/


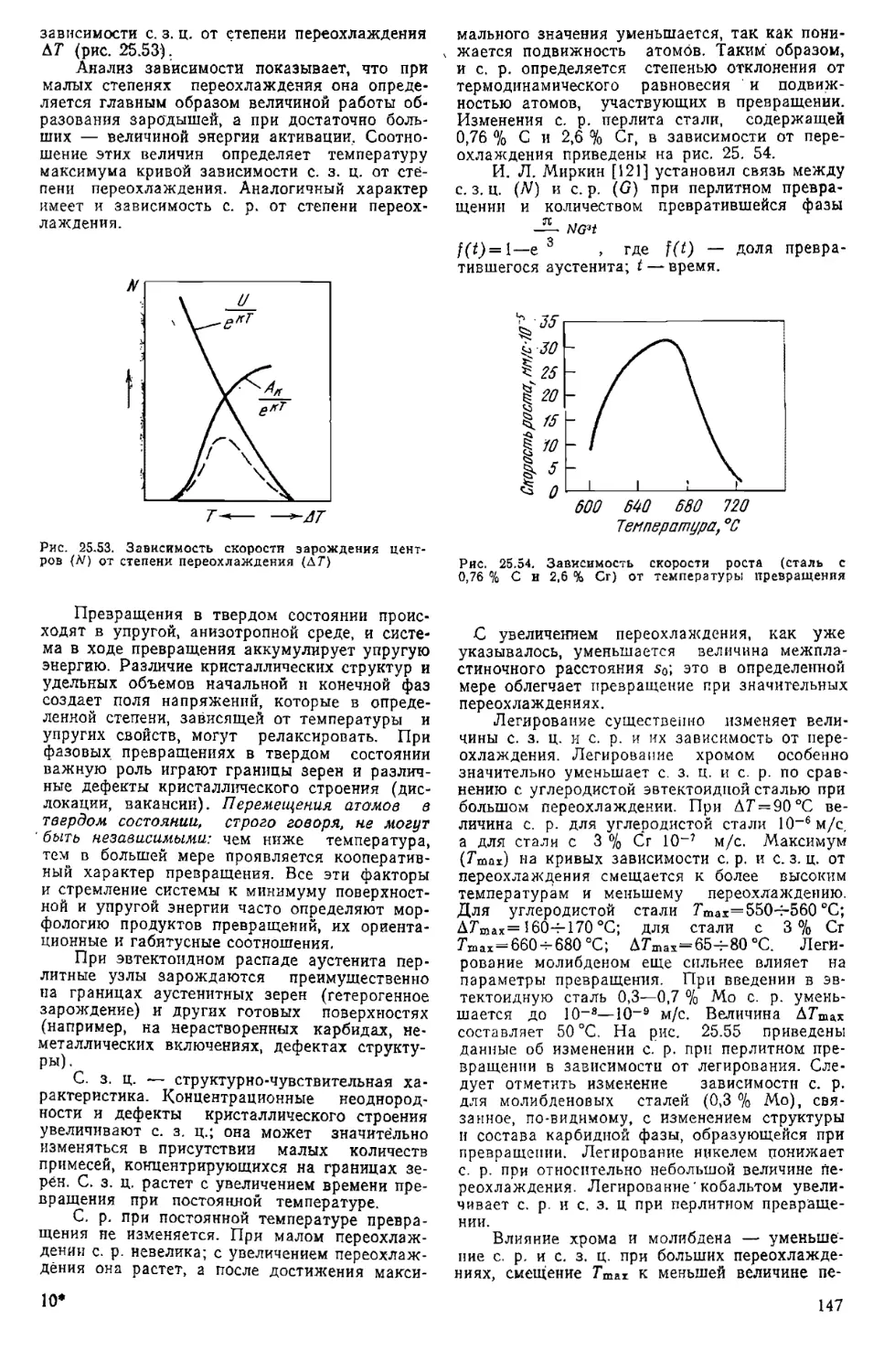
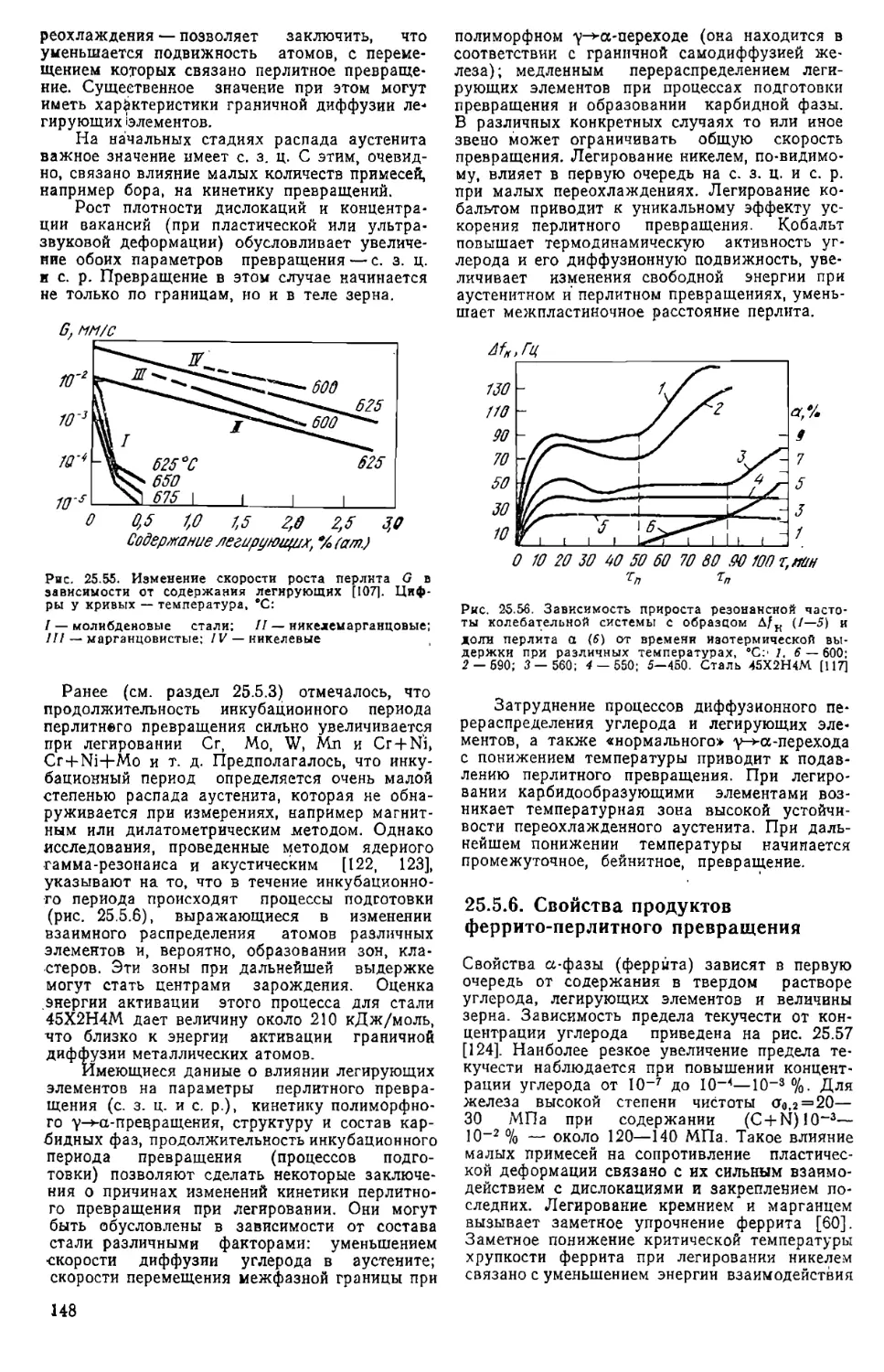
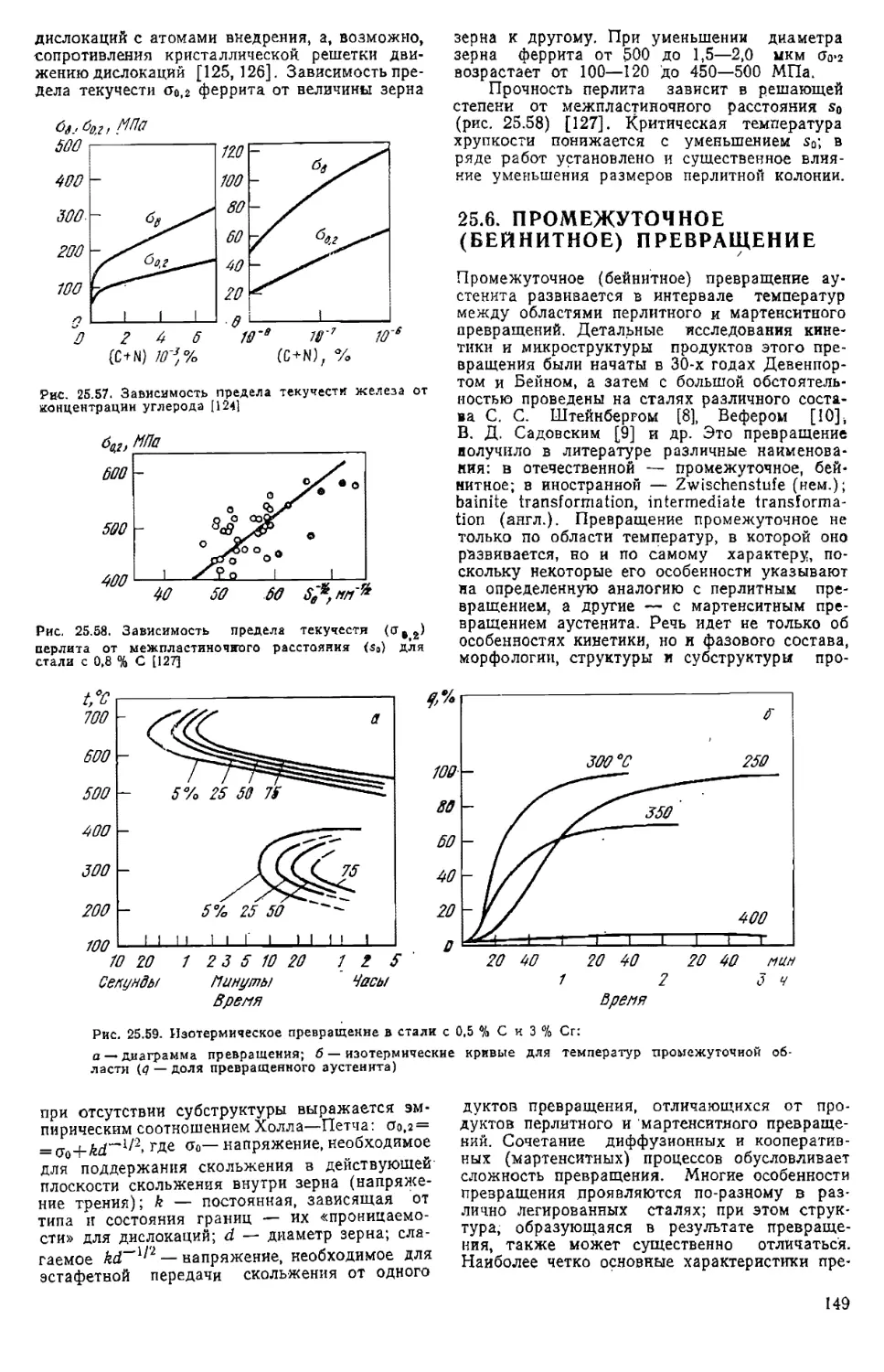
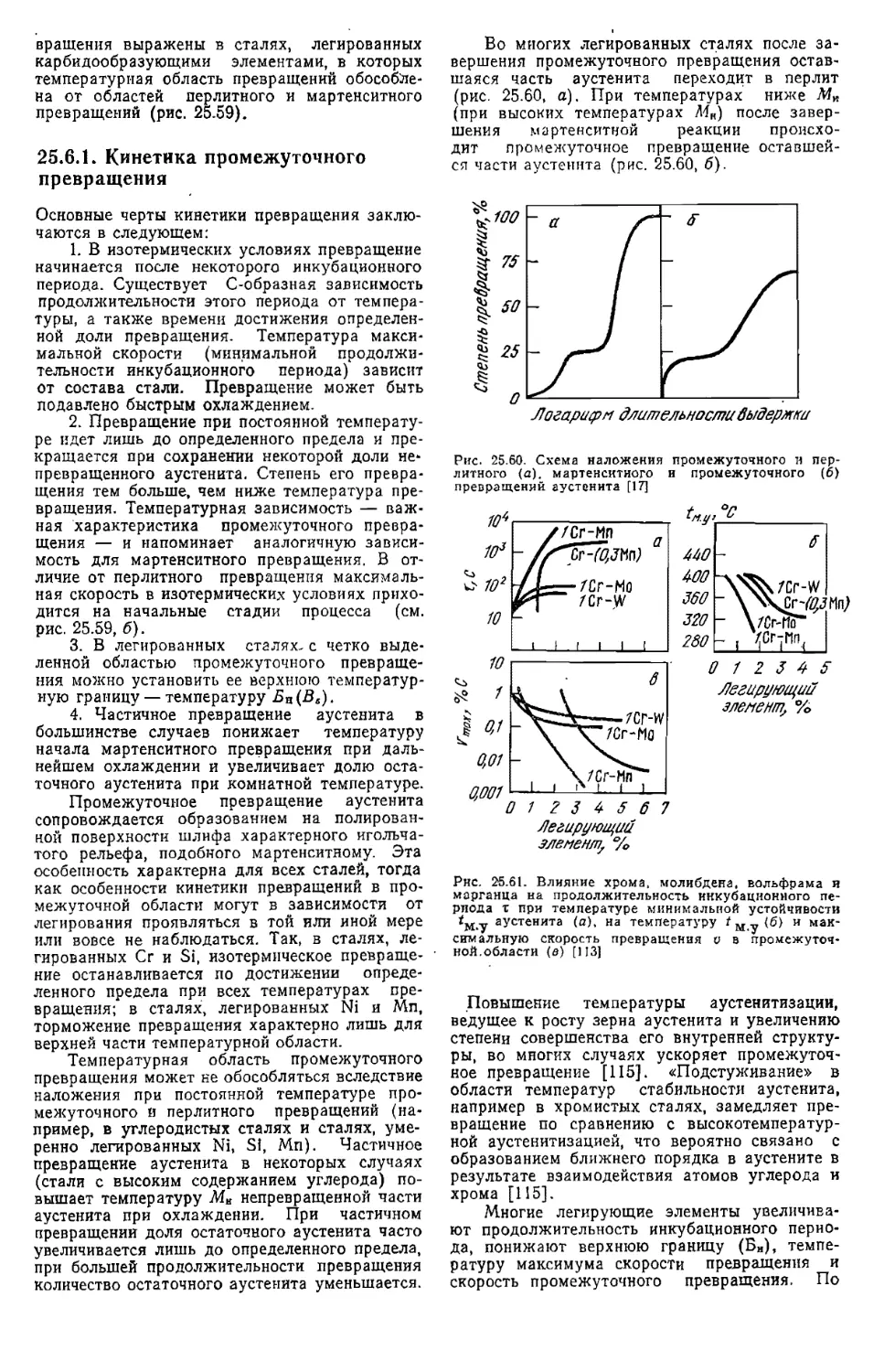

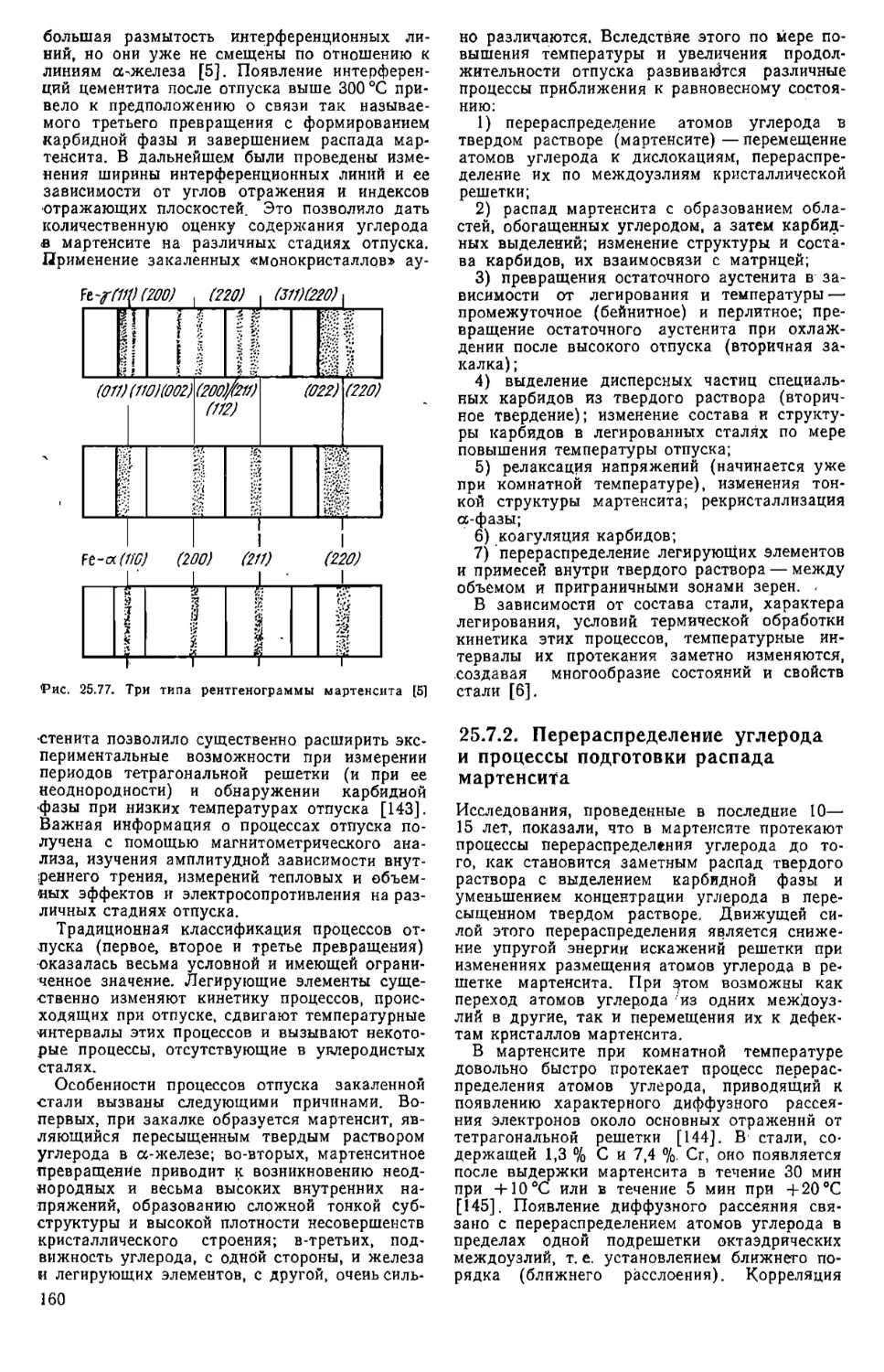
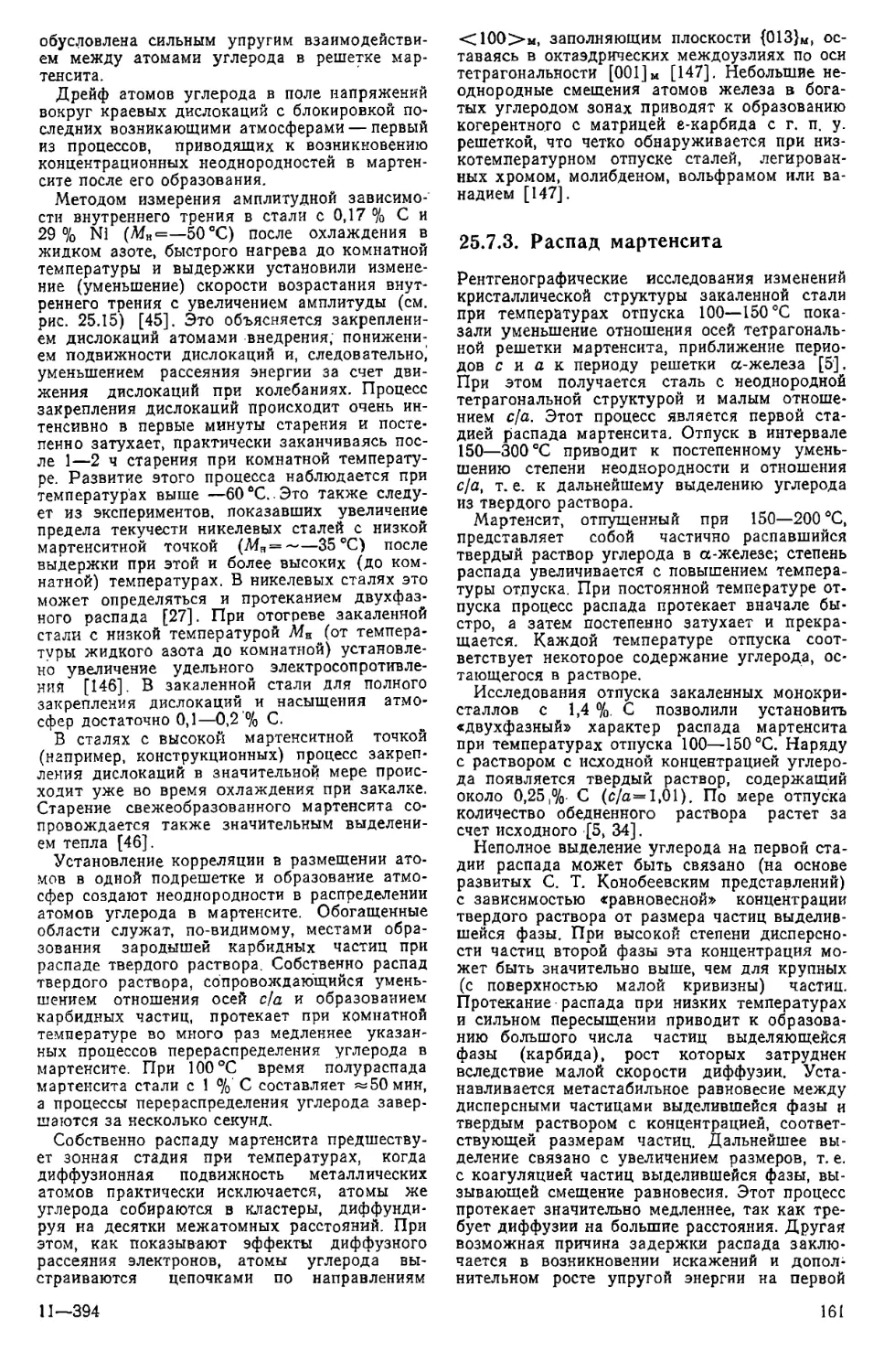
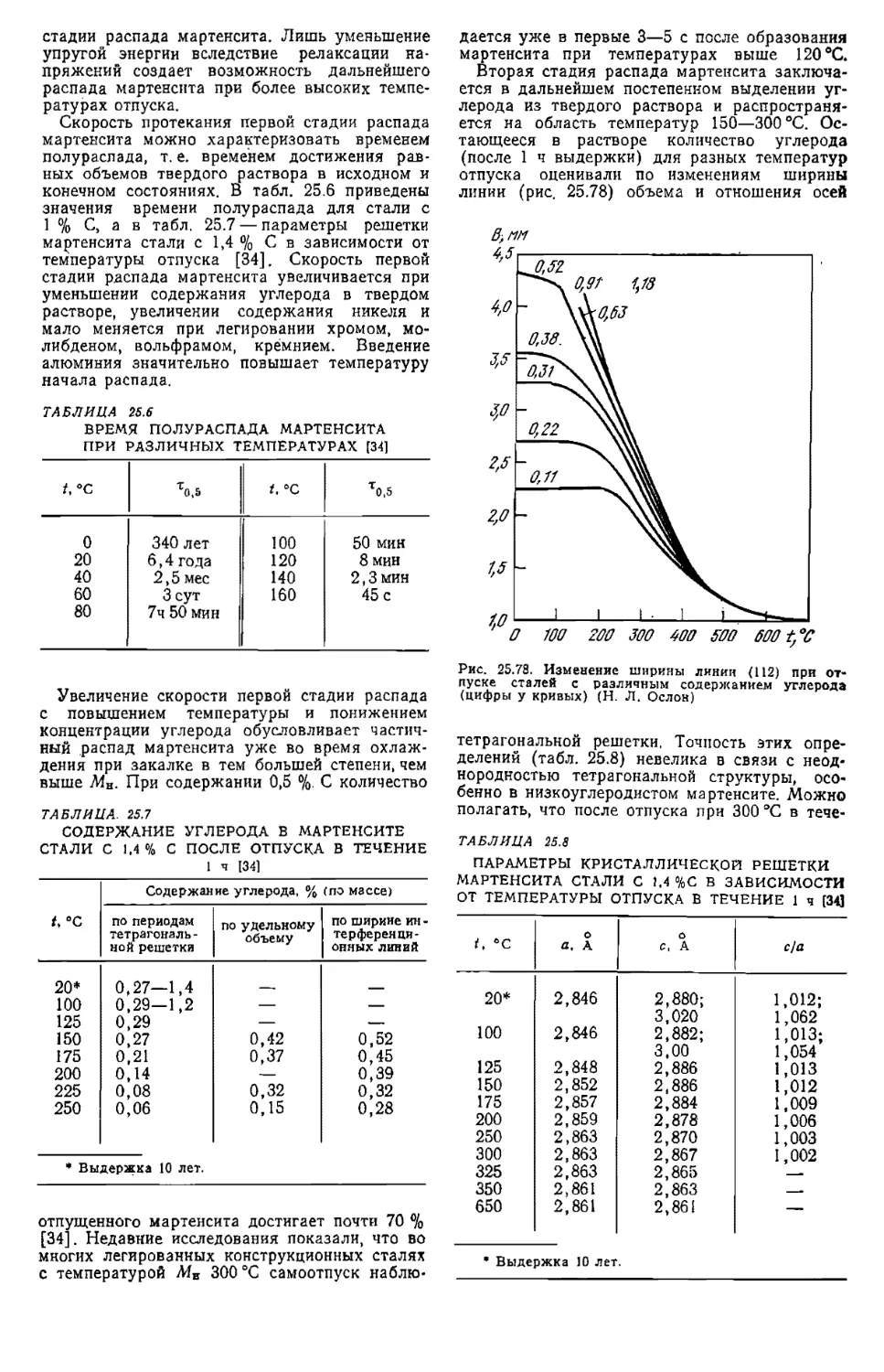
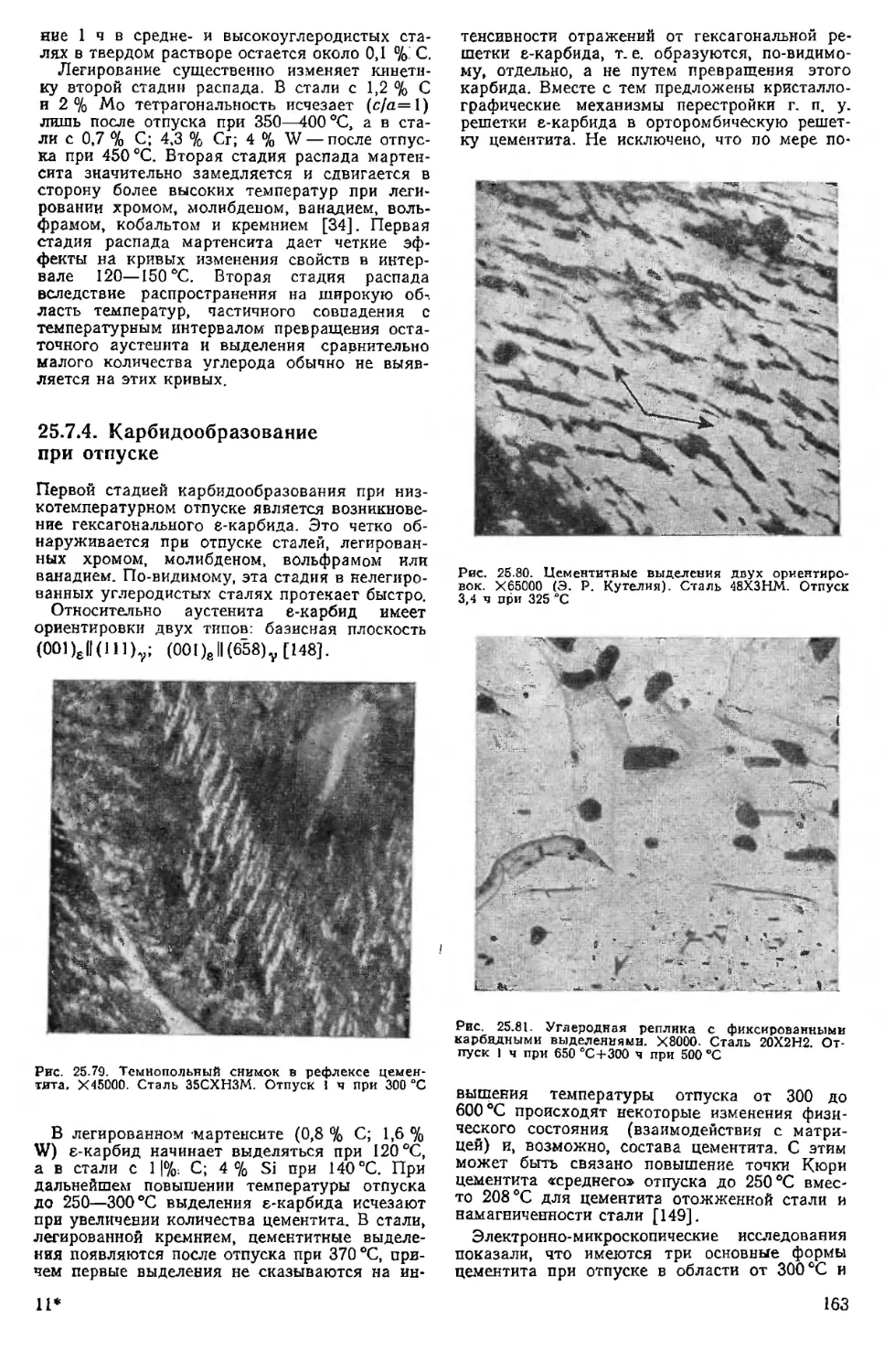




Текст
МЕТАЛЛОВЕДЕНИЕ
И ТЕРМИЧЕСКАЯ
ОБРАБОТКА
СТАЛИ
. иив
В ТРЕХ ТОМАХ
Издание третье,
переработанное и дополненное
Под редакцией
М.Л.Бернштейна и АТ.Рахштадта
ТОМ II
Основы
термической
обработки
МОСКВА ’’МЕТАЛЛУРГИЯ” 1983
УДК 669. 14: 620. 18+539.2+621. 78 (083)
Авторы второго тома
Докт. техн, наук Af. Л. БЕРНШТЕЙН, докт. физ.-мат. наук Б. С. БОКШТЕИН, докт.
техн, наук С. 3. БОКШТЕИН, докт. техн, наук С. С. ГОРЕЛИК, пл.-кор. АН СССР
Ч. В. КОПЕНКИ И, докт. техн, наук Л. С. КРЕМНЕВ, академик Г. В. КУРДЮМОВ,
докт. техн, наук Ю. М. ЛАХТИН, докт. техн. наук. Л. С. ЛИВШИЦ, докт. техн, на-
ук С. Б. МАСЛЕНКОВ, докт. техн, наук И. И. НОВИКОВ, докт. техн, наук Ж. Л. Па-
стухова, канд. техн, наук В. К. ПОРТНОЙ, докт. техн, наук Л. Г. РАХШТАДТ, ака-
демик В. Д. САДОВСКИИ, докт. техн, наук Ю. А. СКАКОВ, чл.-кор. АН УССР
Ю. Н. ТАРАН, докт. техн, наук Е. Л. УЛЬЯНИН, докт. техн, наук )л, АГ. УТЕВСКИИ>[,
докт. техн, наук Л. С. ШВИНДЛЕРМАН, докт. техн, наук Р. И. ЭНТИН.
УДК 669. 14: 620. 18+539. 2+621. 78 (083)
Металловедение и термическая обработка стали: Справ, изд. — 3-е изд., перераб.
и доп. В 3-х т. Т. II. Основы термической обработки/Под ред. Бернштейна М. Л.,
Рахштадта А. Г. М.: Металлургия, 1983. 368 с.
Во втором томе рассмотрены структурные превращения при нагреве и охлаждении
стали, теория закалки и отпуска, влияние деформации, возврата, полигонизации и ре-
кристаллизации па структуру и свойства стали и др. Приведены данный о легировании
и термической обработке сталей основных классов (конструкционных, пружинных, жа-
ропрочных и др.).
Для инженерно-технических и научных работников предприятий, лабораторий и
научно-исследовательских организаций различных отраслей промышленности. Ил. 437.
Табл. 71. Библиогр. список: 510 назв.
^2605000000—149
040(01)—83
33—83
© Издательство «Металлургия», 1983 г.
Стр.
СОДЕРЖАНИЕ
Предисловие ко второму тому 6
19. Полиморфные превращения (М. Л.
Бернштейн)...................... 7*
19.1. Причины полиморфных превраще-
ний ............................... 7
19.2. Механизм полиморфного превра-
щения ............................... 10
19.3. Полиморфные превращения в ста-
лях ..................................12
Библиографический список . 21
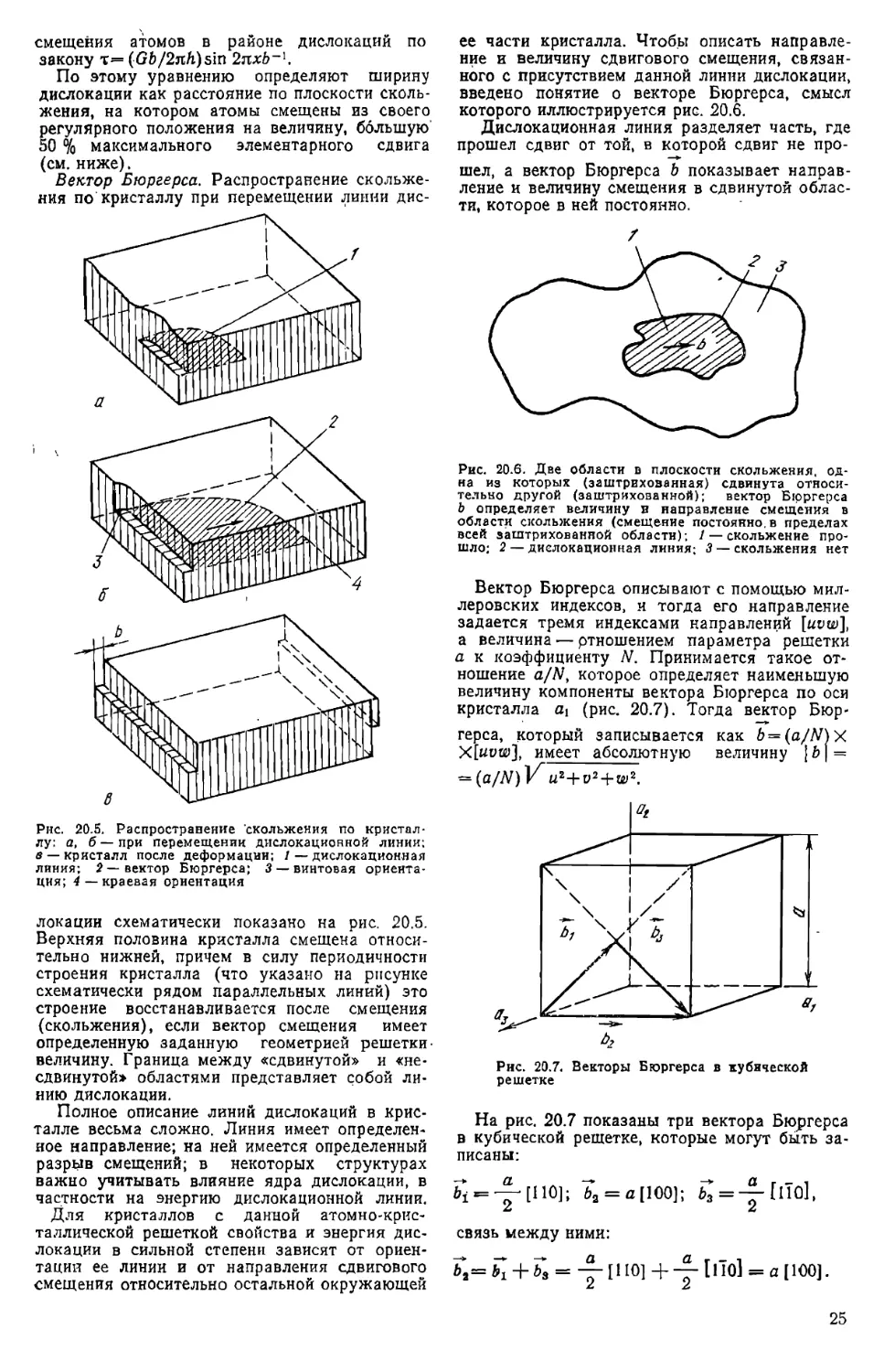
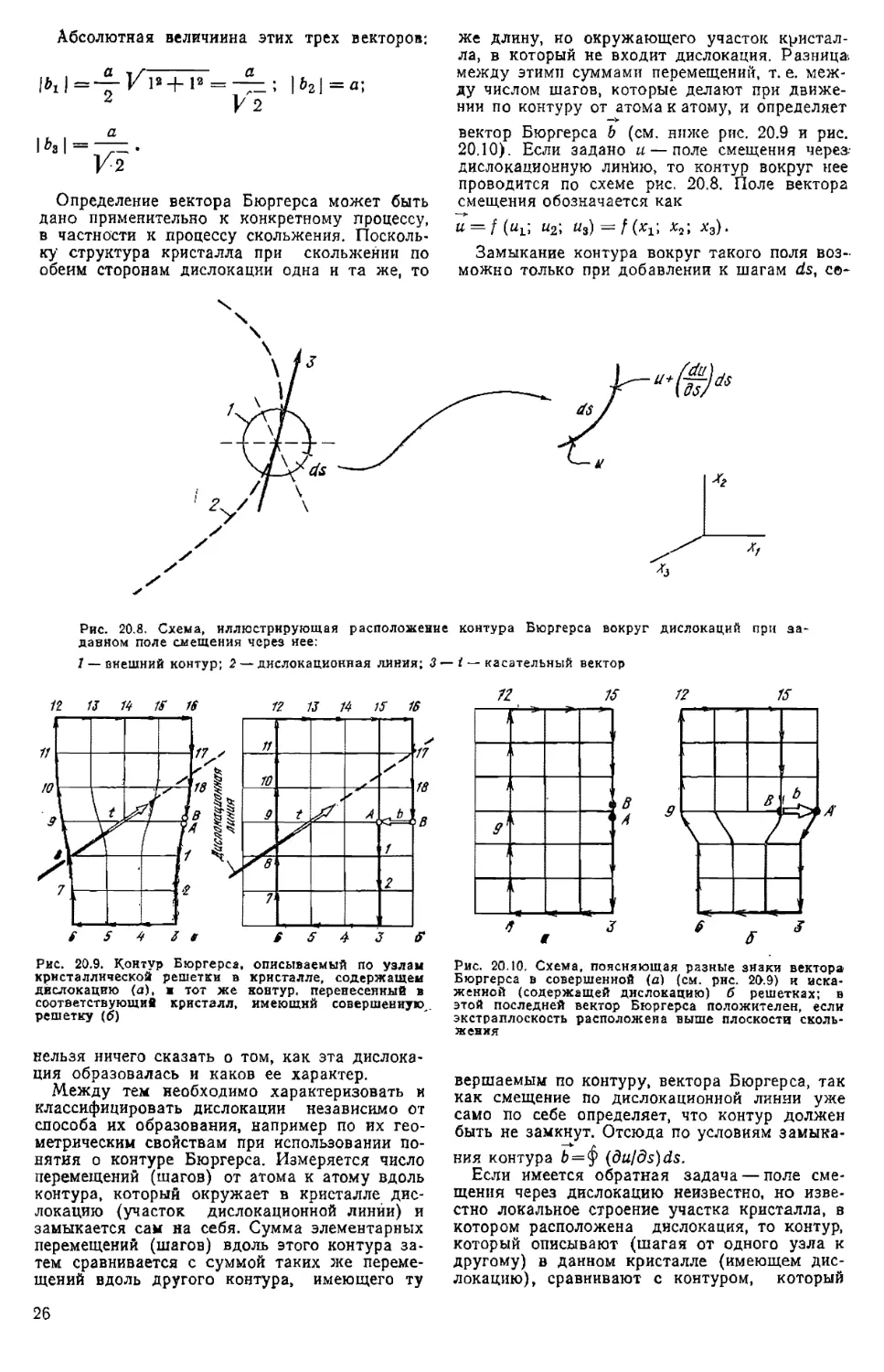
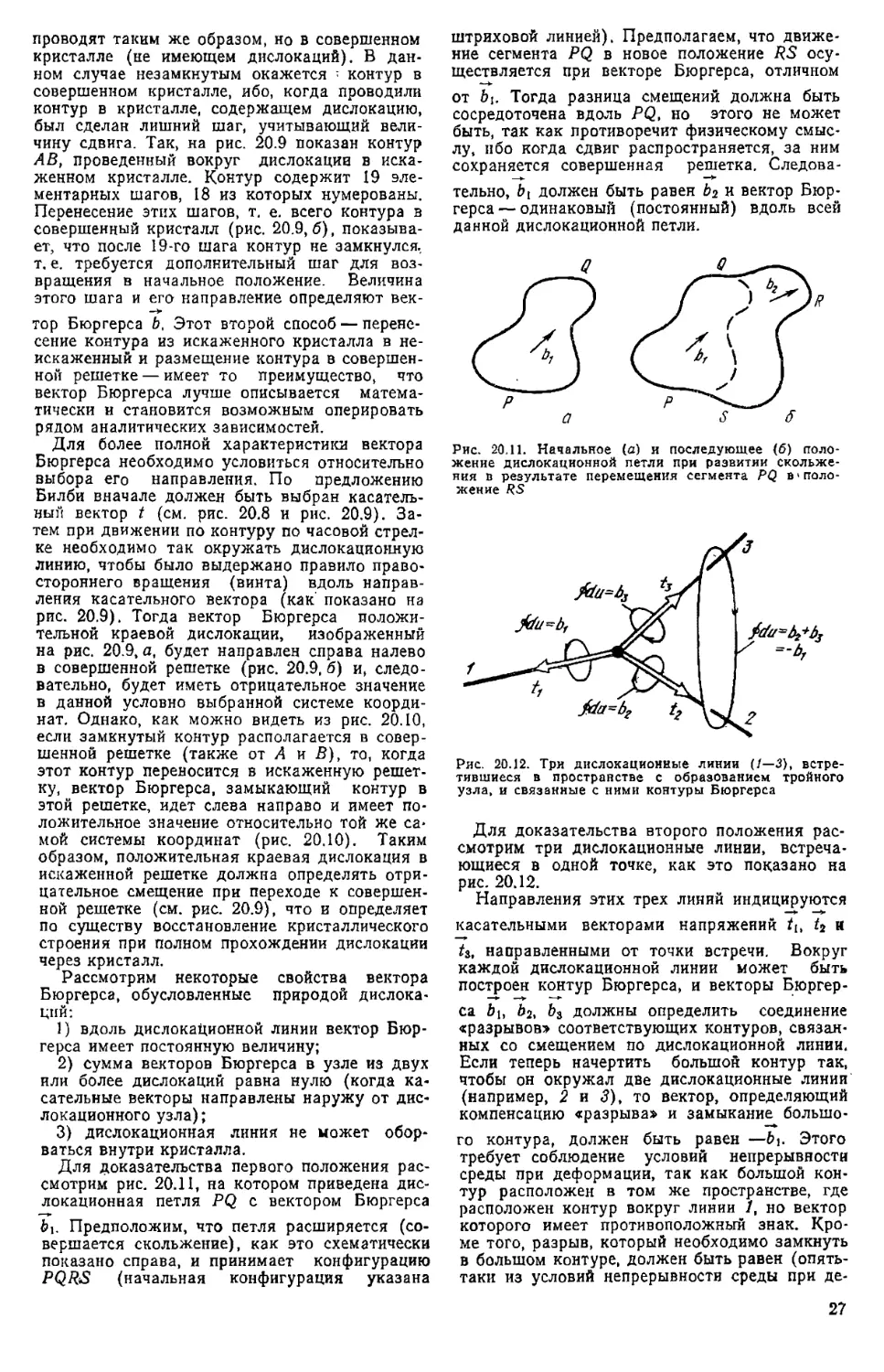
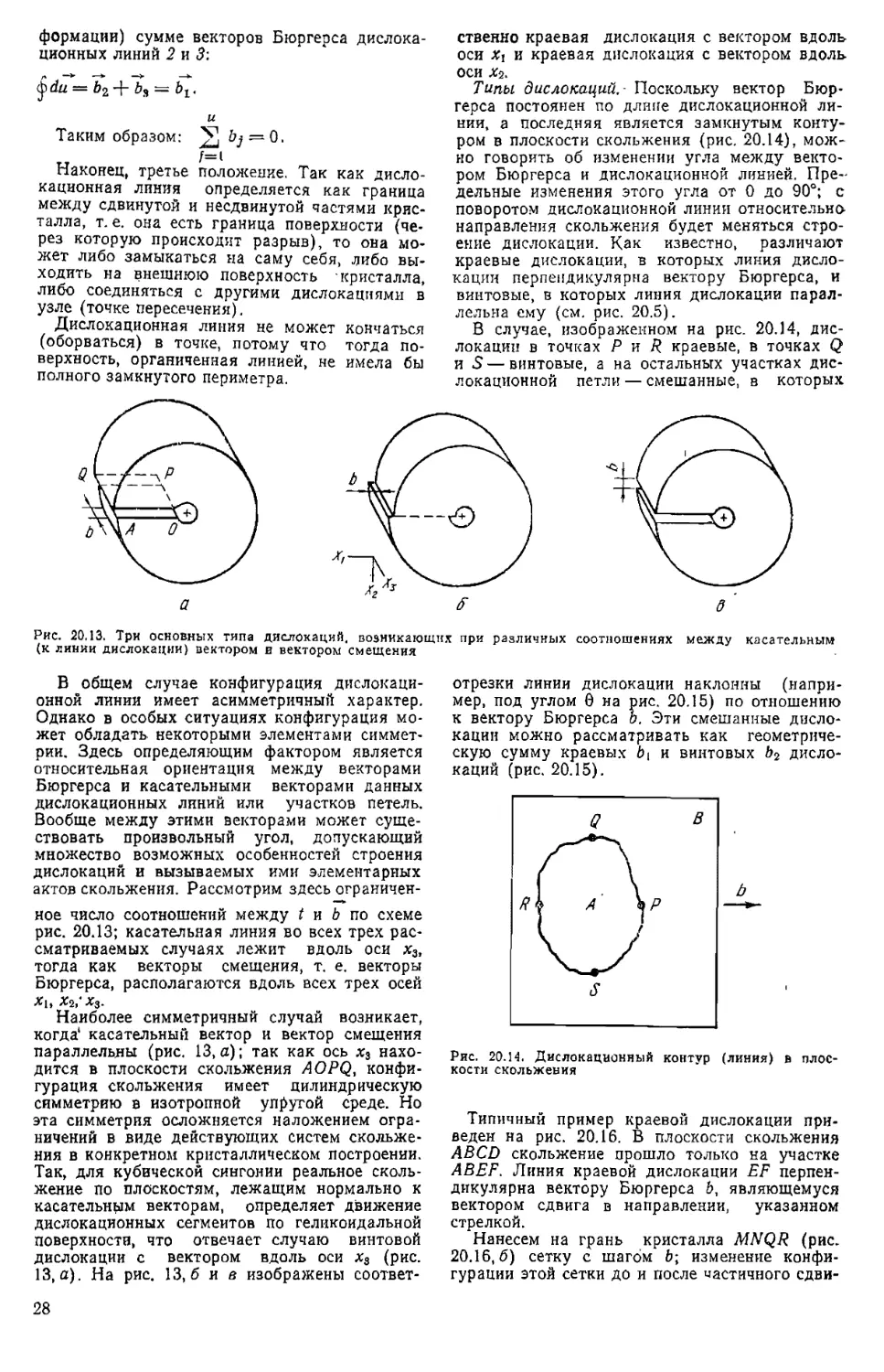
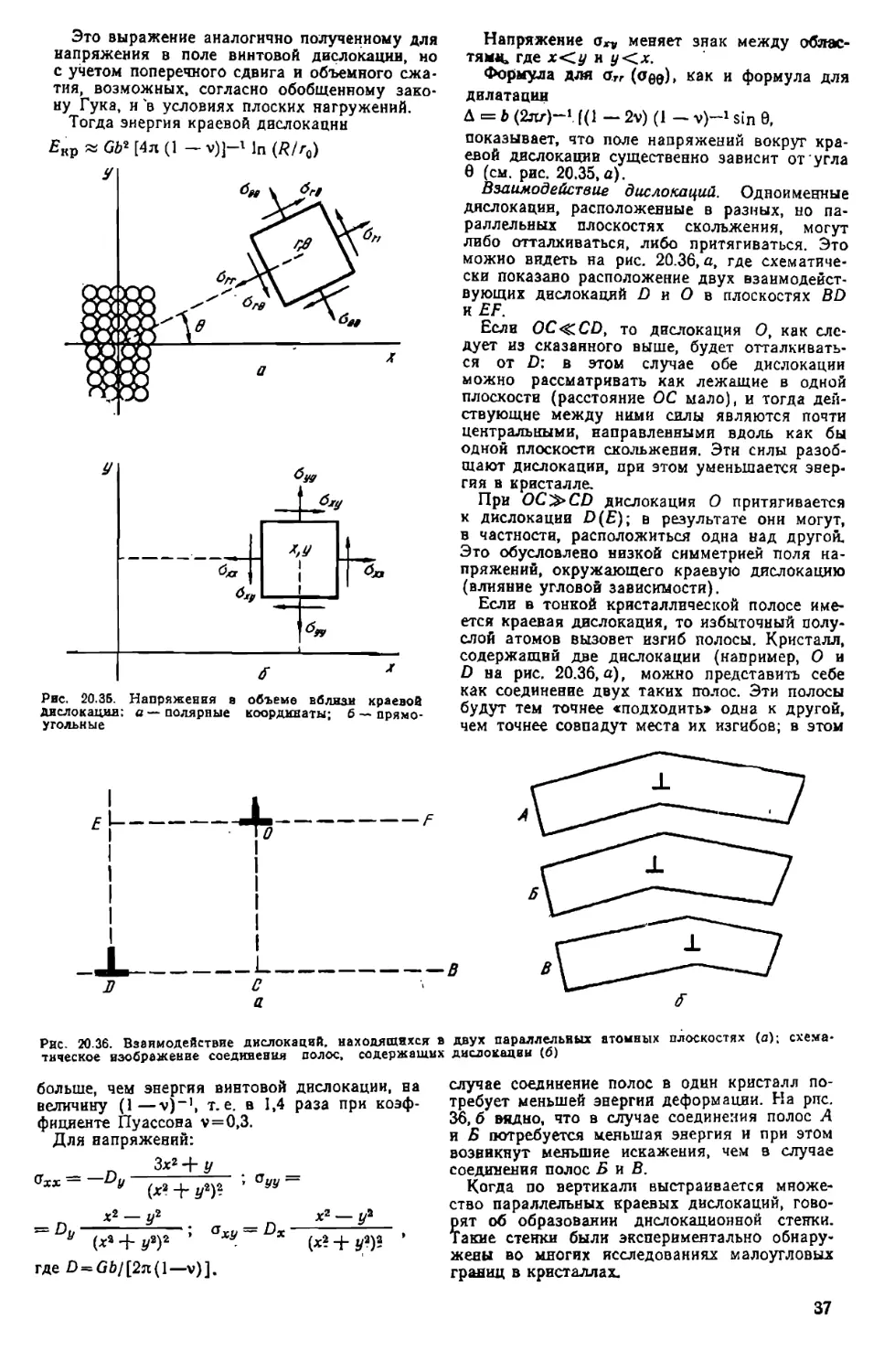
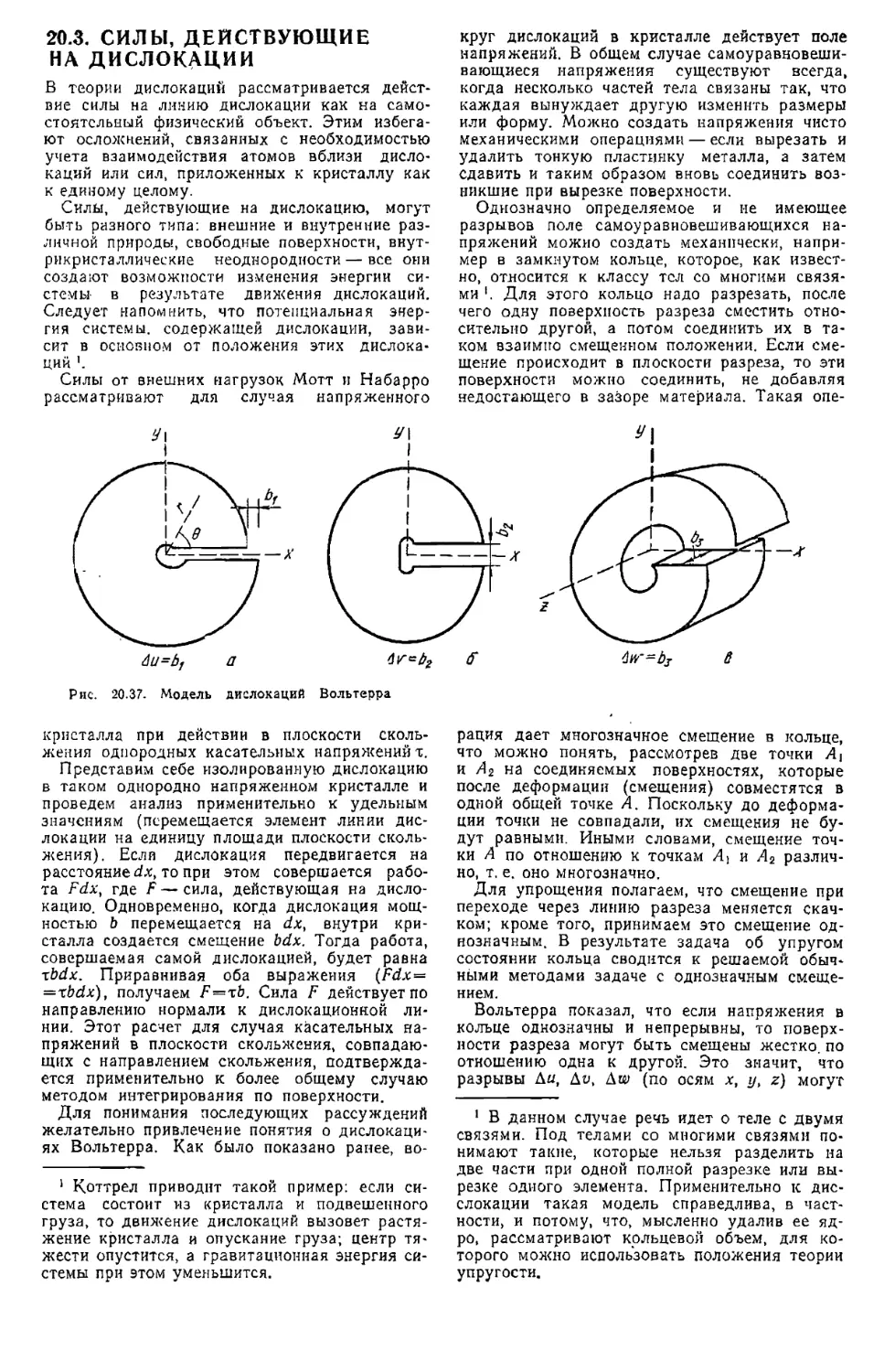
20. Дислокационное строение метал-
лов (М. Л. Бернштейн) ... 22
20.1. Сопротивление идеальной решетки
сдвигу................................22
20.2. Дислокации .....................23
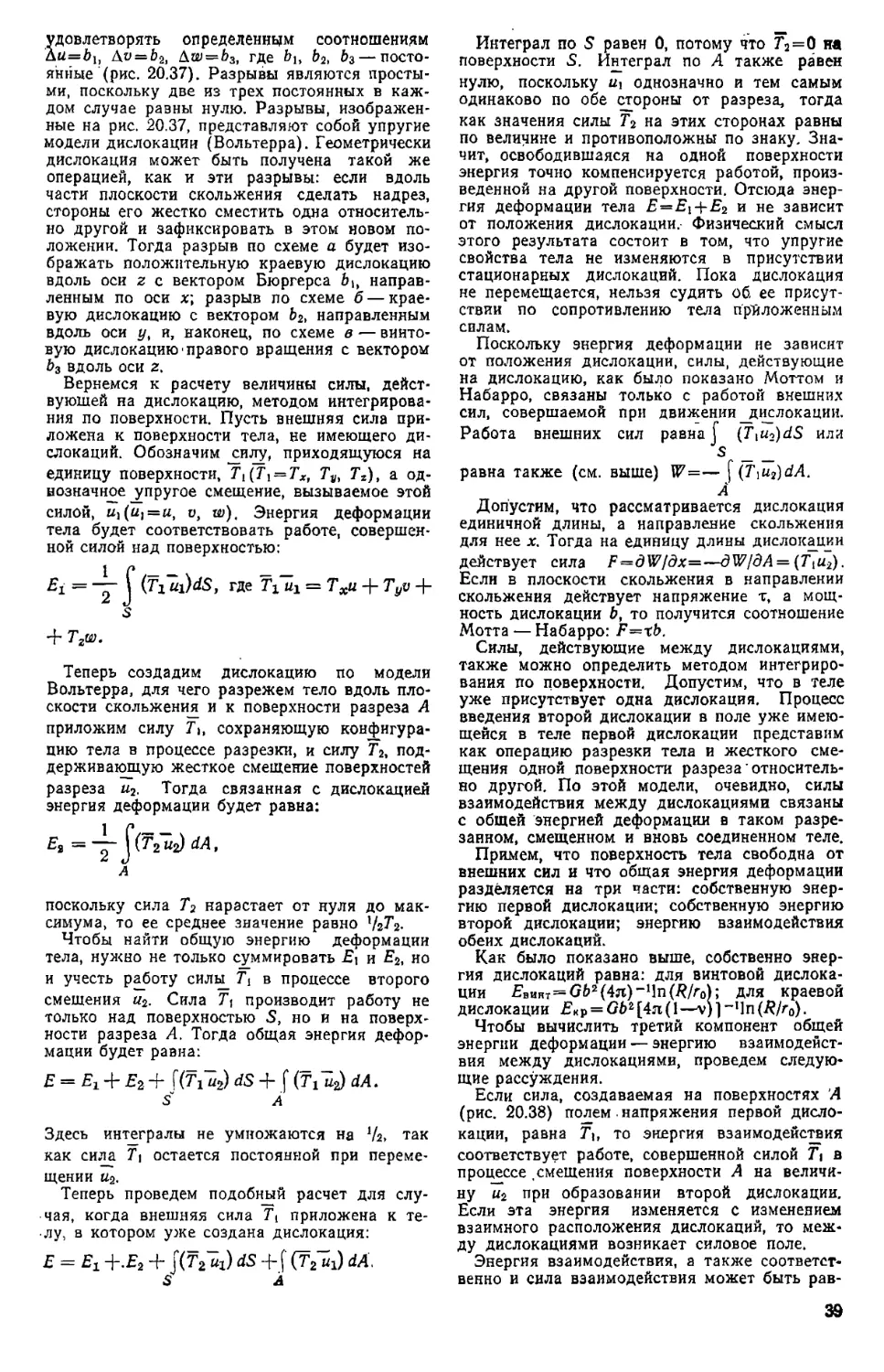
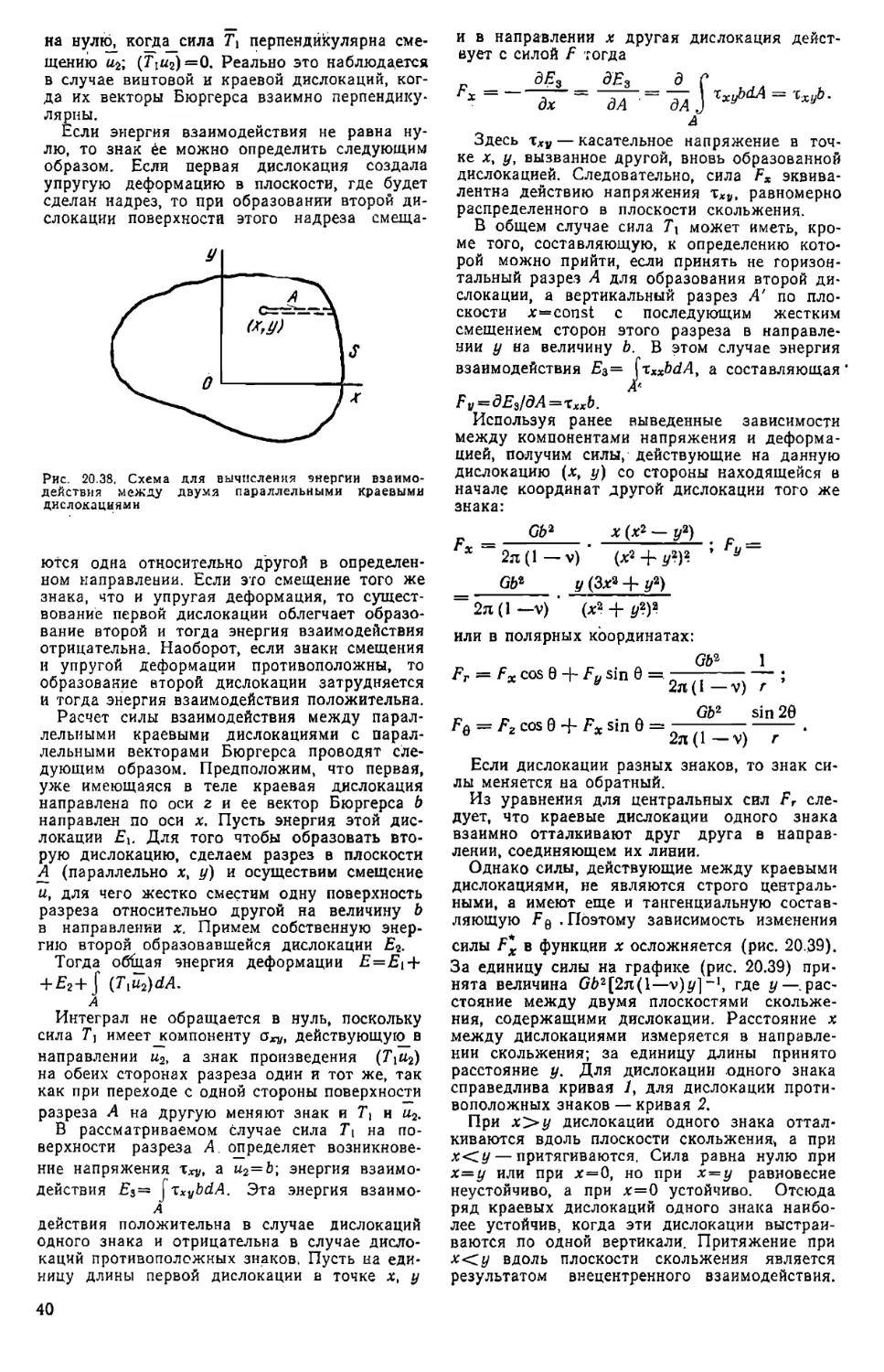
20,3. Силы, действующие на дислокации 38
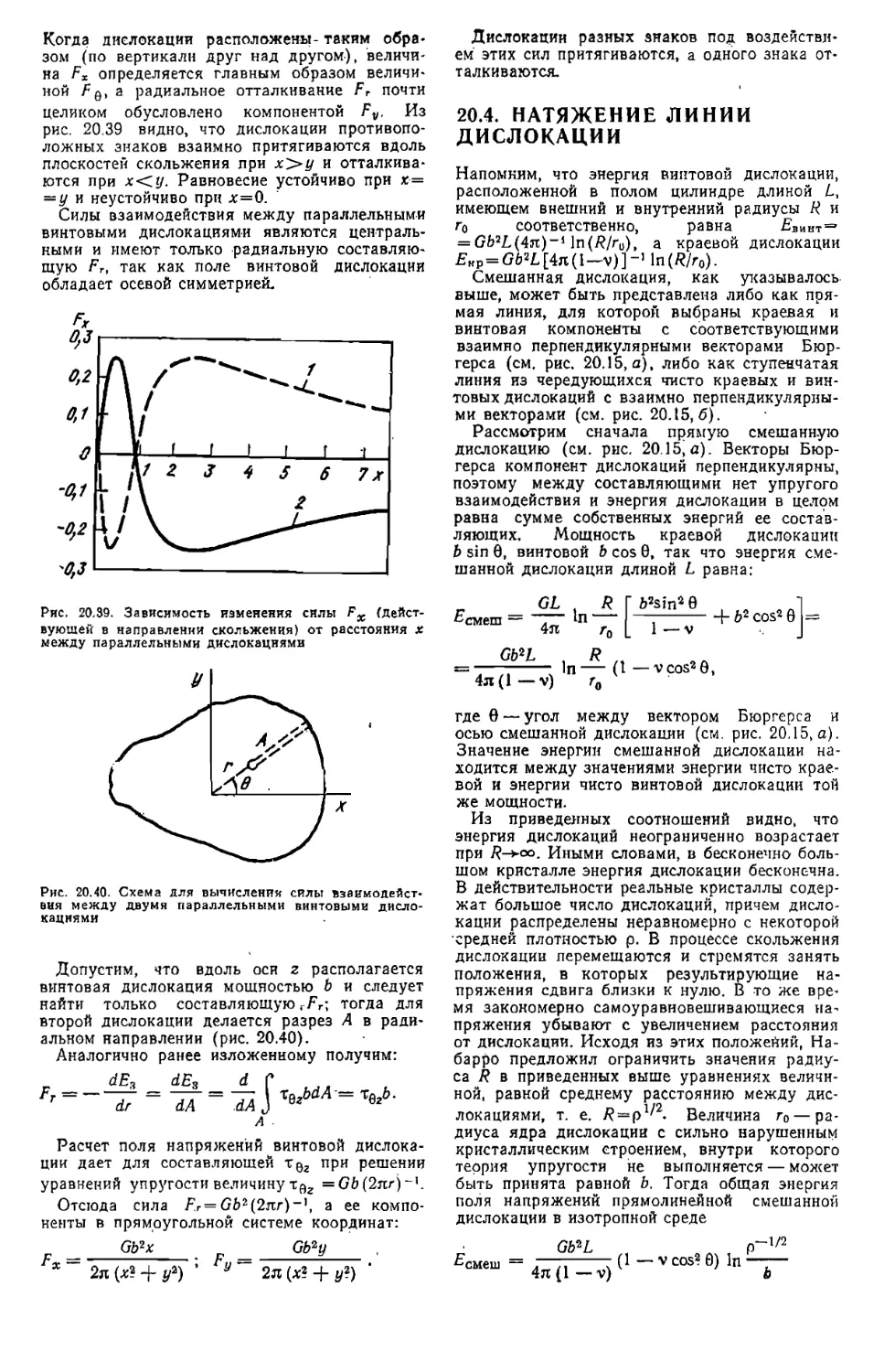
20.4. Натяжение линий дислокации . . 41
20.5. Скольжение . как процесс движе-
ния дислокаций........................43
20.6. Дислокационный механизм двой-
никования ............................46
20.7. Упрочнение при торможении дис-
локаций . 47
Библиографический список . , 48
21. Теория границ зерен в металлах
(Б. С. Бокштейн, Ч. В. Копецкий,
Л. С. Швиндлерман) .... 48
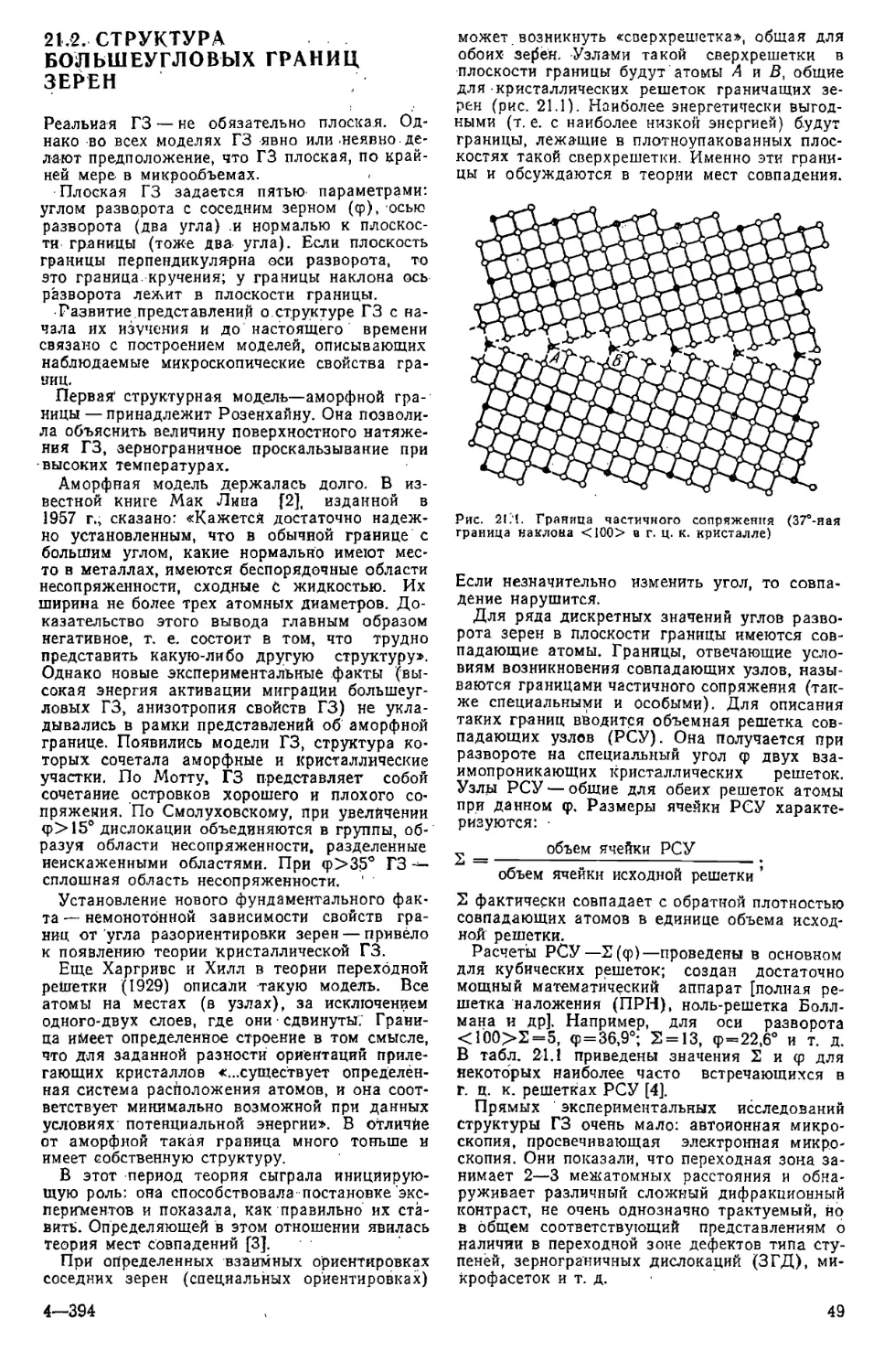
21.1. Роль и значение границ зерен . 48
21.2, Структура большеугловых границ
зерен.................................49
21.3. Термодинамические свойства болъ-
шеугловых границ зерен ... 50
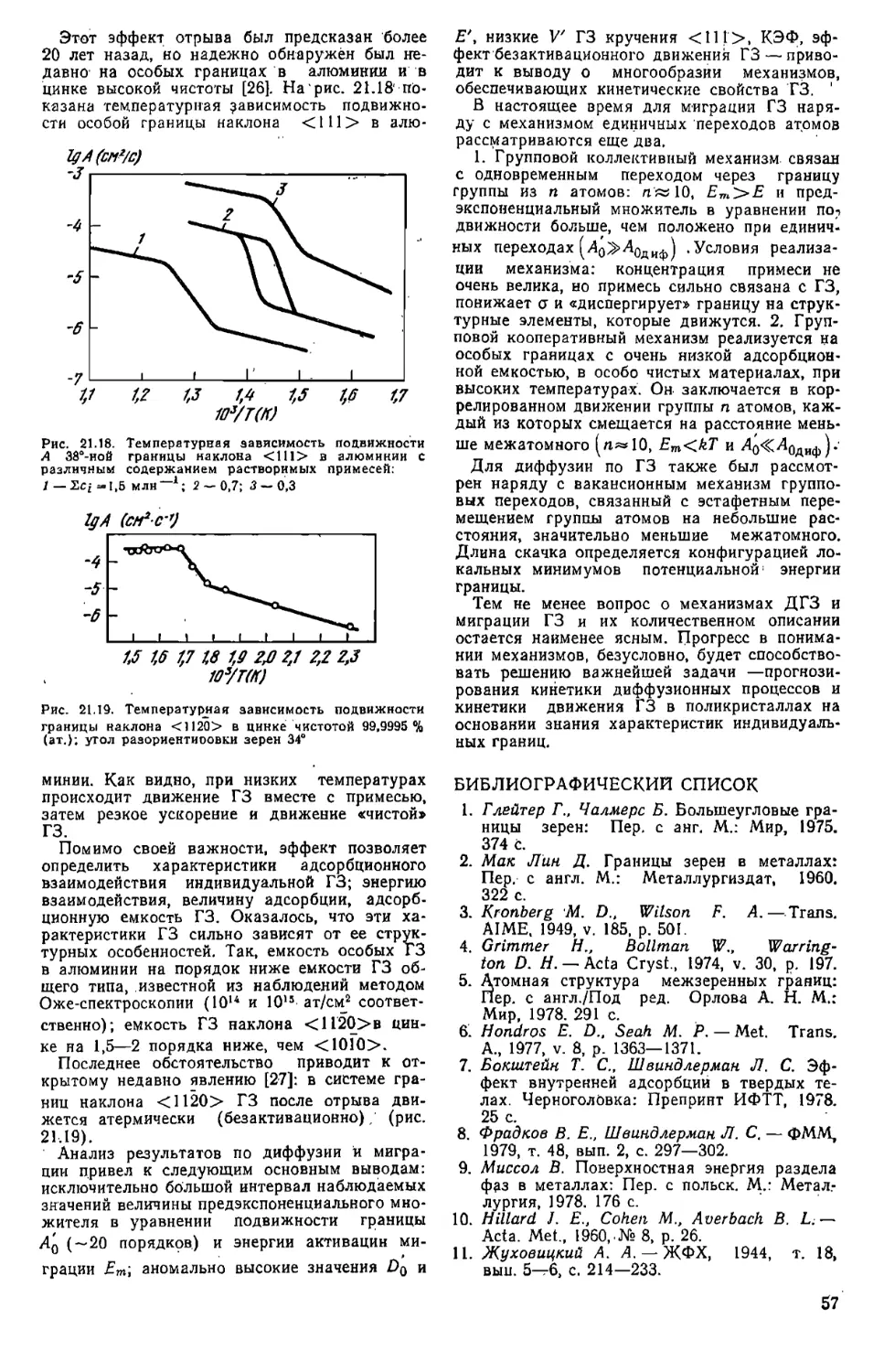
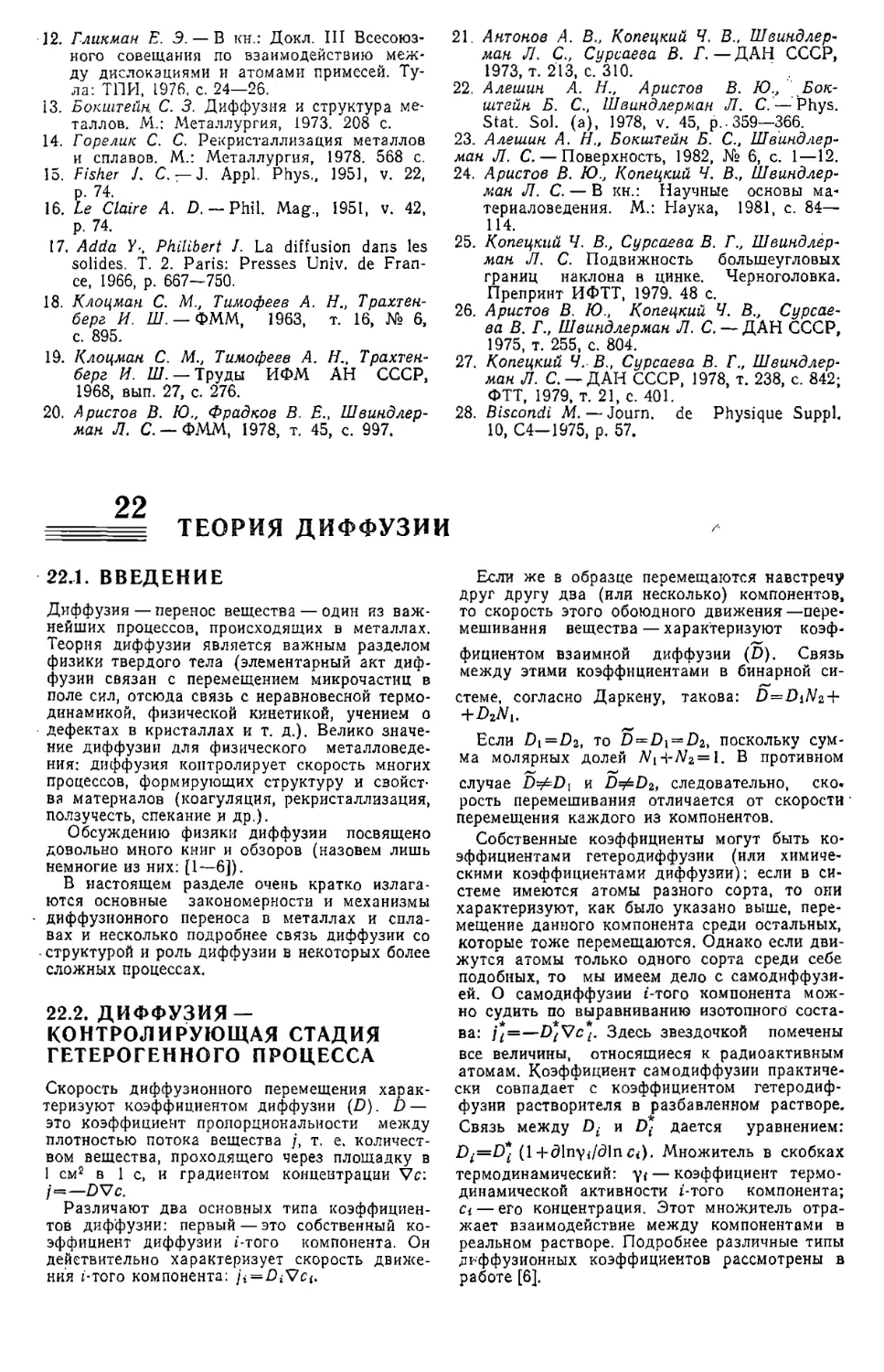
21,4. Кинетические свойства большеуг-
угловых границ зерен (диффузия
и миграция).......................52
Библиографический список . . 57
22. Теория диффузии (С. 3. Бокштейн,
Б. С, Бокштейн)..............58
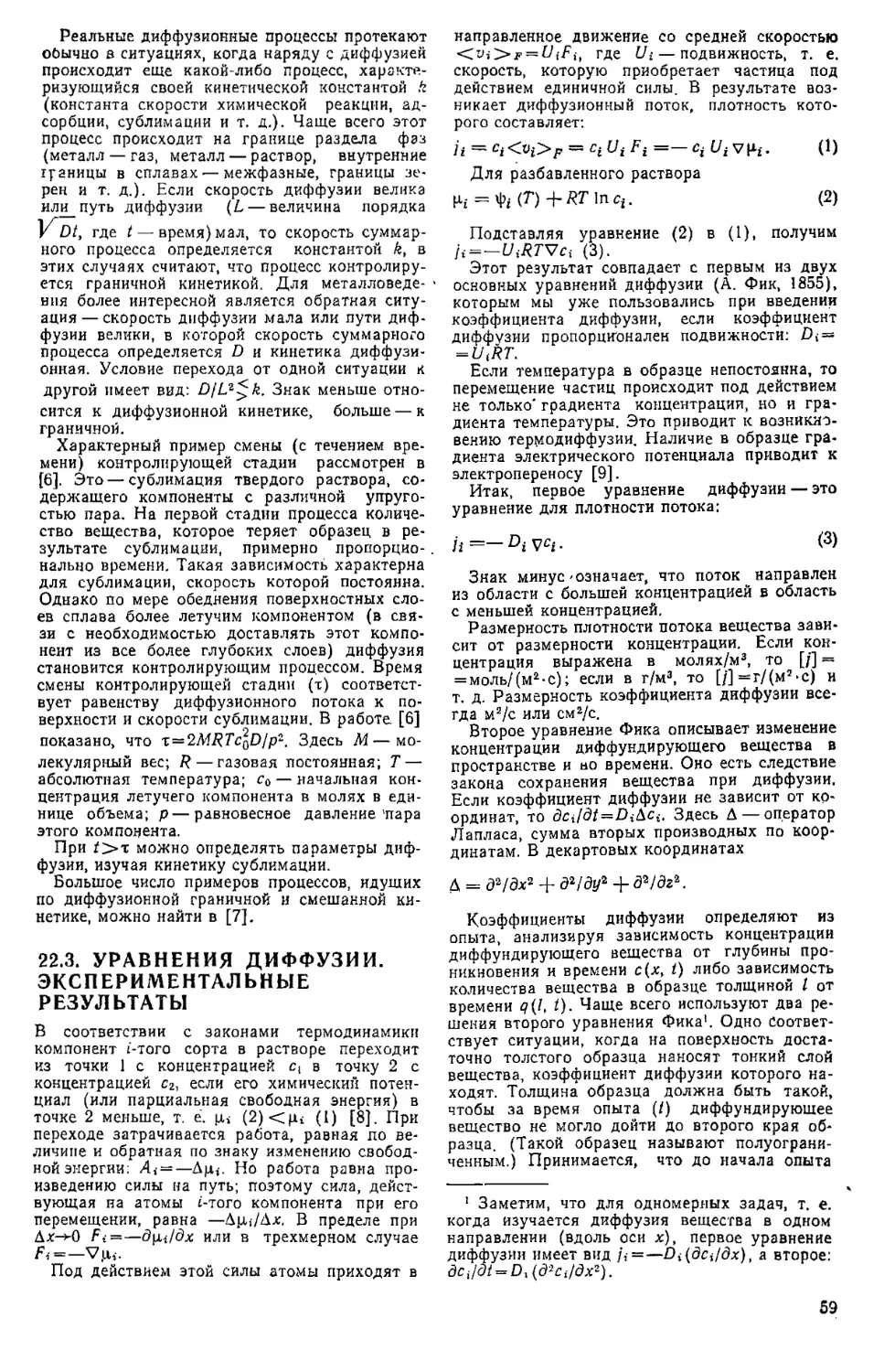
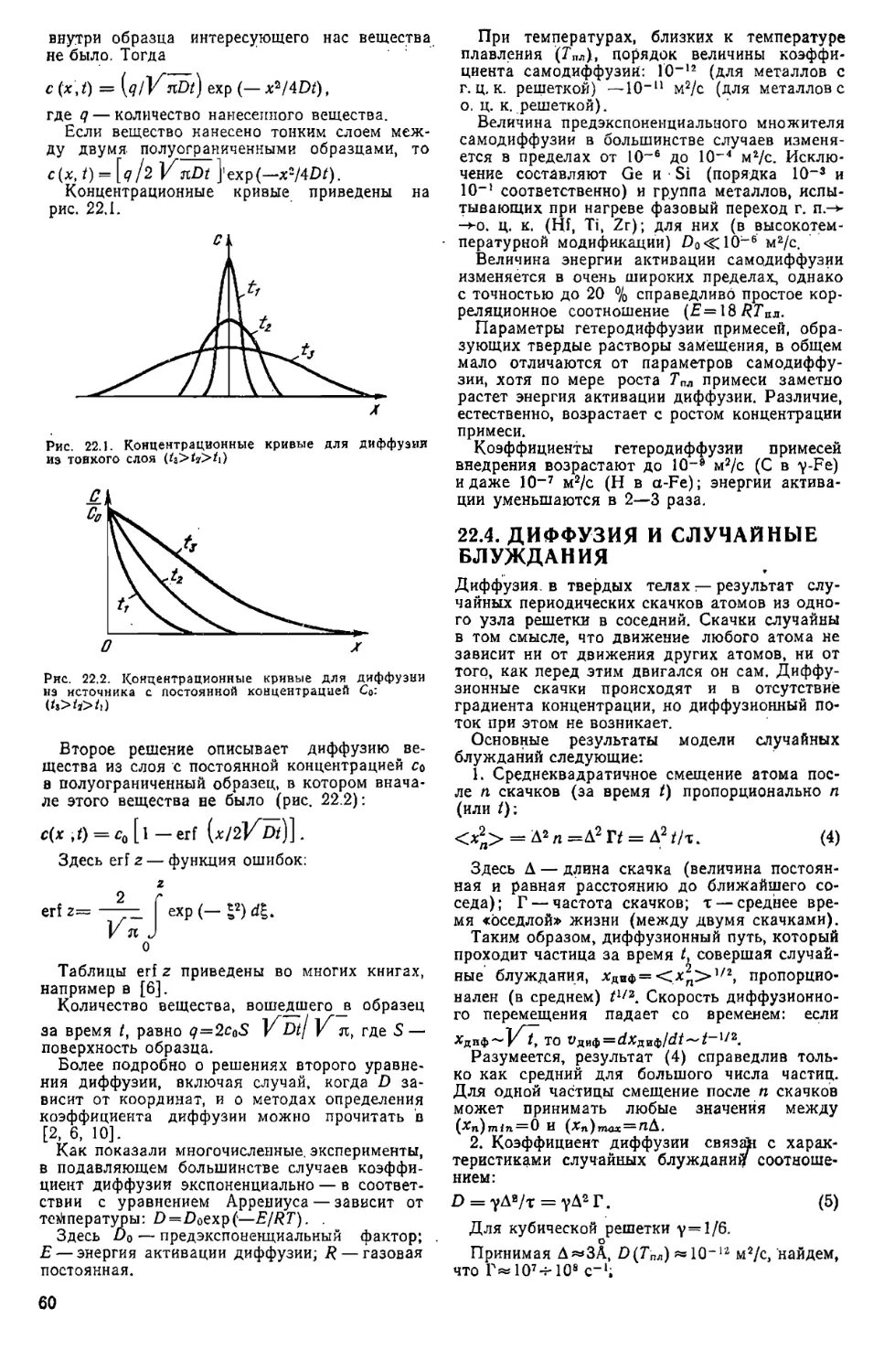
22.1. Введение....................58
22.2. Диффузия — контролирующая ста-
дия гетерогенного процесса . . 58
22.3, Уравнения диффузии. Эксперимен-
тальные результаты .... 50
22.4. Диффузия и случайные блужда-
ния ..................................60
22.5. Применение к диффузии теории
переходного состояния .... 6!
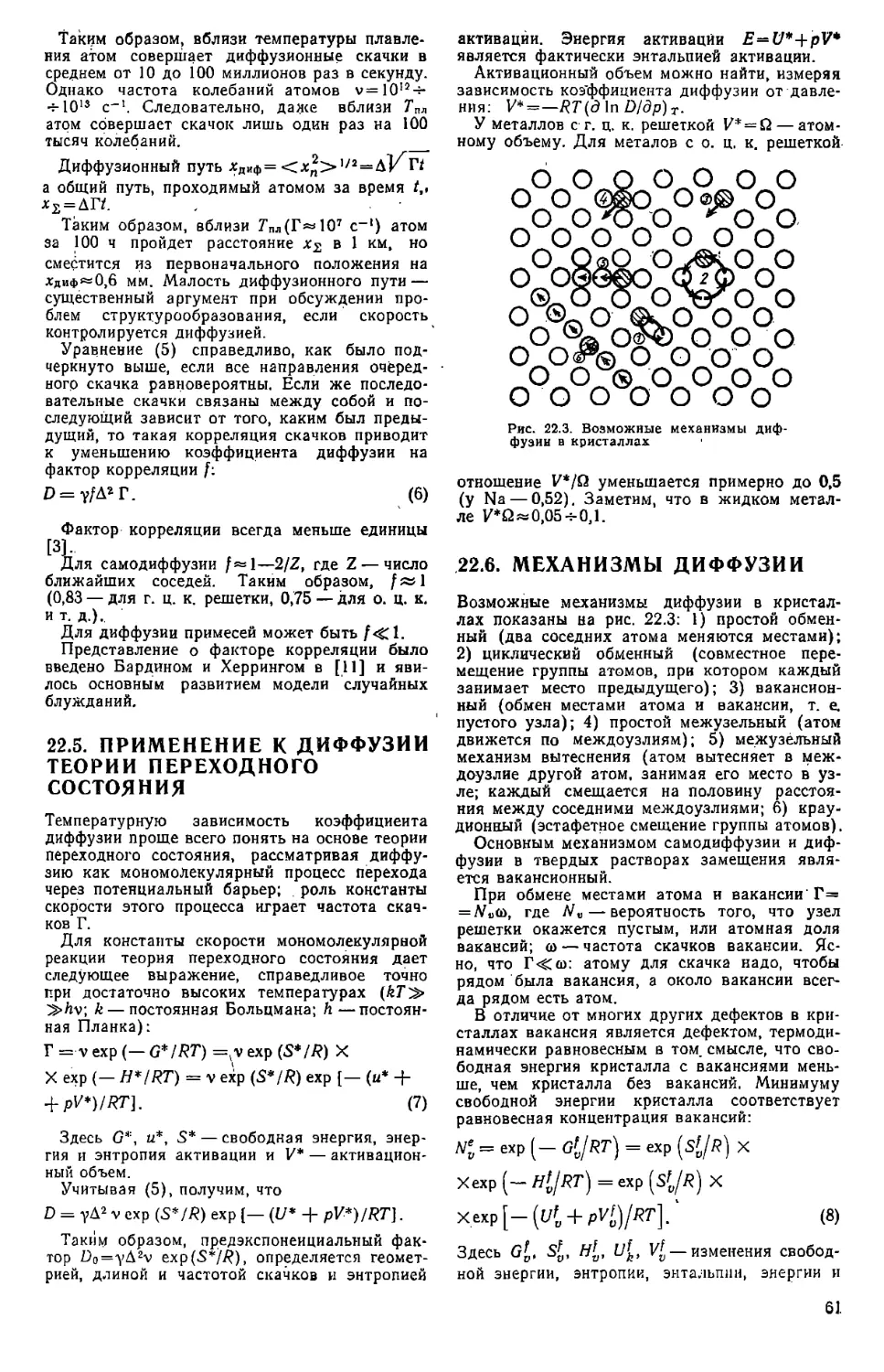
22.6. Механизмы диффузия .... 61
22.7. Диффузия в многофазных систе-
мах ..................................62
22.8. Структура и диффузия .... 68
22.9. Роль диффузии в более сложных
процессах.......................65
Библиографический список . . 66
23. Строение сплавов ж ел ею—углерод
(Ю. Н. Таран)...............67
Библиографический список . . 83
24. Превращения при нагреве стали.
Структурная наследственность
(В. Д. Садовский)...........83
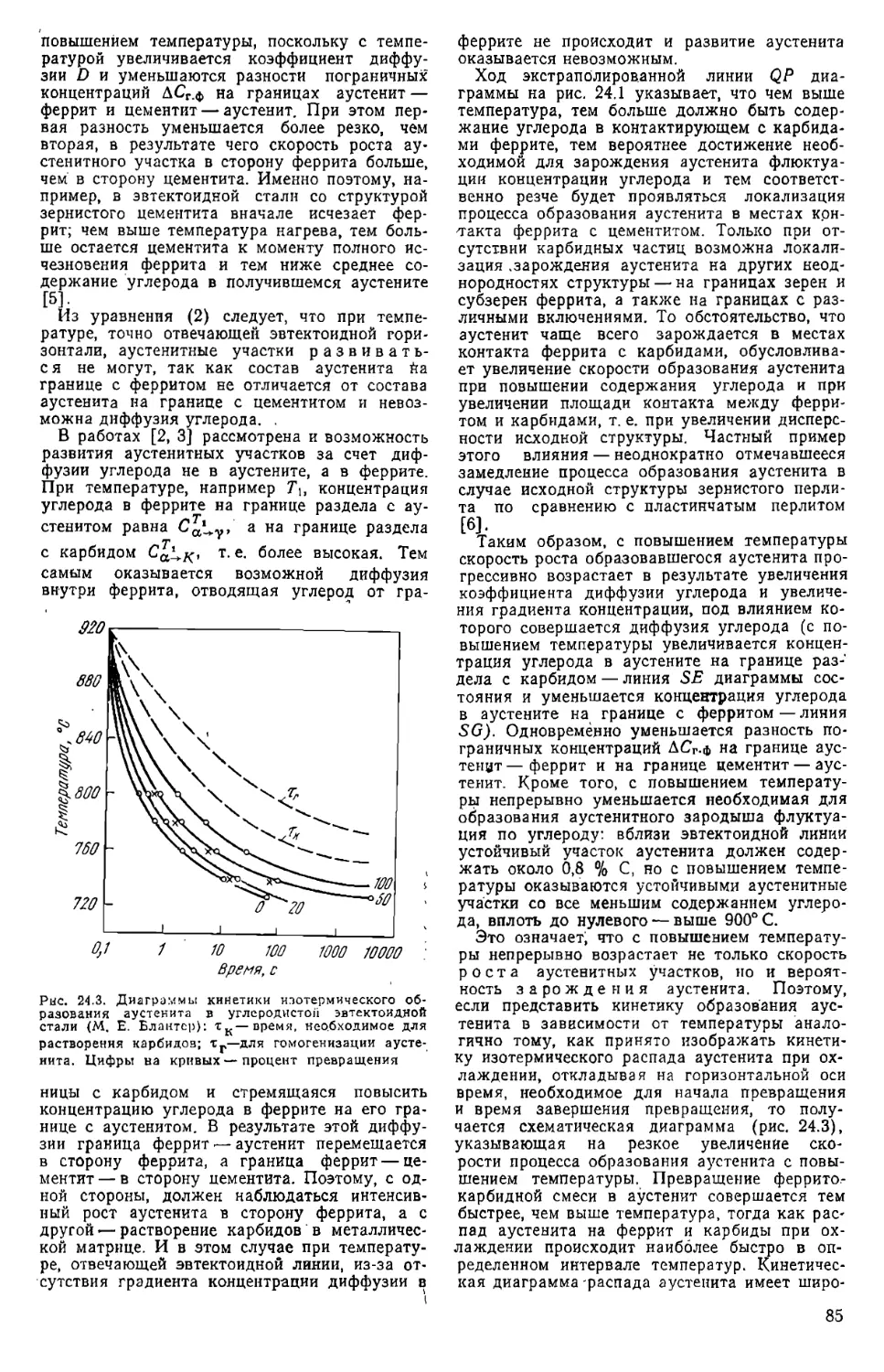
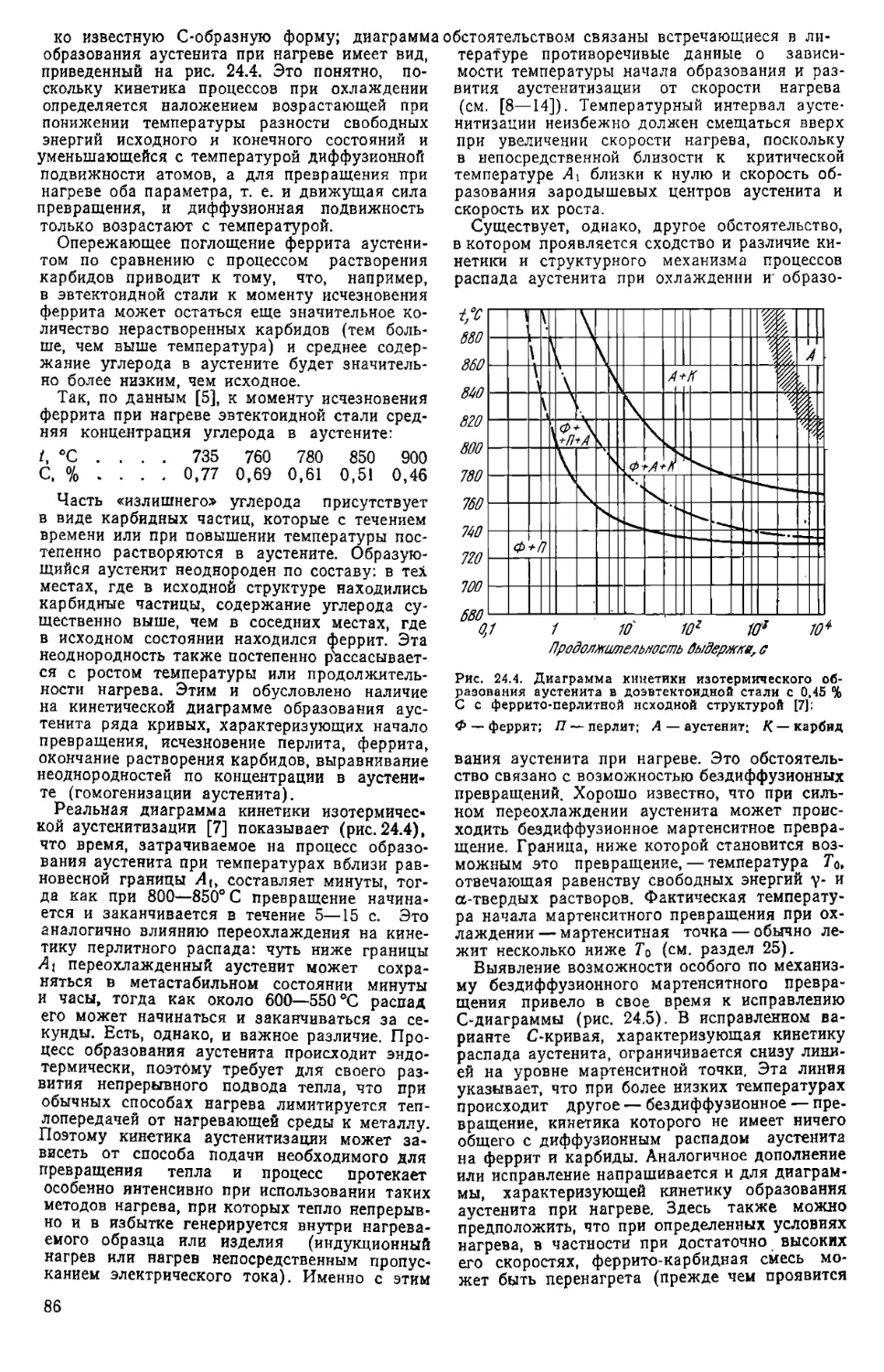
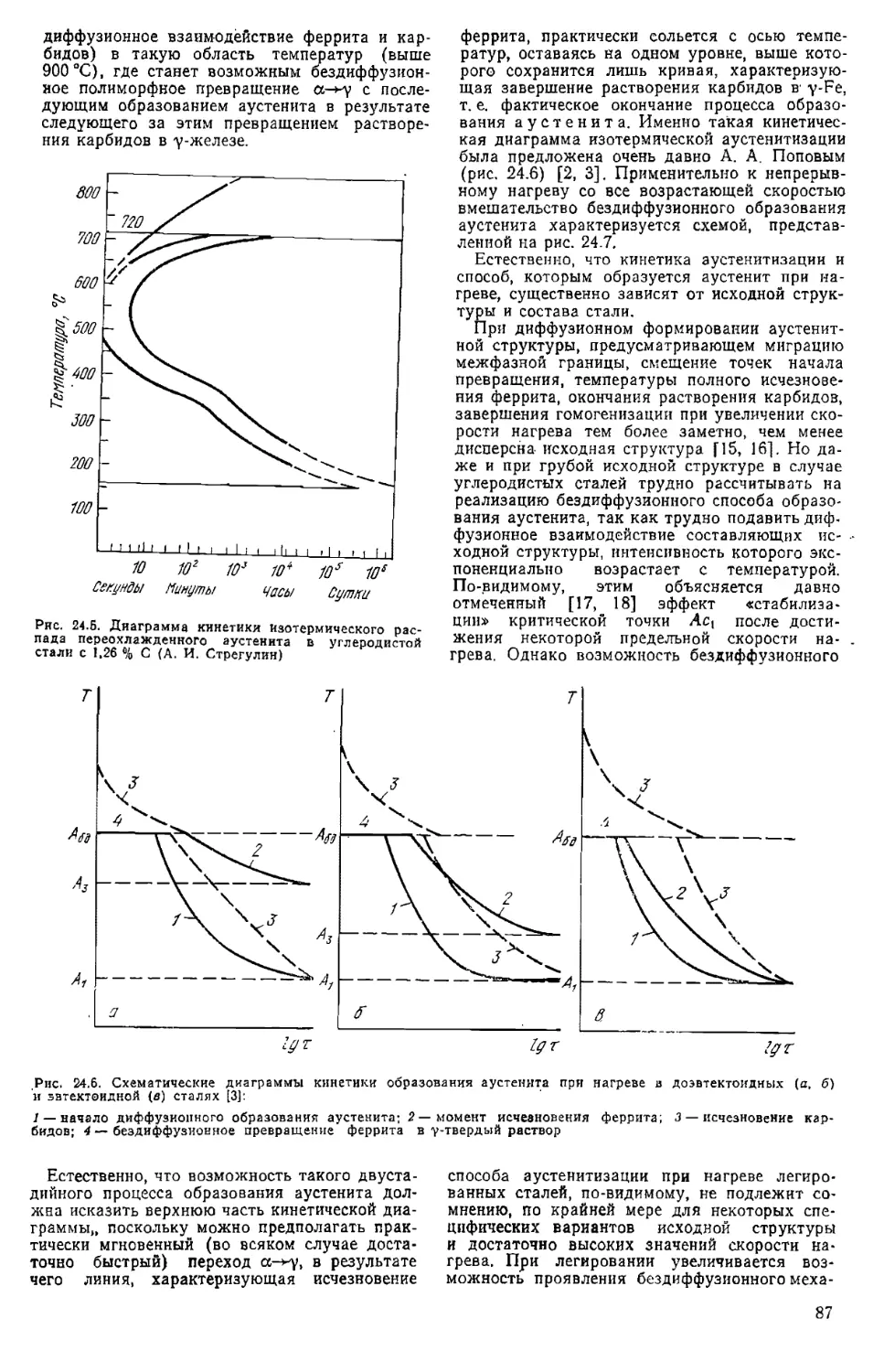
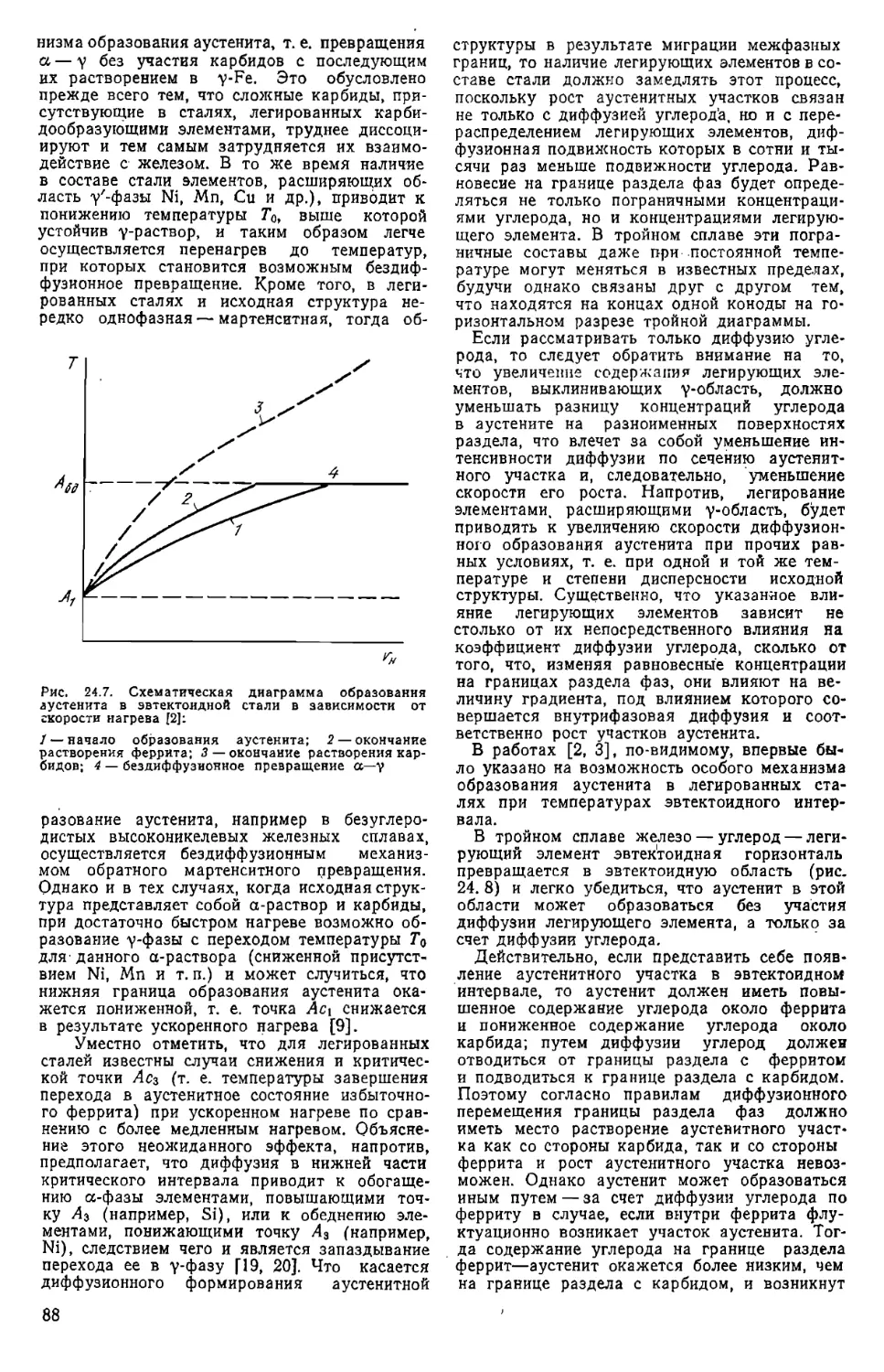
24.1. Кинетика...................83
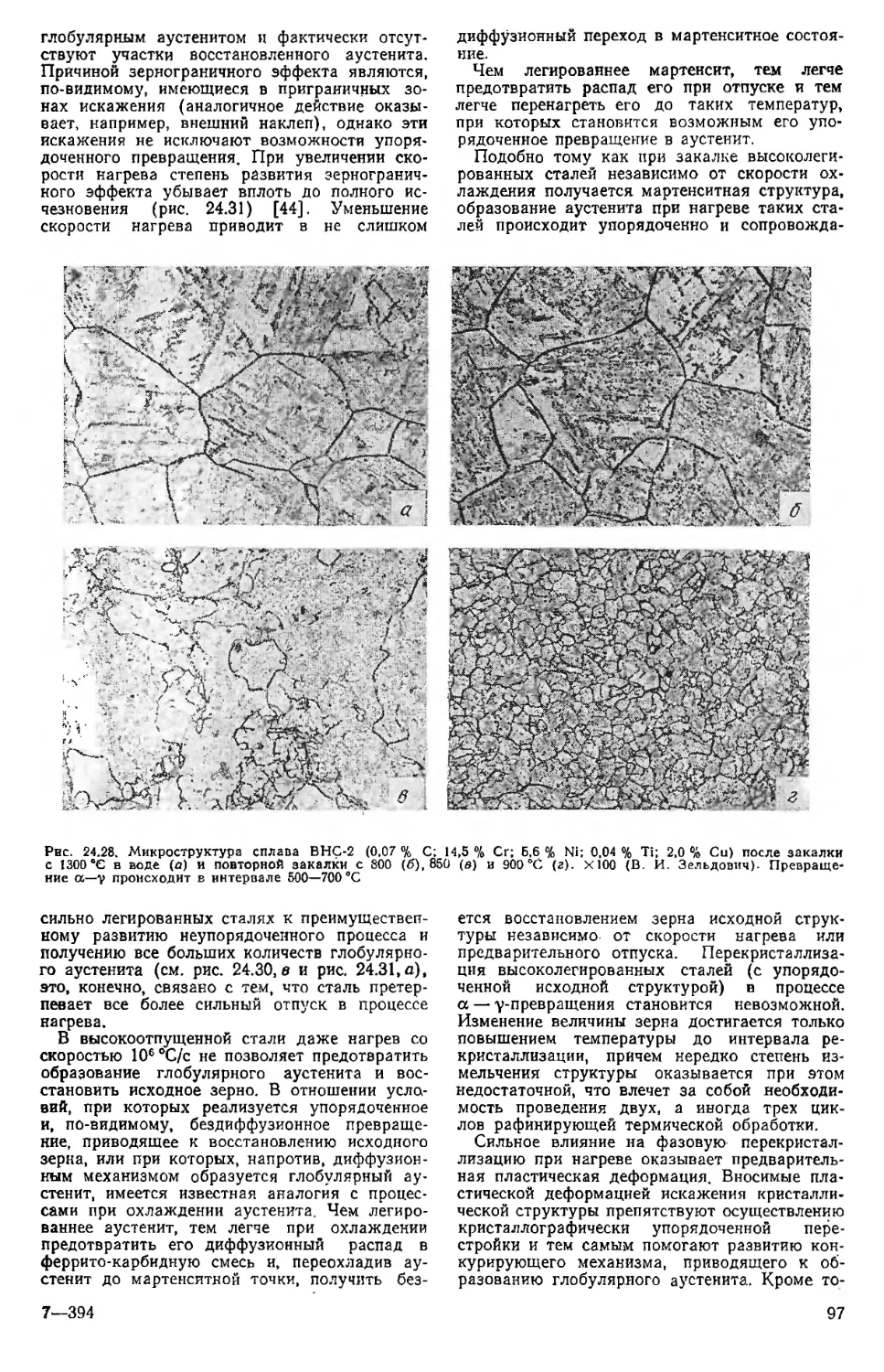
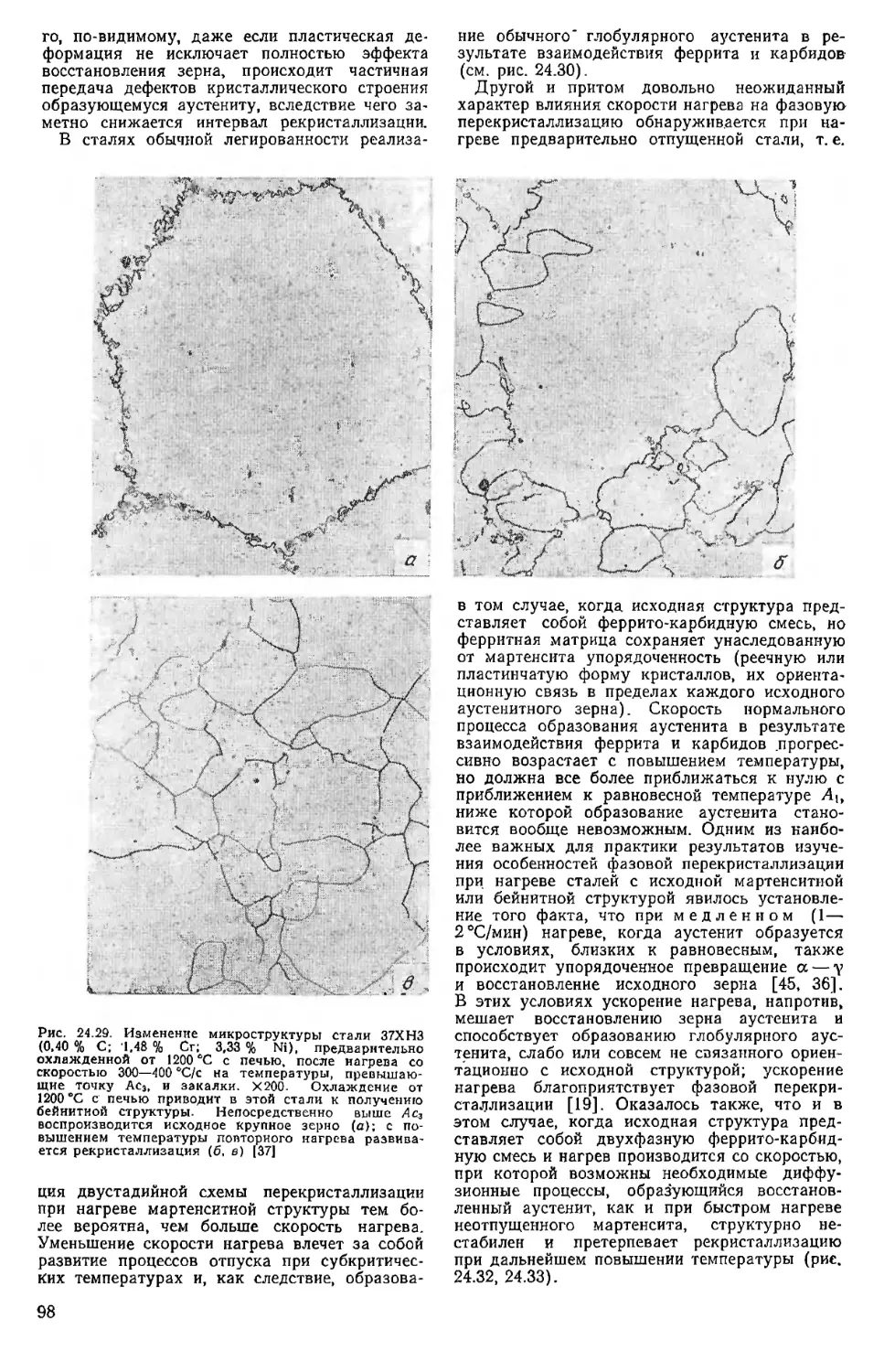
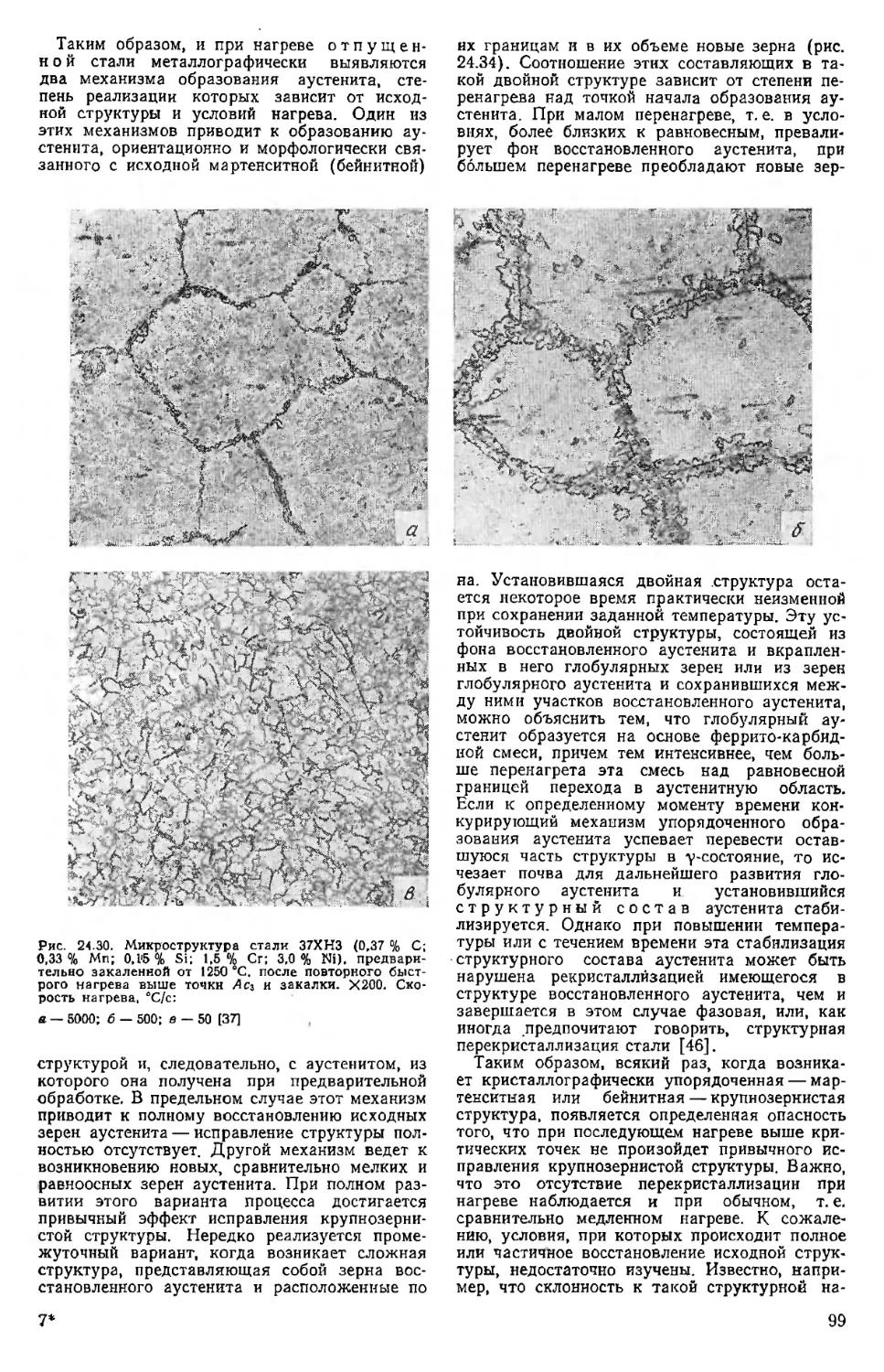
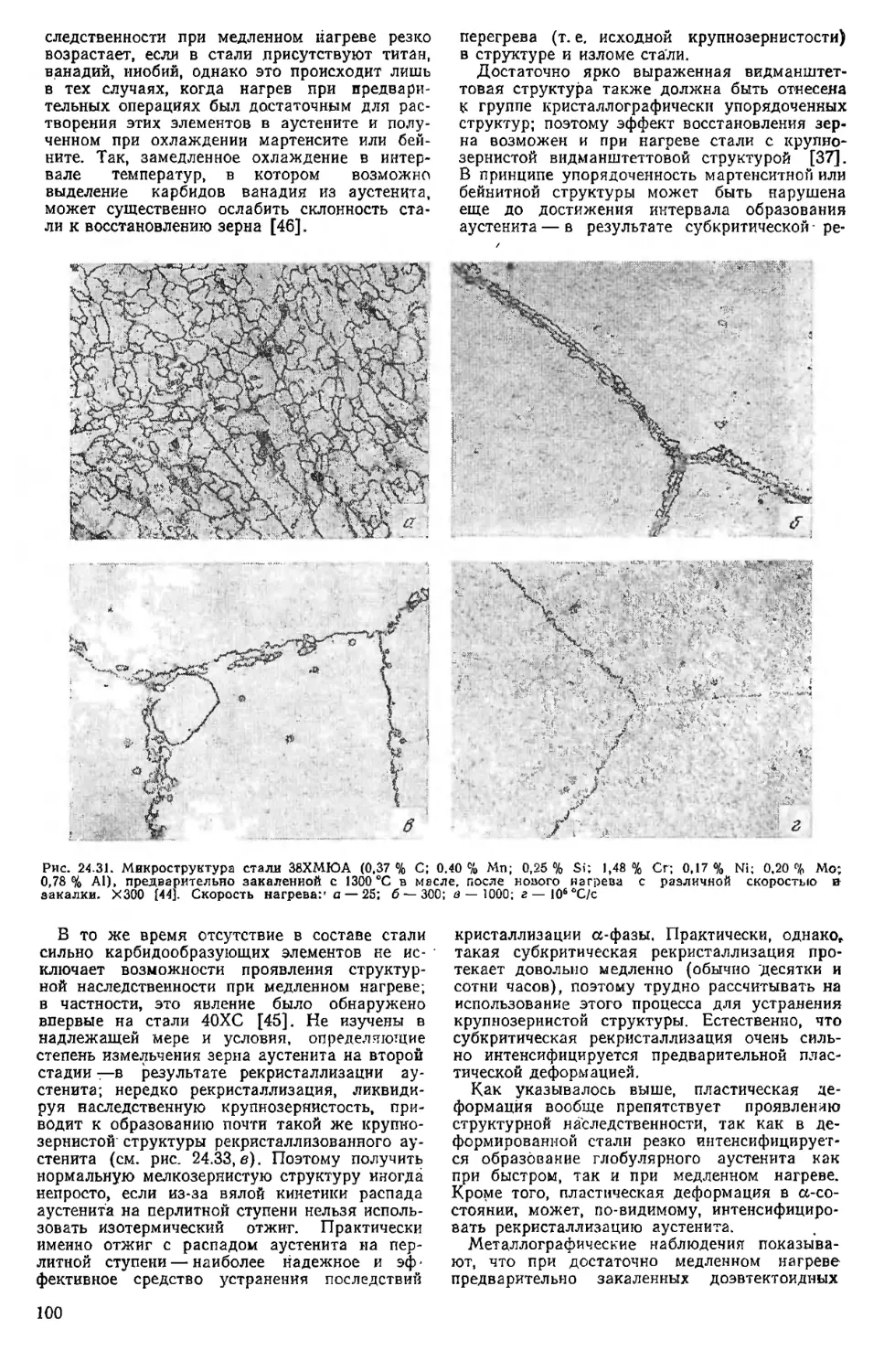
24.2. Структура..................92
Библиографический список . . 109
Стр.
25. Превращение аустенита при охлаж-
дении (мартенситное, перлитное»
промежуточное) и отпуск закален-
ной стали (Г. В. Курдюмов, Л. М.
Утевский, Р. И. Энтин) . . 1И
25.1. Введение...........................Ш
25.2. Структура мартенсита . . . 115
25.2.1. Кристаллические решетки
аустенита и мартенсита . . . 115
25.2.2. Кристаллическая структура
закаленной стали с <0,6% С 117
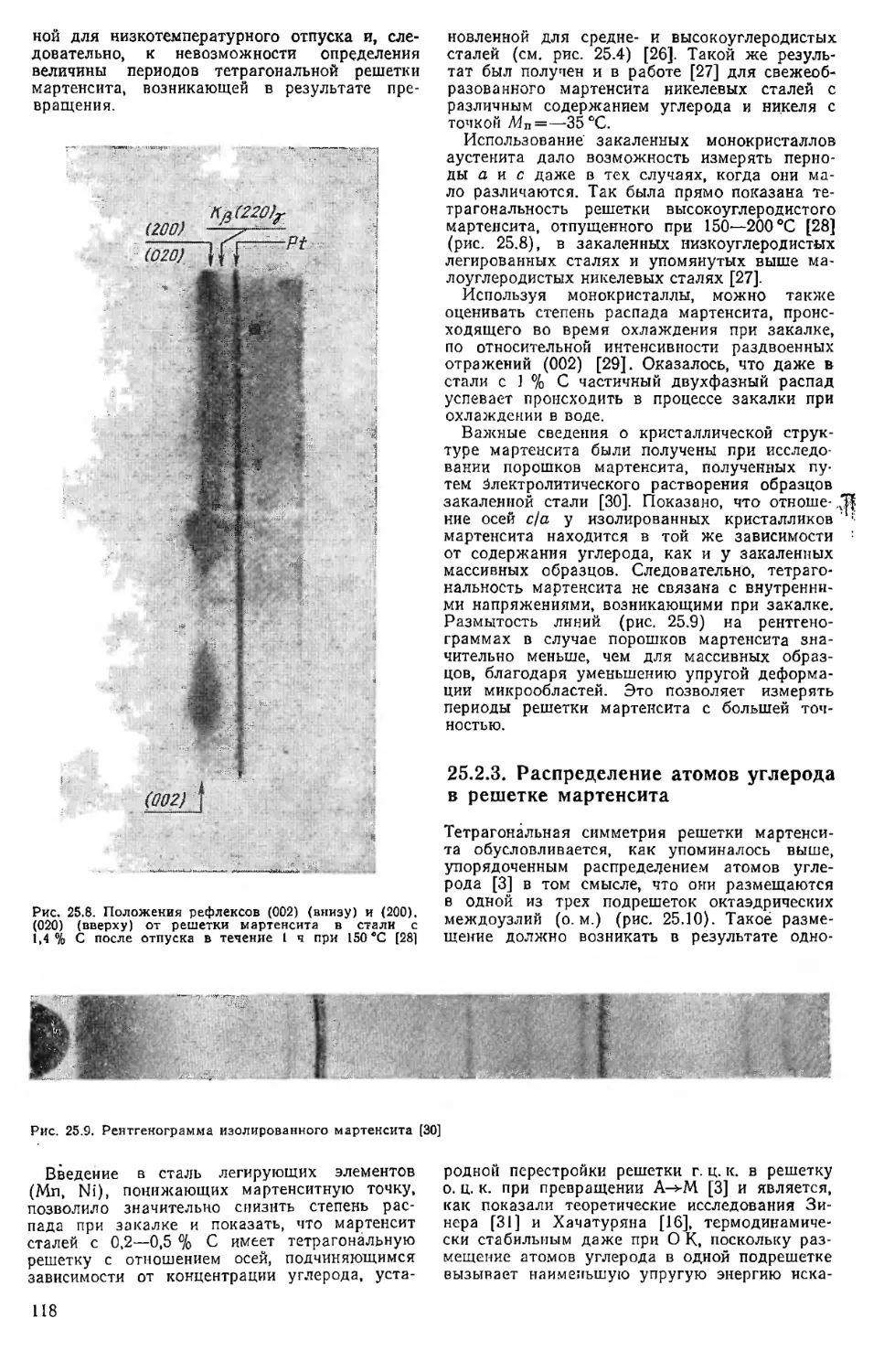
25.2.3. Распределение атомов угле-
рода в решетке мартенсита 118
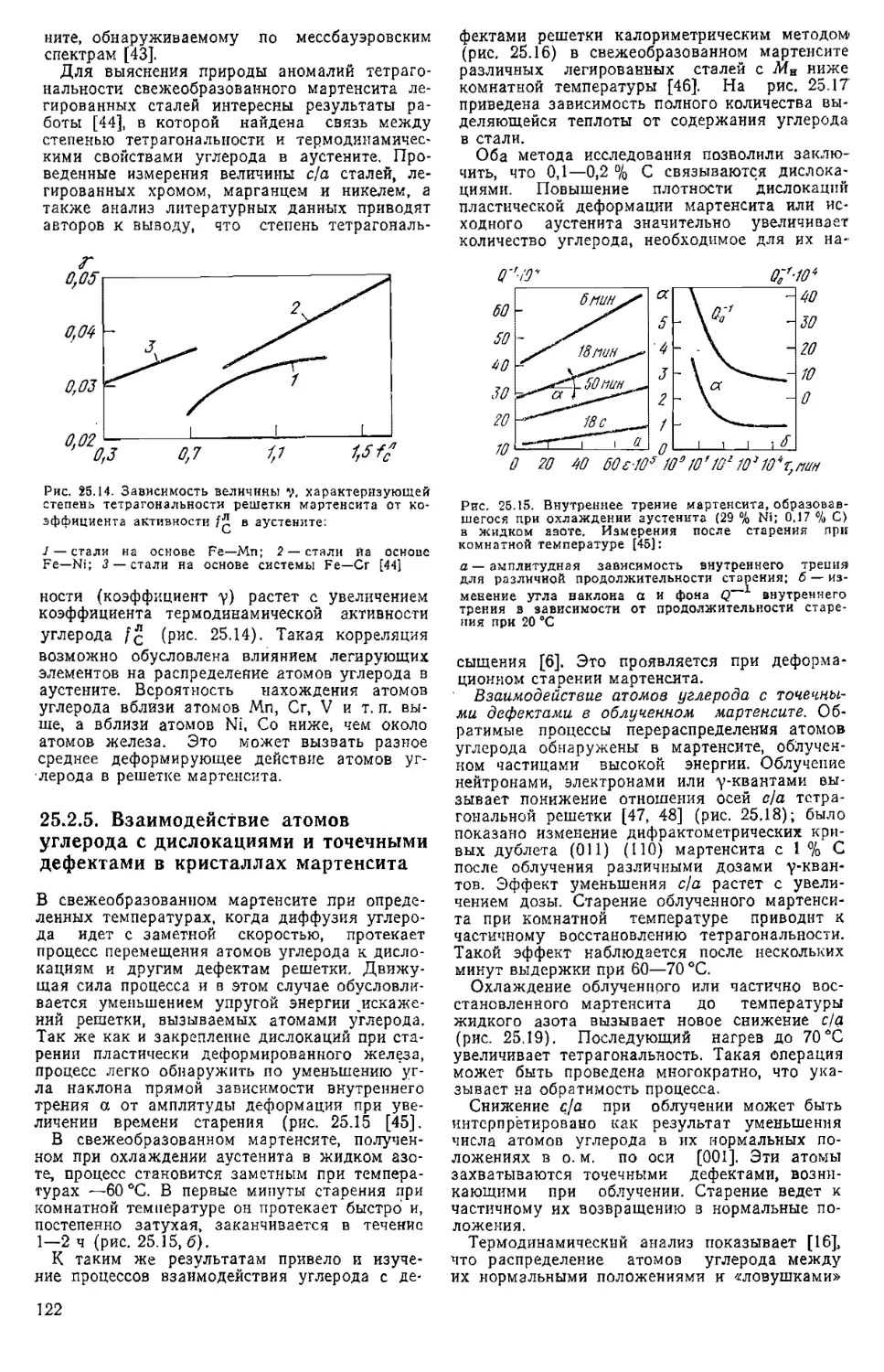
25.2.4. Аномалии тетрагональности
мартенсита и их природа . 119
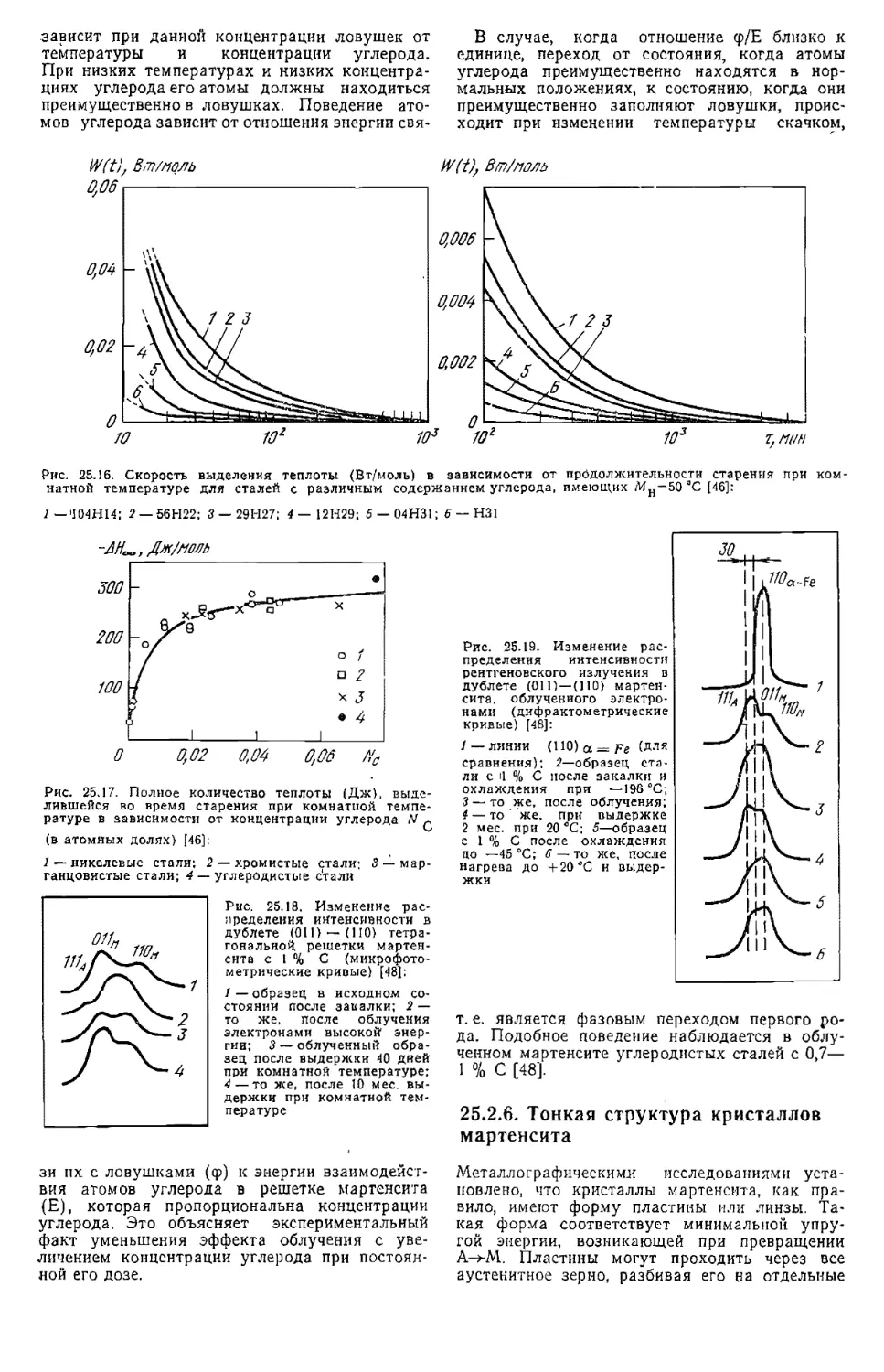
25.2.5, Взаимодействие атомов уг-
лерода с дислокациями и
точечными дефектами в
кристаллах мартенсита . . 122
25.2.6. Тонкая структура кристал-
лов мартенсита .... 123
25.2,7. Структура и свойства мар-
тенсита .... .126
25.3. Мартенситное превращение . 127
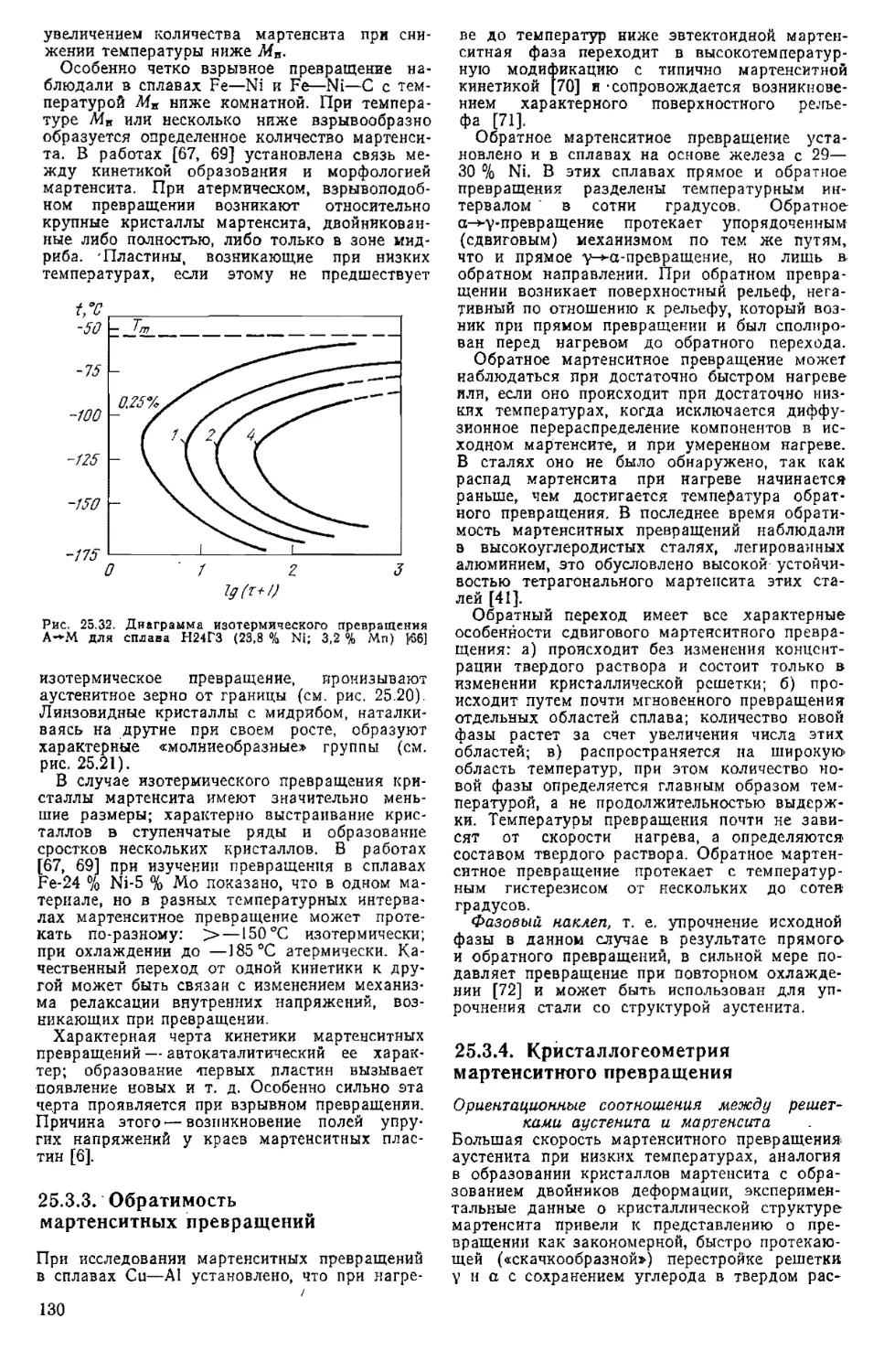
25.3.1. Термокинетическая картина
превращения..................127
25.3.2. Атермическое и изотермиче-
ское мартенситное превра-
щения ............................129
25.3.3. Обратимость мартенситных
превращений .... 130
25.3.4. Кристаллогеометрия мар-
тенситного превращения . 130
25.3.5. Когерентность решеток аус-
тенита и мартенсита па
межфазной границе . . . 132
25.3.6. Влияние внешних воздейст-
вий на мартенситное превра-
щение ............................132
25.3.7. Термоупругое равновесие
при мартенситном превраще-
нии. Псевдопластичность,
псевдоупругость и эффект
памяти формы .... 133
25.3,8 . О механизме мартенситного
превращения.......................135
25.4. Полиморфное у-хх-превращение . 136
25.4.1. Нормальное и мартенситное
превращение у->а . . . 136
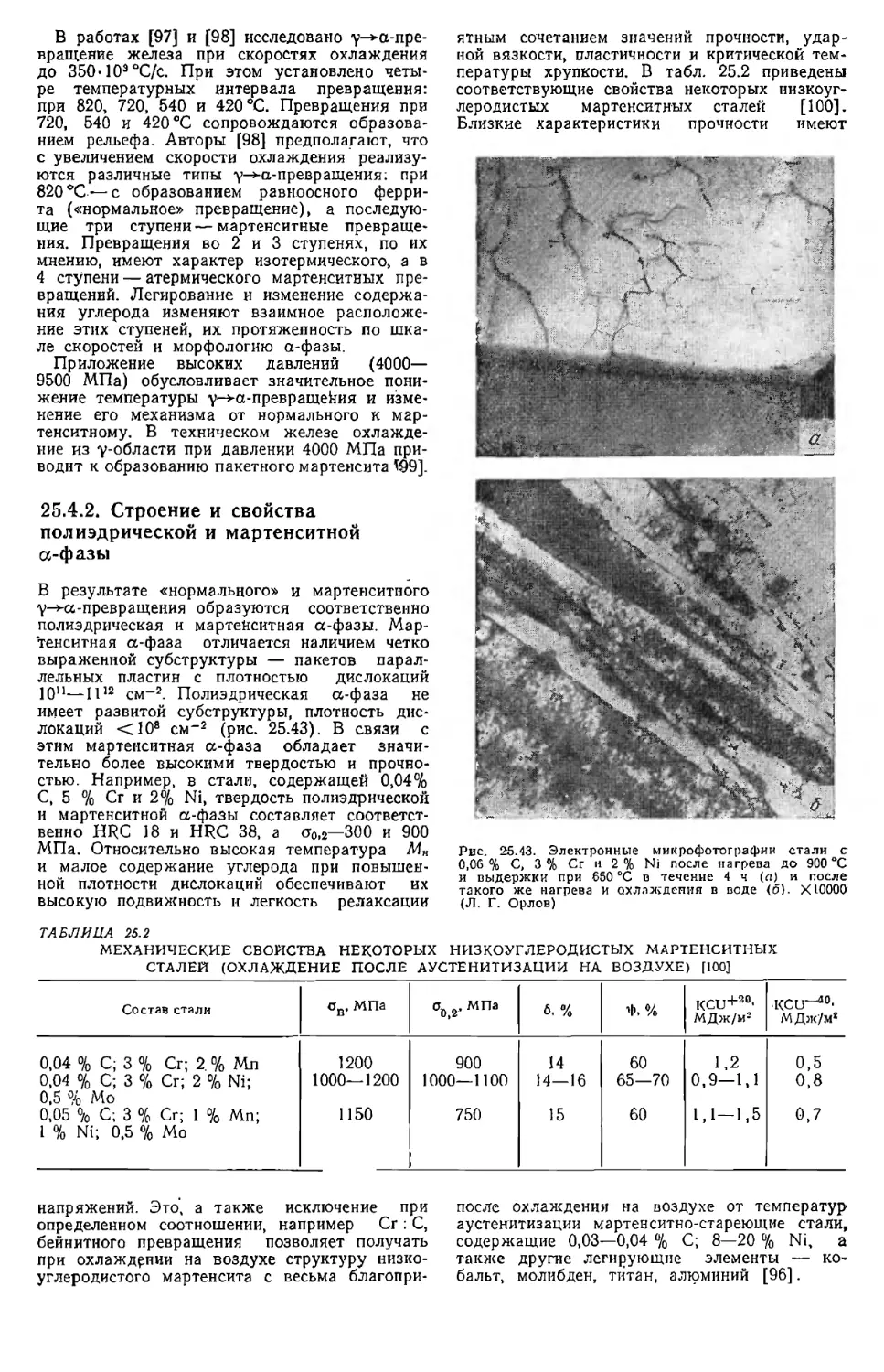
25,4.2. Строение и свойства поли-
эдрической и мартенситной
а-фазы...........................139
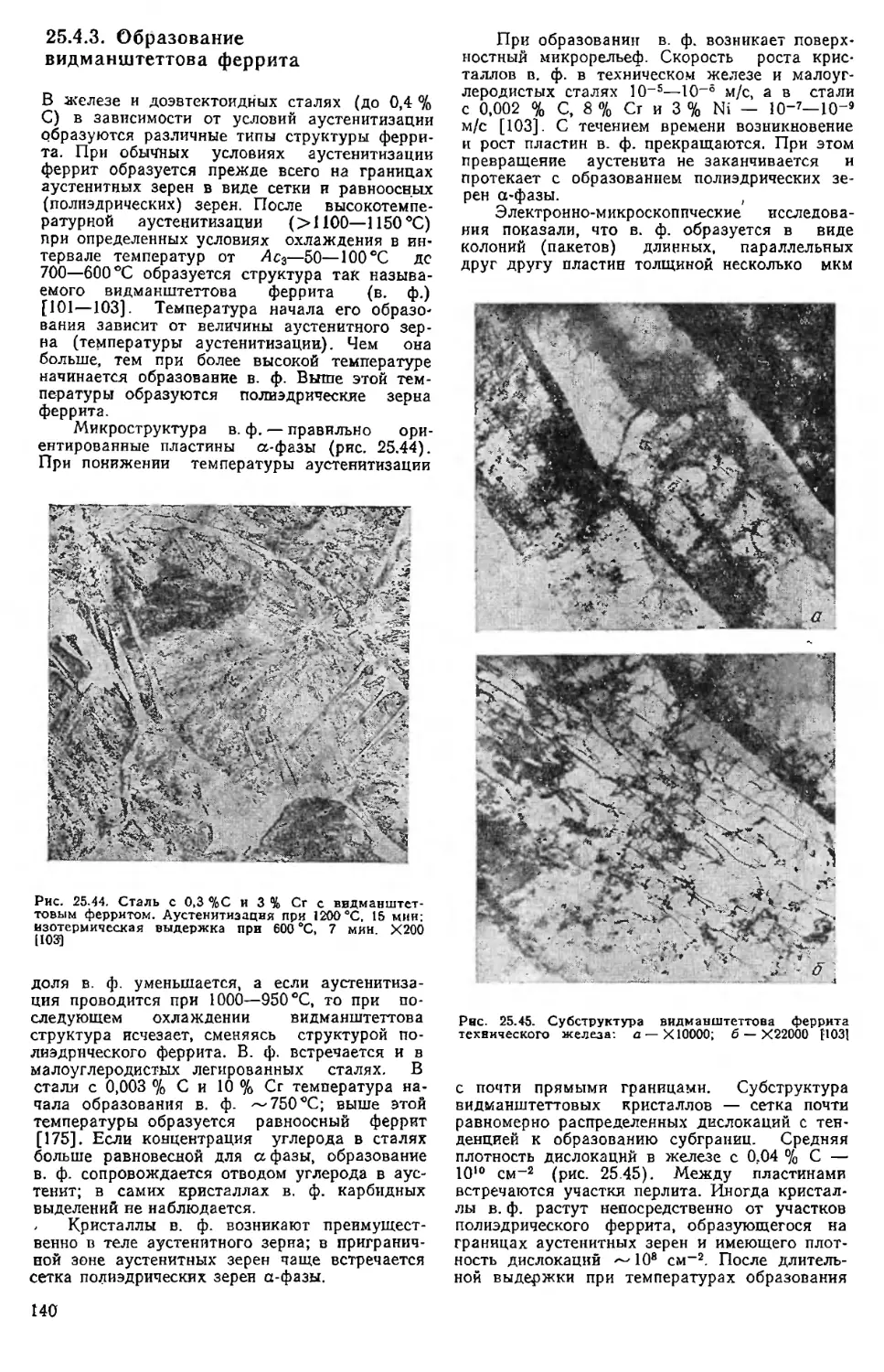
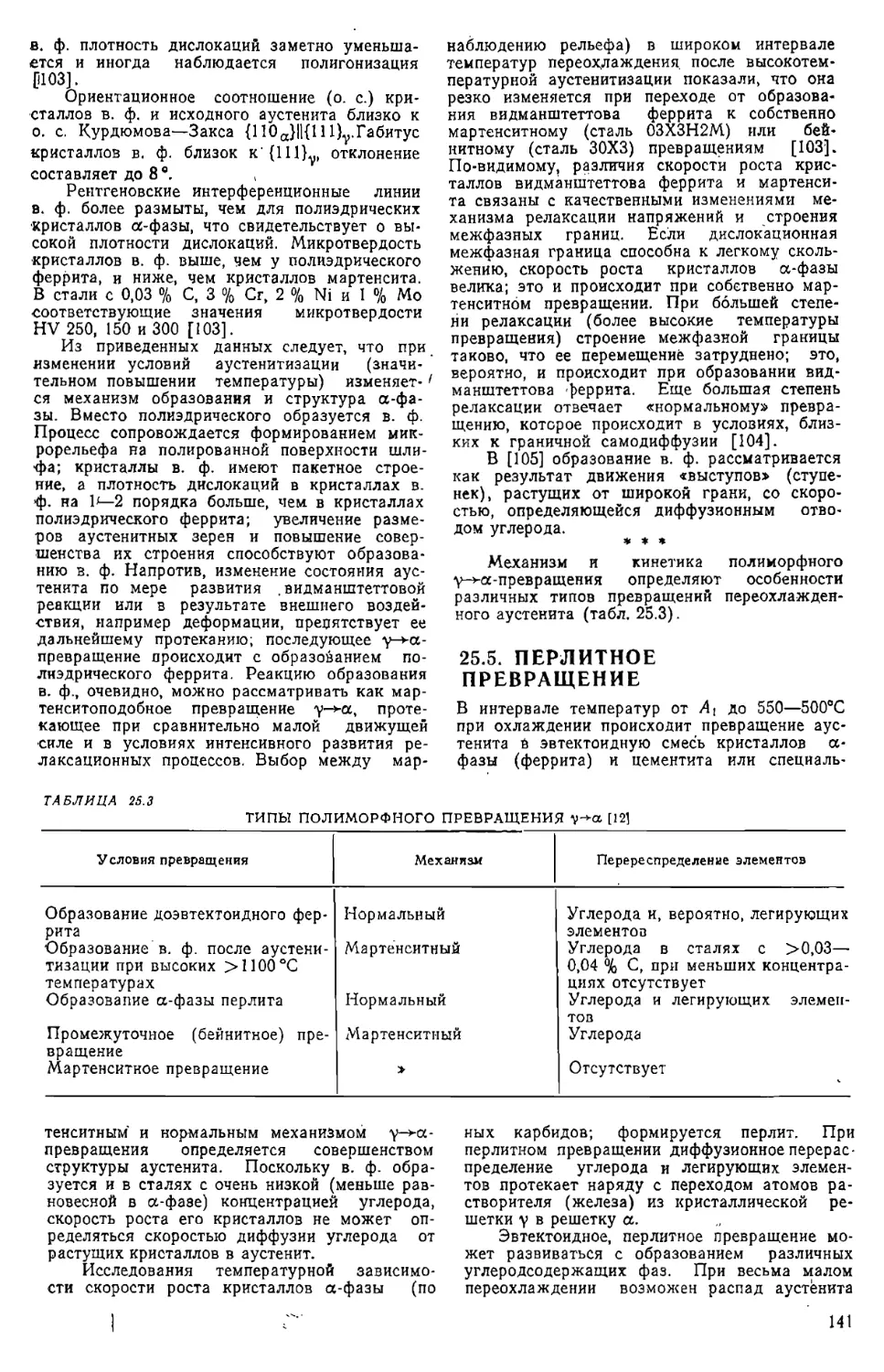
25.4.3. Образование видманштетто-
ва феррита........................140
25.5. Перлитное превращение . . . ♦ 141
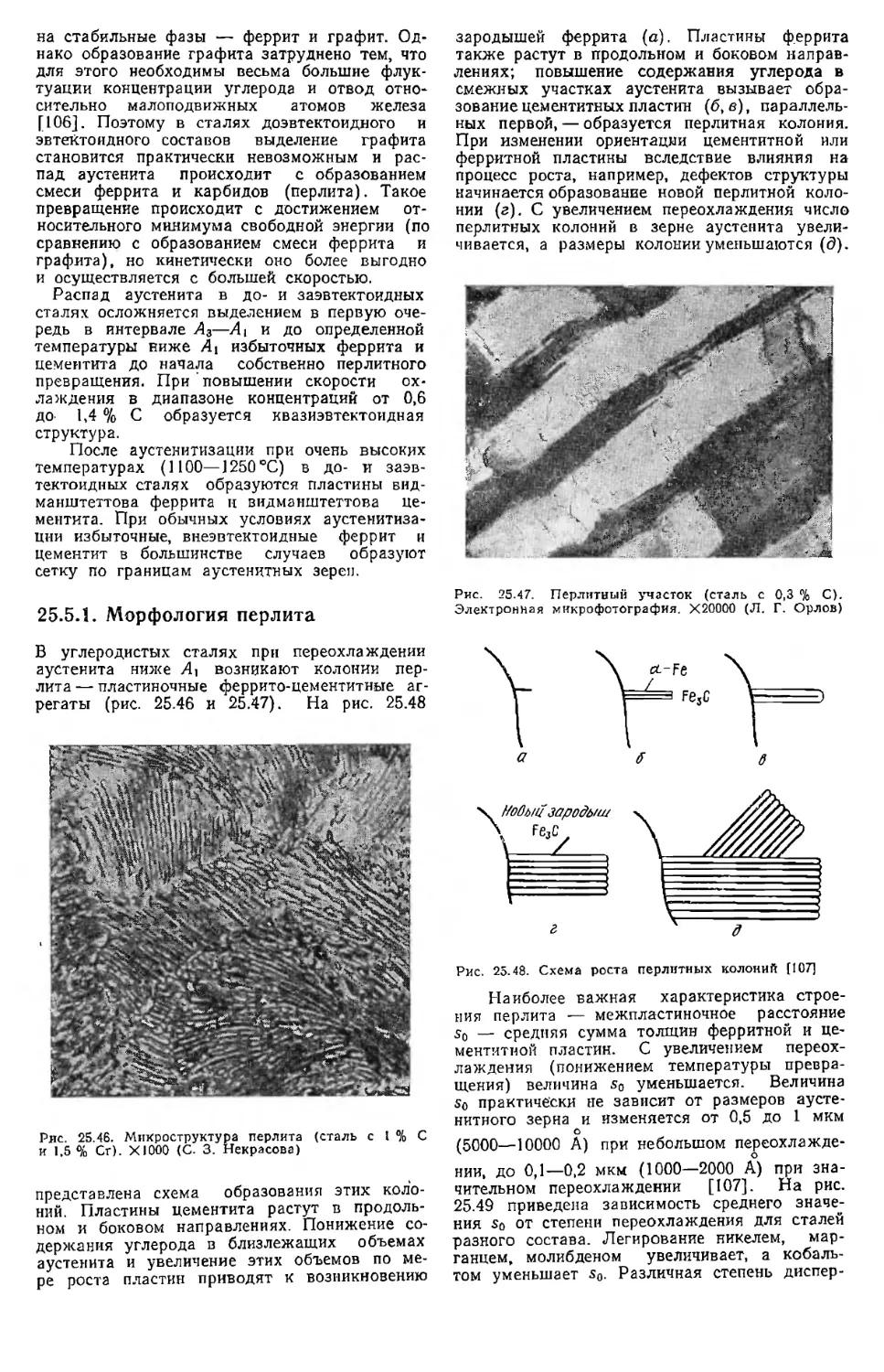
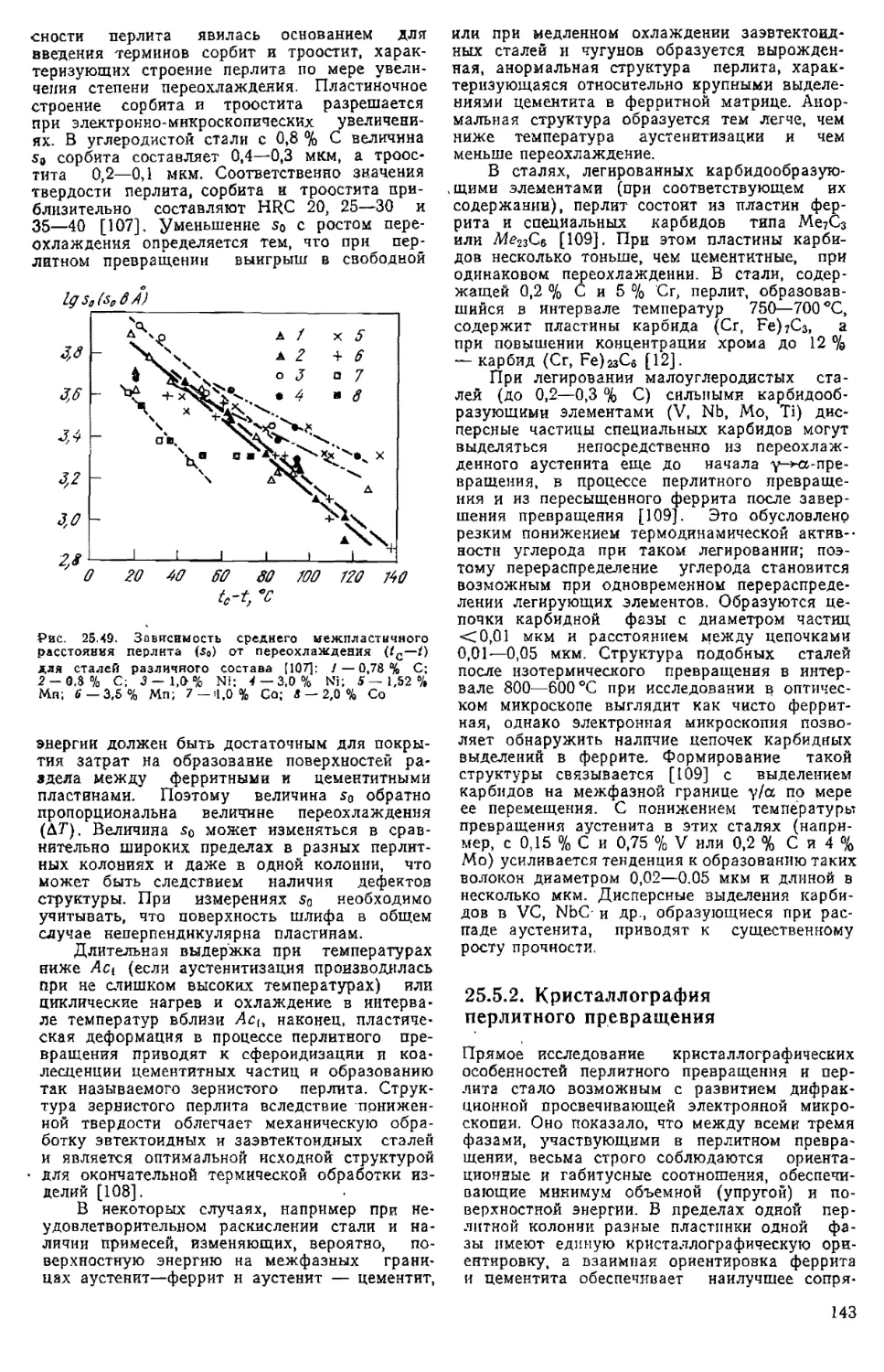
25.5.1. Морфология перлита . 142
25.5.2. Кристаллография перлитно-
го превращения ... 143
25.5.3. Кинетика перлитного пре-
вращения и влияние на нее
легирующих элементов и
внешних воздействий . 144
25.5.4. Элементарные реакции пер-
литного превращения, струк-
тура и состав образующих-
ся фаз...........................146
25,5.5. Причины влияния легирую-
щих элементов на кинетику
перлитного превращения . 146
1*
3
Стр.
196
Стр,
25.5.6 , Свойства продуктов ферри-
то-перлитного превращения 148
25.6 . Промежуточное (бейнитное) пре-
вращение ..............................149
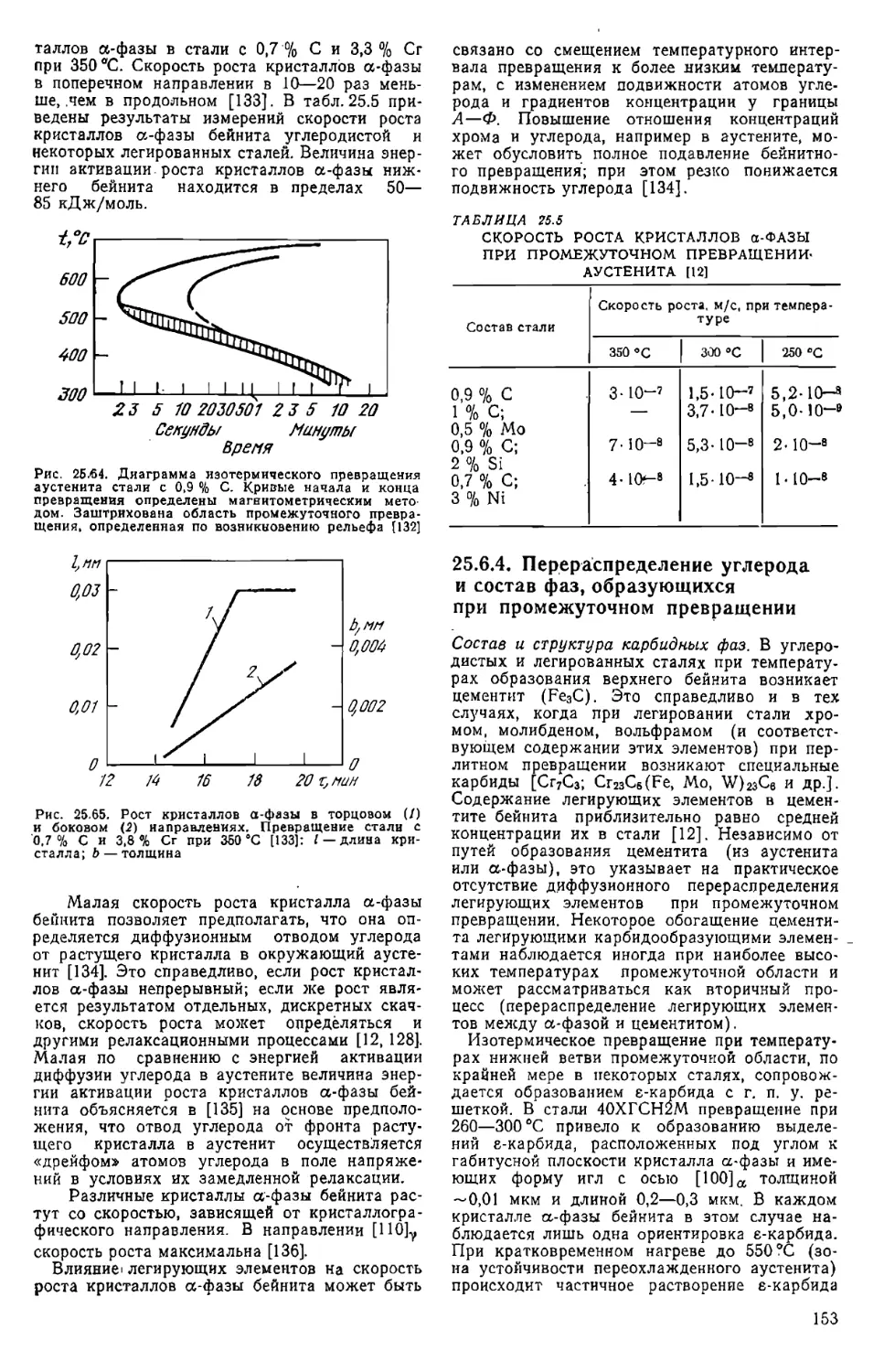
25.6.1 . Кинетика промежуточного
превращения . . . • - 150
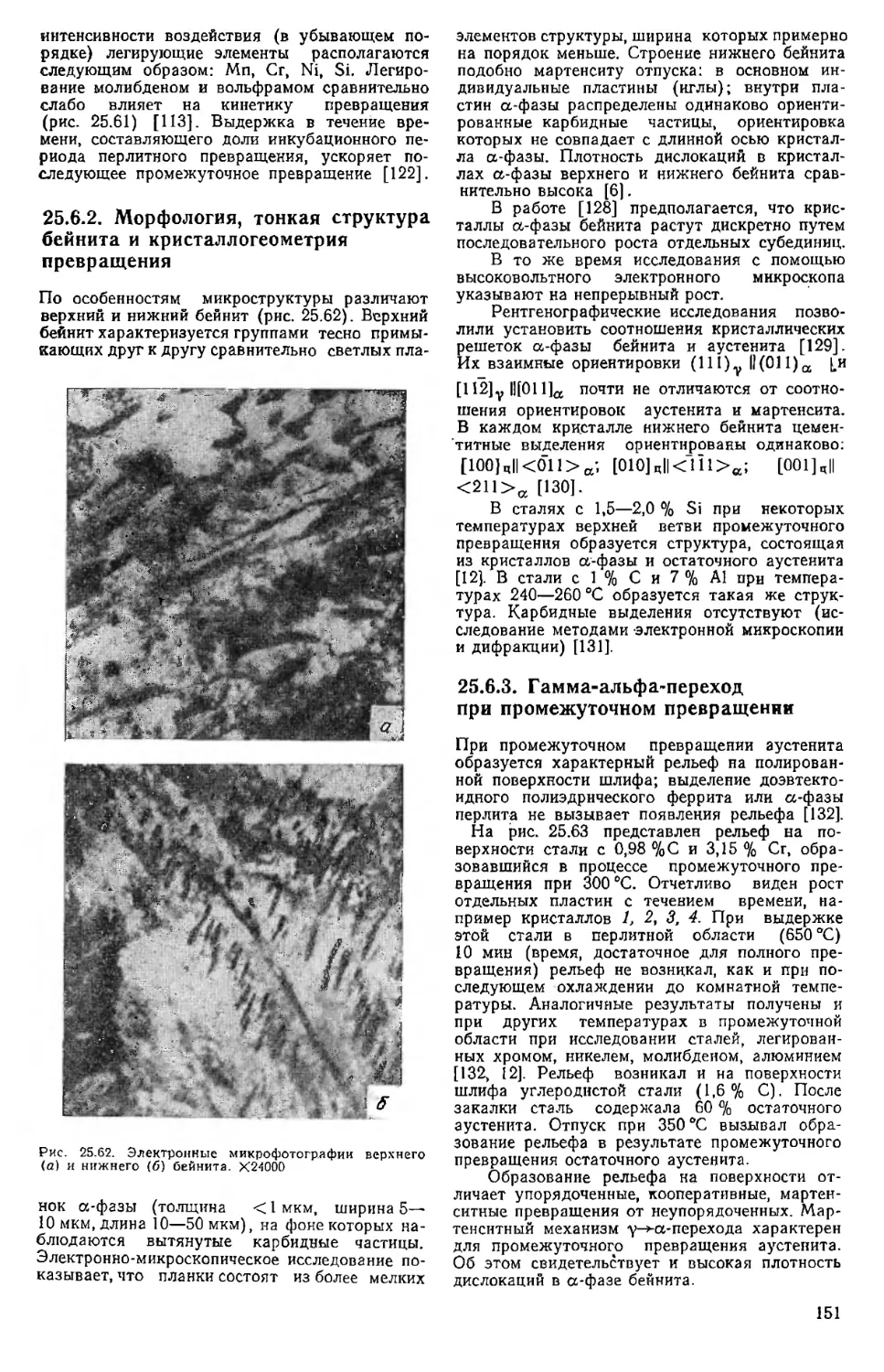
25.6.2 . Морфология, тонкая струк-
тура бейнита и кристалло-
геометрия превращения . 151
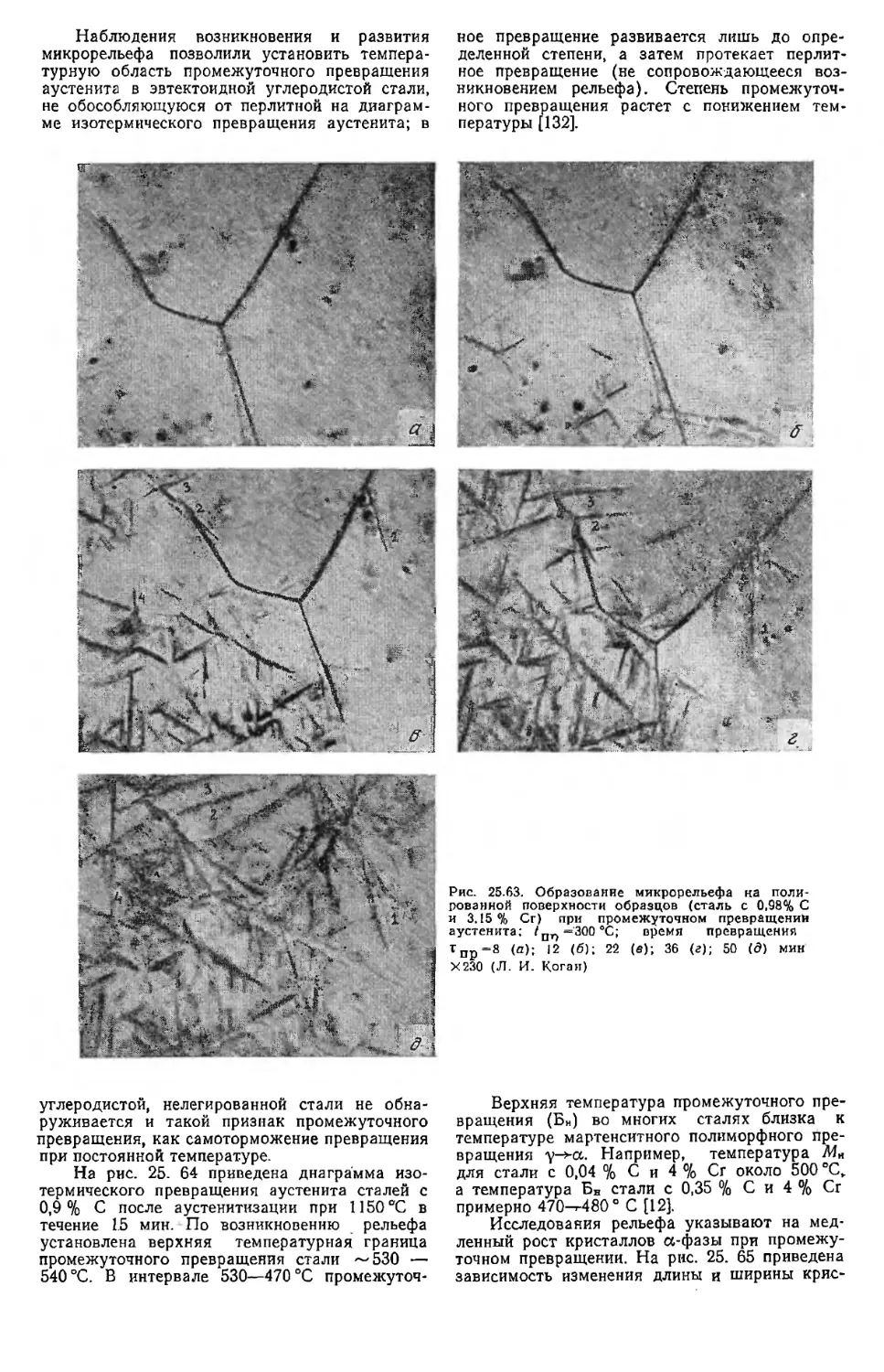
25.6.3 . Гамма-альфа-переход при
промежуточном превращении 151
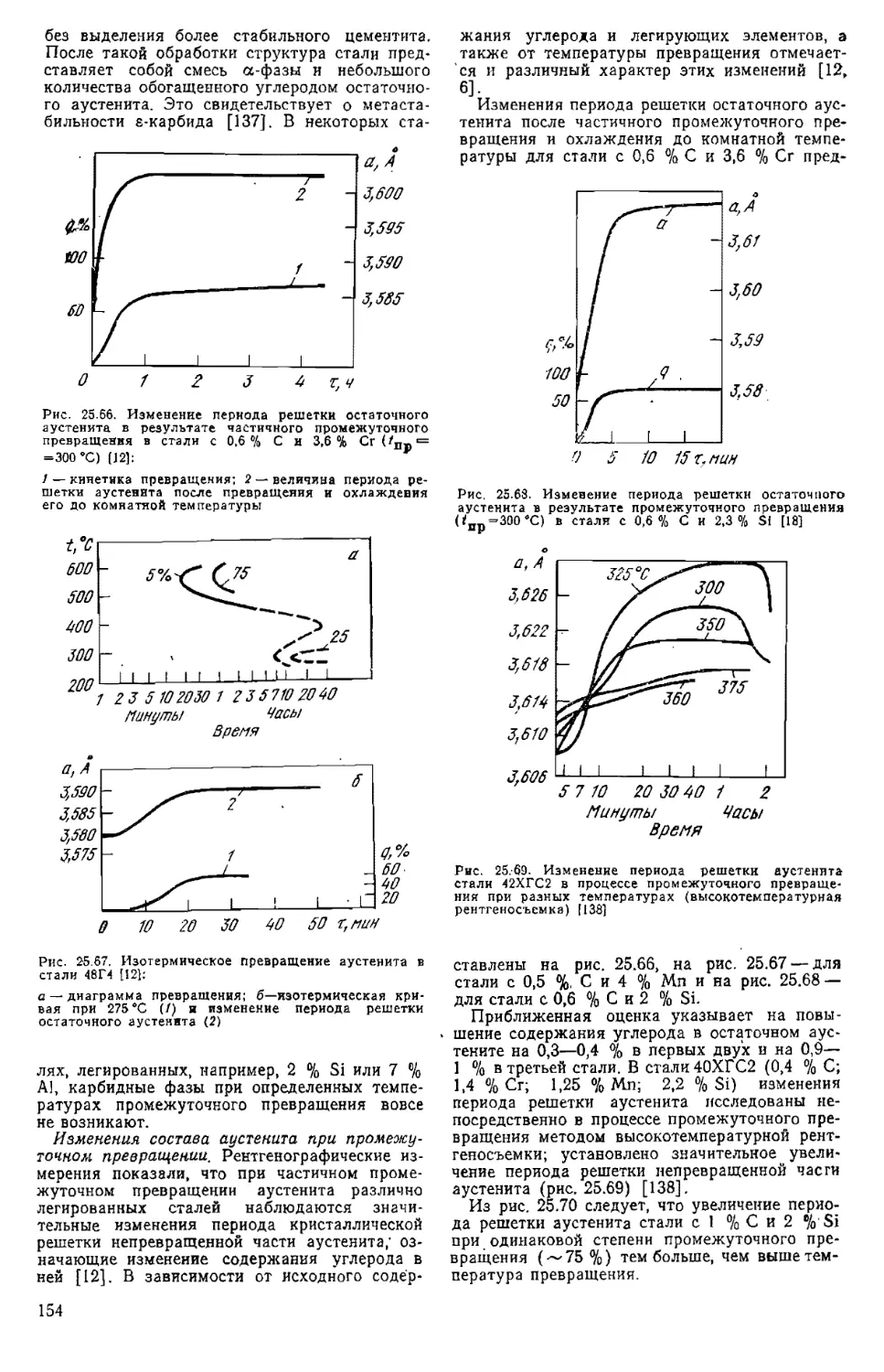
25.6.4 . Перераспределение углерода
и состав фаз, образующихся
при промежуточном пре-
вращении ........................153
25.6.5 . Влияние внешних воздейст-
вий на кинетику промежу-
точного превращения . . 156
25.6.6 . О механизме промежуточно-
го превращения . . . 157
25.6.7 . Свойства продуктов проме-
жуточного превращения . 158
25.6.8 . Превращения аустенита при
непрерывном охлаждении . 158
25.7 . Отпуск закаленной стали ... 159
25.7.1 . Общая картина процессов
отпуска.....................159
25.7.2 . Перераспределение углерода
и процессы подготовки рас-
пада мартенсита , 160
25.7.3 . Распад мартенсита ... 161
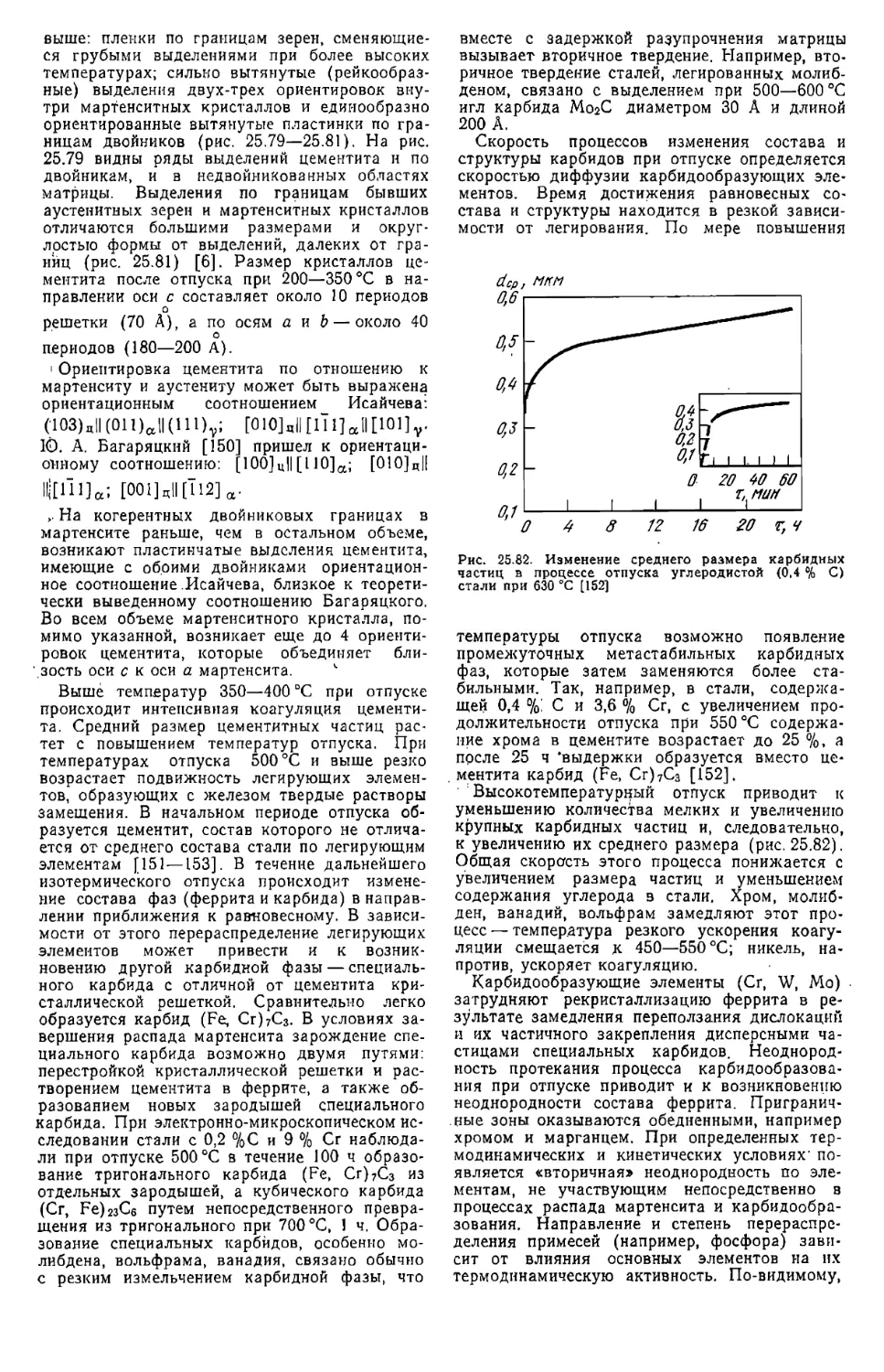
25.7.4 . Карбидообразование при
отпуске..........................163
25.7.5 . Превращение остаточного
аустенита при отпуске . . 165
25.7.6 . Третье превращение при от-
пуске ...........................166
25.7.7 . Изменение механических
свойств при отпуске . . 166
25.7.8 . Отпуск (старение) мартеп-
ситно-стареющнх сталей . 169
25.7.9 . Явления хрупкости при от-
пуске .... . 169
Библиографический список . 174
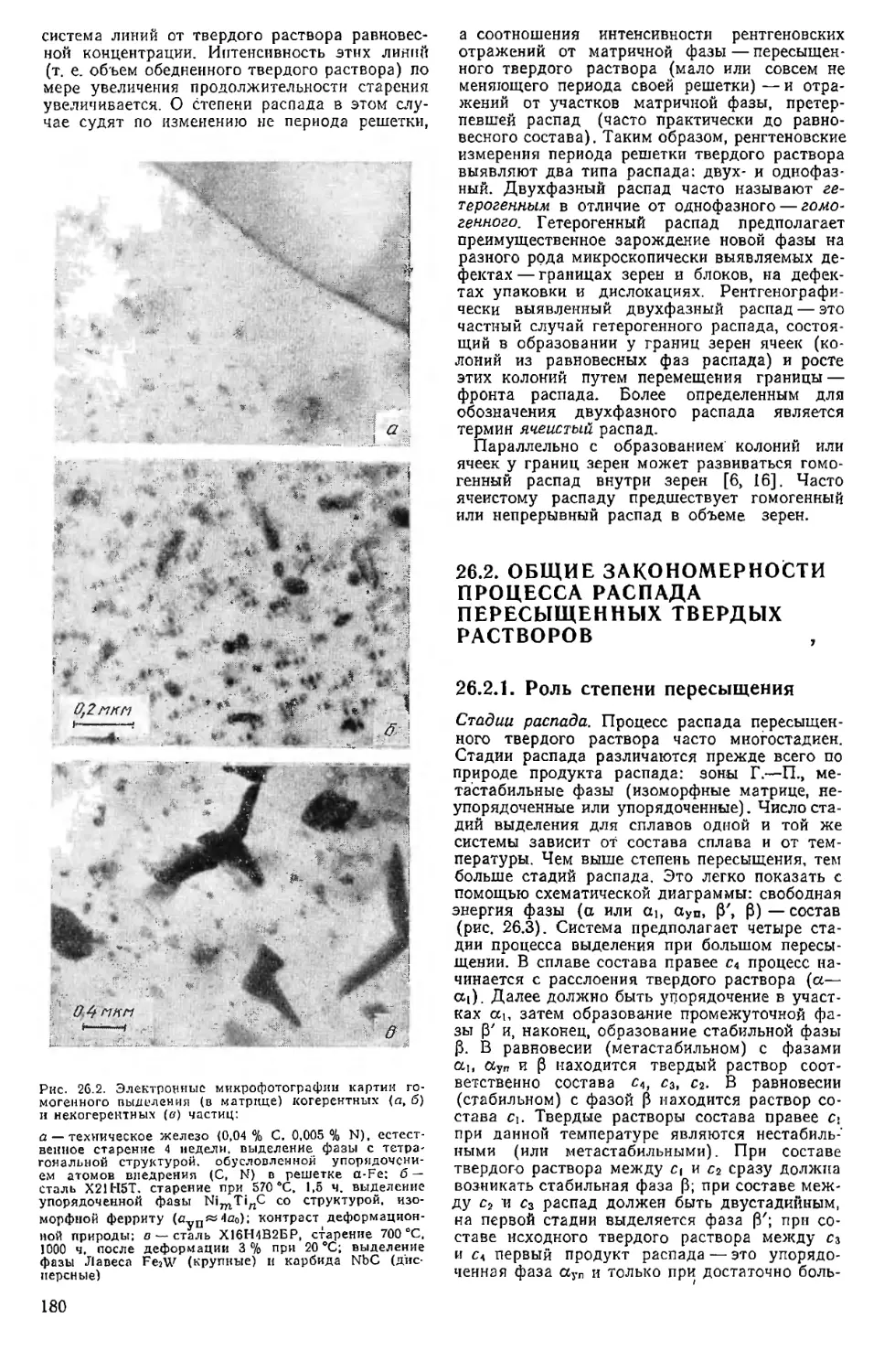
26. Старение (Ю. А. Скаков) . . 178
26.1. Основные определения и методы
анализа............................178
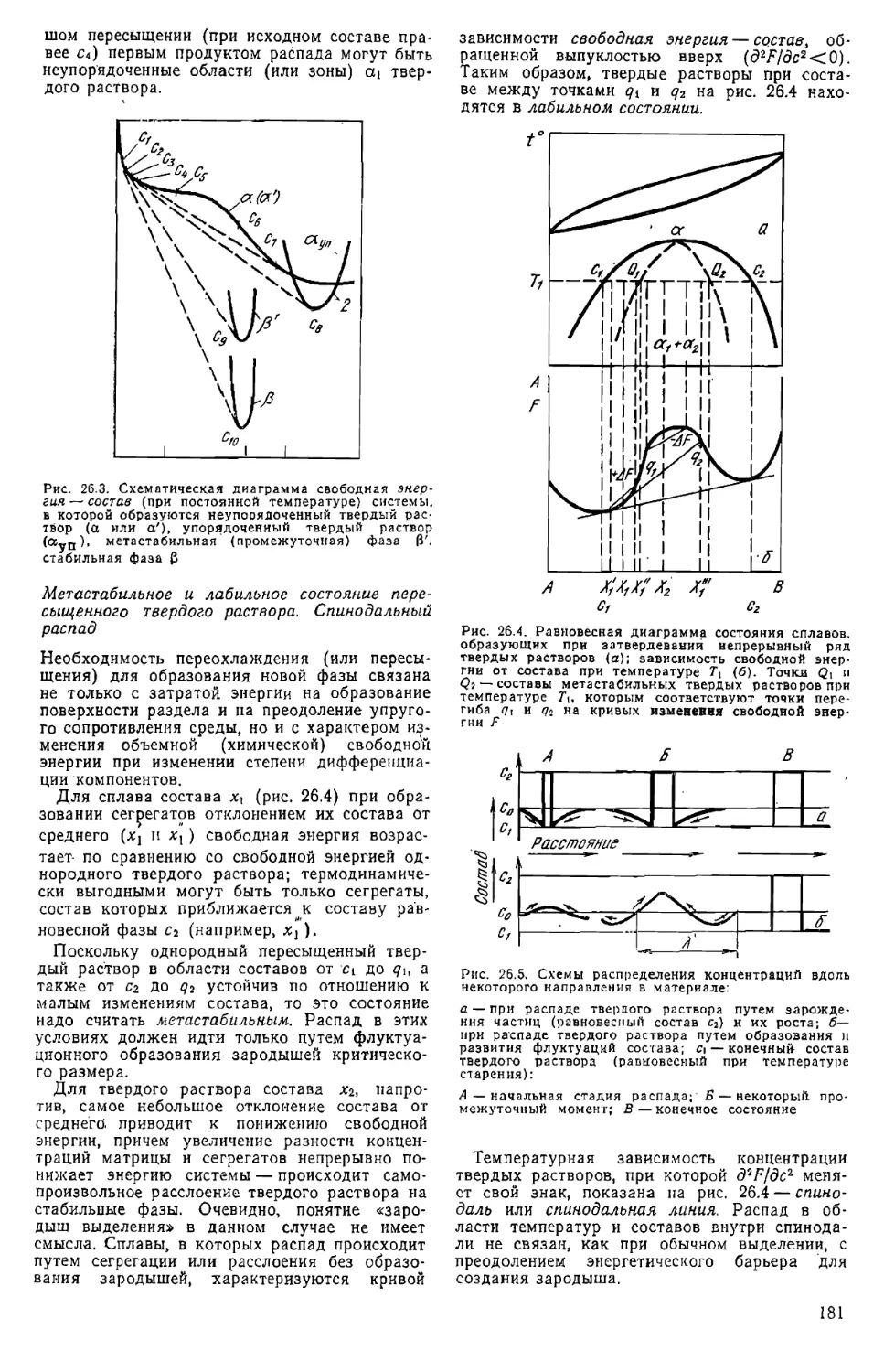
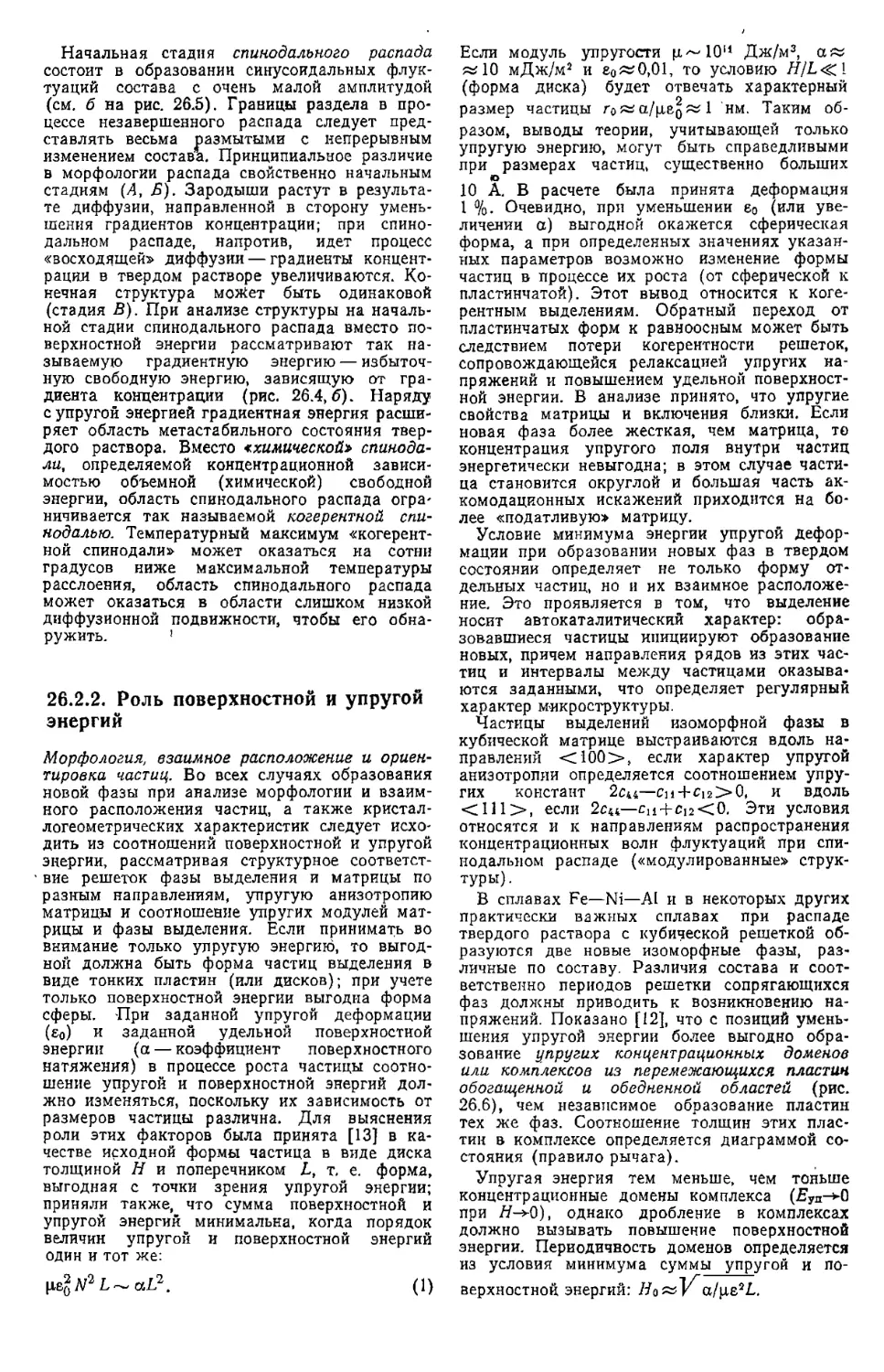
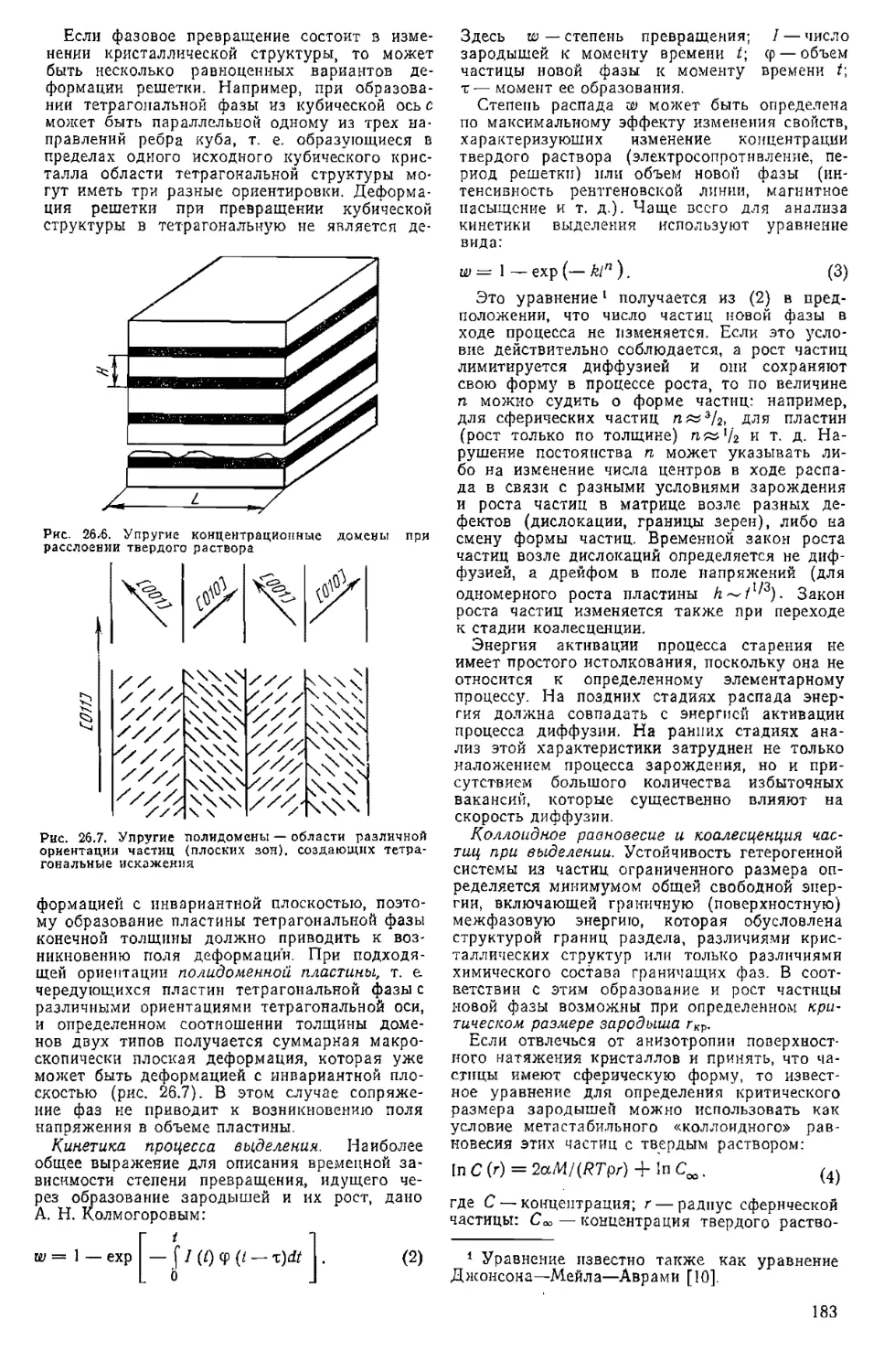
26.2. Общие закономерности процесса
распада пересыщенных твердых
растворов..........................160
26.2.1. Роль степени пересыщения 180
26.2.2. Роль поверхностной и упру-
гой энергий.................182
26.2.3. Роль дефектов кристалличе-
ского строения в процессах
выделения........................184
26.3. Обработка старением и комбиниро-
ванные способы.........................188
26.3.1. Комбинированное или сту-
пенчатое старение . . 188
26.3.2. Применение пластической
деформации.......................189
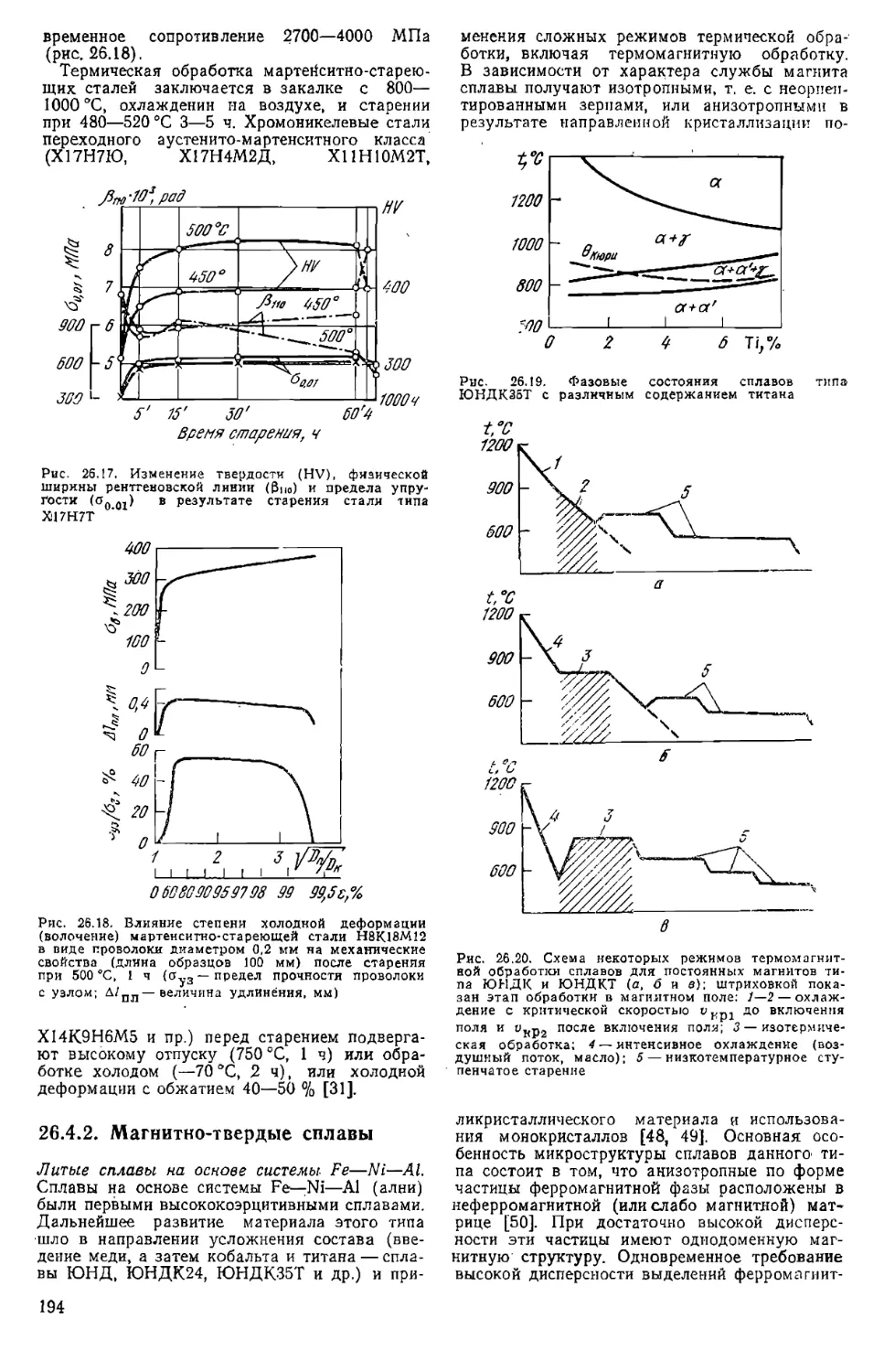
26.4. Особенности старения некоторых
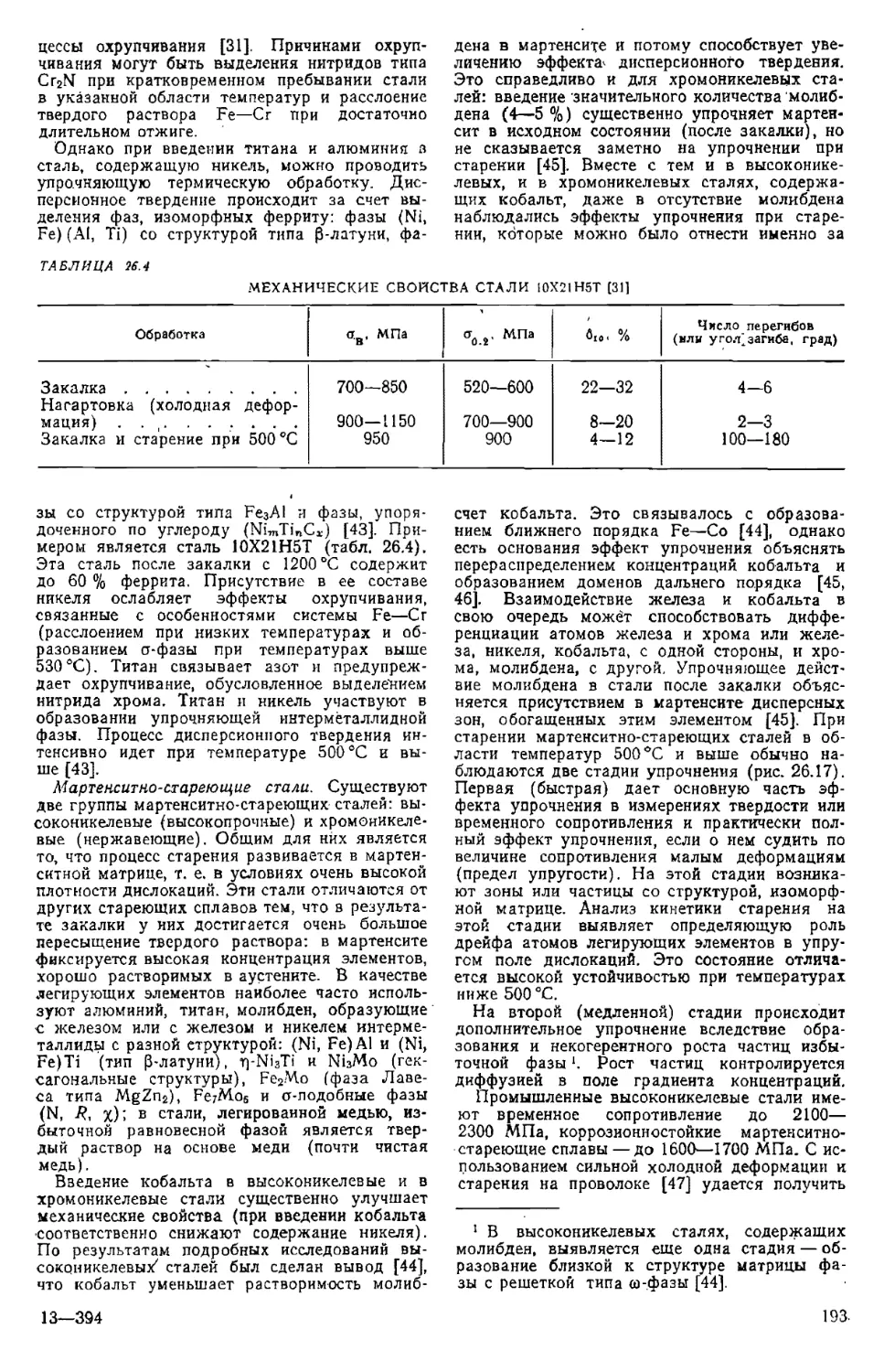
сплавов на основе железа ... 191
26.4.1. Конструкционные стали и
сплавы...........................191
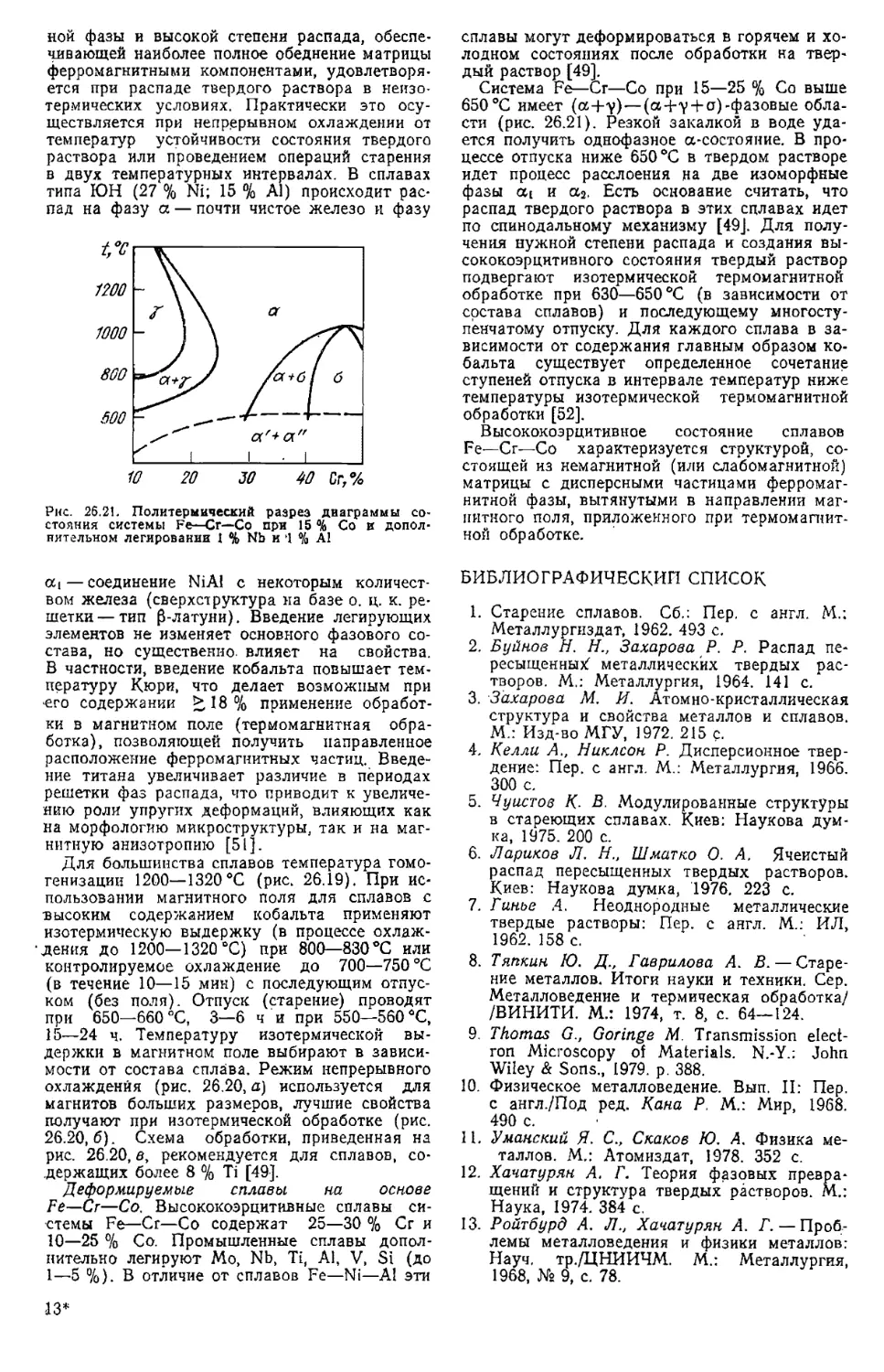
26.4.2. Магнитно-твердые сплавы . 194
Библиографический список . . 195
27. Структура деформированных ме-
таллов (М. Л. Бернштейн)
27.1. Накопленная энергия деформиро-
вания ..............................
27.2. Температура деформации
27.3. Холодная деформация .
27.3.1, Процесс скольжения
27.3.2. Двойникование . . . .
27.3.3. Текстура...............
27.3.4. Тонкое строение холодноде-
формированных металлов .
27.3.5. Деформационное упрочне-
ние ........................
27.4. Теплая деформация . . . .
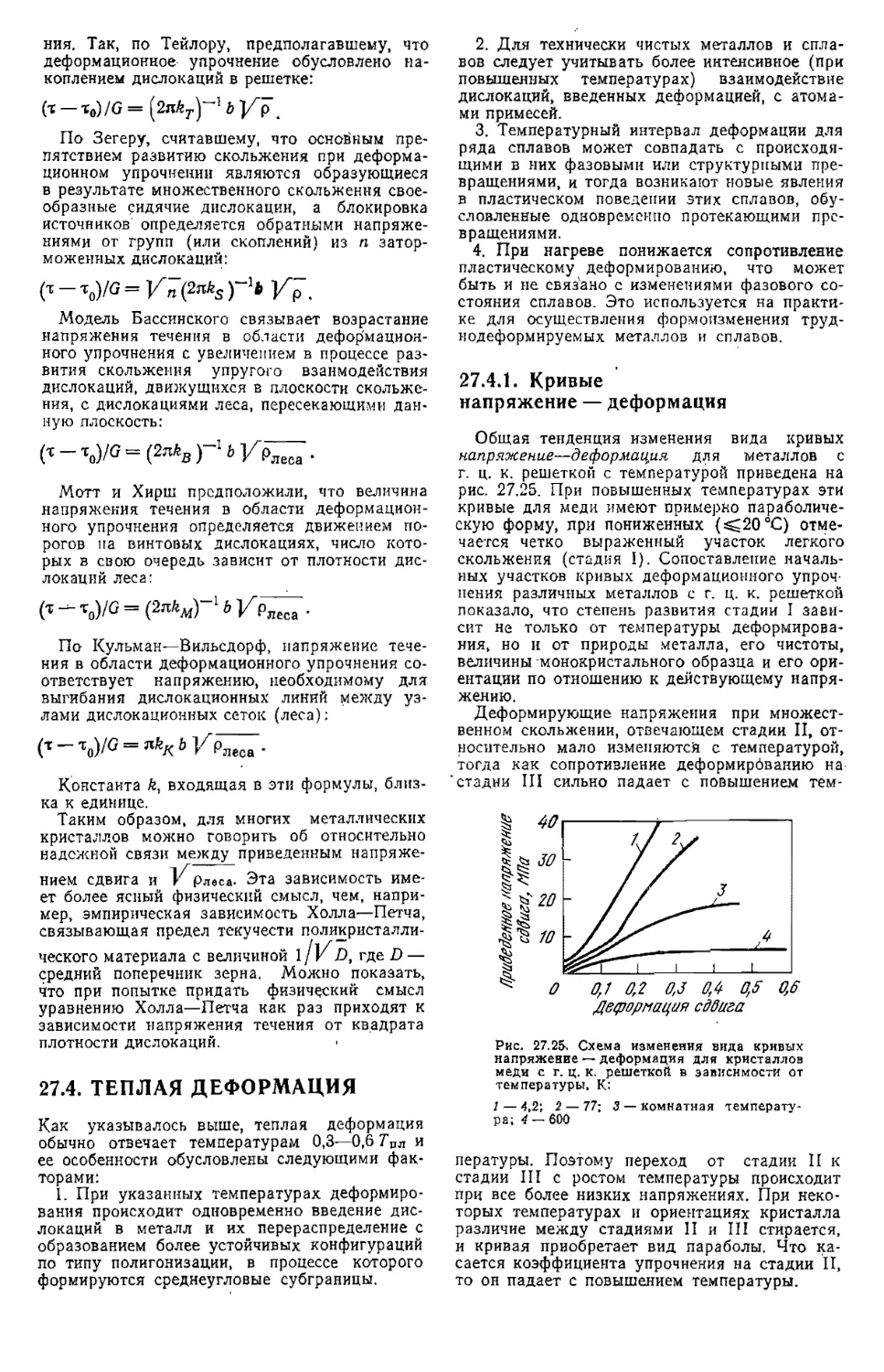
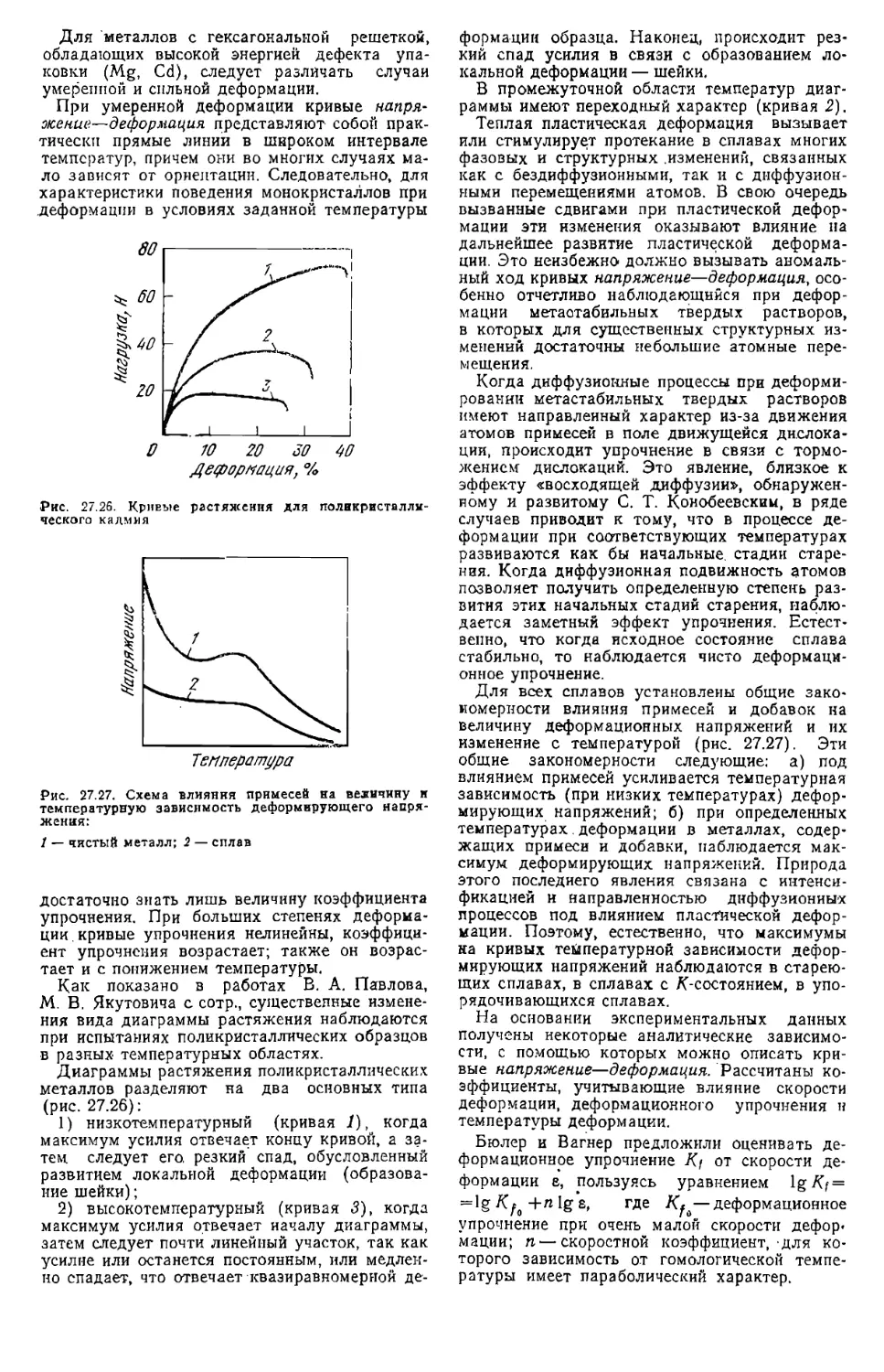
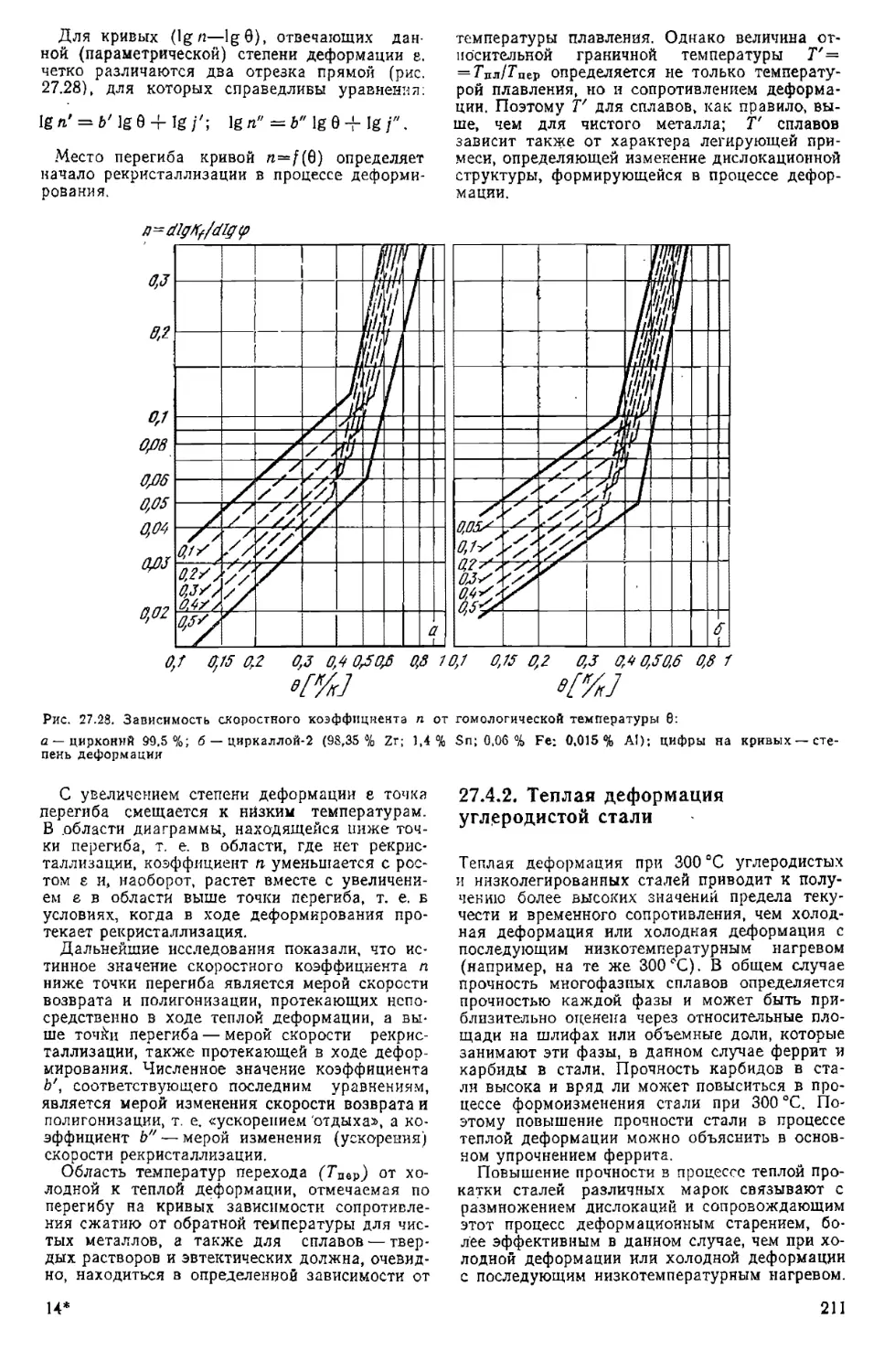
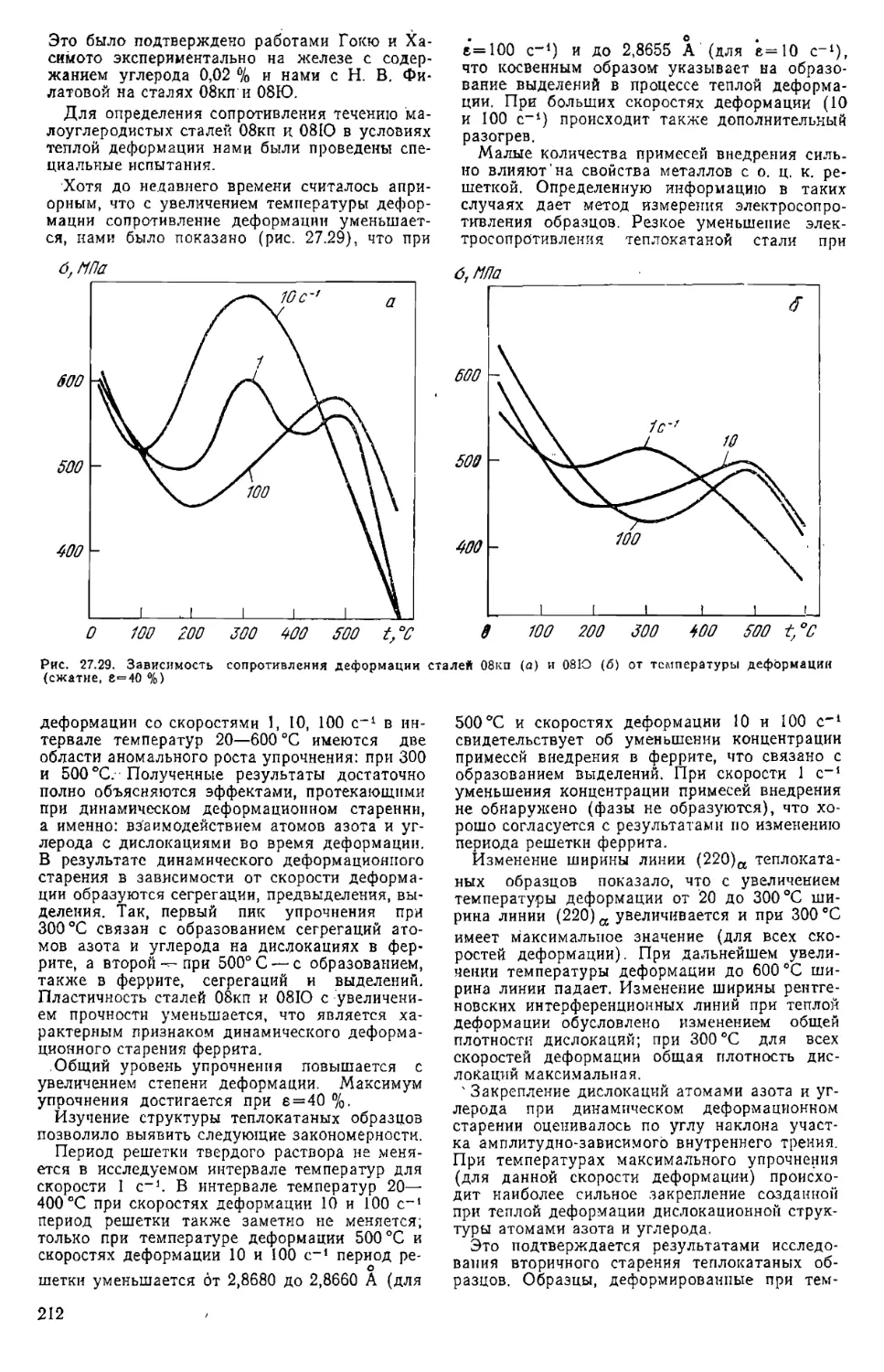
27.4.1. Кривые напряжение—дефор-
мация .........................
27.4.2. Теплая деформация углеро-
дистой стали .
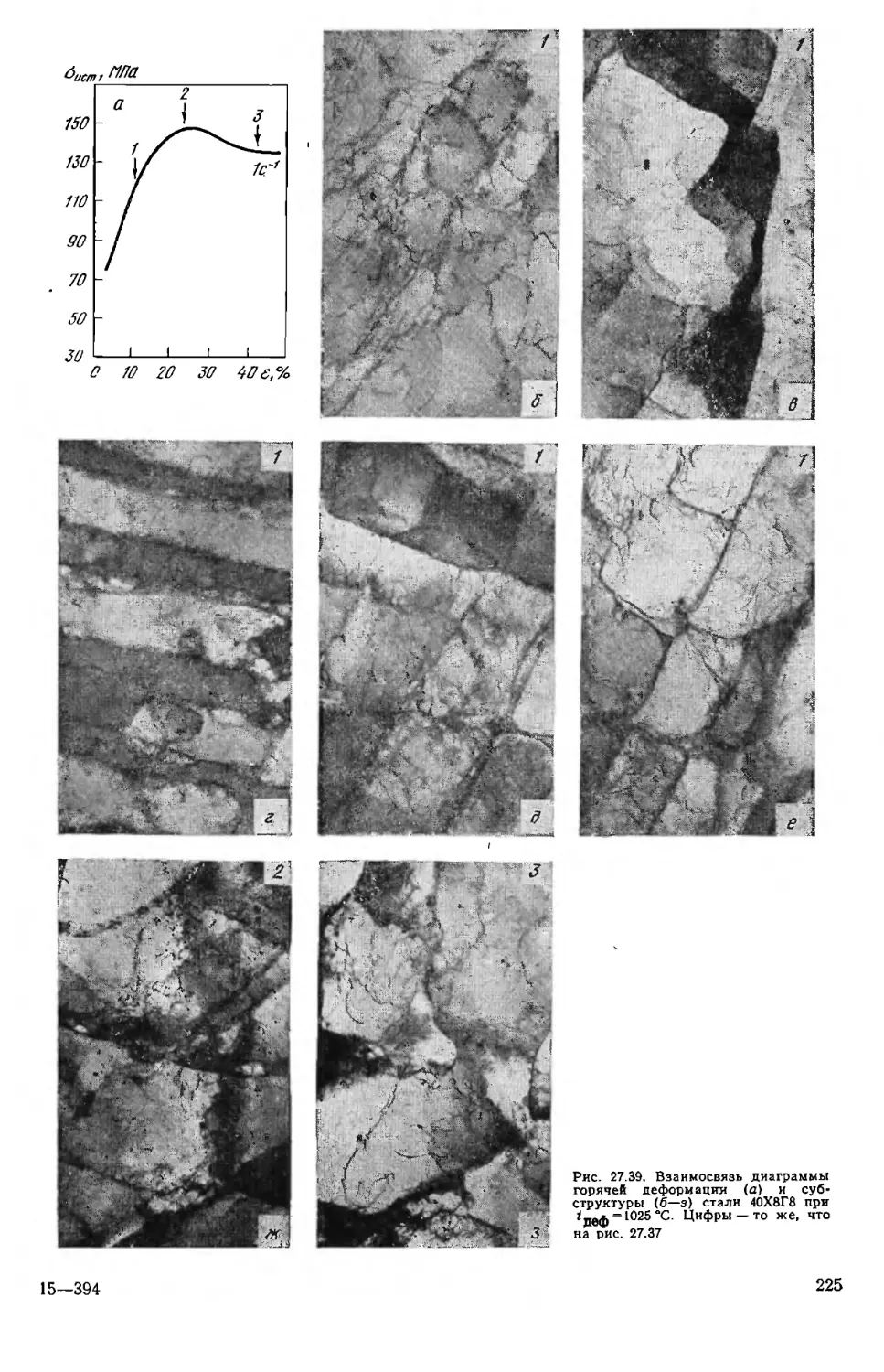
27.5. Горячая деформация . . . .
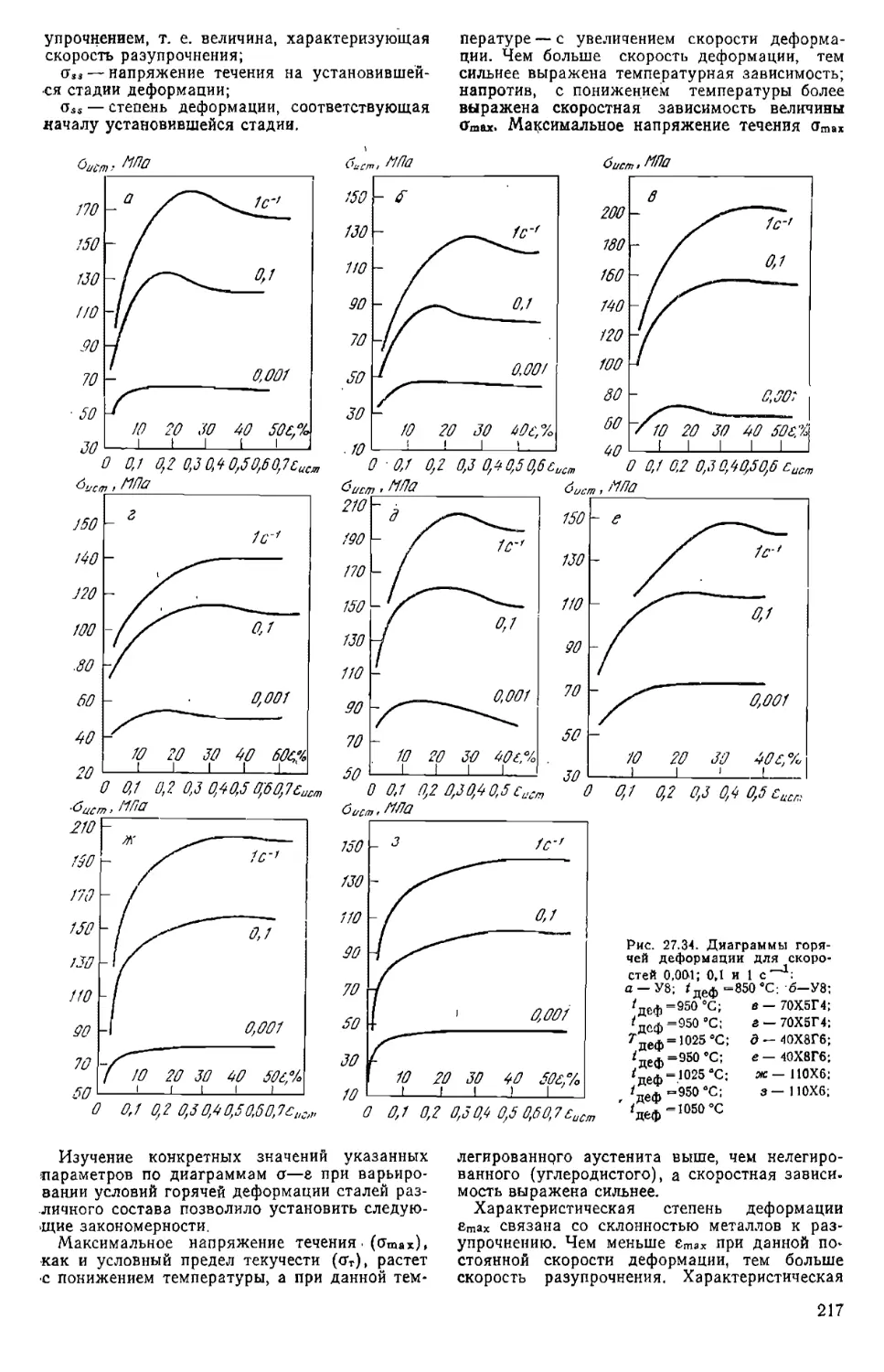
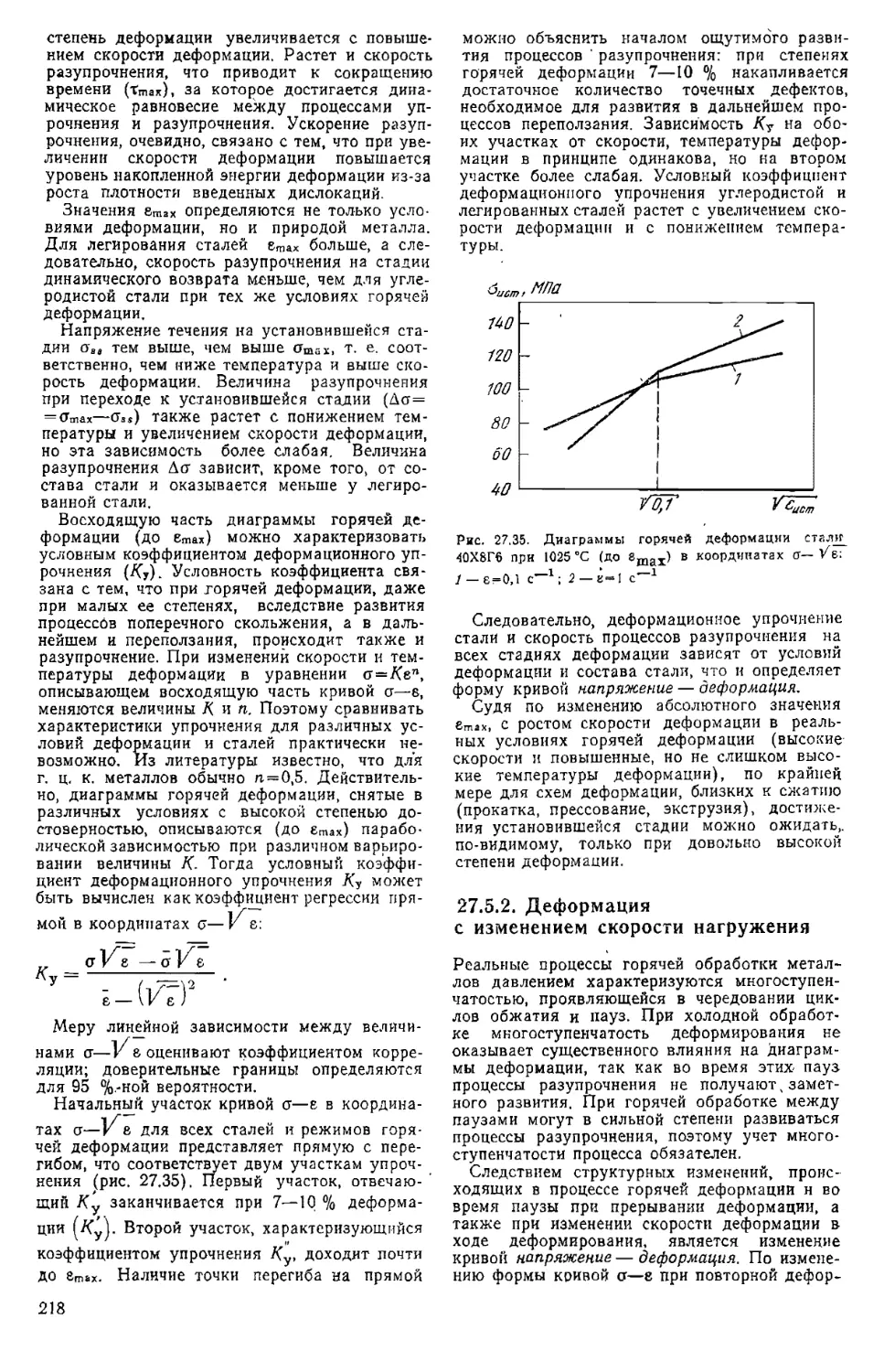
27.5.1. Структурные вменения в
ходе горячей деформации .
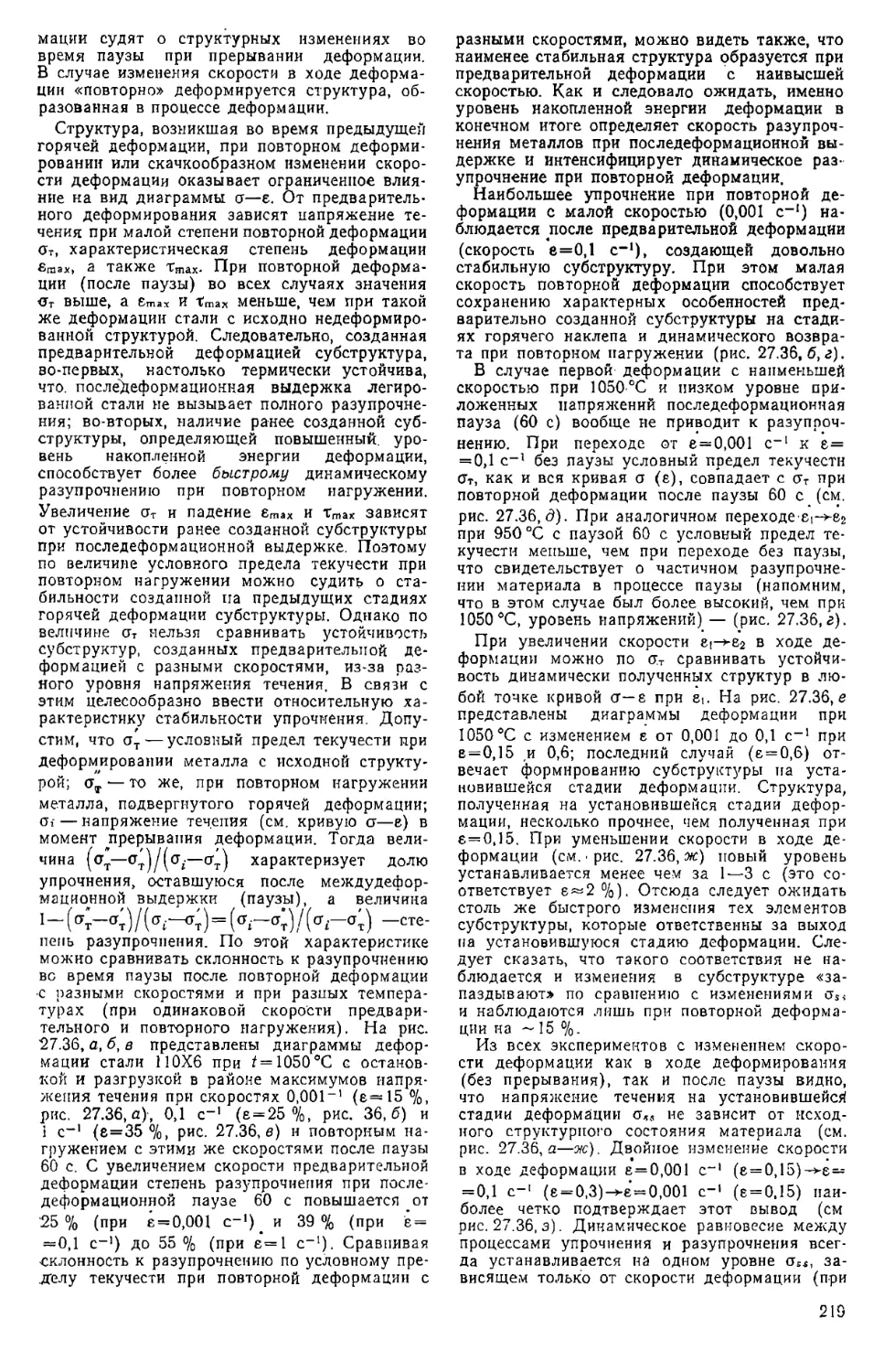
27.5.2. Деформация с изменением
скорости нагружения
27.5.3» Структурообразование в го-
рячедеформированном аус-
тените ........................
Библиографический список
28. Возврат, полигонизация и рекрис-
таллизация (С. С. Горелик)
28.1. Классификация и движущие силы
процессов ..........................
28.2. Статическая рекристаллизация
28.2.1. Механизмы статической ре-
кристаллизации . . . .
28.2.2. Основные закономерности
первичной рекристаллизации
28.2.3. Влияние легирования на
железа и стали
28.3. Динамический возврат и динами-
ческая рекристаллизация
28.4. Текстуры рекристаллизации
28.4.1. Основные типы текстурных
изменений при рекристалли-
зации .........................
28.5. Рекристаллизация и структурная
неоднородность .....................
28.5.1. Основные виды структурных
неоднородностей
'28.5.2. Структурные неоднородно-
сти, вызванные условиями
деформации.....................
28.5.3. Структурные неоднородно-
сти, вызванные неоднород-
ностями фазового состава .
28.6. Диаграммы рекристаллизации
28.7. Методы изучения рекристаллиза-
ции ................................
Библиографический список
29. Сверхпластнчность металлов и
сплавов (И. И. Новиков, ’ В. К-
Портной)............................
