/

















































































































































Текст
БИБЛИОТЕКА I ч СТАНОЧНИКА
Ю. С. Шарин
ПОДГОТОВКА ПРОГРАММ
ДЛЯ СТАНКОВ сЧПУ
БИБЛИОТЕКА
СТАНОЧНИКА
Ю. С.Шарин
ПОДГОТОВКА ПРОГРАММ
для СТАНКОВ С ЧПУ
Москва w Машиностроение * 1980
ББК 34.63-5
Ш25 "
УДК 621,9.06,529 ; 681.322
Редакционная коллегия:
доц. А. В. Коваленко, инж. Г. Н. Кокшаров, инж. В. А. Куприянов,
проф. В. В. Лоскутов, инж. Г. Р. Мозжилкин, Герой Социалистиче-
ского Труда, токарь Л. Я. Мехонцев, лауреат Государственной пре-
мии СССР, проф. С. И. Самойлов (председатель), канд. техн, наук,
доц. А. А. Спиридонов, д-р техн, наук, проф. Ю, С. Шарин
Рецензент инж. О. М. Леонтьев
Шарйн Ю. С.
Ш25 Подготовка программ для станков с ЧПУ. — М.: Ма-
шиностроение, 1980, (Б-чка станочника). 144 с., ил-
50 к.
В книге изложены основные этапы и методы программирования. Рассмо-
трены способы записи информации на программоносителях, аппаратура и
устройства для подготовки и контроля управляющих программ. Даны основ-
ный понятия о машинном программировании, описаны языки систем автома-
тического программирования.
Книга предназначена для рабочих, занятых обслуживанием станков с ЧПУ.
31304-168 97ПЧПППППП ББК 34.63-5
Ш 038(01)-80 ,68"80- 2703000000 6П4.6.08
'© Издательство «Машиностроение», 1980 г,
ПРЕДИСЛОВИЕ
Одним из основных направлений автоматизации серийного и мел-
косерийного производства является применение станков с числовым
программным управлением (ЧПУ). Металлорежущие станки с ЧПУ
сочетают в себе высокую производительность и точность специальных
автоматов е универсальностью неавтоматизированных станков общего
назначения. Их можно легко и быстро переналаживать, они не требуют
сложного инструмента и сложной дорогой оснастки.
Возникнув на основе новейших достижений вычислительной техни-
ки, электроники'и автоматики, системы числового программного уп-
равления открывают большие возможности перед машиностроитель-
ным производством^
Для станков с ЧПУ технологическая подготовка производства со-
держит новый очень важный элемент — подготовку для станка управ-
ляющей программы. Без ^эффективного программирования не может
быть организована успешная эксплуатация станков с ЧПУ. Рабочий
при обслуживании станка должен иметь ясное представление о сущно-
сти и основных этапах программирования, о применяемом. при этом
оборудовании, о языках программирования и его значении для эффек-
тивного использования станка. Рассмотрение различных сторон про-
цесса программирования является основным содержанием настоящей
книги.
Долгопрудненский авиационный техникум
Электронная библиотека
141702 Россия, Московская обл., Phone: 8(495)4084593 8(495)4083109
г. Долгопрудный, пл. Собина. 1 Етай: dat.ek@mail.ru
Site: gosdat.ru
ГЛАВА I
ОСНОВНЫЕ ПОНЯТИЯ
ЧИСЛОВОГО УПРАВЛЕНИЯ
1. СУЩНОСТЬ ЧИСЛОВОГО УПРАВЛЕНИЯ
При работе металлорежущего станка заготовка и инструмент со-
вершают относительные перемещения (ходы). Совокупность перемеще-
ний, повторяющихся при обработке каждой детали, называют цик-
лом обработки. Каждый цикл характеризуется величиной хо-
дов и их последовательностью. Для того чтобы задать цикл, нужно за-
дать величину каждого хода и определить их порядок. Первую часть
информации называют размерной или г ео.ме т р и чес-
кой, а -вторую — командами. Следовательно, программа ра-
боты любого автомата в самом общем-случае должна содержать инфор-
мацию двух видов: размерную — о величине ходов цикла и команды,
определяющие последовательность ходов во времени.
В зависимости от способа задания размерной информации все систе-
мы управления технологическим оборудованием принято делить на
два класса: нечисловые (традиционные или непрерывные) и
числовые. К нечисловым системам управления относят кулачко-
вую и копировальную, путевую, временную и цикловую. Рассмотрим
способы задания размерной информации в .нечисловых системах.
- В кулачковых системах (рис. 1, а) величина хода опреде-
ляется соотношением
L = Sok,
где So — подъем профиля кулачка; k — передаточное отношение про-
межуточной передачи (для случая, приведенного на рис. 1, a, k =
= W-
В путевых системах управления (рис. 1,6) величину хода ис-
полнительного органа ограничивают 'два конечных Переключателя:
КВВ ограничивает перемещение исполнительного органа при ходе
вперед, КВН — при ходе назад. .Взаимодействуют с конечными вы-
ключателями упоры, установленные на исполнительном органе. Если
обозначить через а — расстояние между упорами, через Ь' — расстоя-
ние между конечными выключателями, то величина хода
L = Ь — а = Ьг 4- Ь2 а2 + alt
гдеа1; а2, Ьх, Ь2 — координаты упоров и конечных выключателей.
Во временных системах (рис. 1; в) исполнительным органом
управляют при помощи командоаппарата. Кбмандоаппарат имеет не-
зависимый привод. Основной узел командоаппарата — барабан с оп-
4
Рис. 1. Нечисловые системы, управления:
а— кулачковая; б — путевая; в— временная; а—цикловая
ределенным числом дорожек. На дорожках устанбвлены кулачки, ко-
торые взаимодействуют с блоком переключателей. Каждым ходом цикла
управляют два переключателя: КВН дает команду начала хода, КВК
— команду конца хода. Временными системы называют потому, что в
них программируется не путь, а время между началом и концом каждо-
го хода. Длительность цикла соответствует одному обороту командо-
аппарата. Величину хода цикла определяют по формуле
L*= аос„Т/360,
где Т — время одного оборота командоаппарата; a — угол установки
кулачка; иср — средняя скорость исполнительного органа.
Цикловая система управления (рис. 1, г) объединяет приз-
наки путевой и временной систем. Величину хода задают, как в путе-
вых системах, конечными выключателями, а команды, как во времен-
ных системах,— командоаппаратом. Привод командоаппарата дискрет-
ного действия, роль командоаппарата часто выполняет шаговый иска-
тель. В исходном положении командоаппарат коммутирует реле «впе-
ред». Исполнительный орган перемещается влево, пока не сработает
конечный выключатель К.ВВ. По сигналу КВВ командоаппарат сраба-
тывает на один шаг, реле «вперед» обесточивается и включается реле
«назад». Исполнительный орган перемещается вправо, пока не сработа-
ет конечный выключатель КВН, по сигналу которого командоаппарат
снова срабатывает, включая следующий ход цикла.
5
Рассмотренные системы не похожи друг на друга, но в каждой из
них размерная часть цикла (величина ходов) задается непрерывной ве-
личиной. Это дает основание отнести эти системы к классу непрерыв-
ных (нечисловых) в отличие от дискретных (числовых) систем.
Числовыми системы управления называют потому, что вели-
чина каждого хода задается при помощи числа. Каждой единице ин-
формации соответствует дискретное перемещение исполнительного ор-
гана на определенную величину. Эта’величина-носит название — раз-
решающей способности системы или ц е н ы и м пуль-
са. Исполнительный орган в определенных пределах можно пере-
местить на любую величину, кратную разрешающей способности. Зная
цену импульса q и величину требуемого перемещения исполнительного
органа L, можно определить.число импульсов N, которое нужно по-
дать на вход привода, чтобы осуществить требуемое- перемещение
N = Ltq. Величина перемещения L = qN.
Число N, записанное на носителе, информации, является програм-
мой, определяющей величину размерной информации. Носителем ин-
формации является перфолента или магнитная лента. Число записы-
вается в определенной системе кодирования.
На структурной схеме системы числового управления (рис. 2, а)
узел программы ПР считывает информацию с программоносителя,
узел управления У управляет системой, целевые механизмы ЦМ1,
ЦМ2 и другие осуществляют основные и вспомогательные движения
цикла, узлы обратной связи ОС1, ОС2 и другие контролируют величи-
ну перемещения целевых механизмов.
Каждый автомат содержит несколько целевых механизмов. На
структурной схеме целевого механ-изма (рис. 2, б) двигатель Д являет-
ся источником энергии, передача П служит для преобразования энер-
гии и передачи ее от двигателя к исполнительному органу, исполни-
тельный орган ИО (стол, салазк», суппорт, шпиндель, пиноль, каретка
и др.) выполняет координатные перемещения цикла.
Системы числового управления можно классифицировать по раз-
личным признакам. В зависимости от наличия обратной связи разли-
чают открытые или
разомкнутые систе-
мы, в которых обратная
связь' отсутствует, и за-
крыт ы е или замк-
нутые системы, которые
имеют обратную связь.
В зависимости от тех-
нологических возможно-
стей различают позицион-
ные, контурные и универ-
сальные системы. В п о-
з ицион н-ы х системах
по каждой оси координат
программируется только
величина перемещения. Это
S)
Рис. 2. Структурные схемы:
с — системы числового управления; б — целевого
механизма
6
обеспечивает с высокой точностью перемещение Исполнительного
органа из одной позиции в другую, при этом траектория переме-
щения может быть произвольной. Позиционные системы применяют
для автоматизации сверлильных и координатно-расточных станков.
В контурных системах по каждой оси координат про-
граммируется величина хода и закон перемещения. Это обеспечивает
при сложении перемещений по отдельным осям координат обработку
сложных криволинейных поверхностей. Контурные системы приме-
няют для автоматизации фрезерных и токарных станков. Универ-
сальные системы объединяют контурнук} и позиционную системы.
Этими системами оснащают станки многоцелевого назначения. *
Разновидностью позиционных являются системы с прямоугольным
формообразованием. Они характеризуются тем, что продольная и по-
перечная подачи включаются последовательно, а потому траектория
движения инструмента имеет ступенчатый вид, каждый элемент траек-
тории параллелен координатным осям. Эти системы применяют при то-
карной обработке ступенчатых валиков, при фрезеровании ступенча-
тых поверхностей и т. д.
Число управляемых координат задают дробью: 2/1, 2/2, 3/1, 3/2,
3/3, 4/2, 4/3, 4/4, где числитель показывает число управляемых коорди-
нат станка, а знаменатель — число одновременно управляемых коор-
динат.
Рассмотрим более подробно две наиболее распространенные систе-
мы числового управления. Из контурных систем наибольшее распро-
странение получили системы с шаговыми двигателями (рис. 3).
На вход шагового- двигателя поступают электрические импульсы,
вызывающие повороты ротора. Каждому импульсу на входе соответст-
вует определенный угол поворота вала на выходе — шаг на валу а.
Шаговые двигатели выпускают с шагом на валу (в градусах): 1; 1,5;
3; 4; 5; 6; ... Зная а, можно всегда определить число импульсов, чтобы
получить на выходе заданное механическое перемещение. Зависимость
Рис, 3, Контурная система управления с шаговым дви-
гателем
7
между шагом на валу и разрешающей способностью системы выража-
ют формулой
7 360
где /п —- шаг винта подачи, мм.
Таким образом, величина хода исполнительного органа по каждой
оси координат определяется числом импульсов на входе шагового дви-
гателя. Одно и то же перемещение может быть отработано быстро и мед-
ленно. Если импульсы следуют друг за другом часто, то скорость рото-
ра высокая и перемещение будет отработано быстро. При малой часто-
те импульсов скорость исполнительного органа будет невысокой. Та-
ким образом, чтобы реализовать по каждой оси координат требуемый
закон перемещейия, нужно обеспечить определенный порядок чередо-
вания импульсов. Если суммировать величину перемещения по двум
осям координат, можно получить на плоскости любую криволинейную
траекторию.
Размерная информация и технологические команды записываются
на перфоленте (рис. 3). В соответствии с программой узел управле-
ния У подает на входы шаговых двигателей продольной подачи ШД1
и поперечной подачи ШД2 определенное число импульсов. Шаговые
двигатели через усилители крутящих моментов, передают движение
через шариковые винтовые пары исполнительным органам станка.
Рассмотрим теперь позиционную систему (рис. 4). Кодовые шкалы в
этой системе выполняют роль датчиков обратной связи: Их назначе-
ние— контроль действительного положения исполнительного органа.
Шкала имеет участки двух разных качеств, одному из которых при-
своено значение 1,лвторому — значение 0. Со шкалой взаимодействуют
считывающие элементы. Состояние каждого элемента однозначно оп-
ределяется тем участком шкалы, с которым данный элемент взаимодей-
ствует. Каждому дискретному приращению углового положения шкалы
соответствует своя кодовая, комбинация. Шкала на рис. 4, б имеет
а)
Рис. 4. Позиционная двухкоординатная система управления;
а — система управления; б — кодовая шкала
8
десять уровней квантования и формирует десять комбинаци й: 10000
11000, 01000, 01100, 00100, 00110, 00010, 00011, 00001, 10001. При необ-
ходимости можно построить шкалу для любого другого числа уровней
квантования. .
Исходная информация записывается на перфоленте, после считы-
вания она поступает в устройство управления. Пусть требуется пере-
местить исполнительный орган в продольном направлении на опреде-
ленную величину. Узел управления дает сигнал, посредством привода
начинают движение салазки продольной подачи. Устройство обратной
связи измеряет фактическое положение салазок и информацию об этом
посылает в узе’л управления. Когда будет отработано перемещение, за-
данное программой, произойдет совпадение кодовых комбинаций ПРм
ОС и исполнительный орган остановится. Произойдет смена кадра,
после чего будет отрабатываться новое перемещение.
Рассмотрим-некоторые существенные особенности числовых систем
управления по сравнейию с нечисловыми, которые вытекают непосред-
ственно из числового способа представления управляющей информа-
ции (рис. 5). Под наладкой автоматов нечисловых систем управления
понимают два совершенно различных 'процесса: собственно наладку
и программирование. Собственно наладка включает в себя установку
приспособления, вспомогательного инструмента, режущего инстру-
мента, настройку кинематических цепей станка. Программирование
заключается в настройке цикла обработки на заданную величину каж-
дого хода в заданной последовательности. Для кулачковых автоматов
— это изготовление кулачков, определенное расположение их на рас-
пределительном валу, регулировка промежуточной передачи кулачко-
вого механизма. Для автоматов с путевым управлением — это опреде-
ленная установка кулачков и конечных- выключателей, реализация за-
данной последовательности ходов в электросхеме станка и др. Програм-
мирование — наиболее трудоемкая и сложная часть, наладки.
Для станков с ЧПУ сохраняется только первая часть — собствен-
но наладка. Программирование выделено в самостоятельный этап
технологической подготовки производства. Его выполняет отдел про-
граммного управления. Оно не связано непосредственно со станком, не
вызывает простоя последнего. Трудоемкость наладки значительно со-
кращается. Если нечисловые системы управления используют только
в условиях массового и крупносерийного производства, то числовые
системы эффективны в условиях серийного и мелкосерийного производ-
ства. Поэтому ЧПУ является единственным средством автоматизации
технологического оборудования в условиях серийного, мелкосерийного
и единичного производства.-Указанная особенность существенно от-
личает системы числового управления от всех других систем.
Станки с ЧПУ позволяют осуществить концентрацию обработки
детали на ограниченном числе операций. При обычной обработке, ког-
да программоносителями являются кулачки, копиры, конечные пере-
ключатели и другие элементы, чем сложнее цикл, тем сложнее авто-
мат, больше его габаритные размеры, сложнее наладка. Практически
цикл нечисловых автоматов редко содержит более 10—15 ходов. При
числовом управлении увеличение объема программы вызывает лишь
Рис. 5. Особенности числовых систем управления
увеличение длины перфоленты или магнитной ленты. Циклы обработ-
ки могут содержать сотни и тысячи переходов и проходов. Это дает воз-
можность максимально концентрировать обработку на ограниченном
числе операций. Правда, для этого потребовалось расширить техноло-
гические возможности станка — увеличить номенклатуру различных
работ, которые можно выполнять на станке.
Современные станки с ЧПУ имеют:
мощный привод главного движения (до 50 кВт и более);
широкий диапазон регулирования частоты вращения шпинделя и
скорости подачи;
высокую жесткость станины и всех других узлов;
автоматическую -смену инструмента;
устройства для автоматического удаления стружки;
установки для настройки режущего инструмента вне станка в виде
отдельных блоков;
устройства корректирования траектории инструмента в зависимо-
сти от диаметра фрезы, ее износа и других факторов, влияющих на точ-
ность обработки; .
механизмы холостых перемещений исполнительных органов со
скоростью до 10 м/мин;
тиристорный регулируемый привод, гидростатические и шариковые
направляющие, шариковые винтовые пары и т. д.
При контурном управлении, меняя величину и направление пере-
мещения исполнительных органов по различным координатным осям,
можно воспроизвести любую очень сложную траекторию движения ин-
струмента относительно детали, немыслимую для нечисловых систем
управления. Некоторые станки с ЧПУ имеют универсальную позици-
онно-контурную систему управления. На таких станках можно произ-
водить фрезерную, сверлильную, расточную обработку, нарезать резь-
бу и выполнять другие операции. Часто-отказываются от традицион-
ных названий станков и говорят о сверлильно-фрезерно-расточных
станках (как, например, станки 243ВФ4, ГЦ-08, 2А622Ф4 и др.).
Станки с ЧПУ являются весьма мощным и совершенным орудием
труда, при умелом использовании они способны резкп повысить про-
изводительность труда.. При этом для обслуживания станка не требует-
ся рабочий'высокой квалификации, как для универсального оборудо-
вания. Станок работает в автоматическом режиме, а поэтому роль ра-
бочего несколько уменьшается.
Станки с ЧПУ имеют еще одну существенную особенность. Наладка
обычного автомата — сугубо ручной процесс, механизировать, а тем
более автоматизировать его практически невозможно. При числовом
управлении меняется характер программирования. Сущность про-
граммирования — математический расчет координат узловых точек.
Процесс программирования сводится к совокупности математических
и логических операций. Все эти действия могут быть автоматизированы
е использованием ЭВМ.
Перечисленные основные особенности станков с ЧПУ определяют их
гехнико-экономическую эффективность: повышение производительнос-
ти труда, повышение качества обработки и т. д. (см. рис. 5).
11
2. ПРОГРАММИРОВАНИЕ ОБРАБОТКИ ДЛЯ СТАНКОВ С ЧПУ
Управление стайком осуществляется с помощью системы команд,
которые задают станку определенный порядок работы или определен-
ный алгоритм функционирования. Система команд фиксируется на не-
котором материальном носителе информации — программоносителе и
носит название программы работы станка. Программа должна быть за-
писана на определенном языке,, называемом языком программирова-
ния. Процесс составления программы носит название программирова-
ния обработки.,
При ручном управлении, все команды исходят от рабочего, который
работает на данном станке. Рабочий запоминает информацию о детали,
заготовке, инструментах, оснастке, технологическом Тгроцессе обработ-
ки, в уме перерабатывает эту информацию в соответствии с тем опытом,
который ой имеет, и осуществляет такие воздействия на станок, чтобы
обработка проходила в соответствии с требованиями чертежа и техни-
ческих условий. Рабочий следит за ходом обработки и Постоянно кор-
ректирует свой действия в соответствии с ранее достигнутыми резуль-
татами — так осуществляется обратная связь.
При автоматическом управлении все указанные функции осуществ-
ляет специальное управляющее устройство, обычно оформленное в-ви-
де отдельного пульта управления..
Остановимся более подробно на. языках программирования. Я з ы-
к о м называется определенный набор символов и правил (соглашений),
устанавливающих способы комбинации этих символов для записи ос-
мысленных сообщений (текстов). Различают естественные
языки, на которых говорят и пишут люди в повседневной* жизни, и
искусственны е- языки, создаваемые для .некоторых частных
-целей. Естественные языки — средство общения людей. Одно из наз-
начений искусственных языков — общение человека и машины или
общение машин между собой. . .
Еще несколько десятилетий назад машины использовали в основном
для механизации производственных процессов, управлял ими человек.
В настоящее время положение изменилось, появились вычислитель-
ные и управляющие машины. Они осуществляют сбор и хранение пер-
вичной информации, ее преобразование, регистрацию и передачу, са-
мостоятельно принимают решение и осуществляют такое воздействие
на технологическое оборудование, которое обеспечивает оптимальное
его функционирование. Объектом управления может быть отдельный
станок, или участок станков, или комплекс оборудования самого раз-
личного технологического назначения. В этих условиях для общения
человека и машины и общения отдельных машин между собой требу-
ются специальные искусственные языки. - ~
Рассмотрим самый простой случай —- работу светофора: Светофор—
автомат, регулирующий уличное движение. Для общения светофора
ё водителями транспорта и пешеходами создан язык. Алфавит этого
языка содержит три или более символов (зеленый свет, желтый свет,
красный свет, стрелка вправо, стрелка влево и др.). Из символов (букв)
12
алфавита составляются слова (зеленый свет и стрелка влево и. др.),
каждая конструкция языка- имеет строго определенное толкование.
Исходными данными для программирования являются: чертеж де-
тали, чертеж заготовки, технологическая документация. На чертеже
указаны размеры и форма детали, допуски, материал, термообработка,
шероховатость поверхности и др. Государственные стандарты регла-
ментируют те правила, при помощи которых вся информация заносит-
ся на чертеж. Тот особый язык, который используют при этом, будем
считать языком технической документации.
С равным основанием можно говорить, что каждый конкретный ста-
нок с ЧПУ имеет свой собственный язык: определенный способ кодиро-
вания размерной информации, свою систему команд и способ кодиро-
вания каждой команды. В набор команд станка входят: перемещение
по осям X, Y, Z, поворот вокруг осей, определенный набор частот вра-
щения шпинделя и подач, выбор требуемого инструмента из магазина
или револьверной головки, введение необходимых коррекций траекто-
рии, работа с охлаждением или без охлаждения и т. д. Каждая коман'да
реализуется при наличии определенного сигнала (непрерывного или
дискретного, импульсного или кодового и т. д.). Станок воспринимает
только свой язык4 Программа должна быть составлена на языке дан-
ного станка. Станок не воспринимает никакие другие языки и не пони-
мает языка технической документации.
Чтобы осуществить обработку заготовки в соответствии с требова-
ниями чертежа и технических условий, нужно перевести информацию
с языка технической документации на язык станка. Роль переводчика
выполняет человек, а процесс перевода является основным содержа-
нием процесса программирования обработки (рис. 6, а). Человек дол-
жен хорошо знать язык технической документации и язык станка. Он
переводит информацию с языка технической документации на язык
станка и записывает эту информацию на программоносителе/ Такой
‘процесс программирования называют ручным.
; Ручное программирование предполагает использование клавишных
вычислительных машин, стандартных методик расчета программ,
Программа Программа Программа
транслятор процессор постпроцессор
Рис, 6. Системы программирования;
-а—ручная; б—•• машинная, ввод информации на машинном языке; в — машинная, ввод
информации на языке САП -"а1
13
справочных таблиц'и номограмм, но трудоемкость программирования
остается высокой. Этим методом можно рассчитывать только сравни-
тельно простые программы. При обработке сложных программ трудо-
емкость программирования возрастает настолько, что использование
станков с ЧПУ становится не эффективным, а для сложных, простран-
ственных деталей практически неосуществимым.
Так возникла необходимость использования для программирова-
ния цифровых вычислительных машин. Подобно станку каждая вычис-
лительная машина имеет свой собственный язык программирования и
может исполнять программы, записанные только на этом языке. Этот
язык называется машинным языком данной ЭВМ. Он учитывает
организацию вычислительного процесса, присущего данной машине,
систему команд машины, ее адресность, разрядность ее слов, форму
представления чисел, объем оперативной памяти и другие особенности.
На первых этапах использования ЭВМ программирование осуще-
ствляли на машинном языке по схеме, приведенной на рис. 6, б.Че-
ловек переводил информацию с языка технической документации на ма-
шинный язык конкретной ЭВМ. Эта информация перерабатывалась
ЭВМ в соответствии с заданной программой и выдавалась в форме,
пригодной для. управления конкретным станком, машина производила
все необходимые расчеты, переводила информацию с машинного язы-
ка на язык станка и записывала эту информацию на перфоленту.
Казалось бы задача решена, но фактически все отмеченные выше
проблемы остались, они приобрели лишь другую форму. Программиро-
ванию на машинном языке присущи существенные недостатки. Отме-
тим из них два главных.
1. Программирование на машинном языке является чрезвычайно
трудоемким процессом. Вся программа разбивается на большое число
^элементарных операций, каждая из которых выполняется по отдель-
ной машинной, команде. Число команд достигает иногда нескольких
тысяч или десятков тысяч. Необходимость закодировать каждую ко-
манду и цифровую информацию, которая к ней относится, правильно
распределить оперативную память машины и учесть все другие ее осо-
бенности — очень сложная и трудоемкая задача. Ее выполнение тре-
бует специальных навыков и знаний и высокой квалификации програм-
миста, выполняющего эту работу.
При большом объеме программирования неизбежны ошибки, для
отыскания и устранения которых требуется дополнительное время.
Фактическая картина преобразования информации является более
сложной, чем это показано на рис. 6, б. Между инженером-составите-
лем программы и машиной стоит промежуточная фигура математика-
программиста. Инженер-составитель объясняет свою задачу програм-
мисту, а последний составляет программу для машины.
2. Программа, составленная для одной машины, не годится для дру-
гой. Программист, освоив язык одной машины, может обслуживать
только эту машину. х
Чтобы преодолеть эти трудности, дальнейшее развитие програм-
мирования для ЭВМ пошло по линии создания промежуточных искус-
ственных языков.
14
В настоящее время в различных областях науки и техники насчиты-
вают до 2 тыс. языков программирования. Эти языки можно классифи-
цировать по различным признакам. Наиболее общей является класси-
фикация по степени зависимости языка от машины. По этому при-
знаку языки делят на две большие группы: машинно-зависимые и ма-
шинно-независимые (рис. 7).
К м а ш и и н о-з а в и 'с и м ы м языкам относят уже известные
нам машинные 'языки (языки нулевого уровня) и машинно-ориенти-
рованные языки. Маши, нн о-ориентированные языки
сохраняют связь с определенной машиной. Программист, использую-
щий этот язык, должен быть хорошо знаком с особенностями устрой-
ства машины, для которой составляется программа, но трудоемкость
программирования существенно уменьшается. Машинно-ориентиро-
ванные языки иногда называют автокодами. Различают два
Рис. 7. Классификация языков программирования
15
уровня машинно-ориентированных языков. К первому уровню отно-
сят языки символического кодирования, иначе называемые
мнемокодами, а ко второму — макроязыки.
Мнемокод отличается от машинного языка соответствующей маши-
ны заменой цифровых кодов операций буквенными.(мнемоническими),
а цифровых адресов операндов — буквенными или буквенно-цифро-
выми. При переводе на язык машины каждая команда мнемокода за-
меняется соответствующей командой машинного языка («один в один»).
Язык второго уровня — макроязык — наряду с символическими
аналогами машинных команд, из которых состоит мнемокод, допуска-
ет также использование макрокоманд, не имеющих прямых аналогов в
машинном языке. При трансляции каждая макрокоманда заменяется
группой команд машинного языка («один в несколько»). Применение
макрокоманд сокращает программу и повышает производительность
труда программиста.
М а ш и н н о-н езависимые языки делят на две группы
по степени детализации программы. К первой группе относят проце-
дурно-ориентированные языки, а ко второй — проблемно-ориентиро-
ванные.
Процедурно-ориентированные языки пред-
назначены для описания алгоритмов (процедур) решения задач, по-
этому их иногда называют алгоритмическими. Алгоритмы
решения задач различных классов различаются между собой значи-
тельно, поэтому до последнего времени процедурно-ориентированные
языки разрабатыйали применительно к отдельным классам задач.
Известны языки для решения задач вычислительной математики
(Алгол-60, Фортран), языки для решения экономических задач и об-
работки данных. (Кобол, Алгэк, Алгэм) и.др.
Программа на процедурно-ориентированном языке не зависит от
конкретной машины, на которой будет решаться задача. Структура
процедурно-ориентированных языков ближе к естественному языку.
Перевод с процедурно-ориентированного языка на машинный осу-
ществляется по принципу «несколько в несколько». Иными словами,"в
большинстве случаев здесь можно установить соответствие лишь меж-
ду группой элементарных конструкций языка и группой команд маши-
ны, подобно тому, как при переводе с английского языка на русский
группу слов или даже группу предложений заменяют группой слов на
другом языке. Дословный перевод здесь невозможен. Программисту
не требуется знать устройство машины.
Проблемно-ориентированные языки (непро-
цедурные языки) не требуют подробной записи алгоритма решения
задачи. Пользователь должен лишь указать формулировку задачи ли-
бо назвать.последовательность задач из заранее подготовленного набо-
ра, указать исходные данные и требуемую форму выдачи результатов.
Эта информация используется специальной программой-генератором
для генерирования рабочей программы.
♦ Проблемно-ориентированные языки полностью свободны от-указан-
ных-выше недостатков? Трудоемкость программирования значитель-
но уменьшается. Любой инженер за сравнительно короткое время в
16
состоянии освоить эти языки. Исчезает потребность в математике-про-
граммисте для ЭВМ. Программа, составленная на проблемно-ориенти-
рованном языке, записывается 'на перфокарты и непосредственно вво-
дится в машину. • .
Созданы проблемно-ориентированные языки для подготовки про-
грамм станков с ЧПУ. Программирование в этом случае осуществляет-
ся по схеме, приведенной на рис. 6, в. Программист переводит инфор-
мацию с языка технической документации на проблемно-ориентиро-
ванный промежуточный язык. Далее эта информация автоматически
переводится на машинный язык, на котором осуществляются необходи-
мые расчеты. После этого информация переводится на язык станка и вы-
дается в форме, пригодной для управления последним (записанной на
перфоленту). Трудоемкость программирования при работе по этой схе-
ме сокращается в десятки и сотни раз. Подобным образом можно соста-
вить программу для очень сложных циклов обработки, которые вклю-
чают в себя сотни и тысячи отдельных технологических проходов и
переходов. Такой способ составления программ называется машин-
ным или автоматическим. „ —
Успешная эксплуатация ЭВМ возможна только при хорошо по-
ставленном математическом обеспечении. Математическое обеспече-
ние ЭВМ — набор программ, способствующих успешной организации
вычислительного процесса. Машинное программирование для станков
с ЧПУ возможно лишь при наличии соответствующих программ: 1)
программы-транслятора для перевода информации с
проблемно-ориентированного языка на машинный язык; 2) про-
граммы-процессора для преобразования информации на
машинном языке; 3) программ ы-п остпроцессора для
перевода информации с машинного языка на язык конкретного станка.
Совокупность указанных программ образует систему авто-
матического программирования (САП). Сам про-
блемно-ориентированный язык называют вводным или вход-
ным языком САП. .
Процесс программирования содержит следующие этапы (рис. 8):
1) технологическое программирование; 2) расчетно-аналитическое про-
граммирование; 3) кодирование и запись информации; 4) контроль
программ; 5) отладка и внедрение программ.
На рис. 8 указанные этапы для ручного программирования отмече-
ны цифрами (/—5). При машинном программировании первый этап —
технологическое программирование. Далее составляется програм-
ма на входном языке САП и этапы 2,3 выполняются при помощи
ЭВМ. Этап 4 также может входить в состав машинного программи-
рования. В этом случае машина не только изготовляет перфоленту,
но и осуществляет управление координатографом, который автомати-
чески вычерчивает обрабатываемый контур.
Далее перфолента используется для ущтавления-^лнком .при по-
мощи пульта со встроенным интерполятором''Ийи5п^и<щ^^1^«вынесен-
ного интерполятора, программа пере-пицы®ается~Тйт»а£1^%^^ленту,
которую используют для управления £таЩ)срМ^р1^1^ышгч^^та без
встроенного ийтер-полятора. l _• ч ' V- F
Чертеж
Пульт
со встроенным
интерполятором
Пульт
без встроенного
интерполятора.
Рис. 8. Этапы процесса программирования
18
Таким образом, этапами машинного программирования являются:
1) технологическое программирование; 2) составление программ для
ЭВМ на языке САП; 3) расчет программ на ЭВМ; 4) контроль программ;
5) отладка и внедрение программ.
Первое поколение пультов управления для станков с ЧПУ не имело
встроенных интерполяторов. Станок управлялся в этом случае с по-
мощью магнитной ленты (пульты «Контур 4МИ», «Контур ЗМИ»,
ПРС-ЗК). Управляющее устройство довольно простое и дешевое, но
имеет два существенных недостатка: весьма ограниченный набор тех-
нологических команд, ибо для каждой команды требуется на ленте от-
дельная кодовая дорожка; ограниченную длительность цикла.
Рулон магнитной ленты имеет длину 1000 м. При скорости считыва-
ния 50—100 мм/с один рулон способен управлять станком в течение
10 000 с или приблизительно 2,5 ч.
. Пульты второго поколения («Контур 5П», ЗП-68) и особенно пульты
третьего поколения на интегральных схемах (Н552, У522, Н532,
Н531, У521, Н2-21М, Н551, Н332М, Н331М и др.) имеют встроенный
интерполятор. Система управления в этом случае значительно сложнее
и дороже, но она не имеет недостатков, о которых сказано выше. В на-
стоящее время наблюдаются самые первые шаги автоматизации
программирования обработки для станков с ЧПУ. Постепенно все опе-
рации технологического программирования также должны быть авто-
матизированы.
Следует различать три уровня САП [19]:
I — неразвитые САП, где ЭВМ выполняет ограниченный объем вы-
числительных работ, главным образом расчетно-аналитического эта-
. па программирования;
II — САП, в которых ЭВМ выполняет не только расчетно-аналити-
ческий этап программирования, но частично отдельные операции тех-
нологического программирования, а также контроля перфоленты (этот
уровень достигнут в настоящее вре^я);
III—развитые САП, обеспечивающие полноту, оптимизацию и кон-
троль программирования. В ЭВМ будут^заданы лишь самые общие ис-
ходные данные о детали. Все параметры и программа эффективного
процесса обработки будут получены автоматически.
3. ПРОГРАММИРОВАНИЕ ОБРАБОТКИ ДЛЯ СТАНКОВ
С ЦИКЛОВЫМИ СИСТЕМАМИ УПРАВЛЕНИЯ
Цикловые системы управления относят к группе нечисловых систем
управления. Однако по своим характеристикам и технологическим
возможностям они наиболее близко стоят к числовым системам. Они
весьма эффективно дополняют парк станков с числовым управлением
и во многих случаях вместе с ними входят в группу программных стан-
ков. Поэтому рассмотрим особенности программирования для станков
с цикловыми системами управления.
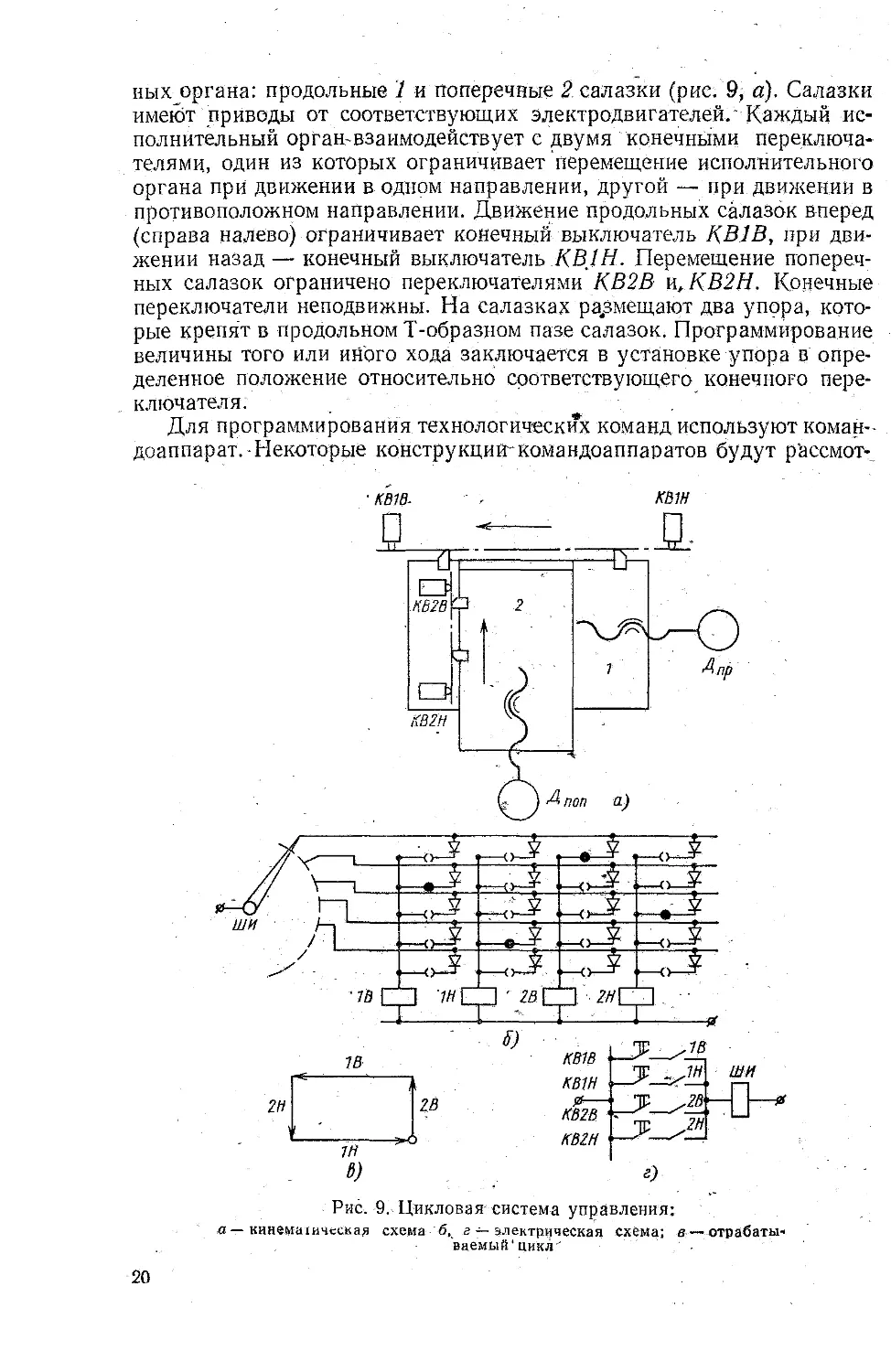
Цикловыми системами управления называют такие, в которых раз-
мерная информация задается путевыми переключателями, а команды—
командоаппаратом (см. рис. 1, г). Пусть автомат имеет два исполнитель-
19
пых органа: продольные 1 и поперечные 2 салазки (рис. 9, й). Салазки
имекэт приводы от соответствующих электродвигателей. Каждый ис-
полнительный орган- взаимодействует с двумя конечными переключа-
телями, один из которых ограничивает перемещение исполнительного
органа при движении в одном направлении, другой — при движении в
противоположном направлении. Движение продольных салазок вперед
(справа налево) ограничивает конечный выключатель КВ1В, при дви-
жении назад — конечный выключатель КВ1Н. Перемещение попереч-
ных салазок ограничено переключателями КВ2В и.,КВ2Н. Конечные
переключатели неподвижны. На салазках размещают два упора, кото-
рые крепят в продольном Т-образном пазе салазок. Программирование
величины того или иного хода заключается в установке упора в опре-
деленное положение относительно соответствующего конечного пере-
ключателя.
Для программирования технологических команд используют коман-
доаппарат.-Некоторые конструкций командоаппаратов будут р'ассмот-
Рис. 9. Цикловая' система управления:
а — кинемашческая схема б,к г — электрическая схема; в —отрабаты-
ваемый' цикл .
