/
























































































































































































































































Текст
Технология
машиностроения
Книга I
Основы технологии
машиностроения
Технология
машинострпвния
(
В двух книгах
Под редакцией
заслуженного деятеля науки РФ,
доктора технических наук,
профессора С.Л. Мурашкина
Книга I
Основы технологии
машиностроения
Допущено Министерством образования
Российской Федерации
в качестве учебного пособия для студентов
высших учебных заведений, обучающихся по направлению
подготовки бакалавров и магистров
Технология, оборудование и автоматизация машиностроительных производств»
и по направлению подготовки дипломированных специалистов
«Конструкторско-технологическое обеспечение
машиностроительных производств»
МОСКВА
«ВЫСШАЯ ШКОЛА»
2003
УДК 621
ББК 34.5
Т38
Авторы: Э.Л. Жуков, И.И. Козарь, С.Л. Мурашкин,
Б.Я. Розовский, В.В. Дегтярев, А.М. Соловейчик
Рецензенты: кафедра «Технология машиностроения»
Тульского государственного университета (зав. кафедрой
заслуженный деятель науки и техники, д-р техн,
наук, проф. А. С. Ямников), д-р техн, наук,
проф. Д.В. Васильков
Технология машиностроения: В 2 кн. Кн. 1. Основы техноло-
Т38 гии машиностроения: Учеб, пособ. для вузов/Э.Л. Жуков,
И.И. Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашки-
на.— М.: Высш, шк., 2003.— 278 с.: ил.
ISBN 5-06-004367-3
Приведена система разработки и постановки продукции на производство
(СРПП). Рассмотрены вопросы точности и надежности механической обработ-
ки, виды погрешностей и модели их образования. Изложены основные этапы
проектирования технологических процессов с примерами конкретных решений.
Для студентов технологических и конструкторских специальностей машино-
строительных вузов и технических университетов. Может быть полезно техноло-
гам и конструкторам машиностроительных предприятий.
УДК 621
ББК 34.5
ISBN 5-06-004367-3 (кн. 1) © ФГУП Издательство «Высшая школа», 2003
ISBN 5-06-004245-6
Оригинал-макет данного издания является собственностью издательства «Выс-
шая школа», и его репродуцирование (воспроизведение) любым способом без согласия
издательства запрещается.
70-летию кафедры «Технология
машиностроения» СПбГПУ посвя-
щается.
ВВЕДЕНИЕ
Технология машиностроения — наука, занимающаяся изучением
закономерностей процессов изготовления машин, с целью использо-
вания этих закономерностей для обеспечения выпуска машин задан-
ного качества, в установленном производственной программой ко-
личестве и при наименьших народнохозяйственных затратах.
Технология машиностроения развивалась с развитием крупной
промышленности, накапливая соответствующие методы и приемы
для изготовления машин. В прошлом технология машиностроения
получила наибольшее развитие в оружейных мастерских и заводах,
где изготовлялось оружие в больших количествах.
Так, на Тульском оружейном заводе еще в 1761 г. впервые в мире
было разработано и внедрено изготовление взаимозаменяемых дета-
лей и их контроль с помощью калибров.
Технология машиностроения создавалась трудами российских
ученых: А.П. Соколовского, Б.С. Балакшина, В.М. Кована, В.С. Кор-
сакова и др.
К технологии машиностроения относятся следующие области
производства: технология литья; технология обработки давлением;
технология сварки; технология механической обработки; технология
сборки машин, т. е. технология машиностроения охватывает все эта-
пы процесса изготовления машиностроительной продукции.
Однако под технологией машиностроения обычно понимают на-
учную дисциплину, изучающую преимущественно процессы механи-
ческой обработки заготовок и сборки машин и попутно затрагиваю-
щие вопросы выбора заготовок и методы их изготовления. Это объяс-
няется тем, что в машиностроении заданные формы деталей с требуе-
мой точностью и качеством их поверхностей достигаются в основном
механической обработкой.
з
Сложность процесса механической обработки и физической при-
роды, происходящих при этом явлений, вызвана трудностью изуче-
ния всего комплекса вопросов в пределах одной технологической
дисциплины и обусловила образование нескольких таких дисциплин:
резание металлов; режущие инструменты; металлорежущие станки;
конструирование приспособлений; проектирование машинострои-
тельных цехов и заводов; взаимозаменяемость, стандартизация и тех-
нические измерения; технология конструкционных материалов; ав-
томатизация и механизация технологических процессов и др.
1. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
ПРОИЗВОДСТВА (ТПП)
1.1. ОБЩИЕ ПОЛОЖЕНИЯ
Техническая подготовка производства включает в себя три ком-
плексных этапа: конструкторскую и технологическую подготовки, а
также календарное планирование производственного процесса изго-
товления изделий в установленные сроки, в соответствующих объе-
мах и затратах.
Конструкторская подготовка завершается разработкой конструк-
ции изделия и созданием чертежей с соответствующими специфика-
циями и другими конструкторскими документами в соответствии с
требованиями Единой системы конструкторской документации
(ЕСКД).
Весь комплекс работ по технологической подготовке производст-
ва регламентируется Государственным стандартом Российской Фе-
дерации ГОСТ Р 50995.3.1—96 «Технологическое обеспечение созда-
ния продукции. Технологическая подготовка производства».
Настоящий стандарт действует совместно с ГОСТ Р 50995.0.1—96
и включает положения следующих стандартов:
ГОСТ 2.103—68 ЕСКД. Стадии разработки;
ГОСТ3.1Ю2—81 ЕСТД. Стадии разработки и виды документов;
ГОСТ Р 15.000—94 СРПП. Основные положения;
ГОСТ Р ИСО 9001—96, ГОСТ Р ИСО 9002—96. Системы качества.
Модель обеспечения качества при проектировании, разработке, про-
изводстве, монтаже и обслуживании;
ГОСТ Р ИСО 9003—96. Системы качества. Модель обеспечения
качества при контроле и испытаниях готовой продукции;
Р —50—54—94—88. Правила организации и управления процес-
сом технологической подготовки производства;
Р 50—297—90. Технологическая подготовка производства. Основ-
ные положения.
5
В настоящем стандарте применяют следующие термины.
Технологическая подготовка производства — вид производствен-
ной деятельности предприятия (группы предприятий), обеспечиваю-
щей технологическую готовность производства к изготовлению изде-
лий, отвечающих требованиям заказчика или рынка данного класса
изделий.
Технологическое решение — проектное решение, в котором опре-
делены значения параметров технологических процессов изготовле-
ния данного объекта в заданных условиях и с заданными характери-
стиками.
Организационное решение — проектное решение, в котором опре-
делена форма (порядок) соединения элементов производства для
обеспечения изготовления заданного объекта в заданных условиях и с
заданными характеристиками.
Настоящий стандарт устанавливает основные положения и поря-
док технологической подготовки производства продукции машино-
строения и приборостроения (далее — изделий), приводимой при
технологическом обеспечении создания продукции (далее — при
технологическом обеспечении) во взаимодействии предприятий-
разработчиков конструкторских документов на продукцию (да-
лее — разработчиков), предприятий-изготовителей (далее — изгото-
вителей) опытных образцов продукции (далее — опытных образцов),
продукции повторяющегося или разового единичного производства
(далее — единичных изделий), продукции серийного (массового)
производства (далее — серийных изделий), а также специализиро-
ванных технологических организаций и заказчиков (потребителей)
готовой продукции (далее — заказчиков).
Целью ТПП является оптимальное по срокам и ресурсам обеспе-
чение технологической готовности производства к изготовлению из-
делий в соответствии с требованиями заказчика или рынка данного
класса изделий.
ТПП при технологическом обеспечении взаимосвязана со ста-
диями жизненного цикла продукции по ГОСТ Р 15.000, предусматри-
вает проведение работ при проектировании изделий, изготовлении
опытных образцов и единичных изделий, постановке на производст-
во серийных изделий и направлена на:
— рациональное по срокам и ресурсам совмещение стадий раз-
работки изделий и подготовки их производства;
— формирование определяющих (принципиальных) технологи-
ческих и организационных решений по производству изделий в про-
цессе их проектирования;
6
— выявление и решение принципиальных проблем технологии,
применения материалов и организации производства до начала изго-
товления изделий для приемочных испытаний;
— своевременное обеспечение производства качественными
технологическими процессами, материалами, комплектующими из-
делиями, средствами технологического оснащения на основе исполь-
зования, при их создании или приобретении, информационных мас-
сивов описаний конструкторско-технологических решений;
— своевременное обеспечение исходной технологической ин-
формацией материально-технических и организационно-экономи-
ческих процессов подготовки производства, в том числе реконструк-
ции, расширения или нового строительства;
— создание условий для организационной, информационной и
технической совместимости работ ТПП, проводимых на стадиях раз-
работки и постановки изделий на производство различными испол-
нителями.
Организационную, информационную и техническую совмести-
мость работ ТПП обеспечивают на основе применения:
— рациональных параметрических и типоразмерных рядов объ-
ектов производства (изделий);
— типовых конструкторско-технологических, технологических
и организационных решений, в том числе типовых (групповых) тех-
нологических процессов и унифицированных средств технологиче-
ского оснащения;
— требований действующей нормативно-технической докумен-
тации Системы разработки и постановки продукции на производство
(СРПП), Единой системы конструкторской документации (ЕСКД),
Единой системы технологической документации (ЕСТД), Систем ка-
чества;
— прогрессивных информационных технологий на основе еди-
ных баз данных конструкторско-технологического назначения;
— постоянной обновляемое™ и достоверности информации, а
также быстроты и простоты доступа к ней с учетом обеспечения санк-
ционированного доступа к информации (конструкторской, техноло-
гической, производственной), изделиям, материалам и оборудова-
нию, представляющим промышленную или коммерческую тайну;
— методов информационного и математического моделирова-
ния процессов ТПП;
— методов сетевого планирования и управления ТПП;
— преемственности и документирования организационных ре-
шений по ТПП на этапах разработки и постановки изделий на произ-
водство;
7
— интенсивной компьютерной поддержки процессов ТПП.
Требования к качеству ТПП определяют исходя из общей поли-
тики и задач заказчика, разработчика и изготовителя в области обес-
печения качества изделий при их разработке и производстве с учетом
требований ГОСТ Р ИСО 9001- ГОСТ Р ИСО 9003.
Исполнители ТПП осуществляют взаимоотношения на экономи-
ко-правовой основе, предусмотренной действующим законодатель-
ством.
Организация и управление процессами ТПП на уровне предпри-
ятий производятся по рекомендациям Р 50—297 и Р 50—54—94.
1.1.1. Порядок проведения технологической
подготовки производства
Типовая схема организации ТПП при технологическом обеспече-
нии приведена на рис. 1.1, а содержание работ —в табл. 1.1.
Стадии разработки и постановки изделий на производство
Исполнители
ТПП
Разработка проектной
конструкторской
документации на изделие
Разработка рабочей
конструкторской
документации, изготовление
и испытания опытных
образцов и единичных изделий
Подготовка и
освоение
производства
серийных изделий
Заказчик
(потребитель)
Независимые
эксперты
Специализиро-
ванные техно-
логические
организации
Разработчик
Изготовитель
опытных об-
разцов и еди-
ничных изделий
Изготовитель
серийных
изделий
ТПП при
проектировании изделия
Рис. 1.1. Типовая схема организации ТПП при технологическом обеспечении
8
Таблица 1.1
Содержание работ типовой схемы организации ТПП
при технологическом обеспечении
Исполнители Содержание работ
Заказчик 1 - >2 Выбор разработчика изделия
(потребитель) 1- >3 Выбор (участие в выборе) изготовителя единичных из- делий
1 — > 4 Выбор (участие в выборе) изготовителя серийных изде- лий
9- > 10 Оценка определяющих технологических и организаци- онных решений по производству изделия
10 -4 12 Передача разработчику результатов оценки
Независи- мые эксперты 8- > 11 Оценка определяющих технологических и организаци- онных решений по производству изделия
1112 Передача разработчику результатов оценки
20- -» 21 Оценка технологической готовности производства к из- готовлению изделий для приемочных испытаний
21 -> 25 Передача изготовителю опытных образцов и единичных изделий результатов оценки
29 -> 30 Оценка технологической готовности производства к из- готовлению серийных изделий
30- -> 31 Передача изготовителю серийных изделий результатов оценки
Специализи- рованные тех- 5- ► 6 Участие в выполнении работ по ТПП при проектирова- нии изделия
нологические 6н ► 7 Передача разработчику результатов работ по ТПП
организации 17- -4 18 Участие в выполнении работ по ТПП опытных образцов и единичных изделий
18- -» 19 Передача изготовителю опытных образцов и единичных изделий результатов работ по ТПП
22-> 27 Участие в выполнении работ по ТПП серийных изделий
27- -» 28 Передача изготовителю серийных изделий результатов работ по ТПП
Разработчик 2н ► 3 Выбор изготовителя опытных образцов и единичных из- делий
2-н ► 4 Выбор (участие в выборе) изготовителя серийных изде- лий
2-4 ► 5 Привлечение специализированных технологических организаций к выполнению работ по ТПП при проекти- ровании изделия
2-4 ► 7 Организация и выполнение работ по ТПП при проекти- ровании изделия
1 1 7-4 ► 8 Организация независимой оценки определяющих тех- нологических и организационных решений по произ- водству изделия
9
Продолжение табл. 1,1
Исполнители Содержание работ
7 —> 12 Участие в оценке определяющих технологических и ор- ганизационных решений по производству изделия
12 —> 14 Передача изготовителю опытных образцов и единичных изделий конструкторской и технологической докумен- тации, необходимой для выполнения ТПП
12 -> 16 Передача изготовителю серийных изделий конструк- торской и технологической документации, необходи- мой для начала выполнения наиболее сложных и трудо- емких работ по ТПП
12 23 Участие в выполнении работ по ТПП опытных образцов и единичных изделий
23-> 24 Участие в оценке технологической готовности произ- водства к изготовлению изделий для приемочных испы- таний
24->26 Передача изготовителю серийных изделий необходи- мой для ТПП конструктрской и технологической доку- ментации, отработанной по результатам изготовления и приемочных испытаний опытных образцов
Изготови- 3-> 2 Выбор разработчика, если он не входит в одно объеди-
тель опытных нение с изготовителем или не определен в заказе на соз-
образцов и еди- дание изделия
ничных изде- 3-> 13 Участие в выполнении работ по ТПП при проектирова-
лий нии изделия
1314 Участие в оценке определяющих технологических и ор- ганизационных решений по произвоодству изделия
14 16 Передача изготовителю серийных изделий технологиче- ской документации, неообходимой для начала выпол- нения наиболее сложных и трудоемких работ по ТПП
14 -> 17 Привлечение специализированных технологических организаций к выполнению работ по ТПП опытных об- разцов и единичных изделий
14-> 19 Организация и выполнение работ по ТПП опытных об- разцов и единичных изделий
19 20 Организация независимой оценки технологической го- товности производства к изготовлению изделий для- приемочных испытаний
19 -> 25 Оценка технологической готовности производства к из- готовлению изделий для приемочных испытаний
25 -> 26 Передача изготовителю серийных изделий необходи- мой для ТПП технологической документации, отрабо- танной по результатам изготовления и приемочных ис- пытаний опытных образцов
Изготови- 4->2 Выбор разработчика, если он не входит в одно объеди-
тель серийных нение с изготовителем или не определен в заказе на соз-
изделий дание изделия
10
Продолжение табл. 1.1
Исполнители Содержание работ
Изготови- 4 —> 15 Участие в выполнении работ по ТПП при проектирова-
тель серийных изделий 15 -> 16 16 22 16 -> 26 26 -» 28 28 -> 31 нии изделия Участие в оценке определяющих технологических и ор- ганизационных решений по производству изделия Привлечение специализированных технологических организаций к выполнению работ по ТПП серийных из- делий Организация и начало выполнения наиболее сложных и трудоемких работ по ТПП серийных изделий Выполнение и завершение работ по ТПП серийных из- делий Оценка технологической готовности производства к из- готовлению серийных изделий
Технологическая подготовка производства производится:
— при проектировании изделия;
— при производстве опытных образцов и единичных изделий;
— при производстве серийных изделий.
