок монтажа бабки на станину следую-
щий:
1) слегка прижав к винту подачи бабку, уста-
новленную на станину, навинчивают заднюю
ходовую гайку на винт подачи, не доходя одного
оборота гайки вперед до упора в борт винта;
2) салазки группы 671 перемещают до упора
вперед (т. е. в сторону круга); в таком положе-
нии группу ставят на шлифовальную бабку и за-
крепляют.
СЪЕМ И РЕМОНТ МЕХАНИЗМА ПОПЕРЕЧНОЙ
ПОДАЧИ
После снятия со станка шлифовальной бабки
с винта подачи стягивают разрезной хомутик,
удерживающий винт от проворачивания, и де-
монтируют механизм со станины.
Важнейшим условием точности быстрого под-
вода шлифовального круга является правиль-
ный радиальный заз эр между наружным диамет-
ром винта подачи и внутренним диаметром цент-
рирующих втулок, установленных в гнльзах
впереди ходовых гаек. Этот зазор должен выдер-
живаться в пределах 0,01—0,02 мм.
8 Заказ Л& 1178
57
chipmaker.ru
При ремонте основных групп станка, опреде-
ляющих точность его работы (гр. ПО, 100, 220,
300, 380, 400, 661), необходимо также руковод-
ствоваться нормами точности, включенными в
акт приемки станка, и рабочими чертежами дета-
лей и узлов станка.
Ремонт станка на заводе-потребителе должен
осуществляться в соответствии с «Единой систе-
мой планово-предупредительного ремонта и экс-
плуатации технологического оборудования ма-
шиностроительных предприятий», Машгиз, М.,
1957).
Техническая документация по ремонту стан-
ков должна оформляться заводами-потребителя-
ми в соответствии с указанной единой систе-
мой ремонта.
XII. КОМПЛЕКТАЦИЯ СТАНКА
А. КОМПЛЕКТ ОБЯЗАТЕЛЬНОЙ ПОСТАВКИ
№
п п
Обозначение
Наименование принадлежностей
Примечание
1 5822.895.016 Центр ygnuHEHHblLl 1 Морзе Я- 9
13 5822400025а Центр передний 1 Морзе № 4
о 5822751005 Центр 1 Морзе № 3
5822751006 Обратный центр 1 Морзе № 3
4 5822400149а Обратный центр передний 1 Морзе № 4
5 5822751007 Обратный центр 1 Морзе № 3
5а 5822751038 Центр 1 Мопзе № 3
6 Гр. 884 Поводковая планшайба и поводок 1 0156
7 Гр. 861 Универсальный четырехкулачковый патрон 1 0160
8 Гр. 871 Делительный патрон для многозаходных резьб 1 Число заходов резьбы
1; 2; 3; 4; 6; 12, 24
9 Гр. 851 Люнет 1 Диаметры шлифования
10—50 мм
10 Гр. 881 Приспособление для шлифования центра 1 60°
11 Гр. 270 и Внутришлифовальное приспособление с устройством для 1 Наибольший диаметр
5800 200 правки круга, шлифовальной гильзой и сменными 1НКИ- шлифуемой резьбы
вами 125 мм
12 Гр. 890 Делительная рукоятка для шлифования кольцевых ка- 1
на в ок
13 Гр. 681 Устройство для накатки многониточного круга 1 Диаметр накатника 95 мм.
ширина 45 мм
14 5822220013а Комплект фланцев (с балансировочными сухарями. про- 4 Для круга размером
5822220014а 5822220026а кладками и крепежными винтами) для крепления фовального круга шли- 400x10x203 мм
5822220028 •
5822220037 М10Х26К21-9 •
15 5322220015а Комплект фланцев (с балансировочными сухарями, про- 4 Для кругов ’’размером
5822220026а кладками и крепежными винтами) для крепления шли- 400x20x203 мм и
5822220014а 5822220028 5822220037 М10Х26К21-9 М10х45К21-9 фовального круга 400x40x203 мм
16 5822270026 Комплект фланцев с балансировочными сухар....и для 1 Дл круга разы” ром
58222/0027 5822270028 5822270029 5822270032 58224304 крепления малого круга 100x6x20 мм
17 58222т0033 Комплект фланцев (с прокладками и крепежными вин- 1 Для круга размером
5822270034 5822270035 5822270036 тами) для крепления малого круга 70 x 6 x20 мм
18 5822270037 Комплект фланцев (с прокладками и крепежными вин- 1 Для круга размером
''322270038 5'Г-2270039 5822270040 58222/0053 тами) для крепления малого круга 40x6x13 мм
19 5322270020 Комплект фланцев (с прокладками и крепежными винтами) 1 Для круга размером
5822270021 >322270022 г<1о2270023 ,>322270024 5822270025 для крепления малого круга 25x6x6 мм
20 230 № S! Приспособление для балансировки шлифовального круга (стойка) I
