/










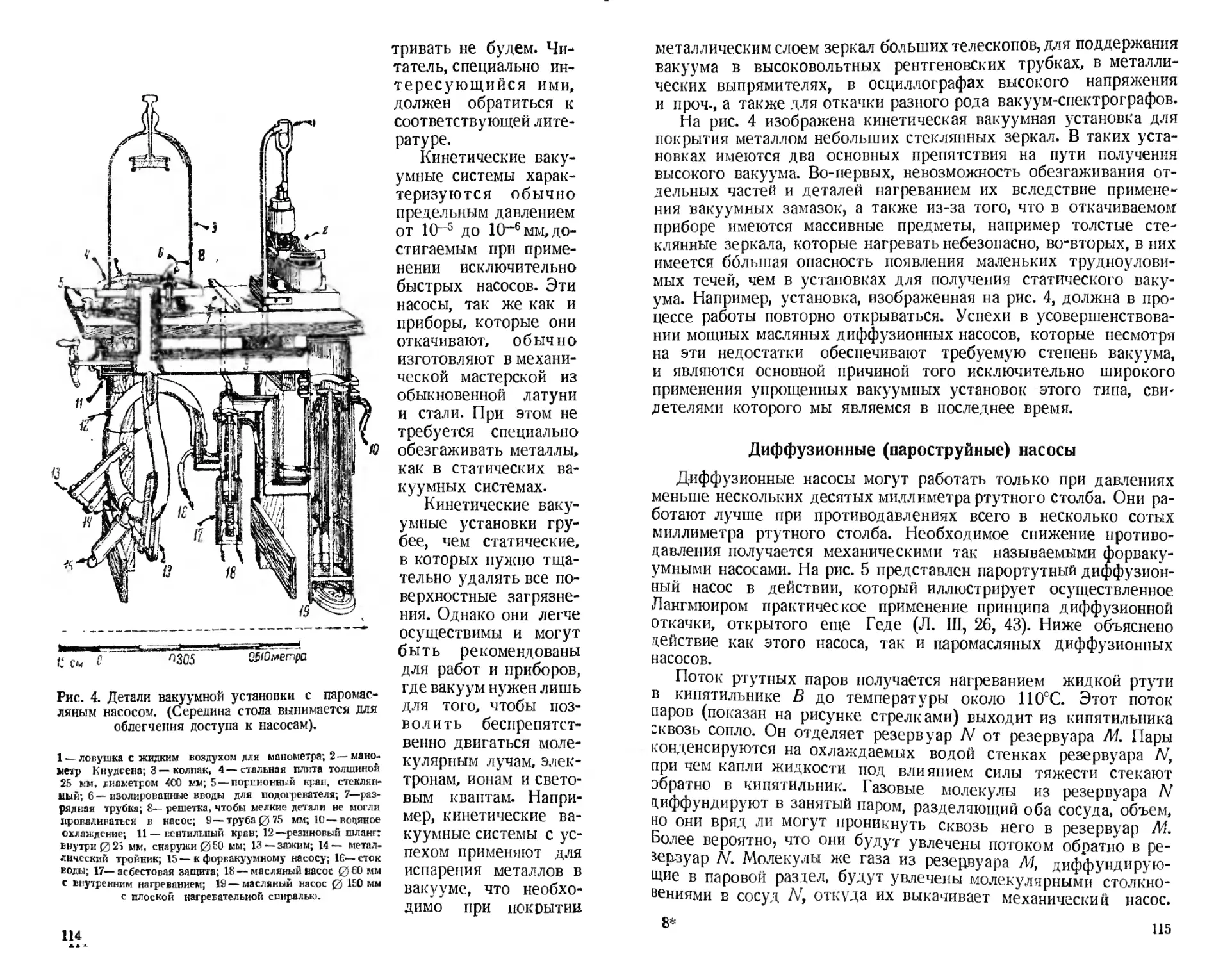
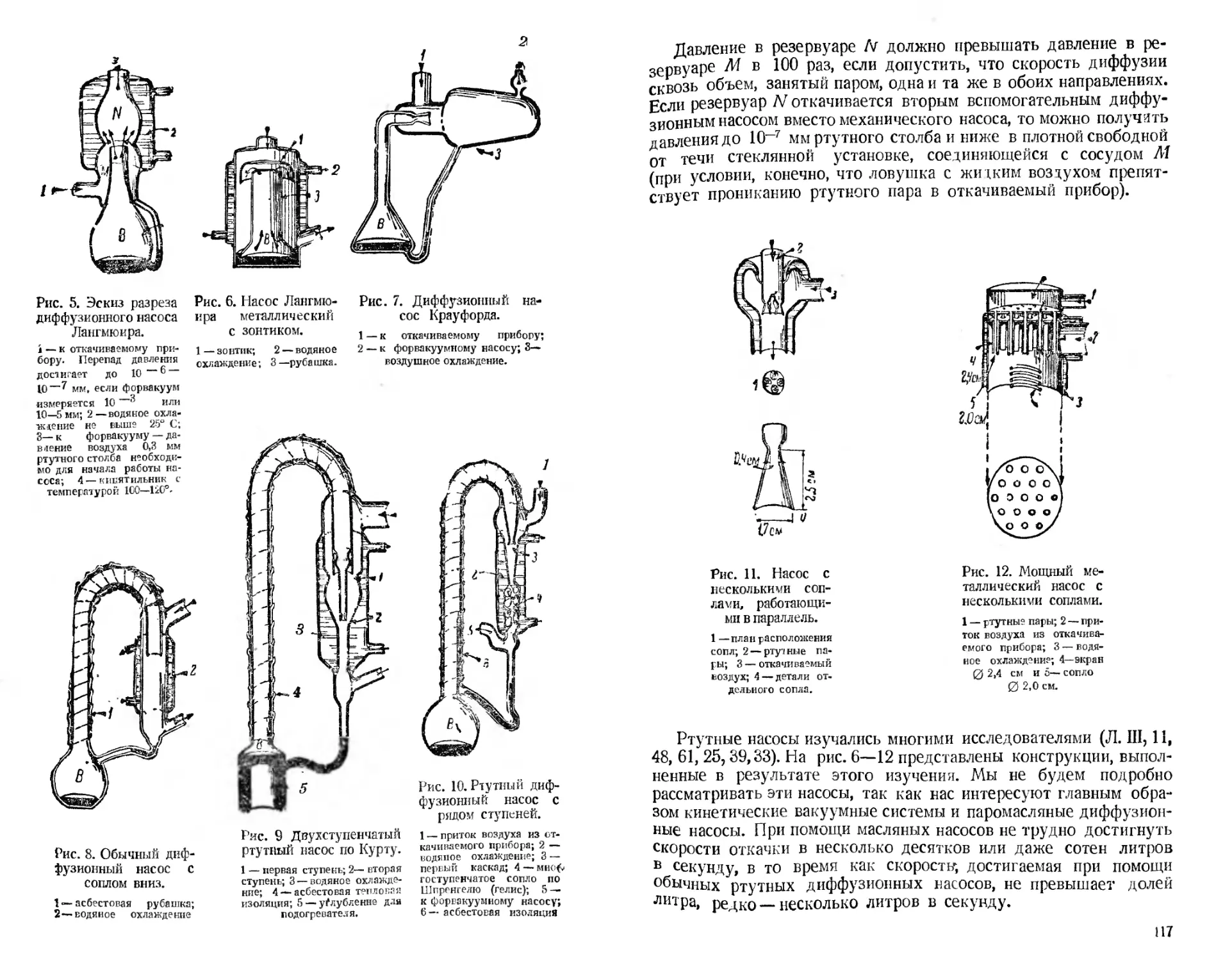
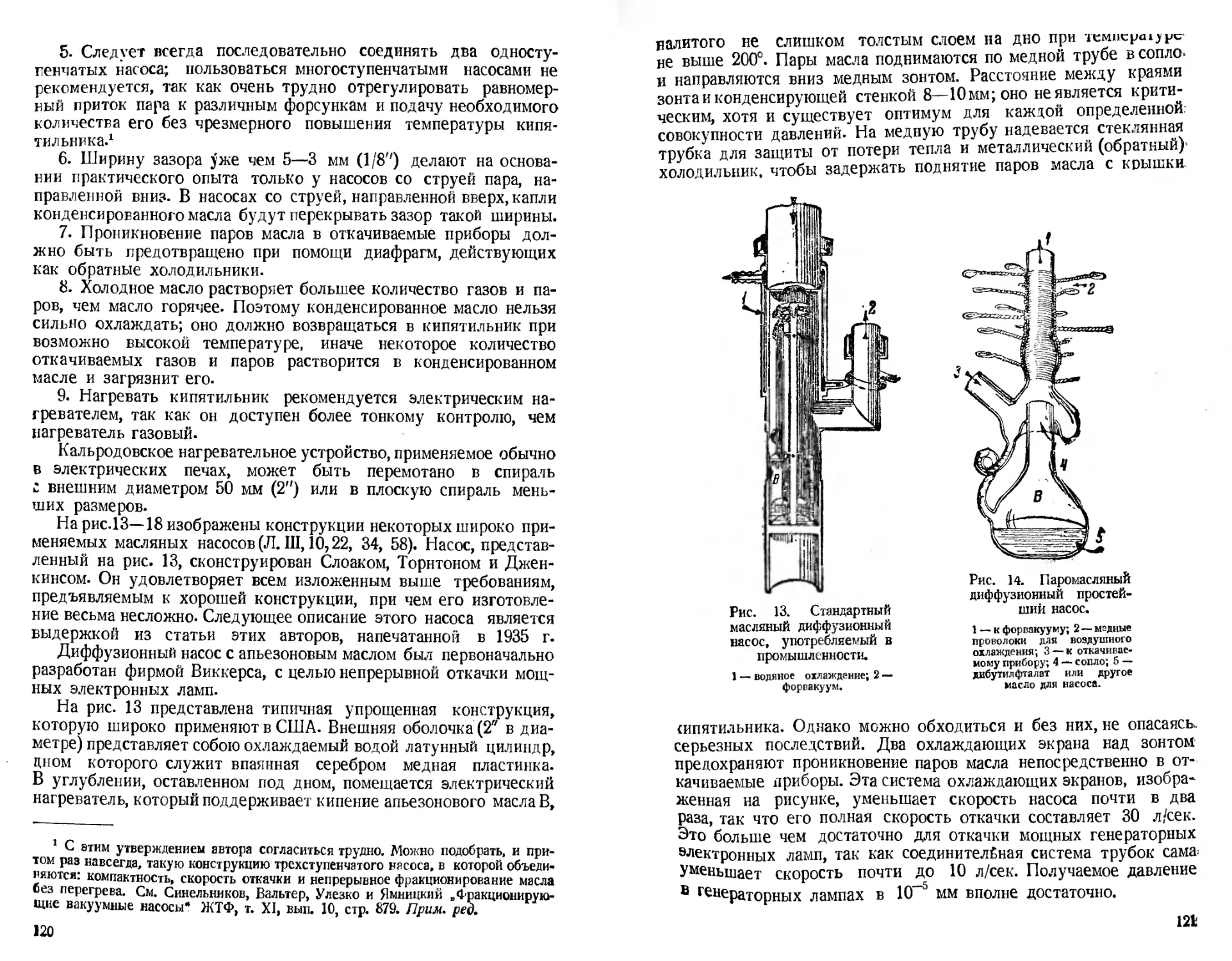


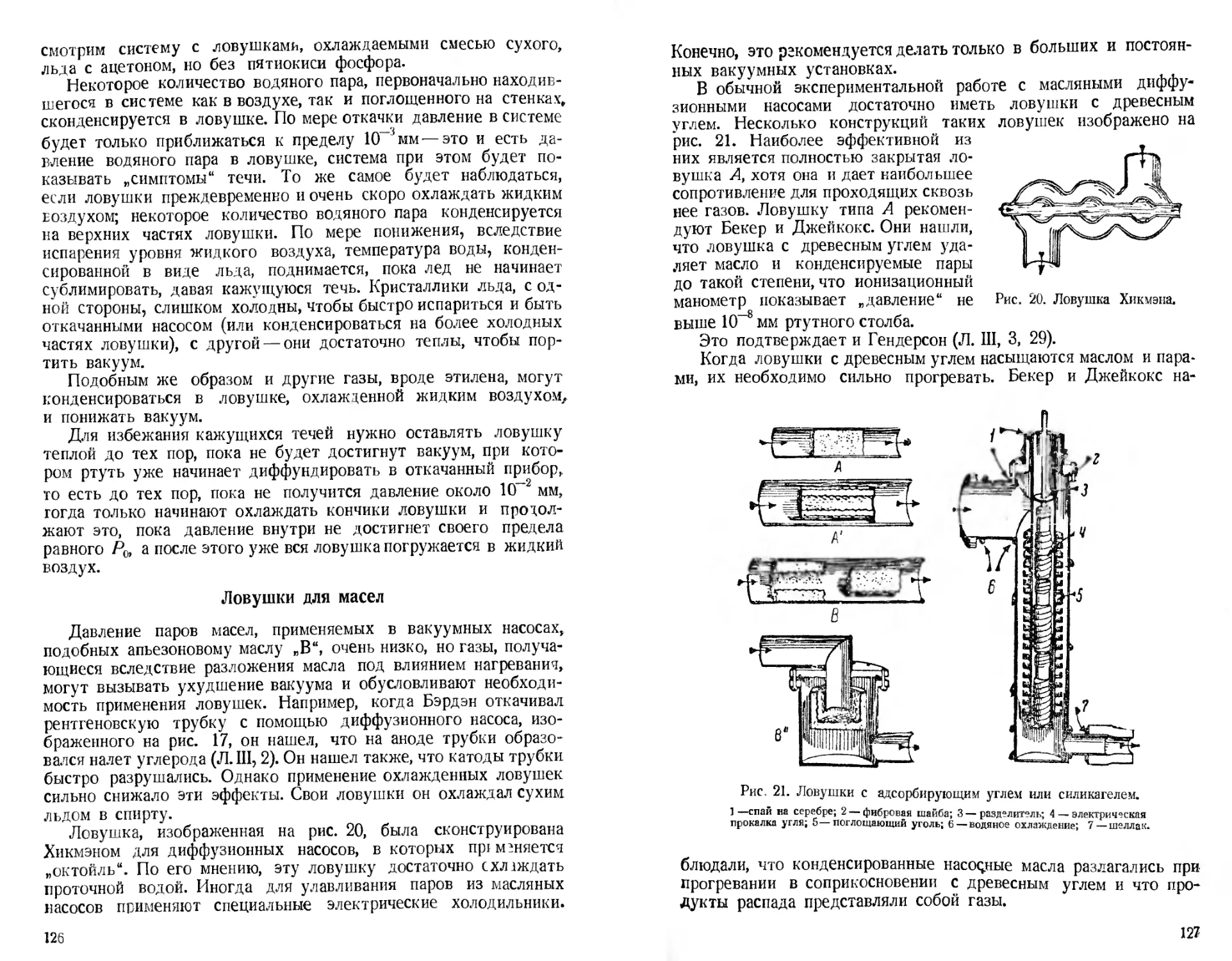

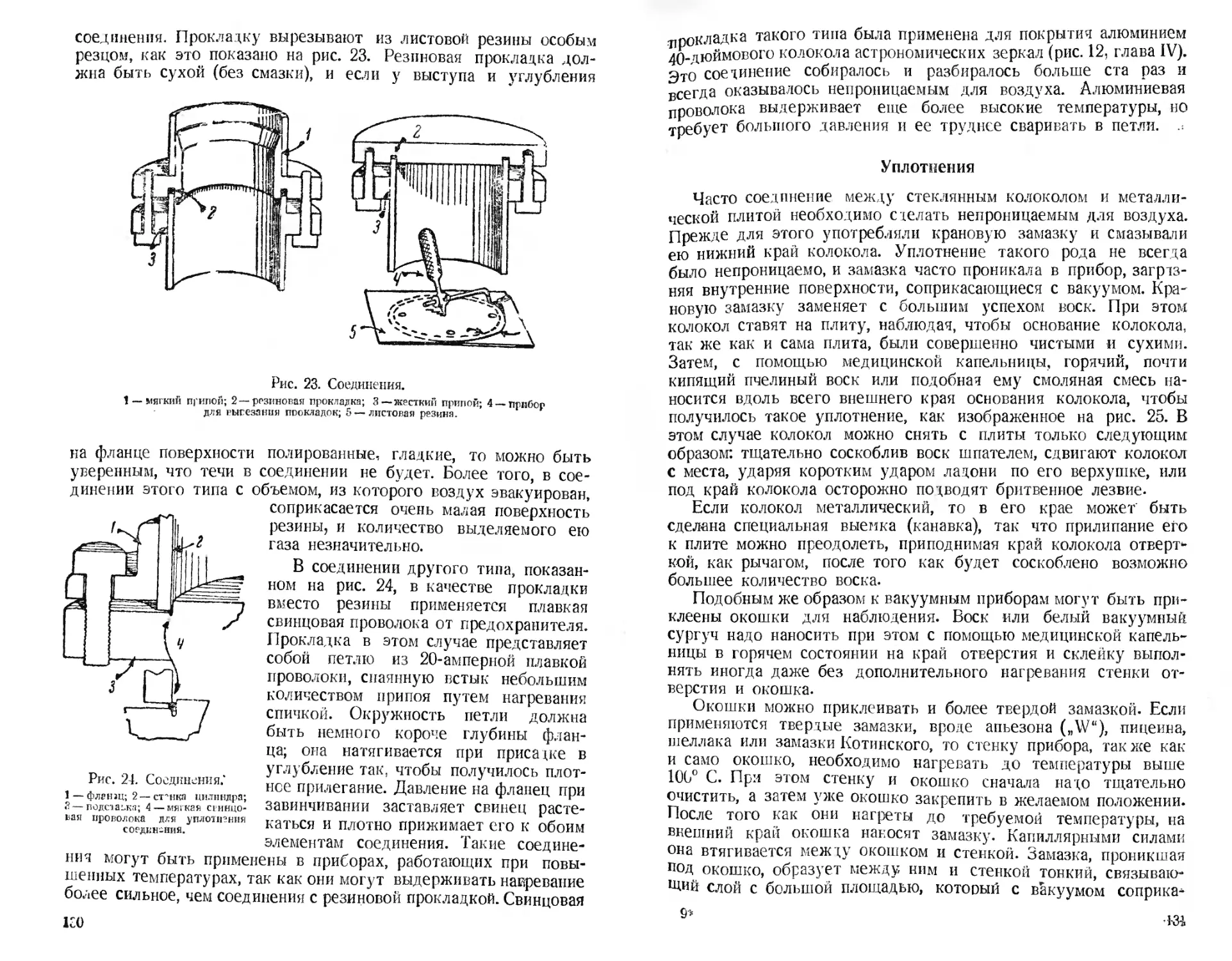
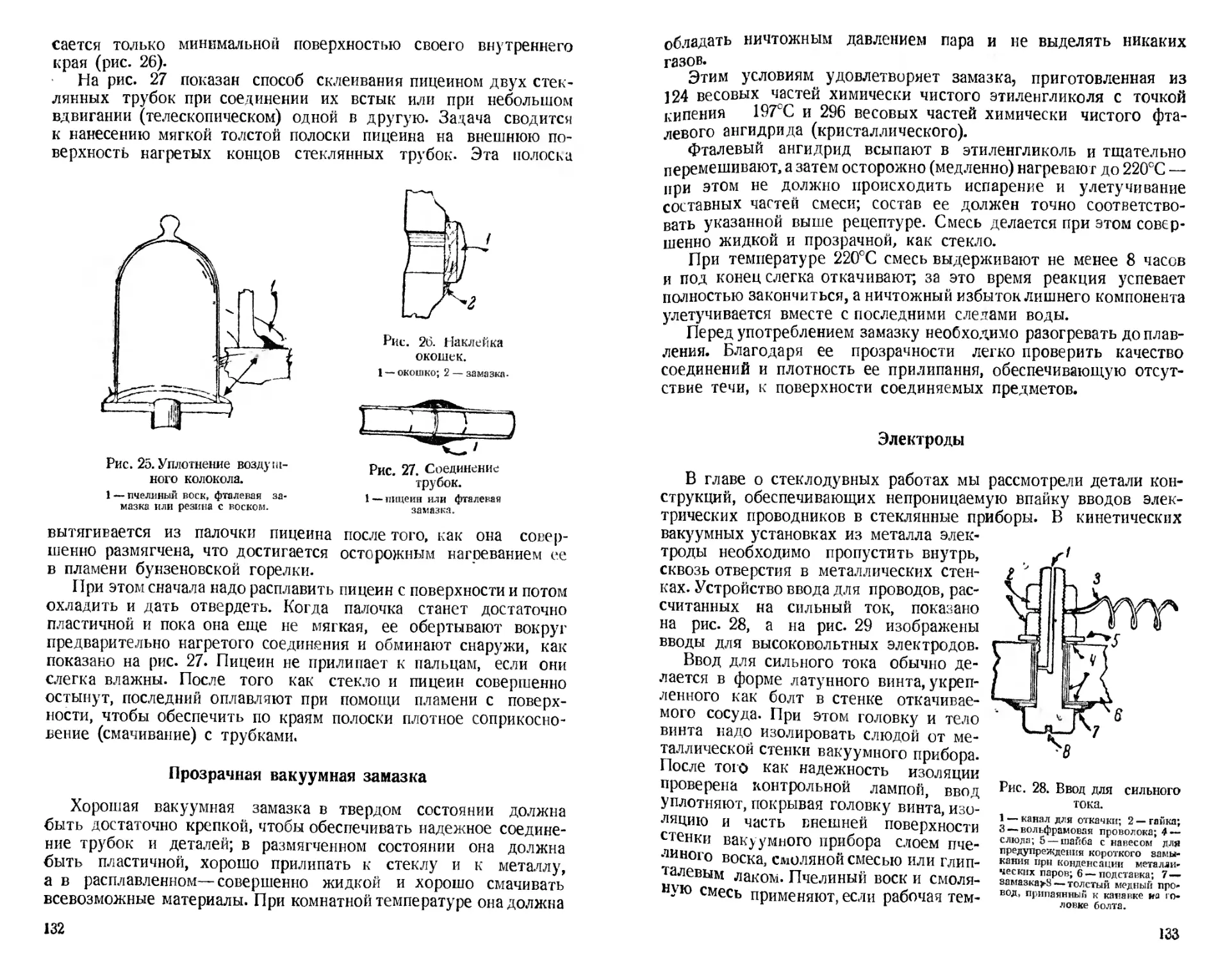

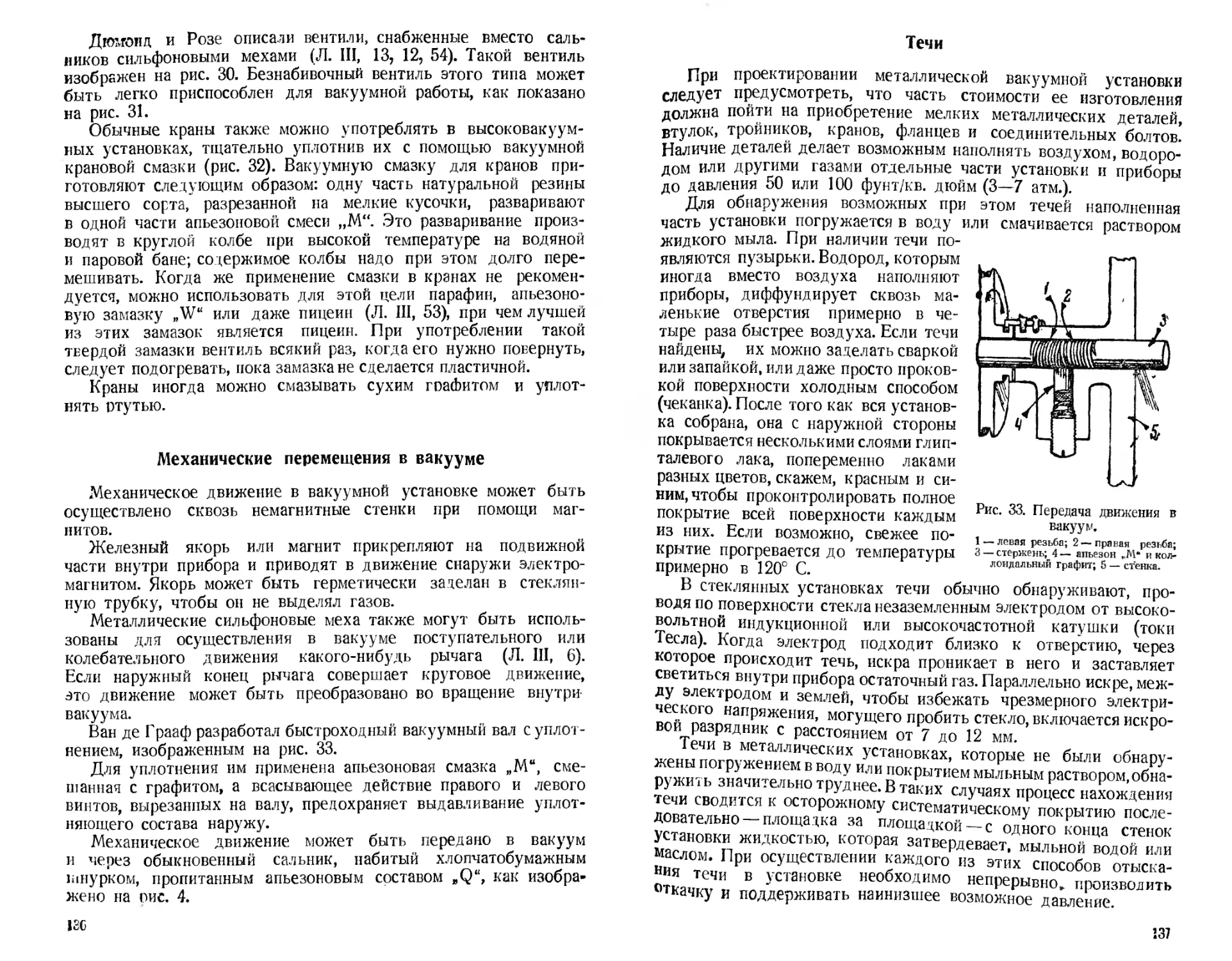
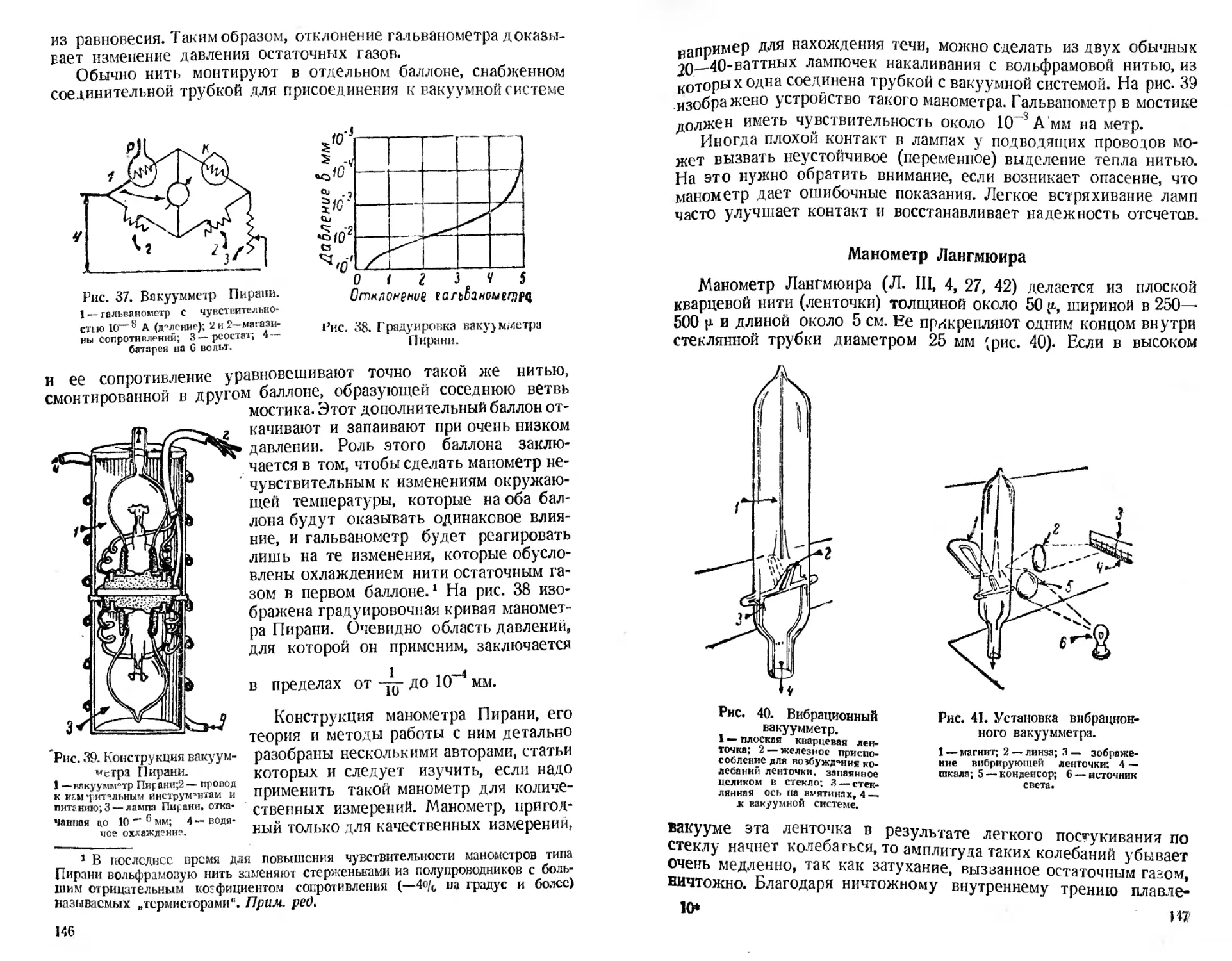




Текст
Д. СТРОНГ ///<?лс// ///га Физического эксперимента,
Л Е Н И 3 Д АТ • 1948
Spliner
Ц. С ТРОН г
ТЕХНИКА ФИЗИЧЕСКОГО ЭКСПЕРИМЕНТА
Перевод с английского под редакцией Б. А. ОСТРОУМОВА ^профессора Ленинградского государственного педиатрического медицинского института
ЛЕНИНГРАДСКОЕ ГАЗЕТНО-ЖУРНАЛЬНОЕ И КНИЖНОЕ ИЗДАТЕЛЬСТВО
1948
ПРЕДИСЛОВИЕ
Техника лабораторной работы и физического эксперимента в настоящее время достигла высокого развития. Не удивительно, что молодые научные работники, еще не овладевшие навыками этой работы, часто оказываются в затруднении, когда им приходится самостоятельно решать новые ответственные экспериментальные задачи. В таких случаях они затрачивают непроизводительно свои силы и время.
Предлагаемая вниманию читателя книга, составленная знатоками лабораторной техники под руководством авторитетного экспериментатора д-ра Стронга, должна облегчить нашим молодым специалистам трудную задачу овладения техникой современного физического эксперимента. Авторы книги Д. Стронг, А. В. Ниир, А. Е. Уитфорд, С. X. Картрайт и Р. Хайвартд не ставили себе целью изложить бесчисленные и разнообразнейшие приемы лабораторной работы, получившие ныне широкое признание и применение. Они предполагают, что многими необходимыми сведениями и основными техническими навыками читатели уже обладают. Авторы книги поэтому стараются, с одной стороны, дать описание лишь новых приемов лабораторной работы, выдвинутых современным развитием науки, а с другой стороны,—-указать, как следует организовать лабораторную работу, чтобы в кратчайшее время и с наименьшими затратами сил и средств добиться удовлетворительных результатов. Во многих частных случаях, когда подробное изложение отдельных вопросов грозит завести их слишком далеко и не укладывается на страницах общедоступного руководства, они ссылаются на первоисточники.
Появление такой книги на русском языке в настоящее время, когда в стены наших лабораторий влились новые молодые кадры, которым приходится решать сложные и ответственные технические проблемы иногда в трудных условиях, следует считать особенно своевременным.
'По инициативе и при поддержке академика С. И. Вавилова группа ленинградских физиков, специалистов в различных вопросах практики физического эксперимента, сделала перевод этой книги и обработала ее текст в соответствии с потребностями
3
наших отечественных лабораторий, наполнив его при этом новыми материалами.
Вся работа была выполнена под руководством профессора Б. А. Остроумова, внесшего ряд существенных дополнений.
Работа распределилась следующим образом: переводы отдельных глав были сделаны: Е. И. Шур (гл. I, V и XII), О. Б. Орловой (гл. II), А. Н. Арсеньевой (гл. Ill), А. Н. Арсеньевой и М. В. Степановой (гл. VI и VII). Л. И. Крамп (гл. VIII и IX), Н. А. Калу жи новой (гл. X), Л. Я. Хлебниковой (гл. XI), Е. Г. Барановой (гл. XIII), А. И. Линдеман (гл. XIV и XV) и Т. Н. Крыловой (гл. IV).
Обработка текста главы IX была сделана Л. И. Крамп, главы XIV и XV—Г. В. Плотицыным. В подготовке всего материала к печати наибольшее участие приняла Л. И. Крамп.
Конечно, интересы отдельных лабораторий, и тем более отдельных лабораторных работников, столь многообразны и разнородны, а непрерывное развитие науки и прогресс ее в СССР выдвигают столь многочисленные новые и неожиданные задачи, что исчерпать одной книгой всю проблему рациональной организации лабораторной работы нет возможности. Но даже та ее область, которая послужила основой для составления настоящего руководства, несомненно должна заинтересовать весьма широкие круги наших научно-технических работников, преподавателей вузов и студентов.
Проф. Б. Остроумов
ГЛАВА I
ОСНОВНЫЕ ПРИЕМЫ СТЕКЛОДУВНОГО МАСТЕРСТВА Общие указания и инструменты
Основные приемы изготовления стеклодувных изделий, применяемые в лабораторной практике, сводятся к обрезанию, вращению, дутью и сварке. Комбинируя эти приемы, можно изготовлять из стеклянных трубочек и палочек довольно сложные приборы. В настоящее время в лабораторных приборах широко применяют твердое тугоплавкое стекло „пирекс". Стекло это для манипулирования представляет большие трудности, чем мягкое легкоплавкое стекло, так как обладает более высокой температурой размягчения и поэтому быстрее затвердевает по удалении его из пламени; однако то обстоятельство, что оно значительно легче поддается отжигу в силу меньшего термического расширения и обладает большей крепостью, заставляет предпочесть его обычному стеклу.
По своим свойствам стекло пирекс в известной степени похоже на „молибденовое стекло", названное так потому, что коэфициент его расширения близок к молибдену и оно дает возможность впаивать непосредственно в стенки сосудов молибденовые проволочки (вводы). Молибденовое стекло бывает двух сортов: № 35— боросиликатное и № 46 — силикат кальция и натрия. Молибденовое стекло широко распространено в стеклодувных мастерских Советского Союза, вытесняя так называемое химическое стекло (№ 23) и легкоплавкие свинцовые стекла.
В каждой лаборатории должен быть запас различного размера трубок, капилляров и палочек из пирексового или молибденового стекла, необходимых для сборки сложных приборов.
Кроме того, должен быть еще некоторый запас и другого стекла, например натриевого, свинцового и стекла „нонекс". Все это следует тщательно этикетировать и хранить отдельно от основного стекла, принятого в лаборатории.
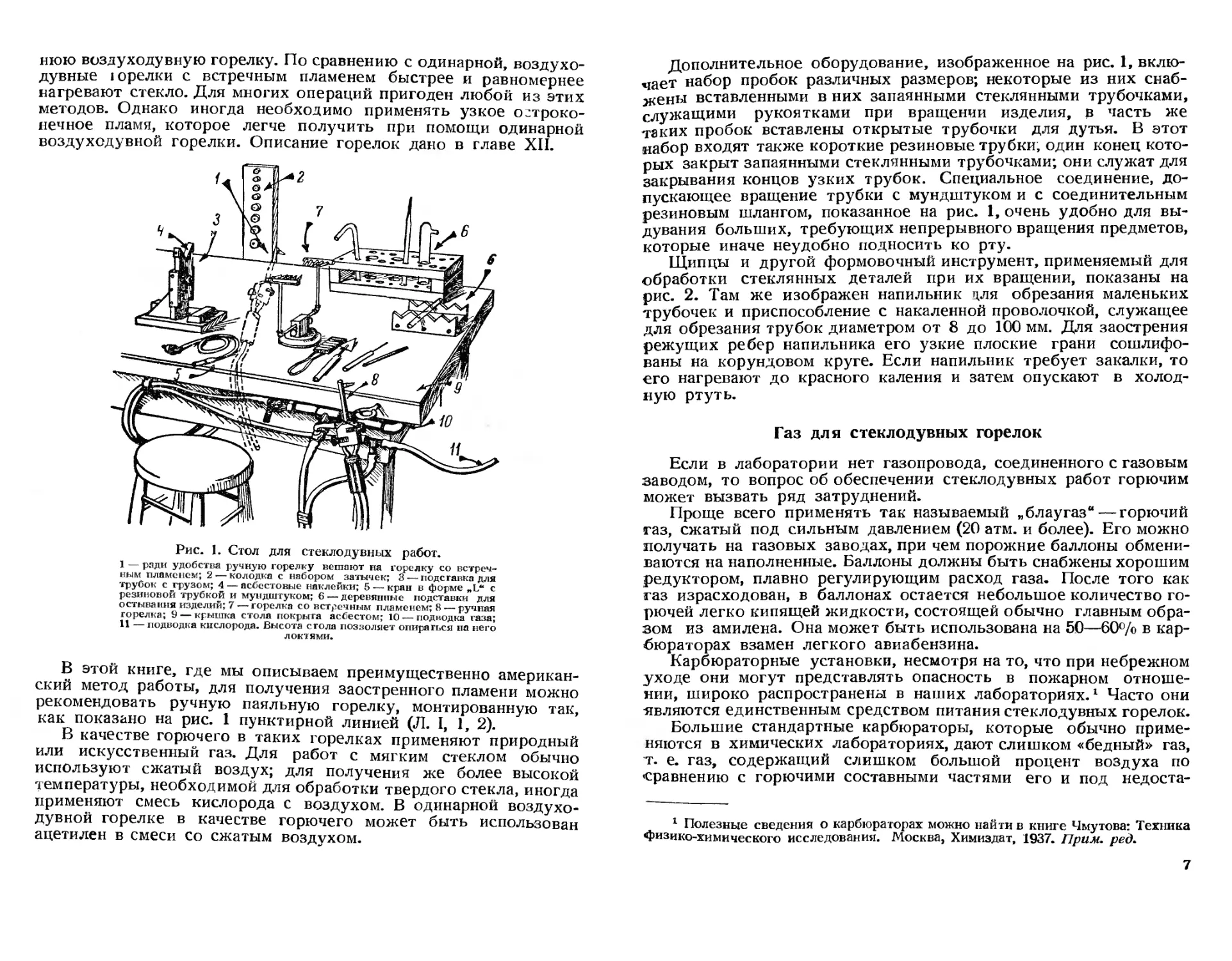
На рис. 1 показана лабораторная стеклодувная установка. Для размягчения стекла обычно применяют горелки с встречным огнем. Такая установка называется американской, в отличие от немецкой, где стеклодувы применяют одинарную мощную односторон
5
нюю воздуходувную горелку. По сравнению с одинарной, воздуходувные юрелки с встречным пламенем быстрее и равномернее нагревают стекло. Для многих операций пригоден любой из этих методов. Однако иногда необходимо применять узкое остроконечное пламя, которое легче получить при помощи одинарной воздуходувной горелки. Описание горелок дано в главе XII.
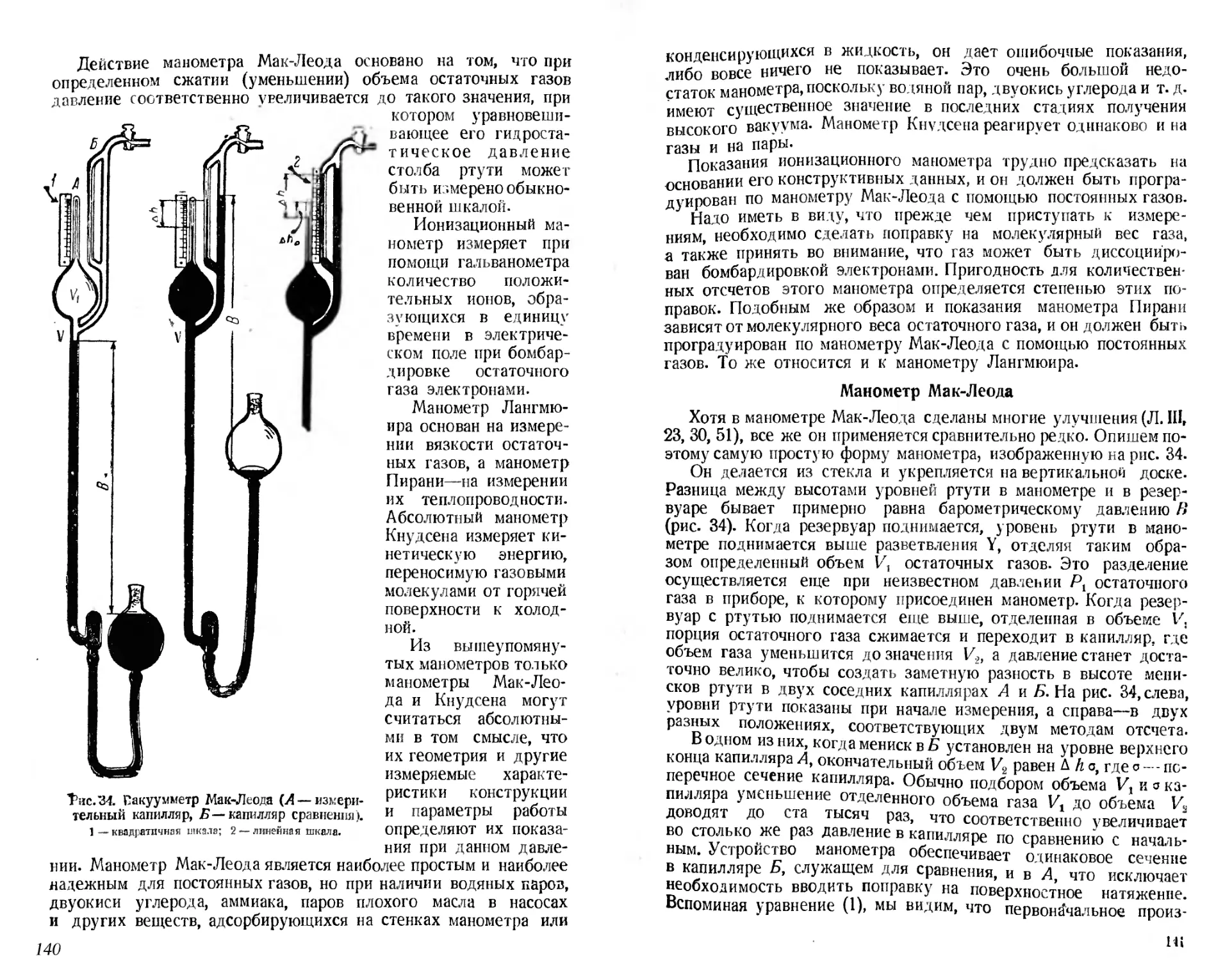
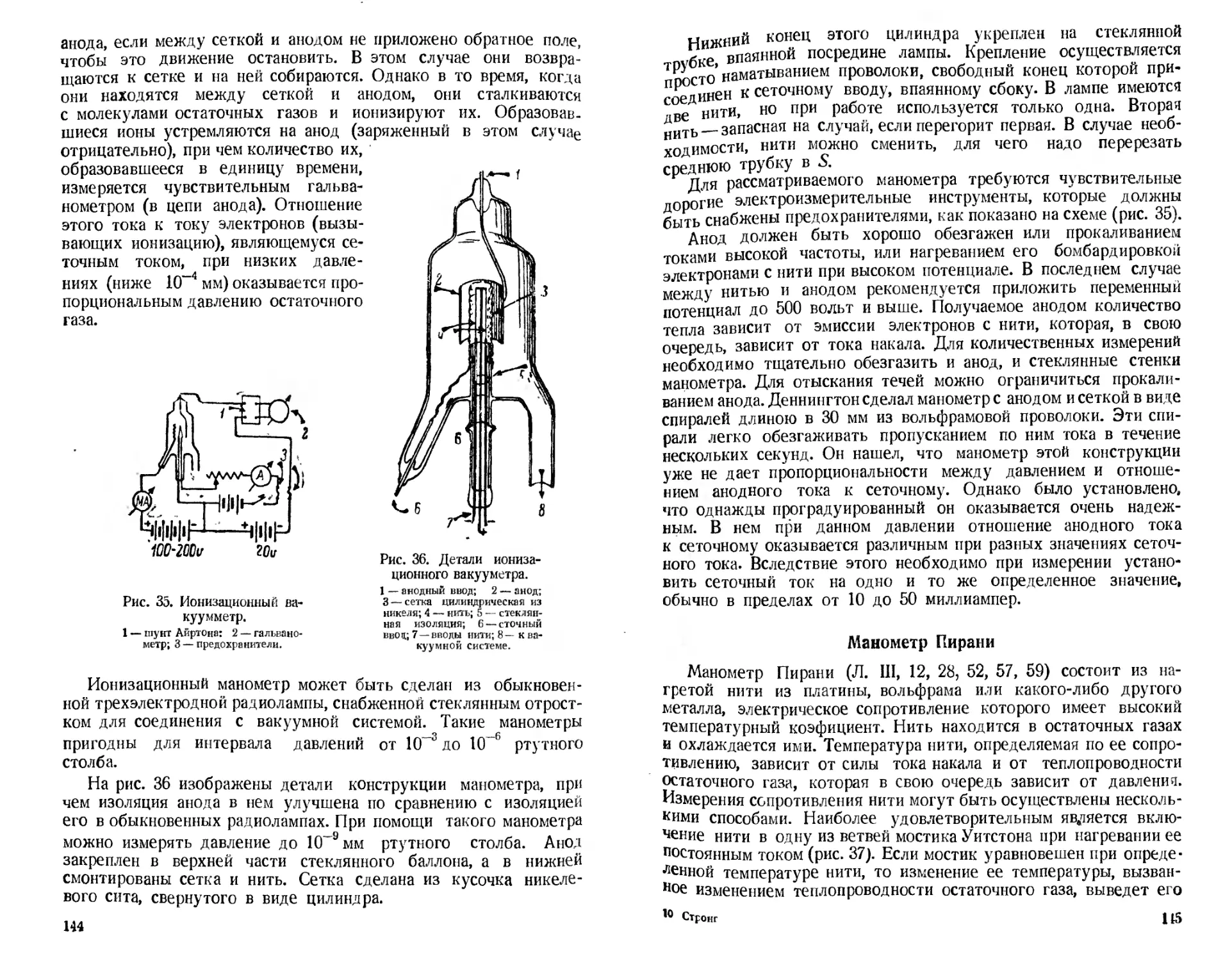
Рис. 1. Стол для стеклодувных работ.
1 — ради удобства ручную горелку вешают на горелку со встречным пламенем; 2— колодка с набором затычек; 3 — подставка для трубок с грузом; 4 — асбестовые наклейки; 5 — кран в форме „L“ с резиновой трубкой и мундштуком; 6 — деревянные подставки для остывания изделий; 7 —горелка со встречным пламенем; 8 — ручная горелка; 9 — крышка стола покрыта асбестом; 10 — подводка газа; 11 — подводка кислорода. Высота стола позволяет опираться на него локтями.
В этой книге, где мы описываем преимущественно американский метод работы, для получения заостренного пламени можно рекомендовать ручную паяльную горелку, монтированную так, как показано на рис. 1 пунктирной линией (Л. I, 1, 2).
В качестве горючего в таких горелках применяют природный или искусственный газ. Для работ с мягким стеклом обычно используют сжатый воздух; для получения же более высокой температуры, необходимой для обработки твердого стекла, иногда применяют смесь кислорода с воздухом. В одинарной воздуходувной горелке в качестве горючего может быть использован ацетилен в смеси со сжатым воздухом.
Дополнительное оборудование, изображенное на рис. 1, включает набор пробок различных размеров; некоторые из них снабжены вставленными в них запаянными стеклянными трубочками, служащими рукоятками при вращении изделия, в часть же таких пробок вставлены открытые трубочки для дутья. В этот набор входят также короткие резиновые трубки, один конец которых закрыт запаянными стеклянными трубочками; они служат для закрывания концов узких трубок. Специальное соединение, допускающее вращение трубки с мундштуком и с соединительным резиновым шлангом, показанное на рис. 1, очень удобно для выдувания больших, требующих непрерывного вращения предметов, которые иначе неудобно подносить ко рту.