20
рены ниже. Командоаппарат, схема котор'ого приведена на рис. 9,б,со-
держит шаговый искатель ШИ и штеккерную панель. Шаговый иска-
тель состоит из контактного поля и ротора. Контактное поле представ-
ляет собой совокупность неподвижных контактных пластин, располо-
женных по окружности. Отдельные пластины изолированы друг от
друга. Ротор-щетка с электромагнитным приводом (электромагнит
и храповый механизм). От импульсного сигнала, поступившего на вход
электромагнита-, ротор поворачивается на один шаг и коммутирует оче-
редную пластину контактного поля. •
Панель для задания программы (технологических команд) содер-
жит ряд горизонтальных и вертикальных шин. Горизонтальные шины
соединяют с пластинами шагового искателя. Число горизонтальных
шин равно числу ходов цикла. Вертикальные шины, число которых рав-
но числу команд, соединяют с обмотками реле. В ячейках, где пересе-
каются горизонтальные и вертикальные шины, расположены штек-
керные гнезда. Каждое гнездо образовано двумя полукольцами, одно
из которых соединяется с горизонтальной, второе — с вертикальной
шиной. -Если в гнездо вставить металлический стержень-штеккер, то
соответствующие шины соединятся и сработает реле. При отсутствии
щтеккера шины будут разомкнутыми и реле не сработает. Разделитель-
ные диоды встраивают в схему для исключения возможности появле;
ния ложных сигналов.
Пусть требуется отработать простейший цикл (рис. 9, в), содержа-
щий четыре последовательных хода исполнительных органов: 2В —
второго вперед, \В — первого вперед, 2/7 — второго назад, 1/7 — пер-
вого назад. Чтобы запрограммировать указанный цикл, достаточно
вставить в гнезда четыре штеккера: 2В, 1В, 2/7, \Н.
При включении станка напряжение от шагового искателя подает-
ся на верхнюю горизонтальную шину панели, при этом срабатывает
реле 2В — подается команда «вперед» для привода поперечной подачи.
Поперечные салазки будут перемещаться вперед, пока не сработает
конечный переключатель КВ2В. Замыкание контактов КВ2В (рис. 9, г)
вызывает срабатывание электромагнита ШИ шагового искателя. При
этом ротор искателя поворачивается на один шаг — верхняя шина обе-
сточится, а следовательно, обесточйтся и реле 2В — прекратится дви-
жение,-Напряжение будет подано на вторую горизонтальную шину
панели — сработает реле 1В — подается команда «вперед» для при-
вода продольной подачи. Продольные салазки будут перемещаться спра-
ва налево, пока не сработает конечный переключатель КВ1В и, сле-
довательно, шаговый искатель, возникает сигнал 2/7 — поперечные
салазки возвращаются в исходное положение, затем сигнал 1/7 — про-
дольные салазки возвращаются в исходное положение. Ротор шагово-
го искателя на холостом ходу «самоходом» возвращается в исходное
положение, после пего цикл повторяется.
По каждому переходу можно программировать режимы резания,
включение охлаждения и другие команды.
В описанной схеме для каждого исполнительного органа использо-
вано только два конечных переключателя. Это дает возможность в цик-
ле использовать исполнительный орган только один раз (ход вперед и
21
Рис. 10. Кулачковая панель
обратно). Если требуется многократное использование исполнитель-
ных органов, число конечных переключателей должно быть увеличено.
В этом случае для управления движением по каждой оси координат
применяют специальные кулачковые панели (рис. 10). Панель пред-
ставляет собой плоскую доску с несколькими Т-образными пазами, в
каждом из которых закрепляются кулачки. Последние взаимодейст-
вуют с блоком путевых конечных переключателей, расположенных
посредине. Кулачки настраивают на станке или панель снимают и ку-
лачки устанавливают вне станка с помощью специальных приспособ-
лений. При наличии кулачковых панелей циклы могут быть усложне-
ны, а каждый исполнительный орган использован многократно.
Панели для задания команд различны по конструкции. Панель из
многопозиционных переключателей (рис. 11, а) имеет число позиций
переключателя, равное числу команд. Число переключателей равно
числу переходов. Для программирования определенной последователь-
ности движений цикла достаточно щетки переключателей поставить в
соответствующее положение (на схеме задан цикл, показанный на
рис. 9, в).
Панель, схема которой приведена на рис. 11, б, является особенно
Компактной. Один ряд штеккерных гнезд соединяется с пластинами
шагового искателя, второй — с реле. Для йабора программы достаточ-
Рие. 11. Варианты электросхе-
мы цикловых систем:
а — с многопозиционными переклад-
чатёлями; б —с штеккерной йа-
нелью
22
но попарно соединить соответствующие гнезда проводами со ште’кке-
рами на концах (на схеме задана программа цикла, приведенного на
рис. 9, в).
Рассмотрим некоторые конструкции командоаппаратов (рис. 12).
Шаговые искатели, приведенные на рис. 12, а, имеют контактное поле,
состоящее из четырех или восьми рядов по 12, 18, 25, 50 пластин в каж-
дом ряду. Различают искатели прямого и обратного действия. В пер-
вых перемещение ротора происходит при срабатывании электромаг-
нита, а во вторых — под действием пружины при отпускании электро-
магнита. ,
Командоаппарат, приведенный на рис. 12, б, выполнен в виде бара-
бана, имеющего привод — электродвигатель со встроенным редукто-
ром. Привод барабана дискретный, барабан периодически поворачи-
вается на определенный угол и фиксируется в заданном положении
шариковым или другим фиксатором. Отдельной панели в этом случае
не требуется — роль панели выполняет сам. барабан, на цилиндричес-
кой поверхности которого имеются гнезда. В зависимости от програм-
мируемых команд в гнезда вставляют штеккеры. Информация считы-
вается блоком конечных переключателей. При наличии штеккера со-
ответствующий конечный переключатель срабатывает и выдает соот-
ветствующую команду.
' Командоаппарат может быть выполнен в виде диска (рис. 12, в),
на торцовой поверхности которого имеются гнезда. Считывает инфор-
мацию, как и в предыдущем случае, блок конечных переключателей.
8) г)
Рис. 12. Конструкции командоаппаратов:
а — шаговый искатель.; 6 — барабанного типа; в—дискового типа: г
со сменным перфорированным диском
23
Командоаппарат в виде тонкого алюминиевого диска представлен на
рис. -12, г. Дискретный привод имеет электромагнит и храповой меха-
низм. Информацию записывают на диске путем пробивки отверстий, а
ее считывание фотоэлектрическое. Диск является сменным, он хранит-
ся и может быть многократно использован.
Цикловые системы управления являются простыми, дешевыми
и надежными. Они сравнительно легко переналаживаются, а поэтому
могут быть использованы в условиях серийного производства. Но вмес-
те с тем по сравнению с числовыми системами технологические возмож-
ности цикловых систем ограничены. Они позволяют автоматизировать
только очень простые позиционные циклы или циклы с прямоуголь-
ным формообразованием.
4. ОРГАНИЗАЦИЯ ОБСЛУЖИВАНИЯ СТАНКОВ С ЧПУ
В УСЛОВИЯХ МАШИНОСТРОИТЕЛЬНОГО ПРЕДПРИЯТИЯ
Успешная эксплуатация станков с ЧПУ требует, создания на пред-
приятиях специальной технологической службы — бюро (отдел или
лаборатория) программного управления (БПУ). Обычно бюро находит-
ся в подчинении главного технолога предприятия.
В компетенцию БПУ входит совокупность организационно-техни-
ческих мероприятий, связанных с приобретением, размещением, за-
пуском и обслуживанием станков с ЧПУ. Состав БПУ, структура и
численность отдельных его подразделений на различных предприятиях
не одинакова. По данным обследований, минимальная численность
персонала служб, связанных с подготовкой программ и техническим
обслуживанием станков, составляет 10—15 человек. Обычно структуру
бюро определяют те задачи, которые на бюро возложены. Все задачи
подразделяют на три группы: 1) технико-организационные задачи,
связанные с перспективой внедрения станков; 2) подготовка программ
для станков с ЧПУ; 3) обслуживание станков.
Подготовка программ для станков с ЧПУ включает следующие
задачи: •
1. Разработку технологического процесса обработки деталей.
2. Составление программ обработки и запись их на перфоленту и
магнитную ленту.
3. Контрол ь программ и устранение "обнаруженных ошибок.
4. Перезапись программ по мере изнашивания программоноеите-
пей. '
5. Учет и хранение программ.
6. Отладку и внедрение программ. -. •
7. Приобретение оборудования для подготовки управляющих про-
грамм и его рациональную эксплуатацию. '
8. Разработку руководящих материалов и методик по программи-
рованию обработки на станках с ЧПУ.
Эти задачи бюро программного управления являются основными.
Ут правильного выбора номенклатуры обрабатываемых деталей, ка-
чества технологического процесса и качества самой программы зави-
сит эффективность применения станков с ЧПУ. Следует иметь в виду,
24
что поиск ошибок и внесение, изменений в управляющую программу
в 1,5—2 раза увеличивает трудоемкость программирования. На каж-
дый станок с ЧПУ в год приходится 100—200 управляющих программ.
Использование небольшого числа станков экономически оправды-
вается только при условии, что подготовка управляющих программ
будет производиться силами сторонних специализированных органи-
заций. .
Для централизованного обслуживания станков с ЧПУ Минстанко-
промом созданы 10 кустовых центров подготовки программ (КЦПП),
основным содержанием работы которых является подготовка управ-
ляющих программ. Кроме этого, центр оказывает помощь предприя-
тиям в наладке и- пуске станков, проводит обучение специалистов за-
водов-заказчиков по технической подготовке производства, автомати-
зированному расчету программ, ремонту и профилактике пультов
управления, наладке станков.
ГЛАВА II
ПРОГРАММИРОВАНИЕ ОБРАБОТКИ
НА СТАНКАХ С ЧПУ
1. ПОДБОР ДЕТАЛЕЙ ДЛЯ ОБРАБОТКИ
НА СТАНКАХ С ЧПУ
Станки с ЧПУ являются прогрессивным видом оборудования, но это
не означает, что перевод любой детали на станки с ЧПУ дает экономи-
ческий эффект. Опыт предприятий показывает, что при обработке од-
них деталей эффект может быть весьма значительным, в других случаях
эффект'небольшой, а иногда обработка деталей на станках с ЧПУ ока-
зывается убыточной. Успех внедрения станков во многом определяется
правильным подбором деталей. Можно иметь современные модели
станков, качественные программы, хорошо подготовленные кадры, но
если подбор деталей выполнен неправильно, то высокого технико-эко-
.номического эффекта при внедрении станков получить невозможно.. -
Подбор номенклатуры деталей является одним из наиболее' ответ-
ственных этапов технологической подготовки производства для стан-
ков сЧПУ. Именно на этом этапе создаются основные предпосылки для
получения наибольшего. экономического эффекта от их внедрения.
Главный критерий подбора — эффективность обработки при эффектив-
ном использовании самих станков. Чем выше эффективность, тем пра-
вильнее была проведена работа по подбору деталей.
Показатели эффективности могут быть различными: повышение про-
изводительности обработки, снижение ее себестоимости, повышение
качества изделия и др. Обычно используют .какой-либо один из этих
показателей или их сочетание. При этом предполагается, что сам ста-
нок также используют наиболее эффективно, т. е. наиболее полно ис-
пользуют все его конструктивные и технологические возможности. По-
55
следнее обстоятельство нужно обязательно иметь в виду. Если, напри-
мер, на токарном станке с,контурной системой управления обрабаты-
вать очень простой ступенчатый валик, то даже высокий эффект, до-
стигнутый при обработке конкретной детали, не может -быть гаранти-'
ей того, что подбор произведен правильно. Очевидно, того же эффекта
можно было достигнуть при обработке данной детали на каком-либо
другом станке с меньшим диапазоном технологических возможностей,
а данный станок использовать для обработки других более сложных
деталей.
Приведем еще один пример. Пусть станок имеет инструментальный
магазин, содержащий 30 инструментов. При обработке некоторой
конкретной детали используется только один инструмент, при этом
достигнут высокий технико-экономический эффект. Но это не значит,
что подбор произведен правильно. Данную деталь можно было обрабо-
тать на станке с одним инструментом, многоцелевой же станок с инст-
рументальным магазином использовать более рационально.
Различают экстенсивное и интенсивное использование станков-
Экстенсивное использование показывает время работы станка
и время его простоев. Оно характеризуется коэффициентом экстенсив-
ного использования
где ,— время использования станка; — календарный фонд вре-
мени.
Под интенсивным использованием понимают, насколько
полно используется мощность привода станка; оно характеризуется
коэффициентом интенсивного использования
< _ А'рез
И % ’
где Мрез — мощность резания; Ny — мощность привода станка.
Под интенсивным ^использованием станка с ЧПУ следует понимать
степень использования всех конструктивных и технологических воз-
можностей станка: мощности, уровня скоростей резания и подач, числа
инструментов из набора, имеющегося в магазине, возможностей кон-
турной или универсальной системы управления и др.
Разработаны методики определения технико-экономической эф-
фективности перевода отдельных деталей на станки с ЧПУ. Некото-
рые из них являются приближенными, другие более полными; одни
учитывают одну группу факторов, другие — другую.
Можно сфсрмулировать некоторые общие принципы, которыми сле-
дует руководствоваться при подборе-деталей для обработки на стан-
ках с ЧПУ. Эти принципы непосредственно вытекают из сущности чис-
лового управления и связаны между собой причинно-следственной за-
висимостью. Конкретные условия производства выделяют значение
одних принципов и затушевывают значение других. Указанный выбор
является предварительным и не исключает последующих расчетов по
соответствующим методикам.
26
1. Чем выше концентрация обработки на станке с ЧПУ по сравне-
нию с универсальным оборудованием, тем выше эффективность число-
вого управления. При обработке деталей средней сложности на обыч-
ных станках технологический процесс нередко насчитывает 10—20-и
более операций. Для каждой операции требуется выделить станок,
спроектировать оснастку, режущий и измерительный инструмент, раз-
работать операционную технологию. После каждой операции деталь
нужно снять со .станка, транспортировать на другой станок, где зано-
во установить и закрепить, производить необходимую настройку и ре-
гулировку станка, приспособления и инструмента. Детали долго ле-
жат у станка в ожидании обработки. Это увеличивает длительность
цикла обработки. Для создания межоперационных заделов требуются
дополнительные производственные площади.
Технологические возможности станков с ЧПУ значительно превы-
шают возможности универсального оборудования и нечисловых авто-
матов и полуавтоматов. Это позволяет сконцентрировать всю обработку
на одной или ограниченном числе операций, общее число операций
при переводе детали на станок с ЧПУ значительно сокращается.
Степень концентрации обработки при переводе изделия на станок
с ЧПУ выразим при помощи коэффициента концентрации. Определим
коэффициент концентрации как отношение числа операций некоторого
базового варианта обработки к числу операций технологического про-
цесса при использовании станка с ЧПУ:
н = ф~.
ЛЧПУ
С увеличением h трудоемкость обработки будет сокращаться. Трудо-
емкость обработки детали можно выразить формулой
где /м — машинное время, мин; /в — вспомогательное время, мин;
tn3 — подготовительно-заключительное время, мин; п — число деталей
в партии; А чпу — число операций.
Рассмотрим-, как изменяется величина элементов этой формулы при
увеличении коэффициента концентрации. Машинное время остается
постоянным или сокращается на 20—30% за счет интенсификации ре-
жимов резания на станке с ЧПУ. Вспомогательное время включает в
себя четыре вида затрат рабочего времени: на постановку и снятие де-
тали; на холостые движения, связанные с переходом от одной обрабаты-
ваемой поверхности к другой или с несколькими проходами при обра-
ботке-одной поверхности; на контроль обработки и управление стан-
ком. Первый вид затрат сокращается существенно, поскольку на каж-
дой операции нужно 1 раз поставить деталь и 1 раз снять. При сокра-
щении числа операций сокращается число установок. Затраты време-
ни, связанные с переходами и проходами, сокращаются незначитель-
но-только за счет-более высоких скоростей’холостых перемещений в
автоматических циклах. Затраты, времени на контроль детали в про-.
27
цессе каждой операции почти полностью исчезают в силу того, что авто-
матический цикл не предусматривает промежуточного контроля. Затра-
ты времени на управление сокращаются — вместо ручного управле-
ния автоматическое переключение механизмов управления при помо-
щи пневмогидроаппаратуры, электромагнитных муфт, электромехани-
ческих устройств и магнитов требует меньше времени. В целом вспо-
могательное в’ремя при обработке на станках с ЧПУ по сравнению с
универсальным оборудованием сокращается примерно на 50% и более.
Подготовительно-заключительное время для стауков с ЧПУ в сред-
нем 45—60 мин [16]. Доля этого времени, отнесенная на одну деталь,
составляет обычно несколько минут. При концентрации обработки
подготовительно-заключительное время сокращается пропорциональ-
но величине .коэффициента концентрации.
Таким образом, с увеличением коэффициента концентрации трудо-
емкость обработки детали сокращается. Этим подтверждается основной
тезис, высказанный выше, — чем больше концентрация операций при
внедрении'станка с ЧПУ, тем выше эффективность. При заданной кон-
центрации эффективность будет тем выше, чем больше доля вспомога-
тельного'времени в общих затратах.
2. Чем сложнее, деталь, темвыше эффективность числово-
го управления. Сложность детали при обработке определяется числом
поверхностей, подлежащих обработке, их формой и расположением,
материалом, размерами, необходимой точностью обработки и шерохо-
ватостью поверхности, технологичностью конструкции и др. Широ-
кие технологические возможности станков с ЧПУ, возможность значи-
тельной концентрации обработки позволяет обрабатывать на. них весь-
ма сложные детали. При обработке сложных деталей на станках обычно
требуется значительное число операций, высокая квалификация ра-
бочего-станочника, изготовление-копиров или шаблонов и т. д. Таким
образом, производя подбор деталей для станков *с ЧПУ, необходимо
ориентироваться в первую очередь на сложные детали, имеющие кри-
волинейные поверхности, требующие при обработке значительного
числа переходов и проходов, высокой точности и т. д.
3. Чем меньше серия, тем выше эффективность числового уп-
равления. Под серией условно понимают общее число изделий в про-
грамме или в заказе, одинаковых по конструкции и технической харак-
теристике. В мелкосерийном производстве понятия «серия» и «партия»
полностью совпадают, а в крупносе-
рийном серии разбиваются на пар-
тии. Под партией деталей в произ- •
водстве понимают число одинако-
вых деталей, изготовляемых без пе-
реналадки оборудования. Для -
уменьшения затрат подготовитель-
но-заключительного времени, при-
ходящегося на одну деталь, целесо-
образна обработка больших партий
(рис. 13, кривая /). Однако увеличе-
ние партии , приводит к росту неза-
Рис. 13. Зависимость затрат 3, прихо-
дящихся на одну деталь, от величины
партии П
вершенного производства -вследствие увеличения длительности про-
изводственного цикла и может войти в противоречие с интересами
рационального использования оборотных средств завода. Кроме того,
при увеличении партий деталей возрастает потребность в площадях
для их хранения, в материалах, одновременно необходимых для про-
изводства и;т. д. (линия 2). Экономически обоснованное решение во-
проса о наиболее выгодной величине партии (оптимальной партии)
сводится к установлению такого числа деталей, при котором достига-
ются минимальные затраты на одну деталь (линия 3). По причине боль-
шой трудоемкости расчетов на заводах обычно пользуются упрощен-
ным методом расчета, исходя из приемлемого коэффициента потерь на
наладку:
^ш’1 л '
где 2/пз — сумма подготовительно-заключительного времени; 2/шт —
сумма штучного времени; п — величина рартии, шт. Примерные зна-
чения коэффициента а для расчета размера партии обрабатываемых
деталей даны в табл. 1.
Таблица 1
« Значения коэффициента а
Цеховая себестоимость детали, руб Тип производства
крупносе- рийное серийное мелкосерий- ное
До 0,2 - > 0,02 0,03- ' 0,05
От 0,2 до 5,0 0,03 0,05 0,08
Более. 5,0 0,05 0,08 0,12
Число деталей в партии
(1)
Полученный по данной формуле результат можно рассматривать как
ориентировочный. В производственных условиях необходимо учиты-
вать ряд дополнительных обстоятельств. Так, на операциях, которые
выполняются на уникальном или на очень загруженном оборудова-
нии, целесообразно увеличить размер партии по сравнению с расчет-
ным, поскольку это увеличивает его пропускную способность. При из-
готовлении крупных деталей, когда требуются большие площади для
их хранения, нужно сокращать размер партии и т. п.
При обработке деталей на станке с ЧПУ в формуле (1) сокращается
и числитель и знаменатель, но особенно значительно сокращается чис-
литель, а поэтому минимальный размер партии сокращается. Опыт
эксплуатации станков с ЧПУ показывает, что при величине партий
10—15 деталей использование станка становится уже эффективным.
Одну и ту же перфоленту можно многократноиспользовать при об-
работке различных партий одной и той же серии.
29
Сказанное не означает, что станки с ЧПУ будут неэффективны в ус-
ловиях крупносерийного производства. Имеется масса- примеров, ког-
да весьма высокий эффект достигается при обработке крупных серий,
но при этом необходимо помнить, что сами станки также следует ис-
пользовать эффективно. При крупных сериях, особенно в условиях
массового производства, вместо станков с ЧПУ иногда целесообразно
использовать автоматы, специальные и специализированные станки,
агрегатные станки.
Минимальная величина партии деталей зависит от трудоемкости об-
работки. Чем выше трудоемкость, тем меньше -будет предельно мини-
•мальная партия. Так, при обработке корпусных деталей на многоопе-
рационном станке минимальная партия может достигать трех-четырех
деталей.
4. Чем больше объем разметочных и при-
гоночных работ, тем выше эффективность числового управле-
ния. Разметочные работы являются сложными, дорогими ручными ра-
ботами, требуют высокой квалификации рабочих и не обеспечивают вы-
сокого качества изделий. Использование станков с ЧПУ полностью
устраняет необходимость разметки, а поэтому чем выше объем разме-
точных работ в исходной технологии, тем рыше эффективность исполь-
зования станков с ЧПУ-
Это можно сказать также о пригоночных работах. Применение
станков с"ЧПУ повышает качество изделий, уменьшает процент брака
и объем слесарных работ, связанных с подгонкой и доводкой деталей
при сборке.
5. Чем сложнее оснастка при изготовлении детали на
обычных станках, тем более эффективно числовое управление. Этот
принцип также связан с концентрацией обработки. Чем меньше опера-
ций содержит технологический процесс, тем меньше требуется техно-
логической оснастки. Стоимость станочных приспособлений зависит
от группы их сложности. Приспособления первой^ группы сложности
содержат одну-две детали и имеют стоимость около 17 руб., а приспо-
собления 14-й группы сложности содержат 100—150 деталей и их сто-
имость возрастает до 1,5 тыс. руб. Приспособление должно быть спро-
ектировано, изготовлено, собрано, испытано. На эти работы требуется
определенное время, что удлиняет цикл технологической подготовки
производства. Отсюда становится очевидным, что чем больше экономия
на оснастке при внедрении станков с ЧПУ, тем более эффективно их
внедрение. Без доказательства укажем еще несколько положений ра-
ционального выбора деталей. Все они вытекают из особенностей и
преимуществ станков с ЧПУ.
6. Чем сложнее контроль, тем больше штат контролеров,
больше контрольных операций и выше сложность*контрольных при-
способлений, тем выше эффективность числового управления.
7. Чем в ы ш е м о,б и ль н ость производства, тем
выше эффективность числового управления.
8. Чем острее дефицит рабочей с и л ы в районе, отрас-
ли или на предприятии, тем выше эффективность числового управле
ния и т. д.
30
Когда говорят, что конструкция детали должна быть'технологич-
ной, подразумевают такую деталь, которая полностью удовлетворяет
своему эксплуатационному назначению и в то же время может быть
изготовлена наиболее просто и экономично. Каждый конструктор дол-
жен хорошо представлять, как будет изготовляться та или иная де-
таль, и принимать все меры, чтобы последующее изготовление детали
было наиболее простым и дешевым. *
Обработка деталей на станках с ЧПУ предъявляет дополнительные
требования к технологичности их конструкции.
Например, при обработке на фрезерных станках плоских Деталей
все радиусы /? сопряжения смежных участков контура должны быть
по возможности одинаковыми. Величина Р должна соответствовать
нормальному ряду типоразмеров концевых фрез (5, 6, 7, 8, 9, .10, 11,
12, 14, 16, 18, 20, 22, 25, 30 мм). Конструкция детали должна обеспе-
чивать-ее обработку с наименьшим числом переустановок, чтобы сохра-
нить единство баз. В конструкции корпусных деталей желательно
иметь два базовых отверстия, которые должны быть максимально уда-
лены друг от друга, и т. д.
С учетом этих требований на предприятиях должен осуществляться
технологический контроль деталей при их переводе на станки с ЧПУ.
2. ТЕХНОЛОГИЧЕСКИЙ ЭТАП. ПРОГРАММИРОВАНИЯ
Технологический процесс обработки детали состоит из отдельных
операций. Операция — часть технологического процесса, выполнимая
на одном станке одним рабочим по обработке одной детали. Операция
содержит одну или несколько установок. Установка —• часть опера-
ции, выполняемая при одном закреплении детали. Установка содержит
один или несколько переходов. Переход — часть операции, которая
характеризуется неизменностью обрабатываемой поверхности, режу-
щего инструмента и режима работы станка. Переход содержит один
или несколько проходов. Проход — часть перехода, связанная со сня-
тием, одного слоя материала.
При выполнении операции на станках с ЧПУ эти определения тре-
буют уточнения [27]. Основной структурной единицей операции следует
считать переход. Тогда операция включает в себя совокупность пере-
ходов. Переходы целесообразно подразделить на элементарные, инст-
рументальные, позиционные и вспомогательные.
Элементарный переход — обработка одной элементарной
поверхности одни i инструментом. Неизменность режимов резания не
является обязательным признаком перехода. Режимы резания могут
автоматически изменяться.
Инструментальный переход — законченный процесс об-
работки одной или нескольких поверхностей при непрерывном движе-
нии одного инструмента по заданной программе. Инструментальный
переход включает в себя несколько элементарных переходов.
Вспомогательный переход — часть траектории истру-
мента, не связанная с образованием поверхности,— холостые переме-
31
щения, являющиеся частью автоматического цикла обработки (под-
ход инструмента — траектория врезания, выход из зоны обработки,
холостые перемещения).
Позиционный переход — совокупность инструментальных
и вспомогательных переходов, соответствующих одному закреплению
или одной установке детали, смене инструмента или Программоноси-
теля. —
Разработка технологического процесса сопровождается составле-
нием технологических документов: маршрутной карты, операционных
карт, карт эскизов и схем и др. -
М а р ш р у т н о i картой называет документ, содержа ций
описание технологического процесса изготовления изделия по- всем
операциям в технологической последовательности с указанием соот-
ветствующих данных по оборудованию, оснастке, материальным^ тру-
довым и другим нормативам.
Операционной картой называют документ, содержа-
щий описание операций технологического процесса изготовления изде-
лий с расчленением операций по переходам и с указанием режимов ра-
боты, расчетных норм и трудовых нормативов. Картой эски-
зов и схем называют документ, содержащий графическую иллю-
страцию технологического процесса изготовления изделия и отдель-
ных его элементов. - . .
Основным технологическим документом технологического процесса
является маршрутная карта, которая полностью и однозначно опреде-
. ляет технологически i процесс изготовления изделия. Этот документ,
составляется обязательно на опытную партию, установочную серию и
на установившееся серийное или массовое производство. Согласно
ГОСТ 3.1105-74 маршрутная карта содержит полный перечень опе-
раций в порядке их следования. По каждой операции должны быть
—указаны станок, на котором она выполняется, ревущий и измеритель-
ный инструмент, приспособление, норма штучного времени и некото-
рые другие материальные'и трудовые нормативы. Согласно ГОСТ
„ 3.1418-74 операционная карта для станков с ЧПУ содержит наимено-
вание операций, модель станка, тип системы, номер программы, коор-
динаты всех опорных точек с указанием по каждому переходу режимов
резания, номера корректора и технологических команд.
Технологический процесс обработки на станках с ЧПУ имеет две
наиболее существенные особенности: ограниченное число операций в
маршрутной технологии вследствие концентрации обработки; деталь-
ную разработку операционной технологии с изготовлением по каждой
операции расчетно-технологических карт (РТК) и карт операционных
эскизов.
О концентрации обработки сказано выше. Анализируя исходный
технологический процесс, нужно так его перестроить, чтобы макси-
мальное число операций объединить в одну и выполнять ее на станке с
ЧПУ, при этом на одном станке производить сверление, зенкерование,
развертывание, нарезание резьбы, а если позволяют технологические
возможности станка, то и растачивание, фрезерование корпусных дета-
лей с разных сторон и др. * '
32
Важной особенностью разработ-
ки технологического процесса для
станков с ЧПУ является высокая
степень ее детализации. При обра-
ботке на универсальных станках
излишняя детализация не нужна.
Рабочий, обслуживающий эти стан-
ки, имеет высокую квалификацию,
он самостоятельно принимает ре-
шение о необходимом числе пере-
ходов и проходов, их последова-
тельности, выбирает требуемый ин-
струмент, назначает режимы обра-
ботки, корректирует ход обработ-
ки в зависимости от реальных ус-
ловий. производства.
Рис. 14. Правосторонняя прямоуголь-
ная система координат:
а — перемещения по трем координатам вы
полняет инструмент; б — инструмент вы-
полняет перемещение по координате Z, де
таль — по координатам X, Y
Для операций,' выполняемых на станках с ЧПУ, требуется обяза-
тельная разработка операционных расчетно-технологических карт
(РТК) и карт эскизов и схем. На стадии разработки технологического
процесса необходимо выбрать число переходов и проходов, установить
их последовательность и определить траекторию движения инструмен2
та в процессе обработки. Бёз этого невозможно рассчитать координаты
опорных точек. Цель РТК — точная размерная увязка траектории ин-
струмента с системой координат станка, исходной точкой положения
инструмента и положением заготовки.- Успех обработки во многом за
висит от того, насколько правильно и рационально будет составлена
траектория движения инструмента.
Для разработки траектории инструмента определяют: 1) поверхно-
сти детали, которые должны быть обработаны на станке; 2) величину
припусков по каждому из переходов (заготовка уже выбрана); 3) ре-
жущий инструмент; 4) режимы резания; 5) число проходов по каждой
из поверхностей; 6) исходное положение инструмента; 7) траекторию
движения Инструмента. .
Выбор координатных осей. Траектория инструмента должна быть
увязана с системой координат станка. Для станков с ЧПУ принята
"правосторонняя прямоугольная система координат (рис. 14, а). Если
большой, указательный и средний пальцы правой руки расположить
перпендикулярно друг к другу, то_большой палец покажет положитель-
ное направление оси X, указательный — оси Y, средний — оси Z.
В этой системе рассматривают перемещение инструмента относитель-
но детали. Если требуется переместить инструмент из точки А (/, 6, 4)
в точку В (8, 2, /), то перемещение по оси X будет положительной ве-
личиной: х = 7, а перемещения по оси У и Z — отрицательными вели-
чинами: у = — 4; z = — 3.
Если перемещение осуществляется деталью относительно непод-
вижного инструмента, то знак соответствующей величины нужно по-
менять на противоположный либо изменить положительное направ-
ление осей координат. Тогда оси обозначают X', У', Z'. Пусть верти-
кальное перемещение (ось Z) выполняет инструмент, а продольное
2 Зак. 1331
33
(ось X) и поперечное (ось Y) горизонтальные перемещения—деталь.
Можно систему координат представить так, как показано на рис. 14, б,
т. е. поменять направление двух осей на противоположное и обозна-
чить их X', У'. В этом случае можно условно считать, что все переме-
щения совершаются инструментом при неподвижной заготовке.
Рассмотрим теперь расположение системы координат относительно
рабочих органов станка. Ось 7 всегда располагают вдоль шпинделя от
детали к инструменту (рис. 15). Ось X располагают: в токарных
станках с горизонтальной станиной — горизонтально в направлении
к рабочему (рис. 15, а);-в карусельных — горизонтально, слева напра-
во (рис. 15, б); в сверлильных, вертикально-фрезерных, координатно-
расточных с вертикальным шпинделем и крестовым столом — в на-
правлении продольной подачи, слева направо (рис. 15, в); в коорди-
натно-расточных с продольным столом — в направлении продольной
подачи от рабочего (рис. 15, а); во фрезерно-расточном с продольным
столом—в направлении продольной подачи, справа налево (рис. 15,5).
Часто станок имеет несколько рабочих органов (столов, суппортов
бабок и т. д.). Тогда перемещение вдоль осей координат одного органа
обозначают X, У, 7, вдоль этих же осей второго органа — U, V, W,
третьего органа — Р, Q, R
(рис. 15, б).
Рис. 16. Траектория инструмента:
a — при фрезерной обработке; б — при то*
карной обработке (чистовой); е — при то-
карной обработке (черновой и чистовой)
а) *
Рис 15. Расположение системы
координат относительно рабочих
органов станка ,
34
При обработке плоских деталей перемещения инструмента осущест-
вляются в одной плоскости (по двум осям координат), при обработке
объемных деталей — в пространстве (по трем осям координат). В от-
дельных случаях число программируемых координат увеличивается
до пяти — перемещение вдоль осей координат и поворот вокруг осей.
Траекторией инструмента называют путь, проходимый центром инстру-
мента (осью фрезы, центром окружности при вершине резца и др.) при
его относительном перемещении.
В плоскости обработки деталь образует плоский контур — кон-
тур детали. Контур ограничен отрезками прямой, дуг окружностей
и кривых более высокого порядка (эллипса, гиперболы, параболы
и др.). Однако последний тип кривых встречается редко. В подав-
ляющем большинстве случаев контур детали ограничен отрезками пря-
мой и дугами окружностей. Каждая линия ограничивает какой-либо
элементарный участок контура. Граничные точки смежных элемен-
тарных участков называют опорными или узловыми. Таким образом,
контур детали включает в себя определенное число элементарных
участков, разделенных опорными точками.
Обычно траектория инструмента совпадает с эквидистантой к кон-
туру детали. Эквидистантой называют кривую, отстоящую от контура
на некотором постоянном расстоянии. Эквидистанта может быть па-
ружной, если обрабатывается наружный контур, и внутренней —
при обработке внутреннего контура. Эквидистанту также можно разде-
лить на отдельные элементарные участки. На рис. 16, а сплошной ли-
нией обозначен контур детали, штрих-пунктирной — эквидистанта,
имеющая восемь элементарных участков: отрезков прямой (/—2, 3—
4, 5—6, 6—7, 7—8, 8—1) и дуг окружности (2—3, 4—5). Точка 0 —
исходное положение инструмента, участок 0—1 — холостой ход.
При токарной обработке центр инструмента совпадает с центром
окружности при вершине резца. Траектория инструмента совпадает
с эквидистантой к контуру детали и отстоит от контура на величину
радиуса при вершине резца (рис. 16, 6). Эквидистанта состоит из от-
дельных участков, разделенных опорными точками (/—6).. Перемеще-
ния 0—1 и 6—0 — холостые ходы.
Схема, представленная на рис. 16, б, иллюстрирует чистовую
обработку вала. При черновой обработке (рис. 16, в) траектория явля-
ется более сложной, появляются черновые проходы, после которых
программируется чистовой проход.
В позиционных системах программирование проще. Если нужно
обработать определенное число отверстий, достаточно задать исходное
положение инструмента и определить путь обхода опорных точек
(рис. 17, а). Эскизы обработки иногда приходится разрабатывать не
только для перемещения по осям X и У, но и по оси Z (рис. 17, б).
Для случая фрезерной обработки выступов, впадин, колодцев
следует применять три типа нормализованных траекторий [24]: 1) спи-
раль Архимеда с проходами, эквидистантными контуру обрабатывае-
мой плоскости (рис. 18, а); можно программировать движениие от пе-
риферии к центру или от центра к периферии; 2) ленточную спираль
с проходами, эквидистантными контуру обрабатываемой плоскости
2* 35
Рис. 17. Траектория‘инструмента при позиционной обработке:
а — в плоскости ХУ; б — в плоскости YZ
(рис. 18, б); как и в предыдущем случае, движение программируется от
периферии к центру или наоборот; 3) спираль типа «строка» (рис. 18, в).
Выбор станка. Этот этап программирования имеет большое зна-
чение. Станок с ЧПУ является дорогим и сложным, его стоимость
в десятки раз превышает 'стоимость универсального станка. Все за-
траты, связанные с приобретением станка, окупятся только в том слу-
чае, если станок будут полностью использовать по времени и его тех-
нологическим возможностям. Часто бывает так, сначала приобрета-
ют станок, а затем начинают думать, как его использовать. Все долж-
но быть наоборот. Предварительно на предприятии должна быть про-
ведена работа по подбору деталей и определению номенклатуры не-
обходимых станков. У работников предприятия должна быть ясная
картина о том, какие станки требуются заводу и какие детали целе-
сообразно на них обрабатывать.
Все станки новых моделей обладают, широкими технологическими
возможностями, повышенным уровнем автоматизации цикла. Для мно-
гих станков средних размеров мощность главного привода повышена
в 1,5 раза (до 10—20 кВт и более), повышен верхний предел частоты
вращения шпинделя до 3500—4000 об/мин, диапазон регулирования
частоты вращения увеличен до 100 раз, скорость рабочих подач до-
3000 мм/мин, скорость быстрых ходов до 8—10 м/мин, повышена жест-
кость, механизирована загрузка заготовок, снижено время автома-
тической смены инструмен-
та до 3—5 с и т. д. Много-
инструментальные станки
для обработки плоскост-
ных и корпусных деталей
обеспечивают обработку от-
верстий по 1—2-му классу
точности.
Выбор режущих инст-
рументов. Этот этап про-
граммирования включает в
себя: выбор типа инстру-
мента, конструктивных осо-
бенностей инструмента дан-
ного типа, выбор инстру-
Рис. 18. Траектория фрезы при
обработке колодцев:
а — типа спирали Архимеда; б —ленточная
спираль; в типа «строка»
36
ментального материала, выбор геометрии инструмента. Успешная ра-
бота станка возможна только в том случае, если правильно произ-
веден выбор по каждому из названных выше пунктов. Использовав
ние обычного инструмента часто не дает требуемого эффекта. Спе-
циальный инструмент для станков с ЧПУ должен быть изготовлен с
более высокой точностью, иметь высокое качество. Концевой- инстру-
мент должен иметь минимальный вылет, его обычно изготовляют с ци-
линдрическим хвостовиком, это дает возможность регулировать вылет
инструмента. На станках с ЧПУ используют резцы с механическим
креплением многогранных неперетачиваемых быстросменных пласти-
нок из твердого сплава.
В конструкции подрезных резцов используют трехгранные пла-
стинки, в конструкции проходных резцов — четырехгранные с глав-
ным углом в плане 45° и пятигранные с углом в плане 60°. Твердо-
сплавную пластинку закрепляют с помощью клина и винта, базируют
на цилиндрический штифт по центральному отверстию диаметром
6 мм. Пластинки различают по маркам твердого сплава и размерам
(14, 18, 22, 27 мм). Размер пластинки — диаметр описанной относи-
тельно пластинки окружности. Пластинки не требуют переточки, после
затупления одной грани работоспособность резца восстанавливают по-
воротом пластинкй вокруг оси. Пластинки твердого сплава имеют при
вершине стандартные радиусы закругления 0,6; 0,8; 1,0 мм.
Выбор режимов резания имеет очень важное значение для качества
управляющих программ. До 50% всех ошибок при обработке состав-
ляют ошибки, связанные с неправильным назначением режимов ре
зания [17].
Режимом резания называют совокупность трех величин: скорости
резания о, подачи s и глубины резания t. Именно эти три величины
определяют объем металла, удаляемый с поверхности заготовки в еди-
ницу времени: Пусть нужно сократить машинное время в 2 раза. Это-
го можно достигнуть увеличением в 2 раза скорости, или подачи, или
глубины резания (например, вместо двух проходов выполнить один).
Таким образом, влияние каждого из параметров на производительность
обработки одинаково. Но эти параметры по-разному влияют на стой-
кость инструмента: наиболее значительно влияет скорость резания,
меньше подача и весьма слабо глубина резания.
Учитывая это, режимы резания должны быть составлены на осно-
вании выбора: 1) максимально возможного значения глубины резания;
2) максимально возможной подачи; 3) скорости резания, обеспечиваю-
щей оптимальную стойкость инструмента. .
Оптимальной называют стойкость, которая при заданных усло-
виях обработки обеспечивает максимальную производительность и
минимальную себестоимость обработки. Ограничением при выборе
глубины резания является величина припуска на обработку, а при
выборе подачи — величина шероховатости обработанной поверхности
и величина силы резания. Сила резания влияет на точность обработки,
прочность системы СПИД, виброустойчивость системы и др.