58 5800.20] Оправка для круга 0 OS 1
5800. гог Оправка для круга 090 1
5800.805 Оправка для круга 070 1 1
580о 2СУ Оправка для круга 0/оа
5800.909 Оправка для балансировки шлифовального 1
круга
Оправка для балансировки шлифовального 1
5800.9!О
круга 0фб /ООнп
chipmaker.ru
Продолжение
№ п/п Обозначение Наименование принадлежностей Колич., шт. Примечание
20а 0000.300 Шприц для смазки 1
21 ГОСТ 2424—GO ПП400Х 10x203 М28СТ1-С2; ЭБ Круги шлифовальные 1
ЦС1; ЭБ 5 СМ2; ЭБ 2 1 } Связка керамическая
J0CM2-CM1 2
8 стз-стг ЭБ или КЗ 1 Связка ГБ
22 ПП400х20x203 ЭБ 5C1 Круги шлифовальные 1
ЭБ 5 СМ2 1
23 ПП400 Х 40x203 ЭБ 0С1; » » 2
24 10100x6x20 ЭБ6 СТ2 » » 1
25 ПП70х6х20 ЭБ5 СТЗ; > Связка керамическая
26 ПП70Х 10x20 Э60-Э20СГ41 » » 1
27 ПП40х6х13 ЭБ5 СТЗ; » » 3
28 ПП25х6х6 » » 2
ЭБЗ СТЗ; 3 •
29 ГОСТ 607—56 Алмазио-металлические карандаши, запрессованные в оп- Марка НВМ 0,5 карата
для гр. 661; 881 2 Зернистость 60
для гр. 5800.200 1 Зернистость 46
30 5822300035а Кулак затылования II 1 Величина затылования
0,34-4 мм
31 5822300036а Кулак затылования I 1 Величина затылования
0,034-0,4 мм
32 5822300089а Кулак врезания III (для шлифования многоииточным 1 Величина врезания
кругом) 0,34-4 мм
33 ГОСТ 1284—57 Ремни клиновые для привода шлифованного круга 2 А 2000
34 ГОСТ 1284—57 Ремни клиновые для привода передней бабки 2 А1000
35 Ремень цельнотканый льняной с пропиткой для привода 1 50x2x600 мм
внутришлифовального приспособления 1 50x2x650 мм
Кулачок [конусная линейка, конусность 1 50 x2 x 700 мм
36 5822 НО 0(6 1 1 50x2x750 мм 'RWKiacrv QG «и’х.
37 Гн. 895 Комплект гаечных ключей, отверток и съемников для 1
эксплуатации станка (ком-
38 5822400147 Комплект сменных шестерен для настройки шага резь- плект) Модуль 1,25 мм
бы и затылования (51 шт.) 1
39 Гр. 821а и 825 Бак охлаждения с электронасосом, отсасывающая уста- Емкость бака 200 л, про-
39а СМ-ЗМ новка и трубопровод охлаждения 1 изводительность насо- са 90 л[мин
Магнитный сепаратор производительностью 50 л[мин 1
40 5822.200.080 Сменный шкив 1
41 5822.200.081 » » 1 Один на стайке
42 5822.200.082 » » 1
43 5822.220.045 » » 1
44 5822.220.046 » » 1 Один на станке
» »
46 5822.270.004 » » 1
47 5822.270.005 » » 1
48 5822.270 054 » » 1
49 5822.270.019 » » 1
50 5822.270.041 » » 1
51 5822.270.042 » » 1
52 5822-270.043 » » 1
53 5822.400.139 Втулка 2
54 5822.400.140 » 1
55 5822.400.141 » 3
56 5822.400.135 » 13
57 5800.401 Замок (сборочн. чертеж) 8
58 5822.400.137 Сухарь 6
59 5822.400.136 Шайба 1
8* Заказ № 1178
59
chipmaker.ru
Продолжение
№
п/п
Обозначение
Наименование принадлежностей
Примечание
60
61
62
63
64
65
66
67
68
69
70
71
5822.400.146
5822.100 17.3
5822.400.182
5822.661.060
5822.661.064
5822.661.072
5822.400.138
5822.400.143
5822.400.144
5822.400.145
5822.812.016
5822.812.017
Шайба
Накладка
Диск-замок
Сменная шестерня
» »
» »
Палец сменных зубчатых колец
» » » »
» » » »
» » » »
Сопло охлаждения
» »
TSVWlSAfeU '
Далиа ‘Жреносная, авиациовгмяу,
пвд йлхрой
на WMet' 4У&ЛХЖХ
ч\\^ХХ\\Х'Л^\УХХ\Х\Х\УЛХХХ\\\)Л\Х'Л\,Л\
3
1
1
1
1
2
2
2
3
2
1
1
1
Модуль 1
длина 99 мм
длина 84 мм
длина 69 мм
длина 99 мм
для широкого круга
для узкого круга
установлено на станке
7&\Л'МлМ»Ю\
1
74 ГОСТ 1284—57
75 » »
76
77 ГОСТ 2299—43
78 ГОСТ 2299—43
79 ГОСТ 2299—4.3
80 МТ64-1 ТУ 1707-58
81 ТУ 1707-58)
82 ТУ 1707-5§Г
83 Б-5 ГОСТ 8318-57
84 -- -
85
86
87 Тич 16
88 СМ-И
89 61'9С
90 6!18С
91
92
93 ЭГ 8
94
Запасные детали (входят в стоимость станка)
Ремни клиновые для привода шлифовального круга
Ремни клиновые для привода передней бабки
Ремень цельнотканый льняной с пропиткой для приво-
да внутришлифовального приспособления
Шланг дюритовый для системы охлаждения
То же
»
Рукава гибкие резиновые маслостойкие
Рукава оппеточиой конструкции с нитянЬтц
OCnon4cirno6yn<j^ci4birrm спг/етКс/пи.