29.1. Микрозерепная сверхпластнчность
29,2. Сверхлластичность превращения
Библиографический -список
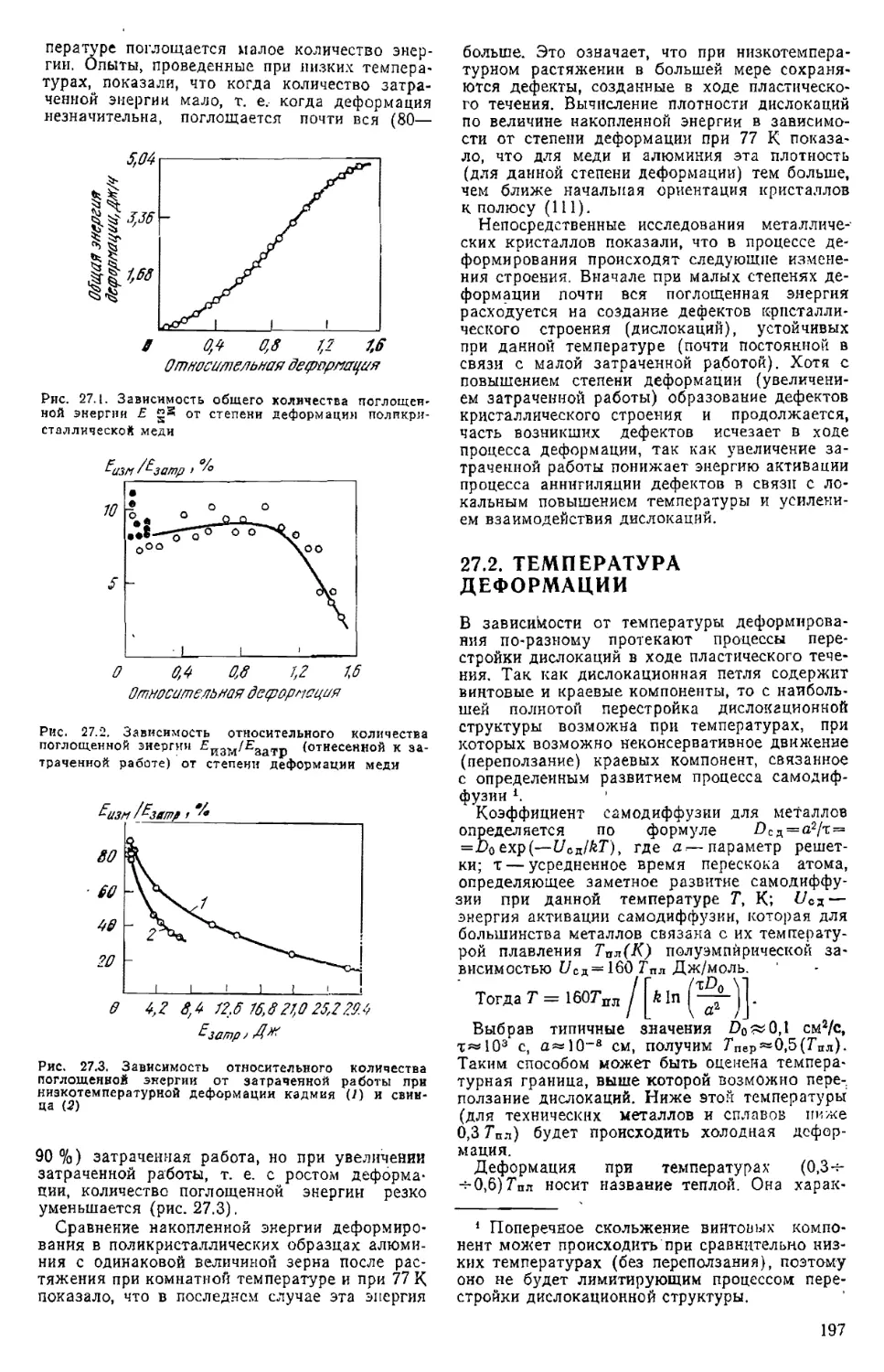
196
197
198
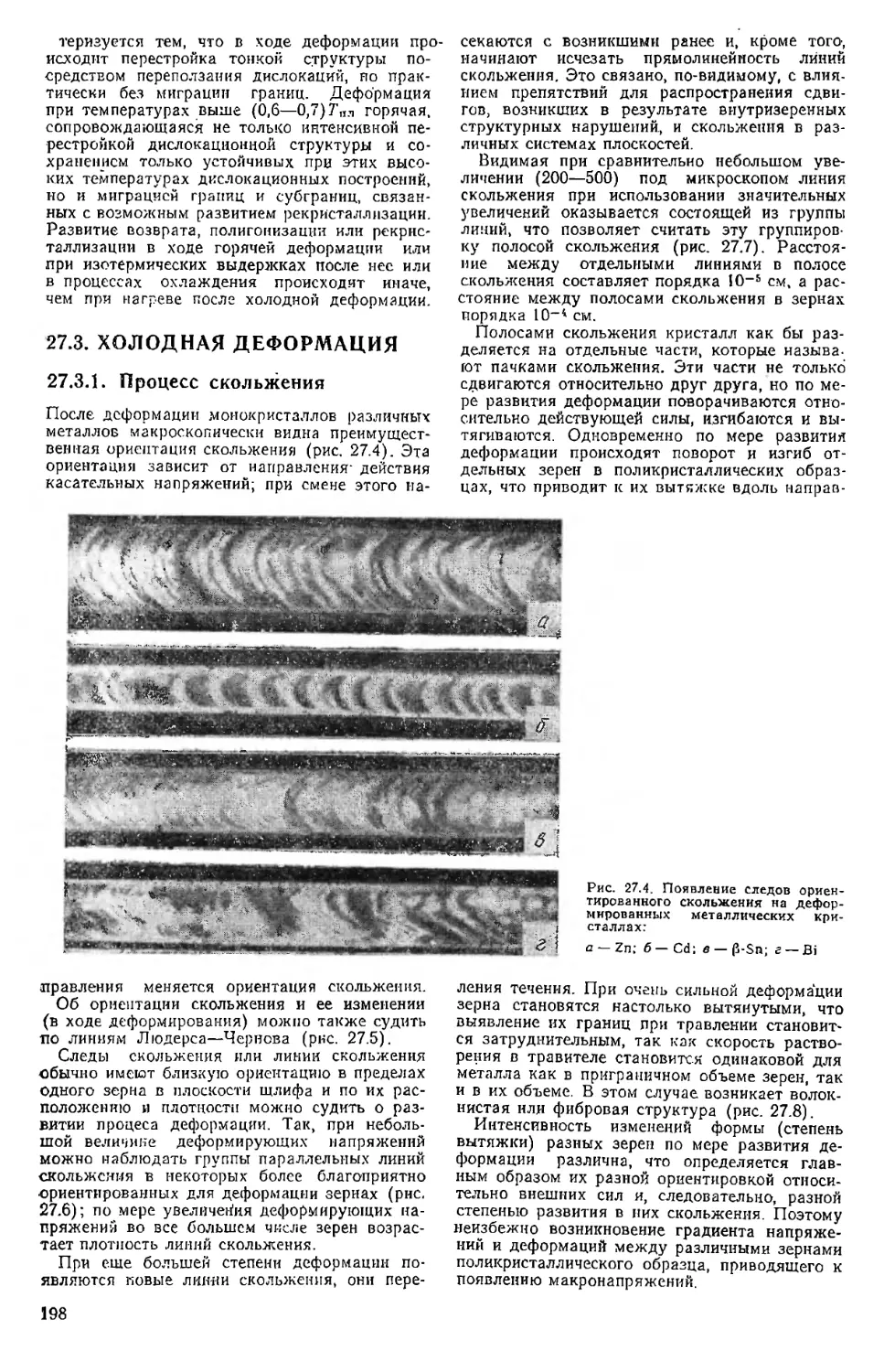
198
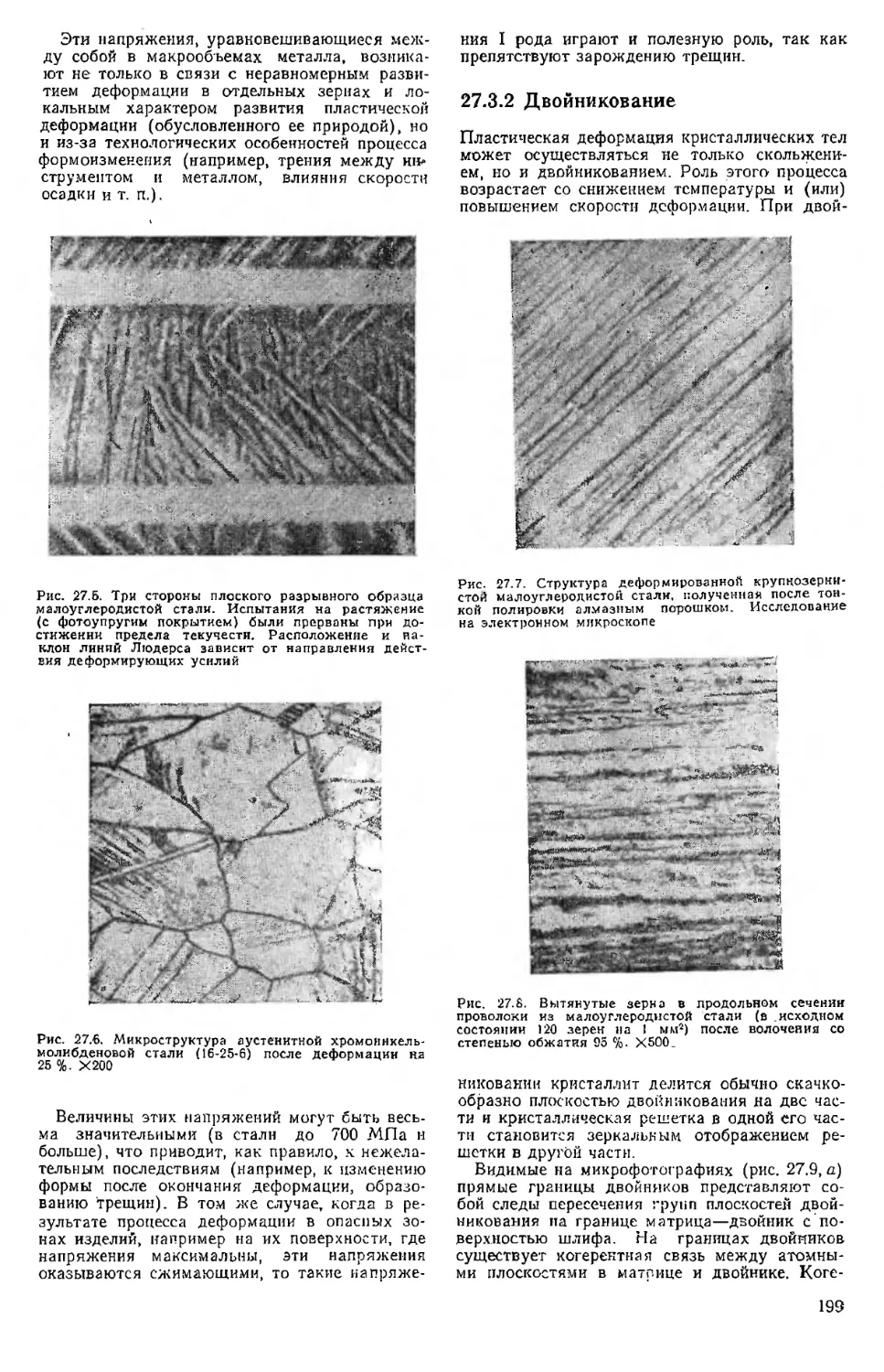
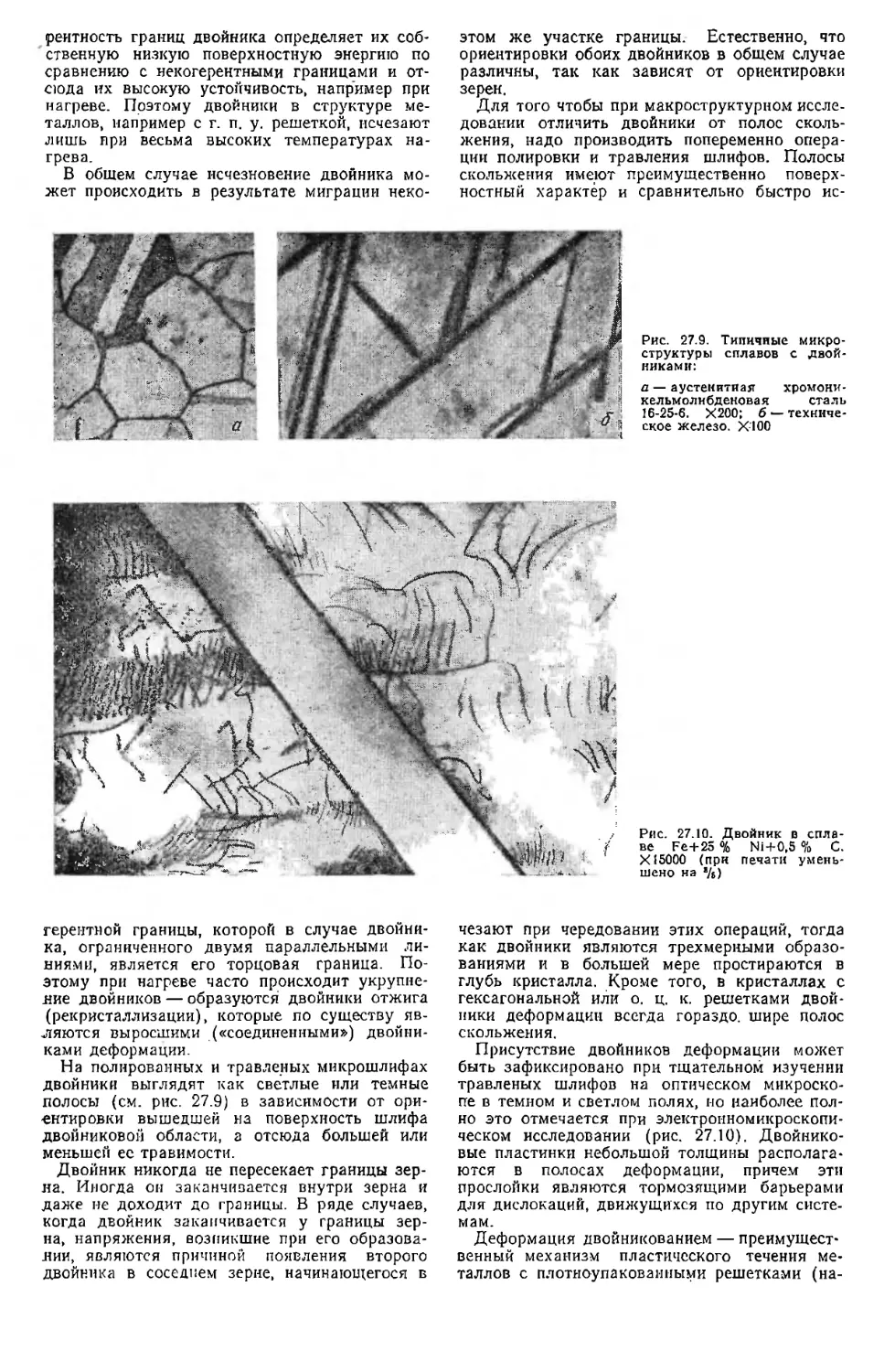
199
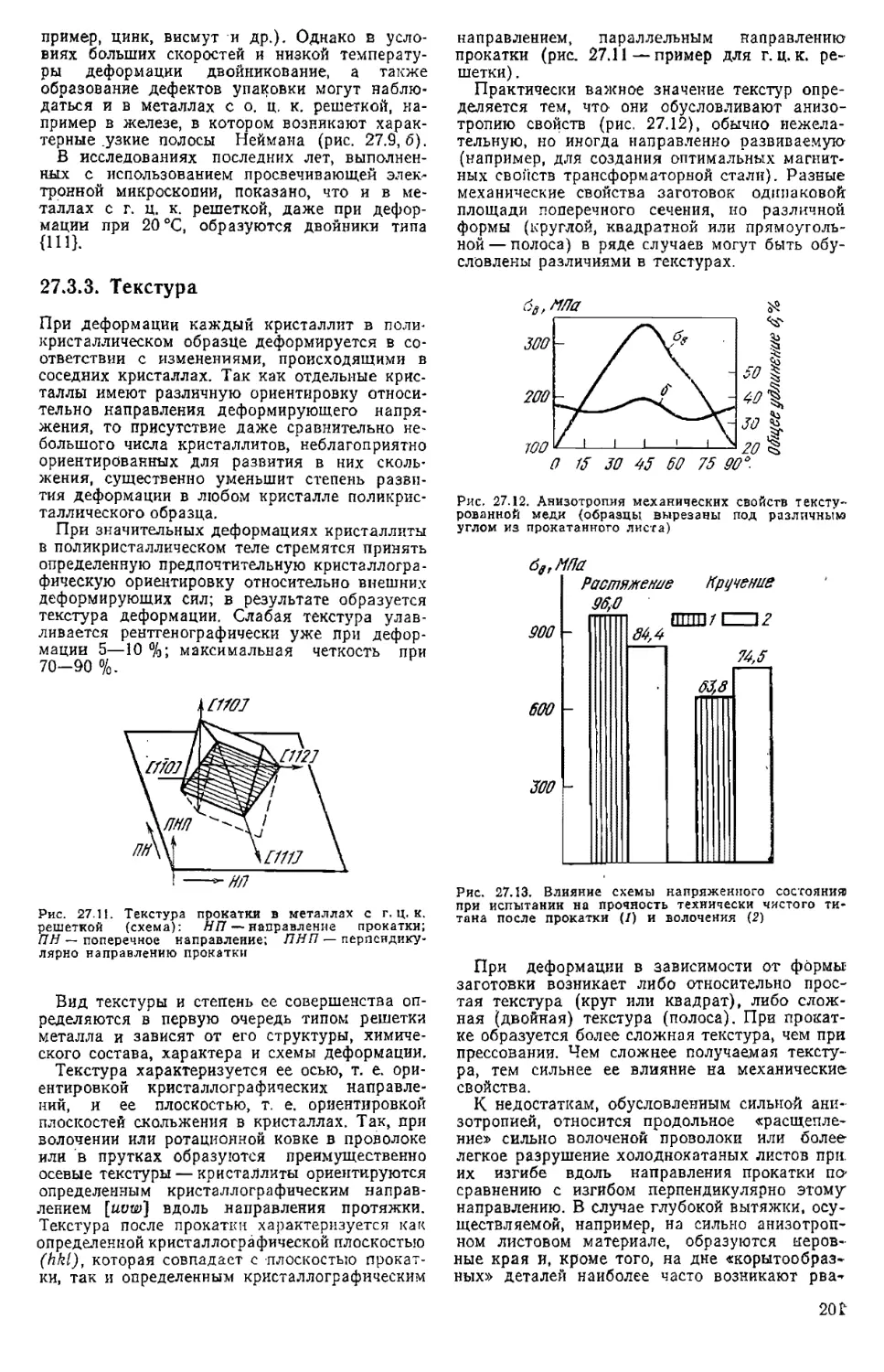
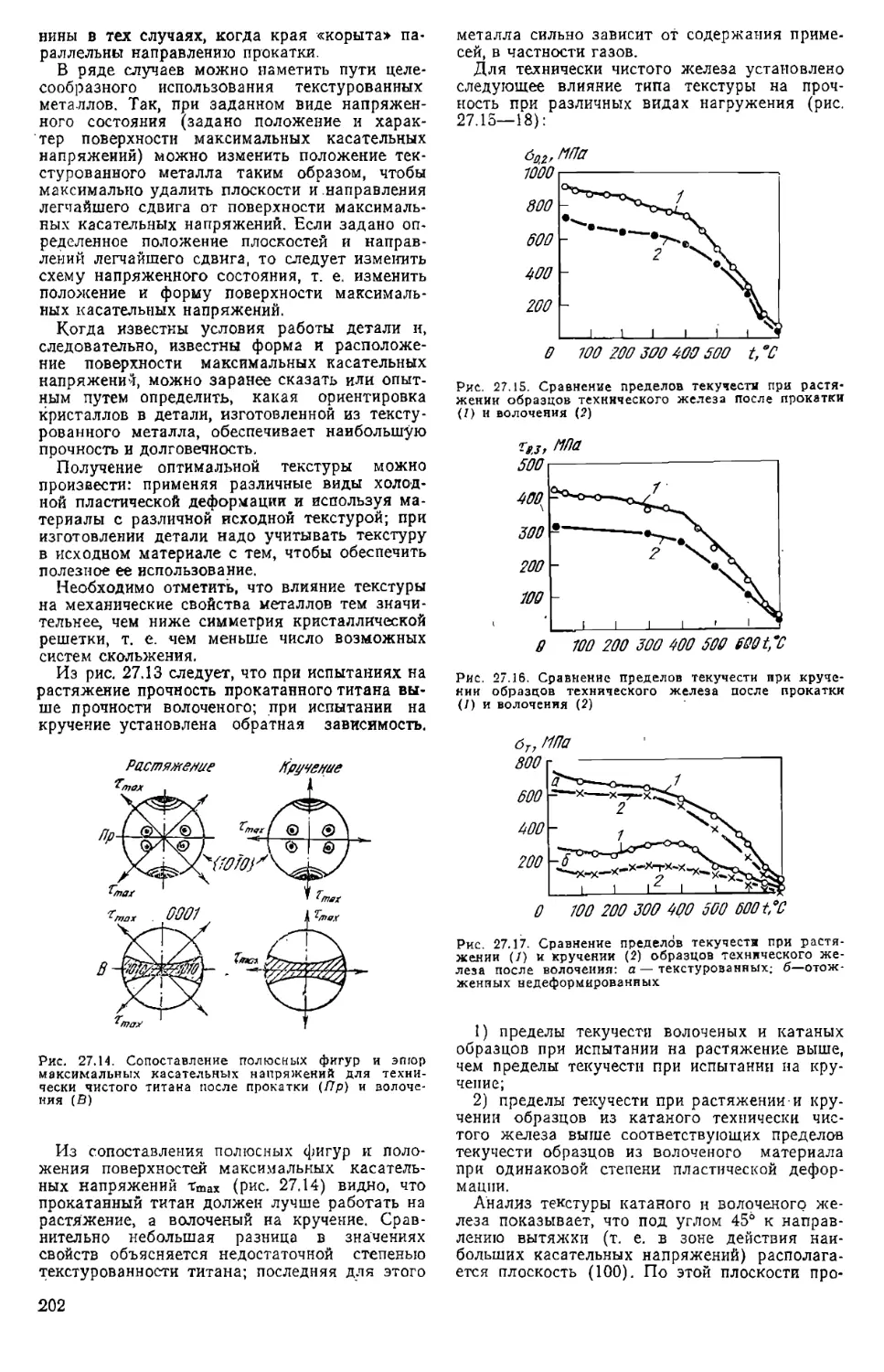
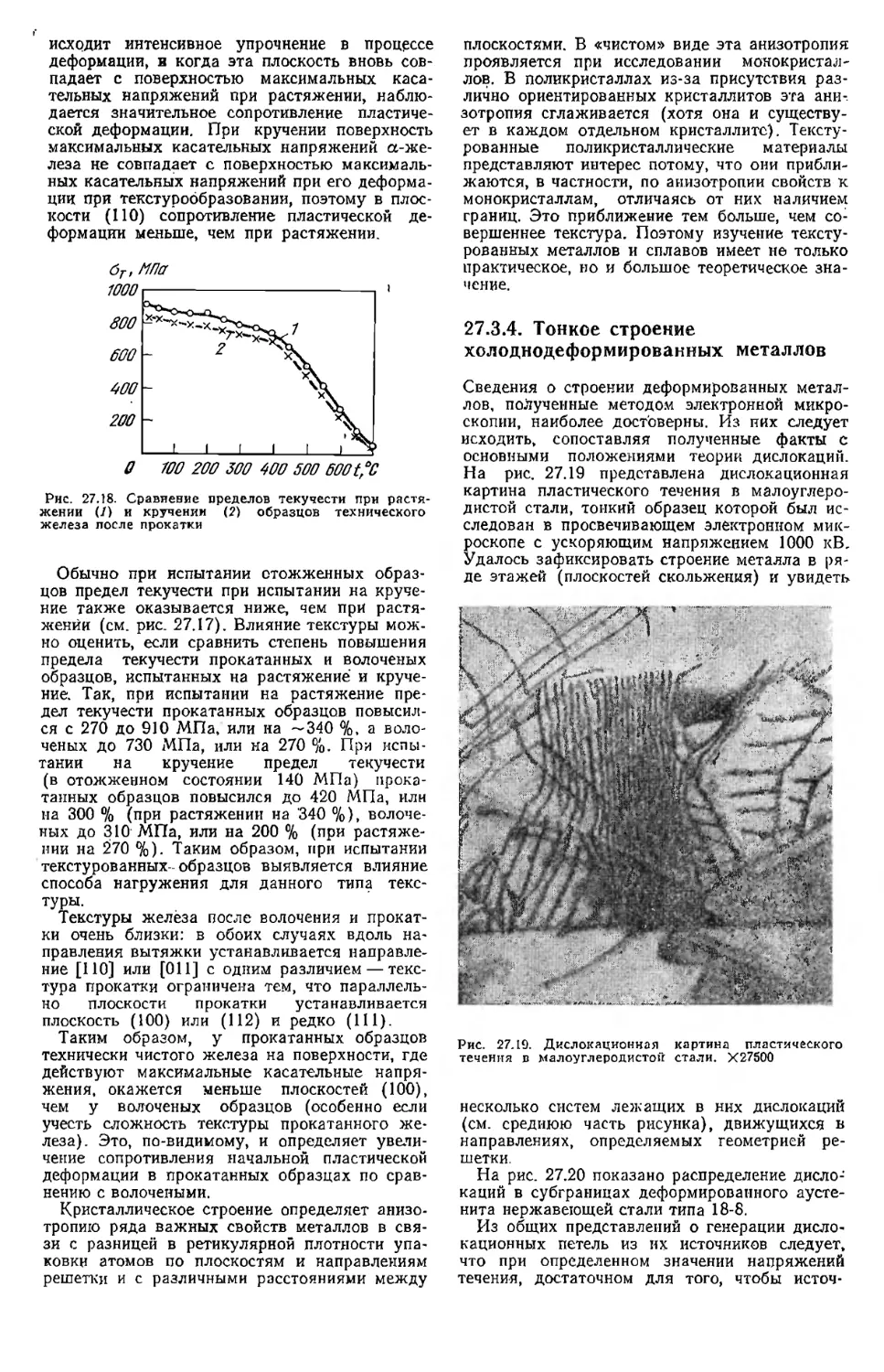
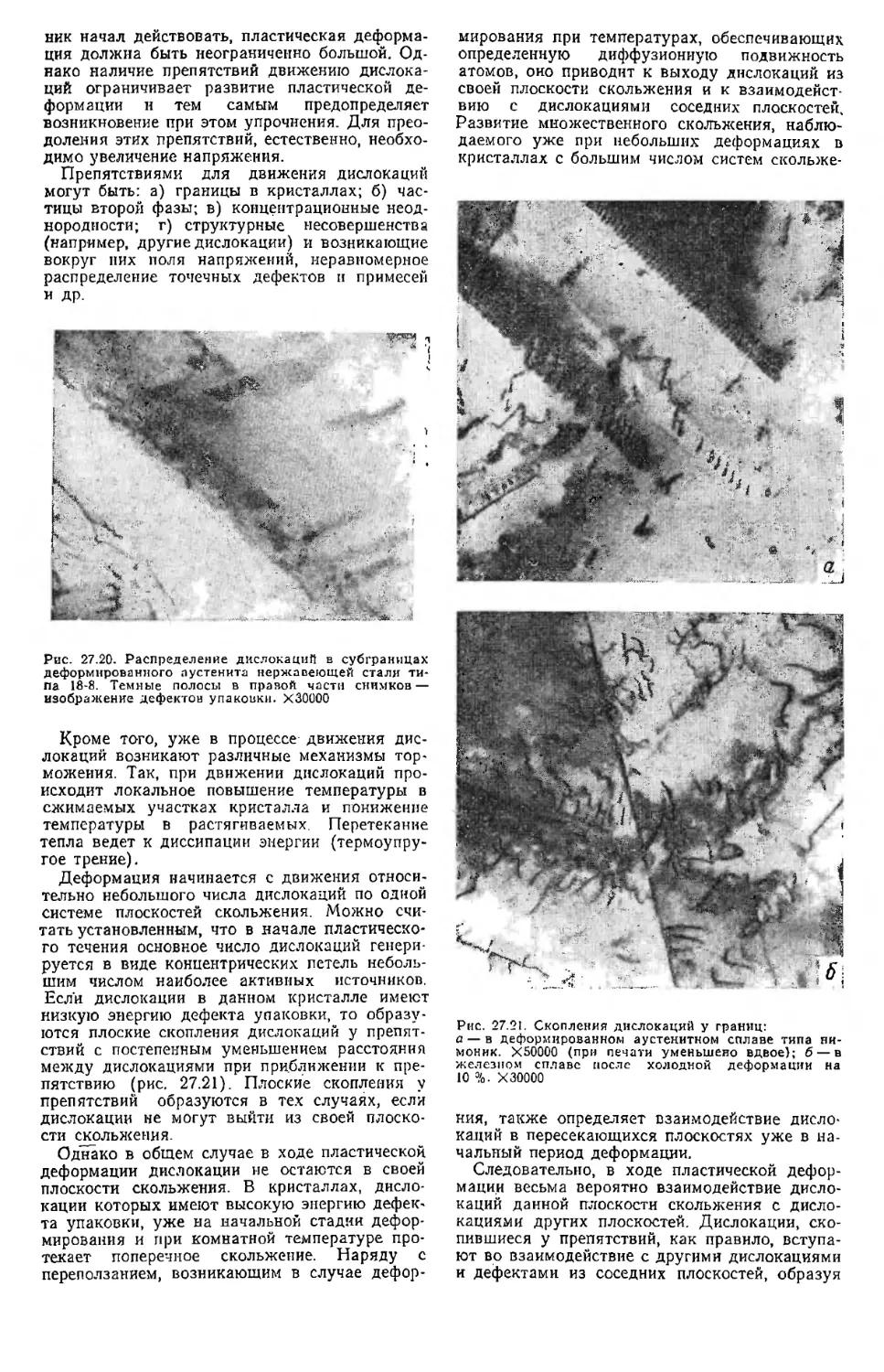
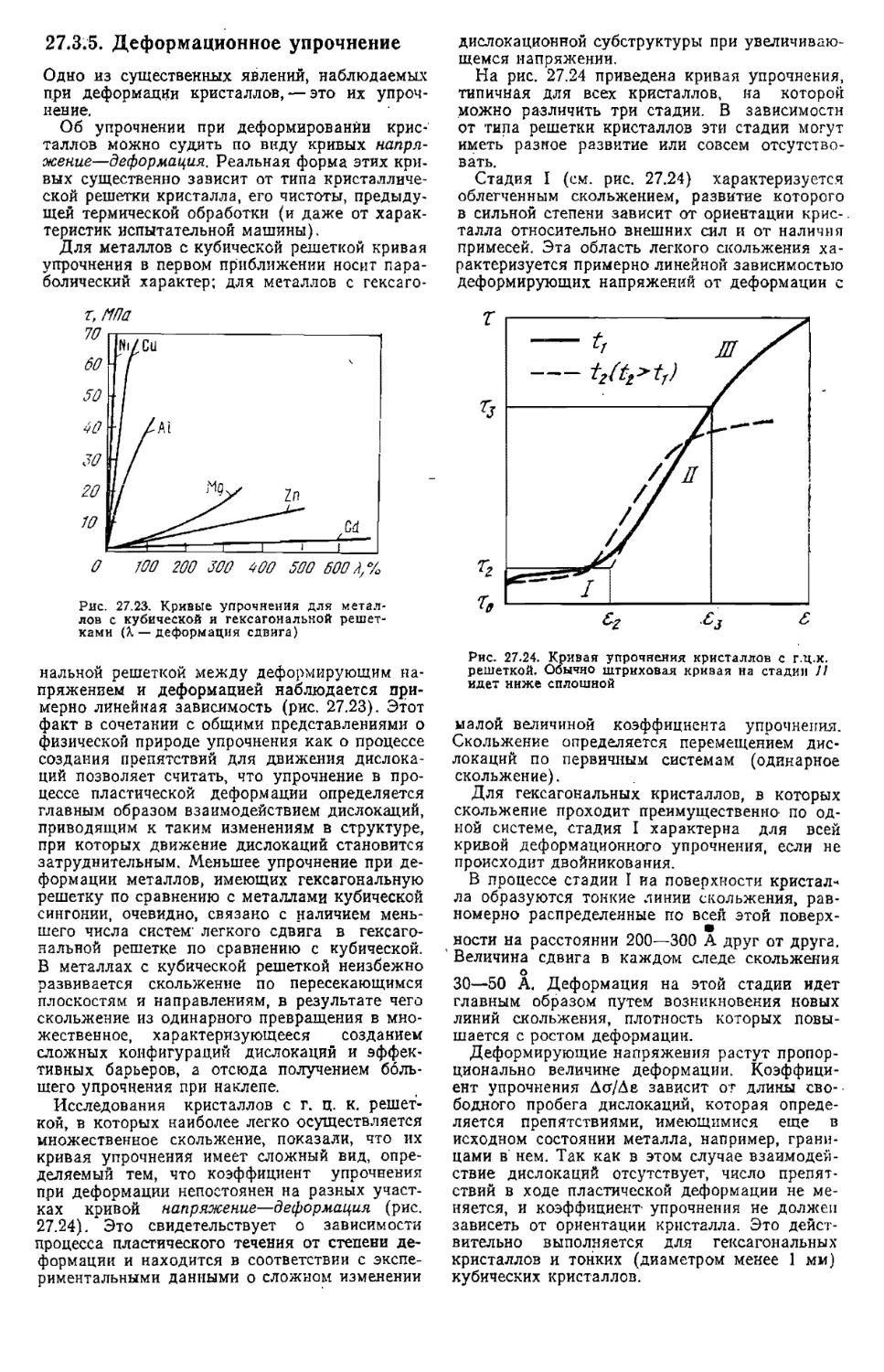
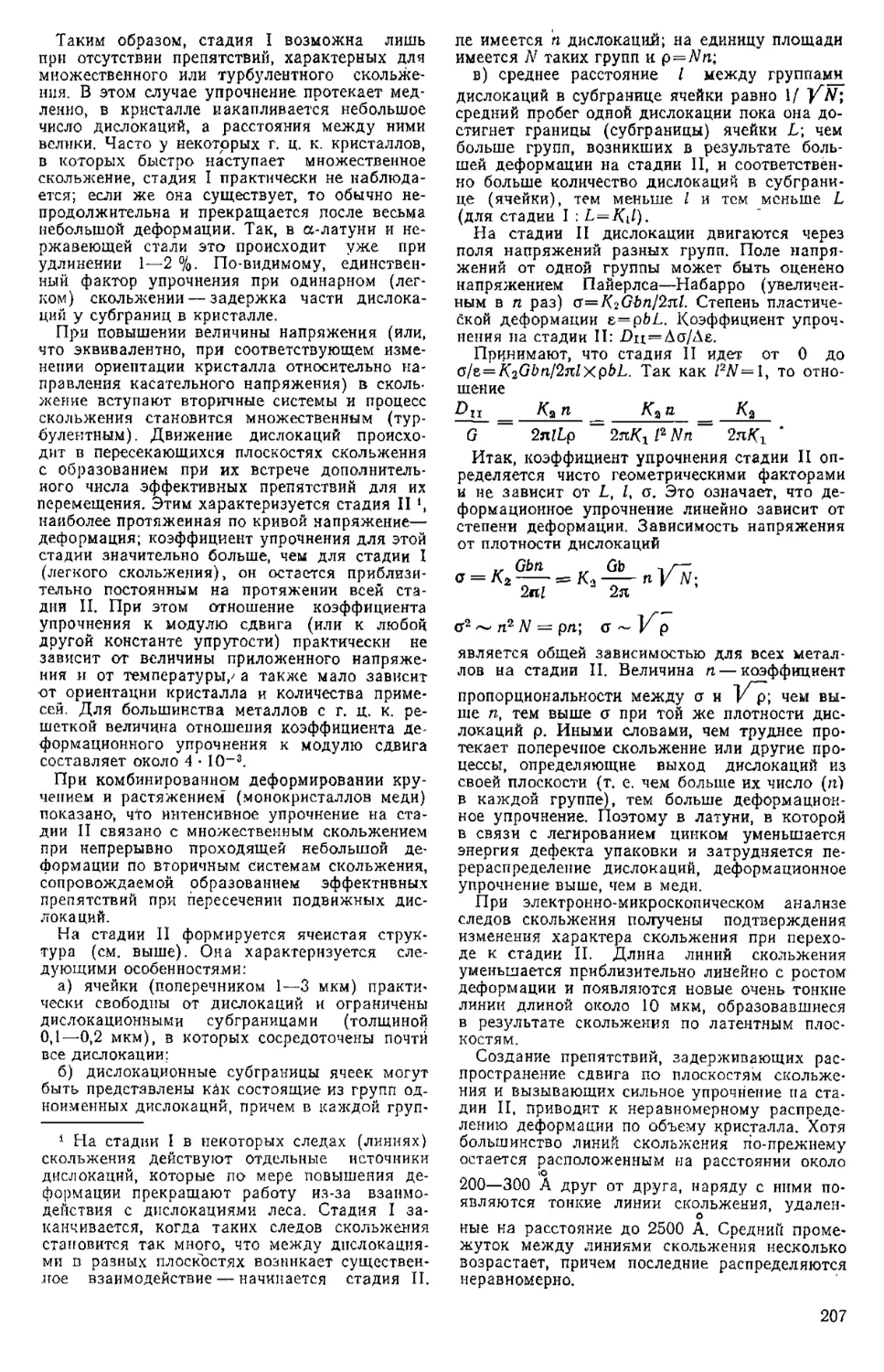
201
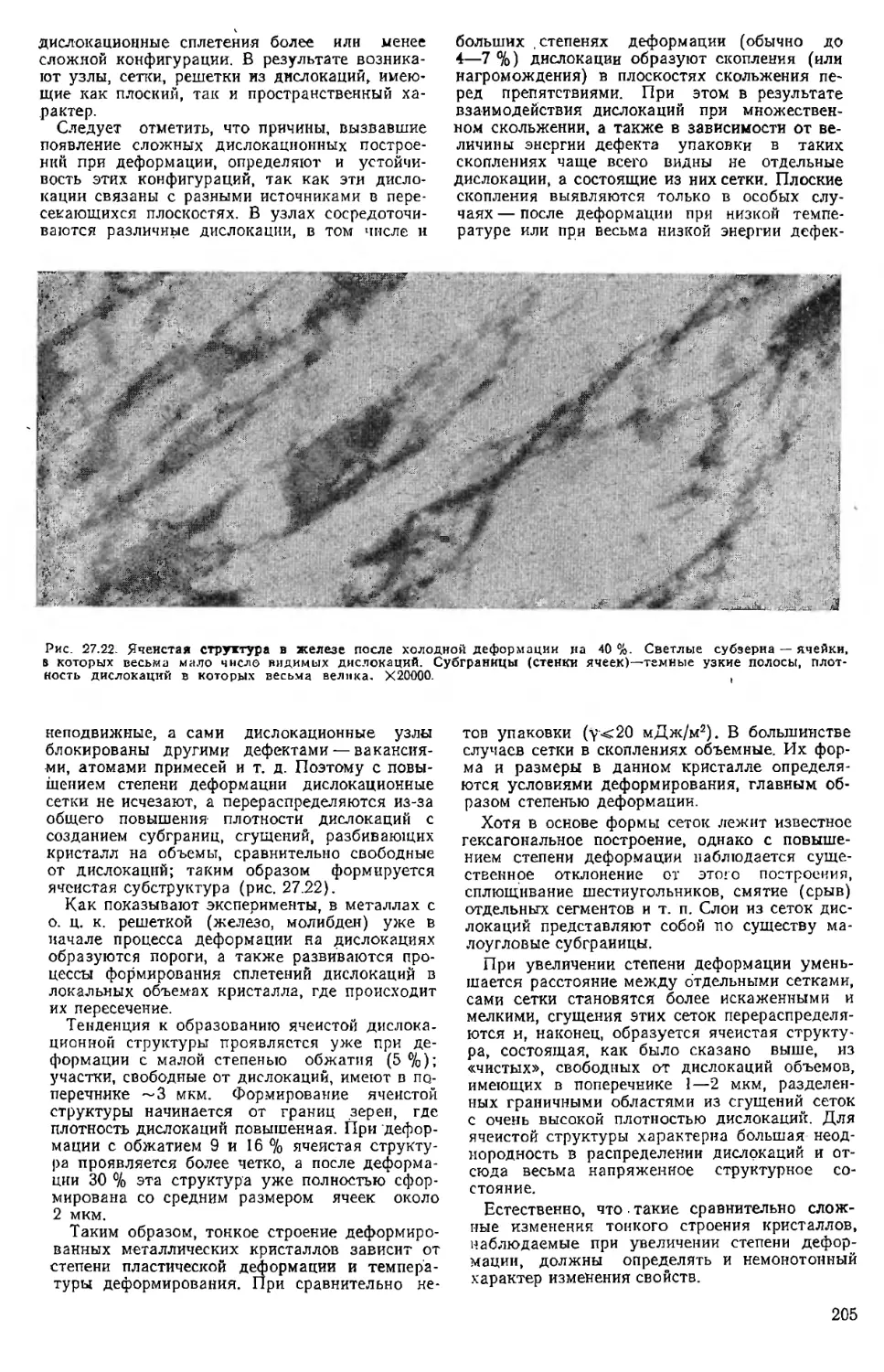
203
206
209
209
211
213
215
•218
221
226
226
227
230
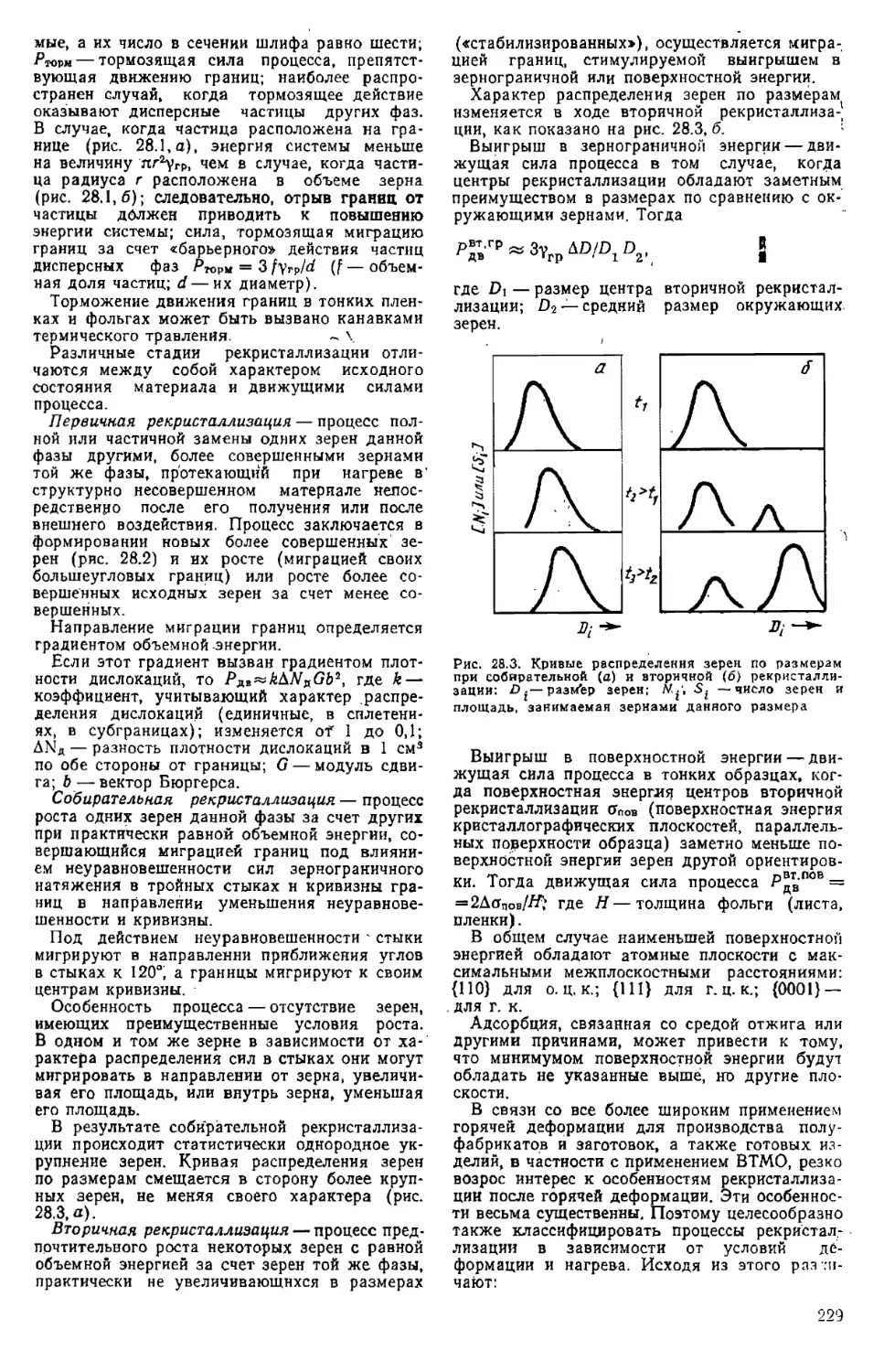
230
232
237
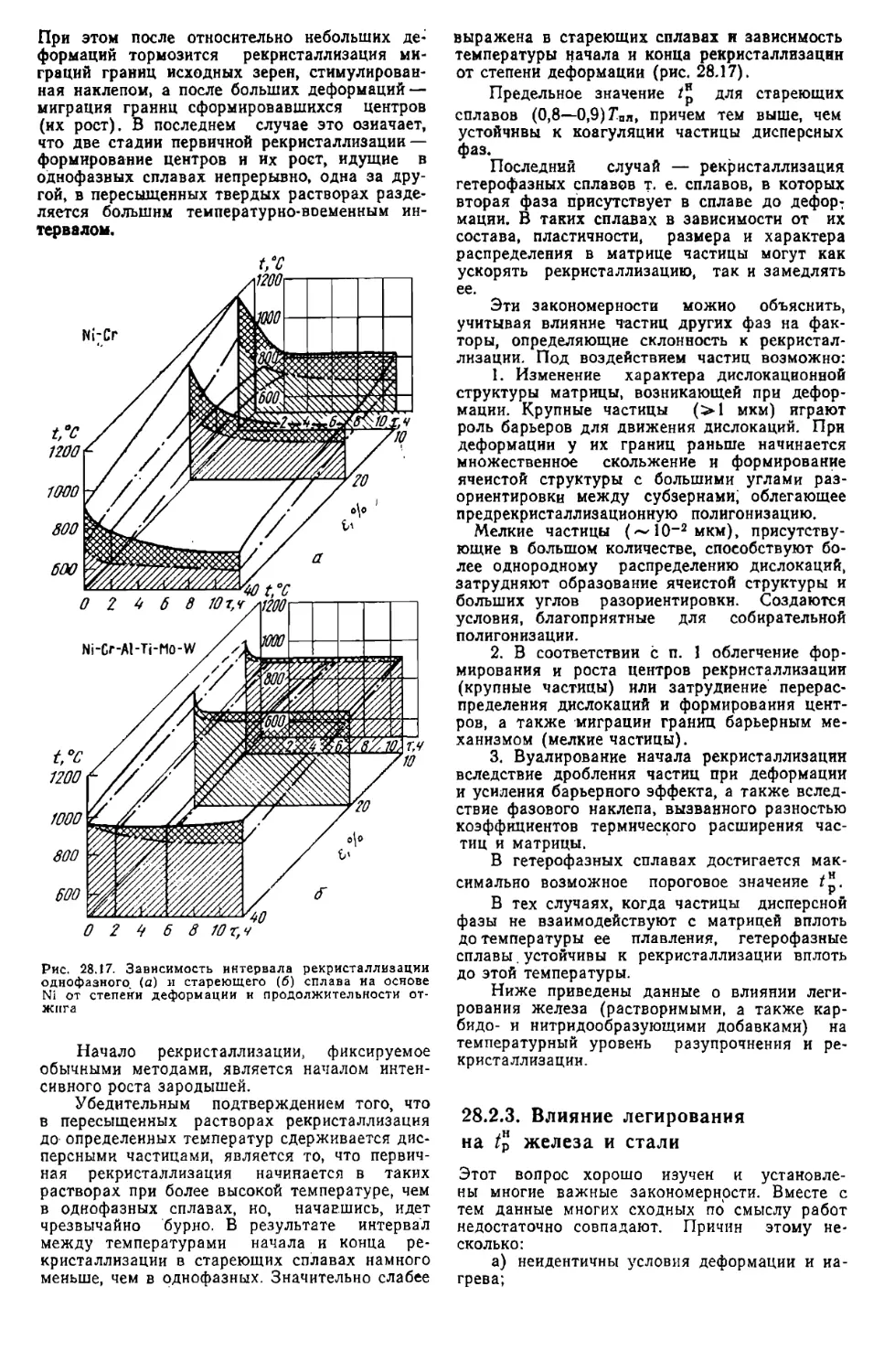
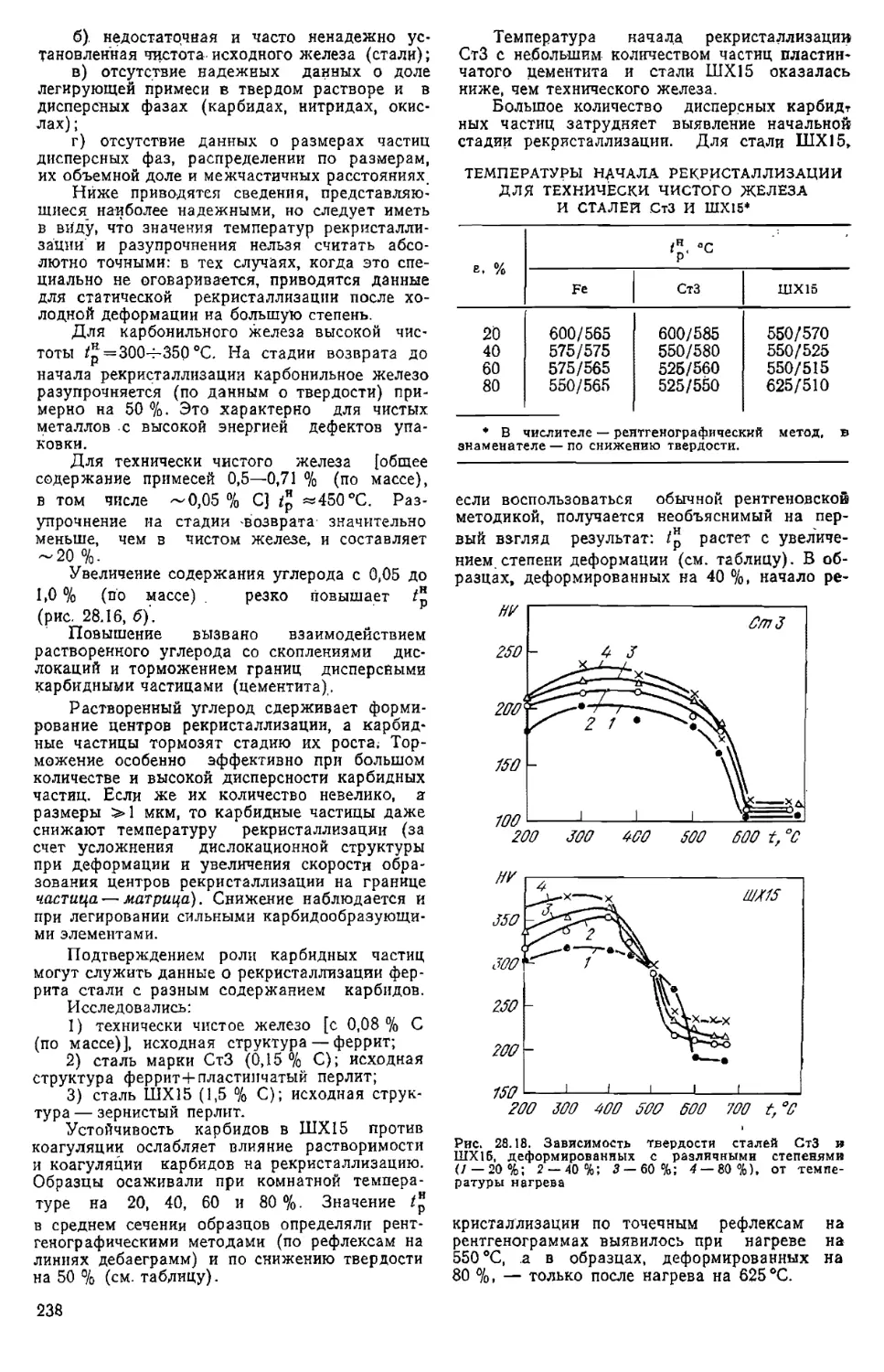
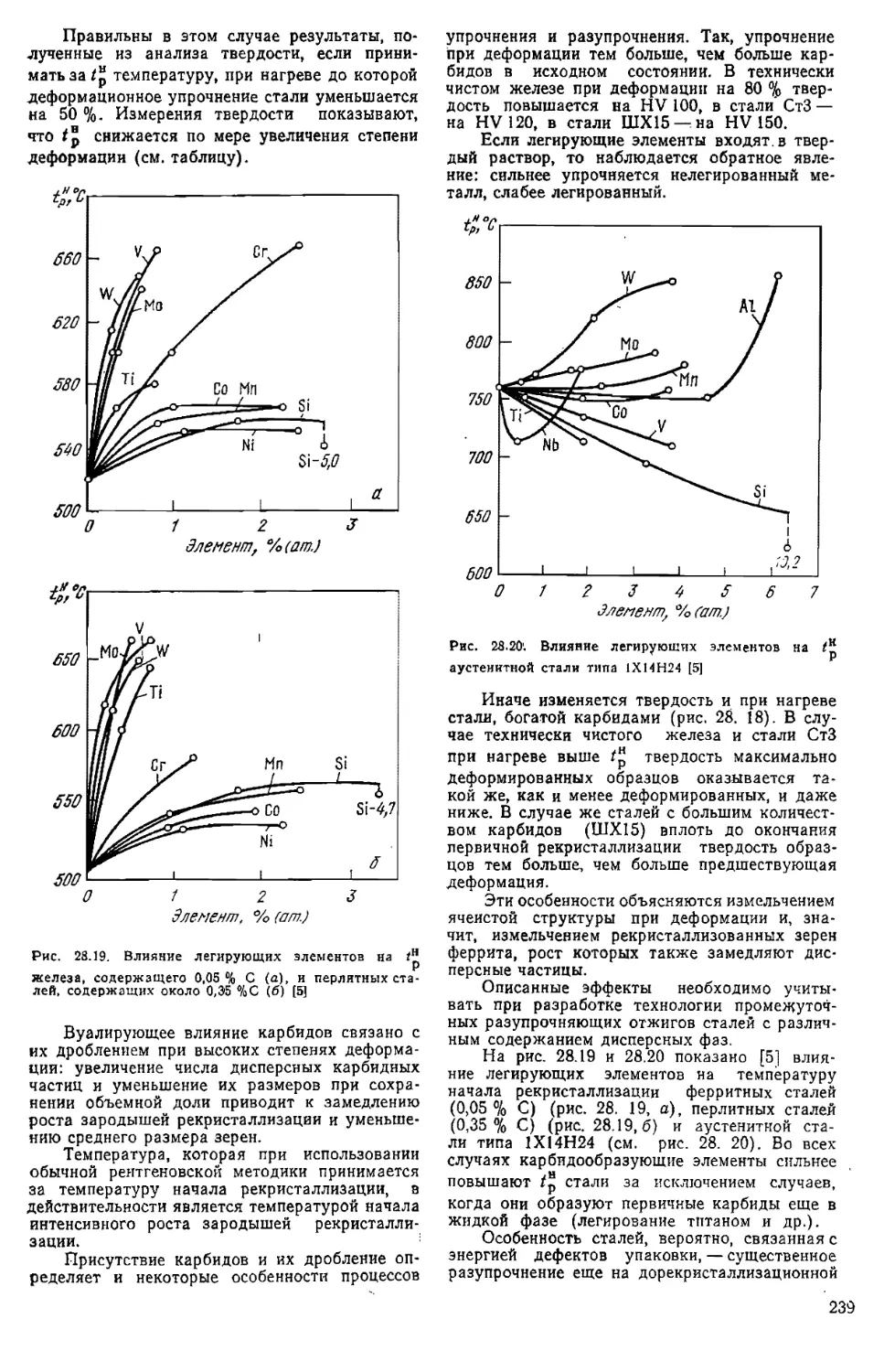
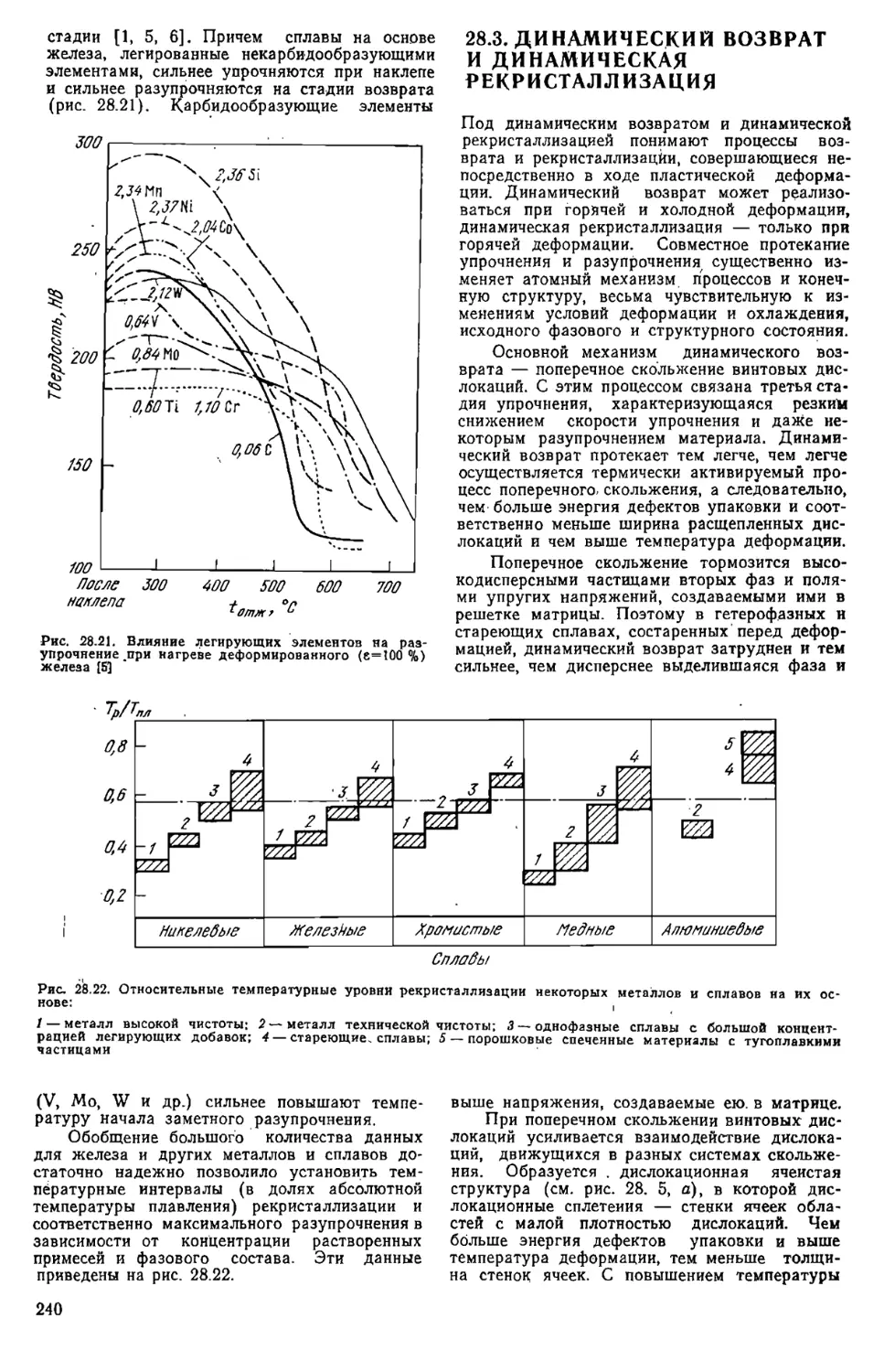
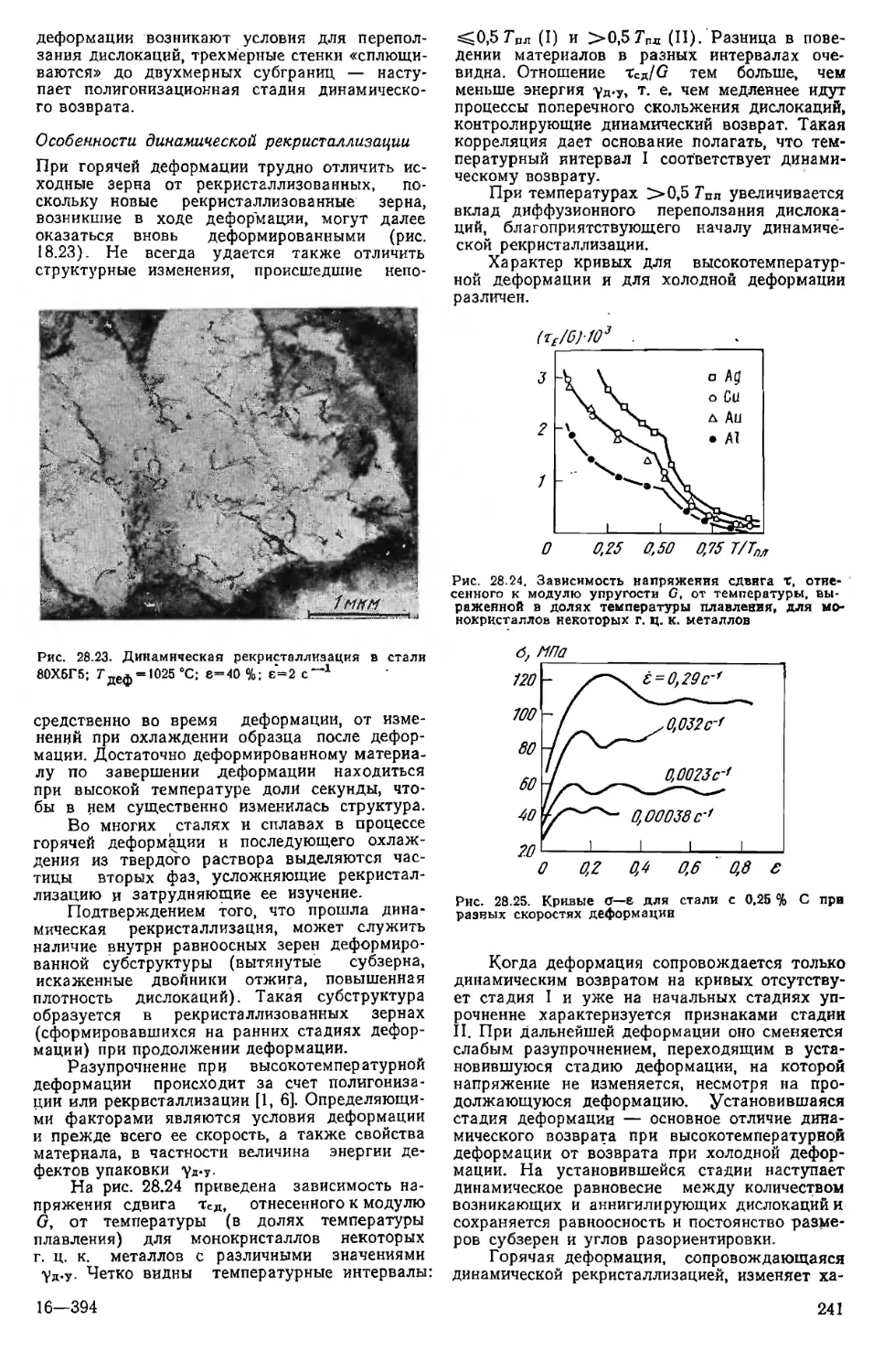
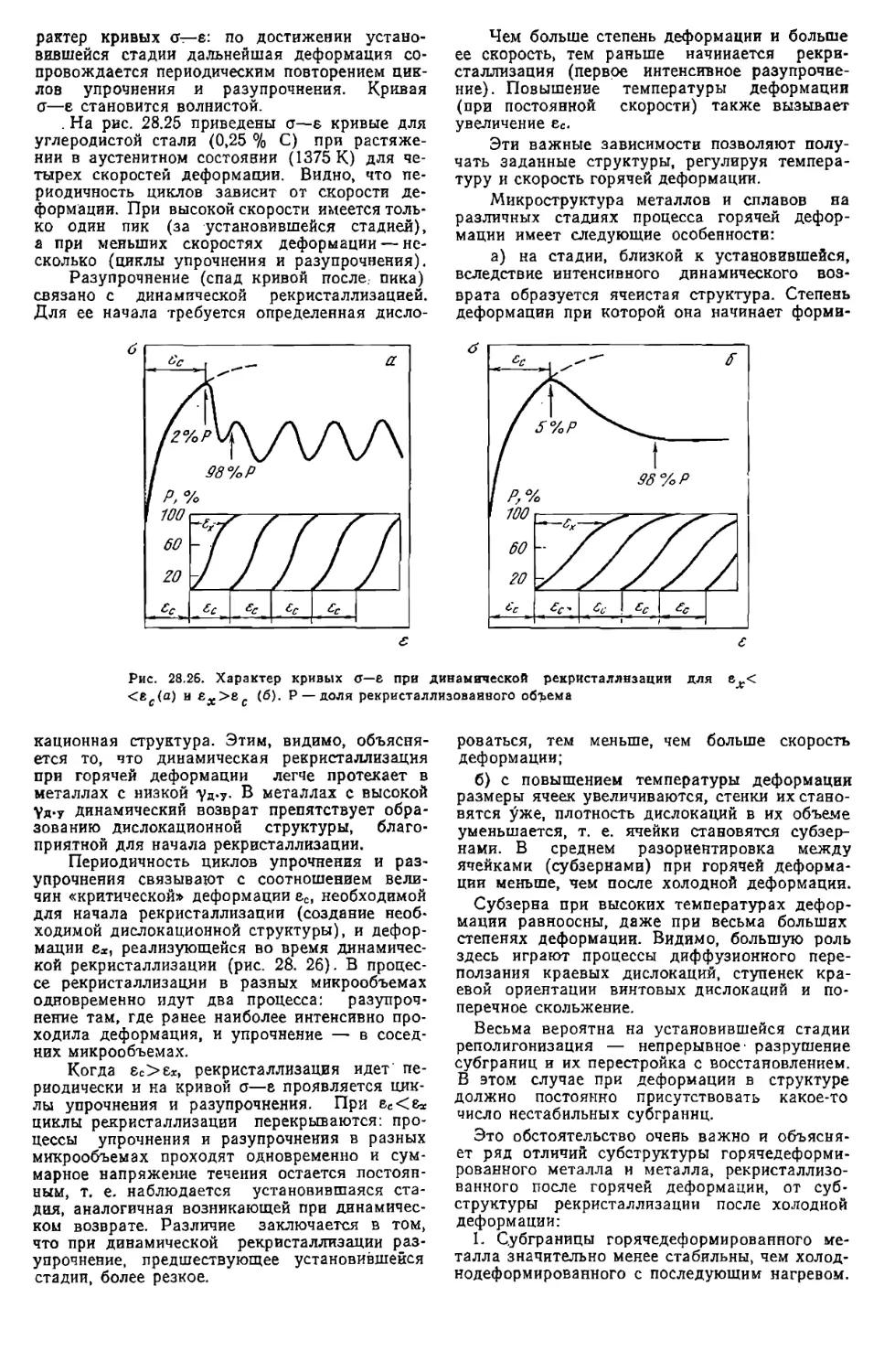
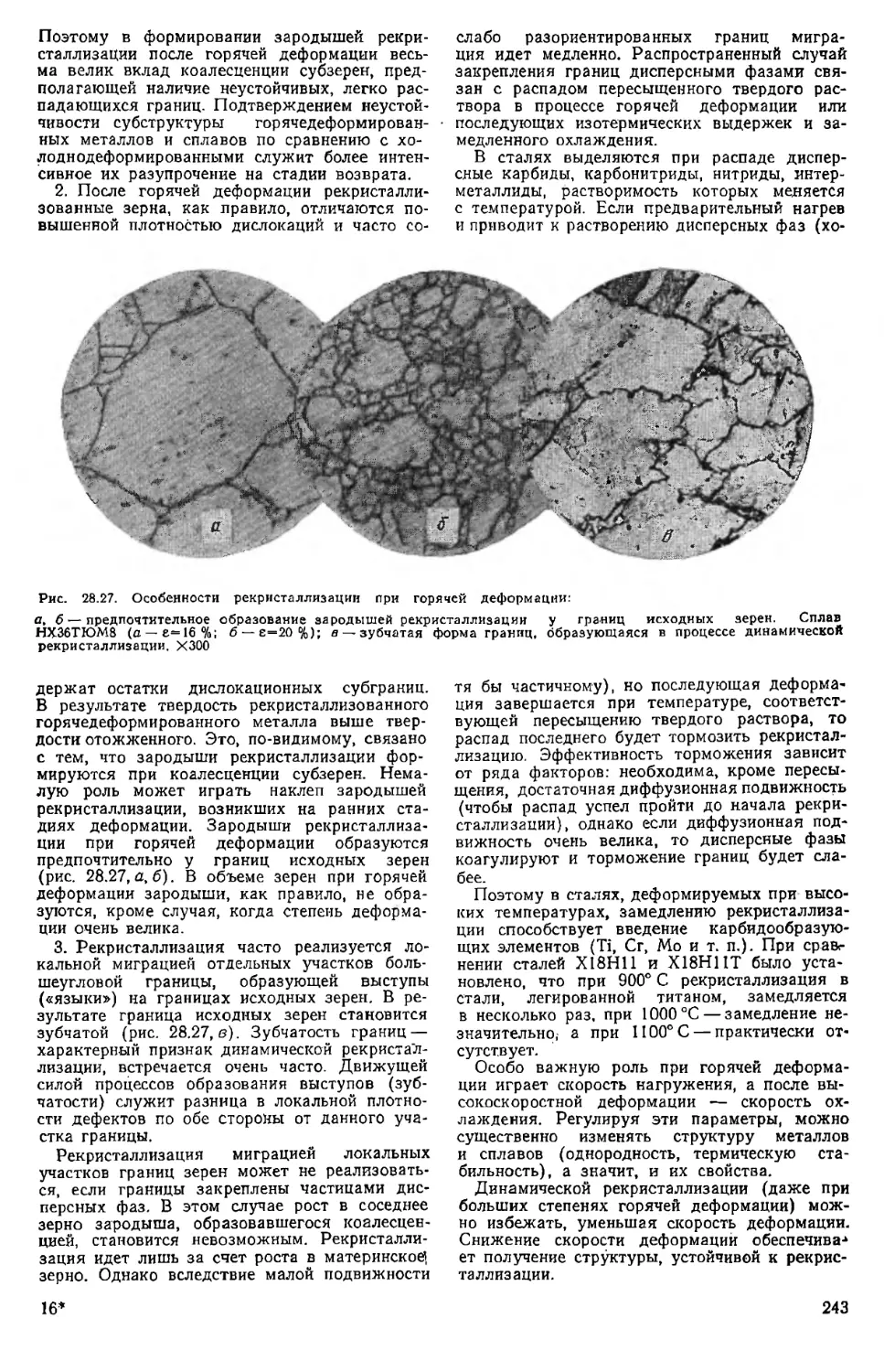
240
246
246
248
248
249
251
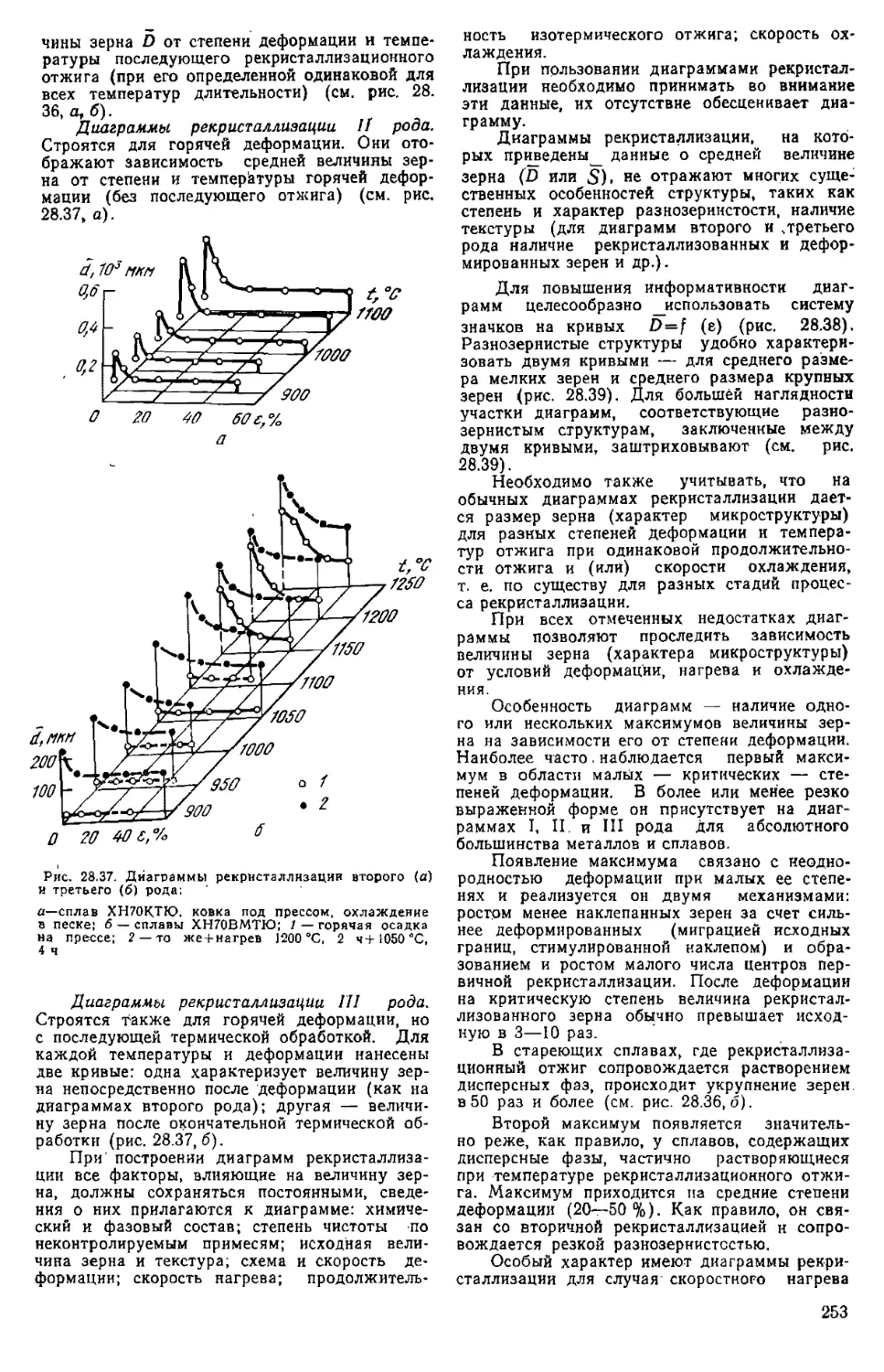
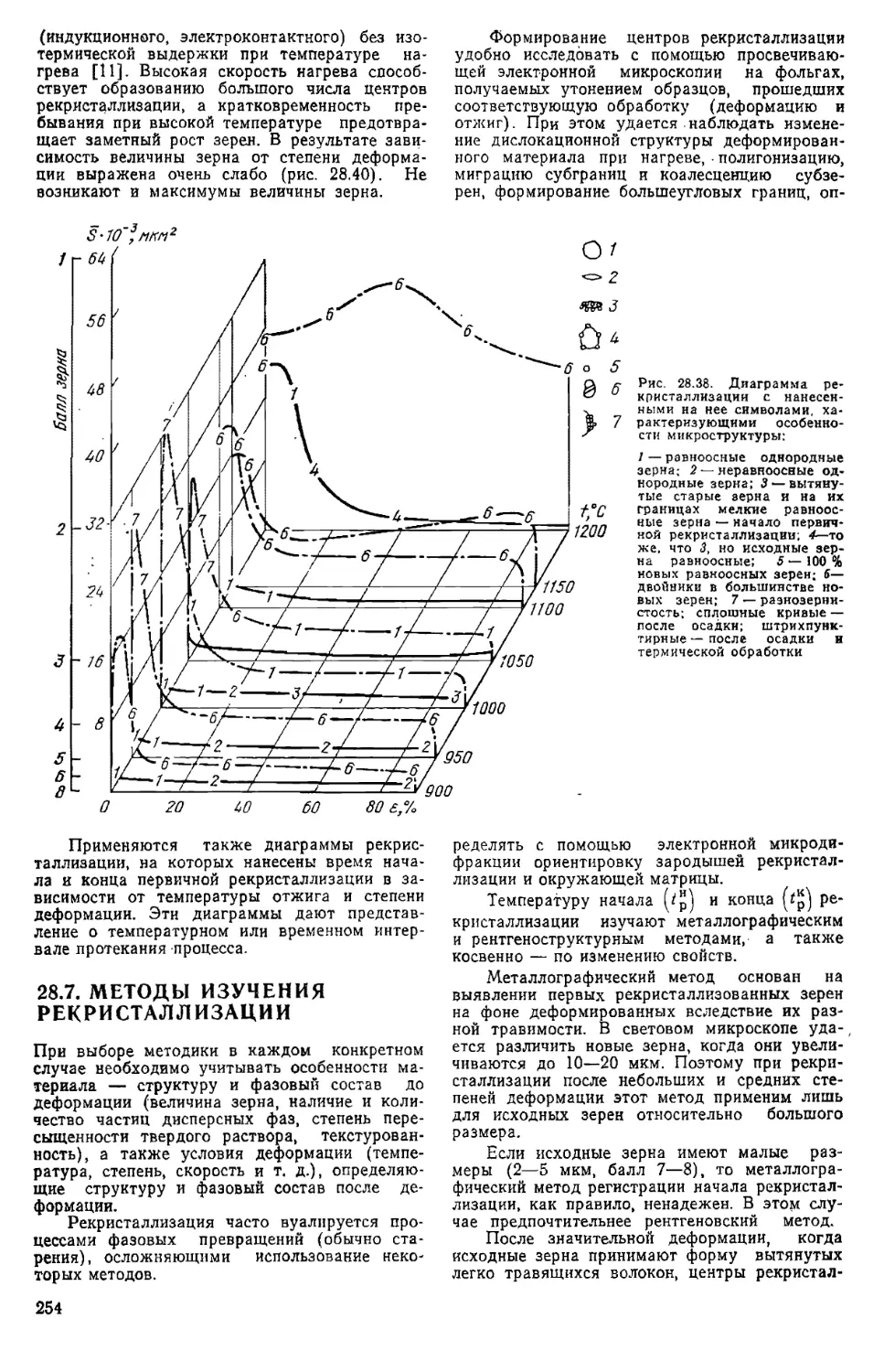
252
254
256
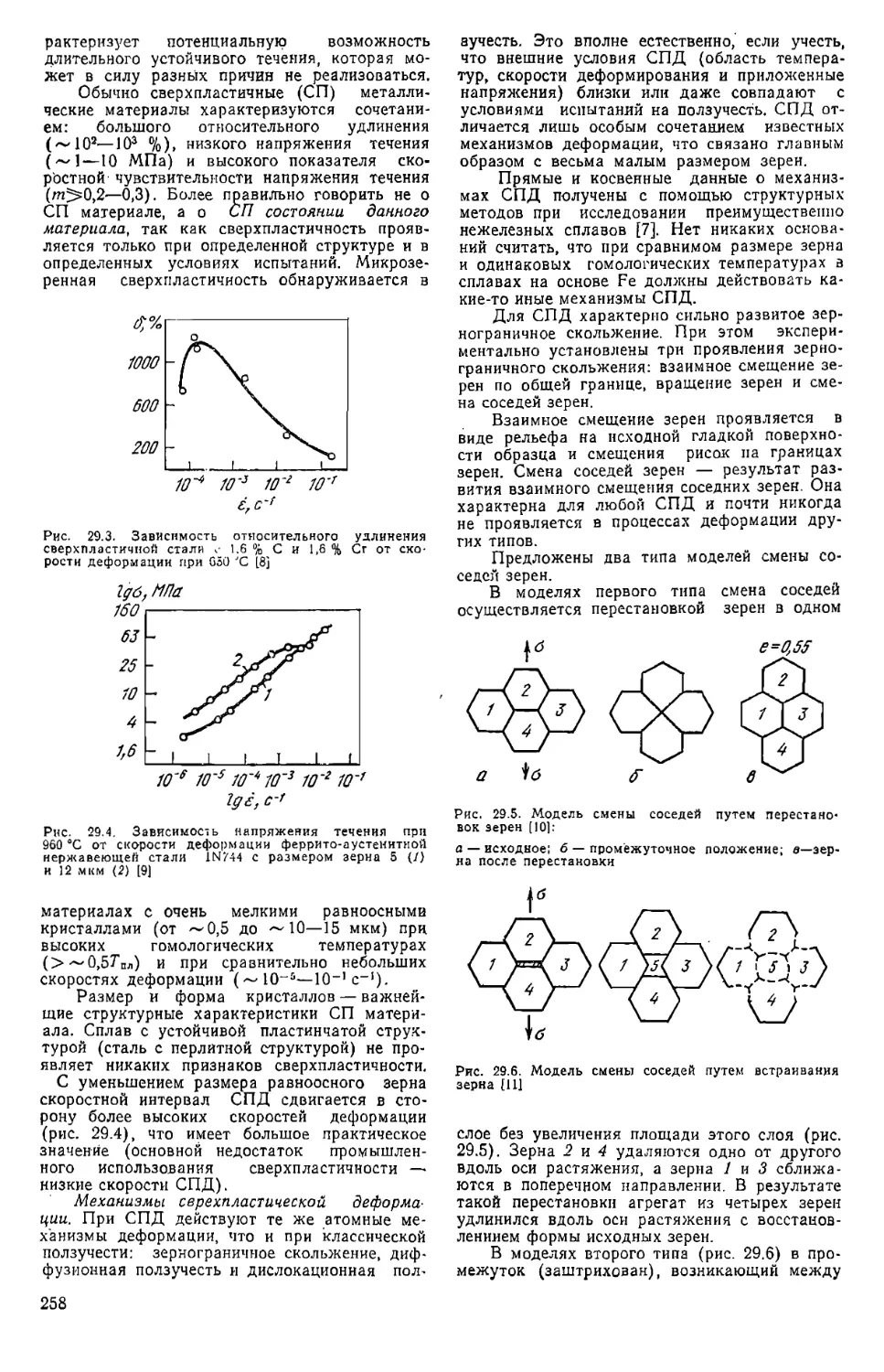
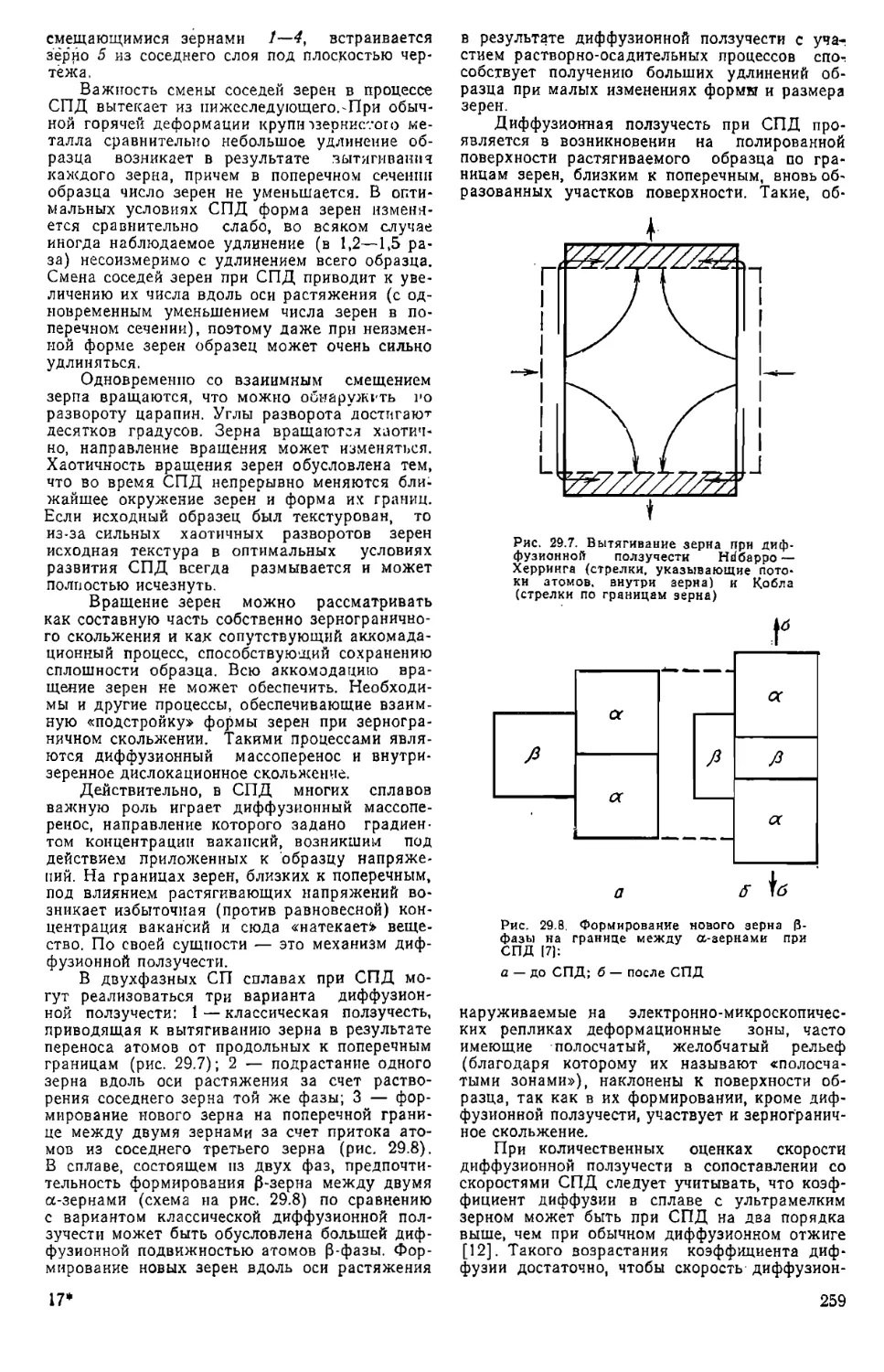
257
257
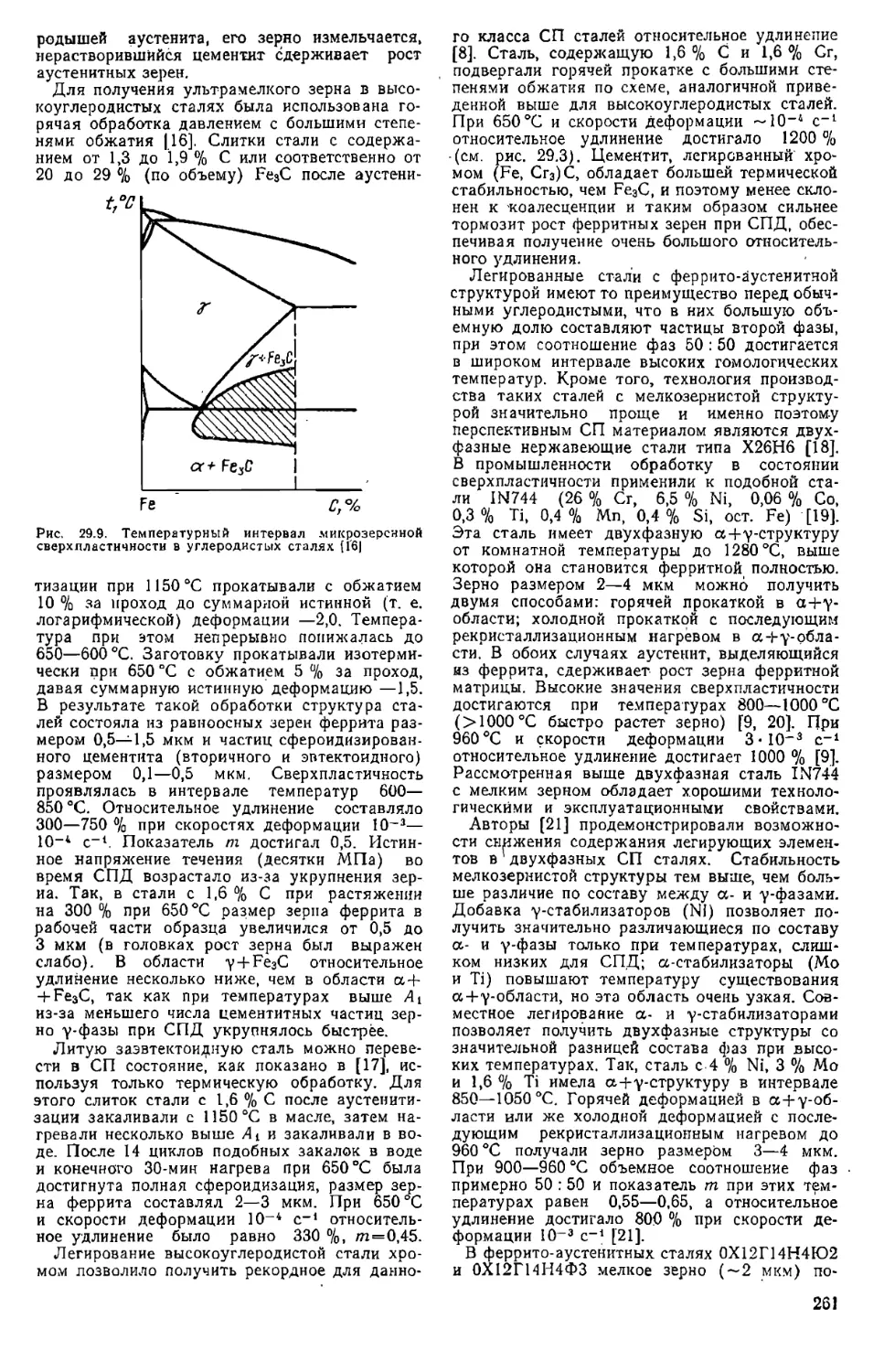
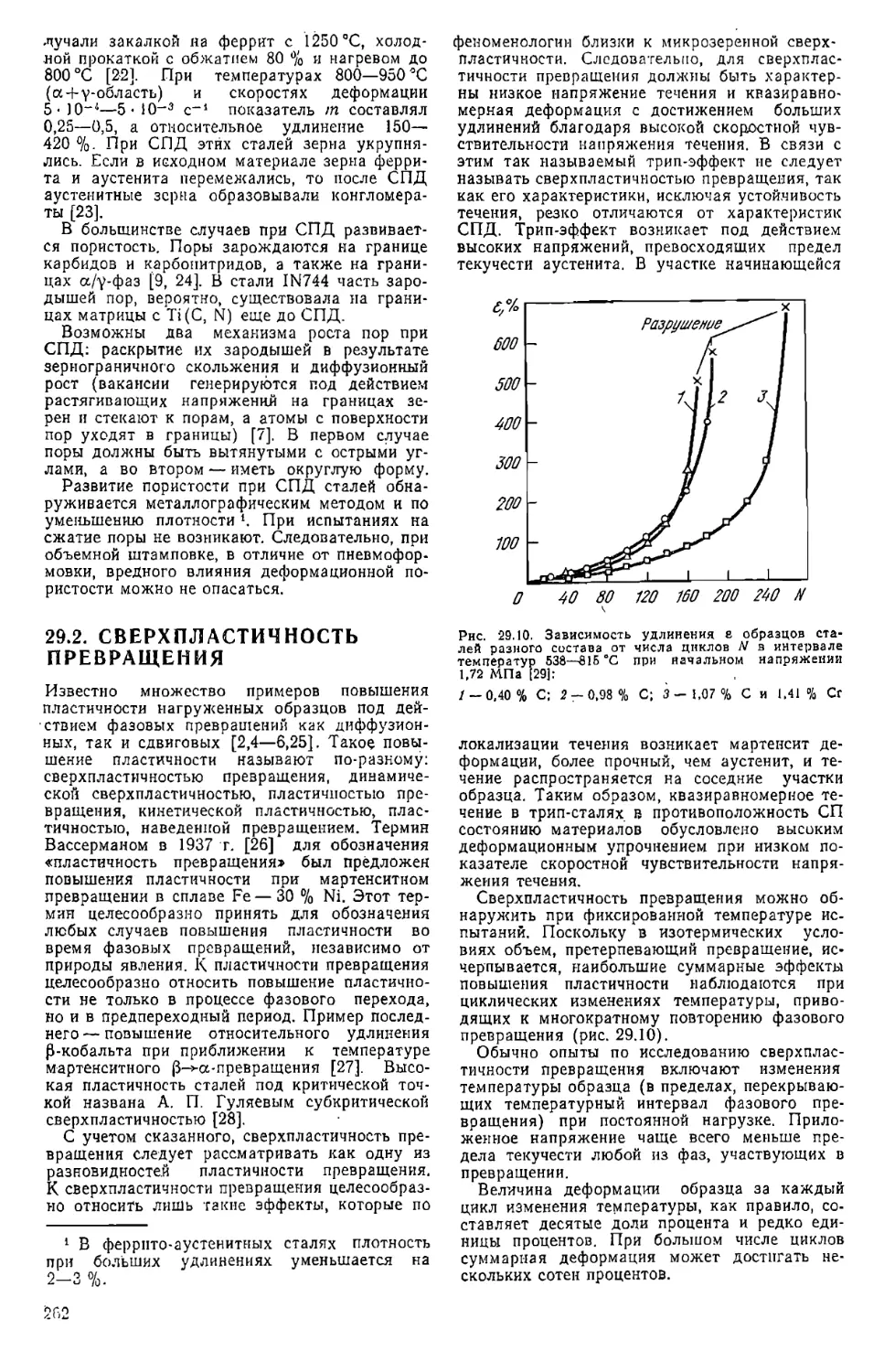
262
263
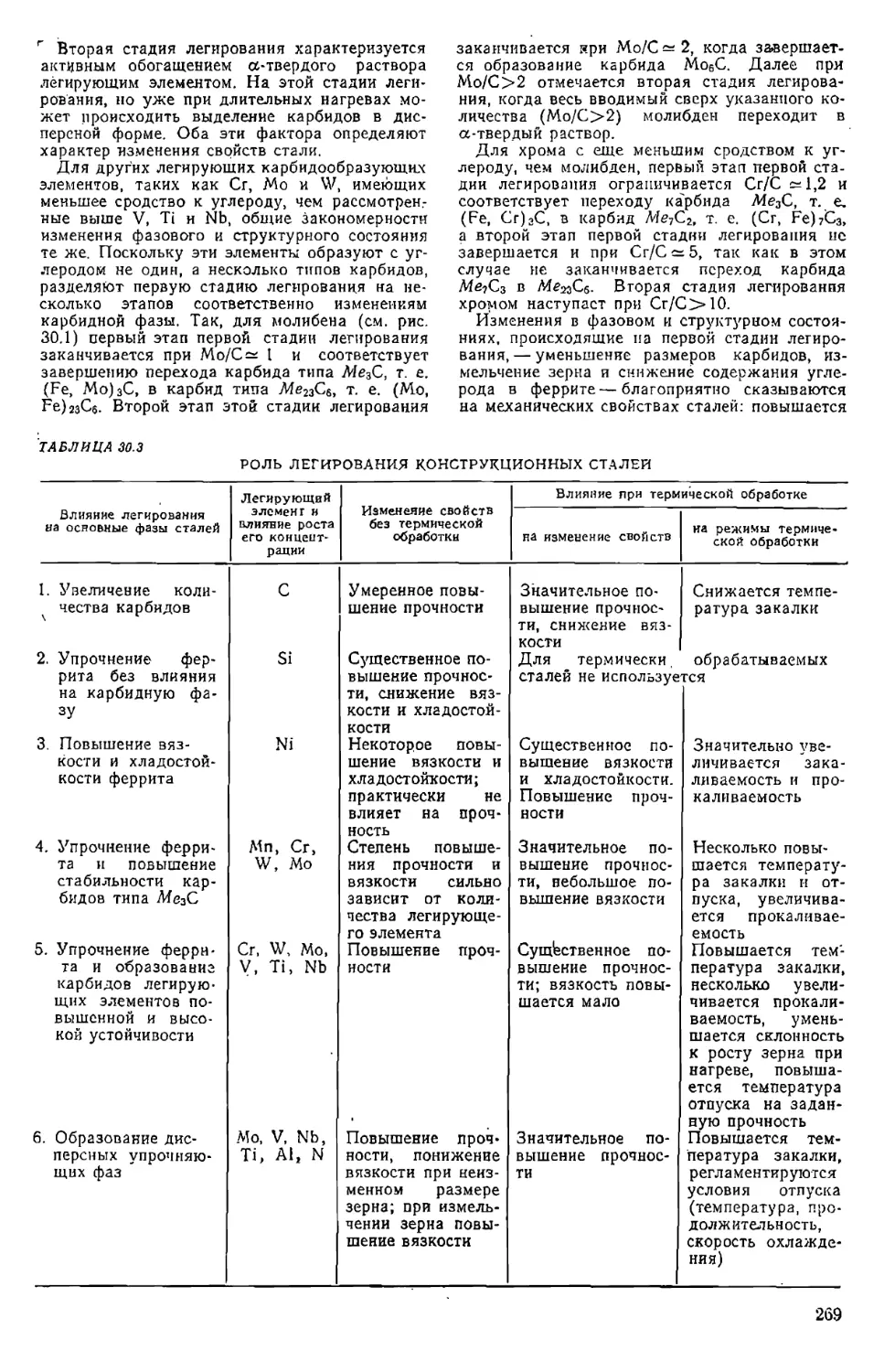
30, Легирование и практика термиче-
ской обработки основных классов
сталей . ....................264
4
Стр.
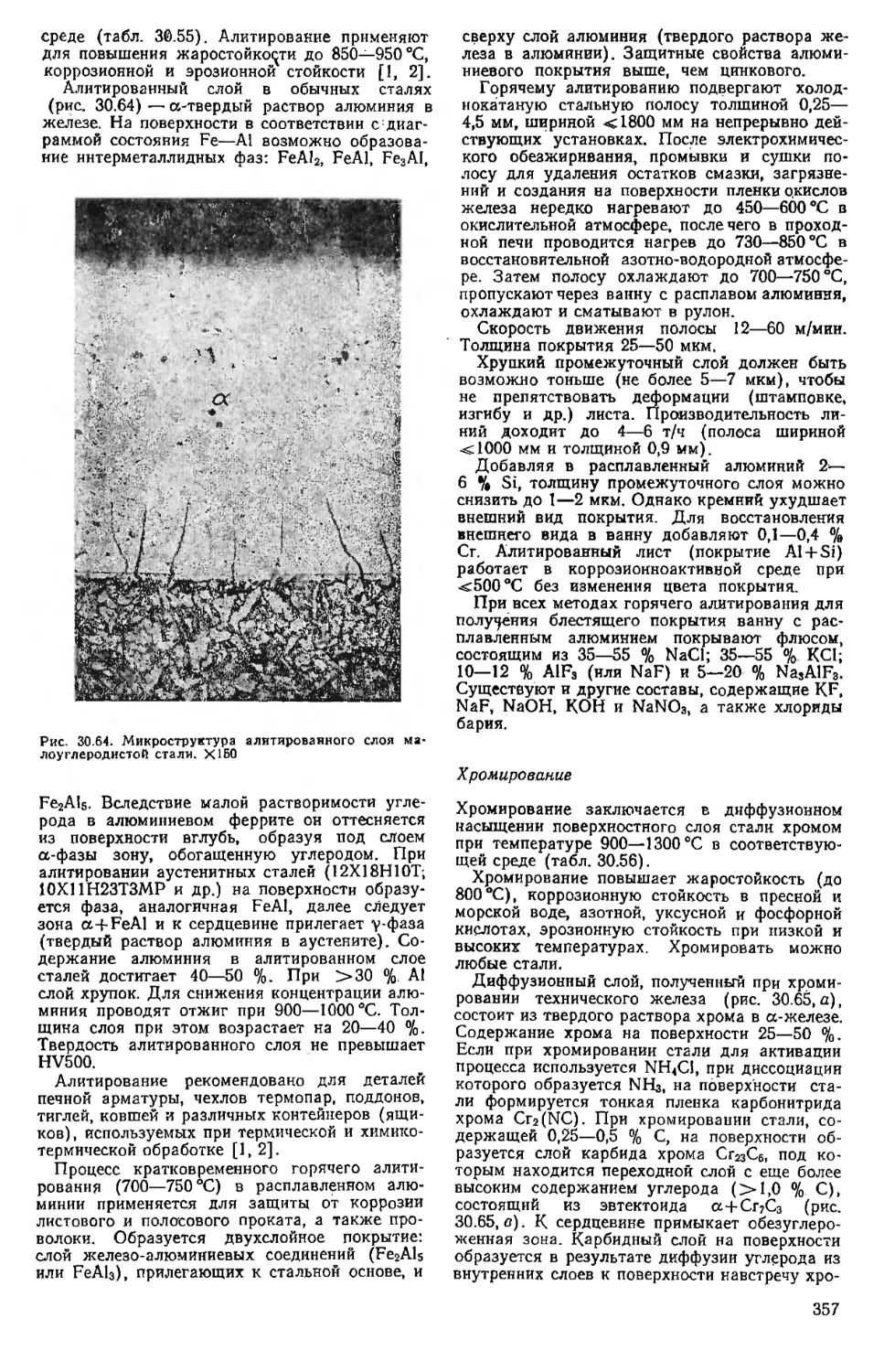
т-
30.1. Легирование и термическая обра-
ботка конструкционных сталей
(Л. С. Лившиц)...................264
30.1.1. Классификация конструкци-
онных сталей .... 264
30.1.2. Общие положения о легиро-
вании и термической обра-
ботке конструкционных ста-
лей .............................267
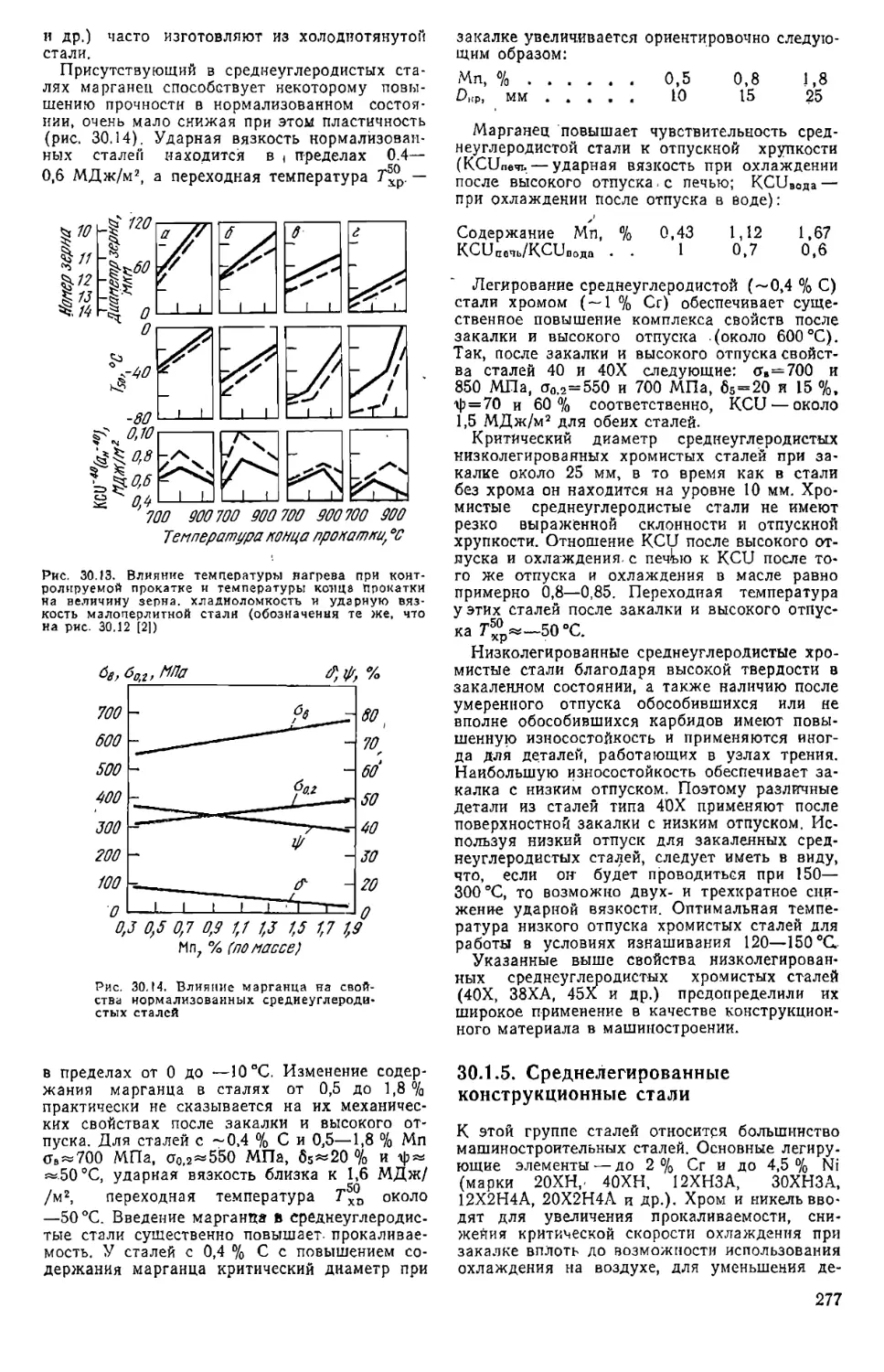
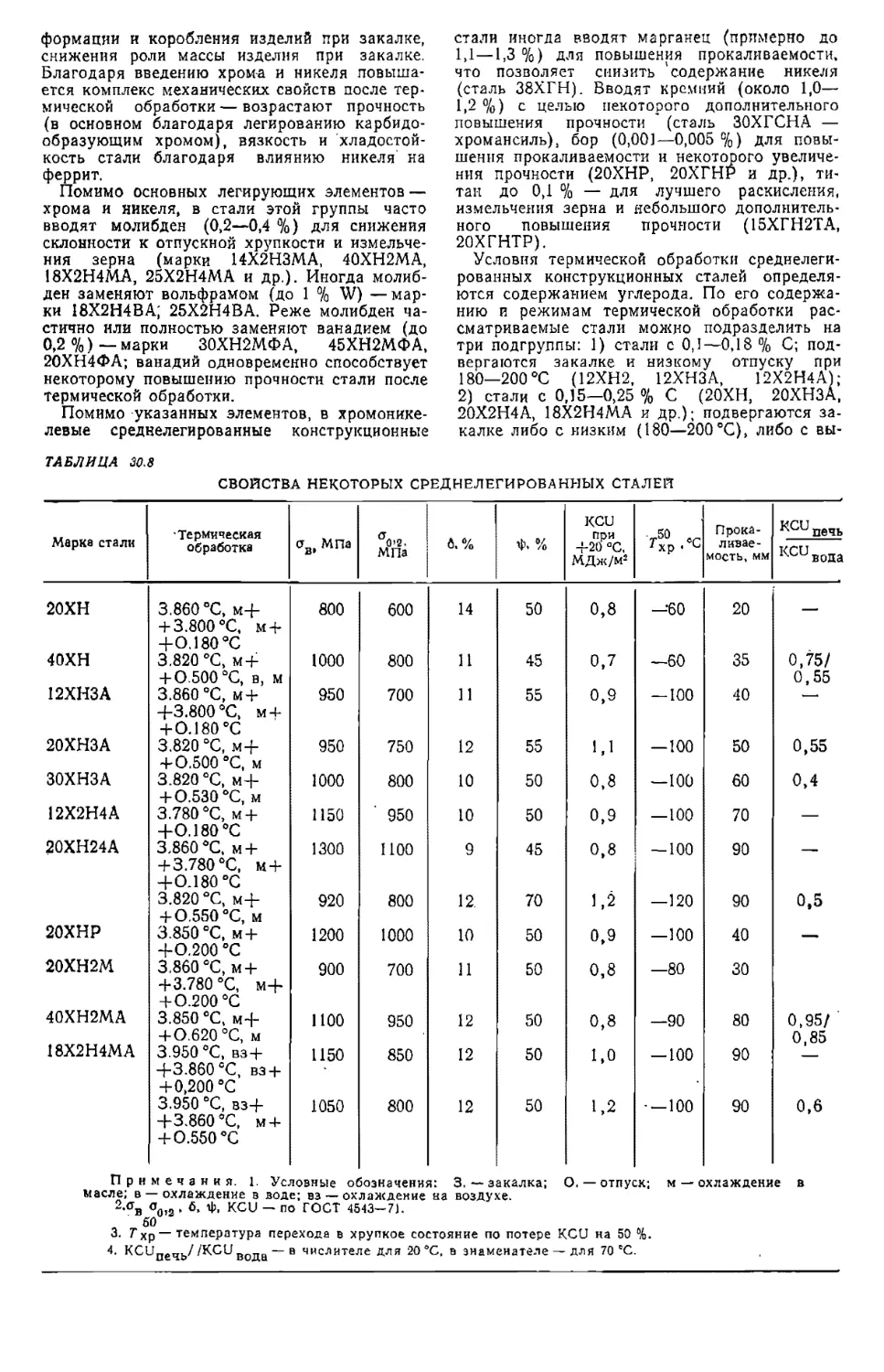
30.1.3. Углеродистые конструкци-
'онные стали ... . 271
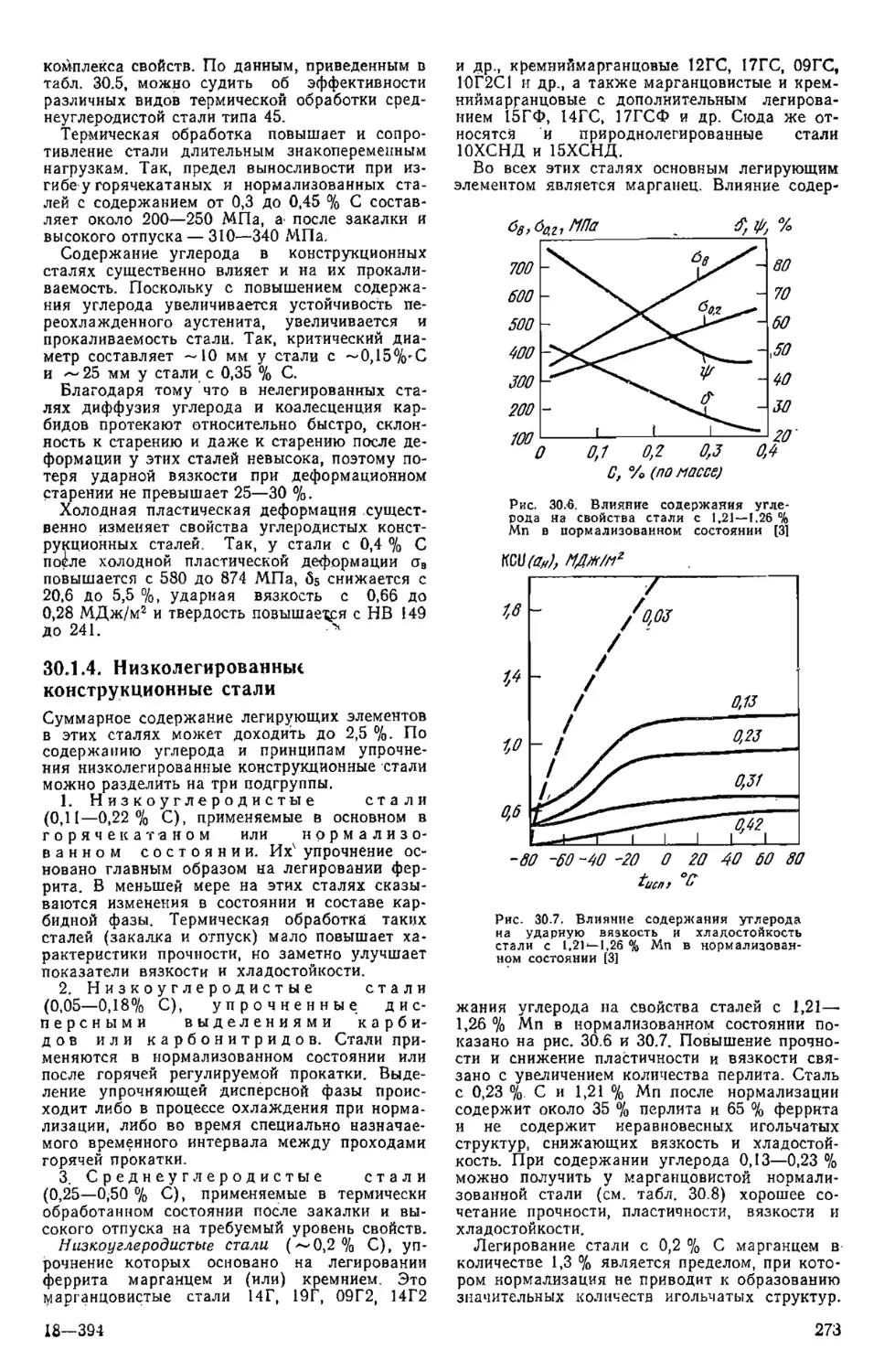
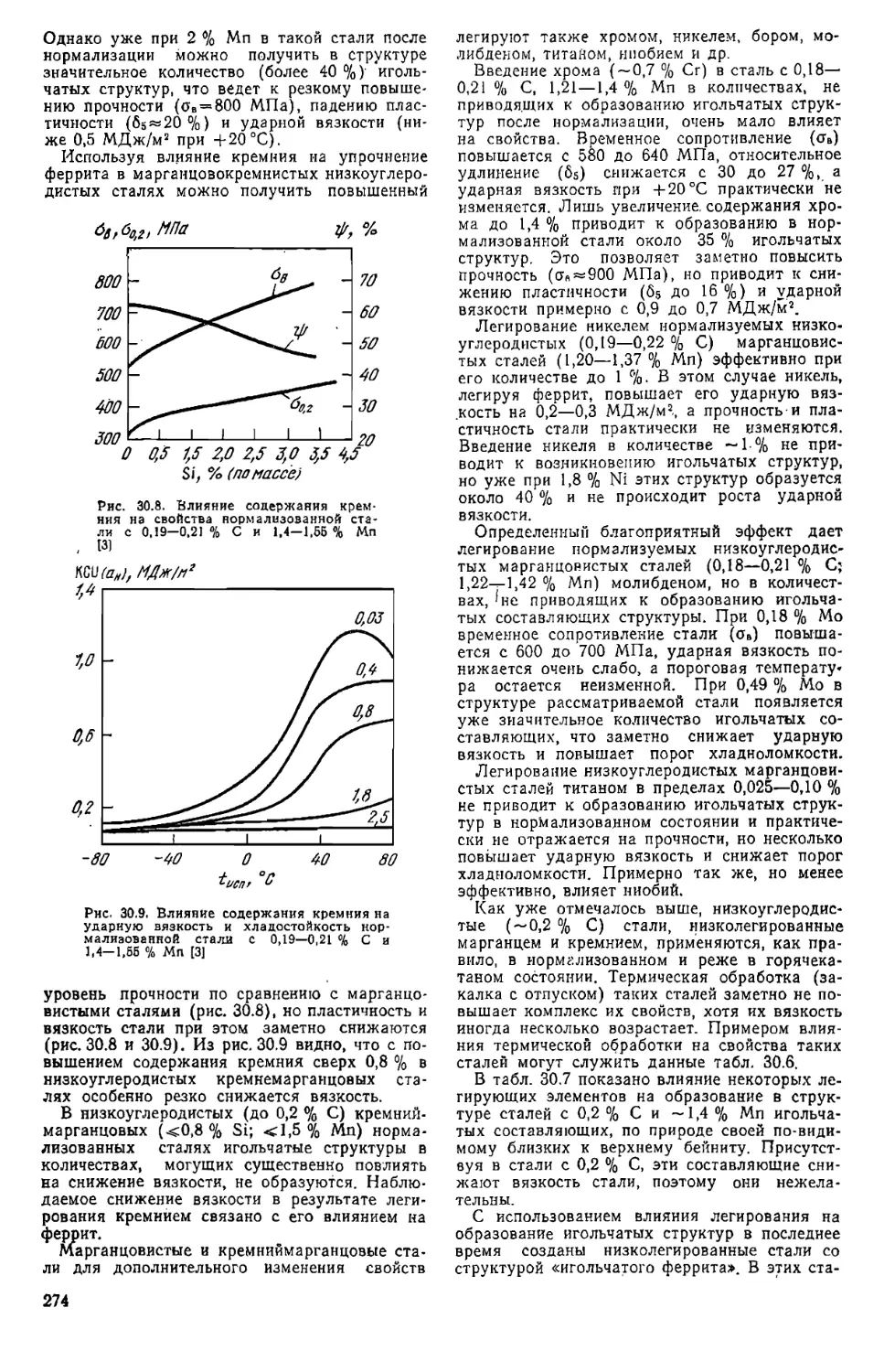
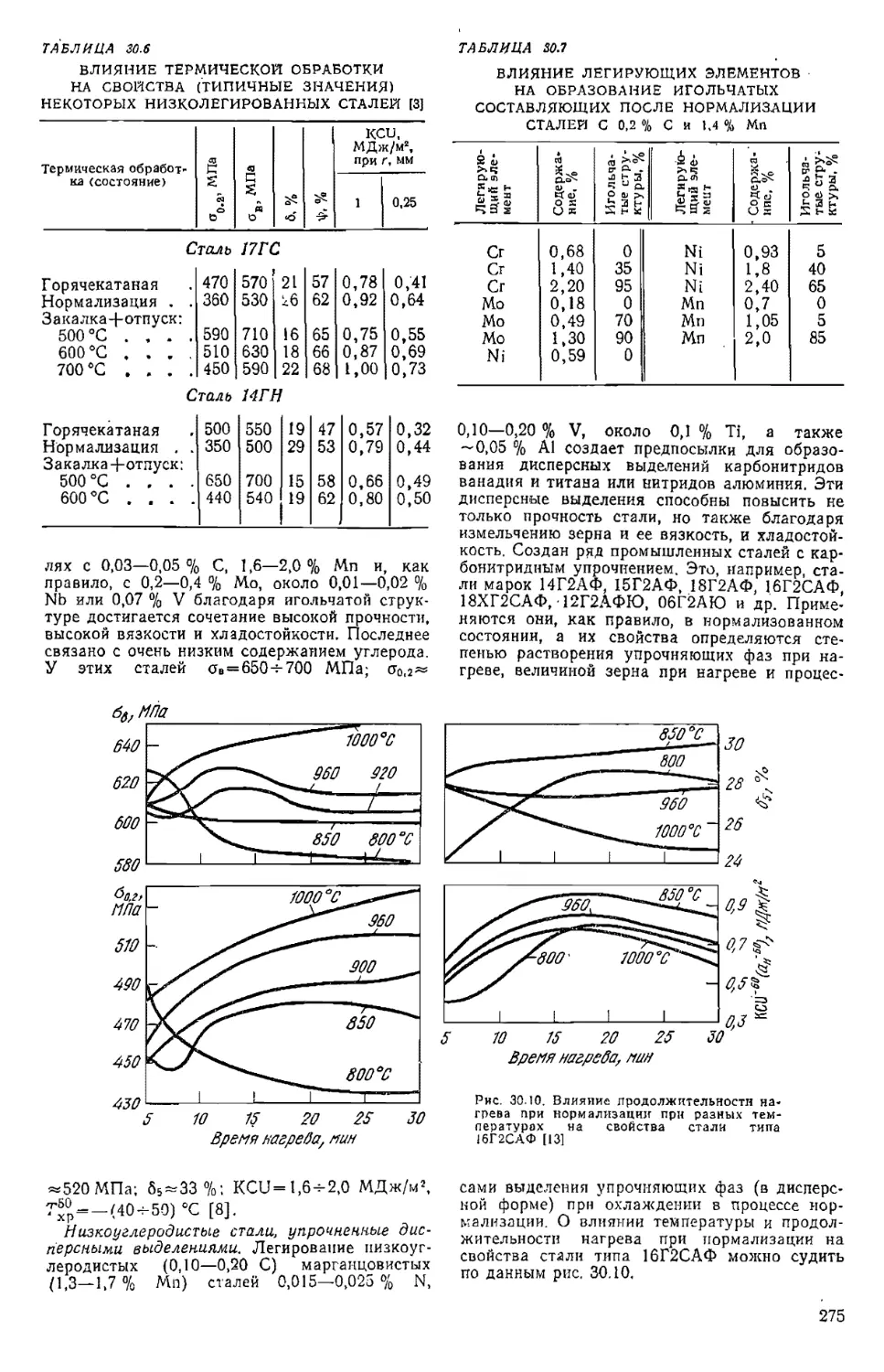
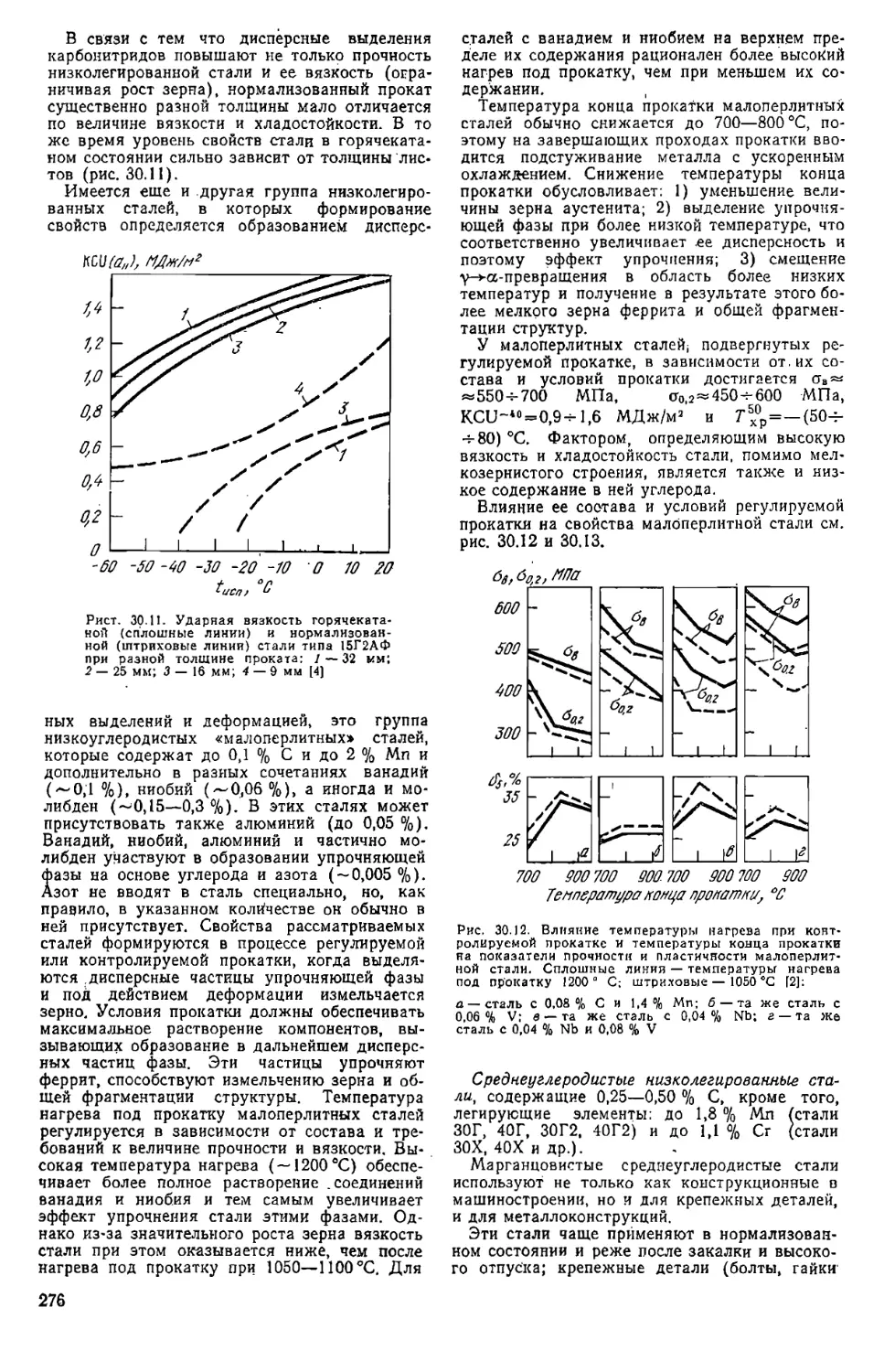
30.1.4. Низколегированные конст-
рукционные стали . . . 273
30.1.5. Среднелегированные конст-
рукционные стали . . . 277
Библиографический список . 280
30.2. Легирование и термическая обра-
ботка пружинных сталей и сплавов
(А. Г. Рахштадт, Ж. П, Пастухова) 280
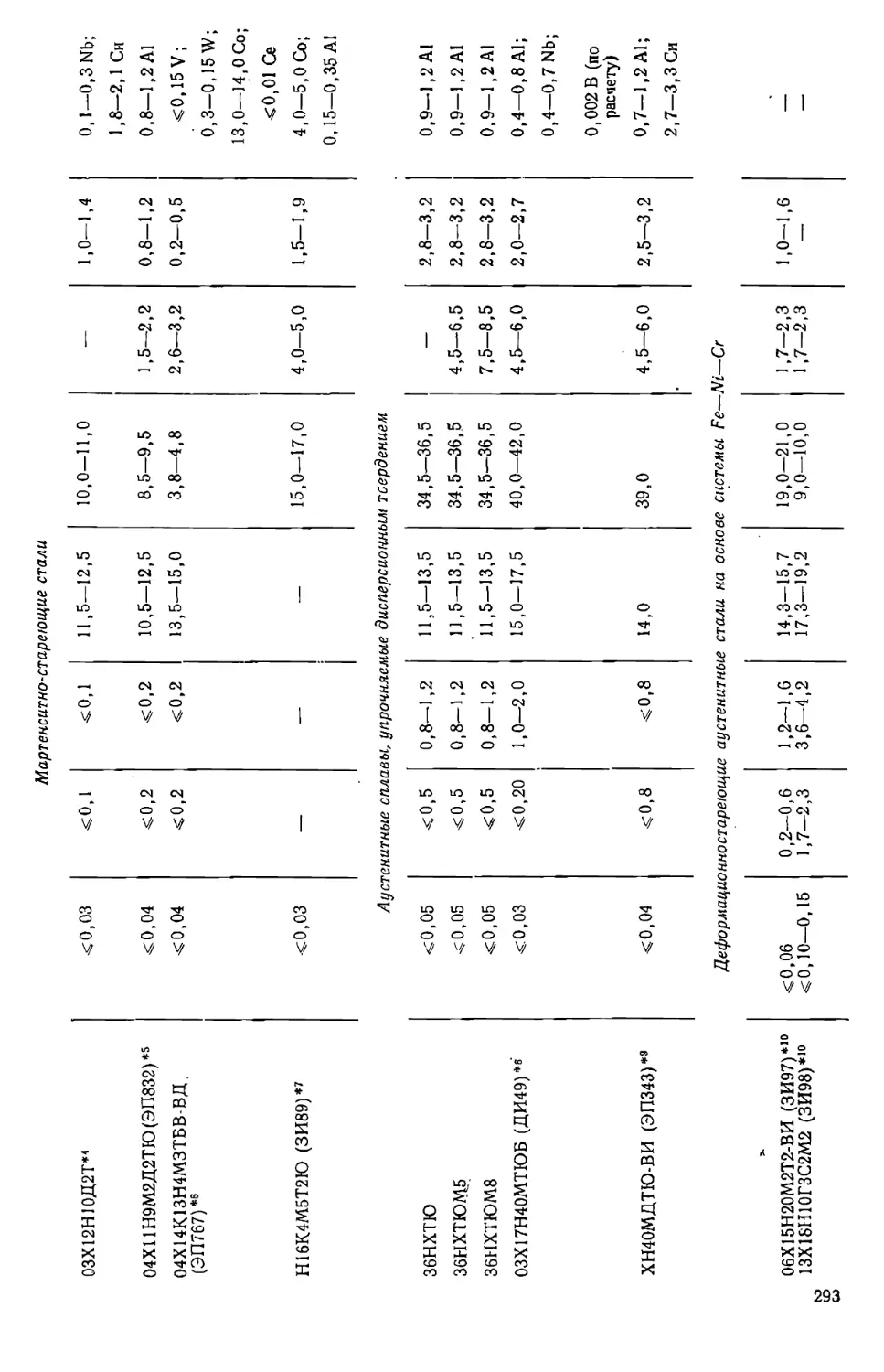
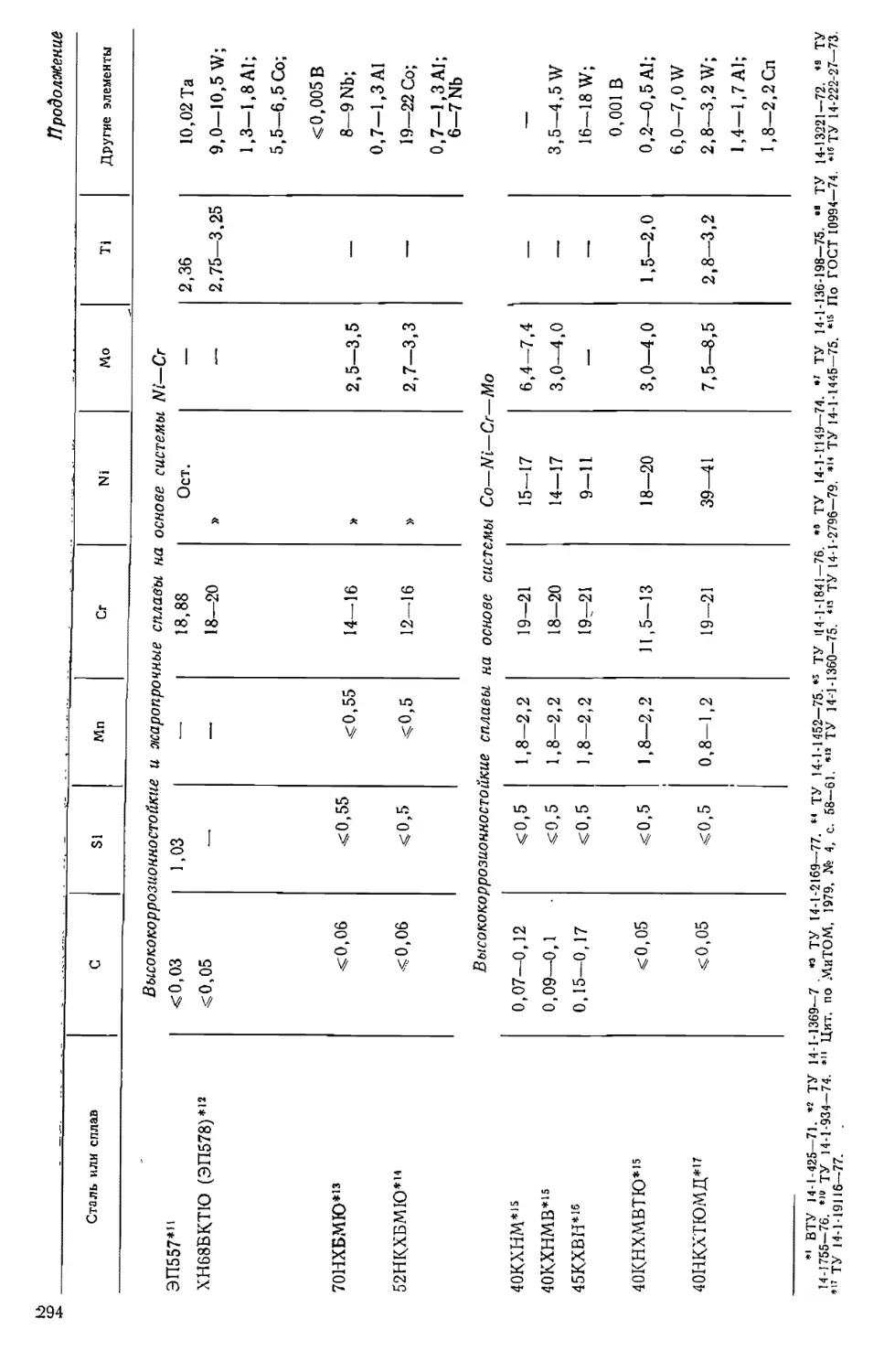
30.2.1. Общие сведения . . 280
30.2.2. Классификация . ... 281
Библиографический список . . 298
30.3. Легирование и термическая обра-
ботка инструментальных сталей и
сплавов (Л, С. Кремнев) . . 298
30.3.1. Классификация. Основные
и технологические свойства 298
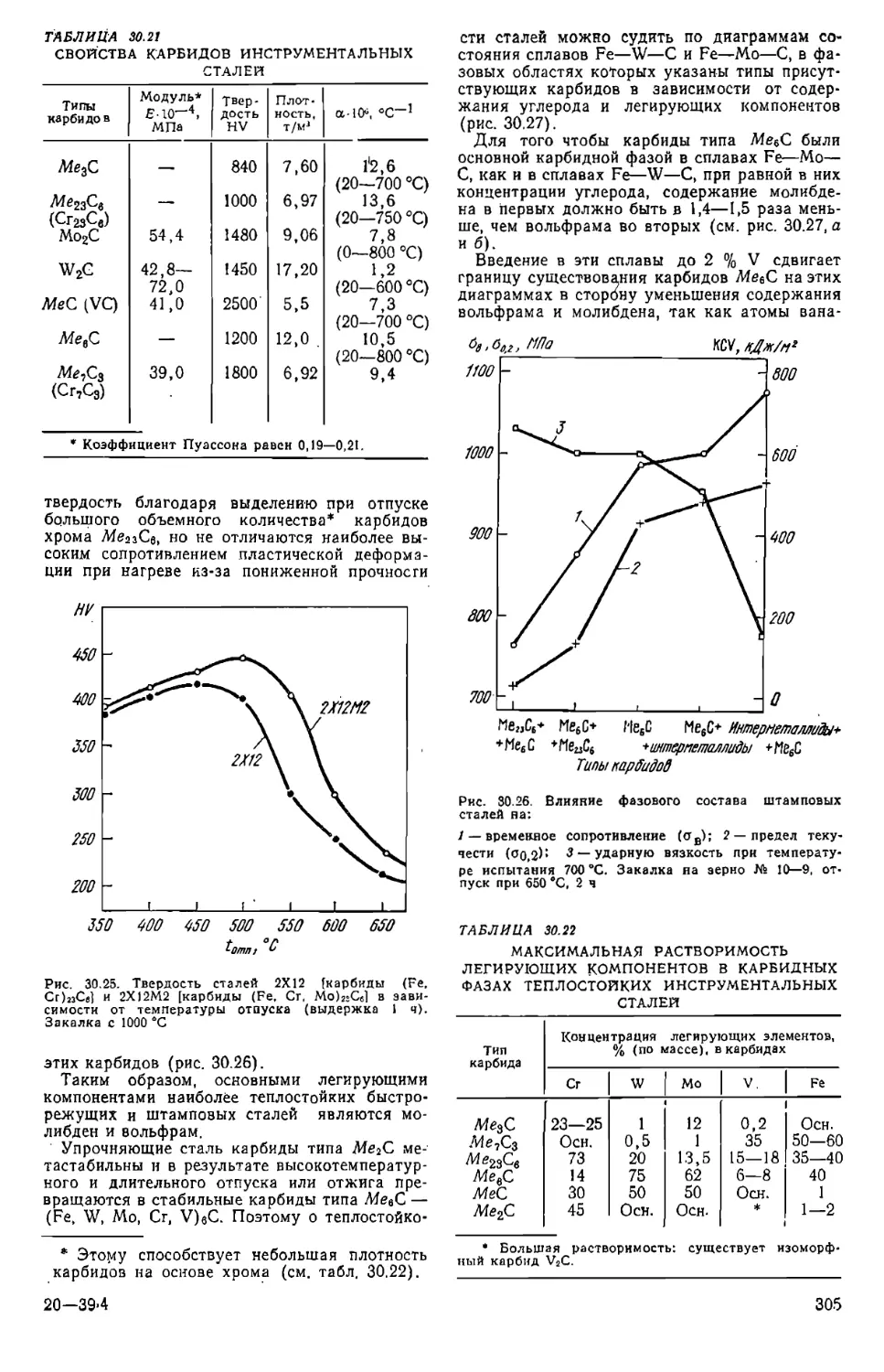
30.3.2. Особенности упрочнения . 301
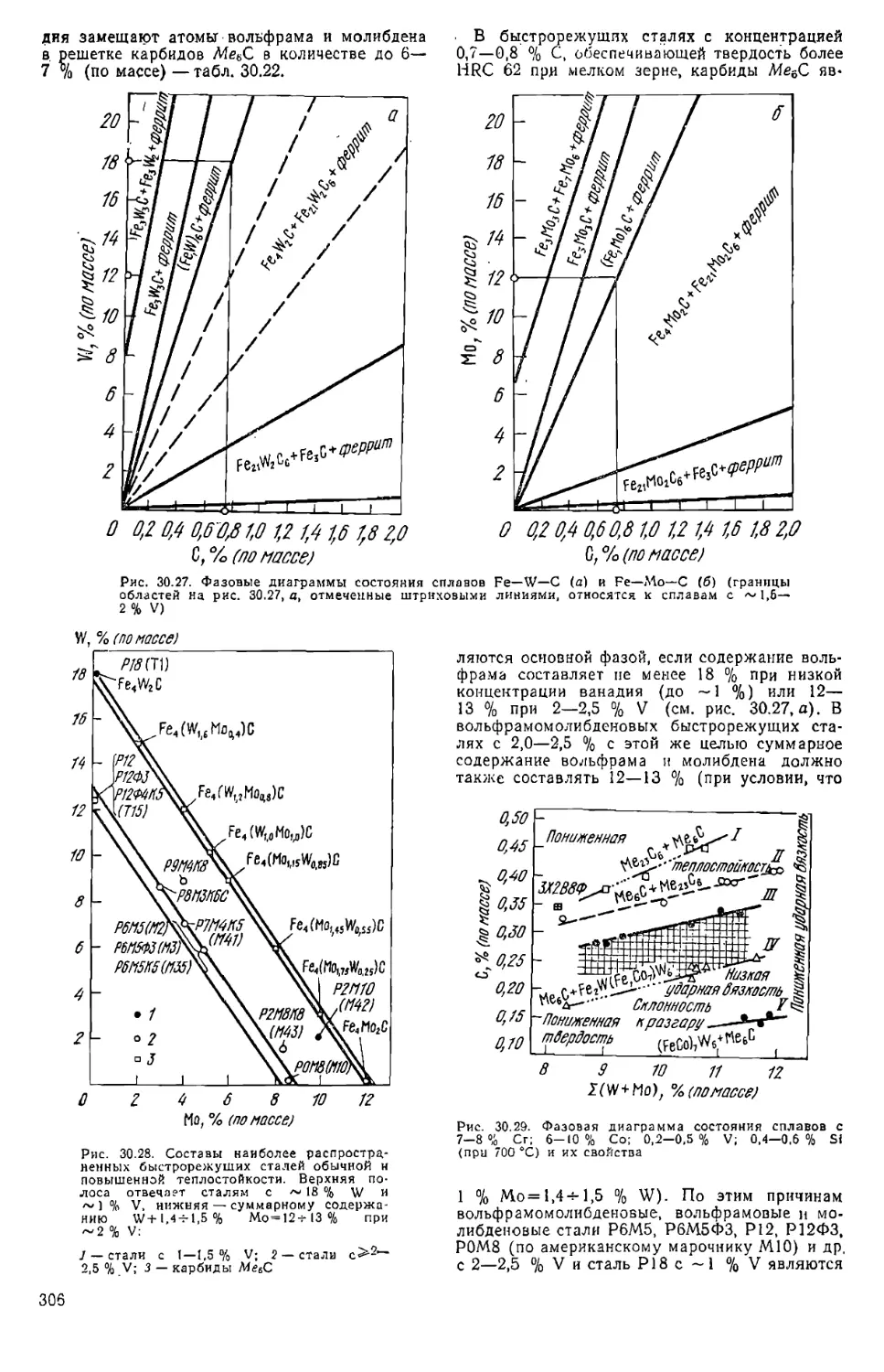
30.3.3. Основы легирования . . 304
30.3.4. Термическая обработка,
структура и свойства . > 310
Библиографический список . . 318
30.4. Легирование и термическая обра-
ботка коррозионностойких сталей
(Е. А. Ульянин).......................318
30.4.1. Ферритные, мартенситные и
мартенсито-ферритные хро-
мистые стали . . . 318
30.4.2. Аустенитные стали . . 320
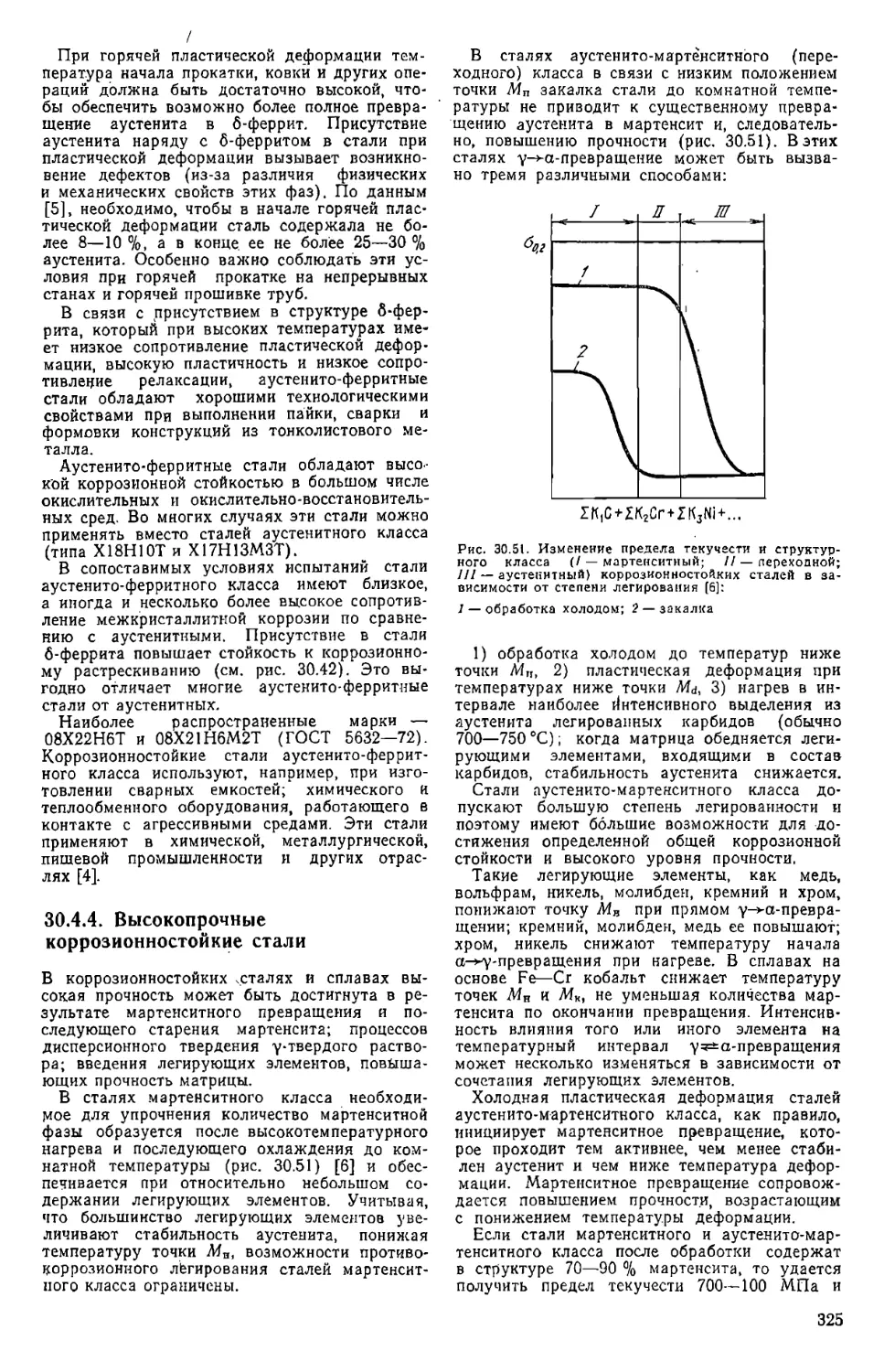
30.4.3. Аустенито-ферритные стали 324
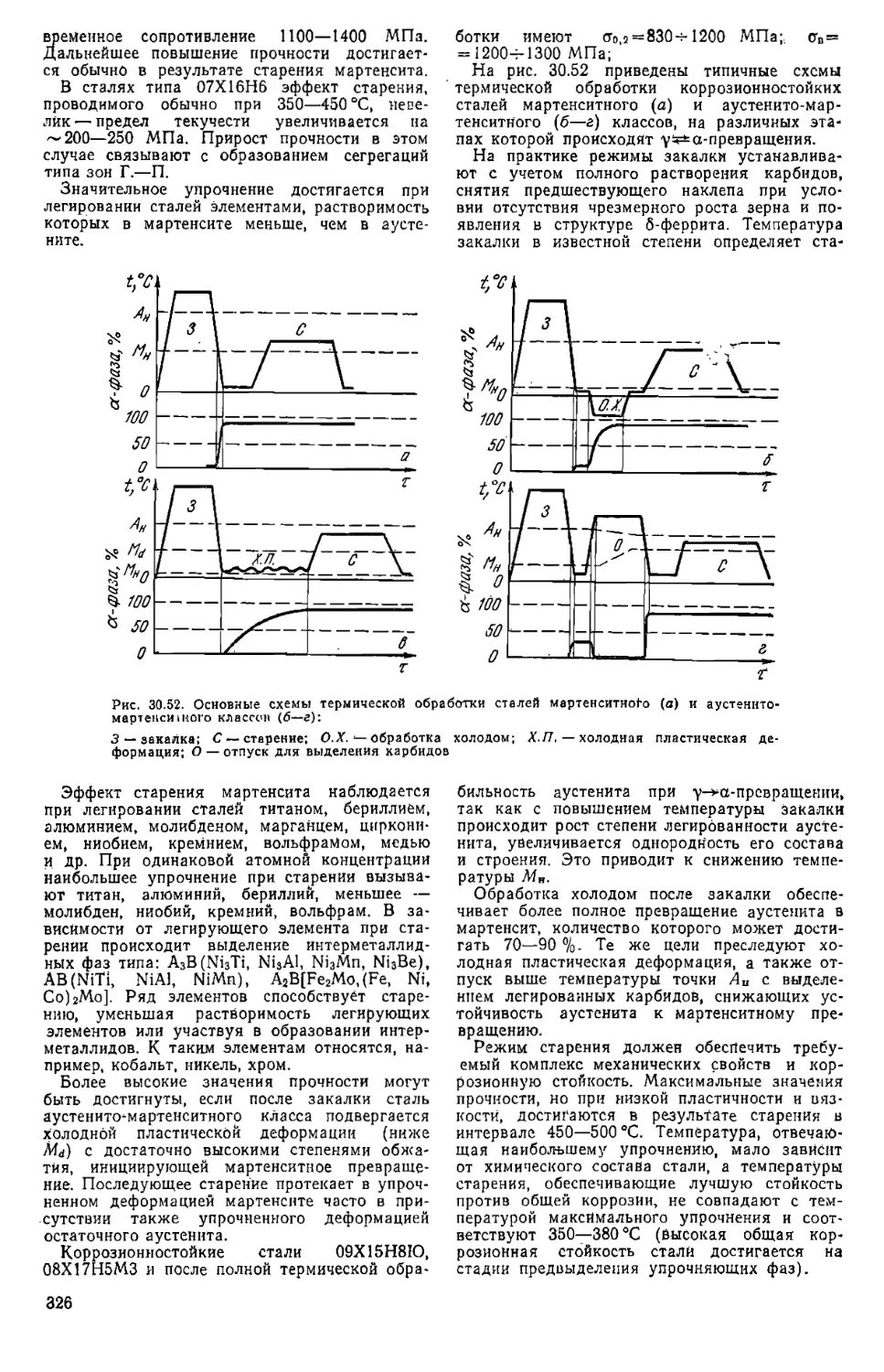
30.4.4. Высокопрочные коррозион-
ностойкие стали . . . 325
30.4.5. Коррозионностойкие сплавы
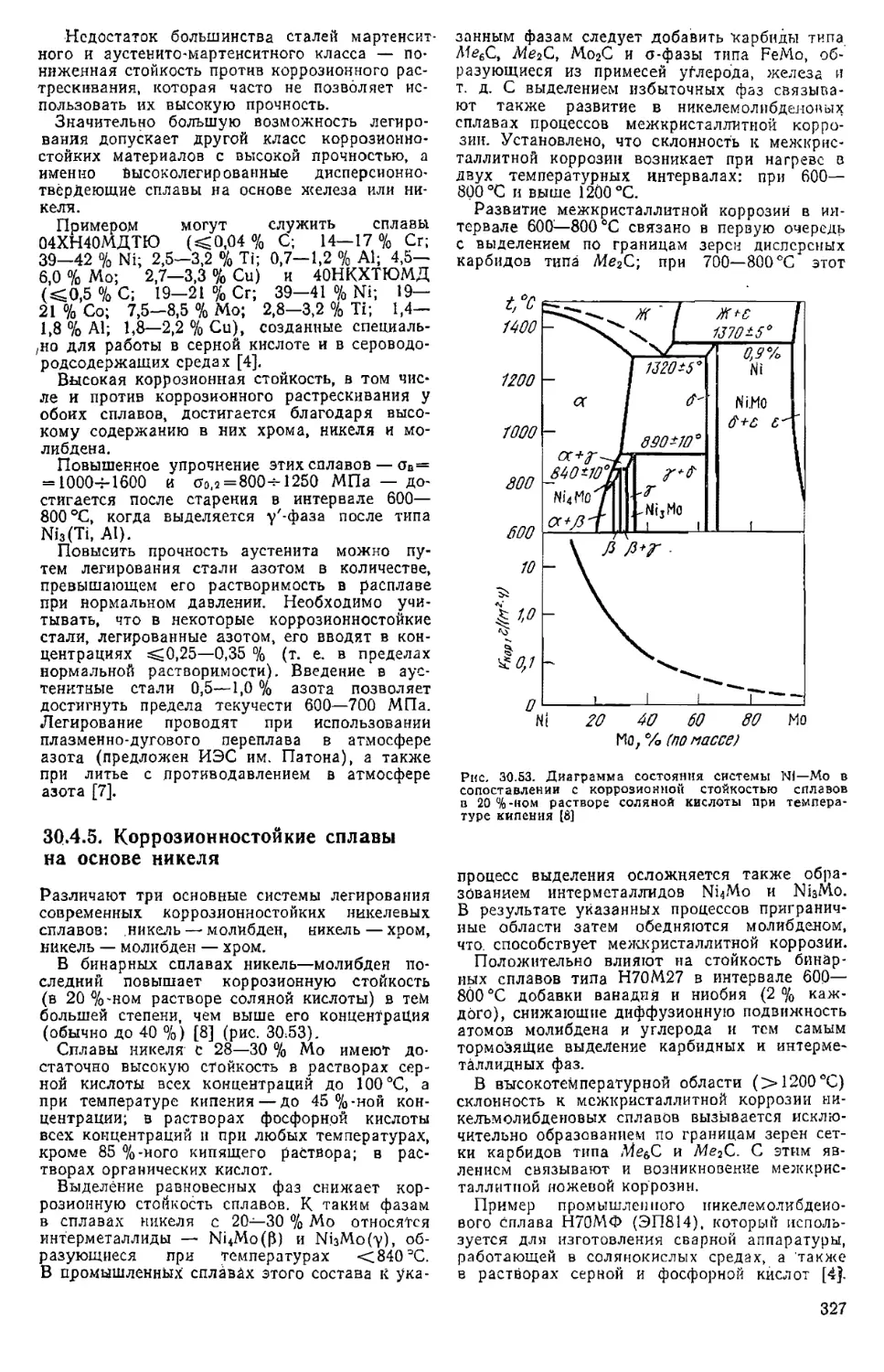
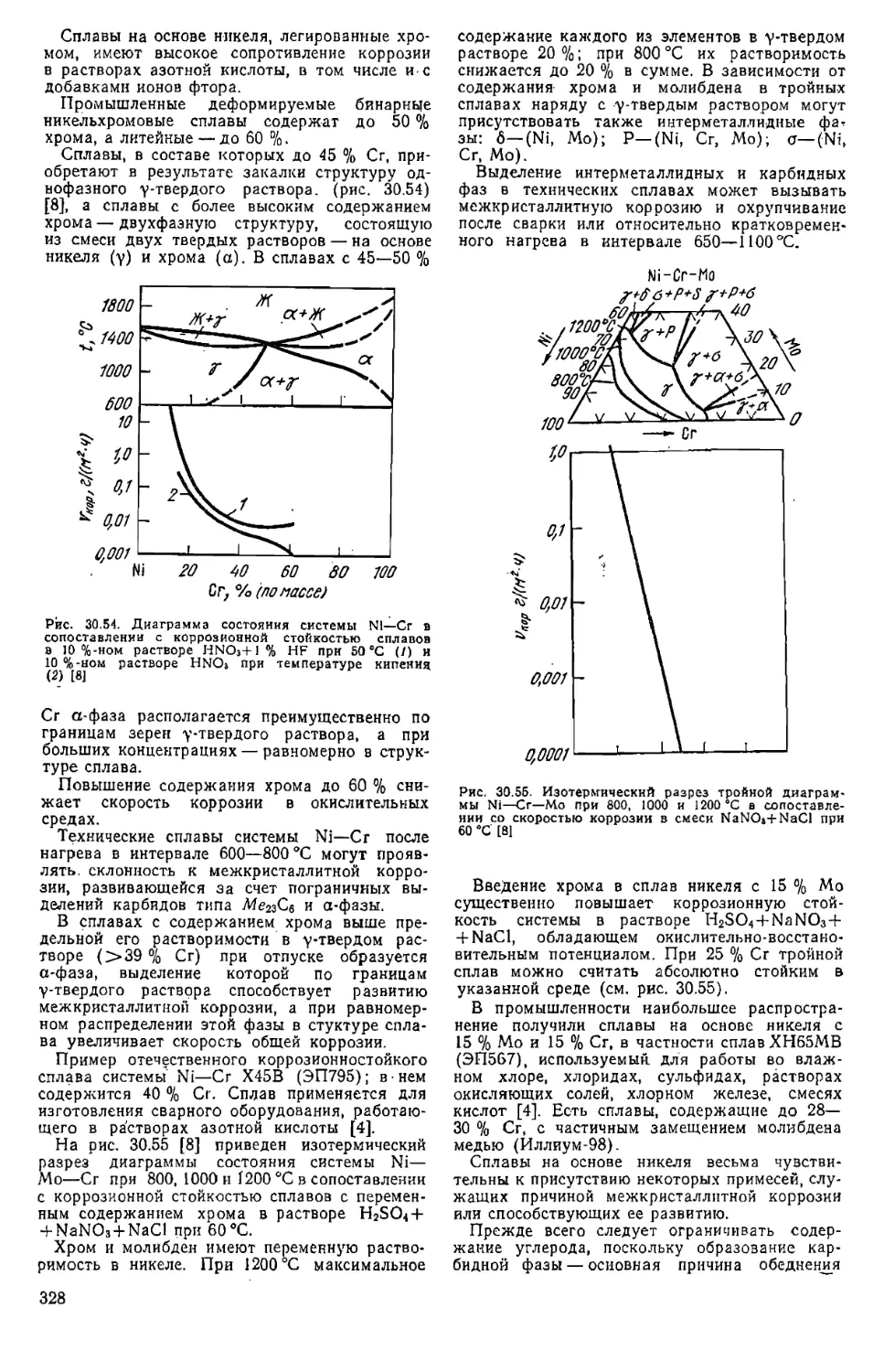
на основе никеля . . 327
Библиографический список . 329
30.5. Легирование и термическая обра-
ботка жаропрочных сталей и спла-
вов (С. Б. Масленков) . . . 329
30.5. L Общие сведения .... 329
30.5,2. Жаропрочные стали с а^у-
превращением .... 329
30-5.3. Аустенитные стали с кар-
бидным упрочнением . . 333
30.5.4. Аустенитные стали и сплавы
с карбидно-интерметаллид-
ным упрочнением . . 335
30.5.5. Жаропрочные сплавы на ос-
нове никеля......................337
30,5.6. Жаростойкие стали и спла-
вы на основе железа и ни-
келя ............................339
30.6. Поверхностное легирование стали
(химико-термическая обработка)-
(IO. М. Лахтин).......................341
30.6.1. Общие сведения ... 341
30.6.2. Поверхностное легирование
неметаллами ..... 343
30.6.3. Поверхностное легирование
металлами (диффузионная
металлизация) .... 356
30.6.4. Многокомпонентное поверх-
ностное легирование . . 360
Библиографический список . . . 361
Предметный указатель . . . 361
ПРЕДИСЛОВИЕ ко ВТОРОМУ ТОМУ
В предлагаемом читателю втором томе справочника «Металловеде-
ние и термическая обработка стали» рассматриваются основные вопро-
сы теории фазовых и структурных превращений при термической обра-
ботке стали. Изложить эти вопросы в ограниченном объеме одной кни-
ги— задача весьма сложная и решить ее удалось лишь потому, что
разделы, связанные с основными закономерностями структурообразова-
ния при обработке стали, написаны высококвалифицированными спе-
циалистами.
Понимание истинных связей между структурой и свойствами метал-
лических сплавов на современной стадии физического1 металловедения
предусматривает включение в понятие «структура», едва ли не в первую
очередь, представлений об особенностях тонкого кристаллического стро-
ения. Поэтому естественно, что в справочнике уделено необходимое вни-
мание элементам дислокационного1 строения реальных металлов и
сплавов. С позиций теории дислокаций излагаются и явления, лежащие
в основе процессов структурообразования, таких, как полиморфизм,
закалка и отпуск стали, возврат, полигонизация и рекристаллизация в
деформированных металлах, старение, диффузия в твердой анизотроп-
ной среде и др.; такое изложение составляет важную особенность дан-
ного издания справочника. Авторский коллектив стремился при этом к
такому построению книги, при котором были бы органически связаны
теория тонкого строения и влияние дефектов кристаллической структу-
ры реальных сплавов на процессы структурообразования при осущест-
влении реальных процессов термической обработки. Это должно спо-
собствовать более глубокому пониманию читателем главного вопроса
металловедения — связи структуры с основными (структурно-чувстви-
тельными) свойствами.
В понятие «структура» входят, естественно', и обычные представле-
ния о микроструктуре стали, изучаемой методами световой микроско-
пии, При этом имеются в виду размер и форма зерен, структурные со-
ставляющие, их относительная доля, характер распределения в объеме
и другие особенности структуры, с которыми приходится иметь дело
при металлографических исследованиях. Было бы неверно не учиты-
вать влияния этих структурных особенностей на свойства стали. В та-
ких фундаментальных статьях, как «Строение сплавов железо — угле-
род», «Превращения при нагреве стали. Структурная наследствен-
ность», «Строение деформированных металлов», и в ряде других пока-
зано, как может быть расширена полезная информация о; возможном
изменении свойств при обработке стали, если рассматривать совместно
изменения и микроструктуры, и тонкого строения, вызванные этой об-
работкой.
В последней главе второго тома дается общая характеристика ос-
новных классов стали: конструкционных (строительных, рессорнотПру-
жинных и др.), инструментальных, нержавеющих, жаропрочных и не-
которых других. Следует подчеркнуть, что каждый из этих классов за-
служивает того, чтобы ему был посвящен отдельный справочник. Эту
работу и проводит издательство «Металлургия». Однако при создании
настоящего справочника были учтены пожелания читателей, считав-
ших, что для полноты картины и удобства пользования необходимо' и в
этом издании привести оценочные сведения для основных классов
стали.
М. Л. Бернштейн
А. Г. Рахштадт
19
ПОЛИМОРФНЫЕ ПРЕВРАЩЕНИЯ
Полиморфизм, т. е. способность иметь при
различных температурах различную кристал-
лическую структуру (кристаллическую решет-
ку), наблюдается у многих элементов: Мп, Fe,
Se, Ро, Ст, Со, Са, S, Li, Na. Cs, Sr, La, Tl,
C, Sn, Ti, Zr, Hf, U, Pu, P (Ni?) и ряда других.
Особенно сильно проявляется полиморфизм у
металлов переходной группы.
Полиморфные превращения, представляющие
собой обратимые фазовые превращения в од-
нокомпонентной системе, должны происходить
при определенных температурах, называемых
критическими точками. При этих строго фик-
сированных температурах полиморфные пре-
вращения могут развиваться изотермически L
На практике при нагреве и охлаждении с ко-
нечными скоростями полиморфные превраще-
ния в металлах происходят при разных тем-
пературах, причем перенагрев относительно
критической точки обычно всегда меньше пе?
реохлаждения. Разность температур превра-
щения при нагреве и охлаждении, называемая
гистерезисом превращения, тем больше, чем
ниже точка равновесия высокотемпературной
и низкотемпературной модификаций. Величи-
на гистерезиса находится в прямой зависимо-
сти также и от скорости нагрева или охлаж-
дения. При полиморфном превращении проис-
ходит поглощение * тепловой энергии при
нагреве и выделение тепла, если превращение
протекает при охлаждении.
19Л. ПРИЧИНЫ ПОЛИМОРФНЫХ
ПРЕВРАЩЕНИЙ
Если ' металл (или какое-нибудь другое ве-
щество) может существовать в двух различ-
ных кристаллических модификациях, то при
данных условиях температуры и давления бо-
лее устойчива та фаза, кристаллическое строе-
ние которой определяет более низкий уровень
свободной энергии. Свободная энергия при
постоянных температуре и объеме (или сво-
бодная энергия Гельмгольца) равна F=E—
—TS, где Е — внутренняя энергия системы,
S —энтропия.
Свободная энергия при постоянных темпе-
ратуре и давлении, иначе свободная энергия
Гиббса: G^=E—TS+РУ. Так как в большин-
стве полиморфных превращений, протекающих
в твердом состоянии, изменения объема отно-
сительно малы (особенно по сравнению с теп-
ловыми изменениями), а возникающие давле-
ния невелики, то величиной РУ обычно пре-
небрегают в рассматривают изменения сво-
бодной энергив Гельмгольца F. Однако для
ряда металлов, например олова, у которых
изменения объема велики (~20 %), следует
1 Полиморфные превращения, имеющие,
как будет показано дальше, много общего с
мартенситными (особенно по их механизму),
отличаются от последних. Видимо, разница в
полноте превращения определяется тем, что
полиморфные превращения развиваются в
направлении образования стабильной фазы, а
мартенситные — метастабильной.
учитывать изменения свободной энергии
Гиббса.
При абсолютном нуле нет разницы меж-
ду свободной и внутренней энергиями: Е0 = Е^
В этих условиях стабильна та кристалличе-
ская модификация, которая обладает меньшей
внутренней энергией (или просто энергией).
Такой кристаллической модификацией может
быть не обязательно решетка с упаковкой
атомов самой плотной из всех возможных; не-
обходимо учитывать взаимодействие атомов
(ионов) в решетке — величину сил притяже-
ния и сил отталкивания, меняющихся в зави-
симости от расстояния г между атомами
(ионами) по уравнению Ф(г) =—а/г^-гд/г”,
где Ф(г)—потенциальная энергия двух взаи-
модействующих атомов (ионов); т, п—посто-
янные, причем Первый член уравнения
характеризует силы Притяжения, второй — си-
лы отталкивания.
Уравнение можно рассматривать лишь как
первое (и достаточно грубое) приближение.
В действительности силы притяжения и оттал-
кивания в решетке меняются в зависимости от
расстояния между атомами по весьма слож-
ному закону.
Однако анализ даже такого приближен-
ного уравнения позволяет сделать ряд выво-
дов о возможном строении решетки. Для
ионной решетки т= 1 (кулоновы силы) и та-
ково же примерно его значение для щелочных
металлов; для молекулярных решеток (силы
Ван-дер-Ваальса) т^б. Труднее теоретически
предсказать значение п: в первом приближе-
нии его можно принять равным 9 для реше-
ток ионных кристаллов и ~2 для решеток
щелочных металлов.
Таким образом, значения тип определяют
тип решетки, которая для данных атомов и
при заданных условиях соответствует мини-
мальному значению энергии, но не обязатель-
но имеет самую плотную упаковку.
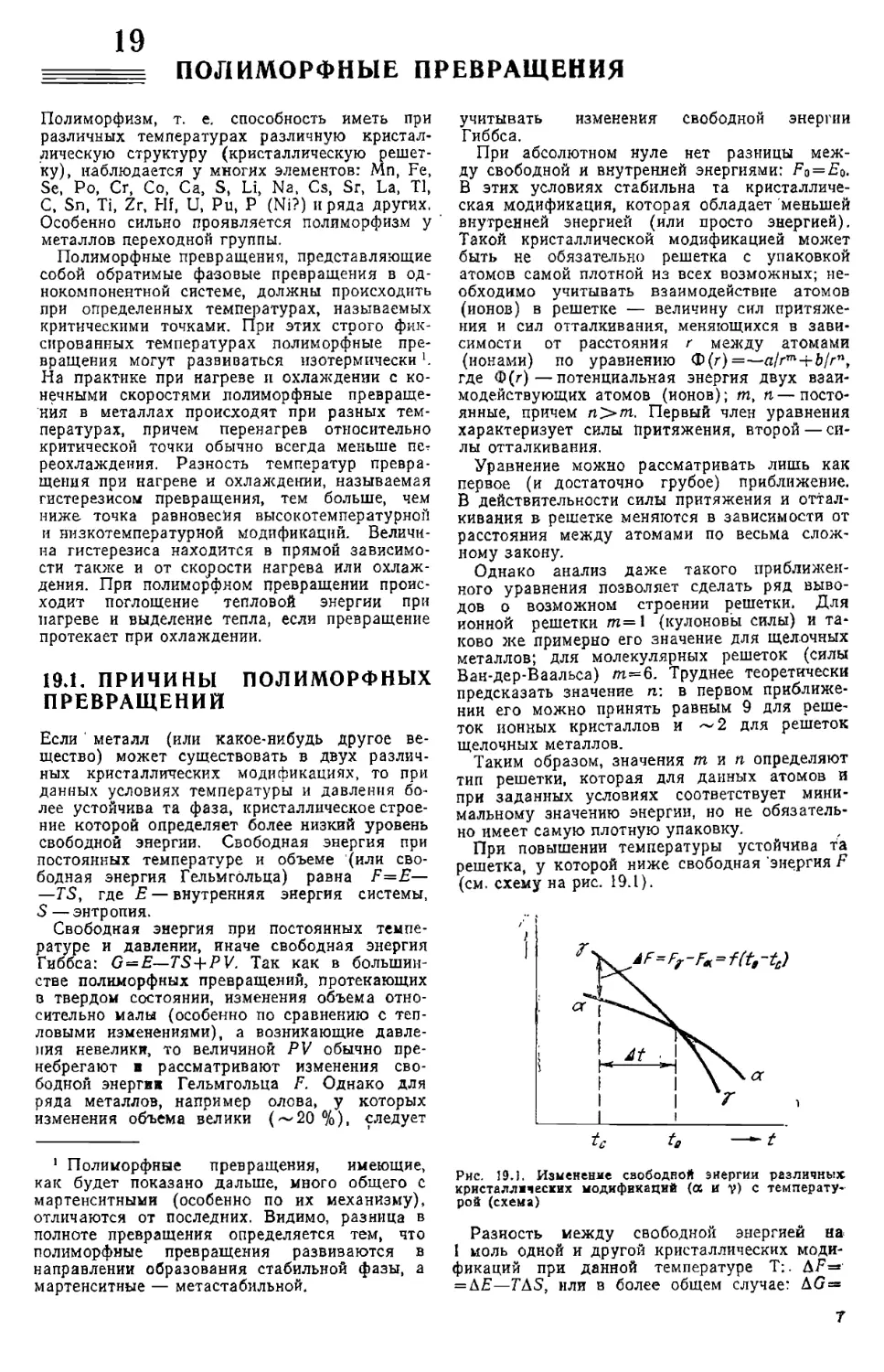
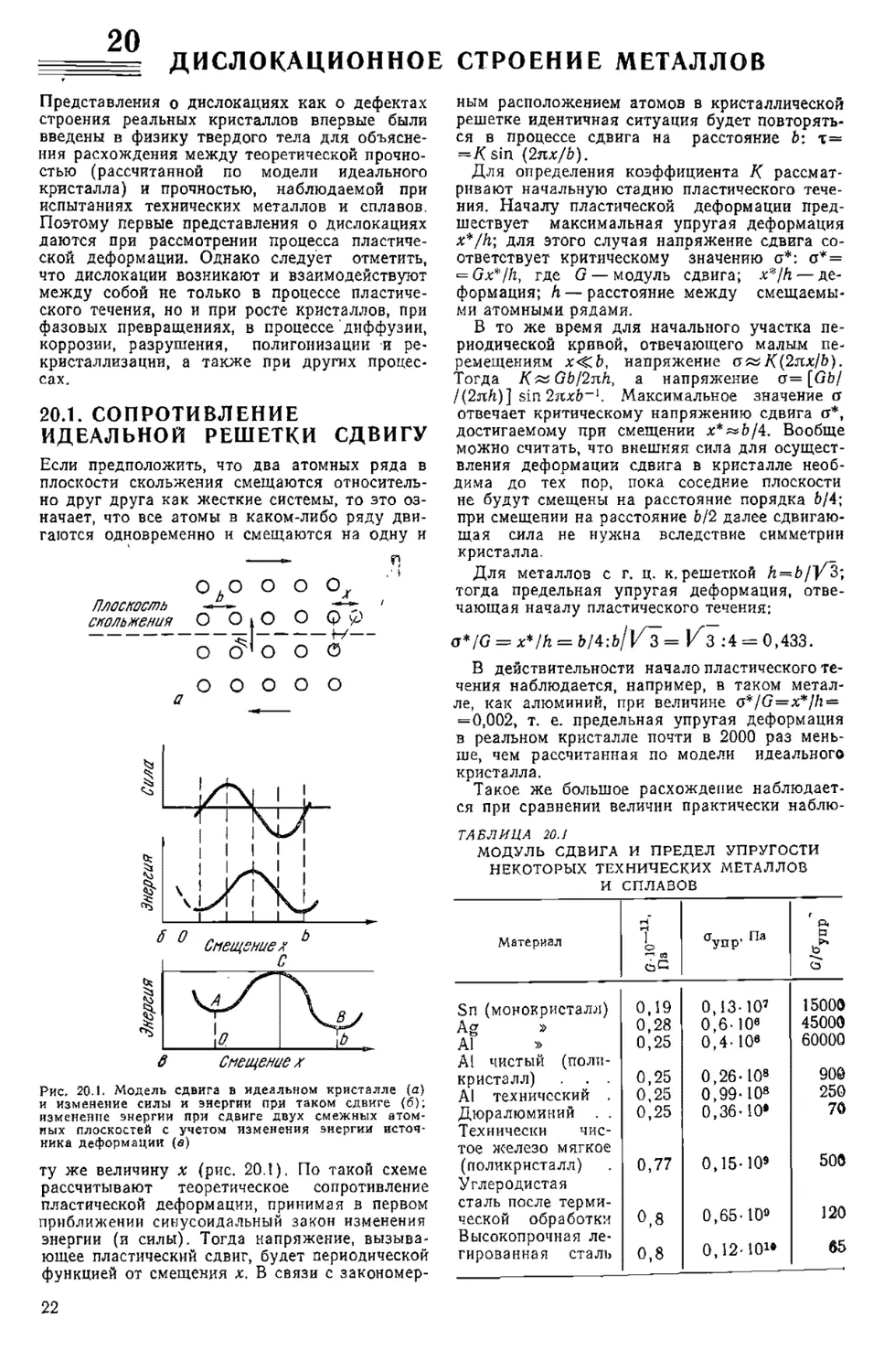
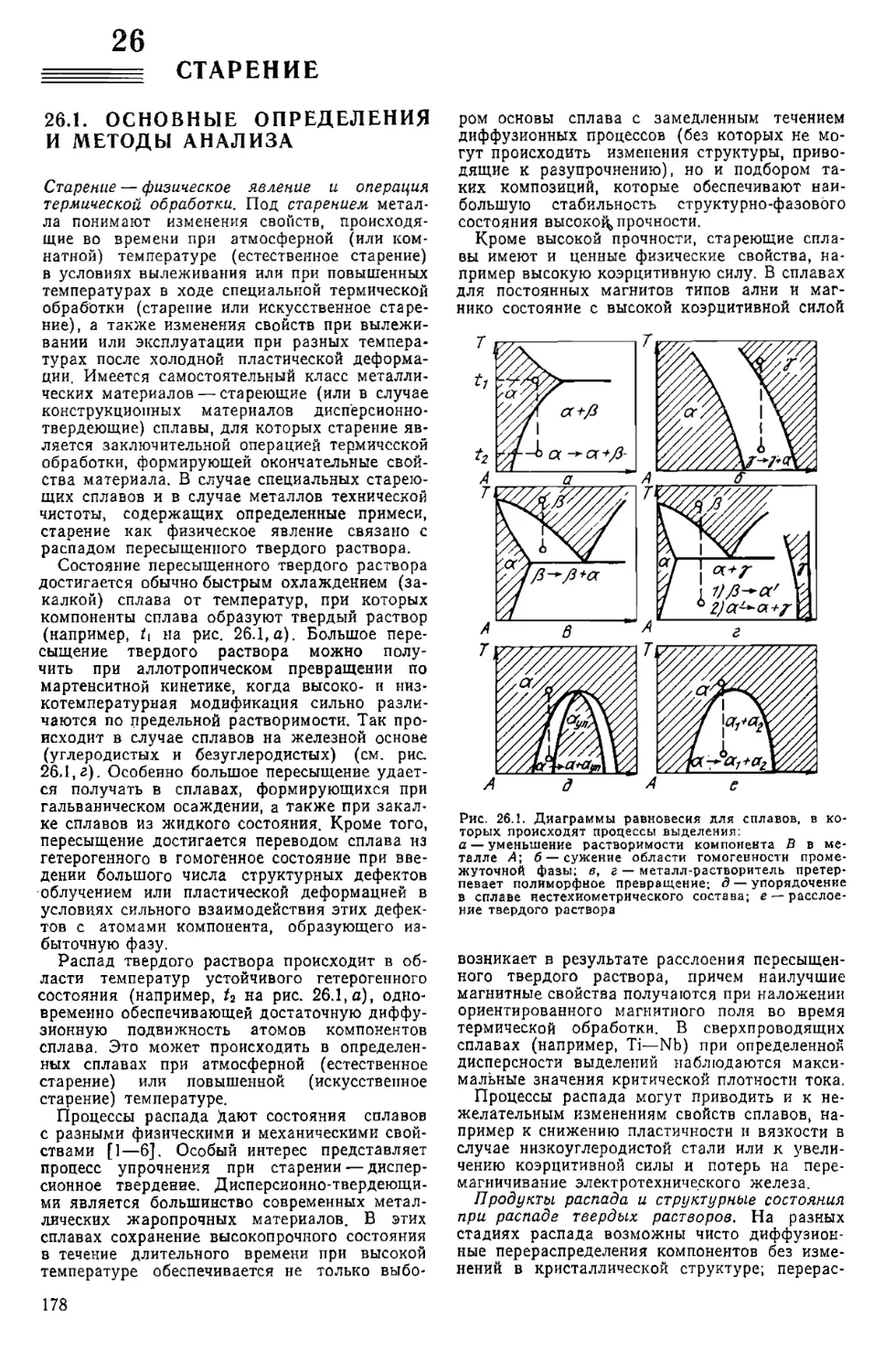
При повышении температуры устойчива та
решетка, у которой ниже свободная энергия F
(см. схему на рис. 19.1).
Рис. 19.1. Изменение свободной энергии различных
кристаллических модификаций (а и V) с температу-
рой (схема)
Разность между свободной энергией на
1 моль одной и другой кристаллических моди-
фикаций при данной температуре Т:. ДР=
= ДЕ—ТД5, или в более общем случае: Д6 =
7
=—VAfv + so + ke,, где V—объем превращен-
ного металла (из одной модификации в дру-
гую) ; Afv — удельное изменение свободной
энергии (на единицу объема); s — поверхность
новой фазы; а — удельная поверхностная энер-
гия; Ае — изменение упругой энергии (в част-
ности, вследствие разности удельных объемов
фаз). Устойчивые зародыши новой фазы мо-
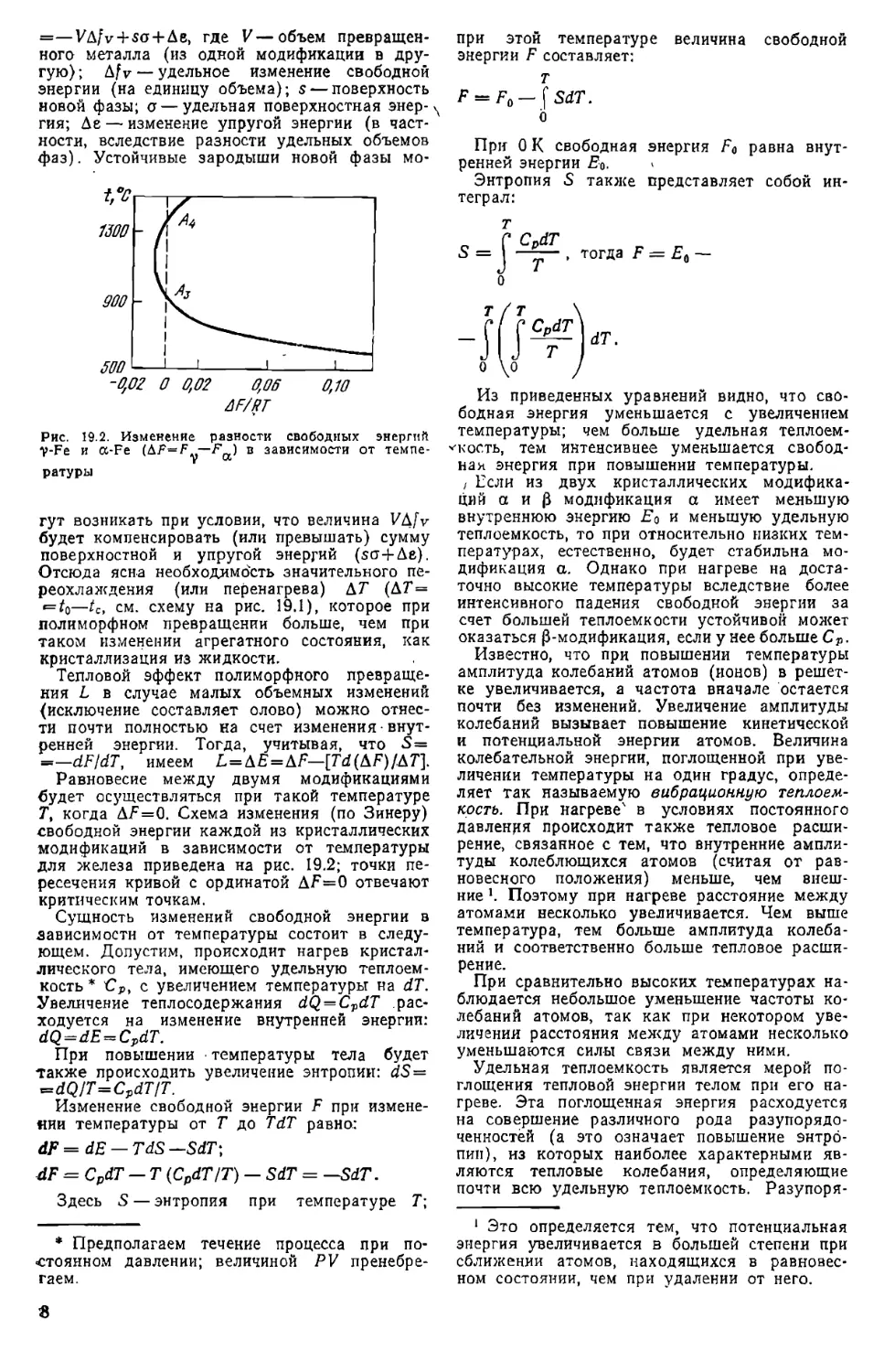
Рис. 19.2. Изменение разности свободных энергий
V-Fe и a-Fe (AF=F^— Га) в зависимости от темпе-
ратуры
гут возникать при условии, что величина VA/V
будет компенсировать (или превышать) сумму
поверхностной и упругой энергий (scr-b Де).
Отсюда ясна необходимость значительного пе-
реохлаждения (или перенагрева) АГ (ДГ=
«=^о—tc, см. схему на рис. 19.1), которое при
полиморфном превращении больше, чем при
таком изменении агрегатного состояния, как
кристаллизация из жидкости.
Тепловой эффект полиморфного превраще-
ния L в случае малых объемных изменений
(исключение составляет олово) можно отнес-
ти почти полностью на счет изменения • внут-
ренней энергии. Тогда, учитывая, что 5=
=—dF/dT, им еем L=А Е=Af—[Td (AF) /А Т].
Равновесие между двумя модификациями
будет осуществляться при такой температуре
Т, когда AF=0. Схема изменения (по Зинеру)
свободной энергии каждой из кристаллических
модификаций в зависимости от температуры
для железа приведена на рис. 19.2; точки пе-
ресечения кривой с ординатой AF==0 отвечают
критическим точкам.
Сущность изменений свободной энергии в
зависимости от температуры состоит в следу-
ющем. Допустим, происходит нагрев кристал-
лического тела, имеющего удельную теплоем-
кость * с увеличением температуры на dT.
Увеличение теплосодержания dQ = CpdT рас-
ходуется на изменение внутренней энергии:
dQ — dE — CpdT.
При повышении температуры тела будет
также происходить увеличение энтропии: dS—
=d(HT=C?dTIT.
Изменение свободной энергии F при измене-
нии температуры от Т до TdT равно.:
dF = dE — TdS — SdT\
dF = CpdT — T (CpdT/T) — SdT = —SdT.
Здесь S — энтропия при температуре T;
♦ Предполагаем течение процесса при по-
стоянном давлении; величиной PV пренебре-
гаем.
при этой температуре величина свободной
энергии F составляет:
т
F = Fo— f SdT.
о
При О К свободная энергия Fo равна внут-
ренней энергии Eq.
Энтропия S также представляет собой ин-
теграл:
С CpdT
S = I —— , тогда F = Ей —
о
Из приведенных уравнений видно, что сво-
бодная энергия уменьшается с увеличением
температуры; чем больше удельная теллоем-
v к ость, тем интенсивнее уменьшается свобод-
ная энергия при повышении температуры.
/ Если из двух кристаллических модифика-
ций а и р модификация а имеет меньшую
внутреннюю энергию Eq и меньшую удельную
теплоемкость, то при относительно низких тем-
пературах, естественно, будет стабильна мо-
дификация а. Однако при нагреве на доста-
точно высокие температуры вследствие более
интенсивного падения свободной энергии за
счет большей теплоемкости устойчивой может
оказаться ^-модификация, если у нее больше СР.
Известно, что при повышении температуры
амплитуда колебаний атомов (ионов) в решет-
ке увеличивается, а частота вначале остается
почти без изменений. Увеличение амплитуды
колебаний вызывает повышение кинетической
и потенциальной энергии атомов. Величина
колебательной энергии, поглощенной при уве-
личении температуры на один градус, опреде-
ляет так называемую вибрационную теплоем-
кость. При нагреве' в условиях постоянного
давления происходит также тепловое расши-
рение, связанное с тем, что внутренние ампли-
туды колеблющихся атомов (считая от рав-
новесного положения) меньше, чем внеш-
ние Поэтому при нагреве расстояние между
атомами несколько увеличивается. Чем выше
температура, тем больше амплитуда колеба-
ний и соответственно больше тепловое расши-
рение.
При сравнительно высоких температурах на-
блюдается небольшое уменьшение частоты ко-
лебаний атомов, так как при некотором уве-
личении расстояния между атомами несколько
уменьшаются силы связи между ними.
Удельная теплоемкость является мерой по-
глощения тепловой энергии телом при его на-
греве. Эта поглощенная энергия расходуется
на совершение различного рода разупорядо-
ченностей (а это означает повышение энтро-
пии), из которых наиболее характерными яв-
ляются тепловые колебания, определяющие
почти всю удельную теплоемкость. Разупоря-
1 Это определяется тем, что потенциальная
энергия увеличивается в большей степени при
сближении атомов, находящихся в равновес-
ном состоянии, чем при удалении от него.
3
доченность растет главным образом при уве-
личении амплитуды колебаний; очевидно, эти
условия определяют и большие значения
удельной теплоемкости. С увеличением амп-
литуды колебаний уменьшаются силы, связи
в решетке и соответственно частота коле-
баний.
Следовательно, чем слабее силы связи, тем
больше амплитуда колебаний атомов (и мень-
ше их частота), тем большие значения удель-
ной теплоемкости приобретает данная кристал-
лическая модификация при повышении темпе-
ратуры. Это означает, что кристаллическая
модификация а имеет более высокий уровень
сил связи решетки, чем модификация 0, и по-
этому a-фаза стабильна при низких темпера-
турах. С повышением температуры 0-фаза, ха-
рактеризуемая более низким уровнем сил
связи в решетке, стабильнее a-фазы, так
как свободная энергия 0-фазы ниже; на-
клон кривой F=f(T) для 0-фазы больше,
чем наклон аналогичной кривой для а-
фазы.
Исходя из этих данных, Зинер [1] высказал
соображение, что в большинстве случаев при
очень низких температурах из двух возмож-
ных кубических решеток (о. ц. к. и г. ц. к.)
стабильной будет г. ц. к. как отличающаяся
большими силами связи между атомами.
В о. ц. к. решетке колебания атомов, особенно
в плоскости (НО), характеризуются низкими
частотами, что определяет повышенные амп-
литуды колебаний и пониженные значения сил
связи. Последнее подтверждается ' также и
тем, что упругое сопротивление скольжению в
направлении [ПО] по плоскости (110) в о. ц. к.
решетке также очень мало.
Низкие частоты колебаний атомов в о. ц. к.
решетке определяют большую теплоемкость и,
следовательно, большую энтропию колебаний
и резкое'падение свободной энергии при уве-
личении температуры. Поэтому при по-
вышенных температурах стабильной оказы-
вается о. ц. к. решетка, заменяющая
г. ц. к.
Эти предположения послужили основанием
для более подробного изучения [2] поведения
некоторых металлов, имеющих о. ц. к. решет-
ку. Особое внимание было уделено расшире-
нию температурного диапазона, в котором
обычно проводятся рентгеноструктурные ис-
следования кристаллического строения. В част-
ности, путем создания специальной аппарату-
ры исследовали кристаллическую структуру
при весьма низких температурах. Оказалось,
что литий, который при обычных температу-
рах имеет о. ц. к. решетку, при 70 К приоб-
ретает г. ц. к. решетку. Резкое охлаждение из
температурной области существования о. ц. к.
модификации до температур, лежащих ниже
критической точки, вызывает в литии мартен-
ситное превращение, и новая фаза имеет гек-
сагональную плотноупакованную решетку.
Аналогичные результаты получены при иссле-
довании натрия, что позволяет предполагать и
в этом металле наличие при весьма низких
температурах перестройки о. ц. к. решетки в
г. ц. к.
Следует оговорить относительное влияние
удельной теплоемкости, связанной с тепловы-
ми колебаниями атомов (ионов), на некоторые
особые случаи полиморфизма, когда сущест-
вуют два температурных интервала устойчи-
вости одной кристаллической модификации,
разделенные температурным интервалом устой-
чивости другой модификации. К таким особым
случаям относится и полиморфизм железа.
Изменение удельной теплоемкости железа в за-
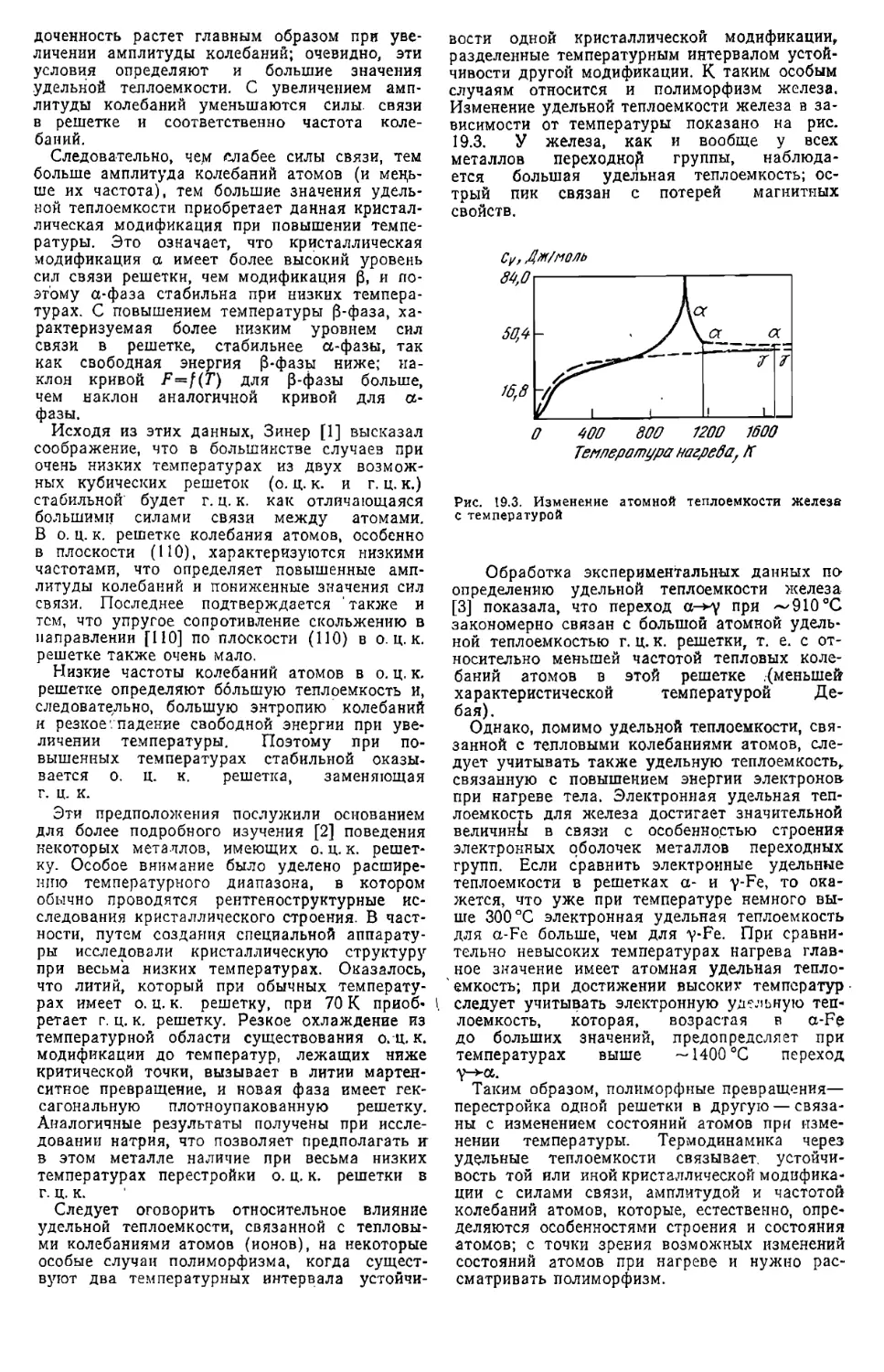
висимости от температуры показано на рис.
19.3. У железа, как и вообще у всех
металлов переходно^ группы, наблюда-
ется большая удельная теплоемкость; ос-
трый пик связан с потерей магнитных
свойств.
Рис. 19.3. Изменение атомной теплоемкости железа
с температурой
Обработка экспериментальных данных no-
on ределению удельной теплоемкости железа
[3] показала, что переход а->у при ~910 °C
закономерно связан с большой атомной удель-
ной теплоемкостью г. ц. к. решетки, т. е. с от-
носительно меньшей частотой тепловых коле-
баний атомов в этой решетке .(меньшей
характеристической температурой Де-
бая).
Однако, помимо удельной теплоемкости, свя-
занной с тепловыми колебаниями атомов, сле-
дует учитывать также удельную теплоемкость,
связанную с повышением энергии электронов
при нагреве тела. Электронная удельная теп-
лоемкость для железа достигает значительной
величин^ в связи с особенностью строения
электронных оболочек металлов переходных
групп. Если сравнить электронные удельные
теплоемкости в решетках а- и y-Fe, то ока-
жется, что уже при температуре немного вы-
ше 300 °C электронная удельная теплоемкость
для a-Fe больше, чем для y-Fe. При сравни-
тельно невысоких температурах нагрева глав-
ное значение имеет атомная удельная тепло-
емкость; при достижении высоких температур
следует учитывать электронную удельную теп-
лоемкость, которая, возрастая в a-Fe
до больших значений, предопределяет при
температурах выше —1400 °C переход
у->а.
Таким образом, полиморфные превращения—
перестройка одной решетки в другую — связа-
ны с изменением состояний атомов при изме-
нении температуры. Термодинамика через
удельные теплоемкости связывает, устойчи-
вость той или иной кристаллической модифика-
ции с силами связи, амплитудой и частотой
колебаний атомов, которые, естественно, опре-
деляются особенностями строения и состояния
атомов; с точки зрения возможных изменений
состояний атомов при нагреве и нужно рас-
сматривать полиморфизм.
19.2. МЕХАНИЗМ ПОЛИМОРФНОГО
ПРЕВРАЩЕНИЯ
Рассмотрение механизма полиморфного пре-
вращения предусматривает изучение вопро-
сов, определяющих возникновение устойчиво-
го зародыша новой фазы. Полиморфные пре-
вращения подчиняются общим закономерно-
стям кристаллизационных процессов, связан-
ных с возникновением и ростом зародышей но-
вой фазы. В металловедческой литературе
иногда можно встречить утверждение, что
полиморфные превращения могут развиваться
либо путем зарождения и роста, либо мартен-
ситным путем. Тогда в первом случае они
будто бы протекают как диффузионные, во
втором — как сдвиговые. Однако следует
учитывать результаты фундаментальных ра-
бот в области изучения мартенситных превра-
щений (Г. В. Курдюмов), свидетельствующие
о том, что мартенситное превращение также
происходит путем зарождения и роста и теп-
ловые колебания играют решающую роль в
образований -зародыша мартенсита. Кроме то-
го, когда речь идет о механизме превращения,
имеется в виду способ возникновения зароды-
ша критического размера. Если же рассматри-
вается рост устойчивого зародыша, то это уже
кинетика превращения. К сожалению, во мно-
гих работах механизм и кинетику полиморф-
ных превращений рассматривали воедино, что,
естественно, не способствовало выяснению
физической сущности явления.
Полиморфные превращения происходят в
твердой анизотропной среде. Поэтому в про-
цессе превращения на соприкасающихся гра-
нях исходной и новой фаз атомы, принадле-
жащие различным модификациям, занимают
сходственные положения. Таковы требования
принципа структурного и размерного соответ-
ствия, предложенного С. Т. Конобеевским и
П. Д. Данковым: «Зародыш новой фазы в
кристаллической (твердой и анизотропной сре-
де) должен быть ориентирован так, чтобы он
сопрягался с исходной фазой (старой) крис-
таллическими плоскостями, наиболее близки-
ми по структурным размерам».
Полиморфные превращения протекают
следующим образом: в условиях, определяю-
щих термодинамическую устойчивость новой
фазы, благодаря флуктуациям энергии, конфи-
гурации или плотности (концентрации) обра-
зуется устойчивый зародыш, характеризую-
щийся иным расположением атомов, опреде-
ляющим новую кристаллическую решетку.
В соответствии с принципом структурного и
размерного соответствия порядок расположе-
ния атомов изменяется путем закономерного
их перемещения в решетке исходной фазы,
при котором 'достигается минимум поверхност-
ной энергии при данном объеме превращен-
ного вещества. Последнее связано обычно с
тем, что перемещения атомов происходят по
кратчайшим путям и на расстояния, не пре-
вышающие межатомные для двух соседних
атомов. Все это приводит к сохранению (или
к весьма малому изменению) в новой фазе той
определенно выбранной конфигурации атомов,
которую наблюдали в исходной фазе.
Отсюда очевидно, что полиморфные превра-
щения имеют обычно большую скорость, при
этом большая скорость превращения относит-
ся не ко всему объему, а к отдельным участ-
кам. Как правило, превращение во всем объ-
еме развивается последовательно, поэтому
объемная или микроскопическая скорость
превращения, определяемая размерами и чис-
лом участков новой фазы, образующихся в
единицу времени, в ряде случаев может быть
небольшой, хотя скорость образования самих
участков очень велика (Р, И. Энтин).
В дальнейшем участки новой фазы до обра-
зования зародыша критической величины рас-
тут за счет постепенного перемещения атомов
из исходной фазы в новую, что определяет
постепенный плавный переход структуры од-
ной фазы в структуру другой без образова-
ния поверхностей раздела.
Такой механизм образования новой фазы
при полиморфном превращении в твердой
анизотропной среде приводит к тому, что
кристаллы новой модификации оказываются
закономерно ориентированными по отношению
к исходным кристаллам.
Так, при полиморфном превращении в же-
лезе, когда идет перестройка г. ц. к. решет-
ки у в кубическую о. ц. к. решетку а, плос-
кость (Ш) у-Fe параллельна плоскости (ПО)
a-Fe, а направление [110] y-Fe параллельно
направлению [111] a-Fe.
В кобальте и галлии при перестройке г. ц. к.
решетки (3 в гексагональную компактную a
взаимно параллельными атомными плоскостя-
ми оказываются (111)р и (001)а, а взаимно
параллельными направлениями [110]р и [110]«.
При полиморфном превращении титана ги
циркония, когда кубическая объемноцентриро-
ванная решетка |3-фазы переходит в гексаго-
нальную компактную решетку a-фазы, наблю-
дается взаимная параллельность плоскостей
(001)р и (1Ю)д, а также направлений [110]^
и [1П]а.
Много работ посвящено изучению полиморф-
ных превращений в сплавах таллия с индием.
Выбор этих сплавов в качестве объекта ис-
следования [4] объясняется тем, что полиморф-
ные превращения в них протекают при срав-
нительно невысоких температурах (при 105° в
сплавах с 18 % (ат.) Т1 и при 25 °C в сплавах
с 28 % (ат.) Т1], что облегчает методику вы-
полнения тонкого эксперимента. Именно на
этих сплавах были установлены особенности
превращения гранецентрированной тетраго-
нальной решетки (стабильной при низких тем-
пературах) в г. ц. к. Образующаяся новая
фаза имеет отчетливо выраженный пластинча-
тый характер, причем по мере развития это-
го превращения происходит наращивание рас-
положенных параллельно пластинок одна на
другую. Авторы экспериментального исследова-
ния считают, что процесс превращения связан
с двойным (парным) сдвигом атомных плос-
костей (слоев) и, в частности, плоскости (101)
в направлении [101], что ведет к образованию
габитусной пластинки, а также плоскости (011)
в направлении [011] —образование вспомога-
тельной пластинки.
Закономерные взаимные кристаллографиче-
ские ориентировки исходной и новой фаз при
полиморфном превращении приводят к тому,
что новая фаза в ряде случаев имеет вид вы-
тянутых (ориентированных) пластин или игл.
Исходя из направленного характера образова-
ния новой фазы, полиморфные превращения
часто объединяют с мартенситными. Это можно
делать, базируясь на кристаллогеометриче-
ских особенностях превращения, связанного с
образованием ориентированных частиц новой
фазы и идущего без изменения состава, а так-
же, как правило, с большой скоростью в от-
дельных участках. Однако следует иметь в ви-
ду и принципиальное отличие полиморфного
превращения, направленного в сторону обра-
зования стабильных фаз, от мартенситного, в
результате которого образуется метастабиль-
ная фаза. Во многих промышленно используе-
мых металлах и сплавах (в том числе и желез-
ных) полиморфные превращения связаны с об-
разованием фаз, резко различающихся по
удельным объемам. В этих случаях превраще-
ния сопровождаются значительным фазовым
наклепом. Так как полиморфные превращения
обычно происходят при нагреве, одновременно
с фазовым наклепом проходит рекристаллиза-
ция обработки, в результате которой образу-
ются мелкие равноосные зерна новой фазы, по-
терявшей свой игольчатый характер, а вместе
с ним и кристаллографическую ориентировку
по отношению к исходной фазе (подробнее см.
раздел 24).
Закономерность кристаллографических ориен-
тировок исходной и новой фаз приводит в ря-
де случаев (например, при полиморфном пре-
вращении чистого металла, при отсутствии по-
бочных явлений) к так называемой кристалло-
графической обратимости, когда после полного
цикла превращения и возвращения в исходное
состояние сохраняется кристаллографическая
ориентировка зерен. Так, при нагреве моно-
кристалла до температур выше критической
образуется несколько закономерно ориентиро-
ванных зерен новой фазы; при последующем ох-
лаждении происходит обратное превращение,
и хотя образуется не исходный монокристалл, а
несколько зерен (так как превращение также
начиналось из нескольких зерен), тем не менее
все эти зерна имеют одну и ту же кристалло-
графическую ориентировку и при рентгено-
структурных исследованиях в совокупности ве-
дут себя как монокристалл.
При полиморфном превращении изменяется
микроструктура металла, что связано с образо-
ванием зерен новой фазы, отличающихся по
форме и размерам от зерен исходной фазы.
Таким образом, в результате полиморфного
превращения происходит фазовая перекристал-
лизация в металле. Число (размеры) зерен
новой фазы, образующихся при полиморфном
превращении, определяется числом и скоростью
роста центров зарождения новой фазы или
центров перекристаллизации. В общем случае
число центров перекристаллизации и скорость
их роста зависят в основном от температуры
нагрева (степени перегрева) или охлаждения
(степени переохлаждения) относительно тем-
пературы полиморфного превращения (крити-
ческой точки) и от присутствия включений, по-
верхностей раздела и других особенностей
структуры, облегчающих образование центров
кристаллизации.
Кристаллогеометрические особенности поли-
морфных превращений, связанные со взаимной
атомной ориентировкой и плавным переходом
одной структуры в другую, предопределяют
обычно большое число и бурный рост центров
перекристаллизации. Это означает, что в ре-
зультате превращения будет возникать мно-
жество очень мелких зерен новой фазы. Такое
изменение микроструктуры при полиморфном
превращении используется в ряде практических
случаев термической обработки1.
В результате полиморфного превращения
при переходе вещества из одного кристалли-
ческого состояния в другое скачкообразно из-
меняются все его свойства: тепловые, объем-
ные, электрические, химические, механические
и др. Скачок в изменении свойств при поли-
морфных превращениях используется для экс-
периментального изучения этих процессов.
Наиболее известный метод изучения превра-
щений в металлах — термический анализ; кро-
ме того, как уже было сказано, можно исполь-
зовать магнитный, дилатометрический или ре-
зистометрический методы анализа. Однако кри-
тические точки в железе — наиболее важном и
распространенном в промышленности метал-
ле— были открыты Д. К. Черновым еще в
1868 г., когда ни один из названных методов
анализа еще не существовал. Д. К, Чернов
связал видимое невооруженным глазом явление
рекалесценции (вспышки свечения) при охлаж-
дении нагретых стальных болванок с измене-
нием внутриатомного строения. Так были от-
крыты первые две кристаллические точки для
стали, обозначенные Д. К. Черновым буквами
а и Ь. Это открытие послужило началом раз-
вития науки о строении и свойствах металла.
Работы, начатые Д. К. Черновым, были
продолжены многими учеными в различных
странах мира. Наиболее доступным методом
изучения превращений в металлах первона-
чально оказался упомянутый выше термиче-
ский анализ. Применение его для изучения пре-
вращений в железе и стали наряду с исполь-
зованием магнитного анализа позволило найти:
у первого три критические точки, характери-
зующие превращение в твердом состоянии
(точки Ла, Аз, А4), у второй пять1 2: Ао,Аз, Ajf.
А3, А4. При изменении либо внешнего давле-
ния, либо состава стали (легировании), либо
скорости нагрева или охлаждения положение
критических точек ‘ по температурной шкале
меняется. В случае чистого железа точка Аа
не изменяется, тогда как точки А3 и А4 имеют
разное значение в зависимости от того, произ-
водят нагрев или охлаждение; кроме того, на
их положение влияет и скорость нагрева и ох-
лаждения. Точка Аг является точкой Кюри же-
леза (феррита), а точка Ао — точкой Кюри це-
ментита; поэтому последняя наблюдается толь-
ко в стали. Критическая точка А3 связана с
полиморфным превращением о. ц. к. решетки
a-Fe в г, ц. к. решетку y-Fe, а точка А4— с
обратным переходом г. ц. к. решетки y-Fe в
о. ц. к. решетку a-Fe.
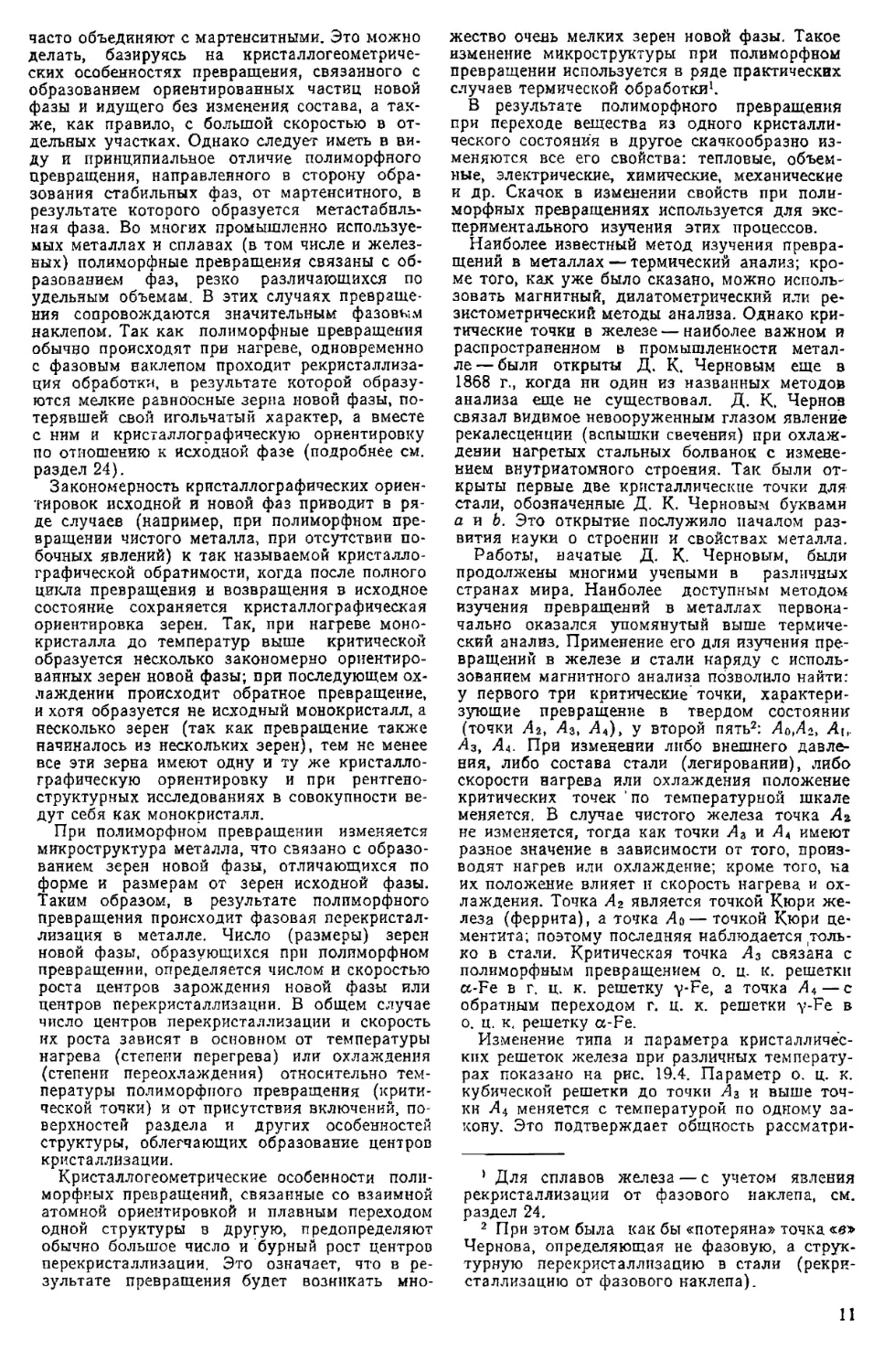
Изменение типа и параметра кристалличес-
ких решеток железа при различных температу-
рах показано на рис. 19.4. Параметр о. ц. к.
кубической решетки до точки А3 и выше точ-
ки А4 меняется с температурой по одному за-
кону. Это подтверждает общность рассматри-
1 Для сплавов железа — с учетом явления
рекристаллизации от фазового наклепа, см.
раздел 24.
2 При этом была как бы «потеряна» точка «в»
Чернова, определяющая не фазовую, а струк-
турную перекристаллизацию в стали (рекри-
сталлизацию от фазового наклепа).
И
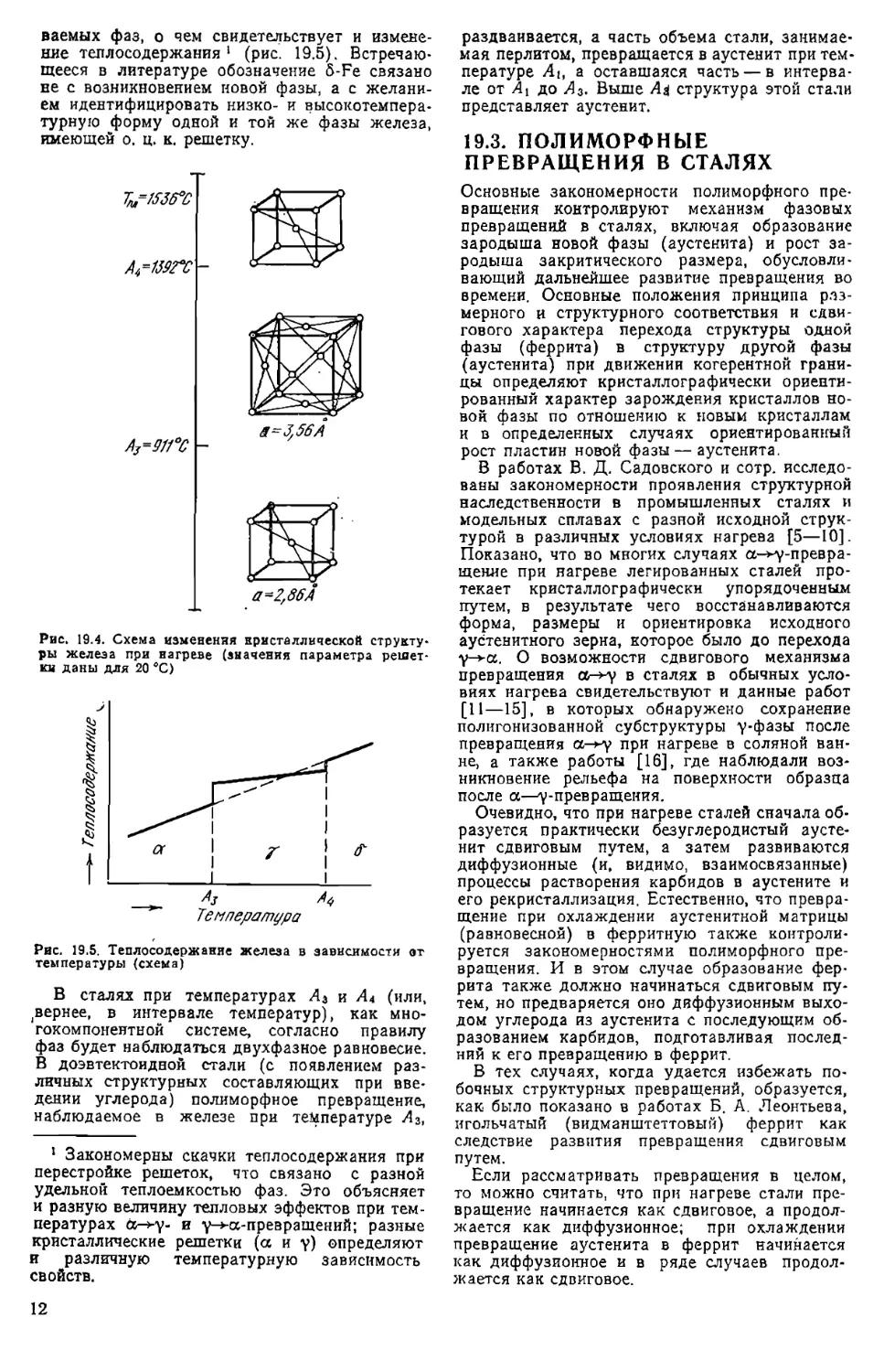
ваемых фаз, о чем свидетельствует и измене-
ние теплосодержания1 (рис. 19.5). Встречаю-
щееся в литературе обозначение б-Fe связано
не с возникновением новой фазы, а с желани-
ем идентифицировать низко- и высокотемпера-
турную форму одной и той же фазы железа,
имеющей о. ц. к. решетку.
Рис. 19.4. Схема изменения кристаллической структу-
ры железа при нагреве (значения параметра решет-
ив даны для 20 °C)
Рас. 19.5. Теплосодержание железа в зависимости от
температуры (схема)
В сталях при температурах А3 и А4 (или,
^ернее, в интервале температур), как мно-
гокомпонентной системе, согласно правилу
фаз будет наблюдаться двухфазное равновесие.
В доэвтектоидной стали (с появлением раз-
личных структурных составляющих при вве-
дении углерода) полиморфное превращение,
наблюдаемое в железе при температуре А3,
1 Закономерны скачки теплосодержания при
перестройке решеток, что связано с разной
удельной теплоемкостью фаз. Это объясняет
и разную величину тепловых эффектов при тем-
пературах а->у- и у->-а-превращений; разные
кристаллические решетки (а и у) определяют
и различную температурную зависимость
свойств.
раздваивается, а часть объема стали, занимае-
мая перлитом, превращается в аустенит при тем-
пературе Aif а оставшаяся часть — в интерва-
ле от А1 до Аз. Выше А# структура этой стали
представляет аустенит.
19.3. ПОЛИМОРФНЫЕ
ПРЕВРАЩЕНИЯ В СТАЛЯХ
Основные закономерности полиморфного пре-
вращения контролируют механизм фазовых
превращений в сталях, включая образование
зародыша новой фазы (аустенита) и рост за-
родыша закритического размера, обусловли-
вающий дальнейшее развитие превращения во
времени. Основные положения принципа раз-
мерного и структурного соответствия и сдви-
гового характера перехода структуры одной
фазы (феррита) в структуру другой фазы
(аустенита) при движении когерентной грани-
цы определяют кристаллографически ориенти-
рованный характер зарождения кристаллов но-
вой фазы по отношению к новым кристаллам
и в определенных случаях ориентированный
рост пластин новой фазы — аустенита.
В работах В. Д. Садовского и сотр. исследо-
ваны закономерности проявления структурной
наследственности в промышленных сталях и
модельных сплавах с разной исходной струк-
турой в различных условиях нагрева [5—10].
Показано, что во многих случаях а->у-превра-
щение при нагреве легированных сталей про-
текает кристаллографически упорядоченным
путем, в результате чего восстанавливаются
форма, размеры и ориентировка исходного
аустенитного зерна, которое было до перехода
у->а. О возможности сдвигового механизма
превращения cw-y в сталях в обычных усло-
виях нагрева свидетельствуют и данные работ
[11—15], в которых обнаружено сохранение
полигонизованной субструктуры у-фазы после
превращения а->-у при нагреве в соляной ван-
не, а также работы [16], где наблюдали воз-
никновение рельефа на поверхности образца
после а—у-превращения.
Очевидно, что при нагреве сталей сначала об-
разуется практически безуглеродистый аусте-
нит сдвиговым путем, а затем развиваются
диффузионные (и, видимо, взаимосвязанные)
процессы растворения карбидов в аустените и
его рекристаллизация. Естественно, что превра-
щение при охлаждении аустенитной матрицы
(равновесной) в ферритную также контроли-
руется закономерностями полиморфного пре-
вращения. И в этом случае образование фер-
рита также должно начинаться сдвиговым пу-
тем, но предваряется оно диффузионным выхо-
дом углерода из аустенита с последующим об-
разованием карбидов, подготавливая послед-
ний к его превращению в феррит.
В тех случаях, когда удается избежать по-
бочных структурных превращений, образуется,
как было показано в работах Б. А. Леонтьева,
игольчатый (видманштеттовым) феррит как
следствие развития превращения сдвиговым
путем.
Если рассматривать превращения в целом,
то можно считать, что при нагреве стали пре-
вращение начинается как сдвиговое, а продол-
жается как диффузионное; при охлаждении
превращение аустенита в феррит начинается
как диффузионное и в ряде случаев продол-
жается как сдвиговое.
12
Растворение карбидов в практически безуг-
леродистом аустените в процессе превращения
при нагреве стали, как и всякий контролируе-
мый диффузией процесс, протекает со ско-
ростью, зависящей от степени легированности -
стали. Отсюда возникает следующая возмож-
ность. Если растворение карбидов заторможе-
но, то циклирование превращения при
регулированном * по температуре и скорости
нагреве и охлаждении может приводить со-
гласно закономерностям полиморфного пре-
вращения к кристаллографической обратимо-
сти, обусловленной закономерностью кристал-
лографической ориентировки исходной и новой
фаз. Феррит при нагреве стали должен сдвиго-
вым путем переходить в практически безугле-
род истый аустенит, а если карбиды в мем не
растворились, то при охлаждении безуглероди-
стый аустенит должен перейти в феррит при
сохранении закономерной кристаллографиче-
ской связи феррита и безуглеродистого аусте-
нита при многократном циклировании, пока
удается сохранить карбиды не растворивши-
мися в аустените в цикле нагрева.
С наибольшей надежностью и полнотой су- х
днть о правильности высказанных выше поло-
жений, касающихся последовательности струк-
турных изменений при образовании аустенита,
можно, наблюдая их непосредственно в элект-
ронном микроскопе [17, 18]. Такое наблюде-
ние позволяет также уточнить конкретный ме-
ханизм а—у-превращения, о котором до сих
пор судили в основном по «статическим» изо-
бражениям структуры «второго» (т. е. получен-
ного в результате а->у-превращения) аусте-
нита, зафиксированной охлаждением по окон-
чании «-^-превращения. В частности, если
«второй» аустенит в сталях с низкой темпера-
турой начала образования аустенита (Та) мор-
фологически подобен исходному пакетному
мартенситу и это позволяет считать аналогич-
ными механизмы их образования, то механизм
а->у-превращен и я «кристалл в кристалл», на-
блюдаемый в сталях с высокой ТА н пластин-
чатым мартенситом [II—15J, можно иденти-
фицировать лишь при непосредственном на-
блюдении превращения на субмикроскопиче-
ском уровне. Наконец, прямое электронно-
микроскопическое исследование дает единст-
венную возможность изучить механизм а->у-
превращения в реальных промышленных ста-
лях с полностью мартенситной структурой при
комнатной температуре..
Изменение структуры в процессе повторной
аустенитизации непосредственно при нагреве в
колонне электронного микроскопа тонких фолы,
вырезанных из закаленных сталей, целесооб-
разно исследовать на объектах, в которых реа-
лизовано получение при закалке типичных мор-
фологических разновидностей мартенсита, а
также разных уровней Та при нагреве. Такими
сочетаниями типа морфологии исходного мар-
тенсита и уровня Та являются: а) пакетный
мартенсит, низкая Та (сталь Н25); б) пла-
стинчатый мартенсит, низкая Та (сталь
60Н20); в) пакетный мартенсит, высокая Тл
(сталь 38ХС); г) пластинчатый мартенсит, вы-
сокая Та (сталь 120X6); д) смешанный (пла-
стинчатый +пакетный) мартенсит, высокая Та
(стали У8, 80X5).
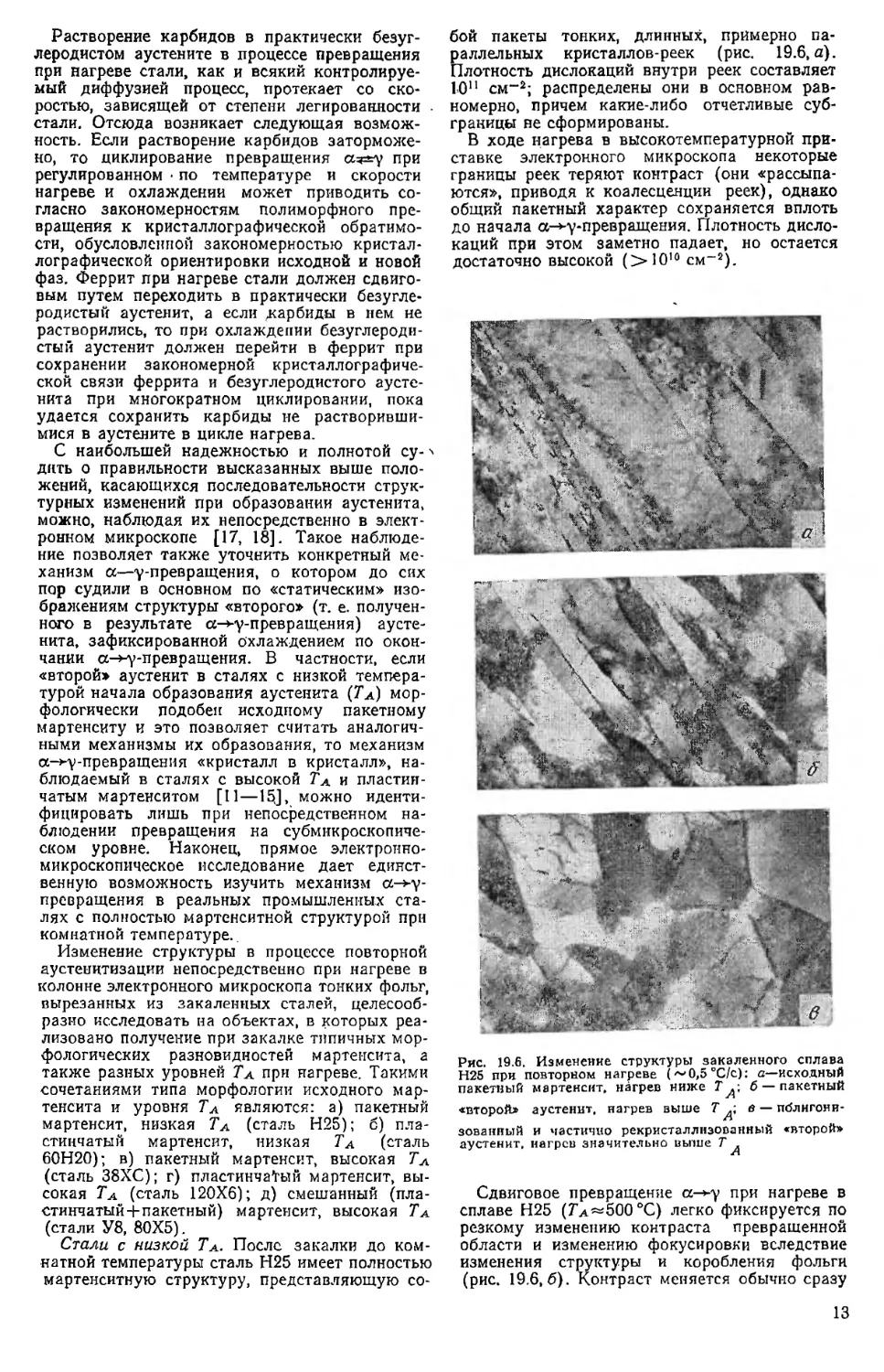
Стали с низкой Та. После закалки до ком-
натной температуры сталь Н25 имеет полностью
мартенситную структуру, представляющую со-
бой пакеты тонких, длинных, примерно па-
раллельных кристаллов-реек (рис. 19.6, а).
Плотность дислокаций внутри реек составляет
10й см“2; распределены они в основном рав-
номерно, причем какие-либо отчетливые суб-
границы не сформированы.
В ходе нагрева в высокотемпературной при-
ставке электронного микроскопа некоторые
границы реек теряют контраст (они «рассыпа-
ются», приводя к коалесценции реек), однако
общий пакетный характер сохраняется вплоть
до начала а-^у-превращения. Плотность дисло-
каций при этом заметно падает, но остается
достаточно высокой (>1010 см~2).
Рис. 19.6. Изменение структуры закаленного сплава
Н25 при повторном нагреве (^0,5°С/с): а—исходный
пакетный мартенсит, нагрев ниже Тд, б — пакетный
«второй» аустенит, нагрев выше Т в — пблнгони-
зованный и частично рекристаллизованный «второй»
аустенит, нагрев значительно выше Т
Сдвиговое превращение «—при нагреве в
сплаве Н25 (Та—500 °C) легко фиксируется по
резкому изменению контраста превращенной
области и изменению фокусировки вследствие
изменения структуры и коробления фольги
(рис. 19.6,6). Контраст меняется обычно сразу
13
в пределах одной рейки исходной a-фазы, т. е.
превращение а->у идет «рейка в рейку». Ха-
рактер внутренней дислокационной субструк-
туры реек аустенита сразу после превращения
примерно соответствует наблюдавшемуся в
a-фазе к моменту «-^-превращения с пример-
но такой же (-1010 см-2) плотностью дислока-
ций. Границы реек «второго» аустенита оказа-
лись малоугловыми (азимутальная разориен-
тировка ~1—3°), причем их разориентировка
на большом расстоянии не накапливается, а
компенсируется. Ориентировка «второго» аусте-
нита в пределах одного или нескольких паке-
тов кристаллов (а именно, в пределах исход-
ного аустенитного зерна) оказывается одина-
ковой. При охлаждении фольги в колонне ми-
кроскопа у—а мартенситное превращение идет
«рейка в рейку» без образования новых по-
верхностей раздела. При многократном повто-
рении цикла сх^у-п рев ращения в отсутствие
значительного перегрева относительно Та не
только сохраняется структура пакета, но и вос-
станавливается ориентировка кристаллов а- и
у-фаз.
Дальнейший нагрев по завершении а->у-пе-
рехода приводит к полигонизации «второго»
аустенита. Формируются равноосные полигоны
(субзерна) размером- меньше 1 мкм, причем с
малоугловой разориентировкой. По мере повы-
шения температуры субзерна растут, и рост их
происходит (в большинстве своем) путем ми-
грации субграниц, а не коалесценции субзерен.
Плотность дислокаций внутри субзерен мала и
при их росте не увеличивается — мигрирующие
субграницы «сметают» неподвижные субграни-
цы и дислокации, включая их в свою структу-
ру, в отличие от случая коалесценции субзерен,
когда внутри коалесцирующего комплекса со-
храняются остатки распавшихся субграниц.
В результате роста субзерен образуются цент-
ры рекристаллизации (рис. 19.6, в) и постепен-
но рекристаллизованные зерна размером в не-
сколько микрометров занимают всю площадь
фольги.
Мартенситные кристаллы, образующиеся при
охлаждении «второго» аустенита с равноосно
полигонизованной субструктурой, наследуют
субграницы полигонов, но пакеты реек уже не
имеют привязки к исходной структуре «второ-
го» аустенита и их размеры иные, а ориенти-
ровки реек в них по отношению к бывшим па-
кетам произвольны. При охлаждении рекри-
сталлизованного «второго» аустенита пакеты
мартенситных кристаллов образуются в преде-
лах рекристаллизованных зерен.
Мартенсит в стали 60Н20 (ТА~500°С) обра-
зуется в виде отдельных пластинчатых, частич-
но двойникованных кристаллов. Внутри кри-
сталлов наблюдается высокая (значительно вы-
ше 1010 см-2) плотность равномерно распреде-
ленных дислокаций.
В ходе нагрева до Та, как и в сталях с па-
кетным мартенситом и низкой Та. происходит
постепенное уменьшение плотности дислокаций
без качественного изменения характера их рас-
пределения. На этот процесс накладываются
эффекты карбидообразования. Сначала они вы-
зывают изменение (усиление) контраста на
дислокациях, которые становятся лучше разли-
чимы также и из-за снижения их плотности.
На периферии кристаллов a-фазы карбиды
стержнеобразные и образуют сетку. В двой-
никованной (средней) области кристаллов а-
фазы карбиды крупные, ориентированы (вы-
тянуты) по двойникам, а более мелкие и под
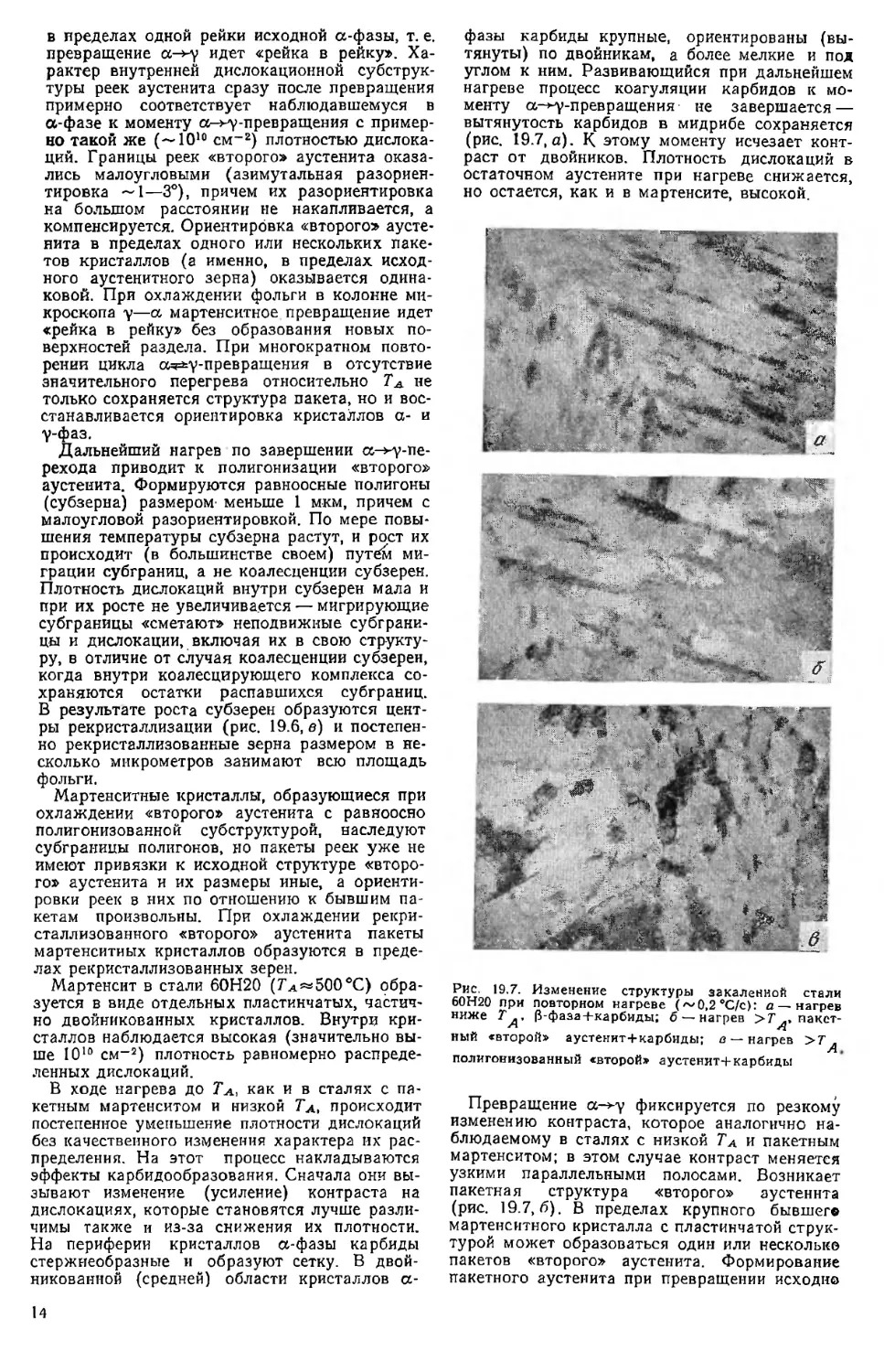
углом к ним. Развивающийся при дальнейшем
нагреве процесс коагуляции карбидов к мо-
менту а->у-п рев ращения не завершается —
вытянутость карбидов в мидрибе сохраняется
(рис. 19.7, а). К этому моменту исчезает конт-
раст от двойников. Плотность дислокаций в
остаточном аустените при нагреве снижается,
но остается, как и в мартенсите, высокой.
Рис. 19.7. Изменение структуры закаленной стали
60Н20 при повторном нагреве (~0,2°С/с): а — нагрев
ниже Т , fl-фаза-f-карбиды; б — нагрев >Т пакет-
ный «второй» аустенит+карбиды; в — нагрев
полигоыизованный «второй» аустенит-1-карбиды
А
Превращение фиксируется по резкому
изменению контраста, которое аналогично на-
блюдаемому в сталях с низкой Та и пакетным
мартенситом; в этом случае контраст меняется
узкими параллельными полосами. Возникает
пакетная структура «второго» аустенита
(рис. 19.7,6). В пределах крупного бывшего
мартенситного кристалла с пластинчатой струк-
турой может образоваться один или несколько
пакетов «второго» аустенита. Формирование
пакетного аустенита при превращении исходно
14
двойникованных кристаллов a-фазы обуслов-
лено протеканием перехода по механизму
сдвига. Плотность дислокаций внутри реек вы-
сока (> 10В * 10 см“2). Размеры реек «второго»
аустенита и их направленность чувствительны
к расстоянию между карбидными частицами и
ориентированности карбидных строчек. Шири-
на реек обычно ограничена направленными
карбидными выделениями и составляет 0,05-«
0,1 мкм и даже меньше.
ной ориентировкой, оказалась одинаковой и
совпадала с ориентировкой остаточного аусте-
нита.
Повышение температуры после завершения
а—^-превращения приводит сначала к полной
полигонизации «второго» аустенита. Плотность
дислокаций при полигонизации «второго»
аустенита резко уменьшается. Размеры и фор-
ма карбидных частиц при этом заметно не ме-
няются; эти частицы оказывают сдерживающее
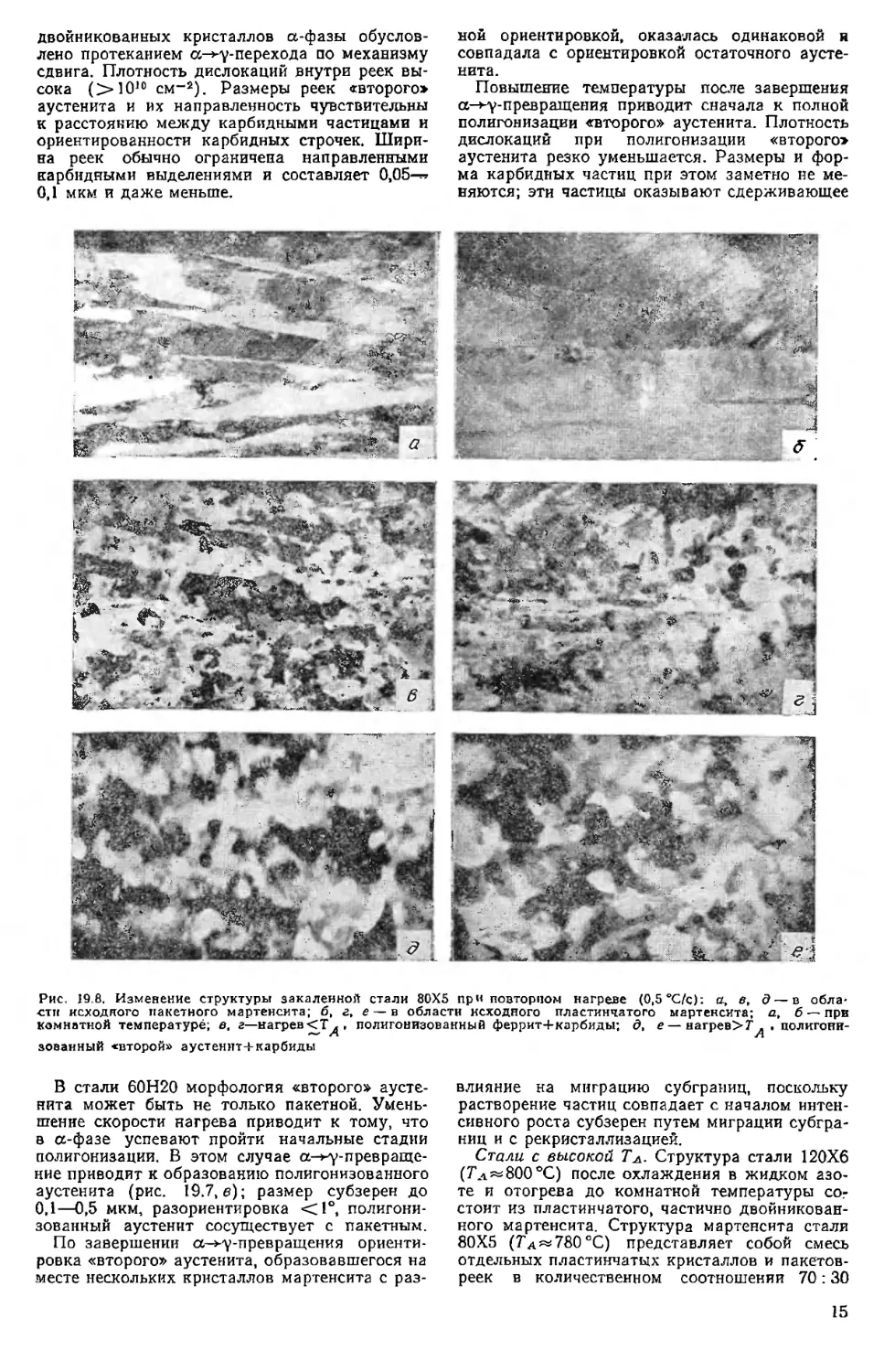
Рис. 19.8. Изменение структуры закаленной стали 80X5 при повторном нагреве (0,5°С/с): а, в, д — в обла-
сти исходного пакетного мартенсита; б, г, е — в области исходного пластинчатого мартенсита; а, б — при
комнатной температуре; в. г—нагрев<Т^, полигонизованный феррит+карбиды; д, е — нагрев>Т^ . нолкгони-
зованный «второй» аустенит-}-карбиды
В стали 60Н20 морфология «второго» аусте-
нита может быть не только пакетной. Умень-
шение скорости нагрева приводит к тому, что
в сс-фазе успевают пройти начальные стадии
полигонизации. В этом случае а-ну-прев раще-
ние приводит к образованию полигонизованного
аустенита (рис. 19.7, в); размер субзерен до
0,1—0,5 мкм, разориентировка <1°, полигони-
зованный аустенит сосуществует с пакетным.
По завершении а->у-превращения ориенти-
ровка «второго» аустенита, образовавшегося на
месте нескольких кристаллов мартенсита с раз-
влияние на миграцию субграмиц, поскольку
растворение частиц совпадает с началом интен-
сивного роста субзерен путем миграции субгра-
ниц и с рекристаллизацией.
Стали с высокой ТЛ. Структура стали 120X6
(Та«800°С) после охлаждения в жидком азо-
те и отогрева до комнатной температуры сог
стоит из пластинчатого, частично двойникован-
ного мартенсита. Структура мартенсита стали
80X5 (Гд «780 °C) представляет собой смесь
отдельных пластинчатых кристаллов и пакетов-
реек в количественном соотношении 70 : 30
15
(рис. 19.8, ау б). Мартенсит в стали 38ХС (Т А ~
«750 °C) почти полностью пакетный.
Начальные стадии процессов изменения суб-
структуры и карбидообразования при нагреве
в сталях с высокой Тл протекают так же, как
и в стали 60Н20. Однако к моменту начала
а->у-превращения в связи с гораздо более вы-
сокой Та структура этих сталей претерпевает
значительные изменения. При использованных
скоростях нагрева до начала а->-у-перехода ус-
певает пройти сфероидизация карбидных час-
тиц. В пределах бывших мартенситных кри-
сталлов развивается полигонизация, причем по-
лигонизация пластинчатого и пакетного мар-
тенсита (феррита) в стали 80X5 протекает
практически одновременно (рис. 19.8, в, а).
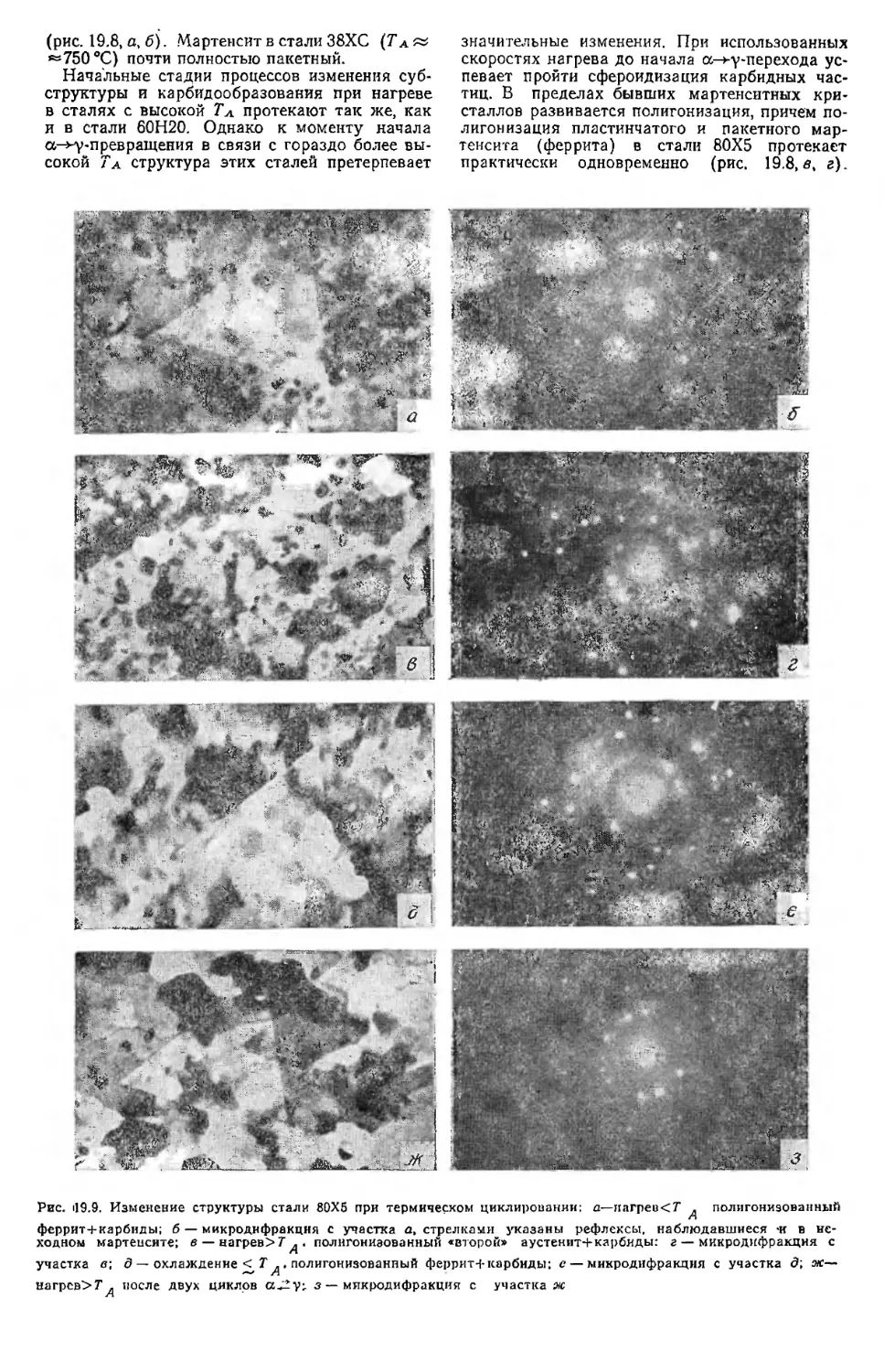
Рис. 119.9. Изменение структуры стали 80X5 при термическом циклировании: а—пагревСТ полигониэованный
ферритч-карбнды; б — микродифракция с участка а, стрелками указаны рефлексы, наблюдавшиеся -и в ис-
ходном мартенсите; в — нагрев>Тд. полигониаованный «второй» аустенит+карбиды: г — микродифракция с
участка в\ д — охлаждение < Т д. полигонизованный феррит-1- карбиды; е — микроднфракция с участка <5; ж—
нагрев>7’^ после двух циклов аЛуг з — микродифракция с участка ж
Субзерна» возникшие в результате полигониза-
ции a-фазы, имеют равноосную форму и раз-
мер 0,1—0,3 мкм; по величине они достаточно
однородны. На начальной стадии образования
субзерен их разориентировка малоугловая, а
средняя ориентировка выбранной площадки
a-фазы такая же, как и до полигонизации.
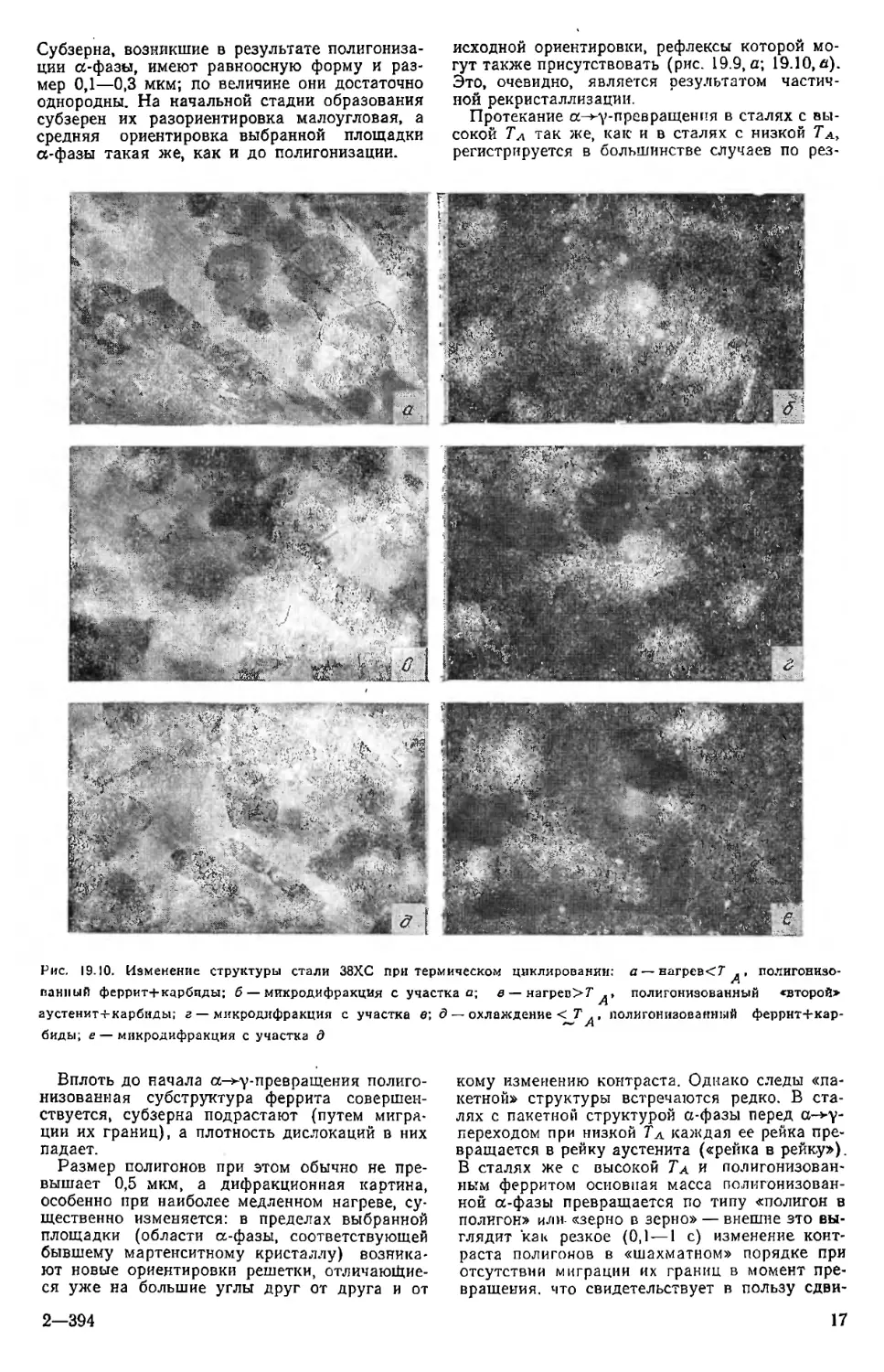
исходной ориентировки, рефлексы которой мо-
гут также присутствовать (рис. 19.9, а; 19.10, д).
Это, очевидно, является результатом частич-
ной рекристаллизации.
Протекание а-^у-превращенпя в сталях с вы-
сокой Тл так же, как и в сталях с низкой Та,
регистрируется в большинстве случаев по рез-
Рис. 19.10. Изменение структуры стали 38ХС при термическом циклировании: а — нагрев<7 , полигонизо-
панпый феррит-t-карбиды; б — микродифракция с участка а; в — нагрев>7'^, полигонизованный «второй»
аустенит-гкарбиды; г — микродифракция с участка в; д — охлаждение < Тд, полигонизованный феррнт+кар-
биды; е — мвкродифракция с участка д
Вплоть до начала а->у-превращения полиго-
низованная субструктура феррита совершен-
ствуется, субзерна подрастают (путем мигра-
ции их границ), а плотность дислокаций в них
падает.
Размер полигонов при этом обычно не пре-
вышает 0,5 мкм, а дифракционная картина,
особенно при наиболее медленном нагреве, су-
щественно изменяется: в пределах выбранной
площадки (области сс-фазы, соответствующей
бывшему мартенситному кристаллу) возника-
ют новые ориентировки решетки, отличающие-
ся уже на большие углы друг от друга и от
кому изменению контраста. Однако следы «па-
кетной» структуры встречаются редко. В ста-
лях с пакетной структурой a-фазы перед а->у-
переходом при низкой Та каждая ее рейка пре-
вращается в рейку аустенита («рейка в рейку»).
В сталях же с высокой Та и полигонизован-
ным ферритом основная масса полигонизован-
ной a-фазы превращается по типу «полигон в
полигон» или «зерно в зерно» — внешне это вы-
глядит как резкое (0,1—1 с) изменение конт-
раста полигонов в «шахматном» порядке при
отсутствии миграции их границ в момент пре-
вращения. что свидетельствует в пользу сдви-
2—394
17
гового механизма а-^у-п рев ращения. В резуль-
тате новых границ в у-фазе не образуется и
вид полигоннзованной субструктуры во «вто-.
ром» аустените не меняется (см. рис. 19.8, дуе).
Внутренние объемы субзерен (зерен), которые
до превращения были практически свободны от
дислокаций, в результате превращения новы-
ми дислокациями не насыщаются. По заверше-
последующей стабилизации температуры на
микроэлектронограмме наблюдаются одновре-
менно рефлексы обеих фаз. Когда скорость
нагрева была достаточно высока и размноже-
ние ориентировок на выбранной площадке
структуры в результате рекристаллизации по-
лигонизованного феррита до начала а—>-у-пре-
вращения не успело произойти, было зафикси-
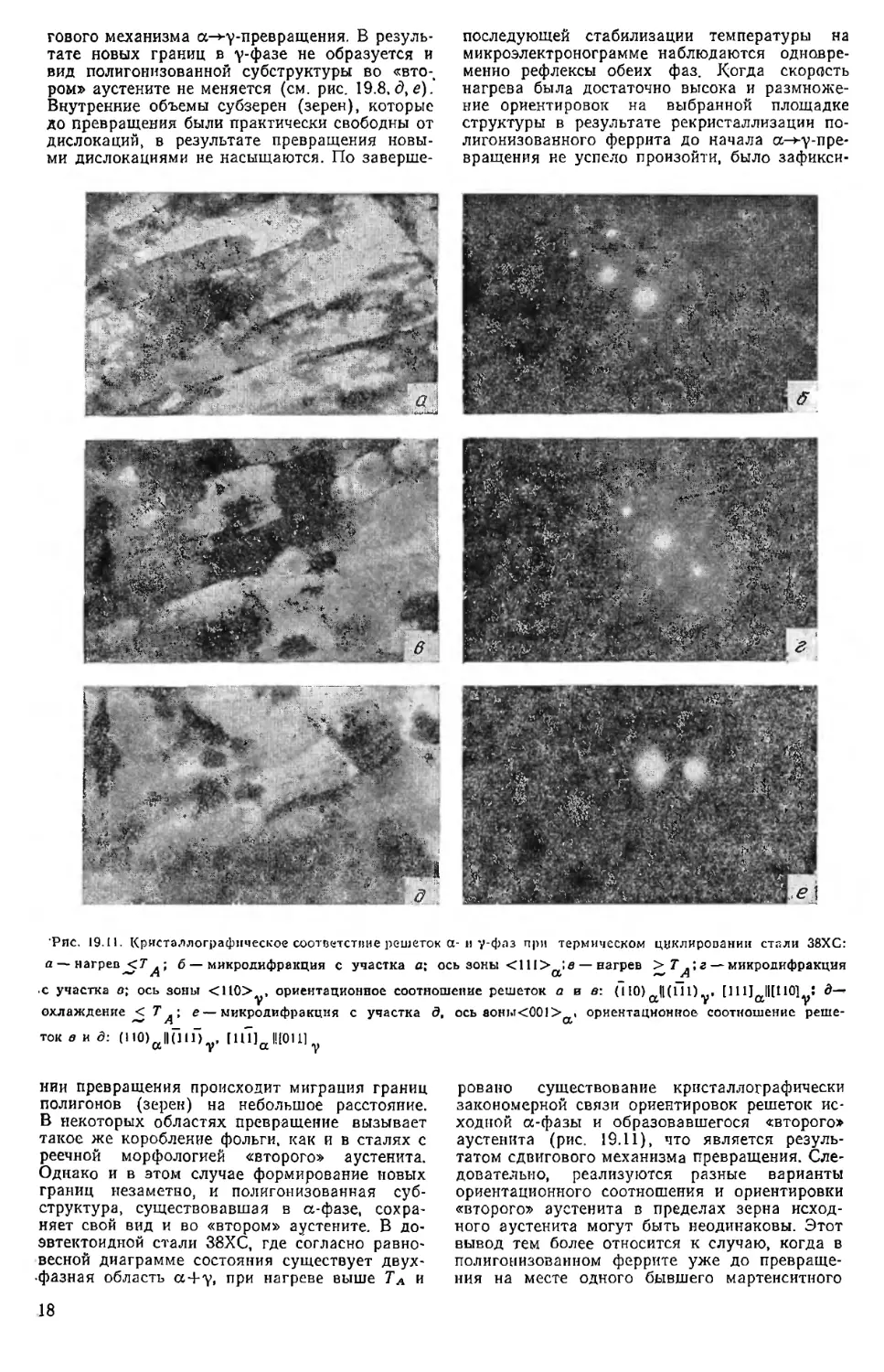
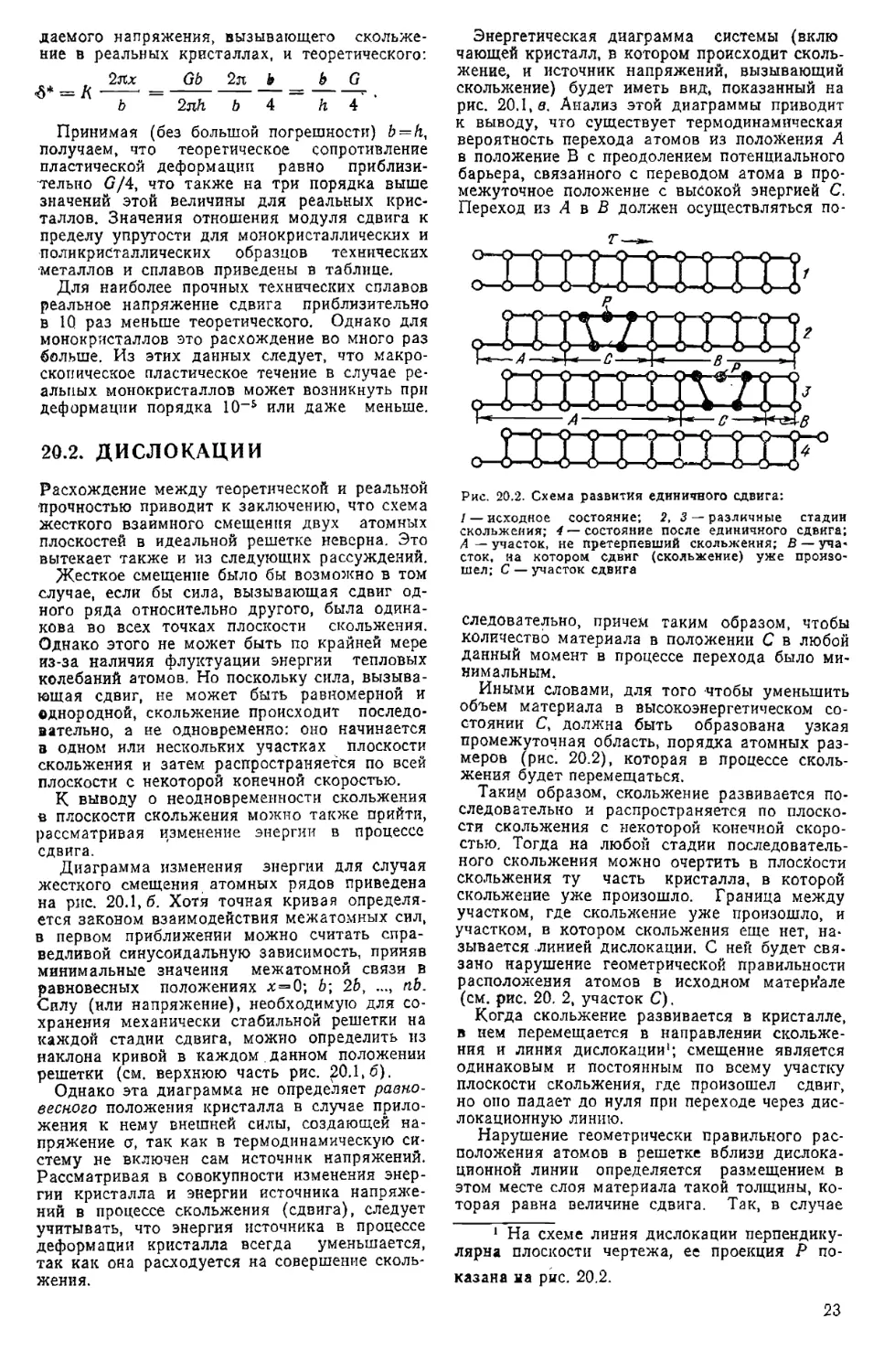
Рис. 19.11. Кристаллографическое соответствие решеток
а- и 7-фаз при термическом циклировании стали 38ХС:
а — нагрев^<7^; б — микродифракция с участка а\ ось зоны <1II>^:в — нагрев > Т&;г — микродифракция
с участка о; ось зоны <110>^, ориентационное соотношение решеток айв: (110) а||(111) [1111^1(110]^:
охлаждение^ Т ; е—микродифракция с участка б, ось аоны<001>а. ориентационное соотношение реше-
ток в и д: (110)^11(111) [lU]al![011]
нии превращения происходит миграция границ
полигонов (зерен) на небольшое расстояние.
В некоторых областях превращение вызывает
такое же коробление фольги, как и в сталях с
реечной морфологией «второго» аустенита.
Однако и в этом случае формирование новых
границ незаметно, и полигонизованная суб-
структура, существовавшая в a-фазе, сохра-
няет свой вид и во «втором» аустените. В до-
эвтектоидной стали 38ХС, где согласно равно-
весной диаграмме состояния существует двух-
•фазная область а+у, при нагреве выше ТА и
ровано существование кристаллографически
закономерной связи ориентировок решеток ис-
ходной сс-фазы и образовавшегося «второго»
аустенита (рис. 19.11), что является резуль-
татом сдвигового механизма превращения. Сле-
довательно, реализуются разные варианты
ориентационного соотношения и ориентировки
«второго» аустенита в пределах зерна исход-
ного аустенита могут быть неодинаковы. Этот
вывод тем более относится к случаю, когда в
полигонизованном феррите уже до превраще-
ния на месте одного бывшего мартенситного
18
кристалла наблюдали большеугловые разори-
ентировки (см. рис. 19.9, б и 19.10,6).