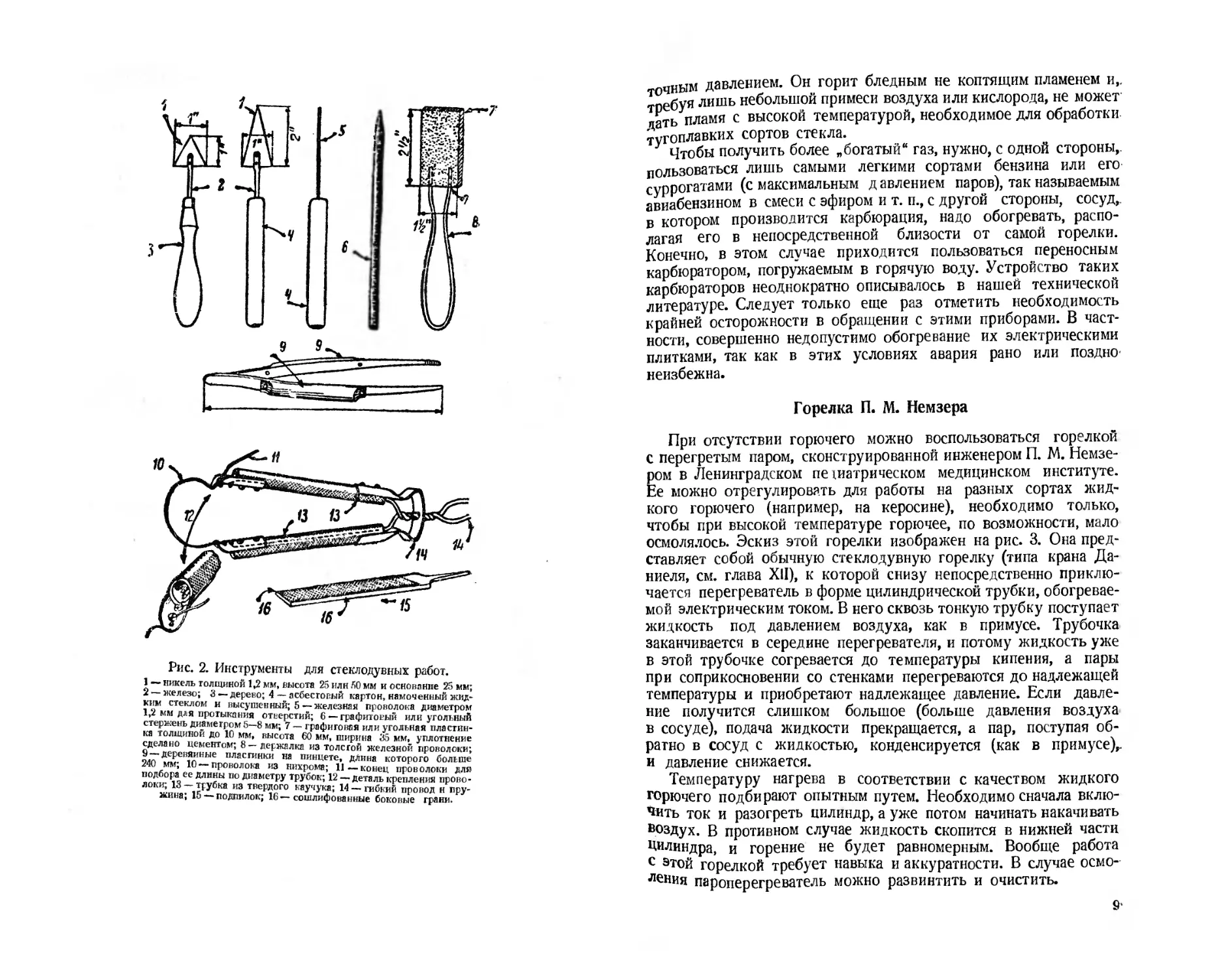
Щипцы и другой формовочный инструмент, применяемый для обработки стеклянных деталей при их вращении, показаны на рис. 2. Там же изображен напильник для обрезания маленьких трубочек и приспособление с накаленной проволочкой, служащее для обрезания трубок диаметром от 8 до 100 мм. Для заострения режущих ребер напильника его узкие плоские грани сошлифо-ваны на корундовом круге. Если напильник требует закалки, то его нагревают до красного каления и затем опускают в холодную ртуть.
Газ для стеклодувных горелок
Если в лаборатории нет газопровода, соединенного с газовым заводом, то вопрос об обеспечении стеклодувных работ горючим может вызвать ряд затруднений.
Проще всего применять так называемый „блаугаз" — горючий газ, сжатый под сильным давлением (20 атм. и более). Его можно получать на газовых заводах, при чем порожние баллоны обмениваются на наполненные. Баллоны должны быть снабжены хорошим редуктором, плавно регулирующим расход газа. После того как газ израсходован, в баллонах остается небольшое количество горючей легко кипящей жидкости, состоящей обычно главным образом из амилена. Она может быть использована на 50—60% в карбюраторах взамен легкого авиабензина.
Карбюраторные установки, несмотря на то, что при небрежном уходе они могут представлять опасность в пожарном отношении, широко распространены в наших лабораториях.1 Часто они являются единственным средством питания стеклодувных горелок.
Большие стандартные карбюраторы, которые обычно применяются в химических лабораториях, дают слишком «бедный» газ, т. е. газ, содержащий слишком большой процент воздуха по ’Сравнению с горючими составными частями его и под недоста-
1 Полезные сведения о карбюраторах можно найти в книге Чмутова: Техника физико-химического исследования. Москва, Химиздат, 1937. Прим. ред.
7
Рис. 2. Инструменты для стеклодувных работ.
1 — никель толщиной 1,2 мм, высота 25 или 50 мм и основание 25 мм; 2 — железо; 3—дерево; 4 — асбестовый картон, намоченный жидким стеклом и высушенный; 5—железная проволока диаметром 1,2 мм для протыкания отверстий; 6 — графитовый или угольный стержень диаметром 5—8 мм; 7 — графиговая или угольная пластинка толщиной до 10 мм, высота 60 мм, ширина 35 мм, уплотнение сделано цементом; 8 —держалка из толстой железной проволоки; 9 — деревянные пластинки на пинцете, длина которого больше 240 мм; 10—проволока из нихрома; 11—конец проволоки для подбора ее длины по диаметру трубок; 12 — деталь крепления проволоки; 13 — трубка из твердого каучука; 14 — гибкий провод н пружина; 15 — подпилок; 16—сошлифованные боковые грани.
очным давлением. Он горит бледным не коптящим пламенем и,, тоебуя лишь небольшой примеси воздуха или кислорода, не может дать пламя с высокой температурой, необходимое для обработки тугоплавких сортов стекла.
У Чтобы получить более „богатый" газ, нужно, с одной стороны,, пользоваться лишь самыми легкими сортами бензина или его суррогатами (с максимальным давлением паров), так называемым авиабензином в смеси с эфиром и т. п., с другой стороны, сосуд, в котором производится карбюрация, надо обогревать, располагая его в непосредственной близости от самой горелки. Конечно, в этом случае приходится пользоваться переносным карбюратором, погружаемым в горячую воду. Устройство таких карбюраторов неоднократно описывалось в нашей технической литературе. Следует только еще раз отметить необходимость крайней осторожности в обращении с этими приборами. В частности, совершенно недопустимо обогревание их электрическими плитками, так как в этих условиях авария рано или поздно-неизбежна.
Горелка П. М. Немзера
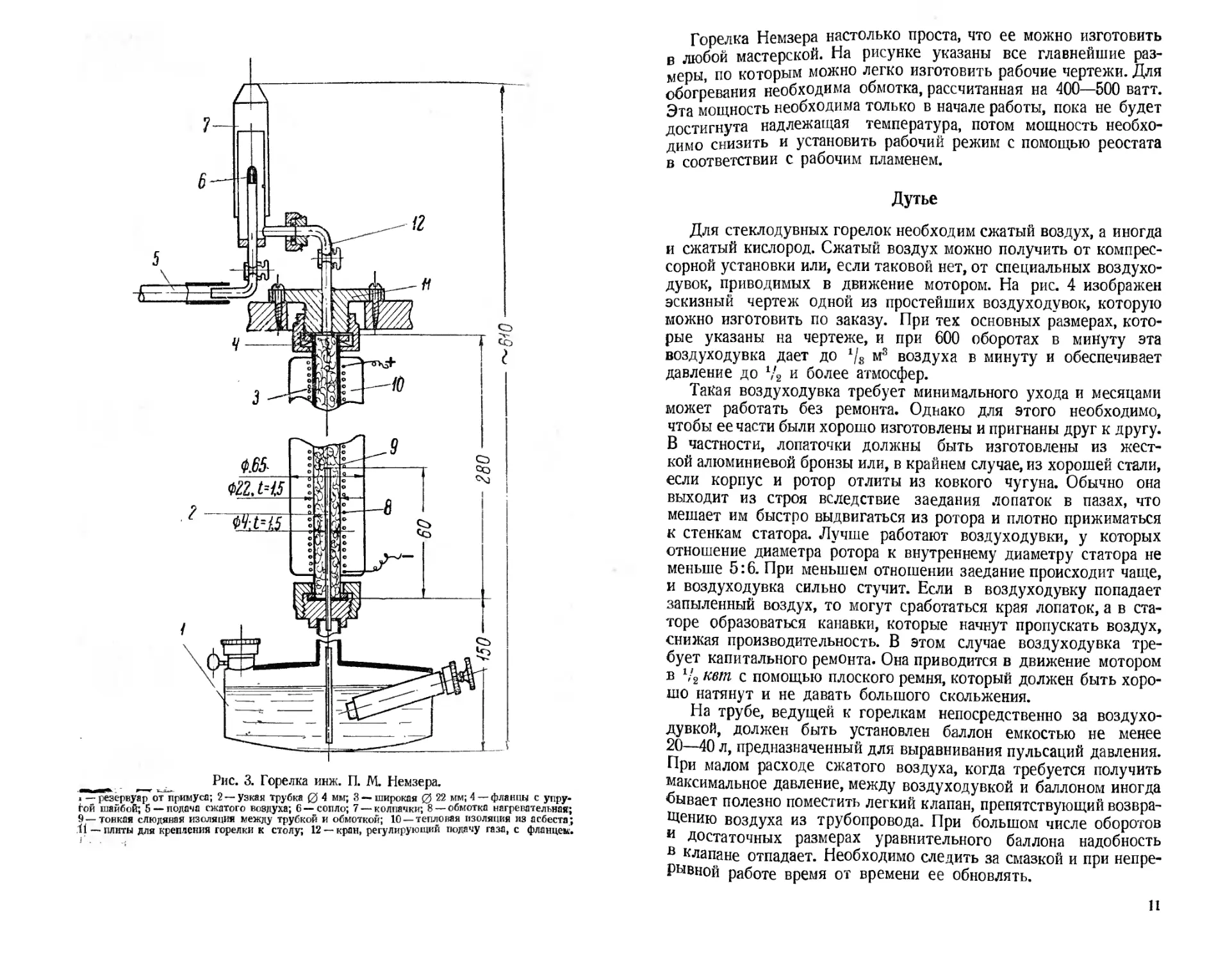
При отсутствии горючего можно воспользоваться горелкой с перегретым паром, сконструированной инженером П. М. Немзе-ром в Ленинградском пе шатрическом медицинском институте. Ее можно отрегулировать для работы на разных сортах жидкого горючего (например, на керосине), необходимо только, чтобы при высокой температуре горючее, по возможности, мало осмолялось. Эскиз этой горелки изображен на рис. 3. Она представляет собой обычную стеклодувную горелку (типа крана Даниеля, см. глава XII), к которой снизу непосредственно приключается перегреватель в форме цилиндрической трубки, обогреваемой электрическим током. В него сквозь тонкую трубку поступает жидкость под давлением воздуха, как в примусе. Трубочка заканчивается в середине перегревателя, и потому жидкость уже в этой трубочке согревается до температуры кипения, а пары при соприкосновении со стенками перегреваются до надлежащей температуры и приобретают надлежащее давление. Если давление получится слишком большое (больше давления воздуха в сосуде), подача жидкости прекращается, а пар, поступая обратно в сосуд с жидкостью, конденсируется (как в примусе),, и давление снижается.
Температуру нагрева в соответствии с качеством жидкого горючего подбирают опытным путем. Необходимо сначала включить ток и разогреть цилиндр, а уже потом начинать накачивать воздух. В противном случае жидкость скопится в нижней части Цилиндра, и горение не будет равномерным. Вообще работа с этой горелкой требует навыка и аккуратности. В случае осмо-ления пароперегреватель можно развинтить и очистить.
Рис. 3. Горелка инж. П. М. Немзера.
резервуар"от”примуса; 2—узкая трубка 0 4 мм; 3 —широкая 0 22 мм; 4 —фланцы с упругой шайбой; 5 — подача сжатого воздуха; 6 — сопло; 7 — колпачки; 8 — обмотка нагревательная; 9 — тонкая слюдяная изоляция между трубкой и обмоткой; 10 — тепловая изоляция из асбеста; 11 — плиты для крепления горелки к столу; 12 —кран, регулирующий подачу газа, с фланцем.
Горелка Немзера настолько проста, что ее можно изготовить в любой мастерской. На рисунке указаны все главнейшие размеры, по которым можно легко изготовить рабочие чертежи. Для обогревания необходима обмотка, рассчитанная на 400—500 ватт. Эта мощность необходима только в начале работы, пока не будет достигнута надлежащая температура, потом мощность необходимо снизить и установить рабочий режим с помощью реостата в соответствии с рабочим пламенем.
Дутье
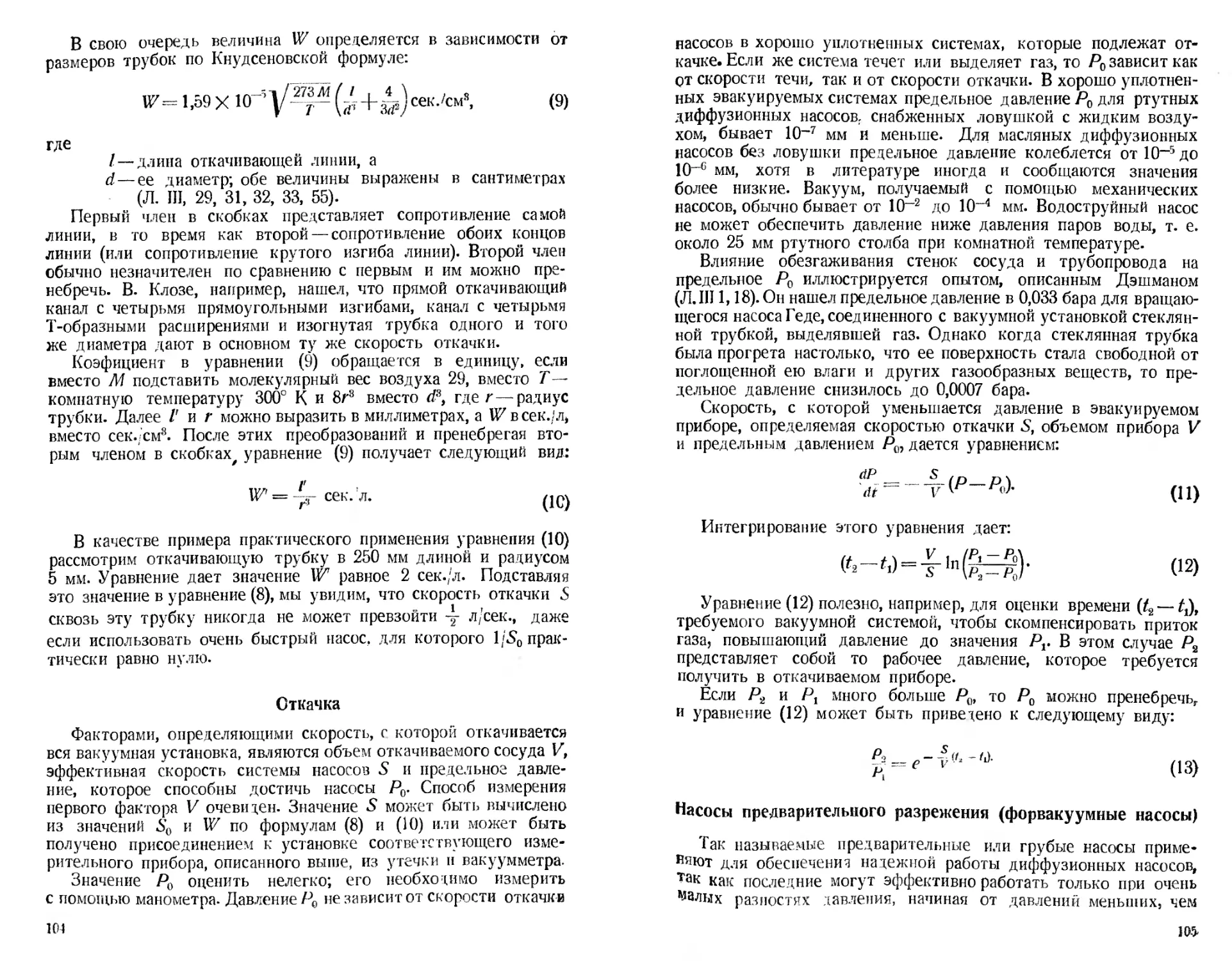
Для стеклодувных горелок необходим сжатый воздух, а иногда и сжатый кислород. Сжатый воздух можно получить от компрессорной установки или, если таковой нет, от специальных воздуходувок, приводимых в движение мотором. На рис. 4 изображен эскизный чертеж одной из простейших воздуходувок, которую можно изготовить по заказу. При тех основных размерах, которые указаны на чертеже, и при 600 оборотах в минуту эта воздуходувка дает до lls м3 воздуха в минуту и обеспечивает давление до 1/2 и более атмосфер.
Такая воздуходувка требует минимального ухода и месяцами может работать без ремонта. Однако для этого необходимо, чтобы ее части были хорошо изготовлены и пригнаны друг к другу. В частности, лопаточки должны быть изготовлены из жесткой алюминиевой бронзы или, в крайнем случае, из хорошей стали, если корпус и ротор отлиты из ковкого чугуна. Обычно она выходит из строя вследствие заедания лопаток в пазах, что мешает им быстро выдвигаться из ротора и плотно прижиматься к стенкам статора. Лучше работают воздуходувки, у которых отношение диаметра ротора к внутреннему диаметру статора не меньше 5:6. При меньшем отношении заедание происходит чаще, и воздуходувка сильно стучит. Если в воздуходувку попадает запыленный воздух, то могут сработаться края лопаток, а в статоре образоваться канавки, которые начнут пропускать воздух, снижая производительность. В этом случае воздуходувка требует капитального ремонта. Она приводится в движение мотором в х/2 кет с помощью плоского ремня, который должен быть хорошо натянут и не давать большого скольжения.
На трубе, ведущей к горелкам непосредственно за воздуходувкой, должен быть установлен баллон емкостью не менее 20—40 л, предназначенный для выравнивания пульсаций давления. При малом расходе сжатого воздуха, когда требуется получить максимальное давление, между воздуходувкой и баллоном иногда бывает полезно поместить легкий клапан, препятствующий возвращению воздуха из трубопровода. При большом числе оборотов и достаточных размерах уравнительного баллона надобность в клапане отпадает. Необходимо следить за смазкой и при непрерывной работе время от времени ее обновлять.
И
~2Ч0 —-------------
Рис. 4. Воздуходувка.
Расширение $ мм/метр.
Рис. 5. Расширение от нагревания различных материалов . стеклодувного производства.
л — ип^?П!,Ний’-7 2 —меЛь'. 3—никели 4 — железо; 5 —магнезит;
9 — Леонико II- W °КИ? а,л*°ми“,’‘ (зинтеР'К0РУ1’Л); 8 - фернико I;
« молиблеи; 11—вольфрам; 12- нонекс; 13 — пи-известковое^С-8У{б.®рлиискии); 15 - плавленый кварц; 16 — стекло известковое (0-8); 17 — стекло свинцовое (G-5); 18 — стекло (G-705);
19 — инвар.
При отсутствии воздуходувки изготовление мелких стеклянных изделий и пайку частей больших установок можно осуществлять при помощи ножного меха или даже центробежного вентилятора от небольшого переносного кузнечного горна; при этом необходимо учитывать, что этим путем можно обеспечить лишь относительно небольшое давление воздуха.
Кислород для горелок
Сжатый кислород приобретают в баллонах, снабженных стандартными редукторами; однако эти редукторы, рассчитанные на мощные специальные технические горелки, не позволяют управлять давлением и снижать его до той величины, которая нужна в стеклодувном деле. Необходимо поэтому озаботиться подбором надлежащего редуктора.
Рекомендуется избегать питания горелок от двух баллонов— одного с кислородом, другого с горючим газом. При некоторых режимах горелки газ из одного баллона может проникнуть в другой, в результате чего образуется взрывчатая смесь.
Упругое йостоуние
Вязкое состояние
JeMnepamypqk Точка, i -4-
отжига когоаХснятия i вязкость еще уатяжения иечМ^жм'может мешать
зают через [криотализацои
Предел когда темпе
\pamypa еще дотаточна''-оля растворения мелких
Точки плавления
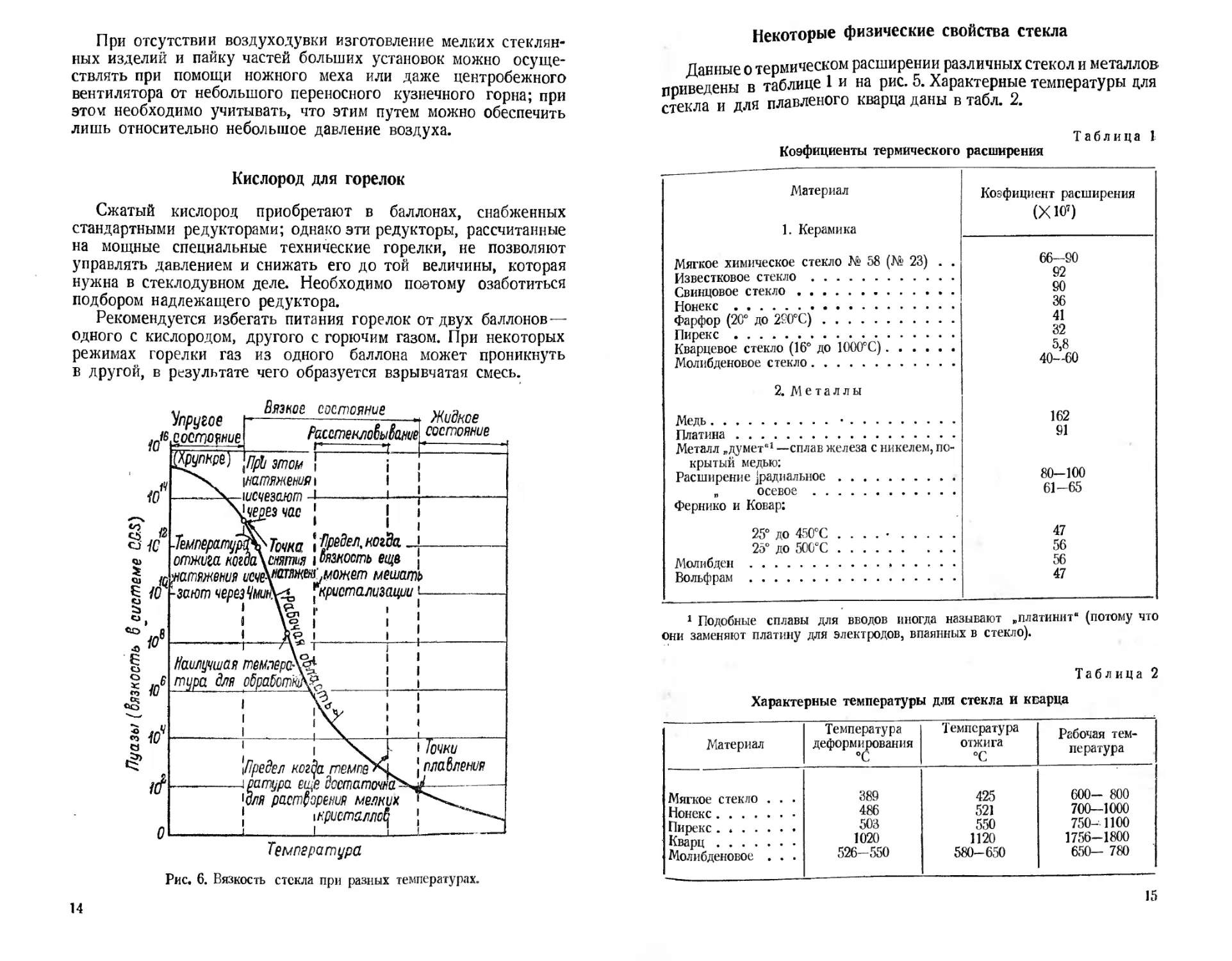
Рис. 6. Вязкость стекла при разных температурах.
14
Некоторые физические свойства стекла
Данные о термическом расширении различных стекол и металлов приведены в таблице 1 и на рис. 5. Характерные температуры для стекла и для плавленого кварца даны в табл. 2.
Таблица 1
Коэфициенты термического расширения
Материал 1. Керамика Мягкое химическое стекло № 58 (№ 23) . . Известковое стекло Свинцовое стекло Нонекс Фарфор (20° до 250°С) Пирекс Кварцевое стекло (16° до 1000°С) Молибденовое стекло 2. Металлы Медь • Платина Металл „думет"1 —сплав железа с никелем, покрытый медью; Расширение радиальное „ осевое Фернико и Ковар; 25° до 450°С ..... 25° до 500°С Молибден Вольфрам Козфициент расширения (Х10’)
66—90 92 90 36 41 32 5,8 40-60 162 91 80-100 61-65 47 56 56 47
1 Подобные сплавы для вводов иногда называют „платинит" (потому что они заменяют платину для электродов, впаянных в стекло).
Таблица 2
Характерные температуры для стекла и кварца
Материал Температура деформирования °C Температура отжига °C Рабочая температура
Мягкое стекло . . . Нонекс Пирекс Кварц Молибденовое . . . 389 486 503 1020 526-550 425 521 550 1120 580-650 600- 800 700-1000 750- 1100 1756-1800 650- 780
15
Изменение вязкости с температурой для типового стекла показано на рис. 6. Вязкости, соответствующие важнейшим характерным температурам — температуре отпуска, температуре отжига, рабочей температуре и температуре плавления,— указаны на кривой рис. 6. Первые две из этих температур характеризуют такое состояние стекла, что при первой внутреннее напряжение снижается в течение приблизительно четырехчасового нагревания, тогда как при второй, т. е. при температуре отжига, для этого достаточно нагревания в течение 4 мин. При температуре, соответствующей пределу отпуска (предел текучести), вязкость равна около 1013 пуазы; при температуре отжига она оказывается около 1012 пуазы (начало второго рабочего интервала). При рабочих температурах вязкость колеблется в пределах 105—1О10 пуаз, с оптимумом рабочей вязкости при 108-6 пуаз. Стекло считается расплавившимся, если вязкость его стала меньше 102 пуазы1.
Обрезка трубок и бутылей
Для того чтобы от тонкой (диаметром до 12 мм) стеклянной трубки отрезать нужный кусок, необходимо провести по ней ребром напильника черту в несколько миллиметров длины. Эта
Рис. 7. Разламывание трубки по разрезу.
1 —царапина подпилком.
черта должна быть строго перпендикулярна к осевой линии трубки. Затем трубку разламывают, слегка изгибая ее и сильно растягивая в стороны, как показано на рис. 7.
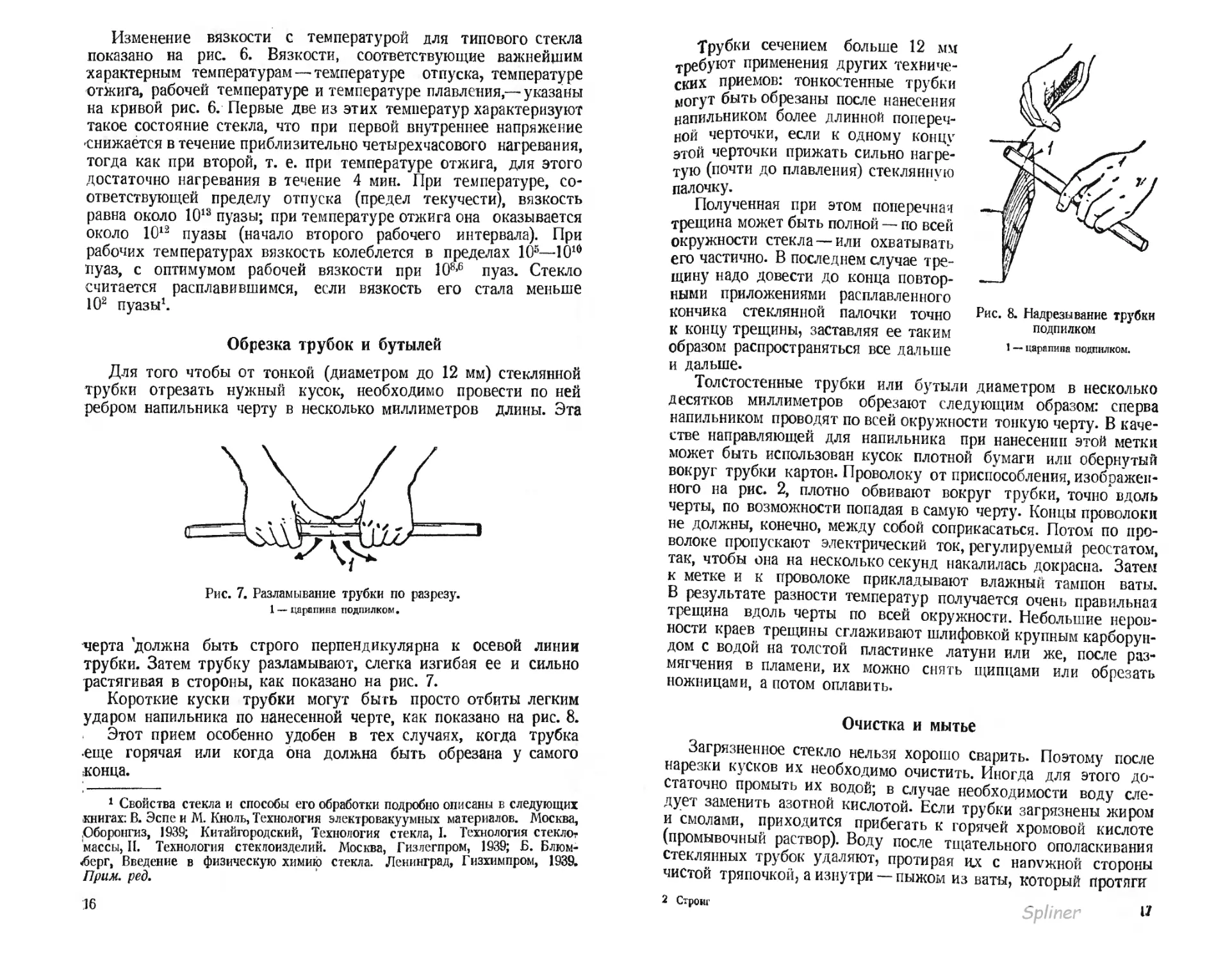
Короткие куски трубки могут быть просто отбиты легким ударом напильника по нанесенной черте, как показано на рис. 8.
Этот прием особенно удобен в тех случаях, когда трубка еще горячая или когда она должна быть обрезана у самого конца.
1 Свойства стекла и способы его обработки подробно описаны в следующих книгах: В. Эспе и М. Кноль, Технология электровакуумных материалов. Москва, Оборонгиз, 1939; Китайгородский, Технология стекла, I. Технология стекло? массы, II. Технология стеклоизделий. Москва, Гизлегпром, 1939; Б. Блюм-«берг, Введение в физическую химию стекла. Ленинград, Гизхимпром, 1939. Прим. ред.
16
Рис. 8. Надрезывание трубки подпилком
1 — царапина подпилком.
Трубки сечением больше 12 мм требуют применения других технических приемов: тонкостенные трубки могут быть обрезаны после нанесения напильником более длинной поперечной черточки, если к одному концу этой черточки прижать сильно нагретую (почти до плавления) стеклянную палочку.
Полученная при этом поперечная трещина может быть полной — по всей окружности стекла — или охватывать его частично. В последнем случае трещину надо довести до конца повторными приложениями расплавленного кончика стеклянной палочки точно к концу трещины, заставляя ее таким образом распространяться все дальше и дальше.
Толстостенные трубки или бутыли диаметром в несколько десятков миллиметров обрезают следующим образом: сперва напильником проводят по всей окружности тонкую черту. В качестве направляющей для напильника при нанесении этой метки может быть использован кусок плотной бумаги или обернутый вокруг трубки картон. Проволоку от приспособления, изображенного на рис. 2, плотно обвивают вокруг трубки, точно вдоль черты, по возможности попадая в самую черту. Концы проволоки не должны, конечно, между собой соприкасаться. Потом по проволоке пропускают электрический ток, регулируемый реостатом, так, чтобы она на несколько секунд накалилась докрасна. Затем к метке и к проволоке прикладывают влажный тампон ваты. В результате разности температур получается очень правильная трещина вдоль черты по всей окружности. Небольшие неровности краев трещины сглаживают шлифовкой крупным карборундом с водой на толстой пластинке латуни или же, после размягчения в пламени, их можно снять щипцами или обрезать ножницами, а потом оплавить.
Очистка и мытье
Загрязненное стекло нельзя хорошо сварить. Поэтому после нарезки кусков их необходимо очистить. Иногда для этого достаточно промыть их водой; в случае необходимости воду следует заменить азотной кислотой. Если трубки загрязнены жиром и смолами, приходится прибегать к горячей хромовой кислоте (промывочный раствор). Воду после тщательного ополаскивания стеклянных трубок удаляют, протирая их с нагмжной стороны чистой тряпочкой, а изнутри — пыжом из ваты, который протяги
2 Стронг
17
вают при помощи бечевки или проталкивают воздухом. Если же трубка должна быть особенно чистой и она промывалась дестил-лированной водой, ее можно высушить продуванием водяным аспиратором с водоструйным насосом, при легком нагревании горелкой.
Подогрев
Толстостенные стеклянные трубки и главным образом большие стеклянные аппараты, до того как их подвергать интенсивному местному нагреванию (горелками со встречным пламенем или ручной горелкой), необходимо тщательно прогревать.
Обычно применяют два способа прогрева.
Первый из них состоит в том, что изделия сначала слабо нагревают „холодным" пламенем горелки Мекера с закрытым притоком воздуха. По мере повышения температуры стекла приток воздуха к горелке Мекера постепенно усиливают, получая таким образом все более и более горячее пламя. После такого основательного прогрева изделия со всех его сторон, можно уже без риска подвергнуть его действию интенсивного местного нагревания с помощью горелки со встречным пламенем или с помощью паяльной лампы.
Другой способ прогрева состоит в том, что часть изделия кратковременно (доли секунды) нагревают встречным пламенем; после чего его быстро извлекают из огня, чтобы дать выровняться температуре, а затем через несколько секунд такой же операции подвергают другую часть изделия. Операцию эту повторяют до тех пор, пока температура всего изделия не повысится равномерно. По мере последовательных прогревов удлиняют интервалы, в течение которых изделие подвергается действию пламени, и укорачивают время пребывания его вне сферы огня, пока изделие не будет доведено до такой температуры, при которой оно станет выделять такое количество паров натрия, чтобы пламя окрашивалось в желтый цвет. Эта проба на натрий указывает температуру, при которой можно уже уверенно приступить к другим приемам обработки: к усадке, дутью, формовке и т. д. Некоторые изделия, в частности трубки, требуют подогревания не целиком, а лишь той зоны, которая примыкает к подлежащей обработке части, остальная часть может оставаться холодной.
Вращение изделий
Вращение — это основной прием работы стеклодува. Оно должно производиться равномерно, при координированном действии обеих рук. Если стекло правильно вращать в пламени, оно размягчается равномерно, и действие тяжести распределяется па нем симметрично.
18
На воздухе нижние поверхности стекла остывают быстрее, чем верхние. Поэтому существенно продолжить равномерное вращение даже после вынимания изделия из пламени.
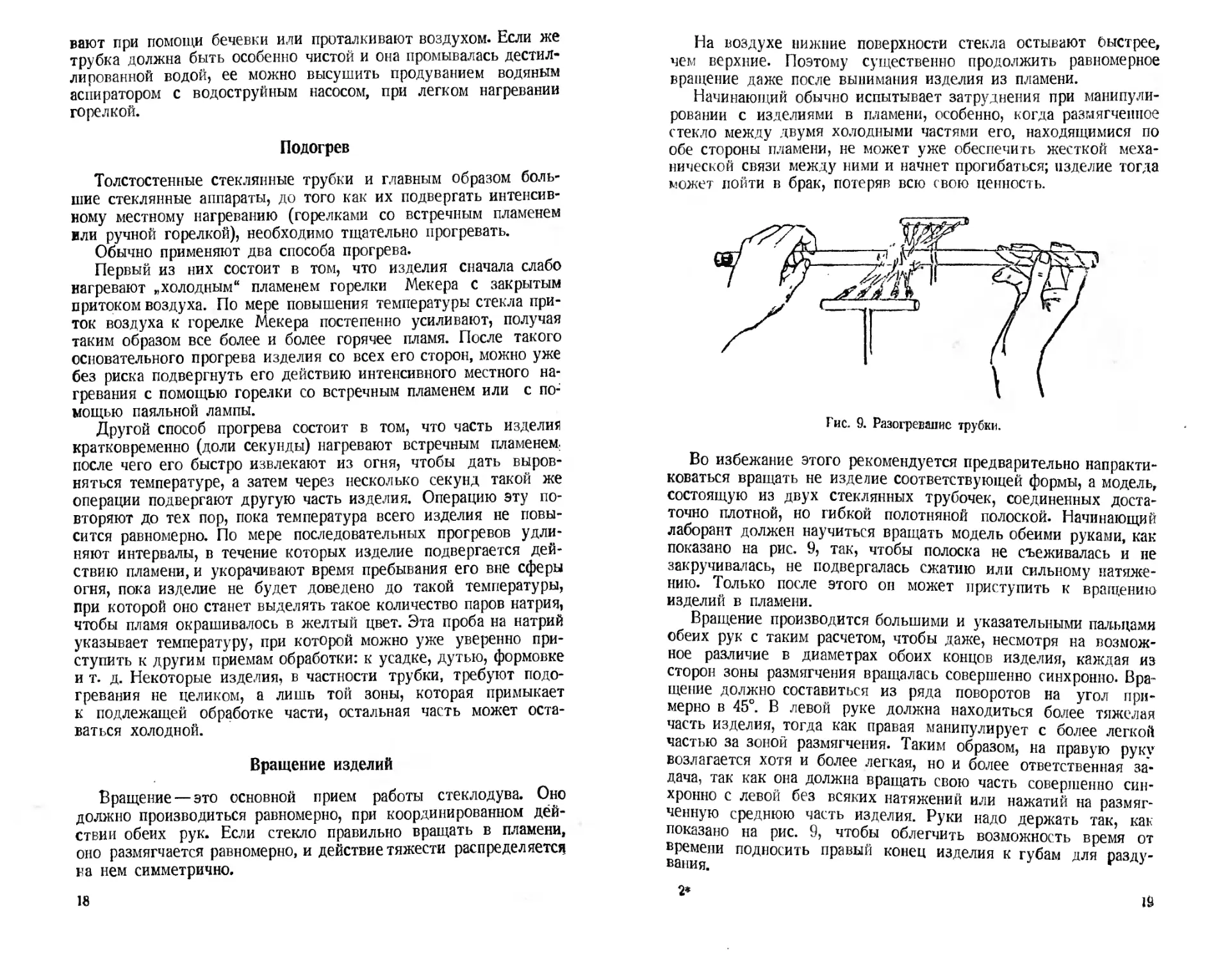
Начинающий обычно испытывает затруднения при манипулировании с изделиями в пламени, особенно, когда размягченное стекло между двумя холодными частями его, находящимися по обе стороны "пламени, не может уже обеспечить жесткой механической связи между ними и начнет прогибаться; изделие тогда может пойти в брак, потеряв всю свою ценность.
Гис. 9. Разогревание трубки.
Во избежание этого рекомендуется предварительно напрактиковаться вращать не изделие соответствующей формы, а модель, состоящую из двух стеклянных трубочек, соединенных достаточно плотной, но гибкой полотняной полоской. Начинающий лаборант должен научиться вращать модель обеими руками, как показано на рис. 9, так, чтобы полоска не съеживалась и не закручивалась, не подвергалась сжатию или сильному натяжению. Только после этого он может приступить к вращению изделий в пламени.
Вращение производится большими и указательными пальцами обеих рук с таким расчетом, чтобы даже, несмотря на возможное различие в диаметрах обоих концов изделия, каждая из сторон зоны размягчения вращалась совершенно синхронно. Вращение должно составиться из ряда поворотов на угол примерно в 45°. В левой руке должна находиться более тяжелая часть изделия, тогда как правая манипулирует с более легкой частью за зоной размягчения. Таким образом, на правую руку возлагается хотя и более легкая, но и более ответственная задача, так как она должна вращать свою часть совершенно синхронно с левой без всяких натяжений или нажатий на размягченную среднюю часть изделия. Руки надо держать так, как показано на рис. 9, чтобы облегчить возможность время от времени подносить правый конец изделия к губам для раздувания.
2*
Сгибание трубок
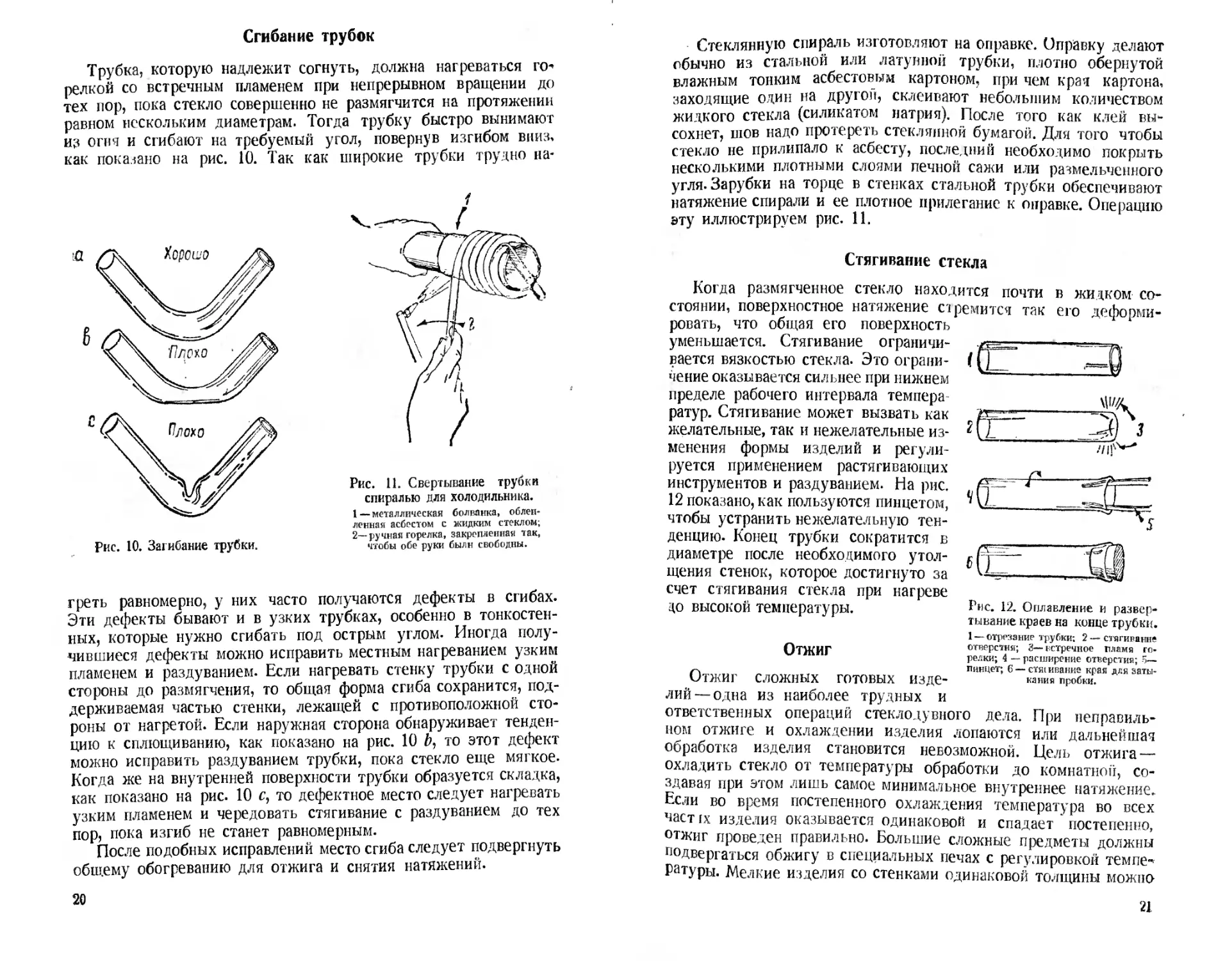
Трубка, которую надлежит согнуть, должна нагреваться го* редкой со встречным пламенем при непрерывном вращении до тех пор, пока стекло совершенно не размягчится на протяжении равном нескольким диаметрам. Тогда трубку быстро вынимают из огня и сгибают на требуемый угол, повернув изгибом вниз, как показано на рис. 10. Так как широкие трубки трудно на
1
Рис. 11. Свертывание трубки спиралью для холодильника.
1 — металлическая болванка, облепленная асбестом с жидким стеклом; 2—ручная горелка, закрепленная так, чтобы обе руки были свободны.
греть равномерно, у них часто получаются дефекты в сгибах. Эти дефекты бывают и в узких трубках, особенно в тонкостенных, которые нужно сгибать под острым углом. Иногда получившиеся дефекты можно исправить местным нагреванием узким пламенем и раздуванием. Если нагревать стенку трубки с одной стороны до размягчения, то общая форма сгиба сохранится, поддерживаемая частью стенки, лежащей с противоположной стороны от нагретой. Если наружная сторона обнаруживает тенденцию к сплющиванию, как показано на рис. 10 Ь, то этот дефект можно исправить раздуванием трубки, пока стекло еще мягкое. Когда же на внутренней поверхности трубки образуется складка, как показано на рис. 10 с, то дефектное место следует нагревать узким пламенем и чередовать стягивание с раздуванием до тех пор, пока изгиб не станет равномерным.
После подобных исправлений место сгиба следует подвергнуть общему обогреванию для отжига и снятия натяжений.
20
Стеклянную спираль изготовляют на оправке. Оправку делают обычно из стальной или латунной трубки, плотно обернутой влажным тонким асбестовым картоном, при чем крат картона, заходящие один на другой, склеивают небольшим количеством житного стекла (силикатом натрия). После того как клей высохнет, шов надо протереть стеклянной бумагой. Для того чтобы стекло не прилипало к асбесту, последний необходимо покрыть несколькими плотными слоями печной сажи или размельченного угля. Зарубки на торце в стенках стальной трубки обеспечивают натяжение спирали и ее плотное прилегание к оправке. Операцию эту иллюстрируем рис. 11.
Стягивание стекла
тывание краев на конце трубки. 1 — отрезание трубки; 2 — стягивание отверстия; 3— встречное пламя горелки; 4 — расширение отверстия; 5— пинцет; 6 — cthi ивание края для затыкания пробки.
Когда размягченное стекло находится почти в жидком состоянии, поверхностное натяжение стремится так его деформировать, что общая его поверхность уменьшается. Стягивание ограничивается вязкостью стекла. Это ограничение оказывается сильнее при нижнем пределе рабочего интервала темпера-ратур. Стягивание может вызвать как желательные, так и нежелательные изменения формы изделий и регулируется применением растягивающих инструментов и раздуванием. На рис. 12 показано, как пользуются пинцетом, чтобы устранить нежелательную тенденцию. Конец трубки сократится в диаметре после необходимого утолщения стенок, которое достигнуто за счет стягивания стекла при нагреве цо высокой температуры.
Отжиг
Отжиг сложных готовых изде-
лий—-одна из наиболее трудных и
ответственных операций стеклодувного дела. При неправильном отжиге и охлаждении изделия лопаются или дальнейшая обработка изделия становится невозможной. Цель отжига — охладить стекло от температуры обработки до комнатной, создавая при этом лишь самое минимальное внутреннее натяжение. Если во время постепенного охлаждения температура во всех част lx изделия оказывается одинаковой и спадает постепенно, отжиг проведен правильно. Большие сложные предметы должны подвергаться обжигу в специальных печах с регулировкой темпе--Ратуры. Мелкие изделия со стенками одинаковой толщины можно
21
с успехом отжигать и с помощью горелки Мекера или горелки со встречным пламенем. Когда все манипуляции при изготовлении уже закончены, все изделие нагревают до тех пор, пока его температура не поднимется выше температуры отжига. Тогда температуру постепенно понижают, осуществляя процесс подогрева в обратной последовательности. Весьма существенно, чтобы во время охлаждения температура всех частей изделий была одинаковой; для этого прибегают к специальному подогреву тех частей, которые обнаруживают склонность к более быстрому охлаждению, потому ли что они тоньше или же потому, что они вследствие своеобразия формы подвержены большим потерям тепла за счет излучения или конвекции. Когда убеждаются, что температура стала значительно ниже точки размягчения, изделие можно окончательно охладить на воздухе в месте, защищенном от тяги или сквозняков.
