/




















Текст
призмы и
линзы
—
под редакцией ииж. А. А, Грубе
I
1932
5
А. МЕДВЕДЕВ
Рабочий завода «Геофизика»
Йан изготовить
[оптические линзы
Бипризмы
S
ПОД РЕДАКЦИЕЙ ИНЖ. ГРУБЕ
а о
СО
i
X 2
£ ®
7 = /
© . <
х
У
/Г
о н т и нктп сс
Г О СМ А Ш М ЕТ ИЗД АТ 1932
с
I
Редактор А. Виноградов Техн, редактор Н. П ар а мю н>о в а-
Сдано в набор 21/1П-32г. Подписано к печати 14/VI Издат. № 189
Тираж 3300 Кол. печ. л. 5‘/2. Формат бумаги 82X1Ю/32.
Уполн. Глаелита Б—21182 Заказ №5060
Фабрика книги «Красный пролетарий». Москва, Краснопр летарская, 16».
С УДЕРЖАНИЕ
Стр.
Предисловие.................................................... 4
Введение................................;....................... 5
Глава I
ИЗГОТОВЛЕНИЕ ПРОСТЫХ ЛИНЗ
Резка и обломка стекла...............................'.......... 8
Склейка и кругление............................................ 11
Обдирка....................................................... 13
Отмучивание наждака..................*........................ 17
Наклейка линз на шалы..........................' ... . 18
Шлифовка...................................................... 20
Полировка.................................................... . 23
Промывка............................................... ’.•... 25
Вогнутые линзы........."...................................... 27
Глава II
ЛИНЗЫ СРЕДНЕЙ ТОЧНОСТИ
Изготовление оптического стекла.............................. 28
Контроль....................................................... 31
Резка стекла и кругление................- . ................. 32
Полировка...................................'................. 34
Гипсовка....................................................... 38
Чистка, шлифовка, полировка и контроль......................... 40
Глава III
ТОЧНАЯ ОПТИКА
Ножные станки и подготовительные операции...................... 42
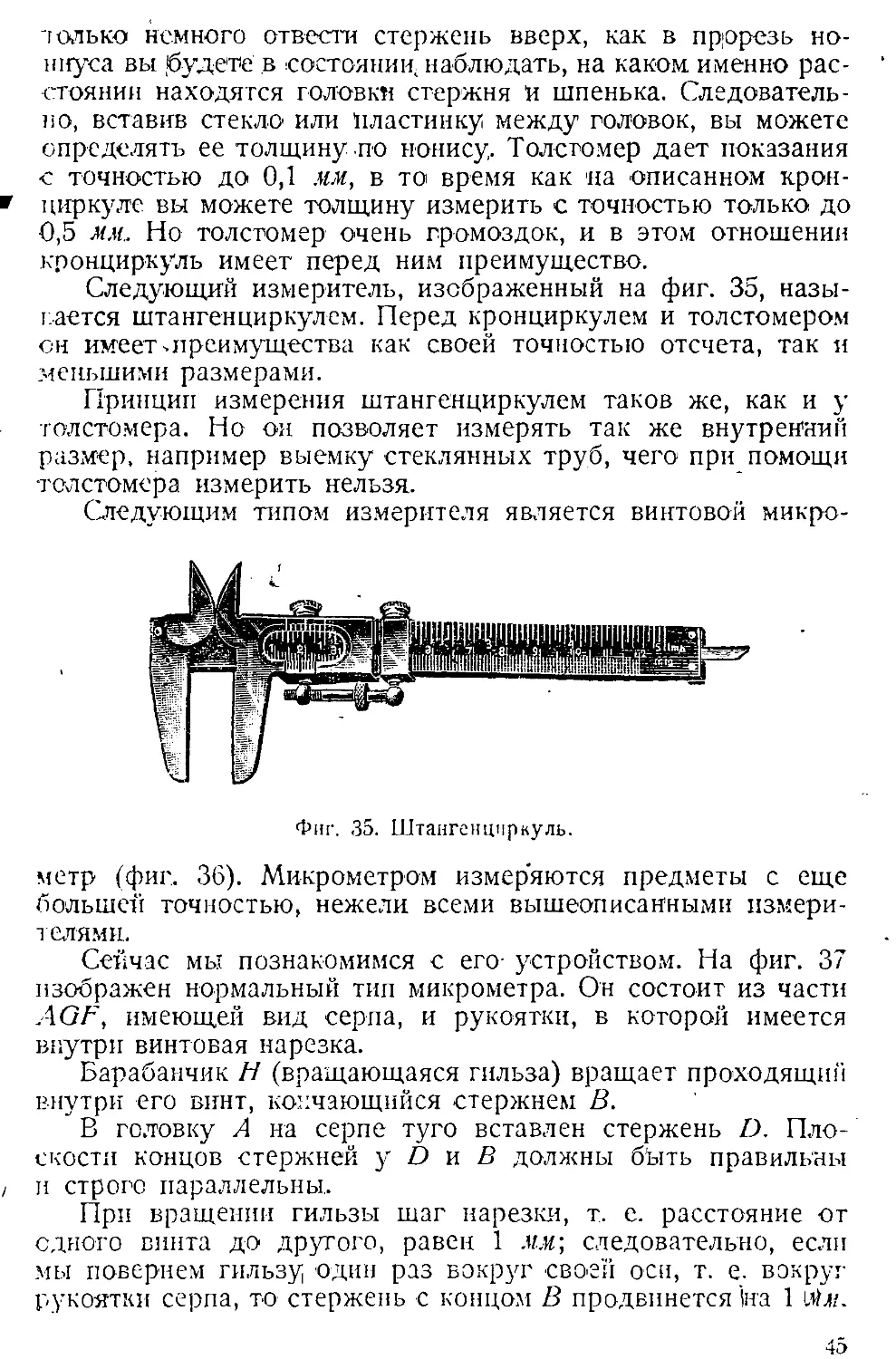
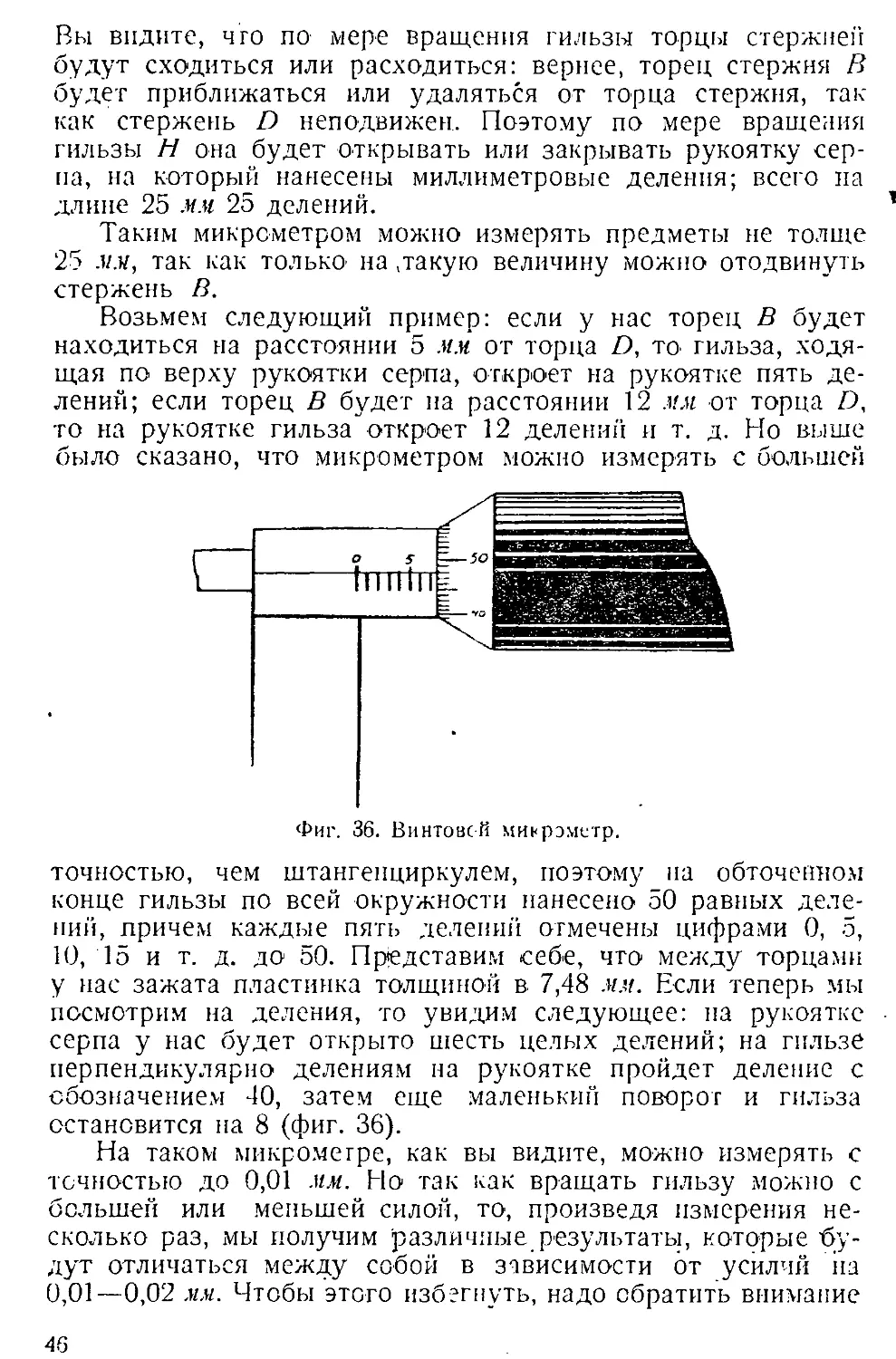
Измерительные приборы.......................................... 44
Подготовка к пробным стеклам................................... 47
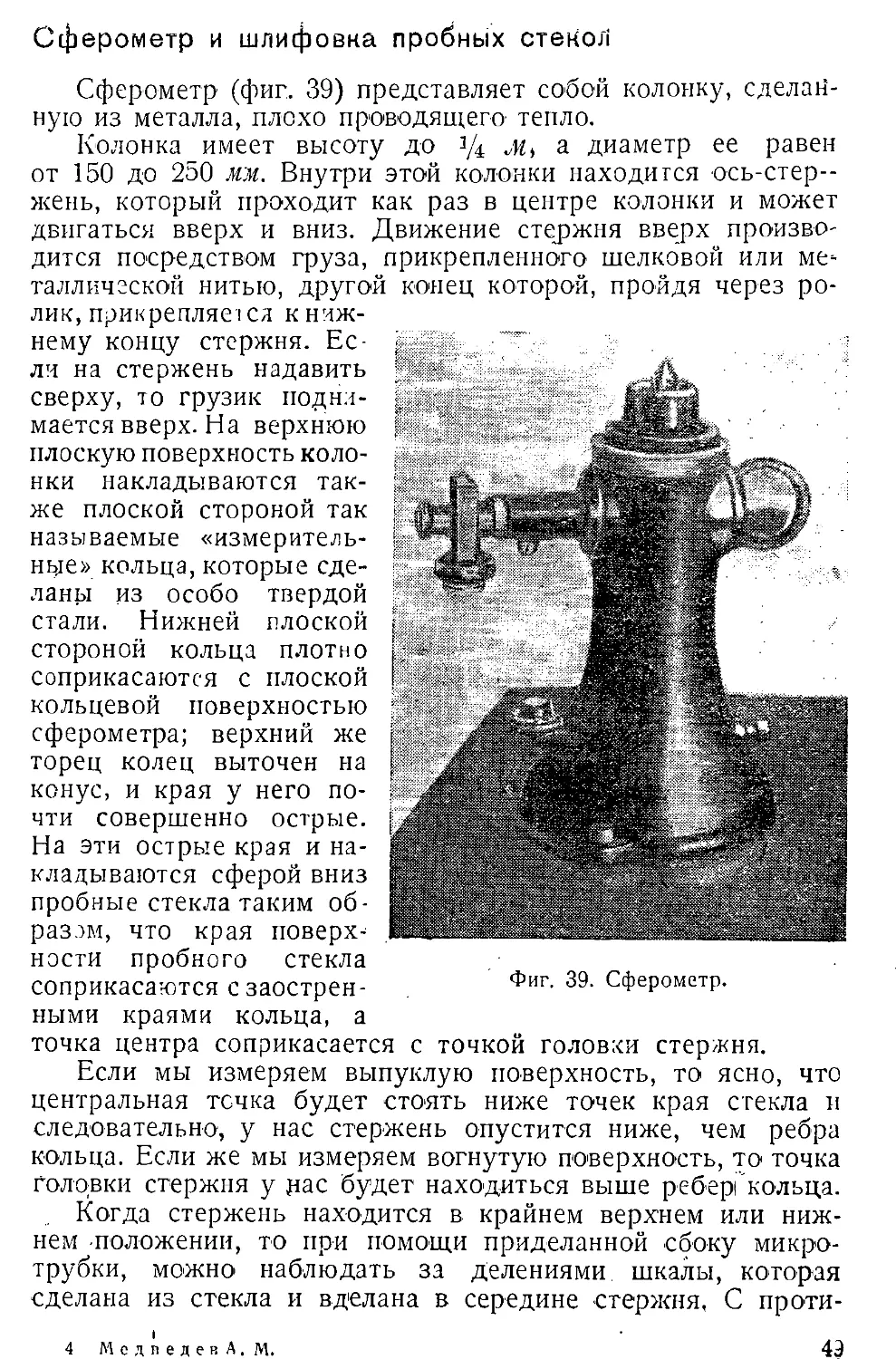
Сферометр и шлифовка пробных стекол............................ 49
Интерференция.................................................. 51
Полировка пробных стекол.................'..................... 55
Изготовление .пробных стекол под микрометр..................... 63
Изготовление точных оптических линз........................... 63
Центрироька линз.............................................. 75
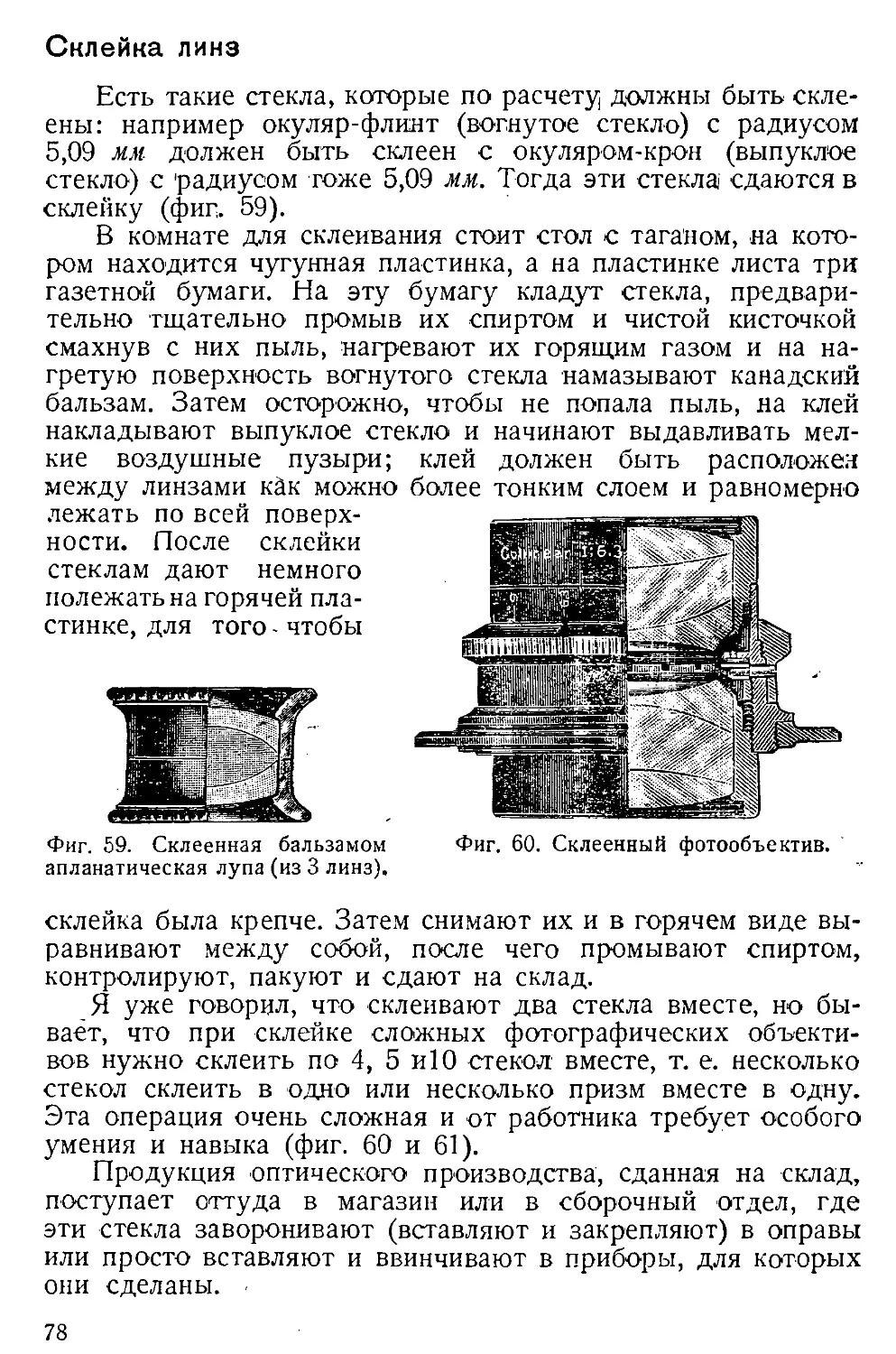
Склейка линз................................................... 78
Глава IV
ОЧКИ
Изготовление очковых линз.............. . '.................. 79
ПРЕДИСЛОВИЕ
Оптическое производство, совершенно новое в СССР и
в то же время имеющее чрезвычайно большое значение для
дальнейшего промышленного и культурного развития страны,
нуждается в настоящий момент в новых кадрах рабочих.
Подготовка этих кадров сильно тормозится из-за полного
отсутствия на русском языке технической литературы по ош
тическому производству.
Настоящая книга т. А. Медведева, написанная простым,
вполне понятным для малоподготовленного читателя языком,
является ценным вкладом в оптическую техническую лите-
ратуру.
Автор т. А. Медведев, сам работник от станка, описывает
производственные циклы, начиная с самого начала появле-
ния стекла в цеху и кончая выпуском готовых линз. Попутно
он касается изготовления оптического стекла и вспомогатель-
ных инструментов, и изготовления пробных стекол; это хотя
и не является звеньями технических процессов изготовления
линзы и призм, но зато дает полную картину оптического
производства в целом.
Книжка т. Медведева найдет широкое применение среди
начинающих оптиков-учеников, изучающих физику, и лиц,
желающих ознакомиться с оптическим производством.
Завод точной м .’хачики
«Геофизика».
Инженер Грубе.
ОТ АВТОРА
При составлении предлагаемой книжки автор имел целью
рассказать читателю, как изготовляются линзы, которые
встречаются в очках, лупах, биноклях и т. д. Автор полагает,
что знакомство с настоящей книжкой будет полезно не только
ра'бочим-оптикам, но и школьным преподавателям физики,
которые подчас знают об этом только из теории, не говоря
уже об учащихся политехнической школы, изучающих в фи-
зике отдел оптики. Я старался показать читателю, что изго-
товление оптических линз требует не специальных знаний, а
практических навыков. Эта брошюра также даст начинающим
оптикам те знания, которые помогут им разобраться в оптиче-
ском производстве.
4
ВВЕДЕНИЕ
Каждый из нас слышал о таких вещах как телескоп,
микроскоп, бинокль, лупа, очки. Многие, быть может, не-
однократно пользовались этими предметами, но что пред-
ставляют собой приборы, об этом: знает далеко не каждый.
Многим известно, что свойства этих «оптических приборов»,
как их называют, зависят от особых свойств стекла, формы и
их расположения в приборе; но как изготовляются эти при-
боры, как вырабатываются те особые стекла, которые играют
главную роль в этих приборах, большинство не знает.
В настоящей брошюре я задался целью, не вдаваясь в
теоретические рассуждения, познакомить с оптическим произ-
водством широкие массы трудящихся и рассеять неверные
представления, которые существуют в массах об оптике.
Мы часто на вывеске видим: «часовщик-оптик» или «юве-
лир-оптик». Но оптики ли люди, заявляющие о том на своих
вывесках? Нет. Они, может быть, хорошие часовщики или
ювелиры, но уж никак не оптики. Умение вставить стекло
в оправу очков и в ободок крышки часов,—это еще не
оптика, не оптическое производство.
С другой стороны, часто при слове «оптик» мы склонны
представлять себе человека, чуть ли не профессорской ква-
лификации, владеющего тайнами, недоступными обыкновен-
ным смертным.
Вот эти-то ложные мнения об оптике и нужно рассеять.
Ознакомившись с этой брошюрой, вы убедитесь, что оптик—
это обыкновенный рабочий, имеющий определенную квали-
фикацию, подчас, правда, весьма высокую, резко отличающую
его от «оптика-часовщика» или «оптика-ювелира».
К выпуску настоящей брошюры меня также побудило
полное отсутствие на книжном рынке популярных описаний
оптического производства, есть, правда, книги и оришюры,
как например: проф. В. И. Лебедева «Оптика и стекло»;
Н. И. Кислова, «Теория оптических инструментов»; Тро-
цевича, «Изготовление объективов для телескопов, микро-
скопов и фотоаппаратов»; Э. Э д с е н, «Оптика»; М у р а л и н а,
Майзеля, Милька и Мерца «Офталмологическая оп-
тика^. Но все эти труды излагают вопрос по большей части
исторически и перегружены теоретическим материалом. Са-
мой- техники производства авторы трудов или совсем, или
почти совсем не касаются. В настоящее же время, когда
партией и правительством взят твердый курс на индустриали-
зацию страны, на массовое распространение технических
знаний, знакомство с техникой оптического производства не-
обходимо.
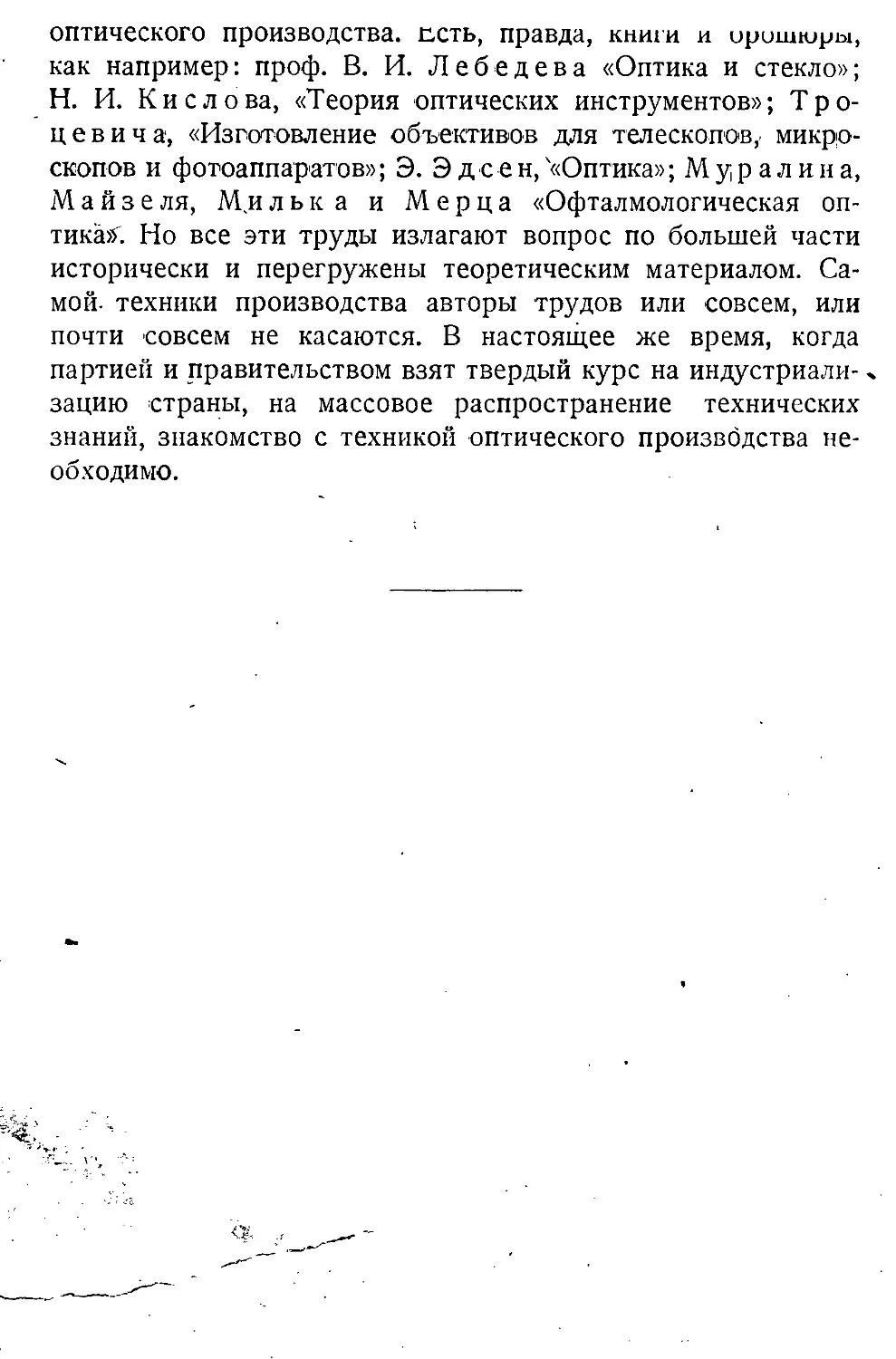
Фиг. 1. Общий вид оптического отдела средней точности.
ГЛАВА I
ИЗГОТОВЛЕНИЕ ПРОСТЫХ ЛИНЗ
Чтобы ознакомиться с производством оптических при-
боров, давайте совершим экскурсию в оптический цех з-да
«Геофизика». Я постараюсь просто, не употребляя иностран-
ных выражений, объяснить сущность оптического производ-
ства.
Мы с вами в коридоре оптического цеха и направляемся
в отделение по изготовлению простых линз. Уже в коридоре
вы чувствуете какой-то особенный специфический запах. Этот
запах происходит от перетертого о стекло и медь песка, от
спирта, денатурата, эфира, бальзама, газа, крокуса (поли-
ровочный состав в оптике) и от растопленной смолы. Каждый
в отдельности состав почти не имеет никакого запаха, но
вместе, соединяясь между собой, они дают этот неприятный
запах. Мы с вами привыкнем к этому запаху, когда побольше
побудем в цехе; он не так уж силен и, например, рабочие
этого цеха настолько к нему привыкают, что даже не чув-
ствуют его.
7
Резка и обломка стекла
Мы с вами в самом оптическом цехе, в комнате № i
(будем условно нумеровать комнаты по операциям). Здесь
начало оптического производства—резка стекла. Перед нами
Фиг. 2. Алмазный ка-
рандаш
начинает развертываться процесс изго-
товления двояковыпуклых линз диамет-
ром в 10 см. Мы видим большие плоско-
параллельные зеркальные стекла пло-
щадью в 1 .и2 и толщиной в 18—20 мм.
Рабочий берет такое стекло, кладет его
на ровный стол и при помощи линейки
и алмазного карандаша размечает стекло
на квадраты. На фиг. 2 изображен такой
алмазный карандаш для разметки стекла
на квадраты.
Предположим, что нужно нарезать
квадраты по 11,5 см. Сделав осторожно
разметку по линейке, рабочий каранда-
шом делает через каждые 11,5 см точки
Фиг. 3. Алмаз
для резки стекла
или черточки. Когда все
стекло размечено, рабо-
чий берет ролик для рез-
ки толстых стекол. Вы
спрашиваете, почему стек-
ло не режут алмазом? —
Алмазупотребляется лишь
для тонкого стекла, так
как он прорезает стекла
толщиной не более 12—
15 мм (и то только хоро-
ший алмаз), более же тол-
стые стекла лучше и удоб-
нее резать роликом.