При выборе режимов резания для станков с ЧПУ необходимо учи-
тывать' следующие особенности числового управления: 1) значитель-
37
ное удлинение циклов обработки вследствие концентрации опера-
ций; 2) наличие автоматической смены инструмента, обеспечивающей
возможность использования в течение цикла нескольких инструмен-
тов; 3) возможность корректировки размерного износа инструмен-
тов; 4) необходимость известного усреднения режимов резания, по-
скольку за один переход обрабатываются различные поверхности;
5) возможность снижения оптимальной стойкости инструмента и ин-
тенсификации режимов резания.
Концентрация обработки при использовании станков с ЧПУ была
рассмотрена выше. Время обработки на станках может достигать не-
скольких часов, что превышает в ряде случаев оптимальную стой-
кость инструмента и, следовательно, ограничивает технологические
возможности станков без автоматической смены инструмента. При на-
личии автоматической смены суммарное машинное время цикла долж-
но быть по возможности равномерно распределено между отдельными
инструментами. В случае необходимости следует использовать не-
сколько одинаковых инструментов, и вводить каждый следующий ин-
струмент после того, как затупится предыдущий.
При чистовой обработке деталей высокой точности большое зна-
чение приобретает размерный износ и размерная стойкость инстру-
мента. Чтобы иметь возможность обрабатывать в этом случае по-
верхности с большой длиной, станки с ЧПУ оснащены устройст-
вами коррекции размерного износа инструмента. В программу за-
кладывают коррекцию траектории, которая компенсирует износ и
обеспечивает получение требуемой точности.
Различные участки детали, обрабатываемые за один проход, не-
одинаковы, они имеют разный припуск, разные требования к точности
обработки и шероховатости поверхности, имеют разную жесткость,
а поэтому разные максимальное допустимое значение силы резания,
•диаметр и т. д. В принципе, для каждого участка необходимы свои
режимы, однако часто скорость устанавливают заранее, и она не мо-
жет быть изменена по программе. В этих условиях выбирают основной
участок обработки, для которого определяют оптимальные режимы
резания. Для остальных участков режимы не будут оптимальными, но
величина подачи должна быть так скорректирована, чтобы это откло-
нение не было значительным. За основной участок принимают тот,' ко-
торый имеет более значительные размеры, повышенную точность обра-
ботки, меньшую шероховатость и др.
Автоматическая смена инструмента, использование специальных
инструментов более высокого качества, чем на обычных станках, соз-
дают предпосылки некоторого снижения экономической стойкости
инструмента и повышения в связи с этим режимов резания.. Сущест-
вующие нормы стойкости инструмента получены практикой его много-
летней эксплуатации на универсальном оборудовании. Уменьшению
стойкости в этих условиях препятствует сложная и трудоемкая руч-
ная смена инструмента, во время которой станок простаивает. На
станках с ЧПУ время смены сокращается порой до 2—3 с, затупивший-
ся инструмент в магазине или револьверной головке можно заменять
не прерывая рабочего цикла станка. В этих условиях экономическая
38
стойкость инструмента может быть уменьшена, что даст возможность
сократить машинное время обработки.
Сокращение машинного времени — важный резерв дальнейшего
повышения производительности станков с ЧПУ. В агрегатных стан-
ках, специальных и специализированных автоматах массового и круп-
носерийного производства основным путем сокращения машинного вре-
мени является мйогоинструментальная обработка, при которой деталь
одновременно обрабатывается несколькими инструментами. Для стан-
ков с ЧПУ этот путь не годится, ибо лишает станок основного преиму-
щества — широкой универсальности.
Станок с ЧПУ обладает всеми качествами для интенсификации
режимов обработки: высокой мощностью главного привода, высокой
жесткостью конструкции, высокой виброустойчивостью, широким диа-
пазоном регулирования частоты вращения шпинделя и др. Машинное
время на станках с ЧПУ может быть сокращено на 20—30%. Но при-
ступать к этой работе нужно не сразу, а только в том случае, если
предприятие хорошо освоило станки, имеются подготовленные кад-
ры, специальный инструмент, приспособления и др.
3. СВЕДЕНИЯ ИЗ АНАЛИТИЧЕСКОЙ ГЕОМЕТРИИ
Прежде чем перейти к следующему этапу программирования, сле-
дует изложить некоторые положения аналитической геометрии, без
которых нельзя усвоить дальнейший материал.
Аналитическая геометрия исследует геометриче-
ские объекты при помощи математического аппарата алгебры. Исследу-
ется не только форма геометрического объекта, но и его положение
на плоскости или в пространстве. Основной метод исследования —
метод координат. Простейшей геометрической фигурой
является точка. Все другие геометрические фигуры (линии, поверхно-
сти) рассматриваются как геометрическое место точек.
Если дана прямая линия, указано ее положительное направление
и отмечено начало отсчета, то можно говорить, что на прямой уста-
новлена система координат — рис. 19, а. Точку О называют началом
координат, а прямую — осью координат. Начало координат делит
ось на две части: прямую, идущую от точки 0 в положительном на-
правлении, называют положительной полуосью, а в противополож-
ном направлении — отрицательной полуосью.
Положение точки А на прямой определяют числом х = 3. Это чис-
ло называют координатой тонки. Положение точки В определяют ко-
ординатой х = 7. В общем случае можно сказать, что любой точке
оси соответствует ее координата — число (положительное или отри-
цательное, целое или дробное), которое определяет положение этой
точки на оси координат относительно начала координат и, наоборот,
любому числу соответствует на оси определенная точка. Расстояние
между двумя точками равно разности координат этих точек: АВ =
₽= 7 — 3 = 4.
Дадим теперь понятие о методе координат на плоскости — укажем
способ, позволяющий определять положение точек на плоскости с по-
39
мощью чисел. Возьмем две взаимно перпендикулярные прямые и на
каждой из них установим положительное направление. Эти прямые
называют осями координат. Оси можно располагать на плоскости как
угодно, но чаще всего одну из осей располагают горизонтально и по-
ложительное направление на ней выбирают слева направо, другую
ось располагают вертикально и положительное направление на ней
выбирают снизу вверх. Точку пересечения осей координат называют
началом координат.
Положение любой точки плоскости определяют двумя числами:
х, у — координатами этой точки. Точка А на рис. 19, б задана коор-
динатами х = 5, у = 3. Каждой точке на плоскости всегда соответст-
вуют две координаты и,* наоборот, любым двум координатам — опре-
деленная точка.
Расстояние точки А от начала координат на плоскости
О А = Ух2 А- у2. '
Положение точки в пространстве задают тремя координатами.
Расположение осей для правосторонней прямогольной системы коор-
динат было дано выше (см. рис. 14, а). Расстояние точки А „от начала
координат в пространстве
О А = ]Л2 А- у2 А- г2.
В аналитической геометрии любая линия рассматривается как гео-
метрическое место точек. Точкам линии обычно присуще какое-либо
свойство. Если указанное свойство выразить аналитически в виде фор-
мулы, то можно получить уравнение данной линии. Например, точки
окружности имеют то общее свойство, что каждая из них расположена
на одинаковом расстоянии от центра окружности. Попытаемся эту
зависимость выразить в виде формулы, связывающей координаты то-
чек окружности (рис. 20* а). Расположим начало координат в центре
окружности. Тогда для любой точки окружности будет справедливо
соотношение :
х2 + У2 = R2-
Рис. 19. Системы координат: Рис. 20. К выводу уравнения окружности:
а — на прямой; б — на плоскости а—центр окружности совпадает с началом коорди*
нат; б — центр окружности не. совпадает с началом
координат
40
Рис. 21. к выводу уравнений прямой:
а — с угловым коэффициентом; б — проходящей через заданную точку в за-
данном направлении; в — проходящей через две данные точки; г — нормально-
го вида; д — в отрезках; е — определение точки пересечения двух прямых
Это уравнение будет уравнением окружности. Координатй х и у
произвольной, точки окружности называют текущими координатами.
В общем случае, если центр окружности не совпадает с началом
координат, уравнение окружности имеет вид (рис. 20, б)
(х — а)2, + (у — b)2 = R2.
Это уравнение также достаточно очевидно. Каждая координата
точки А относительно начала О равна соответствующей координате
относительно начала О плюс величина смещения 01 относительно О.
Уравнение прямой можно получить различными способами. Точка
А на прямой (рис. 21, а) имеет координаты х и у. Координаты точки
связаны зависимостью tg а = - . Отсюда
у = tga х + b = kx + b, (2)
где k = tg а — тангенс угла наклона прямой к оси X или угловой ко-
эффициент прямой. Уравнение (2) называют уравнением прямой ли-
нии с~ угловым коэффициентом. .
v Пусть задана точка A (xlt уг) и угловой коэффициент k. Все коор-
динаты прямой, проходящей через точку А в заданном направлении,
удовлетворяют уравнению (рис. 21, б)
у _ У1 = k (х — хх). ' (3)
Уравнение (3) называют уравнением прямой, проходящей через
заданную точку в заданном направлении.
41
Уравнение прямой, проходящей через данные точки А (х1( г/J
и В (х2, у А, имеет вид (рис. 21, в)
У~У1 = x—Zj (4^
У2—У1 х2-*хг '
Уравнение (4) можно получить из подобия треугольников на рис. 21, в.
На рис. 21, г на прямую опущен перпендикуляр из-начала коорди-
нат, заданы расстояние прямой до точки О и угол а между осью X
и перпендикуляром. Уравнение прямой в этом случае имеет вид
х cos а + у sin а = р.
Это уравнение называют нормальным уравнением прямой.
Уравнение прямой линии в отрезках имеет вид (рис. 21, 5)
—(6)
а и
где а, b — отрезки, отсекаемые прямой на осях координат. Уравне-
ние (6) выводят из подобия треугольников на рис. 21, д.
Мы не ставим задачей перечисление всех уравнений аналитической
геометрии, их очень много. Важно уяснить способ построения таких
уравнений. Во всех случаях нужно получить аналитическую зависи-
мость между текущими координатами геометрического элемента.
Эта зависимость, если она остается справедливой для любой точки элеме-
мента, и является его уравнением.
Способ задания каждого элемента может быть различным. На-
пример, прямую можно задать двумя точками, точкой и углом а на-
клона к оси, точкой и окружностью, по отношению к которой прямая
является касательной и т. д. Способ задания определяет вид уравнения.
Уравнения (2)—(6) казалось бы различны, но их легко преобразо-
вать друг в друга. Так, если в уравнение (5) подставить cosa = -y,
sin а = — (рис. 21, г), то получим уравнение (6) и т: д. На практике
пользуются тем уравнением, которое соответствует данным решениям
задачи.
Если в некоторой системе координат заданы две фигуры — А и В,
которые пересекаются друг с другом,*то для определения координат
точек пересечения нужно совместно решить уравнения этих фигур.
Это основной метод исследования, применяемый в аналитической гео-
метрии. Рассуждаем следующим образом. Если точка М является точ-
кой пересечения дву*х фигур, то она принадлежит им обоим. Если фи-
гура А описывается уравнением fa (х, у), а фигура^ В — уравнением
fb (х, у), то координаты точки М должны удовлетворить одному и вто-
рому уравнениям. Для их нахождения нужно совместно решить оба
уравнения.
Пусть требуется определить точку М на рис. 21, е. Прямую А •
удобно записать уравнением прямой в отрезках
42
прямую В определить как прямую, проходящую через точку N (7, 6)
в заданном направлении:
У — 6 = /г (х — 7), (8)
где k — tg 30Q = 0,577. Решая совместно уравнения (7) и (8), полу-
чим координаты точки М: х = 1,640; у = 2,907. Подобным образом
можно определить точки пересечения прямой и окружности, двух ок-
ружностей и др. '
4. РАСЧЕТНО-АНАЛИТИЧЕСКИЙ ЭТАП ПРОГРАММИРОВАНИЯ
Основным назначением этапа является определение координат
опорных точек траектории инструмента. На предыдущем этапе была оп-
ределена траектория инструмента. Чтобы запрограммировать траек-
торию и записать информацию на перфоленту, требуется знать коорди-
наты опорных точек. ~
Для определения опорных точек эквидистанты следует руководст-
воваться следующим.
1. Если два смежных участка контура детали ограничены отрез-
ками прямых, то «опорную точку эквидистанты располагают на бис-
сектрисе угла межДу прямыми в месте пересечения эквидистанты с бис-
сектрисой (рис. 22, а).
2. Если два смежных участка контура ограничены прямой и дугой
окружности, то опорную точку эквидистанты располагают на нормали
к прямой. Нормаль проводят через опорную точку контура (рис. 22, б).
3. Если два смежных участка контура ограничены дугами окруж-
ности, то опорную точку эквидистанты располагают на нормали к сов-
местной касательной (рис. 22, в).
Рис. 22. Определение опорных точек
эквидистанты: ’
а — пересекаются две прямые; б — прямая
и окружность; в — две окружности
Рис. 23. Системы отсчета коор-
динат опорных точек:
а — абсолютная; б относительная
43
Форма представления координат опорных точек должна соответст-
вовать системе отсчета станка. Для станков с абсолютной системой от-
счета требуется абсолютное значение координат — значение каждой
координаты относительно начала координат. Для станков с относи-
тельной системой отсчета требуется относительное значение коорди-
нат — приращение каждой координаты по сравнению с предыдущим
значением. К системам с абсолютным отсчетом относят, например, по-
зиционные кодовые системы (рис. 23, а), к системам с относительным
отсчетом относят позиционные счетно-импульсные системы, контурные
системы с шаговыми двигателями и др. (рис. 23, б).
Координаты опорных точек могут быть получены непосредствен-
но из чертежа детали или путем более или менее сложных вычислений.
Рассмотрим пример на рис. 24, а. Требуется определить координа-
ты опорных точек контура. Некоторые из них определяются просто:
= 10; уг = 20 + /?! = 50; х2 = 10; у2 = ух + 10 = 60;
хв = Ю + 92 = 102; уе = 20 + tg 30 (92 — 44) = 43,52;
х5 = х6 = 102; уь = 43,52 + 15 = 62,71; х8 = 10 + = 40;
у8 = 20; х7 = xs + 14 = 54; у7 — 20. -
Рис. 25 Расчет координат опорных точек:
а —сопряжение двух прямых; б — сопряжение двух
окружностей; в сопряжение окружность — прямая —
* окружность
Рис. 24. Определение координат
опорных точек:
а =- плоский контур; б — участок
3 контура
44
Более сложные вычисления требуются для определения коорди-
нат точек 3 и 4. Перенесем начало координат в точку 2 (рис. 24, б).
Вычисления проводят в такой последовательности:
1) ^11 = 11.4 + 20—20—//2 = 54; 2) хг1 = 74—10 = 64;
- 3) = 41 = 0,8438; 4) а = arc tg 0,8438 = 40° 10'-; 5) 2О/=
’ *и 64 7 х J
= ]/++ +#h= 83,74; 6) cos (90—ф) = sin₽ = -Л-= 0,2388;
7) ₽ = 13°50'; 8)а+р = 40° 10'+ 13° 50'=54°; 9)у = 90°—54° =
= 36°; Ю) #2i—#n = T?2 sin у = 20-0,5878 = 11,756; 11) уг1 = 11,756 +
+ *Л1 = 65,756; 12) xu—х21 = Т?2cos у =20-0,8090 = 16,18; 13) х21 =
= хц—16,18 = 47,82.
Определяем теперь координаты точки,3 на рис. 24, а:
х3 = Х21 + х2 = 57,82; у3 = у21 + у2 = 85,756.
Точно таким же образом определяем координаты точки 4.
Часто задача не*может быть решена при помощи формул тригоно-
метрии. Тогда применяют математический аппарат аналитической гео-
метрии, некоторые сведения из которой были даны в предыдущем пара-
графе. Рассмотрим некоторые примеры.. . '
I. Прямая А задана точкой а и углом tpj, прямая В задана точкой
b и углом ср2. Определить координаты центра сопрягающей дуги ок-
ружности радиусом R (рис. 25, а).
Задачу решаем в таком-порядке:
1) находим-уравнение прямой А', проходящей через точку М —
центр окружности параллельно прямой А;
2) находим уравнение прямой В', проходящей через точку М па-
раллельно прямой В\
3) находим координаты точки М как координаты точки пересече-
ния прямых А' и В'.
После выполнения всех расчетов получим
- V . — (1ёФ1+— tg<P2^b)— Уа~Уъ— Pl — Pi .
,
tgepi—tg<p2
Ум = tg (хм — Ха) + Уа + Pi,
. , | R , | R
где pi = ± —— ; р2 = ±---------- ,
I COS (pi • I COS Ф2
Если прямая А' пересекает ось Y выше, чем прямая А, то значе-
ние положительное, если ниже, то отрицательное. То же правило
применяют для определения знака величины р2.
II. Заданы две окружности радиусами и /?2 и координатами
центров Oj и О2. Найти координаты центра сопрягающей окружности
радиуса R3 и координаты точек сопряжения 4 и 5.
45
Задачу решаем в такой последовательности:
1) определяем уравнение окружности радиусом + Rs с цент-
ром в точке Ot:
(% — xj2 + (у —- «д)2 = (7?i + Я з)2; (9)
2) определяем уравнение окружности радиусом R2 + R’s с цент-
ром в точке О2;
(х - х2)2 + (у - у2)2 = (R2 + R 3)2; (10)
3) определяем точки пересечения окружностей, выраженных урав-
нениями (9) и (10), совместным их решением;
4) из двух точек выбираем координаты точки с большим значе-
нием у — это координаты точки М;
5) определяем уравнение окружности радиусом R3 с центром в
точке И:
--(х — х3)2 + (у — уз)2 =' Ra3; '(И)
6) определяем координаты точки 4, решая совместно уравнения
(9) и (11).
7) определяем координаты точки 5, решая совместно уравнения
(Ю) и (11). .
III. Рассмотрим еще одну задачу, которая встречается часто
(рис. 25, в). Заданы две окружности радиусами Rt и /?2 и координата-
ми центров Or и О2. Найти координаты точек касания касательной
3, 4. Вычисления проводим в таком порядке:
1) tg а = ’ 2) 0ПРеделяем а> 3) ’ 4) ОIbf1 =
= sin Р; 5) определяем Р; 6) у = 90 — (а 4-Р); 7) у3 — yi = Ri sin у;
В) определяем у3; 9) — х3 = cos у; 10) определяем х3; 11) у4 —
— Уч = Rs sin у; 12) определяем у4; 13) х2 — х4 = R2 sin у; 14) оп-
ределяем х4.
•5. ПРОГРАММИРОВАНИЕ ОБРАБОТКИ ДУГ ОКРУЖНОСТЕЙ
Выше было указано, что характер программирования и его трудо-
емкость зависят от типа интерполятора. Интерполятор — специали-
зированное устройство для управления станком с контурной системой
управления. На вход интерполятора поступает с перфоленты информа-
ция о координатах опорных точек, на выходе по каждой координате
формируется последовательность импульсов, необходимая для обра-
ботки участка траектории между опорными точками.
Различают интерполяторы линейные и линейно-круговые. Первые
позволяют отработать перемещение между двумя опорными точками
только по прямой, соединяющей эти точки, вторые — по прямой ли--
нии и дуге окружности. Если в схеме на рис; 26, а задать координаты
опорных точек 1 и 2, то центр инструмента станка, управляемого ли-
нейным интерполятором, отработает траекторию по прямой, соеди-
няющей точки 1 и 2. Линейно-круговой интерполятор в зависимости
46
Рис. 26. Аппроксимация дуги окружности:
а — общая схемка; б — расчет приращений
от заданной команды позволяет отработать .перемещение между опор-
ными точками по прямой линии или по дуге окружности.
Если при' наличии линейного интерполятора нужно отработать
траекторию по дуге окружности, то требуется осуществить некоторые
дополнительные расчеты. Рассмотрим этот вопрос более подробно.
Если на дугу окружности между точками 1 и 2 нанести определен-
ное число промежуточных точек (а, Ь, с, ...), рассчитать координаты
этих точек и записать их на перфоленту, то линейный 'интерполятор
позволит отработать перемещение по контуру многоугольника, впи-
санного в окружность. Каждая сторона многоугольника — отрезок
соединяющий две смежные промежуточные точки.
Выражение одной функциональной зависимости при помощи дру-
гой функции называют аппроксимацией. В нашем примере дуга ок-
ружности аппроксимирована ломаной линией. Участки м.ежду смеж-
ными точками называют участками аппроксимации, а величину цент-
рального угла Дф, соответствующую одному участКу, — шагом аппрок-
симации. л
Точность аппроксимации определяют стрелкой прогиба б — мак-
симальным отклонением дуги окружности от ломаной линии. При
уменьшении шага точность аппроксимации возрастает.
Аппроксимацию выполняют в таком порядке: определяют шаг,
удовлетворяющий точности, аппроксимации; определяют координаты
промежуточных точек и величины приращения координат для каждо-
го участка.
Определение шага аппроксимации. Центральный угол поделим по-
полам (рис. 26, а):
Дф _ ОК R—6 । 6
~R R~ “ ~R~'
откуда
Дф = 2 arc cos
(12)
По формуле (12) определяем шаг аппроксимации при заданной точ-
ности б.
47
Дф = 2 arc cos
Пример. Определить шаг аппроксимации для окружности /? = 40 мм,
если требуется точность-аппроксимации fi= 0,02 мм:
0,02 \
1--------I 2 arc cos 0,9995 = Зэ 40'.
40 /
Чтобы упростить последующие расчеты, обычно величину шага
округляют до ближайшего меньшего значения, кратного 30'. В рас-
смотренном примере шаг' аппроксимации целесообразно принять рав-
ным 3°30'.
Для определения шага аппроксимации можно воспользоваться
табл. 2, в которой даны значения шага в зависимости от величины ра-
диуса обрабатываемой окружности и точности аппроксимации.
Таблица 2
Значения. Дф, рад
Радиус, мм 6=0,005 6=0,01 6=0,02
50 0,028284745 0,040001005 0,056570379
100 0,020000252 0,028284745 0,040001005
150 0,016330115 0,023094336 0,032660503
200 0,014141228 0,020000252 0,028284745
250 0,012648295 0,017889091 0,025297896
300 0,011547116 0,016330115 0,023094336
350 0,010689352 0,015119024 0,021381580
400 0,010000836 0,014141228 0,020000252
450 0,009427126 0,013334220 0,018855882
500 0,008943685 0,012648295 0,017889091
550 0,008527477 0,012059672 0,017056728
600 0,008163218 '0,011547116 0,016330115
650 0,007842963 0,011094319 0,015689757
700 0,007560482 0,010689352 0,015119024
750 - 0,007303845 . 0,01032920^ 0,014605684
800 0,007071652 0,010000836 0,014141228
850 0,006862042 0,009701350 0,013719770
900 " 0,006668207 0,009427126 0,013334220
950 0,006486988 0,009177226 0,012978567
000 0,006324148 0,008943685 0,012648295
Следует иметь в виду, что значение Дер указано в радианах. Ра-
диан — величина центрального угла, соответствующего дуге окруж-
ности, длина которой равна радиусу окружности: 1 рад = Ы° 17'44";
1 градус = 0,017453 рад.
От одного измерения к другому переходят по формулам
а =------а (радианов);
Л
а (радианов) = а°.
Определение величины приращений координат промежуточных
точек (рис. 26, б). Координаты промежуточной точки i определяют по
формулам " ’
Xi = R cos фг; yi = R sin <р;.
48
(13)
Величину приращения по каждой координате определяют по фор-
мулам '
Дх = хг— хг_1==/?(со5<рг—cos <рг_1) = ЯДсозфг;
^У = Vi—!/i-i = R (sin фг —sin фг-1) = ЯД sin фь
где Д cos фг, Д sin фс—приращение смежных значений'функций.
Чтобы упростить расчеты, радиус в формулах (13) целесообразно
выразить через число импульсов по формуле Яи = Я/g, где q — цена
одного импульса или разрешающая способность системы.
При умножении радиуса на приращение функций Д cos ф и
Д sin ф сразу получаем величину приращения по каждой из коорди-
нат в импульсах.
Пример; Аппроксимировать дугу окружности радиусом R = 80 мм при
шаге аппроксимации Дф = 5°. Начальный угол фн = 0°, конечный угол фк=
= 45°, разрешающая способность системы q = 0,01 мм.
Определим значение радиуса через величину импульсов Ra = 8000 имп.
Результаты расчетов заносим в табл. 3.
Таблица 3
Аппроксимация дуги окружности
ф,- град A cos ф A sin ф имп имп
0
5 —0,0038053 0,0871557 —40 697
10 —0,0113869 0,0864924 —91 691
15 —0,0188819 0,0851709 . — 151 681
20 —0,0262332 0,0832011 —210 666
25 —0,0333848 0,0805981 —267 645
30 —0,0402824 0,0773817 —322 ' 619
35 —0,0468734 0,0735764 —375 589
40 —0,0531076 0,0692112 —425 553
45 —0,0589377 0,0643192 —471 514
Всего —2352 5655
Необходимость аппроксимации дуг окружностей значительно ус-
ложняет трудоемкость ручного программирования для линейного
интерполятора. Чтобы исключить определение координат промежу-
точных точек, необходимо использовать линейно-круговой интерполя-
тор или машинное программирование.
6. КОНТРОЛЬ, ОТЛАДКА И ВНЕДРЕНИЕ ПРОГРАММ
Координаты опорных точек траектории инструмента кодируются
и записываются на перфоленте. Этот этап программирования будет
подробно рассмотрен в гл. III. В настоящем параграфе рассмотрим
два заключительных этапа — контроль, отладку и внедрение про-
грамм.
49
При подготовке программ для станков с ЧПУ возникают ошибки.
Они могут появиться на каждом из этапов, подготовки: технологиче-
ском, расчетно-аналитическом, при кодировании и записи информации.
К ошибкам технологического этапа программирования относят по-
грешности проектирования технологического'процесса и определе-
ния траектории инструмента (определение числа переходов и прохо-
дов, величины припусков и допусков, базирования и закрепления за-
готовки, выбор станка, инструмента и приспособления, выбор режимов
резания и др.). К ошибкам расчетно-аналитического этапа программи-
рования относят погрешности определения координат опорных точек.
Ошибки появляются при кодировании числовой информации и команд
(пропуск символов, использование неверных символов, ошибки в на-
писании слов и построении фраз, прйменение ошибочных адресов,
ошибки в. разрядности чисел и др.). Возникают ошибки при записи
информации на перфоленту — ошибки кодирования. К ним относят
различные искажения при записи команд и размерной информации.-
На каждом из этапов причинами возникновения ошибок являются:
1) несовершенство, -сложность и низкое качество инструкций, ме-
тодик и руководств программирования, расчетных формул и таблиц;
2) несовершенство и недостаточная надежность аппаратуры, при-
меняемой для расчета, кодирования и записи программ;
3) недостаточная квалификация технологов, программистов, опе-
раторов и других лиц, занятых подготовкой программ;
4) случайные ошибки операторов, поскольку при обработке боль-
ших массивов информации неизбежны ошибки при расчетах, преобра-
зовании информации и управлении аппаратурой.
Ошибки программирования ведут к нежелательным последстви-
ям —- в лучшем случае снижается эффективность и производитель-
ность- обработки, в худшем — искажается траектория инструмента,
что-влечет за собой брак продукции или поломку станка, инструмента,
выход из строя аппаратуры системы управления. По этим причинам
контроль и устранение ошибок программирования приобретает особое ,
значение.
Все мероприятия по устранению ошибок управляющих программ
целесообразно разделить на две группы: профилактические мероприя-
тия, связанные с предупреждением ошибок; мероприятия по контро-
лю и устранению возникших ошибок программирования.
К первой группе можно отнести следующие мероприятия:
1) выбор помехоустойчивых кодов для записи информации на про-
граммоноситель;
2) использование программных методов обнаружения и устранения
ошибок, т. е. создание таких языков автоматического* программиро-
вания, в которых обнаружение или обнаружение и устранение оши-
бок заложено в самой программе САП;
3) повышение надежности и удобства обслуживания аппаратуры
для расчета, кодирования и записи управляющих программ;
4) создание простых, эффективных, доступных и надежных ме-
тодик, руководств и инструкций программирования;
50
При подготовке программ для станков с ЧПУ возникают ошибки.
Они могут появиться на каждом из этапов, подготовки: технологиче-
ском, расчетно-аналитическом, при кодировании и записи информации.
К ошибкам технологического этапа программирования относят по-
грешности проектирования технологического'процесса и определе-
ния траектории инструмента (определение числа переходов и прохо-
дов, величины припусков и допусков, базирования и закрепления за-
готовки, выбор станка, инструмента и приспособления, выбор режимов
резания и др.). К ошибкам расчетно-аналитического этапа программи-
рования относят погрешности определения координат опорных точек.
Ошибки появляются при кодировании числовой информации и команд
(пропуск символов, использование неверных символов, ошибки в на-
писании слов и построении фраз, прйменение ошибочных адресов,
ошибки в. разрядности чисел и др.). Возникают ошибки при записи
информации на перфоленту — ошибки кодирования. К ним относят
различные искажения при записи команд и размерной информации.-
На каждом из этапов причинами возникновения ошибок являются:
1) несовершенство, сложность и низкое качество инструкций, ме-
тодик и руководств программирования, расчетных формул и таблиц;
2) несовершенство и недостаточная надежность аппаратуры, при-
меняемой для расчета, кодирования и записи программ;
3) недостаточная квалификация технологов, программистов, опе-
раторов и других лиц, занятых подготовкой программ;
4) случайные ошибки операторов, поскольку при обработке боль-
ших массивов информации неизбежны ошибки при расчетах, преобра-
зовании информации и управлении аппаратурой.
Ошибки программирования ведут к нежелательным последстви-
ям —- в лучшем случае снижается эффективность и производитель-
ность- обработки, в худшем — искажается траектория инструмента,
что-влечет за собой брак продукции или поломку станка, инструмента,
выход из строя аппаратуры системы управления. По этим причинам
контроль и устранение ошибок программирования приобретает особое
значение.
Все мероприятия по устранению ошибок управляющих программ
целесообразно разделить на две группы: профилактические мероприя-
тия, связанные с предупреждением ошибок; мероприятия по контро-
лю и устранению возникших ошибок программирования.
К первой группе можно отнести следующие мероприятия:
1) выбор помехоустойчивых кодов для записи информации на про-
граммоноситель;
2) использование программных методов обнаружения и устранения
ошибок, т. е. создание таких языков автоматического* программиро-
вания, в которых обнаружение или обнаружение и устранение оши-
бок заложено в самой программе САП;
3) повышение надежности и удобства обслуживания аппаратуры
для расчета, кодирования и записи управляющих программ;
4) создание простых, эффективных, доступных и надежных ме-
тодик, руководств и инструкций программирования;
50
5) стандартизация, нормализация и унификация управляющих
систем, методик, языков программирования, математического обеспе-
чения, аппаратуры и других средств программирования.
Внедрение САП позволяет не только автоматизировать процесс
программирования и тем самым повысить производительность труда
при подготовке управляющих программ, но и существенным образом
улучшить качество программ. При автоматизированном программи-
ровании уменьшается число ошибок, появляется возможность про-
граммными методами обнаружить и исправлять имеющиеся ошибки.
Современные трансляторы, анализируя исходную информацию, обна-
руживают отдельные ошибки и выдают информацию об этом на пулы
управления или отражают в специальном документе. По мере совер-
шенствования трансляторов эта их особенность будет развиваться.
В принципе для ЭВМ возможно создание такого математического обес-
печения, при котором будут обнаруживаться и исправляться без вме-
шательства оператора любые ошибки. Это очень важное направление
повышения эффективности и производительности процесса программи-
рования.
Для обнаружения допущенных ошибок предусмотрен специальный
этап программирования — контроль перфоленты. Способы контроля
перфоленты весьма разнообразны. В зависимости от имеющихся усло-
вий и аппаратуры, от качества программ и их назначения применяют
один из способов или их совокупность.
Основные способы контроля перфоленты: сравнение перфоленты
с исходной таблицей; изготовление двух перфолент с последующим
визуальным сравнением; изготовление двух перфолент с последующим
автоматическим сравнением; сравнение информации, записанной на
перфоленте, с информацией, записанной на печатном бланке (бланк
изготовляется вместе с изготовлением ленты); сравнение печатного
бланка с исходной таблицей; автоматический контроль при повторном
перфорировании; автоматический контроль при считывании информа-
ций с перфоленты; контроль при помощи координатографов и графо-
построителей.
Графопостроитель — чертежный автомат с числовым программным
управлением. Рабочий орган автомата — перо. Запрограммированная
траектория движения инструмента в определенном масштабе в автома-
тическом режиме вычерчивается на листе бумаги. Способ является
весьма производительным, надежным и наглядным.
Заключительным этапом программирования является* отладка и
внедрение программы на станке. Назначение этапа — увязать подго-
товленную программу с конкретным станком, инструментальной ос-
насткой и заготовкой. Процесс обработки детали на станке 'зависит от
очень большого числа факторов, все их невозможно учесть при со-
ставлении программы. Чтобы обеспечить при резании требуемые точ-
ность обработки и шероховатость поверхности, отсутствие вибраций,
удовлетворительный отвод стружки, заданную стойкость инструмента
и достаточную надежность процесса, требуется корректировать режимы
резания, наладку инструмента, отдельные элементы переходов, ох-
51
лаждение и т. д. На эту работу иногда уходит больше времени, чем
на все другие этапы, вместе взятые.
Отладку и внедрение программ выполняют в следующей последо-
вательности: 1) отрабатывают программу без установки инструмента,
оснастки и заготовки; 2) выполняют пробную обработку детали (или
макета) с применением требуемой оснастки и инструмента; 3) обрабаты-
вают контрольную деталь.
Для устранения ошибок и недостатков программирования иногда
достаточно воспользоваться устройствами коррекции, которыми снаб-
жен станок. В других случаях требуется внесение изменений в перфо-
ленту, изготовление новой перфоленты или новый расчет программы.
ГЛАВА III
ПРОГРАММОНОСИТЕЛИ И СПОСОБЫ
ЗАПИСИ ИНФОРМАЦИИ НА НИХ
ЬОСНОВЫ ТЕОРИИ КОДИРОВАНИЯ
Теория кодиров ан и я — раздел теории информации,*
изучающий способы отождествления сообщений с отображающими их
сигналами. Кодирование применяют при передаче, хранении и преоб-
разовании информации. Рассмотрим основные понятия теории коди-
рования.
Для кодирования сообщений используют набор символов. Множест-
во символов называют алфавитом кода:
{в1, .... ат}. (14)
Число символов в алфавите обозначают буквой, т и называют
основанием кода. Русский язык можно рассматривать как код
с основанием т = 33 и алфавитом
(а, б, в, ..., ю, я};
десятичную систему счисления можно рассматривать как код с осно-
ванием т = 10 и алфавитом:
{0, 1, 2, ..., 9); (15)
код Морзе имеет основание т = 2 и алфавит, состоящий из двух сим-
волов:
Ь -}
и т. д.
Любую упорядоченную выборку символов из алфавита (14) назы-
вают кодовым словом или кодовой ко м б и н а ц и е й:
В = {aiv ah, .... ain}.
Число символов в кодовой комбинации обозначают буквой п и
называют длиной кодовой комбинации. В русском языке слово
53
«книга» имеет длину и = 5; в десятичной системе счисления число
5821 имеет длину п = 4 и т. д.
Кодом называют любое упорядоченное множество кодовых ком-
бинаций:
{В,, В2, .... BN}.
Число кодовых комбинаций в коде называют мощностью или
объемом кода. Максимальная мощность кода N = тп. -
Элементы автоматики, как правило, имеют только два устойчивых
состояния (контакты замкнуты или разомкнуты, триод открыт или за-
крыт, тумблер включен или выключен, на перфоленте имеется отвер-
стие или отверстие отсутствует и т. д.). Для описания подобных элемен-
тов удобно использовать код с основанием т = 2. Если одному состоя-
нию элемента приписать значение 0, а другому' 1, то алфавит кода будет
содержать всего два знака = 0 и 1, а кодовая комбинация — набор
знаков из этого алфавита. Например, комбинация 11001 имеет длину
п = 5, комбинация 0100111 — п = 7.
Число единичных символов в комбинации называют ее в е с о м
и обозначают I, комбинация 11011 имеет вес I = 4, комбинация
011100 вес I = 3.
Кодовым* расстоянием d между двумя комбинациями
называют число несовпадений их разрядов. Например, ’кодовое рас-
стояние между комбинациями 1000 и 1100 d = 1, между комбинациями
11100 и 000J1 d = 5. В первом случае все разряды’одинаковы, кроме
одного, во втором случае различны все пять разрядов.
Классификация кодов.’ Имеется большое число при-
знаков классификации кодов. Рассмотрим некоторые из них.
Коды с основанием т = 2 называют двухпозиционными,
с основанием т> 2 — многопозиционными. Если дли-
на кодовых комбинаций постоянна, т. е. п = const, то код называют
равномерным, если п #= const — не р а вномерным. В
автоматике преимущественное распространение имеют двухпозицион-
ные равномерные коды. Если I = const,, то код называют равно-
весным или кодом на одно сочетание. Если IФ const,
то код называют неравновесным или кодом на сумму
сочетаний. Равновесный код называют также кодом. I из п.
Число комбинаций кода равно числу сочетаний из, п по I, обозначае-
мое символом ( ” ). Из комбинаторики известно, что
/п \ _ п (п— 1) (п—2) ... (/г— Z-Н1) •
V/ : й *
В технике широкое применение имеет код 2 из 5, число ком-
бинаций кода . .
AZ = f5^ = ±i.= 10.
\2/ 2
Комбинации кода можно упорядочить различными способами.
Число вариантов упорядочения равно числу перестановок из Af, рав-
53
ному Л71. Таким образом, имеется 10! кодов 2 из 5. Вот один из Ba-
риантов:
0) 11000 5) 00101
1) 10100 6) 00011
2) 01100 7) 10010
3) 01010 8) 10001 ll 6)
4) 00110 9) 10001
Все комбинации кода имеют одинаковый вес 1 = 2.
Код на сумму сочетаний содержит комбинации различного веса.
В общем случае вес n-членной комбинации изменяется от 0 до п, сум-
ма комбинаций равновесных' кодов (формула бинома Ньютона) .
\0 У \1 / \2 J \nj
Для п = 5 общее число комбинаций
N = 25 = (5 W f5
\0/
= 14-5 + 10+ Ю + 5+ 1 =32.
Если все комбинации кода имеют четный вес, то код называют
четным, если нечетный вес — нечетным. Примером чет-
ного кода является код
0) 0000
1) ООН
2) 0101
3) оно
4) 1001
5) 1010
6) 1100
7) 1111
(17)
Если код содержит все возможные комбинации заданной длины
N = 2П, то такой код называют полным или кодом б е з и з б ы-
точности. Если код содержит только часть этих комбинаций,
то его называют неполным или кодом с избыточностью.
Избыточность необходима для придания коду каких-либо особых
свойств, в частности для построения пбмехозащищенных кодов. Код
(17) будет неполным, поскольку при его формировании использовали
только восемь комбинаций четного веса из 16. Оставшиеся восемь
нечетных комбинаций образуют неполный код.
Код с постоянным кодовым расстоянием d. — const между смеж-
ными комбинациями называют ^-переменным. Код 2 из 5 (16) являет-
ся двухпеременным ( кодом. Кодовое расстояние между смежными
комбинациями всюду равно двум. Те же десять комбинаций можно рас-
положить по другому и получить четырехпеременный код!
0) 00011 5) 10010
1) 11000 6) 01001
?) 00110 7) 10100
3) 10001 8) 01010
4) 01100 9) 00101
54
Число в единичном (унитарном} коде выражают
количеством цифровых знаков 1. Например, первые десять чисел будут
выражены следующим образом:
1) 1 6) 111111
2) 11 7) 1111111
3) 111 8) 11111111
4) 1111 9) 111111111
5) 11111 . 10) 1111111111
Чтобы записать, например, число 2573, нужно последовательно
записать две тысячи пятьсот семьдесят три единичных символа. Спо-
соб записи чисел в унитарном коде называют декодирован-
н ы м.; в отличие от этого способ записи чисел в любом другом коде
называют кодированным.