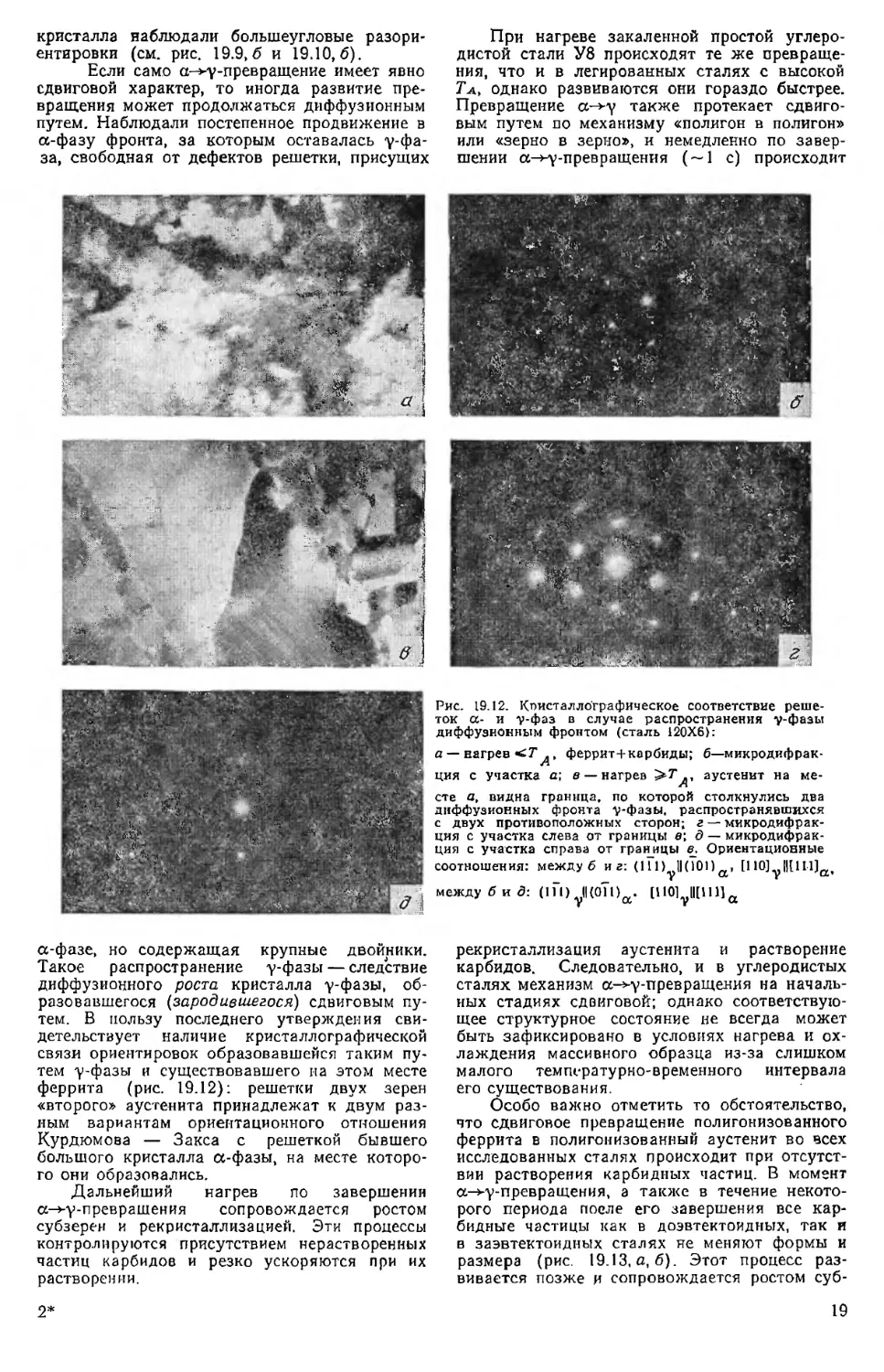
Если само а-^-у-прев ращение имеет явно
сдвиговой характер, то иногда развитие пре-
вращения может продолжаться диффузионным
путем. Наблюдали постепенное продвижение в
a-фазу фронта, за которым оставалась у-фа-
за, свободная от дефектов решетки, присущих
При нагреве закаленной простой углеро-
дистой стали У8 происходят те же превраще-
ния, что и в легированных сталях с высокой
Та, однако развиваются они гораздо быстрее.
Превращение а->у также протекает сдвиго-
вым путем по механизму «полигон в полигон»
или «зерно в зерно», и немедленно по завер-
шении а->у-пр ев ращения (~1 с) происходит
Рис. 19.12. Кристаллографическое соответствие реше-
ток а- и v-фаз в случае распространения у-фаэы
диффузионным фронтом (сталь 120X6):
а — нагрев феррит-1-карбиды; б—микродифрак-
ция с участка а\ в — нагрев аустенит на ме-
сте а, видна граница, по которой столкнулись два
диффузионных фронта у-фазы, распространявшихся
с двух противоположных сторон; г — микродифрак-
ция с участка слева от границы в\ д — микродифрак-
ция с участка справа от границы в. Ориентационные
соотношения: междуб иг: (111)^11(101)а, [110]^|Ц1И]а1
между б и б: (1Г1) ?И(ОН)а. [И0]?Ц[ПЛа
а-фазе, но содержащая крупные двойники.
Такое распространение у-фазы — следствие
диффузионного роста кристалла у-фазы, об-
разовавшегося (зародившегося) сдвиговым пу-
тем. В пользу последнего утверждения сви-
детельствует наличие кристаллографической
связи ориентировок образовавшейся таким пу-
тем у-фазы и существовавшего на этом месте
феррита (рис. 19.12): решетки двух зерен
«второго» аустенита принадлежат к двум раз-
ным вариантам ориентационного отношения
Курдюмова — Закса с решеткой бывшего
большого кристалла a-фазы, на месте которо-
го они образовались.
Дальнейший нагрев по завершении
а->у-преврашения сопровождается ростом
субзерен и рекристаллизацией. Эти процессы
контролируются присутствием нерастворенных
частиц карбидов и резко ускоряются при их
растворении.
рекристаллизация аустенита и растворение
карбидов. Следовательно, и в углеродистых
сталях механизм а->у-прев ращения на началь-
ных стадиях сдвиговой; однако соответствую-
щее структурное состояние не всегда может
быть зафиксировано в условиях нагрева и ох-
лаждения массивного образца из-за слишком
малого температурно-временного интервала
его существования.
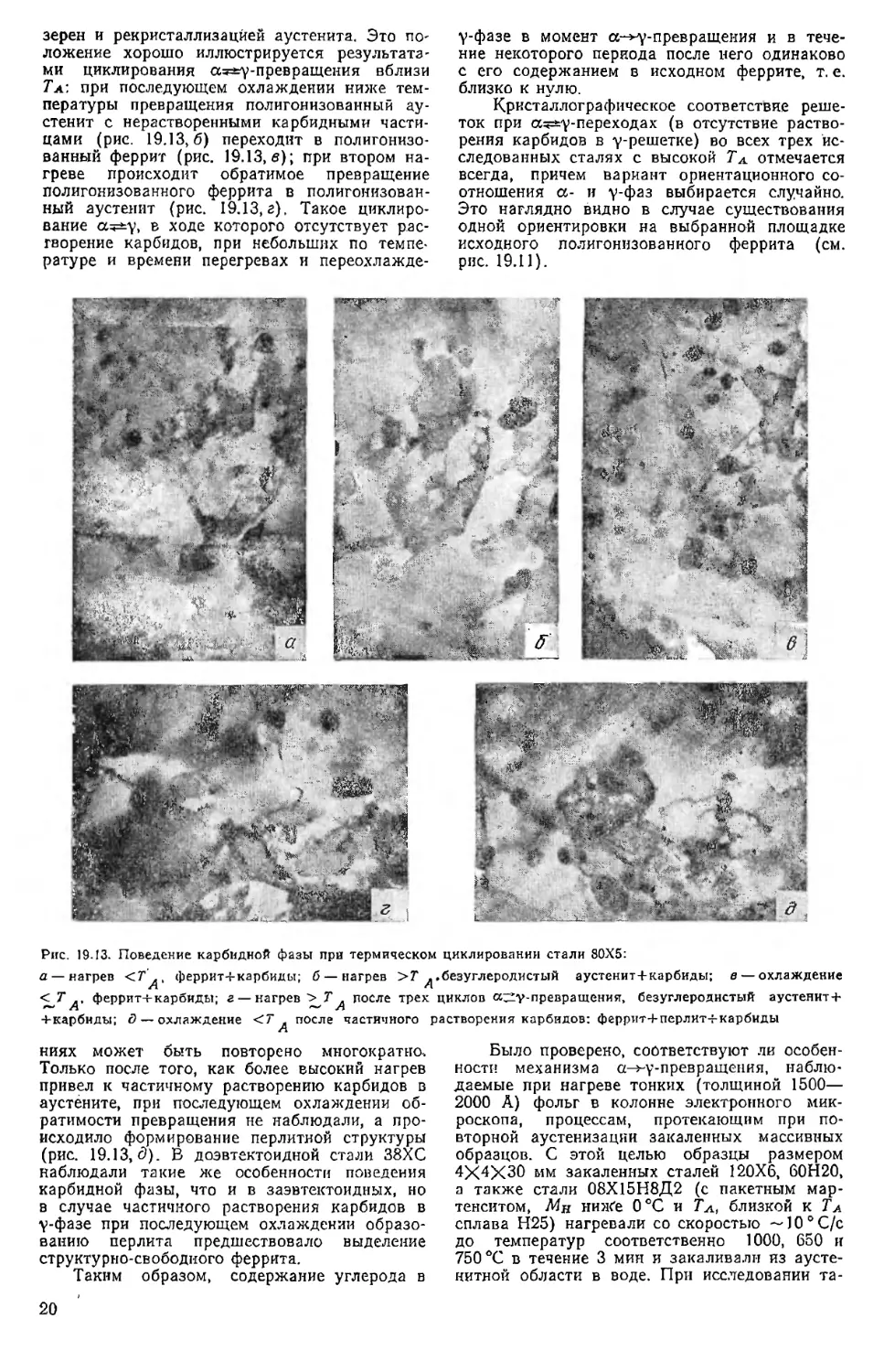
Особо важно отметить то обстоятельство,
что сдвиговое превращение полигонизованного
феррита в полигонизованный аустенит во всех
исследованных сталях происходит при отсутст-
вии растворения карбидных частиц. В момент
а->у-превращения, а также в течение некото-
рого периода после его завершения все кар-
бидные частицы как в доэвтектоидных, так и
в заэвтектоидных сталях не меняют формы и
размера (рис. 19.13, а, 6). Этот процесс раз-
вивается позже и сопровождается ростом суб-
2*
19
зерен и рекристаллизацией аустенита. Это по'
ложение хорошо иллюстрируется результата-
ми циклирования a^ty-превращения вблизи
Та: при последующем охлаждении ниже тем-
пературы превращения полигонизованный ау-
стенит с нерастворенными карбидными части-
цами (рис. 19.13,6) переходит в полигонизо-
ванный феррит (рис. 19.13, в); при втором на-
греве происходит обратимое превращение
полигонизованного феррита в полигонизован-
ный аустенит (рис. 19.13, г). Такое циклиро-
вание а^у, в ходе которого отсутствует рас-
творение карбидов, при небольших по темпе*
ратуре и времени перегревах и переохлажде-
у-фазе в момент а->у-превращеиия и в тече-
ние некоторого периода после него одинаково
с его содержанием в исходном феррите, т. е.
близко к нулю.
Кристаллографическое соответствие реше-
ток при а<=*у-переходах (в отсутствие раство-
рения карбидов в у-решетке) во всех трех ис-
следованных сталях с высокой Та отмечается
всегда, причем вариант ориентационного со-
отношения а- и у-фаз выбирается случайно.
Это наглядно видно в случае существования
одной ориентировки на выбранной площадке
исходного полигонизованного феррита (см.
рис. 19.11).
Рис. 19.13. Поведение карбидной фазы при термическом циклировании стали 80X5:
а — нагрев феррит+карбиды; б — нагрев >Т д.безуглеродистый аустенит+карбиды; в —охлаждение
<JTд, феррит-гкарбиды; а — нагрев после трех циклов az^V-превращения, безуглероднстый аустенит+
+карбнды; д— охлаждение <7 д после частичного растворения карбидов: феррит+перлит-гкарбмды
ниях может быть повторено многократно.
Только после того, как более высокий нагрев
привел к частичному растворению карбидов в
аустените, при последующем охлаждении об-
ратимости превращения не наблюдали, а про-
исходило формирование перлитной структуры
(рис. 19.13,6). В доэвтектоидной стали 38ХС
наблюдали такие же особенности поведения
карбидной фазы, что и в заэвтектоидиых, но
в случае частичного растворения карбидов в
у-фазе при последующем охлаждении образо-
ванию перлита предшествовало выделение
структурно-свободного феррита.
Таким образом, содержание углерода в
Было проверено, соответствуют ли особен-
ности механизма а-^у-превращения, наблю-
даемые при нагреве тонких (толщиной 1500—
2000 А) фолы в колонне электронного мик-
роскопа, процессам, протекающим при по-
вторной аустенизации закаленных массивных
образцов. С этой целью образцы размером
4Х^Х30 мм закаленных сталей 120X6, 60Н20,
а также стали 08Х15Н8Д2 (с пакетным мар-
тенситом, Мл нимбе 0 °C и Та, близкой к Та
сплава Н25) нагревали со скоростью —10° С/с
до температур соответственно 1000, 650 и
750 °C в течение 3 мин и закаливали из аусте-
нитной области в воде. При исследовании та-
20
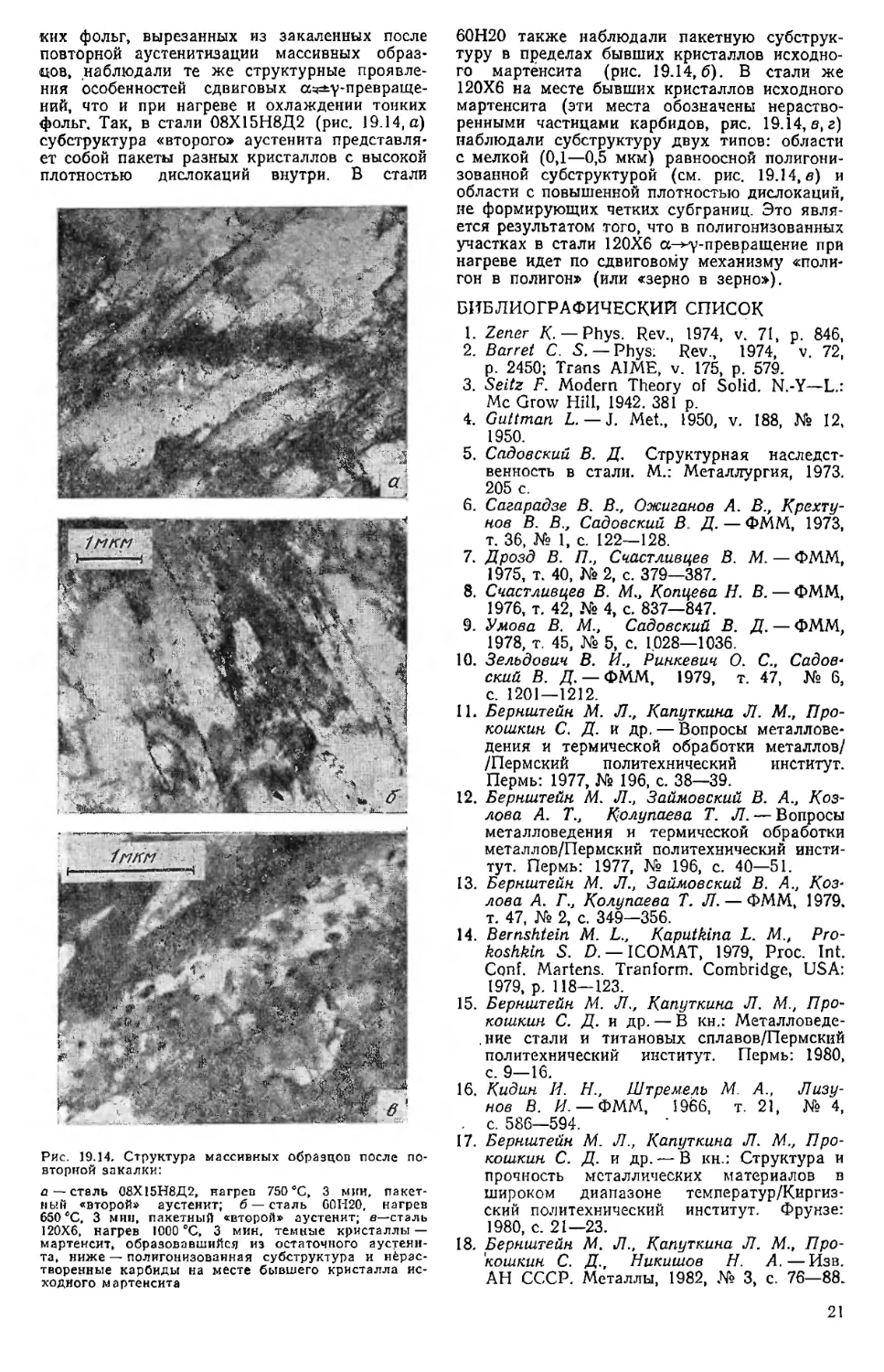
ких фольг, вырезанных из закаленных после
повторной аустенитизации массивных образ-
цов, наблюдали те же структурные проявле-
ния особенностей сдвиговых а^у-превраще-
ний, что и при нагреве и охлаждении тонких
фольг. Так, в стали 08Х15Н8Д2 (рис. 19.14, а)
субструктура «второго» аустенита представля-
ет собой пакеты разных кристаллов с высокой
плотностью дислокаций внутри. В стали
Рис. 19.14. Структура массивных образцов после по-
вторной закалки:
а — сталь 08Х15Н8Д2, нагрев 750 °C, 3 мин, пакет-
ный «второй» аустенит; б — сталь G0H2O, нагрев
850 6С, 3 мни, пакетный «второй» аустенит; в—сталь
120X6, нагрев 1000 °C, 3 мин. темные кристаллы —
мартенсит, образовавшийся из остаточного аустени-
та, ниже — полигонизоваиная субструктура и нёрас-
творенные карбиды на месте бывшего кристалла ис-
ходного мартенсита
60Н20 также наблюдали пакетную субструк-
туру в пределах бывших кристаллов исходно-
го мартенсита (рис. 19.14,6). В стали же
120X6 на месте бывших кристаллов исходного
мартенсита (эти места обозначены нераство-
ренными частицами карбидов, рис. 19.14, е, г)
наблюдали субструктуру двух типов: области
с мелкой (0,1—0,5 мкм) равноосной полигони-
зованной субструктурой (см. рис. 19.14, б) и
области с повышенной плотностью дислокаций,
не формирующих четких субграниц. Это явля-
ется результатом того, что в полигонизованных
участках в стали 120X6 а-ну-превращение при
нагреве идет по сдвиговому механизму «поли-
гон в полигон» (или «зерно в зерно»).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Zener К.— Phys. Rev., 1974, v. 71, р. 846,
2. Barret С. S.— Phys; Rev., 1974, v. 72,
p. 2450; Trans AIME, v. 175, p. 579.
3. Seitz F. Modern Theory of Solid. N.-Y—L.:
Me Grow Hill, 1942. 381 p.
4. Guttman L. — J. Met., 1950, v. 188, № 12,
1950.
5. Садовский В. Д. Структурная наследст-
венность в стали. М.: Металлургия, 1973.
205 с.
6. Сагарадзе В. В., Ожиганов А. В., Крехту-
нов В. В., Садовский В. Д. — ФММ, 1973,
т. 36, № 1, с. 122—128.
7. Дрозд В. П., Счастливцев В. М. — ФММ,
1975, т. 40, № 2, с. 379—387.
8. Счастливцев В. Копцева Н. В. — ФММ,
1976, т. 42, № 4, с. 837—847.
9. Умова В. М.> Садовский В. Д. — ФММ,
1978, т. 45, № 5, с. 1028—1036.
10. Зельдович В. И., Ринкевич О. С., Садов-
ский В. Д. — ФММ, 1979, т. 47, № 6,
с. 1201—1212.
11. Бернштейн М. Л., Капуткина Л. М., Про-
кошкин С. Д. и др. — Вопросы металлове-
дения и термической обработки металлов/
/Пермский политехнический институт.
Пермь: 1977, № 196, с. 38—39.
12. Бернштейн М. Л., Займовский В. А., Коз-
лова А. Т., Колупаева Т. Л. — Вопросы
металловедения и термической обработки
металл ов/Пермский политехнический инсти-
тут. Пермь: 1977, № 196, с. 40—51.
13. Бернштейн М. Л., Займовский В. А., Коз-
лова А. Г., Колупаева Т. Л. — ФММ, 1979.
т. 47, № 2, с. 349—356.
14. Bernshtein М. L., Kaputkina L. Pro-
koshkin S. D.— ICOMAT, 1979, Proc. Int.
Conf. Martens. Tranform. Conibridge, USA:
1979, p. 118—123.
15. Бернштейн M. Л., Капуткина Л. M., Про-
кошкин С. Д. и др. — В кн.: Металловеде-
ние стали и титановых сплавов/Пермский
политехнический институт. Пермь: 1980,
с. 9—16.
16. Кидин И. Н., Штремель М. А., Лизу-
нов В. А/.— ФММ, 1966, т. 21, № 4,
с. 586—594.
17. Бернштейн М. Л., Капуткина Л. М., Про-
кошкин С. Д. и др. — В кн.: Структура и
прочность металлических материалов в
широком диапазоне температур/Киргиз-
ский политехнический институт. Фрунзе:
1980, с. 21—23.
18. Бернштейн Л., Капуткина Л. M.t Про-
кошкин С. Д., Никишов И. А.—Изв.
АН СССР. Металлы, 1982, № 3, с. 76—88.
21
20
ДИСЛОКАЦИОННОЕ СТРОЕНИЕ МЕТАЛЛОВ
Представления о дислокациях как о дефектах
строения реальных кристаллов впервые были
введены в физику твердого тела для объясне-
ния расхождения между теоретической прочно-
стью (рассчитанной по модели идеального
кристалла) и прочностью, наблюдаемой при
испытаниях технических металлов и сплавов.
Поэтому первые представления о дислокациях
даются при рассмотрении процесса пластиче-
ской деформации. Однако следует отметить,
что дислокации возникают и взаимодействуют
между собой не только в процессе пластиче-
ского течения, но и при росте кристаллов, при
фазовых превращениях, в процессе диффузии,
коррозии, разрушения, полигонизации и ре-
кристаллизации, а также при других процес-
сах.
20.1. СОПРОТИВЛЕНИЕ
ИДЕАЛЬНОЙ РЕШЕТКИ СДВИГУ
Если предположить, что два атомных ряда в
плоскости скольжения смещаются относитель-
но друг друга как жесткие системы, то это оз-
начает, что все атомы в каком-либо ряду дви-
гаются одновременно и смещаются на одну и
-----
о . о о о oz
Плоскость —‘
скольжения О О i О О ф ф
--------------------------ы—
О (У1 О О О
О О О О О
а
Рис. 20.1. Модель сдвига в идеальном кристалле (а)
и изменение силы и энергии при таком сдвиге (6);
изменение энергии при сдвиге двух смежных атом-
ных плоскостей с учетом изменения энергии источ-
ника деформации (в)
ту же величину х (рис. 20.!). По такой схеме
рассчитывают теоретическое сопротивление
пластической деформации, принимая в первом
приближении синусоидальный закон изменения
энергии (и силы). Тогда напряжение, вызыва-
ющее пластический сдвиг, будет периодической
функцией от смещения х. В связи с закономер-
ным расположением атомов в кристаллической
решетке идентичная ситуация будет повторять-
ся в процессе сдвига на расстояние Ь: т=
— Д'sin (2лх/6).
Для определения коэффициента Д рассмат-
ривают начальную стадию пластического тече-
ния. Началу пластической деформации пред-
шествует максимальная упругая деформация
x*/h; для этого случая напряжение сдвига со-
ответствует критическому значению о*: а* =
= Gx*lh, где G — модуль сдвига; x*/h— де-
формация; h—расстояние между смещаемы-
ми атомными рядами.
В то же время для начального участка пе-
риодической кривой, отвечающего малым пе-
ремещениям x<g.b, напряжение Д(2лх/Ь).
Тогда Д«С?Ь/2лА, а напряжение о= [Gb/
/(2sxh)] sin2jrx6-1. Максимальное значение <т
отвечает критическому напряжению сдвига <т*,
достигаемому при смещении х*^Ь/4. Вообще
можно считать, что внешняя сила для осущест-
вления деформации сдвига в кристалле необ-
дима до тех пор, пока соседние плоскости
не будут смещены на расстояние порядка 6/4;
при смещении на расстояние 6/2 далее сдвигаю-
щая сила не нужна вследствие симметрии
кристалла.
Для металлов с г, ц. к. решеткой А —б/’КЗ;
тогда предельная упругая деформация, отве-
чающая началу пластического течения:
a*/G = x*/h = b/i:blV^3= Из :4 = 0,433.
В действительности начало пластического те-
чения наблюдается, например, в таком метал-
ле, как алюминий, при величине e*/G=x*/h =
=0,002, т. е. предельная упругая деформация
в реальном кристалле почти в 2000 раз мень-
ше, чем рассчитанная по модели идеального
кристалла.
Такое же большое расхождение наблюдает-
ся при сравнении величин практически наблю-
ТА БЛИЦА 20.1
МОДУЛЬ СДВИГА И ПРЕДЕЛ УПРУГОСТИ
НЕКОТОРЫХ ТЕХНИЧЕСКИХ МЕТАЛЛОВ
И СПЛАВОВ
р<
Материал 7 о <w Па Й tF*
Sn (монокристалл) 0,19 0,13-Ю7 15000
Ag » 0,28 0,6-10® 45000
Al » А! чистый (поли- 0,25 0,4-10е 60000 900
кристалл) . . 0,25 0,26-108
Al технический . 0,25 0,99-10® 250
Дюралюминий . . Технически чис- 0,25 0,36-10* 70
тое железо мягкое 500
(поликристалл) Углеродистая 0,77 0,15-10°
сталь после терми- ческой обработки 0,8 0,65-10° 120
Высокопрочная ле- гированная сталь 0,8 0,12-10“ 65
22
даемого напряжения, вызывающего скольже-
ние в реальных кристаллах, и теоретического:
, 2лх Gb 2л b b G
<6* = Л------ =------------ =------- .
b 2лЛ b 4 h 4
Принимая (без большой погрешности) b = h,
получаем, что теоретическое сопротивление
пластической деформации равно приблизи-
тельно 6/4, что также на три порядка выше
значений этой величины для реальных крис-
таллов. Значения отношения модуля сдвига к
пределу упругости для монокристаллических и
поликрибталлических образцов технических
металлов и сплавов приведены в таблице.
Для наиболее прочных технических сплавов
реальное напряжение сдвига приблизительно
в 1Q раз меньше теоретического. Однако для
монокристаллов это расхождение во много раз
больше. Из этих данных следует, что макро-
скопическое пластическое течение в случае ре-
альных монокристаллов может возникнуть при
деформации порядка 10~5 или даже меньше.
20.2. ДИСЛОКАЦИИ
Расхождение между теоретической и реальной
прочностью приводит к заключению, что схема
жесткого взаимного смещения двух атомных
плоскостей в идеальной решетке неверна. Это
вытекает также и из следующих рассуждений.
Жесткое смещение было бы возможно в том
случае, если бы сила, вызывающая сдвиг од-
ного ряда относительно другого, была одина-
кова во всех точках плоскости скольжения.
Однако этого не может быть по крайней мере
из-за наличия флуктуации энергии тепловых
колебаний атомов. Но поскольку сила, вызыва-
ющая сдвиг, не может быть равномерной и
однородной, скольжение происходит последо-
вательно, а не одновременно: оно начинается
в одном или нескольких участках плоскости
скольжения и затем распространяется по всей
плоскости с некоторой конечной скоростью.
К выводу о неодновременности скольжения
в плоскости скольжения можно также прийти,
рассматривая изменение энергии в процессе
сдвига.
Диаграмма изменения энергии для случая
жесткого смещения атомных рядов приведена
на рис. 20.1,6. Хотя точная кривая определя-
ется законом взаимодействия межатомных сил,
в первом приближении можно считать спра-
ведливой синусоидальную зависимость, приняв
минимальные значения межатомной связи в
равновесных положениях х = 0; 6; 26, ...» nb.
Силу (или напряжение), необходимую для со-
хранения механически стабильной решетки на
каждой стадии сдвига, можно определить из
наклона кривой в каждом данном положении
решетки (см. верхнюю часть рис. 20.1, б).
Однако эта диаграмма не определяет равно-
весного положения кристалла в случае прило-
жения к нему внешней силы, создающей на-
пряжение о, так как в термодинамическую си-
стему не включен сам источник напряжений.
Рассматривая в совокупности изменения энер-
гии кристалла и энергии источника напряже-
ний в процессе скольжения (сдвига), следует
учитывать, что энергия источника в процессе
деформации кристалла всегда уменьшается,
так как она расходуется на совершение сколь-
жения.
Энергетическая диаграмма системы (вклю
чающей кристалл, в котором происходит сколь-
жение, и источник напряжений, вызывающий
скольжение) будет иметь вид, показанный на
рис. 20.1,в. Анализ этой диаграммы приводит
к выводу, что существует термодинамическая
вероятность перехода атомов из положения А
в положение В с преодолением потенциального
барьера, связанного с переводом атома в про-
межуточное положение с высокой энергией С.
Переход из А в В должен осуществляться по-
Рис. 20,2. Схема развития единичного сдвига:
/ — исходное состояние; 2, 3 — различные стадии
скольжения; 4 —состояние после единичного сдвига;
А — участок, не претерпевший скольжения; В — уча-
сток, на котором сдвиг (скольжение) уже произо-
шел; С — участок сдвига
следовательно, причем таким образом, чтобы
количество материала в положении С в любой
данный момент в процессе перехода было ми-
нимальным.
Иными словами, для того чтобы уменьшить
объем материала в высокоэнергетическом со-
стоянии С, должна быть образована узкая
промежуточная область, порядка атомных раз-
меров (рис. 20.2), которая в процессе сколь-
жения будет перемещаться.
Таким образом, скольжение развивается по-
следовательно и распространяется по плоско-
сти скольжения с некоторой конечной скоро-
стью. Тогда на любой стадии последователь-
ного скольжения можно очертить в плоскости
скольжения ту часть кристалла, в которой
скольжение уже произошло. Граница между
участком, где скольжение уже произошло, и
участком, в котором скольжения еще нет, на-
зывается линией дислокации. С ней будет свя-
зано нарушение геометрической правильности
расположения атомов в исходном материале
(см. рис. 20, 2, участок С).
Когда скольжение развивается в кристалле,
в нем перемещается в направлении скольже-
ния и линия дислокации1; смещение является
одинаковым и постоянным по всему участку
плоскости скольжения, где произошел сдвиг,
но опо падает до нуля при переходе через дис-
локационную линию.
Нарушение геометрически правильного рас-
положения атомов в решетке вблизи дислока-
ционной линии определяется размещением в
этом месте слоя материала такой толщины, ко-
торая равна величине сдвига. Так, в случае
1 На схеме линия дислокации перпендику-
лярна плоскости чертежа, ее проекция Р по-
казана на рис. 20.2.
23
простой кубической решетки, для которой
плоскость скольжения перпендикулярна плос-
кости чертежа (рис. 20.3), последовательное
развитие скольжения приводит к тому, что в
верхней части кристалла должна быть лишняя
атомная полуплоскость (или экстраплоскость).
Пересечение экстраплоскости с плоскостью
При смещении двух атомных рядов относи-
тельно друг друга часть атомов, находящихся
у дислокации в плоскости скольжения, будет
притягиваться своими соседями по другую
сторону плоскости, а часть отталкиваться. Сум-
марно действующие на эти атомы силы вза-
имно компенсируют друг друга, поэтому ве-
Рис. 20.3. Движение краевой дислокации в простой
кубической решетке, приводящее к образованию сту-
пеньки единичного сдвига на поверхности кристалла:
а — краевая дислокация в решетке; б — дислокация
переместилась на одно межатомное расстояние под
влиянием приложенной силы; в — дислокация достиг-
ла поверхности кристалла и совершила единичный
сдвиг
скольжения и представляет собой дислокаци-
онную линию. В данном случае развитие про-
цесса скольжения происходит путем перемеще-
ния экстраплоскости и соответственно дисло-
кационной линии вправо. Дислокация исчеза-
ет, когда процесс скольжения завершен (рис.
20. -3, в) и в кристалле происходит единичный
сдвиг (по схеме — на одно межатомное рас-
стояние) .
Дислокацию называют положительной или
отрицательной в зависимости от того, распо-
ложена экстраплоскость соответственно выше
или ниже плоскости скольжения. Такое разде-
ление, несомненно, условно и имеет смысл
только для того, чтобы указать на возмож-
ность движения дислокаций в противополож-'
ные стороны при приложении одного и того же
напряжения сдвига, рис. 20,4.
личина внешней силы, необходимая для дви-
жения дислокации, будет очень малой.
Расчеты показывают, что дислокации в
кристаллах могут перемещаться при весьма
малых напряжениях, по-видимому, меньших
104 Па. Таким образом, наличие дислокаций
делает кристалл легко деформируемым.
Наличие лишней полуплоскости в приведенном
примере вызывает значительные искажения в
кристаллическом строении металла вокруг дис-
локации. Трудно вычислить величину этих ис-
кажений с достаточной степенью точности, так
Рис. 20.4. Движение дислокдии под действием напря-
жения сдвига, смещающего вправо верхнюю поверх-
ность образца (по Тейлору):
а — положительная дислокация движется слева на-
право; б — отрицательная дислокация движется спра-
ва налево (как при положительной, так и при отри-
цательной дислокациях верхняя часть кристалла сме-
щается вправо)
как в непосредственной близости к дислокации
они настолько велики, что основные положения
теории упругости оказываются неприемлемы-
ми, однако приблизительная оценка искажений
возможна при использовании уравнения Пай-
ерлса — Набарро, определяющего величину
24
смещения атомов в районе дислокаций по
закону х;= (Gb/2n.h)sin 2яхЬ~\
По этому уравнению определяют ширину
дислокации как расстояние по плоскости сколь-
жения, на котором атомы смещены из своего
регулярного положения на величину, большую'
50 % максимального элементарного сдвига
(см. ниже).
Вектор Бюргерса. Распространение скольже-
ния по кристаллу при перемещении линии дис-
Рис. 20.5. Распространение скольжения по кристал-
лу: а, б — при перемещении дислокационной линии;
в —кристалл после деформации; / —дислокационная
линия; 2 — вектор Бюргерса; 3 — винтовая ориента-
ция; 4 — краевая ориентация
локации схематически показано на рис. 20.5.
Верхняя половина кристалла смещена относи-
тельно нижней, причем в силу периодичности
строения кристалла (что указано на рисунке
схематически рядом параллельных линий) это
строение восстанавливается после смещения
(скольжения), если вектор смещения имеет
определенную заданную геометрией решетки
величину. Граница между «сдвинутой» и «не-
сдвинутой» областями представляет собой ли-
нию дислокации.
Полное описание линий дислокаций в крис-
талле весьма сложно. Линия имеет определен-
ное направление; на ней имеется определенный
разрыв смещений; в некоторых структурах
важно учитывать влияние ядра дислокации, в
частности на энергию дислокационной линии.
Для кристаллов с данной атомно-крис-
таллической решеткой свойства и энергия дис-
локации в сильной степени зависят от ориен-
тации ее линии и от направления сдвигового
смещения относительно остальной окружающей
ее части кристалла. Чтобы описать направле-
ние и величину сдвигового смещения, связан-
ного с присутствием данной линии дислокации,
введено понятие о векторе Бюргерса, смысл
которого иллюстрируется рис. 20.6.
Дислокационная линия разделяет часть, где
прошел сдвиг от той, в которой сдвиг не про-
шел, а вектор Бюргерса b показывает направ-
ление и величину смещения в сдвинутой облас-
ти, которое в ней постоянно.
Рис. 20.6. Две области в плоскости скольжения, од-
на из которых (заштрихованная) сдвинута относи-
тельно другой (заштрихованной); вектор Бюргерса
Ь определяет величину и направление смещения в
области скольжения (смещение постоянно, в пределах
всей заштрихованной области); / — скольжение про-
шло; 2 — дислокационная линия; 3 — скольжения нет
Вектор Бюргерса описывают с помощью Мил-
леровских индексов, и тогда его направление
задается тремя индексами направлений
а величина — ртношением параметра решетки
а к коэффициенту N. Принимается такое от-
ношение a/N, которое определяет наименьшую
величину компоненты вектора Бюргерса по оси
кристалла (рис. 20.7). Тогда вектор Бюр-
герса, который записывается как b=(a/N\X
X[uvw], имеет абсолютную величину ] b | =
— uz+v2+w2.
Рис. 20.7. Векторы Бюргерса в кубической
решетке
На рис. 20.7 показаны три вектора Бюргерса
в кубической решетке, которые могут быть за-
писаны:
^ = ^[110]; 7а = в[100); £ = -^[1Т01,
связь между ними:
£ + ь3 = -у [110] + -у [по] = а [100].
25
Абсолютная величиина этих трех векторов:
|62]=а;
2 V2
1*з1 = -^
Г2
Определение вектора Бюргерса может быть
дано применительно к конкретному процессу,
в частности к процессу скольжения. Посколь-
ку структура кристалла при скольжении по
обеим сторонам дислокации одна и та же, то
же длину, но окружающего участок кристал-
ла, в который не входит дислокация. Разница,
между этими суммами перемещений, т. е. меж-
ду числом шагов, которые делают при движе-
нии по контуру от атома к атому, и определяет
вектор Бюргерса b (см. ниже рис. 20.9 и рис.
20.10). Если задано и— поле смещения через-
дислокационную линйю, то контур вокруг нее
проводится по схеме рис. 20.8. Поле вектора
смещения обозначается как
» = /(“и “2; u3)=f(x1; х3).
Замыкание контура вокруг такого поля воз-
можно только при добавлении к шагам ds, со-
Рис. 20.8. Схема, иллюстрирующая расположение контура Бюргерса вокруг дислокаций при за-
данном поле смещения через нее:
1 — внешний контур; 2 — дислокационная линия; 3 — i — касательный вектор
Рис. 20.9. Контур Бюргерса, описываемый по узлам
кристаллической решетки в кристалле, содержащем
дислокацию (а), тот же контур, перенесенный в
соответствующий кристалл, имеющий совершенную
решетку (6)
Рис. 20,10, Схема, поясняющая разные знаки вектора
Бюргерса в совершенной (а) (см. рис. 20.9) и иска-
женной (содержащей дислокацию) б решетках; в
этой последней вектор Бюргерса положителен, если
экстраплоскость расположена выше плоскости сколь-
жения
нельзя ничего сказать о том, как эта дислока-
ция образовалась и каков ее характер.
Между тем необходимо характеризовать и
классифицировать дислокации независимо от
способа их образования, например по их гео-
метрическим свойствам при использовании по-
нятия о контуре Бюргерса. Измеряется число
перемещений (шагов) от атома к атому вдоль
контура, который окружает в кристалле дис-
локацию (участок дислокационной линии) и
замыкается сам на себя. Сумма элементарных
перемещений (шагов) вдоль этого контура за-
тем сравнивается с суммой таких же переме-
щений вдоль другого контура, имеющего ту
вершаемым по контуру, вектора Бюргерса, так
как смещение по дислокационной линии уже
само по себе определяет, что контур должен
быть не замкнут. Отсюда по условиям замыка-
ния контура 6 = ф (du/ds)ds.
Если имеется обратная задача — поле сме-
щения через дислокацию неизвестно, но изве-
стно локальное строение участка кристалла, в
котором расположена дислокация, то контур,
который описывают (шагая от одного узла к
другому) в данном кристалле (имеющем дис-
локацию), сравнивают с контуром, который
26
проводят таким же образом, но в совершенном
кристалле (не имеющем дислокаций). В дан-
ном случае незамкнутым окажется • контур в
совершенном кристалле, ибо, когда проводили
контур в кристалле, содержащем дислокацию,
был сделан лишний шаг, учитывающий вели-
чину сдвига. Так, на рис. 20.9 показан контур
АВ, проведенный вокруг дислокации в иска-
женном кристалле. Контур содержит 19 эле-
ментарных шагов, 18 из которых нумерованы.
Перенесение этих шагов, т. е. всего контура в
совершенный кристалл (рис. 20.9,6), показыва-
ет, что после 19-го шага контур не замкнулся,
т. е. требуется дополнительный шаг для воз-
вращения в начальное положение. Величина
этого шага и его направление определяют век-
тор Бюргерса Ь, Этот второй способ — перене-
сение контура из искаженного кристалла в не-
искаженный и размещение контура в совершен-
ной решетке — имеет то преимущество, что
вектор Бюргерса лучше описывается матема-
тически и становится возможным оперировать
рядом аналитических зависимостей.
Для более полной характеристики вектора
Бюргерса необходимо условиться относительно
выбора его направления. По предложению
Билби вначале должен быть выбран касатель-
ный вектор t (см. рис. 20.8 и рис. 20.9). За-
тем при движении по контуру по часовой стрел-
ке необходимо так окружать дислокационную
линию, чтобы было выдержано правило право-
стороннего вращения (винта) вдоль направ-
ления касательного вектора (как показано на
рис. 20.9). Тогда вектор Бюргерса положи-
тельной краевой дислокации, изображенный
на рис. 20.9, а, будет направлен справа налево
в совершенной решетке (рис. 20.9, б) и, следо-
вательно, будет иметь отрицательное значение
в данной условно выбранной системе коорди-
нат. Однако, как можно видеть из рис. 20.10,
если замкнутый контур располагается в совер-
шенной решетке (также от А и В), то, когда
этот контур переносится в искаженную решет-
ку, вектор Бюргерса, замыкающий контур в
этой решетке, идет слева направо и имеет по-
ложительное значение относительно той же са*
мой системы координат (рис. 20,10). Таким
образом, положительная краевая дислокация в
искаженной решетке должна определять отри-
цательное смещение при переходе к совершен-
ной решетке (см. рис. 20.9), что и определяет
по существу восстановление кристаллического
строения при полном прохождении дислокации
через кристалл.
Рассмотрим некоторые свойства вектора
Бюргерса, обусловленные природой дислока-
ций:
1) вдоль дислокационной линии вектор Бюр-
герса имеет постоянную величину;
2) сумма векторов Бюргерса в узле из двух
или более дислокаций равна нулю (когда ка-
сательные векторы направлены наружу от дис-
локационного узла);
3) дислокационная линия не может обор-
ваться внутри кристалла.
Для доказательства первого положения рас-
смотрим рис. 20.11, на котором приведена дис-
локационная петля PQ с вектором Бюргерса
bi. Предположим, что петля расширяется (со-
вершается скольжение), как это схематически
показано справа, и принимает конфигурацию
PQRS (начальная конфигурация указана
штриховой линией). Предполагаем, что движе-
ние сегмента PQ в новое положение RS осу-
ществляется при векторе Бюргерса, отличном
от bi. Тогда разница смещений должна быть
сосредоточена вдоль PQ, но этого не может
быть, так как противоречит физическому смыс-
лу, ибо когда сдвиг распространяется, за ним
сохраняется совершенная решетка. Следова-
тельно, Ь[ должен быть равен Ь2 и вектор Бюр-
герса— одинаковый (постоянный) вдоль всей
данной дислокационной петли.
Рис. 20.11. Начальное (а) и последующее (б) поло-
жение дислокационной петли при развитии скольже-
ния в результате перемещения сегмента PQ в'поло-
жение RS
Рис. 20.12. Три дислокационные линии (1—3), встре-
тившиеся в пространстве с образованием тройного
узла, и связанные с ними контуры Бюргерса
Для доказательства второго положения рас-
смотрим три дислокационные линии, встреча-
ющиеся в одной точке, как это показано на
рис. 20.12.
Направления этих трех линии индицируются
касательными векторами напряжений t[, t2 и
ts, направленными от точки встречи. Вокруг
каждой дислокационной линии может быть
построен контур Бюргерса, и векторы Бюргер-
са bi, b2, Ь3 должны определить соединение
«разрывов* соответствующих контуров, связан-
ных со смещением по дислокационной линии.
Если теперь начертить большой контур так,
чтобы он окружал две дислокационные линии
(например, 2 и <?), то вектор, определяющий
компенсацию «разрыва* и замыкание большо-
го контура, должен быть равен —bi. Этого
требует соблюдение условий непрерывности
среды при деформации, так как большой кон-
тур расположен в том же пространстве, где
расположен контур вокруг линии 1, но вектор
которого имеет противоположный знак. Кро-
ме того, разрыв, который необходимо замкнуть
в большом контуре, должен быть равен (опять-
таки из условий непрерывности среды при де-
27
формации) сумме векторов Бюргерса дислока-
ционных линий 2 и 3:
§du — b2 + b3 =
и
Таким образом: 6^ — 0.
__ f=i
Наконец, третье положение. Так как дисло-
кационная линия определяется как граница
между сдвинутой и несдвинутой частями крис-
талла, т. е. она есть граница поверхности (че-
рез которую происходит разрыв), то она мо-
жет либо замыкаться на саму себя, либо вы-
ходить на внешнюю поверхность кристалла,
либо соединяться с другими дислокациями в
узле (точке пересечени51).
Дислокационная линия не может кончаться
(оборваться) в точке, потому что тогда по-
верхность, органиченная линией, не имела бы
полного замкнутого периметра.
ственно краевая дислокация с вектором вдоль
оси xt и краевая дислокация с вектором вдоль
оси
Типы дислокаций,- Поскольку вектор Бюр-
герса постоянен по длине дислокационной ли-
нии, а последняя является замкнутым конту-
ром в плоскости скольжения (рис. 20.14), мож-
но говорить об изменении угла между векто-
ром Бюргерса и дислокационной линией. Пре-
дельные изменения этого угла от 0 до 90°; с
поворотом дислокационной линии относительно-
направлення скольжения будет меняться стро-
ение дислокации. Как известно, различают
краевые дислокации, в которых линия дисло-
кации перпендикулярна вектору Бюргерса, и
винтовые, в которых линия дислокации парал-
лельна ему (см. рис. 20.5).
В случае, изображенном на рис. 20.14, дис-
локации в точках Р и R краевые, в точках Q
и S — винтовые, а на остальных участках дис-
локационной петли — смешанные, в которых
Рис. 20.13. Три основных типа дислокаций, возникающих при различных соотношениях между касательным
(к линии дислокации) вектором в вектором смещения
В общем случае конфигурация дислокаци-
онной линии имеет асимметричный характер.
Однако в особых ситуациях конфигурация мо-
жет обладать некоторыми элементами симмет-
рии. Здесь определяющим фактором является
относительная ориентация между векторами
Бюргерса и касательными векторами данных
дислокационных линий или участков петель.
Вообще между этими векторами может суще-
ствовать произвольный угол, допускающий
множество возможных особенностей строения
дислокаций и вызываемых ими элементарных
актов скольжения. Рассмотрим здесь ограничен-
ное число соотношений между t и b по схеме
рис. 20.13; касательная линия во всех трех рас-
сматриваемых случаях лежит вдоль оси х3,
тогда как векторы смещения, т. е. векторы
Бюргерса, располагаются вдоль всех трех осей
Наиболее симметричный случай возникает,
когда1 касательный вектор и вектор смещения
параллельны (рис. 13, а); так как ось х3 нахо-
дится в плоскости скольжения AOPQ, конфи-
гурация скольжения имеет цилиндрическую
симметрию в изотропной упругой среде. Но
эта симметрия осложняется наложением огра-
ничений в виде действующих систем скольже-
ния в конкретном кристаллическом построении.
Так, для кубической сингонии реальное сколь-
жение по плоскостям, лежащим нормально к
касательным векторам, определяет движение
дислокационных сегментов по геликоидальной
поверхности, что отвечает случаю винтовой
дислокации с вектором вдоль оси х3 (рис.
13, а). На рис. 13,6 и в изображены соответ-
отрезки линии дислокации наклонны (напри-
мер, под углом 0 на рис. 20.15) по отношению
к вектору Бюргерса о. Эти смешанные дисло-
кации можно рассматривать как геометриче-
скую сумму краевых Ь\ и винтовых Ь2 дисло-
каций (рис. 20.15).
Рис. 20.14, Дислокационный контур (линия) в плос-
кости скольжения
Типичный пример краевой дислокации при-
веден на рис. 20.16. В плоскости скольжения
АВ CD скольжение прошло только на участке
ABEF. Линия краевой дислокации EF перпен-
дикулярна вектору Бюргерса 6, являющемуся
вектором сдвига в направлении, указанном
стрелкой.
Нанесем на грань кристалла MNQR (рис.
20.16,6) сетку с шагом Ь; изменение конфи-
гурации этой сетки до и после частичного сдви-
28
га по плоскости скольжения ABCD показано
на рис. 20.17. Линия GF—изображение следа
лишней полуплоскости FEGH кристалла, обра-
зовавшейся вследствие частичного сдвига.
В итоге вокруг дислокации возникает дефор-
мация (искажения) решетки, как это показано
Рис. 20.15. Положение вектора Бюргерса Ь, накло-
ненного под углом 0, относительно дислокационной
линки PQ (а) и разложение смешанной дислокации
на группу краевых и винтовых (б)
Рис. 20.16. Краевая дислокация:
а — положение атомов; б — возникновение краевой
дислокации при частичном сдвиге
а — до сдвига; б — после частичного сдвига, создаю-
щего краевую дислокацию
на рис. 20.18. Подобная деформация и лиш-
няя полуплоскость типичны для краевых дис-
локаций в кристалле, независимо от особенно-
стей его строения. Область вблизи дислокаци-
онной линии, где искажения чрезвычайно ве-
лики, называется ядром дислокации. Здесь
очень велики и локальные деформации. В уда-
лении от ядра дислокации деформации срав-
нительно малы, так что к ним можно приме-
нять теорию упругости; область вдали от ядра
дислокации называется упругой областью.
Важнейшие особенности нарушения порядка
в расположении атомов вокруг краевой дисло-
кации хорошо видны из приведенных рисунков
(например, рис. 20.3). Искажения возле края
экстраполуплоскости вызваны тем, что ближай-
шие атомы должны аккомодировать свое рас-
положение с резким обрывом экстраплоскости.
Атомы, расположенные непосредственно над
Рис. 20.18. Искажения в кристалле вблизи краевой в
винтовой ориентации дислокационной линии
краем экстраполуплоскости, испытывают дей-
ствие сжимающих напряжений. Именно поэто-
му, как можно видеть, два атомных ряда, сле-
ва и справа от экстраполуплоскости, прижаты
друг к другу. Однако непосредственно под эк-
страполуплоскостью расстояние между анало-
гичными двумя атомными рядами больше, чем
в искаженных участках кристалла. Соответст-
венно в этом месте решетка растянута.
Это локальное растяжение решетки называ-
ется дилатацией. Дилатация Д в точке, нахо-
дящейся вблизи краевой дислокации, опреде-
ляется как ।
А = AV/V = (Ь/r) sinG,
где г, 0 — полярные координаты. Кроме прос-
того растяжения и сжатия, в непосредственной
близости от дислокации решетка испытывает
также сдвиговые напряжения. Однако искаже-
ния (или деформации), вызванные сдвигом, го-
раздо сложнее, чем дилатация.
Несимметричность поля искажений вокруг
краевой дислокации влияет не только на про-
цесс деформации при движении дислокаций,
но и на распределение атомов примесей.
Как уже указывалось, вектор Бюргерса вин-
товой дислокации (рис. 20,19) параллелен ли-
нии дислокации; следовательно, линия винто-
вой дислокации всегда параллельна направле-
нию сдвига. В случае, изображенном на рис.
20.19, скольжение будет происходить в направ-,
лении EF на площадке АВЕР} являющейся
частью плоскости скольжения ABCD. Вектор
Бюргерса данной винтовой дислокации длиной
EF определяется смещением Р относительно
Р'. Так как ось деформации направлена по
нормали к передней грани, схему смещения для
случая винтовой дислокации можно предста-
29
вить, рассматривая семейство одинаковых ок-
ружностей (рис. 20.20), расположенных в па-
раллельных плоскостях так, что их центры раз-
мещены по линии дислокации EF с шагом Ь.
Скольжение вызывает своеобразную деформа-
цию окружностей, соответствующую разрезке
вдоль линии PQ и смещению одних концов
(Р' и Q') на расстояние 6/2 по направлению
к наблюдателю, а других концов (Р и Q) на
расстояние 6/2 от наблюдателя. В результате
эти окружности превращаются в спираль лево-
го вращения (см. рис. 20.20) с шагом 6.
ции, испытывают сравнительно небольшие ло-
кальные искажения. Напротив, области вблизи
ядра сильно искажены, и здесь возникают ло-
кальные нарушения симметрии кристалла.
В противоположность искажениям вокруг
краевой дислокации вблизи ядра винтовой
дислокации возникают не дилатации, а скру-
чивание или сдвиг решетки. Атомы, находящие-
ся на винтовой поверхности, смещены со своих
исходных мест, которые они занимали в со-
вершенном кристалле. Эти смещения соответ-
ствуют уравнению винтовой поверхности uz =
= 60/2 л.
Рис. 20.19, Винтовая дислокация:
а — положение атомов: б — возникновение винтовой
дислокации при частичном сдвиге
Рис. 20.20. Положение атомных ялоскостей до сдви-
га (а) и после частичного сдвига, созданного движу-
щейся винтовой дислокацией (6)
Эта схема смещения при движении винтовой
дислокации определяет превращение семейства
параллельных плоскостей кристалла в спираль-
ную поверхность, которая как бы ввинчена в
кристалл.
В процессе скольжения в результате движе-
ния винтовой дислокации на поверхности крис-
талла образуются ступеньки (рис. 20,21). Та-
кие ступеньки определяют возможность роста
кристаллов из разбавленных паров растворов
или расплавов. 1
Как и в случае краевой дислокации, степень
искажений в области винтовой дислокации за-
висит от расстояния до ее ядра. Области, дос-
таточно удаленные от ядра винтовой дислока-
Рис. 20.21. Выход на поверхность кристалла винто-
вой дислокации. Высота ступеньки на верхней по-
верхности обычно равна вектору дислокации. Ряды
атомов, перпендикулярные к дислокации, находятся
на винтовой поверхности
На рис. 20.21 ось г направлена вдоль дисло-
кации; uz — смещение вдоль этого направле-
ния. Угол 0 отсчитывается от какой-либо оси,
перпендикулярной дислокации. Отметим, что
увеличение угла 0 на 2л приводит к возраста-
нию смещения на величину 6; вектор 6 явля-
ется вектором Бюргерса и служит характерис-
тикой дислокации.
Консервативное и неконсервативное движе-
ние дислокаций. Основное различие между
винтовой и краевой дислокациями состоит в
том,' что первая может скользить по ряду
плоскостей, а вторая — только по одной. Та-
кое движение дислокации называется консер-
вативным. Для перемещения краевой дислока-
ции вверх и вниз от ее плоскости скольжения
необходимо присоединение к краю экстраплос-
кости или удаление от нее части атомов. Это
неконсервативное движение, называемое пере-
ползанием, возможно лишь путем диффузии
либо вакансий, либо межузельных атомов и
поэтому является термически активируемым
процессом.
Переползание определяет многие важные
элементарные процессы структурообразования
и пластической деформации. В частности, об-
ход препятствий в решетке, выход дислокаций
в другие плоскости скольжения достигается в
результате переползания.
Когда смешанная дислокация с краевой со-
ставляющей выходит из плоскости скольже-
ния1, создаются дополнительные дефекты стро-
1 Винтовая дислокация при любом переме-
щении всегда движется в плоскости скольже-
ния.
30
ения. Когда дислокация переползает на со-
седнюю плоскость скольжения, лишняя полу-
плоскость, оканчивающаяся на оси дислокации
(рис. 20.22), удлиняется или укорачивается.
При этом один или несколько рядов атомов
должны быть либо удалены, либо добавлены
(рис. 20.23). Это возможно только при нали-
чии диффузии, определяющей движение меж-
узельных атомов или вакансий (см. рис. 20.23).
Рис. 20.22. Переползание краевой дислокации (ось
перпендикулярна к плоскости рисунка). Когда дисло-
кация движется от Л к А', экстра полуплоскость ВА
перемещается в положение B'A't т. е. становится ко-
роче; некоторые атомы удаляются в результате диф-
фузии (или становятся межузельными атомами)
о о о О
о о о> о
о о о о о
ooboooooo
ооооооооооо
00000000.0 о о
о о о о о о о/£'о о о
о о о О О 0^0 о о о
° ° уО ° ООО
О о О О 0-^0 о о О О
ООООО ооооо
OOOOOOOOOO
а
S
Рис. 20.23. Переползание краевой дислокации с по-
мощью добавления (а) или удаления (б) атомов от
экстраполуплоскости
Для переползания дислокации необходима
соответствующая энергия активации. Можно
рассматривать дислокацию в процессе перепол-
зания как источник или сток вакансий или меж-
узельных атомов. В металлах образование и
миграция вакансий прямо связаны со скоро-
стью самодиффузии, поэтому энергия актива-
ции, необходимая для переползания, обычно
равна энергии самодиффузии. Для большинст-
ва металлов переползание происходит только
при повышенных температурах, когда оно при-
водит, например, к явлению полигонизации.
Описание движения дислокаций при их пере-
ползании прямо связано с представлением о
плоскости скольжения дислокации. Плоскость
скольжения для прямолинейной дислокации оп-
ределяется как плоскость, в которой лежат
линия дислокации и ее вектор Бюргерса. Пере-
ползание краевой дислокации соответствует
движению дислокации вверх или вниз по от-
ношению к плоскости скольжения. Когда дви-
жение дислокации происходит вниз (см. рис.
20.23), то она присоединяет дополнительные
атомы, а когда дислокация движется вверх,
она поглощает вакансии.
Переползание дислокаций может осущест-
вляться четырьмя механизмами. Во-первых,
вакансии, имеющиеся в решетке, могут ани-
гилировать у края экстраплоскости. Во-вторых,
вакансии могут возникать в решетке вблизи
края экстраплоскости; такой процесс происхо-
дит в тех случаях, когда соседний атом решет-
ки перескакивает на край экстраплоскости; в
результате экстраплоскость продвигается
внутрь кристалла. Вакансии, образованные та-
ким путем, могут диффундировать в глубь
кристалла. В-третьих, на край экстраплоскости
могут перейти атомы, внедренные в междоуз-
лия решетки. Наконец, в-четвертых, внедрен-
ные атомы могут появиться внутри кристалла
вследствие перескоков атомов с края экстр а-
плоскости в ближайшие междоузлия решетки.
Рассмотренное переползание краевой дисло-
кации носит характер прямолинейного переме-
щения. Этот механизм применим для любой ди-
слокации, содержащей краевую компоненту.
Винтовая дислокация имеет не единственную,
а несколько эквивалентных плоскостей сколь-
жения, поскольку вектор Бюргерса направлен
параллельно дислокационной линии. Поэтому
движение собственно винтовой дислокации не
связано с переползанием. Этот вывод согласу-
ется с тем, что винтовая дислокация не содер-
жит экстраполуплоскости. Однако винтовая
дислокация может совершать весьма сложное
движение, которое наблюдалось и эксперимен-
тально. Это движение связано с переползанием
краевых компонент дислокаций. Если линия
винтовой дислокации скручивается в спираль
(см. рис. 20.20), то спираль должна иметь крае-
вую компоненту, а следовательно, она имеет
Рис. 20.24. Движение винто-
вой дислокации. Винтовая
дислокация за счет образо-
вания спирали создает крае-
вую компоненту, способную
к переползанию
возможность переползать. Схема переползания
показана на рис. 20.24. Переползание вызыва-
ет расширение спирали в радиальном направ-
лении.
Плоскость скольжения существует только
для частного случая прямолинейных дислока-
ций. Если линия дислокации искривлена, то
поверхностью скольжения является цилиндр,
образованный движением вектора Бюргерса
вокруг дислокации (рис. 20.25).
Пороги на дислокациях. В реальных крис-
таллах, содержащих несовершенства строения,
31
скольжение может идти частично в плоскости
ABCD и частично в соседней EFGH (рис. 20.
26). Тогда на дислокационной линии АВЕН бу-
дет порог BE. Такие пороги или ступеньки
должны возникать и в том случае, когда пере-
секаются две дислокации, движущиеся в непа-
раллельных плоскостях скольжения. Если, на-
пример, дислокация I пересекает дислокацию
II, в последнеГг образуется порог или ступень-
Рнс. 20.25. Поверхность скольжения искривленной
дислокации
дислокационная линия
Рис. 20.26. Порог (ступенька) на краевой дислокации
(схема)
Рис. 20.27. Пересечение дислокаций d\ (винтовой, с
вектором Бюргерса 60 с дислокацией d2 (краевой, с
вектором Бюргерса 62). Ступеньки на одной дислока-
ции образуются параллельно вектору Бюргерса дру-
гой дислокации; тт* — направление относительного
движения
ка, имеющий то же направление и величину,
что и вектор Бюргерса дислокации I; сам же
порог или ступенька представляет собой отре-
зок дислокации II. Поэтому энергия порога
(ступеньки) примерно равна 6Ь2.
Итак, порог или ступенька на дислокации I
представляет собой короткий отрезок этой дис-
локации, равный по длине вектору Бюргерса
дислокации II и направленный вдоль него (рис.
20.27). Так как каждый порог (ступенька) яв-
ляется частью дислокации, то ее вектор Бюр-
32
герса будет таким же, как и основной дисло-
кации, поэтому в месте появления порога дис-
локация отличается по характеру от остальных
ее частей. В общем случае связанная с поро-
гом плоскость скольжения отличается от плос-
кости скольжения основной дислокации. Это
означает, что при скольжении винтовой дисло-
кации обычно происходит переползание поро-
гов, имеющих краевую ориентацию, тогда как
порог на краевой дислокации, имеющей винто-
вую ориентацию, не тормозит дислокацию, так
как ступенька может перемещаться по механиз-
му поперечного скольжения.
Следовательно, порог при движении смешан-
ной дислокации оставляет за собой цепочку
вакансий или межузельных атомов. Их число
зависит от типа порога; если он образован в
чисто винтовой дислокации (после прохождения
через нее другой дислокации в перпендикуляр-
ном к ней направлении), то расстояния между
точечными дефектами будут наименьшими и
поэтому вслед за порогом протянется непре-
рывная цепочка точечных дефектов. Конечно,
приложенное напряжение должно быть доста-
точно большим, чтобы оказалось возможным
образование этих дефектов,
Анализ влияния температуры, а также со-
отношения между энергией точечного дефекта
и энергией дислокации (силами натяжения в
ней) на геометрию образования порога пока-
зал, что при умеренно повышенных температу-
рах тепловая активация влияет на скорость
образования дефектов, а диффузия идет на-
столько быстро, что цепочки точечных дефек-
тов, образовавшиеся при движении порога, рас-
сеиваются почти мгновенно. Показано, что энер-
гия образования изолированного точечного де-
фекта в решетке несколько больше энергии,
требующейся для образования нового точечно-
го дефекта в такой цепочке. Следовательно,
энергия активации, необходимая для переме-
щения дислокации, возрастает с повышением
температуры. Энергия активации (U) для дви-
жения порога, кроме того, линейно зависит от
касательной составляющей напряжения т в на-
правлении скольжения, т. е. u=aud—хЬЧ, где
ud—энергия образования изолированного то-
чечного дефекта; а — коэффициент порядка еди-
ницы, зависящий от температуры; I — длина
дислокации между двумя порогами. При этом
следует заметить, что прирост потенциальной
энергии отрезка дислокации длины Z, содержа-
щего порог, при перемещении на одно меж-
атомное расстояние равен как раз хЬЧ.
Важен случай движения дислокации с по-
рогом, когда появляется возможность боково-
го его перемещения вдоль дислокации. При
таком движении число образованных порогом
точечных дефектов сократится. Однако в боль-
шинстве случаев эффективная скорость дви-
жения порога становится очень большой, по-
этому его кинетическая энергия может быть
значительной. Кроме того, образованная поро-
гом цепочка точечных дефектов притягивает
сам порог. Это также препятствует боковому
перемещению порога. Таким образом, можно
предположить, что движение порогов в значи-
тельной мере ограничено, хотя обычно в дви-
жущейся дислокации порог перемещается зиг-
загообразно.
Расщепление дислокации. В плотноупакован-
ных решетках, например в г. ц. к., направле-
нием легкого скольжения будет < 110> и
•вектор Бюргерса—< 110>. Если составить
из шаров модель плотной упаковки по плоско-
сти {111г} (рис. 20.28) и рассмотреть смещение
атомов вдоль [101], то в условиях плотной
упаковки сдвиг будет происходить в две ста-
дий — по зигзагу [2112]->[2lT]-4112]...
и т. д. Такой характер скольжения определяет-
ся тем, что переход атомных слоев через про-
межуточное положение С в этом зигзагооб-
разном движении В-кС^В попеременно по
и отвечает преодолению более низкого энер-
гетического барьера, чем прямой переход из
В в В по Ь[ (в связи с особенностями распо-
Рнс. 20.28. Зигзагообразное скольжение в плотноупа-
кованной плоскости г. ц. к. решётки:
= -у [1011; 62 = -j- [211]; Ь3 =
= 7-(1121)
О ]
ложения атомов в плотной упаковке). Однако,
когда атомный слой смещается в указанное
промежуточное положение, создается дефект
упаковки.
В г. ц. к. решетке расположение атомов в
плоскости (111) описывается чередованием
слоев АВСАВС,.., а в плотноупакованной гек-
сагональной решетке АСАСА,.. . Если при
скольжении в гранецентрированной решетке
слой атомов остается в промежуточном поло-
жении (переходит в С вместо В), то получа-
ется чередование АВСАСАВС— слой с гекса-
гональной упаковкой, который и образует де-
фект упаковки.
В условиях, когда скольжение является дву-
стадийным, часть кристалла, где сдвиг уже
произошел, отделяется от части, где сдвига
еще не было, границей сложного строения —
областью промежуточного положения атомов,
заключенной между двумя линиями. Иными
словами, эта граница представляет собой об-
ласть промежуточного сдвига (рис. 20.29). Ес-
ли OQ — полная дислокация с вектором Бюр-
а
герса &! = —[101], то в плотноупакованной
решетке эта дислокация диссоциирует (рас-
щепляется) на две дислокации: одну OR с
а
~6
вектором Бюргерса Ь2
[112], отделяющую
область промежуточного сдвига от области,
где сдвиг уже произошел, и другую OS-с век-
а
тором Бюргерса Ь3 = — [211], отделяющую
6
область промежуточного сдвига от области в
кристалле, где сдвига еще не было.
Итак, полная дислокация в плотноупакован-
ных решетках будет иметь меньшую энергию,
если она расщепляется на две частичные дис-
локации (OS и OR), и дефект упаковки меж-
ду ними. Перемещение такой расщепленной
дислокации в плотноупакованной плоскости и
дает двустадийное скольжение.
Уменьшение энергии при расщеплении
полной дислокации сопровождается возникно-
вением сил отталкивания между частичными
дислокациями. Эти силы тем меньше, чем
больше удалены одна от другой частичные
дислокации. В то же время силы натяжения
в дефекте упаковки стягивают частичные ди-
слокации. Таким образом, равновесная шири-
на расщепленной дислокации тем больше, чем
ниже энергия дефекта упаковки.
Наличие расщепленных дислокаций в кри-
сталлах обусловливает ряд.важных следствий.
Так, эти дислокации (даже винтовые) не могут
обходить препятствия путем простой переме-
ны плоскости скольжения. Для дальнейшего
развития пластического течения путем попереч-
ного скольжения необходимо, преобразование
расщепленной винтовой дислокации в нерас-
щепленную винтовую путем стягивания час-
тичных дислокаций в полную. Этот процесс
требует определенной энергии активации, ко-
торая должна быть тем выше, чем больше
Отсутствие
скольжения
Скольжение
/Промежу у
/ точный/
у
bi~f[10fl
Дефект упаковки
Плоскость,
рассматриваемая
вдом
8
R
Рис. 20.29. Расщепление дислокаций в случае сколь-
жения по плотноупаковэнным плоскостям: RS — рас-
щепленная дислокация
протяженность дефекта упаковки между час-
тичными дислокациями. Следовательно, чем в
большей степени расщеплены дислокации, тем
с большим трудом могут быть обойдены пре-
пятствия путем поперечного скольжения.
Многие различия в поведении металлов с
г. ц. к. решеткой при их пластическом дефор-
мировании обусловлены различной шириной
расщепления дислокаций из-за различной энер-
гии дефекта упаковки. В частности, в алюми-
нии (протяженность дефекта упаковки по под-
3—394
33
счетам Зегера составляет 1,2 атомного диаме-
тра) уже при комнатной температуре наблю-
дается поперечное скольжение, а в меди, где
протяженность дефекта упаковки — 10 атом-
ных диаметров, оно почти не обнаруживается.
Если атомы растворенных в кристалле
элементов уменьшают поверхностную энергию
между дефектом упаковки и матрицей, то они
концентрируются в дефекте упаковки. В ре-
личина этого равновесного расстояния или
«расщепленности» do определяется безразмер-
ным параметром, равным ус/662, где G— мо-
дуль сдвига (в плоскости скольжения); с —
расстояние между соседними плоскостями
скольжения; b — расстояние между соседними
атомами в плоскости скольжения (т. е. модуль
вектора 6). Если этот параметр >• 10~2, то
расстояние между частичными дислокациями
[1111или[00017
a I b
[112]али[1100]
b а
b
a b a b а b а^ векторы Бюргерса
5 частичных дислокаций
Рис. 20.30. Краевая дислокация в г. ц. к. решетке: плоскости решетки изображены как слои а и б, смещен-
ные один относительно другого на половину вектора решетки. В положении А дислокация' не растянута,
но может уменьшить свою энергию, если плоскости разобщены и между ними образован дефект упаковки,
ограниченный частичными дислокациями (положение Б)
Вектор
Бюргерса
полной
дислокации
плоскость
дерек/лоб
упаковки
[Мили [0001]
зультате частичные дислокации, ограничиваю-
щие дефект упаковки, еще больше расщепля-
ются. Предполагается, что упрочняющее влия-
ние добавок кобальта к сплавам, имеющим
г. ц, к. решетку и используемым для работы
при высоких температурах, связано с тем, что
он тормозит поперечное скольжение, умень-
шая энергию дефекта упаковки.
Образование расщепленных дислокаций в
металлах с плотноупакованной решеткой мо-
жет быть также иллюстрировано схемой, при-
веденной на рис. 20.30. Краевая дислокация
(экстраплоскость) в случае г. ц. к. решетки
образуется как бы при «вставлении» двух а и
b плоскостей с одинаковой конфигурацией
атомов, из которых первая сдвинута по отно-
шению ко второй на половину вектора решет-
ки (рис. 20.30, А). В условиях плотноупако-
ванной решетки такое строение полной дисло-
кации обусловливает большие искажения ре-
шетки и высокую энергию. Можно уменьшить
энергию упругой деформации такой полной
дислокации 6С, если эти две экстраплоскости
будут отдалены одна от другой (рис. 20.30,5).
Край каждой из этих двух плоскостей обра-
зует частичную’ дислокацию (Ьра и bpt>), а
между двумя частичными дислокациями в их
плоскости скольжения возникает искаженный
участок — дефект упаковки, так как плоскости
а между этими частичными дислокациями пе-
решли в положение b и наоборот (рис.
20.31,77). Естественно, что геометрическая
сумма ЬрапЬръ равна Ье. Из рис. 20.31,// вид-
но, что дефект упаковки в г. ц. к. решетке
представляет тонкую пластину с гексагональ-
ной плотноупакованной структурой.
Как было сказано выше, поверхностное на-
тяжение дефекта упаковки у противодействует
упругому отталкиванию между частичными
дислокациями, что приводит к наличию равно-
весного расстояния do. Зегер показал, что ве-
приближается к b и энергия дефекта упаковки
высока (для алюминия yc/Gb2^2,3-10“2). Ес-
ли ydGb2< 10-2, например для меди это от-
ношение ~4-10~3, то частичные дислокации
находятся на заметном расстоянии. Так, для
краевой дислокации в меди do = 126, для вин-
товой d0 —56, а энергия дефекта упаковки
сравнительно низкая.
Энергия винтовой дислокации. Рассматри-
вая энергию дислокации, обычно различают
энергию ядра дислокации, т. е. зоны около оси,
где атомы существенно смещены и поэтому
имеются очень сильные искажения решетки, и
энергию поля вокруг дислокации, где наблю-
даются значительно меньшие смещения ато-
мов. и искажения. Применение линейной
теории упругости для описания энергетическо-
го состояния ядра дислокации, характеризуе-
мого сильными искажениями, оказывается не-
возможным. Вне ядра дислокации, например
на расстоянии от него, равном г (рис. 20.32),
атомы смещены гораздо меньше, что позволяет
использовать положения теории упругости.
Рассмотрим тонкое кольцо1 радиусом г и
шириной 6,’ окружающее винтовую дислокацию
АВ с вектором Бюргерса b (рис. 20.33). Де-
формация, создаваемая полем напряжений
винтовой дислокации, приведет к искажению
кольца и закручиванию его в спираль (рис.
20.33,6). Как было показано при описании
винтовых дислокаций, каждый конец кольца
будет смещаться на расстояние Ь/2, и если
развернуть такое кольцо в полосу длиной 2лг,
то один конец полосы окажется смещенным
относительно другого на расстояние b (рис.
20.33, в).
Деформация на расстоянии г от винтовой
дислокации АВ равна 6(2лг)“’; напряжение,
1 При этом не учитывается толщина кольца.
34
вызывающее эту деформацию, будет Gb (2лг) -1,
При абсолютном смещении Д/, вызывае-
мом силой, возрастающей от 0 до Р и совпа-
дающей по направлению с измеряемым сме-
щением, энергия деформирования будет опре-
деляться работой ’АРД/, где 1/2Р— среднее
значение силы. Плотность энергии деформа-
ции, т. е. энергия деформации на единицу объ-
ема, равна:
4ZPM VgPA/
= 1/2(78,
V
FL
[ill]
[OOH
8 — деформация;
V —
дефект
упакобли
Плоскость b
(Но)
Плоскость а
(НО)
riioj
где (У — напряжение;
объем, равный произведению площади сечения
F на длину L. В рассматриваемом случае плот-
ность энергии деформирования равна:
b b / b \2
^G —-------— = 1/26-— .
2тсг 2пг 2л.г /
Чтобы найти энергию в конечном объеме во-
круг дислокации, выделим в этом объеме по-
лый 1 цилиндр с внешним радиусом r+dr и
внутренним радиусом г (рис. 20.34). Деформа-
ция в этом цилиндре 6(2лг)“*; объем цилинд-
ра на единицу длины 2лг^г, а энергия дефор-
мации
'/<£ [b (2nr)-i]2 2nrJr.
полняя энергия деформации £виит в объеме
вокруг винтовой дислокации, представляющей
полый цилиндр, ограниченный внешним R=
=r+dr и внутренним г0 (см.
рис. 20.32) радиусами, будет
рис. 20.32)
равна:
R
£винт
I ! ь V
~G — 2nrdr =
2 1^2яг/
R
Gb2 Г* dr
4л J г
Gb* 1 R
— —— In — .
4л г0
Это и есть энергия поля на-
пряжений вокруг винтовой ди-
слокации.
Зададимся некоторыми зна-
чениями пределов интегрирова-
ния R и г0: пусть £ = 1 см; г0~
*=5.1О-8 см. Эти значения
приблизительно отвечают дей-
ствительным. Если в монокри-
сталле имеется одна дислока-
ция, то R равно радиусу' кри-
сталла. Значение го зависит от
того, на каком расстоянии от
ядра дислокации перестает на-
рушаться теория упругости;
так как г0 входит в формулу
логарифмически, то не будет
большой погрешностью пред-
положить го примерно соответ-
ствующим межатомному рас-
стоянию. Для большинства
кристаллов д«50 ГПа, Ь«ЗХ
ХЮ'8 см.
Отсюда примерное значение
энергии деформации на едини-
цу длины дислокационной ли-
нии 2 нДж/м, или 6-10“19 Дж
на атомный промежуток. Энер-
гия в ядре дислокации состав-
ляет всего от 5 до 10 % общей
энергии.
Рис. 20.31. Схематическое изобра-
жение плоскостей (110) в г. ц. к.
решетке: I — дефект упаковки от-
сутствует; // — плоскость пересека-
ет дефект упаковки; “ “ "
в плоскостях (Ш)
А В, С—слои
Дальнодействующий характер
вокруг дислокаций определяется
напряжений
логарифми-
1 Как было сказано выше, участки, непо-
средственно прилегающие к ядру дислокации и
характеризуемые значительными искажениями,
не рассматриваются.
3*
ческой зависимостью Кроме того, сам ха-
рактер поля напряжений определяет постепен-
ное уменьшение напряжений по мере удаления
от ядра дислокации. Расчеты показывают, что
при см и го-Ш-7 см больше половины
энергии сосредоточено вне области r=lQ-4CM.
Из зависимости е=Ь(2л/?.)”1 следует также,
что на расстоянии 10“4 см от ядра дислокации
упругая деформация характеризуется величи-
Рис. 20.32. Упругая деформация вокруг винтовой дис-
локации
Рис. 20.33. Схема для расчета энергии в объеме во
круг винтовой дислокации
ной того же порядка, что и упругая деформа-
ция в реальных мягких кристаллах непосред-
ственно перед возникновением. в них пласти-
ческой деформации.
Поскольку вокруг дислокации имеется до-
вольно значительный объем металла, на кото-
рый распространяется поле напряжений, оче-
видно, что перемещение данной дислокации в
кристалле оказывает влияние на все другие
присутствующие в нем дислокации.
Установленная прямая зависимость энер-
гии деформации от квадрата длины вектора
Бюргерса объясняет, в частности, причины де-
ления больших дислокаций на меньшие. На-
пример, если дислокация имеет вектор Бюргерса
2bt а создаваемая ею энергия деформации
пропорциональна 4д2, то стремление системы к
уменьшению энергии приведет к тому, что в
процессе деформации эта дислокация разде-
1 Когда R приближается к нулю, напряже-
ния обращаются в бесконечность. Поэтому в
случае упругой среды всегда нужно предпола-
гать, что вдоль ядра дислркации вынута по-
лость радиуса го.
36
лйтся на две единичные с одинаковыми век-
торами Бюргерса,' равными Ь. Тогда энергия
деформаций уменьшится от 4д2 до 262, а соз-
данные при таком разделении дислокации с
одинаковыми и параллельными векторами
Бюргерса будут отталкиваться одна от дру-
гой. Под воздействием внешней силы эти вновь
возникшие дислокации будут перемещаться по
плоскости скольжения, давая последовательные
сдвиги.
Рис. 20.34. Цилиндрический объем в кристалле (б),
вырезанный в , упругом поле винтовой дислокации
АВ, расположенной по оси цилиндрического кристал-
ла с радиусом R (а)
Из этих положений .следует и другое: две
дислокации, имеющие параллельные векторы
Бюргерса, но противоположные по знаку, стре-
мятся притянуться друг к другу, так как при
слиянии они уничтожаются и их энергия
уменьшается до нуля.
Энергия краевой дислокации. Энергию
краевой дислокации вычисляют так же, как и
энергию винтовой. Отличие состоит лишь в
том, что поле напряжений вокруг краевой ди-
слокации не обладает такой простой симмет-
рией: по одну сторону дислокации имеет мес-
то сжатие, по другую — растяжение (рис.
20.35).
Для расчета энергии рассматривают модель
плоской деформации, т. е. ю = 0, duldz—duldz =
=bt предусматривающую наличие нормальных
напряжений по осям х и у и касательного на-
пряжения (ОуХ), действующего вдоль оси
х в плоскости, перпендикулярной оси у (или
наоборот). Третье нормальное напряжение о22
должно определяться через коэффициент Пу-
ассона (v), учитывающий поперечную дефор-
мацию при упругом растяжении или сжатии,
или, иными словами, учитывающий объемную
деформацию в случае плоского нагружения:
Gzz = V((Jxjt-{~OVy).
Другие возможные касательные напряжения
оу2 (или Ozy) и Oxz (или о2Х) равны нулю.
В ряде случаев используют полярные коор-
динаты г, 6, z, связанные известными соотно7
шениями: x=r.cos0; г/^rsinO; z=z.
В этом случае оперируют нормальными
напряжениями огт и о в-радиальном и тан-
генциальном направлениях и касательным на-
пряжением ог0 (или огбг). Другие касатель-
ные напряжения равны нулю. Напряжение о22
равно v(<jrr4-000). После преобразований по-
лучим:
—Gb sin 0 Gb cos 0
°rr ~ 2л (1— v)r ’ 2л (1 — v)r
Это выражение аналогично полученному для
напряжения в поле винтовой дислокации» но
с учетом поперечного сдвига и объемного сжа-
тия, возможных, согласно обобщенному зако-
ну Гука, и чв условиях плоских нагружений.
Тогда энергия краевой дислокации
[4л (1 -V)]-' In (/?/г0)
Рис. 20,35. Напряжения а объеме вблизи краевой
дислокация: а — полярные координаты; б — прямо-
угольные
Напряжение меняет знак между облас-
тям^ где х<у н у<х.
Формула для атг как и формула для
дилатации
Д = b (2лг)-1 [(1 — 2v) (1 - v)-1 sin 0,
показывает, что поле напряжений вокруг кра-
евой дислокации существенно зависит от угла
0 (см. рис. 20.35,а).
Взаимодействие дислокаций. Одноименные
дислокации, расположенные в разных, но па-
раллельных плоскостях скольжения, могут
либо отталкиваться, либо притягиваться. Это
можно видеть на рис. 20.36, а, где схематиче-
ски показано расположение двух взаимодейст-
вующих дислокаций D и О в плоскостях ВО
и ЕЕ
Если OC<cCD, то дислокация О, как сле-
дует из сказанного выше, будет отталкивать-
ся от D: в этом случае обе дислокации
можно рассматривать как лежащие в одной
плоскости (расстояние ОС мало), и тогда дей-
ствующие между ними силы являются почти
центральными, направленными вдоль как бы
одной плоскости скольжения. Эти силы разоб-
щают дислокации, при этом уменьшается энер-
гия в кристалле.
При OC^CD дислокация О притягивается
к дислокации D(E)\ в результате они могут,
в частности, расположиться одна над другой.
Это обусловлено низкой симметрией поля на-
пряжений, окружающего краевую дислокацию
(влияние угловой зависимости).
Если в тонкой кристаллической полосе име-
ется краевая дислокация, то избыточный полу-
слой атомов вызовет изгиб полосы. Кристалл,
содержащий две дислокации (например, О и
D на рис, 20.36,а), можно представить себе
как соединение двух таких полос. Эти полосы
будут тем точнее «подходить» одна к другой,
чем точнее совпадут места их изгибов; в этом
Рис. 20.36. Взаимодействие дислокаций, находящихся в двух параллельных атомных плоскостях (а): схема
тн чес кое изображение соединения полос» содержащих дислокации (о)
больше, чем энергия винтовой дислокации, на
величину (1—v)~т.е. в 1,4 раза при коэф-
фициенте Пуассона v=0,3.
Для напряжений:
Зхг + у _
axx--Dv (x? + i/4)? >°уу-
х2 — у2 X2 — у*
= Dи-----------; — ----------- »
у (х» + №)2 ху х (х?4-!/а)?
где D = Gh/[2n(l—v)].
случае соединение полос в один кристалл по-
требует меньшей энергии деформации. На рис.
36, б видно, что в случае соединения полос Л
и Б потребуется меньшая энергия и при этом
возникнут меньшие искажения, чем в случае
соединения полос Б и В.
Когда по вертикали выстраивается множе-
ство параллельных краевых дислокаций, гово-
рят об образовании дислокационной стенки.
Такие стенки были экспериментально обнару-
жены во многих исследованиях малоутловых
границ в кристаллах.
37
20.3. СИЛЫ, ДЕЙСТВУЮЩИЕ
НА ДИСЛОКАЦИИ
В теории дислокаций рассматривается дейст-
вие силы на линию дислокации как на само-
стоятельный физический объект. Этим избега-
ют осложнений, связанных с необходимостью
учета взаимодействия атомов вблизи дисло-
каций или сил, приложенных к кристаллу как
к единому целому.
Силы, действующие на дислокацию, могут
быть разного типа: внешние и внутренние раз-
личной природы, свободные поверхности, внут-
рикристаллические неоднородности — все они
создают возможности изменения энергии си-
стемы в результате движения дислокаций.
Следует напомнить, что потенциальная энер-
гия системы, содержащей дислокации, зави-
сит в основном от положения этих дислока-
ций
Силы от внешних нагрузок Мотт и Набарро
рассматривают для случая напряженного
круг дислокаций в кристалле действует поле
напряжений. В общем случае самоуравновеши-
вающиеся напряжения существуют всегда,
когда несколько частей тела связаны так, что
каждая вынуждает другую изменить размеры
или форму. Можно создать напряжения чисто
механическими операциями — если вырезать и
удалить тонкую пластинку металла, а затем
сдавить и таким образом вновь соединить воз-
никшие при вырезке поверхности.
Однозначно определяемое и не имеющее
разрывов поле самоуравиовешивающихся на-
пряжений можно создать механически, напри-
мер в замкнутом кольце, которое, как извест-
но, относится к классу тел со многими связя-
ми Для этого кольцо надо разрезать, после
чего одну поверхность разреза сместить отно-
сительно другой, а потом соединить их в та-
ком взаимно смещенном положении. Если сме-
щение происходит в плоскости разреза, то эти
поверхности можно соединить, не добавляя
недостающего в зазоре материала. Такая опе-
Рис. 20.37. Модель дислокаций Вольтерра
кристалла при действии в плоскости сколь-
жения однородных касательных напряжений т.
Представим себе изолированную дислокацию
в таком однородно напряженном кристалле и
проведем анализ применительно к удельным
значениям (перемещается элемент линии дис-
локации на единицу площади плоскости сколь-
жения). Если дислокация передвигается на
расстояние dx, то при этом совершается рабо-
та Fdxy где F — сила, действующая на дисло-
кацию. Одновременно, когда дислокация мощ-
ностью b перемещается на dxt внутри кри-
сталла создается смещение bdx. Тогда работа,
совершаемая самой дислокацией, будет равна
xbdx. Приравнивая оба выражения (Fdx —
=xbdx), получаем F=xb. Сила F действует по
направлению нормали к дислокационной ли-
нии. Этот расчет для случая касательных на-
пряжений в плоскости скольжения, совпадаю-
щих с направлением скольжения, подтвержда-
ется применительно к более общему случаю
методом интегрирования по поверхности.
Для понимания последующих рассуждений
желательно привлечение понятия о дислокаци-
ях Вольтерра. Как было показано ранее, во-
1 Коттрел приводит такой пример: если си-
стема состоит из кристалла и подвешенного
груза, то движение дислокаций вызовет растя-
жение кристалла и опускание груза; центр тя-
жести опустится, а гравитационная энергия си-
стемы при этом уменьшится.
рация дает многозначное смещение в кольце,
что можно понять, рассмотрев две точки Aj
и А2 на соединяемых поверхностях, которые
после деформации (смещения) совместятся в
одной общей точке А. Поскольку до деформа-
ции точки не совпадали, их смещения не бу-
дут равными. Иными словами, смещение точ-
ки А по отношению к точкам и А2 различ-
но, т. е. оно многозначно.
Для упрощения полагаем, что смещение при
переходе через линию разреза меняется скач-
ком; кроме того, принимаем это смещение од-
нозначным. В результате задача об упругом
состоянии кольца сводится к решаемой обыч-
ными методами задаче с однозначным смеще-
нием.
Вольтерра показал, что если напряжения в
кольце однозначны и непрерывны, то поверх-
ности разреза могут быть смещены жестко, по
отношению одна к другой. Это значит, что
разрывы Да, Ди, Дщ (по осям х, у, z) могут
1 В данном случае речь идет о теле с двумя
связями. Под телами со многими связями по-
нимают такие, которые нельзя разделить на
две части при одной полной разрезке или вы-
резке одного элемента. Применительно к дис-
слокации такая модель справедлива, в част-
ности, и потому, что, мысленно удалив ее яд-
ро, рассматривают кольцевой объем, для ко-
торого можно использовать положения теории
упругости.
удовлетворять определенном соотношениям
Au=dl? Ди = Ь2, Л^=^з, где Ьь Ь2> Ь$— посто-
янные (рис. 20.37). Разрывы являются просты-
ми, поскольку две из трех постоянных в каж-
дом случае равны нулю. Разрывы, изображен-
ные на рис. 20.37, представляют собой упругие
модели дислокации (Вольтерра). Геометрически
дислокация может быть получена такой же
операцией, как и эти разрывы: если вдоль
части плоскости скольжения сделать надрез,
стороны его жестко сместить одна относитель-
но другой и зафиксировать в этом новом по-
ложении. Тогда разрыв по схеме а будет изо-
бражать положительную краевую дислокацию
вдоль оси z с вектором Бюргерса направ-
ленным по оси х; разрыв по схеме б — крае-
вую дислокацию с вектором Ь2> направленным
вдоль оси у, и, наконец, по схеме в — винто-
вую дислокацию'правого вращения с вектором
Ь3 вдоль оси 2.
Вернемся к расчету величины силы, дейст-
вующей на дислокацию, методом интегрирова-
ния по поверхности. Пусть внешняя сила при-
ложена к поверхности тела, не имеющего ди-
слокаций. Обозначим ^силу, приходящуюся на
единицу поверхности, Ti(T} = Tx, Т2), а од-
нозначное ^упругое смещение, вызываемое этой
силой, иу(иу=и, и, w). Энергия деформации
тела будет соответствовать работе, совершен-
ной силой над поверхностью:
£i = — J (Л ui)dSf где Ti и* = Тхи + Tyv +
$
+ Тгю.
Теперь создадим дислокацию по модели
Вольтерра, для чего разрежем тело вдоль пло-
скости скольжения и к поверхности разреза А
приложим силу 71, сохраняющую конфигура-
цию тела в процессе разрезки, и силу Т2> под-
держивающую жесткое смещение поверхностей
разреза и2. Тогда связанная с дислокацией
энергия деформации будет равна:
£я = J(T2 «2)
А
поскольку сила Т2 нарастает от нуля до мак-
симума, то ее среднее значение равно V2T2.
Чтобы найти общую энергию деформации
тела, нужно не только суммировать Ei и £2, но
и учесть работу силы_ 7\ в процессе второго
смещения и2. Сила Т\ производит работу не
только над поверхностью S, но и на поверх-
ности разреза Л. Тогда общая энергия дефор-
мации будет равна:
Е = Е2 4- Ez + [’(Т;1Т2) dS + [ (f dA.
S А
Здесь интегралы не умножаются на Vs> так
как сила 7j остается постоянной при переме-
щении и2.
Теперь проведем подобный расчет для слу-
чая, когда внешняя сила Ту приложена к те-
лу, в котором уже создана дислокация: Е
Е = El +.Е2 + \(Т2 7Х) dS + f (T27i) dA.
S A
Интеграл no S равен 0, потому что 72=0 на
поверхности S. Интеграл по А также равен
нулю, поскольку иу однозначно и тем самым
одинаково по обе стороны от разреза, тогда
как значения силы Т2 на этих сторонах равны
по величине и противоположны по знаку. Зна-
чит, освободившаяся на одной поверхности
энергия точно компенсируется работой, произ-
веденной на другой поверхности. Отсюда энер-
гия деформации тела E=£i-|-£2 и не зависит
от положения дислокации. Физический смысл
этого результата состоит в том, что упругие
свойства тела не изменяются в присутствии
стационарных дислокаций. Пока дислокация
не перемещается, нельзя судить об ее присут-
ствии по сопротивлению тела приложенным
силам.
Поскольку энергия деформации не зависит
от положения дислокации, силы, действующие
на дислокацию, как было показано Моттом и
Набарро, связаны только с работой внешних
сил, совершаемой при движении _дислокации.
Работа внешних сил равна J (Tyu2)dS или
S______
равна также (см. выше) — \(T}u2)dA.
Л
Допустим, что рассматривается дислокация
единичной длины, а направление скольжения
для нее х. Тогда на единицу длины дислокации
действует сила F=dWjdx=—dWjdA = (T[U2).
Если в плоскости скольжения в направлении
скольжения действует напряжение т, а мощ-
ность дислокации Ь, то получится соотношение
Мотта — Набарро: F=xb.
Силы, действующие между дислокациями,
также можно определить методом интегриро-
вания по поверхности. Допустим, что в теле
уже присутствует одна дислокация. Процесс
введения второй дислокации в поле уже имею-
щейся в теле первой дислокации представим
как операцию разрезки тела и жесткого сме-
щения одной поверхности разреза относитель-
но другой. По этой модели, очевидно, силы
взаимодействия между дислокациями связаны
с общей энергией деформации в таком разре-
занном, смещенном и вновь соединенном теле.
Примем, что поверхность тела свободна от
внешних сил и что общая энергия деформации
разделяется на три части: собственную энер-
гию первой дислокации; собственную энергию
второй дислокации; энергию взаимодействия
обеих дислокаций.
Как было показано выше, собственно энер-
гия дислокаций равна: для винтовой дислока-
ции £,винт=<?Ь2(4л;)~1!п(7?/го); для краевой
дислокации £кр = G№[4л(1 —v) ] ~Чп(R/rQ).
Чтобы вычислить третий компонент общей
энергии деформации — энергию взаимодейст-
вия между дислокациями, проведем следую-
щие рассуждения.
Если сила, создаваемая на поверхностях А
(рис. 20.38) полем. напряжения первой дисло-
кации, равна 71, то энергия взаимодействия
соответствует работе, совершенной силой Т\ в
процессе .смещения поверхности А на величи-
ну и2 при образовании второй дислокации.
Если эта энергия изменяется с изменением
взаимного расположения дислокаций, то меж-
ду дислокациями возникает силовое поле.
Энергия взаимодействия, а также соответст-
венно и сила взаимодействия может быть рав-
39
на нулк^ когда_сила 7\ перпендикулярна сме-
щению u2; (Tiu2)=O, Реально это наблюдается
в случае винтовой и краевой дислокаций, ког-
да их векторы Бюргерса взаимно перпендику-
лярны.
Если энергия взаимодействия не равна ну-
лю, то знак ёе можно определить следующим
образом. Если первая дислокация создала
упругую деформацию в плоскости, где будет
сделан надрез, то при образовании второй ди-
слокации поверхности этого надреза смеща-
Рис. 20.38. Схема для вычисления энергии взаимо-
действия между двумя параллельными краевыми
дислокациями
ются одна относительно другой в определен-
ном направлении. Если это смещение того же
знака, что и упругая деформация, то сущест-
вование первой дислокации облегчает образо-
вание второй и тогда энергия взаимодействия
отрицательна. Наоборот, если знаки смещения
и упругой деформации противоположны, то
образование второй дислокации затрудняется
и тогда энергия взаимодействия положительна.
Расчет силы взаимодействия между парал-
лельными краевыми дислокациями с парал-
лельными векторами Бюргерса проводят сле-
дующим образом. Предположим, что первая,
уже имеющаяся в теле краевая дислокация
направлена по оси z и ее вектор Бюргерса b
направлен по оси х. Пусть энергия этой дис-
локации Еь Для того чтобы образовать вто-
рую дислокацию, сделаем разрез в плоскости
А (параллельно х, у) и осуществим смещение
и, для чего жестко сместим одну поверхность
разреза относительно другой на величину b
в направлении х. Примем собственную энер-
гию второй образовавшейся дислокации Е2.
Тогда об(цая энергия деформации Е=Е14-
+ E2+J (Т\u2)dA.
А
Интеграл не обращается в нуль, поскольку
сила Т} имеет компоненту Оху, действующую в
направлении и2> а знак произведения (7\w2)
на обеих сторонах разреза один и тот же, так
как при переходе с одной стороны поверхности
разреза А на другую меняют знак и Ту и и2.
В рассматриваемом случае сила Ту на по-
верхности разреза А. определяет возникнове-
ние напряжения Тху, а и2=Ь; энергия взаимо-
действия J xXybdA. Эта энергия взаимо-
А
действия положительна в случае дислокаций
одного знака и отрицательна в случае дисло-
каций противоположных знаков. Пусть на еди-
ницу длины первой дислокации в точке х, у
и в направлении х другая дислокация дейст-
вует с силой F тогда
F*~ дх ~ дА ~
А
Здесь — касательное напряжение в точ-
ке х, у, вызванное другой, вновь образованной
дислокацией. Следовательно, сила Fx эквива-
лентна действию напряжения тХ1/, равномерно
распределенного в плоскости скольжения.
В общем случае сила может иметь, кро-
ме того, составляющую, к определению кото-
рой можно прийти, если принять не горизон-
тальный разрез А для образования второй ди-
слокации, а вертикальный разрез А' по пло-
скости х—const с последующим жестким
смещением сторон этого разреза в направле-
нии у на величину Ь. В этом случае энергия
взаимодействия Е3= ^TxxbdAt а составляющая
Fy=dE^dA=XxXb.
Используя ранее выведенные зависимости
между компонентами напряжения и деформа-
цией, получим силы, действующие на данную
дислокацию (х, у) со стороны находящейся в
начале координат другой дислокации того же
знака:
Р = 062 *(*2 —У2) . _ =
х 2я(1 — v) ’ (х2 + у2)2 ’ у
Gb* у(3х2 + у2)
— 2л(1 — V) ' (х2 +«/?)’
или в полярных координатах:
(Й* 1
F == f cos 0 + Fn sin 0 =. —--;
y 2л(1 —v) г
г. о А . . A G*2 sin 20
fg = Р2 cos 0 + sin 0 = (1 _ v) r ‘
Если дислокации разных знаков, то знак си-
лы меняется на обратный.
Из уравнения для центральных сил Fr сле-
дует, что краевые дислокации одного знака
взаимно отталкивают друг друга в направ-
лении, соединяющем их линии.
Однако силы, действующие между краевыми
дислокациями, не являются строго централь-
ными, а имеют еще и тангенциальную состав-
ляющую .Поэтому зависимость изменения
силы F* в функции х осложняется (рис. 20.39).
За единицу силы на графике (рис. 20.39) при-
нята величина бЬ2[2л(1—vjy]-1, где у—.рас-
стояние между двумя плоскостями скольже-
ния, содержащими дислокации. Расстояние х
между дислокациями измеряется в направле-
нии скольжения; за единицу длины принято
расстояние у. Для дислокации одного знака
справедлива кривая /, для дислокации проти-
воположных знаков — кривая 2.
При х>у дислокации одного знака оттал-
киваются вдоль плоскости скольжения^ а при
x<zy — притягиваются. Сила равна нулю при
х=у или при х=0, но при х=у равновесие
неустойчиво, а при х=0 устойчиво. Отсюда
ряд краевых дислокаций одного знака наибо-
лее устойчив, когда эти дислокации выстраи-
ваются по одной вертикали. Притяжение при
х<у ыуолъ плоскости скольжения является
результатом внецентренного взаимодействия.
40
Когда дислокации расположены- таким обра-
зом (по вертикали друг над другом), величи-
на Fx определяется главным образом величи-
ной F q, а радиальное отталкивание Fr почти
целиком обусловлено компонентой Fv, Из
рис. 20.39 видно, что дислокации противопо-
ложных знаков взаимно притягиваются вдоль
плоскостей скольжения при х>у н отталкива-
ются при х<у. Равновесие устойчиво при х=
— у и неустойчиво при х=0.
Силы взаимодействия между параллельными
винтовыми дислокациями являются централь-
ными и имеют только радиальную составляю-
щую Fr, так как поле винтовой дислокации
обладает осевой симметрией.
Рис. 20,39. Зависимость изменения силы Рх (дейст-
вующей в направлении скольжения) от расстояния х
между параллельными дислокациями
Рис. 20.40. Схема для вычисления силы взаимодейст-
вия между двумя параллельными винтовыми дисло-
кациями
Допустим, что вдоль оси z располагается
винтовая дислокация мощностью b и следует
найти только составляющую ,FT\ тогда для
второй дислокации делается разрез А в ради-
альном направлении (рис. 20.40).
Аналогично ранее изложенному получим:
dFo dEa d f
А -
Расчет поля напряжений винтовой дислока-
ции дает для составляющей х$г при решении
уравнений упругости величину тОг = 66(2лг)~1.
Отсюда сила F.r = С62(2лг)“’, а ее компо-
ненты в прямоугольной системе координат:
съч = Gb2y .
х 2л(х? + «/2) ’ у 2л(*? + У?) ‘
Дислокации разных знаков под воздействи-
ем этих сил притягиваются, а одного знака от-
талкиваются.
20.4. НАТЯЖЕНИЕ ЛИНИИ
ДИСЛОКАЦИИ
Напомним, что энергия винтовой дислокации,
расположенной в полом цилиндре длиной L,
имеющем внешний и внутренний радиусы R и
г0 соответственно, равна £виит=
= б^2А(4л)-11п(/?/г0), а краевой дислокации
£Hp=G^L[4n(l-v)]-1 1п(Я/г0)-
Смешанная дислокация, как указывалось
выше, может быть представлена либо как пря-
мая линия, для которой выбраны краевая и
винтовая компоненты с соответствующими
взаимно перпендикулярными векторами Бюр-
герса (см. рис. 20.15, а), либо как ступенчатая
линия из чередующихся чисто краевых и вин-
товых дислокаций с взаимно перпендикулярны-
ми векторами (см. рис. 20.15,6).
Рассмотрим сначала прямую смешанную
дислокацию (см. рис. 20.15^а). Векторы Бюр-
герса компонент дислокаций перпендикулярны,
поэтому между составляющими нет упругого
взаимодействия и энергия дислокации в целом
равна сумме собственных энергий ее состав-
ляющих. Мощность краевой дислокации
b sin 0, винтовой b cos 0, так что энергия сме-
шанной дислокации длиной L равна:
£смеш —
GL . R Г 62sin2 0
~— In— —:-------------
4л r0 1 — v
+ b2 cos20 =
Gb2L
4л (1 — v)
, R
In —
(1 — vcos2 0,
где 0 — угол между вектором Бюргерса и
осью смешанной дислокации (см. рис. 20.15, а).
Значение энергии смешанной дислокации на-
ходится между значениями энергии чисто крае-
вой и энергии чисто винтовой дислокации той
же мощности.
Из приведенных соотношений видно, что
энергия дислокаций неограниченно возрастает
при Иными словами, в бесконечно боль-
шом кристалле энергия дислокации бесконечна.
В действительности реальные кристаллы содер-
жат большое число дислокаций, причем дисло-
кации распределены неравномерно с некоторой
средней плотностью р. В процессе скольжения
дислокации перемещаются и стремятся занять
положения, в которых результирующие на-
пряжения сдвига близки к нулю. В то же вре-
мя закономерно самоуравновешивающиеся на-
пряжения убывают с увеличением расстояния
от дислокации. Исходя из этих положений, На-
барро предложил ограничить значения радиу-
са R в приведенных выше уравнениях величи-
ной, равной среднему расстоянию между дис-
локациями, т. е. Величина г0 — ра-
диуса ядра дислокации с сильно нарушенным
кристаллическим строением, внутри которого
теория упругости не выполняется — может
быть принята равной Ь. Тогда общая энергия
поля напряжений прямолинейной смешанной
дислокации в изотропной среде
Gb2L р~1/2
£смеш = —--------7 (1 — v cos? 0) In ——
4л (1 — v) b
Рассмотрим смешанную дислокацию как
ступенчатую линию (см. рис. 20.15,6). Во
внешних областях, удаленных от такой дисло-
кации на расстояние, большее, чем длина сту-
пеньки, поле напряжений и плотность энергии
деформации должны быть такими же, как и в
случае прямолинейной дислокации (рис.
20.15, а), так как искажения поля ступенчатой
дислокаций на таком расстоянии сглаживают-
ся. Однако вблизи линии дислокации это сгла-
живание неполное и, кроме основного поля на-
пряжений, существует поле напряжений как бы
ближнего порядка. Эти последние напряжения
связаны с избыточной энергией деформации,
поэтому ступенчатая линия дислокации менее
устойчива, чем прямая линия.
Следовательно, с макроскопической точки
зрения линия смешанной дислокации всегда вы-
прямляется насколько это возможно. Чтобы
оценить способность линии смешанной дислока-
ции к выпрямлению, Мотт и Набарро ввели по-
нятие натяжения линии, аналогичное поверх-
ностному натяжению.
К этим представлениям можно прийти так-
же, исходя из того, что энергия1, которую име-
ет дислокация, пропорциональна ее длине (L).
Естественно, что имеется тенденция к уменьше-
нию длины дислокации. Такое поведение дис-
локаций также можно описать, если принять,
что дислокации имеют некоторое линейное на-
тяжение T=dEfdL.
Из уравнения для энергии прямолинейной
смешанной дислокации следует, что ее линей-
ное натяжение зависит от ориентации дислока-
ций и от их плотности. Кроме того, оно зави-
сит также от кривизны дислокации.
Рассмотрим дислокационную петлю радиуса
лежащую целиком в своей плоскости
скольжения, т. е. в плоскости, содержащей век-
тор Бюргерса этой дислокации. Для каждого
элемента этой петли можно выбрать другой
элемент, диаметрально противоположный, ко-
торый во всех отношениях подобен первому,
но имеет противоположный знак; эти два эле-
мента вместе образуют дислокационный диполь.
Следовательно, в первом приближении можно
принять, что поле напряжений, обусловленное
каждым элементом петли, имеет радиус дейст-
вия, ограниченный величиной (а не сред-
ним расстоянием между дислокациями р—
как было принято раньше).
Тогда упругая энергия петли дислокации
длиной L — 2^Rl равна:
2(1-») '"“Г’
Линейное натяжение при этой длине петли
G6*(1 -l/2v) /
-------------- In-----г* •
4л (I — v) I b I
Поскольку линии, дислокаций имеют натяже-
ние, они могут быть непрямолинейными только
при наличии касательных напряжений. Каса-
тельное напряжение т0, создающее данный ра-
диус кривизны г, можно найти следующим об-
разом. Рассмотрим элемент дуги 65 линии дис-
локации мощностью Ъ (рис. 20.41, а). Стяги-
1 Приведенные выше расчеты относились к
удельным значениям энергии на единицу дли-
ны дислокации.
ваемый им центральный угол 60 = 65/г. Сила,
направленная вдоль ОА, возникшая от внеш-
них напряжений, действующих на элемент дис-
локации, равна т0Ь65. Противодействующая
внутренняя сила равна 2Т sin (6(3/2) = 760/ где
Т — натяжение на концах элемента дуги дис-
локации. Указанные силы находятся в равно-
весии, откуда i,Q — Tlbr.
Равновесная кривизна дислокации в поле
внешних напряжений может быть рассмотрена
по схеме рис. 20,41,6. На единицу длины дис-
локации ВС, закрепленной на концах, действу-
ет сила F, обусловленная приложенными на-
пряжениями. Если петля может двигаться, то
она смещается в направлении F. Так как ее
концы закреплены, она приобретает равновес-
ную кривизну, которую можно определить, на-
пример, для дуги 65 (между точками PQ) из
равенства сил 760, связанных с линейным на-
тяжением дуги 6S и приложенных сил F6S.
Следовательно, т=6S/60 =T!F*.
Рис. 20.41. Схемы для вычисления внутреннего каса-
тельного напряжения, создающего радиус кривизны
линии дислокации (а), и для расчета равновесной
кривизны дислокации в поле внешних напряжений
(б)
Если элемент дуги дислокаций может дви-
гаться только в одной определенной плоскости,
то в этой формуле нужно пользоваться проек-
цией силы Г на эту плоскость.
Статическое равновесие между натяжением
дислокационной линии и внешней приложенной
силой позволяет оценить критическое значение
внешнего касательного напряжения т*, при ко-
тором это равновесие еще соблюдается.
Как показано выше, сила, действующая на
дислокацию, равна Е=т*6, а сила натяжения
где E^Gb2— упругая энергия единицы
длины дислокации.
Наименьшее значение г составляет LI2 (L—
= ВС на рис. 20.41 при условии отсчета от на-
чала координат О). Максимальное значение Т
будет тогда порядка Gb2IL. При условии T~F:
Gb2!L^^b\ v*^Gb/L.
При превышении этого критического значе-
ния т* статическое равновесие между натяну-
тым дислокационным сегментом и внешней си-
лой нарушается и этот сегмент неограниченно
распространяется по плоскости; тогда величи-
на т*~Тг-я, т. е. напряжению, при котором
начинает функционировать источник Франка—
Рида *.
* Эти уравнения являются отправными для
расчета напряжения источника Франка—Рида
при рассмотрении механизма размножения дис-
локаций.
42
Энергия группировок, дислокаций. Верти-
кальная группировка краевых дислокаций об-
разует в простейшем случае малоугловую гра-
ницу наклона (рис. 20.42), представляющую
собой ряд параллельных краевых дислокаций
одного знака, линии которых параллельны оси
а, а интервалы между которыми в направле-
нии у равны /г, причем h = b!§. Угол 0, опреде-
ляющий разницу в ориентации, равен
2arctg(6/2ft). Такие малоугловые границы ха-
рактерны, например, для начала полигониза-
ции. Поле деформации вблизи какой-либо од-
ной дислокации было рассчитано в предполо-
жении, что над или под ней отсутствуют дру-
гие дислокации, поля деформаций вокруг
которых, естественно, уменьшают поле дефор-
мации вокруг данной дислокации.
Рис. 20 42. Дислокационная модель простой наклон-
ной границы (а) и схема разориентировки кристал-
лов на угол 0 (б)
Упругая энергия вблизи каждой дислокации
равна:
г- т h
Ег » ---------- In---- ,
4л (1 — v) ab
где а область распространения упругих
искажений приблизительно соизмерима с рас-
стоянием между дислокациями h. Число дис-
локаций на единицу расстояния вдоль границы
n^h"1, причем меняется в пределах, преду-
сматривающих сохранение малоугловой грани-
цы наклона, согласно соотношению Ьв = Ь.
Результирующее выражение для числа дис-
локаций на единицу расстояния вдоль мало-
угловой границы n=tyb.
Энергия на единицу поверхности границы
Gb
f'rp = пЕ± ~ 0 In ос0.
р 4 л (1 — v)
Максимальное значение энергии Ещ достига-
ется при некотором угле 0т; тогда ЕРр1Ем —
= (0//0пх)П-1п(0/О,н)].
Расчеты по этому уравнению, выведенному
Ридом и Шокклн, хорошо согласуются с экс-
периментальными данными (рис. 20.43).
Друго11 возможной группировкой дислока-
ций является группировка дислокационных ко-
лец или петель, задержанных, когда сколь-
жение на каком-либо участке плоскости тор-
мозится эффективным препятствием.
Если радиус петли г, а внешнее напряже-
ние, стремящееся расширить петлю т, то энер-
гия петли примерно равна:
^петли — А 1^ , I ~ &тлл2,
\ 4л . о /
где а — численный множитель, связанный пе-
реходом от г0 к Ь.
Первый член — это произведение энергии
единицы длины дислокации на ее общую дли-
ну, равную 2лг. Второй член характеризует
Рис. 20.43. Изменение пограничной энергии в зави-
симости от угла разориентировки: 1 — железо. &т—
= 26,6 °; 2 — кремнистый феррит: 07П=2918й,’ 3 — оло-
во, 0^ = 12,2°; 4 — свинец,
уменьшение энергии; связанное с выгибанием
дислокации вне площади петли лг2. Петля на-
ходится в равновесии при критическом разме-
ре радиуса, определяемом из условия г1<Р =
= (Gb/fair) [14-1п(агкр/&)]. Это выражение
можно упростить, так как И-1п(агкр/Ь) при-,
мерно равна 2л (для значений гкр, имеющих
физический смысл, порядка 10~5 см); тогда
гкр~66/2т.
Петли, имеющие меньший радиус, чем гкр,.
будут сжиматься и исчезать, а больший—’
расширяться.
20.5» СКОЛЬЖЕНИЕ
КАК ПРОЦЕСС ДВИЖЕНИЯ
ДИСЛОКАЦИЙ
Пластическая деформация, или необратимое
изменение формы, есть результат необратимого
перемещения дефектов решетки; в частности,
такой наиболее распространенный вид дефор-
мации, как скольжение, является результатом
движения и необратимого перемещения дисло-
каций.
На рис. 20.44 схематически показано, как
создается деформация в кристалле при движе-
нии краевых и винтовых дислокаций на раз-
личные расстояния. Общее смещение верхней
части кристалла по отношению к нижней, рав-
ное А, складывается из ряда малых смещений
создаваемых при движении отдельных дис-
локаций. Когда дислокация полностью прохо-
дит через кристалл, она вызывает смещение Ь
(равное по величине вектору Бюргерса дан-
ной дислокации). До того как дислокация на-
чала двигаться, смещение равно нулю.
Смещение бу для положения дислокации xt
(являющегося промежуточным между 0 и L)
пропорционально расстоянию на которое
переместилась дислокация: и 6=
= xiL-1Z?,<6.
N
Тогда Д = = 6L-1 2 xi.
1
где V — общее число дислокаций, перемещаю-
щихся в кристалле.
при низких значениях напряжения движется
Примерно в 50 раз быстрее винтовой; по мере
увеличения напряжения скорости краевой и
винтовой компонент дислокации сближаются.
Величина «стартового» напряжения, при ко-
тором начйнается движение дислокаций 2, обу-
словлена исходным состоянием кристалла. Как
видно из рис. 20.46, чем выше твердость кри-
сталла, тем большим должно быть это напря-
жение (а также критическое напряжение
сдвига),
Экспериментально установлена экспоненци-
альная зависимость скорости движения дисло-
каций от температуры (рис. 20.47): f=/(cr)X
Рис. 20.44. Изменение размеров (деформация) кристалла при движении через него:
а — параллельных краевых дислокаций; б — параллельных винтовых дислокаций
Макроскопическая деформация сдвига
A N
у = ~ = bh,—1 V xi.
i
Заменяя сумму средним значением х, взя-
тым по всем числам, и проводя расчет удель-
ной деформации (на единицу площади сече-
ния кристалла, т. е. Л и L равны единице), име-
ем y=bNx.
Величину М уже можно характеризовать как
плотность дислокаций, равную числу дисло-
кационных линий, пересекающих единицу пло-
щади сечения кристалла.
Для скорости деформации дифференцирова-
ние уравнения дает dy/dt—bNv, где v — сред-
няя скорость движения дислокаций, не превы-
шающая скорости распространения звука.
Некоторые количественные данные о скоро-
сти движения дислокаций получены для кри-
сталла фтористого лития (рис. 20.45). С рос-
том напряжений скорость движения дислока-
ций резко увеличивалась стремясь к предель-
ному значению — к скорости распространения
сдвиговых волн по (III) [ИО], близкой к ско-
рости звука. Краевая компонента дислокаций
1 При небольшом изменении (на несколько
процентов) деформирующих напряжений ско-
рость движения дислокаций изменялась в
10 раз.
Деформирующие напряжения; ЯЛ а
Рис. 20.45. Зависимость скорости движения дислока-
ций от величины деформирующих напряжений для
различно обработанных кристаллов фтористого ли-
тия:
/ — отожженный кристалл; 2 — исходный; 3 — облу-
ченный нейтронами
Необходимо подчеркнуть различие в меха-
низмах движения дислокаций в плоскости
2 Меньшие напряжения не вызывают дви
жения дислокаций даже при весьма длитель-
ном воздействии на кристалл.
44
скольжения (консервативное движение) и пер-
пендикулярно к ней. В первом случае —при
..скольжении — атомы многократно перемеща-
ются коллективно сдвиговым образом на рас-
стояния, соизмеримые с параметром решетки;
во втором случае — при переползании — нара-
щиваются или укорачиваются неполные атом-
ные плоскости за счет термически активируе-
Рис. 20.46. Связь между величиной напряжений, не-
обходимых для начала движения дислокаций, и зна-
чением критического скалывающего напряжения для
различно обработанных кристаллов фтористого ли-
тия:
/ — исходный кристалл; 2 — охлажденный от 500 °C
за 10 мин; 3 — облученный нейтронами
3*1013 нейтр/(см2-с)
Рис. 20.48. Переползание дислокаций нз одной плоскости скольжения в другую в результате самодиффузии
и повышенной подвижности вакансий при высоких температурах; подвижность атомов в решетке определяет
возможность перемещения дислокаций в новой плоскости скольжения (новом положении): 1—5 — стадии пе-
реползания
мого, т. е. диффузионного» перемещения вакан-
сий или одиночных междоузельных атомов
(рис. 20.48). Переползание в общем случае яв-
ляется более затрудненным механизмом (не-
консервативного) движения дислокаций, чем
скольжение.
. Оценивая подвижность дислокаций в кри-
сталле для случая простого (облегченного)
скольжения, необходимо учитывать сопротив*!
ление решетки, т. е. силы Пайерлса: Их влия-
ние можно описать следующим образом.
Известно, что при отсутствии дислокаций
для деформации кристалла необходимо до-
стичь критического напряжения сдвига (ткр«
«6/4), которое примерно на три порядка ве-
личины больше реально наблюдаемого-
При наличии дислокации, например краевой,
занимающей симметричное положение (рис.
20.49), силы, отталкивающие ее слева, уравно-
вешиваются силами, действующими, и оттал-
кивающими ее справа. Когда дислокация про-
ходит половину пути до следующего положе-
ния, аналогичного изображенному на рис.
20.49, а,' возникает' такая же симметричная
конфигурация (рис. 20.49,6). Однако при
своем движений дислокация проходит через
ряд несимметричных положений; поэтому не-
обходим расчет равнодействующей этих не-
уравновешенных сил. Простейший случай рас-
чета дан в теории Пайерлса — Набарро:
Рис. 20.47. Температурная зависимость скорости дви-
жения дислокаций в кристалле фтористого лития
(энергия активации £=0,7 эВ): / — отожженный кри-
сталл; 2 — исходный
Рис. 20.49. Схема балансирования сил при движении
дислокаций
где w—ширина дислокации, т. е. длина учас-
тка вдоль плоскости скольжения, в пределах
которого смещения составляют более 50 %;
То — касательное напряжение (натяжение) в
дислокации; т* — критическое значение внеш-
него касательного напряжения.
, Ширина дислокации исчисляется в несколь-
ких единицах Ь, поэтому т0 значительно меня-
ется в зависимости от величины но всегда
составляет много меньше т*.
45
20;6. ДИСЛОКАЦИОННЫЙ
МЕХАНИЗМ ДВОЙНИКОВАНИЯ
Двойникование в кристаллах с о. ц. к., г. ц. к.
и г. п, у. решетками описывается полюсным
механизмом образования двойниковой про-
слойки. Объяснение этого механизма будет да-
но на примере металлов с о. ц. к. решеткой, в
которых при определенных условиях, напри-
мер при высоких скоростях или низких темпе-
ратурах деформации, преимущественным спо-
собом деформации будет двойникование.
Система двойникования для о. ц. к метал-
лов— это направление [111] и плоскость
(112). Одновременный сдвиг, необходимый для
образования двойника, равен 1/1^2 в направ-
Рнс. 20.'50. Образование двойниковой структуры в
о. ц. к. решетке движением частичных дислокаций
l/e [111J в плоскости (112)
лении [1111. Такой сдвиг можно получить
(рис. 20.50) смещением 1/6 [111] в каждой
последующей плоскости (112), т. е. двойнико-
вание происходит путем движения частичной
дислокации 1/6 [111]. На рис. 50, а представ-
лено исходное состояние кристалла с о. ц._ к.
решеткой в сечении его по плоскости (ПО).
Плоскость двойникования (112), которую
иногда называют соединительной плоскостью
двойника, нормальна к плоскости (ПО), а на
рисунке показан ее след.
Двойник формируется в результате движе-
ния в объеме набора двойникующих дислока-
ций 1/6 [111], как это показано на рис.
20.50,6. Когда двойникующие дислокации
пройдут через весь кристалл, будет создана
окончательная конфигурация двойника (рис.
,20.50, в).
Таким образом, для того, чтобы в результа-
те движения частичных дислокаций образова-
лась двойниковая ориентация решетки, эти
частичные дислокации должны (при своем
движении) сформировать правильный последо-
вательный ряд атомных плоскостей. Такая си-
туация реализуется при полюсном механизме
деформационного двойникования. На рис. 51, а
дислокационные линии ОА, ОВ и ОС встре-
чаются в тройном узле О. Как было показано
выше, сумма их вектора Бюргерса равна ну-
лю, CDE—плоскость двойникования, или со-
единительная плоскость двойника. Вектор
Бюргерса двойникующей дислокации ОС ле-
жит в плоскости CDE. Дислокация в процес-
се двойникования вращается вокруг своей не-
подвижной точки О и как бы «подметает»
Рис. 20.51. Полюсный механизм двойникования в
о. ц. к. решетке:
а — полюс; бив - последовательные стадии образо-
вания двойника
плоскость, образуя правильный сдвиг между
атомами, разделенными плоскостью двойнико-
вания. Дислокации ОА и ОВ неподвижны.
У каждой из них есть компонента вектора
Бюргерса, перпендикулярная к плоскости двой-
никования- и равная расстоянию между атом-
ными слоями.
В общем случае винтовая компонента ди-
слокаций ОА и ОВ определяет формирование
из атомных слоев вокруг этих дислокаций ге-
ликоидальной поверхности. Вращаясь вокруг
полюса дислокаций, двойникующая дислокация
перемещается по «спиральному склону» в еле-,
дующий слой. При многократном повторении
46
этого процесса образуется достаточно толстый
слой двойника. Полюсный механизм двойнико-
вания применительно к металлам с о. ц. к.
решеткой разработан Коттрелом и Бидби.
Полная дислокация АОВ с вектором Бюргер-
са 7s [111] при некотором напряжении, обыч-
но повышенном при низких температурах или
высоких скоростях деформации, расщепляется
(рис. 20.51,6) в результате реакции, которую
можно записать в виде следующего соотно-
шения: 7г[111]->7а[Н2] + 7в[И 1].
Отрезок OF на рис. 51,6 можно рассмат-
ривать как сидячую дислокацию с вектором
Бюргерса 7з [112], а отрезок FCO— как двой-
никующую дислокацию с вектором Бюргерса
Чв [111]. Когда дислокация FCO расположена
так, что сегмент ОС параллелен пересечению
плоскостей (121) и (112), т. е. параллелен на-
правлению [111], сегмент будет иметь чисто
винтовую ориентацию и при поперечном сколь-
жении будет переходить в плоскость (121).
Иными словами, когда дислокация ОС враща-
ется вокруг ОБ, при каждом полном повороте
она будет перемещаться на расстояние, зави-
сящее от компоненты вектора Бюргерса дисло-
кации О В, перпендякулярио’й к плоскости ECD
и равной расстоянию между плоскостями
(121). Структура двойника образуется при
последовательных вращениях дислокаций, оп-
ределяющих их спиральное распространение по
полюсному механизму.
В г. п. у. кристаллах основная система двой-
никования—плоскость (1012) и направление
либо 1*011] (для Be, Ti, Mg, Со), либо [1011]
(для Zn, Cd); двойникующая дислокация —
типа [ЮН].
В г. ц. к. кристаллах системах двойникова-
ния (111) [121], двойникуклцей является ди-
слокация Шокли 7б [121], причем для обра-
зования двойниковой прослойки необходимо
прохождение двойникующих дислокаций по
каждой последующей плоскости (111), По-
скольку дислокация Шокли при своем движе-
нии оставляет за собой дефект упаковки, двой-
никовую прослойку можно представить как
наложение дефектов упаковки по каждой сле-
дующей плоскости.
Рассмотренный полюсный механизм двойни-
кования объясняет многие экспериментальные
наблюдения процессов деформационного двой-
никования, такие, например, как высокая ско-
рость роста двойников, а также то, что для
начала двойникования требуется более высо-
кое напряжение, чем для его продолжения.
Поскольку полюсной механизм не получил
пока прямого экспериментального доказатель-
ства при электронно-микроскопических иссле-
дованиях, были предложены некоторые другие
механизмы возникновения двойников, смысл
которых сводится к созданию модели форми-
рования двойникующих дислокаций.
Зарождение первой петли частичной дислока-
ции при образовании двойника требует напря-
жения’ о=0,05-г-О,I G (где G— модуль сдвига),
Поэтому зарождение первой петли вероятно
лишь при наличии концентрации напряжений.
Действительно, в практически бездислокаци-
ониых кристаллах цинка методом электронной
микроскопии было показано, что двойники за-
рождаются на поверхности в углах кристалла,
где концентрация напряжения достигает
о‘«0,02 G. После того как зародилась первая
петля, для последующих петель критическое
напряжение понижается.
Частичные дислокации, вызывающие при
своем движении перестройку атомных слоев,
определяющую формирование двойников, могут
образовываться в результате дислокационных,
реакций. Одна из таких реакций для кристал-
лов с о. ц. к. решеткой получила эксперимен-
тальное подтверждение при изучении двойни-
кования в сплаве Мо+9 5 % Fe (изгиб при
77 К), в котором зарождаются двойники де-
формации, состоящие из трех атомных слоев:
1/2 [0111+1/2 [101]->3-1/6 [112].
Когда благоприятно расположенные в ло-
кальном объеме кристалла трехслойные заро-
дыши срастаются, возникает микроскопически
наблюдаемый двойник.
20.7. УПРОЧНЕНИЕ ПРИ
ТОРМОЖЕНИИ ДИСЛОКАЦИЙ
Главным Препятствием для движения дисло-
каций являются внутренние искажения в ре-
шетке. Эти искажения в реальных кристаллах
создаются, например, атомами растворенных
примесей, зонами Гинье — Престона и частица-
ми выделений второй фазы, а также естествен-
но, другими дислокациями и их группировка-
ми (границами в кристалле).
Торможение дислокаций обусловливает по-
вышение сопротивления металла деформиро-
ванию. Следовательно, упрочнение может быть
достигнуто при создании структуры, определя-
ющей минимальную подвижность дислокаций.
Известны следующие четыре основных метода
создания упрочненного состояния.
1. Взаимодействие дислокаций:
, а) поля напряжений вокруг скоплений ди-
слокаций у препятствий при значительной
плотности дислокаций в этих скоплениях могут
прекратить функционирование источника, ис-
. пускающего дислокации, что сделает невозмож-
ной дальнейшую деформацию;
б) взаимодействие движущихся дислокаций
сих устойчивыми группировками, создающими
границы и субграницы в кристалле, приводит
к прекращению деформации в объеме кристал-
ла, очерченном субграницами или границами;
в) пересечение и «перепутывание» дислока-
ций, например при деформации, вызывает об-
разование не способных к движению («сидя-
чих») дислокаций и таким образом уменьше-
ние их подвижности.
2. Взаимодействие дислокаций с атомами
примесей:
а) при образовании вокруг дислокаций ат-
мосфер по типу внедрения или замещения из
атомов примесей или легирующих элементов;
выход дислокаций из атмосфер затруднен и
связан с необходимостью дополнительной за-
траты энергии (из-за повышения деформиру-
ющих напряжений);
б) легирование металла — создание твердо-
го раствора — повышает энергию связи в ре-
шетке и затрудняет элементарный акт начала
движения дислокации;
в) при встрече скользящей дислокации
с атомами примесей и легирующих элементов
в твердом растворе рассеивается упругая энер-
гия дислокаций в связи с локальным искаже-
нием силового поля решетки в месте сегрега-
ции указанных атомов.
47
3. Частицы второй фазы:
а) задерживают движение дислокаций, так
как прерывается путь скольжения;
б) поля напряжений вокруг частиц препят-
ствуют движению дислокаций.
4. Упорядочение:
а) дальнее, при котором возникновение ис-
кажений доменной поверхности при движении
дислокаций связано с рассеиванием их энер-
гии, поскольку границы между доменами пре-
пятствуют перемещению дислокаций;
б) ближнее, при котором для движения ди-
слокаций необходим разрыв парных связей,
требующий затраты энергии дислокации.
Количественная оценка перечисленных мето-
дов упрочнения дана Коттрелом. Каждый из
них может привести к получению у реальных
металлов и сплавов предела текучести
—700 МПа. Следует отметить, что упрочняю-
щие эффекты от этих методов примерно адди-
тивны. Тогда приблизительно можно оценить
предельное повышение предела текучести тех-
нических (реальных) металлов и сплавов:
3000 — 3200 МПа.
Эффективость этих методов создания упро-
чненного состояния существенно зависит от
температуры. Так, при повышении температуры
возможно разрушение дальнего или ближнего
порядка, а также.разрушение атмосфер у дис-
локаций. Частицы второй фазы при нагреве
коагулируют, а затем растворяются. Наконец,
сложные, перепутанные конфигурации дисло-
каций, созданные в результате наклепа, с рос-
том температуры распрямляются, выравнива-
ются, причем многие дислокации аннигилиру-
ют. Кроме того, большая плотность дислока-
ций, характерная для высокопрочного состоя-
ния, уменьшается. При высоких температурах
в значительной степени развивается движение
точечных дефектов, и дислокационные конфи-
гурации могут изменяться по механизму пере-
ползания, по которому может осуществляться,
в частности, перемещение даже сидячих дис-
локаций. И, наконец, развивающаяся при вы-
соких температурах рекристаллизация приво-
дит к резкому уменьшению плотности дисло-
каций и соответственно к разупрочению.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК.
Бернштейн М. Л., Займовский В. А. Механи-
ческие свойства металлов. М.: Металлургия,
1979. 495 с.
Ван Бюрен. Дефекты в кристаллах. М.: ИЛ,
1962. 584 с.
Коттрелл А. X. Дислокации и пластическое
течение в кристаллах. М.: Металлургиздат,
1958. 267 с.
Макклинток Ф., Аргон А. Деформация и раз-
рушение металлов. М.: Мир, 1970. 443 с.
Уэрт 4.t Томсон Р. Физика твердого тела. М.:
Мир, 1969. 558 с.
Хоникомб Р. Пластическая деформация метал-
лов. М.: Мир, 1972. 408 с.
21
-- ТЕОРИЯ ГРАНИЦ ЗЕРЕН В МЕТАЛЛАХ
21.1. РОЛЬ И ЗНАЧЕНИЕ ГРАНИЦ
ЗЕРЕН
Почти все металлические материалы — поли-
кристаллы. Несмотря на развитие производ-
ства монокристаллов, они представляют ин-
терес в основном для некоторых специаль-
ных областей новой техники. Подавляющее
большинство конструкционных материалов яв-
ляются поликристаллическими, они состоят из
конгломерата зерен, разделенных границами.
Граница зерна (ГЗ)— один из основных эле-
ментов структуры поликристаллического мате-
риала.
ГЗ — область кристаллического несовершен-
ства; она может двигаться, адсорбировать при-
меси и обладает высокой диффузионной прони-
цаемостью. Этим очерчивается роль ГЗ: они
определяют возможность многих процессов, ки-
нетику их протекания и свойства материалов.
Так, движение ГЗ контролирует, например,
процесс рекристаллизации. То обстоятельство,
что ГЗ быстро проводят вещество, определя-
ет кинетику диффузионно контролируемых про-
цессов при не слишком высоких температурах.
Все же эти температуры достаточно высоки —
до 0,7—0,8 Тпл; так, разрушение никелевых
жаропрочных сплавов чаще всего происходит
по ГЗ. Однако при сравнительно низких тем-
пературах (до—0,2—0,3 ТПл) мелкое зерно со-
общает металлу высокие пластичность и проч-
ность. .........
48
ГЗ адсорбирует примеси, в некоторых случа-
ях очень сильно; так, в хромоникелевой стали
с содержанием 3-10~2% Sb концентрация ее
на границе достигала 10 %. С обогащением
ГЗ примесями связаны эффекты охрупчивания
металлических сплавов, микролегирования (за-
медления диффузии по ГЗ за счет введения
малых количеств горофильных примесей, обо-
гащающих ГЗ) и др.
ГЗ определяет кинетику многих химических
процессов (коррозию, окисление), механических
(приграничное скольжение) и т. д.
Хотя ГЗ известны давно (первые исследова-
ния Аустена и Сорби травимости границ под
оптическим микроскопом появились в 80-е го-
ды прошлого века), однако полной (даже об-
щепринятой) теории большеуглрвых ГЗ, объ-.
ясняющей их структуру, термодинамические и
кинетические свойства, не существует. В 50-х
годах нашего века был достигнут существен-
ный прогресс в исследовании процессов на ГЗ,
что связано главным образом с применением
радиоактивных изотопов. Основные же успехи
в понимании ГЗ достигнуты за последние 10—
15 лет. Об этом говорит, в частности, замет-
ное увеличение числа публикаций; после 1970, г,
ежегодно проводится как минимум одна меж-
дународная конференция, посвященная ГЗ.
В настоящем разделе рассматривается, тео-
рия большеугловых границ зерен [1]. Для ма-
лоугловых границ (угол разворота соседних
зерен менее 10°) справедливы хорошо разра-
ботанные дислокационные модели.
21.2. СТРУКТУРА
БОЛЬШЕУГЛОВЫХ ГРАНИЦ
ЗЕРЕН
Реальная ГЗ — не обязательно плоская. Од-
нако во всех моделях ГЗ явно или неявно де-
лают предположение, что ГЗ плоская, по край-
ней мере в микрообъемах.
Плоская ГЗ задается пятью параметрами:
углом разворота с соседним зерном (ср), осью
разворота (два угла) .и нормалью к плоскос-
ти границы (тоже два угла). Если плоскость
границы перпендикулярна оси разворота, то
это граница- кручения; у границы наклона ось
разворота лежит в плоскости границы.
• Развитие.представлений о.структуре ГЗ с на-
чала их изучения и до настоящего времени
связано с построением моделей, описывающих
наблюдаемые микроскопические свойства гра-
ниц.
Первая' структурная модель—аморфной гра-
ницы— принадлежит Розенхайну. Она позволи-
ла объяснить величину поверхностного натяже-
ния ГЗ, зернограничное проскальзывание при
•высоких температурах.
Аморфная модель держалась долго. В из-
вестной книге Мак Лина [2], изданной в
1957 г., сказано: «Кажется достаточно надеж-
но установленным, что в обычной границе с
большим углом, какие нормально имеют мес-
то в металлах, имеются беспорядочные области
несопряженности, сходные С жидкостью. Их
ширина не более трех атомных диаметров. До-
казательство этого вывода главным образом
негативное, т. е. состоит в том, что трудно
представить какую-либо другую структуру».
Однако новые экспериментальные факты (вы-
сокая энергия активации миграции большеуг-
ловых ГЗ, анизотропия свойств ГЗ) не укла-
дывались в рамки представлений об аморфной
границе. Появились модели ГЗ, структура ко-
торых сочетала аморфные и кристаллические
участки. По Мотту, ГЗ представляет собой
сочетание островков хорошего и плохого со-
пряжения. По Смолуховскому, при увеличении
Ф> 15° дислокации объединяются в группы, об-
разуя области несопряженности, разделенные
неискаженными областями. При <р>35° ГЗ
сплошная область несопряженности.
Установление нового фундаментального фак-
та — немонотонной зависимости свойств гра-
ниц от угла разориентировки зерен — привело
к появлению теории кристаллической ГЗ.
Еще Харгривс и Хилл в теории переходной
решетки (1929) описали такую модель. Все
атомы на местах (в узлах), за исключением
одного-двух слоев, где они • сдвинуты: Грани-
ца имеет определенное строение в том смысле,
что для заданной разности ориентаций приле-
гающих кристаллов «...существует определён-
ная система расположения атомов, и она соот-
ветствует минимально возможной при данных
условиях потенциальной энергии». В отличйе
от аморфной такая граница много тоньше и
имеет собственную структуру.
В этот период теория сыграла инициирую-
щую роль: она способствовала постановке экс-
периментов и показала, как правильно их ста-
вить. Определяющей в этом отношении явилась
теория мест совпадений [3].
При определенных взаимных ориентировках
соседних зерен (специальных ориентировках)
может возникнуть «сверхрешетка», общая для
обоих зе|5ен. Узлами такой сверхрешетки в
плоскости границы будут атомы А и В, общие
для кристаллических решеток граничащих зе-
рен (рис. 21.1). Наиболее энергетически выгод-
ными (т. е. с наиболее низкой энергией) будут
границы, лежащие в плотноупакованных плос-
костях такой сверхрешетки. Именно эти грани-
цы и обсуждаются в теории мест совпадения.
Рис. 21?!. Граница частичного сопряжения (37°-ная
граница наклона <100> в г. ц. к. кристалле)
Если незначительно изменить угол, то совпа-
дение нарушится.
Для ряда дискретных значений углов разво-
рота зерен в плоскости границы имеются сов-
падающие атомы. Границы, отвечающие усло-
виям возникновения совпадающих узлов, назы-
ваются границами частичного сопряжения (так-
же специальными и особыми). Для описания
таких границ вводится объемная решетка сов-
падающих узлов (РСУ). Она получается при
развороте на специальный угол ср двух вза-
имопроникающих кристаллических решеток.
Узлы РСУ — общие для обеих решеток атомы
при данном ф. Размеры ячейки РСУ характе-
ризуются: •
_ объем ячейки РСУ
объем ячейки исходной решетки ’
2 фактически совпадает с обратной плотностью
совпадающих атомов в единице объема исход-
ной решетки.
Расчеты РСУ—2 (ср)—проведены в основном
для кубических решеток; создан достаточно
мощный математический аппарат [полная ре-
шетка наложения (ПРИ), ноль-решетка Болл-
мана и др]. Например, для оси разворота
<100>2 = 5, ф = 36,9°; 2 = 13, ф=22,6° и т. д.
В табл. 21.1 приведены значения 2 и ср для
некоторых наиболее часто встречающихся в
г. ц. к. решетках РСУ [4].
Прямых экспериментальных исследований
структуры ГЗ очень мало: автоионная микро-
скопия, просвечивающая электронная микро-
скопия. Они показали, что переходная зона за-
нимает 2—3 межатомных расстояния и обна-
руживает различный сложный дифракционный
контраст, не очень однозначно трактуемый, но
в общем соответствующий представлениям о
наличии в переходной зоне дефектов типа сту-
пеней, зернограничных дислокаций (ЗГД), ми-
крофасеток и т. д.
4-394
49
ТАБЛИЦА 21.1
СПЕЦИАЛЬНЫЕ УГЛЫ ДЛЯ НЕКОТОРЫХ ОСЕЙ
РАЗВОРОТА
Ось раз- ворота ф S | Ось раз- ворота Ф 2
<100> 36,9 ' 5 86,6 17
22,6 13 26,5 19-
28,1 17 <111> 60,0 3
<110> 70,5 3 38,2 7
38,9 9 27,8 13
50,5 11 46,8 19
21.3. ТЕРМОДИНАМИЧЕСКИЕ
СВОЙСТВА БОЛЬШЕУГЛОВЫХ
ГРАНИЦ ЗЕРЕН
Это наименее исследованный вопрос в теории
ГЗ. До недавнего времени все ограничивалось
утверждениями о повышенной энергии атомов
в ГЗ по сравнению с объемом.
Вид потенциала не очень существен. Принима-
ется, что во всех частях кристалла, даже в об-
ласти ГЗ, справедлива линейная теория упру-
гости. Типичная кривая — с острыми миниму-
мами, отвечающими границам с высокой плот-
ностью совпадающих узлов, приведена на рис.
21.2.
Как описать структуру и энергию неособых
границ? Как учесть в жесткой, геометрической
модели необходимую релаксацию? В основном
это делают, вводя те или иные дефекты: ЗГД
(рис, 21.3), дислокационные диполи, дефекты
упаковки, уступы или сдвиги (для анализа де-
фектов структуры ГЗ и ее перестроек привле-
кается решетка ЗГС—зернограничных сдвигов,
предложенная Орловым и сотр.) и т. д. [5].
С помощью этих дефектов неособая граница
подстраивается под особую, причем не обяза-
тельно под ту, что ближе (по (р), а таким об-
разом, чтобы минимизировать полную энергию
системы.
Второй метод расчета энергии — РСУ, но
вводится конечный потенциал взаимодействия.
Таким образом, допускается не полное, как в
Рис. 21.2. Зависимость свободной энергии границ наклона <110> в алюминии (машинное моделирование)
[28J
Рис. 21.3. Дислокационное представление «сегмента несопряж'енности», внедряющегося в периодическую
структуру границы [IJ
Очевидно, у специальных границ меньше
энергия, так как часть атомов находится в не-
смещенных положениях. При данном <р мини-
мум энергии соответствует максимальной плот-
ности узлов РСУ.
Большая часть сделанных расчетов — машин-
ные, с использованием парных приближений,
обычной РСУ, а частичное совпадение: совпа-
дающими считаются и те атомы, координаты
которых отличаются на величину, не превыша-
ющую некоторое малое значение в.
В обоих случаях острота минимумов сглажи-
вается, что соответствует эксперименту (рис.
21.4).
Помимо избыточной энергии, ГЗ в общем
случае характеризутся отличной от объема (ча-
ще повышенной) концентрацией примесей. Се-
грегация примесей на ГЗ — эффект, хорошо
известный металловедам. Он обычно описывал-
ся зависимостью: с' = сехр(UfkT), где с и с'—
концентрация примеси в объеме и в границе;
U — энергия взаимодействия примеси с грани-
цей; Т — абсолютная температура; /г —посто-
янная Больцмана.
25 50 50 40 45 50
О, град
Рис. 21.4. Зависимость энергии границ наклона
<100> в свинце высокой чистоты от угла разориен-
тировки зерен [1]
В 50-х годах появился термин «межкристал-
литная внутренняя адсорбция» (Архаров) и
была написана (Мак Лин) для адсорбции на
ГЗ изотерма типа лангмюровской (для внеш-
ней поверхности):
С' = с exp (UlkT)/[ 1 - с + с exp (UlkT)}. (1)
Однако до последнего времени, как об этом
свидетельствует, например, недавний обзор
[6], отсутствовал анализ возможности (коррек-
тности) применения теории поверхностных
явлений (термодинамики Гиббса, модели Гуг-
генгейма — Адама, теории Жуховицкого, изо-
терм адсорбции) к «внутренним поверхностям
раздела» — ГЗ и особенностей, которые при
этом возникают. Только недавно были полу-
чены первые результаты в этом направлении
[7,8]. Изложим их кратко, сопроводив терми-
нологическим и методическим введением.
Термодинамические свойства ГЗ характери-
зуются двумя величинами: поверхностным на-
тяжением (о) и поверхностным сгущением ве-
щества — адсорбцией (Г).
По поводу о известно немного, что обуслов-
лено главным образом экспериментальными
трудностями [9]. В основном используют два
метода. Метод тройного стыка (рис. 21.5) дает
относительную величину, поскольку o^/sinai =
— const, и позволяет оценить абсолютную, ес-
ли известны все Ог, кроме нас интересующего.
Метод канавки термического травления (рис.
21.6) основан на измерении поверхностного на-
тяжения свободной поверхности (crs) и дву-
гранного угла (а) в основании канавки терми-
ческого травления у выхода ГЗ на свободную
поверхность. В этом случае a/2 = arccos[<j/
/(2^)].
В табл. 21.2 приведены некоторые результа-
ты измерения энергии ГЗ в металлах и спла-
вах [9].
По порядку величины поверхностное натяже-
ние ГЗ составляет около 30 % поверхностного
натяжения свободной поверхности.
ТАБЛИЦА 2L2
ЭНЕРГИЯ ГРАНИЦ ЗЕРЕН В МЕТАЛЛАХ
И СПЛАВАХ
Металл или сплав r. °C s O 2 Д^еталл или сплав 7, °C a, мДж/м2
А1 350 405 Fe—18 % Сг—9 %Ni 1160 735
Ag 900 360 Ni 1300 728
Au 1035 406 Ni— 20 %Cr 1200 740
Сг 1200 980 Mo 1600 535
Си 1030 550 Mo 1500 610
Си/А1 600 550 Mo 1600 765
Cu/Sn 750 520 Ta 1500 740
Cu/Zn 700 495 W 1500 1080
Си/Sb 600 450 Nb 1500 790
Fev 1380 770 Sn 160 160
825 800; 280 Pb 317 210
Fe-3 % Si 1200 346 Sn 160 ' 255
Влияние примесей на о изучали в основном
методом канавок термического травления и для
малых содержаний примесей (Си—Sb, a-Fe —
Р и др. [6]). Зависимость довольно сильная,
Рпс. 21.5. Схема определения поверхностного натя-
жения границ зерен по методу тройного стыка
Рис. 21.6. Схема определения поверхностного натя-
жения границ верен по методу канавки термического
травления
хотя почти все измерения относятся к предпла-
вильным температурам. Есть единственная ра-
бота, где измерена о (с) во всем интервале со-
ставов для системы Си—Аи [10]: провисающая
кривая с минимумом около 30 % Си.
Поверхностное натяжение и адсорбция свя-
заны для ГЗ, как и для межфазных границ,
51
адсороционным уравнением Гиббса. При по-
стоянной температуре для бинарной системы
— da = 2Гг фг = Ti фх + Г2 ф2.
Для разбавленного раствора (предполагая,
что Г1 ~0) получим:
Г2=—(с/^Т) (do/de).
Примеси, понижающие поверхностное натя-
жение ГЗ (da/dc<0), называют поверхностно-
активными, или горофильными; они положи-
тельно адсорбируются (Г2>0), обогащая ГЗ;
напротив, если dG/dc>^t то Г2<0 — примеси
поверхностно-неактивны, горофобны.
Заметим, что речь идет о равновесной ад-
сорбции, т. е. такой, которая не связана с раз-
личной подвижностью компонентов твердого
раствора.
Граница фаз разделяет две разные, а ГЗ—
две одинаковые фазы. Поэтому в соответствии
с правилом фаз Гиббса ГЗ имеет на одну сте-
пень свободы больше, чем граница фаз. Вслед-
ствие этого для межфазной границы нельзя
найти Tt и Г2, не зная, как они связаны между
собой, а для ГЗ можно, если измерить о(Р);
Р— давление. В частности, для однокомпо-
нентной системы:
— do = Гф = TQdP и Г =— (до/дР)т л
В однокомпонентной системе величина Г
(автоадсорбция) связана с различной плотно-
стью ГЗ и объема. Это очень важная и пока
точно неизвестная характеристика ГЗ. Оценки
показывают, что нужны давления порядка
1 ГПа, что в принципе вполне возможно. Одна-
ко до сих пор таких опытов не проведено.
В бинарной системе адсорбцию можно раз-
бить на две части — плотностную и концентра-
ционную: Г=Гр+Гс и найти Гс, если известна
зависимость а (с).
Это было сделано для системы Си—Аи [10].
Выло показано, что к ней применима теория
Жуховицкого [И], в которой число адсорбци-
онных мест принято равным трем емкостям мо-
нослоя. Взаимодействие компонентов в ГЗ и в
объеме описывается в рамках теории регуляр-
ных растворов, но с разными теплотами сме-
щения: —0,36 и —0,27 эВ соответственно.
Прямые экспериментальные результаты бы-
ли получены в основном с помощью Оже-
спектроскопии (ОС) и ионной микроскопии
(ИМ)—типичные кривые распределения при-
ведены на рис. 21.7 и рис. 21.8. Методом ОС
исследовано около 10 систем типа Fe—Р, W—
Р, Си—Bi, Си—Sb и двух десятков хромони-
келевых сталей с Р, Sn, Sb. Малое число объ-
ектов связано с тем, что методом ОС можно
исследовать только хрупкие материалы (их
надо расколоть по ГЗ в высоком —10-6—
10-8 Па — вакууме и при сравнительно низких
температурах) с низкой растворимостью второ-
го компонента (иначе* примеси не сегрегируют
по ГЗ и не охрупчивают их).
Основные экспериментальные ' результаты
сводятся к следующему [6, 12]. Во-первых, ши-
рина зоны обогащения не превышает несколь-
ких (до 10) атомных слоев. Во-вторых, коэф-
фициент обогащения, равный отношению кон-
центраций примеси в ГЗ и в объеме, обратно
пропорционален объемной растворимости.
В-третьих, изотерма адсорбции — лангмюров-
ская [уравнение (1)]—с заполнением в преде-
лах монослоя (напоминаем, что все работы
выполнены на разбавленных растворах). Нет
данных о связи.адсорбции со структурой ГЗ, о
возможности применения изотерм адсорбции.на
неоднородной поверхности, изотерм полимоле-
кулярной адсорбции. В связи с этим подчерк-
0 5 10 15 20 25 30 35 40 45 50
Расстояние отграни цы, А
Рис. 21.7. Относительная концентрация сурьмы в
стали, измеренная методом Оже-спектроскопии, в
функции расстояния от границы [I]
Расстояние от о
межзеренной границы, А
Рис, 21.8. Распределение кислорода в области меж*,
зеренной границы в иридии (метод автономной мню
роскопии) [Ц
нем, что непосредственно использовать модель
полислойной (полимолекулярной) адсорбции
для ГЗ нельзя. В ней существенно, что в ад-
сорбате атомы примеси перемешаны не с ато-
мами матрицы, а с пустыми местами, вакан-
сиями, которых много. На ГЗ атомы примеси,
во всяком случае образующей твердый рас-
твор замещения, перемешаны именно с атома-
ми матрицы.
21.4. КИНЕТИЧЕСКИЕ СВОЙСТВА
БОЛЬШЕУГЛОВЫХ ГРАНИЦ
ЗЕРЕН (ДИФФУЗИЯ
И МИГРАЦИЯ)
Это наиболее давний, наиболее развитый и
имеющий, по-видимому, наибольшее практиче-
ское значение раздел физики ГЗ.
Подавляющее большинство экспериментов,
теоретических расчетов и моделей выполнены
или имеют отношение к поликристаллам. Про-
блема диффузии по ГЗ в поликристаллах под-
робно рассмотрена в [13]. Применительно к ми-
грации — это исследования рекристаллизации
[14]. Они показали, что ГЗ способны мигриро-
вать; скорость миграции экспоненциально за-
висит от температуры и, как правило, линейно
от движущей силы; что примеси могут оказы*
52
вать на движение границ сильное тормозящее
действие.
Исследования диффузии по ГЗ в поликрис-
таллах дали большой и важный для теории и
практического использования эксперименталь-
ный материал. Однако следует помнить, что
эти данные характеризуют не индивидуальную
ГЗ, а усредненное влияние конгломерата ГЗ
на кинетику диффузионных процессов в поли-
кристаллических материалах.
Коэффициенты пограничной диффузии в кон-
кретном эксперименте определяют с помощью
различных решений уравнений Фишера [15].
Рнс. 2!.9. Линии постоянной концентрации ct. е2, с31
с< (отвечают различной продолжительности диффу-
зионного отжига): б— ширина границы: /. II — зер-
на: А — нанесенный слой; В — граница; ф — угол в
вершине изоконцентрацнонного контура
Рис. 21.10. Изображение клика пограничной диффу-
зии, полученного в отраженных электронах (диффу-
зия цинка по границе зерен в бикристалле алюми-
ния)
по концентрационным кривым (рис. 21.9), кото-
рые чаще всего получают методами микро-
рентгеноспектрального анализа, авторадиогра-
фии, электронно-микроскопический авторадио-
графии и др. На рис. 21.10 изображены ти-
пичная картина опережающей з.ернограничной
диффузии: острие клина соответствует ГЗ.
Если выполняются условия применимости
решения Фишера [16, 17], а это, грубо говоря,
имеет место при 0;3<с'/со<1 (с' — концентра-
ция диффундирующего вещества в ГЗ на рас-
стоянии у от поверхности, а с0 — на . поверх-
ности), то произведение 6£>х (б—ширина
границы, D' — коэффициент зернограничной
диффузии) находят нз с' (0, у), спрямляя эту
зависимость в координатах In с' против у:
—
с’ (0, у) = с0 ехр-- , б£П1/2 • (2)
Здесь D — коэффициент объемной диффузии.
Линейность является критерием применимо-
сти решения (2).
Если концентрация на границе составляет
меньше 0,3со (при этом пограничный диффузи-
онный клин незначительно превышает слой
объемной диффузии), то надо пользоваться
точным решением Уиппла. Методика расчета
ЫУ описана, например, в работе [17].
В модели Фишера имеются два принципи-
альных ограничения.
Во-первых, определяется не D\ a 6D' —про-
изведение ширины ГЗ на коэффициент зерно-
граничной диффузии, в которое входит неизве-
стная величина б. Это — недостаток всех мо-
делей и методов, в которых о скорости зерно-
граничной диффузии судят по величине потока,
а не по результатам слежения за элементар-
ным актом диффузионного скачка..
Во-вторых, предполагается, что с'/с=1 при
л = 0, т. е. скачок концентрации между ГЗ и
объемом отсутствует. На самом деле есть
адсорбция на ГЗ и большая часть примесей го-
рофильны. Поэтому с'1с—у и возникает еще
одна неизвестная величина у — коэффициент
распределения примеси между ГЗ и объемом.
Вследствие этого фактически вычисляется не
6D', a 6£>'у, так что измеренная величина
энергии активации зернограничной диффузии
(£изМ) отличается от истинной (Ег) на вели-
чину энергии связи примеси с ГЗ (U):E' —
= ^изм+^-
Все исследователи отмечают активационный
характер элементарного акта диффузии, кото-
рый описывается уравнением Аррениуса D'=
~Eq ехр(—E'/RT)t где Е'— энергия актива-
ции; £>0 — предэкспоненинальный фактор зер-
нограничной диффузии; R— газовая постоян-
ная; Т — абсолютная температура.
Значения Е' и £)0 для самодиффузии и ге-
теродиффузии по ГЗ некоторых металлов при-
ведены в табл. 21.3 и 21.4 [1.7, 18]. Более под-
робные сведения можно найти в реферативных
журналах «Diffusion Data» (до 1967 г.) и
«Diffusion and Defect Data» (после 1967 г.).
Сравнивая значения D' со значениями ко-
эффициентов объемной диффузии, приходим к
выводу, что D'/7)«103->I05 (при б = 510-8см)
и уменьшается с ростом температуры. Отноше-
ние Е'/Е составляет 0,35—0,7, причем для ме-
таллов с г. ц. к. решеткой оно несколько ниже
(0,35—0,55), чем с о. ц. к. решеткой (0,55—
0,7).
При обсуждении значения Do следует иметь
в виду две трудности.
Во-первых, узкий температурный интервал
измерения D' приводит к большой ошибке в
определении Do- Для надежных измерений
зернограничной диффузии интервал этот со-
53
ТАБЛИЦА 21.3
ЭНЕРГИЯ АКТИВАЦИИ САМОДИФФУЗИИ
И ГЕТЕРОДИФФУЗИИ ПО ГРАНИЦАМ ЗЕРЕН
(Еу) И В ОБЪЕМЕ (Е} В РАЗЛИЧНЫХ МЕТАЛЛАХ
Диффунди- рующий эле- мент Раствори- тель Тип ре- шетки Энергия, кДж/моль Е'/Е
Е' Е ’
Ag Ag Г. ц. К. 86,1 191,1 0,45
Ni Ni Г. ц. к. 109,2 280,6 0,39
Fe y-Fe Г. Ц. К. 128,5 283,5 0,45
Со Си Г. ц. к. 92,4 231,8 0,40
Cd Си Г. п. к. 48,7 139,0 0,35
Со Со Г. ш К. 163,8 268,8 0,61
Сг Сг О. ц.к. 197,4 319,2 0,60
Fe a-Fe О. цж. 141,5 252,0 0,56
Со a-Fe О. Ц«к. 197,4 268,8 0,73
W Mo О. аж. 323,4 474,2 0,68
ТАБЛИЦА 21.4
ПРЕДЭКСПОНЕНЦИАЛЬНЫЕ МНОЖИТЕЛИ
ПОГРАНИЧНОЙ САМОДИФФУЗИИ
Металл Температура, °C D* б, cm3/c D\ смй/с, при 6=5-10“8 cm
Ag 290—490 1,1-ю-1» 2,2- IO-3
Au 367—444 3,1-ю-1» 6,2-10—9
Cd 50—110 — I
200—280 — 8-10_2
y-Fe 949—1119 7,7-10-8 1,5
a-Fe 501—682 l,l-10~8 0,22
Ni 475—630 7-10—3
850—1100 — 1,1-10—3
Pb 200—260 8,1-10-» 1,6
Sn 40—115 — 6,4-10—2
w — — 3,3-102
Zn 75—150 — 0,38
ставляет обычно (0,6—0,8) Тпл (температуры
плавления растворителя) в соответствии с кри-
териями надежности, предложенными в [19].
Во-вторых, как отмечалось выше, опыт дает
нс Dq , а 61>о и точное значение 5 неизвестно.
Оно колеблется от 5- 10-8 (Фишер, кристалло-
графические модели ГЗ) до 10~4 см (Герцри-
кен — из предположения, что D'—D при Т=
о
= 7'пл). При 6 — 5 А в большинстве случаев
значения DQ укладываются в интервал
(10“3—1) см2/с, характерный для вакансион-
тюго механизма диффузии. Действительно, со-
гласно теории переходного состояния Pq =
= 0/A2vexp (S/Р), где f—фактор корреляции;
Р — геометрический множитель (обычно р,
квадрат длины скачка Д2^]0~13см2; ча-
стота колебаний v—1012—10i3c“l и энтропия
активации S«(l—3)R. Величина £>$ может
вырасти или уменьшиться за счет f и S, одна-
ко ждать существенного выхода за пределы
интервала 1—10-эсм2/с без изменения механиз-
ма диффузии кет оснований.
54
Важно еще подчеркнуть, что различное вза-
имодействие примесей с ГЗ может привести к
тому, что одни примеси будут вытеснять дру-
гие с ГЗ, вследствие чего состав ГЗ может
очень сильно отличаться от среднего. Та-
кое адсорбционное вытеснение закрывает ГЗ
как путь ускоренной диффузии для примесей с
малой энергией взаимодействия. Таким обра-
зом, способность ГЗ адсорбировать примеси
кардинально меняет их кинетические свойства*
в том числе зернограничную диффузию, особен-
но в случае особо чистых веществ (ОЧВ).
В последнее десятилетие широкое распрост-
ранение получили исследования диффузии и ми-
грации ГЗ на.бикристаллах. Три причины опре-
делили эту тенденцию:
1) появление структурных моделей [3], обус-
ловивших возможность расчета степени упо-
рядоченности большеугловых ГЗ и иницииро-
вавших постановку экспериментов по измере-
нию кинетических характеристик в зависимости
от угла разориентировки зерен;
2) разработка новых методик исследования,
включая способы получения бикристаллов с
точно известными параметрами;
3) успехи физико-химии чистых веществ, бла-
годаря чему появилась возможность проведе-
ния экспериментов на очень чистых объектах,
в которых структурные особенности ГЗ не «за-
мазываются» примесями. Методики исследова-
ния диффузии описаны в [13].
Корректный физический эксперимент по ис-
следованию миграции одиночных ГЗ должен
удовлетворять следующим условиям. Первое—
необходимо изучать границы определенного
типа (наклона, кручения) с известными крис-
таллографическими параметрами в широком
интервале углов разориентировок зерен. Это
относится и к диффузии. Второе — известная
движущая сила миграции. На рис. 21.11 изо-
бражены три схемы миграции; с переменной
контролируемой движущей силой, уменьшаю-
щейся по мере движения ГЗ (рис. 21.11, а), то
же — увеличивающейся (рис. 21.11,6) и с по-
стоянной движущей силой (рис. 21.11, в).
Третье условие — учет взаимодействия дви-
жущейся границы с поверхностью кристалла
[20]. Это взаимодействие проявляется в обра-
зовании по линии пересечения ГЗ с внешней
поверхностью канавки термического травле-
ния, тормозящей движение ГЗ. При опреде-
ленных условиях ГЗ может оторваться от ка-
навки, после чего процесс циклически повторя-
ется (рис. 21.12). Критерием степени возмуще-
ния движения ГЗ внешней поверхностью явля-
ется величина AFo3A/cr2, где AF —движу-
щая сила миграции; о’ и о — поверхностное
натяжение внешней поверхности кристалла и
границы зерен соответственно; h — толщина
образна.
Условие отсутствия торможения ГЗ внеш-
ней поверхностью: р^>1. Неучет этого взаимо-
действия может привести к кажущейся (в про-
тиворечии с теорией переходного состояния)
нелинейной зависимости скорости от движущей
силы.
Четвертое условие — надежная фиксация по-
ложения и формы движущейся границы, в том
числе непрерывная, с помощью киносъемки в
поляризованном свете или рентгеновским мето-
дом [21].
Основной результат исследования диффузии
и миграции большеугловых ГЗ заключается в
установлении связи между кинетическими ха-
рактеристиками и структурой границ и подт-
верждении кристаллической структуры ГЗ. Эк-
спериментальное исследование было проведено
для диффузии цинка в алюминии (границы на-
клона [22] и кручения [23] < 100> и <111>)
и миграции границ наклона <100>, <111 > и
<110> в алюминии [24]» <1010> и <1120>
в цинке [25] в широком интервале углов раз-
ориентировки зерен и температур.
Основная особенность полученных зависи-
мостей — их существенная немонотонность.
Положения минимумов на ориентационных за-
Рис, 21.11. Схемы исследования миграции одиночной
границы зерен:
— положения границы в различные моменты
времени; /, // — зерна; А* — радиус кривизны движу-
щейся границы; д — толщина образца
висимостях произведения коэффициента погра-
ничной диффузии на ширину границы D'd,
энергии активации миграции Ет, а также мак-
симумов на ориентационных зависимостях по-
движности границ А и энергии активации по-
граничной диффузии £'(и соответствуют
особым границам в РСУ. Некоторые из этих
зависимостей приведены на рис. 21.13 —21.16.
По крайней мере для диффузии по границам
наклона наблюдается хорошая линейная кор-
реляция между Е' и S-1/2, характеризующей
степень совершенства границы.
Параметры диффузии и миграции существен-
но различны для ГЗ разного типа и разной
кристаллической симметрии. Так, наибольшая
диффузионная подвижность (D'd) наблюдает-
ся для границ наклона <100>; для границ
наклона <111> она ниже, еще ниже для гра:
ниц кручения <100> и самая низкая для'
границ кручения <111 >. Для границ наклона
<100> отношение энергий активации погра-
ничной и объемной диффузии лежит в интер-
Рис. 21.12, Изменение формы движущейся границы,
взаимодействующей с внешней поверхностью
Рис. 21.13. Ориентационная зависимость произведе-
ния коэффициента диффузии D' по границам накло-
на <] 11> на ширину границы 6
72
56
.46
24
10 20 30 40 50
' ср, spa О
Рис. 2). 14. Ориентационная зависимость энергии ак-
тивации Е' диффузии по границам наклона <111>
вале 0,3—0,4; для границ наклона <111>—
0,35—0,6; границ кручения <100>—0,4—0,7;
границ кручения < 111 >>—0,35—0,9. Это (наря-
ду с немонотонной зависимостью параметров
диффузии от угла разориентировкн зерен) яр-
кое проявление кристалличности ГЗ. Получен-
ные результаты позволяют, в частности, объ-
яснить разброс величины Е'1Е, определенной
из опытов на поликристаллах, равно как и до-
55 •
статрчно низкие ее значения (по сравнению с
приведенными выше). В реальном поликристал-
ле подавляющее большинство составляют ГЗ
общего типа, далекие от положений соответст-
, о
вия в РСУ. Величина DQ (при 6=5 А) изменя-
ется в широких пределах: от 10-2 до 105см2/с
(особые границы кручения <111 >). Последние
значения явно не согласуются с вакансионным
механизмом диффузии.
21,17), Интересно отметить, что приблизитель-
но на эту же прямую ложится точка для жид-
кости, а точка для объемной диффузии в твер-
дом состоянии лежит значительно ниже прямой.
Способность ГЗ адсорбировать примеси кар-
динально меняет их кинетические свойства.
Граница, перемещаясь вместе с примесью, тор-
мозится из-за необходимости диффузионного
переноса примеси. Если температура низкая, а
концентрация примеси высокая, то миграция
Рис. 21.15. Ориентационные зависимости подвижности границ
наклона в алюминии:
1 — Г-500 °C; 2 — Т-4Ы °C; 3 — 7=400 °C
Рис. 21.17. Компенсационный эффект при диффузии
цинка в алюминии по границам зерен наклона и кру-
чения. Треугольник внизу слева соответствует харак-
терным значениям диффузии в жидкости, крестик —
объемной диффузии цинка в алюминии
Ряс. 21.16, Ориентационные , зависимости энергии ак-
тивации миграции границ наклона в алюминии
гг 1
Против вакансионного механизма свидетель-
ствуют также результаты изучения зависимо-
сти D' от давления (Р) и определения акти-
вационного объема пограничной диффузии =
= —д\п(МУ)/дР в предположении, что 6#=6 (Р).
' Для ГЗ общего типа (атомный объ-
ем); для особых ГЗ наклона V'<Q, а для осо-
бых ГЗ кручения < 111 > V' <с Q.
В широком интервале значений Do и Е' на-
блюдается компенсационный эффект (КЭФ)—
линейная зависимость между IgDg и Е (рис.
границ контролируется скоростью диффузии
примесных атомов. Скорость движения грани-
цы обратно пропорциональна концентрации
примеси, а энергия активации миграции £т=
=Е+(/ и может быть близка к Е' или к Е (мо-
жет быть, даже Ет>Е — энергии активации
объемной диффузии) в зависимости от U
энергии взаимодействия ГЗ с примесью.
Если же движущая сила миграции станет
больше тормозящего влияния примеси (высо-
кие температуры, чистый материал, совершен-
ная граница), то граница может оторваться от
примеси.
56
Этот эффект отрыва был предсказан более
20 лет назад, но надежно обнаружен был не-
давно1 на особых границах в алюминии и в
цинке высокой чистоты [26]. На рис. 21.18' по-
казана температурная зависимость подвижно-
сти особой границы наклона <111 > в алю-
Рис. 21.18. Температурная зависимость подвижности
А 38°-ной границы наклона <111> в алюминии с
различным содержанием растворимых примесей:
1—Zci -1,5 млн“А; 2 — 0,7; «3 — 0,3
IgA (аГ-г*)
-4
-5-
-б
1,5 1,6 1,7 18 1,9 2,0 2,1 2,2 2,3
1OS/T(K)
Рис. 21.19. Температурная зависимость подвижности
границы наклона <П20> в цинке чистотой 99,9995 %
(ат.); утол разориентировки зерен 34°
минии. Как видно, при низких температурах
происходит движение ГЗ вместе с примесью,
затем резкое ускорение и движение «чистой»
ГЗ.
Помимо своей важности, эффект позволяет
определить характеристики адсорбционного
взаимодействия индивидуальной ГЗ; энергию
взаимодействия, величину адсорбции, адсорб-
ционную емкость ГЗ. Оказалось, что эти ха-
рактеристики ГЗ сильно зависят от ее струк-
турных особенностей. Так, емкость особых ГЗ
в алюминии на порядок ниже емкости ГЗ об-
щего типа, известной из наблюдений методом
Оже-спектроскопии (1014 и 1015 ат/см2 соответ-
ственно); емкость ГЗ наклона <1120>в цин-
ке на 1,5—2 порядка ниже, чем <1010>.
Последнее обстоятельство приводит к от-
крытому недавно явлению [27]: в системе гра-
ниц наклона <1120> ГЗ после отрыва дви-
жется атермически (безактивационно); (рис.
21.19).
Анализ результатов по диффузии й мигра-
ции привел к следующим основным выводам:
исключительно большой интервал наблюдаемых
значений величины предэкспоненциального мно-
жителя в уравнении подвижности границы
Aq (—20 порядков.) и энергии активации ми-
грации Ет\ аномально высокие значения Dq и
£', низкие V' ГЗ кручения <11 Г>, КЭФ, эф-
фект безактивационного движения ГЗ — приво-
дит к выводу о многообразии механизмов,
обеспечивающих кинетические свойства ГЗ. 1
В настоящее время для миграции ГЗ наря-
ду с механизмом единичных переходов атомов
рассматриваются еще два,
1. Групповой коллективный механизм связан
с одновременным переходом через границу
группы из п атомов: п»10, Ет>Е и пред-
экспоненциальный множитель в уравнении по?
движности больше, чем положено при единич-
ных переходах (А0>А0дИф) .Условия реализа-
ции механизма: концентрация примеси не
очень велика, но примесь сильно связана с ГЗ,
понижает о и «диспергирует» границу на струк-
турные элементы, которые движутся. 2. Груп-
повой кооперативный механизм реализуется на
особых границах с очень низкой адсорбцион-
ной емкостью, в особо чистых материалах, при
высоких температурах. Он заключается в кор-
релированном движении группы п атомов, каж-
дый из которых смещается на расстояние мень-
ше межатомного (n«10, Em<kT и Ао<А0диф)-'
Для диффузии по ГЗ также был рассмот-
рен наряду с вакансионным механизм группо-
вых переходов, связанный с эстафетным пере-
мещением группы атомов на небольшие рас-
стояния, значительно меньшие межатомного.
Длина скачка определяется конфигурацией ло-
кальных минимумов потенциальной: энергии
границы.
Тем не менее вопрос о механизмах ДГЗ и
миграции ГЗ и их количественном описании
остается наименее ясным. Прогресс в понима-
нии механизмов, безусловно, будет способство-
вать решению важнейшей задачи —прогнози-
рования кинетики диффузионных процессов и
кинетики движения ГЗ в поликристаллах на
основании знания характеристик индивидуаль-
ных границ.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Глейтер Г., Чалмерс Б. Большеугловые гра-
ницы зерен: Пер. с анг. М.: Мир, 1975.
374 с.
2. Мак Лин Д. Границы зерен в металлах:
Пер. с англ. М.: Металлургиздат, 1960.
322 с.
3. Kronberg М. D.t Wilson F. А. — Trans.
AIME, 1949, v. 185, p. 501.
4. Grimmer H., Bollman Warring-
ton D. H. — Acta Cryst, 1974, v. 30, p. 197.
5. Атомная структура межзеренных границ:
Пер. с англ./Под ред. Орлова А. Н. М.:
Мир, 1978. 291 с.
6. Hondros Е. Seah М. Р. — Met. Trans.
А., 1977, v. 8, р. 1363—1371.
7. Бакштейн Т. С., Ш винд лерман Л. С. Эф-
фект внутренней адсорбции в твердых те-
лах. Черноголовка: Препринт ИФТТ, 1978.
25 с.
8. Фрадков В. Е., Швиндлерман Л. С. — ФММ,
1979, т. 48, вып. 2, с. 297—302.
9. Миссол В. Поверхностная энергия раздела
ф^з в металлах: Пер. с польск. М.: Метал,-
лургия, 1978. 176 с.
10. Hillard J. Е., Cohen М.} Averbach В. L.—
Acta. Met., 196O, № 8, p. 26.
11. Жуховицкий A. A, — ЖФХ, 1944, t. 18,
вьш. 5—6, c. 214—233.
57
12. Гликман Е. Э. — В кн.: Докл. III Всесоюз-
ного совещания по взаимодействию меж-
ду дислокациями и атомами примесей. Ту-
ла: ТПИ. 1976. с. 24—26.
13. Бокштейн, С. 3. Диффузия и структура ме-
таллов. М.: Металлургия, 1973. 208 с.
14. Горелик С. С. Рекристаллизация металлов
и сплавов. М.: Металлургия, 1978. 568 с.
15. fisher Г С. — J. Appl. Phys., 1951, v. 22,
р. 74.
16. Le Claire A. D. — Phil. Mag., 1951, v. 42,
p. 74.
17. Adda Philibert J. La diffusion dans les
solides. T. 2. Paris: Presses Univ, de Fran-
ce, 1966, p. 667—750.
18. Клоцман C. M.t Тимофеев A. H., Трахтен-
берг И. IlL-MM, 1963, т. 16, № 6,
с. 895.
19. Клоцман С. М., Тимофеев A. H.t Трахтен-
берг И. Ш. — Труды ИФМ АН СССР,
1968, вып. 27, с. 276.
20. Аристов В. Ю., Фрадков В. Е., Швиндлер-
ман Л. С. —ФММ, 1978, т. 45, с. 997.
21. Антонов А. В.} Копецкий Ч. В., Швиндлер-
ман Л. С., Сирсаева В. Г.—ДАН СССР,
1973, т. 213, с. 310.
22. Алешин А. Н., Аристов В. Ю., Бок-
штейн Б. C.t Швиндлерман Л. С. — Phys.
Stat. Sol. (а), 1978, v. 45, р,-359—366.
23. Алешин А. Н., Бокштейн Б. С.г Швиндлер-
ман Л. С. — Поверхность, 1982, № 6, с. 1—12.
24. Аристов В. Ю., Копецкий Ч. В., Швиндлер-
ман Л. С. — В кн.: Научные основы ма-
териаловедения. М.: Наука, 1981, с. 84—
114.
25. Копецкий Ч. В., Сурсаева В. Г., Швиндлер-
ман Л. С. Подвижность большеугловых
границ наклона в цинке. Черноголовка.
Препринт ИФТТ, 1979. 48 с.
26. Аристов В. Ю., Копецкий Ч. В., Сурсае-
ва В. Г., Швиндлерман Л. С. — ДАН СССР,
1975, т. 255, с. 804.
27. Копецкий Ч. В., Сурсаева В. Г., Швиндлер-
ман Л. С. —ДАН СССР, 1978, т. 238, с. 842;
ФТТ, 1979, т. 21, с. 401.
28. Biscondi М. — Journ. de Physique Suppl.
10, C4-1975, p. 57.
22
ТЕОРИЯ ДИФФУЗИИ
22.1. ВВЕДЕНИЕ
Диффузия — перенос вещества — один из важ-
нейших процессов, происходящих в металлах.
Теория диффузии является важным разделом
физики твердого тела (элементарный акт диф-
фузии связан с перемещением микрочастиц в
поле сил, отсюда связь с неравновесной термо-
динамикой, физической кинетикой, учением о
дефектах в кристаллах и т. д.). Велико значе-
ние диффузии для физического металловеде-
ния: диффузия контролирует скорость многих
процессов, формирующих структуру и свойст-
ва материалов (коагуляция, рекристаллизация,
ползучесть, спекание и др.).
Обсуждению физики диффузии посвящено
довольно много книг и обзоров (назовем лишь
немногие из них: [1—6]).
В настоящем разделе очень кратко излага-
ются основные закономерности и механизмы
диффузионного переноса в металлах и спла-
вах и несколько подробнее связь диффузии со
• структурой и роль диффузии в некоторых более
сложных процессах.
22.2, ДИФФУЗИЯ —
КОНТРОЛИРУЮЩАЯ СТАДИЯ
ГЕТЕРОГЕННОГО ПРОЦЕССА
Скорость диффузионного перемещения харак-
теризуют коэффициентом диффузии (D). D —
это коэффициент пропорциональности между
плотностью потока вещества /, т. е. количест-
вом вещества, проходящего через площадку в
1 см2 в 1 с, и градиентом концентрации Vc:
—D^7c.
Различают два основных типа коэффициен-
тов диффузии: первый — это собственный ко-
эффициент диффузии l-того компонента. Он
действительно характеризует скорость движе-
ния l-того компонента:
Если же в образце перемещаются навстречу
друг другу два (или несколько) компонентов*
то скорость этого обоюдного движения—пере-
мешивания вещества — характеризуют коэф-
фициентом взаимной диффузии (D). Связь
между этими коэффициентами в бинарной си-
стеме, согласно Даркену, такова: D=DiN2 +
+D2N1.
Если Di=Dz, то = поскольку сум-
ма молярных долей A^iH-A^2=1. В противном
случае и D=£D2, следовательно, ско<
рость перемешивания отличается от скорости
перемещения каждого из компонентов.
Собственные коэффициенты могут быть ко-
эффициентами гетеродиффузии (или химиче-
скими коэффициентами диффузии) ; если в си-
стеме имеются атомы разного сорта, то они
характеризуют, как было указано выше, пере-
мещение данного компонента среди остальных,
которые тоже перемещаются. Однако если дви-
жутся атомы только одного сорта среди себе
подобных, то мы имеем дело с самодиффузи-
ей. О самоднффузии f-того компонента мож-
но судить по выравниванию изотопного соста-
ва: /*=—Здесь звездочкой помечены
все величины, относящиеся к радиоактивным
атомам. Коэффициент самоднффузии практиче-
ски совпадает с коэффициентом гетеродиф-
фузии растворителя в разбавленном растворе.
Связь между и дается уравнением:
(14-dlnyi/dlnс»). Множитель в скобках
термодинамический: у< — коэффициент термо-
динамической активности /-того компонента;
С{ — его концентрация. Этот множитель отра-
жает взаимодействие между компонентами в
реальном растворе. Подробнее различные типы
диффузионных коэффициентов рассмотрены в
работе [6].
Реальные диффузионные процессы протекают
обычно в ситуациях, когда наряду с диффузией
происходит еще какой-либо процесс, характе-
ризующийся своей кинетической константой k
(константа скорости химической реакции, ад-
сорбции, сублимации и т. д.). Чаще всего этот
процесс происходит на границе раздела фаз
(металл — газ, металл — раствор, внутренние
границы в сплавах — межфазные, границы зе-
рен и т. д.). Если скорость диффузии велика
или_ путь диффузии (L — величина порядка
\^Dtt где t — время) мал, то скорость суммар-
ного процесса определяется константой k, в
этих случаях считают, что процесс контролиру-
ется граничной кинетикой. Для металловеде-
ния более интересной является обратная ситу-
ация— скорость диффузии мала или пути диф-
фузии велики, в которой скорость суммарного
процесса определяется D и кинетика диффузи-
онная. Условие перехода от одной ситуации к
другой имеет вид: D/L2>k. Знак меньше отно-
сится к диффузионной кинетике, больше — к
граничной.
Характерный пример смены (с течением вре-
мени) контролирующей стадии рассмотрен в
[6]. Это — сублимация твердого раствора, со-
держащего компоненты с различной упруго-
стью пара. На первой стадии процесса количе-
ство вещества, которое теряет образец в ре-
зультате сублимации, примерно пропорцио-
нально времени. Такая зависимость характерна
для сублимации, скорость которой постоянна.
Однако по мере обеднения поверхностных сло-
ев сплава более летучим компонентом (в свя-
зи с необходимостью доставлять этот компо-
нент из все более глубоких слоев) диффузия
становится контролирующим процессом. Время
смены контролирующей стадии (т) соответст-
вует равенству диффузионного потока к по-
верхности и скорости сублимации. В работе [6]
показано, что T=2Af2?7’c§D/p2. Здесь М — мо-
лекулярный вес; R— газовая постоянная; Т —
абсолютная температура; с0 — начальная кон-
центрация летучего компонента в молях в еди-
нице объема; р—равновесное давление'пара
этого компонента.
При />т можно определять параметры диф-
фузии, изучая кинетику сублимации.
Большое число примеров процессов, идущих
по диффузионной граничной и смешанной ки-
нетике, можно найти в [7],
22.3. УРАВНЕНИЯ ДИФФУЗИИ.
ЭКСПЕРИМЕНТАЛЬНЫЕ
РЕЗУЛЬТАТЫ
В соответствии с законами термодинамики
компонент i-того сорта в растворе переходит
из точки 1 с концентрацией с1 в точку 2 с
концентрацией с21 если его химический потен-
циал (или парциальная свободная энергия) в
точке 2 меньше, т. ё. (2)<ц£ (1) [8]. При
переходе затрачивается работа, равная по ве-
личине и обратная по знаку изменению свобод-
ной энергии: Но работа равна про-
изведению силы на путь; поэтому сила, дейст-
вующая на атомы i-того компонента при его
перемещении, равна —Apii/Дх. В пределе при
Дх->0 Fi——д[ц/дх или в трехмерном случае
Fi=—V\xi.
Под действием этой силы атомы приходят в
направленное движение со средней скоростью
— UiFit где Ui — подвижность, т. е.
скорость, которую приобретает частица под
действием единичной силы. В результате воз-
никает диффузионный поток, плотность кото-
рого составляет:
ii=ci<vi>F = clUiFi=—ciUiv\>.l. (1)
Для разбавленного раствора
(2)
Подставляя уравнение (2) в (1), получим
(3).
Этот результат совпадает с первым из двух
основных уравнений диффузии (А. Фик, 1855),
которым мы уже пользовались при введении
коэффициента диффузии, если коэффициент
диффузии пропорционален подвижности: £)< =
= UiRT.
Если температура в образце непостоянна, то
перемещение частиц происходит под действием
не только' градиента концентрации, но и гра-
диента температуры. Это приводит к возникно-
вению термодиффузии. Наличие в образце гра-
диента электрического потенциала приводит к
электропереносу [9].
Итак, первое уравнение диффузии — это
уравнение для плотности потока:
/i =— Di VCi. (3)
Знак минус 'означает, что поток направлен
из области с большей концентрацией в область
с меньшей концентрацией.
Размерность плотности потока вещества зави-
сит от размерности концентрации. Если кон-
центрация выражена в молях/м3, то [/]«
= моль/(м2-с); если в г/м3, то [/] =г/(м2>с) и
т. Д- Размерность коэффициента диффузии все-
гда м2/с или см2/с.
Второе уравнение Фика описывает изменение
концентрации диффундирующего вещества в
пространстве и но времени. Оно есть следствие
закона сохранения вещества при диффузии.
Если коэффициент диффузии не зависит от ко-
ординат, то dCi/dt—Di&Ci. Здесь Д — оператор
Лапласа, сумма вторых производных по коор-
динатам. В декартовых координатах
д = д2/дх2 + д2/ду2 + д2/дг\
Коэффициенты диффузии определяют из
опыта, анализируя зависимость концентрации
диффундирующего вещества от глубины про-
никновения и времени с(х, t) либо зависимость
количества вещества в образце толщиной I от
времени q(l, t). Чаще всего используют два ре-
шения второго уравнения Фика1. Одно Соответ-
ствует ситуации, когда на поверхность доста-
точно толстого образца наносят тонкий слой
вещества, коэффициент диффузии которого на-
ходят. Толщина образца должна быть такой,
чтобы за время опыта (/) диффундирующее
вещество не могло дойти до второго края об-
разца. (Такой образец называют полуограни-
ченным.) Принимается, что до начала опыта
1 Заметим, что для одномерных задач, т. е.
когда изучается диффузия вещества в одном
направлении (вдоль оси %), первое уравнение
диффузии имеет вид /\=—Di (dd/dx), а второе:
dCijdi = (d2Ci/dx2).
59
внутри образца интересующего нас вещества
не было. Тогда
с (*,/) — (q/J^nDt) exp (— x2/4Dt),
где q — количество нанесенного вещества.
Если вещество нанесено тонким слоем меж-
ду двумя полуограниченными образцами, то
с (х, t) = [q /2 ]/"jiDt ]’exp (—x*/4Dt).
Концентрационные кривые приведены на
рис. 22,1.
Рис. 22.1. Концентрационные кривые для диффузии
из тонкого слоя
Рис. 22.2. Концентрационные кривые для диффузии
из источника с постоянной концентрацией Со:
Второе решение описывает диффузию ве-
щества из слоя с постоянной концентрацией со
в полуограниченный образец, в котором внача-
ле этого вещества не было (рис. 22.2):
с(х ,0 = с0 [1 — erf (х/гУЪ/)].
Здесь erf 2— функция ошибок:
2
2 с
erf 2= —- exp (— «) 4. V
V л J
0
Таблицы erf 2 приведены во многих книгах,
например в [6].
Количество вещества, вошедшего _в образец
за время t, равно <?=2coS VDi/ л, где S —
поверхность образца.
Более подробно о решениях второго уравне-
ния диффузии, включая случай, когда D за-
висит от координат, и о методах определения
коэффициента диффузии можно прочитать в
[2, 6, 10].
Как показали многочисленные, эксперименты,
в подавляющем большинстве случаев коэффи-
циент диффузии экспоненциально — в соответ-
ствии с уравнением Аррениуса — зависит от
температуры: D—Doexp(—E/RT). .
Здесь £>о — предэкспоыенциальный фактор;
Е — энергия активации диффузии; R— газовая
постоянная.
При температурах, близких к температуре
плавления (Т'пл)., порядок величины коэффи-
циента самодиффузии: ГО-12 (для металлов с
г. ц. к. решеткой) —10“п м2/с (для металлов с
о. ц. к. решеткой).
Величина предэкспоненциального множителя
самодиффузии в большинстве случаев изменя-
ется в пределах от 10~6 до 10~4 м2/с. Исклю-
чение составляют Ge и Si (порядка 10-3 и
10”1 соответственно) и группа металлов, испы-
тывающих при нагреве фазовый переход г. п.->
-ю. ц. к. (Hf, Ti, 2г); для них (в высокотем-
пературной модификации) D0<^10~6 м2/с.
Величина энергии активации самодиффузии
изменяется в очень широких пределах, однако
с точностью до 20 % справедливо простое кор-
реляционное соотношение (£=18ЯТПл.
Параметры гетеродиффузии примесей, обра-
зующих твердые растворы замещения, в общем
мало отличаются от параметров самодиффу-
зии, хотя по мере роста Тпл примеси заметно
растет энергия активации диффузии. Различие,
естественно, возрастает с ростом концентрации
примеси.
Коэффициенты гетеродиффузии примесей
внедрения возрастают до 10-® м2/с (С в y-Fe)
и даже 10~7 м2/с (Н в a-Fe); энергии актива-
ции уменьшаются в 2—3 раза.
22.4. ДИФФУЗИЯ И СЛУЧАЙНЫЕ
БЛУЖДАНИЯ
Диффузия, в твердых телах — результат слу-
чайных периодических скачков атомов из одно-
го узла решетки в соседний. Скачки случайны
в том смысле, что движение любого атома не
зависит ни от движения других атомов, ни от
того, как перед этим двигался он сам. Диффу-
зионные скачки происходят и в отсутствие
градиента концентрации, но диффузионный по-
ток при этом не возникает.
Основные результаты модели случайных
блужданий следующие:
1. Среднеквадратичное смещение атома пос-
ле п скачков (за время /) пропорционально п
(или /);
<х2п> — А2 п —А2 Г/ = А2 //т. (4)
Здесь А — длина скачка (величина постоян-
ная и равная расстоянию до ближайшего со-
седа); Г — частота скачков; т — среднее вре-
мя «оседлой» жизни (между двумя скачками).
Таким образом, диффузионный путь, который
проходит частица за время совершая случай-
ные блуждания, хДИф= <х2>1/2, пропорцио-
нален (в среднем) t1'2. Скорость диффузионно-
го перемещения падает со временем: если
ЯдпфТО Цдиф = ^2.
Разумеется, результат (4) справедлив толь-
ко как средний для большого числа частиц.
Для одной частицы смещение после п скачков
может принимать любые значения между
(•^n)mln = 0 Н (Хп)т7Юх = пА.
2. Коэффициент диффузии связей! с харак-
теристиками случайных блужданий соотноше-
нием:
Р = уА®/т = уА2Г. (5)
Для кубической решетки у=1/6.
Принимая А «ЗА, D(TnJi) «10~12 м2/с, найдем,
что Г« 107-т-108 с-1;
60
Таким образом, вблизи температуры плавле-
ния атом совершает диффузионные скачки в
среднем от 10 до 100 миллионов раз в секунду.
Однако частота колебаний атомов v=10I24-
-i-lO13 с-1. Следовательно, да>ке вблизи Тпл
атом совершает скачок лишь один раз на 100
тысяч колебаний. __
Диффузионный путь хДИф= ,/2=^а|/ЛГ/
а общий путь, проходимый атомом за время
х2 = ДГ/.
Таким образом, вблизи 7Пл(Г»107 с~‘) атом
за 100 ч пройдет расстояние в 1 км, но
сместится из первоначального положения на
Хдиф^0,6 мм. Малость диффузионного пути —
существенный аргумент при обсуждении про-
блем структурообразования, если скорость
контролируется диффузией.
Уравнение (5) справедливо, как было под-
черкнуто выше, если все направления очеред-
ного скачка равновероятны. Если же последо-
вательные скачки связаны между собой и по-
следующий зависит от того, каким был преды-
дущий, то такая корреляция скачков приводит
к уменьшению коэффициента диффузии на
фактор корреляции f:
Р = у/Д*Г. (6)
Фактор корреляции всегда меньше единицы
Для самодиффузии —2/Z, где Z— число
ближайших соседей. Таким образом, f«l
(0,83 — для г. ц. к. решетки, 0,75 — для о. ц. к.
и т. д.)..
Для диффузии примесей может быть
Представление о факторе корреляции было
введено Бардином и Херрингом в [11] и яви-
лось основным развитием модели случайных
блужданий.
22.5. ПРИМЕНЕНИЕ К ДИФФУЗИИ
ТЕОРИИ ПЕРЕХОДНОГО
состояния
Температурную зависимость коэффициента
диффузии проще всего понять на основе теории
переходного состояния, рассматривая диффу-
зию как мономолекулярный процесс перехода
через потенциальный барьер; . роль константы
скорости этого процесса играет частота скач-
ков Г.
Для константы скорости мономолекулярной
реакции теория переходного состояния дает
следующее выражение, справедливое точно
при достаточно высоких температурах (kT^
k — постоянная Больцмана; h —постоян-
ная Планка):
Г = v exp (- G*/RT) =у exp (S*/R) X
X exp (— H*/RT) = v exp (S*/R) exp [— (u* +
+ pV*)//?T]. (7)
Здесь G*, u*, S* — свободная энергия, энер-
гия и энтропия активации и V* — активацион-
ный объем.
Учитывая (5), получим, что
D = уД2 v exp (S*/P) exp (— (U* + pV*)/RT].
Таким образом, предэкспонеициальный фак-
тор Z)o=yA2v exp(•$*/£), определяется геомет-
рией, длиной и частотой скачков и энтропией
активации. Энергия активации £=£7*-|-pV*
является фактически энтальпией активации.
Активационный объем можно найти, измеряя
зависимость коэффициента диффузии от давле-
ния: У*==—RT(d In D/др) т.
У металлов с г. ц. к. решеткой = Q — атом-
ному объему. Для металов с о. ц. к. решеткой
о о о о о_оло
о о оо о®® о
О о о *^о о
о о о о о о о
о о
Рис. 22.3. Возможные механизмы диф-
фузии в кристаллах
отношение V*/Q уменьшается примерно до 0,5
(у Na — 0,52). Заметим, что в жидком метал-
ле ~ 0,05 н-0,1.
22.6. МЕХАНИЗМЫ ДИФФУЗИИ
Возможные механизмы диффузии в кристал-
лах показаны на рис. 22.3: 1) простой обмен-
ный (два соседних атома меняются местами);
2) циклический обменный (совместное пере-
мещение группы атомов, при котором каждый
занимает место предыдущего); 3) вакансион-
ный (обмен местами атома и вакансии, т. е.
пустого узла); 4) простой межузельный (атом
движется по междоузлиям); 5) межузельный
механизм вытеснения (атом вытесняет в меж-
доузлие другой атом, занимая его место в уз-
ле; каждый смещается на половину расстоя-
ния между соседними междоузлиями; 6) крау-
дионный (эстафетное смещение группы атомов).
Основным механизмом самодиффузии и диф-
фузии в твердых растворах замещения явля-
ется вакансионный.
При обмене местами атома и вакансии’Г==
= А^1)СВ, где — вероятность того, что узел
решетки окажется пусгым, или атомная доля
вакансий; со — частота скачков вакансии. Яс-
но, что Г<Сш: атому для скачка надо, чтобы
рядом была вакансия, а около вакансии всег-
да рядом есть атом.
В отличие от многих других дефектов в кри-
сталлах вакансия является дефектом, термоди-
намически равновесным в том. смысле, что сво-
бодная энергия кристалла с вакансиями мень-
ше, чем кристалла без вакансий. Минимуму
свободной энергии кристалла соответствует
равновесная концентрация вакансий:
= exp (- Gfv/RT] = exp ($'/₽) X
Хехр (- H^RT) = exp («'//?) X
Xw[-(ufv + pVfv)/RT].' (8)
Здесь Gf0. Sfv, Hfo, Uf, Vf — изменения свобод-
ной энергии, энтропии, энтальпии, энергии и
61
объема образна при образовании в кем одного
моля вакансий.
Как следует из уравнения (8), равновесная
концентрация вакансий экспоненциально растет
с температурой; она достигает вблизи ТПл зна-
чений порядка 10-4, т. е. примерно один пустой
узел на десять тысяч.
Аналогично частоте атомных скачков — урав-
нение (7) —частоту скачков вакансий, соглас-
но теории переходного состояния, можно за-
писать так:
в> = vexp (•— G™/RT) = vexp (5™//?) X
X exp (- H^/RT) = v exp (S”/r) X
Xexp[-(^ + pV^/RT]. (9)
Здесь все те же величины, что в (7), но речь
идет не об образовании, а о перемещении мо-
ля вакансий. Подставляя (7) и (8) в Г = /У«О),
а затем в (6), получим:
D = ?/A*vexp [(S' + S”)/R] X
Xexp[-(^ + ^)/«T].
Таким образом:
£>0 = у/Д2 v exp [($' + S^/R]
nE = Hfv + H^, (10)
т. е. энергия активации равна сумме энталь-
пий образования и перемещения вакансий.
Сумма и S™ близка к одной или несколь-
ким единицам /?, так что при —10—13 см~2,
v~1012h-1013 с-1 и у, /«1; порядок величины
Оо= (10-7<-10-4) м2/с в соответствии с опы-
том.
Эксперимент показывает также, что уравне-
ние (10) выполняется хорошо (лучше для ме-
таллов с г. ц. к. решеткой, для которых Н^Е—
=0,5ч-0,6; несколько хуже с о. ц. к.; Н^Е=
= 0,55-?-0,65). Это совпадение является одним
из двух важнейших аргументов в пользу ва-
кансионного механизма.
• Второй аргумент — эффект Киркендалла, ко-
торый показал неравенство собственных коэф-
фициентов диффузии атомов разных сортов в
бинарном растворе, чего не может быть при об-
менном механизме.
При самодиффузии по межузельному меха-
низму:
£»<‘> = у/Д2 v exp [(s[ + S^)/fl] X
Хехр [- №+HT)/RT].
Здесь индекс i относится к атому в междоуз-
лии. Оценки показывают, что движение собст-
венных атомов по междоузлиям очень затруд-
нено из-за большой величины — энергии пе-
ревода атома из узла в междоузлие.
Для примесных атомов, уже занимающих
междоузлия в твердом растворе внедрения:
0<о = у/ Д2 V exp exp (—
Предэкспоненциальный фактор меняется сла-
бо, а энергия активации и коэффициент диф-
фузии сильно: первая уменьшается, второй
возрастает.
62
22.7. ДИФФУЗИЯ
В МНОГОФАЗНЫХ СИСТЕМАХ
Если диффузия происходит в гомогенном твер-
дом растворе, то концентрационные кривые
плавные (рис. 22.4, а). Если же система состоит
из нескольких фаз, то на концентрационных
кривых появляются вертикальные ступеньки,
обусловленные тем, что двухфазная смесь не
может образоваться диффузионным путем. Фа-
за может расти в результате диффузии только
в том случае, если ей соответствует на диа-
грамме фазового равновесия область гомоген-
ности, внутри которой может возникнуть гра-
диент концентрации.
Рис. 22.4. Диаграммы фазового равновесия и кон-
центрационные кривые для взаимной диффузии в би-
нарных сплавах;
а — неограниченная растворимость; б — двухфазная
область
A CaJ3 в % 8
Рис. 22.5. Схема роста |3-фазы в двухфазном (а+(3)
сплаве
Такая ступенька, соответствующая двухфаз-
ной области « + ₽, изображена на рис. 22.4,6.
Высота ступеньки (на рис. 22.4, б ширина, по-
скольку концентрационная кривая повернута
на 90°) соответствует ширине двухфазной об-
ласти на диаграмме фазового равновесия. Ес-
ли вещество В диффундирует при температуре,
отвечающей существованию двухфазной обла-
сти, в Л, то у поверхности раздела образуется
фаза р. В любой момент времени /=#=0 концент-
рация компонента В в фазе Р изменяется от
с=1 (в атомных долях) на поверхности до
отвечающего предельной растворимости А в В
при этой температуре. На границе растущей
фазы Р образуется фаза а, концентрация Ком-
понента В в которой изменяется от до
нуля.
Задачи, связанные с ростом новой фазы, воз-
никают при распаде пересыщенных твердых
растворов, при диффузионном насыщении ме-
талла легирующим элементом, в процессе окис-
ления и во многих других случаях, важных для
практики термической и химико-термической об-
работки. Обычно в этих задачах диффузия со-
четается с фазовыми превращениями или обра-
зованием химических соединений на границе
фаз. Однако если кинетические затруднения
отсутствуют (фаза образуется быстро), то про-
цесс роста контролируется диффузией, и тол-
щина растущей фазы увеличивается пропор-
ционально корню квадратному из времени.
Коэффициент пропорциональности зависит
от граничных условий (концентрация на по-
верхности и в начальный момент времени вну-
три образца) и от вида диаграммы состояний.
Так, для диаграммы, изображенной на
рис. 22.5, если концентрация компонента В на
поверхности (cs) поддерживается постоянной и
(см. рис. 22.5), а внутри образца в на-
чальный момент времени св(х, 0)— ca&t то ре-
шение имеет вид:
где D& — коэффициент диффузии В в фазе £,
а b находят из уравнения:
(се — с|3а)/(с0а - Ссф) =У^Ь ехр i2 erf Ь.
При Ь<^1 можно разложить ехр Ь2 и erf 6 в
ряд и ограничиться первыми членами разложе-
ния: ехр Ъ2 & 1 и erf b = 2b/Ул .
Тогда
£ = (cs с3а) '
Таким образом, скорость роста фазы тем
больше: а) чем больше коэффициент диффузии
в этой фазе; б) чем менее протяженна приле-
гающая к данной фазе двухфазная область:
в) чем шире область гомогенности данной
фазы.
Большое количество задач роста частиц но-
вой фазы рассмотрено в [12].
22.8. СТРУКТУРА И ДИФФУЗИЯ
Структурный аспект диффузии, т. е. связь ее
со структурой твердого тела, в частности с
дефектами структуры, известен давно. Разви-
тие теории несовершенств кристаллической ре-
шетки придало структурному аспекту диффу-
зии самостоятельный и специфический металло-
ведческий интерес и подчеркнуло практическое
значение диффузионных измерений. Остановим-
ся для иллюстрации на двух вопросах: диффу-
зии по границам зерен и границам фаз.
Один из основных структурных элементов
поликристаллического вещества — граница зер-
на (ГЗ) — представляет собой область ано-
мально высокой диффузионной подвижности,
Кинетику многих процессов можно объяснить
лишь в предположении высокой скорости диф-
фузии по границам зерен (ДГЗ).
Большинство работ, связанных с исследова-
ниями ДГЗ, выполнено на полпкристалличе-
ских объектах Эти исследования дали ценный
материал для понимания роли ГЗ в различ-
ных процессах и для развития технолргии [13].
Количественный анализ диффузии по грани-
цам зерен впервые был дан в модели Фишера:
ГЗ — однородная изотропная пластина шири-
ной 6, расположенная перпендикулярно поверх-
ности между двумя бесконечными зернами
(рис. 22.6), Уравнения Фишера отражают ба-
ланс вещества в этой модели, их решение при-
водит к выражению:
с = сй ехр [- (V"2 i/)/(jrDX),/4(6О'/2>)1/2] X
X I 1 — erf (х/2 КБ?)],
где Со и с — концентрации на поверхности и
глубине у; D и D' — коэффициенты диффузии
в зерне и на границе (в модели Фишера пред-
полагается, что
Рис. 22.6. Модель Фишера
Из уравнения следует, что логарифм концент-
рации вещества в границе пропорционален
глубине проникновения (у), а не квадрату глу-
бины (z/2), как при объемной диффузии, и что
глубина проншоювения вещества в границе рас-
тет пропорционально корню 4-й степени из
времени, а не квадратному.
В дальнейшем были получены более точные
решения (Уиппл, Сузуока, Б. Я. Любов и
В. Т. Борисов)^ однако модель Фишера не пре-
терпела существенных изменений и остается ос-
новной. Надо подчеркнуть, что во всех этих
моделях определяется не £)', a 6D' — произве-
дение коэффициента пограничной диффузии на
ширину границы. Последняя точно неизвестна,
но в расчетах обычно принимается равной кри-
сталлографической ширине границы (5Х
Х^О”8 см).
Обычно произведение 5D' находят, пользуясь
моделью Фишера, по концентрации в пике кон-
центрационной кривой с'(х==0) на разных глу-
бинах у методами рентгеновского микроанали-
за (микрозонда), авторадиографии (АР), элект-
ронно-микроскопической авторадиографии (ЭА)
и др.
Произведение 6JD' находят также по средней
концентрации на данной глубине^, которую
определяют изотопными методами, например
методом снятия слоев, или абсорбционными, и
по углу в вершине изоконцентрационного кон-
тура [2, 13].
Основные успехи в исследовании ДГЗ в по-
ликристаллах связаны с применением радиоак-
тивных изотопов и микрозонда; выдающуюся
роль, особенно в установлении качественных
закономерностей процесса, сыграла АР, а в
последние годы ЭА [14], где разрешение удаст-
ся довести до 0,1 мкм.
Найти непосредственно Д', а не SD' мож-
но с помощью резонансных (релаксационных)
методов (измерение внутреннего трения, резо-
63
нансного рассеяния нейтронов, ядерный маг-
нитный и ядерный у;резойанс), т. е. .методов,
основанных не на фиксаций потока, а на непо-
средственном наблюдении за скачками атомов.
Однако систематических измерений ДГЗ этими
методами проведено не было.
Как показали авторадиографические методы,
ускорение ДГЗ по сравнению с объемной диф-
фузией сохраняется до высоких температур, по
крайней мере до 1200 °C для tx- и y-Fe и до
1370° для никеля [13].
Температурная зависимость коэффициента
ДГЗ подчиняется уравнению Аррениуса:
6D/=6Z)Qexp(—E'/RT), где Е'— энергия акти-
вации; Dq—предэкспоненциальный фактор
ДГЗ; Т — абсолютная температура; R — газо-
вая постоянная.
Имеющиеся экспериментальные данные пока-
зывают, что D'!D^= 103-ь10® (при 6=5* 10-8 см),
и уменьшается с повышением температуры, а
Е'/Е—0,35 0,7 (для металлов с г. ц. к. решет-
кой 0,35 -г- 0,55, для о. ц. к. — 0,554-0,7); зна-
чение £>0 (при 6 = 5 Ю~8 см) в большинстве
случаев укладывается в интервал (ГО-7—
10“4) м2/с, характерный для вакансионного
механизма диффузии.
Следует различать кристаллографическую и
диффузионную ширину ГЗ. Первая — ширина
области, где решетка с одной ориентировкой
переходит в решетку с другой ориентировкой
и по различным оценкам близка к значению,
принятому Фишером: 6 = 5* 10-8 см. Диффу-
зионная ширина ГЗ — это ширина области, в
которой наблюдается ускоренное (по сравнению
с объемом) проникновение вещества; она мо-
жет быть значительно больше. -
Рис. 22.7. Самодиффузии “Ni по ГЗ никеля (1000 °C,
авторадиограмма — реплика. X3000)
Подробное изучение методом ЭА [14]. пока-
зало, что диффузионная ширина ГЗ, например
при самодиффузии никеля, составляет 4—5 мкм
(рис. 22.7). Она не зависит от температуры и
расстояния от поверхности, однако зависит от
состава и является чувствительной характери-
стикой состояния границы в жаропрочных спла-
вах в процессе ползучести.
Следует учитывать взаимодействие примесей
с ГЗ, приводящее к изменению скорости зерно-
граничной диффузии. При этом различные при-
меси имеют различное сродство к ГЗ в данной
матрице, поэтому одни примеси могут вытес;
нять другие (адсорбционное вытеснение). Имен-
но поэтому .можно замедлить диффузию или.
самодиффуэию по ГЗ введением малых добавок
горофильных примесей. На этом в. сущности
основана вся система микролёгирования жаро-
прочных сплавов. Так, например, с помощью
авторадиографии показано, что 0,01 % В уве-
личивает'примерно на 25 % теплоту сублима-
ции и уменьшает примерно на порядок скорость
ДГЗ в никеле [13], а следы бора в стали ло-
кализуются на ГЗ.
Основные результаты исследования адсорб-
ции по ГЗ подробно описаны в разделе 20 на-
стоящего Справочника.
Эффект взаимодействия примесей с ГЗ лежит
в основе явления зернограничной наследствен-
ности (ЗГН) рекристаллизованного металла: в
металле после рекристаллизации остаются де-
фекты, которые были в нем до нее. Структура
рекристаллизованного металла обладает свое-
образной памятью по отношению к дефектам
исходной структуры [14]. Сила этой памяти
зависит от наличия примесей и дисперсных
£аэ на границах.зерен. Наличие дефектов на-
следственной структуры в сплаве приводит к
увеличению скорости диффузии-и к изменению
механических свойств.
Следует отметить, что в последнее время по-
лучены данные, свидетельствующие о различии
ДГЗ для статической и движущейся границ;
коэффициент диффузии в последней на 3—4
порядка выше [15]. Более высокое значение
D' обусловлено очень высоким значением £>0
(1,5 м2/с против 10”8 при £=171 кДж/м.оль
против 117 для самодиффузии никеля на ста-
тической границе в сплаве нимоник). Такой ре-
зультат, по мнению авторов [15], может слу-
жить указанием на изменение кинетики в слу-
чае диффузии в мигрирующей границе: атомы
могут совершать скачки на большие расстоя-
ния, что приводит к увеличению коэффициента
пограничной диффузии.
Существенное значение имеет исследование
ДГЗ в бикриста лла'х, где ГЗ однозначно опре-
делена в кристаллографическом и геометриче-
ском отношениях.
£' кДж/моль
10' 20 30 40 30 60 0°
Рис. 22.8. Зависимость энергии активации диффузии
Е' по- границам наклона <П1> алюминия от угла
разворота зерен
Детальные исследования ДГЗ цинка в алю-
минии (в границах < 110> и <Н1> наклона
и кручения) дали следующие основные резуль-
таты [16, 17]: значение существенно зави-
сит от типа и структуры границы; 6D' (< 100>,
наклона) (<111>, наклона) >6£>'
(<100>, кручения) >6D' (< 111 >, круче-
ния). Для любого типа границ среди изучен-
64
ных 6D' немонотонно зависит от угла разворо-
та зерен: минимумы соответствуют грани-
цам с высокой плотностью совпадающих узлов.
Отношение энергий активации диффузии Е'/Е
также немонотонно зависит от угла разворота
(рис. 22.8) для каждого типа границ. При этом
Е' (наклона) <ZE' (кручения), а значение Е'!Е
меняется от 0,3 (разупорядоченные границы
наклона, d00>) до 0,9 (особые границы
кручения, <111>-), т. е. почти достигает зна-
чения энергии активации объемной диффузии.
Эти результаты убедительно подтверждают
кристаллическое строение большеугловых ГЗ.
Рис. 22.9. Диффузия по границам фаз у—V' в
никелевом сплаве (900 °C, авторадиограмма — репли-
ка. Х6000)
В настоящее время накоплен большой экс-
периментальный материал по ДГЗ. На основе
этих данных можно в определенной мере уп-
равлять процессами и свойствами материалов,
контролируемыми ДГЗ: микролегированием,
очисткой, явлением охрупчивания, рекристал-
лизацией и ростом зерна. Эти данные также
важны для дальнейшего развития теории ДГЗ.
Можно полагать, что на границах фаз (ГФ),
существенным образом определяющих структу-
ру и свойства полифазных сплавов, состояние
кристаллической решетки изменяется в зави-
симости от природы и состояния соседствую-
щих фаз и взаимодействия с примесями. Со-
стояние ГФ еще более разнообразно, чем ГЗ,
поскольку генезис и характер взаимодействия
фаз (в отличие от зерен) могут быть весьма
разнообразными. Однако данных по диффузии
по границам фаз (ГФ) очень мало.
Было установлено, что ГФ а-СиАЬ в алюми-
ниевом сплаве (А1Н-12 % Си) может быть ис-
точником и стоком вакансий, а в работе [18]
впервые с использованием радиоактивных изо-
топов (63Ni) показано влияние ГФ на скорость
диффузии. На рис. 22.9 четко видна преиму-
щественная диффузия по ГФ у-твердый рас-
твор — интерметаллид у' в никелевом сплаве.
Диффузионная проницаемость ГФ зависит
от взаимодействия фаз, размера и морфология
фазовых составляющих. Например, при очень
слабом взаимодействии, которое имеется меж-
ду ферритом и графитом в чугуне, скорость
диффузии по ГФ такая же или даже больше,
чем по ГЗ феррита. Так для диффузии 63Ni
энергии активации ’ диффузии равны 121 и
128 кДж/моль соответственно.
Для расчета ДГФ можно использовать мо-
дель Фишера с учетом того, что отсос диф-
фундирующего вещества из ГФ в объем в от-
личие от ГЗ будет различным с разных сторон
границы и определяется скоростью диффузии в
объеме обеих фаз. Определение в никелевом
сплаве (типа ЖС) коэффициентов диффузии
по ГФ, ГЗ и зерну методом авторадиографии
косого среза (И. М. Разумовский) дало для
900°C: 1,Ь10~14; 8,3-10"14 и 3,4-10’18 м2/с
соответственно, т. е. скорость диффузии на ГФ
в данном случае занимает промежуточное по-
ложение между скоростями диффузии в зерне
и по ГЗ и ближе к скорости ДГЗ.
Следует также отметить возможность изме-
нения ДГФ, подобно ДГЗ, за счет микролеги-
рования, поскольку, как показали авторадио-
графические исследования, микродобавки по-
рой локализуются на ГФ.
22.9. РОЛЬ ДИФФУЗИИ В БОЛЕЕ
СЛОЖНЫХ ПРОЦЕССАХ
Диффузия, будучи элементарным процессом, яв-
ляется вместе с тем одним из наиболее универ-
сальных, поскольку лежит в основе многих бо-
лее сложных процессов и структурных превра-
щений в кристаллическом веществе.
Большинство процессов в конденсированных
системах являются гетерогенными. В метал-
лургии и металловедении, в частности, имеется
множество примеров гетерогенных процессов,
включающих как одну из стадий наряду с хи-
мическими и фазовыми превращениями диффу-
зию. Например, распределение элементов меж-
ду металлом и шлаком, превращения в метал-
лах и сплавах, сопровождающиеся диффузион-
ным переносом вещества, процессы химико-
термической обработки, рекристаллизации и
т. д.
Характерная особенность гетерогенных про-
цессов — их многостадийность, например когда
гетерогенный процесс в двух соприкасающихся
фазах включает три стадии: диффузионный
подвод вещества к границе раздела фаз, хи-
мическую реакцию (или адсорбцию) и отвод
продуктов превращения (тоже обычно диффу-
зионный). В этой ситуации, если процесс про-
текает через последовательные стадии, то сум-
марная скорость определяется скоростью са-
мой медленной стадии, которая и является
контролирующей. Если медленно идет подвод
вещества к поверхности, то скорость суммар-
ного процесса определяется коэффициентом
диффузии. Когда гетерогенный процесс проте-
кает в несколько параллельных стадий, то диф-
фузия является контролирующей, если ее ско-
рость велика. При сопоставимых скоростях
отдельных стадий суммарная скорость зависит
от всех составляющих, а эффективная энер-
гия активации представляет комбинацию энер-
гий отдельных стадий. Количественный анализ
этого вопроса дан в [6].
Свойства металлических сплавов при повы-
шенных температурах (7>>0,4Гпл) существен-
но определяются структурной стабильностью,
обычно контролируемой скоростью диффузии,
поскольку с повышением температуры роль
диффузионных процессов возрастает по срав-
нению с другими механизмами структурообра-
зования [19]. При этом существенную роль иг-
рает распределение и плотность дефектов
65
структуры, оказывающих решающее влияние,
как отмечалось выше» на скорость диффузии,
а движущая сила процессов, ведущих к изме-
нению структуры, чаще всего связана с избы-
точной свободной энергией границ раздела.
Типичный пример такого процесса — мигра-
ция границ зерен, она определяет размер зер-
на, скорость рекристаллизации и в значитель-
ной степени скорость высокотемпературной
пластической деформации Кинетика этого про-
цесса контролируется диффузией. Правда, опыт
показывает, что энергия активации процесса
миграции границы обычно больше, чем энергия
активации пограничной диффузии. Анализ по-
казал, что эта разница обусловлена взаимодей-
ствием движущейся границы с примесными
атомами [20].
Важной характеристикой структурной ста-
бильности сплавов является скорость коагуля-
ции, результат которой — увеличение среднего
размера частиц. Кинетика этого процесса так-
же контролируется диффузией [21]. Средний
размер частиц R пропорционален корню куби-
ческому из времени /1/3, а скорость роста конт-
ролируется коэффициентом диффузии D и по-
верхностным натяжением границы раздела ча-
стицы фазы с твердым раствором. Так, напри-
мер, в случае коагуляции интерметаллидных
частиц NisAl в системе Ni—А1 процесс контро-
лируется диффузией алюминия в никелевой
матрице.
Процессы диффузии играют существенную
роль, а в определенных случаях контролируют
деформацию (ползучесть) металла при высо-
ких температурах. В условиях, когда преобла-
дает установившаяся стадия ползучести, энер-
гия активации процесса часто близка к энергии
активации диффузии. Это свидетельствует о
Tori, что именно процесс диффузии в данном
случае определяет скорость ползучести через
процесс переползания дислокаций.
Механизм диффузионной ползучести заклю-
чается в возникновении направленного потока
вакансий из растянутых участков образца в
сжатые, поскольку в первых концентрация ва-
кансий повышена, а в сжатых — понижена.
Это приводит к потоку атомов в обратном на-
правлении. Поэтому скорость ползучести ока-
зывается пропорциональной скорости диффу-
зии (е—D). В этой ситуации существенную
роль играет распределение источников и сто-
ков вакансий. В механизме, предложенном На-
барро и Херрингом, такую роль играют грани-
цы. Возникающий в пределах зерна (субзерна)
поток может изменить форму зерна (субзерна),
не изменяя его объема. При этом макроскопи-
ческий поток в масштабах всего образца от-
сутствует.
Если перенос атомов осуществляется по гра-
нице зерна, то скорость ползучести контроли-
руется коэффициентом ДГЗ (е~D')> Диффу-
зионный обмен точечными дефектами может
также происходить между одиночными дисло-
кациями или дислокационными петлями. В этом
случае в уравнение диффузионной ползучести
входит также плотность дислокаций (е~£)р).
В случае дислокационной ползучести, явля-
ющейся преимущественным механизмом, диф-
фузия может контролировать процесс ползуче-
сти вследствие того, что процесс переползания
дислокаций (неконсервативное движение) реа-
лизуется в силу диффузионного подвода вакан-
сий или атомов.
Из предыдущего должно быть ясно, какую
важную роль играет диффузия в жаропрочно-
сти, поскольку структурная стабильность и со-
противление ползучести представляют основные
параметры, характеризующие жаропрочные
материалы. В последнее время развивается но-
вый класс высокожаропрочных материалов —
эвтектические сплавы, получаемые методом на-
правленной кристаллизации. Они отличаются
весьма высокой термостабильностью (почти до
Тпл) и соответственно высокой жаропрочностью.
Однако дефекты структуры, образующиеся в
процессе кристаллизации сплава или при по-
Рнс. 22.10. Диффузия ®Ni в дефектных участках эв-
тектического сплава с направленной структурой
NiaAI—NUNb (авторадиограмма, полив. Х2000)
следующем воздействии высоких температур и
напряжений, служат очагами потери структур-
ной стабильности: правильная структура нару-
шается, волокна диспергируются и огрубляют-
ся. Механизм огрубления структуры может
быть различным, однако кинетика процесса,
как правило, контролируется диффузией.
Авторадиографические исследования показы-
вают, что диффузия в этих сплавах протекает
преимущественно в дефектных участках, напри-
мер на концах пластин или волокон, на пере-
гибах, на границах зерен, на границах фаз
неправильной формы и т. д. (рис. 22.10). Хими-
ческий потенциал вблизи краев изогнутых во-
локон повышен и атомы уходят из этих участ-
ков. Диффузионный поток, обусловленный тре-
бованием локального равновесия, приводит к
движению дефектов и огрублению структуры.
В различных условиях контролирующей про-
цесс огрубления структуры может быть объем-
ная диффузия или диффузия на границе раз-
дела и других дефектах структуры.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Шьюмон П. Диффузия в твердых телах:
Пер. с англ. М.: Металлургия, 1966. 195 с.
2. Adda Y., Philibert J. La diffusion dans les
solides. Paris: Presses Univ, de France,
1966, t 1, 2. J268 p.
3. Маннинг Дж. Кинетика диффузии атомов
в кристаллах: Пер. с англ. М.: Мир, 1971.
277 с.
66
4. Балтике Б. И. Диффузия и точечные де-
фекты в полупроводниках. Л.: Наука,
1972. 384 с.
5. Бокштейн Б. С., Бокштейн С. 3., Жуховиц-
кий А. А. Термодинамика и кинетика диф-
фузии в твердых телах. М.: Металлургия,
1974. 280 с.
6. Бокштейн Б. С. Диффузия в металлах. М.:
Металлургия, 1978. 248 с.
7, Гегузин Я> Е. Диффузионная зона. М.:
Наука, 1979. 343 с.
8. Жуховицкий А. А., Шварцман Л. А. Физи-
ческая химия. М.: Металлургия, 1968.
519 с.
9. Белащенко Д. К. Явления переноса в жид-
ких металлах и полупроводниках. М.:
Атомиэдат, 1970. 397 с.
10. Методы испытания, контроля и исследова-
ния машиностроительных материалов.
Т. I/Под ред. Туманова А. Т. М.: Машино-
строение, 1971, с. 5—24.
11. Atom Movements. — ASM Seminar.—
Cleveland, Ohio: 1951. 256 p.
12. Любов Б. Я. Кинетическая теория фазовых
превращений. М.: Металлургия, 1969.
264 с.
13. Бокштейн С. 3. Диффузия и структура ме-
таллов. М.: Металлургия, 1973. 208 с.
14. Бокштейн С. 3., Гинзбург С. С., Киш-
кин С. Г, Мороз Л, М. Электронномикро-
скопическая авторадиография в металло-
ведении. М.: Металлургия, 1978. 264 с.
15. Smidoda К., Gottschalk W., Gleiter Н. —
Acta Met, 1978, v. 26, № 12, p. 1833—
1836.
16. Алешин A. Бокштейн Б. С., Швиндлер-
ман Л. С. — ФТТ, 1977, т. 19, вып. 12,
с. 3511—3515.
17. Алешин А. Н., Бокштейн Б. С., Пете-
лин А. Л., Швиндлерман Л. С. — Метал-
лофизика, 1980, т. 2, № 4, с. 83—89.
18. Бокштейн С. 3., Жуховицкий А. А., Киш-
кин С. Т. и др. — Изв. АН СССР. Метал-
лы, 1966, № 6, с. 83—88.
19. Бокштейн С. 3. Строение и свойства метал-
лических сплавов. М,: Металлургия, 1971.
496 с.
20. Аристов В. Ю., Копецкий Ч. В.} Швиндлер-
ман Л. С. — В кн.: Научные основы ма-
териаловедения. М.: Наука, 1981, с. 84—
114.
21. Лифшиц И. М., Слезов В. В. — ЖЭТФ,
1958, т. 35, вып. 2(8), с. 479—492.
23
---- СТРОЕНИЕ СПЛАВОВ ЖЕЛЕЗО — УГЛЕРОД
Система железо — углерод является основой
большого числа сплавов — как наиболее рас-
пространенных в технике, так и обладающих
уникальными физическими, механическими и
химическими свойствами. Знание закономер-
ностей формирования фазового состава и зер-
нистого строения Fe—С-сплавов необходимо
для выяснения характера влияния легирования
и модифицирования, тепловой, деформацион-
ной, радиационной и других видов обработки
на структуру и свойства сталей, чугунов и
иных сплавов на основе железа.
Следует отметить, что полиморфизм компо-
нентов, склонность к возникновению метаста-
бильных состояний, широкое разнообразие фа-
зовых переходов в сплавах Fe—С позволяют
считать их универсальной модельной системой.
Поэтому выяснение физической природы и ме-
ханизма процессов формирования структур
Fe—С-сплавов имеет существенное значение
для развития общей теории сплавов и для ре-
шения металловедческих вопросов при произ-
водстве и обработке не только сплавов на ос-
нове железа, но и цветных металлов.
Компоненты
Железо — переходный элемент VIII группы
IV периода, имеет порядковый номер 26.
Атомная масса 55,85. Электроны по энергети-
ческим уровням распределены следующим об-
разом: Is22s22p63s23pe3de4s2.
Наружные электронные оболочки атома же-
леза имеют конфигурацию 3d64s2. В конденси-
рованных железных фазах внешние электроны
образуют энергетический спектр из широких
перекрывающихся $- и d-полос. В связи с этим
переходы электронов на внешних уровнях осу-
ществляются сравнительно легко, что обуслов-
ливает переменную валентность.
Атомная масса железа 55,85. В природе Fe
представлено смесью четырех стабильных изо-
топов: 54Fe (5,84 %); B6Fe (91,68 %); ”Fe
(2,17 %); 58Fe (0,31 %).
Рис. 23.1. Диаграмма состояния же-
леза
Согласно диаграмме фазового равновесия
(рис. 23.1) возможны шесть состояний железа:
газообразное с очень слабой вандерваальсовой
межатомной связью и пять конденсированных
67
5*
состояний с металлической связью, энергия ко-
торой оценивается в 320—340 Дж/кмоль. Кон-
денсированные фазы — жидкое железо и че-
тыре кристаллические полиморфные модифика-
ции: a-Fe, Y‘Fe, б-Fe, B-Fe. В зависимости от
внешних условий кристаллическое железо мо-
жет быть представлено одним из трех типов
кристаллических решеток: кубической объем-
ноцентрированной (а- и б-Fe), кубической гра-
нецентрированной (y-Fe), гексагональной плот-
ноупакованной (B-Fe).
Возможно еще одно равновесное состояние.
При очень высоких температурах газообразное
железо ионизируется и переходит в состояние
плазмы. Железная плазма, состоящая нз ионов
и электронов, объединяемых дальним взаимо-
действием кулоновского типа, не имеет каких-
либо принципиальных отличий от других ви-
дов плазмы и по ряду свойств резко отличает-
ся от железного газа. К таким свойствам от-
носятся: сильное взаимодействие плазмы с
внешним электрическим и магнитным полями:
высокая электрическая проводимость; специ-
фическое коллективное взаимодействие частиц
плазмы через самосогласованное поле. Пере-
ход из состояния плазмы в газообразное осу-
ществляется постепенно по мере понижения
температуры и повышения давления.
При атмосферном давлении (штрихпунктир-
ная линия на рис. 23.1) модификация a-Fe ус-
тойчива от абсолютного нуля до точки Лз
(1183 К). До точки А2 (1041 К, точка Кюри)
железо ферромагнитно. При температуре,
близкой к точке А2, тепловое движение атомов
расстраивает однообразную ориентацию спино-
вых магнитных моментов электронов и a-Fe
становится парамагнитным. Ранее железо в
интервале А2—А3 обозначали как самостоя-
тельную полиморфную модификацию ₽-F$. По-
скольку, однако, потеря' ферромагнетизма не
связана с изменением типа решетки, этим
обозначением сейчас не пользуются.
В интервале температур от А3 до А4 (1673 К)
устойчиво y-Fe; от А4 до точки плавления
(1812 К) устойчиво б-Fe. Таким образом, осо-
бенность полиморфизма железа1 в наиболее
важной для современной техники области дав-
лений и температур заключается в том, что
температурный интервал существования, моди-
фикации с объемноцентрированной решеткой
расчленен на два участка областью стабиль-
ности модификации с гранецентрированной ре-
шеткой. Среди переходных металлов превра-
щение а->у уникально, так как во всех других
случаях переход низкотемпературной модифи-
кации в высокотемпературную связан с умень-
шением плотности упаковки.
, Углерод — элемент IV группы II периода, по-
рядковый номер 6, электронная структура
ls22s22p2. Конфигурация внешних электронных
оболочек 2s22p2. При потере всех четырех
электронов внешней оболочки атомный радиус
(0,77 А) уменьшается более чем в четыре ра-
о
за, ионный радиус С4+ составляет 0,15 А. При
растворении в железе углерод обычно ионизи-
руется до С4+, малые размеры которого опре-
деляют относительно высокую растворимость
углерода в конденсированных железных фа-
зах (исключая объемноцентрированные упа-
1 Об этом подробнее см. раздел 19.
ковки), а также его высокую диффузионную
подвижность.
Углерод полиморфен, на диаграмме состоя-
ния показаны области устойчивости трех моди-
фикаций (рис. 23.2). В обычных условиях ста-
билен графит, характеризующийся слоистым
строением. Атомная структура одного слоя —
гексагональная сетка, в узлах которой разме-
щаются атомы углерода. Ковалентные связи
осуществляются спариванием трех валентных
Рис. 23.2. Диаграмма состояния углерода
электронов каждого атома с электронами трех
окружающих его соседей (энергия связи
— 680 Дж/кмоль). Четвертые валентные элект-
роны коллективизируются, и это придает гра-
фиту металлические свойства: высокую элект-
рическую проводимость, непрозрачность и
блеск. Каждый слой графита можно рассмат-
ривать как плоскую макромолекулу, поляризо-
ванную под действием соседних макромолекул.
Энергия связи действующих между слоями сла-
бых поляризационных сил 40—80 Дж/кмоль.
Две другие модификации углерода — алмаз
(кубическая решетка типа цинковой обманки)
и графит II (тетрагональная объемноцентрв-
рованная решетка) при рабочих температурах
и давлениях в железоуглеродистых сплавах не
встречаются.
Помимо основных компонентов, технические
железоуглеродистые сплавы содержат ряд при-
месей. Их можно разбить на три группы:
1) технологические (обычные) -примеси (Si,
Мп, Р, S, Н, N, О);
2) легирующие и модифицирующие примеси
(элементы, специально вводимые в сплавы для
регулирования их структуры и свойств; иног-
да ими могут быть обычные примеси в повы-
шенных концентрациях);
3) случайные или природные примеси, попа-
дание которых в сплав связано с природой ис-
пользуемых шихтовых материалов, главным
образом скрапа или руд (медь в уральских
железных рудах, мышьяк в керченских и т. п,).
Описываемые ниже типы микроструктур ха-
рактеризуют как бы двойные сплавы Fe—С. Од-
нако следует иметь, в виду, что аналогичные
структуры наблюдаются в сплавах, имеющих
обычные (или случайные) примеси, а также в
ряде модифицированных и легированных спла-
вах железо—углерод.
Фазы
Жидкий раствор углерода в железе — фаза,
имеющая ближний порядок с преобладанием
металлической связи. Строение раствора зави-
сит от концентрации углерода. При малых его
содержаниях [0—0,2 % (Ио массе)] первая
координационная сфера соответствует размытой
решетке о. ц. к., в интервале 0,2—0,6 % С на-
блюдается переход к размытой г. ц. к. упаков-
ке. При содержании углерода >2 % (по мас-
се) в жидком растворе появляются микрогруп-
Рис. 23.3. Феррит. Х100
Рис. 23.4. Аустенит. Х100
пировки атомов углерода, величина которых
оценивается в 10-8—10-9 м. Тенденция к мик-
роразделению компонентов — общая черта
большинства сплавов эвтектического типа.
Следует также заметить, что ионы углерода
разрыхляют структуру жидкого раствора —
вязкость и поверхностное натяжение снижают-
ся по мере увеличения концентрации углерода.
Твердые растворы углерода в полиморфных
модификациях железа построены по принципу
внедрения катионов С+2 в решетку раствори-
теля.
Твердый раствор углерода в 'а- и б-Fe на-
зывают ферритом. Иногда различают высоко-
температурный 6-феррит и низкотемпературный
а-феррит (или просто феррит), хотя их атом-
ные структуры одинаковы. Растворимость уг-
лерода в о. ц. к. решетке а- и б-Fe весьма ма-
ла и связана, по-видимому, лишь с размещени-
ем углерода в дефектных участках кристаллов
растворителя.
Механические свойства феррита при комнат-
ной температуре близки к свойствам, чистого
железа: ов=250 МПа; ат = 120 МПа; б до
50 % и ф до 80 %; твердость НВ 80—100. Маг-
нитные свойства зависят от содержания угле-
рода, хотя точка Кюри практически не изме-
няется. Феррит имеет гранулированное зерни-
стое строение (рис. 23.3), границы зерен четко
выявляются под микроскопом после травления
в 3 %-ном спиртовом растворе азотной кисло-
ты (стандартный реактив для Fe—С-сплавов).
Твердый раствор углерода в y-Fe называют
аустенитом. Максимальная растворимость уг-
лерода в железе с решеткой г. ц. к. в 25 раз
выше, чем в о. ц. к., что объясняется наличием
в упаковке y-Fe центральных октаэдрических
пор, достаточно крупных для размещения в них
ионов углерода. Распределение углерода в ре-
шетке аустенита не является строго статисти-
ческим, так как внедрение в центр кубического
элемента у-раствора одного иона углерода
приводит к перераспределению электронной
плотности, исключающему возможность запол-
нения ближайших октаэдрических пор. Нерав-
номерное распределение углерода отчасти свя-
зано и с дефектами атомной структуры аусте-
нита.
При наблюдении зернистой структуры аусте-
нита в высокотемпературном микроскопе чет-
ко выявляется ее полиэдрический характер, на-
личие двойников и следов скольжения (рис.
23.4). Аналогичный вид имеет аустенит в тех
сплавах, где он фиксируется при комнатной
температуре благодаря повышенному содержа-
нию марганца или никеля. Высокая пластич-
ность аустенита, сравнительно легкое развитие-
деформации путем скольжения и двойникова-
ния определяются особенностями строения рё-
шетки этой фазы, значительным- числом плотно-
упакованных плоскостей в атомной структуре.
При общей оценке механических свойств
аустенита обычно указывают: ае«500-г-
-4-800 МПа и твердость ~НВ 170—200. Одна-
ко следует иметь в виду сильное деформаци-
онное упрочнение (наклеп) аустенита при про-
ведении испытаний, а также упрочняющее влия-
ние примесей, стабилизирующих аустенит до
комнатной температуры.
Феррит (или аустенит при повышенных тем-
пературах) обычно составляет матрицу желе-
зоуглеродистых сплавов, в которой распреде-
лены кристаллы высокоуглеродистых фаз: гра-
фита или цементита.
Графит, образующийся в железоуглероди-
стых сплавах, практически мало отличается от
природного графита. Растворимость железа в
графите ничтожно мала; обнаруживаемые при
анализе экстрагированных кристаллов графита
примеси обусловлены механическим захватом
участков ферритной (аустенитной) матрицы
при формировании кристаллов.
Из-за легкой подвижности слабо связанных
слоев графит является наименее прочной фазой
железоуглеродистых сплавов. Атомная струк-
тура графита изобилует дефектами, образова-
ние, распределение и взаимодействие которых
необходимо учитывать при выяснении меха-
низма роста графитных кристаллов в желе-
зоуглеродистых сплавах.
69
Возникновение точечных дефектов (одиноч-
ных и групповых вакансий), связанное с раз-
рывом ковалентных связей, затруднено и на-
блюдается лишь при температурах выше
2700 К. В противоположность этому высока
концентрация так называемых клещевидных
дефектов и образующихся на их основе в"ин-
2) ромбоэдрическую, в которой исходная упа-
ковка повторяется через два слоя (abcabc...).
В реальных графитных кристаллах сплавов
Fe—С преобладает более устойчивая гексаго-
нальная структура, но доля ромбоэдрической
упаковки увеличивается при деформации, за-
калке и других обработках сплавов.
Рис. 23.5, Схема 60-град, дислокации в графите (схема)
Рис. 23.6. Проекция различных вариантов кристаллохимической модели цементита:
а — октаэдрический, 6 — призматический; светлые кружки Fe, темные С
товых дислокаций или других искривлений
гексагональных сеток, не требующих разрыва
ковалентных связей.
На рис. 23.5 показана схема 60-градусной
дислокации, связанной с образованием дефек-
та укладки — слоя ромбоэдрической упаковки.
Эта же схема иллюстрирует две основные раз-
новидности атомной структуры графита: I) гек-
сагональную, в которой порядок упаковки вос-
производится через один слой [ababab„}\
70
Цементит — карбид железа Fe3C — содержит
6,67 % (по массе) С. В его элементарную
ячейку входит 12 атомов железа и 4 атома уг-
лерода. Упаковка атомов железа в цементите
(субрешетка железа) имеет ромбическую сим-
метрию. В субрешетке имеются октаэдрические
и призматические поры. Ранее предполага-
лось, что углерод размещается в октаэдриче-
ских порах, при этом каждый атом углерода,
захватывая два валентных электрона железа
и превращаясь в анион С2“, образует шесть
ковалентных связей с ионами железа, зани-
мающими вершины октаэдра (рис. 23.6,а).
Однако изучение текстуры роста цементитных
кристаллов и данные нейтронографических ис-
следований свидетельствуют в пользу призма-
тического варианта решетки цементита (рис.
23.6,6). Ковалентные связл, образуемые че-
тырьмя валентными электронами каждого ато-
ма углерода (занимающего призматическую по-
ру) и ^-электронами четырех ближайших ато-
мов железа, локализуются в слоях, составлен-
ных из призматических структурных элемен-
тов — рис. 23.6, б. Между слоями существует
металлическая связь.
Комплексный, гетеродесмичный характер
межатомного взаимодействия в цементите обу-
словливает анизотропию свойств этой фазы,
проявляющуюся при деформации, тепловом
расширении, фазовых переходах. Высокая твер-
дость (-HRC 70), хрупкость и малая хими-
Рис. 23.7. Плоские дендриты графита (а. Х70) и це-
ментита (б. Х50), извлеченные из усадочных рако-
вин высокоуглеродистых Fe—С-сплавов
ческая активность цементита характерны для
промежуточных фаз с большой долей ковалент-
ных связей.
Уместно подчеркнуть сходство в строении
графита и цементита: в обеих фазах атомы
внутри слоя ковалентно связаны, а между слоя-
ми существуют ненаправленные связи. Это
сходство находит отражение в облике и слои-
стой структуре первичных кристаллов этих
фаз, растущих в железоуглеродистых распла-
вах в виде плоских дендритов (рис. 23.7). Це-
ментит, как и графит, обладает металлической
проводимостью, обеспечиваемой, по-видимому,
коллективизацией электронов между слоями.
Будучи метастабильной фазой, цементит мо-
жет распадаться на феррит и графит или аусте-
нит и графит.
Фазовые равновесия в железоуглеродистых
сплавах описывает диаграмма состояния сис-
темы Fe—С (рис. 23.8).
Называя эту диаграмму важнейшей из диа-
грамм состояния металлических систем, мож-
но с полным правом рассматривать историю ее
создания как историю развития металлографии
железоуглеродистых сплавов. Основополагаю-
щую роль в построении диаграммы сыграли
классические работы Д. К. Чернова, исследо-
вания Ф. Осмонда, В. Робертс-Аустена,
X. Б. Розебума. Большой вклад в развитие, ис-
толкование и применение диаграммы внесли
Г. Шарпи, К. Герене, Р. Руер, Хонда, Г. Хоу,
Н. М. Витторф, Н. В. Гутовский, А. А. Байков,
К. П. Бунин, В. К. Григорович и многие дру-
гие исследователи.
Одна из главных особенностей Fe—С-спла-
вов — двойственный характер структурных пре-
вращений, происходящих при изменении внеш-
них условий. Это связано с существованием
двух высокоуглеродистых фаз: стабильной
(графит) и метастабильной (цементит). Воз-
можно возникновение двух типов равновесных
состояний: стабильного, при котором низкоуг-
леродистые фазы (жидкий раствор, аустенит,
феррит) находятся в равновесии с графитом, и
метастабильного, при котором те же фазы на-
ходятся в равновесии с цементитом.
Поэтому современная диаграмма состояния
системы Fe—С является двойной, учитывающей
существование двух разных систем: стабильной
Fe—С (графит) и метастабильной Fe—FesC.
Как видно из рис. 23.8, области двухфазных
равновесий с участием высокоуглеродистой фа-
зы очерчены удвоенными линиями. Линии ста-
бильного равновесия (с участием графита) вы-
полнены штриховыми, а соответствующие точ-
ки отмечены штрихами. Линии метастабильного
равновесия (с участием цементита) выполнены
сплошными, они располагаются ниже и правее
соответствующих пунктирных линий и имеют
точки без штрихов.
Фазовый и структурный дуализм Fe—С-спла-
вов, инконгруентный характер плавления це-
ментита, возможности прямого выделения гра-
фита из жидких и твердых растворов долгое
время были предметом острых дискуссий. И
сейчас трактовку ряда процессов, связанных с
графитообразованием (графитизации, образо-
вания графитных сферокристаллов и др.),
нельзя признать однозначной.
Однако общее понимание причин двойствен-
ного поведения железоуглеродистых сплавов,
правомерность использования двойной диаграм-
мы состояния, микроскопическую картину за-
рождения и роста графитных поликристаллов
в различных фазах следует признать прочно
завоеванным рубежом. В значительной мере
этот рубеж достигнут благодаря фундамен-
тальным работам К. П. Бунина. Одна из осно-
вополагающих идей этих работ заключается в
необходимости учета того, что образование
кристаллов высокоуглеродистых фаз происхо-
дит в среде, состоящей из плотноупакованных
атомов железа, где ионы углерода занимают
междоузлия или сосредоточены у дефектов.
71
Например, при охлаждении жидкого (или твер-
дого) раствора углерода в железе этот раствор
может стать пересыщенным. Минимум термо-
динамического потенциала системы достигает-
ся в этом случае тогда, когда избыток углеро-
да выделяется в виде графита. Но процесс об-
разования графитных кристаллов затруднен,
поскольку требует перемещения плотноупако-
ванных атомов железа, высвобождающих про-
феррита GP'Q' (GPQ). Растворимость углерода
при метастабильном равновесии несколько вы-
ше, чем при стабильном, о чем,свидетельствует
положение линий ограниченной растворимости
углерода в жидком (D'C' и DC) и в твердых
растворах (E'S' и 5S; P'Q' и PQ).
Линия ликвидуса ABC'D'(ABCD) ограничи-
вает снизу область устойчивости жидкого рас-
твора. Линия солидуса AHJE'C'F'(AHJECF)
Рис. 23.8. Диаграмма состояния Fe—С
странство для графита. Процесс происходит
лишь в условиях, обеспечивающих указанный
Aiacconepenoc: при повышенной температуре
(замедленном охлаждении); при наличии при-
месей — активизаторов самодиффузии; при по-
вышения концентрации дефектов и т. п. Если
соответствующие условия не созданы, то при
распаде пересыщенного раствора возникают
лишь кристаллы цементита — фазы, на 3/4 со-
стоящей из атомов железа. Образование це-
ментита связано с меньшим падением термоди-
намического потенциала системы, но кинети-
чески выгодно, поскольку практически не тре-
бует перемещения плотноупакованных атомов
железа.
Обозначения на диаграмме состояния Fe—С:
Фд —6-феррит; А — аустенит; Ф — феррит; Г —
графит; Ц — цементит; Ж—жидкий раствор.
К оси чистого железа примыкают три об-
ласти устойчивости твердых растворов: 6-фер-
рита — AHN\ аустенита — NJE'S'G (NJESG);
ограничивает сверху области равновесия твер-
дых фаз. Линия цементита LKF изображена
утолщенной (предполагается, что раствори-
мость компонентов в цементите незначительна).
Такая же линия графита предполагается спра-
ва за обрезом чертежа.
Двухфазные области расположены между
линиями, ограничивающими области устойчи-
вости соответствующих фаз: АВН — жид-
кость-1-6-феррит; JE'C'B(JECB) —жидкость-г
Ч-аустенит; D'C'F'(DCF) —жидкость+графит
(жидкость 4- цементит); NHJ — б-феррит-F
+ аустенит F'E'S'K' (FESK) — аустенит+гра-
фит (аустенит-1-цементит); GS'P'(GSP) —
ферритЧ- аустенит; Q'P'K'L (QPKL) — фер-
рит-l-графит (ферритЧ-цементит).
Трехфазные равновесия в железоуглеродис-
тых сплавах наблюдаются при следующих ус-
ловиях. При перитектической температуре
1772 К в сплавах, составы которых описыва-
ют точки коноды НВ, возможно трехфазное
72
равновесие жидкого раствора состава В
(0,5 % С)1, 6-феррита состава И (0,1 % С) и
аустенита состава J (0,16.% С). Стабильное
эвтектическое равновесие жидкого раствора
состава С' (4,25 % С), аустенита состава Е7
(2,03 % С) и графита возможно при темпера’
туре 1426 К в Сплавах, составы которых опи-
сывают точки коноды E'F7. При температуре
1420 К возможно метастабильное эвтектичес-
кое равновесие жидкого раствора состава С
(4,3 % С), аустенита состава Е (2,06 % С) и
цементита. Стабильное эвтектоидное равнове-
сие феррита состава Р7 (0,02 % С), аустенита
состава S' (0,69 % С) и графита возможно
при температуре 1011 Кв сплавах, составы
которых описывают точки коноды Р'К'. При
температуре 1000 К возможно метастабильное
эвтектоидное равновесие феррита состава Р
(0,025.% С), аустенита состава S (0,8 % С) и
цементита.
Как видно из диаграммы состояния, эвтек-
тический распад жидкости возможен лишь в
железоуглеродистых сплавах, содержащих бо-
лее 2,0 % С. Такие сплавы носят название чу-
гунов. Сплавы, содержащие до 2,0 % С, назы-
ваются сталями.
Диаграмма состояния свидетельствует о
том, что в железоуглеродистых сплавах воз«
можны следующие фазовые переходы: крис-
таллизация (или плавление и растворение)
6-феррита и аустенита, а также графита и
цементита; перитектическое превращение; эв-
тектическая кристаллизация с образованием
графита (Ж->Г+А) и образованием цементи-
та (Ж->Ц+А); полиморфные превращения
твердых растворов (Ф$->А и А->Ф); распад
пересыщенных твердых растворов АиФе
выделением графита или цементита; эвтектоид-
ное превращение с образованием графита
(А->Г+Ф) или цементита (А->Ц+Ф). Поми-
мо перечисленных, возможны и другие фазо-
вые превращения, не вытекающие непосред-
ственно из анализа диаграммы состояния, та-
кие, например, как графитизация цементитсо-
держащих сплавов при повышенных
температурах или мартенситное превращение
аустенита при резком охлаждении (закалке)
железоуглеродистых сплавов.
Кристаллизация
При описании процессов возникновения и пре-
образования кристаллической структуры спла-
вов температурно-концентрационные парамет-
ры структурных превращений определяются
по диаграмме состояния; она позволяет так-
же оценивать термодинамический стимул фа-
зовых переходов.
Кристаллизация сплавов, содержащих до
0,5 % С, начинается при переохлаждении
жидкого раствора ниже линии АВ с зарожде-
ния и роста кристаллов 6-феррита.
Если содержание углерода не превышает
0,1 %, то переход Ж->Фе происходит на про-
тяжении всего процесса затвердевания, в ре-
. эультате чего при достижении температуры
солидуса (линия АН) сплав приобретает од-
нофазную ферритную структуру. При даль-
нейшем охлаждении такого сплава происходит
фазовая перекристаллизация (Фб ->А), в ос-
1 Здесь и далее в процентах по массе.
нове которой лежит полиморфная перестрой-
ка атомной структуры железа. Это превраще-
ние начинается при переохлаждении спла-
ва ниже линии NH и идет вплоть до ли-
нии NJ.
В сплавах, содержащих более 0,1 % С, но
менее 0,5 % С, за выделением из жидкости
кристаллов 6-феррита может последовать пе-
ритектическое превращение. Оно начинается
при переохлаждении сплава ниже линии HJB
и заключается в росте кристаллов аустенита
за счет богатой углеродом жидкости и выде-
лившихся ранее кристаллов малоуглеродистого
6-феррита.
Микроскопическая картина, молекулярный
механизм и кинетические особенности перитек-
тического превращения в Fe—С-сплавах еще
мало изучены. Опираясь на косвенные данные,
среди которых наиболее информативными яв-
ляются результаты закалочно-микроструктур-
ного анализа Fe—С—Si-сплавов, где перитек-
тическое превращение происходит в интервале
температур, можно представить картину пе-
ритектической реакции Ж+Фд ->А следую-
щим образом.
Рис. 23.9. Перитектическое превращение, зафиксиро-
ванное закалкой с 1270 °C. Сплав с 0,52 % С и 7,27 %!
Si. Х200
Аустенит зарождается на поверхности ранее
выросших кристаллов 6-феррита, но не обра-
зует, как это обычно предполагается, сплош-
ные оболочки по периметру этих кристаллов.
Он растет в виде компактных образований
лишь на сравнительно небольших протяжен-
ных участках, отделяющих 6-раствор от жид-
кой фазы. Несколько таких участков видны
на рис. 23.9, иллюстрирующем наличие трех-
фазного контакта в процессе перитектического
превращения (темные оторочки вокруг дендри-
тов Фд представляют собой аустенит, возни-
кающий в момент закалки, а не в ходе пери-
тектической реакции).
Химический состав каждого из аустенит-
ных участков неодинаков. На внешней грани-
це аустенит, омываемый высокоуглеродистой
жидкостью, содержит больше углерода, чем
контактирующий с малоуглеродистым ферри-
том аустенит на внутренней границе. Диффу-
зионное выравнивание состава аустенита при-
водит к тому, что на границе A/Ж он обедня-
73
ется углеродом. Поступление углерода из
жидкого раствора вызывает частичное обезуг-
лероживание последнего и обусловленное этим
затвердевание. В то же время диффузионное
перераспределение приводит к обогащению
аустенита углеродом на внутренней границе
Ф^/А. Обмен углеродом с б-ферритом стиму-
лирует перекристаллизацию последнего, дру-
гими словами, аустенитная оболочка растет
также за счет перехода Ф
В связи с наличием трехфазного контакта
• важную роль играет и другой механизм пери-
тектического превращения, реализующийся в
тех микрообъемах, где «участники» перитекти-
ческой реакции разделены жидким раствором,
в котором растворяются кристаллы Фб, а за-
тем из жидкости выделяется аустенит.
В сплавах с 0,1—0,16 % С перитектическое
превращение завершается с исчезновением
жидкости. Формируется двухфазная структура
выделяется из жидкого раствора в виде трех-
мерных дендритов с округлыми ветвями, раз-
вивающимися по кристаллографическим на-
правлениям куба. Как видно из рис. 23.10,
выявление дендритной ликвации примесей
позволяет не только зафиксировать форму
дендритов аустенита, но и определить зональ-
ное строение стальных отливок: на снимке
четко видны зоны столбчатых и равноосных
кристаллов.
Таким образом, стали или непосредственно,
в процессе затвердевания, или вскоре после
завершения затвердевания приобретают одно-
фазную аустенитную структуру. Сложнее про-
текают процессы затвердевания чугунов, ре-
зультатом которых всегда является образова-
ние многофазной структуры.
Чугуны в зависимости от содержания уг-
лерода подразделяют на доэвтектические
(2,0—4,3 % С), эвтектические (~4,3% С),
заэвтектические (>4,3% С).
Рис. 23.10. Дендритные остовы аустенитных кристаллов
ление)
А+Ф6 . При дальнейшем охлаждении такого
сплава остатки б-форрита перекристаллизуют-
ся в аустенит. В сплаве с 0,16 % С обе исход-
ные фазы Ж и Ф6 в процессе перитектичес-
кого превращения исчезают одновременно и
оно завершается образованием однофазного
аустенитного состояния. При содержании
0,16—0,50 % С перитектическое превращение
заканчивается, когда полностью израсходуется
б-феррит. Дальнейшее охлаждение сплава, на-
ходящегося в двухфазном А+Ж-состоянии,
приводит к кристаллизации остатков жидкос-
ти, переходящих в аустенит. . Затвердевание
завершается при достижении линии солидуса
JE, сплав приобретает однофазную аустенит-
ную структуру.
Кристаллизация сплавов, содержащих 0,5—
4,3-% С, начинается при переохлаждении ни-
же ликвидуса ВС с зарождения и роста крис-
таллов аустенита. Если внутри указанного кон-
центрационного интервала выделить стали,
т. е. сплавы, содержащие не более 2,0 % С, то
в них однофазная кристаллизация Ж->А идет
до полного затвердевания сплава. С прибли-
жением к линии солидуса JE в аустенит пере-
ходят последние объемы жидкой фазы, обога-
щенные труднорастворимыми примесями. Изу-
чая неравномерное распределение примесей,
можно оценить величину, форму и ориентацию
аустенитных кристаллов (рис. 23.10). Аустенит
в твмплете из слитка стали с 0,6 % С (глубокое трав-
Не менее важна классификация чугунов на
белые, серые и половинчатые в соответствии с
природой высокоуглеродистой фазы, образую-
щейся при затвердевании чугуна. Чугун, содер-
жащий одно и то же количество углерода, в за-
висимости от условий охлаждения, предысто-
рии, содержания примесей может быть: белым,
если при кристаллизации в качестве
высокоутлеродистой фазы выделяется цемен-
тит; серым, если выделяется графит; половин-
чатым, если при кристаллизации образуются
и графитные, и цементитные кристаллы. Тер-
мины «белый» и «серый» связаны с окраской
излома, определяемой наличием светлых крис-
таллов цементита или темных кристаллов гра-
фита.
В доэвтектических чугунах кристаллизация
начинается с выделения дендритов аустенита,
называемого первичным. В ходе этого процесса
жидкий раствор обогащается углеродом и при
эвтектической температуре приобретает эвтек-
тический состав С'. Ниже линии E'C'F' раст-
вор одновременно пересыщен и углеродом, и
железом. Диффузионное разделение такого
раствора на графит и аустенит составляет
сущность эвтектического превращения по ста-
бильному варианту, в результате которого
формируется важнейшая структурная состав-
ляющая серых чугунов — аустенитно-графит-
ная эвтектика.
74
Достигнутые в последнее время успехи в
изучении микрокартины и механизма много-
фазного затвердевания, в развитии теории эв-
тектической кристаллизации академика
А. А. Бочвара позволили существенно уточ-
нить представления о строении эвтектик. Эв-
тектическая кристаллизация в двухкомпонент-
Рис. 23.11. Колония аустенито-графитной эвтектики.