Технологическая подготовка производства
при проектировании изделия
Задачей ТПП при проектировании изделия является формирова-
ние определяющих технологических и организационных решений по
его производству.
Формирование определяющих технологических и организацион-
ных решений по производству изделия — составная часть работ, про-
водимых разработчиком по выбору конструкторско-технологических
решений по изделию и обеспечению его технологичности в процессе
выполнения технического предложения (аванпроекта), эскизного и
технического проектов.
Организатором и ответственным исполнителем работ по форми-
рованию определяющих технологических и организационных реше-
ний по производству изделия является разработчик, соисполнителя-
ми — изготовители опытных образцов, единичных или серийных из-
делий, а при научно-технической или экономической целесообраз-
ности — специализированные технологические организации, в том
числе межведомственные, ведомственные, академические и универ-
ситетские.
11
Объем и содержание ТПП при проектировании изделий разра-
ботчик устанавливает самостоятельно или по согласованию с заказ-
чиком и изготовителем.
Разработчик совместно с соисполнителями разрабатывает планы
(графики) технологических работ, относящихся к его компетенции,
на этапах проектирования изделия в виде самостоятельных докумен-
тов или в составе планов (графиков) разработки технического пред-
ложения (аванпроекта), эскизного и технического проектов.
Разработчик в соответствии с планом представляет проектную
конструкторскую документацию (комплектно на изделие в целом или
по мере готовности на сложные элементы изделия) для совместной
проработки ее специалистами — технологами разработчика, изгото-
вителя и, при необходимости, специализированных технологических
организаций. В общем случае технологическая проработка с учетом
уточнения (корректировки) ее результатов на последующих этапах
проектирования предусматривает:
— оценку сформированных при проектировании конструктор-
ско-технологических решений с точки зрения их технологичности,
реализуемости в производстве и конкурентоспособности;
— выявление определяющих проблем, связанных:
а) с разработкой принципиально новых или ранее не освоенных у
изготовителей технологических и организационных решений, в том
числе связанных с конверсией;
б) с разработкой наиболее ответственных технологических и орга-
низационных решений по изготовлению функционально ответствен-
ных технических сложных или уникальных элементов изделия (со-
ставных частей, систем, сборочных единиц, деталей);
в) с разработкой процессов вторичного использования, утилиза-
ции или уничтожения изделия и отходов его производства;
г) с обеспечением требований ресурсосбережения, экологии и ох-
раны труда;
— выявление определяющих материалов (сырья, заготовок, по-
луфабрикатов) и средств технологического оснащения, в том числе
ранее не применявшихся у изготовителей, дефицитных или требую-
щих организации их разработки и производства;
— выявление определяющих проблем кооперации и специализа-
ции производства материалов, деталей, сборочных единиц, комплек-
тующих изделий, средств технологического оснащения;
— укрупнение оценки контролепригодности изделия и процес-
сов его изготовления, параметров и методов диагностирования;
— укрупнение оценки материалоемкости, трудоемкости, себе-
стоимости разрабатываемого изделия;
12
— выявление требований к организационно-техническому уров-
ню производства у изготовителей;
— формирование планов (программ) научно-исследовательских
и опытно-технологических работ по решению проблем в области тех-
нологии, материаловедения и организации производства.
Разработчик совместно с соисполнителями на основе результатов
технологической проработки проектной конструкторской докумен-
тации и выполнения научно-исследовательских и опытно-техноло-
гических работ формирует и уточняет на последующих этапах проек-
'тирования определяющие технологические и организационные ре-
шения по производству, которые в общем случае содержат:
— характеристику конструкторско-технологических решений
по изделию с учетом их технологичности, реализуемости в производ-
стве и конкурентоспособности;
— предложения по использованию конкурентоспособных пер-
спективных разработок, изобретений и патентов в области техноло-
гии, материалов и организации производства;
— перечень определяющих технологических процессов, подле-
жащих разработке и освоению в производстве, основные требования
к ним, принципиальные решения по их разработке;
— перечни определяющих материалов и средств технологиче-
ского оснащения, основные требования к ним, предложения по их
приобретению, разработке и производству;
— предложения по формированию планов (программ) отработ-
ки технологических процессов и средств технологического оснаще-
ния в рамках планов (программ) обеспечения качества и надежности
изделия с учетом требований серийного производства;
— предложения по обеспечению стабильности технологических
процессов и других элементов производства, непосредственно
влияющих на качество изделия. Особое внимание уделяют элемен-
там, контроль и измерение которых затруднены по техническим, эко-
номическим и другим причинам;
— предложения по сертификации систем качества и производст-
ва;
— принципиальные решения по:
а) вторичному использованию, утилизации или уничтожению из-
делия и отходов его производства;
б) проблемам обеспечения требований ресурсосбережения, эко-
логии и охраны труда;
в) кооперации и специализации производства;
13
г) повышению организационно-технического уровня производ-
ства у изготовителей, включая технологическое перевооружение, ре-
конструкцию и расширение производства;
д) организации ТПП.
Разработчик оформляет определяющие технологические и орга-
низационные решения по производству изделия в виде самостоятель-
ных документов (книг, томов) или разделов пояснительных записок
документации технического предложения (аванпроекта), эскизного
или технического проектов.
По требованию заказчика или соглашению с изготовителем в це-
лях обеспечения качества изделия и эффективности его производства
в условиях применения значительного числа новых технологических
и организационных решений разработчик оформляет указанные ре-
шения в директивной форме (например, в виде директивных техно-
логических процессов, директивной трудоемкости и др.).
Критерий завершенности ТПП при проектировании изде-
лия — наличие в составе технического (эскизного) проекта докумен-
тации, содержащей определяющие технологические и организацион-
ные решения по производству изделия, подтвержденные, при необ-
ходимости, оценкой заказчика или независимых экспертов из спе-
циализированных технологических организаций, если они не
участвуют в ТПП.
Особое внимание при оценке уделяют способности принятых ре-
шений:
— обеспечить изготовление изделий в соответствии с требова-
ниями заказчика или рынка данного класса изделий;
— контролироваться и, при необходимости, приводиться в тре-
буемое состояние, т. е. находиться в управляемых условиях.
Порядок оценки эксперт, заказчик и разработчик устанавливают
по взаимному соглашению.
Технологическая подготовка производства опытных образцов
и единичных изделий
Задачами ТПП опытных образцов и единичных изделий являют-
ся:
— отработка в производственных условиях определяющих тех-
нологических и организационных решений по изготовлению изде-
лия;
— обеспечение технологической готовности производства к из-
готовлению для приемочных испытаний опытных образцов, единич-
ных и других изделий, подлежащих промышленному освоению.
14
Организатором и ответственным исполнителем ТПП опытных
образцов и единичных изделий является их изготовитель, соисполни-
телями — разработчик и при научно-технической и экономической
целесообразности — специализированные технологические органи-
зации.
Для проведения ТПП опытных образцов и единичных изделий
разработчик передает изготовителю:
— рабочую конструкторскую документацию на опытный обра-
зец (без литеры или с литерой «О» по ГОСТ 2.103) или на единичное
изделие разового изготовления (с литерой «И» по ГОСТ 2.103) по
мере ее готовности или комплектно на изделие в целом. Для сокраще-
ния сроков ТПП изготовитель по согласованию с разработчиком мо-
жет начинать ТПП по конструкторской документации технологиче-
ского (эскизного) проекта;
— документацию (в том числе директивную), содержащую опре-
деляющие технологические и организационные решения по произ-
водству изделия.
Изготовитель совместно с соисполнителями на основе получен-
ной от разработчика документации с учетом принципиальных реше-
ний по организации ТПП, принятых при проектировании изделия,
разрабатывает план (график) ТПП опытных образцов и единичных
изделий в виде самостоятельного документа или в составе плана (гра-
фика) изготовления указанных изделий.
ТПП опытных образцов и единичных изделий предусматривает
выполнение следующих основных работ:
— проработку рабочей конструкторской документации на опыт-
ные образцы и единичные изделия с учетом технологичности зало-
женных в нее решений;
— завершение научно-исследовательских и опытно-технологи-
ческих работе области технологии, материаловедения и организации
производства;
— разработку с использованием информационных массивов
описаний конструкторско-технологических решений:
а) технологических процессов изготовления опытных образцов и
единичных изделий в соответствии с государственными стандартами
ЕСТД;
б) специальных средств технологического оснащения в соответст-
вии с государственными стандартами ЕСКД и технологических про-
цессов их изготовления в соответствии с государственными стандар-
тами ЕСТД. Приоритетным для условий опытного производства яв-
ляется использование высокоточного универсального или перенала-
15
живаемого оборудования, упрощенной и переналаживаемой
оснастки;
в) управляющих программ для автоматизированного технологи-
ческого оборудования:
— организацию изготовления специальных средств технологи-
ческого оснащения для опытных образцов и единичных изделий;
— формирование планов (программ) отработки принципиально
новых, ранее не освоенных и наиболее ответственных технологиче-
ских процессов и средств технологического оснащения в рамках пла-
нов (программ) обеспечения качества и надежности изделия с учетом
требований серийного производства;
— отработку технологических процессов и средств технологиче-
ского оснащения в соответствии с планами (программами) отработ-
ки;
— уточнение (корректировку) документации, содержащей опре-
деляющие технологические и организационные решения по произ-
водству изделия, а также рабочей документации на технологические
процессы и средства технологического оснащения — по результатам
изготовления и испытаний опытных образцов и единичных изделий;
— обеспечение требований ресурсосбережения, экологии и ох-
раны труда при изготовлении и испытаниях опытных образцов и еди-
ничных изделий.
С целью обеспечения технологической готовности производства
к изготовлению качественных изделий для приемочных испытаний
изготовитель выполняет в рамках ТПП мероприятия по организации:
— своевременного обеспечения производства по договорам и
кооперационным связям необходимыми материалами, деталями,
сборочными единицами, комплектующими изделиями, средствами
технологического оснащения, а также входного контроля их качест-
ва;
— метрологического обеспечения производства;
— технического контроля и бездефектного изготовления;
— аттестации технологических процессов, рабочих мест испол-
нителей и технологического оборудования до его первичного приме-
нения;
— подготовку производственного персонала в связи с освоением
новых технологий и материалов.
Критерий завершенности ТПП опытных образцов и единичных
изделий — фактическое выполнение работ, предусмотренных пла-
ном, подтвержденное оценкой технологической готовности произ-
водства к изготовлению изделий для приемочных испытаний, кото-
рую выполняет изготовитель с привлечением (при необходимости)
16
независимых экспертов из специализированных технологических
организаций, если они не участвуют в ТПП.
Особое внимание при оценке технологической готовности уделя-
ют проверке:
— способности технологических процессов и других элементов
производства обеспечить изготовление изделий в соответствии с тре-
бованиями документации и в заданные сроки;
— управляемости технологических процессов и других элемен-
тов производства, т. е. возможности их контроля и приведения (при
необходимости) в требуемое состояние.
Порядок оценки эксперт и изготовитель устанавливают по взаим-
ному соглашению.
Технологическая подготовка производства серийных изделий
Задачей ТПП серийных изделий является обеспечение техноло-
гической готовности производства к изготовлению указанных изде-
лий, а также изделий, ранее освоенных другими изготовителями или
изготавливаемых по технической документации иностранных фирм.
Организатором и ответственным исполнителем ТПП серийных
изделий является их изготовитель, соисполнителями, при науч-
но-технической или экономической целесообразности,— специали-
зированные технологические организации.
Для проведения ТПП серийных изделий разработчик передает из-
готовителю:
— комплект рабочей конструкторской документации на изделие
(с литерой «01» или выше по ГОСТ 2.103);
— документацию (в том числе директивную), содержащую опре-
деляющие технологические и организационные решения по произ-
водству изделия, отработанную при изготовлении и испытаниях
опытных образцов;
— опытные образцы, прошедшие приемочные испытания. При
необходимости, с целью сокращения сроков ТПП, разработчик (из-
готовитель опытных образцов) на договорной основе передает изго-
товителю серийных изделий:
— документацию на однотипные технологические процессы (с
литерой «О» или выше по ГОСТ 3.1102);
— конструкторскую документацию на однотипные средства тех-
нологического оснащении, отработанную по результатам изготовле-
ния и испытаний опытных образцов;_________________
— управляющие программы МЖКОййОбгеГНОтеюбо^удования;
2 — 3073 17
— средства технологического оснащения, пригодные для ис-
пользования;
— ведомости применения материалов и комплектующих изде-
лий;
— расчет трудоемкости изготовления опытных образцов;
— план (график) ТПП опытных образцов;
— перечень квалификации исполнителей и др.
Изготовитель совместно с соисполнителями на основе получен-
ной от разработчика документации с учетом принципиальных реше-
ний по организации ТПП, принятых при проектировании изделия,
разрабатывает план (график) ТПП серийных изделий в виде само-
стоятельного документа или в составе плана (графика) постановки
изделия на производство. При этом учитывают:
— сроки освоения серийного производства изделия;
— планируемые объемы выпуска изделий по годам освоения;
— прогноз устойчивости сбыта в течение нескольких лет;
— трудоемкость ТПП;
— состояние организационно-технического уровня производст-
ва и возможность его повышения с целью обеспечения коммерческой
стратегии изготовителя на рынке;
— возможность кооперации и специализации производства для
ритмичного обеспечения изготовления изделий качественными ма-
териалами, деталями, сборочными единицами, комплектующими из-
делиями, средствами технологического оснащения.
ТПП серийных изделий предусматривает выполнение следующих
основных работ:
— проработку рабочей конструкторской документации на се-
рийное изделие с учетом технологичности заложенных в нее реше-
ний;
— разработку или уточнение (корректировку) с использованием
информационных массивов описаний конструкторско-технологиче-
ских решений:
а) технологических процессов изготовления серийного изделия в
соответствии с государственными стандартами ЕСТД;
б) специальных средств технологического оснащения в соответст-
вии с государственными стандартами ЕСКД и технологических про-
цессов их изготовления в соответствии с государственными стандар-
тами ЕСТД;
в) управляющих программ для автоматизированного технологи-
ческого оборудования:
— приобретение (изготовление) специальных средств техноло-
гического оснащения для производства серийных изделий;
18
— обеспечение необходимой технологической информацией ре-
конструкции или нового строительства производственной и испыта-
тельной баз;
— уточнение (корректировку) технологической документации
по результатам изготовления и квалификационных испытаний уста-
новочной серии (первой промышленной партии);
— обеспечение требований ресурсосбережения, экологии и ох-
раны труда при изготовлении и испытаниях серийных изделий;
— мероприятия в соответствии с целью обеспечения технологи-
ческой готовности производства к изготовлению качественных изде-
лий для приемочных испытаний.
Изготовитель серийных изделий по требованию заказчика или со-
гласованию с разработчиком в целях сокращения сроков постановки
изделий на производство выполняет наиболее сложные и трудоемкие
работы ТПП одновременно с изготовлением и испытаниями опыт-
ных образцов. С этой целью разработчик и изготовитель опытных об-
разцов в части, их касающейся, передают изготовителю серийных из-
делий:
— рабочую конструкторскую документацию на опытный обра-
зец (без литеры или с литерой «О» по ГОСТ 2.103);
— документацию, содержащую определяющие технологические
и организационные решения по производству изделия;
— документацию на однотипные технологические процессы (без
литеры или с литерой «О» по ГОСТ 3.1102);
— план (график) ТПП опытных образцов;
— другую необходимую документацию.
Критерий завершенности ТПП серийных изделий — фактиче-
ское выполнение работ, предусмотренных планом, подтвержденное
оценкой технологической готовности производства к изготовлению
серийных изделий в соответствии с критерием завершенности ТПП
опытных образцов и единичных изделий.
Таким образом, система разработки и постановки продукции на
производство (СРПП), являющаяся установленной государственны-
ми стандартами системой организации и управления процессом тех-
нологической подготовки производства, предусматривает широкое
применение прогрессивных технологических процессов, стандарт-
ной технологической оснастки и оборудования, средств механизации
и автоматизации производственных процессов, инженерно-техниче-
ских и управленческих работ.