Код, обладающий арифметическими свойствами, называют ариф-
метическим. Комбинации кода можно рассматривать как чи-
сла и производить с ними различные арифметические операции. Ариф-
метическими будут все коды на основе позиционных систем счисления
и все двоично-десятичные коды. Если код не обладает арифметиче-
скими свойствами, его называют комбинаторным. Комбинатор-
ные коды формируют по законам теории соединений (сочетаний, раз-
мещений, перестановок). Раздел математики, изучающий соединения,
носит название комбинаторики. Отсюда эти коды получили название
комбинаторных. Из рассмотренных кодов к комбинаторным относят
равновесные, четные, нечетные.
Коды /и-ичные. Системой счисл ен и я называют спо-
соб представления чисел посредством числовых знаков (цифр). Всякая
система счисления характеризуется основанием — числом цифр, при-
нятых для записи чисел. Десятичная система счисления использует
для записи чисел десять цифр (15). Эта система является позици-
онной, так как значение цифры зависит от ее положения (пози-
ции) в числе. Например, число 555 состоит из трех цифр 5, вес каждой
из которых различен. Младший разряд показывает число единиц,
средний — десятков, старший — сотен. Рассматриваемое число можно
представить в виде степенного ряда
555 = 5-Ю2 + 5-Ю'1 + 5-10°.
Каждое слагаемое правой части состоит из двух сомножителей, один
из которых — цифра от нуля до девяти, второй — основание системы
счисления с показателем степени, определяемым разрядом, занимае-
мым данной цифрой. При обычной записи (показанной слева) показа-
тели степени опускают, остаются одни коэффициенты, но при эТом пред-
полагается, что вес их различен и определяется разрядом.
По такому же принципу строят все другие позиционные системы
счисления. В восьмеричной системе счисления используют
восемь цифр:
{0, 1, 2, 3, 4, 5, 6, 7},
в пятеричной — пять:
{0, 1, 2, 3, 4},
55
в троичной — три:
{О, 1, 2},
в двоичной — две: 0 и 1.
Если основание системы счисления больше десяти, то приходите»
конструировать новые цифры. Так, в вычислительной технике приме-
няют шестнадцатеричную систему счисления с алфави-
том ______
{О, 1, 2, 3, 4, 5, 6, 7, 8, 9, 0, 1, 2, 3, 4, 5}.
Наличие черты над цифрой свидетельствует о том, что численное
значение символа равно численному значению данной цифры плюс
десять.
В соответствии с выбранной системой счисления различают двоич-
ные, троичные, четверичные и другие коды.
Двоичный код. Кодовыми комбинациями двоичного кода
являются числа двоичной позиционной системы счисления. То же чис-
ло 555 в двоичном коде можно записать так:
555 = 1 -29 + 0-28 + 0-27 + 0-26 + 1-25 + 0-24 + 1-23 + 0-22+
+-1-2 + 1-2° = 512 4- 32 + 8 + 2 + 1 =-.
= 1000101011. •
Количество разрядов числа увеличилось до 10, но используется
только две цифры -0 и 1. *’
Выпишем комбинации четырехразрядного двоичного кода:
0) 0000
1) 0001
2) 0010
3) ООН
4) 0100
5) 0101
-6) ОНО
7) 0111
8) 1000
9) 1001
10) 1010
11) 1011
12) 1100
13) 1101
14) 1110
15) 1111
Правило выполнения арифметических действий над одноразряд-
ными двоичными числами определяется таблицами сложения, вычи-
тания и умножения (табл. 4). Арифметические действия над много-
разрядными числами в двоичной системе счислёния осуществляют так-
же, как в десятичной.
Таблица 4
Таблица сложения, вычитания и умножения двоичных чисел
Сложение Вычитание - Умножение ,
0+0=0 0-0=0 0X0=0
0+1 = 1 1-0=1 0x1=0
1 + 0=1 1—1 = 0 1X0=0
1 + 1 = 10 10-1 = 1 1X1 = 1
56
Сложение двух чисел выполняют поразрядно, начиная- с
младшего разряда. При сложении двух единиц получают нуль и еди-
ницу переноса в старший разряд; при сложении двух единиц и единицы
переноса получат единицу и единицу переноса в старший разряд. При
вычитании из нуля единицы необходимо занять единицу из
соседнего старшего разряда (она равна двум, единицам данного раз-
ряда) — получают единицу. Умножение двоичных многораз-
рядных чисел производится путем образования промежуточных про-
изведений и последующего их суммирования (так же как при обычном
умножении). • .
Пример. Сложить, вычесть и умножить числа в двоичной системе счис-
ления;
,1011101 1011001 v 110110
1001101 ~ 1001101 * 10101
10101010 0001100 110110
110110
ПОПО
10001101110
Для перевода числа из позиционной системы счисления с основа-
нием тх в позиционную систему с основанием та надо исходное число
разделить на новое основание т2, выраженное в системе счисления
с основанием /пъ и определить остаток; полученное частное снова раз-
делить на основание т2, определить остаток и т. д. Процесс деления
продолжается до тех пор, пока полученное частное не станет меньше
нового основания т2. Искомое число запишется следующим образом:
старший разряд — последнее частное, следующий разряд — послед-
ний остаток, следующий разряд — предпоследний остаток и т. д.,
младший разряд — первый остаток.
Для перевода десятичного числа в двоичное нужно десятичное чис-
ло последовательно делить на 2, для перевода двоичного числа в деся-
тичное — на 1010, т, еч цифру десять, представленную в двоичной си-
стеме счисления. ‘
Пример 1. Перевести десятичное число 627 в двоичную систему счисления.
Выполняем оцёрации деления: 627/2 = 313+1; 313/2 = Т56+1; 156/2 =78;
78/2 = 39; 39/2 = 19+1; 19/2 = 9+1; 9/2=4+ 1; 4/2- = 2; 2/2 = 1. Находим
число" 100111001.
2. Перевести двоичное' число 1000000 в десятичную систему счисления.
Выполняем операцию деления:
1000000 [ 1010
1100 '
1010
100
Искомое число 64, старший разряд — частное 110=6, младший остаток
100 =4.
Этот же пример можно решить с промежуточным переводом в вось-
меричную систему счисления. Перевод двоичного числа в восьмеричное
осуществляется очень просто: двоичное число слева направо разби-
67
вают на трехразрядные части (триады), каждую из которых заменяют
числом:
0) 000 4) 100
1) 001 5) 101
2) 010 6) НО
3) 011 7) 111
Полученное число нужно разделить на число десять в восьмеричной
системе счисления, т. е. 12:
100 12
2!
04.
Искомое число 64.
Двоично- десятичные коды. Десятичная система
счисления нам привычна, но, как указывалось выше, автоматика рас-
полагает только двухпозиционными элементами. Отсюда возникла идея
создания двоично-десятичных кодов, которые являются двоичными по
форме и десятичными по существу. Используют десятичную систему
счисления и двоичную форму представления десятичных цифр. Вместо
десятичных цифр используют форму их представления в виде четырех-
разрядного двоичного числа (тетрады):
0) оооо
1) 0001
2) 0010
3) ООН
4) 0100
5) 0101
6) ОНО
7) 0111
8) 1000
9) 1001
Например, число 825 должно быть записано тремя тетрадами
100000100101.
Вес разрядов двоичных чисел соответствует .степеням числа 2 —
8421. Поэтому этот код называют двоично-десятичным взвешенным
кодом 8421. Зная вес разрядов, очень удобно определять величину
числа (ОНО = 4 + 2 = 6, 1001 = 8 + 1 = 9)ит. д.
Код 8421 не является единственным двоично-десятичным взвешен-
ным кодом. Разработано значительное число кодов с другими набора-
ми весовых коэффициентов. Всего известно 88 наборов весовых коэф-
фициентов (см. приложение 1), из них 17 наборов с положительным
значением весов (5421, 5311, 6221, 5321, 4421, 7421 и др.), 54 набора
в одним отрицательным весом. (442—1, 522—1, 531—2, 621—2, 763—5
и др.) и 17 наборов с двумя отрицательными весами (64—2—1, 72—4—1,
63—1—1, 83—4—2 и др.).
В качестве примера рассмотрим двойчно-десятичный с а м о д о-
полняющийся код 2421:
0) 0000 5) 1011
1) 0001 6) 1100
2) 0010 7) 1101
3) ООП 8) 1110
4) 0100 9) 1111
Веса трех младших разрядов совпадают с весами нормального двоич-
ного кода, поэтому цифры 0, 1, 2, 3, 4 выражают соответствующими
58
числами двоичной системы счисления. Следующие пять цифр: 5, 6,- 7,
8, 9 — выражают комбинациями, которые являются зеркальным ото-
бражением первых при одновременной инверсии всех знаков. Символ
1 заменяют символом 0 и наоборот. Указанное свойство кода отражено
в его названии'— самодополняющийся код.
Помехоустойчивое кодирование. В технических устройствах на
кодовую комбинацию действуют помехи, от которых комбинация
искажается. Помехоустойчивым кодированием называют такое, при
котором ошибку можно обнаружить или исправить или сделать то
и другое вместе. Коды, построенные в соответствии с принципами по-
мехоустойчивого кодирования, называются помехоустойчи-
выми. Кратностью ошибки называют число искаженных сим-
волов в комбинации. Различают коды, обнаруживающие
ошибки, и коды, исправляющие ошибки. В зависимости от
кратности ошибки в том и другом случае различают коды, обнаружи-
вающие или исправляющие единичные ошибки, двойные ошибки и т. д.
Во всех случаях помехоустойчивость достигается ценой избыточ-
ности кода. Общая длина кодовой комбинации равна п и состоит из
двух частей. Одна часть содержит k разрядов и служит для передачи
необходимого сообщения. Эти разряды называют информацией
н ы м и. Вторая часть содержит оставшиеся п — k разрядов и слу-
жит для обнаружения или исправления ошибок. Эди разряды назы-
вают конт.рольными. Таким образом, для передачи сообщения
используют 2к комбинаций. Эти комбинации называют разрешен-
н ы м и. Остальные 2п — 2к комбинаций для передачи сообщения не
используются и при нормальной работе устройства появляться не
должны, их называют запрещенными.
Изложим общий принцип обнаружения однократной ошибки. Если
при проверке обнаруживается разрешенная комбинация, то ошибки
нет. Если проверка обнаруживает запрещенную комбинацию, то
это говорит о наличии ошибки. Для проверки применяют различ-
ные операции. Чаще всего используют операцию Сложения по модулю 2.
Сложение по модулю 2 — логическая операция, со-
держание которой описывается таблицей: ОфО = О, 1 фО = 1, Оф 1 =
= 1,1 ф 1 0. Знаком ф обозначают операцию сложения по модулю 2.
Результат"операции равен 0, если оба сймвола одинаковы, и равен 1,
если символы различны. Сумма разрядов четной кодовой комбинации
равна 0, а нечетной 1.
Пример. Дана комбинация 11001. Определить сумму ее разрядов при сло-
жение по модулю 2.
При сложении первых двух разрядов получим 1 ® 1 = 0. Прибавим к сумме
третий разряд 0®0=0, затем четвертый 0®0 = 0, затем пятый 0® 1 =1. В ре-
зультате получаем 1.
Таким образом, условием проверки является четность (или нечет-
ность при сложении по модулю 2). Все четные комбинации считаются
разрешенными, все нечетные запрещенными или наоборот.
Пример. Требуется передать восемь сообщений. Построить код с обнаруже-
пиемюднократиых ошибок.
59
Число информационных разрядов k = 3, добавляем один контрольный раз-
ряд, длина комбинации п — 4. Делим все комбинации на две группы"— четные
и нечетные:
0000 0001
ООН 0010
0101 0100
ОНО 1000
1001 0111
1010 1011
1100 1101
1111 1110
Четные комбинации используют для передачи сообщений, каждой
комбинации ставят в соответствие одно сообщение. Все четные комби-
нации считают разрешенными. Все нечетные комбинации являются
запрещенными при нормальной работе они появляться не должны.
Появление нечетной комбинации обнаруживает однократную ошибку
(искажение одного разряда четной комбинации дает нечетную ком-
бинацию).
Кодовое расстояние между любой парой четных комбинаций равно
или больше 2. В общем случае при необходимости обнаружить ошибки
кратности г кодовое расстояние между разрешенными комбинациями
должно быть
г 4- 1.
Рассмотрим пример построения кода, исправляющего однократные
ошибки. ‘
Пример. Требуется передать два сообщения. Построить код, ис-
правляющий однократные ошибки.
Число информационных разрядов k = 1. Добавим два контроль-
ных разряда, тогда общее число разрядов п = 3. Из восьми кодовых
комбинаций выберем две, разрешенных таким образом, чтобы кодовое
расстояние между ними было максимальным: 00(Т, 111 (кодовое рас-
стояние d — 3). Оставшиеся комбинации разобьем на две группы:
001 ОН
010 101
100 НО
Комбинации 000 поставим в соответствие первую группу, а комби-
нации 111 —вторую группу. Группы выбирают таким образом, что-
бы между разрешенной комбинацией и комбинациями группы было ми-
нимальное кодовое расстояние d ~ 1. Любая однократная ошибка раз-
решенной комбинации переводит ее в одну из комбинаций соответст-
вующей группы. Принцип контроля: 1) если при передаче сообщения
фиксируется разрешенная комбинация, то ошибка отсутствует; 2) если
при передаче сообщения возникает запрещенная комбинация, то это
говорит о том, что имеется ошибка; 3) при наличии ошибки устанавли-
вают группу, к которой запрещенная комбинация относится, и делают
вывод, что была передана та разрешенная комбинация, которая постав-
лена в соответствие данной группе.
В нашем примере, если запрещенная комбинация нечетная, то пе-
редана комбинация 000, если четная — комбинация 111. ‘
60
В общем случае для исправления ошибок кратности s кодовое" рас-
стояние между разрешенными комбинациями должно быть d > 2s 4~ 1.
Нетрудно убедиться в том, что для исправления всех ошибок крат-
hoctH'S и одновременного обнаружения всех ошибок кратности г ко-
довое расстояние должно быть d г + s + I.
Характеристикой корректирующего кода является отношение
г, п—k
Коды, обеспечивающие заданную корректирующую способность
при минимальной избыточности, называют оптимальными.
Большой класс" корректирующих кодов составляют систематиче-
ские коды, у которых значение контрольных разрядов получается в ре-
зультате проведения операций над информационными разрядами. В ка-
честве примера рассмотрим так называемый код 7, 3. Код имеет п = 7,
k = 4, он исправляет однократные ошибки. Пронумеруем разряды кода
слева направо:
^2^ #3» ***i
Контрольными разрядами будут alt а2, а4; остальные —информацион-
ные разряды. *
Значение контрольных разрядов вычисляют по формулам
ai = ««©as® й7;
а2 = а2^ае®а2;
(18)
Для обнаружения ошибки осуществляют контроль, для чего ре-
шают уравнения обознавателя: -
= О1®а3фа5®а7;'
&2 = «2ФазФавФа7;
£>8 = а4фа5фавфа7..
(19)
Если все три уравнения равны 0, то ошибка отсутствует, в против-
ном случае число Ьф2Ьх укажет номер разряда, в котором допущена
ошибка. Это даст возможность ошибку'исправить.
Примеры 1. В коде 7, 4 определить контрольные разряды комбинации
_ _ 1 _ 101.
Согласно формулам (18) вычисляем: at =» 1ф1ф1 = 1; аг = 1ф0ф1 = 0;
а4 = 1®0ф 1 = 0. Комбинация с контрольными разрядами имеет вид 1010101.
2. Передана комбинация предыдущего примера, вследствие помех про-
изошло ее искажение 1010001. Определить номер разряда, в котором имеет место
ошибка.
Согласно формулам (19) вычисляем: bt = 1ф1ф0ф1=1; Ь2 = 0ф1ф0ф1 =
= 0; fra = 0®0©0©0©1=1. Ошибка имеет место в пятом разряде, поскольку
101. — двоичное число пять.
Комбинаторные коды, формируемые однодорожковыми кодовыми
шкалами [35]. Для аналогоцифрового преобразования в позиционных
кодовых системах числового управления используют кодовые шкалы.
61
-Шкалу, имеющую одну кодовую дорожку, называют однодорожковой
(см. рис. 4). Такие шкалы формируют комбинаторные коды.
Для синтезирования шкалы нужно поразрядно друг за другом вы-
писать t = pin. комбинаций длиной и. Образуется матрица, имеющая п
столбцов и t строк. Однодорожковая шкала формируется при считыва-
нии символов матрицы снизу вверх и слева направо. Шкала образуется
участками двух качеств (прозрачные и непрозрачные, токопроводящие
и нетокопроводящие, магнитные и немагнитные и др.), одному из ко-
торых ставят в соответствие символ 1, другому символ 0. Информация
считывается со шкалы п считывающими элементами-, которые рас-
поло кены вокруг нее с равными интервалами. Шкала и взаимодейст-
вующие с ней считывающие элементы образуют кольцевое кодирующее
устройство—преобразователь угла поворота в код.
Комбинации, полученные какой-либо одной циклической переста-
новкой символов, образуют один класс. Комбинации имеют один пе-
риод символов (10100, 0011100 и др.) или несколько одинаковых перио-
дов (001001 —два периода, 101101 —два периода, 101010 — три пе-
риода и др.). Комбинации, формирующие матрицу, должны удовлетво-
рять двум условиям: 1) из каждого класса может быть использована
только одна комбинация; 2) комбинация должна иметь не более одного
периода символов.
Пример. Построить однодорожковые кодовые шкалы для 10, 30, 100 уров-
ней квантования.
Число п должно быть делителем числа р. В первом случае п = 5, строим
матрицу
11000
10100
во втором случае п = 5, матрица будет
10000
10100
11100
11110
11010
11100
в третьем случае п = 10, матрица
0100000011
0100000010
0000000010
0000000110
0001000110
0001000100
1001000100
1011000100
1011000000
1010000000
Кольцевые кодирующие устройства (рис. 27) формируют кодовые
комбинации в такой последовательности: сначала исходные комбинации
матрицы в порядке их расположения, затем комбинации, полученные
из исходных однократным циклическим сдвигом вправо (при вращении
шкалы по часовой стрелке), затем двукратным циклическим сдвигом
62
вправо (при вращении шкалы по часовой
стрелке) и т. д. Всего формируется р — nt
комбинаций.
Если при построении матрицы выполнить
некоторые дополнительные условия, то мож-
но формировать специальные коды: четные и
нечетные, однопеременные, на одно сочетание
и др. Для синтеза кода на одно сочетание до-
статочно использовать при формировании мат-
рицы кодовые комбинации с постоянным весом
(рис. 27, а), ДЛЯ синтеза однопеременного КО- Рис. 27. Комбинаторные
да достаточно обеспечить однопеременность шкалы:
исходных комбинаций матрицы (рис. 27, б; а~р = 10;р=_цю“30: ®“
в) и т. д. ' ,
При большом объеме кода целесообразно использовать метод мас-
штабного преобразования. Его сущность поясним на конкретном при-
мере.
Пример. Построить шкалу для р=360 методом масштабного преобразования.
Выбираем две элементарных матрицы:
А
В
1000 10000
1100 10001
11 То 10011
1111 10010 юно
10111 10101 10100 11100 11101
Матрица А образована четырьмя подкомбинациями (ta = 4, па = 4), мат-
рица В — десятью подкомбинациями (/6 = 10, пь = 5). Вообразим теперь не-
которую результирующую матрицу, построенную следующим образом: первая
подкомбинация из А сочетается с первой из В, затем первая из А со второй из В
ит. д.; затем вторая подкомбинация из А последовательно с каждой из В и т. д.
Результирующая матрица имеет t = iatb = 40 строк и п = па + пь = 9
столбцов. Результирующая матрица формирует р — tn = tatb (па + пь) =
= 360 комбинаций.
Эффективность метода заключается в том, что саму резуль-
тирующую матрицу строить не обязательно, достаточно построить две
элементарные матрицы. Чтобы определить кодовый рисунок шкалы,
нужно считать символы элементарных матриц снизу вверх и слева на-
право, сначала матрицу А, затем В, причем каждый символ матрицы А
повторяется 10 раз и каждый столбец матрицы В повторяется 4 раза.
К комбинациям результирующей матрицы предъявляют те же два
требования, о которых сказано выше.
Для преобразования комбинаторного кода в арифметический целе-
сообразно использовать схему, показанную на рис. 28, а. Схема по-
строена с учетом закономерностей формирования.комбинаторного кода.
Произвольным является выбор t комбинаций, все последующие комби-
63
•
Рис 28. Схема преобразования комбинаторного кода в распределительный:
а —общим методом; б — методом масштабного преобразования
нации получаются из исходных циклической перестановкой. Поэтому
достаточно построить дешифратор исходных комбинаций (ДИК). Пре-
образуемая комбинация комбинаторного кода подается на вход реги-
стра сдвига (PC). Если она совпадает с одной из исходных, то на выходе
ДИК сразу появляется результат. Если совпадение отсутствует, гене-
ратор тактовых импульсов (ГТИ) осуществляет циклическую переста-
новку комбинации до тех пор, пока не появится на выходе преобразуе-
мая комбинация. Число сдвигов фиксирует кольцевой регистр сдвига
(КРС), формируя старший разряд. Код на выходе — распределитель-
ный. .
Если матрица построена методом масштабного преобразования, то
следует использовать дешифратор, блок-схема которого показана на
рис. 28, б. Преобразуемая кодовая комбинация длиной п поступает на
вход PG, при этом ее пь младших разрядов подается на вход дешифра-
тора исходных подкомбинаций младших разрядов ДИКМ, а па стар-
ших разрядов — на вход дешифратора старшие разрядов ДИКС.
Код на выходе появляется только по сигналу от схемы совпадения СС.
В работе [34] показана возможность формирования при помощи
кольцевых кодирующих устройство (ККУ) двоично-десятичных взве-
шенных кодов. Исследовалась возможность формирования каждого из
88 наборов весовых коэффициентов с помощью вычислительной маши-
ны БЭСМ-6. Обнаружено около тысячи конструкций ККУ (табл. 5).
Таблица 5
Число конструкций ККУ типа А, В, С
в зависимости от весового коэффициента „
Тип.ККУ Всего Весовой коэффициент
положительный отрицательный отрицательный (два)
А 396 138 212 46
В 548 213 295 . 40
С 4 >• — 1 3
Всего - 948 351 508 89
64
Следует отметить две особенности кольцевых устройств: число ко-
довых дорожек пришлось увеличить до двух (кроме четырех вариантов);
каждый разряд кода считывается одним или несколькими элементами. .
Все конструкции ККУ можно разбить на три.типа.(рщс. 29): тип
А — одна дорожка формирует три разряда кода, вторая — четвертый
разряд; тип В — каждая из дорожек формирует по два разряда кода;
тип С—шкала имеет одну дорожку, которая формирует все четыре раз-
ряда.
- Кольцевое кодирующее устройство, схем-а которого представлена
на рис. 29, а, формирует двоично-десятичный код. 6221:
0) 0000 . 5) 0111
1) 0001 6) 1000
2)'0010 7) 1001
3) ООН 8) 1100
4) ОНО 9) 1101
Одна дорожка формирует разряды 2, 3, 4, вторая — первый разряд.
Устройство, схема которого дана на рис. 29, б, формирует код
5211, каждая из дорожек воспроизводит по два разряда. Устройство,
схема которого изображена на рис. 29, в, имеет одну дорожку и форми-
рует код 631-1. *
Во всех случаях каждый разряд кода считывается разрядным счи-
тывающим кольцом, которое имеет от одного до четырех элементов, со-
единенных параллельно. Это позволяет при считывании реализовать
операцию логического сложения.
Одна и та же кодовая дорожка (рис. 29, г) в зависимости от числа
и расположения считывающих элементов может формировать различ-
ные разрядные столбцы весовой матрицы: 1100000000, 1100011000,
1110000000, 11110000000. Применяя указанный метод, можно образо-
вать столбец любой структуры.
В последние годы созданы трехпозиционные элементы автоматики.
В этих условиях приобретают актуальность троично-десятичные взве-
Рис. 29. Кольцевые кодирующие устройства:
а—тип А; б — тип В; в — тип С; г—механизм формирования; д г- для троично-
десятичного кода
3 Зак. 1331
65
шейные коды и кольцевые кодирующие устройства для их формирова-
ния [33].
Наборы весовых коэффициентов троично-десятичных кодов и чис-
ло вариантов кодовых матриц даны в приложении 2. Кольцевое коди-
рующее устройство, схема которого показана на рис. 29, д, предназна-
чено для формирования кода 431:
0) 000 5) 012
1) 001 6) 102
2) 002 7) 110
3) 010 8) 111
4) ОН 9) 112
Ниже будут рассмотрены основные программоносители для систем
ЧПУ и основные коды, применяемые-для записи информации на них.
2. ПЕРФОЛЕНТА И СПОСОБЫ ЗАПИСИ ИНФОРМАЦИИ НА НЕЙ
Перфолента предназначена для записи на ней информации путем
пробивки отверстий. Различают два типа отверстий: отверстия, пред-
назначенные для перемещения ленты транспортным механизмом счи-
тывающего устройства, называемые транспортными или ведущими;
отверстия, обозначающие единицу при записи кодовой комбинации,
называемые кодовыми. Ряд транспортных отверстий называют транс-
портной или ведущей дорожкой, а ряд кодовых отверстий в направле-
нии транспортирования — кодовой дорожкой. Строкой называют ряд
кодовых отверстий, расположенных перпендикулярно направлению
транспортирования. Расстояние между осями смежных строк называют
шагом перфорации или шагом строки.
Перфоленту изготовляют из бумаги толщиной 0,1 и шириной 17,5;
22,5; 25,5 мм. На ленте размещены пять, шесть, семь или восемь кодо-
вых дорожек. Наибольшее распространение в системах записи информа-
ции для станков с ЧПУ получили пяти- и восьмидорожковые ленты
(рис. 30). Лента должна выдерживать не менее чем 50-кратное прохож-
дение через типовые считывающие устройства. Диаметр рулонов и бо-
бин должен быть около 200 мм. В отдельных случаях используют пласт-
массовую перфоленту, а также киноленту шириной 35 мм.
Записать информацию на перфоленте можно только при помощи
'двухпозиционного кода (наличие отверстия означает 1, отсутствие от-
верстия 0), но непосредственное использование таких кодов при коди-
ровании исходной информации затруднительно. Кодируются не толь-
ко числа, но и команды. Трудно запомнить большое число кодовых ком-
бинаций, необходимо каждый раз пользоваться таблицей. Это снижает
производительность процесса кодирования и приводит к большому
числу ошибок.
Обычно кодируют в два этапа (рис. 31). Создают некоторый проме-
жуточный буквенно-цифровой код, алфавит которого со-
держит десятичные цифры и буквы. Все команды кодируются буквами,
а размерная информация—десятичными числами. Такой код легко усво-
ить и удобно им пользоваться. Качество программ и производитель-
ность кодирования значительно возрастают.
66
12 5 4 5 6 7
/23 4 5 6 7 4
IXXXKX>
<нххкх>
ОФОтЮ-©
---------------------:----------------------------------0-----------------------------------------------
5XMXKXXX>
(фЖ)(ЮО
wooow
<XXXKXXXX>
1 2&£OO5
5,08±005\
№±005
~2№±0,05 2,~;-
r\5.08±0,Q55,08tQ05
2,5Ш05
fl_L_? •—
9,96±0,Щ
17.5Щ05
8J№±0,lir
2,5010,0.5
\ ^5,0810,05
7pj6±oj}5
2,50±0,05
5,08±0,05\*
2М+0,05
z\5.08±p,05
\7,B2tQ,Q5^7tO,m I -
a)
22.5QtO.O5
pgstojiL
ipjetofls
12.?± 0.05
25,gt0,05
S)
7 2 3 4 5
6) .
Рис. 30. Перфоленты:
a — пятидорожковая; б — семидорожковая; в — восьмидорожковая
Процесс преобразования информации разделяют на два этапам
первый этап — исходную информацию преобразуют в буквенно-
цифровой код (этап непосредственного кодирования); второй этап —
буквенно-цифровой код преобразуют в двухпозиционный код (запись
информации на программоноситель).
В последнем случае процесс преобразования кода совмещается с его
записью на программоноситель. Для записи применяют специальные
.устройства, на клавиатуре которых обозначены символы буквенно-
цифрового кода. При нажатии на клавишу перфоратор совершает соот-
ветствующую пробивку на перфоленте в символах двухпозиционного
кода.
Рис. 31. Этапы кодирования на перфоленте
3*
67
Каждый символ буквенно-цифрового кода (цифра, буква, знак)
записывается на перфоленте в одной строке. Несколько строк, описы-
вающих работу- одного исполнительного органа, называют словом.
Например, слово X 4- 17625 содержит 7 знаков и занимает» на перфо-
ленте 7 строк (рис. 31).
В нашей промышленности информацию для станков, с ЧПУ запи-
сывают с помощью двух кодов: 1) буквенно-цифрового кода БЦК-5
(нормаль станкостроения Э68-1) для пят’идорожковой ленты; 2) буквен-
но-цифрового кода ИСО(код Международной организации стандарти-
зации — ГОСТ 13052-74) для восьмидорожковой ленты.
Код БЦК-5. Для записи программы используют пятидорожковую
ленту. Код позволяет регистрировать на перфоленте цифры 0, Г, 2,...,
.... 9 и буквы Н, Е, Д, Т, К, П, Ш, С, В, Д. Цифры используют для
записи размерной информации, а буквы — для записи команд. Для ко-
дирования цифр применяют двоично-десятичный код 8421, при этом в
пятой дорожке записывается символ 0 — признак цифры. Для записи
букв используют те же комбинации, но в пятой дорожке записывается
символ 1 — признак буквы (табл. 6). Для удобства записи и чтения
большинство букв выбраны так, что они являются начальными в сло-
вах, определяющих числовое значение данного символа: Н — нуль,
Е — единица, Д — двойка и т. д. Исключением является буква Я
(буква Д уже использована) и буква К (букву Ч легко спутать с цифрой
4). Указанный признак позволяет легко читать информацию, записан-
ную на. перфоленте.
Таблица 6
Код БЦК-5
Номер символа ~ Символ Номер дорожки
5 ! 4 1 1 2 1
1 0 0 0 0 0 0
2 1 0 0 0 0 1
3 2 0 0 0 1 0
4 . 3 0 0 0 1 1
5 4 0 0 1 0 0
6 5 0 0 1 0 1
7 6 0 0 1 1 0
8 7 0 0 . 1 1 1
9 8 0 1 . 0 0 0
10 9 0 1 0 0 1
11 Н 1 0 0 0 0
12- Е 1 0 0 0 1
13 Д 1 0 0 1 0
. 14 • Т 1 0 0 1 1
15 К 1 0 1 0 0
16 П 1 0 1 ' 0 1
1-7 Ш 1 0 1 1 0
18 С 1 0 1 1 1
19 В 1 1 0 0 0
20 Я 1 1 0 0 1
68
Пример. Прочитать информацию, записан-
ную на ленте, изображенной на рис. 32, а.
Дорожки пронумерованы справа налево:
1,2,3,4,5. Наличие отверстия в пятой дорожке
говорит о том, что записана буква. Если про-
бивка отсутствует, записана цифра. Строка
/ —в четырех правых дорожках записана
цифра 6, имеется пробивка в пятой дорожке,
следовательно, в строке записана буква Ш.
Строка 2— записана цифра 2, строка 3—циф-
ра 5, строка 4 — буква /7, строка 5 — цифра
Г и т. д.
При составлении программы каждой
букве ставят в соответствие одну опре-
деленную команду (табл. 7).
Рис. 32. Запись информации в
коде БЦК-5:
а — первое слово; б — второе слово
Таблица 7
Символы, рекомендуемые для задания команд в коде БЦК-5
Наименование команды Символ Наименование команды Символ
Перемещение . по оси X Е Направление + 1 ™
То же, по оси Y * д Направление — 2
То же, по оси Z - Т Перемещение по коорди- ЯЕ
Резерв К нате 4
Подача (скорость) п То же, по координате 5 ЯД
Шпиндель (скорость) ш То же, по координате 6 ят
Смена инструмента с Резерв ЯК
Вспомогательные коман- в яп
ды » яш
Конец фразы н » яс
Вспомогательные коман- яв
ды
Конец программы ян
Поскольку число команд превышает число букв, то некоторые из
команд обозначают двумя буквами: ДН, ДЕ, ДД, ... Чтобы облег-
чить составление программы, часто буква является словом соответст-
вующей команды: Е — перемещение по оси координат X — единица-
первая координата; Д — перемещение по оси У — двойка — вторая
координата; П — подача, Ш — частота вращения шпинделя, С —
смена инструмента и т. д.
Пример. Прочитать информацию, записанную на ленте, изображен-
ной на рис. 32, б.
Строка 1 — буква Д — первая буква слова двойка — перемещение
по оси координат Y (вторая координата); строка 2_ цифра 2, цифра 1
после адреса, означающего перемещение по координате, должна быть
расшифрована, как знак минус. Следующие строки — величина пере-
мещения 2564. .
Каждый.символ кода (цифра, буква, знак) записывается в отдель-
ной строке. Несколько строк, описывающих работу одного исполни-
тельного органа, составляют слово. Несколько слов, описывающих
обработку определенного участка детали, составляют ф р а з.у. По-
69
следовательность фраз в программе определяет последовательность обра-
ботки отдельных участков детали.
Порядок расположения слов во фразах: I) контрольное число;
2) К — номер кадра; 3) координатные перемещения по осям: Е, Д,
Т и др.; 4) П — подача; 5) Ш — скорость; 6) С — смена инструмента;
7) В — вспомогательные команды; 8) И — конец фразы.
Величину перемещения задают указанием числа импульсов. При
отсутствии во фразе некоторых слов они опускаются, но при этом сохра-
няется указанная последовательность оставшихся слов.
Пусть нужно записать фразу: номер кадра 026; перемещение по
оси X + 12620. имп.; перемещение по оси Y — 07850 имп.; код пода-
чи 12; код скорости 34; код инструмента 14; код вспомогательной
команды 06; конец фразы.
В закодированном виде фраза имеет вид
5АТ126Б112620Д207850/7126734С14В06 /.
Она состоит из 9 слов и содержит-31 символ, каждый из которых за-
писывается в отдельной строке перфоленты. Следовательно, вся
фраза занимает 31 строку. Первая цифра — контрольное число. Это
число получается, как дополнение суммы цифр фразы до значения,
кратного десяти. Вычисляется значение всех символов как цифровых,
так и буквенных (Е — единица, Д — двойка и т. д.). Сумма цифр рас-
смотренной фразы вместе с контрольным числом равна НО.
Различают два способа записи управляющей информации на пер-
фоленте: с постоянной и с переменной длиной фраз.
Фразу постоянной длины называют кадром. Объем кадра остается
постоянным и занимает при записи постоянное число строк перфолен-
ты. При записи программы кадрами в каждой фразе записываются все
слова, вне зависимости от их повторяемости и числовых значений. Ин-
формация заранее строго распределяется между различными строками
кадра. При записи фразами постоянной длины считывание информации
получается наиболее простым, так как заранее известна та часть кадра,
где фиксируется та или иная информация. Недостатками являются
большой расход перфоленты и более высокая трудоемкость программи-
рования. .
Рассмотрим недостатки метода записи с постоянной длиной фраз
на конкретном примере. Пусть требуется записать на перфоленту ин-
формацию, данную в табл. 8.
Таблица 8
Содержание программы
№ кадра Перемещения по осям, имп. П код S Ш код В код Конец кадра
дх ДУ да
031 + 1265 -2676 18 26 06 н
032 —0860 — —. 18 26 06 н
033 — '— — -— —~ 06 н
70
a)
E + l 265Д- 2 6 7 6П 1 8 Ш2 6 B06ME-0860H808H
Рис. 33. Запись информации, содержащейся в табл. 8, на перфоленту:
а—фразами постоянной длины; б — адресный способ; в — табуляционный способ
Таблица содержит три фразы. Некоторые ячейки таблицы остают-
ся пустыми: в кадре 031 отсутствует перемещение по оси Z, в кадре
032 — перемещения по осям Y и Z и т. д. При записи на перфоленте
фразами постоянной длины (рис. 33, а) все три фразы имеют постоянную
длину, причем пустым ячейкам таблицы соответствуют пробелы на
ленте. Во втором кадре команды П, Ш, В сохраняют то же значение,
что и в первом кадре, но повторяются.
Для'устранения отмеченных недостатков применяют запись инфор-
мации фразами переменной длины.' Различают три способа записи:
адресный, табуляционный и универсальный.
Каждая фраза содержит информацию для обработки одного эле-
ментарного участка контура, но длина фраз различна—она содержит
различное число слов. Сокращение числа слов во фразе достигается
за счет следующего: 1) если в какой-либо фразе предусмотрено переме-
щение только по одной оси координат, то две другие оси координат опу-
скаются; 2) если информация в данной фразе по сравнению с предыду-
щей повторяется, то эта информация также опускается.
В каждой фразе записываются только те слова, которые содержат
новую информацию по сравнению с предыдущей фразой. Чтобы при
считывании различать отдельные слова, в их,начале содержится ука-
зание о их назначении — адрес. Подобный способ записи инфор-
мации называют адресным.
Первая фраза вместо восьми слов будет содержать только семь
(табл. 8):
71
9Az031£l 1265Д22676Ш8Я/26б06Я; вторая фраза вместо восьми только
три 3K032E2Q860H; третья — вместо восьми только три 5/СОЗЗВ06Я.
В трех фразах вместо 24 слов при записи фразами постоянной длины
остается только 13 слов. Соответственно сокращается длина программо-
носителя (рис. 33, б).
Табуляционный способ записи, отличается тем, что"от-
дельные слова во фразе разделяются знаком табуляции—буквой Я-
Число знаков Я в каждой фразе постоянно, но сами слова могут опу-
скаться. Запись
Я (слово) ЯЯЯ (слово) ЯН
означает, что из четырех слов записано только два крайних, а два
средних слова опущены.
При записи информации ( табл. 8) следует двигаться по строке сле-
ва направо, каждый переход из одного столбца в следующий отмечать
знаком Я (даже в том случае, если в столбце никакой информации не
содержится). При записи первая фраза будет выглядеть так:
7Л031Я11265^22'676^^18^26^77; вторая фраза
4К032Я20860ЯЯЯЯЯЯН; третья фаза 8К.ШЯЯЯЯЯЯЯН.
Соответствующая часть перфоленты показана на рис. 33, в.
Таблица 9
Кодирование команд в коде ИСО
Символ кода * Кодируемая информация Число разрядов
А Поворот вокруг оси X 5—7
' ' В То же, У 5—7
С То же, Z 5-7 -
F Подача 1-3
G Подготовительные функции 2
. М Вспомогательные функции 2-
N Номер фразы (кадра) 3
S Скорость главного движения 1—3
т Код инструмента 2
X Перемещение вдоль оси X. 5-7
У То же, У 5-7
Z То же, Z 5-7
Признак восстановления информации —'
+ Положительное направление перемещения —
— Отрицательное направление перемещения . —
ПС Конец фразы (кадра) —
% Начало программы —
( Отключение управления —
) Включение управления -—
ЗБ Забой —
У Н и в ерсальный способ записи сочетает адресный и табу-
ляционный способы. В целом запись информации фразами длины сокращает длину перфоленты примерно в 2 раза. переменной
72
Код ИСО. Это буквенно-цифровой
код, предназначенный для записи ин-
формации на восьмидорожковую пер-
фоленту. Алфавит кода содержит
(рис. 34): 1) цифры десятичной си-
стемы счисления; 2) заглавные буквы
латинского алфавита; 3) некоторые
специальные_знаки и символы. При ко-
дировании информации числа выра-
жают при помощи цифр, команды и
некоторую другую информацию —
буквами или буквами и цифрами.
Таблица (рис. 34) имеет 16 строк
и восемь столбцов. Строки обозна-
чают сверху вниз четырехразрядным
двоичным кодом, столбцы — слева на-
право трехразрядным двоичным ко-
дом. Каждый символ алфавита при
записи на ленту выражается семираз-
рядной кодовой комбинацией.. Комби-
нация состоит из двух частей: правые
четыре разряда — номер соответству-
ющей строки, левые три разряда —но-
мер столбца. Например, цифра 4 ко-
0 0 0 0 1 1 1 Т
0 0 1 1 0 0 1 1
0 1 0 1 0 1 0 i
0 0 0 0
0 о- .0 1
0 0 1 0
0 0 1 1
0 0 0
0 1 0 1
0 1 1- 0
0 1 1 1
1 0 0 0
1 0 О' 1
1 0 1 0
1 0 1 1
1 1 0 . 0
1 1 0 1
1 1 1 0
1 1 1 1
0 р
1 А Q
2 В R
3 С S
4 0 Т
% 5 Е и
6 F V
7 В W
( 8 Н X
ГТ ) 9 I Y
ПС J Z
4- к
L
- м
N
—1 0 ЗБ
Рис. 34. Код ИСО
дируетея комбинацией 0110100, буква Е — 1000101, знак плюс —
0101011 и т. д.