X20Q
Рис. 23.12. Малоразветвленный1 эвтектический графит
в сером чугуне:
а — X100; б —ХЮ
ных сплавах идет путем зарождения и роста
бикристаллитных двухфазных образований,
получивших в отечественной металлографии
наименование эвтектических колоний. Колонии
зарождаются на кристаллах лишь одной из
эвтектических фаз. Эта фаза играет ведущую
роль при формировании эвтектики, закономер-
ности ее роста определяют облик и внутреннее
строение колоний. Главная особенность эвтек-
тической кристаллизации — кооперативный
рост двух кристаллов, составляющих колонию.
Эффект парности приводит к сильному раз-
ветвлению эвтектических партнеров и образо-
ванию тонкодифференциальной структуры, ко-
торую под микроскопом часто ошибочно при-
нимают за мелкозернистую.
Морфологический анализ эвтектик железо-
углеродистых сплавов прекрасно иллюстриру-
ет изложенные представления; он послужил
надежной экспериментальной базой для даль-
нейшего развития бочваровской теории эвтек-
тической кристаллизации.
Аустенито-графитная эвтектика зарожда-
ется на ’ графите. Первоначальный рост плас-
тинчатого кристаллика графита, возникающе-
го, по-видимому, на базе гетерофазных комп-
лексов углерода, приводит к пересыщению ок-
ружающего жидкого раствора железом. Это
способствует зарождению на поверхности
графита второй фазы эвтектики — аустенита.
Возникает фронт двухфазной кристаллизации
и начинается стационарный рост колонии
аустенито-графитной эвтектики. В процессе
этого роста кристалл графита радиально раз-
ветвляется и приобретает форму розетки, на
ответвлениях которой формируется ведомая
фаза — аустенит (рис. 23.11).
Механизм эвтектического распада жидкого
раствора Ж—>Г+А обусловлен химической
неоднородностью жидкости, омывающей пери-
метр двухфазной колонии. Вызываемый этой
неоднородностью дренаж углерода к кромкам
графитных ответвлений обеспечивает их даль-
нейший рост; напротив, удаленная от кромок
жидкость по мере снижения содержания уг-
лерода превращается в аустенит. Чугун, за-
твердевший серым, непосредственно после за-
твердения состоит из аустенитной матрицы,
содержащей графитные включения.
В обычных технических чугунах, имеющих
достаточно высокое содержание серы и кис-
лорода, графитные скелеты колоний мало раз-
ветвлены и на микрошлифах графит часто
предстает в виде флейков — пластинчатых
включений, кажущихся изолированными и
хаотично расположенными (рис. 23.12, а).
Однако различные методы стереометрического
анализа, в том числе изучение ориентации
флейков в различных сечениях отливок и на
больших площадях, позволяют четко выявить
«колониальную» структуру серых чугунов
(рис. 23.12,6). Величину эвтектических коло-
ний и разветвленность их графитных скелетов
следует считать важнейшими структурными
характеристиками серого чугуна, тесно связан-
ными с его физико-механическими свойствами.
Наблюдаемая в обычных чугунах малая
склонность графита к разветвлению обуслов-
лена влиянием примесей группы кислорода.
Располагаясь в межбазисных пространствах,
атомы кислорода и серы усиливают долю на-
правленной связи между гаксагональными
сетками и затрудняют расщепление графита.
Этот, эффект можно существенно ослабить,
рафинируя чугун или же увеличивая сопротив-
ление среды (повышая вязкость расплава).
Последний случай реализуется в ускоренно
охлаждаемых расплавах, естественно, если
они затвердевают серыми, что обеспечивается
повышенным содержанием углерода и крем-
ния При затвердевании таких расплавов про-
грессирующее разветвление графитных скеле-
тов колоний приводит к резкому увеличению
и рафинирование расплава приводит к обра-
зованию так называемого точечного графита
(рис. 23.13,6), стереографический анализ вы-
являет наличие в соответствующем сером чу-
гуне колониальной структуры с очень тонко
разветвленным графитным скелетом. Размеры
колоний с таким графитом обычно весьма ве-
лики. Вместе с большой протяженностью меж-
фазных границ Г/А это отрицательно сказы-
вается на свойствах чугуна.
Обработка чугунных расплавов модифика-
торами, содержащими щелочноземельные (Mg)
или редкоземельные (Се) компоненты, приво-
дит к глубокому раскислению и десульфура-
ции. В связи с этим интенсивное расщепление
наблюдается уже на первых этапах роста гра-
фитных включений и вызывает переход от кри-
сталлизации малоразветвленных пластинчатых
розеток (рис. 23.14, а) к образованию проме-
жуточных компактных форм (рис. 23.14, б) и
в предельном случае— к формированию гра-
фитных сферокристаллов (рис. 23.14, в). Сле-
дует подчеркнуть, что усиление расщепления
знаменует и возникновение многочисленных
винтовых дислокаций в графите. Благодаря
этому основным механизмом роста графита
при образовании сферокристаллов становится
тангенциальный рост на спиральных дислока-
ционных холмиках.
Возможно, что на формирование сферо-
кристаллов графита оказывают специфическое
влияние сами модификаторы, например из-за
селективной адсорбции на гранях кристаллов
графита. Однако определяющую роль играет
рафинирование расплавов. Это подтверждает-
ся образованием сферокристаллов графита в
глубоко вакуумированных обычных или быст-
роохлажденных высококремнистых чугунах, а
также тем, что сферолитная кристаллизация
вообще характерна для анизотропных слоис-
тых веществ (полимеры, слюда), отличающих-
ся слабыми межслойными связями.
Сферокристаллы графита имеют векториаль-
ную субструктуру — 23.15, а. Ионное травление
показывает, что плоскости базиса располага-
'Рис. 23.13. Тонкоразветвленный эвтектический гра-
-фит:
•а —в бы строохл аж денном высококремнистом чугуне.
Х200; б — в цериевом чугуне. Х600
Рис. 23.14. Кристаллогеометрические схемы графитных включений
'дифференцировки аустенито-графитной эвтек-
тики (рис. 23.13, а). На фоне тонкой эвтекти-
ки четко выделяются первичные дендриты, что
послужило причиной широкого распростране-
ния термина междендритный графит, под ко-
торым часто ошибочно понимают мелкоплас-
,тинчатый графит. Однако и в этом случае,
.и даже тогда, когда ускоренное охлаждение
ются в секторах перпендикулярно радиусу-
вектору. Эвтектическая кристаллизация чугуна
с шаровидным графитом носит абнормаль-
ный характер. Из-за отсутствия быстро про-
двигающихся в жидкости пластинчатых гра<
фитных ответвлений эвтектический аустенит
образует вокруг графитных сферокристаллов
сплошные оболочки — рис. 23.15,6. Рост гра-
76
фита происходит за счет диффузии углерода
через аустенит.
Шаровидная форма графитных включений
в различным образом рафинированных чугу-
нах обеспечивает высокие прочность и плас-
тичность, поэтому такие чугуны получили на-
звание высокопрочных. Повышение доли вы-
сокопрочных чугунов — общая тенденция раз-
вития современного чугунолитейного произ-
водства.
Заэвтектические серые чугуны редко исполь-
зуются в качестве конструкционного материа-
Рис. 23.15. Магниевый чугун:
а — сферокристалл графита. Х500; поляризованный
свет; б —^закалка в процессе эвтектической кри-
сталлизации. Х200; травление пикратом натрия
ла. Их затвердевание начинается при переох-
лаждении жидкости ниже линии C'D' с выде-
ления кристаллов первичного графита.
В обычных чугунах этот графит растет в ви-
де пластин или малоразветвленных крабовид-
ных образований; в высокопрочных чугунах
образуются сферокристаллы. По мере выде-
ления первичного графита жидкий раствор
обедняется углеродом и при достижении ли-
нии E'C'F' принимает эвтектический состав.
Затвердевание завершается превращением
жидкости в аустенито-графитную эвтектику;
эвтектический графит обычно нетрудно отде-
лить при микроанализе от более грубого пер-
вичного.
В условиях, затрудняющих выделение гра-
фита из жидкого раствора, чугуны затверде-
вают белыми. К числу таких условий в пер-
вую очередь следует отнести ускоренное ох-
лаждение расплава и пониженное содержание
в нем ряда примесей — прежде всего кремния
и алюминия.
Эвтектическое превращение в этом случае
происходит путем одновременного выделения
из расплава кристаллов аустенита и цементи-
та. При весьма малом переохлаждении рас-
плава, а главное при наличии в нем'таких при-
месей, как фосфор, молибден, вольфрам,
кристаллы эвтектических фаз растут в жид-
кости раздельно и возникает крупнозернистая
смесь, получившая название структуры грубо-
го конгломерата фаз.
Чаще, однако, кристаллы эвтектических
фаз растут совместно, в виде колоний аусте-
нито-цементитной эвтектики, называемой ле-
дебуритом.
Процесс распада Ж-^А + Ц становится тер-
модинамически возможным при переохлажде-
нии жидкого раствора состава С ниже линии
ECF. Колонии аустенито-цементитной эвтек-
тики берут начало от базовых кристалликов
цементита, которые уже на первых этапах
роста приобретают форму пластинок. В связи
с обеднением расплава углеродом на цементит-
ной пластинке зарождается аустенит и разра-
стается в виде плоского дендрита по ее по-
верхности. Цементит прорастает в межден-
Рис. 23.16. Эвтектический белый чугун, сотовый леде-
бурит. Х200
дритных объемах аустенита и начинается
кооперативный рост ответвлений двух фаз,
приводящий к образованию тонкодифферен-
цинированной эвтектики с регулярной микро-
морфологией— так называемого сотового ле-
дебурита (рис. 23.16). Сопоставление приве-
денных на снимке различных разрезов коло-
ний указывает на то, что сотовый ледебурит
представляет собой цементитную пластинку,
пронизанную, наподобие сот, стержневыми
ответвлениями аустенитного кристалла. Разви-
тие ледебуритной колонии вдоль плоскости бази-
са зародышевого цементитного кристалла и в по-
перечном направлении сопровождается обра-
зованием четко выраженной ячеистой суб-
структуры, что характерно для нормальных
эвтектик.
Увеличение скорости охлаждения приводит
к уменьшению дифференцировки ледебурита и
появлению важных морфологических измене-
ний. В условиях возрастающих переохлажде-
ний сотовый ледебурит уступает место плас-
тинчатому— последний виден в осевой зоне
сечения колонии на рис. 23.16. Пластинчатая
Рис. 23.17. Доэвтектический (а) и за эвтектический
(б) белые чугуны. Х100
эвтектика также является не мелкозернистой,
а тонкоразветвленной структурой. По мере
увеличения доли пластинчатой структуры ле-
дебуритная колония теряет прямоугольную
форму в связи с нарастанием веерного раз-
ветвления ведущей фазы. В предельном слу-
чае, когда эвтектический расплав затвердевает
при скорости охлаждения ~106 град/с, обра-
зуются эвтектические двухфазные сферолиты.
В чугунах доэвтектического состава эвтек-
тическому распаду жидкого раствора предше-
ствует выделение дендритов первичного аусте-
нита (рис. 23.17, а). Если чугун малоуглеро-
дистый, то к моменту достижения эвтектичес-
кой температуры доля объема сплава,
занимаемая такими дендритами, велика, а ос-
татки жидкости эвтектического состава распо-
лагаются в виде тонких прожилок между ден-
дритными ветвями. В этом случае ледебурит
не образуется. Распад прожилок происходит
с полным разделением фаз: эвтектический ау-
стенит наслаивается на поверхности первично-
го, а цементит кристаллизуется автономно,,
образуя более или менее тонкие прослойки.
Этому так называемому вырождению эвтекти-
Рис. 23.18. Легированный белый чугун. ХЮО:
а — 11 % Сг; б “ 4,88 % V
ческой структуры благоприятствуют замедлен-
ное охлаждение чугуна в процессе кристалли-
зации и повышение разветвленности дендритов.
Если же доэвтектический чугун характеризу-
ется повышенным содержанием углерода
(>3,0 % С), то резкое ускорение охлаждения
при затвердевании может подавить выделение
первичного аустенита и привести к образова-
нию чисто ледебуритной структуры, которую
называют квазиэвтектикой.
В чугунах заэвтектического состава ледебу-
ритному превращению предшествует выделе-
ние плоских дендритов первичного цементита,
сечения которых под микроскопом обычно
имеют форму пластин (рис. 23.17,6).
Подобно тому как в начале 50-х годов се-
рый чугун пережил второе рождение благода-
ря созданию технологии производства высоко-
прочных отливок с шаровидным графитом, в
настоящее время все чаще в качестве износо-
стойкого и инструментального материала ис-
пользуют легированный белый чугун. Комп-
лексное легирование чугуна карбидообразую-
щими и другими элементами позволяет прин-
78
ципиально изменить строение эвтектической
структурной составляющей и получить вместо
сотового ледебурита, где хрупкий цементит
составляет матрицу колоний, армированную
эвтектическую структуру, в которой карбидная
фаза располагается в виде разветвленного
скелета в пластичной твердорастворной матри-
це. Указанное морфологическое отличие пока-
зано на рис. 23.18, где в структуре хромистого
и ванадиевого чугунов колонии ледебурита со-
седствуют с колониями эвтектик А 4- (Cr, Fe) 7С3
иД + VC.
Твердофазные переходы
Различная растворимость углерода в поли-
морфных модификациях железа, само явление
полиморфизма, а также возможность выделе-
обработок. С учетом структурных изменений,
направленных на стабилизацию однофазного
состояния (гомогенизация, грануляция, ре-
кристаллизация) и двухфазного состояния
(сфероидизация, коалесценция, графитизация),
общая картина твердофазного структурообра-
зования в железоуглеродистых сплавах пред-
ставляется достаточно сложной.
Сплавы, приобретающие в ходе затвердева-
ния или вскоре после его завершения одно-
фазное аустенитное состояние (стали), при ох-
лаждении в однофазной области NJESu (см.
рис. 23.8) претерпевают изменения, контроли-
руемые интенсивностью диффузионных про-
цессов при высоких температурах и направ-
ленные на уменьшение химической и физичес-
кой неоднородности структуры.
Важнейшую роль в формировании конеч-
ной структуры стали играет полиморфная пе-
Рнс. 23.19. Перлит эвтектоидной стали. Растровый электронный микроскоп:
а — Х1200; 6^X2600; в —Х540; г — Х2000
ния нескольких фаз из пересыщенных твердых
растворов определяют многообразие фазовых
превращений, происходящих в железоуглеро-
дистых сплавах при их охлаждении после за-
твердевания и в процессе различных тепловых
рекристаллизация y-Fe->oc-Fe, лежащая в
основе эвтектоидного распада аустенита. По
содержанию углерода, определяющему микро-
картину и результаты перекристаллизации,
различают доэвтектоидные (<0,8 % С), эв-
79
тектоидные ( — 0,8 % С) и заэвтектоидные
(>0,8% С) стали.
Сущность эвтектоидного превращения ау-
стенита — перестройка кристаллической решет-
ки из гранецентрированной кубической в объ-
емноцентрированную кубическую. Поскольку
углерод относительно хорошо растворим в пер-
вой и практически нерастворим во второй, пе-
рекристаллизация сопровождается диффузи-
онным перераспределением углерода и выде-
лением кристаллов высокоуглеродистой фазы.
Ранее предполагалось, что при формирова-
нии перлита происходит поочередное мульти-
плицированное зарождение пластин (попереч-
ное развитие колонии) и продвижение пачки
пластин (продольное развитие колонии). Од-
нако стереометрические исследования с приме-
нением растрового электронного микроскопа,
а также высокотемпературной микроскопии
показывают, что эвтектоидная перлитная ко-
лония подобно эвтектической ледебуритной ко-
лонии, как правило, представляет собой би-
Рис. 23.20. Доэвтектоидная сталь. X100:
fl —0,17 % С; 6 — 0,53 % С
В результате аустенит претерпевает эвтектоид-
ный распад на феррит и графит (стабильный
вариант) или на феррит и цементит (метаста-
бильный вариант). В сталях обычно реализу-
ется второй вариант распада Л-^-Ф+К, в ходе
которого образуется эвтектоидная тонко диф-
ференцированная феррито-цементитная струк-
тура, названная перлитом из-за перламутровой
окраски шлифов, протравленных стандартным
азотнокислым реактивом.
Перлит в сталях, не подвергавшихся спе-
циальной термической обработке, обычно име-
ет пластинчатое строение. В ходе распада в
пределах одного аустенитного зерна образу-
ется, как правило, несколько эвтектоидных ко-
лоний— участков с определенной ориентацией
цементитных пластин. В каждой колонии пла-
стины цементита разделены более толстыми
ферритными прослойками. Дифференцировка
перлита, характеризуемая межпластиночным
расстоянием, уменьшается с увеличением пере-
охлаждения, при котором происходил распад
аустенита.
Рис. 23.21. Структурно-свободный цементит в мало-
углеродистой стали. Х300 \
кристаллитное образование. Пачки пластин мо-
гут зарождаться от цементитной прослойки,
выделяющейся на границе аустенитного зерна-
(рис. 23.19, а), или возникать в ходе повторя-
ющегося расщепления, вообще характерного
для цементита (рис. 23.19,6). Как и эвтекти-
ческая колония на начальной, нестационарной
стадии роста, перлитная колония вначале ха-
рактеризуется нерегулярным строением.
В дальнейшем, по мере развития колонии,
стационарное продвижение в аустените двух-
фазного фронта перекристаллизации приводит
к образованию плоскопараллельной или веер.-
ной регулярной структуры. Это иллюстрирует
рис. 23.19, в, а, где показан общий вид веер-
ной колонии (в) и центр этой же колонии
(г)-
В доэвтектоидных сталях процесс формиро-
вания конечной структуры начинается при пе-
реохлаждении ниже линии GS с выделения
кристаллов феррита, называемого избыточным
в отличие от эвтектоидного феррита, образу-
ющегося при перлитном превращении. По мере
развития превращения А-^Ф остающийся ау-
стенит обогащается углеродом. При достиже-
нии линии PSK остатки аустенита приобрета-
ют эвтектоидный состав и в условиях переох-
лаждения ниже эвтектоидной температуры
превращаются в перлит. Соотношение между
количеством светлого избыточного феррита и
темнотравяшегося перлита в конечной струк-
туре доэвтектоидной стали определяется со-
держанием углерода (рис. 23.20).
В малоуглеродистых сталях, содержащий!
<0,02 % С, в результате перекристаллизации
80
Л-*Ф возникает однофазная ферритная струк-
тура. В ходе дальнейшего охлаждения при
температурах ниже линии QP феррит пересы-
щается углеродом и из него выделяется так
называемый третичный цементит, располагаю-
щийся в виде структурно-свободных образова-
ний по границам ферритных зерен. Такой
структурно-свободный цементит образуется и
в медленно охлаждаемых сталях с несколько
большим содержанием углерода (до ОД %).
В этом случае он является в основном продук-
том эвтектоидного превращения, идущего с
полным разделением фаз, и включает наслоив-
шийся третичный цементит (рис. 23.21). Уско-
ренное охлаждение малоуглеродистой стали от
температур эвтектоидного уровня предотвра-
щает выделение цементита и фиксирует при
комнатной температуре пересыщенный углеро-
дом феррит В ходе старения такой феррит
медленно распадается —: на границах и внутри
зерен выделяются очень мелкие кристаллики
цементита.
Эвтектоидная сталь имеет чисто перлитную
структуру. При увеличении скорости охлажде-
ния чисто перлитную структуру можно полу-
чить и в сталях неэвтектоидного состава в до-
статочно- широком концентрационном интерва-
ле (0,5—1,2 % С). Такую структуру называют
квазиэвтектоидной; она возникает в результате
торможения выделения избыточных фаз.
В заэвтектоидных сталях перлитному распа-
ду аустенита предшествует выделение кри-
сталлов высокоуглеродистой фазы, обуслов-
ленное понижением растворимости углерода в
аустените с понижением температуры. При
переохлаждении ниже линии E'S' аустенит
пересыщается углеродом и способен выделять
графит, а при переохлаждении ниже линии ES
термодинамически возможным является выде-
ление и графита, и цементита. Выделение
графита, затруднено и наблюдается лишь в
высококремнистых сталях; подвергаемые спе-
циальной термической обработке такие графи-
тизированные стали получают все большее
распространение как антифрикционный мате-
риал. Обычно же при переохлаждении ниже
ES выделяется цементит, называемый вторич-
ным в отличие от первичного, выделяющегося
из жидкого раствора. Вторичный цементит вы-
деляется в виде тонкой сетки по границам зе^
рен аустенита, а также в виде тонких пластин
внутри зерен. Остающийся аустенит при этом
обедняется углеродом и при достижении линии
PSK приобретает эвтектоидный состав S. При
дальнейшем охлаждении он превращается в
перлит; в результате заэвтектоидная сталь
приобретает конечную цементито-перлитную
структуру (рис. 23.22, а).
Описанные структурные разновидности
Fe—С-сплавов, содержащих не более 2,0 % С,
дают лишь самую общую характеристику фа-
зового и зернистого строения стали/ Наличие
примесей и их неравномерное распределение,
газонасыщенность стали, различное сочетание
тепловой и деформационной обработок, осо-
бенности охлаждения отливок и проката — эти
и многие другие обстоятельства определяют
разнообразные отклонения от того типа струк-
туры, который следует считать наиболее ус-
тойчивым и характерным для Fe — С-сплава с
заданным содержанием углерода.
Так, при повышенном содержании некоторых
примесей, в первую очередь кислорода, заэв-
тектоидные стали приобретают так называе-
мую абнормальную структуру, отличающуюся
от нормальной (рис. 22, а) тем, что, помимо
структурно-свободного вторичного цементита,
в ней есть и структурно-свободный феррит в
виде участков, прилегащих к цементитной сет-
ке (рис. 23.22,6). Эвтектоидный распад аусте-
нита в этих сталях частично идет с разделени-
ем фаз, причем эвтектоидный цементит насла-
ивается на кристаллах вторичного.
В доэвтектоидных сталях, отличающихся
крупнозернистостью в аустенитном состоянии
Рис. 23.22. Заэвтектоидная сталь с нормальной (а)
и абнормальной (б) структурой. Х300
(вследствие роста зерна при длительных пе-
регревах или весьма замедленной кристаллиза-
ции отливок), ускорение охлаждения от высо-
ких температур приводит к появлению плас-
тинчатых и игольчатых выделений избыточного
феррита по направлениям, кристаллографиче-
ски связанным с исходным аустенитным зер-
ном (рис. 23.23). Такая структура носит на-
звание видманштеттовой.
Сложные тонкодиспергированные структуры
с повышенной концентрацией дефектов кри-
сталлического строения приобретает сталь в
результате очень быстрого охлаждения от тем-
ператур однофазной аустенитной области, т. е.
при закалке. Аустенит, переохлаждаемый при
закалке до относительно низких температур
(600—500 К и ниже), претерпевает бездиффу-
зионное полиморфное превращение y-Fe-HX-Fe
и, сохраняя неизменным химический состав,
переходит в мартенсит — твердый раствор уг-
лерода в железе, имеющий тетрагональную
6—394
81
объемноцентрироваиную решетку, близкую к
решетке феррита.
Различают два главных морфологических
типа мартенсита: реечный или пакетный (рис.
23.24, а) и пластинчатый или двойникованньтй
Рис. 23.23. Видманштеттова структура доэвтектоид-
ной стали. XJOO
Рейки, как правило, неразрешимы под свето-
вым микроскопом, и основная структурная
особенность реечного мартенсита — пакеты с
частично выявляемой тонкой структурой. Пла-
стинчатый аустенит наиболее четко представ-
лен в закаленных высокоуглеродистых
Fe—С-сплавах; наблюдается в инструменталь-
ных сталях. Пластины часто расположены зиг-
загообразно, причем в пределах зерна аусте-
нита возникает несколько разрядов пластин:
каждый зигзаг низшего разряда растет в пре-
делах полигона остаточного аустенита, очерчен-
ного ранее образовавшимся зигзагом. Таким
образом, размер исходного аустенитного зер-
на определяет дисперсность структуры за-
калки.
Появлением мартенсита того или другого
типа далеко не исчерпываются процессы
структурообразования, возможные при закал-
ке стали. Сложные фазовые и структурные пе-
реходы наблюдаются также при нагреве зака-
ленной стали, при других многочисленных ви-
дах термической обработки стали. Этот мате-
риал освещен в других разделах справочника.
Твердофазные превращения играют важную
роль в формировании конечной структуры чу-
гунов. Серый или высокопрочный чугун, за-
Рис. 23.24. Мартенсит в доэвтектоидной (а) и заэв-
тектоидной (6) сталях. ХЗОО
Рис. 23.25. Ферритный высокопрочный (fl) и феррито-
перлитный серый (б) чугуны. Х200
(рис. 23.24,6). Реечный мартенсит возникает
при закалке мало- и среднеуглеродистых доэв-
тектоидных Fe—С-сплавов; это широко рас-
пространенный морфологический тип, образу-
ющийся при закалке большинства конструкци-
онных, в том числе легированных, сталей. Он
состоит из тонких реек, сплоченных в пакеты,
ориентированные по плоскостям октаэдра
{111} в каждом исходном аустенитном зерне.
твердевание которого только что завершилось
при температуре, близкой к эвтектической,
представляет собой аустенитную матрицу, со-
держащую включения графита. При дальней-
шем охлаждении аустенит испытывает такие
же фазовые переходы, как и аустенит ааэв-
тектоидной стали: распад пересыщенного уг-
леродом аустенита и эвтектоидный распад. Об-
разующиеся при этом структуры зависят от
82
исходной структуры чугуна и от условий ох-
лаждения»
При достаточно медленном охлаждении се-
рого (высокопрочного) чугуна все упомянутые
переходы осуществляются с выделением гра-
фита, который наслаивается на имеющихся
включениях эвтектического происхождения; в
результате образуется ферритный серый (вы-
сокопрочный) чугун —рис, 23.25, а. Если при
охлаждении чугуна выделяется вторичный гра-
фит, а эвтектоидный распад аустенита частич-
но происходит по стабильному варианту А->
-»-Ф-гГ, частично по метастабильному А-»-Ф +
4-Ц, то образуется очень распространенный в
практике феррито-перлитный серый (высоко-
прочный) чугун (рис, 23.25,6), При ускорен-
ном охлаждении можно получить перлитный и
перлито-цементитный серый (высокопрочный)
чугун.
В белых чугунах из пересыщенного углеро-
дом аустенита в процессе эвтектоидного рас-
пада выделяется цементит, который наслаи-
вается гна эвтектическом цементите и входит
в состав перлитных колоний.
Если белый чугун подвергается продолжи-
тельной выдержке при высокой температуре,
то происходит процесс графитизации, заклю-
чающийся в росте графитных включений за
счет диффузии углерода от растворяющихся
цементитных кристаллов. Образующийся в про-
цессе графитизирующего отжига чугун назы-
вается ковким. Он имеет обычно ферритную
матрицу и компактные, комковидные графит-
ные включения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Бочвар А. А. Металловедение: Учебник для
вузов, 5-е изд,, перераб. и доп. М.: Метал-
лу ргиздат, 1956. 495 с.
Бунин К. 77. Железоуглеродистые сплавы.
Мл Машгиз, 1949. 370 с.
Бунин К'. П., Баранов А. А. Металлография.
М.: Металлургия, 1970. 254 с.
Бунин К* П., Баранов А А., Погребной Э. Я.
Графитизация стали. Киев: АН УССР, 1961.
261 с.
Бунин К. П., Малиночка Я. Н., Таран Ю. Н*
Основы металлографии чугуна. М.: Метал-
лургия, 1969. 415 с.
Бунин К. П., Мовчан В. И., Шаповалов В. И.
Металлография железоуглеродистых спла-
вов. Днепропетровск: Металлургический ин-
ститут, 1974. 210 с.
Бунин К. П., Таран JO. »Н. Строение чугуна.
М.: Металлургия, 1972, 160 с.
Григорович В. К. Электронное строение и
термодинамика сплавов железа. М.: Наука,
1970. 430 с.
Малиночка Я. Н.> Ковальчук Г. 3., Слинь-
ко Л. А., Савич А. И. — Изв» АН СССР, Ме-
таллы, № 6, 1972. с. 34—36.
Металлография железа. Т. II: Пер. с англ./
/Под ред. Тавадзе Ф. H.f М.: Металлургия,
1972. 104 с.
Могутное Б, М., Томилин И. А., Шварц-
ман Л. А. Термодинамика железоуглероди-
стых сплавов. М.: Металлургия, 1972. 328 с.
Новиков И. И. Теория термической обработ-
ки металлов. 3-е изд., перераб. и доп. М.:
Металлургия, 1978. 329 с.
Таран Ю. Н., Мазур В. И. Структура элект-
рических сплавов М.: Металлургия, 1978.
312 с.
Фромм Е., Гебхардт Е. Газы и углерод в
металлах. Пер. с нем. М.: Металлургия,
1980. 712 с.
24
- = ПРЕВРАЩЕНИЯ ПРИ НАГРЕВЕ СТАЛИ.
СТРУКТУРНАЯ НАСЛЕДСТВЕННОСТЬ
24.1. КИНЕТИКА
Почти все операции термической обработки
стали связаны с нагревом до таких темпера-
тур, при которых сталь полностью или частич-
но переходит в состояние аустенита. Доэвтек-
тоидные стали нагревают для отжига, норма-
лизации или закалки выше критической точки
Ас3, имея в виду, что при этом исходная
структура, как правило, состоящая из ферри-
та и карбидов, полностью превращается в ау-
стенит; заэвтектоидные стали нагревают перед
закалкой или при отжиге немного выше Ас{—
до состояния аустенита с некоторым количест-
вом нерастворенных избыточных (заэвтектоид-
ных) карбидов. Величина кристаллитов (зер-
на), образующихся при нагреве аустенита,
оказывает существенное влияние на превра-
щения при последующем охлаждении и конеч-
ную структуру и свойства стали. Естественно
поэтому, что закономерности образования ау-
стенита при нагреве составляют необходимый
и важный раздел в теории термической обра-
ботки стали.
Согласно представленной на рис. 24.1 схе-
матической диаграмме состояния появление
аустенита при нагреве феррито-цементитной
структуры возможно только при некотором
превышении "температуры над эвтектоидной
линией PSK. Зародыши аустенита возникают
в тех участках феррита, где концентрация уг-
лерода флуктуационно повышена, а именно:
на границе феррит — цементит зародыши ау-
стенита прежде всего появляются около и во-
круг частиц цементита. Возможность дальней-
шего роста участков аустенита при постоянной
или повышающейся температуре определяется
следующими условиями '.
С того момента как в двухфазной феррито-
цементитной структуре возникает участок
у-раствора, помимо имевшихся феррито-це-
ментитных межфазовых границ, появляются
границы аустенит — феррит и аустенит — це-
ментит. На границах раздела фаз сравнитель-
но быстро устанавливаются соответствующие
1 Дальнейшее изложение основывается глав-
ным образом на работах А. А. Попова [1—4].
6»
83
данной температуре равновесные концентра-
ции:
— концентрация углерода в феррите
на границе с цементитом;
у — концентрация углерода в феррите
на границе с аустенитом;
С£1а — концентрация углерода в аустени-
те на границе с ферритом;
С£1К —концентрация углерода в аустените
на границе с цементитом.
Состав цементита на границе с аустенитом
С^а, как и состав цементита на границе с,,
ферритом практически отвечает
6,67 % С.
Распределение концентраций углерода по
сечению возникшего участка аустенита в раз-
Рис. 24.1. Участок диаграммы состояния железоугле-
родистых сплавов, дополненной линией То
личные периоды превращения представлено
схемой на рис. 24.2. Согласно этой схеме воз-
никший вокруг цементитной частицы слой ау-
стенита будет теперь расширяться в сторону
карбида под влиянием процесса диффузии,
который будет подводить углерод к границе
с ферритом и отводить углерод от границы с
карбидом. В результате граница раздела аус-
тенит— феррит будет перемещаться в сторону
феррита, а граница аустенит — карбид — в сто-
рону карбида, т. е. феррит и карбид будут
поглощаться аустенитом вплоть до их полного
исчезновения, после чего сохранится на некото-
рое время неоднородное распределение угле-
рода в аустените (рис. 24.2,г). Указанное
направление перемещения межфазовых границ
определяется общими правилами диффузион-
ного передвижения границы раздела фаз [1,2].
Согласно этим правилам, если в результате
диффузии внутри фаз, прилегающих к границе
раздела, имеется стремление понизить погра-
ничную концентрацию какого-либо элемента,
то для обеспечения постоянства пограничных
составов должно наблюдаться передвижение
границы раздела в сторону той фазы, которая
имеет более высокую пограничную концентра-
цию данного элемента. Аналогично, если име-
ется стремление повысить пограничную кон-
центрацию какого-либо элемента, то для со-
хранения ранее существовавших пограничных
составов (отвечающих локальному равнове-
сию данных фаз при данной температуре) гра-
ница раздела сдвинется в сторону той фазы,
которая имеет более низкую пограничную кон-
центрацию данного элемента [1, 2].
Скорость роста аустенитного участка, т. е.
скорость перемещения его границ в сторону
феррита и цементита, определяется уравне-
нием:
dC / 1 1 \
y = D-----|+--------------- |, (1)
dx
т. е. значениями коэффициента диффузии уг-
лерода в аустените, разностью пограничных
составов на соответствующей границе раздела и
величиной градиента концентрации, под влия-
нием которого углерод диффундирует в аусте-
ните. Этот градиент пропорционален разнос-
ти пограничных концентраций углерода в ау-
стените и обратно пропорционален расстоянию,
на которое должна совершаться диффузия.
Соответственно скорость роста аустенитного
участка
1
1
(2)
где х — протяженность аустенитного участка.
Из этого, проведенного А. А. Поповым
Рис. 24.2. Распределение углерода по сечению аусте-
нитного участка в различные периоды его роста [3]:
а — начальный период; б — промежуточный; в — со-
стояние после исчезновения феррита; г — после ис-
чезновения в структуре феррита и карбидов.
[1, 2] полуколичественного анализа сразу вы-
текает несколько следствий, прекрасно под-
тверждающихся на опыте.
Скорость роста аустенитных участков про-
грессивно и обычно очень резко возрастает с
84
повышением температуры, поскольку с темпе-
ратурой увеличивается коэффициент диффу-
зии D и уменьшаются разности пограничных
концентраций ДСг.ф на границах аустенит —
феррит и цементит — аустенит. При этом пер-
вая разность уменьшается более резко, чем
вторая, в результате чего скорость роста ау-
стенитного участка в сторону феррита больше,
чем' в сторону цементита. Именно поэтому, на-
пример, в эвтектоидной стали со структурой
зернистого цементита вначале исчезает фер-
рит; чем выше температура нагрева, тем боль-
ше остается цементита к моменту полного ис-
чезновения феррита и тем ниже среднее со-
держание углерода в получившемся аустените
[5].
Из уравнения (2) следует, что при темпе-
ратуре, точно отвечающей эвтектоидной гори-
зонтали, аустенитные участки развивать-
ся не могут, так как состав аустенита йа
границе с ферритом не отличается от состава
аустенита на границе с цементитом и невоз-
можна диффузия углерода. .
В работах [2, 3] рассмотрена и возможность
развития аустенитных участков за счет диф-
фузии углерода не в аустените, а в феррите.
При температуре, например Т\, концентрация
углерода в феррите на границе раздела с ау-
стенитом равна а на границе раздела
с карбидом СТ^К1 т. е. более высокая. Тем
самым оказывается возможной диффузия
внутри феррита, отводящая углерод от гра-
Рнс. 24.3. Диаграммы кинетики изотермического об-
разования аустенита в углеродистой эвтектоидной
стали (М. Е. Блантер): тк—время, необходимое для
растворения карбидов; тг—для гомогенизации аусте-
нита. Цифры на кривых—процент превращения
ницы с карбидом и стремящаяся повысить
концентрацию углерода в феррите на его гра-
нице с аустенитом. В результате этой диффу-
зии граница феррит •— аустенит перемещается
в сторону феррита, а граница феррит — це-
ментит — в сторону цементита. Поэтому, с од-
ной стороны, должен наблюдаться интенсив-
ный рост аустенита в сторону феррита, а с
другой 1— растворение карбидов в металличес-
кой матрице. И в этом случае при температу-
ре, отвечающей эвтектоидной линии, из-за от-
сутствия градиента концентрации диффузии в
i
феррите не происходит и развитие аустенита
оказывается невозможным.
Ход экстраполированной линии QP диа-
граммы на рис. 24.1 указывает, что чем выше
температура, тем больше должно быть содер-
жание углерода в контактирующем с карбида-
ми феррите, тем вероятнее достижение необ-
ходимой для зарождения аустенита флюктуа-
ции концентрации углерода и тем соответст-
венно резче будет проявляться локализация
процесса образования аустенита в местах кон-
такта феррита с цементитом. Только при от-
сутствии карбидных частиц возможна локали-
зация .зарождения аустенита на других неод-
нородностях структуры — на границах зерен и
субзерен феррита, а также на границах с раз-
личными включениями. То обстоятельство, что
аустенит чаще всего зарождается в местах
контакта феррита с карбидами, обусловлива-
ет увеличение скорости образования аустенита
при повышении содержания углерода и при
увеличении площади контакта между ферри-
том и карбидами, т. е. при увеличении дисперс-
ности исходной структуры. Частный пример
этого влияния — неоднократно отмечавшееся
замедление процесса образования аустенита в
случае исходной структуры зернистого перли-
та по сравнению с пластинчатым перлитом
[6].
Таким образом, с повышением температуры
скорость роста образовавшегося аустенита про-
грессивно возрастает в результате увеличения
коэффициента диффузии углерода и увеличе-
ния градиента концентрации, под влиянием ко-
торого совершается диффузия углерода (с по-
вышением температуры увеличивается концен-
трация углерода в аустените на границе раз-
дела с карбидом — линия SE диаграммы сос-
тояния и уменьшается концентрация углерода
в аустените на границе с ферритом—линия
SG). Одновременно уменьшается разность по-
граничных концентраций ДСг.ф на границе аус-
тенит — феррит и на границе цементит — аус-
тенит. Кроме того, с повышением температу-
ры непрерывно уменьшается необходимая для
образования аустенитного зародыша флуктуа-
ция по углероду: вблизи эвтектоидной линии
устойчивый участок аустенита должен содер-
жать около 0,8 % С, но с повышением темпе-
ратуры оказываются устойчивыми аустенитные
участки со все меньшим содержанием углеро-
да, вплоть до нулевого — выше 900° С.
Это означает, что с повышением температу-
ры непрерывно возрастает не только скорость
роста аустенитных участков, но и вероят-
ность зарождения аустенита. Поэтому,
если представить кинетику образования аус-
тенита в зависимости от температуры анало-
гично тому, как принято изображать кинети-
ку изотермического распада аустенита при ох-
лаждении, откладывая на горизонтальной оси
время, необходимое для начала превращения
и время завершения превращения, то полу-
чается схематическая диаграмма (рис. 24.3),
указывающая на резкое увеличение ско-
рости процесса образования аустенита с повы-
шением температуры. Превращение феррито-
карбидной смеси в аустенит совершается тем
быстрее, чем выше температура, тогда как рас-
пад аустенита на феррит и карбиды при ох-
лаждении происходит наиболее быстро в оп-
ределенном интервале температур. Кинетичес-
кая диаграмма'распада аустенита имеет широ-
85
ко известную С-образную форму; диаграмма обстоятельством связаны встречающиеся в ли-
образования аустенита при нагреве имеет вид,
приведенный на рис. 24.4. Это понятно, по-
скольку кинетика процессов при охлаждении
определяется наложением возрастающей при
понижении температуры разности свободных
энергий исходного и конечного состояний и
уменьшающейся с температурой диффузионной
подвижности атомов, а для превращения при
нагреве оба параметра, т. е. и движущая сила
превращения, и диффузионная подвижность
только возрастают с температурой.
Опережающее поглощение феррита аустени-
том по сравнению с процессом растворения
карбидов приводит к тому, что, например,
в эвтектоидной стали к моменту исчезновения
феррита может остаться еще значительное ко-
личество нерастворенных карбидов (тем боль-
ше, чем выше температура) и среднее содер-
жание углерода в аустените будет значитель-
но более низким, чем исходное.
Так, по данным [5], к моменту исчезновения
феррита при нагреве эвтектоидной стали сред-
няя концентрация углерода в аустените:
Л °C ... . 735 760 780 850 900
С, % ... . 0,77 0,69 0,61 0,51 0,46
Часть «излишнего» углерода присутствует
в виде карбидных частиц, которые с течением
времени или при повышении температуры пос-
тепенно растворяются в аустените. Образую-
щийся аустенит неоднороден по составу: в тех
местах, где в исходной структуре находились
карбидные частицы, содержание углерода су-
щественно выше, чем в соседних местах, где
в исходном состоянии находился феррит. Эта
неоднородность также постепенно рассасывает-
ся с ростом температуры или продолжитель-
ности нагрева. Этим и обусловлено наличие
на кинетической диаграмме образования аус-
тенита ряда кривых, характеризующих начало
превращения, исчезновение перлита, феррита,
окончание растворения карбидов, выравнивание
неоднородностей по концентрации в аустени-
те (гомогенизации аустенита).
Реальная диаграмма кинетики изотермичес-
кой аустенитизации [7] показывает (рис. 24.4),
что время, затрачиваемое на процесс образо-
вания аустенита при температурах вблизи рав-
новесной границы Л(, составляет минуты, тог-
да как при 800—850° С превращение начина-
ется и заканчивается в течение 5—15 с. Это
аналогично влиянию переохлаждения на кине-
тику перлитного распада: чуть ниже границы
At переохлажденный аустенит может сохра-
няться в метастабильном состоянии минуты
и часы» тогда как около 600—550 °C распад
его может начинаться и заканчиваться за се-
кунды. Есть, однако, и важное различие. Про-
цесс образования аустенита происходит эндо-
термически, поэтому требует для своего раз-
вития непрерывного подвода тепла, что при
обычных способах нагрева лимитируется теп-
лопередачей от нагревающей среды к металлу.
Поэтому кинетика аустенитизации может за-
висеть от способа подачи необходимого для
превращения тепла и процесс протекает
особенно интенсивно при использовании таких
методов нагрева, при которых тепло непрерыв-
но и в избытке генерируется внутри нагрева-
емого образца или изделия (индукционный
нагрев или нагрев непосредственным пропус-
канием электрического тока). Именно с этим
тературе противоречивые данные о зависи-
мости температуры начала образования и раз-
вития аустенитизации от скорости нагрева
(см. [8—14]). Температурный интервал аусте-
нитизации неизбежно должен смещаться вверх
при увеличении скорости нагрева, поскольку
в непосредственной близости к критической
температуре близки к нулю и скорость об-
разования зародышевых центров аустенита и
скорость их роста.
Существует, однако, другое обстоятельство,
в котором проявляется сходство и различие ки-
нетики и структурного механизма процессов
распада аустенита при охлаждении w образо-
Продолжительность выдержке, а
Рис. 24.4. Диаграмма кинетики изотермического об-
разования аустенита в доэвтектоидной стали с 0,45 %
С с феррито-перлитной исходной структурой [7]:
Ф — феррит; П — перлит; А — аустенит; К — карбид
вания аустенита при нагреве. Это обстоятель-
ство связано с возможностью бездиффузионных
превращений. Хорошо известно, что при силь-
ном переохлаждении аустенита может проис-
ходить бездиффузионное мартенситное превра-
щение. Граница, ниже которой становится воз-
можным это превращение, — температура То»
отвечающая равенству свободных энергий у- и
a-твердых растворов. Фактическая температу-
ра начала мартенситного превращения при ох-
лаждении— мартенситная точка — обычно ле-
жит несколько ниже То (см. раздел 25).
Выявление возможности особого по механиз-
му бездиффузионного мартенситного превра-
щения привело в свое время к исправлению
С-диаграммы (рис. 24.5). В исправленном ва-
рианте С-кривая, характеризующая кинетику
распада аустенита, ограничивается снизу лини-
ей на уровне мартенситной точки. Эта линия
указывает, что при более низких температурах
происходит другое — бездиффузионное — пре-
вращение, кинетика которого не имеет ничего
общего с диффузионным распадом аустенита
на феррит и карбиды. Аналогичное дополнение
или исправление напрашивается и для диаграм-
мы, характеризующей кинетику образования
аустенита при нагреве. Здесь также можно
предположить, что при определенных условиях
нагрева, в частности при достаточно высоких
его скоростях, феррито-карбидная смесь мо-
жет быть перенагрета (прежде чем проявится
86
диффузионное взаимодействие феррита и кар-
бидов) в такую область температур (выше
900 °C), где станет возможным бездиффузион-
яое полиморфное превращение а-ну с после-
дующим образованием аустенита в результате
следующего за этим превращением растворе-
ния карбидов в у-железе.
Рис. 24.6. Диаграмма кинетики изотермического рас-
пада переохлажденного аустенита в углеродистой
стали с 1,26 % С (А. И. Стрегулин)
феррита, практически сольется с осью темпе-
ратур, оставаясь на одном уровне, выше кото-
рого сохранится лишь кривая, характеризую-
щая завершение растворения карбидов в y-Fe,
т. е. фактическое окончание процесса образо-
вания аустенита. Именно такая кинетичес-
кая диаграмма изотермической аустенитизации
была предложена очень давно А. А. Поповым
(рис. 24.6) [2, 3]. Применительно к непрерыв-
ному нагреву со все возрастающей скоростью
вмешательство бездиффузионного образования
аустенита характеризуется схемой, представ-
ленной на рис. 24.7.
Естественно, что кинетика аустенитизации и
способ, которым образуется аустенит при на-
греве, существенно зависят от исходной струк-
туры и состава стали.
При диффузионном формировании аустенит-
ной структуры, предусматривающем миграцию
межфазной границы, смещение точек начала
превращения, температуры полного исчезнове-
ния феррита, окончания растворения карбидов,
завершения гомогенизации при увеличении ско-
рости нагрева тем более заметно, чем менее
дисперсна- исходная структура [15, 16]. Но да-
же и при грубой исходной структуре в случае
углеродистых сталей трудно рассчитывать на
реализацию бездиффузионного способа образо-
вания аустенита, так как трудно подавить диф-
фузионное взаимодействие составляющих ис-
ходной структуры, интенсивность которого экс-
поненциально возрастает с температурой.
По-видимому, этим объясняется давно
отмеченный [17, 18] эффект «стабилиза-
ции» критической точки Ас( после дости-
жения некоторой предельной скорости на-
грева. Однако возможность бездиффузионного
,Рнс. 24.6. Схематические диаграммы кинетики образования аустенита при нагреве в доэвтектоидных (а, б)
и эвтектоидной {в) сталях [3]:
/ — начало диффузионного образования аустенита; 2 — момент исчезновения феррита; <3 — исчезновение кар-
бидов; 4 — бездиффузионное превращение феррита в у-твердый раствор
Естественно, что возможность такого двуста-
дийного процесса образования аустенита дол-
жна исказить верхнюю часть кинетической диа-
граммы,, поскольку можно предполагать прак-
тически мгновенный (во всяком случае доста-
точно быстрый) переход а->у, в результате
чего линия, характеризующая исчезновение
способа аустенитизации при нагреве легиро-
ванных сталей, по-видимому, не подлежит со-
мнению, по крайней мере для некоторых спе-
цифических вариантов исходной структуры
и достаточно высоких значений скорости на-
грева. При легировании увеличивается воз-
можность проявления бездиффузионного меха-
87
низма образования аустенита, т. е. превращения
а — у без участия карбидов с последующим
их растворением в y-Fe. Это обусловлено
прежде всего тем, что сложные карбиды, при-
сутствующие в сталях, легированных карби-
дообразующими элементами, труднее диссоци-
ируют и тем самым затрудняется их взаимо-
действие с железом. В то же время наличие
в составе стали элементов, расширяющих об-
ласть у'-фазы Ni, Мп, Си и др.), приводит к
понижению температуры То, выше которой
устойчив у-раствор, и таким образом легче
осуществляется перенагрев до температур,
при которых становится возможным бездиф-
фуэионное превращение. Кроме того, в леги-
рованных сталях и исходная структура не-
редко однофазная — мартенситная, тогда об-
Рис. 24.7. Схематическая диаграмма образования
аустенита в эвтектоидной стали в зависимости от
скорости нагрева [2]:
1 — начало образования аустенита; 2 — окончание
растворения феррита; 3 — окончание растворения кар-
бидов; 4 — бездиффузнонное превращение а—у
разование аустенита, например в безуглеро-
дистых высоконикелевых железных сплавах,
осуществляется бездиффузионным механиз-
мом обратного мартенситного превращения.
Однако и в тех случаях, когда исходная струк-
тура представляет собой а-раствор и карбиды,
при достаточно быстром нагреве возможно об-
разование у-фазы с переходом температуры То
для'данного а-раствора (сниженной присутст-
вием Ni, Мп и т. п.) и может случиться, что
нижняя граница образования аустенита ока-
жется пониженной, т. е. точка Ас\ снижается
в результате ускоренного нагрева [9].
Уместно отметить, что для легированных
сталей известны случаи снижения и критичес-
кой точки Асз (т. е. температуры завершения
перехода в аустенитное состояние избыточно-
го феррита) при ускоренном нагреве по срав-
нению с более медленным нагревом. Объясне-
ние этого неожиданного эффекта, напротив,
предполагает, что диффузия в нижней части
критического интервала приводит к обогаще-
нию a-фазы элементами, повышающими точ-
ку Аз (например, Si), или к обеднению эле-
ментами, понижающими точку 43 (например,
Ni), следствием чего и является запаздывание
перехода ее в у-фазу [19, 20]. Что касается
диффузионного формирования аустенитной
88
структуры в результате миграции межфазных
границ, то наличие легирующих элементов в со-
ставе стали должно замедлять этот процесс,
поскольку рост аустенитных участков связан
не только с диффузией углерод’а, но и с пере-
распределением легирующих элементов, диф-
фузионная подвижность которых в сотни и ты-
сячи раз меньше подвижности углерода. Рав-
новесие на границе раздела фаз будет опреде-
ляться не только пограничными концентраци-
ями углерода, но и концентрациями легирую-
щего элемента. В тройном сплаве эти погра-
ничные составы даже при постоянной темпе-
ратуре могут меняться в известных пределах,
будучи однако связаны друг с другом тем,
что находятся на концах одной коноды на го-
ризонтальном разрезе тройной диаграммы.
Если рассматривать только диффузию угле-
рода, то следует обратить внимание на то,
что увеличение содержания легирующих эле-
ментов, выклинивающих у-область, должно
уменьшать разницу концентраций углерода
в аустените на разноименных поверхностях
раздела, что влечет за собой уменьшение ин-
тенсивности диффузии по сечению аустенит-
ного участка и, следовательно, уменьшение
скорости его роста. Напротив, легирование
элементами, расширяющими у-область, будет
приводить к увеличению скорости диффузион-
ного образования аустенита при прочих рав-
ных условиях, т. е. при одной и той же тем-
пературе и степени дисперсности исходной
структуры. Существенно, что указанное вли-
яние легирующих элементов зависит не
столько от их непосредственного влияния на
коэффициент диффузии углерода, сколько от
того, что, изменяя равновесные концентрации
на границах раздела фаз, они влияют на ве-
личину градиента, под влиянием которого со-
вершается внутрифазовая диффузия и соот-
ветственно рост участков аустенита.
В работах [2, 3], по-видимому, впервые бы-
ло указано на возможность особого механизма
образования аустенита в легированных ста-
лях при температурах эвтектоидного интер-
вала.
В тройном сплаве железо — углерод — леги-
рующий элемент эвтектоидная горизонталь
превращается в эвтектоидную область (рис.
24. 8) и легко убедиться, что аустенит в этой
области может образоваться без участия
диффузии легирующего элемента, а только за
счет диффузии углерода.
Действительно, если представить себе появ-
ление аустенитного участка в эвтектоидном
интервале, то аустенит должен иметь повы-
шенное содержание углерода около феррита
и пониженное содержание углерода около
карбида; путем диффузии углерод должен
отводиться от границы раздела с ферритом
и подводиться к границе раздела с карбидом.
Поэтому согласно правилам диффузионного
перемещения границы раздела фаз должно
иметь место растворение аустенитного участ-
ка как со стороны карбида, так и со стороны
феррита и рост аустенитного участка невоз-
можен. Однако аустенит может образоваться
иным путем — за счет диффузии углерода по
ферриту в случае, если внутри феррита флу-
ктуационно возникает участок аустенита. Тог-
да содержание углерода на границе раздела
феррит—аустенит окажется более низким, чем
на границе раздела с карбидом, и возникнут
условия для развития диффузии'в нужном для
роста аустенита направлении: подвод углерода
будет повышать его концентрацию на границе
феррита с аустенитом, что вызовет перемеще-
ние границы в сторону фазы с более низкой
пограничной концентрацией, т. е. в сторону фер-
рита. В то же время отвод углерода от грани-
цы феррита с карбидом вызовет передвижение
межфазной границы в сторону фазы с более
высокой пограничной концентрацией, т. е. в
сторону карбида, следствием чего будет рас-
творение карбидов. Важным отличием этого
механизма является то, что участки аустени-
та возникают прежде всего не в местах кон-
от скорости охлаждения (на термокинетических.
диаграммах), кинетика процесса образования
аустенита также может быть представлена
диаграммой, на которой различные этапы пре-
вращения (начало, исчезновение феррита, рас-
творение карбидов, завершение превращения,
завершение гомогенизации) представлены в за-
висимости от температуры и времени в изо-
термических условиях или в зависимости от
режима непрерывного нагрева.
При построении изотермических диаграмм
первичные данные получаются из опытов, в
которых образцы возможно малых размеров
нагревают возможно,быстро (например, в ван-
С,%
Рис. 24.8. Вертикальный разрез тройной диаграммы
состояния железо — углерод — легирующий элемент,
проходящий параллельно стороне железо — углерод
[3]
такта феррита с карбидами, а на некотором
расстоянии от карбидных частиц, растворя-
ющихся не в аустените, а в феррите1.
Принципиально, конечно, возможно образо-
ние аустенита, существенно отличающегося
от феррита и карбидов по содержанию легиру-
ющих элементов, в результате одновременной
диффузии и углерода, и легирующих элемен-
тов, но это относительно медленный процесс.
Кинетически более выгодным вариантом обра-
зования аустенита при температурах эвтекто-
идного интервала может оказаться образова-
ние аустенита за счет диффузии углерода на
некотором расстоянии от межфазной границы
феррита с карбидами.
При нагреве до температур, лежащих выше
эвтектоидного интервала, должны соблюдаться
те же закономерности, что и для углеродистых
сталей, осложненные некоторой неопределен-
ностью пограничных составов в тройной систе-
ме и возможностью одновременной диффузии
не только углерода, но и легирующих элемен-
тов.
Аналогично тому, как изображается кине-
тика распада переохлажденного аустенита:
в зависимости от температуры и времени (в
изотермических условиях) или в зависимости
1 Который должен тут же превратиться
в аустенит — см. предельную растворимость
углерода в феррите по диаграмме состояния.
Рис. 24.9. Кинетика изотермического образования
аустенита в стали с 0,46 % С [7]
Рис. 24.10. Диаграмма кинетики изотермического об-
разования аустенита для стали с 0,7 % С с исходной
структурой пластинчатого перлита [7]. Обозначения
те же, что на рис. 24.4
не из расплавленного свинца, олова, алюми-
ния) на требуемую температуру и тем или
иным способом (чаще всего дилатометрически
с дополнительным анализом микроструктуры
и твердости после быстрого охлаждения) про-
слеживается начало и развитие процесса
аустенитизации во времени. Пример такой за-
висимости для ряда повышающихся темпера-
тур представлен на рис. 24.9.
Прим. ред.
89
Обработка подобных данных, дополненная
контролем микроструктуры и твердости, поз-
воляет построить обобщенную диаграмму ки-
нетики образования аустенита, на которой
в зависимости от температуры и времени
(обычно, как и для диаграмм распада при ох-
лаждении, в логарифмическом масштабе) на-
носят данные, характеризующие начало обра-
зования аустенита, момент исчезновения пер-
лита или избыточного феррита, момент полно-
го растворения карбидной фазы, время, необ-
ходимое для гомогенизации полученного аус-^
чатого перлита по сравнению с зернистым от-
носится главным образом к началу превраще-
ния и к относительно низким температурам.
С повышением температуры (выше 750—
775° С) это различие постепенно исчезает.
Объясняется это тем, что еще в течение инку-
бационного периода интенсивно развивается
процесс сфероидизации пластинок цементита
в перлите. На рис. 24. 12 также показано силь-
ное ускорение процесса образования аустени-
та в результате увеличения дисперсности зер-
нистого цементита, а на рис. 24. 13 приведен
Рис. 24.11, Диаграмма кинетики изотермического об-
разования аустенита для стали с 0,7 % С с исходной
структурой зернистого перлита (7]. Обозначения те
же, что на рис. 24.4
Рис. 24.13. Диаграмма кинетики изотермического об-
разования аустенита для стали ЗОХМ (0,30 % С;
1,10 % Сг; 0,18 % Мо) [7]. Обозначения те же, что на
рис. 24.4
Рис. 24.12. Диаграмма кинетики изотермического об-
разования аустенита для стали с 0,7 % С с исходной
структурой отпущенного мартенсита [7]. Обозначения '
те же, что на рис. 24.4
Рис. 24.14. Диаграмма образования аустенита при
непрерывном нагреве с различными скоростями для
стали с 0,7 % С с исходной структурой пластинчатого
перлита [7]. Обозначения те же, что на рис. 24.4
тенита (см. рис. 24.4 и рис. 24.10—24.13).
Сопоставление диаграмм кинетики аустени-
тизации для исходной структуры пластинчато-
го перлита (см. рис. 24. 11) и зернистого це-
ментита (см. рис. 24.12) позволяет сделать вы-
вод, что часто отмечаемое ускорение процесса
образования аустенита при нагреве пластин-
пример уменьшения скорости превращения
в результате легирования стали.
Аналогично строятся и диаграммы превра-
щений при непрерывном нагреве, на которых
соответствующие критические моменты пре-
вращения (начало Ach исчезновение феррита
Лс3 и т. д.) или сопоставлены непосредственно
с кривыми непрерывного нагрева (рис.
90
24. 14—24. 16), или даны для разных скоростей
нагрева (в надкритической области) (рис.
24.17—24.20) [21].
Имеющиеся в литературе диаграммы кине-
тики изотермического образования аустенита,
как и приведенные на рис. 24. 10—24. 19, по-
казывают, что при малом перенагреве над рав-
новесной температурой превращение протекает
очень медленно, но сильно ускоряется с повы-
Рис. 24.15. Диаграмма образования аустенита при
непрерывном нагреве с различными скоростями для
стали с 0,7 % С с исходной структурой зернистого
перлита [7]. Обозначения те же, что на рис. 24.4
Рис. 24.16. Диаграмма образования аустенита при
непрерывном нагреве с различными скоростями для
стали с 0.7 % С с исходной структурой отпущенного
мартенсита [7]. Обозначения те же, что на рис. 24.4
шением температуры. Так, в углеродистой ста-
ли с 0,45 % С и исходной феррито-перлитной
структурой начало превращения наступает че-
рез 10000 с при 730° С и менее чем через 0,5 с
при 900 °C. Превращение перлита в аустенит
при 900 °C требует менее 1 с, при нормальной
для этой стали температуре аустенитизации
820 °C — 2,5 с, непосредственно над точкой
Ас3 (при 770° С) — около 20 с, а над точкой
Aci (при 740 °C)—более 10 мин. Окончание
растворения феррита требует 2,2 с при 900° С,
свыше 18 с при 820° С и 2800 с при 770° С.
Важно, что для полного растворения карби-
дов в интервале 800—900°С в этой простои
по составу доэвтектоидной стали требуется
время, измеряемое десятками минут. Точно
так же при непрерывном нагреве температур-
Скорость на греб а, °C/с
Время, с
Рис. 24.17. Термокинетическая диаграмма образова-
ния аустенита при нагреве стали с 0,49 % С; 0,26 %
Si; 0.74 % Мп; 0,005 % Р; 0,018 % S; 0,014 % А1;
0,16 % Сг (21]. Обозначения те же, что на рис. 24.4
Рис. 24.18. Та же диаграмма, что на рис. 17, допол-
ненная данными об изменении размеров зерна аусте-
нита с температурой [211
пая граница полного исчезновения карбидной
фазы лежит значительно выше границы рас-
творения феррита (см. рис. 24.14—24.16 и др.).
В целом, однако, нужно отметить, что по
сравнению с распадом переохлажденного аус-
тенита процесс образования аустенита при
нагреве стали протекает сравнительно быстро,
особенно. если в избытке генерируется треу
бующаяся для превращения энергия, как это
кая деформация перлита и в еще большей
мере пластическая деформация при субкрити-
ческих температурах. Так, например, в рабо-
те [22] показано, что сфероидизация пластин-
чатого перлита, требующая многих часов при
700 °C, при наложении пластической деформа-
ции при этой же температуре завершается за
3 мин. Предварительная пластическая дефор-
мация ускоряет сфероидизацию при последу-
Рис. 24.19. Термокииетическая диаграмма образова-
ния аустенита при нагреве стали с 0.37 % С; 0,30 %
Мп; 0,64 % ' Si; 0,010 % Р; 0,01'1 % S; 0,003 % А1;.
1,06 % Сг; 0,03 % Си; 0,21 % Мо [21]. Обозначения те
же, что на рис. 24.4
Рис. 24.20. Термокинетическая диаграмма образова-
ния аустенита при нагреве стали с 1,00 % С; 0,22 %
Si; 0,34% Мп; 0,01 % Р; 0,006 % S: 1.52 % Сг; 0,16 %
Мо (21]. Обозначения те же, что на рис. 24.4
происходит при индукционном и прямом элек-
тронагревах; значительные выдержки при на-
греве, как правило, даются для более полного
растворения карбидов и гомогенизации аусте-
нита. Большая скорость процесса аустенити-
зации служит причиной неточности при пост-
роении изотермических диаграмм, типа пред-
ставленных на рис. 24.10—24.13, поскольку,
как правило, не удается избежать некоторого
развития превращения в процессе наг-
рева до заданной температуры.
Легирование стали приводит, как правило,
к отчетливому смещению кривых кинетики
аустенитизации в сторону больших времен
(см. рис. 24,9 и 24.13). Аналогичное действие
оказывает огрубление исходной структуры
(см. рис. 24.11 и 24.12) в частности замена
тонкопластинчатого перлита грубозернистым.
В этой связи нужно отметить, что сферои-
дизация перлита может происходить еще при
субкритических температурах и продолжать-
ся некоторое время в надкритической облас-
ти— пока сохраняется состояние перенагре-
той феррито-карбидной смеси [6].
Сфероидизации при нагреве в сильной сте-
пени способствует предварительная пластичес-
ющем нагреве на 700 °C примерно в 100 раз,
а пластическая деформация при температуре
отжига — в 10000 раз [23].
24.2. СТРУКТУРА
В технологии термической обработки аустенит-
ное состояние является, как правило, проме-
жуточным, временным, возникающим при на-
греве под закалку, нормализацию или при от-
жиге, после чего обязательно следует охлаж-
дение при котором формируется структура,
определяющая служебные свойства изделия.
Структура аустенита, получающа-
яся в результате нагрева стали выше крити-
ческих точек, имеет, однако, важное значение,
поскольку продукты превращений аустенита
при охлаждении (мартенсит, перлит и т. д.)
формируются почти буквально в «рамках»
кристаллитов аустенита. Крупное зерно аусте-
нита задает крупноигольчатую структуру мар-
тенсита при закалке или крупноячеистую сет-
ку выделений избыточного феррита (цементи-
та) по границам исходных аустенитных объ-
емов при отжиге или нормализации; структу-
ра перлита получается при прочих равных ус-
ловиях тем более грубой, чем крупнее зерно
аустенита, и т. д.
Между тем давно известно, что крупнозер-
нистая структура стали (феррито-перлитная,
мартенситная и т. д.) характеризуется пони-
женными механическими свойствами. Поэтому
за очень немногими исключениями в практике
термической обработки стремятся получать
мелкозернистую структуру стали, первой и не-
обходимой предпосылкой чего является мел-
козернистая структура аустенита. Поскольку,
как правило исходная структура стали пред-
ставляет собой феррито-карбидную смесь и
аустенит возникает при нагреве в бесчислен-
ных точках контакта этих двух фаз — ферри-
та и цементита [24, 25], число центров аусте-
нитной фазы очень велико; разрастаясь до со-
прикосновения друг с другом, они не могут
достичь больших размеров, поэтому действи-
тельное начальное зерно аустенита оказывает-
ся практически очень мелким — порядка 10—
20 мкм. Однако это мелкое начальное зерно,
возникающее непосредственно после заверше-
ния превращения а—у имеет тенденцию к
непрерывному укрупнению; рост зерна аус-
тенита происходит при дальнейшем повыше-,
нин температуры или при увеличении выдер-
жки при заданной температуре.
Кинетика роста зерна аустенита в разных
сталях в зависимости от температуры много-
кратно и подробно исследовалась [26—31].
Давно уже сложилось представление о двух
типах сталей — наследственно крупнозернис-
тых и наследственно мелкозернистых. Это раз-
личие связано с особенностями кинетики рос-
та зерна с температурой, а не с какой-либо
разницей в величине начального зерна. В на-
следственно крупнозернистых сталях зерно по-
степенно и более или менее равномерно укруп-
няется с повышением температуры, начиная
с перехода через Ас3, В наследственно мел-
козернистых сталях, напротив, примерно до
950° С сохраняется мелкое начальное зерно,
а с переходом через некоторую «температуру
огрубления» начинается бурный рост отдель-
ных зерен, возникает «разнозернистая» струк-
тура, характеризующаяся наличием очень
крупных зерен наряду с зернами, очень мало
укрупнившимися по сравнению с начальным
зерном. Обычно «температура огрубления»
лежит около 950° С; выше этой температуры
(1100—1200° С) зерно может оказаться у на-
следственно мелкозернистой стали даже бо-
лее крупным по сравнению с наследственно
крупнозернистой (см. [28]).
В настоящее время общепризнано, что в
основе такого неодинакового отношения к ро-
сту зерна аустенита при нагреве лежит зави-
сящее от особенностей металлургического про-
цесса (способ раскисления, введение тех или
иных малых добавок — алюминия, ванадия,
титана, ниобия) различие в количестве и со-
стоянии дисперсных неметаллических включе-
ний, в первую очередь нитридов алюминия,
некоторых карбидов и окислов.
Дисперсные неметаллические частицы задер-
живают движение границ зерен и тем самым
тормозят рост зерен вплоть до тех темпера-
тур, когда начинается заметная коагуляция и
растворение их в аустените. Так как ослабле-
ние этого барьерного действия частиц проис-
ходит, естественно, неравномерно в различных
участках аустенита, рост зерна начинается в
отдельных центрах, что и приводит к харак-
терной для наследственно мелкозернистых
сталей разнозернистости. Существует стан-
дартная проба, позволяющая отличить один
класс стали от другого. Если после цемента-
ции при 925 °C в течение 8 ч не обнаружива-
ется заметного роста зерна аустенита, то
сталь считается наследственно мелкозернис-
той. Температура 925 °C и выдержка в тече-
ние 8 ч выбрана (Мак Квэдом и Эном [27])
так удачно, что для большинства сталей, в ко-
торых не содержатся ингибиторы, сдерживаю-
щие рост зерна, типа нитридов или специаль-
ных карбидов, в этих условиях происходит
уже значительное укрупнение зерна; для ста-
лей с ингибиторами температура 925 °C еще
лежит обычно ниже температуры огрубления
Необходимо отметить, что состояние инги-
биторной фазы не остается неизменным при
горячей механической обработке (ковке, про-
катке) и термической обработке, связанной с
высокотемпературными нагревами, поэтому
указанное выше деление сталей на два класса
не является абсолютным и может изменяться
в зависимости от «термической биографии ста-
ли» [28, 29]. Особо чистые стали, выплавлен-
ные с минимальным количеством посторонних
примесей, с минимальным содержанием азота
и кислорода, всегда отличаются склонностью
к усиленному росту зерна аустенита уже не-
посредственно выше критической точки Лс3.
В обычных промышленных сталях нормаль-
ному нагреву под закалку, нормализацию или
отжиг соответствует зерно аустенита № 8—6
по ГОСТ 5639—51, т. е. размером в 20—
50 мкм, но при повышении температуры до
1200—1250 °C величина зерна достигает 0,1 мм
(№ 1), а в крупных поковках, в сварных швах
нередко обнаруживается зерно размером в не-
сколько миллиметров. В слитках и отливках
величина зерна может достигать и нескольких
сантиметров.
Одной из важных задач термической обра-
ботки стали является исправление, рафиниров-
ка крупнозернистой структуры, возникшей в
результате кристаллизации расплава (в слит-
ке, отливке, сварном шве), при горячей меха-
нической обработке (в поковке, прокате), при
случайном или намеренном (например, >для
гомогенизации) перегреве до температур ин-
тенсивного роста зерна аустенита. Именно эту
задачу решают такие операции термической
обработки, как полный отжиг, нормализация.
Нередко эта же задача решается одновремен-
но с нагревом под закалку.
Возможность исправления, рафинировки
крупнозернистой структуры была впервые яс-
но показана в знаменитой работе Д. К. Чер-
нова 1868 г. [33] и с тех пор широко исполь-
зуется в технике обработки стальных изде-
лий. Теперь рафинировка зерна при нагреве
стали выше Ас3 связывается с переходом zb
‘аустенитное состояние, совершающимся путем
зарождения многочисленных центров аусте-
нитной фазы, развитие которых до столкнове-
ния друг с другом приводит, как правило, к
образованию сравнительно мелкозернистой ау-
стенитной структуры. Как уже сказано, вели-
чина зерна аустенита непосредственно выше
Ас3 обычно соответствует № 8—10 (средний
поперечник порядка 30—10 мкм). Нередко
подчеркивается, что величина этого начально-
93
го зерна аустенита не зависит от величины
зерна исходной структуры; начальное зерно
оказывается чрезвычайно мелким, независимо
от того» была мелко- или, напротив [34, 6],
крупнозернистой исходная структура стали.
Мелкозернистая структура аустенита обеспе-
чивает и мелкозернистую структуру стали пос-
ле охлаждения, независимо от того, происхо-
дит ли распад аустенита на феррит и перлит
или превращение в мартенсит или бейнит в
случае закалки, потому что продукты проис-
ходящих при охлаждении превращений фор-
мируются в пределах каждого отдельного зер-
на аустенита.
Избыточные фазы — феррит или цементит—
выделяются по границам мелких аустенитных
зерен; чисто перлитное превращение в мелких
зернах протекает с образованием более мел-
ких колоний перлита; кристаллы мартенсита
по длине никогда не выходят за пределы зер-
на аустенита, в котором они образуются, и
это означает, что в мелком зерне при закалке
формируется мелкоигольчатый мартенсит
и т. д. В этом и заключается связанный с на-
гревом выше Ас3 эффект рафинирующей зер-
но обработки: нагрев стали выше Ас2 при пол-
ном отжиге, при нормализации или закалке
сопровождается перекристаллизаци-
ей; в случае исходной крупнокристаллической
структуры эта перекристаллизация приводит к
измельчению зерна, если температура нагрева
не превышает существенно точку Ас3; в про-
тивном случае наступает новое укрупнение
зерна и не достигается ожидаемое исправление
структуры, связанное с превращением а—у.
Однако, строго говоря, такая перекристаллиза-
ция (называемая фазовой, поскольку она обу-
словлена фазовым превращением а —у), со-
провождающаяся более или менее резким из-
мельчением кристаллитов, происходит в том
случае, если превращение в аустенитное со-
стояние начинается во многих центрах внутри
исходной структуры и ориентация возникаю-
щих аустенитных кристаллов оказывается слу-
чайной, не связанной с ориентацией кристал-
лов a-фазы в исходной структуре. Следует от-
метить, что и в этом простейшем и наиболее
часто реализующемся случае число центров
аустенита значительно меньше, конечно, числа
мест контакта феррита с карбидами в исход-
ной структуре, так как каждый возникающий
раньше других центр аустенита быстро за-
хватывает окружающий, соседний объем фер-
рито-карбидной смеси, прежде чем в этом объ-
еме образуются новые зародышевые центры.
Тем не менее число центров зарождения аус-
тенита обычно достаточно велико, чтобы ве-
личина начального зерна не превышала 15—
30 мкм (№ 9—8 стандартной шкалы).
Мелкому зерну аустенита, образующемуся
непосредственно выше Ас2, отвечает и мелко-
зернистая структура стали после охлажде-
ния. В связи с тем, что аустенит в зависимос-
ти от состава стали и режима охлаждения
может превращаться в различные структуры
(феррито-перлитную или перлитную при мед-
ленном охлаждении, мартенситную или бейнит-
ную при закалке), необходимо уточнить поня-
тие зерно стали.
Если сталь сильно легирована элементами,
стабилизирующими аустенит, то при охлажде-
нии до комнатной температуры или даже ни-
же фиксируется аустенитная структура, а зер-
но стали отвечает исходному зерну аустенита.
Если же при охлаждении происходит превра-
щение аустенита в перлит, то, например в эв-
тектоидной стали, правильнее принимать за
зерно стали колонии перлита, характеризую-
щиеся единообразной ориентировкой слагаю-
щих их пластинок феррита и цементита. Ве-
личина колонии перлита практически никогда
не совпадает с величиной зерна аустенита — в
каждом зерне аустенита при охлаждении об-
разуется несколько, часто очень много колоний
перлита. Таким образом, в результате перлит-
ного превращения каждое зерно аустенита
дробится на несколько зерен стали. Это
же относится и к феррито-перлитной структу-
ре доэвтектоидной стали с тем лишь отличием,
что сетка избыточного феррита (в заэвтекто-
идной стали сетка избыточного цементита) вы-
деляется обычно по границам исходных аусте-
нитных зерен и генетическая связь зерна стали
с зерном аустенита проявляется более на-
глядно.
При закалке стали, когда образуется мар-
тенситная структура, в каждом аустенитном
зерне возникает большое число мартенситных
кристаллов, связанных, однако, с исходным
аустенитным кристаллом (зерном) аустенита
определенными ориентационными соотношени-
ями [35]. Внутренняя упорядоченность состав-
ляющих зерно закаленной стали кристалликов
мартенсита позволяет рассматривать такое
зерно как своеобразный псевдомонокристалл,
размеры которого в целом точно соответству-
ют размерам исходного аустенитного зерна;
поэтому существует определенная и почти всег-
да легко обнаруживаемая корреляция между
величиной зерна аустенита и величиной
зерна закаленной стали1, и измельчение
зерна аустенита, достигаемое нагревом стали
выше Ас3, влечет за собой и измельчение зер-
на стали, что сопровождается соответствую-
щим— обычно положительным—эффектом в
отношении механических свойств. Существует
также, хотя и менее устойчивая, корреляция
между зерном и видом излома стали—круп-
ному зерну стали в перлитном, мартенситном
и т. д. состояниях отвечает крупнокристалли-
ческий излом стали; поэтому опять-таки из-
мельчение зерна аустенита нагревом выше Ас3,
сопровождающееся измельчением зерна стали,
приводит и к получению мелкокристаллическо-
го излома. Именно наблюдения за изменением
вида излома привели Д. К. Чернова к откры-
тию критических точек в стали и рассматри-
ваемой здесь возможности исправления круп-
нозернистой структуры в результате нагрева
до аустенитного состояния.
В связи с широким применением в современ-
ной технике легированных сталей имеет зна-
чение вопрос об особенностях процесса обра-
зования аустенита и рафинировки структуры в
случае, если исходная структура стали явля-
ется кристаллографически упорядоченной —
мартенситной или бейнитной.
Поковки, прокат, литье, сварные швы леги-
рованных сталей нередко протерпевают «под-
калку», т. е. при охлаждении не происходит
распада аустенита в верхней, перлитной, сту-
1 К которому может быть отнесен и размер
пакета при реечной морфологии мартенсита в
мало- и среднеуглеродистых сталях. Прим,
ред.
пени, а имеет место более глубокое переох-
лаждение аустенита с последующим превра-
щением его в мартенситную или бейнитную
структуру.
Исследования последних лет показали, что
исправление крупнозернистой мартенситной
или бейнитной структуры может быть ослож-
нено проявлением структурной наследственно-
сти [36, 37]. Образование аустенита при на-
греве кристаллографически упорядоченной
ное) воспроизведение исходного крупного зер-
на — фазовая перекристаллизации отсутству-
ет, крупнозернистая структура стали (и соот-
ветственно крупнокристаллический вид излома)
сохраняется (рис. 24.21—24.25). Этот восста-
новленный аустенит, однако, структурно не-
стабилен.
При повышении температуры (или при до-
статочном увеличении выдержки) его струк-
тура изменяется, но зерно не укрупняется, как
Рис. 24.21. Микроструктура стали 37XH3T
(0,35 % С: 4.34 % Сг; 3,12 % Ni; 0,16 % Ti)
после закалки с 1300 СС в масле ХЗОО
Рнс. 24.22. Микроструктура стали 37XH3T.
предварительно закаленной с 1300-°C. после
повторного медленного (2 °С/мин) нагрева
на 950 °C и закалки. Х200
Рис. 24.23. Кристаллографическая ориентировка
аустенита стали 37XH3T (положение осей [200]):
/—в исходном состоянии; 2 — после медленного (1
°С/мин) нагрева на 950 °C
мартенситной пли бейнитной структуры проис-
ходит при определенных условиях также кри-
сталлографически упорядоченно, в результате
чего непосредственно выше Ас3 получается
зерно аустенита, равное исходному крупному
зерну стали, и фазовая перекристаллизация в
смысле измельчения кристаллитной структуры
в процесе а—у-превращения не реализуется.
Фазовое превращение а—у протекает таким
образом, что после его завершения восстанав-
ливается структура исходного аустенита, из
которого получился мартенсит или бейнит при
охлаждении. При этом каждое исходное зерно
аустенита восстанавливается не только по ве-
личине, но и по кристаллографической ориен-
тировке [38—40]. Если, например, на каком-то
этапе технологии — при затвердевании отлив-
ки или в сварном шве — в поковке или про-
кате образовалось крупное зерно аустенита и
при охлаждении аустенит превратился в мар-
тенсит или бейнит, то при новом нагреве до
аустенитного состояния при определенных ус-
ловиях возможно полное (или иногда частич-
Рис. 24.24. Микроструктура стали 37XH3 (0,37 % G1
1,50% Сг; 3,00% Ni; 0,33 % Мп; 0,15 % S1). предва-
рительно закаленной с 1300 °C, после быстрого
(1000°С/с) нагрева на 810 °C и закалки. Х200
это бывает обычно, а измельчается. Это из-
мельчение зерна бывает резким (рис. 24.26 и
рис. 24.27), бывает незначительным, но как бы
то ни было, структура выше некоторой темпе-
ратуры, лежащей заведомо в области стабиль-
ного существования аустенитной фазы, пол-
ностью обновляется. Поскольку это изменение
структуры происходит в такой области темпе-
ратур, где нет фазовых превращений, логично
заключить, что его причиной является само-
произвольная (т. е. не связанная с внешней
пластической деформацией) рекристаллизация
аустенита, обусловленная внутренним (фазо-
вым) наклепом, т. е. той дефектностью струк-
туры, которая возникает как следствие фазо-
вых превращений у — а — у. Этому объясне-
нию соответствует и то обстоятельство, что
структура изменяется не строго в какой-то
критической точке: интервал рекристаллизации
смещается к более низким температурам при
95
увеличении выдержки и, напротив, к более вы-
соким температурам при быстром нагреве. Та-
ким образом, если при переходе а — у исход-
ное аустенитное зерно восстанавливается, то
это означает, что структура аустенита изменя-
ете не при фазовом превращении, а в резуль-
тате рекристаллизации, обусловленной внут-
ренним наклепом, и в целом перекристаллиза-
ция при нагреве следует такой двустадийной
схеме: фазовое превращение а—у->-рекристал-
лизация образовавшейся у-фазы.
Рис. 24.25. Кристаллографическая ориентировка аусте-
нита стали J8X284 (с 0,18 % С; 2,10 % Сг; 4,60 % Ni;
0,25 % Мп; 0,38 % S1) [39]. Положение осей [100]:
1 — в исходном состоянии, т. е. после закалки от
1300 °C; 2 — после повторного быстрого (500 °С/с) на-
грева до 900 °C и закалки
Рис. 24.26. Микроструктура стали 37XH3T, предвари-
тельно закаленной с 1300 °C. после медленного нагре-
ва на 1100 °C и закалки. Х200 (см. рис. 22)
еще слабо развивающийся при этих температу-
рах обычный собирательный рост [41]. Имен-
но на этом основании можно объяснить ано-
мальный рост зерна аустенита при двойной
закалке быстрорежущей стали, ведущий к воз-
никновению «нафталинистого» излома. Нор-
мальное мелкое зерно, полученное при первой
закалке, восстанавливается при нагреве под
вторую закалку и затем рекристаллизуется из
малого числа центров, в результате чего и воз-
никает ненормально крупное зерно [42, 43].
Наиболее ярко и просто двустадийность пе-
рекристаллизации проявляется в высоколеги-
рованных сплавах на основе железа, например
в мартенситно-стареющих сталях (рис. 24.28).
В приведенном для примера сплаве ВНС-2
превращение а — у завершается заведомо ни-
же 750 °C, тогда как изменение величины зерна
начинается на 100 °C выше и завершается
только после нагрева на 900—950 °C. Можно
наблюдать принципиально такую же картину
перекристаллизации и при нагреве среднеле-
гированной предварительно закаленной стали,
однако лишь при достаточно большой скорости
нагрева (рис. 24.29). При сверхбыстром на-
греве, например лазерным лучом, даже простая
углеродистая сталь 40 следует этой же схеме,
т. е. сначала восстанавливается исходное круп-
ное зерно, а потом при более высокой темпе-
ратуре происходит рекристаллизация аусте-
нита.
Вслед за первичной рекристаллизацией
аустенита, вызванной внутренним (фазовым)
наклепом, при дальнейшем повышении темпе-
ратуры наблюдается, естественно, и дальней-
ший рост зерна — собирательная рекристалли-
зация. Необычным в этой двустадийной схеме
является то, что начальное зерно оказывается
равным исходному (из которого образовалась
при охлаждении нагреваемая мартенситная
или бейнйтная структура) и, следовательно,
крупным, если крупным было исходное зерно,
и при повышении температуры это начальное
зерно вместо того, чтобы укрупняться, измель-
чается.
При мелком исходном зерне мелким оказы-
вается, естественно, и восстановленное зерно.
В этом случае с повышением температуры на-
блюдается иногда интенсивный рост зерна не-
посредственно выше обусловленный «вме-
шательством» первичной рекристаллизации в
Рис. 24.27. Микроструктура стали 37XH3, предвари-
тельно закаленной с 1300 °C, после быстрого
(1000 DC/c) нагрева' па 1050 °C и закалки. Х200 (см.
рис. 24.24)
Возможность реализации двустадийной пе-
рекристаллизации при нагреве закаленной ста-
ли существенно и притом немонотонно зависит
от степени предварительного отпуска. Оказы-
вает влияние и характер исходной структуры:
мартенсит, бейнит, наличие остаточного аусте-
нита, границы зерен, предварительная пласти-
ческая деформация. В сталях обычной степени
легированное™ (40Х, 40ХН, ЗОХГС, 37XH3M,
37ХНЗМФ и т. п.) после предварительной за-
калки на мартенсит и нового нагрева со ско-
ростью 100—1000 °С/с восстановление исходного
зерна, как правило, оказывается не вполне
«чистым»: около границ зерен исходной струк-
туры упорядоченный механизм превращения
а — у нарушается и образуется сетка мелких
зерен («зернограничный эффект» — рис. 24.30).
При исходной мелкозернистой структуре
этот эффект приводит к полному заполнению
объемов исходных зерен неупорядоченным,
глобулярным аустенитом и фактически отсут-
ствуют участки восстановленного аустенита.
Причиной зернограничного эффекта являются,
по-видимому, имеющиеся в приграничных зо-
нах искажения (аналогичное действие оказы-
вает, например, внешний наклеп), однако эти
искажения не исключают возможности упоря-
доченного превращения. При увеличении ско-
рости нагрева степень развития зерногранич-
ного эффекта убывает вплоть до полного ис-
чезновения (рис. 24.31) [44]. Уменьшение
скорости нагрева приводит в не слишком
диффузионный переход в мартенситное состоя-
ние.
Чем легированнее мартенсит, тем легче
предотвратить распад его при отпуске и тем
легче перенагреть его до таких температур,
при которых становится возможным его упо-
рядоченное превращение в аустенит.
Подобно тому как при закалке высоколеги-
рованных сталей независимо от скорости ох-
лаждения получается мартенситная структура,
образование аустенита при нагреве таких ста-
лей происходит упорядоченно и сопровожда-
Рис. 24.28. Микроструктура сплава ВНС-2 (0,07 % С; 14,5 % Сг; 6,6 % Ni; 0,04 % Ti; 2,0 % Си) после закалки
с 1300 °C в воде (а) и повторной закалки с 800 (б), 850 (в) и 900 °C (г). Х100 (В. И. Зельдович). Превраще-
ние а—у происходит в интервале 500—700 °C
сильно легированных сталях к преимуществен-
ному развитию неупорядоченного процесса и
получению все больших количеств глобулярно-
го аустенита (см. рис. 24.30, в и рис. 24.31, а),
это, конечно, связано с тем, что сталь претер-
певает все более сильный отпуск в процессе
нагрева.
В высокоотпущенной стали даже нагрев со
скоростью 106°С/с не позволяет предотвратить
образование глобулярного аустенита и вос-
становить исходное зерно. В отношении усло-
вий, при которых реализуется упорядоченное
и, по-видимому, бездиффузионное превраще-
ние, приводящее к восстановлению исходного
зерна, или при которых, напротив, диффузион-
ным механизмом образуется глобулярный ау-
стенит, имеется известная аналогия с процес-
сами при охлаждении аустенита. Чем легиро-
ваннее аустенит, тем легче при охлаждении
предотвратить его диффузионный распад в
феррито-карбидную смесь и, переохладив ау-
стенит до мартенситной точки, получить без-
ется восстановлением зерна исходной струк-
туры независимо от скорости нагрева или
предварительного отпуска. Перекристаллиза-
ция высоколегированных сталей (с упорядо-
ченной исходной структурой) в процессе
а — у-превращения становится невозможной.
Изменение величины зерна достигается только
повышением температуры до интервала ре-
кристаллизации, причем нередко степень из-
мельчения структуры оказывается при этом
недостаточной, что влечет за собой необходи-
мость проведения двух, а иногда трех цик-
лов рафинирующей термической обработки.
Сильное влияние на фазовую перекристал-
лизацию при нагреве оказывает предваритель-
ная пластическая деформация. Вносимые пла-
стической деформацией искажения кристалли-
ческой структуры препятствуют осуществлению
кристаллографически упорядоченной пере-
стройки и тем самым помогают развитию кон-
курирующего механизма, приводящего к об-
разованию глобулярного аустенита. Кроме то-
7—394
97
го, по-видимому, даже если пластическая де-
формация не исключает полностью эффекта
восстановления зерна, происходит частичная
передача дефектов кристаллического строения
образующемуся аустениту, вследствие чего за-
метно снижается интервал рекристаллизации.
В сталях обычной легированности реализа-
иие обычного" глобулярного аустенита в ре-
зультате взаимодействия феррита и карбидов
(см. рис. 24.30).
Другой и притом довольно неожиданный
характер влияния скорости нагрева на фазовую
перекристаллизацию обнаруживается при на-
греве предварительно отпущенной стали, т. е.
Рис. 24.29. Изменение микроструктуры стали 37XH3
(0,40 % С; 1,48 % Сг; 3,33 % Ni), предварительно
охлажденной от 1200 °C с печью, после нагрева со
скоростью 300—400 °С/с на температуры, превышаю-
щие точку Ас3, и закалки. Х200. Охлаждение от
1200 °C с печью приводит в этой стали к получению
бейнитной структуры. Непосредственно выше Дс3
воспроизводится исходное крупное зерно (о); с по-
вышением температуры повторного нагрева развива-
ется рекристаллизация (б. в) [37]
ция двустадийной схемы перекристаллизации
при нагреве мартенситной структуры тем бо-
лее вероятна, чем больше скорость нагрева.
Уменьшение скорости нагрева влечет за собой
развитие процессов отпуска при субкритичес-
ких температурах и, как следствие, образова-
в том случае, когда исходная структура пред-
ставляет собой феррито-карбидную смесь, но
ферритная матрица сохраняет унаследованную
от мартенсита упорядоченность (реечную или
пластинчатую форму кристаллов, их ориента-
ционную связь в пределах каждого исходного
аустенитного зерна). Скорость нормального
процесса образования аустенита в результате
взаимодействия феррита и карбидов прогрес-
сивно возрастает с повышением температуры,
но должна все более приближаться к нулю с
приближением к равновесной температуре Д|,
ниже которой образование аустенита стано-
вится вообще невозможным. Одним из наибо-
лее важных для практики результатов изуче-
ния особенностей фазовой перекристаллизации
при нагреве сталей с исходной мартенситной
или бейнитной структурой явилось установле-
ние того факта, что при медленном (1—
2°С/мин) нагреве, когда аустенит образуется
в условиях, близких к равновесным, также
происходит упорядоченное превращение а — у
и восстановление исходного зерна [45, 36].
В этих условиях ускорение нагрева, напротив,
мешает восстановлению зерна аустенита и
способствует образованию глобулярного аус-
тенита, слабо или совсем не связанного ориен-
тационно с исходной структурой; ускорение
нагрева благоприятствует фазовой перекри-
сталлизации [19]. Оказалось также, что и в
этом случае, когда исходная структура пред-
ставляет собой двухфазную феррито-карбид-
ную смесь и нагрев производится со скоростью,
при которой возможны необходимые диффу-
зионные процессы, образующийся восстанов-
ленный аустенит, как и при быстром нагреве
неотпущенного мартенсита, структурно не-
стабилен и претерпевает рекристаллизацию
при дальнейшем повышении температуры (рие.
24.32, 24.33).
98
Таким образом, и при нагреве отпущен-
ной стали металлографически выявляются
два механизма образования аустенита, сте-
пень реализации которых зависит от исход-
ной структуры и условий нагрева. Один из
этих механизмов приводит к образованию ау-
стенита, ориентационно и морфологически свя-
занного с исходной мартенситной (бейнитной)
их границам и в их объеме новые зерна (рис.
24.34). Соотношение этих составляющих в та-
кой двойной структуре зависит от степени пе-
ренагрева над точкой начала образования ау-
стенита. При малом перенагреве, т. е. в усло-
виях, более близких к равновесным, превали-
рует фон восстановленного аустенита, при
большем перенагреве преобладают новые зер-
Рис. 24.30. Микроструктура стали 37XH3 (0,37 % С;
0,33% Мп; 0.1'5% Si; 1,5 % Сг; 3,0 % Ni). предвари-
тельно закаленной от 1250 °C. после повторного быст-
рого нагрева выше точки Acz и закалки. Х200. Ско-
рость нагрева, °С/с:
а — 5000; б — 500; в — 50 [37]
структурой и, следователы-ю, с аустенитом, из
которого она получена при предварительной
обработке. В предельном случае этот механизм
приводит к полному восстановлению исходных
зерен аустенита — исправление структуры пол-
ностью отсутствует. Другой механизм ведет к
возникновению новых, сравнительно мелких и
равноосных зерен аустенита. При полном раз-
витии этого варианта процесса достигается
привычный эффект исправления крупнозерни-
стой структуры. Нередко реализуется проме-
жуточный вариант, когда возникает сложная
структура, представляющая собой зерна вос-
становленного аустенита и расположенные по
на. Установившаяся двойная структура оста-
ется некоторое время практически неизменной
при сохранении заданной температуры. Эту ус-
тойчивость двойной структуры, состоящей из
фона восстановленного аустенита и вкраплен-
ных в него глобулярных зерен или из зерен
глобулярного аустенита и сохранившихся меж-
ду ними участков восстановленного аустенита,
можно объяснить тем, что глобулярный ау-
стенит образуется на основе феррито-карбид-
ной смеси, причем тем интенсивнее, чем боль-
ше перенагрета эта смесь над равновесной
границей перехода в аустенитную область.
Если к определенному моменту времени кон-
курирующий механизм упорядоченного обра-
зования аустенита успевает перевести остав-
шуюся часть структуры в у-состояние, то ис-
чезает почва для дальнейшего развития гло-
булярного аустенита и установившийся
структурный состав аустенита стаби-
лизируется. Однако при повышении темпера-
туры или с течением времени эта стабилизация
структурного состава аустенита может быть
нарушена рекристаллизацией имеющегося в
структуре восстановленного аустенита, чем и
завершается в этом случае фазовая, или, как
иногда предпочитают говорить, структурная
перекристаллизация стали [46].
Таким образом, всякий раз, когда возника-
ет кристаллографически упорядоченная — мар-
тенситная или бейнитная — крупнозернистая
структура, появляется определенная опасность
того, что при последующем нагреве выше кри-
тических точек не произойдет привычного ис-
правления крупнозернистой структуры. Важно,
что это отсутствие перекристаллизации при
нагреве наблюдается и при обычном, т. е.
сравнительно медленном нагреве. К сожале-
нию, условия, при которых происходит полное
или частичное восстановление исходной струк-
туры, недостаточно изучены. Известно, напри-
мер, что склонность к такой структурной на-
7*
99
следственности при медленном нагреве резко
возрастает, если в стали присутствуют титан,
ванадий, ниобий, однако это происходит лишь
в тех случаях, когда нагрев при предвари-
тельных операциях был достаточным для рас-
творения этих элементов в аустените и полу-
ченном при охлаждении мартенсите или бей-
ните. Так, замедленное охлаждение в интер-
вале температур, в котором возможно
выделение карбидов ванадия из аустенита,
может существенно ослабить склонность ста-
ли к восстановлению зерна [46].
перегрева (т. е, исходной крупнозернистости)
в структуре и изломе стали.
Достаточно ярко выраженная видманштет-
товая структура также должна быть отнесена
К группе кристаллографически упорядоченных
структур; поэтому эффект восстановления зер-
на возможен и при нагреве стали с крупно-
зернистой видманштеттовой структурой [37].
В принципе упорядоченность мартенситной или
бейнитной структуры может быть нарушена
еще до достижения интервала образования
аустенита — в результате субкритической • ре-
Рис. 24.31. Микроструктура стали 38ХМЮА (0.37 % С; 0.40 % Мп; 0,25 % Si; 1,48 % Сг; 0,17% Ni; 0,20 % Мо;
0,78 % А1), предварительно закаленной с 1300 °C в масле, после нового нагрева с различной скоростью и
закалки. Х300 (44]. Скорость нагрева:' а — 25; б — 300; в — 1000; г — 106 °С/с
В то же время отсутствие в составе стали
сильно карбидообразующих элементов не ис-
ключает возможности проявления структур-
ной наследственности при медленном нагреве;
в частности, это явление было обнаружено
впервые на стали 40ХС [45]. Не изучены в
надлежащей мере и условия, определяющие
степень измельчения зерна аустенита на второй
стадии —в результате рекристаллизации ау-
стенита; нередко рекристаллизация, ликвиди-
руя наследственную крупнозеряистость, при-
водит к образованию почти такой же крупно-
зернистой' структуры рекристаллизованного ау-
стенита (см. рис. 24.33, в). Поэтому получить
нормальную мелкозернистую структуру иногда
непросто, если из-за вялой кинетики распада
аустенита на перлитной ступени нельзя исполь-
зовать изотермический отжиг. Практически
именно отжиг с распадом аустенита на пер-
литной ступени — наиболее надежное и эф -
фективное средство устранения последствий
кристаллизации a-фазы. Практически, однако,
такая субкритическая рекристаллизация про-
текает довольно медленно (обычно десятки и
сотни часов), поэтому трудно рассчитывать на
использование этого процесса для устранения
крупнозернистой структуры. Естественно, что
субкритическая рекристаллизация очень силь-
но интенсифицируется предварительной плас-
тической деформацией.
Как указывалось выше, пластическая де-
формация вообще препятствует проявлению
структурной наследственности, так как в де-
формированной стали резко интенсифицирует-
ся образование глобулярного аустенита как
при быстром, так и при медленном нагреве.
Кроме того, пластическая деформация в а-со-
стоянии, может, по-видимому, интенсифициро-
вать рекристаллизацию аустенита.
Металлографические наблюдения показыва-
ют, что при достаточно медленном нагреве
предварительно закаленных доэвтектоидных
100
сталей аустенит нередко образуется путем
возникновения многочисленных одинаково ори-
ентированных его участков, в которых при по-
вышении температуры постепенно растворяют-
ся пластины избыточного феррита.. С оконча-
нием растворения избыточного феррита обра-
зуются зерна аустенита, воспроизводящие по
величине и ориентировке те зерна аустенита,
из которых при охлаждении получился мар-
тенсит исходной структуры. Увеличение ско-
рости нагрева сверх той, которая обеспечива-
Следовательно, чем больше возникает таких
белых полей (ускорение нагрева), тем более
мелким получается зерно аустенита и, напро-
тив, чем их меньше (замедление нагрева), тем
крупнее зерно аустенита (рис. 24.37) [19].
Если в процессе нагрева стали белые поля не
развиваются до соприкосновения друг с дру-
гом к моменту полного растворения избыточ-
ного феррита, то рост их (в однофазной об-
ласти) прекращается и получается «двойная»
структура, в которой есть восстановленный ау-
Рис. 24.32. Микроструктура и излом стали 37ХНЗМФ,
предварительно охлажденной с 1300 °C на воздухе
(a)t после нового медленного (2°С/мин) нагрева на
860 ° С (б) и 960 °C (в) и закалки. Х300. Изломы
сделаны разрушением при температуре жидкого азо-
та я даны при увеличении Х2
ет такое восстановление зерна, приводит к то-
му, что еще в межкритическом интервале на-
ряду с восстанавливающимся аустенитом воз-
никают участки аустенита с отличающейся
ориентировкой («белые поля» — рис. 24.35,
24.36), в которых, как правило, отсутствует
избыточный феррит и в которых,’ таким обра-
зом, аустенитизация уже закончилась. При
изотермической выдержке эти белые поля
разрастаются до столкновения друг с другом,
поедая и фон восстановленного аустенита и
пластины избыточного феррита.
стенит, повторяющий ориентировку прежнего,
и по новому ориентированные зерна аустенита.
Здесь встречается аномальная зависимость Асз.
от скорости нагрева — более быстрое завер-
шение процесса растворения избыточного фер-
рита происходит при ускорении нагрева, когда
возникают белые поля и мигрирующая грани-
ца способствует приближению системы к рав-
новесию [37]. Следует заметить, что нельзя,
по-видимому, объяснить появление белых по-
лей рекристаллизацией аустенита, начинаю-
щейся уже в межкритическом интервале, по-
скольку рост их прекращается, когда пол-
ностью растворяется избыточный феррит. Од-
нако рекристаллизация аустенита или феррита
может послужить источником появления миг-
рирующих большеугловых границ, ускоряю-
щих приближение к равновесию, с этой точки
зрения” белые поля образуются в результате
процесса рекристаллизационного типа, проте-
кающего в условиях незавершенности фазово-
го превращения [47, 4В]. Белые поля развива-
ются в несколько перенагретой и потому не-
равновесной феррито-аустенитной структуре и
здесь уместно еще раз подчеркнуть возмож-
ность аномальной зависимости точки /1сз от
скорости нагрева и связанную с этим возмож-
ность завершения процесса аустенитизации
при более низких температурах в результате
ускорения нагрева стали.
В практике термической обработки конст-
рукционных легированных сталей встречаются
случаи появления крупнокристаллических де-
фектных изломов, не соответствующих метал-
лографически выявляемой (после нормальной
закалки и высокого отпуска) мелкозернистой
микроструктуре. На общем фоне матового из-
лома наблюдаются грубые межкрнсталличсс-
101
кие сколы, величина которых никак не корре-
лирует с фактическим зерном; трещина разру-
шения проходит по границам объемов, соот-
ветствующих крупным зернам аустенита,
существовавшим на предшествующих этапах
обработки — при ковке, штамповке, отливке,
сварке. В литературе изломы такого типа на-
зываются камневидными [49—52] (рис. 24.38).
мом и границами зерен поверхностно-активных
примесей [55], либо с выделением при замед-
ленном охлаждении от высоких температур на
границах зерен аустенита неметаллических при-
месей (сульфидов, нитридов) вследствие изме-
нения их растворимости с температурой [49].
В работах [50, 51] указывалось на необходи-
мость отличать этот камневидный излом, свя-
Очень часто камневидные изломы не подда-
ются исправлению повторной или дополнитель-
ной термической обработкой и служат поводом
для забракования изделий. Происхождение та-
кого, практически неисправимого1 излома свя-
зывают либо с происходящим при высоких тем-
пературах (т. е. при иагреве под ковку, штам-
повку и т. п.) перераспределением между объе-
1 В работах [49, 53] указывалось на воз-
можность исправления камневидного излома
путем длительной обработки типа гомогенизи-
рующего отжига при 1050—1100 °C; уверен-
ное устранение камневидного излома достига-
ется только новой горячей пластической де-
формацией [54].
занный с явлениями, происходящими на гра-
ницах зерен аустенита, и получивший название
камневидного излома первого рода [52], от
внешне очень похожего излома, наблюдающе-
гося при повторной закалке предварительно
перегретой стали, чувствительной к отпускной
хрупкости. Для этого случая также характер-
но нарушение корреляции между видом изло-
ма и металлографически выявляемой величиной
кристаллитов, но эта корреляция восстанавли-
вается при повышении температуры повторной
закалки (рис. 24.39); таким образом, камне-
видный излом второго рода [56] сравнительно
легко исправляется термической обработкой.
Возникновение его предположительно объяс-
нялось совместным влиянием виутризеренной
102
текстуры перегрева и процессов, ответственных
за развитие отпускной хрупкости [51, 52].
В настоящее время достаточно надежно ус-
тановлено [57], что при нагреве стали с ис-
Предполагалось, что границы этих объемов,
внутри которых мелкие зерна аустенита явля-
ются текстурованными, играют роль большеуг-
ловых границ, на них развиваются процессы,
Рис. 24.34. Микроструктура стали 37ХНЗМФ, предварительно закаленной с 1300 °C в масле и отпущенной в те-
чение 4 ч при 650 °C, после нового, относительно быстрого (100—150 °С/мин) нагрева на 850 (а, 6) и 900 °C
(в, г) с выдержкой 5 мин (а, в) и 4 ч (б, г) с последующей закалкой в масле. Х300
Рис. 24.35. Микроструктура стали 40ХГН (0,41 % С: 0,72 % Мп; 0,41 % Si; 0,40 % Сг; 0,50 % N1) после пред-
варительной закалки с 1340 °C, нового нагрева со скоростью 1 °С/мип до 860 и закалки. Х250 [37]
ходной крупнозернистой кристаллографически
упорядоченной (мартенситной, бейнитной)
структурой образующийся при определенных
условиях мелкозернистый глобулярный аусте-
нит текстурован в пределах объемов, отвечаю-
щих крупному зерну исходной структуры.
вызывающие отпускную хрупкость, и по ним
происходит разрушение, проявляющееся (как
это обычно для отпускной хрупкости) в появ-
лении межкристаллического излома. Исправ-
ление излома при повышении температуры по-
вторного нагрева связывали соответственно с
103
устранением внутризеренной текстуры в ре-
зультате происходящей выше Ас3 рекристалли-
зации (первичной из-за фазового наклепа [58]
или собирательной [59]) аустенита.
Предполагавшаяся связь камневидного из-
лома второго рода с текстурованностыо, обра-
зующейся при повторном нагреве мелкозер-
нистой аустенитной структуры, означает, что
такой излом может получаться только тогда,
Предположение о текстурованности мелко-
зернистой структуры, возникающей на основе
кристаллографически упорядоченной структу-
ры (например, мартенсита), использовалось н
для объяснения вторичного нафталинистого из-
лома [36, 50], поскольку наблюдалась корре-
ляция между появлением вторичного нафтали-
нистого излома и камневидного излома второ-
го рода. Следует добавить, что повышение
Рис. 24.36. Микроструктура стали 37XH3, предварительно закаленной с 1300 °C, после нагрева в печи на
740 °C с выдержкой 5 мин (а). 1 ч (6), 6 ч (в) и закалки. Х250 [37]:
Рису- нок Микротвердость HRC
[фона белых полей
а 465 560 45
б 650 730 52,5
в 685 — 53
когда исходная (крупнозернистая) структура
является кристаллографически упорядоченной
(мартенситной или бейнитной), т. е. когда име-
ется первичная внутризеренная текстура [59],
на основе которой может возникнуть вторич-
ная внутризеренная текстура мелких зерен
аустенита, образующихся при повторном на-
греве на месте каждого крупного исходного
зерна. Другое условие возможности появления
камневидного излома второго рода — воспри-
имчивость стали к отпускной хрупкости: об-
ратимой, если сталь отпускается выше 450 °C.
или необратимой в случае отпуска при 300—
400 °C. Следует отметить, что если перегретая
сталь с крупнозернистой исходной мартенсит-
ной структурой подвергается повторной за-
калке и разрушается хрупко в неотпущен-
:н о м состоянии, то часто выявляется так на-
зываемый вторичный нафта линистый излом
[50, 52]. Он характеризуется тем, что на по-
верхности разрушения видны крупнокристал-
лические сколы, проходящие через объемы,
соответствующие крупным зернам исходной
структуры (рис. 24.40). Такой транскристал-
лический (по отношению к исходной структу-
ре) вторичный нафталинистый излом в несколь-
ко стертой, менее яркой форме повторяет
транскристаллический крупнозернистый излом,
характерный для состояния исходного пере-
грева.
температуры повторного нагрева приводит к
устранению нафталинистого излома при тех же
примерно температурах, как и камневидного
излома. Эти две разновидности дефектных из-
ломов служили до сих пор как бы сопутствую-
щими друг другу примерами нарушения корре-
ляции между видом излома и микроструктурой
стали, примерами структурной наследственно-
сти, проявляющейся в изломе [37].
Позднейшие наблюдения заставляют, одна-
ко, признать, что: 1) камневидный излом вто-
рого рода не обязательно связан с наличием
внутризеренной текстуры; 2) корреляция меж-
ду появлением камиевидного излома и вто-
ричного нафталинистого излома также необя-
зательна; 3) возможной причиной камневидио-
го излома второго рода является просто сохра-
нение границ крупных зерен исходной струк-
туры во вновь образованном аустените и раз-
витие на этих «рудиментарных» границах про-
цессов отпускной хрупкости, приводящих к их
ослаблению; 4) соответственно и устранение
камиевидного излома при повышении темпера-
туры повторного нагрева может быть связано
с исчезновением старых границ в результате
разрастания, прилегающих к ним зерен аусте-
нита (рис. 24.41) [60].
Главным фактом, противоречащим прежне-
му объяснению камневидного излома второго
рода, является обнаружение такого излома
304
Рис. 24.37. Микроструктура стали ЗОХГС, предварительно закаленной с 1250 °C. после повторного нагрева на
950 “С и закалки. Х200 [37]. Скорость нагрева, °С/мин:
42—1; 6 — 5; в — 10; г — 40
Рис. 24.38.- Камневидный излом I типа в стали 40ХНМ после предварительного перегрева и нормальной закал-
ки с высоким1 отпуском. ХЗ:
а — нормальный излом; б—г — постепенное увеличение камневидности в изломе; д, е — камневидный излом-
типа И, исправляемый термической обработкой; сталь 37XH3 (6 — после закалки с 1300 °C и повторной за-
калки с 950 °C с отпуском при 550 °C; е — после закалки с 1300 °C и повторном закалки с 1050 °C (отпуск,
при 550 °C. Х4)
10&
при повторной закалке перегретой ста-
ли с исходной перлитной структурой, лишенной
кристаллографической упорядоченности и, сле-
довательно, не могущей приводить к возник-
стурой, т. е. с тем, что мелкие зерна аустенита,
образующиеся на основе крупнозернистой мар-
тенситной структуры, имеют, строго говоря,
не вполне случайную ориентировку, являясь
Рис. 24.39. Изменение вида излома стали 37XH3 (0,35 % С; 3,18 % N1; 1,34 % Сг; 0,39 % Мп; 0,27 %. Si;
0,43 % Си; 0,01 % РЬ; 0,02 % Р; 0,015 % S; 0,005%Sb: ^0,01 % Sn; 0,001 % As), предварительно перегретой до
1250 °C и охлажденной в масле (а) или охлажденной с печью до 620 °C с выдержкой при этой температуре
до полного распада аустенита (б), после повторной закалки от указанных температур н отпуска при 550 °C
в течение 4 ч. Х4
новению вторичной внутризеренной текстуры
(см. рис. 24.39, б).
Следует уточнить и старое объяснение вто-
ричного нафталинистого излома, связывавшее
такой излом со вторичной внутризеренной тек-
текстурованными в пределах каждого объема,
соответствующего зерну исходной структуры.
Недавние исследования показывают, однако,
что резко выраженный вторичный (т. е. на-
блюдающийся после повторной закалки) на-
106
фталинистый излом следует связывать с об-
разованием упоминавшейся выше двойной
структурой, в которой, помимо мелких зерен
(глобулярного аустенита), имеется фон восста-
новленной структуры, чем и определяется на-
личие крупных сколов в изломе (рис. 24.42).
ческий вид излома (см. рис. 24.32, б). Исчезно-
вение вторичного нафталинистого излома при
повышении температуры повторной закалки
связывалось с рекристаллизацией аустенита,
устраняющей в нут ризе реи ну го текстуру [36,
37]. Это объяснение сохраняется, однако с тем
Рнс. 24.40. Первичный (а) и вторичный (б) нафталинистые изломы в стали марки 37ХНЗМФ. Изломы сде-
ланы при температуре жидкого азота. Х4.5:
а —нагрев 1300 °C. охлаждение с печью; б — то же, что а,4-повторная закалка с 900 *С в масле
Рнс. 24.41. Схема формирования зерен аустенита око-
ло границ бывших крупных аустенитных зерен (а.)
и исчезновения старых границ в результате роста
зерен при повышении температуры нагрева (б)
Естественно, что с увеличением доли глобу-
лярных зерен ослабевает степень выраженно-
сти нафталинистого излома и при полном от-
сутствии фона восстановленной структуры ос-
таются лишь сравнительно слабо просматри-
вающиеся следы исходной крупнозеряистости,
что и можно, по-видимому, приписывать влия-
нию вторичной внутризеренной текстуры. В то
же время при полном восстановлении исход-
ного крупного зерна восстанавливается и свой-
ственный перегретой стали крупнокристалли-
важным отличием, что имеется в виду рекри-
сталлизация восстановленной части аустенита,
т. е. устранение фона в двойной структуре.
В предшествующем изложении многократно
подчеркивалось, что структурная наследствен-
ность связана с особенностями процесса обра-
зования аустенита при нагреве стали с кри-
сталлографически упорядоченной структурой —
мартенсита или бейнита, т. е. стали, предвари-
тельно закаленной от высокой температуры.
В практике использования легированных ста-
лей этот случай встречается достаточно часто:
легированное литье, поковки или прокат, свар-
ные швы и т. п.
Гораздо чаще, однако, в практике имеют де-
ло с нагревом феррито-перлитных структур и
тогда в общем оправдывается правило, что на-
грев выше Ас3 (все равно быстрый или мед-
ленный) приводит к получению мелкозернис-
того аустенита и в структуре, и в изломе ста-
ли после отжига, нормализации или закалки
исходная крупнозернистая структура практи-
чески никак не проявляется. Этому способст-
вует также то, что в результате перлитного
превращения уже в процессе охлаждения от
температуры перегрева зерна аустенита раз-
биваются на перлитные колонии, каждую из
107
которых можно рассматривать как самостоя-
тельное зерно; таким образом, кристаллитная
структура стали рафинируется уже самим про-
цессом перлитного распада аустенита [61, 62].
Следовательно, этот случай существенно отли-
чается от нагрева стали с мартенситной или
бейнитяой структурой, когда в исходном со-
стоянии на месте каждого аустенитного зерна
нагреве (рис. 24.43) [63]. Очевидно, когда ок-
руженный аустенитом перлитный участок на-
гревается до температуры начала образования
аустенита, последний образуется смещением
границы в сторону перлита, т. е. новая фаза
возникает «на подкладке». Естественно, что та-
кому процессу способствует малая скорость
нагрева; при быстром нагреве, прежде чем ми-
Рис. 24.42. Изломы / (Х4,Б) и микроструктура 2 (Х300) стали марки 37ХНЗМФ после закалки в масле с
1300 °C (а) н после повторной закалки с 850° (б) и 950 °C (в). Изломы сделаны при температуре жидкого
.азота. Резко выраженный вторичный иафталинистый излом соответствует наличию в микроструктуре фона
частично восстановленной исходной структуры (б) (см. также рис. 40)
имеется кристаллографически упорядоченный
комплекс a-кристаллов, который можно рас-
сматривать как единое зерно (псевдомоно-
кристалл) стали. Однако и при нагреве перлит-
ных структур в некоторых случаях могут
встречаться осложнения в отношении исправ-
ления исходной крупнозерыиетости. Одним из
примеров является сталь Гадфильда (Г13Л).
Известно, что в этой аустенитной стали дли-
тельным отжигом при 500—600 °C может быть
достигнуто частичное превращение аустенита
jb перлит. Естественно ожидать, что при нагре-
ве на месте перлитных участков должно полу-
чаться мелкое зерно аустенита и таким обра-
зом может быть осуществлено по крайней ме-
ре частичное исправление исходной крупно-
зернистой структуры. Между тем оказывается,
что этот вполне естественный результат дости-
гается лишь при относительно быстром на-
греве. Медленный нагрев приводит к поглоще-
нию перлитных участков имеющимся аустени-
том; соответственно этому восстанавливается
исходное зерно и отсутствует исправление
структуры и излома. Однако исправление струк-
туры и излома наблюдается при ускоренном
грация границы в сторону перлита приведет
к полному поглощению перлитного участка, в
средней его части возникают и растут само-
стоятельные центры аустенитной фазы, ориен-
тация которых уже не связана с исходным зер-
ном, т. е. происходит нормальный процесс фа-
зовой перекристаллизации, степень развития
которого определяется соотношением скорости
«кристаллизации на подкладке» м самостоя-
тельного зарождения и роста аустенита в пер-
лите. Сказанное позволяет объяснить восста-
новление литого зерна в стали Г13Л при мед-
ленном нагреве влиянием имеющегося в из-
бытке остаточного аустенита [64].
Имеются и другие примеры осложнений про-
цесса фазовой перекристаллизации при нагреве
стали с исходной перлитной структурой [64].
Наблюдавшееся в некоторых случаях вос-
становление структуры исходного аустенита не
является, как оказалось, непосредственным ре-
зультатом а—у-превращения; сначала получа-
ется структура мелкозернистого аустенита, ко-
торая при удлинении выдержек пли при повы-
шении температуры постепенно заменя-
ется крупнозернистой структурой, причем вое-
производится величина и ориентация крупных
зерен исходной структуры [65]. При этом нель-
зя заметить существенного укрупнения перво-
начально образовавшихся мелких зерен; сна-
чала в этой мелкозернистой структуре возни-
кают небольшие участки аустенита произволь-
ной формы, число таких участков увеличива-
ется, они сливаются друг с другом и образуют
фон, воспроизводящий исходную крупнозер-
ходном состоянии и после нагрева до 1150 °C —
она оказалась одинаковой [69].
Наконец, наблюдалось восстановление ис-
ходных крупных зерен и при нагреве углеро-
дистой стали с исходной видманштеттовой
(феррито-перлитной) структурой [37].
Исчерпывающее и непротиворечивое объяс-
нение перечисленных особых случаев структур-
ной наследственности в настоящее время от-
Ряс. 24.43. Макроструктура J (XI.5) п микроструктура II (X 100) отливки из стали Г13Л после отжига
при 550 °C в течение 60 ч и нагрева до ] 150 °C с охлаждением в воде [37]:
а — медленный нагрев после отжига; б — быстрый
нистую структуру. Установлено, что первона-
чально возникшие мелкие зерна имеют произ*
вольную ориентацию. Образовавшиеся на их
месте крупные зерна по размерам и ориента-
ции повторяют размеры и ориентацию зерен
исходной структуры, однако лишь до тех пор,
пока при дальнейшем повышении температу-
ры или увеличении времени выдержки не на-
ступает самопроизвольной рекристаллизации
аустенита. Рекристаллизованные зерна имеют
новую, отличную от восстановленного зерна
ориентацию [66].
Следует упомянуть здесь работу [67], в ко-
торой сходные явления наблюдались на ста-
ли 40.
Восстановление исходной величины и фор-
мы зерна через мелкозернистую стадию наблю-
далось при нагреве перлитной структуры в эв-
тектоидной алюминиевой бронзе [68]. Совсем
недавно было показано воспроизведение круп-
ного зерна литой стали 30?<2НМ с исходной
бейнитной структурой после высокого отпуска
и нагрева до 1100 °C, причем непосредственно
выше Ас3 получалась и сохранялась вплоть до
1050—1100 °C мелкозернистая структура. Бла-
годаря присутствию в исходной структуре зна-
чительного (около 15 %) количества остаточ-
ного аустенита можно было рентгенографиче-
ски определить ориентацию аустенита в ис-
сутствует, и в этой области нужны дальней-
шие исследования [71].
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
I. Попов А. А.— В кн.: Фазовые превраще-
ния в железоуглеродистых сплавах. М.—
Свердловск: ?Лашгиз, 1950, с. 18—35.
2. Попов А. А. — В кн.: Фазовые превраще-
ния в железоуглеродистых сплавах. М. —
Свердловск: Машгиз, 1950, с. 36—63.
3. Попов А. А. Фазовые превращения в ме-
таллических сплавах. М.: Металлургиздат,
1963. 311 с.
4. Попов А. А. — ФММ, 1958, т. VI, вып. 4,
с. 643—649.
5. Блантер №.. Е. — В кн.: Новое в металло-
ведении. М.: Машгиз, 1948, с. 26.
6. Штейнберг С. С. Термическая обработка
стали. М.: Металлургиздат, 1945. 153 с.
7. Hose A., Strassburg W. — Stahl u. Eisen,
1956, Bd. 76, № 15, S. 976—983.
8. Малышев К. А., Павлов В. A. — Труды/
/ИФМ У ФАН СССР. Свердловск: 1964,
вып. 9, с. 11.
9. Сазонов Б. Г., Садовский В. Д. — ЖТФ,
1951, т. 21, вып. 6, с. 693—703.
109
10. Курдюмов Г. В. — ЖТФ, 1951, вып. 11,
с. 1453—1454.
11. Блантер М. Е,— ЖТФ, 1951, вып. И,
с. 225—230.
12. Кидин И. Н. — В кн.: Металловедение и
термическая обработка. М.': Машгиз, 1955,
с. 35.
13. Кидин И. И. Термическая обработка стали
при индукционном нагреве М.: Метал-
лургиздат, 1950. 316 с.
14. Кидин И. Н. Физические основы электро-
термической обработки металлов и спла-
вов. М.: Металлургия, 1969. 375 с.
15. Ивановская С. И., Садовский В. Д. —
Труды/ИФМ, Свердловск: 1951, вып. 13,
с. 10—31.
16. Стрегулин А. И. — Труды/ИФМ, Сверд-
ловск; 1951, вып. 13, с. 57—67.
17. Свечников В. И., Гриднев В. Н. В кн.: 2-я
конференция по стахановским методам
термической обработки стали (тезисы). Ле-
нинград: ВНИТО Металлургов, 1941, 3 с.
18. Гриднев В. Н. Влияние скорости нагрева
на механизм и кинетику превращения пер-
лит—аустенит. Сообщения о научно-иссле-
довательских работах. КПИ, т. 7, 1948.
19. Садовский В, Д> Богачева Г. EL, Соко-
лов Б. К. — ФММ, 1962, т. 14, вып. 3,
с. 414—421.
20. Липчин Н. Н. — Труды/Пермский политех-
нический ин-т. Пермь: 1974, вып. 148,
с. 5—21; Зельдович В. Самойлова Е. С.,
Дорошенко А. В. — ФММ, 1973, т. 35,
вып. I, с. 125—133.
21. Orlich J., Rose A., Wiest Р. Atlas zur War-
mebehandlung der Stable. Bd 3. Diisseldorf:
Verlag Stahleisen M. В. H. 1973.
22. Robinson J. L., Cutler Shepard O., Sher-
by O. D. — J. Iron and Steel Inst., 1964,
v. 202, part 10, p. 804—807.
23. Мартин Дж., Доэрти P. Стабильность мик-
роструктуры металлических систем. М.:
Атомиздат, 1978. 280 с,
24. Molinder G, — Acta Metallurgica, 1956,
v. 4, р. 565—571.
25. Judd R. R., Paxion H. W. — Trans. AIME,
1968, v. 242, p. 206—215.
26. Speich R. Szirtnae A.—Trans. AIME, 1969,
v. 245, p. 1062—1074.
27. Величина зерна в стали: Сб. М.: ОНТИ.
1935. 405 с.
28. Малышев К. А.—Труды/УФАН СССР.
М—Л.: 1937. вып. 9. с. 137—212.
29. Малышев К. А. — Труды/УФАН СССР.
М,—Л.: 1941, вып. 10, с. 187—213.
30. Малышев К. А., Трубин И. Б. — Труды/
/ИФМ УФ АН СССР. Свердловск: 1941,
вып. 10, с. 215—231.
31. Болховитинов Н. Ф. Величина зерна и
свойства стали. М.: Металлургиздат, 1943.
32. Сверхмелкое зерно в металлах: Сб. М.:
Металлургия, 1973. 384 с.
33. Чернов Д. К. — В кп.: Д. К. Чернов и
наука о металлах. М.: Металлургиздат,
1950, с. 63—105.
34. Гудремон Э. Специальные стали. Т. 1. М.:
Металлургиздат, 1959. 952 с.
35. Архаров В. И. Кристаллография закалки
стали. М.: Металлургиздат, 1951. 143 с.
36. Садовский В. Д„ Малышев К. 4.. Сазо-
нов Б. Г. Фазовые^ структурные превра-
щения при нагреве стали. М. — Свердловск
Металлургиздат, 1954. 183 с.
37. Садовский В. Д. Структурная наследствен-
ность в стали. М.: Металлургия, 1973.
205 с.
38. Архаров В. И,, Козманов Ю. Д.— ДАН
СССР, 1949, т. 69, № 1, с. 33—35.
39. Счастливцев В. М.} Садовский В, Д.,
Дрозд В. П. — ФММ, 1972, т. 33, вып. 1,
с. 151—157.
40. Ожиганов А. В., Родионов Д. П.> Садов-
ский В, Д. и др. — ФММ, 1971, т. 32, вып.
6, с. 1326—1328.
41. Умова В. M.f Садовский В. Д. — ФММ,
1979, т. 47, с. 802—808.
42. Садовский В. Д., Малышев К. А. — В кн.:
Проблемы металловедения и термической
обработки. М. — Свердловск: Машгиз,
1956, с. 53.
43. Садовский В. Д., Смирнов Л. В., Счастлив-
цев В. М., Ничкова М. М. — В кн.: Проб-
лемы металловедения и термической обра-
ботки. М. — Свердловск: Машгиз, 1960,
с. 20.
44. Дрозд В. П.> Счастливцев В. М. — ФММ,
1975, т. 40, вып. 2, с. 379—387.
45. Сазонов Б. Г —ДАН СССР, 1953, № 5,
с. 817—820.
46. Умова В. М., Садовский В. Д. — ФММ,
1978, т. 45, вып. 5, с. 1028—1036.
47. Ожиганов А. В., Счастливцев В. М. — ФММ,
1973, т. 36, с. 1025.
48. Зельдович В. И., Ринкевич О. С., Садов-
ский В. Д. — ФММ, 1979, т. 47, вып. 6,
с. 1201 — 1212.
49. Малышев К. А. — Труды/ИФМ УФАН
СССР, Свердловск: 1946, вып/ 10, с. 9.
50. Садовский В. Д,, Малышев К. А. — Тру-
ды/ИФМ УФАН. М.: Изд. АН СССР, 1956,
вып. № 17, с. 1II—118.
51. Садовский В. Д., Малышев К. А., Поляко-
ва А, М. и др. — Сталь, 1955, № 6, с. 545—
548.
52. Садовский В. Д., Малышев К- А., Бута-
ков Д. К. — В кн.: Металловедение и тер-
мическая обработка стали. Т. 1. М.: Ме-
таллургиздат, 1961, с. 300—309.
53. Браун М, П., Воронов 77. Е.— Труды/ИФМ
УФАН СССР. Свердловск: 1946, вып. с. 7.
54. Малышев К- А. — Сталь, 1944, № 11—12,
с. 354.
55. Архаров В. И., Киселев С. T.t Пита-
de Н. А, —Труды/ИМФ УФАН СССР.
Свердловск: 1946, вып. 8, с. 50.
56. Смирнов Л. В., Садовский В. Д.—Труды/
/ИФМ УФАН СССР. М.: Изд. АН СССР,
1956, вып. 18, с. 57—65.
57. Ожиганов А. В., Счастливцев В. М., По-
лякова А. М., Садовский В. Д. — ФММ,
1974, т. 37, вып. 6, с. 1290—1301.
58. Полякова А. М. — Труды/ИФМ УФАН
СССР. М.: Изд. АН СССР, 1956, вып. 17,
• с. 67.
59. Малышев К. А. —Труды/ИФМ УФАН
СССР. М. — Л.: Изд. АН СССР, № 12,
1949, с. 142—149.
60. Кутьин А. Б., Умова В. М., Смирнов Л, B.t
Садовский В. Д. — ФММ, 1976, т. 42,
вып. 4, к.. 819—824.
61. Садовский В. Д., Малышев К. А., Сазо-
нов Б. Г. - Труды/ИФМ УФАН СССР. М.:
Изд. АН СССР, 1956, № 17, с.' 3—19.
^2. Компанейцев И. А., Садовский В. Д.—
Труды/ИФМ УФАН СССР. Свердловск:
1958, № 20, с. 329—338.
ПО
<63. Садовский В. Д., Штейнберг М, М., Ба-
ранчук С. И.} Богачева Г. Н. — Сталь,
1974, № 18, с. 37—40.
64. Садовский В. Д., Богачева Г. Н., Бар-
ская А. К. — Проблемы металловедения и
термической обработки. Вып. 2. М. —
Свердловск: Машгиз, 1960, с. 57—58.
65. Богачева Г. Н., Счастливцев В. М. — ФММ,
1963, т. 16, вып. 4. с. 521—525.
66. Счастливцев В. М., Богачева Г. И. — В кн.:
Структурные и фазовые превращения при
нагреве стали и сплавов. Ч. 1. Пермь: Кн.
изд-во, 1969, с. 58—64.
67. Малышев К. А. — Металлург, 1939, т. 6,
с. 30.
68. Богачева Г. Н.> Садовский В. Д. — Труды/
/ИФМ, 1956. М.: Изд-во АН СССР, вып.
17, с. 125—138.
69. Садовский В. Д., Берштейн Л. И., Мель-
никова А. А. и др. — ФММ, 1980, т. 50,
вып. 5, с. 1037—1044.
70. Садовский В, Д., Табачникова Т. И., Са-
лохин А. В., Малыш М. М. — ФММ, 1982,
т. 53, вып. 1, с. 88—94.
71. Дьяченко С. С. Образование аустенита в
железоуглеродистых сплавах. М.: Метал-
лургия, 1982. 128 с.
25
ПРЕВРАЩЕНИЯ АУСТЕНИТА ПРИ ОХЛАЖДЕНИИ
(МАРТЕНСИТНОЕ, ПЕРЛИТНОЕ,
ПРОМЕЖУТОЧНОЕ)
И ОТПУСК ЗАКАЛЕННОЙ СТАЛИ
25.1. ВВЕДЕНИЕ
Превращения аустенита и отпуск мартенси-
та — основные явления, используемые для
изменений структуры и свойств сталей. Свой-
ства сталей главным образом зависят от хи-
мического состава и режимов обработки, оп-
ределяющих в свою очередь механизм и кине-
тику фазовых превращений при закалке,
отпуске, изотермических обработках, различ-
ных вариантах термомеханической обработки,
регулируемой прокатке и т. д.
Цель исследований превращений аустени-
та при охлаждении — установить связь меж-
ду состоянием исходной фазы — аустенита
(состав, зеренная и внутрезеренная структу-
ра), температурным интервалом и давлением,
при которых происходит превращение, меха-
низмом и кинетикой превращений и, наконец,
их результатами — конечной структурой и
свойствами. Существенную роль в формиро-
вании конечной структуры и свойств сталей
играют процессы отпуска: перераспределение
углерода в мартенсите (в том числе блокиров-
ка дислокаций атомами углерода); собствен-
но распад мартенсита; превращения остаточ-
ного аустенита; выделение и коагуляция кар-
бидных и интерметаллидных фаз; релаксация
внутренних напряжений; изменения суб-
структуры матрицы (а-фазы).
Учение о превращениях аустенита имеет
более чем вековую историю, начиная с вы-
дающихся трудов Д. К. Чернова, в которых
впервые было указано на наличие связи меж-
ду превращениями в стали при нагреве и ох-
лаждении с критическими точками. Научное
предвидение позволило Д. К. Чернову свя-
зать их с возможными изменениями взаимного
расположения атомов в кристаллической ре-
шетке [1].
Уже в 1885 г. Бринелль пришел к заклю-
чению, что изменение излома стали после за-
калки связано с различием между закалоч-
ным и цементитным углеродом, обнаруженным
химиками. При нагреве выше определенней
температуры углерод цементита переходит в
закалочный, а быстрое охлаждение фиксиру-
ет это состояние. В 1831 г. Аносов, а спустя
длительное время Мартенс, Гейн и Сорби раз-
работали методы выявления микроструктуры,
и это инициировало широкие металлографичес-
кие исследования. Осмонд в работах 1885—
1888 гг., выполнявшихся с применением ме-
таллографии, термического анализа и калори-
метрии, измерил температуры критических то-
чек, показал зависимость температур критичес-
ких точек от скоорсти охлаждения, описал мик-
роструктуру стали после закалки и отпуска,
указал на наличие двух модификаций желе-
за при различных температурах. Гийе в 1890 г.
ввел для описания структуры сталей терми-
ны — феррит, цементит, Осмонд в 1895 г.—
мартенсит, троостит, сорбит, а в 1901 г.—
аустенит. Осмонд считал причиной высокой
твердости закаленной стали аллотропическое
превращение железа. Это представление было
подвергнуто критике, в частности Хоу, который
считал основной причиной фиксацию углеро-
да в твердом растворе при закалке. Возникла
длительная дискуссия между «аллотрописта-
ми» и «карбонистами» [2]. Лишь в наше время
этот вопрос разрешен. Доказано, что твердость
(и прочность) закаленной стали определяется
и сохранением углерода в твердом растворе,
и теми глубокими изменениями субструктуры,
которые вызываются мартенситным превраще-
нием при у—a-переходе в процессе закалки.
Первый обзор по теории закалки стали был
опубликован Севером в 1896 г., а второй —че-
рез 30 лет, в 1926 г. Он разослал анкету 29
ученым различных стран с вопросами о приро-
де мартенсита и причинах его твердости, усло-
виях его образования, положения атомов в кри-
сталлической решетке и др. В ответах на ан-
кету высказывались весьма отличающиеся
точки зрения. Предполагали, что мартенсит —
это твердый раствор карбида железа или уг-
лерода в a-фазе или в смеси а- и у-железа;
высказывалось мнение, что мартенсит — это
смесь а- и у-фаз с углеродом, содержащимся
в у-фазе. Причины высокой твердости видели
в дисперсности карбидной фазы, малых раз-
мерах зерен a-фазы и т. д. Совер заключил
«Разногласия имеются по каждому вопросу:
111
о состоянии углерода, растворенного в железе
у и а; о положении, занимаемом атомами уг-
лерода или молекулами карбида в кристалли-
ческой решетке; о природе мартенсита и его
твердости. Очевидно те, которые думают, что
они разрешили проблему закалки стали, сдела-
ли это лишь для собственного удовлетворения
и удовлетворения немногих своих последовате-
лей» [2]. Следует заметить в свете современ-
ных знаний, что источником многих разногла-
сий была гетерогенная структура закаленной
стали, наличие в ней мартенсита, остаточного
аустенита и цементита.
Существенный сдвиг в развитии представ-
лений о кристаллической структуре фаз в ста-
ли произошел в связи с применением методов
рентгеноструктурного анализа. Вестгрен и
Фрагмен методом высокотемпературной рент-
геновской съемки определили кристаллическую
структуру а- и у-железа, а также размытость
интерференций a-фазы после закалки.
В 1925—1928 гг. в Ленинградском физи-
ко-техническом институте были проведены ис-
следования закаленной стали с применением
рентгенографических методов определения
атомно-кристаллической структуры [3]. Эти
исследования установили тетрагональные ис-
кажения решетки a-железа в мартенсите и
линейную зависимость параметров решетки
от содержания углерода в стали. Таким об-
разом, утвердилось представление о мартен-
сите как о пересыщенном твердом растворе
углерода в a-железе. Были установлены изме-
нения кристаллической структуры, определяю-
щие изменения свойств стали на разных эта-
пах отпуска, обнаружена и определена зако-
номерная взаимная связь ориентировок реше-
ток мартенсита и аустенита [4].
Независимость отношения параметров ре-
шетки мартенсита (с/а) от температуры за-
калки (если закалку производят из однофаз-
ной области аустенита) от скорости охлажде-
ния (если она достаточна для предотвращения
распада аустенита на немартенситные струк-
туры, т. е. скорость охлаждения выше крити-
ческой), возрастание с/а при увеличении со-
держания углерода, однозначная связь между
параметрами кристаллической решетки мартен-
сита и содержанием углерода в исходном
аустените — все это позволило заключить,
что мартенсит содержит углерода столько,
сколько его было растворено в аустените, а
превращение аустенита в мартенсит бездиф-
фузионное и происходит без изменения кон-
центрации твердого раствора. Превращения
типа аустенит — мартенсит были обнаружены
и в ряде других сплавов и получили название
мартенситных превращений. Суть таких пре-
вращений в закономерной перестройке решет-
ки, при которой атомы не меняются местами,
а лишь смещаются друг относительно друга
на расстояния, не превышающие межатомные.
Очень существенно, что в процессе перестрой-
ки атомы могут перемещаться только в опре-
деленных направлениях по отношению к сво-
им соседям; в результате таких перемещений
в одну и ту же сторону происходит сдвиг
[4-7].
Основные особенности мартенситного
превращения: бездиффузионный характер, на-
личие строгой кристаллогеометрической связи
между решетками аустенита и мартенсита,
распространение превращения на широкую
температурную область и быстрое затухание
112
превращения при остановке охлаждения, не-
возможность задержки превращения ниже А4Н.
В дальнейшем были установлены: обратимость
мартенситных превращений во многих сплавах
при нагреве и охлаждении, возможность изо-
термического превращения аустенита в мар-
тенсит при достаточно низких температурах,
образование упругих кристаллов мартенсита и
термоупругое равновесиё при мартенситных
превращениях1. Упорядоченный кооперативный
характер перестройки решетки привел к за-
ключению, что в процессе мартенситного пре-
вращения существует упругая связь между
фазами, имеется непрерывный переход от ре-
шетки исходной фазы к решетке образующей-
ся («когерентность») [5—7].
Другое направление исследований зако-
номерностей превращений аустенита связано
с изучением изменений критических точек ста-
лей, особенно легированных, при непрерывном
охлаждении. В 1917—1919 гг. Портевен, Гар-
веи и Шевенар установили, что по мере уве-
личения скорости охлаждения точка Аг' не-
прерывно понижается, а при определенной
скорости появляется вторая точка Дг". В 1921—
1922 гг. они, а затем и другие исследователи
установили на дилатометрических кривых при
охлаждении хромоникелевых сталей три точ-
ен. Появление промежуточной критической
точки между Дг' и Аг" они объяснили неод-
нородностью аустенита по составу и в связи с
этим раздвоением температуры начала мар-
тенситного превращения [2, 8]. Впоследсгзии
Штейнберг [8] подверг критике утверждение
Портевена о снижении температуры начала
мартенситного превращения с увеличением
скорости охлаждения. Ранее в ряде исследо-
ваний (Эссер, Вефер и Энгель) было показа-
но, что температура Л4Я не зависит от скоро-
сти охлаждения до значений ее 15000 °С/с.
Принципиально важен был переход к
изучению превращений аустенита в изотерми-
ческих условиях, позволивший разграничить
различные типы превращений и установить
их характерные особенности. Льюис в 1929 г.
показал, что образцы эвтектоидной углероди-
стой стали при переносе после аустенитизации
в ванну при 200—250 °C сохраняют в течение
5 мин структуру аустенита, а при последую-
щем охлаждении на воздухе происходит мар-
тенситное превращение. Кинетика превраще-
ний аустенита в изотермических условиях ис-
следована в 1930 г. Девенпортом и Вейном.
Построенная ими диаграмма показала, что с
увеличением переохлаждения скорость превра-
щения возрастает до максимума, а затем на-
чинает убывать. После 1930 г. широко прово-
дились исследования изотермического превра-
щения аустенита. Важнейшие закономерное;)!
были установлены С. С. Штейнбергом, В. Д. Са-
довским в СССР [8, 9], Вефером в Германии
[10], а также другими исследователями в СССР
[II—13] и за рубежом. Было установлено на-
личие трех температурных областей превра-
щений переохлажденного аустенита. В интер-
вале температур от Л до 600—550 °C разви-
вается перлитное, в интервале от 550 °C до
Л4Н— промежуточное (бейнитное), а ниже
— мартенситное превращение. Перлитное
превращение при постоянной температуре иа-
1 Это явление зарегистрировано как от-
крытие, получившее название «эффект Курдю-
мова». Прим., ред.
чинается после некоторого «инкубационного»
периода и при достаточной выдержке завер-
шается полным распадом аустенита. Мартен-
ситное превращение начинается без инкуба-
ционного периода с большой скоростью и при
постоянной температуре прекращается по до-
стижении определенной степени. Промежуточ-
ное (бейнитное) превращение, как и перлит-
ное, характеризуется наличием инкубационно-
го периода и температурной его зависимостью.
Промежуточное превращение, как и мартен-
ситное, затухает при сохранении некоторой
доли непревращенного аустенита; степень пре-
вращения тем больше, чем ниже температура
превращения. Изменения состава стали вызы-
вают значительные изменения кинетики пер-
литного и промежуточного превращений, а
также температурных интервалов превраще-
ния во всех трех областях.
Анализ закономерностей превращений
аустенита с позиций общей теории фазовых
превращений впоследствии привел к необхо-
димости учета особенностей твердого состоя-
ния. Сильное межатомное взаимодействие
вызывает при превращениях . возникновение
полей упругих напряжений. Стремление си-
стемы к снижению энергии упругой деформа-
ции обусловливает действие различных релак-
сационных механизмов, которые влияют на
форму, ориентировку, взаимное расположе-
ние и внутреннюю структуру кристаллов но-
вых фаз. При этом проявляется также анизо-
тропия среды, наличие несовершенств крис-
таллического строения и примесей, большей
частью неоднородно распределенных (в свя-
зи с их взаимодействием с несовершенствами
кристаллической решетки).
, В системах • Fe—С и Fe—Me—С наблю-
даются все известные для твердого состояния
фазовые превращения: полиморфное с широ-
ким спектром морфологических и кинетичес-
ких особенностей; эвтектоидный распад (пер-
литное превращение); распад пересыщенных
твердых растворов внедрения и замещения
(отпуск мартенсита, старение аустенита); упо-
рядочение с изменением ближнего и дальнего
порядка в аустените-и мартенсите.
Кинетика превращений аустенита и усло-
вия возникновения новых состояний связаны
с такими факторами, как подвижность ато-
мов, степень структурного и химического со-
ответствия исходных и образующихся фаз.
Естественно, что обязательным условием воз-
никновения тех или иных фаз является умень-
шение свободной энергии системы. Так, на-
пример, при изучении процессов образования
карбидных фаз при превращениях аустенита
установлено, что при сравнительно малом пе-
реохлаждении некоторые метаста б ильные кар-
бидные фазы не могут возникнуть, несмотря
на их большую близость по структуре и со-
ставу к исходной. Если по термодинамичес-
ким условиям возможно образование различ-
ных фаз с относительными минимумами сво-
бодной энергии, то реализуются те, которые
возникают с большей скоростью. Кинетика
превращений при этом определяется термоди-
намическим стимулом (т. е. степенью откло-
нения системы от равновесия), соотношением
состава и структуры исходной и образующих-
ся фаз, подвижностью атомов, вероятностью
образования необходимых флуктуаций или
зон, энергией образования поверхности разде-
ла и, наконец, специфической для твердо-
8—394
го тела объемной упругой энергией, связан-
ной с возникновением кристаллов новых фаз.
Термодинамические и кинетические условия
возникновения фаз, таким образом, находят-
ся в неразрывной связи [12].
Широкое изучение структурно-морфологи-
ческих характеристик мартенсита (двойнико-
вой и дислокационной субструктуры, внеш-
ней формы и взаимного расположения крис-
таллов), а также структурной картины от-
пуска с применением просвечивающей элект-
ронной микроскопии было начато в конце
50-х — начале 60-х годов. При этом большое
развитие получили и исследования кристалло-
геометрии превращений [14].
Термодинамический анализ, использовав-
ший представления о механизме превращения
как закономерной, упорядоченной перестрой-
ке решетки и о когерентности решеток новой
и исходной фаз на границе растущего крис-
талла, позволил объяснить структурно-морфо-
логические характеристики фаз и дать каче-
ственную картину всех особенностей кинетики
мартенситного превращения. К ним относятся
большая скорость превращения, возникнове-
ние значительных упругих напряжений, неза-
вершенность превращения при остановке ох-
лаждения (или нагрева), распространение пре-
вращения на широкую область температур.
Учет релаксации напряжений в различных
интервалах температур и отклонений от рав-
новесия позволил объяснить существование
в одном и том же сплаве широкого спектра
бездиффузионных превращений от «атермиче-
ского» до «нормального» [15].
Существенное значение для структуры
мартенсита имеет сильное деформационное
взаимодействие между атомами углерода, ко-
торое оказывает заметное влияние на распре-
деление углерода в кристаллической решетке
мартенсита [16].
Важная особенность системы Fe—Me—С
заключается в резко различающейся диффу-
зионной подвижности металлических атомов
и углерода. Значение коэффициентов диффу-
зии углерода в аустените на 4—5 порядков
больше, чем коэффициентов диффузии (само-
диффузин) атомов металла. При превращени-
ях переохлажденного аустенита переход г. ц. к.
кристаллической решетки в о. ц. к. решетку
может происходить наряду с диффузионным
перераспределением углерода и легирующих
элементов. Переход у->а определяется по-
лиморфизмом железа и сводится к перестрой-
ке решетки на границе раздела фаз (переме-
щению межфазной границы). Этот переход
может осуществляться как по так называемо-
му нормальному (если межфазная граница
некогерентная), так и по мартенситному (ес-
ли эта граница когерентная) механизмам.
Важно отметить, что собственно у->а-переход
при любых переохлаждениях аустенита (обу-
словленный перестройкой решеток при поли-
морфном превращении железа) как в случае
мартенситного, так и в случае «нормального»
превращения может происходить без изме-
нения состава исходной у- и конечной а-фаз
(подробнее .об этом см. ниже, с. 136). Отли-
чие «нормального» механизма от мартенсит-
ного, как было сказано, состоит в характере
движения у—а межфазной границы. Если
эта граница некогерентная, то ее перемещение
(в сторону превращающейся у-фазы) контро-
лируется самодиффузией железа — превра-
113
щение развивается как «нормальное»; если
V—а межфазная граница когерентная, то пре-
вращение развивается как мартенситное.
Сказанное объясняет сильную темпера-
турную зависимость скорости «нормального»
у->а-превращения, которое может быть за-
вращения аустенита: перлитного и промежу-
точного (бейнитного).
Легирование сильно влияет на фазовые
равновесия и кинетику превращений. Оно мо-
жет изменять как термодинамические условия
превращения, так и кинетические факторы
Время, с
Время, с
Фтлх,. 25.1. Диаграммы изотермического превращения аустенита различных сталей:
а~ 40ХНМ (Т Л = 835 °С), б - I8X2H4B (900оС). в - 30X13 (1000 ftC), а-с 0,9 % С {885°С); Тд — темпера-
тура аустенитизации; А — аустенит; /4-*-(Ф4-К) и А^-П — перлитное превращение; Л-*// ст. — промежуточное
(бейнитное) превращение; А-*М — мартенситное превращение [17]
держано ускоренным охлаждением (или леги-
рованием, понижающим температуру у->-а-
перехода, например, никелем); в этих случаях
превращение происходит при более низких
температурах и идет по мартенситному меха-
низму.
Скорость диффузии легирующих элемен-
тов в аустените резко уменьшается с пониже-
нием температуры, и ниже 500—450° С пере-
распределение их в процессе превращения
практически исключается; скорость же диф-
фузии углерода при этих температурах еще
значительна.
Эти особенности системы Fe—Me—С обу-
словливают возникновение разных типов пре-
(подвпжность атомов, вероятность зарожде-
ния центров новых фаз). Легирующие элемен-
ты могут существенно изменять состояние
аустенита в связи со взаимодействием углеро-
да и легирующих элементов, понижать (кроме
Со) скорость перлитного и промежуточного
превращений, изменять температурный интер-
вал мартенситного превращения, скорость рас-
пада мартенсита и строение карбидных фаз,
субструктуру матрицы при отпуске.
Легирование приводит к изменению свойств
стали через изменение состава фаз (твер-
дые растворы, карбиды, интерметаллиды),
фиксацию метастабильных состояний, изме-
нение формы, дисперсности и распределения
продуктов превращений, изменение состава и
состояния областей у границ зерен. В твер-
дых растворах наблюдается взаимодействие
разнородных атомов друг с другом (особенно
атомов углерода) и с несовершенствами кри-
сталлического строения (дислокациями, ва-
кансиями).
Различные воздействия (упругая и пла-
стическая деформация, высокие давления, об-
лучение частицами высоких энергий и др.)
влияют на фазовые равновесия и кинетику
превращений, с одной стороны, и реальную
структуру продуктов превращений, с другой.
Об общей картине протекания превраще-
ний переохлажденного , аустенита в широком
диапазоне температур можно судить по ди-
аграммам изотермического превращения аусте-
нита. На рис. 25.1 приведены основные типы
диаграмм 117]. В зависимости от конкретно-
го состава стали, преимущественно от содер-
жания легирующих элементов и отношения
его к содержанию углерода, диаграммы пре-
вращения имеют: три области превращений —
перлитную, промежуточную (бейнитную) и
мартенситную (рис. 1, а); две области — пер-
литную или бейнитную и мартенситную (рис.
1, б и s); одну — мартенситную. В послед-
нем случае под влиянием повышенного содер-
жания легирующих элементов смещается
к температурам ниже комнатной, а превраще-
ние аустенита в интервале температур Ас,—
«Мн не обнаруживается (возможно выделение
карбидов из аустенита при высоких темпера-
турах нагрева). Диаграммы превращений аус-
тенита углеродистых и низколегированных
сталей имеют несколько иной вид, поскольку
у этих сталей кинетически не разделяются
перлитная и промежуточная области (рис. 1,г).
25.2. СТРУКТУРА МАРТЕНСИТА
25,2.1. Кристаллические решетки
аустенита и мартенсита
Кристаллическая решетка аустенита. Аусте-
нит обладает решеткой гранецентрированного
куба с периодом, увеличивающимся линейно с
повышением содержания углерода в стали
[6]. Для закаленных аустенитных сталей си-
стемы Fe—Mn—С было найдено, что' ’ а^ —
= 3,578+0,00645хс+0,0005хмгъ где — пе-
риод решетки аустенита, А; хс и хмп — кон-
центрация углерода и марганца, % (ат.);
3,578 = — экстраполированный период ре-
шетки у-железа при 20 °C.
В работе [18] была найдена следующая
зависимость периода решетки аустенита от
концентрации углерода для системы Fe—С:
ау =3,573+0,ОЗЗр, где —содержание угле-
рода, % (по массе). Величину определяли,
измеряя ее при различных температурах в аус-
тенитной области и экстраполируя до комнат-
ной температуры. Полученный коэффициент
концентрационной зависимости близок к най-
денному для марганцевых сталей; после пере-
вода от атомных процентов в проценты по
массе он равен 0,030.
Измерение периода решетки аустенита уг-
леродистых сталей непосредственно при 1100°С
показало [19], что =3,663+0,0028р.
Зависимость от концентрации углеро-
да для остаточного аустенита закаленных
Fe—С-сплавов идет значительно круче и, по
данным работы [20], а^ =3,555+0,044р.
Увеличение коэффициента для остаточного
аустенита связано с тем, что образование
мартенсита вызывает упругое сжатие непре-
вращенного аустенита. Уменьшение а^ при
образовании мартенсита во время охлаждения
Рис, 25.2. Изменение периода решетки аустенита при
охлаждении и нагреве:
1 — марганцовистая сталь (1,2 % С): 2—никелевая
сталь (1 % С); 3 — сплав Fe+31 % Ni (21]
Рис. 25.3. Изменение периода решетки аустенита в
зависимости от количества мартенсита [21]:
а — никелевые стали (/— 1 % С; 2 — 0,04 % С; 3 —
0,25 % С); б — марганцовистые стали с 1,2 % С
в — сплавы Fe—Ni (5), Fe—Ni—V (5). Fe Ni—Si (7)
от комнатной температуры для некоторых ста-
лей показано на рис. 25.2 [21]. Зависимость
от количества мартенсита, по данным той
же работы, приведена на рис. 25.3.
8*
115
Увеличение периода решетки аустенита с
«повышением концентрации углерода (при от-
сутствии напряжений) означает, что аустенит
представляет собой твердый раствор внедре-
ния; при замещении атомов железа атомами
углерода период должен был бы умень-
шаться. Этот вывод подтвержден сравнени-
ем измеренных удельных объемов аустенита с
вычисленными значениями для случаев заме-
щения и внедрения. Наиболее вероятное по-
ложение атомов углерода в решетке аустени-
та — октаэдрические междоузлия — центр
элементарной ячейки и середины ребер. Не-
посредственные экспериментальные определе-
ния положения атомов углерода в аустените,
Рис. 25.4. Зависимость отношения осей тетрагональ-
ной решетки от концентрации углерода, по данным
Каминского и Арбузова (2) [6]
были определены и уточнены последующими
исследованиями. Эти зависимости выражают-
ся следующим образом:
с = а0+ар; а = а0 — fp;^c/a = 1+ур. (1)
где а0 — период решетки а-железа, равный
о
2,866А; р — содержание углерода, % (по
массе); а=0,116±0,002; 0 = 0,013 ±0,002; у=
= 0,046 ± 0,001 [5,6].
На рис. 25.4 и 25.5 эти зависимости пред-
ставлены графически. Рентгенограммы мартен-
сита характеризуются тетрагональным рас-
щеплением линий a-железа (рис. 25.6).
Концентрационная зависимость периодов
решетки позволила решить вопрос о природе
мартенсита как о пересыщенном твердом рас-
творе углерода в a-железе, возникающем в
результате у-кх-превращения при отсутствии
диффузии углерода. Сопоставление удельных
объемов закаленных сталей — эксперименталь-
ных и полученных расчетом, а также харак-
тер изменения периодов решетки и объема
ячейки свидетельствуют о наличии твердого
раствора внедрения.
Считается, что атомы углерода в решетке
мартенсита размещаются в октаэдрических
междоузлиях в рядах атомов железа, парал-
лельных оси с [3] с координатами 00-—J
Г 1 1 1
— —0 L Этим объясняется деформация ре-
ки a-железа при растворении в ней углеро-
и
'Рис. 25.5. Зависимость периодов решетки мартенсита от содержания углерода в стали [5, 6J: 1 — Оман; 2 —
ЭСзгг; 3 — Хонда и Нишияма; 4— Селяков, Курдюмов и Гудцов; 5 — Курдюмов и Каминский; 6 — Липсон;
7 — Мазур; 8 — Флетчер; 9 — Арбузов
подтвердившие указанное предположение, бы-
ли проведены с применением нейтронно-струк-
турного анализа [22, 23].
Кристаллическая решетка мартенсита.
Рентгенографические исследования закален-
ных сталей с содержанием углерода >0,6%
показали, что мартенсит обладает центриро-
ванной тетрагональной решеткой, близкой к
решетке а-железа [24, 3]. Период с и отно-
шение осей с/а линейно растут с увеличением
концентрации углерода в стали; период а не-
сколько уменьшается. Концентрационные за-
висимости периодов решетки и отношение осей
да — значительное увеличение периода с и не-
большое уменьшение периода а [3]; это нахо-
дится в соответствии с тем, что при однород-
ной у-нх-перестройке решетки атомы углеро-
да поопадают в указанные положения. Малая
рассеивающая способность атомов углерода и
небольшая их концентрация в мартенсите не
"позволяли определить рентгенографически
положение атомов углерода при измерении ин-
тенсивностей отражения и экспериментально
подтвердить высказанное предположение. Это
удалось сделать лишь методом нейтроногра-
фии с использованием изотопов железа и ни-
П6
келя, значительно увеличившим относитель-
ный вклад углерода в рассеяние нейтронов
мартенситной решеткой [23].
В результате рентгенографических исследо-
ваний разнообразных закаленных сталей в
различных условиях выявлены закономерности,
характеризующие решетку мартенсита:
1) отношение с/а не зависит от температу-
ры закалки, если закалка производится из
однофазной аустенитной области;
Среднеквадратичные величины смещений опре-
деляются по ослаблению интенсивности рент-
геновских отражений. Измеренные по ослаб-
лению интенсивности интерференционных ли*
нмй среднеквадратичные смещения атомов
железа в направлении оси с имеют порядок
0,1 А [5].
Внедренные в решетку a-железа атомы уг-
лерода вызывают ослабление междуатомных
Рис. 25.6. Рентгенограммы закаленной стали с 1.4 %
часть), снятые одновременно
2) отношение с/а не зависит от скорости
охлаждения, если последняя достаточно вели-
ка для предотвращения распада аустенита и
распада мартенсита во время охлаждения;
3) для простых углеродистых сталей отно-
шение с/а не зависит от концентрации углеро-
да, если закалка производится от одной и той
же температуры в двухфазной , области (А +
+ Ц или Ф+А);
4) если закалка осуществляется из однофаз-
ной аустенитной области и скорость охлажде-
ния достаточна для предотвращения распада
аустенита и мартенсита, то отношение с/а оп-
ределяется только содержанием углерода в
стали.
Из этих закономерностей следует, что, во-
первых, отношение осей тетрагональной решет-
ки мартенсита определяется содержанием
углерода в исходном аустените; во-вторых,
мартенсит содержит в растворе столько же
углерода, сколько находится в исходном
аустените. Последнее показывает, что превра-
щение А->М происходит без изменения кон-
центрации твердого раствора, не требует диф-
фузионного перераспределения углерода и со-
стоит только в перестройке г. ц. к. решетки
твердого раствора в решетку о. н. к. По этой
причине превращение А—М названо «бездиф-
фузионным» [5, 6].
Статические искажения решетки мартенси-
та. Размещение атомов углерода в междоуз-
лиях решетки a-железа вызывает значитель-
ные искажения — смещения атомов железа
относительно их идеальных положений в ре-
шетке. Рентгенографически измеряемые перио-
ды решетки — средние межатомные расстоя-
ния. Действительные расстояния между ато-
мами железа различаются при переходе от
ячейки к ячейке: Наиболее сильно смещаются
атомы железа, соседствующие с углеродом.
С (нижняя часть) и отожженного a-железа (верхняя
Рис. 25.7. Зависимость характеристической темпера-
туры 0 и относительного изменения модуля Д£/£
при закалке от концентрации углерода [25]
связей в решетке: повышается амплитуда теп-
ловых колебаний атомов железа, понижаются
дебаевская характеристическая температура
и модуль Юнга [25] (рис. 25.7).
25.2.2. Кристаллическая структура
закаленной стали с <0,6% С
При закалке углеродистых и легированиях
конструкционных сталей с <0,6 % С частич-
ный отпуск мартенсита происходит уже во
время самого закалочного охлаждения, что
обусловливается сравнительно высокой темпе-
ратурой начала мартенситного превращения
(Мв)- Это приводит к слиянию дублетов тет-
рагональной решетки и образованию неодно-
родной тетрагональной структуры, характер-
117
ной для низкотемпературного отпуска и, сле-
довательно, к невозможности определения
величины периодов тетрагональной решетки
мартенсита, возникающей в результате пре-
вращения.
Рис. 25.8. Положения рефлексов (002) (внизу) и (200).
(020) (вверху) от решетки мартенсита в стали с
1,4 % С после отпуска в течение I ч при 150 вС [28]
новленной для средне- и высокоуглеродистых
сталей (см. рис. 25.4) [26]. Такой же резуль-
тат был получен и в работе [27] для свежеоб-
разованного мартенсита никелевых сталей с
различным содержанием углерода и никеля с
точкой Мп=—35 °C.
Использование закаленных монокристаллов
аустенита дало возможность измерять перио-
ды а и с даже в тех случаях, когда они ма-
ло различаются. Так была прямо показана те-
тр а тональность решетки высокоуглеродистого
мартенсита, отпущенного при 150—200 °C [28]
(рис. 25.8), в закаленных низкоуглеродистых
легированных сталях и упомянутых выше ма-
лоуглеродистых никелевых сталях [27].
Используя монокристаллы, можно также
оценивать степень распада мартенсита, проис-
ходящего во время охлаждения при закалке,
по относительной интенсивности раздвоенных
отражений (002) [29]. Оказалось, что даже в
стали с 1 % С частичный двухфазный распад
успевает происходить в процессе закалки при
охлаждении в воде.
Важные сведения о кристаллической струк-
туре мартенсита были получены при исследо-
вании порошков мартенсита, полученных пу-
тем Электролитического растворения образцов
закаленной стали [30]. Показано, что отноше-
ние осей с/а у изолированных кристалликов '
мартенсита находится в той же зависимости
от содержания углерода, как и у закаленных
массивных образцов. Следовательно, тетраго-
нальность мартенсита не связана с внутренни-
ми напряжениями, возникающими при закалке.
Размытость линий (рис. 25.9) на рентгено-
граммах в случае порошков мартенсита зна-
чительно меньше, чем для массивных образ-
цов, благодаря уменьшению упругой деформа-
ции микрообластей. Это позволяет измерять
периоды решетки мартенсита с большей точ-
ностью.
25.2.3. Распределение атомов углерода
в решетке мартенсита
Тетрагональная симметрия решетки мартенси-
та обусловливается, как упоминалось выше,
упорядоченным распределением атомов угле-
рода [3] в том смысле, что они размещаются
в одной из трех подрешеток октаэдрических
междоузлий (о. м.) (рис. 25.10). Такое разме-
щение должно возникать в результате одно-
род ной перестройки решетки г. ц. к. в решетку
о. ц. к. при превращении A-j-M [3] и является,
как показали теоретические исследования Зи-
нера [31] и Хачатуряна [16], термодинамиче-
ски стабильным даже при О К, поскольку раз-
мещение атомов углерода в одной подрешетке
вызывает наименьшую упругую энергию иска-
Рис. 25.9. Рентгенограмма изолированного мартенсита [30]
Введение в сталь легирующих элементов
(Мп, Ni), понижающих мартенситную точку,
позволило значительно снизить степень рас-
пада при закалке и показать, что мартенсит
сталей с 0,2—0,5 % С имеет тетрагональную
решетку с отношением осей, подчиняющимся
зависимости от концентрации углерода, уста-
118
жений а-решетки. Согласно теории при тем-
пературе Т равновесным становится такое
распределение, при котором некоторая доля
атомов углерода находится в двух других
подрещетках о. м. (частично разупорядоченное
состояние). Эта доля растет с повышением
температуры. Отношение осей с/а при этом
должно уменьшиться. При некоторой критиче-
ской температуре, зависящей от концентрации
Рис. 25.10. Октаэдрическое
междоузлие (о. м.) в решетке
о. ц. к. (а) и образуемые меж-
доузлиями три типа подрешет-
ки (б); показаны направления
тетрагонального искажения при
заполнении атомами углерода
о. м. одной подрешетки (в}.
Междоузлия разных подреше-
ток обозначены малыми круж-
ками
углерода, равновесным становится состояние
с равновероятным статистическим распределе-
нием атомов углерода по всем трем подрешет-
кам (неупорядоченное состояние), а тетраго-
нальная решетка должна скачкообразно пере-
ходить в кубическую с увеличенным по срав-
нению с решеткой a-железа периодом.
Теория Зинера основывается на существо-
вании сильного взаимодействия атомов угле-
рода в решетке мартенсита, обусловленного
интерференцией полей внутренних напряже-
ний, вызываемых внедренными атомами угле-
рода. Энергия упругого взаимодействия имеет
величину ~ 1 эВ (т. е. значительно выше энер-
гии взаимодействия в твердых растворах за-
мещения), Она растет с увеличением концент-
рации углерода, вследствие чего повышается
и температура перехода в неупорядоченное со-
стояние. По первым теоретическим оценкам
эта температура для сталей, содержащих
<0,6 % С, должна находиться ниже 20 °C, т. е.
решетка мартенсита в этих сталях при комнат-
ной температуре должна быть кубической.
Этот теоретический вывод находился в про-
тиворечии с экспериментальными данными.
Рентгенографические исследования показали,
что в закаленных сталях с 0,2—0,5 % С мар-
тенсит представляет собой или частично рас-
павшийся твердый раствор, характеризующий-
ся неоднородной тетрагональной структурой
[5], или в случае легированных сталей с низ-
кой температурой — нераспавшийся твер-
дый раствор с тетрагональной решеткой с от-
ношением осей, зависящим от концентрации
углерода (1).
В работе [32] на основе данных исследова-
ния [23] установлено, что энергия деформа*
ционного взаимодействия между атомами уг-
лерода в действительности выше принимав-
шейся ранее, вследствие чего прямая зависи-
мость критической температуры перехода в
разупорядоченное состояние от концентрации
углерода идет значительно круче и пересекает
комнатную температуру при 0,18 % С. Учет
же корреляции в распределении атомов угле-
рода в одной подрешетке привел к заключе-
нию, что неупорядоченное распределение ато-
мов углерода с кубической решеткой не реа-
лизуется и при более низких кнцентрациях уг-
лерода [32].
Таким образом, состояние мартенсита с
преимущественным размещением атомов уг-
лерода в одной подрешетке о. м. является
более устойчивым (до начала распада твердо-
го раствора с выделением карбидной фазы) и
для сталей с малым содержанием углерода.
Однако распределение атомов углерода внут-
ри подрешетки о. м., унаследованное от ис-
ходного аустенита, существенно изменяется до
начала распада твердого раствора. В. И. Изо-
товым и Л. М. Утевским на микродифракци-
онных картинах обнаружено характерное диф-
фузное рассеяние электронов вокруг основ-
ных отражений тетрагональной решетки вьт-
сокоуглеродистого мартенсита. Установлено,
что диффузное рассеяние отсутствует в све-
жеобразованном мартенсите при низких тем-
пературах и появляется после 5-мин выдерж-
ки при 20 °C. Отношение с/а при этом не ме-
няется, что указывает на неизменность кон-
центрации углерода внутри одной подрешетки
о. м. Теоретический анализ показал, что диф-
фузное рассеяние связано с перераспределе-
нием атомов углерода внутри одной подре-
шетки о. м. с образованием ближнего расслое-
ния, т. е. возникновением субмикроскопических
областей, обогащенных углеродом. Эта зави-
симость в распределении атомов углерода вы-
звана сильным упругим взаимодействием ато-
мов углерода в решетке мартенсита и приво-
дит к повышению термодинамической устой-
чивости состояния с нахождением их в одной
подрешетке о. м. [32, 6].
25.2.4. Аномалии тетрагональности
мартенсита и их природа
Зависимости периодов и отношение с/а осей
тетрагональной решетки мартенсита подтверж-
даются многочисленными исследованиями за-
каленных углеродистых и легированных ста-
лей. Зависимость с/а от концентрации углеро-
да широко использовалась для химического
анализа. Однако, начиная с 1965 г., при ис-
следовании свежеобразованного мартенсита,
возникающего при низких температурах, об-
наружено много факторов, указывающих на
то, что:
1) зависимости (1) относятся не к свеже-
образованному мартенситу, а к мартенситу, в
котором произошли- процессы перераспреде-
ления атомов углерода по междоузлиям;
2) тетрагональности свежеобразованного
мартенсита может существенно зависеть от
легирования;
3) соотношения (1) справедливы не для
случая, когда все атомы углерода находятся
только в одной подрешетке о. м. по оси с,
а относятся к частично разупорядоченному со-
стоянию, когда некоторая доля атомов угле-
рода размещается в других подрешетках меж-,
доузлий;
4) в свежеобразованном мартенсите проис-
ходят различного рода процессы перераспре-
деления атомов углерода, прежде чем распад
твердого раствора становится заметным; они
обусловлены упругим взаимодействием атомов
углерода между собой и с дефектами решетки
и при комнатной температуре протекают до-
статочно быстро.
Мартенсит с отношением осей с/а, зна-
чительно меньшим, чем следует из зависимо-
сти (1), был обнаружен (1965 г.) Л. И. Ли-
саком и Я. Н. Вовком [33] при исследовании
превращений монокристаллов аустенита мар-
ганцевых сталей (0,6—0,8 % С; 6—7 % Мп)
Рис. 25.11. Зависимость отношения da от содержа-
ния углерода в марганцовистых сталях [34]:
1 — свежеобразованный мартенсит, измерение при
—150 °C; 2 — после нагрева до комнатной температу-
ры; 3 — зависимость с/а от содержания углерода для
углеродистой стали
Рис. 25.12. Изменение периодов (а, б, с) ромбической
решетки мартенсита марганцовистых сталей при изме-
нении концентрации углерода:
Л — свежеобразованный мартенсит; Б — после нагре-
ва до комнатной температуры [34]
при охлаждении от комнатной температуры
до —196 °C. При нагреве до комнатной тем-
пературы период с увеличивался, период а
уменьшался; отношение осей с/а приближа-
лось к значению, соответствующему зависимо-
сти (1) (рис. 25.11). Последующие исследова-
ния показали, что свежеобразованный мартен-
сит с аномально низкой тетр атональностью
(х'-мартенсит в обозначении авторов) образу-
ется в сталях, легированных Мп, Re, Ni, Сг,
и в простых углеродистых сталях [34, 6],
Решетка с аномально низким с/а, как по-
казали исследования закаленных монокристал-
лов, в действительности является орторомби-
ческой: периоды а и b не равны. Для углеро-
дистых сталей с 1,4—1,7% С отношение
а/Ь<1,01. В марганцевых сталях отношение
а/b при высоких содержаниях углерода >1,
при понижении его концентрации оно стано-
вится <1.
На рис. 25.12 приведены зависимости пе-
риодов а и с от концентрации углерода для
марганцевых сталей с различным содержани-
ем Мп [34]. Орторомбическое искажение те-
трагональной решетки мартенсита обнаруже-
но также в никелевых сталях с 0,2—0,4 % С
и 18 % Ni [35]. Зависимость периодов решетки
от содержания углерода выражается следую-
щим образом: —0,005р; —0,016р; с=
' о
= ай—0,037р, где ао=2,87ОА; р —процент уг-
лерода (по массе).
Аномально высокая тетрагональность обна-
ружена в сталях, содержащих 7 % А1 (по мас-
се) и J—2 % С [36]. Коэффициент концентра-
ционной зависимости с/а оказался равным
0,07 (при комнатной температуре) (рис. 25.13).
Мартенсит с аномально высокой тетрагональ-
Рис. 25.13- Зависимость с/а от концентрации углеро-
да в алюминиевых сталях (7 % А1):
1 — по данным [361; 2 — расчет по формуле (1)
костью наблюдался в ряде алюминиевых и вы-
соконикелевых сталей. При нагреве от
—196°C до комнатной температуры периоде
и отношение с/а уменьшаются, период а уве-
личивается. Решетка мартенсита с аномально*
высоким с/а не имеет орторомбического иска-
жения. Периоды а и b равны. В сталях, леги-
рованных А1, степень тетрагональности растет
с увеличением содержания А1 при одной и той
же концентрации углерода. В сталях с>20 %
Ni коэффициенты концентрационных зависимо-
стей а, £ и у (1) растут с повышением со-
держания никеля [37].
Природа аномалий тетрагональности. Зани-
женное по сравнению с зависимостью (1) от-
ношение с/а у свежеобразованного мартенсита
легко объяснить тем, что в процессе у->а-пе-
рестройки часть атомов углерода не попадает
в октаэдрические междоузлия (о. м.) по осн
[001], т. е. в третью подрешетку о. м. Предло-
жено несколько возможных механизмов пере-
стройки, приводящих к такому распределению
атомов углерода в решетке мартенсита,. Один
из них предполагает, что превращение'проис-
ходит через промежуточную гексагональную
плотноупакозанную в-решетку, в результате
половина атомов углерода оказывается в о. м.
по оси с, а остальные—в тетраэдрических
по оси b [34]. Подтверждение такого объясне-
ния — интерпретация мессбауэровских спект-
ров, согласно которой часть атомов углерода
120
«находится в тетраэдрических междоузлиях ре-
шетки мартенсита [82]. Соотношение интен-
сивностей линий, установленное нейтроногра-
фическим исследованием [23]» не противоре-
чит предположению, что часть атомов углеро-
да находится в тетраэдрических междоузлиях.
По другому механизму в процессе пере-
стройки образуются тонкие двойники [01Тм]
(0Н)м. Это немного искажает решетку ме-
талла, однако часть атомов углерода разме-
щается в о. м. по оси Ь [38, 32]. Образованию
двойников (011)м может предшествовать воз-
никновение двойников [112] (111)А и дефек-
тов упаковки в аустените во время роста
кристаллов мартенсита.
Оба механизма объясняют так же ортором-
бическое искажение решетки мартенсита и не-
зависимость периода а от концентрации угле-
рода.
Увеличение отношения с/а при нагреве до
комнатной температуры вызвано перераспре-
делением атомов углерода, направленным на
образование более равновесного их распреде-
ления с преимущественным размещением в
третьей подрешетке о. м. Этот процесс проте-
кает очень медленно при —60 °C, при О °C
требует для своего завершения нескольких
минут, а при комнатной температуре происхо-
дит практически мгновенно.
Для изучения природы аномально высокой
тетрагональное™ мартенсита алюминиевых и
высоконикелевых сталей важны результаты
экспериментального определения положения
атомов углерода в решетке мартенсита стали
с 1,5 % С и 8 % Ni, полученные в упомянутом
выше нейтронографическом исследовании [23].
Измерения относительных интенсивностей
дифракционных линий позволили заключить,
что только 80 % ’ атомов углерода находятся в
третьей подрешетке о. м. Отношение осей
с/а оказалось равным 1,07, т. е. соответствова-
ло зависимости (1). с коэффициентом у =
= 0,046. Отсюда следует, что зависимости (1)
относятся к случаю частично разупорядочен-
ного размещения атомов углерода, когда 20 %
их отсутствует в третьей подрешетке. Это оз-
начает, что с/а для мартенситной решетки
должно быть значительно выше в случае раз-
мещения атомов углерода только в одной лод-
решетке о. м., т. е. тетрагональное искажение,
вносимое атомом углерода в решетку а-желе-
за, должно быть существенно больше, чем
это принималось ранее на основе соотношений
(1). Такой результат привел к выводу, что
аномально высокая тетрагональность связана
с увеличением доли атомов, находящихся в
третьей подрешетке о. м, Расчет показал [32],
что для случая размещения всех атомов угле-
рода в одной подрешетке коэффициенты кон-
центрационных зависимостей в (1) принимают
значения: а = 0,154 А, ₽ = 0,032 А и у ==
‘ о
= 0,066 А [6]. Эти коэффициенты оказались
близкими к наблюдаемым для мартенсита алю-
миниевых сталей с 7 % А1 [36].
Исследования кристаллической структуры
мартенсита высоконикелевых сталей и сталей,
легированных алюминием, а также некоторых
без углеродистых сплавов железа показывают,
что наллчие атомов углерода в междоузлиях
и их распределение по подрешеткам о. м.—
неединственные причины тетр агон альн ости ре-
шетки а-железа.
В сталях, содержащих <20 % Ni, решетка
мартенсита может быть: тетрагональной с
нормальным отношением с/а, подчиняющимся
зависимости (1) [27]; тетрагональной с пони-
женным или нормальным отношением с/а и
орторомбическим искажением [34, 35]; тетра-
гональной с повышенным с/а. Для сталей с
19 % Ni и различным содержанием углерода
(<1 %), закаленных в воде с 1200°C и ох-
лажденных до —196 °C, установлена линейная
зависимость концентрации с коэффициентом
у = 0,07, соответствующим вычисленному для
случая размещения атомов углерода только в
одной подрешетке о. м. [37]. Во всех этих слу-
чаях изменения периодов (решетки и их отно-
шений могут быть объяснены изменением рас-
пределения атомов углерода по подрешет-
кам о. м.
Однако в сталях, содержащих >20 % Ni,
тетрагональность решетки значительно выше
[37, 39]. При этом коэффициенты, а, р и у кон-
центрационной зависимости (1) растут с уве-
личением содержания Ni. Кроме того, степень
тетрагональности может существенно изме-
няться в зависимости от предварительной об-
работки аустенита и достигать значений у до
0,16, т. е. несколько выше нормального [40].
Подобное же явление имеет место и в сталях
с А1.
Дополнительное повышение тетрагональности
может быть вызвано явлениями, подобными
тем, которые приводят к тетрагональности
решетки мартенсита в некоторых безуглеро-
дистых сплавах железа.
Тетрагональность мартенсита сплавов Fe—
Ni—Ti возникает при предварительной обра-
ботке у-фазы, когда выделяются когерентные
с матрицей дисперсные частицы упорядочен-
ной у'-фазы с г. ц. к. решеткой. Так как г. ц. к.
решетка представляет собой в то же время
объемноцентрированную тетрагональную с
отношением осей 2, то при сохранении ко-
герентности эти частицы могут вызывать уп-
ругую тетрагональную деформацию а-решетки
[41]. Подобное явление может обусловливать
дополнительную тетрагональную деформацию
в высокоуглсродистых сталях с А1 вследствие
выделения в аустените частиц /г-фазы
(Fe3AlC).
Иная причина тетрагональности мартенепта
в безуглеродистых сплавах Fe—Pt, по соста-
ву близких к Fe3Pt. Здесь она обусловливает-
ся установлением дальнего порядка типа
CujAu в исходной у-фазе [42]. При мартенсит-
ном превращении а-решетка наследует упоря-
доченное распределение атомов железа и пла-
тины, причем симметрия решетки оказывается
тетрагональной. При этом в направлении
[001] четвертая часть рядов состоит из атомов
Pt, а в направлениях [100] и [010] атомы же-
леза и платины чередуются. Большая величина
с/а возможно определяется большим радиусом
атомов платины.
Причина дополнительной тетрагональной
деформации решетки мартенсита в высокопи-
келевых сталях еще не ясна. Близкие атомные
радиусы Fe и Ni не позволяют связать ее с
явлением, аналогичным происходящему в
сплаве с Fe3Pt. Возможно, она обусловлива-
ется ближним расслоением по никелю в аусте-
121
ните, обнаруживаемому по мессбауэровским
спектрам [43J.
Для выяснения природы аномалий тетраго-
нальности свежеобразованного мартенсита ле-
гированных сталей интересны результаты ра-
боты [44], в которой найдена связь между
степенью тетр атональности и термодинамичес-
кими свойствами углерода в аустените. Про-
веденные измерения величины с/а сталей, ле-
гированных хромом, марганцем и никелем, а
также анализ литературных данных приводят
авторов к выводу, что степень тетрагональ-
Рис. 25.14. Зависимость величины у, характеризующей
степень тетрагональное™ решетки мартенсита от ко-
эффициента активности в аустените:
J — стали на основе Fe—Мп; 2 — стали на основе
Fe—Ni; 3 — стали на основе системы Fe—Сг [44]
ности (коэффициент у) растет с увеличением
коэффициента термодинамической активности
углерода (рис. 25.14). Такая корреляция
возможно обусловлена влиянием легирующих
элементов на распределение атомов углерода в
аустените. Вероятность нахождения атомов
углерода вблизи атомов Мп, Сг, V и т. п. вы-
ше, а вблизи атомов Ni, Со ниже, чем около
атомов железа. Это может вызвать разное
среднее деформирующее действие атомов уг-
лерода в решетке мартенсита.
25.2.5. Взаимодействие атомов
углерода с дислокациями и точечными
дефектами в кристаллах мартенсита
В свежеобразованном мартенсите при опреде-
ленных температурах, когда диффузия углеро-
да идет с заметной скоростью, протекает
процесс перемещения атомов углерода к дисло-
кациям и другим дефектам решетки. Движу-
щая сила процесса и в этом случае обусловли-
вается уменьшением упругой энергии ^искаже-
ний решетки, вызываемых атомами углерода.
Так же как и закрепление дислокаций при ста-
рении пластически деформированного железа,
процесс легко обнаружить по уменьшению уг-
ла наклона прямой зависимости внутреннего
трения а от амплитуды деформации при уве-
личении времени старения (рис. 25.15 [45].
В свежеобразованном мартенсите, получен-
ном при охлаждении аустенита в жидком азо-
те, процесс становится заметным при темпера-
турах —60 °C. В первые минуты старения при
комнатной температуре он протекает быстро и,
постепенно затухая, заканчивается в течение
1—2 ч (рис. 25.15, б).
К таким же результатам привело и изуче-
ние процессов взаимодействия углерода с де-
фектами решетки калориметрическим методом
(рис. 25.16) в свежеобразованном мартенсите
различных легированных сталей с Л4Н ниже
комнатной температуры [46]. На рис. 25.17
приведена зависимость полного количества вы-
деляющейся теплоты от содержания углерода
в стали.
Оба метода исследования позволили заклю-
чить, что 0,1—0,2 % С связываются дислока-
циями. Повышение плотности дислокаций
пластической деформации мартенсита или ис-
ходного аустенита значительно увеличивает
количество углерода, необходимое для их на-
О 20 40 60Е-105 I0f10z10310\шн
Рис. 25.15. Внутреннее трение мартенсита, образовав-
шегося при охлаждении аустенита (29 % Ni; 0,17 % С)
в жидком азоте. Измерения после старения при
комнатной температуре [45]:
а — амплитудная зависимость внутреннего трения
для различной продолжительности старения; б — из-
менение утла наклона а и фона Q"1 внутреннего
трения в зависимости от продолжительности старе-
ния при 20 °C
сыщения [6]. Это проявляется при деформа-
ционном старении мартенсита.
Взаимодействие атомов углерода с точечны-
ми дефектами в облученном мартенсите. Об-
ратимые процессы перераспределения атомов
углерода обнаружены в мартенсите, облучен-
ном частицами высокой энергии. Облучение
нейтронами, электронами или у-квантами вы-
зывает понижение отношения осей с/а тетра-
гональной решетки [47, 48] (рис. 25.18); было
показано изменение дифрактометрических кри-
вых дублета (ОН) (НО) мартенсита с 1 % С
после облучения различными дозами у-кван-
тов. Эффект уменьшения с/а растет с увели-
чением дозы. Старение облученного мартенси-
та при комнатной температуре приводит к
частичному восстановлению тетрагональное™.
Такой эффект наблюдается после нескольких
минут выдержки при 60—70 °C.
Охлаждение облученного или частично вос-
становленного мартенсита до температуры
жидкого азота вызывает новое снижение с/а
(рис. 25.19). Последующий нагрев до 70 °C
увеличивает тетрагональность. Такая операция
может быть проведена многократно, что ука-
зывает на обратимость процесса.
Снижение с/а при облучении может быть
интерпретировано как результат уменьшения
числа атомов углерода в их нормальных по-
ложениях в о. м. по оси [001]. Эти атомы
захватываются точечными дефектами, возни-
кающими при облучении. Старение ведет к
частичному их возвращению в нормальные по-
ложения.
Термодинамический анализ показывает [16],
что распределение атомов углерода между
их нормальными положениями и «ловушками»
122
зависит при данной концентрации ловушек от
температуры и концентрации углерода.
При низких температурах и низких концентра-
циях углерода его атомы должны находиться
преимущественно в ловушках. Поведение ато-
мов углерода зависит от отношения энергии свя-
В случае, когда отношение <р/Е близко к
единице, переход от состояния, когда атомы
углерода преимущественно находятся в нор-
мальных положениях, к состоянию, когда они
преимущественно заполняют ловушки, проис-
ходит при изменении температуры скачком,
Рис. 25.16. Скорость выделения теплоты (Вт/моль) в зависимости от продолжительности старения при ком
натной температуре для сталей с различным содержанием углерода, имеющих /Ин—50 °C [46]:
/—'I04HI4; 2 — 56Н22; 3 — 29Н27; 4— 12Н29; 5 — 04Н31; 6 — Н31
Рис. 25.17. Полное количество теплоты (Дж), выде-
лившейся во время старения при комнатной темпе-
ратуре в зависимости от концентрации углерода N &
(в атомных долях) [46]:
/—никелевые стали; 2 — хромистые стали; 3 —мар-
ганцовистые стали; 4 — углеродистые с'талн
Рис. 25.18. Изменение рас-
пределения интенсивности в
дублете (011) —(110) тетра-
гональной решетки мартен-
сита с 1 % С (микрофото-
метрические кривые) [48]:
/ — образец в исходном со-
стоянии после закалки; 2 —
то же, после облучения
электронами высокой энер-
гии; 3 — облученный обра-
зец после выдержки 40 дней
при комнатной температуре;
4— то же, после 10 мес. вы-
держки при комнатной тем-
пературе
зи их с ловушками (ф) к энергии взаимодейст-
вия атомов углерода в решетке мартенсита
(Е), которая пропорциональна концентрации
углерода. Это объясняет экспериментальный
факт уменьшения эффекта облучения с уве-
личением концентрации углерода при постоян-
ной его дозе.
Рис. 25.19. Изменение рас-
пределения интенсивности
рентгеновского излучения в
дублете (011) —(ПО) мартен-
сита. облученного электро-
нами (дифрактометрические
кривые) [48]:
У —линии (H0)a=Fe (для
сравнения); 2—образец ста-
ли с И % С после закалки и
охлаждения при —196 °C;
5 —то же, после облучения;
4 — то 'же, при выдержке
2 мес. при 20 вС; 5—образец
с 1 % С после охлаждения
до —45 °C; 6 — то же, после
нагрева до +20”С и выдер-
жки
т. е. является фазовым переходом первого ро-
да. Подобное поведение наблюдается в облу-
ченном мартенсите углеродистых сталей с 0,7—
1 % С [48].
25.2*6. Тонкая структура кристаллов
мартенсита
Металлографическими исследованиями уста-
новлено, что кристаллы мартенсита, как пра-
вило, имеют форму пластины или линзы. Та-
кая форма соответствует минимальной упру-
гой энергии, возникающей при превращении
А->М. Пластины могут проходить через все
аустенитное зерно, разбивая его на отдельные
участки; затем между ними возникают более
мелкие пластины. В случае мелкого аустенит-
ного зерна возникает так называемый бес-
структурный мартенсит, истинное строение ко-
торого не выявляется металлографическим
методом.
Изучение ширины линий рентгеновской ин-
терференции длительное время было единст-
венным методом, позволяющим судить о
несовершенстве строения кристаллов мартенси-
та. Анализ физической природы уширения ли-
ний показал, что размеры областей в кристал-
ле мартенсита, когерентно рассеивающих рент-
геновские лучи, составляют 200—300 А и мало
изменяются при изменении содержания углс-
Рис. 25.20. Полностью внутренне двойиикованные
мартенситные кристаллы:
а — сталь 25Н32, Л4Н=—150 ЛС, световая микрофото-
графия Х500 [6]; б — электронная микрофотография
участка кристалла. Х40000
рода в стали. Мвкродеформации быстро рас-
тут с увеличением концентрации углерода от
величины 1-10“3 для железа с 0,01 % С до
(6—8) -10-“3 для .высокоуглеродистых сталей
[49]. Рентгеновская дифракционная картина
характеризует, однако, средние размеры облас-
тей когерентного рассеяния и микродеформа-
ции.
Детальные сведения о внутренней струк-
туре мартенсита были получены с помощью
применяемой с конца 50-х годов дифракцион-
ной электронной микроскопии. Прямое просве-
чивание тонких фольг показало сложность
внутреннего строения кристаллов мартенсита
в сплавах на основе железа [14]. Например,
во многих случаях то, что при металлографи-
ческих исследованиях представляется моно-
литным мартенситным кристаллом, оказывает-
ся на самом деле многослойным пакетом очень
тонких пластинок-кристалликов чередующихся
двойниковых ориентировок (рис. 25.20).
Полностью внутренние двойникованные мар-
тенситные кристаллы образуются лишь при
очень низких температурах превращения. При
температурах выше (—150) — (—100) °C (в за-
Рис. 26.21. Частично двойнккованные кристаллы»
атермического мартенсита в сплаве Н32 (О. П. Мак-
симова); а — Х220; б — Х600
висимостн от легирования) возникают крис-
таллы, двойникованные лишь частично, в так
называемом мидрибе, т. е. срединном слое
мартенситной пластины (рис. 25.21 и 25.22)
[50]. В бездвойниковых внешних слоях такой
пластины плотность дислокаций сравнима с
плотностью их в кристаллах, пластически де-
формированных на 15—30 % и составляет
109—1010 см~2. Между пластинами мартенси-
та сохраняется определенная доля остаточного
аустенита, в общем случае тем большая, чем
j
124
ниже температура Л4Н, и зависящая также от
хода мартенситной кривой М = f (/).
В сталях с высокой Л4П (>250 °C), напри-
мер в углеродистых, содержащих <0,6 % С,
короткие ряды тонких внутренних двойников
наблюдаются лишь в немногих мартенситных
кристаллах. В основном . же параллельные
мартенситные пластины, вытянутые обычно в
направлении < 111 >а II<011 > образуют
пакет (рис. 25.23). Толщина пластин, состав-
ляющих пакет, колеблется в углеродистых и
никелевых сталях от 0,25 до 2,25 мкм. Типич-
ное отношение размеров пластины 1 : 7 : 30, т. е.
Пакетный, пли реечный, мартенсит характе-
рен и для структуры большинства легирован-
ных конструкционных сталей с высокой тем-
пературой Мн- Типичный мартенситный пакет
имеет форму искаженного параллелепипеда с
размерами а^6>с и образован удлиненными'
в направлении <011 > А II<111 > м. пластин-
ками (рейками). По данным разных авторов,
в сталях с содержанием углерода 0,03—0,3 %
габитус пакета и реек близок к {111}А —(557}А>
а ориентационное соотношение — промежуточ-
ное между отношениями Курдюмова—Закса и
Нишиямы. Рейки одного пакета могут иметь
Рис. 25.23. Пакеты мартенситных пластин, разделен-
ных малоугловыми границами в стали 35CX3M.
Электронная микрофотография, Х35000
Рис. 25.22. Частично двойникованные кристаллы
изотермического мартенсита: а — световая микрофо-
тография. сплав Н29. Х800: б — электронная микро-
фотография, сплав 1124ГЗ. XI2000 (И. Я. Георгиева
н др.)
длина превышает ширину в 4—5 раз (51]. Не-
сколько соседних пластин чаще кристаллогра-
фически ориентированы почти одинаково, т. е.
отвечают одному и тому же варианту ориен-
тационного соотношения Курдюмова—Закса,
но разориенгироваиы взаимно на углы до 2—
3°, разделяясь по плоскости {110} а||{111}
малоуглавыми дислокационными субграница-
ми [51, 52].
до 6 разных ориентировок с общей плоскостью
{011}м ||{111}А [53]. Плотность дислокаций в
пакетном мартенсите 10й—1012 см-2.
Поверхностный рельеф после превращения
соответствует однородным сдвигам в областях
шириной 4—6 мкм, соизмеримым с размером
пакетов.
При электронно-микроскопических исследо-
ваниях найдены четыре типа сочетаний ориен-
тировок соседних параллельных реек в одной
зоне мартенситного пакета [53]. В пакетном
мартенсите часто обнаруживаются тонкие
прослойки остаточного аустенита шириной
100—500 А, преимущественно на границах ре-
ек и между пакетами в одном и том же ис-
ходном аустенитном зерне (рис. 25.24). Оста-
точный аустенит практически не обнаружива-
ется по границам исходных аустенитных .зе-
рен.
Образование двойникованного (пластинча-
того), или пакетного, мартенсита определяет-
ся, вероятно, соотношением напряжений в
аустените, вызывающих скольжение или двой-
никование. Поэтому с понижением интервала
температур мартенситного превращения более
вероятно образование двойникованного мар-
тенсита.
Морфология продуктов мартенситного пре-
вращения может существенно изменяться, ког-
да легирование (например, хромом и марган-
цем) снижает энергию дефектов упаковки в
аустените, а свободная энергия гексагональ-
ной плотноупакованной е-фазы становится
ниже свободной энергии аустенита. Тогда при
некотором переохлаждении происходит пре-
125'
вращение аустенита в е-мартенсит. Это пре-
вращение наблюдается и в железе при давле-
нии порядка 10 ГПа. Строение кристаллов
е-мартенсита характеризуется пластинами, па-
раллельными плоскостям {111}у ||(001)е ;
внутри пластин весьма высока плотность де-
фектов упаковки, параллельных габитусной
плоскости (рис. 25.25). Во многих высоколеги-
щие в превращении (результат неоднородной
деформации, сопровождающей мартенситное
превращение); унаследованные мартенситом
из аустенита; возникающие в результате
взаимной деформации соседних мартенситных
кристаллов; являющиеся продуктом релакса-
ции напряжений в процессе превращения
[6, 14].
Рис. 25.24. Темнопольная микрофотография остаточ-
ного аустенита стали 10Х2ГЗМ в рефлексе 002^ 53.
X20000
Рис. 25.25. Пластины е-мартенсита в стали 50Г12.
Х500; микрофотография. Х500 (О. П. Максимова и
И. Ф. Москвичев)
рованных (хромоникелевых, марганцевых, хро-
момарганцевых и др.) сталях, аустенитных при
комнатной температуре глубокое охлаждение
приводит к образованию двух мартенситных
фаз с г. п. и о. ц. к. (о. ц. т.) решетками.
Двойники и дислокации нарушают периодич-
ность решетки мартенсита (уменьшаются об-
ласти когерентного рассеяния). В мартенсит-
ных кристаллах могут присутствовать дисло-
кации различного происхождения: участвую-
25.2.7. Структура и свойства
мартенсита
Важнейшая особенность мартенсита — его по-
вышенная твердость н сопротивление пласти-
ческой деформации. Основные факторы, опре-
деляющие механические свойства мартенсита,
перечислены ниже.
Углерод, однородно распределенный в твер-
дом растворе. Размещение внедренных атомов
углерода преимущественно в одной подрешет-
ке позиций внедрения вызывает тетрагональ-
ное искажение кристаллической решетки
о. ц. к. и приводит к неэквивалентности раз-
ных систем скольжения. Повышение сопротив-
ления пластической деформации может быть
следствием взаимодействия полей напряжений
вокруг атомов углерода с полями напряжений
дислокаций. При этом напряжение течения
должно расти с повышением концентрации
углерода линейно или пропорционально
V % с [54].
Размеры кристаллов мартенсита, существен-
но меньшие, чем размеры исходных зерен
аустенита. Экспериментальные данные в ряде
случаев могут быть описаны эмпирическим
соотношением Холла—Петча (Jo,2 = cr0+&d_1/2,
где d — средний размер «пакета», образован-
ного почти одинаково ориентированными мар-
тенситными пластинами (рейками), разделен-
ными малоугловыми границами.
Субструктура. О ее вкладе можно судить
по упрочнению, вызываемому образованием
мартенсита в низкоуглеродистом легированном
железе (до 0,02—0,05 % С). В этом случае
кристаллы мартенсита отличаются от крис-
таллов полиэдрической a-фазы только своими
малыми размерами и специфической микро- и
субмикроструктурой, высокой плотностью дис-
локаций. Предел текучести <т0,2 полиэдричес-
кой а-фазы 200—300 МПа, а мартенситной
а-фазы 800—1000 МПа.
Образование атмосфер атомов углерода на
дислокациях, а также формирование зароды-
шей дисперсных карбидов, закрепляющих
дислокационную субструктуру. Влияние со-
держания углерода в мартенсите и образую-
щейся субмикроструктуры на прочность мар-
тенсита взаимосвязаны.
Вклад этих процессов зависит от характера
субструктуры и может расти при повышении
плотности дислокаций в мартенсите, если, на-
пример, его предварительно пластически де-
формировать, а также от состава стали.
Дополнительно повысить прочность сталей
со структурой мартенсита можно разными пу-
тями. Во-первых, изменением микро- и суб-
микроструктуры мартенсита предварительной
пластической деформацией аустенита перед
закалкой (термомеханическая обработка) или
воздействием деформации мартенсита на его
последующее старение (деформационное ста-
126
рение мартенсита, являющееся вариантом тер-
момеханической обработки); получением мел-
кого зерна аустенита и, следовательно, малых
размеров «пакетов». Во-вторых, повышением
содержания углерода в мартенсите. В-третьих,
легированием малоуглеродистых сталей, кото-
рое обеспечивает мартенситное превращение
при охлаждении и дисперсионное твердение
(старение) с выделением интерметаллидов
(мартенситно-стареющие стали). В-четвертых,
созданием условий для релаксации напряже-
ний, например использованием мартенситного
превращения в процессе начальных стадий де-
формации (нагружения) для повышения плас-
тичности метастабильных аустенитных сталей,
упрочненных наклепом.
Использование сталей в качестве основного
конструкционного материала связано с дости-
жением достаточно высокого сопротивления
разрушению. Повышение содержания углеро-
да в мартенсите вызывает значительные на-
пряжения, резко повышает сопротивление
движению дислокации. Подвижность дислока-
ций снижается вследствие закрепления их
атомами углерода и затрудняется релаксация
напряжений. Таким образом, повышение со-
держания углерода в мартенсите, с одной сто-
роны, повышает сопротивление пластической
деформации, а с другой — понижает пластич-
ность, уменьшает сопротивление к разруше-
нию. Так, например, в стали с 5 % Сг повы-
шение содержания углерода от 0,25 до 0,4 %
после закалки и низкого отпуска повышает
временное сопротивление от 1600 до 2000 МПа,
значения же предела прочности образцов с
заранее созданной трещиной понижается от
1300 до 1000 МПа, а ударная вязкость от 0,3
0,04 Дж*м’2 [55].
В сталях со структурой мартенсита (закал-
ка, закалка и отпуск или старение) повыше-
ние сопротивления разрушению достигается:
формированием дисперсной и однородной мик-
ро- и субмикроструктуры мартенсита, в том
числе однородного и равномерного распреде-
ления дислокаций и частиц, выделяющихся
при отпуске и старении; легированием, приво-
дящим к повышению подвижности дислокаций
и облегчению релаксации напряжений; сни-
жением содержания вредных примесей, что не
только уменьшает количество неметаллических
включений, но и вообще увеличивает эффек-
тивную энергию образования опасных зароды-
шевых трещин разрушения; однородностью
распределения легирующих элементов. Многие
из указанных факторов приводят к заметному
повышению сопротивления . разрушению не
только при статическом, но и при циклическом
нагружении и в условиях сопротивления корро-
зии под напряжением (коррозионного растрес-
кивания);
Основным структурным элементом, в кото-
ром начинается разрушение высокопрочной
стали, является, видимо, мартенситный «па-
кет». Значительное уменьшение размеров зерен
аустенита вызывает и уменьшение размеров
мартенситных кристаллов и «пакетов», что
обусловливает одновременное повышение
прочности, пластичности и сопротивления
хрупкому разрушению. Это справедливо для
мартенсита сталей в широком диапазоне со-
держания углерода. Так, например, сталь со-
держащая 0,8 % С, после закалки и низкого
отпуска при статическом нагружении разру-
шается до достижения предела текучести. Из-
мельчение зерна1 аустенита до 15 балла (раз-
мер зерна 0,5—2 мкм) приводит к переходу от
хрупкого к вязкому разрушению и достижению
временного сопротивления 2700—2800 МПа.
' Измельчение • размеров мартенситных «паке-
тов» в конструкционных сталях и более одно-
родное их распределение по размерам обус-
ловливают заметное повышение Go,2 и gb при
одновременном значительном понижении кри-
тической температуры перехода из вязкого в
хрупкое состояние [6].
При термомеханической обработке, т. е.
пластической деформации аустенита перед за-
калкой, мартенсит «наследует» дислокацион-
ную структуру аустенита, сформировавшуюся
в ходе деформации и в течение выдержки
перед закалкой; это обусловливает повышение
прочности и пластичности [56, 6].
Темнополы-тый метод уточнения кристалло-
графической разориентировки соседних микро-
областей позволил прямо сопоставить разори-
ентировки субзерен, разделенных одной и той
же полигональной границей, которая пересе-
кает межфазную границу, и наблюдается как
в исходном аустените, где эта субструктура
создана предварительно перед мартенситным
превращением, так и в мартенсите, образовав-
шемся из такого полигонизованного аустенита.
Мартенсит количественно наследует дислока-
ционную структуру аустенита [14, 56].
Деформационное старение мартенсита, т. е.
пластическая деформация с последующим ста-
рением, также вызывает упрочнение, так как
увеличивается плотность дислокаций и они
закрепляются (блокируются) атомами углеро-
да. Особенно эффективна деформация в усло-
виях всесторонних давлений, что в определен-
ной мере связано с предотвращением образо-
вания при ' деформации микронесплошностей.
О сравнительно новых классах сталей со
структурой мартенсита при малом содержании
углерода — мартенситно-стареющих сталях и
низкоуглеродистых мартенситных сталях — см.
с. 169 и с. 139 соответственно.
25.3. МАРТЕНСИТНОЕ
ПРЕВРАЩЕНИЕ
25.3Л. Термокинетическая картина
превращения
Ниже определенной температуры, зависящей
от химического состава стали, а также от фи-
зического состояния аустенита, начинается
превращение аустенита в мартенсит. Скорость
охлаждения, необходимая для такого переох-
лаждения, должна быть достаточной, чтобы
предотвратить превращение аустенита в фер-
рит, перлит или бейнит, и зависит, следова-
тельно, от устойчивости переохлажденного
аустенита в субкритическом интервале темпе-
ратур. Температура начала мартенситного
1 При таких размерах «зерен», получаемых
при сочетании деформации и фазовых превра-
щений при быстром нагреве, значительные
части объемов аустенита разориентироваяы
под малыми и средними углами и только ус-
ловно можно продолжать называть их зерна-
ми. Прим. ред.
127
превращения называется мартенситной точкой
[57] и обозначается Мв (Ms).
Положение мартенситной точки определяет-
ся главным образом составом стали. На рис.
25.26 приведена зависимость температуры Мв
от содержания углерода в нелегированной
стали [6, 58]. На положение мартенситной
точки большое влияние оказывают и легирую-
щие элементы, что было исследовано в рабо-
тах В. Д. Садовского с сотрудниками [59], Из
данных этих и многих других работ следует,
что легирование марганцем, хромом, никелем
существенно понижает температуру Л4Н, а ле-
гирование кобальтом заметно ее повышает.
Количественное влияние элементов приблизи-
тельно следующее (на 1 % легирующего эле-
Рис. 25.26. Зависимость точки AfH от содержания
углерода в нелегпрованной стали [57]
мента) [60]: при легировании Мп, Сг, Ni, Si,
Мо, Си, Со смещение составляет —45;
—35; —26; 0; —25; —7; +12 °C соответст-
венно.
Следует, однако, отметить, что в сталях, ле-
гированных несколькими элементами, может
не соблюдаться аддитивность, поэтому в
большинстве случаев температура Мв опреде-
ляется экспериментально.
Изменение скорости охлаждения практичес-
ки не влияет на положение температуры Л4Н.
Некоторые изменения Мн иногда могут быть
связаны с существованием кратковременного
изотермического мартенситного превращения
(при остановке охлаждения в течение не-
скольких минут), а также со стабилизацией
аустенита. Недавно получены данные, указы-
вающие на то, что при достижении больших
скоростей охлаждения (>~ 104°С/с) темпе-
ратура AfH существенно повышается [61]. На-
пример, в стали с 0,76 % Си 14 % Ni темпе-
ратура М-в равна 20 °C и не изменяется с уве-
личением скорости охлаждения до 8000 °С/с;
при больших скоростях охлаждения Мв повы-
шается (при 18000°С/с до 93°C). Авторы
объясняют этот эффект тем, что при очень
больших скоростях охлаждения не успевают
возникать «атмосферы» углерода; напротив,
при недостаточно высокой скорости охлажде-
ния создается неоднородное распределение уг-
лерода (сегрегации на дислокациях), упроч-
няется аустенит, что в определенной мере ста-
билизирует его отношение к мартенситному
превращению.
Превращение аустенита в мартенсит распро-
страняется на широкую область температур.
При охлаждении до температур несколько ни-
же Мц образуется некоторое количество мар-
тенсита, после чего процесс быстро затухает;
превращение возобновляется при дальнейшем
128
понижении температуры. Ход превращения
можно характеризовать кривой зависимости
количества образовавшегося мартенсита от
температуры (рис. 25.27).
В сталях со средним и высоким содержани-
ем углерода превращение не заканчивается
при охлаждении до комнатной температуры,
часть аустенита остается непревращенной. Ко-
личество остаточного аустенита растет с уве-
личением содержания углерода в стали и оп-
ределяется как положением Л4Н, так и ходом
мартенситной кривой. Превращение прекраща-
ется при охлаждении ниже некоторой темпе-
ратуры Л4К, или Mf [И], которая во многих
сталях может лежать ниже комнатной темпе-
ратуры.
Рис. 25.27. Зависимость количества мартенсита от
температуры переохлаждения ниже Мн (мартенепт-
Рис. 25.28. Форма импульсов акустической эмиссии
при образовании отдельных кристаллов мартенсита
в стали с 0.01 % С и 32,7 % Ni при —92 °C [62]
Ход мартенситной кривой при заданном со-
ставе стали может изменяться под действием
различных факторов. Так, превращение может
заметно тормозиться после промежуточных вы-
держек во время охлаждения несколько выше
и ниже Мн. Это явление называется стабили-
зацией аустенита. Важная причина стабилиза-
ции — релаксация напряжений в аустените при
остановке охлаждения и, возможно, некоторое
перераспределение углерода. Степень стабили-
зации усиливается с понижением температуры
остановки охлаждения и с увеличением доли
образовавшегося мартенсита. Остановка ох-
лаждения часто приводит к понижению всей
низкотемпературной ветви мартенситной кри-
вой и увеличению количества остаточного
аустенита.
Микроскопические наблюдения образования
мартенсита стали с 1,6 % С показали, что
образование отдельных пластин («иголок») и
увеличение их числа по мере понижения тем-
пературы происходит мгновенно. Превращение
развивается благодаря быстрому образованию
новых кристаллов. Применение акустических
и электрических методов показало, что ско-
рость образования отдельных кристаллов мар-
тенсита в железоникелевых сплавах близка к
скорости звука Гб], например для стали с
32% Ni и 0,01 % С [62] .(рис. 25.28).
25.3. ?. Атермическое й изотермическое
мартенситное превращения
Поскольку мартенситное превращение обычно:
1) происходит с большой скоростью, не зави-
сящей от температуры; 2) протекает в широ-
кой области температур, причем количество
мартенсита определяется степенью переох-
лаждения ниже Л4В; 3) не задерживается при
очень резком охлаждении; 4) происходит пу-
Ряс. 25.29. Изотермическое превращение аустенита
в мартенсит при —159 °C. Охлаждение в жидком
азоте с последующим нагревом до —159 °C. Сталь с
0.7 % С; 6.5 % Мп; 2 % Си [64]
Рис. 25.30. Изотермическое превращение аустенита в
стали с 0,7 % С, 6,5 % Мп, 2 % Си во время оста-
новок при ступенчатом охлаждении [64]
тем мгновенного образования отдельных крис-
таллов, а общий превращенный объем увели-
чивается в результате образования новых
кристаллов, можно было заключить, что пре-
вращение имеет атермический характер. Од-
нако большая скорость превращения может
быть обусловлена и малостью барьеров для
перемещения атомов при упорядоченной пере-
стройке; в этом случае при достаточно низких
температурах (малой энергии тепловых коле-
баний) можно ожидать превращения с малой
скоростью [63, 64].
9—394
Возможность полного переохлаждения аусте-
нита до температуры жидкого азота и после-
дующего превращения аустенита в мартенсит
была установлена впервые в работе [64]. Мар-
ганцевая сталь (0,7 % С; 6,5 % Мп; 2 % Си)
после закалки в воде имела структуру чисто-
го аустенита; после быстрого охлаждения в
/£%
-4/7 -JZ7 -Z7 -10 О tfC
Рис. 25.31. Приращение количества мартенсита при
разных температурах и различной продолжительно*
сти выдержки. Сплав Fe—Ni—Мп (23 % Ni; 3,4 % Мп)
[643
жидком азоте мартенсит также не обнаружи-
вался. При отогреве образца до —159 °C и вы-
держке при этой температуре наблюдалось
изотремическое мартенситное превращение в
течение нескольких часов с образованием 12 %
мартенсита. Превращение продолжалось при
дальнейшем повышении температуры (рис.
25.29 и 25.30). /Микроскопические наблюдения
показали, что изотермическое мартенситное
превращение развивается путем образования
новых кристаллов мартенсита, каждый из ко-
торых с большой скоростью вырастает до сво-
их конечных размеров.
В углеродистой стали с 1,6 % С охлаждение
в жидком азоте привело к образованию 53 %
мартенсита, а отогрев до комнатной темпера-
туры дал прирост количества мартенсита на
Ю % [64].
Приращение количества мартенсита при
разных температурах отогрева после глубоко-
го охлаждения и различной продолжитель-
ности выдержки было исследовано на стали
с 23 % Ni и 3,4 % Мп (рис. 25.31) [65]. Диаг-
рамма изотермического превращения аустени-
та в мартенсит для этой стали приведена на
рис. 25.32 [66]. Ограниченное изотермическое
превращение аустенита в мартенсит в сталях
с высокой точкой Мн, протекающее при вы-
держке вблизи мартенситной точки, наблюда-
лось ранее во многих сталях.
В углеродистых и легированных сталях с
точкой Мн>100°С наблюдается атермический
характер мартенситного превращения. Оно ха-
рактеризуется практически мгновенным обра-
зованием некоторого количества мартенсита
при данной температуре и продолжающемся
129
увеличением количества мартенсита при сни-
жении температуры ниже Мп.
Особенно четко взрывное превращение на-
блюдали в сплавах Fe—Ni и Fe—Ni—С с тем-
пературой Мя ниже комнатной. При темпера-
туре Мя или несколько ниже взрывообразно
образуется определенное количество мартенси-
та. В работах [67, 69] установлена связь ме-
жду кинетикой образования и морфологией
мартенсита. При атермическом, взрывоподоб-
ном превращении возникают относительно
крупные кристаллы мартенсита, двойникован-
ные либо полностью, либо только в зоне мид-
риба. 'Пластины, возникающие при низких
температурах, если этому не предшествует
изотермическое превращение, пронизывают
аустенитное зерно от границы (см. рис. 25.20).
Линзовидные кристаллы с мидрибом, наталки-
ваясь на другие при своем росте, образуют
характерные «молниеобразные* группы (см.
рис. 25.21).
В случае изотермического превращения кри-
сталлы мартенсита имеют значительно мень-
шие размеры; характерно выстраивание крис-
таллов в ступенчатые ряды и образование
сростков нескольких кристаллов. В работах
[67, 69] при изучении превращения в сплавах
Fe-24 % Ni-5 % Мо показано, что в одном ма-
териале, но в разных температурных интерва-
лах мартенситное превращение может проте-
кать по-разному: > —150 °C изотермически;
при охлаждении до —185 °C атермически. Ка-
чественный переход от одной кинетики к дру-
гой может быть связан с изменением механиз-
ма релаксации внутренних напряжений, воз-
никающих при превращении.
Характерная черта кинетики мартенситных
превращений — автокаталитический ее харак-
тер; образование первых пластин вызывает
появление новых и т. д. Особенно сильно эта
черта проявляется при взрывном превращении.
Причина этого1—возникновение полей упру-
гих напряжений у краев мартенситных плас-
тин [6].
25.3.3. Обратимость
мартенситных превращений
При исследовании мартенситных превращений
в сплавах Си—А1 установлено, что при нагре-
ве до температур ниже эвтектоидной мартен-
ситная фаза переходит в высокотемператур-
ную модификацию с типично мартенситной
кинетикой [70] и - сопровождается возникнове-
нием характерного поверхностного релье-
фа [71].
Обратное мартенситное превращение уста-
новлено и в сплавах на основе железа с 29—
30 % Ni. В этих сплавах прямое и обратное
превращения разделены температурным ин-
тервалом ' в сотни градусов. Обратное
а-*-у-превращение протекает упорядоченным
(сдвиговым) механизмом по тем же путям,
что и прямое у-нх-превращение, но лишь в.
обратном направлении. При обратном превра-
щении возникает поверхностный рельеф, нега-
тивный по отношению к рельефу, который воз-
ник при прямом превращении и был сполнро-
ван перед нагревом до обратного перехода.
Обратное мартенситное превращение может
наблюдаться при достаточно быстром нагреве
или, если оно происходит при достаточно низ-
ких температурах, когда исключается диффу-
зионное перераспределение компонентов в ис-
ходном мартенсите, и при умеренном нагреве.
В сталях оно не было обнаружено, так как
распад мартенсита при нагреве начинается
раньше, чем достигается температура обрат-
ного превращения. В последнее время обрати-
мость мартенситных превращений наблюдали
в высокоуглеродистых сталях, легированных
алюминием, это обусловлено высокой устойчи-
востью тетрагонального мартепсита этих ста-
лей [41].
Обратный переход имеет все характерные
особенности сдвигового мартенситного превра-
щения: а) происходит без изменения концент-
рации твердого раствора и состоит только в
изменении кристаллической решетки; б) про-
исходит путем почти мгновенного превращения
отдельных областей сплава; количество новой
фазы растет за счет увеличения числа этих
областей; в) распространяется на широкую'
область температур, при этом количество но-
вой фазы определяется главным образом тем-
пературой, а не продолжительностью выдерж-
ки. Температуры превращения почти не зави-
сят от скорости нагрева, а определяются
составом твердого раствора. Обратное мартен-
ситное превращение протекает с температур-
ным гистерезисом от нескольких до сотен-
градусов.
Фазовый наклеп, т. е. упрочнение исходной
фазы в данном случае в результате прямого
и обратного превращений, в сильной мере по-
давляет превращение при повторном охлажде-
нии [72] и может быть использован для уп-
рочнения стали со структурой аустенита.
25.3.4. Кристаллогеометрия
мартенситного превращения
Ориентационные соотношения между решет-
ками аустенита и мартенсита
Большая скорость мартенситного превращения
аустенита при низких температурах, аналогия
в образовании кристаллов мартенсита с обра-
зованием двойников деформации, эксперимен-
тальные данные о кристаллической структуре
мартенсита привели к представлению о пре-
вращении как закономерной, быстро протекаю-
щей («скачкообразной») перестройке решетки
V и а с сохранением углерода в твердом рас-
130
творе (бездиффузионное превращение) [4,6].
Механизм перестройки решетки ужел^зв в
решетку a-железа был предложен Э. Бейном
в 1924 г. Он получил впоследствии название
деформации Бейна и заключается в сжатии
у-гранецентрированной решетки по оси [001]^
и растяжении по осям < 110>^. Эксперимен-
тальное определение (1930 г.) ориентировки
мартенсита по отношению к осям монокри-
сталла аустенита (ориентационные соотноше-
ния Курдюмова—Закса) позволило предло-
жить другую схему перестройки путем двух
сдвигов, полностью удовлетворяющую найден-
ной ориентировке [73].
Наличие пятен (022) мартенсита рядом с
пятнами (222) аустенита позволило заключить:
решетка мартенсита ориентирована по отноше-
нию к решетке аустенита так, что плоскость
(011 )апараллельна плоскости (lll)v -
Анализ геометрии превращения решеток у- и
а-желез а показал, что сдвиг по плоскости
(111)? в направлении [211]? на 1/6 периода
трансляции решетки в этом направлении с из-
менением угла между плотноупакованными ря-
дами атомов железа от 120 до 109° переводит
г. ц. к. решетку в о. ц. к. Плоскость (111) р
аустенита становится тогда плоскостью (011) а,
при этом сохраняется параллельность обеих
плоскостей.
Полное определение ориентировки решетки
мартенсита было проведено в работе [73] и
привело к установлению соотношения Курдю-
мова—Закса:
(011)а 11(111) ; 1
1 (2)
[1111а II (I(M)V • J
Для сплавов железа с 27 и 34 % Ni было
установлено ориентационное соотношение Нп-
шиямы:
(011)а || (111)? ; 1
[Ollla И [2'1 Г1? • J
Соотношение (2) может быть достигнуто 24
положениями решетки мартенсита в одном
кристалле аустенита; соотношению Нишиямы
[74] отвечают 12 эквивалентных вариантов
ориентировки мартенситных кристаллов отно-
сительно исходного аустенитного зерна.
Ориентационное соотношение (2) "имеет про-
стой физический смысл: параллельность наи-
более плотно упакованных плоскостей и на-
правлений в двух решетках, что особенно
важно в условиях низкотемпературного сдви-
гового процесса.
Экспериментальные данные о габитусах мар-
тенситных кристаллов
Экспериментальные данные о габитусных пло-
скостях (плоскость раздела мартенситной и
аустенитной фаз) [7о], о величине макроско-
пического сдвига, измеренного при изучении
рельефа на полированной поверхности шлифа,
возникающего в результате мартенситного
превращения, показали, что образование кри-
сталлов мартенсита происходит не посредст-
вом однородной перестройки решетки исходной
фазы в новую; нужна дополнительная дефор-
мация без изменений типа упаковки атомов.
Дополнительная деформация может осуществ-
9*
литься двойникованием или скольжением.
Основной вид этой деформации во многих
конструкционных сталях — трансляционное
скольжение; в таких мартенситных кристаллах
обнаруживается высокая плотность дислока-
ций [14]. Деформация должна быть такой,
чтобы некоторая плоскость перестроенной об-
ласти сохраняла ориентировку и размеры, ко-
торые она имела до перестройки (инвариант-
ная плоскость). Эта плоскость является плос-
костью мартенситной пластины (габитусная
плоскость), по которой происходит макроско-
пический сдвиг при росте кристалла мартен-
сита, подобный сдвигу при механическом
двойниковании. В случае перехода г. ц. к. ре*
шетки в г. п. у. эта плоскость (11 l)v || (001)л.
При переходе г. ц. к. — о. ц. к. она является
плоскостью с иррациональными индексами.
В высокоуглеродистых сталях при содержа-
нии углерода >1,5% и сплавах железа с
30—32 % Ni габитус мартенситных пластин
имеет индексы приблизительно {925}В спла-
вах с более низкими мартенситными точками,
например в стали 80Н22, габитус — вблизи
{15.3.10}?; в стали 50Н29 —{11.3.9}?. В угле-
родистых сталях с 0,5—1,4 % С габитусная
плоскость мартенситных пластин близка к
{522}v , в сталях с 1,1—1,5 % С и 2,8—7,9 % Сг
габитус для отдельных кристаллов лежит ме-
жду {522}v и {925}у- Во многих конструкцион-
ных сталях с содержанием углерода <0,5 %
габитусные плоскости приближаются к {111}^,
Таким образом, существуют довольно широ-
кие комбинации габитусных плоскостей в раз-
ных материалах и даже в одном материале в
зависимости от . температуры превращения и
от предварительной обработки аустенита.
Использование данных об ориентационных
соотношениях и габитусных плоскостях приве-
ло к развитию теорий кристаллографии мар-
тенситного превращения [6]. Основные идеи
этих теорий заключаются в следующем: упо-
рядоченность процесса перестройки решетки
при мартенситном превращении проявляется в
возникновении рельефа на плоской поверхно-
сти шлифа (рис. 25.33). По толщине мартен-
ситного кристалла-пластины сдвиговая де-
формация одинаково направлена и накаплива-
ется; перестройка решетки в некоторой обла-
сти исходной фазы вызывает изменения фор-
мы этой области. Поэтому при мартенситном
превращении неизбежно возникновение внут-
ренних напряжений, более или менее сильных
искажений кристаллической решетки, аккуму-
лирующих значительную упругую энергию.
Все это и главное необходимость упомянутой
выше дополнительной деформации без изме-
нения решетки приводит к образованию внут-
ренней тонкой субструктуры мартенситных
пластин.
Упорядоченность процесса перестройки ре-
шетки при мартенситном превращении, прояв-
ляющаяся в возникновении рельефа на по-
верхности, как уже отмечалось, неизбежно вы-
зывает упругие искажения в исходной и но-
вой фазах. Стремление системы к минимуму
свободной энергии проявляется в следующем:
а) строгом соблюдении ориентационного соот-
ношения между решетками; б) более или ме-
нее строгом приближении формы мартенсит-
ных кристаллов к пластине; в) более или ме-
нее строгом ориентировании габитусной пло-
131
скости пластины относительно кристаллической
решетки исходной фазы; г) доменизации мар-
тенситного кристалла с образованием двойни-
ковых ориентировок; д) пластической релакса-
ции напряжений, особенно у краев мартенсита
пластины; е) упорядочении выбора соседними
мартенситными кристаллами конкретных вари-
Рис. 25.33. Рельеф плоской поверхности, на которую
выходит мартенситный кристалл (а): интерференци-
онная картина (б). Х500. Сталь 60Н29; 150 °C
(полностью двойпикованный мартенсит) (О. П. Мак-
симова)
антов ориентационного соотношения с соответ-
ствующими плоскостями и направлениями мак-
роскопического смещения [15, 6].
25.3.5. Когерентность решеток
аустенита и мартенсита на межфазной
границе
Отсутствие диффузионных перемещений атомов
и обмена их местами — необходимое условие
мартенситного превращения. Однако этого еще
недостаточно для того, чтобы объяснить боль-
шую скорость превращения. Например, поли-
морфные превращения ряда чистых металлов
(например, у-»-а в железе, см. 3) или про-
цессы рекристаллизации также не связаны с
диффузионными перемещениями атомов и об-
меном их местами, однако протекают со ско-
ростью, сильно зависящей от температуры, ’ и
при достаточно низкой температуре замора-
живаются.
Анализ экспериментальных данных привел’
к предположению, что решающее обстоятель-
ство для реализации мартенситного превра-
а
Рис. 25.34. Схема расположения атомов на границе
растущего мартенситного кристалла при сохранении-
когерентности решеток (о) и при нарушении ее (б):
А — аустенит; М — мартенсит
щения — сопряженность («когерентность»)
решеток, т. е. непрерывный переход решетки-
исходной фазы в новую на границе растущего
кристалла (рис. 25.34). При такой упорядочен-
ной, кооперативной перестройке решетки ато-
мам надо преодолевать значительно меньшие
барьеры при переходе в новое положение, по-
этому требуется значительно меньшая энергия
активации и превращение может протекать с
большей скоростью при температурах, когда
другие процессы замораживаются.
При сохранении когерентности в процессе
роста кристаллов в случае упорядоченной, на-
правленной перестройки решетки должны воз-
никать значительные упругие деформации.
При увеличении размеров кристалла величина
их может достичь предела упругой деформа-
ции, что вызовет пластическую деформацию и
нарушение когерентности. Дальнейший рост
кристалла становится невозможным, так как
для этого требуется преодоление более высо-
ких энергетических барьеров и, следовательно,
более высокая температура.
Эти представления о механизме мартенситно-
го превращения, объясняющие его огромную
скорость и ограниченность роста кристаллов,
привели также к предположению возможно-
сти термоупругого равновесия («упругих» кри-
сталлов мартенсита) [63] и его эксперимен-
тальному обнаружению [76].
25.3.6. Влияние внешних воздействий
на мартенситное превращение
Превращение аустенита в мартенсит выше
точки Мв может быть вызвано пластической
деформацией. Чем дальше температура дефор-
мации от точки Л4Н, тем большая степень де-
формации необходима для начала превраще-
ния. Выше некоторой, температуры (Мя) де-
формация не может вызвать превращения. Ес-
ли превращение выше AfH происходит при при-
ложении внешней нагрузки, появляются крис-
таллы мартенсита, ориентированные так, что
направление сдвига при перестройке решетки
в них совпадает или близко к направлению
максимальных напряжений сдвига. Это обу-
словливается максимальным понижением тер-
модинамического потенциала системы, вызы-
ваемым Л—^-превращением и понижением
барьеров для перемещения атомов в данном
Рис. 25.35. Влияние пластической деформации (е=
= 30 %) аустенита на превращение у-*а при охлаж-
дении со скоростью 10 °С/мин. Сталь с 1,1 % С; 2,7 %
Мп [79]. Сплошная кривая — недеформироваяный
аустенит; штриховая — деформированный
-200-150-100-50 О
tt°C
Рнс. 25.36. Активизирующее и тормозящее влияние
предварительной пластической деформации при 100 °C
на мартенситное превращение при охлаждении спла-
ва Х17Н9 [80]:
а —кривые охлаждения и нагрева: б — изотермы;
в — температурная зависимость начальной скорости
изотермического превращения
направлении. Такое превращение под нагруз-
кой приводит к значительной деформации об-
разца («псевдопластичность») [6]. В отсутст-
вие нагрузки все ориентировки равновероят-
ны. Мартенситное превращение выше
точки Мн наблюдается и при приложении
импульсного магнитного поля [77, 78]. При
этом изотермическое в обычных условиях мар-
тенситное превращение становится атермиче-
ским.
Пластическая деформация при температурах
выше Ми оказывает значительное влияние на
последующее превращение при охлаждении.
Деформация аустенита стали с 1,1 % С и 2,7 %
Мп (степень деформации 8=30%) привела к
существенному изменению хода мартенситной
кривой и уменьшению количества мартенсита
после охлаждения до температуры жидкого
азота от 70 до 48 % (рис. 25.35) [79]. Однако
пластическая деформация может не только
подавлять, но и интенсифицировать мартенсит-
ное превращение. Предварительная пластиче-
ская деформация стали Х17Н9 на 8 % при
100 °C значительно увеличила количество мар-
тенсита, образовавшегося после охлаждения
в жидком азоте. Деформация с е> 14 % при-
вела к подавлению превращения, а 30 % де-
формация подавила его почти полностью [80]
(рис. 25.36, а, б, в). Пластическая деформация
мартенсита может приводить к обратному
превращению М->А при температурах ниже
Ан, но не ниже Ад. Эффект активизации и
торможения мартенситного превращения на-
блюдается также при нейтронном облучении
аустенита [81].
По экспериментальным данным можно за-
ключить, что образующиеся в результате уме-
ренной пластической деформации или других
воздействий дефекты кристаллического строе-
ния и локальные напряжения оказывают акти-
визирующее действие на мартенситное превра-
щение. Тормозящее действие вызывают изме-
нения в структуре аустенита, связанные с
большими' степенями деформации и заключаю-
щиеся в уменьшении областей с правильным
или однородно искаженным кристаллическим
строением. Активизирующее действие умень-
шается и исчезает при сравнительно невысо-
ких температурах нагрева (при этом происхо-
дит, очевидно, релаксация дальнодействующих
напряжений). Устранение эффектов торможе-
ния требует нагрева до значительно более вы-
соких температур, достаточных для «отжига»
дефектов [6], например при полигонизации или
рекристаллизации.
В работах [82] отмечается корреляция меж-
ду температурой Мн и сопротивлением аусте-
нита малым пластическим деформациям; вы-
сказывается предположение, что изменение
механического состояния аустенита (увеличе-
ние сопротивления сдвигу) по мере развития
мартенситного превращения обусловливает
его остановку при данной температуре и пред-
полагается метод расчета термодинамического
равновесия между аустенитом и мартенситом
(Го) по характеристикам прямого и обратно-
го превращений и механического состояния
исходных фаз.
25.3.7. Термоупругое равновесие
при мартенситном превращении.
Псевдопластичность, псевдоупругость
и эффект памяти формы
Общее изменение свободной энергии сплава
при образовании кристалла мартенсита можно
записать в виде Д£=— Д/ч+£Яов4-£упР, где
определяется изменением кристаллической
решетки при превращении и пропорционально
объему; £пов — поверхностная энергия; £ynp—1
упругая энергия, обусловленная папряжения-
133
ми, возникающими в результате изменения
главным образом формы превращенной обла-
сти. При когерентном росте упругая энергия в
определенных условиях растет быстрее изме-
нения величины Д/%. Если когерентность бу-
дет сохраняться, то при достижении некото-
рых размеров кристалла упругая энергия
скомпенсирует выигрыш свободной энергии
AFV) обусловленной изменением решетки.
«Рост при этом прекратится и кристалл будет
находиться в упругом равновесии с исходной
и заканчивается при температуре Мк. При
медленном нагреве кристаллы мартенсита
уменьшаются и исчезают в порядке, обратном
их появлению при охлаждении. Обратное пре-
вращение начинается с некоторым гистерези-
сом при температуре Ав (ниже Л4Н) и закан-
чивается при температуре Лк (выше Мн).
Разница между температурами Мв и Ак за-
висит от степени релаксации напряжений.
Увеличение или уменьшение размеров упру-
гих кристаллов мартенсита может происходить
Рис. 25.37. Упругие кристаллы мартенсита в сплаве Си—Al—Ni при охлаждении (/, 2, 3) и нагреве (4, 5, 6).
Х70 [76]
фазой. Повышение температуры должно при-
водить к уменьшению кристалла, а понижение
к увеличению пока не нарушится когерент-
ность» [63]. Такое термоупругое равновесие и
«упругие» кристаллы мартенсита были обна-
ружены впервые в сплавах Си—А1 с добав-
ками Ni или Мп при мартенситном превраще-
нии Pi^y' (рис. 25.37). В дальнейшем термо-
упругое равновесие и «упругие» кристаллы
мартенсита были найдены в ряде сплавов:
Au—Cd, In—Tl, Ni—Ti, Cu—Zn с добавками
различных легирующих элементов, Fe—Pt и
др. [83, 84].
Движущая сила роста кристалла при ох-
лаждении определяется увеличением Д/%.
Движущая сила уменьшения кристалла при
нагреве — напряжения, возникшие при его об-
разовании. Увеличение и уменьшение «упру-
гого» кристалла происходит обратимо при из-
менении температуры, если не нарушается ко-
герентность в результате релаксации напря-
жений. Релаксация напряжений, вызывающая
частичное нарушение когерентности, приводит
к появлению температурного гистерезиса:
уменьшение размеров упругого кристалла на-
чинается не сразу при повышении температу-
ры. Величина гистерезиса зависит от степени
релаксации напряжений.
Напряжения, возникающие при образовании
первых кристаллов мартенсита, определяют
ориентировку и порядок появления новых
кристаллов при дальнейшем охлаждении. Пря-
мое превращение начинается при температуре
распространяется на область температур
не только при изменении температуры, но и
под действием внешней нагрузки при постоян-
ной температуре. Кристаллы мартенсита при
этом могут возникать н расти при температу-
рах выше Мв. При удалении нагрузки проис-
ходит обратное превращение мартенсита в ис-
ходную фазу [85].
Изменение формы превращенной -области,
структурная обратимость при мартенситном
превращении и термоупругое равновесие ле-
жат в основе важных явлений сверхпластич-
ности, псевдоупругости и памяти формы.
Мартенситное превращение под нагрузкой
характеризуется тем, что осуществляются пре-
имущественно те ориентировки кристаллов
мартенсита, для которых направление сдвига
при их образовании близко к направлению
максимальных скалывающих напряжений. По-
этому превращение под нагрузкой приводит к
значительной деформации образца («псевдо-
пластичность»). В сплавах с термоупругим
мартенситом эта деформация исчезает при
удалении нагрузки и может быть полностью
обратимой («псевдоупругость»), если она про-
изводится при температурах выше Ак (рис.
25.38) [86].
Деформация за счет образования мартенси-
та под нагрузкой в области температур ниже
Л4ц не исчезает после удаления нагрузки.
В этом случае восстановление исходных раз-
меров и формы образца происходит при по-
следующем нагреве до температур выше Дк
за счет обратного мартенситного превращения
(эффект памяти формы).
134
ft
При нагружении образца в области темпе-
ратур мартенситного превращения деформация
может происходить не только за счет образо-
вания новых кристаллов, но и за счет пере-
ориентировки уже возникших, а также за счет
изменения их внутренней доменной структу-
ры [86].
Неполное восстановление формы при нагре-
ве может быть связано с тем, что в процессе
мартенситного превращения генерируются дис-
локации и деформация частично происходит
за счет скольжения, обусловливающего необ-
Рис. 25.38. Обратимая деформация монокристалла
01-фазы сплава Си—Al—Ni (Мн=—25°С, Ак= —12 °C),
обусловленная прямым и обратным мартенситным
превращением. Ось образца близка к направлению
[•100]д (а) и направлению [110]Л (б) [86]
Pi Pi
ратимую часть деформации.
Обратимость мартенситных превращений и
термоупругое равновесие могут быть исполь-
зованы также для создания твердотельных
машин преобразования тепловой энергии в ме-
ханическую [87]. Вопрос о коэффициенте по-
лезного действия таких машин вызвал дискус-
сию [88].
25.3.8. О механизме мартенситного
превращения
Характерные черты превращения А->М —
невозможность задержать превращение резким
охлаждением, независимость скорости превра-
щения от температуры, сохранение в решетке
мартенсита (в момент образования) того же
количества углерода, что и в исходном аусте-
ните, мгновенное образование отдельных крис-
таллов мартенсита и отсутствие их дальней-
шего роста, строгая ориентировка решетки
мартенсита по отношению к решетке аустени-
та, закономерная ориентация пластин мартен-
сита — послужили основанием для предполо-
жения, что превращение аустенита в мартен-
сит — скачкообразная, закономерная пере-
стройка решетки [89]. Этим превращение
А->М резко отличается от распада пересы-
щенных твердых растворов, рекристаллизации,
упорядочения — разупорядочения. Превраще-
ния, подобные . аустенитно-мартенситному в
стали, с теми же особенностями кинетики и
структуры были установлены в эвтектоидных
сплавах Си—А1, Си—Sn, Си—Zn.
Было сделано заключение, что основные осо-
бенности мартенситного превращения харак-
терны для превращений твердых растворов в
условиях подавления диффузионных процес-
сов [89].
Исследования мартенситных превращений в
сталях и медных сплавах привели к общей
формулировке их механизма: превращение
заключается в закономерной перестройке ре-
шетки, при которой атомы смещаются друг
относительно друга на расстояния, не превы-
шающие междуатомные, без обмена атомов
местами [89]. Закономерность и однородность
перестройки обусловливают сдвиговое измене^
ние формы превращенной области, проявляю-
щееся в игольчатом микрорельефе на полиро-
ванной поверхности шлифа. Отсутствие обмена
атомов местами экспериментально подтвер-
Рис. 25.39. Схематическая диаграмма температур (Г)
прямого и обратного превращений твердых растворов
разных концентраций (С): Тс — температура метаста-
билыюго равновесия двух модификаций [63]
ждается сохранением в кристалле мартенсит-
ной фазы упорядоченного распределения ато-
мов, существовавшего в исходной, высокотем-
пературной фазе (на примере сплавов Си—А1)
[90].
Наличие прямого и обратного мартенситных
превращений позволило рассматривать исход-
ную и мартенситную фазы как кристалличе-
ские модификации одного и того же твердого
раствора, а само превращение — как переход
из одной модификации в другую, подобный
полиморфным превращениям элементов [63].
Поскольку отсутствуют диффузионные пере-
мещения атомов, мартенситное превращение
можно рассматривать как фазовое превраще-
ние в однокомпонентной системе. Свободная
энергия обеих модификаций твердого раствора
зависит от температуры; температура равно-
весия То определяется соотношением Т?(То) =
=Та(Т0) (рис. 25.39).
Большую скорость мартенситного превраще-
ния нельзя объяснить только отсутствием необ-
ходимости в обмене атомов местами и в диф-
фузионных перемещениях. Диффузионные пере-
мещения не требуются и при полиморфных пре-
вращениях чистых металлов и твердых
растворов замещения на основе этих металлов;
скорость же этих процессов сильно зависит от
температуры. Анализ экспериментальных дан-
ных привел к заключению, что большая ско-
рость мартенситного превращения определяется
также и упорядоченностью, закономерностью
перестройки решетки [63,6]. Атомы, бывшие
соседями в исходной решетке, остаются сосе-
дями и на границе растущего кристалла, а за-
тем и в новой решетке. Когерентность (сопря-
женность) решеток и объясняет возможность
перемещения межфазной границы с большой
скоростью. Из этого следует, что характерные
черты мартенситного превращения проявляются
в той области температур, в которой предел
упругой деформации достаточно высок, а энер-
135
гия тепловых колебаний недостаточна для бы-
строго неупорядоченного роста. Предполо-
жили, а затем и экспериментально доказали
возможность медленного (изотермического)
протекания мартенситного превращения при
достаточно низких температурах и существо-
вание «упругих» кристаллов мартенсита, т. е.
способных обратимо увеличиваться или
уменьшаться при изменении движущей силы
превращения, при условии сохранения коге-
рентности между кристаллами решетки мар-
тенсита и исходной фазы.
Из сложившихся представлений следовало
также, что переходы из одной модификации
в другую (в чистых металлах или твердых
растворах, в которых превращение происходит
без изменения концентрации) могут протекать
как по мартенситному механизму, так и по
«нормальному» механизму с образованием за-
родышей и их неупорядоченным ростом.
В этом последнем случае процесс требует зна-
чительной энергии активации, и его скорость
сильно зависит от температуры. Такое «нор-
мальное» превращение может быть задержано
при быстром охлаждении и происходить да-
лее при низких температурах по мартенсит-
ному механизму.
Изучение кристаллогеометрии превраще-
ний — определение ориентировки габитусной
плоскости пластины (плоскости границы пла-
стины с матрицей), величины макроскопиче-
ского сдвига, измеряемого при изучении рель-
ефа на поверхности шлифа, — показало, что
образование кристалла мартенсита не проис-
ходит при однородной перестройке исходной
решетки в новую. Требуется дополнительная
деформация без изменений типа упаковки ато-
мов. Последняя должна быть такой, чтобы не-
которая плоскость перестроенной области со-
храняла ориентировку и размеры, существо-
вавшие до перестройки (инвариантная плос-
кость). Она и является плоскостью
мартенситной пластины (габитусная плос-
кость), по которой происходит макроскопиче-
ский сдвиг при росте кристалла мартенсита.
На основании изложенных представлений
развивались «феноменологические» теории мар-
тенситного превращения [7], позволившие по
данным о параметрах решетки аустенита и
мартенсита вычислить индексы габитусной
плоскости, ориентационные соотношения и ве-
личину сдвига, хорошо согласующихся с экс-
периментальными данными, по крайней мере
для превращения А->-М при самых низких
температурах. Дополнительная деформация с
неизменной решеткой может происходить пу-
тем скольжения или двойникования; она при-
водит к образованию внутренней тонкой суб-
структуры мартенситных пластин и к возник-
новению внутренних напряжений, которые об-
наруживали экспериментально. Морфология и
тонкая структура мартенсита. в сплавах на
основе железа были детально исследованы
методами просвечивающей электронной микро-
скопии и дифракции, в большой мере в рабо-
тах Л. М. Утевского [14].
Для выяснения особенностей механизма и
кинетики мартенситных превращений при тео-
ретическом рассмотрении проблемы использо-
вались различные подходы: классическое пред-
ставление о зарождении и росте кристаллов
новой фазы; представление о гетерогенном их
зарождении; дислокационные модельные тео-
136
рии; представление о потере механической ус-
тойчивости решетки исходной фазы при при-
ближении к мартенситной точке; об изменении
свойств исходной фазы в процессе превраще-
ния и др. В рамках термодинамической тео-
рии мафтенситных превращений установлена
связь между кристаллографической ориенти-
ровкой, термодинамикой и кинетикой мартен-
ситных превращений [15]. В основе теории
лежат представления о механизме превраще-
ния как закономерной упорядоченной пере-
стройке решетки и о когерентности решеток
новой и исходной фаз на границе растущего
кристалла, определяющих большую скорость
превращения и возникновения большой упру-
гой энергии. В процессе превращения происхо-
дит взаимное упругое приспособление сосуще-
ствующих фаз с понижением свободной энер-
гии системы. Превращение в связи с этим
приводит к образованию поликристаллической
структуры со своеобразной иерархией в рас-
положении структурных составляющих: груп-
пы—пластины—домены. Упругое взаимодейст-
вие между мартенситными пластинами приво-
дит к сохранению части исходной фазы (оста-
точного аустенита).
Учет релаксации внутренних напряжений в
различных температурных интервалах и от-
клонений от равновесия фаз позволил объяс-
нить существование в одном и том же, метал-
ле или сплаве широкого спектра бездиффу-
зионных превращений от «атермического» до
«нормального».
25.4. ПОЛИМОРФНОЕ
у-хх-ПРЕВРАЩЕНИЕ
Составной элемент превращений переохлаж-
денного аустенита в системах Fe—С и Fe—С—
Me — переход атомов растворителя из крис-
таллической решетки у в решетку а. При пер-
литном превращении процесс сопровождается
также диффузионным перераспределением уг-
лерода и легирующих элементов с образова-
нием карбидной фазы, при промежуточном
(бейнитном) — перераспределением углерода.
С особенностями механизма и кинетики поли-
морфного у~>а-превращения в большой мере
связаны и характерные черты различных ти-
пов превращений аустенита — перлитного, про-
межуточного и образования видманштеттова
феррита [12].
25.4. L Нормальное и мартенситное
превращение у—>-а
В зависимости от переохлаждения у->а-пре-
вращение может протекать или по так назы-
ваемому нормальному или мартенситному ме-
ханизму. Термин «нормальный механизм» озна-
чает \ что смещение атомов на границе фаз,
приводящее к перестройке кристаллической
решетки у в решетку а, не является строго
упорядоченным (отсутствует единый порядок
в расположении атомов на межфазной грани-
це). Для перехода атомов в новые стабильные
1 Термин «нормальный механизм» был вве-
ден Г. В. Курдюмовым в 1948 г. в связи с оп-
ределенным сходством кинетики этого превра-
щения с кинетикой кристаллизации жидкостей.
положения необходима энергия тепловых ко-
лебаний, сравнимая с той, которая нужна для
самодиффузии. Это превращение в сталях с
0,02—0,04 % С является бездиффузионным в
том смысле, что происходит без изменений
концентрации. Однако, хотя при этом и не
требуется обмена атомов местами, превраще-
ние термически активируемое. Результатом
превращения является образование на началь-
ной стадии эернограничных выделений, а пос-
ле завершения превращения приблизительно
равноосных (полиэдрических) зерен а-фазы с
малой плотностью дислокаций. Оно не вызы-
вает появления характерного микрорельефа на
полированной поверхности шлифа. Изотерми-
ческое «нормальное» у->а-превращение харак-
ганцем) и моли о деном, никелем и молибденом
значительно увеличивает продолжительность
инкубационного периода нормального превра-
щения у->а: поэтому в таких легированных
низкоуглеродистых сталях (содержание угле-
рода до 0,03—0,04 %) четко разделяются две
температурные' области у->а-превращения —
нормального и мартенситного [91, 94].
На рис. 2? 401 приведена диаграмма изотер-
мического л;. i ащения у-фазы в стали 0,04 %
С и 6,8 % Сг. скорость нормального превра-
щения с понижением температуры вначале
растет, достигает максимума при 680—720 °C,
затем уменьшается и становится очень малой.
При 525 °C 10% у-фазы превращается за сут-
ки, а при еще более низкой температуре про-
теризуется наличием инкубационного периода
и его температурной зависимостью, сравни-
тельно малой скоростью и протеканием пре-
вращения до исчерпания исходной у-фазы [91].
В иностранной литературе такое превращение
часто называют «массивным», характеризуя
его как превращение, происходящее без изме-
нения состава, без диффузии на дальние рас-
стояния (long-range diffusion) и без появления
поверхностного рельефа [92].
В техническом железе (0,02—0,04 % С) ско-
рость нормального у-*-а-превращения при тем-
пературах 700—600 °C сравнительно велика, а
продолжительность инкубационного периода
составляет от нескольких секунд до долей се-
кунды. Поэтому переохлаждение у-фазы до
температур начала мартенситного у->а-превра-
щения возможно лишь после высокотемпера-
турной аустенитизации (выше 1150—1200 °C)
[93] или при высоких скоростях охлаждения
(более 103— 104°С/с).
Легирование хромом, хромом и никелем,
хромом и марганцем, хромом, никелем (мар-
цесс практически прекращается. При пониже-
нии температуры <450 °C он возобновляется
без инкубационного периода и с большой ско-
ростью и приобретает все черты мартенситно-
го перехода.
Влияние легирующих элементов не аддитив-
но. Легирование молибденом не изменяет за-
метно скорости нормального у->-а-превраще-
ния железа, но при одновременном легирова-
нии хромом и никелем (или хромом и мар-
ганцем) наблюдается огромное снижение
скорости превращения. Превращение у-нх
ускоряется кобальтом, но значительно замед-
ляется при одновременном легировании хро-
мом и кобальтом.
Время'полупревращения у-фазы в нелегиро-
ванном железе (содержание углерода 0,02—.
0,04%) при 600 °C составляет менее 10 с,
в железе с 7 % Сг — 35—40 с, в железе с
7 % Сг и 2 % Ni — 600 с; а в железе с 7;% Сг,
2 % Ni и 1 % Mo (W) для превращения 1%
у-фазы требуется выдержка 18-103 с. Такой
сложный характер изменения скорости нор-
137
мального превращения, по-видимому, связан с
влиянием легирующих элементов на межатом-
ное взаимодействие.
Содержание углерода сильно влияет на про-
должительность инкубационного периода и
скорость нормального у->а-превращения [94].
вращения в железе с 0,03—0,04 % С составля-
ет — 530—540 °C, а при легировании 3% Сг,
2 % Мп и 0,5 % Мо понижается до 430—
440 °C. При легировании никелем (>10—
12%) температура равновесия у/у + а снижа-
ется настолько сильно, что даже при малой
ТАБЛИЦА 25J
ПАРАМЕТРЫ ОБЪЕ1МНОЙ (Q, D) И ГРАНИЧНОЙ (Qrp> а£М САМОДИФФУЗИИ ЖЕЛЕЗА
И ВРЕМЯ (т) 5 %-ного ПРЕВРАЩЕНИЯ у-ФАЗЫ ПРИ 650 °C [95]
Состав стали Q, кДж/моль ^гр’ кДж/моль DIO-16. см2/с aDi-10 ~16, СМа/с т, с
0,04 % С 0,04 % С; 7 % Сг 0,04 % С; 7 % Сг; 2 % Nt 0,04 % С; 7 % Сг+2 % Ni; 0,5 % Мо 256,0 268,8 252,0 271,0 111,7 122,6 168,0 182,7 6,6 1,55 4,9 з,о 18,0 3,4 1,9 0,8 1 7 720 >3,6-10*
В стали с 7 % Сг и 2% Ni при повышении
концентрации углерода от 0,006 % до 0,04 %
время 5 % превращения у-фазы возрастает с
25 до 720 с.
Изменения кинетики нормального у->а-пре-
вращения при легировании находятся в соот-
ветствии с изменениями характеристик гранич-
ной самодиффузии железа (табл. 25.1) [95].
Из этого можно заключить, что переход ато-
мов через некогерентную межзеренную грани-
цу осуществляется в условиях, близких к гра-
ничной самодиффузии. Повышению устойчиво-
сти у-фазы при легировании соответствует
понижение скорости и увеличение энергии ак-
тивации граничной самодиффузии. Такое же
влияние повышения содержания углерода до
0,04 % обусловлено, вероятно, взаимодействи-
ем вакансий с атомами углерода и понижени-
ем концентрации свободных вакансий.
Рис. 25.41. Кривые превращения у-фазы стали с
0,04 % С, легированной 6 % Сг, 3 % Ni и 1,2 % W
при температурах (цифры у кривых, °C) ниже Мн
191]
Ниже температуры Ми превращение у->а
происходит без инкубационного периода, с
большой скоростью и завершается за корот-
кое время; при этом превращение происходит
лишь частично и в тем большей степени, чем
ниже температура (рис. 25.41). Превращение
сопровождается образованием характерного
микрорельефа на полированной поверхности
шлифа, что свидетельствует о закономерном,
кооперативном перемещении атомов, приводя-
щем в макроскопическому сдвигу (рис. 25.42).
Температура начала мартенситного у->а-пре-
Рис. 25.42. Микрорельеф на полированных образцах
стали с 0,04 % С. легированной 7 % Сг и 2 % Ni,
после нагрева до 950 °C и изотермической выдерж-
ки при 900 °C в течение 5 мин (а) и 350 °C о тече-
ние 2 мин (б) [91]
скорости охлаждения протекает только мар-
тенситный у-»-а-переход. Это обстоятельство
используется в мартенситно-стареющих сталях
[96].
138
В работах [97] и [98] исследовано у-^а-пре-
вращение железа при скоростях охлаждения
до 350-103 °С/с. При этом установлено четы-
ре температурных интервала превращения:
при 820, 720, 540 и 420 °C. Превращения при
720, 540 и 420 °C сопровождаются образова-
нием рельефа. Авторы [98] предполагают, что
с увеличением скорости охлаждения реализу-
ются различные типы у->а-превращения; при
820 °C —с образованием равноосного ферри-
та («нормальное» превращение), а последую-
щие три ступени — мартенситные превраще-
ния. Превращения во 2 и 3 ступенях, по их
мнению, имеют характер изотермического, а в
4 ступени — атермического мартенситных пре-
вращений. Легирование и изменение содержа-
ния углерода изменяют взаимное расположе-
ние этих ступеней, их протяженность по шка-
ле скоростей и морфологию а-фазы.
Приложение высоких давлений (4000—
9500 МПа) обусловливает значительное пони-
жение температуры у->а-превращейия и изме-
нение его механизма от нормального к мар-
тенситному. В техническом железе охлажде-
ние из у-области при давлении 4000 МПа при-
водит к образованию пакетного мартенсита Т99].
25.4.2. Строение и свойства
полиэдрической и мартенситной
а-фазы
В результате «нормального» и мартенситного
у-нх-прев ращения образуются соответственно
полиэдрическая и мартенситная а-фазы. Мар-
тенситная a-фаза отличается наличием четко
выраженной субструктуры — пакетов парал-
лельных пластин с плотностью дислокаций
10й—II12 см-2. Полиэдрическая a-фаза не
имеет развитой субструктуры, плотность дис-
локаций <J08 см'2 (рис. 25.43). В связи с
этим мартенситная a-фаза обладает значи-
тельно более высокими твердостью и прочно-
стью. Например, в стали, содержащей 0,04%
С, 5 % Сг и 2% Ni, твердость полиэдрической
и мартенситной а-фазы составляет соответст-
венно HRC 18 и HRC 38, а По,2—300 и 900
МПа. Относительно высокая температура Мн
и малое содержание углерода при повышен-
ной плотности дислокаций обеспечивают их
высокую подвижность и легкость релаксации
ятным сочетанием значений прочности, удар-
ной вязкости, пластичности и критической тем-
пературы хрупкости. В табл. 25.2 приведены
соответствующие свойства некоторых низкоуг-
леродистых мартенситных сталей [100].
Близкие характеристики прочности имеют
Рис. 25.43. Электронные микрофотографии стали с
0,06 % С, 3% Сг н 2 % Ni после нагрева до 900 °C
и выдержки при 650 °C в течение 4 ч (а) и после
такого же нагрева и охлаждения в воде (б). ХЮООО
(Л. Г. Орлов)
ТАБЛИЦА 25.2
МЕХАНИЧЕСКИЕ СВОЙСТВА НЕКОТОРЫХ НИЗКОУГЛЕРОДИСТЫХ МАРТЕНСИТНЫХ
СТАЛЕЙ (ОХЛАЖДЕНИЕ ПОСЛЕ АУСТЕНИТИЗАЦИИ НА ВОЗДУХЕ) [100]
Состав стали ав, МПа %,2- МПа 6. % Ф, % кси+20’ МДж/м3 кси^10- МДж/м1
0,04 % С; 3 % Сг; 2. % Мп 1200 900 14 60 1,2 0,5
0,04 % С; 3 % Сг; 2 % Ni; 0.5 % Мо 1000—1200 1000—1100 14—16 65—70 0,9—1,1 0,8
0,05 % С; 3 % Сг; 1 % Мп; 1 % Ni; 0,5 % Мо 1150 750 15 60 1,1—1,5 0,7
напряжений. Это', а также исключение при
определенном соотношении, например Сг : С,
бейнитного превращения позволяет получать
при охлаждении на воздухе структуру низко-
углеродистого мартенсита с весьма благопри-
после охлаждения на воздухе от температур
аустенитизации мартенситно-стареющие стали,
содержащие 0,03—0,04 % С; 8—20 % Ni, а
также другие легирующие элементы — ко-
бальт, молибден, титан, алюминий [96].
25.4.3. Образование
видманштеттова феррита
В железе и доэвтектоидных сталях (до 0,4 %
С) в зависимости от условий аустенитизации
образуются различные типы структуры ферри-
та. При обычных условиях аустенитизации
феррит образуется прежде всего на границах
аустенитных зерен в виде сетки и равноосных
(полиэдрических) зерен. После высокотемпе-
ратурной аустенитизации (>1100—1150 °C)
при определенных условиях охлаждения в ин-
тервале температур от Лс3—50—100 °C до
700—600 °C образуется структура так называ-
емого видманштеттова феррита (в. ф.)