2* 19
Основное назначение СРПП заключается в установлении систе-
мы организации и управления процессом технологической подготов-
ки производства (ТПП), обеспечивающей:
— единый для всех предприятий и организаций системный под-
ход к^ыбору и применению методов и средств технологической под-
готовкой производства, соответствующих достижениям науки, тех-
ники и производства;
— освоение производства и выпуска изделий высшей категории
качества в минимальные сроки, при минимальных трудовых и
материальных затратах на ТПП на всех стадиях создания изделий,
включая опытные образцы (партии), а также изделия единичного
производства;
— организацию производства высокой степени точности, допус-
кающей возможность непрерывного его совершенствования и быст-
рую переналадку на выпуск новых изделий;
— рациональную организацию механизированного и автомати-
зированного выполнения комплекса инженерно-механических и
управленческих работ;
— взаимосвязи ТПП и управления его с другими системами и
подсистемами управления;
— ТПП включает решение задач, группируемых по следующим
основным функциям;
— обеспечение технологичности конструкции изделия;
— разработка технологических процессов;
— проектирование и изготовление средств технологического ос-
нащения;
— организация и управление процессом ТПП.
Технологическое проектирование от общего объема технической
подготовки составляет 30...40 % — для мелкосерийного, 40...50 % —
для серийного и 50...60 % — для массового производств.
По данным промышленности трудоемкость ТПП при производ-
стве гусеничного трактора составляла 620 000 нормочасов, а конст-
руирование — 125 000 нормочасов.
Рационально настроенный технологический процесс должен со-
вмещать выполнение технических, экономических и организацион-
ных задач, решаемых в данных производственных условиях, т. е.
обеспечить выполнение всех требований к качеству изделия, преду-
смотренных конструкторской документацией, при наименьших за-
тратах труда в количестве и сроки, установленные календарным пла-
нированием.
20
1.1.2. Типы производства, формы организации
и виды технологических процессов
Типы производства
Тип производства — классификационная категория производст-
ва, выделяемая по признакам широты номенклатуры, регулярности,
стабильности и объема выпуска изделий.
Объем выпуска изделий — количество изделий определенных на-
именования, типоразмера и исполнения, изготовленных или ремон-
тируемых объединением, предприятием или его подразделением в те-
чение планируемого интервала времени.
Реализуют следующие типы производства: единичное; серийное;
массовое.
Одной из основных характеристик типа производства является
коэффициент закрепления операций. Коэффициент закрепления
операций — отношение числа всех различных технологических опе-
раций, выполненных или подлежащих выполнению в течение меся-
ца, к числу рабочих мест.
Единичное производство — производство, характеризуемое широ-
кой номенклатурой изготовляемых или ремонтируемых изделий и
малым объемом выпуска изделий.
В единичном производстве изделия изготовляются единичными
экземплярами, разнообразными по конструкции или размерам, при-
чем повторяемость этих изделий редка или совсем отсутствует (турбо-
строение, судостроение).
В этом типе производства, как правило, используется универсаль-
ные оборудование, приспособления и измерительный инструмент,
рабочие имеют высокую квалификацию, сборка производится с ис-
пользованием слесарно-пригоночных работ, т. е. по месту и т. п.
Станки располагаются по признаку однородности обработки, т. е.
создаются участки станков, предназначенных для одного вида обра-
ботки — токарных, строгальных, фрезерных и др.
Коэффициент закрепления операций > 40.
Серийное производство — производство, характеризуемое ограни-
ченной номенклатурой изделий, изготовляемых или ремонтируемых
периодически повторяющимися партиями выпуска.
В зависимости от количества изделий в партии или серии и значе-
ние коэффициента закрепления операций различают мелкосерий-
ное, среднесерийное и крупносерийное производство.
21
Коэффициент закрепления операций в соответствии со стандар-
том принимают равным:
а) для мелкосерийного производства — свыше 20 до 40 включи-
тельно;
б) для среднесерийного производства — свыше 10 до 20 включи-
тельно;
в) для крупносерийного производства — свыше 1 до 10 включи-
тельно.
Основные признаки серийного производства:
1) станки применяются разнообразных типов: универсальные,
специализированные, специальные, автоматизированные;
2) кадры различной квалификации;
3) работа может производиться на настроенных станках;
4) применяется и разметка, и специальные приспособления;
5) сборка без пригонки и т. д.
Оборудование располагается в соответствии с предметной фор-
мой организации работы.
Станки располагаются в последовательности технологических
операций для одной или нескольких деталей, требующих одинаково-
го порядка выполнения операций. В той же последовательности, оче-
видно, образуется и движение деталей (так называемые, предмет-
но-замкнутые участки). Обработка заготовок производится партия-
ми. При этом время выполнения операций на отдельных станках мо-
жет быть не согласовано с временем операций на других станках.
Изготовленные детали хранятся во время работы у станков и затем
транспортируются всей партией.
Массовое производство — производство, характеризуемое узкой
номенклатурой и большим объемом выпуска изделий, непрерывно
изготовляемых или ремонтируемых в течение продолжительного вре-
мени.
Коэффициент закрепления операций для массового производст-
ва принимают равным единице.
Таким образом, изделия изготовляются в большом количестве
длительное время, конструкция изделия меняется плавно. Рабочая
сила низкой квалификации при наличии настройщиков, оборудова-
ние автоматизированное, полная взаимозаменяемость при сборке.
Массовому производству присуща поточная форма организации
производства, при которой операции обработки или сборки машины
закреплены за определенным оборудованием или рабочими местами,
оборудование расположено в порядке выполнения операций, а изго-
22
товляемая деталь передается с одной операции на следующую сразу
после выполнения предшествующей операции, как правило, с помо-
щью специальных транспортных устройств.
Формы организации технологических процессов
В соответствии со стандартами СРПП устанавливается две формы
организации технологических процессов: групповая; поточная.
Групповая форма организации техпроцессов характеризуется од-
нородностью конструктивно-технологических признаков изделий,
единством средств технологического оснащения одной или несколь-
ких технологических операций и специализацией рабочих мест.
Или иначе, групповая форма — это форма организации произ-
водства, характеризуемая совместным изготовлением или ремонтом
групп изделий различной конфигурации на специализированных ра-
бочих местах.
Основой при групповой форме организации техпроцессов долж-
но быть группирование изделий по конструктивно-технологическим
признакам.
По результатам анализа классификационных групп изделий и по-
казателей относительной трудоемкости устанавливается профиль
специализации каждого структурного подразделения (цеха, участка)
и т. д.
Kgt — показатель относительной трудоемкости; tml — штучное время
/-й деталеоперации, нормоминуты; кй — число операций по техноло-
гическому процессу обработки /-го изделия, мин; К. — средний ко-
F -60
эффициент выполнения норм времени; г = —------такт производ-
ства /-го изделия, мин; Ff — фонд времени в планируемый период, ч;
Nt — программа выпуска /-го изделия в планируемом периоде, шт.
Поточная организация производства характеризуется расположе-
нием технологического оснащения в последовательности выполне-
ния операций технологического процесса и специализации рабочих
мест.
Поточную форму организации техпроцессов в зависимости от но-
менклатуры одновременно обрабатываемых изделий подразделяют
23
- Однопроходный
способ
- Двухрядный
способ
| | | | | | | | | | | | - Зигзагообразный
—►—способ с тремя
односторонними
рядами стежков
Рис. 1.2. Способы расположения оборудования в поточных линиях
на однономенклатурную поточную линию; многономенклатурную
поточную линию.
Примеры способов расположения оборудования в поточных ли-
ниях показаны на рис. 1.2.
Виды технологических процессов
По степени унификации различают следующие виды технологи-
ческих процессов: единичный; типовой; групповой.
Вид технологического процесса определяется количеством изде-
лий, охватываемых процессом (одно изделие, группы однотипных
изделий).
Наименование процессов устанавливают по стандартам СРПП.
Единичный технологический процесс — технологический процесс,
относящийся к изделиям одного наименования, типоразмера и ис-
полнения, независимо от типа производства (применяется для изго-
товления изделий одного наименования, типоразмера и исполнения
независимо от типа производства).
Типовой технологический процесс — технологический процесс, ха-
рактеризуемый единством содержания и последовательности боль-
шинства технологических операций и переходов для группы изделий
с общими конструктивными признаками.
Типовой процесс применяется:
а) как информационная основа при разработке рабочего техноло-
гического процесса;
24
б) как рабочий технологический процесс при наличии всей необ-
ходимой информации для изготовления детали, или как база для раз-
работки стандартов на типовые технологические процессы.
Типовой технологический процесс может являться совокупно-
стью типовых технологических операций, которые характеризуются
единством содержания и последовательности технологических пере-
ходов для группы изделий с общими конструктивными признаками.
Групповой технологический процесс — технологический процесс,
характеризуемый единством методов обработки с использованием
однородных и быстро переналаживаемых приспособлений для групп
изделий даже с разными конструктивными признаками.
Групповой технологический процесс может состоять из группо-
вых технологических операций, которые являются общими для групп
различных деталей с определенной групповой оснасткой на данном
оборудовании.
Таким образом, групповой технологический процесс — это сово-
купность групповых технологических операций, обеспечивающих
изготовление различных деталей группы (или нескольких групп) по
общему технологическому маршруту.
Каждый вид технологических процессов характеризуется следую-
щими признаками:
а) основным назначением процесса: рабочий, перспективный;
б) степенью детализации содержания процесса: маршрутный,
операционный, маршрутно-операционный.
Рабочий технологический процесс — технологический процесс,
выполняемый по рабочей и (или) конструкторской документации
(применяется: для изготовления в соответствии с требованиями рабо-
чей технической документации).
Перспективный технологический процесс — технологический про-
цесс, соответствующий современным достижениям науки и техники,
методы и средства осуществления которого полностью или частично
предстоит освоить на предприятии (используются как информаци-
онная основа для разработки рабочих технологических процессов
при техническом и организационном перевооружении производства;
рассчитан на применение более совершенных методов обработки,
более производительных и экономически эффективных средств тех-
нологического оснащения и изменения принципов организации
производства).
Маршрутный технологический процесс — технологический про-
цесс, выполняемый по документации, в которой содержание опера-
ций приводится без указания переходов и режимов обработки (техно-
логический маршрут — последовательность прохождения заготовки,
25
детали или сборочной единицы по подразделениям предприятия при
выполнении технологического процесса изготовления или ремонта).
Операционный технологический процесс — технологический про-
цесс, выполняемый по документации, в которой содержание опера-
ций излагается с указанием переходов и режимов обработки.
Маршрутно-операционный технологический процесс — технологи-
ческий процесс, выполняемый по документации, в которой содержа-
ние отдельных операций излагается без указания переходов и режи-
мов обработки.
1.2. СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА И ЕГО ОСНОВНЫЕ
ХАРАКТЕРИСТИКИ
Готовые изделия (детали, сборочные единицы, комплексы и ком-
плекты) получают из материалов и полуфабрикатов в результате осу-
ществления отдельных процессов, совокупность которых составляет
процесс производственный — совокупность всех действий людей и
орудий труда, необходимых на данном предприятии для изготовле-
ния или ремонта продукции.
Все определения, касающиеся структуры технологического про-
цесса, даны ниже в соответствии со стандартом ГОСТ 3.1109—82
(Процессы технологические, основные термины и определения).
Технологический процесс — часть производственного процесса,
содержащая целенаправленные действия по изменению и (или) по-
следующему определению состояния предмета труда; таким образом,
при реализации технологического процесса происходит изменение
качественного состояния объекта производства (химических и физи-
ческих свойств материала, форм, размеров, качества поверхности,
внешнего вида объекта и т. д.; в техпроцесс включен также контроль
качества);
Операция — законченная часть технологического процесса, вы-
полняемая на одном рабочем месте (или с использованием одной тех-
нологической системы).
Установ — часть технологической операции, выполняемая при
неизменном закреплении обрабатываемой заготовки или собирае-
мой сборочной единицы.
Технологический переход — законченная часть технологической
операции, выполняемая одними и теми же средствами технологиче-
ского оснащения при постоянных технологических режимах и уста-
новке.
26
Вспомогательный переход — законченная часть технологической
операции, состоящая из действий человека и (или) оборудования, ко-
торые не сопровождаются изменением формы, размеров и шерохова-
тости поверхности, но необходимы для выполнения технологическо-
го перехода.
Рабочий ход — законченная часть технологического перехода, со-
стоящая из однократного перемещения инструмента относительно
заготовки, сопровождаемого изменением формы, размеров, качества
поверхности и свойств заготовки.
Вспомогательный ход — законченная часть технологического пе-
рехода, состоящая из однократного перемещения инструмента отно-
сительно заготовки, но необходимая для выполнения рабочего хода.
Позиция — фиксированное положение, занимаемое неизменно
закрепленной заготовкой или собираемой сборочной единицей со-
вместно с приспособлением относительно инструмента или непод-
вижной части оборудования для выполнения определенной части
операции.
При разработке маршрута изготовления детали и его структуры
рекомендуется следующая последовательность работы:
— выбрать тип заготовки;
— произвести технологическую разметку чертежа, пронумеровав
все поверхности, подвергаемые механической обработке;
— в соответствии с рекомендациями таблиц среднеэкономических
достижимых точностей обработки выбрать д ля каждой из пронумеро-
ванных поверхностей требуемое количество операций (переходов);
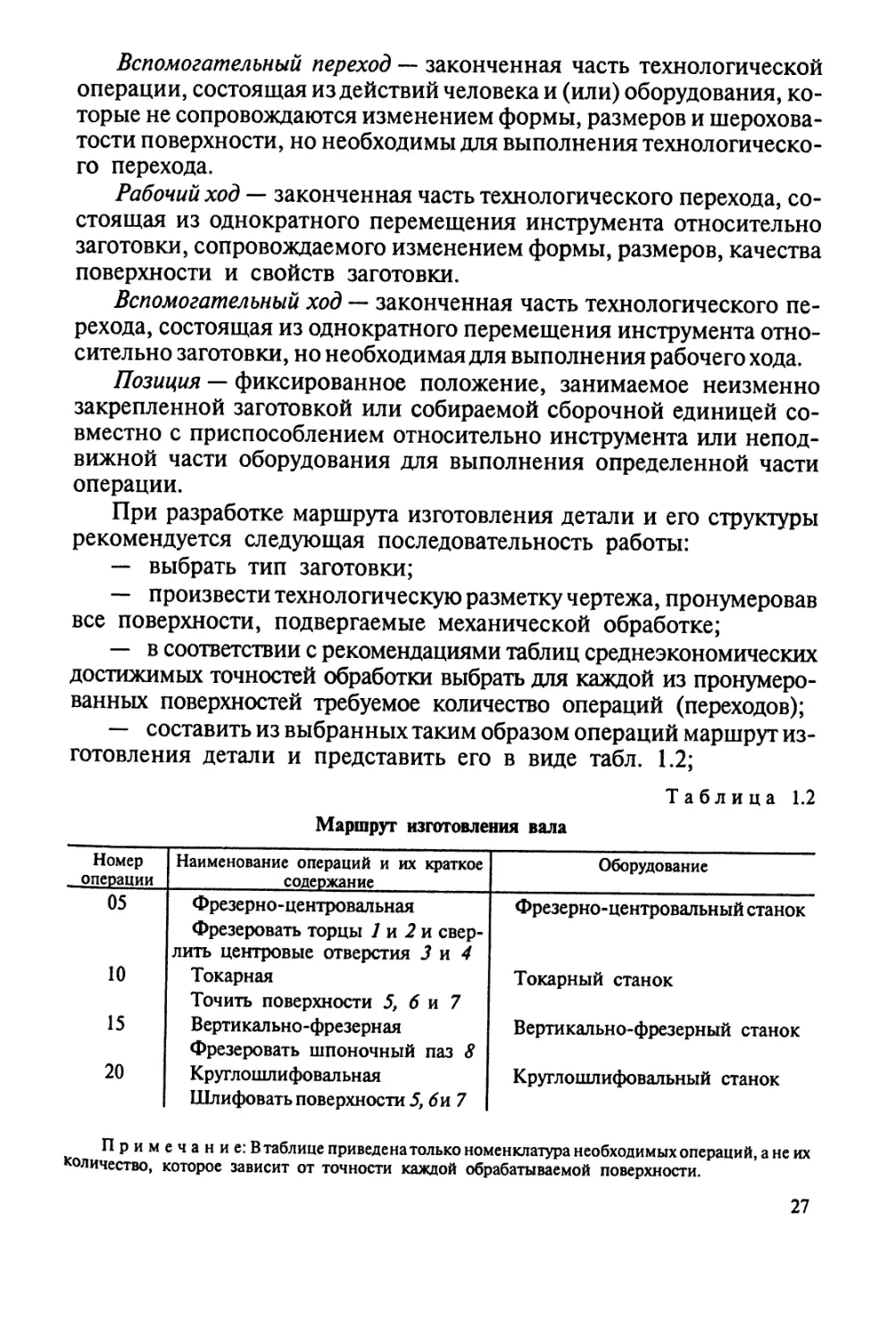
— составить из выбранных таким образом операций маршрут из-
готовления детали и представить его в виде табл. 1.2;
Таблица 1.2
Маршрут изготовления вала
Номер операции Наименование операций и их краткое содержание Оборудование
05 Фрезерно-центровальная Фрезеровать торцы 1 и 2 и свер- лить центровые отверстия 3 и 4 Фрезерно-центровальный станок
10 Токарная Точить поверхности 5, 6 и 7 Токарный станок
15 Вертикально-фрезерная Фрезеровать шпоночный паз 8 Вертикально-фрезерный станок
20 Круглошлифовальная Шлифовать поверхности 5, би 7 Круглошлифовальный станок
Примечание: Втаблице приведена только номенклатура необходимых операций, а не их
количество, которое зависит от точности каждой обрабатываемой поверхности.