Восьмую дорожку ленты используют для контроля комбинации
на четность. Если вес комбинации четный, то в восьмой дорожке про-
бивка отсутствует, если вес комбинации нечетный, то в восьмой дорожке
делается дополнительная пробивка. В итоге получают четный помехо-
защищенный код. Для контроля применяют операцию сложения по
модулгр. 2. Если при сложении получают нуль, то ошибка отсутствует.
Если при сложении результат равен единице, то при записи имела
место одиночная ошибка. Например, при записи цифры 3 пробивки
в восьмой дорожке не требуется, поскольку вес комбинации четный
(00110011), при записи буквы С (11000011) требуется пробивка, так
как вес младших семи разрядов является нечетным.'
Для кодирования команд в коде ИСО прицяты обозначения, при-
веденные в табл. 9. Числа в правом столбце — число разрядов цифро-
вой информации, следующей за соответствующим адресом.
Первой фразе должен предшествовать один метр «пустой» ленты.
На этом участке может быть записано название программы. Первая
фраза должна содержать символ «начало программы» (%) и символ
«конец фразы» (ПС). Эта фраза используется для остановки ленты при
перемотке. Любая информация, помещенная между скобками (и),
не воспринимается системой управления, В скобках можно, например,
помещать информацию, предназначенную для оператора. При появ-
лении символа «забой» (ЗБ) соответствующая строка не воспринимает-
ся системой управления. Знаки направления перемещения фи —. за-
71
писываются после соответствующего адреса перед числом, обозначаю-
щим величину перемещения.
Кроме команд табл. 9 код ИСО позволяет предусмотреть большое
число других команд, они задаются словами G -- подготовительные
функции (приложение 3) и М — вспомогательные функции (прило-
жение 4). После букв G и М идет двухзначное десятичное число, каж-
дому значению которого соответствует определенная команда. Разница
между командами СиЛ'! заключается в том, что функции G помещаются
в,начале фразы, а функции М. — в коце фразы. К функциям G относят
следующие команды: линейная интерполяция, круговая интерполяция,
разгон, торможение, коррекция, переход с быстрого хода на рабочую
подачу или наоборот, начало отсчета координат, резьбонарезание и др.
К функциям М. относят: вращение шпинделя по часовой стрелке,
то же против часовой стрелки, останов шпинделя, смена инструмента,
включение охлаждения, быстрое перемещение, диапазоны скоростей
и подач, смена заготовки, зажим и отжим заготовки, зажим и отжим
стола и др.
Информационные слова в пределах одной фразы идут в такой после-
довательности:
N.G, X, Y, Z, U, V, W, A, B,C,.F, S, Т, М.
За номером фразы следует трехзначное число,, например, № 726,
№ 034 и др. Далее следуют подготовительные функции G, за символом
следует двухзначное число—номер подготовительной функции, выби-
раемый согласно таблице приложения. Символы X, Y, Z — переме-
щения по осям координат, за адресом следует знак направления,пере-
мещения и пяти-семизначное число — величина перемещения. Символы
U, V, W —вторичные перемещения вдоль осей X, У, Z. Далее следуют
символы А, В, С — величина поворота соответственно вокруг осей
X, У, Z. Далее указывается значение подачи F, скорости S, код ин-
струмента Т. Завершается фраза перечнем вспомогательных функций М
(приложение 6). Последняя фраза на ленте содержит команДы: МЗО
или М02 или М00.
3. МАГНИТНАЯ ЛЕНТА И СПОСОБЫ ЗАПИСИ
ИНФОРМАЦИИ НА НЕЙ
Магнитная лента представляет собой эластичную подложку из по-
лимерного материала (ацетилцеллюлозы и др.), на которую нанесен
рабочий ферромагнитный слой. Основой ферромагнитного слоя является
порошок из окислов железа, закрепляемый на поверхности с помощью
специального связующего вещества. Размер зерен порошка 0,3—0,9мкм
толщина подложки 60—120, ферромагнитного слоя 5—20 мкм. Вначале
изготовляют широкую магнитную ленту, которую затем разрезают на
полосы требуемой ширины от 6,5 до 12,5 мм. Для станков с ЧПУ на-
ибольшее применение получила лента шириной 35 мм.
Эта лента обладает высокой механической прочностью; кроме того,
при случайной размотке рулона она не образует узлов, повреждающих
74
ленту, как это имеет место при исполь-
зовании узкой ленты. Лента выдержи-
вает высокие скорости протягивания и
перемотки, позволяет осуществлять мно-
гоканальную запись * с числом доро-
жек 12—15.
Запись информации на магнитную
ленту осуществляют £ помощью маг-
нитной головки—электромагнита спе-
циальной конструкции, состоящего из
двух полуколец, изготовленных из ли-
стового пермаллоя. Сердечник магнит-
Рис. 35. Участок магнитной лен-
ты с записанной кодовой ком-
бинацией 1101:
1 — полимерная подложка; 2 — фер-
ромагнитный слой; 3 —- магнитные
диполи
ной головки имеет два зазора: верхний, заполняемый латунной
прокладкой для уменьшения остаточного намагничивания самого
сердечника, и нижний— воздушный шириной 20—50 мкм,1 взаимодей-
ствующий с рабочим слоем магнитной ленты. Сердечник имеет две
обмотки, имеющие общую заземленную точку. Одна из них служит
для записи единицы, а другая—для записи нуля. При прохож-
дении импульса тока по обмотке в ее сердечнике возникает магнитное
поле, которое замь^сается через ферромагнитный слой ленты. При этом-
участок поверхности, оказавшийся под сердечником, намагничивается
в строго определенном направлении. Этот участок имеет размеры по-
рядка 10 мкм и носит название диполя. Диполь имеет собственное
магнитное поле, которое сохраняется неограниченно долго, если его не
подвергать действию внешних магнитных полей.
Магнитные диполи можно рассматривать как элементарные постоян-
' ные магниты. На рис. 35 показан участок магнитной ленты с записанной
кодовой комбинацией 1101. При записи одному направлению намаг-
ничения диполя присвоен символ 1. противоположному направле-
нию — символ 0.
Считывание информации с носителя осуществляется той же голов-
кой. Когда перемещающийся вместе с носителем диполь оказывается
под неподвижной магнитной головкой, то его силовые линии «амы-
каются*через сердечник, изменяя в нем магнитный поток. Изменяю-
щийся по величине магнитный поток, пересекая витки обмотки, ин-
дуктирует в ней ЭДС, воспринимаемую как полезный сигнал. Кон-
структивно отдельные магнитные головки объединены в блоки. Каждая
головка экранируется для устранения влияния соседних головок и
внешних магнитных полей. Зазор между головками удается умень-
шить до 1 мм.
Существуют две формы представления информации на магнитной
ленте: кодированная и декодированная. При декодирован-
ной форме информация записывается унитарным кодом. При
использовании любого другого кода, кроме унитарного, получим ко-
дированную запись. Например, требуется записать число 4585. При
декодированной записи на дорожке магнитной ленты последовательно
записывается 4585 импульсов, при кодированной'записи в двоично-
десятичном коде 8421 должна быть зафиксирована кодовая комбинация
0100010101000101, имеющая всего 16 разрядов.
75
Кодированную форму представления применяют при ис-
пользовании магнитной ленты в устройствах долговременной памяти
ЭВМ. В станках с ЧПУ обычно применяют декодированную форму
представления управляющей информации. В условиях, когда записан-
ная информация используется для управления шаговыми двигателями,
указанная форма записи представляется наиболее рациональной. Не-
достатком этого метода является трудность записи технологических
команд при ограниченном числе кодовых дорожек ленты. По этой при-
чине магнитную ленту использовали для управления станками только
в пультах первого поколения. В настоящее время выпускают пульты
со встроенным интерполятором, управляемые от перфоленты.
Ферромагнитный слой ленты может находиться в трех устойчивых
состояниях: намагниченном в положительном направлении, намагни-
ченном в отрицательном направлении и ненамагниченном состоянии.
В практике применяют два способа записи импульсов на ферромагнит-
ный носитель: по трем уровням (запись намагничиванием) и по двум
уровням (запись перемагничиванием). При записи по двум уровням
различают запись с возвращением к нулю и запись без возвращения
к нулю.
При записрг по трем, уровням (рис.. 36, а) поверхность но-
сителя имеет нулевую намагниченность. Информация записывается
равномерными импульсами. ’Запись единицы производится намагни-
чиванием носителя в одном направлении до состояния насыщения,
а запись нуля — намагничиванием ферромагнитного слоя в противо-
положном направлении. Намагниченные участки разделены интерва-
лами с нулевой намагниченностью. Достоинство способа - высокая на-
дежность, недостаток - невысокая плотность записи.
При записи по двум у р о-в н ям с возвращением
к нулю (рис. 36, б) носитель информации предварительно нама-
гничивается до насыщения в одном (отрицательном) направлении.
При записи нуля магнитное состояние носителя не изменяется, при
записи единицы соответствующие участки носителя перемагничивают-
ся. .Носитель имеет только два состояния намагниченности: положи-
тельное, соответствующее записи единицы,
и отрицательное, соответствующее записи
нуля. При этом способе плотность записи
и скорость записи и считывания выще, чем
при записи по трем уровням. Для записи
и считывания используют одни и те же
головки, являющиеся универсальными.
При необходимости произвести перезапись,
т. е. нанести на носитель новые данные,
нет нужды в стирании старой информации.
Перемагничивание участков- магнитного
слоя происходит в процессе восприятия
импульсов новой записи. Недостатком спо-
соба является необходимость дорожки для
синхронизирующих импульсов, поскольку
запись нуля и отсутствие записи не отли
S).
Рис. 36. Способы записи им-
пульсов на ленте:
а —по трем уровням; б — по
двум уровням с возвращением к
нулю; в — по двум уровням без
возвращения к нулю
76
чаются друг от друга. Если при наличии синхронизирующего им-
пульса головка считывает, отрицательную полярность, это означает
нулевой символ, если синхронизирующий импульс отсутствует, то
отрицательная полярность означает отсутствие записи.
Третий способ является разновидностью второго. Пачка единич-
ных символов записывается одним положительным символом соответ-
ствующей длительности. Направление тока в обмотке записывающей
головки изменяется только тогда, когда нужно перейти от записи еди-
ницы к записи нуля или наоборот. Уменьшение числа перемен в на-
правлении тока значительно ускоряет процесс записи и считывания,
но при этом, так же как в предыдущем случае, требуется дорожка син-
хронизирующих импульсов (рис. 36, в).
При декодированной форме представления управляющей инфор-
мации различают два вида записи: однополярными импуль-
сами и разнополярными импульсами. В первом случае счи-
тывание выполняется более просто, но для каждой координаты требует-
ся две кодовые дорожки, на одной из которых фиксируются импульсы
при движении вперед, а на другой—при движении назад. При записи
ра'знополярными импульсами одна полярность используется при дви-
жении вперед, а вторая — при движении назад. В этом случае для каж-
дой координаты Достаточно одной кодовой дорожки.
Расход магнитной ленты при обработке одного участка
L=tv„, ' (20)
где t — время обработки участка, с; цл — скорость протягивания
ленты, мм/с. .
Обычно принимают ол = 100---2000 мм/с, но в ряде случаев ско-
рость. может быть снижена до 50 мм/с.
Время обработки участка
_ 60/ -Дг2 = +
S S S
где Ах, А//, Аг — приращения координат на обрабатываемом участке,
мм; Nx, Nu, Nz — приращения координат на участках, имп.; I —- длина
обрабатываемого'участка; s — подача, мм/мин; q — цена импульса,
мм.
Величина подачи
s =fq = vadq, (22)
где f — частота импульсов, Гц; d — плотность записи импульсов,
максимальное значение которой dHax = 5 имп/мм;
Из выраженний (20)—(22) следует, что расход магнитной ленты
При заданной разрешающей способности расход ленты определяет-
ся длиной обрабатываемого участка и плотностью записи импульсов.
Если работать с постоянной скоростью ленты и поставить в соот-
ветствие максимальным подачам максимальную плотность запи-
77
си, то использование ленты при низких подачах будет неудовлетво-
рительным. При диапазоне изменения подач- 1 : 100 плотность записи
на нижне^ пределе будет 0,05 имп/мм или 1 имп. на 20 мм. Чтобы избе-
жать указанного недостатка, желательно иметь возможность регули-
ровать скорость протягивания ленты.
При записи управляющей информации на магнитной денте тре-
буется решить две задачи: обеспечить постоянную контурную подачу
на всех участках детали; обеспечить допустимый перепад частоты им-
пульсов .на смежных участках по каждой координате.
Первую задачу решают программированием в каждом кадре ве-
личины контурной подачи. Способ задания подачи зависит от вида
интерполятора.
В интерполяторе УЛИ-1 программируется время в секундах, оп-
ределяемое по формуле (21). Из шкалы времени интерполятора выби-
рается значение, ближайшее к расчетному. Отклонение фактического
режима от заданного допускают в пределах 10%.
В интерполяторах ИЛ-2, ИЛ-5 программируется частота импульсов
f = плс! в герцах. В кадре f задается всегда -целым числом. Если ука-
занная величина при расчете получается меньше нуля, то она умно-
жается на число 10, 100 или 1 000 и округляется до четного значения.
В этом случае при записи в кадре значению/предшествует код исполь-
зуемого множителя (множитель 1 — код 0, множитель 10 — код 2,
100—4, 1000—8).
В интерполяторе ЛКИ-ФМ скорость перемещения задается в кадре
номером скорости. Предусмотрено использование 255 скоростей от
4,9 до 1195,3 мм/мин.
Вторая задача заключается в том, чтобы при переходе от одного
обрабатываемого участка к другому по каждой координате был обес-
печен допустимый перепад частоты импульсов.
" Различают три режима работы шаговых двигателей: с/атический,
установившийся и переходный. Статический или режим магнитной
фиксации ротора—режим при неподвижном роторе, когда частота им-
пульсов на входе равна нулю. Установившийся режим наступает при
постоянной частоте управляющих импульсов, когда скорость ротора
постоянна. Указанные два режима имеют место при ^обработке заго-
товки в пределах заданного участка.
Переходный режим возникает при переходе от одного участка к
другому. К переходным режимам относят разгон, торможение и ревер-
сирование двигателя. Разгон и торможение двигателя зависят от его
приемистости, т. е. максимального перепада частоты, которую может
воспринимать и отрабатывать двигатель без сбоев. Обычно приемистость
равна 50—200 Гц. Реверсирование происходит при внезапном изме-
нении порядка чередования обмоток—-установившийся режим одного
направления изменяется до установившегося режима другого направ-
ления. Здесь также существует предельный перепад частот, выше ко-
торого возникают ошибки в отработке информации, задаваемой про-
граммой.
Если перепад частот при переходе с одного участка на другой пре-
вышает допустимые пределы,- то на предыдущем участке должно быть
78
запрограммировано торможение. Разгон в интерполяторах ИЛ-2 и
ИЛ-5 осуществляется автоматически, поэтом}? его программировать не
слеДует. Участок торможения задают в секундах. Интерполятор пре-
дусматривает несколько участков торможения; 0,5; 1; 2; 4 с. Число
импульсов на участке торможения определяют по формуле
Д?т = N,
т t
где N — общее число импульсов на участке по выбранной координате;
/, — участок торможения, с. '
Если время торможения равно времени обработки участка, т. е.
яз if, то участок торможения не выбирают, просто в конце команды
ставят код торможения. Если /т > /, то к обрабатываемому участку
автоматически присоединяется часть предыдущего, так чтобы суммар-
ный участок обрабатывался за время, равное времени торможения.
ГЛАВА IV
ОБОРУДОВАНИЕ ДЛЯ ПОДГОТОВКИ
И КОНТРОЛЯ УПРАВЛЯЮЩИХ ПРОГРАММ
КЛАССИФИКАЦИЯ УСТРОЙСТВ подготовки
И КОНТРОЛЯ УПРАВЛЯЮЩИХ ПРОГРАММ
Для подготовки управляющих программ для станков с ЧПУ ус-
пешно используют периферийное оборудование Единой системы ЭВМ,
периферийное оборудование цифровых управляющих вычислительных
машин, электронных фактурно-бухгалтерских машин (ЭФБМ), элек-
тронных клавишных вычислительных машин (ЭКВМ), электронных
контрольно-регистрирующих машин (ЭКРМ) и др. Большое число
устройств разработано специально для подготовки управляющих
программ. Применение технических средств позволяет в десятки и сот-
ни раз увеличить производительность процесса программирования,
снизить его себестоимость, устранить ошибки программирования,
а при появлении последних уменьшить время их обнаружения и устра-
нения.
Большое разнообразие числовых систем программного управления,
множество методик и языков программирования привело к значитель-
ному числу устройств подготовки программоносителей и их модифи-
каций. В настоящее время еще не решен вопрос создания единой оте-
чественной системы подготовки программ.
Устройства подготовки программ можно классифицировать по
ряду признаков. По типу носителей различают устройства для перфо-
лент, перфокарт, магнитных лент. По назначению различают аппа-
ратуру для перфорации, кодирования, контроля, печати, графического
отображения информации и др. Устройства мокут быть классифици-
79
рованы по быстродействию, надежности, по элементной базе, по виду
систем управления (для позиционных или контурных систем), по сте-
пени автоматизации, по степени специализации (универсальные и
специальные), по степени совместимости и возможностям агрегатиро-
вания с другими устройствам и т, д, Некоторые устройства разработаны
для какой-либо одной операции или этапа программирования, другие
предназначены для совокупности операций или этапов.
К устройствам подготовки управляющих программ относят:
перфораторы ленточные ПЛ-20, ПЛУ-i, ПЛ-80, ПЛ-150;
перфораторы карточные П80-6, ПА80-2, ПД45-2;
интерполяторы ИЛ-4; ЛКИ-ФМ, УМС, «Контур-ЗП-68», УМИ,
Н55, Н22 и др.; •
координатографы и графопостроители ЕС-7051, ЕС-7052, ЕС-7053,
СК-1, ДГУ-2, ДРП-ЗМ, ИТЕКАН;
автоматические - пишущие машинки ЕС-7077, «Консул-260»,
ЕС-7070, «Консул-254»;
телетайпы РТА-60, СТА-2М;
считывающие устройства ЕС-6022, ЕС-7050, FS-1501, СП-3,
ФСП-3, ФСУ-1К, ФСУ-2, «Ридмом-40»;
устройства отображения на экран электронно-лучевых трубок:
ЕС-7906; ЕС-7064, УОТ «Мир-2», СИД-1000, СИГД, УВО «Электро-
ника ИЦ-1»; * ' . ' -
установки для записи программ на магнитную ленту УЗП-1,СИЗ-2М
СИЗ-4, ПРС-2-60А;
печатающие устройства ЕС-7032, ЕС-7037, МП 16-2, АЦПУ-Г28-2М;
кодовые преобразователи ПК-1, УП-7;
устройства контроля программ УКП-1М и др.;
устройства-подготовки данных на перфолентах ЕС-9020, «Брест-ГТ»;
устройства подготовки данных на перфокартах ЕС-9011, УПДК-32
и Др. '
В последнее время все шире применяют для программирования
электронные вычислительные машины, которые пока выполняют толь-
ко часть процесса программирования, но уже в самой ближайшей пер-
спективе их роль значительно возрастает, а со временем будет автома-
тизирован весь комплекс работ, связанный с подготовкой управляю-
щих программ.
2. ПЕРФОРАТОРЫ
Быстрое развитие вычислительной техники приводит к необходи-
мости создания простых и надежных устройств ввода и вывода инфор-
мации. Среди них широкое распространение получили устройства,
использующие в качестве носителя информации перфоленту. Это обус-
ловлено рядом ее достоинств: возможностью объединять различные
счетные, вычислительные и управляющие машины в единые комплексы;
простотой обработки информации (сортировки, распределения, объе-
динения, коррекции и др.); достаточно большой накопительной ем-
костью стандартных рулонов перфолент при небольших их габарит-
ных размерах и массе; невысокой стоимостью перфолент; возможно-
стью многократного использования информации; невысокой стоимо-
80
стью оборудования; возможностью передачи информации по линиям
связи и др. В современных системах обработки информации перфо-
лента часто оказывается наиболее подходящим носителем, позволяю-
щим хранить, передавать и оперативно перерабатывать самые различ-
ные данные. Реализация всех перечисленных преимуществ перфоленты
связана как с-развитием форм и методов ее использования, так и с тех-
никой перфорирования.
Пе рф о р л т о р о м называют устройство, осуществляющее за-
пись на носитель информации путем пробивки. В зависимости от вида
носителя различают ленточные перфораторы—для лент и кар-
те ч н ы е — для карт. В зависимости от способа пробивки различают
перфораторы механические, электромеханические, электромагнит-
ные, гидравлические, пневматические и др,
Каждый перфоратор для лент имеет две основные части: ленто-
протяжную и перфорационную. Первая служит для периодического
(стартстопного) перемещения ленты и фиксирования ее в позиции про-
бивки отверстий. Перфорационная часть предназначена для перфора-
ции ленты, она содержит матрицу и пуансоны. Движением пуансонов
управляют специальные кодовые электромагниты. Если на электро-
магнит поступает сигнал, то соответствующий пуансон' пробивает лен-
ту, если сигнал Отсутствует, то пробивки не Происходит. ““
Наибольшее распространение получили электромагнитные и элек-
тромеханические перфораторы. В электромагнитных перфораторах
прокол ленты. осуществляется самим кодовым электромагнитом, в
электромеханических перфораторах пуансоны имеют привод от отдель-
ного электродвигателя, а кодовые электромагниты лишь управляют их
движением.
В зависимости от скорости ленточные перфораторы делят на три
группы: перфораторы малой скорости, у которых скорость перфора-
ции 5—20 строк/с; перфораторы средней скорости, у которых скорость
перфорации 20—10ff строк/с; перфораторы большой скорости, у ко-
торых скорость выше 100 строк/с.
Выпускают три типа ленточных перфораторов малой скорости:
ПЛ-20, ПЛ-20-2, ПЛУ-1. Перфорационный и транспортный механизмы
у них одни и те же. Различия имеются в электроприводе, в системе
контроля и во .внешнем оформлении. Из перфораторов средней ско-
рости хорошо зарекомендовал себя перфоратор типа ПЛ-80, работаю-
щий со скоростью 80 строк/с. Из быстродействующих перфораторов
серийно выпускают перфоратор ПЛ-150, имеющий скорость 150 строк/с.
Ленточный перфоратор ПЛ-80 (рис. 37) предназначен для регистра-
ции информации на бумажную ленту шириной 17,5 и 25,5 мм в пяти-
и восьмиразрядном коде. Перфоратор выполнен в виде настольного
прибора без клавиатуры. При вращении эксцентрикового, вала 1 ша-
тун 2 сообщает возвратно-поступательное движение толкателю 6. Если
срабатывает кодовый электромагнит 5, то якорь 4 притягивается и ры-
чаг 3 поворачивается. При ходе вверх толкатель через пуансон 7
и-матрицу 8 пробивает ленту 9. Если кодовый магнит не срабатывает,
толкатель упирается в рычаг 3, поворачивается и пробивка не проис-
ходит.
81
Телеграфные а-л параты (телетайпы) предназначены
для передачи информации в системах связи. С развитием информацией-,
ной и вычислительной техники телеграфные аппараты широко исполь-
зуют для связи с ЭВМ, а также для подготовки данных на перфолен-
тах. Для этого их оснастили дополнительными приставками для пер-
форирования и считывания информации с перфолент. ,
Телеграфные аппараты могут быть ленточными или рулонными.
В ленточных аппаратах информацию печатают на узкую бумажную
ленту в одну строку, в рулонных — на широкую ленту в виде обычного
машинописного текста. Ленточные аппараты не получили распро'стра^
нения в вычислительной технике, так как регистрация больших объе-
мов информации на узкой ленте неудобна. Среди отечественных ру-
лонных аппаратов наибольшее распространение получили аппараты
типа РТА.
Телеграфный аппарат РТА-6 состоит из двух самостоятельных ча-
стей (передающей и приемно-печатающей), смонтированных в общем
корпусе и имеющих общий привод и электрическую схему (рис. 38).
Передающая часть предназначена для преобразования исходной ин-
формации в пятиразрядные кодовые комбинации международного теле-
графного кода № 2 и последовательной передачи его в линию связи.
В приемно-печатающей части осуществляется прием, декодирован!-,е
кодовых комбинаций, печатание соответствующих символов на бумаге
и приготовление перфоленты.
Узел перфоратора выполняет перфорацию кодовых отверстий на
стандартной ленте в соответствии с поступающими комбинациями зна-
ков. Он состоит из кулачкового вала с муфтой и отключающим устрой-
ством, наборного механизма, перфорирующего и лентопротяжного ме-
ханизмов. Перфорирующий механизм рычажного типа поочередно
пробивает отверстия на перфоленте. Лентопротяжный механизм обес-
печивает транспортирование перфоленты.
7 8 9
Рис. 37. Перфоратор ленточный ПЛ-80:
а — внешний вид; б — схема механизма перфорации
82
Рис. 38 Телеграфный аппарат РТА-6
Путем несложной модернизации можно приспособить телеграфный
аппарат для работы в коде БЦК-5. Применяют также аппараты СТА-2М,
СТ-2М и др,
3. ИНТЕРПОЛЯТОРЫ
Размерная информация записана на перфоленте в кодированном
виде, а управление шаговыми двигателями требует декодированной
программы. Отсюда возникает задача преобразования кодированной
информации в декодированную. Для этих целей требуется кодопреоб-
разующее устройство, на вход которого информация поступает в коди-
рованном виде, а с выхода снимается в декодированном — в унитарном
коде. Подобное устройство называют Интерпол я т о р о м. Это
центральное и наиболее важное устройство контурных систем числового
управления. По этой причине пульты систем контурного управления
называют интерполяторами.
Современные интерполяторы являются специализированными элек-
тронными машинами, кот'орые 'кроме блоков интерполирования содер-
жат целый ряд дополнительных устройств, обеспечивающих надежную
работу интерполятора и правильность отработки на станке заданной
программы. К ним относятся блоки для задания станку различных
технологических команд, устройства разгона и торможения, устройства
контроля, устройства для коррекции программ по скорости и по диа-
метру фрезы, блоки считывания программ, блоки памяти и др.
В зависимости от способа аппроксимации обрабатываемого контура
между опорными точками интерполяторы делят на два основных типа:
линейные и линейно-круговые. Линейные интерполяторы обес-
печивают прямолинейную траекторию перемещения исполнительного
органа между опорными точками, а л и нейао-к р у говые —
83
Рис. 39. Схема интерполятора на им-
пульсных умножителях
траекторию, состоящую -из отрез-
ков прямой и дуг окружности.
Рассмотрим принцип действия
линейного интерполятора, собран-
ного на импульсных умножителях
(рис. 39). Схема содержит двоичный
счетчик импульсов, логические эле-
менты ,И и ИЛИ. Счетчик импуль-
сов состоит из отдельных элементов,
каждый из которых имеет два ус-
тойчивых состояния. Подобные эле-
менты носят название’ триггеров.
Одному состоянию триггера припи-
сывают значение 1, второму 0. Если
на вход триггера подавать импуль-
сы, то каждый последующий им-
пульс будет перебрасывать триггер
из одного состояния в другое. Если
какой-либо триггер находился в со-
стоянии 0, то импульс перебрасы-
вает его в состояние 1, а следующий
импульс—снова в состояние 0. Все
триггеры соединены последователь-
но, каждый из,них соответствует одному разряду двоичного числа.
Рассмотрим вначале работу счетчика из четырех триггеров. Обозна-
чим начальное состояние счетчика 0000. Если на вход счетчика по-
ступает импульс, триггер младшего разряда переходит в состояние
0001. Следующий импульс возвращает первый разряд в исходное со-
стояние, но со стороны первого триггера поступает импульс на второй
и он переходит в состояние 0010. Следующий импульс снова перебра-
сывает первый разряд в состояние 1, т. е. ООП, затем 0100, 0101 и
т. д. Происходит подсчет числа импульсов в нормальном двоичном ко-
де. Отсюда указанное устройство получило название счетчика.
Логический элемент И осуществляет операцию логического умно-
жения. Элемент имеет два входа и один^рыход. Единичный сигнал на
выходе имеет место только в том случае, если на оба входа подается
сигнал 1. Во всех остальных случаях (на оба'входа подается сигнал 0
или на один 0, а на другой 1) сигнал на выходе отсутствует.
Логический элемент ИЛИ осуществляет операцию логического сло-
жения. Элемент имеет несколько входов и один выход. Нулевой сиг--
нал на выходе появляется только в том случае, если на все входы
подается сигнал 0. Во всех остальных случаях (хотя бы на один вход
подается 1) на выходе имеет место сигнал 1. '
В счетчик импульсов, имеющий определенный объём Д(, от гене-
ратора подаются импульсы с частотой /0. Время заполнения счетчика,'
называемое циклом работы интерполятора, можно регулировать путем
изменения частоты генератора. На рис. 39 счетик имеет 8 разрядов,
для его заполнения требуется 256 импульсов. Последний импульс
переполняет счетчик и возвращает его в нулевое состояние.
Каждый триггер выдает сигнал, когда изменяет свое состояние с 1
на 0. Следовательно, на первый элемент И сигналы поступают с часто-
той /0/2, на второй — с частотой f0/4, на третий — /0/8 и т. д.
Для случая, представленного на рис. 39, за время цикла на вход
первого элемента И поступит 128 импульсов, второго — 64, третьего —
32, затем 16, 8, 4, 12, 1-импульсов. Таким образом, за время цикла на
вход последнего восьмого элемента поступит только один импульс.
Однако эти сигналы дальше могут пройти только в. том случае, если на
вторые входы элементов И подать сигнал 1.
На эти входы подается двоичное число, считанное с перфоленты,
равное требуемой величине перемещений по заданной координате.
- Пусть для случая, представленного на рис. 39, величина переме-
щения задана.числом 01001110=64+8+4+2=78. Это значит, что
единичные сигналы поступят на вход 2, 3/4, 7 элементов И. За время
цикла от счетчика на вход пройдет соответственно 64+8+4+2=78
импульсов, т. е. число импульсов на выходе будет в точности соответ-
ствовать двоичному числу, поданному на вход интерполятора. Интер-
полятор преобразует код программы в унитарный код, который запи-
сывается на магнитную ленту или поступает непосредственно для уп-
равления шаговыми двигателями.'
Описанные устройства в интерполяторе предусмотрены для каждой
управляемой координаты, но все они работают от одного задающего
генератора, что обеспечивает согласование перемещений исполнитель-
ного органа во времени по каждой из осей координат.
Рассмотрим принцип действия линейно-кругового интерполятора.
Большинство отечественных интерполяторов (УМС-2, «Контур 5П»,
«Зиг-Заг», Н55, Н22 и др.)-интерполируют по методу оценочной функ-
ции. Сущность этого метода следующая. Пусть при линейной интер-
поляции требуется переместить исполнительный орган .из начальной
точки с координатами х0,у0 в конечную точку с координатами хк, ук
(рис. 40, а). Интерполируемая прямая О А разделяет плоскость XY
на две области — область /-’> 0 (область положительного значения оце-
ночной функции F) и область F < 0 (область отрицательного значения
Рис. 40. Принцип действия интерполятора по методу оценочной
функции:
а’--линейная интерполяция; б— круговая интерполяция
85
оценочной функции). Сам интерполируемый отрезок представляет
собой область, где F = 0. Отработка перемещения производится оди-
ночными шагами в продольном или поперечном направлении по сле-
дующему правилу. Если некоторая промежуточная точка находится
в области F 0, то следующий шаг производится по оси X. Если про-
межуточная точка'находится в области F <0, то шаг осуществляется
по оси У.
Величина и знак оценочной функции для промежуточной точки
определяются интерполятором по формуле
Fи — У}Х'н -ХУУк,
где xt — абсцисса промежуточной точки; у} — ордината промежу-
точной точки; хк, ук — координаты конечной точки интерполируе-
мого отрезка.
Подсчитаем величину оценочной функции для точки, имеющей
координаты х5, у2 на рис. 40, а (х„ — 13, = 6):
Е5,2 = 2 13—5 • 6=26—30=—4.
Для точки х5, у2 оценочная функция имеет отрицательное значение,
следовательно, следующий шаг должен быть выполнен по оси Y. Для
следующей точки х6, у3
F5 3 = 3 13—5 • 6=39—30=9 '
оценочная функция имеет положительное значение, следующий шаг
выполняется по оси X и т. д. .
Вычисление оценочной функции можно упростить, При шаге по
оси X координата х возрастает на единицу, а кордината у не изменяет-
ся. Отсюда
^(;+1)/ У^Хк (Xi + I) У« УiXк Х(УК Fi,j ук.
Таким образом, при шаге по оси X новое значение оценочной функ-
ции равно предыдущему значению минус ук.
При шаге по оси Y, рассуждая аналогично, получим
— Fi,j хк,
т. е. при шаге по оси Y новое значение оценочной функции равно пре-
дыдущему значению плюс хк.
Таким образом, вычисление оценочной функции значительно упро-
щается. Определяя знак оценочной функции, интерполятор опреде-
ляет направление .следующего шага. Новое значение функции полу-
чается из предыдущего вычитанием у.- либо прибавлением хк. Интер-
полятор также'определяет окончание процесса интерполяции, срав-
нивая значение координат промежуточной и конечной точки.
Для примера на рис. 40, а произведем определение величины оце-
ночной функции. Первый шаг из нулевого значения координат соглас-
но условию всегда производится по оси X. Затем Е1г0 = 0—6=—6;
^i.i=—6+13=7; Д2, = 7—6=1; F3 j=l—6=—5; F3 2=—5+
+13=8; /Д2 =8—6=2; F5iZ =2^6=—4; Е53 ^—4+13=9;
86
F63 =9—6=3; F73 =3—6=—3; ' F7 4 =—3+13=10;. F8i = 10—
—6=4; F94 =4—6=—2 P95 =—2+13=11; Flo 5 = 11—6=5;
Fn,5 =5—6=—1;
Л11в=—1 + 13=12; F12>6 =12—6=6;- F13.e = 6—6=0.
Круговая интерполяция. Пусть задан отрезок окруж-
ности радиуса /? с центром в точке О (рис. 40, б). Требуется переме-
стить исполнительный орган из точки хпу,, в точку хкук. В точке
х0у3 располагаем начало относительной системы координат. Направ-
ление осей будет зависеть от номера квадранта, в котором располо-
жена окружность и направления обхода дуги. Если дуга расположена
в первом квадранте и ее обход происходит против часовой стрелки,
ось X направляется влево, а ось Y вверх.
Оценочная функция имеет вид
Pi J = + У1 ~
где xf, у, — абсолютные координаты промежуточной точки; R — ра-
диус окружности.
Первые два члена выражения —расстояние промежуточной точки до
начала координа}. Интерполируемая кривая делит квадрант на две
области — F > 0 и F <0. Сама кривая соответствует значению оце-
ночной функции F = 0. Отработка перемещения производится оди-
ночными шагами по тому же правилу, что в предыдущем случае. При
значении оценочной функции F 0 осуществляется шйг по относи-
тельной оси X, при значении F < 0 — шаг по оси Y.
Чтобы упростить вычисление оценочной функции, произведем сле-
дующие преобразования. При шаге по оси X (координаты абсолют-
ные)
F(i+1)J = (Xl + I)2 + yj - R~ = xt - 2Xl + 1 + =F;,;- —2x, + 1.
Таким образом, новое значение величины оценочной функции при
шаге по оси X равно предыдущему значению минус удвоенная вели-
чина координаты х предыдущей точки плюс единица.
Анологично при шаге по оси Y получим
Pif.i+l') = Pi,j + 2 lJj + !•
Вопрос о выборе интерполятора имеет очень важное значение.
От этого в значительной степени зависит эффективность программи-
рования. В среднем линейно-круговые интерполяторы имеют в 3—4
раза больше элементов, чем линейные, поэтому, они более дорогие’и
менее надежные. Но в случае применения линейно-круговых интер-
поляторов значительно сокращается трудоемкость программирования.
Практически по сравнению с линейным интерполятором количество
информации сокращается в 1,3-2 раза.
Интерполяторы могут быть вынесенные и встроенные. Первые
не-связаны.с конкретным станком, их размещают в подразделениях,
занятых изготовлением программ. Программа, записанная на перфо-
ленте интерполятором, переписывается на магнитную ленту, которая
87
используется для управления станком. Один интерполятор исполь-
зуют для обслуживания нескольких станков: Такие интерполяторы
называют также групповыми («Программа Л-68», ЛКИ-ФМ).
Встроенные интерполяторы непосредственно вмонтированы в пульт
управления станка. Магнитная лента в этом случае не требуется,
информация в унитарном коде на выходе интерполятора непосред-
ственно подается в систему управления шаговыми двигателями. Для
управления станком используют в этом случае перфоленту (Н22,
НЗЗ, Н55 и др.).
Первые станки с числовым управлением имели вынесенные интер-
поляторы. Все последние модели проектируют со встроенным интер-
полятором. Это удорожает систему управления, однако позволяет
расширить технологические возможности станка, так как становится
возможным программировать большое число технологических команд,,
а также уменьшить объем программоносителя, трудоемкость контроля
и внесения исправлений в программу.
Линейно-круговые интерполяторы Н22, НЗЗ, 'Н55 (первая цифра—
число управляемых координат, ’ вторая — число одновременно управ-
ляемых координат) снабжены быстродействующими оптическими счи-
тывающими устройствами. Программа записывается на. восьми дорож-
ковой. перфоленте в коде ИСО. Предназначены для_ управления шаго-
выми двигателями ШД5-Д1 с величиной рабочей подачи до 1200 мм/мин
и величиной, ускоренного перемещения до 4800 мм/мин. Элементной
базой интерполяторов являются .интегральные схемы «Логика-2».
Интерполяторы позволяют осуществлять смещение начала отсчета,
допускают ручное управление и ручной ввод данных, имеют устрой-
ства коррекции длины и диаметра инструмента. . .
Основными структурными единицами интерполятора ЛКИ-ФМ
являются: считывающее устройство, блок оперативной памяти, ин-
терполирующее устройство, преобразователь унитарного кода в синусо-
идальные фазомодулированные сигналы, блок задания скорости-и уст-
ройство записи выходной информации на магнитную ленту.
Управляющая информация после считывания поступает в блок
оперативной памяти и далее в интерполирующее устройство. Работа
интерполятора в режиме линейной аппроксимации определяется зада-
нием в программе значений направляющих косинусов со своими зна-
ками, длины единичного участка, скорости перемещения исполнитель-
ного органа, длины тормозного пути.
4. ПЕЧАТАЮЩИЕ УСТРОЙСТВА
Печатающие устройства представляют собой аппараты, обеспечи-
вающие вывод и регистрацию буквенно-цифровой информации на бу-
мажном носителе. Печатающие устройства входят в комплект аппа-
ратуры ЭВМ, в комплекты аппаратуры контроля и регистрации ин-
формации, устройств подготовки данных для лент (УПДЛ) и др. Ме-
тоды печати, конструкции устройств и их технические характери-
стики чрезвычайно разнообразны. Например, скорость устройств из-
меняется, от 10 до 100 000 знаков в 1 с.
88
Устройства можно классифицировать по различным признакам.
По методу нанесения знаков на поверхность носителя различают уст-
ройства ударного и безударного действия, по способу формирования
строк—устройства последовательной и параллельной печати, по ре-
жиму работы — устройства, работающие в стартстопном режиме (бу-
мага при нанесении знаков неподвижна) и в непрерывном режиме (бу-
мага движется непрерывно), по способу формирования контура знака —
знакопечатающие устройства (знак печатается целиком) и знакосин-
тезирующие устройства (знак формируется из отдельных элементов —
точек, отрезков), по методу выбора знаков из набора — устройства
статической и динамической печати.
В состав печатающих устройств входят следующие основные узлы:
механизм печати, бумагоноситель, привод, устройство управления.
В состав печатающих устройств ударного действия, работа которых
основана на регистрации с нанесением слоя краски на носитель, вхо-
дит также механизм подачи краски в зону печати. В общем случае
механизм печати состоит из литераносителя, механизма выбора знака
и механизма воздействия на носитель.