Ролик представляет со-
бой маленькое колесико
из закаленной стали диа-
метром в 10 мм с отвер-
стием в середине и с ос-
трыми краями; колесико
насажено на железный
стержень так, что может
свободно вращаться на своей оси. Вот этим-то роликом ра-
бочий и водит с нажимом по размеченному стеклу. После
прохода роликом по стеклу на нем остается след в виде
резкой царапины, похожей на алмазный прорез. Затем ра-
8
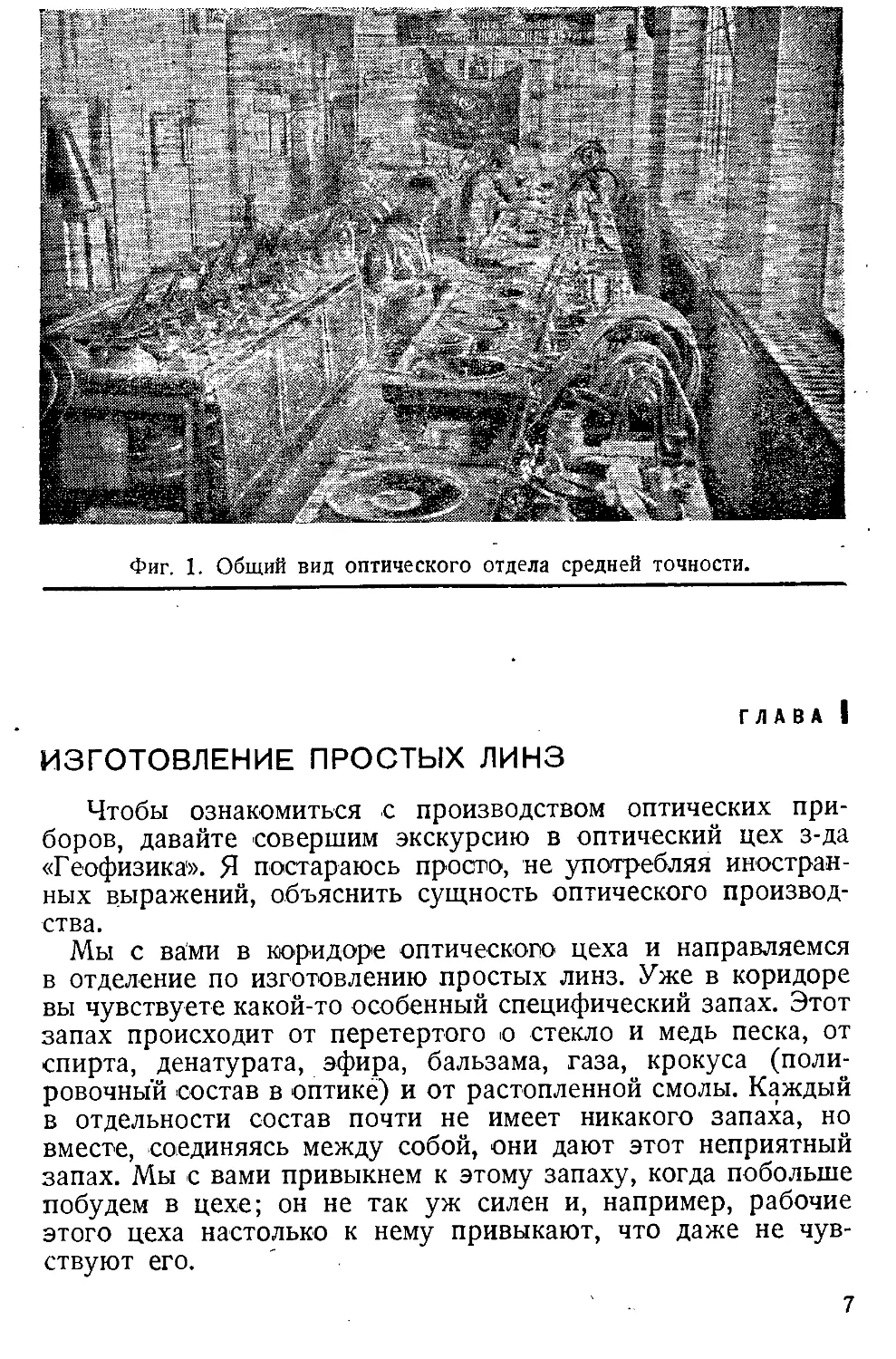
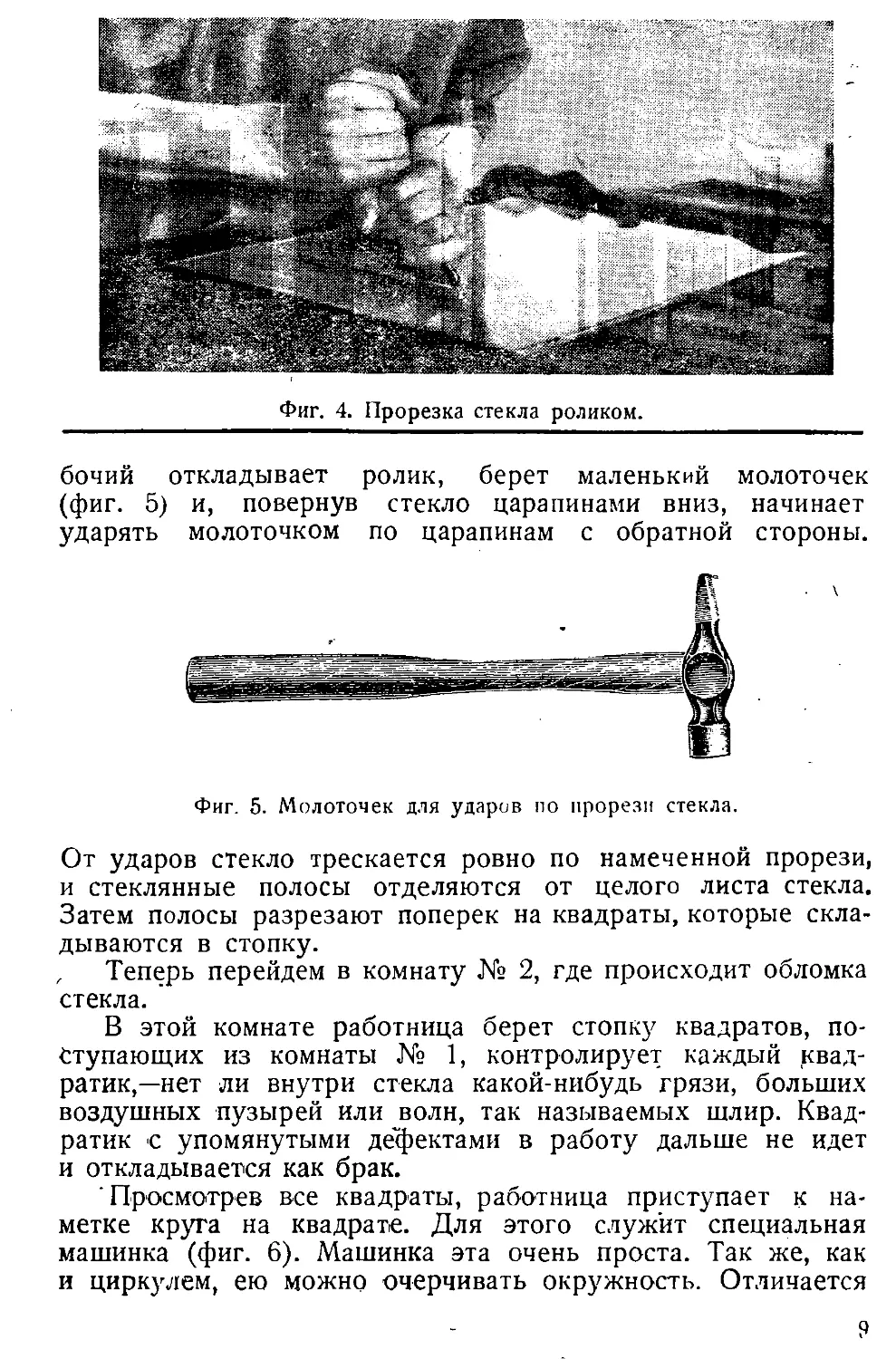
Фиг. 4. Прорезка стекла роликом.
бочий откладывает ролик, берет маленький молоточек
(фиг. 5) и, повернув стекло царапинами вниз, начинает
ударять молоточком по царапинам с обратной стороны.
Фиг. 5. Молоточек для ударов по прорези стекла.
От ударов стекло трескается ровно по намеченной прорези,
и стеклянные полосы отделяются от целого листа стекла.
Затем полосы разрезают поперек на квадраты, которые скла-
дываются в стопку.
, Теперь перейдем в комнату № 2, где происходит обломка
стекла.
В этой комнате работница берет стопку квадратов, по-
ступающих из комнаты № 1, контролирует каждый квад-
ратик,—нет ли внутри стекла какой-нибудь грязи, больших
воздушных пузырей или волн, так называемых шлир. Квад-
ратик с упомянутыми дефектами в работу дальше не идет
и откладывается как брак.
Просмотрев все квадраты, работница приступает к на-
метке круга на квадрате. Для этого служит специальная
машинка (фиг. 6). Машинка эта очень проста. Так же, как
и циркулем, ею можно очерчивать окружность. Отличается
9
ОНа ОТ ооыкновенного циркули ч ем, 4iu lid кипце jjjoiiai а
вместо грифельного карандаша вставлен карандаш алмазный,
которым можно чертить окружность на стекле. Итак, мы
втТдим, как алмаз четко и ровно очерчивает окружность,
диаметр которой равен 11 см. Вам, вероятно, уже кажется,
что стоит только постучать молоточком с обратной стороны
и из квадрата выпадет ровное, круглое, плоско-параллель-
ное стекло. Но это совсем не такЛ и операция здесь более
сложна.
Когда на всех квадратах уже очерчена окружность,
работница плоскогубцами продолжает дальнейшую обделку
стекла. Беря в левую руку квадратик, а в правую плоско-
губцы, она крепко сжимает ими угол квадратика и делает
плоскогубцами четверть оборота в правую сторону, держа
квадратик левой рукой в одном положении. Угол квадратика
с треском обламыва-
ется, и на пол пада-
ют мелкие осколки и
стеклянная пыль. Ча-
сто при обломке сте-
кол плоскогубцы
Фиг. 6. Машинка для черчения окружности. Фиг. 7. Алмаз для машины
заменяют небольшими слесарными тисками, прикрепленными
к столу. Работа при помощи тисков производится следующим
образом: край или угол стекла, который должен бытй об-
ломан, зажимается в тиски и на стекло делается нажим
таким образом, что угол, который был зажат в тисках, так
и остается зажатым, а в руках остается квадрат стекла с
обломанным углом. Обломка стекол в тисках применяется
и считается удобной для толстых стекол. Эта—операция 2.
(Оговорюсь, что одной операцией я часто описываю несколь-
ко, например в описанную операцию 1 входят: разметка
стекла, нарезка его и намечение кругов—всего три; я же
объединил их в одну, так как они производятся в одной
комнате и для того, чтобы читателя не запутать в 'большом
количестве операций). Эта операция—немного опасная ра-
бота, так как осколки и стеклянная пыль разлетаются в
разные стороны. Поэтому работницы обязательно надевают
халаты и очки. Бывают при этой операции и повреждения-
порезы рук, правда не частые и не столь уже серьезные.
10
Из комнаты № 2 выходят стекла уже с обломанными
углами. Правда, после обломки они еще не совсем круглые
и имеют вид, как будто со всех сторон обгрызли мыши,
но следующая операция 3 делает стекла совершенно круг-
лыми.
Склейка и кругление
Итак, обломанные стекла попали в комнату № 3. Здесь
рабочий берет стекла и (тряпкой с денатурированным спиртом
протирает стекло, очищая от стеклянной пыли. Затем берет
таган (треножник), ставит его на столл на таган кладет чу-
гунную пластинку толщиной в 10 мм, на пластинку—два листа
газетной бумаги, на которую раскладывают обломанные стек-
ла, а под чугунную пластинку ставит газовую зажженную
горелку. Газ, выходя из горелки, горит желто-синим огнем
и постепенно подогревает чугунную пластинку, которая, в
свою очередь, передает тепло лежащим на ней стеклам. Через
некоторое время, минут через 10, стекла нагреваются, и
рабочий начинает намазывать поверхность стекла воском или
особым сургучом-клеем, имеющим свойство расплавляться от
соприкосновения .с горячим предметом. Когда поверхность
всех стекол намазана клеем, рабочий начинает складывать
все стекла в одну стопку, причем каждый раз, кладя в стопку
новое стекло, он нажимает на него, отчего лишний клей
выдавливается и выходит на края. Чем тоньше слой клея
между стеклами, тем прочнее будет держаться склейка в
круглении. ,
Когда стекла склеены (в стопку входят 15—20 стекол, в
и
зависимости от их размера и толщины), стопку выравнивают,
катая по плоскости, чтобы стекла были параллельны друг
другу; затем на один конец ее наклеивается, опять-таки в
горячем виде, ’Специальная формочка с резьбой на конце.
Формочка в описываемом мной случае имеет диаметр 9 см,
т. е. на 1 см меньше, чем готовые округленные стекла. Это
делается для того, чтобы при круглении вместе со стеклами
не круглилась 'формочка. Теперь стекла склеены, формочка
приклеена к стопке стекла, стопка снимается с чугунной
пластинки, и охлаждается. Полуостывшие стекла концом, на'
котором наклеена форма, ввертываются в патрон круглиль-
ного станка, который представляет собой обыкновенный то-
карный станок, с весьма незначительным изменением.
Когда форма привернута к станку, стеклянная стопка как
бы висит в воздухе в горизонтальном положении. Рабочий
одной рукой вертит шпиндель, а1 другой выравнивает между
собой по оси шпинделя еще теплые стекла, чтобы стопка'
не «била» при вращении шпинделя.-
После выравнивания и окончательного охлаждения сте-
клянного столбика можно смело приступить к дальнейшей
обработке стекла, а именно’ к круглению, не боясь, что
стекла распадутся, так как в холодном состоянии клей, склей- .
вающий стекла, плотно держит их. Рабочий берет речной
белый песок, просеивает его через сито, кладет его в банку
или миску, заливает водой, и состав для кругленцд стекол
готов. Обработка стекла песком, наждаком или карборундом
средней зернистости производится с прибавлением воды до
кашеобразного состояния. Затем рабочий берет кусок листо-
вого железа толщиной около 1 мм, сгибает его по окружности
стекол и простое приспособление для кругления готово. Ра-
бочий накрывает стекла крышкой, 'для того чтобы песок не
разлетался в разные стороны, и включает мотор.
Мотор начинает быстро вращаться, передавая свое вра-
щение и стеклам. Теперь рабочий железом, имеющим профиль
круглой скобы с отогнутыми краями, на ходу опоясывает
вращающиеся стекла, бросает мокрый песок в щель между
отогнутыми краями железной скобы и сжимают скобу. Полу-
чается резкий, довольно сильный, неприятный шум от одно-
временного трения песка1, железа и стекла друг о друга.
Подбрасывание мокрого песка надо повторять очень часто,
приблизительно раз 12 в минуту, потому что песок быстро
перетирается. Рабочий, подбрасывая песок, водит согнутое
железо горизонтально взад и вперед вдоль столбика стекол
или от одного конца ,к другому в течение полутора часа.
Вы спрашиваете, почему он делает железом движение от
одного конца столбика до другого?—Дело здесь вот в чем.
12'
Стопка стеклянных стекол имеет длину приблизительно
300 мм, а согнутое железо-100 мм. Поэтому если рабочий
будет держать железо в одной стороне, то только эта сто-
рона и будет круглиться, а если он водит железом вдоль
стопки, то кругление идет равномерно по всей длине стопки.
Отчего же получаются из обломанных стекол круглые?—
Вы уже знаете, что когда стекла сильно вертятся вправо,
между железом и стеклами помещается слой песка; этот-то
песок и дает трение, от которого' округляются края стекла и
железа. Я повторяю, что только через полтора часа после
начала кругления нам удастся увидеть совершенно круглый
с матовыми стенками столбик стекол. Почему именно с мато-
выми?—А потому, что, когда песок трется о стекло, он ос-
тавляет на нем большое количество пе-
ресекающихся царапин, и мелких ямок,
которые и дают матовую поверхность.
«Мат», как в цехе называют матовую
поверхность, можно часто’видеть, напри,
мер, на оконных стеклах.
Вернемся, однако, к описываемой опе-
рации. Теперь столбик стекла округлен
и рабочий, проверив диаметр столбика
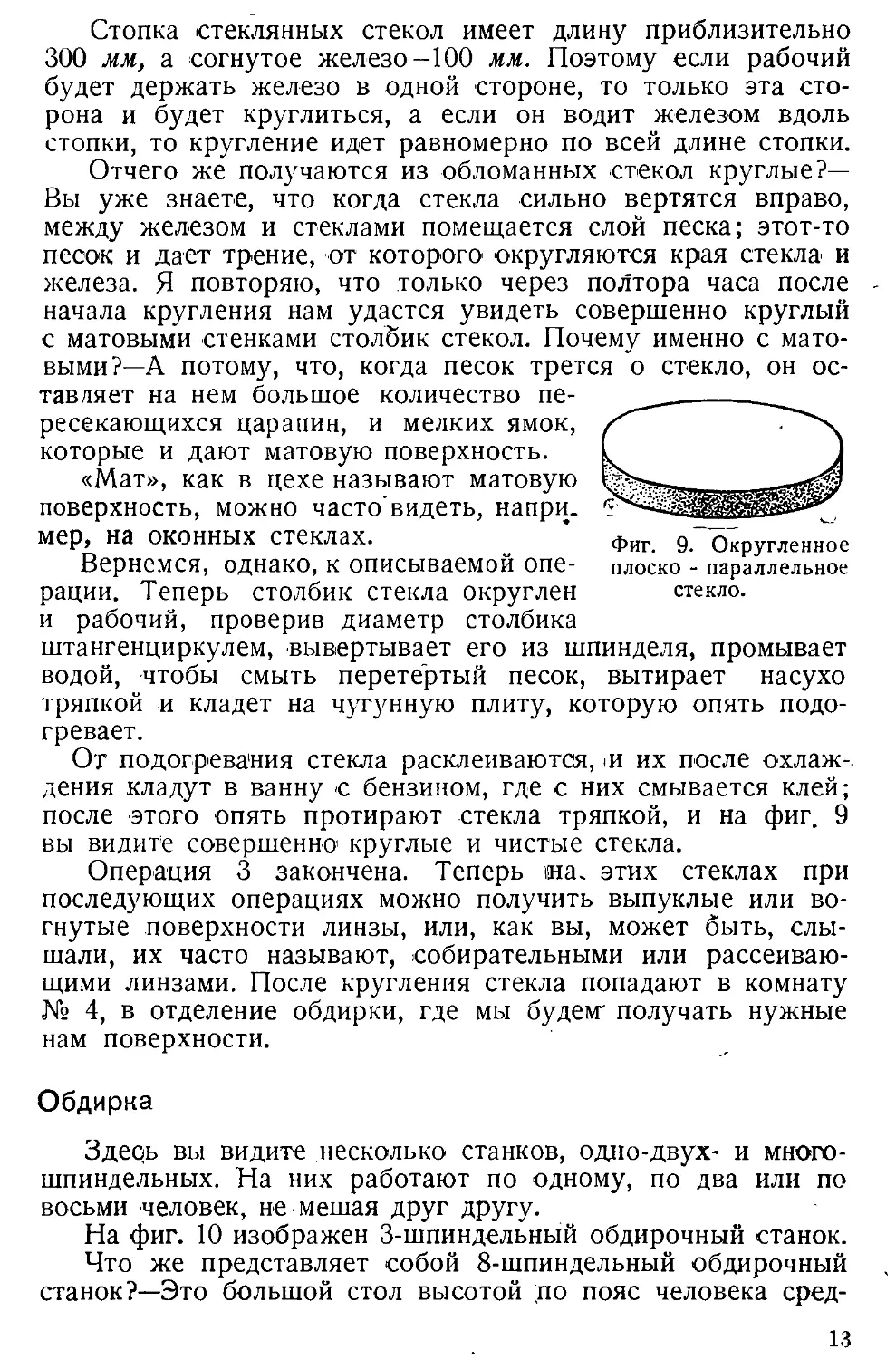
Фиг. 9. Округленное
плоско - параллельное
стекло.
штангенциркулем, вывертывает его из шпинделя, промывает
водой, чтобы смыть перетертый песок, вытирает насухо
тряпкой и кладет на чугунную плиту, которую опять подо-
гревает.
От подогревания стекла расклеиваются, ш их после охлаж-
дения кладут в ванну с бензином, где с них смывается клей;
после этого опять протирают стекла тряпкой, и на фиг. 9
вы видите совершенно1 круглые и чистые стекла.
Операция 3 закончена. Теперь на. этих стеклах при
последующих операциях можно получить выпуклые или во-
гнутые поверхности линзы, или, как вы, может быть, слы-
шали, их часто называют, собирательными или рассеиваю-
щими линзами. После кругления стекла попадают в комнату
№ 4, в отделение обдирки, где мы будем" получать нужные,
нам поверхности.
Обдирка
Здесь вы видите несколько станков, одно-двух- и много-
шпиндельных. На них работают по одному, по два или по
восьми человек, не мешая друг другу.
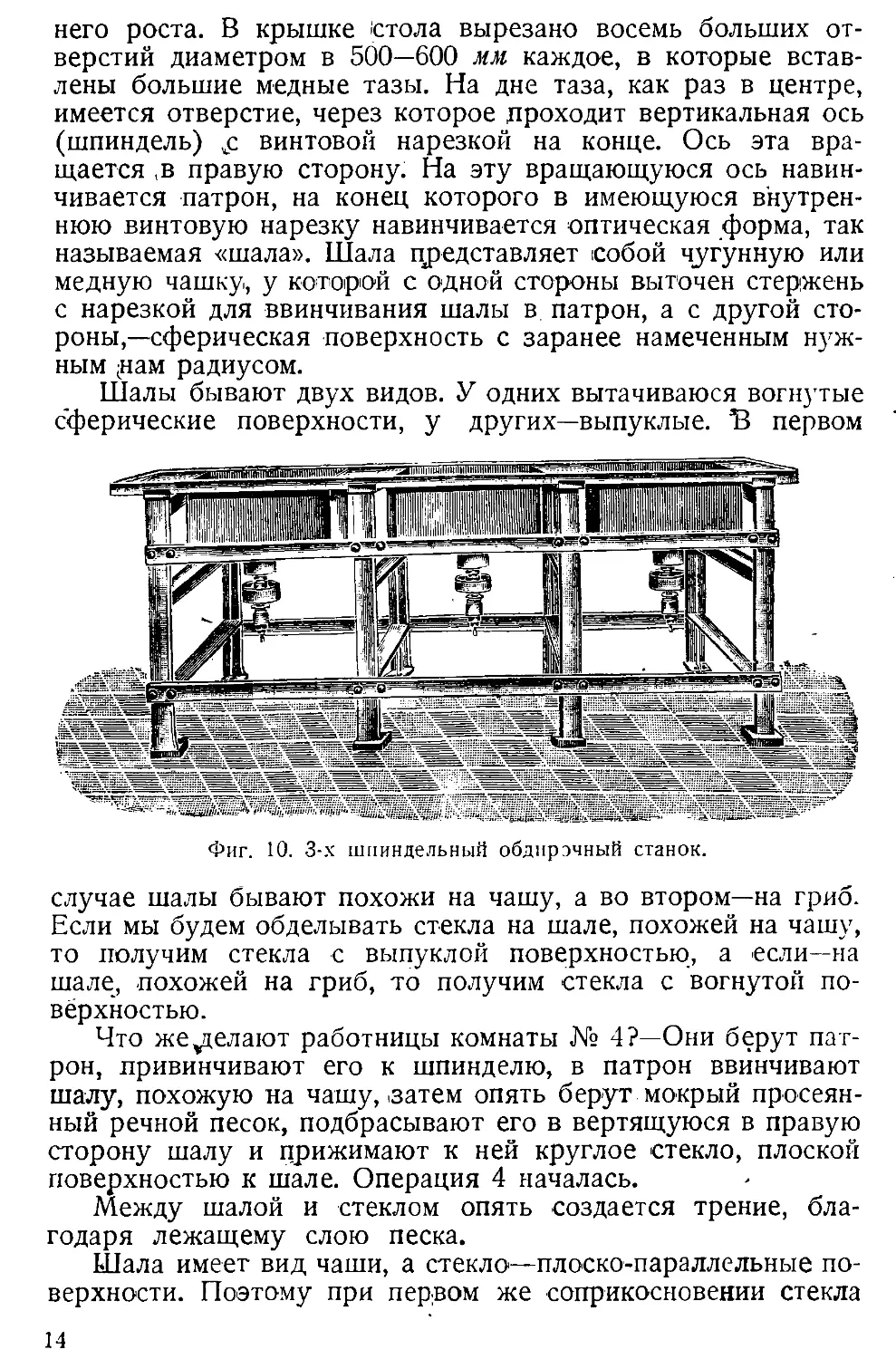
На фиг. 10 изображен 3-шпиндельный обдирочный станок.
Что же представляет собой 8-шпиндельный обдирочный
станок?—Это большой стол высотой по пояс человека сред-
13
него роста. В крышке стола вырезано восемь больших от-
верстий диаметром в 500—600 лш каждое, в которые встав-
лены большие медные тазы. На дне таза, как раз в центре,
имеется отверстие, через которое проходит вертикальная ось
(шпиндель) ,с винтовой нарезкой на конце. Ось эта вра-
щается ,в правую сторону. На эту вращающуюся ось навин-
чивается патрон, на конец которого в имеющуюся внутрен-
нюю винтовую нарезку навинчивается оптическая форма, так
называемая «шала». Шала представляет собой чугунную или
медную чашку, у которой с одной стороны выточен стержень
с нарезкой для ввинчивания шалы в патрон, а с другой сто-
роны,—сферическая поверхность с заранее намеченным нуж-
ным нам радиусом.
Шалы бывают двух видов. У одних вытачиваюся вогнутые
сферические поверхности, у других—выпуклые. ТВ первом
Фиг. 10. 3-х шпиндельный обдпрэчный станок.
случае шалы бывают похожи на чашу, а во втором—на гриб.
Если мы будем обделывать стекла на шале, похожей на чашу,
то получим стекла с выпуклой поверхностью, а если—на
шале, похожей на гриб, то получим стекла с вогнутой по-
верхностью.
Что же делают работницы комнаты № 4?—Они берут пат-
рон, привинчивают его к шпинделю, в патрон ввинчивают
шалу, похожую на чашу, затем опять берут мокрый просеян-
ный речной песок, подбрасывают его в вертящуюся в правую
сторону шалу и прижимают к ней круглое стекло, плоской
поверхностью к шале. Операция 4 началась.
Между шалой и стеклом опять создается трение, бла-
годаря лежащему слою песка.
Шала имеет вид чаши, а стекло—плоско-параллельные по-
верхности. Поэтому при первом же соприкосновении стекла
14
с шалой, стекло начинает стираться с краев. Подбрасыванием
песка на вращающуюся чугунную шалу и нажиманием стекла
на нее стекло постепенно сошлифовывается от краев к се-
редине и принимает с одной стороны выпуклую (сфери-
ческую) поверхность с точно таким же радиусом, какой имеет
чугунная щала.,
Когда одна сторона стекла получит нужную нам выпуклую
поверхность, или, как мы, рабочие-оптики, говорим, будет
«иметь радиус», работница пере-
вертывает стекло на другую сто-
рону и повторяет всю операцию
снова, для того чтобы придать
такой же радиус, т. е. выпук-
лость и другой стороне.
Когда сделана другая сторона,
мы видим тоже круглое стекло,
но уже имеющее с обеих сторон
ободранные песком выпуклые по-
верхности определенного ради-
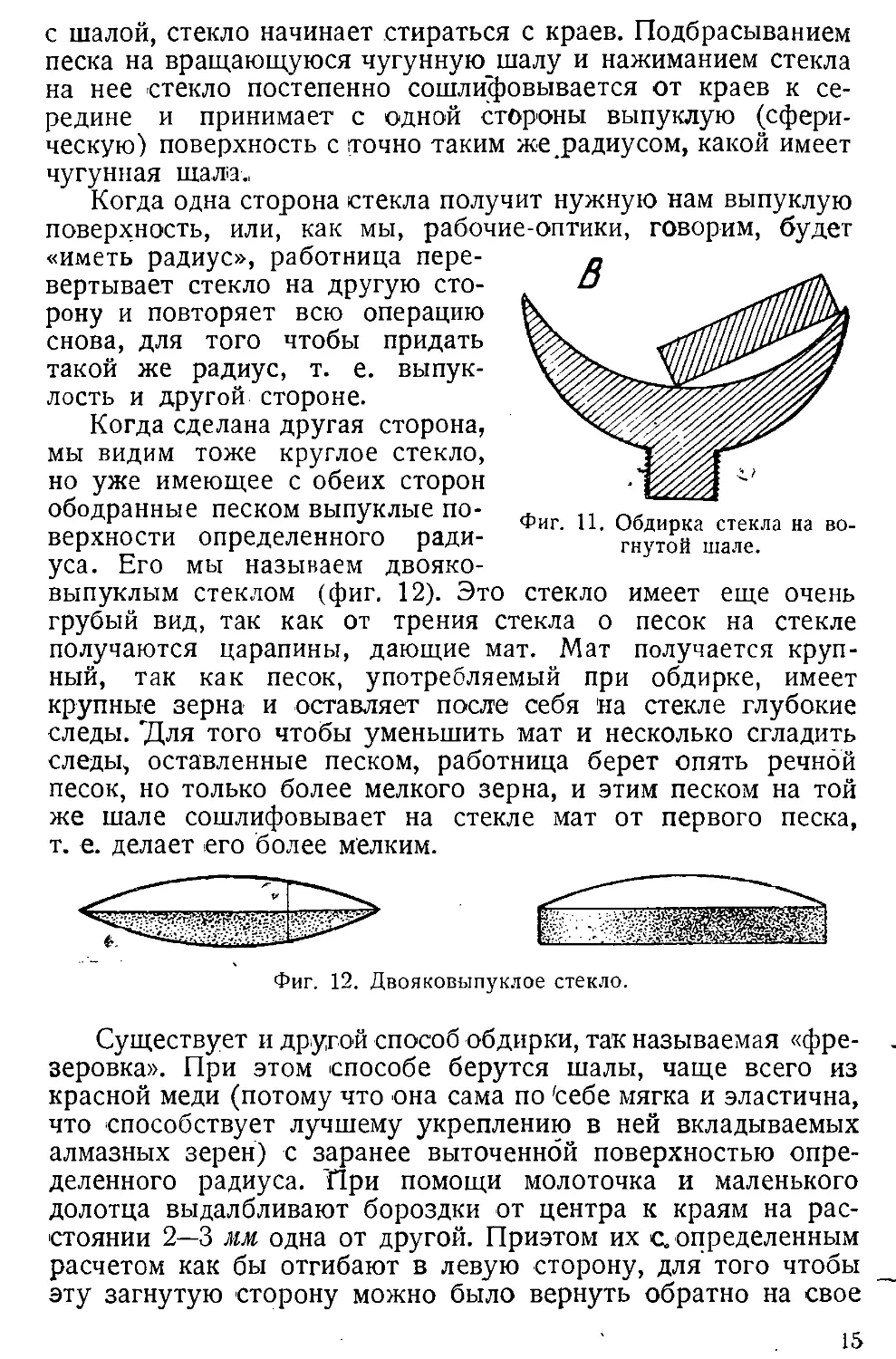
уса. Его мы называем двояко-
выпуклым стеклом (фиг. 12). Это
Фиг. 11. Обдирка стекла на во-
гнутой шале.