27
Рис. 1.3. Эскиз вала
Рис. 1.4. Структурная схема технологического процесса
— в соответствии с примером разработать структурную схему
маршрута изготовления детали (рис. 1.3).
Необходимо отметить, что для упрощения маршрута изготовле-
ния вала на его эскизе не полностью приведены его элементы и тех-
нические требования.
Название и краткое содержание операций, представленных в таб-
лице, соответствуют требованиям стандарта ЕСТД (Правила записи
операций и переходов. Обработка резанием).
На рис. 1.4 показана структурная схема маршрута для изготовле-
ния вала. При построении этой схемы, для расчета количества рабо-
чих ходов можно воспользоваться следующими ориентировочными
значениями максимальных глубин резания: при токарной обработке
наружных, внутренних цилиндрических и торцовых поверхно-
стей —4 мм; при фрезеровании плоскостей —5 мм; при зенкерова-
28
нии —2 мм; при развертывании —0,2 мм; при шлифовании —0,3 мм
(при поперечной подаче шлифовального круга 0,005...0,015 мм) на
двойной ход или оборот.
Характеристики технологического процесса
Стандарты ЕСТД устанавливают следующие основные характе-
ристики технологических процессов:
— цикл технологической операции — интервал календарного
времени от начала до конца периодически повторяющейся техноло-
гической операции независимо от числа одновременно изготовляе-
мых или ремонтируемых изделий;
— такт выпуска — интервал времени, через который периодиче-
ски производится выпуск изделий определенного наименования ти-
поразмера и исполнения;
— ритм выпуска — количество изделий определенного наиме-
нования типоразмера и исполнения, выпускаемых в единицу време-
ни;
— норма времени — регламентируемое время выполнения неко-
торого объема работ в определенных производственных условиях од-
ним или несколькими исполнителями соответствующей квалифика-
ции;
— норма выработки — регламентированное количество деталей,
которое должно быть изготовлено в единицу времени;
— штучное время — интервал времени, равный отношению
цикла технологической операции к числу одновременно изготовляе-
мых или ремонтируемых изделий или равный календарному времени
сборочной операции;
— технологическая себестоимость изготовления детали по всем
операциям технологического процесса (цеховая себестоимость)
Сое = L + Z,
где L — основная заработная плата производственных рабочих;
Z— сумма всех остальных цеховых расходов.
1.3. ОСНОВНЫЕ ПРИНЦИПЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
1. Принцип технологичности конструкции заключается в том, что
при разработке конструкции детали учитываются как условия ее экс-
плуатации в машине, так и технологические требования при ее про-
изводстве.
29
После разработки изделия технологами производится анализ тех-
нологичности деталей, входящих в это изделие.
Ниже приведены некоторые критерии технологичности машины
в целом:
— отношение количества стандартных деталей к общему количе-
ству;
— наличие в машине унифицированных узлов;
— преемственность конструкции;
— возможность осуществления сборки машины из отдельных уз-
лов;
— соответствие применяемых методов изготовления заготовки
условиям данного производства (выбор метода сборки для данного
объема выпуска и типа производства должен производиться на осно-
вании расчета и анализа размерных цепей; расчет размерных цепей
следует проводить используя методы max — min или вероятностный
[max — min при количестве звеньев п < 5, при п > 5 — вероятност-
ный]);
— конструкция детали должна обеспечивать возможность при-
менения типовых и стандартных технологических процессов ее изго-
товления. •
2. Принцип деления обработки на стадии.
При черновой обработке основной задачей является быстрое уда-
ление максимально возможного припуска, при этом деталь подверга-
ется значительным силовым и тепловым деформациям.
На стадии чистовой обработки закладывается, в основном, тре-
буемая точность детали.
Отделочная обработка обеспечивает получение требуемых шеро-
ховатости и физико-механических свойств поверхностного слоя.
В настоящее время отступают от этого принципа на основе ис-
пользования жесткого и точного оборудования, жестких и точных за-
готовок, позволяющих за один ход получать высокую точность.
3. Принцип независимости обработки, требующий такого по-
строения технологического процесса, при котором исключается не-
обходимость дополнительной обработки при сборке. Это не всегда
выполнимо. Бывает, что взаимозаменяемость неэкономична и тогда
прибегают к неполной (ограниченной) взаимозаменяемости: а) обра-
ботка в сборе; б) работа по формуляру и пр.
4. Принцип концентрации технологических операций предусмат-
ривает концентрацию операций, объединение простых операций в
одну сложную, выполнение всех операций на одном рабочем месте.
Это усложнение операции может производиться за счет повыше-
ния квалификации рабочего (в единичном и мелкосерийном произ-
30
водствах); усовершенствования, автоматизации станков, использо-
вания многошпиндельных автоматов и полуавтоматов, агрегатных,
многопозиционных и многорезцовых станков (в массовом и крупно-
серийных производствах).
Концентрация операций упрощает планирование, резко повыша-
ет производительность труда за счет сокращения времени обработки.
5. Принцип дифференциации операций.
Технологический процесс дифференцируется (расчленяется) на
элементарные операции. Естественно простые операции требуют бо-
лее низкой квалификации рабочего, упрощают возможность механи-
зации и автоматизации их. Дифференциация экономически целесо-
образна в массовом производстве.
В современном производстве машин эти две тенденции концен-
трация и дифференциация существуют параллельно. Используются
также и комбинированные решения.
1.4. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ
Сборка — образование соединений составных частей изделия.
Соединения могут быть разъемными и неразъемными (соединение
свинчиванием, запрессовыванием, сваркой, склеиванием и пр.).
Сборочные работы составляют значительную долю общей трудо-
емкости изготовления машины. В зависимости от типа производства
трудоемкость сборки составляет от (20...30) % в массовом и до
(30...40) % в единичном производстве. Основная часть слесарно-сбо-
рочных работ представляет собой ручные работы, требующие боль-
ших затрат физического труда и высокой квалификации рабочих.
Вышеизложенное показывает, что при изготовлении машины
сборке принадлежит ведущая роль. Технологические процессы изго-
товления деталей в большинстве случаев подчинены технологии
сборки машины. Следовательно, сначала должна разрабатываться
технология сборки машины, а затем — технология изготовления де-
талей.
В зависимости от условий, типа и организации производства
сборка имеет различные организационные формы (поточную и непо-
точную, стационарную и подвижную, узловую и общую).
Технологический процесс сборки представляет собой часть про-
изводственного процесса, содержащую действия по установке и об-
разованию соединений, составных частей изделия.
Технологический процесс сборки обычно разрабатывают поэтап-
но:
31
— в зависимости от объема выпуска (заданной программы) уста-
навливается целесообразная организационная форма сборки, опре-
деляются ее такт и ритм;
— осуществляется технологический анализ сборочных чертежей
для отработки конструкции на технологичность;
— производятся размерный анализ конструкций, расчет размер-
ных цепей и разрабатываются методы достижения точности сборки
(полная, неполная, групповая взаимозаменяемость, регулировка и
пригонка);
— определяется целесообразная степень дифференциации или
концентрации сборочных операций;
— устанавливается последовательность соединения всех сбороч-
ных единиц и деталей изделия и составляются технологические схе-
мы узловой и общей сборки;
— разрабатываются (или выбираются) наиболее производитель-
ные, экономичные и технически обоснованные способы сборки,
способы контроля и испытаний;
— разрабатываются (или выбираются) необходимое технологи-
ческое или вспомогательное оборудование и технологическая оснаст-
ка (приспособления, режущий инструмент, монтажное и контроль-
ное оборудование);
— производятся техническое нормирование сборочных работ и
определение экономических показателей;
— разрабатывается планировка, оборудование рабочих мест и
оформляется техническая документация на сборку.
Одним из основных этапов проектирования, в большой степени
определяющих эффективность технологических процессов сборки,
является анализ технологичности конструкции. В соответствии со
стандартами ЕСТПП требования к технологичности сборочной еди-
ницы разбиты на 3 группы:
1 ) требования к составу сборочной единицы;
2 ) требования к конструкции соединения составных частей;
3 ) требования к точности и методу сборки.
Требования к составу сборочной единицы:
— сборочная единица должна расчленяться на рациональное
число составных частей с учетом принципа агрегатирования;
— конструкция сборочной единицы должна обеспечивать воз-
можность компоновки из стандартных и унифицированных частей;
— сборка изделия не должна обусловливать применение слож-
ного технологического оснащения;
32
— виды используемых соединений, их конструкции и месторас-
положение должны соответствовать требованиям механизации и ав-
томатизации сборочных работ;
— в конструкции сборочной единицы и ее составных частей,
имеющих массу более 20 кг, должны предусматриваться конструктив-
ные элементы для удобного захвата грузоподъемными средствами,
используемыми в процессе сборки, разборки и транспортирования;
— конструкция сборочной единицы должна предусматривать ба-
зовую составную часть, которая является основой для расположения
остальных составных частей;
— компоновка конструкции сборочной единицы должна позво-
лять производить сборку при неизменном базировании составных
частей;
— в конструкции базовой составной части необходимо преду-
сматривать возможность использования конструктивных сборочных
баз в качестве технологических и измерительных;
— компоновка сборочной единицы должна обеспечивать общую
сборку без промежуточной разборки и повторных сборок составных
частей;
— компоновка составных частей сборочной единицы должна
обеспечивать удобный доступ к местам, требующим контроля, регу-
лировки и проведения других работ, регламентированных технологи-
ей подготовки изделия к функционированию и техническому обслу-
живанию;
— компоновка сборочной единицы должна предусматривать ра-
циональное расположение такелажных узлов, монтажных опор и дру-
гих устройств для обеспечения транспортабельности изделия.
Требования к конструкции соединений составных частей:
— количество поверхностей и мест соединений составных час-
тей в общем случае должно быть наименьшим;
— места соединений составных частей должны быть доступны
для механизации сборочных работ и контроля качества соединений;
— соединение составных частей не должно требовать сложной и
необоснованно точной обработки сопрягаемых поверхностей;
— конструкции соединений составных частей не должны требо-
вать дополнительной обработки в процессе сборки.
Требования к точности и методу сборки:
— точность расположения составных частей должна быть обос-
нована и взаимосвязана с точностью изготовления составных частей;
— выбор места сборки для данного объема выпуска и типа произ-
водства должен производиться на основании расчета и анализа раз-
мерных цепей;
— 3073 33
— расчет размерных цепей следует производить, используя мето-
ды максимума-минимума — метод полной взаимозаменяемости,
или, основанный на теории вероятностей, метод неполной взаимоза-
меняемости.
В качестве примечания можно отметить, что стандарт рекоменду-
ет применять метод максимума-минимума только при расчете корот-
ких размерных цепей (менее пяти) с высокой точностью замыкающе-
го звена или многозвенных размерных цепей с малой точностью за-
мыкающего звена.
В большинстве случаев, при решении сборочных размерных це-
пей рекомендуется применять метод неполной взаимозаменяемости.
В зависимости от типа производства используются также другие
методы достижения точности замыкающего звена: метод групповой
взаимозаменяемости; метод регулирования; метод пригонки.
Метод полной взаимозаменяемости экономично применять в
крупносерийном и массовом производстве. Основан метод на расчете
размерных цепей на максимум-минимум. Метод прост и обеспечива-
ет 100 %-ную взаимозаменяемость. Недостаток метода — уменьше-
ние допусков на составляющие звенья, что приводит к увеличению
себестоимости изготовления и трудоемкости.
Метод неполной взаимозаменяемости заключается в том, что до-
пуски на размеры деталей, составляющие размерную цепь, преднаме-
ренно расширяют для удешевления производства. В основе метода
лежит положение теории вероятности, согласно которому крайние
значения погрешностей, составляющих звеньев размерной цепи
встречаются значительно реже, чем средние значения. Такая сборка
целесообразна в серийном и массовом производствах при многозвен-
ных цепях.
Метод групповой взаимозаменяемости применяют при сборке со-
единений высокой точности, когда точность сборки практически не-
достижима методом полной взаимозаменяемости (например, шари-
коподшипники). В этом случае детали изготовляют по расширенным
допускам и сортируют в зависимости от размеров на группы так, что-
бы при соединении деталей, входящих в группу, было обеспечено
достижение установленного конструктором допуска замыкающего
звена.
Недостатками данной сборки являются: дополнительные затраты
на сортировку деталей по группам и на организацию хранения и учета
деталей; усложнение работы планово-диспетчерской службы.
Сборка методом групповой взаимозаменяемости применяется в
массовом и крупносерийном производствах при сборке соединений,
34
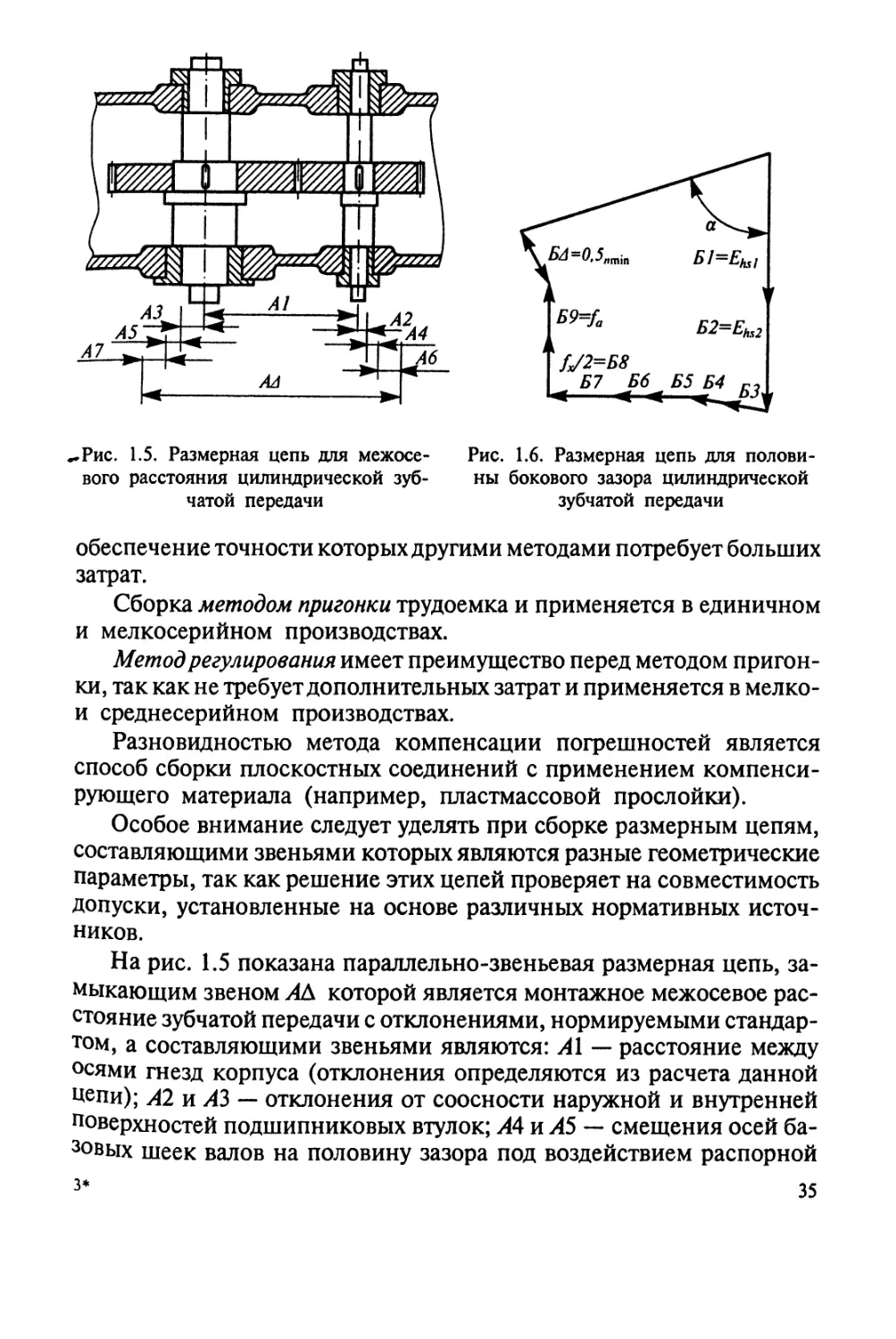
..Рис. 1.5. Размерная цепь для межосе- Рис. 1.6. Размерная цепь для полови-
вого расстояния цилиндрической зуб- ны бокового зазора цилиндрической
чатой передачи зубчатой передачи
обеспечение точности которых другими методами потребует больших
затрат.