- Кроме обычной бумаги в печатающих устройствах в качестве но-
сителя используют магнитную пленку, термореактивную бумагу (бу-
мага чернеет при Действии теплового излучения), бумагу, чувствителБ-
ную к давлению, фотополупрбводниковые носители информаций.
В последнем случае на бумажную подложку наносят полупроводни-
ковый слой, состоящий из порошкообразной окиси цинка и связую-
щего диэлектрика.; Бумага предназначена .как для контактной, так и
для проекционной печати, например, при помощи знакопечатающей
электронно-лучевой трубки.
После нанесения на фотополу проводниковый слой скрытого изо-
бражения и последующего его проявления бумага становится до-
кументом.
К печатающим устройствам ударного действия относят: телетайпы,
пишущие машинки, печатающие устройства МПУ6-2, МП-2 и др.
Широкое применение в вычисли-
тельной технике получили пишущие
машинки (рис. 41) «Консул-254»,
«Консул-260» , (ЧССР). Клавиатура
машинки (рис. 42) содержит набор ин-
формационных и служебных клавиш.
В современных пишущих машинках
число информационных клавиш равно
46. .На каждой клавише размещено
два символа. Символы верхнего ряда
образуют верхний регистр (цифры,
буквы русского алфавита, знаки),
нижнего ряда — нижний регистр (бук-
вы латинского алфавита, знаки). Ин-
формационные клавиши располагают
в четыре ряда.
«Консул»
89
Рис. 42. Клавиатура пишущей машинки
Служебные клавиши предназначены для вспомогательных операций <
управления машинкой. Спереди в низу машинки, расположено шесть
кнопок для управления режимами устройств, совместно с которыми
используют пишушую машинку. •
Принцип работы машинки поясняет схема, приведенная на рис. 43.
При нажатии на клавишу 1 рычаг 3, преодолевая сопротивление пру-
жины 2, отклоняется вниз и, воздействуя на контакты шифратора 11,
формирует на его выходе восьмиразрядную параллельную кодовую
комбинацию. Шесть младших разрядов — информационные разряды,
седьмой разряд— номер регистра (верхний регистр 0, нижний реги-
стр 1), восьмой разряд— команды.
Сигнал с шифратора поступает в кодопреобразователь,(он разме-
щается вне пишущей машинки в блоке управления), срабатывает
Рисъ 43. Принцип работы пишущей машинки
90
соответствующий электромагнит 10, рычаг 4 поворачивается по ча-
совой стрелке и литерой 5 через красящую ленту 6 наносит знак на
бумагу 7. Бумага при помощи прижимного ролика 9 прижимается
к барабану 8. При изменении регистра барабан 8 перемещается в вер-
тикальном направлении.
Машинка может работать от сигналов, поступающих на вход (Вх)
извне—от ЭВМ, считывающего устройства и др. При работе от кла-
виатуры через выход (Вых) сигналы о набираемой информации посту-
пают в ЭВМ, на перфоратор и другие устройства.
Пишущие машинки входят в состав периферийных устройств
ЕС ЭВМ: ЕС-7070, ЕС-7071, ЕС-7077, ЕС-7073, (ГДР); ЕС-7074 (НРБ).
Скорость печати машинок 10 знаков/с, ширина бумажного рулона
280—320 мм.
5. КООРДИНАТОГРАФЫ И ГРАФОПОСТРОИТЕЛИ
Координатографами и графопостроителями называют устройства для
графического отображения информации в виде графиков, чертежей
и схем на бумаге (или другом носителе). По виду носителя различают
планшетные и рулонные графопостроители. В первом случае бумажный
лист закрепляют i-fe плоской доске или плите. Рабочий орган графоп&г
строителя перемещается относительно плиты в двух взаимно перпен-
дикулярных направлениях. Перо оставляет на поверхности бумаги
след — траекторию перемещения рабочего органа. В зависимости от
положения планшета различают графопостроители вертикальные,
горизонтальные и с регулируемым углом наклона планшета. У графо-
построителя рулонного типа бумага поступает в рабочую зону непо-
средственно с рулона — это движение продольной подачи. В попереч-
ном .направлении перо перемещается при помощи каретки.
Для управления графопостроителями применяют контурную си-
стему числового управления. Наибольшее применение имеют шагово-
импульсные контурные системы с шаговыми двигателями.
Программа для управления графопостроителем может быть пред-
ставлена в виде записи на магнитной ленте, на перфоленте или посту-
пать непосредственно от ЭВМ. Программы, записанные на магнитной
ленте или перфоленте, обычно применяют те же, что и для управления
станком. Если программа записана на перфоленте, система управле-
ния графопостроителем должна содержать интерполятор.
При наличии двух координат графопостроитель выполняет плос-
кие чертежи. Чтобы выполнять чертежи и рисунки в аксонометрических
проекциях, число координат должно быть увеличено до трех-четырех.
Ниже описаны некоторые конструкции графопостроителей.
Графическое регистрирующее устройство планшетного типа ЕС-7051
(рис. 44) входит в комплект оборудования ЕС ЭВМ и предназначено для
автоматического вычерчивания графиков, диаграмм, машиностроитель-
ных и строительных чертежей, метеорологических карт, электрических
схем и других документов. Исходные данные для управления посту-,
пают через устройства ввода-вывода от ЭВМ или от фотосчитываю-
щих и магнитосчитывающих устройств.
91
Рис. 44. Графическое регистрирующее устройство планшетного
типа ЕС-7051
Максимальная скорость вычерчивания до 50 мм/с; цена импульса,
определяющая элементарный шаг пишущего узла, 0,025 или 0,05 мм;
масштаб вычерчивания фигур 1: 2; 1 : 1; 2 : 1; три цвета записи;тол-
щина линий.0,3; 0,5; 0,8 мм; типы линий записи: непрерывная, штри-
ховая, штрихпунктирная.
В состав устройства входят: блок преобразования данных (БПД),
блок управления (БУ), графопостроитель (ГП). Конструктивно уст-
ройство выполнено в виде двух шкафов (БПД, Б.У) и двухкоординат-
ного регистрирующего построителя планшетного типа. Стол построи-
теля может поворачиваться на угол до 60°. В качестве бумажного но-
сителя используют картографическую, чертежную, миллиметровую
J! другую бумагу. .Начало координат, расположено^ нижнем левом уг-
лу рабочего поля. Максимальное перемещение по оси X равно ЮОО,
по оси Y — 1200 мм. Каретка несет три пишущих устройства 6 (рис. 45).
В исходном положении в.начале координат находится верхнее перо,
второе и третье перья расположены ниже соответственно на 14 и 28 мм.
Перья закреплены в державках, в кронштейнах 2 находятся электро-
магниты, управляющие положением пера. Каждое перо перемещается
в вертикальном направлении на 2,5 мм. Нижнее положение пера—ра-
бочее, в верхнем положении перо не касается бумаги, а поэтому нахо-
дится в нерабочем состоянии. Микропереключатели 4 и 5, установ-
ленные на каретке /, служат для ограничения поперечного хода
каретки. Каретку подсоединяют к общей схеме управления при по-
мощи гибкого шнура и штепсельного разъема 3.
Планшет выполнен в виде пустотелой плиты с рёбрами жесткости
(см. рис. 44): Верхняя часть плиты имеет отверстия для вакуумного
крепления бумажного листа. Каретка с пишущими элементами пере-
мещается по направляющим траверсы. На боковых сторонах планшета
установлены ролики, предназначенные для закрепления бумажных
рулонов. В нижнем правом углу планшета находится панель управ-
ления.
92
Каждому импульсу на входе привода соответствует поворот ротора
шагового двигателя на_угол 45' или 1,5°, что соответствует перемеще-
нию пишущих устройств на величину 0,025 или 0,05 мм. Устройство поз-
воляет вычерчивать на бумаге 255 символов размером 3,5, 7 и 14 мм.
Графическое регистрирующее устройство рулонного типа ЕС-7052
(рис. 46) содержит две основные части: электронный блок обработки
данных и электромеханический’построитель. Конструктивно блок вы-
полнен в виде металлического шкафа, в котором размещена электрон-
ная аппаратура управления. Построитель установлен на верхней пли-
те шкафа. Габаритные размеры устройства 1200 X 500 X 1382 мм. Уст-
ройство подключают к любой модели ЕС ЭВМ по стандартному каналу
ввода-вывода. Возможна работа построителя от магнитосчитывающего
устройства ЕС-7050 и фотосчитывающего перфоленточного устройства
/•'К-1501.
Построитель имеет контурную систему управления с шаговыми
двигателями ШД-4. Каждому импульсу соответствует поворот ротора
шагового двигателя на угол 45' или 1,5° и перемещение рабочего ор-
гана на элементарный шаг, равный 0,05 или 0,1 мм. Построение осу-
ществляется на ленте с краевой перфорацией размером 420x50000 мм.
Максимальная скорость вычерчивания по каждой оси координат в
режиме вычерчивания прямых линий до 200 мм/с. Запись бсуществ-
ляется в три цвета, толщина линий 0,3; 0,5; 0,8 мм. Число вычерчивае-
мых символов 65 (рис. 47) размером 3, 6 или 12 мм для шага 0,1 мм и 3.
или 6 мм для шага 0,05 мм.
Принцип действия построителя показан на рис. 48, а. Бумага сма-
тывается, с катушки 2, вращаемой двигателем 5, образуя буферную
петлю в накопителе, и транспорт-
ным валиком 10 с помощью шагово-
го двигателя 6 подается в направле-
нии оси X (продольная подача). Ис-
Рис. 45. Пишущее устройство
графопостроителя
Рис. 46. Графическое регистрирую-
щее устройство рулонного типа
ЕС-7052
93
Рис. 47. Символы кодирования информации для графо-
построителей
полнительный орган 4 получает перемещение в направлении оси Y
от шагового двигателя 1 и тросовой системы 3. Для натяжения бумаги
из полости буферного кармана И отсасывается воздух при помощи
-специального вентилятора. Оптимальная величина буферной петли
регулируется при помощи фотодатчиков (рис. 48, б).
Рис-. 48. Принцип действия графопостроителя рулон-
ного типа:
а — кинематическая схема; б —датчики буферного кармана
94
Рис. 50. Чертежный автомат
ИТЕКАН-3
Рис. 49. Чертежный автомат
ИТЕКАН-2М
Фотодиодные датчики ФД1, ФД2, ФДЗ освещаются лампами типа
СЦ-61 (Л/, Л2, ЛЗ). Нижняя часть буферной петли должна находиться
между верхним и средним фотодатчиками (датчик ФД1 затемнен, дат-
чик ФД2 освещен), которые управляют реверсивным двигателем 5.
подающей бобины.'Двигатель разматывает или сматывает ленту, под-’
держивая заданное положение буферной петли. Фотодатчик ФДЗ
является датчиком переполнения кармана. Двигатель 7 при помощи
фрикционного валика 9 поддерживает постоянное натяжение ленты.
Устройство имеет несколько других фотодатчиков, которые позволяют
контролировать его работу (отсутствие или обрыв бумаги 8 и др.).
Графическое регистрирующее устройство рулонного типа ЕС-7053
отличается от предыдущего лишь более широким форматом бумаги.
Широкую известность имеют чертежные автоматы типа ИТЕКАН
созданные Институтом технической кибернетики АН БССР. Автоматы
предназначены для построения чертежей, графиков, схем и другой
графической документации. Автомат ИТЕКАН-2М (рис. 49) имеет
следующие параметры: размер рабочего поля 594x841 мм,'быстро-
действие 800 шагов/с, величину шага 0,1 мм, число перьев — два. Фор-
мирование чертежа осуществляется
интерполятора и знакоформирова-
теля тушью, цветными чернилами
или карандашом на чертежной бу-
маге или кальке. Вычерчиваемые
линии могут быть сплошные, штри-
ховые и штрихпунктирные двух
видов по толщине. Автоматы уп-
равляются непосредственно от ЭВМ
или с помощью программы, запи-
санной на перфоленте.
Автомат рулонного типа ИТЕ-
КАН-3 (рис. 50) имеет размеры бу-
маги 420 x40000 мм, величину. шага
0,1,0,125 и 0,2 мм. Автомат руло-
с помощью линеино-кругового
Рис. 51. Чертежный автомат
ИТЕКАН-4
фЬ
ного типа ИТЕКАН-4 (рис. 51) формирует линии чертежа или графика
путем обхода чертежной головкой его опорных точек с заданным зако-
ном интерполирования между ними. Цифры, буквы русского и латин-
ского алфавитов и другие знаки вычерчивает по специальным подпро-
граммам, заложенным в самом автомате. Логические блоки автомата
построены на интегральных схемах. Элементарный шаг 0,025 или
0,05 мм, максимальная скорость вычерчивания 24 м/мин, формат бу-
маги 878x40000 мм, число сменных перьев — три.
6. СЧИТЫВАЮЩИЕ УСТРОЙСТВА
Считывающие устройства предназначены для считывания инфор-
мации с перфолент, перфокарт, магнитных лент. Они являются частью
практически любого комплекта оборудования, предназначенного для
хранения, обработки, контроля и регистрации информации. В зави-
симости от метода считывания различают контактные, пневматические,
емкостные и фотоэлектрические устройства.
Наибольшее распространение имеют фотоэлектрические считываю-
щие устройства, основными достоинствами которых являются высокое
. быстродействие и относительная простота конструкции.
С перфоленты информация считывается с помощью считывающего
устройства FS-1501, которое является одним из наиболее быстродей-
ствующих (рис. 52, а). В непрерывном режиме скорость считывания
информации составляет 1500 символов в 1 с.
Устройство имеет: электродвигатель, который приводит в дейст-
•вие лентопротяжный механизм и одновременно выполняет роль вен-
тилятора; блок питания, состоящий из трансформатора, выпрямителя,
фильтра и стабилизатора; блок усиления и формирования сигналов;
блок ввода перфоленты, состоящий из механизмов транспортирования,
и торможения и узла считывания (рис. 52, б). Механизм транспорти-
рования имеет два ролика: ведущий 3 и прижимной 4. Ведущий ролик
вращается с помощью электродвигателя через муфту 2, приводимую
в действие электромагнитом 1. Прижимной'ролик закреплен на уголь-
Рис. 52. Считывающее устройство FS-1501:
а — общий вид; б — схема
96
нике 6, ’усилие прижима регулируется резиновой прокладкой 5. Тор-
моз выполнен в виде электромагнита 10, якорь которого через резино-
вые прокладки воздействует на ленту 9.
Узел считывания содержит осветительную лампочку 8, диафраг-
му 13 и блок фотодиодов 12. Нижняя часть корпуса 11 является непо-
движной, верхняя часть / откидной—для заправки ленты. Устройство
может работать в автономном режиме или с ЭВМ, ввод информации,
может быть построчный или непрерывный. В последнем случае сразу
вводится массив информации.
Значительное распространение имеет фотосчитывающее устройство
СП-3 со скоростью ввода 220 строк/с. Устройство предназначено для
считывания информации с 5-, 8-дорожковых перфолент. Считывающее
устройство РИДМОМ-40 имеет быстродействие до 40 знаков в 1 с.
Магнитосчитывающее устройство ЕС-7050 входит в комплект обо-
рудования ЕС ЭВМ. Устройство предназначено для управления гра-
фопостроителями ЕС-7051, ЕС-7052,- ЕС-7053. Емкость ленты около
5 Мбайт,- плотность записи 8 бит/мм, рабочая скорость ленты 12 см/с,
скорость поиска необходимого файла 100 см/с.
7, УСТРОЙСТВА ПОДГОТОВКИ ДАННЫХ НА ПЕРФОЛЕНТЕ
И МАГНИТНОЙ ЛЕНТЕ
Опыт показывает,, что наибольший эффект при подготовке программ
для станков с ЧПУ будет получен, если разнообразная аппаратура
будет работать в едином комплексе. Для подготовки и контроля данных
на перфоленте создано несколько комплексов. Опишем наиболее распро-
страненные из них.
Устройство подготовки данных на перфоленте (УПДЛ) типа
«Брест-1Т» (рис. 53) предназначено для записи информации на перфо-
ленту и контроля перфолент. Устройство содержит: рабочий стол
оператора,, электронный шкаф, пишущую машинку «Консул-254»,
перфоратор ПЛ-80, считывающее устройство. Пишущая машинка рас-
Рис. 53. Устройство подготовки данных на '.перфоленте
(УПДЛ) типа «Брест-1Т»
4 Зак 1331
97
положена на верхней доске стола, справа от нее—пульт оператора,
а еще правее—считывающее устройство. В правой тумбе стола разме-
щен перфоратор ПЛ-80. Слева размещается электронный шкаф, в ко-
тором расположена вся аппаратура, управления.
Программоносителем является, бумажная лента. Код записи про-
граммы - ИСО и »БЦК-5. Максимальная скорость обработки информа-
ции в режимах, связанных с работой пишущей машинки, — до 10 сим-
волов р 1с. Максимальная скорость обработки информации в режимах
сравнения, реперфорации и сравнения с реперфорацией бО.строк в 1. с.
Режимы работы УПДЛ «Брест- 1Т» даны в табл. 10. Устройство поз-
воляет: производить запись программы работы станка на перфоленту;
изготовлять дубликаты перфолент; производить контроль программы,
записанной на перфоленте, различными способами: сравнением двух
лент; сравнением информации, записанной на ленте и набранной на
клавиатуре; сравнением информации, записанной на ленте, с инфор-
мацией, записанной на печатном бланке, и др. Устройство может ра-
ботать в составе оборудования ЭВМ серии «Минск» или как самостоя-
тельное устройство для подготовки, контроля, расшифровки и обра-
ботки информации.
' Таблица 10
Режимы работы УПДЛ <Брест-1Т»
Режим Способ ввода информации Способ вывода информации
Подготовка данных Набор на, клавиатуре Печать текста и запись на перфоленте
Реперфорация ' Сравнение Считывание с перфо- ленты Считывание с двух перфолент Запись на вторичной лен- те Проверка идентичности информации, записанной на двух* лентах
Сравнение с клавиа- турой i Набор на клавиатуре и считывание с перфо- ленты Проверка идентичности информации, записанной на перфоленте и набранной на клавиатуре
Сравнение с реперфо- рацией Считывание с двух перфолент Проверка идентичности информации, записанной на двух лентах, и реперфора- ция третьей ленты
Распечатка г Считывание с перфо- ленты * Печать текста на бланке
Сравнение с распё- Считываниес двух Проверка идентичности
чаткой перфолент информации, записанной на двух лентах; реперфорация третьей ленты и печать тек- ста на_бланке
Устройство: ПРЕПАМАТ ЕС-9021 (Венгрия) предназначено для
подготовки и контроля программ на перфоленте (рис. 54). В состав
устройства входят: деревянный однотумбовый стол, выполненный на
металлическом каркасе; блок, питания, блок электроники (блок уп-
равления); пишущая машинка «Кбнсул-260» (ЧССР); перфоратор
98
ПЕРФОМОМ-35; фотосчитывающее устройство РИДМОМ-40; панель
управления.
Пишущая машинка располагается на столе, а вся остальная аппа-
ратура — в тумбе стола. Устройство, ЕС-9021 является чрезвычай-
но компактным и имеет небольшие габаритные размеры 1400 X 760 х
Х760 без пишущей машинки. Программа записывается в коде ИСО
на восьмидорожковую перфоленту. (
Пишущая машинка «Консул-260» обеспечивает следующие опе-
рации при автоматическом управлении: печать информации на бумаж-
ную ленту (93 знака), пропуск (интервал между словами), возврат ка-
ретки на один шаг, табуляцию, перевод строки, возврат каретки с пе-
реводом строки, изменение'цвета печати (с черного напрасный или на-
оборот). Прописные буквы русского и латинского алфавита выграви-
рованы на клавишах попарно. Клавиатура и блок печати механически
не связаны друг с другом. При нажатии на клавишу формируется оп-
ределенная кодовая комбинация знака, срабатывает кодовый электро-
магнит, который приводит в действие литерный рычаг. Общее число
литерных рычагов 46. Максимальная скорость печати 10 знаков в 1 с,
величина шага между знаками в строке 2,6 мм, длина каретки 320 мм, „
в одной строке может быть напечатано 106 знаков.
Перфоратор ПЕРФОМОМ-35 имеет следующие функциональные
узлы; механизм перемещения ленты, пробивной (перфорационный)
механизм, датчик синхронизирующих импульсов, управляющие и
сигнализирующие ключи, электродвигатель привода. Максималь-
ная скорость перфорации 33 строки в 1 с. Датчик синхронизирующих
импульсов управляет электромагнитами транспортирующего и перфо-
рационного механизмов. Управляющие ключи: В — лента переме-
щается в прямом направлении, происходит пробивание транспорт-
ной дорожки; М — пробивание отверстий во всех кодовых дорожках;
«стрелка» — лента перемещается в обратном направлении. Число ша-
гов в обратном направлении может быть установлено дисковым пере-
Рис. 54. Устройство ПРЕПАМАТ ЕС-9021
4*
99
Ключателем в пределах от Г др 25. Исправление ошибок на ленте осу-
ществляется ее обратным перемещением в перфораторе до ошибочной
кодовой комбинации и пробиванием комбинации ЗАБОЙ.
Существуют следующие режимы работы перфоратора: лента пе-
ремещается непрерывно; лента перемещается на одну строку (на шаг);
лента перемещается на одно' слово, лента перемещается на один
блок.
Считывающее устройство РИДМОМ-40 имеет следующие функ-
циональные блоки: освещения, считывания, Механизм транспорти-
рования ленты, управления и Сигнализации. Лампа освещает стекло-
волокнистый световод, который направляет пучок света в зону счи-
тывания. Перемещение ленты в обоих направлениях обеспечивает ре-
версивный шаговый двигатель с механическим демпфированием. Мак-
симальная скорость считывания — 40 знаков в 1 с.
Панель управления (рис. 55) расположена справа от пишущей
машинки на верхней доске стола. Режим работы устройства задают
кнопками панели управления. В каждую из кнопок встроена сигналь-
ная лампа. Это позволяет иметь информацию о том, какой режим вклю-
чен в данный момент. \
Восемь сигнальных ламп служат для индикации разрядов кодовой
комбинации в центральном регистре или в зоне считывания, переклю-
чают комбинации кнопкой ИНД СЧИТ. Сигнальные лампочки ВЕРХИ
РЕГ и НИЖ РЕЕ дают информацию о положении регистра пишущей
машинки. Поскольку одна из двух лампочек горит всегда, то это сви-
детельствует о включенном состоянии устройства. В случае окончания
-или обрыва ленты загорается сигнальная лампочка
ДОНЕЦ ЛЕНТЫ, устройство автоматически бло-
кируется. .
Запускают и останавливают считывающее уст-
ройство кнопкой СТАРТ СТОП'! Встроенная в ней
сигнальная лампа горит в положении СТАРТ.
При нажатии на кнопку ПЕРФ включается пер-
форатор, загорается сигнальная лампа. При нажа-
тии на кнопку ПЕЧАТ включается блок управле-
ния механизмом печати пишущей машинки. Кноп-
ка- СР АВ включает режим сравнения. Кнопка
РАЗБЛ снимает блокировку устройства^ кнопка
СБРОС стирает ошибочный код в регистре. При
нажатии на кнопку ВСПОРЛ КОДЫ на ленте не
пробиваются шестой и седьмой разряды кодовой
комбинации, независимо от набранного символа на
клавиатуре. Четыре нижних кнопки задают режим
работы перфоратора.
Режимы-работы устройства ЕС-9021 отражены
„в табл. 11. Устройство позволяет: записывать про-
граммы на бланки и бумажные ленты в виде печат-
ного текста; осуществлять ручную запись программ
на восьмидорожковую ленту; контролировать про-
грамму, записанную на перфоленте на четность;
ido
СБРОС
и
н
д
и
к
U
и
я
СРАВ
к
о
д
о
в
ВСПОИ
коды
ПЕЧАТ
ПЕРФ
ВЕРХИ
РЕГ
ниж
РЕГ
KOHEU,
ЛЕНТЫ
ШАГ
СМИТ
СЛОВО
БЛОК
ПРОП
СЛОВА
Рис. 55. Панель уп-
равления устройст-
ва ЕС-9021
контролировать информацию, записанную на перфоленте путем пе-
чатания текста; производить реперфорацию ленты (изготовлять дубли.-,
кат); сравнивать записываемую на ленте и на бланке информацию
с информацией, ранее записанной на ленте; исправлять и изменять
текст на ленте, упорядочивать и перегруппировать информацию
на ней.
Таблица It
Режимы работы устройства ЕС-9021
Xs режима Панель управления Ввод информации Вывод информации
ПЕРФ ПЕЧАТЬ СТАРТ — СТОП CPAB
Набор на кла-
виатуре
Считывание с
перфоленты
Набор на кла-
виатуре и счи-
тывание с пер-
фоленты
Печать текста
Запись на перфоленте
Печать текста и за-
пись на перфоленте
Контроль четности
Печать текста
Запись на вторичной
ленте
Печать текста и за-
пись на вторичной лен-
,те
Печать текста и запись
на вторичной ленте в
случае, если информа-
ция на клавиатуре и на
ленте совпадает
В режиме контроля четности строк перфолента непрерывно перемен
щается в считывающем устройстве. При обнаружении ошибки загора-
ются сигнальные лампы СБРОС и РАЗБЛ и считыватель останавли-
вается. В режиме сравнения набранная на клавиатуре комбинация об-
рабатывается только в том случае, если она совпадает с комбинацией
считывания. В случае нейдентичности комбинаций клавиатура блоки-
руется и устройство сигнализирует об ошибке. При нажатии на кнопку
СБРОС стирается ошибочный ,___________
код в центральном регистре, при
нажатии на кнопку РАЗБЛ сни-
мается блокировка.
Комплекс подготовки про-
грамм КПП-3 предназначен для
записи и контроля программ
на магнитной ленте. Комплекс
имеет (рис. 56): интерполятор
линейный ИЛ-5К со встроен-
ной приставкой фазовой запи-
си ПФ-3,, устройство записи
.программ фазовое УЗПФ-З, ко-
ординатограф фазовый КФ-3.
Рис. 56. Комплекс подготовки про-
грамм КПП-3
101
Основные технические данные комплекса КПП-3
Исходный программоноситель ' . . . '. . . .
Код перфоленты . . . . .................
Число координат . . . . . . .. . .. . . .
Число вспомогательных команд .......
Программоноситель выходной информации . .
Код записи выходной информации ........... ч
Число дорожек магнитной ленты...............
Максимальное время записи программ, ч • . . .
пятидорожковая лента
двоично-десятичный
5
. 2 •
магнитная лента
35 мм, тип 6
фазоимпульсный (для си-
стем ФС-2), кодовый
(ПРС-ЗК), фазовый
(ФСПУ-2), импульсный
(СЦМ, «Контур 4МИ»)
9
. . 1,3 при скорости ленты
100 мм/с, длине руло-
на 500 м
Максимальная скорость вычерчивания программ,
мм/мин . . ..................................... . .1800
Точность вычерчивания, мм . . . ................. . ±0,5
Максимальные размеры вычерчивания, мм ..... 770X550
Время непрерывной работы, ч . ... i.............. 8
Время наработки на отказ при доверительной вероят- ,
ности при /’=0,8, ч................................. 80
Для обслуживания комплекса при односменной работе необходим
обслуживающий персонал из двух человек (инженера и оператора).
Комплекс можно использовать в трех режимах: запись, воспроизве-
дение; запись; воспроизведение.
Устройство «Программа Л-68» предназначено для подготовки и кон-
троля управляющих программ на перфоленте и магнитной ленте. Уст-
ройство имеет: перфоратор типа СТ-2М, контрольное устройство для
перфоленты (УКП), линейный интерполятор «Контур-ЗП», пульт за-
писи команд (ПЗК). Программоносителем является пятидорожковая
/телеграфная лента, информации на перфоленте записываются в коде
БЦК-5. Тип интерполяции — линейный, скорость ввода информации
200—600 строк в 1 с. По каждой из координат число импульсов в одном
каДре не должно превышать 104 имп, число технологическихжоманд,—
3 (Ш, В, С). Максимальная выходная частота импульсов 0,9 кГц.
Программа на магнитной ленте рассчитана на применение шаговых дви-
гателей типа ШД-4. Магнитная лента шириной 35 , мм имеет девять
дорожек записи, на каждую из осей координат отведены две дорожки.
8. ЭЛЕКТРОННЫЕ ВЫЧИСЛИТЕЛЬНЫЕ МАШИНЫ
В нашей стране освоен выпуск ЭВМ различных моделей,
В рамках Совета Экономической взаимопомощи проведены боль-
шие работы по созданию Единой системы электронных вычислитель-
ных машин—ЕС ЭВМ. Система представляет собой комплекс програм-
мно-совместимых стационарных ЭВМ третьего поколения, предназна-
ченных для решения широкого класса научно-технических, экономи-
ческих, управленческих и других задач. Программная совместимость
достигается едиными формой и форматами представления данных, си-
стемой адресации, набором команд, одинаковой логической структу-
рой всех входящих в ЕС ЭВМ моделей.
102
Благодаря программной совместимости моделей ЕС ЭВМ, можно
любую программу, составленную для одной модели, выполнять на
любой другой модели без повторного программирования. Это создает
условия накопления фонда программ и пакетов прикладных Программ
для типовых'задач. , J
Вычислительные машины ЕС ЭВМ наряду с программной совме-
стимостью обладают всеми другими особенностями, характерными
для ЭВМ третьего поколения: широким использованием микроэлектрон-
ной элементной базы, модульной структурой и конструкцией со стан-
дартизованной системой сопряжения, широким набором периферий-
ных устройств различного функционального назначения', развитой
системой программного обеспечения.
j Рассмотрим одну из машин Единой системы — машину элекг
тронную цифровую вычислительную ЕС-1020 (рис. 57).
Машина ЕС-1020 является одной из младших моделей Единой сис-
темы, в которой реализованы все архитектурные, структурные и конст-
руктивно-технологические концепции ЕС ЭВМ. Быстродействие
машины — до 50 тыс. операций в 1 с, объем оперативной, памяти —
64—256 кбайт, занимаемая площадь 100 м2.
Минимальный состав устройств машины ЕС-1020: процессор
ЕС-2020, четыре накопителя ЕС-5010-01 на магнитной ленте, два на-
копителя ЕС-5056 на сменных магнитных дисках, устройство ЕС-5511
управления накопителями на магнитной ленте, устройство ЕС-5551
управления накопителями на сменных магнитных дисках, устройство
ЕС-6012 ввода с перфокарт, устройство ЕС-6022 ввода с перфоленты,
устройство ЕС-7010 вывода на перфокарты, устройство ЕС-7022 вы-
вода на перфоленту, печатающее устройство ЕС-7032, пишущая машин-
ка ЕС-7077 с блоком стандартного сопряжения с каналом, два уст-
ройства ЕС-9011 подготовки данных на перфокартах, два устройства
ЕС-9020 подготовки данных на перфоленте.
В последние годы все шире вычислительные машины применяют
для целей управления в составе автоматизированных систем управления
предприятием (АСУП),' автоматизированных систем технической под-
Рис. 57. Электронная вычислительная машина ЕС-1020
103
готовки производства (АС ТПП), автоматизированных систем управле-
ния разнообразными технологическими процессами и систем управле-
ния технологическим оборудованием. Для этих., целей разработаны
цифровые управляющие вычислительные машины.
Создана агрегатная система средств вычислительной техники
(АСВТ), представляющая собой набор агрегатных устройств с унифи-
цированными внешними связями, из которых можно компоновать раз-
личные модели вычислительных машин и систем с заданными техни-
ческими параметрами. Вторая очередь этой системы — АСВТтМ —
построена на интегральных схемах, она включает в себя комплекс ма-
шин различного назначения и производительности, широкую номен-
клатуру периферийных устройств, развитую систему программного
обеспечения.
Состав отдельных машин и их технологические возможности раз-
личны. Верхнее звено АСВТ-М представлено мощной управляющей
вычислительной машиной мод. М-4030. Она предназначена для исполь-
зования в АСУП для решения задач диспетчеризации производства,
технико-экономического планирования, материально-технического
снабжения, может быть использована для управления участками стан- ч
ков с ЧПУ, в научно-исследовательских и инженерных расчетах и
т, д. Основные технические решения, архитектура и система матема-
тического обеспечения машины М-4030 обеспечивает ее совместимость
с другими машинами АСВТ-М, элементной базой модели служат ин-
тегральные схемы. Быстродействие машины достигает 250 тыс. опера-
ций в 1 с, оперативная память 128-—512 кбайт, занимаемая площадь
11Q м2.
Широкое распространение в АСВТ-М имеют малые машины: «Па-
раметр», М-6000, М-6010, М-7000, М-40, М-400. Например, машина
управляющая вычислительная М-400 относится к^классу мини-ЭВМ
«-предназначена для применения в системах автоматизации научных,
исследований, управления технологическими процессами и объекта-
• ми (в том числе станками с ЧПУ), решения инженерно-технических
задач. Она занимает площадь 27 м2'и содержит типовой шкаф (про-
цессор, пульт управления, оперативную память, блоки интерфейса,
блоки питания) и устройства ввода-вывода (фотосчитывающее устрой-
ство FS-1501, перфоратор ПЛ-150, пишущую машинку «Консул-260»).
Быстродействие машины — до 200 тыс. операций в 1 с, оперативная
память 16—32 кбайта, система команд содержит 65 команд.
Еще меньшие габаритные размеры имеют управляющие вычисли-
тельные машины серии «Электроника», «Электроника К-200»,
«Электроника 100И», «Электроника 100/16И», «Электроника НЦ-1».
Они предназначены для решения задач автоматизации управления
производственными и технологическими процессами, обработки мас-
сивов информации и др. На указанных машинах может быть выпол-
нен весь комплекс работ, связанных с подготовкой программ для
станков с ЧПУ. ,
Машина «Электроника 100И» занимает площадь всего 8 м2 (рис. 58).
Она включает в себя: процессор, оперативное запоминающее устрой-
104
Рис. 58. Управляющая вычислительная машина «Электроника 100И»
ство (4096 слов), устройство ввода с перфоленты СП-3, перфоратор
ПЛ-150, пишущую машинку «Койсул-254».
В развитии электронной вычислительной техники можно выделить
несколько этапов, каждый из которых характеризуется созданием оп-
ределенного поколения машин. ’Обычно критерием того или иного по-
коления ЭВМ служит их элементная база. Замечено, что через каждые
5—10 лет появляются машины нового поколения. К первому поко-
лению относятся машины на электронных лампах. Эти машины имеют
большие габариты и массу, потребляют значительную мощность, тре-
буют для размещения большую площадь.
С 60-х годов стали появляться машины второго поколения, у кото-
рых элементной базой являются полупроводниковые приборы. Изме-
нение элементной базы улучшило эксплуатационные и технические
характеристики ЭВМ. По сравнению с ламповыми эти машины харак-
теризуются меньшими массой и.габаритными размерами, повышенной
надежностью, значительным снижением потребляемой мощности.
Дальнейшее совершенствование элементной базы ЭВМ неразрыв-
но связано с успехами микроэлектроники. Микроэлектроника —
это новое научно-техническое направление в электронике, на базе ко-
торого с помощью сложного комплекса физических, химических, сис-
темотехнических, технологических методов и. приемов решается пробле-
ма создания высоконадежных и экономичных микроминиатюрных
электронных схем и устройств.
Центральной задачей микроэлектроники являются проблема соз-
дания максимально надежных элементов, схем и устройств путем ис-
пользования качественно новых принципов изготовления электрон-
ной аппаратуры. К числу "этих принципов относится отказ от исполь-
зования дискретных компонентов и формирование непосредственно
в микрообъемах исходных материалов сложных интегральных микро-
схем. Микросхемой называется микроэлектронное изделие, имеющее
плотность монтажа- не менее пяти элементов в 1 см3 объема, занимае-
мого, схемой. Интегральная микросхема — это .микросхема, все эле-
менты которой нераздельно связаны между собой так, что устройство
рассматривается как единое целое.
. 105-
Для современной интегральной электроники характерны два на-
правления: полупроводниковое и пленочное. В полупроводниковой
интегральной микросхеме элементы выполнены в объеме или на поверх-
ности полупроводникового материала, а в пленочной интегральной
микросхеме — в виде плёнок, нанесенных на поверхность диэлектри-
ка.
Первые интегральные схемы объединяли в себе всего несколько
элементов. Увеличение функциональной сложности и плотности упа-
ковки элементов привело к появлению больших интегральных схем
{БИС), в которых вместо .отдельных элементов (усилительного кас-
када, триггера, логической ячейки и т.д.) уже имеются интегральные
узлы и далее—целые субсистемы (регистр, счетчик, усилитель, пре-
образователь аналог-код, блок памяти и т. д.) Уже в настощяее время
в лабораторных условиях удалось достичь уровня интеграции около
10 000 элементов на кристалле и обсуждается идея создания на одной
кремниевой пластине схемы, которая смогла бы выполнять функции
целой ЭВМ. Переход к БИС ведет к расширению фукционального диа-
пазона интегральных схем, повышению их надежности, уменьшению
размеров и снижению стоимости.
В начале 70-х годов появились машины третьего поколения,, осно-
ванные на применении интегральных схем. К машинам этого поколения
относятся все ЭВМ Единой системы. Применяемые в них интеграль-
ные схемы обладают малой степенью интеграции. Применение интег-
ральных схем повышает надежность, быстродействие машин, сокра-
щает их габаритные размеры и массу. «
Уже начался период машин четвертого поколения, основанных
на применении больших интегральных схем, а в лабораторных усло-
виях создают машины пятого поколения, основанные на оптико-элек-
тронных элементах. Носителями энергии в них служат не электроны,
“а фотоны (кванты света), что значительно повышает скорость передачи
сигналов в машине, а следовательно, и ее быстродействие. Для преоб-
разования электрических сигналов в оптические в таких машинах на-
ходят применение излучатели световой энергии: лазеры и светоиз-
лучающие диоды, световоды и фотоприемники. Применение оптико-
электронных элементов позволит увеличить быстродействие ЭВМ до
сотен миллионов операций в I с.
9. УСТРОЙСТВА ГРАФИЧЕСКОГО ОТОБРАЖЕНИЯ
ИНФОРМАЦИИ НА ЭКРАН ЭЛТ
Одним из наиболее эффективных режимов работы вычислитель-
ной машины является режим диалога, т. е. периодическое повторение
цикла, включающего выдачу машине задания, получение ответа, ана-
лиз ответа, новое задание с учетом промежуточных результатов вы-
числений и т. д. Режим диалога предполагает решение таких задач,
программа которых в первый момент не полностью ясна; человек.сле-
дит за ходом решения задачи, фиксирует промежуточные результаты
и по ходу решения сообщает машине недостающие данные, выдает до-
полнительные инструкции и указания. Режим диалога особенно эф-
106
.фективен при решении творческих задач, таких, как доказательство
теорем, игровые задачи, аналитические преобразования, многовари-
антные задачи и др. К этому же типу задач можно отнести отладку
программ, различные проектно-конструкторские работы и др. Наи-
более употребительными техническими средствами, обеспечивающими
обмен информацией между человеком и машиной в процессе диало-
га, являются печатающие устройства и устройства отображения на
экран электронно-лучевой трубки. Последние устройства называют
дисплеями (в переводе на русский язык «выставка», «показ»).
Современные устройства позволяют выводить на экран не только
буквенно-цифровую, но и графическую информацию (рис. 59), что
очень важно. Из повседневной практики известно, что описать конст-
рукцию детали или схему словами очень трудно. Такое описание'яв-
ляется громоздким и не наглядным. Наиболее просто, лаконично и
наглядно конструкция или техническое устройство может быть опи-
сано графически при помощи чертежа или рисунка. Возникают
проблемы автоматического преобразования цифровой информации в
графическую и обратное преобразование графической информации в
цифровую. Обе эти проблемы в настоящее время решены. На экран
дисплея информация может быть выведена в виде чертежей, схем,
графиков, кинематических и электрических схем и т. д. Человек имеет
Возможность контролировать выводимую информацию и при помощи
клавиатуры и специального светового карандаша вносить необходи-
мые коррективы в изображение: стирать ненужную информацию, дори-
совывать недостающие части изображения, переносить и повертывать
отдельные элементы изображения, заменять одни конструктивные
элементы другими, которые, с точки зрения человека, являются бо-
лее удачными, компоновать отдельные элементы в единую конструк-
цию и т. д.