Вытягивание капилляра
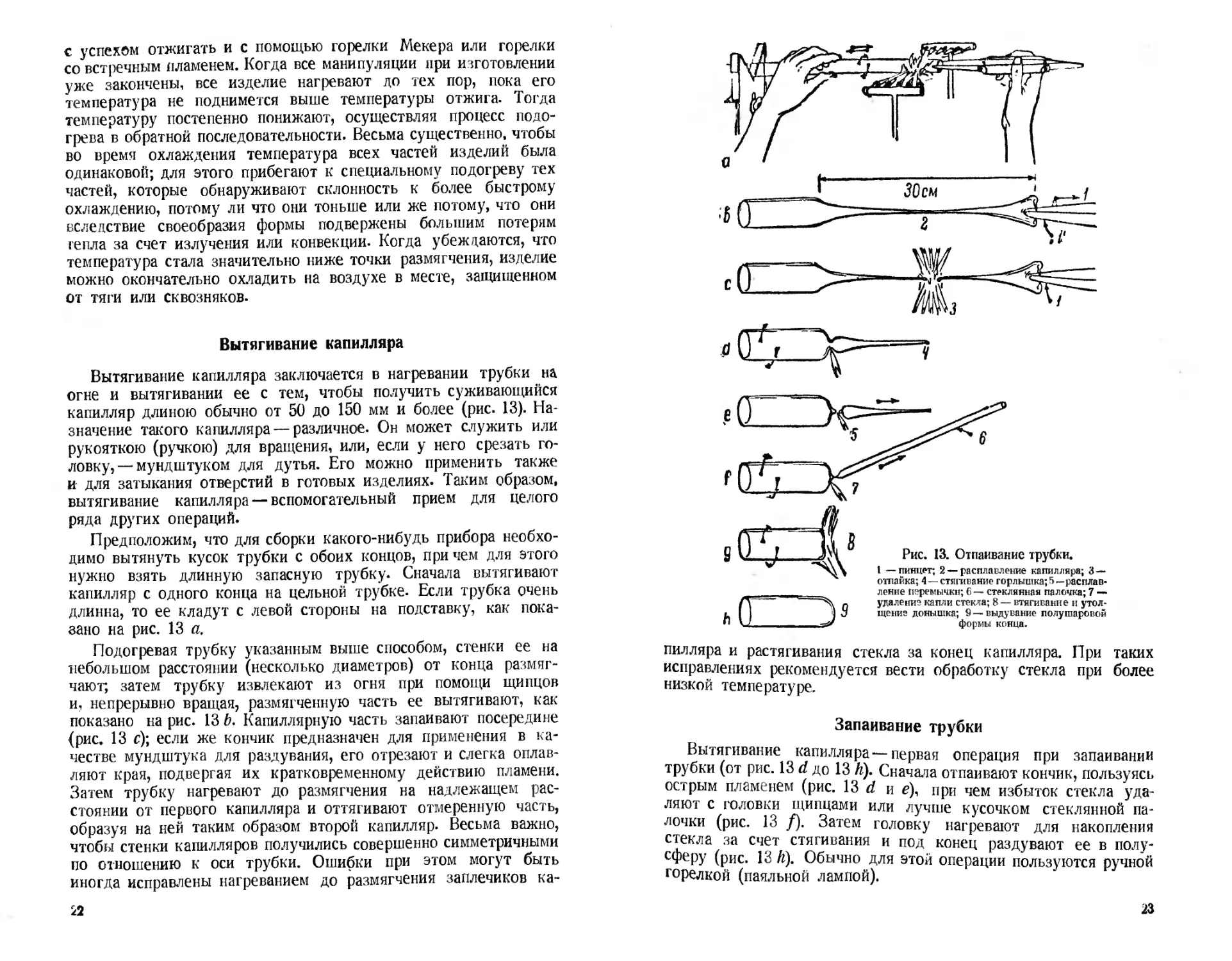
Вытягивание капилляра заключается в нагревании трубки на огне и вытягивании ее с тем, чтобы получить суживающийся капилляр длиною обычно от 50 до 150 мм и более (рис. 13). Назначение такого капилляра — различное. Он может служить или рукояткою (ручкою) для вращения, или, если у него срезать головку,— мундштуком для дутья. Его можно применить также и для затыкания отверстий в готовых изделиях. Таким образом, вытягивание капилляра — вспомогательный прием для целого ряда других операций.
Предположим, что для сборки какого-нибудь прибора необходимо вытянуть кусок трубки с обоих концов, при чем для этого нужно взять длинную запасную трубку. Сначала вытягивают капилляр с одного конца на цельной трубке. Если трубка очень длинна, то ее кладут с левой стороны на подставку, как показано на рис. 13 а.
Подогревая трубку указанным выше способом, стенки ее на небольшом расстоянии (несколько диаметров) от конца размягчают; затем трубку извлекают из огня при помощи щипцов и, непрерывно вращая, размягченную часть ее вытягивают, как показано на рис. 13 Ь. Капиллярную часть запаивают посередине (рис. 13 с); если же кончик предназначен для применения в качестве мундштука для раздувания, его отрезают и слегка оплавляют края, подвергая их кратковременному действию пламени. Затем трубку нагревают до размягчения на надлежащем расстоянии от первого капилляра и оттягивают отмеренную часть, образуя на ней таким образом второй капилляр. Весьма важно, чтобы стенки капилляров получились совершенно симметричными по отношению к оси трубки. Ошибки при этом могут быть иногда исправлены нагреванием до размягчения заплечиков ка-
22
Рис. 13. Отпаивание трубки.
1 — пинцет; 2 — расплавление капилляра; 3 — отпайка; 4—стягивание горлышка;5 —расплавление перемычки; 6 — стеклянная палочка; 7 — удаление капли стекла; 8 — втягивание и утолщение донышка; 9 — выдувание полушаровой формы конца.
пилляра и растягивания стекла за конец капилляра. При таких исправлениях рекомендуется вести обработку стекла при более низкой температуре.
Запаивание трубки
Вытягивание капилляра—первая операция при запаивании трубки (от рис. 13 d до 13 h). Сначала отпаивают кончик, пользуясь острым пламенем (рис. 13 d и е), при чем избыток стекла удаляют с головки щипцами или лучше кусочком стеклянной палочки (рис. 13 /). Затем головку нагревают для накопления стекла за счет стягивания и под конец раздувают ее в полусферу (рис. 13 ti). Обычно для этой операции пользуются ручной горелкой (паяльной лампой).
23
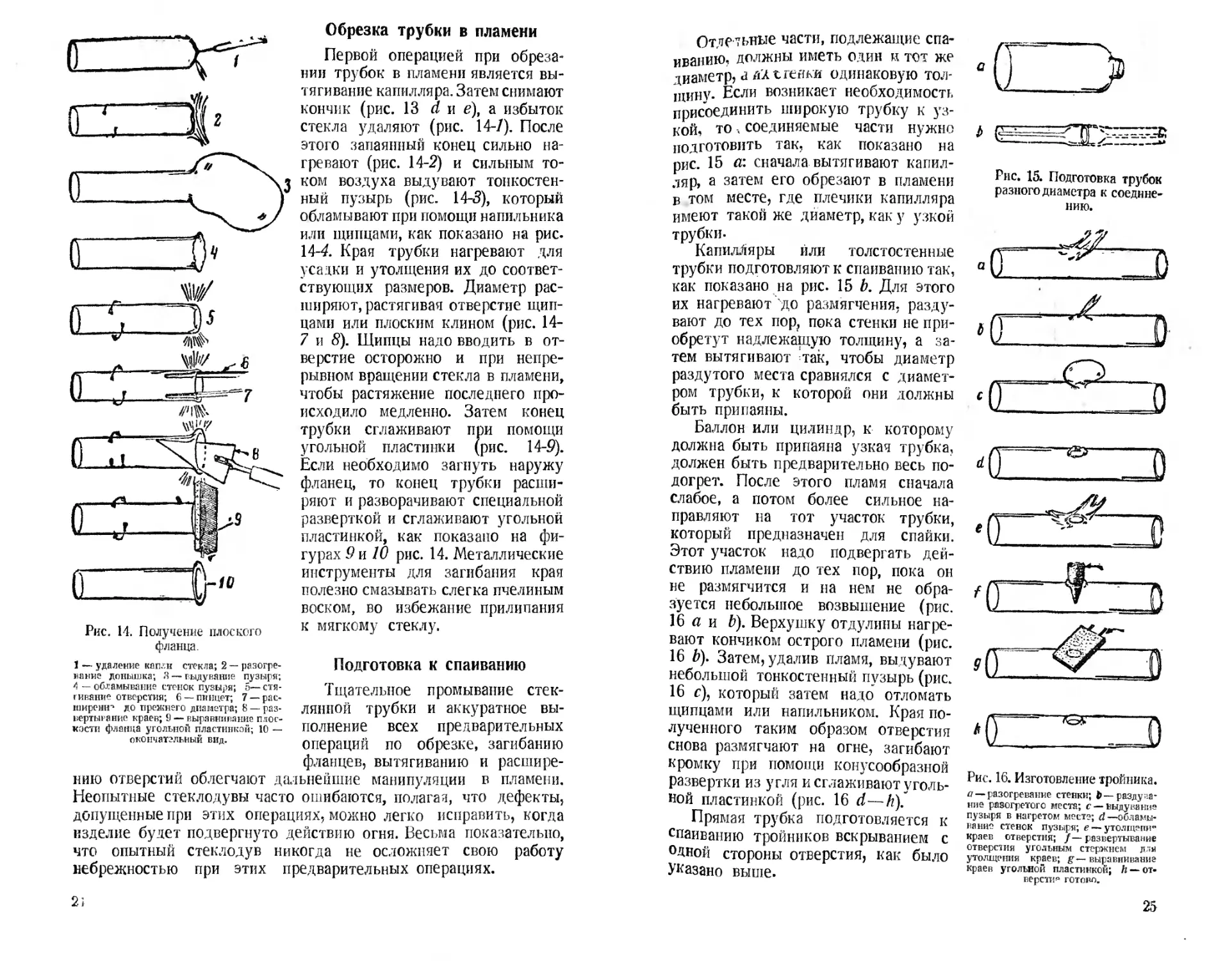
Рис. 14. Получение плоского фланца.
1 — удаление капли стекла; 2 — разогревание донышка; 3 — выдувание пузыря; А — обламывание стенок пузыря; 5—стягивание отверстия; 6 —пинцет; 7 —рас-ширенш до прежнего диаметра; 8 — развертывание краев; 9 — выравнивание плоскости фланка угольной пластинкой; 10 — окончательный вид.
Обрезка трубки в пламени
Первой операцией при обрезании трубок в пламени является вытягивание капилляра. Затем снимают кончик (рис. 13 d и е), а избыток стекла удаляют (рис. 14-/). После этого запаянный конец сильно нагревают (рис. 14-2) и сильным током воздуха выдувают тонкостенный пузырь (рис. 14-3), который обламывают при помощи напильника или щипцами, как показано на рис. 14-4. Края трубки нагревают для усадки и утолщения их до соответствующих размеров. Диаметр расширяют, растягивая отверстие щипцами или плоским клином (рис. 14-7 и 3). Щипцы надо вводить в отверстие осторожно и при непрерывном вращении стекла в пламени, чтобы растяжение последнего происходило медленно. Затем конец трубки сглаживают при помощи угольной пластинки (рис. 14-9). Если необходимо загнуть наружу фланец, то конец трубки расширяют и разворачивают специальной разверткой и сглаживают угольной пластинкой, как показано на фигурах 9 и /9 рис. 14. Металлические инструменты для загибания края полезно смазывать слегка пчелиным воском, во избежание прилипания к мягкому стеклу.
Подготовка к спаиванию
Тщательное промывание стеклянной трубки и аккуратное выполнение всех предварительных операций по обрезке, загибанию фланцев, вытягиванию и расшире
нию отверстий облегчают дальнейшие манипуляции в пламени. Неопытные стеклодувы часто ошибаются, полагая, что дефекты,
допущенные при этих операциях, можно легко исправить, когда изделие будет подвергнуто действию огня. Весьма показательно, что опытный стеклодув никогда не осложняет свою работу небрежностью при этих предварительных операциях.
21
Отдельные части, подлежащие спаиванию, должны иметь один и тот же тиаметр, а я'Аггем одинаковую толщину. Если возникает необходимость присоединить широкую трубку к узкой, то соединяемые части нужно подготовить так, как показано на рис. 15 а. сначала вытягивают капилляр, а затем его обрезают в пламени в том месте, где плечики капилляра имеют такой же диаметр, как у узкой трубки-
Капилляры или толстостенные трубки подготовляют к спаиванию так, как показано на рис. 15 Ь. Для этого их нагревают' до размягчения, раздувают до тех пор, пока стенки не приобретут надлежащую толщину, а затем вытягивают так, чтобы диаметр раздутого места сравнялся с диаметром трубки, к которой они должны быть припаяны.
Баллон или цилиндр, к которому должна быть припаяна узкая трубка, должен быть предварительно весь подогрет. После этого пламя сначала слабое, а потом более сильное направляют па тот участок трубки, который предназначен для спайки. Этот участок надо подвергать действию пламени до тех пор, пока он не размягчится и на нем не образуется небольшое возвышение (рис. 16 а и Ь). Верхушку отдулины нагревают кончиком острого пламени (рис. 16 Ь). Затем, удалив пламя, выдувают небольшой тонкостенный пузырь (рис. 16 с), который затем надо отломать щипцами или напильником. Края полученного таким образом отверстия снова размягчают на огне, загибают кромку при помощи конусообразной развертки из угля и сглаживают угольной пластинкой (рис. 16 d—h).
Прямая трубка подготовляется к спаиванию тройников вскрыванием с одной стороны отверстия, как было указано выше.
Рис. 15. Подготовка трубок разного диаметра к соединению.
Рис. 16. Изготовление тройника. а — разогревание стенки; Ь— раздувание разогретого места; с — выдувание пузыря в нагретом месте; d—обламывание стенок пузыря; е — утолщепи" краев отверстия; /—развертывание отверстия угольным стержнем для утолщения краев; g— выравнивание краев угольной пластинкой; h — от-версти” готово.
25
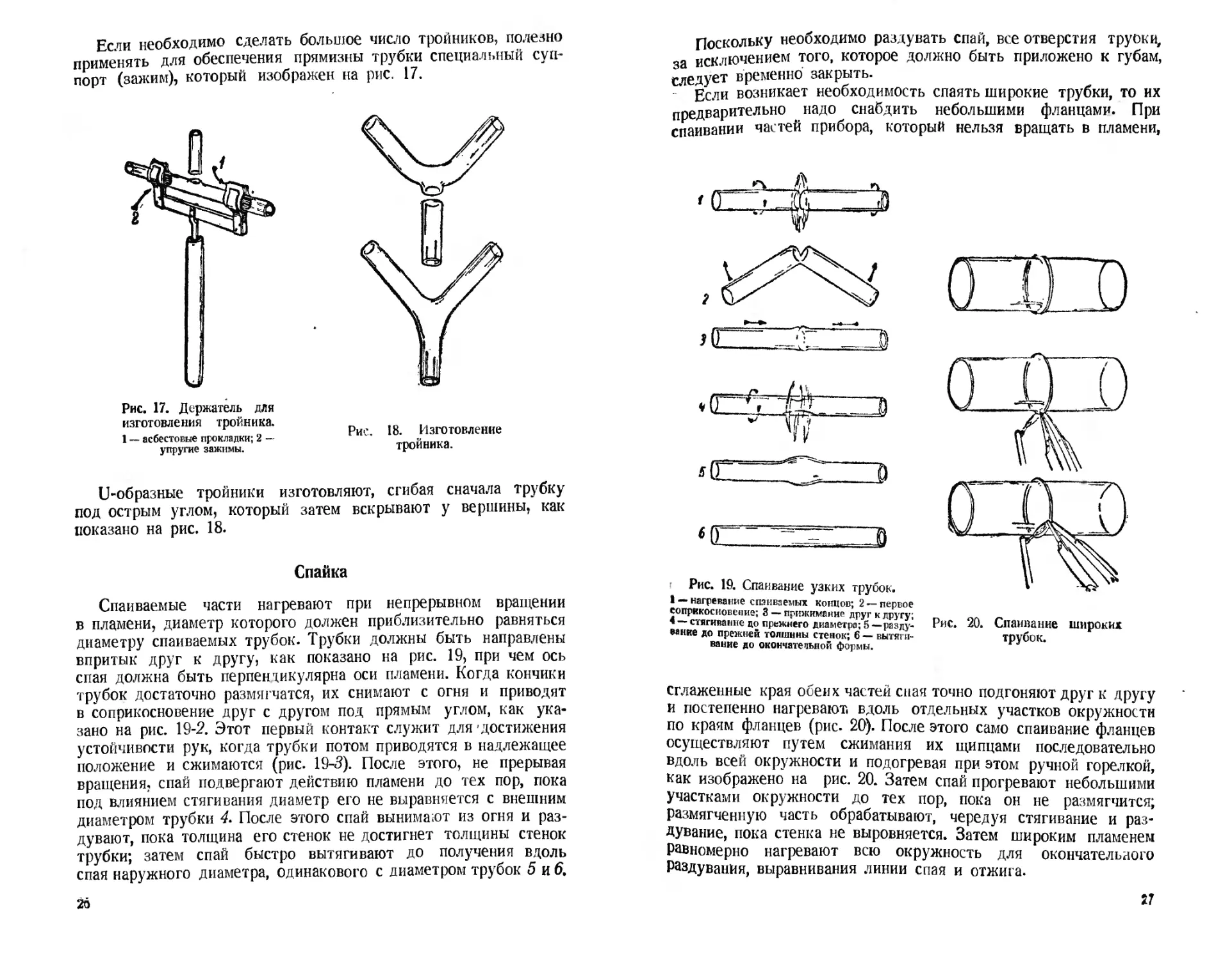
Если необходимо сделать большое число тройников, полезно применять для обеспечения прямизны трубки специальный суппорт (зажим), который изображен на рис. 17.
Рис. 17. Держатель для изготовления тройника.
1 — асбестовые прокладки; 2 — упругие зажимы.
Рис. 18. Изготовление тройника.
U-образные тройники изготовляют, сгибая сначала трубку под острым углом, который затем вскрывают у вершины, как показано на рис. 18.
Спайка
Спаиваемые части нагревают при непрерывном вращении в пламени, диаметр которого должен приблизительно равняться диаметру спаиваемых трубок. Трубки должны быть направлены впритык друг к другу, как показано на рис. 19, при чем ось спая должна быть перпендикулярна оси пламени. Когда кончики трубок достаточно размягчатся, их снимают с огня и приводят в соприкосновение друг с другом под прямым углом, как указано на рис. 19-2. Этот первый контакт служит для 'достижения устойчивости рук, когда трубки потом приводятся в надлежащее положение и сжимаются (рис. 19-3). После этого, не прерывая вращения, спай подвергают действию пламени до тех пор, пока под влиянием стягивания диаметр его не выравняется с внешним диаметром трубки 4. После этого спай вынимают из огня и раздувают, пока толщина его стенок не достигнет толщины стенок трубки; затем спай быстро вытягивают до получения вдоль спая наружного диаметра, одинакового с диаметром трубок 5 и 6,
26
Поскольку необходимо раздувать спай, все отверстия труоки, исключением того, которое должно быть приложено к губам, следует временно закрыть.
• Если возникает необходимость спаять широкие трубки, то их предварительно надо снабдить небольшими фланцами. При спаивании частей прибора, который нельзя вращать в пламени,
г Рис. 19. Спаивание узких трубок.
1 — нагревание спаиваемых концов; 2 — первое соприкосновение; 3 — прижимание друг к другу;
4 — стягивание до прежнего диаметра; 5 —раздувание до прежней толщины стенок; 6 — вытягивание до окончательной формы.
сглаженные края обеих частей спая точно подгоняют друг к другу и постепенно нагревают вдоль отдельных участков окружности по краям фланцев (рис. 20). После этого само спаивание фланцев осуществляют путем сжимания их щипцами последовательно вдоль всей окружности и подогревая при этом ручной горелкой, как изображено на рис. 20. Затем спай прогревают небольшими участками окружности до тех пор, пока он не размягчится; размягченную часть обрабатывают, чередуя стягивание и раздувание, пока стенка не выровняется. Затем широким пламенем равномерно нагревают всю окружность для окончательного Раздувания, выравнивания линии спая и отжига.
27
Кольцевая спайка
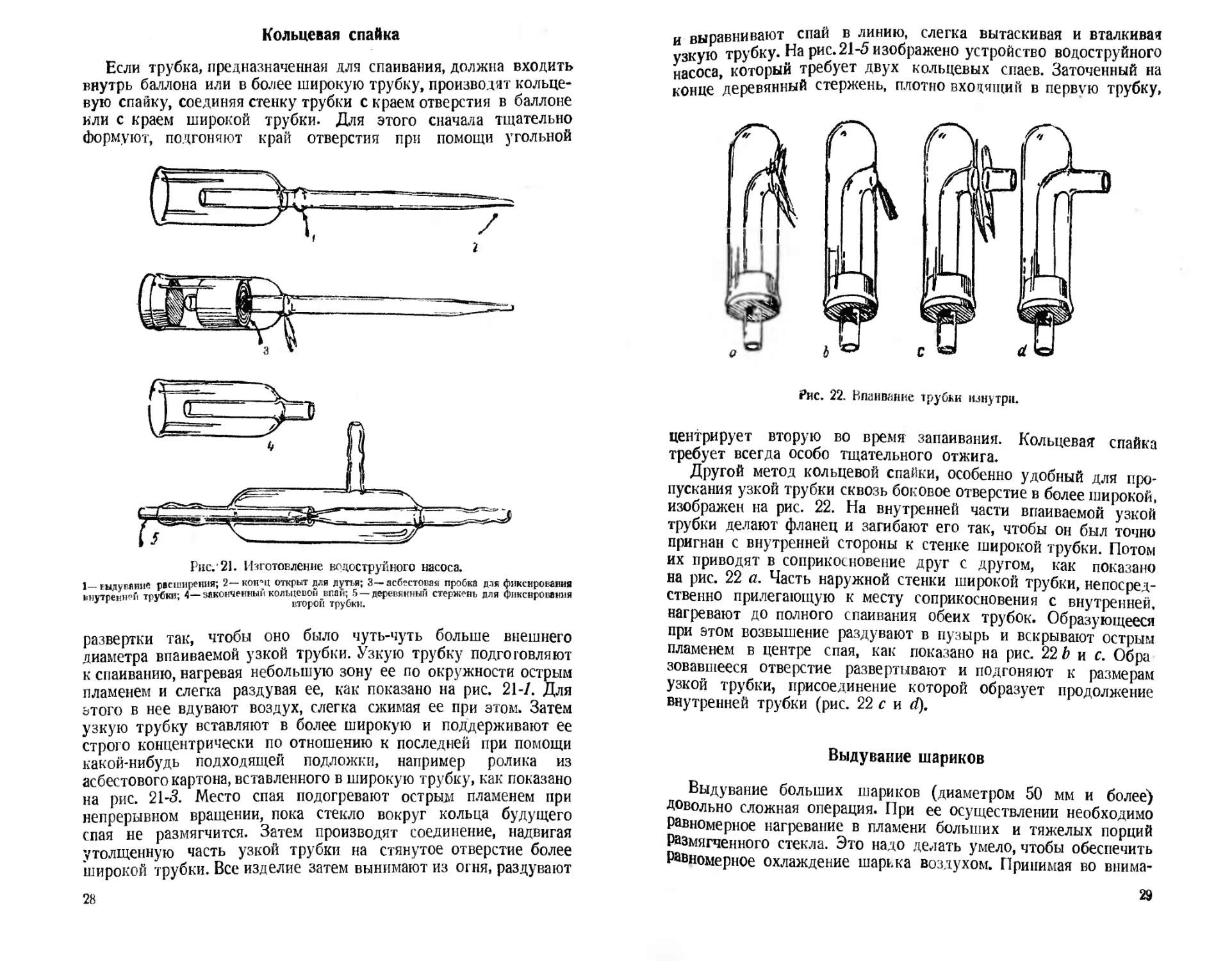
Если трубка, предназначенная для спаивания, должна входить внутрь баллона или в более широкую трубку, производят кольцевую спайку, соединяя стенку трубки с краем отверстия в баллоне или с краем широкой трубки. Для этого сначала тщательно Формуют, подгоняют край отверстия при помощи угольной
Рис.'21. Изготовление водоструйного насоса.
1—Еыдувяние расширения; 2—кон’Ц открыт для дутья; 3—асбестовая пробка для фиксирования внутренней трубки; 4—законченный кольцевой впай; 5 —деревянный стержень для фиксирования второй трубки.
развертки так, чтобы оно было чуть-чуть больше внешнего диаметра впаиваемой узкой трубки. Узкую трубку подготовляют к спаиванию, нагревая небольшую зону ее по окружности острым пламенем и слегка раздувая ее, как показано на рис. 21-/. Для этого в нее вдувают воздух, слегка сжимая ее при этом. Затем узкую трубку вставляют в более широкую и поддерживают ее строго концентрически по отношению к последней при помощи какой-нибудь подходящей подложки, например ролика из асбестового картона, вставленного в широкую трубку, как показано на рис. 21-3. Место спая подогревают острым пламенем при непрерывном вращении, пока стекло вокруг кольца будущего спая не размягчится. Затем производят соединение, надвигая утолщенную часть узкой трубки на стянутое отверстие более широкой трубки. Все изделие затем вынимают из огня, раздувают
28
ыоавнивают спай в линию, слегка вытаскивая и вталкивая Изкую тпубку. На рис. 21-5 изображено устройство водоструйного Уасоса, который требует двух кольцевых спаев. Заточенный на плотно входящий в первую трубку,
конце деревянный стержень,
Рис. 22. Впаивание трубки изнутри.
центрирует вторую во время запаивания. Кольцевая спайка требует всегда особо тщательного отжига.
Другой метод кольцевой спайки, особенно удобный для пропускания узкой трубки сквозь боковое отверстие в более широкой, изображен на рис. 22. На внутренней части впаиваемой узкой трубки делают фланец и загибают его так, чтобы он был точно пригнан с внутренней стороны к стенке широкой трубки. Потом их приводят в соприкосновение друг с другом, как показано на рис. 22 а. Часть наружной стенки широкой трубки, непосредственно прилегающую к месту соприкосновения с внутренней, нагревают до полного спаивания обеих трубок. Образующееся при этом возвышение раздувают в пузырь и вскрывают острым пламенем в центре спая, как показано на рис. 22 b и с. Обра зовавшееся отверстие развертывают и подгоняют к размерам узкой трубки, присоединение которой образует продолжение внутренней трубки (рис. 22 с и d}.
Выдувание шариков
Выдувание больших шариков (диаметром 50 мм и более) довольно сложная операция. При ее осуществлении необходимо равномерное нагревание в пламени больших и тяжелых порций Размягченного стекла. Это надо делать умело, чтобы обеспечить Равномерное охлаждение шарика воздухом. Принимая во внима-
29
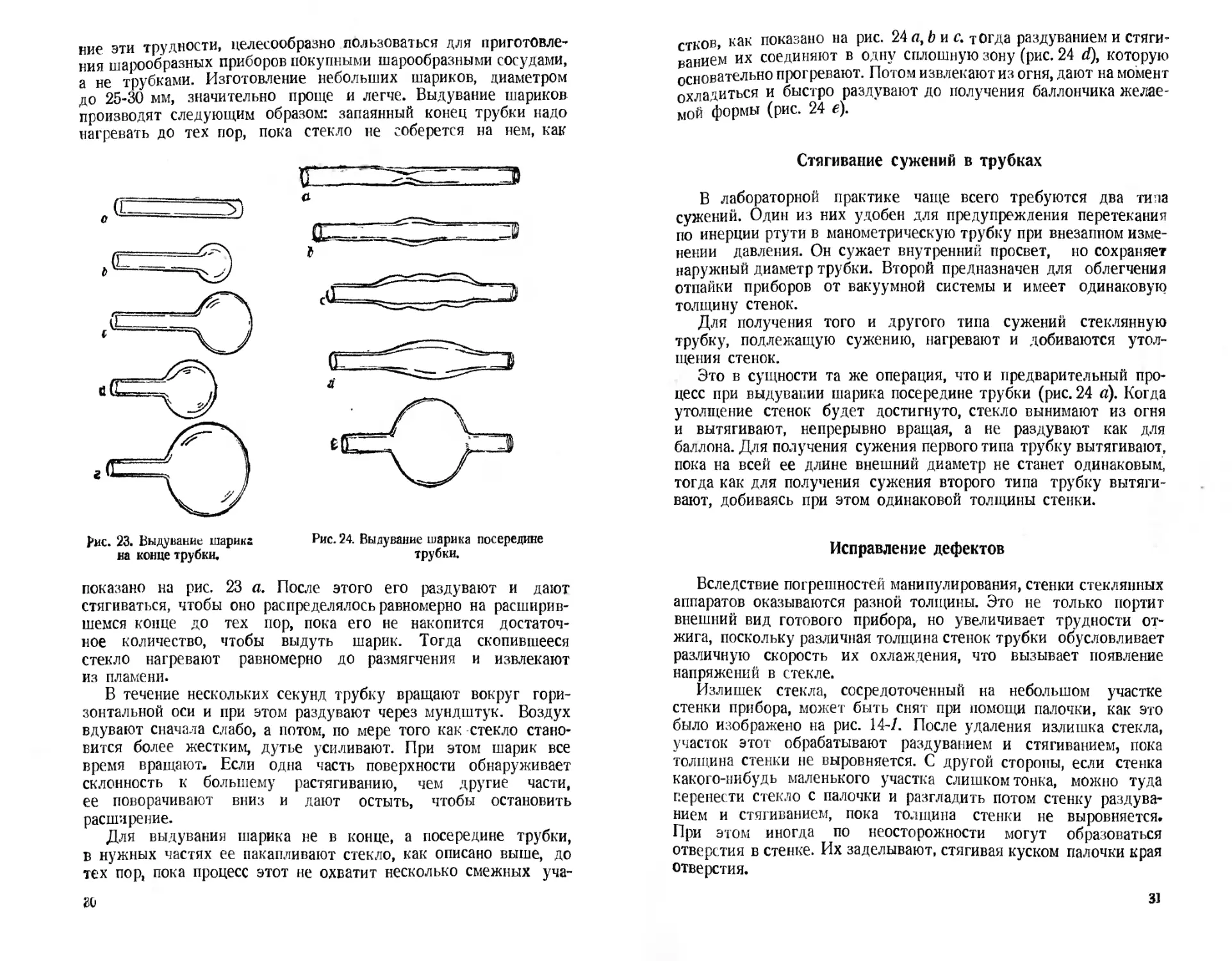
ние эти трудности, целесообразно пользоваться для приготовле-* ния шарообразных приборов покупными шарообразными сосудами, а не трубками. Изготовление небольших шариков, диаметром до 25-30 мм, значительно проще и легче. Выдувание шариков производят следующим образом: запаянный конец трубки надо нагревать до тех пор, пока стекло не соберется на нем, как
J*M€. 23. Выдувание пиринг на конце трубки.
Рис. 24. Выдувание шарика посередине трубки.
показано на рис. 23 а. После этого его раздувают и дают стягиваться, чтобы оно распределялось равномерно на расширившемся конце до тех пор, пока его не накопится достаточное количество, чтобы выдуть шарик. Тогда скопившееся стекло нагревают равномерно до размягчения и извлекают из пламени.
В течение нескольких секунд трубку вращают вокруг горизонтальной оси и при этом раздувают через мундштук. Воздух вдувают сначала слабо, а потом, по мере того как стекло становится более жестким, дутье усиливают. При этом шарик все время вращают. Если одна часть поверхности обнаруживает склонность к большему растягиванию, чем другие части, ее поворачивают вниз и дают остыть, чтобы остановить расширение.
Для выдувания шарика не в конце, а посередине трубки, в нужных частях ее накапливают стекло, как описано выше, до тех пор, пока процесс этот не охватит несколько смежных уча-30
стков, как показано на рис. 24 л, b и с. тогда раздуванием и стяги-ванием их соединяют в одну сплошную зону (рис. 24 d), которую основательно прогревают. Потом извлекают из огня, дают на момент л?па литься и быстро раздувают до получения баллончика желаемой формы (рис. 24 е).
Стягивание сужений в трубках
В лабораторной практике чаще всего требуются два типа сужений. Один из них удобен для предупреждения перетекания по инерции ртути в манометрическую трубку при внезапном изменении давления. Он сужает внутренний просвет, но сохраняет наружный диаметр трубки. Второй предназначен для облегчения отпайки приборов от вакуумной системы и имеет одинаковую толщину стенок.
Для получения того и другого типа сужений стеклянную трубку, подлежащую сужению, нагревают и добиваются утолщения стенок.
Это в сущности та же операция, что и предварительный процесс при выдувании шарика посередине трубки (рис. 24 а). Когда утолщение стенок будет достигнуто, стекло вынимают из огня и вытягивают, непрерывно вращая, а не раздувают как для баллона. Для получения сужения первого типа трубку вытягивают, пока на всей ее длине внешний диаметр не станет одинаковым, тогда как для получения сужения второго типа трубку вытягивают, добиваясь при этом одинаковой толщины стенки.
Исправление дефектов
Вследствие погрешностей манипулирования, стенки стеклянных аппаратов оказываются разной толщины. Это не только портит внешний вид готового прибора, но увеличивает трудности отжига, поскольку различная толщина стенок трубки обусловливает различную скорость их охлаждения, что вызывает появление напряжений в стекле.
Излишек стекла, сосредоточенный на небольшом участке стенки прибора, может быть снят при помощи палочки, как это было изображено на рис. 14-7. После удаления излишка стекла, участок этот обрабатывают раздуванием и стягиванием, пока толщина стенки не выровняется. С другой стороны, если стенка какого-нибудь маленького участка слишком тонка, можно туда перенести стекло с палочки и разгладить потом стенку раздуванием и стягиванием, пока толщина стенки не выровняется. При этом иногда по неосторожности могут образоваться отверстия в стенке. Их заделывают, стягивая куском палочки края отверстия.
3J
Платиновые вводы
Раньше единственным удовлетворительным способом получения спая стекла с металлом было соединение платины с мягким стеклом. Такие спаи в настоящее время применяются редко вследствие высокой цены платины. Так как твердое стекло (т. н. молибденовое или пирекс) непосредственно спаивается вольфрамом, его в последнее время стали широко применять для изготовления всех лабораторных аппаратов. Однако иногда все же приходится пользоваться платиновыми трубками, например для введения чистого водорода диффузией в стеклянные аппараты. Для этого, как и для других специальных целей, требуется спаивать платину с мягким стеклом. Для получения такого платинового ввода необходимо сначала напаять на платиновую проволочку небольшой королек мягкого стекла (свинцового или натриевого). Королек и платину нагревают при этом приблизительно до 1000е С для обеспечения хорошего смачивания металла стеклом. Затем королек впаивают в стенку трубки, как показано на рис. 25.
4
Рис. 25. Впаивание ввода в боковую стенку.
1 — платиновая проволочка; 2— стеклянная бусинка, напаянная ири 1000°С; 3 —трубка из свинцового стекла; 4 — готовый вид.
Вольфрамовые и молибденовые вводы
Вольфрамовые проволоки могут быть впаяны в стекло пирекс, если их диаметр меньше 0,15 мм. Более толстые вольфрамовые проволоки сначала впаивают в патрубок (муфту) из стекла нонекс, который, в свою очередь, впаивают в стейку прибора. Этот прием безусловно необходим в тех случаях, когда спай должен подвергаться нагреву для отжига в печи. Температура
размягчения стекла нонекс ниже, чем пирекса, и между точкой отпуска, когда начинает снижаться в стекле внутреннее натяжение, и комнатной температурой общее термическое расширение нонекса почти точно равно расширению вольфрама в том же температурном интервале.
Чтобы подготовить вольфрамовую проволоку для впаивания в стекло, ее непосредственно перед запаиванием очищают, нагревая до белого каления в пламени газовой горелки. Если этого не сделать, то на поверхности спая появятся пузырьки. Поверхность вольфрама до впаивания очищают, нагревая ее и касаясь при этом ее кусочком калийной или натриевой селитры. После этого вольфрам промывают, на него надевают и напаивают короткую бусинку из пирекса или из нонекса, в зависимости от сечения проволоки, как это показано на рис. 26 а. Интенсивное нагревание, необходимое для стягивания стекла и смачивания им
поверхности металла, следует производить острым пламенем, начиная с одного края бусинки, чтобы стягивание шло с этого конца постепенно к середине. Таким образом можно избежать скопления пузырьков между металлом и стеклом. Поверхность соприкосновения между стеклом и вольфрамом бывает яркокрасная, так как окислы, образующиеся на поверхности вольфрама, растворяются в стекле и окрашивают его. По окончании этой операции бусинки впаивают в отверстие прибора, как показано на рис. 26 Ь. При впаивании металла в стекло весьма существенно, чтобы охлаждение было
достаточно медленным, во избежание появления натяжений.
Вольфрамовая проволока бывает часто волокнистого строения и имеет продольные каналы, которые могут давать течь при впаивании ее в вакуумные приборы. Во избежание этого необходимо, чтобы кончик впаянного вольфрама всегда заканчивался сваренным с ним куском проволоки из никеля- или из металла „адванс". К никелевому или адвансовому кончику припаивают медный проводник. Медь, легко сплавляется с этими металлами,
но ее нельзя непосредственно сварить с вольфрамом.
Молибден впаивается в стекло проще чем вольфрам, так как лучше смачивается стеклом. При этом пользуются теми же приемами. Чтобы впаять в стекло толстую молибде-
Рис. 26. Впаивание ввода на конце трубки.
1 — вольфрам диаметром и? больше 2 — 3 мм; 2 — капля никеля или сплава „адванс" на кончике вольфрама; 3 — бусинка из пирекса или нонекса; 4 — трубка из пирекса; 5 — медный провод, припаянный к капле адванса;
6—готовый вид.
новую проволоку, ее предварительно
обматывают тонкой размягченной палочкой из молибденового стекла, разогревая в восстановительном пламени, дабы избежать
окисления поверхности металла.
Электроды разрядных трубок приготовляют обычно из алюминиевой проволоки, свернутой в спираль, диаметром около 2,0—2,5 мм и из вольфрам-пирексового ввода при помощи приемов, показанных на рис. 27.
Конец алюминиевой спирали, загнутый перпендикулярно ее плоскости, чтобы получить спай с вольфрамовой проволокой, расплавляют, обернув его тонким листиком красной меди. Вольфрамовую проволоку погружают в расплавленный алюминий кончиком, покрытым никелем. Медная фолыа удерживает ее в надлежащем положении. Когда алюминий затвердеет, медную фольгу снимают. Стеклянную муфточку приплавляют к вольфраму; она плотно надвигается па конец алюминиевой проволоки и обеспечивает необходимую добавочную поддержку.
3 Стронг
33
Рис. 27. Крепление электродов внутри трубки.
1 — вольфрам; 2— никелевый кончик; 3 — медный листок, обернутый вокруг алюминиевой проволоки; 4 — алюминиевый электрод; 5 —после снятия медного листа; 6— пирексовая или ионексовая муфточка; 7 — никелевый кончик; 8— расширенный конац служит для фиксирования электрода; 9—медный провод; 10—трубка стянута на другом конце, и второй электрод вводится на место изнутри.
Рис. 28. Спаивание стекла с металлом.
1 — медный диск; 2 — пирексовые трубки; 3 — трубки, припаянные к диску; 4 — царапина подпилком для обламывания; 5 — отверстие, высверленное в диске; 6— модный провод; 7 — разогретый пирекс не должен заходить за край диска из мпди; 8—продольный разрез; 9—проволока впаяна в диск серебром; 10 —трубочка нз пирекса; 11 — медная трубка с острыми краями; 12 — кольцо из пирекса, напаянное на край изнутри; 13 — пирексовая трубка расширенная; 14 — пирексовая трубка, напаянная на острый край снаружи;
15 — разрез вдоль оси.
Спаи медь-стекло
При помощи технических приемов, разработанных В- Г. Хоузе-кипером (Л. I.4), можно получить спаи медь-пирекс. Коэфициент термического расширения меди значительно больше, чем у любого сорта стекла. Необходимо придать спаю особую форму, чтобы предохранить стекло от растрескивания при изменении температуры. Если медь достаточно тонка, она деформируется; при этом разница между расширением меди и расширением стекла компенсируется, что оказывается возможным, вследствие ее высокой дуктильности и низкого предела текучести. Конструктивное оформление деталей различных спаев, разработанных Хоузекипером, изображено на рис. 28 и 29.
В конструкциях, представленных на рис. 28, особенно важно не давать стеклу выступать за края меди. Спай, изображенный на рис. 29, приготовляют из медной проволоки, предварительно расплющенной в тонкую пластинку с острыми краями. Во избежание расплавления меди нагревание пирексовой трубки надо вести особенно осторожно.
«Ковар» и «Фернико»
Скорость расширения стекол повышается вблизи их температуры размягчения, как это показано на рис. 5. С другой стороны, термическое расширение большинства металлов почти линейное. Расширения же двух новых сплавов — Ковар и Фернико — точно воспроизводят закон расширения некоторых, имеющихся в продаже, сортов стекол (Л. I, 4). Эти сплавы дают спаи металла со
стеклом, которые не претерпевают натяжения при всех условиях обжига и могут быть спаяны с соответствующими стеклами, не требуя применения таких приемов, которые необходимы при спаях Хоузекипера.
Согласно А. У. Гуллю, Фернико может существовать при комнатной температуре, либо в гамма-поверхностно-центрированной фазе, либо в альфа-фазе (объемно-центрированной.) Если вести обжиг при 900е или выше, оно имеет поверхностно-центри рованную структуру, характеризуется небольшим расширением и устойчиво в этом состоянии при любых температурах выше—40°. Подвергая действию температуры жидкого воздуха или механическому натя-
Рис. 29. Впаивание электрода по Хоузскипсру.
1 — расплющенный модный электрод; а— вид сверху; б —вид сбоку; в — сечани’; 2 —электрод вставлен в го; ячую трубку из пирекса; 3— сплющивание трубки на угольной пластинке; 4—готовый ввод.
3*
35
жению, его можно перевести в альфа-фазу, имеющую другое расширение. Этого следует избегать.
Согласно Скотту: „Чтобы получить желаемое низкое и обратимое расширение, характерное для Ковар и Фернико, состав их подгоняют таким образом, чтобы переход из гамма- в альфа-фазу осуществлялся лишь в интервале—80 и —180е С. Однако спаи нельзя длительно охлаждать ниже—40°, вследствие прогрессивно увеличивающейся разности расширения между металлом и стеклом при охлаждении ниже комнатной температуры. Специально могут быть подобраны и такие составы, которые позволили бы вести охлаждение до температуры значительно ниже комнатнойБольшие спаи диаметром до 100 мм, при толщине получить между стеклом американ-
ской марки 705-AJ и Коваром. Такие формы спаев показаны на рис.30, они дали возможность изготовлять
Рис. 30. Впаивание изолированного ввода в металл.
1—стеклянная бусинка; 2— сварной шов; 3—стеклянная муфточка; 4— сварной шов.
стенок свыше 3 мм можно
современные металлические электронные усилительные лампы (Л.1,3, 4, 5, 6).
Эти новые сплавы можно спаивать легкоплавкихМ медным припоем, сваривать с медью и соединять при помощи точечной сварки. Не рекомендуется, однако, спаивать их серебром, так как это делает их хрупкими. Они значительно меньше окисляются, чем железо, а потому не покрываются окалиной даже при повышенных температурах.
Все же надо соблюдать некоторую осторожность, чтобы избежать значительного перегрева их во время спаивания. Весьма существенным свойством этих сплавов является то, что на них не действует ртуть.
Рис. 31. Спай стекла с фарфором.
1— палочка нонекся; 2 — кольцо нонекса па фарфор?; 3— фарфоровая трубка; 4 —нонекс; 5— пирекс; 6— готовый спай.
Спаи фарфор-пирекс
Фарфор, особенно сорт его, известный под названием Инсулит, можно непосредственно спаивать с пирексовыми труб-
ками небольших диаметров (меньше 12 мм), при больших диаметрах пирексовых трубок спай осуществляется при помощи промежуточного кольца из стекла нонекс, как показано на рис; 31.