Сборка методом пригонки трудоемка и применяется в единичном
и мелкосерийном производствах.
Метод регулирования имеет преимущество перед методом пригон-
ки, так как не требует дополнительных затрат и применяется в мелко-
и среднесерийном производствах.
Разновидностью метода компенсации погрешностей является
способ сборки плоскостных соединений с применением компенси-
рующего материала (например, пластмассовой прослойки).
Особое внимание следует уделять при сборке размерным цепям,
составляющими звеньями которых являются разные геометрические
параметры, так как решение этих цепей проверяет на совместимость
допуски, установленные на основе различных нормативных источ-
ников.
На рис. 1.5 показана параллельно-звеньевая размерная цепь, за-
мыкающим звеном ЛД которой является монтажное межосевое рас-
стояние зубчатой передачи с отклонениями, нормируемыми стандар-
том, а составляющими звеньями являются: А1 — расстояние между
осями гнезд корпуса (отклонения определяются из расчета данной
Цепи); А2 и АЗ — отклонения от соосности наружной и внутренней
поверхностей подшипниковых втулок; А4 и А5 — смещения осей ба-
зовых шеек валов на половину зазора под воздействием распорной
з*
35
силы (зазоры определяются расчетом и выбором посадок); Аб и
А7 — отклонения от соосности мест посадки шестерен по отноше-
нию к базовым шейкам валов (определяется с учетом допустимого ра-
диального биения шестерен).
На рис. 1.6 показана плоская размерная цепь, замыкающим зве-
ном которой является половина минимального бокового зазора ци-
линдрической передачи БД = 0,5 • j„m„, а составляющими звеньями:
Б1 и Б2 — смещения исходного контура Ehs для обоих колес (по виду
сопряжения и нормам плавности); БЗ и Б4 — половины отклонений
шага зацепления^для обоих колес (по нормам плавности передачи);
Б5 и Б6 — половины погрешности направления зуба Бр для обоих ко-
лес (по нормам контакта); Б7 и Б8 — половины допусков соответст-
венно на перекос fy и отклонения от параллельности fx осей колес в пе-
редаче (по нормам точности контакта); Б9 — нижнее отклонение ме-
жосевого расстояния f3 передачи (по нормам вида сопряжения). В
результате расчета этой цепи гарантированный боковой зазор
Jnmin (,Ehs\ Ehs2) ' 2sinOC А),
где Ку — компенсационный зазор, компенсирующий погрешность
изготовления зубчатых колес и сборки передачи, уменьшающий бо-
ковой зазор
Kj = ^(fa -2sina)2 +2(fpb)2 +2(Fp)2 +(fx -sina)2 +(/r -cosa)2 .
Для разработки последовательности сборочных операций необхо-
димо провести расчленение собираемого изделия на составные части.
При этом учитывают следующие требования:
— сборочную единицу не следует расчленять в процессе сборки,
транспортировки и монтажа;
— сборочным операциям предшествуют подготовительные и
пригоночные работы, которые выделяют в самостоятельные опера-
ции;
— габаритные размеры сборочных единиц устанавливают с уче-
том наличия подъемно-транспортных средств;
— сборочная единица должна состоять из небольшого числа де-
талей и сопряжений для упрощения организации сборочных работ;
— сокращать число деталей, подаваемых непосредственно на
сборку, за исключением базовой детали и крепежа;
— изделие следует расчленять так, чтобы его конструкция позво-
ляла осуществлять сборку с наибольшим числом сборочных единиц.
Последовательность сборки (сборочных операций) разрабатыва-
ют, соблюдая следующие требования:
36
Рис. 1.7. Сборочная едини-
ца (вал с червячным коле-
сом)
— предшествующие операции не долж-
ны затруднять выполнение последующих;
— для поточной сборки разбивка про-
цесса на операции должна осуществляться с
учетом такта сборки;
— после операций, содержащих регу-
лирование или пригонку, необходимо пре-
дусмотреть контрольные операции;
— если изделие имеет несколько раз-
мерных цепей, то сборку начинают с наибо-
лее сложной и ответственной цепи;
— в каждой размерной цепи сборку не-
обходимо завершать установкой тех эле-
ментов соединения, которые образуют ее
замыкающее звено;
— при наличии нескольких размерных
цепей с общими звеньями сборку начинать
с элементов той цепи, которая в наиболь-
шей степени влияет на точность изделия.
Для определения последовательности
сборки изделия и его составляющих частей разрабатывают техноло-
гические схемы сборки. На рис. 1.7 показана сборочная единица (вал
с червячным колесом), а на рис. 1.8 — технологическая схема его
сборки.
Технологические схемы, являясь первым этапом разработки тех-
нологического процесса, в наглядной форме отражают маршрут
сборки изделия и его составных частей. Технологические схемы сбор-
ки составляют на основе сборочных чертежей изделия.
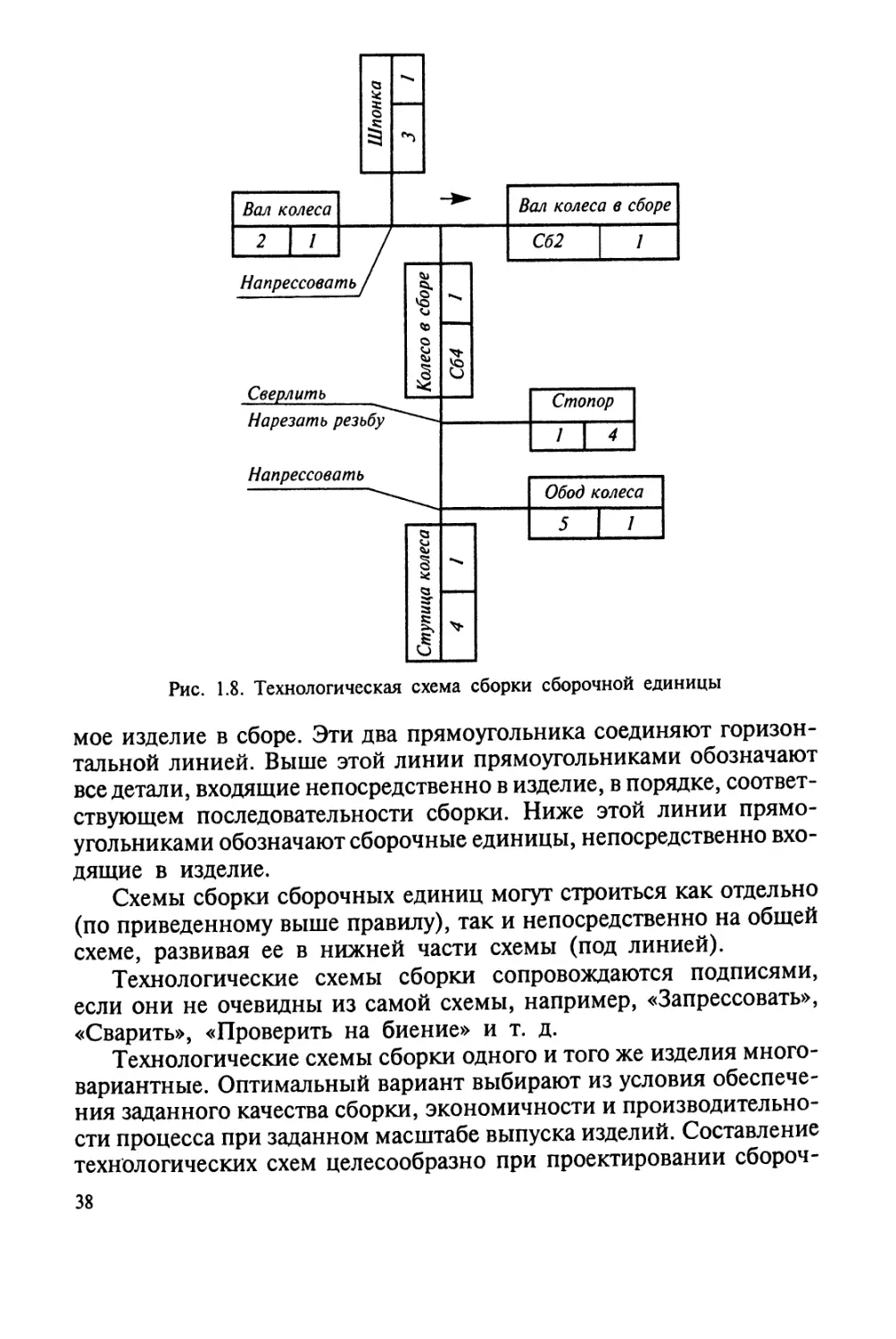
На технологических схемах каждая деталь или сборочная единица
обозначается прямоугольником, разделенным на три части. В верх-
ней части прямоугольника указывают наименование детали или сбо-
рочной единицы, в левой нижней части — номер, присвоенный дета-
ли или сборочной единице на сборочных чертежах изделия, в правой
нижней части — число собираемых элементов. Сборочные единицы
обозначают буквами «Сб» (сборка). Базовыми называются детали или
сборочные единицы, с которых начинается сборка. Каждой сбороч-
ной единице присваивается номер ее базовой детали. Например,
«СБ4» — сборочная единица с базовой деталью 4 (ступица колеса).
Технологическую схему сборки строят в следующей последова-
тельности.
В левой части схемы (рис. 1.8) указывают базовую деталь или базо-
вую сборочную единицу. В правой части схемы указывают собирав-
37
Шпонка <•*)
Рис. 1.8. Технологическая схема сборки сборочной единицы
мое изделие в сборе. Эти два прямоугольника соединяют горизон-
тальной линией. Выше этой линии прямоугольниками обозначают
все детали, входящие непосредственно в изделие, в порядке, соответ-
ствующем последовательности сборки. Ниже этой линии прямо-
угольниками обозначают сборочные единицы, непосредственно вхо-
дящие в изделие.
Схемы сборки сборочных единиц могут строиться как отдельно
(по приведенному выше правилу), так и непосредственно на общей
схеме, развивая ее в нижней части схемы (под линией).
Технологические схемы сборки сопровождаются подписями,
если они не очевидны из самой схемы, например, «Запрессовать»,
«Сварить», «Проверить на биение» и т. д.
Технологические схемы сборки одного и того же изделия много-
вариантные. Оптимальный вариант выбирают из условия обеспече-
ния заданного качества сборки, экономичности и производительно-
сти процесса при заданном масштабе выпуска изделий. Составление
технологических схем целесообразно при проектировании сбороч-
38
ных процессов для любого типа производства. Технологические схе-
мы упрощают разработку сборочных процессов и облегчают оценку
изделия на технологичность.
Технологические процессы сборки типовых сборочных единиц,
сборки неподвижных разъемных соединений (резьбовых, шпоноч-
ных, шлицевых и т. п.), сборки неразъемных соединений (пластиче-
ским деформированием, сваркой, пайкой, склеиванием), сборки раз-
личных передач машин и механизмов (зубчатые, цепные и др.) описа-
ны в соответствующей справочной литературе.
2. ТОЧНОСТЬ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
2.1. ТОЧНОСТЬ И ЕЕ ОПРЕДЕЛЯЮЩИЕ
ФАКТОРЫ
Под точностью в технологии машиностроения понимается сте-
пень соответствия производимых изделий их заранее установленным
параметрам. Она в большей мере определяется точностью изготовле-
ния отдельных деталей и сборочных единиц.
Точность в машиностроении — понятие комплексное. Оно ха-
рактеризует не только геометрические параметры машин и их эле-
менты, но и единообразие различных свойств изготовляемых изделий
(упругих, динамических, магнитных, электрических и др.).
Понятие точности детали включает в себя следующие параметры:
— точность размеров;
— точность формы поверхностей;
— точность относительного расположения поверхностей;
— шероховатость поверхностей;
— волнистость;
— физико-механические свойства поверхностного слоя.
Количественные показатели точности и допускаемые отклонения
регламентируются Единой системой допусков и посадок и ее стан-
дартами. Задачи обеспечения необходимой точности изделия реша-
ются на этапах их конструирования, разработки и внедрения техно-
логии изготовления.
Любой технологический процесс реализуется в определенной тех-
нологической системе (системе СПИД — станок, приспособление,
инструмент, деталь), включающей в себя средства технологического
оснащения и заготовку.
С момента начала механической обработки заготовки технологи-
ческая система действует как многофакторная автоматическая систе-
ма, структурная схема которой представлена на рис. 2.1.
40
Входные
параметры
тс-с ПИД Н
Выходные
параметры
Возмущающие
воздействия
Рис. 2.1. Структурная модель много-
факторной автоматической технологиче-
ской системы механической обработки
Входными параметрами этой
системы являются:
— характеристики металло-
режущего станка — тип, модель,
мощность, диапазоны частот
вращения и подач, точность, же-
сткость, виброустойчивость;
— характеристики техноло-
гической оснастки — приспо-
соблений, устройств механиза-
ции и автоматизации, промыш-
ленных роботов;
— характеристики заготов-
ки — материал, его химический
состав, механические свойства, погрешность размеров, формы, вза-
имного расположения, качество поверхностного слоя;
— технологическая схема обработки поверхности;
— эксплуатационные свойства режущего инструмента — проч-
ность, стойкость, размерный износ;
— режимы резания — yt s, t;
— начальный размер наладки.
К возмущающим воздействиям, нарушающим начальные условия
обработки, относятся:
— упругие деформации элементов технологической системы;
— размерный износ режущего инструмента;
— тепловые деформации элементов технологической системы;
погрешность установки заготовок;
— погрешность корректирования первичного наладочного раз-
мера;
— погрешность измерений;
— погрешности профильного и мерного режущего инструмента;
— погрешность от перераспределения внутренних остаточных
напряжений;
— колебания элементов технологической системы.
Выходными параметрами являются:
качество механической обработки — точность размеров, фор-
мы, взаимного расположения и качество обработанной поверхности;
— производительность механической обработки;
— экономические критерии процесса обработки.
Из схемы видны возможные пути управления технологическими
процессами:
— управление по выходным параметрам (обратная связь 2);
41
— управление по внешним возмущающим воздействиям (обрат-
ная связь 1).
Более подробно вопросы управления технологическими процес-
сами рассмотрены ниже.
На общую суммарную погрешность обработки может оказывать
влияние совокупность любых из перечисленных выше параметров
(входных, возмущающих и выходных). К элементарным составляю-
щим суммарной погрешности относятся:
— неточность технологической схемы обработки;
— геометрическая погрешность станков;
— погрешность приспособлений;
— погрешность мерного и профильного режущего инструмента;
— погрешности измерений;
— погрешность от упругих деформаций элементов технологиче-
ской системы;
— тепловые деформации элементов технологической системы;
— размерный износ режущего инструмента;
— погрешность начальной размерной наладки;
— погрешность подналадки;
— погрешность установки заготовок;
— погрешность от перераспределения остаточных внутренних
напряжений;
— шероховатость обработанной поверхности;
— погрешность, вызываемая колебаниями элементов техноло-
гической системы;
— погрешность, определяемая конструктивными особенностя-
ми системы управления технологическим процессом.
На рис. 2.2 показана структурная модель многофакторного техно-
логического процесса механической обработки в случае использова-
ния нескольких технологических систем. Из рисунка видно, что часть
выходных параметров предшествующей системы являются входными
параметрами последующей системы, что наглядно демонстрирует яв-
ление технологической наследственности.
Возмущающие Возмущающие Возмущающие
воздействия воздействия воздействия
Выходные
параметры
Рис. 2.2. Структурная модель многофакторного технологического процесса
42
В технологии машиностроения под технологической наследст-
венностью понимается перенесение на готовое изделие в процессе
его изготовления погрешностей, механических и физико-химиче-
ских свойств исходной заготовки или свойств и погрешностей, сфор-
мировавшихся у заготовки на отдельных операциях изготовления из-
делия.