Различают несколько режимов работы дисплея: точечный, век-
торный, режим прямолинейных отрезков, режим коротких векторов,
шаговый. Рассмотрим самый простой точечный режим (рис. 60). Па-
мять дисплея предназначена для запоминания списка изображения,
т. е. последовательности слов, описывающих изображение. Каждое
слово такого списка описывает
некоторый базовый элемент изо
бражения (точку или вектор)
В точечном режиме каждое ело*
во списка изображения указы-
вает определенную точку на
экране дисплея. Если требуется
изменить изображение на экра-
не, то в память дисплея из опе-
ративной памяти ЭВМ записы-
вается другой измененный спи-
сок изображения.
Пусть экран позволяет раз-
местить 1024 X 1024 точек. Для
Рис. 59. Дисплей
задания х-координаты требует-
107
Рис. 60. Структурная схема дисплея
ся 10 разрядов двоичного кода, для «/-координаты — тоже 10 раз-
рядов. Дисплейное слово для каждой точки имеет 21 разряд — по-
следовательно записываются яркость (1 — включено, 0 — выклю-
чено),, координаты х и у. Дешифратор направляет значение коорди-
нат в соответствующие регистры. Далее следуют цифроаналоговые
преобразователи (ЦАП), которые цифровую информацию преобра-
зуют в аналоговую (непрерывную) форму, т. е. в величину напря-
жения. Чем больше число, тем больше напряжение и наоборот. Вели-
чины напряжения подаются на отклоняющие пластины электронно —
лучевой трубки (ЭЛТ). Напряжение, сформированное от х-регистра,
отклоняет луч в горизонтальной плоскости, а от «/-регистра — в вер-
тикальной плоскости. В результате этой операции луч перемещается
в ту точку экрана, которая описывается данным дисплейным словом.
Далее дешифратор (при коде 1) посылает команду «яркость» и на эк-
_ране возникает точка. >
Чтобы отдельные точки на экране имели вид непрерывной линии,
на одцом миллиметре требуется разместить не менее четырех точек.
Чтобы сохранить постоянство записи в течение продолжительного
времени, дисплейный список должен последовательно считываться
не менее 30—40 раз в 1 с. При уменьшении этого числа возникает мер-
цание — изображение на экране будет прерывистым. Если для про-
эцирования каждой точки на экран требуется 30—40 мкс, а частота
считывания и регенерации точек на экран будет 40 Гц, то число точек в
изображении не может быть более 1000. Если принять указанную
выше плотность записи точек (4 точки/мм), то суммарная длина линий
изображения составит около 250 мм. Это свидетельствует о недостат-
ках точечного режима. Все другие режимы являются более экономии-,
ными. Каждому дисплейному слову на экране соответствует не точ-
ка, а отрезок. Это позволяет при небольшом объеме дисплейного спис-
ка вывести на экран довольно сложные изображения.
Световой карандаш содержит фотодиод; при соприкосновении со
светящейся точкой экрана он улавливает периоды регенерации дан-
ной точки и дает возможность при помощи специальной электронной
системы отыскать то слово в дисплейном списке, где данная точка опи-
108
сана. Далее, пользуясь, клавиатурой, оператор может преобразовать
информацию (стереть, дописать, изменить и т. д.).
При режиме диал’ога и наличии графических средств отображения
информации чрезвычайно упрощается процесс программирования
для станков с ЧПУ. Оператор рисует на экране контур обрабатывае-
мой детали, вводит с пульта основные размеры, отмечает световым каг-
рандашом опорные точки, указывает диаметр фрезы и направление
обхода контура*. Машина выдает готовую программу обработки для
конкретного станка.
Устройство врода-вывс/да алфавитно-цифровой и графической ин-
формации ЕС-7064 (рис. 61) относится к периферийным устройствам
ЕС ЭВМ. Оно предназначено для сложных проектно-конструкторских
расчетов с выводом графических изображений на экран ЭЛТ. Програм-
ма и данные для регистрации хранятся в местной оперативной памя-
ти. Используя программу и световой карандаш, можно производить
различные операции с изображением: стирание, перемещение, выбор-
ку, поворот, масштабирование, ввод с клавиатуры текста в любое
место экрана'и другие операции. Размер экрана 430 мм, размер рабо-
чего поля 250 X 250 мм, максимальное число знаков, одновременно
воспроизводимых 4на экране, 2100, скорость вычерчивания векторов
5—7 мм/мкс, способ генерации знака — отрезками и дугами.
Станция индикации данных СИД-1000 входит в комплект устройств
агрегатной системы средств вычислительной техники (АСВТ). Она
обеспечивает оператору доступ к данным, находящимся в памяти вы-
числительной машины, с целью их оценки и внесения корректив, ре-
дактирование данных в процессе ввода, регистрацию содержимого
кадров, записываемых на перфоленту и перфокарты. Форма представ-
ления данных на экране ЭЛТ алфавитно-цифровая.
Рис. 61. Устройство ввода-вывода алфавитно-цифровой и
графической информации ЕС-7064
109
Станция индикации графических данных СИГД входит.в тот,же
комплект АСВТ. Она предназначена для связи оператора с вычисли-
тельной машиной с целью оперативного обмена данными в алфавитно-
цифровой и графической формах.
Электронно-лучевой индикатор текста ЭЛЙТ-1 входит в состав пе-
риферийных устройств управляющей вычислительной машины «Эле-
ктроника 100И». Форма представления информации — алфавитно-
цифровая, размер рабочего поля 120 X 80 мм, максимальное коли-
чество знаков, одновременно 'воспроизводимых на экране, 512, чис-
ло знаков 64, их размер 2,3 X 3,3 мм, способ генерации знака — ку-
сочно-линейная аппроксимация. -
Устройство визуального отображения (УВО) входит в состав пе-
риферийных устройств машины «Электроника НЦ-1». Оно обеспечи-
вает вывод и ввод алфавитно-цифровой и графической информации,
имеет размер экрана 430, а рабочего цоля 220 х 200 мм, максималь-
ное число знаков на экране 2048, метод формирования знаков — от-
резками.
Устройство отображения (УОТ) входит в комплект устройств маши-
ны «Мир-2». Устройство предназначено для вывода на экран ЭЛТ бук-
венно-цифровой и графической информации.
В последние годы выявилась тенденция расширять технологические
возможности комплексов технических средств подготовки управляю-
щих программ, соединять подготовку' программ с технологической и
конструкторско-технологической подготовкой производства. Подго-
товка программ для станков с ЧПУ должна быть одной из функций
автоматизированных систем технической подготовки производства.
Рис. 62. Технологический вычислительный комплекс оборудования для
автоматизации конструкторско-технологической подготовки производства
ПО
Разрабатывают технологические вычислительные комплексы обо-
рудования для автоматизации конструкторско-технологической под-
готовки производства. Эти комплексы содержат: графический дис-
плей для воспроизведения изображений при автоматизированном
конструировании; устройство для оцифрования (автокодировщик)
для ввода графической информации непосредственно с чертежей; уст-
ройство управления автокодировщиком; чертежную машину для из-
готовления машиностроительных чертежей, графиков, диаграмм на
обычной бумаге; дисплей для связи человека-оператора с комплек-
сом; вычислительную машину; быстропечатающее устройство для'вы-
вода алфавитно-цифровой информации на бумажный носитель.
Комплексы оборудования позволяют выполнять следующие зада-
чи: автоматизировать проектирование деталей и узлов (валов, подшип-
ников, соединений, зубчатых,’и червячных передач, турбинных ло-
паток и др,); автоматизировать проектирование технологической ос-
настки (приспособлений, специального режущего и измерительного
инструмента, штампов, копиров и др.); автоматизировать изготовление
конструкторской и технологической документации (чертежей деталей
и узлов, технологических операционных карт;) осуществлять расчет
режимов резания и нормирование технологических процессов обра-
ботки деталей на металлорежущих станках; осуществлять оптималь-
ный раскрой листового материала; автоматизировать подготовку уп-
равляющих программ для станков с ЧПУ.
На рис. 62 показан подобный комплекс оборудования.
ГЛАВА V
АВТОМАТИЗАЦИЯ ПОДГОТОВКИ
ПРОГРАММ ДЛЯ-СТАНКОВ С ЧПУ
1. ПОНЯТИЕ О СИСТЕМАХ АВТОМАТИЧЕСКОГО
ПРОГРАММИРОВАНИЯ
При числовом управлении процесс программирования приобретает
вычислительный характер — содержит совокупность технологических,
математических и логических задач. Это позволяет автоматизировать
его при помощи ЭВМ. Автоматизация программирования становится
не только возможной, но й неизбежной. В каждом отдельном случае
при составлении программы число решаемых задач настолько велико,
что ручное программирование не всегда эффективно, а часто просто
невозможно. Ручное программирование практически используют толь-
ко при обработке сравнительно простых деталей. Программа для дета-
лей средней сложности, а особенно для сложных деталей; может быть
составлена только при автоматическом программировании.
Использование ЭВМ невозможно без развитого математического
обеспечения. Под математическим обеспечением ЭВМ понимают комп-
111
леке программ, описаний и инструкций, позволяющих организовать
и автоматизировать вычислительный процесс на ЭВМ. Система про-’
граммного обеспечения ЭВМ содержит набор основных операционных
систем, комплекс программ технического обслуживания и пакетов
прикладных программ. Операционные системы представляют собой'
совокупность программ, предназначенных для повышения эффектив-
ности использования ЭВМ, автоматизации процесса подготовки, от-
ладки и прохождение в машине рабочих программ, увеличения про-
изводительности труда обслуживающего персонала. Комплекс про-
грамм технического обслуживания — это тест, т. е. программы (нала-
дочные, проверочные и диагностические), разработанные для цент-
ральных процессоров, оперативной памяти, внешней памяти, уст-
ройств ввода-вывода. Пакеты прикладных программ предназначены
для работы с операционными системами и являются их дополнением
и развитием. Все это относится к программированию для станков с
ЧПУ.
Рассмотрим пример эффективности машинного программирования
1191. При ручном программировании обработки лопатки турбины на
фрезерном станке со встроенным линейным интерполятором необходи-
мо выполнить 8 тыс. арифметических операций на настольной кла-
вишной машине. Один работник выполняет это за 8,5 дней. Если* для;
этой же цели применить ЭВМ и систему программирования APT, то
информация для ЭВМ будет подготовлена за 30 мин. Расчет ее на ЭВМ
занимает 3 мин. Еще один пример для позиционных систем. Требуется
обработать диск с 73 отверстиями, которые равномерно расположены по
окружности диаметром 250 Мм. Каждое отверстие требуется центровать,
сверлить, развернуть. При ручном программировании требуется рас-
считать 146 координат (по две на каждое отверстие), составить бланк на
438 кадров (три обработки на каждое отверстие), а затем записать
программу на перфоленту. Для выполнения этой»работы требуется
8 ч. При программировании на ЭВМ с использованием языка APT тре-
буется 45 мин для составления программы и 15 мин для расчета на ЭВМ
и записи программы на перфоленту.
Математическое обеспечение для случая подготовки станочных
программ носит название системы автоматического программирования
(САП). Это комплект программ для ЭВМ, который содержит: 1) транс-
лятор — программу для перевода информации с входного языка САП
. на язык вычислительной машины; 2) процессор — комплект программ
для необходимых вычислений на машинном языке; 3) постпроцессор —
комплект программ для перевода информации с машинного языка на
язык конкретного станка с ЧПУ.
Подготовка математического обеспечения — сложный, ответствен-
ный, трудоемкий и дорогой процесс. Подготовка каждой из программ
требует несколько человеко-лет. Использование конкретной ЭВМ воз-
можно только в том случае, если имеются для нее соответствующие
программы.
Входной язык САП является проблемно-ориентированным языком
четвертого уровня, он близок к нашему обычному разговорному язы-
112
ку. В обязанность программиста входит составление программы на
входном языке. Все дальнейшие преобразования информации совер
шаются автоматически в соответствии с программой-транслятором,
программой-процессором и программой-постпроцессором. Машина вы-
дает в готовом виде программу для конкретного станка с ЧПУ, за
писанную на перфоленту.
Любую программу, которая переводит произвольный текст, сос-
тавленный на некотором входном языке, в текст на другом языке, на
зывают транслятором. По уровню входного языка транслято-
ры принято делить на ассемблеры, макроассемблеры, компиляторы
и генераторы. Входным языком ассемблера является мнемокод, мак-
роассемблера — макроязык, компилятора — процедурно-ориенти-
рованный язык третьего уровня, а генератора — проблемно-ориен-
тированный язык четвертого уровня.
Трансляция осуществляется в несколько этапов, на каждом из
которых выполняется определенная работа. На первом этапе выпол-
няется лексический анализ и редактирование программы, т. е. при-
ведение информации к некоторому стандартному для данного трансля-
тора виду. Можно говорить о том, что программу переводят на неко-
торый промежуточный внутренний язык транслятора. Одновременно
осуществляется лексический контроль программы* выявляющий не-
допустимые слова На втором этапе трансляции выполняется синтак-
сический анализ, распознающий тип предложений и выявление ст-
руктуры программы, а также синтаксический контроль и выявление
синтаксических ошибок. На третьем этапе производится семантичес-
кий анализ, в ходе которого проводится исследование каждого пред--
ложения и генерирование семантически эквивалентных предложений
машинного языка. Иногда вводят еще один этап, на котором прово-
дится оптимизация программы с целью сокращения времени ее вы-
полцения и уменьшения используемого объема памяти машины-
Транслятор — очень большая и сложная программа, содержащая
от нескольких тысяч до нескольких десятков тысяч машинных слов.
Весь-транслятор делят на части, каждая из которых выполняет при
трансляции определенную работу. Части транслятора^магут быть бло-
ками или подпрограммами, различие между которыми состоит в том,
что блок выполняется всегда, когда приходит его очередь, а подпро-
грамма только тогда, когда в этом есть необходимость.
Обычно каждый этап обработки выполняет отдельный блок транс-
лятора или несколько блоков, каждый из которых выполняет опре-
деленную работу. Каждый блок вызывается в оперативную память и
просматривает всю программу. Блоки вызываются последовательно,
поэтому число просмотров равно числу блоков. Некоторые трансля-
торы, имеющие блочную структуру, просматривают входную про-
грамму 10—20 раз и более.-В отдельных случаях трансляция органи-
зована так, что входная программа обрабатывается по частям.
Постпроцессором называют программу ЭВМ, предна-
значенную для перевода информации с машинного языка на язык
конкретного станка с ЧПУ. Одна и та же машина Должна иметь не-
сколько постпроцессоров в зависимости от числа различных систем ЧПУ.
5 _3ак. 1331 43
Типовыми функциями постпроцессора являются: считывание инфор-
мации, подготовленной процессором; согласование размеров с ко-
ординатами станка;' согласование метода отсчета с методом отсчета
станка (абсолютный или относительный отсчет); согласование систе-
мы кодирования информации с системой станка; согласование скорос-
ти шпинделя и подач с теми их величинами, которые приняты в дан-
ном станке; пересчет размеров в соответствии с ценой импульса стан-
ка; согласование .команд с системой команд данного станка; выбор
системы интерполяции (линейной или круговой); проверка информа^
ции по ограничениям данного станка (длине хода исполнительных ор-
ганов, числу позиций револьверной головки, предельным скоростям
и подачам, несоударениям инструмента, детали и станка и др.); раз-
мещение информации в кадрах перфоленты, характерное для данного
станка; распечатка выходных данных на специальном бланке; диаг-
ностика и распечатка ошибок программы.
Постпроцессор является также очень важной и сложной частью
САП, он содержит несколько тысяч фраз машинного языка. Работа по
созданию постпроцессоров требует от 3—6 человеко-месяцев для по-
зиционного управления и 3—4 человеко-лет для многокоординатных
контурных систем. Как и транслятор, постпроцессор содержит опре-
деленное число блоков, каждый из которых выполняет определенную
задачу.
„ Рассмотрим на конкретном примере, как реализуются те идеи,
которые были высказаньъ выше. В практике часто приходится обра-
батывать детали с упорядоченным расположением отверстий (печат-
ные и монтажные платы, фильтровальные доски, фланцы и др.). Не-
которые из схем такого упорядоченного расположения показаны на
рис. 63. Пусть требуется обработать 30 отверстий, расположенных в
виде матрицы, образованной шестью рядами в одном направлении и
--пятью рядами в другом (рис. 63, б). Расстояние*между отверстиями
в рядах соответственно d и /, координаты первого отверстия относи-
тельно системы координат станка о и в, матрица расположена длинной
стороной под углом а к оси X. Имея указанные размеры, без особо-
го труда можно»вручную вычислить координаты всех отверстий.
При переходе от одного отверстия к другому в ряду d нужно к ко-
ординатам предыдущего отверстия прибавлять значения Ах = d cos а,
Ay = d sin а, а в ряду f прибавить Axj = f sin а и отнять Ay± —
= f cos а (рис. 63, a).
Потребуется 30 кадров,, чтобы записать полученную информацию
на перфоленту. В каждом кадре будут записаны координаты одного
отверстия й необходимые технологические команды. Если число от-
верстий будет 300 или 3000, соответственно в 10 или 100 раз возрастает
трудоемкость программирования и объем программоносителя. Зада-
ча в этом случае становится весьма сложной. Аналогичные рассуж-
дения можно привести для случаев, приведенных на рис. 63, а, в.
Появляется мысль, что всю вычислительную работу и изготовление
перфоленты можно поручить ЭВМ, предварительно составив три под-
программы для машины (М — матрица, L — линия, С — окружность)
и записав их в память ЭВМ. Тогда в каждом частном случае програм-
114
мирование значительно упрощается — достаточно в одной фразе ука-
зать вид подпрограммы и ее переменные параметры (число отверстий,
шаг, угол наклона и др.). Тогда та условная система обозначений, при’
помощи которой ЭВМ сообщают необходимые данные, будет называть-
ся входным языком, а сами подпрограммы — процессором. Трансля-
тор системы будет очень простым — по признакам М, L, С нужно вы-
звать из памяти соответствующую подпрограмму. Постпроцессор дол-
жен согласовать подготовленную информацию с возможностями кон-
кретного сверлильного или координатно-расточного станка. Все вместе
взятое (программы и входной язык) образует систему автоматическо-
го программирования (САП). х
Одной из самых первых и простых была именно такая система —
система AID, предназначенная для обработки отверстий при их упо-
рядоченном расположении. В этой системе принят табличный спо-
соб задания информации. Параметры подпрограммы должны быть за-
писаны в виде табл. 12. При этом должно быть заранее обусловленное
соответствие между номером столбца и той информацией, которая в
этот столбец помещается.
Строка 1 — подпрограмма Т — согласование систем координат
станка и детали. Начало координат систем обычно не совпадает, для-
согласования требуется параллельный перенос осей. Практически это
означает, что к координатам таблицы прибавляется величина х0 или у0.
Рис. 63. Система А1Д для обработки отверстий, имею-
щих упорядоченное расположение:
а—на прямой; б — в виде матрицы; в — на дуге окружности; <з—
схема расчета
5*
115
Программа AID
Таблица 12
№ строки 1 2 3 4 5 6 7 8 9
1 т х0 Уо- -
2 L V О- b d а 5
3 М а ь d а 6 f 5
4 С а ь Г Y 6 -р
5 р — ха — Уо
Строка 2 — подпрограмма L. Ее параметрами являются коорди-
наты первого отверстия, расстояние между отверстиями d, угол а на-
клона прямой к оси, число отверстий п. ;
Строка 3 — подпрограмма М. Соответствующие параметры под-
программы даны на рис. 63, б.
Строка 4 — подпрограмма С — обработка отверстий, располо-
женных на дуге окружности.
Строка 5 — подпрограмма Р — рассогласование систем коорди-
нат станка и детали.
Программа AID позволяет также автоматизировать отдельные опе-
рации технологического программирования, рассчитать для каждой
операции режимы резания (скорость резания и подачу), в зависимости
от точности отверстия запрограммировать число и последовательность
обработки для каждого отверстия (сверление; сверление и зенкеро-
вание;- сверление, зенкерование и развертывание и т. д.).
Особенности и свойства каждой САП в значительной степени опре- ;
деляются ее входным языком. Язык САП должен дать возможность |
технологу описать геометрическую и технологическую информацию 3
о конкретной детали кратко, однозначно и просто. Язык САП должен 3
быть близок к машинному языку, от этого зависит сложность трансля- |
тора. Одновременно язык САП должен, быть близок к естественному 1
разговорному языку. Только в этом случае человек сможет быстро I
освоить его и правильно использовать. J
В настоящее время в нашей стране и за рубежом разработано около 1
сотни проблемно-ориентированных языков для систем числового уп- ;
равления технологическим оборудованием. з
В зависимости от вида обработки различают САП для фрезерных, ;
токарных и сверлильно-расточных работ.
По технологическим возможностям различают универсальные и
специальные САП. Специальные САП имеют узкие технологические
возможности, их создают для определенной системы управления или
определенного станка, определенных типов ЭВМ, отдельных типов
деталей или для определенного потребителя. Обилие специальных
САП вызывает затруднения с их использованием, поэтому были раз-
работаны универсальные САП с широкими технологическими воз-
можностями, пригодные для разных станков, разных видов обработ-
ки, разных ЭВМ. и обрабатываемых деталей. Это стало возможным
благодаря появлению постпроцессоров как части единой универсаль-
116
ной программы. Но не следует думать, что универсальные САП цели-
ком заменят специальные и что в будущем не будут разрабатывать спе-
циальных САП. Специальные САП имеют свои преимущества: они де-
шевле, так как объем информации ограничен условиями конкретной
задачи; они могут быть рассчитаны на использование ЭВМ меньших
размеров; программирование обработки делают наиболее простым и
легким. В каждом конкретном случае следует проводить необходи-
мые технико-экономические расчеты, чтобы решить вопрос, какой САП
отдать предпочтение.
По способу представления информации различают языки таблич-
ные и текстовые. В табличных языках вся информация должна быть
распределена между ячейками заранее составленной формы (табли-
цы). Заранее определяют строгое соответствие между видом информа-
ции и ее положением в графах таблицы. При такой форме записи транс-
лятор получается наиболее простым, но это увеличивает трудоем-
кость записи, делает ее более громоздкой.
При использовании текстовой формы представления всю информа-
цию задают отдельными фразами. Эти языки позволяют затрачивать
меньше времени на подготовку информации, однако более сложны
для перевода. 4 ’
В любом языке различают три части: алфавит, синтаксис и семан-
тику. Алфавитом называют набор символов, который используют для
представления рассматриваемой информации. В качестве условных
символов языка используют буквы русского и латинского алфавита,
цифры, знаки и слова.
Синтаксис (грамматика) говорит о законах словообразования, при-
нятых в языке, показывает, как из отдельных символов алфавита фор-
мируются более сложные языковые конструкцииДслова из букв, фра-
зы из слов, какие сочетания элементов допустимы, а какие недопус-
тимы, в каком порядке располагать отдельные элементы и др.).
Семантика объясняет, как толковать словесные конструкции, по-
казывает смысловое содержание каждой конструкции языка.
' Наибольшее распространение получили следующие САП: APT,
ЕХАРТ и 2CL. Система APT разработана в 1955—1961 гг. в США, сис-
тема ЕХАРТ в 1964 г. в ФРГ, система 2CL в 1965 г. в Англии, причем
две последние системы были созданы на базе системы APT. Все после-
дующие САП, в том числе наши отечественные, были созданы на базе
упомянутых выше систем.
Каждая новая САП заимствует опыт предыдущих систем и сама
вносит что-то новое.
2. САП ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ
На фрезерных станках с контурными системами управления обра-
батывают наиболее сложные детали с большим числом, криволиней-
ных поверхностей, Автоматизация программирования в этом случае
дает наибольший экономический эффект. Этим объясняется, что наи-
большее число САП разработано для фрезерных станков. Значитель-
117
ная часть из них предназначена для обработки плоских разновысоких
контуров в 2,5-координатной системе с переходом от контура к конту-
ру по третьей координате. Созданы отечественные системы: САП-2,
САПС-М22, СПС-Ф, СППС, САПП и зарубежные ЕХАРТЗ,. PROFI-
LEDATE, KIPPS и др. Для объемной трехкоординатной обработки
созданы САП-3, APT, ACTION и др. Большинство из перечисленных
систем автоматизируют только расчетно-аналитический этап подготов-
ки программы, лишь некоторые из них решают отдельные задачи тех-
нологической подготовки. В отдельных САП предусмотрены методы
обнаружения ошибок и вывод их на печать.
Накопленный опыт говорит о большой эффективности САП [201.
Они позволяют сократись трудоемкость подготовки программ в 10—
20 раз и стоимость в 5—15 раз. Для овладения технологом языка'
САП нужно затратить всего 1—5 дней. Подготовка исходной инфор-
мации на входном языке занимает в среднем от 30 мин до 2 ч; машин-
ное время ЭВМ 0,5 — 10 мин.
Рассмотрим более ‘ подробно две наиболее простые САП: САП-2
и САПС-М22/32.
САП-2 предназначена для фрезерных станков с контурной систе-
мой управления. Позволяет автоматизировать процесс составления
программы для обработки плоских контуров. Расчеты выполняются
на машинах «Минск-22» и «Минск-32», результаты расчета выводятся
на перфоленту. Вводную информацию на языке САП-2 называют язы-
ковой программой. Система проста для освоения,, надежна в эксплуа-
тации, имеет широкое распространение. Диагностика ошибок, допу-
щенных при составлении программы, выдается на пульт.
Предварительно обозначают элементы контура обрабатываемой
детали, обозначение содержит наименование элемента и его номер.
Точки обозначают TROO, ТК.01, ТК.02, ...; отрезки прямой линии —
ДРОО, ПР01, ПР02, ...; отрезки окружности — KPSO, КР01, КР02, ....
Обозначение присваивают также некоторым вспомогательным эле-
ментам: необходимым центрам окружностей, осям координат и др.
Языковая программа состоит из двух частей: строки обхода и
обозначений. В строке обхода указывают последовательность обра-
ботки отдельных элементов контура и следующие технологические па-
раметры обработки: радиус фрезы г00; цену импульса ЦИ00, допуск
на линейную аппроксимацию дут окружностей рОО; SPOO— рабочую
подачу и БУОО — ускоренную подачу; характер движения фрезы:
ФР — движение фрезы по контуру; ФР-------движение фрезы по эк-
видистанте слева от контура, ФР+ — движение фрезы по эквидистан-
те справа от контура.
Различают обозначения двух видов: элементарные и сложные.
Сложные обозначения указывают способ определения отдельных эле-
ментов контура. Каждый из элементов может быть задан несколькими
способами. Точка может быть задана (рис. 64, а): координатами
TK01-X01/Y01; двумя прямыми ТК01-ПР01/ПР03; прямой и окруж-
ностью ТК01-МХПР02/КР01, ТК02-БХПР02/КР01 (точки отлича-
ются: координатах меньше MX, координатах больше Б X); двумя
окружностями ТК01-БУКР01/КР02, ТК02-МУКР01/КР02 и др. Пря-
118
Рис. Б4. Способы задания геометрических элементов на языке
САП-2:
* а —точки; б — прямой; в — окружности
мая может быть задана (рис. 64, б): двумя точками ПР02-ТК01/ТК02;
точкой и углом наклона к оси координат ПР02-ТК02/ХУК01 (угол
отсчитывается от оси X к оси Y, тангенс угла К01); одной коорди-
натой ПР03-У02, если прямая параллельна оси координат; как
перпендикуляр к прямой в заданной точке ПР01-_1_ПР03/ТК02;
как касательная к окружности в заданной точке ПР01--LKP01./TK02
и др. Окружность может быть задана (рис. 64, в): центром и ради-
усом KP01-TK01/R01; центром и точкой, лежащей на окружно-
сти КР4-ТК04/ТК02; центром и прямой, касательной к окружности,
КР02-ТК02/ПР01; радиусом
и точкой касания, лежащей
на касательной, КР02-ТК02/
R02 и др.
В .разделе «Элементарные
обозначения» должны быть
указаны численные, значения
всех элементов: координаты,
радиусы, тангенсы углов. Все
численные величины записы-
вают семизначным числом.
Указывают , масштаб описа-
ния численных величин. На-
пример, при масштабе 4.: че-
тыре левые разряда — це-
лая часть числа, три пра-.
Дробйая (запятую не рис gg Эскиз детали для записи програм-
ставят). мы на языке-САП-2
119
Программу обработки на языке САП-2 детали, показанной на
рис. 65, записывают по следующей форме.
Программа на языке САП-2 '
Строка обхода
гОО, ЦИОО, рОО, ФРО, SYOO, от ТК01 до ТК02, SPOO, ФР — по ПР01, до ПР02,
-по +КР01, по ПРОЗ, до ПР04, по ПР04, до ПР05, по ПР05, до ПР06, по ПР06,
до ПР01, по ПР01, до ТК01, конец
Сложные обозначения
Элем е н т а р н ы е об оз н а ч е н и я
ТК01-Х01
ТК02-Х01/402
ТКОЗ-ХО1/403
ТК05-Х05/405
ТК06-Х05/406
ПР01-Х02 '
ПР02-ТК03/УХК01
ПРОЗ-4ОЗ
ПР04-Х04
ПР05-ТК06/ХУК02
ПР06-_ЕПР01/ТК02
КР01-ПР02/ПР03Р01
ХО1-0120000
Х05-0480000
Y02-0075000
Y03-0135000
Y05-0325000
Y06-0275000
R01 -0070000
К01-0001732
К02-0000839
Строка обхода содержит основные технологические данные и по-
рядок обработки элементов контура. Подвод и отвод фрезы произво-
дится на ускоренной подаче, а движение по контуру — на рабочей по-
даче. Программируются элементы контура детали. Эти данные явля-
ются исходными для автоматического расчета параметров эквидис-
таны. При холостых перемещениях ось фрезы совпадает с программи-
руемой траекторией (команда ФРО), при подходе к контуру детали
по команде ФР— (фреза слева) центр фрезы перемещается на эквидис-
танту и обходит контур по ней. ’
Раздел «Сложные обозначения» содержит геометрическое опреде-
ление всехэлементов контура, а раздел «Элементарные обозначения» —
все размеры.
Система САПС-М22/32, разработанная для машин «Минск-22» и
«Минск-32», обеспечивает программирование фрезерной 2,5-коорди-
натной обработки плоских деталей, входной язык системы является
текстовым, разработан на основе языков APT и АЛГОЛ-60.
Алфавит языка содержит: цифры, буквы, логические значения и
ограничители.
Цифры — арабские 0, 1, 2, ..., 9.
Буквы — 31 прописная буква русского алфавита (не использу-
ются буквы Ё, Ъ); 14 букв латинского алфавита, отличные от русских:
D”, F, G, I, J, L, N, Q, R, S, U, V, W, Z. Те буквы, которые при напи-
сании совпадают с соотетствующими цифрами, пишутся с чертой ввер-
ху: О, 3, Ч. Логические значения: меньше <, равно =, больше >, не
равно
120
Ограничители — знаки арифметических операций (прибавить +,
отнять —, умножить X, разделить /, возвести в степень |); раздели-
тели для разделения элементов языка (запятая, , точка . , двоеточие
: , оператор присваивания :=, знак переноса *, начало поясняющего
текста **, точка с запятой ;), скобки — левая круглая ( и правая круг-
лая ).
Символы алфавита языка САПС-М22 используют для образования
словесных конструкций.
Для записи чисел используют десять арабских цифр, десятичную
точку ., символ 10 и знаки + или —. Все числа делят на целые и ве-
щественные (действительные). Целые числа считают точными, все ариф-
метические операции с ними тоже должны выполняться точно. Ве-
щественные числа считают приближенными, все арифметические опе-
рации с ними выполняются- по общим правилам для приближенных
чисел. .
Целые чцсл'а состоят только из цифр со знаками плюс или минус
или без знака, например 42, —60, 1935, +14. Вещественные числа
могут быть целыми и дробными. Их можно записать в любой привыч-
. ной форме. Десятичные дроби записываются как обычно, только вмес-
то запятой используют десятичную точку. Если целая часть дроби
равна нулю, то нуль можно не писать. Примеры записи дробных
чисел: 34.012; .471; .00069 и т. д. Для записи чисел, являющихся
степенями десяти, основание степени 10 записывают внизу строки, а
показатель степени в саму строку. Например, числа 4-107и—35-10-5
запишутся так: 410 7 и —351О—5. ~
Слова языка САПС-М22:
1) слова, определяющие тип геометрических . объектов: ТОЧ— -
точка; ПР — прямая, ОКР — окружность; ПЛ — плоскость; ВЕКТ —
вектор; .
2) идентификаторы стандартных функций: SIN; COS; SQRT —
квадратный корень; ABS — абсолютное значение; SIGN (Е) — знак
величины Е (+1 для Е > 0, 0 для Е = 0, —1 для Е < 0);
. ENT1ER (Е) — целая часть Е; LNTH (Gl, G2) — величина рас-
стояния между двумя точками (геометрическими объектами G1 и G2);
3) слова, используемые в качестве модификаторов (определителей):
КАС — касательно, ПРС — пересечение, ПРЛ — параллельно,
РАД — радиус, РАСТ — расстояние, УГ —- угол, КХ — координа-
та х, КУ— координата у, НАР — снаружи, ВН — внутри, ХБ — х
больше, ХМ — х .меньше, СЛ — слева, СПР — справа;
4) слова, определяющие действие: ИДИ — перемещение инстру-
мента, ПРИРАЩ — указание ‘Приращения положения инструмента,
ВНАПР — задание направления перемещения, ВПЕР, НАЗАД —
направление перемещения;
5) слова, описывающие технологическую информацию: ФРЕЗА —
задаются основные размеры концевых цилиндрических фрез, ДОП—
допуск на аппроксимацию, СТАНОК — тип станка, ИНТЕРП — тип
интерполятора, ПОДАЧА — величина контурной подачи, ПАУЗА —
121
выстой инструмента, ДЕТАЛЬ — пояснения, относящиеся к детали,
ПРИМЕЧАНИЕ — необходимые пояснения оператору, СКС — систе-
ма координат станка и т. д.
Одним из основных операторов языка является оператор присваи-
вания. Общая структура оператора присваивания, определяющего
геометрический объект, имеет вид:
ИДЕНТ := —способ определения геометрического объекта, где
ИДЕНТ — идентификатор геометрического объекта;
:= — оператор присваивания.
Способы определения геометрических объектов могут быть разны-
ми.
Точка может определяться следующими способами (рис. 66, а—ж):
Г) своими координатами в 'этом случае оператор присваивания име-
ет вид ___
ТОЧ1:= X, У;
2) пересечением двух прямых, оператор присваивания имеет вид
ТОЧ1:= ПРС, ПР1, ПР2;
3) пересечением прямой с окружностью
ТбЧ1:=ПРС,] ПР1, ОКР1, ХБ,
где ХБ — указание, что из двух точек выбирается та, которая имеет
координату X больше;
Рис. 66. Способы задания геометрических элементов на языке
САПС;
а — ж точки; з — о — прямой
122
4) пересечением двух окружностей
ТОЧ1: = ПРС, ОКР1, ОКР2, УБ;
5) прямой и. значением одной из ее координат (рис. 66, д):
ТОЧ1:= НА, ПР1, КХ, 6;
эта запись означает: на прямой 1 выбрана точка, координата X кото-
рой равна 6; •
6) окружностью и Значением одной из ее координат:
ТбЧ1:=НА, ОКР1, КХ, 10, УБ;
это означает, что из двух точек, лежащих на окружности, координа-
та X которых равна 10, выбирается та, у которой координата Y боль-
ше,
7) как центр окружности
ТОЧ1 — ЦТР, ОКР1.
Способы определения' прямой (рис. 66, з—о):
1) в канонической форме
* ПР1:=СОБа, SIN a, Р;
2) двумя точками
ПР1:=ЧЕРЕЗ, ТОЧ1. ТОЧ2;
3) точкой и окружностью
ПР1:=ЧЕРЕЗ" ТОЧ1, КАС ОКР1, УБ;
это означает, что прямая проходит через точку 1 по касательной к ок-
ружности 1, из двух касательных выбирается та, у которой коорди-
ната У больше;
4) двумя окружностями
ПР1:=КАС, РКР1, ОКР2, УБ, УМ;
здесь модификатор УБ относится к окружности 1, УМ — к окружно-
сти 2; из возможных значений модификаторов (ХБ, ХМ, УБ, УМ,
СЛ, СПР) выбирают наиболее наглядные;
5) точкой и углом к прямой
ПР1:= ЧЕРЕЗ, ТОЧ1, УГ, а, К, ПР2;
угол отсчитывают от задайной прямой к искомой, положительное на-
правление отсчета принимают' против часовой стрелки;
6) расстоянием от заданной параллельной прямой
ПР1— ПРЛ, ПР2, РАСТ, 12, УБ;
из двух прямых, параллельных прямой 2, выбирают ту, у которой ко-
ордината У больше;
7) окружностью и углом наклона к заданной прямой
ПР1. = КАС, ОКР1, УГ, а, К, ПР2; УМ;
123
Способы определения окружности (рис. 67):
1) координатами центра и радиусом (рис. 67, а)
OKP1:=X,Y; R;
2) точкой центра и радиусом (рис. 67, 6)
ОКР1: = ЦТР, ТОЧ1, РАД, R;
3) тремя точками (рис. 67, й)
ОКР1 — ЧЕРЁЗ, ТОЧ1, ТОЧ2. ТОЧЗ;
4) двумя пересекающимися прямыми и радиусом (рис. 67, г)
ОКР1:=КАС, ПР1, ПР2, РАД, R, ХБ, ХБ;
порядок написания модификаторов должен соответствовать поряд-
ку написания прямых и указывать положение искомой.окружности
относительно прямых; . •
5) точкой, окружностью и радиусом (рис. 67, д)
ОКР1: = ЧЕРЁЗ, ТОЧ1, КАС, ПР1, РАД, R, УБ;
6) прямой, окружностью и радиусом (рис. 67, е)
ОКР1 — КАС, ПР1, ОКР2, РАД, R, УБ, НАР, ХБ;
7) тремя прямыми (рис. 67, ж)
ОКР1:= КАС, ПР1; ПР2, ПРЗ, УБ, ХМ, УМ;
8) двумя точками и радиусом (рис. 67, з)
ОКР1:= ЧЕРЕТЗ, ТОЧ1, ТОЧ2, РАД, R, УБ.
*
В языке САПС предусмотрен ряд операторов для записи исходной
технологической информации:
тип станка описывается оператором СТАНОК/код станка;
тип интерполятора — оператором ИНТЕРП/код интерполятора;
Рис. 67. Способы задания окружности на языке САПС
124
обрабатываемая деталь — оператором ДЕТАЛЬ/поясняющий
текст (текст может содержать наименование детали, ее номер и др.);
фреза — оператором ФРЕЗА/dr, .где d — диаметр концевой фрезы,
г — радиус скругления кромок фрезы;
допуск на линейную аппроксимацию дуг окружностей — опе-
ратором ДОП/допуск (если оператор ДОП отсутствует, то процессор
автоматически - устанавливает значение допуска ±0,0125 мм; опера-
тор ДОП является модальным — его действие распространяется на
все следующие операторы движения, пока не будет задано новое зна-
чение допуска); ' " . .
необходимая величина "контурной подачи в мм/мин — оператором
ПОДАЧА/величина подачи;
оператор ПАУЗА позволяет программировать выстой инструмен-
та в любом месте программы ПАУЗА/время, с;
оператор СКС устанавливает связь системы координат станка с
системой координат детали.
Предусмотрены четыре типа операторов СКС:
параллельный перенос начала системы координат станка относи-
тельно системы координат детали СКС/СДВИГ, X, Y, Z, где X, Y, Z-=-
координаты нулевой точки станка в системе координат детали;
поворот системы координат станка относительно одной из осей
системы координат детали СКС/ВРАЩ, XY, а, где а — угол в граду-
сах; положительное, направление — против часовой стрелки, если
смотреть против положительного направления третьей оси (то же,
YZ, ZX); . ' ‘
параллельный перенос и поворот относительно одной из осей ко-
ординат СКС/ВРАЩ XY.jz, СДВИГ, X, Y, Z;
отмена действия-СКС/ОТМЕН.
Если оператор СКС не применен, то процессор считает, что систе-
мы координат детали и станка совпадают.
Для организации перемещения инструмента в языке САПС исполь-
зована следующая система поверхностей (рис. 68, а): поверхность де-
тали (ПД), совпадающая с торцовой поверхностью фрезы; направ-
ляющая поверхность (НП), определяющая траекторию движения фре-
зы; ограничивающая поверхность (ОП), когда инструмент достигает
ОП, процессор приступает к выполнению следующего оператора.
- В языке САПС поверхность детали задается оператором ПОВД/
плоскость.