ГЛАВА II
ХОЛОДНАЯ ОБРАБОТКА ОПТИЧЕСКОГО СТЕКЛА В ЛАБОРАТОРИИ
Введение
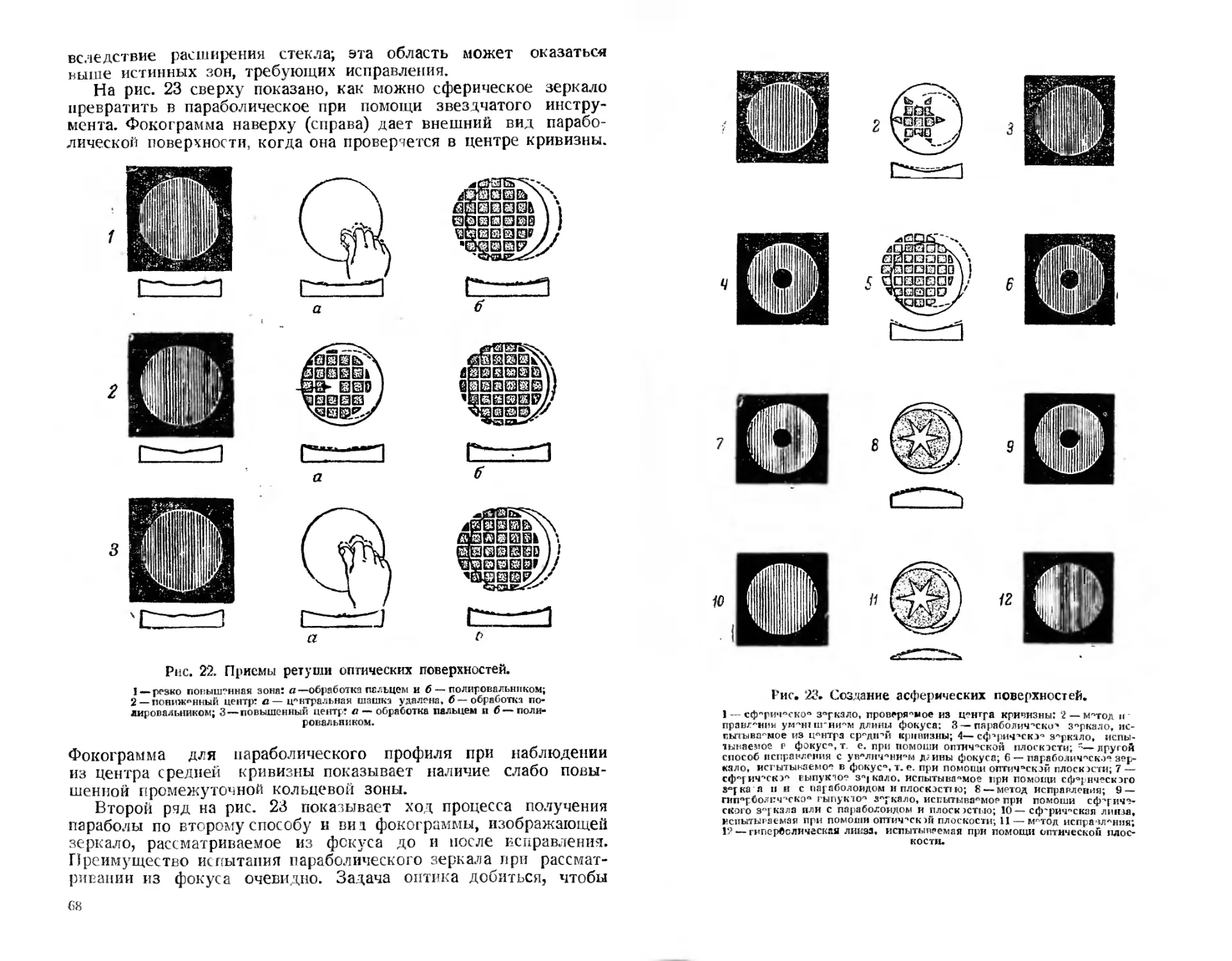
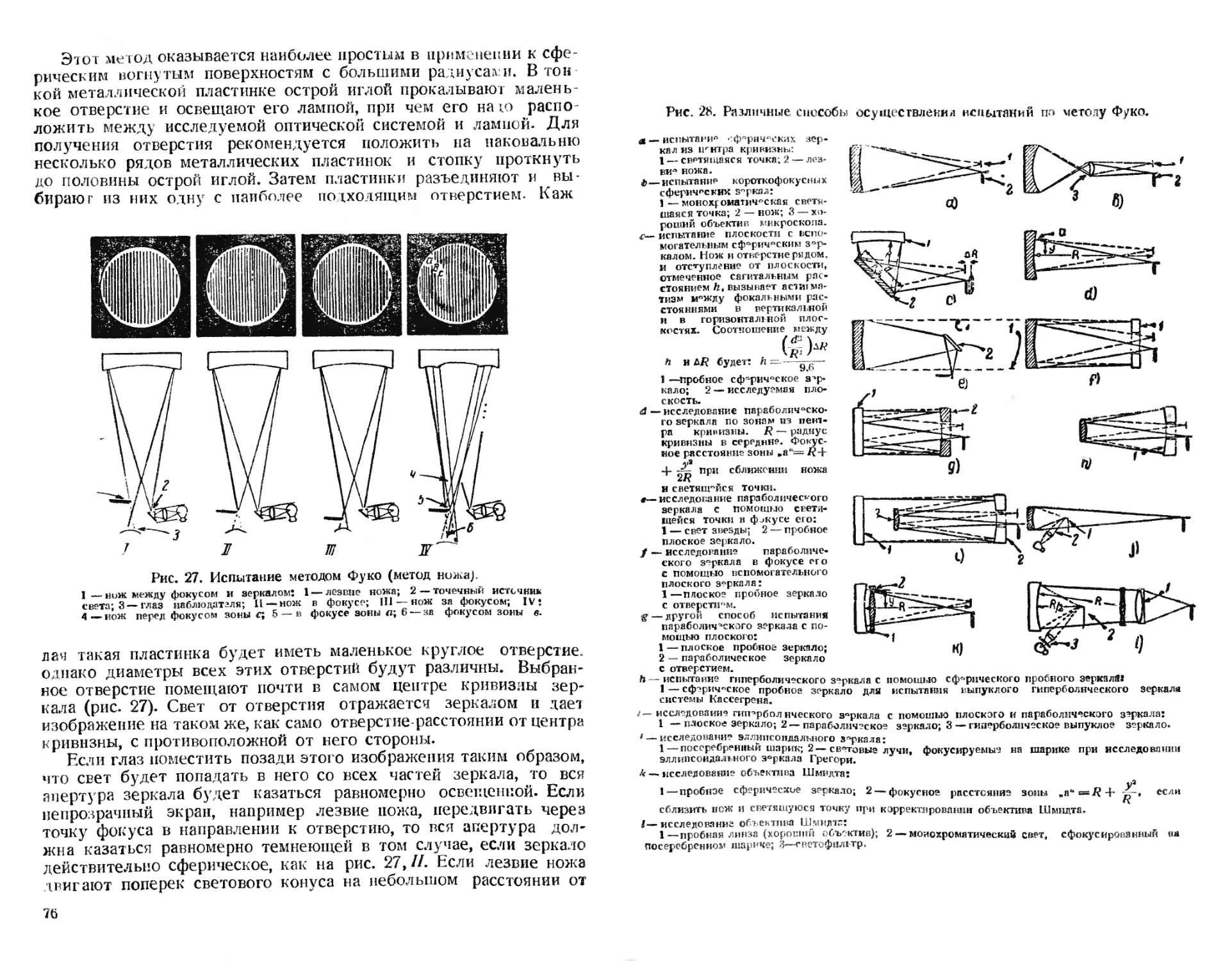
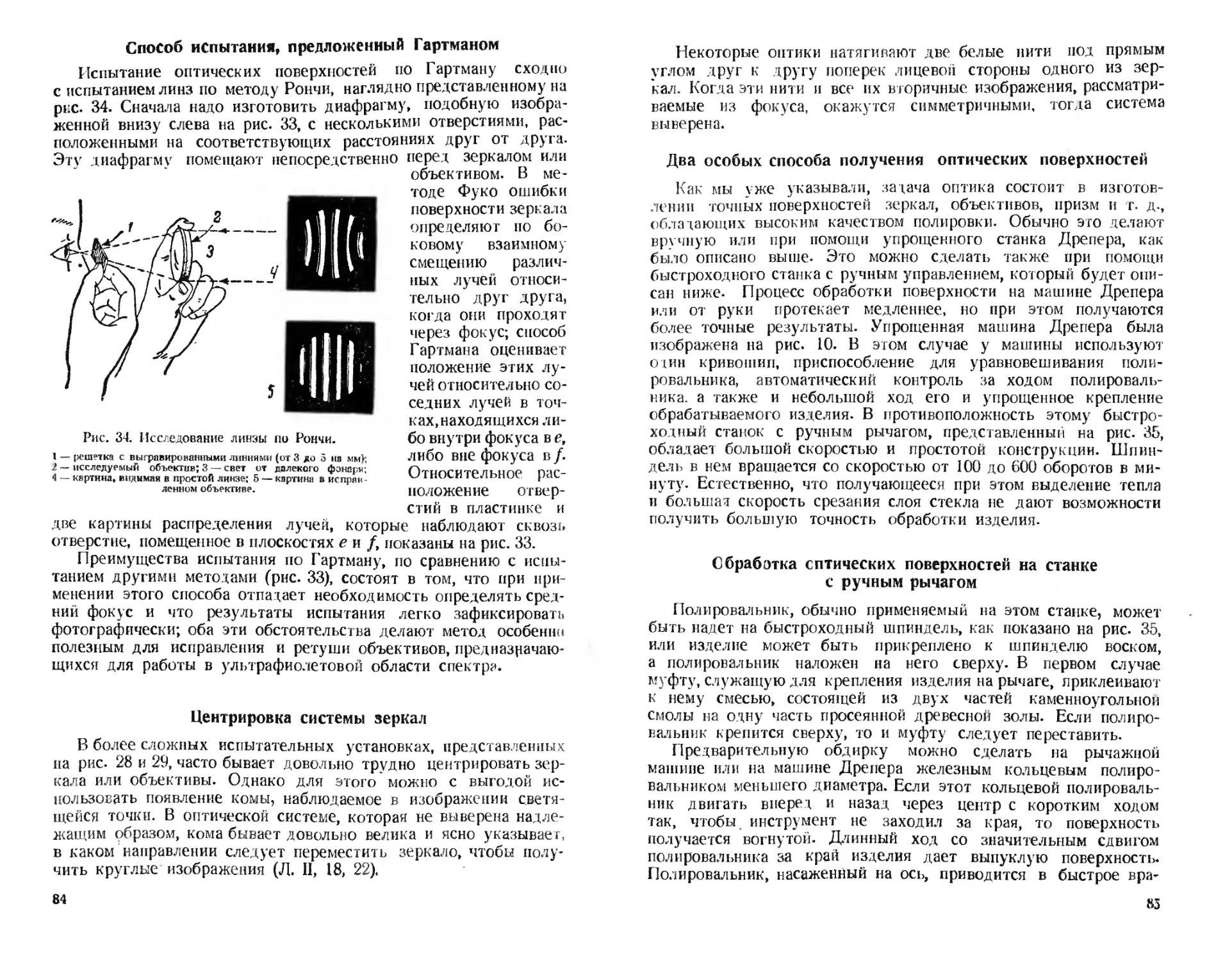
В этой главе мы опишем технику изготовления оптических поверхностей зеркал, призм интерферометров, линз и т. д. Оптические поверхности этих приборов характеризуются большей точностью, чем поверхности, обычно получаемые механической обработкой и шлифовкой. Необходима весьма чувствительная оптическая проверка, до миллионных долей сантиметра, чтобы убедиться в достаточном совершенстве этих поверхностей. Собранный здесь материал относится к работе высоко прецизионной, в которой ошибки не должны превышать долей длины световой волны, поэтому мы не приводим методику изготовления простых плоских стекол, дешевых линз и других технических работ, в которых допуски больше (Л. И, 1,2, 3, 4, 5, 8).
Описанные здесь технические приемы предназначаются в качестве руководства для научных работников, которые сочтут желательным или необходимым изготовлять собственноручно нужные им оптические поверхности.
В некоторых случаях задача, поставленная перед экспериментатором, заключается просто в изготовлении одной, чрезвычайно точно отполированной поверхности. Соответственно с этим, мы сначала остановимся на изложении общих технических приемов изготовления их. В дальнейшем мы обратимся и к специальным приемам обработки отдельных оптических деталей.
Общие приемы обработки
Стекло или всякий другой материал, из которого должна быть изготовлена оптическая поверхность, сначала подвергают грубой обработке в целях придания ему нужной формы. Например, первой операцией при изготовлении линзы является вырезка из стекла круглой пластинки. Призма должна быть отрезана алмазной пилой или грубо вышлифована из большого блока. Подлежащую обработке грань надо затем обработать более точно
37
в порядке так называемой обдирки инструментом требуемой кривизны.
Поверхность сначала шлифуют грубым карборундовым порошком, пока она не примет надлежащую форму. Затем применяют все более и более тонкие абразивы и, наконец, шлифовку завершают с помощью тончайших порошков абразивов. Время от времени шлифовку прерывают для проверки углов и кривизны, углы проверяют измерительным угольником, а кривизну — пробным стеклом, микрометром или сферометром. После тонкой шлифовки поверхность полируют крокусом на смоляном полировальнике. Окончательно она доводится до требуемой точности при помощи местной ретуши специальными полировальниками. Ретушь применяют лишь при самых точных оптических работах.
Теория шлифовки и полировки1
Процессы оптической шлифовки и полировки требуют применения шлифовальных и полировальных материалов, твердость которых была бы большей, чем подлежащее обработке стекло. Этот материал употребляют или в виде зерен, или в виде более или менее тонкого порошка. Шлифование и полировка —совершенно различные операции. При шлифовке зерна или порошок образуют шероховатую поверхность, располагаясь на твердой подложке обрабатывающего инструмента, обычно из стекла или чугуна. При полировке же, осуществляемой при помощи тонких порошков, полировальник делают в основном из мягкого материала. Для изготовления очень точной оптической поверхности полировальник обычно изготовляют из сплава смолы с воском, образующих мягкую основу его. Часто для полировальников, когда не требуется высокой точности, применяют бумагу, ткань, дерево и пр.
Процесс шлифовки сводится в сущности к образованию характерных раковистых изломов, получающихся при приложении большого давления к отдельным точкам поверхности стекла. Давление это производит каждая частица абразива, когда она катится между полировальником и обрабатываемой поверхностью. Она создает на этой поверхности трещины, соответствующие направлению натяжений, что приводит к скалыванию стружки. Это показано на рис. 1. Обычно для шлифовки применяют карбс-
1 Теория шлифовки и полировки, изложенная автором, является упрощенной и не разделяется русскими специалистами по холодной обработке стекла, которые гораздо глубже проникли в природу этих процессов и научились успешно управлять ими. Особенно следует отметить работы академика И. В. Гребенщикова и его учеников в Государственном Оптическом институте. Изложение полученных ими результатов, однако, далеко выходит за пределы этой книги и желающим подробно ознакомиться с ними можно рекомендовать обратиться к первоисточникам (Труды ГОИ и Журнал ОМП). См. также Н. И. Качалов „Основы процессов шлифовки ц полировки стекла". Изд. Ак. наук, Москва, 1946. Ред.
3ft
рунд и корунд в зернах. Эффективность процесса шлифовки зависит прежде всего от остроты крупинок. Карборундовые зерна при этом сами размалываются и притом быстрее, чем корундовые, несмотря на то, что они тверже корунда. Раздавливаемые зерна карборунда дают большее число острых углов и ребер и поэтому они шлифуют быстрее. Эллисон (Л. 11,7) заметил, что зерна карборунда шлифуются примерно в шесть раз быстрее, чем зерна корунда. Поэтому карборунд применяют для грубой обдирки а корунд для более тонкой шлифовки. Естественный корунд рт-
Рис. 1. Действие абразива.
1 —движение; 2 —частичка абразива; 3—силы сжатия; 4—силы натяжэнпя;
5—начало излома; 6 — скол.
ботает вдвое быстрее, чем синтетический. Корунд дает более гладкую поверхность, чем карборунд и синтетический наждак, а потому его с успехом применяют для окончательной шлифовки.
Твердость различных абразивов приведена в шкале твердости Мооса (табл. 1)
Таблица 1
Шкала Мооса
Основная шкала
Уточненная шкала
Вещество Твердость Вещество Твердость
Ортоклаз . 6 Орто-или периклаз . . 6
Кварц 7 Плавленый кварц . . 7
Топаз 8 Кварц 8
Сапфир 9 Топаз 9
Алмаз . • 10 Гранат 10
Плавленый циркон . . 11
.. глинозем . 12
Карбид кремния . . . 13
Карбид бора .... 14
Алмаз 15
С практической точки зрения мы можем считать, что процесс полировки сводится к процессу сглаживания (Л д g 7 5 9 4) Зерна абразива автоматически вязнут в мягком материа те полировальника (обычно смола) так, что его кристаллические поверхности
39
располагаются параллельно направлению движения полировальника и параллельно плоскости его поверхности. Таким образом, при движении полировальника по стеклу получается своеобразный составной соскабливающий инструмент. Высота каждой частицы абразива автоматически так устанавливается в мягком
материале полировальника относительно его поверхности, что
снимает с выступающих участков стекла тонкий и гладкий срез.
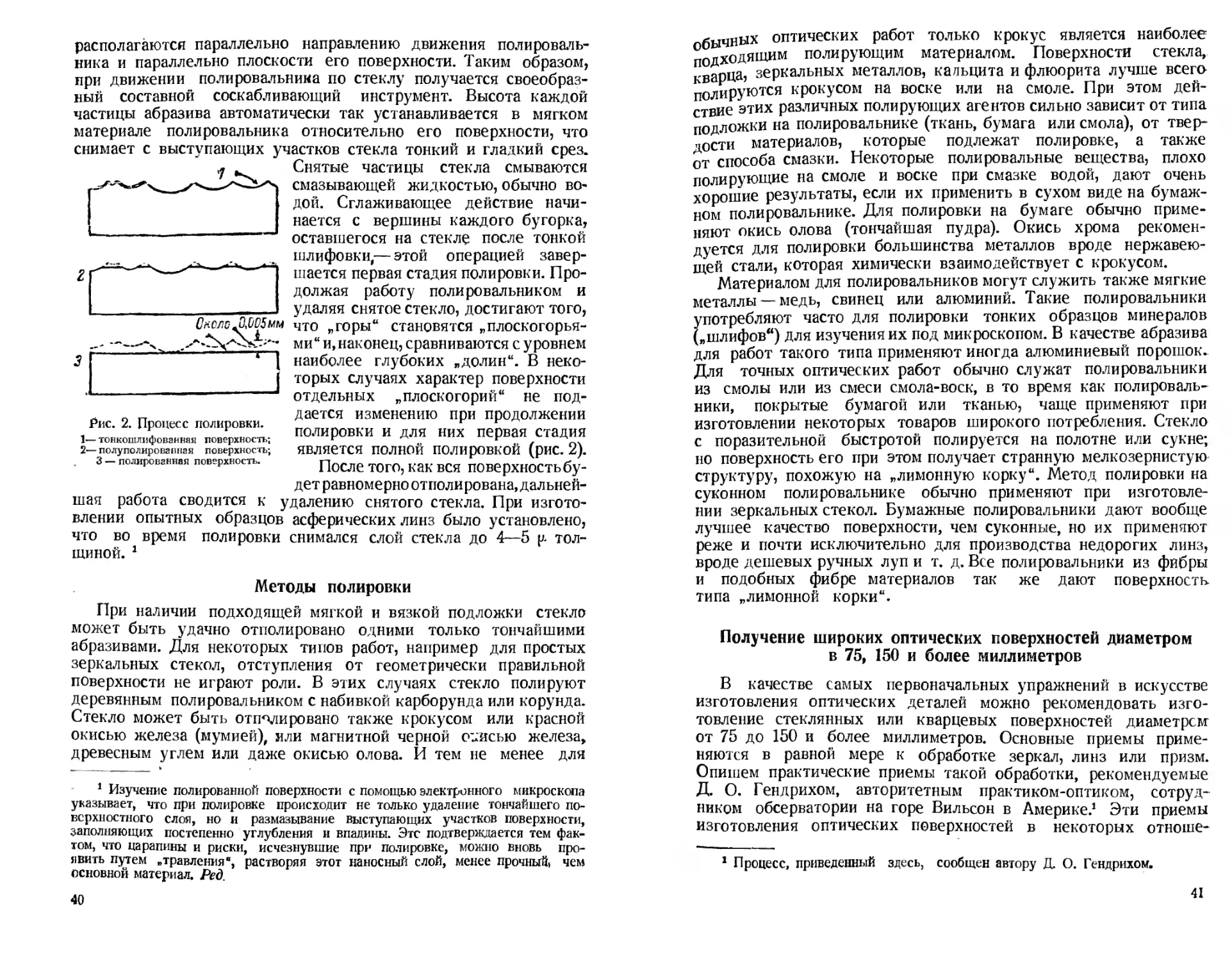
Снятые частицы стекла смываются смазывающей жидкостью, обычно водой. Сглаживающее действие начинается с вершины каждого бугорка, оставшегося на стекле после тонкой
Рис. 2. Процесс полировки.
1— тонкошлифованная поверхность;
2— полуполированная поверхность;
3 — полированная поверхность.
шлифовки,— этой операцией завершается первая стадия полировки. Продолжая работу полировальником и удаляя снятое стекло, достигают того, что „горы" становятся „плоскогорьями" и, наконец, сравниваются с уровнем наиболее глубоких „долин". В некоторых случаях характер поверхности отдельных „плоскогорий" не под-
дается изменению при продолжении полировки и для них первая стадия является полной полировкой (рис. 2).
После того, как вся поверхность бу-
дет равномерно отполирована, дальнейшая работа сводится к удалению снятого стекла. При изготовлении опытных образцов асферических линз было установлено,
что во время полировки снимался слой стекла до 4—5 тол-
щиной. 1
Методы полировки
При наличии подходящей мягкой и вязкой подложки стекло может быть удачно отполировано одними только тончайшими абразивами. Для некоторых типов работ, например для простых зеркальных стекол, отступления от геометрически правильной поверхности не играют роли. В этих случаях стекло полируют деревянным полировальником с набивкой карборунда или корунда. Стекло может быть отполировано также крокусом или красной окисью железа (мумией), или магнитной черной описью железа, древесным углем или даже окисью олова. И тем не менее для
1 Изучение полированной поверхности с помощью электронного микроскопа указывает, что при полировке происходит не только удаление тончайшего поверхностного слоя, но и размазывание выступающих участков поверхности, заполняющих постепенно углубления и впадины. Этс подтверждается тем фактом, что царапины и риски, исчезнувшие при полировке, можно вновь проявить путем «травления", растворяя этот наносный слой, менее прочный, чем основной материал. Ред.
40
бычных оптических работ только крокус является наиболее подходящим полирующим материалом. Поверхности стекла, кварца? зеркальных металлов, кальцита и флюорита лучше всего полируются крокусом на воске или на смоле. При этом действие этих различных полирующих агентов сильно зависит от типа подложки на полировальнике (ткань, бумага или смола), от твердости материалов, которые подлежат полировке, а также от способа смазки. Некоторые полировальные вещества, плохо полирующие на смоле и воске при смазке водой, дают очень хорошие результаты, если их применить в сухом виде на бумажном полировальнике. Для полировки на бумаге обычно применяют окись олова (тончайшая пудра). Окись хрома рекомендуется для полировки большинства металлов вроде нержавеющей стали, которая химически взаимодействует с крокусом.
Материалом для полировальников могут служить также мягкие металлы — медь, свинец или алюминий. Такие полировальники употребляют часто для полировки тонких образцов минералов („шлифов") для изучения их под микроскопом. В качестве абразива для работ такого типа применяют иногда алюминиевый порошок. Для точных оптических работ обычно служат полировальники из смолы или из смеси смола-воск, в то время как полировальники, покрытые бумагой или тканью, чаще применяют при изготовлении некоторых товаров широкого потребления. Стекло с поразительной быстротой полируется на полотне или сукне; но поверхность его при этом получает странную мелкозернистую структуру, похожую на „лимонную корку". Метод полировки на суконном полировальнике обычно применяют при изготовлении зеркальных стекол. Бумажные полировальники дают вообще лучшее качество поверхности, чем суконные, но их применяют реже и почти исключительно для производства недорогих линз, вроде дешевых ручных лупи т. д.Все полировальники из фибры и подобных фибре материалов так же дают поверхность типа „лимонной корки".
Получение широких оптических поверхностей диаметром в 75, 150 и более миллиметров
В качестве самых первоначальных упражнений в искусстве изготовления оптических деталей можно рекомендовать изготовление стеклянных или кварцевых поверхностей диаметром от 75 до 150 и более миллиметров. Основные приемы применяются в равной мере к обработке зеркал, линз или призм. Опишем практические приемы такой обработки, рекомендуемые Д. О. Гендрихом, авторитетным практиком-оптиком, сотрудником обсерватории на горе Вильсон в Америке.1 Эти приемы изготовления оптических поверхностей в некоторых отноше
1 Процесс, приведенный здесь, сообщен автору Д. О. Гендрихом.
41
ниях отличаются от приемов, описанных в классической книге о самодельном телескопе, написанной Ингаллсом, Портером и Эллисоном (Л. II, 1,6,7). Например, в этой книге рекомендуется располагать полировальник под обрабатываемой деталью, тогда как мы прежде всего рекомендуем держать его поверх детали.
Разрезание и грубая обдирка
Заготовки, будь то зеркало, линза или призма, часто можно грубо на глаз отрезать от стеклянной пластинки при помощи
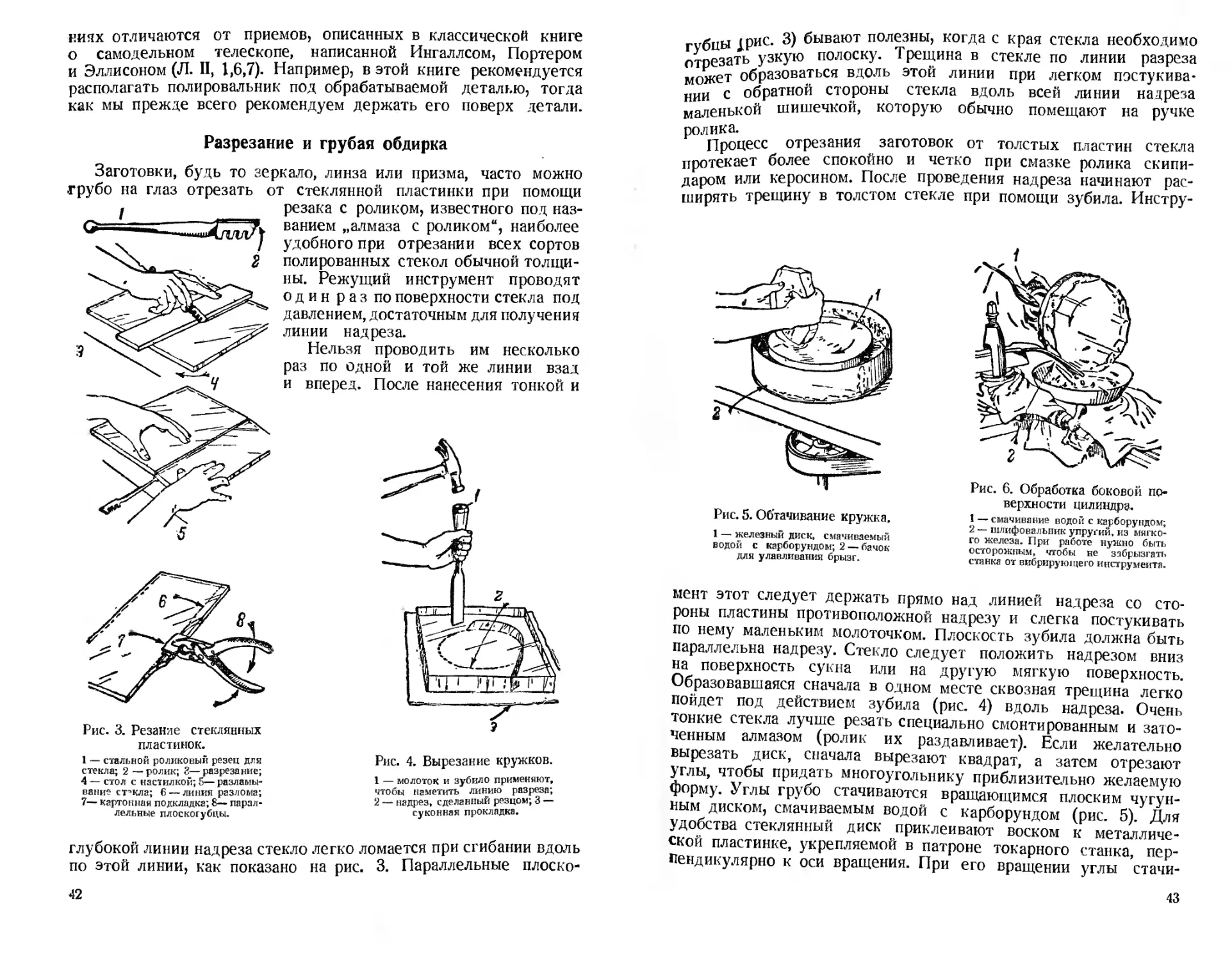
Рис. 3. Резание стеклянных
пластинок.
1 — стальной роликовый резец для стекла; 2 —ролик; 2—разрезание; 4 — стол с настилкой; 5— разламывание стекла; 6 — линия разлома; 7— картонная подкладка; 8— параллельные плоскогубцы.
резака с роликом, известного под названием „алмаза с роликом", наиболее удобного при отрезании всех сортов полированных стекол обычной толщины. Режущий инструмент проводят один раз по поверхности стекла под давлением, достаточным для получения линии надреза.
Нельзя проводить им несколько раз по одной и той же линии взад и вперед. После нанесения тонкой и
Рис. 4. Вырезание кружков.
1 — молоток и зубило применяют, чтобы наметить линию разреза;
2 — надрез, сделанный резцом; 3 — суконная прокладка.
глубокой линии надреза стекло легко ломается при сгибании вдоль по этой линии, как показано на рис. 3. Параллельные плоско-
42
(оис. 3) бывают полезны, когда с края стекла необходимо Губи^ать узкую полоску. Трещина в стекле по линии разреза стреет образоваться вдоль этой линии при легком постукива-М°Ж с обратной стороны стекла вдоль всей линии надреза маленькой^ шишечкой, которую обычно помещают на ручке РОЛПроцесс отрезания заготовок от толстых пластин стекла протекает более спокойно и четко при смазке ролика скипидаром или керосином. После проведения надреза начинают расширять трещину в толстом стекле при помощи зубила. Инстру
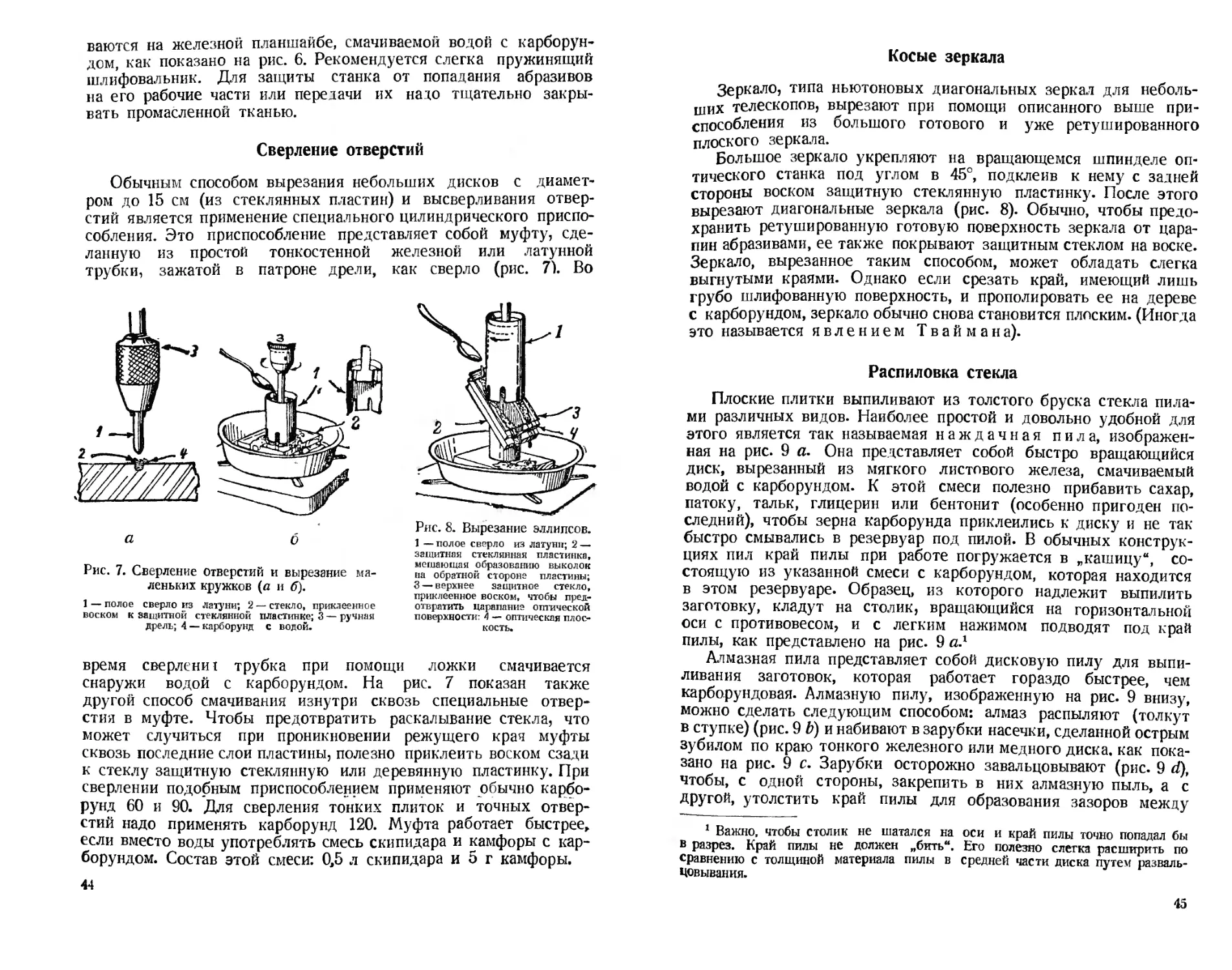
Рис. 5. Обтачивание кружка.
1 — железный диск, смачиваемый водой с карборундом; 2— бачок для улавливания брызг.
Рис. 6. Обработка боковой поверхности цилиндра.
1 — смачивание водой с карборундом; 2 — шлифовальник упругий, из мягкого железа. При работе нужно быть осторожным, чтобы не забрызгать станка от вибрирующего инструмента.
мент этот следует держать прямо над линией надреза со стороны пластины противоположной надрезу и слегка постукивать по нему маленьким молоточком. Плоскость зубила должна быть параллельна надрезу. Стекло следует положить надрезом вниз на поверхность сукна или на другую мягкую поверхность. Образовавшаяся сначала в одном месте сквозная трещина легко пойдет под действием зубила (рис. 4) вдоль надреза. Очень тонкие стекла лучше резать специально смонтированным и заточенным алмазом (ролик их раздавливает). Если желательно вырезать диск, сначала вырезают квадрат, а затем отрезают углы, чтобы придать многоугольнику приблизительно желаемую форму. Углы грубо стачиваются вращающимся плоским чугунным диском, смачиваемым водой с карборундом (рис. 5). Для удобства стеклянный диск приклеивают воском к металлической пластинке, укрепляемой в патроне токарного станка, перпендикулярно к оси вращения. При его вращении углы стачи
43
ваются на железной планшайбе, смачиваемой водой с карборундом, как показано на рис. 6. Рекомендуется слегка пружинящий шлифовальник. Для защиты станка от попадания абразивов на его рабочие части или передачи их надо тщательно закрывать промасленной тканью.
Сверление отверстий
Обычным способом вырезания небольших дисков с диаметром до 15 см (из стеклянных пластин) и высверливания отверстий является применение специального цилиндрического приспособления. Это приспособление представляет собой муфту, сделанную из простой тонкостенной железной или латунной трубки, зажатой в патроне дрели, как сверло (рис. 7). Во
Рис. 8. Вырезание эллипсов. 1 — полое сверло из латуни; 2 — защитная стеклянная пластинка, мешающая образованию выколок па обратной стороне пластины; 3 — верхнее защитное стекло, приклеенное воском, чтобы предотвратить царапание оптической поверхности: 4 — оптическая плоскость.
Рис. 7. Сверление Отверстий и вырезание маленьких кружков (а и б).
1 — полое сверло из латуни; 2 — стекло, приклеенное воском к защитной стеклянной пластинке; 3 — ручная дрель; 4 — карборунд с водой.
время сверлсни! трубка при помощи ложки смачивается снаружи водой с карборундом. На рис. 7 показан также другой способ смачивания изнутри сквозь специальные отверстия в муфте. Чтобы предотвратить раскалывание стекла, что может случиться при проникновении режущего края муфты сквозь последние слои пластины, полезно приклеить воском сзади к стеклу защитную стеклянную или деревянную пластинку. При сверлении подобным приспособлением применяют обычно карборунд 60 и 90. Для сверления тонких плиток и точных отверстий надо применять карборунд 120. Муфта работает быстрее, если вместо воды употреблять смесь скипидара и камфоры с карборундом. Состав этой смеси: 0,5 л скипидара и 5 г камфоры.
44
Косые зеркала
Зеркало, типа ньютоновых диагональных зеркал для небольших телескопов, вырезают при помощи описанного выше приспособления из большого готового и уже ретушированного плоского зеркала.
Большое зеркало укрепляют на вращающемся шпинделе оптического станка под углом в 45°, подклеив к нему с задней стороны воском защитную стеклянную пластинку. После этого вырезают диагональные зеркала (рис. 8). Обычно, чтобы предохранить ретушированную готовую поверхность зеркала от царапин абразивами, ее также покрывают защитным стеклом на воске. Зеркало, вырезанное таким способом, может обладать слегка выгнутыми краями. Однако если срезать край, имеющий лишь грубо шлифованную поверхность, и прополировать ее на дереве с карборундом, зеркало обычно снова становится плоским. (Иногда это называется явлением Тваймана).
Распиловка стекла
Плоские плитки выпиливают из толстого бруска стекла пилами различных видов. Наиболее простой и довольно удобной для этого является так называемая наждачная пила, изображенная на рис. 9 а. Она представляет собой быстро вращающийся диск, вырезанный из мягкого листового железа, смачиваемый водой с карборундом. К этой смеси полезно прибавить сахар, патоку, тальк, глицерин или бентонит (особенно пригоден последний), чтобы зерна карборунда приклеились к диску и не так быстро смывались в резервуар под пилой. В обычных конструкциях пил край пилы при работе погружается в „кашицу", состоящую из указанной смеси с карборундом, которая находится в этом резервуаре. Образец, из которого надлежит выпилить заготовку, кладут на столик, вращающийся на горизонтальной оси с противовесом, и с легким нажимом подводят под край пилы, как представлено на рис. 9 а.х
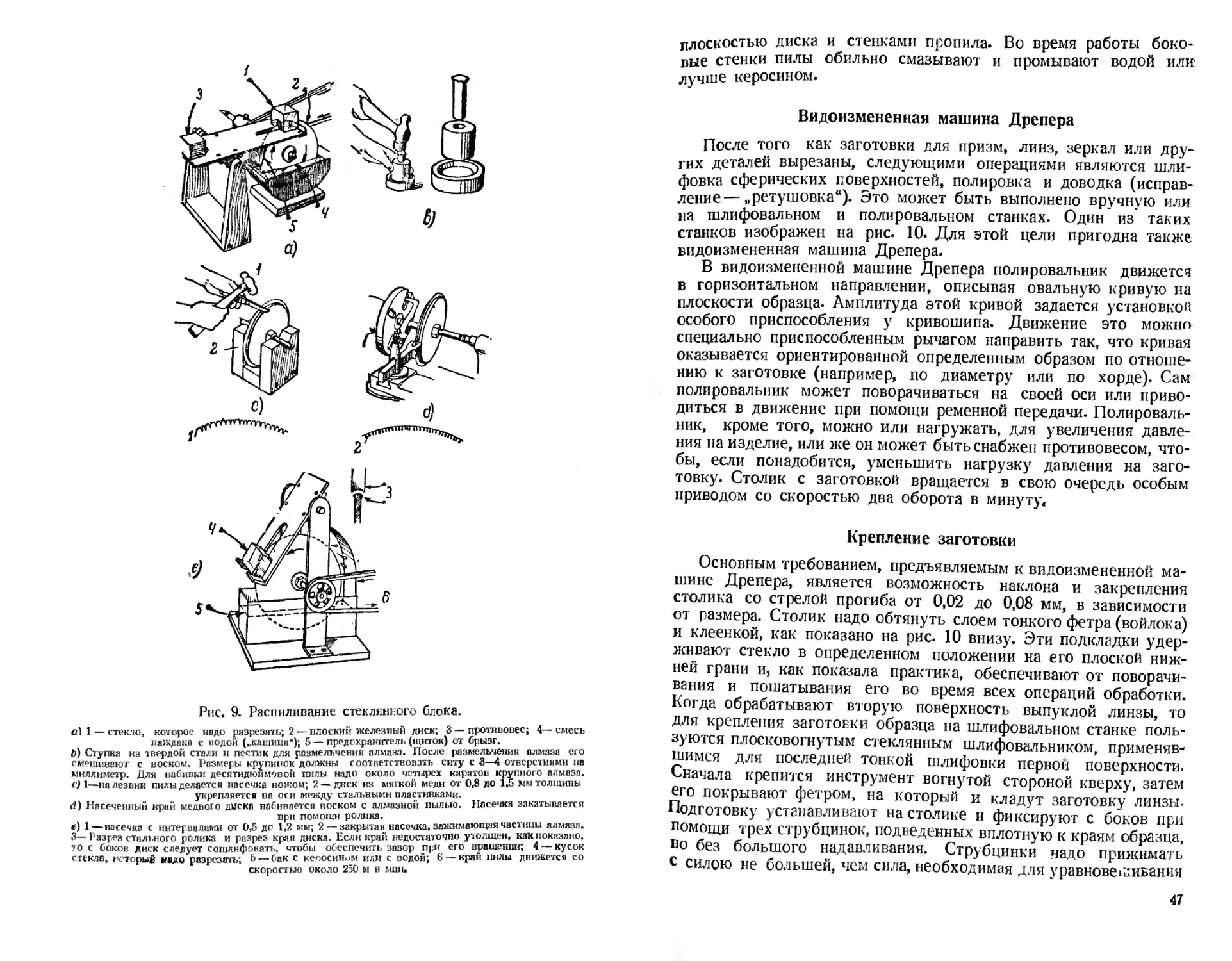
Алмазная пила представляет собой дисковую пилу для выпиливания заготовок, которая работает гораздо быстрее, чем карборундовая. Алмазную пилу, изображенную на рис. 9 внизу, можно сделать следующим способом: алмаз распыляют (толкут в ступке) (рис. 9 Ь) и набивают в зарубки насечки, сделанной острым зубилом по краю тонкого железного или медного диска, как показано на рис. 9 с. Зарубки осторожно завальцовывают (рис. 9 d), чтобы, с одной стороны, закрепить в них алмазную пыль, а с другой, утолстить край пилы для образования зазоров между
1 Важно, чтобы столик не шатался на оси и край пилы точно попадал бы в разрез. Край пилы не должен „бить". Его полезно слетка расширить по сравнению с толщиной материала пилы в средней части диска путем развальцовывания.
45
Рис. 9. Распиливание стеклянного блока.
oil—стекло, которое надо разрезать; 2—плоский железный диск; 3 — противовес; 4—смесь наждака с водой („кашица"); 5 — предохранитель (щиток) от брызг.
Ь) Ступка из твердой стали и пестик для размельчения алмаза. После размельчения алмаза его смешивают с воском. Размеры крупинок должны соответствовать ситу с 3—4 отверстиями на миллиметр. Для набивки десятидюймовон пилы надо около четырех каратов крупного алмаза. с) 1—на лезвии пилы делается иасечка ножом; 2 — диск из мягкой меди от 0,8 до 1,5 мм толщины укрепляется на оси между стальными пластинками.
<1) Насеченный край медного диска набивается воском с алмазной пылью. Насечка закатывается при помощи ролика.
е) 1—насечка с интервалами от 0,5 до 1,2 мм; 2 — закрытая насечка, зажимающая частицы алмаза. 3—Разрез стального ролика и разрез края диска. Если край недостаточно утолщен, как показано, то с боков диск следует согплнфовать, чтобы обеспечить зазор при его вращении; 4 — кусок стекла, игторый надо разрезать; 5 — бак с кепосином или с водой; 6 — край пилы движется со скоростью около 250 м в мин.
плоскостью диска и стенками пропила. Во время работы боковые стенки пилы обильно смазывают и промывают водой или: лучше керосином.
Видоизмененная машина Дрепера
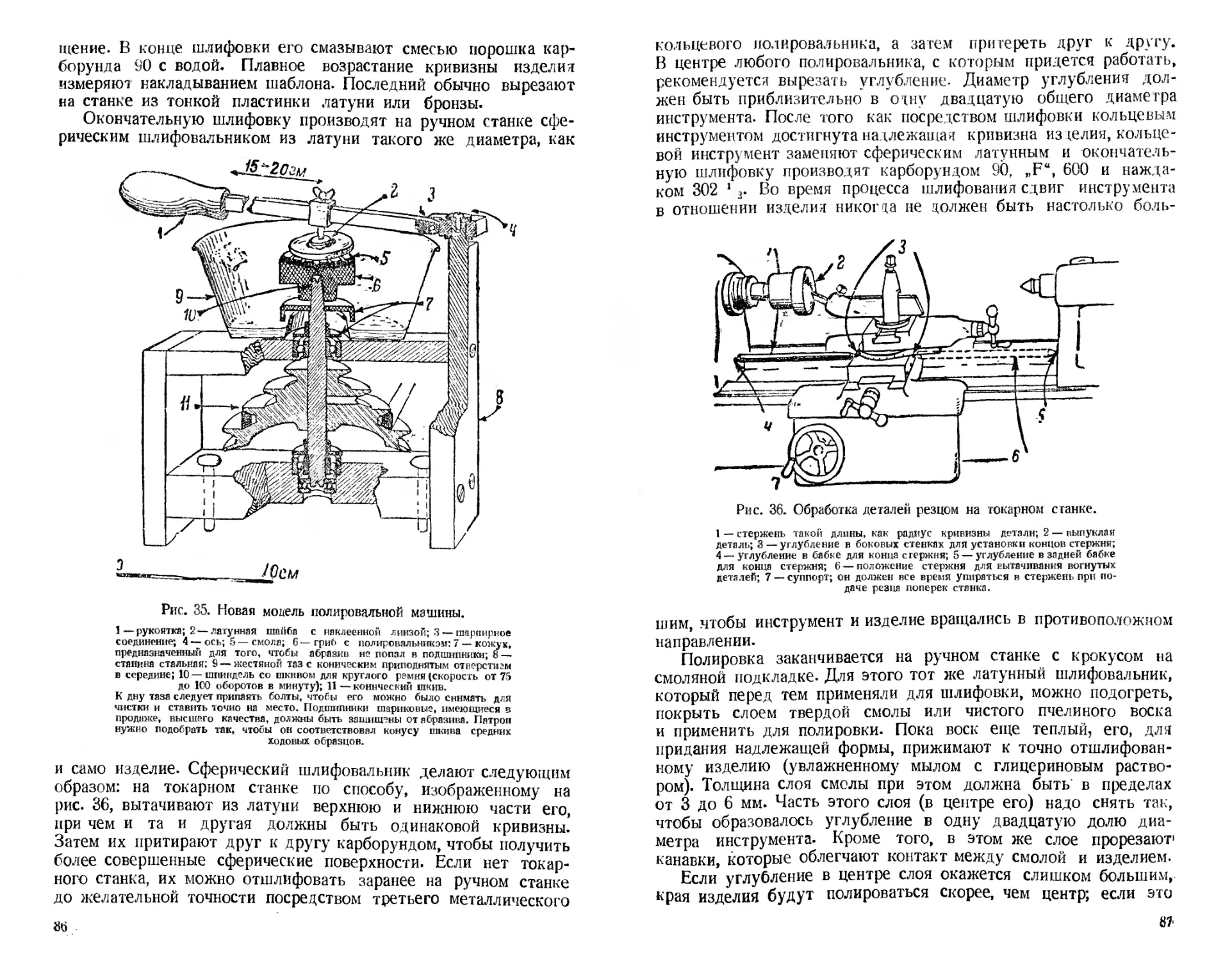
После того как заготовки для призм, линз, зеркал или других деталей вырезаны, следующими операциями являются шлифовка сферических поверхностей, полировка и доводка (исправление— „ретушевка"). Это может быть выполнено вручную или на шлифовальном и полировальном станках. Один из таких станков изображен на рис. 10. Для этой цели пригодна также видоизмененная машина Дрепера.
В видоизмененной машине Дрепера полировальник движется в горизонтальном направлении, описывая овальную кривую на плоскости образца. Амплитуда этой кривой задается установкой особого приспособления у кривошипа. Движение это можно специально приспособленным рычагом направить так, что кривая оказывается ориентированной определенным образом по отношению к заготовке (например, по диаметру или по хорде). Сам полировальник может поворачиваться на своей оси или приводиться в движение при помощи ременной передачи. Полировальник, кроме того, можно или нагружать, для увеличения давления на изделие, или же он может быть снабжен противовесом, чтобы, если понадобится, уменьшить нагрузку давления на заготовку. Столик с заготовкой вращается в свою очередь особым приводом со скоростью два оборота в минуту.
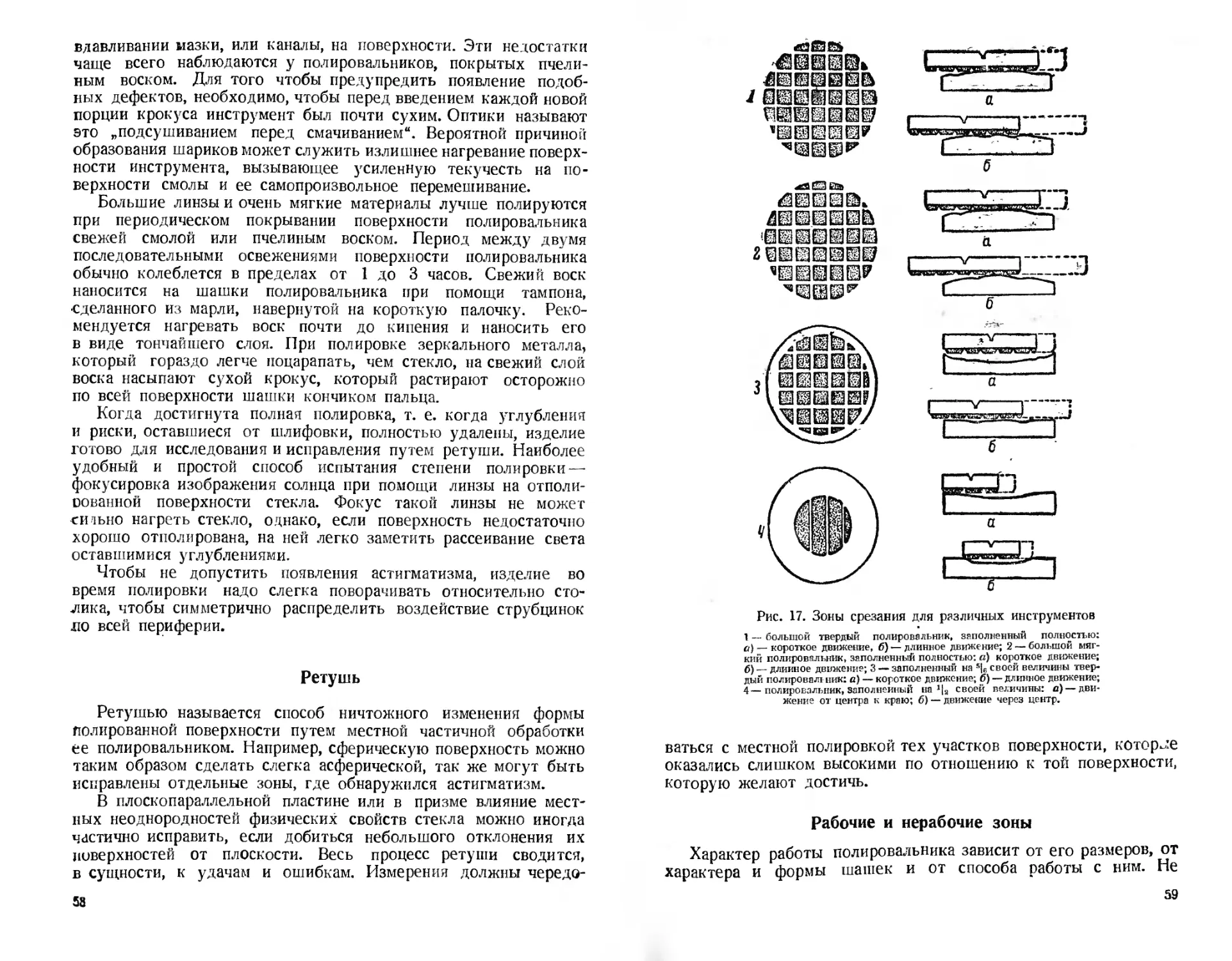
Крепление заготовки
Основным требованием, предъявляемым к видоизмененной машине Дрепера, является возможность наклона и закрепления столика со стрелой прогиба от 0,02 до 0,08 мм, в зависимости от размера. Столик надо обтянуть слоем тонкого фетра (войлока) и клеенкой, как показано на рис. 10 внизу. Эти подкладки удерживают стекло в определенном положении на его плоской нижней грани и, как показала практика, обеспечивают от поворачивания и пошатывания его во время всех операций обработки. Когда обрабатывают вторую поверхность выпуклой линзы, то для крепления заготовки образца на шлифовальном станке пользуются плосковогнутым стеклянным шлифовальником, применявшимся для последней тонкой шлифовки первой поверхности. Сначала крепится инструмент вогнутой стороной кверху, затем его покрывают фетром, на который и кладут заготовку линзы-Подготовку устанавливают на столике и фиксируют с боков при помощи трех струбцинок, подведенных вплотную к краям образца, Но без большого надавливания. Струбцинки чадо прижимать с силою не большей, чем сила, необходимая для уравновешивания
47
2
Рис. 10. Шлифовальная машина по Дрсперу.