Рукава резинотканевые напорные
(комплектовать в случае отсутствия рукавов 1У8-15;
_1У12-15 по ТУ 1707—58)
реи Сван
Плавкая вставка х 'ре
Плавкая уставке к п^гдохра
бой Е-27 на ток 6а (16а)
То же, на ток 15а (20а)
Лампа низковольтная миниатюрная шкальная на напря-
жение 13,5 в, ток 0,18 а, цоколь Е-10
Лампа самолетная на напряжение 13 в. 5вт, цоколь
Сван-малый двухконтактный
Двойной триод
То же
К электромашинному усилителю типа ЭМУ-12А на 115 в,
1,2 кет:
щеткодержатель
щетка армированная
Микропереключатель МП-1 с надставкой
К электродвигателю типа МИ-32Т на ПО в, 0,45 кет:
щеткодержатель
етка армированная
лиг типа ШРПС 4х1°х0,6 м с вилкой типа РШ-
5-10 (для подключения магнитного сепаратора)
Техническая документация
Руководство по обслуживанию станка с паспортом. Акт
технического испытания станка, составленный ОТК за-
вода-изготовителя
2
2
1
1
1
1
1
1
1
1
1
1
1
1
3
2
3
6
3
1
1
1
1
4
1
1
4
I
А2000
А1000
50x2x600 мм
50x2x650 мм
50 x 2 x 700 мм
50x2x750 мм
25x1400 мм
16 x 4700 мм
12x800 мм
2М8-15Х1450
1У8-15Х750
1У12-15Х600
09; I = 750
012; ( = 600
ГТл nrro’iooizp ov
Jd
вставки, ука-
занные в скобках, ком-
плектовать для стан-
ка на 220 в
60
chipmaker.ru
Chi maker.ru
XIII. АКТ ПРИЕМКИ УНИВЕРСАЛЬНОГО РЕЗЬБОШЛИФОВАЛЬНОГО СТАНКА
Модель 5822. Заводской №
НОРМЫ ТОЧНОСТИ
1. Настоящие нормы точности составлены в соответствии с ГОСТ 8716—58 с дополнительными технологиче-
скими проверками (Т).
2. Проверка станков по нормам на заводе-изготовителе производится после полного монтажа всех его узлов.
Проверки, требующие частичного демонтажа станка, производятся на заводе-изготовителе в процессе сборки станка.
0,02
3. Точность установки станка перед проверкой должна быть в продольном и поперечном направлениях jggg мм.
4. Перед проверкой на точность собранный станок обкатывается на холостом ходу в течение 2 час.
5. Вращение или перемещение отдельных элементов и узлов станка при проверке должно производиться от
руки или, если последнее невозможно, механически на наименьших скоростях.
6. Проверки должны производиться при установившейся температуре 20±1°С-
7. Настоящие нормы точности имеют отклонения от ГОСТ 8716—58 в проверках № 4; 9; 10; 12 в сторону
ужесточения.
8. Допускается производить проверки № 4, 5, 9, 10, 16 в процессе сборки узлов.
9. Технологические проверки 1а Т и ЗТ применять в случае получения неудовлетворительных результатов при
шлифовании длинного образца.
10. Проверка станка по дополнительным технологическим (Т) нормам производится на заводе-изготовителе и
потребителю не высылается.
chipmaker.ru
Проверка /
Что проверяется
Метод проверки
Допуск, мм
Фактически
мм
Прямолинейность пере-
мещения стола в верти-
кальной плоскости
На столе (в указанных на чертеже местах), параллельно на-
правлению его перемещения, устанавливается уровень. Стол
с уровнем перемещается на всю длину хода стола. Погрешность
определяется наибольшим отклонением траектории движения
стола от прямой линии, проведенной через две наиболее уда-
ленные выступающие точки кривой движения, лежащие по одну
сторону ее движения. Замеры производятся не реже, чем через
200 мм
0,020 (на
длине хода
стола)
Проверка 2
Что проверяется
Chipmaker.ru
Метод проверки
Допуск,
сек.