стекло имеет еще очень
грубый вид, так как от трения стекла о песок на стекле
получаются царапины, дающие мат. Мат получается круп-
ный, так как песок, употребляемый при обдирке, имеет
крупные зерна и оставляет после себя на стекле глубокие
следы. "Для того чтобы уменьшить мат и несколько сгладить
следы, оставленные песком, работница берет опять речной
песок, но только более мелкого зерна, и этим песком на той
же шале сошлифовывает на стекле мат от первого песка,
т. е. делает его более мелким.
Фиг. 12. Двояковыпуклое стекло.
Существует и другой способ обдирки, так называемая «фре-
зеровка». При этом способе берутся шалы, чаще всего из
красной меди (потому что она сама по 'себе мягка и эластична,
что способствует лучшему укреплению в ней вкладываемых
алмазных зерен) с заранее выточенной поверхностью опре-
деленного радиуса. При помощи молоточка и маленького
долотца выдалбливают бороздки от центра к краям на рас-
стоянии 2—3 мм одна от другой. Приэтом их с. определенным
расчетом как бы отгибают в левую сторону, для того чтобы
эту загнутую сторону можно было вернуть обратно на свое
15
Фиг. 13. Обдирка стекла.
место после закладки в нее алмазных зерен. В отдельные
канавки или борозды кладут алмазные зерна на расстоянии
3 мм друг от друга и постукивают молоточком по отогнутой
меди, заправляя ее обратно, т. е. на свое первоначальное
место.
Шала готова, ее привертывают к станку, после чего можно
начать обдирку. Но теперь уже не подбрасывают песок, а
вместо этого пускают по особо проведенной тонкой трубочке
керосин. Керосин тихо течет, шала быстро вращается, а
стекло пр'^юдится только прижимать к поверхности шалы
и время о. времени поворачивать, для того чтобы оно об-
диралось равномерно со всех сторон.
В зависимости от того, какая у вас поверхность шалы, с
таким же радиусом будет получаться и поверхность стекла.
Обдирка фрезеровкой гораздо быстрей, чем песком, но она
хороша только при массовых и однообразных заказах. *В про-
изводстве с равзнообразными и мелкими заказами такая об-
дирка невыгодна и фрезеровочная шала, стоящая немалых
денег, не оправдывает себя, делается ненужной. Фрезеро-
вочная обдирка кроме того вредна для здоровья рабочих:
во-первых, пары керосина вредно действуют на легкие че-
ловека, а во-вторых, при продолжительной работе керосин
разъедает руки и тело в тех местах, куда он попадает.
После фрезеровочной обдирки все же стекла приходится
обдирать с песком № 2, у которого зерна вдвое мельче,
чем у песка № 1, чтобы сгладить поверхность стекла, более
мелким матом.
16
Отмучивание наждана
'Теперь отойдем немного от основной темы и познакомимся
с сортировкой наждаков.
Шлифовочный материал бывает натуральный—корунд, яв-
ляющийся материалом естественным, относящимся, к неруд-
г ным ископаемым, и искусственный, например карборунд, из-
готовляемый в электрических печах при высокой темпера-
туре. Как первый, так и второй, пропущенные через дро-
билку, попадают на сита, через которые отсеиваются по
размерам зерен. Таким образом мы получаем, например, кар-
борунд № 50, № 80 и т. д.; это—наждак, прошедший через
сито о 50 отверстиями в дюйме или с 80 отверстиями и
застрявший в следующем сите с большим числом отверстий
в дюйме. Но те наждаки, которые вы видите сейчас в цехе,
очень мелкие: они проходят даже через самые мелкие сита,
поэтому для их сортировки пользуются более тонким спо-
собом-отмучиванием.
Сортировка отмучиванием производится следующим об-
• разом. В бак с водой кладут наждак и взбалтывают его—
«взмучивают»; после этого наждак начинает опускаться на
дно, причем сперва осаждаются крупные зерна наждака, за-
тем все мельче и мельче и самый мелкий наждак осаждается
последним. Этим приемом и пользуются для сортировки мел-
ких наждаков, прошедших через самое мелкое сито с наи-
большим числом отверстий в дюйме. Мерилом для сортировки
мелких наждаков является время в минутах, потребное для
падения наждака на дно бака с водой; поэтому такие
наждаки называются «минутниками». Чем больше минут про-
шло от начала отмучивания данного наждака до оседания
его на дно, тем наждак мельче, и наоборот, чем мельче
зерна наждака, тем больше времени—минут—потребуется,
чтобы он осел на дно бака. Наждаки-«минутники» бывают
1-, 3-, 5-, 10-, 15-, 30- и 60-минутные.
Теперь возьмем 15-минутный наждак, взболтаем его в
стакане с водой и посмотрим, через сколько' минут он осядет.
Будем отсчитывать время секундомером и что же мы за-
метим? Наждак осел через 1 м. и 12 с. Где же эти указанные
15 мин.? Попробуем теперь взять бак в 2 м глубиной и
увидим, что 15-минутный наждак осел через 30 мин. Это
говорит о том, что высота столба воды или глубина бака
- играет определенную роль. Если >мы возьмем бак глубиной в
1 м, то увидим, что 15-минутный наждак в нем осядет на
дно ровно через 15 мин. Теперь ясно^почему ’15-минутный
наждак называется «15-минутным»: он п^^рдит-етолб воды
. в I м высоты в течение 15 мин. . '
1 а я __ | J7
При отмучивании наждаков берут бак, имеющий кран
на расстоянии 10 см от верха, шестую часть его засыпают
наждаком, и доверху доливают водой. Взбалтывают воду,
пока весь наждак не подымется со дна и затем через минуту,
когда 10-минутные и крупные наждаки прошли верхний
столб воды в 10 см, открывают кран и сливают верхнюю воду
в другой такой же бак. Когда второй бак наполнится, со-
держимое взбалтывают и через полторы минуты открывают
кран и верхнюю мутную воду сливают в третий бак. Про-
делав эту процедуру несколько раз, мы через полторы ми-
нуты получим в верхней части второго бака чистую, немут-
ную воду. Значит, во втором баке у нас остался наждак
только 15-минутный. Теперь вам ясно, как сортируются наж-
даки, идущие в оптическое производство, и почему они на-
зываются 5-, 15-, 30-минутными и т. д. Перейдем к прерван-
ному изложению.
Наклейка линз на шалы
Операция № 4 закончена, и стекла поступают в комнату •
№ 5 в наклейку. Здесь работница берет матовые двояковы-
пуклые стекла, протирает их тряпкой и кладет на чугунную
плитку, которая, нагреваясь горячим газом, нагревает, в
свою очередь, и стекла. На подогретые стекла кладут подо-
гретую смолу; это не что иное, как сургуч с сажей или вар,
сваренный с мелом или золой. Сажа подбавляется в сургуч,
для того чтобы сургуч принял черный цвет; для чего это
надо, вы узнаете потом.
Вар сам по себе мягкий, поэтому и подбавляют к нему
золу или мел для получения большой твердости клея. Смола
будет служить нам клеем. В разогретой виде и тот и другой
клей бывает мягким; такая мягкая разогретая смола кладется
на подогретые стекла. Смола, соприкасаясь с горячим стек-
лом, прилипает к нему. Тогда работница снимает стекло со
смолой с плитки и ровно разминает рукой смолу по стеклу в
виде лепешки. Разравняв смолу по стеклу, она откладывает
его для остывания, и продолжает в это время проделывать
подобную операцию по очереди с другими стеклами. Теперь
стекло с одной стороны имеет выпуклую поверхность, но
оно уже кажется не серым, а черным, так как на другой
стороне стекла наложена в виде лепешки черная масса смолы.
Стекла уже ободраны, сургуч на них наклеен, казалось ’бы,
что можно брать их по одному и обделывать.
Но это не так. Сургуч наклеивается на стекло для того,
чтобы в дальнейшем стекла можно было обрабатывать не
по одному, что является. совершенно невыгодным, а по. не-
' ‘ -- --------------------------------------- -< •
18 ' '.
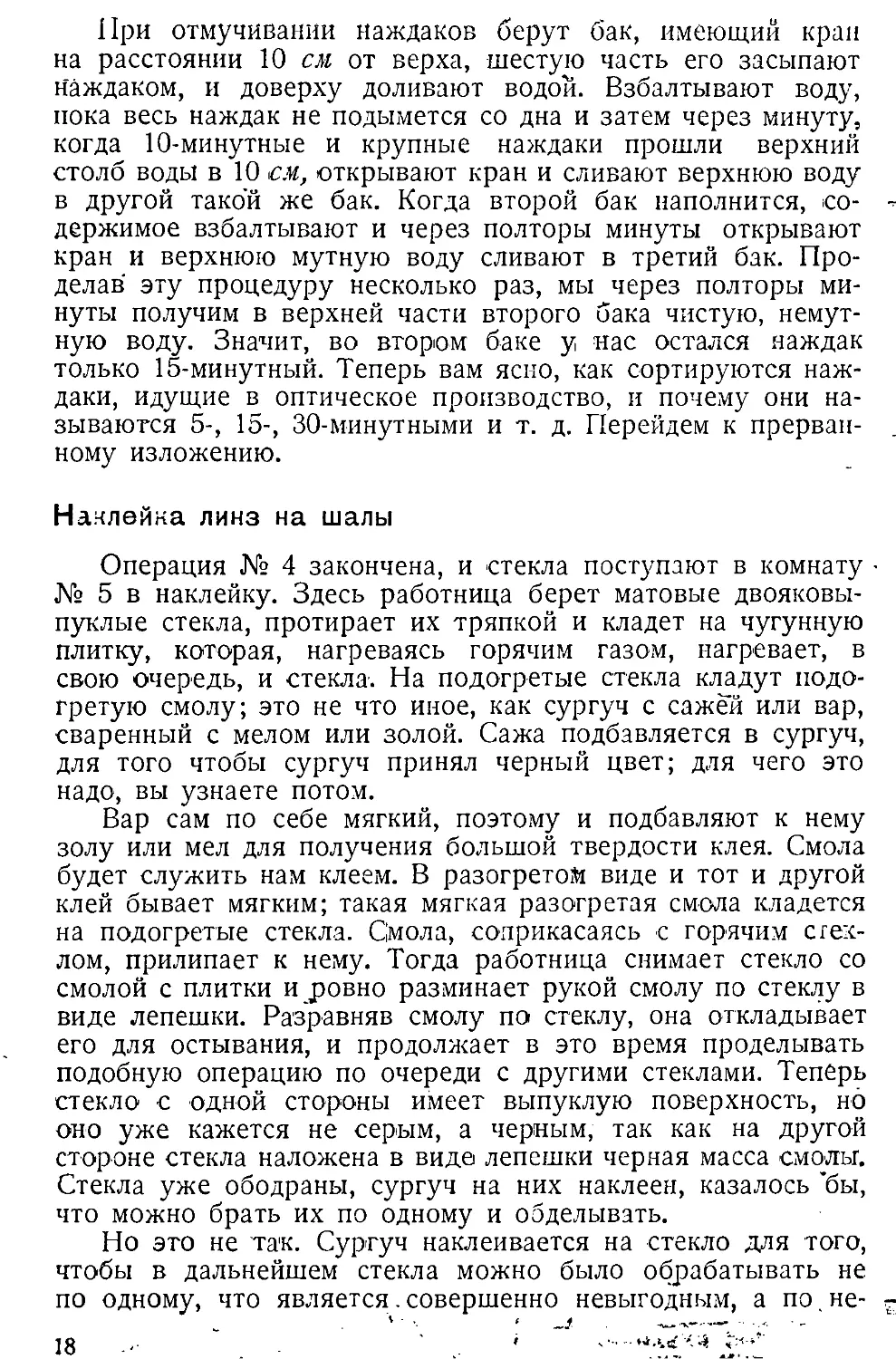
Фиг. 14. Наклейка стекол на шалы.
скольку штук—от 3 до 40 сразу, в зависимости от! диаметра
стекла и радиуса сферической поверхности; это сокращает
время обработки и повышает производительность. На фиг. 14
показаны линзы, наклеееные на шалы для массовой обра-
ботки.
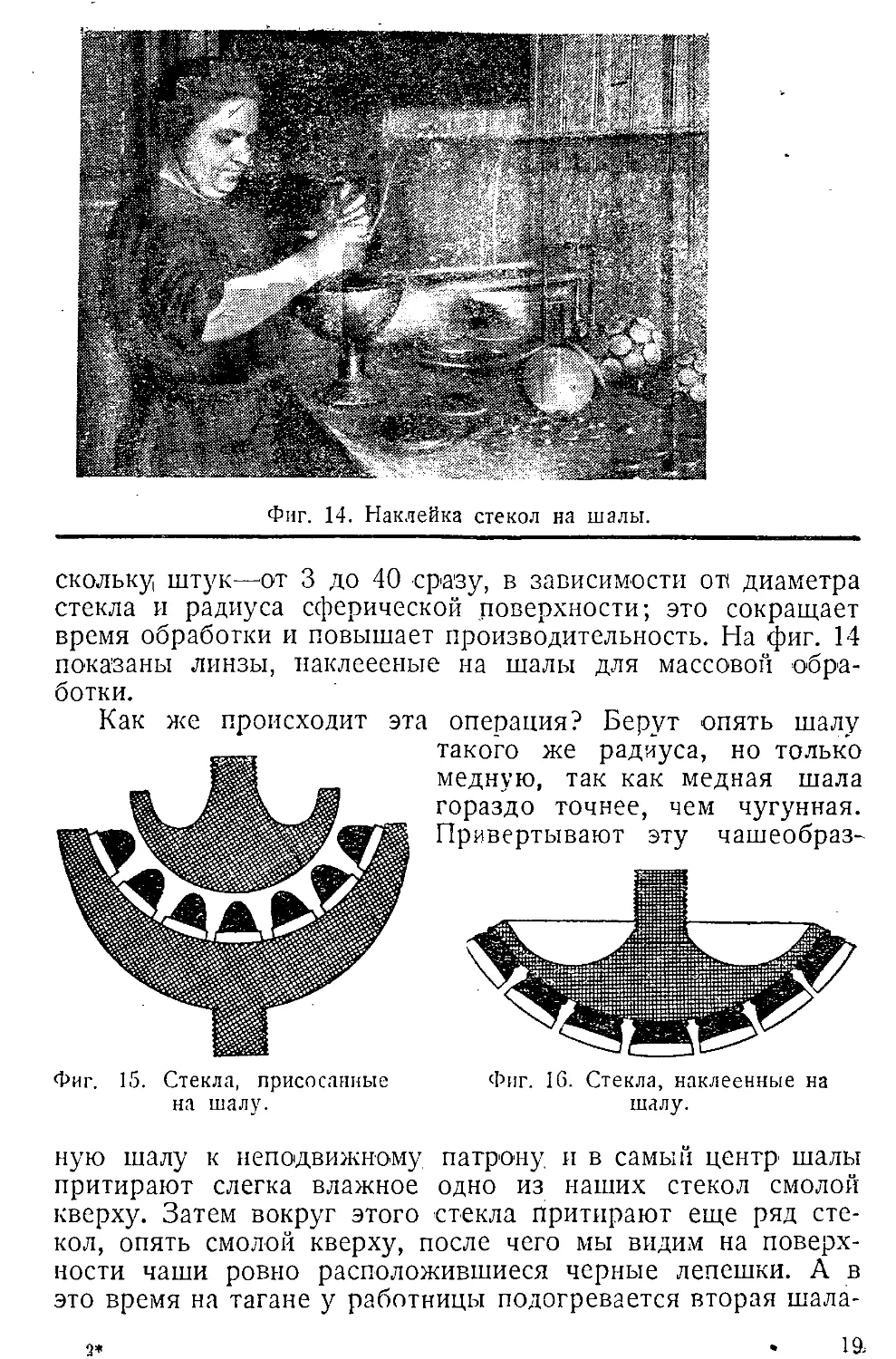
Как же происходит эта
Фиг. 15. Стекла, присосанные
на шалу.
операция? Берут опять шалу
такого же радиуса, но только
медную, так как медная шала
гораздо точнее, чем чугунная.
Привертывают эту чашеобраз-
Фиг. 16. Стекла, наклеенные на
шалу.
ную шалу к неподвижному патрону и в самый центр шалы
притирают слегка влажное одно из наших стекол смолой
кверху. Затем вокруг этого стекла притирают еще ряд сте-
кол, опять смолой кверху, после чего мы видим на поверх-
ности чаши ровно расположившиеся черные лепешки. А в
это время на тагане у работницы подогревается вторая шала-
з*
ia
гриб, чтобы, как только шала-гриб нагреется, оиустйть еС
в чашеобразную шалу выпуклостью вниз (фиг. 15). Опу-
щенный в чашу горячий гриб соприкасается со смолой на
стеклах, расплавляет ее и прилипает к ней.
Когда работница видит, что гриб достаточно глубоко по-
грузился в смолу, она начинает лить на гриб холодную воду,
чтобы поскорее остудить его, после чего навертывает на
обратную сторону гриба ручку, за которую удобнее держать
шалу, и осторожно вынимает гриб вместе со стеклами из
чашеобразной шалы (фиг. 16).
Теперь стекла, ранее ровно лежавшие на чашеобразной
шале, также ровно лежат на грибообразной шале, но уже в
обратном порядке, т. е. кверху не сургучом, а грубо шлифо-
ванной стороной.
Шлифовка
В таком виде наклеенные на гриб стекла попадают в ком-
нату № 6, где происходят шлифовка и полировка. Здесь
работник берет гриб с наклеенными стеклами (фиг. 16) и
привертывает его на шпиндель многошпиндельного шлифо-
вального станка. Этот станок такой же, как и в обдирочном
отделении, только немного повыше. Он имеет такие же мед-
ные тазы с отверстием! в центре для шпинедля, на который
навинчивается патрон. В этот патрон рабочий ввертывает
гриб со стеклами. На шлифовальном станке ход гораздо
медленнее, чем на обдирочном.
Когда гриб привернут к патрону, рабочий берет третью
медную чашеобразную шалу, намазывает ее влажным 5-ми-
нутным наждаком, у которого зерна гораздо мельче, чем
у песка № 2, и накладывает эту шалу на гриб. Теперь чаше-
образная шала покрывает гриб вместе с наклеенными стек-
лами. 'Рабочий опускает рычаг, который служит для движения
верхней шалы, кладет на рычаг свинцовый груз и пускает
в ход шпиндель. Гриб начинает медленно вертеться в правую
сторону, а верхняя чашеобразная шала посредством рычага
ровно переваливается по грибу то вправо, то влево. А так
как нижняя шала вертится в правую сторону, то и верхняя
вогнутая шала от трения увлекается во вращение вправо,
правда, с меньшей скоростью. >
По истечении некоторого времени, минут через 20, стекла
уже отшлифованы. 5-минутный наждак сошлифовал все точки
песка № 2, и, в свою очередь, на месте последних оставил
собственные точки, только гораздо мельче, а следовательно,
и мат стал мельче. Вы спрашиваете, как рабочий узнает,
что стекла уже отшлифованы?—Делается это так. Поставив
20
шлифоваться стекла с 5-минутным наждаком, рабочий минут
через 15 снимает чашеобразную шалу, отвертывает гриб от
патрона, смывает наждак со стекол и гриба водой, вытирает
насухо тряпкой и просматривает в лупу, не осталось ли точек
от'песка № 2. Если точки имеются, то шлифовка с 5-минут-
ным наждаком продолжается еще минут 5—10. Еслшже точек
от песка нет и на стеклах находятся точки только от 5-минут-
ного наждака, тогда шлифовка продолжается уже с 15-ми-
иутным наждаком, у которого зерна мельче, чем 'у 5-минут-
ного.
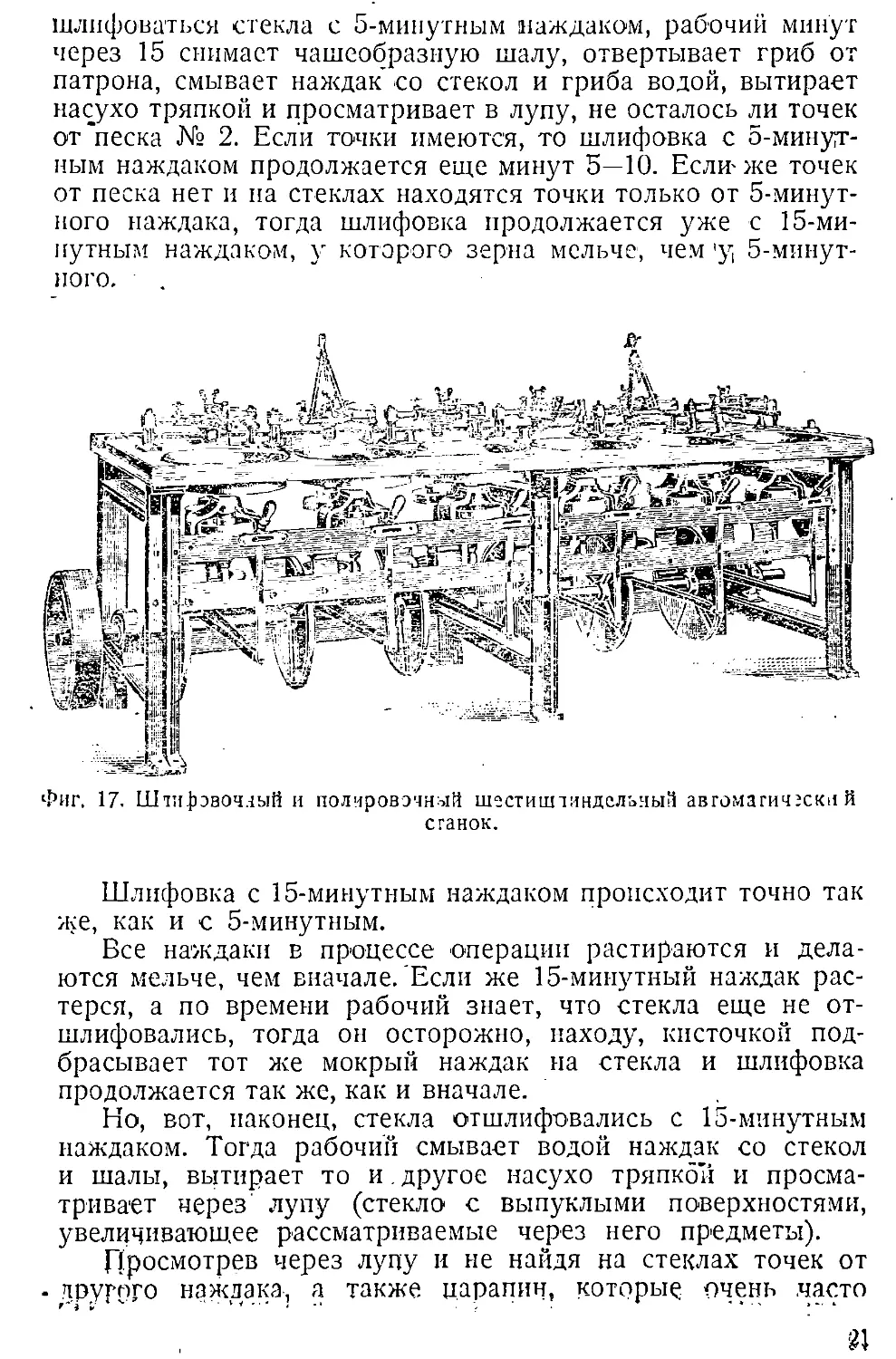
Фиг. 17. Шти-рэвочтый и полировочный ш^стиштиндельный авгомагич;ск11 й
станок.
Шлифовка с 15-минутным наждаком происходит точно так
же, как и с 5-минутным.
Все наждаки в процессе операции растираются и дела-
ются мельче, чем вначале.'Если же 15-минутный наждак рас-
терся, а по времени рабочий знает, что стекла еще не от-
шлифовались, тогда он осторожно, находу, кисточкой под-
брасывает тот же мокрый наждак на стекла и шлифовка
продолжается так же, как и вначале.
Но, вот, наконец, стекла отшлифовались с 15-минутным
наждаком. Тогда рабочий смывает водой наждак со стекол
и шалы, вытирает то и. другое насухо тряпкой и просма-
тривает через' лупу (стекло с выпуклыми поверхностями,
увеличивающее рассматриваемые через него предметы).
Просмотрев через лупу и не найдя на стеклах точек от
- другого наждака, а также царапин, которые очень .часто
образуются при шлифовке, в особенности у неопытных ра-
бочих, рабочий пускает стекла в последнюю шлифовку с
30-минутным наждаком.
Но этим наждаком он шлифует уже совершенно другим
способом. Во-первых, следует отметить что 30-минутный
наждак имеет серовато-желтый цвет. Рабочий намазывает
кисточкой этот наждак на шалу с таким расчетом, чтобы
он был требуемой влажности, т. е. кашеобразный, так как, если
наждак будет сверх нормы сух, он ’быстро слетит с шалы,
если же черезчур мокр, то вода смоет наждак и тогда как
при первом, так и при втором случае стекла будут шлифо-
ваться не о наждак, а о шалу; в таких случаях очень легко
можно получить царапины на стеклах. При шлифовке 30-
минутным наждаком многое зависит от того, какой влажности
наждак был намазан на шалу и какую степень влажности
удерживал рабочий при шлифовке.
В процессе шлифования 30-минутным наждаком послед-
ний растирается, из сероватого1 цвета становится темно-
серым и сохнет.
В это время, вместо того чтобы подбросить еще свежего
наждака, рабочий осторожно на ходу спрыскивает стекла
водой с таким расчетом, чтобы растертый, немного высох-
ший от трения наждак опять превратился в кашеобразный.
Темносерый наждак шлифует стекло и растирается дальше,
после чего он опять сохнет и опять рабочий спрыскивает
стекла водой, продолжая это проделывать до тех пор, пока
наждак окончательно не разотрется и не сделается совер-
шенно черным. Окончательно растертый 30-минутный наж-
дак не способен больше шлифовать, так как он очень мелок.
Тогда рабочий останавливает шпиндель, снимает верхнюю
чашеобразную шалу, вывинчивает гриб со стеклами, промы-
вает водой и вытирает тряпкой. Опять просматривает через
лупу стекла и, не найдя ничего подозрительного (царапины
и точек от других наждаков), сдает гриб контролю.
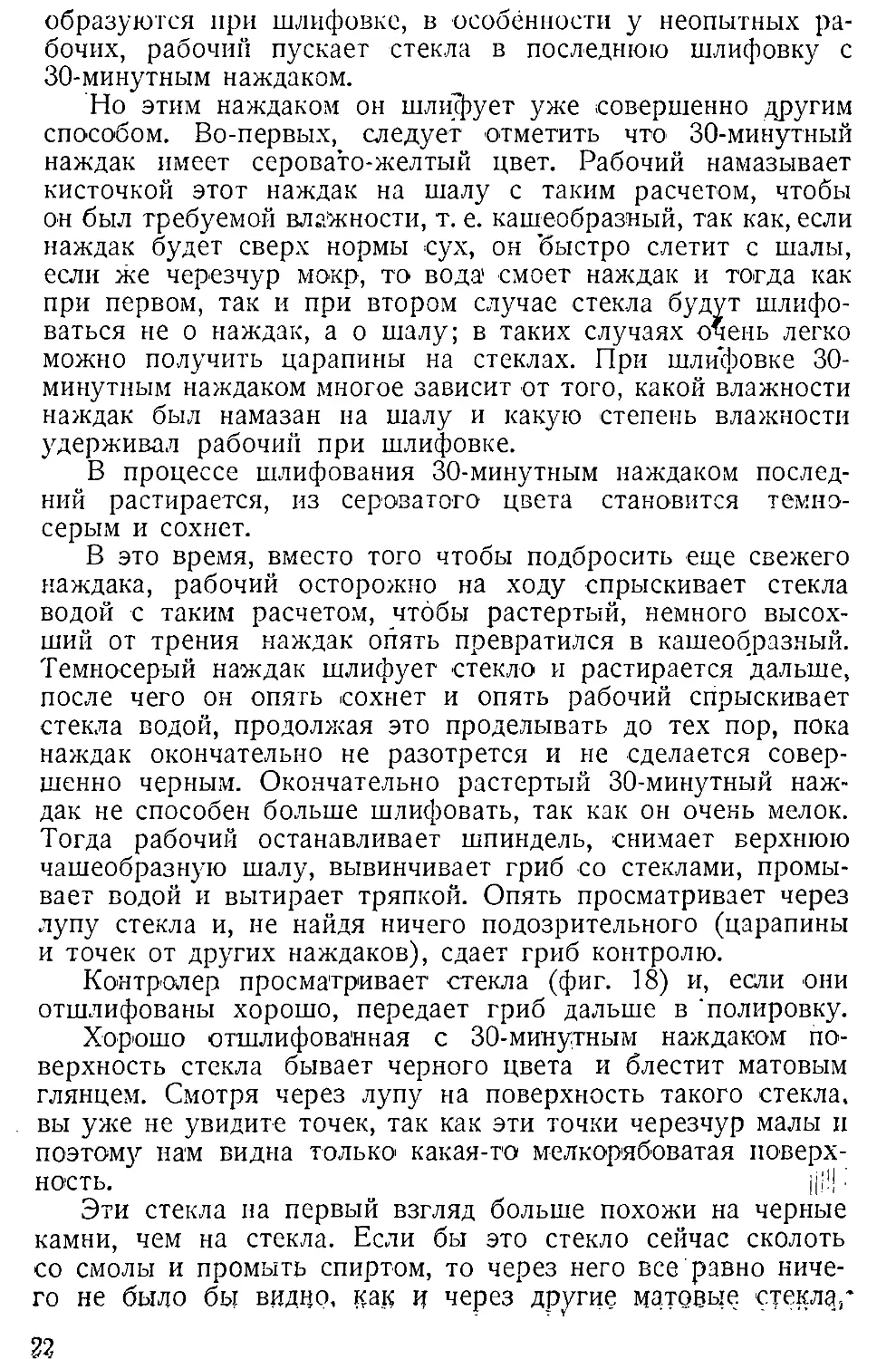
Контролер просматривает стекла (фиг. 18) и, если они
отшлифованы хорошо, передает гриб дальше в ’полировку.