1 — свободный латунный подшипник; 2 — чека и шайба; 3 — сюда должен быть помешен груз так, чтобы можно было уменьшить давление на инструмент, если это потребуется; 4—противовес; 5 — эксцентрике переменным смещением; 6—шкив от 5-ти до 10-ти оборотов в минуту; 7 — универсальное соединение (кардан); 8 — петля; 9—шлифовальный диск; 10— направляющие; 11 — вращающийся столик <с шайбой; 12 — изделие; 13 — ось, имеющая 30 оборотов в 1 мин.; 14 — ось 2 оборота в 1 мин.; 15 — этот шкив приводится в движение мотором в 1,4 киловатта при помощи редуктора скорости; 16 — 3 деревянные струбцинки; 17 — два слоя промасленной материи — фетр; 18—струна; 19—чугунный вращающийся столик с верхней шлифованной плоской поверхностью; 20—войлок.
Необходимо заметить, что универсальное соединение (кардан), показанное здесь, •применяется только при грубой шлифовке. При тонкой шлифовке и полировке инструмент присоединяется непосредственно к оси вращения
боковых усилий, появляющихся при работе полировальника. Время от времени при полировке и при шлифовке заготовку линзы или зеркала поворачивают между краями струбцинок, для того чтобы действие этих усилий более равномерно распределить по периферии зеркала и таким образом избежать появления астигматизма.
Заготовку, будет ли это зеркало или линза, считают достаточно подготовленной после того, как все ее плоскости будут тонко отшлифованы и сделаны параллельными на вращающейся чугунной шайбе, применяемой при обдирке (рис. 5). При этом ребра на боковой поверхности сошлифовывают, чтобы получились скошенные фаски. Окончательно фаски полируют на деревянном полировальнике с тонким карборундовым зерном.
Приемы шлифовки кривых поверхностей
Требуемую кривизну поверхности на стекле получают обработкой с помощью медного, латунного или железного шлифо-вальника соответствующего размера и требуемого радиуса кривизны. Мягкая металлическая поверхность в процессе работы набивается абразивами и мало снашивается, если она употребляется для обработки таких хрупких материалов, как стекло- С другой стороны, при обдирке меньше снашивается шлифовальник из литого чугуна, а шлифовальник стеклянный срабатывается так же как и сама заготовка. Общеизвестный способ изготовления вручную шестидюймового (15 см) зеркала состоит в одновременной обработке двух одинаковых стеклянных дисков; один из них является самим изделием, другой—шлифовальником. Для шлифовки заготовку (рис. 11) надо укрепить на устойчивой подставке, высоту которой можно подобрать по желанию. Оптик медленно переступает, двигаясь вокруг подставки, и шлифует на ней образец движением шлифовальника. Большим пальцем правой руки он производит давление на середину шлифовальника, который он поворачивает пальцами в направлении против часовой стрелки, если сам передвигается относительно стоДд в правую сторону. При движении шлифовальника по ходам верхний диск должен получаться вогнутым, а нижний выпуклым. При таком способе работник всегда может контролировать свою работу. Он может продолжать шлифовку, все увеличивая кривизну поверхности, пока не достигнет желаемого результата. Если ему необходимо уменьшить кривизну, он должен поместить шлифовальник вниз и двигать по нему заготовку. Если же он желает сохранить обе поверхности плоскими или сохранить постоянство достигнутой уже кривизны, он должен периодически менять относительное положение двух дисков. Кроме того, при необхо димости сохранить постоянство достигнутого уже радиуса кривизны, надо применять движение шлифовальника по диаметру, а не по хорде. На описанной выше видоизмененной машине
4 Строн)
49
Дрепера шлифовка вогнутых зеркал определенного радиуса кривизны осуществляется при помощи шлифовальника малого размера. Вогнутые кривые стеклянные поверхности получаются при поперечном движении через центр зеркала шлифовальника диаметром */8 от диаметра размера заготовки. Выпуклые поверхности получаются при работе шлифовальником большего диаметра, при движении его по направлению хорды заготовки. Хотя
Рис. 11. Ручная обработка больших поверхностей.
1 — дерзвяинля струбцинка; 2 — подвижный деревянный столик; 3 — четырех, дюймовая трубка; 4—кадка с бетоном; 5—рукоятка для изделия; 6 — деревянный диск, прижимаемый к верхней поверхности изделия; 7 — верхняя обрабатываемая поверхность шлифуется вогнуто; 8— направление движения рук; 9— нижняя обрабатываемая поверхность шлифуется выпукло; 10 — слой войлока или губчатой резины. Многие рабочие преджочитают иметь изделия на более низком уровне
1 м), чем показано здесь.
выпуклые поверхности образуются и тогда, когда шлифовальник размером равным заготовке движется через ее центр (диаметральный ход), однако они получаются быстрее при движении по хорде. Скорость изменения кривизны пропорциональна амплитуде диаметрального хода или боковому смещению при ходе по хорде.
После грубой обработки заготовок карборундами 90 или 60, до получения заданной величины радиуса кривизны, для доделки поверхности следует брать шлифовальник равного размера с заготовкой. Движение, применяемое при этом, имеет траекторию в форме узкого овала, проходящего через центр заготовки. Амплитуда его должна быть теперь уменьшена с одной трети до одной шестой диаметра заготовки. Шлифовка таким полиро-
50
льником продолжается до тех пор, пока и заготовки и инструмент не станут оба точно сферическими, что проверяют качеством притирки шлифовальника к образцу и по тому, стираются ци при притирке карандашные метки, сделанные на поверхности заготовки. Эта операция, однако, может еще оставить на поверхности заметные царапины.
Часто рекомендуют изготовлять круглый шаблон требуемого радиуса и образец шлифовать до полной притирки к этому шаблону. Д^я измерения отступления поверхности заготовки от сферической поверхности можно воспользоваться сферометром. Если заготовка уже обладает достаточно хорошей сферической поверхностью, то отсчет по сферометру d, радиус кривизны поверхности R и радиус окружности, на которой расположены три ножки сферометра г, должны удовлетворять следующему соотношению:
Сферические поверхности, получающиеся посредством шлифовки указанными способами, действительно оказываются настолько хорошими, что оптики, работавшие в то время, когда еще не были разработаны современные методы проверки, не решались удалять полностью все царапины, получающиеся при шлифовке, поскольку они создавали удобные „марки" для оценки сохранения правильной формы изделия при дальнейшей обработке.
Чтобы шлифовать очень глубокие кривые поверхности зеркал, подобные зеркалам, применяемым для объектива Шмидта, с относительным отверстием //1, вокруг края зеркала обертывают ленту, а на самую поверхность зеркала наносят слой зерен карборунда. Лента удерживает зерна на зеркале. Затем заготовку медленно вращают, а быстро вращающимся чугунным кольцевым шлифовал ьником, с диаметром несколько меньшим диаметра заготовки, ее шлифуют, делая овальные движения через центр его поверхности. Амплитуда хода подбирается такой, чтобы край шлифовальника доходил до самого края обрабатываемой детали.
Во всех случаях окончательную шлифовку рекомендуется производить стеклянным шлифовальником. В этом случае стеклянный шлифовальник лучше металлического, так как стирание инструмента происходит приблизительно с такою же скоростью, как и изделия, при чем осуществляется правильная притирка инструмента к заготовке во все время работы. Шлифовальник может быть стеклянным диском, служащим дополнительной деталью к изделию; если у изделия получена выпуклая сферическая поверхность радиуса R, то шлифовальник должен быть вогнутой сферой такого же радиуса. Для этой цели в качестве Шлифовальника можно применять толстую стеклянную пластинку, приклеенную к металлической основе. Для того чтобы обеспечить доступ шлифующей смеси ко всем частям инструмента и
4* 51
чтобы быть уверенным, что шлифовальник стирается несколько быстрее, чем изделие, на нем полезно вырезать одну или большее число канавок, не проходящих через его центр (рис. 12). Эти канавки можно прорезать в стекле при помощи алмазной или наждачной пилы.
Для изготовления больших зеркал можно на выпуклые или на вогнутые железные основы наклеить стеклянные диски или квадратные пластинки (рис. 12).
Радиус кривизны изделия R измеряют при помощи сфероме-
Кис. 12. Шлифовальник для большого изделия.
1 — центр; 2 — канавки от 0,8 до 1,5 мм Глубиной, нарезанные наждачной или алмазной пилой;3 — стеклянный шлифовальник; 4 — стеклянные шашки, приклеенные тв“рдой смолой или сургучом к железному шлифовальному инструменту.
3
тра или определяют на глаз при помощи шаблона, сделанного из металла. Последний должен быть вырезан очень острым стальным резцом. Этот резец надо заточить так же, как это делают при обработке латуни. Его укрепляют на одном конце рычага (длиной /?), другой конец которого закрепляют между хорошо проверенными центрами, позволяющими рычагу поворачиваться в одной плоскости, проходящей через ось станка. Для проверки правильности плоской поверхности может служить ребро хорошей металлической линейки.
Тонкая шлифовка
После того как получен надлежащий радиус и вся поверхность готового вчерне изделия проверена, оптик при помощи шлифовальника нормального размера производит тонкую шлифовку карборундом 150, ,,F“, 400 и 600. Шлифовальник, по раз
мерам равный изделию, нагружают для создания давления примерно до 0,034 кг/см2.
При обработке 15-сантиметрового (6") зеркала карборундом указанных марок время от времени прибавляют по одной чайной ложке зерен абразива. Каждую порцию зерен смешивают с одной или двумя ложками воды. Шлифовку продолжают до тех пор, пока резкий звук, сопровождающий этот процесс, постепенно не затихнет.
При обработке зеркала диаметром в 15 см зерна повторно прибавляют в течение всего времени шлифовки (около 30 мин. или более 1 часа при ручной обработке). После шлифовки в течение получаса карборундом одного сорта оптик переходит к следующему сорту и, наконец, после карборунда 600 заканчивает шлифовку двумя сортами наждака: 302х/2 и 303х/2-
52
После окончания работы с каждым из этих сортов абразива инструмент, изделия и столик станка надо тщательно вымыть.
Имеющийся в продаже карборунд в зернах обычно бывает хорошо отсортирован и не нуждается в промывке. Наждаки же необходимо всякий раз перед употреблением промывать. Для этого наждак насыпают в кружку емкостью 1 л, слоем толщиной в 25 мм. Кружку наполняют водой, в которой наждак надо тщательно перемешать и дать ему оседать в течение 10 сек. Воду с суспендированным наждаком сливают (декантируют) в ДРУГУЮ» чистую кружку, а осадок из первой кружки выбрасывают.
По прошествии 10 сек. суспензию сливают из второй кружки. Это повторяют и в третий раз. После этого время оседания увеличивают до одной минуты, осадок, полученный при этом, называют обычно осадком сорта А („минутник"). Жидкость с этого осадка сливают в чистую кружку, в которой осаждение продолжается до получения полной прозрачности жидкости и накапливается осадок сорта В. Жидкость с В сливают обратно на осадок А, взбалтывают, оставляют в покое в течение одной минуты и затем снова сливают на осадок В. Это повторяется несколько раз, чтобы по возможности полнее извлечь из фракции А остатки фракции В, затем полученный продукт смешивают с равным по объему количеством хорошо промытого талька и после этого применяют при шлифовке. Тальк служит смазкой и мешает сильному прилипанию инструмента к обрабатываемой поверхности.
Тальк должен быть промыт так же тщательно, как и наждак, и освобожден от кусочков металлического железа.
Окончательная шлифовка этими двумя номерами наждака образует поверхность, дающую зеркальное отражение белого света при косом падении его. Если лучи при падении образуют с поверхностью достаточно острый угол, отраженное изображение кажется красноватого цвета. Действительно зеркальное отражение красной части спектра может наблюдаться до больших значений острого угла, например в 12° по сравнению с синей. Максимальная величина этого острого угла, дающего еще отчетливое зеркальное отражение, является простым способом проверки качества тонкошлифованной поверхности. В качестве источника света для этих испытаний обычно применяют яркую лампу накаливания, и, если поверхность дает отражение при угле около 12е, изделие готово к полировке.
Если требуется просверлить отверстие в центре зеркала, то для этого перед окончанием шлифовки применяют описанное выше приспособление из трубки; вырезанный этой трубкой кусочек стекла вклеивают обратно при помощи канадского бальзама или другим клеем. Кусочек остается на месте до полного окончания ретуши.
53
Смола для полировальника
Полировальная смола должна обладать следующими свойствами: обнаруживать некоторую текучесть уже при обычной комнатной температуре, легко ^подрезываться острым ножом и не терять своей мягкости при постепенном испарении из нее летучих масел. Сплав (компаунд), отвечающий всем этим требованиям, составляется обычно по следующему рецепту:
1) Угольной смолы, точка плавления от 77° до 8 Г — 907 г
2) Сосновой смолы (жидкой) — 33,6 см3
3) Воска пчелиного — от 15,5 до 31 г
4) Венецианского терпентина — не более чем 2 или 3 см3
Сначала осторожно расплавляют смолу, затем к ней прибавляют остальные ингредиенты. Назначение терпентина — придать смоле необходимую мягкость. В зависимости от требуемой степени твердости смолы, к ней можно прибавлять терпентин в большем или меньшем количестве. После каждого добавления терпентина смолу необходимо испытать на мягкость, что можно выполнить простым способом: попробовать разжевать маленький кусочек смолы, полученный при выливании ее на холодную поверхность стекла. При нормальной температуре человеческого тела так называемую мягкую смолу можно разжевать, в то время как твердая смола под давлением зубов ломается. Далее, твердая смола, покрывающая поверхность полировальника, дает по краям бороздок, сделанным на поверхности, явные признаки текучести лишь по прошествии одной недели. Мягкая смола обнаруживает текучесть уже через одни сутки. Полировальная смола при застывании сразу не достигает окончательной твердости, а продолжает твердеть в течение суток или более. Этот процесс застывания „желе" должен быть принят во внимание при работе.
После того как подбором составных частей достигнута нужная твердость, расплавленную смолу фильтруют, чтобы освободиться от мелких щепочек или других твердых частиц. Для этого жидкую смолу пропускают сквозь марлевый фильтр, закрепленный на железном кольце. Двух слоев марли вполне достаточно для того, чтобы задержать твердые частицы.
Полировальники до 15 см в диаметре изготовляют простым наливанием расплавленной смолы на подложку слоем толщиной около 10 мм. После того как смола застынет, в ней при помощи простого ножа прорезают канавки так, чтобы поверхность разделилась на децентрированную систему квадратных шашек одинаковой величины. Затем эти шашки подскабливают и отделывают острым ножом, как показано на рис. 13. Полировальники с пузырями в смоле не должны мешать успешной работе, если только пузыри не собрались в одной какой-либо зоне широкого полировальника, так как при обработке зеркал или линз он будет работать не на полном хс зу, а частично, Чтобы избежать скопления
54
1
Рис. 13. Подготовка полировальника — заливка смолой.
1 — расплавленная смола; 2 — глубина около 8—10 мм; 3 — бумажный край; 4 — шнурок; 5 — горячая смола не прилипает к сухому клею на прорезиненной бумажной ленте (стеклянный или металлический полировальник нагревают перед выливанием горячей смолы); 6 — нагретый нож. Л’звие толщиной 1,5 мм, шириной 25 мм и длиной 400 мм; 7 — надрезы, идущие на всю толщину смолы; 8 — чистилка для ножа; 9— шашки от 20 до 25 мм в поперечнике; 10—разрез подчищается острым иожом; 11 — типичный вид полировальника для стекла; 12— шашка размером 2 X 24 мм; 13 — типичный вид полировальника для зеркального металла.
Рис. 14. Изготовление шашек.
1 — дерево; 2— бумажная подкладка; 3—прокладка, слегка прикрепленная к стенкам; 4 — заполнение формы; 5—готовая форма для отливки полос смолы; 6 — полоски смолы, вынутые из формы, разрезаются на квадратики горячим ножом-
пузырьков, расплавленную смолу сначала наливают на один край подложки, а затем уже на центр ее.
Чтобы сделать полировальники пригодными для работы в различных условиях, летом и зимой, существуют два способа. Один состоит в том, что изменяют рецепт изготовления и в смолу добавляют терпентин, чтобы она была пригодной для работы в холодное время года, а при теплой погоде работают с холодной водой. Другой способ заключается в изменении размера шашек: для работы в холодное время шашки делают мельче;
Рис. 15. Типичный полировальник для обработки деталей малого радиуса.
1— смоляные шашки нагревают и прикрепляют на подогретый полиревальнмк; 2— металлическая основа полировальника.
Рис. 16. Как придают поверхности полировальника надлежащую форму.
1 — сначала слегка нагревается обратная сторона полировальника. Затем нагревается смола так, чтобы большим пальцем на ней можно было сделать углубление при твердом нажиме; 2 — изделие смачивают маленькими каплями мыла с глицерином для избежания склеивания его со смолой, полировальник крепко прижимают к изделию на 1—2 мин., затем оставляют его до охлаждения; 3—полировальник; 4—изделие; 5—кусок резиновой пластины.
если руководиться рецептом, приведенным выше, шашки должны иметь для работы при £ = 20с и выше поперечник около 25 мм, а для t ниже 20° только 12,5 — 20 мм.
Если оптик полирует мягкий или легкоцарапающийся материал, вроде зеркального металла, рационально употреблять смолу потверже (более жесткую), а шашки узкие. Продольный прорез в смоле затекает ровно, и таким образом вода и крокус свободно проникают ко всем частям изделия. Для обработки зеркального металла рекомендуется иметь шашки шириной от 0,78 до 1,5 мм и длиной в 18 мм.
При изготовлении полировальника с относительно малым радиусом смоляные шашки сначала отливают в особые формы в виде палочек (рис. 14). Затем последние разрезают поперек и наклеивают на металлический полировальник (рис. 15).
После заполнения полировальника шашками его нагревают и прижимают к изделию. Чтобы предотвратить прилипание 56
смолы, изделие смачивают мылом, разведенным в 25°/0 растворе глицерина. Процесс сдавливания состоит в следующем (рис. 16): полировальник осторожно нагревают над раскаленной плиткой,, пока смола не размягчится до нужной консистенции. Затем его прикладывают к заготовке, смоченной смесью мыла с глицерином, и оставляют до полного охлаждения. Это обеспечивает полный контакт между полировальником и поверхностью заготовки. Если полировальник предназначен для обработки плоскостей, то, прежде чем прижать к заготовке, его полезно проточить на токарном станке. После того как смоляному полировальнику придана нужная форма, его необходимо промыть холодной водой, а также вымыть заготовку, чтобы удалить с нее мыло и глицерин, и просушить.
Полировка
Полировку производят на столике описанной выше машины Дрепера измененной конструкции таким же способом, как и шлифовку; в этом случае полировальнику должна быть обеспечена полная возможность свободно поворачиваться. Время от времени на край обрабатываемой детали около полировальника при помощи глазной пипетки по каплям добавляют крокус с водой.
Крокус должен быть предварительно промыт, при чем промывку эту осуществляют так же, как и промывку наждака или талька, с той лишь разницей, что время осаждения доводят до получаса. Твердые шашки на инструменте могут способствовать появлению на детали во время полировки резко ограниченных зон, которые образуются вследствие неравномерного срезающего действия полировальника, что обусловлено неоднородностью смолы на инструменте. Чтобы избежать появления этих зон, процесс работы время от времени без всякой закономерности несколько варьируют, придавая полировальнику попеременно различные повороты. Шашки на полировальнике должны непременно образовать децентрированную систему. При полировке обычно применяют диаметральный ход полировальника. Главной особенностью полировальной машины, вносящей существенное изменение в порядок работы, является наличие такой передачи на шкивах, которая обеспечила бы иррациональное (несоизмери мое) сочетание вращения детали с фазой хода инструмента Кроме того, движение инструмента время от времени меняют от самого длинного хода, достигающего одной четверти диаметра полировальника, до самого короткого. Если поверхность смоляного полировальника чрезмерно заполнена крокусом, вследствие чего она становится твердой и блестящей, то быстрота полировки значительно снижается. Кроме того, на поверхности образуются мазки. Появление мазков и штрихов на полируемой поверхности обусловливается образованием шариков, слипшихся вз крокуса, воска и иногда из стекла, которые оставляют ври
57
вдавливании мазки, или каналы, на поверхности. Эти недостатки чаще всего наблюдаются у полировальников, покрытых пчелиным воском. Для того чтобы предупредить появление подобных дефектов, необходимо, чтобы перед введением каждой новой порции крокуса инструмент был почти сухим. Оптики называют это „подсушиванием перед смачиванием". Вероятной причиной образования шариков может служить излишнее нагревание поверхности инструмента, вызывающее усиленную текучесть на поверхности смолы и ее самопроизвольное перемешивание.
Большие линзы и очень мягкие материалы лучше полируются при периодическом покрывании поверхности полировальника свежей смолой или пчелиным воском. Период между двумя последовательными освежениями поверхности полировальника обычно колеблется в пределах от 1 до 3 часов. Свежий воск наносится на шашки полировальника при помощи тампона, •сделанного из марли, навернутой на короткую палочку. Рекомендуется нагревать воск почти до кипения и наносить его в виде тончайшего слоя. При полировке зеркального металла, который гораздо легче поцарапать, чем стекло, на свежий слой воска насыпают сухой крокус, который растирают осторожно по всей поверхности шашки кончиком пальца.
Когда достигнута полная полировка, т. е. когда углубления и риски, оставшиеся от шлифовки, полностью удалены, изделие готово для исследования и исправления путем ретуши. Наиболее удобный и простой способ испытания степени полировки — фокусировка изображения солнца при помощи линзы на отполи-ооваиной поверхности стекла. Фокус такой линзы не может сильно нагреть стекло, однако, если поверхность недостаточно хорошо отполирована, на ней легко заметить рассеивание света оставшимися углублениями.
Чтобы не допустить появления астигматизма, изделие во время полировки надо слегка поворачивать относительно столика, чтобы симметрично распределить воздействие струбцинок ло всей периферии.
Ретушь
Ретушью называется способ ничтожного изменения формы полированной поверхности путем местной частичной обработки ее полировальником. Например, сферическую поверхность можно таким образом сделать слегка асферической, так же могут быть исправлены отдельные зоны, где обнаружился астигматизм.
В плоскопараллельной пластине или в призме влияние местных неоднородностей физических свойств стекла можно иногда частично исправить, если добиться небольшого отклонения их поверхностей от плоскости. Весь процесс ретуши сводится, в сущности, к удачам и ошибкам. Измерения должны чередо-
58
^еЯЕЕЗ Й3>
^МВВк
ШШИ задшшдав
Рис. 17. Зоны срезания для различных инструментов
1 — большой твердый полировальник, заполненный полностью: о) — короткое движение, 6) — длинное движение; 2 — большой мягкий полировальник, заполненный полностью: «) короткое движение;
6) — длинное движение; 3 — заполненный на s|e своей величины твердый полировал! ник: а) — короткое движение; б) —длинное движение; 4—полировальник, Заполненный на а|а своей величины: а) — движение от центра к краю; 6) — движение через центр.
ваться с местной полировкой тех участков поверхности, которое оказались слишком высокими по отношению к той поверхности, которую желают достичь.
Рабочие и нерабочие зоны
Характер работы полировальника зависит от его размеров, от характера и формы шашек и от способа работы с ним. Не
59
существует такого способа пользования полировальником, при помощи которого можно было бы непрерывно и равномерно снимать стекло со всей полируемой поверхности детали. Наоборот, при доводке хорошей плоской поверхности каждая мани-
Рис. 18. Зоны срезания для различных инструментов.
1 — звездчатый полировальник, заполненный на % своей величины; 2 — кольцевой полировальник, заполненный на % своей величины; 3 — полировальник с вырезанной звездой, заполненный на 2/s своей величины; 4 — многоугольный контур, заночненный на % величины.
пуляция может повести к появлению на полировальнике ее собственной характеристической зоны, которая при этом и может быть названа рабочей зоной инструмента. Рис. 17 и 18 иллюстрируют рабочие зоны некоторых типичных полировальников. Зоны эти вызывают появление дефектов на поверхности зеркала, которые располагаются симметрично относительно сеj е щны полируемой поверхности. Процесс ретуши и состоит в испытании
69
поверхности, обработка которой еще не завершена, и в последующей обработке этой поверхности подходящим видом полировальника, рабочая зона которого имеет тенденцию исправлять дефектные зоны поверхности, обнаруженные при испытании. Резко выраженные зоны можно смягчить, выравнивая их постепенно при помощи большого полировальника с широкой площадью, покрытого мягкой смолой. Этот прием в основном пригоден и для исправления зон, оставшихся после полировки, и к тем дефектным зонам, которые могут появиться при ошибках ретуши. Последние обычно представляют собой переходные зоны, получившиеся от воздействия отдельных рабочих участков полировальника при неполном устранении зональных дефектов на обрабатываемой поверхности. Они изображены на рис 20. После выравнивания резко выраженных зон инструментом, покрытым мягкой смолой, оптик снова проверяет форму поверхности и затем продолжает ретушировать. Для дальнейшей обработки оптик должен мысленно представлять себе форму поверхности так, чтобы она проходила в толще стекла реальной поверхности. Наметив расположение бугорков по отношению к этой воображаемой поверхности, нужно их снять, применив для этого соответствующие полировальники и надлежащие виды их движений по исправляемой поверхности (Л. П, 4, 3, 7, 2).
Объяснение действия полировальных и ретушировальных инструментов
Если бы мы могли количественно оценить относительное значение всех факторов, влияющих на срезывающее действие того или иного полировальника при его определенном движении, то мы получили бы возможность с большей вероятностью предсказать расположение на нем рабочей зоны. Однако мы этой возможности лишены. Мы можем только качественно описать факторы, которые представляются оптикам наиболее важными:
1. Полировальник срезает количество стекла, пропорциональное времени передвижения его по стеклу.
2. Полировка происходит тем быстрее, чем больше скорость движения полировальника, однако ни количество срезанного стекла, ни скорость полирования не пропорциональны той скорости, с какой полировальник движется по изделию.
3. Та часть поверхности полировальника, которая постоянно находится в соприкосновении с поверхностью изделия, работает относительно быстрее, чем та часть инструмента, которая находится в соприкосновении с поверхностью не все время.
4. Шашки инструмента, получающие свежий крокус, полируют быстрее, чем следующие за ними, так как новый крокус,
6!
которым покрывают основные ведущие шашки, стирается с тех участков, по которым движутся следующие шашки.
5. Полировальник полирует тем быстрее, чем больше оказываемое на него давление при всех прочих равных условиях. Это следует принимать во внимание при оценке селективного действия широкого полировальника на возвышенные зоны детали, что в сущности и лежит в основе всей ретуши. Весьма существенно подвергнуть этот фактор детальному изучению при изготовлении асферических поверхностей, когда естественно инструмент работает так, что он стремится возвратить поверхность к форме сферы.
Инструменты для ретуши зон
На рис. 17 и 18 изображены полировальники различной формы, а также показаны те зоны, которые получаются на хорошей плоской поверхности при обработке ее при чересчур длинных или при чересчур коротких движениях инструмента. В каждом случае траектория движения представляет собой узкий овал, проходящий через середину поверхности изделия. Овальное движение следует предпочитать прямолинейному потому, что полирование при этом никогда не останавливается.
На рис. 17 можно видеть, что при обработке полировальником полного размера, равного размерам детали, полируемая деталь становится все более выпуклой, при чем при увеличении длины движения инструмента выпуклость ее увеличивается. Полировальники средней величины, равные 5/6 размера изделий, при длинном ходе не изменяют кривизны поверхности изделий, а короткий ход, наоборот, делает поверхность вогнутой. Инструменты малого размера делают поверхность еще более вогнутой.
Далее следует заметить, что влияние инструмента на изменение кривизны всей поверхности (за исключением отмеченных нами случаев) сказывается больше, чем местное действие его при образовании на нем рабочей зоны. Такое ничтожное изменение общей кривизны вообще не имеет большого значения, кроме случаев, когда требуется получить плоскую поверхность, или когда радиус кривизны стремятся выдержать с исключительной точностью.
На рис. 18 показан результат, получающийся при работе кольцевого и звездообразного полировальников.
Особенности работы полировальников на деталях с малыми радиусами кривизны соответственно отличаются от характера работы их на плоской поверхности (рис. 17 и 18).
Так как методы полировки нельзя считать очень точными, те для достижения требуемой формы поверхности особенно рекомендуется постепенно приближаться к нёй, работая тщательно,
€2
медленно и осторожно, с частыми перерывами для проверки. Это даст возможность непрерывно изменять методику работы» точно так, как меняется в военном деле тактика с учетом изменения ситуации и приспособления к местности. Необходимо во время работы с одним полировальником следить по часам за длительностью отдельных этапов работы. Если, например, при некоторой определенной обработке качество зеркальной поверхности улучшается в течение 20 минут, и проба показывает, что потребуется еще не меньше времени на дальнейшую обработку, то следует продолжать ту же обработку лишь в течение 10 или 15 мин. и снова сделать испытание и т. д., чтобы случайно не перейти требуемый предел. Необходимо при этом отметить, что полировальник сначала полирует быстрее, а потом медленнее, так что фактор времени не может применяться с большой точностью. Да и поведение того или иного полировальника не всегда можно считать вполне устойчивым, поэтому, соблюдая осторожность, лучше производить испытание поверхности по возможности чаще. Тем более, поскольку приемы ретуши не могут быть заранее рассчитаны по времени, полировальники, покрытые воском, полирующие почти в три раза быстрее, чем непокрытые, мало пригодны для ретуши. При последних этапах ретуши, когда требуется весьма точное исследование поверхности, рекомендуется заранее устанавливать изделие в специальном испытательном супорте, чтобы достигнуть температуры во всех частях изделия.
Прижимание полировальника к поверхности изделия сквозь редкую ткань обеспечивает появление большого числа маленьких шашек в добавление к основным шашкам. Это обеспечивает сразу более плотный контакт между полировальником и стеклом и увеличивает сглаживающее действие его при начале ретуши (рис. 19). Если работа осуществляется полировальниками малых размеров, очень важно обрабатывать такими инструментами целиком всю полируемую оптическую поверхность при небольшом числе ее оборотов.
Твердые полировальники способствуют сохранению поверх-
Рис. 19. Образование структуры на поверхности полировальника оттиском материи.
1— ручка, сделанная из старой дверной рукоятки, может быть применена в качестве приспособления для равномерного распределения давления на инструмент; 2—кусок маркизета, смоченный мылом с глицерином и помещенный между изделиями и инструментом, разделяет смоляные шашки на более мелкие шашки размером около 80 мм2.
полного выравнивания
АЗ
кости (сферической или плоской) и употребляются главным образом для производства плоских зеркал или зеркал с точно заданными радиусами кривизны. Мягкие полировальники, наоборот, рекомендуются для обработки асферических поверхностей. Зеркала, сделанные любителями, могут дать иногда изображения лучшие, чем зеркала, изготовляемые профессионалами Это объясняется тем, что любители обычно применяют мягкие полировальники, которые дают мягкие переходы между зонами. С другой стороны, профессионалы-оптики обладают достаточным мастерством и знаниями, чтобы быстро устранить дефектную зону при помощи твердого полировальника. Во многих случаях эта быстрота работы приводит к появлению тусклых зон, что выявляется при более строгих условиях испытания. Характерно для оптиков, работающих на производстве, что они стараются выдержать форму поверхности возможно точнее, но не делают ее более совершенной, чем это указано в спецификации, хотя и могли бы этого добиться (Л. II, 1, 2, 3, 5, 6, 8).
Способы устранения зональных дефектов и изготовление асферических поверхностей
Фонограммы и крайне утрированные профили поверхностей, иллюстрирующие способы ретуши различных, расположенных симметрично относительно оси, дефектов, изображены на рис. 20, 21, 22 и 23. Объяснение этих фонограмм изложено в следующем параграфе. Наверху рис. 20 слева мы видим фонограмму и утрированный профиль зеркала с краями вниз. Этот дефект можно исправить, применив полировальник размером равным % Раз" мера зеркала, при коротком ходе. При этом получаются две зоны, с которых снимают тонкий слой стекла. Одна зона намечается, когда ведущий край инструмента доходит до крайнего предела своего движения. Другая зона образуется у ведомого края инструмента, идущего около этого крайнего предела движения. Кроме того, снимая стекло с этих зон, полировальник, сверх того, своей средней частью делает всю поверхность зеркала более вогнутой. Результатом этого является изменение всей линии диаметрального профиля поверхности, изображенной наверху слева (рис. 20), и превращение в представленный пунктиром профиль наверху в середине; при рассмотрении этого профиля можно обнаружить две резкие зоны, показанные сплошной линией внизу, в середине и справа (рис. 20). Эти две зоны снимают короткими движениями и мягким полировальником размером во все зеркало с приподнятыми краями (чтобы избежать вновь опускания краев зеркала вниз).
Обработку полировальником размером % зеркала, как пояснено выше, применяют для исправления опущенных вниз краев на круглом плоском зеркале (рис. 17). При известном опыте можно так отрегулировать работу этих двух инструментов, что
64
увеличение вогнутости, получаемой от одного, будет компенсироваться увеличением выпуклости, получаемой от второго. На рис. 20 показан этот процесс в применении к сферический поверхности.
Сверху, на первом эскизе рис. 21, показано, к.к надо снимать приподнятые края зеркала при помощи мягкого полировальника величины, равной величине зеркала. Вторая серия
Рис. 20. Ретушь.
I — разрез_ зеркала, иллюстрирующий пробу лезвием ножа; 2— заполненный на ®/в своей величины полировальник; ?— величина сдвигания; 4—обработка; 5— при снятии такого слоя в середине появляется новая зона; 6 —мягкий полировальник нормального размера; 7 — обработка для опущенных вниз краев, 8 — снятие края; 8—движение; 10 — обработка; 11 — зоны уничто» жены.
эскиза (рис. 21) показывает два метода ретуши для устранения средней пониженной зоны. Профиль, представленный сплошной линией слева или пунктиром в середине рисунка, постепенно изменяется при обработке, показанной в центре, в профиль, изображенный в середине сплошной линией и пунктирной линией справа. Этот последний, в свою очередь, превращается, при указанной обработке, в профиль сферической поверхности, представленный сплошной линией справа. При первой стадии обработки первоначальный пунктирный профиль, изображенный в середине рисунка, приподнимается в центре и получает приподнятые края по сравнению с воображаемым профилем, представленным сплошной линией. Эта воображаемая кривая делается постепенно
•5 Стронг
65
реальной при обработке поверхности при помощи полировальника с диаметром меньшим, чем диаметр зеркала. Справа, сплошной линией, представлен профиль воображаемой поверхносчи,
Рис. 21. Приемы ретуши оптических поверхностей.
1 — приподнятые края: а — мягкий полировальник, б — обработка;
2 — средняя пониженная зона: а — обработка с сохранением радиуса неизменным, в—другой способ обработки с увеличенным радиусом; 3 — пониженная малая зона: а — средние шашки удалены или срезаны (радиус не меняется), в — другой способ обработки (радиус укорочен).
которая получится во второй стадии при постепенном сдвигании узкой, резко пониженной промежуточной зоны при помощи второго мягкого полировальника с большим диаметром. При такой последовательности в обработке радиус изделия не изменяется,
66
и-поэтому такая последовательность пригодна для ретуши плоских зеркал и пластинок. При других приемах обработки, которые приводят к уменьшению вогнутости зеркала, зоны, подлежащие снятию под действием полировальника больших размеров, сменяются промежуточными углубленными зонами (углубленными по сравнению с воображаемой идеальной сферической поверхностью) и двумя зонами, резко возвышающимися по сравнению со второй воображаемой сферической поверхностью. Эти приподнятые зоны надо снимать, как показано на рисунке, полировальником уменьшенного диаметра. Повышенные зоны по краям устраняются при помощи мягкого полировальника большого диаметра, как показано на рис. 21.
Два способа обработки, предназначенные для устранения небольших пониженных зон вблизи центра изделия, показаны внизу на рис. 21. При применении одного из них первая воображаемая поверхность располагается полностью под поверхностью стекла и требует удаления слоя, представленного разностью между пунктирным первоначальным профилем и сплошной линией окончательного профиля. Вторая воображаемая поверхность, теперь уже сферическая, указывает на необходимость снять несколько резко выделяющихся зон обычной обработкой при помощи мягкого полировальника больших размеров.
Второй способ обработки осуществляют путем перехода от первоначальной неправильной поверхности к вспомогательной промежуточной поверхности со средней зоной, повышенной относительно желаемой сферической поверхности. При этом применяется хордовое движение полировальника. Остающуюся возвышенную зону удаляют вторым инструментом большого размера.
При обработке малых зон на больших зеркалах или относительно больших зон на малых зеркалах оптики производят ретушь при помощи большого пальца, концов других пальцев или даже ладони и кулака. На рис. 22 показано, как узкую приподнятую область можно снять при помощи большого пальца и как пониженная зона в середине выравнивается инструментом, с которого сняты некоторые шашки. Большой палец применяют с величайшей осторожностью, сначала только прикладывая, слегка поворачивая его, а затем уже по мере надобности переходя к другим более сложным движениям. Существует опасность переполировать повышенную зону при помощи полирующего участка на поверхности пальца, потому что полировальники малых размеров снимают слой стекла очень быстро.
При испытании оптической поверхности, отретушированной при помощи пальцев, необходимо выждать некоторое время, чтобы ушло тепло, накопившееся при трении (чтобы изделие пришло в стационарное тепловое состояние). Даже при одном обороте это нагревание вызывает появление фальшивой зоны
5*
67
вследствие расширения стекла; эта область может оказаться выше истинных зон, требующих исправления.
На рис. 23 сверху показано, как можно сферическое зеркало превратить в параболическое при помощи звездчатого инструмента. Фонограмма наверху (справа) дает внешний вид параболической поверхности, когда она проверяется в центре кривизны.
ЖЕЗООЕЬ \ । ЕЗЁЕЗЕЗЕШЕ! I I
ШОЕ30ЕР / / ЧЭСШЕЗЕР/у
SM0E3E3EHJ хНЗЕЗЕЗЕХ/'
НЕЕЗЙЫт \
) I
ШИВЕЗВГ //
Pise. 22. Приемы ретуши оптических поверхностей.
1—резко повыш?нная зона! а—обработка пальцем и б — полировальником; 2 —пониженный центр: а—центральная шашка удалена, б—обработка полировальником; 3—повышенный центр: а — обработка пальцем и б—полировальником.
Фонограмма для параболического профиля при наблюдении из центра средней кривизны показывает наличие слабо повышенной промежуточной кольцевой зоны.
Второй ряд на рис. 23 показывает ход процесса получения параболы по второму способу и вит фонограммы, изображающей зеркало, рассматриваемое из фокуса до и после исправления. Преимущество испытания параболического зеркала при рассматривании из фокуса очевидно. Задача оптика добиться, чтобы
68
10
ч
6
Рис. 23. Создание асферических поверхностей.
1 — сф"рич»ско» з»ркзло, проверяемое из центра кривизны: 2 — метод и правления ум»н1 иг ни»м длины фокуса: 3 — параболически» з»ркало, испытываемое из центра средней кривизны; 4— сф»рич»ско» зеркало, испытываемое р фокус», т е. при помоши оптической плоскости; '—другой способ исправления с ув»лич»ни»м дойны фокуса; 6 — параболическое зеркало, испытываемое в фокус», т. е. при помощи оптич»скэй плоскости; 7 — сферич»ское выпуклое з°| кало, испытываемое при помощи сф»рнч»ского з»рка а п и с параболоидом и плоскостью; 8 — метод исправления; 9 — гип»рбол'1:ч»ско» гыпукто» з»ркало, испытываемо? при помоши сферического з"1кзла или с параболоидом и плоскостью; 10—сф'рич»ская линза, испытываемая при помоши оптической плоскости; 11 — м»тод испрачл»ння; 1? — гиперболическая линза, испытываемая при помощи оптической плоскости.
свет равномерно распределялся по поверхности зеркала. Если при этом появится зона, которую надо устранить, то преимущество испытания из фокуса по сравнению с испытанием в центре кривизны, когда зоны начнут исчезать, станет особенно отчетливым. Зоны становятся почти невидимыми, если зеркало испытывается в центре кривизны, и вновь обнаруживаются, когда оно испытывается в фокусе.
Последние два ряда (рис. 23) показывают процесс, применимый для получения гиперболических поверхностей.
Астигматизм
Исправить оптическую поверхность с астигматизмом значительно труднее, чем поверхность, имеющую зоны с центральной симметрией. Цилиндрические неправильности и вообще все дефекты, которые несимметричны относительно центра изделия, обусловливают появление астигматизма. Эти дефекты должны быть устраняемы от руки. Способ устранения этих дефектов такой же, как и при устранении зональных дефектов, а именно: полировку надо производить только на возвышенных частях поверхности, переходные зоны устраняют при помощи полировальников больших размеров, обычным порядком. Внешняя простота этого способа не должна, однако, снижать значение того факта, что процесс исправления астигматиза представляет собою одну из наиболее тонких операций, которой должен овладеть оптик; и надо помнить, что кроме знаний здесь требуется еще и значительная сноровка. На то все время иметь в виду тенденцию инструмента снимать зоны у периферии изделия и в особенности, когда край его сходит с края изделия. Полное удаление астигматизма с оптической поверхности свидетельствует о высоком мастерстве оптика, в то время как умение избегнуть его появления есть результат навыка (Л. II, 6, 7, 8, 3, 12).
Испытание качества оптических деталей
Испытание качества оптической поверхности приходится производить не только для выяснения необходимости ретуши, но и для других целей. Например, когда зачастую возникает необходимость узнать, какая же получилась истинная форма поверхности на сферическом зеркале, на плоскости или на линзе неизвестного фокусного расстояния. Описываемые здесь способы испытания пригодны также и для испытания шлифовки. Метод „ножа“, предложенный Фуко, издавна применяют и при наблюдении свилей (Л. II, 1, 2, 6J1, 12, 7) и при фотографировании звуковых волн.1
1 Исследованием поверхностей оптическими методами много занимался Д. Д. Максутов, построивший специальные приборы и разработавший подробные инструкции для ряда частных задач. Прим. р<Д.
70
Кольца Ньютона
Наиболее простой оптический способ испытания поверхности — способ интерференционных колец в монохроматическом свете с длиной волны >. Кольца, появляющиеся в тонком слое воздуха между оптическими поверхностями, называются кольцами Ньютона. Они представляют собой интерференционные линии равного хода между двумя поверхностями. Между двумя смежными кольцами оптическая толщина слоя воздуха изменяется на X 2, и кольцо может считаться контурной линией на поверхности одного стекла, отстоящей на определенном расстоянии от поверхности другого стекла, которое обычно является эталонной поверхностью, плоской или сферической (Л. II, 8, 5, 12).
Система полос между двумя плоскостями, образующими одна относительно другой острый клин и освещающимися монохроматическим светом, представляет собой серию параллельных прямых на равных расстояниях друг от друга.
Цилиндрическая поверхность большого радиуса кривизны, соприкасающаяся с плоскостью по одной образующей, дает ряд прямых на неравных расстояниях. Сферическая выпуклая или вогнутая поверхность и плоскость дают концентрические окружности.
На рис. 24 изображен ящик для испытания оптических поверхностей при помощи наложения на плоскость и наблюдения колец (или полос) при различных условиях.
Вид колец (или полос) от выпуклой сферы или цилиндрической поверхности в контакте с плоскостью получается почти такой же, как и от вогнутых поверхностей соответствующей формы. Разность в расстояниях между поверхностями, соответствующая ширине одного кольца, для соседних колец (или полос) равна Х,2, но знак разности (возрастание расстояния или, наоборот, сближение поверхностей) остается неизвестен.
Чтобы различить выпуклые поверхности от вогнутых, можно применять следующее правило. При увеличении прижимания вогнутой поверхности к плоской кольца сходятся к центру, а при сжатии выпуклой поверхности с плоской — расходятся.
Кольца Ньютона очень удобны для сравнения „плоскостей** неизвестного качества с пробной плоскостью. Их применяют и для оценки поверхностей определенного радиуса при складывании последних с пробной поверхностью того же радиуса, но противоположной кривизны. В этом случае белый свет применяют чаще, чем монохроматический, и отклонение испытуемой поверхности от пробной определяют по остаточному цвету интерференционной картины. Если нужно произвести особенно тщательное испытание плоской поверхности относительно пробной плоскости, при чем полосы наблюдаются не при нормальном падении, необходимо поверхность повернуть параллельно плоскости отражения, иначе они будут казаться изогнутыми, даже если само изделие будет плоским. Отклонение от прямолинейности оценивается путем сравнения полос с натянутой струной или нитьюе
71
Рис. 24. Проверка оптических поверхностей методом колец Ньютона (полос).
1 — установка для наблюдения полос: 1—угол зрения для наблюдения полос; 2 — рассылающий св°т экран из молочного или из матового стекла; 3—пробно" с.ексо и испытуемая пов-рхность; 4— необходимо сделать отверстие в задней стенке ящика (у лампы) для вентиляции; 5 — помеиюни" для лампы, ртутной дуги, гелиевой разрядной трубгн или иного источника света.
II — вид колец Ннотона м-жду плоскостями:!—малый наклон: 2— наклон побольше;? — значительный наклон
III —вид косец между н-тоскостью и цилиндром с прогибом в 2 X: 1--плоскость параллельна образующей. 2—плоскость наклона к оси; 3 — плоскость скошена.
IV — виц колец между плоскостью и выпуклой сферической поверхностью с прогибом в I длину световой волны: 1 —расположены нараллел! но; 2 — н'ботылой наклон; 3—сильно ияк юи’ны друг к Другу.
Полосы Хайдингера (полосы равного наклона)
Полосы Хайдингера исключительно удобны для проверки качества плоскопараллельных поверхностей. На рис. 25 справа показан обычный способ наблюдения полос Хайдингера при исследовании качества плоскопараллельных пластинок. Положение глаза наблюдателя по отношению к отраженному изображению представлено на том же рисунке справа внизу. Эти полосы располагаются в том же порядке, как н кольца Ньютона, появ-
Рис. 25. Полосы Хайдингера (проверка плоскопараллельных пластинок).
а— способ проверки полу посеребренных плоскопараллельных пл а.
станок: 1 — исследуемая пластинка; 2 — разрядная трубка (источник света); 3 — матовое или молочное стекло; 4 — черный фон;
б — способ проверки «“посеребренных пластинок: 5 — исследуемая пластинка; 6 — молочное стекло; 7 —разрядная трубка; 8 —полу-посеребренное плоское зеркало; 9 — вид полос Хайдингера и места, где отражается глаз наблюдателя.
ляющиеся при соприкосновении сферы с плоскостью. Различие состоит лишь в том, что ньютоновы кольца становятся видны между плоскостью и сферой при фокусировке глаза на тонкий промежуточный слой воздуха, а полосы Хайдингера наблюдаются при аккомодации глаза на бесконечность или при помощи зрительной трубы. Для исследования этим методом оптических поверхностей различных деталей (призм, зеркал и пр.) необходима вспомогательная плоскопараллельная пластинка.
Кольца (или полосы) Ньютона представляют собою геометрические места точек, соответствующих равной оптической толщине слоя воздуха, полосы же Хайдингера —это геометрические места точек, где лучи, „идущие от глаза‘% должны иметь равный наклон относительно плоскопараллельной пластинки. Полосы Хайдингера наблюдаются обычно лишь при нормальном падении Света на исследуемое изделие, при этом, чтобы произвести исследование различных участков поверхности из гелия, плоскопарал
73
лельную пластинку с изделием надо передвигать в бок. Об изменении толщины слоя воздуха между изделием и плоскопараллельной пластинкой, от одного края ее до другого, свидетельствует появление или исчезновение полос. То же следует иметь в виду и при исследовании толщины самой плоскопараллельной пластинки. Появление и исчезновение кольца или полосы соответствует изменению толщины на X 2. Для более тщательных измерений применяют зрительную трубу. Полевая труба с широким полем зрения, снабженная микрометром с нитью, очень удобна для измерения диаметров колец. При помощи такой трубы можно отсчитать одну десятую долю ширины кольца. Для стекол с коэфи-циентом преломления 1,5 одна десятая указывает па разность толщин 1,5 X Ю— 6 см.
Испытание оптической поверхности с помощью малых отверстий
Другим весьма удобным методом изучения оптических систем, дающих изображение, является метод получения изображений точечного источника света. Для изучения таких изображений удобна сильная лупа, например триплет Гастингса Этот способ называется способом точечного источника света, потому что он сводится к такому методу исследования, которым пользуется астроном при наблюдении звезды в окуляр астрономического телескопа в ясную ночь. Такое испытание оказывается наиболее чувствительным для обнаружения астигматизма. При этом должны быть изучены изображения, получающиеся перед фокусом и за ним, равно как и фокальные. Рекомендуется результат таких испытаний записывать и зарисовывать хотя бы примерной кривой распределения интенсивности света вдоль горизонтального диаметра изображения. Рис. 26,// иллюстрирует изображение точки, даваемое хорошим (по не вполне совершенным) сферическим зеркалом, проверяемым из центра кривизны; рис. 26, IV дает изображение точки для переисправленного параболического зеркала, тоже из центра кривизны; рис. 26, VI дает результат испытания зеркала с очень легким астигматизмом, а на рис. 33 представлено сравнение испытания зеркала с помощью точечного источника света с результатами испытаний по методам Фуко, Рончи и Гартмана. (Д. Д. Максутов „Теневые методы исследования оптических систем4’, Л., 1934).
Метод испытания оптической поверхности, предложенный Фуко (с лезвием ножа)
Метод ножа Фуко обычно применяют для определения центральной сферической аберрации, особенно при испытании изделий с довольно большой апертурой, как, например, линз или зеркал для астрономических труб и телескопов.
?4
Рис. 26. Испытание оптических поверхностей методом получения изображения светящейся точки.