Фактически,
сек.
Прямолинейность пере-
мещения стола в горизон-
тальной плоскости
Прямолинейность перемещения стола проверяется с помощью
коллиматорных устройств
Что проверяется
Метод проверки
Допуск, мм
Фактически,
мм
Перекосы рабочей по-
верхности стола при его
перемещении
Допускается совмещать
с проверкой № 1
На столе, в средней его части, в поперечной плоскости уста-
навливается уровень. Стол перемещается на всю длину хода
0,04
1000
63
chipmaker.ru
Проверю
Проверка 5
' (
Что проверяется Метод проверки Допуск, мм Фактически, мм
Радиальное биение ко- нического конца шпин- деля шлифовального кру- га Миниметр устанавливается так, чтобы его мерительный штифт касался проверяемой поверхности шпинделя перпендикулярно ее образующей. Шпиндель приводится во вращение 0,005
Проверка 6
Что проверяется Метод проверки Допуск, мм Фактически, мм
Радиальное биение шпинделя передней бабки К торцу фланца шпинделя привинчивается консольная флан- цевая оправка, которая выставляется с помощью пегулировоч- ных винтов до достижения наименьшего возможного биения: а) у торца шпинделя б) на расстоянии 300 мм от торца шпинделя 0.003 0,008 О
64
chipmaker.ru
Про/ерка 7
Что проверяется Метод проверки Допуск, мм Фактически, мм
Осевое биение шпинделя передней бабки В отверстие шпинделя передней бабки вставляется центр, у которого острие срезано перпендикулярно оси так, что на вершине образована площадка диаметром 24-3 мм. В центр площадки упирается мерительный штифт миниметра. Шпиндель приводится в медленное вращение 0,002 Oc^vz.
Проверка в
Что проверяется Метод проверки Допуск, мм Фактически» мм
Радиальное биение оправки, вставленной в отверстие шпинделя передней бабки 1! отверстие шпинделя вставляется цилиндрическая оправка. Индикатор устанавливается так, чтобы его мерительный штифт касался поверхности оправки. Шпиндель приводится во вра- щение. Замеры производят: а) у торца шпинделя б) на длине 300 мм от торца шпинделя 0,007 0,012 Ccxri,
Проверка 9
_ Что проверяется Метод проверки Допуск, мм Фактически. мм
Радиальное биение цен- трирующей поверхности фланца шпинделя перед- ней бабки Индикатор устанавливается так, чтобы его мерительный штифт касался проверяемой поверхности. Шпиндель приводит- ся в медленное вращение 0,005
65
chipmaker.ru
Лро0ерка fO
Что проверяется Метод проверки Допуск, мм Фактически, мм
Торцовое биениефланца шпинделя передней бабки Индикатор устанавливается так, чтобы его мерительный штифт касался проверяемого торца фланца. Шпиндель приводится в медленное вращение 0,005
Что проверяется Метод проверки Допуск, мм Фактически, мм
Параллельность оси шпинделя передней бабки направлению перемещения стола: а) в вертикальной плос- кости; К торцу фланца шпинделя привинчивается консольная флан- цевая оправка, которая выставляется с помощью регулировоч- ных винтов до достижения наименьшего возможного биения На неподвижной части станка устанавливается индикатор так, чтобы его мерительный штифт касался цилиндрической поверх- ности оправки в вертикальной плоскости, в горизонтальной плоскости а) 0,015 на длине 300 мм (конец оп- равки может отклоняться только вверх);
б) в горизонтальной плос- кости Стол перемещается по своим направляющим Погрешность в каждой плоскости определяется как средняя арифметическая двух замеров по двум диаметрально противо- положным образующим оправки (при повороте шпинделя на 180°) б) 0,010 на длине 300 мм (конец оп- равки может отклонятся только я сто- рону шли- фовального круга)
66
chipmaker.ru
Что проверяется
Метод проверки
Допуск,
мм
Фактически,
в мм
Параллельность оси от-
верстия пиноли задней
бабки направлению пере-
мещения стола:
а) в вертикальной плос-
кости;
б) в горизонтальной плос-
кости
В конусное отверстие пиноли задней бабки вставляется ци-
линдрическая оправка. На неподвижной части станка устанав-
ливается индикатор так, чтобы его мерительный штифт касался
цилиндрической поверхности оправки в вертикальной плос-
кости, в горизонтальной плоскости
Стол перемещается по своим направляющим
Погрешность в каждой плоскости определяется как средняя
арифметическая двух замеров по двум диаметрально противопо-
ложным образующим оправки (при повороте оправки на 180°,
для этого оправка после первого замера вынимается и вновь
вставляется)
а) 0,010 на
длине 100 мм
(конец оп-
равки может
отклоняться
только
вверх);
б) 0,010 на
длине 100 мм
(конец оправ-
ки может
отклоняться
только в
сторону шли-
фовального
круга)
Прс^ерка /5
Что проверяется Метод проверки Допуск, мм Фактически, мм
Параллельность оси пи- ноли направлению пере- мещения стола: а) в вертикальной плос- кости; б) горизонтальной плос- кости Из корпуса задней бабки выдвигается пиноль на возмож' о большую величину Индикатор устанавливается так, чтобы его мерительный штифт касался пиноли в вертикальной плоскости, в горизонтальной плоскости Стол перемещается по своим направляющим а) 0,020 иа длине 100 лои (конец оп- равки может отклоняться только вверх); б) 0,010 на длине 100 мм (конец оп- равки может ОТКЛОНЯТЬСЯ только в сто- рону шли- фовального круга)
67
chipmaker.ru
Проверка Ik .