[101—103]. Температура начала его образо-
вания зависит от величины аустенитного зер-
на (температуры аустенитизации). Чем она
больше, тем при более высокой температуре
начинается образование в. ф. Выше этой тем-
пературы образуются полиэдрические зерна
феррита.
Микроструктура в. ф. — правильно ори-
ентированные пластины а-фазы (рис. 25.44).
При понижении температуры аустенитизации
Рис. 25.44. Сталь с 0,3 %С и 3 % Сг с видманштет-
товым ферритом. Аустенитизация при 1200°C, 15 мин:
изотермическая выдержка при 600 °C, 7 мин. Х200
[ЮЗ]
доля в. ф. уменьшается, а если аустенитиза-
ция проводится при 1000—950 °C, то при по-
следующем охлаждении видманштеттова
структура исчезает, сменяясь структурой по-
лиэдрического феррита. В. ф. встречается и в
малоуглеродистых легированных сталях. В
стали с 0,003 % Си 10 % Сг температура на-
чала образования в. ф. ~750 °C; выше этой
температуры образуется равноосный феррит
[175]. Если концентрация углерода в сталях
больше равновесной для а фазы, образование
в. ф. сопровождается отводом углерода в аус-
тенит; в самих кристаллах в. ф. карбидных
выделений не наблюдается.
. Кристаллы в. ф. возникают преимущест-
венно в теле аустенитного зерна; в пригранич-
ной зоне аустенитных зерен чаще встречается
сетка полиэдрических зерен а-фазы.
При образовании в. ф. возникает поверх-
ностный микрорельеф. Скорость роста крис-
таллов в. ф. в техническом железе и малоуг-
леродистых сталях 10~5—10'5 м/с, а в стали
с 0,002 % С, 8 % Сг и 3 % Ni — 10"7—10“9
м/с [103]. С течением времени возникновение
и рост пластин в. ф. прекращаются. При этом
превращение аустенита не заканчивается и
протекает с образованием полиэдрических зе-
рен а-фазы. ,
Электронно-микроскоппческие исследова-
ния показали, что в. ф. образуется в виде
колоний (пакетов) длинных, параллельных
друг другу пластин толщиной несколько мкм
Рнс. 25.45. Субструктура видманштеттова феррита
технического железа: a —X10000; б — Х22000 [103|
с почти прямыми границами. Субструктура
видманштеттовых кристаллов — сетка почти
равномерно распределенных дислокаций с тен-
денцией к образованию субграниц. Средняя
плотность дислокаций в железе с 0.04 % С —
1010 см-2 (рис. 25.45). Между пластинами
встречаются участки перлита. Иногда кристал-
лы в. ф. растут непосредственно от участков
полиэдрического феррита, образующегося на
границах аустенитных зерен и имеющего плот-
ность дислокаций ~ 108 см-2. После длитель-
ной выдержки при температурах образования
140
в. ф. плотность дислокаций заметно уменьша-
ется и иногда наблюдается полигонизация
0103].
Ориентационное соотношение (о. с.) кри-
сталлов в. ф. и исходного аустенита близко к
о. с. Курдюмова—Закса {110а}||{111)?.Габитус
кристаллов в. ф. близок к‘{111}^ отклонение
составляет до 8 в.
Рентгеновские интерференционные линии
в. ф. более размыты, чем для полиэдрических
кристаллов a-фазы, что свидетельствует о вы-
сокой плотности дислокаций. Микротвердость
кристаллов в. ф. выше, чем у полиэдрического
феррита, и ниже, чем кристаллов мартенсита.
В стали с 0,03 % С, 3 % Сг, 2 % Ni и I % Мо
соответствующие значения микротвердости
HV 250, 150 и 300 [103].
Из приведенных данных следует, что при
изменении условий аустенитизации (значи-
тельном повышении температуры) изменяет-z
ся механизм образования и структура а-фа-
зы. Вместо полиэдрического образуется в. ф.
Процесс сопровождается формированием мик-
рорельефа па полированной поверхности шли-
фа; кристаллы в. ф. имеют пакетное строе-
ние, а плотность дислокаций в кристаллах в.
ф. на 1*—2 порядка больше, чем в кристаллах
полиэдрического феррита; увеличение разме-
ров аустенитных зерен и повышение совер-
шенства их строения способствуют образова-
нию в. ф. Напротив, изменение состояния аус-
тенита по мере развития .видманштеттовой
реакции или в результате внешнего воздей-
ствия, например деформации, препятствует ее
дальнейшему протеканию; последующее у->-а-
превращение происходит с образованием по-
лиэдрического феррита. Реакцию образования
в. ф., очевидно, можно рассматривать как мар-
тенситоподобное превращение у->а, проте-
кающее при сравнительно малой движущей
силе и в условиях интенсивного развития ре-
лаксационных процессов. Выбор между мар-
наблюдению рельефа) в широком интервале
температур переохлаждения после высокотем-
пературной аустенитизации показали, что она
резко изменяется при переходе от образова-
ния видманштеттова феррита к собственно
мартенситному (сталь 03X3H2M) или бей-
нитному (сталь 30X3) превращениям [103].
По-видимому, различия скорости роста крис-
таллов видманштеттова феррита и мартенси-
та связаны с качественными изменениями ме-
ханизма релаксации напряжений и строения
межфазных границ. Если дислокационная
межфазная граница способна к легкому сколь-
жению, скорость роста кристаллов а-фазы
велика; это и происходит при собственно мар-
тенситном превращении. При большей степе-
ни релаксации (более высокие температуры
превращения) строение межфазной границы
таково, что ее перемещение затруднено; это,
вероятно, и происходит при образовании вид-
манштеттова феррита. Еще большая степень
релаксации отвечает «нормальному» превра-
щению, которое происходит в условиях, близ-
ких к граничной самодиффузии [104].
В [105] образование в. ф. рассматривается
как результат движения «выступов» (ступе-
нек), растущих от широкой грани, со скоро-
стью, определяющейся диффузионным отво-
дом углерода.
Механизм и кинетика полиморфного
у->а-пр ев ращения определяют особенности
различных типов превращений переохлажден-
ного аустенита (табл. 25.3).
25.5. ПЕРЛИТНОЕ
ПРЕВРАЩЕНИЕ
В интервале температур от Л1 до 550—500°С
при охлаждении происходит превращение аус-
тенита й эвтектоидную смесь кристаллов а-
фазы (феррита) и цементита или специаль-
ТА БЛИЦА 25.3
ТИПЫ ПОЛИМОРФНОГО
ПРЕВРАЩЕНИЯ [12]
Условия превращения Механизм Перереспределение элементов
Образование доэвтектоидного фер- рита Образование в. ф. после аустени- тизации при высоких >1100 °C температурах Образование a-фазы перлита Промежуточное (бейнитное) пре- вращение Мартенситное превращение Нормальный Мартенситный Нормальный Мартенситный > Углерода и, вероятно, легирующих элементов Углерода в сталях с >0,03— 0,04 % С, при меньших концентра- циях отсутствует Углерода и легирующих элемен- тов Углерода Отсутствует
тенситным и нормальным механизмом у->а-
превращения определяется совершенством
структуры аустенита. Поскольку в. ф. обра-
зуется и в сталях с очень низкой (меньше рав-
новесной в а-фаае) концентрацией углерода,
скорость роста его кристаллов не может оп-
ределяться скоростью диффузии углерода от
растущих кристаллов в аустенит.
Исследования температурной зависимо-
сти скорости роста кристаллов a-фазы (по
ных карбидов; формируется перлит. При
перлитном превращении диффузионное перерас-
пределение углерода и легирующих элемен-
тов протекает наряду с переходом атомов ра-
створителя (железа) из кристаллической ре-
шетки у в решетку а.
Эвтектоидное, перлитное превращение мо-
жет развиваться с образованием различных
углеродсодержащих фаз. При весьма малом
переохлаждении возможен распад аустенита
141
на стабильные фазы — феррит и графит. Од-
нако образование графита затруднено тем, что
для этого необходимы весьма большие флук-
туации концентрации углерода и отвод отно-
сительно малоподвижных атомов железа
[106]. Поэтому в сталях доэвтектоидного и
эвтектоидного составов выделение графита
становится практически невозможным и рас-
пад аустенита происходит с образованием
смеси феррита и карбидов (перлита). Такое
превращение происходит с достижением от-
носительного минимума свободной энергии (по
сравнению с образованием смеси феррита и
графита), но кинетически оно более выгодно
и осуществляется с большей скоростью.
Распад аустенита в до- и заэвтектоидных
сталях осложняется выделением в первую оче-
редь в интервале /3—Ai и до определенной
температуры ниже Ai избыточных феррита и
цементита до начала собственно перлитного
превращения. При повышении скорости ох-
лаждения в диапазоне концентраций от 0,6
до 1,4 % С образуется квазиэвтектоидная
структура.
После аустенитизации при очень высоких
температурах (1100—1250 °C) в до- и заэв-
тектоидных сталях образуются пластины вид-
манштеттова феррита и видманштеттова це-
ментита. При обычных условиях аустенитиза-
ции избыточные, внеэвтектоидные феррит и
цементит в большинстве случаев образуют
сетку по границам аустенитных зерен.
25.5.1. Морфология перлита
В углеродистых сталях при переохлаждении
аустенита ниже А} возникают колонии пер-
лита — пластиночные феррито-цементитные аг-
регаты (рис. 25.46 и 25.47). На рис. 25.48
Рис. 25.46. Микроструктура перлита (сталь с 1 % С
и 1,5 % Ст). XI000 (С. 3. Некрасова)
представлена схема образования этих коло-
ний. Пластины цементита растут в продоль-
ном и боковом направлениях. Понижение со-
держания углерода в близлежащих объемах
аустенита и увеличение этих объемов по ме-
ре роста пластин приводят к возникновению
зародышей феррита (а). Пластины феррита
также растут в продольном и боковом направ-
лениях; повышение содержания углерода в
смежных участках аустенита вызывает обра-
зование цементитных пластин (б, в), параллель-
ных первой, — образуется перлитная колония.
При изменении ориентации цементитной или
ферритной пластины вследствие влияния на
процесс роста, например, дефектов структуры
начинается образование новой перлитной коло-
нии (а). С увеличением переохлаждения число
перлитных колоний в зерне аустенита увели-
чивается, а размеры колонии уменьшаются (б).
Рис. 25.47. Перлитный участок (сталь с 0,3 % С).
Электронная микрофотография. Х20000 (Л. Г. Орлов)
Рис. 25.48. Схема роста
перлитных колоний (107]
Наиболее важная характеристика строе-
ния перлита — межпластиночное расстояние
s0 __ средняя сумма толщин ферритной и це-
ментмтиой пластин. С увеличением переох-
лаждения (понижением температуры превра-
щения) величина s0 уменьшается. Величина
s0 практически не зависит от размеров аусте-
нитного зерна и изменяется от 0,5 до 1 мкм
(5000—10000 А) при небольшом переохлажде-
нии, до 0,1—0,2 мкм (1000—2000 А) при зна-
чительном переохлаждении [107]. На рис.
25.49 приведена зависимость среднего значе-
ния So от степени переохлаждения для сталей
разного состава. Легирование никелем, мар-
ганцем, молибденом увеличивает, а кобаль-
том уменьшает s0. Различная степень диспер-
сности перлита явилась основанием для
введения терминов сорбит и троостит, харак-
теризующих строение перлита по мере увели-
чения степени переохлаждения. Пластиночное
строение сорбита и троостита разрешается
при электронно-микроскопических увеличени-
ях. В углеродистой стали с 0,8 % С величина
сорбита составляет 0,4—0,3 мкм, а троос-
тита 0,2—0,1 мкм. Соответственно значения
твердости перлита, сорбита и троостита при-
близительно составляют HRC 20, 25—30 и
35—40 [107]. Уменьшение s0 с ростом пере-
охлаждения определяется тем, что при пер_-
литном превращении выигрыш в свободной
Рис. 25.49. Зависимость среднего межпластичного
расстояния перлита (s0) от переохлаждения (tc—/)
для сталей различного состава [107]: / — 0,78% С;
2-0,8% С; 3-1,0% Ni; 4 — 3,0% Ni; 5—1,52%
Мп; 6 — 3,5 % Мп; 7 — ц.о % Со; S — 2,0 % Со
энергии должен быть достаточным для покры-
тия затрат на образование поверхностей ра-
здела между ферритными и цементитными
пластинами. Поэтому величина обратно
пропорциональна величине переохлаждения
(ДТ). Величина $о может изменяться в срав-
нительно широких пределах в разных перлит-
ных колониях и даже в одной колонии, что
может быть следствием наличия дефектов
структуры. При измерениях $0 необходимо
учитывать, что поверхность шлифа в общем
случае неперпендикулярна пластинам.
Длительная выдержка при температурах
ниже Act (если аустенитизация производилась
при не стишком высоких температурах) или
циклические нагрев и охлаждение в интерва-
ле температур вблизи Ас(у наконец, пластиче-
ская деформация в процессе перлитного пре-
вращения приводят к сфероидизации и коа-
лесценции цементитных частиц и образованию
так называемого зернистого перлита. Струк-
тура зернистого перлита вследствие понижен-
ной твердости облегчает механическую обра-
ботку эвтектоидных и заэвтектоидных сталей
и является оптимальной исходной структурой
для окончательной термической обработки из-
делий [108].
В некоторых случаях, например при не-
удовлетворительном раскислении стали и на-
личии примесей, изменяющих, вероятно, по-
верхностную энергию на межфазных грани-
цах аустенит—феррит н аустенит — цементит,
или при медленном охлаждении заэвтектоид-
ных сталей и чугунов образуется вырожден-
ная, анормальная структура перлита, харак-
теризующаяся относительно крупными выделе-
ниями цементита в ферритной матрице. Анор-
мальная структура образуется тем легче, чем
ниже температура аустенитизации и чем
меньше переохлаждение.
В сталях, легированных карбидообразую-
щими элементами (при соответствующем их
содержании), перлит состоит из пластин фер-
рита и специальных карбидов типа Ме?С3
или Me23Cs [109]. При этом пластины карби-
дов несколько тоньше, чем цементитные, при
одинаковом переохлаждении. В стали, содер-
жащей 0,2 % С и 5 % Сг, перлит, образовав-
шийся в интервале температур 750—700 °C,
содержит пластины карбида (Сг, Fe)7C3, а
при повышении концентрации хрома до 12 %
— карбид (Сг, Ее)гзСб [12].
При легировании малоуглеродистых ста-
лей (до 0,2—0,3 % С) сильными карбидооб-
разующими элементами (V, Nb, Мо, Ti) дис-
персные частицы специальных карбидов могут
выделяться непосредственно из переохлаж-
денного аустенита еще до начала у->а-пре-
вращения, в процессе перлитного превраще-
ния и из пересыщенного феррита после завер-
шения превращения [109]. Это обусловлено
резким понижением термодинамической актив-
ности углерода при таком легировании; поэ-
тому перераспределение углерода становится
возможным при одновременном перераспреде-
лении легирующих элементов. Образуются це-
почки карбидной фазы с диаметром частиц
<0,01 мкм и расстоянием между цепочками
0,01—0,05 мкм. Структура подобных сталей
после изотермического превращения в интер-
вале 800—600 °C при исследовании в оптичес-
ком микроскопе выглядит как чисто феррит-
ная, однако электронная микроскопия позво-
ляет обнаружить наличие цепочек карбидных
выделений в феррите. Формирование такой
структуры связывается [109] с выделением
карбидов на межфазной границе у /а по мере
ее перемещения. С понижением температуры
превращения аустенита в этих сталях (напри-
мер, с 0,15 % С и 0,75 % V или 0,2 % С и 4 %
Мо) усиливается тенденция к образованию таких
волокон диаметром 0,02—0,05 мкм и длиной в
несколько мкм. Дисперсные выделения карби-
дов в VC, NbC и др., образующиеся при рас-
паде аустенита, приводят к существенному
росту прочности.
25.5.2< Кристаллография
перлитного превращения
Прямое исследование кристаллографических
особенностей перлитного превращения и пер-
лита стало возможным с развитием дифрак-
ционной просвечивающей электронной микро-
скопии. Оно показало, что между всеми тремя
фазами, участвующими в перлитном превра-
щении, весьма строго соблюдаются ориента-
ционные и габитусные соотношения, обеспечи-
вающие минимум объемной (упругой) и по-
верхностной энергии. В пределах одной пер-
литной колонии разные пластпнки одной фа-
зы имеют единую кристаллографическую ори-
ентировку, а взаимная ориентировка феррита
и цементита обеспечивает наилучшее сопря-
143
жение двух кристаллических решеток по габи-
тусной поверхности пластинок.
Между ферритом и цементитом в перлит-
ной колонии соблюдается одно из двух ори-
ентационных соотношений (о. с.):
1) (103)д|| (101)а(010)ц|| (Ш)а[1Ю, 111]; _
2) [100]ц — 2,6° от <ЗН>а[010]ц-
ных — выделение избыточного цементита.
При содержаниях >0,3—0,4 % С реакция вы-
деления доэвтектоидного феррита протекает
лишь при температурах выше максимума ско-
рости превращения.
Инкубационный период перлитного пре-
вращения и реакции выделения доэвтектоид-
ного феррита значительно возрастает, а ско-
рость превращения существенно уменьшается
— 2,6° от <131>а
[001]ц11<21”5>а (указаны типы индексов на-
правлений в о. ц. к., решетке феррита, парал-
лельных осевым направлениям орторомбичес-
кой решетки цементита).
В пределах одной перлитной колонии на-
блюдается одно из двух о. с.
Об ориентационных соотношениях меж-
ду кристаллическими решетками составляю-
щих перлита и аустенита экспериментальных
данных мало. О. с. феррита с аустенитом
близки к о. с.< Курдюмова—Закса. В то же
время наблюдались о. с. двух типов между
аустенитом и выделяющимся из него цемен-
титом:
[Ю0]ц|| <545>у[0Ю)цН
II < 10T>v [°01]ц 11 <25?>Л>или
(10°)ц~|| <311>?[ОЮ]Ц|1
II <329>7 [001 ]ц || <ЗЭГ>? . [112]
5 10 30 Г 2 5 10 30 1 2 ЗЮ
Селунды Минуты Часы
Время
Рис. 25.50. Диаграмма изотермического превращения
аустенита (сталь 70X3)
< %fc,
ю.
Влияния легирования стали на кристал-
лографические характеристики перлитного
превращения не замечено. Весьма строгая ре-
ализация в перлите только двух типов о. с.
означает, что цементитные и ферритные пла-
стинки возникают в аустените и вырастают в
колонию, сильно влияя на взаимную ориенти-
ровку.
25.5.3» Кинетика перлитного
превращения и влияние на нее
легирующих элементов
и внешних воздействий
0,1
ICr-W
— снизил)
/Сг-Мл
0,01 ±
tinaxt °О-
7ОО
360
620
380
540
01234'56
/cr-w
/Сг?Мо
г Сг-(<?Л1П)
/Сг-Мп
Содержание
легирующих, %
0 12 3 4 5 5
Содержание
легирующих, %
В изотермических условиях перлитное превра-
щение начинается после инкубационного пе-
риода, развивается вначале медленно, приоб-
ретает максимальную скорость примерно к
моменту полураспада, затем затухает и при
достаточной выдержке завершается полным
распадом аустенита. Наиболее четко темпера-
турная область перлитного превращения обо-
собляется от области промежуточного (бей-
нитного) превращения аустенита в сталях,
легированных карбидообразующими элемен-
тами (Сг, Mo, W, Мп). Типичная диаграмма
приведена на рис. 25.50.
Важнейший фактор, определяющий кине-
тику перлитного превращения,— химический
состав стали. В углеродистых сталях выше
550 °C наиболее устойчив аустенит эвтектоид-
ного состава; продолжительность инкубаци-
онного периода уменьшается с понижением
содержания углерода в доэвтектоидных и по-
вышением содержания углерода в заэвтекто-
идных сталях. В доэвтектоидных сталях пер-
вая реакция в перлитной области — выделе-
ние доэвтектоидного феррита, в заэвтектоид-
Рис. 25.51. Влияние добавок хрома, молибдена, воль-
фрама и марганца к сталям с I % С, 0,3 % Мп иг
1 % С; 1 % Сг и 0,3 Мп на максимальную скорость
превращения (о); продолжительность инкубационно-
го периода; температуру максимума скорости пер-
литного превращения [113]
при легировании Сг, Мп, Mo, W, Ni; особенно
сильные изменения наблюдаются при совме-
стном легировании Cr+Mn, Cr+Ni, Cr+Mn
(Ni)+Mo(W).
На рис. 25.51 приведены данные, харак-
теризующие влияние хрома, молибдена, воль-
фрама и марганца на продолжительность ин-
кубационного периода т, максимальную ско-
рость превращения v и температуру максим
мальной скорости Fmax в сталях с 1 % С и
1 % Сг, а также 1 % С и 0,3 % Мп. При ле-
гировании молибденом и вольфрамом особен-
но заметно возрастают величины т и Гшах и
понижается максимальная скорость превраще-
ния v [113].
Влияние молибдена на скорость выделе-
ния доэвтектоидного феррита значительно ела-
144
бее, чем на скорость собственно перлитного
превращения. Для стали с 0,4 % С время вы-
деления 5 % a-фазы при температуре превра-
щения 600 °C и содержании молидбена 0,14;
0,35; 0,6 % относится соответственно как 1:
:2:4, а время начала собственно перлитного
превращения как 1:6:360. Хром заметно по-
вышает устойчивость аустенита при темпе-
ратурах 600—500 °C (<Гтах), а никель, на-
против, при температурах >600 °C. Устойчи-
вость переохлажденного аустенита возрастает
и при легировании марганцем, никелем и
(в небольшой степени) кремнием. Влияние леги-
рующих элементов на кинетику перлитного
превращения не подчиняется правилу адди-
тивности. Кобальт в отличие от всех легирую-
щих элементов понижает устойчивость аусте-
нита в перлитной области, а совместное воз-
действие хрома и кобальта вызывает значи-
тельное увеличение продолжительности инку-
бационного периода и понижение скорости
превращения.
Легирование стали сильными карбидооб-
разующими элементами (V, Ti, Nb, Zr) повы-
шает устойчивость аустенита в перлитной
области, если карбиды этих элементов при
аустенитизации растворены в аустените. Это
достигается в определенной мере при темпе-
ратурах аустенитизации 1200—1250 °C или при
дополнительном легировании стали 1,5—2,5 %
Мп [114].. Нерастворенные в аустените карбид-
ные частицы обычно ускоряют перлитное пре-
вращение вследствие зародышевого действия
и понижения легированйости аустенита.
Для сталей, содержащих 0,12—0,18 % С;
1,5-2% Сг; 3—4% Ni; 0,5—1 % Мо или W,
характерно отсутствие перлитного превраще-
ния. Малые добавки бора (до нескольких ты-
сячных долей процента) заметно снижают ско-
рость выделения доэвтектоидного феррита в
среднеуглеродистых сталях, особенно при од-
новременном легировании марганцем. Атомы
бора, сосредоточенные на границах аустенит-
ных зерен, уменьшают скорость зарождения
центров.
Повышение температуры аустенитизации
повышает устойчивость аустенита (увеличива-
ет продолжительность инкубационного перио-
да) в перлитной области. Это связано, во-пер-
вых, с увеличением размеров аустенитного
зерна, а следовательно, с уменьшением поверх-
ности границ, на которых преимущественно
происходит зарождение, и, во-вторых, с более
полным растворением карбидов в аустените.
Однако в сталях, легированных хромом, мар-
ганцем и другими элементами, понижающими
термодинамическую активность углерода в
аустените, при «лодстуживании» в интервале
температур стабильности аустенита, например
от 1200 до 950—900 °C величина инкубацион-
ного периода иногда вновь уменьшается; а
скорость превращения возрастает. Возможная
причина — образование ближнего порядка в
аустените вследствие химического взаимодей-
ствия атомов углерода и легирующих элемен-
тов [115].
Кинетика перлитного превращения может
изменяться также при наличии неметаллических
включений (зарождение на включениях) и в за-
висимости от режима раскисления.
Пластическая деформация при температу-
рах аустенитизации вызывает изменения в
строении перлита, искривление, а иногда и «де-
ление» пластин цементита и формирование по-
лигональной субструктуры в феррите. Дефор-
мация в процессе перлитного превращения при-
водит к наиболее полной сфероидизации це-
ментита. Глобули цементита могут иметь диа-
метр около 0,7 мкм, средний размер субзерен
феррита ~ 1 мкм. Глобули цементита раство-
ряются медленнее, чем карбидные пластины,
и при оптимальных условиях аустенитизации
частично'сохраняются в аустените, обусловли-'
вая торможение роста зерен аустенита и, сле-
довательно, измельчение кристаллов мартенси-
та закалки. Эти структурные изменения вызы-
вают понижение критической температуры
Рис. 25. 52. Влияние пластической деформации (при
800 °C) на кинетику перлитного превращения при
640 °C стали 40Х2Г2Р:
/ — без деформации; 2—деформация 12,5 %; 3—25 %;
4 - 50 % (В. М. Хлестов)
перехода из хрупкого в вязкое состояние [108].
Воздействие, напряжений, превышающих
предел текучести аустенита, ускоряет перлит-
ное превращение. Предварительная пластичес-
кая деформация при 800—900 °C также су-
щественно ускоряет перлитное превращение
(рис. 25. 52). Выдержка при температуре де-
формации, достаточная для развития рекри-
сталлизации аустенита, снимает этот эффект.
Чем ниже содержание углерода в стали, тем
в большей мере деформация ускоряет феррито-
перлитное превращение [115, 116].
Воздействие ультразвуком с амплитудой
деформации выше некоторой пороговой при
температурах аустенитизации или перлитного
превращения заметно ускоряет образование
феррита и перлита. Эффект возрастает с уве-
личением амплитуды и связан с повышением
плотности дислокаций, концентрации вакансий
и ускорением диффузии. Например, в стали
30ХГСН2 воздействие ультразвука (частота
f=19,5 кГц; амплитуда деформации Cm—12Х
ХЮ'4) при температуре превращения 625°C
и выдержке 240 с увеличило степень превра-
щения с 18 до 50 % [117].
Перлитное превращение можно ускорить
при уменьшении размеров аустенитного зерна:
увеличивается удельная поверхность границ
зерен — мест преимущественного зарождения
новых фаз (введение добавок А1 и Ti, обра-
зующих нитриды й измельчающих зерно). -Ус-
корение перлитного превращения целесообраз-
но, например, для интенсификации процессов
изотермического отжига или для сталей с по-
ниженной прокаливаемостью, используемых
при высокочастотной термической обработке
некоторых изделий [118].
Кинетика перлитного превращения значи-
тельно изменяется при высоких давлениях
[119]. Устойчивость переохлажденного аусте-
нита существенно возрастает, а температура
максимума скорости превращения понижается.
Межпластиночное расстояние увеличивает-
ся— понижаются критические точки превра-
щения, при данной температуре превращения
уменьшается термодинамический стимул, а так-
же снижается подвижность атомов1. Постоян-
ное магнитное поле ускоряет перлитное пре-
вращение [120],
25.5.4. Элементарные реакции
перлитного превращения,
структура и состав образующихся фаз
Превращение аустенита в перлит — сложный
процесс, состоящий из полиморфного перехо-
да у->а, перераспределения углерода и леги-
рующих элементов и образования карбидов.
Эти элементарные процессы тесно- связаны.
С помощью электронно-микроскопических ис-
следований установлено, что перлитное пре-
вращение могут инициировать как цементит,
так и феррит [109]. В дальнейшем эти фазы
растут совместно.
Полиморфное превращение у-нх при обра-
зовании перлита развивается по «нормальному*
механизму, превращение не сопровождается
образованием характерного микрорельефа. Со-
держание углерода в феррите обычно близко
к равновесной концентрации (это, вероятно,
не относится к малоуглеродистым сталям, ле-
гированным сильными карбидообразующими
элементами).
В процессе перлитного превращения ста-
лей, легированных карбидообразующими эле-
ментами, последние в значительной степени
обогащают цементит; при определенном содер-
жании этих элементов образуется не цемектит-
ная фаза, а специальные карбиды. В стали,
легированной молибденом (0,68% С,
0,65 % Мо), при температурах превращения
(680 и 620 °C) уже на начальной стадии рас-
пада аустенита появляется г. ц. к. карбид мо-
либдена (Fe, Мо)2зС6; в стали с 0,47 % С и
16% Сг в интервале температур 770—700 °C
на начальных стадиях распада (5—15 %) об-
разуется кубический карбид хрома (Сг, Fe)23C6l
содержащий ~60% Сг; в сталях с 0,3—
0,4 % С и 4—8 % Сг на начальных стадиях
распада образуется тригональный карбид
(Fe, Сг)7С3. Аналогичные данные о структуре
карбидов, образующихся на начальных стадиях
перлитного превращения, получены для сталей,
легированных W, V. В табл. 25.4 приведены
литературные данные о структуре карбидных
фаз, образующихся на начальной стадии пер-
литного превращения ряда сталей. Цементит
в сталях, легированных сравнительно малыми
добавками хрома, значительно обогащается
хромом, что подверждается новыми экспери-
ментальными данными [109].
С точки зрения термодинамики для сталей,
у которых равновесная карбидная фаза — спе-
циальный карбид, в определенном интервале
температур ниже критической точки невозмож-
но образование цементита [12]. При более зна-
чительном переохлаждении могут образовать-
ся и метает а больные карбидные фазы вследст-
146
вие близости структуры и состава исходной и
образующихся фаз.
Диффузионное перераспределение легиру-
ющих карбидообразующих элементов — не-
отъемлемый элемент перлитного превращения
уже. на начальных его стадиях. В процессе
ТАБЛИЦА 25.4
СТРУКТУРА КАРБИДОВ, ОБРАЗУЮЩИХСЯ
НА НАЧАЛЬНЫХ СТАДИЯХ ПЕРЛИТНОГО
ПРЕВРАЩЕНИЯ 112]
Химический сос- тав стали (эле- менты основные, %> Темпера- тура прев- ращения, °C Структура карбвда
0,68 С; 0,65 Мо 680—620 (Fe,Mo)23Ce
590 (Fe, Мо)23Сб+ +Fe3C
0,45 С; 2,3 W 720—590 (Fe, W)MCe
0,8 С; 1,86 V 700—500 VC
0,4 С; 2 V 700—550 vc
0,4 С; 3,5 Сг 730—670 Fe3C+(Fe, Cr)7Cs
0,82 С; 6,24 Ci- 750—600 (Fe, Cr)7C8+Fe3C
О.2 С; 5 Сг 700 (FeCr)7C8
0,3 С; 13,9 Сг 700—580 (Cr, Fe)fi3Ce
0,47 С; 16,2 Сг 770—700 (Cr, FejaaCs
650—600 (Cr, Fe)23Ce+ +(FeCr)7Ca
превращения и после его завершения перерас-
пределение легирующих элементов между фер-
ритом и карбидами может продолжаться.
25.5.5. Причины влияния легирующих
элементов на кинетику перлитного
превращения
Ход перлитного и других фазовых превраще-
ний определяется скоростью зарождения цент-
ров (с. з. ц) превращения и скоростью их рос-
та (с. р.) в данных условиях. На начальной
стадии фазовых превращений сосуществуют
переохлажденная фаза и малые центры новой
стабильной фазы с меньшей свободной энер-
гией. Поверхность раздела между ними весь-
ма велика, выигрыш в свободной энергии дол-
жен быть достаточным, чтобы покрыть затра-
ты на ее образование. Критический размер
зародыша, дальнейший рост которого понизит
свободную энергию системы, быстро уменьша-
ется с увеличением степени переохлаждения.
Образование зародышей становится воз-
можным вследствие флуктуационных процес-
сов и ускоряется по мере увеличения термо-
динамического стимула, т. е. степени отклоне-
ния от равновесия, пока не вступает в дейст-
вие другой фактор — понижение подвижности
атомов, из которых формируется зародыш.
Выражение для с. з. ц. приобретает следующий
вид: N=ke КР е ..., где Акр — рабо-
та образования критического зародыша; и —
энергия активации — мера энергетических барь-
еров, преодолеваемых при перемещениях ато-
мов в ходе фазового превращения. Наложение
двух факторов, зависящих от температуры
I лкр _______
kT и е kT j, приводит к экстремальной
зависимости с. з. ц. от степени переохлаждения
АТ (рис. 25.53).
Анализ зависимости показывает, что при
малых степенях переохлаждения она опреде-
ляется главным образом величиной работы об-
разования зародышей, а при достаточно боль-
ших — величиной энергии активации. Соотно-
шение этих величин определяет температуру
максимума кривой зависимости с. з. ц. от сте-
пени переохлаждения. Аналогичный характер
имеет и зависимость с. р. от степени переох-
лаждения.
мальиого значения уменьшается, так как пони-
s жается подвижность атомов. Таким образом,
и с. р. определяется степенью отклонения от
термодинамического равновесия и подвиж-
ностью атомов, участвующих в превращении.
Изменения с. р. перлита стали, содержащей
0,76 % С и 2,6 % Сг, в зависимости от пере-
охлаждения приведены на рис. 25. 54.
И. Л. Миркин [121] установил связь между
с, з. ц. (/V) и с. р. (6) при перлитном превра-
щении и количеством превратившейся фазы
— NG4
е3 , где f(t) — доля превра-
тившегося аустенита; t — время.
Рис. 25.53. Зависимость скорости зарождения цент-
ров (Л/) от степени переохлаждения (ДТ)
Рис. 25.54. Зависимость скорости роста (сталь с
0,76 % С и 2,6 % Сг) от температуры превращения
Превращения в твердом состоянии проис-
ходят в упругой, анизотропной среде, и систе-
ма в ходе превращения аккумулирует упругую
энергию. Различие кристаллических структур и
удельных объемов начальной и конечной фаз
создает поля напряжений, которые в опреде-
ленной степени, зависящей от температуры и
упругих свойств, могут релаксировать. При
фазовых превращениях в твердом состоянии
важную роль играют границы зерен и различ-
ные дефекты кристаллического строения (дис-
локации, вакансии). Перемещения атамов в
твердом состоянии, строго говоря, не могут
' быть независимыми: чем ниже температура,
тем в большей мере проявляется кооператив-
ный характер превращения. Все эти факторы
и стремление системы к минимуму поверхност-
ной и упругой энергии часто определяют мор-
фологию продуктов превращений, их ориента-
ционные и габитусные соотношения.
При эвтектоидном распаде аустенита пер-
литные узлы зарождаются преимущественно
на границах аустенитных зерен (гетерогенное
зарождение) и других готовых поверхностях
(например, на нерастворенных карбидах, не-
металлических включениях, дефектах структу-
ры).
С. з. ц. — структурно-чувствительная ха-
рактеристика. Концентрационные неоднород-
ности и дефекты кристаллического строения
увеличивают с. з. ц.; она может значите'льно
изменяться в присутствии малых количеств
примесей, концентрирующихся на границах зе-
рен. С. з. ц. растет с увеличением времени пре-
вращения при постоянной температуре.
С. р. при постоянной температуре превра-
щения не изменяется. При малом переохлаж-
дении с. р. невелика; с увеличением переохлаж-
дения она растет, а после достижения макси-
С увеличением переохлаждения, как уже
указывалось, уменьшается величина межпла-
стиночного расстояния s0; это в определенной
мере облегчает превращение при значительных
переохлаждениях.
Легирование существенно изменяет вели-
чины с. з. ц. и с. р. и их зависимость от пере-
охлаждения. Легирование хромом особенно
значительно уменьшает с. з. ц. и с. р. по срав-
нению с углеродистой эвтектоидной сталью при
большом переохлаждении. При АТ = 90 °C ве-
личина с. р. для углеродистой стали 10”6 м/с,
а для стали с 3 % Сг 10“7 м/с. Максимум
(Тщах) на кривых зависимости с. р. и с. з. ц. от
переохлаждения смещается к более высоким
температурам и меньшему переохлаждению.
Для углеродистой стали Ттах= 550—560 °C;
АТтах = 160-7-170 °C; для стали с 3% Сг
Тхпах=660^680 °C; АТтах=65-?80 °C. Леги-
рование молибденом еще сильнее влияет на
параметры превращения. При введении в эв-
тектоидную сталь 0,3—0,7 % Мо с. р. умень-
шается до Ю"8— 10“э м/с. Величина АТтах
составляет 50 °C. На рис. 25.55 приведены
данные об изменении с. р. при перлитном пре-
вращении в зависимости от легирования. Сле-
дует отметить изменение зависимости с. р.
для молибденовых сталей (0,3 % Мо), свя-
занное, по-видимому, с изменением структуры
и состава карбидной фазы, образующейся при
превращении. Легирование никелем понижает
с. р. при относительно небольшой величине пе-
реохлаждения. Легирование‘кобальтом увели-
чивает с. р. и с. з. ц при перлитном превраще-
нии.
Влияние хрома и молибдена — уменьше-
ние с. р. и с. з. ц. при больших переохлажде-
ниях, смещение Ттах к меньшей величине пе-
10*
147
реохлаждения — позволяет заключить, что
уменьшается подвижность атомов, с переме-
щением которых связано перлитное превраще-
ние. Существенное значение при этом могут
иметь характеристики граничной диффузии ле-
гирующих Элементов.
На начальных стадиях распада аустенита
важное значение имеет с. з. ц. С этим, очевид-
но, связано влияние малых количеств примесей,
например бора, на кинетику превращений.
Рост плотности дислокаций и концентра-
ции вакансий (при пластической или ультра-
звуковой деформации) обусловливает увеличе-
ние обоих параметров превращения — с. з. ц.
и с. р. Превращение в этом случае начинается
не только по границам, но и в теле зерна.
Рис. 25.55. Изменение скорости роста перлита G в
зависимости от содержания легирующих [107]. Циф-
ры у кривых — температура, *С:
I — молибденовые стали; II — никелемарганцовые;
III — марганцовистые; IV — никелевые
Ранее (см. раздел 25.5.3) отмечалось, что
продолжительность инкубационного периода
перлитного превращения сильно увеличивается
при легировании Сг, Mo, W, Мп и Cr + N'i,
Cr+Ni+Mo и т. д. Предполагалось, что инку-
бационный период определяется очень малой
степенью распада аустенита, которая не обна-
руживается при измерениях, например магнит-
ным или дилатометрическим методом. Однако
исследования, проведенные методом ядериого
гамма-резонанса и акустическим [122, 123],
указывают на то, что в течение инкубационно-
го периода происходят процессы подготовки
(рис. 25.5.6), выражающиеся в изменении
взаимного распределения атомов различных
элементов и, вероятно, образовании зон, кла-
стеров. Эти зоны при дальнейшей выдержке
могут стать центрами зарождения. Оценка
энергии активации этого процесса для стали
45Х2Н4М дает величину около 210 кДж/моль,
что близко к энергии активации граничной
диффузии металлических атомов.
Имеющиеся данные о влиянии легирующих
элементов на параметры перлитного превра-
щения (с. з. ц. и с. р.), кинетику полиморфно-
го у-Mi-превращения, структуру и состав кар-
бидных фаз, продолжительность инкубационного
периода превращения (процессов подго-
товки) позволяют сделать некоторые заключе-
ния о причинах изменений кинетики перлитно-
го превращения при легировании. Они могут
быть обусловлены в зависимости от состава
стали различными факторами: уменьшением
скорости диффузии углерода в аустените;
скорости перемещения межфазной границы при
полиморфном у->а-переходе (она находится в
соответствии с граничной самодиффузией же-
леза); медленным перераспределением леги-
рующих элементов при процессах подготовки
превращения и образовании карбидной фазы.
В различных конкретных случаях то или иное
звено может ограничивать общую скорость
превращения. Легирование никелем, по-видимо-
му, влияет в первую очередь на с. з. ц. и с. р.
при малых переохлаждениях. Легирование ко-
бальтом приводит к уникальному эффекту ус-
корения перлитного превращения. Кобальт
повышает термодинамическую активность уг-
лерода и его диффузионную подвижность, уве-
личивает изменения свободной энергии при
аустенитном и перлитном превращениях, умень-
шает межпластиночное расстояние перлита.
Рис. 25.56. Зависимость прироста резонансной часто-
ты колебательной системы с образцом Д/к (1—5) и
доли перлита а (6) от времени изотермической вы-
держки при различных температурах, °C? 1, 6 — 600;
2 — 590; 3— 560; 4 — 550; 5—450. Сталь 45Х2Н4М [117]
Затруднение процессов диффузионного пе-
рераспределения углерода и легирующих эле-
ментов, а также «нормального* у—>-а-перехода
с понижением температуры приводит к подав-
лению перлитного превращения. При легиро-
вании карбидообразующими элементами воз-
никает температурная зона высокой устойчи-
вости переохлажденного аустенита. При даль-
нейшем понижении температуры начинается
промежуточное, бейнитное, превращение.
25.5.6. Свойства продуктов
феррито-перлитного превращения
Свойства а-фазы (феррита) зависят в первую
очередь от содержания в твердом растворе
углерода, легирующих элементов и величины
зерна. Зависимость предела текучести от кон-
центрации углерода приведена на рис. 25.57
[124]. Наиболее резкое увеличение предела те-
кучести наблюдается при повышении концент-
рации углерода от Ю“7 до I0-4—10“3%. Для
железа высокой степени чистоты <То,2 = 20—
30 МПа при содержании (C + N)10“3—
10-2 % — около 120—140 МПа. Такое влияние
малых примесей на сопротивление пластичес-
кой деформации связано с их сильным взаимо-
действием с дислокациями и закреплением по-
следних. Легирование кремнием и марганцем
вызывает заметное упрочнение феррита [60].
Заметное понижение критической температуры
хрупкости феррита при легировании никелем
связано с уменьшением энергии взаимодействия
148
дислокаций с атомами внедрения, а, возможно,
сопротивления кристаллической решетки дви-
жению дислокаций [125,126]. Зависимость пре-
дела текучести Оо,2 феррита от величины зерна
fa, МПа
Рис. 25.57. Зависимость предела текучести железа от
концентрации углерода {124}
Рис. 25.58. Зависимость предела текучести (сгВ2)
перлита от межпластиночвого расстояния ($0) для
стали с 0,8 % С [127]
зерна к другому. При уменьшении диаметра
зерна феррита от 500 до 1,5—2,0 мкм о0.2
возрастает от 100—120 до 450—500 МПа.
Прочность перлита зависит в решающей
степени от межпластиночного расстояния so
(рис. 25.58) [127]. Критическая температура
хрупкости понижается с уменьшением sQ; в
ряде работ установлено и существенное влия-
ние уменьшения размеров перлитной колонии.
25.6. ПРОМЕЖУТОЧНОЕ
(БЕЙНИТНОЕ) ПРЕВРАЩЕНИЕ
Промежуточное (бейннтное) превращение ау-
стенита развивается в интервале температур
между областями перлитного и мартенситного
превращений. Детальные исследования кине-
тики и микроструктуры продуктов этого пре-
вращения были начаты в 30-х годах Девенпор-
том и Бейном, а затем с большой обстоятель-
ностью проведены на сталях различного соста-
ва С. С. Штейнбергом [8], Вефером [10],
В. Д. Садовским [9] и др. Это превращение
получило в литературе различные наименова-
ния: в отечественной — промежуточное, бей-
нитное; в иностранной — Zwischenstufe (нем.);
bainite transformation, intermediate transforma-
tion (англ.). Превращение промежуточное не
только по области температур, в которой оно
развивается, но и по самому характеру, по-
скольку некоторые его особенности указывают
на определенную аналогию с перлитным пре-
вращением, а другие — с мартенситным пре-
вращением аустенита. Речь идет не только об
особенностях кинетики, но и фазового состава,
морфологии, структуры и субструктуры про-
Рис. 25.59. Изотермическое превращение в стали с 0,5 % С и 3 % Сг:
а — диаграмма превращения; б — изотермические кривые для температур промежуточной об-
ласти (<? — доля превращенного аустенита)
при отсутствии субструктуры выражается эм-
пирическим соотношением Холла—Петча: сго,2 =
= a0-f-M~1/2> гДе напряжение, необходимое
для поддержания скольжения в действующей
плоскости скольжения внутри зерна (напряже-
ние трения); k — постоянная, зависящая от
типа и состояния границ — их «проницаемо-
сти» для дислокаций; d — диаметр зерна; сла-
гаемое kd^'2, — напряжение, необходимое для
эстафетной передачи скольжения от одного
дуктов превращения, отличающихся от про-
дуктов перлитного и мартенситного превраще-
ний. Сочетание диффузионных и кооператив-
ных (мартенситных) процессов обусловливает
сложность превращения. Многие особенности
превращения проявляются по-разному в раз-
лично легированных сталях; при этом струк-
тура, образующаяся в результате превраще-
ния, также может существенно отличаться.
Наиболее четко основные характеристики пре-
149
вращения выражены в сталях, легированных
карбидообразующими элементами, в которых
температурная область превращений обособле-
на от областей перлитного и мартенситного
превращений (рис. 25.59).
25.6. L Кинетика промежуточного
превращения
Основные черты кинетики превращения заклю-
чаются в следующем:
1. В изотермических условиях превращение
начинается после некоторого инкубационного
периода. Существует С-образная зависимость
продолжительности этого периода от темпера-
туры, а также времени достижения определен-
ной доли превращения. Температура макси-
мальной скорости (минимальной продолжи-
тельности инкубационного периода) зависит
от состава стали. Превращение может быть
подавлено быстрым охлаждением.
2. Превращение при постоянной температу-
ре идет лишь до определенного предела и пре-
кращается при сохранении некоторой доли не-
превращенного аустенита. Степень его превра-
щения тем больше, чем ниже температура пре-
вращения. Температурная зависимость — важ-
ная характеристика промежуточного превра-
щения — и напоминает аналогичную зависи-
мость для мартенситного превращения. В от-
личие от перлитного превращения максималь-
ная скорость в изотермических условиях прихо-
дится на начальные стадии процесса (см.
рис. 25.59, б).
3. В легированных сталях, с четко выде-
ленной областью промежуточного превраще-
ния можно установить ее верхнюю температур-
ную границу — температуру (Ве).
4. Частичное превращение аустенита в
большинстве случаев понижает температуру
начала мартенситного превращения при даль-
нейшем охлаждении и увеличивает долю оста-
точного аустенита при комнатной температуре.
Промежуточное превращение аустенита
сопровождается образованием на полирован-
ной поверхности шлифа характерного игольча-
того рельефа, подобного мартенситному. Эта
особенность характерна для всех сталей, тогда
как особенности кинетики превращений в про-
межуточной области могут в зависимости от
легирования проявляться в той или иной мере
или вовсе не наблюдаться. Так, в сталях, ле-
гированных Сг и Si, изотермическое превраще-
ние останавливается по достижении опреде-
ленного предела при всех температурах пре-
вращения; в сталях, легированных Ni и Мп,
торможение превращения характерно лишь для
верхней части температурной области.
Температурная область промежуточного
превращения может не обособляться вследствие
наложения при постоянной температуре про-
межуточного и перлитного превращений (на-
пример, в углеродистых сталях и сталях, уме-
ренно легированных Ni, Si, Мп). Частичное
превращение аустенита в некоторых случаях
(стали с высоким содержанием углерода) по-
вышает температуру Мн непревращенной части
аустенита при охлаждении. При частичном
превращении доля остаточного аустенита часто
увеличивается лишь до определенного предела,
при большей продолжительности превращения
количество остаточного аустенита уменьшается.
Во многих легированных сталях после за-
вершения промежуточного превращения остав-
шаяся часть аустенита переходит в перлит
(рис. 25.60, а). При температурах ниже Мк
(при высоких температурах Мн) после завер-
шения мартенситной реакции происхо-
дит промежуточное превращение оставшей-
ся части аустенита (рис. 25.60, б).
Логарифм длительности выдержка
Рис. 25.60. Схема наложения промежуточного и пер-
литного (а), мартенситного и промежуточного (б)
превращений аустенита [17]
Легирующий
элемент, 7о
Рнс. 25.61. Влияние хрома, молибдена, вольфрама и
марганца на продолжительность инкубационного пе-
риода т при температуре минимальной устойчивости
аУстенита (а), на температуру t {б) и мак-
симальную скорость превращения и в промежуточ-
ной, области (в) [113]
Повышение температуры аустенитизации,
ведущее к росту зерна аустенита и увеличению
степени совершенства его внутренней структу-
ры, во многих случаях ускоряет промежуточ-
ное превращение [115]. «Подстуживание» в
области температур стабильности аустенита,
например в хромистых сталях, замедляет пре-
вращение по сравнению с высокотемператур-
ной аустенитизацией, что вероятно связано с
образованием ближнего порядка в аустените в
результате взаимодействия атомов углерода и
хрома [115].
Многие легирующие элементы увеличива-
ют продолжительность инкубационного перио-
да, понижают верхнюю границу (Бн), темпе-
ратуру максимума скорости превращения и
скорость промежуточного превращения. По
интенсивности воздействия (в убывающем по-
рядке) легирующие элементы располагаются
следующим образом: Мп, Сг, Ni, SL Легиро-
вание молибденом и вольфрамом сравнительно
слабо влияет на кинетику превращения
(рис. 25.61) [ИЗ]. Выдержка в течение вре-
мени, составляющего доли инкубационного пе-
риода перлитного превращения, ускоряет по-
следующее промежуточное превращение [122].
25.6.2. Морфология, тонкая структура
бейнита и кристаллогеометрия
превращения
По особенностям микроструктуры различают
верхний и нижний бейнит (рис. 25.62). Верхний
бейнит характеризуется группами тесно примы-
кающих друг к другу сравнительно светлых пла-
Рис. 25.62. Электронные микрофотографии верхнего
(а} и нижнего (б) бейнита. Х24000
нок а-фазы (толщина < 1 мкм, ширина 5—
10 мкм, длина 10—50 мкм), на фоне которых на-
блюдаются вытянутые карбидные частицы.
Электронно-микроскопическое исследование по-
казывает, что планки состоят из более мелких
элементов структуры, ширина которых примерно
на порядок меньше. Строение нижнего бейнита
подобно мартенситу отпуска: в основном ин-
дивидуальные пластины (иглы); внутри пла-
стин а-фазы распределены одинаково ориенти-
рованные карбидные частицы, ориентировка
которых не совпадает с длинной осью кристал-
ла а-фазы. Плотность дислокаций в кристал-
лах а-фазы верхнего и нижнего бейнита срав-
нительно высока [6].
В работе [128] предполагается, что крис-
таллы а-фазы бейнита растут дискретно путем
последовательного роста отдельных субединиц.
В то же время исследования с помощью
высоковольтного электронного микроскопа
указывают на непрерывный рост.
Рентгенографические исследования позво-
лили установить соотношения кристаллических
решеток а-фазы бейнита и аустенита [129].
Их взаимные ориентировки (111)? 11(011) а
[112]v ||[011]а почти не отличаются от соотно-
шения ориентировок аустенита и мартенсита.
В каждом кристалле нижнего бейнита цемен-
титные выделения ориентированы одинаково:
[100] ц|| <0’11 > а; [010] ц|| < 111 >а; [001] ц||
<211>а [130].
В сталях с 1,5—2,0 % Si при некоторых
температурах верхней ветви промежуточного
превращения образуется структура, состоящая
из кристаллов а-фазы и остаточного аустенита
[12]. В стали с 1 % С и 7 % А1 при темпера-
турах 240—260 °C образуется такая же струк-
тура. Карбидные выделения отсутствуют (ис-
следование методами электронной микроскопии
и дифракции) [131].
25.6.3. Гамма-альфа-переход
при промежуточном превращении
При промежуточном превращении аустенита
образуется характерный рельеф на полирован-
ной поверхности шлифа; выделение доэвтекто-
идного полиэдрического феррита или а-фазы
перлита не вызывает появления рельефа [132].
На рис. 25.63 представлен рельеф на по-
верхности стали с 0,98 % С и 3,15 % Сг, обра-
зовавшийся в процессе промежуточного пре-
вращения при 300 °C. Отчетливо виден рост
отдельных пластин с течением времени, на-
пример кристаллов Л 2, 3, 4. При выдержке
этой стали в перлитной области (650 °C)
10 мин (время, достаточное для полного пре-
вращения) рельеф не возникал, как и при по-
следующем охлаждении до комнатной темпе-
ратуры. Аналогичные результаты получены и
при других температурах в промежуточной
области при исследовании сталей, легирован-
ных хромом, никелем, молибденом, алюминием
[132, 12]. Рельеф возникал и на поверхности
шлифа углеродистой стали (1,6% С). После
закалки сталь содержала 60 % остаточного
аустенита. Отпуск при 350 °C вызывал обра-
зование рельефа в результате промежуточного
превращения остаточного аустенита.
Образование рельефа на поверхности от-
личает упорядоченные, кооперативные, мартен-
ситные превращения от неупорядоченных. Мар-
тенситный механизм у->а-перехода характерен
для промежуточного превращения аустенита.
Об этом свидетельствует и высокая плотность
дислокаций в a-фазе бейнита.
151
Наблюдения возникновения и развития
микрорельефа позволили установить темпера-
турную область промежуточного превращения
аустенита в эвтектоидной углеродистой стали,
не обособляющуюся от перлитной на диаграм-
ме изотермического превращения аустенита; в
ное превращение развивается лишь до опре-
деленной степени, а затем протекает перлит-
ное превращение (не сопровождающееся воз-
никновением рельефа). Степень промежуточ-
ного превращения растет с понижением тем-
пературы [132].
Рис. 25.63. Образование микрорельефа на поли-
рованной поверхности образцов (сталь с 0,98% С
и 3.15% Сг) при промежуточном превращений
аустенита; /пп =300 °C; время превращения
Тпр=8 (а); 12 (б); 22 (в); 36 (г); 50 (д) мин
Х230 («Л. И. Коган)
углеродистой, нелегированной стали не обна-
руживается и такой признак промежуточного
превращения, как самоторможение превращения
при постоянной температуре.
На рис. 25. 64 приведена диаграмма изо-
термического превращения аустенита сталей с
0,9 % С после аустенитизации при 1150 °C в
течение 1.5 мин. По возникновению рельефа
установлена верхняя температурная граница
промежуточного превращения стали ~530 —
540 °C. В интервале 530—470 °C промежуточ-
Верхняя температура промежуточного пре-
вращения (Бн) во многих сталях близка к
температуре мартенситного полиморфного пре-
вращения у->а. Например, температура Мл
для стали с 0,04 % С и 4 % Сг около 500 ОС„
а температура Бн стали с 0,35 % С и 4 % Сг
примерно 470-Г-4800 С [12].
Исследования рельефа указывают на мед-
ленный рост кристаллов а-фазы при промежу-
точном превращении. На рис. 25. 65 приведена
зависимость изменения длины и ширины крис-
таллов a-фазы в стали с 0,7 % С и 3,3 % Сг
при 350 °C. Скорость роста кристаллов а-фазы
в поперечном направлении в 10—20 раз мень-
ше, .чем в продольном [133]. В табл. 25.5 при-
ведены результаты измерений скорости роста
кристаллов a-фазы бейнита углеродистой и
некоторых легированных сталей. Величина энер-
гии активации, роста кристаллов a-фазы ниж-
него бейнита находится в пределах 50—
85 кДж/моль.
Секунды Ламуты
Время
Рис. 25.64. Диаграмма изотермического превращения
аустенита стали с 0,9 % С. Кривые начала и конца
превращения определены магнитометрическим мето
дом. Заштрихована область промежуточного превра-
щения, определенная по возникновению рельефа [132]
Рис. 25.65. Рост кристаллов a-фазы в торцовом (/)
и боковом (2) направлениях. Превращение стали с
0,7 % С и 3,8 % Сг при 350 °C [133]: I — длина кри-
сталла; b — толщина
Малая скорость роста кристалла а-фазы
бейнита позволяет предполагать, что она оп-
ределяется диффузионным отводом углерода
от растущего кристалла в окружающий аусте-
нит [134]. Это справедливо, если рост кристал-
лов a-фазы непрерывный; если же рост явля-
ется результатом отдельных, дискретных скач-
ков, скорость роста может определяться и
другими релаксационными процессами [12, 128].
Малая по сравнению с энергией активации
диффузии углерода в аустените величина энер-
гии активации роста кристаллов a-фазы бей-
нита объясняется в [135] на основе предполо-
жения, что отвод углерода от фронта расту-
щего кристалла в аустенит осуществляется
«дрейфом» атомов углерода в поле напряже-
ний в условиях их замедленной релаксации.
Различные кристаллы a-фазы бейнита рас-
тут со скоростью, зависящей от кристаллогра-
фического направления. В направлении [110]?
скорость роста максимальна [136].
Влияние! легирующих элементов на скорость
роста кристаллов a-фазы бейнита может быть
связано со смещением температурного интер-
вала превращения к более низким температу-
рам, с изменением подвижности атомов угле-
рода и градиентов концентрации у границы
А—Ф. Повышение отношения концентраций
хрома и углерода, например в аустените, мо-
жет обусловить полное подавление бейнитно-
го превращения; при этом резко понижается
подвижность углерода [134].
ТАБЛИЦА 25.5
СКОРОСТЬ РОСТА КРИСТАЛЛОВ а-ФАЗЫ
ПРИ ПРОМЕЖУТОЧНОМ. ПРЕВРАЩЕНИИ’
АУСТЕНИТА [12]
Состав стали Скорость роста, м/с, при темпера- туре
350 °C 300 °C | 250 °C
0,9 % С 3- Ю-7 1,5-10—7 5,2-10-*
1 % С; 0,5 % Мо — 3,7-10-* 5,0-10—*
0,9 % С; 2 % Si 7- Ю“8 5,3-10-* 2-10-*
0,7 % С; 3 % Ni 4-10—8 1,5 10—« 1 10-*
25.64. Перераспределение углерода
и состав фаз, образующихся
при промежуточном превращении
Состав и структура карбидных фаз. В углеро-
дистых и легированных сталях при температу-
рах образования верхнего бейнита возникает
цементит (Fe3C). Это справедливо и в тех
случаях, когда при легировании стали хро-
мом, молибденом, вольфрамом (и соответст-
вующем содержании этих элементов) при пер-
литном превращении возникают специальные
карбиды [Сг7С3; Сг2зС6(Ре, Мо, Ш)2зС6 и др.].
Содержание легирующих элементов в цемен-
тите бейнита приблизительно равно средней
концентрации их в стали [12]. Независимо от
путей образования цементита (из аустенита
или a-фазы), это указывает на практическое
отсутствие диффузионного перераспределения
легирующих элементов при промежуточном
превращении. Некоторое обогащение цементи-
та легирующими карбидообразующими элемен-
тами наблюдается иногда при наиболее высо-
ких температурах промежуточной области и
может рассматриваться как вторичный про-
цесс (перераспределение легирующих элемен-
тов между a-фазой и цементитом).
Изотермическое превращение при температу-
рах нижней ветви промежуточной области, по
крайней мере в некоторых сталях, сопровож-
дается образованием е-карбида с г. п. у. ре-
шеткой. В стали 40ХГСН2М превращение при
260—300 °C привело к образованию выделе-
ний е-карбида, расположенных под углом к
габитусной плоскости кристалла a-фазы и име-
ющих форму игл с осью [Ю0]а толщиной
—0,01 мкм и длиной 0,2—0,3 мкм. В каждом
кристалле a-фазы бейнита в этом случае на-
блюдается лишь одна ориентировка е-карбида.
При кратковременном нагреве до 550 °C (зо-
на устойчивости переохлажденного аустенита)
происходит частичное растворение е-карбида
153
без выделения более стабильного цементита.
После такой обработки структура стали пред-
ставляет собой смесь а-фазы и небольшого
количества обогащенного углеродом остаточно-
го аустенита. Это свидетельствует о мета ста-
бильности е-карбида [137]. В некоторых ста-
Рис. 25.66. Изменение периода решетки остаточного
аустенита в результате частичного промежуточного
превращения в стали с 0,6 % С и 3,6 % Сг(/П1> =
=300 °C) (12): *
1 — кинетика превращения; 2 — величина периода ре-
шетки аустенита после превращения и охлаждения
его до комнатной температуры
Минуты Уосы
Время
Рис. 25.67. Изотермическое превращение аустенита в
стали 48Г4 [12}:
а — диаграмма превращения; б—изотермическая кри-
вая при 275 °C (/) и изменение периода решетки
остаточного аустенита (2)
лях, легированных, например, 2 % Si или 7 %
AJ, карбидные фазы при определенных темпе-
ратурах промежуточного превращения вовсе
не возникают.
Изменения состава аустенита при промежу-
точном превращении. Рентгенографические из-
мерения показали, что при частичном проме-
жуточном превращении аустенита различно
легированных сталей наблюдаются значи-
тельные изменения периода кристаллической
решетки непревращенной части аустенита; оз-
начающие изменение содержания углерода в
ней [12]. В зависимости от исходного содер-
жания углерода и легирующих элементов, а
также от температуры превращения отмечает-
ся и различный характер этих изменений [12,
6].
Изменения периода решетки остаточного аус-
тенита после частичного промежуточного пре-
вращения и охлаждения до комнатной темпе-
ратуры для стали с 0,6 % С и 3,6 % Сг пред-
Рис, 25.68. Изменение периода решетки остаточного
аустенита в результате промежуточного превращения
(*пр=300 *С) в стали с 0,6 % С и 2,3 % Si [18]
Минуты Часы
Время
Рис. 25.69. Изменение периода решетки аустенита
стали 42ХГС2 в процессе промежуточного превраще-
ния при разных температурах (высокотемпературная
рентгеносъемка) [138]
ставлены на рис. 25.66, на рис. 25.67 — для
стали с 0,5 %, С и 4 % Мп и на рис. 25.68 —
для стали с 0,6 % С и 2 % Si.
Приближенная оценка указывает на повы-
шение содержания углерода в остаточном аус-
тените на 0,3—0,4 % в первых двух и на 0,9—
1 % в третьей стали. В стали 40ХГС2 (0,4 % С;
1,4 % Сг; 1,25 % Мп; 2,2 % Si) изменения
периода решетки аустенита исследованы не-
посредственно в процессе промежуточного пре-
вращения методом высокотемпературной рент-
геносъемки; установлено значительное увели-
чение периода решетки непревращенной части
аустенита (рис. 25.69) [138].
Из рис. 25.70 следует, что увеличение перио-
да решетки аустенита стали с 1 % С и 2 %' Si
при одинаковой степени промежуточного пре-
вращения (~75%) тем больше, чем выше тем-
пература превращения.
154
Повышение содержания углерода в остаточ-
ном аустените в результате промежуточного
превращения показано и с помощью рентге-
новского микроанализатора. В стали, содер-
жащей 0,15—0,18 % С; 1 % Мп; 0,3 % Мо;
Рис. 25.70. Зависимость периода решетки остаточного
аустенита в стали с 1 % С и 2 % Si от температуры
изотермического превращения в промежуточной об-
ласти (для 75 %-ного превращения) [12]
Рис. 25.71. Кинетика превращения аустенита (/). из-
менение количества остаточного аустенита (2) и пе-
риода решетки остаточного аустенита (5) после изо-
термической выдержки и охлаждения до комнатной
температуры. Сталь 60С2 [139]
Рис. 25.72. Кинетика превращения аустенита и из-
менение периода решетки остаточного аустенита
</пр=300 °С). Сталь с 0.6 % С я 6% Ni [12]
0,7 % Сг и 0,03 % Nb, замедленное охлажде-
ние в интервале температур промежуточного
превращения привело к повышению содержа-
ния углерода в остаточном аустените до 0,5—
1 %. В стали 15ХНМРА (ОД % С; 1,05 % Мп;
0,44 % Si; 0,6 % Сг; 0,6 % Ni; 0,4 % Мо;
0,11 % V; 0,005 % В) в результате 50 %
превращения при 450—500 °C увеличение перио-
да решетки остаточного аустенита соответст-
вовало повышению концентрации углерода на
0,6 %.
В стали с 0,6 % С и 2 % Si при относи-
тельно высоких температурах промежуточного
превращения (400—450 °C) с увеличением
продолжительности изотермической выдержки
после некоторой остановки превращение аусте-
нита возобновляется, доля остаточного аусте-
Ркс. 25.73, Схема изменения концентрации углерода
в аустените при изотермическом промежуточном
превращении [12]
нита и период решетки уменьшаются
(рис. 25.71). Это свидетельствует о выделении
карбидов из аустенита [139]. В стали с 0,5—
0,6 % С и 5—8 [%: Ni начальные стадии пре-
вращения при 450—500 °C сопровождаются
увеличением периода решетки остаточного
аустенита, а при дальнейшем увеличении про-
должительности выдержки период решетки
уменьшается (рис. 25.72) [12].
В высокоуглеродистых сталях с содержанием
1,44 % С и 3 .% Сг или 1,18 % С и 3,5 Мп
изотермическая выдержка при температурах
промежуточного превращения сопровождает-
ся резким уменьшением периода решетки аусте-
нита (определения проводили рентгенографи-
ческим методом непосредственно при темпера-
турах превращения), что соответствовало по-
нижению содержания углерода в аустените на
0,4 %. Эти изменения совпадали по времени с
резким уменьшением объема (дилатометриче-
ские измерения) и связаны, следовательно, с
выделением карбидов из аустенита.
В стали 98X3 средний период решетки оста-
точного аустенита практически не изменялся в
процессе промежуточного превращения.
Таким образом, промежуточное превращение
аустенита связано с процессом перераспреде-
ления углерода. Характер этих процессов за-
висит от состава стали, температуры и продол-
жительности превращения. В большинстве кон-
струкционных сталей, превращение сопровож-
дается повышением содержания углерода в
аустените (рис. 25.73, кривая /); во многих
случаях с дальнейшим увеличением продолжи-
тельности изотермической выдержки наблюда-
ется уменьшение периода решетки аустенита,
связанное с выделением карбидов из аустени-
та (рис. 25,73, кривая 2); в сталях с высоким
содержанием С карбидная фаза из аустенита
выделяется уже на начальных стадиях пре-
вращения (рис. 25.73, кривая 3), В некоторых
сталях (0,8—0,9 % С и 3—4 % Сг) сущест-
155
венных изменений периода решетки аустенита
в ходе промежуточного превращения не наблю-
дается. Возможно это связано с одновремен-
ным протеканием процессов обогащения оста-
точного аустенита углеродом и выделения кар-
бидной фазы из аустенита. .
Приведенные данные позволяют заключить,
что при промежуточном превращении затруд-
няется непосредственное образование карби-
дов из аустенита и в большинстве случаев
преобладает кинетически более выгодный про-
цесс— обогащение остаточного аустенита уг
леродом, не требующий столь значительной
дифференциации по углероду. Возможность
выделения карбидов из обогащенной углеро-
дом непревращенной части аустенита возрас-
тает при легировании в такой последователь-
ности: Si-^Mn->Cr->Ni.
В течение инкубационного периода проме-
жуточного превращения не происходит изме-
нений периода решетки аустенита. Однако аку-
стические измерения показывают, что при этом
происходит подготовка превращения, связан-
ная с диффузионным перераспределением уг-
лерода в аустените [123].
Частичное превращение аустенита в проме-
жуточной области подавляет в известной мере
превращение при более низких температурах и
понижает температуру Мн остаточного аусте-
нита. Значительное увеличение доли остаточ-
ного аустенита при этом связано с обогаще-
нием его углеродом в процессе промежуточно-
го превращения. Остаточный аустенит крайне
неоднороден по содержанию углерода и при
последующем (после промежуточного превра-
щения) охлаждении может частично превра-
щаться в мартенсит. В структуре некоторых,
преимущественно малоуглеродистых легирован-
ных сталей в результате этого наблюдаются
«островки», состоящие из остаточного аусте-
нита и мартенсита с повышенным по сравнению
со средним содержанием углерода [94]. Та-
кую структуру иногда называют гранулярным
бейнитом [140].
Состав а-фазы, образующейся'при промежу-
точном превращении. Определение концентра-
ции углерода в a-фазе, образующейся при
промежуточном превращении, — весьма труд-
ная задача, так как вслед за ее образованием
может немедленно происходить распад пере-
сыщенного твердого раствора или дальнейший
переход атомов углерода из а-фазы в аусте-
нит. Электронно-микроскопические исследова-
ния показывают, что отпуск после промежу-
точного превращения приводит к образованию
тем большего числа карбидных частиц внутри
кристаллов а-фазы, чем ниже температура пре-
вращения [130]. Это свидетельствует, очевид-
но, о том, что концентрация углерода в а-фазе
тем выше, чем ниже температура превращения.
Это следует также из того, что при одинаковой
степени превращения содержание углерода в
аустените тем больше, чем выше температура
превращения (см/рис. 25.70). Непосредствен-
ные исследования кристаллической структуры
а-фазы, образующейся при промежуточном
превращении (250—300 °C), проведенные рент-
генографическим методом на монокристаллах
сталей с 1 % С и 1,4 % Сг и 1,2 % С и 2 %
Мо, показали тетрагональность с отношением
осей с/а, равным 1,006 и 1,008 [12]. Интерфе-
ренционные линии а-фазы бейнита сильно раз-
156
мыты. В стали с 0,23 % С; 2,1 % Si; 2,9 % Мп;
1,8 % Ni; 1,8 Сг и 1,5 % V (легирование
способствовало повышенной устойчивости про-
тив отпуска), как показали рентгенографиче-
ские исследования, при температуре превра-
щения 250—350 °C в a-фазе содержится
0,16—0,1 % С [12].
25.6.5. Влияние внешних воздействий
на кинетику промежуточного
превращения
Приложение напряжений, превышающих* зна-
чения предела текучести аустенита, вызывает
значительное ускорение промежуточного пре-
вращения аустенита. При 300 °C в стали с
0,8 % С и 4 % Сг 5 %, аустенита превращает-
ся за 20 мин; если же превращение происхо-
дит под нагрузкой 600 МПа (выше предела те-
кучести аустенита при этой температуре) время
5 %-ного превращения сокращается до 5—
7 мин. Аналогичное влияние оказывает и пред-
варительная пластическая деформация при
температурах превращения [12].
Рис. 25.74. Влияние высокотемпературной деформа-
ции на кинетику промежуточного превращения аусте-
нита:
а — сталь 40Х2Г2Р; б — 60ХНМ; в — 45Н5; 1 — бе&
деформации: 2 — 25 %-ная деформация при 800 “С
(115, 116]
Высокотемпературная пластическая дефор-
мация (при температурах стабильности аусте-
нита) приводит во многих случаях к замедле-
нию (торможению) промежуточного превраще-
ния [115, 116]. Так, в стали с 0,4 % С; 1 % Si;
1 Сг и 5 % Ni деформация при 800 °C (сте-
пень деформации 15 %) увеличивает продол-
жительность превращения 2 % аустенита при
380 °C в 8 раз, от 50 до 410 мин. Торможение
ослабляется по мере повышения температуры
превращения и часто при более высоких тем-
пературах наблюдается ускорение превращения
(рис. 25.74). Температуры перехода от тормо-
зящего к ускоряющему действию для стали
50ХНМ 380 °C, для 35ХГ2МР 450 °C. Легиро-
вание никелем вызывает ускорение превраще-
ния после высокотемпературной пластической
деформации почти во всем температурном ин-
тервале промежуточной области. Торможение
бейнитного превращения ‘после высокотемпе-
ратурной пластической деформации аустенита
может быть связано с образованием полиго-
нальной субструктуры аустенита, затрудняю-
щим сдвиговый у->а-переход, и с замедлением
диффузионного перераспределения углерода,
обусловленным взаимодействием атомов угле-
рода с дислокациями. Легирование элементами,
понижающими термодинамическую активность
углерода в аустените (Сг, Мп, Мо), усиливает
эффект торможения, а легирование Ni, повы-
шающим активность, ускоряющим диффузию
углерода, ослабляющим взаимодействие дис-
локаций с атомами углерода, обусловливает
ускорение бейнитного превращения после вы-
сокотемпературной деформации.
Ультразвуковая деформация стабильного и
мет'астабильного аустенита обусловливает зна-
чительное ускорение промежуточного превра-
щения вследствие повышения концентрации
дислокаций и вакансий и ускорения диффузии
1:141].
На рис. 25.75 показано влияние ультразвуко-
вого воздействия при температуре аустенити-
Рис. 25.75. Зависимость твердости (/, 2), количества
бейнита (3. 4) от амплитуды ультразвуковых дефор-
маций &т стали 30ХГСН2А:
1.3 — воздействие ультразвука в процессе аустенити-
зации при 850 °C в течение 10 мин и изотермическая
выдержка при 350 °C в течение 4 мин, охлаждение в
воде; 2—4 — то же, но в процессе бейнитного прев-
ращения при 350 °C в течение 2 мин [117]
зации (850 °C) и при температуре промежуточ-
ной области (350 °C) на кинетику промежуточ-
ного превращения. Из рис. 25.75 следует, что
ускорение превращения наблюдается при коле-
баниях с амплитудой деформации выше неко-
торой пороговой величины. Эффект ускорения
проявляется в большей мере с повышением
температуры, при которой осуществляется
воздействие.
Высокие гидростатические давления (до
2 ГПа) существенно смещают С-образную кри-
вую промежуточного превращения в сторону
увеличения времени выдержки. Это смещение
больше, чем в области перлитного превраще-
ния. Торможение промежуточного превращения
под давлением может быть связано с пониже-
нием температуры начала превращения и
уменьшением движущей силы превращения, а
также с понижением подвижности углерода
[119].
25.6.6. О механизме
промежуточного превращения
Анализ имеющихся экспериментальных данных
показывает, что наиболее общей чертой про-
межуточного превращения аустенита является
кооперативный, мартенситный механизм у-нх-
перехода. Об этом свидетельствует образова-
ние характерного микрорельефа в процессе
превращения, остаточная тетрагональность
кристаллической решетки, дислокационная
субструктура а-фазы бейнита.
Неотъемлемым элементом промежуточного
превращения аустенита является также диф-
фузионное перераспределение углерода. Харак-
тер этого процесса зависит от состава стали
(содержание углерода и легирующих элемен-
тов), температуры и продолжительности пре-
вращения. У многих сталей в ходе превраще-
ния существенно увеличивается период кри-
сталлической решетки аустенита, что свиде-
тельствует о повышении содержания углерода
в аустените. При промежуточном превращении
аустенита затрудняется непосредственное об-
разование карбидов из аустенита. Реализуется
в первую очередь кинетический более выгод-
ный процесс отвода углерода в остаточный
аустенит. Легирующие элементы, особенно
сильно затрудняющие образование карбидной
фазы (Si, Al), способствуют резкому обогаще-
нию остаточного аустенита углерода. Наблю-
дающееся в ряде случаев уменьшение периода
решетки аустенита с ростом продолжительно-
сти выдержки при повышенных температурах
превращения или в высокоуглеродистых леги-
рованных сталях указывает на возможность
непосредственного выделения карбидов из
аустенита.
Малая скорость роста кристаллов а-фазы и ’
диффузионное перераспределение углерода в
ходе превращения позволяют предполагать,
что скорость роста определяется скоростью от-
вода углерода от растущего кристалла на его
фронте как процесса, приводящего к релакса-
ции внутренних напряжений. Понижение кон-
центрации углерода перед фронтом растуще-
го кристалла а-фазы и релаксация напряже-
ний обеспечивают возможность мартенситного
у-юь-перехода при превращении аустенита
в промежуточной области.
Таким образом, промежуточное (бейнит-
ное) превращение аустенита — это превраще-
ние особого типа, при котором мартенситное
полиморфное у->а-превращение и диффузион-
ное перераспределение углерода взаимосвяза-
ны. Такое превращение, по-видимому, специ-
фическое для сплавов, содержащих элементы
с резко различной диффузионной подвижностью
(в стали — железо и углерод). Это вызывает
при относительно низких температурах проте-
157
каиие превращения, в котором сочетаются ко-
оперативные перемещения атомов матрицы с
диффузионным перераспределением атомов уг-
лерода.
Другие процессы, наблюдающиеся в опреде-
ленных условиях, — непосредственное выделе-
ние карбидов из аустенита и а-фазы — приво-
дят к существенным изменениям структуры и
свойств продуктов превращения, но с точки
зрения механизма превращения эти процессы
вторичные. Структура стали в результате про-
межуточного превращения в наиболее общем
случае может состоять из мартенситной а-фа-
зьт, более или менее пересыщенной углеродом,
остаточного аустенита с концентрацией углеро-
да, отличной от средней, карбидных частиц,
возникших в результате как непосредственного
выделения из аустенита, так и распада а-фазы.
Понижение скорости диффузии легирующих
элементов и углерода, а также скорости пере-
мещения межфазной границы у/а затрудняет
перлитное превращение при понижении темпе-
ратуры: возникает зона высокой устойчивости
переохлажденного аустенита. При дальнейшем
понижении температуры превращение аустени-
та может вновь протекать с большей скоростью
в связи с изменением механизма. Полиморф-
ное у-^а-превращение является при этом ко-
оперативным, мартенситным. Перераспределе-
ние легирующих элементов исключается. Пони-
жение скорости диффузии углерода затрудня-
ет непосредственное выделение карбидов из
аустенита, происходит кинетически более вы-
годный процесс отвода углерода от фронта
растущего кристалла а-фазы в аустенит. Так
реализуется переход от перлитного к проме-
жуточному превращению, обусловливающий во
многих случаях разграничение перлитной и
промежуточной областей на диаграммах изо-
термического превращения аустенита.
Легирование может приводить к увеличению
продолжительности инкубационного периода и
понижению скорости промежуточного превра-
щения. Легирующие элементы могут заметно
смещать температурную область промежуточ-
ного превращения к более низким температу-
там, понижать диффузионную подвижность уг-
лерода в аустените, изменять градиенты кон-
центрации углерода на межфазных границах
А—Ф и Ф—К.
25.6.7. Свойства продуктов
промежуточного превращения
Основные факторы, определяющие прочность
бейнита, — величина Кристалов а-фазы, дисло-
кационная субструктура, содержание углеро-
да в a-фазе, форма и распределение карбид-
ных частиц. С понижением температуры пре-
вращения размер кристаллов а-фазы уменьша-
ется, плотность дислокаций возрастает, содер-
жание углерода в a-фазе повышается, карбид-
ные частицы распределяются преимущественно
внутри кристаллов а-фазы. Все это обусловли-
вает рост предела текучести; однако раздельная
оценка вклада этих факторов затруднительна,
тем более что неполнота промежуточного пре-
вращения приводит к сохранению некоторой
доли непревращенного аустенита, обогащенного
углеродом, который при охлаждении частично
превращается в мартенсит. При наиболее вы-
соких температурах промежуточного превра-
158
щения, особенно в малоуглеродистых сталях,
образуется мартенситная a-фаза с низким coj
держанием углерода и относительно высокой
плотностью дислокаций 1010 см-2. В этом слу-
чае наблюдается линейная зависимость О0.2 от
размеров зерна кристаллов а-фазы. В сопро-
тивление деформации нижнего бейнита су-
ществен вклад со стороны карбидных частиц,
выделяющихся внутри кристаллов а-фазы.
Изотермическая закалка с образованием струк-
туры нижнего бейнита во многих случаях при-
водит к повышению конструктивной прочности.
Это особенно проявляется в сталях, содержа-
щих кремний, когда в результате превращения
образуется смесь а-фазы и остаточного аусте-
нита, обогащенного углеродом, без выделения
карбидов.
Превращение аустенита, приводящее к час-
тичному образованию в структуре закаленной
стали верхнего бейнита, приводит к резкому
понижению механических свойств и особенно
сопротивления хрупкому разрушению после от-
пуска в широком диапазоне температур.
25.6.8. Превращения аустенита
при непрерывном охлаждении
Для решения практических вопросов термиче-
ской обработки стали во многих случаях не-
обходимы сведения о влиянии скорости не-
прерывного охлаждения на протекание превра-
щений аустенита и результаты превращений,
т. е. структуру стали. Предпринимались по-
пытки установить расчетным путем связь меж-
ду кинетикой превращений аустенита в изо-
термических условиях и при непрерывном ох-
лаждении. При этом исходили из представле-
ния об аддитивности процессов превращения
аустенита при различных температурах. При-
нималось, что выдержка переохлажденного
аустенита при определенной температуре со-
ставляет определенную долю инкубационного
периода. Удовлетворительное совпадение рас-
четных и экспериментальных данных наблюда-
ется лишь в том случае, если при непрерывном
охлаждении происходит только перлитное пре-
вращение. Однако если перлитному превраще-
нию предшествует выделение доэвтектоидного
феррита или если происходит и перлитное, и
промежуточное превращения, расчетные дан-
ные расходятся с экспериментальными. Основ-
ные причины этого расхождения заключаются
в следующем: 1) выдержка аустенита в тече-
ние времени, составляющего доли инкубаци-
онного периода, вызывает ускорение последу-
ющего промежуточного превращения вследст-
вие протекания подготовительных процессов
[122]; 2) выделение значительной доли доэв-
тектоидного феррита изменяет состав аустени-
та и обусловливает задержку последующего
промежуточного превращения; 3) частичное
превращение аустенита в промежуточной об-
ласти (по крайней мере, в среднеуглеродистых
легированных сталях) понижает скорость это-
го превращения при более низких температу-
рах и увеличивает количество остаточного
аустенита вследствие перераспределения угле-
рода и обогащения непревращенной части аус-
тенита углеродом; 4) изменение скорости ох-
лаждения в мартенситной области различным
образом влияет на стабилизацию аустенита.
А. В. Лопатин и А. В. Прохоров [142] пред-
ложили в 1941 г. метод построения термокине-
тических диаграмм превращений аустенита при
непрерывном охлаждении. Этот метод был
развит в многочисленных работах отечествен-
ных и зарубежных исследователей. При по*
строении диаграмм наносят экспериментальные
(например, дилатометрические или термичес-
кие) кривые охлаждения в координатах тем-
пература— логарифм времени. Соединение то-
чек, соответствующих началу и концу превра-
щения, позволяет ограничить отдельные облас-
ти превращений (феррито-перлитного, проме-
Рис. 25.76. Диаграмма превращения аустенита стали
20ХМ (0,23 % С; 0,7 % Мп; 0,0 % Сг; 0,4 % Мо) при
непрерывном охлаждении [17]. А, Ф, 17, М — области
образования аустенита, феррита, перлита и мартен-
сита. Цифры у кривых, ограничивающих области
превращений — доля соответсвующей структурной
составляющей 8 %
жуточного, мартенситного). После охлаждения
определяются твердость и микроструктура
стали. Для более четкого разграничения от-
дельных областей охлаждение некоторых об-
разцов прерывают при определенной темпера-
туре закалкой и такие образцы подвергают
металл огр а фическому исслед ов анию.
Диаграмма превращения аустенита конст-
рукционой легированной стали при непрерыв-
ном охлаждении приведена на рис. 25.76 [17].
Снижение температур начала мартенситного
превращения при сравнительно низких скоро-
стях охлаждения объясняется изменением со-
става непревращенного аустенита в результате
частичного промежуточного превращения. По
термокинетическим диаграммам оказывается
возможным определить критическую скорость
охлаждения при закалке, а также скорость
охлаждения, необходимую для завершения,
например, феррито-перлитной реакции при от-
жиге, или оценить вероятную структуру в раз-
личных сечениях стальных изделий и т. д. Тер-
мокинетические диаграммы могут иметь суще-
ственное практическое значение и при разра-
ботке режимов контролируемой прокатки.
25.7. ОТПУСК ЗАКАЛЕННОЙ
СТАЛИ
25.7.1. Общая картина процессов
отпуска
Отпуск—термическая обработка закаленной
стали, которая заключается в нагреве ее до
температур ниже критической точки Act, вы-
держке при этой температуре и последующем
охлаждении. Основная цель отпуска повы-
шение пластичности и вязкости стали, сниже-
ние склонности к хрупкому разрушению, а так-
же общая стабилизация структуры стали. Из-
менения режима отпуска — температуры, вре-
мени выдержки и во многих случаях скорости
охлаждения — приводят к различным сочета-
ниям основных свойств стали. У конструкцион-
ных сталей закалка на мартенсит и последую-
щий отпуск обеспечивают оптимальные комби-
нации характеристик прочности и пластичности.
Уже в работах Д. К. Чернова высказыва-
лось предположение, что изменение свойств
при отпуске закаленной стали связано с пере-
группировкой атомов [1]. Длительное время
исследовали лишь изменения микроструктуры
и различных свойств при отпуске: отмечалось
усиление травимости при отпуске до 400 °C,
изменение объема, магнитной индукции, элек-
тросопротивления и механических свойств.
Дилатометрическое исследование отпуска вы-
сокоуглеродистой стали привело к установле-
нию трех температурных интервалов наиболее
значительных изменений: уменьшение длины в
интервале 70—150 °C, увеличение длины при
150—300 °C и уменьшение длины в интервале
300—350 °C. Соответствующие превращения
при отпуске с тех пор называют первым, вто-
рым и третьим. Из данных об изменениях раз-
личных свойств при отпуске следовало заклю-
чение, что первое и третье превращения свя-
заны с изменениями состояния мартенсита, а
второе (увеличение объема, рост магнитной
индукции) — с распадом остаточного аусте-
нита.
В выяснении сущности процессов отпуска
важнейшую роль сыграло применение методов
рентгеноструктурного анализа. Оно позволило
установить общую картину изменений кристал-
лической структуры на различных ступенях
отпуска. Экспериментальные данные показали,
что первое превращение при отпуске связано с
распадом мартенсита и возникновением неод-
нородной тетрагональной структуры как след-
ствия постепенного и неоднородного выделе-
ния углерода из твердого раствора. Исчезно-
вение отражений от г. ц. к. решетки после от-
пуска при 240—260 °C было непосредственным
доказательством распада остаточного аустени-
та (второе превращение).
На рис. 25.77 представлена схема трех ти-
пов рентгенограмм мартенсита — после закал-
ки, отпуска при 125—150 и при 200—300 °C.
После отпуска при 125—150 °C возникает не-
однородная тетрагональная структура; линий
(ПО) и (112) смещаются в сторону малых уг-
лов по сравнению с положением линии а-фазы
отожженной стали, а линия (200)—в проти-
воположную сторону. Отпуск при более высо-
ких температурах (200—300 °C) приводит к
третьему типу рентгенограмм; сохраняется
159
большая размытость интерференционных ли-
ний, но они уже не смещены по отношению к
линиям а-желез а [5]. Появление интерферен-
ций цементита после отпуска выше 300 °C при-
вело к предположению о связи так называе-
мого третьего превращения с формированием
карбидной фазы и завершением распада мар-
тенсита. В дальнейшем были проведены изме-
нения ширины интерференционных линий и ее
зависимости от углов отражения и индексов
отражающих плоскостей. Это позволило дать
количественную оценку содержания углерода
<в мартенсите на различных стадиях отпуска.
Применение закаленных «монокристаллов» ау-
но различаются. Вследствие этого по мере по-
вышения температуры и увеличения продол-
жительности отпуска развивается различные
процессы приближения к равновесному состоя-
нию:
1) перераспределение атомов углерода в
твердом растворе (мартенсите)—перемещение
атомов углерода к дислокациям, перераспре-
деление их по междоузлиям кристаллической
решетки;
2) распад мартенсита с образованием обла-
стей, обогащенных углеродом, а затем карбид-
ных выделений; изменение структуры и соста-
ва карбидов, их взаимосвязи с матрицей;
3) превращения остаточного аустенита в за-
висимости от легирования и температуры —
промежуточное (бейнитное) и перлитное; пре-
вращение остаточного аустенита при охлаж-
дении после высокого отпуска (вторичная за-
калка) ;
4) выделение дисперсных частиц специаль-
ных карбидов из твердого раствора (вторич-
ное твердение); изменение состава и структу-
ры карбидов в легированных сталях по мере
повышения температуры отпуска;
5) релаксация напряжений (начинается уже
при комнатной температуре), изменения тон-
кой структуры мартенсита; рекристаллизация
а-фазы;
6) коагуляция карбидов;
7) перераспределение легирующих элементов
и примесей внутри твердого раствора — между
объемом и приграничными зонами зерен.
В зависимости от состава стали, характера
легирования, условий термической обработки
кинетика этих процессов, температурные ин-
тервалы их протекания заметно изменяются,
создавая многообразие состояний и свойств
стали [6].
стенита позволило существенно расширить экс-
периментальные возможности при измерении
периодов тетрагональной решетки (и при ее
неоднородности) и обнаружении карбидной
фазы при низких температурах отпуска [143].
Важная информация о процессах отпуска по-
лучена с помощью магнитометрического ана-
лиза, изучения амплитудной зависимости внут-
реннего трения, измерений тепловых и объем-
ных эффектов и электросопротивления на раз-
личных стадиях отпуска.
Традиционная классификация процессов от-
пуска (первое, второе и третье превращения)
оказалась весьма условной и имеющей ограни-
ченное значение. Легирующие элементы суще-
ственно изменяют кинетику процессов, проис-
ходящих при отпуске, сдвигают температурные
интервалы этих процессов и вызывают некото-
рые процессы, отсутствующие в углеродистых
сталях.
Особенности процессов отпуска закаленной
стали вызваны следующими причинами. Во-
первых, при закалке образуется мартенсит, яв-
ляющийся пересыщенным твердым раствором
углерода в a-железе; во-вторых, мартенситное
превращение приводит к возникновению неод-
нородных и весьма высоких внутренних на-
пряжений, образованию сложной тонкой суб-
структуры и высокой плотности несовершенств
кристаллического строения; в-третьих, под-
вижность углерода, с одной стороны, и железа
и легирующих элементов, с другой, очень силь-
160
25.7.2. Перераспределение углерода
и процессы подготовки распада
мартенсита
Исследования, проведенные в последние 10—
15 лет, показали, что в мартенсите протекают
процессы перераспределения углерода до то-
го, как становится заметным распад твердого
раствора с выделением карбидной фазы и
уменьшением концентрации углерода в пере-
сыщенном твердом растворе, Движущей си-
лой этого перераспределения является сниже-
ние упругой энергии искажений решетки при
изменениях размещения атомов углерода в ре-
шетке мартенсита. При этом возможны как
переход атомов углерода из одних междоуз-
лий в другие, так и перемещения их к дефек-
там кристаллов мартенсита.
В мартенсите при комнатной температуре
довольно быстро протекает процесс перерас-
пределения атомов углерода, приводящий к
появлению характерного диффузного рассея-
ния электронов около основных отражений от
тетрагональной решетки [144]. В стали, со-
держащей 1,3 % С и 7,4 % Сг, оно появляется
после выдержки мартенсита в течение 30 мин
при -(-10 °C или в течение 5 мин при -(-20 °C
[145]. Появление диффузного рассеяния свя-
зано с перераспределением атомов углерода в
пределах одной подрешетки октаэдрических
междоузлий, т. е. установлением ближнего по-
рядка (ближнего расслоения). Корреляция
обусловлена сильным упругим взаимодействи-
ем между атомами углерода в решетке мар-
тенсита.
Дрейф атомов углерода в поле напряжений
вокруг краевых дислокаций с блокировкой по-
следних возникающими атмосферами — первый
из процессов, приводящих к возникновению
концентрационных неоднородностей в мартен-
сите после его образования.
Методом измерения амплитудной зависимо-
сти внутреннего трения в стали с 0,17 % С и
29 % Ni (Мн =—50 °C) после охлаждения в
жидком азоте, быстрого нагрева до комнатной
температуры и выдержки установили измене-
ние (уменьшение) скорости возрастания внут-
реннего трения с увеличением амплитуды (см.
рис. 25.15) [45]. Это объясняется закреплени-
ем дислокаций атомами внедрения; понижение
ем подвижности дислокаций и, следовательно^
уменьшением рассеяния энергии за счет дви-
жения дислокаций при колебаниях. Процесс
закрепления дислокаций происходит очень ин-
тенсивно в первые минуты старения и посте-
пенно затухает, практически заканчиваясь пос-
ле 1—2 ч старения при комнатной температу-
ре. Развитие этого процесса наблюдается при
температурах выше —60 °C.. Это также следу-
ет из экспериментов, показавших увеличение
предела текучести никелевых сталей с низкой
мартенситной точкой (Мн=~—35 °C) после
выдержки при этой и более высоких (до ком-
натной) температурах. В никелевых сталях это
может определяться и протеканием двухфаз-
ного распада [27]. При отогреве закаленной
стали с низкой температурой Л4Я (от темпера-
туры жидкого азота до комнатной) установле-
но увеличение удельного электросопротивле-
ния [146]. В закаленной стали для полного
закрепления дислокаций и насыщения атмо-
сфер достаточно 0,1—0,2 % С.
В сталях с высокой мартенситной точкой
(например, конструкционных) процесс закреп-
ления дислокаций в значительной мере проис-
ходит уже во время охлаждения при закалке.
Старение свежеобразованного мартенсита со-
провождается также значительным выделени-
ем тепла [46].
Установление корреляции в размещении ато-
мов в одной подрешетке и образование атмо-
сфер создают неоднородности в распределении
атомов углерода в мартенсите. Обогащенные
области служат, по-видимому, местами обра-
зования зародышей карбидных частиц при
распаде твердого раствора. Собственно распад
твердого раствора, сопровождающийся умень-
шением отношения осей с/а и образованием
карбидных частиц, протекает при комнатной
температуре во много раз медленнее указан-
ных процессов перераспределения углерода в
мартенсите. При 100 °C время полураспада
мартенсита стали с 1 %' С составляет ~ 50 мин,
а процессы перераспределения углерода завер-
шаются за несколько секунд.
Собственно распаду мартенсита предшеству-
ет зонная стадия при температурах, когда
диффузионная подвижность металлических
атомов практически исключается, атомы же
углерода собираются в кластеры, диффунди-
руя на десятки межатомных расстояний. При
этом, как показывают эффекты диффузного
рассеяния электронов, атомы углерода вы-
страиваются цепочками по направлениям
<100>м, заполняющим плоскости {013}м, ос-
таваясь в октаэдрических междоузлиях по оси
тетрагональности [001] м [147]. Небольшие не-
однородные смещения атомов железа в бога-
тых углеродом зонах приводят к образованию
когерентного с матрицей е-карбида с г. п. у.
решеткой, что четко обнаруживается при низ-
котемпературном отпуске сталей, легирован-
ных хромом, молибденом, вольфрамом или ва-
надием [147].
25.7.3. Распад мартенсита
Рентгенографические исследования изменений
кристаллической структуры закаленной стали
при температурах отпуска 100—150 °C пока-
зали уменьшение отношения осей тетрагональ-
ной решетки мартенсита, приближение перио-
дов с и а к периоду решетки а-железа [5].
При этом получается сталь с неоднородной
тетрагональной структурой и малым отноше-
нием с/а. Этот процесс является первой ста-
дией распада мартенсита. Отпуск в интервале
150—300 °C приводит к постепенному умень-
шению степени неоднородности и отношения
с/а, т. е. к дальнейшему выделению углерода
из твердого раствора.
Мартенсит, отпущенный при 150—200 °C,
представляет собой частично распавшийся
твердый раствор углерода в а-железе; степень
распада увеличивается с повышением темпера-
туры отпуска. При постоянной температуре от-
пуска процесс распада протекает вначале бы-
стро, а затем постепенно затухает и прекра-
щается. Каждой температуре отпуска соот-
ветствует некоторое содержание углерода, ос-
тающегося в растворе.
Исследования отпуска закаленных монокри-
сталлов с 1,4 %. С позволили установить
«двухфазный» характер распада мартенсита
при температурах отпуска 100—150 °C. Наряду
с раствором с исходной концентрацией углеро-
да появляется твердый раствор, содержащий
около 0,25,%. С (c/a—l,Ql). По мере отпуска
количество обедненного раствора растет за
счет исходного [5, 34].
Неполное выделение углерода на первой ста-
дии распада может быть связано (на основе
развитых С. Т. Конобеевским представлений)
с зависимостью «равновесной» концентрации
твердого раствора от размера частиц выделив-
шейся фазы. При высокой степени дисперсно-
сти частиц второй фазы эта концентрация мо-
жет быть значительно выше, чем для крупных
(с поверхностью малой кривизны) частиц.
Протекание распада при низких температурах
и сильном пересыщении приводит к образова-
нию большого числа частиц выделяющейся
фазы (карбида), рост которых затруднен
вследствие малой скорости диффузии. Уста-
навливается метастабильное равновесие между
дисперсными частицами выделившейся фазы и
твердым раствором с концентрацией, соответ-
ствующей размерам частиц. Дальнейшее вы-
деление связано с увеличением размеров, т. е.
с коагуляцией частиц выделившейся фазы, вы-
зывающей смещение равновесия. Этот процесс
протекает значительно медленнее, так как тре-
бует диффузии на большие расстояния. Другая
возможная причина задержки распада заклю-
чается в возникновении искажений и допол-
нительном росте упругой энергии на первой
11—394
161
стадии распада мартенсита. Лишь уменьшение
упругой энергии вследствие релаксации на-
пряжений создает возможность дальнейшего
распада мартенсита при более высоких темпе-
ратурах отпуска.
Скорость протекания первой стадии распада
мартенсита можно характеризовать временем
полураспада, т. е. временем достижения рав-
ных объемов твердого раствора в исходном и
конечном состояниях. В табл. 25.6 приведены
значения времени полураспада для стали с
1 % С, а в табл. 25.7 — параметры решетки
мартенсита стали с 1,4 % С в зависимости от
температуры отпуска [34]. Скорость первой
стадии распада мартенсита увеличивается при
уменьшении содержания углерода в твердом
растворе, увеличении содержания никеля и
мало меняется при легировании хромом, мо-
либденом, вольфрамом, кремнием. Введение
алюминия значительно повышает температуру
начала распада.
ТАБЛИЦА 25.6
ВРЕМЯ ПОЛУРАСПАДА МАРТЕНСИТА
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ [34]
/,°с Т0,5 । t °C Т0,5
0 340 лет 100 50 мин
20 6,4 года 120 8 мин
40 2,5 мес 140 2,3 мин
60 3 сут 160 45 с
80 7ч 50 мин
Увеличение скорости первой стадии распада
с повышением температуры и понижением
концентрации углерода обусловливает частич-
ный распад мартенсита уже во время охлаж-
дения при закалке в тем большей степени, чем
выше Мп. При содержании 0,5 %. С количество
ТАБЛИЦА. 25.7
СОДЕРЖАНИЕ УГЛЕРОДА В МАРТЕНСИТЕ
СТАЛИ С 1.4 % С ПОСЛЕ ОТПУСКА В ТЕЧЕНИЕ
1 ч [34]
°C Содержание углерода, % (по массе)
по периодам тетрагональ- ной решетки по удельному объему по ширине ин - терфереяци- онных линий
20* 0,27—1,4 —.
100 0,29—1,2 — —
125 0,29 — —
150 0,27 0,42 0,52
175 0,21 0,37 0,45
200 0,14 — 0,39
225 0,08 0,32 0,32
250 0,06 0,15 0,28
* Выдержка 10 лет.
отпущенного мартенсита достигает почти 70 %
[34]. Недавние исследования показали, что во
многих легированных конструкционных сталях
с температурой МЕ 300 °C самоотпуск наблю-
дается уже в первые 3—5 с после образования
мартенсита при температурах выше 120 °C.
Вторая стадия распада мартенсита заключа-
ется в дальнейшем постепенном выделении уг-
лерода из твердого раствора и распространя-
ется на область температур 150—300 °C. Ос-
тающееся в растворе количество углерода
(после 1 ч выдержки) для разных температур
отпуска оценивали по изменениям ширины
линии (рис. 25.78) объема и отношения осей
Рис. 25.78. Изменение ширины линии (112) при от-
пуске сталей с различным содержанием углерода
(цифры у кривых) (Н. Л. Ослон)
тетрагональной решетки. Точность этих опре-
делений (табл. 25.8) невелика в связи с неод-
нородностью тетрагональной структуры, осо-
бенно в низкоуглеродистом мартенсите. Можно
полагать, что после отпуска при 300 °C в тече-
ТАБЛИЦА 25.8
ПАРАМЕТРЫ КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ
МАРТЕНСИТА СТАЛИ С 1,4 % С В ЗАВИСИМОСТИ
ОТ ТЕМПЕРАТУРЫ ОТПУСКА В ТЕЧЕНИЕ 1 ч [34]
t, *с о а, А с, А с/д
20* 2,846 2,880; 1,012;
3,020 1,062
100 2,846 2,882; 1,013;
3,00 1,054
125 2,848 2,886 1,013
150 2,852 2,886 1,012
175 2,857 2,884 1,009
200 2,859 2,878 1,006
250 2,863 2,870 1,003
300 2,863 2,867 1,002
325 2,863 2,865 -
350 2,861 2,863 .
650 2,861 2,861 —
• Выдержка 10 лет.
ние 1 ч в средне- и высокоуглеродистых ста-
лях в твердом растворе остается около 0,1 %: С.
Легирование существенно изменяет кинети-
ку второй стадии распада. В стали с 1,2 % С
н 2% Мо тетратональность исчезает (с/а=1)
лишь после отпуска при 350—400 °C, а в ста-
ли с 0,7 % С; 4,3 % Сг; 4 % W — после отпус-
ка при 450 °C. Вторая стадия распада мартен-
сита значительно замедляется и сдвигается в
сторону более высоких телмператур при леги-
ровании хромом, молибденом, ванадием, воль-
фрамом, кобальтом и кремнием [34]. Первая
стадия распада мартенсита дает четкие эф-
фекты на кривых изменения свойств в интер-
вале 120—150 °C. Вторая стадия распада
вследствие распространения на широкую об-,
ласть температур, частичного совпадения с
температурным интервалом превращения оста-
точного аустенита и выделения сравнительно
малого количества углерода обычно не выяв-
ляется на этих кривых.
25.7.4. Карбидообразование
при отпуске
Первой стадией карбидообразования при низ-
котемпературном отпуске является возникнове-
ние гексагонального е-карбида. Это четко об-
наруживается при отпуске сталей, легирован-
ных хромом, молибденом, вольфрамом или
ванадием. По-видимому, эта стадия в нелегиро-
ванных углеродистых сталях протекает быстро.
Относительно аустенита е-карбид имеет
ориентировки двух типов: базисная плоскость
(001)ell(lll)7; (001)ell(658)v [148].
Рис. 25.79. Темнопольный снимок в рефлексе цемен-
тита, Х45000. Сталь 35CXH3M. Отпуск 1 ч при 300 °C
В легированном -мартенсите (0,8 % С; 1,6 %
W) е-карбид начинает выделяться при 120 °C,
а в стали с 11%. С; 4 % Si при 140 °C. При
дальнейшем повышении температуры отпуска
до 250—300 °C выделения е-карбида исчезают
при увеличении количества цементита. В стали,
легированной кремнием, цементитные выделе-
ния появляются после отпуска при 370 °C, при-
чем первые выделения не сказываются на ин-
11*
тенсивности отражений от гексагональной ре-
шетки е-карбида, т. е. образуются, по-видимо-
му, отдельно, а не путем превращения этого
карбида. Вместе с тем предложены кристалло-
графические механизмы перестройки г. п. у.
решетки е-карбида в орторомбическую решет-
ку цементита. Не исключено, что по мере по-
Рис. 25.80. Цементитные выделения двух ориентиро-
вок. X65000 (Э. Р. Кутелия). Сталь 48ХЗНМ. Отпуск
3,4 ч при 325 °C
Рис. 25.81. Углеродная реплика с фиксированными
карбидными выделениями. Х8000. Сталь 20Х2Н2. От-
пуск 1 ч при 650 °C+300 ч при 500 °C
вышения температуры отпуска от 300 до
600 °C происходят некоторые изменения физи-
ческого состояния (взаимодействия с матри-
цей) и, возможно, состава цементита. С этим
может быть связано повышение точки Кюри
цементита «среднего» отпуска до 250 °C вмес-
то 208 °C для цементита отожженной стали и
намагниченности стали [149].
Электронно-микроскопические исследования
показали, что имеются три основные формы
цементита при отпуске в области от 300 °C и
163
выше: пленки по границам зерен, сменяющие-
ся грубыми выделениями при более высоких
температурах; сильно вытянутые (рейкообраз-
ные) выделения двух-трех ориентировок вну-
три мартенситных кристаллов и единообразно
ориентированные вытянутые пластинки по гра-
ницам двойников (рис. 25.79—25.81). На рис.
25.79 видны ряды выделений цементита и по
двойникам, и в недвойникованных областях
матрицы. Выделения по границам бывших
аустенитных зерен и мартенситных кристаллов
отличаются большими размерами и округ-
лостью формы от выделений, далеких от гра-
ниц (рис. 25.81) [6]. Размер кристаллов це-
ментита после отпуска при 200—350 °C в на-
правлении оси с составляет около 10 периодов
о
решетки (70 А), а по осям а и b — окалъ 40
периодов (180—200 А).
। Ориентировка цементита по отношению к
мартенситу и аустениту может быть выражена
ориентационным соотношением Исайчева:
(103)д|| (011)a||(lll)v; [010]ц|| [1Т1]а11[Ю1]г
10. А. Багаряцкий [150] пришел к ориентаци-
онному соотношению: [100]ц|| [110]а; [010]ц||
[001]ц11[Т12]а.
>. На когерентных двойниковых границах в
мартенсите раньше, чем в остальном объеме,
возникают пластинчатые выделения цементита,
имеющие с обоими двойниками ориентацион-
ное соотношение Исайчева, близкое к теорети-
чески выведенному соотношению Багаряцкого.
Во всем объеме мартенситного кристалла, по-
мимо указанной, возникает еще до 4 ориенти-
ровок цементита, которые объединяет бли-
зость оси с к оси а мартенсита. 4
Выше температур 350—400 °C при отпуске
происходит интенсивная коагуляция цементи-
та. Средний размер цементитных частиц рас-
тет с повышением температур отпуска. При
температурах отпуска 500 °C и выше резко
возрастает подвижность легирующих элемен-
тов, образующих с железом твердые растворы
замещения. В начальном периоде отпуска об-
разуется цементит, состав которого не отлича-
ется от среднего состава стали по легирующим
элементам [151 —153]. В течение дальнейшего
изотермического отпуска происходит измене-
ние состава фаз (феррита и карбида) в направ-
лении приближения к равновесному. В зависи-
мости от этого перераспределение легирующих
элементов может привести и к возник-
новению другой карбидной фазы — специаль-
ного карбида с отличной от цементита кри-
сталлической решеткой. Сравнительно легко
образуется карбид (Fe, Cr)7Cj. В условиях за-
вершения распада мартенсита зарождение спе-
циального карбида возможно двумя путями:
перестройкой кристаллической решетки и рас-
творением цементита в феррите, а также об-
разованием новых зародышей специального
карбида. При электронно-микроскопическом ис-
следовании стали с 0,2 %С и 9 % Сг наблюда-
ли при отпуске 500 °C в течение 100 ч образо-
вание тригонального карбида (Fe, Сг)7Сз из
отдельных зародышей, а кубического карбида
(Сг, Ре)2зСб путем непосредственного превра-
щения из тригонального при 700 °C, 1 ч. Обра-
зование специальных карбидов, особенно мо-
либдена, вольфрама, ванадия, связано обычно
с резким измельчением карбидной фазы, что
вместе с задержкой разупрочнения матрицы
вызывает вторичное твердение. Например, вто-
ричное твердение сталей, легированных молиб-
деном, связано с выделением при 500—600 °C
игл карбида Мо2С диаметром 30 А и длиной
200 А.
Скорость процессов изменения состава и
структуры карбидов при отпуске определяется
скоростью диффузии карбидообразующих эле-
ментов. Время достижения равновесных со-
става и структуры находится в резкой зависи-
мости от легирования. По мере повышения
Рис. 25.82. Изменение среднего размера карбидных
частиц в процессе отпуска углеродистой (0,4 % С)
стали при 630 °C [152]
температуры отпуска возможно появление
промежуточных метастабильных карбидных
фаз, которые затем заменяются более ста-
бильными. Так, например, в стали, содержа-
щей 0,4 %: С и 3,6 % Сг, с увеличением про-
должительности отпуска при 550 °C содержа-
ние хрома в цементите возрастает до 25 %, а
прсле 25 ч ‘выдержки образуется вместо це-
ментита карбид (Fe, Сг)7Сз [152].
Высокотемпературный отпуск приводит к
уменьшению количества мелких и увеличению
крупных карбидных частиц и, следовательно,
к увеличению их среднего размера (рис. 25.82).
Общая скорость этого процесса понижается с
увеличением размера частиц и уменьшением
содержания углерода в стали. Хром, молиб-
ден, ванадий, вольфрам замедляют этот про-
цесс — температура резкого ускорения коагу-
ляции смещается к 450—550 °C; никель, на-
против, ускоряет коагуляцию.
Карбидообразующие элементы (Сг, W, Мо) •
затрудняют рекристаллизацию феррита в ре-
зультате замедления переползания дислокаций
и их частичного закрепления дисперсными ча-
стицами специальных карбидов. Неоднород-
ность протекания процесса карбидообразова-
ния при отпуске приводит и к возникновению
неоднородности состава феррита. Пригранич-
ные зоны оказываются обедненными, например
хромом и марганцем. При определенных тер-
модинамических и кинетических условиях’ по-
является «вторичная» неоднородность по эле-
ментам, не участвующим непосредственно в
процессах распада мартенсита и карбидообра-
зования. Направление и степень перераспре-
деления примесей (например, фосфора) зави-
сит от влияния основных элементов на их
термодинамическую активность. По-видимому,
этим объясняется обогащение приграничных
зон зерен, например фосфором, что является,
вероятно, одной из причин обратимой отпуск-
ной хрупкости. Экспериментально повышенная
концентрация фосфора у границ зерен под-
тверждена методом Оже-спектроскопии.
С повышением температуры и продолжитель-
ности отпуска в закаленной стали развиваются
процессы релаксации. Самые высокие напря-
жения (у краев мартенситных кристаллов)
релаксируют уже во время вылеживания при
комнатной температуре. Это приводит к по-
вышению пластичности закаленной стали.
В низкоуглеродистой стали со структурой мар-
тенсита (0,03 % С; 5 %. Сг; 2% Ni), в кото-
рой собственно распад мартенсита исключен,
отпуск до 400—500 °C приводит к заметному
повышению предела пропорциональности и не-
которому повышению предела текучести а0.2-
Понижение внутреннего трения и уменьшение
релаксационного эффекта указывают на про-
текание при отпуске релаксации локальных
пиковых напряжений. Релаксация пиковых на-
пряжений может приводить к объемному
сжатию.
При температурах отпуска 400—500 °C на-
блюдается полигонизация внутри кристаллов
а-фазы и рост полигонизовэнных субзерен.
Плотность дислокаций при отпуске от 400 до
700 °C понижается на порядок (от 10’° до 109).
При длительном высоком отпуске (выше 600—
650 °C) наблюдается своеобразная рекристал-
лизация игольчатой (пластинчатой) мартен-
ситной структуры с образованием равноосных,
но мелких ферритных зерен.
25.7.5. Превращение остаточного
аустенита при отпуске
При закалке высокоуглеродистых сталей со-
храняется до 60 %, а многих легированных
конструкционных сталей до 10—15 % остаточ-
ного аустенита в виде тонких прослоек между
«слоями» в мартенситных пакетах. Если в хо-
де охлаждения происходит только мартенсит-
ное превращение, состав остаточного аустенита
не отличается от состава стали. Частичное про-
межуточное (бейнитное) превращение при
охлаждении вызывает увеличение доли остаточ-
ного аустенита и в большинстве случаев зна-
чительное его обогащение углеродом.
В углеродистых и низколегированных ста-
лях превращение остаточного аустенита на-
блюдается при отпуске в интервале 230—
280 °C, а при очень длительных выдержках и
при более низких температурах. Эффект пре-
вращения (второе превращение при отпуске)
характеризуется увеличением объема, исчезно-
вением рентгеновских интерференций г. ц. к.
решетки, тепловым эффектом, изменением маг-
нитных свойств и -т. д. Легирующие элементы
(особенно хром, кремний) задерживают это
превращение и сдвигают его к более высоким
температурам и большей продолжительности
отпуска. Кинетика превращений остаточного
аустенита при отпуске в основных чертах сле-
дует закономерностям превращений переох-
лажденного аустенита [12]. В сталях, для ко-
торых характерно наличие двух четко разде-
ленных областей превращения (перлитной и
промежуточной), при отпуске также наблюда-
ются две области ускоренного превращения
остаточного аустенита, разделенные зоной по-
вышенной' устойчивости (рис. 25.83). Продол-
жительность инкубационного периода при пре-
вращении остаточного аустенита заметно мень-
ше, чем при превращении первичного. Оста-
точный аустенит, полученный в результате
частичного промежуточного превращения, ха-
рактеризуется более высокой устойчивостью,
чем остаточный аустенит, полученный после
закалки на мартенсит [12].
t,°C
600
500
6ОО
500
200
1ОО
2 5 5 10 20505 2 5 5 10 2050 1 25 5
Секунды Пинуты Часы
Время
Рис. 25.83. Диаграмма изотермического превращения
первичного (Л и остаточного (2) аустенита стали с
0,7% С; ) % Сг; 3% Ni [12]
Рис. 25.84. Электронная микрофотография стали с
4,6 % С после отпуска при I50 °C в течение 100 ч
(Э. Л. Кутеиия)
При длительных выдержках превращение
остаточного аустенита в углеродистой стали,
как уже отмечалось, может происходить и при
более низких температурах. Э. Р. Кутелия по-
казал это прямым электронно-микроскопичес-
ким исследованием промежуточного превраще-
ния остаточного аустенита в фольге, нагревае-
мой интенсивным пучком электронов и изго-
товленной также из массивных образцов,
подвергнутых обработке. На рис. 25.84 пока-
зана соответствующая электронная микрофо-
тография после отпуска при 150 °C в течение
100 ч. В остаточном аустените А от границ
мартенситных кристаллов М фронтально вы-
росли бейнитные кристаллы Б.
165
Превращение остаточного аустенита при
500—600 °C в легированных сталях во многих
случаях не доходит до конца. Остаточный ау-
стенит, не распавшийся непосредственно при
этих температурах отпуска, превращается при
охлаждении после отпуска (вторичная закал-
ка). Это явление проявляется особенно резко
в быстрорежущих и высокохромистых инстру-
ментальных сталях. Причины вторичного мар-
тенситного превращения при охлаждении пос-
ле высокотемпературного отпуска — обеднение
остаточного аустенита углеродом и, возможно,
легирующими элементами при отпуске и вслед-
ствие этого повышение температуры ЛГН оста-
точного аустенита. Не исключено и влияние
релаксационных процессов [12].
25.7.6. Третье превращение
при отпуске
Кривые теплоемкости при нагреве закаленной
стали отражают эффекты, связанные с пре-
вращениями при отпуске (рис. 25.85) [154].
В сталях, содержащих <0,2 % С, отсутствует
тепловой эффект при 50—200 °C, связанный с
распадом мартенсита (первое превращение).
Превращение остаточного аустенита при тем-
пературах отпуска выше 250 °C дает большой
превращению, возрастает с увеличением ис-
ходного содержания углерода в стали (мар-
тенсите). Основные изменения структуры в
этом интервале температур отпуска заключа-
ются в исчезновении рентгеновских интерфе-
ренций, характерных для низкотемпературного
карбида, и, видимо, в изменении физического
состояния карбидной фазы, их связи с матри-
цей, что отражается в изменении точки Кюри.
Однако значительное уменьшение удельного
объема при третьем превращении не имеет еще
обоснованного объяснения. Не исключено, что
оно связано с «залечиванием» микроскопиче-
ских несплошностей, возникающих при мар-
тенситном превращении [6].
25.7.7. Изменение механических
свойств при отпуске
Закаленная сталь и ее главная структурная
составляющая мартенсит характеризуются, как
правило, повышенной склонностью к хрупко-
му разрушению и значительными остаточными
внутренними напряжениями. Поэтому заклю-
чительной операцией термической обработки
сталей является отпуск в интервале темпера-
тур 150—650 °C в зависимости от конкретных
требований к свойствам стали.
Рис. 25,85. Кривые теплоемкости
закаленной стали:
а — при нагреве: о — после
предварительного отпуска при
250 ’ С [154]
тёпловой эффект, накладывающийся на эффект
второй стадии распада мартенсита. Тепловой
эффект в интервале температур отпуска 300—
400 °C, видимо, связан с продолжающимся
распадом мартенсита и так называемым треть-
им превращением при отпуске. При отсутствии
остаточного аустенита эти эффекты на кривых
теплоемкости хорошо разделяются. При этом
тепловой эффект, относящийся к третьему
166
Превращения при отпуске вызывают значи-
тельные изменения свойств. Распад мартенсита
(уменьшение концентрации углерода) сопро-
вождается понижением твердости и характе-
ристик прочности, хотя на определенной ста-
дии распада выделение дисперсных карбидных
частиц может обусловить сохранение или даже
некоторое повышение прочности. Превращение
остаточного аустенита при отпуске (200—
250 °C) приводит в некоторых случаях (при
значительной доле остаточного аустенита в
структуре стали) к повышению твердости и
задержке падения прочности. Релаксация внут-
ренних напряжений, которая может происхо-
дить уже при комнатной температуре и суще-
ственно ускоряется при отпуске до 200—300 °C,
обусловливает повышение сопротивления ма-
лым пластическим деформациям (предела про-
порциональности, предела текучести) и харак-
теристик пластичности (6, гр). Коагуляция и
коалесценция карбидных частиц приводит к
понижению прочности и значительному росту
пластичности, особенно ударной вязкости.
Легирование, как уже отмечалось, изменяет
температурные интервалы всех структурных
изменений при отпуске; при определенном ле-
гировании при отпуске происходят процессы
вторичного твердения (450—550 °C) и вторич-
ной закалки, приводящие к повышению проч-
ности и понижению пластичности и ударной
вязкости. Как правило, в конструкционных
сталях легирование элементами, затрудняющи-
ми распад мартенсита и коагуляцию карбидов,
может смещать температуру начала интенсив-
ного разупрочнения с 200—250 до 400—50.0 °C.
В легированных сталях отпуск при 250—400
и 450—600 °C вызывает значительное пониже-
ние ударной вязкости вследствие развития яв-
лений необратимой и обратимой отпускной
хрупкости (в определенной мере это свойст-
венно и углеродистым сталям). Понижение
прочности и пластичности наблюдается во мно-
гих среднелегированных сталях после отпуска
при 300 °C в случае испытаний на надрезанных
образцах [155].
Рис. 25.86. Зависимость работы распространения тре-
щины в стали 12ХГ2МФ от температуры испытания
после отпуска при 640 °C:
/—закалка в воде (структура мартенсита); 2 — ох-
лаждение на воздухе (бейнитН-мартенсит) [100]
Важным условием достижения оптимальных
свойств стали после отпуска — их полная про-
каливаемость с получением мартенситной
структуры. Образование в процессе охлажде-
ния при закалке немартенситных продуктов
превращений аустенита (феррита в виде сетки
по границам аустенитных зерен, верхнего бей-
нита) вызывает резкое понижение ударной
вязкости и повышение критической температу-
ры хрупкости (рис. 25.86).
В зависимости от температуры различают
низкий, средний и высокий отпуск. Низкий от-
пуск (120—250 °C) используется при термине*
ской обработке высокопрочных конструкцион-
ных сталей, инструментальных сталей и изде-
лий после цементации и поверхностной закал-
ки. Средний отпуск (350—450 °C) используется
в основном для рессорно-пружинных сталей при
необходимости достижения высокой упругос-
ти. Высокий отпуск (450—650 °C) широко при-
меняется для различных изделий из конструк-
ционных сталей, которые должны сочетать от-
носительно высокую прочность и сопротивле-
ние динамическим нагрузкам [6, 156].
В углеродистых сталях понижение твердости
начинается при содержании углерода 0,15; 0,4
и 0,8 % после отпуска при 200—250, 150 и
100 °C соответственно.
В высокоуглеродистых сталях в связи с рас-
падом мартенсита и снижением остаточных
напряжений при повышении температуры
отпуска до 300—350 °C наблюдается резкое
повышение прочности при хрупком разру-
шении; при более высоком отпуске прочность
уменьшается, а характер разрушения изменя-
ется от хрупкого к вязкому. В углеродистых
сталях характеристики прочности резко пони-
жаются при отпуске, начиная с температур
250—300 °C; характеристики пластичности по;
вышаются, ударная вязкость быстро растет'
начиная с температур отпуска 300—400 °C
[156].
На рис. 25.87, 25.88, 25.89 приведена зави-
симость механических свойств сталей 37XH3A,
40ХНМА и ЗОХГН от температуры отпуска.
Сталь 37XH3A применяется после низкого
Рис. 25.87. Влияние температуры отпуска на меха-
нические свойства стали 37XH3A. Закалка от 820 °C
в масле [156]
(220 °C) и высокого (650 °C) отпуска. После
низкого отпуска значения свойств этой стали
сга=17504-1800 МПа; ф=474-50 %; 6=104-
4-12%; 0,74-0,8 МДж/м2. Понижение
ударной вязкости при отпуске сталей 37XH3A,
40ХНМА и ЗОХГНА в интервале температур
отпуска 300—450 °C связано с развитием не-
обратимой отпускной хрупкости. При более
высоких температурах отпуска (600—650 °C)
может наблюдаться резкое понижение ударной
16/
вязкости при замедленном охлаждении после
отпуска в связи с развитием обратимой от-
пускной хрупкости [156, 157].
600
100 500 500 t,°C
Рис. 25.88. Изменение механических свойств стали
40XHjMA в зависимости от температуры отпуска. За-
калка от 850 °C в масле; после отпуска охлаждение
в воде [156]
Рис. 25.89. Зависимость механических свойств стали
-30ХГН от температуры отпуска.[157]
отпуска
Рис. 25.90. Влияние температуры отпуска на механи-
ческие свойства стали 40ХГСНЗВ [Г55]
Легирование высокопрочных сталей обуслов-
ливает сохранение высоких характеристик
прочности при отпуске до 400 °C (рис. 25.90).
В стали 18ХНВА достигается очень выгодное
сочетание прочности (<тв, Go,а), пластичности
(6, i|>) и ударной вязкости при низких темпе-
ратурах отпуска (160—200°C). В низкоугле-
родистых мартенситных сталях, например
09ХЗГНМ, временное сопротивление почти не
Рис. 25.91. Влияние температуры отпуска на свойст-
ва стали с вторичным твердением [158]. Закалка от
1000 °C в воде
Вреня
Рис. 25.92. Замедленное разрушение стали с 0,3 % С
и 13 % Сг. Закалка от 1200 °C:
/ — без отпуска; 2 — отпуск при 200 °C; 8 — отпуск
при 300 °C. Стрелки показывают, что образец не раз-
рушился [295]
меняется при отпуске до 400—500 °C; при этом,
однако, возрастают значения предела пропор-
циональности, что связано с релаксацией ло-
кальных пиковых напряжений [94, 100]. В ста-
лях с вторичным твердением (например, в ста-
ли с 0,26,% С; 5% Сг; 1 % Мо;.1,2% V и
1,4 % Si) наблюдается рост прочности и пони-
жение ударной вязкости в интервале темпера-
тур отпуска 400—550 °C (рис. 25.91) [158].
Отпуск сталей (особенно высокопрочных)
уменьшает склонность к замедленному раз-
рушению. Стали эти сразу же после закалки
склонны к замедленному разрушению под дей-
168
ствием постоянной статической нагрузки. Раз-
рушение с течением времени может происхо-
дить при напряжениях, составляющих 15—
20 % сто,2. Отпуск для многих легированных
конструкционных и цементируемых сталей при
150—300 °C приводит к почти полному устра-
нению замедленного разрушения (рис. 25.92)
[155].
Рис. 25.93. Влияние температуры отпуска стали
ЗОХГСН на сопротивление коррозии под напряжени-
ем. Испытание в 20 % H2SO4+2O г/л NaCl: сгКр —
напряжение', ниже которого разрушение не происхо-
дит (Ф. Ф. Ажогин) [155}
С повышением температуры отпуска выше
250—300 °C сопротивление коррозии под на-
пряжением также возрастает, однако при тем-
пературах 250—300 °C часто наблюдается про-
вал коррозионной стойкости, очевидно связан-
ный с необратимой отпускной хрупкостью
(рис. 25.93) [155].
25.7.8. Отпуск (старение)
мартенситно-стареющих сталей
Мартенситно-стареющие стали, содержащие
0,02—0,03 % С, 8—20 % Ni, другие легирую-
щие элементы (Со, Мо, Ti, Al), после охлаж-
дения на воздухе приобретают мартенситную
структуру. Их временное сопротивление при
этом достигает 1000—1100 МПа. Последую-
щий отпуск (старение) при температурах 450—
500 °C вызывает значительное упрочнение.
У стали, содержащей 17—19 % Ni, 7—9 %. Со,
4,5—5,5 % Мо и 0,6—0,9 % Ti, после старения
по оптимальному режиму достигаются следую-
щие механические свойства: оа = 19004-
-*-2100 МПа; Оо,2= 18004-2000 МПа; 6=8ч-
-Н0 %; ф =504-60 %; Оо,оо2=1500 МПа. Ста-
ли характеризуются высоким сопротивлением
распространению трещин при статическом и
динамическом нагружении и низкой критичес-
кой температурой хрупкости.
Упрочнение мартенситно-стареющих сталей
вызвано образованием при старении сегрега-
ций на дислокациях (начальные стадии) и вы-
делений закономерно ориентированных коге-
рентных с матрицей фаз Ni3Ti, Ni3Mo, Fe2Mo
и др. Выделению частиц стабильных фаз мо-
жет предшествовать образование промежуточ-
ных, метастабильных соединений. Размер час-
тиц выделяющихся фаз при старении (480—
500 ®С) составляет около 100 А. При более вы-
соких температурах старения происходит
разупрочнение, связанное с коагуляцией час-
тиц, их частичным растворением и образова-
нием аустенита.
Высокие пластичность и сопротивление рас-
пространению трещин мартенситно-стареющих
сталей объясняются рядом причин. Из соста-
ва стали практически исключен углерод, по-
этому не происходит «блокировки» дислока-
ций атомами углерода. Мартенситное у->а-
превращение приводит к относительно одно-
родному распределению дислокаций, в связи
с чем при последующем старении достигается
равномерное распределение дисперсных частиц
упрочняющей фазы (интерметаллидов). Зна-
чительное легирование никелем и кобальтом
увеличивает подвижность дислокаций и спо-
собствует релаксации напряжений. Легирова-
ние молибденом снижает вероятность преиму-
щественных выделений при старении Частиц
упрочняющей фазы по границам зерен. Леги-
рование кобальтом повышает температуру Мя
и обеспечивает получение в результате охлаж-
дения 100% мартенсита; вместе с тем оно по-
нижает растворимость молибдена и способст-
вует дисперсионному твердению.
Высокое сопротивление развитию трещин по
сравнению с углеродсодержащими высокопроч-
ными конструкционными сталями, простота
термической обработки, хорошая деформируе-
мость, обрабатываемость и свариваемость, ми-
нимальное коробление обусловили широкое
использование сталей этого типа для изделий,
работающих в тяжелых условиях нагружения,
особенно для изделий значительных размеров
и сложной формы [96].
25.7.9. Явления хрупкости при отпуске
Необратимая отпускная хрупкость. Из рис.
25.87—25.89 следует, что в температурном ин-
тервале 250—400 °C при отпуске углеродистых
и легированных сталей наблюдается провал
ударной вязкости. Сериальные кривые удар-
ных испытаний стали 20ХГ после отпуска при
250 и 350 °C указывают на повышение крити-
ческой температуры хрупкости во втором слу-
чае. Если сталь подвергнуть более высокому
отпуску, а затем повторному отпуску в интерн
вале температур 250—400 °C, хрупкое состояние
не возвращается. Необратимая отпускная
хрупкость свойственна практически всем уг-
леродистым и легированным сталям. Высоко-
температурная термомеханическая обработка,
а также измельчение зерна приводят к ослаб-
лению этого вида хрупкости. В сталях очень
высокой степени чистоты (по всем примесным
элементам) необратимая хрупкость не разви-
вается.
Ранее явление необратимой отпускной хруп-
кости связывали с превращением остаточного
аустенита при отпуске, однако подробные ис-
следования не подтвердили эту гипотезу. До-
статочно отметить электронно-микроскопичес-
кое наблюдение [53], что прослойки остаточ-
ного аустенита в закаленной легированной ста-
ли располагаются по границам мартенситных
реек внутри пакетов и по границам между па-
кетами, но этих прослоек почти вовсе нет по
границам исходных аустенитных зерен. Веро-
ятной причиной необратимой хрупкости можно
считать неравномерность распада мартенсита
на второй стадии отпуска: по границам кри-
сталлов мартенсита и (особенно) исходных
169
аустенитных зерен распад протекает с боль-
шей скоростью, чем во всем объеме. Возника-
ющая структура, резко не однородная по со-
держанию углерода, имеет пониженное сопро-
тивление динамическим нагрузкам, и этот эф-
фект может дополнительно быть усилен
возможным обогащением примесями границ
зерен аустенита при температуре нагрева под
закалку. Легирование кремнием, вызывающее
торможение второй стадии распада мартенси-
та, сдвигает интервал развития необратимой
хрупкости к более высоким температурам от-
Рис. 25.94. Зависимость ударной вязкости от темпе-
ратуры испытания при развитии отпускной хрупко-
сти:
1 — высокий отпуск с быстрым охлаждением; 2 — то
же, с последующей дополнительной выдержкой раз-
личной длительности (T8>t2>Ti) при температуре
развития хрупкости
пуска. Проявление необратимой хрупкости с
межзеренным характером разрушения зависит,
очевидно, и от состояния границ зерен и со-
держания примесей [159, 160].
Обратимая отпускная хрупкость. Сериальные
испытания па ударную вязкость после отпуска
многих легированных сталей при температурах
400—580 °C показывают повышение ЛТК кри-
тической температуры хрупкости Тк (темпера-
туры перехода от вязкого разрушения к хруп-
кому) на десятки, а иногда на сотни градусов
по сравнению с Тк образцов, отпущенных на
температуры несколько ниже 400 или выше
600 °C. В соответствующем температурном ин-
тервале испытаний (рис. 25.94) резко понижа-
ется ударная вязкость. Хрупкость развивалась
при отпуске в указанном интервале и тогда,
когда этой операции предшествовал более вы-
сокий и даже длительный (например, в тече-
ние нескольких суток) отпуск при 650 °C.
Вначале это было обнаружено (на заводах
Круппа и потому явление называли «круппов-
ской болезнью»), когда после высокого отпус-
ка применили замедленное охлаждение круп-
ногабаритных деталей, чтобы снизить внутрен-
ние термические напряжения. Вязкость при
этом падала по сравнению с вязкостью после
высокого отпуска, завершенного быстрым ох-
лаждением. Затем тот же эффект наблюдали
и при повторном изотермическом отпуске в
температурной зоне хрупкости после высокого
отпуска с последующим быстрым охлажде-
нием.
Отпускную хрупкость этого вида называют
обратимой потому, что, устраняясь повторным
даже весьма кратковременным высоким отпус-
ком. (например, 5 мин при 650 °C) с быстрым
охлаждением, она возникает вновь после но-
рой выдержки в температурной зоне 400—
£70
550 °C. Наибольшей склонностью к хрупкости
этого вида обладают z легированные стали
обычной чистоты с исходной (перед охруп-
чивающим отпуском) мартенситной структу-
рой; меньше подвержены хрупкости этого вида
стали с бейнитной структурой и еще меньше с
перлитной.
Развитие представлений о природе обрати-
мой отпускной хрупкости, связанное с появле-
нием новых экспериментальных методик и на-
коплением новых фактов, можно проследить
по ряду обзорных работ [161—164].
Зависимость степени охрупчивания ДТК от
температуры изотермического отпуска посто-
янной длительности имеет экстремальный ха-
рактер, максимум ДГк достигается отпуском
при тем более низкой температуре, чем дли-
тельнее отпуск. Например, наибольшее охруп-
чивание хромоникелевой стали достигается от-
пуском при 550 °C, если его длительность
10 мин, но при 480 °C, если длительность от-
пуска 200 ч.
В некоторых ранних работах наблюдали
экстремальную зависимость Д7\ от длитель-
ности охрупчивающего отпуска т (именно эти
наблюдения послужили важным основанием
для отклонения [164] гипотезы об адсорбци-
онной природе зернограничной сегрегации
примесей). Однако большинством исследова-
ний, в том числе выполненных в последние
годы, установлено, что зависимость ДТК от т
монотонна, с тенденцией.к затуханию; она не
имеет максимума [163], если предварительный
высокий отпуск достаточной длительности ис-
ключает какие бы то ни было структурные из-
менения при охрупчивающем отпуске (допол-
нительное образование карбидной фазы в свя-
зи с падением растворимости при снижении
температуры, например от 650 до 500 °C, не
приводит к появлению новых выделений, ко-
торые должны были бы иметь более высокую
дисперсность, чем сформировавшиеся при вы-
соком отпуске; подрастание последних — ос-
новной путь увеличения объемной доли кар-
бидной фазы).
Можно условиться считать сталь восприим-
чивой к отпускной хрупкости, если после стан-
дартного изотермического или ступенчатого
отпуска в температурной зоне 600—400 °C ДТ
превышает +30 °C (никакого строгого кри-
терия выбора этой величины не существует).
Тогда восприимчивыми к этому виду хрупко-
сти оказываются стали, содержащие одновре-
менно один или несколько элементов (Сг, Мп,
Ni, Si) и один или несколько элементов-приме-
сей (Р, Sb, Sn), в некоторых случаях As, ко-
торых достаточно и тысячной доли процента.
АТк резко увеличивается в присутствии даже
небольших количеств (сотой доли процента)
углерода, однако и у безуглеродистых сплавов
ДТК может быть значительным.
Следует заметить, что количественные сопо-
ставления ДТК по-разному легированных и не-
легированных сталей не являются вполне стро-
гими, поскольку в этих сталях по-разному про-
текают превращения и при закалке (хотя бы
из-за различия мартенситных точек), и при
отпуске, а после термообработки по стандарт-
ному режиму достигается различный уровень
сопротивления пластической деформации, В то
же время межзерепиое ослабление одной и
той же степени тем сильнее повышает Тк ста-
ли, чем выше ее прочность, — даже при струк-
туре одинакового типа. Но после высокого от-
пуска нелегированная и никелевая стали и
безуглеродистый сплав могут иметь уже пол-
ностью рекристаллизованный феррит — струк-
туру, существенно отличающуюся от отпущен-
ного мартенсита конструкционной стали, леги-
рованной карбидообразующими элементами.
Тем не менее общепризнано, что хром и
марганец усиливают развитие отпускной хруп-
кости, молибден ослабляет, точнее — сильно
тормозит это развитие во времени изотерми-
ческого отпуска, снижая диффузионную под-
вижность фосфора. Имеющиеся в литературе
данные о влиянии никеля противоречивы, возг
можно, в связи с сильной зависимостью этого
влияния от содержания в стали фосфора. Ус-
Рис. 25.95. Вид межзе-
ренного излома стали в
состоянии отпускной
хрупкости
тановлено [165], что, чем содержание фосфо-
ра больше, тем сильнее добавка одного и того
же количества никеля увеличивает Д7К. Обыч-
но, чем больше АГК, тем в большей мере
хрупкое разрушение при температурах ниже
Тк становится межзеренным (типичный вид
поверхности такого излома показан на рис.
25.95), следуя, главным образом, границам
исходных аустенитных зерен. Лишь образцы
безуглеродистых сплавов железа разрушаются
по границам ферритных зерен. Это дает осно-
вание говорить о межзеренном ослаблении
(о так называемом снижении когезивной
прочности — сцепления между зернами).
На поверхности межзеренного хрупкого из-
лома даже при очень небольшом содержании
углерода в стали оказывается множество кар-
бидных выделений, наиболее крупных в дан-
ной структуре и наиболее легированных [164].
Однако ни эти, ни какие-либо иные выделения
непосредственно не связаны с развитием от-
пускной хрупкости. Это становится особенно
очевидным, когда наблюдается охрупчивание
стали, предварительно подвергнутой высокому
отпуску большой длительности (например,
100 ч и более при 650°C); тогда охрупчиваю-
щий отпуск при температуре на 100—200 °C
ниже не вызывает никаких заметных структур-
ных изменений.
Если уже в первых работах была показана
ответственность примесей за развитие отпуск-
ной хрупкости, то в ряде последующих работ
предположена сегрегация этих примесей к гра-
ницам зерен [162, 166]. Экспериментально
обогащение фосфором границ было качествен-
но установлено опытами В. И. Архарова [166],
работами [162, 167], где показано, что усиле-
ние травимости пикриновой кислотой границ
зерен обусловлено локальным повышением
у этих границ концентрации фосфора. С 1968 г.
химический состав поверхности межзеренного
излома изучается главным образом методом
Оже-электронной спектроскопии [168], а так-
же другими менее «поверхностными», но тем
не менее количественными методами фото-
электронной спектроскопии, обратного рассея-
ния ионов, рентгеноспектрального микроана-
лиза тонкой фольги в растровом электронном
микроскопе.
Установлено [161, 162, 168], что развитие
отпускной хрупкости сопровождается обога-
щением тончайших слоев у границ зерен при-
месями— фосфором, сурьмой, оловом, мышья-
ком (в некоторых сталях) и др. Более того,
степень охрупчивания, характеризуемая вели-
чиной АТк, оказывается (рис. 25.96) пропор-
циональной концентрации примеси на грани-
на границах зерен, % (am.)
Рис. 25.96. Зависимость критической температурь»
хрупкости хромоникелевой стали от концентрации'
фосфора и олова на границах зерен в состоянии от-
пускной хрупкости [168]
цах [169]. Восстановлению вязкости в резуль-
тате повторного высокого отпуска соответству-
ет резкое уменьшение концентрационного пика
у границ зерен [168] до уровня, при котором
он почти не обнаруживается даже методом
О же-электронной спектроскопии. Уже эти ре-
зультаты свидетельствуют о протекании сегре-
гации и десегрегации примесей практически
полностью в a-области. При прямом анализе
межзеренных изломов закаленных или низко-
отпущенных образцов в работах [162] и др.
не обнаружено существенной сегрегации на
границах зерен исходного аустенита ни при-
месных, ни легирующих элементов.
Оже-спектры от поверхности межзеренных
изломов сразу же показали одновременное ее
обогащение фосфором и никелем (см. рис.
25.96), сурьмой и никелем, сурьмой и марган-
цем [170]. Более того, сегрегация примесных
элементов резко усиливается в присутствии
никеля или марганца, а сегрегация никеля или
марганца наблюдается только в присутствии
достаточных количеств примесного элемента
(или элементов).
На рис. 25.97 показано типичное распределе-
ние элементов в приграничном слое методом
Оже-электронной спектроскопии поверхности
межзеренного излома, с которого последова-
тельно бомбардировкой ионами аргона сни-
мались слой за слоем атомы. Видно, что в со-
стоянии отпускной хрупкости приграничный
слой глубиной примерно 5 атомных слоев обо-
гащен примесями до концентраций, во много
171
раз превосходящих и среднюю концентрацию
примесного элемента в стали, и его предель-
ную объемную растворимость в феррите любо-
го реального легирования. Столь сильное обо-
гащение тонких слоев у границ зерен, ко-
торое трудно было предполагать заранее, до
получения прямых данных методом Оже-элект-
ройной спектроскопии, возможно, по-видимо-
му, только за счет межкристаллитной внутри-
Расстояние от поЗерхности излома, А
Рис. 25.97. Зависимость концентрации элементов от
расстояния до поверхности межзеренного разрушения
хромоникелевой стали в состоянии отпускной хруп-
кости [168]
зеренной адсорбции (термин введен В. И. Ар-
харовым) примесных атомов. Движущей си-
лой процесса адсорбции является снижение
энергии границ зерен; эта сила действует, по-
ка существуют границы, и потому сегрегацию,
под ее действием называют равновесной.
Правда, после не очень продолжительного
(до нескольких часов) высокого отпуска по-
следующий охрупчивающий отпуск сопровож-
дается и другими процессами, приводящими к
возникновению концентрационных неоднород-
ностей. Так, несомненно то, что легирование
карбидов и соответствующая перестройка их
структуры — карбидное превращение — проте-
кают существенно быстрее на границах зерен,
поэтому границы обедняются карбидообразую-
щими элементами и обогащаются некарбидо-
образующими (например, никелем) и примеся-
ми, вытесняемыми из объема растущих карбид-
ных частиц. Наконец, влияние тех и других
элементов на термодинамическую активность
примесей по знаку таково, что при достаточ-
ной диффузионной подвижности должно при-
водить к обогащению границ зерен примесями,
которые и вызывают ослабление межзеренного
сцепления. Эти факты легли в основу пред-
ставлений о природе отпускной хрупкости, раз-
витых в работе [164].
Однако если бы эти представления полностью
отражали природу межзеренного ослабления,
изотермическое охрупчивание должно было бы
за какое-то время достигать максимума Д7\,
а затем ослабляться. Концентрационный пик у
границ зерен должен был быть значительно
шире — порядка десятых долей микрона — и
размываться со временем. На самом деле АГк
монотонно растет с увеличением длительности
выдержки; концентрационный пик примеси име-
ет ширину всего в несколько атомных слоев, а
обогащение примесями границ достигает двух-
трех порядков.
Основные факты, связанные с обратимой от-
пускной хрупкостью, объясняются в основном
равновесной- адсорбцией примесей на границах
зерен, наряду с которой в той или иной мере
протекают и служат фоном адсорбции и все
процессы, связанные с неодновременностъю кар-
бидообразования. О том, что сегрегация эле-
ментов протекает не только под влиянием ад-
сорбционного снижения энергии границ зерен,
но и под действием других сил, возможно, сви-
детельствует и существенное отличие резких
концентрационных профилей многих примес-
ных элементов от значительно более плавных
профилей никеля или ^марганца, распространя-
ющихся на —20 атомных слоев.
В литературе отсутствуют прямые экспери-
ментальные доказательства сегрегации углеро-
да к границам зерен в твердом растворе (без
образования карбидных выделений).
Изучение поверхности изломов по границам
зерен, не совпадающих с границами исходных
аустенитных зерен, показало [162], что все вы-
сокоугловые границы обогащаются примесями
в процессе охрупчивающего отпуска примерно
в равной мере и лишь протяженность мало ис-
кривленных участков и более высокая плот-
ность включений, не растворяющихся при аус-
тенитизации, приводят к тому, что границы
исходных аустенитных зерен являются более
легким путем для распространения трещин.
Таким образом, обратимая отпускная хруп-
кость стали связана с адсорбционным повы-
шением концентрации примесей в очень тонком
слое у границ зерен до величин, намного пре-
вышающих растворимость, но без образова-
ния новой фазы. Толщина адсорбционного слоя
настолько мала, что изменение в нем сопро-
тивления пластической деформации может не
иметь существенного значения. Более важным,
по-видимому, является снижение поверхностной
энергии при образовании трещины по грани-
цам зерен, т. е. по примесному пику; тогда
работа, затрачиваемая на зарождение и раз-
витие трещин, может резко снизиться.
Указанная физическая причина отпускной
хрупкости — сегрегация примесей и легирую-
щих элементов к границам зерен — имеет и ряд
других технически важных проявлений. Тако-
выми являются:
1) интеркристаллитная коррозия, усиление
которой в состоянии отпускной хрупкости на-
блюдается при травлении, например насыщен-
ным водным раствором пикриновой кислоты;
связь коррозии этого вида с сегрегацией фос-
фора к границам зерен доказана моделирова-
нием гальванических микроэлементов, работаю-
щих в том же электролите — травителе ;
2) охрупчивание в агрессивных средах —
коррозия под напряжением и водородная
хрупкость, усиление которых в состоянии от-
пускной хрупкости исследовано в работе [171].
Так, с развитием отпускной хрупкости растет
доля межзеренного растрескивания в среде га-
зообразного водорода, в десятки раз снижается
пороговое значение коэффициента интенсивно-
сти напряжений для роста трещины, который
ускоряется в несколько раз, и на поверхности из-
лома отмечается (методом о, э. с.) повышен-
ная концентрация тех же элементов (Р, Мп,
Si), что и при ударных испытаниях. Эти дан-
ные объясняются ослаблением межзеренного
сцепления и увеличением концентрации водо-
рода вблизи вершины трещины в зоне, богатой
примесями, которые изменяют электрохимиче-
ские свойству границ зерен (т. е. в конечном
итоге взаимодействием примесей с водородом);
3) ускорение межкристаллитного растрески-
вания за счет зарождения и роста вдоль гра-
ниц зерен пор, наблюдаемого в условиях вы-
сокотемпературной ползучести (особенно дли-
тельной, с малой скоростью). Например, за
несколько тысяч часов ползучести при 550 °C
в стали технической чистоты вырастает на 2—
3 порядка больше пор по границам, чем в ста-
ли высокой чистоты. Более того показано сни-
жение примесями' поверхностной энергии, ко-
торое может оказаться достаточным для само-
произвольного зарождения пор [162];
4) ускорение усталостного разрушения со<
путствует развитию отпускной хрупкости, со-
ответственно увеличивается доля участков меж-
зеренного усталостного излома, а поверхность
этого излома обогащается фосфором и крем-
нием, а также никелем и марганцем. При этом
уменьшается число циклов до зарождения тре-
щины [172].
5) резкое усиление (ускорение) радиацион-
ного охрупчивания низколегированных сталей
вызывается теми же факторами, что и отпуск-
ная хрупкость, и прежде всего повышением со-
держания фосфора в стали. Например, при
250—350 °C — рабочих температурах корпусов
паро-водяных атомных реакторов — доза 3,5 X
ХЮ19 нейтрон/см2 вызывает повышение Тк на
60 °C, если в стали 0,005 % Р, и на 130 °C,
если в стали 0,036 % Р; в среднем 0,01 % Р
приводит к росту на 60—80 °C [173].
Этот эффект трудно объяснить только усиле-
нием радиационного упрочнения. Из имеющих-
ся данных следует, что влияние фосфора на
радиационное охрупчивание по своей природе
аналогично обратимой отпускной хрупкости: в
условиях резко ускоренной облучением (ра-
диационно-стимулированной) диффузии 250—
350 °C оказываются достаточно высокими тем-
пературами для диффузии фосфора и других
примесей к границам зерен и, как следствие,
охрупчивания стали. Этот вывод тем более ва-
жен, что открывает возможность моделирова-
ния кинетики процессов радиационного охруп-
чивания на образцах, подвергаемых обычному
охрупчивающему отпуску, и изучения таким
путем закономерностей влияния легирования и
примесей на радиационную стойкость сталей.
Показательно такое моделирование и полу-
ченные! на его основе количественные выводы
[172] в отношении требований к химическому
составу корпусной стали 15Х2НМФА перлитно-
го класса для энергетических атомных реакто-
ров, особенно к содержанию фосфора и никеля
(Ni необходим для достижения сквозной про-
каливаемости крупногабаритного изделия).
Статистический анализ многочисленных ли-
тературных данных о радиационной стойкости
корпусных сталей показал, что никель усили-
вает радиационное охрупчивание стали лишь
благодаря взаимодействию с фосфором и дру-
гими примесями, когда их концентрация пре-
вышает некоторый критический уровень, и тем
сильнее, чем выше эта концентрация.
Прямые эксперименты на сталях с разными
содержаниями фосфора и никеля подтвердили
эти заключения, а расчеты равновесной зерно-
граничной концентрации фосфора в таких ста-
лях и кинетики приближения к ней в процессе
изотермического отпуска при разных темпера-
турах позволили объяснить наблюдаемые за-
кономерности охрупчивания стали 15Х2НМФА
разной чистоты и с разным содержанием ни-
келя.
Результаты расчета (рис. 25.98) [165] пока-
зали, что равновесная концентрация фосфора
на границах зерен повышается с ростом объем-
ного содержания и фосфора, и «никеля. На за-
висимости Ср3(Т) имеется очень, узкий темпе-
ратурный интервал, в котором Ср3 возрастает
в несколько раз, причем этот интервал смеща-
ется к тем более высоким температурам, чем
выше содержания фосфора и никеля. Ясно, что
если резкий рост равновесной Ср3 происходит
при достаточно низких температурах TCi то да-
же очень длительная выдержка при не
позволяет достичь равновесия из-за низкой
диффузионной подвижности, и хрупкость прак-
тически не развивается; при Т>ТС величина
Рис. 25.98. Температурная зависимость равновесной
концентрации фосфора на границах зерен в стали
115Х2НМФА с различным содержанием (%) никеля и
фосфора [165]
равновесного обогащения границ оказывается
недостаточной, чтобы вызвать существенное
межзеренное ослабление. Таким образом, важ-
ным оказывается температурный уровень ТС1
зависящий от состава стали.
Наиболее полно отражает склонность стали
к охрупчиванию термокинетическая диаграм-
ма обогащения границ зерен опасной примесью,
поскольку, как показано на рис. 25.96, повы-
шение зернограничной концентрации фосфора и
других примесей пропорционально повышению
температуры вязкохрупкого перехода, хотя ко-
эффициент пропорциональности, естественно,
зависит от химического состава и структурного
состояния, т. е. предварительной обработки
стали.
Такие диаграммы позволяют предсказывать
степень охрупчивания стали, т. е. величину
АТк, после любой выдержки, в том числе в про-
цессе длительной эксплуатации при температу-
рах развития отпускной хрупкости. Из срав-
нения рис. 25.99 и 25.98 видно, что температу-
ры максимального охрупчивания совпадают с
Тс на графиках Cp3=f(T).
Существенно, что при низком содержании
фосфора (0,003 %) повышение содержания
никеля с I до 3% не усиливает склонность ста-
ли к отпускной хрупкости, тогда как при
0,01 % Р такое же изменение содержания ни-
келя повышает Тс до температур, обеспечива-
ющих достаточно интенсивную диффузию фос-
фора для протекания процесса сегрегации, и
степень охрупчивания растет.
173
Исходя из этих результатов, в работе [165]
сделан вывод, что каждой концентрации фос-
фора отвечает свое критическое содержание
никеля, допустимое с точки зрения охрупчи-
вания при длительных тепловых выдержках, и
это содержание никеля можно рассчитать.
Из изложенного следует, что бороться с от-
пускной хрупкостью или ослабить ее прояв-
ления можно следующими путями:
подвижности фосфора при введении в сталь
0,3—0,5 % Мо. Этот путь давно и широко ис-
пользуется в промышленности.
4. Сокращением времени пребывания стали
в температурной зоне развития хрупкости —
ускоренным охлаждением деталей после вы-
сокого отпуска до комнатной температуры или
для более крупных деталей — до температур
350—400 °C с некоторой выдержкой для ре-
Рис. 25.99. Диаграммы изотермического обогащения фосфором границ зерен в стали 15Х2НМФА,
содержащей фосфора 0,003 (а, 6, в), 0,01 % (г, д, е) и никеля 1 (а, г), 2 (б, д) и 3 % (в, е).
Цифры у кривых — достигаемая концентрация фосфора [1651
1. Устранением самих причин охрупчивания,
т. е. снижением содержания вредных примесей
Р, Sb, Sn, As, в частности основной из них —
фосфора, до тысячных долей процента, а так-
же легированием стали, согласованным с со-
держанием этих примесей (например, при
большем содержании фосфора допустимо леги-
рование стали меньшим количеством никеля).
К сожалению, пока не удалось найти соедине-
ния, образованием которых можно было бы
выводить охрупчивающие примеси из феррита.
2. Изменением структурного фона, на кото-
ром развивается сегрегация охрупчивающих
примесей, путем перехода (когда это допуска-
ют требования к прочности и вязкости) от
мартенситной к бейнитной и бейиитно-перлит-
ной структурам; закалкой от температур меж-
критического интервала; увеличением длитель-
ности высокого отпуска (тогда при медленном
охлаждении протекает только равновесная
зернограничная адсорбция примесей, не усили-
ваемая процессами карбидообразования); на-
конец, когда это технологически возможно
(очевидно, при простейших формах деталей),—
пластической деформацией—теплой, при тем-
пературе высокого отпуска, или холодной.
3; Замедлением развития отпускной хрупко-
сти, например уменьшением диффузионной
174
лаксации напряжений и с последующим за-
медленным охлаждением. Указанная выдержка
возможна (безопасна в смысле развития хруп-
кости) потому, что при 350—400 °C процесс
охрупчивания развивается достаточно мед-
ленно.
5. Снижением исходной температуры вязко-
хрупкого перехода Тк настолько, чтобы и пос-
ле повышения Тк она оставалась все же ниже
температуры эксплуатации изделия. Добиться
этого можно измельчением зерна, в частности
закалкой из межкритического температурного
интервала.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Чернов Д. К. и наука о металлах. М.:
Металлургиздат, 1950. 563 с.
2. Smith С. A History of Metallography. The
development of ideas on the structure of
Metals before 1890. Chikago: The Univer-
sity of Chikago press, I960, 291 p.
3. Селяков H. Я., Курдюмов Г. В., Гуд-
цов Н. Т. — Журнал прикладной физики,
1927, № 2, с. 51—82; Z. Phys., 1927, Bd
45, S. 384—408.
4. Курдюмов Г. В. — Вестник металлопро-
мышленности, 1932, № 9, с. 20—34; Arch.
EisenhOttenw., 1932/33, Bd 6, H. 3. S. 117—
123.
5. Курдюмов Г. В. Явления закалки и от-
пуска. М.1 Металлургиздат, 1960. 64 с.
J. Iron a. Steel Inst., I960, v. 195, № 5,
р. 26—48.
6. Курдюмов Г. В., Утевский Л. М., Эн-
тин Р. И. Превращения в железе н стали.
, М.: Наука, 1977. 238 с.
7. Курдюмов Г. В.— Металлофизика, 1979,
т. 1, № 1, с. 81—91.
8. Штейнберг С. С. — Избранные статьи.
М.: Машгиз, 1950. 255 с.
9. Садовский В. Д, Структурные превраще-
ния при закалке и отпуске сталей. Сверд-
ловск: УФАН СССР, 1945. 72 с.
10. Wever F.— Stahl und Eisen, 1949, Bd 69,
№ 19, S. 6^4—670.
II. Гуляев A. 77. Термическая обработка ста-
ли. M.: Машгиз, 1960, 495 с.
12. Энтин Р. И. . Превращения аустенита в
стали. М.: Металлургиздат, 1960. 252 с.
13. Блантер М. Е. Фазовые превращения при
термической обработке стали. М.: Маш-
гиз, 1960. 268 с.
14. Утевский Л. М., Панкова М. Н, — Метал-
лофизика, 1979, т. 1, № 2, с. 66—85.
15. Ройтбурд А. Л. — Успехи физических
наук, 1974, т. 113, вып. 1, с. 69—104.
16. Хачатурян А. Г. Теория фазовых превра-
щений и структура твердых растворов.
М.: Наука, 1974. 305 с.
17. Попов А. А. Фазовые превращения в ме-
таллических сплавах, М.: Металлургия,
1963. 363 с.
18. Ridley N., Stuart И., Zwell L.—Trans.
Met. Soc. AIME, 1967, v. 245, p. 1834—
1836.
19. Веселова С. И., Спектор E. 3. — ФММ,
1972, t. 34, c. 895—896.
20. Roberts C. — Journ. of Metals, 1953, v. 5,
№l,p. 203—209.
21. Головчинер К. Я.— ФММ, 1974, т. 37,
вып. 2, с. 364—368.
22. Быков В. Виноградов С. И. — Крис-
таллография, 1958, № 3, с. 104—108.
23. Энтин И. Р., Соменков В. А., Шиль-
штейн С. ДЛ —ДАН СССР, 1972, т. 206,
№ 5, с. 1096—1099.
24. Fink Campbell Е. — Trans. Amer. Soc.
Steel Treat., 1926, v. 9, p. 717—754.
25. Крицкая В. К., Нодиа Н> М., Осипъ-
ян Ю. А, —ФММ, 1958, т. 6, вып. 1,
с. 177—180.
26. Каминский Э. 3., Перкас М. Д.—Проб-
лемы металловедения и физики металлов:
Науч. тр./ЦНИИЧМ. ИФМ. М.: Метал-
лургиздат, 1949, № 1, с. 211—225.
27. Winchell P,t Cohen М.— Trans. ASM,
1962, v. 55, part 1, p. 355—369.
28. Курдюмов Г. В., Лысак Л. И. — JISI,
1974, v. 56, part 1, р. 29—36.
29. Лысак Л. И., Вовк Я. И. — ФММ, 1965,
т. 19, вып. 4, с. 699—706.
30. Арбузов М. П. — ДАН СССР, 1950, т. 74,
№ 6, с. 1085—1088.
3\. Zener С.— Trans. AIME, 1946, v. 167,
№ 3, р. 550—559.
32. Курдюмов Г. В., Хачатурян А. Г. — Acta
Metallurgica, 1975, v. 23, № 9, р. 1077—
1088.
33. Лысак Л. И., Вовк Я. FL — ФММ, 1965,
т. 20, вып. 3, с. 540—545.
34. Лысак Л, И., Миколин Б. И. Физические
основы термической обработки стали. Ки-
ев: Техшка, 1975. 304 с.
35, Sachdev A., Winchell Р. — /Metallurg.
Transactions, 1975, v. 6А, р. 59—63.
36. Watanabe М., Wayman С. — Scripta Metal-
lurgica, 1971, v. 5, № 2, p. 109—116.
37. Курдюмов Г. В., Михайлова Л. К. — ДАН
СССР, 1976, т. 231, с. 336—338.
38. Ройтбурд А. Л., Хачатурян А. Г. — ФММ,
1970, т. 30, вып. 6, с. 1189—1199.
39. Fujita F.— Nippon Kinzoky Gakkai ho,
1974, v. 13, p. 713—720.
40. Курдюмов Г. В. — Suppl. to Trans. Jap.
Inst, of Met., 1976, v. 17, p. 9—20.
41. Курдюмов Г. В., Суязов А. В., Уси-
ков М. Л. —ДАН СССР, 1980, т. 251,
с. 1384—1385.
42. Tadaki Т., Shimizu К. — Scripta Met.,
1975, v. 9, р. 771—776.
43. Грузин П. Л., Пряхин В. А., Родио-
нов Ю. Л., Михайлова Л. К. — ФММ,
1978, т. 45, с. 743—745.
44. Михайлова Л, К>, Могутное Б. М., Суя-
зов А. В, и др. — ФММ, 1973, т. 45,
с. 743—745.
45. Саррак В. И., Суворова С. О. — ФММ,
1968, т. 26, вып. 1, с. 147—156.
46. Могутное Б. М., Половое В. М., Шварц-
ман Л. А. —ФММ, 1968, т. 25, вып. 1,
с. 111—118.
47. Крицкая В. К., Ильина В. А, — ДАН
СССР, 1969, т. 185, № 6, с. 1273—1275.
48. Крицкая В. К., Нархов А. В.— ФММ,
1970, т. 29, вып. 3, с. 1293—1294.
49. Курдюмов Г. В., Лысак Л. И. — ЖЭФ,
1947, т. 17, вып. 9, с. 993—1002.
50. Георгиева И, Я.г Изотов В. И.г Панко-
ва Я. Н. и др. —ФММ, 1971, с. 32,
с. 626—631.
51. Изотов В. И. — ФММ, 1972, т. 34, вып. 1,
с. 123—132.
52. Kelly Р., Nutting Г — Proc. Roy. Soc.,
1960, А 259, № 296, р. 45—58.
53. Этерашвили Т. В., Утевский Л. М., Спас-
ский М, И. — ФММ, 1979, т. 48, вып. 4,
с. 807—815.
54. Fleischer R.—Acta Metallurgica, 1962,
v. 10, № 9, р. 835—838.
55. Ильина В. П„ Иорданский В. M.t Эн-
тин Р. Я.—Физ.-хим. обработка мате-
риалов, 1969, № 3, с. 84—88.
56. Бернштейн М. Л. Термомеханическая обра-
ботка металлов и сплавов. Т. II. М.: Ме-
таллургия, 1969, с. 605—1171.
57. Штейнберг С. С., Гутерман С. Г. — Ме-
таллург, 1930, № 4—5, с. 506—519.
58. Wever F.t Engel N. — Mitteilungen K.-W.-I. f.
Eisenforschung, 1930, Bd 12, S. 93—115.
59. Труды/УФАН СССР. Свердловск: АН
СССР, 1940. Вып. 10—11, 112 с.
60. Меськин В. С. Основы легирования ста-
ли. М.: Металлургия, 1964. 684 с.
61. Donachie S.t Ansell G.— Met. Trans., 1975,
v. 6A, № 10, p. 1863—1879.
62. Кулемин А. В., Соловьев В. А:, Замб-
жицкий В, И. и др.— ФММ, 1979, т. 48,
вып. 1, с. 135—140.
63. Курдюмов Г. В.— ДАН СССР, 1948,
т. 60, № 9, с. 1543—1546.
64. Курдюмов Г. B.t Максимова О. П. —
ДАН СССР, 1948, т. 61, № 1, с. 83—86.
175
65. Курдюмов Г, В,, Максимова О. /7. —
ДАН СССР, 1960, т. 73, № 1, с. 95—98.
66. Курдюмов Г. В., Максимова О. П. — Изв.
АН СССР. ОТН, 1957, № 6, с. 4—11.
67. Георгиева И, Я., Изотов В. И,, Никити-
на И. И., Хандаров П. А. — ФММ, 1969,
т. 29, вып. 6, с. 1129—1131.
68. Георгиева И. Я., Максимова О. Z7. —
ФММ, 1971, т. 31, вып. 2, с. 364—369.
69. Георгиева И. Я-, Никитина И. И. — ФММ,
1977, т. 33, вып. 1, с. 144—150.
70. Курдюмов Г. В., Каминский Э. 3., Ней-
марк В. Е. — ЖТФ, 1934, т. 4, № 10,
с. 1774—1776.
71. Гриднев В. Н. — Techn. Phys. USSR, 1938,
, v. 5, №5, р. 761—763.
72. Головчинер Я. М—ФММ, 1963, т. 15,
вып. 4, с. 545—547.
73. Kurdjumow G., Sachs G. — Z. Phys., 1930,
Bd 64, S. 325—343.
74. Nlshiyatna Z. — Sci. Rep. Tohoku Univ.,
1936, v. 26, № 1, p. 77—83.
75. Greninger A., Trojano A. — Trans. AIME,
1949, v. 185, № 3, p. 590—598.
76. Курдюмов Г. В., Хандрос Л. Г. — ДАН
СССР, 1949, т. 66, № 2, с. 211—214.
77. Садовский В. Д., Смирнов Л. В., Фоки-
на В. А. и др. —ФММ, 1967, с. 24, вып. 5,
с. 918—939.
78. Закалка в магнитном поле./Кривоглаз
М. А., Садовский В. Д., Смирнов Л. В.,
Фокина Е. А. М.: Наука, 1977. 119 с.
79. Курдюмов Г. В., Максимова О. П., Тагу-
нова Т. В. — ДАН СССР' 1950, т. 73, №2,
с. 307—310.
80. Курдюмов Г. В., Максимова О. П., Ника-
норова А. И.. и др. — ФММ, 1958, т. 6,
вып. 1, с. 95—105.
81. Максимова О. ГЕ, Захаров А. Я.— Изв.
АН СССР. ОТН, 1957, № 7, с. 3—9.
82. Блантер М. Е. — Металловедение и терми-
ческая обработка металлов, 1975, № 5,
с. 7—13.
83. Хандрос Л. Г., Арбузова И. А. Металлы,
электроны, решетка, Киев: Наукова думка,
1975. 440 с.
84. Delaey L., Krishman Tas Н., Warli-
mont H.—Journ. Material Sci., 1974, v. 9,
p. 1521—1554.
85. Арбузова И. А., Курдюмов Г. В., Ханд-
рос Л. Г.— ФММ, 1961, т. 11, с. 272—
280.
86. Мартынов В. В., Ткаченко В. В., Ханд-
рос Л. Г. —ДАН СССР, 1978, т. 242,
с до_____д2.
87. Tong Н., Wayman С.— Trans. AIME, 1975,
v. 6А, № 1, р. 29—32.
88. Могутное Б. М.—ФММ, 1978, т. 45,
с. 428—430.
89. Курдюмов Г. В. — Изв. АН СССР. Сер.
Химия, 1936, № 2, с. 271—284.
90. Курдюмов Г. В., Мирецкий В. И., Стел-
лецкая Т. Я. —ЖТФ, 1949, т. 19, вып. 7,
с. 761—768.
91. Коган Л. И., Энтин Р. И.—ДАН СССР,
1950, т. 73, вып. 6, с. 1173—1176.
92. Massalski 7.— Acta Metallurg., 1958, v. 6,
p. 242—253.
93. Курдюмов Г. В., Перкас М. Д.—ДАН
СССР, 1956, т. ill, № 4, с. 118—120.
94 Коган Л. И., Клейнер Л. М., Энтин
Р. И. — ФММ, 1976, т. 41, вып. 1, с. 118—
124.
95. Голиков В. М>, Коган Л. И., Новиков Б. А,.
Энтин Р. И. — ФММ, 1978, т. 45, вып. 5,
с. 1060—1064.
96. Перкас М. Д., Кардонский В. М. Мартен-
ситно-стареющие стали. М.: Металлургия,
1970. 224 с. .
97. Wilson Е. — Scripta Meallurgica, 1970,
v. 4, р. 309—311.
98. Морозов О. П., Мирзаев Д. .А., Штейн-
берг М. М. — ФММ, 1972, т. 34, вып. 4,
с. 795—800.
99. Моисеев А. А., Поляков Е. В., Усиков М. И,
Эстрин Э. И. — ФММ, 1979, т. 48, с. 945—
951.
100. Энтин Р. И., Клейнер Л. М., Коган Л. И.,
Пиликина Л. Д. — Изв. АН СССР. Метал-
лы, 1979, № 3, с. 114—120.
101. Леонтьев Б. А., Зубарев Б. Ф., Матвее-
ва М. И., Телегина Т. И. — Изв. АН
СССР. Металлы, 1967, № 1, с. 116—121.
102. Гузовская М. А., Гуляев А. П. — Изв.
АН СССР. Металлы, 1967, № 1, с. 112—
115.
103. Смирене кая Н. А., Козлова А. Г„ Энтин
Р. И. — ФММ, 1979, т. 47, вып. 2,
с. 368—379.
104. Ройтбурд А. Л. — ФТТ, 1968, т. 10,
с. 3619—3627.
105. Kinsman К., Eichen Е„ Aaronson Н.—
Met. Trans., 1975, v. 6А, р. 303—307.
106. Бунин К. П., Баранов А. А. Металлогра-
фия. М.: Металлургия, 1970. 252 с.
107. Mehl К., Hagel W. — Progress in Metal
Physics, 1950, № 6, p. 74—98.
108. Гуревич Я. Б., Титов М. П., Энтин Р. И.—
ДАН СССР, 1974, т. 218, вып. 6, с. 1329—
1332
109. Honeycombe К. W. — Met. Transact., 1976,
v. 7А, р. 915—936.
ПО. Исаичев И. В. — ЖТФ, 1947, т. 17, вып. 6,
q g35______838
111. Сухомлин Г. Д.— ФММ, 1974, т. 38,
вып. 4, с. 878—881.
112. Pitsch W. — Acta Metallurg., 1962, v. 10,
№ 10, p. 897—898.
113. Bungardt K> Mulders O. — Stahl und Ei-
sen, 1960, Bd 80, H. 22, S. 1603—1617.
114. Коган Л. И., Энтин P. EL — ДАН СССР,
1954, т. 94, 4, с. 693—696.
115. Энтин Р. И., Хлестов В. М„ Гоцуляк А. А.
и др. — ФММ, 1979, т. 47, вып. 1,
с. 205—207.
116. Хлестов В. М., Энтин Р. И., Соколов
К. Н. и др. — ФММ, 1972, т, 33, вып. 4,
с. 873—876.
117. Кулемин А. В., Некрасова С. 3., Энтин
Р. И. — ФММ, 1978, т. 45, вып. 5,
с. 1044—1049.
118. Шепеляковский К 3., Энтин Р. И. —
Вестник машиностроения, 1958, № 12,
с. 53—58.
119. Панкратова Л. С., Эстрин Э. И, — Пробле-
мы металловедения и физики металлов;
Науч. тр./ЦНИИЧМ. ИФМ. М.: Метал-
лургия, 1972, № 1, с. 25—35.
120. Садовский В. Д., Смирнов Л. В., Рома-
нова Е. П. — ФММ, 1978, т. 46, № 2,
с. 444—-449.
121. Миркин И. Л. — В кн.: Структура и свой-
ства сталей. М., Оборонгиз, 1941, с. 5—
158.
176
122. Алексеев Л. А., Леви Р. Б., Коган Л. И.
и др. — ФММ, 1979, т. 47, вып. 5,
с. 1005—1009.
123. Кулемин А. В., Некрасова С. 3., Энтин
Р. Я. — ДАН СССР, 1979, т. 246, № 4,
с. 865—868.
124. Каменецкая Д. С., Пилецкая И. Б., Ши-
ряев В. И. Железо высокой степени чис-
тоты. М.: Металлургия, 1978. 248 с.
125. Спектор Я. И., Саррак В. И., Энтин
Р. Я. — ДАН СССР, 1964, т. 155, вып. 5,
с. 1054—1057.
126. Береснев Г. А., СаррЬк В. И., Шилов
А. А.— Проблемы металловедения и фи-
зики металлов: Науч. тр./ЦНИИЧМ. ИФМ.
М.: Металлургия, 1968, № 9, с. 157—165.
127. Gladman Т., MGiuor Г, Pickering F. —
JISI, 1972, у. 210, № 2, р. 916—930.
128. Hehemann Д, Kinsman К., Aaronson Н.—
Met. Transact., 1972, v. 3, p. 1077—1093.
129. Hoffmann W7., Schumacher G.— Archiv f.
Eisenhiittenwesen, 1958, Bd 26, № 2, S. 99—
104.
130. Кутелия Э. P., Утевский Л. M. — ФММ,
1969, t. 28, вып. 1, c. 129—137.
131. Коган Л. И., Усиков M. П., Энтин Р.И —
ФММ, 1980, т. 50, вып. 5, с. 1088—1090.
132. Коган Л. И„ Энтин Р. Я. — ФММ, 1961,
т. 12, вып. 2, с. 204—207.
133. Speich G.— Decomposition of Austenite,
N. у., Interscience Publ., 1962, p. 353—370.
134. Голиков В. M., Коган Л. И., Новиков Б. А.,
Энтин Р. И. — ФММ, 1980, т. 49, с. 665—
667.
135. Любов Б. Я. Кинетическая теория фазо-
вых превращений. М.: Металлургия, 1969.
263 с.
136. Дубров В. А.— ФММ, 1972, т. 34, вып. 2,
с. 415—418.
137. Усиков М. П., Моисеев А. Н., Смиренская
Н. А., Резник В. Л. — ФММ, 1977, т. 43,
вып. 4, с. 813—817.
138. Коган Л. И., Энтин Р. И. — ФММ, 1968,
т. 25, № 2, с. 373—384.
139. Иванова Л. И. — ФММ, 1962, т. 13, вып. 3,
с. 371—379.
140. Bojarski Z., Bold 7. — Acta Metallurgica,
1974, v. 22, р. 1223—1234.
141. Кулемин А. В., Некрасова С. 3., Манаен-
ков В. Я. и др. — ФХОМ, 1977, № 3,
с. 96—100.
142. Лопатин А. В., Прохоров А. В. — Сталь,
1941, № 11—12, с. 48—51.
143. Арбузов М. П., Курдюмов Г. В. — ЖТФ,
1941, т. 11, вып. 5, с. 412—415.
144. Изотов В. И., Утевский Л. М. — ФММ,
1968, т. 25, с. 98—110.
145. Курдюмов Г. В., Усиков М. П., Суязов
А. В.—ДАН СССР, 1970, т. 195, с. 593—
597
146. Еднерал Н. В., Скаков Ю. А. — ФММ,
1969, т. 28, вып. 2, с. 350—354.
147. Усиков М. Л., Хачатурян А. Г. — ФММ,
1977, т. 43, вып. 3, с. 554—561.
148. Арбузов М. И., Хаенко Б. В. — ФММ,
1962, т. 13, вып. 5, с. 686—692.
149. Белоус М. В., Черепин В. T.f Васильев
М. А. Превращения при отпуске стали. М.:
Металлургия, 1973. 232 с.
150. Багаряцкий Б. А.—ДАН СССР, 1950,
т. 73, № 6, с. 1161—1164.
151. Курдюмов Г. В., Энтин Р. И. Отпускная
хрупкость конструкционных сталей. М.:
Металлургиздат, 1945. 134 с.
152. Бокштейн С, 3. Структура и механиче-
ские свойства легированной стали. М.:
Металлургиздат, 1954. 279 с.
153. Бокштейн С. 3. Строение и свойства ме-
таллических сплавов. М.: Металлургия,
1971. 496 с.
154. Грузин П. Л., Курдюмов Г. В., Энтин
Р. Я. — Металлург, 1940, № 8, с. 15—19.
155. Потак Я. /И. Высокопрочные стали. М.:
Металлургия, 1972. 208 с.
156. Доронин В. М. Термическая обработка
углеродистой и легированной стали. М.:
Металлургиздат, 1955. 395 с.
157. Новиков И. И. Теория термической обра-
ботки металлов. М.: Металлургия, 1978.
392 с.
158. Саррак В. И., Суворова С. О., Энтин
Р. И. — Изв. АН СССР. Металлы, 1966,
№4, с. 156—158.
159. Соколков Е.Н., Садовский В. Д. — В кн.:
Проблемы металловедения. М.: Машгиз,
1956, с. 49—119.
160. Саррак В. И., Энтин Р. И. — Проблемы
металловедения и физики металлов. Науч.
тр./ЦНИИЧМ. ИФМ. М.: Металлургиздат,
1962, № 7, с. 64—91.
161. Гликман Е. Э., Брувер Р. Л.—Металло-
физика. Вып. 43. Киев: Наукова думка,
1972, с. 42—63.
162. Stein D. — Ann. Rev. Mater. Sci., 1977,
v. 7, p. 123—153.
163. Spink G. M. — Met. Transact., 1977, v. 8A,
№ 1, p. 135—143.
164. Утевский Л. M. Отпускная хрупкость кон-
струкционных сталей. М.: Металлургия,
1961. 191 с.
165. Карк Г. С.—Металловедение и термиче-
ская обработка специальных сталей и
сплавов для энергомашиностроения/
/ЦНИИТМАШ. М.: 1978, № 142, с. 5—12.
166. Архаров В. И — ФММ, 1956, т. 2, вып. 1,
с. 57—62.
167. Земский С. В., Орлов Л. Г., Утевский
Л. М. — Заводская лаборатория, 1967,
№ 5, с. 375—378.
168. Viswanathan Д, Sherlok 7.— Met. Trans.,
1972, v. 3, р. 459—468.
169. Ohtani Н., Feng McMahon С.—Met.
Trans., 1976, v. 7A, p. 81—101.
170. Krahe P., Guttmann M. — Scripta Metal.,
1973, v. 7, p. 387—394.
171. Briant G., Feng H., McMahon C. —
Trans., 1978, v. 9A, p. 625—638.
172. Berry G., Brook K. — Metal Science, 1976,
v. 8, p. 286—290.
173. Астафьев А. А., Марков С. И., Кирк
Г. С. — Атомная энергия, 1977, т. 42, №3,
с. 187—190.
174. Гиндин И. A.t Чиркин X. Л. — Вопросы
атомной науки и техники. Сер. Физика
радиационных повреждений. Харьков:
ФТИ АН УССР, 1973, с. 69—74.
175. Вее Г, Honeycomb R. — Trans. AIME,
1978, v. 9А, р. 587—598.
12—394
177
26
СТАРЕНИЕ
26.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
И МЕТОДЫ АНАЛИЗА
Старение — физическое явление и операция
термической обработки. Под старением метал-
ла понимают изменения свойств, происходя-
щие во времени при атмосферной (или ком-
натной) температуре (естественное старение)
в условиях вылеживания или при повышенных
температурах в ходе специальной термической
обработки (старение или искусственное старе-
ние), а также изменения свойств при вылежи-
вании или эксплуатации при разных темпера-
турах после холодной пластической деформа-
ции. Имеется самостоятельный класс металли-
ческих материалов — стареющие (или в случае
конструкционных материалов диспёрсионно-
твердеющие) сплавы, для которых старение яв-
ляется заключительной операцией термической
обработки, формирующей окончательные свой-
ства материала. В случае специальных старею-
щих сплавов и в случае металлов технической
чистоты, содержащих определенные примеси,
старение как физическое явление связано с
распадом пересыщенного твердого раствора.
Состояние пересыщенного твердого раствора
достигается обычно быстрым охлаждением (за-
калкой) сплава от температур, при которых
компоненты сплава образуют твердый раствор
(например, Л на рис. 26.1,а). Большое пере-
сыщение твердого раствора можно полу-
чить при аллотропическом превращении по
мартенситной кинетике, когда высоко- и низ-
котемпературная модификация сильно разли-
чаются по предельной растворимости. Так про-
исходит в случае сплавов на железной основе
(углеродистых и безуглеродистых) (см. рис.
26Л,г). Особенно большое пересыщение удает-
ся получать в сплавах, формирующихся при
гальваническом осаждении, а также при закал-
ке сплавов из жидкого состояния. Кроме того,
пересыщение достигается переводом сплава из
гетерогенного в гомогенное состояние при вве-
дении большого числа структурных дефектов
облучением или пластической деформацией в
условиях сильного взаимодействия этих дефек-
тов с атомами компонента, образующего из-
быточную фазу.
Распад твердого раствора происходит в об-
ласти температур устойчивого гетерогенного
состояния (например, /2 на рис. 26.1, а), одно-
временно обеспечивающей достаточную диффу-
зионную подвижность атомов компонентов
сплава. Это может происходить в определен-
ных сплавах при атмосферной (естественное
старение) или повышенной (искусственное
старение) температуре.
Процессы распада Хают состояния сплавов
с разными физическими и механическими свой-
ствами [1—6]. Особый интерес представляет
процесс упрочнения при старении — диспер-
сионное твердение. Дисперсионно-твердеющи-
ми является большинство современных метал-
лических жаропрочных материалов. В этих
сплавах сохранение высокопрочного состояния
в течение длительного времени при высокой
температуре обеспечивается не только выбо-
178
ром основы сплава с замедленным течением
диффузионных процессов (без которых не мо-
гут происходить изменения структуры, приво-
дящие к разупрочнению), но и подбором та-
ких композиций, которые обеспечивают наи-
большую стабильность структурно-фазового
состояния высоко^ прочности.
Кроме высокой прочности, стареющие спла-
вы имеют и ценные физические свойства, на-
пример высокую коэрцитивную силу. В сплавах
для постоянных магнитов типов алии и маг-
нико состояние с высокой коэрцитивной силой
Рис. 26.1. Диаграммы равновесия для сплавов, в ко-
торых происходят процессы выделения:
а —уменьшение растворимости компонента В в ме-
талле А; б—сужение области гомогенности проме-
жуточной фазы; в, г — металл-растворитель претер-
певает полиморфное превращение; д— упорядочение
в сплаве нестехиометрического состава; е — расслое-
ние твердого раствора
возникает в результате расслоения пересыщен-
ного твердого раствора, причем наилучшие
магнитные свойства получаются при наложении
ориентированного магнитного поля во время
термической обработки. В сверхпроводящих
сплавах (например, Ti—Nb) при определенной
дисперсности выделений наблюдаются макси-
мальные значения критической плотности тока.
Процессы распада могут приводить и к не-
желательным изменениям свойств сплавов, на-
пример к снижению пластичности и вязкости в
случае низкоуглеродистой стали или к увели-
чению коэрцитивной силы и потерь на пере-
магничивание электротехнического железа.
Продукты распада и структурные состояния
при распаде твердых растворов. На разных
стадиях распада возможны чисто диффузион-
ные перераспределения компонентов без изме-
нений в кристаллической структуре; перерас-
пределения атомов, связанные с упорядочени-
ем; перестройки кристаллической структуры по
разным Емеханизмам, в том числе и по мартен-
ситному.
Характеристика структурного состояния спла-
ва на ранних стадиях распада пересыщенного
твердого раствора (до максимума прочности)
впервые была получена путем анализа эффек-
тов аномального диффузного рассеяния рент-
геновских лучей. Эти эффекты для сплава А1—
Си (типа дюралюмина) Гинье и Престон
(1938 г.) объяснили неоднородным распределе-
нием атомов компонентов, различающихся по
рассеянию рентгеновских лучей [7]. Неоднород-
ности структуры подобного типа назвали зона-
ми Гинъе—Престона (зоны Г.—П.). В послед-
нее время новые данные о структурных изме-
нениях в течение всего процесса распада — от
образования зон Г.—П. до выделения стабиль-
ных фаз и их коагуляции — получены методом
дифракционной электронной микроскопии [3,4,
Для количественного описания временной и
температурной зависимостей процесса распада
пересыщенного твердого раствора используют
измерения различных свойств [10, 11]. Если
старение при разных температурах приводит к
одинаковому структурному состоянию, то зави-
симость времени достижения этого состояния
от температуры термической обработки (по из-
менению структурнб-чувствительного свойства,
например, твердости или коэрцитивной силы)
дает характеристику температурной зависи-
мости скорости процесса — энергию активации
процесса старения. Почти всегда—это некото-
рая эффективная величина, прежде всего по-
тому, что процесс распада состоит из несколь-
ких элементарных процессов: например, обра-
зования зародышей новых фаз (гомогенное и
гетерогенное)., диффузии (при разных видах и
концентрациях дефектов), роста частиц. Для
анализа кинетики старения, т. е. временной
зависимости, лучше использовать структурно-
нечувствительные свойства, отражающие изме-
нение состава и, следовательно, степени пере-
сыщения твердого раствора. Такие исследо-
вания проводили, используя рентгеновские
прецизионные измерения периода решетки твер-
дого раствора, измерения электросопротивле-
ния и намагниченности насыщения. Эти методы
имеют свои ограничения, например процесс вы-
деления избыточного компонента из твердого
раствора должен приводить к снижению элект-
росопротивления, однако зонный распад сопро-
вождается ростом электросопротивления.
Эффект роста электросопротивления на на-
чальной стадии распада затрудняет количест-
венную характеристику кинетики, но сам эф-
фект имеет большое значение в диагностике
превращения: рост электросопротивления есть
признак того, что распад твердого раствора
идет через образование зон Гинье—Престона.
Обычно не наблюдают изменений рентгено-
графически измеренного периода решетки твер-
дого раствора на зонной стадии распада. Это
один из аргументов в пользу представления о
данном состоянии как о состоянии неоднород-
ного твердого раствора (по Гинье) и об отсут-
ствии «истинного» выделения. С истинным вы-
делением связывают момент, когда начинает-
ся изменение периода решетки твердого
раствора. В некоторых случаях зоны имеют при-
знаки новой координации атомов (например,
12*
зоны Гинье—Престона—Багаряцкого в спла-
вах А1—Mg—Si) или признаки атомного упо-
рядочения, которое может быть непосредст-
венной причиной изменения координации или
симметрии решетки (зоны Г.—П.—II или фаза
0" в А1—Си, зоны Г.—П. в бериллиевой брон-
зе и техническом железе). Образование зон с
упорядоченной структурой можно рассматри-
вать как выделение когерентных частиц фазы
в изоморфной матрице. В кристаллографиче-
ском смысле изоморфность может быть услов-
ной и поддерживаться в силу когерентности
решетки частицы и матрицы, хотя сама новая
фаза может быть, например, тетрагональной1.
Следует назвать и противоположный пример:
в сплавах типа тикональ происходит расслое-
ние пересыщенного твердого раствора на две
фазы с кубической структурой, но в условиях
когерентности в сплавах наблюдают фазы
(три!) с тетрагональной (или даже ромбиче-
ской) структурой [12].
Форма, взаимное расположение и ориента-
ция частиц по отношению к матрице определя-
ются соотношением кристаллических структур
и удельных (атомных) объемов фазы выделе-
ния в матрице и устанавливаются такими, что-
бы обеспечивался минимум суммы поверхност-
ной и упругой энергии [13].
Электронно-микроскопические исследования
дают информацию о дисперсности и распреде-
лении частиц выделений (рис. 26.2). Эти ха-
рактеристики микроструктуры могут быть по-
ложены в основу количественной оценки эф-
фектов упрочнения в соответствии с известны-
ми теориями упрочнения, а также могут быть
использованы для сравнения разных обработок
и выбора оптимальных режимов.
Выделение когерентных частиц обычно хоро-
шо регистрируется методом просвечивающей
дифракционной электронной микроскопии (по
так называемому деформационному контрасту).
Примеры микроструктур с когерентными вы-
делениями карбидной и интерметаллидной фаз
и некогерентными выделениями фазы Лавеса
приведены на рис. 26.2, а—в1 2.
Когерентность (и потеря когерентности) вы-
делений может быть также установлена мето-
дом рентгеноструктурного анализа (см. раз-
дел 6). На стадии когерентных выделений из-
менения периода решетки усложнены и не
всегда даже по знаку соответствуют концент-
рационной зависимости периода решетки для
матричного твердого раствора [14, 15].
Особый характер имеет анализ процесса вы-
деления по измерениям периода решетки твер-
дого раствора при двухфазном распаде [6, 16].
В классических случаях двухфазного распада
(например, в сплавах Ag—Си) период решетки
исходного твердого раствора не изменяется,
но на рентгенограмме обнаруживается вторая
1 Фаза выделения в сплаве Си—Be (или
(Ni—Be) со структурой типа CsCI в трансля-
ционной системе матрицы (г. ц. к.) описыва-
ется как тетрагональная при с/а = 1,43. В ус-
ловиях когерентности эта фаза должна вызы-
вать искажения решетки матрицы тетрагональ-
ного характера. Подобный эффект (при об-
ратном соотношении типов решетки матрицы
и выделения) объясняет «аномальную» тетра-
гональность мартенсита в стали с никелем,
титаном или алюминием.
2 Рис. 26,2, в—по .данным М. И. Лннчевской.
179
система линий от твердого раствора равновес-
ной концентрации. Интенсивность этих линий
(т. е. объем обедненного твердого раствора) по
мере увеличения продолжительности старения
увеличивается. О степени распада в этом слу-
чае судят по изменению не периода решетки,
Рис. 26.2. Электронные микрофотографии картин го-
могенного выделения (в матрице) когерентных {а, б)
и некогерентных (в) частиц:
а — техническое железо (0,04 % С, 0,005 % N), естест-
венное старение 4 недели, выделение фазы с тетра-
гональной структурой, обусловленной упорядочени-
ем атомов внедрения (С, N) в решетке a-Fe: б —
сталь Х21Н5Т. старение при 570 ЛС, 1,5 ч. выделение
упорядоченной фазы Ni^Ti^C со структурой, изо-
морфной ферриту (ОуП«'1а0); контраст деформацион-
ной природы: в — сталь Х16Н4В2БР, старение 700 °C,
1000 ч, после деформации 3% при 20 °C; выделение
фазы Лавеса Fe2W (крупные) и карбида NbC (дис-
персные)
а соотношения интенсивности рентгеновских
отражений от матричной фазы — пересыщен-
ного твердого раствора (мало или совсем не
меняющего периода своей решетки) — и отра-
жений от участков матричной фазы, претер-
певшей распад (часто практически до равно-
весного состава). Таким образом, ренгтеновские
измерения периода решетки твердого раствора
выявляют два типа распада: двух- и однофаз-
ный. Двухфазный распад часто называют ге-
терогенным в отличие от однофазного — гомо-
генного. Гетерогенный распад предполагает
преимущественное зарождение новой фазы на
разного рода микроскопически выявляемых де-
фектах — границах зерен и блоков, на дефек-
тах упаковки и дислокациях. Рентгенографи-
чески выявленный двухфазный распад — это
частный случай гетерогенного распада, состоя-
щий в образовании у границ зерен ячеек (ко-
лоний из равновесных фаз распада) и росте
этих колоний путем перемещения границы —
фронта распада. Более определенным для
обозначения двухфазного распада является
термин ячеистый распад.
Параллельно с образованием колоний или
ячеек у границ зерен может развиваться гомо-
генный распад внутри зерен [6, 16]. Часто
ячеистому распаду предшествует гомогенный
или непрерывный распад в объеме зерен.
26.2. ОБЩИЕ ЗАКОНОМЕРНОСТИ
ПРОЦЕССА РАСПАДА
ПЕРЕСЫЩЕННЫХ ТВЕРДЫХ
РАСТВОРОВ
26.2.1. Роль степени пересыщения
Стадии распада. Процесс распада пересыщен-
ного твердого раствора часто многостадиен.
Стадии распада различаются прежде всего по
природе продукта распада: зоны Г.—П., ме-
тастабильные фазы (изоморфные матрице, не-
упорядоченные или упорядоченные). Число ста-
дий выделения для сплавов одной и той же
системы зависит от состава сплава и от тем-
пературы. Чем выше степень пересыщения, тем
больше стадий распада. Это легко показать с
помощью схематической диаграммы: свободная
энергия фазы (а или аь ауп, 0'» 0) — состав
(рис. 26.3). Система предполагает четыре ста-
дии процесса выделения при большом пересы-
щении. В сплаве состава правее г4 процесс на-
чинается с расслоения твердого раствора (а—
oq). Далее должно быть упорядочение в участ-
ках аь затем образование промежуточной фа-
зы р' и, наконец, образование стабильной фазы
0. В равновесии (метастабильном) с фазами
ауп и р находится твердый раствор соот-
ветственно состава б4, г3, с2. В равновесии
(стабильном) с фазой р находится раствор со-
става с\. Твердые растворы состава правее С\
при данной температуре являются нестабиль-
ными (или метастабильными). При составе
твердого раствора между С\ и с2 сразу должна
возникать стабильная фаза Р; при составе меж-
ду и распад должен быть двустадийным,
на первой стадии выделяется фаза Р'; при со-
ставе исходного твердого раствора между с3
и с4 первый продукт распада — это упорядо-
ченная фаза ссул и только при достаточно боль-
180
шом пересыщении (при исходном составе пра-
вее с4) первым продуктом распада могут быть
неупорядоченные области (или зоны) а! твер-
дого раствора.
Рис. 26.3. Схематическая диаграмма свободная энер-
гия — состав (при постоянной температуре) системы,
в которой образуются неупорядоченный твердый рас-
твор (а или а')» упорядоченный твердый раствор
(ЛуП), метастабильная (промежуточная) фаза (3'.
стабильная фаза 3
Метастабильное и лабильное состояние пере-
сыщенного твердого раствора. Спинодальный
распад
Необходимость переохлаждения (или пересы-
щения) для образования новой фазы связана
не только с затратой энергии на образование
поверхности раздела и па преодоление упруго-
го сопротивления среды, но и с характером из-
менения объемной (химической) свободной
энергии при изменении степени дифференциа-
ции компонентов.
Для сплава состава (рис. 26.4) при обра-
зовании сегрегатов отклонением их состава от
среднего (Xj и х1 ) свободная энергия возрас-
тает- по сравнению со свободной энергией од-
нородного твердого раствора; термодинамиче-
ски выгодными могут быть только сегрегаты,
состав которых приближается к составу рав-
новесной фазы с2 (например, Xj ).
Поскольку однородный пересыщенный твер-
дый раствор в области составов от ci до qit а
также от с^ до q2 устойчив по отношению к
малым изменениям состава, то это состояние
надо считать метастабильным. Распад в этих
условиях должен идти только путем флуктуа-
ционного образования зародышей критическо-
го размера.
Для твердого раствора состава Х2, напро-
тив, самое небольшое отклонение состава от
среднего, приводит к понижению свободной
энергии, причем увеличение разности концен-
траций матрицы и сегрегатов непрерывно по-
нижает энергию системы — происходит само-
произвольное расслоение твердого раствора на
стабильные фазы. Очевидно, понятие «заро-
дыш выделения» в данном случае не имеет
смысла. Сплавы, в которых распад происходит
путем сегрегации или расслоения без образо-
вания зародышей, характеризуются кривой
зависимости свободная энергия — состав, об-
ращенной выпуклостью вверх (д2Ё/дс2<0).
Таким образом, твердые растворы при соста-
ве между точками q^ и q2 на рис. 26.4 нахо-
дятся в лабильном состоянии.
Рис. 26.4. Равновесная диаграмма состояния сплавов,
образующих при затвердеваний непрерывный ряд
твердых растворов (а); зависимость свободной энер-
гии от состава при температуре (б). Точки <?! и
фг — составы метастабильных твердых растворов при
температуре которым соответствуют точки пере-
гиба и z/2 на кривых изменения свободной энер-
гии F
Рис. 26.5. Схемы распределения концентраций вдоль
некоторого направления в материале:
а — при распаде твердого раствора путем зарожде-
ния частиц (равновесный состав с2) и их роста; б—
при распаде твердого раствора путем образования и
развития флуктуаций состава; с\ — конечный состав
твердого раствора (равновесный при температуре
старения):
Л — начальная стадия распада; Б — некоторый про-
межуточный момент; В—конечное состояние
Температурная зависимость концентрации
твердых растворов, при которой d^Ffdc^ меня-
ет свой знак, показана на рис. 26.4 — спино-
даль или спинодальная линия. Распад в об-
ласти температур и составов внутри спинсда-
ли не связан, как при обычном выделении, с
преодолением энергетического барьера для
создания зародыша.
181
Начальная стадия спинодального распада
состоит в образовании синусоидальных флук-
туаций состава с очень малой амплитудой
(см. б на рис. 26.5). Границы раздела в про-
цессе незавершенного распада следует пред-
ставлять весьма размытыми с непрерывным
изменением состава. Принципиальное различие
в морфологии распада свойственно начальным
стадиям (Л, В). Зародыши растут в результа-
те диффузии, направленной в сторону умень-
шения градиентов концентрации; при спино-
дальном распаде, напротив, идет процесс
«восходящей» диффузии — градиенты концент-
рации в твердом растворе увеличиваются. Ко-
нечная структура мо>йет быть одинаковой
(стадия В). При анализе структуры на началь-
ной стадии спинодального распада вместо по-
верхностной энергии рассматривают так на-
зываемую градиентную энергию — избыточ-
ную свободную энергию, зависящую от гра-
диента концентрации (рис. 26.4,6). Наряду
с упругой энергией градиентная энергия расши-
ряет область метастабильного состояния твер-
дого раствора. Вместо «химической» спинода-
ли, определяемой концентрационной зависи-
мостью объемной (химической) свободной
энергии, область спинодального распада огра'
ничивается так называемой когерентной спи-
нодалью. Температурный максимум «когерент-
ной спинодали» может оказаться на сотни
градусов ниже максимальной температуры
расслоения, область спинодального распада
может оказаться в области слишком низкой
диффузионной подвижности, чтобы его обна-
ружить. ’
26.2.2. Роль поверхностной и упругой
энергий
Морфология, взаимное расположение и ориен-
тировка частиц. Во всех случаях образования
новой фазы при анализе морфологии и взаим-
ного расположения частиц, а также кристал-
логеометрических характеристик следует исхо-
дить из соотношений поверхностной и упругой
энергии, рассматривая структурное соответст-
вие решеток фазы выделения и матрицы по
разным направлениям, упругую анизотропию
матрицы и соотношение упругих модулей мат-
рицы и фазы выделения. Если принимать во
внимание только упругую энергию, то выгод-
ной должна быть форма частиц выделения в
виде тонких пластин (или дисков); при учете
только поверхностной энергии выгодна форма
сферы. При заданной упругой деформации
(во) и заданной удельной поверхностной
энергии (а — коэффициент поверхностного
натяжения) в процессе роста частицы соотно-
шение упругой и поверхностной энергий дол-
жно изменяться, поскольку их зависимость от
размеров частицы различна. Для выяснения
роли этих факторов была принята [13] в ка-
честве исходной формы частица в виде диска
толщиной Н и поперечником L, т. е. форма,
выгодная с точки зрения упругой энергии;
приняли также, что сумма поверхностной и
упругой энергий минимальна, когда порядок
величин упругой и поверхностной энергий
один и тот же:
N2 L ~ al?. (1)
Если модуль упругости ц~10и Дж/м3, а«
«10 мДж/м2 и eo~O>01, то условию
(форма диска) будет отвечать характерный
размер частицы го« а/цед« 1 нм. Таким об-
разом, выводы теории, учитывающей только
упругую энергию, могут быть справедливыми
при размерах частиц, существенно больших
о
10 А. В расчете была принята деформация
I %. Очевидно, при уменьшении ео (или уве-
личении а) выгодной окажется сферическая
форма, а при определенных значениях указан-
ных параметров возможно изменение формы
частиц в процессе их роста (от сферической к
пластинчатой). Этот вывод относится к коге-
рентным выделениям. Обратный переход от
пластинчатых форм к равноосным может быть
следствием потери когерентности решеток,
сопровождающейся релаксацией упругих на-
пряжений и повышением удельной поверхност-
ной энергии. В анализе принято, что упругие
свойства матрицы и включения близки. Если
новая фаза более жесткая, чем матрица, то
концентрация упругого поля внутри частиц
энергетически невыгодна; в этом случае части-
ца становится округлой и большая часть ак-
комодационных искажений приходится на бо-
лее «податливую» матрицу.
Условие минимума энергии упругой дефор-
мации при образовании новых фаз в твердом
состоянии определяет не только форму от-
дельных частиц, но и их взаимное расположе-
ние. Это проявляется в том, что выделение
носит автокаталитический характер: обра-
зовавшиеся частицы инициируют образование
новых, причем направления рядов из этих час-
тиц и интервалы между частицами оказыва*
ются заданными, что определяет регулярный
характер микроструктуры.
Частицы выделений изоморфной фазы в
кубической матрице выстраиваются вдоль на-
правлений <Ю0>, если характер упругой
анизотропии определяется соотношением упру-
гих констант 2с44—сцЧ-С12>»0, и вдоль
< 111 >, если 2с44—cu+ci2<0. Эти условия
относятся и к направлениям распространения
концентрационных волн флуктуаций при спи-
нодальном распаде («модулированные» струк-
туры).
В сплавах Fe—Ni—Al и в некоторых других
практически важных сплавах при распаде
твердого раствора с кубической решеткой об-
разуются две новые изоморфные фазы, раз-
личные по составу. Различия состава и соот-
ветственно периодов решетки сопрягающихся
фаз должны приводить к возникновению на-
пряжений. Показано [12], что с позиций умень-
шения упругой энергии более выгодно обра-
зование упругих концентрационных доменов
или комплексов из перемежающихся пластин
обогащенной и обедненной областей (рис.
26.6), чем независимое образование пластин
тех же фаз. Соотношение толщин этих плас-
тин в комплексе определяется диаграммой со-
стояния (правило рычага).
Упругая энергия тем меньше, чем тоньше
концентрационные домены комплекса (Еуп->0
при /7->0), однако дробление в комплексах
должно вызывать повышение поверхностной
энергии. Периодичность доменов определяется
из условия минимума суммы упругой и по-
верхностной энергий: //o«Va/pe2L.
Если фазовое превращение состоит в изме-
нении кристаллической структуры, то может
быть несколько равноценных вариантов де-
формации решетки. Например, при образова-
нии тетрагональной фазы из кубической ось с
может быть параллельной одному из трех на-
правлений ребра куба, т. е. образующиеся в
пределах одного исходного кубического крис-
талла области тетрагональной структуры мо-
гут иметь три разные ориентировки. Деформа-
ция решетки при превращении кубической
структуры в тетрагональную не является де-
Рис. 26.7. Упругие полидомены — области различной
ориентации частиц (плоских зон), создающих тетра-
гональные искажения
формацией с инвариантной плоскостью, поэто-
му образование пластины тетрагональной фазы
конечной толщины должно приводить к воз-
никновению поля деформации. При подходя-
щей ориентации по лид оме иной пластины, т. е.
чередующихся пластин тетрагональной фазы с
различными ориентациями тетрагональной оси,
и определенном соотношении толщины доме-
нов двух типов получается суммарная макро-
скопически плоская деформация, которая уже
может быть деформацией с инвариантной пло-
скостью (рис. 26.7). В этом случае сопряже-
ние фаз не приводит к возникновению поля
напряжения в объеме пластины.
Кинетика процесса выделения. Наиболее
общее выражение для описания временной за-
висимости степени превращения, идущего че-
рез образование зародышей и их рост, дано
А. Н. Колмогоровым:
t
о
Здесь w — степень превращения; I — число
зародышей к моменту времени /; <р — объем
частицы новой фазы к моменту времени t\
т — момент ее образования.
Степень распада w может быть определена
по максимальному эффекту изменения свойств,
характеризующих изменение концентрации
твердого раствора (электросопротивление, пе-
риод решетки) или объем новой фазы (ин-
тенсивность рентгеновской линии, магнитное
насыщение и т. д.). Чаще всего для анализа
кинетики выделения используют уравнение
вида:
w — 1 — exp (— kln ). (3)
Это уравнение1 получается из (2) в пред-
положении, что число частиц новой фазы в
ходе процесса не изменяется. Если это усло-
вие действительно соблюдается, а рост частиц
лимитируется диффузией и они сохраняют
свою форму в процессе роста, то по величине
п можно судить о форме частиц: например,
для сферических частиц n^A/iy для пластин
(рост только по толщине) и т. д. На-
рушение постоянства п может указывать ли-
бо на изменение числа центров в ходе распа-
да в связи с разными условиями зарождения
и роста частиц в матрице возле разных де-
фектов (дислокации, границы зерен), либо на
смену формы частиц. Временной закон роста
частиц возле дислокаций определяется не диф-
фузией, а дрейфом в поле напряжений (для
одномерного роста пластины Закон
роста частиц изменяется также при переходе
к стадии коалесценции.
Энергия активации процесса старения не
имеет простого истолкования, поскольку она не
относится к определенному элементарному
процессу. На поздних стадиях распада энер-
гия должна совпадать с энергией активации
процесса диффузии. На ранних стадиях ана-
лиз этой характеристики затруднен не только
наложением процесса зарождения, но и при-
сутствием большого количества избыточных
вакансий, которые существенно влияют на
скорость диффузии.
Коллоидное равновесие и коалесценция час-
тиц при выделении. Устойчивость гетерогенной
системы из частиц ограниченного размера оп-
ределяется минимумом общей свободной энер-
гии, включающей граничную (поверхностную)
межфазовую энергию, которая обусловлена
структурой границ раздела, различиями крис-
таллических структур или только различиями
химического состава граничащих фаз. В соот-
ветствии с этим образование и рост частицы
новой фазы возможны при определенном кри-
тическом размере зародыша гкг>.
Если отвлечься от анизотропии поверхност-
ного натяжения кристаллов и принять, что ча-
стицы имеют сферическую форму, то извест-
ное уравнение для определения критического
размера зародышей можно использовать как
условие метастабильного «коллоидного» рав-
новесия этих частиц с твердым раствором:
In С (г) = 2<хМ/(RTpr) + In . (4)
где С —концентрация; г — радиус сферической
частицы: — концентрация твердого раство-
uj = 1 — ехр
(2)
1 Уравнение известно также как уравнение
Джонсона—Мейла—Аврами [10].
183
ра в равновесии с частицами бесконечного
радиуса кривизны; М — молекулярная масса;
р — плотность фазы выделения; а — удельная
поверхностная энергия.
По мере растворения все новых и новых
малых частиц и укрупнения больших частиц
той же второй фазы сплав постепенно при-
ближается к устойчивому равновесию, отвеча-
ющему концентрации твердого раствора С«.
Влияние размеров частиц на их раствори-
мость тем сильнее, чем больше коэффициент
поверхностного натяжения а. Поскольку по-
верхностное натяжение между частицами, вы-
делившимися из твердого раствора, и матри-
цей обычно не превышает порядка 10 мДж/м2,
можно считать, что равновесная концентрация
С® твердого раствора устанавливается уже
тогда, когда размеры выделившихся частиц
приближаются к 1 мкм. Процесс приближения
к равновесию должен быть очень медленным,
потому что он связан с диффузией на все
большие и большие расстояния, а время диф-
фузии пропорционально квадрату ее пути.
Большая поверхностная (межфазовая) энер-
гия при выделении из твердого раствора бу-
дет при отсутствии когерентности, что чаще
всего соответствует поздней стадии выделения
(обычно за максимумом твердости при прове-
дении старения), или в процессе эксплуата-
ции материала при повышенных температурах.
На стадии коалесценции средний размер
частиц изменяется по закону [17]:
(5)
а число частиц
N(t) ~ !//. (6)
В некоторых сплавах (например, Fe—Al) в
процессе охлаждения от температур сущест-
вования однородного твердого раствора или в
ходе обычных обработок закалка — старение
устанавливается микрогетерогенное состояние,
которое практически не испытывает огрубле-
ния при самых длительных выдержках. Это
состояние известно как К-состояние. Простое
объяснение устойчивости этой структуры мож-
но дать [11], рассматривая ее образование
как выделение упорядоченной фазы или как
упорядочение при нестехиометрическом соста-
ве. Межфазовую границу упорядоченной фазы
в неупорядоченной'матрице (обедненной, по-
скольку исходный твердый раствор далек от
стехиометрии) можно представить как пре-
имущественные соседства чужеродных атомов.
В этом случае поверхностная энергия (точнее
ее химическая часть) должна быть очень не-
большой или даже отрицательной по знаку,
поскольку энергия смешения Ди<0. Только
потеря когерентности дает стимул к росту та-
ких частиц, однако в рассматриваемых систе-
мах когерентность сохраняется благодаря пол-
ной изоморфности фаз.
Возврат при старении. Если после достиже-
ния некоторого эффекта старения при темпе-
ратуре Т\ сплав нагреть до более высокой
температуры Т2, лежащей еще ниже границы
области равновесного твердого раствора
Тз (Ti < Т2 < Т3), то возможен возврат
свойств, соответствующих исходному (зака-
ленному) состоянию (твердость, электросопро-
тивление и пр.). Полнота возврата зависит от
длительности старения, т. е. от того, насколь-
ко далеко зашел процесс распада, и от темпе-
ратуры нагрева для возврата; в свою очередь
температура полного возврата зависит от со-
става сплава. Естественно связать процесс
возврата с растворением продукта выделения
при переходе через температуру равновесия
однородный твердый раствор — метастабильная
фаза выделения (например, a-Fe[N]—a"-Fei6N2
в системе Fe—N, где равновесная фаза выде-
ления y,-Fe4N). Однако возможна и другая
причина возврата. Неустойчивость продукта
низкотемпературного старения при последу-
ющем нагреве может быть связана с его дис-
персностью и зависимостью растворимости от
дисперсности. Линии температурной зависимо-
сти предела растворимости на диаграммах со-
стояния соответствуют стабильному равнове-
сию фаз без учета энергии межфазной грани-
цы, частицы фазы выделения конечного
радиуса кривизны, находящиеся в метаста-
бильном равновесии при температуре старения
(ГО, при повышении температуры оказывают-
ся нестабильными и растворяются.
26.2.3. Роль дефектов
кристаллического строения
в процессах выделения
Преимущественное образование частиц новой
фазы на дефектах кристаллической решетки
иногда связывают с особенностями строения
поверхности раздела матричный твердый рас-
твор — фаза выделения, которые определяют-
ся соотношением кристаллических структур
фаз. При этом утверждают, что некогерентные
частицы преимущественно образуются на гра-
ницах зерен, как на готовых поверхностях раз*
дела, частично когерентные — возле дислока-
ций в силу самого определения частичкой
когерентности (граница, содержащая дислока-
ции) и, наконец, когерентные — преимущест-
венно в совершенной части решетки матрицы.
Схема неверна прежде всего потому, что ука-
занные характеристики поверхностей раздела
изменяются в ходе выделения одной и той
же фазы: по достижении определенного раз-
мера может происходить полная или частичная
потеря когерентности. Кроме того, при дли-
тельном старении наряду с коалесценцией
должна происходить смена мест преимущест-
венного расположения частиц в связи с неиз-
бежным различием уровня свободной энергии
системы. В общем случае непрерывного распа-
да повышение длительности старения или тем-
пературы приводит к смене мест расположения
частиц в последовательности: матрица (ва-
кансионные скопления) — дислокации — грани-
цы зерен [18].
Наконец, в рассматриваемой схеме не учи-
тывается как основной фактор структурообра-
зования изменение упругой энергии. Хотя при-
чины и механизмы преимущественного выделе-
ния частиц возле дислокации могут быть раз-
ными, основная причина — взаимодействие
упругого поля дислокации и поля, созданного
частицей. В таком случае следует говорить о
преимущественном образовании на дислокации
именно когерентной частицы. Фактор поверх-
ностной энергии не может объяснить преиму-
щественного зарождения и роста ячеек возле
границ зерен, когда выделяющаяся фаза изо-
морфна матрице и при выделении в объеме
184
матрицы может быть когерентной (пример:
выделение фазы типа N13AI в сплаве 36HXTIO).
Вакансии. Нельзя считать, что вакансии,
избыточная концентрация которых создается
прн фиксировании закалкой состояния пересы-
щенного твердого раствора, влияют только на
кинетику процесса выделения, ускоряя диф-
фузию. Одним из первых доказательств роли
вакансий как термодинамического фактора
процесса выделения было наблюдение зон,
свободных от выделений у границ зерен при
старении а-железа, содержащего углерод и
азот; раньше подобные зоны наблюдали при
распаде твердых растворов типа замещения.
Поскольку роль вакансий в процессах диффу-
зии, происходящих в твердых растворах внед-
рения и в твердых растворах замещения,
принципиально различна, отмеченная аналогия
в распределении частиц указывает на то, что
гомогенное зарождение действительно связано
с группированием вакансий [19].
Местом эффективного стока вакансий могут
быть не только границы зерен, но и дислока-
ции [4]. Так объясняются наблюдения свобод-
ных от Дисперсных частиц нитрида областей
вокруг дислокаций в ферритных хромистых
сталях [20] и замедление процесса распада в
некоторых сплавах после слабой пластической
деформации свежезакаленного сплава (движу-
щиеся дислокации «смывают» избыточные ва-
кансии внутри зерен). Воздействие избыточных
вакансий на процесс выделения может быть
использовано как фактор управления микро-
структурой стареющего материала путем из-
менения температуры нагрева, скорости охлаж-
дения и температуры охлаждающей среды при
закалке [21], а также путем проведения ста-
рения в разных температурных интервалах
(комбинированное старение — см. далее).
Дислокации. Участие дислокаций в процес-
сах зарождения и роста частиц новой фазы
прежде всего определяется характером взаимо-
действия атомов избыточного компонента с
дислокацией.
Способность дислокации к расщеплению
может приводить к химическому взаимодейст-
вию и образованию атмосфер Сузуки и к по-
следующему развитию выделений. Такой ме-
ханизм наблюдался [20] в стали ферритного
класса 0X24, содержащей в сумме 0,06 % (по
массе) N и С. При кратковременном старении
(3 мин при 475 °C после закалки в воде) в
структуре возникали тонкие пластины натрида
(Cr, Fe)sN с гексагональной компактной
структурой параллельно плоскостям {011} и
{112} о. ц. к. матрицы. Очевидно, есть прямая
связь между склонностью дислокаций в
о. ц. к.-решетке к расщеплению под влиянием
азота и тем, что в той же системе стабильной
фазой является нитрид с гексагональной ком-
пактной решеткой.
Более общим является упругое взаимодей-
ствие атомов растворенного компонента и дис-
локаций. Классическим объектом для демонст-
рации упругого взаимодействия является си-
Рис. 26.8. Электронные микрофотографии картин вы-
деления на дислокациях:
а — техническое железо, старение при 200 °C, 1 ч,
выделение фазы с тетрагональной структурой (упо-
рядочение атомов внедрения на основе a-Fe); б —
сталь Х21Н5Т, старение при 620 °C, 2 ч, выделение
упорядоченной фазы со структурой, изоморфной фер-
риту (нет признаков деформации в матрице, связан-
ной с частицами (сравни с рис. 26.2,6); в — сплав
Ni—Мо, старение прн 800 °C. 10 ч, выделение тетра-
гональной фазы ЬЩМо (стрелкой показана линия
дислокации, полосы имеют экстинкционное проис-
хождение)
стема a-Fe—С. Эта система также может
служить примером упругого взаимодействия
частиц —дислокация, поскольку возможно вы-
деление фазы, изоморфной матрице, с мини-
мальной поверхностной энергией в условиях
когерентного роста. Атомы углерода, разме-
щенные в неправильных октаэдрических порах
о. ц. к.-решетки, образуют упругие диполи.
Упорядочение в расположении атомов внедре-
ния создает значительную тетрагональность.
Выделение такой фазы (вероятный тип
a^-FeisNa) наблюдалось [22] в техническом
железе (a-Fe—С, N) на краевых дислокациях
после старения при повышенных температурах
(200 °C) — рис. 26.8, а.
Рис. 26.9. Изменение интегральной ширины правиль-
ных отражений (излучение К ) (220) мартенсита
ot-r е
сталей X11H4M5KI6 (/) и Х9Н6К15 (2) при старении
500 °C
Для детального анализа картины выделения
и эффектов упрочнения важно знать механиз-
мы участия дислокаций в зарождении и росте
частиц [4, 9, 18]. Однако прежде всего дол-
жен быть ясным вопрос об условиях преиму-
щественного выделения на дислокациях. Тео-
ретический анализ [23] показывает, что- преи-
мущественное выделение на дислокациях
должно быть в условиях сравнительно неболь-
ших пересыщений. Зарождение возле дислока-
ции идет безбарьерно, если энергия взаимодей-
ствия частицы и дислокации (или другого
концентратора напряжений) убывает по зако-
ну г-1. Таким образом, процесс выделения ко-
герентных частиц возле дислокации можно
рассматривать как механизм релаксации упру-
гих искажений. Это проявляется в эффекте
уменьшения ширины ренгеновских линий (рис.
26.9) на начальных стадиях распада в спла-
вах с высокой плотностью дислокаций (мар-
тенситно-стареющая сталь [24]).
Границы зерен. Наиболее важный случай
преимущественного распада у границ зерен —
ячеистый распад. При таком распаде образу-
ются колонии (внешне типа эвтектоидных) из
двух фаз, одна из которых представляет со-
бой фазу выделения (равновесную или мета-
стабильную), а другая матричную фазу —
твердый раствор постоянной (равновесной или
метастабильной) концентрации, причем крис-
таллографическая ориентировка матрицы ока-
зывается совпадающей с ориентировкой сосед-
него зерна. В связи с этим образование коло-
нии можно представить как результат движе-
ния границы (всегда большеугловой), которая
позади себя оставляет область закончившегося
распада. До сих пор неясен механизм зарож-
дения ячейки распада. Некоторые исследова-
тели [6] связывают зарождение фазы выделе-
ния по границе с экономией поверхностной
энергии, однако ячеистый распад происходит
и в системах, где фаза выделения изоморфна
матрице, и одновременно с ячеистым распа-
дом идет гомогенный распад. Преимуществен-
ное развитие ячеек (рост колоний) объясняет-
ся наличием коротких и облегченных путей
диффузии вдоль границы зерен — по фронту
реакции. Для ячеистого распада характерна
регулярная пластинчатая или волокнистая
структура, в которой период расположения
частиц (d — межпластиночное расстояние) за-
висит от температуры старения и соответст-
венно от скорости движения (и) фронта ре-
акции vdn = const (7), где п=3, если процесс
контролируется граничной диффузией.
Важным для дальнейшего выяснения меха-
низма ячеистого распада является то, что
огрубление структуры при длительном старе-
нии может происходить тоже по механизму
образования и роста ячеек (новые ячейки «по-
едают» старые, так как имеют более грубую и
более стабильную микроструктуру). Высказы-
валось мнение, что ячеистый распад является
не механизмом выделения, а механизмом ог-
рубления структуры.
Для конструкционных сплавов ячеистый
распад считали вредным и старались его пред-
отвратить (например, в случае бериллиевой
бронзы, используемой для изготовления пру-
жин, специальным легированием). Однако в
современной технологии ячеистый распад при
выделении наряду с эвтектоидным распадом и
эвтектической кристаллизацией используют
для получения естественных коьмпозиционных
материалов (например, в случае сплава
36НХТЮ [16]).
Деформационное старение. Изменение свойств
сплавов, протекающие во времени после хо-
лодной пластической деформации, называют
статическим деформационным старением (ДС),
а если этот процесс идет при самой деформа-
ции— динамическим. Отличия ДС от обычно-
го (или закалочного) обусловлены тем, что
деформационное идет при наличии в материа-
ле значительного количества «свежих» дисло-
каций, способных взаимодействовать с атома-
ми растворенного компонента в условиях до-
статочной диффузионной подвижности этих
атомов. Эффекты упрочнения и охрупчивания
при ДС связаны с резким уменьшением по-
движности дислокаций. Это непосредственно
следует из измерений амплитудно-зависимою
внутреннего трения. По данным [25], различа-
ют следующие стадии ДС (применительно к
системе a-Fe—С, N):
— увеличение количества атомов углерода
и азота на дислокациях, приводящее к умень-
шению расчетных расстояний между точками
закрепления дислокаций (£с), росту площадки
текучести и упрочнению; поскольку на этой
стадии нет эффекта возврата (т. е. нет уве-
личения высоты пика Сноека в результате на-
грева после старения), можно считать, что
примесные атомы занимают позиции, соответ-
ствующие максимальной энергии их связи с
дислокацией;
— увеличение количества атомов углерода
и азота на дислокациях, сопровождающееся
дальнейшим упрочнением без изменения Lc и
длины площадки текучести; стадия характе-
ризуется эффектом возврата, возрастающим с
увеличением длительности старения; это сви-
детельствует о том, что сегрегации развива-
ются за счет размещения атомов примесей в
позициях с меньшей энергией связи;
— образование устойчивой фазы выделения;
характеризуется резким повышением коэффи-
циента упрочнения, охрупчиванием и умень-
шением эффекта возврата.
Ряс. 26.10. Зависимость прироста предела текучести
в результате естественного старения армко-железа
после закалки с i650 °C (вода) и деформации
Эффекты деформационного старения могут
наблюдаться при очень малых концентрациях
примесных атомов и возможны в тех сплавах,
где из-за отсутствия достаточного пересыще-
ния закалочного старения практически не на-
блюдается. Деформационное старение разви-
ратура старения, тем большей может быть
доля закалочного старения [26]. Влияние
степени деформации на соотношение закалоч-
ного и деформационного старения видно из
рис. 26.10. Влияние вида деформации и тем-
пературы старения (естественное — при
20 °C, 11 мес. и искусственное — при
250 °, I ч) иллюстрируется данными табл. 26.1.
Для деформационного старения характерны
изменения предела текучести сгт и длины пло-
щадки текучести /п.т. Эти свойства отличают-
ся не только высокой чувствительностью и
возможностью интерпретации в терминах по-
движности дислокаций, но и хорошей корре-
ляцией со способностью стали к глубокой вы-
тяжке при штамповке. Ход изменения указан-
ных характеристик во времени показан на
рис. 26.11.
. Для оценки чувствительности к ДС конст-
рукционной стали, особенно стали для свар-
ных конструкций, используют характеристики
разрушения — температуру хладноломкости и
ударную вязкость (в исходном состоянии и
после ДС по режиму: деформация 10 % (рас-
тяжением или сжатием) и старение при 250 °C,
1 ч).
Существенное различие ДС и закалочного
старения обнаруживается в изменениях коэр-
цитивной силы (рис. 26.12): при ДС коэрци-
тивная сила мало меняется. Как результат
некоторой релаксации упругих искажений при
образовании сегрегаций примесей на дислока-
циях при ДС даже возможно снижение Нс.
Кинетика ДС как процесса образования ат-
мосфер примесных атомов возле дислокаций
описывается уравнением Коттрелла—Билби,
которое выведено из анализа упругого взаи-
модействия w — Bp[AD/kT)x]2!3 (7), где w—
доля примесных атомов, перешедших к дисло-
7А БЛИЦА 26.1
МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ СТАТИЧЕСКОМ РАСТЯЖЕНИИ АРМКО-ЖЕЛЕЗА
ПОСЛЕ ДЕФОРМАЦИИ НА 10 % ПО РАЗНЫМ СХЕМАМ И ЕСТЕСТВЕННОГО (В ЧИСЛИТЕЛЕ)
И ИСКУССТВЕННОГО (В ЗНАМЕНАТЕЛЕ) СТАРЕНИЯ (26]
Вид предварительной деформации ат, МПа пв, МПа б. % вр- % 1* «• Ю2 , мм п.т
Размер зерна 0,03 мм
Растяжение 373/378 408/410 24,3/28,2 7,3/7,5 42/56
Прокатка 376/379 429/425 19,1/19,2 5,0/5,1 0/18
Сжатие . 372/412 473/475 16,6/17,2 .3,3/3,8 0
Размер зерна 0,16 мм
Растяжение . . 365/360 400/406 20,3/21,0 7,2/8,0 28/39
Прокатка . . . 343/348 401/407 16,8/15,7 5,4/6,0 0
Сжатие . . . 348/350 468/470 10,1/10,7 4,3/4,2 0
* *п.т— протяженность площадки текучести, мм.
вается, если концентрация C + N существенно
выше 10-4 % (по массе). При значительной
концентрации примеси и небольшой степени
деформации происходит совмещение деформа-
ционного и закалочного старения (т. е. про-
цесса выделения в матрице); чем ниже темпе-
кациям; D — коэффициент диффузии примес-
ных атомов; р — плотность дислокаций; Л,
В — константы.
Уравнение (8) хорошо описывает кинетику
ДС только на ранних стадиях, поскольку оно
не учитывает истощения твердого раствора и
187
перекрытия диффузионных зон, питающих со-
седние дислокации, участия наряду с дрей-
фом атомов в поле напряжений также диф- I
фузии под действием градиентов концентра-
ции и особенностей кинетики процесса на ста-
дии образования и роста частиц. Более общим
является описание кинетики уравнением типа
(4) с показателем экспоненты близким к 2/з.
Взаимодействие примесных атомов с дисло-
кациями не ограничивается упругим взаимо-
Рис. 26.П1. Кинетика изменения механических свойств
в результате естественного деформационного старе-
ния нормализованной стали КСтЗкп
Рис. 26.12. Изменение ‘коэрцитивной силы в резуль-
тате искусственного старения стали 08кп:
1 — отжиг, деформация с обжатием 10 %: 2 —нагрев
до 700 °C, охлаждение в воде и деформация с об-
жатием 10 %; 3— нагрев до 700 °C, охлаждение в
воде
действием, возможно и химическое взаимодей-
ствие с увеличением расщепления дислокаций
и образованием атмосфер Сузуки. Этим объ-
ясняется немонотонный характер изменений
электросопротивления и амплитуднозависимо-
го внутреннего трения при деформационном
старении сплава Nb—0,9 % (по массе) N [27].
Влияние легирующих элементов на свойства
низкоуглеродистой стали может носить слож-
ный характер. Эффект деформационного ста-
рения практически исчезает при добавлении
достаточного количества элемента, связыва-
ющего атомы азота и углерода. Так влияет,
например, добавка ^0,1 % Nb. Однако повы-
шение прочности за счет образования дисперс-
ных частиц избыточной фазы затрудняем
штамповку. Влияние легирующих элементов
на свойства низкоуглеродистой стали связано
также с различным воздействием образующих-
ся избыточных фаз на текстурообразование.
Так, введение алюминия не только уменьшает
склонность стали к старению за счет связыва-
ния атомов азота, но и способствует улучше-
нию свойств пластичности за счет образования
при холодной прокатке благоприятной тексту-
ры {111} параллельно поверхности листа. 1
Прямое влияние на уменьшение эффекта де-
формационного старения оказывает более или
менее длительный отжиг стали в области суб-
критических температур с медленным охлаж-
дением или, наоборот, с быстрым охлаждени-
ем 1 и старением (закалочным), что должно
приводить к возможно более полному выделе-
нию достаточно стабильных карбидов или кар-
бонитридов при дрессировке листа и после-
дующей пластической деформации [26].
Влияние термической обработки на эффек-
ты ДС низкоуглеродистой стали зависит так-
же от размера зерна и уровня прочности в ис-
ходном состоянии.
26.3. ОБРАБОТКА СТАРЕНИЕМ
И КОМБИНИРОВАННЫЕ
СПОСОБЫ
Многообразие факторов структурообразования
при распаде пересыщенных твердых раство-
ров — степень пересыщения, . соотношение
структур матрицы и выделяющихся фаз, вид
и концентрация дефектов кристаллического
строения — определяет широкие возможности
регулирования структуры. Обычная схема тер-
мической обработки старением: а) закалка —
более или менее резкое охлаждение сплава из
области устойчивости однофазного состояния;
б) собственно старение, или отпуск при тем-
пературе, которая отвечает достаточному пе-
ресыщению твердого раствора и повышенной
диффузионной подвижности, чтобы достигал-
ся эффект упрочнения за технологически при-
емлемое время. Однако, например, для спла-
вов на основе алюминия А1—Zn—Mg—Си, для
достижения оптимальных свойств продолжи-
тельность старения составляет при 120 °C 1—
2 сут [1]. Пластическая деформация и комби-
нированное старение позволяют сократить
длительность старения и в ряде случаев улуч-
шить свойства по сравнению с достигаемыми
при обычном (одинарном) режиме.
26.3.1. Комбинированное
или ступенчатое старение
Комбинацию низко- и высокотемпературного
старения (НТС + ВТС) следует рассматривать
прежде всего в связи с влиянием интервала
времени между закалкой и искусственным
старением для всех сплавов, в которых воз-
можны эффекты естественного старения. Зна-
чительное повышение эффекта упрочнения при
закалочном старении низкоуглеродистой ста-
ли наблюдалось, когда старению при 100 °C
предшествовало естественное старение [22].
1 Например, в случае непрерывного отжига
листовой стали для глубокой вытяжки — ох-
лаждение и а воздухе.
188
В некоторых случаях вылеживание вредно,
однако в определенных сплавах правильно
подобранные комбинации низкотемпературно-
го и последующего высокотемпературного ста-
рения дают значительное улучшение свойств
или сокращение общей длительности процесса.
Старение при низкой температуре (TJ в ус-
ловиях высокой степени пересыщения обеспе-
чивает высокую плотность зародышей; если
они оказываются способными к росту при бо-
лее высокой температуре (T2)t то возможно
образование гораздо более дисперсной струк-
туры, чем после старения при Т2 сразу после
закалки. Повышение прочности после ступен-
чатого старения НТС+ВТС не сопровождает-
ся заметным снижением пластичности благо-
даря более правильному пространственному
расположению частиц и меньшему разбросу
их по размерам — табл. 26.2 [28]. В случае
ТАБЛИЦА 26.2
ВЛИЯНИЕ СТУПЕНЧАТОЙ ОБРАБОТКИ
НА СВОЙСТВА И СТРУКТУРУ СПЛАВА ХН77ТЮР
НИЗКО- И ВЫСОКОТЕМПЕРАТУРНОГО
ПРИ КОМБИНАЦИИ СТАРЕНИЯ [28]
ляется применение вместо отдельных операций
закалки и отпуска непрерывного охлаждения
от высоких температур с контролируемой ско-
ростью (сплавы алии) или контролируемого
охлаждения с последующим старением (жа-
ропрочные сплавы типа нимоник). Оптимиза-
ция режима термической обработки путем
подбора условий старения в двух температур-
ных интервалах позволила для сплава
ХН77ТЮР получить особенно большой эффект
упрочнения (табл. 26.3). Этот эффект объяс-
няется [30] значительным увеличением объема
выделяющейся фазы по сравнению со стан-
дартной обработкой. При стандартной обра-
ботке (старение при 700 °C, 16 ч) процесс вы-
деления практически прекращается из-за вы-
сокой дисперсности частиц и малой скорости
их коагуляции (коллоидное метастабильное
равновесие). Вследствие выделения на высо-
ту! Б Л ИЦА 26.3
ВЛИЯНИЕ СТУПЕНЧАТОЙ ОБРАБОТКИ
НА СВОЙСТВА И СТРУКТУРУ СПЛАВА ХН77ТЮР
ПРИ КОМБИНАЦИИ ВЫСОКО-
И НИЗКОТЕМПЕРАТУРНОГО СТАРЕНИЯ [30]
Обработка МПа %.2 МПа 6. % Плот- ность выде- лений, см“~3 Размер частиц, нм
700 °C, 16 ч 700 °C. Юч + ‘ + 850 °C, 2 ч 950 1140 600 720 20 20 1017 10™ 12—13* 20—40*
• Получено в электронном микроскопе (метод
фольги).
Обработка HV Объемная доля вы- делений , % Размер частиц, нм
700 СС, 15 ч 270 11,5 4*
700 °C, 400 ч 330 15 19,5*
850 °C, 2 ч 265 9,3 19,5*
850 °C, 10 ч 2 ч + 700°С, 330 15 23*
* Получено из уширения рентгеновской линии
(111) от экстрагированного порошка.
жаропрочных сплавов этот характер структу-
ры способствует большей ее стабильности. Од-
нако не вполне ясно, в каких случаях ступен-
чатое старение НТС+ВТС может быть эф-
фективным. Эффективность такой обработки
связывают [29] со способностью фазы выделе-
ния противостоять возврату, который идет тем
полнее, чем в большей степени препятствуют
росту частиц упругие искажения. Дисперсные
частицы, рост которых при НТС ограничен
влиянием упругих искажений, при последую-
щем ВТС растворяются. В тех случаях, когда
уровень упругой энергии не препятствует рос-
ту частиц, уже при НТС частицы достигают
такого размера, что сохраняют способность
к росту и при ВТС. Морфологический признак
отсутствия значительной роли уровня упругой
энергии — равноосная форма частиц, отсюда
следует вывод об эффективности ступенчатого
старения. НТС+ВТС для сплавов, в которых
образуются равноосные частицы. Очевидно,
обязательным условием эффективности комби-
нации НТС+ВТС является наличие общих
стадий в последовательности реакций выделе-
ния при НТС и ВТС и термодинамическая ста-
бильность продукта низкотемпературной реак-
ции выделения;
Комбинация высоко- и низкотемпературного
старения (ВТС+НТС). Этот режим впервые
был использован для получения высококоэр-
цитивного состояния в сплавах Fe—Ni—Al
(алии). Одной из форм такой обработки яв-
котемпературной стадии (при 850 °C) комби-
нированного старения частиц сравнительно
больших размеров эффект коллоидного равно-
весия при последующем низкотемпературном
старении (700 °C) снимается. В случае спла-
вов для постоянных магнитов типа алии уве-
личение коэрцитивной силы при подобной об-
работке можно объяснить увеличением маг-
нитной изоляции частиц ферромагнитной фазы
на основе a-Fe' благодаря более полному вы-
делению железа из матричного твердого рас-
твора на основе Ni—Al.
26.3.2. Применение пластической
деформации
Пластическая деформация в технологии обра-
ботки стареющих сплавов. Пластическая де-
формация (ПД), предшествующая старению,
создает особую микроструктуру сплава, кото-
рая определяет особую микрогетерогенную
структуру после старения. Поэтому влияние
ПД, например, на прочность, нельзя сводить
к простому сложению эффектов упрочнения от
выделения и наклепа.
В применении к конструкционным дисперси-
онно-твердеющим сплавам главной целью ПД
является повышение прочности. В определен-
ных случаях правильным выбором режима об-
189
работки можно получить не только высокую
прочность, но и более высокую пластичность,
чем после старения того же сплава без приме-
нения ПД.
Пластическая деформация может быть как
специальным элементом технологии обработки,
так и необходимой технологической операцией
формоизменения материала (например, при
штамповке мембран и вытяжке сильфонов
и т. д.).
Применение ПД позволяет сократить дли-
тельность термической обработки. Однако
влияние ПД нельзя сводить к ускорению про-
цесса выделения. Прежде всего надо выделить
случай, когда без предварительной ПД старе-
ние практически не идет. Это наблюдается у
нержавеющих сталей переходного аустенитно-
мартенситного класса (09Х17Н7Ю1,
08Х17Н5МЗ), в которых холодная деформация
(или высокий отпуск, или обработка холодом)
должна привести к превращению аустенита в
мартенсит, который в условиях бездиффузион-
ного у-^-а-превращения оказывается сильно
пересыщенным такими элементами, как Al, Ti,
Мо, Си и др., и поэтому способным к старе-
нию [31, 32].
Более сложным оказывается случай спла-
вов типа К40НХМ, в которых сильная пласти-
ческая деформация, предшествующая старе-
нию, разрушает относительно устойчивое со-
стояние твердого раствора, связанное с нали-
чием ближнего порядка, и, кроме того, созда-
ет высокую концентрацию дефектов упаковки
в г. ц. к. матрице и очень дисперсные области
гексагональной компактной структуры [33, 34].
В случае сложнолегированных сплавов, ког-
да возможно выделение двух и более фаз,
предварительная ПД нивелирует различия в
кинетике их образования (или температурных
интервалов максимальной скорости выделе-
ния), позволяя получить максимальный объем
продуктов выделения при оптимальной микро-
структуре [35]. Наиболее общим результатом
применения ПД в технологии обработки яв-
ляется то, что распределение дислокаций за-
дает (прямо или косвенно) распределение ча-
стиц фазы выделения. Применяя ПД, можно
предупредить ячеистый распад и преимущест-
венное выделение по границам зерен; при
сравнительно малых пересыщениях (т. е. при
достаточно высокой температуре старения)
частицы избыточной фазы будут выделяться
непосредственно на дислокациях; при очень
высокой плотности дислокаций и не слишком
^высокой температуре возможно возникновение
метастабильного состояния неоднородного
твердого раствора типа зонной структуры, при
котором распределение неоднородностей (объ-
емные сегрегаты) будет следовать распределе-
нию дислокаций [32].
Наиболее характерной особенностью кинети-
ки старения после ПД является то, что первая
стадия старения контролируется не диффузией
в поле градиента концентрации, а дрейфом
атомов выделяющегося компонента в упругом
поле дислокаций. Это проявляется в том, что
зависимость превращенного объема от време-
ни описывается уравнением (4) с показателем
п = 7з (рис. 26.13).
Процессы, выделения и рекристаллизация.
Применение пластической деформации при об-
работке стареющих сплавов, как правило, не
связано с развитием рекристаллизационных
190
процессов при старении. Однако при рекри-
сталлизационном отжиге стареющих сплавов
могут возникать новые структурные состояния
с различными комбинациями свойств. Частицы
выделений могут ограничивать рост зерен при
рекристаллизации и определять их ориентиров-
ку (текстуру) [36].
При определенном соотношении количеств
фаз распада в результате рекристаллизацион-
ного отжига может возникать структура из
мелких перемежающихся зерен двух фаз: а-
и 13-фазы в двухфазной (сс-Ь[3) -латуни, а и у
(при охлаждении у—>а + цементит) в доэвтек-
Рис. 26.13. Анализ кинетики превращения при старе-
нии мартенситной стали HI3M5 (1, 2, 3— соответст-
венно при температурах 425, 500 и 550 °C) и феррит-
ной стали Х24Н6Ю при температуре 500 °C после
закалки (4) и после холодной деформации с обжа-,
тием 35 % (5)
тоидной стали. Такая структура, получившая
название микродуплекс, обеспечивает
особенно высокую пластичность материала,
связанную с однородной деформацией (без
образования шейки при испытании на растя-
жение). Для строительной низколегированной
стали (0,11 % С; 1,17% Мп; 0,1 % Ti; 0,03 %
Al; 0,007 % N), по данным [37], одни из воз-
можных вариантов обработки включает хо-
лодную деформацию (прокатка) с обжатием
60 %, рекристаллизационный отжиг в двух-
фазной (а+у)-области при 780 °C (при этом
объем феррита составляет 80 %) в течение
30 мин с последующим охлаждением в воде.
Условием образования такой структуры
(кроме соотношения объемов фаз) является
выделение достаточно крупных частиц до на-
чала рекристаллизации; расположение этих
частиц обусловливает положение границ зе-
рен и соответственно размеры зерен матрич-
ной фазы после рекристаллизации обработки.
При исследовании сплавов на основе у-же-
леза или никеля, в которых происходит выде-
ление изоморфной матрице фазы у' (или
Ni3Al) со структурой типа СиДи, было уста-
новлено [36, 38], что при высокой дисперсно-
сти частиц и малой их объемной доле в ходе
рекристаллизации движущаяся граница остав-
ляет позади себя пересыщенный твердый рас-
твор, который затем снова претерпевает рас-
пад (непрерывный). При большой объемной
доле дисперсных частиц у-фазы, выделяющих-
ся до начала рекристаллизации, развивается
комбинированная реакция рекристаллизации и
прерывистого распада. Изменение состава
сплава или изменение обработки, при которых
происходит более быстрое укрупнение частиц
до начала рекристаллизации, приводит к об-
разованию устойчивой к огрублению структу-
ры типа микродуплекс. В случае промышлен-
ного сплава 36НХТЮ это обеспечивается по-
вышением степени деформации перед отжигом
до 98.% [38].
Управление текстурой с использованием дис-
персных частиц фаз выделений было подробно
исследовано для двух материалов — листовой
стали, способной к глубокой вытяжке, и
трансформаторной стали. В первом случае
важно подавить образование неблагоприятной
с точки зрения пластичности компонент тек-
стуры {001}<110> и, напротив, способство-
вать образованию благоприятной текстуры
(111), параллельной плоскости листа. Поведе-
ние кипящей стали, стали, раскисленной алю-
минием, и стали с добавкой титана различно:
эффект подавления неблагоприятной текстуры
{001}<110>* связывается с влиянием частиц
нитрида алюминия [36].
В случае трансформаторной стали после за-
калки и старения при 500 °C, 1,5 ч высокотем-
пературный отжиг (1000 °C, 1 ч) вызывает
изменение текстуры и измельчение зерна при
увеличении числа зерен с наиболее благопри-
ятной для магнитных свойств кубической текс-
турой {100}<001> [39].
26.4. ОСОБЕННОСТИ СТАРЕНИЯ
НЕКОТОРЫХ СПЛАВОВ
НА ОСНОВЕ ЖЕЛЕЗА
К дисперсионно-твердеющим относят сплавы,
для которых старение — контролируемый про-
цесс термической обработки, вызывающий их
упрочнение. Поэтому здесь не рассматриваются
сплавы, в которых старение — неконтролируе-
мый процесс, приводящий к ухудшению механи-
ческих свойств (низкоуглеродистая сталь, высо-
кохромистые ферритные стали); нс рассматри-
ваются углеродсодержащие стали, подвергаю-
щиеся закалке на мартенсит и отпуску, в
результате которого обычно происходит сниже-
ние твердости, а также сплавы и стали, в ко-
торых процесс выделения идет в ходе рекри-
сталлизационного отжига, формирующего
заданную величину зерна или текстуру.
Дисперсионно-твердеющими называют иногда
сплавы для постоянных магнитов, хотя в этом
случае целью старения является повышение
коэрцитивной силы и магнитной энергии.
Основной классификационный признак Для
дисперсиоиио-твердеющих сплавов — назначе-
ние. По этому признаку стали и сплавы на ос-
нове железа делятся на конструкционные и
сплавы для постоянных магнитов (магнитно-
твердые сплавы). Из конструкционных мате-
риалов следует назвать стали жаропрочные,
нержавеющие, машиностроительные, строи-
тельные, пружинные и. др.
Второй классификационный признак —
структура основы (матрицы) сплава. Старею-
щими сплавами железа могут быть сплавы с
аустенитной, мартенситной и ферритной осно-
вами I Кристаллическая структура основы
1 Можно было бы здесь говорить о классах
стали, соответственно аустенитном, мартенсит-
ном и ферритном, а также переходных клас-
сах (аустенито-мартенситном и аустенито-фер-
ритном).
сплава часто определяет основное назначение
сплава: г. к. ц. (y-Fe)—жаропрочные, нефер-
ромагнитные, о. ц. к. (a-Fe) — высокопрочные,
магнитно-твердые.
Еще один признак — природа упрочняющих
фаз: карбиды, интерметаллиды ’. Различия в
химической природе фаз выделения определя-
ют и степень различия атомно-кристаллических
структур матрицы и фазы выделения, которые
в свою очередь определяют особенности кине-
тики и микроструктуры, а также устойчивость
структуры в отношении процессов огрубления
и разупрочнения.
26.4.1. Конструкционные стали
и сплавы
Аустенитные жаропрочные стали и сплавы.
Дисперсионное твердение — преимуществен-
ный способ упрочнения сплавов, работающих
при повышенных температурах. Наибольшая
жаропрочность, т. е. способность материала
сохранять прочность в ходе эксплуатации при
повышенных температурах, достигается в
сплавах с аустенитной матрицей.
При добавлении к аустенитной Fe—Ni—Cr-
основе алюминия и титана возможно образо-
вание фазы y'-Ni3(Al, Ti) со сверхструктурой
типа Cu3Au. Вследствие изоморфности реше-
ток г. ц. к. матрицы и фазы выделения могут
наблюдаться значительные эффекты упрочне-
ния на стадии когерентности. Введение таких
элементов, как вольфрам и молибден, с одной
стороны, способствует сохранению прочности
основы при повышении температуры, а с дру-
гой, может приводить к образованию новых
фаз (особенно в сплавах с пониженным содер-
жанием никеля). Из этих фаз прежде всего
надо назвать фазы Лавеса (Fe2Mo, Fe2W,
Fe2Ti и др.). В реальных сплавах фаза
y'-Ni3(Al, Ti) нестабильна и при длительных
выдержках переходит в фазу T]-Ni3Ti с гекса-
гональной структурой. Этот переход наблю-
дался по границам зерен в стали Х15Н35ВТЮ
после 1000 ч при 750 °C. Для длительной служ-
бы более подходящими оказались сплавы, уп-
рочняемые наряду с у'-фазой фазой Лавеса
(например, 08Х15Н24ВЧТР) [40]. Фазы Лавеса
в отличие от многих других иптермсталлидных
фаз (включая y,-Ni3(Al, Ti) характеризуются
строгой стехиометрией (Л2В). При общей ог-
раниченной подвижности в случае компактной
г. ц. к. решетки аустенита эта особенность со-
става и строения фазы Лавеса особенно за-
метно затрудняет процесс огрубления структу-
ры. Максимум прочности этих сплавов дости-
гается при изотермических выдержках в об-
ласти 750—850 °C, а не в процессе непрерыв-
ного охлаждения (рис. 26.14).
Аустенитные стали с карбидным упрочне-
нием, кроме хрома, обеспечивающего способ-
ность материала противостоять окислению
(обычно не менее 12,%), содержат другие
карбидообразующие элементы W, Mo, V, Nb,
Ti, имеющие большее сродство к углероду,
чем железо. Поэтому в этих сталях нет це-
1 Имеются системы с расслоением твердого
раствора на изоморфные фазы (Fe—Сг, Fe—
Ni—Al, Fe—Co—Сг), одна из этих фаз может
быть на основе сверхструктуры, например а'-
в системе Fe—Ni—Al.
191
ментита и образуются карбиды типа Сг23Сб *
и карбиды VC, TiC, NbC со структурой типа
NaCL
При нагреве под закалку в структуре могут
оставаться частицы карбида^ образованного
наиболее сильным из имеющихся в стали кар-
бидообразующих элементов (NbC, TiC).
В процессе нагрева может происходить рас-
творение карбидов одного типа (например, VC
в стали с ванадием) и рост частиц карбида
другого типа (Л1е23Сб или Afe7C3) в стали с
Рис. 26.14. Зависимость твердости от температуры
старения при выделении фазы Лавеса в ферритной
стали с 2,6 % Сг, 5 % W и 5 % Мо (штриховые кри-
вые) и в аустенитной стали с Сг, Nt Nb, 5 % W и
5% Мо (сплошные кривые); / — выдержка при ста-
рении I] ч; 2 — выдержка при старении 10 ч
хромом. При этом могут изменяться состав и
свойства карбидных фаз (например, повыше-
ние концентрации ванадия в карбиде типа
Сг7Сз и, как следствие, повышение его устой-
чивости). В связи с этим важен правильный
выбор температуры и продолжительности на-
грева под закалку, обеспечивающий макси-
мальное пересыщение и максимальную степень
распада при последующем старении [41].
Сложный фазовый состав выделений при рас-
паде (карбиды МеС, Ме23С6) и возможность
выделения разных фаз по разным механизмам
(гомогенное или «матричное»,^ на полных или
частичных дислокациях, с образованием де-
фектов упаковки и т. д.) [18] вызывают не-
обходимость для получения оптимальных
свойств использовать комбинированные режи-
мы старения. Как видно из рис. 26.15, измене-
ние твердости при старении имеет сложный
характер: более быстрое разупрочнение при
700 °C, чем при 800 °C, свидетельствует о дей-
ствии разных механизмов выделения. Для
стали 40Х13Н8Г8МФБ после закалки в воде
с 1150 °C** проводится двойное старение: при
660 °C 18 ч и при 770 °C 18 ч.
Смешанное карбидо-интерметаллидное уп-
рочнение целесообразно д^я инструментальной
* В сталях рассматриваемого типа возмож-
но также образование карбида хрома типа
Сг7С3; в карбиде Сг^Сб возможно замещение
хрома железом в значительных количествах
(~50 %), тогда как вольфрам и молибден
замещают хром в этом карбиде в ограничен-
ной степени — менее 10 % (ат.).
** В работе [41] время выдержки рекомен-
дуется ограничить до 30 мин после прогрева
(вместо 2 ч по стандартному режиму).
192
стали — материала для инструмента горячего
прессования. При переходе от упрочнения
только фазой Лавеса к интерметаллидно-кар-
бидному упрочнению (карбиды Мг6С и Л4е23Сб)
повышается эффект дисперсионного твердения
и устойчивость стали против перестарения
(рис. 26.16). Это объясняется более высокой
дисперсностью частиц фазы . Лавеса, что в
свою очередь обусловлено их зарождением на
границах раздела вторичные карбиды—аусте-
нитная матрица [42]. Недостаток такой ста-
Рис. 26.15. Изменение твердости аустенитной стали
40Х13Н8Г.8Б с карбидным упрочнением в результате
старения (выдержка 10 ч) сплавов с упрочнением за
(3)
Рис. 26.16. Зависимость твердости от температуры
старения (выдержка 10 ч) сплавов с упрочнением за
счет выделения:
/ — фазы Лавеса (сплав Fe+12% W+5 % Мо); 2 —
фазы Лавеса и изоморфной матрице у'-фазы (сплав
Fe+12% W+б % Мо+2% А1); 3 — фазы Лавеса.
у'-фазы и карбидных фаз (сплав Fe+12% W-}-5 %
Мо-г2 % Al+0,3 % С)
ли—низкие характеристики пластичности.
Некоторое их повышение возможно при сни-
жении содержания углерода до 0,12—0,20 %
и вольфрама до 5—8 % (а„50 С — 300-н
-^400 кДж/м2) [42].
Ферритные и феррито-аустенитные стали.
Высокохромистые стали с ферритной структу-
рой содержат 17—27Cr (XI7, Х17Т, Х27,
Х27Т), и их обычно не подвергают упрочня-
ющей термической обработке. Для получения
оптимальных механических и технологических
свойств эти стали после горячей деформации
и кратковременного отжига при 760—780 °C
быстро охлаждают в интервале 450—520 °C,
поскольку в этом интервале развиваются про-
цессы охрупчивания [31]. Причинами охруп-
чивания могут быть выделения нитридов типа
Cr2N при кратковременном пребывании стали
в указанной области температур и расслоение
твердого раствора Fe—Сг при достаточно
длительном отжиге.
Однако при введении титана и алюминия в
сталь» содержащую никель, можно проводить
упрочняющую термическую обработку. Дис-
персионное твердение происходит за счет вы-
деления фаз, изоморфных ферриту: фазы (Ni,
Fe) (Al, Ti) co структурой типа р-латуни, фа-
дена в мартенсите и потому способствует уве-
личению эффекта дисперсионного твердения.
Это справедливо и для хромоникелевых ста-
лей: введение 'значительного количества молиб-
дена (4—5 %) существенно упрочняет мартен-
сит в исходном состоянии (после закалки), но
не сказывается заметно на упрочнении при
старении [45]. Вместе с тем и в высоконике-
левых, и в хромоникелевых сталях, содержа-
щих кобальт, даже в отсутствие молибдена
наблюдались эффекты упрочнения при старе-
нии, которые можно было отнести именно за
ТАБЛИЦА 26.4
•МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ЮХ21Н5Т (311
Обработка ав, МПа % МПа дю < % Число перегибов (или у гол’загиба, град)
Закалка Нагартовка (холодная дефор- мация) . . (. ...... Закалка и старение при 500 °C 700—850 900—1150 950 520—600 700—900 900 to 00 to 1 1 1 — Ю GO too to 4—6 2 з 100—180
зы со структурой типа Fe3Al и фазы, упоря-
доченного по углероду (NimTinCx) [43]. При-
мером является сталь 10Х21Н5Т (табл. 26.4),
Эта сталь после закалки с 1200 °C содержит
до 60 % феррита. Присутствие в ее составе
никеля ослабляет эффекты охрупчивания,
связанные с особенностями системы Fe—Сг
(расслоением при низких температурах и об-
разованием п-фазы при температурах выше
530°C). Титан связывает азот и предупреж-
дает охрупчивание, обусловленное выделением
нитрида хрома. Титан и никель участвуют в
образовании упрочняющей интермёталлидной
фазы. Процесс дисперсионного твердения ин-
тенсивно идет при температуре 500 °C и вы-
ше [43].
Мартенситно-стареющие стали. Существуют
две группы мартенситно-стареющих сталей: вы-
соконикелевые (высокопрочные) и хромоникеле-
вые (нержавеющие). Общим для них является
то, что процесс старения развивается в мартен-
ситной матрице, т. е. в условиях очень высокой
плотности дислокаций. Эти стали отличаются от
других стареющих сплавов тем, что в результа-
те закалки у них достигается очень большое
пересыщение твердого раствора: в мартенсите
фиксируется высокая концентрация элементов,
хорошо растворимых в аустените. В качестве
легирующих элементов наиболее часто исполь-
зуют алюминий, титан, молибден, образующие
с железом или с железом и никелем интерме-
таллиды с разной структурой: (Ni, Fe)Al и (Ni,
Fe)Ti (тип р-латуни), r)-Ni3Ti и Ni3Mo (гек-
сагональные структуры), Fe2Mo (фаза Лаве-
са типа MgZn2), FezMos и о-лодобные фазы
(N, %); в стали, легированной медью, из-
быточной равновесной фазой является твер-
дый раствор на основе меди (почти чистая
медь).
Введение кобальта в высоковикелевые и в
хромоникелевые стали существенно улучшает
механические свойства (при введении кобальта
-соответственно снижают содержание никеля).