1 Исследование очень хорошего сферического зеркала диаметром 2Н> мм относительным отверстием в 1/16, у которого понижая средняя зона на глу-u относительный^, Р ед.,я здметно при пользовании методом Фуко.
п R.,n изобпажения’искусственной звезды (отверстие 0 7 р), рассматриваемого В nv^Tv с увеличением в 20 раз, и кривые распределения интенсивности на разных пасс"ояниях от фокуса: 1-расстояние на- 2,5 мм; 2 - то же па-1.2 мм; 3-Р в самом фокусе; 4-за фокусом+ 1,2 мм; 5-то же на + 2,э мм.
1П Исплавленное параболическое зеркало диаметром ЗОЭ мм с отверстием f 8. Исследование производится в центре кривизны (1/16), что дает впечатление отогну-псе л а тых краев и пониженнэи зоны в середине.
IV Пии изобоалтения искусственной звезды, как и в предыдущем случае: 1 — изображение п°оед фокусом на — 2,5 мм; 2 —то же на —1,2 мм; 5 — в самом фокуса; Сражение 4 4_за фокусом на +1,2 мм; 5—то же на + 2,-э мм.
V Типичное астигматичное зеркало. Астигматизм можно только обнаружить методом Фука и оценить его возможно, если он резко выражен.
VI Вид искусственной звезды и распределение интенсивности в изображении: 1 п»п₽л ihoKvcoM- 2 — в фокусе вертикальной плоскости; 3—круг наилучшеи сходимости с аберрациями; 4-в фокусе горизонтальной плоскости; 5-за фокусом.
Этот метод оказывается наиболее простым в применении к сферическим вогнутым поверхностям с большими радиусами. В тон кой металлической пластинке острой иглой прокалывают маленькое отверстие и освещают его лампой, при чем его на ю расположить между исследуемой оптической системой и лампой. Для получения отверстия рекомендуется положить на наковальню несколько рядов металлических пластинок и стопку проткнуть до половины острой иглой. Затем пластинки разъединяют и выбирают из них одну с наиболее подходящим отверстием. К аж
Рис. 27. Испытание методом Фуко (метод ножа).
I —ниж между фокусом и зеркалом: 1—лезвие ножа; 2 — точечный источник света; 3 — глаз наблюдателя; II—нож в фокусе; III — нож за фокусом; IV; 4 — нож перед фокусом зоны г; 5 — в фокусе зоны «; 6 — за фокусом зоны в.
лая такая пластинка будет иметь маленькое круглое отверстие, однако диаметры всех этих отверстий будут различны. Выбранное отверстие помещают почти в самом центре кривизны зеркала (рис. 27). Свет от отверстия отражается зеркалом и дает изображение на таком же, как само отверстие-расстоянии от центра кривизны, с противоположной от него стороны.
Если глаз поместить позади этого изображения таким образом, что свет будет попадать в него со всех частей зеркала, то вся апертура зеркала будет казаться равномерно освещенной. Если непрозрачный экран, например лезвие ножа, передвигать через точку фокуса в направлении к отверстию, то вся апертура должна казаться равномерно темнеющей в том случае, если зеркало действительно сферическое, как на рис. 27, //. Если лезвие ножа двигают поперек светового конуса на небольшом расстоянии от
76
Рис. 28. Различные способы осуществления испытаний пл методу Фуко.
л — испытание сферических зеркал из цгнтра кривизны:
1 — светящаяся точка; 2 — лез-вил ножа.
t>— испытание короткофокусных сферических 8°ркал:
1 — монохроматическая светящаяся точка; 2 — нож; 3 —хороший объектив микроскопа, испытание плоскости с вспомогательным сферическим зеркалом. Нож и отверстие рядом. И отступление от плоскости, отмеченное сагитальным расстоянием ft, вызывает астшмя-тизм м°жду фокальными расстояниями в вертикальной и в горизонтальной плоскостях. Соотношение между (£> л и А/? будет: ft ——
1 —пробное сферическое зеркало; 2 — исследуемая плоскость.
d—исследование параболического зеркала по зонам из центра кривизны. R — радиус кривизны в середине. Фокусное расстояние зоны »а“= /?4 4- — при сближении ножа и светящейся точки.
«— исследование параболического зеркала с помощью светящейся точки в фикусе его:
1 — свет звезды; 2 — пробное плоское зеркало.
f — исследование параболического зеркала в фокусе его с помощью вспомогательного плоского зеркала:
1 —плоское пробное зеркало с отверсти°м.
S—ДРУгои способ испытания параболического зеркала с помощью плоского:
1 — плоское пробное зеркало;
2 — параболическое зеркало
с отверстием.
Л — испытание гиперболического зеркала с помощью сферического пробного зеркала»
1 — сферическое пробное зеркало для испытания выпуклого гиперболического зеркала системы Кассегрена.
— исследование гипербол ического зеркала с помощью плоского и параболического зеркала:
1 плоское зеркало; 2—параболическое зеркало; 3 — гиперболическое выпуклое зеркало.
'-—исследование эллипсоидального зеркала:
1—посеребренный шарик; 2—световые лучи, фокусируемые на шарике при исследовании эллипсоидального зеркала Грегори.
к — исследование объектива Шмидта:
1—пробное сферическое зеркало; 2 — фокусное расстояние зоны »а“—/?-}-сблизить пеж и светящуюся точку при корректировании объектива Шмидта.
у’
R '
если
!—исследование объектива Шмидта:
1—пробная линза (хороший объектив); 2 — монохроматический свет, сфокусированный «а посеребренном шарике; 3—светофильтр.
фокуса со стороны зеркала, то его тень, как это видно в зеркале, будет двигаться в том же направлении, что и лезвие ножа (рис. 27, /); если лезвие ножа поместить дальше от зеркала, чем его фокус, то тень будет двигаться в противоположном направлении (рис. 27, ПГ). Таким образом можно с большой точностью определить положение фокуса зеркала.
В случае, если зеркало несовершенно, как это изображено на рис. 27, IV, в одну точку сходятся не все лучи, и если лезвие ножа будет пересекать эти сходящиеся световые лучи, отраженные от зеркала, то поверхность зеркала будет казаться глазу
Рис. 29. Способ Фуко, применяемый для ахроматов, предназначенных для собирания параллельных и расходящихся лучей. Пригоден для исследования микрообъективов и призм.
I. Телескопический объектив: 1—монохроматическая светящаяся точка; 2 —-плоское пробное зеркало.
И. Линза, работающая в сопряженных фокусах: 3—монохроматический источник света.
III. Исследование микрообъектива: 4—окрашенный светофильтр; 5 — дефект в посеребренном зеркале; 6 — конденсор.
IV. Исследование призмы: 7 — пробный объектив; 8 — плоское пробное зеркало;
9 — монохроматическая светящаяся точка и нож.
освещенной неравномерно; некоторые лучи совершенно срезаются лезвием ножа, тогда как другие проходят около него и попадают в глаз. Зеркало, изображенное на рисунке справа, имеет промежуточную приподнятую зону. Фокусное расстояние части зеркала с внутренней стороны от зоны с меньше, чем фокусное расстояние наружной части зеркала Ь. Если лезвие ножа попало как раз на расстояние среднего фокуса сходящихся лучей, то те лучи, которые отражаются от участков поверхности зеркала, центр кривизны которых находится точно на лезвии ножа, окажутся ослабленными; например, лучи, идущие от участков с, попадают в глаз без ослабления, тогда как лучи, идущие от Ь, полностью срезаются лезвием ножа. Согласно этому, участок с кажется нам очень ярким, а участок b — очень темным.
Вид зеркала, когда лезвие ножа и глаз находятся в таких по
ложениях, как было указано, представляется нам таким, как будто оно вылеплено из гипса и освещено сбоку косыми лучами света, -идущими от воображаемого источника (Л. И, 6, 8, 11, 12). Обычно светящаяся точка помещается с правой стороны от центра кривизны, а правый глаз наблюдателя — с левой. В таком случае, если лезвие ножа перерезает изображение слева направо, то наблюдателю кажется, что воображаемый источник света освещает -,,лепной“ диск справа, ему представляется, что видимые им тени получаются от наклонных лучей с этой стороны.
Наблюдая тени на линзах, испытатель полагает, что освещение получается слева.
Различные более сложные установки для способа Фуко изображены на рис. 28 и 29. На этих двух рисунках испытательное зеркало или объектив безупречного (или, по крайней мере, высокого) качества незаштрихованы, а испытуемое зеркало или объектив заштрихованы.
Испытание оптической поверхности с помощью лезвия ножа по зонам
Асферические зеркала, в частности параболические, можно -исследовать из среднего центра их кривизны даже без дополнительного испытательного плоского зеркала путем измерения радиусов кривизны стекла в различных зонах. Для этого зеркало покрывают картонной диафрагмой с отверстиями, расположенными против зон, подлежащих испытанию. Расположение отверстий в центре, по краям и на расстоянии 0,707 радиуса от центра изображено на рис. 30. Если зеркало параболическое и на него смотрят без диафрагмы, то появляется характерная тень, показанная на рис. 23 справа сверху. Измеренная разница в фокусном расстоянии центральной зоны и зоны у края, если смотреть с диафрагмой, должна быть г2 2 /?, где 7? будет радиусом кривизны середины зеркала, а г—радиусом окружности на зеркале. Этот прием особенно пригоден для исследования малых зеркал, чтобы определить, распространяется ли в достаточной мере по поверхности зеркала промежуточная возвышенная зона, как изображено на рис. 23, чтобы придать зеркалу действительно параболическую форму.
Диафрагмы для очень больших параболических зеркал или зеркал с относительным отверстием //4,5 и более следует изготовлять такой формы, чтобы можно было измерять радиус кривизны большого числа зон. Обычно зеркала с относительным отверстием /10 и меньше не требуется параболизировать, если только их диаметр не превосходит 600 мм. Другой способ применения метода Фуко с лезвием ножа для получения количественного результата описан Е. Гавиола (Л. II, 6). При этом способе наклон различных зон относительно середины поверхности зеркала определяется путем измерения положений лезвия
79
ножа, пересекающего световые лучи, отраженные от соответствующих зон.
Во всякой установке, где мы пользуемся лезвием ножа, и, конечно, главным образам тогда, когда нужно произвести точные
количественные зональные измерения, важно избежать параллакса. Поэтому для исследования астрономических зеркал тре-
Рис. 30. Исследование зеркала по зонам с помощью картонной диафрагмы с отверстиями (7) и (2). Наружный край (о) совпадает с краем зеркала.
Это типична» зональная диафрагма для параболического зеркала. Если при этой диафрагм-» длину радиуса кривизны середины зеркала обозначим /?, то длина радиуса кривизны в средней промежу-
_я
точной зоне должна бытт /?Д—
на краю зеркала она R +
Прим°р: для зеркала 0 = 15 см с фокус 5м = 120 см радиус кривизны в середине рав₽н 240 см. в средней зона 240 Д- 0,57, а на краю 240 Д-1,2 см. Радиус кривизны в середине нет надобности точно измерять.
буется более сложная установка, чем установка, представленная на рис. 27, достаточная для оценки зеркал малых размеров со значительным радиусом кривизны.
Параллакс появляется всякий раз, когда приходится пользоваться более чем одним зеркалом. Например, когда приходится исследовать параболическое зеркало в его фокусе с дополнительным плоским зеркалом (рис. 28). При этом параллакс возникает благодаря тому, что луч, идущий из булавочного отвер-
стия и падающий на параболическое зеркало в одной определенной точке, после отражения от плоского зеркала возвращается уже к другой точке на параболическом зеркале. Расстояние меж-
ду этими двумя точками на параболическом зеркале бывает несколько короче, чем расстояние между булавочным отверстием и лезвием ножа, как это лег
ко понять на основании геометрических соображений. И все же в данном случае расстояние это может оказаться достаточным, чтобы привести к обманчивым выводам. В результате такого параллакса нельзя судить о качестве поверхности зеркала пи в одной из этих двух точек, результат оценки поверхности получается какой-то средний для обеих
точек. Этот средний результат не имеет большой ценности и может оказаться весьма сбивчивым, если влияние ошибок
в одной точке параболического зеркала компенсируется противоположными ошибками в другой точке. Более совершенная установка для исследования с лезвием ножа представлена на рис. 31. На рис. 32 изображены две детали ее, предназначенные для того, чтобы избежать появления параллакса.
Приспособление, показанное слева, устраняет параллакс путем оптического совмещения лезвия ножа с самим булавочным отверстием— мнимое изображение булавочного отверстия в полупрозрачном зеркале, поставленное под углом 45е, сделанное из тонкой пленки, располагается точно на самом лезвии ножа. Полупро-
80
Рис. 31. Детали установки для применения метода Фуко.
1 — разрез детали с отверстием для светящейся точки; 2 — призма с и-лпм ор и гранями размером 5 —6 мм. посеребренная и покрытая лаком; 3 — отверстиеfiv ™ вочное в фольге; закрепляется под этой прижимающей пружиной- 4 — пччкя пяй поворота; 5 —квадратное отверстие, заменяющее лезвие ножа- 6 — подлежащее испытанию; 7 - булавочное отверстие; 8- вертикальные nannV™: ные для установки отверстия по высоте; 9 — квадратное отверстие бокйпы-стороны которого заменяют нож; 10 — место зрачка глаза наблюдателя- 11 - КПХ лампы; 12 - установочный винт для поворота в вертикальной плоскости 14У-огжимная пружина; 14 — шариковые найравляющи» и крепление шаоика- К винт для бокового перемещения; 16 —разрезная тайка (половина гайки по лающая быстрое перемещение если ее поднять, укрепленная на прижимающ”й пружине для точной и 1рубои установки; 17-головка вита с деяниями соответствующими перемещению па 0,01 мм; 18-сам винт для измерения пЛ£ мещений при измерении фокусов разных зон; 19-две ахроматические линзы от бинокля на расстоянии об—60 мм друг от друга; 20-вентиляционные отверстия в кожухе лампы; 21 — ленточная проекционная лампа 6 вольт — ЧА r г.
размером 10 XI.-5 мм. леи точкой
б Стронг
зрачпое зеркало из пленки изготовляется еле дующим образом: слой лака наливают на наклонную стеклянную пластинку. После того как лак немного затвердеет, его снимают со с текла под водой, затем пленку лака наклеивают на плоскую поверхность латунной рамочки, высушивают до конца и способом испарения наносят на нее полупрозрачный серебряный (или лучше платиновый или алюминиевый. Прим, ред.) слой.
Рве. 32. Светящаяся точка.
1 — направление к зеркалу и от зеркала; 2 — самое отверстие; 3— полупос сребренный слой на зеркале; 4—направление луча от источника света; 5—край квадратного отверстия (лезвие); 6—зрачок глаза наблюдателя; 7 и 8 — направление от зеркала и к зеркалу; 9 — лезвие ножа, образующее край щели; 10 — закрытая со всех сторон призма полного отражения.
В приспособлении, изображенном с правой стороны рис. 32, вместо булавочного отверстия применена щель. В этом приспособлении параллакс устраняется помощью такого простого способа, как поворот всей детали по азимуту на полоборота по отношению к исследуемом}/ диаметру.
Способ испытания Рончи
Способ Рончи мы изложим лишь вкратце, поскольку он не нашел широкого применения, а подробное объяснение его довольно сложно (Л. II, 2, 7).
Этот способ определения дефектов зеркала изображен на рис. 33 и 34. Небольшой источник света освещает зеркало сквозь проволочную решетку (около 4 линий на миллиметр), а изображение его получается сквозь другой участок той же решетки. Ниже мы укажем сравнительные результаты исследований поверхности одного и того же зеркала методом светящейся точки, методом Рончи и методом Гартмана. На рис. 34 представлен упрощенный прием проверки качества линзы с помощью решетки Рончи.
Хорошая линза дает совершенно прямые изображения линии решетки Рончи.
82
II
2
Рис. 33. Сравнение между собой способов исследования зеркал методами Фуко, изображения точки, Рончи и Гартмана.
' 3
>. Схематическая диаграмма фокальных лучей для зеркала, соответствующего данному рисунку. Оно имело 075 мм и радиус кривизны 525 мм: А—расстояние 512,5 мм;
JB—расстояние 25 мм: 1 —фокус зоны х; 2—фокус зоны у\ 3 — фокус зоны z. Л. Метод Фуко — нож расположен снизу: 1—лезвие в фокусе зоны г; 2 — лезвие в фокусе зоны у; 3 — лезвие в фокусе зоны х.
III. Исследование методом изображения точки: 1— экран, закрывающий зеркало по частям для выделения зон; 2 —окуляр, сфокусированный на плоскость а перед фокусом, дает изображение зон х,у, г; 3 — окуляр, сфокусированный на плоскость b за фокусом, дает изображение зон х, у, z.
IV. Исследование зеркала по Рончи с решеткой, имевшей 6 ниток иа мм: 1 — решетка перед фокусом в с; 2 — решетка за фокусом в d.
V. Способ Гартмана: 1 — отверстия в экране 0 3 мм; 2—металлический экран. Покрывающий все зеркало; 3 — картина при помещении зрачка перед фокусом в плоскости е; 4 — картина при помещении зрачка за фокусом в /.
Способ испытания, предложенный Гартманом
гу диафрагму помещают непосредственно
Рис. 34. Исследование линзы по Рончи.
I — решетка с выгравированными линиями (от 3 до 5 на мм); 2 — исследуемый объектив; 3 — свет от далекого фонаря;
4 — картина, видимая в простой линзе; 5 — картина в исправленном объективе.
Испытание оптических поверхностей по Гартману сходно с испытанием линз по методу Рончи, наглядно представленному на рис. 34. Сначала надо изготовить диафрагму, подобную изображенной внизу слева на рис. 33, с несколькими отверстиями, расположенными на соответствующих расстояниях друг от друга, перед зеркалом или объективом. В методе Фуко ошибки поверхности зеркала определяют по боковому взаимному смещению различных лучей относительно друг друга, когда они проходят через фокус; способ Гартмана оценивает положение этих лучей относительно соседних лучей в точках, находящихся либо внутри фокуса в е, либо вне фокуса в /. Относительное расположение отверстий в пластинке и
две картины распределения лучей, которые наблюдают сквозь отверстие, помещенное в плоскостях е и /, показаны на рис. 33.
Преимущества испытания по Гартману, по сравнению с испытанием другими методами (рис. 33), состоят в том, что при применении этого способа отпадает необходимость определять средний фокус и что результаты испытания легко зафиксировать фотографически; оба эти обстоятельства делают метод особенно полезным для исправления и ретуши объективов, предназначающихся для работы в ультрафиолетовой области спектра.
Центрировка системы зеркал
В более сложных испытательных установках, представленных на рис. 28 и 29, часто бывает довольно трудно центрировать зеркала или объективы. Однако для этого можно с выгодой использовать появление комы, наблюдаемое в изображении светящейся точки. В оптической системе, которая не выверена надлежащим образом, кома бывает довольно велика и ясно указывает, в каком направлении следует переместить зеркало, чтобы получить круглые изображения (Л. П, 18, 22).
84
Некоторые оптики натягивают две белые нити под прямым углом друг к другу поперек лицевой стороны одного из зеркал. Когда эти нити и все их вторичные изображения, рассматриваемые из фокуса, окажутся симметричными, тогда система выверена.
Два особых способа получения оптических поверхностей
Как мы уже указывали, задача оптика состоит в изготовлении точных поверхностей зеркал, объективов, призм и т. д., облачающих высоким качеством полировки. Обычно это делают вручную или при помощи упрощенного станка Дрепера, как было описано выше. Это можно сделать также при помощи быстроходного станка с ручным управлением, который будет описан ниже. Процесс обработки поверхности на машине Дрепера или от руки протекает медленнее, но при этом получаются более точные результаты. Упрощенная машина Дрепера была изображена на рис. 10. В этом случае у машины используют один кривошип, приспособление для уравновешивания полировальника, автоматический контроль за ходом полировальника. а также и небольшой ход его и упрощенное крепление обрабатываемого изделия. В противоположность этому быстроходный станок с ручным рычагом, представленный на рис. 35, обладает большой скоростью и простотой конструкции. Шпиндель в нем вращается со скоростью от 100 до 600 оборотов в минуту. Естественно, что получающееся при этом выделение тепла и большая скорость срезания слоя стекла не дают возможности получить большую точность обработки изделия.
Обработка оптических поверхностей на станке с ручным рычагом
Полировальник, обычно применяемый на этом станке, может быть надет на быстроходный шпиндель, как показано на рис. 35, или изделие может быть прикреплено к шпинделю воском, а полировальник наложен на него сверху. В первом случае муфту, служащую для крепления изделия на рычаге, приклеивают к нему смесью, состоящей из двух частей каменноугольной смолы на одну часть просеянной древесной золы. Если полировальник крепится сверху, то и муфту следует переставить.
Предварительную обдирку можно сделать на рычажной машине или на машине Дрепера железным кольцевым полировальником меньшего диаметра. Если этот кольцевой полировальник двигать вперед и назад через центр с коротким ходом так, чтобы инструмент не заходил за края, то поверхность получается вогнутой. Длинный ход со значительным сдвигом полировальника за край изделия дает выпуклую поверхность. Полировальник, насаженный на ось, приводится в быстрое вра-
85
щение. В конце шлифовки его смазывают смесью порошка карборунда 90 с водой. Плавное возрастание кривизны изделия измеряют накладыванием шаблона. Последний обычно вырезают на станке из тонкой пластинки латуни или бронзы.
Окончательную шлифовку производят на ручном станке сферическим шлифовальником из латуни такого же диаметра, как
Рис. 35. Новая монель полировальной машины.
1—рукоятка; 2 — лагунная шайба с наклеенной линзой; 3 — шарнирное соединение; 4 — ось; 5—смола; 6—гриб с полировальником:7— кожух, предназначенный для того, чтобы абразив не попал в подшипники; 8 — станина стальная; 9 — жестяной тазе коническим приподнятым отверстием в середине; 10 — шпиндель со шкивом для круглого ремня (скорость от 75 до 100 оборотов в минуту); П — конический шкив.
К дну таза следует припаять болты, чтобы его можно было снимать для чистки и ставить точно на место. Подшипники шариковые, имеющиеся в продаже, высшего качества, должны быть защищены от абразива. Патрон нужно подобрать так, чтобы он соответствовал конусу шкива средних ходовых образцов.
и само изделие. Сферический шлифовальник делают следующим образом: на токарном станке по способу, изображенному на рис. 36, вытачивают из латуни верхнюю и нижнюю части его, при чем и та и другая должны быть одинаковой кривизны. Затем их притирают друг к другу карборундом, чтобы получить более совершенные сферические поверхности. Если нет токарного станка, их можно отшлифовать заранее на ручном станке до желательной точности посредством третьего металлического
86
кольцевого полировальника, а затем притереть друг к другу. В центре любого полировальника, с которым придется работать, рекомендуется вырезать углубление. Диаметр углубления должен быть приблизительно в отну двадцатую общего диаметра инструмента. После того как посредством шлифовки кольцевым инструментом достигнута надлежащая кривизна из телия, кольцевой инструмент заменяют сферическим латунным и окончательную шлифовку производят карборундом 90, ,,F“, 600 и наждаком 302 1 ,. Во время процесса шлифования сдвиг инструмента в отношении изделия никогда не должен быть настолько боль-
Рис. 36. Обработка деталей резцом на токарном станке.
1 — стержень такой длины, как радиус кривизны детали; 2 — выпуклая деталь; 3 —углубление в боковых стенках для установки концов стержня; 4— углубление в бабке для конца стержня; 5 — углубление в задней бабке для конца стержня; 6 — положение стержня для вытачивания вогнутых деталей; 7 — суппорт; он должен все время упираться в стержень при подаче резца поперек станка.
шим, чтобы инструмент и изделие вращались в противоположном направлении.
Полировка заканчивается на ручном станке с крокусом на смоляной подкладке. Для этого тот же латунный шлифовальник, который перед тем применяли для шлифовки, можно подогреть, покрыть слоем твердой смолы или чистого пчелиного воска и применить для полировки. Пока воск еще теплый, его, для придания надлежащей формы, прижимают к точно отшлифованному изделию (увлажненному мылом с глицериновым раствором). Толщина слоя смолы при этом должна быть' в пределах от 3 до 6 мм. Часть этого слоя (в центре его) надо снять так, чтобы образовалось углубление в одну двадцатую долю диаметра инструмента. Кроме того, в этом же слое прорезают1 канавки, которые облегчают контакт между смолой и изделием.
Если углубление в центре слоя окажется слишком большим, края изделия будут полироваться скорее, чем центр; если это
87'
углубление чрезмерно мало и смола с краев инструмента снята, сначала будет полироваться центр. Быстрота, с которой происходит полировка центра изделия или его краев, зависит от длины хода полировальника. Небольшие сдвиги полировальника способствуют более быстрой полировке краев, большие смещения — более быстрой полировке в центре. Способ наблюдения за качеством полировки несложен: на изделие направляют сильный свет и наблюдают за исчезновением „посерения", получающегося от остаточных впадин, образовавшихся при шлифовке.
Если полировка задерживается, нужно изменить длину хода полировальника и вновь обработать его поверхность.
Для придания на ручном станке асферическим линзам соответствующей формы надо пользоваться полировальником меньшего диаметра (звездообразным или кольцевым).
Малые линзы центрируют на шпинделе, сдвигая их немного поперек оси, пока воск, на котором их приклеивают, еще теплый. Шпиндель надо медленно поворачивать, и если изображение какого-нибудь предмета (всего лучше небольшого источника света), получаемое при отражении от обрабатываемой поверхности, при вращении линзы не описывает круга, эксцентричного с осью, то центрировка считается законченной.
После центрировки изделия на торце латунной трубки, зажатой в патроне токарного станка, как было описано выше, его надо обточить по краям железным шлифовальником с крупнозернистым песком (рис. 6).
Взаимное расположение двух оптических поверхностей
Хотя мы подробно описали наиболее важные этапы процесса получения хорошей оптической поверхности, однако вопросы ориентации этой поверхности относительно общей формы изделия или относительно других оптических поверхностей остались еще неосвещенными. Это вопросы, которые оптики обычно разрешают довольно просто. Тем не менее, при изготовлении призм (особенно прямоугольных) и плоскопараллельных пластинок способы получения надлежащего взаимного расположения двух обрабатываемых плоскостей не так просты. Полчаса полировки на станке Дрепера или несколько минут полировки на шпиндельном станке обычно дают уже достаточную степень полировки двум шлифовальным поверхностям, чтобы можно было их исследовать и определить угол между ними на столике гониометра (например, в спектрометре) или другими оптическими способами исследования. Точность прямых углов в прямоугольных призмах обычно проверяют, основываясь на их свойстве поворачивать обратно пучок лучей света точно на 180е. Это испытание обладает чувствительностью, позволяющей заметить ошибку до 1 угловой минуты, если его проводить невооруженным глазом, а если его выполнить с применением зритель-
вв
Рис. 37. Изготовление двухгранных углов призм.
1—когда заготовка призмы вырезана, то оставшиеся обрезки блока оптическою стекла употребляют для крепления заготовки; 2 — эти обрезки располагают па плоском куске картона (толщина 1,5—2 мм) около заготовки так, чтобы заполнить по возможности описанный около заготовки круг, оставляя между ними промежутки в 5—6 мм. Между ними на картон тщательно вмазывают слой воска толщиною 1,5 мм; 3 —на все это надевают цилиндр из железной трубы и прижимают его край к воску, а в него наливают кашицу гипса толщиной 5—7 мм между всеми кусками; 4 — поверх гипса между кусками плотно набивают вату, оставляя до верху пространство на глубину 6—7 мм; 5 — потом заливают второй слой гипса толщиной 7—8 мм; 6_— железное кольцо поворачивают, снимают картон и воск, соскабливая его на 0,5—1 мм ниже поверхности детали. Стеклянные поверхности образуют как бы один диск, готовый для обработки. Так как гипс с течением времени может изменить свою форму, то все операции тонкой шлифовки, полировки и ретуши следует выполнять в один день.
ной трубы, с окуляром Гаусса, то чувствительность увеличивается, снижая ошибку приблизительно до 1 угловой секунды.
Плоскопараллельные пластинки шлифуют с точностью приблизительно до 1 — 2 микронов. Для испытания с такой же точностью качества стекла на параллельность граней можно применить обычные хорошие микрометры. Окончательная оптическая точность на плоскопараллельных пластинках достигается ретушью. Контролем качества ретуши может служить описанный выше метод Хайдингера или способ Рончи с решеткой. Плоскопараллельные пластинки обычно изготовляют в форме кружков, из которых потом уже, если потребуется, вырезают прямоугольники.
Блокировка
Поскольку круглые стеклянные пластинки легче изготовлять, чем квадратные или прямоугольные, то болванку призмы рекомендуется установить в металлическое кольцо, как показано на рис. 37, вместе со всеми вспомогательными стеклами, имеющими такой же коэфициент расширения; последнее необходимо для создания круглой площади из нескольких стеклянных поверхностей. Эту круглую площадь надо закрепить гипсом в металлическом кольце и затем обрабатывать как единый стеклянный диск. Части могут быть залиты одним толстым слоем гипса, хотя двойной слой — лучше (рис. 37). В таких случаях рекомендуется пользоваться смесью, состоящей из трех частей гипса и двух частей воды. Этот состав почти не дает усадки, хотя и не является очень крепким. Изделие сначала следует покрыть тонким слоем пчелиного воска в случаях, когда лишняя влага в гипсе может подействовать (химически) на стекло. После того как гипс затвердеет, его поверхность покрывают шеллаком, чтобы сделать ее водонепроницаемой. Шлифовку и проверку формы следует заканчивать в один день, иначе из-за „старения** гипса средняя часть и боковые вспомогательные поверхности не обеспечат удовлетворительной выверки.
Кварц и исландский шпат (кальцит)
Когда оптические поверхности приходится выполнять на кристаллах, часто бывает необходимо точно ориентировать эти поверхности относительно осей кристаллов. На рис. 38 показан способ точного определения направления оптической оси кварца. Кристалл с двух сторон подрезают алмазной пилой, чтобы срезы были примерно перпендикулярными к оптической оси. Эти сделанные пилой параллельные срезы затем шлифуют абразивами — карборундом 150—и искусственно просветляют посредством наклеивания на них канадским бальзамом или глицерином двух покровных стекол. Для определения оптической оси пользуются so
i
Рис. 38. Проверка натяжений и оценка однородности материала с помощью поляризационного прибора
Нюренберга
1 — призма Николя или Глана-Томпсона как анализатор; 2 — исследуемый кристалл кварца — две грани его срезаны и отшлифованы карборундом 150, а на них канадским бальзамом (или глицерином) наклеены два плоских покровных стекла; 3 — стеклянный плоский столик укреплен на горизонтальных осях в металлическом кольце; 4 — кольцо это может поворачиваться в горизонтальной плоскости; 5—кусок транспортира для отсчета угла наклона кристалла; отсчеты должны быть в 1,4 раза больше для исключения рефракции на гранях; 6— поляризатор из оконного стекла, зачерненного лаком с нижней стороны; 7 — источник света; 8 — матовое или молочное стекло; 9 — метка на стекле столика, чтобы фиксировать направление осн; 10 — вид типичного образца кварца (по фотографии); 11 — искривление колец, обусловленное двойникованием; 12 — неправильности, обусловленные ростом кристалла; 13 — направление вращения столика; 14 — направление смешения колец в правом и в левом кварце.
поляризованным светом (рис. 38). Система колец, видимая сквозь анализатор, останется неподвижной при повороте кристалла вокруг вертикальной оси только в том случае, когда срезы перпендикулярны к главной оптической оси. Если кольца „расплываются"
Рис. 39. Обработка кальцита (исландского шпата).
о) Ориентация осей. Ь) Срезы для изготовления „николей". с) и d) Приемы рязрезывания кристаллов при изготовлении „никэлей“.
1—кристалл, подлежащий разрезанию; 2— двухгранный угол в 115° 10'; 3 — направляющие для пилы; 4 — подача кашицы карборунда 7 или 400; 5 — модный провод—жесткий; 6 — кристалл, подлежащий разрезанию, залитый гипсом.
при вращении кристалла, то ось вращения его нужно посредством шарнирных соединений (или посредством клиньев) наклонять до тех пор, пока кольца не останутся неподвижными при поворотах.
Концы кристалла следует тогда вновь обрезать, принимая во внимание рефракцию, и подвергнуть вновь такому же испытанию, пока не получится удовлетворительный результат.
Когда вырезанный определенным образом кристалл кварца вращается в направлении часовой стрелки, кольца сжимаются
92
к центру, если кристалл является левосторонним, и разбегаются, если он является правосторонним кварцем.
Бесформенный кусок кварца можно глубоко исследовать на свили с помощью погружения его в иммерсию — в бак, наполненный раствором, состоящим из 80% этил-циннамата и 20% ксилола (по объему). Пятна окиси железа удаляют с поверхности кристалла путем промывания его в растворе щавелевой кислоты.
Ориентация главной оси исландского шпата показана на рис. 39 (верхний рисунок). Чтобы вырезать куски исландского шпата, нужные для изготовления николей, ориентированный надлежащим образом кристалл закрепляют в деревянной форме так, чтобы плоскость разреза, намеченная относительно предварительных срезов пилой, получила правильную ориентацию. Разрез кристалла делают от руки, при чем пропиливают как кристалл, так и слой гипса при помощи твердо закаленной медной проволоки, натянутой на лобзик и покрытой мелкими зернами карборунда.
Оптическая обработка кристаллов
Кварц является излюбленным материалом оптиков. Как плавленый, так и кристаллический кварц шлифуют и полируют таким же способом, как и стекло.
Кристаллы исландского шпата (кальцита), особенно крупные, дороги, и, кроме того, они мягки и ломки. Ввиду этого исландский шпат всегда обрабатывают вручную с очень слабыми нажимами. Даже самые мелкие карборундовые зерна имеют тенденцию вызывать в кальците трещины, поэтому для обработки рекомендуются лишь карборунды серии „F“—400—600 и наждаки 302 72 и 303 7S. Если нужно очень точно изготовить призмы с несколькими гранями, то в качестве наиболее грубого абразива применяют карборунд 400. Смоляная подкладка, покрытая пчелиным воском, вполне удовлетворительна для полировки и придания надлежащей формы исландскому шпату. Кристалл, предназначенный для ретуши, следует объединить в один блок с другими кристаллами исландского шпата одинаковой ориентации.
Полировку каменной соли, после того как ей приданы надлежащие очертания, осуществляют полировальником с твердой смолой; для этого ее надо зажать между двумя стеклянными пластинками (Л. П, 3). Желаемая форма поверхности каменной соли получается посредством переисправленных стеклянных полировальников, так как форма, обычно получаемая, чаще всего оказывается выпуклой по сравнению с формой, образующейся на полировальнике при наличии защитных накладок. Например, при обработке плоскости следует применять несколько вогнутый полировальник в виде четырехдюймового диска с радиусом кривизны в 10 м.
В начале полировки применяют крокус, размешанный в насыщенном соляном ррстворе. На рис. 40 показаны установка смоляного
S3
полировальника, помещающегося под изделием, и столик, покрытый замшей, на котором производят сушку изделия. Изделие до тех пор трут о полировальник, пока крокус почти не станет сухим. При последних заканчивающих ходах влагу на изделие подают просто дыханием, затем изделие скользящим движением переносят с полировальника на замшу для просушки. Технику этого процесса следует сначала изучить и усвоить на пробных экземплярах. Во время обработки второй поверхности первую поверхность
Рис. 40. Полировка кристаллов.
1 — призма из каменной соли (готовые грани, покрытые лаком); 2 — деревянный диск, обтянутый сукном и замшей; 3 — когда смола станет почти сухой, последние движения выполняются на замше; 4 — смоляной полировальник покрыт пчелиным воском и смочен смесью крокуса с насыщенным раствором соли.
призмы или линзы покрывают лаком или воском во избежание влияния влаги. Смоляной полировальник следует покрывать еще слоем пчелиного воска. Пчелиный воск пригоден и для обработки более мягких материалов, чем каменная соль, как, например, для сильвина, бромистого калия и даже йодистого калия.
Полировка металлов1
Наиболее важным металлом в оптике является, пожалуй, зеркальный металл, применяемый для обычных отражательных зеркал. Он весьма тверд, обнаруживает, как и стекло, раковистый излом; его обрабатывают таким же способом, как стекло, и шлю фуют абразивами в такой же последовательности. Полировальник должен иметь очень узкие фаски. Во избежание царапин часто бывает очень выгодно придавать зеркальным поверхностям последнюю отделку, повернув их вниз.
Сплав гстеллит“ обрабатывают так же, как и стекло, однако при этом требуются более продолжительные сроки шлифования (в два или три раза более, чем для стекла). Обычно в качестве полирующего вещества для полировальников применяют крокус
1 Теория и техника полировки металлов и стекла детально разработаны в Государственном Оптическом институте академиком И. В. Гребенщиковым и др. В нашей промышленности получила широкое распространение „паста ГОИ“, ускоряющая полировку. Подробнее см. работы сотрудников ГОИ. Прим. ре<).
94
или окись хрома. Следует стремиться сохранить форму, приданную шлифовкой, до тех пор, пока не закончена полировка.
Твердую сталь обрабатывают таким же способом, как и стекло. Для шлифовки мягкой стали применяют шлифовальники из более мягкого материала, например из меди или из свинца.
Мягкая сталь и закаленная медь трудно поддаются полировке, но их иногда удается более легко обработать с помощью полировальника, покрытого смесью парафина и окиси олова. К расплавленному парафину добавляют столько окиси, сколько он может включить в себя без раскрошивания. Эту смесь в горячем вите намазывают на смоляной полировальник.
Если металл во время полировки обнаруживает стремление к коррозии или к потускнению, рекомендуется применить в качестве полирующего вещества уголь (древесный уголь должен быть смолот в шаровой мельнице и хорошо промыт). Окись хрома часто придает яркую полировку в тех случаях, когда крокус дал бы лишь мутную поверхность металла (Л. II, 2, 12).
Наиболее мягкие металлы (серебро, мягкая медь, золото и т. д.) не так легко поддаются обработке обычными оптическими методами. Поверхность их при обработке забивается шлифующими веществами и не поддается дальнейшей шлифовке. Серебряные круги, на которых нанесены штрихи шкал, становятся яркими, если поверхность их протирать большим пальцем с увлажненной табачной золой в направлении параллельном штрихам, двигая палец вперед и назад вдоль штрихов.
Объектив Шмидта
Оптическая система Шмидта является объективом, обладающим такими свойствами, которых нет у других обычных оптических систем, и, хотя он обладает некоторыми недостатками, однако оказывается наиболее удобным для простого и естественного решения весьма большого числа разнообразных инструментальных проблем, помимо тех, для которых он был первоначально предназначен (Л. II, 3, 7, 9, 10).
Этот объектив нашел широкое применение в астрономии, особенно для фотографирования метеоров и для наблюдения больших звездных полей. Его применили к звездным спектрографам, .и,несомненно, он может оказаться незаменимым во всех исследованиях, где необходимы крайняя быстрота, широкая полоса пропускания по спектру и широкое поле зрения. Объектив Шмидта имеет, однако, два существенных недостатка — искривление фокальной поверхности и недоступность держателя пластинки или пленки. Кривизна фокальной поверхности равна /?<2, где/?—радиус кривизны самого зеркала. Эта фокальная поверхность выпукла в ту же сторону, как и сфера зеркала.
Изготовление объектива Шмидта оказывается, к сожалению, так сложно, что его может выполнить только человек, имеющий
^5
11
I
a
Рис. 41. Объектив Шмидта.
1 — радиус кривизны R; 2 — радиус фокальной поверхности приблизительно равный /?/2; 3 —фокальная поверхность; 4 — сферическое зеркало; 5 — относительное отверстие; 6—корригирующая линза; 7 — слишком большой прогиб; 8— наименьшее количество стекла надо снять; 9 — наименьшая хроматическая аберрация; 10—слишком толстое стекло.
Подобное распределение кривизны можно расположить по обе стороны линзы, имея в виду, что необходимо сохранить значение (/ — ДО- При этом
_ Y*-kr* Ya ~4 (п-1) /?»'
где А — постоянное число между 0 и 4. а п—показатель преломления стекля линзы
значительный опыт в оптике? Ниже мы приводим описание его в общих чертах.
Схема прибора изображена наверху рис. 41. Она состоит из сферического зеркала и линзы Шмидта, которая исправляет аберрации основного зеркала. Линза эта помещается на расстоянии, равном расстоянию центра кривизны от сферического зеркала, и отклонение ее поверхностей от плоскости так мало, что большой ошибки за счет хроматизма не получается, если принять во внимание малую дисперсию света в том сорте стекла, из которого она обычно бывает сделана. Как бы то ни было, но те требования, которые предъявляются необходимостью внести исправление в оптические параметры сферического зеркала, обусловливают настолько большое отклонение поверхности линзы от плоскости, что вносят большие трудности в процесс изготовления этого объектива.
Линза Шмидта может иметь несколько очертаний, как показано на рис. 41. Вариации в толщине можно получить путем создания искривлений поверхности лишь с одной стороны пластинки или по обе стороны ее. Изменение в толщине пластинки при диаметре 2г, выраженное как функция расстояния от центра пластинки у и радиуса кривизны R основного сферического зеркала, можно представить какой-нибудь одной из семейства кривых, удовлетворяющих формуле:
\/ - ~
—4(л-1)А?! ’
где k может иметь любое значение между 0 и 4.
Характерные особенности некоторых из этих кривых следующие: если k = 4, то линза получается слишком толстой; если k = G, то наклон у краев получается такой крутой, что сильно возрастают затруднения при изготовлении; при k —1,5 достигается оптимальный ахроматизм, а когда k = 1, то наклоны умеренные, цветовые характеристики поверхности с помощью колец Ньютона получаются хорошие, и одна половина кривизны может быть создана с одной стороны пластинки, а вторая с другой. В случае, когда k = 1, обработка поверхности требует наименьшего снятия стекла.
Линзу в объективе Шмидта изготовляют часто из увиолевого стекла или даже из плавленого кварца, если имеют в виду применение его для фотографирования в ультрафиолетовой области спектра. Объектив Шмидта изготовлялся с различными нумерическими апертурами до максимальной их величины /70,6. Такие объективы работают значительно быстрее, чем объективы из нескольких стеклянных линз, имеющие то же значение
1 В последние три года широкое распространение получили системы типа Шмидта и разные способы их изготовления. Прим. ред.
7 Строит
S7
апертур, так как свет проходит сквозь меньшее число стеклянных поверхностей, и потери света оказываются соответственно значительно меньше.
Линзу Шмидта шлифуют и полируют специальным кольцевым инструментом. Каждую из стеклянных фацеток для шлифовки или смоляных фацеток для полировки надо крепить на отдельной пружине, как показано на рис. 42. Такая или подобная ей гибкая конструкция инструмента необходима, поскольку от него требуется значительная деформируемость.
Кривая, соответствующая Л = 1, требует, чтобы толщина в центре была такой же, как у края. Это можно проверить, при-
Рис. 42. Полировальник для изготовления линз Шмидта.
а — задняя сторона полировальника; б — его лицевая сторона. 1 — секторы из фосфористой бронзы должны быть вырезаны из цельного куска листового металла в том же направлении, как он был прокатан, чтобы их упругость распределилась относительно диаметра симметрично; 2 — для шлифовки на концы пружин приклеивают стеклянные и ти бронзовые фапетю.'.. Для полировки применяют фацетки из смолы.
дожив край линейки по диаметру изделия: она должна коснуться центра, но не качаться на нем. Минимум толщины пластинки соответствует —0,707г. Его определяют по сравнению с ее толщиной у края, а значение Д/ вычисляют по указанной формуле.
Промежуточная зона от края до минимальной толщины постепенно снимается шлифовкой до тех пор, пока не получится в нужной, согласно измерению микрометром, толщине.
Ретушь можно доводить, руководствуясь испытаниями по схемам, изображенным снизу на рис. 28.1
1 В СССР оптическую систему Шмидта подробно изучал Д. Д. Максут он (Гос. Опт. институт) и показал, что во многих случаях линзу Шмидта целесообразно заменить стеклянным мениском со сферическими поверхностями, что чрезвычайно упрощает и удешевляет ее изготовление. С ”. Д. Д. Максутов. „Астринглмическая оптика*, Техтеорстиздат, Москва, 1947. Прим. реи.
ГЛАВА III
ТЕХНИКА ВЫСОКОГО ВАКУУМА1
Законы для идеальных газов
Для проектирования, конструирования и работы с вакуумными установками важно знать некоторые уравнения кинетической теории газа. Поэтому с. них мы и начнем наше изложение техники высокого вакуума. Мы не даем вывод этих уравнений, так как нас интересуют только их приложения.
Законы для идеальных газов математически выражают уравнения (1) и (2):
РГ=Р,+Р2+. .,ра.
(2.1
Pi есть полное давление, испытываемое стенками сосуда, содержащего грамм газа с молекулярным весом Л1и если сосуд имеет объем V при абсолютной температуре Т. Если сосуд содержит не один, а несколько газов, например, если в нем грамм одного газа с молекулярным весом /И,, грамм второго газа с молекулярным весом и т. д., то парциальное давление, создаваемое каждым газом, удовлетворяет уравнению (1).
Полное давление, удовлетворяющее уравнению (2), есть сумма этих парциальных давлений. Значение постоянной /?, так называемой универсальной газовой постоянной, не зависит от молекулярного веса газа, но зависит от единиц, в которых выражены давление и объем. При работе с вакуумом давление обычно
1 Последнее время мы наблюдаем интенсивное развитие техники высокого вакуума и его применение как для целей исследования природы, так и в различных отраслях производства. Поэтому материал, изложенный в этой главе, далеко не отражает современного состояния этой области. Однако образного изложения достигнутых результатов еще не существует и читателю следует рекомендовать следить за текущей литературой, изучив предварительно основные руководства: Дюнуайе „Практическое руководство по вакуумной техника , Дэшман „Техника высокого вакуума", Goetz „Pliysik und Technik des Hoel*» vakuums“, Braunschweig, 1926, Kaye „High vacua", New York, 1927.
99
7*
выражают в миллиметрах ртутного столба, а объем в кубических сантиметрах; в таком случае R имеет значение 62,370.
Уравнения (1) и (2) выведены в предположении, во-первых, что молекулы бесконечно малы, во-вторых, что отсутствуют между-молекулярные силы. Ни одно из этих предположений не'верно для реальных газов. Тем не менее эти уравнения описывают поведение реальных газов, особенно водорода и гелия, с достаточной для наших целей точностью. Хотя эти уравнения перестают быть справедливыми при повышенных давлениях (давление больше чем 1 ат.), они становятся все более точными, если давление уменьшается. При давлениях, встречающихся в вакуумных работах, уравнения (1) и (2) не только применимы для характеристики поведения всех газов, но они также довольно точно отражают свойства многих ненасыщенных паров.
Средняя длина свободного пути
Средняя длина свободного пути — среднее расстояние, которое молекула проходит между двумя последовательными столкновениями с другими молекулами. Значение этой величины определяется размерами молекул и выражается формулой:
1
1'2 *
(3)
где
о —есть диаметр молекулы, а
п— число молекул в кубическом сантиметре.
В табл. 1 даны значения средней длины свободного пути для азота, вычисленные по уравнению (3), при чем для диаметра молекулы принято значение 3,1ХЮ~8см.
Таблица 1
Средняя длина свободного пути молекул азота при 0' С
Давление в мм ртутного столба Средняя длина свободного пути
760 1 10“3 Ю“4 10~5 = кХ 10~9 8,5X10”® см ‘ 0.0065 см 6,5 см 65 см 6.5 м 65 м 65000 м
100
Внутреннее трение и теплопроводность
Внутреннее трение и теплопроводность газа, подобно средней длине свободного пути, также зависят от диаметра молекул. Существует связь между длиной свободного пути и йоэфициен-том внутреннего тренич т(, выражающаяся формулой:
4=4 (4)
и связь межу коэфициентом внутреннего трения и коэфицнентом теплопроводности К, выражающаяся формулой:
(5)
В этих формулах о обозначает плотность газа в граммах на один кубический сантиметр; cv— теплоемкость при постоянном объеме единицы массы газа и £ — постоянная, равная 2,5 для одноатомных и 1,9 для двухатомных газов, а Фаг/— средняя скорость молекул, определяемая равенством:
v — т /?>1><19.1Л_см сек. (fy
| Л1
Зависимость между о, A, и К для различных газов представлена в табл. 2.
Таблица 2
Свойства газов при 7=273“ К
Газ Диаме гры молекул (а X 108 см) Коэфициенг внутреннего трения (Yj х JO6 CM) Коэфициент теплопроводности (КХЮ6 см)
Водород .... • . . . . 2,47 86 318
Азот . . 3,50 166 52
КиСЛОр.';Д 3,39 187 56
Гелий . 2,18 189 339
Аргон . 3,36 210 38,9
Подставляя в равенство (4) PM RT вместо р и выражение (3) вместо л, мы видим, что давление сокращается. Другими словами, из уравнения (4) видно, что внутреннее трение при пониженном давлении будет таким же, как и при обычных давлениях. Экспериментальное подтверждение этого теоретического
101
вывода, данное О. Мейером и Д. К. Максвеллом, явилось триумфом кинетической теории. Они измеряли затухание крутильного маятника под колоколом воздушного насоса при давлениях, изменявшихся от 1 ат до примерно 10 мм высоты ртутного столба. Было найдено, что затухание, обусловленное внутренним трением воздуха, оставалось при всех давлениях тем же самым.
Согласно уравнению (5) теплопроводность также не зависит от давления. Экспериментально это было установлено Стефаном (Л. III, 47, 60).