Что проверяется Метод проверки Допуск, мм Фактически, мм
Соосность конусного от- верстия шпинделя перед- ней б бки и конусного отверстия пиноли задней бабки Передняя и задняя бабки устанавливаются на рас- стоянии наибольшего хода стола друг от друга. В конусные отверстия шпинделя передней бабки и пи- ноли задней бабки вставляются короткие цилиндрические оправки одинакового диаметра. Задняя бабка устанав- ливается так, чтобы оси двух оправок лежали в одной вертикальной плоскости, расположенной по направлению движения стола. Индикатор устанавливается так, чтобы его мерительный штифт касался цилиндрической поверх- ности оправок в вертикальной плоскости. Стол переме- щается по своим направляющим. Погрешность определя- ется как разность высот, измеренных у торца шпинделей (биение шпинделя передней бабки не учитывается). Пи- ноль задней бабки выдвинута на */2 хода и зажата в этом положении 0,025 (допускается только превыше- ние оси отверстия пиноли задней бабки)
Что проверяется
Параллельность
оси шпинделя шли-
фовального круга
направлению дви-
жения стола в го-
ризонтальной плос-
кости
Проверка f5
Метод проверки
Допуск, мм
Фактически,
мм
Шпиндель шлифовального круга устанавливается в гори-
зонтальное положение.
На столе укрепляется индикатор так, чтобы его меритель-
ный штифт касался боковой образующей оправки, укреплен-
ной на шпинделе шлифовального круга. Стол перемещается
по своим направляющим. Замер отклонений производится
по двум диаметрально противоположным образующим оправки
(шпиндель поворачивается на 180°). Погрешность опреде-
ляется как средняя арифметическая результатов двух замеров
0,030 на длине
150 мм (конец оп-
равки может откло-
няться только к
линии центров пе-
редней и задней
бабок)
68
chipmaker.ru
Проверка /5
Что проверяется Метод проверки Допуск, мм Фактически, мм
Параллельность оси шпинделя для внутренней шли- фовки резьб на- правлению движе- ния стола: а) в вертикаль- ной плоскости; б) в горизонталь иой плоскости На панок устанавливается кронштейн — устройство для внутренней шлифовки резьб, при этом сохраняется положе- ние шлифовальной бабки, установленное для проверки 14, при котором ось шлифовального шпинделя горизонтальна. В расточку кронштейна под гильзу шлифовального шпинделя устанавливается точная цилиндрическая оправка. Индикатор устанавливается так, чтобы его мерительный штифт касался цилиндрической поверхности оправки в вертикальной и гори- зонтальной плоскостях. Стол перемещается по своим направ- ляющим. Погрешность в каждой плоскости определяется как средняя арифметическая двух замеров по двум диаметрально противоположным образующим оправки (при повороте оправки в отверстии кронштейна на 180°, для чего оправку после первого замера вынимают и вновь вставляют) а) 0,030 на длине 100 мм; б) 0,020 надлине 100 мм OtUl.