Хорошо отшлифованная с 30-минутным наждаком по-
верхность стекла бывает черного цвета и блестит матовым
глянцем. Смотря через лупу на поверхность такого стекла,
вы уже не увидите точек, так как эти точки черезчур малы и
поэтому нам видна только' какая-то мелкорябоватая поверх-
ность. j|i'|
Эти стекла на первый взгляд больше похожи на черные
камни, чем на стекла. Если бы это стекло сейчас сколоть
со смолы и промыть спиртом, то через него все равно ниче-
го не было бы видно, как и через другие матовые стекла/
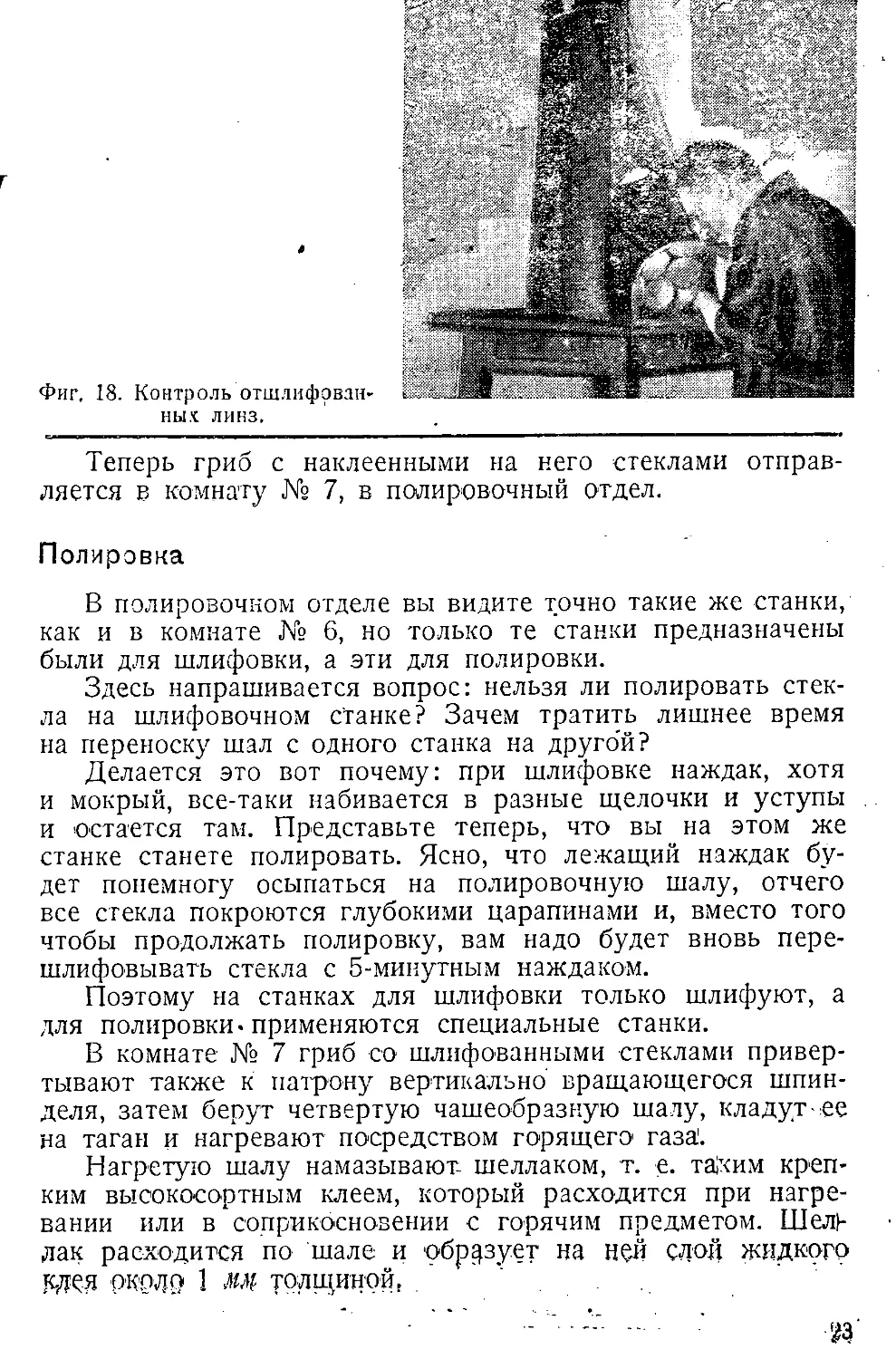
нык линз.
Теперь гриб с наклеенными на него стеклами отправ-
ляется в комнату № 7, в полировочный отдел.
Полировка
В полировочном отделе вы видите точно такие же станки,
как и в комнате № 6, но только те станки предназначены
были для шлифовки, а эти для полировки.
Здесь напрашивается вопрос: нельзя ли полировать стек-
ла на шлифовочном станке? Зачем тратить лишнее время
на переноску шал с одного станка на другой?
Делается это вот почему: при шлифовке наждак, хотя
и мокрый, все-таки набивается в разные щелочки и уступы
и остается там. Представьте теперь, что вы на этом же
станке станете полировать. Ясно, что лежащий наждак бу-
дет понемногу осыпаться на полировочную шалу, отчего
все стекла покроются глубокими царапинами и, вместо того
чтобы продолжать полировку, вам надо будет вновь пере-
шлифовывать стекла с 5-минутным наждаком.
Поэтому на станках для шлифовки только шлифуют, а
для полировки» применяются специальные станки.
В комнате № 7 гриб со шлифованными стеклами привер-
тывают также к патрону вертикально вращающегося шпин-
деля, затем берут четвертую чашеобразную шалу, кладут-ее
на таган и нагревают посредством горящего1 газа1.
Нагретую шалу намазывают шеллаком, т. е. та!ким креп-
ким высокосортным клеем, который расходится при нагре-
вании или в соприкосновении с горячим предметом. Шель
лак расходится по шале и образует на ней сдой жидкого
Кдея ркодо ] ж толщиной,
Теперь берут сукно (чаще всего употребляется шинель-
ное сукно), вырезают из него круг диаметром немного
больше, чем площадь гриба с наклеенными стеклами, и на-
кладывают этот круг на шалу, или, вернее, на лежащий на
шале слой клея. Затем берут грибовидную шалу точно такого
же диаметра и накладывают на сукно сверху. Гриб своей тя-
жестью давит на сукно, а сукно растягивается по шале, и,
в свою очередь, давит на клей, к которому и прилипает.
Как только рабочий увидит, что сукно приклеилось к
чашеобразной шале без всяких морщинок и складок, он
начинает холодной водой охлаждать шалу. Но вот шала
остыла и начинается полировка. Напоминаю, что гриб с
наклеенными на него стеклами уже привернут к шпинделю.
Рабочий берет чистую баночку и идет за крокусом. Кро-
кус (особый полировочный состав) приготовляется следую-
щим образом. Взятые для этого щавелевая кислота и желез-
ный купорос разводятся в разных сосудах и на горящем газе
доводятся до кипения. Затем обе жидкости смешиваются вме-
сте и опять доводятся до кипения, после чего получается
реакция и на дне посуды образуется густой желтый
осадок. Этот осадок промывается в нескольких водах
до исчезновения кислот, после чего вода сливается, а
желтая масса калится на Протвине до1 тех пор, пока
из желтого цвета она не перейдет в темнокоричневый,
чем достигается определенная крепость крокуса. Все это про-
делывается при тщательной чистоте, так как каждая соринка,
попавшая в крокус, портит работу.
Рабочий приносит баночку с темнокоричневым порошком.
Это и есть тот крокус, о котором мы только что говорили.
В крокус льют немного воды, чтобы он стал влажным
и не распылялся во время работы. Кисточкой берут из ба-
ночки крокус и намазывают его на сукно, наклеенное на шалу.
Затем шалой с сукном покрывают шлифованные стекла, пу-
скают шпиндель, и начинаются опять, так же как и при
шлифовке, плавное покачивание верхней чашеобразной шалы
в разные стороны и медленное нижнее вращение в правую
сторону гриба со стеклами.
Для чего же употребляют крокус? Вы уже знаете, что
при шлифовке стекла наждаком последний оставляет на сте-
кле свой след—точки, отчего1 получается мат; при этом чем
мельче наждак, тем мельче точки. След оставляет после себя
даже самый мелкий 30-минутный наждак. Крокус же, наобо-
рот, никаких точек, никаких следов после себя не оставляет,
а совместно с сукном, воздействуя на стекло, отполировывает
его и уничтожает следы/ оставленные наждаком при шли-
фовке. Теперь в’а'м понятно, почему] р'р'едно, если в крокус
24
или на полировочное сукно попадет наждачное зерно- или
какая-нибудь соринка. Ясно, что после себя она будет оста-
влять след и в результате все стекла будут поцарапаны.
В процессе полировки приходится часто прибавлять на
стекла мокрый крокус, так как крокус подобно наждаку спо-
собен растираться, а растертый крокус не может сполировать
точки. Крокус также подбавляется на шалу в тех случаях,
'если сукно высыхает или чересчур разогревается от трения.
Приблизительно часа через четыре после начала операции
(в иных случаях на 2—3 часа) рабочий снимает верхнюю
шалу, на которой наклеено сукно и вы видите, чго поверх-
ность стекла из матовой превратилась в совершенно глян-
цевую. Тогда рабочий отвертывает гриб и несет его конт-
ролеру, который при сильном электрическом свете просма-
тривает через лупу, не осталось ли на стеклах точек от
30-минутного наждака (фиг. 18). Если следов нет, значит
стекла готовы: если следы есть, полировка продолжается
до окончательного- их исчезновения.
Предположим, что стекла готовы. Тогда работник зама-
зывает стекла лаком, предохраняющим их от царапин, и
сдает опять в комнату № 5.
Здесь гриб ставят на таган и подогревают. Сургуч от
подогревания расплывается, и стекла с частью сургуча от-
деляются от гриба. Отделенные стекла откладываются для
охлаждения, после чего- берут в правую руку деревянный
молоток, а в левую стекло и ударяют молотком по сургучу.
После двух-трех ударов сургуч отделяется и падает на-стол,
а в левой руке у работницы остается готовое с одной сто*
роны чистое стекло.
Чтобы получить совершенно готовое стекло, нужно об-
работать обратную сторону. Нужно стекло- подвергнуть снова
всем вышеописанным операциям.
На замазанную лаком сторону стекла вновь наклеива-
ется сургуч, стекла опять присасываются к чашеобразной
шале, разогревается тот же гриб и происходят те же опе-
рации: наклейка на гриб, шлифовка, полировка й контроль.
Промывка
Что же делают со стеклами, отполированными с двух
сторон? Предположим, что контроль нашел, что вторая сто-
рона готова; тогда стекла снова' попадают в комнату № 5.
Здесь опять подогревают гриб, скалывают сургуч и кладут
стекла в ванну с денатурированным спиртом иди бензином,
который часа через два растворяет остатки не отлетевшего
во время сколки сургуча/ ” ’
Фиг. 19. Контроль готовых линз.
После 2-часового пребывания стекол в ванне с бензином,
работница комнаты № 8 (промывка) берет чистую тряпку
и осторожно, чтобы не поцарапать стекол, начисто их вы-
тирает.
Когда стекла промыты, они контролируются в четвертый
раз: ’контролер через лупу просматривает стекло на свет
Фиг. 20. Лупа в оправе.
(фиг. 19),. нет ли в стекле чего-либо подозрительного!—-ца-
рапин и точек, оставшихся от шлифовки или полировки. Если
дефекты находятся, стекло возвращается в цех и идет в
переделку, если же стекло- совершенно чистое, у него под-
чищают края пемзовртм порошком, после чего- вставляют ierp
в оправу с'ручкой,
26
Вот каким путем, произведя ряд операций, мы получили
двояковыпуклое стекло, иначе называемое «лупой». Эта лупа
в оправе завертывается в бумагу, упаковывается и идет
через склад в магазин, и через некоторое время вы можете
увидеть эту лупу в руках ботаника, часовщика;, ювелира
и т. д. Точно такими же приемами делаются лупы меньших
диаметров. Разница только в том, что описанных луп поме-
щалось на шалах семь, а маленьких луп поместится больше.
Способ же обработки остается один и тот же.
Вогнутые линзы
Теперь посмотрим, как изготовляются уменьшительные
стекла с вогнутой поверхностью. Обрабатываются они точно
так же, как и увеличительные, но- только для обдирки их
берется не чашеобразйая шала, а грибообразная, и если у
первых при обдирке начинали обдирать края, то здесь сна-
чала обдирают середину. Таким образом вместо выпуклого
стекла1 получится вогнутое.
Даклейка сургуча на стекло производится так же. На-
клейка же на1 шалу будет другая. Если линзы' в первом случае
вы наклеивали на гриб, то теперь придется наклеивать их на
чашеобразную ^шалу, так как
стекла эти будут вогнутые и шли-
фовать с наждаком нужно уже
на грибообразной шале.
Наоборот производится и даль-
нейшая операция: при полировке,
вместо того чтобы сукно накле-
ить на чашеобразную шалу, оно
наклеивается на гриб. Если в пер-
вом случае гриб с наклеенными
Фиг. 21. Обдирка стекла на вы-
пуклой шале.
стеклами вращался внизу, а по
нему ходила чашеобразная шала, то в данном случае внизу
остается гриб, а по нему ходит чашеобразная шала с накле-
енными на нее стеклами.
Фиг. 22. Ободранные вогнутые стекла.
'Дальнейшие операции, как обдирка, мелкая шлифовка и
полировка, сколка-сургуча и промывка, остаются те же, что
и при изготовлении выпуклых стекол.
Теперь вы имеете представление, получаются врр
цуклые и вогнутые ртекда. Запомните твердо, что стекла,
имеющие выпуклую поверхность, увеличивают, а стекла, име-
ющие вогнутую поверхность, уменьшают. В первом случае
стекла называются «собирательными», а во втором—«рассеи-
вающими». Почему же происходит так?
Лучи света, проходя через первую линзу (линзами назы-
ваются прозрачные стекла, ограниченные .двумя кривыми,
большей частью сферическими, поверхностями), преломля- ’
ются и собираются в одной точке. Вы не раз, вероятно,
видели, как через увеличительное стекло от солнечных лучей
закуривают папиросу или зажига'ют бумагу. Эго оттого, что
лучи солнца, проходя через увеличительное стекло, прелом-
ляются и концетрируюгся (собираются) в одной точке.
Проходя же через уменьшительную линзу, луч света пре-
ломляется и рассеивается в разные стороны. С таким стеклом
вы можете просидеть весь день под самыми палящими лучами 1
солнца и вам ничего не удастся прожечь.
ГЛАВА Ji
ЛИНЗЫ СРЕДНЕЙ ТОЧНОСТИ
Изготовление оптического стекла
Мы с вами просмотрели ряд операций, необходимых для
изготовления оптических стекол. Но* мы совершили прогулку
лишь по цеху, где производят оптические работы низшей
квалификации. Давайте пройдем дальше, и посмотрим ра-
боты средней квалификации. Под этим подразумевается такая
же работа, с какой мы только- что познакомились, но только
исполняется она с определенной повышенной точностью. В
этом отделе делаются оптические линзы из особо- сварен-
ного так называемого оптического стекла.
В СССР и за границей имеются специальные заводы для
варки оптического стекла. Для этого сконструированы осо-
бые печи, в которых температура доводится до очень высоких
пределов. Подобные печи раньше отапливались дровами, но
дрова вскоре заменила нефть, а затем на смену нефти при-
шел газ и электричество.
Варка стекла происходит в специально для этого сделан-
ных горшках. Эти горшки приготовляются из огнеупорной
глины, но-не из простой, из которой, как мы знаем, делаются
огнеупорные кирпичи, а из специальной глины, которую при-
возят, главным образом, tH3 Австрии. Эта глина не содержит
в себе особых вредных для стекла примесей химических
составов и имеется также и у нас в Союзе. Привезя глину
на завод, ее химияески очищают и начинают лепить горшки, {
Затем горшкам дают высохнуть и отстояться. Чем дольше
горшок сохнет^ тем он прочнее и тем лучшего качества' можно
получить сваренное в нем стекло.
Готовые выстоявшиеся горшки тщательно1 промывают и
ставят в печь, постепенно повышая температуру и засыпая
в горшок часть шихты—состав, из которого варится стекло1.
^Состав этот состоит из химически чистого1 речного песка,
поташа, окиси, свинца, бария и ряда других веществ.
Засыпав часть шихты в горшок через особо сделанные
рабочие окна, печь продолжают нагревать, постепенно1 полу-
чая температуру, нужную для плавки стекла. При 700° С со-
став, лежащий в горшке, начинает расплавляться, и мы по-
лучаем жидкую расплавленную массу. В эту массу постепенно
подбавляют другие химические вещества, время от времени
все это помешивая через особые окна, для того чтобы вновь
жположенный состав размешивался сверху и снизу равномерно.
Помешивание расплавленной массы производится особыми
мешалками, сделанными из такой же химически чистой глины.
От умения помешивать также зависит качество стекла, а
именно его чистота.
Вы знаете, что1 при нагревании некоторые химические со-
ставы способны быстро1 испаряться. И при варке стекла может
получиться такая картина, что1 мы засыпаем какой-нибудь
. состав в расплавленную массу, а1 он быстро испарится; по-
этому такие составы засыпают в последнюю очередь. За-
сыпав же в горшок быстро испаряющийся состав, определен-
ная порция которого1 должна находиться в стекле, тут же за-
канчивают варку. Этот состав, растворяясь в массе, начинает
подниматься вверх, но испариться уже не может, так как
плавка прекращена и стекло уже застывает. Из этого можно
заключить, что1 засыпка в горшок химических веществ про-
изводится в строжайшей очереди, через определенные про-
межутки времени и по точнейшему весу. Если же мы засыпем
быстро испаряющиеся вещества с самого1 начала плавки; то
эти вещества у нас испарятся и стекло будет уже не того
сорта, какой мы хотели бы иметь. Может получиться картина
еще хуже. Засыпав состав в неустановленном порядке, мы
ж вызовем неправильную химическую реакцию, и, вместо того
чтобы получить постепенное соединение нескольких соста-
вов, у (нас один состав быстро поглотит другой. В результате
получается «зарухание» стекла, т. е. стекло- свернется, как
молоко1 плохого1 качества. При «зарухании» мы, вместо1 того
чтобы получить почти однородное бесцветное прозрачное
стекло, получаем стекло- с каким-то- нефтяным оттенком, не-
пригодное для обработки. Поэтому, повторяю, при варке сте-
рла необходимо соблюдать следующие правила:
29
1) строжайшую точность в весе Материалов;
2) закладку материалов производить по- порядку и ПО
времени;
3) выдерживать определенное время варки и температуру;
4) правильно перемешивать стекло.
При соблюдении эт^х правил мы выплавляем нужный
нам сорт стекла. /
Когда стекло готово', печь прекращают топить, горшки
с расплавленным стеклом вынимают из печи и перевозят в
специальное помещение для охлаждения. Медленное равно-
мерное охлаждение стекла играет большую роль и продол-
жается 1—2 недели и больше.
Когда стекло совершенно остыло, его вынимают из печи
и разбивают горшок, в котором находится остывшая стеклян-
ная масса. Разбив горшок, мы получаем куски стеклянной
массы различной величины. Подобный кусок стекла тут же
контролируется, не имеется ли в стекле «свилей», т. е.
полос, образующихся от плохого промешивания. Места с
подобными дефектами отбиваются молотком, а хорошие куски
идут в молирование. Мелированием называется 'Следующий
процесс: стеклянный кусок кладут в 4-угольную шамотовую
форму и ставят его в ту же печь, доводя температуру до
500—800е С. При этой температуре стекло1 размягчается и ров-
но заполняет форму. Затем формы переносят в отжигательные
печи, где стекло медленно' остывает в течение 4—6 недель.
После мелирования шлифуют и полируют две противопо-
ложные боковые стороны получившейся стеклянной пласти-
ны, которую контролируют еще раз на свили, пузыри и дру-
гие дефекты, затем на каждом куске ставится' номер плавки.
Куски, не имеющие дефектов, если надо, прессуют в формы
определенных размеров, для чего их пропускают на конвейер-
ной ленте через печь, где стекло в третий раз размягчается.
При выходе из печи мягкое стекло прямо с конвейерной
ленты попадает под воздушный пресс, который прессует
этот кусок стекла, обычно в форму прямоугольного бруска.
После подобной прессовки стекло стынег и его в третий раз
контролируют на качество, формы поверхности и ПО' размерам.
По преломляющей способности и химическому составу
оптическое стекло делится на1 флинт—с высоким показате-
лем преломления и на крон—с низким показателем. К первым
относятся тяжелые стекла1, содержащие окись свинца, а ко
вторым—все остальные. Причем как крон, так и флинт раз-
деляются, в свою очередь, на несколько' сортов, которые
обозначаются особой маркой или номером сорта, например
516/640, 630/336 или Cl, С43 и т. д. На фиг. 23—24 изобра-
жены готовые куски стекла.
Фиг. 23. Готовые куски стекла.
Контроль
Поступившее на наш оптический завод стекло' приходит
под особым номером с точным указанием оптических свойств,
на основании которых специалисты занимаются расчетом оп-
тических приборов, т. е. определени-
ем, с каким радиусом нужно выпус-
тить те или иные оптические стекла
для нужных нам приборов. Для при-
мера возьмем стекло обьектива для
нивеллира. Берется кусок оптического
стекла, смотрится его номер, прове-
ряется по таблице, а иногда испыта-
нием, коэфициент его преломления и
другие свойства и математически рас-
считывается упомянутый объектив.
Затем по полученным математическим
рассчетам стекло сдается в работу в
цех, но делают не весь имеющийся
заказ объективов, а только 1—2 ш у-
ки на пробу. Когда объектив готов, его
дают на испытание, и если при провер-
. ке окажется, что он отвечает указан-
ным в заказе требованиям, то пускают
в работу всю нужную партию.
11ри изготовлении оптических линз,
в особенности при массовом изготовлении их, необходимо стро-
го следить за тем, чтобы не перепутать сорт стекол,в особенно-
сти крон с флинтом, что бывает чревато очень плохими послед-
ствиями. Вот перед вами два куска стекла—крон и флинт; на пер-
Фиг.1242Готлвые куски
стекла.
31
вый взгляд они одинаковые—стекло как стекло. Между тем но
оптическим свойствам стекла совершенно различны: одно—
флинт, как я уже сказал, сильно преломляет лучи света, а другое
крон—преломляет слабо. Но* этого по внешнему виду вы за-
метить не можете. При взвешивании же на руке вы можете;
сказать, что флинт тяжелее крона, а при обработке, в осо-
бенности при полировке, более мягкий флинт будет полиро-
ваться дольше крона; наклеенные же вместе в столбики, и ок-
ругленные они будут показывать различную поверхность:
флинт более матовую, а крон более гладкую и поэтому бо. ее
темную.
Вот все, что вы можете заметить во время обработки, а
этого совершенно недостаточно.
Что же получится, если спутать сорта стекол? Во-пер-
вых, ошибку мы заметим только много времени спустя, в
совершенно готовой линзе, когда линза пройдет весь про-
цесс обработки и поступит на окончательный контроль. Толь-
ко в этот момент при поверке оптических качеств линзы мы
заметим, что фокусное расстояние не соответствует требу-
емому и получаемое изображение, нерезко1 очерченное по
краям, сильно окрашено*. Такая линза является браком, и если
таких линз в партии много, то вы можете судить, к чему это
приводит: работа целого месяца у рабочего* пропадает даром.
Резка стекла и кругление
Итак, стекло попало на первую операцию—резку. Здесь
рабочий, взяв кусок оптического стекла, размечает его* ка-
рандашо.м на определенного* размера пластинке, потом зажи-
мает и выравнивает -его* в тисках пилы, у которых к краям
прикреплены деревянные прокладки, для того чтобы стекло
при зажимании не крошилось. Далее тиски медленно особым
винтом подводят к кругу пилы. Пила представляет собой
железный, цинковый или из мягкой стали диск диаметром
около 30 см и в 1 мм толщиной, который крепко* зажат на
вращающейся оси. Это колесо* или пила вращается в верти-
кальном положении. По краям этого круга по всей окружно-
сти набит алмаз, который и режет стекло*. Зажатое в тиски
стекло медленно подводится к вращающейся пиле и сопри-
касается с Ней (фиг. '25). Ввиду того что зерна алмаза, имею-
щиеся на краях пилы, гораздо крепче стекла, при нажиме
стекла на пилу последняя врезается в него.и начинает пи-
лить, наподобие того как пилят дрова круглой пилой. Только
при пилке дров вы наблюдаете, как от пилы отлетают опил-
ки, а при резке стекла никаких опилок не замечаете, так как
получающиеся опилки очень мелки и тут же смываются ще-
32
Фиг. 25. Тиски пилы с куском стекла.
.точной водой, с которой все время соприкасается нижний
край пилы. Щелочная вода специально варится и применя-
ется для того, чтобы пила не нагревалась и не заедала (не
застревала), так кц'к при работе пилы получается очень боль-
шое трение. В результате этой операции мы получаем из
куска оптического стекла несколько ровных отрезанных пла-
стинок нужной нам толщины.
После распиловки стекла передаются на операцию 2. Ра-
бочие, взяв пластинки, начинают шлифовать песком первую
сторону так, чтобы она стала совершенно плоской; затем
тряпкой вытирают пластинку насухо и нагревают плоскую
шалу (в мастерской она называется «планом»).
На горячий план нама.зыЕают воск и на него плотно на-
клеивают пластинки шлифованной стороной к поверхности
плана. Затем план остывает, и вторые стороны пластинок все
сразу шлифуются также с песком на плане до определенной
толщины.
Когда рабочий дошлифовал пластинки до нужной ему
толщины, он опять нагревает план, снимает с него' отшлифо-
ванные пластинки и кладет их в ванну с. бензином. Бензин
растворяет воск, пластинки промываются и получаются пло-
ско-параллельные стекла требуемой толщины.
3 Медведе в А. М.
33
Затем пластинки поступают в резку на квадрати и, потсм
в обломку, в кругление, на обдирку и шлифовку. Все эти
операции производятся так же, как описывалось выше, и
только в полировке будут некоторые изменения в работе.
Следует отметить, что здесь шлифовочные шалы выточены
гораздо точнее и точность шал проверяется очень часто, ибо
шалы способны в работе быстро изменять правильность по-
верхности и ее размер, как мы говорили,--«радиус».
Полировка
Я уже сказал, что в полировке объективов есть измене-
ния. Во-первых, объективы пелируются не'на1 сукне, ка< уве-
личительные стекла1, а вместо сукна на гриб наклеивается смо-
ла', особо сваренная. В смолу входит вар или древесная смола
и канифсль. Эти два вещества берутся чистыми и поел: сме-
шивания их в жидком виде процеживаются через вдвое сло-
женную марлю. После охлаждения смолы ее наклеивают на
гриб или чашеобразную шалу. Опытным путем выяснено,
что смола пртг полировке не только заменяет сукно, но даже
превосходит его в несколько раз по точности и удобству в
работе, так как при полировке на сукне очень трудно не отой-
ти ст точного радиуса стекол и кроме того очень часто на по-
верхности получаются полировочные «лассы» (неровности),
что на таких стеклах, как объективы, совершенно недопусти-
мо. При полировке же на смоле таких дефектоз не получа-
ется. Но что выигрывается в качестве, то проигрывается в
рабочем времени: при полировке на смоле стекла полиру-
ются несколько дольше, чем на1 сукне. Конечно, туг со вре-
менем считаться не приходится, потому что там, где можн а
полировать сукном, мы полируем им, а уж где нельзя, тут
приходится мириться и с потерей времени.
Во-вторых, при полировке на сукне мы не обращало вни-
мание на то, как у нас полируется поверхность; быть мо-
жет у нас настолько сильно сполировались края, чгО| поверх-
ность приобрела уже несколько иной радиус. Но при поли-
ровке объективов нужно следить за точностью радиуса.
Чтобы дать вам понятие о степени точности полировки,
расскажу, как при полировке объективов рабочий о гень ча,-
сто особым стеклом проверяет правильность поверхности
объективов. Стекло это называется пробным и делается
уже в отделе точной оптики, где работают рабочие высшей
квалификации. Рабочий это пробное стекло чисто промывает
спиртом, вытирает насухо чистой тряпкой.. То же самое делает
и с тем объективом, который он хочет проверить; затем с
обоих стекол чистой кисточкой смахивает пыль и пробное
34
стекло накладывает на объектив. Если линзы делаются вы-
пуклые, то пробное стекло1 бывает вогнутым, а если линзы
вогнутые, то пробное стекло выпуклое.