По результатам подробных исследований вы-
сокрникелевых' сталей был сделан вывод [44],
что кобальт уменьшает растворимость молиб-
счет кобальта. Это связывалось с образова-
нием ближнего порядка Fe—Со [44], однако
есть основания эффект упрочнения объяснять
перераспределением концентраций кобальта и
образованием доменов дальнего порядка [45,
46]. Взаимодействие железа и кобальта в
свою очередь можёт способствовать диффе-
ренциации атомов железа и хрома или желе-
за, никеля, кобальта, с одной стороны, и хро-
ма, молибдена, с другой, Упрочняющее дейст-
вие молибдена в стали после закалки объяс-
няется присутствием в мартенсите дисперсных
зон, обогащенных этим элементом [45]. При
старении мартенситно-стареющих сталей в об-
ласти температур 500 °C и выше обычно на-
блюдаются две стадии упрочнения (рис. 26.17).
Первая (быстрая) дает основную часть эф-
фекта упрочнения в измерениях твердости или
временного сопротивления и практически пол-
ный эффект упрочнения, если о нем судить по
величине сопротивления малым деформациям
(предел упругости). На этой стадии возника-
ют зоны или частицы со структурой, изоморф-
ной матрице. Анализ кинетики старения на
этой стадии выявляет определяющую роль
дрейфа атомов легирующих элементов в упру-
гом поле дислокаций. Это состояние отлича-
ется высокой устойчивостью при температурах
ниже 500 °C.
На второй (медленной) стадии происходит
дополнительное упрочнение вследствие обра-
зования и некогерентного роста частиц избы-
точной фазы L Рост частиц контролируется
диффузией в поле градиента концентраций.
Промышленные высоконикелевые стали име-
ют временное сопротивление до 2100—
2300 МПа, коррозионностойкие мартенситно-
стареющие сплавы —до 1600—1700 МПа. С ис-
пользованием сильной холодной деформации и
старения на проволоке [47] удается получить
1 В высоконикеленых сталях, содержащих
молибден, выявляется еще одна стадия — об-
разование близкой к структуре матрицы фа-
зы с решеткой типа со-фазы [44].
13—394
193.
временное сопротивление 2700—4000 МПа
(рис. 26.18).
Термическая обработка мартейситно-старею-
щих сталей заключается в закалке с 800—
1000*0, охлаждении на воздухе, и старении
при 480—520 °C 3—5 ч. Хромоникелевые стали
переходного аустенито-мартенситного класса
(Х17Н7Ю, Х17Н4М2Д, Х11Н10М2Т,
Рис. 26.17. Изменение твердости (HV), физической
ширины рентгеновской линии (ftno) и предела упру-
гости 01) в результате старения стали типа
Рис. 26.18. Влияние степени холодной деформации
(волочение) мартенситно-стареющей стали Н8КД8М12
в виде проволоки диаметром 0,2 мм на механические
свойства (длина образцов 100 мм) после старения
при 500 °C, 1 ч (Оу3 — предел прочности проволоки
с узлом; Д/пл—величина удлинения, мм)
XI4K9H6M5 и пр.) перед старением подверга-
ют высокому отпуску (750 °C, 1 ч) или обра-
ботке холодом (—70 *С, 2 ч), или холодной
деформации с обжатием 40—50 % [31].
26.4.2. Магнитно-твердые сплавы
Литые сплавы на основе системы Fe—Ni—Al.
Сплавы на основе системы Fe—Ni—Al (алии)
были первыми высококоэрцитивными сплавами.
Дальнейшее развитие материала этого типа
шло в направлении усложнения состава (вве-
дение меди, а затем кобальта и титана — спла-
вы ЮНД, ЮНДК24, ЮНДК35Т и др.) и при-
менения сложных режимов термической обра-
ботки, включая термомагнитную обработку.
В зависимости от характера службы магнита
сплавы получают изотропными, т. е. с неориен-
тированными зернами, или анизотропными в
результате направленной кристаллизации по-
Рис. 26.19. Фазовые состояния сплавов типа
ЮНДК35Т с различным содержанием титана
Рис. 26.20. Схема некоторых режимов термомагнит-
вой обработки сплавов для постоянных магнитов ти-
па ЮЫДК и ЮНДКТ (о, бив); штриховкой пока-
зан этап обработки в магнитном поле: 1—2— охлаж-
дение с критической скоростью до включения
поля и овр2 после включения поля; 3 — изотермиче-
ская обработка; 4 — интенсивное охлаждение (воз-
душный поток, масло): 5 — низкотемпературное сту-
пенчатое старение
ликристаллического материала и использова-
ния монокристаллов [48, 49]. Основная осо-
бенность микроструктуры сплавов данного' ти-
па состоит в том, что анизотропные по форме
частицы ферромагнитной фазы расположены в
неферромагнитной (или слабо магнитной) мат-
рице [50]. При достаточно высокой дисперс-
ности эти частицы имеют однодоменную маг-
нитную структуру. Одновременное требование
высокой дисперсности выделений ферромагиит-
194
ной фазы и высокой степени распада, обеспе-
чивающей наиболее полное обеднение матрицы
ферромагнитными компонентами, удовлетворя-
ется при распаде твердого раствора в неизо-
термических условиях. Практически это осу-
ществляется при непрерывном охлаждении от
температур устойчивости состояния твердого
раствора или проведением операций старения
в двух температурных интервалах. В сплавах
типа ЮН (27 % Ni; 15 % А!) происходит рас-
пад на фазу а — почти чистое железо я фазу
10 20 JZ7 40 Сг,%
Рнс. 26.21. ПолитермическиЙ разрез диаграммы со-
стояния системы Fe—Сг—Со при 15 % Со и допол-
нительном легировании 1 % Nb и 1 % А!
сплавы могут деформироваться в горячем и хо-
лодном состояниях после обработки на твер-
дый раствор [49].
Система Fe—Сг—Со при 15—25 % Со выше
650 °C имеет (а+у)—(а4-у + а) -фазовые обла-
сти (рис. 26.21). Резкой закалкой в воде уда-
ется получить однофазное a-состояние. В про-
цессе отпуска ниже 650 °C в твердом растворе
идет процесс расслоения на две изоморфные
фазы (Х[ и а2. Есть основание считать, что
распад твердого раствора в этих сплавах идет
по спинодальному механизму [49]. Для полу-
чения нужной степени распада и создания вы-
сококоэрцитивного состояния твердый раствор
подвергают изотермической термомагнитной
обработке при 630—650 °C (в зависимости от
состава сплавов) и последующему многосту-
пенчатому отпуску. Для каждого сплава в за-
висимости от содержания главным образом ко-
бальта существует определенное сочетание
ступеней отпуска в интервале температур ниже
температуры изотермической термомагнитной
обработки [52].
Высококоэрцитивное состояние сплавов
Fe—Сг—Со характеризуется структурой, со-
стоящей из немагнитной (или слабомагнитной)
матрицы с дисперсными частицами ферромаг-
нитной фазы, вытянутыми в направлении маг-
нитного поля, приложенного при термомагнит-
ной обработке.
at — соединение NiAl с некоторым количест-
вом железа (сверхструктура на базе о. ц. к. ре-
шетки— тип Р-латуни). Введение легирующих
элементов не изменяет основного фазового со-
става, но существенно, влияет на свойства.
В частности, введение кобальта повышает тем-
пературу Кюри, что делает возможным при
>его содержании >18% применение обработ-
ки в магнитном поле (термомагнитная обра-
ботка), позволяющей получить направленное
расположение ферромагнитных частиц. Введе-
ние титана увеличивает различие в периодах
решетки фаз распада, что приводит к увеличе-
нию роли упругих деформаций, влияющих как
на морфологию микроструктуры, так и на маг-
нитную анизотропию [51].
Для большинства сплавов температура гомо-
генизации 1200—1320°C (рис. 26.19). При ис-
пользовании магнитного поля для сплавов с
высоким содержанием кобальта применяют
изотермическую выдержку (в процессе охлаж-
дения до 1200—1320 °C) при 800—830 °C или
контролируемое охлаждение до 700—750 °C
(в течение 10—15 мин) с последующим отпус-
ком (без поля). Отпуск (старение) проводят
при 650—660 °C, 3—6 ч и при 550—560 °C,
15—24 ч. Температуру изотермической вы-
держки в магнитном поле выбирают в зависи-
мости от состава сплава. Режим непрерывного
охлаждения (рис. 26.20, а) используется для
магнитов больших размеров, лучшие свойства
получают при изотермической обработке (рис.
26.20,6). Схема обработки, приведенная на
рис. 26.20, ву рекомендуется для сплавов, со-
держащих более 8 % Ti [49].
Деформируемые сплавы на основе
Fe—Cr—Со. Высококоэрцитивные сплавы си-
стемы Fe—Сг—Со содержат 25—30 % Сг и
10—25 % Со. Промышленные сплавы допол-
нительно легируют Мо, Nb, Ti, Al, V, Si (до
1—5 %). В отличие от сплавов Fe—Ni—Al эти
13*
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Старение сплавов. Сб,: Пер. с англ. М.;
Металлургиздат, 1962. 493 с.
2. Буйнов Н. Н„ Захарова Р. Р. Распад пе-
ресыщенный металлических твердых рас-
творов. М.: Металлургия, 1964. 141 с.
3. Захарова М, И. Атомно-кристаллическая
структура и свойства металлов и сплавов.
М.: Изд-во МГУ, 1972. 215 с.
4. Келли A.t Никлсон Р. Дисперсионное твер-
дение: Пер. с англ. М.: Металлургия, 1966.
300 с.
5. Ч уистов К. В. Модулированные структуры
в стареющих сплавах. Киев: Наукова дум-
ка, 1975. 200 с.
6. Лариков Л. И., Шматко О. А, Ячеистый
распад пересыщенных твердых растворов.
Киев: Наукова думка, 1976. 223 с.
7. Гинъе А. Неоднородные металлические
твердые растворы: Пер. с англ. М.: ИЛ,
1962. 158 с.
8. Тяпкин Ю. Д., Гаврилова А. В. — Старе-
ние металлов. Итоги науки и техники. Сер.
Металловедение и термическая обработка/
/ВИНИТИ. М.: 1974, т. 8, с. 64—124.
9. Thomas G., Goringe М. Transmission elect-
ron Microscopy of Materials. N.-Y.: John
Wiley & Sons., 1979. p. 388.
10. Физическое металловедение. Вып. II: Пер.
с англ./Под ред. Кана Р. М.: Мир, 1968.
490 с.
11. Уманский Я. С., Скаков Ю. А. Физика ме-
таллов. М.: Атомиздат, 1978. 352 с.
12. Хачатурян А. Г. Теория фазовых превра-
щений и структура твердых растворов. М.:
Наука, 1974. 384 с.
13. Ройтбурд А. Л., Хачатурян А. Г.— Проб-
лемы металловедения и физики металлов:
Науч, тр./ЦНИИЧМ. М.: Металлургия,
1968, № 9, с. 78.
14. Гитгарц М. И., Толстой А. В. — ФММ,
1978, т. 45, вып. 5, с. 1050—1059.
15. Варли К. В., Скоков Ю. А., Уманский
Я. С. — ФММ, 1966, т. 21, вып. 5, с. 779—
781.
16. Суховаров В. Ф.—Изв. вузов. Физика,
1976, № 8, с. 104—117.
17. Лифшиц И. М„ Слезов В. В. — ЖЭТФ,
1958, т. 35, вып.. 2(8), с. 474—479.
18. Гольдштейн М. И., Фарбер В. М. Диспер-
сионное упрочнение стали. М.: Металлур-
гия, 1979. 208 с.
19. Скаков Ю. А. — МИТОМ, 1967, № 5,
с. 26—40.
20. Ярославцева Р. С., Скоков Ю. А., Межен-
ный Ю. О:—Изв. вузов. Черная метал-
лургия, 1972, № 3, с. 100—105.
21. Буйнов Н. Н., Комарова М. Ф., Кайгоро-
дова Л. И. — ФММ, 1980, т. 50, № 4,
с. 764—774.
22. Скоков Ю. А. —ДАН СССР, 1967, т. 175,
№ 6, с. 1263—1267.
23. Золотарев С. Н., Сидорова И. Б., Скоков
Ю. А, Соловьев В. А. — ФТТ, 1978, т. 20,
вып. 3, с. 775—781.
24. К лимане к П. И., Мирский А. Л,, Скаков
Ю. А. — Изв. вузов. Черная металлургия,
1978, № 11, с. 127—131.
25. Суворова С. О., Саррак В. И., Энтин
Р. И. — ФММ, 1964, т. 17, вып. 1, с. 105—
НО.
26. Бабич В. К.> Гуль Ю. П., Долженков И. Е.
Деформационное старение стали. М.: Ме-
таллургия, 1972. 320 с.
27. Иванов А. //., Агеев М. ТД Уманский
Я. С. — ФММ, 1978, т. 43, вып. 1, с. 121 —
127.
28. Романова Р. Р., Уваров А. И., Уксусников
A. Н., Буйнов EL Н.— ФММ, 1973, т. 35,
вып. 6, с. 1213—1219; т. 36, вып. 5, с. 735—
741.
29. Буйнов Н. Н.> Романова Р. Р. — ФММ,
1967, т. 24, вып. 1, с. 114—120.
30. Гитгарц М. И. — ФММ, 1977, т. 43, вып. 2,
с. 335—344.
31. Химушин Ф. Ф Нержавеющие стали. М.:
Металлургия, 1967. 795 с.
32, Скоков Ю. А.—Структура и свойства ме-
таллов и сплавов: Науч, тр./Московский
институт стали и сплавов. М.: Металлур-
гия, 1970, № 9, с. 19—35.
33. Скаков Ю. А., Чириков Н. В., Межен-
ный КГ О., Морозова Н. П. — Изв. вузов.
Черная металлургия, 1967, № 1, с. 128—
130.
34. Васильев В. P.t Глезер А. ЛГ, Захаров Е. К
и др. —МиТОМ, 1978, Na 10, с. 73—75.
35. Варли К. В,, Даржаев В. Р., Скаков
Ю. А. — Изв. вузов. Черная металлургия,
1977, № 3, с. 143—145.
36. Горелик С. С. — Рекристаллизация метал-
лов и сплавов. М.: Металлургия, 1978.
567 с.
37. Becker J., Hornbogen E.t Stratman P. — Z.
Metallkunde, 1980, Bd 71, S. 27—33.
38. Серегин Г. В., Иванов Ю. Ф,, Суховаров
В. Ф. — ФММ, 1979, т. 48, вып. 6, с. 1235—
1243.
39 Малинина Р. И., Михайлова И. В, — Изв.
вузов. Черная металлургия, 1979, № 3,
с. 80—83.
40. Ланская К А. Жаропрочные стали. М.:
Металлургия, 1969. 246 с.
41. Виницкий А. Л., Бронфин Б, M.t Фарбер-
В. М., Гольдштейн М, И. — ФММ, 1978,.
т. 45, вып. 2, с. 372—376.
42. Левитин В. В., Грабовский В, Я., Коро-
стелев В. Ф., Рывкин Ю. А.—Изв. вузов..
Черная металлургия, 1978, № 10, с 136—
139
43. Спиридонов В. Б., Скаков КГ А., Иордан-
ский В. И. — МиТОМ, 1965, № 3, с. 47—
51.
44. Перкас М. Д,, Кардонский В. М: Высоко-
прочные мартенситно-стареющие стали.
М.: Металлургия, 1970. 103 с.
45. Мирский А. Л., Скаков КГ А.. Сорокина
Н. А., Шлямнев А. /7. — МиТОМ, 1977,
№ 7, с. 2—6.
46. Шахназаров Ю. В., Анисимова М. С., Пук-
ров Е. А. — ФММ, 1973, т. 35, вып. 1,
с. 201—206.
47. Воронин С. А„ Еднерал А. Ф., Кириенко
В. И., Перкас М. Д: — ФММ, 1980, т. 50,.
вып. 6, с. 1285—1292.
48. Лившиц Б. Г., Львов В. С. Высококоэрци-
тивные сплавы на железоникельалюминие-
вой основе. М.: Металлургиздат, 1960.
153 с.
49. Сергеев В. В., Булыгина Т. И. Магнито-
твердеющие материалы. М.: Энергия, 1980.
179 с.
50. Скаков Ю. А. — ДАН СССР, 1951, т. 79,
Ns 1, с. 77—81.
51. Сумин В. И., Фридман А. А., Пашков Л.П.
, и др. — ФММ, 1977, т. 43, вып. 3, с. 652—
654.
52. Власова Л. В., Лившиц Б. Г., Максимов
Б. А. и др. — Изв. вузов. Черная метал-
лургия, 1980, № 1, с. 109—112.
27
.= СТРУКТУРА ДЕФОРМИРОВАННЫХ МЕТАЛЛОВ
27.1. НАКОПЛЕННАЯ ЭНЕРГИЯ
ДЕФОРМИРОВАНИЯ
Основным фактором, определяющим изменение
строения и свойств металлов и сплавов в ре-
зультате деформации, является накопление в
них энергии. Эта накопленная (скрытая) энер-
гия деформирования определяет необратимые
изменения кристаллического строения метал-
лов, связанные с созданием в них дефектов —
вакансий и главным образом дислокаций.
Общее количество поглощения энергии непре-
рывно увеличивается с ростом деформации:
(рис. 27.1) и с увеличением общей затраченной
работы; относительное количество поглощен-
ной энергии (отнесенное к затраченной работе)
(рис. 27.2) меняется немонотонно в" зависимо-
сти от степени деформации, В условиях
деформирования при обычной (комнатной) тем-
196
пературе поглощается малое количество энер-
гии. Опыты, проведенные при низких темпера-
турах^ показали, что когда количество затра-
ченной энергии мало, т. е. когда деформация
незначительна, поглощается почти вся (80—
Относительная деформация
Рис. 27.1. Зависимость общего количества поглощен-
ной энергии Е gS от степени деформации полнкри-
стяллической меди
Относительная деформация
Рнс. 27.2. Зависимость относительного количества
поглощенной энергии £изм/£аатр (отнесенной к за-
траченной работе) от степени деформации меди
Рис. 27.3. Зависимость относительного количества
поглощенной энергии от затраченной работы прн
низкотемпературной деформации кадмия (/) и свин-
ца (5)
G0 %) затраченная работа, но при увеличении
затраченной работы, т. е. с ростом деформа-
ции, количество поглощенной энергии резко
уменьшается (рис. 27.3).
Сравнение накопленной энергии деформиро-
вания в поликристаллических образцах алюми-
ния с одинаковой величиной зерна после рас-
тяжения при комнатной температуре и при 77 К
показало, что в последнем случае эта энергия
больше. Это означает, что при низкотемпера-
турном растяжении в большей мере сохраня-
ются дефекты, созданные в ходе пластическо-
го течения. Вычисление плотности дислокаций
по величине накопленной энергии в зависимо-
сти от степени деформации при 77 К показа-
ло, что для меди и алюминия эта плотность
(для данной степени деформации) тем больше,
чем ближе начальная ориентация кристаллов
к полюсу (111).
Непосредственные исследования металличе--
ских кристаллов показали, что в процессе де-
формирования происходят следующие измене-
ния строения. Вначале при малых степенях де-
формации почти вся поглощенная энергия
расходуется на создание дефектов кристалли-
ческого строения (дислокаций), устойчивых
при данной температуре (почти постоянной в
связи с малой затраченной работой). Хотя с
повышением степени деформации (увеличени-
ем затраченной работы) образование дефектов
кристаллического строения и продолжается,
часть возникших дефектов исчезает в ходе
процесса деформации, так как увеличение за-
траченной работы понижает энергию активации
процесса аннигиляции дефектов в связи с ло-
кальным повышением температуры и усилени-
ем взаимодействия дислокаций.
27.2. ТЕМПЕРАТУРА
ДЕФОРМАЦИИ
В зависимости от температуры деформирова-
ния по-разному протекают процессы пере-
стройки дислокаций в ходе пластического тече-
ния. Так как дислокационная петля содержит
винтовые и краевые компоненты, то с наиболь-
шей полнотой перестройка дислокационной
структуры возможна при температурах, при
которых возможно неконсервативное движение
(переползание) краевых компонент, связанное
с определенным развитием процесса самодиф-
фузии А.
Коэффициент самодиффузии для металлов
определяется по формуле D^ = a2!x=
=Doexp(—UCJi/kT)> где а.—параметр решет-
ки; т — усредненное время перескока атома,
определяющее заметное развитие самодиффу-
зии при данной температуре Г, К; ^сд —
энергия активации самодиффузии, которая для
большинства металлов связана с их температу-
рой плавления 7\pi(K) полуэмпйрнческой за-
висимостью ^7сд= 160 7ПЛ Дж/моль.
/ Г /тР0 \1
Тогда Т = 160Тпл / A In I 1 .
Выбрав типичные значения 7?о«0,1 см2/с,
Т—103 С, Д«10“8 СМ, ПОЛУЧИМ Гпер«0,5(7’цл).
Таким способом может быть оценена темпера-
турная граница, выше которой возможно пере-
ползание дислокаций. Ниже этой температуры
(для технических металлов и сплавов ниже
0,3 7’пл) будет происходить холодная дефор-
мация.
Деформация при температурах (0,3<-
-0,6)Тпл носит название теплой. Она харак-
1 Поперечное скольжение винтовых компо-
нент может происходить при сравнительно низ-
ких температурах (без переползания), поэтому
оно не будет лимитирующим процессом пере-
стройки дислокационной структуры.
197
теризуется тем, что в ходе деформации про-
исходит перестройка тонкой структуры по-
средством переползания дислокаций, по прак-
тически без миграции границ. Деформация
при температурах выше (0,6—0,7) Тил горячая,
сопровождающаяся не только интенсивной пе-
рестройкой дислокационной структуры и со-
хранением только устойчивых при этих высо-
ких температурах дислокационных построений,
ио и миграцией границ и субграниц, связан-
ных с возможным развитием рекристаллизации.
Развитие возврата, полигонизации или рекрис-
таллизации в ходе горячей деформации или
при изотермических выдержках после нее или
в процессах охлаждения происходит иначе,
чем при нагреве после холодной деформации.
27.3. ХОЛОДНАЯ ДЕФОРМАЦИЯ
27.3.1. Процесс скольжения
После деформации монокристаллов различных
металлов макроскопически видна преимущест-
венная ориентация скольжения (рис. 27.4). Эта
ориентация зависит от направления- действия
касательных напряжений; при смене этого на-
секаются с возникшими ранее и, кроме того,
начинают исчезать прямолинейность линий
скольжения. Это связано, по-видимому, с влия-
нием препятствий для распространения сдви-
гов, возникших в результате виутризеренных
структурных нарушений, и скольжения в раз-
личных системах плоскостей.
Видимая при сравнительно небольшом уве-
личении (200—500) под микроскопом линия
скольжения при использовании значительных
увеличений оказывается состоящей из группы
линий, что позволяет считать эту группиров-
ку полосой скольжения (рис. 27.7). Расстоя-
ние между отдельными линиями в полосе
скольжения составляет порядка 10~5 см, а рас-
стояние между полосами скольжения в зернах
порядка 10~4 см.
Полосами скольжения кристалл как бы раз-
деляется на отдельные части, которые называ-
ют пачками скольжения. Эти части не только
сдвигаются относительно друг друга, но по ме-
ре развития деформации поворачиваются отно-
сительно действующей силы, изгибаются и вы-
тягиваются. Одновременно по мере развития
деформации происходят поворот и изгиб от-
дельных зерен в поликристаллических образ-
цах, что приводит к их вытяжке вдоль направ-
Рис. 27.4. Появление следов ориен-
тированного скольжения на дефор-
мированных металлических кри-
сталлах:
а — Zn; б — Cd; в — fl-Sn; г — Bi
правления меняется ориентация скольжения.
Об ориентации скольжения и ее изменении
(в ходе деформирования) можно также судить
по линиям Людерса—Чернова (рнс. 27.5).
Следы скольжения иля линии скольжения
обычно имеют близкую ориентацию в пределах
одного зерна в плоскости щлифа и по их рас-
положению и плотности можно судить о раз-
витии процеса деформации. Так, при неболь-
шой величине деформирующих напряжений
можно наблюдать группы параллельных линий
скольжения в некоторых более благоприятно
ориентированных для деформации зернах (рис.
27.6); по мере увеличения деформирующих на-
пряжений во все большем числе зерен возрас-
тает плотность линий скольжения.
При еще большей степени деформации по-
являются новые линии скольжения, они пере-
ления течения. При очень сильной деформации
зерна становятся настолько вытянутыми, что
выявление их границ при травлении становит-
ся затруднительным, так как скорость раство-
рения в травителе становится одинаковой для
металла как в приграничном объеме зерен, так
и в их объеме. В этом случае возникает волок-
нистая или фибровая структура (рис. 27.8).
Интенсивность изменений формы (степень
вытяжки) разных зерен по мере развития де-
формации различна, что определяется глав-
ным образом их разной ориентировкой относи-
тельно внешних сил и, следовательно, разной
степенью развития в них скольжения. Поэтому
неизбежно возникновение градиента напряже-
ний и деформаций между различными зернами
поликристаллического образца, приводящего к
появлению макронапряжений.
198
Эти напряжения, уравновешивающиеся меж-
ду собой в макрообъемах металла, возника-
ют не только в связи с неравномерным разви-
тием деформации в отдельных зернах и ло-
кальным характером развития пластической
деформации (обусловленного ее природой), но
и из-за технологических особенностей процесса
формоизменения (например, трения между ин*
струмептом и металлом, влияния скорости
осадки ит. п.).
ния I рода играют и полезную роль, так как
препятствуют зарождению трещин.
27.3.2 Двойникование
Пластическая деформация кристаллических тел
может осуществляться не только скольжени-
ем, но и двойникованием. Роль этого процесса
возрастает со снижением температуры и (или)
повышением скорости деформации. При двой-
Рис. 27.5. Три стороны плоского разрывного образца
малоуглеродистой стали. Испытания на растяжение
(с фотоупругим покрытием) были прерваны при до-
стижении предела текучести. Расположение и на-
клон линий Людерса зависит от направления дейст-
вия деформирующих усилий
Рис. 27.7. Структура деформированной крупнозерни-
стой малоуглеродистой стали, полученная после тон-
кой полировки алмазным порошком. Исследование
на электронном микроскопе
Рис. 27.6. Микроструктура аустенитной хромоникель-
молибденовой стали (16-25-6) после деформации на
25%. Х200
Рис. 27.8. Вытянутые зерна в продольном сечении
проволоки из малоуглеродистой стали (в исходном
состоянии 120 зерен на 1 мм2) после волочения со
степенью обжатия 95 %. Х500_
Величины этих напряжений могут быть весь-
ма значительными (в стали до 700 МПа н
больше), что приводит, как правило, к нежела-
тельным последствиям (например, к изменению
формы после окончания деформации, образо-
ванию трещим). В том же случае, когда в ре-
зультате процесса деформации в опасных зо-
нах изделий, например на их поверхности, где
напряжения максимальны, эти напряжения
оказываются сжимающими, то такие напряже-
никованни кристаллит делится обычно скачко-
образно плоскостью двойникования на две час-
ти и кристаллическая решетка в одной его час-
ти становится зеркальным отображением ре-
шетки в другой части.
Видимые на микрофотографиях (рис. 27.9, а)
прямые границы двойников представляют со-
бой следы пересечения групп плоскостей двой-
никования па границе матрица—двойник с по-
верхностью шлифа. На границах двойников
существует когерентная связь между атомны-
ми плоскостями в матрице и двойнике. Коге-
199
рентность границ двойника определяет их соб-
ственную низкую поверхностную энергию по
сравнению с некогерентными границами и от-
сюда их высокую устойчивость, например при
нагреве. Поэтому двойники в структуре ме-
таллов, например с г. п. у. решеткой, исчезают
лишь при весьма высоких температурах на-
грева.
В общем случае исчезновение двойника мо-
жет происходить в результате миграции неко-
этом же участке границы. Естественно, что
ориентировки обоих двойников в общем случае
различны, так как зависят от ориентировки
зерен.
Для того чтобы при макроструктурном иссле-
довании отличить двойники от полос сколь-
жения, надо производить попеременно опера-
ции полировки и травления шлифов. Полосы
скольжения имеют преимущественно поверх-
ностный характер и сравнительно быстро ис-
Рис. 27.9. Типичные микро-
структуры сплавов с двой-
никами:
а — аустенитная хромони-
кельмолнбденовая сталь
16-25-6. Х200; б — техниче-
ское железо. Х100
Рис. 27.10. Двойник в спла-
ве Fe+25 % Ni+0,5 % С.
X15000 (при печати умень-
шено на я/б)
герентной границы, которой в случае двойни-
ка, ограниченного двумя параллельными ли-
ниями, является его торцовая граница. По-
этому при нагреве часто происходит укрупне-
ние двойников — образуются двойники отжига
(рекристаллизации), которые по существу яв-
ляются выросшими («соединенными») двойни-
ками деформации.
На полированных и травленых микрошлифах
двойники выглядят как светлые или темные
полосы (см. рис. 27.9) в зависимости от ори-
ентировки вышедшей на поверхность шлифа
двойниковой области, а отсюда большей или
меньшей ее травим ости.
Двойник никогда не пересекает границы зер-
на. Иногда он заканчивается внутри зерна и
даже не доходит до границы. В ряде случаев,
когда двойник закапчивается у границы зер-
на, напряжения, возникшие при его образова-
нии, являются причиной появления второго
двойника в соседнем зерне, начинающегося в
чезают при чередовании этих операций, тогда
как двойники являются трехмерными образо-
ваниями и в большей мере простираются в
глубь кристалла. Кроме того, в кристаллах с
гексагональной или о. ц. к. решетками двой-
ники деформации всегда гораздо, шире полос
скольжения.
Присутствие двойников деформации может
быть зафиксировано при тщательном изучении
травленых шлифов на оптическом микроско-
пе в темном и светлом полях, но наиболее пол-
но это отмечается при электронномикроскопи-
ческом исследовании (рис. 27.10), Двойнико-
вые пластинки небольшой толщины располага-
ются в полосах деформации, причем эти
прослойки являются тормозящими барьерами
для дислокаций, движущихся по другим систе-
мам.
Деформация двойникованием — преимущест-
венный механизм пластического течения ме-
таллов с плотноупакованными решетками (на-
пример, цинк, висмут и др.). Однако в усло-
виях больших скоростей и низкой температу-
ры деформации двойникование, а также
образование дефектов упаковки могут наблю-
даться и в металлах с о. ц, к. решеткой, на-
пример в железе, в котором возникают харак-
терные .узкие полосы Неймана (рис. 27.9,6),
В исследованиях последних лет, выполнен-
ных с использованием просвечивающей элек-
тронной микроскопии, показано, что и в ме-
таллах с г. ц. к. решеткой, даже при дефор-
мации при 20 °C, образуются двойники типа
{111}.
27*3.3. Текстура
При деформации каждый кристаллит в поли-
кристаллическом образце деформируется в со-
ответствии с изменениями, происходящими в
соседних кристаллах. Так как отдельные крис-
таллы имеют различную ориентировку относи-
тельно направления деформирующего напря-
жения, то присутствие даже сравнительно не-
большого числа кристаллитов, неблагоприятно
ориентированных для развития в них сколь-
жения, существенно уменьшит степень разви-
тия деформации в любом кристалле поликрис-
таллического образца.
При значительных деформациях кристаллиты
в поликристаллическом теле стремятся принять
определенную предпочтительную кристаллогра-
фическую ориентировку относительно внешних
деформирующих сил; в результате образуется
текстура деформации. Слабая текстура улав-
ливается рентгенографически уже при дефор-
мации 5—10 %; максимальная четкость при
70-90 %.
Рис. 27.11. Текстура прокатки в металлах с г. ц. к.
решеткой (схема): НП — направление прокатки;
ПН — поперечное направление; ЛНП — перпендику-
лярно направлению прокатки
Вид текстуры и степень ее совершенства оп-
ределяются в первую очередь типом решетки
металла и зависят от его структуры, химиче-
ского состава, характера и схемы деформации.
Текстура характеризуется ее осью, т. е. ори-
ентировкой кристаллографических направле-
ний, и ее плоскостью, т. е. ориентировкой
плоскостей скольжения в кристаллах. Так, при
волочении или ротационной ковке в проволоке
или в прутках образуются преимущественно
осевые текстуры — кристаллиты ориентируются
определенным кристаллографическим направ-
лением [ииш] вдоль направления протяжки.
Текстура после прокатки характеризуется как
определенной кристаллографической плоскостью
(hkl), которая совпадает с плоскостью прокат-
ки, так и определенным кристаллографическим
направлением, параллельным направлению
прокатки (рис. 27.11—пример для г. ц. к. ре-
шетки) .
Практически важное значение текстур опре-
деляется тем, что они обусловливают анизо-
тропию свойств (рис. 27.12), обычно нежела-
тельную, но иногда направленно развиваемую
(например, для создания оптимальных магнит-
ных свойств трансформаторной стали). Разные
механические свойства заготовок одинаковой
площади поперечного сечения, но различной
формы (круглой, квадратной или прямоуголь-
ной — полоса) в ряде случаев могут быть обу-
словлены различиями в текстурах.
Рис, 27.12. Анизотропия механических свойств тексту-
рованной меди (образцы вырезаны под различным»
углом из прокатанного листа)
При деформации в зависимости от формы
заготовки возникает либо относительно прос-
тая текстура (круг или квадрат), либо слож-
ная (двойная) текстура (полоса). При прокат-
ке образуется более сложная текстура, чем при
прессовании. Чем сложнее получаемая тексту-
ра, тем сильнее ее влияние на механические
свойства.
К недостаткам, обусловленным сильной ани-
зотропией, относится продольное «расщепле-
ние» сильно волоченой проволоки или более
легкое разрушение холоднокатаных листов при.
их изгибе вдоль направления прокатки по
сравнению с изгибом перпендикулярно этому
направлению. В случае глубокой вытяжки, осу-
ществляемой, например, на сильно анизотроп-’
ном листовом материале, образуются неров-
ные края и, кроме того, на дне «корытообраз-
ных» деталей наиболее часто возникают рва-.
20 £
нины в тех случаях, когда края «корыта» па-
раллельны направлению прокатки.
В ряде случаев можно наметить пути целе-
сообразного использования текстурованных
металлов. Так, при заданном виде напряжен-
ного состояния (задано положение и харак-
тер поверхности максимальных касательных
напряжений) можно изменить положение тек-
стурованного металла таким образом, чтобы
максимально удалить плоскости и направления
легчайшего сдвига от поверхности максималь-
ных касательных напряжений. Если задано оп-
ределенное положение плоскостей и направ-
лений легчайшего сдвига, то следует изменить
схему напряженного состояния, т. е. изменить
положение и форму поверхности максималь-
ных касательных напряжений.
Когда известны условия работы детали и,
следовательно, известны форма и расположе-
ние поверхности максимальных касательных
напряжений, можно заранее сказать или опыт-
ным путем определить, какая ориентировка
кристаллов в детали, изготовленной из тексту-
рованного металла, обеспечивает наибольшую
прочность и долговечность.
Получение оптимальной текстуры можно
произвести: применяя различные виды холод-
ной пластической деформации и используя ма-
териалы с различной исходной текстурой; при
изготовлении детали надо учитывать текстуру
в исходном материале с тем, чтобы обеспечить
полезное ее использование.
Необходимо отметить, что влияние текстуры
на механические свойства металлов тем значи-
тельнее, чем ниже симметрия кристаллической
решетки, т. е. чем меньше число возможных
систем скольжения.
Из рис. 27.13 следует, что при испытаниях на
растяжение прочность прокатанного титана вы-
ше прочности волоченого; при испытании на
кручение установлена обратная зависимость.
Рис. 27.К Сопоставление полюсных фигур и эпюр
максимальных касательных напряжений для техни-
чески чистого титана после прокатки (Пр) и волоче-
ния (В)
Из сопоставления полюсных фигур и поло-
жения поверхностей максимальных касатель-
ных напряжений ттах (рис. 27.14) видно, что
прокатанный титан должен лучше работать на
растяжение, а волоченый на кручение. Срав-
нительно небольшая разница в значениях
свойств объясняется недостаточной степенью
текстурованности титана; последняя для этого
металла сильно зависит от содержания приме-
сей, в частности газов.
Для технически чистого железа установлено
следующее влияние типа текстуры на проч-
ность при различных видах нагружения (рис.
27.15—18):
Z7 7Z7Z7 2^/7 JZ7Z7 400 000 t, °C
Рис. 27.15. Сравнение пределов текучести при растя-
жении образцов технического железа после прокатки
(I) н волочения (2)
Рис. 27.16. Сравнение пределов текучести при круче-
нии образцов технического железа после прокатки
(1) и волочения (2)
Рис. 27.17. Сравнение пределов текучести при растя-
жении (/) и кручении (2) образцов технического же-
леза после волочения: а—текстурованных; б—отож-
женных недеформированных
1) пределы текучести волоченых и катаных
образцов при испытании на растяжение выше,
чем пределы текучести при испытании на кру-
чение;
2) пределы текучести при растяжении и кру-
чении образцов из катаного технически чис-
того железа выше соответствующих пределов
текучести образцов из волоченого материала
при одинаковой степени пластической дефор-
мации.
Анализ текстуры катаного и волоченого же-
леза показывает, что под углом 45° к направ-
лению вытяжки (т. е. в зоне действия наи-
больших касательных напряжений) располага-
ется плоскость (100). По этой плоскости про-
202
исходит интенсивное упрочнение в процессе
деформации, в когда эта плоскость вновь сов-
падает с поверхностью максимальных каса-
тельных напряжений при растяжении, наблю-
дается значительное сопротивление пластиче-
ской деформации. При кручении поверхность
максимальных касательных напряжений а-же-
леза не совпадает с поверхностью максималь-
ных касательных напряжений при его деформа-
ции при текстуроббразовании, поэтому в плос-
кости (ПО) сопротивление пластической де-
формации меньше, чем при растяжении.
О 100 200 500 400 500 500t*C
Рис. 27.18. Сравнение пределов текучести при растя-
жении (/) и кручении (2) образцов технического
железа после прокатки
Обычно при испытании отожженных образ-
цов предел текучести при испытании на круче-
ние также оказывается ниже, чем при растя-
жении (см. рис. 27.17). Влияние текстуры мож-
но оценить, если сравнить степень повышения
предела текучести прокатанных и волоченых
образцов, испытанных на растяжение и круче-
ние. Так, при испытании на растяжение пре-
дел текучести прокатанных образцов повысил-
ся с 270 до 910 МПа, или на —340 %, а воло-
ченых до 730 1ИПа, или на 270 %. При испы-
тании на кручение предел текучести
(в отожженном состоянии 140 МПа) прока-
танных образцов повысился до 420 МПа, или
на 300 % (при растяжении на '340 %), волоче-
ных до 310 МПа, или на 200 % (при растяже-
нии на 270 %). Таким образом, при испытании
текстурованных-образцов выявляется влияние
способа нагружения для данного типа текс-
туры.
Текстуры железа после волочения и прокат-
ки очень близки: в обоих случаях вдоль на-
правления вытяжки устанавливается направле-
ние [ПО] или [011] с одним различием — текс-
тура прокатки ограничена тем, что параллель-
но плоскости прокатки устанавливается
плоскость (100) или (112) и редко (111).
Таким образом, у прокатанных образцов
технически чистого железа на поверхности, где
действуют максимальные касательные напря-
жения, окажется меньше плоскостей (100),
чем у волоченых образцов (особенно если
учесть сложность текстуры прокатанного же-
леза). Это, по-видимому, и определяет увели-
чение сопротивления начальной пластической
деформации в прокатанных образцах по срав-
нению с волочеными.
Кристаллическое строение определяет анизо-
тропию ряда важных свойств металлов в свя-
зи с разницей в ретикулярной плотности упа-
ковки атомов по плоскостям и направлениям
решетки и с различными расстояниями между
плоскостями. В «чистом» виде эта анизотропия
проявляется при исследовании мояокристал-
лов. В поликристаллах из-за присутствия раз-
лично ориентированных кристаллитов эта ани-.
зотропия сглаживается (хотя она и существу-
ет в каждом отдельном кристаллите). Тексту-
рованные поликристаллические материалы
представляют интерес потому, что они прибли-
жаются, в частности, по анизотропии свойств к
монокристаллам, отличаясь от них наличием
границ. Это приближение тем больше, чем со-
вершеннее текстура. Поэтому изучение тексту-
рованных металлов и сплавов имеет не только
практическое, но и большое теоретическое зна-
чение.
27.3.4. Тонкое строение
холоднодеформированных металлов
Сведения о строении деформированных метал-
лов, полученные методом электронной микро-
скопии, наиболее достоверны. Из них следует
исходить, сопоставляя полученные факты с
основными положениями теории дислокаций.
На рис. 27.19 представлена дислокационная
картина пластического течения в малоуглеро-
дистой стали, тонкий образец которой был ис-
следован в просвечивающем электронном мик-
роскопе с ускоряющим напряжением 1000 кВ.
Удалось зафиксировать строение металла в ря-
де этажей (плоскостей скольжения) и увидеть
Рис. 27.19. Дислокационная картина пластического
течения в малоуглеродистой стали. Х27500
несколько систем лежащих в них дислокаций
(см. среднюю часть рисунка), движущихся в
направлениях, определяемых геометрией ре-
шетки.
На рис. 27.20 показано распределение дисло-
каций в субграницах деформированного аусте-
нита нержавеющей стали типа 18-8.
Из общих представлений о генерации дисло-
кационных петель из их источников следует*
что при определенном значении напряжений
течения, достаточном для того, чтобы источ-
ник начал действовать, пластическая деформа-
ция должна быть неограниченно большой. Од-
нако наличие препятствий движению дислока-
ций ограничивает развитие пластической де-
формации и тем самым предопределяет
возникновение при этом упрочнения. Для прео-
доления этих препятствий, естественно, необхо-
димо увеличение напряжения.
Препятствиями для движения дислокаций
могут быть: а) границы в кристаллах; б) час-
тицы второй фазы; в) концентрационные неод-
нородности; г) структурные несовершенства
(например, другие дислокации) и возникающие
вокруг них поля напряжений, неравномерное
распределение точечных дефектов и примесей
и др.
Рис. 27.20. Распределение дислокаций в субграницах
деформированного аустенита нержавеющей стали ти-
па 18-8. Темные полосы в правой части снимков —
изображение дефектов упаковки. X30000
Кроме того, уже в процессе движения дис-
локаций возникают различные механизмы тор-
можения. Так, при движении дислокаций про-
исходит локальное повышение температуры в
сжимаемых участках кристалла и понижение
температуры в растягиваемых. Перетекание
тепла ведет к диссипации энергии (термоупру-
гое трение).
Деформация начинается с движения относи-
тельно небольшого числа дислокаций по одной
системе плоскостей скольжения. Можно счи-
тать установленным, что в начале пластическо-
го течения основное число дислокаций генери-
руется в виде концентрических петель неболь-
шим числом наиболее активных источников.
Если дислокации в данном кристалле имеют
низкую энергию дефекта упаковки, то образу-
ются плоские скопления дислокаций у препят-
ствий с постепенным уменьшением расстояния
между дислокациями при приближении к пре-
пятствию (рис. 27.21). Плоские скопления у
препятствий образуются в тех случаях, если
дислокации не могут выйти из своей плоско-
сти скольжения.
Однако в общем случае в ходе пластической
деформации дислокации не остаются в своей
плоскости скольжения. В кристаллах, дисло-
кации которых имеют высокую энергию дефек-
та упаковки, уже на начальной стадии дефор-
мирования и при комнатной температуре про-
текает поперечное скольжение. Наряду с
переползанием, возникающим в случае дефор-
мирования при температурах, обеспечивающих
определенную диффузионную подвижность
атомов, оно приводит к выходу дислокаций из
своей плоскости скольжения и к взаимодейст-
вию с дислокациями соседних плоскостей,
Развитие множественного скольжения, наблю-
даемого уже при небольших деформациях в
кристаллах с большим числом систем скольже-
Рис. 27.21. Скопления дислокаций у границ:
а — в деформированном аустенитном сплаве типа ни-
моник. Х50000 (при печати уменьшено вдвое); б —в
железном сплаве после холодной деформации на
10 %. X30000
ния, также определяет взаимодействие дисло-
каций в пересекающихся плоскостях уже в на-
чальный период деформации.
Следовательно, в ходе пластической дефор-
мации весьма вероятно взаимодействие дисло-
каций данной плоскости скольжения с дисло-
кациями других плоскостей. Дислокации, ско-
пившиеся у препятствий, как правило, вступа-
ют во взаимодействие с другими дислокациями
и дефектами из соседних плоскостей, образуя
дислокационные сплетения более или менее
сложной конфигурации. В результате возника-
ют узлы, сетки, решетки из дислокаций, имею-
щие как плоский, так и пространственный ха-
рактер.
Следует отметить, что причины, вызвавшие
появление сложных дислокационных построе-
ний при деформации, определяют и устойчи-
вость этих конфигураций, так как эти дисло-
кации связаны с разными источниками в пере-
секающихся плоскостях. В узлах сосредоточи-
ваются различные дислокации, в том числе и
больших .степенях деформации (обычно до
4—7 %) дислокации образуют скопления (или
нагромождения) в плоскостях скольжения пе-
ред препятствиями. При этом в результате
взаимодействия дислокаций при множествен-
ном скольжении, а также в зависимости от ве-
личины энергии дефекта упаковки в таких
скоплениях чаще всего видны не отдельные
дислокации, а состоящие из них сетки. Плоские
скопления выявляются только в особых слу-
чаях — после деформации при низкой темпе-
ратуре или при весьма низкой энергии дефек-
Рис. 27.22. Ячеистая структура в железе после холодной деформации ла 40 %. Светлые субзерна — ячейки,
в которых весьма мало число видимых дислокаций. Субграницы (стенки ячеек)—темные узкие полосы, плот-
ность дислокаций в которых весьма велика. Х20000. ,
неподвижные, а сами дислокационные узлы
блокированы другими дефектами — вакансия-
ми, атомами примесей и т. д. Поэтому с повы-
шением степени деформации дислокационные
сетки не исчезают, а перераспределяются из-за
общего повышения плотности дислокаций с
созданием субграниц, сгущений, разбивающих
кристалл на объемы, сравнительно свободные
от дислокаций; таким образом формируется
ячеистая субструктура (рис. 27.22).
Как показывают эксперименты, в металлах с
о. ц. к. решеткой (железо, молибден) уже в
начале процесса деформации на дислокациях
образуются пороги, а также развиваются про-
цессы формирования сплетений дислокаций в
локальных объемах кристалла, где происходит
их пересечение.
Тенденция к образованию ячеистой дислока-
ционной структуры проявляется уже при де-
формации с малой степенью обжатия (5 %);
участки, свободные от дислокаций, имеют в по-
перечнике ~3 мкм. Формирование ячеистой
структуры начинается от границ зерен, где
плотность дислокаций повышенная. При дефор-
мации с обжатием 9 и 16 % ячеистая структу-
ра проявляется более четко, а после деформа-
ции 30 % эта структура уже полностью сфор-
мирована со средним размером ячеек около
2 мкм.
Таким образом, тонкое строение деформиро-
ванных металлических кристаллов зависит от
степени пластической деформации и темпера-
туры деформирования. При сравнительно не-
тов упаковки (ус20 мДж/м2). В большинстве
случаев сетки в скоплениях объемные. Их фор-
ма и размеры в данном кристалле определя-
ются условиями деформирования, главным об-
разом степенью деформации.
Хотя в основе формы сеток лежит известное
гексагональное построение, однако с повыше-
нием степени деформации наблюдается суще-
ственное отклонение от этого построения,
сплющивание шестиугольников, смятие (срыв)
отдельных сегментов и т. п. Слои из сеток дис-
локаций представляют собой по существу ма-
лоугловые субграиицы.
При увеличении степени деформации умень-
шается расстояние между отдельными сетками,
сами сетки становятся более искаженными и
мелкими, сгущения этих сеток перераспределя-
ются и, наконец, образуется ячеистая структу-
ра, состоящая, как было сказано выше, из
«чистых», свободных от дислокаций объемов,
имеющих в поперечнике 1—2 мкм, разделен-
ных граничными областями из сгущений сеток
с очень высокой плотностью дислокаций. Для
ячеистой структуры характерна большая неод-
нородность в распределении дислокаций и от-
сюда весьма напряженное структурное со-
стояние.
Естественно, что такие сравнительно слож-
ные изменения тонкого строения кристаллов,
наблюдаемые при увеличении степени дефор-
мации, должны определять и немонотонный
характер изменения свойств.
205
27.3.5. Деформационное упрочнение
Одно из существенных явлений, наблюдаемых
при деформации кристаллов, — это их упроч-
нение.
Об упрочнении при деформировании крис-
таллов можно судить по виду кривых напря-
жение—деформация. Реальная форма этих кри-
вых существенно зависит от типа кристалличе-
ской решетки кристалла, его чистоты, предыду-
щей термической обработки (и даже от харак-
теристик испытательной машины).
Для металлов с кубической решеткой кривая
упрочнения в первом приближении носит пара-
болический характер; для металлов с гексаго-
Рис. 27.23. Кривые упрочнения для метал-
лов с кубической и гексагональной решет-
ками U — деформация сдвига)
нальной решеткой между деформирующим на-
пряжением и деформацией наблюдается при-
мерно линейная зависимость (рис. 27.23). Этот
факт в сочетании с общими представлениями о
физической природе упрочнения как о процессе
создания препятствий для движения дислока-
ций позволяет считать, что упрочнение в про-
цессе пластической деформации определяется
главным образом взаимодействием дислокаций,
приводящим к таким изменениям в структуре,
при которых движение дислокаций становится
затруднительным. Меньшее упрочнение при де-
формации металлов, имеющих гексагональную
решетку по сравнению с металлами кубической
сингонии, очевидно, связано с наличием мень-
шего числа систем- легкого сдвига в гексаго-
нальной решетке по сравнению с кубической.
В металлах с кубической решеткой неизбежно
развивается скольжение по пересекающимся
плоскостям и направлениям, в результате чего
скольжение из одинарного превращения в мно-
жественное, характеризующееся созданием
сложных конфигураций дислокаций и эффек-
тивных барьеров, а отсюда получением боль-
шего упрочнения при наклепе.
Исследования кристаллов с г. ц. к. решет-
кой, в которых наиболее легко осуществляется
множественное скольжение, показали, что их
кривая упрочнения имеет сложный вид, опре-
деляемый тем, что коэффициент упрочнения
при деформации непостоянен на разных участ-
ках кривой напряжение—деформация (рис.
27.24). Это свидетельствует о зависимости
процесса пластического течения от степени де-
формации и находится в соответствии с экспе-
риментальными данными о сложном изменении
дислокационной субструктуры при увеличиваю-
щемся напряжении.
На рис. 27.24 приведена кривая упрочнения,
типичная для всех кристаллов, на которой
можно различить три стадии. В зависимости
от типа решетки кристаллов эти стадии могут
иметь разное развитие или совсем отсутство-
вать.
Стадия I (см. рис. 27.24) характеризуется
облегченным скольжением, развитие которого
в сильной степени зависит от ориентации крис-
талла относительно внешних сил и от наличия
примесей. Эта область легкого скольжения ха-
рактеризуется примерно линейной зависимостью
деформирующих напряжений от деформации с
Рис. 27.24. Кривая упрочнения кристаллов с г.ц.к.
решеткой. Обычно штриховая кривая на стадии //
идет ниже сплошной
малой величиной коэффициента упрочнения.
Скольжение определяется перемещением дис-
локаций по первичным системам (одинарное
скольжение).
Для гексагональных кристаллов, в которых
скольжение проходит преимущественно' по од-
ной системе, стадия I характерна для всей
кривой деформационного упрочнения, если не
происходит двойникования.
В процессе стадии I на поверхности кристал-*
ла образуются тонкие линии скольжения, рав-
номерно распределенные по всей этой поверх-
ности на расстоянии 200—300 А друг от друга.
Величина сдвига в каждом следе скольжения
о
30—50 А. Деформация на этой стадии идет
главным образом путем возникновения новых
линий скольжения, плотность которых повы-
шается с ростом деформации.
Деформирующие напряжения растут пропор-
ционально величине деформации. Коэффици-
ент упрочнения До/Де зависит от длины сво-
бодного пробега дислокации, которая опреде-
ляется препятствиями, имеющимися еще в
исходном состоянии металла, например, грани-
цами в нем. Так как в этом случае взаимодей-
ствие дислокаций отсутствует, число препят-
ствий в ходе пластической деформации не ме-
няется, и коэффициент упрочнения не должен
зависеть от ориентации кристалла. Это дейст-
вительно выполняется для гексагональных
кристаллов и тонких (диаметром менее 1 мм)
кубических кристаллов.
Таким образом, стадия I возможна лишь
при отсутствии препятствий, характерных для
множественного или турбулентного скольже-
ния. В этом случае упрочнение протекает мед-
ленно, в кристалле накапливается небольшое
число дислокаций, а расстояния между ними
велики. Часто у некоторых г. ц. к. кристаллов,
в которых быстро наступает множественное
скольжение, стадия I практически не наблюда-
ется; если же она существует, то обычно не-
продолжительна и прекращается после весьма
небольшой деформации. Так, в а-латуни и не-
ржавеющей стали это происходит уже при
удлинении 1—2 %. По-видимому, единствен-
ный фактор упрочнения при одинарном (лег-
ком) скольжении — задержка части дислока-
ций у субграниц в кристалле.
При повышении величины напряжения (или,
что эквивалентно, при соответствующем изме-
нении ориентации кристалла относительно на-
правления касательного напряжения) в сколь-
жение вступают вторичные системы и процесс
скольжения становится множественным (тур-
булентным). Движение дислокаций происхо-
дит в пересекающихся плоскостях скольжения
с образованием при их встрече дополнитель-
ного числа эффективных препятствий для их
перемещения. Этим характеризуется стадия II \
наиболее протяженная по кривой напряжение—
деформация; коэффициент упрочнения для этой
стадии значительно больше, чем для стадии I
(легкого скольжения), он остается приблизи-
тельно постоянным на протяжении всей ста-
дии II. При этом отношение коэффициента
упрочнения к модулю сдвига (или к любой
другой константе упругости) практически не
зависит от величины приложенного напряже-
ния и от температуры/ а также мало зависит
от ориентации кристалла и количества приме-
сей. Для большинства металлов с г. ц. к. ре-
шеткой величина отношения коэффициента де-
формационного упрочнения к модулю сдвига
составляет около 4 • 10~3.
При комбинированном деформировании кру-
чением и растяжением (монокристаллов меди)
показано, что интенсивное упрочнение на ста-
дии II связано с множественным скольжением
при непрерывно проходящей небольшой де-
формации по вторичным системам скольжения,
сопровождаемой образованием эффективных
препятствий при пересечении подвижных дис-
локаций.
На стадии II формируется ячеистая струк-
тура (см. выше). Она характеризуется сле-
дующими особенностями:
а) ячейки (поперечником 1—3 мкм) практи-
чески свободны от дислокаций и ограничены
дислокационными субграницами (толщиной
0,1 — 0,2 мкм), в которых сосредоточены почти
все дислокации:
б) дислокационные субграницы ячеек могут
быть представлены к£к состоящие из групп од-
ноименных дислокаций, причем в каждой труп-
1 На стадии I в некоторых следах (линиях)
скольжения действуют отдельные источники
дислокаций, которые по мере повышения де-
формации прекращают работу из-за взаимо-
действия с дислокациями леса. Стадия I за-
канчивается, когда таких следов скольжения
становится так много, что между дислокация-
ми в разных плоскостях возникает существен-
ное взаимодействие — начинается стадия II.
пе имеется п дислокаций; на единицу площади
имеется N таких групп и
в) среднее расстояние I между группами
дислокаций в субгранице ячейки равно 1/
средний пробег одной дислокации пока она до-
стигнет границы (субграницы) ячейки L; чем
больше групп, возникших в результате боль-
шей деформации на стадии II, и соответствен-
но больше количество дислокаций в субграни-
це (ячейки), тем меньше I и тем меньше L
(для стадии I : Л=Д\/).
На стадии II дислокации двигаются через
поля напряжений разных групп. Поле напря-
жений от одной группы может быть оценено
напряжением Пайерлса—Набарро (увеличен-
ным в п раз) <s=K2Gbnl2id. Степень пластиче-
ской деформации е=рЬА. Коэффициент упроч-
нения на стадии II: Лц^Аа/Ае,
Принимают, что стадия II идет от 0 до
Так как W=l, то отно-
шение
Ха м X2 а Хд
G 2nlLp 2rrXi /2 Nn 2л,К1
Итак, коэффициент упрочнения стадии II оп-
ределяется чисто геометрическими факторами
и не зависит от L, /, о. Это означает, что де-
формационное упрочнение линейно зависит от
степени деформации. Зависимость напряжения
от плотности дислокаций
v Gbn Gb
о = Х2----= К >-----n V
2al 2я '
в2 ~ п2 N — рп; о —- V"р
является общей зависимостью для всех метал-
лов на стадии II. Величина п — коэффициент
пропорциональности между а и V^p; чем вы-
ше п, тем выше о при той же плотности дис-
локаций р. Иными словами, чем труднее про-
текает поперечное скольжение или другие про-
цессы, определяющие выход дислокаций из
своей плоскости (т. е. чем больше их число (п)
в каждой группе), тем больше деформацион-
ное упрочнение. Поэтому в латуни, в которой
в связи с легированием цинком уменьшается
энергия дефекта упаковки и затрудняется пе-
рераспределение дислокаций, деформационное
упрочнение выше, чем в меди.
При электронно-микроскопическом анализе
следов скольжения получены подтверждения
изменения характера скольжения при перехо-
де к стадии И. Длина линий скольжения
уменьшается приблизительно линейно с ростом
деформации и появляются новые очень тонкие
линии длиной около 10 мкм, образовавшиеся
в результате скольжения по латентным плос-
костям.
Создание препятствий, задерживающих рас-
пространение сдвига по плоскостям скольже-
ния и вызывающих сильное упрочнение па ста-
дии II, приводит к неравномерному распреде-
лению деформации по объему кристалла. Хотя
большинство линий скольжения по-прежнему
остается расположенным на расстоянии около
ю
200—300 А друг от друга, наряду с ними по-
являются тонкие линии скольжения, удален-
ные на расстояние до 2500 А. Средний проме-
жуток между линиями скольжения несколько
возрастает, причем последние распределяются
неравномерно.
207
При относительно высоких напряжениях, от-
вечающих уже стадии III возможны измене-
ния в распределении дислокаций. Они могут,
например, начать огибать препятствия, кото-
рые их сдерживали на стадии II, или возмож-
ны реакции между дислокациями. Все это
приводит к уменьшению коэффициента упроч-
нения при переходе к стадии III по сравнению
с его значением на стадии II. На концах от-
дельных линий скольжения, где сосредоточены
большие искажения, под действием приложен-
ных напряжений и теплового движения атомов
происходит частичная разрядка искажений пу-
тем локальной деформации (т. е. движения
дислокаций) во вторичной системе скольжения.
Уменьшение искажений может привести так-
же к продолжению деформации и в первич-
ной системе, «освобожденной» от некоторого
числа дислокаций, перешедших во вторичную
систему.
Экспериментально установлено, что в нача-
ле стадии III (как и на стадии П) образуют-
ся тонкие линии скольжения, длина которых
продолжает уменьшаться с ростом деформа-
ции. Это означает, что при повышении дефор-
мирующих напряжений при течении не проис-
ходит разрушения препятствий для движения
дислокаций. Если бы такое разрушение пре-
пятствий имело место, то на стадии III долж-
но было наблюдаться непрерывное увеличение
длины линий скольжения.
Параллельные линии скольжения (или груп-
пы линий скольжения) на стадии III соединя-
ются поперечными линиями скольжения по
плоскостям вторичных систем. Число таких со-
единений и величина сдвига в поперечных сле-
дах скольжения на стадии III растут с увели-
чением деформации, что приводит при после-
довательном увеличении деформации к обра-
зованию полос скольжения и их фрагментации.
Таким образом, характерной особенностью де-
формации на стадии III является развитие
поперечного скольжения, которое и представ-
ляет собой основной механизм обхода дисло-
кациями препятствий, созданных на стадии И.
Крутизна кривой упрочнения на стадии III
(характеризующая коэффициент упрочнения)
уменьшается. Деформирующие напряжения на
этой стадии сильно зависят от температуры.
Здесь возникает новое распределение дисло-
каций в объеме кристалла, причем оно не мо-
жет характеризоваться только суммарным на-
пряжением или величиной деформации, так как
существенно зависит от того, каким способом
было достигнуто напряжение или деформация
при данной температуре.
На стадии III развиваются процессы «дина-
мического возврата», заключающиеся в пере-
распределении дислокаций при высоких напря-
жениях. Термин «возврат» применен в данном
случае потому, что с повышением уровня на-
пряжений уменьшается коэффициент упрочне-
ния на стадии III по сравнению со стадией II.
Термин «динамический» указывает на то, что
наблюдаемые эффекты происходят во время
значительной пластической деформации, а не
после разгрузки или уменьшения напряжения
ниже некоторого критического значения. Для
характеристики этих двух последних случаев
следует использовать термин «нормальный»
или «статический возврат».
Надо отметить, что «динамический возврат»
.может проходить при сравнительно пони жен-
208
ных температурах, когда скорость «нормаль-
ного возврата» деформированного металла
очень мала. Это определяется тем, что на ста-
дии III стягивание винтовых дислокаций и их
переход в плоскости поперечного скольжения
происходит под воздействием трех факторов:
деформирующих напряжений, поля напряже-
ний вокруг заторможенных дислокаций у пре-
пятствий и энергии теплового движения. В том
случае, если у препятствия имеется достаточно
много винтовых’ дислокаций и действующие в
плоскости скольжения напряжения достаточно
велики, то возможен переход винтовой дис-
локации, находящейся у препятствия, в со-
седнюю плоскость и в результате — попереч-
ное скольжение без существенной термической
активации. Это явление, по-видимому, чаще
всего встречается при невысоких температурах.
В соответствии со сказанным наблюдаются
следующие закономерности развития процесса
динамического возврата, особенно четко про-
являющиеся в металлах с г. ц. к. решеткой.
1. Энергия активации динамического возвра-
та находится в зависимости от величины дей-
ствующего напряжения.
2. Чем выше энергия дефекта упаковки (чем
меньше ширина растянутой дислокации), тем
ниже величина энергии активации динамиче-
ского возврата (тем легче осуществляется по-
перечное скольжение).
Предприняты попытки связать деформацион-
ное упрочнение, в частности на стадиях II и
III, со значениями накопленной энергии дефор-
мирования. Это направление интересно тем, что
экспериментальные данные сравниваются с рас-
четными, получаемыми по теории деформаци-
онного упрочнения. Согласно теории Кульман—
Вильсдорф, повышение деформирующих на-
пряжений в ходе пластического течения обу-
словлено взаимодействием движущихся
дислокаций с точечными дефектами, плотность
которых при деформации резко возрастает про-
порционально (Д///)3'2, где Д1// — степень де*
формации. Предложена следующая схема воз-
никновения и поведения точечных дефектов:
пересечение винтовых дислокаций при дефор-
мировании сопровождается образованием
порогов; движение этих порогов генерирует ва-
кансии. Точечные дефекты не только скапли-
ваются (образуют атмосферы) вокруг дис-
локаций, но участвуют в сложном вза-
имодействии дислокаций на стадиях II и Ш;
точечные дефекты стекают в узлы, сетки, ме-
няют их конфигурацию, затрудняют осуществ-
ление элементарных актов пластической де-
формации.
В экспериментальных работах по изучению
деформационного упрочнения ряда металлов
найдена квадратичная зависимость приведен-
ного напряжения сдвига т от плотности дис-
локаций р, которая может быть записана в сле-
дующем виде:
т — т0 = AGb V*р или (т — т0) /в = АЬ "К р ,
где то — напряжение, необходимое для продви-
жения дислокации через решетку при отсутст-
вии других дислокаций; А — численная конс-
танта, равная 0,3—0,6; b — вектор Бюргерса.
Эта зависимость, полученная в результате
обработки экспериментальных данных, совпа-
дает с формулами, выведенными из анализа
различных моделей деформационного упрочне-
ния. Так, по Тейлору, предполагавшему, что
деформационное упрочнение обусловлено на-
коплением дислокаций в решетке:
(т —t0)/G = (2яйг)~1 b )/р ,
По Зегеру, считавшему, что основным пре-
пятствием развитию скольжения при деформа-
ционном упрочнении являются образующиеся
в результате множественного скольжения свое-
образные сидячие дислокации, а блокировка
источников определяется обратными напряже-
ниями от групп (или скоплений) из п затор-
моженных дислокаций:
(T-z0)/G=Kn(2^s)“1»Kp.
Модель Бассинского связывает возрастание
напряжения течения в области деформацион-
ного упрочнения с увеличением в процессе раз-
вития скольжения упругого взаимодействия
дислокаций, движущихся в плоскости скольже-
ния, с дислокациями леса, пересекающими дан-
ную плоскость:
(T-TO)/G=(2^B)-I6V^;.
Мотт и Хирш предположили, что величина
напряжения течения в области деформацион-
ного упрочнения определяется движением по-
рогов па винтовых дислокациях, число кото-
рых в свою очередь зависит от плотности дис-
локаций леса:
(т - To)/G = рл/г^)-1 ь •
По Кульман—Вильсдорф, напряжение тече-
ния в области деформационного упрочнения со-
ответствует напряжению, необходимому для
выгибания дислокационных линий между уз-
лами дислокационных сеток (леса):
(т-ф = лу)/р~.
Константа k, входящая в эти формулы, близ-
ка к единице.
Таким образом, для многих металлических
кристаллов можно говорить об относительно
надежной связи между приведенным напряже-
нием сдвига и "Крлеса. Эта зависимость име-
ет более ясный физический смысл, чем, напри-
мер, эмпирическая зависимость Холла—Петча,
связывающая предел текучести поликристалли-
ческого материала с величиной l/j^D, где D —
средний поперечник зерна. Можно показать,
что при попытке придать физический смысл
уравнению Холла—Петча как раз приходят к
зависимости напряжения течения от квадрата
плотности дислокаций.
27.4. ТЕПЛАЯ ДЕФОРМАЦИЯ
Как указывалось выше, теплая деформация
обычно отвечает температурам 0,3—0,6 л и
ее особенности обусловлены следующими фак-
торами:
1. При указанных температурах деформиро-
вания происходит одновременно введение дис-
локаций в металл и их перераспределение с
образованием более устойчивых конфигураций
по типу полигонизации, в процессе которого
формируются среднеугловые субграницы.
2. Для технически чистых металлов и спла-
вов следует учитывать более интенсивное (при
повышенных температурах) взаимодействие
дислокаций, введенных деформацией, с атома-
ми примесей.
3. Температурный интервал деформации для
ряда сплавов может совпадать с происходя-
щими в них фазовыми или структурными пре-
вращениями, и тогда возникают новые явления
в пластическом поведении этих сплавов, обу-
словленные одновременно протекающими пре-
вращениями.
4. При нагреве понижается сопротивление
пластическому деформированию, что может
быть и не связано с изменениями фазового со-
стояния сплавов. Это используется на практи-
ке для осуществления формоизменения труд-
нодеформируемых металлов и сплавов.
27.4Л. Кривые
напряжение — деформация
Общая тенденция изменения вида кривых
напряжение—деформация для металлов с
г. ц. к. решеткой с температурой приведена на
рис. 27.25. При повышенных температурах эти
кривые для меди имеют примерно параболиче-
скую форму, при пониженных (^20°C) отме-
чается четко выраженный участок легкого
скольжения (стадия I). Сопоставление началь-
ных участков кривых деформационного упроч-
нения различных металлов с г. ц. к. решеткой
показало, что степень развития стадии I зави-
сит не только от температуры деформирова-
ния, но и от природы металла, его чистоты,
величины монокристального образца и его ори-
ентации по отношению к действующему напря-
жению.
Деформирующие напряжения при множест-
венном скольжении, отвечающем стадии II, от-
носительно мало изменяются с температурой,
тогда как сопротивление деформирбванию на
стадии III сильно падает с повышением тем-
Рис. 27.25. Схема изменения вида кривых
напряжение — деформация для кристаллов
меди с г. ц, к. решеткой в зависимости от
температуры, К:
1 — 4,2; 2 — 77; 3 — комнатная температу-
ра; 4 — 600
пературы. Поэтому переход от стадии II к
стадии Ш с ростом температуры происходит
при все более низких напряжениях. При неко-
торых температурах и ориентациях кристалла
различие между стадиями II и III стирается,
и кривая приобретает вид параболы. Что ка-
сается коэффициента упрочнения на стадии II,
то он падает с повышением температуры.
Для металлов с гексагональной решеткой,
обладающих высокой энергией дефекта упа-
ковки (Mg, Cd), следует различать случаи
умеренной и сильной деформации.
При умеренной деформации кривые напря-
жение-деформация представляют собой прак-
тически прямые линии в широком интервале
температур, причем они во многих случаях ма-
ло зависят от ориентации. Следовательно, для
характеристики поведения монокристаллов при
деформации в условиях заданной температуры
Рис. 2/.26. Кривые растяжения для полнкристаллн-
ческого кадмия
Рис. 27.27. Схема влияния примесей на величину н
температурную зависимость деформирующего напря-
жения:
1 — чистый металл; 2 — сплав
достаточно знать лишь величину коэффициента
упрочнения. При больших степенях деформа-
ции, кривые упрочнения нелинейны, коэффици-
ент упрочнения возрастает; также он возрас-
тает и с понижением температуры.
Как показано в работах В. А. Павлова,
М. В. Якутовича с сотр., существенные измене-
ния вида диаграммы растяжения наблюдаются
при испытаниях поликристаллических образцов
в разных температурных областях.
Диаграммы растяжения поликристаллических
металлов разделяют на два основных типа
(рис. 27.26):
1) низкотемпературный (кривая 1), когда
максимум усилия отвечает концу кривой, а за-
тем. следует его. резкий спад, обусловленный
развитием локальной деформации (образова-
ние шейки);
2) высокотемпературный (кривая 5), когда
максимум усилия отвечает началу диаграммы,
затем следует почти линейный участок, так как
усилие или останется постоянным, или медлен-
но спадает, что отвечает квазиравномерной де-
формации образца. Наконец, происходит рез-
кий спад усилия в связи с образованием ло-
кальной деформации — шейки.
В промежуточной области температур диаг-
раммы имеют переходный характер (кривая 2).
Теплая пластическая деформация вызывает
или стимулирует протекание в сплавах многих
фазовых и структурных .изменений, связанных
как с бездиффузионными, так и с диффузион-
ными перемещениями атомов. В свою очередь
вызванные сдвигами при пластической дефор-
мации эти изменения оказывают влияние па
дальнейшее развитие пластической деформа-
ции. Это неизбежно должно вызывать аномаль-
ный ход кривых напряжение—деформация, осо-
бенно отчетливо наблюдающийся при дефор-
мации метаотабильных твердых растворов,
в которых для существенных структурных из-
менений достаточны небольшие атомные пере-
мещения.
Когда диффузионные процессы при деформи-
ровании метастабильных твердых растворов
имеют направленный характер из-за движения
атомов примесей в поле движущейся дислока-
ции, происходит упрочнение в связи с тормо-
жением дислокаций. Это явление, близкое к
эффекту «восходящей диффузии», обнаружен-
ному и развитому С. Т. Конобеевским, в ряде
случаев приводит к тому, что в процессе де-
формации при соответствующих температурах
развиваются как бы начальные, стадии старе-
ния. Когда диффузионная подвижность атомов
позволяет получить определенную степень раз-
вития этих начальных стадий старения, наблю-
дается заметный эффект упрочнения. Естест-
венно, что когда исходное состояние сплава
стабильно, то наблюдается чисто деформаци-
онное упрочнение.
Для всех сплавов установлены общие зако-
номерности влияния примесей и добавок на
величину деформационных напряжений и их
изменение с температурой (рис. 27.27). Эти
общие закономерности следующие: а) под
влиянием примесей усиливается температурная
зависимость (при низких температурах) дефор-
мирующих напряжений; б) при определенных
температурах. деформации в металлах, содер-
жащих примеси и добавки, наблюдается мак-
симум деформирующих напряжений. Природа
этого последнего явления связана с интенси-
фикацией и направленностью диффузионных
процессов под влиянием пластической дефор-
мации. Поэтому, естественно, что максимумы
на кривых температурной зависимости дефор-
мирующих напряжений наблюдаются в старею-
щих сплавах, в сплавах с К-состоянием, в упо-
рядочивающихся сплавах.
На основании экспериментальных данных
получены некоторые аналитические зависимо-
сти, с помощью которых можно описать кри-
вые напряжение—деформация. Рассчитаны ко-
эффициенты, учитывающие влияние скорости
деформации, деформационного упрочнения н
температуры деформации.
Бюлер и Вагнер предложили оценивать де-
формационное упрочнение Kf от скорости де-
формации е, пользуясь уравнением lg Kf =
“lg +п 1g е, где —деформационное
упрочнение при очень малой скорости дефор<
мации; п — скоростной коэффициент, для ко-
торого зависимость от гомологической темпе-
ратуры имеет параболический характер.
Для кривых (1g л—1g 0), отвечающих дан-
ной (параметрической) степени деформации е.
четко различаются два отрезка прямой (рис.
27.28), для которых справедливы уравнения:
1g л' = У ]g 6 + 1g 1g п" = b" 1g 0 4- Ig Г.
Место перегиба кривой n==f(0) определяет
начало рекристаллизации в процессе деформи-
рования.
температуры плавления. Однако величина от-
носительной граничной температуры Т' —
= 7’ПЛ/Гцер определяется не только температу-
рой плавления, но и сопротивлением деформа-
ции. Поэтому Т' для сплавов, как правило» вы-
ше, чем для чистого металла; Т' сплавов
зависит также от характера легирующей при-
меси, определяющей изменение дислокационной
структуры, формирующейся в процессе дефор-
мации.
Рис. 27.28. Зависимость скоростного коэффициента и от гомологической температуры 6:
а — цирконий 99,5%; б — циркаллой-2 (98,35 % Zr; 1,4 % Sn; 0,06 % Fe; 0,015 % Al); цифры на кривых —сте-
пень деформации
С увеличением степени деформации е точка
перегиба смещается к низким температурам.
В области диаграммы, находящейся ниже точ-
ки перегиба, т. е. в области, где нет рекрис-
таллизации, коэффициент п уменьшается с рос-
том е и, наоборот, растет вместе с увеличени-
ем & в области выше точки перегиба, т. е. в
условиях, когда в ходе деформирования про-
текает рекристаллизация.
Дальнейшие исследования показали, что ис-
тинное значение скоростного коэффициента п
ниже точки перегиба является мерой скорости
возврата и полигонизации, протекающих непо-
средственно в ходе теплой деформации, а вы-
ше точки перегиба — мерой скорости рекрис-
таллизации, также протекающей в ходе дефор-
мирования. Численное значение коэффициента
Ь', соответствующего последним уравнениям,
является мерой изменения скорости возврата и
полигонизации, т. е. «ускорением отдыха», а ко-
эффициент Ь" — мерой изменения (ускорения)
скорости рекристаллизации.
Область температур перехода (Тпер) от хо-
лодной к теплой деформации, отмечаемая по
перегибу на кривых зависимости сопротивле-
ния сжатию от обратной температуры для чис-
тых металлов, а также для сплавов — твер-
дых растворов и эвтектических должна, очевид-
но, находиться в определенной зависимости от
27.4.2. Теплая деформация
углеродистой стали
Теплая деформация при 300 °C углеродистых
и низколегированных сталей приводит к полу-
чению более высоких значений предела теку-
чести и временного сопротивления, чем холод-
ная деформация или холодная деформация с
последующим низкотемпературным нагревом
(например, на те же 300°C). В общем случае
прочность многофазных сплавов определяется
прочностью каждой фазы и может быть при-
близительно оценена через относительные пло-
щади на шлифах или объемные доли, которые
занимают эти фазы, в данном случае феррит и
карбиды в стали. Прочность карбидов в ста-
ли высока и вряд ли может повыситься в про-
цессе формоизменения стали при 300 °C. По-
этому повышение прочности стали в процессе
теплой деформации можно объяснить в основ-
ном упрочнением феррита.
Повышение прочности в процессе теплой про-
катки сталей различных марок связывают с
размножением дислокаций и сопровождающим
этот процесс деформационным старением, бо-
лее эффективным в данном случае, чем при хо-
лодной деформации или холодной деформации
с последующим низкотемпературным нагревом.
И
211
Это было подтверждено работами Гогсю и Ха-
симото экспериментально на железе с содер-
жанием углерода 0,02 % и нами с Н. В. Фи-
латовой на сталях 08кп и 08Ю.
Для определения сопротивления течению ма-
лоуглеродистых сталей 08кп и 0810 в условиях
теплой деформации нами были проведены спе-
циальные испытания.
Хотя до недавнего времени считалось апри-
орным, что с увеличением температуры дефор-
мации сопротивление деформации уменьшает-
ся, нами было показано (рис. 27.29), что при
6=100 с-1) и до 2,8655 А (для е=10 с-1),
что косвенным образом указывает на образо-
вание выделений в процессе теплой деформа-
ции. При больших скоростях деформации (10
и 100 с-1) происходит также дополнительный
разогрев.
Малые количества примесей внедрения силь-
но влияют'на свойства металлов с о. ц. к. ре-
шеткой. Определенную информацию в таких
случаях дает метод измерения электросопро-
тивления образцов. Резкое уменьшение элек-
тросопротивления теплокатаной стали при
Рис. 27.29. Зависимость сопротивления деформации сталей 08кп (а) и 08Ю (б) от температуры деформации
(сжатие, е=40 %)
деформации со скоростями 1, 10, 100 с*1 в ин-
тервале температур 20—600 °C имеются две
области аномального роста упрочнения: при 300
и 500 °C. Полученные результаты достаточно
полно объясняются эффектами, протекающими
при динамическом деформационном старении,
а именно: взаимодействием атомов азота и уг-
лерода с дислокациями во время деформации.
В результате динамического деформационного
старения в зависимости от скорости деформа-
ции образуются сегрегации, предвыделения, вы-
деления. Так, первый пик упрочнения при
300 °C связан с образованием сегрегаций ато-
мов азота и углерода на дислокациях в фер-
рите, а второй -г- при 500° С — с образованием,
также в феррите, сегрегаций и выделений.
Пластичность сталей 08кп и 0810 с увеличени-
ем прочности уменьшается, что является ха-
рактерным признаком динамического деформа-
ционного старения феррита.
Общий уровень упрочнения повышается с
увеличением степени деформации. Максимум
упрочнения достигается при 6=40 %.
Изучение структуры теплокатаных образцов
позволило выявить следующие закономерности.
Период решетки твердого раствора не меня-
ется в исследуемом интервале температур для
скорости 1 с-1. В интервале температур 20—
400 °C при скоростях деформации 10 и 100 с1
период решетки также заметно не меняется;
только при температуре деформации 500 °C и
скоростях деформации 10 и 100 с-1 период ре-
шетки уменьшается От 2,8680 до 2,8660 А (для
500 °C и скоростях деформации 10 и 100 с^1
свидетельствует об уменьшении концентрации
примесей внедрения в феррите, что связано с
образованием выделений. При скорости 1 с-1
уменьшения концентрации примесей внедрения
не обнаружено (фазы не образуются), что хо-
рошо согласуется с результатами по изменению
периода решетки феррита.
Изменение ширины линии (220)а теплоката-
ных образцов показало, что с увеличением
температуры деформации от 20 до 300 °C ши-
рина линии (220) а увеличивается и при 300 °C
имеет максимальное значение (для всех ско-
ростей деформации). При дальнейшем увели-
чении температуры деформации до 600 °C ши-
рина линии падает. Изменение ширины рентге-
новских интерференционных линий при теплой
деформации обусловлено изменением общей
плотности дислокаций; при 300 °C для всех
скоростей деформации общая плотность дис-
локаций максимальная.
4 Закрепление дислокаций атомами азота и уг-
лерода при динамическом деформационном
старении оценивалось по углу наклона участ-
ка амплитудно-зависимого внутреннего трения.
При температурах максимального упрочнения
(для данной скорости деформации) происхо-
дит наиболее сильное закрепление созданной
при теплой деформации дислокационной струк-
туры атомами азота и углерода.
Это подтверждается результатами исследо-
вания вторичного старения теплокатаных об-
разцов. Образцы, деформированные при тем-
212
пературах максимального развития динамиче-
ского деформационного старения (для данной
скорости деформации), были затем повторно
состарены. Эффект вторичного старения' пол-
ностью отсутствовал. Это означает, что произо-
шла достаточно полная блокировка дислокаций
атомами азота и углерода уже в ходе теплой
деформации.
Электронно-микроскопический анализ струк-
туры позволил выявить различие в строении
малоуглеродистой стали, упрочненной по раз-
личным режимам теплой деформации.
Указанные изменения субструктуры установ-
лены экспериментально на основе использова-
ния рёнтгеноструктурного и резистометриче-
ского анализов, измерения амплитуднозависи-
мого внутреннего трения и электронно-микро-
скопического анализа. В частности, электрон-
но-микроскопический анализ показал, что теп-
лая деформация приводит к значительному
увеличению плотности дислокаций, которая в
зависимости от температурно-скоростных ус-
ловий прокатки составляет 10“9—1012 см~2.
При температурах максимального упрочнения
(для каждой скорости деформации) дислока-
ции перестраиваются с образованием четко вы-
раженной и развитой субзеренной структуры.
При более низких и более высоких температу-
рах дислокации образуют сетки, похожие на
субзеренную структуру, однако последняя вы-
ражена не так четко, как при температурах
максимального упрочнения. При 500 °C (ско-
рость деформации 10 и 100 с-1) обнаружены
мелкодисперсные выделения второй фазы.
Сравнивая данные испытаний механических
свойств и данные структурных исследований,
можно утверждать, что в результате теплой
деформации происходит динамическое дефор-
мационное старение, определяющее существен-
ное повышение прочностных характеристик.
У стали 08кп при скорости деформации I с-1
упрочнение наблюдается при 300 °C (оа =
= 760 МПа, 0Т = 680 МПа), при скорости де-
формации 100 с-1 —при 500 °C (<Тв = 650 МПа,
От=560 МПа). Скорости деформации 10 с-1
сответствуют два максимума .упрочнения: при
300 °C (Ов = 700 МПа, от=620 МПа) и при
500°C (ав=700 МПа, от=620 МПа). Таким
образом, при правильном выборе скорости и
температуры деформации в результате теплой
прокатки малоуглеродистой стали 08кп можно
значительно повысить ее прочностные харак-
теристики.
Упрочнение, возникшее в результате дина-
мического деформационного старения, терми-
чески устойчиво. .Оно не снимается при По-
вторном нагреве на температуру максималь-
ного развития динамического деформационно-
го старения (для данной скорости прокатки).
Это свидетельствует о том, что созданные при
этой обработке структурные изменения прохо-
дят достаточно полно уже в процессе дефор-
мации и последующий нагрев до температуры
максимального упрочнения (отпуск) не приво-
дит ни к перестраиванию, ни к изменению дис-
локационной структуры. Это открывает воз-
можности для использования теплодеформиро-
ванной стали для умеренных температур
службы. 1
В результате теплой прокатки тонкий лист
стали 08Ю (^=500 °C, е—100 с-1, обжатие
40 %) обладает достаточно высокими проч-
ностными свойствами (ов=450 МПа, от =
= 300 МПа, 6=15 %) и хорошими характерис-
тиками пластичности.
Для автолистовой стали, предназначенной
для глубокой вытяжки, стандартами установ-
лены определенные значения аг/ов и глубины
вытяжки по Эриксену. Исследования далее по-
казали, что глубина вытяжки по Эриксену
тонкого листа из сталей 08кп и 08Ю, изготов<
ленного по технологии теплой прокатки, равна
11,5 мм, что в сочетании с достаточно низким
значением <Тг/ов, равным 0,6 и 0,66 для сталей
08кп и 08Ю соответственно, свидетельствует о
возможности глубокой штамповки теплоката-
ной листовой стали.
Изучение кристаллографической текстуры
листов из малоуглеродистой стали для глубо-
кой вытяжки представляет особый интерес, так
как существует связь между штампуемостыо
металла и типом кристаллографической текс-
туры. Рентгеноструктурным исследованием теп-
локатаной стали 08кп обнаружены текстуры де-
формации после всех температур деформации:
увеличилась полюсная плотность (220)а, текс-
тура рекристаллизации (200 )а отсутствует.
Изучение текстуры теплокатаной стали 0810
показывает, что плоскость (111)а лежит в
плоскости листа. Это наиболее благоприятно с
точки зрения штампу ем ости; текстура рекрис-
таллизации отсутствует.
Микроструктура теплокатаного автолиста из
стали 08кп и 08Ю характеризуется достаточно
мелким зерном, величина которого не превы-
шает 7-го балла. Зерна феррита в стали 08кп
имеют равноосную, полиэдрическую форму,
а стали 08Ю — оладьеобразную. Балл цемен-
тита не превышает 1—2; цементит расположен
в виде глобулей в основной ферритной мат-
рице.
Все эти особенности структуры определяют
хорошую поверхность листа и его штампуе-
мость.
Автолист, изготовленный по технологии теп-
лой прокатки, обладает лучшей коррозионной
стойкостью по сравнению с автолистом, изго-
товляемым по стандартной технологии.
Изменение массы после испытания в 5 %-ной
NaCl, 103 ч, для стали 08кп составляет 0,8 и
0,69 % соответственно после обработки по
стандартно^ технологии и после теплой про-
катки (500 °C, ё = 100 с-1) и отпуска при
600 °C, 1 ч; для стали 0810 эти же величины
равны 0,89 и 0,63 % после обработки по стан-
дартной технологии и после теплой прокатки
(500°C, е=100 с-1).
Коррозионно-механическая прочность тепло-
катаного листа (00 = 324 и 03=295 МПа для
сталей 08Ю и 08кп соответственно) значитель-
но выше, чем холоднокатаного (ов = 252 и ов =
= 229 МПа для сталей 08кп и 08Ю соответст-
венно) .
27.5. ГОРЯЧАЯ ДЕФОРМАЦИЯ
Горячая (выше 0,5—0,7 Тпл) деформация
аустенита — один из важнейших технологиче-
ских процессов обработки давлением. Это обу-
словлено, во-первых, тем, что при высоких тем-
пературах возможно достижение больших сте-
пеней обжатия или использование высоких
скоростей деформации при относительно
213
небольших усилиях, что значительно повышает
эффективность формоизменения. Во-вторых, из^
менения структуры; созданные в процессе го-
рячей деформации аустенита, наследуются при
регламентированном охлаждении и оказывают
влияние на конечную структуру и свойства ста-
ли. Таким образом, можно получать высокие
заранее заданные свойства стали, контролируя
термические и деформационные параметры.
Для этого должна быть установлена взаимо-
связь диаграммы напряжение—деформация со
структурными изменениями в ходе горячей де-
формации.
Структурообразование и свойства стали при
горячей обработке зависят от таких парамет-
ров обработки, как степень (е), скорость (е),
температура (Г) деформации и состав, опре-
деляющих соотношение между упрочнением и
разупрочнением в ходе деформации.
Рис. 27.30. Два основных типа кривых а—8 при вы-
соких температурах: 1—IV—стадии деформации; а—
с «горбом*; б — с «плато»
На рис. 27.30 схематически представлены два
основных типа кривых о—е. Напряжение тече-
ния с ростом степени деформации растет до
некоторого значения, а затем либо сохраняет-
ся постоянным, либо несколько падает, оста-
ваясь в дальнейшем почти на одном уровне.
Стадия, на которой при практически постоян-
ном напряжении достигаются значительные де-
формации, характеризуется динамическим рав-
новесием между процессами упрочнения и раз-
упрочнения и называется установившейся или
IV стадией. Различие в форме кривых обыч-
но объясняют различной природой процессов
разупрочнения на IV стадии. Наличие «пика*
связывают с протеканием интенсивного после-
дующего разупрочнения по механизму дина-
мической рекристаллизации, а отсутствие пи-
ка — с разупрочнением по механизму динами-
ческого возврата (динамической полигониза-
ции). Максимум напряжения течения наблю-
дается при больших скоростях деформации и
более сниженных температурах, инициирующих
горячий наклеп и определяющих склонность к
последующему интенсивному разупрочнению
по механизму динамической рекристаллизации.
Другим проявлением динамической рекристал-
лизации считается регулярная осцилляция на-
пряжения на IV стадии около некоторого зна-
чения при низких скоростях и высоких темпе-
ратурах.
Мерой высокотемпературной прочности счи-
тают либо напряжение течения при некоторой
фиксированной обычно малой деформации, ли-
бо максимальное напряжение, либо, наконец,
напряжение течения на установившейся стадии.
В экспериментах с деформацией прокаткой вы-
сокотемпературную прочность определяют
обычно как среднее напряжение течения, соот-
ветствующее определенной деформации, выра-
женной через данную степень обжатия.
При 7>0,5 7пл, т. е. в интервале температур
горячей деформации, прочность увеличивается
с повышением скорости деформации, так же
как и с понижением температуры (рис. 27.31).
С повышением в и понижением Т растет так-
же и деформация, при которой достигается
Рис. 27.31. Диаграммы горячей деформации стали с
0,68 % С:
а — 915°С, ё=10“3 4-1 с~т: б — 780—915 °C, 8=
= 1.3-10 “эс“1
равновесие между деформационным упрочнени-
ем и динамическим разупрочнением.
Для характеристики взаимосвязи прочности,
скорости деформации и температуры предло-
жены различные зависимости. Основное урав-
нение, описывающее процесс горячей деформа-
ции в широком интервале скоростей деформа-
ции и температур:
е — A (sinh а а)п' exp (— Q/RT),
где Л, а', п' — температурно-независимые конс-
танты; Q — энергия активации процесса, конт-
ролирующего скорость разупрочнения.
При низких напряжениях (а,о<0,8) это
уравнение преобразуется в степенную зависи-
мость, подобную используемой при описании
ползучести: е=А,опехр(—QIRT), а при высо-
ких напряжениях (а'<у>1,2)—в экспоненци-
альную зависимость Е=А"ехр/(Зо)ехр(—QIRT).
Константы а' и п' связаны между собой
(Р=а'гс') и могут быть определены из экспе-
риментальных данных для высоких и низких
напряжений.
Преобразуя приведенные три уравнения,
можно получить параметр Z — температурно-
скомпенсированную скорость деформации:
Z=eexp(—Q/^Г), где Z равно ^(sin/ia'cr)
для первого из трех уравнений или равно
А'о п'для второго и, наконец, Z=A"exp(0(j)
для третьего уравнения.
Эта величина Z, называемая параметром Зе-
нера—Холломона, во время экспериментов по
горячей деформации обычно поддерживается
постоянной. Физический смысл параметра ясен
из следующей зависимости: чем больше Z, тем
214
более высокие напряжения течения возникают
при меньшем числе термически активирован-
ных элементарных актов процесса горячего де-
формирования на единицу величины деформа-
ции. Следует отметить, что уравнение, опреде-
ляющее величину Z, используется для описания
установившейся стадии диаграммы напряже-
ние—деформация, т. е. при достаточно боль-
ших деформациях.
27.5.1. Структурные изменения
в ходе горячей деформации
Одной из наиболее важных и менее всего изу-
ченных сторон горячей деформации сталей яв-
ляется связь между структурными изменениями
и деформирующим напряжением. Недостаточ-
ность изучения этой связи обусловлена проте-
канием мартенситного превращения в большин-
стве промышленных сталей при охлаждении от
температуры деформации, т. е. трудностью фик-
сации именно высокотемпературного состояния.
Возникают также сложности и с интерпрета-
цией полученных результатов. Многие исследо-
ватели указывали на возможность прохожде-
ния статических процессов разупрочнения в пе-
риод времени между окончанием деформации
и началом охлаждения. Поэтому для устране-
ния этих статических процессов этот период
времени должен быть минимальным. Необхо-
димо отметить, что скорость статических про-
цессов разупрочнения при последеформацион-
ных выдержках или охлаждении увеличивает-
ся с ростом Z-параметра, т. е. с увеличением в
и уменьшением Тдеф.
На восходящей ветви кривых а—е (см,
рис. 27.30) при малых степенях деформации
растет плотность дислокаций. По аналогии с
кривыми деформационного упрочнения при хо-
лодной деформации можно сказать, что и в
данном случае протекают стадии легкого и
множественного скольжения, характеризую-
щиеся практически отсутствием развития тер-
мически активируемых процессов разупрочне-
ния, т. е. затруднением выхода дислокаций из
своих плоскостей скольжения. Субструктура на
этой стадии характерна для горячего наклепа
и отличается повышенной плотностью дисло-
каций, наличием сплетений дислокаций и плос-
ких скоплений. 7
Эта стадия имеет, при повышенных темпера-
турах малую протяженность по деформации,
так как достаточно быстро значительное раз-
витие получают процессы поперечного сколь-
жения и переползания, характеризующие ста-
дию динамического возврата.
Поперечное скольжение винтовых .компонент
дислокаций приводит к отклонению кривых
напряжение — деформация от линейной формы
к параболической. Деформационное упрочне-
ние продолжается благодаря накоплению крае-
вых компонент дислокаций, которые не могут
участвовать в поперечном скольжении и поки-
дают свои плоскости только путем переполза-
ния. Необходимые для переползания точечные
дефекты создаются при значительном накоп-
лении деформации.
Начиная с некоторой степени деформации
дислокации уже могут легко покидать свои
плоскости скольжения; увеличивается вероят-
ность аннигиляции. Когда ёкорости аннигиля-
ции и генерации дислокаций оказываются рав-
ными, напряжение течения остается постоян-
ным при увеличении степени деформации, т. е.
достигается динамическое равновесие между
процессами упрочнения и разупрочнения.
Следует отметить, что структура металла,
соответствующая восходящей части кривой
о—8 исследована в очень малой степени, не-
смотря на то, что при больших скоростях фор-
моизменения, используемых на практике, по
всей видимости, состояние металла часто свя-
зано с этим участком.
По интенсивности деформационного упроч-
нения или соответственно по энергии дефекта
упаковки (уд.у) металлы обычно делят на две
группы: со слабым деформационным упрочне-
нием, например алюминий, a-железо, феррит-
ные сплавы, и с сильным упрочнением, напри-
мер медь, никель, у-железо, аустенитные спла-
вы. Считается, что металлы первой группы
разупрочняются по типу динамического возвра-
та при всех степенях деформации и кривая
а—8 не имеет выраженного максимума (см.
рис. 27.30,6/ Металлы же второй группы раз-
упрочняются до (Ушах путем возврата, а затем
основным разупрочняющим процессом являет-
ся динамическая рекристаллизация. На диаг-
раммах горячей деформации (а—в) этих ме-
таллов имеется явно выраженный максимум
при высоком Z-параметре или периодическая
осцилляция (см. рис. 27.30, а и рис. 27.31, а, б)
напряжения на установившейся стадии при
малом значении Z-параметра. Представляется,
что деление металлов на две группы по ин-
тенсивности деформационного упрочнения или
по у условно и справедливо лишь по отно-
шению к чистым металлам. В сплавах, в част-
ности у аустенита углеродистых и легирован-
ных сталей, горячая прочность и структура, а
следовательно, и ход всей кривой а—е во мно-
гом зависят от химического состава и условий
деформации. Так, известно, что высоколегиро-
ванный аустенит нержавеющей стали типа 18-8
разупрочняется при температуре менее 1000 °C
только путем динамического возврата, а не ди-
намической рекристаллизации.
Установление факта развития динамической
рекристаллизации только в связи с четко вы-
раженным максимумом на кривой напряже-
ние — деформация, по-видимому, не является
убедительным. Во-первых, явно выраженный
максимум может быть объяснен по теории
Штюве накоплением точечных дефектов, не-
обходимых для интенсивного переползания при
динамическом возврате. Во-вторых, в ряде
случаев горячего деформирования обнаружи-
вается динамическая рекристаллизация, хотя
максимум на кривой а—е не был значимо вы-
ражен. В-третьих, четко выраженный максимум
может быть связан не только с динамическими
процессами возврата и рекристаллизации, а с
другими процессами, например со сфероидиза-
цией перлита при горячей деформации ферри-
то-перлитной смеси (рис. 27.32). В-четвертых,
во многих экспериментах по динамической ре-
кристаллизации не выполнялось требование
быстроты фиксации высокотемпературного со-
стояния. Вопрос о течении динамической ре-
кристаллизации может быть решен надежно
лишь при чистом эксперименте и при комплекс-
ном подходе к исследованию структуры и суб-
структуры деформированного материала.
Более убедительный признак динамической
рекристаллизации — осцилляция напряжения
на установившейся стадии, которая наблюда-
ется при малых е и высоких Т. В ходе рекрис-
таллизации напряжение течения в только что
рекристаллизованных участках должно упасть
до исходного предела текучести, в перекрис-
таллизованных продолжается упрочнение. В то
же время в уже рекристаллизованных участках
упрочнение начинается вновь. Следовательно,
Рис. 27.32. Диаграммы горячей деформации для ста-
лей с содержанием углерода 0,01—0,9 % при е = 20 с~
н /=700 °C
Рис. 27.33. Диаграммы горячей деформации с раз-
упрочнением по типу динамической рекристаллиза-
ции
характер кривой о—е будет определять соот-
ношение между скоростью упрочнения и ско-
ростью рекристаллизации. При испытаниях с
постоянной скоростью деформации период
времени, за который успевает завершиться
значительная доля процесса рекристаллизации
по достижении критической деформации ех,
может быть охарактеризован деформацией ес,
происходящей за этот же период. Форма -кри-
вой деформации будет зависеть от соотноше-
ния ес и ех. Если рекристаллизация за одни
цикл почти завершается, но следующий ее цикл
еще не начался (ех<ес), то кривая имеет ос-
цилляцию напряжения (рис. 27.33, а). Если же
последующий цикл рекристаллизации начина-
ется до окончания предыдущего цикла (ех>*
>>ЕС), то кривая будет отвечать показанной
на рис. 27.33, б.
Рассматривая элементы структуры, ответст-
венные за данный уровень напряжения течения
при динамической рекристаллизации или при
динамическом возврате, следует различать
зернограничное упрочнение (а следовательно,
и разупрочнение) и субструктурное. Зерногра-
ничное упрочнение достигается при превыше-
нии определенного размера субзерен, напри-
мер для Ni при 1 мкм. Критическая величина
субзерен алюминия 10 мкм, выше ее превали-
рует зернограничное упрочнение, ниже — суб-
структурное. Так как при большинстве спосо-
бов горячей деформации получаются субзерна
<10 мкм, субструктурное упрочнение оказы-
вается эффективнее зернограничного.
Независимо от температуры деформации для
разграничения влияния свободных дислокаций
и дислокаций, связанных в стенки субграницы,
удобно пользоваться тремя структурными ха-
рактеристиками: плотностью свободных дисло-
каций, размером и разориентировкой субзерен.
Плотность дислокаций до недавнего времени
оценивали только качественно из-за отсутствия
приемлемых методик ее определения. По ка-
чественным оценкам плотность дислокаций
уменьшается с повышением температуры и
уменьшением скорости деформации. Постоян-
ство плотности свободных дислокаций на уста-
новившейся стадии деформации связывают
обычно с постоянством деформирующего на-
пряжения, размера и разориентировки субзе-
рен. Данные о разориентировках субзерен не-
многочисленны из-за большой дисперсии рас-
пределения дислокаций. Разориентировка меж-
ду соседними субзернами обычно находится в
интервале 1—4°.
На рис. 27.34 приведены кривые горячей де-
формации с постоянной скоростью ряда ста-
лей. Форма кривых отвечает установленным
закономерностям горячей деформации, главная
особенность которых — наложение деформа-
ционного упрочнения и динамического разуп-
рочнения. Напряжение течения вначале возрас-
тает до максимального значения, а затем в
зависимости от состава стали и условий дефор-
мации, определяющих соответствующее соче-
тание процессов упрочнения и разупрочнения,
либо сохраняется на одном уровне, либо пада-
ет до определенного значения, оставаясь в
дальнейшем постоянным,
В качестве основных параметров, характе-
ризующих кривую напряжение—деформация
при горячей деформации, были выбраны:
От — условный предел текучести или напря-
жение течения при заданной малой деформа-
ции; в наших исследованиях с С. В. Добатки-
ным по условиям эксперимента в качестве этой
характеристики была выбрана величина на-
пряжения течения при 2 %-ной деформ ации;
— максимальное характеристическое на-
пряжение течения, при котором наступает ди-
намическое равновесие между процессами уп-
рочнения и разупрочнения, т. е. когда дефор-
мационное упрочнение D=do/de=0;
Emax — характеристическая степень деформа-
ции, при которой достигается Отах:
tmax — время, за которое достигается дина-
мическое равновесие между упрочнением и раз-
упрочнением, т. е. величина, характеризующая
скорость разупрочнения;
— напряжение течения на установившей-
ся стадии деформации;
— степень деформации, соответствующая
началу установившейся стадии.
пературе — с увеличением скорости деформа-
ции. Чем больше скорость деформации, тем
сильнее выражена температурная зависимость;
напротив, с понижением температуры более
выражена скоростная зависимость величины
<Гтах. Максимальное напряжение течения атах
НПа
б ист» НПа
по
150
130
ПО
00
70
• 50
30
О 0,1 0,2 0,30,30,50,60,7еися
, НПа
J50
130
J20
100
.30
60
но
20
О 0,1 0,2 0,3 0,30,5 Ofi 0,7 £ист
•бцст> НПа
210
130
170
150
130
110
00
70
50
О 0,1 0,2 0,3 0,3 0,50,00,7с„с,}>
Рис. 27.34. Диаграммы горя-
чей деформации для скоро-
стей 0,001; ОД и 1 с^1;
а - У8= *деф =850 *с: б-у8;
^деф =950 °с; 6 — 70Х5Г4;
*ДСф=950°С; г —70Х5Г4;
Гдеф =1025 °с> д ~ 40Х8Г6;
iдеф =950 °C; е — 40Х8Г6;
/деф = 1025вС; ж - 110X6;
'деф^О'С; 3-110X6;
/деф-Ю50‘С
Изучение конкретных значений указанных
параметров по диаграммам о—е при варьиро-
вании условий горячей деформации сталей раз-
личного состава позволило установить следую-
щие закономерности.
Максимальное напряжение течения . (Отах),
как и условный предел текучести (<гт), растет
•с понижением температуры, а при данной тем-
легированнрго аустенита выше, чем нелегиро-
ванного (углеродистого), а скоростная зависи-
мость выражена сильнее.
Характеристическая степень деформации
етах связана со склонностью металлов к раз-
упрочнению. Чем меньше Стах при данной по*
стоянной скорости деформации, тем больше
скорость разупрочнения. Характеристическая
217
степень деформации увеличивается с повыше-
нием скорости деформации. Растет и скорость
разупрочнения, что приводит к сокращению
времени (ттах), за которое достигается дина-
мическое равновесие между процессами уп-
рочнения и разупрочнения. Ускорение разуп-
рочнения, очевидно, связано с тем, что при уве-
личении скорости деформации повышается
уровень накопленной энергии деформации из-за
роста плотности введенных дислокаций.
Значения 8тах определяются не только усло-
виями деформации, но и природой металла.
Для легирования сталей етах больше, а сле-
довательно, скорость разупрочнения на стадии
динамического возврата меньше, чем для угле-
родистой стали при тех же условиях горячей
деформации.
Напряжение течения на установившейся ста-
дии вва тем выше, чем выше т. е. соот-
ветственно, чем ниже температура и выше ско-
рость деформации. Величина разупрочнения
при переходе к установившейся стадии (Дсг=
= <Ттах—Oss) также растет с понижением тем-
пературы и увеличением скорости деформации,
но эта зависимость более слабая. Величина
разупрочнения Лег зависит, кроме того, от со-
става стали и оказывается меньше у легиро-
ванной стали.
Восходящую часть диаграммы горячей де-
формации (до бтах) можно характеризовать
условным коэффициентом деформационного уп-
рочнения (Лу). Условность коэффициента свя-
зана с тем, что при горячей деформации, даже
при малых ее степенях, вследствие развития
процессов поперечного скольжения, а в даль-
нейшем и переползания, происходит также и
разупрочнение. При изменений скорости и тем-
пературы деформации в уравнении о—Кеп>
описывающем восходящую часть кривой сг—8,
меняются величины А и п. Поэтому сравнивать
характеристики упрочнения для различных ус-
ловий деформации и сталей практически не-
возможно. Из литературы известно, что для
г. ц. к. металлов обычно п=0,5. Действитель-
но, диаграммы горячей деформации, снятые в
различных условиях с высокой степенью до-
стоверностью, описываются (до 8тах) парабо-
лической зависимостью при различном варьиро-
вании величины К. Тогда условный коэффи-
циент деформационного упрочнения Ку может
быть вычислен как коэффициент регрессии пря-
мой в координатах а—V8:
__ аУг — о Ув
У“
Меру линейной зависимости между величи-
нами а—V& оценивают коэффициентом корре-
ляции; доверительные границы определяются
для 95 %-ной вероятности.
Начальный участок кривой сг—е в координа-
тах сг—V"е для всех сталей и режимов горя-
чей деформации представляет прямую с пере-
гибом, что соответствует двум участкам упроч-
нения (рис. 27.35). Первый участок, отвечаю- '
щий Ку заканчивается прн 7—10 % деформа-
ции (^у). Второй участок, характеризующийся
коэффициентом упрочнения Ку, доходит почти
до 8тах. Наличие точки перегиба на прямой
218
можно объяснить началом ощутимого разви-
тия процессов ’ разупрочнения: прн степенях
горячей деформации 7—10 % накапливается
достаточное количество точечных дефектов,
необходимое для развития в дальнейшем про-
цессов переползания. Зависимость Ку на обо-
их участках от скорости, температуры дефор-
мации в принципе одинакова, но на втором
участке более слабая. Условный коэффициент
деформационного упрочнения углеродистой и
легированных сталей растет с увеличением ско-
рости деформации и с понижением темпера-
туры.
Рис. 27.35. Диаграммы горячей деформации стали^
40Х8Г6 при 1025 °C (до 8щах) в координатах сг—/е:
/ — 8=0,1 2 — 8=1 с~1
Следовательно, деформационное упрочнение
стали и скорость процессов разупрочнения на
всех стадиях деформации зависят от условий
деформации и состава стали, что н определяет
форму кривой напряжение — деформация.
Судя по изменению абсолютного значения
8тах, с ростом скорости деформации в реаль-
ных условиях горячей деформации (высокие
скорости и повышенные, но не слишком высо-
кие температуры деформации), по крайней
мере для схем деформации, близких к сжатию
(прокатка, прессование, экструзия), достиже-
ния установившейся стадии можно ожидать,,
по-видимому, только при довольно высокой
степени деформации.
27.5.2. Деформация
с изменением скорости нагружения
Реальные процессы горячей обработки метал-
лов давлением характеризуются многоступен-
чатостью, проявляющейся в чередовании цик-
лов обжатия и пауз. При холодной обработ-
ке многоступенчатость деформирования не
оказывает существенного влияния на диаграм-
мы деформации, так как во время этих пауз
процессы разупрочнения не получают, замет-
ного развития. При горячей обработке между
паузами могут в сильной степени развиваться
процессы разупрочнения, поэтому учет много-
ступенчатости процесса обязателен.
Следствием структурных изменений, проис-
ходящих в процессе горячей деформации н во
время паузы при прерывании деформации, а
также при изменении скорости деформации в
ходе деформирования, является изменение
кривой напряжение — деформация. По измене-
нию формы кривой а—8 при повторной дефор-
мации судят о структурных изменениях во
время паузы при прерывании деформации.
В случае изменения скорости в ходе деформа-
ции «повторно» деформируется структура, об-
разованная в процессе деформации.
Структура, возникшая во время предыдущей
горячей деформации, при повторном деформи-
ровании или скачкообразном изменении скоро-
сти деформации оказывает ограниченное влия-
ние на вид диаграммы о—е. От предваритель-
ного деформирования зависят напряжение те-
чения при малой степени повторной деформации
(Ут, характеристическая степень деформации
finnan, а также ттах- При повторной деформа-
ции (после паузы) во всех случаях значения
сгт выше, а етах и tmax меньше, чем при такой
же деформации стали с исходно недеформиро-
ваннон структурой. Следовательно, созданная
предварительной деформацией субструктура,
во-первых, настолько термически устойчива,
что. послеДеформациокная выдержка легиро-
ванной стали не вызывает полного разупрочне-
ния; во-вторых, наличие ранее созданной суб-
структуры, определяющей повышенный, уро-
вень накопленной энергии деформации,
способствует более быстрому динамическому
разупрочнению при повторном нагружении.
Увеличение от и падение 8тах и тта* зависят
от устойчивости ранее созданной субструктуры
при последеформационной выдержке. Поэтому
по величине условного предела текучести при
повторном нагружении можно судить о ста-
бильности созданной па предыдущих стадиях
горячей деформации субструктуры. Однако по
величине сь нельзя сравнивать устойчивость
субструктур, созданных предварительной де-
формацией с разными скоростями, из-за раз-
ного уровня напряжения течения. В связи с
этим целесообразно ввести относительную ха-
рактеристику стабильности упрочнения. Допу-
стим, что ат— условный предел текучести при
деформировании металла с исходной структу-
рой; ат— то же, при повторном нагружении
металла, подвергнутого горячей деформации;
Ог — напряжение течения (см. кривую сг—е) в
момент прерывания деформации. Тогда вели-
чина (ат—ат)/(аг—сгт) характеризует долю
упрочнения, оставшуюся после междудефор-
мационной выдержки (паузы), а величина
1-(ат-£Гт)/(^-(Тт) = ((Г~(Тт)/(о'1—стг) —сте-
пень разупрочнения. По этой характеристике
можно сравнивать склонность к разупрочнению
вс время паузы после повторной деформации
•с разными скоростями и при разных темпера-
турах (при одинаковой скорости предвари-
тельного и повторного нагружения). На рис.
27.36, а, б, в представлены диаграммы дефор-
мации стали 110X6 при /=1050 °C с останов-
кой и разгрузкой в районе максимумов напря-
жения течения при скоростях 0,001(е=15 %,
рис. 27.36, а), 0,1 с-1 (е = 25 %, рис. 36,6) и
1 с-1 (8=35%, рис. 27.36, в) и повторным на-
гружением с этими же скоростями после паузы
60 с. С увеличением скорости предварительной
деформации степень разупрочнения при после-
деформационной паузе 60 с повышается от
25 % (при е = 0,001 с-1) , и 39 % (при е =
=0,1 с-1) до 55 % (при е=1 с-1). Сравнивая
•склонность к разупрочнению по условному пре-
делу текучести при повторной деформации с
разными скоростями, можно видеть также, что
наименее стабильная структура образуется при
предварительной деформации с наивысшей
скоростью. Как и следовало ожидать, именно
уровень накопленной энергии деформации в
конечном итоге определяет скорость разупроч-
нения металлов при последеформационной вы-
держке и интенсифицирует динамическое раз-
упрочнение при повторной деформации.
Наибольшее упрочнение при повторной де-
формации с малой скоростью (0,001 с-1) на-
блюдается после предварительной деформации
(скорость е=0,1 с-1), создающей довольно
стабильную субструктуру. При этом малая
скорость повторной деформации способствует
сохранению характерных особенностей пред-
варительно созданной субструктуры на стади-
ях горячего наклепа и динамического возвра-
та при повторном нагружении (рис. 27.36, б, г).
В случае первой деформации с наименьшей
скоростью при 1050°С и низком уровне при-
ложенных напряжений последеформационная
пауза (60 с) вообще не приводит к разупроч-
нению. При переходе от 8=0,001 с”1 к е=
= 0,1 с-1 без паузы условный предел текучести
От, как и вся кривая а (е), совпадает с от при
повторной деформации после паузы 60 с (см.
рис. 27.36,6). При аналогичном переходе
при 950 °C с паузой 60 с условный предел те-
кучести меньше, чем при переходе без паузы,
что свидетельствует о частичном разупрочне-
нии материала в процессе паузы (напомним,
что в этом случае был более высокий, чем при
1050 °C, уровень напряжений) — (рис. 27.36, а).
При увеличении скорости 8i-^e2 в ходе де-
формации можно по От сравнивать устойчи-
вость динамически полученных структур в лю-
бой точке кривой а— е при 8t. На рис. 27.36, е
представлены диаграммы деформации при
1050 °C с изменением е от 0,001 до 0,1 с-1 при
8=0,15 и 0,6; последний случай (е = 0,6) от-
вечает формированию субструктуры па уста-
новившейся стадии деформации. Структура,
полученная на установившейся стадии дефор-
мации, несколько прочнее, чем полученная при
8=0,15. При уменьшении скорости в ходе де-
формации (см. рис. 27.36, ж) новый уровень
устанавливается менее чем за 1—3 с (это со-
ответствует е«2%). Отсюда следует ожидать
столь же быстрого изменения тех элементов
субструктуры, которые ответственны за выход
на установившуюся стадию деформации. Сле-
дует сказать, что такого соответствия не на-
блюдается и изменения в субструктуре «за-
паздывают» по сравнению с изменениями
и наблюдаются лишь при повторной деформа-
ции на —15 %.
Из всех экспериментов с изменением скоро-
сти деформации как в ходе деформирования
(без прерывания), так и после паузы видно,
что напряжение течения на установившейся
стадии деформации не зависит от исход-
ного структурного состояния материала (см.
рис. 27.36, а—ж). Двойное изменение скорости
в ходе деформации е=0,001 с“‘ (е=0,15)~>8=
= 0,1 с-1 (е = 0,3)->-е=0,001 с-1 (е = 0,15) наи-
более четко подтверждает этот вывод (см
рис. 27.36, з). Динамическое равновесие между
процессами упрочнения и разупрочнения всег-
да устанавливается на одном уровне as4, за-
висящем только от скорости деформации (при
219
М/!а
0 #7 0,2 0,3 0,0 0,5 0,60,7
6l/c/л, 21 ОG
О 0,1 0,2 0,3 0.0 0,5 060,7^
6 ист : ОЮб
Рис. 27.36. Диаграммы горячей деформация аустенита стали И0Х6 с изменением скорости деформации беэ
разгружения и с разгружением на 60 с:
д—е, д—з — /= 1050 ’С; г —/“950 °C. Цифры у кривых—для сопоставления одинаковых режимов с разной пре-
дысторией
220
одинаковых температуре и схеме нагружения).
Исходная же созданная предшествующей де-
формацией субструктура выступает как кине-
тический фактор, способствуя более интенсив-
ному динамическому разупрочнению при по-
вторном нагружении вследствие большей на-
копленной энергии деформации, ускоряя тем
самым наступление установившейся стадии.
Повышение деформирующего’ напряжения в
начальный момент увеличения скорости зави-
сит от созданной к этому моменту структуры.
Прирост напряжения при увеличении скорости
деформации тем больше, чем ниже температу-
ра горячей обработки. При уменьшении тем-
пературы напряжение течения меняется тем
больше, чем выше скорость деформации. Это
означает, что легированный аустенит устойчив
против разупрочнения при последеформацион-
ной выдержке; в нем частично проходят про-
цессы статического возврата, а не статической
рекристаллизации, что приводит к повышению
деформирующего напряжения в начальный
момент повторной деформации.
27.5.3. Структурообразование
в горячедеформированном
аустените
На стадии роста напряжения течения по кри-
вой а—е растет плотность дислокаций и по
мере увеличения степени деформации образу-
ется сначала ячеистая, а затем полигонизо-
ванная субструктура. Формирование этой суб-
структуры начинается уже при малой величине
деформации, но оно зависит от состава стали.
Так, одинаково небольшой степени деформации
(10—13 %, рис. 27.37, а и рис. 27.38, а) сталей
70Х5Г4 и 110X6 при достаточно малой скоро-
сти (0,001 г1) и близких температурах (1025
и 1050 °C) соответствует примерно одинаковый
уровень напряжения течения, но различные ти-
пы субструктуры. Субструктура в стали 70Х5Г4
отличается повышенной плотностью избыточ-
ных дислокаций, образующих нерегулярные
сплетения, а также ячеистая (рис. 27.38,6).
В стали 110X6 в ряде зерен наблюдаются ре-
гулярные построения дислокационных субгра-
ниц (рис. 27.37, а, в), а также участки, имею-
щие нерегулярные дислокационные построения,
характерные для «горячего наклепа», но с мень-
шей плотностью дислокаций (рис. 27.37,6).
Увеличение скорости деформации до 0,1
приводит к созданию при той же степени де-
формации (е=10%) полигонизованной суб-
структуры в стали 70Х5Г4 (см. рис. 27.38, д, в),
а также к получению более совершенной поли-
гонизованной субструктуры в стали 110X6 при
степени деформации, отвечающей ~era2x (рис.
27.37, 6, Жу 3). При 8—1 С”1 И 8—17 ,% <8тах
полигонизованная субструктура в стали 110X6
более регулярная, но имеет повышенную плот-
ность свободных дислокаций (рис. 27.37, а, м).
Для стали 40Х8Г8 при той же скорости и тем-
пературе, правда, при меньшей степени де-
формации (е=10 %) наблюдали участки без
полигонизации, участки с четкими, вытянуты-
ми в одном направлении субграницами и уча-
стки с субзернами неправильной, иногда рав-
ноосной формы, имеющими внутри рассыпаю-
щиеся и (или) формирующиеся субграницы
(рис. 27.39, а, 6, в, г — режим 7).
Вытянутые субзерна формируются по пре-
имущественно ориентированным плоскостям
скольжения. В пределах одного зерна наблю-
даются две системы преимущественно ориен-
тированных субграниц, как не пересекающихся,
так и пересекающихся, с образованием четы-
рехгранников (рис. 27.39, 6, е). Видимо, фор-
мирование равноосных субзерен из вытянутых
происходит не только путем коалесценции и
образования субграниц-перемычек, ио и пере-
сечением направленных первичных субграпнц
субграницами другой системы скольжения с
дальнейшим «сглаживанием» углов «четырех-
гранника». Это подтверждается и обнаружен-
ными отдельными четырехгранными субзерна-
ми при деформации стали 110X6 при 1050 °C
со скоростью 0,001 с*"1 до степени 0,6 (они
сохранились до такой деформации, видимо,
вследствие низкого уровня напряжения тече-
ния).
Даже небольшая горячая деформация (до
еП1ах) приводит К фОрМИрОВЭНИЮ ПОЛИГОНПЗО-
ванной субструктуры. Это следует трактовать
как закономерный переход от стадии дефор-
мационного упрочнения к стадии динамическо-
го возврата.
При переходе к установившейся стадии
плотность свободных дислокаций может не-
сколько уменьшаться за счет их перераспреде-
ления между субграницами и телом субзерен
или полигонизации горяченаклепанных объе-
мов, а среднее расстояние между субграница-
ми меняется мало (см. таблицу). Переход к
установившейся стадии деформации в стали
40X818 при е=1 с-1 и Z—1050°C также со-
провождается уменьшением плотности свобод-
ных дислокаций (с 2,3-109 см-* при е = 10%
до 1,7-109 см-2 при е»=20 %) и значительным
уменьшением доли вытянутых субзерен.
На установившейся стадии при всех иссле-
дованных скоростях деформации от 0,001 до
0,1 с-1 сталей 110X6, 40Х8Г8 и 70Х5Г4 в них
наблюдается полностью полигонизованная суб-
структура с примерно равноосными субзерна-
ми. Средние величины параметров субструкту-
ры: плотность свободных дислокаций, раз-
ориентировка между субзернами и среднее рас-
стояние между субграницами, измеренные в
стали 110X6, на этой стадии с изменением сте-
пени деформации не меняются (см. таблицу и
рис. 27.37,а, режимы 2, 5). С увеличением
скорости деформации среднее расстояние меж-
ду любыми субграницами уменьшается (см.
таблицу, рис. 27.37,0, режимы 3, 5), плотность
свободных дислокаций проявляет тенденцию к
уменьшению (см. таблицу, режимы 5, 5r, S), а
разориентировка между субэернами при уве-
личении скорости деформации уменьшается
(см. таблицу).
Статистический учет любых субграниц ха-
рактеризует средние параметры, но не выяв-
ляет некоторых особенностей полигонизован-
ной субструктуры. Так, на установившейся
стадии (в случае 8=0,001 с-1) наблюдается
неоднородная полигонизованная субструктура:
крупные субзерна размером 5—8 мкм при
максимальной их разориентировке до 8°. Вну-
три этих зерен имеются комплексы более мел-
ких субзерен (2—3 мкм) с разориентировкой
<2° (рис. 27.37,6). В случае е = 0,1 c~f также
встречаются крупные субзерна ( — 5 мкм) с
разориентировкой —4°, внутри которых — бо-
221
ПАРАЛ'ЕТРЫ СУБСТРУКТУРЫ ГОРЯЧЕДЕФОРМИРОВАННОГО АУСТЕНИТА СТАЛИ 110X6
(М. Л. БЕРНШТЕЙН, С. В. ДОБДТКИН. Л. М. КА ПУТ КИНА)
Режим деформации при сжатии Номер режи- ма <а соот- ветствии с рис. 27.37) Среднее расстоя- ние между суб- граяицами Плотность сво- бодных днслока- цнй 10~9 см2 Разориентн- ровка между субзернами, град
е = 0,001 с-1; 8 = о,13 1 3,2+0,6 2,48+0,07 —
6=0,001 с~х; 8 = 0,6 2 2,8±0,2 1,86+0,06 <8
в = 0,001 с“х; 8=0,9 3 2,4+0,4 2,10+0,19 <8
6 = 0,1 ст-1; £ = 0,3 4 1,6+0,1 1,73+0,07
е = 0,1 с-1; е = 0,6 5 1,5zt0,1 1,74+9,00 —4
8= 1 с-1; г = 0,17 7 1,2+0,3 — —
е = 1 с-1; е = 0,45 8 • 1,3+0,2 1,07+0,12 —
е — 1 с^1; г = 0,3 (прокатка) 9 1.0+0,1* — 3—5
е=5 с—1; е = 0,4 (прокатка) — 0,7+0,1 0,92+0,08 £
8 = 5 с“х; 8 = 0,6 (прокатка) — 0,65+0,04 1,02+0,06 3—5
Примечание. Для прокатки измерялось среднее расстояние между вытянутыми субграницамн.
Рис. 27.37. Взаимосвязь дна-
грамм горячей деформации (о)
и субструктуры (б—о) аустени-
та стали 110X6 при ^деф =
— 1050 °C. Цифры в верхнем пра-
вом углу — номера режимов
223
лее мелкие (1—3 мкм). Разориентировка меж-
ду мелкими субзернами <2°.
Наличие крупных субзерен, внутри которых
имеются мелкие, можно объяснить «динамиче-
ской рекристаллизацией на месте» при одно-
времено протекающей динамической полигони-
зации. При наивысшей скорости деформации
(е~0,1 с-1) на установившейся стадии наблю-
даются только мелкие субзерна, наиболее од-
нородные по размерам (рис. 27.37, к, о).
При уменьшении скорости деформации в хо-
де ее (без разгрузки) быстрому установлению
нового значения установившейся стадии де-
формации должно соответствовать быстрое
изменение элементов субструктуры, ответст-
венных за уровень напряжения течения. Таки-
ми элементами' могут быть субграницы и дис-
локации, не связанные в границы. Тогда воз-
можные изменения субструктуры могут быть
зафиксированы через изменение размера и
О 0,1 0,2 0,3 0,4 0,50,60,7£аст
Рис. 27.38. Взаимосвязь диаграмм горячей деформации (а) и
субстуктуры (б—г) стали 70Х5Г4 при /деф =1025°. Цифры — те
же, что на рис. 27.37
Анализ рентгеновских топограмм качествен-
но приводит к таким же результатам, что и
электронно-микроскопический анализ.
При £=0,001 с-1 рентгенограмма состоит
из нескольких групп отдельных, хорошо
различимых рефлексов, соответствующих от-
ражениям от крупных субзерен. С увеличени-
ем скорости деформации субзерна измельча-
ются, рефлексы от отдельных субзерен стано-
вятся неразличимыми. Налагающиеся друг на
друга отражения от субзерен приводят к по-
лучению на рентгенограмме сильно размытых
рефлексов. Характер топограмм на установив-
шейся стадии не меняется, что подтверждает
неизменность параметров субструктуры.
разориентнровки субзерен или величины плот-
ности дислокаций при изменении деформирую-
щего напряжения в результате изменения ско-
рости деформации.
Статистический анализ изменения размеров
субзерен при изменении скорости деформации
(на примере перехода 0,1 с-1->0,001 с-1 для
стали 110X6 при 1050 °C) выявил существова-
ние переходной области в изменении размеров
субзерен при уже установившемся деформи-
рующем напряжении. Обнаружено запаздыва-
ние по времени (точнее по степени деформа-
ции) относительно достижения деформирую-
щего напряжения при установлении величины
субзерен, соответствующих установившейся
224
150
150
110
90
70
50
50
О 10 20 50 40б,%
Рис. 27.39. Взаимосвязь диаграммы
горячей деформация (а) и суб-
структуры (б—з) стали 40Х8Г8 при
*деф = 1025°С’ ЦнФры — то же» что
на рис. 27.37
15—394
225
стадии горячей деформации, Так» для приве-
денных на рис. 27.40 условий деформации раз-
мер субзерен, соответствующий IV стадии при
медленной деформации, устанавливается пос-
ле изменения е через е= 15 %, в то время
как деформирующее напряжение — через
е=2 %. Постепенное изменение субзеренной
структуры при изменении 6 замечено также на
рентгеновских топограммах. Топограмма, ха-
рактерная для установившейся стадии при е =
Рис. 27.40. Изменение размера субзерен и деформи-
рующего напряжения при изменении скорости де-
формации стали 110X6
= 0,1 с-1, принимает вид, характерный для
е = 0,001 c-t при изменении скорости через.
8 = 15ч-20 %. Следовательно, при изменении
скорости деформации деформирующее напря-
жение меняется значительно быстрее, чем раз-
мер субзерна. Это позволяет сделать вывод,
что уровень напряжения существенно опреде-
ляется самой плотностью и подвижностью дис-
локаций.
Следует отметить, что максимум на кривой
напряжение — деформация не является след-
ствием разупрочнения только по типу динами-
ческой рекристаллизации. Деформация стали
40Х8Г6 при 1050 °C со скоростью е = 1 с-1 и
стали 70Х5Г4 при 1025 °C с е = 0,1 с-1, да-
же при наличии максимума на диаграмме го-
рячей деформации, приводит к образованию
развитой полигонизованной структуры на ус-
тановившейся стадии. Вероятно, признаком
разупрочнения по тому или иному типу следу-
ет считать не наличие максимума, а величину
разупрочнения при переходе к установившейся
стадии (т. е. величину «пика»), которая боль-
ше при динамической рекристаллизации.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Бернштейн М. Л. Структура деформирован-
ных металлов. М.: Металлургия, 1977. '432 с.
Горелик С. С. Рекристаллизация металлов и
сплавов. М.: Металлургия, 1978, 567 с.
Новиков И, И. Теория термической обработки.
М.: Металлургия, 1978. 392 с.
28
- ВОЗВРАТ, ПОЛИГОНИЗАЦИЯ
И РЕКРИСТАЛЛИЗАЦИЯ
Под процессами возврата, полигонизации и
рекристаллизации в общем случае понимают
совершающиеся при нагреве, в пределах дан-
ной фазы, процессы перераспределения и
уменьшения концентрации различного типа
структурных несовершенств (точечных дефек-
тов, дислокаций и их скоплений, мало- и боль-
шеугловых границ), созданных предшествую-
щей обработкой.
Процессы возврата, полигонизации и рекри-
сталлизации позволяют управлять зеренной
структурой стали (металлов и сплавов вооб-
ще) и соответственно ее структурно-чувстви-
тельными механическими и физическими свой-
ствами — прочностью, пластичностью, электро-
сопротивлением, магнитными свойствами, кор-
розионной стойкостью и др. Основные
управляемые параметры зеренной структуры —
степень структурного несовершенства (накле-
па) зерен, размеры зерен и распределение их
по размерам, внешняя форма зерен, кристал-
лографическая ориентировка (текстура) и
распределение зерен по текстурным компонен-
там.
Наиболее распространен и изучен случай,
когда возврату, полигонизации и рекристалли-
зации предшествует холодная или горячая
пластическая деформация [1, 2]. Но возврат,
полигонизация и рекристаллизация могут про-
исходить и в материалах, получение которых
не связано с пластической деформацией, в ли-
тых изделиях, в изделиях, получаемых мето-
дами порошковой металлургии, тонких плен-
ках, осажденных из газовой фазы или из мо-
лекулярных пучков [3].
Структурные несовершенства могут быть
внесены в металл и другими способами: при
наклепе, сопровождающем фазовые превраще-
ния (фазовый наклеп); при воздействии раз-
личных видов радиации; при термоциклирова-
нии и др. Характер структурных несовершеств
различается для каждого из перечисленных
способов получения материалов и воздействия
на них. Движущая сила процессов возврата,
полигонизации и рекристаллизации — пониже-
ние энергии системы за счет уменьшения кон-
центрации структурных несовершенств, внесен-
ных предшествующей обработкой, или за счет
их перераспределения, когда образуются более
стабильные конфиругации с меньшей энергией.
Основные элементарные процессы миграции
и взаимодействия структурных несовершенств,
ведущие к уменьшению свободной энергии,
таковы:
1) диффузия точечных дефектов, сопровож-
дающаяся их частичной аннигиляцией, стоком
в дислокации и границы зерен, а также обра-
зованием ассоциаций точечных дефектов;
* 2) перераспределение дислокаций простым и
поперечным скольжением, сопровождающееся
частичной аннигиляцией;
3) перераспределение дислокаций диффузи-
онным переползанием, приводящее в сочета-
ние с процессами скольжения к формированию
малоугловых дислокационных границ (субгра-
ниц) ;
4) миграция малоугловых границ, сопровож-
дающаяся уменьшением их протяженности и
изменением угла разориентировки относитель-
но окружающей матрицы и образованием при
благоприятных условиях большеугловых гра-
ниц;
5) миграция большеугловых границ, сопро-
вождающаяся уменьшением их протяженности
и установлением равновесных углов в тройных
стыках границ зерен.
Важнейшей особенностью всех перечислен-
ных выше элементарных процессов является
то, что это термически активируемые процес-
сы. Их скорость v зависит от температуры в
соответствии с уравнением Аррениуса:
v = о0 ехр (— Q/kT),
где Q —энергия активации процесса, эВ или
кал/г-моль.
В реальных условиях, когда несколько эле-
ментарных процессов накладываются друг на
Друга, Q характеризует эффективную энергию
активации суммарного процесса и температур-
ную зависимость скорости его протекания.
Вследствие того что подвижность различ-
ного типа структурных несовершенств неоди-
накова, а перемещение и взаимодействие од-
них дефектов может приводить к образованию
дефектов другого типа, процессы возврата,
полигонизации и рекристаллизации являются
многостадийными. Разные стадии связаны с
перемещением разных структурных несовер-
шенств и соответственно с разными энергиями
активации, а поэтому протекают с неодинако-
вой скоростью и в разных температурных ин-
тервалах.
В реальных условиях нагрева в изделии
(образце) могут проходить не все, а только
часть возможных стадий возврата и рекристал-
лизации.
Помимо условий нагрева, это зависит так-
же от предыстории изделия, определяющей
тип структурных несовершенств, их концентра-
цию и характер распределения. Затормозить
ту или иную стадию процесса могут фазовые
превращения и особенно распад пересыщенных
твердых растворов, если они накладываются
на процессы возврата и рекристаллизации.
28.1. КЛАССИФИКАЦИЯ
И ДВИЖУЩИЕ СИЛЫ
ПРОЦЕССОВ
В настоящее время нет общепринятой класси-
фикации и терминологии даже для обозначе-
ния разных стадий процессов возврата, поли-
гонизации и рекристаллизации, протекающих
при нагреве после холодной деформации. Это
еще в большей мере относится к особенностям
возврата и рекристаллизации во время и после
горячей деформации, к процессам, протекаю-
щим при иагреве порошковых, пленочных и
других материалов, получение которых не свя-
зано с пластической деформацией. Эти особен-
ности требуют некоторого уточнения ранее
принятых определений для разных стадий, а
15*
также введения некоторых новых терминов
и определений.
Приведенная ниже классификация и терми-
нология учитывает необходимость их примене-
ния к возможно более широкому кругу спосо-
бов получения материалов и воздействия на
них и несколько отличается от классификации,
которой автор придерживался ранее [1].
Процессы перераспределения и уменьшения
концентрации структурных несовершенств по
атомному механизму и в порядке повышения
энергии активации делятся на следующие ста-
дии:
I. Возврат.
II . Полигонизация.
II I. Рекристаллизация (первичная; собира-
тельная; вторичная).
Возврат — перераспределение и уменьшение
концентрации точечных дефектов путем анни-
гиляции и стока (к дислокациям и границам
зерен), а также перераспределение дислокаций
консервативным скольжением без образования
новых границ.
Полигонизация — перераспределение дисло-
каций скольжением и переползанием, приводя-
щее к уменьшению плотности дислокаций и
образованию субзерен, окруженных малоугло-
выми границами, и .укрупнение субзерен путем
миграции субграниц или коалесценции группы
соседних субзерен.
Конкретный механизм полигонизации и его
влияние на последующую рекристаллизацию
зависят от характера исходной (сформировав-
шейся до нагрева) дислокационной структуры.
Можно выделить следующие разновидности
полигонизации: стабилизирующая, предрекри-
сталлизационная, собирательная.
Стабилизирующая полигонизация — перерас-
пределение дислокаций в материале с дисло-
кационной структурой, образованной действием
небольшого числа систем скольжения, приводя-
щее к аннигиляции дислокаций противополож-
ных знаков и образованию новых субграниц
(по механизму, сходному с образованием
«стенок», перпендикулярных плоскостям
скольжения), обладающих малыми углами
разориентировки, малой кривизной и низкой
энергией и потому весьма устойчивых и мало-
подвижных.
Процесс является конкурирующим с рекри-
сталлизацией (см. ниже).
Предрекристаллизационная полигонизация —
формирование и рост субзерен в материале с
ячеистой структурой, образованной множест-
венным, в том числе поперечным, скольжением
и характеризующейся значительными и законо-
мерно нарастающими от ячейки к ячейке
разориентировками. Процесс связан с пере-
распределением дислокаций и их частичной
аннигиляцией в стенках ячеек и превращением
ячеек в субзерна, а стенок в плоские субграни-
цы с относительно большими углами разориен-
тировки, большой кривизной и энергией и по-
тому весьма подвижных. В процессе миграции
границ угол их разориентировки относительно
соседей резко возрастает до превращения гра-
ниц в большеугловые, а соответствующих суб-
зерен в центры рекристаллизации. Этот про-
цесс— начальная стадия рекристаллизации.
Собирательная полигонизация — формирова-
ние и рост субзерен, отличающиеся от пред-
кристаллизационной полигонизации тем, что
протекают в материале с ячеистой структурой,
227
характеризующейся небольшими и незаконо-
мерными (случайными) разориентировками от
ячейки к ячейке, как, например, в полосах де-
формации. Вследствие этого в процессе мигра-
ции субграниц разориентировка растущего
субзерна относительно соседних не увеличива-
ется или нарастает'слабо и граница остается
.малоугловой даже при достижении субзерном
очень больших размеров. Этот процесс в ли-
тературе получил название «рекристаллизация
ГЗ
меньшей энергией. Процесс совершается путем
возникновения более совершенных центров, ок-
руженных вновь образовавшимися границами
с большими углами разориентировки и движе-
ния этих границ или только движением исход-
ных большеугловых границ.
Из определения следует, что скорость ре-
кристаллизации на всех стадиях, кроме стадии
формирования новых центров, зависит от ско-
рости движения большеугловых границ (о),
которая в общем случае равна:
у = М (Рдв — РТОрМ),
где М — подвижность границы, определяемая
ее строением; величина М является немонотон-
ной функцией угла разориентировки [4];
РЛъ — движущая сила процесса, определяющая
направление движения границы; движущая
сила может быть связана: а) с градиентом
удельной объемной концентрации структурных
несовершенств по обе стороны от границы;
б) с градиентом удельной (на единицу
объема) зернограничной энергии угр соседних
Рис. 28.1. Схема торможения границы зерна (ГЗ)
дисперсными частицами
на месте» — «in situ». Однако этот термин
неудачен, так как к рекристаллизации относят
процессы, связанные с большеугловыми гра-
ницами.
Рекристаллизация — многостадийный процесс
полной или частичной замены одних зерен дан-
ной фазы другими зернами той же фазы с
зерен); в) с неуравновешенностью зерногра-
ничного натяжения в тройных стыках границ
и кривизной границ; в однофазном изотропном
материале при отсутствии градиента объем-
ной энергии зернограничное натяжение урав-
новешено, если углы между границами в
тройных стыках равны ~120°, границы пря-
мые, а их число в сечении шлифа равно шести;
Лгорн — тормозящая сила процесса, препятст-
вующая движению границ; наиболее распро-
странен случай, когда тормозящее действие
оказывают дисперсные частицы других фаз.
В случае, когда частица расположена на гра-
нице (рис. 28.1, а), энергия системы меньше
на величину лг^угр, чем в случае, когда части-
ца радиуса г расположена в объеме зерна
(рис. 28.1,6); следовательно, отрыв границ от
частицы должен приводить к повышению
энергии системы; сила, тормозящая миграцию
границ за счет «барьерного» действия частиц
дисперсных фаз Рторм = 3 fy^ld (f — объем-
ная доля частиц; d— их диаметр).
Торможение движения границ в тонких плен-
ках и фольгах может быть вызвано канавками
термического травления. \
Различные стадии рекристаллизации отли-
чаются между собой характером исходного
состояния материала и движущими силами
процесса.
Первичная рекристаллизация — процесс пол-
ной или частичной замены одних зерен данной
фазы другими, более совершенными зернами
той же фазы, протекающий при нагреве в'
структурно несовершенном материале непос-
редственно после его получения или после
внешнего воздействия. Процесс заключается в
формировании новых более совершенных зе-
рен (рис. 28.2) и их росте (миграцией своих
большеугловых границ) или росте более со-
вершенных исходных зерен за счет менее со-
вершенных.
Направление миграции границ определяется
градиентом объемной энергии.
Если этот градиент вызван градиентом плот-
ности дислокаций, то Рдв~£ДЛГдб?Ь2, где £ —
коэффициент, учитывающий характер распре-
деления дислокаций (единичные, в сплетени-
ях, в субграницах); изменяется of 1 до 0,1;
ДКд — разность плотности дислокаций в 1 см3
по обе стороны от границы; G — модуль сдви-
га; b—вектор Бюргерса.
Собирательная рекристаллизация — процесс
роста одних зерен данной фазы за счет других
при практически равной объемной энергии, со-
вершающийся миграцией границ под влияни-
ем неуравновешенности сил зернограничного
натяжения в тройных стыках н кривизны гра-
ниц в направлении уменьшения неуравнове-
шенности и кривизны.
Под действием неуравновешенности ' стыки
мигрируют в направлении приближения углов
в стыках к 120°; а границы мигрируют к своим
центрам кривизны.
Особенность процесса — отсутствие зерен,
имеющих преимущественные условия роста.
В одном и том же зерне в зависимости от ха-
рактера распределения сил в стыках они могут
мигрировать в направлении от зерна, увеличи-
вая его площадь, или внутрь зерна, уменьшая
его площадь.
В результате собирательной рекристаллиза-
ции происходит статистически однородное ук-
рупнение зерен. Кривая распределения зерен
по размерам смещается в сторону более круп-
ных зерен, не меняя своего характера (рис.
28.3, а).
Вторичная рекристаллизация — процесс пред-
почтительного роста некоторых зерен с равной
объемной энергией за счет зерен той же фазы,
практически не увеличивающихся в размерах
(«стабилизированных»), осуществляется мигра-
цией границ, стимулируемой выигрышем в
эернограничной или поверхностной энергии.
Характер распределения зерен по размерам
изменяется в ходе вторичной рекристаллиза-*
ции, как показано на рис. 28.3, б. ’
Выигрыш в зернограннчной энергии — дви-
жущая сила процесса в том случае, когда
центры рекристаллизации обладают заметным
преимуществом в размерах по сравнению с ок-
ружающими зернами. Тогда
где Di — размер центра
лизации; D2 — средний
вторичной рекристал-
размер окружающих.
зерен.
Рис. 28.3. Кривые распределения зерен по размерам
при собирательной (а) н вторичной (б) рекристалли-
зации: В.—разм*ер зерен; Мр 5. —число зерен и
площадь, занимаемая зернами данного размера
Выигрыш в поверхностной энергии — дви-
жущая сила процесса в тонких образцах, ког-
да поверхностная энергия центров вторичной
рекристаллизации сгПОв (поверхностная энергия
кристаллографических плоскостей, параллель-
ных поверхности образца) заметно меньше по-
верхностной энергии зерен другой ориентиров-
ки. Тогда движущая сила процесса Рдв°ов —
=2ДсгПон/^ где И—толщина фольги (листа,
пленки).
В общем случае наименьшей поверхностной
энергией обладают атомные плоскости с мак-
симальными межплоскостными расстояниями:
{110} для о. ц. к.; {111} для г. ц. к/, {0001} —
для г. к.
Адсорбция, связанная со средой отжига или
другими причинами, может привести к тому,
что минимумом поверхностной энергии будут
обладать не указанные выше, но другие пло-
скости.
В связи со все более широким применением
горячей деформации для производства полу-
фабрикатов и заготовок, а также готовых из-
делий, в частности с применением ВТМО, резко
возрос интерес к особенностям рекристаллиза-
ции после горячей деформации. Эти особеннос-
ти весьма существенны. Поэтому целесообразно
также классифицировать процессы рекристал-
лизации в зависимости от условий де-
формации и нагрева. Исходя из этого разли-
чают:
229
а) статическую рекристаллизацию — процесс,
протекающий при нагреве после холодной или
горячей деформации;
б) динамическую рекристаллизацию — про-
цесс, протекающий непосредственно в ходе го-
рячей деформации;
в) послед инамичес кую рекристаллизацию —
процесс роста зародышей первичной рекри-
сталлизации, возникших в ходе горячей дефор-
мации, совершающийся при последующем ох-
лаждении или кратковременном нагреве.
Статическая и послединамическая рекристал-
лизация могут быть как первичными, так и со-
бирательными и вторичными, тогда как дина-
мическая — только первичной. Соответственно
различают также статический и динамический
возврат.
28.2. СТАТИЧЕСКАЯ
РЕКРИСТАЛЛИЗАЦИЯ
28.2.1. Механизмы
статической рекристаллизации
Механизм первичной рекристаллизации. Пер-
вичная рекристаллизация может осуществлять-
ся по одному из двух механизмов:
1) миграцией локальных участков исходных
большеугловых границ;
ность дислокаций меньше (слабее наклепаны),
чем в зернах, ориентированных {110} и {111}.
В процессе нагрева после такой прокатки на
локальных участках исходных границ (где эта
разница максимальна, т. е. максимальна дви-
жущая сила) создаются необходимые условий
для их миграции в зерно с большей плотностью
приграничных дислокаций. Если при деформа-
ции уже сформировалась ячеистая структура,
то исходная большеугловая граница будет ми-
грировать в зерно с меньшим размером ячеек1
(рис. 28.4, а). В результате на мигрирующей
границе возникают «выступы», или «языки»
(рис. 28.4,6), которые можно рассматривать
как центры первичной рекристаллизации.
Этот механизм следует называть рекристал-
лизация миграцией исходных границ, стиму-
лированная градиентом наклепа. В зарубежной
литературе его часто называют strain induced
migration.
Мигрирующие локальные участки исходных
границ изменяют ориентировку захваченных
объемов соседних зерен на ориентировку рас-
тущего зерна. Одновременно граница захва-
тывает дефекты (дислокации), в пройденном
ею объеме как бы «выметает» их.
Уменьшение объемной энергии системы за
счет «выметания» дефектов (т. е. движущая
сила процесса) должно быть больше прироста
зернограничной энергии, связанного с увели-
Рис. 28.4. Локальная миграция границ исходных зерен, стимулированная наклепом:
а — участок границы мигрирует в зерно с меньшими размерами ячеек; б— характерные «выступы», обра-
зующиеся при локальной миграции отдельных участков границ исходных зерен, Fe+3,5 % Si. Горячая про-
катка 4-холодмая прокатка (е=9 %)+900 °C, 2,5 ч. Х150
2) образованием центров с новыми больше-
угловыми границами и их ростом (до взаим-
ного соприкосновения).
Первый механизм преобладает при относи-
тельно малых степенях деформации. В этом
случае в силу неоднородности деформации
плотность дислокаций повышается прежде все-
го у границ зерен. Однако в зернах с разной
исходной ориентировкой плотность пригра-
ничных дислокации, как правило, неодинакова.
Так, при прокатке металлов с о. ц. к. решет-
кой в зернах, ориентированных параллельно
плоскости прокатки плоскостям {100}, плот-
чением протяженности границы при образова-
нии «выступа»..
Это условие выражается так:
^ГР = (Д£Накл-7гр^/^)>0.
где ДЕнакл — разница в энергии искажений
(энергии наклепа) по обеим сторонам грани-
1 Аналогичный эффект достигается, если раз-
меры ячеек до нагрева близки, но стабильность
их стенок различна. Тогда там, где коалесцен-
ция ячеек (субзерен) более вероятна, более
крупные ячейки образуются быстрее.
230
цы; уГр — удельная зернограничная энергия;
dSJdv — скорость увеличения площади грани-
цы с увеличением объема выступа.
Для средних степеней деформации (10—
30%) протяженность участка границы, на ко-
тором образование выступа становится энерге-
тически выгодным, составляет —10-4 см
(1 мкм).
крупных зерен после относительно небольших
степеней деформации.
б) субзерна (ячейки) на расстоянии в не-
сколько микрометров закономерно разориенти-
рованы друг относительно друга (рис. 28.6,6);
разориентировка растущего субзерна относи-
тельно окружающей матрицы будет непре-
рывно увеличиваться до превращения границы
Рис. 28.5. Дислокационная ячеистая структура непосредственно после деформации (а) и последующей
лредрекристаллизационной полигонизации (6)
Второй механизм преобладает в материале,
в котором предшествующей деформацией соз-
дана ячеистая структура (рис. 28.5, я). При
нагреве некоторые ячейки (размеры их—деся-
тые доли микрометра) превращаются в центры
рекристаллизации. Превращение происходит
в. процессе предрекристаллизационной по-
лигонизации (рис. 28.5,6). Вначале часть ди-
слокаций в трехмерных стенках ячеек анни-
гилирует в процессе взаимодействия и переме-
щения (переползанием и скольжением, в том
числе поперечным), а оставшиеся дислокации
образуют двухмерные субграницы. Дислокаци-
онные ячейки превращаются в субзерна. Далее
субзерна — будущие центры рекристаллиза-
ции — укрупняются, а их субграницы в про-
цессе укрупнения увеличивают угол разориен-
тировки и постепенно превращаются в больше-
угловые.
Укрупнение субзерен проходит по одному из
двух возможных механизмов — либо мигра-
цией субграниц, либо коалесценцией субзерен
(ячеек).
Обычно укрупнение субзерен и превращение
субграниц в большеугловые происходит в ре-
зультате миграции субграниц в направлении
окружающей матрицы. Однако в этом случае
возможны два варианта:
а) субзерна (ячейки) на значительном рас-
стоянии статистически однородно разориенти-
рованы друг относительно друга (рис. 28.6, а);
в этом случае разориентировка растущего суб-
зерна (растущего потому, что оно крупнее со-
седних) не будет увеличиваться, даже если
его размеры достигнут десятков миллиметров.
Это случай собирательной полигонизации. Он
наблюдается в полосах деформации, в объеме
Рис. 28.6. Различный характер разориентировок со-
седних субзерен:
а — статистически случайные разориентировки; б—по-
следовательно нарастающие разориентировки
в большеугловую, соответственно будет увели-
чиваться и скорость миграции (наблюдается в
переходных полосах деформации, у границ
231
тройных стыков исходных зерен (рис. 28.7, а, б).
Это — предрекристаллизационная полигониза-
ция.
Укрупнение субзерен (ячеек) может проис-
ходить не только миграцией границ, но и коа-
лесценцией соседних субзерен (ячеек), отде-
ленных малоустойчивыми дислокационными
стенками (субграницами), исчезновением этих
неустойчивых субграниц (стенок ячеек) —
рис. 28.8. Субграницы (стенки ячеек) рассы-
паются при этом на отдельные дислокации,
последние перемещаются в субграницу, окайм-
ляющую всю коалесцирующую группу (рис.
28.9).
Коалесценция, как правило, охватывает не-
сколько субзерен. Причины неустойчивости не-
которых субграниц (стенок ячеек) недостаточ-
но ясны. Несомненно, существует связь между
характером и знаком полей упругих напряже-
ний, создаваемых дислокациями, входящими в
рассыпающуюся стенку, и общей субграницей
(см. подробнее [1]). Рассыпание стенок и суб-
границ должно происходить в том случае, ког-
да силы притяжения между дислокациями в
стенке меньше, чем между дислокациями и суб-
границей, в которую они стекают.
Таким образом, начальная стадия первичной
рекристаллизации связана: с перераспределе-
нием дислокаций (скольжением и переполза-
а
Рис. 28.7. Формирование центров рекристаллизации из субзерен в областях с последовательно нарастаюши:
ми разориентировками:
уравновешенностью сил зернограничного натя-
жения в тройных стыках, а скорость миграции
отдельных стыков и связанных с ними границ
тем выше, чем больше указанная неуравно-
вешенность.
с —в переходных полосах (У — полосы деформации; 2 — переходные полосы); б, в — у границ зерен и трой-
ных стыков
нием), с образованием более устойчивых кон-
фигураций, с миграцией субграниц и исходных
большеугловых границ. Все, что может умень-
шать скорость протекания этих процессов,
должно затруднять первичную рекристаллиза-
цию.
Важной особенностью первичной рекристал-
лизации является то, что она сопровождается
повышением концентрации в металле вакансий
и их скоплений. По-видимому, это происходит
в-лроцессе перераспределения и частичной ан-
нигиляции дислокаций и миграции границ на
стадии формирования центров рекристалли-
зации и их роста.
Этот эффект выражен сильнее после боль-
ших степеней деформации н высоких скоростей
нагрева. Он может быть полезно использован
для ускорения диффузионных процессов, при
химико-термической обработке и др. [12].
После того как центры рекристаллизации
приходят во взаимное соприкосновение, начи-
нается собирательная рекристаллизация. На-
правление миграции границ определяется не-
28.2,2. Основные закономерности
первичной рекристаллизации
Скорость первичной рекристаллизации харак-
теризуют зависимостью доли X рекристаллизо-
ванного объема наклепанной матрицы от про-
должительности отжига т. Первичная рекри-
сталлизация характеризуется наличием инку-
бационного периода (рис. 28.10), во время ко-
торого скорость процесса равна нулю. Далее
скорость нарастает, проходит через максимум
и вновь затухает.
Скорость процесса определяется двумя па-
раметрами — скоростью зарождения центров
№=Дп/Дт (число центров, возникающих в еди-
ницу времени) и скоростью роста G=AD/hx,
где D — поперечный размер центра (в первом
приближении диаметр). Количественное выра-
жение скорости через эти параметры затруд-
няется однако тем, что их зависимость от про-
должительности отжига (главным образом па-
раметра N) связана с очень большим числом
232
факторов и не имеет универсального выра-
жения.
Если принять N не зависящим от времени,
каю'для случая фазовых превращений, то вы-
ражение'для X имеет вид:
X = 1 — exp (1 — 0,25/G3 .
Если исходить из того, что в ходе изотерми-
ческого отжига X уменьшается во времени, то,
как впервые показала Аврами:
X = 1 — exp ( — Bxk ),
тельностью. Характер исходной структуры в
свою очередь зависит от условий и схемы де-
формации, фазового состава сплава и др.
Для холодной деформации основной фак-
тор — степень деформации, для горячей — ее
степень и скорость.
Влияние температуры нагрева, его продол-
жительности: скорость формирования W и роста
G центров первичной рекристаллизации, а
также время начала ТрИ конца т£ первичной
рекристаллизации зависят от температуры по
Рис; 28.8. Укрупнение субзерен их коалесценцией в
алюминии
Рис. 28.9. Схема групповой коалесценции
где В и 6 —коэффициенты; величина k зави-
сит от геометрии образца, В — от конкретного
характера зависимости N и G — от т.
Характер структуры к концу первичной ре-
кристаллизации определяется соотношением
скоростей N и G. Чем больше N и меньше 6,
тем меньше размер зерна к концу первичной
рекристаллизации.
Значения параметров N и G и скорость пер-
вичной рекристаллизации в целом зависят от
очень большого числа факторов. Для сплава
данного состава они определяются характером
исходной структуры (после деформации), тем-
пературой нагрева, его скоростью и продолжи-
Рис. 28.10. Зависимость доли рекристаллизованного
объема от продолжительности отжига
экспоненциальному закону (уравнение Арре-
ниуса) :
N = \ exp (- Qn /kT)\ G = Go /*Т)?
т" = exp (QB/kT ); = т£ exp (QJkT ).
Значения Qn и Qg при одинаковых темпе-
ратурах очень близки, за исключением области
малых деформаций (е=Зн-5 %, когда
>Qg).
Уравнения справедливы для интервалов тем-
ператур, в которых значения NaGo\ Qn h'Qg
постоянны. Температурная зависимость этих
параметров сложна. Для Qg она уменьшается
с повышением температуры, что приводит к
дополнительному увеличению скорости роста
и соответственно к заметному укрупнению зер-
на с повышением температуры.
Зависимость энергии активации и QK от
температуры и времени также довольно слож-
на. В ходе рекристаллизации в перекристалли-
зовавшихся объемах совершаются процессы
возврата, непрерывно уменьшающие движу-
щую силу рекристаллизации и повышающие
энергию активации (особенно QK).
. Поэтому обе величины (особенно QK), опре-
деляемые из эксперимента, являются по суще-
ству эффективными энергиями активации, а не
энергиями активации какого-либо элементар-
ного процесса.
Как следует из экспоненциальной зависимо-
сти времени начала рекристаллизации т® от
температуры, температура начала рекристал-
лизации вначале резко снижается с увели-
чением продолжительности нагрева, а далее
это снижение начинает замедляться (рис,
28.11,6).
Наиболее интенсивное снижение наблю-
дается при увеличении продолжительности от-
жига т до 5 ч. Однако при дальнейшем уве-
личении до 100 и даже 1000 ч значение t?
233
продолжает снижаться, хотя и менее значи-
тельно [5]. Ниже приведены данные для аус-
тенитной стали 1Х16Н26:
т, ч . . 0,25 1 5 10
°C........... 875 830 800 775
т, ч . . . . 50 100 500 1000
°C............. 740 710 680 660
У сталей ферритного и перлитного классов
/р убывает с увеличением т менее интенсивно.
Так, у сталей, содержащих 0,05—0,4 % С и
О 10 20 30 4Ос,% 0 2 4 0 3 От,ч.
Рис. 28.11. Зависимость температуры начала и кон-
ца первичной рекристаллизации от степени дефор-
мации (т — const) и продолжительности отжига
Рис. 28.12. Зависимость критической степени дефор-
мации от температуры (а) и скорости нагрева (б)
для некоторых металлов и сплавов
до 1—2 % легирующих элементов, увеличение
продолжительности отжига с 15 мин до 100 ч
снижает /р на 90 °C, у аустенитных сталей —
на 150—160 °C, что в значительной мере свя-
зано с влиянием дисперсных карбидных и кар-
бидонитридных фаз, тормозящих процесс пе-
рераспределения дислокаций и миграции гра-
ниц.
Влияние степени деформации на сказы-
вается только, начиная с некоторого минималь-
ного значения — так называемой критической
степени деформации вкр. Нагрев металла, де-
формированного с е<8кр, сопровождается
только стабилизирующей полигонизацией. Од-
нако нужно иметь в виду, что значение екр за-
висит от температуры и скорости нагрева (рис.
28.12). Чем выше температура и скорость на-
грева, тем меньше екр. Так, для сплава желе-
зо— кремний (см. рис. 28.12) при повышении
температуры нагрева с 900 до 1100 °C 8кр умень-
234
шается с 8 до 5,5 %. Увеличение скорости на-
грева с 10 до 200°C снижает еКр с 6 до 4 %.
После холодной деформации с е>екр в про-
цессе нагрева проходит первичная рекристал-
лизация.
С увеличением е>£кр температура начала
рекристаллизации /” снижается вначале
резко, а затем все менее интенсивно,
асимптотически приближается к поро-
говому значению /р.пор. Зависимость для не-
которых сталей ферритного, перлитного и
аустенитного классов показана на рис. 28.13
(данные А. С. Завьялова, деформация про-
каткой, степень деформации е=[(/7—h)//i]X
Рис. 28.13. Зависимость температуры начала рекри-
сталлизации ( от степени деформации прокаткой
(8) для ряда ферритных, перлитных и аустенитных
сталей:
1—3 — ферритные стали (/ — 0,06 % С, 2 — 0.05 % С
и 1,0 % W; 3 — 0,05% С и 0,34 Ti); < 5—перлитные
стали (4 — 0,32% С и 0,89 % Si: 5 — 0,33% С и
1,1 % Мо); 6—8 — аустенитные стали (5 — 0.12 % С;
13,5 % Сг; 24,9 % NI; 7 — 0,12%' С; 14,9 % Сг; 28,01 %
Ni; 1,99 % Со)
XI00 %, где И и h — толщина полосы до и
после прокатки соответственно, т нагрева 10ч).
Как видно из этих данных, пороговая /рпор
составляет при прокатке: ферритных сталей
8 50 %; аустенитных сталей е= 1004-150 % -
В общем виде зависимость /р от 8 можно
записать так: /£*=ав“в-Нр пор.
Физический смысл существования предель-
ной степени деформации, выше которой /р не
снижается, заключается, видимо, в следующем:
путем деформации в металле может быть соз-
дана определенная предельная плотность ди-
слокаций ~1012 см-* соответственно мини-
мальные размеры дислокационных ячеек
—10-1 мкм, а максимальные их разориенти-
ровки 1—5°.
Дальнейшая деформация, если она не при-
водит к разрушению, происходит в основном
по механизму поперечного скольжения и со-
провождается динамическим возвратом.
Влияние степени деформации на /р связано
также с величиной зерна. Многократно под-
тверждено, что уменьшение величины исход-
ного зерна материала заметно снижает t?.
Ниже: приведен пример для стали'1X16Н26,
деформированной прокаткой на 50 %, с разной
исходной величиной зерна:
А.ч > » . 0,25 1 5
fJJ, °C» для стали балл 5—6 балл 1—2 . 890 925 850 880 815 840
т, ч 10 50 100
/р, °C, для стали балл 5—6 .... балл 1—2 .... . 800 . 820 760 770 720 720
Известно [1, 2], что центры рекристалли-
зации прежде всего возникают у границ зерен
и тройных стыков, а также вблизи включений
/7Д7 мемзерениой границы
Рис. 28.14. Влияние размера зерна поликристаллов
на микронеоднородность упрочнения зерен при дан-
ной степени деформации:
1 — мелкое зерно; 2 — крупное зерно
других фаз (см. рис. 28.7). В процессе дефор-
мации в этих участках раныпе, чем в объеме
зерна, начинается множественное скольжение и
возникают области (ячейки), максимально раз-
ориентированные относительно окружения»
кроме того, приграничные объемы испытывают
более сильное воздействие деформации сосед-
них зерен. В мелкозернистом материале при
меньших степенях деформации области мно-
жественного’ скольжения, распространяясь от
границ, быстрее охватывают и центральные
объемы кристаллитов. В таком материале
раньше становится возможным и взаимодейст-
вие дислокаций, движущихся от разных гра-
ниц внутри зерна. В результате мелкозернис-
тые материалы упрочняются быстрее, чем
крупнозернистые (рис. 28.14). Повышается
плотность дислокаций и увеличивается раз-
ориентировка приграничных объемов мелко-
зернистых материалов, и, как следствие, сни-
жается температура начала рекристаллизации.
Влияние легирования на начало рекристал-
лизации и разупрочнения—один из наиболее
важных вопросов теории и практики рекри-
сталлизации. Изучение влияния легирования
позволяет делать важные выводы о механизме
процесса и имеет большое практическое значе-
ние для обоснования режимов смягчающих от-
жигов и при разработке жаропрочных и теп-
лоустойчивых сталей и сплавов.
Влияние легирования на склонность к ре-
кристаллизации принято оценивать по темпе-
ратурному порогу рекристаллизации ^р П0Р’Т. е.
по /р после деформации е= [(И — h)/h] 100 %,
и длительности отжигов 1—5 ч. Эта характе-
ристика вполне пригодна для оценки влияния
легирования, несмотря на то, что при. увеличе-
нии времени отжигов до сотен часов еще за-
метно некоторое снижение .
Температурный уровень рекристаллизации
определяется несколькими характеристиками
материала, на каждую из которых влияет ле-
гирование. При этом в зависимости от коли-
чества легирующего элемента, природы метал-
ла— основы и наличия примесей — степень
влияния на характеристики материала может
быть различной.
Основные характеристики, посредством ко-
торых легирование влияет на i*:
1. Диффузионная подвижность в недефор-
мированном состоянии, обусловленная силами
межатомной связи, типом решетки, взаимодей-
ствием атомов примеси с вакансиями.
2. Структура, возникающая после деформа-
ции— характер распределения и концентрация
дислокаций, дефектов упаковки, вакансий.
3. Подвижность дислокаций при нагреве.
4. Наличие барьеров, препятствующих ми-
грации границ.
5. Величина зернограничной и поверхно-
стной энергии.
Выяснение зависимости от состава тре-
бует учета всех этих характеристик.
Для высокочистых металлов пор~ (0,25-s-;
4-0,3) Тпл и связана прежде всего с прочно-
стью межатомных связей.
В указанных пределах температурный уро-
вень рекристаллизации зависит от особенно-
стей структуры материала в деформированном
состоянии, определяемых энергией дефектов
упаковки.
Для металлов с высокой энергией дефектов
упаковки, т. е. малой шириной расщепленных
дислокаций (Fe и большинство других метал-
лов с о. ц. к. решеткой, а из металлов с г. ц. к.
решеткой — А1 и Ni), в которых легко идет
поперечное скольжение, резко снижается с
понижением температуры деформации. У ме-
таллов с малой энергией дефектов упаковки
(Си, Ag, Аи) снижение температуры деформа-
ции слабо снижает
Металл...........Fe Ni А1техн
t*, °C, при темпе-
ратуре деформа-
ции, К:
293 ..........450 325 520
78 ............ 20 20 390
СНтехн
450
415
Растворимые примеси в зависимости от
концентрации по-разному изменяют tp
(рис. 28.15).
Малые количества растворимых добавок
(тысячные и сотые доли атомных процентов)
практически всегда повышают температурный
порог рекристаллизации чистых металлов, при-
чем тем сильнее, чем чище исходный металл
и чем больше разность атомных радиусов ос-
новы и примеси A/? (A/?=J?0CH—чем
меньше предельная растворимость, и прирост
может достигать сотен градусов.
Упругое взаимодействие атомов примеси с
дислокациями и частично с вакансиями и мало-
угловыми границами уменьшает энергию и
подвижиость дислокаций и этих границ, затруд-
няя формирование центров рекристаллизации.
По мере увеличения концентрации примеси
ею насыщаются около дислокационные участки.
Разность концентраций примеси в этих участках
центрации выше предела растворимости /“
всегда интенсивно повышается, как это видно
из данных, приведенных выше (см. также
рис. 28.16).
Повышение температуры рекристаллизации
может быть связано с торможением разных
стадий процесса в зависимости от кинетики
распада пересыщенного раствора и кристалло-
химической природы выделений. Возможны сле-
дующие основные случаи:
Рис. 28.15. Влияние малых (а) и больших (б) концентраций примесей на железа
,и в объеме кристаллитов уменьшается. Даль-
нейшее повышение с увеличением концент-
•рации примеси прекращается, а иногда (см.
рис. 28.15) даже сменяется понижением
по сравнению с растворами меньшей концент-
.рации. Вероятнее всего этот спад вызван сни-
жением под влиянием примеси энергии дефек-
тов упаковки и соответственно затруднением
динамического возврата. Если же примесь од-
новременно повышает прочность межатомных
-связей, то спада может не быть.
В области больших концентраций /р мо-
жет снижаться и возрастать в зависимости от
того, усиливает или ослабляет примесь проч-
ность межатомных связей. Однако интенсив-
ность влияния в области больших концентра-
ций очень мала: изменение концентрации на
1 % изменяет /”на несколько градусов вместо
сотен градусов в области малых концентраций.
Предельное значение /р для однофазных
сплавов не зависит от сложности легирования
'и составляет не более (0,55—0,60) Тпл. Более
высокие значения /р пор достигаются только в
.пересыщенных твердых растворах или гетеро-
фазных сплавах (благодаря торможению пе-
.ремещения дислокаций, малоугловых и больше-
. угловых границ дисперсными частицами других
фаз).
Если примесь ограниченно растворяется в
-металле — основе, то с увеличением ее кон-
236
% (ат.)
Be, % (ат.)
Рис. 28.16. Влияние содержания легирующих приме-
сей выше предела растворимости на f
1. ‘Выделения или предвыделення когерент-
ны решетке матрицы и выделяются преимуще-
ственно на отдельных дислокациях и их скоп-
лениях. В этом случае тормозится начальная
стадия формирования центров рекристаллиза-
ции — перераспределение дислокаций и обра-
зование субграниц.
2. Выделение частично когерентны и осе-
дают на малоугловых границах (субграницах).
При этом тормозится рост субзерен, т. е. по-
следняя стадия формирования центров рекри-
сталлизации.
3. Выделения некогерентны и преимущест-
венно оседают на большеугловых границах.
При этом после относительно небольших де-
формаций тормозится рекристаллизация ми-
граций границ исходных зерен» стимулирован-
ная наклепом, а после больших деформаций —
миграция границ сформировавшихся центров
(их рост), В последнем случае это означает,
что две стадии первичной рекристаллизации —
формирование центров и их рост, идущие в
однофазных сплавах непрерывно, одна за дру-
гой, в пересыщенных твердых растворах разде-
ляется большим температурно-воеменным ин-
тервалом.
Рис. 28.17. Зависимость интервала рекристаллизации
однофазного, (а) и стареющего (б) сплава на основе
Ni от степени деформации н продолжительности от-
жига
Начало рекристаллизации, фиксируемое
обычными методами, является началом интен-
сивного роста зародышей.
Убедительным подтверждением того, что
в пересыщенных растворах рекристаллизация
до определенных температур сдерживается дис-
персными частицами, является то, что первич-
ная рекристаллизация начинается в таких
растворах при более высокой температуре, чем
в однофазных сплавах, но, начавшись, идет
чрезвычайно бурно. В результате интервал
между температурами начала и конца ре-
кристаллизации в стареющих сплавах намного
меньше, чем в однофазных. Значительно слабее
выражена в стареющих сплавах и зависимость
температуры начала и конца рекристаллизации
от степени деформации (рис. 28.17).
Предельное значение для стареющих
сплавов (0,8—0,9) Тпл, причем тем выше, чем
устойчивы к коагуляции частицы дисперсных
фаз.
Последний случай — рекристаллизация
гетерофазных сплавов т. е. сплавов, в которых
вторая фаза присутствует в сплаве до дефор:
мации. В таких сплавах в зависимости от их
состава, пластичности, размера и характера
распределения в матрице частицы могут как
ускорять рекристаллизацию, так и замедлять
ее.
Эти закономерности можно объяснить,
учитывая влияние частиц других фаз на фак-
торы, определяющие склонность к рекристал-
лизации. Под воздействием частиц возможно:
1. Изменение характера дислокационной
структуры матрицы, возникающей при дефор-
мации. Крупные частицы (>1 мкм) играют
роль барьеров для движения дислокаций. При
деформации у их границ раньше начинается
множественное скольжение и формирование
ячеистой структуры с большими углами раз-
ориентировкн между субзернами, облегающее
предрекристаллизационную полигонизацию.
Мелкие частицы (~10-2 мкм), присутству-
ющие в большом количестве, способствуют бо-
лее однородному распределению дислокаций,
затрудняют образование ячеистой структуры и
больших углов разориентировки. Создаются
условия, благоприятные для собирательной
полигонизации.
2. В соответствии с п. 1 облегчение фор-
мирования и роста центров рекристаллизации
(крупные частицы) или затруднение перерас-
пределения дислокаций и формирования цент-
ров, а также миграции границ барьерным ме-
ханизмом (мелкие частицы).
3. Вуалирование начала рекристаллизации
вследствие дробления частиц при деформации
и усиления барьерного эффекта, а также вслед-
ствие фазового наклепа, вызванного разностью
коэффициентов термического расширения час-
тиц и матрицы.
В гетерофазных сплавах достигается мак-
симально возможное пороговое значение
В тех случаях, когда частицы дисперсной
фазы не взаимодействуют с матрицей вплоть
до температуры ее плавления, гетерофазные
сплавы, устойчивы к рекристаллизации вплоть
до этой температуры.
Ниже приведены данные о влиянии леги-
рования железа (растворимыми, а также кар-
биде- и нитридообразующими добавками) на
температурный уровень разупрочнения и ре-
кристаллизации.
28.2.3. Влияние легирования
на /р железа и стали
Этот вопрос хорошо изучен и установле-
ны многие важные закономерности. Вместе с
тем данные многих сходных по смыслу работ
недостаточно совпадают. Причин этому не-
сколько:
а) неидентичны условия деформации и на-
грева;
б), недостаточная и часто ненадежно ус-
тановленная чистота исходного железа (стали);
в) отсутствие надежных данных о доле
легирующей примеси в твердом растворе и в
дисперсных фазах (карбидах, нитридах, окис-
лах);
г) отсутствие данных о размерах частиц
дисперсных фаз, распределении по размерам,
их объемной доле и межчастичных расстояниях
Ниже приводятся сведения, представляю-
щиеся наиболее надежными, но следует иметь
в виду, что значения температур рекристалли-
зации и разупрочнения нельзя считать абсо-
лютно точными: в тех случаях, когда это спе-
циально не оговаривается, приводятся данные
для статической рекристаллизации после хо-
лодной деформации на большую степень.
Для карбонильного железа высокой чис-
тоты /р =300—350 °C. На стадии возврата до
начала рекристаллизации карбонильное железо
разупрочняется (по данным о твердости) при-
мерно на 50 %. Это характерно для чистых
металлов с высокой энергией дефектов упа-
ковки.
Для технически чистого железа [общее
содержание примесей 0,5—0,71 % (по массе),
в том числе ~0,05 % С] Zp «450 °C. Раз-
упрочнение на стадии возврата значительно
меньше, чем в чистом железе, и составляет
-20%.
Увеличение содержания углерода с 0,05 до
1,0 % (по массе) . резко повышает t*
(рис. 28.16, б).
Повышение вызвано взаимодействием
растворенного углерода со скоплениями дис-
локаций и торможением границ дисперсными
карбидными частицами (цементита).
Растворенный углерод сдерживает форми-
рование центров рекристаллизации, а карбид-
ные частицы тормозят стадию их роста. Тор-
можение особенно эффективно при большом
количестве и высокой дисперсности карбидных
частиц. Если же их количество невелико, а
размеры >1 мкм, то карбидные частицы даже
снижают температуру рекристаллизации (за
счет усложнения дислокационной структуры
при деформации и увеличения скорости обра-
зования центров рекристаллизации на границе
частица — матрица). Снижение наблюдается и
при легировании сильными карбидообразующи-
ми элементами.
Подтверждением роли карбидных частиц
могут служить данные о рекристаллизации фер-
рита стали с разным содержанием карбидов.
Исследовались:
1) технически чистое железо [с 0,08 % С
(по массе)], исходная структура — феррит;
2) сталь марки СтЗ (0,15 % С); исходная
структура феррит+пластинчатый перлит;
3) сталь ШХ15 (1,5 % С); исходная струк-
тура — зернистый перлит.
Устойчивость карбидов в ШХ15 против
коагуляции ослабляет влияние растворимости
и коагуляции карбидов на рекристаллизацию.
Образцы осаживали при комнатной темпера-
туре на 20, 40, 60 и 80 %. Значение Z”
в среднем сечении образцов определяли рент-
генографическими методами (по рефлексам на
линиях дебаеграмм) и по снижению твердости
на 50 % (см. таблицу).
Температура начала рекристаллизации
СтЗ с небольшим количеством частиц пластин*
чатого цементита и стали ШХ15 оказалась
ниже, чем технического железа.
Большое количество дисперсных карбидт
ных частиц затрудняет выявление начальной
стадии рекристаллизации. Для стали 111X15,
ТЕМПЕРАТУРЫ НАЧАЛА РЕКРИСТАЛЛИЗАЦИИ
ДЛЯ ТЕХНИЧЕСКИ ЧИСТОГО ЖЕЛЕЗА
И СТАЛЕЙ СтЗ И ШХ15*
В. % /«. "С
Fe СтЗ ШХ15
20 600/565 600/585 550/570
40 575/575 550/580 550/525
60 575/565 525/560 550/515
80 550/565 525/560 625/510
♦ В числителе — рентгенографический метод, в
знаменателе — по снижению твердости.
если воспользоваться обычной рентгеновской
методикой, получается необъяснимый на пер-
вый взгляд результат: Zp растет с увеличе-
нием степени деформации (см. таблицу). В об-
разцах, деформированных на 40 %, начало ре-
Рис. 28.18. Зависимость твердости сталей СтЗ и
ШХ1Б, деформированных с различными степенями
(/ — 20%; 2 — 40%; 5-60%; 4 — 80%), от темпе-
ратуры нагрева
кристаллизации по точечным рефлексам на
рентгенограммах выявилось при нагреве на
550 °C, а в образцах, деформированных на
80 %, — только после нагрева на 625°C.
238
Правильны в этом случае результаты, по*
лученные из анализа твердости, если прини-
мать за /р температуру, при нагреве до которой
деформационное упрочнение стали уменьшается
на 50 %. Измерения твердости показывают,
что /р снижается по мере увеличения степени
деформации (см. таблицу).
Рис. 28.19. Влияние легирующих элементов на
железа, содержащего 0,05 % С (о), и перлитных ста-
лей, содержащих около 0,35 % С (б) [5]
Вуалирующее влияние карбидов связано с
их дроблением при высоких степенях деформа-
ции: увеличение числа дисперсных карбидных
частиц и уменьшение их размеров при сохра-
нении объемной доли приводит к замедлению
роста зародышей рекристаллизации и уменьше-
нию среднего размера зерен.
Температура, которая при использовании
обычной рентгеновской методики принимается
за температуру начала рекристаллизации, в
действительности является температурой начала
интенсивного роста зародышей рекристалли-
зации.
Присутствие карбидов и их дробление оп-
ределяет и некоторые особенности процессов
упрочнения и разупрочнения. Так, упрочнение
при деформации тем больше, чем больше кар-
бидов в исходном состоянии. В технически
чистом железе при деформации на 80 % твер-
дость повышается на HV 100, в стали СтЗ —
на HV120, в стали ШХ15 —на HV 150.
Если легирующие элементы входят, в твер-
дый раствор, то наблюдается обратное явле-
ние: сильнее упрочняется нелегированный ме-
талл, слабее легированный.
Рис. 28.201. Влияние легирующих элементов на t*
аустенитной стали типа 1Х14Н24 [5]
Иначе изменяется твердость и при нагреве
стали, богатой карбидами (рис. 28. 18). В слу-
чае технически чистого железа и стали СтЗ
при нагреве выше твердость максимально
деформированных образцов оказывается та-
кой же, как и менее деформированных, и даже
ниже. В случае же сталей с большим количест-
вом карбидов (ШХ15) вплоть до окончания
первичной рекристаллизации твердость образ-
цов тем больше, чем больше предшествующая
деформация.
Эти особенности объясняются измельчением
ячеистой структуры при деформации и, зна-
чит, измельчением рекристаллизованных зерен
феррита, рост которых также замедляют дис-
персные частицы.
Описанные эффекты необходимо учиты-
вать при разработке технологии промежуточ-
ных разупрочняющих отжигов сталей с различ-
ным содержанием дисперсных фаз.
На рис. 28.19 и 28.20 показано [5] влия-
ние легирующих элементов на температуру
начала рекристаллизации ферритных сталей
(0,05 % С) (рис. 28. 19, а), перлитных сталей
(0,35 % С) (рис. 28.19,6) и аустенитной ста-
ли типа 1Х14Н24 (см. рис. 28. 20). Во всех
случаях карбидообразующие элементы сильнее
повышают Гр стали за исключением случаев,
когда они образуют первичные карбиды еще в
жидкой фазе (легирование титаном и др.).
Особенность сталей, вероятно, связанная с
энергией дефектов упаковки, — существенное
разупрочнение еще на дорекристаллизационной
239
стадии [1, 5, 6]. Причем сплавы на основе
железа, легированные некарбидообразующими
элементами, сильнее упрочняются при наклепе
и сильнее разупрочняются на стадии возврата
(рис. 28.21). Карбидообразующие элементы
300
100 ------1------1------1______I______L_
После 300 400 300 000 700
наплела +
тотм> 6
Рис. 28.21. Влияние легирующих элементов на раз-
упрочнение .при нагреве деформированного (е=Ю0 %)
железа [5]
28.3. ДИНАМИЧЕСКИЙ ВОЗВРАТ
И ДИНАМИЧЕСКАЯ
РЕКРИСТАЛЛИЗАЦИЯ
Под динамическим возвратом и динамической
рекристаллизацией понимают процессы воз-
врата и рекристаллизацйи, совершающиеся не-
посредственно в ходе пластической деформа-
ции. Динамический возврат может реализо-
ваться при горячей и холодной деформации,
динамическая рекристаллизация — только при
горячей деформации. Совместное протекание
упрочнения и разупрочнения существенно из-
меняет атомный механизм процессов и конеч-
ную структуру, весьма чувствительную к из-
менениям условий деформации и охлаждения,
исходного фазового и структурного состояния.
Основной механизм динамического воз-
врата — поперечное скольжение винтовых дис-
локаций. С этим процессом связана третья ста-
дия упрочнения, характеризующаяся резкии
снижением скорости упрочнения и даже не-
которым разупрочнением материала. Динами-
ческий возврат протекает тем легче, чем легче
осуществляется термически активируемый про-
цесс поперечного^ скольжения, а следовательно,
чем больше энергия дефектов упаковки и соот-
ветственно меньше ширина расщепленных дис-
локаций и чем выше температура деформации.
Поперечное скольжение тормозится высо-
кодисперсными частицами вторых фаз и поля-
ми упругих напряжений, создаваемыми ими в
решетке матрицы. Поэтому в гетерофазных н
стареющих сплавах, состаренных'перед дефор-
мацией, динамический возврат затруднен и тем
сильнее, чем дисперснее выделившаяся фаза и
Рис. 28.22. Относительные температурные уровни рекристаллизации некоторых металлов и сплавов на их ос-
нове: !
/ — металл высокой чистоты: 2—металл технической чистоты; 3 —однофазные сплавы с большой концент-
рацией легирующих добавок; 4 стареющие- сплавы; 5 — порошковые спеченные материалы с тугоплавкими
частицами
(V, Mo, W и др.) сильнее повышают темпе-
ратуру начала заметного разупрочнения.
Обобщение большого количества данных
для железа и других металлов и сплавов до-
статочно надежно позволило установить тем-
пературные интервалы (в долях абсолютной
температуры плавления) рекристаллизации и
соответственно максимального разупрочнения в
зависимости от концентрации растворенных
примесей и фазового состава. Эти данные
приведены на рис. 28.22.
240
выше напряжения, создаваемые ею. в матрице.
При поперечном скольжении винтовых дис-
локаций усиливается взаимодействие дислока-
ций, движущихся в разных системах скольже-
ния. Образуется . дислокационная ячеистая
структура (см. рис. 28. 5, а), в которой дис-
локационные сплетения — стенки ячеек обла-
стей с малой плотностью дислокаций. Чем
больше энергия дефектов упаковки и выше
температура деформации, тем меньше толщи-
на стенок ячеек. С повышением температуры
деформации возникают условия для перепол-
зания дислокаций, трехмерные стенки «сплющи-
ваются» до двухмерных субграниц — насту-
пает полигонизационная стадия динамическо-
го возврата.
Особенности динамической рекристаллизации
При горячей деформации трудно отличить ис-
ходные зерна от рекристаллизованных, по-
скольку новые рекристаллизованные зерна,
возникшие в ходе деформации, могут далее
оказаться вновь деформированными (рис.
18.23). Не всегда удается также отличить
структурные изменения, происшедшие непо-
Рис. 28.23. Динамическая рекристаллизация в стали
80Х5Г5; Тдеф = 1025 °C; 8=40 %: е=2
средственно во время деформации, от изме-
нений при охлаждении образца после дефор-
мации. Достаточно деформированному материа-
лу по завершении деформации находиться
при высокой температуре доли секунды, что-
бы в нем существенно изменилась структура.
Во многих сталях и сплавах в процессе
горячей деформации и последующего охлаж-
дения из твердого раствора выделяются час-
тицы вторых фаз, усложняющие рекристал-
лизацию и затрудняющие ее изучение.
Подтверждением того, что прошла дина-
мическая рекристаллизация, может служить
наличие внутри равноосных зерен деформиро-
ванной субструктуры (вытянутые субзерна,
искаженные двойники отжига, повышенная
плотность дислокаций). Такая субструктура
образуется в рекристаллизованных зернах
(сформировавшихся на ранних стадиях дефор-
мации) при продолжении деформации.
Разупрочнение при высокотемпературной
деформации происходит за счет полигониза-
ции или рекристаллизации [1, 6]. Определяющи-
ми факторами являются условия деформации
и прежде всего ее скорость, а также свойства
материала, в частности величина энергии де-
фектов упаковки уд.у.
На рис. 28.24 приведена зависимость на-
пряжения сдвига тСд, отнесенного к модулю
G, от температуры (в долях температуры
плавления) для монокристаллов некоторых
г. ц. к. металлов с различными значениями
уд.у. Четко видны температурные интервалы:
<0,5 Тпл (I) и >0,5 Гпл (II). Разница в пове-
дении материалов в разных интервалах оче-
видна. Отношение тсд/С? тем больше, чем
меньше энергия уд.у> т. е. чем медленнее идут
процессы поперечного скольжения дислокаций,
контролирующие динамический возврат. Такая
корреляция дает основание полагать, что тем-
пературный интервал I соответствует динами-
ческому возврату.
При температурах >0,5 ТПл увеличивается
вклад диффузионного переползания дислока-
ций, благоприятствующего началу динамиче-
ской рекристаллизации.
Характер кривых для высокотемператур-
ной деформации и для холодной деформации
различен.
Рис. 28.24. Зависимость напряжения сдвига т, отне-
сенного к модулю упругости G, от температуры, вы-
раженной в долях температуры плавления, для мо-
нокристаллов некоторых г. ц. к. металлов
Рис. 28.25. Кривые сг—8 для стали с 0,25 % С при
разных скоростях деформации
Когда деформация сопровождается только
динамическим возвратом на кривых отсутству-
ет стадия I и уже на начальных стадиях уп-
рочнение характеризуется признаками стадии
II. При дальнейшей деформации оно сменяется
слабым разупрочнением, переходящим в уста-
новившуюся стадию деформации, на которой
напряжение не изменяется, несмотря на про-
должающуюся деформацию. Установившаяся
стадия деформации — основное отличие дина-
мического возврата при высокотемпературной
деформации от возврата при холодной дефор-
мации. На установившейся стадии наступает
динамическое равновесие между количеством
возникающих и аннигилирующих дислокаций и
сохраняется равноосность и постоянство разме-
ров субзерен и углов разориентировки.
Горячая деформация, сопровождающаяся
динамической рекристаллизацией, изменяет ха-
16—394
241
рактер кривых сг—е: по достижении устано-
вившейся стадии дальнейшая деформация со-
провождается периодическим повторением цик-
лов упрочнения и разупрочнения. Кривая
о—е становится волнистой.
. На рис. 28.25 приведены о-в кривые для
углеродистой стали (0,25 % С) при растяже-
нии в аустенитном состоянии (1375 К) для че-
тырех скоростей деформации. Видно, что пе-
риодичность циклов зависит от скорости де-
формации. При высокой скорости имеется толь-
ко один пик (за установившейся стадией),
а при меньших скоростях деформации — не-
сколько (циклы упрочнения и разупрочнения).
Разупрочнение (спад кривой после, пика)
связано с динамической рекристаллизацией.
Для ее начала требуется определенная дисло-
Чем больше степень деформации и больше
ее скорость, тем раньше начинается рекри-
сталлизация (первое интенсивное разупрочне-
ние). Повышение температуры деформации
(при постоянной скорости) также вызывает
увеличение ес.
Эти важные зависимости позволяют полу-
чать заданные структуры, регулируя темпера-
туру и скорость горячей деформации.
Микроструктура металлов и сплавов на
различных стадиях процесса горячей дефор-
мации имеет следующие особенности:
а) на стадии, близкой к установившейся,
вследствие интенсивного динамического воз-
врата образуется ячеистая структура. Степень
деформации при которой она начинает форми-
а
Рис. 28.26. Характер кривых с—е при динамической рекристаллизации для ех<
<ес(а) и £Л>8С (б). Р — доля рекристаллизованного объема
кационная структура. Этим, видимо, объясня-
ется то, что динамическая рекристаллизация
при горячей деформации легче протекает в
металлах с низкой уд.у. В металлах с высокой
Уд.у динамический возврат препятствует обра-
зованию дислокационной структуры, благо-
приятной для начала рекристаллизации.
Периодичность циклов упрочнения и раз-
упрочнения связывают с соотношением вели-
чин «критической» деформации ес, необходимой
для начала рекристаллизации (создание необ-
ходимой дислокационной структуры), и дефор-
мации вх, реализующейся во время динамичес-
кой рекристаллизации (рис. 28. 26). В процес-
се рекристаллизации в разных микрообъемах
одновременно идут два процесса: разупроч-
нение там, где ранее наиболее интенсивно про-
ходила деформация, и упрочнение — в сосед-
них микрообъемах.
Когда ес>вх, рекристаллизация идет’ пе-
риодически и на кривой о—е проявляется цик-
лы упрочнения и разупрочнения. При ес<8а
циклы рекристаллизации перекрываются: про-
цессы упрочнения и разупрочнения в разных
микрообъемах проходят одновременно и сум-
марное напряжение течения остается постоян-
ным, т. е. наблюдается установившаяся ста-
дия, аналогичная возникающей при динамичес-
ком возврате. Различие заключается в том,
что при динамической рекристаллизации раз-
упрочнение, предшествующее установившейся
стадии, более резкое.
роваться, тем меньше, чем больше скорость
деформации;
б) с повышением температуры деформации
размеры ячеек увеличиваются, стенки их стано-
вятся уже, плотность дислокаций в их объеме
уменьшается, т. е. ячейки становятся субзер-
нами. В среднем разориентировка между
ячейками (субзернами) при горячей деформа-
ции меньше, чем после холодной деформации.
Субзерна при высоких температурах дефор-
мации равноосны, даже при весьма больших
степенях деформации. Видимо, большую роль
здесь играют процессы диффузионного пере-
ползания краевых дислокаций, ступенек кра-
евой ориентации винтовых дислокаций и по-
перечное скольжение.
Весьма вероятна на установившейся стадии
реполигонизация — непрерывное' разрушение
субграниц и их перестройка с восстановлением.
В этом случае при деформации в структуре
должно постоянно присутствовать какое-то
число нестабильных субграннц.
Это обстоятельство очень важно и объясня-
ет ряд отличий субструктуры горячедеформи-
рованного металла и металла, рекристаллизо-
ванного после горячей деформации, от суб-
структуры рекристаллизации после холодной
деформации:
1. Субграницы горячедеформированного ме-
талла значительно менее стабильны, чем холод-
нодеформированного с последующим нагревом.
Поэтому в формировании зародышей рекри-
сталлизации после горячей деформации весь-
ма велик вклад коалесценции субзерен, пред-
полагающей наличие неустойчивых, легко рас-
падающихся границ. Подтверждением неустой-
чивости субструктуры горячедеформирован-
ных металлов и сплавов по сравнению с хо-
лоднодеформированными служит более интен-
сивное их разупрочение на стадии возврата.
2. После горячей деформации рекристалли-
зованные зерна, как правило, отличаются по-
вышенной плотностью дислокаций и часто со-
слабо разориентированных границ мигра-
ция идет медленно. Распространенный случай
закрепления границ дисперсными фазами свя-
зан с распадом пересыщенного твердого рас-
твора в процессе горячей деформации или
последующих изотермических выдержек и за-
медленного охлаждения.
В сталях выделяются при распаде диспер-
сные карбиды, карбонитриды, нитриды, интер-
металлиды, растворимость которых меняется
с температурой. Если предварительный нагрев
и приводит к растворению дисперсных фаз (хо-
Рис. 28.27. Особенности рекристаллизации при горячей деформации:
а, б—предпочтительное образование зародышей рекристаллизации у границ исходных зерен. Сплав
НХ36ТЮМ8 (с —8=16%; б — е=20 %); в — зубчатая форма границ, образующаяся в процессе динамической
рекристаллизации. Х300
держат остатки дислокационных субграниц.
В результате твердость рекристаллизованного
горячедеформированного металла выше твер-
дости отожженного. Это, по-видимому, связано
с тем, что зародыши рекристаллизации фор-
мируются при коалесценции субзерен. Нема-
лую роль может играть наклеп зародышей
рекристаллизации, возникших на ранних ста-
диях деформации. Зародыши рекристаллиза-
ции при горячей деформации образуются
предпочтительно у границ исходных зерен
(рис. 28.27, а, б). В объеме зерен при горячей
деформации зародыши, как правило, не обра-
зуются, кроме случая, когда степень деформа-
ции очень велика.
3. Рекристаллизация часто реализуется ло-
кальной миграцией отдельных участков боль-
шеугловой границы, образующей выступы
(«языки») на границах исходных зерен. В ре-
зультате граница исходных зерен становится
зубчатой (рис. 28.27, в). Зубчатость границ —
характерный признак динамической рекристал-
лизации, встречается очень часто. Движущей
силой процессов образования выступов (зуб-
чатости) служит разница в локальной плотно-
сти дефектов по обе стороны от данного уча-
стка границы.
Рекристаллизация миграцией локальных
участков границ зерен может не реализовать-
ся, если границы закреплены частицами дис-
персных фаз. В этом случае рост в соседнее
зерно зародыша, образовавшегося коалесцен-
цией, становится невозможным. Рекристалли-
зация идет лишь за счет роста в материнское*
зерно. Однако вследствие малой подвижности
тя бы частичному), но последующая деформа-
ция завершается при температуре, соответст-
вующей пересыщению твердого раствора, то
распад последнего будет тормозить рекристал-
лизацию. Эффективность торможения зависит
от ряда факторов: необходима, кроме пересы-
щения, достаточная диффузионная подвижность
(чтобы распад успел пройти до начала рекри-
сталлизации), однако если диффузионная под-
вижность очень велика, то дисперсные фазы
коагулируют и торможение границ будет сла-
бее.
Поэтому в сталях, деформируемых при высо-
ких температурах, замедлению рекристаллиза-
ции способствует введение карбидообразую-
щих элементов (Ti, Сг, Мо и т. п.). При сравг
нении сталей XI8H11 и X18H1IT было уста-
новлено, что при 900° С рекристаллизация в
стали, легированной титаном, замедляется
в несколько раз, при 1000 °C — замедление не-
значительно, а при II00° С — практически от-
сутствует.
Особо важную роль при горячей деформа-
ции играет скорость нагружения, а после вы-
сокоскоростной деформации — скорость ох-
лаждения. Регулируя эти параметры, можно
существенно изменять структуру металлов
и сплавов (однородность, термическую ста-
бильность), а значит, и их свойства.
Динамической рекристаллизации (даже при
больших степенях горячей деформации) мож-
но избежать, уменьшая скорость деформации.
Снижение скорости деформации обеспечивав
ет получение стр^Ьктуры, устойчивой к рекрис-
таллизации.
16*
243
балл зерна
В никелевом сплаве ХН77ТЮР, деформиро-
ванном на 30 % при 1080° С, рекристаллиза-
ция начинается после выдержки в течение
1 мин. В сплаве ХН65КМВЮБ, деформиро-
ванном с малой скоростью при 1100° С и за-
тем выдержанном при этой температуре, ре-
кристаллизация начинается спустя 30—40 мин,
а в деформированном и выдержанном при
1150° С — через 20—25 мин.
В сплаве Fe—Ni (0,02 % С, 29,5 % Ni), про-
Рис. 28.28. Влияние ус-
ловий последеформаци-
оииого охлаждения на
изменение структуры
гор.ячедеформирован-
ного аустенита (а) и
феррита (б)
катанном при 980® С
(степень обжатия ме-
нее 10 %), а затем
изотермически отож-
женном при этой же
температуре, рекрис-
таллизация начинает-
ся после 30-мин вы-
держки. ' Причина —
динамический возврат,
проходящий при мед-
ленной деформации.
Последеформацион-
иая выдержка повы-
шает совершенство
субзерен и их границ,
уменьшая содержание
дислокационных скоп-
лений и отдельных
дислокаций в объеме
субзерен. При весьма
длительных выдерж-
ках становится воз-
можными рост субзе-
рен н собирательная
полигонизация (ре-
кристаллизация «in
situ»).
Таким образом, ес-
ли рекристаллизация
при нагреве после го-
рячей деформации с
малой скоростью, не-
желательна, то заМед-
ленное охлаждение
после деформации или
выдержка при темпе-
ратуре деформации не
только не опасны, но,
более того, обеспечи-
вают получение мак-
симально стабильной
структуры. При по-
следующем нагреве
выше температуры де-
формации рекристал-
лизация в образцах
после быстрого охлаж-
дения начинается
раньше, чем в медлен-
но охлажденных.
Это необходимо
учитывать на практи-
ке, особенно при об-
работке крупногаба-
ритных изделий, в которых при обычных режи-
мах скорость охлаждения разная в разных се-
чениях, неодинакова и термическая стабиль-
ность по объему изделия. В участках, охлаж-
дающихся медленнее, она будет максимальной.
При последующем нагреве внешние участки
(охладившиеся быстро), более склонные к ре-
кристаллизации раньше нагреваются до темпе-
ратуры закалки, что может привести к значи-
тельной структурной неоднородности.
244
В случае деформации с большими скоро-
стями динамический возврат затруднен, соз-
даются условия для динамической рекристал-
лизации и, что .очень важно, ускоряется ре-
кристаллизация не только в ходе деформации,
ко и при последующем охлаждении или изо-
термической выдержке. Иногда при охлажде-
нии после горячей деформации частично про-
ходит собирательная рекристаллизация.
На рис. 28. 28 приведены результаты ис-
следования рекристаллизации в горячедефор-
мированных аустенитной (18% Сг, 8% Ni)
и ферритной (трансформаторной) сталях, не
испытывающих фазовой перекристаллизации.
Предварительно отожженные образцы обраба-
тывали по следующему режиму: нагрев до
1200°C (выдержка 10 мин), подстуживание
на воздухе до НО °C, деформация при этой
температуре (осадка с одного удара, средняя
скорость деформации 102 с-1) на заданную
степень, подстуживание до разных температур
с последующим охлаждением в воде. Степени
деформации и условия подстуживания указа-
ны на рис. 28. 28. Распределение зерен по раз-
мерам (баллам) характеризуется частотными
кривыми (показано там же).
Предварительный высокотемпературный
отжиг проводился для получения крупного ис-
ходного зерна. Появление в деформированной
структуре мелких зерен, отсутствовавших до
деформации, свидетельствует о том, что про-
ходила первичная рекристаллизация, последую-
щее укрупнение структуры доказывает проте-
кание собирательной рекристаллизации.
Анализ кривых распределения зерен по
размерам в зависимости от степени деформации
и условий подстуживания позволил заключить:
при подстужнвании после деформации успева-
ет совершиться рекристаллизация; с увеличе-
нием степени деформации процесс рекристал-
лизации интенсифицируется, причем в аусте-
нитной стали сильнее, чем в ферритной. После
деформации на 50—70 % первичная рекристал-
лизация при подстуживании в аустенитной ста-
ли проходит за 15 с, в ферритной стали —в
несколько раз медленнее. Последнее хорошо со-
гласуется с тем, что в ферритной стали легче
проходит динамический возврат, соответствен-
но ослабевает движущая сила рекристалли-
зации.
Таким образом, для того чтобы избежать
рекристаллизации, после горячей деформации
с высокими скоростями необходимо ускоренное
охлаждение. На практике, однако, это не всег-
да возможно, особенно для крупногабаритных
изделий, поэтому более перспективно снижение
скоростей деформации.
На рис. 28. 29 приведены диаграммы
структурных состояний сплавов. Такие диа-
граммы отображают структуру сплавов в за-
висимости от скорости и температуры горячей
деформации и последующего нагрева деформи-
рованных изделий.
С температурно-скоростными условиями
горячей деформации связано и недавно обна-
руженное явление последив а мической рекри-
сталлизации: в процессе изотермической вы-
держки после горячей деформации со значи-
тельной скоростью в определенном темпера-
турном интервале рекристаллизация идет не
монотонно — вначале зерна интенсивно* из-
мельчаются, что далее сменяется быстрым уве-
личением их среднего размера и разупрочнени-
ем. Затем размер зерен снова уменьшается и,
наконец, происходит медленный завершающий
их рост.
Этот немонотонный ход структурных изме-
нений объясняется так: после окончания горя-
чей деформации в ходе динамической рекри-
сталлизации в материале уже имеется опре-
деленное число зародышей динамической ре-
кристаллизации и играющих ту же роль границ
Прессование
Рис. 28.29. Диаграммы структурных состояний АМ6:
1 — перекристаллизованная структура; 11 — структу-
ра, претерпевшая рекристаллизацию в ходе после-
деформационноЙ термической обработки; /// — струк-
тура, рекристаллизовавшаяся непосредственно при
деформации и последующего охлаждения (без до-
полнительного нагрева); /V—частично рекристалли-
зованная структура
исходных зерен, которые уже начали мигри-
ровать в сторону зерен с повышенной плотно-
стью дислокаций. При последующей изотерми-
ческой выдержке зародыши растут, а границы
мигрируют оез инкубационного периода, необ-
ходимого для статической рекристаллизации.
Процесс разупрочнения — следствие тако-
го роста и миграции — назван метадинамичес-
кой или пос ле динамической рекристаллизаци-
ей. Она не требует инкубационного периода.
Наряду с этим в менее деформированных
участках кристаллитов при изотермической
выдержке идут процессы статического возврата
(без инкубационного периода) и статической
рекристаллизации. Последний требует инкуба-
ционного периода. Если в этих условиях в
сплаве выделяются частицы дисперсных фаз, то
инкубационный период оказывается весьма про-
должительным. Начало запоздалой статической
рекристаллизации и . вызывает повторное из-
мельчение зерна.
С увеличением степени деформации (или
ее скорости) эффект измельчения зерна, свя-
занный с запоздалой статической рекристалли-
зацией, исчезает.
Особенности рекристаллизации при изотер-
мической выдержке после горячей деформации
позволяют управлять величиной зерна и свой-
245
ствами прокатанного металла. Например, при
последовательной деформации стали на непре-
рывных станах с регулируемым числом прохо-
дов длительность междеформационных пауз
подбирают так, чтобы конец паузы (начало
деформации при очередном проходе) соответ-
ствовал завершению первичной рекристаллиза-
ции после предшествовавшего прохода. Такой
режим обеспечивает последовательное (от про-
хода к проходу) измельчение зерна и улучше-
ние механических свойств.
Для стали 45Г17ЮЗ за пять проходов
(температура деформации 1000 °C, длитель-
ность пауз 60; 10; 20; 10 и 10 с) размер зерна
со 145 мкм (исходное состояние) уменьшается
до 35, 18, 12, 9 и 7 мкм соответственно. Мак-
симальное измельчение зерна происходит после
первого прохода и последующей первичной ре-
кристаллизации. Последующие проходы менее
эффективны, но уменьшение размеров зерен
идет непрерывно.
На образцах с исходным размером зерна
35—25 мкм за пять проходов его удается
уменьшить до 3—5 мкм. При этом от увели-
чивается соответственно с 230 до 600 МПа.
28.4. ТЕКСТУРЫ
РЕКРИСТАЛЛИЗАЦИИ
Первичная и вторичная рекристаллизации со-
провождаются не только изменением степени
структурного совершенства зерен, их размеров
и формы, но часто и изменением их кристалло-
графической ориентировки, т. е. текстуры, и
соответственно изменением анизотропии свойств
образца (изделия) [1, 8, 9, 10].
Текстура рекристаллизации может быть
идентична текстуре деформации, но с иной сте-
пенью рассеяния, или закономерно от нее от-
личаться.
Формирование текстуры связано с пред-
почтительным зарождением («ориентирован-
ное зарождение») и (или) предпочтительным
ростом («ориентированный рост») центров
определенной ориентировки (или ориентиро-
вок).
Из описанного выше следует, хчто в ходе
первичной и вторичной рекристаллизаций
центры с ориентировкой, которой не было в
исходном (деформированном) состоянии, не
образуются. Ориентировка этих центров всег-
да соответствует ориентировке локальных объ-
емов исходной матрицы, в которых они обра-
зовались.
В реальных условиях эксперимента эти
области могли остаться невыявленными из-за
низкой чувствительности методов анализа.
Однако кинетика формирования и роста
центров с разной ориентировкой различна и
определяется взаимодействием движущих и
тормозящих сил процесса. Воздействуя на
эти силы тем или иным способом, например
меняя условия нагрева, можно во многих слу-
чаях создавать условия для ускоренного фор-
мирования и (или) роста тех или иных цент-
ров (см. ниже).
Ориентированное зарождение играет ча-
ще всего определяющую роль на стадии пер-
вичной рекристаллизации, ориентированный
рост — на стадии вторичной рекристаллиза-
ции.
246
Основные факторы, влияющие на тип и
характер текстуры рекристаллизации:
а) тип кристаллической решетки, энергия
дефектов упаковки и .характер дислокацион-
ной структуры, сформировавшейся при де-
формации в разных текстурных компонентах;
б) распределение примесей и их склон-
ность к растворению при нагреве;
в) степень пересыщения твердого раство-
ра, кинетика его распада при рекристаллиза-
ционном отжиге;
г) скорость нагрева, а для тонких изде-
лий (фольги, пленки) — среда отжига и раз-
личие в поверхностной энергии кристаллогра-
фических плоскостей.
28.4Л. Основные типы текстурных
изменений при рекристаллизации
L Сохранение при первичной рекристаллизации
текстуры деформации
Условия нагрева должны обеспечивать ориен-
тированное зарождение и тормозить ориен-
тированный (избирательный) рост. Это до-
стигается следующим образом:
1. При кратковременном отжиге дефор-
мированного материала со скоростным нагре-
вом (индукционным или контактным, в соля-
ной ванне) до температур выше
В этих условиях за короткое время пре-
бывания при высокой температуре зародыши
рекристаллизации появляются не только в
участках с максимальной кривизной решетки,
но и в менее благоприятных для зародышеоб-
разования участках. Текстур? деформации при
этом либо полностью сохраняется, либо ос-
новные ее компоненты становятся еще более
четко выраженными и менее рассеянными.
В трансформаторной стали такой резуль-
тат получен при нагреве со скоростью 1000—
1100°С/с, в холоднокатаной стали 10 при на-
греве со скоростью 500°С/с.
Изотермический отжиг после скоростного
нагрева приводит к избирательному росту, и
характер текстуры изменится.
2. При нагреве с обычной скоростью на
относительно невысокие температуры. При
этом успевает совершиться первичная рекри-
сталлизация из большого числа центров, соби-
рательная рекристаллизация не развивается.
Пример — холоднодеформированный сплав
Fe—3 % Si после отжига при 650' и 925 °C.
В первом случае текстура рекристаллизации
идентична текстуре деформации, во втором —
отлична от нее.
3. При первичной рекристаллизации в ус-
ловиях одновременно протекающего распада
пересыщенного твердого раствора, когда
выделяется устойчивая к коагуляции вторая
фаза, некогерентная матрице и потому не тор-
мозящая формирование центров, но задержи-
вающая миграцию границ. Избирательный
рост зерен определенной ориентировки стано-
вится невозможным из-за барьерного дейст-
вия частиц.
Пример — листы низкоуглеродистой ста-
ли с добавками ниобия (0,126 % Nb, 0,015%С)
после холодной прокатки на 40—90 %, отжиг
при 800 °C, 10 ч. Текстура подобна текстуре
прокатки — сохраняется основная составляю-
щая типа {-111} <112f£>l Развитие составляю-
щей {110} <001> тормозилось выделениями
о
(размер ~ 150 А), содержащими ниобий.
В стали с 0,039 %, Nb и 0,003 % С такого
эффекта не наблюдали.
2. Изменение текстуры на разных стадиях
рекристаллизации
Изменение текстуры за счет преимущест-
венной роли ориентированного зарождения
проявляется в тех случаях, когда с помощью
специальных приемов тормозится зарождение
ненужной компоненты.
Характерные примеры:
1. Образование текстуры {111}<ыщ^> в
низкоуглеродистой стали для глубокой вытяж-
ки: склонность материала к глубокой вытяж-
ке оценивается показателем пластической ани-
зотропии R (отношение изменения ширины к
изменению толщины плоского образца при рас-
тяжении). Материал пригоден для глубокой
вытяжки при /?.2>1. Для получения оптималь-
ного значения R наиболее благоприятна ори-
ентировка {111} <uuw>>, наименее благопри-
ятна — {001} < 110>.
В текстуре прокатки основные компоненты
{111}+{001}. Если не принимать специальных
мер, то они сохранятся и в текстуре первичной
рекристаллизации, при этом значение 7? будет
неблагоприятным.
Основные низкоуглеродистые стали, ис-
пользуемые для глубокой штамповки (авто-
мобильный лист и др.),—08Ю и 08кп. В обеих
сталях при нагреве после холодной про-
катки, помимо рекристаллизации, происходит
распад пересыщенного твердого раствора. В
стали 08Ю выделяется нитрид алюминия
(A1N), температура интенсивного распада
>600°C, в стали 08кп — в основном карбид
железа (цементит), температура интенсивного
распада ~ 500 °C.
Структурный анализ (рентгеноструктур-
ный и электронно-микроскопический) пока-
зал, что компоненты текстуры деформации
{111} и {100} различаются по степени наклепа.
Зерна с ориентировкой {111} более наклепаны,
в них выше плотность дислокаций, больше
разориентировка между ячейками, размеры
ячеек меньше, а разброс по размерам больше,
чем в компоненте {100}. Следовательно, в объ-
емах {111}, с одной стороны, больше скорость
формирования центров рекристаллизации, ко-
торая начинается в холоднокатаных листах при-
мерно при 500 °C, а с другой, выше скорость
распада пересыщенного раствора. Тормозить
зарождение разных текстурных компонент
можно в этих условиях, изменяя скорость на-
грева, используя различие в температурных
интервалах распада.
Для торможения развития компоненты
{100} листы из стали 08Ю необходимо нагре-
вать медленно. Тогда центры рекристаллиза-
ции {111} формируются еще до начала интен-
сивного выделения нитридов алюминия. При
высокой скорости нагрева листы нагреваются
до 600—700°C еще до. образования центров
{111}, а начавшееся выделение нитридов, бо-
лее интенсивное в сильнее наклепанных объе-
мах {111}, тормозит перераспределение в них
дислокаций и формирование центров. В объе-
мах {100} распад будет менее интенсивный и
эффект торможения рекристаллизации слабее.
Образуются центры рекристаллизации с пре-
имущественной ориентировкой {100}.
Листы из стали 08кп для образования в
них текстуры рекристаллизации {111} следу-
ет, наоборот, нагревать с большой скоростью.
Важно «проскочить* температуру интенсивно-
го выделения карбидов (500 °C) и предотвра-
тить торможение формирования центров ре-
кристаллизации {111}. При медленном нагреве
карбиды, выделяясь преимущественно в объе-
мах {111}, затормозят формирование центров
рекристаллизации. В объемах с ориентировкой
{100} эффект торможения будет выражен сла-
бее.
2. Образование зародышей ребровой тек-
стуры {110}<001> при первичной рекристал-
лизации холоднокатаной трансформаторной
стали.
Листы холоднокатаной трансформаторной
стали подвергают, как правило, двойному от-
жигу — низкотемпературному (850—900 °C) и
высокотемпературному (1100—1200 °C). На-
значение низкотемпературного — обеспечить
первичную рекристаллизацию образованием
наряду с другими ориентировками также ори-
ентировки {110} <001 >.
Установлено, что зерна {110} <001 > при
первичной рекристаллизации образуются при
наличии в текстуре деформации компоненты
текстуры, {111} <112 >. При этих условиях
местами предпочтительного образования цент-
ров ребровой ориентировки являются переход-
ные полосы, когерентно связывающие соседние
полосы деформации. Для переходных полос ха-
рактерны небольшая ширина и наличие зако-
номерной разориентировки субзерен, обеспе-
чивающей кристаллоструктурную связь сосед-
них полос деформации, например (111) [112]
и (111) [112]. Срединные объемы переходных
полос имеют ориентировку, близкую к {110}
<001 >, и разориентированы относительно со-
седних полос деформации примерно на 30° от
общего направления <110>, т. е. на угол мак-
симальной подвижности разделяющих границ.
Субзерна в срединных объемах находятся в
наиболее благоприятных, условиях для быст-
рейшего превращения их в зародыши рекри-
сталлизации ребровой ориентировки, угол их
разориентировки относительно матрицы в про-
цессе роста нарастает быстрее, чем у субзерен
других микрозон.
Уменьшение доли зерен с ориентировкой
{111} <112> в текстуре деформации и сниже-
ние величины исходного зерна, облегчающее
формирование центров рекристаллизации в
других микрозонах, уменьшает долю ребровых
зерен в текстуре первичной рекристаллизации
трансформаторной стали.
После первичной рекристаллизации основ-
ная масса зерен «стабилизирована» специаль-
но вводимыми фазами (сульфидами или нит-
ридами). При последующем высокотемператур-
ном отжиге происходит медленное растворе-
ние дисперсных фаз, создающее условия для
избирательного ориентированного роста зерен
{110} <001 > механизмом вторичной рекри-
сталлизации.
Ориентированный рост преобладает в тех
случаях, когда на начальной стадии отжига
образуются зародыши разных ориентировок и
для получения нужной текстуры создаются
условия, при которых предпочтительно разви-
ваются (растут) зерна определенных ориенти-
ровок.
Характерный пример — формирование ку-
бической текстуры в тонких листах трансфор-
маторной стали. После' первичной рекристал-
лизации в металле имеются зерна трех основ-
ных ориентировок {111} <112>; {110} <001 >
и {100} <001 >. При соблюдении определен-
ных условий высокотемпературного нагрева
компонента {100} <001 > растет за счет двух
других. Один из путей, обеспечивающих преи-
мущественный рост кубических зерен {100}
<001>, основан на том, что грани {100} при
определенных условиях имеют меныпую по-,
верхностную энергию, чем другие кристалло-
графические грани.
В чистых металлах с о. ц. к. решеткой ми-
нимальной поверхностной энергией обладают
плоскости {ПО}. Однако в сплавах или в чис-
тых металлах при отжиге их в определенной
газовой среде под влиянием избирательной ад-
сорбции различные атомные плоскости могут
по-разному изменять величину поверхностной
энергии.
В частности, при наличии кислорода в
среде отжига поверхностная энергия плоско-
стей {100} может оказаться меньше, чем {110}.
Так, при исследовании роста зерен, выходя-
щих на поверхность листа трансформаторного
железа плоскостями {100} и {110}, установле-
но следующее: при отжиге в вакууме 0,07 Па
растут зерна {110}, а в атмосфере аргона с
примесью кислорода — зерна {100}. Измене-
ние атмосферы при отжиге одного и того же
образца вызывает изменение направления ми-
грации границ. Однако избыток кислорода
также нежелателен. Влияние, аналогичное
кислороду, оказывает сера в количествах
5-10”5—6-Ю'4%.
28.5. РЕКРИСТАЛЛИЗАЦИЯ
И СТРУКТУРНАЯ
НЕОДНОРОДНОСТЬ
28.5.1. Основные виды
структурных неоднородностей
Наиболее распространенный дефект микро-
структуры деформированных , термически об-
работанных изделий, осдбенно сложной формы
и из сложнолегированных сплавов — неодно-
родность структуры по объему изделия.
Чаще всего встречается разнозернистость
структуры, т. е. различие в размерах зерен, да-
леко выходящее за рамки нормального рас-
пределения размеров.
В практике пластической деформации и
последующей термической обработки многих
сплавов сложного состава (жаропрочных на
основе никеля и железа, сплавов алюминия и
др.) часто встречаются случаи образования зе-
рен аномально больших размеров, превышаю-
щих размер исходных зерен в десятки и сот-
ни раз. Такое аномальное укрупнение струк-
туры называют огрублением, а самую струк-
туру — грубозернистой.
Количественная оценка разнозернистости
производится по данным статистического ме-
таллографического анализа.
По результатам измерения большого чи-
сла зерен подсчитывают число зерен данно-
248
го размера Ni и строят кривые распределения'
зерен по размерам Nt — f (Di) (рис. 28.30, а).
По кривым определяют размер наиболее час-
то встречающихся зерен DB и максимальный
размер зерен Z)max, отвечающий правой части
кривой. Средний диаметр зерна D=TlDiNi/Nt
где N — общее число измеренных зерен.
Распределение зерен по размерам, полу-
чаемое из замеров на плоских шлифах, отли-
чается от нормального даже для однородной
структуры. Кривые всегда асимметричны и вы-
тянуты в сторону больших размеров зерен.
Симметричную форму для однородной струк-
туры кривые приобретают только в полулога-
О 2 4 D, мкм
Рис. 28.30. Кривые распределения зерен по разме-
рам (а), характер кривых для однородной (б) и раз-
нозернистой (в) структуры
рифмических координатах. Поэтому значения
D и никогда не совпадают.
Удельная доля зерен, имеющих в сечении
размеры, отличающиеся от средних:
S(O -Dt)
&d/d = ------=---------100%,
х DN
где R — число групп зерен разных размеров.
Для однородных структур ДР/Р=30ч-
4-35 %. Большие значения свидетельствуют о
разнозернистости.
Максимальные отклонения от статистиче-
ски наиболее вероятного размера характе-
ризуют отношением Апах/Яв, отражающим
степень асимметричности кривой распределения.
Для структур с равновеликими зернами
£>тах/£в=2,5^-3. Для разнозернистых струк-
тур это отношение >3 и достигает 9—10 и
более.
Обе приведенные оценки, дополняя друг
друга, позволяют количественно характеризо-
вать разнозернистость.
Более наглядно разнозернистость выявля-
ется по кривым распределения площади, зани-
маемой зернами данного размера в функции
размера зерен: S< = f (Di) или
Зависимость Si=f (Di) для, разнозерни-
стых структур характеризуется кривой с дву-
мя максимумами или двумя кривыми, разде-
ленными значительным интервалом (рис. 28.
30, б). Отношение площадей под кривыми ха-
рактеризует долю площади, занимаемой круп-
Если аномальные зерна расположены уз-
кими полосами, чередующимися с полосами
мелких зерен, то это строчечная разнозерни-
стость. Характерный пример — строчечно-не-
однородная (полосчатая) макроструктура в
прокатанной и термически обработанной ста-
ли ШХ15 (рис. 28.32).
Отдельные крупные зерна или малые
группы их беспорядочно распределенные по
объему изделия, характеризуют островную
(рис. 28.33) разнозернистость.
Рис. 28.31. Зональная разнозернистость в горячеде-
формнрованном изделии из углеродистой стали после
термической обработки. Х2
Рис. 28.33. Островная разнозернистость.
X300
Рис. 28.32. Строчечная полосчатая разко-
зернистость в прокатанной и термически
обработанной стали ШХ1Б. Х300
НЫМИ зернами, а отношение £тах1/Ааах2—
максимальное превышение размера крупных
зерен над малыми.
Если аномально крупные зерна концентри-
руются в каких-либо макроучастках изделия,
например на периферии, то разнозернистость—
зональная.
Примерами зональной разнозернистости
могут служить грубозернистые периферийные
зоны, возникающие при нагреве под закалку
горячедеформированных изделий из углероди-
стой стали (рис. 28.31) и др. Зональная раз-
нозернистость встречается в изделиях слож-
ной формы из жаропрочных сплавов.
Огрубление структуры не поддается ис-
правлению и недопустимо в готовых изделиях
из сплавов, не испытывающих фазовой пере-
кристаллизации.
Однако встречающиеся на практике неод-
нородности не ограничиваются разнозернисто-
стью и могут быть связаны с различием в
текстуре по объему изделия, с наличием ре-
кристаллизованных и перекристаллизованных
участков и др. Эти виды неоднородности так-
же могут быть зональными, строчечными или
островными.
Причины, вызывающие появление упомя-
нутых неоднородностей, можно свести к двум
группам.
28.5.2. Структурные неоднородности,
вызванные условиями деформации
Можно указать по меньшей мере шесть ос-
новных случаев.
1. Условия пластического течения в по-
верхностных слоях деформируемой заготовки
отличаются от условий течения во внутренних
слоях из-за сил трения между инструментом
и поверхностью металла. Этот случай прояв-
ляется при абсолютном большинстве применя-
емых схем деформаций (прокатке, осадке, эк-
струзии, волочении и т. д.). В зависимости от
схемы и условий деформации слои металла,
соприкасающиеся с инструментом, могут быть
слабее или сильнее деформированы, чем внут-
ренние слои.
249
В тех случаях, когда определяющими в
формоизменении являются сжимающие уси-
лия (осадка), соприкасающиеся с инструмен-
том слои металла деформируются слабее, чем
внутренние. При растягивающих усилиях (во-
лочение, экструзия) эти слои деформируются
сильнее внутренних.
При прокатке разница в степенях дефор-
мации по сечению зависит от отношения дли-
ны дуги захвата I к средней высоте сечения
прокатываемой полосы hcp.
Рис. 28.34. Распределение доли раз-
ных компонент текстуры деформа-
ции по сечению прокатанной поло-
сы трансформаторной стали
Основным средством предотвращения или
ослабления структурной неоднородности, вы-
званной силами трения между деформируемым
металлом и инструментом, является уменьше-
ние этих сил путем использования различных
смазок.
Данные о различии текстуры деформации
по сечению заготовки из трансформаторной
стали при использовании разных смазок при-,
ведены на рис. 28.34.
2. Условия пластического течения в по-
верхностных слоях и в объеме различаются
из-за неравномерного охлаждения наружных
слоев изделия (заготовки), контактирующих с
инструментом (например, при деформации на-
гретого металла холодным инструментом или
инструментом, нагретым ниже температуры
деформируемого металла). В этом случае
температура металла в приконтактных слоях
снижается и процессы Динамического раз-
упрочнения (возврата, полигонизации, рекри-
сталлизации) реализуются в меньшей мере или
вовсе не реализуются. В результате деформа-
ция в поверхностных слоях является проме-
жуточной между горячей и холодной. Сте-
пень наклепа поверхности увеличивается, по-
вышается плотность дислокаций.
В качестве примера можно привести дан-
ные о неоднородности степени рекристаллиза-
ции по толщине образца стали 06X18НЮ не-
посредственно после горячей прокатки при
250
1100 °C без последующего нагрева. В средней
части образца (7 мм от поверхности) прошла
полная рекристаллизация, в поверхностном
слое (вплоть до глубины 2 мм) структура пол-
ностью перекристаллизована. На глубине от
3 до 5 мм структура особенно неоднородна:
по мере удаления от поверхности доля рекри-
сталлизованных зерен растет от 20 до 100%.
При горячей деформации с малыми ско-
ростями процесс разупрочнения в срединных
слоях может ограничиться динамической по-
лигонизацией. В периферийных областях ли-
бо наклеп может оказаться столь высоким,
что пройдут начальные стадии динамической
рекристаллизации, либо он может сохранить-
ся после деформации, обеспечивая тем самым
условия для статической рекристаллизации
при последеформациояном нагреве.
Последеформационный нагрев металла с
неоднородной по толщине структурой редко
уменьшает неоднородность, а чаще только уси-
ливает ее. В наружных слоях проходит ста-
тическая первичная рекристаллизация, во
внутренних — собирательная рекристаллиза-
ция зерен, образовавшихся при динамической
рекристаллизации.
Картина существенно усложняется, если
при температуре деформации металл во внут-
ренних объемах изделия находится в состоя-
нии однофазного твердого раствора, а в ох-
лажденном внешнем слое при температуре, от-
вечающей двухфазному состоянию. Тогда де-
формация сопровождается выделением час-
тиц избыточных дисперсных фаз во внешних
слоях. Рекристаллизация при последеформа-
цнонном нагреве может протекать по-разному
в указанных объемах. Во внешнем слое она
зависит от природы . выделившихся частиц,
скорости их обратного растворения (при тем-
пературе нагрева) и степени однородности
распада по объему изделия (см. ниже).
3. Условия пластического течения в на-
ружных и внутренних слоях изделия различны
из-за разогрева внешних слоев под действием
сил трения.
Такие условия обычно создаются при хо-
лодной обработке труднодеформируемых спла-
вов. Разница температур наружного и внут-
реннего слоев достигает 100—200 °C. Повыше-
ние температуры внешних слоев может иметь
разные последствия в зависимости от приро-
ды сплава, может благоприятствовать про-
теканию во внешних слоях динамического воз-
врата и даже рекристаллизации, создавать
условия, облегчающие деформационное ста-
рение.
Неоднородности структуры в деформиро-
ванном металле оказывают влияние и на фор-
мирование структуры при последующем от-
жиге.
С повышением температуры нагрева ме-
талла перед деформацией дополнительный ра-
зогрев наружных слоев уменьшается и соот-
ветственно уменьшается перепад температур
по сечению.
4, Условия пластического течения в раз-
ных макрообъемах изделия резко отличаются
из-за сложной его формы.
При этом в макрообъемах изделия (за-
готовки) степени деформации могут изменять-
ся от критических и менее до максимально
возможных в данном материале.
Пример таких условий деформации —
штамповка лопаток сложного профиля для
газотурбинных двигателей. На рис. 28.35 по-
казана микроструктура лопатки из сплава
ХН65КМВЮБ. Особенность этого сплава —
распад при охлаждении после горячей дефор-
маций с выделением большого количества у'-
фазы, изоморфной матрице.
Распад идет по-разиому в перекристалли-
зованных и рекристаллизованных зернах. В
первых он носит когерентный характер и вы-
зывает сильный фазовый наклеп. При травле-
нии в реактиве Круппа такие зерна травятся
Рис. 28.35. Неоднородность микроструктуры штам-
пованной детали сложного профиля из сплава
ХН65КМВЮБ после горячей деформации и ох-
лаждения на воздухе
сильнее и выглядят темными. В рекристалли-
зованных зернах — распад некогерентный,
фаза скоагулирована, фазовый наклеп значи-
тельно меньше, зерна травятся медленнее и
выглядят светлыми. Это позволяет выявлять
структурную неоднородность в разных объе-
мах лопатки, вызванную неравномерной де-
формацией. Ясно, что объемы, в которых ре-
кристаллизация прошла во время деформа-
ции, были деформированы сильнее, чем объе-
мы, в которых зерна перекристаллизовались.
Как уже отмечалось выше, неоднород-
ность структуры в изделиях сложной формы,
изготовляемых горячей деформацией, может
быть существенно уменьшена путем снижения
скорости деформации.
Другой способ уменьшения неоднородно-
сти этого типа — изменение формы заготовки,
чтобы уменьшить градиент деформаций в раз-
ных сечениях изделия.
5. Деформация локализована, контроль
ее степени и условий затруднен. Такая дефор-
мация наблюдается при удалении облоя, опе-
рациях высечки, локальном изгибе и т. п. На-
грев после такой деформации приводит к об-
разованию локальных участков либо с весьма
мелким зерном (если локальная деформация
велика), либо с крупным зерном (если степень
локальной деформации близка к критической).
6. Скорость охлаждения после деформа-
ции такова, что рекристаллизация успевает
совершиться частично и неравномерно по
объему заготовки.
Рекристаллизация при высокотемпера-
турной деформации протекает с большой
скоростью как в процессе самой деформации,
так и при последующей выдержке при темпе-
ратуре деформации или даже в процессе ох-
лаждения. Время заметных структурных из-
менений при этом зависит от степени и скоро-
сти деформации и может исчисляться секунда-
ми, а иногда даже долями секунды.
28.513 . Структурные неоднородности,
вызванные неоднородностями фазового
состава
Обычно фазовая неоднородность прояв-
ляется в следующих случаях:
1. Отдельные крупные частицы или ко-
лонии вторых фаз изменяют условия пласти-
ческой деформации и последующей рекрис-
таллизации в объемах матрицы, примыкаю-
щих к этим частицам (колониям).
Пластическое течение вблизи дисперсных
частиц проходит более турбулентно. Изгиб
кристаллической решетки (избыток дислока-
ций одного знака) в этих областях больше.
В результате при нагреве зародыши рекри-
сталлизации в этих участках формируются
раньше, чем в других объемах материала.
Этот эффект тем сильнее, чем более искаже-
на форма включений и чем выше их твердость.
Преимущественное образование зародышей у
включений приводит к рассеянию, а при оп-
ределенных условиях даже к устранению тек-
стуры рекристаллизации.
2. Сплав перед холодной деформацией со-
держит неоднородно распределенные части-
цы дисперсных фаз, отжиг после деформации
ведется при температуре, соответствующей
относительно медленному растворению этих
частиц.
При нагреве до температуры ниже темпе-
ратуры начала растворения дисперсных фаз
микроструктура в участках изделия с диспер-
сными фазами мелкозернистая. С повышением
температуры скорость роста зерна резко воз-
растает и становится большей, чем в участках
изделия без дисперсных фаз.
Наиболее благоприятные условия для
формирования разнозернистой и1 даже огруб-
ленной структуры создаются в том случае,
когда описанный выше процесс роста зерен в
условиях медленного растворения дисперсных
частиц проходит после деформации на крити-
ческую степень.
На рис. 28.36 приведены диаграммы ре-
кристаллизации сталей Х18Н14М2 и
Х18Н14М2Б1; вторая содержит повышенное
количество частиц дисперсных фаз — карби-
да NbC и интерметаллида Fe3Nb2.
На обеих диаграммах выявлен максимум
величины зерна при рекристаллизации после
критической степени деформации. Однако
максимальный размер зерна в сплаве
Х18Н14М2Б1 оказался во много раз большим.
251
Дисперсные фазы и их растворение спо-
собствуют образованию огрубленной структу-
ры и при средних степенях деформации.
3. Сплав перед горячей деформацией на-
ходился в однофазном состоянии, но с пони-
жением температуры в процессе деформации—
в состоянии пересыщенного твердого раствора
и деформация сопровождалась макро- или
микронеоднородным выделением избыточных
фаз, а последующий рекристаллизационный
ся рост отдельных зерен, т. е. наступит вто-
ричная рекристаллизация.
Исходя из диаграмм рекристаллизации,
грубой разнозернистости к концу первичной
рекристаллизации можно избежать, если бу-
дет предотвращено получение критического
размера зерна. В частности, для снижения
разнозернистости, когда такие изменения тех-
нологически допустимы, рекомендуется пони-
жение температуры и длительность нагрева.
Рис. 28.36. Диаграммы рекристаллизации первого
рода сталей Х18Н14М2 и Х18Н14М2Б1
отжиг — их замедленным и неоднородным ра-
створением. В этом случае выделения второй
фазы (фаз) до деформации отсутствовали и
появились только в процессе деформации и
(или) последующего охлаждения. •
Условия и степень однородности деформа-
ции определяют степень однородности распа-
да, количество и степень стабильности дис-
персных частиц и тем самым скорость и сте-
пень равномерности их растворения.
Между склонностью к образованию раз-
нозернистости (к избирательному росту от-
дельных зерен) и средним размером зерен ма-
трицы к концу первичной рекристаллизации,а
также количеством частиц дисперсных фаз
имеется определенная корреляция. Чем круп-
нее размер зерна матрицы после первичной
рекристаллизации, тем меньше суммарная по-
верхность границ, тем больше плотность рас-
положения дисперсных фаз по границам зе-
рен и, следовательно, сильнее торможение ми-
грации границ этими фазами. С началом ра-
створения дисперсных фаз эффект торможения
ослабевает тем сильнее, чем выше темпера-
тура отжига. Создаются условия для роста
зерен.
В то же время движущая сила роста зе-
рен уменьшается с укрупнением зерен и, сле-
довательно, с повышением температуры.
Поэтому при определенной температуре
для данного сплава должен существовать кри-
тический размер зерна матрицы, при котором
движущая сила уравновешивается тормозя-
щей силой. С началом растворения неоднород-
но распределенных дисперсных фаз на локаль-
ных участках границ тормозящий эффект
окажется меньше движущей силы и начнет-
252
4. Рекристаллизация феррита в доэвтек-
тоидной стали, содержащей структурно-сво-
бодный избыточный феррит и феррит, входя-
щий в перлитные колонии, протекает неодно-
временно.
В структурно-свободном феррите рекри-
сталлизация начинается при более низких
температурах, в феррите перлитных колоний—
при более высоких температурах и сопровож-
дается сфероидизацией цементитных пластин,
ускоряемой вакансиями, образующимися при
рекристаллизации феррита перлитных участ-
ков.
28.6. ДИАГРАММЫ
РЕКРИСТАЛЛИЗАЦИИ
Размер зерна в поставляемом металле, а ча-
сто и степень разнозернистости регламенти-
руются ГОСТами и техническими условиями,
В ряде случаев существенно важен и харак-
тер микроструктуры на промежуточных техно-
логических операциях. Поэтому при установ-
лении технологического режима пластической
деформации и термической обработки изделия
или заготовки необходимо знать влияние этих
режимов на микроструктуру материала. Об-
щепринята графическая форма изображения
зависимости средней величины зерна и дру-
гих характеристик микроструктуры от условий
деформации и нагрева — диаграммы рекрис-
таллизации. Различают диаграммы нескольких
типов.
Диаграммы рекристаллизации 1 рода. Стро-
ятся для отжигов после холодной деформа-
ции. Отображают зависимость средней вели-
чины зерна D от степени деформации и темпе-
ратуры последующего рекристаллизационного
отжига (при его определенной одинаковой для
всех температур длительности) (см. рис. 28.
36, а, б).
Диаграммы рекристаллизации // рода.
Строятся для горячей деформации. Они ото-
бражают зависимость средней величины зер-
на от степени и температуры горячей дефор-
мации (без последующего отжига) (см. рис.
28.37» а).
Рис. 28.37, Диаграммы рекристаллизации второго (а)
и третьего (б) рода:
а—сплав ХН70КТЮ. ковка под прессом, охлаждение
в песке: б — сплавы ХН70ВМТЮ: 1 — горячая осадка
на прессе: 2 — то же+нагрев 1200 °C, 2 44-1050 °C.
4 ч
Диаграммы рекристаллизации ГП рода.
Строятся также для горячей деформации, но
с последующей термической обработкой. Для
каждой температуры и деформации нанесены
две кривые: одна характеризует величину зер-
на непосредственно после деформации (как на
диаграммах второго рода); другая — величи-
ну зерна после окончательной термической об-
работки (рис. 28.37,6).
При’ построении диаграмм рекристаллиза-
ции все факторы, влияющие на величину зер-
на, должны сохраняться постоянными, сведе-
ния о них прилагаются к диаграмме: химиче-
ский и фазовый состав; степень чистоты по
неконтролируемым примесям; исходная вели-
чина зерна и текстура; схема и скорость де-
формации; скорость нагрева; продолжитель-
ность изотермического отжига; скорость ох-
лаждения.
При пользовании диаграммами рекристал-
лизации необходимо принимать во внимание
эти данные, их отсутствие обесценивает диа-
грамму.
Диаграммы рекристаллизации, на кото-
рых приведены^ данные о средней величине
зерна (D или 5)» не отражают многих суще-
ственных особенностей структуры, таких как
степень и характер разнозерннстости, наличие
текстуры (для диаграмм второго и .третьего
рода наличие рекристаллизованных и дефор-
мированных зерен и др.).
Для повышения информативности диаг-
рамм целесообразно _использовать систему
значков на кривых D—f (е) (рис. 28.38).
Разнозернистые структуры удобно характери-
зовать двумя кривыми — для среднего разме-
ра мелких зерен и среднего размера крупных
зерен (рис. 28.39). Для большей наглядности
участки диаграмм, соответствующие разно-
зернистым структурам, заключенные между
двумя кривыми, заштриховывают (см. рис.
28.39).
Необходимо также учитывать, что на
обычных диаграммах рекристаллизации дает-
ся размер зерна (характер микроструктуры)
для разных степеней деформации и темпера-
тур отжига при одинаковой продолжительно-
сти отжига и (или) скорости охлаждения,
т. е. по существу для разных стадий процес-
са рекристаллизации.
При всех отмеченных недостатках диаг-
раммы позволяют проследить зависимость
величины зерна (характера микроструктуры)
от условий деформации, нагрева и охлажде-
ния.
Особенность диаграмм — наличие одно-
го или нескольких максимумов величины зер-
на на зависимости его от степени деформации.
Наиболее часто. наблюдается первый макси-
мум в области малых — критических — сте-
пеней деформации. В более или менее резко
выраженной форме он присутствует на диаг-
раммах I, II. и III рода для абсолютного
большинства металлов и сплавов.
Появление максимума связано с неодно-
родностью деформации при малых ее степе-
нях и реализуется он двумя механизмами:
ростом менее наклепанных зерен за счет силь-
нее деформированных (миграцией исходных
границ, стимулированной наклепом) и обра-
зованием и ростом малого числа центров пер-
вичной рекристаллизации. После деформации
на критическую степень величина рекристал-
лизованного зерна обычно превышает исход-
ную в 3—10 раз.
В стареющих сплавах, где рекристаллиза-
ционный отжиг сопровождается растворением
дисперсных фаз, происходит укрупнение зерен,
в 50 раз и более (см. рис. 28.36,6).
Второй максимум появляется значитель-
но реже, как правило, у сплавов, содержащих
дисперсные фазы, частично растворяющиеся
при температуре рекристаллизационного отжи-
га. Максимум приходится па средние степени
деформации (20—50 %). Как правило, он свя-
зан со вторичной рекристаллизацией и сопро-
вождается резкой разнозернистсстью.
Особый характер имеют диаграммы рекри-
сталлизации для случая скоростного нагрева
253
(индукционного, электроконтактного) без изо-
термической выдержки при температуре на-
грева [11]. Высокая скорость нагрева способ-
ствует образованию большого числа центров
рекристаллизации, а кратковременность пре-
бывания при высокой температуре предотвра-
щает заметный рост зерен. В результате зави-
симость величины зерна от степени деформа-
ции выражена очень слабо (рис. 28.40). Не
возникают и максимумы величины зерна.
Формирование центров рекристаллизации
удобно исследовать с помощью просвечиваю-
щей электронной микроскопии на фольгах,
получаемых утонением образцов, прошедших
соответствующую обработку (деформацию и
отжиг). При этом удается наблюдать измене-
ние дислокационной структуры деформирован-
ного материала при нагреве, • полигонизацию,
миграцию субграниц и коалесценцию субзе-
рен, формирование большеугловых границ, оп-
Рис. 28.38. Диаграмма ре-
кристаллизации с нанесен-
ными на нее символами, ха-
рактеризующими особенно-
сти микроструктуры:
/ — равноосные однородные
зерна; 2 — неравноосные од-
нородные зерна; 3 —вытяну-
тые старые зерна и на их
границах мелкие равноос-
ные зерна — начало первич-
кой рекристаллизации; 4—то
же, что 5, но исходные зер-
на равноосные; 5 — 100 %
новых равноосных зерен; 6—
двойники в большинстве но-
вых зерен; 7 — разнозерни-
стость; сплошные кривые —
после осадки; штрихпунк-
тирные — после осадки и
термической обработки
Применяются также диаграммы рекрис-
таллизации, на которых нанесены время нача-
ла и конца первичной рекристаллизации в за-
висимости от температуры отжига и степени
деформации. Эти диаграммы дают представ-
ление о температурном или временном интер-
вале протекания процесса.
28.7. МЕТОДЫ ИЗУЧЕНИЯ
РЕКРИСТАЛЛИЗАЦИИ
При выборе методики в каждом конкретном
случае необходимо учитывать особенности ма-
териала — структуру и фазовый состав до
деформации (величина зерна, наличие и коли-
чество частиц дисперсных фаз, степень пере-
сыщенности твердого раствора, текстурован-
ность), а также условия деформации (темпе-
ратура, степень, скорость и т. д.), определяю-
щие структуру и фазовый состав после де-
формации.
Рекристаллизация часто вуалируется про-
цессами фазовых превращений (обычно ста-
рения), осложняющими использование неко-
торых методов.
ределять с помощью электронной микроди-
фракции ориентировку зародышей рекристал-
лизации и окружающей матрицы.
Температуру начала (/J) и конца ре-
кристаллизации изучают металлографическим
и рентгеноструктурным методами, а также
косвенно — по изменению свойств.
Металлографический метод основан на
выявлении первых рекристаллизованных зерен
на фоне деформированных вследствие их раз-
ной травимости. В световом микроскопе уда-
ется различить новые зерна, когда они увели-
чиваются до 10—20 мкм. Поэтому при рекри-
сталлизации после небольших и средних сте-
пеней деформации этот метод применим лишь
для исходных зерен относительно большого
размера.
Если исходные зерна имеют малые раз-
меры (2—5 мкм, балл 7—8), то металлогра-
фический метод регистрации начала рекристал-
лизации, как правило, ненадежен. В этом слу-
чае предпочтительнее рентгеновский метод.
После значительной деформации, когда
исходные зерна принимают форму вытянутых
легко травящихся волокон, центры рекристал-
254
лизации хорошо выявляются металлографиче-
скими методами благодаря более правильной
форме и более слабой травимости.
Окончание первичной рекристаллизации в
мало- и среднедеформированном материале
размерам и их изменения в процессе отжигов,
охлаждения после горячей деформации и др.
Рентгеновским методом дифракция рент-
геновского излучения регистрируются либо на
фотопленку, либо с помощью счетчиков.
Рис. 28.39. Диаграмма рекристаллизации сплава ХН77ТЮР, деформации при
1000 6С:
а — отжиг 2 ч, обозначены области разнозернистости; б — зависимость вто-
рого максимума от продолжительности отжига
ориентировочно совпадает с минимумом на
кривой зависимости среднего размера зерна
от продолжительности (температуры) отжига,
в сильно деформированном — с исчезновени-
ем сильно травящихся участков деформирован-
ной матрицы.
Полезную информацию можно получить
из анализа кривых распределения зерен по
На фотопленке начало рекристаллизации
обнаруживается по появлению первых четких
рефлексов, «отраженных» от неискаженных
новых зерен, на фоне сплошных дебаевских
колец, конец рекристаллизации — по исчез-
новению сплошного фона колец. С помощью
счетчиков начало рекристаллизации определя-
ется по появлению на дифракционных линиях
255
зубцов-пиков от отдельных центров, попадаю-
щих в отражающее положение при повороте
образца. Метод позволяет изучать рекристал-
лизацию непосредственно в процессе нагрева.
Косвенные методы изучения рекристалли-
зации основаны на изменениях при нагреве
структурно-чувствительных свойств, сильнее
всего реагирующих на плотность и характер
распределения дислокаций — твердости, преде-
15 30 50 75 с,7а
Рис. 28.40. Диаграммы рекристал-
лизации для скоростного нагрева:
а — техническое железо, индукци-
онный нагрев, 50 °С/с; б — сталь 10,
контактный электронагрев в тече-
ние 1 с, охлаждение на воздухе
ла текучести, временного сопротивления, внут-
реннего трения.
Иногда за принимают температуру по-
ловинного разупрочнения, при которой при-
рост твердости, созданный деформацией,
уменьшается вдвое, или температуру, после
нагрева на которую начинается крутой спад
твердости, предела текучести или временного
сопротивления. Необходимо, однако, учиты-
вать, что данные, получаемые этими метода-
ми, ориентировочны.
Начало перераспределения дислокаций
вызывает рост внутреннего трения, а умень-
шение плотности дислокаций — его снижение.
Для определения параметров рекристал-
лизации используют,, как правило, не уровень
внутреннего трения, а положение релаксаци-
онных максимумов, т. е. пиков на кривой тем-
пературной зависимости внутреннего трения
Q-ЦТ).
Эффективную энергию активации рекри-
сталлизации Qp можно определить по вре-
мени начала рекристаллизации Тр для нес-
кольких температур. Исходя из того, что за-
висимость г” от абсолютной температуры Т
имеет вид т£—roexp(Q/Rr), строят график
зависимости 1пТр от обратной температуры.
На полученном графике в виде прямой линии
берут две точки со значениями т^, и
и определяют Qp по формуле Qp—R(lnti—
1/Г2).
Текстуры рекристаллизации определяют
по полюсным фигурам, которые строят либо
по данным рентгеновского анализа, либо, если
зерна имеют большие размеры, по фигурам
травления [1, 9, 10].
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Горелик С. С. Рекристаллизация металлов
и сплавов. М.: Металлургия, 1979. 568 с.
2. Recrystallization of metalic Materials./Ed.
Frank Haessner. Stuttgart: University a.
Mater. Plank Inst, fur Metallforschung, 1971.
280 p.
3. Горелик С. С., Сагалова T. Б., Сафонов
Ю. C.—Цветные металлы, 1981, № 3,
с. 84—90.
4. Орлов A. H.t Перевезенцев В. Н„ Рыбин
В. В. Границы зерен в металлах. М.: Ме-
таллургия, 1980. 156 с.
5. Завьялов А. С. Влияние основных факто-
ров на температуру разупрочения и ре-
кристаллизации сплавов железа. Л.:
ЛДНТП, 1974. 36 с.
6. Бернштейн М. Л. Структура деформиро-
ванных металлов. М.: Металлургия, 1977.
431 с.
7. Засимчук Е. Э. Полигонизация, рекристал-
лизация и термическая стабильность
свойств материалов. Киев: Наукова Дум-
ка, 1976. 228 с.
8. Кудрявцев И, ГГ Текстуры в металлах и
сплавах. М.: Металлургия, 1965. 292 с.
9. Вассерман Г., Г ревен И. Текстуры метал-
лических материалов. 2-е изд.: Пер. с нем.
М.: Металлургия, 1969. 654 с.
10. Бородкина М. M.t Спектор Э. Н. Рентге-
нографический анализ текстур металлов и
сплавов. М.: Металлургия, 1981. 272 с.
11. Бодяко М. Н., Астапчик С. А., Ярошевич
Г. Б. Термокинетика рекристаллизации.
Минск: Наука и техника, 1968. 251 с.
256
29
СВЕРХПЛАСТИЧНОСТЬ МЕТАЛЛОВ И СПЛАВОВ
Термин сверхпластичность, предложенный в
1945 г. акад. А. А. Бочваром, первоначально
обозначал такую пластичность сплава, кото-
рая значительно превышает пластичность лю-
бого из его компонентов [1]. Впоследствии
сверхпластичностью стали называть самые
разнообразные по природе эффекты повышен-
ной пластичности, а границы применения это-
го термина оказались весьма неопределенны-
ми.
Наиболее подробно изучены два типа
сверхпластичности: структурная, или микро-
зеренная, свойственная металлам и сплавам с
очень мелким зерном, и «сверхпластичность
превращения», проявляющаяся во время фа- |
зовых превращений [2—7].
Главным отличием сверхпластической де-
формации (СПД) от обычной является высо-
кая устойчивость течения, высокое сопротив-
ление локализации деформации, благодаря
которым удлинение образцов при растяжении
может достигать сотен и тысяч процентов.
Причина высокой устойчивости течения при
СПД — сильная зависимость напряжения те-
чения о от скорости деформации е, характери-
зующаяся показателем скоростной чувстви-
тельности напряжения течения т в формуле
Для вязкого (ньютоновского) течения
т=1. При обычной пластической деформации
т= 0,01-5-0,1, а при СПД т>0,2<-0,3. На
участке локализации деформации образца
возрастает скорость деформации и (при вы-
соком значении показателя т) сильно увели-
чивается напряжение течения. Приложенное
напряжение оказывается меньше требуемого
для дальнейшего развития шейки, поэтому
течение начинается в другой части образца.
Этот процесс повторяется на различных уча-
стках рабочей длины образца, приводя к об-
разованию размытых шеек. Образец в целом
деформируется квазиравномерно. Учитывая
это, сверхпластичностью можно называть спо-
собность металлических тел квазиравномерно
деформироваться с высокой с ко рост нет й чувст-
вительностью напряжения течения (лри
>0,2 н- 0,3).
29.1. МИКРОЗЕРЕННАЯ
СВЕРХПЛАСТИЧНОСТЬ
Методики определения показателей сверх-
пластичности не стандартизованы. Наиболее
распространены испытания на растяжение
2,5-кратных круглых или плоских образцов
при выбранной температуре.
На диаграмме растяжения сверхпластич-
ного образца нагрузка, быстро достигая мак-
симума, плавно снижается на протяжении все-
го процесса СПД (рис. 29.1). Это обусловле-
но непрерывным плавным уменьшением сече-
ния рабочей части образца вплоть до разру-
шения. Напряжение, соответствующее мак-
симуму нагрузки, называют напряжением
течения при СПД.
Напряжение течения о определяют в ши-
роком интервале скоростей деформации е:
от 10~5 до 10-1 с”1. На графике Igo—Ige вы-
деляются три интервала скоростей: в I и III со
слабой, а во II, промежуточном, с сильной за-
висимостью а от е (рис. 29.2). Соответственно
показатель скоростной . чувствительности на-
пряжения течения ш с ростом е проходит че-
рез максимум, расположенный во II интерва-
ле.
Показатель /n=dlgo/dlge. Его значения
определяют разными методами: скачкообраз-
ным изменением скорости деформации (с од-
ния, характерная для сверхпла-
стической ' деформации (схема)
Рис. 29.2. Зависимость напряжения
течения а и показателя m от ско-
рости деформации е в трех ско-
ростных интервалах СПД (схема)
повременным измерением усилия), методом ре-
лаксации напряжений и непосредственно по
наклону кривой на графике Igo—Ige. Досто-
инства и недостатки этих методов обсуждены
в работе [7].
Относительное удлинение 6 с ростом ско-
рости деформации проходит через максимум
(рис. 29.3), который, как и максимум т, со-
ответствует II скоростному интервалу (см.
рис. 29.2)
Хотя высокое значение показателя tn
обусловливает устойчивость течения при1
СПД, он не может служить мерой пластично-
сти. Например, из-за образования у недефор-
мнруемых включений в образце крупных пор,
которые, сливаясь, приводят к преждевремен-
ному разрушению, относительное удлинение
получается небольшим, несмотря на высокие
значения показателя т. Этот показатель ха-
17—394
257
рактеризует потенциальную возможность
длительного устойчивого течения, которая мо-
жет в силу разных причин не реализоваться.
Обычно сверхпластичные (СП) металли-
ческие материалы характеризуются сочетани-
ем: большого относительного удлинения
(~102—103 %), низкого напряжения течения
(~1—10 МПа) и высокого показателя ско-
ростной чувствительности напряжения течения
—0,3). Более правильно говорить не о
СП материале, а о СП состоянии данного
материала, так как сверхпластичность прояв-
ляется только при определенной структуре и в
определенных условиях испытаний. Микрозе-
ренная сверхпластичность обнаруживается в
Рис. 29.3. Зависимость относительного удлинения
сверхпластичной стали с 1.6 % С и 1,6 % Ст от ско-
рости деформации при G50 ’С [8]
Рис. 29.4. Зависимость напряжения течения при
960 °C от скорости деформации феррито-аустенитной
нержавеющей стали 1N744 с размером зерна 5 {/}
и 12 мкм (2) [9]
материалах с очень мелкими равноосными
кристаллами (от ~0,5 до ~10—15 мкм) при
высоких гомологических температурах
(>^0,5Тпл) и при сравнительно небольших
скоростях деформации (~ 10“5—10-1 с-1).
Размер и форма кристаллов — важней-
шие структурные характеристики СП матери-
ала. Сплав с устойчивой пластинчатой струк-
турой (сталь с перлитной структурой) не про-
являет никаких признаков сверхпластичности.
С уменьшением размера равноосного зерна
скоростной интервал СПД сдвигается в сто-
рону более высоких скоростей деформации
(рис. 29.4), что имеет большое практическое
значение (основной недостаток промышлен-
ного использования сверхпластичности —
низкие скорости СПД).
Механизмы сврехпластической деформа-
ции. При СПД действуют те же атомные ме-
ханизмы деформации, что и при классической
ползучести: зериограничное скольжение, диф-
фузионная ползучесть и дислокационная пол-
258
аучесть. Это вполне естественно, если учесть,
что внешние условия СПД (область темпера-
тур, скорости деформирования и приложенные
напряжения) близки или даже совпадают с
условиями испытаний на ползучесть. СПД от-
личается лишь особым сочетанием известных
механизмов деформации, что связано главным
образом с весьма малым размером зерен.
Прямые и косвенные данные о механиз-
мах СПД получены с помощью структурных
методов при исследовании преимущественно
нежелезных сплавов [7]. Нет никаких основа-
ний считать, что при сравнимом размере зерна
и одинаковых гомологических температурах в
сплавах на основе Fe должны действовать ка-
кие-то иные механизмы СПД.
Для СПД характерно сильно развитое зер-
нограничное скольжение. При этом экспери-
ментально установлены три проявления зерно-
граничного скольжения: взаимное смещение зе-
рен по общей границе, вращение зерен и сме-
на соседей зерен.
Взаимное смещение зерен проявляется в
виде рельефа на исходной гладкой поверхно-
сти образца и смещения рисок па границах
зерен. Смена соседей зерен — результат раз-
вития взаимного смещения соседних зерен. Она
характерна для любой СПД и почти никогда
не проявляется в процессах деформации дру-
гих типов.
Предложены два типа моделей смены со-
седей зерен.