Проверка /7
Что проверяется Метод проверки Допуск, мм Фактически, мм
Расположение осей шлифовальных шпинделей и перед- ней бабки (должны быть на одной вы- соте). Допускается совмещать с про- веркой 16 Точность расположения шпинделей определяется при сохра- нении положения, установленного для проверки 15- На стол станка устанавливается регулируемый мостик так, чтобы его поверхность была параллельна направлению перемещения шлифовальной бабки. На мостик устанавливается индикатор так, чтобы его мерительный штифт касался сначала верхней образующей оправки шпинделя передней бабки, а затем оправки шлифовального шпинделя 0,20
9 Заказ № 1178
69
chipmaker.ru
Что проверяется Метод проверки Допуск, мин Фактически, мин
Точность дели- тельного устройства станка для шлифо- вания многозаход- ных резьб (дели- тельного патрона) На планшайбе делительного патрона, установленного кон- центрично с осью шпинделя передней бабки, укрепляется градуированный контрольный диск, угловые перемещения которого отсчитываются посредством оптического прибора. Определяется суммарная алгебраическая ошибка деления на числах деления 9 и 12 или 8 и 12. Примечани е. Указанные допуски гарантируются изго- товителем, а проверка производится вне станка 3 £
Что проверяется Метод проверки Допуск, мм Фактически, мм
Точность пере- мещения стола от механизма шлифо- вания кольцевых профилей На столе станка вдоль продольных направляющих уста- навливается прецизионная штриховая линейка. На шлифо- вальной головке укрепляется микроскоп так, чтобы через него можно было наблюдать шкалу линейки. На станке уста- навливаются наборные шестерни на шаг перемещения 2, 3 и 7 мм. Производится периодическое перемещение стола на шаг, на общую длину до 60 мм, и измерение точности перемещений. Допускается производить измерения с помощью наборов концевых мер и миниметра 0,005
70
chipmaker.ru
притереть
Даразеи лодвергнзть ислусстЗенномз старению
Материал Сталь ХВГ
Что проверяется
___________________к_*—
Метод проверки
Допуск, мм
Фактически,
мм
Точность резьбы,
прошлифованной на
станке:
а) по шагу;
б) по подъему
винтовой линии
(периодическая
ошибка шага);
в) по среднему
диаметру;
г) по половине
угла профиля
На образце из инструментальной стали, прошлифованном
по наружному диаметру и имеющем предварительно нарезан-
ную резьбу, шлифуют резьбу шагом 5 мм. Проверка шага
резьбы производится на компараторе. Периодическая ошибка
шага проверяется на одном из витков путем точных последо-
вательных поворотов образца на 90°.
Проверка среднего диаметра резьбы производится с по-
мощью трех проволочек. Проверка половины угла профиля
производится с помощью микроскопа.
Проверка надробленное™ производится на глаз и с помощью
лупы с увеличением не менее чем в 5 раз.
Шлифование резьбы должно производиться при темпера-
туре помещения 20°С±1° после того, как эта температура
была установлена не менее чем за 30 час. до начала шли-
фования.
Примечание. Допускаемые отклонения по шагу отно-
сятся к расстоянию между любыми витками, расположен-
ными в пределах указанной длины.
а) на длине 25 тити
± 0,003.
На длине 200 мм
± 0,005.
На длине 400 мм
+ 0,008 мм.
б) ±0,003.
в) постоянство
диаметра-
0,008 на всей
длине образца.
г) (в минутах)±5.
Следов дробления
не должно быть за-
метно на глаз
Материал Ст У8
Тёрлюобраёотна. У8 - М60
Что проверяется Метод проверки Допуск, мм Фактически, мм
Точность элемен- тов образца типа резьбовой фрезы с затылованной резь- бой: а) по точности деления от зуба к зубу; б) по равномер- ности величины спада затылка Шлифуется с затылованием образец типа фрезы с 8 канав- ками диаметром 50—100 тити, с шагом 5 тити, длиной 50 тити нарезанной части. Спад затылка 2 тити. Измерения произво- дятся на компараторе с использованием делительной головки. Точность деления измеряется как разность высот зубьев при повороте на равные углы по числу зубьев фрезы. Измерения спада производятся в четырех точках по затылку зуба с по- воротом с помощью делительного устройства компаратора а) ±0,010 б) ±0,015
9* Chipmaker.ru 71
chipmaker.ru
Испытание станка на соответствие остальным
техническим условиям и особым условиям поставки
Станок отвечает всем предъявляемым к нему требо-
ваниям по ГОСТ 7599—55 «Станки металлорежущие и
деревообрабатывающие. Общие технические условия», по
ГОСТ 8716—58 «Станки резьбошлифовальные. Нормы точ-
ности» и технические условия на станок модели 5822.
Принадлежности и приспособления к станку
Станок укомплектован согласно ведомости комплек-
тации.
Общее заключение по испытанию станка
На основании осмотра и произведенных испытаний
станок признан годным к эксплуатации
Дополнительные замечания
1. Станок оборудован испытанными под напряжением
электродвигателями переменного тока на напряжение
380 в, электроаппаратурой на напряжение 380 в.