При наложении пробного стекла; на объектив, между этими
двумя стекла'ми находится тонкая прослойка воздуха. Вам,
вероятно, известно, что луч света, проходя через тонкий слой
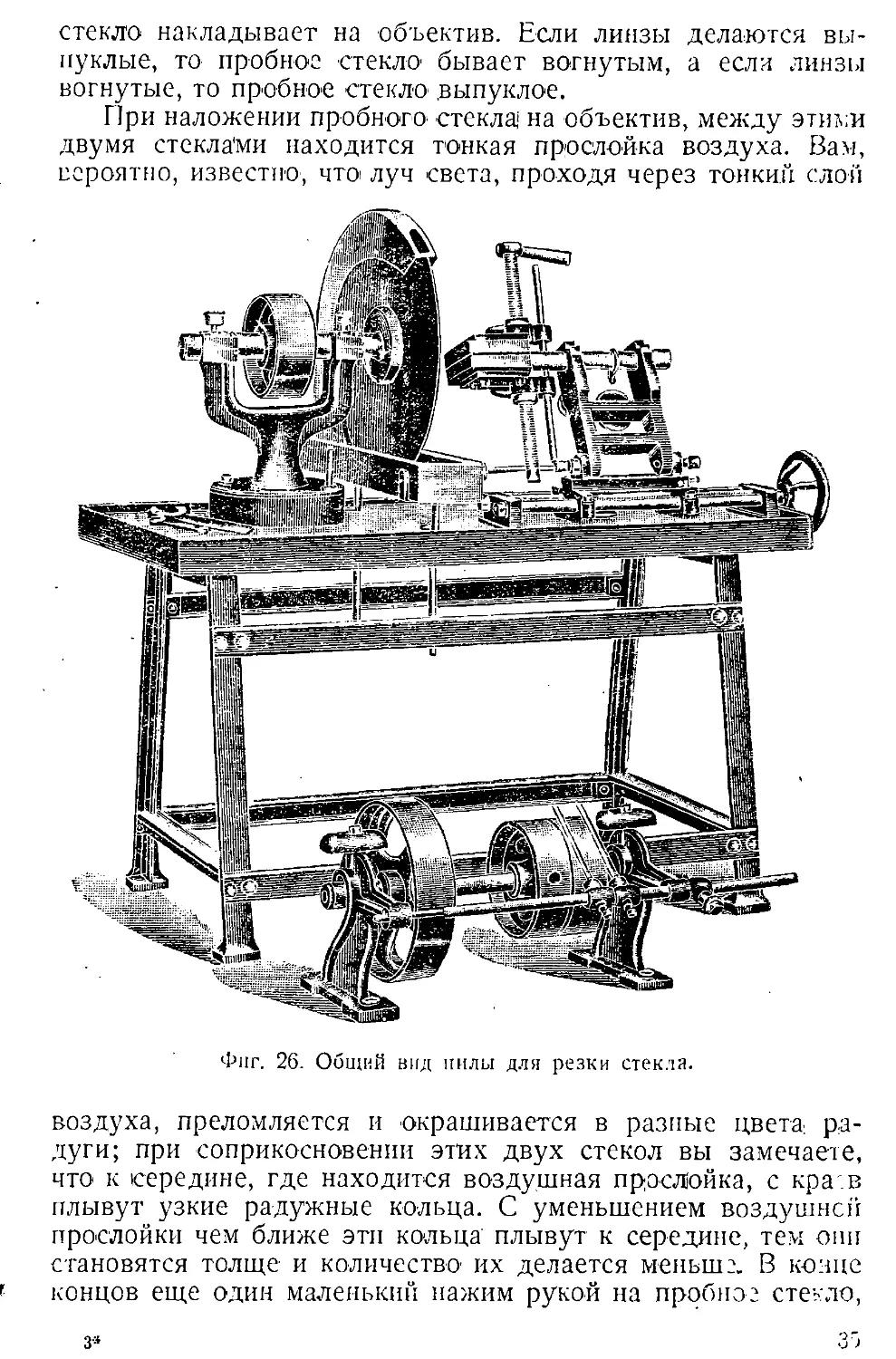
Фиг. 26. Общий вид пилы для резки стекла.
воздуха, преломляется и окрашивается в разные цвета, ра-
дуги; при соприкосновении этих двух стекол вы замечаете,
что к середине, где находится воздушная прослойка, с кра в
плывут узкие радужные кольца. С уменьшением воздушней
прослойки чем ближе эти кольца плывут к середине, тем они
становятся толще и количество' их делается меиьшт. В конце
f концов еще один маленький нажим рукой на пробное стекло,
35
з*
Фиг. 27—28. Полировка объективов.
и кольца уплыли в середину и исчезли и по всему стеклу
разливается приятный светложелтый цвет. Получается впечат-
ление, как будто они выдавились и скрылись неизвестно куда,
(такой цвет оптики называют соломенным). Это обозначает,
что находившийся между этими стеклами воздух вы равно-
мерно выдавили, что этот объектив точно такого же радиу-
са, как и пробное стекло, которое, j<aK я уже сказал, делается
очень точно при помощи сферометра (описание сферометр!
будет дано ниже).
О преломлении лучей света и окраске его в спектральные
цвета я расскажу ниже. Сейчас же вы запомните, что наблю
деннем радужных колец мы имеем возможность определить
ту большую точность, с которой приходится изготовлять
некоторые линзы.
Объективы отполированы; теперь происходят—замазка их
лаком, отколка и наклейка сургуча' для обработки второй
стороны. Не буду об этом говорить, потому что отделка вто-
рой стороны происходит точно так же, как и отделка первой.
Спустя еще несколько часов готова и вторая сторона. Объ-
ективы начисто промываются денатурированным спиртом,
контролируются, и те из них, которые не имеют никаких, де-
фектов, идут в центрировку (что такое центрировка, я объяс-
ню несколько позже).
Теперь вы знаете, как делаются объективы. Объективы
такой обработки идут для разных целый, например для теодо-
литов, нивеллиров, биноклей, подзорных труб, фотоаппара-
тов и других подобных приборов.
Давайте теперь посмотрим, как делаются З-граиные приз-
мы, которые имеются в призматических биноклях.
Такой же кусок стекла, о котором я уже говорил вам
35
раньше, попадает в разрезку на пилу. Рабочий, взяв кусок,
карандашом размечает на стекле направление резки, затем
зажимает стекло в тиски пилы и начинает пилить. Распилив
этот кусок, он получает несколько длинных трехугольных
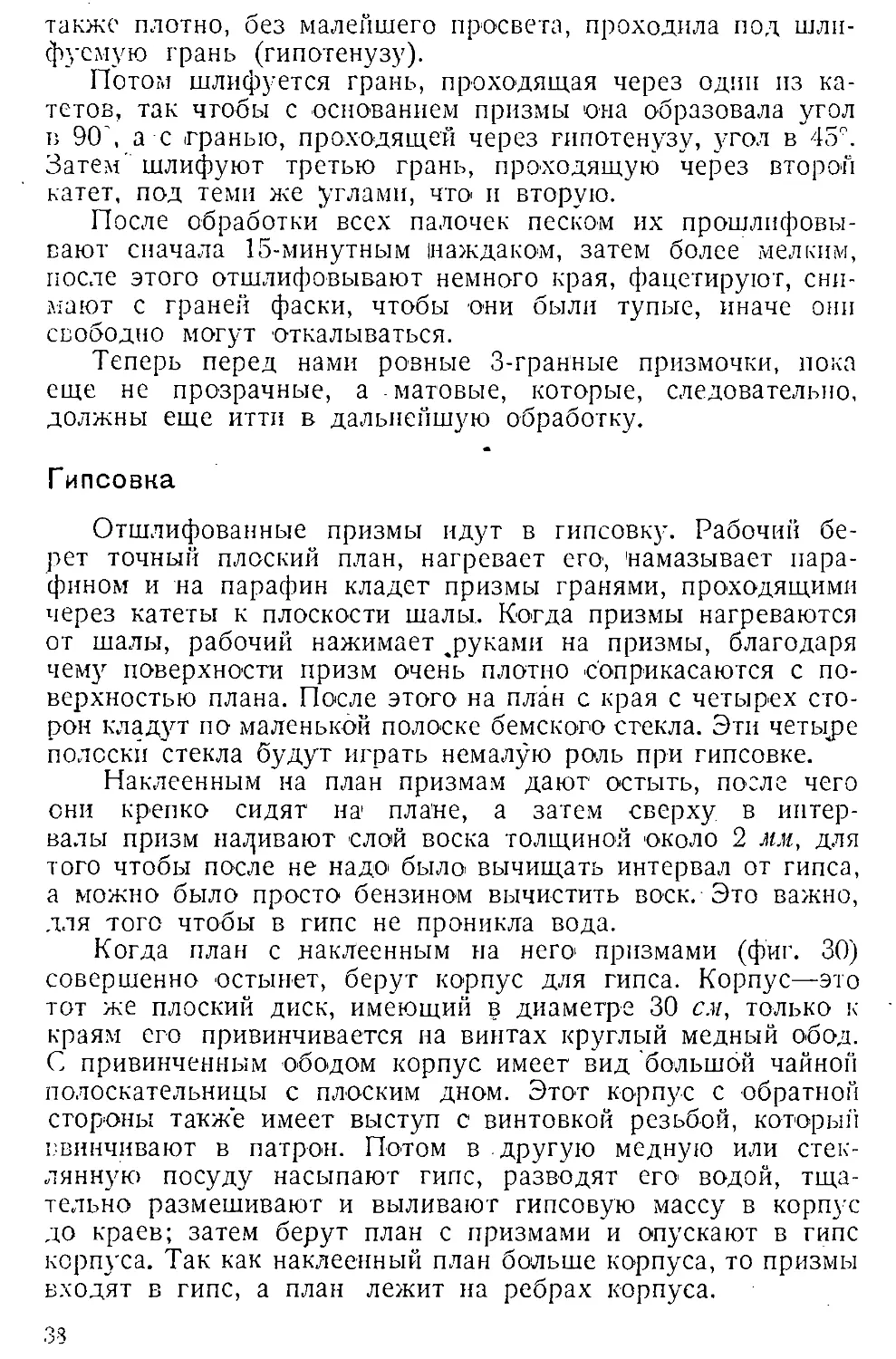
палочек, немного напоминающих 3-гранные призмы. Каждую
такую длинную призму он разрезает пополам, полученную
половинку режет еще раз пополам, чтак что из одной длинной
призмы он получает несколько коротких. Разрезав все стекла,
заготовляемые для призм, он сдает их контролеру. Кон-
тролер просматривает их и годные для дальнейшей обработки
призмы сдает другому рабочему, который прошлифовывает
песком на плоской шале одну, из боковых сторон призмы
так, чтобы эта сторона была плоской. Затем он берет круглое
плоское стекло с заранее вымеренной толщиной, нагревает
его на тагане, намазывает воском и приклеивает призмы
шлифованной стороной к стеклу. Стекло остывает, и ра-
бочий на такой же плоской шале шлифует вторые боковые
стороны призм, но уже не по одной, а все.сразу. Такая шли-
фовка называется «шлифовкой на параллельность». Правда,
название немного неудачное, потому что рабочий после такой
шлифовки получает не только параллельные призмы, но и
определенной нужной ему толщины. При шлифовке на тол-
щину рабочий измеряет призмы вместе ,СО' стеклом, но прини-
мает во внимание также толщину стекла. Например, толщина
призм должна быть в 20 лж, а толщина стекла, на! которое
наклеены призмы, равняется 10 мм. Следовательно, рабочий
шлифует до тех пор, пока призмы вместе со стеклом не будут
иметь 30 мм. Толщина проверяется штангенциркулем или
винтовым микрометром.
Когда призмы отшлифованы на толщину, их отклеива-
ют от стекла, промывают в бензине и кладут опять на горя-
чую плиту, для того чтобы склеить их по нескольку штук
шлифованными сторонами друг к другу или склеить в такую
же палочку, какая была до первоначальной распилки.
Склейка делается для того, чтобы дальнейшая шлифов: а
трех гранней делалась не|у бднои, а сразу! У! нескольких штук.
При такой склейке зорко следят за тем, чтобы клей, нахо-
дящийся между призмами, лежал ровным слоем, иначе ребра
призм не будут перпендикулярны их боковым сторонам.
Склеив эти неровные призмы с готовыми боковыми сто-
ронами в одну палочку, их начинают шлифовать на плоском
диске следующим образом. Первой шлифуется грань, про-
ходящая через гипотенузу основания призмы; она подго-
няется песком по возможности точнее под угольник в 90 ,
так чтобы, когда угольник одной стороной плотно прижи-
мался к основанию призмы, вторая сторона, угольника
также плотно, без малейшего просвета, проходила под шли-
фуемую грань (гипотенузу).
Потом шлифуется грань, проходящая через один из ка-
тетов, так чтобы с основанием призмы она образовала угол
в 90', а с гранью, проходящей через гипотенузу, угол в 45°.
Затем' шлифуют третью грань, проходящую через второй
катет, под теми же углами, что, и вторую.
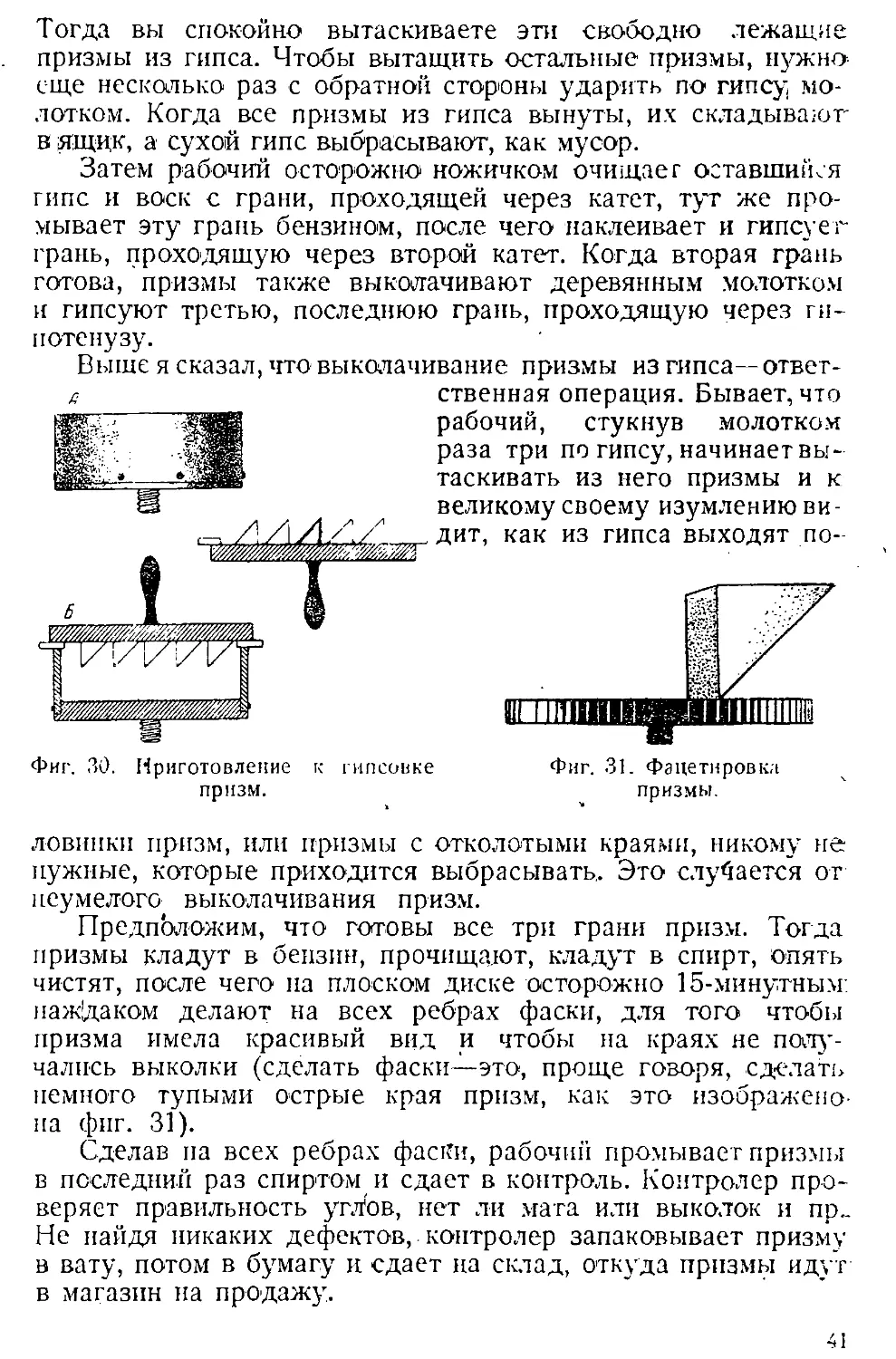
После обработки всех палочек песком их пришлифовы-
вают сначала 15-минутным наждаком, затем более мелким,
после этого отшлифовывают немного края, фацетируют, сни-
мают с граней фаски, чтобы они были тупые, иначе они
свободно могут откалываться.
Теперь перед нами ровные 3-гранные призмочки, пока
еще не прозрачные, а матовые, которые, следовательно,
должны еще итти в дальнейшую обработку.
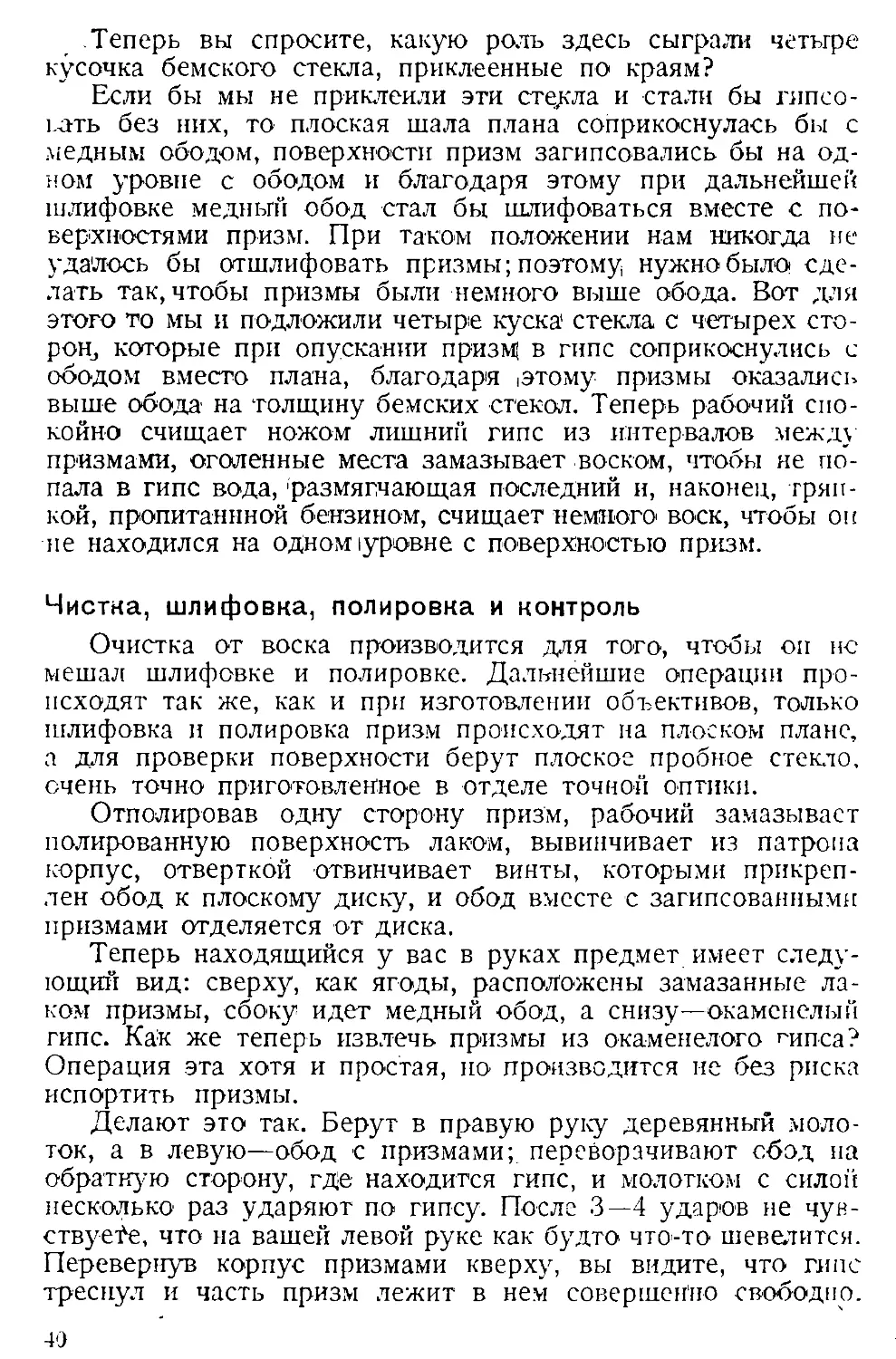
Г ипсовка
Отшлифованные призмы идут в гипсовку. Рабочий бе-
рет точный плоский план, нагревает его, намазывает пара-
фином и на парафин кладет призмы гранями, проходящими
через катеты к плоскости шалы. Когда призмы нагреваются
от шалы, рабочий нажимает ^руками на призмы, благодаря
чему поверхности призм очень плотно соприкасаются с по-
верхностью плана. После этого на план с края с четырех сто-
рон кладут по маленькой полоске бемского стекла. Эти четыре
полоски стекла будут играть немалую роль при гипсовке.
Наклеенным на план призмам дают остыть, после чего
они крепко сидят на плане, а затем сверху в интер-
валы призм набивают слой воска толщиной около 2 мм, для
того чтобы после не надо было, вычищать интервал от гипса,
а можно было просто бензином вычистить воск. Это важно,
для того чтобы в гипс не проникла вода.
Когда план с наклеенным на него> призмами (фиг. 30)
совершенно остынет, берут корпус для гипса. Корпус—это
тот же плоский диск, имеющий в диаметре 30 см, только к
краям его привинчивается на винтах круглый медный обод.
С привинченным ободом корпус имеет вид большой чайной
полоскательницы с плоским дном. Этот корпус с обратной
стороны также имеет выступ с винтовкой резьбой, который
ввинчивают в патрон. Потом в другую медную или стек-
лянную посуду насыпают гипс, разводят его, водой, тща-
тельно размешивают и выливают гипсовую массу в корпус
до краев; затем берут план с призмами и опускают в гипс
корпуса. Так как наклеенный план больше корпуса, то призмы
входят в гипс, а план лежит на ребрах корпуса.
38
Теперь мы представим такую картину: приклеенные к
план}' призмы (фиг. 30) висят, в гипсе, но опуститься, не
могут, так как они крепко приклеены к плану. В таком по-
ложении призмы висят ДО' тех пор, пока гипс не застынет.
-Вернемся немного назад. Дело в том, что, когда гипс
разведен, рабочий старается как можно быстрее окончить
I ипсовку, так как разведенный гипс очень быстро засты-
вает. Если рабочий замешкается и гипс в это время успеет
хотя бы немного застыть, то нужно' уже употребить физи-
ческую силу, чтобы всунуть призмы в гипс, а раз была при
гипсовке применена сила, то можно заранее сказать, что такая
гипсовка никуда не годится. При такой гипсовке призмы мо-
гут отклеиться от плана, разъехаться или покоробиться, и
застывший гипс не сумеет плотно охватить вложенную в него
призму. Эта операция одна из тех, которые требуют от рабо-
чего особой ловкости.
Сл'едует отметить, что хотя гипс и быстро застывает,
но продолжать следующую операцию еще нельзя: нужно
подождать от 6 до 12—14 часов (время зависит от качества
гипса), чтобы гипс не только застыл, но и окаменел.
Прошло 12 часов. Вы подходите к гипсовке, но к вашему
удивлению, план не отделяется от корпуса и вы оказывае-
тесь бессильными оторвать план от корпуса. Тогда гипсовка
вывертывается из патрона, перевертывается планом вниз, а
корпусом кверху и все вместе ставится на таган. План слегкз
подогревается горящим газом настолько, чтобы парафин мог
расплавиться, после чего корпус с застывшим гипсом и приз-
мами в нем очень легко отделяется от плана.
39
Теперь вы спросите, какую роль здесь сыграли четыре
кусочка бемского стекла, приклеенные по краям?
Если бы мы не приклеили эти стерла и стали бы гяпсо-
ьоть без них, то плоская шала плана соприкоснулась бы с
медным ободом, поверхности призм загипсовались бы на од-
ном уровне с ободом и благодаря этому при дальнейшей
шлифовке медный обод стал бы шлифоваться вместе с по-
верхностями призм. При таком положении нам никогда не
удалось бы отшлифовать призмы; поэтому нужно было! сде-
лать так, чтобы призмы были немного выше обода. Вот для
этого то мы и подложили четыре куска1 стекла с четырех сто-
рон, которые при опускании призм) в гипс соприкоснулись с
ободом вместо плана, благодаря ,этому призмы оказались
выше обода' на толщину бемских стекол. Теперь рабочий спо-
койно счищает ножом лишний гипс из интервалов между
призмами, оголенные места замазывает воском, чтобы не по-
пала в гипс вода, 'размягчающая последний и, наконец, тряп-
кой, пропитаннной бензином, счищает немного воск, чтобы он
не находился на одном уровне с поверхностью призм.
Чистна, шлифовка, полировка и контроль
Очистка от воска производится для того, чтобы он нс
мешал шлифовке и полировке. Дальнейшие операции про-
исходят так же, как и при изготовлении объективов, только
шлифовка и полировка призм происходят на плоском плане,
а для проверки поверхности берут плоское пробное стекло,
очень точно приготовленное в отделе точной оптики.
Отполировав одну сторону призм, рабочий замазывает
полированную поверхность лаком, вывинчивает из патрона
корпус, отверткой отвинчивает винты, которыми прикреп-
лен обод к плоскому диску, и обод вместе с загипсованными
призмами отделяется от диска.
Теперь находящийся у вас в руках предмет имеет следу-
ющий вид: сверху, как ягоды, расположены замазанные ла-
ком призмы, сбоку идет медный обод, а снизу—окаменелый
гипс. Как же теперь извлечь призмы из окаменелого пипса?
Операция эта хотя и простая, но производится ие без риска
испортить призмы.
Делают это так. Берут в правую руку деревянный моло-
ток, а в левую—обод с призмами г переворачивают сбод на
обратную сторону, где находится гипс, и молотком с силой
несколько1 раз ударяют по гипсу. После 3—4 ударов не чув-
ствуете, что на вашей левой руке как будто что-то шевелится.
Перевернув корпус призмами кверху, вы видите, что гипс
треснул и часть призм лежит в нем совершенно свободно.
40
Тогда вы спокойно вытаскиваете эти свободно лежащие
призмы из гипса. Чтобы вытащить остальные призмы, нужно
еще несколько раз с обратной стороны ударить по гипсу, мо-
лотком. Когда все призмы из гипса вынуты, их складывают
в ящик, а сухой гипс выбрасывают, как мусор.
Затем рабочий осторожно ножичком очищает оставшийся
гипс и воск с грани, проходящей через катет, тут же про-
мывает эту грань бензином, после чего наклеивает и гипсует
грань, проходящую через второй катет. Когда вторая грань
готова, призмы также выколачивают деревянным молотком
и гипсуют третью, последнюю грань, проходящую через ги-
потенузу.
Выше я сказал, что выколачивание призмы из гипса—ответ-
ственная операция. Бывает, что
рабочий, стукнув молотком
раза три по гипсу,начинает вы-
таскивать из него призмы и к
великому своему изумлению ви-
дит, как из гипса выходят по-
Фиг. 31. Фацетнровкл
призмы.
фиг. 30. Приготовление к гипсовке
призм.
ловипки призм, или призмы с отколотыми краями, никому не
нужные, которые приходится выбрасывать. Это случается от
неумелого выколачивания призм.
Предположим, что готовы все три грани призм. Тогда
призмы кладут в бензин, прочищают, кладут в спирт, опять
чистят, после чего на плоском диске осторожно 15-минутным:
наж!даком делают на всех ребрах фаски, для того чтобы
призма имела красивый вид и чтобы на краях не полу-
чались выколки (сделать фаски—это, проще говоря, сделать
немного тупыми острые края призм, как это изображено-
на фиг. 31).
Сделав па всех ребрах фаски, рабочий промывает призмы
в последний раз спиртом и сдает в контроль. Контролер про-
веряет правильность углов, нет ли мага или выколок и пр„
Не найдя никаких дефектов, контролер запаковывает призму
в вату, потом в бумагу и сдает на склад, откуда призмы идут
в магазин на продажу.
Фиг. 32. Комплект всевозможных призм.
Призмы бывают различных видов. Они идут для всевоз-
можных оптических приборов и для учебных заведений (комп-
лект фиг. 32).
Повторяю, что в отделе, где мы с вами находимся, про-
изводится очень много различных оптических работ, но мы
не будем перечислять их все, а познакомимся теперь с отде-
лом, где изготовляются самые точные линзы--отделом точ-
ной оптики.
ГЛАВА Ш
ТОЧНАЯ ОПТИКА
Ножные станки и подготовительные операции
В отделе точной оптики' вы видите маленькие столики
(фиг. 33) высотой около 1,5 м. У каждого столика внизу при-
деланы по две подножки, к которым прикреплены ременные
шнуры. Второй конец шнура присоединен к скобе, насажен-
ной на цапфу маховичка, а маховичок наглухо, прикреплен к
большому, ступенчатому маховику. От этого большого' махо-
вика, опять через шнуровую передачу, вращение передается
на передний маленький щкив, у которого имеется вертикаль-
ная ось, выходящая (как на автоматическом станке) в от-
верстие маленького таза. На конце этой оси-шпинделя также
есть винтовая нарезка, на которую навинчивается патрон.