В моделях первого типа смена соседей
осуществляется перестановкой зерен в одном
Рис. 29.5. Модель смены соседей путем перестано-
вок зерен [10]:
а — б — промежуточное положение; в—зер-
на после перестановки
Рис. 29.6. Модель смены соседей путем встраивания
зерна [1Ц
слое без увеличения площади этого слоя (рис.
29.5). Зерна 2 и 4 удаляются одно от другого
вдоль оси растяжения, а зерна 1 и 3 сближа-
ются в поперечном направлении. В результате
такой перестановки агрегат из четырех зерен
удлинился вдоль оси растяжения с восстанов-
лениием формы исходных зерен.
В моделях второго типа (рис. 29.6) в про-
межуток (заштрихован), возникающий между
смещающимися зернами 1—4, встраивается
зерно 5 из соседнего слоя под плоскостью чер-
тежа,
Важность смены соседей зерен в процессе
СПД вытекает из нижеследующего. При обыч-
ной горячей деформации крупнозернистого ме-
талла сравнительно небольшое удлинение об-
разца возникает в результате вытягивания
каждого зерна, причем в поперечном сечении
образца число зерен не уменьшается. В опти-
мальных условиях СПД форма зерен изменя-
ется сравнительно слабо, во всяком случае
иногда наблюдаемое удлинение (в 1,2—1,5 ра-
за) несоизмеримо с удлинением всего образца.
Смена соседей зерен при СПД приводит к уве-
личению их числа вдоль оси растяжения (с од-
новременным уменьшением числа зерен в по-
перечном сечении), поэтому даже при неизмен-
ной форме зерен образец может очень сильно
удлиняться.
Одновременно со взаиимным смещением
зерпа вращаются, что можно обнаружить го
развороту царапин. Углы разворота достигают
десятков градусов. Зерна вращаются хаотич-
но, направление вращения может изменяться.
Хаотичность вращения зерен обусловлена тем,
что во время СПД непрерывно меняются бли-
жайшее окружение зерен и форма их границ.
Если исходный образец был текстурован, то
из-за сильных хаотичных разворотов зерен
исходная текстура в оптимальных условиях
развития СПД всегда размывается и может
полностью исчезнуть.
Вращение зерен можно рассматривать
как составную часть собственно зерногранично-
го скольжения и как сопутствующий аккомада-
ционный процесс, способствующий сохранению
сплошности образца. Всю аккомодацию вра-
щение зерен не может обеспечить. Необходи-
мы и другие процессы, обеспечивающие взаим-
ную «подстройку» формы зерен при зерногра-
ничном скольжении. Такими процессами явля-
ются диффузионный массоперенос и внутри-
зеренное дислокационное скольжение.
Действительно, в СПД многих сплавов
важную роль играет диффузионный массопе-
ренос, направление которого задано градиен-
том концентрации вакансий, возникшим под
действием приложенных к образцу напряже-
ний. На границах зерен, близких к поперечным,
под влиянием растягивающих напряжений во-
зникает избыточная (против равновесной) кон-
центрация вакансий и сюда «натекаете веще-
ство. По своей сущности — это механизм диф-
фузионной ползучести.
В двухфазных СП сплавах при СПД мо-
гут реализоваться три варианта диффузион-
ной ползучести: 1—классическая ползучесть,
приводящая к вытягиванию зерна в результате
переноса атомов от продольных к поперечным
границам (рис. 29.7); 2 — подрастание одного
зерна вдоль оси растяжения за счет раство-
рения соседнего зерна той же фазы; 3 — фор-
мирование нового зерна на поперечной грани-
це между двумя зернами за счет притока ато-
мов из соседнего третьего зерна (рис. 29.8).
В сплаве, состоящем из двух фаз, предпочти-
тельность формирования p-зерна между двумя
a-зернами (схема на рис. 29.8) по сравнению
с вариантом классической диффузионной пол-
зучести может быть обусловлена большей диф-
фузионной подвижностью атомов p-фазы. Фор-
мирование новых зерен вдоль оси растяжения
в результате диффузионной ползучести с уча-?
стием растворно-осадительных процессов спот
собствует получению больших удлинений об-
разца при малых изменениях формтя и размера
зерен.
Диффузионная ползучесть при СПД про-
является в возникновении на полированной
поверхности растягиваемого образца по гра-
ницам зерен, близким к поперечным, вновь об-
разованных участков поверхности. Такие, об-
Рис. 29.7. Вытягивание зерна при диф-
фузионной ползучести Hddappo —
Херринга (стрелки, указывающие пото-
ки атомов, внутри зерна) н Кобла
(стрелки по границам зерна)
Рис. 29.8. Формирование нового зерна fl-
фазы на границе между a-зернами при
СПД [7):
а — до СПД; б — после СПД
наруживаемые на электронно-микроскопичес-
ких репликах деформационные зоны, часто
имеющие полосчатый, желобчатый рельеф
(благодаря которому их называют «полосча-
тыми зонами»), наклонены к поверхности об-
разца, так как в их формировании, кроме диф-
фузионной ползучести, участвует и зерногранич-
ное скольжение.
При количественных оценках скорости
диффузионной ползучести в сопоставлении со
скоростями СПД следует учитывать, что коэф-
фициент диффузии в сплаве с ультрамелким
зерном может быть при СПД на два порядка
выше, чем при обычном диффузионном отжиге
[12]. Такого возрастания коэффициента диф-
фузии достаточно, чтобы скорость диффузион-
17*
259
ной ползучести оказалась соизмеримой со ско-
ростью СПД.
Внутризеренное дислокационное скольже-
ние в СПД выполняет функции аккомодаци-
онного процесса при зернограничном скольже-
нии, а также вносит свой собственный вклад
в общую деформацию образца. Аккомодация —
взаимная подстройка формы зерен — происхо-
дит главным образом путем локальной деформа-
ции приграничных областей зерен. На поверх-
ности образца это может проявляться в обра-
зовании вблизи границ складчатых участков
и искривления рисок.
В ультрамелких зернах решеточные дисло-
кации могут быстро исчезать на их границах
в период разгрузки образца и из-за этого при
исследовании в электронном микроскопе на
фольгах дислокаций внутри зерен не видно.
Если в теле зерна имеются дисперсные час-
тицы — барьеры для дислокаций — или же
производится очень резкое охлаждение образ-
ца с температуры СПД, то на фольгах можно
наблюдать дислокации, появившиеся в теле
зерен. Внутризеренное дислокационное сколь-
жение приводит к увеличению расстояния меж-
ду двумя рисками, нанесенными в пределах
одного зерна. Диффузионная ползучесть такого
эффекта не дает.
Роль того или иного механизма СПД оп-
ределяется задаваемой скоростью деформации
и параметрами материала (размером зерна,
коэффициентами диффузии и пр.). Все рас-
смотренные механизмы деформации могут в
большей или меньшей мере проявляться в каж-
дом из трех скоростных интервалов СПД (см.
рис. 29.2).
В оптимальных условиях СПД (второй
скоростной интервал) главную роль играет
зернограничное скольжение. На бикристаллах
показано, что для зерпограничного скольже-
ния характерны высокие значения показателя
т. Именно поэтому во втором скоростном ин-
тервале СПД, где наиболее развито зерногра-
ничное скольжение, показатель скоростной
чувствительности напряжения течения т мак-
симален, следовательно, имеется возможность
устойчивого течения, проявляющегося в дости-
жении высокого значения относительного удли-
нения.
С ростом скорости деформации затрудня-
ется развитие диффузионного массопереиоса —
«поатомного» процесса — и растет напряжение
течения. Это приводит к возникновению боль-
шего числа решеточных дислокаций. В первом
скоростном интервале СПД (см. рис. 29.2)
роль диффузионного массопереиоса должна
быть значительно большей, чем в третьем ин-
тервале, а роль внутризеренного дислокацион-
ного скольжения, наоборот, в этом последнем
скоростном интервале должна быть большей.
У СП материалов размер зерна колеблется
в пределах от 0,5 до 10—15 мкм. Скорость
диффузионной ползучести при потоке атомов
по телу зерна (механизм Набарро — Херрин-
га) обратно пропорционально квадрату диамет-
ра зерна, а при потоке по границам (механизм
Кобла) — обратно пропорциональна кубу
диаметра зерна. Следовательно, разница в
размере зерна материала на один порядок
должна обусловить изменение скорости диф-
фузионной ползучести при СПД на два-три
порядка. Можно ожидать, что во 'втором ско-
ростном интервале СПД (см. рис. 29.2) в ма-
260
териалах с размером зерна ближе к нижнему
пределу (~1 мкм), кроме зернограничного
скольжения, будет действовать и при том в
преобладающей мере диффузионный массопе-
ренос (хотя и здесь дислокационное скольже-
ние участвует в аккомодационных процессах).
В СП материалах с размером зерна ближе к
верхнему пределу (~ 10—15 мкм) внутризе-
ренное скольжение должно восполнять более
слабое участие диффузионного массопереиоса
в процессах аккомодации и может давать за-
метный собственный'вклад в сравнительно не-
большую для СПД (например, 300 %) общую
деформацию.
Более подробно механизмы СПД с крити-
ческим анализом экспериментальных результа-
тов разных авторов рассмотрены в работе [7].
Сверхпластичные стали. Для того чтобы
сплав находился в СП состоянии в течение
времени, требуемого для завершения опреде-
ленной технологической операции, недостаточно
создать в нем исходное ультрамелкое зерно.
Необходимо еще обеспечить стабильность мел-
козернистой структуры в процессе СПД, что
бывает не просто, поскольку происходит уско-
ренный (по сравнению с обычным отжигом)
рост зерен.
Для проявления сверхпластичности в двух-
фазных сплавах наиболее благоприятно объем-
ное соотношение фаз 50:50 [13], так как при
такой структуре максимальны взаимное тор-
можение роста зерен обеих фаз и протяжен-
ность межфазных границ, на которых зерно-
граничное скольжение развито особенно силь-
но. Это объясняет высокие показатели СП
многих сплавов типа эвтектик и эвтектоидов,
например Zn—22 % AL
Эвтектоид углеродистой стали с этой точки
зрения имеет неблагоприятное соотношение
фаз —он содержит всего 12 % (объемн.) Fe3C,
а ферритные зерна, даже достаточно мелкие в
исходном состоянии, быстро растут при СПД.
Другой недостаток эвтектоидной стали — очень
узкий температурный интервал СПД (650 °C —
Ai). Нагрев выше Ai приводит к быстрому рос-
ту зерна в у-области и потере сверхпластично-
сти, а при температурах <650° С диффузион-
ная подвижность атомов Fe по-видимому недо-
статочна для СПД.
Измельчение зерна феррита стали У8А в ра-
боте [14] было достигнуто двойной закалкой в
масле с 760 °C. В этом случае относительное
удлинение при 670—710 °C не превышало
300 %.
Распылением расплава в инертной среде с по-
следующим компактированием порошка и тер-
момеханической обработкой в эвтектоидной уг-
леродистой стали были получены зерна ферри-
та размером 0,5—1 мкм и сфероидизированные
частицы цементита размером 0,1 —0,5 мкм [15].
При 650—700°С относительное удлинение до-
стигало 300—550 %, а показатель т=0,35-г0,6.
Таким же способом получен эффект сверхплас-
тичности при 700 °C в белом чугуне, содержа-
щем 3,5 % С [15].
Высокоуглеродистые заэвтектондные стали
более благоприятны для проявления сверхплас-
тичности. Во-первых, в них значительно боль-
ше объемная доля цементита, во-вторых, ши-
ре температурный интервал сверхпластичности
(заштрихован на рис. 29.9). При нагреве заэв-
тектоидной стали (с ультрамедким ферритным
зерном) выше Ai возникает большое число за-
родышей аустенита, его зерно измельчается,
нерастворившийся цементит сдерживает рост
аустенитных зерен.
Для получения ультрамелкого зерна в высо-
коуглеродистых сталях была использована го-
рячая обработка давлением с большими степе-
нями обжатия [16]. Слитки стали с содержа-
нием от 1,3 до 1,9 % С или соответственно от
20 до 29 % (по объему) Fe3C после аустени-
Рис. 29.9. Температурный интервал микрозерснной
сверхлластнчности в углеродистых сталях (16J
тизации при 1150 °C прокатывали с обжатием
10 % за проход до суммарной истинной (т. е.
логарифмической) деформации —2,0. Темпера-
тура при этом непрерывно понижалась до
650—600 °C. Заготовку прокатывали изотерми-
чески при 650 °C с обжатием 5 % за проход,
давая суммарную истинную деформацию —1,5.
В результате такой обработки структура ста-
лей состояла нз равноосных зерен феррита раз-
мером 0,5—1,5 мкм и частиц сфероидизирован-
ного цементита (вторичного и эвтектоидного)
размером 0,1—0,5 мкм. Сверхпластичность
проявлялась в интервале температур 600—
850 °C. Относительное удлинение составляло
300—750 % при скоростях деформации 10~3—
10”4 с-1. Показатель т достигал 0,5. Истин-
ное напряжение течения (десятки МПа) во
время СПД возрастало из-за укрупнения зер-
на. Так, в стали с 1,6 % С при растяжении
на 300 % при 650 °C размер зерна феррита в
рабочей части образца увеличился от 0,5 до
3 мкм (в головках рост зерна был выражен
слабо). В области y + Fe3C относительное
удлинение несколько ниже, чем в области а+
H-Fe3C, так как при температурах выше At
из-за меньшего числа цементитных частиц зер-
но у-фазы при СПД укрупнялось быстрее.
Литую заэвтектоидную сталь можно переве-
сти в СП состояние, как показано в [17], ис-
пользуя только термическую обработку. Для
этого слиток стали с 1,6 % С после аустенити-
зации закаливали с 1150 °C в масле, затем на-
гревали несколько выше At и закаливали в во-
де. После 14 циклов подобных закалок в воде
и конечного 30-мин нагрева при 650 °C была
достигнута полная сфероидизация, размер зер-
на феррита составлял 2—3 мкм. При 650 °C
и скорости деформации 10~4 с-1 относитель-
ное удлинение было равно 330 %, ?п=0,45.
Легирование высокоуглеродистой стали хро-
мом позволило получить рекордное для данно-
го класса СП сталей относительное удлинение
[8]. Сталь, содержащую 1,6 % С и 1,6 % Сг,
подвергали горячей прокатке с большими сте-
пенями обжатия по схеме, аналогичной приве-
денной выше для высокоуглеродистых сталей.
При 650 °C и скорости деформации ~10-4 с-1
относительное удлинение достигало 1200 %
(см. рис. 29.3). Цементит, легированный хро-
мом (Fe, Сг3)С, обладает большей термической
стабильностью, чем Fe3C, и поэтому менее скло-
нен к коалесценции и таким образом сильнее
тормозит рост ферритных зерен при СПД, обес-
печивая получение очень большого относитель-
ного удлинения.
Легированные стали с феррито-Аустенитной
структурой имеют то преимущество перед обыч-
ными углеродистыми, что в них большую объ-
емную долю составляют частицы второй фазы,
при этом соотношение фаз 50 : 50 достигается
в широком интервале высоких гомологических
температур. Кроме того, технология производ-
ства таких сталей с мелкозернистой структу-
рой значительно проще и именно поэтому
перспективным СП материалом являются двух-
фазные нержавеющие стали типа Х26Н6 [18].
В промышленности обработку в состоянии
сверхпластичности применили к подобной ста-
ли IN744 (26 % Сг, 6,5 % Ni» 0,06 % Со,
0,3% Ti, 0,4 % Мп, 0,4% Si, ост. Fe) [19].
Эта сталь имеет двухфазную а+у-структуру
от комнатной температуры до 1280 °C, выше
которой она становится ферритной полностью.
Зерно размером 2—4 мкм можно получить
двумя способами: горячей прокаткой в а+у-
области; холодной прокаткой с последующим
рекристаллизационным нагревом в a-j-y-рбла-
сти. В обоих случаях аустенит, выделяющийся
из феррита, сдерживает рост зерна ферритной
матрицы. Высокие значения сверхпластичности
достигаются при температурах 800—1000 °C
(>1000 °C быстро растет зерно) [9, 20]. При
960 °C и скорости деформации 3«10'3 с-1
относительное удлинение достигает 1000 % [9].
Рассмотренная выше двухфазная сталь IN744
с мелким зерном обладает хорошими техноло-
гическими и эксплуатационными свойствами.
Авторы [21] продемонстрировали возможно-
сти снижения содержания легирующих элемен-
тов в двухфазных СП сталях. Стабильность
мелкозернистой структуры тем выше, чем боль-
ше различие по составу между а- и у-фазами.
Добавка у-стабилизаторов (Ni) позволяет по-
лучить значительно различающиеся по составу
а- и у-фазы только при температурах, слиш-
ком низких для СПД; а-стабилизаторы (Мо
и Ti) повышают температуру существования
а+у-области, но эта область очень узкая. Сов-
местное легирование а- и у-стабилизаторами
позволяет получить двухфазные структуры со
значительной разницей состава фаз при высо-
ких температурах. Так, сталь с 4 % Ni, 3 % Мо
и 1,6 % Ti имела a-J-у-структуру в интервале
850—1050 °C. Горячей деформацией в a-J-y-об-
ласти или же холодной деформацией с после-
дующим рекристаллизационным нагревом до
960 °C получали зерно размером 3—4 мкм.
При 900—960 °C объемное соотношение фаз
примерно 50 :50 и показатель т при этих тем-
пературах равен 0,55—0,65, а относительное
удлинение достигало 800 % при скорости де-
формации 10-3 с-1 [21].
В феррито-аустенитных сталях 0Х12Г14Н4Ю2
и 0Х12Г14Н4ФЗ мелкое зерно (~2 мкм) по-
261
думали закалкой на феррит с 1250 °C, холод-
ной прокаткой с обжатием 80 % и нагревом до
800 °C [221. При температурах 800—950 °C
(а+у-область) и скоростях деформации
5'10“4—5« 10^э с-1 показатель т составлял
0,25—0,5, а относительное удлинение 150—
420 %. При СПД этих сталей зерна укрупня-
лись. Если в исходном материале зерна ферри-
та и аустенита перемежались, то после СПД
аустенитные зерна образовывали конгломера-
ты [23].
В большинстве случаев при СПД развивает-
ся пористость. Поры зарождаются на границе
карбидов и карбопитридов, а также на грани-
цах а/у-фаз [9, 24]. В стали IN744 часть заро-
дышей пор, вероятно, существовала на грани-
цах матрицы с Ti (С, N) еще до СПД.
Возможны два механизма роста пор при
СПД: раскрытие их зародышей в результате
зернограничного скольжения и диффузионный
рост (вакансии генерируются под действие?»!
растягивающих напряжений на границах зе-
рен и стекают к порам, а атомы с поверхности
пор уходят в границы) [7]. В первом случае
поры должны быть вытянутыми с острыми уг-
лами, а во втором — иметь округлую форму.
Развитие пористости при СПД сталей обна-
руживается металлографическим методом и по
уменьшению плотности \ При испытаниях на
сжатие поры не возникают. Следовательно, при
объемной штамповке, в отличие от пневмофор-
мовки, вредного влияния деформационной по-
ристости можно не опасаться.
29.2. СВЕРХПЛАСТИЧНОСТЬ
ПРЕВРАЩЕНИЯ
Известно множество примеров повышения
пластичности нагруженных образцов под дей-
ствием фазовых превращений как диффузион-
ных, так и сдвиговых [2,4—6,25]. Такое повы-
шение пластичности называют по-разному:
сверхпластичностью превращения, динамиче-
ской сверхпластичностью, пластичностью пре-
вращения, кинетической пластичностью, плас-
тичностью, наведенной превращением. Термин
Вассерманом в 1937 г. [26] для обозначения
«пластичность превращения* был предложен
повышения пластичности при мартенситном
превращении в сплаве Fe — 30 % Ni. Этот тер-
мин целесообразно принять для обозначения
любых случаев повышения пластичности во
время фазовых превращений, независимо от
природы явления. К пластичности превращения
целесообразно относить повышение пластично-
сти не только в процессе фазового перехода,
но и в предпереходный период. Пример послед-
него — повышение относительного удлинения
0-кобальта при приближении к температуре
мартенситного |3->а-превращения [27]. Высо-
кая пластичность сталей под критической точ-
кой названа А. П. Гуляевым субкритической
сверхпластичностью [28].
С учетом сказанного, сверхпластичность пре-
вращения следует рассматривать как одну из
разновидностей пластичности превращения.
К сверхпластичности превращения целесообраз-
но относить лишь такие эффекты, которые по
1 В феррито-аустенитных сталях плотность
при больших удлинениях уменьшается на
2—3 %•
/62
феноменологии близки к микрозеренной сверх-
пластичности. Следовательно, для сверхплас-
тичности превращения должны быть характер-
ны низкое напряжение течения и квазиравно-
мерная деформация с достижением больших
удлинений благодаря высокой скоростной чув-
ствительности напряжения течения. В связи с
этим так называемый трип-эффект не следует
называть сверхпластичностью превращения, так
как его характеристики, исключая устойчивость
течения, резко отличаются от характеристик
СПД. Трип-эффект возникает под действием
высоких напряжений, превосходящих предел
текучести аустенита. В участке начинающейся
Рнс. 29.10. Зависимость удлинения е образцов ста-
лей разного состава от числа циклов N в интервале
температур 538—В1Б°С при начальном напряжении
1,72 МПа [29]:
7 — 0,40 % С; 2-0,98% С; 3 - 1,07 % С и 1,41 % Сг
локализации течения возникает мартенсит де-
формации, более прочный, чем аустенит, и те-
чение распространяется на соседние участки
образца. Таким образом, квазиравномерное те-
чение в трип-сталях в противоположность СП
состоянию материалов обусловлено высоким
деформационным упрочнением при низком по-
казателе скоростной чувствительности напря-
жения течения.
Сверхпластичность превращения можно об-
наружить при фиксированной температуре ис-
пытаний. Поскольку в изотермических усло-
виях объем, претерпевающий превращение, ис-
черпывается, наибольшие суммарные эффекты
повышения пластичности наблюдаются при
циклических изменениях температуры, приво-
дящих к многократному повторению фазового
превращения (рис. 29.10).
Обычно опыты по исследованию сверхплас-
тичности превращения включают изменения
температуры образца (в пределах, перекрываю-
щих температурный интервал фазового пре-
вращения) при постоянной нагрузке. Прило-
женное напряжение чаще всего меньше пре-
дела текучести любой из фаз, участвующих в
превращении.
Величина деформации образца за каждый
цикл изменения температуры, как правило, со-
ставляет десятые доли процента и редко еди-
ницы процентов. При большом числе циклов
суммарная деформация может достигать не-
скольких сотен процентов.
Для сверхпластичности превращения (диф-
фузионного и сдвигового) характерно, что ве-
личина деформации за цикл прямо пропорцио-
нальна приложенному напряжению.
Отсюда следует, что показатель гп=1.
Эта и другие оценки \ дающие очень высокие
значения т (выше, чем для микрозеренной
сверхпластичности), имеют существенные недо-
статки. Не учитываются фазовые напряжения,
возникающие при изменении удельного объема,
и колебания температуры в пределах цикла.
Увеличение приложенного напряжения выше
некоторого предела нарушает линейную зависи-
мость деформации (за цикл) от напряжения,
что обусловлено переходом (при сравнительно
больших напряжениях) от СПД к обычной де-
формации с низкими значениями коэффициен-
та т.
Величина деформации за цикл возрастает с
увеличением объемного эффекта фазового пре-
вращения и с уменьшением скорости, изменения
температуры [6].
В отличие от микрозеренной сврехпластично-
сти, проявляющейся только в материалах с
очень мелким зерном и при высоких гомологи-
ческих температурах, сверхпластичность пре-
вращения можно наблюдать в материалах с
любым размером зерна, в том числе крупнозер-
нистых, и при любых гомологических темпера-
турах, в том числе и низких. Так, после 150
циклов изменения температуры в интервале
204—648 °C образец из сплава Fe— 15,4 % Ni
с исходным размером зерна 150 мкм удлинил-
ся без образования шейки на 160 % (т=1) в
результате обратимого мартенситного превра-
щения, прошедшего под нагрузкой [30].
Надежных доказательств действия тех или
иных механизмов деформации, свойственных
свехпластичности превращения, крайне мало.
Это объясняется главным образом трудностя-
ми использования прямых структурных мето-
дов непосредственно во время фазового пре-
вращения при непрерывном изменении струк-
туры образца. Учитывая многообразие объек-
тов и условий проявления сверхпластичности
превращения (диффузионные и бездиффузион-
ные превращения, постоянная и изменяющаяся
температуры и т. д.), вряд ли существует один
механизм и даже один набор механизмов СПД.
Среди выдвинутых гипотез можно отметить:
а — ускорение переползания дислокаций из-за
образования избытка вакансий при объемных
изменениях, б — ослабление сил связи между
атомами на межфазной границе в момент пре-
вращения, в — формоизменение, связанное с
реализацией определенных ориентировок обра-
зующихся кристаллов мартенсита, г — сумми-
рование фазовых и приложенных напряжений,
обусловливающее пластическую деформацию
менее прочной фазы (феррита в случае
превращения), д — образование ультрамелкого
зерна в период фазового превращения, т. е.
действие механизмов микрозеренной сверх-
пластичности.
Болеё> подробные сведения о сверхпластич-
ности превращения и соответствующую биб-
лиографию можно найти в работах [2, 4—6, 25].
1 В этом случае среднюю скорость деформа-
ции принимают равной величине деформации
за цикл, поделенной на время фазового пре-
вращения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1, Бочвар А. А., Свидерская 3. А. — Изв. АН
СССР, ОТН, 1945, № 9, с. 821—824.
2. Пресняков А. А. Сверхпластичность метал-
лов и сплавов. Алма-Ата: Наука, 1969.
209 с.
3. Грабский М. В. Структурная сверхпластич-
ность металлов: Пер. с польск. М.: Метал-
лургия, 1975. 279 с.
4. Сверхпластичность металлических материа-
jiobjlllopiuopoe М. X., Тихонов А. С., Булат
С, И. и др. М.: Наука, 1973. 217 с.
5. Кайбышев О. А. Пластичность и сверхплас-
тичность металлов. М.: Металлургия, 1975.
279 с.
6. Edington J. W„ Melton К. Cutler С. P. —
Progr. in Mater. Sci., 1976, v. 21, № 2,
p. 61 — 158.
7. Новиков И. И., Портной В, К, Сверхплас-
тичность сплавов с ультрамелким зерном.
М.: Металлургия, 1980. 167 с.
8. Wadsworth. Г, Sherby О. D. — J. Mater. Sci.,
1978, v. 13, № 12, р. 2645—2649.
9. Smith С. Norgate B.t Ridley N. — Met.
Sci., 1976, Xs 5, p. 182—188.
10. Ashby M. F.> Verrall R. A. — Acta met.,
1973, v. 21, № 2, p. 149-163.
11. Gifkins R, C. — J. Mater. Sci., 1978, v. 13,
№ 9, p. 1926—1936.
12. Земский C. B.t Фомин H, E., Мальцева
Г. К, Карпелъев Bt А. — ФиХОМ, 1978,
№ 4, с. 91—97.
13. Бочвар А. А, —Изв. АН СССР, ОТН, 1946,
№ 5, с. 743—752.
14. Карату шин С. И., Воробьева Г. А., Бара-
нов С. М.— Металлы, 1974, № 4, с. 152—154.
15. Бочвар А. А., Давыдов В. А., Дружинин
Л. К.—ДАН СССР, 1976, т. 230, № 2,
с. 318—321.
16. Walser В., Sherby О. D. — Met. Trans.,
1979, v. 10А, № 10, р. 1461—1471.
17. Kayali Е. S., Sunada H„ Oyama T., Wads-
worth, J., Sherby O. D. — J. Mater. Sci.,
1979, v. 14, Xs 11, p. 2688—2692.
18. Сокол И, Я. Двухфазные стали. M.: Ме-
таллургия, 1974. 215 с.
19. Pearce R,— Metal Construction, 1979, № 9,
p. 506-509.
20. Hildebrand H., Michalzik G., Simmen B, —
Metals Technol., 1977, № 1, p. 32—36.
21. Smith С. I., Ridley N. — Metals Technol.,
1974, № 4, p. 191—198.
22. Банных О. Av Педан T. H. — Металлы,
1975, № 6, с. 138—142.
23. Банных (X А., Карташова Л, И,, Педан
Т. Н.— МиТОМ, 1978, Xs 12, с. 8—10.
24. Humphries С. W.t Ridley Nt — J. Mater.
Sci., 1974, v. 9, № 9, p. 1429—1435.
25. Weiss V. — В кн.: The Inhomogenity of
Plastic Deformation. ASM, 1973. p. 135—160.
26. Wasser matin G.— Arch. Eisenhiittenw.,
1937, Bd 10, H.7, S. 321—325.
27. Бокштейн Б. C.t Бокштейн C. 3., Клингер
Л. M., Разумовский И. M. — ФММ, 1977,
т. 44, Хз 3, с. 642, 643; ФММ, 1979, т. 48,
Xs 6, с. 1294—1297.
28. Гуляев А. П. Сверхпластичность стали. М.:
Металлургия, 1982, 56 с.
29. Oelschlagel D., Weiss V, — Trans, ASM,
1966, v. 59, № 2, p. 143—154.
30. Kot R. A., Weiss V. — Met. Trans., L97(k
y. I, Xs 10, p. 2685—2693.
263
30
^--=-- ЛЕГИРОВАНИЕ И ПРАКТИКА
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ОСНОВНЫХ КЛАССОВ СТАЛЕЙ
ЗОЛ. ЛЕГИРОВАНИЕ
И ТЕРМИЧЕСКАЯ ОБРАБОТКА
КОНСТРУКЦИОННЫХ СТАЛЕЙ
ЗОЛ Л. Классификация
конструкционных сталей
Конструкционные стали в общем объеме про-
дукции черной металлургии представляют
наиболее значительную группу. Эти стали при-
меняются для изготовления различных метал-
локонструкций и изделий машиностроения.
В связи с этим конструкционные стали разде-
ляют на две основные группы: А — стали для
металлоконструкций; Б — машиностроительные.
С расширением областей и объемов примене-
ния конструкционных сталей такая общая
классификация недостаточно полно отражает
их назначение и свойства. Для большей пока-
зательности классификация должна учитывать
металлоемкость конструкций и изделий, для
которых применяются стали, их рациональную
стоимость для изготовления тех или иных кон-
струкций и изделий и требуемые свойства для
обеспечения надлежащей работоспособности
изготавливаемых объектов. В связи с этим ос-
новные две группы конструкционных сталей
должны включать ряд подгрупп.
Стали для металлоконструкций
1. Общестроите.льные. стали, при-
меняемые для строительных конструкций, к ко-
торым не предъявляются жесткие требования
по ограничению сечения. Поэтому для них
можно использовать недорогой металл невы-
сокой прочности без дополнительных требова-
ний -по вязкости и хладостойкости. К таким
конструкциям относятся различного рода внут-
рицеховые эстакады, малонагруженные внеце-
ховые эстакады, перекрытия и опоры жилых и
промышленных зданий, малопролетные пеше-
ходные и шоссейные мосты, водоводы, сани-
тарно-технические объекты и др. В эту группу
сталей входят, как правило, углеродистые ста-
ли обыкновенного качества марок Ст1, Ст2,
СтЗ,.Ст4 с содержанием в зависимости от мар-
ки от 0,06 до 0,27 % С, поставляемые в основ-
ном по группе А ГОСТ 380—71 и реже по груп-
пе Б того же стандарта. Указанные стали хо-
рошо свариваются, поэтому их используют
для сварных конструкций. Для элементов
строительных конструкций, не подвергаемых
сварке, применяют стали Ст5, Стб с более вы-
соким содержанием углерода (до 0,49 % С).
Стали эти используют -в горячекатаном состоя-
нии; термической обработке их не подвергают.
Их свойства определяются главным образом
содержанием углерода. Уровень прочности
(ои) этих сталей составляет до 520 МПа,
пластичность (65) может доходить до 30—31 %
у низкоуглеродистых сталей, но обычно состав-
ляет 22—25 %.
2. Стали для ответственных
сварных конструкций. Это хорошо
свариваемые стали для конструкций повышен-
ной ответственности. Применяются для тяже-
лонагруженных металлоконструкций, которые
наряду со статической нагрузкой могут испы-
тывать циклические или динамические на-
грузки. Это протяженные и многопролетные
шоссейные и железнодорожные мосты, мачты
линий электропередач, резервуары для нефти,
нефтепродуктов и др., а также многие стали
для нефтяного и химического аппаратострое-
ния. К этой группе сталей могут быть отне-
сены и основные судостроительные стали,
а также трубопроводные стали. Условия рабо-
ты этих сталей часто осложняются низкими
температурами окружающего воздуха.
В связи с более сложными условиями служ-
бы к сталям этой группы предъявляются тре-
бования не только по прочности, но и по удар-
ной вязкости.
В эту группу сталей входят углеродистые
стали (до 0,25 % С) улучшенного металлурги-
ческого качества (в основном улучшенного рас-
кисления). Это сталь обыкновенного качества
ВСтЗсп категорий 3—6 по ГОСТ 380—71, а так-
же качественные углеродистые стали, содержа-
щие 0,25 % С, и стали, поставляемые по спе-
циальным стандартам или по техническим ус-
ловиям (для судостроения, для мостостроения,
для аппаратостроения и др.). Прочность (<тв)
таких углеродистых сталей также до 500—
540 МПа, относительное удлинение — около
25 % и ударная вязкость (KCU) — около
“0,5 МДж/м2.
К этой же подгруппе относятся и низколеги-
рованные стали, содержащие до 0,2 % С и в
качестве основных легирующих элементов мар-
ганец (до 1,8 %) и кремний (до 1,2 %) порознь
или совместно. Иногда эти стали дополнитель-
но легируют малыми количествами ванадия
(около 0,1 %), хрома (до 0,9 %), никеля (до
0,80 %) и меди (до 0,6%). К этим сталям
относятся стали марок 14Г, 19Г, 09Г2, 14Г2,
18Г2, 12ГС, 16ГС, 09Г2С, 10Г2С1, 15ГФ,
15ХСНД, 10ХСНД и др. Низколегированные
стали обладают несколько более высокой проч-
ностью (сгв), чем углеродистые — до 540 МПа,
а главное имеют повышенную вязкость и хладо-
। стойкость, особенно стали, легированные мар-
ганцем и никелем. Ударная вязкость этих сталей
(KCU) составляет 0,6 МДж/м2 при -}-20оС и
0,3—0,4 МДж/м2 при —40 °C и даже при
—70 °C может находиться на уровне 0,2—
0,3 МДж/м2.
Применяются указанные выше низколегиро-
ванные стали как в горячекатаном состоянии,
так и после термической обработки — закалки
и высокого отпуска, которая мало изменяет
величину прочности стали, но на 0,1 —
0,2 МДж/м2 поднимает ее ударную вязкость
при И-20 °C и при —40 °C и даже при —70 °C.
Эти стали могут применяться в нормализован-
264
ном состоянии, но при этом их преимущество
по ударной вязкости менее заметно.
К сталям для ответственных сварных конст-
рукций относятся и трубопроводные стали,
предназначенные для сооружения магистраль-
ных трубопроводов, для транспорта природно-
го газа, нефти, нефтепродуктов и др. Высокие
давления в трубопроводах до 10 МПа, их про-
тяженность и соответственно очень большая
металлоемкость, наконец, большие материаль-
ные потери при разрушении трубопроводов за-
ставляют предъявлять повышенные требова-
ния к металлу труб. Трубопроводные стали со-
держат до 0,2 % С и в разном сочетании ле-
гированы марганцем (до 1,8 %), кремнием (до
0,9 %), хромом (до 1,0 %), ванадием, ниобием,
титаном (до 0,1 % каждого), азотом, алюми-
нием, а иногда и малыми количествами нике-
ля, молибдена. Это, например, стали марок
17Г1С, 17Г2СФ, 16ГФР, 16Г2САФ, ЮГАЮ,
14ХГС, 15ГСТЮ, а также стали типа
12Г2МФТБ и др. Для этих сталей иногда ого-
варивается пониженное содержание серы
(0,01 %) и фосфора (0,025 %). Эти стали всег-
да подвергают нормализации, а иногда и за-
калке с отпуском. Временное сопротивление
трубных сталей (ов) достигает-600—650 МПа
и даже 700 МПа. Ударная вязкость (KCU) со-
ставляет 0,8—1,0 МДж/м2 при +20 °C 0 5—
0,6 МДж/м2 при —60 °C и KCV=0,8 МДж/м2
при—15 °C.
Все рассмотренные выше стали хорошо сва-
риваются различными способами, хорошо об-
рабатываются режущим инструментом, в ма-
лых сечениях технологичны при операциях хо-
лодной деформации.
3. Стали повышенной прочности
с ограниченной свариваемостью.
В отличие от ранее рассмотренных эти стали
содержат от 0,3 до 0,8 % С. Сюда относятся
как углеродистые, так и низколегированные
стали, в основном содержащие марганец и
кремний (35ГС, 25Г2С, 80С и др.). Временное
сопротивление ов этих сталей превышает
600 МПа и может достигать 1800 МПа. Плас-
тичность и вязкость этих сталей зависят от со-
держания в них углерода и от вида обработ-
ки, которой сталь подвергалась. К этой же
подгруппе можно отнести стали для армиро-
вания железобетонных конструкций, для же-
лезнодорожных рельсов, для труб, применяе-
мых в нефтяных и газовых скважинах, и др.
Стали этой подгруппы используют в горячека-
таном или нагартованном состоянии (армату-
ра железобетона) при ов до 1800 МПа, одна-
ко низкой ударной вязкости. В нормализован-
ном состоянии, например железнодорожные
рельсы имеют сга—800 МПа при ударной вяз-
кости до 0,3 МДж/м2, а после закалки и от-
пуска, например, трубы для нефтяных и газо-
вых скважин ов «600 МПа и ударная вязкость
—0,6 МДж/м2.
Машиностроительные стали
Эти стали широко применяют в различных от-
раслях машиностроения: автостроении, тракто-
ростроении, станкостроении, для строительных
и дорожных машин, в химическом и нефтяном
машиностроении и др. Отличительная особен-
ность таких сталей состоит в том, что изделия
из них значительно менее металлоемки (чем
из сталей, ранее рассмотренных), так как они
конструктивно ограничены по габаритам и .в
tq же время условия работы этих изделий час-
то очень сложные — они подвергаются высо-
ким статическим нагрузка^, высоким знакопе-
ременным нагрузкам, динамическим нагрузкам
и др. По этим причинам требуется использо-
вание более дорогих сталей и более сложных
технологических -процессов их упрочняющей
обработки — термической, химико-термической,
термомеханической и др.
Классификацию машиностроительных конст-
рукционных сталей проводят по различным по-
казателям. По содержанию углерода различа-
ют низко- (до 0,25 % С) и среднеуглероднстые
(0,25—0,5 % С) стали, нелегированные (марки
20, 35, 40 и др.) и легированные. По легиро-
ванию: хромистые (20Х, 38ХА и др.), хромо-
никелевые (20ХН, 40ХН, 20ХНЗА, 20Х2Н4А
и др.), хромонйкелемолибденовые (30ХН2М,
40ХН2МА, 18Х2Н4МА и др.) и др. Сумма ле-
гирующих элементов в машиностроительных
сталях обычно не превышает 6,5 % (например,
стали 18Х2Н4МА и 25Х2Н4МА). Классифици-
руют машиностроительные стали также и по
назначению — стали для автостроения, для
авиастроения, для химического и нефтяного
машиностроения и др. По уровню прочности их
разделяют па невысокопрочные стали (после
закалки И высокого отпуска) с ов до 1200 МПа
и стали высокопрочные с ол более 1200 МПа.
К конструкционным машиностроительным
сталям всегда предъявляются требования по
ударнбй вязкости, которая в зависимости от
содержания в стали углерода и легирующих
элементов, а также от вида обработки может
составлять KCU+20 от 0,3 до 2 МДж/м2.
Как правило, все машиностроительные ста-
ли для повышения комплекса их механических
свойств применяют в термически обработанном
состоянии — после закалки и отпуска.
Свариваемость этих сталей ограниченная.
С учетом указанного машиностроительные ста-
ли \ рационально представить следующими
группами, отражающими их применение в раз-
личных отраслях техники.
Низко угле род истые не легированные и легиро-
ванные стали, применяемые обычно для изго-
товления цементируемых или нитроцементи-
руемых изделий. Эти стали в зависимости от
сечения изготовляемых из них изделий и сте-
пени их ответственности по-разному легирова-
ны и качественно, и количественно. Наиболее
широко применяются стали, легированные хро-
мом и никелем, с небольшими количествами
других элементов. Такие стали имеют высо-
кую вязкость и хладостойкость.
Среднеуглеродистые не легированные стали —
это качественные стали марок 30, 45 и др., поз-
воляющие получить после закалки с отпуском
достаточно высокие свойства (табл. 30.1), но
имеющие небольшую прокаливаемость и поэто-
му применяемые для изготовления небольших
по сечению несильно нагруженных изделий.
Среднеуглеродистые легированные стали ис-
пользуются для изделий машиностроения, под-
вергаемых термической обработке — закалке с
отпуском, тсрмомехапической обработке или по-
верхностному упрочнению с нагревом т. в. ч.,
азотированию и др. Стали имеют высокий
комплекс свойств (см. табл. 30.1), который
может при изменении их состава и режимов
265
to ТАБЛИЦА
о
СП
КЛАССИФИКАЦИЯ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Обработка (состояние поставки) °в KCU, МДж/м 2, при температуре . °C
Группа сталей Характеристика состава сталей МПа б6. % 4-20 —40 —70
А. Стали для металлоконструкций
1. ОбщестроителЬ' ные стали Углеродистые стали обыкновенного качества Ст1—Стб (ГОСТ 380—71, группы А и Б) Горячекатаные 310—520 220—300 31—21 — — —
2. Стали для ответст- венных сварных конструкций Углеродистые стали СтЗсп (ГОСТ 380—71, группа В, категории 3—6). Качественные углеродистые стали, со- держащие до 0,25 % С. Низколегиро- ванные стали с ^0,22 % С, содержа- щие в разных сочетаниях Мп, Si, V, N, Al, Ti, Nb, Mo, В при сумме ле- гирующих элементов до 2,5 % Горячекатаные; нормализованные; после закалки с вы- соким отпуском; после регулируемой прокатки 310—500 500—560 600—700 600—650 220—280 260—360 450—550 400—500 31—21 20 16 20—18 ООО оо Оо СЛ A Pi о о оо 0,4 (—20 °C) 0.3—0,4 0,4—0,6 0,5 (—60 °C) —
3. Низколегирован- ные стали повы- шенной прочности с ограниченной свариваемостью Средне- и высокоуглеродистые стали (0,3—0,8 % С), низколегированные Мп, Сг (в сумме до 2,5 %) Горячекатаные нормализованные; нагартованные; после закалки с вы- соким отпуском <800 <1800 950 <650 800 14 6 16 До 0,3 1,0—1,5 1 1® 0,5
Б. Машиностроительные
4. Среднеуглеродис- тые нелегирован- ные стали Качественные стали, содержащие 0,3—0,5 % С Закалка и высокий отпуск 600 350 15 0,5 — —
5. Низкоуглеродис- тые иелегирован- ные и легирован- ные стали Стали, содержащие 0,1—0,25 % С и легирующие элементы (Мп, Сг, Ni, Мо, W, V и др.) в сумме до 6,5 % Закалка и низкий от- пуск <1150 800—850 10 0.9 — 0,4
6. Среднеуглеродис- тые среднелегиро ванные стали Стали, содержащие 0,21—0,54 % С и легирующие элементы (Мп, Сг, Ni, Мо, W, V и др.) в сумме до 6,5 % Закалка и высокий отпуск <1150 850—950 И 0,9 — 0,5
термической обработки меняться в широких
пределах.
Среднеуглеродистые среднелегированные ста-
ли, применяемые после закалки и низкого от-
пуска, и специальные низкоуглеродистые ста-
ли, высоколегированные никелем, кобальтом,
молибденом, отличаются высокой прочностью.
У высоколегированных высокопрочных сталей
высокая прочность сочетается с высокими по-
казателями вязкости.
Высокопрочные стали указанных типов ис-
пользуются в специальном машиностроении, где
требуется особо низкая металлоемкость объ-
ектов в связи с максимальным ограничением
массы и габаритов.
Классификация конструкционных сталей
приведена в табл. 30.1.
ЗОЛ .2, Общие положения
о легировании и термической
обработке конструкционных сталей
Легирование конструкционных сталей произво-
дится с целью повышения прочности, пластич-
ности, прокаливаемости и др. Особое значение
имеет сочетание высокой прочности и пластич-
ности и обеспечение высокого сопротивления
разрушения, характеризуемого повышением ве-
личин ар и Кс (Kic).
Повышение тех или иных механических
свойств стали может быть достигнуто после
горячей прокатки или нормализации и после
закалки с отпуском. Легирование, обусловли-
вающее улучшение свойств стали без примене-
ния закалки с отпуском, основано на: а) изме-
нении свойств феррита в результате растворе-
ния в нем легирующих элементов (твер-
дорастворимое упрочнение); б) образовании
ТАБЛИЦА 30.2
дисперсных упрочняющих фаз, выделяющихся
либо в процессе охлаждения после прокатки
или нормализации, либо также в процессе про-
катки; в) измельчении зерна стали и состав-
ляющих ее микроструктуры, включая измене-
ния размеров морфологии и расположения
структурных составляющих.
Легирование, определяющее улучшение
свойств стали после термической обработки
(закалки с отпуском), основано на: а) измене-
нии устойчивости переохлажденного аустенита;
6) понижении скорости диффузионных про-
цессов и замедлении выделения и коалесцен-
ции карбидов или других избыточных фаз;
в) повышении устойчивости карбидов (или
частиц других избыточных фаз), что также
сказывается на замедлении их растворения
при аустенитизации и коалесценции при отпус-
ке; г) воздействии на состояние твердого рас-
твора основы той доли легирующего’элемента,
которая не связывается в карбиды.
Таким образом, влияние легирующего эле-
мента #а свойства зависит от его взаимодей-
ствия с ферритом (растворение в феррите) и
углеродом (участие в карбидообразовании).
Степень взаимодействия легирующего эле-
мента с ферритом определяется соотношением
атомных радиусов железа и легирующего эле-
мента и типов и параметров их кристалличе-
ских решеток.
Взаимодействие легирующего элемента с уг-
леродом может быть обобщено относительным
показателем степени химического сродства ле-
гирующего элемента к углероду по сравнению
с железом.
В табл. 30.2 приводятся данные о кристал-
лическом строении основных легирующих эле-
ментов и о характере их взаимодействия с
железом, а ниже температуры плавления не-
КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ И ХАРАКТЕР ВЗАИМОДЕЙСТВИЯ ОСНОВНЫХ
ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ С ЖЕЛЕЗОМ
Эле- мент Тип решетки Атом- ный радиус, о А Параметры решетки, А Твердые растворы
непрерывные ограниченные
Fe CC-0. ц. К V-Г. ц. к 1,241 2,8608 3,564 В a-Fe:V, Сг В y-Fe:Мп, Со, Ni Ba-и y-Fe:Cu, Ai, Si, Ti, Zr В a-Fe:Ni; ву-Fe:V, Nb, Cr, Mo, W, Mn(a и P), Co (a x. (3)
Со а-гекс. р-Г. ц. к. 1,248 1,248 2,501 4,066 3,548 y-Fe y-Fe a-Fe a-Fe
Ni г. ц. к. 1,245 3,517 y-Fe a-Fe
Al г. ц. к 1,431 4,0414 •— Fe
Mo о. ц, к. 1,36 3,1466 — Fe
W 0. ц. к. 1,367 3,1648 — Fe
Si Алмаза 1,175 5,4198 — Fe
Mn а, (3-куб. у-г. ц. к. 6-о. ц. к. 1 >12 8,894; 6,3 3,533 3,72 y-Fe a-Fe
V о. ц. к. 1,316 3,0338 a-Fe y-Fe
Ti а-гекс. (З-о. ц. к. 1,444 а = 2,9446; с = 4,6694 3,3132 Fe
Nb о. ц. к. 1,426 3,2941 — Fe
Cr о. а. к. 1,249 2,885 a-Fe y-Fe
.267
которых карбидов основных легирующих эле-
ментов, по которым можно приближенно су-
дить о сравнительной устойчивости этих кар-
бидов и соответственно степени химического
сродства легирующего элемента к углероду:
Тип карбида °C Fe3C 1500 Мп3С 1480 СГ7СЗ 1940 Мо2С 2900
Тип карбида WC VC TiC ZrC
^ПЛ> °C 2900 3100 3450 3800
Такие легирующие элементы, как кремний,
никель и кобальт, имеют меньшее химическое
сродство к углероду, чем железо, и поэтому
(учитывая большую массу атомов железа в
стали) практически в карбидообразовании не
участвуют. Это приводит к тому, что эти эле^
менты при введении их в сталь растворяются
в феррите и их влияние на свойства стали оп-
ределяется только их влиянием на свойства
феррита (см. рис. 30.3).
Из табл. 30.2 видно, что кремний занимает
особое место среди легирующих элементов:
у него резко отличающийся от железа тип кри-
сталлической решетки и существенно меньший
атомный размер и отличное от железа элек-
тронное строение атома. Возможно поэтому,
кремний, растворяясь в феррите, больше, чем
другие элементы, влияет на его свойства — по-
вышает прочность и снижает вязкость.
Легирование другими элементами приводит,
как правило, к упрочнению и чаще всего к не-
которому понижению вязкости феррита.
Только никель и в небольших количествах мар-
ганец при введении в феррит повышают его
вязкость.
Легирующие элементы с химическим сродст-
вом к углероду, большим, чем у железа (Мп,
Сг, Мо, W, V, Ti, Nb и др.), образуют в стали
карбиды. При этом марганец, имея сродство к
углероду, близкое к железу, неограниченно рас-
творяется в цементите и дает общий с железом
карбид типа (Fe, Мп)3С, отличаясь значитель-
ной растворимостью в феррите, марганец, вве-
денный в сталь, присутствует и в феррите, и в
карбидах. Распределяются в различном соотно-
шении между ферритом и карбидами и другие
карбидообразующие элементы. При этом, чем
выше степень химического сродства легирую-
щего элемента к углероду, тем большая его до-
ля связывается в карбиды и меньшая находит-
ся в a-твердом растворе.
Доля легирующего элемента, растворенного
в феррите, в зависимости от его общего содер-
жания в стали для марганца, хрома, молиб-
дена, ванадия (элементы расположены по воз-
растанию степени химического сродства к уг-
лероду) иллюстрируется рис. 30.1. На этом
графике количество легирующего элемента,
введенного в сталь, представлено в виде от-
ношения Afe/C, где Me — количество легирую-
щего элемента [% (ат.)], С —количество угле-
рода f% (ат.)], поэтому он справедлив для ста-
лей с различным содержанием углерода и ле-
гирующих элементов. Для марганца приведено
так же его количество, связанное в карбид.
Малое отличие степени химического сродства
к углероду марганца по сравнению с железом
приводит к тому, что большая его часть рас-
творяется в феррите, а меньшая участвует в
образовании карбида (Fe, Мп)3С, При легиро-
268
вании марганцем конструкционных сталей в
широком интервале концентраций происходит
непрерывное в постоянном соотношении обога-
щение им феррита и карбидов. При таком по-
ведении марганца при легировании этим эле-
ментом свойства стали с. увеличением его со-
держания должны изменяться непрерывно. Ес-
ли иногда в изменении свойств наблюдается
нарушение непрерывности, то причиной этого
служит не изменение состава феррита или кар-
бидов, а появление новой игольчатой неравно-
весной составляющей структуры.
При легировании стали элементами с высокой
степенью химического сродства к углероду за-
кономерности их распределения между карби-
дами и ферритом существенно иные, чем в слу-
Рис. 30.1. Распределение легирующих карбидообразу-
ющнх элементов между ферритом и карбидами
чае марганца. Особенно хорошо это можно
проследить на примере ванадия, тем более,
что такими же будут закономерности для ти-
тана и ниобия.
Ванадий, а также титан, ниобий, цирконий
образуют с углеродом практически карбид од-
ного типа МеС. На примере ванадия (см. рис.
30.1) видно, что для этих элементов существу-
ют две стадии легирования. На первой стадии
с, увеличением содержания легирующего эле-
мента до V/C~l происходит слабое обогаще-
ние им твердого раствора и связывание основ-
ной его доли в карбиды. При этом увеличива-
ется количество карбида легирующего элемента
и уменьшается количество цементита. Пе-
реход от первой стадии легирования ко второй
(V/C>>1) характеризуется завершением пе-
рехода от карбида Fe3C к VC. Этим заверша-
ется процесс карбидообразования при легиро-
вании конструкционной стали также и такими
элементами, как Ti, Nb, Zr.
На первой стадии легирования переход от
цементита к специальному карбиду легирую-
щего элемента сопровождается уменьшением
размеров карбидных частиц, т. е. ростом дис-
персности частиц карбидной фазы, понижением
содержания углерода в феррите в соответствии
с равновесием системы «-твердый раствор —
карбид и уменьшением размеров зерна (рис.
30.2). Сочетание этих структурных и фазовых-
изменений определяет изменение свойств ста-
ли на первой стадии легирования.
г Вторая стадия легирования характеризуется
активным обогащением a-твердого раствора
легирующим элементом. На этой стадии леги-
рования, но уже при длительных нагревах мо-
жет происходить выделение карбидов в дис-
персной форме. Оба эти фактора определяют
характер изменения свойств стали.
Для других легирующих карбидообразующих
элементов, таких как Сг, Мо и W, имеющих
меньшее сродство к углероду, чем рассмотрен.-
ные выше V, Ti и Nb, общие закономерности
изменения фазового и структурного состояния
те же. Поскольку эти элементы образуют с уг-
леродом не один, а несколько типов карбидов,
разделяют первую стадию легирования на не-
сколько этапов соответственно изменениям
карбидной фазы. Так, для молибена (см. рис.
30.1) первый этап первой стадии легирования
заканчивается при Мо/С^ I и соответствует
завершению перехода карбида типа Л/е3С, т. е.
(Fe, Мо)3С, в карбид типа Ме2зС&, т. е. (Мо,
Ре)23Сб. Второй этап этой стадии легирования
заканчивается яри Мо/С 2, когда завершает-
ся образование карбида Мо6С. Далее при
Мо/С>2 отмечается вторая стадия легирова-
ния, когда весь вводимый сверх указанного ко-
личества (Мо/С>2) молибден переходит в
a-твердый раствор.
Для хрома с еще меньшим сродством к уг-
лероду, чем молибден, первый этап первой ста-
дии легирования ограничивается Сг/С^1,2 и
соответствует переходу карбида Ме3С, т. е.
(Fe, Сг)2С, в карбид Ме7С2, т. е. (Сг, Ре)?Сз,
а второй этап первой стадии легирования не
завершается и при Сг/Сех5, так как в этом
случае не заканчивается переход карбида
Ме?С3 в Мг^Сб- Вторая стадия легирования
хромом наступает при Сг/С2>10.
Изменения в фазовом и структурном состоя-
ниях, происходящие па первой стадии легиро-
вания,— уменьшение размеров карбидов, из-
мельчение зерна и снижение содержания угле-
рода в феррите—благоприятно сказываются
на механических свойствах сталей: повышается
ТАБЛИЦА 30.3
РОЛЬ ЛЕГИРОВАНИЯ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Влияние легирования на основные фазы сталей Легирующий элемент и влияние роста его концент- рации Изменение свойств без термической обработки Влияние яри термической обработке
па изменение свойств на режимы термиче- ской обработки
1. Увеличение коли- чества карбидов С Умеренное повы- шение прочности Значительное по- вышение прочнос- ти, снижение вяз- кости Снижается темпе- ратура закалки
2. Упрочнение фер- рита без влияния на карбидную фа- зу Si Существенное по- вышение прочнос- ти, снижение вяз- кости и хладостой- кости Для термически. сталей не используе обрабатываемых тся
3. Повышение вяз- кости и хладостой- кости феррита Ni Некоторое повы- шение вязкости и хладостойкости; практически не влияет на проч- ность Существенное по- вышение вязкости и хладостойкости. Повышение проч- ности Значительно уве- личивается зака- ливаемость и про- каливаемость
4. Упрочнение ферри- Мп, Сг, Степень повыше- Значительное по- Несколько повы-
та и повышение стабильности кар- бидов типа Ме3С W, Мо ния прочности и вязкости сильно зависит от коли- чества легирующе- го элемента вышение прочнос- ти, небольшое по- вышение вязкости шается температу- ра закалки и от- пуска, увеличива- ется прокаливае- емость
5. Упрочнение ферри- Сг, W, Мо, Повышение проч- Существенное по- Повышается тем-
та и образование карбидов легирую- щих элементов по- вышенной и высо- кой устойчивости V, Ti, Nb ности вышение прочнос- ти; вязкость повы- шается мало пература закалки, несколько увели- чивается прокали- ваемость, умень- шается склонность к росту зерна при нагреве, повыша- ется температура отпуска на задан-
6. Образование дис- Мо, V, Nb, Повышение проч- Значительное по- нуHJ иричнос ГЬ Повышается тем-
персных упрочняю- щих фаз Ti, Ai2 N ности, понижение вязкости при неиз- менном размере зерна; при измель- чении зерна повы- шение вязкости вышение прочнос- ти пература закалки, регламентируются условия отпуска (температура, про- должительность, скорость охлажде- ния)
269
их прочность и вязкость. Такое изменение
свойств имеет место и при увеличении содер-
жания легирующего элемента в пределах соот-
ношения, отвечающего первой стадии. По-
скольку период первой стадии легирования со-
кращается с повышением степени химического
сродства легирующего элемента к углероду, ко-
личество вводимых в конструкционные стали
стали сопровождается увеличением его концен-
трации в феррите, изменение свойств стали оп-
ределяется в основном изменением свойств
феррита (рис. 3'0.3). Поэтому на второй ста-
дии легирования наблюдается, как правило,
повышение, прочности стали, сопровождающее-
ся, однако, понижением ее вязкости и хладо-
стойкости. Такое изменение свойств усугубля-
Рис. 30.2. Влияние степени легирования конструкционных сталей с 0,2 % С на размер зерна
легирующих элементов должно быть тем мень-
ше, чем выше их сродство к углероду. Поэто-
му V, Ti и Nb обычно вводят в сталь в очень
малых количествах, больше вводится молиб-
дена и вольфрама и еще больше хрома.
На второй стадии легирования, когда уве-
личение содержания легирующего элемента в
ется иногда дополнительно эффектом диспер-
сионного упрочнения.
Таким образом, для получения высокого со-
четания прочности и вязкости конструкционной
стали ее легирование следует ограничивать
первой стадией. Описанные закономерности ха-
рактерны для сталей в горячекатаном, норма-
ТА БЛИЦА 30.4
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Назначение Операция Место в технологическом процессе изготовления изделий Обрабатываемые стали
1. Гомогенизация состава стали (уменьшение меж- кристаллитной и внутри- кристаллитной ликва- ции), снижение содержа- ния газов и рост одно- родности структуры Гомогенизирую- щий отжиг Обработка слитков, от- ливок, поковок Все стали
2. Разупрочнение после хо- лодной деформации Рекристаллиза- ционный отжиг (отпуск) Обработка заготовок, листа, проволоки, прут- ков при различных опе- рациях холодной дефор- мации
3. Повышение однороднос- ти структуры, изменение морфологии перлита, уменьшение .флокеночув- ствительности, снижение твердости, повышение пластичности, снижение уровня остаточных на- пряжений Отжиг полный, не- полный, изотерми- ческий Обработка проката, от- ливок, поковок и других заготовок »
4. Повышение однородности структуры * Нормализация или нормализация с отпуском Обработка заготовок, а также профильного, лис- тового, сортового прока- та Качественные уг- леродистые и леги- рованные стали
5. Повышение прочности Закалка с отпус- ком, ТМО Окончательная обработ- ка деталей машинострое- Низколегирован- ные, среднелегиро-
6. Повышение вязкости То же ния некоторых видов профилей, труб, листов ванные стали
270
лизованном и термически обработанном со-
стояниях, хотя для этих разных состояний ста-
ли величины Afe/C, отвечающие переходу от
первой стадии легирования ко второй, несколь-
ко отличаются.
НВ
220
180
140
100
KCUfaO, МД*/к*
3,5
3,0
2,5
2,0
1,5
10
0,5
О
t50
25
О
-25
-50
-75
-100
-125
012345078
Легирующий злеменгп. % (ли пассе)
Рис. 30.3. Влияние легирующих элементов
на свойства феррита |6):
а — твердость; б — ударная вязкость; в —
порог хладноломкости
Введение в сталь углерода и легирующих
элементов в сочетании с рациональной терми-
ческой обработкой данной стали должно обес-
печить получение в готовом изделии определен-
ного фазового и структурного состояния и,
следовательно, заданных механических свойств.
В случае слитков и заготовок в результате
термической обработки должны быть созданы
надлежащие технологические свойства метал-
ла для его дальнейшего передела (обработки
-давлением, обработки резанием).
Если принять, что окончательной термиче-
ской обработкой стали является закалка с вы-
соким отпуском, а «нетермообработанное» со-
стояние — горячекатаное или нормализован-
ное (при условии, что нормализация не при-
водит к образованию неравновесных структур),
то роль легирования стали в обобщенном виде
ориентировочно можно представить данными
табл. 30.3.
В табл. 30.4 обобщены данные о назначении
основных видов термической обработки конст-
рукционных сталей. Каждый из приведенных в
таблице основных видов имеет ряд подвидов,
зависящих от условий проведения обработки и
от особых конкретных целей применения этой
обработки (например, отжиг полный, отжиг не-
полный, отжиг изотермический и др.). Некото-
рые особенности термической обработки раз-
личных сталей рассматриваются ниже.
30.L3. Углеродистые
конструкционные стали
К углеродистым конструкционным сталям от-
носятся нелегированные стали, содержащие от
0,06 до 0,5 % С. Свойства этих сталей опреде-
ляются четырьмя факторами:
I) содержанием в стали углерода;
2) металлургической природой стали, с ко-
торой связано в основном содержание в стали
вредных примесей (S, Р, As, Sn и др.), газов,
неметаллических включений и др.;
3) термической обработкой;
4) холодной деформацией.
Углерод в сталях, особенно в нелегирован-
ных,— это основной элемент, оказывающий
влияние на все их свойства и прежде всего
на механические свойства.
Если рассматривать переход, от чистого же-
леза к низкоуглеродистой стали, то следовало
бы особое внимание уделить влиянию углерода
на свойства феррита. В интервале изменения
содержания углерода в феррите — от чистого
железа до 0,004 % (максимальная раствори-
мость углерода в a-Fe при 20 °C) — происхо-
дит существенное изменение прочности и вяз-
кости, связанное с влиянием концентрации
атомов внедрения на генерацию и перемеще-
ние дислокаций. Считают, что содержание уг-
лерода 1 • 10~4 % в феррите является его экс-
тремальным количеством: при более высоком
и более низком его содержании повышается
хрупкость феррита. Однако в конструкционных
углеродистых сталях, содержащих >0,06 % С,
концентрация углерода в феррите практически
не изменяется и соответственно практически не
изменяются свойства феррита.
В то же время в легированных сталях, со-
держащих элементы с высокой степенью хи-
мического сродства к углероду, такие как ва-
надий, титан или ниобий, количество раство-
ренного в феррите углерода может оказаться
ниже I • Ю~4 %, следствием чего может быть
повышение хрупкости феррита и соответствен-
но стали.
Влияние роста содержания углерода в кон-
струкционных углеродистых сталях связано с
-271
увеличением количества цементита, что затруд-
няет перемещение дислокаций, сказывается на
.сдвиговых процессах в отдельных зернах и со-
ответственно изменяет механические свойства',
вызывая некоторое повышение прочности, сни-
жение пластичности, а иногда и вязкости.
Рис. 30.4. Влияние содержания углерода
на свойства конструкционных нелегирован-
ных сталей в нормализованном состоянии
[7, 16]
Естественно, что изменение свойств, связан-
ное с повышением содержания углерода, зави-
сит и от морфологии частиц цементита, и от
степени равновесности структуры стали, и, сле-
довательно, от режимов ее термической обра-
ботки.
На рис. 30.4 показано характерное измене-
ние свойств углеродистых конструкционных
сталей в нормализованном состоянии при бал-
ле зерна ~4 в зависимости от содержания уг-
лерода, а на рис. 30.5 — влияние содержания
углерода на ударную вязкость (KCV) образ-
цов с надрезом Шарпи и температуру перехо-
да в хрупкое состояние, определяемую по
уменьшению ударной вязкости на 50 %.
О О,Г 0,2 0,3 0,4 0,5 0,6
С, % (сю пассе)
Рис. 30.5. Влияние содержания углеро-
да на ударную вязкость и температу-
ру перехода в хрупкое состояние неле-
гированных конструкционных сталей
(Л
Углеродистые конструкционные стали с со-
держанием углерода до 0,25 % термической
обработке — закалке с отпуском, как правило,
не подвергают. Для сталей' с большим содер-
жанием углерода подобная термическая обра-
ботка — эффективное средство повышения
ТАБЛИЦА 30.5
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ТИПА 45 В ЗАВИСИМОСТИ ОТ ВИДА ТЕРМИЧЕСКОЙ
' ОБРАБОТКИ
Термическая обработка ав> МПа °о.г. МПа б. % Ч>. % KCU, МДж/мг НВ
Отжиг при 740—
760 °C 570—680 400—480 21—20 68—60 0,80—0,50 147—187
Нормализация при
840—860 °C, отпуск
при 630—650 °C . . 700—760 420—480 22—18 64—58 0,90—0,60 —
Отжиг и закалка при
830—850 °C (без от-
пуска) 1500—1700 1350—1500 2,0—0,9 10—6 0,20—0,15 460—495
То же, с отпуском
при, °C:
100 1600—1850 1400—1600 2,0—1,5 11—7 0,25—0,20 475—532
150 1700—1800 1500—1700 3,0—2,0 11—9 0,30—0,20 470—555
200 1550—1800 1350—1600 3,0—2,0 12—10 0,30—0,20 460—532
250 1400—1700 1250—1500 4,0—3,0 20—15 0,40—0,25 430—480
300 1350—1600 1050—1350 5,0—4,0 30—25 0,50—0,30 375—444
350 1150—1450 950—1250 6,0—5,0 , 40—30 0,60—0,40 340—402
400 1050—1300 900—1100 7,0—6,0 50—40 0,70—0,60 310—375
450 950—1160 800—1000 8,0—6,0 55—45 0,90—0,70 285—340
500 900—1050 800—900 9,0—7,0- 65—50 1,0-0,9 260—300
550 900—1000 750—850 12—8 65—55 1,2—1,1 255—269
600 850—900 650—750 14—12 66—60 1,4—1,2 241—255
650 750—850 600—700 16-15 67—63 1,6—1,4 207—223
700 700—750 620—650 17—16 68—65 1,8—1,5 196—207
272
комплекса свойств. По данным, приведенным в
табл. 30.5, можно судить об эффективности
различных видов термической обработки сред-
неуглеродистой стали типа 45.
Термическая обработка повышает и сопро-
тивление стали длительным знакопеременным
нагрузкам. Так, предел выносливости при из-
гибе у горячекатаных и нормализованных ста-
лей с содержанием от 0,3 до 0,45 % С состав-
ляет около 200—250 МПа, & после закалки и
высокого отпуска — 310—340 МПа.
Содержание углерода в конструкционных
сталях существенно влияет и на их прокали-
ваемость. Поскольку с повышением содержа-
ния углерода увеличивается устойчивость пе-
реохлажденного аустенита, увеличивается и
прокаливаемость стали. Так, критический диа-
метр составляет —10 мм у стали с ~ 0,15%-С
и ~ 25 мм у стали с 0,35 % С.
Благодаря тому что в нелегированных ста-
лях диффузия углерода и коалесценция кар-
бидов протекают относительно быстро, склон-
ность к старению и даже к старению после де-
формации у этих сталей невысока, поэтому по-
теря ударной вязкости при деформационном
старении не превышает 25—30 %.
Холодная пластическая деформация сущест-
венно изменяет свойства углеродистых конст-
рукционных сталей. Так, у стали с 0,4 % С
после холодной пластической деформации ств
повышается с 580 до 874 МПа, 65 снижается с
20,6 до 5,5 %, ударная вязкость с 0,66 до
0,28 МДж/м2 и твердость повышаемся с НВ 149
до 241.
30.1.4. Низколегированные
конструкционные стали
Суммарное содержание легирующих элементов
в этих сталях может доходить до 2,5 %. По
содержанию углерода и принципам упрочне-
ния низколегированные конструкционные стали
можно разделить на три подгруппы.
1. Низкоуглеродистые стали
(0,11—0,22 % С), применяемые в основном в
горячекатаном или нормализо-
ванном состоянии. Ихк упрочнение ос-
новано главным образом на легировании фер-
рита. В меньшей мере на этих сталях сказы-
ваются изменения в состоянии и составе кар-
бидной фазы. Термическая обработка таких
сталей (закалка и отпуск) мало повышает ха-
рактеристики прочности, но заметно улучшает
показатели вязкости и хладостойкости.
2. Низкоуглеродистые стали
(0,05—0,18% С), упрочненные дис-
персными выделениями карби-
дов или карбонитридов. Стали при-
меняются в нормализованном состоянии или
после горячей регулируемой прокатки. Выде-
ление упрочняющей дисперсной фазы проис-
ходит либо в процессе охлаждения при норма-
лизации, либо во время специально назначае-
мого временного интервала между проходами
горячей прокатки.
3. Среднеуглеродистые стали
(0,25—0,50 % С), применяемые в термически
обработанном состоянии после закалки и вы-
сокого отпуска на требуемый уровень свойств.
Низкоуглеродистые стали (~0,2% С), уп-
рочнение которых основано на легировании
феррита марганцем и (или) кремнием. Это
марганцовистые стали 14Г, 19Г, 09Г2, 14Г2
и др., кремииймарганцовые 12ГС, 17ГС, 09ГС,
10Г2С1 и др., а также марганцовистые и крем-
ниймарранцовые с дополнительным легирова-
нием 15ГФ, 14ГС, 17ГСФ и др. Сюда же от-
носятся и природнолегированные стали
10ХСНД и 15ХСНД.
Во всех этих сталях основным легирующим
элементом является марганец. Влияние содер-
Рис. 30.6. Влияние содержания угле-
рода на свойства стали с 1.21—1.26 %
Мп в нормализованном состоянии [31
Рис. 30.7. Влияние содержания углерода
на ударную вязкость и хладостойкость
стали с 1.21'—1,26 % Мп в нормализован-
ном состоянии [3]
жания углерода на свойства сталей с 1,21—
1,26 % Мп в нормализованном состоянии по-
казано на рис. 30.6 и 30.7. Повышение прочно-
сти и снижение пластичности и вязкости свя-
зано с увеличением количества перлита. Сталь
с 0,23 %. С и 1,21 % Мп после нормализации
содержит около 35 % перлита и 65 % феррита
и не содержит неравновесных игольчатых
структур, снижающих вязкость и хладостой-
кость. При содержании углерода 0,13—0,23 %
можно получить у марганцовистой нормали-
зованной стали (см. табл. 30.8) хорошее со-
четание прочности, пластичности, вязкости и
хладостойкости.
Легирование стали с 0,2 % С марганцем в
количестве 1,3 % является пределом, при кото-
ром нормализация не приводит к образованию
значительных количеств игольчатых структур.
18—394
273
Однако уже при 2 % Мп в такой стали после
нормализации можно получить в структуре
значительное количество (более 40 %) иголь-
чатых структур, что ведет к резкому повыше-
нию прочности (оа = 800 МПа), падению плас-
тичности (6э«20 %) и ударной вязкости (ни-
же 0,5 МДж/м2 при +20 °C).
Используя влияние кремния на упрочнение
феррита в марганцовокремнистых низкоуглеро-
дистых сталях можно получить повышенный
Рис. 30.8. Влияние содержания крем-
ния на свойства нормализованной ста-
ли с 0,19—0.21 % С и 1,4—1,65 % Мп
13)
Рнс. 30.9. Влияние содержания кремния на
ударную вязкость и хладостойкость нор-
мализованной стали с 0,19—0,21 % С и
1,4—1,55 % Мп [3]
уровень прочности по сравнению с марганцо-
вистыми сталями (рис. 30.8), но пластичность и
вязкость стали при этом заметно снижаются
(рис. 30.8 и 30.9). Из рис. 30.9 видно, что с по-
вышением содержания кремния сверх 0,8 % в
низкоуглеродистых кремнемарганцовых ста-
лях особенно резко снижается вязкость.
В низкоуглеродистых (до 0,2 % С) кремний-
марганцовых (<0,8% Si; <1,5 % Мп) норма-
лизованных сталях игольчатые структуры в
количествах, могущих существенно повлиять
на снижение вязкости, не образуются. Наблю-
даемое снижение вязкости в результате леги-
рования кремнием связано с его влиянием на
феррит.
Марганцовистые и кремниймарганцовые ста-
ли для дополнительного изменения свойств
274
легируют также хромом, никелем, бором, мо-
либденом, титаном, ниобием и др.
Введение хрома (— 0,7 % Сг) в сталь с 0,18—
0,21 % С, 1,21—1,4% Мп в количествах, не
приводящих к образованию игольчатых струк-
тур после нормализации, очень мало влияет
на свойства. Временное сопротивление (ав)
повышается с 580 до 640 МПа, относительное
удлинение (65) снижается с 30 до 27 %, а
ударная вязкость при +20°C практически не
изменяется. Лишь увеличение, содержания хро-
ма до 1,4 % приводит к образованию в нор-
мализованной стали около 35 % игольчатых
структур. Это позволяет заметно повысить
прочность (oft«900 МПа), но приводит к сни-
жению пластичности (65 до 16 %) и ударной
вязкости примерно с 0,9 до 0,7 МДж/м2.
Легирование никелем нормализуемых низко-
углеродистых (0,19—0,22 % С) марганцовис-
тых сталей (1,20—1,37 % Мп) эффективно при
его количестве до 1 %. В этом случае никель,
легируя феррит, повышает его ударную вяз-
кость на 0,2—0,3 МДж/м2., а прочность-и пла-
стичность стали практически не изменяются.
Введение никеля в количестве — 1% не при-
водит к возникновению игольчатых структур,
но уже при 1,8 % Ni этих структур образуется
около 40 % и не происходит роста ударной
вязкости.
Определенный благоприятный эффект дает
легирование нормализуемых низкоуглеродис-
тых марганцовистых сталей (0,18—0,21 % С;
1,22—1,42 % Мп) молибденом, но в количест-
вах, ^не приводящих к образованию игольча-
тых составляющих структуры. При 0,18 % Мо
временное сопротивление стали (ов) повыша-
ется с 600 до 700 МПа, ударная вязкость по-
нижается очень слабо, а пороговая температу*
ра остается неизменной. При 0,49 % Мо в
структуре рассматриваемой стали появляется
уже значительное количество игольчатых со-
ставляющих, что заметно снижает ударную
вязкость и повышает порог хладноломкости.
Легирование низкоуглеродистых марганцови-
стых сталей титаном в пределах 0,025—0,10 %
не приводит к образованию игольчатых струк-
тур в нормализованном состоянии и практиче-
ски не отражается на прочности, но несколько
повышает ударную вязкость и снижает порог
хладноломкости. Примерно так же, но менее
эффективно, влияет ниобий.
Как уже отмечалось выше, низкоуглеродис-
тые ( — 0,2 % С) стали, низколегированные
марганцем и кремнием, применяются, как пра-
вило, в нормализованном и реже в горячека-
таном состоянии. Термическая обработка (за-
калка с отпуском) таких сталей заметно не по-
вышает комплекс их свойств, хотя их вязкость
иногда несколько возрастает. Примером влия-
ния термической обработки на свойства таких
сталей могут служить данные табл. 30.6.
В табл. 30.7 показано влияние некоторых ле-
гирующих элементов на образование в струк-
туре сталей с 0,2 % С и —1,4 % Мл игольча-
тых составляющих, по природе своей по-види-
мому близких к верхнему бейниту. Присутст-
вуя в стали с 0,2 % С, эти составляющие сни-
жают вязкость стали, поэтому они нежела-
тельны.
С использованием влияния легирования на
образование игольчатых структур в последнее
время созданы низколегированные стали со
структурой «игольчатого феррита». В этих ста-
ТАБЛИЦА 30.6
влияние термической обработки
НА СВОЙСТВА (ТИПИЧНЫЕ ЗНАЧЕНИЯ)
НЕКОТОРЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ [3]
Термическая обработ- ка (состояние) ' л МПа 0.2’ МПа «6 % КСИ, МДж/м2, При г, мм
1 0,25
С Горячекатаная таль 470 17ГС 570 *4 21 57 0,78 0,41
Нормализация . . 360 530 ^6 62 0,92 0,64
Закалка+отпуск: 500 °C . , . . 590 710 16 65 0,75 0,55
600 °C ... . 510 630 18 66 0,87 0,69
700 °C . . . . 450 590 22 68 1,00 0,73
Сталь 14ГН
Горячекатаная 500 550 19 47 0,57 0,32
Нормализация . . Закалка-J-отпуск: 350 500 29 53 0,79 0,44
500 °C ... . 650 700 15 58 0,66 0,49
600 °C ... . 440 540 19 62 0,80 0,50
лях с 0,03—0,05 % С, 1,6—2,0 % Мп и, как
правило, с 0,2—0,4 % Мо, около 0,01—0,02 %
Nb или 0,07 % V благодаря игольчатой струк-
туре достигается сочетание высокой прочности,
высокой вязкости и хладостойкости. Последнее
связано с очень низким содержанием углерода.
У этих сталей ов = 650-^-700 МПа; 00,2»
ТАБЛИЦА 30.7
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА ОБРАЗОВАНИЕ ИГОЛЬЧАТЫХ
СОСТАВЛЯЮЩИХ ПОСЛЕ НОРМАЛИЗАЦИИ
СТАЛЕЙ С 0,2 % С й 1,4% Мп
Легирую- щий эле- мент Содержа- ние, % Игольча- тые стру- ктуры, % Легирую- щий эле- мент * Содержа-' ние, % Игольча- тые стру- ктуры, %
Сг 0,68 0 Ni 0,93 5
Сг 1,40 35 Ni 1,8 40
Сг 2,20 95 Ni 2,40 65
Мо 0,18 0 Мп 0,7 0
Мо 0,49 70 Мп 1,05 5
Мо 1,30 90 Мп 2,0 85
Ni 0,59 0
0,10—0,20 % V, около 0,1 % Ti, а также
—0,05 % А1 создает предпосылки для образо-
вания дисперсных выделений карбонитридов
ванадия и титана или нитридов алюминия. Эти
дисперсные выделения способны повысить не
только прочность стали, но также благодаря
измельчению зерна и ее вязкость, и хладостой-
кость. Создан ряд промышленных сталей с кар-
бонитридным упрочнением. Это, например, ста-
ли марок 14Г2АФ, 15Г2АФ, 18Г2АФ, 16Г2САФ,
18ХГ2САФ, - 12Г2АФЮ, 06Г2АЮ и др. Приме-
няются они, как правило, в нормализованном
состоянии, а их свойства определяются сте-
пенью растворения упрочняющих фаз при на-
греве, величиной зерна при нагреве и процес-
«520 МПа; 65~33 %: KCU= l,6-s-2,0 МДж/мг,
(40-50) °C [8].
Н изкоуглеродистые стали, упрочненные дис-
персными выделениями. Легирование низкоуг-
леродистых (0,10—0,20 С) марганцовистых
(1,3—1,7 % Мп) сталей 0,015—0,025 % N,
сами выделения упрочняющих фаз (в дисперс-
ной форме) при охлаждении 8 процессе нор-
мализации. О влиянии температуры и продол-
жительности нагрева при нормализации на
свойства стали типа 16Г2САФ можно судить
по данным рис. 30.10.
275
В связи с тем что дисперсные выделения
карбонитридов повышают не только прочность
низколегированной стали и ее вязкость (огра-
ничивая рост зерна), нормализованный прокат
существенно разной толщины мало отличается
по величине вязкости и хладостойкости* В то
же время уровень свойств стали в горячеката-
ном состоянии сильно зависит от толщины лис-
тов (рис. 30.11).
Имеется еще и другая группа низколегиро-
ванных сталей, в которых формирование
свойств определяется образованием дисперс-
Рист. 30.11. Ударная вязкость горячеката-
ной (сплошные линии) и нормализован-
ной (штриховые линии) стали типа 15Г2АФ
при разной толщине проката: 7 — 32 мм;
5—25 мм; 3—16 мм; 4-9 мм [4]
ных выделений и деформацией, это группа
низкоуглеродистых «малоперлитных» сталей,
которые содержат до 0,1 % С и до 2 % Мп и
дополнительно в разных сочетаниях ванадий
(~0,1 %), ниобий (~0,06 %), а иногда и мо-
либден (~0,15—0,3 %). В этих сталях может
присутствовать также алюминий (до 0,05 %).
Ванадий, ниобий, алюминий и частично мо-
либден участвуют в образовании упрочняющей
Лазы на основе углерода и азота ( — 0,005 %).
Азот не вводят в сталь специально, но, как
правило, в указанном количестве он обычно в
ней присутствует. Свойства рассматриваемых
сталей формируются в процессе регулируемой
или контролируемой прокатки, когда выделя-
ются дисперсные частицы упрочняющей фазы
и под действием деформации измельчается
зерно. Условия прокатки должны обеспечивать
максимальное растворение компонентов, вы-
зывающих образование в дальнейшем дисперс-
ных частиц фазы. Эти частицы упрочняют
феррит, способствуют измельчению зерна и об-
щей фрагментации структуры. Температура
нагрева под прокатку малоперлитных сталей
регулируется в зависимости от состава и тре-
бований к величине прочности и вязкости. Вы-
сокая температура нагрева (—1200°C) обеспе-
чивает более полное растворение .соединений
ванадия и ниобия и тем самым увеличивает
эффект упрочнения стали этими фазами. Од-
нако из-за значительного роста зерна вязкость
стали при этом оказывается ниже, чем после
нагрева под прокатку при 1050—1100 °C. Для
сталей с ванадием и ниобием на верхнем пре-
деле их содержания рационален более высокий
нагрев под прокатку, чем при меньшем их со-
держании.
Температура конца прокатки малоперлнтных
сталей обычно снижается до 700—800 °C, по-
этому на завершающих проходах прокатки вво-
дится подстуживание металла с ускоренным
охлаждением. Снижение температуры конца
прокатки обусловливает: 1) уменьшение вели-
чины зерна аустенита; 2) выделение упрочня-
ющей фазы при более низкой температуре, что
соответственно увеличивает .ее дисперсность и
поэтому эффект упрочнения; 3) смещение
у->а-превращения в область более низких
температур и получение в результате этого бо-
лее мелкого зерна феррита и общей фрагмен-
тации структур.
У малоперлитных сталей подвергнутых ре-
гулируемой прокатке, в зависимости от. их со-
става и условий прокатки достигается ств«
«550ч-700 МПа, а0,2-450-^600 МПа,
KCU~‘°=0,9-e-1,6 МДж/м2 и Т5Х°Р=—(504-
4-80) °C. Фактором, определяющим высокую
вязкость и хладостойкость стали, помимо мел-
козернистого строения, является также и низ-
кое содержание в ней углерода.
Влияние ее состава и условий регулируемой
прокатки на свойства малбперлнтной стали см.
рис. 30.12 и 30.13.
Рис. 30.12. Влияние температуры нагрева при конт-
ролируемой прокатке и температуры конца прокатки
на показатели прочности и пластичности малоперлит-
ной стали. Сплошные линии — температуры нагрева
под прокатку 1200 ° С; штриховые — 1050 °C [2]:
а —сталь с 0,08 % С и 1,4 % Мп; б — та же сталь с
0,06 % V; в — та же сталь с 0,04 % Nb; г — та же
сталь с 0,04 % Nb и 0,08 % V
Среднеуглеродистые низколегированные ста-
ли, содержащие 0,25—0,50 % С, кроме того,
легирующие элементы: до 1,8 % Мп (стали
ЗОГ, 40Г, 30Г2, 40Г2) и до 1,1 % Сг (стали
ЗОХ, 40Х и др.).
Марганцовистые среднеуглеродистые стали
используют не только как конструкционные в
машиностроении, но и для крепежных деталей,
и для металлоконструкций.
Эти стали чаще применяют в нормализован-
ном состоянии и реже после закалки и высоко-
го отпубка; крепежные детали (болты, гайки
276
и др.) часто изготовляют из холоднотянутой
стали.
Присутствующий в среднеуглеродистых ста-
лях марганец способствует некоторому повы-
шению прочности в нормализованном состоя-
нии, очень мало снижая при этом пластичность
(рис. 30.14), Ударная вязкость нормализован-
ных сталей находится в < пределах 0.4—
0,6 МДж/м2, а переходная температура —
Температура конца про кат кц °C
Рис. 30.13. Влияние температуры нагрева при конт-
ролируемой прокатке и температуры конца Прокатки
на величину зерна, хладноломкость и ударную вяз-
кость малоперлитной стали (обозначения те же, что
на рис. 30,12 [2])
Мл7 % (по массе)
Рис. 30.14. Влияние марганца на свой-
ства нормализованных среднеуглероди-
стых сталей
закалке увеличивается ориентировочно следую-
щим образом:
Мп, %............... 0,5 0,8 1,8
£кр, мм............. 10 15 25
Марганец повышает чувствительность сред-
неуглеродистой стали к отпускной хрупкости
(КСипачь. — ударная вязкость при охлаждении
после высокого отпуска. с печью; КСИвода —
при охлаждении после отпуска в воде):
Содержание Мп, % 0,43 1,12 1,67
КСиЦОпь/КСиВоДа . . 1 0,7 0,6
Легирование среднеуглеродистой (—0,4 % С)
стали хромом ( —1 % Сг) обеспечивает суще-
ственное повышение комплекса свойств после
закалки и высокого отпуска (около 600 °C).
Так, после закалки и высокого отпуска свойст-
ва сталей 40 и 40Х следующие: <тв=700 и
850 МПа, ст0>2=550 и 700 МПа, 6s=20 и 15 %»
-ф=70 и 60 % соответственно, KCU — около
1,5 МДж/м2 для обеих сталей.
Критический диаметр среднеуглеродистых
низколегированных хромистых сталей при за-
калке около 25 мм, в то время как в стали
без хрома он находится на уровне 10 мм. Хро-
мистые среднеуглеродистые стали не имеют
резко выраженной склонности и отпускной
хрупкости. Отношение KCU после высокого от-
пуска и охлаждения, с печ)ыо к KCU после то-
го же отпуска и охлаждения в масле равно
примерно 0,8—0,85. Переходная температура
у этих сталей после закалки и высокого отпус-
ка Т™ 50 °C.
Низколегированные среднеуглеродистые хро-
мистые стали благодаря высокой твердости в
закаленном состоянии, а также наличию после
умеренного отпуска обособившихся или не
вполне обособившихся карбидов имеют повы-
шенную износостойкость и применяются иног-
да для деталей, работающих в узлах трения.
Наибольшую износостойкость обеспечивает за-
калка с низким отпуском. Поэтому различные
детали из сталей типа 40Х применяют после
поверхностной закалки с низким отпуском. Ис-
пользуя низкий отпуск для закаленных сред-
неуглеродистых сталей, следует иметь в виду,
что, если он будет проводиться при 150—
300 °C, то возможно двух- и трехкратное сни-
жение ударной вязкости. Оптимальная темпе-
ратура низкого отпуска хромистых сталей для
работы в условиях изнашивания 120—150 °C.
Указанные выше свойства низколегирован-
ных среднеуглеродистых хромистых сталей
(40Х, 38ХА, 45Х. и др.) предопределили их
широкое применение в качестве конструкцион-
ного материала в машиностроении.
в пределах от 0 до —10 °C. Изменение содер-
жания марганца в сталях от 0,5 до 1,8 %
практически не сказывается на их механичес-
ких свойствах после закалки и высокого от-
пуска. Для сталей с —0,4 % С и 0,5—1,8 % Мп
<Ув~700 МПа, Oq.2-550 МПа, 65—20 % и
—50 °C, ударная вязкость близка к 1,6 МДж/
/м2, переходная температура 7^ около
—50 °C. Введение марганца в среднеуглеродис-
тые стали существенно повышает, прокаливае-
мость. У сталей с 0,4 % С с повышением со-
держания марганца критический диаметр при
30.1.5. Среднелегированные
конструкционные стали
К этой группе сталей относится большинство
машиностроительных сталей. Основные легиру-
ющие элементы — до 2 % Сг и до 4,5 % Ni
(марки 20ХН,- 40ХН, I2XH3A, ЗОХНЗА,
12Х2Н4А, 20Х2Н4А и Др.). Хром и никель вво-
дят для увеличения прокаливаемости, сни-
жения критической скорости охлаждения при
закалке вплоть до возможности использования
охлаждения на воздухе, для уменьшения де-
277
формации и коробления изделий при закалке,
снижения роли массы изделия при закалке.
Благодаря введению хрома и никеля повыша-
ется комплекс механических свойств после тер-
мической обработки — возрастают прочность
(в основном благодаря легированию карбидо-
образующим хромом), вязкость и хладостой-
кость стали благодаря влиянию никеля на
феррит.
Помимо основных легирующих элементов —
хрома и никеля, в стали этой группы часто
вводят молибден (0,2—0,4 %) для снижения
склонности к отпускной хрупкости и измельче-
ния зерна (марки 14Х2НЗМА, 40ХН2МА,
18Х2Н4МА, 25Х2Н4МА и др.). Иногда молиб-
ден заменяют вольфрамом (до 1 % W) —мар-
ки 18Х2Н4ВА; 25Х2Н4ВА. Реже молибден ча-
стично или полностью заменяют ванадием (до
0,2 %) — марки 30ХН2МФА, 45ХН2МФА,
20ХН4ФА; ванадий одновременно способствует
некоторому повышению прочности стали после
термической обработки.
Помимо указанных элементов, в хромонике-
левые среднелегированные конструкционные
стали иногда вводят марганец (примерно до
1,1—1,3 %) для повышения прокаливаемое™,
что позволяет снизить 'содержание никеля
(сталь 38ХГН). Вводят кремний (около 1,0—
1,2 %) с целью некоторого дополнительного
повышения прочности ~ (сталь ЗОХГСНА —
хромансиль), бор (0,00]—0,005 %) Для повы-
шения прокаливаемое™ и некоторого увеличе-
ния прочности (20ХНР, 20ХГНР и др.), ти-
тан до 0,1 % — для лучшего раскисления,
измельчения зерна и небольшого дополнитель-
ного повышения прочности (15ХГН2ТА,
20ХГНТР).
Условия термической обработки среднелеги-
рованных конструкционных сталей определя-
ются содержанием углерода. По его содержа-
нию и режимам термической обработки рас-
сматриваемые стали можно подразделить на
три подгруппы: 1) стали с 0,1—0,18 % С; под-
вергаются закалке и низкому отпуску при
180—200 °C (12ХН2, 12ХНЗА, 12Х2Н4А);
2) стали с 0,15—0,25 % С (20ХН, 20ХНЗА,
20Х2Н4А, 18Х2Н4МА и др.); подвергаются за-
калке либо с низким (180—200°C), либо с вы-
ТАБЛИЦА 30.8
СВОЙСТВА НЕКОТОРЫХ СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
Марка стали Термическая обработка ав> МПа а0’2. МПа б. % хр. % кси при +20 °C, МДж/м2 сс 1 хр « и Прока - ливае- мость, мм KCU печь ксивода
20ХН 3.860 °C, м+ + 3.800 °C, м + +0.180 °C 800 600 14 50 0,8 -60 20 —
40ХН 3.820 °C, м + + 0.500 °C, в, м 1000 800 И 45 0,7 —60 35 0,75/ 0,55
12ХНЗА 3.860 °C, м+ +3.800 °C, м + + 0.180 °C 950 700 И 55 0,9 — 100 40 —
20ХНЗА 3.820 °C, м+ + 0.500 °C, м 950 750 12 55 1,1 —100 50 0,55
ЗОХНЗА 3.820 °C, м+ + 0.530 °C, м 1000 800 10 50 0,8 —100 60 0,4
12Х2Н4А 3.780 °C, м + +0.180 °C 1150 ' 950 10 50 0,9 — 100 70 —
20ХН24А 3.860 °C, м + + 3.780 °C, м+ +0.180 °C 1300 1100 9 45 0,8 — 100 90 —
3.820 °C, м+ + 0.550 °C, м 920 800 12. 70 1,2 —120 90 0,5
20ХНР 3.850 °C, м + +0.200 °C 1200 1000 10 50 0,9 —100 40 —
20ХН2М 3.860 °C, м + +3.780 °C, м+ +0.200 °C 900 700 И 50 0,8 —80 30
40ХН2МА 3.850 °C, м+ + 0.620 °C, м 1100 950 12 50 0,8 —90 80 0,95/ 0,85
18Х2Н4МА 3.950 °C, вз+ +3.860 °C, вз + +0,200 °C 1150 850 12 50 1,0 -100 90
3.950 °C, вз+ +3.860 °C, м + + 0.550 °C 1050 800 12 50 1,2 —100 90 0,6
Примечания. 1. Условные обозначения: 3. — закалка; О.— отпуск; м — охлаждение в
масле; в — охлаждение в воде; вз — охлаждение на воздухе.
2><тв °oi2 * кси ” по гост 4543—71.
60
3. Гхр ~ температура перехода в хрупкое состояние по потере KCU на 50 %.
4. КСипва,/ /KCU — в числителе для 20 °C, в знаменателе — для 70 СС.
исчо виды
ТАБЛИЦА 30.9
ПОКАЗАТЕЛИ СКЛОННОСТИ К ОТПУСКНОЙ
ХРУПКОСТИ* НЕКОТОРЫХ
СРЕДНЕУГЛЕРОДИСТЫХ СТАЛЕЙ ПРИ РАЗНЫХ
ТЕМПЕРАТУРАХ ИСПЫТАНИЯ
Температура испытания, сС кси \ печь Х1001 % дая стали КСивоЛа/
40Х 40ХН ЗОХНЗА 34XH3M
200 2 2 0 0
100 24 37 7 2
40 55 65 43 3
20 62 70 51 13
0 64 72 54 20
—20 64 67 58 30
—40 60 61 61 , 31
—60 50 61 62 32
—80 37 50 60 32
—100 27 41 60 31
— 120 25 24 58 25
— 140 23 11 48 20
— 190 20 4 34 0
* В качестве показателя склонности к отпускной
хрупкости принята разность в процентах (I—
----------Х100, где KCU — после высокого
ксивода;
отпуска и охлаждения в печи, KCU воДа— после та-
кого же отпуска и охлаждения в воде.
ТАБЛИЦА 30.10
УДЕЛЬНОЕ ВЛИЯНИЕ НЕКОТОРЫХ ЭЛЕМЕНТОВ
НА СВОЙСТВА СТАЛЕЙ 12ХНЗА и 40ХЫ2МА
Изменение содержания элемента, % %. МПа б», % % Твер- дость, НВ кси, МДж/м2
+33 —0,6 —2,4 + 10,4
0,01С ——. —0,02
+3 —0,1 —0,9 +2
0,1Сг +55 0 +0,3 +14,5 —0,03
+2 —0,4 —2,1 +3
0,lNi + 12 0 +0.6 +4,6 —0,02
+3 —0,1 —0,6 +2
0,1 Мп +32 0 +0,6 +8,7 —0,02
+5 —0,2 —1,3 +3,5
0,1 Мо — 0
+20 0 0 +4
O.lSi +26 0 —0,7 +5 —0,05
+ 17 —0,7 —2,2 +2,5
0,01Р — — 0
.+15 0 0 +3
Примечание. В числителе — для стали
12ХНЗА: в знаменателе — для 40ХН2МА: KCU-—-толь-
ко для 4ОХН21ЧА.
соким (500—650 °C) отпуском; . 3) стали с
>0,25 % С (чаще всего 0,30—0,45%); под-
вергаются закалке и высокому отпуску при
550—650°C (40ХН, ЗОХНЗА, 40ХН2МА и др.).
Стали первой и реже второй подгрупп, а
также некоторые низколегированные низкоуг-
леродистые стали (15Х, 20Х и др.) использу-
ются для изготовления цементуемых деталей в
машиностроении (см. раздел 30.6). Охлажде-
ние после низкого отпуска производят на воз-
духе, а после высокого отпуска во избежание
отпускной хрупкости предпочтительно в масле,
если стали не содержат молибдена или воль-
фрама, или на воздухе, если стали с молнбде-
ном или вольфрамом. Точнее о рациональных
условиях охлаждения после высокого отпуска
можно судить по данным о склонности сред-
нелегированных конструкционных сталей к от-
пускной хрупкости (табл. 30.8 и 30.9). В табл.
30.8 приведены также типичные свойства неко-
торых среднелегированных конструкционных
сталей. Характеристики прочности и пластич-
ности сталей даны в соответствии с требова-
ниями ГОСТ 4543—71. Об удельном влиянии
элементов на свойства сталей в пределах мар-
ки можно судить по данным табл. 30.10, полу-
ченным на основании статистической обработки
ТАБЛИЦА 30.11
СРЕДНЕЛЕГИРОВАННЫЕ ВЫСОКОПРОЧНЫЕ СТАЛИ
Марка стали Обработка ав, МПа KCU, МДж/м2
30ХГСНА Изотермическая закалка: с выдержкой при 280—330 °C с выдержкой при 240—280 °C Закалка в масле и отпуск при 220 °C 1400—1600 1600—1750 1650—1850 0,7-0,6
30Х2ГНТА Закалка на воздухе, или масле и отпуск при 300 СС 1600—1850 —
40ХГСНЗВА Изотермическая закалка с выдержкой при 240—260 °C 1800—2000 0,7—0,5
35ХГСА Изотермическая закалка с выдержкой при 240—280 °C 1650—1850 —
40ХН Изотермическая закалка с выдержкой при 325 °C ВТМО (обжатие 15—35%) и низкий отпуск 1590 2200 0,6—0,4
результатов испытаний большого числа плавок
каждой из сталей.
Среднеуглеродистые среднелегированные ста-
ли могут подвергаться термической или тер-
момеханической обработке на высокую проч-
ность (сгв<2000 МПа), что позволяет снизить
металлоемкость и массу конструкций.
В табл. 30.11 приводятся основные марки
среднелегированных высокопрочных сталей, ус-
ловия их термической обработки и уровень до-
стигаемой прочности.
Рис. 30.15. Обобщенная диаграмма
конструктивной прочности конструкци-
онных сталей (17]:
1 — низкоуглеродистые стали; 2 — сред-
не- и ‘ высокоуглеродистые стали; 3 —
мартенситно-стареющне стали; 4 — тер-
момеханическая обработка; 5 —сверх-
мелхозернистые стали; б — мартенсито-
аустенитные стали
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Бернштейн М. Л. Прочность стали. М.: Ме-
таллургия, 1967. 199 с.
2. Бернштейн М. Л. Структура деформирован-
ных металлов. М.: Металлургия, 1977. 431 с.
3. Георгиев М. Н. Вязкость малоуглеродистых
сталей. М.: Металлургия, 1973. 224 с.
4. Гудремон Э. Специальные стали. Т. 1 и II.
М.: Металлургия, 1959< 1638 с.
5. Гуляев А. ГГ Металловедение. М., Метал-
лургия, 1978. 647 с.
6. ; Конструкционные стали: Справочник. М.:
Металлургиздат, 1947. 482 с.
7. Ландер л., Михелич Дэю.—МиТОМ, 1977,
№ 7, с. 47—51.
8. Лаупрехт В., Тайтер Г. — МиТОМ, 1977,
№ 7, с. 37—41.
9. Легирование машиностроительной стали/
Винокур Б. Б., Бейнисович Б. А., Гел-
лер А. Л., Натансон Л4. Э. М.: Металлур-
гия, 1977. 19.8 с.
10, Лившиц Л, С.> Щербакова В. С. — Изв.
АН СССР. Металлы, 1969, №5, с. 144—147.
11. Лившиц Л. С., Щербакова В. С. — Изв.
АН СССР. Металлы, 1967, № 4, с. 73—76.
12. Литвиненко Д. А., Матросов Ю. И.—
МиТОМ, 1977, № 7, с. 41—44.
13. Металловедение и термическая обработка:
Справочник. Т. 2. М.; Металлургия, 1962.
1656 с.
14. Меськин В. С. Основы легирования стали.
М.: Металлургия, 1964. 684 с.
15. Приданцев М. В., Давыдова Л. Н>, Тама-
рина И. А. Конструкционные стали: Спра-
вочник. М.: Металлургия, 1980. 288 с.
16. Романив О. Н. Вязкость разрушения кон-
струкционных сталей. М.: Металлургия,
1979. 176 с.
17. Саррак В. И., Шубин В. 77. — ФММ, 1968,
Ns 2, с. 337—341.
18. Упрочнение конструкционных сталей нит-
ридами/Гольдштейн М. И., Гринь 4. В„
Блюм Э. Панфилова Л. М. М.: Метал-
лургия, 1970. 222 с.
Для получения наибольшей вязкости в вы-
сокопрочном состоянии среднеуглеродистые
высокопрочные стали подвергают изотермиче-
ской и термомеханической обработке.
Следует иметь в виду, что применение вы-
сокопрочных сталей требует определенных мер
предосторожности в связи с их повышенной
склонностью к разрушению при наличии кон-
центраторов напряжений, наводороживании,
совместном действии нагрузки и коррозионно-
активных сред и Др. Это заставляет предъяв-
лять особые требования к трещиностойкости
высокопрочных сталей.
На рис. 30.15 приведена обобщенная диа-
грамма зависимости трещиностойкости (Kic)
конструкционных сталей от их уровня прочно-
сти, характеризуемого пределом текучести. По
этой диаграмме можно судить о влиянии со-
держания углерода в среднелегированных ста-
лях на их трещиностойкость, об особых воз-
можностях термомеханической обработки и из-
мельчения зерна (СМ3), а также о возможно-
сти повышения трещиностойкости путем
перехода к высоколегированным сталям —
мартенситно-стареющим (МСС) и мартенсит-
но-аустенитным (МАС).
30.2. ЛЕГИРОВАНИЕ
И ТЕРМИЧЕСКАЯ ОБРАБОТКА
ПРУЖИННЫХ СТАЛЕЙ
И СПЛАВОВ
30.2.1. Общие сведения
Основное свойство, которым должны обладать
пружинные стали и сплавы, — высокое сопро-
тивление малым пластическим деформациям в
условиях кратковременного (предел упругос-
ти) и длительного (релаксационная стой-
кость) нагружения. Эти свойства зависят от
состава и структуры этих материалов, а также
от внешних условий — температуры, коррозион-
ной активности внешней среды и др. При этом
важно, что между сопротивлением малым
пластическим деформациям и пределом вынос-
ливости во многих случаях также осуществля-
ется вполне определенная корреляционная
связь, имеющая физическое обоснование. Ус-
тановлена связь и между сопротивлением ма-
лым пластическим деформациям и степенью
280
развития таких неупругих эффектов, как амп-
литудо-чувствительное внутреннее трение, уп-
ругое последействие (прямое и обратное) и уп-
ругий гистерезис. Таким образом, сопротивле-
ние малым пластическим деформациям' опреде-
ляет весь комплекс свойств пружинных
сталей и сплавов.
Теоретическими исследованиями доказано,
что для достижения высокого сопротивления
малым пластическим деформациям необходимо
обеспечить равномерное распределение дисло-
каций при их высокой плотности и полном эф-
фективном закреплении с тем, чтобы в макси-
мальной степени затормозить развитие самых
начальных стадий пластической деформации
по любому из возможных ее механизмов. Ес-
тественно, что в разных сплавах с разной при-
родой превращений достижение указанного
структурного состояния может быть достиг-
нуто разными механизмами упрочнения, а во
многих случаях в результате одновременного
использования нескольких механизмов упроч-
нения в одном сплаве. Наиболее широко ис-
пользуются механизмы упрочнения, основан-
ные на протекании мартенситного превраще-
ния, на выделении избыточной высокодисперс-
ной фазы, на внутрифазовых превращениях с
образованием ближнего упорядочения или
ближнего расслоения, на использовании дефор-
мационного наклепа.
30.2.2. Классификация
Пружинные стали и сплавы классифицируют
по основным способам упрочнения и по назна-
чению.
По основным способам упрочнения различа-
ют:
1. Стали и сплавы, упрочняемые холодной
пластической деформацией и последующим
низкотемпературным нагревом, — деформацион-
ноупрочняемые.
К этой группе относятся стали перлитного
класса с повышенным содержанием углерода
(0,4—1,2 %), подвергаемые упрочнению холод-
ной пластической деформацией (после предва-
рительной термической обработки), а после
этого упрочнения — низкотемпературному на-
греву. При этом определенный, а в ряде слу-
чаев весьма существенный вклад в общее уп-
рочнение вносит предварительная термическая
обработка. В зависимости от структуры, полу-
ченной при этой обработке, изменяется и абсо-
лютная степень упрочнения в процессе холод-
ной пластической деформации.
В процессе наклепа фазовое состояние стали
практически не изменяется, а лишь изменяется
субструктура благодаря увеличению плотности
дислокаций. В результате дополнительного на-'
грева снимаются остаточные напряжения, пе-
рераспределяются дислокации, на них образу-
ются сегрегации, что и вызывает сильное повы-
шение предела упругости, релаксационной стой-
кости и других свойств стали.
Помимо углеродистых и легированных ста-
лей перлитного класса, к этой группе можно
отнести стали аустенитного класса, не испыты-
вающие в процессе холодной пластической де-
формации фазовых превращений типа или
у->е и е->а. При последующем отпуске в них
протекают по существу те же структурные
процессы, что и в стали перлитного класса, с
той лишь разницей, что при их отпуске могут
образоваться сегрегации других типов и дисло-
кационная структура может быть - иной.
Кроме сталей, к этой же группе относятся и
сплавы меди (однофазные латуни и бронзы),
молибдена и рения, ниобия и др. В них в ре-
зультате холодной пластической деформации
не только повышается плотность дислокаций,
которые располагаются по типу ячеистой суб-
структуры или плоских скоплений, но и нару-
шается исходное концентрационное распреде-
ление атомов. При последующем дорекристал-
лизационном отжиге снижаются остаточные на-
пряжения, перераспределяются дислокации по
типу полигонизации, а также происходят изме-
нения в распределении атомов компонентов.
Характерной особенностью всех сплавов рас-
сматриваемого класса является анизотропия
упругих свойств, резко выраженная в деформи-
рованном состоянии и уменьшающаяся после
дорекристаллизациониого нагрева в результа-
те перераспределения дислокаций и релаксации
напряжений.
2. Стали и сплавы, упрочняемые в результа-
те мартенситного превращения.
К этому классу относятся углеродистые и ле-
гированные стали (в том числе и мартенситно-
стареющие), упрочняемые в результате мартен-
ситного превращения при закалке (включая
и обработку холодом). В аустенито-мартенсит-
ных сталях переходного класса, как и в мар-
тенситно-стареющих с аустенито-мартенситной
структурой, мартенситное превращение проис-
ходит также в процессе последующей пласти-
ческой деформации.
В результате мартенситного превращения
резко увеличивается плотность дислокаций, что
изменяет субструктуру, образуются сегрегации
из атомов углерода на дислокациях, а возмож-
но, и выделяются избыточные фазы. Если же
мартенситное превращение происходит в про-
цессе деформации аустенита и образуется мар-
тенсит деформации, то при общем увеличении
плотности дислокаций и степени упрочнения
наблюдается их неравномерное распределение.
Следствие этого — анизотропия прочностных и
пластических свойств, особенно предела упру-
гости. Стали с мартенситной структурой при-
обретают максимальное сопротивление малым
пластическим деформациям Носле дополни-
тельного отпуска (старения). *В процессе от-
пуска снимаются остаточные напряжения, про-
исходит перераспределение дислокаций, воз-
можно, по типу полигонизации, перемещение
атомов углерода к дислокациям, а также вы-
деление частиц (областей) избыточных фаз
карбидных или интерметаллидных.
3. Стали и сплавы, упрочняемые в результа-
те дисперсионного твердения (старения).
К этой группе относятся сплавы на основе
систем: Fe—Ni, Fe—Ni—Сг, Co—Ni—Сг, Ni-
Сг и др., с добавками главным образом тита-
на и алюминия или ниобия, образующих упроч-
няющие фазы, выделяющиеся в дисперсной'
форме при последующем старении (или отпу-
ске).
Рост сопротивления малым пластическим де-
формациям у этих сплавов связан с изменени-
ем субструктуры матрицы и с блокирующим
действием частиц (областей) избыточной фа-
зы. Дополнительное повышение прочностных
свойств этих сплавов, сопровождающееся, од-
нако, снижением свойств пластичности, может
281
быть достигнуто в результате пластической де-
формации этих сплавов после закалки, за кото-
рой следует старение. В этом случае в ряде
сплавов распад пересыщенного твердого рас-
твора идет по прерывистому механизму. Пре-
рывистый распад может обеспечить достиже-
ние очень высокого уровня упрочнения в том
случае, когда он охватывает полностью каж-
дое зерно, а это возможно в том случае, если
исходная структура весьма мелкозернистая.
Такую структуру обычно получают после за-
калки, значительной пластической деформации,
кратковременного нагрева до температур од-
нофазного твердого раствора (во время кото-
рого происходит рекристаллизация) с после-
дующим быстрым охлаждением. В процессе
старения на прерывистый распад дополнитель-
но измельчаются зерна исходного твердого рас-
твора.
Альтернативный путь получения полного пре-
рывистого распада — закалка (после достаточ-
но значительной холодной пластической дефор-
мации) с получением мелкозернистой структу-
ры, старение на прерывистый распад, что ве-
дет к еще большему, измельчению зерен, крат-
ковременный высокотемпературный нагрев «на
возврат» и старение на прерывистый распад.
В этом случае получается супермелкое зерно,
поэтому резко улучшается весь комплекс
свойств пружинных сплавов.
Найболее перспективным направлением для
получения высоких прочностных свойств у су-
ществующих сплавов и для создания новых
высокопрочных пружинных сплавов является
совмещение нескольких структурных механиз-
мов упрочнения. В этом случае классификация,
даже по основным для каждой группы спла-
вов методам упрочнения, теряет свою опреде-
ленность и становится слишком сложной и в
то же время недостаточно четкой.
По назначению различают пружинные стали
и сплавы общего назначения и специального
назначения.
Эта классификация более целесообразна, но
при ее использовании следует отмечать основ-
ные механизмы упрочнения.
Пружинные стали общего назначения
Пружинные сплавы общего назначения должны
обладать высоким сопротивлением малым
пластическим деформациям, высоким пределом
прочности при достаточной вязкости и пластич-
нрети, а также повышенной усталостной проч-
ностью и релаксационной стойкостью.
К пружинным сталям общего назначения от-
носятся преимущественно углеродистые и ле-
гированные стали перлитного класса (табл.
30.12), причем среди легированных имеются
также и стали мартенситного класса (см.
табл. 30.17).
Углеродистые и легированные стали, приме-
няемые для пружин, обычно содержат повы-
шенное количество углерода (0,4—1,2 %), так
как при увеличении содержания углерода рас-
тет эффективность упрочнения за счет дефор-
мации или мартенситного превращения при
закалке, а при отпуске выделяется большее
количество карбидной фазы, частицы которой
блОЕ<ируют дислокации.
Упрочнение углеродистой стали в результа-
те мартенситного превращения или холодной
282
пластической деформации, или совмещения
этих методов упрочнения ведет к получению
высоких значений предела упругости, что яв-
ляется значительным ее преимуществом.
Легированные пружинные стали отличаются
более высокой релаксационной стойкостью,
чем углеродистые, и, кроме того, позволяют
получить высокие прочностные свойства (в том
числе предел упругости) в сочетании с повы-
шенной вязкостью и притом в изделиях повы-
шенного сечения. Возможность закалки упру-
гих’элементов из некоторых легированных ста-
лей на воздухе также дает возможность све-
сти к минимуму зональные напряжения, что
повышает стабильность характеристики изде-
лий во времени.
В зависимости от принятого метода упроч-
нения, а также конфигурации пружин исполь-
зуют пружинную сталь:
1) холоднодеформированную, т. е. деформа-
ционно-упрочненную после предварительной
термической обработки — патентирования, бей-
нитирования, или закалки с последующим ско-
ростным отпуском;
2) упрочненную в результате термической
обработки. Сюда относятся проволока и лента
после закалки и отпуска, полуфабрикаты в
виде холоднодеформированной (после отжига)
проволоки или ленты, а также горяче- и хо-
лоднокатаный сортовой прокат или катанка, из
которых изготовляют пружины, подвергаемые
для упрочнения закалке и отпуску;
3) холоднодеформированную (после отжига)
проволоку и ленту, а также горяче- или холод-
нокатаный сортовой прокат или катанку; пру-
жины, изготовляемые из них, подвергают за-
калке и отпуску.
Полуфабрикаты в виде проволоки или ленты
после деформационного упрочнения или после
закалки и отпуска обладают высокой проч-
ностью, но в то же время сниженной пластич-
ностью, поэтому из них изготовляют упругие
элементы простой конфигурации. После изго-
товления их подвергают только низкому или
среднему отпуску. Преимуществом этих полу-
фабрикатов, помимо высокой точности разме-
ров и высоких значений предела упругости и
возможности получения точно заданной конфи-
гурации изделий, является также почти полное
отсутствие поверхностного обезуглероживания
и окисления, которые резко снижают усталост-
ную прочность пружин. Однако пружинная хо-
лоднодеформированная проволока в состоянии
высокой прочности может иметь поверхностные
дефекты (риски и т. п.), возникающие при по-
следних проходах в процессе волочения, резко
снижающие вязкость и предел выносливости.
При навивке пружин из этих полуфабрикатов
могут образоваться дополнительные дефекты
поверхности. Этими дефектами, но в меньшей
степени обладают проволока или лента в отож-
женном состоянии, подвергаемые в процессе
изготовления холодной пластической деформа-
ции обычно с невысоким обжатием. Такие по-
луфабрикаты в деформированном состоянии
или после отжига не отличаются высокой проч-
ностью, но имеют повышенную пластичность.
Поэтому из них методами навивки или штам-
повки изготовляют пружины сложной конфи-
гурации, Упрочнение этих пружин достигает-
ся в результате закалки и отпуска. Такой же
термической обработке подвергают также круп-
ные пружины повышенного сечения, которые
ТАБЛИЦА 30. J 2
ХИМИЧЕСКИЙ СОСТАВ [% (ПО МАССЕ)] ПРУЖИННЫХ СТАЛЕЙ ОБЩЕГО НАЗНАЧЕНИЯ’1
Сталь С Si Мп Сг Ni Си Другие элементы
Углеродистые стали
65 0,62—0,70 0,17—0,37 0,50—0,80 <0,25 <0,25 <0,20
70 0,67—0,75 0,17—0,37 0,50—0,80 <0,25 <0,25 <0,20 —
75 0,72—0,80 0,17—0,37 0,50—0,80 <0,25 <0,25 <0,20 —-.
80 0,77—0,85 0,17—0,37 0,50—0,80 <0,25 <0,25 <0,20 —
85 0,82—0,90 0,17—0,37 0,50—0,80' <0,25 <0,25 <0,20 —
У9А*3 0,85—0,94 0,15—0,30 0,15—0,30 <0,15 <0,20 <0,20 —-
У10А*3 0,95—1,04 0,15—0,30 0,15—0,30 <0,15 <0,20 <0,20 —-
УНА*2 1,05—1,14 0,15—0,30 0,15—0,30 <0,15 <0,20 <0,20 —
У12А*? 1,15—1,24 0,15—0,30 0,15—0,30 <0,15 <0,20 <0,20
Легированные стали
60Г 0,57—0,65 0,17—0,37 0,70—1,00 <0,25 <0,25 <0,20 —
65Г 0,62—0,70 0,17—0,37 0,90—1,20 <0,25 <0,25 <0,20
70Г 0,67—0,75 0,17—0,37 0,90—1,20 <0,25 <0,25 <0,20
55С2 0,52—0,60 1,50—2,00 0/0—0,90 <0,30 <0,25 <0,20 —
55С2А 0,53—0,58 1,50—2,00 0,60—0,90 <0,30 <0,25 <0,20 —
60С2 0,57—0,65 1,50—2,00 0,60—0,90 <j,30 <0,25 <0,20
60С2А 0,58—0,63 1,60—2,00 0,60—0,90 <0,30 <0,25 <0,20
70СЗА 0,66—0,74 2,40—2,80 0,60—0,90 <0,30 <0,25 <0,20 —
60С2Г 0,55—0,65 1,80—2,20 0,70—1,00 <0,30 <0,25 <0,20 —
50ХГ 0,46—0,54 0,17—0,37 0,70—1,00 0,90—1,20 <0,25 <0,20 —-
50ХГА 0,47—0,52 0,17—0,37 0,80—1,00 0,95—1,20 <0,25 <0,20 —
55ХГР 0,52—0,60 0,17—0,37 0,90—1,20 0,90—1,20 <0,25 <0,20 0,001 — 0,003В
50ХФА 0,46—0,55 0,17—0,37 0,50—1,00 0,80—1,20 <0,25 <0,20 0,10— 0,25
55С2ГФ 0,52—0,60 1,50—2,00 0,95—1,25 <0,30 <0,25 <0,20 0,10— 0,25
60С2ХА 0,56—0,64 1,40—1,80 0,40—0,70 0,70—1,00 <0,25 <0,20 —
60С2ХФА . 0,56—0,64 1,40—1,80 0,40—0,70 0,90—1,20 <0,25 <0,20 0,10— 0,20
65С2ВА 0,61—0,69 1,50—2,00 0,70—1,00 <0,30 <0,25 <0,20 0,80— 1,20
60С2Н2А 0,56—0,64 1,40—1,80 0,40—0,70 <0,30 1,40—1,70 <0,20
70С2ХА 0,65—0,75 1,40—1,70 0,40—0,60 0,20—0,40 <0,25 <0,20
45ХН2МФА*3 0,42—0,50 0,17—0,37 0,50—0,80 0,80—1,10 1,30—1,80 <0,20 0,20— 0,30 0,10— 0,20Мо
Примечания: 1, Согласно ГОСТ 14959—79 в
стали, изготовленной скрап-процессом и скрап-руд-
ным процессом, допускается содержание остаточных
меди и никеля не более 0.30 %.
2. В стали марки 60С2Г содержание серы и фос-
фора не должно превышать 0,08 %.
3. Сталь марки 50ХФА, предназначенная для из-
готовления пружинной проволоки по ГОСТ 14963—69,
должна поставляться с содержанием 0,47—0,55 % С,
0,15—0,30 % Si. 0,30-0,60 % Мп, 0,75—1,10% Сг, 0,15—
0,25 % V. В этом случае она маркируется 51ХФА.
4. Для изготовления патентированной проволоки
применяется сталь марок 65, 70. 75, 80, 85 с 0,30—
0,60 % Мп и марок 65Г и 70Г с 0,70—1,00% Мп.
В стали, предназначенной для патентированной про-
волоки, содержание хрома не должно превышать
0,10 %, никеля — 0,15 %, меди — 0,20 %, Содержание
серы и фосфора — соответственно требованиям стан-
дартов на проволоку, но не более 0,035 % (каждого)
для качественной стали и не более 0,025 % (каждо-
го) для высококачественной.
*' По ГОСТ 14959-79. « По ГОСТ 1435-74. ” По ГОСТ 4543-61.
изготовляют из горяче- или холоднокатаной
сортовой стали или катанки методом холодной
или горячей деформации.
Деформационноупрочняемые стали. Дефор-
мационному упрочнению подвергают стали со
структурой тонкопластинчатого перлита или
сорбита( после патентирования), нижнего бей-
нита (после бейннтирования) или мартенсита
отпуска (после закалки и скоростного от-
пуска),
Обычно патентированию подвергают углеро-
дистые стали, нагревая их до температуры аус-
тенитизации (°C), равной 900—50С—10 D, где
С — содержание углерода, %; £— диаметр
проволоки, мм. Помимо этого, применяют вы-
соко- и сверхвысокотемпературное патентиро-
283
вание при 975—1050 и 1100—1180 °C соответ-
ственно. Температура изотермической выдерж-
ки в селитровой ванне 420—535 °C. Она тем ни
Же, чем выше содержание углерода и больше
диаметр патентируемой катанки.
Вместо патентирования в селитровых ваннах
можно применять патентирование с использо-
ванием кипящего слоя, что устраняет неизо-
термичность превращений, особенно для катан-
ки повышенных сечений, и позволяет подвер-
гать подобной обработке и легированные ста-
ли [1].
Разработан [2] эффективный процесс ско-
ростного электропатентирования (СЭП): ско-
ростной нагрев, быстрое охлаждение до темпе-
ратуры на 100—150 °C выше мартенситной
точки, а затем быстрый нагрев пропусканием
электрического тока до температуры Перлитно-
го превращения. При этом сокращается про-
должительность обработки и улучшаются свой-
ства стали.
Пластическая деформация после патентиро-
вания обеспечивает очень высокое упрочнение.
Свойства патентированной стали зависят от
величины частных обжатий, которые обычно
составляют 10—12 %; упрочнение тем больше,
чем выше суммарная степень обжатия, кото-
рая может достигать 90—98 %.
Упрочнение при пластической деформации
является результатом роста плотности дисло-
каций, генерируемых от межфазных поверхнос-
тей феррит—цементит и образующих ячеистую
субструктуру феррита, стабилизируемую пла-
стинками цементита. При этом разориентация
на границах этих ячеек после больших обжа-
тий достигает 1—3°, так что эти границы мож-
но рассматривать как большеугловые, а ячей-
ки— как субзерна или как зерна. Именно это
очень сильное измельчение зерен при высокой
плотности дислокаций и является главной при-
чиной упрочнения, которое можно рассчитать
по соотношению Холла—Нетча, если вместо ве-
личины зерна использовать величину субзерен
феррита. В процессе пластической деформации
утоняются пластинки феррита, в которых воз-
никает однородная текстура, и пластинки це-
ментита и соответственно уменьшается путь
перемещения скользящих дислокаций от одной
цементитной пластинки до другой.
Помимо этих изменений структуры, под дей-
ствием пластической деформации происходит
частичный распад цементита, поскольку энер-
гия связи атомов углерода с дислокациями
больше (0,76—0,78 эВ/ат), чем их связи с ато-
мами железа в решетке цементита (0.40—
0,42 эВ/ат). Этот эффект, по-видимому, сказы-
вается на росте упрочнения и в то же время
уменьшает пластичность. Снижение энергии
связи атомов углерода с дислокациями или
увеличение энергии связи в решетке карбидов,
естественно, улучшает пластичность стали.
Как правило, патентированию подвергают уг-
леродистые стали, прочность которых, особенно
после деформации, тем больше, чем выше со-
держание углерода. Так, при повышении со-
держания углерода от 0,9 до 1,2 % временное
сопротивление при равном обжатии ( — 94 %)
возрастает от 2670 до 2970 МПа при практи-
чески неизменных характеристиках пластично-
сти и вязкости. Именно на стали с высоким
содержанием углерода ( — 1,2 %) при волоче-
нии с высокой степенью обжатия удалось полу-
чить временное сопротивление около 5000 МПа.
284
Легированные пружинные стали срав-
нительно редко подвергают упрочнению путем
патентирования с последующей холодной пла-
стической деформацией из-за трудностей вы-
полнения этих операций. Прежде всего возрас-
тает продолжительность патентирования, так
как замедляется превращение переохлажден-
ного аустенита в области перлитного интерва-
ла и возможно образование при охлаждении
бейнита или даже мартенсита из нераспавшего-
ся аустенита. Неоднородность получаемой та-
ким образом структуры при пониженной пла-
стичности некоторых структурных составляю-
щих (в частности, мартенсита) ухудшает де-
формируемость стали. Это ухудшение может
быть также результатом легирования твердо-
го раствора. Поэтому в процессе волочения не
удается достичь таких высоких степеней об-
жатия, как в случае углеродистой стали, и по-
лучить соответственно высокое деформацион-
ное упрочнение. Однако недавно ,разработан
процесс ступенчатого патентирования [3], ко-
торый позволяет резко ускорить протекание
перлитного превращения. Таким образом устра-
няется основная трудность осуществления па-
тентирования легированных сталей.
Однако еще недостаточно изучен вопрос о
рациональном легировании пружинной стали,
подвергаемой патентированию и последующему
деформационному упрочнению. В частности,
еще систематически не изучалось влияние леги-
рующих элементов на основные свойства пру-
жинной стали — предел упругости, релакса-
ционную стойкость и усталостную прочность.
Упругие элементы, изготовляемые из патен-
тированных и деформационно упрочненных
проволоки или ленты, подвергают отпуску для
повышения предела упругости, релаксационной
стойкости и усталостной прочности. Улучшение
этих важных свойств происходит вследствие
уменьшения остаточных напряжений, преоб-
разования дислокационной субструктуры и де-
формационного старения. Для пружин из высо-
коуглеродистой патентированной стали реко-
мендуются следующие режимы отпуска: нагрев
при 185 °C, 2 ч или при 220—300 °C, 1 ч или при
350 °, 15 мин.
Еще более высокое упрочнение по сравнению
с патентированием при равной степени после-
дующей холодной пластической деформации
достигается в результате изотермической за-
калки с образованием структуры нижнего бей-
нита, в которой присутствуют еще более дис-
персные пластинчатые карбиды, чем после
обычного патентирования. Это показано для
сталей У7А—У9А, 80С2ХА и др. [4].
Лучший комплекс свойств обработанной на
бейнит стали и соответственно изготовленных
из нее упругих элементов достигается после
дополнительного скоростного отпуска при
-480 °C, 25 с.
Рост упрочнения в результате холодной пла-
стической деформации стали со структурой бей-
нита объясняется главным образом ростом
дисперсности пластинчатых частиц карбидной
фазы, хотя и состояние a-твердого раствора
также играет здесь определенную роль. Высо-
кая дисперсность карбидов пластинчатой или
игольчатой морфологии может быть, как пока-
зано в работах В. Н. Гриднева с сотр. [5], по-
лучена в стали после закалки и последующего
скоростного отпуска до температур, отвечаю-
щих третьей стадии превращения, Возможно,
что указанная морфология карбидных частиц
связана с присутствием большого числа дефек-
тов в кристаллах мартенсита. Вместе с тем
после такого отпуска в значительной степени
происходит «очистка» феррита от внедренных
атомов углерода, а это обеспечивает возмож-
ность осуществления холодной пластической
деформации с высокими степенями обжатия и
соответственно достижение высокого упрочне-
ния.
Существенно, что указанная высокодисперс-
ная структура может быть получена не толь-
ко в высокоуглеродистой стали, но и в стали с
достаточно пониженным содержанием углерода
(например, —0,3 %). Тогда при высокой проч-
ности, практически равной получаемой у стали
с 0,6 % С после патентирования по схеме ско-
ростной электротермообработки, в первом слу-
чае достигается лучшая пластичность (и вяз-
кость. Конечно, с ростом содержания углерода
в стали после закалки и скоростного отпуска
выше и абсолютный уровень деформационного
упрочнения. Высокое упрочнение можно также
получить и в стали с относительно понижен-
ным количеством углерода (~ 0,27 %), содер-
жащей сильнокарбидообразующие элементы
(ванадий, хром, молибден), но после термиче-
ской обработки с превращением переохлаж-
денного аустенита в субкритической области
температур в феррито-карбидную структуру,
в которой частицы карбидов имеют нитевидную
морфологию. После холодной пластической де-
формации эти частицы карбидов приобретают
определенную ориентированность и достигает-
ся очень высокое упрочнение, не уступающее
упрочнению высокоуглеродистой стали после
патентирования и деформации. Имеющиеся в
структуре такой стали весьма дисперсные час-
тицы карбидов из-за малой их склонности к
коагуляции и торможения процессов возврата
и рекристаллизации легированного феррита
обеспечивают стали и повышенную теплостой-
кость.
Можно достигнуть высокого упрочнения и в
результате деформации стали с мартенситной
структурой. В результате пластической дефор-
мации закаленной стали с небольшими обжа-
тиями происходит распад мартенсита, сопро-
вождающийся ростом объемной доли кубичес-
кого мартенсита и снижением доли тетраго-
нального мартенсита при уменьшении степени
его тетрагональности вследствие перераспреде-
ления дислокаций, влияющих на миграцию
атомов углерода, при их высокой плотностей, и
образование карбидов. Возникающее при этом
структурное состояние стали определяет рост
сопротивления большим и умеренным пласти-
ческим деформациям. Однако при этом предел
упругости не только не возрастает, но даже
снижается. Это снижение, вероятно, является
не только результатом «разблокировки» за-
крепленных дислокаций, но и превращением
все еще остающегося, пусть даже в малых ко-
личествах, остаточного аустенита. При относи-
тельно больших степенях обжатия, по данным
А. Г. Васильевой [6], возрастает сопротивле-
ние малым и повышенным пластическим дефор-
мациям. Важно, что и после небольших, и
после повышенных обжатий рост всего комп-
лекса свойств прочности оказывается наиболь-
шим в случае дальнейшего низкого отпуска.
Происходящее при этом деформационное ста-
рение мартенсита, даже при небольших пред-
варительных деформациях, улучшает весь комп-
лекс свойств стали, включая и сопротивление
разрушению, поэтому такой процесс нашел
практическое применение в промышленности.
Пружинные стали, упрочняемые мартенсит-
ным превращением. К сталям этой группы от-
носятся углеродистые, низко-, средне- и вы-
соколегированные, в том числе и мартенситно-
стареющие стали. Их объединяет общий ме-
ханизм упрочнения, основанный на мартенсит-
ном превращении, происходящем при закалке.
Однако предел упругости — основная харак-
теристика пружинных сталей — оказывается
весьма низким, если при закалке были исклю-
чены процессы перераспределения атомов уг-
лерода в решетке мартенсита и в структуре
стали фиксировалось повышенное количество
остаточного аустенита. Предел упругости за-
каленной стали мало зависит от морфологии
и субструктуры кристаллов мартенсита. В обыч-
ных условиях закалки, когда во время ее про-
ведения или после нее неизбежно протекают
. процессы диффузионного перераспределения
атомов углерода, отмечается рост предела уп-
ругости, который оказывается тем больше, чем
выше содержание углерода в стали. При этом
чем мельче зерно и меньше количество оста-
точного аустенита, тем выше предел упругости.
Типичные температуры закалки пружинных
сталей приведены в табл. 30.13. Максимальные
значения предела упругости, релаксационной
стойкости и усталостной прочности достигают-
ся после отпуска при 200—450 °C за регламен-
тированное время, когда в структуре стали
уже нет остаточного аустенита, а в результате
распада мартенсита образовалось большое
число карбидных частиц, когерентно связанных
с матрицей, а дислокации образовали суб-
структуру полигонизационного типа. Естест-
венно, что количество частиц карбидной фазы
и плотность дислокации после отпуска будут
тем выше, чем более высоким было содержа-
ние углерода в мартенсите закаленной стали.
Пружинная сталь после закалки и отпуска,
приобретает высокие и притом практически
изотропные значения предела упругости и ре-
лаксационной стойкости, превосходящие при
равной прочности значения этих характеристик
для патентированной стали. Это объясняется
тем, что сталь после закалки и отпуска отли-
чается по сравнению с состоянием после па-
тентирования и деформации более равномер-
ным распределением дислокаций, образующих
устойчивые системы, и высокой дисперсностью
частиц карбидов, также препятствующих дви-
жению дислокаций.
Для надежной работы пружин в условиях
длительного статического или динамического
нагружения, а также при наличии концентра-
торов напряжений режим отпуска должен
обеспечить, помимо высокого значения преде-
ла упругости, также определенный уровень
пластичности и вязкости при повышенном со-
противлении хрупкому разрушению. Поэтому
отпуск должен быть строго регламентирован
не только по температуре, но и по продолжи-
тельности. Обычно в справочниках и стандар-
тах указывают лишь температуру отпуска (см.
табл. 30.13), а время выдержки устанавлива-
ют в зависимости от конкретных условий ра-
боты и типа пружин, число типоразмеров ко-
торых измеряется многими тысячами. В ряде
случаев металлургическая промышленность
285.
ТАБЛИЦА .30 J 3
РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И МЕХАНИЧЕСКИЙ СВОЙСТВА (МИНИМАЛЬНЫЕ)
РЕССОРНО-ПРУЖИННОЙ СТАЛИ (ПО ГОСТ 14959-79)
Марка стали Критические точки, °C Режим термической обработки а(Ь2 МПа ав> МПа 6. % м>.%
Act Аг3' °C закалочная среда i . 6С ‘отп*
65 727 782 840 Масло 470 785 981 10 35
70 730 743 830 » 470 834 1030 9 30
75 730 — 820 » 470 834 1079 9 30
80 730 — 820 » 470 932 1079 8 30
85 730 — 820 в 470 981 1128 8 30
У9А* 730 • 760—790 Масло мл и вода 300—420 — — — —
У10А—У12А* 730 — 770—810 То же 300—420 —. — — —
60Г — — 830 Масло 470 785 981 8 30
65Г — — 830 » 470 785 981 8 30
70Г — — 830 » 470 834 1030 7 25
55С2; 55С2А 775 840 870 Масло или вода 470 1177 1275 6 30
60С2; 60С2А 750 820 870 Масло 470 1177 1275 6 25
60С2Г 750 820 870 » 470 1324 1471 6 25
70СЗА — — 850 » 470 1471 1668 6 25
50ХГ; 50ХГА 750 775 850 Масло 470 <177 1275 7 35
55ХГР 750 790 850 в 470 1177 1275 7 35
50ХФА — — 850 » 470 ’-074 1275 8 35
50ХГФА . -—. 850 в 470 1324 1422 6 35
55С2ГФ — — 870 » 470 1373 1570 6 25
60С2ХФА — — 870 » 470 1471 1668 6 25
60С2ХА — — 870 в 470 1324 1471 6 25
65С2ВА — — 850 в 420 1666 1862 5 20
60С2Ы2А — — 870 » 470 1324 1471 8 30
* При закалке в воде температуру нагрева принимают по нижнем пределу, при закалке в масле —по
верхнему. Режимы термической обработки соответствуют применяемым в промышленности.
поставляет пружинную проволоку и ленту пос-
ле закалки и отпуска. Эта проволока отлича-
ется прямолинейностью, а лента, обычно шли-
фованная или полированная, — высокой проч-
ностью. Однако и тогда пружины, изготовлен-
ные из этих полуфабрикатов, подвергают до-
полнительному отпуску при 200—300 °C для
снятия напряжений, возникших при вырубке,
гибке или навивке/
Высокий уровень свойств пружинных сталей
достигается и после изотермической закалки
на нижний бейнит, несмотря на присутствие в
структуре повышенных количеств остаточного
аустенита по сравнению с получаемым после
обычной закалки и отпуска. Вероятно, оста-
точный аустенит, сохранившийся после изо-
термической закалки, обладает большей ста-
бильностью к превращению под нагрузкой,
поэтому его присутствие существенно не ска-
зывается на значении предела упругости; в то
же время под влиянием остаточного аустени-
та повышается трещиностойкость стали. Оп-
ределенное влияние на уровень свойств оказы-
вает и иная субструктура матричной фазы —
a-твердого раствора — и особенности выделе-
ления дисперсных карбидов и их морфология.
Максимальный уровень предела упругости,
релаксационной стойкости и усталостной
прочности достигается в том случае, если пос-
ле изотермической закалки на нижний бейнит
сталь подвергается дополнительному отпуску
при практически той же температуре, при ко-
торой проводилась изотермическая выдержка
при закалке.
При равной твердости стали после обычной
и изотермической закалки и отпуска в послед-
нем случае достигаются более высокие зна-
чения, особенно усталостной прочности и тре-
щиностойкости. Изотермическая закалка име-
ет и ряд технологических преимуществ —
меньше деформация изделий и меньше опас-
ность возникновения закалочных трещин. При-
менение изотермической закалки, естественно,
требует достаточно высокой устойчивости пе-
реохлажденного аустенита, определяющего и
величину прокаливаемости стали.
Типичные режимы изотермической закалки:
для пружин из стали У10А— нагрев при
800±10°С и изотермическая выдержка 10 мин
при 315—335 °C (твердость HRC 43—48) или
15—20 мин при 320—360 °C, для пружин из
стали 65Г и 65: нагрев при 820^10°C и изо-
термическая выдержка при 325—350 °C, 15—
20 мин (HRC 46—48).
Как указывалось выше, в числе пружинных
сталей данного класса — углеродистые и леги-
рованные.
Углеродистые стали содержат 0,7—
1,2 % С. При этом, когда нужно получить вы-
сокую упругость и другие необходимые харак-
теристики пружин, применяют высокоуглеро-
дистую сталь марок У10А—У12А.
По значениям предела упругости углеродис-
тые стали, упрочненные мартенситным превра-
щением при соответствующем содержании в
них углерода, не уступают легированным.
Однако как материал для пружин эти стали
имеют и определенные недостатки.
Во-первых, после фазового и тем более де-
формационного наклепа эти стали обладают
меньшей релаксационной стойкостью, чем ле-
гированные. Поэтому, если пружины должны
работать в условиях релаксации напряжений
или если требуется сниженное прямое или об-
ратное последействие, то предпочтительно при-
менять легированную сталь.
Во-вторых, углеродистые стали имеют ма-
лую прокаливаемость, поэтому из них нельзя
изготовлять сравнительно крупные пружины,
подвергаемые обычной или тем более изотер-
мической закалке. Кроме того, из-за низкой
устойчивости переохлажденного аустенита за-
калку даже пружин малого сечения следует
осуществлять при значительных скоростях
охлаждения. Это приводит к получению высо-
ких остаточных напряжений, релаксация кото-
рых в процессе службы вызывает нестабиль-
ность характеристик пружин.
В-третьих, закаленные углеродистые стали
отличаются малой устойчивостью против от-
пуска, поэтому повышение температуры отпу-
ска для увеличения пластических свойств и
более полного снятия остаточных напряжений
приводит к сильному понижению упругих и
прочностных свойств. По этой причине в пру-
жинах из этих сталей не удается получить
необходимого в ряде случаев сочетания высо-
ких упругих свойств и сопротивления разру-
шению.
В-четвертых, они характеризуются повы-
шенным значением температурного коэффици-
ента модуля упругости (300-10~в°C-1) и от-
личаются низкой теплостойкостью (до 100—
150 °C).
Легированные пружинные стали
целесообразно разделить на углеродсодержа-
щие и безуглеродистые (мартенситно-старею-
щие).
Систематических данных о влиянии легиру-
ющих элементов на основные свойства пру-
жинных сталей в литературе нет. На основа-
нии теории легирования введение легирующих
элементов в пружинные стали основывается
на следующих главных положениях.
Прежде всего легирующие элементы (кроме
кобальта) снижают температуру мартенситно-
го превращения, от которой в значительной
степени зависит субструктура мартенсита —
плотность и распределение полученных в нем
дефектов строения, влияющих на сопротивле-
ние микропластическим деформациям. Равная
с углеродистой сталью температура мартен-
ситного превращения легированной стали, а
следовательно, и практически сходная суб-
структура мартенсита в последней могут быть
достигнуты при меньшем содержании углеро-
да. По этой причине должно быть выше со-
противление разрушению легированной стали
по сравнению с углеродистой. Поскольку при
повышенном содержании легирующих элемен-
тов в структуре стали после закалки может
быть увеличенное количество остаточного
аустенита, для его превращения в мартенсит
целесообразно применять обработку холодом.
По данным [7], некарбидообразующие эле-
менты — кремний (2,7 %), кобальт (5%) и
особенно никель (8 %)—заметно снижают
энергию взаимодействия между дислокациями
и атомами внедрения до значений 0,5±0,03»
0,39±0,03 и 0,16±0,03 эВ соответственно по
сравнению с 0,79 ±0,01 эВ для технического
(нелегированного) железа.
Карбидообразующие легирующие элементы,
повышая энергию активации диффузии атомов
железа и углерода, соответственно увеличива-
ют стабильность субструктуры мартенсита, а
также тех сегрегаций на дислокациях из ато-
мов углерода (и азота), которые возникают
в процессе мартенситного превращения, вы-
держке после его завершения при 20 °C и при
последующем отпуске.
Кроме того, легирующие элементы (карби-
дообразующие и кремний) повышают устойчи-
вость карбидной фазы, уменьшая скорость ее
коагуляции вследствие роста энергии актива-
ции диффузии углерода и увеличения энергии
связи вакансий, т. е. уменьшения их подвиж-
ности. Поэтому карбидная фаза легированной
стали вплоть до повышенных температур от-
пуска состоит из весьма дисперсных частиц,
плотность которых и характер распределения,
как показано в [8], определяют величину суб-
зерен а-фазы при отпуске закаленной стали.
Размер ячеек или субзерен (s) равен:
= где С — постоянная величина (со-
гласно Зинеру С=2,71); г — радиус частиц и
f^2 их объемная доля. Этот эффект объясня-
ется тем, что частицы карбидов тормозят рост
размеров ячеек. Таким образом, повышение
энергии активации диффузии содействует ста-
билизации структуры легированной стали —
как карбидной фазы, так и соответственно
субструктуры матрицы, так что мартенситная
субструктура может сохраняться вплоть до
высоких температур отпуска. Вследствие влия-
ния этих структурных факторов, замедляющих
процессы разупрочнения, предельная темпера-
тура службы пружин из легированной стали
естественно выше, чем из углеродистой. По-
этому у легированной стали в результате за-
калки и отпуска при повышенной температуре
можно получить высокие прочностные свойст-
ва, в первую очередь предел упругости, при
повышенных характеристиках пластичности,
вязкости и сопротивления разрушению и сни-
женных остаточных напряжениях.
Количественная оценка влияния различных
легирующих элементов на упрочнение стали во
многих случаях противоречива, поскольку раз-
ные авторы приводят данные о различных
прочностных свойствах, но чаще о величинах
предела текучести и временного сопротивле-
ния (или твердости), которые, как известно,
характеризуют сопротивление сплавов разви-
тию умеренных и больших пластических де-
формаций соответственно. Однако эти величи-
ны являются интегральной характеристикой
влияния легирующих элементов не только на
исходное структурное и субструктурное со-
стояние стали, но и на его изменение в про-
цессе пластической деформации при испы-
тании.
Естественно, что истинное упрочняющее
влияние легирующих элементов может быть
установлено только по величине порога или
предела упругости, при определении которых
исходное состояние сплава, зависящее от со-
держания легирующих элементов, практиче-
ски не изменяется, Таким образом, основные
287
свойства, определяющие качество пружин,
помимо чисто технического значения, имеют
еще значение и для теории упрочнения
сплавов.
К настоящему времени еще не установлены
закономерности влияния легирующих элемен-
тов на основные свойства пружин, определяе-
мых сопротивлением малым пластическим де-
формациям в разных условиях нагружения.
В литературе вообще мало данных о влиянии
легирующих элементов на сопротивление ма-
лым пластическим деформациям в легирован-
ном мартенсите после закалки и после от-
пуска.
Известно, что с ростом содержания хрома
в безуглеродистом мартенсите увеличивается
сопротивление малым пластическим деформа-
циям [9]. Никель, по-видимому, не влияет на
сопротивление микропластическим деформа-
циям при условии постоянства температуры
мартенситного превращения стали [10]. По
данным [11, 12], такие элементы, как кремний,
алюминий и1 в меньшей степени ванадий, а
также, возможно, и молибден, повышают со-
противление микропластическим деформациям,
тогда как кобальт практически не влияет на
его величину. По данным В. И. Саррака, вве-
дение кремния действительно повышает энер-
гию активации микродеформации, тогда как
кобальт не увеличивает ее значение, а никель
снижает ее, даже по сравнению с техничским
железом. Помимо сопротивления малым плас-
тическим деформациям самого мартенсита, на-
до учитывать и влияние присутствующих в
стали после отпуска частиц карбидов, роль
которых в процессах скольжения весьма зна-
чительна. В действительности, напряжение,
необходимое для движения дислокаций, опре-
деляется напряжением трения решетки
a-твердого раствора (мартенсита), включая
тормозящее действие атомов внедрения и за-
мещения, взаимодействие с дислокациями,
границами субзерен и двойников, возникших
в процессе мартенситного превращения, а так-
же сопротивлением карбидных частиц. Здесь
решающее значение имеет величина межкар-
бидного расстояния, от которого, как и от
свойств самих частиц, зависит переход от ме-
ханизма перерезания частиц дислокациями к
механизму огибания частиц, когда и достига-
ется максимум сопротивления малым пласти-
ческим деформациям.
Для получения высоких характеристик ста-
ли, определяющих качество пружин, должно
быть создано такое структурное состояние, при
котором после закалки и отпуска в матричной
фазе с большой плотностью дислокаций, об-
разующих сильно фрагментированную суб-
структуру, находились бы в значительном чис-
ле дисперсные и равномерно расположенные
частицы карбидов.
Таким образом, для повышения сопротив-
ления малым пластическим деформациям ле-
гированные стали для пружин должны иметь
повышенное содержание углерода и содер-
жать легирующие элементы, снижающие, ио
до определенных пределов мартенситную точ-
ку, от которой зависит плотность дислокации
в мартенсите, увеличивающие энергию акти-
вации диффузии с целью стабилизации суб-
структуры, образующие прочные атмосфе-
ры на дефектах строения и медленно коагули-
рующие частицы карбидных фаз.
288
Легирующие элементы, вводимые в пружин-
ную сталь, можно разделись на две группы:
1. Элементы, вводимые в относительно' боль-
ших количествах с целью изменения структур-
ного и фазового состояния всего объема.
К ним относятся в первую очередь кремний,
хром, а также марганец, ванадий и (или) мо-
либден.
2. Элементы, обычно поверхностно-актив-
ные, вводимые в стали в малых количествах
(микролегирование), в основном с целью ло-
кального изменения структурного состояния
сплавов, усиления закрепления дислокации и
связывания вакансий. К ним относится бор/
Оптимальный состав пружинной стали нель-
зя выбирать только по данным, упрочняющего
действия легирующих элементов — необходимо
определение пластичности и вязкости, порога
хладноломкости, сопротивления разрушению и
других свойств, особенно усталостной прочно-
сти, на которую состав стали оказывает отно-
сительно небольшое влияние.
Наконец, большое и во многих случаях ре-
шающее значение имеют технологические свой-
ства — склонность к обезуглероживанию, тем-
пература порога роста зерен, закаливаемость
и прокаливаемость и др., которые также сле-
дует учитывать при выборе оптимального со-
става стали для пружин.
В промышленности используют большое
число различных по составу и свойствам пру-
жинных сталей, многие из которых сложно-
легированные и содержат, кроме 0,4—0,8 % С,
не менее двух таких легирующих элементов,
как кремний, хром, ванадий, молибден и (или)
марганец и реже никель и вольфрам. Кромке
того, в некоторых сталях присутствует бор\
Эти стали мржно разделить на: 1) кремни-
стые; 2) сложнолегированные кремнистые;
3) хромомарганцовые; 4) хромоникелевые;
6) борсодержащие.
Пружины из легированных пружинных ста-
лей для упрочнения подвергают закалке и от-
пуску (см. табл. 30.13). Однако для некоторых
пружинных сталей, особенно кремнистых, весь-
ма эффективна изотермическая закалка с по-
следующим отпуском. Так, для стали 60С2А
рекомендуется изотермическая закалка с вы-
держкой при 290—320°С, 30 мин, охлаждение
в масле и отпуск при 290 °C, I ч. Для стали
65С2ВА— изотермическая закалка с выдерж-
кой при 280—320*°С, 30 мин, охлаждение в
масле и отпуск при 270 °C, 1 ч.
Механические свойства основных марок
пружинных сталей послё закалки и отпуска
представлены в табл. 30.14—30.16.’ Данные,
приведенные в табл. 30.14, показывают, что
для таких сталей, как 65Г, 50ХФА, 50ХГ,
50ХГФА, 60С2, 60С2ХА и 65С2ВА, так же как
и углеродистой стали 65, характерна единая
закономерность изменения свойств' в зависи-*
мости от температуры отпуска. Максимальный
предел упругости у легированных сталей до-
стигается при несколько более высоких тем-
пературах отпуска (300—350°C), чем у угле-
родистой (250°C). Эти температуры соответ-
ствуют условиям достаточно полного распада
остаточного аустенита при сохранении повы-
шенной плотности дислокаций, так как дис-
персные частицы карбидов затрудняют анни-
гиляцию дислокаций и их перераспределение.
Кроме того, частицы карбидов непосредствен-
но повышают сопротивление малым пластиче-
ТАБЛИЦА 30.14
МЕХАНИЧЕСКИЕ СВОЙСТВА НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ В ПРОМЫШЛЕННОСТИ
ПРУЖИННЫХ СТАЛЕЙ (А. РАХШТАДТ, Г. А. МЕЛКОВА, А. И. КРИТСКАЯ)
Сталь МПа %.2. МПа О, % Ф. % %> МПа ^.2. МПа а0.005 МПа а. % ч>.%
65 2350 отп=20С 1800 °C 1050 1770 k 1500 )тп=350 850 °C 5,7 47
65Г 2250 1100 — — 2000 1900 1500 2,0 20
60С2А 2300 1900 1310 2,5 30 2140 2030 1450 4 42
60С2ХА 2100 1800 1220 — — 2200 1960 1620 4 30
65С2ВА 2150 — 1220 — 2300 2050 1690 4 31
50ХГА 2250 1960 940 5 35 1800 1660 1260 5,8 44
БОХГФА 2280 1900 950 4 32 2000 1830 1300 4,9 40
50ХФА 2300 1420 1050 5,3 36 2060 1900 1270 5,6 48
65 1 2280 ^опт=250 1750 °C 1220 х_.аУ 4 27 1420 h 1330 >тп=400’ 820 °C 7 46
65Г 2200 2030 1200 0,5 10 1830 1760 1350 3 25
60С2А 2350 2100 1450 3,5 33 1760 1630 1210 4,5 50
60С2ХА 2230 2000 1500 3,2 22 2050 1890 1500 5 32
65С2ВА 2400 — 1400 3,1 21 2150 1950 1590 4,5 36
50ХГА 2140 1890 1050 5 40 1600 1500 1200 6 48
БОХГФА 2200 1430, 1230 4,7 37 1910 1700 1250 4,7 45
50ХФА 2150 1950 1200 5,3 36 1900 1760 1220 6 ’ 50
65 1 1980 'ОТП~30С 1630 ГС 910 5,2 40 1170 tc 1100 >тп—4501 730 °C 10 55
65Г 2100 2030 1350 1,3 12 1600 1560 1200 3,5 30
60С2А 2280 2090 1490 3,8 48 1500 1400 1180 4,8 50
60С2ХА 2250 2000 1520 3,8 26 1850 1720 1300 5,8 35
65С2ВА 2370 2090 1580 3,8 28 1950 1740 1420 5 38
50ХГА 1890 1800 1200 5,5 44 ’ 1420 1950 1050 6,5 50
БОХГФА 2080 1900 1250 5,0 39 1830 1600 1170 5,5 50
50ХФА 2150 1900 1200 5,4 40 1770 1600 1150 6,3 55
ТАБЛИЦА 30.15
ПРЕДЕЛ ВЫНОСЛИВОСТИ* ПРУЖИННЫХ
СТАЛЕЙ ПОСЛЕ ЗАКАЛКИ И ОТПУСКА
(А. Г. РАХШТАДТ, Г. к. МЕЛКОВА,
А. И. КРИТСКАЯ)
Марка стали Предел выносливости МПа, после отпуска при температуре, °C
250 300 350 1 400 1 450
65Г 500 560 580 545 450
60С2А 550 580 630 590 530
65С2ВА 610 — 710 — 580
50ХГА 530 — 550 — 500
50ХГФА 575 — 590 ; — 540
50ХФА 570 — 590 — 540
40ХФА 500 — 520 — 480
* Определен в условиях изгиба вращающегося
' образца.
ТАБЛИЦА 30.16
РЕЛАКСАЦИОННАЯ СТОЙКОСТЬ ПРИ 20 °C
ПРУЖИННОЙ СТАЛИ ПОСЛЕ ЗАКАЛКИ
И ОТПУСКА*
Марка стали Темпера- т ура от- пуска, °C Исходное напряже- ние а0, МПа Относительная релаксация напря- жений . 100%
65 250 1400 2,4
200 1300 2,5
350 1200 з,о
450 880 4,0
60С2А 250 1700 2,2
350 1650 2,4
400 1300 3,0
450 1100 3,6
60С2ХА 250 1600 2,2
350 1620 2,2
450 1400 3,4
65С2ВА 250 1800 1,8
350 1650 1,2
450 1400 2,5
50ХГА 250 1500 3,0
300 1450 2,8
350 1300 2,6
450 1100 3,2
19—394
289
Продолжение
Марка стали Темпера- тура от- пуска, °C Исходное напряже- ние <т0, МПа Относительная релаксация напря- жен ий - • 100% Со
50ХГФА 250 1550 2,2
350 1470 2,3
450 1250 3,0
50ХФА 250 1550 2,6
350 1500 2,2
450 1250 2,8
* Исходное напряжение 00=0,8(1 ом-
ским деформациям. Естественно, что для уг-
леродистой стали вследствие меньшей устой-
чивости остаточного аустенита температура
отпуска, соответствующая достижению макси-
мального предела упругости, ниже, чем для
легированной стали. Наибольший предел упру-
гости (сго.ооэ) имеют стали с повышенным со-
держанием углерода — 65Г, 60С2 и особенно
60С2ХА и 65СВА. Он значительно выше, чем
для других легированных сталей с содержанием
углерода ~0,5 %. Так, для сталей 60С2ХА и
65С2ВА (Уо.ооб = 1600-г-1650 МПа, а для сталей
с 0,51% С стогоо5— 1250-г 1300 МПа. Это свиде-
тельствует о значительном влиянии на предел
упругости количества карбидной фазы и строе-
ния мартенсита, зависящего, как известно, от
температуры его образования.
Увеличение количества карбидной фазы и
снижение мартенситной точки может быть
достигнуто у углеродистой стали в результате
повышения концентрации углерода. В таком
случае предел упругости, например стали 65,
оказывается практически равным пределу уп-
ругости таких легированных сталей, как
50ХФА, 50ХГ и 50ХГФА, с меньшим содер-
жанием углерода. Большая дисперсность кар-
бидных частиц после отпуска легированных
сталей в определенной степени компенсирует
увеличение общего количества карбидных час-
тиц в углеродистой стали за счет повышения в
ней содержания углерода.
Установлено, что после отпуска при темпера-
туре, соответствующей достижению максимума
предела упругости, легированная сталь облада-
ет и наибольшей усталостной прочностью (см.
табл. 30.15) и максимальной релаксационной
стойкостью (см. табл. 30.16). Это свидетельст-
вует о том, что все указанные свойства опре-
деляются степенью развития (при данном уров-
не напряжений) малых пластических деформа-
ций независимо от того, является ли их про-
текание термически активируемым процессом
или нет. Именно те стали, которые обладают
максимальным пределом упругости, например
65С2ВА, имеют и максимальные релаксацион-
ную стойкость и предел выносливости. Леги-
рованные стали с 0,5 % С уступают кремнис-
тым сталям с 0,6—0,65 % С по указанным
свойствам, однако заметно превосходят их по
значению параметра Ктс, что следует учиты-
вать при выборе стали для конкретного на-
значения.
• Анализ всего комплекса свойств большой
группы углеродсодержащих сталей показыва-
290
ет, что более высокие их свойства достигают-
ся в том случае, когда в состав сталей также
входят сильные карбидообразующие элементы.
Именно присутствием ванадия, а также и бо-
лее рациональным соотношением между со-
держанием кремния и марганца можно объ-
яснить лучшее сочетание свойств у стали
55С2ГФ по сравнению со сталью 60С2.
Несмотря на это, дальнейшее исследование
легирования сталей рассматриваемой группы
при тех же методах упрочняющей обработки
вряд ли^может привести к кардинальному их
улучшению. Для сталей этого типа необходи-
мо разрабатывать новые методы упрочнения,
которые могли бы значительно улучшить
комплекс свойств, определяющих качество
упругих элементов.
Перспективными являются методы термо-
механической обработки (ТМО). Известно,
что применение ВТМО и других технологиче-
ских схем ТМО позволяет повысить сопротив-
ление разрушению, предел упругости и уста-
лостную прочность стали [13, 14]. Однако ис-
пользование этих методов связано с опреде-
ленными трудностями. Эффект упрочнения в
различных сечениях детали при этом неодина-
ков, так как он зависит от схемы деформа-
ции при ТМО. Поэтому для каждого типа
упругих элементов необходимо выбирать и со-
ответствующую схему деформации. Опти-
мальным вариантом является улучшение
свойств предварительной ВТМО, главным об-
разом в направлении действия максимальных
напряжений в условиях эксплуатации упруго-
го элемента [13, 15]. Следовательно, для мно-
гих типов упругих элементов применение ТМО
с использованием основного для черной ме-
таллургии процесса деформации прокаткой не
может обеспечить значительного улучшения
их свойств. В связи с этим необходимо разра-
батывать технологические варианты ТМО с
различными схемами деформации, что очень
сложно в условиях металлургического произ-
водства. Подобные варианты деформации при
ТМО целесообразно внедрять на машинострои-
тельных предприятиях. Здесь значение имеют
работы, выполненные О. И. Шавриным с сотр.,
завершившиеся созданием получивших практи-
ческое применение машин и установок для
проведения ТМО стали с различными схемами
деформации [16, 17].
Представляет интерес также метод динами-
ческого старения или отпуска под напряжени-
ем, который, как показали исследования, впол-
не технологичен и обеспечивает улучшение
всего комплекса свойств упругих элементов.
В результате работ, проведенных в ЦНИИЧМ
им. И. П. Бардина, МВТУ им. Н. Э. Баумана,
ВНИТИприборе, ЦНИИМашдетали, лишь
установлены основные параметры процесса
динамического старения (отпуска под напря-
жением). Такими параметрами являются ис-
ходное состояние стали, уровень приложенных
напряжений, величина возникающей при этом
остаточной деформации, температура процесса
и время выдержки при этой температуре. Наи-
больший эффект повышения свойств достига-
ется в том случае, когда сталь перед динами-
ческим старением имеет структуру мартенсита
с повышенным содержанием углерода, полу-
ченную в результате закалки и низкого отпус-
ка. После такого предварительного отпуска
возрастает сопротивление разрушению в ус-
ловиях последующего достаточно длительного
нагружения в процессе динамического старе-
ния. В то же время при этом в стали сохра-
няются повышенные плотность дислокаций и
концентрация углерода в решетке мартенсита,
что необходимо для протекания структурных
превращений в процессе старения под напря-
жением.
Оптимальная температура предварительного
отпуска 150 °C для сталей с 0,5 % С и 170 °C
для сталей с 0,6—0,7 % С. Степень повышения
свойств при изменении напряжений (при рас-
тяжении или кручении) от 0,2 до 0,8 от пре-
дела текучести при температурах, соответст-
вующих температуре динамического старения
(или отпуска под напряжением), в общем
практически одинакова. Относительно мало
влияет при этом и величина остаточной де-
формации (6 = 0>1-?0,8 % при растяжении) не-
зависимо от того, возникла она в условиях
нагружения по схеме релаксации или по схе-
ме ползучести. Эти результаты не согласуются
с данными [18], где утверждается, что с уве-
личением остаточной деформации возрастает и
упрочнение стали. Важно, что при напряже-
ниях, близких к пределу текучести, когда ос-
таточная деформация в результате длительно-
го нагружения в условиях растяжения дости-
гает 0,9—li%, эффект упрочнения (рост пре-
дела упругости при повторном нагружении)
заметно уменьшается. Таким образом, при об-
работке методом динамического старения су-
ществуют определенные предельные значения
напряжений и соответственно остаточной де-
формации. Для получения достаточно высо-
ких и стабильных свойств целесообразно под-
держивать напряжения в процессе динамиче-
ского старения на уровне 0,6—0,8 предела те-
кучести при соответствующей температуре.
Общая закономерность изменения свойств
стали в зависимости от температуры динами-
ческого старения в принципе не отличается от
закономерности, характерной для обычного
отпуска закаленной стали. Это означает, что
основные структурные процессы, происходя-
щие при динамическом старении, по существу
пе отличаются от происходящих при обычном
отпуске. По-видимому, главное их отличие —
различная скорость и полнота развития этих
процессов. Об этом свидетельствует, в частно-
сти, снижение на 50—100 °C температуры, при
которой достигается максимум предела упру-
гости в условиях динамического старения по
сравнению с температурой обычного отпуска.
В результате динамического старения резко
повышаются значения предела упругости, за-
метно увеличивается предел текучести и не-
сколько повышается предел прочности, дости-
гаются значительно более высокие значения
К1с, усталостной прочности и релаксационной
стойкости.
Так, после динамического старения предел
упругости сталей 65Г и 60С2, по данным
Г. А. Мелковой, достигает 2100 МПа, а ста-
лей 60С2ХА и 65С2ВА — 1900 МПа, что на
20—30 % выше, чем после закалки и отпуска.
Примерно на столько же возрастает и предел
упругости легированных сталей с 0,5 % С, до-
стигая уровня предела упругости кремнистых
сталей с 0,60—0,65 % С после обычной закал-
ки и отпуска. Если учесть, что значения #тс
сталей с 0,5 % С заметно больше после ди-
намического старения, то естественно пред-
ставляется возможным рекомендовать приме-
нение этих сталей после динамического старе-
ния для тех упругих элементов, для которых
возникновение внезапных или замедленных
разрушений особенно опасно.
Характеристики пластичности — относитель-
ное удлинение и поперечное сжатие — при ди-
намическом старении почти не изменяются.
Существенно также, что повышение указанных
выше свойств прочности наблюдается в широ-
ком интервале температур динамического ста-
рения.
Природа улучшения свойств при динамиче-
ском старении не установлена, но вероятно, что
напряжения, возникающие в результате при-
ложения внешней нагрузки, увеличивают и
скорость, и полноту превращения остаточного
аустенита, тем самым создавая условия для
эффективного перераспределения дислокаций,
образующихся при мартенситном превраще-
нии, в более устойчивые системы, которые к
тому же сильнее блокируются атомами внед-
рения. Не исключено также, что, помимо этих
процессов, как это показано для стареющих
сплавов, например бериллиевой бронзы [14}
и сплавов на никелевой основе [20], в стали
под воздействием напряжений происходит из-
менение распределения частиц карбидов и их
морфологии.
Процесс динамического старения получил
практическое применение на ряде предприятий
со значительным технико-экономическим эф-
фектом. К настоящему времени разрабатыва-
ется ряд новых модификаций этого процесса^
некоторые из них уже используются в про-
мышленности для повышения свойств пружин.
Пружинные стали и сплавы специального на-
значения (с особыми физико-химическими
свойствами)
Эти сплавы, отличаясь повышенными механи-
ческими свойствами, а также высоким сопро-
тивлением усталости и релаксации напряже-
ний, должны также иметь и определенные фи-
зико-химические или физические свойства,
требования к которым изменяются в зависи-
мости от условий службы соответствующих
упругих элементов. В частности, к этим спла-
вам могут предъявляться требования повы-
шенной коррозионной стойкости, немагнитно-
сти, малого удельного электросопротивления,
независимости модуля упругости от темпера-
туры и т. п.
Стали и сплавы, относящиеся к этому клас-
су, целесообразно разделить на группы:
а) коррозионностойкие; б) немагнитные;
в) элииварные и г) теплостойкие.
Хотя стали и сплавы, относящиеся к любой
этих групп, отличаются по составу и термичес-
кой обработке от сплавов, входящих в любую
другую группу, некоторые из них могут быть-
отнесены к нескольким группам. В частности,
многие сплавы на основе системы Fe—Ni—Сг
или Ni—Сг являются коррозионностойкими и
в то же время теплостойкими и немагнитными.
Поскольку имеется известная универсальность
в возможном использовании таких сплавов, а
дальнейшем изложении во избежание излиш-.
них повторений они рассматриваются только
в одной из групп; при описании других групп
лишь сообщается о возможном применению
этих сплавов.
(S3 ТАБЛИЦА 30.17
ХИМИЧЕСКИЙ СОСТАВ (%) ПРУЖИННЫХ СТАЛЕЙ И СПЛАВОВ СПЕЦИАЛЬНОГО
НАЗНАЧЕНИЯ [14]
Сталь или сплав С Si Мп Сг Ni Мо Ti Другие элементы
Стали мартенситного класса
20X13 0,16—0,24 <0,6
30X13 0,25—0,34 <0,6
40X13 0,35—0,45 <0,6
14Х17Н 0,11—0,17 <0,8
<0,6
<0,6
<0,6
<0,8
12,0—14,0
12,0—14,0
12,0—14,0
16,0—18,0
1,5—2,5
Аустенитные стали, упрочняемые наклепом
12Х18Н9
12Х18Н9Т
I2X18H10T
17Х18Н9
37Х12Н8Г8МФБ
Х18Н9СМР (ЭП414)*1
<0,12
<0,12
<0,12
0,13—0,21
0,34—0,40
<0,12
<0,8
<0,8
<0,8
<0,8
0,3—0,8
0,8-1,5
<2,0
<2,0
<2,0
<2,0
7,5-8,5
1,2—2
17,0—19,0
17,0—19,0
17,0—19,0
17,0—19,0
11,5—13,5
17—20
8,0—10,0 —
8,0—9,5 —
9,0-11,0 ’ —
8,0—10,0 —
7,0—9,0 1,1—1,4
8—11 0,7—1,2
5С—0,8
5С—0,8
1,25—1,55 V;
<0,2Nb
0,001—0,02 В;
0,05—0,15 Се
Аустенито-мартенситные стали, упрочняемые фазовым, наклепом
и дисперсионным твердением
09X15Н8Ю <0,09 <0,8 <0,8 14,0—16,0 7,0—9,4 0,7—1,3 А1
09Х17Н7Ю1 <0,09 <0,8 <0,8 16,5—18,0 6,5—7,5 — — 0,7—1,1 А1
08Х17Н5МЗ 0,06—0,10 <0,8 <0,8 16,0—17,5 4,5-5,5 3,0-3,5 — .—-
06Х16Н7М2Ю (ЗИ65)*2 <0,09 <0,7 <0,7 15,0—1-6,5 6,5-7,5 1,0—2,0 — 1,0—2,0 А1
Х17Н4МД (ЭП587) <0,10 ' <0,7 <0,7 16,0—17,0 3,8-4,8 1,0—2,0 — 0,8—1,8Си
17Хг11Т (ЭИ814)*3 <0,05 <0,6 0,8—1,2 16,5—17,5 6,5—7,5 — 0,80—1,20 <0,5 А1
0Х7Н13ГТ 0,05 0,6 0,8—1,2 12,5—14,0 6,0—7,5 — 0,75—1,10 <0,5 AI
293
Мартенситно-стареющие стали
03Х12Н10Д2Т*4 04X11Н9М2Д2ТЮ (ЭП832) *5 <0,03 <0,04 <0,1 <0,2 <0,1 <0,2 11,5—12,5 10,5—12,5 10,0-11,0 8,5—9,5 1,5-2,2 1,0—1,4 0,8-1,2 0,1—0,3 Nb; 1,8—2,1 Си 0,8—1,2 Al
О4Х14К13Н4МЗТБВВД (ЭП767)*6 <0,04 <0,2 <0,2 13,5—15,0 3,8-4,8 2,6—3,2 0,2—0,5 <0,15 V; 0,3-0,15 W; 13,0—14,0Co; <0,01 Ce
Н16К4М5Т2Ю (ЗИ89)*7 <0,03 Ауст енитные сила вы, упрочняв/ иые дисперсионно 15,0—17,0 лм твердением 4,0—5,0 1,5-1,9 4,0—5,0Co; 0,15—0,35 Al
36НХТЮ <0,05 <0,5 0,8—1,2 11,5—13,5 34,5-36,5 — 2,8—3,2 0,9—1,2 Al
36НХТЮМ5 <0,05 <0,5 0,8—1,2 11,5-13,5 34,5—36,5 4,5—6,5 2,8-3,2 0,9—1,2 Al
36НХТЮМ8 <0,05 <0,5 0,8-1,2 11,5—13,5 34,5-36,5 7,5—8,5 2,8-3,2 0,9-1,2 Al
03Х17Н40МТЮБ (ДИ49)*« <0,03 <0,20 1,0—2,0 15,0—17,5 40,0—42,0 4,5—6,0 2,0-2,7 0,4-0,8 Al; 0,4—0,7 Nb; 0,002 В (no расчету)
ХН40МДТЮ-ВИ (ЭП343)*9 <0,04 Деформацис <0,8 энностареющс <0,8 ie аустенитнь 14,0 te стали на осно 39,0 ее системы Fe— 4,5—6,0 Ni—Cr 2,5—3,2 0,7-1,2 Al; 2,7—3,3 Ch
06Х15Н20М2Т2-ВИ (ЗИ97)*10 <0,06 0,2-0,6 1,2-1,6 14,3-15,7 19,0—21,0 1,7—2,3 1,0-1,6 —
13Х18Н10ГЗС2М2 (ЗИ98)*” <0,10—0,15 1,7—2,3 3,6—4,2 17,3—19,2 9,0—10,0 1,7—2,3
294
Продолжение
Сталь или сплав С S1 Мп Сг Ni Мо Ti Другие элементы
ЭП557*’1 XH68EKTIO (ЭП578)*12 70НХБМЮ*13 52НК.ХБМЮ*14 Высококорро <0,03 <0,05 <0,06 <0,06 зионностойкш 1,03 <0,55 <0,5 ? и жаропро* <0,55 <0,5 шые сплавы на 18,88 18—20 14—16 12—16 основе системы Ост. » » Ni—Cr 2,5—3,5 2,7—3,3 2,36 2,75—3,25 10,02 Та 9,0—10,5 W; 1,3—1,8А1; 5,5—6,5 Со; <0,005 В 8—9 Nb; 0,7-1,3 Al 19—22 Со; 0,7-1,3 Al; 6—7Nb
40КХНМ*15 40КХНМВ*15 45КХВН*16 40КНХМВТЮ*15 40НКХТЮМД*17 BblCOKOKOi 0,07—0,12 0,09—0,1 0,15—0,17 <0,05 <0,05 PP03U0HH0CT01 <0,5 <0,5 <0,5 <0,5 <0,5 йкие сплавы 1.8-2,2 1,8—2,2 1,8—2,2 1,8—2,2 0,8-1,2 на основе систе 19—21 18-20 19—21 11,5—13 19-21 шы Co-Ni—Cr- 15—17 14—17 9-11 18—20 39—41 -Мо 6,4-7,4 3,0-4,0 3,0—4,0 7,5—8,5 1,5—2,0 2,8—3,2 3,5—4,5W 16—18 W; 0,001 В 0,2—0,5 Al; 6,0—7,0 W 2,8—3,2 W; 1,4—1,7 Al; 1,8-2,2 Cn
*' ВТУ 14-1-425—71. *2 ТУ
14-1755—76. ТУ 14-1-934—74.
*17 ТУ 14-1-19116—77.
14-1-1369-7. « ТУ 14-1-2169—77. м ТУ 14-1-1452—75. « ТУ И4-Ы841-76. *8 ТУ 14-1-1149—74. *7 ТУ 14-1-136-198—75. »а
*” Цит. по МиТОМ, 1979, № 4, с, 58—61. *12 ТУ 14-1-1360—75. ♦13 ТУ 14-1-2796—79. *14 ТУ 14-1-1445—75. *15 По ГОСТ 10994
ТУ 14-13221—72. *9 ТУ
—74. *,6ТУ 14-222-27—73.
Число сталей и сплавов, относящихся к это-
му классу» очень велико. Поэтому ниже рас-
сматриваются наиболее широко применяемые.
Химический состав пружинных сталей и
сплавов специального назначения приведен в
табл. 30.17.
Из коррозионностойких сталей этой группы
изготовляют пружины и упругие чувствитель-
ные элементы регулирующих устройств, машин
я приборов, работающих в условиях тропичес-
кого климата, в атмосфере пара, морской во-
ды и других сильно агрессивных средах. При-
менение таких пружин значительно более эф*
фективно, чем пружин с гальваническими
покрытиями, поскольку последние не гаранти-
руют надежной защиты, не могут использо-
ваться при нагреве и, кроме того, снижают
уровень свойств пружин.
Стали мартенситного класса отличаются до-
статочно высоким уровнем свойств, но в то же
время они стойки лишь в воде и в атмосфере
водяного пара. В других агрессивных средах
они недостаточно стойки и, кроме того, склон-
ны к хрупким разрушениям. Их упрочнение
является результатом мартенситного превра-
щения при закалке и выделении карбидов при
отпуске.
Закалка пружинный сталей этого класса
(30X13 и 40X13) производится после холодной
(или горячей) деформации. Режим закалки:
нагрев при 1000—1050 °C с охлаждением в
масле. Температура отпуска 300—350 °C для
пружин, работающих при 20 °C, и 500—550 °C
для пружин, работающих при нагреве. Лучшим
сочетанием свойств (включая сопротивление
разрушению, жаропрочность, а также усталост-
ную прочность) характеризуется сталь
13Х12Н2М2ВФАБ (ЭП517Ш). Для пружин
из этой стали реко/мендуется закалка с
И30 °C в масле. Температура отпуска, как и
предыдущих сталей, зависит от условий служ-
бы пружин. Для работы в области климати-
ческих температур рекомендуется отпуск при
300 °C, а при нагреве до 650 °C — отпуск при
690 6С. Пружины из стали 14Х17Н2 подверга-
ют закалке с 980—1020 °C и отпуску при 300—
350 °C, если они эксплуатируются в области
климатических температур. Характеристики
пружин из сталей мартенситного класса могут
быть улучшены при использовании методов
термомеханического упрочнения.
Лучшим комплексом свойств обладают кор-
розионностойкие мартенситно-стареющие ста-
ли типа 03Х12Н10Д2Т, 04Х11Н9М2Д2ТЮ
(ЭП832) и 04Х14К13Н4МЗТЗВФ (ЭЦ767).
Пружины из стали 03Х12Н10Д2Т подвергают
закалке с 870—1150 °C в зависимости от со-
держания титана: чем его больше, тем выше
температура закалки. В процессе закалки про-
исходит расслоение аустенита по типу локаль-
ного дальнего порядка, которое наследуется
мартенситом. Свойства пружин из этой стали
тем выше, чем мельче зерно, что может быть
достигнуто либо многократным а^'у-перехо-
дом, либо при использовании процессов дефор-
мации и рекристаллизации. После закалки
необходима обработка холодом при —70 °C,
2 ч для уменьшения количества остаточного
аустенита. Далее следует старение при 450 °C,
6 ч, в процессе которого выделяются фазы
NiTi и (или) NiaTi. При этом предел упру-
гости (Оо.оог) достигает 1300 МПа при 20 °C
и 930 МПа при 300 °C. Как показали испыта-
ния, сталь 03Х12Н10Д2Т можно использовать
для пружин, работающих при температуре до
300—350 °C, а также в коррозионноактивных
средах в области климатических температур.
Близкой к этой стали является
04X11Н9М2Д2ТЮ (ЭП832), отличающаяся
присутствием молибдена. Термическая обра-
ботка пружин из этой стали заключается в за-
калке с 890—920 °C и старении при 480—
530 °C. Именно после старения при 530 °C, во
время которого выделяются фазы типа
Nl3Ti и (Fe, Ni) Al, обеспечиваются почти мак-
симальные предел упругости (сго.ооз ==
= 1250 МПа) и релаксационная стойкость.
Сталь ЭП832 отличается хорошей коррозион-
ной стойкостью в средах, содержащих ионы
хлора, и высоким сопротивлением коррозион-
ному растрескиванию при повышенных напря-
жениях.
Сталь 04Х14К13Н4МЗТБВ (ЭП767) приме-
няется для изготовления пружин только после
НТМО, поскольку после закалки с 1050 °C в
ее структуре, как правило, присутствует значи-
тельное количество остаточного аустенита,
снижающего сопротивление малым пластичес-
ким деформациям. После закалки, холодной
пластической деформации с обжатием 75 %,
обработки холодом и старения при 520 °C,
4 ч предел упругости (оо.ооэ) Достиг ИЗО МПа
и релаксация напряжений (при сг0 = 800 МПа
при t = 400°C) составила ~9,5 %, что явля-
ется относительно небольшой величиной. Сле-
дует особо отметить, что мартенсит деформа-
ции упрочняется при старении в большей сте-
пени, чем мартенсит закалки или деформиро-
ванный мартенсит. Еще более высокий
уровень свойств достигается в результате
динамического старения, т. е. старения под
нагрузкой уже после всего указанного выше
цикла НТМО. После динамического старения
при 450 °C, I ч (ао = 1Ю0 МПа) предел упру-
гости (ао.ооб) повышается до 1400 МПа, а ре-
лаксация напряжений при 400 °C и исходном
напряжении То = 800 МПа снижается с ~5
до ~4'%-
Динамическое старение наиболее эффективно
именно в этом случае, когда структура стали
мартенситная, и, следовательно, отличается
высокой плотностью дислокации, которые
преобразуются в более устойчивые системы в
поле упругих напряжений. Исследования пока-
зывают, что при динамическом старении отме-
чаются признаки полигонизации, изменяется
морфология и становятся более упорядоченно
расположенными частицы избыточной фазы.
По тому же принципу, как и сталь ЭП767,
т. е. с применением НТМО, упрочняются и
многие другие мартенситно-стареющие стали,
например Х16Н4К20М4Т, Х15Н4К15М4Т,
Х12Н8К5МЗТЮ (ЗИ80) и др.
Стали аустенитного класса можно подраз-
делить на три группы:
1) упрочняемые холодной пластической де-
формацией;
2) упрочняемые в результате мартенситного
превращения и дисперсионного твердения;
3) упрочняемые дисперсионным твердением.
К первой группе относятся стали 12Х18Н9,
12X18HI0T и другие, близкие им. В процессе
холодной пластической деформации этих ста-
лей при 20 °C растет плотность дислокаций и
происходит полиморфное превращение у-*а,
часто идущее через образование пластинок
295
Е-мартенсита. Эти процессы усиливаются в
случае деформации при —196 °C, поэтому при
. равных степенях обжатия при 20 и —196 6С
упрочнение стали в последнем случае выше.
Стали 12Х18Н9Т и 12Х18Н10Т используют
преимущественно в виде проволоки небольшо-
го диаметра и тонких лент, так как в боль-
ших сечениях нельзя обеспечить высоких сте-
пеней обжатия, определяющих величину уп-
рочнения., Из этих полуфабрикатов изготовля-
ют навивкой или гибкой пружины
разнообразных конфигураций. После этого
следует отпуск при 450—500°C, 20—30 .мин,
улучшающий комплекс всех основных свойств,
определяющих качество пружин. Во время
этого отпуска снижается уровень остаточных
напряжений, перераспределяются дислокации,
закрепляемые сегрегациями из атомов угле-
рода, а, возможно, и хрома, а также частица-
ми карбидов типа Л4е2зСб. Имеются и данные
о том, что в процессе отпуска частично до-
полнительно развивается у->а-превращение.
Пружины из указанных сталей могут работать
в широкой области температур — от криоген-
ных до 400—450 °C, а также в коррозионно-
активных средах. В тех случаях, когда от
пружин также требуется парамагнитность,
применяют стали 17Х18Н9 или более высоко-
прочную 37Х12Н8Г8МФБ. Это также стали,
упрочняемые холодной пластической деформа-
цией.
Ко второй группе относятся хромоникелевые
пружинные стали переходного аустеннто-мар-
тенситного структурного класса, дополнитель-
но легированные для упрочнения алюминием,
титаном, молибденом и медью, причем послед-
ние легирующие элементы также улучшают
коррозионную стойкость в ряде сред.
Стали рассматриваемой группы подвергают
закалке, в результате которой фиксируется
аустенито-мартенситная или аустенитная
структура, что обеспечивает достаточно высо-
кую пластичность, позволяющую использовать
для изготовления пружин метод штамповки.
После закалки применяют обработку холодом
(—70 °C, 2—3 ч) или нагрев при 750 °C, 2—3 ч,
наконец, холодную пластическую деформацию
для превращения практически всего аустенита
в мартенсит. Заключительный этап упрочняю-
щей обработки — старение при 350—500 °C, во
время которого из мартенсита выделяются
избыточные интерметаллидные фазы и дости-
гается максимальное упрочнение. Эти стали
не только коррозионностойкие, но многие из
них и теплостойкие. Достоинство этих ста-
лей— хорошие технологические свойства и
прежде всего хорошая пластичность, опреде-
ляющая возможность изготовления упругих
элементов сложной конфигурации, а также их
свариваемость. Одна из' наиболее типичных
сталей — 06Х16Н7М2Ю. Режим ее термичес-
кой обработки: закалка с 900—950 °C, обра-
ботка холодом при —70 °C, 2—3 ч, уменьшаю-
щая количество непревращенного аустенита с
20 до 2—3i%. После этой обработки следует
старение при 450 °C, 6 ч, предел упругости
этой стали Оо,оо2 =* 790-^840 МПа при HV480.
Выделений избыточных фаз после старения на ’
максимум упрочнения экспериментально — ме-
тодом электронной микроскопии — не наблю-
дается из-за их высокой дисперсности, доста-
точной для стабилизации дислокационной суб-
структуры. Свойства сталей всей этой группы
могут быть повышены по схеме НТМО и даже
ВТМО.
К третьей группе относятся аустенитные
сплавы, упрочняемые дисперсионным тверде-
нием. Типичные сплавы этой группы —
36НХТЮ, 36НХТЮМ5 и 36НХТЮМ8. Это вы-
сокопрочные, коррозионностойкие и парамаг-
нитные сплавы, при содержании молибдена
обладающие также и теплостойкостью: сплав
36НХТЮМ8 до 350—400 °C. Режимы термичес-
кой обработки этих сплавов и свойства приве-
дены в табл. 30.18.
Эти сплавы после закалки имеют структуру
однофазного (метастабильного) у-твердого
раствора, частично претерпевшего концентра-
ционное расслоение; наблюдаются включения
карбидов хрома и титана, а также карбонитри-
дов титана. В сплавах, содержащих молибден,
после закалки, кроме того, имеется некоторое
ТАБЛИЦА 30.18
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВОВ 36НХТЮ, 36НХТЮМ5. 36НХТЮМ8 ПОСЛЕ ЗАКАЛКИ
И СТАРЕНИЯ (ПО ДАННЫМ [21] и А. Г. РАХ1ПТАДТА)
Сплав Термическая обработка ав, МПа сг0,д, МПа 00’002’ МПа 6. % НВ
36НХТЮ Закалка с 950— 1100 °C в воде 600—700 300—350 — t 34-36 ; iso—160
То же и старение при 765 °C, 4 ч, ох- лаждение на воз- 1150—1250 800—1000 765—880 12—13 330—350
36НХТЮМ5 духе Закалка с 980— 1000 °C в воде 850—900 500—600 — 25—30 200—215
То же и старение при 750 °C, 4 ч, ох' лаждение на воз- духе 1250—1400 900—1100 930—930 8 400—420
36НХТЮМ8 Закалка с 980— 1000 °C в воде 900—950 590—695 — 20—25 215—230
То же и старение при 750 °C, 4 ч, ох- лаждение на воз- духе 1400—1500 1100—1150 930—980 8 440—450
296
количество нерастворившихся в аустените час-
тиц фазы Лавеса типа (Fe, Ni, Сг)? (Мо, Ti).
В зернах у-твердого раствора наблюдается
также известное число дислокаций, образую-
щих плоские скопления, как правило, вблизи
нерастворившихся включений. Свойства спла-
вов после старения зависят от температуры
закалки, определяющей степень пересыщения
твердого раствора, его однородность и способ-
ность его границ к миграции, а также от ско-
рости охлаждения, которая должна быть воз*
можно высокой (вода 20 °C).
Процесс старения сплава 36НХТЮ может
идти по непрерывному и прерывистому меха-
низмам. Чаще всего при 650—700 °C разви-
ваются оба механизма, структура сплава ста-
новится смешанной в том смысле, что у гра-
ниц располагаются зоны прерывистого распа-
да, а в остальном, срединном, объеме —
непрерывного.
В зоне прерывистого и непрерывного распа-
да присутствуют когерентно связанные с мат-
ричной фазой частицы у'-фазы типа (Fe, Ni)s
(Ti, Al) разной морфологии: в первом слу-
чае—в виде стерженьков, а во втором — сфе-
рообразной формы. При этом в зонах преры-
вистого распада вследствие большой скорости
распада и диффузии по мигрирующим грани-
цам ячеек степень обеднения твердого раство-
ра титаном и алюминием больше, чем в зонах
непрерывного распада. Прерывистый распад
начинается раньше, и в его зонах максимум
упрочнения достигается быстрее, чем в зонах
непрерывного распада, и когда в последних
достигается максимум упрочнения, в первых
уже отмечается перестарение. Поэтому для
достижения более высокого уровня свойств
целесообразно, чтобы в сплаве реализовался
единый механизм распада. В случае полного
прерывистого распада, который достигается
только в сплаве с очень мелким зерном, уро-
вень упрочнения выше, чем в случае только
непрерывного, хотя теплостойкость сплава
(правда, лишь выше 300 °C) в последнем случае
больше. Этот последний тип распада можно
реализовать после специальной термической
обработки, обеспечивающей исключение мигра-
ции границ зерен.
Миграция границ тормозится и при введе-
нии в сплав таких адсорбционно-активных эле-
ментов, как молибден или бор. Именно поэто-
му в сплавах 36НХТЮМ5 и 36ЫХТЮМ8
реализуется только непрерывный механизм
распада.
Свойства всех этих сплавов могут быть су-
щественно улучшены в результате НТМО по
схеме: закалка, холодная пластическая дефор-
мация и старение. Это улучшение свойств яв-
ляется следствием роста плотности дислокаций
и большей степени развития прерывистого рас-
пада в сплаве 36НХТЮ.
Наряду с этим в последние годы предложе-
ны новые направления легирования подобных
аустенитных сплавов, позволяющие применять
эти сплавы при криогенных температурах с
сохранением парамагнитного состояния и в
условиях активного коррозионного воздейст-
вия. Для сохранения парамагнитного состоя-
ния сплавы легированы марганцем при неко-
тором уменьшении содержания никеля [22].
В целях значительного повышения коррозион-
ной стойкости при некотором увеличении теп-
лостойкости разработан пружинный сплав
03Х17Н40М5ТЮБР (ДИ49) с повышенным
содержанием хрома, а также сплав, дополни-
тельно легированный для упрочнения молибде-
ном, ниобием и бором [23].
Среди коррозионностойких немагнитных и
высокопрочных сплавов значительное место
занимают такие сплавы, как 40КХНМ,
40КХНМВТЮ, относящиеся в основном к си-
стемам Со—Сг—Ni—Мо и приобретающие
высокий комплекс свойств в результате холод-
ной пластической деформации с большими сте-
пенями обжатия и последующего отпуска.
Упрочнение этих сплавов связывали с получе-
нием специфической дислокационной структу-
ры с большим числом расщепленных дислока-
ций и двойников вследствие низкой энергии
дефектов упаковки. В процессе последеформа-
ционного отпуска, как объясняли ранее, проис-
ходит закрепление дислокаций атомами угле-
рода и образующимися частицами карбидов.
Однако исследования [24] показали, что в
сплавах этого типа и, в частности, в сплаве
40КХНМ в процессе деформации с большими
обжатиями образуются дисперсные частицы
е-мартенсита .особой морфологии, близкой к
о
равноосной, размером ~ 100 А. Это у->-е-пре-
вращение происходит с сохранением известно-
го ориентационного соотношения: (111)^ ||
[|(0001)8 и < 1 Ю> II < 1120>ej. Высокая
плотность распределения частиц е-мартенсита
(10н см“3) с большим сопротивлением сдви-
гу, вокруг которых действуют поля высоких
напряжений, что и определяет значительное
упрочнение таких сплавов в результате холод-
ной пластической деформации. В процессе
последеформационного отпуска количество
частиц е-мартенсита возрастает и выделяются
частицы карбидов Ме6С, что и приводит к до-
полнительному упрочнению. Исходя из ре-
зультатов проведенных работ, пружинные
сплавы указанной системы уже не следует
рассматривать как деформационно-упрочняе-
мые. Их правильнее считать упрочняемыми
вследствие образования 8-мартенсита. Можно
предположить, что подобный эффект'‘образо-
вания е-мартенсита в результате холодной
пластической деформации, приводящей к зна-
чительному упрочнению, даст возможность
получить высокопрочные пружинные сплавы и
на основе других систем, исключив легирова-
ние таким дорогим элементом, как кобальт.
Наряду с улучшением преимущественно
прочностных 1 свойств пружинных сплавов при
нормальных, криогенных и несколько повышен-
ных температурах существует еще и другая
важная проблема — создание жаропрочных
пружинных сплавов. Весьма перспективны
для таких сплавов системы Ni—Сг—Nb или
Ni—Со—Сг—Nb при дополнительном их леги-
ровании молибденом и алюминием [25]. Спла-
вы 70НХМБЮ и 52НКХБМЮ в результате за-
калки от 1100 °C с последующим старением
при 750 °C, 6—9 ч приобретают высокие проч-
ностные свойства, особенно сопротивление
малым пластическим деформациям (p'o.oos =
= 800-? 1000 МПа) и релаксационную стой-
кость вплоть до 550—650 °C и 700 °C соответ-
ственно. Значительное упрочнение этих спла-
вов обусловлено выделением при старении
высокодисперсных частица фазы у" (NiaNb) с
объемноцентрированной тетрагональной ре-
шеткой. Они приобретают еще более высокое
297
упрочнение в результате низкотемпературной
термомеханической обработки по схеме: закал-
ка, холодная пластическая деформация с об-
жатием 20—25 % и старение. Упрочнение в
процессе старения при этом связано также с
выделением фазы типа NiaNb, но с другой
решеткой — гранецентрированной кубической
(у'-фаза).
В отличие от ряда других известных жаро-
прочных пружинных сплавов, например
ХН68ВКТЮ, указанные выше сплавы, не усту-
пая им по прочностным свойствам, обладают
высокой коррозионной стойкостью в сильных
окислительных средах, что является их боль-
шим преимуществом.
Для изготовления ряда упругих элементов
необходимо использовать сплавы элинварного
типа. Работы по этим сплавам ведутся в на-
правлении повышения температуры эксплуата-
ции и уменьшения или устранения влияния
внешних магнитных полей на температурный
коэффициент модуля упругости. Последнее тре-
бует замены широко известных сплавов на осно-
ве систем Fe—Ni—Сг или Fe —Ni—Со—Сг, в ко-
торых используется ферромагнитная аномалия
модуля упругости, сплавами с антиферромаг-
нитной аномалией, в частности сплавами на
основе Мп—Си и Мп—Си—Ni. Показано, что
из сплавов с малым температурным коэффи-
циентом модуля упругости в области клима-
тических температур наиболее приемлемы
сплавы с относительно невысоким содержани-
нием марганца, претерпевающие при термичес-
кой обработке ближнее расслоение при ближ-
нем антиферромагнитном упорядочении. Для
упрочнения таких сплавов эффективной может
оказаться и термомеханическая обработка.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Зубов В. Я., Баскаков А. П., Грачев С. В.
и др. — Изв. вузов. Черная металлургия,
1965, № 10, с. 116—119; Сталь, 1965, № 7,
с. 664—665.
2. Гриднев В. Н., Мешков Ю. Я., Никоненко,
Д. И., Черненко Н. Ф. — Метизное произ-
водство/МЧМ СССР. М.: Металлургия,
1974, с. 21—26.
3. Грачев С. В., Чупракова Н. В., Кириллов
Ю. А. — Изв. вузов. Черная металлургия,
1974, № 10, с. 115—117.
4. Сазонова А. А., Медовая С. Г., Воронина
Г. Н., Скрипченко В. Н. — Метизное про-
изводство/МЧМ СССР, М.: Металлургия,
1974, с. 133—139.
5. Гриднев В. И., Мешков Ю. Я., Ошкадеров
С. П., Трефилов В. И. Физические основы
электротермического упрочнения. Киев:
Наукова думка, 1973. 335 с.
6. Васильева А. Г. Деформационное упрочне-
ние закаленных конструкционных сталей.
М.: Машиностроение, 1981. 231 с. •
7. Саррак В. И., Шилов Н. А., Энтин Р. И.—
В кн.: Релаксационные явления в твердых
телах. М.: Металлургия, 1968, с. 442—445.
8. Anaud L., Garland. — J. Trans. Met. Soc.,
1975, v. 6A, № 4, p. 928—931.
9. Кидин И. H., Штремелъ M. А., Рыльников
В. С. — МиТОМ, 1962, № 9, с. 8—13.
10. Me. Evely А. Г, Ku Rt С., Johnston Т. L. —
Trans, AIME, 1966, v. 236, № 1, р. 108—
112.
IL Stoloff N. S., Davies R. C., Ku R. C.-*-
Trans. AIME, 1965, v. 233, № 8, p. 1500—
1508.
12. Lutjering G.> Hornbogen E.— Z. Metallkun-
de, 1968, Bd 59, H. 1, S. 29—46.
13. Бернштейн M. Л. Термомеханическая об-
работка. T. 2. M.: Металлургия, 1968.
1071 с.
14. Рахштадт А. Г. Пружинные стали и спла-
вы. М.: Металлургия, 1982. 400 с.
15. Шаврин О. И., Исмагилов М. М. — В кн.:
Повышение прочности и долговечности де-
талей машин. Ижевск, 1974, с. 20—28.
16. Шаврин О. И., Исмагилов М. М. — Терми-
ческая обработка и физика металлов/УПИ.
Свердловск: 1976, вып. 2, с. 19—22.
17. Шаврин О. И.. Конышев В. Н., Исмаги-
лов М. М. — В кн.: Термическое и термо-
механическое упрочнение металлов. М.:
МДНТП, 1978, с. 72—76.
18. Саррак В. И., Суворова С. О., Еднерал
И. В. и др. — ФММ, 1975, т. 40, вып. 6,
с. 1299—1302.
19. Гаврилова А. В., Каплун Ю. А., Пастухо-
ва Ж. 77.—МиТОМ, 1977, № 8, с. 69—70.
20. Тяпкин Ю.Д., Травина Н.Т., Козлов В. П<>
Угарова Е. В. — ФММ, 1976, т. 42, вып. 6,
с. 1294—1300.
21. Прецизионные сплавы: Справочник. М.:
Металлургия, 1983. 439 с.
22. Белов Б. Г., Захаров Е. К, Зубова Л. В.—
В кн.: Стали и сплавы в приборостроении
и прецизионном машиностроении. М.:
МДНТП, 1975, с. 126—130.
23. Яшина Т. И., Левин Ф. Л., Рахштадт
А. Г. — В кн.: Прогрессивные методы
термической и химико-термической обра-
ботки. М.: Машиностроение, 1972, с. 28—
35.
24. Васильев В. Р., Захаров Е. К., Глезер
А. М., Пастухова Ж. П. — ФММ, ,1979,
т. 48, вып. 1, с. 115—119.
25. Барсегъян Л. В., Рахштадт А. Г., Челы-
шев А. Е. — В кн.: Стали и сплавы в при-
боростроении и прецизионном машино-
строении. М.т МДНТП, 1975, с. 109—116.
30.3. ЛЕГИРОВАНИЕ
И ТЕРМИЧЕСКАЯ ОБРАБОТКА
ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
И СПЛАВОВ
30.3.1. Классификация.
Основные и технологические свойства
Инструментальные стали целесообразно раз-
делять по их назначению на три основные
категории: I — стали для режущих инструмен-
тов с твердостью HRC 62—68, II — стали для
штампов холодного деформирования и удар-
ных инструментов с твердостью HRC 55—62,
III —стали для штампов горячего деформи-
рования с твердостью HRC 40—55.
Высокую стойкость и надежность инстру-
ментов можно обеспечить, как правило, тогда,
когда для конкретных условий их эксплуата-
ции удается получить оптимальное сочетание
сопротивления сталей пластической деформа-
ции, т. е. твердости, в том числе при повышен-
ных температурах (теплостойкости), и хруп-
кому разрушению — вязкости.
Температура о/ллусла, °C
либо мартенситного превращения. При этом
теплостойкость и сопротивление хрупкому
разрушению существенно зависят от выбора
способа упрочнения.
Как правило, дисперсионному твердению
сталей предшествует мартенситное превраще-
ние, которое, не являясь в этом случае окон-
чательным упрочнением, существенно повыша-
ет уровень упрочнения при дисперсионном
твердении.
Дисперсионное твердение — упрочнение ста-
лей при отпуске за счет выделения из пере-
сыщенного твердого раствора большого коли-
Рис. ЗОЛ6. Свойства и структура сталей
Р6М5 и Р18 в зависимости от температуры
отпуска:
а — твердость и вязкость; б — границы зе-
рен без выделений сталей матричного со-
става (т. е. без избыточных карбидов)
МР18 и MPi6M5 после закалки. X3300X6;
в — то же, что и б, но после отпуска при
600° С, 7 ч: выделения карбидов по гра-
ницам зерен стали MPJ8 и свободные 'от
выделений границы зерен стали МР6М5.
ХЗЗООХб
Так как наиболее важные эксплуатационные
свойства инструментальных сталей обычно на-
ходятся в обратной зависимости, задача ре-
шается путем выбора стали и способа ее уп-
рочнения, что позволяет повысить те свойства,
которые определяют стойкость данного типа
инструментов при допустимом снижении уров-
ня других свойств.
Заданный уровень твердости — необходимое
свойство инструментальных сталей — можно
получить либо с помощью дисперсного тверде-
ния обычно после мартенситного превращения,
чества дисперсных частиц карбидов или (и)
интерметаллидов легирующих компонентов —
обеспечивает высокую теплостойкость и проч-
ность. Вместе с тем выделение частиц, особен-
но по границам бывших зерен аустенита, за-
метно понижает вязкость и зависящую от нее
разгаростойкость теплостойких сталей и спла-
вов (рис. 30.16).
Упрочнение при. мартенситном превращении,
реализуемое в результате закалки, обеспечи-
вает невысокую теплостойкость, однако позво-
ляет получить после низкого отпуска (до
200°C), снимающего значительную часть за-
калочных напряжений, повышенное сопротив-
ление хрупкому разрушению (см. рис. 30.16).
В связи с определяющим влиянием способа
упрочнения на эксплуатационные и многие тех-
нологические свойства инструментальных ста-
лей каждую из трех категорий сталей, выбран-
ных по их назначению, следует разделить на
2 группы по способу упрочнения, а их в свою
очередь на подгруппы по уровню упрочнения
(рис. 30.17).
600 кДж/м2, что является следствием наиболь-
шего уровня упрочнения при дисперсионном
твердении, а также присутствия в структуре
множества хрупких карбидов (до 10—12 %).
Комплекс указанных свойств отвечает тре-
бованиям, предъявляемым к режущим инст-
рументам, работающим в условиях: 1) высо-
ких температур разогрева режущих поверх-
ностей из-за увеличенных скоростей резания
(до 40—60 м/мин) при обработке обычных
конструкционных сталей и сплавов или труд-
Инструментальные стеля для фбрмопбраэу.С’тгчх 'ч гетр у ментов
Рис. 30.17. Классификация инструментальных сталей для формообразующих инструментов
При выбранном способе и уровне упрочне-
ния вязкость той или иной стали сильно за-
висит от особенностей структуры и ее одно-
родности: величины зерен и разнозернистости,
количества, размеров и условий распределения
карбидов и интерметаллидов, тогда как твер-
дость и теплостойкость определяются в. первую
очередь химическим составом сталей и усло-
виями их термической обработки. Поэто-
му применение горячей пластической дефор-
мации с большим обжатием, различных спосо-
бов переплава (ВДП, ЭШП и др.), а также
порошковой металлургии в производстве ста-
лей, которые улучшают их структуру, но не
изменяют химический состав и мало влияют
на режимы термической обработки, позволяет
без понижения твердости и теплостойкости
заметно увеличить в- ряде случаев сопротивле-
ние инструментальных сталей хрупкому раз-
рушению.
Стали для режущих инструментов с твердостью
HRC 62—68
А. Стали, упрочняемые в основой при отпус-
ке дисперсионным твердением на базе исход-
ной мартенситной структуры: быстрорежущие
стали и сплавы. Для этих сталей и сплавов
характерны высокие значения теплостойкости
(600—700 °C) и прочности (при изгибе)—до
4000 МПа, но невысокая вязкость: КС «200—
300
но обрабатываемых материалов с более низ-
кими скоростями резания (до 10 м/мин); 2) .уве-
личенных подач; 3) небольших динамических
нагрузок.
Быстрорежущие стали и сплавы подразделя-
ются на стали обычной и повышенной тепло-
стойкости (производительности).
Стали обычной теплостойкости Р6М5, Р18,
Р12 и др. предназначены для обработки кон-
струкционных сталей и сплавов с сгвС
^1000 МПа.
Стали и сплавы повышенной теплостойкости
Р6М5К5, Р9М4К8, Р12ФЗ, B3M14K23 и др.
применяют для обработки конструкционных
сталей и сплавов с сгв> 1000 МПа, а также
нержавеющих и жаропрочных сталей и спла-
вов, сплавов на основе титана и других труд-
но обрабатываемых материалов.
Находят все более широкое применение
низколегированные быстрорежущие стали
А11РЗМЗФ2Б, 11М5Ф и др. для обработки
отожженных. конструкционных сталей с сгв^
6004-700 МПа.
Б. Стали, упрочняемые в основном-при за-
калке мартенситным превращением. Эти стали
имеют невысокие значения теплостойкости (до
200—270 °C), прочности при изгибе (до
2500 МПа) и несколько повышенную по срав-
нению с быстрорежущими сталями вязкость:
КС «4004-800 кДж/м2.
К таким сталям относятся стали: 1) неглу-
бокой прокаливаемости (до диаметра 15—
20 мм).— У12, 9ХФ, 11ХФ, В2Ф и др; 2) ста-
ли глубокой прокаливаемости (диаметр 30—
80 мм)—X, ХГС, ХВСГ и др. для режущих
инструментов, работающих с невысокими ско-
ростями резания (до 5—8 м/мин) при обработ-
ке конструкционных сталей невысокой проч-
ности (оъС50004-6000 МПа).
Стали для штампов холодного деформирова-
ния с твердостью HRC 58—65
Эти инструменты должны сочетать высокую
твердость и износостойкость с повышенной
вязкостью. Вместе с тем температура разогре-
ва холодных штампов не превышает, как пра-
вило, 300—350 °C. Поэтому большинство ста-
лей для штампов холодного деформирования
упрочняют мартенситным превращением.
А. Стали, упрочняемые в основном в про-
цессе закалки при мартенситном превращении.
Износостойкость этих сталей повышается с
увеличением количества избыточных карбидов,
однако ударная вязкость образца без надреза
при этом понижается: от КС = 3000 кДж/м2 и
КС= 13004-1500 кДж/м2 для сталей 6ХЗФС
и 7ХГ2ВМ до 700—1000 кДж/м2 и 100—
200 кДж/м2 для более износостойких сталей
Х6ВФ и Х12 соответственно.
Б. Стали, упрочняемые в основном при от-
пуске дисперсионным твердением, на базе ис-
ходной мартенситной структуры. Стали
8Х4ВЗМФ2, 8Х4В2С2МФ и др. используют
для тажелонагруженных инструментов прессо-
вания и выдавливания, испытывающих давле-
ния до 2500 МПа, но работающих без боль-
ших динамических нагрузок.
В результате отпуска увеличиваются твер-
дость и прочность (при изгибе) таких сталей,
поскольку из мартенсита выделяются частицы
упрочняющих фаз (карбидов), а остаточный
аустенит — фаза с невысокой твердостью —
превращается в мартенсит. Эти процессы пре-
вращений повышают предел текучести при
сжатии, однако дополнительно снижают вяз-
кость.
Стали для штампов горячего деформирования
с твердостью HRC 40—55
Штампы горячего деформирования и формы
для литья под давлением эксплуатируют в
разнообразных условиях изменение темпера-
туры, давления и динамических нагрузок.
Поэтому для таких инструментов используют
самый широкий круг сталей, у которых теп-
лостойкость и вязкость сочетаются в наиболь-
ших пределах.
Оптимальное соответствие этих свойств для
конкретных случаев эксплуатации достигается
прежде всего регулированием уровня упрочне-
ния при дисперсионном твердении путем выбо-
ра стали определенного химического состава
и режимов их термической обработки.
А. Стали, упрочняемые в основном при от-
пуске дисперсионным твердением на базе ис-
ходной мартенситной структуры. Для таких
сталей характерны высокая теплостойкость,
что позволяет работать инструментами из
этих сталей при температурах до 500—750 °C.
В этой группе различают:
а) стали обычной теплостойкости с невысо-
ким уровнем упрочнения при ртпуске: HRC
42—48; достаточная теплостойкость и высо-
кая вязкость этих сталей КС V=300-г-
-=- 600 кДж/м2 обеспечивают высокую стой-
кость инструментов для штамповки при нагре-
ве до 600—650 °C в условиях увеличенных ди-
намических нагрузок. Эти стали 4Х4ВМФС,
4Х5МФС, ЗХЗМЗФ, 4Х5МФ1С и др.; ’
б) стали повышенной теплостойкости с твер-
достью до HRC 52—55 и вязкостью KCV—
= 150-5-250 кДж/м2. Это стали 5ХЗВЗМФС,
2X6S8M2K8 и др., предназначенные для рабо-
ты при повышенных температурах (700—
750 °C) и давлениях, т. е. для деформирова-
ния трудно обрабатываемых материалов, но
без больших динамических нагрузок.
Б. Стали, упрочняемые в основном при за-
калке в результате мартенситного превраще-
ния. Это полутеплостойкие стали, сохраняю-
щие необходимую твердость до HRC 45 пос-
ле нагрева лишь до 400—450 °C благодаря за-
медленному распаду при отпуске легирован-
ного мартенсита.
Вязкость этих сталей сохраняется на наибо-
лее высоком уровне и достигает KCV=
= 400-5-650 кДж/м2 в прокате большого се-
Ч6НИЯ
Стали этой группы 5ХНМ, 4ХМНФС,
ЗХ2МНФ и др. предназначены для производ-
ства в основном штампов крупных размеров
(молотовых, контейнеров и т. д.) диаметром
(стороной) до и более 450—500 мм. Эти ин-
струменты работают в условиях динамических
нагрузок и сравнительно небольшого разогре-
ва гравюры.
Технологические свойства
Для получения инструментов в условиях их
массового автоматизированного производства
необходимо, чтобы инструментальные стали
обладали хорошей обрабатываемостью реза-
нием и давлением, свариваемостью, шлифуемо-
стью, устойчивостью против перегрева, обез-
углероживания и окисления, минимальной
деформацией при термической обработке,
стабильной прокаливаемостыо и закаливае-
мостью.
Технологические свойства стали сильно влия-
ют на надежность инструментов, что особенно
важно для работы автоматических линий и
станков с ЧПУ. Эти свойства, как и основ-
ные, определяются структурой инструменталь-
ных сталей, зависящей от их химического со-
става, условий производства и термической
обработки.
30.3.2. Особенности упрочнения
Теплостойкие стали, упрочняемые дисперсион-
ным твердением
Пластическая деформация сталей в процессе
эксплуатации инструментов развивается пере-
мещением имеющихся и генерируемых дисло-
каций. Эти дислокации перерезают когерентно-
связанные с мартенситной матрицей дисперс-
ные частицы упрочняющих фаз и (или) об-
ходят частицы карбидов и интерметаллидов
поперечным скольжением и переползанием.
Уровень упрочнения сталей, полученный при
отпуске, понижается сравнительно мало при
нагреве до характерных для каждой стали
предельных температур, но весьма заметно
при нагреве выше этих температур (рис. 30.18).
Поэтому в нижнем температурном интервале
твердость тем выше, чем больше объемное
количество, модуль сдвига, удельная масса и
плотность распределения частиц, перерезае-
Температура нагрева (отарена},*Z1
Рис. 30.18. Понижение твердости стали Р18 (закал-
ка от 1280 °C) при нагреве в интервале 5Q01—600 °C
как результат рекристаллизации твердого раствора
и коалесценции упрочняющих фаз после отпуска при
560 °C, 3 раза (/) и только рекристаллизации твер-
дого раствора (2) (влияние коалесценции исключено,
так как температура отпуска 600 °C существенно вы-
ше температуры разупрочнения при нагреве); изме-
нение твердости стали при отпуске (3)
бают упрочняющие частицы, и разупрочнение
сплавов мало зависит от величины модуля
сдвига и удельной массы частиц, но тем мень-
ше, чем больше их объемное количество и
устойчивость против коалесценции.
Характерные температуры нагрева инстру-
ментальных сталей тем выше, чем выше тем-
пературы фазовых превращений этих сталей,
в первую очередь критических точек а^у-пре-
вращения; Тир К=0,74-0,8 ТКр К.
Нетеплострйкие и полу теплостойкие стали, уп-
рочняемые в основном при мартенситном пре-
вращении
Твердость, вязкость, прочность и износостой-
кость этих сталей во многом определяются со-
держанием углерода и легирующих компонен-
тов в мартенсите (рис. 30.20) и их средним
содержанием в стали (рис. 30.21).
Низкий отпуск (130—210 °C) нетеплостойких
сталей существенно уменьшает остаточные за-
калочные напряжения (рис. 30.22) и заметно
увеличивает вязкость и прочность сталей
(рис. 30.23). Твердость при этом уменьшается
сравнительно не намного (от HRC 62—65 до
HRC 60—62), так как концентрация углерода
в мартенсите остается достаточно высокой и
равной ~0»4 % (см. рис. 30.20, рис. 30.24).
Вместе с тем в структуре нетеплостойких
сталей после низкого отпуска сохраняется до
15—20 % остаточного аустенита, присутствие
которого немного повышает вязкость сталей,
но уменьшает их предел текучести при сжатии.
Отпуск полутеплостойких сталей при —400—
450 °C уменьшает их твердость (от HRC 45—55
до HR С 40—45), но при этом особенно сильно
увеличивает вязкость — на 60—100 %.
Время испытания, и
Рис. 30.19. Изменение структуры и свойств быстрорежущих сталей:
д—скорость ползучести сплава В14М.7К20 (после закалки 1300 °C и отпуска 650 °C. HRC64, о0=250 МПа)
при: 500 (/), 550 (2) и 620 °C (3); б — образование центров рекристаллизации, пор и трещин по границам зе-
рен у задней поверхности резца из стали Р6М5 на стадии его катастрофического износа. Х25000
мых дислокациями. При нагреве непосредст-
венно выше предельных температур, когда
твердость сталей существенно понижается, ин-
струменты подвергаются ускоренному (ката-
строфическому) износу вследствие динамиче-
ской рекристаллизации и образования пор и
трещин по границам зерен, характерных для
высокотемпературной ползучести (рис.
30.19, а, б). На этой стадии дислокации оги-
В структуре полутеплостойких сталей после
средне- и высокотемпературного отпуска оста-
точный аустенит отсутствует.
Влияние величины зерен и карбидной неодно-
родности на прочность и вязкость
Для всех инструментальных сталей важно со-
хранить высокую прочность, а для многих из
302
ТАБЛИЦА 30.19
ВЛИЯНИЕ ВЕЛИЧИНЫ ЗЕРНА НА ПРОЧНОСТЬ
ПРИ ИЗГИБЕ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Марка стали Предел прочности при изгибе, МПа, при балле зерна
11 I 10—11 10 9—10 9 9-8
ПХФ 2200 2100 1800
Х12М* 2400 — 2100 — 1800 —
Р6М5** — 3500 — 3100 2900 2400
* Закалка от 1000—1100 °C. отпуск на твердость
HRC 60—62; сталь сечением 60 мм.
** Закалка от 1220-41270 °C, отпуск при 560 °C
3 раза, по 1 ч; сталь сечением 40 мм.
Рис. 30.20. Максимальная твердость закаленных ста-
лей в зависимости от содержания в них углерода:
/ — легированные стали; 2 — углеродистые
Количество карбидной фазы,
% (по массе}
Рис. 30.21. Износостойкость
штамповых сталей в зависимо-
сти от количества и типа кар-
бидной фазы. Закалка на мел-
кое зерно и отпуск до HRC
611—62:
1 — сталь 7ХГ2ВМ (кабриды ти-
па Ме3С); 2 — Х6ВФ (Ме7С3);
3 — Х12М (Ме7С3): 4 —Х6Ф4М
(Ме7С3+Л/еС); 5 —Х12 (Ме7С3);
6 — ХЗФ12 (МеС); 7 —Х12Ф4М
(М^Сз+МеС)
них обеспечить высокую износостойкость при
невысоких и повышенных температурах экс-
плуатации.
Достаточно высокая прочность сохраняется
в том случае, если при нагреве до температур
закалки зерна аустенита остаются мелкими и
не превышают размеров, которые оцениваются
баллом II—9 по ГОСТ 5639—65 (табл. 30.19).
Повышенная износостойкость характерна для
сталей с большим объемным количеством твер-
Лродолжительность отпуска, у
Рис. 30.22. Влияние отпуска на остаточные напряже-
ния в поверхностном слое стали X (образцы 10Х10Х
Х60 мм; закалка от 850 °C в масле):
/ — отпуск при 150 °C; 2 — при 165 °C; 3 — при 180 вС
Рис. 30.23. Прочность и ударная вяз-
кость (образцы без надреза) углеро-
дистых сталей в зависимости от со-
держания углерода (температура за-
калки, °C, указана на диаграмме; ох-
лаждение в воде):
/ — без отпуска; 2 — отпуск при 150 °C.
1 ч
дых карбидов (см. рис. 30.21), которые оста-
ются в структуре сталей после закалки. Вме-
сте с тем неравномерное распределение этих
избыточных карбидов заметно понижает проч-
ность и вязкость инструментальных сталей
(табл. 30.20), поэтому оно регламентируется в
зависимости от размера проката ГОСТ 19265—
73 для быстрорежущих и ГОСТ 5950—73 для
легированных инструментальных сталей. С уве-
личением степени горячей пластической дефор-
мации сталей улучшается равномерность рас-
пределения карбидов. Поэтому с уменьшением
303
ТАБЛИЦА 30.20
РАСПРЕДЕЛЕНИЕ КАРБИДОВ, ПРОЧНОСТЬ И УДАРНАЯ ВЯЗКОСТЬ
(ОБРАЗЦЫ БЕЗ НАДРЕЗА) БЫСТРОРЕЖУЩИХ СТАЛЕЙ*
Карбид- ный балл Характеристика распреде- ления карбидов по шкале Диаметр прутка, мм Р6М5 Р18
°И8Г' МПа КС, кДж/м® %8Г МПа КС. кДж/м»
1 Тонкая полосчатая 10—15 3900—3800 — 3400—3300 —
2 структура Полосчатость (с боль- шим числом полос) 15—25 3700—3600 400—350 3200—3000 310—280
ЗА Полосчатость, более сильно выраженная 25—40 3600—3500 320—300 3000—2800 290—270
ЗБ Остатки разорванной карбидной сетки 25—40 3500—3400 — 2700—2400 —
4А Полосчатость, резко вы- раженная 40—60 3300—3200 280—260 2700—2400 210—190
4Б Сетка, слабо выражен- ная, разорванная Грубая полосчатость 40—60 3200—3100 — 2700—2400 —
5А 60—75 3100—2900 — 2500—2300 —
5Б Сетка, разорванная и явно выраженная 60—75 3100—2900 — 2500—2300 —
6А Грубая полосчатость, резко выраженная и скопления карбидов 70—90 2800—2600 220—200 1900—1800 180—160
6Б Сетка, разорванная, рез- ко выраженная, и круп- ные скопления крабидов 70-90 2700—2500 — 1900—1800 —
7 То же, но в отдельных участках и скопления 1/ОПГ\Т/ пло 80—100 2400—2200 — 1700—1600 —
8 кдриидог» Сетка, малодеформиро- ванная, и скопления кар- бидов 90—110 2000—1800 180—150 1400—1200 120—80
* Закалка на зерно балла 10 и отпуск при 660 °C 3 раза по 1 ч.
диаметра проката возрастают прочность и вяЗ'
кость сталей.
Рис. 30.24. Содержание углерода в
мартенсите углеродистых сталей в
зависимости от температуры от-
пуска. Закалка сталей с 1.42 и
1,09 % С с нагревом выше А С|
30.3.3. Основы легирования
Теплостойкие стали, упрочняемые главным об-
разом дисперсионным твердением
Для повышения устойчивости выделяющихся
при отпуске частиц против коалесценции при
304
нагреве в качестве упрочняющих фаз выбира-
ют карбиды на основе сильных карбидообра-
зующих .компонентов: хрома Ме2зСб—(Сг,
Fe)si(Mo, W)2C6,’ молибдена и вольфрама типа
Л1е2С—(W, Мо)зС, ванадия типа МеС—(V, W/
Мо)С, а также интерметаллические фазы ти-
па Ме'^ — (Fe, Co)7(W, Мо)б.
Карбиды хрома типа ЛТе2зСз упрочняют
сталь при отпуске лишь при дополнительном
легировании молибденом или вольфрамом
(рис. 30.25) или ванадием. Карбиды типа
Лае2зСб могут выделяться при отпуске сталей
в наибольшем, а карбиды на основе молибдена
и (или) вольфрама типа Л4а2С, особенно вана-
дия типа МеС, в меньшем объемном количест-
ве, так как растворимость этих фаз в аустените
при нагреве сталей до закалочных температур
уменьшается от карбида хрома к карбиду ва-
надия и соответственно уменьшается содержа-
ние легирующих компонентов в мартенсите.
Наиболее высокие свойства: модуль сдвига
и плотность характерны для карбидов на осно-
ве вольфрама и молибдена Ме2С (табл. 30.21),
а также для интерметаллидов. Пониженными
свойствами, в том числе сравнительно невысо-
кой устойчивостью против коалесценции, обла-
дают карбиды на основе хрома и железа Ma2SCe.
Поэтому многие штамповые (4Х5МФС,
4Х5МФ1С и др.) и некоторые быстрорежущие
стали с относительно высокой концентрацией
хрома и небольшим содержанием вольфрама и
молибдена приобретают достаточно высокую
ТАБЛИЦА 30.21
СВОЙСТВА КАРБИДОВ инструментальных
СТАЛЕЙ
Типы карбидов Модуль* ЕЮ-4, МПа Твер- дость HV Плот- ность, t/mj а-Ю6, °C-1
Л1е3С — 840 7,60 1’2,6 (20—700 °C)
(Сг23Сб) — 1000 6,97 13,6 (20—750 °C)
Мо2С 54,4 1480 9,06 7,8 (0—800 °C)
w2c 42,8— 72,0 1450 17,20 1,2 (20—600 °C)
МеС (VC) 41,0 2500 5,5 7,3 (20—700 °C)
Ме£ — 1200 12,0 . 10,5 (20—800 °C)
Ме-}С3 (Сг7С3) 39,0 1800 6,92 9,4
* Коэффициент Пуассона равен 0,19—0,21.
твердость благодаря выделению при отпуске
большого объемного количества* карбидов
хрома МвазСв, но не отличаются наиболее вы-
соким сопротивлением пластической деформа-
ции при нагреве из-за пониженной прочности
Рис. 30.25. Твердость сталей 2X12 (карбиды (Fe,
Сг)2зСв] и 2X12М2 [карбиды (Fe, Ст, Мо)2гСв] в зави-
симости от температуры отпуска (выдержка 1 ч).
Закалка с 1000 6С
этих карбидов (рис. 30.26).
Таким образом, основными легирующими
компонентами наиболее теплостойких быстро-
режущих и штамповых сталей являются мо-
либден и вольфрам.
Упрочняющие сталь карбиды типа Me 2 С ме-
тастабильны и в результате высокотемператур-
ного и длительного отпуска или отжига пре-
вращаются в стабильные карбиды типа Ме6С —
(Fe, W, Мо, Сг, V)eC. Поэтому о теплостойко-
* Этоглу способствует небольшая плотность
карбидов на основе хрома (см. табл. 30.22).
сти сталей можно судить по диаграммам со-
стояния сплавов Fe—W—С и Fe—Мо—С, в фа-
зовых областях которых указаны типы присут-
ствующих карбидов в зависимости от содер-
жания углерода и легирующих компонентов
(рис. 30.27).
Для того чтобы карбиды типа Ме6С были
основной карбидной фазой в сплавах Fe—Мо—
С, как и в сплавах Fe—W—С, при равной в них
концентрации углерода, содержание молибде-
на в первых должно быть в 1,4—1,5 раза мень-
ше, чем вольфрама во вторых (см. рис. 30.27, а
и б).
Введение в эти сплавы до 2 % V сдвигает
границу существования карбидов Ме6С на этих
диаграммах в сторону уменьшения содержания
вольфрама и молибдена, так как атомы вана-
Типы карёадод
Рис. 30.26. Влияние фазового состава штамповых
сталей на:
1 — временное сопротивление (<тв); 2 — предел теку-
чести (ао,2)‘ 3 —ударную вязкость при температу-
ре испытания 700 °C. Закалка на зерно № 10—9, от-
пуск при 650 °C, 2 ч
ТАБЛИЦА 30.22
МАКСИМАЛЬНАЯ РАСТВОРИМОСТЬ
ЛЕГИРУЮЩИХ КОМПОНЕНТОВ В КАРБИДНЫХ
ФАЗАХ ТЕПЛОСТОЙКИХ ИНСТРУМЕНТАЛЬНЫХ
СТАЛЕЙ
Тип карбида Концентрация легирующих элементов, % (по массе), в карбидах
Сг W | Мо V. 1 Fe
Ме3С 23—25 1 12 1 0,2 1 Осн.
/Ие,С3 Осн. 0,5 1 35 50—60
Л^гзСв 73 20 1.3,5 15—18 35—40
МееС 14 75 62 6—8 40
МеС 30 50 50 Осн. 1
Ме2С 45 Осн. Осн, * 1—2
* Большая растворимость: существует изоморф-
ный карбид V2C.
20-394
305
дня замещают атомы вольфрама и молибдена
в, решетке карбидов Л4е6С в количестве до 6—
7 7о (по массе) — табл. 30.22.
В быстрорежущих сталях с концентрацией
0,7—0,8 % С, обеспечивающей твердость более
HRC 62 при мелком зерне, карбиды Л4е6С яв-
О 0,20,40,6'0,81,01,21,41,61,82,0
С, % (по массе)
О 0,2 0,4 0,60,81,0 1,2 1,4 1,6 1,8 2,0
С, % (по массе)
Рис. 30.27. Фазовые диаграммы состояния сплавов Fe—W—С (а) и Fe—Mo—С (б) (границы
областей на рис. 30.27, а, отмеченные штриховыми линиями, относятся к сплавам с ^1,5—
2 % V)
W, % (по массе)
О 2 4 6 8 10 12
Но, % (по массе)
Рис. 30.28. Составы наиболее распростра-
ненных быстрорежущих сталей обычной н
повышенной теплостойкости. Верхняя по-
лоса отвечает сталям с ~ 18 % W и
% V, нижняя — суммарному содержа-
нию W+1,44-1,5 % Mo=l2-rl3% при
-2 % V:
J — стали с I —1,5 % V; 2 — стали с.>-—
2,5 % V; 3 — карбиды МеБС
ляются основной фазой, если содержание воль-
фрама составляет не менее 18 % при низкой
концентрации ванадия (до — I %) или 12—
13 % при 2—2,5 % V (см. рис. 30.27, а). В
вольфрамомолибденовых быстрорежущих ста-
лях с 2,0—2,5 % с этой же целью суммарное
содержание вольфрама и молибдена должно
также составлять 12—13 % (при условии, что
0,50
0,45
0,40
§ 0,35
,| 0,30
^0,25
“ 0,20
О,)5
0,10
8 9 10 11 12
% (по массе)
Рис. 30.29. Фазовая диаграмма состояния сплавов с
7-8% Сг; 6—(0 % Со; 0,2-0,5 % V; 0,4-0.6 % Si
(при 700 °C) и их свойства
1 % Мо= 1,4-?-1,5 % W). По этим причинам
волъфрамомолнбденовые, вольфрамовые и мо-
либденовые стали Р6М5, Р6М5ФЗ, PI2, Р12ФЗ,
Р0М8 (по американскому марочнику М10) и др.
с 2—2,5 % V и сталь Р18 с —1 % V являются
306
основными быстрорежущими сталями (рис.
30.28):.
Равным образом состав известной теплостой-
кой стали ЗХ2В8Ф для штампов горячего де-
формирования соответствует присутствию в
основном карбида типа Ме^С (см. рис. 30.27» а),
как и состав наиболее теплостойкой штамповой
стали 2Х6В8М2К8, отвечающей присутствию в
структуре карбидов и интерметаллидов
Ме'7Ме'6 (рис. 30.29).
Введение кобальта дополнительно повышает
температуры фазового а^у-превращения и,
следовательно, характерные температуры на-
грева, выше которых развивается динамиче-
ская рекристаллизация и по этой причине уве-
личивается теплостойкость сталей, характери-
зуемая величиной твердости при нагреве. Ста-
ли Р6М5К5, Р12Ф4К5, типа Р8МЗК6 и др. яв-
ляются основными быстрорежущими сталями
повышенной теплостойкости (см. рис. 30.28).
По этим же причинам в теплостойкие стали
и сплавы для режущих инструментов и штам-
пов горячего деформирования не вводят леги-
рующие элементы, понижающие температуры
фазовых превращений, например никель или
марганец, содержание которых в этих сталях
регламентируется и составляет не более 0,35—
0,40 % каждого.
Нетеплостойкие и полутеплостойкие стали
В сталях с высокой твердостью (-HRC 62),
предназначенных для холодных штампов и для
режущих инструментов, концентрация углеро-
да устанавливается обычно выше 0,6 % (см.
рис. 30.20), а содержание легирующих элемен-
тов определяется условиями:
1) улучшения закаливаемости; использование
низколегированных сталей неглубокой прока-
ливаемости (до диаметра 20 мм) марок
ПХФ, 13Х и др. вместо углеродистых сталей
УНА, У13А и др. позволяет повысить равно-
мерность твердости на поверхности режущих
инструментов после закалки;
2) увеличения прокаливаемости; это стали
глубокой прокаливаемости (диаметр 20—
100 мм) после закалки в масле, в горячих
средах и некоторых из них на воздухе; X, ХГС,
ХВГ, ХВГС и др., применяемые для режущих
и штамповых инструментов холодного дефор-
мирования, а также 7ХГ2ВМ, Х6ВФ, Х12ВМ. и
др. с еще большей прокаливаемостью (диаметр
100—250 мм); применяемые для штампов хо-
лодного деформирования;
3) уменьшения деформации; применение ста-
лей, отмеченных выше, позволяет использовать
ступенчатую и изотермическую закалку и за-
калку с охлаждением инструментов на воздухе
(см, раздел 30.34);
4) повышения износостойкости инструментов
благодаря образованию в структуре сталей
избыточных карбидов высокой твердости.
Три первых условия выполняются путем ле-
гирования сталей в основном хромом и марган-
цем (никелем), а также кремнием, введение
которых, особенно марганца, значительно
уменьшает критические скорости охлаждения
при закалке (рис. 30.30) и увеличивает прока-
ливаемость сталей. Наиболее эффективно сов-
местное легирование сталей этими компонен-
тами.
Если в состав теплостойких сталей марганец
и никель не вводят из-за того, что они пони-
жают температуры фазовых превращений и
предельные температуры нагрева, то легирова-
ние этими компонентами нетеплостойких и по-
лутеплостойких сталей, инструменты из кото-
рых работают при сравнительно невысоких тем-
Содермание, % (по пассе)
Рис. 30.30. Влияние легирующих компонентов, при-
сутствующих в твердом растворе, на критическую
скорость охлаждения стали
Рис. 30.31. Фазовая диаграмма состояния сталей в
зависимости от содержания углерода и хрома при
700 °C
пературах, широко применяют в пределах, не-
обходимых для выполнения отмеченных выше
условий.
Для производства штампов холодного дефор-
мирования, работающих в условиях повышен-
ного износа, используют стали Х6ВФ, XI2М и
др. с увеличенной концентрацией хрома (до 6
и 12 %) и углерода (до 1—2 %). При этом в
структуре сталей образуется большое количе-
ство избыточных карбидов хрома /Иг7С3 • (рис.
30.31), которые имеют повышенную твердость
20*
307
(см. табл. 30.21) и обеспечивают высокую из-
носостойкость инструментов (см. рис. 30.21).
Сталь 7ХГ2ВМ, немного уступая по прока-
ливаемости сталям XI2М и Х12Ф1, превосхо-
дит их по'прочности, особенно в крупных сече-
ниях (более 60—80 мм), и вязкости, кроме то-
го, имеет значительно меньшую анизотропию
свойств и деформации. Это следствие того, что
в структуре заэвтектоидной стали 7ХГ2ВМ при-
сутствует небольшое количество равномерно
распределенных избыточных карбидов, тогда
Рис. 30.32. Влияние содержания углерода в закален-
ной стали на относительное количество пакетного
мартенсита Л4пак (/). температуру начала мартен-
ситного превращения Мн (2) и количество остаточ-
ного аустенита Лост(3)
как для ледебуритных сталей с 12 % Сг (см.
далее рис. 30.37) характерна выраженная кар-
бидная неоднородность, возрастающая с уве-
личением сечения проката. Вместе с тем изно-
состойкость сталей Х12М и Х12Ф1 заметно
выше, чем стали 7ХГ2ВМ (см. рис. 30.21).
Применение заэвтектоидных сталей с —6 %
Сг (Х6ВФ и др., см. рис. 30.37) для ряда ин-
струментов, например накатных, позволяет
реализовать их повышенную износостойкость
по сравнению со сталью 7ХГ2ВМ, а также уве-
личенную по сравнению с высокохромистыми
сталями прочность.
Минимальная деформация многих из указан-
ных сталей объясняется тем, что после за-
калки в их структуре наряду с высокоуглеро-
дистым (>0,6 % С) мартенситом сохраняется
остаточный аустенит в количестве —20 %.
Удельный объем закаленной стали с такой
структурой мало отличается от удельного объ-
ема той же стали со * структурой зернистого
перлита, т. е. стали в исходном, отожженном
состоянии.
Содержание углерода в сталях для ударных
инструментов (6ХС и др.) и для крупных
штампов (5ХНМ и др.), при эксплуатации ко-
торых действуют высокие динамические нагруз-
ки, устанавливается не более 0,5—0,6 %. Это
позволяет сохранить наиболее высокий уровень
вязкости при увеличенной твердости (до
HRC 55—56) благодаря тому, что мартенсит
в этом случае имеет преимущественно пакет-
ное строение (рис. 30.32) и обладает повышен-
ной вязкостью.
Содержание легирующих компонентов в по-
лутеплостойких сталях для молотовых штампов
308
выбирают таким, чтобы, с одной стороны, обес-
печить прокаливаемость стали в больших се-
чениях и, с другой, — избежать заметной лик-
вации и поэтому понижения вязкости крупных
штампов.
Во всех сталях этой группы присутствует
молибден или вольфрам в небольших количест-
вах (0,15—0,70 %) для предупреждения обра-
тимой отпускной хрупкости, опасность возник-
новения которой особенно велика из-за замед-
ленного охлаждения крупных штампов после
нагрева до температур отпуска (500—600 °C).
Особенности легирования
Легирование молибденом широко используют
для замены в них вольфрама в отношении (см.
рис. 30.27,а и б):
1) 1 % (по массе) Мо«2 % (по массе) W
в сталях с основной карбидной фазой Ме2зСь\
2) 1% (по массе) Мо«1,44-1,5 % (по мас-
се) W в сталях с основной карбидной фазой
А4ебС;
3) 1 % (по массе) 1,54-2,0 % (по мас-
се) W в сталях с карбидами Л4еаС и МегъС& в
соответствии с их относительным содержанием.
В сплавах с интерметаллидами и
карбидами Me замена вольфрама молибденом
осуществляется из соотношения 1 % Мо (по
массе) ~ 1,04-1,5 % (по массе) W в зависимо-
сти от соотношения между этими фазами.
Вместе с тем введение молибдена, в том чис-
ле и вместо вольфрама, повышает вязкость
быстрорежущих и штамповых сталей, так как
уменьшает выделение карбидов по границам
зерен во время отпуска (см. рис. 30.1g).
Кроме тог,о, легирование сравнительно^ не-
большим количеством молибдена (0,4—0,7 %)
заметно увеличивает прокаливаемость сталей,
так как молибден в отличие от других леги-
рующих компонентов инструментальных ста-
лей расширяет область переохлажденного аус-
тенита и в верхнем, и в нижнем температурном
интервале превращения. Однако при увеличе-
нии концентрации молибдена повышается
склонность сталей к обезуглероживанию
(рис. 30.33).
Легирование ванадием сталей для режущих
и штамповых инструментов, упрочняемых дис-
персионным твердением, повышает их тепло-
стойкость. При этом наибольший эффект до-
стигается в случае максимальной растворимо-
сти ванадия в основных карбидных фазах этих
сталей: МевС и Ме23Св у быстрорежущих и
штамповых сталей соответственно.
Растворимость этих карбидов в аустените
при закалке больше, чем карбидов ванадия
МеС, поэтому концентрация ванадия в аусте-
ните и соответственно в мартенсите оказыва-
ется максимальной, а теплостойкость повы-
шенной благодаря выделению при отпуске уп-
рочняющих фаз типа Ме7С и Ме2зСб, легиро-
ванных ванадием (см. табл. 30.22), и поэтому
особенно устойчивых против коагуляции.
Вместе с тем шлифуемость таких сталей
удовлетворительная, поскольку в структуре
присутствует лишь минимальное количество
карбидов ванадия МеС, твердость которых (до
HV 2500) равна или выше твердости электро-
корундовых шлифовальных кругов, которые
наиболее часто используют для заточки и шли-
фования инструментов.
Все указанные выше особенности легирова-
ния реализованы в быстрорежущих сталях с
12—13 % W или вольфрама и молибдена (Р12,
Р6М5, Р12ФЗ и др.) —рис. 30.34, а также в
штамповых сталях 5ХЗВЗМФС, 4Х5МФ1С и др.
В сталях с повышенной концентрацией ва-
надия, заметно превышающей его раствори-
мость в карбидах Л4е6С и Л^гзСв, образуется
увеличенное количество карбида ванадия МеС.
Это повышает износостойкость сталей
(Р10К5Ф5, Р9, А11РЗМЗФ2, Х12Ф4 и др.), но
(9ХФ, ПХФ, 4ХМНФС и др.) введение вана-
дия в количестве (0,20—0,40 %) приводит к об-
разованию в структуре небольшого количества
мелких карбидов МеС. Это обеспечивает мелко-
зернистую структуру указанных сталей после
закалки, что увеличивает их вязкость, умень-
шает склонность к росту зерна аустенита при
нагреве и расширяет интервал закалочных тем-
ператур.
Легирование кобальтом. — некарбидообра-
зующим компонентом — повышает химическую
активность углерода, вольфрама и молибдена
W, % (по массе)
Рис. 30.34. Относительная легнрованность твердого
раствора ванадием в зависимости от содержания
вольфрама в стали (1,0—1,6 % V) после закалки от
оптимальных температур; крестики — стали с ^2—
2,5 % V, VT.p и VcT— концентрация ванадия в твер-
дом растворе после закалки и в стали соответствен-
но
Рис. 30.33. Влияние молибдена на обезуглероживание
быстрорежущей стали при нагреве:
/ — в электропечи; 2 —в пламенной печи; 3 — в не-
раскисленной ванне ВаСЬ; 4 — в ванне ВаСЬ, рас-
кисленной 3 % буры; 5 — в ванне ВаСЬ. раскислен-
ной ‘2 % MgF2 (1150 ’С, 15 мин)
Рис. 30.35. Твердость инст-
рументальных сталей в за-
висимости от температуры
отпуска (выдержка 1 ч). За-
калка на зерно № 10
резко ухудшает шлифуемость инструментов из
этих сталей1.
В сталях с невысокой концентрацией Других
сильных карбидообразующих компонентов
1 В сталях из порошков или в случае при-
менения для заточки (шлифования) инструмен-
тов сверхтвердых материалов (кубйческий нит-
рид бора, алмаз и т. п.) влияние карбидов ва-
надия на шлифуемость существенно уменьша-
ется.
в феррите. Это проявляется в уменьшении рас-
творимости вольфрама и молибдена в феррите,
увеличении количества дисперсных карбидов,
выделяющихся при отпуске, вследствие чего
повышается твердость и теплостойкость быстро-
режущих и штамповых сталей.
Легирование кобальтом расширяет область
существования аустенита в высоколегирован-
ных и низкоуглеродистых штамповых сталях,
выклинивая область d-феррита. Поэтому вве-
дение кобальта позволяет дополнительно повы-
309
сить температуры фазовых . превращений при
снижении концентрации углерода и увеличить
тем самым предельные температуры нагрева.
Кобальт повышает теплопроводность сталей
(см. табл. 30.35). Вместе с тем стали, легиро-
ванные кобальтом (4—5 % и более), склонны
к обезуглероживанию.
Легирование кремнием (>1 %) многих не-
теплостойких и теплостойких сталей обеспечи-
вает:
а) повышение теплостойкости сталей, упроч-
няемых мартенситным превращением (рис.
30.35); ’
Рие. 30.36. Влияние содержания кремния на. сопро-
тивление пластической деформации при сжатии ста-
лей типа Х4В2Ф2М (1 % С) после закалки (1000—
1200 °C) и отпуска (520—540 °C), HRC 60—64
б) увеличение прокаливаемости нетеплостой-
ких сталей в присутствии хрома и особенно
хрома и марганца, а также теплостойких штам-
повых сталей с относительно небольшим со-
держанием хрома (до 5—6 %);
в) улучшение распределения избыточных
карбидов и уменьшение их размеров. Это важ-
но прежде всего для инструментов с тонкой ре-
жущей кромкой (метчики), особенно для круг-
лых плашек, у которых режущие поверхности
расположены в центре проката, т. е. там, где
карбидная неоднородность выражена наиболее
сильно;
г) увеличенное сопротивление сталей пласти-
ческой деформации при сжатии, особенно со-
противление малым пластическим деформаци-
ям (оо.об) — рис. 30.36.
Указанные особенности влияния кремния
реализованы:
1) в нетеплостойких сталях для режущих и
штамповых инструментов с высокой твердостью
(HRC 58—65): 9ХС, ХВСГ, ХВС и др. (см.
пп. а, бив).
2) во всех сталях для ударных инструмен-
тов (6ХС, 5ХВ2С, 6ХЗС) и в сталях для хо-
лодного выдавливания и прессования
(8Х4В2С2МФ), в первую очередь из-за увели-
чения сопротивления пластической деформации.
3) в теплостойких сталях 5ХЗВЗМФС,
4Х4ВМФС, 4Х5МФС и др. (см. пп. б, в, г).
30.3.4, Термическая обработка,
структура и свойства
Основными операциями термической обработки
инструментальных сталей являются отжиг, за-
калка и отпуск.
310
Отжиг
Цели отжига: 1) обеспечить хорошую обраба-
тываемость резанием и холодной пластической
деформацией; 2) исправить структуру сталей
после предшествующей обработки: (а) после
неправильно выполненной горячей пластической
деформации или закалки, устранив крупнозер-
пистость или же предупредив в сталях с вы-
сокой концентрацией углерода и легирующих
компонентов пафталипистый излом, образова-
ние которого сопровождается резким пониже-
нием вязкости и прочности сталей; (б) после
сварки; 3) уменьшить опасность образования
флокенов в полутеплостойких сталях 5ХНВ,
5ХНМ и др., чувствительных к их возникнове-
нию вследствие присутствия в них водорода'и
использования их в виде крупных поковок.
Эти задачи решаются в процессе перекрис-
таллизации или рекристаллизации, а также коа-
лесценции карбидных (иитерметаллидных) час-
тиц во время нагрева, охлаждения или изотер-
мических выдержек при отжиге.
Температуру нагрева при отжиге выбирают
немного выше Ас^, и она составляет:
1) для углеродистых сталей У11А, У12А и
др. 760—780 °C;
2) для легированных сталей ХВСГ, 9ХС и
др. 780—810 °C;
3) для высоколегированных хромистых ста-
лей Х12М, Х6ВФ, 4Х5МФС и др. 830—870 °C;
для высоколегированных быстрорежущих ста-
лей Р6М5, Р18, Р12, Р6М5К5, Р12ФЗ и др.
850—880 °C.
Выдержка при указанных температурах 2—
3 ч (после окончательного нагрева), скорость
охлаждения до цеховой температуры не долж-
на превышать 25—30 сС/ч для быстрорежущих,
50°С/ч для остальных инструментальных ста-
лей.
Для ускорения обработки и уменьшения по-
терь металла в окалину при нагреве применя-
ют изотермический отжиг, когда после окон-
чательного нагрева и выдержки сталь охлаж-
дают вместе с печью (ванной) до температуры
минимальной устойчивости переохлажденного
аустенита, которая составляет: 680—700 °C,
700—720 °C и 720—750 °C для углеродистых,
легированных, высоколегированных (высоко-
хромистых и быстрорежущих) сталей соответ-
ственно. После выдержки (2—4 ч для углеро-
дистых. и легированных или 4—5 ч для высо-
колегированных сталей) проводят охлаждение
со скоростью, указанной выше, до 600—720 °C,
а затем на воздухе до температуры цеха.
Полутеплостойкне стали 5ХНМ, 5Х2МНФ и
др. вместо отжига подвергают отпуску при
680—720 °C, так как переохлажденный аусте-
нит этих сталей имеет особо высокую устойчи-
вость, а температура его минимальной устой-
чивости весьма низкая. Эти факторы значи-
тельно увеличивают продолжительность отжи-
га, снижают скорость коагуляции карбидов и
поэтому затрудняют получение низкой твер-
дости.
Структура инструментальных сталей после
отжига. Инструментальные стали в зависимо-
сти от химического состава относятся преиму-
щественно к заэвтектоидным или к ледебу-
ритным сталям (рис. 30.37).
Структура заэвтектоидных углеродистых и
легированных сталей состоит из перлита и це-
ментита. Содержание легирующих компонентов
в цементите легированных заэвтектоидных ста-
лей близко к их средней концентрации. Превы-
шение содержания легирующих компонентов
в стали сверх их растворимости в цементите
приводит к образованию в структуре сталей
карбидов легирующих компонентов.
. Структура ледебуритных быстрорежущих ста-
лей состоит из перлита и карбидов типа МееС,
А1е2зСб и МеС, а высокохромистых — из перли-
та и карбидов типа Мг7С3 (см. рис. 30.31).
Часть этих карбидов относится к вторичным,
растворяющимся при нагреве до температур
закалки в аустените (мартенсите), а другая —
0 0,2 0,4 0,6 0,3 1,0 1,2 1,4
С, 7о (по массе)
Рис. 30.37. Структурная диаграмма системы желе-
зо — легирующий элемент — углерод:
/ — доэвтектоидные стали; 2 — эаэвтектоидные; 3—
ледебуритные; 4 — ферритные
эвтектическим (ледебуритным), которые не
растворяются при нагреве и тем препятству-
ют росту зерен аустенита при закалке. Кроме
того, эти карбиды увеличивают износостой-
кость инструментов.
Свойства инструментальных, сталей после от-
жига (в состоянии поставки). Значения твер-
дости, временного сопротивления и предела те-
кучести, а также относительного удлинения и
поперечного сужения наиболее трудно обраба-
тываемых резанием и холодной пластической
деформацией инструментальных сталей, а имен-
но быстрорежущих, приведены в табл. 30.23.
В табл. 30.24—30.26 указаны наиболее важные
теплофизические свойства и плотность быстро-
режущих сталей.
Обрабатываемость резанием, свариваемость и
технологическая пластичность при нагреве
быстрорежущих сталей, показатель которой ха-
рактеризует возможность производства инст-
рументов методами горячей штамповки и про-
катки, указаны в табл. 30.27—30.29. Обрабаты-
ваемость резанием других инструментальных
сталей в —1,3—1,5 раза выше, чем стали
Р6М5 (Р18).
Коэффициент относительной свариваемости
где Bpi8 — вероятность получения
прочности сварного соединения сталь Р18—
сталь 45 выше установленной нормы; Bi — то
же, но для любой из быстрорежущих сталей,
указанных в табл. 30.28.
Коэффициент относительной обрабатываемо-
сти (табл. 30.27) — ^6o/li6o(P6M5), где
УбО(рбМ5) — скорость резания стали Р6М5, а
2во — рассматриваемой стали до заданной ве-
личины износа резцов из твердого сплава
Т15К6 в течение 60-мин обработки.
Значения ДЛ\>, \Кс и Ду — доверительная по-
грешность показателей обрабатываемости ре-
занием, свариваемости и технологической пла-
стичности. В качестве показателя технологи-
ческой пластичности принят относительный
сдвиг при кручении у до разрушения.
Закалка
Цель закалки инструментальных сталей — од-
новременное выполнение следующих условий:
1) получение мартенсита с концентрацией уг-
лерода и легирующих компонентов, обеспечи-
вающей заданные значения твердости и теп-
лостойкости после отпуска, а также прокали-
ваемости; 2) сохранение мелких зерен аустени-
та для предупреждения снижения прочности
и вязкости сталей в результате перегрева.
Первая задача решается благодаря раство-
рению при нагреве до температур закалки эв-
тектоидных и большинства вторичных карби-
дов, углерод и легирующие компоненты кото-
рых переходят в аустенит, а после охлажде-
ния с достаточной скоростью в мартенсит. Од-
нако значительное растворение вторичных кар-
бидов вызывает рост зерна аустенита и пони-
жение прочности (см. табл. 30.19).
По этим причинам температуры закалки за-
эвтектоидных и ледебуритных сталей устанав-
ливают: 1) не ниже температур нагрева, соот-
ветствующих интенсивному растворению в аус-
тените основных карбидов стали; 2) не выше
температур нагрева, вызывающих рост аусте-
нитных зерен более И—9 балла стандартной
шкалы.
Температура закалки соответствует нагреву:
1. Немного выше Ас\ для сталей с основной
карбидной фазой — цементитом, в том числе и
легированным. Это нетеплостойкие стали с от-
носительно небольшой концентрацией леги-
рующих компонентов: неглубокой прокаливае-
мое™ (9ХФ, 13Х и др.), глубокой прокаливае-
мое™ (9ХС, ХВГ, 7Х2ВМ и др.). Температура
закалки этих сталей обычно в пределах 800—
860 °C.
Отжиг 1050 1100 1150 1200 1250
°C
Рис. 30.38. Изменение количества карбидов типа
MeCt А4еазСв, ЛТваС и их суммарного количества в
быстрорежущих сталях РоМ5 н Р18 в зависимости от
температуры закалки
2. До 1000— Ю60°С сталей, карбидная фаза
которых состоит в основном из карбидов на
основе хрома и типа Ме7Сз и Afe^aCe. Эти кар-
биды растворяются в аустените при отмечен-
ных выше температурах (рис. 30.38). Это —
теплостойкие стали 4Х5ВФС, ЗХЗМЗФ и др., а
311
ТАБЛИЦА 30.23 .....
МЕХАНИЧЕСКИЕ СВОЙСТВА БЫСТРОРЕЖУЩИХ
СТАЛЕЙ В СОСТОЯНИИ ПОСТАВКИ ПРИ 20 °C
Сталь НВ. не более МПа «В- МПа б. % %
Р6М5 255 490 850 54 65
Р6М5К5 269 510 850 54 60
Р9М4К8 285 540 960 52 71
Р12ФЗ 269 520 910 60 60
Р18 255 510 840 50 50
ТАБЛИЦА 30.24
ПЛОТНОСТЬ (tf) БЫСТРОРЕЖУЩИХ СТАЛЕЙ
ПРИ 20 °C
Сталь т/м3
Р6М5, Р6М5К5 1 8,15
Р9, Р9К5, Р9К10, Р9М4К8, 8,30
Р10К5Ф5
Р18, Р18К5Ф2 8,75
Р12 8,39
А11РЗМЗФ2 7,90
ТАБЛИЦА 30.25
КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ БЫСТРОРЕЖУЩИХ СТАЛЕЙ
Коэффициент линейного расширения а-10®, °C 1, при нагреве, °C
Сталь 20—100 100—200 200—300 300—400 400—500 500—600 600—700 700—800
Р6М5 9,7 10,7 10,8 11,6 13,0 13,5 13,3 13,5
Р9КЮ 9.2 9,7 10,1 10,6 11,1 11,5 12,4 13,1
Р12 10,2 10,6 и,з 11.7 12,2 12,5 13,1 12,8
Р18 10,6 10,8 | 11.3 11,0 12,6 12,8 13,2 12,7
ТАБЛИЦА 30.26
ИСТИННАЯ УДЕЛЬНАЯ ТЕПЛОЕМКОСТЬ БЫСТРОРЕЖУЩИХ СТАЛЕЙ в а-ОБЛАСТИ
Сталь Истинная удельная теплоемкость Ср-10 \ Дж/(кг град), при нагреве, °C
100 200 300 400 500 600 700
Р6М5 4,4 4,7 5,0 5,5 5,8 6,7 9,0
Р9КЮ 5,6 5,6 5,6 5,8 6,2 7,4 8,6
Р18 4,2 4,5 4,7 5,1 5,5 6,1 6,9
ТАБЛИЦА 30.27
^ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ
БЫСТРОРЕЖУЩИХ СТАЛЕЙ В СОСТОЯНИИ
ПОСТАВКИ
Сталь К» . дк0
А11РЗМЗФ2 1,20 • 0,05
Р6М5 1,00 0,05
Р6М5К5 0,75 0,04
Р6М5ФЗ 0,90 0,05
Р9 1,30 0,06
Р9К5 0,85 0,05
Р9КЮ 0,75 0,04
Р9М4К8 0,65 0,05
Р12 1,20 0,05
Р12ФЗ 1,00 0,05
Р12Ф2К8МЗ 0,65 0,05
Р18 1,00 0,05
ТАБЛИЦА 30.28
СВАРИВАЕМОСТЬ БЫСТРОРЕЖУЩИХ СТАЛЕЙ
(В СОСТОЯНИИ ПОСТАВКИ) ОПЛАВЛЕНИЕМ
И ТРЕНИЕМ
Сталь *с (опл) ДАС (опл) (тр) д*с (тр)
А11Р31ЧЗФ2 1,03 0,06 0,82 0,05
Р6М5 1,08 0,06 0,94 0,06
Р6М5К5 0,88 0,05 0,89 0,05
Р6М5ФЗ 0,86 0,05 0,88 0,05
Р9 1,01 0,06 0,97 0,06
Р9К5 0,93 0,06 0,85 0,05
Р9КЮ 0,59 0,04 ' 0,85 0,05
Р9М4К8 0,84 0,05 0,87 0,05
Р12 1,16 0,07 0,97 0,06
Р12ФЗ 0,92 0,06 0,71 0,04
Р12Ф2К8МЗ 0,68 0,04 0,76 0,05
Р18 1,00 0,06 1,00 0,06
312
ТАБЛИЦА 30.29
ТЕХНОЛОГИЧЕСКАЯ ПЛАСТИЧНОСТЬ БЫСТРОРЕЖУЩИХ СТАЛЕЙ В СОСТОЯНИИ
ПОСТАВКИ ПРИ ПОВЫШЕННОЙ ТЕМПЕРАТУРЕ*
Сталь д 900 °C** 1000 °C 1100 °C 1200 °C
V Ду V д? ? Ду V Ду
А11РЗМЗФ2 5,0 1,5 5,7 1,1 6,6 1,3 1,5 0,9
Р6М5 9,5 1,5 9,4 1,5 7,4 1,0 5,2 0,4.