2-----------------------------------------------
Chipmaker.ru
chipmaker.ru
Chipmaker.ru
СОДЕРЖАНИЕ
I. Назначение и область применения станка........................... 3
Требования, предъявляемые к условиям эксплуатации станка .... 3
II. Распаковка и транспортировка станка.............................. 3
III. Фундамент станка, монтаж и установка............................. 3
IV. Паспорт резьбошлифовального станка............................... 4
V. Краткое описание конструкции и работы станка.....................14
Описание работы станка....................................... 14
Компоновка станка..............................................16
Кинематическая схема станка....................................16
Привод шпинделя изделия н стола...............................16
Привод механизма затылования и врезного шлифования............17
Привод механизма шлифования конической резьбы.................19
Привод механизма подачи правящих устройств и компенсирующей
подачи шлифовальной бабки....................................19
Привод перемещения алмазов автоматического правящего устройства 19
Основные узлы станка...........................................19
Передняя бабка (гр. 400)..................................... 19
Ходовой винт, механизм коррекции шага (гр. ПО) и механизм для
ввода круга в нитку резьбы (гр. 100)........................19
Механизм поперечной подачи и затылования (гр. 300)........... 21
Шлифовальный шпиндель (гр. 220).............................. 21
Механизм подачи правящих устройств (гр. 671)..................21
Автоматическое правящее устройство (гр. 661)..................21
VI. Электрооборудование станка (См. приложение) .......................2J
Описание электросхемы............................................Я
Автоматическая правка однониточного круга .....................
Правка многониточного круга ....................................$1
Блокировка и защита............................................£7
Порядок управления электроприводами ..........................J$7
а) Ручное управление...........................................Й7
б) Автоматизированное управление................................ж
в) Врезное шлифование...........................................Ж
г) Автоматическая правка одноннточного круга..................SJ8
д) Накатка многониточного круга...............................
Указания по монтажу н обслуживанию электрооборудования .... 28
VII. Смазка станка....................................................30
Спецификация к схеме смазки станка.............................31
Характеристика смазочных материалов............................32
Уход за системой смазки........................................32
Уход за станком в странах с влажным и жарким климатом .... 32
VIII. Подготовка станка к первоначальному пуску.......................32
Первоначальный пуск и указания по технике безопасности .... 32
IX. Наладка станка и указания по режимам работы.......................33
Общие указания по наладке станка на шлифование нового изделия
однониточным кругом...........................................33
Допустимая скорость круга......................................33
Подбор и установка сменных зубчатых колес для настройки шага
резьбы........................................................33
Корректирование шага резьбы....................................34
Смена и балансировка шлифовального круга.......................35
Установка шлифовального круга на угол подъема резьбы...........36
Правка однониточного круга.....................................37
Правящий инструмент............................................37
Правка круга автоматическим правящим устройством (гр. 671 и 661) 37
Шлифование переднего центра....................................39
Указания по режимам шлифования.................................39
Охлаждение.....................................................40
Ввод круга в нитку шлифуемой резьбы . .................40
chipmaker.ru
Пользование механизмом поперечной подачи и быстрого отвода шли-
фовального круга..............................................40
Шлифование резьбы в обе стороны..............................40
Затылование . .................................................44
1. Изделия с прямыми канавками (метчики, фрезы и т. п.) . . . . 44
2. Изделия с кольцевой нарезкой и прямыми канавками (резьбо-
фрезы) .......................................................44
3. Метчики с конической резьбой .............................44
4. Изделия с многозаходной резьбой (метчики, червячные фрезы
для нарезания червячных колес и т. п.)........................44
5. Изделия со спиральными канавками (червячные фрезы, специаль-
ные метчики) .................................................44
6. Резьбофрезы со спиральными канавками......................44
7. Маточные и плашечные метчики...............................45
Шлифование многозаходных резьб.................................45
Шлифование конических резьб....................................46
Ввод круга в кольцевую нитку и шлифование кольцевой нарезки . . 46
Шлифование резьбы многониточным кругом.........................47
Правка многониточного круга...................................47
Продольное шлифование резьбы............................... . 47
Врезное шлифование резьбы......................................49
Шлифование внутренних резьб....................................49
Ух од за устройством для правки..............................54
X. Регулирование станка..............................................56
Регулирование зазоров в подшипниках шлифовального шпинделя . . 56
Регулирование зазоров в подшипниках шпинделя изделия....56
XI. Особенности разборки и сборки станка при ремонте и техническая
документация по ремонту..............................................56
Разборка узла шлифовального шпинделя и замена подшипников
шпинделя (гр. 220) .......................................... 56
Съем стола со станины. Ремонт групп 110 и 380 ................ 57
Съем шлифовальной бабки со станины.............................5’
Съем и ремонт механизма поперечной подачи .................... 57
XII. Комплектация станка..............................................58
А. Комплект обязательной поставки............................58
Б. Дополнительные запасные части для станков экспортной
поставки..................................................61
В. Комплект дополнительной поставки за особую плату и по особо-
му заказу....................................................62
XIII. Акт приемки универсального резьбошлифовального станка..........62
ПОПРАВКИ
1. На стр. 2 вместо фамилии Битнев следует читать Битиев
2. На стр. 17 под рисунком пропущены обозначения а, б, в, г, д
3. На стр 54 в подрисуночной подписи к рис. 38 вместо буквы а напе-
чатана буква d. „ 1I7R
Chipmaker.ru
chipmaker.ru
Chipmaker.ru
УНИВЕРСАЛЬНЫЙ РЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК
модель 5822
* * *
ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ
МОСГОРСОВНАРХОЗА
* * *
Редактор Е. А. Горбу лева
Технический редактор Е. В. Мешкова
Корректор Т. М. Мешкова
* * *
Подписано к печати 5/1 —1962 г. Объем 9’/2 п. л.