Такой станок приводится в движение ногами: ноги ставят
на подножки и по очереди нажимают то> правой, то левой
ногой. От такого нажима механизм начинает вращаться в
нужную сторону. Ногами можно1 регулировать скорость
42
вращения от максимальной—700 об/мин.—до минимальной —
10 15 об/мин. Такой перемены скорости вращения требуют
точные работы. Теперь вернемся к самому началу—заготовке
стекол для точной оптики.
Рабочий или работница низшей квалификации берет на-
резанные на пиле пластинки, отшлифованные в обдирке на
параллельность ;и толщину, намечает грифельным карандашом
г нужные (квадратики; предположим, каждый квадрат будет
иметь 8 -мм. Намеченные квадратики вырезают роликом и
Фиг. 33. Ножной оптический станок.
склеивают в маленькую стопку. В каждой стопке высотой
в 125 мм будет склеено до 75 квадратиков, потому что каж-
дый квадратик имеет толщину немного больше 1 мм. Склеив
такую стопку, работница дает ей остынуть, а сама’ в .это время
привертывает в патрон обдирочного, станка плоский диск и
приготавливает песок № 2.
Когда стопка охладилась, работница пускает шпиндель
в ход и, подкладывая песок на диск, начинает сошлифовы-
вать уголки у квадратиков. Минут через 30 у работницы в
43
руках вместо 4-гранной стопки получается 8-гранная. Здесь,
работница меняет операцию: она 8-гранную стопку кладет
на диск и дает ей перебором пальцев круговое вращение, об-
ратное ходу шпинделя. Ясно, что если шала вертится вправо
от мотора, а стопки влево от движения пальцев, и работница,
не переставая, подбрасывает на шалу мокрый песок, то уголки
граней сошлифовываются и стопка принимает круглый вид.
Чем дольше работница будет круглить эту стопку, тем
меньше будет делаться ее диаметр.
Прежде чем объяснять какие-либо операции, производя-
щиеся в точной оптике, я скажу, чем измеряется толщина
линз и как изготовляются пробные стекла.
Измерительные приборы
Вы все, вероятно, знаете, что измерителями толщины яв-
ляются: кронциркуль со шкалой, толстомер, штангель и мик-
рометр,. Ими измеряют и стекло.
Кронциркуль имеет форму, напоминающую верхней ча-
стью в (раскрытом виде ножницы: две металлические планочки
закреплены винтом, как ножницы, под определенным углом;
в конце одной из планок наглухо, перпендикулярно к план-
кам, прикреплена шкала с миллиметровыми делениями; на
другом конце после винта имеются загнутые друг к другу-
ножки, которые своими плоско
стями плотно подогнаны одна к
другой. Если вы задумаете изме-
рить стеклянную пластинку, вам
придется ее поместить между
этими ножками, в это время на
другом конце у вас отойдет одна
из планочек, и на шкале, где на-
фиг. 34. крен циркуль. несены деления, вы отсчитаете,
на сколько миллиметров разо-
шлись ножки. Этот размер и будет соответствовать толщине
измеряемой пластинки.
Другой, более точный, измеритель называется толстоме-
ром. Он укреплен на1 подставке. Спереди подставки наглухо
прикреплен шпенек с круглой головкой на конце, сзади кото-
рого идет скобообразная металлическая пластинка; она за-
гнута так, что1 второй ее конец, у которого закреплен нониус,
находится как раз над Нижним шпеньком. Но1 нониусе нахо-
дится шкала с делениями. На нониус вставлен стержень, на
котором нанесены также миллиметровые деления. Когда го-
ловка стержня плотно [соприкасается с нижней головкой, пу-
левое деление стержня совпадает с нулем нониуса, но стоит
1
41
только немного отвести стержень вверх, как в прорезь но-
ниуса вы .будете в состоянии, наблюдать, на каком, именно рас-
стоянии находятся головки стержня и шпенька. Следователь-
но, вставив стекло или Пластинку между головок, вы можете
определять ее толщину по нонису. Толсгомер дает показания
с точностью до 0,1 мм, в то время как на описанном крон-
циркуле вы можете толщину измерить с точностью только до
0,5 мм. Но толстомер очень громоздок, и в этом отношении
кронциркуль имеет перед ним преимущество.
Следующий измеритель, изображенный на фиг. 35, назы-
вается штангенциркулем. Перед кронциркулем и толстомером
он имеет .преимущества как своей точностью отсчета, так и
меньшими размерами.
Принцип измерения штангенциркулем таков же, как и у
толстомера. Но он позволяет измерять так же внутренний
размер, например выемку стеклянных труб, чего при помощи
толстомера измерить нельзя.
Следующим типом измерителя является винтовой микро-
Фиг. 35. Штангенциркуль.
метр (фиг. 36). Микрометром измеряются предметы с еще
большей точностью, нежели всеми вышеописанными измери-
телями.
Сейчас мы познакомимся с его- устройством. На фиг. 37
изображен нормальный тип микрометра. Он состоит из части
AGF, имеющей вид серпа, и рукоятки, в которой имеется
внутри винтовая нарезка.
Барабанчик Н (вращающаяся гильза) вращает проходящий
внутри его винт, кончающийся стержнем В.
В головку А на серпе туго вставлен стержень D. Пло-
скости концов стержней у D и В должны быть правильны
и строго параллельны.
При вращении гильзы шаг нарезки, т. е. расстояние от
одного винта до другого, равен 1 .w.w; следовательно, если
мы повернем гильзу один раз вокруг своей оси, т. е. вокруг
рукоятки серпа, то стержень с концом В продвинется 1на 1 Шл/.
45
Вы видите, чго по мере вращения гильзы торцы стержней
будут сходиться или расходиться: вернее, торец стержня В
будет приближаться или удаляться от торца стержня, так
как стержень D неподвижен. Поэтому по мере вращения
гильзы Н она будет открывать или закрывать рукоятку сер-
па, на который нанесены миллиметровые деления; всего па
длине 25 мм 25 делений.
Таким микрометром можно измерять предметы не толще
25 мм, так как только' на , такую величину можно отодвинуть
стержень В.
Возьмем следующий пример: если у нас торец В будет
находиться на расстоянии 5 мм от торца D, то гильза, ходя-
щая по верху рукоятки серпа, откроет на рукоятке пять де-
лений; если торец В будет на расстоянии 12 мм от торца D,
то на рукоятке гильза откроет 12 делений и т. д. Но выше
было сказано, что микрометром можно измерять с большей
Фиг. 36. Винтовой микрометр.
точностью, чем штангенциркулем, поэтому на обточенном
конце гильзы по всей окружности нанесено 50 равных деле-
ний, причем каждые пять делений отмечены цифрами 0, 5,
10, 15 и т. д. до 50. Представим себе, что между торцами
у нас зажата пластинка толщиной в. 7,48 мм. Если теперь мы
посмотрим на деления, то увидим следующее: на рукоятке
серпа у нас будет открыто шесть целых делений; на гильзе
перпендикулярно делениям на рукоятке пройдет деление с
обозначением 40, затем еще маленький поворот и гильза
остановится на 8 (фиг. 36).
На таком микрометре, как вы видите, можно измерять с
точностью до 0,01 мм. Но так как вращать гильзу можно с
большей или меньшей силой, то, произведя измерения не-
сколько раз, мы получим различные результаты, которые бу-
дут отличаться между собой в зависимости от усилий iia
0,01—0,02 мм. Чтобы этого избегнуть, надо обратить внимание
на следующее обстоятельство. На микрометре вы видите
часть с так называемой трещеткой. В этой части имеется
храповичок с собачкой, которая прижимается к храповичку
пружинкой; от силы нажатия этой пружинки и будет зави-
сеть давление на измеряемый предмет, а так как сила эта
Fl D G В F н. г
постоянна, то и давление будет одинаково и разницы измере-
ния у вас уже не будет. Вот почему при измерении микро-
метром всегда вращайте рукоятку за часть С— трещетку
(фиг. 37).
Подготовка к пробным стеклам
Мы уже упоминали название «пробные стекла». Как вы
знаете из полировки объективов, пробными стеклами назы-
ваются такие стекла или калибры, по которым делаются все
остальные точные оптические линзы. На каждый размер ра-
диуса требуется свое пробное стекло. Эти стекла изготов-
ляются из горного хрусталя или зеркального стекла. Пробное
стекло для оптика явлется его сокровищем. Он его охраняет,
оберегает и всячески за ним следит, чтобы не поцарапать,
не разбить и не испортить, потому что он знает, что если на
поверхности стекла будут точки или царапины, ему нетрудно
будет поцарапать и проверяемые им линзы, которые изго-
товляются. Если же он такое стекло разобьет, то придется
сделать новое, а для изготовления его1 вновь требуется не-
мало времени, да и не всякий может его сделать.
47
Изготовление пробных стекол—одна из сложных работ и
требует от работника особого мастерства.
Приступаем к изготовлению первой пары пробных стекол.
От заведующего цехом или мастера оптик получает па-
ру плоско-параллельных стекол толщиной в 15 мм. Одно
имеет круглую форму, другое же—8-гранную, в него впи-
сана окружность; диаметр каждой окружности равняется
15 мм или больше. Круглое стекло предназначается для вы-
пуклой поверхности, им будут проверяться вогнутые линзы,
а 8-гранные—для вогнутой поверхности, им будут проверять-
ся выпуклые линзы. (Круглая и 8-гранная формы пробных
стекол чисто условны; они не обязательны.).
Взяв пару таких стекол, оптик берет две шалы—одну
выпуклую, другую вогнутую— с радиусом, равным приблизи-
тельно требующемуся ему, и идет в обдирочное отделение;
здесь на выпуклой шале, радиус которой приблизительно
равен радиусу обдйраемого
стекла, он обдирает стекло,
а на вогнутой шале с таким
же радиусом обдирает круг-
лое стекло. Ободрав стекла
с одной стороны, он идет
в отдел точной оптики, при-
клеивает к плоской необо-
дранной стороне формочки
на много меньшего диамет-
ра, чем пробные стекла; эти
формочки имеют на проти-
воположном конце винтовую
нарезку, для того чтобы
пробные стекла можно было ввернуть в патрон ножного
станка.
Затем оптик охлаждает стекла, привертывает к патрону
ножного станка и начинает шлифовать с 5-минутным нажда-
ком одно стекло на другом, причем вы уже знаете, что у того
стекла, которое находится сверху, будет больше сошлифо-
вываться середина, а у того, которое находится внизу,—края.
Таким образом периодически меняя местами нижнее и
верхнее стекла, он подгоняет поверхность стекол под имею-
щийся у него шаблон. Шаблон представляет собой медную
или железную пластинку, толщиной в 2 мм, на ребре которой
выпилен определенный радиус.
Отшлифовав стекла’ под шаблон с 5-минутным наждаком,
оптик шлифует их на мелко 15 и 30-минутным наждаком под
полировку, затем' идет проверять их по сферометру. На
фиг. 38 изображена форма шаблона.
Сферометр и шлифовка пробных стекол
Сферометр (фиг. 39) представляет собой колонку, сделан-
ную из металла, плохо проводящего тепло.
Колонка имеет высоту до 1Д „и, а диаметр ее равен
от 150 до 250 мм. Внутри этой колонки находится ось-стер--
жень, который проходит как раз в центре колонки и может
двигаться вверх и вниз. Движение стержня вверх произво-
дится посредством груза, прикрепленного шелковой или ме-
таллической нитью, другой конец которой, пройдя через ро-
лик, прикрепляется к ниж-
нему концу стержня. Ес-
ли на стержень надавить
сверху, то грузик подни-
мается вверх. На верхнюю
плоскую поверхность коло-
нки накладываются так-
же плоской стороной так
называемые «измеритель-
ные» кольца, которые сде-
ланы из особо твердой
стали. Нижней плоской
стороной кольца плотно
соприкасаются с плоской
кольцевой поверхностью
сферометра; верхний же
торец колец выточен на
конус, и края у него по-
чти совершенно острые.
На эти острые края и на-
кладываются сферой вниз
пробные стекла таким об-
разам, что края поверх-
ности пробного стекла
соприкасаются С заострен- Фиг. 39. Сферометр,
ными краями кольца, а
точка центра соприкасается с точкой головки стержня.
Если мы измеряем выпуклую поверхность, то ясно, что
центральная течка будет стоять ниже точек края стекла и
следовательно, у нас стержень опустится ниже, чем ребра
кольца. Если же мы измеряем вогнутую поверхность, то точка
головки стержня у рас будет находиться выше реберГ кольца.
, Когда стержень находится в крайнем верхнем или ниж-
нем положении, то при помощи приделанной сбоку микро-
трубки, можно' наблюдать за делениями шкалы, которая
сделана из стекла и вделана в середине стержня, С проти-
I
4 М е д в е д ев А, М.
49
воположной стороны трубки имеется зеркальный экран, ко-
торый ставится под определенным углом для направления
лучей света на стеклянную шкалу.
Сферометром радиус поверхности как таковой не изме-
ряется: им можно' измерять только разницу в высотах поло-
жения вершины головки стержня и верхней плоскости ребер
кольца, называемой «высотой стрелки»,. Стоит только' стерж-
ню опуститься вниз или подняться вверх, как шкала пока-
жет, насколько миллиметров вершина стержня выше или ниже
ребер кольца.
Предположим, что на сферометр мы положили пробное
стекло с (выпуклой поверхностью. У нас головка стержня дол-
жен стоять ниже ,ребра кольца и через микротрубку мы по
делениям можем отсчитать этО' расстояние равное, например,
1,2 мм. Затем прибегаем к помощи приделанного сбоку ба-
рабана с делениями, находящегося под микротрубкой. Вра-
щая этот барабан, мы узнаем расстояние уже с точностью
до 0,001 мм. ,
Проверив несколько раз и убедившись, что измерение
правильно, мы записываем результат и сравниваем с матема-
тически вычисленной заранее высотой стрелки, требующейся
для данного радиуса приготовляемого пробного стекла.
Если размер высоты стрелки совпадает, то, значит, поверх-
ность сферы верна, если же нет, то шлифовку стекол продол-
жают.
Сферометр измеряет высоту стрелки с точностью
до 0,0001 мм.
На сферометре можно измерять стекла различных диамет-
ров при помощи имеющихся колец с соответственными раз-
личными диаметрами. При этом на кольце в 45 мм нельзя из-
мерить стекла с диаметром в 40 мм.
Найдя по сферометру, что высота стрелки меньше на
несколько тысячных или десятитысячных миллиметра тре-
буемой, рабочий приходит в отдел точной оптики, привер-
тывает выпуклое стекло вниз и шлифует с 30-минутным наж-
даком вогнутое стекло сверху, тем самым увеличивая высоту
или еще больше углубляя вогнутую поверхность.
После подкладывания несколько' раз наждака рабочий вто-
рично' идет измерять стекло на сферометр и выясняет, допу-
стим, что высота стрелки стала на несколько тысячных мил-
лиметра больше. Тогда он начинает обратную шлифовку,
т- е. шлифует вогнутое стекло внизу, а выпуклое—сверху.
Подогнать шлифовку по сферометру не так легко. Если
невнимательно относиться к ней, то можно' дня три подряд
недошлифовывать и перешлифовывать радиус и высоту. За
это, конечно, не хвалят, так как.при частом пользовании сфе-
50
рометром, последний портится (вернее, портятся те кольца,
которые, накладываются сверху на сферометр), да и работа
выходит очень дорогой.
Предположим, что после третьей проверки по сферомет-
ру удалось отшлифовать стекла на 0,0002—0,0003 мм невер-
но. Тогда оптик приступает к полировке их, надеясь на то,
г что лишние десятитысячные он сполирует на смоле. Теперь
он берет две шалы, одну вогнутую, другую выпуклую, с ра-
диусом такого расчета, что> если он наклеит на них слой по-
лировочной смолы в 2 мм, то, они будут точно такого же
радиуса, как и шлифованные пробные стекла. Далее нагре-
вает шалы и наклеивает на них 2-мм слой смолы, причем,
когда теплая смола находится в полужидком сосгоянии, он
пробным стеклом нажимает на нее сверху, после чего и об-
разуется поверхность смолы такого же радиуса, как и шли-
фованные пробные стекла.
Затем оптик приступает к полировке. Ножичком делает
на смоле ровные резки, мажет кисточкой с крокусом смолу,
накладывает пробное стекло' и полирует до тех пор, пока по-
верхность стекла не сделается глянцевой. Наведя глянец на
одном из стекол, он проделывает эту же операцию со вто-
рым стеклом. После этого снимает с .формочки одно из стекол
и промывает его денатурированным спиртом посредством чи-
стой тряпочки. Промыв оба стекла, он чистой кисточкой сма-
хивает пыль и накладывает одно1 стекло на другое вогнутой
поверхностью на выпуклую,. Так как стекла шлифовались
одно на другом и ровно прополированы, то они своими ра-
диусами плотно прилегают друг к другу, оставляя между
собой маленький слой воздуха. Луч света, проходя через этот
слой, интерферирует, т-. е., преломляясь, дает цветные кольца,
которые можно наблюдать, на поверхности лежащего сверху
вогнутого пробного стекла. Эта радужная окраска или эти
радужные кольца названы ньютоновыми кольцами в честь
великого ученого Ньютона, который первый открыл их, изу-
чил и научил нас это явление использовать.
Интерференция
Теперь разрешите мне несколько задержать ваше вни-
мание на объяснении некоторых выражений, которые будут
встречаться очень часто в дальнейшем. Я хочу вам пояснить
закон появления радужных колец, называемых ньютоновыми
кольцами, на сферических поверхностях, или радужных по-
лос на двух плоских поверхностях. Как вы часто могли на-
блюдать, на облаках после дождя появляется радуга, когда
солнце находится за вашей спиной. Это' явление—появление
4»
51
радуги—происходит от разложения светового луча на со-
ставные цвета, которых всего семь: красный, оранжевый, жел-
тый, зеленый, голубой, синий и фиолетовый, называемые
спектром. Подобное же явление мы наблюдаем и при нало-
жении полированных поверхностей двух сгекол друг на дру-
га, когда между ними получается тончайшая воздушная про-
слойка. Давайте проделаем это. Возьмем две хорошо отпо-
лированные плоские стеклянные пластинки, тщательно вы-
чистим их и наложим друг на друга сперва с одного края,
щатем постепенно будем увеличивать площадь соприкосно-
вения по направлению к противоположному краю. У нало-
женного края появится красная полоса и поплывет дальше,
все расширяясь; за ней появится оранжевая полоса, затем
желтая, зеленая и т. д. Если мы сильнее нажмем на пластин-
ки, то полосы начнут исчезать в том же порядке, в. каком
они появились. Сперва исчезнет красная, затем оран-
жевая, желтая и т. д., наконец фиолетовая и при полном
Фиг. 40. Преломление св.та ме-
жду двумя стеклянными пла-
стинками.
соприкосновении пластинок разо-
льется по всей поверхности при-
ятная окраска, имеющая слегка
желтоватый оттенок, нссящая в
оптике, как уже говорилось вы-
ше, название «соломенный цвет».
Полировать под соломенный цвет
значит полировать поверхности
с такой точностью, что^ы при
наложении их друг на друга по-
лучился соломенный цвет. Вот
этот-то оттенок оптика и считает
своим идеалом, всегда стремится получить его при изготов-
лении линз и в особенности пробных стекол. Соломенный
цвет появляется при правильно сделанных поверхностях.
Теперь мы имеем представление, как и в како.м порядке
идут радужные полосы. Но' вы будете правы, если зададите
вопрос: почему появляется окраска?—Дело> здесь заключает-
ся в следующем. На фиг. 40 мы видим А,—нижнюю поверх-
ность безукоризненно плоско-отполированной первой стек-
лянной пластинки и В—верхнюю поверхность такой же вто-
рой пластинки. В этом случае между поверхностями стекла
заключается слой воздуха, толщина которого от одного края
к другому постепенно' увеличивается. Если я теперь поме-
щу свои пластинки на пути лучей света таким образом,
чтобь?*лучи отражались от поверхностей'в ином направлении,
то луч отчасти отразится от первой поверхности, отчасти пре-
ломится, разлагаясь на основные цвета, и отразится от второй
поверхности; потом отчасти преломившись вторично' в первой
52
поверхности, попадает нам в глаз, а отчасти отразится от
первой и потом от второй, преломится в первой и попадет
в глаз и *г. д., и мы увидим полосы, окрашенные в цвета
радуги, которые идут расширяясь к противоположному краю
пластинки. Значит, луч света, отражающийся от тонкого воз-
душного слоя, разделяется на две части, происходящие от
двух поверхностей этого слоя, и эти части луча имеют очень
небольшую разницу в длине своего пути. Каждой данной тол-
щине воздушного слоя соответствует определенная разность
путей и поэтому определенный цвет.
Вы можете спросить, какая же связь между разностью
путей и цветом? Дело> в том, что луч света имеет определен-
ную длину волны для каждого цвета. Ниже в таблице ука-
заны эти длины волн для всех цветов: '
Цвет
Длина
волн в мм
Красный . .
Оран-кевый
Ж°лтый . .
Зеленый . .
Голубой . .
Синий .
Фиолетовый
0,0007685
0,00.,6.563
0.00J5896
O.OOJ5270
0,0004861
0,0004311
0,0003968
Из таблицы видно, что при самой длинной волне у нас
будет красная окраска полосы, а при самой короткой—фио-
летовая. Из этого ясно, почему полоса плыла и уходила
к краю с большой воздушной прослойкой.
При наложении пробных стекол друг на друга, они не-
заметно для нас ложатся вначале под определенным углом,
и вполне понятно, что та сторона, которая плотнее сопри-
касается с другой плоскостью пробного стекла, дает крас-
ную полосу; затем верхнее стекло начинает плотнее со-
прикасаться с рядом находящейся поверхностью, длина
волны становится короче и красная полоса перемещается
все дальше и дальше; на ее месте появляется другая
желтая полоса; затем еще нажим—красная полоса еще
дальше подается вперед, за ней появляются—желтая, зе-
леная и т. д.
Следует отметить, что на фигурах слишком ярко изоб-
ражены радужные полосы, к тому же нельзя на фигуре
передать всю натуральную радужность краски. Следует
также зндть, что в натуре таких резких границ у цветов нет,
так как если исходить из таблицы длиннот волн, то ста-
новится понятным, что между зеленым и синим цветами нуж-
но поставить еще ряд промежуточных цифр! длиннот волн,
53
потому что зеленый цвет, постепенно смешиваясь, переходит
в синий и т. д. 1
Мы только что говорили с вами о радужных полосах,
но вы слышали и о радужных кольцах. Радужные полосы
идут на плоских линзах, но если вы попробуете посмотреть
цвет на двух стеклах—выпуклом и вогнутом, то после на-
кладки одного на другое вы увидите не радужные полосы,
а радужные кольца, идущие в таком же красочном порядке,
как и полосы на плоскостях (фиг. 48).
Теперь вы имеете некоторое понятие об оптическом
цвете. Давайте расшифруем несколько непонятных для вас
слов, которые будут встречаться при рассмотрении вопроса
о полировке пробных стекол. Первое, что вам встретится,
это выражения «мелкий и узкий цвет». Если вам придется
когда-либо услышать от оптика, что у него на линзе или
пробном стекле узкий цвет, то это будет обозначать сле-
дующее.
На фиг. 41 вы видите сложенные два пробных стекла,
причем эти пробные стекла не плоские, а со сферической
поверхностью. Определить это можно потому, что радуж-
ная окраска на фигуре да'ет не полосы, а радужные кольца.
Вы видите, что с самого края идет ’фиолетовое кольцо, затем
синее, зеленое, желтое и в самом центре—красное пятно
величиной с горошину. Мы знаем, что самая длинная волна
соответствует красной окраске, а самая короткая—фиолето-
вой. По фиг. 41 мы можем заключить, что у нас края на
данных пробных стеклах находятся на наименьшем рассто-
янии друг от друга, нежели середины стекол, т. е. воздуш-
ная прокладка между стеклами на краях тоньше, чем в
середине. Такое расположение цветов, когда кольца идут
от краев к середине сферической поверхности лизны, оптики
и называют узким цветом. Например говорят, что 1—2 кольца
или '4—5 колец узкого цвета. Счет колец происходит по
радужным окраскам, сколько радужных окрасок, столько
и колец.
Наряду с этим выражением есть еще и другое,—иногда
говорят, что у меня «цвет пукель», или—«у меня был узкий
цвет, а теперь я переполировал (т. е. приложил усилий боль-
ше, чем 'требовалось) и у меня стало 2 кольца пукеля».
Если мы с вами говорили, что узким цветом называется
тот цвет, у которого самый длинный луч или наиболее длин-
1 Полный спектр имеет 7 цветов: красный, оранжевый, желтый, зеленый,
голубой, синий и фиолетовый. В наших цветных фигурах вы наблюдаете
5 цветов из 7; 2-выброшены умышленно, ибо эти два цвета, оранжевый ц
голубой, являются не главными,
<54
ная волна находится в середине двух сложенных пробных
стекол, ТО' при цвете пукеля, наоборот, самый длинный луч
световой волны будет находиться с краю, а в середине бу-
дет самая короткая волна, что и видно на фиг. 42.
Это—светложелтая окраска соломенного цвета. Отсюда
вполне оправдывается такое выражение, как «у меня был
узкий цвет, а теперь я переполировал и у меня стало два
кольца пукеля». Оптик мог выразиться и так: «у меня было
два кольца пукеля, а теперь я переполировал и у меня стало
три кольца узкого цвета». Следовательно, и в первом и во
втором случае оптик не смог определить, сколько ему нужно
полировать, и из узкого цвета сделал цвет пукель, а из
пукеля опять узкий. Ни тот, ни другой цвет не годится, а
годится только тот, о котором я уже говорил, а именно-
соломенный цвет.
Дальще будут встречаться и такие выражения: «выпо-
лировать два кольца», или «сполировать два кольца». Это
означает, что если у вас имеется, предположим, пять ко-
лец узкого цвета или пукеля (пример безразличен), то вам
нужно уничтожить два кольца и у вас должна остаться 3-
кольцевая прослойка. Каждый оптик стремится выполировать
те кольца, которые видны на сложенных пробных сте-
клах независимо от того’, какие эти кольца—узкие или
пукелевые; ему нужно сделать так, чтобы при наложении
стекла на стекло появились кольца либо' узкие, либо' пуке-
левые, но чтобы после totoi как он дает стеклам отлежаться
минут 15 в нормальной комнатной температуре, у него полу-
чился соломенный цвет.
Теперь мы с вами приблизительно знаем, что такое узкий
цвет и что такое цвет пукеля. Кроме того, мы знаем, что
такое сполировать два, три, четыре или пять колец узкого
или пукелевого цвета. Какие трудности встречаются при
полировке пробных стекол и какие могут наполироваться
цвета кроме пукеля и узкого, вы узнаете ниже.
Полировка пробных стекол
Вспомним, что при проверке на сферометре шлифован-
ных пробных стекол мы с вами оставили высоту стрелки
на 0,0002 больше, а сейчас на поверхности верхнего
пробного стекла видим два широких ньютоновых кольца,
а каждое ньютоново кольцо при диаметре стекол в 45 мм
дает повышение высоты стрелки приблизительно на 0,0001 мм.
Следовательно, нам нужно сполировать ту часть стекла, ко-
торая не дает соприкоснуться серединам поверхностей проб-
ных стекол. Запомните, что если мы имеем несколько узких
колец, то чтобы их исправить, нужно сполировать иа каком-
нибудь одном стекле края, так как у нас края не дают
возможности соприкоснуться всей своей поверхностью вслед-
ствие" разницы в радиусах накладываемых стекол. Если же
имеем обратную картину, т. е. у нас чересчур плотно сопри-
касаются середины сфер, то в этом случае нужно споли-
ровать середины линз, чтобы дать этим возможность сопри-
коснуться им всей своей поверхностью.
Предположим, что в данный момент мы имеем два узких,
кольца. Сполировать мы можем с лю'бого стекла, но должны
помнить, что высота стрелки или углубление у нас больше
на 0,0002 мм, поэтому мы должны сполировать эти два
кольца с вогнутого стекла, чем достигнем хорошего цвета
и в то же время уменьшим высоту стрелки. Но бывает
иногда и так, что при проверке по сферометру шлифован-
ных пробных стекол, мы видим, что радиус верен, а перепо-
лировав на смоле, обнаруживаем шесть узких или пукеле-
вых ньютоновых колец. Тогда эти кольца нужно разделить
пополам, т. е. три кольца сполировать с одного стекла и
три с другого, отчего получится правильная поверхность,
т. е. соломенный цвет, и правильная высота стрелки.
Часто встречается и такая картина, что после шлифовки
по сферометру мы высоту стрелки оставляем на 0,0004 мм
больше, а при проверке цвета видим, что у нас имеется не-
сколько колец пукеля, т. е. середина поверхности соприка-
сается на четыре кольца больше, чем края. Чтобы испра-
вить цвет, нам нужно полировать середину вогнутого стек-
ла, но если мы будем это делать, то высота стрелки у нас ста-
нет еще’больше. Следовательно, так делать нельзя. Этим мы
только добьемся хорошего цвета, а ничуть не исправим
высоту стрелки. В этом случае нужно начать полировать
вогнутое стекло с краев, отчего пукелевые кольца приба-
вятся, а высота стрелки уменьшится; нам только этого и
нужно, а пукелевые кольца мы сполируем с выпуклого стек-
ла, чем и достигнем опять правильной поверхности и соло-
менного цвета. Самое трудное в работе с пробными стек-
лами—это выполировать и получить при проверке соломен-
ный цвет во всех точках сферической поверхности.