Р6М5К5 5,5 0,9 7,1 1,4 6,5 1,2 5,5 1,2
Р6М5ФЗ 5,7 1,0 6,8 0,9 6,3 1,1 5,5. 1,2
Р9 9,3 1,5 8,6 0,8 6,3 1,4 4,5 0,9
Р9К5 6,1 о,з 7,5 0,7 6,1 0,3 5,7 1,1
Р9КЮ 6,0 0,8 6,9 0,6 7,9 0,6 6,1 1,1
Р9М4К8 4,9 0,8 • 6,8 1,0 7,1 1,1 5,6 0,9
Р12 6,3 1,0 6,6 0,7 5,5 1,3 5,0 0,8
Р12ФЗ 4,4 0,7 7,6 1,2 6,8 1,1 6,2 1,0
Р12Ф2К8МЗ 3,8 0,6 6,3 1,0 6,5 1,о 6,0 1,0
Р18 4,0 0,8 5,1 0,4 5,6 0,5 4,9 0,6
• Для образцов диаметром 6 и длиной 30 мм.
** Температуры испытания.
также высокохромистые стали повышенной
прокаливаемости — Х6ВФ, Х12М и др. (см.
рис. 30.31). Карбиды типа Ме23Се, легирован-
ные вольфрамом, молибденом и ванадием, рас-
творяются в аустените при повышенных тем-
пературах нагрева, поэтому соответственно по-
вышается температура закалки сталей указан-
ной легированности и составляет, например,
1030—1050 °C для стали 4Х5В2ФС вместо
1000—1020 °C для стали 4Х5МФС,
Рис. 30.39. Влияние температуры заКалки на проч*
ность и теплостойкость (твердость после нагрева при
620 °C, 4 ч) стали Р6М5, обработанной по стандарт-
ным режимам
3. Более 1080—1100 °C для сталей с увели-
ченным количеством карбидов типа ус-
тойчивость которых при нагреве выше, чем кар-
бидов типа Л)е2зСв (см. рис. 30.38). Это быст-
рорежущие стали, штамповые стали для горя-
чего (ЗХ2В8Ф, 5ХЗВЗМФС) и холодного
(8Х4ВЗМЗФ2) деформирования и др. Так как
устойчивость карбидов вольфрама 7ИебС боль-
ше, чем карбидов молибдена, температура за-
калки вольфрамовых быстрорежущих сталей
выше, чем вольфрамомолибденовых: для стали
Р12, например, 1240—1260 °C, а для стали
Р6М5 1210—1230 °C.
Содержание углерода и легирующих компо-
нентов в твердом растворе (мартенсите) после
закалки многих нетеплостойких сталей для ре-
жущих инструментов, штампов холодного де-
формирования и ударных инструментов, а так-
же теплостойких и полутеплостойких сталей
для горячего деформирования (см. табл. 30.20)
незначительно отличается от состава сталей.
Это объясняется, тем, что составы большинства
из них близки к эвтектоидному, а поэтому со-
держат небольшое количество избыточных кар-
бидов.
Вместе с тем состав твердого раствора
(мартенсита) ледебуритных сталей (быстроре-
жущих, а также высокохромистых для штам-
пов холодного деформирования) существенно
отличается от среднего состава сталей из-за
присутствия в их структуре после закалки эв-
тектических карбидов. С повышением темпера-
туры аустенитизации количество карбидов в
быстрорежущих сталях уменьшается, а содер-
жание углерода и легирующих компонентов в
твердом растворе (мартенсите) и количество
остаточного аустенита возрастает (см. рис.
30.38, табл. 30.30). При этом теплостойкость,
сталей увеличивается, но прочность понижается7
(рис. 30.39).
Структура ледебуритных и заэвтектоидных
сталей после закалки состоит из мартенсита,
карбидов и остаточного аустенита, количество
которых зависит от состава сталей и темпера-
туры закалки (рис. 30.40, см. табл. 30.30).
Наиболее распространенными видами закал-
ки инструментальных сталей является закалка
с непрерывным охлаждением, ступенчатая и
изотермическая закалка.
Закалке с непрерывным охлаждением в
воде и в водных растворах щелочей и солей
подвергают инструменты из сталей неглубокой
прокаливаемости (У 12, 9ХФ, 13Х и др.), пе-
реохлажденный аустенит которых отличается
малой устойчивостью.
Закалке с непрерывным охлаждением в
масле подвергают режущие и штамповые ин-
струменты простой формы из сталей глубокой
прокаливаемости (X, 9ХС и др.), а также на-
ибольшей прокаливаемости (Х12М и др); ин-
струменты из быстрорежущих сталей.
313
ТАБЛИЦА 30.30
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ЗАКАЛКИ НА КОЛИЧЕСТВО ФАЗ И РАСТВОРЕННЫХ
В АУСТЕНИТЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ' БЫСТРОРЕЖУЩИХ СТАЛЕЙ
Фазы, растворенные легирующие элементы Содержание фаз и растворённых в закалки аустените легирующих элементов, %, после при температуре. °C
отжиг | 1000 1 1110 1 1200 | 1220 | 1260 | 1290 | 1310
Сталь Р6М5
Карбид 22 — — 12 8,6 7,0 _ .1 1 _
Аустенит -— —' — 14 18 25 — —
Сг з,з 3,1 3,8 3,8 3,8 3,8 — —
W 0,3 0,6 1,1 2,2 2,6 2,6 —- —
Мо 0,7 0,9 1,4 2,5 2,7 3,00 — —
V 0,2 0,5 0,8 1,1 1,2 1,2 — —
с — — 0,35 — 0,45 0.5 — —
Сталь Р18
Карбид 25—30 24 21 19 18 17 17
Аустенит — — 2 16 18 24 28
Сг 2,8 3,2^ 3,8 3,9 — 3,9 3,9 3,9
W 1,1 2,2 3,4 5,1 — 7,0 7,5 8,2
V 0,3 0,3 0,6 0,7 — 0,8 0,8 0,8
С —* — 0,30 — — — 0,45 0,5
Недостатком этого наиболее простого вида
закалки являются опасность образования тре-
щин и большие деформации, возникающие в ин-
струментах, особенно при охлаждении их в во-
де и водных растворах.
Ступенчатая закалка — наиболее широко
применяемый вид закалки инструментов. Ин-
струменты охлаждают до температур, превы-
шающих температуру Мн, затем подвергают
изотермической выдержке, при этой температу-
ре. Продолжительность ее выбирают так, что-
Рис. 30.40. Количество остаточного аустенита (Л ост)
в структуре инструментальных сталей в зависимости
от температуры закалки (*8ак)
бы выровнять температуру по объему инстру-
мента и уменьшить тем самым термические
напряжения, исключив при этом выделение
карбидов из аустенита и уменьшение его леги-
рованности. Последующее охлаждение на воз-
духе позволяет уменьшить так называемые
структурные напряжения благодаря понижению
скорости охлаждения инструментов в интерва-
ле температур мартенситного превращения.
Ступенчатой закалке подвергают инструменты
из сталей глубокой лрокаливаёмости (9ХС,
ХВГ и др.), сталей наибольшей прокаливаемо-
сти (Х12М, Х6ВФ и др.), а также инструменты
из быстрорежущих сталей.
Изотермическую закалку чаще применяют
для штампов холодного деформирования с
твердостью до HRC 56—59, изготовленных из
сталей глубокой лрокаливаемости ХВГ, ХВСГ
и др. Продолжительная выдержка инструмен-
тов при температурах, немного превышающих
температуру М}|, исключает мартенситное пре-
вращение и, следовательно, резко уменьшает
деформацию инструментов. Структура ниж-
него бейнита придает такой стали после изо-
термической закалки повышенную вязкость.
Инструменты особо сложной формы, в ко-
торых допускаются минимальные деформации
при термической обработке, изготовляют из
сталей наибольшей прокаливаемости (7ХГ2ВМ,
Х12М) и охлаждают на воздухе.
При выполнении закалки любого вида осо-
бенно важно применять для нагрева ванны или
печи с защитной средой или вакуумные для
предупреждения сильного обезуглероживания и
окисления поверхности инструментов. Это ус-
ловие наиболее трудно выполнить для штампов
и режущих инструментов больших размеров.
Отпуск,
Цель отпуска — формирование' заданного уров-
ня свойств инструментов путем изменения
структуры закаленных сталей.
Превращения, протекающие при отпуске,
и изменение свойств сталей. Нагрев закален-
ных сталей при отпуске до 150—200 °C вызы-
вает выделение из мартенсита мелких пластин
е-карбида и цементита и понижение концент-
рации углерода в мартенсите (см. рис. 30.24)
314
без заметного уменьшения содержания леги-
рующих компонентов, так как их концентрация
в е-карбиде и в цементите и мартенсите оста-
ется практически равной. Такой отпуск лишь
немного понижает твердость сталей (см. рис.
30.16, 30.20 и 30.35), но заметно увеличивает
их прочность и вязкость (см. рис. 30.16 и 30.23),
ких сталях, однако это не компенсирует по-
нижения твердости сталей в результате рас-
пада мартенсита при нагревё до 250—280 °C.
Нагрев при отпуске до 300—560 вызы-
вает:
1. Дальнейшее снижение твердости до HRC
55—35 вследствие коагуляции цементита у не-
1027
0,1 0,2 0,40,60,71 2 4 6 810 20 40 6080100
Продолжительность отпуска, ч
Рис. 30.41. Твердость стали Р6М5 в зависимости от температуры и продол-
жительности отпуска:
а — после аакалки от 1220 °C,- б — после закалки от 1190 аС
чему дополнительно способствует уменьшение
закалочных напряжений (см. рис. о0.22). При
этом аустенит сохраняется непреврашенным.
Нагрев при отпуске до 250—280 °C приво-
дит к заметному понижению концентрации уг-
лерода в мартенсите, ускорению коалесценции
цементита и уменьшению твердости сталей, но
увеличивает их прочность и вязкость (см. рис.
30.24, 30.20 и 30.35). Отпуск при указанных
температурах позволяет практически полностью
устранить остаточный аустенит в нетеплостой-
теплостойких и полутеплостойких сталей, но
вязкость при этохМ сильно возрастает. Исключе-
ние составляют высокохромистые стали (XI2М,
Х6ВФ и др.), которые сохраняют повышенную
твердость (HRC 52—55) при отпуске до 420 °C
как следствие замедленного распада при на-
греве мартенсита из-за увеличенной концентра-
ции хрома.
2. Заметное повышение твердости тепло-
стойких сталей в результате выделения из мар-
тенсита большого количества мелких частиц
315
ТАБЛИЦА 30.31
МЕХАНИЧЕСКИЕ СВОЙСТВА БЫСТРОРЕЖУЩИХ
СТАЛЕЙ ПРИ 20 °C*
Сталь HR С (не менее) <ГИЗГ. МПа КС. кДж/м2
Р6М5 63 3350 (200) 350 (35)
Р6М5К5 64 3000 (150) 250 (25)
Р9М4К8 64 2550 (250) 150 (15)
Р12ФЗ 63 3000 (200) 250 (25)
Р18 62 3000 (200) 300 (30)
♦ В скобках приведены значения доверительной
погрешности измерений.
ТАБЛИЦА 30.32
МЕХАНИЧЕСКИЕ СВОЙСТВА БЫСТРОРЕЖУЩИХ
СТАЛЕЙ ПРИ 200—650 °C
А. ТВЕРДОСТЬ (HV)*
Сталь 200 °C 400 °C 500 D С 550 °C □о 009 650 °C
Р6М5 800 755 698 638 575 488
Р6М5К5 833 769 726 686 626 528
Р9М4К8 868 833 769 740 698 565
Р12ФЗ 833 769 712 673 638 504
Р18 815 755 712 661 615 504
* Для всех сталей значения доверительной по-
грешности HV10.
Б. ПРЕДЕЛ ПРОЧНОСТИ ПРИ ИЗГИБЕ онаг> МПа*
Сталь 200 °C 400 °C 500 °C 600 °C 650 СС
Р6М5 378 (19) 392 (19) 348 (17) 236 (11) 216 (10)
Р6М5К5 382 (17) 398 (15) 304 (16) 279 (14) 250 (12)
Р9М4К8 373 (18) 396 (16) 260 (15) 240 (14) 232 (13)
Р12ФЗ 387 (20) 407 (20) 319 (15) 216 (11) 196 (10)
Р18 357 (18) 373 (18) 329 (16) 243 (11) 218 (11)
* В скобках — значения доверительной погрешности.
ТАБЛИЦА 3G.33 /
РЕЖИМЫ ЗАКАЛКИ, ОТПУСКА И МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЕЙ ДЛЯ ШТАМПОВ
ХОЛОДНОГО ДЕФОРМИРОВАНИЯ
Сталь *зак’ °с ^отп’ °С Твердость* HRC аиаг МПа КС, кДж/м4
Х12М 1000—1030 180—200 60—62 2500—2700 400—500
Х12Ф1 1030—1050 180—200 60—62 2300—2600 250—350
Х6ВФ 980—1000 150—170 62—63 2600—3100 700—1100
9Х5ВФ 950—1000 280—300 60—62 2800—3300 600—700
7ХГ2ВМ 850—860 140—180 59—60 3200—3500 1300—1500
6Х6ВЗМФС 1050—1100 540—560 58—60 3600—3700 1400—1500
6ХЗФС 980—1020 180—200 .57—59 3200—3500 350—450**
6Х4М2ФС • 1050—1070 520—540 59—61 4000 4500 1400—1600
8Х4В2СМФ Ю60—1090 530—540 62—64 3750—3850 300—450
* После окончательной термической обработки.
** На образцах с надрезом, на образцах без надреза KO30CI0 кДж/м2.
ТАБЛИЦА 30.34
РЕЖИМЫ ЗАКАЛКИ, ОТПУСКА И МЕХАНИЧЕСКИЕ СВОЙСТВА ШТАМПОВЫХ СТАЛЕЙ
ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ
Сталь i . °C зак' *отп* °с . Твер - дость* HRC ов, МПа о0,2, МПа кси. кДж/м2 «. % Ф. %
5ХНМ 840—860 400—480 42—46 1600—1650 1400—1450 360—380 8—10 40
53НВ, 840—660 400—500 42—45 1450—1500 — 350—400 8—10 - 45
7X3 850—860 480—500 38—42 1700—1800 1650—1750 160—200 4—7 16-19
4ХМФС 910—930 580—600 44—46 1580—1640 1380—1450 400—450 12—14 44—48
ЗХ2В8Ф 1070—1100 600—620 42—46 1400—1500 1350—1450 180—250 9—10 28—32
4Х5В2ФС 1030—1080 450—480 47—48 1800—1850 1650—1700 160—250 7—10 30—35
4Х4ВМФС 1050—1070 620—630 47—50 1750—1850 1600—1650 280—400 8—10 30—35
ЗХЗМЗФ 1030—1050 480—500 46—48 1650—1720 1450—1550 450—600 12—13 50—55
4Х5МФС 1000—1020 530—560 47—49 1700—1750 1450—1500 500—550 10—11 45—48
4Х5МФ1С 1020—1040 460—480 47—50 1650—1700 1500—1550 400—450 — —
27Х2ЕМВФ 930—960 460-Л80 40—42 — — — — —.
5ХЗВЗМФС 1120—1150 560—580 42—46 1540—1600 1500—1540 150—210 6—8 —
2Х6В8М2К8 1180—1210 560—700 53—55 1750—1800 1650—1750 150—200 6—10. 26—32
* После окончательной термической обработки.
316
ТАБЛИЦА 30.35
КОЭФФИЦИЕНТЫ ТЕПЛОПРОВОДНОСТИ [X, Вт/(м-град)1 И ТЕМПЕРАТУРОПРОВОДНОСТИ
(а-10\ м2/с) БЫСТРОРЕЖУЩИХ СТАЛЕЙ
Температура нагрева, °C Р6М.5 Р6М5К5 Р9К10 Р^12ФЗ
* 1 а К а * 1 а X 1 а
100 13,5 20,3 24,0 18,8
150 14,0 -— 20,3 — 24,3 — 19,2 —
200 15,0 4,0 20,3 5,3 24,5 5,8 19,5 4,8
250 15,5 4,0 20,3 5,2 25,0 5,6 19,7 4,7
300 16,0 4,0 20,3 5,1 25,0 5,4 20,0 4,6
350 17,0 4,0 20,3 5,0 25,3 5,2 20,3 4,5
400 17,5 4,0 20,6 4,9 25,6 4,9 20,5 4,4
450 18,5 4,0 22,5 4,8 26,0 4,7 21,0 4,3
500 19,0 4,0- 25,0 4,7 26,6 4,4 21,2 4,2
550 20,0 3,9 27,0 4,6 26,6 4,2 21,5 4,0
600 20,5 3,7 29,3 4,4 27,0 4,0 22,0 3,8
650 21,0 3,5 31,0 4,2 27,3 3,8 22,0 3,6
700 — з,о — 3,8 — 3,5 — 3,0
ТАБЛИЦА 30.36
ШЛИФУЕМОСТЬ БЫСТРОРЕЖУЩИХ СТАЛЕЙ
Сталь Сталь
А11РЗМЗФ2 0,30 0,05 Р9КЮ 0,40 0,10
Р6М5 0,80 0,25 Р9М4К8 0,60 0,10
Р6М5К5 0,80 0,25 Р12 0,80 0,10
Р6М5ФЗ 0,40 о,ю Р.12ФЗ 0,50 0,10
Р9 0,40 о,ю Р12Ф2К8МЗ 0,50 0,15
Р9К5 0,40 о,ю Р18 1,00 0,15
(!021—1023 м-3) карбидов (интермета ллидов)
легирующих элементов типа Ale2C, МеязСб,
МеС и Ме7Ме$, кристаллическая решетка ко-
торых когерентно связана с решеткой мартен-
сита. Твердость повышается до HRC 62—68
у быстрорежущих и до HRC 48—55 у штам-
повых сталей для горячего деформирования
(отпуск при 560—580 °C и 500—550 °C соот-
ветственно).
Остаточный аустенит, фиксируемый в
структуре после закалки теплостойких сталей,
во время отпуска при нагреве до 450—560 °C
обедняется углеродом н легирующими компо-
нентами, температура начала мартенситного
превращения вследствие этого повышается и
оказывается выше температуры цеха. После-
дующее охлаждение инструментов от темпера-
тур отпуска до цеховой температуры вызыва-
ет превращение остаточного аустенита тепло-
стойких сталей в мартенсит. Для его полного
превращения в быстрорежущих сталях необ-
ходим 2—3-кратный отпуск, а для штамповых
сталей достаточен однократный отпуск инстру-
ментов.
Установлено, что у всех теплостойких ста-
лей наблюдается сильное понижение вязкости
(пластичности) в результате отпуска на мак-
симальную твердость (см. рис. 30.16).
Нагрев теплостойких сталей выше 560—
580 °C приводит к интенсификации процессов
рекристаллизации, потере когерентности, коа-
лесценции части упрочняющих фаз и превра-
щению метастабильных карбидов в стабильные,
например карбидов Ме2С в МееС.
Эти процессы вызывают понижение твер-
дости, но заметно увеличивают вязкость сталей
(см. рис. 30.16).
Выбор температуры отпуска. В соответст-
вии с превращениями, протекающими при на-
греве, и изменением свойств устанавливаются
следующие температуры отпуска:
1) 150—200 — для нетеплостойких ста-
лей с твердостью HRC 55—65 (режущие ин-
струменты и штампы холодного деформирова-
ния) ;
2) 510—600 °C — для полутеплостойких
сталей с твердостью HRC 40—45, что позво-
ляет получить особенно высокие значения вяз-
кости;
3) 560—580 °C — для быстрорежущих и
550—570 °C для теплостойких штамповых ста-
лей с твердостью HRC 62—68 и HRG 45—55
соответственно.
Отпуск быстрорежущих ' сталей при ука-
занной температуре позволяет получить мак-
симальные значения твердости, а штамповых
сталей — высокую вязкость (разгаростойкость),
так как проводится в последнем случае при
температурах, превышающих температуры на-
грева на максимальную твердость, который по-
нижает вязкость при дисперсионном твердении.
Свойства отпущенных сталей. Свойства
сталей после окончательной термической об-
работки приведены в табл. 30.31—30.34 и на
рис. 30.41.
Во всех сталях отпуск увеличивает тепло-
проводность (табл. 30.35). Это способствует
ЗД7
отводу тепла от рабочих частей инструментов
и повышению их стойкости.
Превращение остаточного аустенита при
отпуске не только повышает твердость, но улуч-
шает шлифуемость сталей. В качестве показа-
теля шлифуемости принят коэффициент отно-
сительной шлифуемости Аш (табл. 30.36), рав-
ный где qi и qP[6 — отношение
объема сошлифованного металла и объема од-
новременно изношенного абразива при шлифо-
вании сталей, указанных в табл. 30.36, и ста-
ли Р18.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Артингер И. Инструментальные стали и их
термическая обработка: Справочник: Пер. с
венг. М.: Металлургия, 1982. 312 с.
Геллер Ю. А. Инструментальные стали. М.:
Металлургия, 1975. 584 с.
Гольдшмидт X. Дж. Сплавы внедрения. Т. 1:
Пер. с англ. М.: Мир, 1971. 423 с.
ГСССД9—79 Сталь инструментальная быстро-
режущая. Механические свойства. М.: Гос-
стандарт, 1980. 7 с.
ГСССД41—82 Сталь инструментальная быстро-
режущая. Технологические свойства. М., Гос-
стандарт, 1982. 15 с.
ГСССД27—81 Сталь инструментальная быстро-
режущая. Физические свойства. М., Гос-
стандарт, 1982. 31 с.
Гуляев А. П. Термическая обработка стали.
М.: Машгиз, 1963. 350 с.
Келли Р., Никлсон Р. Дисперсионное тверде-
ние: Пер. с англ. М.: Металлургия, 1965.
300 с.
Косолапова Т. Я- Карбиды. М.: Металлургия,
1968. 299 с.
Кремнев Л. С., Брострем В. А. —МиТОМ,
1973, № 3, с. 46—52.
Кремнев Л. С., Сагадеева Т. Г. — В кн.: Тер-
мическая обработка в машиностроении/Под
ред, Лахтина Ю. М., Рахштадта А. Г. М.:
Машиностроение, 1980, с. 718—737.
Позняк Л. А., Скрынченко Ю. М., Тишаев С. И.
Штамповые стали. М.: Металлургия, 1980.
244 с.
Попова Н. М. Карбидный анализ стали. М.:
Оборонгиз, 1957. 100 с.
Хоникомб Р. Пластическая деформация ме-
таллов: Пер. с англ. М.: Мир, 1972. 408 с.
Gill J. A —Tool Steels, ASM, 1962, р. 716—
721.
Krainer Н.—Arch. Eisenhuttenw, Bd. 21,
№ 1—2, S. 33—38.
Pearson W. — Hand book of Lattice Spacing
and Structures of Metals and Alloys. L.: Per-
gamon Press, 1958. 632 p.
Speich G. R., Leslie W. C. — Metallurgical
Trans., 1972, v. 3, № 5, p. 1027—1326.
Wilson R. Heat treatment of Tool Steels. L.:
Me Grow Hill, 1975. 378 p.
30.4. ЛЕГИРОВАНИЕ
И ТЕРМИЧЕСКАЯ ОБРАБОТКА
КОРРОЗИОННОСТОЙКИХ
СТАЛЕЙ
Коррозионностойкие стали классифицируют по
структуре, которая зависит от их состава и
обработки. Стали разделяют на следующие
структурные классы: ферритные, мартенситные^
мартенсито-ферритные, аустенито-мартенсит-
ные, . аустенито-ферритные и аустенитные
(ГОСТ 5632—72). \
30.4.1. Ферритные, мартенситные
и мартенсито-ферритные
хромистые стали
Наиболее типичными представителями этих
классов сталей являются коррозионностойкие
хромистые стали марок: 20X13, 30X13, 40X13,
95X18 — мартенситные; 12X13 '— мартенсито-
ферритная и 08X13, 12X17, 08Х17Т, 08Х18Т1,
15Х25Т, 15X28 — ферритные (ГОСТ 5632—72).
По уровню коррозионной стойкости, кото-
рая определяется содержанием хрома, эти ста-
ли можно разделить на три основные группы,
содержащие: 13 % Сг, 17 % Сг и 25—28 % Сг.
Стали, содержащие 13 % Сг, обладают
стойкостью против общей коррозии в атмос-
ферных условиях, в слабых растворах кислот,
солей и в других слабоагрессивных средах при
комнатной температуре. Стали первой группы
мартенситного класса используют обычно для
изделий, работающих па износ, в качестве уп-
ругих элементов или режущего инструмента
после закалки и отпуска на заданную твер-
дость.
Благодаря малой критической скорости
закалки стали 20X13, 30X13 и 40X13 закали-
вают на мартенсит с охлаждением на воздухе.
В закаленном состоянии стали имеют близкую
коррозионную стойкость. При отпуске зака-
ленных на мартенсит сталей в интервале 200—
370 °C происходит снятие внутренних напря-
жений, не оказывающее заметного влияния на
коррозионную стойкость. При более высоких
температурах отпуска протекает распад мар-
тенсита на феррито-карбидную структуру с
карбидами типа Сг2зСб, имеющими зернистую
морфологию. Распад мартенсита сопровожда-
ется снижением коррозионной стойкости вслед-
ствие образования гетерогенной структуры и
обеднения матричной ферритной фазы хромом
при выделении карбидов. Степень обеднения
определяется количеством углерода в стали;
поэтому после отпуска коррозионная стой-
кость рассматриваемых сталей снижается в
следующем порядке: 20X13, 30X13, 40X13.
Наименьшую коррозионную стойкость стали
мартенситного класса приобретают после от-
пуска при 550—600 °C; дальнейшее повыше-
ние температуры отпуска несколько повыша-
ет коррозионную стойкость благодаря коагу-
ляции карбидов, однако она не достигает ис-
ходного уровня для закаленного состояния.
По указанным основаниям стали мартен-
ситного класса применяют после закалки и
низкого (<450 °C) или высокого (630—650 °C)
отпуска.
Близки по коррозионной стойкости к при-
веденным выше мартенситным сталям стали
08X13 (ферритные) и 12X13 (феррито-мартен-
ситные). В связи с пониженным содержанием
углерода эти стали отличаются от мартенсит-
ных меньшей твердостью, большей пластично-
стью, вязкостью н удовлетворительной свари-
ваемостью.
При повышении содержания хрома до
17% типа 12X17, 08X17 и 08XI8T1 обеспечи-
вается первый балл стойкости в 65 %-ной азот-
иой кислоте при температуре до 50 °C; по-
вышение содержания хрома до 25—28 % до-
полнительно увеличивает стойкость стали в
азотной кислоте, расширяет температурный
интервал первого балла стойкости в области
малых и .средних концентраций растворов ки-
слот. Высокая стойкость хромистых сталей в
азотной кислоте объясняется их способностью
к пассивации. Хромистые стали типа Х25 и
Х28 имеют высокую стойкость в горячих кон-
нием коррозионностойких сталей различных классов
в кипящем растворе MgCh (!]:
1 — Х20Н40; 2—15Х25Т; 3 — 08Х17Т; 4 — 08Х22Н6Т;
5 —08X1ЗН ЮТ
Рис. 30.43. Влияние углерода и азота на температуру
перехода стали Х17 в хрупкое состояние после на-
грева при 1100 аС, 10 мин, охлаждение в воде (Або
и др.);
/-ON; 2 — C<N
центрированных растворах щелочей, значи-
тельно превышающую стойкость хромонике-
левых аустенитных сталей (типа 08Х18Н10Т).
Стойкость ферритных сталей к питтинго-
вой коррозии достаточно высока и зависит от
содержания хрома и молибдена: чем выше их
концентрация, тем меньше склонность к кор-
розии этого вида.
Сравнительное исследование стойкости
против коррозии под напряжением показыва-
ет значительные преимущества хромистых
ферритных сталей перед хромоникелевой аус-
тенитной (рис. 30.42) [1].
Недостаток ферритных сталей — повы-
шенная хладноломкость, которая усугубля-
ется склонностью к росту зерна даже при от-
носительно кратковременном нагреве выше
850—900 °C.
Значительно влияют на хладноломкость
ферритных сталей примеси внедрения — уг-
лерод и азот (рис. 30.43).
Повышают температуру перехода стали, в
хрупкое состояние также фосфор и кислород;
в меньшей степени — сера, марганец и крем-
ний.
Присутствие углерода и азота в феррит-
ных хромистых сталях — причина возникнове-
ния межкристаллитной коррозии. Склонность
к межкристаллитной коррозии сталей данного
типа возникает после нагрева выше 900—
1000 °C и быстрого охлаждения.
Склонность к межкристаллитной коррозии
снимается при снижении суммарного содер-
жания углерода и азота (C + N) до 0,010—
0,015 % (рис. 30.44). Превышение указанного
содержания (C + N) определяет необходи-
мость введения в состав стали стабилизаторов
(титана ил^ ниобия).
В последние годы все большее распрост-
ранение получают суперферриты — ферритные
стали с очень низким содержанием углерода
и азота.
В большинстве зарубежных суперферри-
тов сумма концентраций углерода и азота
~0,02 %, а стабилизаторами служат титан
или ниобий. Стали используют в сварных кон-
струкциях, применяемых для производства
минеральных удобрений, опреснения морской
воды и для других целей, где сталь должна
обладать высокой стойкостью против корро-
зии под напряжением, питтинга и щелевой
коррозии.
При термической обработке ферритных
сталей необходимо учитывать температурные
Рнс. 30,44. Влияние углерода, азота и ниобия на
стойкость к межкристаллитной коррозии стали
Х19М2 после нагрева при 1250 °C, 1 ч (Або и др.):
1 — нет МКК; 2 - есть МКК
области выделения <г-фазы из a-твердого ра-
створа и развития 475-град, хрупкости. Оба
процесса приводят к некоторому повышению
твердости и прочности, но сильно снижают
пластичность и вязкость сталей.
Температурный1 интервал выделения о-
фаэы 550—850 °C; о-фаза — интерметалли-
ческое соединение, состав которого отвечает
формуле FeCr.-Фаза характеризуется, высокой
ЗЮ
твердостью и хрупкостью; выделение а-фазы
сопровождается обеднением a-твердого раст-
вора хромом, что и снижает коррозионную
стойкость стали. В связи с этим присутствие
в структуре о-фазы отрицательно сказывается
на свойствах стали. Поэтому следует избе-
гать образования этой фазы при термической
обработке.
Повышение концентрации хрома способ-
ствует образованию а-фазы, увеличивая ее
количество и уменьшая время до начала ее
возникновения. Одновременно хром несколь-
ко расширяет температурную область сущест-
вования о-фазы. В ферритных сталях с 20 %
Сг минимальное время образования а-фазы
при 600 °C равно ~ 150 ч, а в сталях с 25 %
Сг при 650 °C — 15 ч.
Холодная пластическая деформация стиму-
лирует выделение а-фазы при последующем
нагреве.
При температурах нагрева 350—540 °C в
ферритных хромистых сталях происходят
процессы, вызывающие явление хрупкости.
Это явление связано с образованием зон упо-
рядочения a-твердого раствора сначала по
приграничным областям, а затем по всему
объему зерен.
Уже на первой стадии отпуска сталей типа
Х17 и Х28 наблюдается быстрое и значитель-
ное снижение ударной вязкости, а затем
возникает охрупчивание.
Термическая обработка хромистых сталей
может быть различной в зависимости от пре-
следуемой цели.
t/0
1100
900
700
500
300
Рис. 30.45. Схема термической обработки хромистых
корроэионпостойких сталей:
/ — МКК; 7/ — (J-фаза; III — 476-град, хрупкость
Чтобы устранить 475-град, хрупкость сталь
подвергают кратковременному нагреву выше
500 °C (выше области развития этого вида
хрупкости). Скорость охлаждения в интер-
вале 350—550 dC должна быть достаточно
высокой, чтобы предупредить повторное раз-
витие 475-град, хрупкости (рис. 30.45). На-
пример, для стали 15Х25Т рекомендуется ох-
лаждение ниже 500 °C со скоростью >10 °C/с.
Для сталей с 17 % Сг допустимы и несколько
меньшие скорости охлаждения. Для восста-
новления стойкости против межкристаллит-
ной коррозии предварительно сенсибилизиро-
ванной хромистой ферритной стали обычно
применяют стабилизирующий отжиг при
750—800 °C, время вьщержки для сталей ти-
па Х17 и Х25 (0,005—0,15 % С) составляет
~60 мин. Стойкость к межкристаллитной
коррозии существенно повышается в резуль-
тате отжига и при более низких температу/
рах, но при более длительных выдержках.
Для снятия наклепа после холодной плас-
тической деформации у хромистых феррит-
ных сталей используют нагрев при 550—600°С
и даже до 800 °C.
Таким образом, термическая обработка хро-
мистых ферритных сталей в интервале 560—
800 °C (см. рис. 30.45, а) с учетом временных
характеристик }п и при выдержке и
охлаждении одновременно устраняет послед-
ствия предшествующего 475-град, охрупчи-
вания, сенсибилизации и холодного наклепа
(см. рис. 30.45, 6).
Хрупкость, вызванная выделением а-фазы,
устраняется при нагреве до температур ее
растворения. Обычно хромистые стали (без
дополнительного легирования) нагревают на
870—900 °C, 1 ч, а затем охлаждают в воде
(рис. 30.45, в). Если сталь легирована молиб-
деном, никелем и другими элементами, то при
последующем нагреве растворение а-фазы
наступает при 900—950 йС и тем более дли-.
тельных выдержках, чем в случае низколеги-
рованных сталей.
При температурах выше 850—900 °C в фер-
ритных сталях начинается активный рост зе-.
рна; ему сопутствует повышение температуры
перехода в хрупкое состояние и увеличение
склонности к межкристаллитной коррозии.
При наличии крупного зерна 475-град, хруп-
кость и сигматизация (т. е. образование а-
фазы) представляют большую опасность, так
как проявляются на фоне пониженной удар-
ной вязкости.
В связи с отсутствием полиморфных пре-
вращений в ферритных сталях рост зерна —
необратимое явление. Перевести ферритную
сталь из крупнозернистого в мелкозернистое
состояние можно только с помощью горячей
пластической деформации (температура кон-
ца деформации 700—750 °C) и последующей
стандартной термической обработки.
304.2. Аустенитные стали
Основная группа сталей аустенитного класса
известна в мировой практике под наименова-
нием сталей типа 18—10; в них содержится
-18 % Сг и 10 % Ni. ГОСТ 5632—72 вклю-
чает следующие марки сталей этого типа:
12Х18Н9, 17Х18Н9, 12Х18Н10Т, 12Х18Н9Т,
08Х18Н10Т, 08Х18Н12Б, 03Х18Н11.
В хромоникелевых аустенитных сталях ти-
па 18—10 в‘ зависимости от режима термиче-
ской обработки могут происходить следующие
превращения: 1) выделение избыточных кар-
бидных фаз и а-фазы при нагреве в интерва-
ле 450—900 *С; 2) образование в аустенитной
основе 6-феррита при высокотемпературном
нагреве; 3) образование а-фазы мартенсит-
ного типа при охлаждении или в процессе
холодной пластической деформации.
Температурно-временной интервал склонно-
сти к межкристаллитной коррозии сталей ти-
па Х18Н12, закаленных с 1080 °C (метод AM
ГОСТ 6032—75), в первую очередь определя-
ется концентрацией углерода, содержащегося
в твердом растворе (рис. 30.46) [2].
С целью снижения склонности аустенитных
сталей к межкристаллитной коррозии в их
состав вводят сильные карбидообразователи:
320
титан, ниобий, реже тантал, уменьшающие со-
держание углерода в твердом растворе.
Образование повышенного количества 6-
феррита (>15—20%) при нагреве ста’лей
типа 1-8’—-10 для пластической деформации
(прокатки, ковки, прошивки, штамповки и
др.) может приводить к образованию надры-
вов, которые часто служат причиной неисправи-
мого брака или низкого выхода годного.
Причина пониженной технологичности подоб-
ных двухфазных аустенито-ферритпых хро-
моникелевых сталей — различие физических
свойств фаз (различный уровень прочности,
температурный коэффициент линейного расши-
рения, температура и скорость рекристалли-
зации).
также углерода и титана. Например, при
производстве стали 12Х18Н10Т обеспечива-
ется отношение Cr:Ni<l,8, соответствующее
~15% б-феррита в структуре. Превышение
указанного отношения приводит к образова-
нию рванин.
В пределах марочного состава в сталях ти-
па Х18Н10 увеличение содержания хрома,
никеля, углерода и азота способствует пони-
жению температуры начала мартенситного
превращения, вызываемого охлаждением или
пластической деформацией. Влияние содер-
жания титана и ниобия может быть двояким.
Находясь в твердом растворе, оба элемента
повышают стабильность аустенита к мартен-
ситному превращению. Титан и ниобий, свя-
Рис. 30.46. Влияние углерода на стойкость стали
Х18Н12 к межкристаллитной коррозии:
7 — 0.006 % С; 2 — 0,012% С; 5 — 0,021% С; 4 —
0,054 % С; 5 — 0,084 % С
Рис, 30.47. Влияние температуры испытания гта чис-
ло скручиваний до разрушения стали 12Х18Н9Т с
различным содержанием 6-феррита [3):
/ — чисто аустенитная структура; 2—45% 6-феррита
Отрицательное влияние б-феррита особен-
но сильно проявляется при высоких степенях
обжатия и скоростях деформирования, а так-
же при сложных схемах деформации. По-
добные условия характерны, например,’ для
деформации на станах непрерывной прокатки
и при винтовой прокатке труб. В этих случа-
ях необходимо строго ограничивать количе-
ство б-феррита, которое зависит от соотно-
шения между хромом и никелем и от техно-
логических параметров деформации. Наибо-
лее склонны к образованию б-феррита груп-
па сталей типа Х18Н9Т, в которых при на-
греве до 1200 °C в структуре может содер-
жаться до 40—50 % б-феррита; далее следует
группа сталей типа Х18Н10Т и Х18Н12Б
(<15—20 % 6-феррита). Наиболее стабиль-
ны стали типа Х18Н11 и Х18Н12, сохраняю-
щие при высокотемпературном нагреве прак-
тически однофазную аустенитную структуру.
Влияние б-феррита на технологическую пла-
стичность в лабораторных условиях выявля-
ется- при испытаниях на скручивание по числу
оборотов до разрушения (и). На рис. 30.47
[3] показано изменение п в зависимости от
температуры нагрева стали 12Х18Н9Т, име-
ющей структуру от чисто аустенитной до
двухфазной — аустенит и до 45 % б-феррита.
Приведенные данные иллюстрируют явное
преимущество по горячей пластичности стали
с однофазной структурой.
, Содержание б-феррита в сталях типа
Х18Н10 ограничивают, регулируя соотноше-
ние между содержанием хрома и никеля, а
21—394
занные в карбонитриды, повышают температу-
ру мартенситного превращения вследствие
обеднения аустенита такими сильными его
стабилизаторами, как углерод и азот.
В сталях типа Х18Н10 мартенситное пре-
вращение при охлаждении начинается при
температуре <0°С. Температура точки Ми
для разных плавок стали вследствие колеба-
ний химического состава может изменяться.
Температура точки М{1 для сталей 03X18Н8
и 03Х18Н10 различается примерно на 130 °C
(соответственно —60 и —196°C). Точка Мп
стали 03Х18Н12 лежит около —250 °C.
Пластическая деформация интенсифициру-
ет мартенситное превращение. Температура
точки Md для сталей ОЗХ18Н8, 03Х18Н.10 и
0318Н12 составляет ~ 120, 100 и 20 °C со-
ответственно.
На рис. 30.48 приводится схема термической
обработки сталей типа Х18Н10 — нестабили-
зированных (а) и стабилизированных (б) ти-
таном или ниобием. В обоих случаях после
обработки возникает склонность стали или
сварного соединения к межкристаллитной кор-
розии, т. е. к сенсибилизации. Для обеих
групп сталей принципиально возможны два
вида термической обработки: закалка и ста-
билизирующий отжиг.
Закалка (I) веста би лизированных аустенит-
ных хромоникелевых сталей заключается в
нагреве выше температуры растворения кар-
бидов хрома (Гр) и достаточно быстром ох-
лаждении. фиксирующем гомогенный у-твер-
дый раствор. Температура Тр зависит от со-
321
держания углерода в стали, возрастая с его
повышением. Поэтому низкоуглеродистые ста-
ли закаливаются от более низких температур,
чем высокоуглеродистые. Температура закалки
(/3) должна быть выбрана таким образом,
чтобы обеспечивалось полное растворение
карбидов хрома, но при этом не было чрез-
мерного роста аустенитного зерна. Обычно в
зависимости от содержания углерода, кар-
бидной фазы и температуры рекристаллиза-
ции температура закалки колеблется в преде-
лах 900—1100 °C.
Выдержка стали при температуре закалки
довольно кратковременна. Для листового ма-
териала суммарное время нагрева и выдерж-
габаритных и сложных (особенно сварных)
деталей и конструкций: высокая температура
нагрева и достаточно быстрое охлаждение
могут привести к значительному короблению
изделий. В этих случаях обычно применяют
стабилизирующий отжиг при более низких
температурах. Если закалка предполагает
полное растворение карбидов хрома, то при
стабилизирующем отжиге их приводят в не-
опасное для межкристаллитной коррозии со-
стояние (нестабилизированные стали) или
трансформируют в специальные^ карбиды
(стабилизированные стали).
Отжиг нестабилизированных сталей про-
водят в интервале Гр—Гтах (см. рис. 30.48),
Время
Рис. 30.48. Схема термической об-
работки нестабилизированной (а)
и стабилизированной (б) стали ти-
па Х18Н10 после сенсибилизации:
I — закалка; II— стабилизирую-
щий отжиг
ки при нагреве до 1000—1050 °C выбирают из
расчета 1—3 мин на 1 мм толщины листа.
Охлаждение от температуры закалки должно
быть быстрым. Для нестабилизированных ста-
лей с содержанием углерода более 0,03 %
применяют охлаждение в воде. Стали с мень-
шим содержанием углерода, используемые
для изготовления деталей небольшого сече-
ния, допускается при закалке охлаждать на
воздухе.
Закалку стабилизированных сталей прово-
дят прежде всего для растворения карбидов
хрома — с температур выше Гр, отвечающих
двухфазной области уЧ-AfeC (МеС — специ-
альный карбид титана или ниобия). Темпера-
тура закалки стабилизированных сталей ма-
ло зависит от содержания углерода, так как
большая часть его даже при сенсибилизации
остается связанной в специальные карбиды.
Температурный интервал нагрева под закал-
ку этих сталей 1000—1100 °C. Дальнейшее
повышение температуры вредно, так как со-
здаются условия для быстрого роста зерен и
растворения специальных карбидов. Допус-
кают охлаждение стабилизированных сталей
с температуры закалки в воде или на воздухе.
Закалка — эффективное средство предупре-
ждения межкристаллитной коррозии и полу-
чения оптимального сочетания механических
и коррозионных свойств. Однако ее выпол-
нение встречает трудности в случае крупно-
322
когда по границам зерен стали присутствуют
карбиды хрома, однако склонность к межкри-
сталлитной коррозии отсутствует. Выбор ин-
тервала Тр—Ттах связан с температурной за-
висимостью равновесного содержания хрома
на границе карбид — аустенит. Например, ес-
ли для протекания межкристаллитной корро-
зии необходимо обеднение границы до 13 %
Сг, подобная концентрация может быть до-
стигнута только при определенной темпера-
туре ниже Гтах- Выше этой температуры кон-
центрация хрома на границе раздела фаз бу-
дет превышать заданную.
Цель отжига стабилизированных сталей —
перевод углерода из карбидов хрома в спе-
циальные карбиды титана или ниобия; высво-
бодившийся хром необходим для создания оп-
ределенного уровня коррозионной стойкости.
Обычно отжиг проводят при температуре на-
иболее активного выделения специальных кар-
бидов (850—950 °C). !
Охлаждение нестабилизированных сталей
после отжига должно быть достаточно быст-
рым во избежание выделения дополнительных
количеств карбидов хрома и смещения равно-
весной концентрации хрома на границе раз-
дела карбид — аустенит в сторону меньших
концентраций.
Для стабилизированных сталей допускают-
ся значительно меньшие скорости охлаждения
после отжига.
Практика показывает, что применение ста-
билизирующего отжига более эффективно для
сталей, легированных титаном или ниобием,
по сравнению с нестабилизированными, осо-
бенно низкоуглеродистыми. Продолжитель-
ность выдержки при отжиге стабилизирован-
ных и нестабилизированных сталей обычно
2~4 ч.
Необходимо иметь в виду, что было рас-
смотрено влияние отжига для случая межкри-
сталлитной коррозии, возникающей в резуль-
тате обеднения приграничных зон хромом. В
процессе контакта хромоникелевой стали с
кипящим 55—65 %-ным раствором азотной
кислоты с наибольшей скоростью растворяют-
ся частицы карбидов хрома п специальных
карбидов. Поэтому в данных условиях на
сопротивление этому виду коррозии стабили-
зирующий отжиг может оказать даже отрица-
тельное влияние.
Рис. 30.49' Потенциодинамические кривые сталей
03XI8H10 (/>; 10Х18Н10Т (2); 10Х18Н10Б (3). Среда:
кипящая 3,4 н. H2SO4
Анодная кривая сталей типа Х18Н10 ти-
пична для пассивирующихся материалов (рис,
•30.49), Наилучшей стойкостью обладает сталь
03Х18Н10. Введение титана несколько об-
легчает пассивацию стали, однако уменьша-
ется область оптимальной запассивирован-
ности растворения — следствие малой стой-
кости карбидов титана. Стойкость, стали, ле-
гированной ниобием, лежит между значения-
ми, полученными для двух других сталей,
Способность к пассивации обеспечивает
сталям типа 18—10 достаточно высокую кор-
розионную стойкость в азотной кислоте. На-
пример, стали 12Х18Н10Т, 12Х18Н12Б,
03Х18Н11 имеют первый балл стойкости в
65 %-ной и 80 %-пой азотной кислоте при
температурах до 85 и 65 °C соответственно; в
100%-ной серной кислоте до 70°C; в смеси
азотной и серной кислот (25 % HNO34-
4-70 % H2SO4; 10 %HNO3+60 %H2SO4) при
60 °C; в 40 %-ной фосфорной кислоте при
100 °C.
Стали типа 18-10 имеют первый балл стой-
кости в растворах органических кислот. В
70 %-ной уксусной кислоте при температуре
кипения; в 50 %-ной лимонной кислоте при
температуре кипения; в 10 %-ной муравьиной
кислоте при 100 °C; в 25 %-ной щелочи КОН
при температуре кипения и в 50 %-ной щелочи
NaOH при 120 °C. Стали типа 18-10 характе-
ризуются высокой стойкостью в промышлен-
ной, сельской, тропической и морской атмо-
сферах (в последнем случае проявляется
склонность к точечной коррозии).
В последние годы все шире используются
аустенитные стали на хромомарганцовой ос-
нове.
Марганец проявляет себя как аустенитооб-
разующий элемент, что способствовало созда-
нию довольно большого числа сталей аусте-
нитного класса, в которых марганец заменяет
никель. Однако в связи с более слабым аусте-
нитообразующим влиянием марганца получить
в сталях, легированных 12—14 % Сг и более,
чисто аустенитную структуру в диапазоне от
комнатной температуры до температур горячей
пластической деформации не удается. Поэтому
аустенитные стали на хромомарганцовой осно-
ве обычно содержат дополнительно никель или
азот, а часто оба элемента. Уровень дополни-
тельного легирования никелем и азотом воз-
растает с повышением содержания хрома в
стали.
Марганец — элемент, не склонный к пас-
сивации, поэтому скорость коррозии хромомар-
ганцовых сталей в ркислительных средах в ос-
новном определяется содержанием хрома и
окислительными свойствами среды.
Аустенит хромомарганцовых сталей несколь-
ко отличается от хромоникелевого по ряду
свойств. Прежде всего по характеру протека-
ния карбидной реакции при нагреве в интерва-
ле 500—850 °C. Ведущая избыточная фаза, вы-
деляющаяся в хромомарганцовых сталях, в
том числе и легированных азотом, — карбид
Cr2sCs. В отличие от никеля марганец увели-
чивает растворимость углерода в у-твердом
растворе.
Стабильная хромомарганцовая аустенит-
ная сталь отличается значительно большей
склонностью к упрочнению И процессе пласти-
ческой деформации по сравнению с хромони-
келевой аустенитной сталью.
Более подробно свойства аустенитных сталей
на основе Сг—Мп (10Х14Г14Н4Т, 10Х14АГ15
и др.) описаны в работе [4].
. Так же, как и никель, марганец повышает
стабильность аустенита при охлаждении и хо-
лодной пластической деформации, снижая
температуру точек и Md.
Термическая обработка хромомарганцовых
коррозионностойких аустенитных сталей не от-
личается от обработки хромоникелевых аусте-
нитных сталей.
Для работы в средах повышенной агрессив-
ности используют высоколегированные аусте-
нитные стали, специально легированные для
повышения сопротивления коррозии в конкрет-
ном электролите или коррозии какого-либо оп-
ределенного вида,
В первую очередь можно выделить группу
широко распространенных хромоникелевых ста-
лей типа Х17Н13М2, легированных молибденом,
проявляющих коррозионную стойкость в вос-
становительных средах, а также стойких к пит-
тинговой и щелевой коррозии и сероводород-
ному охрупчиванию. Далее следует группа
высоколегированных сталей и сплавов, допол-
нительно легированных молибденом и медью
или молибденом, медью и кремнием
(03X21Н21М4ГБ, 06ХН28МДТ и др.). Эти до-
рогостоящие материалы обычно используют
в ограниченных количествах для работы в вы-
сокоагрессивных окислительно-восстановитель-
ных средах.
21*
323
В последние годы начали применять также
аустенитные стали (02Х8Н22С6) на хромони-
келевой основе с высоким содержанием крем-
ния (<6 %), который придает стали высокую
коррозионную стойкость в сйльно окислитель-
ных средах, например в кипящей концентриро-
ванной азотной кислоте.
Термическая обработка высоколегирован-
ных аустенитных сталей состоит в закалке с
нагревом до 1050—1100 °C с целью растворе-
ния карбидных фаз, снятия внутренних напря-
жений и гомогенизации у-твердого раствора;
охлаждение производят в воде, реже на воз-
духе.
30-4.3. Аустенито-ферритные стали
е
Обычно структура коррозионностойких сталей
аустенито-ферритного класса состоит из рав-
номерно чередующихся зерен аустенита и
6-феррита. При этом обе фазы могут иметь
определенную направленность, созданную пред-
Рис. 30.50. Микроструктура аустенито-ферритиой
стали (0,07 % С; 22 % Ст; 5 % Ni) после закалки с
1050 °C в воде. Х600
шествующей пластической деформацией (рис.
30.50). При комнатной температуре количество
каждой фазы обычно 40—60 %.
Двухфазная структура придает сталям ау-
стенитно-ферритного класса свойства, харак-
терные как для аустенитных, так и для фер-
ритных сталей. В то же время стали аустенит-
но-ферритного класса обладают свойствами,
определяющими область их самостоятельного
применения.
При нагреве в интервале 450—500 °C в б-фер-
рите протекают процессы, приводящие к
475-град, хрупкости. Степень развития этого
процесса, сопровождающегося уменьшением
пластичности и ударной вязкости, тем больше,
чем выше содержание хрома в б-феррите и чем
больше количество этой фазы.
При нагреве в интервале 650—800 °C в б-фер-
рите происходит выделение частиц о-фазы. Од-
новременно с этим процессом в интервале 650—
850 °C и из аустенита этой стали выделяются
избыточные карбиды типа Сг23С6. Оба превра-
щения снижают пластичность и ударную вяз-
кость стали, но увеличивают твердость и проч-
ность.
На практике следует иметь в виду, что про-
цессы, происходящие в интервалах 450-.—500 и
650—850 °C в аустенито-ферритных сталях,
стабилизированных титаном или ниобием, или
в сталях этого же класса, но с низким содер-
жанием углерода в твердом растворе, проте-
кают достаточно медленно и не затрудняют
выполнения различных технологических опера-
ций, связанных с нагревом в указанной области
температур. В условиях длительной службы
предельная рабочая температура для сталей
аустенито-ферритного класса составляет 350 °C.
Если в результате термической обработки не
достигнуто равновесное соотношение между
аустенитом и ферритом, то при последующем
нагреве наряду с указанными структурными
превращениями может происходить выделение
игольчатого аустенита в участки б-феррита.
Нагрев аустенито-ферритных сталей выше
1100 °C приводит к постепенному увеличению
количества б-феррита, в результате может об-
разоваться полностью ферритная структура.
Легирующие элементы влияют на соотноше-
ние между аустенитом и б-ферритом в сталях
указанного структурного класса (табл. 30.37).
При легировании аустенит обогащается
аустенитообразующими элементами, а б-фер-
рит — ферритообразующими.
При этом отклонения от среднего состава в
обеих фазах могут составлять несколько про-
центов.
Оптимальная термическая обработка сталей
аустенито-ферритного класса — закалка с ох-
лаждением в воде. Температура закалки долж-
на обеспечивать полное растворение избыточных
фаз, образовавшихся во время предшествующей
тепловой обработки, и соотношение между ко-
личеством аустенита и б-феррита в структуре,
близкое к единице. После такой термической
обработки аустенито-ферритные стали облада-
ют лучшим комплексом эксплуатационных
свойств. Температура закалки подобных сталей
обычно 1000—1100 °C. Время нагрева под за-
калку выбирают из расчета 3 мин на 1 мм тол-
щины изделия.
Стали с гетерофазной аустенито-ферритной
структурой прочнее чисто аустенитных или фер-
ритных. Максимальные значения временного
сопротивления и предела текучести достига-
ются при содержании б-феррита 50—60 %.
При комнатной температуре для аустенито-
ферритных сталей типичны: о0,2=4504-550 МПа;
сгв = 6004-700 МПа; 6 = 30 %; ф=50 %.
ТАБЛИЦА 30.37
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА ИЗМЕНЕНИЕ КОЛИЧЕСТВА 6-ФЕРРИТА (Ю
В СТАЛИ Х18Н7
Элемент К. % Элемент К. %
N —20 W +8
С —18 Si +8
Ni —10 Мо +11
Со —6 Сг + 15
Си —3 V +19
Мп —1 А1 т38
Примечание. Изменение содержания б-фер-
рита из расчета на каждые 0,1 % азота и углерода
и на 1 % легирующего элемента.
324
/
При горячей пластической деформации тем-
пература начала прокатки, ковки и других опе-
раций должна быть достаточно высокой, что-
бы обеспечить возможно более полное превра-
щение аустенита в 6-феррит. Присутствие
аустенита наряду с 6-ферритом в стали при
пластической деформации вызывает возникно-
вение дефектов (из-за различия физических
и механических свойств этих фаз). По данным
[5], необходимо, чтобы в начале горячей плас-
тической деформации сталь содержала не бо-
лее 8—10 %, а в конце, ее не более 25—30 %
аустенита. Особенно важно соблюдать эти ус-
ловия при горячей прокатке на непрерывных
станах и горячей прошивке труб.
В связи с присутствием в структуре S-фер-
рита, который при высоких температурах име-
ет низкое сопротивление пластической дефор-
мации, высокую пластичность и низкое сопро-
тивление релаксации, аустенито-ферритные
стали обладают хорошими технологическими
свойствами при выполнении пайки, сварки и
формовки конструкций из тонколистового ме-
талла.
Аустенито-ферритные стали обладают высо-
кой коррозионной стойкостью в большом числе
окислительных и окислительно-восстановитель-
ных сред. Во многих случаях эти стали можно
применять вместо сталей аустенитного класса
(типа Х18Н10Т и X17H13M3T).
В сопоставимых условиях испытаний стали
аустенито-ферритного класса имеют близкое,
а иногда и несколько более высокое сопротив-
ление межкристаллитной коррозии по сравне-
нию с аустенитными. Присутствие в стали
6-феррита повышает стойкость к коррозионно-
му растрескиванию (см. рис. 30.42). Это вы-
годно отличает многие аустенито-ферритные
стали от аустенитных.
Наиболее распространенные марки —
08Х22Н6Т и 08Х21Н6М2Т (ГОСТ 5632—72).
Коррозионностойкие стали аустенито-феррит-
ного класса используют, например, при изго-
товлении сварных емкостей; химического и
теплообменного оборудования, работающего в
контакте с агрессивными средами. Эти стали
применяют в химической, металлургической,
пищевой промышленности и других отрас-
лях [4].
30.4.4. Высокопрочные
коррозионностойкие стали
В коррозионностойких ч.сталях и сплавах вы-
сокая прочность может быть достигнута в ре-
зультате мартенситного превращения и по-
следующего старения мартенсита; процессов
дисперсионного твердения у-твердого раство-
ра; введения легирующих элементов, повыша-
ющих прочность матрицы.
В сталях мартенситного класса необходи-
мое для упрочнения количество мартенситной
фазы образуется после высокотемпературного
нагрева и последующего охлаждения до ком-
натной температуры (рис. 30.51) [6] и обес-
печивается при относительно небольшом со-
держании легирующих элементов. Учитывая,
что большинство легирующих элементов уве-
личивают стабильность аустенита, понижая
температуру точки Л4И, возможности противо-
коррозионного легирования сталей мартенсит-
ного класса ограничены.
В сталях аустенито-мартенситного (пере-
ходного) класса в связи с низким положением
точки Мп закалка стали до комнатной темпе-
ратуры не приводит к существенному превра-
щению аустенита в мартенсит и, следователь-
но, повышению прочности (рис. 30.51). В этих
сталях у->а-превращение может быть вызва-
но тремя различными способами:
Рис. 30.51. Изменение предела текучести и структур-
ного класса (/ — мартенситный; // — переходной;
111 — аустенитный) коррозионностойких сталей в за-
висимости от степени легирования (6):
1 — обработка холодом; 2 — закалка
1) обработка холодом до температур ниже
точки Мц, 2) пластическая деформация при
температурах ниже точки Md, 3) нагрев в ин-
тервале наиболее Интенсивного выделения из
аустенита легированных карбидов (обычно
700—750°C); когда матрица обедняется леги-
рующими элементами, входящими в состав
карбидов, стабильность аустенита снижается.
Стали аустенито-мартенситного класса до-
пускают большую степень легированности и
поэтому имеют большие возможности для до-
стижения определенной общей коррозионной
стойкости и высокого уровня прочности.
Такие легирующие элементы, как медь,
вольфрам, никель, молибден, кремний и хром,
понижают точку М3 при прямом у->а-превра-
щении; кремний, молибден, медь ее повышают;
хром, никель снижают температуру начала
а->у-превращен и я при нагреве. В сплавах на
основе Fe—Сг кобальт снижает температуру
точек Мв и Мк, не уменьшая количества мар-
тенсита по окончании превращения. Интенсив-
ность влияния того или иного элемента на
температурный интервал у^а-превращения
может несколько изменяться в зависимости от
сочетания легирующих элементов.
Холодная пластическая деформация сталей
аустенито-мартенситного класса, как правило,
инициирует мартенситное превращение, кото-
рое проходит тем активнее, чем менее стаби-
лен аустенит и чем ниже температура дефор-
мации. Мартенситное превращение сопровож-
дается повышением прочности, возрастающим
с понижением температуры деформации.
Если стали мартенситного и аустенито-мар-
тенситного класса после обработки содержат
в структуре 70—90 % мартенсита, то удается
получить предел текучести 700—100 МПа и
325
временное сопротивление 1100—1400 МПа.
Дальнейшее повышение прочности достигает-
ся обычно в результате старения мартенсита.
В сталях типа 07Х16Н6 эффект старения,
проводимого обычно при 350—450 °C, неве-
лик — предел текучести увеличивается на
~200—250 МПа. Прирост прочности в этом
случае связывают с образованием сегрегаций
типа зон Г.—П.
Значительное упрочнение достигается при
легировании сталей элементами, растворимость
которых в мартенсите меньше, чем в аусте-
ните.
ботки имеют сго.2«8301200 МПа;, ffD =
= 12004-1300 МПа;
На рис. 30.52 приведены типичные схемы
термической обработки коррозионностойких
сталей мартенситного (а) и аустенито-мар-
тенситного (б—а) классов, на различных эта-
пах которой происходят у^а-превращения.
На практике режимы закалки устанавлива-
ют с учетом полного растворения карбидов,
снятия предшествующего наклепа при усло-
вии отсутствия чрезмерного роста зерна и по-
явления в структуре б-феррита. Температура
закалки в известной степени определяет ста-
Рис. 30.52. Основные схемы термической обработки сталей мартенситного (а) и аустенито-
мартенсииюго классов (б—г):
3 — закалка; С —старение; О.JV. — обработка холодом; X.П, — холодная пластическая де-
формация; О — отпуск для выделения карбидов
Эффект старения мартенсита наблюдается
при легировании сталей титаном, бериллием,
алюминием, молибденом, марганцем, циркони-
ем, ниобием, кремнием, вольфрамом, медью
и др. При одинаковой атомной концентрации
наибольшее упрочнение при старении вызыва-
ют титан, алюминий, бериллий, меньшее —
молибден, ниобий, кремний, вольфрам. В за-
висимости от легирующего элемента при ста-
рении происходит выделение интерметаллид-
ных фаз типа: АзВ(№зТ1, NisAl, МзМп, NisBe),
AB(NiTi, NiAl, NiMn), A2B[Fe2Mo,(Fe, Ni,
Со)2Мо]. Ряд элементов способствует старе-
нию, уменьшая растворимость легирующих
элементов или участвуя в образовании интер-
металлидов. К таким элементам относятся, на-
пример, кобальт, никель, хром.
Более высокие значения прочности могут
быть достигнуты, если после закалки сталь
аустенито-мартенситного класса подвергается
холодной пластической деформации (ниже
Afd) с достаточно высокими степенями обжа-
тия, инициирующей мартенситное превраще-
ние. Последующее старение протекает в упроч-
ненном деформацией мартенсите часто в при-
сутствии также упрочненного деформацией
остаточного аустенита.
Коррозионностойкие стали 09X15Н8Ю,
08Х17Н5МЗ и после полной термической обра-
бильность аустенита при у->а-прсвращении,
так как с повышением температуры закалки
происходит рост степени легированности аусте-
нита, увеличивается однородность его состава
и строения. Это приводит к снижению темпе-
ратуры Л4Н.
Обработка холодом после закалки обеспе-
чивает более полное превращение аустенита в
мартенсит, количество которого может дости-
гать 70—90 %. Те же цели преследуют хо-
лодная пластическая деформация, а также от-
пуск выше температуры точки Аи с выделе-
нием легированных карбидов, снижающих ус-
тойчивость аустенита к мартенситному пре-
вращению.
Режим старения должен обеспечить требу-
емый комплекс механических свойств и кор-
розионную стойкость. Максимальные значения
прочности, но при низкой пластичности и вяз-
кости, достигаются в результате старения в
интервале 450—500 °C. Температура, отвечаю-
щая наибольшему упрочнению, мало зависит
от химического состава стали, а температуры
старения, обеспечивающие лучшую стойкость
против общей коррозии, не совпадают с тем-
пературой максимального упрочнения и соот-
ветствуют 350—380 °C (высокая общая кор-
розионная стойкость стали достигается на
стадии предвыделения упрочняющих фаз).
326
Недостаток большинства сталей мартенсит-
ного и аустенито-мартенситного класса — по-
ниженная стойкость против коррозионного рас-
трескивания, которая часто не позволяет ис-
пользовать их высокую прочность.
Значительно большую возможность легиро-
вания допускает другой класс коррозионно-
стойких материалов с высокой прочностью, а
именно Высоколегированные дисперсионно-
твёрдеющие сплавы на основе железа или ни-
келя.
Примером могут служить сплавы
04ХН40МДТЮ (^0,04 % С; 14—17% Сг;
39—42 % Ni; 2,5—3,2 % Ti; 0,7—1,2 % Al; 4,5—
6,0 % Мо; 2,7—3,3 % Си) и 40НКХТЮМД
(^0,5 % С; 19—21 % Сг; 39—41 % Ni; 19—
21 % Со; 7,5—8,5 % Мо; 2,8—3,2 % Ti; 1,4—
1,8 % А1; 1,8—2,2 % Си), созданные специаль-
,но для работы в серной кислоте и в сероводо-
родсодержащих средах [4].
Высокая коррозионная стойкость, в том чис-
ле и против коррозионного растрескивания у
обоих сплавов, достигается благодаря высо-
кому содержанию в них хрома, никеля и мо-
либдена.
Повышенное упрочнение этих сплавов — Ов=
= 1000---1600 и 00,2=800-^1250 МПа — до-
стигается после старения в интервале 600—
800 °C, когда выделяется у'-фаза после типа
Ni3(Ti, AI).
Повысить прочность аустенита можно пу-
тем легирования стали азотом в количестве,
превышающем его растворимость в расплаве
при нормальном давлении. Необходимо учи-
тывать, что в некоторые коррозионностойкие
стали, легированные азотом, его вводят в кон-
центрациях ^0,25—0,35 % (т. е. в пределах
нормальной растворимости). Введение в аус-
тенитные стали 0,5—1,0 % азота позволяет
достигнуть предела текучести 600—700 МПа.
Легирование проводят при использовании
плазменно-дугового переплава в атмосфере
азота (предложен ИЭС им. Патона), а также
при литье с противодавлением в атмосфере
азота [7].
30.4.5. Коррозионностойкие сплавы
на основе никеля
Различают три основные системы легирования
современных коррозионностойких никелевых
сплавов: .никель — молибден, никель — хром,
никель — молибден — хром.
В бинарных сплавах никель—молибден по-
следний повышает коррозионную стойкость
(в 20 %-ном растворе соляной кислоты) в тем
большей степени, чем выше его концентрация
(обычно до 40 %) [8] (рис. 30.53).
Сплавы никеля с 28—30 % Мо имеют до-
статочно высокую стойкость в растворах сер-
ной кислоты всех концентраций до 100 °C, а
при температуре кипения — до 45 %-ной кон-
центрации; в растворах фосфорной кислоты
всех концентраций и при любых температурах,
кроме 85 %-иого кипящего раствора; в рас-
творах органических кислот.
Выделение равновесных фаз снижает кор-
розионную стойкость сплавов. К таким фазам
в сплавах никеля с 20—30 % Мо относятся
интерметаллиды — Ni4Mo(ft) и NisMo(y), об-
разующиеся при температурах <840 °C.
В промышленных сплавах этого состава к ука-
занным фазам следует добавить 'карбиды типа
Af*?6C, М02С и о-фазы типа FeMo, об-
разующиеся из примесей углерода, железа и
т. д, С выделением избыточных фаз связыва-
ют также развитие в никелемолибделовых
сплавах процессов межкристаллитной корро-
зии. Установлено, что склонность к межкрис-
таллитной коррозии возникает при нагреве в
двух температурных интервалах: при 600—
800 °C и выше 1200 °C.
Развитие межкристаллитной коррозий в ин-
тервале 600—800 °C связано в первую очередь
с выделением по границам зерен дисперсных
карбидов типа Мв2С; при 700—800 °C этот
Рис. 30.53. Диаграмма состояния системы N1—Мо в
сопоставлении с коррозионной стойкостью сплавов
в 20 %-ном растворе соляной кислоты при темпера-
туре кипения [8]
процесс выделения осложняется также обра-
зованием интерметаллпдов NUMo и NiaMo.
В результате указанных процессов пригранич-
ные области затем обедняются молибденом,
что. способствует межкристаллитной коррозии.
Положительно влияют на стойкость бинар-
ных сплавов типа Н70М27 в интервале 600—
800 °C добавки ванадия и ниобия (2 % каж-
дого), снижающие диффузионную подвижность
атомов молибдена и углерода и тем самым
тормозящие выделение карбидных и интерме-
таллидных фаз.
В высокотемпературной области (>1200°C)
склонность к межкристаллитной коррозии ни-
келъмолибдеиовых сплавов вызывается исклю-
чительно образованием по границам зерен сет-
ки карбидов типа Л4е&С и Ме2С. С этим яв-
лением связывают и возникновение межкрис-
таллитной ножевой коррозии.
Пример промышленного пикелемолибдеио-
вого сплава Н70МФ (ЭП814), который исполь-
зуется для изготовления сварной аппаратуры,
работающей в солянокислых средах, а также
в растворах серной и фосфорной кислот [4}.
327
Сплавы на основе никеля, легированные хро-
мом, имеют высокое сопротивление коррозии
в растворах азотной кислоты, в том числе и с
добавками ионов фтора.
Промышленные деформируемые бинарные
никельхромовые сплавы содержат до 50 %
хрома, а литейные — до 60 %.
Сплавы, в составе которых до 45 % Сг, при-
обретают в результате закалки структуру од-
нофазного у-твердого раствора, (рис. 30.54)
[8], а сплавы с более высоким содержанием
хрома — двухфазную структуру, состоящую
из смеси двух твердых растворов — на основе
никеля (у) и хрома (а). В сплавах с 45—50 %
Рис. 30.54. Диаграмма состояния системы N1—Сг в
сопоставлении с коррозионной стойкостью сплавов
в 10 %-ном растворе HNO3+1% HF при 50 вС (/) и
10 %-ном растворе HNO3 при температуре кипения
Сг а-фаза располагается преимущественно по
границам зерен у-твердого раствора, а при
больших концентрациях — равномерно в струк-
туре сплава.
Повышение содержания хрома до 60 % сни-
жает скорость коррозии в окислительных
средах.
Технические сплавы системы Ni—Сг после
нагрева в интервале 600—800 °C могут прояв-
лять. склонность к межкристаллитной корро-
зии, развивающейся за счет пограничных вы-
делений карбидов типа Мв23Сб и а-фазы.
В сплавах с содержанием хрома выше пре-
дельной его растворимости в у-твердом рас-
творе (>39 % Сг) при отпуске образуется
a-фаза, выделение которой по границам
у-твердого раствора способствует развитию
межкристаллитной коррозии, а при равномер-
ном распределении этой фазы в стуктуре спла-
ва увеличивает скорость общей коррозии.
Пример отечественного коррозионностойкого
сплава системы Ni—Сг Х45В (ЭП795); в нем
содержится 40 % Сг. Сплав применяется для
изготовления сварного оборудования, работаю-
щего в растворах азотной кислоты [4].
На рис. 30.55 [8] приведен изотермический
разрез диаграммы состояния системы Ni—
Мо—Сг при 800, 1000 и 1200 °C в сопоставлении
с коррозионной стойкостью сплавов с перемен-
ным содержанием хрома в растворе H2SO4 +
4-NaNO3+NaCl при 60 °C.
Хром и молибден имеют переменную раство-
римость в никеле. При 1200 °C максимальное
содержание каждого из элементов в у-твердом
растворе 20%; при 800 °C их растворимость
снижается до 20 % в сумме. В зависимости от
содержания хрома и молибдена в тройных
сплавах наряду с у-твердым раствором могут
присутствовать также интерметаллидные фа?
зы: 6—(Ni, Mo); Р—(Ni, Сг, Mo); a—(Ni,
Сг, Мо).
Выделение интерметаллидных и карбидных
фаз в технических сплавах может вызывать
межкристаллитную коррозию и охрупчивание
после сварки или относительно кратковремен-
ного нагрева в интервале 650—1100 °C.
Ni-Cr-Mo
Рис. 30.55. Изотермический разрез тройной диаграм-
мы Ni—Сг—Мо при 800, 1000 и 1200 °C в сопоставле-
нии со скоростью коррозии в смеси NaNOa+NaCl при
60 °C [81
Введение хрома в сплав никеля с 15 % Мо
существенно повышает коррозионную стой-
кость системы в растворе H2SO4-f-NaNO3 4-
+ NaCl, обладающем окислительно-восстано-
вительным потенциалом. При 25 % Сг тройной
сплав можно считать абсолютно стойким в
указанной среде (см. рис. 30.55).
В промышленности наибольшее распростра-
нение получили сплавы на основе никеля с
15 % Мо и 15 % Сг, в частности сплав ХН65МВ
(ЭП567), используемый, для работы во влаж-
ном хлоре, хлоридах, сульфидах, растворах
окисляющих солей, хлорном железе, смесях
кислот [4]. Есть сплавы, содержащие до 28—
30 % Сг, с частичным замещением молибдена
медью (Иллиум-98).
Сплавы на основе никеля весьма чувстви-
тельны к присутствию некоторых примесей, слу-
жащих причиной межкристаллитной коррозии
или способствующих ее развитию.
Прежде всего следует ограничивать содер-
жание углерода, поскольку образование кар-
бидной фазы — основная причина обеднения
328
приграничных областей зерен молибденом и
хромом. Современные никелевые сплавы со-
держат ^0,006—0,015 % С. В сплавах Ni—
Мо и Ni—Мо—Сг ускорению реакции образо-
вания карбидов способствуют кремний и же-
лезо, а в сплавах Ni—Сг [9, 10] — также крем-
ний и марганец.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Бабаков А. А., Захаров Ю. В., Крюко-
ва А. В. — Металловедение и термическая
обработка металлов, 1969, № 12, с. 57—59.
2. Гуляев А. П., Токарева Т. Б. — Металло-
ведение и термическая обработка метал-
лов, 1971, № 2, с. 29—37.
3. Пластичность стали при высоких темпера-
турах/Зуее М. И., Култыгин В. С., Вино-
град М. И. и др. М.: Металлургиздат,
1954. 101 с.
4. Ульянин Е. А. Коррозионностойкие стали
и сплавы: Справочник. М.: Металлургия,
1980. 205 с.
5. Бабаков А. А., Приданцев М. В. Коррози-
онностойкие стали и сплавы. М.: Метал-
лургия, 1971. 319 с.
6. Потак Я. М., Сачков В. В., Попова В. И.
и др. — Металловедение и термическая об-
работка металлов, 1968, № 11, с. 4—7.
7. Цоло В., Pauiee. Добиване на легирани
стомани. София АН БНР, 1978. 239 с.
8. Свистунова Т. В., Ульянин Е. А. — Спе-
циальные стали и сплавы. Науч. тр./МЧМ
СССР. М.: Металлургия, 1973, № 2, с. 5—
17.
9. Свистунова Т. В., Рунова 3. К-, Кирее-
ва Т. С., Толмачева Г. А.—Качественные
стали и сплавы. Науч. тр./МЧМ СССР. М.:
Металлургия, 1976, № 1, с. 68—74.
10. Свистунова Т. В., Рунова 3. К., Сахар-
ное А. А.— МиТОМ, 1970, № 5, с. 2—6.
30.5. ЛЕГИРОВАНИЕ
И ТЕРМИЧЕСКАЯ ОБРАБОТКА
ЖАРОПРОЧНЫХ СТАЛЕЙ
И СПЛАВОВ
30.5.1. Общие сведения
Жаропрочные сплавы в основном базируются
на трех переходных металлах: Fe, Со и Ni,
Менее распространены сплавы на основе Ti и
тугоплавких металлов: Сг, Мо, W, Nb. Внед-
рение таких сплавов тормозится их высоким
порогом хладноломкости и чрезвычайно низ-
кой стойкостью к газовой коррозии (Мо, W).
Титан и железо претерпевают аллотропические
превращения, и хотя соответствующим легиро-
ванием можно стабилизировать в них ту или
иную структуру, жаропрочных материалов,
работающих выше 750 °C, на их основе не
создано и создать, вероятно, не удастся.
В этом смысле более предпочтительны в ка-
честве основы металлы, не претерпевающие
аллотропических превращений. Именно на ба-
зе такого металла, как никель, и созданы наи-
более жаропрочные материалы, имеющие вы-
сокий комплекс технологических и служебных
свойств.
Жаропрочные материалы должны отвечать
многим требованиям:
а) обладать максимально возможным пре-
делом длительной прочности или ползучести;
б) иметь необходимые характеристики
пластичности (6, ф) и ударной вязкости
(KCU, KCV) и сопротивления разрушению в
исходном состоянии и на протяжении всего
срока службы при климатических и рабочих
температурах;
в) в интервале температур от комнатной до
рабочей не должны охрупчиваться;
г) должны обладать малой чувствительно-
стью к концентраторам напряжений при всех
температурах эксплуатация в исходном состоя-
нии и в конце срока службы;
д) усталостная прочность материалов при
рабочих температурах должна обеспечивать
заданный ресурс работы;
е) материал должен обладать высокой стой-
костью к газовой коррозии;
ж) технологические характеристики (горячая
пластичность слитков, штампуемость, обраба-
тываемость резанием, гибка, шлифуемость,
жидкотекучесть, устойчивость против терми-
ческих трещин и термоциклирования и др.)
fдолжны обеспечивать возможность изготовле-
ния полуфабрикатов и изделий на современ-
ном оборудовании.
Необходимость получения комплекса свойств
жаропрочных сталей и сплавов требует приня-
тия компромиссных решений. Так, при повы-
шенных температурах сопротивление ползуче-
сти и длительная прочность выше у сплавов
с крупным зерном. Однако крупное зерно сни-
жает пластичность сплава и сопротивление
циклическим нагрузкам и сопротивление раз-
рушению. Величина зерна оказывает большое
влияние на структуру сплава и, как следствие
этого, на склонность его к хрупкому разру-
шению. Чем крупнее зерно, тем меньше протя-
женность границ, по которым выделяется
карбидная фаза, но увеличивается вероятность
образования по границам зерен сплошной кар-
бидной сетки, охрупчивающей сплав.
В то же время выделение карбидов по
границам зерен приводит к повышению рас-
творимости элементов в приграничной зоне
твердого раствора, которая, будучи свободной
от выделений, способствует релаксации на-
пряжений и уменьшает вероятность зарожде-
ния пограничных трещин. Как правило, на ос-
нове длительных поисков подбирается такой
режим термической обработки, при котором
формируется структура, обеспечивающая оп-
тимальный комплекс свойств.
30.5.2. Жаропрочные стали
с а^у-превращением
Перлитные стали. Низколегированные стали
этого класса предназначаются в основном для
паропроводных и пароперегревательных труб
с рабочей температурой ^600°C. Необходи-
мый уровень жаропрочности достигается' в ре-
зультате комплексного легирования хромом,
ванадием, молибденом, ниобием. Содержание
каждого из элементов чаще всего ~0,2—
0,5 %, за исключением хрома, содержание ко-
торого доходит до 2 %.
Указанные элементы, Находясь в твердом
растворе, повышают силы связи атомов в ре-
шетке, вызывают дисперсионное твердение,
способствуют формированию в процессе фа-
329
ТАБЛИЦА 30.38
ХИМИЧЕСКИЙ СОСТАВ. %’*, И СВОЙСТВА НИЗКОЛЕГИРОВАННЫХ -ЖАРОПРОЧНЫХ
СТАЛЕЙ ПРИ.600 °C
Стали с Сг Мо V Si Си Р- Пределы длитель- ной проч- ности, МПа-
§ tT О
12Х1МФ 0,08—0,15 0,9—1,2 0,25—0,35 0,15—0,30 0,17—0,37 <0,20 <0,030 80 7 60
15Х1М1Ф 0,10—0,16 1,10—1,40 0,9—1,1 0,2—0,25 0,17—0,35 <0,25 <0,025 85 65
12Х2МФСР** 0,08—0,15 1,6—1,9 0,5—0,7 0,2—0,35 0,4—0,7 <0,25 <0,025 85 65
* Основа — железо; содержание марганца 0,4—0,7 %, никеля <0,25 %; серы <0,025 %.
** Содержание бора 0,002—0,005 % (по массе).
зовых у=«=> (^превращений субструктуры и ста-
билизируют карбидную фазу. Все эти пара-
метры структуры и определяют длительную
службу стали при высокой температуре к то-
му же в сложнонапряженном состоянии.
Чем выше рабочая температура, тем слож-
нее должен быть состав стали. Оптимальное
содержание углерода в низколегированных
сталях, работающих при <:600°С, составляет
0,08—0,12 %. Повышение содержания углеро-
да выше указанных пределов ускоряет коалес-
ценцию карбидов и обеднение твердого рас-
твора, главным образом молибденом, что сни-
жает прочностные свойства сталей. Кроме то-
го, повышение содержания углерода ухудшает
свариваемость, что особенно важно для труб.
Химический состав и свойства основных труб-
ных сталей приведены в табл. 30.38.
Основной карбидообразующий элемент, даю-
щий дисперсные частицы, упрочняющие матри-
цу, — ванадий. Оптимальное соотношение V/C
в жаропрочных низколегированных сталях со-
ставляет 3,2—4. Содержание ванадия в стали,
исходя из среднего содержания углерода, не
должно превышать 0,35 %.
Поскольку молибден должен упрочнять в
основном твердый раствор, соотношение меж-
ду углеродом, молибденом и другими карби-
дообразующими элементами должно обеспечи-
вать минимальное его содержание в карбид-
ной фазе, выделяющейся в процессе старения.
Установлено, что высокая термическая ста-
бильность карбидных фаз достигается при со-
держании молибдена в стали <:0,5 % (при
содержании углерода ^0,12 %).
ТАБЛИЦА 30.39
ХИМИЧЕСКИЙ СОСТАВ, %, СВОЙСТВА
Все низколегированные жаропрочные стали
рассматриваемой группы характеризуются от-
носительно невысокой устойчивостью переох-
лажденного аустенита. В зависимости от ско- ,
рости охлаждения фиксируются три области
переохлажденного аустенита: феррите-перлит-
ная, бейнитная и мартенситная.
Наиболее высокие значения длительной
прочности получаются после закалки на мар-
тенсит и последующего высокого отпуска при
температуре выше рабочей. Так, сталь 12Х1МФ
со структурой мартенсита отпуска при 580 °C
за 105 ч имела предел длительной прочности
100 МПа, а с феррито-перлитной структурой
(после отжига) в два раза меньше: 50 МПа.
Обычно для жаропрочных материалов важна
не только длительная прочность, но и плас-
тичность при разрушении, которая характери-
зует надежность работы конструкции в усло-
виях возможного образования различного ро-
да внутренних и внешних линейных и точеч-
ных дефектов.
Сталь, подвергнутая закалке и отпуску, раз-
рушается по границам зерен и имеет незначи-
тельное удлинение. У образцов после отжига
с исходной грубой феррито-перлитной струк-
турой отжига разрушение внутрикристаллит-
ное, но образцы перед разрушением претерпе-
вают значительную пластическую деформацию.
Сталь с бейнитной структурой, полученной
в промежуточной области, характеризуется
обоими видами разрушения н имеет промежу-
точные значения свойств пластичности (удли-
нения). По этой причине термическая обра-
ботка с превращением в промежуточных об-
ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ
Сталь С Сг Мо V Nb W Ni
15X11МФ 18Х12ВМБФРО* 12Х12МВФБР** 0,12—0,19 0,15—0,22 0,1—0,15 Ъ ~ о 1_1_£ со со О СП ООО -о'Х'сп Ш о о оо 0,25—0,40 0,15—0,18 0,15—0,3 0,2—0,4 0,15—0,3 0,4—0,7 0,55—0,85 , А А 1 J3.0 СП СП
* Содержание бора <0,003 %.
** В стали также присутствуют 0.5—1,0 % Ni: 0.5—1,0 Vo Мп; <0.08 % В.
330
ластях и является основной для низколеги-
рованных Сг—Мо—V-сталей. Структура,
полученная в результате промежуточного
превращения, характеризуется развитой суб-
структурой и равномерным распределением
дисперсных частиц карбидов. Дополнительный
отпуск вновь вызывает выделение карбидов.
До температур отпуска 600 °C в структуре по-
добных сталей обнаруживается в основном
карбид типа AfeaC, в составе которого может
быть молибден, особенно после высокого от-
пуска стали. После отпуска при температуре
>600 °C наблюдается непрерывное выделе-
ние карбидов ванадия, дисперсность которых
зависит от температуры и времени отпуска.
Основные упрочняющие фазы, обнаруженные
в сталях рассматриваемой группы, следую-
щие: 12Х1М1Ф— Ме3С, VC, Ме7С3, переходя-
щий в Ме23Сб; 12Х2МФСР — Ме3С, Nb(CN),
Мо2С, Ме2аСв, Л1г2В; 12Х2МФБ — Мо2С,
Nb(CN), Ме2В, Ме23Сб; 15Х1М1Ф — Мо2С,
VC, Ме23С6.
С началом выделения карбидов ванадия
ударная вязкость, удлинение и поперечное су-
жение снижаются, но в результате повышения
температуры отпуска до 700—750 °C удается
получить весьма высокие исходные значения
пластичности стали.
Длительное старение сталей в лабораторных
условиях показало высокую стабильность ме-
ханических свойств, несмотря на то, что коли-
чество карбидной фазы в процессе такого ста-
рения или службы увеличивается в 4—5 раз и
существенно изменяется фазовый состав стали.
Высоколегированные жаропрочные стали.
Как известно, самый распространенный леги-
рующий элемент в жаропрочных сталях и
сплавах — хром, который повышает жаростой-
кость и жаропрочность. Хром присутствует во
всех сталях, предназначенных для длительно-
го использования при высоких температурах в
условиях постоянного контакта поверхности
металла с кислородом и азотом воздуха или
с продуктами сгорания углей, природного га-
за или мазута различной степени загрязненно-
сти агрессивными добавками ванадия, серы и
других компонентов.
Высоколегированные жаропрочные стали в
зависимости от требований машиностроитель-
ных отраслей промышленности и уровня
свойств имеют различный состав и поэтому от-
носятся к различным структурным классам.
В настоящее время в промышленности исполь-
зуются стали ферритного, феррито-мартенсит-
ного, мартенситного и аустенитного классов.
При этом к одному структурному классу мо-
гут относиться стали с различным типом уп-
СТАЛЕИ ПРИ 600 °C
Си Мп SJ S р Пределы длитель- ной проч- ности, МПа
<4 О5
<0,3 <0,7 <0,5 <0,025 <0,03 97
<0,5 <0,5 <0,5 <0,025 <0,03 180 150
— — <0,5 <0,025 <0,025 180 140
рочнения: карбидным, интерметаллидным и
смешанным — карбидно-интерметаллидным.
На свойства мартенситных и феррито-мар-
тенситных сталей большое влияние оказывает
фазовый наклеп вследствие у-превращения.
Наибольшее распространение в промышлен-
ности среди высоколегированных жаропроч-
ных сталей получили высокохромистые стали,
которые, помимо более высокого, чем у низко-
легированных сталей, уровня прочности, весь-
ма стойки к газовой коррозии. Последнее свой-
ство выгодно отличает указанные стали от
низко- или высоколегированных никельсодер-
жащих сталей, уступающих хромистым по
коррозионной стойкости в условиях примене-
ния высокосернистых мазутов. По этой при-
чине, а также по ряду других физических
свойств хромистые стали широко используют-
ся для разнообразных целей.
Высокохромистые стали, превращения в ко-
торых в условиях равновесия описываются
диаграммой Fe—Сг—С, в зависимости от со-
держания хрома подразделяют на три группы:
1) стали, содержащие от 8 до 10 % Сг, от-
носятся к мартенситному классу;
2) стали, содержащие 10—13 % Сг, — к мар-
тенсито-ферритному;
3) стали с содержанием хрома >13 %” к
ферритному классу.
Наиболее высокий уровень свойств жаро-
прочности получен на сталях, содержащих
10—13 % Сг. Самой низкой жаропрочностью
обладают хромистые стали, содержащие вы-
ше 13 % Сг. Поэтому эти стали нашли при-
менение только как жаростойкие.
Высокохромистые стали мартенситного и
мартенсито-ферритного классов характеризу-
ются:
— высокой жаропрочностью и пластично-
стью в условиях длительной службы;
— высокой стабильностью структуры и со-
ответственно механических свойств при, дли-
тельном старении под нагрузкой и без нее;
— хорошей релаксационной стойкостью;
— значительным демпфированием, преиму-
щественно магнитной природы;
— относительно низким коэффициентом ли-
нейного расширения;
— высокой теплопроводностью;
— высокой технологичностью в условиях
металлургического и машиностроительных про-
изводств;
Химический состав и свойства некоторых
хромистых сталей приведены в табл, 30.39.
В отличие от низколегированных сталей, со-
держащих <2,5 % (по массе) Сг, высокохро-
мнстые стали характеризуются большей ус-
тойчивостью переохлажденного аустенита, и
мартенситное превращение протекает при ох-
лаждении сталей на воздухе. При этом в ста-
лях, содержащих менее 8 % Сг, превращение
аустенита наблюдается лишь в низкотемпера-
турной области, для сталей, содержащих 8—
12 % Сг, в двух областях: высокотемператур-
ной (выделяется феррит) и низкотемператур-
ной (мартенситное превращение). При этом
точка Ми стали с 12 % Сг на 100 °C ниже, чем
у стали с 8 % Сг, поэтому в первой стали
структура мартенсита имеет больше дефектов
строения и более высокий уровень упрочнения.
В структуре высокохромистых сталей после
их охлаждения на воздухе всегда присутству-
ют карбиды хрома. Стали с мартенсито-фер-
331
ритной структурой имеют оптимальные свой-
ства, если содержание феррита не превышает
15 %.
Для обеспечения высоких стабильных в
процессе длительной службы механических
свойств хромистые стали легируют дополни-
тельно молибденом, вольфрамом, ниобием, ти-
таном. В качестве микролегирующей добавки
многие стали содержат бор. Изучение кинети-
ки превращения переохлажденного аустенита
в хромистых сталях, легированных указанны-
ми элементами, показало, что характер превра-
щения принципиально не меняется, однако по
мере повышения легирования ферритная об-
ласть сужается, а область мартенситного пре-
вращения смещается в сторону более низких
температур. Наиболее существенное влияние
легирующие элементы оказывают на превра-
щения при отпуске, вызывая старение (диспер-
сионное твердение). Старение в хромистых
сталях отвечает температуре высокого отпус-
ка, поэтому применение обоих терминов рав-
ноправно.
Рассмотрим влияние отдельных элементов
на процесс старения. С целью получения вы-
соких значений прочности хромистые стали
содержат ^0,25 % С, более высокое содержа-
ние этого элемента возможно лишь для ста-
лей, относящихся к разряду несвариваемых.
В присутствии углерода у-область расширяет-
ся в сторону более высоких концентраций хро-
ма и одновременно увеличивается температур-
ный и концентрационные интервалы двухфаз-
ной области у+а. Помимо влияния на кон-
центрационную область и температуру
у^а-превращения, влияние углерода
заключается в образовании специальных кар-
бидов с Мо, W, V, Nb и Ti. Из этих фаз
наиболее труднорастворимы карбиды титана
и ниобия. Заметное растворение таких карби-
дов наступает при температурах >1150 °C.
Карбид ванадия VC переходит в твердый
раствор при температурах выше 900 °C. Кар-
биды молибдена и вольфрама переходят в
у-твердый раствор в основном при температу-
рах до 1150—1200 °C. Поскольку в сталях
всегда имеется азот, в присутствии V, Ti или
Nb в стали образуются карбонитриды V (C;N),
Nb (С, N) и Ti (С, N) соответственно.
В зависимости от содержания хрома в ста-
лях образуются специальные карбиды типа
Ме7Сз и МегзСв; от типа карбидов зависит со-
противление ползучести.
При содержании в стали до 2 % Сг, он при-
сутствует в твердом растворе, кроме того, вхо-
дит в состав карбида МезС. Сопротивление
ползучести при этом весьма высокое. При со-
держании хрома более 2 % образуется спе-
циальный тригональный карбид Сг7Сз, макси-
мальное количество которого отвечает 7—
8 % Сг. С увеличением количества этого кар-
бида сопротивление ползучести резко падает.
В сталях с содержанием выше 8 % Сг наблю-
дается постепенный переход от карбида Сг7С3
к карбиду типа Сг2аСб. В присутствии куби-
ческого карбида хрома типа Сг23Сб повышает-
ся жаропрочность стали.
В карбиде хрома СггзСб могут растворяться
Fe, Мо или W.
Для увеличения сопротивления ползучести
a-твердого раствора — основы сталей и до-
полнительного упрочнения за счет диспер-
сионного твердения в состав сталей, как ука-
332
зывалось выше, вводят Мо, W, V, Nb и (или)
Ti, которые образуют избыточные карбидные
и карбонитридные фазы. Кроме того, эти же
элементы создают интерметаллидное упрочне-
ние за счет выделения из твердого раствора
фаз Лавеса.
В общем виде фазы, образующиеся в сталях
с 12 % Сг в зависимости от легирующих эле-
ментов (кроме СггзСб в стали без добавок),
приводятся в табл. 30.40.
Помимо карбидных, в число упрочняющих
фаз в высокохромистых высоколегированных
сталях входят интерметаллидные фазы Лавеса
типа FeaMo, Fe2 (Мо, W) и др., имеющие гек-
сагональную структуру типа MgZn2. Отличи-
тельная особенность фаз Лавеса — медленное
выделение из твердого раствора и чрезвычай-
но медленная коалесценция, способствующие
стабилизации механических свойств сталей при
длительных нагревах.
Характер выделения фаз Лавеса зависит от
температуры старения. При старении до
600 °C наблюдается непрерывный распад
a-твердого раствора, в результате которого
частицы фазы Лавеса равномерно распреде-
ляются в объеме зерна и длительное время
когерентно связаны с матрицей. С повышением
температуры от 600 до 700 °C возрастает роль
дефектов структуры и ускоряется нарушение
когерентной связи с матрицей. В дефектных
местах зерен (границы зерен, субзерен и т. п.)
частицы фазы Лавеса растут заметно быстрее,
чем в объеме зерен. Выше 700 °C обнаружить
стадию старения, когда частицы фазы Лавеса
когерентно связаны с матрицей, трудно, так
как когерентность нарушается весьма быстро.
Характер выделения фаз Лавеса и их связь с
матрицей в зависимости от условий старения
определяет и верхний температурный интервал
применения сталей, упрочненных такими фа-
зами. С нарушением когерентности прочность
стали снижается, ускоряется рост частиц из-
быточных фаз, поэтому нарушается стабиль-
ность механических свойств. Верхний предел
службы таких сталей оценивается в ~ 650 °C.
При этой температуре определенная доля
второй фазы может длительное время сохра-
нять когерентную связь, интенсивно упрочняя
сталь.
Наименее легированные хромистые жаро?
прочные стали — 20X13 и 30X13; они облада-
ют достаточно высокими механическими свой-
ствами до 500 °C, поэтому их применяют для
изготовления лопаток паровых турбин, рабо-
тающих длительное время при темпера-
турах пара до 450—475 °C. При ограниченной
величине действующих напряжений их можно
использовать до 550 °C.
Одна из модификаций этих хромистых ста-
лей— 15X11МФ. Она отличается пониженным
содержанием хрома, но имеет в составе также
молибден и ванадий. Интересно, что все комп-
лекснолегированные хромистые , стали содер-
жат комплекс молибден и ванадий. Сталь от-
носится к мартенситному классу и применяет-
ся для сопловых и рабочих лопаток паровых
турбин. Максимальная температура для дли-
тельной службы 550 °C. Эту сталь можно за-
каливать на воздухе. Обычно температура за-
калки стали 15X11МФ составляет 1050—
1100 °C. Более полное растворение карбидов
достигается после закалки с 1100 °C, что обес-
печивает более высокий уровень свойств.
В зависимости от уровня свойств сталь
15X11МФ после закалки на воздухе подверга-
ют отпуску при 680—750 °C. Структура стали
после отпуска — сорбит с различной степенью
дисперсности карбидов.
Наиболее высокое сопротивление ползучести
наблюдается после отпуска при 675 °C, 5 ч.
Для легирования 12 %-ных хромистых ста-
лей также используют никель в количестве
0,2—2 %. При более высоком содержании ни-
келя его влияние мало заметно. Поэтому 'в
хромистых сталях отечественного производст-
ва содержание никеля — 0,4—1,8%. Лишь
одна американская 11 %-ная хромистая сталь
«Лаппалой» содержит 9,75 % Ni, однако эта
сталь' не содержит ванадия, но имеет
0,25 % Мо. В то же время в отечественных
марках 12 %-нон хромистой стали содержит-
ся не менее 0,35 % Мо и ванадий.
Комплекснолегированные хромистые стали.
Они содержат в комплексе .молибден, ванадий,
ниобий и бор, и лишь одна из них не имеет в
составе двух последних элементов. Это сталь
14Х12В2МФ, однако в этой стали содержится
повышенное количество вольфрама (—2%).
Указанное комплексное легирование обеспе-
чивает получение в стали после закалки с
охлаждением на воздухе мартенсито-ферритной
структуры, причем содержание структурно-сво-
бодного феррита в зависимости от сочетания
аустенито- и ферритообразующих элементов ко-
леблется от 15 до 40 %.
Термическая обработка комплекснолегиро-
ванных сталей состоит из закалки на воздухе
с 1020—1050 °C и высокого отпуска (старения)
при 680—730 °C, 3 ч. В результате отпуска из
мартенсита и феррита выделяются избыточные
упрочняющие фазы. При этом мартенсит пре-
вращается в сорбит.
На первых стадиях отпуска (старения) из мар-
тенсита в первую очередь выделяется карбид
типа Ме2зСб- При увеличении длительности от-
пуска (старения) до 900—1000 ч при 680 °C
карбид МемСе коалесцирует, затем выделяется,
карбид VC и интерметаллидная фаза (Fe,
Cr)2(W, Мо). Такая последовательность фазо-
вых превращений позволяет сохранить проч-
ность стали на высоком уровне вначале за
счет карбидной фазы, а затем преимуществен-
но за счет интерметаллидной. Поскольку ре-
комендованная температура применения таких
сталей существенно ниже 670 °C, то все эти
процессы при рабочей температуре растянуты
во времени и практически во всем рекомендо-
ванном интервале времени службы (до
100000 ч) сталь сохраняет высокие прочност-
ные свойства.
Другой комплекснолегированной сталью, ко-
торая не содержит никеля, но имеет в своем со-
ставе вольфрам, молибден, ванадий, ниобий и
бор, является сталь 18Х12ВМБФР. Эта сталь
также мартенсито-ферритного класса с 10—
12 % феррита. Сталь широко применяется для
труб паровых котлов и паропроводов, крепеж-
ных деталей, турбинных лопаток и других дета-
лей/Она подвергается закалке на воздухе
(нормализации) и высокому отпуску. После
полной термической обработки структура ста-
ли состоит из сорбита и феррита. Упрочняю-
щие фазы стали 18Х12ВМБФР— карбид хро-
ма Ме2аСв и два карбонитрида Nb(C, N) и
V(C, N). При длительном старении появляется
еще одна фаза — Fe2(iMo, W). После старения
при 620 °C 10000 ч в структуре стали присут-
ствуют следующие упрочняющие фазы:
Ме23Сб —2,04 %; (Fe, Сг)2(Мо, W) — 2,01 %;
Nb(C, N) —0,59 %; V(C, N) —0,07 %. Таким
образом, основной вклад в упрочнение стали
вносят фазы Л1е2зСб и Ме2(Мо, W).
В отношении микролегирования хромистых
сталей бором отечественное металловедение и
металлургия опередили мировую практику.
30.5.3 . Аустенитные стали
с карбидным упрочнением
Жаропрочные и технологические свойства ста-
лей этого типа достигаются благодаря присут-
ствию 0,3—0,6 % С в их составе, а также
комплексного легирования никелем, марганцем,
хромом, молибденом, вольфрамом, ванадием и
ниобием, что обеспечивает стабильную аусте-
нитную структуру в широком интервале тем-
ператур. Химический состав и свойства приве-
дены в табл. 30.41.
При высоких температурах, соответствующих
температурам закалки, стали имеют микроско-
пически однородную аустенитную структуру,
в которой при понижении температуры выде-
ляются в большом количестве карбидные
фазы.
Относительно высокая жаропрочность сталей
этого типа обусловлена двумя основными фак-
торами: многокомпонентным легированием мат-
рицы, субструктурой, формирующейся при вы-
делении карбидных фаз, и, наконец, собствен-
ным влиянием этих фаз.
С' целью обеспечения достаточного уровня
сопротивления сталей окислению все они со-,
держат в своем составе >12 % Сг. Известно,
что наиболее высокой жаропрочностью обла-
дают аустенитные стали, поэтому в их соста-
ве должно быть такое количество углерода и
других аустенитообразующих элементов (ни-
келя, марганца, азота), чтобы при всех вари-
антах термической обработки и условий служ-
бы в них обеспечивалась устойчивая аустенит-
ная структура. Особенность легирования аус-
тенитных сталей с карбидным упрочнением
состоит еще и в том, что в процессе старения
должно выделяться значительное объемное
количество карбидов, обеспечивающее высокую
прочность при повышенных температурах при
сохранении достаточно высокой пластичности.
Сочетание высокой прочности и пластичности
достигается благодаря тому, что дисперсион-
ное твердение в сталях протекает путем выде-
333
ления из твердого раствора нескольких кар-
бидных фаз одновременно или в определенной
последовательности. При этом скорость выде-
ления и характер распределения карбидных
фаз будут существенно различны. Реализация
такого принципа упрочнения дисперсионно-
твердсющих сталей позволяет существенно сни-
зить подвижность дислокаций в объеме зерен,
уменьшить эффект проскальзывания зерен и
сохранить субмикрообъемы зерен, свободные
от выделений. Последнее позволяет релаксиро-
вать пиковым напряжением, возникающим в
структуре в процессе ползучести. Тем самым
создаются предпосылки для сохранения сталью
повышенного сопротивления разрушению.
Выделение карбидов из твердого раствора
при старении и переход карбидов в твердый
раствор при высокотемпературных нагревах
для получения однородной у-фазы, например
при закалке, зависят от свойств карбидов.
Некоторые сведения о поведении карбидов
можно получить, анализируя свойства изоли-
рованных карбидных соединений.
Если оценить силы связи в карбидах по ве-
личине теплоты образования, то наиболее стой-
кими являются карбиды с г. ц. к. решеткой —
TiC, ZrC, NbC, VC. Они сохраняются в струк-
туре сталей вплоть до высоких температур,
причем вначале растворяется карбид ванадия
(>800—900°C). Карбид титана сохраняется до
1200 °C. Несмотря на высокую прочность сил
связи, в карбиде титана могут растворяться мо-
либден, ванадий, вольфрам, ниобий и хром,
а железо практически не растворяется. В свя-
зи с тем что карбид и нитрид титана (в ста-
лях всегда присутствует некоторое количество
азота) образуют между собой непрерывный
ряд твердых растворов, в структуре аустенит-
ных сталей, как и в мартенситных, присутству-
ет соединение типа карбонитрида титана.
Так как карбид титана .интенсивно раство-
ряется в у-твердом растворе лишь выше
1200 °C, т. е. выше температуры закалки, то он
активно не участвует в дисперсионном твер-
дении при старении.
Цирконий также иногда вводится в состав
стали, но в весьма ограниченном количестве,
поэтому количество выделяющихся карбидов
циркония весьма невелико.
Карбид ниобия ведет себя в аустенитных
сталях так же, как и карбид титана. Он рас-
творяется в у-твердом растворе при темпера-
турах выше 1200 °C, поэтому слабо влияет на
эффект дисперсионного твердения. В отличие
от карбида титана в карбиде ниобия не рас-
творяется не только железо, но и хром. В при-
сутствии азота в структуре стали образуется
карбонитрид типа Nb (С, N).
Из всей группы указанных выше монокар-
бидов наименее устойчив карбид ванадия. Он
начинает растворяться в аустените при срав-
нительно низких температурах и выше 950—
980 °C растворяется полностью. Естественно,
что при старении карбид ванадия по непре-
рывному механизму интенсивно выделяется из
твердого раствора. Благодаря устойчивой ко-
герентной связи карбида с матрицей он в те-
чение длительного времени сохраняет высокую
дисперсность, упрочняя тем самым сталь при
длительной службе.
Аустенитные стали значительно упрочняются
в результате выделения из твердого раствора
карбидов хрома (в аустенитных сталях основ-
ной карбид хрома ЛГе23Св). Это, как указыва-
лось, сложный карбид переменного состава,
в котором в широком интервале концентраций
растворены железо, никель, ванадий, вольфрам
и молибден. Количество легирующих элементов
и хрома в карбиде зависит от состава стали и
от режима термической обработки. Для аусте-
нитных сталей с карбидным упрочнением тер-
мическая обработка обычно состоит в закалке
с 1200 °C (охлаждение на воздухе или в воде)
и в старении (однократном или двойном).
Механические свойства сталей, особенно дли-
тельная прочность в значительной степени, за-
висят от условий старения. При низкотемпера-
турном старении (500—600 °C) упрочнение
сталей протекает вяло; но с образованием
большого количества частиц карбидной фазы
высокой дисперсности. Несмотря на высокую
прочность, аустенитные стали имеют низкую
пластичность. С целью получения лучших слу-
жебных свойств температура старения на 100—
150 ° С выше рабочей температуры. Также
применяют двойное старение низкотемператур-
ное, а затем высокотемпературное. Низкотем-
пературное старение обеспечивает равномерное
выделение упрочняющих фаз, тогда как высо-
котемпературное служит для снятия напряже-
ний. После таких обработок устраняется чув-
ствительность стали к надрезу.
В практике металлургического производства
замечено, что для сталей, подверженных силь-
ному упрочнению, перерыв во времени между
двумя стадиями старения приводит к появле-
нию трещин. Для устранения подобного явле-
ния второе старение необходимо проводить без
перерыва, т. е. при быстром переносе поковки
в другую печь или путем повышения темпе-
ТАБЛИЦА 30.41
ХИМИЧЕСКИЙ СОСТАВ, %. И СВОЙСТВА АУСТЕНИТНЫХ СТАЛЕЙ
Сталь С N1 Сг V Мо W Ti
31Х19Н9МВБГ 0,28—0,35 8—10 18—20 — Г,0—1,5 ),0—1,5 0,2—0,5
4Х14Н14В2М 0,4—0,5 13—15 13—15 — 0,25—0,40 2,0—2,75 . —
37Х12Н8Г8МФБ 0,34—0,40 7,0—9,0 11,5—13,5 1,25— 1,35 1,1—1,4 0,25—0,45 —
* Содержание кремния СО,8 %; фосфора СО,035 %.
334
ратуры в той же печи, где проводилась пер-
вая стадия старения.
Из всей группы аустенитных сталей с кар-
бидным упрочнением наиболее известной яв-
ляется сталь 4X14HI4B2M. Максимальное со-
противление ползучести при температурах вы-
ше 650 °C эта сталь имеет после закалки с
1200 °C. Если сталь перегреть выше 1200 °C,
то жаропрочность ее при температурах 700—
800 °C повышается вследствие увеличения раз:
мера зерна и более полного растворения кар-
бидных фаз, однако при этом сильно падает
пластичность, поэтому такая закалка не при-
меняется. При температурах службы ниже
650 °C лучшими свойствами обладает сталь
после отжига при 820 °C.
Все другие разновидности аустенитных ста-
лей были разработаны для повышения свойств
жаропрочности, но при более экономном ле-
гировании стали никелем. Сталь 31Х19Н9МВБТ
отличается пониженным содержанием никеля
и комплексно легирована молибденом, вольф-
рамом, титаном и ниобием и, кроме “ того,
имеет довольно высокое содержание марганца
(0,8—1,5 %), стабилизирующего аустенит.
С целью повышения запаса пластичности сталь
переплавляется методом ЭШП. Температура
применения этой стали <630 °C. Еще более
низкое содержание никеля имеют стали
40Х15Н7Г7Ф2МС и 37Х12Н8Г8МФБ, Первая
из них применяется в качестве крепежного ма-
териала и при малых напряжениях может быть
стойкой до 750—800 °C. Ее термическая обра-
ботка состоит в закалке с 1180—1220 °C, обес-
печивающей высокий запас длительной проч-
ности. Максимальная твердость этой стали до-
стигается в результате старения при 650—
700 °C. Для повышения пластичности старение
проводят при 800 °C. Длительная прочность и
усталостная прочность, как известно, в значи-
тельной степени зависят от однородности раз-
меров зерен. Поэтому не рекомендуется нагре-
вать сталь для деформации выше 1160 °C и
оканчивать деформацию ниже 1000 °C с тем,
чтобы при последующем нагреве под закалку
получить равномерную мелкозернистую струк-
туру, которая обеспечивает лучшую длитель-
ную прочность, повышенное сопротивление
усталости. Вследствие ограниченного содержа-
ния хрома сталь 4Х15Н7Г7Ф2МС имеет слабое
сопротивление окислению при температурах вы-
ше 750 °C, но с целью его, повышения сталь
можно алитировать или покрывать никелем.
В последние годы наиболее широко приме-
няется сталь 37Х12Н8Г8МФБ, легированная
С КАРБИДНЫМ УПРОЧНЕНИЕМ* ПРИ 600 °C
Мп Nb S Си Пределы дли- тельной проч- ности. МПа
а104 °105
0,8— 1.5 0,2— 0,5 <0,02 — 150 ПО
0,7— 1.5 — <0,02 <0,3 180 80
7,5— 9,5 0,25— 0,45 . <0,03 — — 330
значительным количеством карбидообразую-
щих элементов и марганца. Сталь применяется
в основном для изготовления крупных дета-
лей — турбинных дисков и бандажных колец.
Оптимальное сочетание свойств сталь 1 полу-
чает после двойного старения. Изучение влия-
ния температур старения на свойства стали
показало, что до температур 650 °C сталь
практически не теряет свои свойства даже пос-
ле выдержки 10000 ч. Разупрочнение стали на-
ступает при старении выше 650 °C и тем интен-
сивнее, чем выше температура старения и
больше его длительность.
30.5.4 . Аустенитные стали и сплавы
с карбидно-интерметаллидным
упрочнением
Стали и сплавы на основе железа, упрочняемые
интерметаллидами, образуют особый класс. По
своим жаропрочным свойствам эти сплавы при-
ближаются к сплавам на основе никеля и в
некоторых случаях могут служить их замени-
телями.
Хромоникелевые аустенитные стали и спла-
вы на основе железа легированы никелем и
аустенитообразующими элементами в количе-
ствах, обеспечивающих получение устойчивого
аустенита во всем температурном интервале,
начиная от температур затвердевания и кон-
чая глубоким холодом (—70 °C). В отличие от
сталей с карбидным упрочнением этот класс
материалов имеет ограниченное содержание уг-
лерода, поэтому для получения устойчивого
у-твердого раствора стали и сплавы должны
содержать значительное количество никеля,
сбалансированное с содержанием элементов,
стабилизирующих структуру феррита.
Чем выше содержание никеля, тем выше жа-
ропрочность железохромоникелевого аустенита
и тем технологичнее сплав в металлургическом
производстве; по этой причине сплав с высо-
ким содержанием никеля можно дополнитель-
но легировать более сложным комплексом эле-
ментов и вводить их в большем количестве.
Для повышения жаропрочности сплавы на
железоникельхромовой основе обычно комп-
лексно легируют элементами, упрочняющими
твердый раствор и вызывающими дисперсион-
ное твердение. Обычно для упрочнения вводят
10—35 % Сг, до 7 % Мо, до 6 % W, до 1,3 %
Nb, до 0,5 % V, до 3,2 % Ti, до 3,2 % А1. Кро-
ме этих элементов, могут быть введены тантал
и кобальт. Однако из-за дефицитности эти
элементы не нашли значительного практиче-
ского применения. Ограничено и применение
сталей с вольфрамом.
Наиболее благоприятное влияние на жаро-
прочность и технологические свойства сталей
и сплавов оказывает молибден. Весьма эффек-
тивным упрочнителем твердого раствора так-
же является хром, который повышает жаро-
прочность благодаря образованию карбидов и
ряда других упрочняющих фаз, в состав ко-
торых также он входит. Помимо этого, хром
является основным элементом, обеспечиваю-
щим защиту от окисления сталей и сплавов на
основе железа.
1 С целью повышения пластичности сталь пе-
реплавляют методом ЭШП.
335
Кроме основных легирующих элементов,
весьма сильно упрочняют железоникельхромо-
вый аустенит такие элементы внедрения, как
углерод, азот и бор, которые вводят, однако,
в ограниченном количестве, так как при их кон-
центрациях, превышающих оптимальные, па-
дает пластичность. Это же можно сказать и о
цирконии.
Для повышения технологической пластично-
сти в эти сплавы вводят редкоземельные ме-
таллы (РЗМ) и металлы ПА группы. Эти эле-
менты прежде всего связывают вредные при-
меси в стойкие соединения, выводя их тем
самым из твердого раствора. Изменяя поверх-
ностное натяжение на границе фаза—матрица,
РЗМ и особенно элементы группы ПА способ-
ствуют сфероидизации выделений в литом ме-
талле, повышая тем самым его способность к
пластической деформации. J
В сталях и сплавах на основе железа упроч-
нение создают различные избыточные фазы.
Прежде всего это карбидные фазы типа
МеС—TiC, NbC, VC и (или) ZrC, в составе
которых чаще всего содержится небольшое ко-
личество азота. Эти карбиды не деформируют-
ся при ковке и заметно растворяются в аусте-
ните при температурах выше 1200 °C (кроме
карбида VC). Монокарбиды МеС выделяются
в этих сплавах чаще всего по границам зерен
в виде крупных включений неправильной фор-
мы. Карбиды глобулярного вида обычно сопут-
ствуют структуре, обеспечивающей хорошую
пластичность. Имеются сведения о том, что в
отдельных случаях образуется и сложный кар-
бид типа Ме6С.
В присутствии больших количеств хрома в
рассматриваемых сплава?? после полного цик-
ла термической обработки всегда присутствует
карбид хрома типа Ме^С^ В этих сталях и
сплавах могут быть интерметаллидные фазы
у'—Ni3(Al, Ti, Nb); и—Ni3Ti; р—Ni3Ti; 6 —
орторомбическая Ni3No; a-фаза; фазы Лавеса
типа Fe2Mo, Fe2W или твердые растворы этих
фаз типа Fe2(Mo, W). Помимо этого, большую
роль в формировании свойств сталей и спла-
вов играют бориды, химический состав кото-
рых еще изучен недостаточно из-за присутствия
их в малом количестве. Главным механизмом
упрочнения железохромоникелевых сталей и
сплавов является дисперсионное твердение за
счет выделения фаз у', 6, т| и фаз Лавеса. При
этом стали, упрочняемые фазами Лавеса, мо-
гут эффективно использоваться при темпера-
турах до 700 °C; стали и сплавы, упрочняемые
фазами у' и г|, — до 750 °C.
Одним из наиболее простых жаропрочных
сплавов на основе железа по составу и струк-
туре является ХН32Т, применяющийся для дли-
тельной службы при температурах до 850 °C.
Этот сплав имеет низкое содержание титана и
ограниченное содержание углерода. При таком
составе (часть титана уходит на образование
карбида TiC) сплав не испытывает дисперси-
онного твердения, поэтому его жаропрочность
определяется свойствами у*твердого раствора.
При длительной службе в сплаве образуется
небольшое количество карбидов хрома, кото-
рые не охрупчивают сплав. Именно поэтому
при старении при 700—800 °C 10000 ч. и бо-
лее ударная вязкость сплава не ниже
10-102 кДж/м2.
Из дисперсионно-твердеющих сплавов
этой группы самый жаропрочный — сплав
XH35BTIO. По своей системе легирования он
типичен для ряда других марок, описанных в
литературе..
Этот сплав для достижения высокой жаро-
прочности подвергают двойной закалке. Цель
ТАБЛИЦА 30.42
ХИМИЧЕСКИЙ СОСТАВ. %, и СВОЙСТВА АУСТЕНИТНЫХ СТАЛЕЙ И СПЛАВОВ С
Сталь с Ni Сг Мо W Nb Al Ti
08Х16Н13М2Б 0,06—0,12 12,5— 14,5 15-17 2,0— 2,5 — 0,9—1,3 — —
09Х14Н19В2БР1 0,07—0,12 18—20 13—15 — 2,0—2,8 0,9—1,3 — —-
ХН32Т 0,05 30—34 19—22 — — — 0,05 0,25—0,60
ХН35ВТЮ 0,08 33—37 14—16 — 2,8—3,5 — 0,7— 1,4 2,4—3,2
ТАБЛИЦА 30.43
ХИМИЧЕСКИЙ СОСТАВ, %. И СВОЙСТВА СПЛАВОВ НА ОСНОВЕ
Сплав Сг Tl Al Mo W, Nb Fe Mn
не
ХН77ТЮР 19—22 2,5—2,9 0,6—1,0 1,0 0,4
ХН73МБТЮ 13—16 2,35—2,75 1,3—1,7 2,8—3,2 1,8—2,2 Nb 2,0 0,4
ХН70ВМЮ*2 9—fl — 4,5—5,5 5—6,5 4,5—5,5 W 5,0 0,4
ХН55ВМТКЮ*3 9—12 1,4—2,0 3,6-4,5 4,0—6,0 4,5—6,5 W 5,0 0,5
♦’ Во всех сплавах содержится ^0,015 % Р.
*2 В сплаве содержится до 07 % V.
*s В сплаве содержится 10—16 % Со.
336
первой закалки — получить зерно определен-
ного размера и перевести избыточную у'-фазу
в твердый раствор. Охлаждение при закалке
сплава проводят на воздухе, во время которо-
го частично выделяется у'-фаза. При темпера-
туре второй закалки (1050 °C) небольшая
часть фазы у' остается нерастворенной, а кро-
ме того, остаются карбиды хрома, причем час-
тицы этих фаз укрупняются. При охлаждении
на воздухе при повторной закалке и последую-
щем старении у'-фаза выделяется в виде дис-
персных включений размером 200—500 А.
В результате этих структурных изменений
упрочненный сплав наряду с дисперсными вклю-
чениями содержит в структуре и определенное
количество более крупных выделений. Такая
структура обеспечивает высокую прочность и
необходимый запас пластичности. После одно-
кратной закалки прочность и жаропрочность
будут несколько выше, чем при двойной, но
снижается запас пластичности и проявляется
высокая чувствительность к надрезу.
Если рабочая температура сплава ниже мак-
симальной (750 °C), например 600—650 °C, то
необходимый уровень пластичности может быть
получен за счет измельчения зерна. В этом слу-
чае штампованная деталь с мелким зерном
подвергается старению при 750 °C, 16 ч. Такая
обработка заметно повышает пластичность и
жаропрочность сплава при умеренных темпе-
ратурах службы (600—650°C). Однако когда
от сплава требуется жаропрочность и пластич-
ность при длительной его службе при более
высоких температурах — вплоть до 750 °C, оп-
тимальное сочетание свойств обеспечивается
двойной закалкой и старением.
Упрочняющая у'-фаза в равновесном состоя-
нии сплава переходит в т|-фазу (гекс агона л ь-
‘ЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ ПРИ 700 °C
В Мп SI S р Пределы дли- тельной проч- ности, МПа
*10* I «to-
— 1,0 0,8 0,02 0.035 ‘ 60 35
0,025 2,0- 0,6 0,02 0,035 170 140
— 0,7 0,7 0,02 0,03 55 —
0,02 0,6 0,6 0,02 0,035 250 —
ИКЕЛЯ ПРИ 750 °C4' /
Si с в Се S Пределы дли- тельной проч- ности. МПа
более а10’
о,6 0,07 0,01 0,02 0,007 230
0,6 0,08 0,005 0,005 0,007 295 210
0,5 0,12 0,01 0,01 0,01 350 260
0,5 0,12 0,02 0,01 0,01 460 380
ная решетка),, которая приближается по со-
ставу к соединению Ni3Ti. Обычно после дли-
тельного старения при 750—900 °C т|-фаза при-
обретает состав (Ni, Fe)3(Ti, Al). Перерожде-
нию у'-фазы в трфазу способствуют пластиче-
ская деформация, повышенное содержание ти-
тана и повышение температуры старения. Фа-
за т] выделяется в виде пластин; с ее появ-
лением пластичность сплава понижается.
Химический состав и свойства некоторых ма-
рок аустенитных сплавов с карбидно-интерме-
таллидным упрочнением приведены в табл.
30.42.
30.5.5 . Жаропрочные сплавы на основе
никеля
Чистый никель имеет низкую длительную проч-
ность порядка 40 МПа при 800 °C, 100 ч и
низкую стойкость к газовой коррозии при вы-
соких температурах. Основные жаропрочные
свойства никелевых сплавов достигаются в ре-
зультате комплексного легирования. Структура
таких сплавов является многофазной, и это
позволяет сочетать в них самые разнообраз-
ные свойства, отвечающие требованиям совре-'
менного машиностроения. Химический состав и
свойства некоторых никелевых сплавов приве-
дены в табл. 30.43. 4
Легирующие элементы, вводимые в жаро-
прочные сплавы на никелевой основе, можно
разделить на несколько групп.
Группа 1. К ней относятся элементы,
упрочняющие у-твердый раствор на основе ни-
келя: хром, кобальт, молибден, вольфрам, ва-
надий, гафний. Помимо упрочнения твердого
раствора, хром играет активную роль в защи-
те сплавов от окисления; молибден, вольфрам,
ванадий образуют в сочетании с хромом раз-
личные карбидные фазы типа Л1^Сз, ШззСв и
МебС.
Группа 2. К ней относятся алюминий,
титан, ниобий и тантал. Эти элементы не толь-
ко упрочняют твердый раствор, но и образу-
ют с никелем интерметаллидное соединение
часто сложного состава, например (Ni, Со)з(А1,
Ti, Nb, Та); помимо интерметаллидной фазы,
карбидообразующие элементы этой группы об-
разуют карбиды типа МеС. Алюминий так же,
как и хром, образует защитные окисные плен-
ки, что также повышает окалиностойкость
сплавов.
Группа 3. К ней можно отнести углерод,
бор, цирконий и элементы из группы лантани-
дов— лантан, церий, неодим и др., которые
вводятся в малых количествах— 10“£ и 10-2 %.
Элементы вводят для образования фаз внед-
рения, упрочнения границ зерен за счет обра-
зования сегрегаций по границам зерен и спе-
циальных фаз. Кроме того, эти элементы обес-
печивают рафинирование металла от вредных
примесей и влияют на кинетику фазовых пре-
вращений, изменяя морфологию выделяющих-
ся фаз. ,
Элементы первой группы влияют на упроч-
нение сплавов в результате изменения элек-
тронной структуры твердого раствора. Это
в свою очередь понижает энергию дефектов
упаковки, снижает диффузионную подвижность
атомов, вызывает локальные изменения элек-
тронной структуры вблизи атомов растворен-
ных элементов.
22—394
' 337
Учет влияния электронной структуры для
прогнозирования фазового состава и прочности
сложных сплавов базируется на представлени-
ях Л. Полинга об электронных дырках. Леги-
рование изменяет электронную структуру ос-
новы, влияя на ее свойства, и создает предпо-
сылки для образования определенных фаз.
Оказалось, что эффект упрочнения, связанный
с одинаковой величиной упругих искажений,
тем выше, чем больше разность валентностей
растворителя и растворенного элемента. Эго
подтверждает большое значение изменения
электронного строения сплавов.
Интервал существования некоторых фаз так-
же может быть определен подсчетом среднего
числа электронных дырок в легированном твер-
дом растворе. Возможное число электронных
дырок для переходных металлов: 4,66 для Сг,
Мо, W; 3,66 для Мп; 2,22 для Fe; 1,71 для Со;
0,61 для Ni; 5,66 для V. Для кремния, раство-
ренного в металлической матрице, Л7О=6,66.
Среднее число электронных дырок матрицы оп-
л
ределяется суммированием:
где Nv — среднее количество электронных ды-
рок для сплава; mi — атомная доля элемента;
— число электронных дырок для данного
элемента; п — число элементов в матрице.
Применительно к фазам а и ц показано, что
в_ никелевых сплавах он.и образуются, если
JVv>2,49 для а-фазы и Л7О>2,38 для ц-фазы.
Особенность жаропрочных никелевых спла-
вов— наличие неравновесных состояний распа-
да, когда первоначально выделяющаяся фаза
имеет и состав, и структуру, не соответствую-
щие равновесной диаграмме состояния. Так,
фаза Ni3(Ti, Nb, Al) на первых стадиях ста-
рения всегда обогащена алюминием. Затем по
мере старения в течение сотен и тысяч часов
при рабочей температуре состав фазы изменя-
ется. Она может даже превратиться в равно-
весную фазу, например типа г)—Ni3Ti с гекса-
гональной плотноупакованной решеткой. Обра-
зование т|-фазы сопровождается потерей
пластичности и уменьшением длительной
прочности. В целях ослабления или устранения
£того эффекта в ряде сплавов не содержится
титана, ниобия или тантала. В этих сплавах
равновесной является фаза Ni3A1. Однако ле-
гирование лишь одним алюминием не обеспе-
чивает получения всего требуемого комплекса
свойств жаропрочных сплавов на достаточном
уровне и может рассматриваться лишь как
ТАБЛИЦА 30.44
ХИМИЧЕСКИЙ СОСТАВ И
Сталь, сплав
Fe Ni
20X23HI8 Основа 17—20
12Х25Н16Г7АР* 15—18
10Х18Н18Ю4Д 18—19,5
ХН45Ю 44—46
ХН78Т 6 Основа
ХН60Ю 20
* Содержание азота 0,3—0,45 %, бора ^0,01 %.
частный случай. Более эффективно комплексное-
легирование. С целью задержки превращения*
у'->т] в сплав в зависимости от срока его служ-
бы вводят определенное количество алюминия.
Чем больше алюминия, тем медленнее идет-
процесс перестройки y'-nq; этому способству-
ет и микролегирование сплавов бором.
Структура и состав самой у-фазы также-
существенно влияет на жаропрочность. Наи-
более высокая жаропрочность достигается-
при использовании в качестве упрочнителя?
фазы, когерентно связанной с матрицей и об-
ладающей аномальной зависимостью прочно-
сти от температуры. Прочность у'-фазы с по-
вышением температуры до определенного зна-
чения (Гм) не уменьшается, а растет; присут-
ствие в составе у'-фазы Ti, Сг, Nb, W, Та не-
только повышает абсолютный уровень ее
прочности, но и сдвигает Гм в область более
высоких температур. Аномальное поведение-
у'-фазы связано с особым механизмом движе-
ния в ней дислокаций. При пластической де-
формации у'-фазы дислокациям энергетичес-
ки выгодно двигаться парами, образуя сверх-
дислокации с вектором Бюргерса а <110>.
Сверхдислокация при движении может рас-
щепляться либо на две полные дислокации
а/2 <110>, либо сверхчастичные дислока-
ции а/3 <112>. В первом случае частич-
ные дислокации связаны плоской антифазной
границей, во втором — полосками дефектов,
упаковки. Вид расщепления сверхдислока-
ции зависит от энергии антифазных границ »
дефектов упаковки, что определяется легиро-
ванием сплава. При легировании у'-фазы ти-
па Ni3Al хромом, который снижает энергию
дефектов упаковки в этой фазе, образуются
сверхструктурные комплексы типа дефект
упаковки типа вычитания — дефект упаков-
ки типа внедрения. Образование такого
сверхструктурного комплекса тормозит раз-
витие деформации и тем самым повышает
прочность у'-фазы. Возможны и другие ме-
ханизмы аномального упрочнения.
Анализ влияния различия в параметрах
решеток (Да) матрицы и выделяющейся фа-
зы, когда они изоморфны, показал, что чем
это различие больше (независимо от знака),
тем меньше время до разрушения сплава при
заданных температуре и напряжении.
Из легирующих элементов только титан
и ниобий увеличивают значение Да, так как
увеличивают период решетки у'-фазы; хром,
молибден, железо уменьшают Да, увеличивая
период решетки твердого раствора, тем са-
СВОИСТВА ЖАРОСТОЙКИХ СТАЛЕЙ И СПЛАВОВ
Содержание элемента. % (по массе)
Сг Al (Ti) Мп 1 51 | 1 с 1
не бо-
22—25 —
23—26 7 ‘ 1,о 0,12
18—19,5 3,2—4,2 0,8 0,8 0,13
15—17 2,9—3,9 1,0 1,0 0,1
19—22 (0,15—0,35) 0,8 0,12
15—18 2,6—3,5 0,3 0,8 0,1
338
мым приближая его к значениям периода ре-
шетки Y'-фазы.
В зависимости от сочетания легирующих
элементов в никелевых сплавах образуются
карбиды: МеС, Ме23Св и Ме^С,
Повышенное количество карбидов из-за
увеличенного содержания углерода отрица-
тельно сказывается на пластичности сплавов.
В деформируемых сплавах максимальное со-
держание углерода в отдельных случаях до-
стигает ~0,12 %, однако чаще всего 0,08 %.
В то же время снижение содержания углеро-
да ниже 0,03.% также нежелательно, так как
снижается долговечность сплавов и длитель-
ная пластичность. Поэтому для большинства
сплавов содержание углерода колеблется в
пределах 0,03—0,08 %.
Изучение влияния карбидных выделений
на свойства жаропрочных сплавов показало,
что, помимо объемной доли карбидных выде-
лений, большое значение имеют характер рас-
положения карбидов, их размеры и морфоло-
гия.
Карбиды МеС — по сути карбоиитриды,
так как образующие их элементы титан, ни-
обий, тантал относятся одновременно и к
группе нитридообразующих элементов. Вслед-
ствие изоморфности решеток карбиды и нит-
риды образуют широкие области твердых ра-
створов.
Карбиды или карбонитриды типа МеС
или Me (С, N) обычно выделяются в виде
крупных включений, расположенных произ-
вольно — как на границах, так в объеме зе-
рен. Эти фазы образуются и в процессе за-
твердевания в виде эвтектических частиц в
междуосных участках и из твердого раство-
ра. При металлографических исследованиях
какой-либо строгой ориентировки карбидов
относительно матрицы не обнаружено. В по-
рядке уменьшения стабильности в сплавах
никеля карбиды располагаются в следующий
ряд: ТаС, NbC, TiC, VC. Этот порядок не со-
впадает с термодинамическими характеристи-
ками карбидов в изолированном состоянии
(самый стойкий — карбид титана).
В процессе термической обработки кар-
биды типа МеС трудно растворимы в мат-
ричной фазе, и этот процесс становится за-
метным при температурах >1200 °C.
В сплавах могут присутствовать твер-
дые растворы карбидов типа (Ti, Nb)C, а в
сложных композициях сплавов в этих кар-
бидах может растворяться некоторое количе-
НА ОСНОВЕ ЖЕЛЕЗА И НИКЕЛЯ
Увеличение массы, г/(мг ч), при температуре. °C
S 1 1 р
лее 1000 1100 1200
0,2 0,35 1,0
0,02 0,035 0,34 0,46 0,60
0,022 0,035 0,19 0,55 —
0,03 0,025 — — 0,25
0,012 0,015 — 0,36 0,50
0,02 0,02 — — 0,26
ство молибдена и вольфрама. Состав карби-
дов зависит от соотношения легирующих эле-
ментов в сплаве и режимов термической об-
работки.
Карбид типа Ме2зСб выделяется в спла-
вах, содержащих более 10—12 % Сг, и име-
ет вид отдельных включений пластинчатой
или правильной геометрической формы. Ча-'
сто выделения Ме2$С6 напоминают видман-
штеттовую структуру. Карбиды Ме23Се име-
ют сложную кубическую структуру, близ-
кую к г. п. у. структуре о-фазы. Когерент-
ность решеток карбида ЛТе23Сб и а-фазы слу-
жит причиной зарождения о-фазы на выде-
лениях карбидов Л4е23Сб. Карбиды Л1е2зСб пе-
реходят в твердый раствор при температуре
>1150 °C и интенсивно выделяются при ста-
рении закаленного сплава в интервале 700—
980 °C. Эти карбиды выделяются преимуще-
ственно по границам зерен, вдоль границ
двойников и на дефектах упаковки. В слож-
ных сплавах, помимо хрома, в состав карби-
дов типа Ме23С& входят молибден, вольфрам,
никель, кобальт, железо, кремний. Выделяясь
по границам зерен, карбиды типа
уменьшают проскальзывание зерен при пол-
зучести.
Карбид Ме7Сз в никелевых сплавах не-
устойчив. Он наблюдался в сплавах сравни-
тельно простых составов и на начальных ста-
диях распада твердого раствора при старении.
По мере старения карбид Ме7С3 переходит в
карбид Me2SC6. Обычно в структуре таких
сплавов после завершения всего цикла терми-
ческой обработки карбид Ме7С3 не наблюда-
ется.
Карбиды 7Иб6С образуются только в
сложных по составу сплавах и ие имеют ана-
логов в двойных системах Me—С. Для их об-
разования необходимо, чтобы сплав был ле-
гирован (порознь или совместно) молибде-
ном и вольфрамом. В его составе присутству-
ют никель, кобальт, кремний, хром, вольфрам
и молибден. Карбид МеБС имеет сложную
кубическую структуру. Он выделяется в спла-
вах при 800—900 °C; выше 1200 °C карбид
переходит в твердый раствор. Карбид
выделяется по границам зерен, часто одновре-
менно с карбидом Ме23Сб. Учитывая все
структурные факторы, определяющие жаро-
прочность сплавов, термическую обработку
проводят таким образом, чтобы обеспечить оп-
тимальное сочетание всего комплекса свойств.
Обычно она состоит из одной или двух
закалок с нагревом до температур, обеспечи-
вающих переход в твердый раствор всей у'-
фазы и частично карбидов; закалки на возду-
хе, чтобы ие создавать объемных напряже-
ний; старение по режимам, обеспечивающим
выделение у'-фазы и карбидов в дисперсной
форме.
30.5.6 . Жаростойкие стали и сплавы
на основе железа и никеля
Основные жаростойкие сплавы, которые ис-
пользуются в качестве конструкционных сва-
риваемых материалов в газовых турбинах, пе-
чах и различного рода высокотемпературных
установках с рабочей температурой до 1350°С,
созданы на основе железа и никеля. Химиче-
ский состав и свойства некоторых сталей и
сплавов приведены в табл. 30.44.
22*
339
Высокое сопротивление окислению этих
сплавов связано в первую очередь с большим
содержанием в них хрома. Максимальное со-
держание хрома (26—29 %) — в сплаве
ХН70Ю на основе никеля.,
Повысить рабочую температуру сплавов
на основе никеля и железа путем дальнейше-
го увеличения содержания хрома не удается:
с увеличением содержания хрома >30 % за-
метно снижается температура плавления спла-
вов, а главное сплавы становятся нетехноло-
гичными.
Многолетний опыт создания технологич-
ных сталей и сплавов, стойких к газовой кор-
розии, показал, что деформируемые, сваривае-
мые жаростойкие материалы для рабочих
температур <800 °C могут быть созданы на
основе систем Fe—Сг, Fe—Сг—Mn^-N; для
службы при температуре выше 800 6С в каче-
стве основы необходимо использовать аусте-
нитные сплавы системы Fe—Ni—Сг. Выбор
аустенитной структуры обусловлен необходи-
мостью иметь при высокой температуре до-
статочный запас длительной прочности, сва-
риваемости и пластичности.
Ферритная структура сталей типа Х25,
Х28, Х25Т, хотя и обеспечивает высокую стой-
кость в различных газовых средах, однако
эти стали склонны к охрупчиванию, имеют
низкую жаропрочность, а сварные соединения
отличаются хрупкостью.
Исследование жаростойкости сплавов си-
стем. Fe—Сг, Fe—Сг—Мп—N и Fe—Ni—Сг
на воздухе позволило выявить закономерно-
сти влияния отдельных легирующих элемен-
тов и с помощью математического анализа
оптимизировать состав ряда сталей.
Рассмотрим влияние отдельных элемен-
тов.
Хром, Испытания на жаростойкость спла-
вов Fe—Ni—Сг с переменным содержанием
хрома показали, что хром в количестве ме-
нее 14 % не оказывает существенного влияния
на повышение жаростойкости. Критическая
граница нижнего предела содержания хрома
находится около 14%; выше нее существенно
повышается жаростойкость. Особенно резко
влияние хрома проявляется при 15—20%.
При более высоких содержаниях хрома —
вплоть до 26 % — рост жаростойкости не-
значителен. Влияние хрома в сплавах с ко-
бальтом не отличается от влияния его в спла-
вах без кобальта.
Никель, При относительно низких тем*
пературах (~ 900 °C) влияние никеля незна-
чительно, выше 1000 °C никель в количествах
до 25 % увеличивает потери массы металла
и лишь при более высоком его содержании
наблюдается повышение жаростойкости, но
она будет ниже, чем в сплавах на основе же-
леза без никеля. Из сплавов на никелько-
бальтовой основе (10—70 % Со) наиболее
высокая жаростойкость получена при 40 %
Ni и при 20—40 % Со.
Кобальт. Введение до 40 % Со улучшает
жаростойкость сплавов Ni—Сг—Со. Выше
этой концентрации в окалине появляется за-
кись кобальта СоО, жаростойкость снижа-
ется. В четверной системе Fe—Ni—Со—Сг
сплавы с 45—50 % Fe имеют такую же жа-
ростойкость, как и сплавы без Fe. Меньшие
количества железа оказывают отрицатель-
340
ное влияние на сопротивление окислению
сплавов, содержащих кобальт.
Марганец. Этот элемент применяют в ка-
честве аустенитообразующего для частичной-
замены никеля, а также для увеличения ус-
тойчивости аустенита благодаря повышенно-
му (при выплавке) усвоению сплавом азота
в присутствии марганца. Исследования пока-
зали, что марганец может быть использован
для легирования в количествах до 10 % для
сплавов системы Fe—Ni—Сг, предназначен-
ных для рабочих температур до 1050 °C. Вы-
ше 1050 °C сплавы с марганцем имеют низкую*
жаростойкость.
Алюминий. Алюминий в количествах до>
2 %, снижает жаростойкость сплавов систе-
мы Fe—Ni—Сг—Al при температурах выше
1200 °C и слабо влияет на это свойство при
температурах ниже ПбО./С. Возможное объ-
яснение этому — повышение концентрации
вакансий в окалине вследствие частичного
замещения двухвалентных атомов железа и
никеля трехвалентными атомами алюминия.
Повышение числа вакансий ускоряет диффу-
зию кислорода к поверхности металла. Вве-
дение от 2,5 до 3,5 7о (по массе) А1 сопро-
вождается резким повышением жаростойко-
сти, особенно в области температур 1200 °C
и выше. Это связывают с образованием окис-
ла со структурой шпинели FeO (Сг2О&, А120з)
и стабильного окисла А12Оэ. Замечательной
особенностью влияния алюминия является по-
лучение составов с экстремально высокими-
показателями жаростойкости. На зависимо-
сти жаростойкости сплавов Fe—Сг—Ni—
2,5 %. Al имеется узкая область концентраций
по хрому (15—17%), характеризующаяся
высокой жаростойкостью при 1250 °C. Замет-
но изменяются при этом и концентрации же-
леза и никеля. В сплавах рассматриваемого
типа, но с кобальтом влияние алюминия ана-
логично его влиянию в сплавах без кобальта.
Кремний. Оптимальное содержание крем-
ния в сплавах системы Fe—Ni—Сг (рабочие-
температуры до 1100°C) составляет 1,5 %.
Ниже этого содержания влияние кремния
слабее; большие добавки кремния (до 4 %)
жаростойкость не увеличивают. В сплавах
указанной системы с 20 % Со влияние крем-
ния аналогично. Легирование сталей кремни-
ем целесообразно для рабочих температур до*
1100°C. При более, высоких температурах
сплавы, легированные кремнием, значительно-
уступают сплавам, легированным алюминием.
Углерод. В пределах составов, отличаю-
щихся удовлетворительной технологично-
стью (свариваемость, горячая пластичность^
сопротивление хрупкому разрушению) и со-
держащих до 0,2 % С, существенного и одно-
значного его влияния на жаростойкость не-
обнаружено.
Установленные закономерности влияния
легирования на жаростойкость послужили
основанием для разработки конкретных ста-
лей, отличающихся экономным использовани-
ем никеля (см. табл. 30.38). Сплав ХН45Ю*
(30 % Fe) обладает свойствами, превосходя-
щими сплавы на основе никеля. Это единст-
венный сплав, использующийся в течение дли-
тельного времени (до 100 ч) при температуре
1350°С. Стали ХН35ЮС, 10Х18Н18Ю,
10Х10Н20ЮС содержат еще меньшее количе-
ство никеля и могут эксплуатироваться с о от-
ветственно: ХН35ЮС до 1200 °C, две другие
до 1100 °C
Жаростойкие сплавы на основе никеля в
окислительной среде (в парах воды, синтети-
ческом аммиаке, кислороде) до 900 °C более
стойки, чем железо- Однако в серосодержа-
щих средах никель не стоек к газовой корро-
зии. Присутствие серы в окислительных сре-
дах снижает верхнюю температуру использо-
вания никеля до 550 °C, а в восстановитель-
ных — до 260 °C.
Наиболее сильное влияние на стойкость к
газовой коррозии сплавов на основе никеля
оказывает хром. Максимальная стойкость к
газовой коррозии наблюдается в сплавах, со-
держащих ~40 % Сг. Однако состав этих
сплавов лежит вблизи эвтектики, поэтому они
имеют низкую температуру плавления. В
промышленности применяют жаростойкие
сплавы, менее легированные хромом (20—
27 % Сг). Оптимальная концентрация зави-
сит от содержания других добавок. Сплав,
содержащий никель и 20 %, хрома, — основа
подавляющего числа жаростойких никелевых
сплавов; вся теория их легирования по суще-
ству построена на изучении влияния других
легирующих элементов на эту основу. Из
постоянно присутствующих легирующих эле-
ментов углерод снижает жаростойкость, свя-
зывая хром в карбиды и обедняя этим эле-
ментом .твердый раствор. По этой причине
обычное содержание углерода в никелевых
жаростойких сплавах ограничено 0,1 % (по
массе).
Марганец также снижает жаростойкость
никельхромовых сплавов; наиболее сильно
его влияние сказывается при содержании до
1 %, Выше этой концентрации марганец на
жаростойкость влияет слабо.
Кремний до 2—3 % повышает жаростой-
кость сплавов, но при более высоком его со-
держании жаростойкость сплавов катастро-
фически падает. Кроме того, кремний пони-
жает технологическую пластичность нике-
левых сплавов и для повышения жаростой-
кости его обычно не используют.
Алюминий наиболее сильно повышает
жаростойкость сплавов на никельхромовой
основе. Этот эффект и был использован для
создания высокожаростонких никелевых
сплавов. Типичный представитель — сплав
Х20Н80ЮЗ, являющийся наиболее жаростой-
ким из никелевых деформируемых сплавов.
Титан часто служит технологической до-
бавкой, снижает жаростойкость, поэтому
его содержание в сплаве Х20Н80Т ограниче-
но.
Вольфрам и молибден, используемые для
повышения жаропрочности сплавов до 800—
900 °C, мало изменяют скорость окисления,
однако при более высоких температурах их
отрицательное влияние на жаростойкость
сказывается весьма сильно. Обычно эти эле-
менты используют в жаростойких сплавах с
рабочей температурой не выше 1000 °C. По-
скольку системы легирования жаростойких и
жаропрочных никелевых сплавов не совпада-
ют, то жаростойкие сплавы обладают несрав-
ненно более низкими показателями жаро-
прочности, чем жаропрочные сплавы, и нао-
борот, жаропрочные высоколегированные
сплавы в значительной мере уступают жаро-
стойким по стойкости к газовой коррозии, по-
этому применяются эти сплавы в различных
температурных диапазонах. Когда их рабочие
температуры близки, требуются специальные
меры защиты жаропрочных сплавов.
Наиболее распространенные методы за-
щиты — термодиффузионное насыщение или
насыщение поверхности различными газотер-
мическими способами.
По величине длительной прочности жа-
ростойкие стали и сплавы при температурах
выше 1000 °C различаются несущественно; аб-
солютные показатели их длительной прочно-
сти невысоки. Одна из основных задач совер-
шенствования жаростойких сталей — повы-
шение длительной прочности — частично ре-
шается методами термической обработки,
регламентирующей распределение и морфоло-
гию частиц карбидов и карбонитридов хрома,
титана и ниобия. Поскольку жаростойкие
сплавы работают в таком температурном ин-
тервале, когда нельзя эффективно использо-
вать упрочнение за счет выделения интер-
металлидов, наиболее эффективными являют-
ся два направления: повышение прочности
твердого раствора за счет многокомпонент-
ного легирования и использование принципов и
методов упрочнения композиционных мате-
риалов. Поскольку жаростойкие сплавы на
основе железа и никеля не претерпевают фа-
зовых превращений, термическая обработка
для них состоит в высокотемпературном на-
греве для выращивания зерна определенного
размера или для снятия напряжений. ,
30.6 . ПОВЕРХНОСТНОЕ
ЛЕГИРОВАНИЕ СТАЛИ
(ХИМИКО-ТЕРМИЧЕСКАЯ
ОБРАБОТКА)
30.6 Л. Общие сведения
Химико-термическая обработка (поверхност-
ное легирование) — термическая обработка,
сочетающая термическое и химическое воздей-
ствие для изменения химического состава,
структуры и свойств поверхностных слоев ме-
таллов или сплавов.
Химико-термическая обработка сводится
к диффузионному насыщению (легированию)
поверхностного слоя стали неметаллами (С,
N, В, Si и др.) или металлами (Сг, А1 и др.)
в процессе выдержки при определенной тем-
пературе в активной жидкой или газовой сре-
де. Взаимодействие металла и насыщающей
среды происходит на поверхности нагретого
изделия.
При химико-термической обработке од-
новременно протекают несколько процессов:
1) переход насыщающего элемента в ок-
ружающей среде (или в отдельном реакцион-
ном объеме) в атомарное ионизированное со-
стояние; насыщающая атмосфера должна
обеспечивать высокую концентрацию диф-
фундирующего элемента на поверхности об-
рабатываемого металла (изделия). Количе-
ство атомов, поступающих из насыщающей
среды в металл, в основном определяется ско-
ростью химических реакций (или испарения),
связанных с выделением насыщающего веще-
ства;
2) адсорбция атомов (ионов) на поверх-
ности металла с образованием химических
связей между нонами насыщающего элемен-
та и основного металла (хемосорбция). Ад-
сорбция — экзотермический процесс, приво-
дящий к уменьшению свободной энергии;
3) диффузия адсорбированных атомов от
поверхности в глубь обрабатываемого ме-
талла (изделия). Образуется диффузионный
слой — слой материала у поверхности насы-
щения1, отличающийся от исходного по хими-
фазы к другой отмечается скачок концентра-
ции, равный ширине двухфазной, области ди-
аграммы фазового равновесия; двухфазные
области в диффузионном слое не образуются.
Основная характеристика диффузионного
слоя — его толщина (рис. 30.57). Различают
общую и эффективную толщину диффузионно-
го слоя.
Общая толщина диффузионного слоя
(dQ) — кратчайшее расстояние от поверхности
насыщения до сердцевины, определяемое уста-
Рис. 30.56. Диаграмма состояния железо — диффундирующий элемент (а); кривые изменения кон-
центрации диффундирующего элемента по толщине диффузионного слоя (о); строение диффузи-
онного слоя (в)
ческому составу, структуре и свойствам.
Концентрация диффундирующего эле-
мента уменьшается от поверхности в глубь
металла. Как следствие этого изменяются
структура и свойства (рис. 30.56). Изменение
концентрации по толщине диффузионного слоя
определяют методами послойного химическо-
го и спектрального анализа (оптического и
рентгеновского), а также с помощью радио-
активных изотопов.
В большинстве случаев диффузионный
слой имеет сложное строение. При насыще-
нии металла, например железа, различными
элементами строение слоя подчиняется обще-
му правилу, согласно которому диффузия
вызывает образование однофазных слоев, со-
став которых соответствует однофазным об-
ластям диаграммы фазового равновесия Fe—
Me (Me — любой другой элемент), пересекае-
мым изотермой насыщения. Фазы в диффузи-
онном слое располагаются в той же последо-
вательности, что и однофазные области на
диаграмме состояний. При переходе от одной
Рис. 30.57. Диффузионный слой (схема):
П.З. — переходная зона диффузионного слоя; С —
сердцевина; dQ — общая толщина слоя; эффек-
тивная толщина слоя; я п—значение базового пара-
метра у поверхности; а3 — предельное значение ба-
зового параметра, установленного для d3\ aQ — зна-
чение базового параметра для сердцевины
1 Поверхностью насыщения называют по-
верхность детали или ее часть, которые при
химико-термической обработке взаимодейст-
вуют с окружающей активной средой.
342
новленным методом по значению базового
параметра (критерия изменения какого-либо
свойства в зависимости от расстояния от по-
верхности насыщения).
Базовым параметром может служить струк-
тура, изменение концентрации диффундирую-
щего элемента или какое-либо свойство —
обычно твердость.
Эффективная толщина диффузионного слоя
(d9) (наиболее часто используется при контро-
ле после химико-термической обработки) —
часть общей толщины диффузионного слоя,
определяемая кратчайшим расстоянием от по-
верхности насыщения до участка с определен-
ным значением базового параметра (см. рис.
30.57).
Рис. 30.58. Влияние температуры (а) и продолжи-
тельности (6) насыщения на толщину диффузионно-
го слоя:
1 — насыщение элементами, образующими с железом
твердые растворы замещения: 2— то же, твердые
растворы внедрения
Сердцевина — материал, не затронутый воз-
действием насыщающей среды.
Прилегающая к сердцевине часть диффузи-
онного слоя, ширина которой определяется
разностью общей и эффективной толщины,
названа переходной зоной диффузионного
слоя. Толщина диффузионного слоя зависит
от: состава обрабатываемого металла (спла-
ва), температуры насыщения (рис. 30.58, а),
продолжительности процесса (рис. 30.58,6),
концентрации диффундирующего элемента на
поверхности и характера образующегося твер-
дого раствора. Чем выше концентрация диффун-
дирующего элемента на поверхности, тем
больше толщина слоя при данной температуре
и продолжительности процесса . насыщения.
Скорость диффузии элемента, образующего с
обрабатываемым металлом твердые растворы
внедрения, значительно выше, чем элемента,
образующего твердые растворы замещения L
1 Эффективная энергия активации Q для
азота и углерода в y-Fe составляет 130—
142 кДж/моль а для элементов, образующих
с железом твердые растворы замещения (AI,
Сг, Мо, W и др.), превышает 251 кДж/моль.
Поэтому при поверхностном легировании
стали металлами, образующими с железом
твердые растворы замещения (Сг, А1, Мо,
W и др.), увеличивают температуру и длитель-
’ ность процесса, однако толщина образующего-
ся слоя в этом случае меньше, чем при
насыщении азотом или углеродом. Диффузия
протекает быстрее в a-Fe, ^ем в y-Fe.
30.6.2. Поверхностное легирование
неметаллами
Поверхность сталей и чугунов легируют Ct N,
С и N, В, а также Si. Ниже приводятся крат-
кие характеристики различных видов химико-
термической обработки, используемых в метал-
лургии и машиностроении.
Цементация (науглероживание)
Процесс проводят при нагреве в соответст-
вующей среде — карбюризаторе (табл. 30.45).
Окончательные свойства изделия из конструк-
ционных сталей приобретают < после закалки
непосредственно с температуры цементации
или после подстуживания до 800—850 °C и
повторного нагрева выше температур
сердцевины. После закалки следует отпуск
при 160—180 °C [1].
Цементация применяется для низкоуглеро-
дистых сталей (Ст2, СтЗ, 08, 08кп, 10, 15, 20,
15Х, 20Х, 15ХМ, 18ХГТ, 25ХГТ, 25ХГМ,
15ХГНТА, 15Х2ГН2ТА, 20ХНМ, I2XH3A,
12Х2Н4А, 18Х2Н4ВА и др.), реже для высо-
коуглеродистых (ШХ15, 7X3 и др.) и высоко-
хромистых коррозионностойких сталей (0X12,
10X13, 20X13, 10X17 и др.).
Назначение цементации и последующей тер-
мической обработки — придание поверхностно-
му слою высокой твердости (HRC 58—62)
и износостойкости, повышение пределов кон-
тактной выносливости и при изгибе и круче-
нии.
В крупносерийном производстве обычно при-
меняют газовую цементацию в автоматизиро-
ванных агрегатах непрерывного действия. За-
калку проводят после подстуживания.
В качестве насыщающей используют эндо-
термическую атмосферу, автоматическое регу-
лирование углеродного потенциала2, которой
проводится изменением содержания Н2О
(точка росы) или СО2. К эндогазу добавляют
0,5—5 % природного газа. Для снижения
стоимости атмосферы и уменьшения возмож-
ности насыщения стали водородом на ряде
заводов применяют экзо-эндоатмосферу.
Чтобы уменьшить длительность процесса
проводят двухступенчатую цементацию. В на-
чале процесса поддерживают высокий углерод-
ный потенциал атмосферы 1,2—1,3 % С (ак-
тивный период), а затем его снижают до 0,8—
1,0 % (диффузионный период). На второй ста-
дии происходит диффузионное перераспреде-
ление углерода в слое и на поверхности дости-
гается требуемая его концентрация (0,8—
1,0 %). При использовании этого метода це-
ментации следует иметь в виду, что снижение
2 Углеродный потенциал — науглероживаю-
щая способность атмосферы, обеспечивающая
определенную концентрацию углерода на по-
верхности цементованного слоя стали.
ТАБЛИЦА 30.45
УСЛОВИЯ ЦЕМЕНТАЦИИ СТАЛИ
Карбюризатор (насыщающая среда) Режим це- ментации Эффективная толщина, слоя, мм Примечание
Цементация в твердом карбюризаторе*
Смесь: древесный уголь (березо- вый) — остальное смесь: 20—25 % ВаСО3; 3,5—5 % СаСО3 (ГОСТ 2704—77) 930—950 °C, 4—15 ч 0,5—1,5 Ящики загружают в печь, на- гретую до 600—700 °C или до 930—950 °C. Охлаждение на воздухе
Смесь: каменноугольный полукокс; 10—15 % ВаСОз; 3,5 % СаСО3 (ГОСТ 5535-76) Тот же Газова. 0,5—1,5 я цементация Зернистость 5—10 мм, влаж- ность <:5—6 % (в рабочей смеси 25—30 % свежего и 70— 75 % отработанного карбюри- затора; содержание ВаСОз в рабочей смеси 5—7 %)
Эндотермическая атмосфера (около 20 % СО; 40 % Н2; 40 % N2) 4- до 5% природного газа (СН4). 930—950 °C, 6—10 ч 0.7—1,5 Процесс проводят в методичес- ких безмуфельных и камерных печах при давлении 250—
Экзо-эндогаз (20 % СО, 20 % Н2, 60 % Ns) +0,5—5 % СН4 . Тот же 0,7—1,5 300 Па. Охлаждение в закалоч- ной среде (масло)
Газы, получаемые при разложении в печи керосина, синтина, различных спиртов и других углеводородов** 930—950 °C, 4—10 ч 0,8—1,6 Процесс проводят в шахтных или камерных печах. Загрузка при 930—950 °C. Перед цемен- тацией продувка печи цемен- тующим газом. Охлаждение в колодцах на воздухе, масле (камерные печи)
Цементация в жидком карбюризаторе
78—85 % Na2COa (или КгСО3) + 870—900 °C, •0,15—0,2 Проводится для мелких дета-
+ 10—15 % NaCl + 6- -8 % SiC ~0,5 ч лей и метизных изделий, не- достаток — неравномерная толщина слоя. Карбид кремния добавляют после расплавления солей. Регенерация ванны проводится через 3 ч добавкой 0,5—1,6 % SiC от массы солей и Ма2СОз до требуемого уровня ванны
* Существует много карбюризаторов, однако ча-
ще применяют готовые карбюризаторы, приведенные
в таблице. .Карбюризатор не должен содержать вред-
ных примесей (сера, зола), должен обладать доста-
точной прочностью, чтобы не дробиться и образовы-
вать пыль, сохранять активность при повторном при-
менении и давать минимальную усадку при цемен-
тации. При повышении температуры цементации
нужно снижать содержание солей до 2—3 %.
При цементации в стандартном карбюризаторе
объем, занимаемый деталями, 15—30 % (в зависимо-
сти от сложности детали) объема цементационного
ящика. Детали, имеющие диаметр или сторону квад-
рата 10—30 мм, должны быть упакованы в карбюри-
заторе с промежутками 5—15 мм. \
** Карбюризаторы должны обеспечивать 1) ми-
нимальное саже- и коксообразование; 2) образование
большого количества газа из единицы массы (объ-
ема) в процессе его распада; 3) минимальное содер-
жание сернистых соединений, вызывающих разъеда-
ние деталей и арматуры печи. Наименьшей склон-
ностью к саже- и коксообразованию и наибольшим
газообразованием отличаются карбюризаторы, состо-
ящие из парафиновых углеводородов (СЛН2П2^-
Расход карбюризатора (каплн/мия) в печи Ц25 со-
ставляет при нагреве 20—30 и при выдержке 40—60,
в печи Ц60 — соответственно 30—60 и 60—90, в печи
Ц105 — 60—80 и 160—180. в печах ШЦН45А — 35—45
и 60-90, а ШЦН95А — 50-75 и 120—150.
содержания углерода в стали происходит
только за счет диффузии углерода, растворен-
ного в аустените. В легированных сталях сни-
жение содержания углерода и легирующих
элементов в аустените поверхностного слоя
за счет образования карбидов ухудшает его
закаливаемость и прокаливаемость. При це-
ментации в эндотермической атмосфере на по-
верхности может происходить окисление хро-
ма, марганца, титана и других легирующих
элементов (внутреннее окисление), что также
ухудшает прокаливаемость и закаливаемость.
Присутствующий во многих сталях никель не
окисляется, Для предотвращения внутреннего
окисления в печь перед окончанием процесса
добавляют аммиак или применяют стали, ле-
гированные молибденом, который не подвер-
жен внутреннему окислению. Азот, растворя-
ясь в аустените, повышает его устойчивость,
частично восполняя потери при окислении хро-
ма й марганца.
На предприятиях с серийным производством
и широкой номенклатурой изделий для цемен-
тации применяются шахтные печи. Эти печи
344
не обеспечивают равномерного качества слоя
по его насыщению углеродом и стабильной
структуры.
После насыщения в шахтных печах подсту-
живание изделий перед закалкой проводится
на воздухе или в контролируемой атмосфере
без регулировки углеродного потенциала. Кон-
центрация углерода в аустените на глубине
0,05—0,1 мм падает, что приводит к уменьше-
нию закаливаемости слоя и снижению предела
выносливости на 30—35 %. В условиях серий-
ного производства рекомендуется применять
механизированные камерные безмуфельные
лечи со встроенными закалочными баками,
работающие с контролируемыми атмосферами.
Цементация твердым карбюратором (см.
табл. 30.45) имеет ряд недостатков (невоз-
можно регулировать степень насыщения» не-
производительно тратится энергия на прогрев
ящиков с карбюризатором, невозможно прово-
дить закалку непосредственно после цемента-
ции и т. д,). Однако универсальность и просто-
та цементации твердым карбюризатором
обусловливают применение ее, особенно на за-
водах мелкосерийного и единичного производ-
ства.
В последние годы получила распространение
вакуумная цементация • ВЦ. Печи для ВЦ
состоят из нагревательной камеры, снабжен-
ной вентилятором для обеспечения интенсив-
ной циркуляции атмосферы, закалочного ба-
ка и транспортирующих устройств. Подго-
товленные для ВЦ детали помещают в на-
гревательную камеру, печь вакуумируют и на-
гревают до 1000—1100 °C. В печь подается
карбюризатор — очищенный природный газ,
реже пропан или бутан.
В процессе ВЦ различают два периода:
1. Активный период насыщения, в течение
которого в печь подают цементующий газ до
оптимального давления 13330—39990 Па.
В этот период концентрация углерода на по-
верхности достигает величины, близкой к пре-
делу растворения углерода в аустените при
данной температуре.
2. Диффузионный период, осуществляемый
при остаточном давлении метана ~ 10 Па и
без подачи технологического газа.
Хорошие результаты получены при цикли-
ческой подаче карбюризатора. В паузах при-
меняют вакуумирование (остаточное давление
~10 Па). Прн ВЦ не регулируют углеродный
потенциал атмосферы. Концентрация углерода
в слое определяется продолжительностью ак-
тивного и диффузионного периода и их соот-
ношения.
Достоинства ВЦ:
1) отсутствие газоприготовительных устано-
вок и приборов контроля углеродного потен-
циала;
2) сокращение длительности процесса за
счет высокой температуры насыщения, полу-
чение светлой поверхности после цементации;
3) улучшение условий труда;
4) меньший удельный расход электроэнер-
гии и технологического газа;
5) повышение качества цементованного слоя
(и изделия) благодаря устранению внутренне-
го окисления;
6) большая мобильность оборудования
(пуск и остановка могут проводиться за ми-
нуты) ;
7) более высокая культура производства.
Недостатки ВЦ — пока еще высокая стои-
мость оборудования; отложения сажи на де-
талях и элементах печи при использовании
пропана.
Качество цементации оценивается по эффек-
тивной толщине диффузионного слоя. Базовый
параметр — структура или твердость.
Структура цементованного слоя изменяется
по мере уменьшения концентрации углерода
от поверхности к сердцевине (рис. 3'0.59).
В отожженном состоянии цементованный слой
состоит из нескольких структурных зон (с оди-
наковой структурой): заэвтектоидной (пер-
лит + карбид); эвтектоидной (перлит); доэвтек-
тоидной (перлит-1-феррит)?
Эффективную толщину слоя определяют ме-
таллографически (на отожженных образцах^
при увеличении 100—500. Критерием для ус-
тановления границы эффективной толщины
служит структура, состоящая из 50 % ферри-
та и 50 % перлита, что соответствует
~0,40 С. В качестве базового параметра не-
редко принимают твердость (микротвердость)
после цементации (нитроцементации) и после-
дующей термической обработки (HV 540—600
или HRC 50 — см. рис. 30.59). Эффективная
толщина цементованного слоя обычно 0,7—
1,5 мм; твердость сердцевины HRC 30—45.
Структура цементованного слоя после тер-
мической обработки — мартенсит и остаточный
аустенит. Допускается небольшое количество
глобулярных карбидов. Недопустимы: карбид-
ная сетка, избыточное скопление карбидов;
трооститная сетка, обусловленная внутренним
окислением легирующих элементов в процессе
цементации; чрезмерное количество остаточно-
го аустенита. Структура сердцевины после за-
калки: малоуглеродистый мартенсит, бейнит
или троостосорбит. В сердцевине не допуска-
ется присутствие феррита, снижающего меха-
нические свойства. При цементации высокохро-
мистых коррозионностойких и инструменталь-
ных сталей в диффузионном слое образуется
большое количество карбидов глобулярной
формы. На поверхности преобладают Сг7С3, а
в более глубоких слоях — СггзСв и (Fe, Сг)3С.
Твердость поверхности после цементации и за-
калки HRC 65—67. Высокохромистые стали
(12X13, 20X13, и др.) после газовой цемента-
ции применяют для штампов холодной штам-
повки, ’ бандажных роликов волочильных ма-
шин, деталей технологической оснастки и т. д.
Н ит роцементация
Процесс ведут в эндо- и эндо-экзоатмосфере е
добавкой СН4 (природного газа) и NH3. Чем
больше должна быть толщина слоя, тем мень-
ше содержание СН4 и NH3 в атмосфере и вы-
ше температура процесса нитроцементации.
Для получения слоя толщиной ^0,2 мм
(температура процесса 800—820 °C) в печь
добавляют 6—15 % NH3 и ^5 % СН4; для
слоя толщиной 0,5—1,0 мм процесс ведут при
860—880 °C, содержании 0,6—1,3 % NH3 и
0,5—0,8,% СН4 [3]. Чаще нитроцементацию ве-
дут при 860 °C.
Основное назначение нитроцементации — по-
вышение твердости, контактной выносливости,
износостойкости и предела выносливости. При
оптимальных условиях насыщения структура
нитроцементованного слоя состоит из мартен-
сита, небольшого количества равномерно рас-
пределенных карбонитридов и 25—30 % оста-
точного аустенита, обеспечивающего хорошую
прирабатываемость
Содержание углерода на поверхности 0,7—
0,9 % и азота до 0,3—0,4 %. При более высо-
ком содержании азота в структуре слоя обра-
ливости стали на 30—40 %, а контактную вы-
носливость в 5—6 раз. Для нитроцементации
применяют то же оборудование, что и для га-
зовой цементации. По сравнению с газовой
цементацией нитроцементация, проводящаяся
при более низкой температуре, обеспечивает
меньшее коробление изделий и повышает со-
С>%
65 р 1,8 -
Рис. 30.59. Изменение концентрации углерода, твердости (после закалки и низкого отпуска)
и микроструктуры по толщине цементованного слоя (после отжига)
зуется темная составляющая, представляющая
собой поры, образовавшиеся в результате вы-
деления молекулярного азота *. Эффективная
толщина нитроцементоваиного слоя не должна
превышать 1 мм, так как при большей толщи-
не в структуре также возникает темная сос-
тавляющая, резко снижающая предел вынос-
1 По другим исследованиям, в зоне дефек-
та образуются оксикарбонитридная фаза или
сложные окислы типа шпинели.
противление износу и предел выносливости
[1,3].
Цианирование
Цианирование проводят, как правило, при
800—950 °C в расплаве, содержащем цианис-
тые соли (табл. 30.46). Цианирование исполь-
зуют для повышения поверхностной твердости,
износостойкости, предела выносливости и кон-
тактной выносливости. Структура диффузион-
346
ТАБЛИЦА 30.46
СОСТАВ ВАНН И РЕЖИМЫ ЦИАНИРОВАНИЯ КОНСТРУКЦИОННОЙ СТАЛИ
Состав ванны (рабочий), % Режим циа- нирования Толщина слоя, мм Термическая обработка
50 % NaCN; 50 % 840 °C, 0,5 ч 0,15—0,2 После цианирования непосредственно
NaCl (20—25 % NaCN; 25— 840 °C, 1,0 ч 0,2—0,25 из ванны производят закалку, а за-
50 % NaCl; 25-50 % МагСОз)* 860 °C, 0,5 ч 0,2—0,25 тем дают отпуск при 180—200 °C.
860 °C, 1,0 ч 0,25—0,25 Содержание углерода в слое 0,6—
0,7 % и азота 0,8—1,2 %. Твердость
слоя HRC 59—62
8 % NaCN, 10 % NaCl, 900 °C, 0,5 ч 0,2—0,25 Охлаждение на воздухе, закалка пос-
82 % BaCl2 (3—8 % NaCN; 900 °C, 1,5 ч 0,5—0,8 ле нагрева в соляной ванне (печи),
>30 % BaCl2; >40 % BaCO2) 950 °C, 2,0 ч 0,8—1,1 отпуск при 180—200 °C. В слое 0,8—
>30 % NaCl** 950 °C, 3,0 ч 1,0—1,2 1,2 % С и 0,2—0,3 % N, твердость
950 °C, 5,5 ч 1,4—1,6 слоя HRC 58—64
* В скобках — рабочий состав ванн. 7
** В процессе эксплуатации активность ванн снижается. Поэтому ванны периодически освежают добавле-
нием 90—95 % NaCl. Высокотемпературную ванну освежают NaCN и ВаС12 в соответствии I : 4.
кого слоя после цианирования аналогична по-
лучаемой после нитроцементации. С повыше-
нием температуры содержание азота в слое
уменьшается, а содержание углерода возрас-
тает, поэтому по своим свойствам слой при-
ближается к цементованному.
Достоинства цианирования: небольшая про-
должительность процесса; малые деформации
и коробление (важно для деталей сложной
формы).
Недостатки цианирования: трудно поддер-
живать постоянный состав ванны; большие
потери теплоты (излучение с поверхности ван-
ны); токсичность и высокая стоимость приме-
няемых солей.
Работа- с ядовитыми солями, их транспорти-
ровка, хранение, загрузка ванны, нейтрализа-
ция солей н т. д. требуют особых мер предо-
сторожности, что стало основной причиной
ограниченного применения этого процесса в
промышленности [1].
Азотирование
При азотировании происходит диффузионное
насыщение поверхностного слоя стали азотом
(или азотом и углеродом) при нагреве в со-
ответствующей среде.
Азотирование — процесс многоцелевого на-
значения используется для упрочнения конст-
рукционных, инструментальных, коррозионно-
стойких и жаропрочных сталей, сплавов туго-
плавких металлов, спеченных металлокерами-
ческих материалов, разнообразных гальвани-
ческих и диффузионных покрытий (табл.
30.47—30.50).
В результате азотирования сталей возраста-
ют: 1) твердость поверхности; 2) стойкость к
возникновению задиров; 3) предел выносли-
вости; 4) кавитационная стойкость; 5) сопро-
тивляемость коррозии в атмосфере, пресной
воде и в водяном паре. Азотированный слой
хорошо шлифуется и полируется.
Низкотемпературное <600 °C газовое азо-
тирование проводйтся в частично диссоцииро-
ванном аммиаке, в смеси аммиака и азота,
аммиака и предварительно диссоциированного
аммиака. Для активизации процесса в аммиач-
но-водородную смесь вводят кислород или воз-
дух. Широко применяются атмосферы на ос-
нове частично диссоциированного аммиака
и углеродсодержащих компонентов; природно-
го и городского газа, эндогаза, эндо-экзо-
газа, экзогаза, смеси азота (80 %), метана
(или пропана) и СО2> продуктов пиролиза син-
типа, керосина и т. д.
Для азотирования применяют и расплавы
цианид-цианатных солей (жидкое азотирова-
ние).
При низкотемпературном азотировании
(500—580 °C) независимо от среды в диффу-
зионном слое образуются азотистые фазы
е (Fe2_sN), у' (Fe4N) и а (твердый раствор
азота в a-Fe). Углерод (кислород) влияет
лишь на формирование е-фазы, которая в за-
висимости от этого может быть карбонитрид-
ной или карбооксинитридной. В легированной
стали на поверхности образуются легирован-
ные е- и у'-фазы: (Fe, Л/е)2-зП и (Fe, Afe)4N;
переходные элементы W, Мо, Сг, V и др., рас-
творенные в феррите, повышают растворимость
азота в a-фазе и образуют специальные нит-
риты AfeN, AfesN [4].
На рис. 30.60, at в приведена микроструктура
азотированного слоя на железе, а на рис.
30.61 — на легированной стали.
Для азотирования широко используют сталь
38Х2МЮА. Высокая твердость (HV 1000—
1200) на поверхности объясняется образова-
нием легированной алюминием у'-фазы и де-
формационным упрочнением. На твердость зо-
ны внутреннего азотирования алюминий прак-
тически не оказывает влияния. Алюминий за
счет образования нитридной сетки из легиро-
ванной у'-фазы охрупчивает азотированный
слой. Применение стали 38Х2МЮА неоправда-
но, так как ее износостойкость не выше, чем
сталей без алюминия, а хрупкость слоя значи-
тельно выше. Наиболее перспективный леги-
рующий элемент для создания новых нитро-
слоев— ванадий; в сочетании с хромом, мо-
либденом и вольфрамом он позволяет азоти-
ровать стали при повышенных (550—580 °C)
температурах и получать требуемую эффектив-
ную толщину слоя и высокие механические
свойства сердцевины (20ХЗМВФ, 25Х2Н2М.Ф,
ЗОХЗМФ и др.) за более короткое время.
Температура азотирования конструкционных
сталей определяется требованиями к толщине
и твердости слоя. Для получения высокой
твердости при небольшой толщине слоя при-
347
ТАБЛИЦА 30.47
МЕТОДЫ ГАЗОВОГО АЗОТИРОВАНИЯ СТАЛИ
Насыщающая среда
Режим азотирования
Эффективная
толщина Примечание
слоя, мм
Азотирование изотермическое
Аммиак NH3, давление 192,4—721,5 Па, степень диссоциации, %: 20—40 30—55 20% NH3+80 % N2 (или азотного газа N2+4 % Н2) 500—520 °C, 6—90 ч 560—580 °C, 1—10 ч 500—520 °C, 6—90 ч 0,1—0,8 0,15—0,4 0,1—0,8 Охлаждение с печью до 200 °C, в потоке NH3 (валы, шпинде- ли, ходовые винты, зубчатые колеса и т. д.) Кратковременное азотирование при 570 °C (вместо жидкого азотирования). Карбонитрид- ный слой 0,01—0,03 мм. Раз- бавление NH3 азотом умень- шает хрупкость слоя, толщину s-фазьг и содержание в ней азота
Азотирование двухступенчатое
Аммиак; степень диссоциа- ции, %: •
20—40 40—45 500—520 °C, 15—20ч 540—560 °C, 25-40 ч 0,5—0,8 По сравнению с изотермичес- ким азотированием длитель- ность значительно сокращается при сохранении высокой твер- дости
* Перед азотированием изделия рекомендуется фосфатировать. Азотированную сталь 38X2MIOA для сни-
жения хрупкости слоя иногда деазотнругот в атмосфере полностью диссоциированного NHj при температуре
азотирования.
ТАБЛИЦА 30.48
РЕЖИМЫ АЗОТИРОВАНИЯ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Сталь Режим азотирования* Толщина слоя, мм Твердость азоти- рованного слоя HV
38Х2МЮА 500—520 °C, 48—60 ч 0,40—0,50 1000—1100
540 °C, 40 ч 0,5—0,6 900—1000
510 °C (I ступень), 15 ч; 550 °C 0,5—0,6 850—1000
(II ступень), 25 ч
38ХВФЮА 510 °C, 24—48 ч 0,30—0,40 850—950
18Х2Н4ВА 490—510 °C, 40—50 ч 0,35—0,40 750—850
40ХНМА 510 °C (I ступень), 25 ч; 540 °C 0,5—0,6 —600
(II ступень), 35 ч
ЗОХЗМФ1С 560 °C, 24 ч 0,5 900—950
25Х2Н2МФ 560 °C, 25 ч 0,4 850
25ХЗНЗМФ 575 °C, 25 ч 0,5 750
30Х2Н2ВА 510 °C (I ступень), 25 ч; 540 °C 0,5—0,6 — 750
(II ступень), 35 ч
40ХНМА 500—520 °C, 50—60 ч 0,5—0,6 >640
40ХНВА >700
30Х2Н2ВА >700
30Х2Н2ВФА >700
30Х2Н2ВФМА >700
40ХНВА 510 °C (I ступень), 25 ч; 540 °C 0,6—0,7 >640
30Х2НВА (11 ступень), 30 ч >700
30Х2Н2ВФА i >700
30Х2Н2ВФМА I. >700
ЗОХЗВА 500—525 °C, 60—80 ч 0,35—0,55 750—800
• Степень диссоциации NH3 при 500—520 °C поддерживается 20—40%, при Б20—540 аС—30-^60 % и пои
540—560 СС—40—60 %. '
348
ТАБЛИЦА 30.49
РЕЖИМЫ АЗОТИРОВАНИЯ ФЕРРИТНЫХ И АУСТЕНИТНЫХ*1 СТАЛЕЙ
Сталь Режим азотирования*2 Толщина слоя, мм Твердость слоя HV
12X13 500 °C, 48 ч 0,14—0,16 1000—1050
550 °C, 48 ч 0,25—0,30 900—950
600 °C, 48 ч 0,35—0,40 800—850
20X13 500 °C, 48 ч 0,10—0,12 1000—1050
550 °C, 48 ч 0,25—0,30 900—950
600 °C, 48 ч 0,30—0,40 780—830
15X11МФ 550°C (I ступень), 10 ч 0,35—0,4 900-950
15X12ВМФ 580°C (II ступень), 20 ч 0,35—0,4 900—950
45Х14Н14В2М 560 °C, .60 ч 0,10—0,12 800—900
600 °C, 48 ч 0,10—0,12 750—800
25Х18Н8В2 560 °C, 24 ч 0,12—0,14 950—1100
560 °C, 40 ч 0,16—0,20 900—950
600 °C, 24 ч 0,12—0,16 900—950
17Х18Н9 560 °C, 50—60 ч 0,2—0,25 1000—1100
40Х14Н9ХЗЮФ2 560—600 °C *3, 48 ч 0,2—0,3 1300—1400
♦’ С поверхности высокохромистых сталей удаляют илеику окислов, препятствующих диффузии азота.
<С этой целью их подвергают травлению в горячих (75—80 °C) водных растворах смеси кислот HNOa. НС1,
HF или в HG1 с добавкой ингибиторов ПБ5.
Иногда для удаления оксидной пленки в рабочее пространство печи вводят хлористый аммоний NH<Cl
или четыреххлорнстый углерод CCL. •* Степень диссоциации аммиака Б00 °C—15—20 %. 660 *С—25—40 %
и 600 °C—35—50 % . Азотирование проводят в смеси 20 % NH8+80 % N2 после ковки или закалки с 1100 °C
к старения, величина зерна 7—9 балл. Укрупнение зерна я повышение температуры азотирования уве-
личивают хрупкость слоя.
ТАБЛИЦА 30.50
РЕЖИМЫ АЗОТИРОВАНИЯ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Сталь Режим азотирования* Толщина слоя, мм Твердость слоя HVjoo** Примечание
Р9, Р18, Р6М5, Р12 Х12М, Х12Ф1 ЗХ2В8Ф, 4Х5В2ФС и др. 510—520 °C, 0,25— 1,0 ч 510—520 °C, 8—12 ч 530-540 °C, 12—16 ч 0,01—0,025 0,08—0,12 0,2—0,25 1340—1460 1100—1200 1100 Для повышения ударной вязкости первый отпуск проводят при 350 °C, а последующие при 560 °C После закалки с 1000— 1050 °C и отпуска при 560—600 °C повышается прочность, ударная вяз- кость и разгаростой- кость
* Время выдержки для мелкого инструмента (диаметром менее 15 мм) 15—20 мин, для более крупного
(диаметром 16—30 мм) 25—35 мин и крупного (диаметром более 30 мм) 60 мин.
** Азотированный слой обладает высокой теплостойкостью. Твердость HV700 сохраняется до 650—
меняют низкую температуру, а чтобы увели-
чить толщину слоя — двухступенчатый режим
(510+540—560 °C).
Для многих конструкционных сталей крат-
ковременное азотирование при 570 °C обеспе-
чивает высокие твердость и износостойкость,
а также повышает предел выносливости.
Для повышения износостойкости, задиро-
стоикости, прирабатываемости трущихся по-
верхностей, коррозионной стойкости при азо-
тировании получают нитридный слой е-фазу.
При азотировании быстрорежущих сталей, а
также стали 38X2MIOA образование в-фазы
не желательно. Азотный потенциал атмосфе-
ры, а следовательно, фазовый состав слоя
можно регулировать, разбавляя аммиак про-
дуктами диссоциации (N2, Н2), аргоном и т. д.
Как показали термодинамические расчеты, при
разбавлении аммиака азотом и аргоном устой-
чивость высокоазотистых е- и у'-фаз возраста-
ет и расширяется область их существования
на диаграммах температура—состав—атмос-
фера. Разбавление аммиака водородом пока-
зывает противоположное действие, расширяя
область a-фазы и сужая области е- и у'-фаз.
Следовательно, для получения азотированного
слоя без в- или у'-фазы желательно разбавле-
ние аммиака водородом или продуктами дис-
349
социации. При 20—30 % аммиака и 80—70 %
продуктов его диссоциации образуется лишь
a-фаза. Поддерживать постоянный состав ат-
мосферы можно только автоматически, напри-
мер с помощью ионизационного датчика, свя-
занного со смесеприготовительным устройст-
вом.
В процессе азотирования возможно измене-
ние размеров и формы изделий. Чтобы избе-
жать этих явлений, устанавливают минималь-
но допустимую толщину слоя; не допускают
образования е-фазы; азотируют только рабочие
поверхности; не используют стали типа
38Х2МЮА; после механической обработки
Рис. 30.60. Микроструктура азотированного слоя железа после насыщения при 520 0 С (а)
в 600 “С (б), хзоо
Рис. 30.61. Микроструктуры азотированного слоя легированных сталей (насыщение при 520 °C).
ХЗОО:
а — сталь 38Х2МЮА и б — сталь ЗОХЗВА
350
'ТАБЛИЦА 30.51
КРАТКОВРЕМЕННОЕ АЗОТИРОВАНИЕ С ДОБАВКАМИ УГЛЕРОДСОДЕРЖАЩИХ ГАЗОВ
Насыщающая среда Режим азотирования Примечание
Аммиак + 50 % эндогаза (40 % Н2+ +20 % СО+40 % N2) ♦> 570 °C, 0,5—3 ч Перед азотированием детали обезжи- риваются в парах трихлорэтилена или других растворителях
Аммиак + 50% экзо-эндогаза (20 % Н2 + 20 % СО+ 60 % N2 с т. р. 0 °C) Аммиак + экзогаз (90 % N2 + . + 10 % СО)*3 в соотношении 1 : 2 570 °C, 0,5—3,0 ч После окончания процесса охлажде- ние в светлокалящем масле или в по- токе защитного газа. Охлаждение в масле повышает предел выносливости Добавление к атмосфере 0,5— 1,5 % О2 ускоряет процесс
.Аммиак + 50 % пропана (СзН8) 570 °C, 2—10 ч Степень диссоциации NH3 30—60 %
Продукты пиролиза керосина, спир- та или синтина (50%)+аммиак (50 % 570 °C, 1—6 ч
•1 В США этот процесс получил название «ни-
темпер», в ФРГ — «никотрирование», в Японии —
«найтемпер» и т. д. В СССР этот процесс нередко
называют низкотемпературная нитроцементация или
углеродазотирование. Для деталей, работающих на
усталость, выдержку при азотировании увеличивают
до 4—5 ч.
♦2 При применении эндогаза ниже 700 *С возмо-
жен взрыв. Для исключения взрыва рекомендуется
-следующая технология: у передней дверцы создается
пламенный затвор; печь нагревают до 800 °C и пода-
ют эндогаэ и аммиак; температура снижается до
620 °C, печь продувают газом в течение 3 ч; загрузка
деталей и проведение процесса при 570 °C. После об-
работки первой садки печь может работать беспре-
рывно,
*3 Процесс «нитрок» предложен фирмой <Айхе-
лян>. Расчетный состав газа: 58,6 % N2; 17,9 % Н2;
14,3 % NH: 3.5 % СО; 2,2 % СО2 и 3,5 % Н2О. Про-
цесс взрывобезопасен.
проводят стабилизирующий отпуск; обеспечи-
вают свободный допуск аммиака ко всем азо-
тируемым поверхностям.
В последние годы широко применяют ион-
ное азотирование в тлеющем разряде [4].
В этом случае азотирование проводят в раз*
реженной атмосфере аммиака или хорошо
очищенного азота. Обрабатываемые детали
подключают к катоду. Анодом является кон-
тейнер установки. При обработке деталей
сложной конфигурации применяют профили-
рованные аноды. Между деталью (катодом)
rt анодом возбуждается тлеющий разряд, и
положительные ионы газа, бомбардируя по-
верхность катода, нагревают ее. Процесс ион-
ного азотирования проходит в две стадии:
I — очистка поверхности катодным распыле-
нием; II— насыщение. .
Ионное азотирование (по сравнению с печ-
ным) имеет следующие преимущества: 1) уско-
ряются диффузионные процессы (в 1,5—2 ра-
за) ; 2) можно получить диффузионный слой
регулируемого состава и строения; 3) дефор-
мация изделий незначительна, высокий класс
чистоты поверхности; 4) азотировать корро-
зионностойкие, жаропрочные и мартенситно-
стареющие стали без дополнительной обработ-
ки; 5) сокращается общее время процесса
(благодаря уменьшению времени нагрева и
охлаждения садки); 6) большая экономич-
ность, выше коэффициент использования элек-
троэнергии, меньше расход насыщающих га-
зов; 7) нетоксично и отвечает требованиям по
защите окружающей среды.
Хорошие результаты получены при азотиро-
вании в вакууме, позволяющем регулировать
фазовый состав и толщину диффузионного
слоя и интенсифицировать процесс (видимо,
этот способ найдет широкое применение в про-
мышленности).
Все шире применяется азотирование в ат-
мосфере аммиака и углеродсодержащих газов
при 570 °C (табл. 30.51).
В настоящее время вместо указанных угле-
родсодержащих газов предложено использо-
вать инертный экзотермический газ (процесс
«нитрок») и атмосферу, состоящую из азота
(**-80 %), метана (~20%) и добавок СО2.
Эти атмосферы дешевле и невзрывоопасны.
После азотирования с добавками углеродсо-
держащих газов на поверхности образуется
карбонитридная зона толщиной 7—15 мкм.
Снижение содержания азота в е-фазе повы-
шает ее сопротивление хрупкому разрушению.
Под карбонитридным слоем расположена зона,
состоящая из твердого раствора азота в а-же-
лезе, у'-фазы и нитридов легирующих элемен-
тов (AleN, Afe2N).
Для проведения процесса азотирования, в
том числе и с добавкой углерод содержащих
газов, применяются шахтные печи [4].
Жидкое азотирование (тенифер-процесс,
мягкое азотирование, углеродоазотирование,
низкотемпературная нитроцементация и т. д.)
проводится при 570 °C в цианид-цианатных
ваннах или в ваннах на основе карбамида
(табл. 30.52). Процесс токсичен, требует боль-
ших капиталовложений. Для широкого внед-
рения рекомендуется газовое азотирование с
добавкой к аммиаку экзотермического газа.
Борирование
При борировании происходит диффузионное
насыщение поверхностного слоя нагретой ста-
351
ТАБЛИЦА 30.52
ЖИДКОЕ АЗОТИРОВАНИЕ (ТЕНИФЕР-ПРОЦЕСС. ТАИФТРАИДИНГ-ПРОЦЕСС.
МЯГКОЕ АЗОТИРОВАНИЕ)
Состав ванны, % Режим азотирования Примечание
в момент загрузки рабочий
Цианид-цианатные ванны
85%. соли NS1 (40% KCNO; 60 % NaCN)^ 15 % Na2CO3 42—48 % KCNO и NaCNO; 50 % KCN и NaCN; остальное Na2CO 2 570 °C, 1—3 ч Тенифер-процесс фирма «Дегусса», ФРГ; Про- цесс ведут в титановых тиглях, продувка возду- хом. Для регенерации ис- пользуется соль NS2 (75 % NaCN; 25 % KCN)
25—40 % цианата калия или натрия, ^50 % KCN или NaCN, осталь- ное Na2CO3 45 % NaCN; 32 % KCNO; 23 % Na2CO3 500—600 °C, 1—Зч Тайфтрайдинг-процесс (США), продувка воз- духом
44—46 % NaCN; 42—45 % KCNO; остальное Na2CO3 То же Проводят в титановых тиглях, продувка возду- хом
Ванны на основе карбамида
55 % (NHs)jCO + + 45 % NasCO3 20—40 % NaCNO; 12—20 % NaCN; 50—60 % Na2CO3
55% (NH2)2CO+ + 45 % К2СОз 65—75 KCNO;. 25—35 % KsCOa; s£l % KCN
Соль TF-1 (36±1 % ци- аната KCNO и NaCNO); .остальное карбонат 36—39 % цианата, остальное карбонат
• Для стабилизации расплава и получения оп-
тимальной концентрации цианата (42—48 %) ванну
старят 48—80 ч (продувка расплава воздухом). Для
процесса можно использовать отечественяые техни-
ческие соли (ГОСТ 8464—79 и ГОСТ 8465—79), Отра-
ботавшие соли обезвреживают обработкой смесью
железного купороса и гашеной извести или окисле-
нием цианидов гипохлорндом натрия (NaCNO). Про-
должительность жидкого азотирования для получе-
ния слоя одинаковой тблщины меньше, чем при га-
зовом азотировании.
560—580 °C, Процесс (СССР) прово-
1—4 ч дят в титановых тиг- лях, продувка воздухом. Регенерирующая смесь— 15 % свежей смеси кар- бамида и соды (55: : 45) — через каждые 8 ч работы
560—580 °C, 1—4 ч Регенёрйрующая смесь; 55 % (NH2)2CO; 45 % К2СО3
570—580 °C, 1—4 ч । В ванну добавляется ре- генератор REG-1 триа- . зин — органическое сое- динение, содержащее С, Н2, N2 в количестве 0,6 % от объема ванны при уменьшении цианата в ней на 1 % **
. ** Регенератор триазин восстанавливает соли в
процессе работы и предотвращает выделение желе-
зистых осадков. Ванны на основе карбамида в ис-
ходном состоянии не ядовиты, однако в процессе
работы'образуются цианистые соли (0,5—8 %), по-
этому нейтрализация отработанных солей должна
проводиться так же, как и цианидсодержащих ванн.
Процесс не требует предварительной депассивации
при азотировании коррозионностойких и жаропроч-
ных сталей.
ТАБЛИЦА 30.53
МЕТОДЫ БОРИРОВАНИЯ СТАЛИ
Насыщающая среда (боризатор) Режим борирования Толщина слоя, мм Примечание
Борирование 1. Порошок карбида бора В4С+2—4 % NH4CI; величи- на зерен В4С 250—300 мкм. 2. В4С -4-16—18 % А120э 4- 4-2—4 % NH4C1 3. 79 % В4С + 16 % Na2B4O7 4- + 5 % KBF4 в порошковых смес 950—1050 °C *2, 3—6 ч ях, твердое бор 0,15—0,30 жирование *1 Изделия помещают в гер- метичные контейнеры, за- полненные боризатором. Применяют борирование порошками в среде водоро- . да и при давлении (1,33— 0,133 Па)
352
Продолжение табл. 30.53
Насищающая среда (бориэатор) Режим борирования Толщина слоя,. мм Примечание
1. Расплавленная бура (N2B4O7) *s 2. 40 % буры + 50 % В20а • (борный ангидрид) + 10 % NaCl 3. 70 % Na2B4O7 4- 30 % Na2SO4 Электролизное бс 900—950 °C, 2—4 ч 950 °C, 2—3 ч 600 °C, 4—6 ч tpupoeanue 0,15—0,3 0,15—0,3 0,015—0,025 Плотность тока на катоде (деталь) 2,0—2,5 А/м2 (анод графитовый или угольный стержень), напря- жение 6—24 В. Источник постоянного тока — генера- тор или различные выпря- мители. Рекомендуется для деталей простой формы *4
Жидкое борирование (без электролиза)
1. Расплавленная бура Na2B4O7+40 % карбида бора В4С *s 1000—1050 °C, 3—5 ч 0,2—0,35 Рекомендуется для деталей сложной конфигурации *4
2. 78-79 % Na2B4O7 + 15 % 850 °C, 2—3 ч 0,04—0,05
Na CI 4- 6—7 % В (порошок) 900—950 °C, 2—4 ч 0,1—0,25
Газовое борирование *6
1. Диборан (В2Нб), разбавлен* яый водородом от 1 :25 до 800—850, 2-4 ч 0,1—0,2 Позволяет проводить про- цесс при низких температу- рах (500—600 °C)
1 : 150
2. Треххлористый бор, разбав- ленный водородом (ВС13: :Н2=0,05) 750—950, 3—6 ч 0,1-0,25 Недостаток — токсичность и взрывоопасность газов
♦’ Существует много других смесей для бориро-
вания.
*l С повышением температуры возрастает хруп-
кость слоя.
♦3 Применяют тигли из жаропрочных сталей с ка-
тодной защитой. Можно применять керамические
тигли. Буру периодически следует рафинировать для
очистки от примесей, ухудшающих качество бори-
рованного слоя. При борировании в металлических
тиглях необходимо применять катодную защиту.
Плотность тока в цепи защиты 0,1—0.2 кА/м2.
•4 При работе борированных деталей в условиях
больших удельных нагрузок для упрочнения сердце-
вины проводят непосредственную закалку из ванны
для борирования, лучше ступенчатую или изотерми-
ческую.
•5 Для жидкого борирования рекомендованы но-
вые составы ванны: 1) 80 % бурыЧ-20 % силикокаль-
ция; 2) 70% буры+20 % В4С+10% SIC: 3) 80 % бу-
ры+20 % ферромарганца (марки Мн5). Перемешива-
ние расплава позволяет устранять неоднородность по
толщине слоя и повышает скорость насыщения.
•в Возможно вакуумное (0,133 Па) борирование
из брикетов карбида бора и буры при 900 °C с по-
следующей изоляцией рабочей камеры от вакуумной
системы и изотермической выдержкой 2—4 ч при
1100—1150 аС.
ли бором в соответствующей среде (табл.
30.53). Борирование — один из наиболее эф-
фективных методов повышения износостой-
кости изделий. Борированный слой обладает
высокой твердостью (HV 1500—2000), износо-
стойкостью, коррозионной стойкостью, окали-
ностойкостью (до 800 °C) и теплостойкостью.
Износостойкость борированной стали 45 в ус-
ловиях сухого трения скольжения в 4—6 раз
выше износостойкости* цементированной стали.
Структура борированного слоя (рис. 30.62) на
железе и сталях перлитного класса состоит из
характерных столбчатых кристаллов боридов
железа FeB (Н]0о~ ^>20000 МПа) и FesB
(Нюо~ 16500 МПа). Под слоем боридов рас-
полагается переходная зона из твердого раст-
вора бора в a-железе. Углерод в процессе бо-
рирования оттесняется вглубь, поэтому не-
посредственно под слоем боридов образуется
зона, обогащенная углеродом. Бор в переход-
ной зоне укрупняет зерно аустенита. Недоста-
ток борирования — хрупкость слоя. Наиболь-
шей хрупкостью обладает борид FeB, поэтому
в последние годы разрабатываются процессы
получения диффузионного слоя, состоящего
только из борида Fe2B. Это достигается при
снижении температуры борирования, правиль-
ном подборе состава ванн и использовании
твердого борирования в атмосфере водоро-
да [5].
Покрытие из Fe2B может быть получено и
при электролизном борировании, если плот-
ность тока на катоде <1 кА/м2. Такое одно-
фазное борирование увеличивает на 20—50 %
предел выносливости при изгибе. Закалка с
отпуском после борирования и двухфазное бо-
рирование снижают предел выносливости. Хо-
рошие результаты получены при борировании
в тлеющем разряде. В качестве рабочего газа
использовались ВбНб+Н2 или ВС!34-Н2. Бори-
рование активно протекает при температурах
<600—700 °C.
23—394
353
Борирование применяют для повышения
износостойкости следующих деталей: втулок
грязевых нефтяных насосов; дисков пяты тур-
бобура; вытяжных, гибочных и формовочных
;рис. 30.62. Микроструктура борированного слоя ста-
ли 45. ХБ00
штампов; деталей механизмов и машин, рабо-
тающих в абразивных условиях (детали гусе-
ничных машин, различные транспортеры, цепи
и т. д.); деталей пресс-форм и машин для
литья цветных металлов и т. д. Стойкость ука-
занных деталей после борирования возрастает
в 2—10 раз.
Силицирование
Силицирование заключается в диффузионном
насыщении поверхности металла кремнием при
950—1200 °C в соответствующей среде (табл.
30.54) [2, 8].
У силицированного слоя, полученного в ста-
ли, высокая устойчивость против коррозии в
морской воде, в кислотах (HNO3| H2SO4| НС1
и др.) при комнатной и повышенных темпера-
турах; окалиностойкость до 800 °C (у аусте-
нитных сталей до 1000 °C) и повышенная изно-
состойкость после предварительной проварки
в масле при 175—200 °C.
Рис. 30.63. Микроструктура силицированного слоя
малоуглеродистой стали: Х300 (а) и Х500 (б)
Строение силицированного слоя зависит от
метода силицирования. После электролизного
и жидкостного, а также газового силицирова-
ния в моносилане (см. табл. 30.55) диффузи-
онный слой состоит (рис. 30.63, а) из плотной,
пластичной, кислотостойкой и жаропрочном
a-фазы. В диффузионном слое должно быть
^14,5 % Si. При меньших содержаниях крем-
ния устойчивость в H2SO4 и HNO3 уменьша-
ется. Микротвердость a-фазы около HV 400.
При газовом силицировании в порошках (кон-
тактный способ) на поверхности образуется
упорядоченная а'-фаза (Fe3Si), за которой
следует a-фаза. В а'-фазе нередко встречает-
ся развитая пористость (рис. 30.63,6), возник-
новение которой объясняется эффектом Кир-
кендалла (диффузионная пористость). Слои
а'-фазы по сравнению с a-фазой обладают
большей твердостью (HV500), жаростойкостью
и кислотостойкостыо, но меньшей вязкостью.
Слон хрупок.
При силицировании в четыреххлористом
кремнии с азотом диффузионный слой состоит
из нескольких силицидов: FeSi2; FeSi (в-фаза);
Fe3Si (а'-фаза) и обладает высокой твер-
достью (HV 700—800).
354
МЕТОДЫ СИЛИЦИРОВАНИЯ СТАЛИ
Насыщающая среда Режим силицирова- ния Толщина слоя, мм Примечание
Газовый метод, контактный способ
75 % ферросилиция 4- 20 % ша- мота (или А120з) + 5 % NH4C1 1100—1200 °C, 6—12 ч 0,15—0,8 Процесс проводят в герме- тичных контейнерах, за- щитных атмосферах, в ва- кууме; смесь обладает вы- сокой активностью. Слой состоит из хрупкой и пори- стой а'-фазы. Применяется в единичном производстве
SiCl2 [при пропускании С1(НС1)] через реакционное пространство с деталями и ферросилицием (или карбидом кремния или силоксиконом)]*2 950—1050 “С, 2—5 ч 0,4—0,8 Процесс проводят в печах с вращающимися ретортами или в герметично закрытых муфелях. Количество фер- росилиция (или SiC) — 0,1 массы деталей; давле- ние в печи 300—500 Па. Засыпка деталей ферроси- лицием обязательна
Смесь SiCh 4- Н2 или SiCl4 + 4- N2 950 °C, 2—3 ч 0,4—0,5 Наиболее интенсивно про- цесс идет в среде SiCl4 4- Н2
Смесь SiH4 (моносилан) + Н2 или S1H4 + Аг 950 °C, 2—3 ч 0,4—0,6 —
Электролитическое силицирование
Расплав NTa2SiO3 или 95 % Na2SiO3 4- 5 % NaF *\ плот- ность тока электролиза 2,5— 3,0 кА/м2 1050 °C, 0,5—1,0 ч Жидкое силиц 1 0,15—0,25 ирование Приспособления с деталями подключают в качестве ка- тода. Анодом служат гра- фитовые, угольные или си- литовые стержни. Рекомен- дуется для изделий простой формы в массовом произ- водстве
Расплав 35 % Na2SiO3 4- 4- 15 % SiC 4- 28 % NaCl 4- 4- 22 % ВаС12 950—1100 °C, 2—10 ч 0,1—0,3 Используются и другие расплавы на основе силика- тов щелочных металлов с добавкой кристаллического кремния, ферросилиция, си- ликокальция и других вос- становителей. Рекоменду- ется для мелких и средних деталей
Вместо ферросилиция ФС75 и ФС90 можно смесь обновляется на 10—15 %. Для уменьшения ак-
применять кристаллический кремний, карбид коем- тнвности смеси NHiCl заменяют NaCl.
ния, силикокальций и их смеси. Шамот (или АЬОй *2 Силоксикон — аморфный карбид кремния (/у %
добавляют для предотвращения спекания смеси: SiC: 13 % SiO2: 7 % С и другие примеси). Водород
NH4CI (или ьП-ЦВг, NHn и др.) — активизаторы про- или другой газ пропускают через сосуд с SiUHbinj).
цесса. После каждого цикла обработки насыщающая *3 Добавка NaF активность расплава (или NaCl, или ВаС12) повышает
Применение газовой среды SiCl44-H2, значи-
тельно более активной, чем SiCU4-инертный
газ, приводит к образованию пористости, поэ-
тому рекомендуется использовать среду из
SiCU и инертного газа.
Хорошие результаты получены при приме-
нении для силицирования циркуляционного
способа [7] и тлеющего разряда с использо-
ванием в качестве газовой среды SiCl4 (тетра-
хлорида кремния). В плазме тлеющего разря-
да при 1000 °C за короткое время 0*5—1,0 ч
можно получить плотный диффузионный слой
толщиной 0,15—0,20 мм, состоящий из а- или
а'-фазы.
При диффузии в сталь кремний оттесняет
углерод от поверхности к внутренним зо-
нам, которые обогащаются углеродом 0,8—
1,0 % С.
Если дуффизионный слой должен обладать
антифрикционными свойствами, пористость
слоя не является дефектом, особенно в систе-
мах с постоянной подачей смазки. Если сили-
цирование применяют для повышения кисло-
тостойкости, слой должен быть плотным.
23!
355
30,6.3. Поверхностное легирование
металлами (диффузионная
металлизация)
Наибольшее применение получило диффузион-
ное легирование поверхности А1, Сг и Zn рас-
сматриваемое ниже. Насыщение поверхности
металлами обычно осуществляется при 700—
1400 °C следующими способами: 1) погруже-
нием в расплавленный металл, если он имеет
невысокую температуру плавления (Al, Zn);
2) погружением в расплав солей, содержащих
диффундирующий металл (с электролизом и
без электролиза); 3) из сублимированной фа-
зы при испарении диффундирующего металла
(парофазовый метод); 4) насыщение из газо-
вой фазы (контактным или неконтактным ме-
тодом), состоящей из хлоридов диффундирую-
щего элемента; хлорид образуется при воздей-
ствии на диффундирующий металл (ферро-
сплав) хлористого водорода HCL Для образо-
вания НС1 к порошку диффундирующего метал-
ла (ферросплава) добавляют галогенидные
соли аммония (NH4C1, NH4I, NH4F и др.). Хло-
ристый водород взаимодействует с диффунди-
рующим элементом, образуя хлорид. Активные
атомы диффундирующего элемента образуются
в результате взаимодействия хлоридов металла
с поверхностью насыщения обрабатываемого ме-
талла. На границе раздела газовая среда —
поверхность насыщения чаще протекает реак-
ция обмена, например CrCl2+2Fe->-Cr4-2FeCl
илн СгС12+Н2->Сг+2НС1. Образовавшиеся ак-
тивные атомы хрома сорбируются на поверх-
ности насыщения и диффундируют в глубь
металла.
Алитирование
Алитирование — диффузионное насыщение по-
верхности стали алюминием, как правило, при
температуре 700—II00 °C в соответствующей
ТАБЛИЦА 30.55
МЕТОДЫ АЛИТИРОВАНИЯ
Насыщающая среда Режим алитирования Тэлщииа слоя, мм ' Примечание
Алитирован ие в порошковых сме юях (газовый 1 метод)
50 % порошка алюминия 4- 4- 49 % А120з + 1,0 % NH4C1 99 % Fe-Al + 1 % NH4C1 48 % FeAl 4- 48 % песка 4- + 4,0 % NH4C1 950—1050 °C, 6—12 ч 0,25—0,6 Алитирование проводят в железных или нихромовых ящиках. Смесь употребляют многократно с добавкой 10—15 % свежей смеси
Алитирование в ваннах, с расплавленным алюминием
Расплавленный алюминий+3—
4 % Fe во избежание растворе-
ния деталей * *1
680—750 °C,
0,25—1,0ч
0,05—0,25
На поверхности расплава
рекомендуется создавать
слой флюса, состоящий из
хлоридов щелочных и ще-
лочно-земельных металлов
с небольшими добавками
фторидов этих металлов *2
Алитирование методом металлизации поверхности с последующим отжигом
На очищенную поверхность де-
тали напыляют слой алюминия
(0,7—1,2 мм), на который на-
носится обмазка (серебристый
графит 50 %, огнеупорная гли-
на 20 %, кварцевый песок 30 %
и жидкое стекло 10 %) *3
920—950 °C,
4—6 ч
Обмазку просушивают при
80— J00 °C
разовое алитирование *4
Через алюминий (ферроалю-
миний) пропускают HCL Али-
тирование идет за счет А1СЬ,
А1С12+Н2, А1С12+Н2
0,25—0,4
950—1000 °C,
2—5 ч
Активность процесса опре-
деляется количеством ди-
хлорида алюминия в рабо-
чей газовой смеси. Хорошие
результаты получены при
циркуляционном методе на-
сыщения
•1 Метод имеет ряд недостатков: низкая стой-
кость стальных тиглей, налипание расплава и окис-
ной пленки на поверхность деталей, образование
крупных интерметаллидных фаз.
•2 Для устранения налипания расплава применя-
ют обдувку поверхности детали струей воздуха,
встряхивание (вибрацию) деталей в слое флюса, вра-
щение детали в слое флюса; при жидком алитирова-
нии вместо стальных тиглей применяют чугунные
СЧ15-32, магнезитовые и шамотные.
Иногда в обмазку добавляют 1—2 % NH4C1.
*4 Другие методы алитирования (например, элект-
ролизное, в аэрозолях) не нашли применения.
-356
среде (табл. 30.55). Алитирование применяют
для повышения жаростойкости до 850—950 °C,
коррозионной и эрозионной стойкости [1, 2].
Алитированный слой в обычных сталях
(рис. 30.64) — сх-твердый раствор алюминия в
железе. На поверхности в соответствии с диаг-
раммой состояния Fe—Al возможно образова-
ние интермета л ли дных фаз: FeAl2, FeAl, Fe3AI,
Рис. 30.64. Микроструктура алитированного слоя ма-
лоуглеродистой стали. XI60
Fe2AI5. Вследствие малой растворимости угле-
рода в алюминиевом феррите он оттесняется
из поверхности вглубь, образуя под слоем
a-фазы зону, обогащенную углеродом. При
алитировании аустенитных сталей (12Х18Н10Т;
10X11H23T3MP и др.) на поверхности образу-
ется фаза, аналогичная FeAl, далее следует
зона а-1-FeAl и к сердцевине прилегает у-фаза
(твердый раствор алюминия в аустените). Со-
держание алюминия в алитированном слое
сталей достигает 40—50 %. При >30 %. А1
слой хрупок. Для снижения концентрации алю-
миния проводят отжиг при 900—1000 °C. Тол-
щина слоя при этом возрастает на 20—40 %.
Твердость алитированного слоя не превышает
HV500.
Алитирование рекомендовано для деталей
печной арматуры, чехлов термопар, поддонов,
тиглей, ковшей и различных контейнеров (ящи-
ков), используемых при термической и химико-
термической обработке [1, 2].
Процесс кратковременного горячего алити-
рования (700—750 °C) в расплавленном алю-
минии применяется для защиты от коррозии
листового и полосового проката, а также про-
волоки. Образуется двухслойное покрытие:
слой железо-алюминиевых соединений (Fe2Als
или FeAl3), прилегающих к стальной основе, и
сверху слой алюминия (твердого раствора же-
леза в алюминии). Защитные свойства алюми-
ниевого покрытия выше, чем цинкового.
Горячему алитированию подвергают холод-
нокатаную стальную полосу толщиной 0,25—
4,5 мм, шириной < 1800 мм на непрерывно дей-
ствующих установках. После электрохимичес-
кого обезжиривания, промывки и сушки по-
лосу для удаления остатков смазки, загрязне-
ний и создания на поверхности пленки окислов
железа нередко нагревают до 450—600 °C в
окислительной атмосфере, после чего в проход-
ной печи проводится нагрев до 730—850 °C в
восстановительной азотно-водородной атмосфе-
ре. Затем полосу охлаждают до 700—750 °C,
пропускают через ванну с расплавом алюминия,
охлаждают и сматывают в рулон.
Скорость движения полосы 12—60 м/мии.
Толщина покрытия 25—50 мкм.
Хрупкий промежуточный слой должен быть
возможно тоньше (не более 5—7 мкм), чтобы
не препятствовать деформации (штамповке,
изгибу и др.) листа. Производительность ли-
ний доходит до 4—6 т/ч (полоса шириной
с 1000 мм и толщиной 0,9 мм).
Добавляя в расплавленный алюминий 2—
6 % Si, толщину промежуточного слоя можно
снизить до I—2 мкм. Однако кремний ухудшает
внешний вид покрытия. Для восстановления
внешнего вида в ванну добавляют 0,1—0,4 %
Сг. Алитированный лист (покрытие Al-Ь Si)
работает в коррозионноактивной среде при
<500 °C без изменения цвета покрытия.
При всех методах горячего алитирования для
получения блестящего покрытия ванну с рас-
плавленным алюминием покрывают флюсом,
состоящим из 35—55 % NaCl; 35—55 % KCI;
10—12 % A1F3 (или NaF) и 5—20 % NasAlF3.
Существуют и другие составы, содержащие KF,
NaF, NaOH, КОН и NaNO3, а также хлориды
бария.
Хромирование
Хромирование заключается в диффузионном
насыщении поверхностного слоя стали хромом
при температуре 900—1300 °C в соответствую-
щей среде (табл. 30.56).
Хромирование повышает жаростойкость (до
800°C), коррозионную стойкость в пресной и
морской воде, азотной, уксусной и фосфорной
кислотах, эрозионную стойкость при низкой и
высоких температурах. Хромировать можно
любые стали.
Диффузионный слой, полученный при хроми-
ровании технического железа (рис. 30.65, а),
состоит из твердого раствора хрома в а-железе.
Содержание хрома на поверхности 25—50 %.
Если при хромировании стали для активации
процесса используется NH4C1, при диссоциации
которого образуется NH3, на поверхности ста-
ли формируется тонкая пленка карбонитрида
хрома Cr2(NC). При хромировании стали, со-
держащей 0,25—0,5 % С, на поверхности об-
разуется слой карбида хрома Сг23Сб, под ко-
торым находится переходной слой с еще более
высоким содержанием углерода (>1,0 % С),
состоящий из эвтектоида а+Сг7С3 (рис.
30.65, в). К сердцевине примыкает обезуглеро-
женная зона. Карбидный слой на поверхности
образуется в результате диффузии углерода из
внутренних слоев к поверхности навстречу хро-
357
ТАБЛИЦА 30.56
МЕТОДЫ ХРОМИРОВАНИЯ СТАЛИ
Насыщающая среда
Режим хромирования
Толщина слоя.
мм*1
Примечание
Хромирование в порошках (газовый метод)
1. 50 % Сг (феррохрома) *2 +
Ч- 43—45 % А120з + 5—7
NH4C1 (или NH4I, или NH4F,
или NH4Br и др.)
2. 50 % Сг, 49 % А12О3| 1 %
NHJ
1000—1050 °C, 0,1—0,15
6—12 ч (0,01—0,03)
Детали упаковывают в
стальные (нихромовые) кон-
тейнеры (ящики) с двойны-
ми крышками или трубы.
Для повышения герметич-
ности применяют контейне-
ры с плавкими затворами.
Существует большое коли-
чество смесей
Хромирование в вакууме (паро-газовый метод)
Порошок хрома, образующий
при высокой температуре в ва-
кууме паровую фазу
1000—1100 °C,
4—12 ч
0,05—0,25
(0,01—0,04)
Хромирование в вакууме
(давление 1,33—0,133 Па)
неконтактным способом поз-
воляет получить поверх-
ность высокого качества
Газовое хромирование (неконтактный способ)
Галогенид хрома СгС12 (через
хром или феррохром пропуска-
ют НС1, или НС1 + Н2, или С1;
хромирование СгС12) *3 идет за счет
Галогениды хрома: СгС1а,
СгС12, CrF2 и ДР- (готовые со-
ли) *4
1000—1050 °C
6—12 ч
0,1—0,2
(0,02—0,05)
Процесс ведут в ретортах,
в печах с вращающейся ре-
тортой, шахтных печах, в
специальных контейнерах
с нагревом в обычных пе-
чах. Нагрев проводят в ат-
мосфере нейтрального газа-
восстановителя, водорода
или при давлении 10-1—
10-* Па
Хромирование в керамической массе (газовый метод, контактный способ)
Пористый фарфор или пеноша-
мотный кирпич, или глина, по-
ры которых наполнены хлори-
дами хрома и феррохромом
(хром)
1050 °C, 5—6 ч
0,1-0,2
Непрерывность хромирова-
ния обеспечивается прове-
дением процесса в потоке
водорода
Жидкое хромирование
Хромированные соли: ВаС121 1000—1100 °C, 0,05—0,3
MgCl2, NaCl, СаС12 и др., к ко- торым добавляют 10—30 % СгС12 или феррохром, обрабо- танный НС1 1—6 ч
Содержание СгС12 15—
20 %, а феррохрома 20—
25 % от массы нейтральных
солей *5
* ’ В скобках дана толщина карбидного слоя.
Применяют низкоуглеродистый феррохром.
Феррохром (хром) дробят до зернистости 35—65 меш;
Д]2Оз предотвращает спекание частиц феррохрома
(хрома); хлористый аммоний должен быть просушен.
В результате взаимодействия хрома (феррохро-
ма) с одним из поступающих в контейнер газов об-
разуется активная газовая среда, содержащая гало-
гениды хрома.
* 4 Галогениды хрома, кроме СгС13 (85—95 %).
СгОз (4—5 %), содержат железо и другие примеси.
Примеси уменьшают толщину слоя и количество в
нем хрома.
* 5 Хромирование в распределенных солях приме-
няют редко из-за его недостатков: накопления в ван-
не продуктов реакций и связанной с этим нестабиль-
ностью работы; интенсивного испарения солей и
разъедания металлических тиглей, невозможности
обработки крупных деталей и т. д.
358
му. Углерод обладает значительно большей
диффузионной подвижностью, чем хром, по-
этому под слоем карбида образуется зона, обо-
гащенная углеродом, а ниже обезуглероженная
зона.
При хромировании стали с высоким содер-
жанием углерода (>0,3%) образуется двой-
ной слой карбидов — Сг23С6 и ниже СГ7С3. Под
слоем карбидов отмечается зона эвтектоида
а-гСгтСз [9]. Для деталей, работающих в аг-
1. На полосу стали в специальном устройстве
наносятся слой малоуглеродистого феррохро-
ма (15—20 мкм).
2. Нагрев рулона производится в колпако-
вой печи в азото-водородной (4 % Н2) атмо-
сфере до 425 °C для удаления из печи воздуха.
3. Выдержка при 425 °C, 4—5 ч в смеси во-
дорода и азота.
4. Нагрев до 900—925 °C, выдержка 25 ч в
той же атмосфере.
Рис. 30.65. Макроструктура хромированного слоя малоуглеродистой (а) (Х100) и высокоуглеродистой (б)
(Х500) стали
рессивных средах, хромированный слой дол-
жен состоять из а-фазы (Нюо200—300) и иметь
толщину 0,1—0,5 мм. На деталях, работаю-
щих в условиях сильного изнашивания и кор-
розии, рекомендуется получать карбидный
слой толщиной 0,025—0,03 мм, обладающий
высокой твердостью (Нюо 1200—1500). При
хромировании легированной стали, содержащей
>0,3 % С, диффузионный слой состоит из
твердой износостойкой карбидной фазы. На
легированных низкоуглеродистых сталях наря-
ду с a-фазой образуется интерметаллидное со-
единение, например о-фаза, придающая слою
высокую хрупкость. Для создания более тол-
стого слоя без увеличения температуры или
продолжительности процесса хромирования ис-
пользуют низколегированные стали, содержа-
щие С 1,0—1,5 %, карбидообразующих элемен-
тов (Мо, Ti, Nb), которые, связывая углерод,
ускоряют диффузию хрома. Наибольшее при-
менение получило хромирование в порошках
в герметичных контейнерах.
В конце 60-х годов хромирование было
применено для повышения коррозионной стой-
кости низкоуглеродистой листовой стали. В про-
мышленном масштабе был применен следую-
щий метод:
5. Охлаждение рулонов до 260 °C в атмосфе-
ре водорода до 150 °C в азото-водородной
смеси.
6. После охлаждения полоса поступает на
дрессировку и резку. Перед дрессировкой рас-
пущенные рулоны перематывают. При пере-
мотке проводят травление в растворе азотной
кислоты для удаления хлоридов, образовав-
шихся при хромировании.
Диффузионный слой состоит из а-фазы
(-26—28 % Сг).
В последние годы применяют более перепек:
тивный неконтактный вакуумно-диффузионный
метод хромирования на большую глубину (2—
4 мм) металлургических полуфабриктов из ста-
лей 05кп, 08кп, Юкп и 09Г2 с последующей
прокаткой на листы и трубы1. Хромирование
заготовок ведут в вакууме (10—10-1 Па) при
1400—1420 °C 18—24 ч. Металлизатором слу-
жит феррохром ФХ010 (>>69 % Сг). Толщина
слоя достигает 2,0—2,5 мм (на каждую на
сторону), концентрация хрома на поверхности
1 Метод разработан в УкрНИИспецсталь
(Запорожье) под руководством Е. П. Понома-
ренко.
359
30—70 %. При производстве жести слябы из
низкоуглеродистой стали хромируют в ваку-
уме на глубину 5 мм (с каждой стороны). При
этом на жести получается слой толщиной
0,005—0,01 мм, содержащий 40—50 % хрома.
Для изготовления сварных труб применяют
стальную ( — 0,25 %. С) ленту из прокатанных
хромированных штрипсовых заготовок (тол-
щина слоя 3 мм).
Стальную холоднокатаную ленту (сечением
до 2X1000 мм) хромируют в вакууме (10—
10“* Па) при — 1300 °C из сублимированной
фазы, образующейся при испарении феррохро-
ма (при 1600 °C).
Режимы работы и конструкция агрегатов
позволяют получить при -1300 °C на движу-
щейся ленте из стали 08 хромированный слой
толщиной 200—100 мкм, содержащий 30—50 %
Сг. В зависимости от требуемой толщины диф'
фузионного слоя скорость ленты изменяют от
60 до 3600 м/ч.
Диффузионный- слой состоит из а-фазы и
имеет пониженное содержание углерода, серы,
неметаллических включений и растворенных
газов.
Хромированная лента хорошо сваривается
(контактная и электродуговая сварка в среде
аргона), подвергается гибке и глубокой штам-
повке. Изделия из хромированной ленты имеют
высокую коррозионную стойкость на воздухе и
в продуктах сгорания топлива (до 800°C).
Высокая коррозионная стойкость хромирован-
ной ленты позволяет ее использовать вместо
нержавеющих сталей (12X17, 10X17Н2 и др.).
Цинкование
Цинкование заключается в диффузионном на-
сыщении поверхности стали цинком при 300—
550 °C в соответствующей среде.
Основное назначение цинкования — повыше-
ние коррозионной стойкости в атмосфере, прес-
ной и морской воде, в бензине и горячих
(300—500 °C) газах, содержащих сероводород.
Цинковое покрытие не стойко в кислотах и
щелочах. Цинкованию подвергают лист, лен-
ту, полосу, трубы, проволоку, сетку, крепежную
арматуру, опоры (мачты линий электропере-
дач), емкости, различные детали, применяемые
в судостроении, коксохимической, нефтедо-
бывающей, горнорудной промышленности и т. д.
Наиболее часто цинкование осуществляют в
расплавленном цинке при 440—470 °C, 1—
10 мин [2]. Расплав цинка легируют алюмини-
ем (0,11—0,2 %), магнием (0,01—0,1 %), ти-
таном (0,005—0,02 %), которые в отличие от
железа улучшают процесс и способствуют об-
разованию равномерных блестящих цинковых
слоев, повышающих пластичность и коррози-
онную стойкость. Толщина слоя 10—200 мкм.
Перед цинкованием изделия обезжиривают,
промывают и травят в водном растворе сер-
ной или соляной кислоты. Для защиты от
окисления рекомендуется обработка во флю-
се— 2 %-ном растворе смеси солей (70 %.
ВаС12+30 % NaCl) при 80—90 °C. Существу-
ют способы жидкого цинкования без травления
и применения флюсов. В этом случае холодно-
катаную полосу нагревают сначала на возду-
хе при 400—450 °C для окисления поверхности,
затем при 700—950 °C в азото-водородной ат-
мосфере для восстановления окислов до чис-
того железа; после охлаждения до 470—500 °C
полоса поступает в расплав цинка. Введение
нагретого изделия в расплав сокращает про-
должительность цинкования. Процесс жидкого
цинкования можно легко механизировать и ав-
томатизировать, что позволяет создать поточ-
ное производство большой мощности. В настоя-
щее время в мире производится около 22 млн. т
в год оцинкованного листа, причем большая
часть — на непрерывных линиях цинкования
рулонной стали. Скорость движения полосы
через расплав цинка на современных агрега-
тах достигает 7200 м/ч, продолжительность
цинкования 1,5—6 с. На тонколистовой стали
слой цинка 10—50 мкм. Производительность
современных линий до 300 тыс. т в год. Еже-
годно в мире цинкуют 2,5 млн. т труб, 2,5 млн.
т проволоки и 5,0 млн. т готовых изделий [2].
В последние годы для цинкования различ-
ных деталей (втулки, фитинги и др.), а также
труб применяют метод порошковых смесей.
Смгесь состоит из цинкового порошка (цинко-
вой пыли)1, инертных материалов (окись алю-
миния, шамот, кварцевый песок) и 1—2 %
хлористого цинка (ZnCh) или хлористого аммо-
ния (NH4C1). Цинкование проводят контакт-
ным и неконтактным способами [2] при 360—
540 °C, 6—24 ч, толщина слоя 30—200 мкм.
Подготовка для цинкования проводится так жег
как для жидкого цинкования.
В настоящее время в СССР на ряде метал-
лургических заводов действуют участки цин-
кования бесшовных горячекатаных, а также
холоднокатаных и холоднотянутых труб диа-
метром 20—520 мм и длиной 6—12 мм.
Строение диффузионного слоя соответствует
диаграмме фазового равновесия Fe—Zn. На
поверхности цинкового слоя обычно образуются
столбчатые кристаллы 61-фазы, соответствую-
щей интерметаллическому соединению FeZn?
(7,0—11,5 % Fe), далее идет тонкая зона со-
единения FeaZnjo (21—28 % Fe) и к сердце-
вине прилегает a-фаза (твердый раствор цин-
ка в a-железе). При жидком цинковании на
поверхности часто образуется зона интерме-
таллида FeZnia (6—6,2 % Fe). При высоких
500—550 °C температурах насыщения на по-
верхности может образоваться т|-фаза (твер-
дый раствор железа в цинке), обладающая
сравнительно низкой коррозийной стойкостью.
После цинкования иногда 'производят диффу-
зионный отжиг, чаще при 520—550 °C в тече-
ние 15—20 мин1 2. Отжиг приводит к развитию
зоны д*-фазы (FeZn7), что сопровождается по-
вышением пластичности и коррозионной стой-
кости слоя. В зависимости от условий цинко-
вания и отжига слой имеет цвет от темного до
серебристо-серого. На поверхность слоя хорошо
наносятся лакокрасочные покрытия.
30.6.4. Многокомпонентное
поверхностное легирование
В ряде случаев легирование поверхности ме-
талла одним элементом не удовлетворяет тре-
бований эксплуатации, поэтому все чаще пред-
1 Цинковый порошок содержит до 65 % 2п
и цинковую пыль — пусьеру (отход производ-
ства цинка содержит 60—50 % цинка и 40—
50 % окиси цинка).
2 Отжиг может производиться и при более
низких, и при более высоких температурах.
принимаются попытки насыщения одновремен-
но (или последовательно) несколькими элемен-
тами [10].
При одновременном насыщении несколькими
элементами в диффузионном слое образуются
высоколегированные твердые растворы или
фазы на . базе химических соединений, которые
иногда более существенно повышают свойства,
чем при насыщении одним элементом. При
многокомпонентном насыщении возможно со-
здание барьерных слоев, тормозящих диффу-
зионное рассасывание защитного покрытия при
высоких температурах, что повышает ресурс
работы изделий. Наибольшее число исследова-
ний было посвящено двухкомпонентному на-
сыщению. Для повышения жаростойкости
различных сталей и никелевых сплавов приме-
няют алюмосилицирование, хромоалитирова-
ние, бороалитирование, титаноалитирование,
хромоалюмосилицирование и хромотитаноали-
тирование. Одновременное насыщение хромом
и кремнием, хромом и марганцем, хромом и ти-
таном, хромом и углеродом применяют для
повышения поверхностной твердости и износо-
стойкости в условиях трения скольжения, а
также стойкости к абразивному изнашиванию
и кавитации.
Хромосилицированный слой по сравнению с
хромированным и силицированным обладает
большей жаростойкостью и кислотостойкостью
в азотной, серной и соляной кислотах. Хромо-
силицирование повышает эрозионную стой-
кость в газовой среде при высоких.температу-
рах.
Насыщение бором совместно с другими эле-
ментами (Si, Сг, Мо, W, Ti и др.) позволяет
получить слой, обладающий меньшей хруп-
костью (борохромирование, боровольфрамиро-
«вание и боромолибдеяирование) и1 большим
сопротивление^ износу, особенно при боль-
ших нагрузках (боросилицирование), чем при
обычном борировании. При борохромировании
можно создать диффузионный слой на основе
боридов хрома (Сг, Fe2)B и (Сг, Fe)B, обла-
дающих пластичностью, износостойкостью, жа-
ростойкостью и коррозионной стойкостью [2].
Борохромирование обеспечивает низкий коэф-
фициент трения (0,07—0,08) и высокие анти-
фрикционные свойства при сухом трении и
скоростях^ скольжения 0,2—1,8 м/с. ’
Промышленное опробование борохромиро-
ванных матриц, пуансонов, штампов, а также
форсунок-распылителей, работающих в усло-
виях газовой коррозии и коррозионно-абразив-
ного износа, показало повышение стойкости по
сравнению с необработанными в 3—5 раз [2].
Многокомпонентное насыщение пока не полу-
чило промышленного применения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Технология термической обработки в маши-
ностроении: Справочник. М.: Машинострое-
ние, 1980. 783 с.
2. Химико-термическая обработка металлов и
сплавов: Справочник. М.: Металлургия, 1981.
423 с.
3. Козловский Я. С. Химико-термическая обра-
ботка шестерни. М.: Машиностроение, 1970.
232 с.
4. Лахтин Ю. М., Коган Я. Д. Азотирование
стали. М.: Машиностроение, 1976. 256 с.
5. Вороишн Л. Г., Ляхович Л. С. Борирование
стали. М.: Металлургия, 1978, 240 с.
6. Электро-химико-термическая обработка ме-
таллов и сплавов/дцдцн И. Н., Андрюшеч-
кин В. И., Волков В. А., Холин А. С. М.:
Металлургия, 1978. 320 с.
7. Арзамасов Б. Н. Химико-термическая обра-
ботка металлов в активизированных средах.
М.: Машиностроение, 1979. 224 с.
8. Силицирование металлов и сплавов/Ляхо-
вич Л. С. и др. Минск: Наука и техника,
1972. 280 с.
9. Дубинин Г. Н. Диффузионное хромирова-
ние сплавов. М.: /Машиностроение, 1964.
451 с.
10. Земсков Г. В.г Коган А Л. Многокомпо-
нентное диффузионное насыщение металлов
и сплавов, М.: Металлургия, 1978. 103 с.
— - ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абнормальная структура 81
Адсорбционное вытеснение 64
Азотирование:
в атмосфере углеродсодержащих газов 351
— вакууме 351
газовое 347—349
жидкое 351, 352
ионное 351
микроструктуры слоя 350
режимы 348, 349
температура 347, 349
Алитирование:
горячее 357
— кратковременное 357
методы 356
микроструктура 357
Альфа-фаза:
мартенситная 139
полиэдрическая 139
субкритическая рекристаллизация 100
Аррециуса уравнение 53, 60, 64, 227, 233
Аустенит 69, 74, 75
— белые поля 101, Г04
— влияние исходной структуры 92
— горячедеформированный, параметры суб-
структуры 222—225
— зародышеобразование 83, 85
— кинетика превращения 112, 113
— кристаллическая решетка 115
-------влияние углерода и легирующих эле-
ментов 116
— образование при нагреве 86
— особенности рафинировки зерна 94
— остаточный 156, 165
— — быстрорежущих сталей 317
--- теплостойких сталей 317
— — штамповых сталей 317
— превращение при переохлаждении 114
— рекристаллизация 109
— скорость превращения 84, 85
— схема формирования зерен при нагреве 107
Аустенитизация 83
— кинетика, зависимость от состава 87
— — для легированной стали 87, 88
361
------- углеродистой стали 87
— температурный интервал 86
Багаряцкого ориентационное соотношение 163
Бейна деформация 131
Бейнит:
верхний 151
гранулярный 156
нижний, рост а-фазы 153
-------энергия активации 153
ориентировка структурных составляющих 151
плотность дислокаций 151
свойства 158
Бейнитное (промежуточное) превращение;
характеристика и особенности 113, 149
a-фаза, состав 156
t — тетрагональность 156
' аустенит остаточный, период решетки 155
------- состав 154
температурная область 150, 152
Борирование:
методы 352, 353
структура 353, 354
Бочвара теория эвтектической кристаллизации
75
Бюргерса вектор 25
----в кубической решетке 25, 26
----свойства 27
Бюргерса контур 26, 27
Ван-дер-Ваальса силы 7
Видманштеттова структура 81, 82, 100
Водородная хрупкость 172
Возврат 211, 226, 227
— динамический 208, 215, 216, 240
— при старении 184
— статический 208
Выделения процесс:
кинетика 183
критический размер зародыша 183
роль дефектов кристаллического строения
184—186
— границ зерен 56
Гетерогенные процессы 65
Гетерогенный (двухфазный) распад 180
Гетер одиффузия:
коэффициент 58
параметры 60
Гиббса адсорбционное уравнение 52
Гинье — Престона зоны 179
Гннье — Престона — Багаряцкого зоны 179
Гомогенный (однофазный) распад 180
Горячая деформация;
диаграммы 216
— динамическая рекристаллизация 253
кривые напряжение — деформация 214
математические зависимости параметров 214
микроструктурные особенности 242
с изменением скорости нагружения 218—220
— постоянной скоростью нагружения 216
структурные изменения 215
структурообразование 221
субструктура 242, 243
Границы зерен:
характеристика 48
адсорбционная емкость 57
адсорбция 51
аморфная (модель) 49
большеугловые 48, 49
взаимодействие с примесями 56, 57
двойниковые 35
диффузионная ширина 64
диффузия 52, 53, 63
кристаллографическая ширина 64
кручения 49, 65
малоугловые 48
мест совпадения теория 49
метод канавок термического травления 51
— тройного стыка 51
миграция 52, 54, 55, 57
Мотта модель 49
наклона 43, 49, 65
особые 49
поверхностное натяжение 51
примеси 51
Смолуховского модель 49
специальные 49
частичного сопряжения 49
энергия 50, 51
Границы фаз, диффузионная проницаемость 65
---перемещения 84
Графит 69—71
— атомная структура 70
— сферокристаллы 76, 77
— точечный 76
— эвтектический 76
Графитные включения 76
Двойники отжига (рекристаллизации) 200
Двойникование 46, 199, 200
— полюсный механизм 48
Дебая характеристическая температура 9
Дефект упаковки 34
Деформационное упрочнение:
интенсивность, классификация металлов 215
коэффициент 207, 208, 218
модели 209
оценка 210, 211
стадии 206
Деформация:
горячая 198. — См. также Горячая деформа-
ция
влияние температуры перехода от холодной к
теплой 211
пластическая, влияние на рекристаллизацию
аустенита 100
------- старение 189, 190
теплая 197, 209. — См. также Теплая дефор-
мация
холодная 197. — См. также Холодная дефор-
мация
упругая предельная 22
Деформация сверхпластическая:
внутризеренное скольжение 260
диффузионная ползучесть 259
механизмы 258
модели смены соседей зерен 258
пористость 262
Деформирование:
изменение тонкого строения 197
температура 197
энергия 196, 197
Джонсона — Мейла — Аврами уравнение 183
Диаграммы:
изотермического обогащения фосфором гра-
ниц зерен 174
— превращения аустенита 114, 115, 144
-------в мартенсит 129
------- остаточного 165
кинетики изотермического образования аусте-
нита 89—92
напряжение — деформация 209, 210
превращения аустенита при непрерывном
охлаждении 159
образования аустенита в эвтектоидной стали
88
-----при непрерывном нагреве 90, 91
равновесия для сплавов 178
растяжения поликристаллов 210
рекристаллизации 251—255
термокинетическая образования аустенита 91
структурных состояний сплавов 245
Диаграмма состояния железо — углерод 84, 72
-----— линия ликвидуса 72
--------- солидуса 72
------- обозначения 72
-------трехфазные области 72
Дилатация 29
Дислокации:
общие сведения 22
взаимодействие 37, 40, 41
винтовая 28, 30, 31
— упругое поле 36
— энергия 34, 41
Вольтерра модель 38, 39
группировки, энергия 43
движение консервативное 30
— неконсервативное 30
— препятствия 204
краевая 28, 29, 31
— энергия 36, 41
линия 23—25, 27, 28
— конфигурация 28
— натяжение 41
— характеристика 28
отрицательная 24
переползание 30, 31, 45, 204
— механизмы 31
плоскость скольжения 31
положительная 24
полная 33
пороги 31, 32
расщепленная 32, 33
сетки 205
силы 38
скопления у границ 204
сметанная 29
— энергия 41
стенки 37
типы 28
частичная 33
Шокли 47
ядро 30
Дисперсионное твердение 178, 299
Дисперсионно-твердеющие сплавы 178, 191
-----классификация 191
----- рекристаллизация 237
Диффузионный слой:
общая толщина 342
скорость диффузии 343
эффективная толщина 343, 345
Диффузия:
общие сведения 59
в кристаллах 61
— многофазных системах 62
восходящая 210
кинетика 59
концентрационные кривые 60
коэффициент 59
— взаимной диффузии 58
— размерность 59
— собственный 58
механизм вакансионный 56, 61
— краудионный 61
— межузельный вытеснения 61
-простой 61
— обменный простой 61
----циклический 61
переходные состояния 61
по границам зерен 63
проницаемость границ фаз 65
уравнение для плотности потока 59
— Фика 59
Домены упругие концентрационные 183
Доэвтектоидная сталь 80
Жаропрочные стали и сплавы:
аустенитные, особенности старения 191
— с карбидно-интерметаллидным упрочнени-
ем 335—337
----карбидным упрочнением 333—335
высоколегированные 331—333
на основе железа и никеля 338—341
---- никеля 336—339
перлитные 329—333
термическая обработка 333—335, 337
химический состав 330, 334—339
Железо:
диаграмма состояния 67
кристаллическая решетка 68
плазма 68
полиморфные модификации 68
самодиффузии параметры 138
свойства 67
теплоемкость 9
теплосодержание 12
Железо технически чистое:
влияние текстуры на прочность 202
рекристаллизация 238
Жуховицкого теория 52
Закалка 111, 112
— вторичная 166
Заэвтектоидная сталь 81
Зегера — Холломона параметр 214, 215
Зерно стали 94
— критический размер 252
— ориентированный рост 247
Зернограничная наследственность 64
Зинера теория 119
Излом:
камневидный 102, 104, 105
нафталинистый 96
— вторичный 104, 106, 107
— первичный 104
Инвариантная плоскость 131
Ингибиторные фазы 93
Инструментальные стали и сплавы:
быстрорежущие 312—314, 316, 317
влияние величины зерна и карбидной неод-
нородности 302—304
для режущих инструментов с HRC 62—68
300—301
— штампов горячего деформирования с
HRC 40—55 301
----холодного деформирования с HRC 58—
65 301
карбиды 305
классификация 298—300
легирование 308, 310
нетеплостойкие и полутеплостойкие 302, 307,
308
прочность и вязкость 302—304
теплостойкие 301, 302, 304, 307
термическая обработка 311—318
технологические свойства 301
Исайчева ориентационное соотношение 164
363
Карбид е 153, 154, 163
Квазиэвтектоидная структура 81
Киркендалла эффект 62
Коагуляция, кинетика 66
Коалесценция субзерен 233
Когезивная прочность 171
•Когерентность фаз 112, 132, 179
Конструкционные стали:
высокопрочные 265
классификация 265, 266
легирование 267—271
нелегироваяные 265
низколегированные 264, 273—278
низкоуглеродистые 265
— повышенной прочности с ограниченной
свариваемостью 265
среднелегированные 277—280
среднеуглеродистые 265, 267
строительные 264
судостроительные 264
термическая обработка 270, 272, 273, 275,
278—280
трубопроводные 265
углеродистые 271, 272
Коррозионностойкие стали и сплавы:
аустенитные 320—323
аустенито-ферритные 324 .
высокопрочные 325—327
классификация 318
мартенситно-ферритные 318—320
мартенситные 318—320
па основе никеля 327—329
термическая обработка 320—325
ферритные 318—320
хромистые 318—320
Коррозия межкристаллитная 172
— под напряжением 172
Коттрелла — Билби уравнение 18
Кристаллизация 73
— эвтектическая 75
Кристаллическая решетка 7, 12, II
Кристаллические модификации:
зависимость от температуры 8
свободная энергия, изменение по Зинеру 8
условие стабильности 8, 9
Кристаллографическая обратимость 11
Кристаллографическое соответствие 18—20
Критическая температура хрупкости 171
Критические точки 11
----изменение при охлаждении 112
Крупнозернистая структура, исправление 93
К-состояние 184, 210
Кулоновы силы 7
Кульман — Вильсдорф теория 208
Курдюмова — Закса ориентационные соотноше-
ния 131, 141, 144
Курдюмова эффект 112
Кюри точка 68
Лавеса фазы 332
Ледебурит 77, 78
Людерса — Чернова линии 199
Магнитно-твердые сплавы:
деформируемые на основе Fe—Сг—Со 195
литые на основе Fe—Ni—Al 194, 195
Макронапряжения 198, 199
Мартенсит:
общие сведения 81
внутреннее трение 122
время полураспада 162
двойникованный 82, 124
дислокации 126
кинетика распада, влияние легирования 163
кристаллическая решетка 116, 117
------междоузлия 119
------параметры, влияние углерода 116, 120
---------температуры отпуска 162
------статические искажения 117
------ тетрагональность 118—121
--------- аномалии 120, 121
--------- влияние облучения 128
микродифракционные картины 119
области когерентного рассеяния 124
пакетный 13—15, 21, 82, 125
пластинчатый 13, 14, 82, 124, 125
природа 116
распад при отпуске 161
реечный 82, 125
— типы сочетаний ориентировок реек 125-
рентгенограммы 116
свойства 126
— влияние углерода 126
------ субструктуры 126
смешанный 13
тонкая структура 123
Мартенситная кривая 128
Мартенситная точка:
определение 86, 128
влияние легирующих элементов 128
— скорости охлаждения 128
Мартенситно-стареющие стали 138, 169
----механические свойства 193
---- механизм упрочнения 169
----особенности старения 193
Мартенситные кристаллы:
габитус 131
межфазная граница 132
размеры, влияние на свойства 126
рельеф на поверхности 132
скорость образования 129
упругие 134, 136
Мартенситные стали:
низкоуглеродистые, механические свойства
139
пути повышения прочности 127
Межкристаллитная внутризеренная адсорбция
172
Межкристаллитное растрескивание 173
Мидриб 124
Микродуплекс-структура 191
Модуль сдвига металлов и сплавов 22
Мотта — Набарро соотношение 39
Набарро — Херинга механизм 66
Напряжения деформационные, влияние приме-
сей и добавок 210
Наследственно крупнозернистые стали 93
— мелкозернистые стали 93
Неймана полосы 201
Нитроцементация 345, 346
Нишияма ориентационное соотношение 131
Нормализация, назначение 93
Отжиг 93, 100
— после холодной деформации, диаграммы
рекристаллизации 253
Отпуск 159
— высокий 167
— изменение механических свойств в зависи-
мости от температуры 167, 169
— карбидообразование 163
— низкий 167
— плотность дислокаций 165
— превращение первое 159, 166
----второе 159, 165
----третье 159, 166
---- остаточного аустенита 165
— распад мартенсита 161
— средний 167
Отпускная хрупкость 167
---- необратимая 169
----обратимая 164, 170 ’
------— влияние элементов 171
----меры предупреждения и ослабления 174
Пайерлса силы 45
Пайерлса — Набарро уравнение 24
Памяти формы эффект 133, 134
Первичная рекристаллизация:
величина зерна 235
влияние легирования 235, 236
рост центров 233
скорость 233
статическая, механизм 230
степень деформации критическая 234
температура 234
Перитектическое превращение 73, 74
Перлит 79, 80
— анормальная структура 143
— в сталях, легированных карбидообразую-
щими элементами 143, 146
— зернистый 143
— межпластиночное расстояние, 142, 143
— микроструктура 142
— прочность 149
— сфероидизация 92
— твердость 143
Перлитная колония:
ориентационные соотношения 144
схема роста 142
Перлитное превращение:
общая характеристика 112
влияние воздействия ультразвуком 145
— давления 146
— деформации 145
— легирования 144, 148
— неметаллических включений 145
— температуры аустенитизации 145
— химического состава 144, 145
инкубационный период 144
кристаллография 143
механизм 141
скорость зарождения центров 147
— роста 147, 148
структура карбидов 146
элементарные реакции 146
Пластическое течение, дислокационная карти-
на 203
Поверхностное легирование металлами (диф-
фузионная металлизация) 356
— — многокомпонентное 360, 361
Поли домены упругие 183
Полиморфизм 7, 79
Полиморфные превращения:
в сталях с высокой Та 15
-------низкой Та 13
железа 10
кинетика 10
кристаллогеометрические особенности 11
механизм 10
переохлаждение и леренагрев 8
причины 7
ско рость 10
тепловой эффект 8
Ползучесть дислокационная 66
Полигонизация;
пред рекристаллизационная 226, 227, 231
собирательная 227
стабилизирующая 227
Примеси горофильные (поверхностно-актив-
ные) 52
— горофобные 52
Пружинные стали и сплавы:
аустенитного класса 295, 296
классификация по назначению 282
— по способам упрочнения 281—285
общего назначения 282—291
легированные 284, 287—290
механические свойства 289, 296
режимы термической обработки 286,290,291,
295, 296
релаксационная стойкость 289, 290
специального назначения 291—298
углеродистые 286, 287
химический состав 283, 292—294
Псевдопластичность 133, 134
Псевдо упругость 133, 134
Радиационное охрупчивание 173
Разнозернистость 248
— зональная 249
— количественная оценка 248
— меры устранения 252
— островная 249
Рекристаллизация 190, 210, 226, 228
— влияние карбидов 238, 239
---легирующих элементов 235, 239
— вторичная 229
— гетерофазных сплавов 237
— динамическая 215, 216, 226, 230, 240
---кривые напряжение — деформация 242
— метадинамичёская 245
— методы изучения косвенные 256
-------металлографический 254
---— рентгеновский 255
— миграцией исходных границ 231
— первичная 96, 229. — См. также Первичная
рекристаллизация
— постдинамическая 245
— скорость 228
— собирательная 96
— статическая 230
— текстуры 246, 247
— температура 236
Регулярных растворов теория 52
Самодиффузии:
коэффициент 60, 197
предэкспоненциальный множитель 54, 60
энергия активации 60
Сверхдислокация 338
Сверхпластичность:
определение 257
методики определения показателей 257
«превращения» 257, 262, 263
структурная 257
Сверхпластичные материалы 258
---размеры зерна 260
•— стали 260, 261
Свободная энергия:
Гельмгольца 7
Гиббса 7
изменение с температурой 7, 8
Сдвиг:
единичный, схема 23
модель для идеального кристалла 22
изменение силы и энергии 22
365
напряжение 22
— зависимость от плотности дислокаций 208
— критическое 22
Сдвиговое превращение 12, 13
С-диаграмма 86
Силицирование, методы 355
— микроструктура 354
Скольжение:
понятие 23, 24, 43, 198
линии 198
множественное (турбулентное) 204, 207
одинарное (легкое) 206, 207
полосы 199
поперечное 204, 208
следы 198
трансляционное 131
Случайных блужданий модель 60, 61
Сопротивление пластической деформации тео-
ретическое 23
Сорбит 143
— межпластиночное расстояние 143
— твердость 143
Спинодаль (спинодальная линия) 181
— когерентная 182
— химическая 182
Спинодальный распад 182
Сплавы железо — углерод, диаграмма состоя-
ния 84. См. также Диаграмма состояния же-
лезо — углерод
------фазовые превращения 73, ИЗ
------фазы 69
Сплавы Fe—Me—С, фазовые превращения 113
Стали 73
— классификация 80
Старение 178:
понятие 178
влияние пластической деформации 189, 190
вторичное 213
высокотемпературное 189
деформационное 126, 127, 186
— динамическое 212, 213
— влияние элементов 188
----термической обработки 188
— стадии 186, 187
естественное 178
закалочное 187
искусственное 178
комбинированное 188, 189
низкотемпературное 189
расположение и ориентировка выделений 182
ступенчатое 188, 189
схема 180
энергия активации 179
Структурная наследственность 12, 83, 95, 100
---- проявление в изломе 105
----сталь Гадфильда 108
Структурная неоднородность 248—251
Структурного и размерного соответствия прин-
цип 10
Структурные несовершенства 226
Суперферриты 319
Твердофазные превращения 79
----в чугунах 83
Твердый раствор:
лабильное состояние 181
метастабильное состояние 181
распад 178, 179
— двухфазный 179
пересыщенный 178
— стадии распада 180
Текстура, ориентированное зарождение зерен
247
Текстура деформации:
анизотропия свойств 201, 203
простая 201
сложная (двойная) 201
способы получения оптимальной текстуры
сохранение при рекристаллизации 246
характеристики 201
Текстуры рекристаллизации 246
Тепловая деформация:
особенности 209
автолистовой стали 213
причины упрочнения 211
структура 212, 213
фазовые изменения 210
Теплоемкость:
атомная 9
вибрационная 8
удельная 8, 9
электронная 9
Термический анализ 11
Термическое циклирование 19, 20
Термомеханическая обработка 126, 127
Термоупругое трение 204
Трип-эффект 263
Троостит 143
— межпластиночное расстояние 143
— твердость 143
Углерод:
атмосферы на дислокациях 126, 128
взаимодействие с дислокациями и точечными
дефектами в мартенсите 122, 123
модификации 68
перераспределение при бейнитном превра-
щении 153—156
-- отпуске 161
распределение в решетке мартенсита 118,119
свойства 68
Уиппла решение (модель) 53
Упрочнение:
аномальное 337
деформационное — См. Деформационное
упрочнение
зернограничное 216
кривые 206
субструктурное 216
Усталостное разрушение 173
Фазовая перекристаллизация 11, 94, 95
----влияние пластической деформации 97
---- скорости нагрева 98
----высоколегированных сталей 96, 97
---- двухстадийная 96
----при нагреве (осложнения процесса) 107,
108
---- число центров 11
Фазовое равновесие, влияние легирования 114
Фазовый (внутренний) наклеп 11, 95, 130, 226
Фишера модель 53, 63, 65
Феррит 69
— видманштеттов 140
— полиэдрический 140
— свойства 148, 149
Ферритные и феррито-аустенитные стали, осо-
бенности старения 192, 193
Фосфор, равновесная концентрация 173
Франка — Рида источник дислокаций 42
Химико-термическая обработка 341, 342
Холла — Петча соотношение 127, 149
Хромирование 358, 359
Цементация:
в жидком карбюризаторе 344
— твердом карбюризаторе 344, 345
газовая 343, 344
двухступенчатая 343
при низких давлениях 345
структура, и свойства слоя 345, 346
Цементит 69—71, 81
— ориентировка 164
— размер кристаллов 163
— состав 164
формы при отпуске 163
Цианирование 346, 347
Цинкование 360
Чугун 74
— классификация 74
— белый 74, 77, 78
— высокопрочный 77
— серый 74, 77, 82
Шлифуемость:
быстрорежущих сталей 317
относительная, коэффициент 317, 318
ШТюве теория 215
Эвтектика 75
— аустеннто-графитная 74
Эвтектоидная сталь 81
Эвтектоидное превращение 80
Ячеистая структура 205, 207, 231, 240
Ячеистый распад 180, 186
Марк Львович Бернштейн, Борис Самуилович Бокштейн, Самуил Зейликович Бокштейн,
Семен Самуилович Горелик, Чеслав Васильевич Конецкий, Леонид Стефанович Кремнев,
Георгий Вячеславович Курдюмов, Юрий Михайлович Лахтин, Лев Семенович Лившиц,
Станислав Борисович Масленков, Илья Израэлович Новиков, Жанна Павловна Пастухо-
ва, Владимир Кимович Портной, Александр Григорьевич Рахштадт, Виссарион Дми-
триевич Садовский, Юрий Александрович Скаков, Юрий Николаевич Таран, Евгений
Александрович Ульянин, Лев Маркович Утевский, Лазарь Симхович Швиндлерман,
Рувим Иосифович Энтин
МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Справочник
Т. II
ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Редакторы издательства Л. М. Гордон, М. Н. Новиков. А. П. Сорманов
Художественный редактор А. И'. Гофштейн
Технический редактор Г. Б. Жарова
Корректоры Е, В. Якиманская', Г. Ф, Лобанова
ИБ № 1782
-Сдано в набор 10.02.83. Подписано в печать 15.06.83. Т-Ш78. Формат бумаги 70X108’/^ Бумага
типографская № 2. Гарнитура литературная. Печать высокая. Усл. печ. л. 32,20. Усл. кр.-отт.
32,20. Уч.-изд. л. 42JJ5. Тираж 21000 экз. Заказ № 394. ’ Цена 2 р. 70 к. Изд. № 0372.
Ордена Трудового Красного Знамени издательство «Металлургия», 119034, Москва, Г-34,
2-й Обыденский пер., д. 14
Владимирская типография «Союзполиграфпрома» при Государственном комитете СССР по делам
издательств, полиграфии и книжной торговли. 600000, г, Владимир, Октябрьский проспект, я. 7