Уравнения (4) и (5) выведены в предположении, что длина свободного пути мала по сравнению с размерами сосуда. Табл. 1 показывает давления, при которых это предположение теряет свое значение.
Если бы Мейер и Максвелл уменьшили давление в колоколе ниже примерно 10-1 мм, они обнаружили бы уменьшение затухания крутильного маятника,Точно также, если бы Стефан расширил свои наблюдения, он нашел бы уменьшение теплопроводности около 1СГ1 мм и ее полное исчезновение ниже пример-но 10-4мм (Л. III, 3, 40, 41, 53).
Скорость откачки
Предположим, что сосуд содержит газ при давлении Р и при помощи открытого крана сообщается с сосудами, где поддерживается высокий вакуум. Далее предположим, что этот высокий вакуум поддерживается при давлении настолько малом по сравнению с Р, что он, по существу, может считаться полным вакуумом. Объем газа, входящий через кран за единицу времени dVjdt и измеренный при давлении Р, выражается формулой:
С32Х10' Т СМ» сек, (7)
где
А— площадь отверстия крана.
Значение dVIdt для воздуха (7И = 29) при комнатной температуре (7’-300 Кельвина) оказывается 11 700 см3 в секунду сквозь см2, или 11,7 литров в секунду сквозь см2.
Замечательным в этой формуле является то, что dVjdt не зависит от давления в сосуде.
Подобное гипотетическое отверстие площадью в 1 см2, соединяющее сосуд с газом с почти совершенным вакуумом, можно рассматривать как насос со скоростью откачки 11,7 л сек. Масляные и ртутные диффузионные насосы имеют два свойства, аналогичные свойствам таких отверстий. Они действительно дают скорость откачки такого же порядка, как и описанное отверстие в кране, и наблюдаемые у них скорости откачки, грубо говоря, постоянны в значительном интервале давлений.
102
Таким образом, скорость диффузионного насоса выражается как объем газа, проходящий через шейку насоса при давлении, которое имеется у шейки. Скоростной фактор насоса (коэфициент скорости откачки) есть отношение его скорости на единицу площади шейки к значению 11,7 л еек. Хороший масляный диффузионный насос имеет скоростной фактор около 0,5 или 0,6. Скоростной фактор ртутных диффузионных насосов (Л. III. 33,31) бывает разный — от 0,1 до 0,3.
Скорость откачки диффузионных насосов может быть измерена с помощью приспособления, подобного тому, которое изображено на рис. 1. Газ при атмосферном давлении может выходить из откачиваемого сосуда в откачивающую систему. Скорость, с которой вводится газ, измеряется по движению ртутного столбика в калиброванной капиллярной трубке. В то же самое время давление у шейки насоса измеряется посредством вакуумметра. Скорость, с которой газ уходит сквозь насос, получается умножением объема, проходимого ртутным столбиком за единицу времени, на отношение давления в капилляре (т. е. барометрического давления) к давлению, которое имеется у шейки насоса.
Проводимость откачивающих вакуумных линий
Обычно насос соединяется с аппаратом либо одной трубкой, либо системой трубок, которые образуют вакуумную откачивающую линию. Если мы будем измерять скорость откачки насосом, присоединенным к началу системы (Х(1), то скорость откачки насосом, присоединенным к концу ее (5), будет меньше, чем первая. Конечно, разность между 50 и S будет мала, если трубки коротки и имеют большой диаметр. Разность между и So-1 определяет пропускную способность вакуумной системы.
Пропускная способность есть величина, обратная сопротивлению вакуумной линии потоку газа U/. Зависимость между величинами So, S и W выражается формулой:
Рис. 1. Измерение скорости откачки.
1 — столбик ртути; 2 — калиб. роканиый стеклянный капилляр; <Г - замазка; 4 — латунь; 5—винт с мелкой резьбой;
6 — смазка краноиая; 7 —скошенный канал; 8 — кэническэе острие; 9 — к накуумной системе.
1
S
(8^
103
В свою очередь величина W определяется в зависимости от размеров трубок по Кнудсеновской формуле:
№--=1,59 х 10^Д/27у— (Д+^j) сек./см8, (9)
где
/ — длина откачивающей линии, а
d — ее диаметр; обе величины выражены в сантиметрах (Л. Ш, 29, 31, 32, 33, 55).
Первый член в скобках представляет сопротивление самой линии, в то время как второй — сопротивление обоих концов линии (или сопротивление крутого изгиба линии). Второй член обычно незначителен по сравнению с первым и им можно пренебречь. В. Клозе, например, нашел, что прямой откачивающий канал с четырьмя прямоугольными изгибами, канал с четырьмя Т-образными расширениями и изогнутая трубка одного и того же диаметра дают в основном ту же скорость откачки.
Коэфициент в уравнении (9) обращается в единицу, если вместо М подставить молекулярный вес воздуха 29, вместо Г— комнатную температуру 300° К и 8г8 вместо rf8, где г—радиус трубки. Далее V и г можно выразить в миллиметрах, a IF в сек./л» вместо сек./см8. После этих преобразований и пренебрегая вторым членом в скобках, уравнение (9) получает следующий вид:
№ = ^-сек.'л. (1С)
В качестве примера практического применения уравнения (10) рассмотрим откачивающую трубку в 250 мм длиной и радиусом 5 мм. Уравнение дает значение IF равное 2 сек./л. Подставляя это значение в уравнение (8), мы увидим, что скорость откачки 5 сквозь эту трубку никогда не может превзойти — л/сек., даже если использовать очень быстрый насос, для которого 1/SO практически равно нулю.
Откачка
Факторами, определяющими скорость, с которой откачивается вся вакуумная установка, являются объем откачиваемого сосуда F, эффективная скорость системы насосов 5 и предельное давление, которое способны достичь насосы PG. Способ измерения первого фактора V очевиден. Значение S может быть вычислено из значений 50 и W по формулам (8) и (10) или может быть получено присоединением к установке соответствующего измерительного прибора, описанного выше, из утечки и вакуумметра.
Значение Ро оценить нелегко; его необходимо измерить с помощью манометра. Давление PQ не зависит от скорости откачки
104
насосов в хорошо уплотненных системах, которые подлежат откачке. Если же система течет или выделяет газ, то Ро зависит как от скорости течи, так и от скорости откачки. В хорошо уплотненных эвакуируемых системах предельное давление Рс для ртутных диффузионных насосов. снабженных ловушкой с жидким воздухом, бывает 10~7 мм и меньше. Для масляных диффузионных насосов без ловушки предельное давление колеблется от 10~5 до 10~с мм, хотя в литературе иногда и сообщаются значения более низкие. Вакуум, получаемый с помощью механических насосов, обычно бывает от 102 до 10“4 мм. Водоструйный насос не может обеспечить давление ниже давления паров воды, т. е. около 25 мм ртутного столба при комнатной температуре.
Влияние обезгаживания стенок сосуда и трубопровода на предельное Ро иллюстрируется опытом, описанным Дэшманом (Л.Ш 1,18). Он нашел предельное давление в 0,033 бара для вращающегося насоса Геде, соединенного с вакуумной установкой стеклянной трубкой, выделявшей газ. Однако когда стеклянная трубка была прогрета настолько, что ее поверхность стала свободной от поглощенной ею влаги и других газообразных веществ, то предельное давление снизилось до 0,0007 бара.
Скорость, с которой уменьшается давление в эвакуируемом приборе, определяемая скоростью откачки S, объемом прибора V и предельным давлением Ро, дается уравнением:
^=_4(р_Рс). (п)
Интегрирование этого уравнения дает:
= (12)
Уравнение (12) полезно, например, для оценки времени (/2 — fj, требуемого вакуумной системой, чтобы скомпенсировать приток газа, повышающий давление до значения Рг В этом случае Р2 представляет собой то рабочее давление, которое требуется получить в откачиваемом приборе.
Если Р2 и Pi много больше Ро, то Ро можно пренебречь, и уравнение (12) может быть приведено к следующему виду:
Насосы предварительного разрежения (форвакуумные насосы)
Так называемые предварительные или грубые насосы применяют для обеспечения надежной работы диффузионных насосов, Так как последние могут эффективно работать только при очень ^алых разностях давления, начиная от давлений меньших, чем
105<
несколько десятых миллиметра ртутного столба. Чаще всего применяют вращающиеся механические, так называемые форвакуумные насосы. Скорости откачки некоторых вращающихся насосов при разных давлениях приведены на рис. 2.
Рис. 2. Скорость откачки различными форвакуумными насосами,
Другие типы насосов, такие как водяной насос, вращающийся насос Геде и насосы Шпренгеля и Теплера, редко теперь применяют. Эти насосы описаны в литературе.
Форвакуумные насосы, изготовляемые в СССР
В настоящее время в лабораториях Советского Союза получили распространение несколько типов форвакуумных насосов, так называемых одноступенчатых и двухступенчатых, сходных с насосами, применяемыми в США. По своему устройству они напоминают воздуходувки, но в отличие от них снабжены весьма тщательно выполненными клапанами. Двухступенчатыми насосами называются два насоса с одним общим валом и двигателем, последовательно соединенные друг с другом. Одноступенчатые насосы работают значительно быстрее, но не могут обеспечить надлежащего разрежения воздуха. Они рсщко могут снижать давление больше, чем до 0,1 мм ртутного столба, особенно если они немного разработаются. Поэтому их обычно применяют только при работе с ртутными пароструйными насосами (стеклянными и стальными), которые менее требовательны по отношению к совершенству форвакуума, чем пароструйные насосы с маслом. Наилучший и достаточно мощный тип одноступенчатых насосов разработан на Электрозаводе (Москва). Его стенки снабжены водяным охлаждением. Он приводится в действие мотором трех
106
фазного тока, мощностью в ? квт, соединенным с валом насоса широким ремнем, перекинутым через солидный маховик, насаженный на ось насоса. И насос и мотор закреплены на литой плите. Все это обеспечивает на нежную непрерывную работу, исчисляемую неделями.
Другие одноступенчатые насосы не обла taior ни такой солидностью, ни столь высокой производительностью.
Для работы с паромасляными насосами рекомендуются двухступенчатые форвакуумные насосы, дающие уже рентгеновское разрежение (до нескольких тысячных долей миллиметра ртутного столба). Наилучшая модель насоса этого типа также разработана па Электрозаводе. Барабан двухступенчатого насоса гораздо меньше, чем барабан одноступенчатого, и производительность его в несколько раз ниже. Для охлаждения весь насос погружен в прямоугольный литой чугунный бак, наполненный до верху вакуумным маслом (турбинное масло М, прозрачный сорт). Это масло в то же время обеспечивает уплотнение соединений и смазку. Насос приводится в движение трехфазным мотором, укрепленным на кронштейне, приделанном к боковой стенке резервуара. Движение передается при помощи зубчатки, являющейся в то же время редуктором числа оборотов. Хотя эта зубчатка почти целиком погружена в масло, она все же создает стук и шум, которые при длительной работе с насосом сильно утомляют; это главный недостаток описываемого насоса, от которого можно избавиться, если применить зубчатую передачу с косыми зубцами, обеспечивающими равномерное вращение вала насоса.1 При условии применения хорошего чистого масла и при условии защиты от пыли, насосы этого типа могут работать месяцами без всякого ремонта (см. Чмутов, Техника физического исследования).
И одноступенчатые и двухступенчатые насосы можно получать через учреждения, торгующие учебными пособиями и лабораторным оборудованием.
Значение форвакуумного насоса для успеха работы и экономии времени настолько велико, что выбор его, размещение и организация обслуживания должны быть сделаны с максимальной тщательностью. Особенно следует предохранять насос от пыли.
Масло перед заливкой в насос необходимо тщательно профильтровать и просушить под пониженным давлением. Полезно пропускать его через фильтр каплями в большую бутыль, соединенную с форвакуумным насосом, который при этом удалит из него влагу и летучие составные части. Масло при этом обычно сильно пенится. Это очень утомительная операция, но ею не
1 В последнее время выпущены двухступенчатые форвакуумные насосы прп-®°Димые в движелие ременной передачей с переменным натяжением ремня. Про-ИЗводимый ими шум значительно меньше. Ред.
’07
еле чует пренебрегать, потому что часто прекрасный насос не дает надлежащего вакуума только потому, что он заполнен недоброкачественным маслом. Полезно измерить давление паров масла при нескольких температурах, близких к комнатной, и его вязкость; слишком вязкое масло может сильно затруднить вращение барабана. Следует помнить, что все форвакуумные насосы при остановке требуют немедленного отключения от вакуумной системы и сообщения входной трубки с атмосферным воздухом. В противном случае масло из насоса будет засасываться в систему, может ее загрязнить и совершенно испортить. Наибольшее число аварий вакуумных установок обычно обусловливается этой причиной.
Обезгаживание стекла и металлов
Обезгаживание удаляет газы, адсорбированные поверхностью стекла и металла. Для получения наивысшего вакуума необходимо тщательно обезгаживать все внутренние поверхности стекла и металла. Продолжительное нагревание стекла при температуре от 150 до 200е С с непрерывной тщательной откачкой достаточно для удаления большинства газов, адсорбированных на поверхности. Дальнейшее нагревание до 300° С удаляет с поверхности стекла последний молекулярный слой воды и адсорбированных газов. Если нагревание производится значительно выше этой температуры, то может начаться выделение, газов, получающихся от разложения стекла (Л. Ill, 55).
Практически прибор, сделанный из свинцового стекла, достаточно хорошо обезгаживается нагреванием в печи или легким пламенем до температуры максимум 300е С в течение от 10 минут до 1 часа или больше, в зависимости от размеров прибора и сорта стекла. Известковое стекло и твердое стекло можно нагревать соответственно до 400 и 500JC. Более высоких температур следует избегать, так как точка отжига или размягчения мягкого стекла лежит уже нои 425 С, а твердого стекла — при 50е С.
Прежде чем эвакуированный прибор отпаивать от насосов, место отпайки следует нагревать минуту или две при темпеоа-туре чуть-чуть ниже точки размягчения стекла.
Если металлы сильно прогревать в вакууме, то они выделяют как адсорбированные, так и поглощенные (растворенные) ими газы, а также газы, получающиеся от разложения окисей вблизи поверхности. Газы под поверхностным слоем металла, как растворенные, так и находящиеся в химическом соединении, удалить трудно даже при повышенных температурах, если металл не до-нодить до плавления. Окиси металлов, за исключением окиси хрома, легко диссоциируют в вакууме при повышенных температурах. В настоящее время уже имеются в продаже металлы, плавленые в вакууме,— они особенно пригодны для вакуумных
1(18
работ. Газ с поверхности вольфрамовой проволоки выделяется при температуре 1500 С. От 70 до 80®'о этого газа составляет окись углерода, а остальное — во юрод и двуокись углерода (Л. III, 45). Объем выделяющихся с поверхности этого металла газов, измеренный при нормальных условиях, в три или четыре раза превосходит объем самой вольфрамовой проволоки. Свитсер изучал газы, выделяемые медью, никелем, монель-металлом и покрытым медью сплавом никеля с железом („платинит", „dinner). Он нашел, что все эти металлы редко выделяют объем газов больший, чем объем самой проволоки (Л. Ill, 17).
Маршал и Нортон изучали газы, выделяемые вольфрамом, молибденом и графитом (Л. III, 50). Эти материалы, будучи хорошо обезгажены долгим прогревом в вакууме при температуре выше 1800° С, можно затем хранить даже при атмосферном давлении. При этом поглощенные ими газы легко выделяются при последующем нагревании в вакууме до умеренной температуры. Однако к ним нельзя прикасаться пальцами.
В целях удаления поверхностного загрязнения многие металлы можно прогревать в водороде. Во время этого процесса газы, растворенные вблизи поверхности металла, частично замещаются водородом. Это замещение весьма желательно, так как водород легко выходит, если металл прогревается затем в вакууме в отжигательной печи или с помощью токов высокой частоты.
Давление паров замазок
Табл. 3 дает результаты измерений Цабеля относительных давлений паров замазок, употребляемых при вакуумных работах. Приведенные здесь числа представляют результаты измерений, сделанных с помощью ионизационного манометра (Л. III, 63).
Замазка, составленная из шеллака и бутилового фталата (см. гл. XIII), судя по табл. 3, должна иметь низкое давление пара.
Таблица 3
Отношение давления паров различных материалов к давлению латуни
Материал Отношение
Пирекс 0,7
Железо 3,5
Железо, покрытое ржавчиной 250
Пицеин 4
Пчелиный воск и смола 5,5
Глипталь . . . . • 8,5
Замазка Котинского (как мягкая, так и твердая) . . от 15 до 25
Глипталсвый лак (высушенный) .... 2
5,4
Замазка для кранов 7
^Замазка Рамзая - - . . . . 85
109
Геттеры
В лабораторной практике диффузионный насос обычно используется для удаления тех остаточных газов, которые не могут удалить грубые насосы; получающийся высокий вакуум поддерживают непрерывной откачкой. Однако имеются другие методы удаления остаточных газов даже в приборах, отпаянных при давлении, получаемом с грубым насосом (JI. Ill, 1). Эти методы требуют применения так называемых „геттеров" (газопоглотителей), которые вначале не только удаляют остаточные газы, но поддерживают вакуум при возможном ухудшении его или при последующем выделении газов.
Газопоглотители могут быть разделены на три класса, в зависимости от тех способов, какими они удаляют остаточные газы. К первому относятся геттеры, основанные на физической адсорбции остаточных газов охлажденной поверхностью пористого вещества, подобного древесному углю или гелю кремниевой кислоты; ко второму — геттеры, поглощающие газ подобно тому, как водород поглощается палладиевой чернью или танталом;, геттеры тпетьего класса соединяются химически с остаточным газом.
Высокая поглощательная способность древесного угля и геля кремниевой кислоты частично обязана их сильно развитой поверхности. Например, определено, что поверхность древесного угля составляет 2500 м2/Т. Поглощающий древесный уголь, который должен применяться для удаления остаточного газа, сначала сам должен быть обезгажен сильным нагреванием в вакууме, полученном хотя бы при помощи грубых насосов. Он не должен, однако, нагреваться выше температуры размягчения стекла пирекс, так как тогда он теряет часть поглощательной способности благодаря так называемой „кристаллизации" древесного угля и сопровождающей ее потере площади поверхности. После такого обезгаживания вся вакуумная система отделяется от насоса перекрыванием крана, и древесный уголь в ней охлаждается (предпочтительно жидким воздухом), чтобы увеличить его поглощательную способность. Способность древесного угля поглощать различные газы при ОС и — 185°С (температуры жидкого воздуха) приведена в табл. 4.
Из металлов, поглощающих газы, особый интерес для техники представляет тантал. Он может поглотить объем газа (водорода; в 740 раз больший его собственного объема даже при температуре до 600 С. Этот поглощенный газ вновь выделяется, если металл нагревается в вакууме до температуры 800 С и более. Тантал является одним из металлов, наиболее легко отдающих, при высоких температурах, весь поглощенный и адсорбированный им на поверхности газ. При повышенных температурах такие остаточные газы, как кислород и азот, исчезают также вследствие химического соединения с танталом. В силу этих
ПО
свойств тантал часто применяют для анодов в радиолампах. Почти так же, как тантал, ведут себя металлы колумбий (ниобий) и цирконий.
Эффективными геттерами являются вольфрам и молибден при температурах выше 1000 С (Л. Ill, 44,46). Кислород удаляется этими металлами вследствие образования окисей (летучих, впрочем, при температурах выше 1000е С). Водород на поверхности этих металлов при высокой температуре диссоциирует и конденсируется в виде атомарного водорода на стенках сосуда, в особенности если они охлаждаются жидким воздухом.
Щелочные металлы реагируют с азотом, кислородом, водоротом и парами ртути. Поглощение азота, кислорода и водорода происходит особенно быстро, если щелочной металл «вляется катодом при тлеющем разряде.
Таблица 4
Поглощательная способность кокосового угля или объем газа, взятого при нормальных давлениях и температуре, поглощаемый единицей объема угля
Газ 0°С • - 185°С I i
Гелий • 2 15 !
Водоро! ... - 4 135 ’
Аргон 12 175 1
Азот 15 155 1
Кислород 18 230 ;
Двуокись углерода . 21 190
Барий, кальций и магний широко применяются как геттеры, так как они соединяются химически со всеми остаточными газами (за исключением благородных газов). Барий химически более активен, чем кальций. Эти металлы вводятся в вакуумные приборы, в которых они должны служить геттерами, различными способами. Кальций может быть введен непосредственно в виде свежих, свободных от окиси, опилок. Барий обычно вводят в виде специального „пористого геттера- (покрытая медью или никелем проволока, нарезываемая перед употреблением па кусочки надлежащей величины). Эти металлы также могут быть получены непосредственно в вакууме реакцией восстановления из их же соединений при повышенных температурах. Введенный металл обычно подвергается испарению путем нагревания его и конденсируется на стенках отпаянною вакуумного приоора, образуя на них зеркальный налет. Геттерное действие металла проявляется сильней, когда он находится в газообразной фазе., хотя и конденсированный зеркальный слой, особенно слой бария, реагирует химически с остаточными газами, которые могут с течением времени появляться в приборе.
Металлический зеркальный слой оказывает на остаточные газы не только химическое, но и физическое действие. Это физическое действие — адсорбция газов — проявляется особенно сильно, так как поверхность металла, конденсированного в вакууме, совершенно чиста. Дэшман дает элементарное вычисление, иллюстрирующее это действие (Л. III, 16).
Сферический сосуд с радиусом 5 см, содержащий остаточный газ при давлении около 1/10 мм ртутного столба, будет полностью эвакуирован, если на внутренней поверхности сосуда или на чистом зеркальном металлическом слое будет поглощено геттером такое количество газа, какое обеспечит образование мономолекулярного слоя.
Вода и многие другие пары могут быть удалены из эвакуируемого прибора с помощью ловушки, охлаждаемой жидким воздухом. Плотность водяного пара в газе, после того как он прошел через такую ловушку, равна 10~2омг/л. Относительная эффективность некоторых из наиболее часто употребляемых сушителей показана в табл. 5. Следует отметить перхлорат магния, который не расплывается при насыщении его влагой, а остается твердым и сухим наощупь. Он не загрязняет приборы.
Сушители
Т а б л и ц а 5
Сушители
1 мг воды на 1 л высушенного при 25СС газа
Ловушка при температуре жидкого воздуха . .
Р2ОВ.........................•...............
Mg (С1О4)3...................................
Mg (СЮ4)3 ЗН2О...............................
H2SO4........................................
95-процентная H2SO4..........................
СаС12 (плавлены !)...........................
1,6 X Ю"23
X 10“5 X10-4 X 10~3 ХЮ-3 х icr’
1,4—2,5 X 10~*
Из них пятиокись фосфора наиболее часто применяется в работах с вакуумом. Этот сушитель нужно предварительно расплавлять, чтобы уменьшить начальное давление пара над ним и чтобы пре(отвратить улетучивание в процессе откачки.
Статические и кинетические вакуумные системы
Большинство вакуумных приборов, применяемых в физических исследованиях, распадаются на два главных класса. К первому классу относятся приборы, которые должны быть тщательно обезгажены и совершенно свободны от течи для того, чтобы
112
получать и сохранять высокий вакуум. Мы будем называть такие приборы и установки, предназначенные для их изготовления, статическими вакуумными системами в противоположность системам, в которых благодаря применению исключительно быстрых насосов допускается длительно непрерывное выделение газа стеклянными и металлическими частями или даже маленькие течи. Системы последнего типа мы будем называть кинетическими вакуумными системами.
На рис. 3 представлена типичная статическая вакуумная система: рентгеновская трубка, откачиваемая ртутным диффузионным насосом со средней скоростью. В хороших статических вакуумных установках и приборах могут быть получены давления ниже 10-9 (или даже 1О~10) мм. Такой крайне высокий вакуум требуется для исследования фотоэлектрического эффекта, термоионной эмиссии и других физических явлений, когда нужно избегать малейшего загрязнения поверхности. Статические вакуумные системы и установки мы Здеръ подробно рассма-
Рис. 3. Детали вакуумной установки с ртутным диффузионным насосом.
1 — термометр; 2 — манометр Мзк-Леода; 3— печь из листового железа с тепловой изоляцией из асбеста, подвешенная на блоках с противовесами; 4 — откачиваемый предмет на железных подставках; 5 — подогре*вательная спираль; 6 — доска с тепловой изоляцией; 7 — ловушка с жидким воздухом; 8 — асбестовая теплоизоляция; 9—двухступенчатый ртутный диффузионный насос с подогревателем; 10— трубка водяного охлаждения; 11— К форвакуумному насосу; 12 — порционный кран; 13 — резервуар.
® Стронг
Рис. 4. Детали вакуумной установки с паромас-ляным насосом. (Середина стола вынимается для облегчения доступа к насосам).
1 — лопушка с жидким воздухом для манометра; 2 — манометр Кнудсена; 3 — колпак, 4— стальная плита толщиной 25 мм, диаметром 4С0 мм; 5 —порционный кран, стеклянный; 6 — изолированные вводы для подогревателя; 7—разрядная трубка; 8— решетка, чтобы мелкие детали не могли проваливаться в насос; S—труба 075 мм; 10 — водяное охлаждение; 11 — вентильный кран; 12—резиновый шлангг внутри 02i мм, снаружи 050 мм; 13—зажим; 14— металлический тройник; 15 — к форвакуумному насосу; 16— сток воды; 17—асбестовая защита; 18 — масляный насос 060 мм с внутренним нагреванием; 19—масляный насос 0 150 мм с плоской нагревательной спиралью.
тривать не будем. Читатель, специально интересующийся ими, должен обратиться к соответствующей литературе.
Кинетические вакуумные системы характеризуются обычно предельным давлением от 10 5 до 10~6 мм, достигаемым при применении исключительно быстрых насосов. Эти насосы, так же как и приборы, которые они откачивают, обычно изготовляют в механической мастерской из обыкновенной латуни и стали. При этом не требуется специально обезгаживать металлы, как в статических вакуумных системах.
Кинетические вакуумные установки грубее, чем статические, в которых нужно тщательно удалять все поверхностные загрязнения. Однако они легче осуществимы и могут быть рекомендованы для работ и приборов, где вакуум нужен лишь для того, чтобы позволить беспрепятственно двигаться молекулярным лучам, электронам, ионам и световым квантам. Например, кинетические вакуумные системы с успехом применяют для испарения металлов в вакууме, что необходимо при покрытии
114
металлическим слоем зеркал больших телескопов, для поддержания вакуума в высоковольтных рентгеновских трубках, в металлических выпрямителях, в осциллографах высокого напряжения и проч., а также для откачки разного рода вакуум-спектрографов.
На рис. 4 изображена кинетическая вакуумная установка для покрытия металлом небольших стеклянных зеркал. В таких установках имеются два основных препятствия на пути получения высокого вакуума. Во-первых, невозможность обезгаживания отдельных частей и деталей нагреванием их вследствие применения вакуумных замазок, а также из-за того, что в откачиваемом приборе имеются массивные предметы, например толстые стеклянные зеркала, которые нагревать небезопасно, во-вторых, в них имеется большая опасность появления маленьких трудноуловимых течей, чем в установках для получения статического вакуума. Например, установка, изображенная на рис. 4, должна в процессе работы повторно открываться. Успехи в усовершенствовании мощных масляных диффузионных насосов, которые несмотря на эти недостатки обеспечивают требуемую степень вакуума, и являются основной причиной того исключительно широкого применения упрощенных вакуумных установок этого типа, свидетелями которого мы являемся в последнее время.
Диффузионные (пароструйные) насосы
Диффузионные насосы могут работать только при давлениях меньше нескольких десятых миллиметра ртутного столба. Они работают лучше при противодавлениях всего в несколько сотых миллиметра ртутного столба. Необходимое снижение противодавления получается механическими так называемыми форвакуумными насосами. На рис. 5 представлен парортутный диффузионный насос в действии, который иллюстрирует осуществленное Лангмюиром практическое применение принципа диффузионной откачки, открытого еще Геде (Л. III, 26, 43). Ниже объяснено действие как этого насоса, так и паромасляных диффузионных насосов.
Поток ртутных паров получается нагреванием жидкой ртути в кипятильнике В до температуры около 110сС. Этот поток паров (показан на рисунке стрелками) выходит из кипятильника сквозь сопло. Он отделяет резервуар N от резервуара М Пары конденсируются на охлаждаемых водой стенках резервуара N, при чем капли жидкости под влиянием силы тяжести стекают
в К11пяги,71ьник- Газовые молекулы из резервуара /V Диффундируют в занятый паром, разделяющий оба сосуда, объем, но они вряд ли могут проникнуть сквозь него в резервуар М. олее вероятно, что они будут увлечены потоком обоатно в резервуар N. Молекулы же газа из резервуара Л1, диффундирующие в паровой раздел, будут увлечены молекулярными столкновениями в сосуд Л/, откуда их выкачивает механический насос.
8*
115
2
Рис. 5. Эскиз разреза диффузионного насоса Лангмюира.
i — к откачиваемому прибору. Перепад давления достигает до 10 ®
Рис. 6. Насос Лангмюира металлический с зонтиком.
1 — зо нтик; 2 — водяно е охлаждение; 3—рубашка.
Рис. 7. Диффузионный насос Крауфорда.
1 — к откачиваемому прибору;
2 — к форвакуумному насосу; 3— воздушное охлаждение.
10 — 7 мм, если форвакуум измеряется 10 ° или
10—5 мм; 2—водяное охлаждение не выше 25° С; 3— к форвакууму — давление воздуха 0,3 мм ртутного столба необходимо для начала работы насоса; 4 — кипятильник с температурой 100—120°-
Рис. 8. Обычный диффузионный насос с соплом вниз.
1 —- асбестовая рубашка;
2—водяное охлаждение
Рис. 9 Двухступенчатый ртутный насос по Курту.
1 — первая ступень; 2— вторая ступень; 3 — водяное охлаждение; 4 —асбестовая тепловая изоляция; 5 — углубление для подогревателя.
Рис. 10. Ртутный диффузионный насос с рядом ступеней.
1 — приток воздуха из откачиваемого прибора; 2 — водяное охлаждение; 3 — первый каскад; 4 — мно{ гоступенчатое сопло по Шпренгелю (гелис); 5 — к форвакуумному насосу; 6— асбестовая изоляция
Давление в резервуаре /V должно превышать давление в резервуаре Ж в 100 раз, если допустить, что скорость диффузии сквозь объем, занятый паром, одна и та же в обоих направлениях. Если резервуар W откачивается вторым вспомогательным диффузионным насосом вместо механического насоса, то можно получить давления до 10-7 мм ртутного столба и ниже в плотной свободной от течи стеклянной установке, соединяющейся с сосудом Ж (при условии, конечно, что ловушка с жихким воздухом препятствует прониканию ртутного пара в откачиваемый прибор).
Рис. 11. Насос с несколькими соплами, работающими в параллель.
1 —план расположения сопл; 2 — ртутные пары; 3 — откачиваемый воздух; 4— детали отдельного сопла.
Рис. 12. Мощный металлический насос с несколькими соплами.
1 — ртутные пары; 2 — приток воздуха из откачиваемого прибора; 3 — водяное охлаждение; 4—экран 0 2,4 см и 5— сопло 0 2,0 см.
Ртутные насосы изучались многими исследователями (Л. Ill, 11, 48, 61, 25,39,33). На рис. 6—12 представлены конструкции, выполненные в результате этого изучения. Мы не будем подробно рассматривать эти насосы, так как нас интересуют главным образом кинетические вакуумные системы и паромасляные диффузионные насосы. При помощи масляных насосов не трудно достигнуть скорости откачки в несколько десятков или даже сотен литров в секунду, в то время как скорость; достигаемая при помощи обычных ртутных диффузионных насосов, не превышает долей литра, редко — несколько литров в секунду.
117
Применение масел в диффузионных насосах
Попытки найти заменитель ртути в качестве рабочего материала в насосах делались неоднократно. Необходимость такой замены объяснялась свойственным ей существенным недостатком: давление паров ртути так высоко, что для предотвращения их диффузии в вакуумную систему и порчи вакуума необходимы ловушки с жидким воздухом. Последние, обладая высоким сопротивлением потоку газа, парализуют работу насоса.
В качестве заменителя ртути широко применяют некоторые специально очищенные нефтяные масла типа нафтенов, полученные Ббрчем (Л. III, 8), или органические соединения, подобные бутиловому фталату, которые применили Хикмэн и Сенфорд (Л. III, 32) в лаборатории Истмэн-Кодак.
Хикмэн предложил новое синтетическое органическое масло, названное „октойль", которое признано лучше бутилового фталата (Л. III, 31). Масла типа, полученного Бёрчем, изготовляют по патентам Виккерса под торговым названием „апьезоновое масло". В США можно получить подобные масла, дающие давления ниже КГ8 мм ртутного столба1 (Л. III, 5, 38). Преимущества масляных насосов перед ртутными заключаются в том, что они лишь в исключительных случаях требуют применения ловушек и могут быть изготовлены из стекла, стали, латуни, бронзы и других металлов, в то время как металлические ртутные насосы могут быть сделаны только из стали со сварными соединениями. Латунные и медные насосы могут быть спаяны мягкой пайкой, за исключением кипятильника и сопла, где рекомендуется применять пайку серебром.
Различие между масляными и ртутными насосами по существу невелико, — оно ограничивается способами применения ловушек и особенностями некоторых деталей. Масляные насосы без ловушек могут дать такое же низкое предельное давление, как и ртутные насосы с ловушками, хотя скорость откачки ими может быть достигнута во много раз большая. Если же применять ловушки, то, вероятно, останется только небольшая разница между достигаемыми предельными давлениями. Масляные насосы при этом получают то преимущество, что ловушки с хорошо прокаленным древесным углем при комнатной температуре оказываются столь же эффективными, как и ловушки с жидким воздухом. Впрочем применение ловушек с древесным углем сильно снижает высокую скорость откачки масляных насосов.
Рекомендуется применять не один масляный насос, а по меньшей мере два, соединенных последовательно. Второй насос слу* жит для непрерывной очистки масла от газов, поглощаемых первым насосом. Когда имеется второй насос, может быть достигнуто
1 Все эти типы масел освоены на наших вакуумных заводах. Ред.
118
более низкое предельное давление примерно в десять раз. Так как ртутные насосы могут работать при более высоком давлении, чем масляные, то во многих случаях удобнее применять в качестве второго дополнительного ртутный диффузионный насос.
Конструкция масляных диффузионных насосов
Масляные диффузионные насосы во многих отношениях сходны с ртутными диффузионными насосами. Они имеют те же рабочие элементы: кипятильник для испарения масла и сопло для подвода пара к зазору. Они сходны и по способу работы. Масляные пары выбрасываются из сопла насоса в зазор и конденсируются на охлажденных наружных стенках зазора. Конденсированное масло стекает по конденсирующей поверхности под действием тяжести обратно в кипяти? ьник. Струя пара может быть направлена различно: она может идти вверх, как в ртутном насосе, изображенном на рис. 5, может быть направлена вниз, как в ртутном насосе, изображенном на рис. 6, или выбрасываться в сторону (рис. 7'.
Хотя принципиально масляные и ртутные диффузионные насосы имеют одинаковые рабочие элементы, конструкции их деталей сильно разнятся. Изготовление масляных диффузионных насосов может быть осуществлено в обыкновенной механической мастерской. Ниже мы приводим ряд существенных замечаний для выбора надлежащей конструкции:
1. При рабочих температурах кипятильника масло слегка разлагается. Это разложение неизбежно усиливается при повышении температуры, которое бывает необходимо, когда площадь поверхности испарения жидкости в кипятильнике недостаточно велика, чтобы образовалось надлежащее количество пара, или если сопло и зазор недостаточно широки, чтобы обеспечить конденсацию требуемого количества пара без образования слишком высокого давления в кипятильнике.
2. Так как масло имеет низкую скрытую теплоту парообразования, то насос должен быть сконструирован так, чтобы тепло, требуемое для поддержания рабочей температуры в сопле и в зазоре, подводилось к ним от нагревателя главным образом за счет теплопроводности стенок, а не за счет конденсаций масляных паров. Естественно поэтому, что наилучшим материалом для изготовления сопла является медь, так как она обладает большой теплопроводностью.
3. Однако разложение масла каталитически ускоряется медью и латунью, никель же этим свойством не обладает. Следовательно, все части насоса, соприкасающиеся с горячим маслом, должны быть никелированными (Л. III, 9).
4. Количество масла, разложившегося за определенный промежуток времени, пропорционально количеству масла в кипятильнике. Поэтому рекомендуется в кипятильник наливать не-Оольшой слой масла.
119
5- Следует всегда последовательно соединять два одноступенчатых насоса; пользоваться многоступенчатыми насосами не рекомендуется, так как очень трудно отрегулировать равномерный приток пара к различным форсункам и подачу необходимого количества его без чрезмерного повышения температуры кипятильника.1
6. Ширину зазора уже чем 5—3 мм (1/8") делают на основании практического опыта только у насосов со струей пара, направленной вниз. В насосах со струей, направленной вверх, капли конденсированного масла будут перекрывать зазор такой ширины.
7. Проникновение паров масла в откачиваемые приборы должно быть предотвращено при помощи диафрагм, действующих как обратные холодильники.
8. Холодное масло растворяет большее количество газов и паров, чем масло горячее. Поэтому конденсированное масло нельзя сильно охлаждать; оно должно возвращаться в кипятильник при возможно высокой температуре, иначе некоторое количество откачиваемых газов и паров растворится в конденсированном масле и загрязнит его.
9. Нагревать кипятильник рекомендуется электрическим нагревателем, так как он доступен более тонкому контролю, чем нагреватель газовый.
Кальродовское нагревательное устройство, применяемое обычно в электрических печах, может быть перемотано в спираль с внешним диаметром 50 мм (2") или в плоскую спираль меньших размеров.
На рис. 13—18 изображены конструкции некоторых широко применяемых масляных насосов (Л. III, 10,22, 34, 58). Насос, представленный на рис. 13, сконструирован Слоаком, Торнтоном и Дженкинсом. Он удовлетворяет всем изложенным выше требованиям, предъявляемым к хорошей конструкции, при чем его изготовление весьма несложно. Следующее описание этого насоса является выдержкой из статьи этих авторов, напечатанной в 1935 г.
Диффузионный насос с апьезоновым маслом был первоначально разработан фирмой Виккерса, с целью непрерывной откачки мощных электронных ламп.
На рис. 13 представлена типичная упрощенная конструкция, которую широко применяют в США. Внешняя оболочка (2" в диаметре) представляет собою охлаждаемый водой латунный цилиндр, дном которого служит впаянная серебром медная пластинка. В углублении, оставленном под дном, помещается электрический нагреватель, который поддерживает кипение апьезонового масла В,
1 С этим утверждением автора согласиться трудно. Можно подобрать, и притом раз навсегда, такую конструкцию трехступенчатого насоса» в которой объединяются: компактность, скорость откачки и непрерывное фракционирование масла без перегрева. См. Синельников, Вальтер, Улезко и Ямницкий „Фракционирующие вакуумные насосы* ЖТФ, т. XI, вып. 10, стр. 879. Прим. ред.
120
налитого не слишком толстым слоем на дно при темпера i у не выше 200°. Пары масла поднимаются по медной трубе в сопло* и направляются вниз медным зонтом. Расстояние между краями зонта и конденсирующей стенкой 8—10 мм; оно не является критическим, хотя и существует оптимум для каждой определенной совокупности давлений. На медную трубу надевается стеклянная трубка для защиты от потери тепла и металлический (обратный)' холодильник, чтобы задержать поднятие паров масла с крышки.
Рис. 13. Стандартный масляный диффузионный насос, употребляемый в промышленности.
1 — водяное охлаждение; 2 — форвакуум.
Рис. 14. Паромасляный диффузионный простейший насос.
1 — к форвакууму; 2 — медные проволоки для воздушного охлаждения; 3 — к откачиваемому прибору; 4 — сопло; 5 — дибутилфталат или другое масло для насоса.
сипятильника. Однако можно обходиться и без них, не опасаясь, серьезных последствий. Два охлаждающих экрана над зонтом предохраняют проникновение паров масла непосредственно в откачиваемые приборы. Эта система охлаждающих экранов, изображенная на рисунке, уменьшает скорость насоса почти в два раза, так что его полная скорость откачки составляет 30 л/сек. Это больше чем достаточно для откачки мощных генераторных электронных ламп, так как соединительная система трубок сама: уменьшает скорость почти до 10 л/сек. Получаемое давление в генераторных лампах в 10-5 мм вполне достаточно.
121
Случайно оказалось, что та же общая конструкция также хорошо подходит и для больших насосов с наружным диаметром 100 и 150 мм (4" и 6"), применяемых для откачки самых мощных генераторных ламп. Скорость масляного насоса может быть сильно увеличена, если увеличить диаметр верхней части, содержащей охлаждающие экраны, задерживающие проникновение масляных паров в откачиваемые приборы.
Рис. 15. Насос Мак-Мил-лана с соплом вверх.
Отверстие в верхнем блоке (отмеченное стрелкой) диаметром 6 мм. Внешний диаметр сопла 7 мм. Щель шириной 2 мм. Кран вверху не указан. 1 — водяное охлаждение; 2 — медная трубка; 3 — зонтики.
Рис. 16. Насос смешанной конструкции: стекло— металл.
1— к форвакууму; 2 — водяное охлаждение; 3—первая ступень; 4 — вторая ступень; 5 — к откачиваемому сосуду.
Двухдюймовый насос такой конструкции со скоростью откачки около 30 л/сек. будет обладать коэфициентом скорости немного большим 50%.
Если такая .большая скорость не требуется, то можно пользоваться насосом со струей, направленной вверх. На рис. 14 изображена предложенная Хикмэном и Сенфордом конструкция такого насоса, полностью сделанного из стекла.
На рис. 15 представлен металлический насос со струей вверх, сконструированный Эдвином Мак-Милланом. При температуре
122
кипятильника, подобранной так, чтобы дать максимальную скорость откачки, этот насос работает со скоростью 4 л сек. при противодавлении 0,5 мм ртутного столба. Если температура кипятильника слишком высока, работа насоса будет протекать неправильно, так как возвращающееся обратно конденсированное масло ослабляет действие струй пара (Л. III, 21).
Смешанная конструкция, выполненная из металлаи стекла и разработанная Жозефом Гендерсон (Л. III, 29), изображена на рис. 16. По словам автооа конструкции, этот насос способен работать
Рис. 17. Насос Цабеля.
I — к откачиваемому прибору; 2 — водяное охлаждение с резиновой трубкой; 3 — к форвакууму; 4 — сложное сопло; 5— подогреватель Вердена — нихромовая спираль в масле.
Рис. 18. Новый насос Хикмэна.
1 — к откачиваемому прибору;
2— к форвакууму; 3—воз-* душное сопло для обдувания (для охлаждения); 4 — холодильник для удаления летучих компонентов масла; 5 — асбестовая теплоизоляция; 6— войлок; 7 — бумага. 7? — резервуар для собирания летучих фракций.
при противодавлении в несколько десятых миллиметра, получен* ном от масляных насосов со щелью в 3 мм (1/8") или больше, чем он отличается от других, требующих противодавления не выше 0,01 мм. При помощи этого насоса, снабженного ловушкой с древесным углем, были достигнуты давления ниже 10“8 мм ртутного столба.
На рис. 17 представлен насос, сконструированный Цабелем, с новым типом нагревателя, приспособленным Верденом (Л. III, 2, 64). Преимущество этого насоса состоит в том, что он быстро начинает работать после того, как включен‘“нагреватель.
Хикмэн и другие экспериментировали с насосами, в которых ^асло очищалось непрерывно. Насосы такого типа особенно
123
удобны для работы с газами и парами, хорошо растворяющимися в масле или разлагающими его.
На рис. 18 изображен насос, воплощающий в себе некоторые результаты этих исследований Хикмэна.
Ловушки для ртути
Пары ртути непрерывно диффундируют из ртутного диффузионного насоса в откачиваемый прибор, если их не задерживают ловушки, в которых происходит конденсация ртути на холодной стенке.
Наряду с неудобством и расходами, связанными с приобрете-
Рис. 19. Ловушка.
1 — стекло; 2 — металл; 3—перегородка.
нием охлаждающих веществ, применение ловушек имеет еще другой, более досадный недостаток: замедление скорости откачки насоса. Это особенно резко сказывается на работе больших ртутных насосов, обладающих значительной скоростью. Например, ртутный насос со скоростью в несколько сот литров в секунду непосредственно у зазора может за ловушкой развивать эффективную скорость только в несколько десятков литров в секунду.
Обычные конструкции ловушек для конденсации паров ртути и воды изображены на рис. 19. Тип Л —самый простой, часто применяется для улавливания паров ртути вакуумметра МакЛеода. Он также полезен в соединении с ионизационным мано-мером или манометром Пирани, служащим для обнаружения течи. Тип В— наиболее распространенный; он может быть легко изготовлен из металла и простой стеклянной трубки, как
124
пэказано на рис. 19 в форме А, или же ои может быть сделан в форме В с разделительной перегородкой, чтобы заставить газы циркулировать вдоль охлаждаемых стенок стеклянной трубки. Оба эти типа — А и В погружаются в охлаждающую жидкость. Типы С, С и С" содержат охлаждающее вещество внутри. Вследствие плохой теплоизоляции эти ловушки, при длительном охлаждении, менее экономичны.
В качестве охлаждающих веществ для улавливания паров ртути и воды применяют жидкий воздух или „сухой лед" (СО,) в ацетоне. Температура первого меняется в пределах от — 19(Г до—183° С, в зависимости от того, какое количество азота успело выкипеть из жидкого воздуха, оставив избыток жидкого кислорода. Температура смеси сухого льда с ацетоном обычно бывает около — 78°С.
При температуре жидкого воздуха давление паров ртути равно 1,7ХЮ“27мм, в то время как при —78° С оно будет уже 3,2х 10~J мм.
Для улавливания воды температура жидкого воздуха достаточно низка, но смесь сухого льда с ацетоном уже недостаточно холодна, чтобы эффективно улавливать водяные пары, так как давление насыщенного пара льда составляет около 1 (Г3мм при—78СС. Поэтому при применении этого охладителя для улавливания ртути необходимо в то же время поместить в вакуум достаточное количество безводной пятиокиси фосфора, поглощающей пары воды.
Давление паров различных масел в вакуумных насосах, применяемых для относительно грубой откачки, по данным Дэшмана, составляет от ]0~3 до 10~4мм при обычных температурах, при 0°С оно составляет 1:5 этого значения и ничтожно мало при температуре сухого льда или жидкого воздуха.
Ловушками, охлажденными жидким воздухом, улавливается и углекислота, так как давление ее пара при температуре жидкого воздуха лежит в пределах от 10-э до 10~7 мм.
Окись углерода, метан, этан и этилен, имея значительно более высокое давление насыщенных паров, не улавливаются достаточно эффективно даже ловушками с жидким воздухом.
Кажущиеся течи
Газы будут конденсироваться, если их парциальное давление больше давления их насыщенных паров при температуре ловушки. Однако позже, как только насосы в достаточной степени снизят давление, они снова начнут испаряться. Такая конденсация может вызвать „кажущуюся" течь, если ловушка охлаждена слишком быстро, сразу же после начала откачки системы. Мы употребляем термин „кажущаяся течь", потому что нам только кажется, что система имеет течь, в то время как в действительности она совершенно непроницаема. В качестве примера рас
125
смотрим систему с ловушками, охлаждаемыми смесью сухого, льда с ацетоном, но без пятиокиси фосфора.
Некоторое количество водяного пара, первоначально находившегося в системе как в воздухе, так и поглощенного на стенках, сконденсируется в ловушке. По мере откачки давление в системе будет только приближаться к пределу 10~3мм — это и есть давление водяного пара в ловушке, система при этом будет показывать „симптомы" течи. То же самое будет наблюдаться, если ловушки преждевременно и очень скоро охлаждать жидким воздухом; некоторое количество водяного пара конденсируется на верхних частях ловушки. По мере понижения, вследствие испарения уровня жидкого воздуха, температура воды, конденсированной в виде льда, поднимается, пока лед не начинает сублимировать, давая кажущуюся течь. Кристаллики льда, с одной стороны, слишком холодны, чтобы быстро испариться и быть откачанными насосом (или конденсироваться на более холодных частях ловушки), с другой — они достаточно теплы, чтобы портить вакуум.
Подобным же образом и другие газы, вроде этилена, могут конденсироваться в ловушке, охлажденной жидким воздухом, и понижать вакуум.
Для избежания кажущихся течей нужно оставлять ловушку теплой до тех пор, пока не будет достигнут вакуум, при котором ртуть уже начинает диффундировать в откачанный прибор, то есть до тех пор, пока не получится давление около 1СГ2 мм, тогда только начинают охлаждать кончики ловушки и продолжают это, пока давление внутри не достигнет своего предела равного /%, а после этого уже вся ловушка погружается в жидкий воздух.
Ловушки для масел
Давление паров масел, применяемых в вакуумных насосах, подобных апьезоновому маслу „В“, очень низко, но газы, получающиеся вследствие разложения масла под влиянием нагревания, могут вызывать ухудшение вакуума и обусловливают необходимость применения ловушек. Например, когда Бэрдэн откачивал рентгеновскую трубку с помощью диффузионного насоса, изображенного на рис. 17, он нашел, что на аноде трубки образовался налет углерода (Л. III, 2). Он нашел также, что катоды трубки быстро разрушались. Однако применение охлажденных ловушек сильно снижало эти эффекты. Свои ловушки он охлаждал сухим льдом в спирту.