Проявление технологической наследственности может привести
как к улучшению, так и к ухудшению эксплуатационных свойств де-
талей.
Технологический процесс изготовления деталей должен разраба-
тываться с учетом технологической наследственности так, чтобы со-
хранить у детали положительные качества (наклеп поверхностного
слоя, высокую поверхностную твердость, остаточные напряжения
сжатия и др.) или, наоборот, устранить отрицательные качества — де-
фектный слой, отклонения формы и расположения поверхностей и
др.
Для целесообразного использования явления технологической
наследственности необходимо установить непосредственные связи
между эксплуатационными характеристиками деталей и режимами
обработки заготовок.
Технологическая наследственность проявляется на всех этапах
реализации технологических процессов.
В технологии машиностроения принято различать следующие
виды элементарных погрешностей обработки по воздействию на тех-
нологическую систему:
— систематические постоянные погрешности, вызываемые, на-
пример, неточностью мерного инструмента;
— систематические погрешности, закономерно изменяющиеся
по течению технологического процесса, вызываемые, например, раз-
мерным износом режущего инструмента;
— случайные погрешности, которые, появившись при обработке
одной заготовки, необязательно появляются при обработке других
заготовок, а их значения для различных заготовок изменяются в оп-
ределенных пределах от Amin ДО Атах- Предсказать момент появления и
величину этих погрешностей возможно только с определенной веро-
ятностью.
Систематические погрешности обработки изучаются с помощью
теоретических или экспериментальных исследований закономерно-
стей, которым они подчиняются.
43
Случайные погрешности изучаются с применением теории веро-
ятностей и математической статистики.
Для исследований точности механической обработки использу-
ются следующие основные методы: расчетно-аналитический; веро-
ятностно-статистический и расчетно-статистический.
Расчетно-аналитическая модель предполагает полную детермини-
рованность процесса, для которого точно известны как начальная
точность, так и влияние сопутствующих факторов. Путем решения
систем уравнений, описывающих закономерности переноса погреш-
ностей технологического процесса, однозначно определяется иско-
мая точность. Факт детерминированности означает, что при одном и
том же комплексе исходных условий при каждом последующем рас-
чете получается один и тот же результат. Однако реальные процессы
не всегда правильно отображаются детерминированными моделями,
и правомерность их применения в таких случаях зависит от детально-
сти изучения исследуемого процесса. Математическое описание про-
цессов в этом случае заключается в последовательном определении
начальных (исходных) погрешностей заготовки; далее устанавлива-
ется в аналитическом виде их влияние на окончательную точность го-
товой детали, и наконец, решается полученная система уравнений.
Вероятностно-статистическая модель применяется при изготов-
лении достаточно больших партий деталей. Она позволяет без рас-
крытия физической сути явлений решать ряд задач по оценке и ис-
следованию точности обработки, сборки, контроля и анализу точно-
сти оборудования. При этом определяются как первичные, так и сум-
марные погрешности.
Расчетно-статистические модели сочетают положительные сто-
роны обоих, вышерассмотренных методов. Они пригодны для раз-
личных условий производства и являются весьма гибкими, так как
позволяют рассчитывать первичные и суммарные погрешности, оце-
нивая их отдельные составляющие статистически или расчетным пу-
тем. При недостатке данных модель носит в большей мере вероятно-
стно-статистический характер. В то же время, применяя детермини-
рованный подход, можно определить поле рассеивания случайных
погрешностей и отдельные погрешности расчетно-аналитическим
методом.
44
2.2. СТАТИСТИЧЕСКИЕ МЕТОДЫ
ИССЛЕДОВАНИЯ ТОЧНОСТИ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
К статистическим методам относятся исследования с использова-
нием кривых распределения погрешностей и графоаналитический
метод (точечных диаграмм).
2.2.1. Метод кривых распределения погрешностей
Центральная теорема теории вероятностей Ляпунова дает теоре-
тическое обоснование тому факту, что при устойчивом процессе об-
работки заготовок на настроенных станках и при отсутствии изме-
няющихся во времени систематических погрешностей действитель-
ные размеры деталей часто подчиняются закону нормального рас-
пределения, так как результирующая погрешность обработки пред-
ставляет собой сумму большого числа погрешностей, зависящих от
станка, приспособления, инструмента и заготовки.
Этот метод оценки точности применяется в условиях производст-
ва большого количества деталей. Для его применения необходимо
произвести выборку деталей из обрабатываемых на исследуемой опе-
рации. Количество деталей в выборке влияет на точность оценки и
определяется по специальной методике. По результатам измерения
деталей выборки строится опытная кривая распределения, к которой
по критерию согласия подбирается теоретический закон распределе-
ния.
Опытные кривые распределения строят следующим образом.
По оси абсцисс откладывают измеряемую величину, например
диаметр деталей, через определенные интервалы, а на оси их количе-
ство, попадающее в эти интервалы, или частости.
Частость — это отношение числа деталей одного размера к обще-
му числу деталей выборки. Соединяя точки пересечения, получают
ломаную линию, которая называется опытной кривой распределения
или полигоном распределения деталей по размерам (рис. 2.3).
Определяют поле рассеивания размеров деталей как приближен-
ную меру их точности. Поле рассеивания размеров определяется на
основе рассчитываемых параметров соответствующего теоретическо-
го закона распределения.
Плотность вероятности или дифференциальная функция распре-
деления случайной величины непрерывного типа, подчиняющейся
закону нормального распределения, имеет следующее выражение:
45
tn/n
Рис. 2.3. Опытная кривая или полигон распределения размеров
(х-х)2
<р(х) = —-=е 201 ,
ст72л
где х — переменная случайная величина; <р(х) — плотность вероятно-
сти; о — среднее квадратичное отклонение случайной величины хот
х; х — среднее значение (математическое ожидание а) величин х;
е — основание натуральных логарифмов.
Дифференциальная функция нормального распределения графи-
чески выражается в виде кривой холмообразного типа.
По виду кривой она симметрична относительно ординаты точки
х = х, т. е. равновозможны одинаковые положительные и отрицатель-
ные отклонения отх. При этом меньшие отклонения более вероятны,
чем большие, а весьма большие отклонения от центра группирования
маловероятны. Положение кривой относительно начала координат и
ее форма определяются двумя параметрами х и о. С изменением х
форма кривой не меняется, но изменяется ее положение относитель-
но начала координат. С изменением о положение кривой не изменя-
ется, но изменяется ее форма. С уменьшением о кривая становится
более вытянутой, а ветви ее сближаются; с увеличением ст наоборот,
кривая становится более приплюснутой, а ветви ее раздвигаются
шире (рис. 2.4)
Интегральный закон нормального распределения выражается в
общем виде так:
х , х .<*-*)*
F(x) = f <p(x)d5c =—== [е 2о> dx.
± CTV2ni
46
Рис. 2.5. Кривая нормального
распределения погрешностей
(размеров)
Рис. 2.4. Влияние среднего
квадратичного отклонения
на форму кривой
Если случайная величина х следует нормальному закону, то дос-
товерно, что она может принимать любые численные значения в пре-
делах + поэтому
1 - (*~*)2
Р(-ОО<Х< + ОО)=—=
Ол/2лЛ.
Вероятность Р (-со < х < + оо) = 1 представляет собой площадь
под дифференциальной кривой нормального распределения. Оче-
видно, что вероятность значений х (рис. 2.5) в любом другом интерва-
ле %, - х2 меньше единицы и будет равна
. *1 (х-х)г
Р (%! < х < х2) = —= f е 2а> dx.
a^J2n '
х—х
Произведем замену переменной х путем подстановки-----= t и,
а
учитывая, что х = to + х; dx = odt, получим
2dx.
Новые пределы интегрирования заменили пределы Xi и х2. Пра-
вую часть уравнения можно представить в виде суммы двух интегра-
лов
47
Р(Х| < х < х2) = -т^= f е 2 dx-[e 2 dt
&П { J0
Знак плюс в последнем уравнении изменился на минус вследст-
вие изменения пределов интегрирования с 1\ - 0 на 0 - tx.
1 ' --
Интеграл —== [е 2 dx носит название нормированной функции
л/2л о
х —х
Лапласа и его значения для различных t = - приведены в спра-
вочной литературе. Эта функция нечетная, следовательно,
Ф(—/) = — Ф(/) и для отрицательных значений / табличные данные бе-
рутся со знаком минус.
Таким образом, вероятность того, что случайная величина, под-
чиняющаяся закону нормального распределения, при испытаниях
примет значения в пределах х1 — х2, может быть записана через Ф(/)
следующим образом:
Р (Х| < х < х2) = Ф(/2) — Ф(/,1) = Ф ——— -Ф ———
о а
Нетрудно убедиться, что значения случайной величины х будут
находиться в интервале от х — Зст до х + Зо с вероятностью, весьма
близкой к единице. Действительно, в этом случае
Р(хв<х<х4) = Ф(/2)-Ф(6),
так как ха = х — Зо; х4 = х + Зо; о/, = —3; t2 = 3.
Следовательно,
Р [х - Зо < х < х + Зо] = Ф(3) - Ф(-3) = 2Ф(3).
Согласно табличным значениям Ф(/), 2Ф(3) = 0,9973. Таким обра-
зом, вероятность появления случайной величины вне указанного ин-
тервала не происходит q — 1 — Р= 1 - 0,9973 = 0,0027, т. е. очень
мала. Поэтому принято зону рассеивания случайной величины х,
подчиняющуюся нормальному распределению, ограничить предела-
ми ± Зо.
Рассмотрим пример по расчету процента годных и негодных дета-
лей для следующих исходных данных:
7^=200 мкм; ej= 200 мкм; ei = 0; х=100 мкм; о = 50 мкм;
(х = Д</; х = At/).
Определяем количество годных деталей.
48
Р(ei <М< es) = Ф(/2) - Ф(6) = Ф
ст ст
= Ф(2) - Ф(—2) = 2Ф(2) = 2 • 0,4775 = 0,9550 .
Процент неисправимого брака
Р [(Д? — Зст) < Дг/ < ei] = ФI ———
1 <т
Ad -За -ДЛ
ст
= ф(—2) - Ф(—3) = -0,4775 + 0,4986 = 0,0211 .
Процент исправимого брака
д7-Зст-Д</
es-&d А
ст J
= Ф(3) - Ф(2) = -0,4775 + 0,4986 = 0,0211 .
Для исключения неисправимого брака необходимо сместить нала-
дочный размер, т. е. среднее значение Д?до Д? = Зст = 3 х 50 = 150 мкм.
Тогда количество годных деталей при &d = 150 мкм.
Р (ei < ДJ < es) = Ф(Г2) - Ф(6) = Ф Г ^р150
P[es< Ad < (Д</ + За)] =Ф
ст
-Ф
-Ф
0-150 Л
50 J
= Ф(1) - Ф(-3) = 0,34415 + 0,4775 = 0,8401 .
Количество годных деталей составит 84,01 %.
На основе использования кривых распределения погрешностей
разработаны рекомендации по выбору методов, обеспечивающих
достижимые среднеэкономические точности обработки.
Кроме закона нормального распределения используются и другие
законы. Так, если на размер обработки оказывает влияние установив-
шийся износ инструмента, то распределение размеров деталей будут
подчиняться закону равной вероятности (рис. 2.6, а). Если имеет
место ярко выраженный начальный износ, зона установившегося из-
носа мала, а за ней идет зона ускоренного возрастания износа, рас-
пределение размеров деталей может оказаться выраженным законом
треугольника (Симпсона), как показано на рис. 2.6, б.
Распределение погрешностей взаимного положения, формы (от-
клонений от параллельности, перпендикулярности двух поверхно-
стей, перпендикулярности оси детали кторцу, разностенности полых
Деталей) подчиняется закону эксцентриситета (Релея).
Метод кривых распределения универсален и нашел широкое при-
менение в производстве. Однако по полученным кривым не всегда
возможно определение причин, вызывающих изменение точности
4 — 3073 49
Рис. 2.6. Законы распределения погрешностей (размеров):
а — равной вероятности; б — Симпсона (треугольника)
обработки. Метод не учитывает последовательности обработки, фик-
сирует результаты законченного этапа, т. е. «обращен в прошлое».
Кривые распределения не дают необходимой информации для управ-
ления точностью процесса обработки заготовок.
2.2.2. Графоаналитический метод
(метод точечных диаграмм)
Графоаналитический метод оценки точности технологических
операций следует применять для получения качественной характери-
стики точности технологических операций; как предварительный
этап по установлению качественных значений показателей точно-
сти и стабильности и закономерностей их изменения в процессе об-
работки.
Оценка точности проводится путем построения графиков, на ко-
торых по оси абсцисс откладывают условные номера обрабатываемых
заготовок в последовательности их обработки (или время окончания
их обработки), по оси ординат — значения погрешностей контроли-
руемого параметра или его измеренные значения. Графики должны
строиться по данным протоколов измерений.
В зависимости от цели исследования и вида технологического
процесса на один график наносят результаты измерения деталей вы-
борок, относящихся к одной или нескольким партиям деталей.
Схематическое изображение одной реализации случайного про-
цесса х(Г) изменения погрешностей контролируемого параметра при-
ведена на рис. 2.7.
По данному графику можно судить о:
— соответствии контролируемого параметра установленному
полю допуска (IT);
50
Рис. 2.7. Точечная диаграмма отклонений размеров партии деталей
— характере изменения систематических погрешностей изготов-
ления;
— предполагаемом моменте выхода контролируемого параметра
детали за границы поля допуска;
— точности наладки оборудования на заданный размер.
Рассмотрим случай изготовления нескольких партий деталей на
одном оборудовании и возможной смене (или перезаточке) режущего
инструмента. В этом случае на графике (рис. 2.8) изображено не-
сколько реализаций случайного процесса x(t) изменения погрешно-
стей контролируемого параметра на одном оборудовании.
По данному графику можно судить о:
— соответствии точностных характеристик технологической
системы установленным полям допусков на контролируемый пара-
метр;
— величине и виде распределения погрешности настройки обо-
рудования;
рис. 2.8. Точечные диаграммы отклонений размеров нескольких партий деталей
4*
51
Adj мкм
Рис. 2.9. Опытная диаграмма точности обработки
— величине и характере изменения систематических погрешно-
стей в процессе обработки;
— величине и характере изменения величины случайной по-
грешности во времени.
В тех случаях, когда статистический анализ точности технологи-
ческого процесса проводят с целью изучения влияния на точность об-
работки одного конкретного фактора, на график наносят две реализа-
ции по результатам измерения двух партий деталей, полученных при
различных значениях исследуемого фактора и максимально возмож-
ной идентичности условий обработки по другим факторам.
Исследование влияния качества заготовок на точностные харак-
теристики деталей должно проводиться путем нанесения на один гра-
фик двух реализаций, соответствующих погрешностям заготовок и
погрешностям исследуемого параметра деталей, получаемых из тех
же заготовок.
Для преобразования точечной диаграммы в опытную диаграмму
точности обработки, более четко характеризующую измерение раз-
меров при изготовлении партии деталей, проводятся следующие по-
строения:
— строится точечная диаграмма индивидуальных значений от-
клонений размеров партии деталей, изготовленных при одной раз-
мерной наладке (рис. 2.9);
— проводятся линии AtAi и Л2Л2 соответственно через крайние
верхние и нижние точки, остальные точки должны находиться внутри
данной области;
— проводится линия AqAq посредине между крайними ли-
ниями.
52
Расстояние между линиями A{Ai и А2А2 определит рассеивание Др
(колебание) размеров отдельных деталей, а линия А&4о характеризует
закономерное изменение погрешности (систематически изменяю-
щуюся погрешность).
2.3. РАСЧЕТНО-СТАТИСТИЧЕСКИЙ МЕТОД
ИССЛЕДОВАНИЯ ТОЧНОСТИ
2.3.1. Погрешности установки. Стандарты
по базированию и установочным элементам
Основные понятия по базированию, основанные на ГОСТ
21495—76* «Базирование и базы в машиностроении», приведены
ниже.
Базирование — придание заготовке или изделию требуемого по-
ложения относительно выбранной системы координат.
База — поверхность или выполняющее ту же функцию сочетание
поверхностей, ось, точка, принадлежащая заготовке или изделию и
используемая для базирования (рис. 2.10...2.13). На этих рисунках
цифрами 1,2,3 и 4обозначены соответственно базы, заготовки и эле-
менты станочных приспособлений.
Действительная база — база, фактически используемая в конст-
рукции, изготовлении, эксплуатации или ремонте изделия.