Формат 60Х90’/8. Зак. 1178. Ред. 4169. Тир. 1000 экз.
Первая Образцовая типография имени А. А. Жданова
Мосгорсовнархоза, Москва, Ж-54, Валовая, 28.
изменения Вносила: Сняткоба.
chipmaker.ru
1 Г 1. ряст Ш
шлиф о х/. ьяых круто., для ре^ьбои 4
АОразивныя материал ! бег С"" {Твердость | Связка } Применение ! I ! !
КЗ КЗ 4-128 Т-2 Б (ГБ) Ваг до I 3L 4-5 См-1 Сы_2 К 1аг до 2,5 мм
Режим шлифования резьбы однониточным крутон па зкж з дсаленных
дет . их.
“ 'J Шаг ] резьбы 1 1 ‘ иаметр изделий в I 1 !( I 1U—4 17— 1 30— L-ij— tdU— IldU— !пИП1»п 1 1^ t 16 I 20 150 !80 !90 1120 ! -исл0 1 1 Число оборотов изделия в минуту дрш п j окруапо]. скорости кругов 35 /се... !ходов на керамической связки и 42-55м/сек. j на вулкахиховоГ* и бекелитово" связ+ 1 ’и 1 1 1 - '.’ЛубЯНа ИД" - j|овання за tl проход в i i
J А;, иШН.-С НО до О.Ь III.3 | б.8| ЭД { 0.75 - I j 7. | 4.6! 3.5 1 I. « 6.S ! 4.11 3.1 1 j Предварительно i 9.4 j ...ej l.i -2.5 i .5 I 4.7! 4.0 1 . ому ыат пи ад । ». | 2,5} 2 .7 1 и.ЛИ.Л; . , _2дб1_ .5< I ।' .< । нарез ные 5.5[; i./p, j .71 .0! I. ПД ! ММ сл О О С С о • • !• г* • ММ U1 С Ьп иi ’.г 1 . II о р * - • • > i-Ч Г О Q С 1'^ V» М W1 W1 VI
При шлифования резьбы на изделиях
из ьиль.рамована,иевой ста к и охали
марки -18 ♦ Р6М5 число оборотов дз-
* делиях следует снизить на 10-15%.
Chlpmaker.ru
Рекомендации "Краткого справочника шлифовщика" автор В.И.Левин
chipmaker.ru
СРАВНИТЕЛЬНЫЕ ДАННЫЕ ДЛЯ ВНЕДРЕНИЯ ГОСТ 1Ю93-70
СРАВНЕНИЕ ДОПУСКОВ РЕЗЬБ ПО ГОСТ 9253-59 С ДОПУСКАМИ
ПС ГОСТ 16093-Х
Класс точности иг ГОСТ 9253-59 Класс точности по ГОСТ 16093-70 Поле допуска резьбы по ГОСТ 16093-70
БОЛТ
Кл.2 Кл.2а Средний
Хл.З Грубый 7Ш 34 С,8мм 6Й прч 54 0 Дмк
8$ Е 5 > 0,8мм 7Н йрЬ S > 0 5мм
ВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ СТАРЫХ НЕПРОХОдаЫХ РЕ31Б0ВЫХ
КАЛИБРОВ (ПРОБОК Нь ДЛЯ КОНТРОЛЯ ГАЕК С ДОЬУШМИ
ИО ГОСТ 16093- 70
Класс точности гайки по Г0СТ9253-59, для которого предназначен калибр- пробка НЕ Йоле допуска по ГОСТ Г5093-70, для которого может быть доисдользонан старый калибр НЕ
Kj*»2 1л *2а ЮиЗ 5Н6Н; 6Н« 7Г~ 7F
~ й« использовать старые калибры в качестве приемных
ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАНИЯ СТАГГУ РЕПРОХОДНЫХ РЕЗЦОВЫХ
КАЛИБРА (КОЛЕН И СКОБ НЕ) ДЛЯ КОНТРОЛЯ БОЛТОВ С Д0ИУС-КАШ1
ПО ГОСТ 16093-70
Класс точности болта по Г0СТ9253-59, для которого предназначен калибр НЕ Поле допуска до ГОСТ 16093-70, для которого! молет быть доиспсльзогаь старый калвор НЕ
Кл.2 <л.2а Кл.З 6h ; R? * 7h6^; 6^ 8h; 8(j я
* Не использовать старые калибры в качестве приемных