Ловушка, изображенная на рис. 20, была сконструирована Хикмэном для диффузионных насосов, в которых npi меняется „октойль". По его мнению, эту ловушку достаточно схллждать проточной водой. Иногда для улавливания паров из масляных насосов применяют специальные электрические холодильники.
126
Конечно, это рекомендуется делать только в больших и постоянных вакуумных установках.
В обычной экспериментальной работе с масляными диффузионными насосами достаточно иметь ловушки с древесным углем. Несколько конструкций! таких ловушек изображено на рис. 21. Наиболее эффективной из них является полностью закрытая ло- гТъ
вушка А, хотя она и дает наибольшее I ш!
сопротивление для проходящих сквозь нее газов. Ловушку типа А рекомен-дуют Бекер и Джейкокс. Они нашли, что ловушка с древесным углем уда- I
ляет масло и конденсируемые пары Ik-J-ll до такой степени, что ионизационный манометр показывает „давление" не Рис. 20. Ловушка Хикмэна, выше 10~8 мм ртутного столба.
Это подтверждает и Гендерсон (Л. III, 3, 29).
Когда ловушки с древесным углем насыщаются маслом и пара* ми, их необходимо сильно прогревать. Бекер и Джейкокс на-
Рис. 21. Ловушки с адсорбирующим углем или силикагелем.
] —।спай на серебре; 2 фибровая шайба; 3 — разделитель; 4 — электрическая прокалка угля; 5 поглощающий уголь; 6—водяное охлаждение; 7—шеллак.
блюдали, что конденсированные насосные масла разлагались при прогревании в соприкосновении с древесным углем и что продукты распада представляли собой газы.
127
Конструктивные особенности кинетических вакуумных установок
Вначале для создания вакуумных аппаратов применялось включительно стекло; теперь же, во многих случаях, его заменяет металл.
Стекло как технический материал характеризуется тем, что оно прозрачно, обладает высоким качеством электрической изоляции, его легко очистить, прогреть и отпаять, обеспечивая этим сохранение высокого и более или менее постоянного вакуума. Кроме того, дополнительные части к аппарату могут быть присоединены без применения каких-либо прокладок или замазок. Стеклянные части легко могут быть испробованы на течь с помощью искры.
К сожалению, изготовлять из стекла большие и сложные аппараты трудно. Кроме того, большие вакуумные установки, сделанные из металла, не столь хрупки, а починка и переделка их могут быть легко выполнены в механической мастерской.
В вакуумной технике чаще всего применяют латунь. Непроницаемые для газов аппараты могут быть изготовлены из свинченных вместе пластин и цилиндров из этого металла, „покрашенных" снаружи пчелиным воском или смесью смол. Латунные пластины и цилиндры и т. д. могут быть соединены также посредством резиновых или свинцовых прокладок. Кроме того, латунные части легко спаять мягким припоем или серебром, в зависимости от требуемой теплостойкости и прочности.
Стальные аппараты могут быть спаяны мягким припоем, твердым серебром или же сварены. Электрическая сварка вполне удовлетворительна для вакуумных работ, если она сделана в два или три „прохода" с защищенными электродами. Обычно она менее склонна давать течь, чем газовая сварка, и не так сильно коробит детали. Стальные вакуумные резервуары, особенно если они ржавые, иногда покрывают с внутренней стороны тугоплавкой апьезоновой замазкой как для предотвращения течей, так и для того, чтобы создать поверхность, не выделяющую газов.
Так как металлические вакуумные стенки могут выделять больше газа, чем стеклянные, то маленькие течи в них находить труднее. Обычно внешнюю сторону металлического прибора покрывают лаком, который заклеивает маленькие поры течи и дает в то же время приличный рабочий вид всему прибору. Глипталь представляет собою теплостойкий материал; его, например, можно применять даже для покрытия внешней поверхности кипятильников у диффузионных насосов.
В кинетических вакуумных установках находит применение многое такое, чего нельзя допустить в статических установках. В частности, применяется резина (особенно в виде прокладок), уплотнение сургучом, пчелиный воск, смеси смол, апье-зоновая замазка и необезгаженные и обработанные обычными способами металлические части. Однако дерево, краски, лакировка, 128
пористые цементы и ржавчина недопустимы даже в кинетических вакуумных установках и приборах.
Резиновые шланги можно применять для соединений, при чем их вместе с зажимами можно применять и на выходных частях установки. Резина не должна попадать в приборы с высоким вакуумом, если в них желательно получать давления порядка 10~6 или меньше.
Соединения
Две стеклянные или металлические трубки могут быть соединены встык толстостенной широкой резиновой трубкой. Поверхность резины и места соприкосновения резины с трубками
покрывают несколькими слоями шеллака, как это показано на рис. 22. Этот тип соединения легко разъединяем. Для небольших трубок хорошим соединением служит небольшой кусочек резиновой трубки. Также можно применять резиновые ленты или полоски из натуральной резины.
Поскольку резина для некоторых газов до известной степени проницаема и
Рис. 22. Соединения.
1—трубы; 2—резиновый пояс;
3—шеллак.
в вакууме выделяет сернистый водород
и другие пары, то нужно, чтобы соединяемые трубки всегда были хорошо пригнаны друг к другу, чтобы уменьшить открытую поверхность резины со стороны вакуума. Соединение рекомендуется сначала обернуть листочком алюминия, а затем уже закрывать резиной.
Это в еще большей степени уменьшает поверхность резины, обращенную к вакууму. Если к вакууму обращена значительная
поверхность резины, то последнюю рекомендуется прокипятить в 15% едкой щелочи (кали или натра), чтобы растворить свободную серу и удалить с поверхности тальк. Затем резину надо промыть водой и высушить спиртом или под вакуумным насосом.
Если резиновые трубки с течением времени становятся пористыми и покрываются трещинами, то их следует протереть с внешней стороны касторовым маслом.
Две металлические трубки могут быть соединены фланцами или свинчены с помощью шпунтового соединения с резиновой прокладкой, как показано на рис. 23. Эти типы соединений рекомендуются там, где они должны выдерживать значительные механические усилия, а также там, где соединение должно подвергаться умеренному внутреннему давлению. Выступающий край фланца должен иметь ту же толщину, как и углубление с точностью до сотых долей миллиметра, так чтобы резиновая поокладка отнюдь не выдавливалась от нажима при свинчивании
® С гронс
I2J
соединения. Прокладку вырезывают из листовой резины особым резцом, как это показано на рис. 23. Резиновая прокладка должна быть сухой (без смазки), и если у выступа и углубления
Рис. 23. Соединения.
1 — мягкий припой; 2 — резиновая прокладка; 3—жесткий припой; 4 —прибор для вырезания поокладок; 5 — листовая резина.
Рис. 24. Соединения.'
1—флангц; 2 — ст'нкя цилиндра; 3—подставка; 4 — мягкая свинцовая проволока для уплотнения соединения.
на фланце поверхности полированные, гладкие, то можно быть уверенным, что течи в соединении не будет. Более того, в соединении этого типа с объемом, из которого воздух эвакуирован, соприкасается очень малая поверхность резины, и количество выделяемого ею газа незначительно.
В соединении другого типа, показанном на рис. 24, в качестве прокладки вместо резины применяется плавкая свинцовая проволока от предохранителя. Прокладка в этом случае представляет собой петлю из 20-амперной плавкой проволоки, спаянную встык небольшим количеством припоя путем нагревания спичкой. Окружность петли должна быть немного короче глубины фланца; она натягивается при приса цке в углубление так, чтобы получилось плотное прилегание. Давление на фланец при завинчивании заставляет свинец растекаться и плотно прижимает его к обоим элементам соединения. Такие соедине
ния могут быть применены в приборах, работающих при повышенных температурах, так как они могут выдерживать назревание более сильное, чем соединения с резиновой прокладкой. Свинцовая
130
ооКЛадка такого типа была применена для покрытия алюминием 4Q.дюймового колокола астрономических зеркал (рис. 12, глава IV). Это соединение собиралось и разбиралось больше ста раз и всегда оказывалось непроницаемым для воздуха. Алюминиевая проволока выдерживает еще более высокие температуры, но требует большого давления и ее труднее сваривать в петли.
Уплотнения
Часто соединение между стеклянным колоколом и металлической плитой необходимо сделать непроницаемым для воздуха. Прежде для этого употребляли крановую замазку и смазывали ею нижний край колокола. Уплотнение такого рода не всегда было непроницаемо, и замазка часто проникала в прибор, загртз-няя внутренние поверхности, соприкасающиеся с вакуумом. Крановую замазку заменяет с большим успехом воск. При этом колокол ставят на плиту, наблюдая, чтобы основание колокола, так же как и сама плита, были совершенно чистыми и сухими. Затем, с помощью медицинской капельницы, горячий, почти кипящий пчелиный воск или подобная ему смоляная смесь наносится вдоль всего внешнего края основания колокола, чтобы получилось такое уплотнение, как изображенное на рис. 25. В этом случае колокол можно снять с плиты только следующим образом: тщательно соскоблив воск шпателем, сдвигают колокол с места, ударяя коротким ударом ладони по его верхушке, или под край колокола осторожно подводят бритвенное лезвие.
Если колокол металлический, то в его крае может быть сделана специальная выемка (канавка), так что прилипание его к плите можно преодолеть, приподнимая край колокола отверткой, как рычагом, после того как будет соскоблено возможно большее количество воска.
Подобным же образом к вакуумным приборам могут быть приклеены окошки для наблюдения. Воск или белый вакуумный сургуч надо наносить при этом с помощью медицинской капельницы в горячем состоянии на край отверстия и склейку выполнять иногда даже без дополнительного нагревания стенки отверстия и окошка.
Окошки можно приклеивать и более твердой замазкой. Если применяются твердые замазки, вроде апьезона пицеина, шеллака или замазки Котинского, то стенку прибора, так же как и само окошко, необходимо нагревать до температуры выше 10G° С. При этом стенку и окошко сначала надо тщательно очистить, а затем уже окошко закрепить в желаемом положении. После того как они нагреты до требуемой температуры, на внешний край окошка наносят замазку. Капиллярными силами она втягивается между окошком и стенкой. Замазка, проникшая под окошко, образует между ним и стенкой тонкий, связывающий слой с большой площадью, котовый с вакуумом соприка
сается только минимальной поверхностью своего внутреннего края (рис. 26).
На рис. 27 показан способ склеивания пицеином двух стеклянных трубок при соединении их встык или при небольшом вдвигании (телескопическом) одной в другую. Задача сводится к нанесению мягкой толстой полоски пицеина на внешнюю поверхность нагретых концов стеклянных трубок. Эта полоска
Рис. 25. Уплотнение воздушного колокола.
1 — пчелиный воск, фталевая замазка или резина с воском.
Рис. 26. Наклейка окошек.
1 — окошко; 2 — замазка-
Рис. 27. Соединение трубок.
1 — пицеин или фталевая замазка.
вытягивается из палочки пицеина после того, как она совершенно размягчена, что достигается осторожным нагреванием ее в пламени бунзеновской горелки.
При этом сначала надо расплавить пицеин с поверхности и потом охладить и дать отвердеть. Когда палочка станет достаточно пластичной и пока она еще не мягкая, ее обертывают вокруг предварительно нагретого соединения и обминают снаружи, как показано на рис. 27. Пицеин не прилипает к пальцам, если они слегка влажны. После того как стекло и пицеин совершенно остынут, последний оплавляют при помощи пламени с поверхности, чтобы обеспечить по краям полоски плотное соприкосновение (смачивание) с трубками.
Прозрачная вакуумная замазка
Хорошая вакуумная замазка в твердом состоянии должна быть достаточно крепкой, чтобы обеспечивать надежное соединение трубок и деталей; в размягченном состоянии она должна быть пластичной, хорошо прилипать к стеклу и к металлу, а в расплавленном—совершенно жидкой и хорошо смачивать всевозможные материалы. При комнатной температуре она должна
132
обладать ничтожным давлением пара и не выделять никаких газов.
Этим условиям удовлетворяет замазка, приготовленная из 124 весовых частей химически чистого этиленгликоля с точкой кипения 197СС и 296 весовых частей химически чистого фталевого ангидрида (кристаллического).
Фталевый ангидрид всыпают в этиленгликоль и тщательно перемешивают, а затем осторожно (медленно) нагревают до 220сС — при этом не должно происходить испарение и улетучивание составных частей смеси; состав ее должен точно соответствовать указанной выше рецептуре. Смесь делается при этом совершенно жидкой и прозрачной, как стекло.
При температуре 220°С смесь выдерживают не менее 8 часов и под конец слегка откачивают; за это время реакция успевает полностью закончиться, а ничтожный избыток лишнего компонента улетучивается вместе с последними следами воды.
Перед употреблением замазку необходимо разогревать до плавления. Благодаря ее прозрачности легко проверить качество соединений и плотность ее прилипания, обеспечивающую отсутствие течи, к поверхности соединяемых предметов.
Электроды
В главе о стеклодувных работах мы рассмотрели детали конструкций, обеспечивающих непроницаемую впайку вводов электрических проводников в стеклянные приборы. В кинетических
вакуумных установках из металла электроды необходимо пропустить внутрь, сквозь отверстия в металлических стенках. Устройство ввода для проводов, рассчитанных на сильный ток, показано на рис. 28, а на рис. 29 изображены вводы для высоковольтных электродов.
Ввод для сильного тока обычно делается в форме латунного винта, укрепленного как болт в стенке откачиваемого сосуда. При этом головку и тело винта надо изолировать слюдой от металлической стенки вакуумного прибора. После того как надежность изоляции проверена контрольной лампой, ввод уплотняют, покрывая головку винта, изоляцию и часть внешней поверхности стенки вакуумного прибора слоем пчелиного воска, смоляной смесью или глип-талевым лаком. Пчелиный воск и смоляную смесь применяют, если рабочая тем-
Рис. 28. Ввод для сильного тока.
1 — канал для откачки; 2 — гайка; 3 —- вольфрамовая проволока; 4 — слюда; 5 — шайба с навесом для предупреждения короткого замыкания при конденсации металлических паров; 6— подставка; 7 — камазка^З— толстый медный провод, припаянный к канавке на головке болта.
133
пература лежит в пределах комнатных температур. Глипталь, после того как он нагреванием доведен до полимеризации, можно применять при рабочих температурах до 100° и несколько выше.
Описанный электрод не обладает высокими изоляционными качествами. Там, где необходима лучшая изоляция, применяют для крепления ввода капиллярную трубку одним из способов, изображенных на рис. 29. Каждый из этих способов дает воз-
Рис. 29. Ввод высокого напряжения.
1—головка болта; 2 — капилляр из пирекса; 3—вольфрамовый электрод, впаянный в пирекс; 4 — шеллак; 5 — место спая в пирекс; 6— стенка; 7 — пчелиный воск или фталевая замазка; 8 — мягкий припой; 9 — слой шеллака; 10—ввод на шеллака; 11 — капилляр из пирекса; 12—медный электрод; 13 — шеллак.
можиость вынуть электрод, чтобы, например, очистить его от конденсированных металлических паров, переменить стекло и т. д. Если для ввода применяют вольфрамовую проволоку, то она может быть непосредственно заварена по концам в капилляр из стекла пирекс. Такой капилляр с заваренным вдоль его оси проводником вмазывают с помощью чистого шеллака или замазки Котинского в просверленный насквозь винт, а затем последний ввинчивают сквозь стенку вакуумного прибора и уплотняют снаружи пчелиным воском или смоляной смесью.
Вентили и краны
Вентили применяют в диффузионных насосах со стороны низкого вакуума, чтобы препятствовать парам масла проникать из механических насосов в другие части установки. Между диффузионными насосами и эвакуируемым прибором также полезно применять большие вентили, позволяющие отключать диффузион-134
ные насосы. Например, в вакуумной установке, представленной на рис. 4, большой четырехдюймовый вентиль дает возможность открывать и снимать колокол и снова его откачивать, не нарушая вакуума в диффузионных насосах- Вентили между различными частями большой вакуумной установки облегчают отыскание течей, так-как различные части ее могут быть отключены последовательно одна за другой.
Наипростейший вентиль со стороны предварительного разрежения в вакуумной установке — это короткий кусок резинового шланга и зажим. Вакуумный толстостенный (толщина стенки не менее 10—15 мм) резиновый шланг можно иметь всех размеров (до 25—30 мм в диаметре). Короткие куски такого широкого толстостенного шланга можно применять и со стороны высокого вакуума диффузионного насоса, если насосы обладают достаточной мощностью и если желательно получить вакуум только до 10-4 мм ртутного столба.
Обычно же рекомендуется ограничиться применением резинового шланга лишь со стороны низкого вакуума у диффузионных насосов.
Даже обыкновенные водопроводные вентили могут быть приспособлены для высоковакуумных работ. Для этого только надо заполнять сальник шнурком, пропитанным апьезоновой смазкой ,,Q“, пчелиным воском, замазкой для кранов или универсальной вакуумной замазкой. Так как резиновые прокладки, имеющиеся в этих вентилях, обычно бывают слишком тверды для работы с вакуумом, то их необходимо заменить более мягкой резиной. Рекомендуется при этом переделать конец стержня вентиля так, чтобы новая резиновая прокладка могла держаться в его углублении. Снаружи вентиль следует покрасить шеллаком или глипталевым лаком для предотвращения течи сквозь поры литья. Его можно также покрыть апьезоновой замазкой „Ш“ или хорошо вылудить.
Рис, 30. Вентиль.
1 — бронзовый колпачок;
2— крапление сильфона;
3— спай;4— сильфон Фуль-тона № 90244 32 X 24 мм;
5— замазка; 6 — мягкая резина; 7 — проточ°иный ровный край в“нтиля; 8 — спай.
Рис, 31. Вентиль Гофмана.
РиЬ. 32. Кран Зайковского.
135
Дюмой д и Розе описали вентили, снабженные вместо сальников сильфоновыми мехами (Л. III, 13, 12, 54). Такой вентиль изображен на рис. 30. Безнабивочный вентиль этого типа может быть легко приспособлен для вакуумной работы, как показано на рис. 31.
Обычные краны также можно употреблять в высоковакуумных установках, тщательно уплотнив их с помощью вакуумной крановой смазки (рис. 32). Вакуумную смазку для кранов приготовляют следующим образом: одну часть натуральной резины высшего сорта, разрезанной на мелкие кусочки, разваривают в одной части апьезоиовой смеси „М“. Это разваривание производят в круглой колбе при высокой температуре на водяной и паровой бане; содержимое колбы надо при этом долго перемешивать. Когда же применение смазки в кранах не рекомендуется, можно использовать для этой цели парафин, апьезоно-вую замазку ,,W“ или даже пицеин (Л. III, 53), при чем лучшей из этих замазок является пицеин. При употреблении такой твердой замазки вентиль всякий раз, когда его нужно повернуть, следует подогревать, пока замазка не сделается пластичной.
Краны иногда можно смазывать сухим гоасЬитом и уплотнять ртутью.
Механические перемещения в вакууме
Механическое движение в вакуумной установке может быть осуществлено сквозь немагнитные стенки при помощи магнитов.
Железный якорь или магнит прикрепляют на подвижной части внутри прибора и приводят в движение снаружи электромагнитом. Якорь может быть герметически заделан в стеклянную трубку, чтобы он не выделял газов.
Металлические сильфоновые меха также могут быть использованы для осуществления в вакууме поступательного или колебательного движения какого-нибудь рычага (Л. III, 6). Если наружный конец рычага совершает круговое движение, это движение может быть преобразовано во вращение внутри вакуума.
Ван де Грааф разработал быстроходный вакуумный вал с уплотнением, изображенным на рис. 33.
Для уплотнения им применена апьезоновая смазка „М“, смешанная с графитом, а всасывающее действие правого и левого винтов, вырезанных на валу, предохраняет выдавливание уплотняющего состава наружу.
Механическое движение может быть передано в вакуум и через обыкновенный сальник, набитый хлопчатобумажным шнурком, пропитанным апьезоновым составом „Q“, как изображено на оис. 4.
126
Течи
Рис. 33. Передача движения в вакуум.
1 — левая резьба; 2 — правая резьба;
3 — стержень; 4 — апьезон ,.М“ и коллоидальный графит; 5 — стенка.
При проектировании металлической вакуумной установки следует предусмотреть, что часть стоимости ее изготовления должна пойти на приобретение мелких металлических деталей, втулок, тройников, кранов, фланцев и соединительных болтов. Наличие деталей делает возможным наполнять воздухом, водородом или другими газами отдельные части установки и приборы до давления 50 или 100 фунт/кв. дюйм (3—7 атм.).
Для обнаружения возможных при этом течей наполненная часть установки погружается в воду или смачивается раствором жидкого мыла. При наличии течи появляются пузырьки. Водород, которым иногда вместо воздуха наполняют приборы, диффундирует сквозь маленькие отверстия примерно в четыре раза быстрее воздуха. Если течи найдены, их можно заделать сваркой или запайкой, или даже просто проковкой поверхности холодным способом (чеканка). После того как вся установка собрана, она с наружной стороны покрывается несколькими слоями глип-талевого лака, попеременно лаками разных цветов, скажем, красным и синим, чтобы проконтролировать полное покрытие всей поверхности каждым из них. Если возможно, свежее покрытие прогревается до температуры примерно в 120° С.
В стеклянных установках течи обычно обнаруживают, проводя по поверхности стекла незаземленным электродом от высоковольтной индукционной или высокочастотной катушки (токи Тесла). Когда электрод подходит близко к отверстию, через которое происходит течь, искра проникает в него и заставляет светиться внутри прибора остаточный газ. Параллельно искре, между электродом и землей, чтобы избежать чрезмерного электрического напряжения, могущего пробить стекло, включается искровой разрядник с расстоянием от 7 до 12 мм.
Течи в металлических установках, которые не были обнаружены погружением в воду или покрытием мыльным раствором, обнаружь ь значительно труднее. В таких случаях процесс нахождения течи сводится к осторожному систематическому покрытию последовательно площадка за площадкой — с одного конца стенок установки жидкостью, которая затвердевает, мыльной водой или маслом. При осуществлении каждого из этих способов отыскания течи в установке необходимо непрерывно. производить °ткачку и поддерживать наинизшее возможное давление.
137
Жидкость последовательно наносится на отдельные участки сплошным слоем, пока не исчезнет течь; поврежденное мести обнаружится по резкому снижению давления (ослабление течи). В качестве покрытия можно применять расплавленную смесь пчелиного воска и смолы или густые растворы шеллака в спирту, или глипталевый лак; их равномерно наносят кистью ни стенки. Вместо этого можно также распылять на стенку при помощи пульверизатора раствор ацетилцеллюлозы в амил ацетоне (цапонлак). Когда раствор шеллака (или чак) наносится на наружную часть канала течи, он втягивается вакуумом в канал, растворитель быстро испаряется из раствора, и жидкость в канале застывает. Канал течи заполняется твердой массой шеллака (или целлюлозы), и течь прекращается. Количество растворителя, проникающее в вакуум сквозь эту массу, в тех случаях, когда этот способ оказывается ^пригодным, ничтожно.
Обычно, как только течь покрывается раствором, вакуум сразу же улучшается. Об этом свидетельствует исчезновение свечения в контрольной разрядной трубке и появление искры в наружном контрольном искровом промежутке. Если применяется ионизационный манометр или манометр Пирани, то закрытие течи обнаруживается по движению светового пятна на шкале инструмента. Иногда место течи в трубе может быть установлено путем сплошного обильного смачивания его мыльной водой. Гак как давление паров воды составляет только около х/зо атмосферы, то можно ожидать, что течь будет уменьшена в 30 раз, если место течи будет покрыто водой. Тот же эффект, но более отчетливый, получается при сплошном смазывании трубы вакуумным маслом.
Можно применить еще один способ нахождения течей: покрытие частей установки газом, верхние части — двуокисью углерода, так как она тяжелее воздуха, а нижние — светильным газом. Вебстер описал применение резиновых колпаков для облегчения работы с газом (Л. Ill, 62). Светильный газ можно пускать на разные части установки прямо из крана или кусочком ваты, смоченной в эфире, водить по поверхности прибора. Доказательствами того, что труба при этом пропускает вместо воздуха газ или пары эфира, служат изменение цвета свечения в разрядной трубке, присоединенной к прибору, и изменение отсчетов в вакуумном манометре, отделенном от прибора ловушкой с жидким воздухом.
Применение разрядной трубки при контроле течи, когда пользуются светильным газом, двуокисью углерода или эфиром, осуществляется двумя способами. Первый применяется, когда достигнутый вакуум, вследствие течи, оказывается настолько плохим, что в трубке виден разряд. Когда же один из указанных выше газов попадает в поры течи, цвет свечения продолжительного столба разряда из коричневато-красного, характерного для воздуха, изменяется в синевато-зеленый, соответствующий двуокиси
углерода, или в белый — для светильного газа и эфира- Второй способ применяют, когда течь мала и в установке можно достигнуть более низкого давления, соответствующего исчезновению свечения в разряде. Тогда, по предложению Вебстера, пользуются разрядной трубкой, присоединенной к трубопроводу между первым и вторым диффузионными насосами, как показано на рис. 4. Второй (форвакуумный) насос перекрывают тотчас же после включения разрядной трубки. Тогда диффузионный насос начинает накачивать пропускаемый течью газ в закрытую трубку, в результате чего появляется более яркое свечение разряда.
Когда для контроля течи применяют двуокись углерода или другие конденсирующиеся газы, между прибором и вакуумом можно поместить ловушку с жидким воздухом. Если течь пропускает двуокись углерода, то ловушка конденсирует газ, препятствуя его прониканию в манометр. В то же самое время воздух и другие газы, не конденсирующиеся в ловушке, откачиваются насосами. В результате этого, хотя общее давление в установке и может увеличиваться, манометр покажет улучшение вакуума.
Для обнаружения течи, очевидно, нужны манометры с непрерывным отсчетом. Поэтому манометры Кнудсена и Пирани или ионизационный манометр предпочитают манометрам Мак-Леода. Для обнаружения течи важнее иметь не абсолютные, а относительные отсчеты давления. Таким образом, для этой цели манометры Пирани и ионизационные оказываются вполне приемлемыми, хотя они и не могут давать абсолютных определений давления.
Вакуумные манометры (вакуумметры)
Вакуумный манометр позволяет оценивать давление в откачиваемом приборе посредством измерения какого-нибудь определенного физического свойства остаточных газов: вязкости, теплопроводности и т. д. Оценка отсчетов манометра, соответствующих изменениям свойств остаточного газа, естественно становится более деликатной по мере того, как газ становится все более и более разреженным. Наконец, ниже некоторого предельного давления (характерного для данного манометра) манометр уже не отличает полученного разрежения от совершенного вакуума. Например, разрядная трубка может давать количественные показания убы-нТжр Давления до Ю 3 мм ртутного столба лишь приблизительно, юм-гггт давления трубка вовсе перестает светиться и стано-нрклтппм?°1ВтДгЯЩеЙ’ ^ИЖние пределы отсчетов, характерные для некоторых других манометров, следующие:
I/I ТТ J'XIТ гт г/-\тт«ч -X, _
Ионизационный манометр Манометр Кнудсена
„ Мак-Леода
„ Пирани
Вязкостный манометр Лангмюира
10 9 мм ртути, столба
КГ6 icrG кг; . .
139
Действие манометра Мак-Леода основано на том, что при определенном сжатии (уменьшении) объема остаточных газов давление соответственно увеличивается до такого значения, при
Тис.М вакуумметр Мак-Леода (/ — измерительный капилляр, Б— капилляр сравнения).
1 — квадратичная шкала; 2 — линейная шкала.
котором уравновешивающее его гидростатическое давление столба ртути может быть измерено обыкновенной шкалой.
Ионизационный манометр измеряет при помощи гальванометра количество положительных ионов, образующихся в единицу времени в электрическом поле при бомбардировке остаточного газа электронами.
Манометр Лангмю-ира основан на измерении вязкости остаточных газов, а манометр Пирани—па измерении их теплопроводности. Абсолютный манометр Кнудсена измеряет кинетическую энергию, переносимую газовыми молекулами от горячей поверхности к холодной.
Из вышеупомянутых манометров только манометры Мак-Леода и Кнудсена могут считаться абсолютными в том смысле, что их геометрия и другие измеряемые характе
ристики конструкции и параметры работы определяют их показа
ния при данном давлении. Манометр Мак-Леода является наиболее простым и наиболее
надежным для постоянных газов, но при наличии водяных паров, двуокиси углерода, аммиака, паров плохого масла в насосах и других веществ, адсорбирующихся на стенках манометра или
140
конденсирующихся в жидкость, он дает ошибочные показания, чибо вовсе ничего не показывает. Это очень большой недостаток манометра, поскольку водяной пар, двуокись углерода и т. д. имеют существенное значение в последних стадиях получения высокого вакуума. Манометр Кнудсена реагирует одинаково и на газы и на пары.
Показания ионизационного манометра трудно предсказать на основании его конструктивных данных, и он должен быть проградуирован по манометру Мак-Леода с помощью постоянных газов.
3 Надо иметь в виду, что прежде чем приступать к измерениям необходимо сделать поправку на молекулярный вес газа, а также принять во внимание, что газ может быть диссоциирован бомбардировкой электронами. Пригодность для количественных отсчетов этого манометра определяется степенью этих поправок. Подобным же образом и показания манометра Пирани зависят от молекулярного веса остаточного газа, и он должен быть проградуирован по манометру Мак-Леода с помощью постоянных газов. То же относится и к манометру Лангмюира.
Манометр Мак-Леода
Хотя в манометре Мак-Леода сделаны многие улучшения (Л. Ш, 23, 30, 51), все же он применяется сравнительно редко. Опишем поэтому самую простую форму манометра, изображенную на рис. 34.
Он делается из стекла и укрепляется на вертикальной доске. Разница между высотами уровней ртути в манометре и в резервуаре бывает примерно равна барометрическому давлению /? (рис. 34). Когда резервуар поднимается, уровень ртути в манометре поднимается выше разветвления Y, отделяя таким образом определенный объем V, остаточных газов. Это разделение осуществляется еще при неизвестном давлении Pt остаточного газа в приборе, к которому присоединен манометр. Когда резервуар с ртутью поднимается еще выше, отделенная в объеме V'. порция остаточного газа сжимается и переходит в капилляр, где объем газа уменьшится до значения И2, а давление станет достаточно велико, чтобы создать заметную разность в высоте менисков ртути в двух соседних капиллярах А и Б. На рис. 34, слева, уровни ртути показаны при начале измерения, а справа—в двух разных положениях, соответствующих двум методам отсчета.
Водном из них, когда мениск в Б установлен на уровне верхнего конца капилляра А, окончательный объем Vg равен Д h о где о — - поперечное сечение капилляра. Обычно подбором объема V. и а капилляра уменьшение отделенного объема газа 1Л до объема V» доводят до ста тысяч раз, что соответственно увеличивает во столько же раз давление в капилляре по сравнению с начальным. Уаройсгво манометра обеспечивает одинаковое сечение в капилляре Б, служащем для сравнения, и в А, что исключает необходимость вводить поправку на поверхностное натяжение. Вспоминая уравнение (1), мы видим, что первоначальное произ
Hi
ведение PrV^ равно конечному нройзведению Р2К- Отсюда мн находтш выражение, связывающее неизвестное давление с наблюдаемой разностью уровней в манометре АЛ:
Л = (14)
где К и з постоянные параметры манометра, определяемые при его изготовлении. При этом □ определяется измерением длины столбика ртути в капилляре, известного по объему и по весу. Объем I/, находят заполнением манометра ртутью. Эти данные должнБ1 быть записаны на доске, на которой смонтирован манометр, чтобы они не затерялись. Значения Р(, определенные из уравнения (14), обычно наносятся на шкалу, которую укрепляют позади капилляра А для того, чтобы непосретственно отсчитывать давление. Шкала получается неравномерная.
Второй способ измерений 14 и Р.2 изображен на рис. 34, справа. Газ сжимается до определенной метки на капилляре А на расстоянии A hG от его верхнего конца, так что конечный объем К будет один и тот же во всех измерениях. Конечное давление, необходимое для сжатия объема Ц до 14, будет А А; давление Рх в системе определяется через эти величины следующим уравнением:
Р, = ДЛ. (15)
Получается равномерная шкала, вычисленная по этой формуле; ее обычно укрепляют позади капилляра Б.
Манометр Мак-Леода совершенно надежен для постоянных газов от 10“’мм до 10’’ мм ртутного столба. Он менее надежен до 10 “° мм. Ниже этого значения показания получаются только качественные, а при 10~° ртуть прилипает к верху капилляра А и отделяется от него только при опускании уровня ее в Б ниже конца А („откачка до прилипания").
Манометр оказывается надежным только после обезгажива-ния его легким прогреванием слабым пламенем. Для атэкватного измерения всего интервала давлений от 10~1 доЮ^мм необходимы три манометра с различными значениями Н,. Существует много конструкций манометров Мак-Леода более сложных, чем изображенный на рис. 34. Например, можно смонтировать три баллона вместе с одним общим резервуаром: один—для низких давлений, другой—для промежуточных и третий—тля высоких.
Манометр Мак-Леода очень хрупок. Если его разбить, то он, конечно, погибнет, а ртуть, что более опасно, может попасть в вакуумную систему. В стеклянных вакуумных установках, где применяют ртутные насосы, опасность эта не так велика, как в кинетических металлических установках. Эти системы, изготовленные из латуни с мягко спаянными соединениями, подвергаясь
142
действию ртути, разрушаются, причем слеш ртути удалить из них почти невозможно.
Несчастные случаи с этим манометром обычно происходят от слишком быстрого поднятия резервуара. При этом ртуть в Vj приобретает достаточное количество движения, чтобы ударом разбить баллон, когта поверхность металла достигает входа в капиллярную трубку, не имея воздушной подушки, которая смягчила бы удар.
Нужно избегать впуска воздуха в вакуумную систему, пока ртуть еще не вышла полностью из Внезапный впуск возд\ ха дает тот же результат, как и небрежность в поднятии резервуара.
Иногда, когда резервуар уже опущен, шарик ртути остается в капилляре А. Обычно его можно выгнать оттуда постукиванием по капилляру (после того, как вся ртуть ушла из V,). Если это не удается, капилляр следует подогреть на слабом газовом пламени. В последнем случае за капилляром помещают лист асбеста, чтобы защитить от пламени проградуированную шкалу.
Капиллярные трубки, применяемые для манометров Мак-Леода, редко бывают с внутренним диаметром большим 2—3 мм или меньшим чем 0,5 мм, а объем баллона обыкновенно колеблется от 50 до 500 см3. Для наполнения манометра нужно применять только самую чистую дестиллированную ртуть. Сера, содержащаяся в резиновом шланге, действует химически на ртуть; при этом образуется сульфидная пленка, которая прилипает к стеклу внутри манометра и может вызвать ошибки в измерениях. Манометр, загрязненный таким сульфидом, можно очистить только комбинированным действием цинковой .пыли и азотной кислоты.
Резиновый шланг для манометра необходимо промыть горячим раствором едкого кали, который надо пропускать сквозь шланг в течение примерно четверти часа. Затем его тщательно отмывают водой от щелочи и высушивают.
В тех случаях, когда необходимо избегать загрязнения вакуумной системы ртутными парами, между системой и манометром надо помещать ловушку с жидким воздухом и кран. В кинетических вакуумных установках эта предосторожность часто бывает излишней. Пока манометром не пользуются, кран между манометром и вакуумной системой должен быть закрыт для избежания порчи вакуума парами ртути и загрязнения ртути в манометре.
Ионизационный манометр
Ионизационный манометр (Л. III, 7, 15, 35, 56) представляет собой электронную лампу-триод, смонтированную в стеклянном баллоне, присоединенном к прибору, в котором измеряется давление. Схема электрического включения показана на* рис. 35. Электроны, испускаемые нитью, ускоряются в поле сетки. Вследствие Слученного при этом количества движения они долетают до
143'
анода, если между сеткой и анодом не приложено обратное поле, чтобы это движение остановить. В этом случае они возвращаются к сетке и на ней собираются. Однако в то время, когда
они находятся между сеткой и анодом, они сталкиваются
с молекулами остаточных газов и ионизируют их. Образовавшиеся ионы устремляются на анод (заряженный в этом случае
отрицательно), при чем количество их, образовавшееся в единицу времени, измеряется чувствительным гальванометром (в цепи анода). Отношение этого тока к току электронов (вызывающих ионизацию), являющемуся сеточным током, при низких давлениях (ниже 10“4 мм) оказывается пропорциональным давлению остаточного газа.
Рис. 36. Детали иониза-
ционного вакууметра.
1 — анодный ввод; 2 — анод; 3 —сетка цилиндрическая из никеля; 4 — нить; 5 — стеклянная изоляция; 6 — сточный ввод; 7 — вводы нити; 8 — к вакуумной системе.
Рис. 35. Ионизационный вакуумметр.
1 — шунт Айртона: 2 — гальванометр; 3 — предохранители.
Ионизационный манометр может быть сделан из обыкновенной трехэлектродной радиолампы, снабженной стеклянным отростком для соединения с вакуумной системой. Такие манометры пригодны для интервала давлений от 10" до 10 6 ртутного столба.
На рис. 36 изображены детали конструкции манометра, при чем изоляция анода в нем улучшена по сравнению с изоляцией его в обыкновенных радиолампах. При помощи такого манометра можно измерять давление до 10~9мм ртутного столба. Анод закреплен в верхней части стеклянного баллона, а в нижней смонтированы сетка и нить. Сетка сделана из кусочка никелевого сита, свернутого в виде цилиндра.
144
Нижний конец этого цилиндра укреплен на стеклянной /бке, впаянной посредине лампы. Крепление осуществляется Тоосто* наматыванием проволоки, свободный конец которой присоединен к сеточному вводу, впаянному сбоку. В лампе имеются две нити, но при работе используется только одна. Вторая нить — запасная на случай, если перегорит первая. В случае необходимости, нити можно сменить, для чего надо перерезать среднюю трубку в S.
Для рассматриваемого манометра требуются чувствительные дорогие электроизмерительные инструменты, которые должны быть снабжены предохранителями, как показано на схеме (рис. 35).
Анод должен быть хорошо обезгажен или прокаливанием токами высокой частоты, или нагреванием его бомбардировкой электронами с нити при высоком потенциале. В последнем случае между нитью и анодом рекомендуется приложить переменный потенциал до 500 вольт и выше. Получаемое анодом количество тепла зависит от эмиссии электронов с нити, которая, в свою очередь, зависит от тока накала. Для количественных измерений необходимо тщательно обезгазить и анод, и стеклянные стенки манометра. Для отыскания течей можно ограничиться прокаливанием анода. Деннингтон сделал манометр с анодом и сеткой в виде спиралей длиною в 30 мм из вольфрамовой проволоки. Эти спирали легко обезгаживать пропусканием по ним тока в течение нескольких секунд. Он нашел, что манометр этой конструкции уже не дает пропорциональности между давлением и отношением анодного тока к сеточному. Однако было установлено, что однажды проградуированный он оказывается очень надежным. В нем при данном давлении отношение анодного тока к сеточному оказывается различным при разных значениях сеточного тока. Вследствие этого необходимо при измерении установить сеточный ток на одно и то же определенное значение, обычно в пределах от 10 до 50 миллиампер.
Манометр Пирани
Манометр Пирани (Л. III, 12, 28, 52, 57, 59) состоит из нагретой нити из платины, вольфрама или какого-либо другого металла, электрическое сопротивление которого имеет высокий температурный коэфициент. Нить находится в остаточных газах и охлаждается ими. Температура нити, определяемая по ее сопротивлению, зависит от силы тока накала и от теплопроводности остаточного газа, которая в свою очередь зависит от давления. Измерения сопротивления нити могут быть осуществлены несколькими способами. Наиболее удовлетворительным является включение нити в одну из ветвей мостика Уитстона при нагревании ее постоянным током (рис. 37). Если мостик уравновешен при определенной температуре нити, то изменение ее температуры, вызванное изменением теплопроводности остаточного газа, выведет его
Стронг j
из равновесия. Таким образом, отклонение гальванометра доказывает изменение давления остаточных газов.
Обычно нить монтируют в отдельном баллоне, снабженном соединительной трубкой для присоединения к вакуумной системе
Рис. 37. Вакуумметр Пирани. 1 — гальванометр с чувствительностью 10—8 А (деление); 2 и 2—магазины сопротивлений; 3—реостат; 4 батарея на 6 вольт.
Рис. 38. Градуировка вакуумметра Пирани.
и ее сопротивление уравновешивают точно такой же нитью, смонтированной в другом баллоне, образующей соседнюю ветвь мостика. Этот дополнительный баллон от
Рис. 39. Конструкция вакуумметра Пирани.
1 —вякуумм°тр Пирани;2 — провод к пгм'рит^льным инструм’нтам и пита ник>;3 —лампа Пирани, откачанная до 10" 6 мм; 4—водяной охлаждение.
качивают и запаивают при очень низком давлении. Роль этого баллона заключается в том, чтобы сделать манометр нечувствительным к изменениям окружающей температуры, которые на оба баллона будут оказывать одинаковое влияние, и гальванометр будет реагировать лишь на те изменения, которые обусловлены охлаждением нити остаточным газом в первом баллоне.1 На рис. 38 изображена градуировочная кривая манометра Пирапи. Очевидно область давлений, для которой он применим, заключается
в пределах от -ру до 10 мм.
Конструкция манометра Пирани, его теория и методы работы с ним детально
разобраны несколькими авторами, статьи которых и следует изучить, если надо применить такой манометр для количественных измерений. Манометр, пригодный только для качественных измерений,
1 В последнее время для повышения чувствительности манометров типа Пирани вольфрамовую нить заменяют стерженьками из полупроводников с большим отрицательным когфициентом сопротивления (—4°/с 1,а градус и более) называемых „термисторами". Прим. ред.
146
например для нахождения течи, можно сделать из двух обычных 20—40-ваттных лампочек накаливания с вольфрамовой нитью, из которых одна соединена трубкой с вакуумной системой. На рис. 39 изображено устройство такого манометра. Гальванометр в мостике должен иметь чувствительность около 10—8 А мм на метр.
Иногда плохой контакт в лампах у подводящих проводов может вызвать неустойчивое (переменное) выделение тепла нитью. На это нужно обратить внимание, если возникает опасение, что манометр дает ошибочные показания. Легкое встряхивание ламп часто улучшает контакт и восстанавливает надежность отсчетов.
Манометр Лангмюира
Манометр Лангмюира (Л. III, 4, 27, 42) делается из плоской кварцевой нити (ленточки) толщиной около 50 & шириной в 250— 500 р- и длиной около 5 см. Ее прикрепляют одним концом внутри стеклянной трубки диаметром 25 мм ;рис. 40). Если в высоком
Рис. 40. Вибрационный вакуумметр.
1 плоская кварцевая лен-точка; 2 —железное приспособление для возбуждения КО-лебаний ленточки, запаянное целиком в стекло; 3 — стеклянная ось на вмятинах, 4_
к вакуумной системе.
Рис. 41. Установка вибрационного вакуумметра.
1 — магнит; 2 — линза; 3 — зображе-иие вибрирующей ленточки; 4 — шкала; 5 — конденсор; 6 — источник света.
вакууме эта ленточка в результате легкого постукивания по стеклу начнет колебаться, то амплитуда таких колебаний убывает очень медленно, так как затухание, вызванное остаточным га»ом ничтожно. Благодаря ничтожному внутреннему трению плавле^
,0* НТ
«ого кварца потеря энергии на это внутреннее трение в кварце очень мала, и затухание обусловливается только вязкостью газа. В пределах от атмосферного давления до давления в несколько миллиметров ртутного столба затухание колебаний, вызываемое молекулами газа, от величины давления почти не зависит и остается постоянным.
В области же меныних давлений затухание постепенно убывает от этого постоянного значения до нуля; время, необходимое для того, чтобы амплитуда колебания уменьшилась до половины своей начальной величины, является мерой давления. В этой области соотношение между временем затухания на половину начальной амплитуды /, давлением Р и молекулярным весом остаточного газа выражается следующей формулой:
РУМ (16)
В ней а и b — постоянные, характеризующие данный манометр. Значение отношения Ь!а может быть получено из наблюдения времени затухания t0 при почти совершенном вакууме, т. е. при давлении 10-1)мм или меньше. При таком давлении левая часть уравнения (16) может быть положена равной нулю. Численные значения а и b определяются из второго измерения времени tx при каком-нибудь определенном давлении Pv Это давление измеряется манометром Мак-Леода. Для воздуха М равно приблизительно 29. Манометр можно также градуировать в насыщенных парах ртути при определенной температуре, при которой давление паров ртути известно. Область, для которой наиболее пригоден манометр, лежит между 2X10 “и5ХЮ“эмм.
Преимущества этого манометра: простота и небольшой объем-Благодаря тому что в нем нет металлических частей, соприкасающихся с вакуумом, манометр годится для измерения давлений газов, вызывающих коррозию металлов или поглощаемых металлами, например галоидов. Этот манометр в соединении с манометром Мак-Леода может быть применен для примерного определения молекулярного веса неизвестного газа при низких давлениях.
Плоские кварцевые нити получаются быстрым вытягиванием их из боковой стенки разбитой тонкостенной кварцевой трубки или по способу, описанному в главе V, стр. 214.
На рис. 40 и 41 изображены детали конструкции и способ закрепления нити, а также повертывающаяся стеклянная трубка с железным якорьком, приводимым в движение извне магнитом, вызывающим колебание нити. На рис. 41 изображено также оптическое устройство для наблюдения амплитуды колебаний-Увеличенные изображения кварцевой нити проектируются простой линзой на шкалу.
142
42. Манометр Кнудсена. а — к вакуумной системе; в — ловушка с
жидким воздухом; . - водяное охлаждение; д — прозрачная икала; е— стеклянное окно; ж — линза, наклеенная на окно.
— л Алажок 0,05 мм; 2- ц3 алюминия
!СШТЗб> О
Рис, а — коррекция нулг; б —к вакуум.,^.. "'•<пким воздухом; i — водяное охлаждение; д
•КлЯ!!«о° окно; ж — линза, наклее._____
1 — алюмини“вый флажок 0,05 мм; 2— ось флажка из алю»..,...............
0 0,8 мм; 3— зеркальце плоское; 4 — подвес из вольфрамовой проволоки 012 [1, длиной 50 мм; 5—масштаб; 6—проволочные крючочки; 7 — медные (латунные) стержни 5—5 мм; 8 — подогреватели хромелевые № 28, длиной 1,5 м, по 25 ом каждый; 9—изолированный ьвод к подогревателям; 10-магнит для тушения колебаний; 11 —полюсные наконечники; 12 — водяная рубашка; 13 —лампе с прямолинейной нитью накала.
Манометр Кнудсена
На рис. 42 изображен манометр Кнудсена (Л. III, 12, 40), сконструированный Дю-Монд ом. Если такой манометр построить согласно указанным им данным, то, как утверждает автор, он будет иметь вполне определенную чувствительность; предварительной градуировки по манометру Мак-Леода в этом случае не требуется. Манометр, изображенный на рис. 42, отличается от дюмондонского тем лишь, что он снабжен постоянным магнитом из сплава „Альнико" для обеспечения затухания. Кроме того, он имеет специальную ловушку с жидким воздухом для определения того, какую часть в показаниях давления обусловливают конденсирующиеся пары.
Манометр Кнудсена заслуживает предпочтение перед манометром Мак-Леода во всех тех случаях, когда важно избежать загрязнения вакуумной системы ртутью. Никаких дополнительных измерительных приборов, нужных для ионизационного манометра, для манометра Кнудсена не требуется. Более того, нити в нем не перегорают и подвес не так нежен.
Рекомендуется несколько изменить конструкцию манометра Дю-Монда так, чтобы все соединения и подпорки укреплялись на одной пластине. Это облегчает его изготовление и ремонт. Металлическая оболочка становится таким образом просто футляром с водяным охлаждением.
ГЛАВА IV
ПОВЕРХНОСТНЫЕ ПОКРЫТИЯ
Способы нанесения тонких пленок
Тонкие пленки металла можно наносить (в лабораторных условиях) на стекло, кварц и другие неметаллические вещества, во многих случаях и на металлы, следующими пятью способами: 1) впеканием; 2) химическим осаждением; 3) гальваническим осаждением; 4) катодным распылением и 5) испарением.
Каждый из этих способов имеет свои недостатки и преимущества. Например, метод впекания применим только в тех случаях, когда стеклянную или керамиковую подложку можно подвергать сильному нагреванию; химическое серебрение (а также покрытие золотом и медью из водных растворов) нельзя применять для покрытия поверхностей из каменной соли, так как под действием воды поверхности эти разрушаются; метод катодного распыления особенно удачно применяется при нанесении пленок из металлической платины; способ испарения дает особенно благоприятные результаты при нанесении алюминиевых пленок.
Хотя все эти способы вполне пригодны для нанесения покрытий как на металлические, так и на неметаллические поверхности, все же для покрытия металлов чаще всего применяют метод гальванопластики.
Метод впекания
Этот метод легче всего применять при нанесении тонкой пленки металла на стекло и на фарфор. Он, впрочем, пригоден лишь для получения пленок благородных металлов, которые при сильном нагревании восстанавливаются из своих соединений. Стекло (или фарфор), которое подлежит покрытию, надо намазать тонким слоем раствора какой-либо соли такого металла в масле. При нагревании масло выгорает, а соль восстанавливается, оставляя тонкий слой металлического осадка. Этот остаток превращается в сплошную пленку, прочно приставшую к стеклу, есла последнее нагреть до точки его размягчения.
.151