Комплект баз — совокупность трех баз, образующих систему ко-
ординат заготовки или изделия (рис. 2.14).
Конструкторская база — база, используемая для определения по-
ложения детали или сборочной единицы в изделии.
Основная база — конструкторская база, принадлежащая данной
детали или сборочной единице и используемая для определения ее
положения в изделии (рис. 2.15, а).
Вспомогательная база — конструкторская база, принадлежащая
данной детали или сборочной единице и используемая для определе-
ния положения присоединяемого к ним изделия (рис. 2.15, б).
Технологическая база — база (7, II, III), используемая для опреде-
ления положения заготовки или изделия в процессе изготовления
или ремонта (рис. 2.16).
53
1
2
Рис. 2.10. База — поверхность
Рис. 2.11. База — сочетание поверхностей
Рис. 2.12. База — ось
Измерительная база — база, служащая 2 /
для определения относительного положе-
ния заготовки или изделия и средств изме-
рения (см. рис. 2.15, в).
Установочная база — база, лишающая
заготовку или изделие трех степеней свобо-
ды: перемещения вдоль одной координат-
ной оси и поворотов вокруг двух других осей
(см. рис. 2.15, е).
Направляющая база — база, лишающая
заготовку или изделие двух степеней свобо-
ды: перемещения вдоль одной координат- рис. 2.13. База —точка
ной оси и поворота вокруг другой оси (см.
рис. 2.15, е).
Опорная база — база, лишающая заготовку или изделие одной сте-
пени свободы: перемещения вдоль одной координатной оси или пово-
рота вокруг оси (см. рис. 2.15, е).
Двойная направляющая база — база, лишающая заготовку или из-
делие четырех степеней свободы: перемещения вдоль двух коорди-
натных осей и поворотов вокруг этих осей (см. рис. 2.15, г).
55
Рис. 2.15. Виды баз:
а — основные базы шестерни (/, Я, /77); б — вспомогательные базы вала (/, II, III) с при-
соединяемой деталью (7); в — измерительная база (Л); г —двойная направляющая база (7)
детали (7); д — двойная опорная база (7) детали (7); е — установочная явная база (7) заго-
товки (7), направляющая скрытая база (II), опорная скрытая база (777), /...6— опорные
точки, 8— губки самоцентрирующих тисков
Двойная опорная база — база,
лишающая заготовку или изделие
двух степеней свободы: перемеще-
ния вдоль двух координатных осей
(см. рис. 2.15, д).
Скрытая база — база заготовки
или изделия в виде воображаемой
плоскости, оси, точки (см. рис.
2.15, е).
Явная база — база заготовки
или изделия в виде реальной по-
верхности, разметочной риски или
точки пересечения рисок (см. рис.
Рис. 2.16. Технологические базы
2.15, а).
Опорная точка — точка, симво-
лизирующая одну из связей заго-
товки или изделия с избранной сис-
темой координат (см. рис. 2.15, в).
Примечания. 1. Для
обеспечения неподвижности заготовки или изделия в избранной сис-
теме координат на них необходимо наложить шесть двусторонних
геометрических связей, для создания которых необходим комплект
баз.
Рис. 2.17. Условные изображения опорных точек на видах:
° — спереди и сбоку; б — в плане; в — схема базирования призматической детали в соответ-
ствии с комплектом баз, представленным на рис. 2.9
57
6)
Рис. 2.18. Погрешности базирования при различных схемах установки:
а, б — на плоские поверхности; в — на оправку; г — в призму; д — в центрах
2. Если в соответствии со служебным назначением изделие долж-
но иметь определенное число степеней свободы, то соответствующее
число связей снимается.
Схема базирования — схема расположения опорных точек на базах
заготовки или изделия (рис. 2.17).
58
Примечания. 1. Все опор-
ные точки на схеме базирования
обозначаются условными знаками
и порядковыми номерами, начиная
с базы, на которой располагается
наибольшее количество опорных
точек.
2. При наложении в какой-либо
проекции опорной точки на дру-
гую, изображается одна точка и
около нее проставляются номера
совмещенных точек. Рис. 2.19. Схема плавающего центра
3. Число проекций заготовки
или изделия на схеме базирования
должно быть достаточным для представления о размещении опорных
точек.
Погрешность базирования — отклонение фактически достигнуто-
го положения заготовки или изделия при базировании от требуемого.
Однако необходимо особо подчеркнуть, что погрешность базирова-
ния имеет место только при работе на настроенных станках, т. е. когда
партия заготовок обрабатывается при неизменном (заранее установ-
ленном) относительном положении инструмента и заготовок.
Закрепление — приложение сил и пар сил к заготовке или изделию
для обеспечения их положения, достигнутого при базировании.
Установка — процесс базирования и закрепления заготовки или
изделия.
Погрешность установки — отклонение фактически достигнутого
положения заготовки или изделия при установке от требуемого.
Выбор технологических баз имеет цель наметить как сами базы,
так и порядок их смены (если это необходимо). От правильности ре-
шения вопроса о технологических базах в значительной степени за-
висят точность взаимного расположения обрабатываемых поверхно-
стей, точность размеров, степень сложности и конструкция приспо-
соблений, производительность обработки.
Исходными данными для выбора баз являются: чертеж детали со
всеми необходимыми требованиями, вид и точность заготовки, усло-
вие расположения и работы детали в машине.
Основные принципы, которыми целесообразно руководствовать-
ся при выборе технологических баз.
1. Использовать принцип совмещения баз, когда в качестве техно-
логических баз принимают основные, т. е. конструкторские базы, ис-
пользуемые для определения положения детали в изделии. В случае
несовпадения конструкторских и технологических баз возникают
59
Рис. 2.20. Установка заготовки по плоскости основания и двум
боковым сторонам:
а — теоретическая схема базирования; б — схема установки
Рис. 2.21. Установка заготов-
ки по плоскости (на магнит-
ной плите):
погрешность базирования и необходи-
мость перерасчета допусков, заданных
конструктором в сторону их ужесточе-
ния. При этом рассматриваются и реша-
ются технологические размерные цепи.
Погрешность базирования равна сум-
ме погрешностей размеров, соединяю-
щих конструкторские и технологические
базы. Формулы для расчета погрешности
базирования для некоторых схем уста-
новки приведены на рис. 2.18.
по плоскости и двум отверстиям:
а ~ теоретическая схема базирова-
ния; б— схема установки
Рис. 2.22. Установка заготовки
а — теоретическая схема базирования; б — схема установки
60
Для других схем формулы приве-
дены в справочниках технолога.
Следует отметить, что погрешность
базирования (как, впрочем, и любая
другая погрешность) рассчитывается
для конкретных размеров.
Погрешность базирования равна
нулю в следующих случаях:
— при совмещении технологи-
ческих баз с конструкторскими (рис.
2.19);
— для размеров, получаемых
мерным инструментом или блоком
инструментов;
— для диаметральных размеров;
— при работе методом пробных
промеров и рабочих ходов, т. е. когда
настройка положения инструмента
Рис. 2.23. Установка вала в трехку-
лачковом самоцентрирующем па-
троне:
а — теоретическая схема базирования;
б — схема установки
производится для каждой заготовки (случай работы на ненастроен-
ном станке).
Рис. 2.24. Установка диска в трехкулачковом самоцентрирующем патроне:
а — теоретическая схема базирования; б — схема установки
б)
Рис. 2.25. Установка вала в центрах:
а — теоретическая схема базирования; б — схема установки
61
a)
Рис. 2.26. Установка вала на призме:
б)
а — теоретическая схема базирования; б— схема установки
Рис. 2.27. Установка втулки
на цилиндрической оправке
(с зазором):
а — теоретическая схема базирования;
б — схема установки
Рис. 2.28. Установка втулки
на разжимной оправке (без зазора):
а — теоретическая схема базирования;
d—схема установки
2. Соблюдать принцип постоянства базы, т. е. использовать на
всех основных операциях одни и те же базы. Для выполнения этого
принципа часто создают базы, не имеющие конструкторского назна-
чения (например, центровые гнезда у валов и др.).
3. Базы должны обеспечивать хорошую устойчивость и надеж-
ность установки заготовки.
Наиболее распространенные схемы базирования приведены на
рис. 2.20...2.30.
Основные рекомендации о порядке выбора баз и о задачах, решае-
мых при этом, представлены в табл. 2.1.
62
Рис. 2.29. Установка на станке заготовки корпусной детали с выверкой
ее положения по разметочным рискам:
а — теоретическая схема базирования; б — схема установки
Рис. 2.30. Установка заготовки по
обрабатываемой поверхности при
бесцентровом врезном шлифовании:
° — теоретическая схема базирования;
б — схема установки
Рис. 2.31. Конструкции опор:
1 — неподвижные с плоской рабочей поверхно-
стью; 2 — неподвижные со сферической рабочей
поверхностью; 3 — неподвижные с призматиче-
ской рабочей поверхностью; 4 — подвижные ре-
гулируемые со сферической рабочей поверхно-
стью; 5—подвижные регулируемые, плавающие
со сферической поверхностью
Таблица 2.1
Основные рекомендации о порядке выбора баз и решаемые при этом задачи
Порядок выбора баз Рекомендации по выбору баз Задачи, решаемые пра- вильным выбором баз
Выбор баз для за- вершающих опера- ций техпроцесса При анализе чертежа найти поверх- ность и элементы, относительно ко- торых задано и наиболее строго ли- митировано положение большинства других поверхностей и элементов. Как правило, именно эти погверхно- сти и элементы, обозначенные на чертеже зачерненным треугольником и принимаются за базы Применение схемы установки, соответст- вующей положению детали в изделии в про- цессе эксплуатации, исключающей появле- ние погрешности бази- рования и обеспечи- вающей выполнение конструкторских тре- бований
Выбор баз для пер- вой операции 1. Поверхности, остающиеся необ- работанными (черные поверхности) и связанные размерами с обработан- ными поверхностями, принимаются как базы на первой операции 2. Поверхности, принимаемые в качестве баз должны иметь достаточ- ные размеры, более высокую степень точности и наименьшую шерохова- тость 3. На поверхностях, принимаемых в качестве баз, не должны быть распо- ложены прибыли, литники, швы 4. Необработанные поверхности в качестве баз должны использоваться только один раз на первой операции 1. Обеспечивается правильность взаим- ного расположения системы обработан- ных поверхностей де- тали относительно не- обработанных 2. Подготавливают- ся базы для дальней- ших операций 3. Обеспечиваются возможно малые и рав- номерные припуски
Выбор баз для про- межуточных опера- ций Базы должны быть связаны с обра- батываемой поверхностью кратчай- шей размерной цепью Подготовка баз для заключительных опе- раций
Материализация схемы базирования заключается в выборе типа
опор, их количества и расположения относительно заготовки в соот-
ветствии со схемой базирования, разрабатываемой технологом.
Конструктором выбираются также тип и место расположения за-
жимов. При разработке схемы установки используются условные
обозначения по ГОСТ 3.1107—81. «Графические обозначения опор,
зажимов и установочных устройств».
Схема базирования является техническим заданием на проекти-
рование установочного приспособления. При этом на операционном
эскизе на поверхностях и элементах заготовки могут указываться как
64
опорные точки по ГОСТ 21495—76*, так и условные обозначения по
ГОСТ 3.1107-81.
Основные условные обозначения по ГОСТ 3.1107—81 приведены
в табл. 2.2...2.6.
Таблица 2.2
5-
3073
65
Продолжение табл. 2.3
Формы рабочей поверхности Обозначение формы рабочих поверхностей Формы рабочей поверхности Обозначение формы рабочих поверхностей
Сферическая Коническая
/б^
Цилиндриче- Трехгранная
ская
Ромбическая
XX
Таблица 2.4
66
Таблица 2.5
Условные обозначения зажимов и устройств зажимов
Некоторые примеры схем базирования и условных обозначений
опор и зажимов приведены в табл. 2.7.
Таблица 2.7
Схемы базирования и условные обозначения опор и зажимов
Описание способа установки
Установка втулки на же-
сткую оправку с зазором
5*
67
Продолжение табл. 2.7
Описание способа установки
Установка втулки на са-
моцентрирующую оправку
Схемы
В качестве примера на рис. 2.31 приведены некоторые конструк-
ции опор.
Погрешность закрепления е,
Погрешность закрепления е3 возникает из-за нестабильности
смещений отдельных заготовок под действием силы зажима. По-
грешность закрепления численно равна разности предельных смеще-
ний измерительной базы в направлении получаемого размера под
действием силы зажима заготовки.
Схема появления погрешности закрепления при обработке угло-
вого паза показана на рис. 2.32.
Под действием силы зажима ^измерительная база /смещается. В
силу различных причин, о которых будет сказано ниже, это смещение
будет разным для каждой заготовки. Положение измерительной
базы, соответствующее наименьшему смещению, обозначено 1, а
наибольшему Г. В результате этого, при обработке заготовки на на-
строенном станке появляется по-
грешность закрепления
Рис. 2.32. Схема появления погреш-
ности закрепления
Ез (Утах Упип)С05СС,
где а — угол между направлением
действия силы зажима и направле-
нием получаемого размера. При рас-
чете погрешности е, учитываются,
как правило, только смещения из-за
контактных деформаций в стыках
заготовка — установочные элемен-
ты. Величина этих смещений опре-
деляется по экспериментальной за-
висимости:
y=cNnw,
68
где N„ — сила зажима, приходящаяся на опору (нагрузка на опору);
с — коэффициент, характеризующий вид контакта, материал, шеро-
ховатость поверхности и верхний слой заготовки; п — показатель сте-
пени (определяется экспериментально).
Экспериментальные зависимости между нормальной нагрузкой
Nwvl смещением у для различных опор приведены в справочной лите-
ратуре.
Погрешность положения заготовки е„р, вызываемая неточностью
приспособления
Эта погрешность возникает из-за неточности изготовления и
сборки деталей приспособления, их износа и ошибок установки при-
способления на станке.
Погрешность Епр численно равна разности предельных состояний
измерительной базы относительно установленного на размер инстру-
мента, возникающей вследствие перечисленных причин.
В общем случае погрешность положения заготовки, вызываемая
неточностью приспособления, рассчитывается по формуле
Епр = +Е^э +Е2ду + E* +Ес >
2.33. Установка втулки на то-
рец и жесткий палец
где Е^ — погрешность установочных элементов, вызываемая неточ-
ностью их изготовления и сборки; енэ — погрешность положения на-
правляющих элементов, вызываемая неточностью их изготовления и
сборки; Еда — погрешность, возникающая в результате неточности из-
готовления и сборки делительных
устройств; еи — погрешность, воз-
никающая в результате износа дета-
лей приспособления (в основ-
ном — установочных и направляю-
щих элементов); ес — погрешность
установки приспособления на стан-
ке.
В качестве примера рассмотрим
расчет погрешности установки, оп-
ределяющей несоосность отверстий
D2 и Di для детали, приведенной на
рис. 2.33.
Обработка производится в еле- рис
Дующем порядке. На первом этапе за
69
один установ растачиваются отверстия Dt и D2. Затем при базирова-
нии на жесткий палец отверстием обрабатывается поверхность D3.
В данном случае погрешность базирования равна несоосности
между отверстиями Д и Д, погрешность закрепления отсутствует,
наибольшая часть погрешности составляет максимально возможный
зазор между пальцем и отверстием.
2.3.2. Упругие деформации технологической
системы
Силы резания, закрепления, инерционные силы, возникающие
при обработке на металлорежущих станках, передаются на упругую
технологическую систему (СПИД — станок, приспособление, режу-
щий инструмент, изготавливаемая деталь), вызывая ее деформацию.
Эта деформация складывается из деформаций основных деталей сис-
темы, деформаций стыков, а так же деформаций соединительных де-
талей (болты, клинья и др.). Наибольшее влияние на величину упру-
гих деформаций системы, как правило, оказывают деформации сты-
ков и соединительных деталей.
Способность упругой системы оказывать сопротивление дейст-
вию сил, стремящихся ее деформировать, характеризует ее жесткость.
Перемещение звеньев упругой системы происходит в направле-
нии действия сил и вызывает изменение взаимного расположения ре-
жущего инструмента и обрабатываемой заготовки, что приводит к
возникновению погрешностей обработки.
Упругие деформации технологической системы в ряде случаев яв-
ляются определяющими с точки зрения точности обработки, так как
погрешности, обусловленные ими, могут достигать 20...80 % от сум-
марной погрешности изготовления. Кроме того, жесткость техноло-
гической системы оказывает большое влияние на виброустойчивость
системы и на производительность механической обработки.
При недостаточной жесткости технологической системы нельзя
получить высоких производительности и точности .обработки.