.После выполирования высоты стрелки мы приступаем,
как оптики говорят, к «полировке цвета» и теперь посмот-
рим, какие трудности встречаются при этой полировке.
Прежде всего должен сказать, что отполировать '3—4 нью-
тоновых кольца тоже не очень простая штука. "Если кольца
узкие и их нужно увеличить, то делают 3—4 резки на сере-
дине смолы и в центре ямку, потому что там где мы делаем
резки, у нас стекло полируется мало. При полировке 45 мм.
56
Пробных стекол нужно переставить ремни на маховике и
на шкиве на самый тихий ход, для того чтобы не сорвать
края у поверхности пробных стекол. Полировать нужно
плавно без всяких толчков и резких поворотов. Для полиров-
ки определенной крепости наклеивают смолу, чтобы она также
не способствовала порче цвета и работнику не приходилось
бы приноравливаться к смоле, так как ему и без этого нужно
обращать .внимание на массу условий. Нужно смолу под-
. резать в диаметре так, чтобы она была больше стекла не
более чем на 2—3 л/л/. Теперь приступим к ознакомлению
тех трудностей, которые встречаются при полировке.
Очень часто бывает, что быстро удается на всей по-
верхности отполировать соломенный цвет и только в самой
середине одного стекла остается маленькое углубление, в
которое попадает воздушная прослойка. В этом месте по-
является резкое синее пятно, которое ярко вырисовывается
на общем соломенном фоне (фиг. 43).
Оптики такое пятно называют ямой. Яма может очень
легко ввести в заблуждение малоопытного оптика: он эту
яму может принять за одно из колец узкого цвета и на-
чать цвет увеличивать, после чего получит сейчас же не-
сколько1 колец пукеля, а яма все же останется, правда, не-
много меньших размеров. Надо сделать другое. При на-
личии хорошего цвета с ямой в середине, оптик должен
пользоваться ровной полировкой, т. е. сделать ровные резки
и на медленном вращении шпинделя придавать стеклу все-
возможные движения, питая смолу водой с небольшой до-
зой крокуса.
Бывает, что после усердной полировки ямы на соломен-
ном фоне вдруг вырисовывается желтое пятно, окруженное
синим кольцом на том месте, Где находилась яма. Такое
явление называется бугром. Это в противовес яме полу-
чается от неправильного размаха при полировке пробного
стекла. Чтобы исправить бугор на общий соломенный цвет,
требуется на смоле сделать ровные резки, слегка смочить
ее водой и почти без вращения шпинделя или с очень мед-
ленным вращением с легким нажимом полировать стекло,
делая движение к себе* и от себя. При этом не давать
полностью высыхать смоле, которая при высыхании сильно
присасывает стекло, что может испортить все дело.
Подобную полировку нужно производить с осторожно-
стью и в меру; при очень же большом усердии подобной
полировкой можно быстро получить цвет опять с ямой в се-
редине. От исправления бугра, затем ямы, а потом опять
бугра можно на стекле наполировать фаску, .которую го-
раздо труднее сполировать, 'чем яму; или бугор.
Фиг. 45—46. Пробные стекла.
Изображение соломенного цвета с фаской представля-
ется следующим образом: на наложенном сверху стекле
вы видите соломенный цвет, а по краю стекла будет итти
синее кольцо, которое как бы вы ни нажимали на поверх-
ность верхнего стекла, не выдавится. Если вы видите с
краю одну светлосинюю полосу, это значит, что фаска не
очень большого размера. Если же идет полоса темносинего
цвета, фаска уже больше (фиг. 44), и если по краям идет
радужная полоса нескольких цветов, то следовательно, фаска
очень большая и понадобится много времени, чтобы удалить
ее с поверхности стекла. Удаление Фаски производят опять-
таки, главным образом, ровной полировкой. Для удаления
фаски у разных работников бывают различные приемы:
одни при этом пользуются ровной полировкой, другие про-
сто наполировывают на стекле узкий цвет, а затем его уве-
личивают и тем самым сгоняют, т. е. выполировывают фаску.
Как первым, так и вторым способом можно избавиться от
фаски. Но делать это нужно с большой осторожностью,
чтобы при вторичной сполировке фаски не наполировать
ее вновь. Конечно, прежде чем сполировать со стекла ка-
кой-нибудь дефект в цвете, нужно учесть, отчего он прои-
зошел—от неправильного ли движения или хода, или же
от смолы, на которой происходит полировка, чтобы в Даль-
нейшем не повторить ту же ошибку.
У начинающих оптиков, впервые' изготовляющих проб-
ные стекла, можно' увидеть цвет1 со всеми дефектами: узкий
или пукелевый цвет в середине стекла, бугор, а по краям
большую фаску (фиг. 47). Но в конце концов это все спо-
лировывается, и все дефекты устраняются.
Исправляя какой-либо дефект в цвете, оптик накладывает
58
стекло на стекло, чтобы проверить, сошел ли исправляемый
дефект. С первого взгляда он видит, что цвет кругом хоро-
ший, т. е. соломенный. Но стоит этой паре стекол постоять
минут 20 спокойно, на стекле появляется тот же дефект,
но в меньшем размере.
Вот почему при приемке от оптика изготовленных проб-
ных стекол пользуются получасовым «отдыхом» стекол,
после которого стекла начинают принимать свой нормаль-
ный цвет. Очень легко можно ошибиться, получив на проб-
ных стеклах хороший цвет, в то время как в действитель-
ности у вас на одном стекле в середине находится маленький
бугор, а на втором—яма и при наложении одного стекла
на другое бугор первого стекла входит в яму второго, что
и дает соломенный цвет на всей поверхности. Но стоит
только отвести верхнее пробное стекло в сторону, не сни-
мая его совершенно, и вы увидите сразу оба дефекта. Вве-
сти в заблуждение изготовляющего может также та тем-
пература воздуха, при которой производится работа. На-
пример, сделав хороший цвет, оптик идет его сдавать. У
контролера температура воздуха оказывается ниже, чем в
мастерской. На поверхности стекла тут же происходит рез-
кая перемена: вместо соломенного цвета появляется не-
сколько колец пукеля, если же температура выше, то, на-
о'борот, цвет из соломенного переходит в узкий.
Иногда при наложении стекла на стекло -оптик очень
долго держит его в теплых руках, отчего' стекла расширя-
ются и тогда невозможно узнать на данной паре стекол
правильный цвет. К сказанному добавлю еще немного.
Я говорил, что при выполировании колец цвета боль-
шую роль играют резки на смоле. Но не меньшую роль
имеет и верхнее движение. Например, если, в то время как
на поверхности имеется узкий цвет, вы стеклом будете во-
дить напротив вращения, 'то цвет у нас будет уменьшаться,
т. е. радужные кольца будут прибавляться и делаться все
уже и уже; если же вы будете водить по направлению
вращения, т. е. медленно двигать стекло по направлению
вращения, то цвет будет увеличиваться: кольца будут умень-
шаться и делаться все шире.
Теперь понятно, почему прежде всего изготовляют пару
пробных стекол, нужно к этой работе приспособиться, при-
выкнуть быть спокойным, знать определенно, какой именно
цвет получаешь и не забывать, какое явление оказывает на
цвета температура помещения.
'После проверки по цвету стекла проверяют последний
раз сферометром, не изменилась ли высота стрелки во время
полировки. После этого по краям, чтобы ребра стекла не
59
обкалывались, делают наждачные фаски и стекла сдают в
склад. Проверка плоских пробных стекол заключается в
том, что, смотрят, правильно ли и параллельно ли друг к
другу уходят радужные полосы. Если при проверке прямые
и параллельные полосы уходят друг за другом (уплывают)
и после последнего фиолетового цвета по всей поверхности
не остается никакого другого цвета кроме соломенного, то
поверхность можно считать правильной, т. с.,' значит, все
точки поверхности расположены на одном уровне, как это
видно' на фиг. 48.
Изготовление пробных стекол под микрометр
Описанные выше стекла изготовлялись с проверкой ра-
диуса сферометром. Но есть еще один вид изготовления
пробных стекол—под микрометр. Так изготовляют стекла
очень маленького размера, которые изготовлять под сферо-
метр невозможно. Правда, эти пробные стекла благодаря
не совсем удобному измерителю выходят не с такой точно-
стью, как из-под сферометра, но их изготовление не менее,
а даже более сложно, чем под сферометр.
Если при пробных стеклах 45 мм мы имели дело только
со сферической поверхностью, то здесь мы имеем дело со
стеклом, сферическая поверхность которого больше, чем
полушар. Сейчас мы познакомимся с изготовлением одной
такой пары пробных стекол.
Изготовление пробных стекол под микрометр возможно
при небольших радиусах.
Возьмем два округленных стекла, причем стекло, пред-
назначенное для вогнутой поверхности, должно быть не-
много больше в диаметре, чем стекло для полушара; стекло
же, предназначенное для изготовления выпуклого полушара,
должно быть в высоте на 0,3 мм выше, чем радиус, наме-
ченный для изготовления пробного стекла. Диаметр должен
быть больше на 0,2 мм увеличенного вдвое радиуса. Такая
высота берется для того, чтобы стекло вышло больше полу-
шара на 0,3 мм; ни меньше ни больше высоты брать нельзя.
Конечно, нужно считаться, какой радиус вы будете изготов-
лять. По мере увеличения или уменьшения радиуса вам
придется уменьшать или прибавлять высоту пробного стекла,
а диаметр берется больше для того, чтобы на шлифовку
боков у вас был некоторый запас.
Например, для пробных стекол с радиусом 5,75 мм диа-
метр будет равен 11,50 мм плюс 0,2 мм, итого 11,70 мм, а
высота 5,75 мм плюс 0,3 мм —итого высота 6,05 ми. Будем,
как и полагается, изготовлять первое выпуклое стекло-
60
полушар. На фиг. 50 изображены две шалы для обработки
пробных стекол.
При обработке этой пары пробных стекол,. шлифовка
стекла на стекле нс требуется, а происходит исключительно
на шалах, причем комплект шал потребуется больший;
указать заранее их радиусы невозможно. Прежде всего пер-
вая шала должна быть такова: когда стекло, предназна-
ченное для полушара, будет наклеено на деревянную
палочку и вложено в углубление шалы, то при отклонении
стекла в одну из сторон верхнее ребро окружности не
должно задевать за точки сферы или углубления, которое
находится на шале. Если мы этого не доглядим, то у нас
после первой же шлифовки на первой шале стекло будет
испорчено, так как края верхнего ре'бра сошлифуются и ни-
какого полушара мы не сможем получить. Но первую чаш-
ку мы взяли такую, какая требуется, и начали шлифовку с
5-минутным наждаком, отчего ребра нижней окружности
отшлифовались, сделав как бы большую наждачную фаску.
На первой шале долго- шлифовать не рекомендуется, так
как она имеет радиус 10 мм, а нам нужен радиус в 5,75 мм.
Значит, после первой нужно найти
вторую такую шалу, чтобы при по-
вороте не задевало верхних ребер.
От первой шлифовки у нас стекло
уже стало меньше, и следовательно,
шлифовочная вторая шала в радиу-
се должна быть меньше. Предпо-
ложим радиус второй шалы—8,5 мм,
После шлифовки стекла на второй
шале верхнее ребро делается еще
меньше, вернее ближе подходит
к намеченному радиусу.
После второй шалы переходят
7 мм, на которой шлифуют также с
опять наблюдая за ребром. Затем переходят на радиус 6 мм,
где шлифуют с 15-минутным наждаком, и на этой шале уже
допускают шлифовку верхних ребер. Как только наждак
немного снял верхние ребра, тут же становится видно, что
шлифуемое стекло имеет форму большого полушара. От-
шлифовав на радиусе 6 мм, больше чашек не меняют, а
шпажкой вытачивают середину шалы, чем придают ей мень-
ший радиус.
После точки шалы в середине на ней 30-минутным наж-
даком шлифуют стекло. .От этой шлифовки у стекла сошли-
фовываются больше края. Шлифовка краез происходит за
счет оставленных 0,2 мм.
Фиг. иО.^Шалы для обработ-
ки линз и пробных сгекол
(псл^ шар).
на третью с радиусом
5-минутным наджаком,
61
После первой подточки и прошлифовки шалу опять под-
тачивают в середине, и опять шлифуют, причем после каж-
дой шлифовки проверяют стекло в диаметре, чтобы не пе-
решлифовывать. К моменту, когда диаметр будет на 0,01 мм
больше, стараются угадать, чтобы стекло было отшлифо-
вано с 30-минутным наждаком и растерто под полировку.
Сделать это, конечно, не так-то легко, ибо заранее нужно
определить, какой наждак и сколько сотых миллиметра сни-
мает при одном его подкладывании. ’Очень часто при не-
правильном определении этого получается перешлифовка,
от которой пропадают и работа и стекло.
Оставив запасную 0,01 мм после шлифовки, начинают
полировать. В данном диаметре оставим 0,01 мм, но если
стекло изготовляется меньшего диаметра, то оставляют на
полировку 0,02 мм, а при диаметре большем 11,5 мм остав-
ляют 0,005 мм. Чем больше диаметр, тем меньше оставляют
запас на полировку, чем меньше диаметр, тем оставляют
больше, так как при большой площади стекло сполировы-
вается медленнее.
Итак, мы приготовили шалу для полировки. Сделали
смолу и начали полировать, причем все время делаем резки
на середине и производим те движения, которые способ-
ствуют увеличению цвета, т. е. полируем больше края стек-
ла. Если этого мы не будем делать, у нас сполируется
середина, она сядет или будет ниже и никакого полушара
мы не получим. Сполировывая же края, мы все больше и
больше увеличиваем площадь полушара и все более прибли-
жаемся к намеченному радиусу, т. е. все больше «сгоняем»
ту запасную сотую, которую оставили на полировку.
Такими движениями оптик полирует до тех пор, пока
у него не остается в запасе в диаметре._одной трети сотой
доли миллиметра. Тогда он приостанавливает полировку
полушара и начинает изготовлять вогнутое стекло. Берет
гриб-шалу с радиусом 5,75, вышлифовывает вогнутость,
потом шлифует наждаком 15 и 30-минутным под полировку
и полирует до тех пор, пока при наложении его на полушар
не обнаружит 3—4 узких ньютоновых кольца. Когда это
достигнуто, оптик проверяет поверхность вогнутого стекла,
нет ли большого1 дефекта в< цвете, и опять продолжает спо-
лировывать с полушара ту запасную треть сотой, которую
оставил, вместе с этим подгоняя соломенный цвет на линзах.
Но бывает так, что от неправильной полировки наполировы-
вается фаска на полушаре; тогда, нужно полировать иа нем
края, чтобы фаска исчезла, в запасе же не осталось ни
одной тысячной, и полировать дальше нельзя, иначе стекло
будет меньше в диаметре, а следовательно и радиус будет
62
меньше. Другого способа уничтожения фаски нет, значит
такое стекло можно считать испорченным и в работу оно
не пойдет.
На этой паре пробных стекол почти весь цвет регули-
руется полировкой полушара. Поэтому особо тщательно
нужно следить за полировкой полушара.
Вот почему работа пробных стекол под микрометр сло-
жнее, чем под сферометр. Там мы дело имели с полировкой
сферы и следили за цветом; здесь же проделывая все это,
мы мерили не под сферометр, а под микрометр, что гораздо
Фиг. 51. Пробные стекла: а) вогнутое стекло; б) выпуклое стекло
(полушар).
сложнее. Кроме того, там мы могли шлифовать и полировать
сколько нам нужно, здесь же этого делать нельзя.
Удачно сделанная пара стекол проверяется контролером,
на ребрах делаются фаски, стекла номеруются и сдаются
на склад, откуда поступают в работу.'
В заключение скажу, что при контроле пробных стекол
не пропускают ни одного дефекта, так как, если это будет
допущено, все линзы будут изготовляться с тем же дефек-
том, который имеет пара пробных стекол.
Изготовление точных оптических линз
Выше мы говорили о том, что работница, округлив стопку,
линз, сдала их в контроль, откуда они попали в руки хоро-
шего оптика высокой квалификации.
Оптик, взяв стопку стекла и. нагрев ее на горящем газе,
расклеивает стекла по одному, после чего промывает их в
спирте и просматривает еще раз, нет ли каких-нибудь недо-
статков в стекле. Затем зажимает каждое стекло в отдель-
63
ности пинцетом (или щипцами), нагревает его на газе и
на одну из двух плоских сторон наклеивает шеллак.
'Наклеив на стекла шеллак или смолу, работник точной
оптики таким же образом, как и в обдирочном отделе, при-
дает стеклу определенную форму. Но здесь все это про-
делывается в значительно меньших размерах по сравнению
с грубой обдиркой. Если там мы имели дело со 100-ми
стеклайи, то здесь—с 4-10- и 12-ми стеклами (в диаметре).
При изготовлении линз с выпуклой поверхностью обдирка
производится по 1 шт., при изготовлении же линз с вогну-
той поверхностью по 1, по 3 и по 15 шт. Это зависит от того,
какого диаметра линзы и какого радиуса кривизны они будут
исполняться.
При изготовлении линз из стекла крон выпуклые по-
верхности линзы делаются точно так же, как и грубые линзы
лупы. Принцип работы один и тот же, но при работе со
стеклами флинт есть большое изменение. Прежде всего эти
линзы наклеиваются на вогнутую шалу по несколько штук.
Наклейка производится следующим образом: форму с зара-
нее рассчитанным радиусом нагревают па газе, намазывают
ее смолой и пинцетом по> одному, накладывают теплые, круг-
лые плоско-параллельные стекла так, чтобы точки окруж-
ности стекла соприкасались с точками радиуса взятой шалы.
Когда форма и стекла остыли, можно приступить к обдирке.
Обдирка происходит с 5-минутным наждаком, причем обди-
раются все линзы одновременно' при условии, что форма, па
которую наклеены линзы’ взята со строго рассчитанным
радиусом. Если же будет отступление, то обдирка будет
неверна и обдираться (или шлифоваться) будут средние или
крайние линзы в зависимости от того, в какую сторону
было отступление. Но предположим, что у нас все верно,
все точно рассчитано и мы приступаем к обдирке.
Прежде всего к патрону ножного станка привертываем
гриб-шалу (лучше чугунную), подкладываем на нее 5-минут -
ный наждак, ногами приводим в движение маховик, затем
накладываем формочку с линзами сверху, и обдирка началась.
При правильной постановке работы сначала начинают шли-
фоваться крайние линзы, образуя маленькую вогнутость в
середине, затем эта вогнутость резко вышлифовывается на
линзах, находящихся в середине, и постепенно зашлифовы-
ваются и края лежащие с краю линз. Обдирка данных линз
очень сложна. Стоит немного больше нажать па верхнюю
формочку, как это сейчас же отразится на линзах. Тотчас
же наждачный слой, находящийся между грибом и обди-
рающимися линзами, от нажима'соберется в середину И тут
же от линз, наклеенных на краях, останутся одни половинки,
64
так как крайние линзы вплотную соприкоснутся с чугун-
ной формой, чугун немного заест или притянет к себе линзы,
отчего получится содрогание, которое и приведет к потере
всех крайних линз.
Далее идет шлифовка со средним наждаком, при котором
также приходится следить за тем, чтобы были—правильный
нажим, достаточная влажность наждачного слоя и правиль-
ное предельное вращение шпинделя. Все это зависит от
квалификации, а также и от внимательности рабочего, про-
изводящего эту работу.
После этого идет шлифовка на третьей и последней
форме с мелким наждаком^ при котором работник должен
еще более сосредоточиться и быть совершенно спокойным.
При последней шлифовке работнику приходится то' и дело
менять скорость вращения шпинделя, проверять и поддер-
живать влажность наждачного слоя. Шлифовка происходит
(по сравнению со средним наждаком), до полного растирания
наждака. Растертый наждак, из желто-серого превращается
в черный и поверхность третьей шалы и поверхность линз
приобретают налет черного цвета.
Просмотрев линзы через лупу под электролампой, ра-
ботник начинает приготовление к полировке. Он берет гри-
бок с радиусом на 1 или 2 мм меньше, чем шлифовочная
шала и наклеивает на нее слой чистой полировочной смолы,
придавливая ее сверху вогнутой шалой с радиусом шлифо-
вочной шалы. Затем чистит станок, меняет ремень на ди-
ске и шпинделе станка для более медленного вращения, бе-
рет крокус, ножичек, кисточку для намазывания крокуса и
пробное стекло для проверки ньютоновых колец. Ножичком
делает ровные резки на смоле, форму со смолой немного
подогревает, для того чтобы быстрее выравнялась и пропи-
талась крокусом смола.
Затем начинается самая полировка. Так же как и в сред-
ней оптике, поверхность стекла при всевозможных движе-
ниях трется о поверхность смолы, причем крокус, перетира-
ясь и от трения высыхая, дает своим визгом знать, что на
смолу нужно кисточкой добавить крокуса или воды; узнать,
что именно требуется в данный момент, можно следующим
образом: если, после идущих один за другим 3—4 виз-
гов .все время подмазывали одним крокусом, то после снятия
верхней шалы со смолы вы увидите чересчур сухую и креп-
кую пыльную смолу; если опять подмазать крокусом и на-
чать полировать, то крокус, набившись в интервалы стекол,
будет мешать полировке, давать резкие толчки, дребезжать
и царапать поверхность линз, а резки, сделанные’ вначале,
долго не будут исчезать. Подобная полировка не годится;
5 Медведев А. М. гн.
65
следовательно, нужно подбавить воды. Но если усилить под-
мазывание водой, то смола сделается блестящей и быстро
будет разогреваться, резки будут быстро исчезать и во время
такой полировки очень легко получить царапины, а из крайне-
лежащих линз получить вместо целых линз половинки от
содрогания или удара, с которыми вы познакомились при
обдирке* этих же линз. Следовательно, увлекаться подмазы-
ванием одной водой тоже не следует. Питать же смолу нужно
по навыку, приблизительно раз крокусом и 2—3 раза водой.
Вы только что познакомились с питанием смолы. Тут
же нужно сказать, как нужно выбирать крепость смолы, на
которой происходит полировка. Выбор смолы зависит от ха-
рактера имеющейся у вас на руках работы или от ее осо-
бенности, но также и от температуры воздуха, в котором
происходит работа. Если воздух теплый и работа мелкая,
смола для полировки берется крепкая; если полирующаяся
поверхность имеет средний размер (100—200 мм), и воздух
средней температуры, берется смола средняя; если крупная
работа и холодная температура, смола берется мягкая.
Сорта смолы можно менять или смешивать один сорт
с другим. Если смола чистая, то этим дело не испортишь.
Удачный выбор смолы зависит от самого Оптика, который
сам производит этот выбор для своей работы. Неудачный же
выбор может отразиться на качестве работы: в лучшем слу-
чае—смола поцарапает поверхность всех линз или сполирует
ньютоновские кольца больше с краев, по оптическому выра-
жению—«сорвет края»; в худшем же—получатся знакомые
вам половинки линз.
Но предположим, что у рабочего подобрано все* так, как
следует. Рабочий верно питает смолу, и она у него полирует
хорошо. Сделанные резки исчезают после четвертого или
пятого подмазывания. При высыхании крокуса смола дает
легкий скрип (похожий на верчение пробки в стеклянном
горлышке флакона). Услышав скрип, рабочий сводит вра-
щение шпинделя почти на-нет; затем останавливает его
совсем, осторожно, чтобы не обломать крайние линзы, отде-
ляет головку с наклеенными линзами от полировочной шалы,
и перед вами появляется головка грибка, на котором накле-
ена смола слегка глянцевого вида.
Наиболее важную роль играет также выполирование по-
верхности для получения ньютоновских колец нужного вида.
Предположим, что после отшлифованные с 30-минутным наж-
даком и слегка прополированные линзы при наложении проб-
ного стекла обнаружат мелкий цвет (объяснение мелких и
пукелевых ньютоновых колец помещено выше), т. е. пробное
стекло покажет много узких радужных колец/В этом случае $
66
рабочий должен сделать резки на смоле в середине, медленнее
вращать шпиндель, все время меняя направление вращения
попеременно то вправо, то влево; затем он должен сократить
размах верхней шалы, а также взять для полировки более
мягкую смолу. Приведенные выше указания все сами по се'бе
способствуют увеличению ньютоновских колец. 'Бывают слу-
чаи, когда работник, применяя все вышеуказанные советы,
переполировывает цвет, т. е. кольца у него идут не от пери-
ферии к центру, а наоборот. В таких случаях приходится
прибегать к обратному, иначе говоря, делать резки на смоле
с края, быстро вращать шпиндель и делать побольше раз-
мах верхней шалы с усилением на краях. Необходимо также
в этом случае чаще питать смолу, чтобы последняя от бы-
строго вращения шпинделя и от сильного трения не ра-
зогревалась, так как это также способствует увеличению
ньютоновских колец. При всякой полировке работнику, од-
новременно с цветом приходится наблюдать, как происходит
сполирование мата. Когда удачно выполирован цвет и со-
шел мат, работник считает линзы с одной стороны готовыми.
Из только что изложенного, вы видели, что в оптике—•
тесная связь между движением шпинделя и крепостью поли-
ровочной смолы.
Достижение того или иного цвета в процессе полировки
зависит от резок, делаемых нами на смоле, и размаха поли-
руемой глинзы, а также много зависит от того, какой нажим
вы делаете на полируемые линзы. При мелком цвете нажим
на линзы должен быть слабым!, а при пукеле, или, как бго)
называют, при переполировании цвета нажим должен уве-
личиваться. Но прежде чем достигнуть положительных ре-
зультатов |со всеми приведенными правилами, работник дол-
жен приобрести особое оптическое чувство или навык, чтобы
при пользовании данными указаниями чувствовать, что де-
лается у него под руками.
Допустим, что одна поверхность линз готова, присту-
паем к обработке второй. Нагреваем на газе шалу] с линзами.
Осторожно пинцетами снимаем линзы, даем им охладиться
и кладем в ванну со спиртом; затем промываем, наклеиваем
на плоский стеклянный диск полированной стороной вниз
и шлйфуем на плоском медном диске (на плане). Этим самым
достигаем того, что: 1) линзы делаются у нас параллельными
и 2) мы можем их шлифовать до нужной нам толщины.
У вогнутых линз труднее подогнать толщину, чем у выпук-
лых, потому что их толщина исчисляется не от краев ребер,
которыми линзы соприкасаются со стеклянным диском, а от
центра выемки, которая находится на некотором расстоянии
от поверхности диска. В этих случаях рабочий высчитывает
5*
67
размер углубления, прибавляет к нему требуемую толщину
в центре линзы, а также толщину стеклянного диска, на
котором сидят линзы, все складывает и получает полную
толщину, на которую и шлифует вторую поверхность линз.
Шлифует он до тех пор, пока диск с наклеенными стеклами
не станет такой толщины, которую показывает его предвари-
тельный расчет.
При операции шлифовки на толщину рабочему также
приходится поглядывать, чтобы ребра линз плотно прилегали
к плоскости диска. Если этого не будет, то линзы получатся
неодинаковой толщины и непараллельные, за что контроль
и центрировщики смогут забраковать данные линзы. Кроме
того, приходится следить и за тем, чтобы не перешлифовать
линзы, как это иногда наблюдается у некоторых рабочих.
Линзы, отшлифованные под толщину, снимаются с диска,
промываются в спирту, и заливаются смолой с готовой сто-
роны, для того чтобы продолжать обделку их со второй
'стороны, 'после чего их шлифуют что одной с обратной
стороны на выпуклой шале другого радиуса, чем придают
стеклам с обрабатываемой стороны вогнутую поверхность
другого радиуса. Затем их притирают к выпуклой шале за-
клеенной стороной кверху и сверху накладывают вогнутую
шалу, на которой находится толстый слой расплавленной
смолы. Линзы входят в расплавленную смолу от теплой
шалы, также нагреваются и приклеиваются к шале, наложен-
ной сверху. Их охлаждают, после чего стекла, притертые к
нижней шале оказываются приклеенными к верхней.
Осторожно ножичком очищают интервалы от смолы, шли-
фуют и полируют точно таким же способом, как и все линзы,
о которых я уже говорил. Изменение может быть только
в том случае, если шала, на которую наклеены линзы для
обделки второй стороны,—большего диаметра, например боль-
ше 15 см, тогда полировка происходит на автоматическом
станке. Если же шалу можно легко держать в руках (паль-
цами), т. е. она имеет диаметр в 400 мм, то полировка идет
на ножном станке.
Большого внимания также заслуживает работа фронталь-
ных (передних) линз для микроскопа, у которых поверхность
равна полушару. Работа эта производится следующим об-
разом. Получив несколько округленных, склеенных в длин:
ные палочки линз, рабочий расклеивает -их, наклеивает на
стеклянный диск, и, не придерживаясь какой-либо' толщины,
шлифует со всеми наждаками вплоть до 30-минутного. За-
тем снимает их с диска, промывает и наклеивает с особой
тщательностью опять на стеклянный диск, но уже другой
стороной. При вторичной наклейке он должен особо следить,
68
чтобы олой смолы под каждой линзой был одинаков, так как
если слои будут разные, то и линзы будут лежать на диске
одна близко к есо поверхности, другая на несколько сотых
миллиметра дальше; благодаря этому после вторичной шли-
фовки одна линза будет тоньше, а другая толще. При этой
же работе каждая лишняя и недостающая 0,01 мм портит
линзу. д
Наклеив линзы во второй раз с одинаковым слоем смолы
под каждой (а это сделать не очень-то легко), работник
шлифует вторую сторону линз, одновременно придавая им
нужную толщину.
При этом он рассчитывает, сколько ему нужно
оставить сотых миллиметра на шлифовку 30-минутным наж-
даком и сколько у него сполируется, а также сколько сотых
нужно оставить на обделку второй стороны. Если стеклянный
диск не более 100 мм, то при полировке снимается 0,01 мм
и на обделку второй стороны требуется не более 0,01 мм.