Оператор АВТПД автоматически определяет поверхность детали
как поверхность, параллельную плоскости XOY, проходящую через
точку, определяющую текущее положение фрезы.
Для программирования перемещения в языке САПС предусмотре-
но несколько операторов. Их делят на две группы: невыполняемые
операторы, не вызывающие непосредственного перемещения инстру-
мента, а служащие для подготовки условий для следующих за ними
выполняемых операторов; выполняемые операторы, вызывающие непо-
средственное перемещение инструмента.
126
Рассмотрим основные операторы.
1. Оператор ИЗ определяет точку начала движения: ИЗ/ТОЧ1.
Если оператор ИЗ отсутствует, процессор присваивает координа-
там начальной точки нулевые значения.
2. Операторы ФРНА, ФРСЛ, ФРСПР определяют связь инстру-
мента с направляющей поверхностью (рис. 68, б). При операторе ФРНА
центр фрезы совпадает с направляющей поверхностью; оператор
ФРСЛ задает движение фрезы слева от направляющей поверхности,
если смотреть на поверхность в направлении движения; оператор
ФРСПР задает движение фрезы справа от направляющей поверхно-
сти.
3. Оператор ВНАПР задает направление перемещения инстру-
мента (рис._ 68, в): ИЗ/ТОЧ1; ВНАПР/ВЕКТ1 или ИЗ/ТОЧ1;
ВНАПР/ТОЧ2.
4. Оператор ИДИ используют для задания перемещения инстру-
мента из его последнего по времени положения к указанному геомет-
рическому объекту; ИДИ/В, ТОЧ1; ИДИ/HA, ПР1.
Если направление перемещения не указано, фреза перемещается
по кратчайшему расстоянию до объекта.
5. Оператор перемещения по приращению: ПРИРАЩ/dX, d\, dZ,
где dX, dY, dZ — величина приращений по каждой из координат.
Характер перемещения, задаваемого оператором_ИДИ, определяется
модификаторами В, ПО, ЧЕРЕЗ, ДО, ЗА, КАС, ПОЧС, ПРЧС, ВЛЕВ,
ВПРАВ, ВПЕР, НАЗАД и др.
Рис 68. Способы организации перемещения инстру-
мента в языке САПС:
а—система поверхностей: б — операторы связи инструмента
с направляющей поверхностью; в — оператор ВНАПР: г —•
операторы связи инструмента с ограничивающей поверхяо*
стью
126
Связь инструмента с ограничивающей поверхностью определяется
модификаторами ДО, НА, ЗА (рис. 68, г): ИДИ/ДО, ПР1; ИДИ/НА,
ПР1; ИДИ/ЗА, ПР1. В первом случае фреза перемещается до сопри-
косновения с ОП, во втором — до тех пор, пока ее центр не совпадет
с ОП; в третьем — пока фреза не перейдет за ограничивающую поверх-
ность. •
Один оператор ИДИ может содержать цепочку прямых и окруж-
ностей, которую фреза должна последовательно обойти: ИДИ/ПРГ,
ПР2, ПРЗ, ПР4, НА, ПР5. '
Приведем несколько примеров. _ _
L Рис. 69, а: ИЗ/ТОЧ1; ИДИ/НА, ОКР1; ФРНА; ИДИ/ОКР1,
ПОЧС, НА, ПР1.
2. Рис. 69,6: ИЗ/ТОЧ1;_ ИДИ/НА, ПР1; ФРНА; ИДИ/ПР1,
ВПРАВ, КАС, ОКР£; ИДИ/ОКР1, НА, ПР2.
• 3. Рис. 69, а: ИЗ/ТОЧ1; ИДИ/ДО, ОКР1; ФРСЛ; ИДИ/ОКР1,
ПОЧАС, КАС, ПР1^ ИДИ/ПР1, ВПЕР, ДО, ПР2.
4. Рис. 69, г: ИЗ/ТОЧ1; ВНАПР/ТОЧ2; ИДИ/ЧЕРЕЗ, ТОЧ2, ДО,
ПРР, ФРСЛ; ИДИ/ПР1, ПР2, ПРЗ, ОКР1, НА, ПР4.
Программа на языке САПС должна начинаться словом ПРОГРАМ-
МА, заканчиваться словом КОНЕЦ. За словом ПРОГРАММА может
быть записан любой поясняющий текст. Поясняющий текст в любом
месте программы может быть введен также оператором ПРИМЕЧА-
НИЕ. В САПС принят естественный порядок выполнения операторов
(в порядке их следования). При записи программы на бланке в Каж-
дой строке может быть записан один или несколько операторов, раз*
Рис. 69. Иллюстрация примеров программирования перемеще-
ния на'языке САПС
127
деленных -знаком. При переносе оператора из одной строки в следую-
щую пользуются знаком *.
Основные этапы преобразования информации в системе САПС.
1. Ввод информации, записанной на перфоленту, на вводном язы-
ке САПС -в ЭВМ. -
2. Вызов и настройка стандартных подпрограмм из библиотеки
транслятора САПС, предварительный просмотр текста транслятором,
трансляция исходной информации и составление рабочей программы.
3. Вызов и'настройка стандартных подпрограмм из библиотеки
САПС, решение технологических и геометрических задач, расчет тра-
ектории движения инструмента. . '
4. Вызов и настройка подпрограмм постпроцессора САПС, полу-
чение управляющей информации для интерполятора.
В заключение рассмотрим пример программы на языке САПС для
детали, показанной на рис. 70.
01 ПРОГРАММА НА ЯЗЫКЕ САПС;
02 ДЕТАЛЬ КАЛИБР;
03 ПРИМЕЧЕНИЕ ОБРАБОТКА НАРУЖНОГО КОНТУРА;
04 СТАНОК/8; ИНТ-ЕРП/3; ФРЕЗА/20.0, 0.0;
05 ПР1:=0,1, 96; ПР2:=1, 0, 20; ПРЗ:=0,1, 78;
06 ПР4:=1, 0, 110j_nP5:=0, 1, 28; ПР6:=0, 1, 10;
07 ПР7;=Г, 0, 10; ОКР:=Н)0, 68, 10; TO41:=-HA_nPj(l, 0, 0);
08 ПОДАЧА/200; ИЗ/ТОЧ1; ИДИ/ПР (1, 0, 0), ДО, ПР1; КУ, 116;
09 ФРСЛ; ДОП/0.04;
10 ИДИ/ПР 1, ПР2, ПРЗ, КАС, OKPI;
11 ИДИ/ОКР1, ПОЧС, КАС, ПР4;
12 ИДИ/П1Ч_ПР2, ПР6, ПР7, ЗА, ПР1-
13 ИДИ/ТОЧ1;
14 КОНЕЦ.
128
Прямая ПР1 параллельна оси X, следовательно, угол а = 90° (см.
рис. 66, з), COS 90° = 0, SIN 90Q-= 1, р = 96. Отсюда параметры
прямой в канонической форме: 0, 1, 96.’Прямая ПР2 параллельна
оси У, ее параметры: 1, 0, 20 и т. д. Точка ТОЧ1 расположена на оси
Y с координатой у, равной 116.
3. САП ДЛЯ ТОКАРНЫХ СТАНКОВ
Для токарных станков разработаны системы автоматического про-
граммирования: СПС-Т, СПС-ТАУ, ЕХАРТ-2, АИТОР1Т, AUTOP-
ROG, AUTOPOL, SAP и др. В некоторых САП автоматизированы
отдельные вопросы технологического программирования (СПС-Т,
ЕХАРТ-2, AUTOPROG). В отдельных системах предусмотрен конт-
троль ошибок на всех стадиях программы.
Система СПС-Т предназначена для программирования обработки
различных сложных деталей с криволинейным профилем обработки
на токарном станке. Программа содержит определение последователь-
ности обработки отдельных поверхностей и расчет режимов резания.
PROGRAMAT — система автоматического программирования для
токарных работ, роздана в ФРГ (фирма Pittlver) на базе системы АРД.
Она довольно близка к рассмотренной в предыдущем параграфе сис-
теме-САПС, но вместе: с тем имеет существенные особенности.
1. Система автоматизирует не только расчетно-аналитическую
часть процесса программирования, но и технологическую часть в боль-
шей степени, чем. это выполняют другие системы.
2. Система снабжена развитыми средствами программного обна-
ружения ошибок; список ошибок выводится на печать.
3. Для подготовки программы используют компактное программи-
рующее устройство «PROGRAMAT», которое содержит вычислитель-
ную машину. Это позволяет очень оперативно и эффективно решать
все вопросы программирования обработки.
Алфавит языка содержит 26 латинских букв, цифры и некоторые
знаки. .
Словарь языка содержит набор английских слов (приложение 5).
Поскольку каждое слово должно содержать не более шести букв, мно-
гие слова даны в сокращенном написании, например, вместо CUTTING
SPEED — скорость резания в языке ПРОГРАМАТ пишется слово
CSPEED; вместо FEED RATE — подача пишется FEDRAT; вместо
TOOL NUMBER — номер инструмента пишется TOOLNO и т. д.
Из геометрических объектов в языке выделены только прямые и
окружности. Рассмотрим способы определения пря’мой.
1..Прямая определяется двумя точками (рис. 71, а). Определение
имеет вид
LI =• LINE/30, 100, 14, 130.
В правой части стоит основное слово, определяющее тип элемен-
та контура: LINE — прямая, CIRCLE — окружность. Косая черта /
Отделяет основное слово от модификаторов.Модификаторами могут
быть: число или другие элементы контура, при помощи которых опре-
Й9
деляется данный элемент; слова, поясняющие положение элемента:
SMALL — меньше, LARGE — больше, LEFT — слева, RIGHT —
справа, ATANGL — под углом, CLW—по часовой стрелке, CCLW —
против часовой стрелки и др. Модификаторы разделяются запяты-
ми, в конце определения запятая не ставится. В левой части опреде-
ления помещается идентификатор — буква и цифра, которые при-
своены данному элементу. Обычно прямые обозначают LI, L2, L3,
окружности Cl, С2, СЗ, ... В последующем тексте, если требуется ссыл-
ка на данный элемент, указывается его идентификатор.
Определение элемента контура должно .быть сделано до его при-
менения. Допускается не более 10 определений за один раз. Это вызва-
но недостаточной памятью ЭВМ. Если новому определению присваи-
вается уже однажды использованный идентификатор, то старое опре-
деление этого идентификатора стирается.
В рассматриваемом примере прямая определяется двумя точка-
ми, а точки задаются своими координатами: хт — 30, — 100, х2 =
= 14, z2 = 130. Выше было показано, что при токарной обработке
ось Z располагают по оси детали, а ось X радиально.
2. Прямая определяется точкой и углом (рис. 71,6):
LI = LINE/30, 60, ATANGL, 20.
Угол измеряется между осью Z и прямой, ему присваивается знак
плюс, если отсчет ведется против часовой стрелки, и знак минус, если
по часовой стрелке.
3. Прямая параллельна другой прямой (рис. 71, в): ~
L2 = LINE/PARLEL, LI, XSMALL, 12.
Определяется прямая, параллельная прямой L1 и находящаяся от нее
на расстоянии 12 мм. Поскольку‘можно провести две линии, удовлет- .
воряющие этим условиям (одну ниже L1, другую выше), то вводится
Рис. 71. Способы определения геометрических элементов на. языке PROGRAMAT:
а — — прямых; ж м окружностей
1-30’
пояснение — определяется линия, у которой координата х меньше
(XSMALL).
4. Прямая определяется точкой и окружностью (рис. 71, г):
L1 L1NE/25, 45, RIGHT', Cl.
Определена прямая, проходящая через точку х = 25, г = 45, каса-
тельная к окружности С1. Поскольку через точку можно провести две
касательные, выбирается та из них, которая лежит справа от окруж-
ности.
5. Прямая определяется окружностью и углом (рис. 71, д):
L1 •= LINE/XLARGE, Cl, ATANGL, -25.
Определена прямая, касательная к окружности С1, расположенная
к оси Z под углом 25°. Поскольку этим условиям удовлетворяют две
прямые, то выбирается та из них, у. которой больше координата х.
6. Прямая определяется двумя окружностями (рис. 71, е):
Ll = L1NE/LEFT, Cl, RIGHT, С2.
Определена прямая, касательная к двум окружностям С1 и С2. Сна-
чала указывают Окружность меньшего радиуса С1, прямая L1 леЖйт
от нее слева. Затем указывают окружность большего радиуса С2, пря-
мая L1 лежит от нее справа.
Рассмотрим способы определения окружности.
1. Окружность определяется положением центра и радиусом
(рис. 71, ж):
Cl= C1RCLE/35, 60, 25.
Координаты центра окружности: х = 35, г — 60, радиус 25.
2. Окружность определяется двумя точками и радиусом
(рис. 71, з):
Cl = C1RCLE/17.5, 65. 17.5, 95, XLARGE, RADIUS, 25
Этр выражение определяет окружность, проходящую через Две точки,
заданные своими координатами. Поскольку через две точки можно про-
вести две окружности (см. рис. 64, з), то выбирают ту из них, у кото-
рой координата х' больше.
3. Окружность определяется 'точкой,' касательной и радиусом
(рис. 71, и):
Cl = C1RCLE/30. 40, XLARGE, Ll, ZLARGE, RADIUS, 10.
Выражением определена окружность, проходящая через точку с ко-
ординатами X = 30, Z = 40, и касательная к прямой L1. Причем
точка лежит выше прямой, а из двух окружностей, которые удовлет-
воряют заданным условиям (рис. 64, д) , выбирают ту, у которой коор-
дината Z больше.
4. Окружность определяется двумя касательными и радиусом
(рис. 71, к): -
C1=CIRCLE/ZLARGE, L1, XLARGE, L2, RADIUS, 10.
131
Рис, 72. Системы координат языка PROGRAMAT
Выражение определяет окружность, проходящую относительно каса-
тельной L1 так, что координата Z больше, и относительно касательной
L2 так, что координата х больше.
5. Если в условиях предыдущей задачи прямые параллельны осям
координат, то определение окружности можно записать так (рис. 71, л):
С1 = CIRGLE/XLARGE-, D1A, 20, ZLARGE, PLAN. 25,
RADIUS, 13.5.
Вместо прямых используют термины D1A — диаметр и PLAN —
торец. Выражением определена окружность, лежащая выше заданно-
го диаметра и правее заданного торца.
6. Окружность определяется касательной, окружностью и радиу-
сом (рис. 71, м):
G2 <= C1RCLE/ZEARGE, Ы, ZSMALL, Cl, OUT, RADIUS, 8.
Данная окружность расположена правее L1 и левее окружности С1,
находится вне (OUT) окружности С1.
Система координат показана на рис. 72. Различают следующие точ-
ки; М — нулевая точка отсчета станка; W — нулевая точка отсчета
детали (с учетом размера патрона и припуска на обработку); F — ба-
зовая точка суппорта; Р — базовая точка резания (точка пересече-
ния режущих кромок инструмента); S — центр окружности при вер-
шине резца; В — стартовая точка.
Наименование ZWW означает, что рассматривается величина ко-
ординаты Z точки М относительно точки W.
Рассмотрим основные команды системы PROGRAMAT.
1. Позиция старта определяется оператором
FRQM/XMF, ZMF, ZMW.
Команда ойисывает положение базовой точки суппорта F в систе-
ме координат станка._перед началом программы.
2. Команда перемещения задается оператором
GOTO/X, Z.
где X, Z — координаты точки в системе координат детали,
132
3. Команда перемещения по заданному приращению определяется
оператором
GODLTA/ДХ, ДУ,
где ДХ, ДУ — приращения положения точки по осям координат'
4. Команда перемещения по дуге окружности задается операто-
ром
IIRCLE/X, Z, R, CLW.
где X, Z — координаты центра окружности; R — радиус окружности;
CLW — по часовой стрелке (против часовой стрелки будет CCLW).
Команда действительна только для данной окружности. Если сразу
же следует вторая окружность, необходима новая команда CIRCLE.
5. Команда перехода к прямой (команда сопряжения) определя-
ется оператором (рис.. 73, а)
XL/L1. '
Команда означает переход от ранее обработанного элемента (пря-
мой или дуги окружности) к прямой L1. Символ XL — координата X
больше (XLARGE) означает, что эквидистанта лежит выше прямой
L1. В других случаях используют символы XS«— XSMAL-L, ZL-=-
ZLARGE, ZS — ZSMALL. * - -
Если прямая параллельна осям координат, то вместо L1 указыва-
ют DIA — диаметр и PLAN — торец с указанием соответствующих
размеров. Для случаев, приведенных на рис. 73, б, в, операторы име-
ют вид'
XL/DIA, 80; ZL/PLAN, 60
Если предыдущим*элементом контура является окружность и пе-
реход на линию не тангенциальный, то дополнительно должно быть
• указано направление перемещения. Для случая, приведенного на
Рис. 73. Иллюстрация комавд перехода от одвого элемента, к дрзрдиде
в язнвве PitCXiRAMAT
133
рис. 73, г, оператор имеет вид XS/L1, ZSMALL, а для случая, при-
веденного на рис. '75, д, ZL/PLAN, 116, XLARGE.
6. Команда перехода к окружности определяется оператором
(рис. 73, е)
RS/C1, CLW.
Команда означает переход от ранее обрабатываемой прямой-к ок-
ружности С1. Символ RS означает, что радиус эквидистанты меньше
радиуса окружности (если радиус эквидистанты больше, использу
ется символ RL). Слово CLW — по часовой стрелке—показывает
направление обхода окружности. Для случая на рис. 73, ок оператор
имеет вид •
RL/C1, CCLW.
Если прямая, по отношению .к данной окружности является не ка-
сательной, а секущей (рис. 73, а), оператор имеет вид
RL/C1, ZLARGE, CCLW.
7. Команда подвода к окружности определяется оператором
(рис. 73, и)
RS/C1, ZSMALL, ON.
' Команда означает подвод инструмента к окружности С1 со сторо-
ны вогнутой части в- направлении уменьшения координаты Z.
8. Команда ускоренного отвода определяется оператором
RAPID/n,
где п — номер варианта отвода. Различают шесть вариантов отвода:
п = 1 — отвод по прямой; п = 2 — отвод с разбивкой по осям (сна-
чала по оси Z, затем по оси X); п = 3 — отвод сначала по оси X, затем
по оси Z; п = 4 — отвод на величину радиуса окружности при вер-
шине резца и дальнейший отвод бёз разбивки по осям;' п = 5 — отвод
на величину радиуса и дальнейший отвод с. разбивкой по осям Z,
X; п = 6 — отвод на величину радиуса и дальнейший отвод с разбив-
кой по осям X, Z.
9. Команда задания скорости резания определяется оператором
CSPEED/y, CLW,
где v — скорость резания, CLW или CCLW — направление вращения
шпинделя.
10. Команда задания подачи определяется оператором-
FEDRAT/s,
где s — величина подачи, мм/об (или мм/мин).
11. Команда останова шпинделя
SPINDL/OFF.
12,-Команда выдержки времени
DELAY/a,
где а — время выдержки, с, и т. д.
134
Программа на языке PROGRAMAT содержит также другие коман-
ды, которые выполняются в порядке их расположения. Начинается
программа с оператора PARTNO/ „. (номер детали) и кончается
командой FINI (конец).
Наиболее интересно^ особенностью языка является возможность
выполнения автоматических циклов, когда участок заготовки обра-
батывается последовательными продольными или . поперечными про-
ходами с заданной глубиной резания. Ограничителями длины отдель-
ных проходов служат любые восходящие контуры. Припуски на по-
следующую чистовую обработку и.влияние износа инструмента учи-
тываются автоматически, поэтому отпадает необходимость проведе-
ния соответствующих пересчетов. В этом случае ограничителями чер-
новых и чистовых проходов являются одни и те же контуры. На по-
верхности заготовки автоматически остаются припуски на чистовую
обработку. Описанную операцию называют операцией «разбивки на
проходы». Она задаётся оператором (рис. 74, а)
WORK//, К, ZLARGE, L1,
где t — глубина резания .прохода; К — обозначение направления
прохода и направления подачи врезания; L1 — первый элемент огра-
ничения контура; ZLARGE — эквидистанта располагается правее
прямой L1. Глубина резания прохода задается в мм, а число прохо-
дов будет определяться величиной припуска. В автоматическом цик-
ле проходы будут следовать друг за другом до тех пор, пока не будет
удален весь припуск. Глубину резания задают со знаком в зависимости
от направления врезания. Если вре-
зание совпадает с положительным на-
правлением оси X, то выбирают знак
плюс, если не совпадает — знак ми-
нус. Для случая, представленного на
рис. 74, а, должен быть выбран знак
минус.
Операция разбивки на проходы
может выполняться в продольном и
поперечном' направлении с подачей на
врезание в положительном или отри-
цательном направлении осей коорди-
нат. Поэтому величина К имеет
четыре значения: К — 0 — продоль-
ная подача с подачей на врезание в
отрицательном направлении оси X;
К = 1 — продольная подача с пода-
чей на врезание в положительном на-
правлении оси X; К = 2 — попереч-
ная подача с подачей на врезание в
отрицательном направлении оси Z;
К — 3 — поперечная подача с пода-
чей на врезание в положительном
направлении оси Z.
Рис. 7.4, Автоматические циклы:
а — с продольной подачей; б —с попе-
речной подачей
135
х После каждого прохода происходит отскок резца на величину ра*
диуса окружности при его вершине и отвод резца в исходное' положе-
ние для следующего врезания. Перед командой WORK инструмент
должен быть подведен в исходное положение для первого врезания.
Все проходы выполняются с подачей, которая введена непосредствен-
но перед командой WORK. Ограничением проходов является восхо-
дящий (ограничительный) контур, который включает в себя один эле-
мент (прямую или окружность) или состоит из ряда сопрягающихся
элементов. Оператор WORK содержит один начальный элемент огра-
ничительного контура (в нашем примере L1), все другие элементы'
программируются в виде команд сопряжения, которые следуют за
этим оператором. Если в ограничительном контуре имеются карманы
(пазы или углубления), которые не могут быть обработаны с выбран-
ной подачей, то их следует обойти с помощью модификаторов DIA
или PLAN. Конец разбивки на проходы программируется опера-
тором
WORK/OFF
Для участка контура детали, приведенной на рис. 74, а, про-
грамма будет записана следующим образом:
GOTO/65, 131
FEDRAT/0.5 .
WORK/—6, О, ZLARGE, L1
RS/СГ, Z
XL/L2, CCLW
XL/DIA, 70
WORK/OFF
GOTO/35, 131
XL/L2
RS/C1, CLW
ZL/L1
XL/DIA, 130
Программа обеспечивает занятие резцом исходной точки с координа-
тами 65, 131 и выполнение ’ с подачей 0,5 автоматического цикла
.WORK. Припуск 30 мм снимается за пять проходов. После каждого
прохода инструмент совершает отскок и возвращается в стартовую
точку для следующего врезания. Ограничивает длину проходов вос-
ходящий контур: прямая L1, окружность С1, прямая. L2. Автомати-
ческий цикл по команде WQR К автоматически оставляет припуск для
чистового прохода. Операторы программы после окончания автомати-
ческого цикла обеспечивают выполнение чистового прохода.
Составим программу для разбивкиша проходы при обработке с по-
перечной подачей (рис. 74, б):
GOTO/23, 70
FEDRAT/0.4
WORK/— 4.5, 2. XSMALL, DIA, 135
RS/C1, CCLW
RS/C2, CCLW
136
ZL/L1
XS/DIA, 48
WORK/OFF
GOTO/23, 34
ZL/L1
RS/C2, CLW
RC/C1 , XSMALL, CLM
XS/DIA; 135
ZL/PLAN, 70
Описанные автоматические циклы языка PROGRAMAT позволя-
ют значительно сократить трудоемкость программирования, умень-
шить количество ошибок й сократить объем программоносителя.
Приложение 1
П Р И ЛОЖ ЕН И Я
Наборы весовые коэффициентов двоично-десятичных кодов
Положитель- Наборы с одним отрицательным коэфф ициентом Наборы с двумя отри- цательными коэффициен- тами
ные н аборы
1 4311 1 441—2 19 631-1 37 732—1 1 54—2—1
2 5211 2 442—1 20 ' 632—1 38 741-2 2 63-1-1
3 5311 3 443—2 21 632—4 39 742—1 3 63—2—1
4 6311 4 432-1 22 632—2 40 751—3 4 64-2-1
5 3321 5 "522—1 23 641—2 41 751—4 5 72—3—1
6 4321 6 531—1 24 631—2 42 753-6 6 72-4-1
7 4421 7 531-2 25 642—1 43 763—5 7 73—2—1
8 4221 8 532-1 26 642—3 44 821—4 8 74-2-1
9 5221 9 541—2 27 643-2 45 832—4 9 75—3—1
10 5321 10 542-1 28 643—5 46 841—2 10 81-4-2
И 5421 11 543-3 29 651—3 47 841—6 И 82-4—1
12 6321 12 543—2 30 652—4 48 842—1 12 83—4—2
13 6221 13 543—6 31 653-4 49 842—3 13 84—2—1
14 6421 14 543—6 32 653—7 50 842—5 И 84—3—2
15 7321 15 621—2 33 654—3 51 ' 843—6 . 15 85-4-2
16 7421 16 621—3 34 721—3 52 843—2 16 86—4—1
17 8421 17 621—4 35 721-4 . 53 852—4 17 87-4—2
18 622-1 36 731—2 54 861—4
П риложение 2
Наборы весовых коэффициентов и число весовых матриц
для троично-десятичных взвешенных кодов
^Коэффициент № п. п Набор Число матриц № п. п Набор Число матриц > № п. п Набор Число матриц
1 311 8748 7 521 64 13 631 8
2 411 1728 8 621 8 1.4 731 4
Положительный коэффициент 3 4 ! 5 6 511 221 321 421 144 2700 1296 216 9 ю . 11 721 331 431 8 432 96 15 16 831 931 ' 2 1
12 531 16 Все Г о 15471
1 41-1 3456 21 93—2 1 41 81—5 4
2 51-1 144 22 54—2 64 42- 62—5 8
3 32—1 2592 23 65—2 4 43 43-5 32
4 42-1 648 24 41—3 192 44 63—5 4
Один отрица- 5 33—1 256 25 51-3 128 '45 73—5 8
тельный 6 33—2 864 26 61—3 32 46 74—5 4
коэффициент 7 43-1 256 27 71—3 8 47 52—6 8
8 53-1 64 28 81—3 2 1 48 72—6 4
9 63—1 8 29 91—3 49 92—6 1
10 73-1 4 30 42—3 288 50 54—6 8
11 83—1 2 31 52—3 64 51 . 74—6 4
12 93-1 1 32 62—3 32 52 .94-6 1
138
'Продолжение
Коэффициент Х? п. п Набор Число матр щц Хе (1. п Набор Число матриц Хе п. п Набор Число матриц
13 41—2 648 33 72—з" • 4 53 62—7 4
14 51—2 256 34 54—3 32 54 83—7 • 4
15- 52—2 144 35 64-3 16 55 54—7 4
Один 'отрица- 16 33—2 864 36 94—3 1 56 64—7 4
'17 43-2 288 37 61—4 32 57 85—7 1
тельный -18 53—2 96 38 71—4 16 58 75—8 1
коэффициент 19 63—2 . 16 39 53-4 64
20 73—2 4 40 71—5
f Всего 11704
Два отрица- 1 5—1 — 1 144 4 7—2—1 4 7 7—3—1 8
2 5—2—1 64 5 5—3—1 32 8 8-3-1 4
тельных коэффициента 3 6—2—1 32 6 6—3—1 16 9 9—3—1 1
Всего 305
Приложение 3 Подготовительные функции G
- Код * Назначение функции Примечание
G 00 Позиционирование Позиционное управление
G 01 Линейная интерполяция (нормальный размер)
G 02 Круговая интерполяция по часовой стрелке (нормальный размер)
G 03 Круговая интерполяция про- тив часовой стрелки (нор- мальный размер)
G 04 Задержка в обработке Пауза перед выполнением текущих команд блока
G 05 Временный стоп
G 08 Разгон Плавное увеличение скоро-
сти
G 09 Торможение
G 10 Линейная интерполяция (удлиненный размер)
G И Линейная интерполяция (укороченный размер)
G 12 Объемная интерполяция Подключение к координат-
G 13 G 16 Выбор осей координат ным перемещениям, указанным в программе
G 17 G118 у у \ у7 ( выбор плоскости
G 19 У2 ( обработки
G 25 Начало отсчета координат Установка нуля в любой точке координатного переме- щения
G 33 Нарезание резьбы резцом с
постоянным шагом •
G40 Отмена коррекции по инет- Отмена команд G 41—52
. рументу
G41 Коррекция диаметра фрезы Инструмент слева от обра-
левая батываемого контура '
139
Приложение 4
Вспомогательные функции М
Код Наименование функции Примечание
моо М 02 МОЗ М04 М 05 М06 Стоп программы Конец программы ' Вращение шпинделя по часовой- стрелке То же, против часовой стрелки Останов шпинделя Смена инструмента Останов шпинделя, -требует участия опера- тора для пуска
М 07 М 08 М09 М 10 м и М 15 М 16 М 36 М 37 М 38 М 39 М60 М68 М69 Включение охлаждения То же Выключение охлаждения Зажим - Отжим Быстрое перемещение в положитель- ном Направлении - То же, в отрицательном направлении Диапазон подач 1 Диапазон подач 2 Диапазон скорости 1 Диапазон скорости 2 Смена заготовки Зажим заготовки Отжим заготовки и т. д. Охлаждение туманом Охлаждение жидко- стью Каретки, заготовки, приспособления, шпин- дели
Приложение 5
Список терминов на английском языке
Термин Английское обозначение Русское обозначение
ATANGL AT A ANOLE Под углом
AUXFUN AUXILARY Вспомогательная функция
FUNCTION
АТ AT На, по
ARC ' ARCH Дуга
BORE BORING Расточка
CSPEED CUTTING SPEED Скорость резания
COOLNT COOLANT Охлаждающая жидкость
CIRCLE CIRCLE Окружность
CLM CLOCKWISE По часовой стрелке
CCLW_ COUNTER Против часовой стрелки
CLOCKWISE
DIA DIAMETER Диаметр
DRILL DRILLING Сверлить
FINI FINISH Финиш
140
Продолжение
Термин Английское обозначение Русское обозначение
FROM FROM Начальная точка
FEDRAT FEED RATE Подача
GOTO GO TO Иди к „
GODLTA - GO DELTA Идти по приращению
INCR INCREMENT _ Приращение
XLARGE X LARGE Координата х больше
XSMALL X SMALL Координата х меньше
ZLARGE Z LARGE Координата г больше
ZSMALL Z SMALL Координата г меньше
LINEAR LINEAR Линейный
LINE -LINE Линия
LARGE LARGER Больше
LEFT , LEFT Слева
POINT POINT Точка
PATERN PATTERN Группа упорядоченных точек
OSETNO OFFSET SWITCH Номер корректора
OFF OFF Выключить
ON- - ON Включить
PPRINT PRINT POST PRO- Выдача на печать постпроцессо-
CESSOR ром - -
PARTNO PART NUMBER Номер детали
PARLEL PARALLEL Параллельно
PLAN PLANE Торец •
peRmin PER MINUTE В минуту. '
PREFUN ' PREPARATORY Подготовительные- функции
FUNCTION
RIGHT RIGHT Справа
RADIUS RADIUS Радиус
RAPID - PAPID Быстрая подача- ‘
REAM REAMING Развертывание
STOP STOP “Остановка
SPINDL SPINDL-SPEED Скорость шпинделя
TOOL ' TOOL Инструмент
TOOLNO TOOL NUMBER Номер инструмента
WORK WORK Обработка
СПИСОК л И ТЕ Р АТ У Р Ы
1. Басов Е. П.; Абрамов В. Н. Графические регистрирующие устройства
ЕС ЭВМ./Под ред. Сулима М. К. М., Статистика, 1977. 167 с.
2. Бирштейн А. А., Филиппов В. Д., Цветков В. Н. Электронные вычис-
лительные машины и программирование. М., Статистика, 1975. 256 с.
3. Временная методика определения экономической эффективности ме-
таллорежущих станков с ЧПУ. /Р. Е. Говсиевич, Л. Н. Коваленко, С. М. Куз-
нецов и др. М., ЭНИМС, 1976. 108 с.
4. Вульфсон И. А. Разработка управляющих программ. М., Машиностро-
ение, 1976. 24 с.
5. Вульфсбн И. А., Зусман В. Г., Розинов А. Г. . Кодирование информа-
ции управляющих программ. М., Энергия, 1968. 96 с.
6. Вульфсон И. А., Осипова С. С. Системы подготовки управляющих про-
грамм для станков с ЧПУ. Обзор по материалам зарубежной печати. М.,
НИИмаш, 1973. 120 с.
7. Гольфельд М. Л.,. Уралов В.- И. Программирование обработки на
металлорежущих станках с позиционными системами ЧПУ. Обзор, М., НИИмаш
1974. 88 с. .
8. Гусев А. П., Евгенев Г. Б. Раппопорт Г.Н. Групповое управление стан-
ками от ЦВМ. М., Машиностроение, 1974. 301 с.
9. Зимин Л. И., Савета Н. И., Филиппов Б. В. Средства подготовки дан-
ных в автоматизированных системах управления предприятиями. М., Статисти
ка, 1976. 192 с. *
10. Использование станков с программным управлением. Справочное посо-
бие. (Пер. с англ./Под ред. В. Лесли. М., Машиностроение, 1976, 421 с.
11. Коренфельд В. И. Эффективность применения станков с ЧПУ. Научно-
реферативный сборник, Оборудование с числовым программным управлением.
М., НИИмаш,' 1975, вып. 6, с. 1—4.
12. Лебедев В.Н. Введение в системы программирования. М., Статистика,
1975 С.
13. Лурье Г. Ковшов А. Н. Начальные сведения по обработке на стан-
ках с программным управлением. М., Машиностроение, 1978. 55 с.
14. Малов А. Н., Налбандян В. А. Программирование процесса обработки
на станках с программным управлением. Учебное пособие. М., Машиностроение,
1974. 79 с.
15. Малов А. Н., Иванов К). В. Применение вычислительной техники для
проектирования технологии обработки деталей на станках с программным управ-
лением. М., Машиностроение, 1977. 56 с
16. Мирошников П. С. Экономическая эффективность станков с числовым
программном управлением. Киев, Наукова думка, 1976. 174 с.
17. Мясников В. А., Игнатьев М. Б., Покровский А. М. Программное управ-
ление оборудованием. Л., Машиностроение, 1974. 540 с.
18. Наладка станков с программным управлением. Учебное пособие./
А. Н. Ковшов, В. А. Ратмиров, И. А. Вульфсон и др. М., Высшая школа, 1976.
280с.
19. Никитенко В. Д. Подготовка программ для станков с программным
управлением. М., Машиностроение, 1973, 239 с.
142
20. Организация эксплуатации станков с ЧПУ на машиностроительных
предприятиях. Обзор, И. П. Дежкина, И. А. Сергеева, М., НИИмаш, 1975. 111 с.
21. Осипова С.С. Методы программирования на сверлильных и расточных
станках с программным управлением.' М., Машиностроение, 1976, 32 с.
22. Принс М. Д. Машинная графика и автоматизация ' проектирования.
М., Советское радио, 1975. 248 с.
23. Программирование обработки деталей для станков с ЧПУ (Ручное
программирование), Методические указания, М., 1975. 75 с.
24. Сафраган Р. Э., Полонский А. Э., Таурит Т. Э. Эксплуатация станков с
числовым программным управлением. Киев, Техника, 1974. 358 с.
25. Сафраган Р. Э. Технологические вопросы программирования обработ-
ки на фрезерных станках с программным управлением. М., Машиностроение,
1976. 48 с.
26. Станки с программным управлением. Справочник /Г. А. Монахов,
А. А. Оганян, Ю. И.. Кузнецов и др. М., Машиностроение, 1975. 288 с.
27. Судоплатов И. П. Обработка деталей на станках с ЧПУ. М., Машино-
строение, 1976. 102 с.
28. Укрупненные нормативы стоимости станочных приспособлений. М.,
Оргстапкинпром, 1967. 156 с.
29. Устройства автоматики станков с программным управлением. Учеб-
ное пособие/И. А. Вульфсон, А. Н. Ковшов, Б. К. Левин и др. М., Высшая шко-
ла. 288 с.
30. Червинская В. В. Подготовка цифровых программ для фрезерных
станков с ПУ. Киев, Техника, 1967. 188 с.
31. Четвериков 4В. Н. Преобразование и передача информации в АСУ.
Учебное пособие для вузов. М., Высшая школа, 1974. 320 с.
32. Централизованное управление оборудованием от ЭВМ и подготовка
управляющих программ. Под ред. В. А. Кудинова, М., ЭНИМС, 1976. 128 с.
33. Шарин Ю. С. Датчики угла поворота для троично-десятичных взвешен-
ных кодов.-Свердловск, ЦНТИ, № 255—77, 1977. 4 с.
34. Шарин Б. С., Ильницкий В. И. Кольцевые кодирующие устройства
для двоично-десятичных позиционных кодов,— Изв. вузов. Приборостроение,
1977, № 2, с. 74—77.
35. Шарин Ю. С. Станки с числовым управлением. М», Машиностроение,
1976. 149 с.
36. Шелихов А. А., Селиванов Ю. П. Вычислительные машины. Справоч-
ник./Под ред. В.'В. Пржиялковского, М., Энергия, 1978. 224 с.
Долгопрудненский авиационный техникум
Электронная библиотека
Заказчик: А.Ю. Козловский
141702 Россия, Московская обл.,
г. Долгопрудный, лл. Собина. 1
Phone: 8(495)40845938(495)4083109
Email: dat.ak@maii.ru
Site: gosdat.ru
ОГЛАВЛЕНИЕ
Предисловие....................................................... 3
Глава I. Основные понятия числового управления . .;............... 4
1. Сущность числового управления . . :........................ 4
2. Программирование обработки для станков с ЧПУ.............. 12
3. Программирование обработки для станков с цикловыми система-
ми управления. ............................................. 19
4. Организация обслуживания станков-с ЧПУ в условиях машино-
строительного предприятия...................................... 24
Глава II. Программирование обработки на станках с ЧПУ.............. 25
1. Подбор деталей для обработки на станках с ЧПУ.......... 25
2. Технологический этап программирования....................... 31
3. Сведения из аналитической геометрии .......... j .. . 39
4. Расчетно-аналитический этап программирования . ............. 43
5. Программирование, обработки дуг окружностей................. 46
6. Контроль, отладка и внедрение программ..................... 49
Глава III. Программоносители и способы записи информации на них 52
I. Основы теории кодирования ....’........................... 52
2. Перфолента и способы записи информации на ней . ............-66
3. Магнитная лента и способы записи информации на ней-..... 74
Глава IV. Оборудование для подготовки и контроля управляющих про-
гр амм ........................... ............ . ......... 79
1. Классификация устройств подготовки и контроля управляющих
программ.............................. *................. 79
2. Перфораторы ......................... 80
3. Интерполяторы . ................................ ...... 83
4. Печатающие устройства................................. 88
5. Координатографы и графопостроители.................... 91
6. Считывающие устройства...............'............... . / 96
7. Устройства подготовки данных на Перфоленте и магнитной ленте 97
8. Электронные вычислительные машины ............ . . ... . , 102
9. Устройства графического отображения информации на экран
ЭЛТ '................................................ 106
Глава V. Автоматизация подготовки программ для станков с ЧПУ 111
1. Понятие о Системах автоматического программирования .... 111
2. САП для фрезерных станков............................ 117
3. САП для токарных станков : . . ....................... Л29
Приложения . . ............................................. 138
Список литературы............................................ 142
ИБ № 2279
Юрий Сергеевич Шарин
ПОДГОТОВКА ПРОГРАММ ДЛЯ СТАНКОВ С ЧПУ
Редактор А. И. Коновалов
'Технический редактор Г. С. Старых Корректор Л. Л. Шабашова
Сдано в набор 10.08.79. Подписано в печать 07.01.80. ' Т-00805
Формат 60х9071в. Бумага типографская № 2. ‘ Гарнитура литературная. Печать высокая
Усл. печ. л. 9,0 Уч.-изд. л. 9,7 Тираж 20.000 экз. .Заказ 1331 Цена 50 к.
Издательство «Машиностроение», 107885, Москва, ГСП-6, 1-й -Басманный пер., 3
Московская типография № 4 Союзполиграфпрома Государственного Комитета СССР
по.делам издательств., полиграфии и книжной торговли
г. Москва, 129041, Б. Переяславская, 46
50 коп
” Машиностроение *