Значит после 30-минутного наждака толщина линз остается
на 0,02 ум больше, чем 'у готовых линз, причем 0,05 мм
он прибавляет на слой смолы, которой линзы приклеены к
диску.
Отполировав линзы, работник отклеивает их, промывает и
снова наклеивает уже по одной к деревянным или алюминие-
вым палочкам полированной стороной к концу палочки, и
начинает шлифовать на обдирочной вогнутой шале, которая
резко снимает ребра линзы. Затем он переходит на вторую
шалу, которая также снимает линзу с краев. Затем шлифует
еще на целом ряде шал, все время следя, чтобы в середине
оставалась точка, дающая знать, что хотя края и снимаются,
но в центре толщина все еще сохранена. ТТостепенно эта
точка в центре делается все меньше и меньше, наждак на*
чинаёт захватывать также и нижний край ребра. Это уже
говорит за то, что мы приблизились к полушару.
Рабочий берет последнюю шлифовочную шалу, предназ-
наченную для 30-минутного' наждака, подкладывает немного
наждака и завершает шлифовку, отчего еще заметная для
глаза точка вышлифовывается. На поверхности стекла нахо-
дится мелкий мат, линза имеет полушар и при растирании
30-минутным наждаком сошлифовалась та запасная сотая мил-
лиметра, которую мы оставили на обработку второй стороны.
Теперь мы можем приступить к полировке.
Как при всех работах,—на шалу, наклеивается смола, в
этом случае большой крепости, потому что полируемая пло-
щадь слишком мала, а следовательно быстрее и сильнее ра-
зогревается. Далее происходит полировка, которая сложна
по подготовке ньютоновских колец (или цвета). Очень часто
69
у рабочих после достаточно тщательной шлифовки все-таки
получается неровный цвет, т. е. цвет сам по себе хорош, |но
в середине остается маленький бугорок вроде пукелевой го-
рошины, описанной выше, которую работники очень боятся.
Однако практика показала, что стоит только полировать ров-
но и не делать в центре смолы ямку, как горошина после
4—5 питаний смолы исчезает; значит2.-нроисходит она от че-
ресчур скудного или малого размаха при шлифовке с 30-ми-
нутным наждаком. Но бывает, что цвет переполировали, сде-
лали пукель: от этого уже не спастись и хороший цвет уже
не вернуть,. Правда, удается получить соломенный цвет, но
только в центре линзы, стоит же свести пробное стекло на
края, как глазам представится громадная фаска, т. е. по краям
будет другой цвет, иначе говоря,—другая поверхность. Ко-
нечно, цвет и на этой линзе можно на >всей поверхности сде-
лать хорошим, но для этого потребуется чересчур долгая по-
лировка; если же линзу долго полировать, то изменится и
Фиг. 52. Грабштикель для проточки чашек.
толщину линзы и, следовательно, линза не будет иметь формы
полушара.
На фронтальных линзах не пропускается ломаный цвет,
а также отступления от толщины. Когда, отполировав вторую
сторону, рабочий промоет ее, вы увидите очень маленькую
блестящую жемчужинку, которая в диаметре имеет 1,56 мм.
Вам покажется невероятным, как можно не только сделать,
а даже удержать в грубых пальцах такой маленький предмет.
Когда же вам добавят, что у этого предмета толщина сде-
лана с точностью до 0,01 мм, вы не поверите, а если еще
добавить, что эта линза имеет сферу, точность которой до-
ведена до 0,0001 мм, то вашему недоверию и еще большому
удивлению не будет конца. Конечно, фронтальную линзу
для микроскопа может сделать не всякий, так как она тре-
бует не малой выдержки со стороны оптика, а также очень
высокой квалификации. Одной из трудностей при этом яв-
ляется то, что нужно знать, сколько сотых миллиметра надо
76
оставить на обработку линзы. Нужно уметь не испортить
шалы, на которых производится шлифовка и уметь их выпра-
вить, когда они испортятся.
Мы привыкли смотреть на шалы так, что если у нас
на линзах узкий цвет, то надо снять шпажкой у 30-й или по-
следней шлифовочной шалы середину и цвет станет шире,
если же—пукель, то, наоборот, снять той же шпажкой края '
и цвет опять примет нужную нам радужную окраску или
кольца. На фиг. 52 изображена шпажка (грабштикель) для
подточки шал.
Но здесь мы имеем дело с особыми шалами, с особыми
шпажками и с особыми линзами, которые все мелки, даже
микроскопичны. В точной оптике имеются работы и более
трудные, например изготовление окуляров и объективов 'для
того же микроскопа. Для примера возьмем объектив микрос-
копа. Сначала рабочий
Фиг. 53. Шлифовка линз на толщину,
а) линзы до шлифовки; б) линзы после
щлифовки. '
берет линзы, заклеивает
их, придает им выпуклую
сферу. Затем, как в на-
клейке, притирает их с
тем, чтобы обрабатывать
сразу, не по одной линзе,
а по нескольку (наклейка
происходит точно так же,
как и при грубых стек-
лах, только там мы дело
имеем с грубыми лупами,
а здесь—с мелкими линза-
ми). Наклеив на грибок
линзы,рабочий чистит но-
жом интервал между ними,
а затем шлифует и полирует их, как и все точные линзы, до
получения нужного вида няютоновых колец. Отполировав
их, он на том же стеклянном Диске шлифует на толщину;
при обработке же второй стороны он встречается с измене-
нием в силу малого радиуса. По нескольку штук эти
линзы обрабатываться не могут и приходится прибегать
к индивидуальной обработке каждой из них.
Кроме того, в силу своей довольно малой толщины
при обработке, второй стороны края делаются острыми и
при малейшем содрогании при шлифовке или полировке мо-
гут обламываться. Благодаря их малому диаметру их также
трудно обрабатывать в индивидуальном порядке. Поэтому
прибегают к приспособлениям, которые помогают обработке
мелких и хрупких линз. Если мы знаем, что первая сторона
у нас готова с радиусом, предположим, 10,87 мм, тогда бе-
71
рем простое округленное стекло с диаметром на 5 мм больше
диаметра изготовляемых линз, приклеиваем его к деревянной
палочке и на шале-грибе вышлифовываем вогнутую поверх-
ность с радиусом 10 мм. Вышлифовав углубление в стекле
на несколько десятых миллиметра в диаметре больше, чем
диаметр изготовляемых линз, мы его тщательно промываем,
не снимая с палочки; затем углубление смазываем тонким
слоем смолы, нагреваем изготовляемую линзу, которую и
Фиг. 54. Шлифовка линз на приспособлениях: 1) линзы до шлифовки;
2) после шлифовки а)—линза, Ь)—слой смолы, с)—стеклянные приспосо-
бления, d)—смола (наклейка), £)—деревянная ручка.
вкладываем готовым радиусом в вышлифованное гнездо
(фиг. 54).
Здесь возникает вопрос: вышлифованное гнездо^ ведь ма-
товое, а поверхность линзы уже отполирована, они соприка-
саются и не может ли стекло поцарапать готовую' с одной сто-
роны линзу? Но* вот здесь-то и помогает разница радиусов:,
первый равен—10,84 мм,, а второй—10 мм.. Следовательно,
линза будет лежать на гнезде только своими ребрами, о со-
72
прикосновении же радиуса никакой речи не может быть
и поцарапать линзу невозможно.
Когда линза вклеена в гнездо, ее можно обрабатывать,
так как пространство между радиусами 10,84 и 10 мм:.. напол-
нила смола, при помощи которой' мы наклеили линзу; линза
сидит в гнезде достаточно плотно. Обработка производится
точно так. же, как и всех выше: описанных линз. Но благо-
даря этому маленькому приспособлению мы получаем не-
малую пользу: во-первых, у нас не обламываются края линзы,
так как этого не допускает смола, которая держит линзу, во-
вторых, мы получаем большую площадь для обработки, а
большую площадь гораздо1 удобнее шлифовать и полировать^
После обработки второй стороны линзу, подогрев на газе,,
вынимают из гнезда. Гнездо же вновь расшлифовывают и
приспособление идет на изготовление другой линзы.
Говорить о трудностях, встречающихся в работе, можно
очень много, всех их перечислить и учесть невозможно: в
каждой новой работе ;можно наткнуться на ряд препятствий,
которые подчас не могут быть учтены заранее даже опыт-
ным работником. В большинстве случаев начинающие опти-
ки, столкнувшись с трудностями, подолгу не могут найти
правильного выхода при подготовке шал. Основная же при-
чина заключается в том, что при работе точных оптических
линз нужные шлифовочные шаЯы в количестве от 2 до 8 шт.,
должны быть по размерам правильно подобраны одна к дру-
гой. На первой шале обдирают, на вторую—наклеивают, на
третьей—шлифуют с 5-минутным наждаком, на четвертой—-
шлифуют с 15-минутным наждаком, на пятой—шлифовка про-
исходит с 30-минутным наждаком и на последней—под поли-
ровку. Последовательность заключается в следующем поряд-
ке. Если рабочий ободрал на первой шале, так ободранные
линзы должны притереться ко второй, причем: притирка будет
хороша лишь в том случае, если линза притрется ко второй
шале не серединой своей поверхности, а с краев, наполовину
площади линзы. Если же это не будет соблюдено, то нельзя
ручаться за то, что наклейка произойдет правильно: линзы
могут перекоситься и шлифовка будет неверна, т. е. шлифо-
ваться будет не вся поверхность линз, а один бок или одна
сторона, что в точной работе, конечно, недопустимо.. Если
же наклейка произведена правильно, то при шлифовке на
третьей шале линзы начнут шлифоваться немного больше
с ;краев, к концу же растирания 5-минутным наждаком бу-
дут шлифоваться все поверхности наклеенных линз.
Из-под третьей шалы линзы должны подходить точно
так же под четвертую шалу, а именно, шлифовка • должна
начинаться с краев с постепенным подходом к средним лин-
73-
Фиг. 55. Точный оптик за работой.
зам; из-под четвертой линзы должны подходить под пятую,
на которой выточен радиус на 2—3 ньютоновых кольца мень-
ше, чем которые должны быть сняты после полировки. На
этих шлифовальных шалах часто спотыкается неопытный
работник. Он еще не знает, сколько именно должны брать лин-
зы с краев и часто бывает, что неумелой шлифовкой он пор-
тит первую шлифовочную шалу (по-нашему третью); от этого
на четвертой шале он сильно шлифует края, а достаточно
прошлифовать 4—5 головок, как и четвертая шала портится
и уже из-под нее линзы не будут подходить под пятую
шалу. Отшлифовав на пятой шале несколько головок, он и ее
портит, т. е. у него вместо 2 получается 7—9 ньютоновских
колец, которые невозможно быстро исправить на смоле. Та-
ким образом испортив последнюю шалу, которая должна хра-
ниться особо тщательно, он теряет все пути к восстанов-
. лению комплекта шлифовочных шал, путается, подтачивает,
где не следует, бьет линзы и в результате окончательно их
шортит.
Бывает также во время шлифовки или полировки, что
линзы царапаются, отклеиваются или отскакивают от общей
головки, лопаются и раскалываются, цвета переполировыва-
ются и не дополировываются. Все это очень нервирует работ-
ника, работающего в точной оптике и выбивает его из колеи.
Чтобы исправить эти недостатки, нужны немалое самооблада-
74
ние, знания, опыт и инициатива со стороны работника. По-
добный разлад в работе может произойти не только с начи-
нающим оптиком, но подчас и опытный работник встречает
ряд препятствий как в более точной работе, так и в про-
стой, так как положительный результат зависит не только
от умелых рук работающего, но и от того настроения, в ко-
тором производится работа. Ряд подобных неудач сильно
расшатывает нервы оптика, в результате чего многие оптики
заболевают неврастенией.
Вот та небольшая часть, о которой я считаю нужным
сказать в точной оптике. Конечно, я очень о многом не го-
ворю, так как это повлекло бы за собой значительное уве-
личение объема моей брошюры, что в мою задачу не входит.
Центрировка линз ’
Линзы готовы, у них имеется сферическая поверхность
заданного радиуса—они круглые. Но тут встает вопрос: со-
впадает ли оптическая и геометрическая оси, правильно ли в
середине линз расположен центр? Поэтому стекла, которые <
Фиг. 56. Цейтрировочный станок.
на наш взгляд совершенно готовы, все же идут в дальней-
шую работу, в центрировочный отдел.
Здесь стоит несколько центрировочных станков -(фиг. 56),
немного похожих на маленькие токарные станки. У станков
75
Фиг. 57. Патрон центрировочного станка с наклеенным стеклом, в котором
видно отражение рамы окна.
такие же супорты, но вместо обычного патрона здесь, ввинчи-
вается патрон несколько иного вида (фиг. 57). В патрон ввин-
чиваются медные трубки различных диаметров в зависимо-
сти от того, какого именно диаметра стекла центрируются..
Приступая к работе, рабочий прежде всего подвигает
к ввернутой трубе супорт и от руки точит трубку так, что-
бы конец ее был совершенно ровен! и не бил в разные сто-
роны.
Выточить трубку, или, как называют центрировщики, «вы-
точить патрон»,—дело нелегкое и зачастую на это тратится
много времени (иногда др 2 час.) в зависимости от опытно-
сти центрировщика.
Выточив трубку, рабочий протирает ее спиртом, нагре-
вает и мажет специальным клеем, затем слегка нагревает
горячим газом стекло, приклеивает его к трубке, пускает в 'ход
мотор, который вертит патрон с трубкой, присматривается
одним глазом к поверхности стекла. На поверхности он ясно
видит отражение рядом или вдалеке стоящих предметов
(удобно наблюдать изображение при рядом стоящей зажжен-
ной электрической лампочке). Если эти предметы при враще-
нии стекла отражаются в нем на одном месте, то стекло
стоит в центре. Тогда центрировщик на медную пластинку
супорта кладет наждак и подводит его под вертящееся
стекло, задевает за цаждак, наждак—за медную пластинку,
и получается трение, от которого выступающие края стекла
быстро сошлифовываются.
Но если при взгляде на поверхность вращающегося стекла
76
Фиг. 58. Автоматический центри-
ровочный станок.
рабочий видит, что изображение прыгает, то он начинает по-
степенно прижимать к вращающемуся стеклу пальмовую па-
лочку, края которой остро отточены; от этого нажима теплое
стекло быстро выправляется и изображение предмета пере-
стает прыгать, что и указывает на получение правильной оси
линзы.
При неправильной центричности стекло одним краем вы-
ходит за трубку больше и при центрировке наждаком на
медной пластинке этот край сошлифовывается первым, а за-
тем постепенно начинает центрироваться все стекло. Когда
центрировщик отшлифовал стекло на нужный ему диаметр,
он на краях формочкой делает
фаску или скос опять с той же
целью, чтобы не обкалывались
края; после этого промывает
стекло водой, вытирает его по-
лотенцем, нагревает трубку;
отклеенное стекло кладет в
спирт и продолжает далее цен-
трировать следующие стекла.
Помимо вышеописанного
центрировочного станка имеют-
ся центрировочные станки, на-
зываемые автоматами (фиг. 58).
Автоматизм станка заклю-
чается в том, что рабочий, при-
клеив к патрону стекло, может
пустить в ход мотор и не под-
вертывать винт супорта под
стекло, так как этот супорт.
«представляющий из себя наж-
дачный камень, подойдет к стек-
лу сам и, отцентрировав стекло
до определенного диаметра,
будет вертеться вхолостую. Подобный центрировочный ста-
нок очень сложен и для описания его понадобилось бы много
времени. Скажу только, что эти автоматы появились лишь
18 лет назад. Удобны они только тогда, когда в мастерской
находится станка по три на каждого центрировщика. В наших
же условиях они неудобны тем, что линзы у нас небольших
диаметров, а эти автоматы хороши для линз диаметром от
15 до 50 мм и больше. Отцентрировав таким образом все
стекла, их промывают, чистят и сдают в контроль. Контроль
проверяет стекла, после центрировки запаковывает и отпра-
вляет на склад.
77
Склейка линз
Есть такие стекла, которые по расчету должны быть скле-
ены: например окуляр-флинт (вогнутое стекло) с радиусом
5,09 мм должен быть склеен с окуляром-крон (выпуклое
стекло) с радиусом гоже 5,09 мм. Тогда эти стекла сдаются в
склейку (фиг. 59).
В комнате для склеивания стоит стол с таганом, на кото-
ром находится чугунная пластинка, а на пластинке листа три
газетной бумаги. На эту бумагу кладут стекла, предвари-
тельно тщательно промыв их спиртом и чистой кисточкой
смахнув с них пыль, нагревают их горящим газом и на на-
гретую поверхность вогнутого стекла намазывают канадский
бальзам. Затем осторожно, чтобы не попала пыль, на клей
накладывают выпуклое стекло и начинают выдавливать мел-
кие воздушные пузыри;
между линзами кйк можно
лежать по всей поверх-
ности. После склейки
стеклам дают немного
полежать на горячей пла-
стинке, для того - чтобы
клей должен быть расположен
более тонким слоем и равномерно
Фиг. 60. Склеенный фотообъектив.
Фиг. 59. Склеенная бальзамом
апланатическая лупа(из 3 линз).
склейка была крепче. Затем снимают их и в горячем виде вы-
равнивают между собой, после чего промывают спиртом,
контролируют, пакуют и сдают на склад.
Я уже говорил, что склеивают два стекла вместе, но бы-
вает, что при склейке сложных фотографических объекти-
вов нужно склеить по 4, 5 и10 стекол вместе, т. е. несколько
стекол склеить в одно или несколько призм вместе в одну.
Эта операция очень сложная и от работника требует особого
умения и навыка (фиг. 60 и 61).
Продукция оптического производства, сданная на склад,
поступает оттуда в магазин или в сборочный отдел, где
эти стекла заворонивают (вставляют и закрепляют) в оправы
или просто вставляют и ввинчивают в приборы, для которых
они сделаны.
78
Металлические изделия, как-то: оправы для луп, геодези-
ческие и физические приборы, конечно, в отделе оптики не
делаются, так как данная работа производится в механиче-
ском цехе, оптический же отдел занимается изготовлением
приборов только из стекла.
Фиг. 61.-Склеенный фотообъектив.
Фиг. 62. Преломление глаза.
Наверху—дальнозоркий, по-
средине—нормальный, вни-
зу—близорукий.
После этой проведенной экскурсии вы знаете, как дела-
ются оптические стекла и линзы. Кто же называется опти-
ком? Оптик—это тот человек, который может взять кусок
бесформенного, но соответствующего цели, стекла и сделать
из него все то, о чем вы сейчас слышали и видели и многое,
другое, о чем здесь не сказано.
ГЛАВА IV
ОЧКИ
Изготовление очковых линз
Говоря об оптике, я ничего еще не сказал об изготовле-
нии очков, а это самое интересное и наиболее знакомое
для каждого. Об этом производстве я скажу немного, потому;
что принцип работы тот же, что и с другими линзами.
Очковые стекла изготовляются из простого листового зер-
кального стекла. Большой лист режется на пластины, на
них намечаются алмазной машинкой овалы, немного боль-
шего размера, чем вы видели в готовых очках, или круги,
так как последнее время делаются круглые очки. Пластинки
алмазом разрезаются и идут в обломку. После этого они по-
падают в обдирку, в (наклейку, в мелкую шлифовку и затем
в полировку. Полируют их на автоматическом станке от 50
79
до 70 шт. сразу и не на смоле, а |на сукне. .Считают, что по-
лировка очков на сукне вполне достаточна, лучшего они не
требуют. После отделки первой стороны их обрабатывают
точно так же и со второй стороны, потом промывают в
спирту, контролируют и рассылают по магазинам. В послед-
нее время все чаще и чаще (заводы оптического стекла при-
сылают готовые прессованные очковые стекла стандартные,
имеющие одну определенную форму. Подобные прессован-
ные стекла о^ень удобны для производства, ибо их не прихо-
дится обламывать. Очковые линзы из прессованного стекла
в обработке дешевле, нежели очковые линзы, изготовленные
из зеркального стекла.
Вот и весь путь сферического очкового стекла. Очки с
простой сферой ценятся недорого, потому что недорого их
производство. Но ведь очковые стекла бывают разные: есть
сферические, перископические, цилиндрические, торические,
призматические и еще целый ряд всевозможных названий.
Глаза бывают близорукие, дальнозоркие, бывают искрив-
Фиг. 63. Ближайшая и дальнейшая точха
ясного видения; наверху—дальнозоркий глаз,
посредине—нормальный, внизу—близорукий.
гося на близком расстоянии, но в
ления глаз, или глаз
который не видит перед
собой, а видит все, что
делается сбоку. Различ-
ного рода очки упот-
ребляются для устра-
нения различных недо-
статков зрения.
Близорукий глаз—
это такой, который хо-
рошо или даже лучше,
чем нормальный глаз,
видит изображение
предмета, находяще-
го же самое время
не видит изображения предмета, стоящего от него на далеком
расстоянии. Дальнозоркий глаз—видит предметы как на да-
леком, так и на близком расстоянии, но чтобы различать
предметы или изображение, дальнозоркому глазу приходится
сильно напрягать глазную мышцу, которая называется «цили-
дерной мышцей». Если все время напрягать эту мышцу, она
от переутомления очень скоро становится неспособной про-
изводить работу. Следовательно, человек с дальнозоркими
глазами может быстро1 потерять зрение, если не прибегает
к службе очковых линз. Для того чтобы хорошо видеть изоб-
ражения предметов, нужна хорошая способность нашего глаз-
ного хрусталика, который находится на некотором расстоя-
нии от роговой оболочки, т. е. на некотором расстоянии от
30
поверхности видимого нашего глаза. Этот хрусталик служит
нам какобъектив в фотокамере, только' разница в том, что там
объектив мертв и дает изображение на матовое стекло, а хру-
сталик живет, способен расширяться, сужаться, изменять свою
сферу и фокусное расстояние, дает изображение не на мато-
вое 'Стекло, а на сетчатку1'глаза, от которой идут ответвления
зрительного нерва—проводник восприятия в Определенный
участок мозга.
Фиг. 64. Преломление хрусталика и фокусное расстояние.
)
Не нужно думать, что у людей, страдающих близору-
костью или дальнозоркостью, хрусталик не способен менять
свою сферу или фокусное расстояние. Он у них работает, но
все дело в том, что он из-
меняет свою сферу в опре-
деленных пределах. У лю-
дей, страдающих близору-
костью, слишком далеко
расположено матовое стек-
ло, т. е. сетчатка и пре-
дельное фокусное расстоя-
ние не доходят до центра
раздражения сетчатки. По-
этому приходится прибегать
к вогнутым очковым лин-
зам, которые удлиняют фо-
кусное расстояние, т. е. по-
могают хрусталику напра-
вить лучи, исходящие от
Фиг. 65. Набор шал и шаблоны.
предметов в центр зритель-
ного раздражения или в сетчатку. У людей, страдающих
дальнозоркостью, наоборот, при помощи выпуклых стекол
приходится укорачивать фокусное расстояние, потому что
у них поверхность сетчатки находится слишком близко к
хрусталику. А поэтому фокусный центр не совпадает с цей-
6 Медв'едеп А.М.
81
тром зрительного нерва, проходит мимо него и не возбу-
ждает раздражения. Подобный дефект глаза удаляется при
пользовании выпуклыми линзами.
У людей с нормальным зрением форма глаза в профиль
круглая, с маленькой выпуклостью впереди. Выпуклостью
этой является роговая обо-
Фиг. 66. Сверлильный станок.
лочка, которая защищает
хрусталик от попадания в
него грязи. У людей близо-
руких и дальнозорких фор-
ма построения глаза бы-
вает эллиптическая:у пер-
вых эллипс глаза находит-
ся в горизонтальном по-
ложении, а у вторых в вер-
тикальном.
Люди, имеющие недо-
статок в зрении, имеют
его иногда с рождения,
по наследству от отца
или матери. Иногда зре-
ние портится от потери
эластичности хрусталика,
что чаще всего наблюда-
ется у старых людей.
Людям, которые видят
изображение под опреде-
ленным углом, дают воз-
можность пользоваться
призматическими очковы-
ми линзами, которые пре-
ломляют луч света, ис-
ходящий от предмета, и
направляют его парал-
лельно центру сетчатки
или зрительной ямке.
Сферические очковые линзы бывают:
0,25 диоптрий 2,75 диоптрий
С-,50 » 3,0 »
0,75 » 3,25 »
1,0 » 3,5 »
1,25 » 3,75 »
1,50 » 4,0 »
1,75 » 4,25 »
2,0 » 4,75 »
2,25 » 5,0 »
2,50 » и до 20,0 »
82
Призматические линзы имеют измерение на градусы:
0,5 1,5
0,75 1,75
1 2
1,25 ' и до 20,0
При наличии других болезней глаз врачи прописывают
цилиндрические очковые линзы. Изготовление этих линз (оч-
ков) производится на станках и шалах, которые совершенно
не имеют ничего общего с вышеописанными станками. Если
при сферической поверхности линз они обрабатывались на
чаше и грибообразных шалах, то при изготовлении цилиндра
шалы похожи на разрезанный пополам цилиндр или круглую
трубу и в зависимости от того, какая нужна поверхность
стекла, они и обрабатываются на выпуклой или вогнутой
поверхности. Если при обработке сферической линзы мы об-
дирку производили по одному стеклу, то при изготовлении
цилиндра мы обдираем целой шалой сразу.
На стекла наклеивают плашки сургуча, затем их прити-
Фпг. 67. Отвертка и фицу.
рают к вогнутой шале на масле или разогретом парафине
и производят наклейку на цилиндрическую выпуклую шалу;
после наклейки ее (шалу) с неободранными стеклами прик-
репляют к станку, смазывают поверхность вогнутой шалы
наждаком; затем, наложив ее на стекла, пускают в ход шпин-
дель. Как обдирка, так и шлифовка с иолировкой имеют рез-
кую разницу в движениях. Если при сфере нижняя шала мед-
ленно вращалась в правую сторону, а верхняя посредством
рычага делала движения вправо^ и влево, то при обработке
цилиндра никаких круговых движений быть не может, ибо
обе шалы похожи на пополам разрезанные трубы и движение
у верхней шалы здесь может быть только вперед и назад, с
качанием вправо и влево; нижняя же выпуклая шала с на-
клеенными линзами прочно закреплена' в шпинделе, который
никаких движений не производит.
6* 83
Есть станки для обработки цилиндрических очковых линз
с другой конструкцией, в которых движутся обе шалы, но
опять-таки верхняя шала делает размах в правую и левую
стороны., а нижняя вперед и назад; тем самым те же самые
движения распределяются между верхней и нижней шалой.
Обдирка, шлифовка и полировка цилиндрических линз
производятся теми же сортами наждаков и крокусом. Прин-
ципы работы остаются те же, о которых вы уже слышали.
Измерение цилиндра происходит также в диоптриях:
0,25 1,25
0,5 1,50
-0,75 1,75
1,0 2,0
Фиг. 68. Диоптометр или
сферометр.
Все готовые очковые линзы, как и вся оптическая проду-
кция, контролируются и сдаются в склад, откуда попадают
в магазины, где по требованию потребителя, люди имену-
ющие себя «оптиками» на особом мелком наждачном камне
обтачивают края у линз и встав-
ляют в очковую оправу моторным
сверлом или ручной машинкой, на-
зываемой «дрелем», сверлят дыроч-
ки и отверткой завинчивают винтики
(которые держат очковые линзы) •
в фицу. *
Быть может, вам приходилось
когда-нибудь покупать очки в ма-
газине, вы давали рецепт продавцу
и он взамен его давал очки с упо-
мянутым в рецепте номером. В этом
случае продавцы-оптики при про-
верке пользуются набором очковых линз.
Предположим, что вам нужны линзы-1-2,25 диоптрий,
тогда продавец берет эти линзы и проверяет их на свет окна
или какого-нибудь предмета, испускающего свет. Он это
стекло то приближает, то отдаляет от глаза. Вам, вероятно,
покажется удивительным, что есть такие специалисты, кото-
рые на свет могут узнавать, верен ли номер требующихся вам
очков. Но дело здесь в следующем: прежде чем про-
смотреть стекло; на свет, он берет из проверочного комплекта
стекол стекло с номером—2,25 диоптрий, составляет их вме-
сте и у него получается следующее: ।
+ 2,25 диоптрий
—2.25 »
0,00
81
Фиг. 69. Комплект различных линз.
Следовательно, он смотрит в простую плоско-параллель-
ную прозрачную пластинку и тем самым определяет, не иска-
жен ли видимый предмет и совпадает ли номер стекла из
набора с номером требующихся вам линз; следовательно,
он продает вам то, что указано' в „рецепте.
Но помимо описанного набора стекол при каждом мага-
зине оптики есть сферометр,, имеющий вид секундомера, у
которого вместо головки сделаны три ножки, две из них по
бокам закреплены намертво' (фиг. 68). При нажиме на третью
ножКу она подается вниз и тем самым отводит стрелку на
определенное деление, показывающее размер в диоптриях.
Таким образом, приложив к ножкам сферическую поверх-
ность линзы, вы узнаете, сколько диоптрий имеет первая
сторона, затем перевернув стекло обратной стороной сферы,
измеряет вторую сторону поверхности линзы. При обеих
выпуклых поверхностях сумма складывается, а при выпук-
лой и вогнутой малая сумма вычитается из большой и полу-
чаем сумму двух сторон.
Этим я заканчиваю описание. Теперь вы имеете представ-
ление, что такое оптика и что такое оптик.
На помещенных ниже рисунках изображены предметы,
в которые вставлены различные линзы.
' ? А - .
85
Лупа для личных рази, целей.
Текстильная лупа.
I
Лупа co штативом.
Фотоаппарат.