Наиболее существенное влияние на размер изготавливаемой де-
тали оказывают перемещения звеньев технологической системы в на-
правлении, нормальном к обработанной поверхности, которые в ос-
новном обусловлены действием составляющей силы резания Ру. По-
этому в технологии машиностроения жесткостью технологической
системы принято называть отношение составляющей силы резания,
направленной по нормали к обрабатываемой поверхности, к смеще-
70
нию лезвия инструмента относительно детали, отсчитываемому в том
же направлении, при действии всех составляющих силы резания.
Жесткость можно определить по формуле
. dPy
J dy ’
Как показали эксперименты, с изменением нагрузки жесткость
несколько изменяется и поэтому на практике чаще всего определяют
среднюю жесткость в диапазоне эксплуатационных нагрузок от нуля
ДО Рутлх
Необходимо отметить, что такой метод расчета жесткости (только
по Ру) принят для упрощения расчетов, так как на деформации в на-
правлении нормали к обработанной поверхности оказывают некото-
рое влияние также и составляющие силы резания Рг и Рх. Действие
этих составляющих обычно учитывается тем, что практически при
испытании жесткости нагружение системы производят силой, совпа-
дающей по направлению с суммарной силой резания, хотя расчет же-
сткости и ведут только по составляющей Ру.
Для упрощения технологических расчетов часто пользуются по-
нятием податливости. Податливостью называется величина, обрат-
ная жесткости, выраженная
1
со = - .
J
Исключительно большое значение жесткости при механической
обработке привело к разработке ряда методик расчета и эксперимен-
тальной проверки жесткости отдельных составляющих технологиче-
ской системы.
Существует несколько методов определения жесткости металло-
режущих станков или их отдельных узлов. Основными являются сле-
дующие методы:
1) статический (испытания на неработающем станке);
2) производственный (испытания при обработке заготовки);
3) динамический (испытания в процессе колебаний).
Сущность статического метода определения жесткости металло-
режущих станков заключается в том, что узлы станка с помощью спе-
циальных приспособлений и динамометра нагружают силой воспро-
изводящей действие силы резания, и одновременно измеряют пере-
71
Pz
2
Рис. 2.34. Возможные пере-
мещения в технологической
системе под действием трех
составляющих силы резания
мещение отдельных узлов станка. Силы
можно прикладывать в направлении дей-
ствия одной (Ру), двух (Ру и Д) и трех (Ру, Pz
и Л) составляющих силы резания. Пере-
мещения узлов станка измеряются в на-
правлении, нормальном к обработанной
поверхности, так как эти перемещения
имеют основное значение и почти полно-
стью определяют погрешность обработки,
обусловленную упругими деформациями
технологической системы.
При нагружении узлов станка силой,
действующей в направлении одной со-
ставляющей силы резания Ру, по принятой
в технологии машиностроения термино-
логии определяется не жесткость, а коэф-
фициент жесткости j и, соответственно,
коэффициент податливости W, а при при-
ложении двух и трех составляющих силы
резания определяется жесткость станка и податливость со.
Нагружение узлов станка силой, воспроизводящей действие толь-
ко одной составляющей силы резания Ру, хотя и упрощает испытание,
но в ряде случаев не отражает действительных условий работы станка.
На рис. 2.34 линиями 1 — 7 и 2 — 2 показаны траектории возмож-
ных поворотов суппорта с резцом под воздействием моментов, созда-
ваемых силами Рг и Рх соответственно.
Как видно из рисунка, суммарное перемещение у под воздействи-
ем сил и моментов может быть отрицательным, т. е. резец может вре-
заться в обрабатываемую заготовку.
В этом случае жесткость называется «отрицательной». Явление
«отрицательной» жесткости используется при создании адаптивных
систем управления точностью и как средство борьбы с вибрациями.
Так как в большинстве узлов металлорежущих станков состав-
ляющая силы резания Рх, действующая в направлении подачи, оказы-
вает незначительное влияние на жесткость, то часто для упрощения
испытания узел станка нагружают силой, совпадающей с направле-
нием равнодействующей лишь от двух составляющих силы резания Ру
и Pv
При определении жесткости станков на заводах обычно узлы
станка нагружают максимальной эксплуатационной нагрузкой и
фиксируют произошедшие при этом перемещения узлов станка. Же-
сткость узла станка в этом случае определяется по формуле
72
Рис. 2.35. Упругие перемеще-
ния при статическом опреде-
лении жесткости:
1 — нагрузочная ветвь; 2 — разгру-
зочная ветвь; 3 — аппроксимирую-
щая прямая
j у max
У max
где P^ — максимальная эксплуатацион-
ная величина составляющей нагрузки,
действующей в направлении, нормаль-
ном к обработанной поверхности; —
максимальное значение перемещения
узла станка в том же (нормальном) на-
правлении.
При испытаниях узлы станка нагру-
жают ступенчато постепенно возрастаю-
щей нагрузкой и одновременно регист-
рируют перемещение в направлении у.
Разгрузку производят в обратном поряд-
ке, также с регистрацией перемещений.
По полученным результатам испытания строят график «нагруз-
ка — перемещение», откладывая по оси абсцисс значение нагрузки
Ру, действующей в направлении нормальной составляющей силы ре-
зания, а по оси ординат — перемещения у, измеряемые в том же на-
правлении (рис. 2.35).
Как правило, нагрузочная ветвь 7 графика не совпадает с разгру-
зочной 2; они образуют петлю гистерезиса. Площадь петли гистере-
зиса характеризует величину энергии, затраченной на преодоление
сил трения за один полный цикл.
Необходимо отметить, что ввиду действия сил трения и зависимо-
сти жесткости от нагрузки ветви графика не являются прямой линией
и жесткость на различных участках графика будет различной. Это
представляет неудобства при расчетах.
Для определения средней жесткости узла нагрузочную ветвь гра-
фика обычно спрямляют, т. е. опытную ломаную линию аппроксими-
руют линейной зависимостью. Коэффициенты уравнения определя-
ются по методу наименьших квадратов.
Иногда нагрузочная ветвь графика «нагрузка — перемещение»
имеет один или несколько резко выраженных перегибов. Это свиде-
тельствует о том, что жесткость испытываемого узла имеет различные
значения в различных диапазонах нагрузки. В этом случае жесткость
узла определяют на отдельных спрямленных участках (до точек пере-
гиба) и получают два или несколько значений жесткости узла станка
для отдельных диапазонов нагрузки.
Получив значения жесткости отдельных узлов, определяют сум-
марную жесткость станка, исходя из схемы действия сил резания на
73
узлы станка и суммирования перемещений отдельных узлов, приве-
денных к лезвию режущего инструмента (к зоне обработки).
В ряде схем обработки суммарная жесткость станка переменна и
изменяется в зависимости от изменения координат обработки.
Методом статического нагружения можно испытывать не только
жесткость узлов станка в целом, но и жесткость отдельных соедине-
ний и стыков. Для испытания жесткости металлорежущих станков
методом статического приложения нагрузки существует много при-
боров, которые состоят из нагружающего устройства с динамометром
и устройства для измерения деформаций.
Рассмотренный выше статический метод определения жесткости
станков имеет существенные недостатки: он сложен и требует дли-
тельного испытания.
Кроме того, жесткость станка, определяемая в статическом со-
стоянии, лишь приблизительно характеризует упругие перемещения
станка в процессе работы. Поэтому разработаны методы испытания
станков в производственных условиях (в процессе обработки). Про-
изводственный метод испытания жесткости станков, разработанный
кафедрой технологии машиностроения СПбГПУ (ЛПИ), основан на
том, что при обработке заготовки с неравномерным припуском (из-
меняющаяся глубина резания /) форма заготовки (эксцентричность,
ступенчатость) копируется на обработанной поверхности (детали).
Степень копирования тем больше, чем меньше жесткость технологи-
ческой системы. При принятых условиях проведения опыта влияние
всех факторов, кроме жесткости станка, практически исключается.
Для испытания жесткости токарных станков удобно использовать
эксцентричную заготовку.
При обработке эксцентричной заготовки глубина резания за
пол-оборота заготовки закономерно изменяется от /min до что вы-
зывает соответственное изменение силы резания, а значит и упругих
перемещений технологической системы.
Величина упругих перемещений системы ус при обработке детали
на токарном станке зависит от перемещений узлов у„ станка, режу-
щего инструмента уин и изготавливаемой детали уд, т. е.
Ус = Уст + Уин + Уд •
Так как жесткость инструмента в радиальном направлении несо-
измеримо велика по сравнению с жесткостью станка и изготавливае-
мой детали, то его деформацию можно не учитывать при расчетах.
Если для проведения испытания использовать заготовку, жесткость
которой также значительно превышает жесткость станка, то дефор-
мацию заготовки тоже можно исключить из расчета.
74
Тогда
— = -7— или сос»сост .
Jc Jet
Формула для определения жесткости станка при использовании
производственного метода выводится на основании известных зави-
симостей теории резания:
Радиальная составляющая силы резания Ру определяется по сле-
дующей формуле:
Ру = KyCPySytxV~n,
где Ку — коэффициент, зависящий от геометрии инструмента;
— коэффициент, зависящий от механических свойств обрабаты-
ваемого материала; S — подача, мм/об; t — глубина резания, мм;
V — скорость резания, м/мин.
Тогда отжатия будут равны
KyCPySytxVn
У= .------------•
J
При обработке эксцентричной заготовки глубина резания изме-
няется от /,пш до /,пах и соответственно изменению глубины резания из-
меняются и отжатия узлов станка от ymin до утах.
Тогда
у™ - л.. = — K,cnS’v-(t^
Jet
обозначая у** — утт = Дд,
где Дд — биение детали после изготовления (погрешность формы де-
тали), мм;
, X _ .X _ д
* max * min ^з>
где Д3 — биение заготовки до обработки (погрешность заготовки),
мм.
Получаем
Дд = -Lr С^'Г-"Д, или /ст = KyCPySyV~n^- .
Jet Дд
75
Отношение —- принято называть уточнением е, тогда
;ст = KyC^v-'z.
Достаточно часто используют несколько упрощенную формулу
/ст= KyC^z.
Таким образом, определение жесткости токарного станка произ-
водственным методом путем обработки эксцентричной заготовки
практически сводится к измерению биения заготовки до и после об-
работки.
Коэффициенты Сру и Ку, входящие в формулу, определяются по
нормативным материалам или на основании экспериментальных
данных. Подачу 5 и скорость резания V при опытах следует прини-
мать такими, чтобы после проточки заготовки получить поверхность,
шероховатость которой обеспечивает более точное измерение бие-
ния. В целях уменьшения влияния центробежных сил рекомендуется
работать при скорости резания до 100 м/мин.
Биение заготовки до обработки Д3 для токарных станков с наи-
большим диаметром обрабатываемого изделия 160...320 мм рекомен-
дуется принимать не менее 4...6 мм. В этому случае биение детали по-
сле обработки Дд достаточно велико и может быть измерено индика-
тором с ценой деления 0,01 мм.
Для испытания жесткости токарных станков производственным
методом изготавливается специальная оправка (рис. 2.36), позволяю-
щая заменить обработку эксцентричной заготовки обработкой от-
дельных колец.
Рис. 2.36. Оправка для определения жесткости станков производственным
методом
76
Жесткость оправки около 400 000 Н/мм. Концентричные кольца
1 (их три подлине оправки) шириной 10... 15 мм насаживаются на экс-
центричные кольца 2 и крепятся винтами 3. Первое кольцо служит
для определения суммарной жесткости передней бабки и суппорта,
второе кольцо — суммарной жесткости станка в середине обрабаты-
ваемой детали, а третье кольцо — суммарной жесткости суппорта и
задней бабки.
Используя метод обработки эксцентричного кольца, можно не
только определить жесткость при максимальном биении заготовки,
но и построить графики «нагрузка — перемещение». Такие графики
представляют большой интерес, так как характеризуют упругие де-
формации узлов станка не в статическом состоянии, а в процессе об-
работки заготовки.
График «нагрузка — перемещение» работающего станка можно
построить, основываясь на том, что при обработке эксцентричной за-
готовки за один оборот оправки глубина резания изменяется посте-
пенно, а пропорционально изменению глубины резания изменяются
и составляющие силы резания.
Таким образом, величина биения заготовки по окружности харак-
теризует величину силы резания, а величина соответствующих упру-
гих деформаций узлов станка есть не что иное, как биение детали по-
сле обработки Дд.
Значение радиальной составляющей силы резания, соответст-
вующее каждому положению заготовки, можно найти по уже извест-
ной формуле
Ру = KyCpyS0'15^,
где Д, — биение заготовки в данном угловом положении.
Значит, если измерить биение заготовки в нескольких точках по ок-
ружности и в этих же точках измерить биение после обработки, то
можно построить обе ветви графика «нагрузка — перемещение» (нагру-
зочную и разгрузочную).
Если экспериментально определяется жесткость не станка, а его
отдельных узлов, то можно по жесткости узлов определить и жест-
кость всего станка. Для определения жесткости станка в целом необ-
ходимо упругие деформации отдельных его узлов привести к зоне об-
работки и просуммировать. В том случае, когда жесткость узлов стан-
ка не зависит от координаты обработки, это производится простым
суммированием перемещений отдельных узлов. Несколько сложнее
определение жесткости станка тогда, когда жесткость его узлов, а зна-
чит и станка в целом, зависит от координаты обработки.
77
J ^Уп6 Л’З б
Рис. 2.37. Схема нагрузки и
упругих перемещений узлов
станка при обработке вала в
центрах:
1 — передняя бабка; 2 — задняя
бабка; 3 — суппорт
Рассмотрим этот случай на примере
определения жесткости токарного стан-
ка.
На токарном станке суммарное пере-
мещение инструмента относительно об-
рабатываемой детали, установленной в
центрах, складывается из перемещений
передней бабки, суппорта и задней баб-
ки.
На рис. 2.37 изображена принципи-
альная схема нагрузки и упругих переме-
щений узлов токарного станка в процес-
се обработки вала в центрах.
Из приведенной схемы видно, что
при изменении координаты зоны реза-
ния х, т. е. при перемещении точки при-
ложения нагрузки по длине обрабаты-
ваемой детали, изменяется величина
суммарного перемещения узлов станка,
а, следовательно, и величина суммарной
податливости и жесткости станка.
Суммарное перемещение узлов токарного станка складывается из
следующих слагаемых:
Уст Усуп У з.б У п.б ,
где
у з.б= уз.б ——; у п.б= Уп.б у j
Уз.б ~ Уп.б ““ Лп.бС°п б> Усуп Ри^суп >
р = Р 1~Х е р == р X
гУз.Ь ГУ ! 9 гУп^ ГУ ’
Подставляя полученные значения в формулу для суммарного пе-
ремещения узлов токарного станка, получаем:
(1-х \2
Усг Ри®суп РДЬ.б I ” I
Гх?
+ />п.б 7 •
t » I
Подставляя вместо у„ его значение уст = Р/ост и произведя сокра-
щения, получаем выражения для определения податливости и жест-
кости токарного станка в зависимости от координаты обработки:
78
Jet Jcyn
1 p-xf | 1 Гх?
—---- ------- т —-------- —
•А.6. < J Jn.6. \ )
Для возможности сравнения токарных станков по жесткости ино-
гда определяют среднюю жесткость (или податливость) станка как
жесткость при значении координаты зоны обработки х = -, т. е. при
положении резца в середине обрабатываемой детали.
В этом случае
(Ост (0Суп + ~ (®з.б ®п.б)>
Jet Jcyn
Jj.б. /п.б. j
В общем случае, при расчете суммарных упругих перемещений
технологической системы необходимо учитывать также деформа-
ции самой заготовки узаг. В частности, в рассматриваемом случае при
I ж
х = _ эта деформация будет равна:
где Е — модуль упругости материала заготовки; J— момент инерции
сечения заготовки.
Величина деформации заготовки зависит от схемы ее закрепле-
ния. При консольном закреплении в патроне токарного станка наи-
большее ее отжатие имеет место на правом свободном конце:
.Утах
где / — вылет детали, мм.
При поджатии заготовки в патроне задним центром отжатие зна-
чительно уменьшается и может быть рассчитано по формуле
79
в)
Рис. 2.38. Возможные формы
детали в осевом сечении
На рис. 2.38 показаны формы деталей
в осевом сечении, обусловленные отжа-
тиями заготовки и станка. При консоль-
ном закреплении отжатия заготовки
уменьшается по мере приближения рез-
ца к патрону, что приводит к искажению
формы детали в продольном сечении
(рис. 2.38, а). При обработке вала в цен-
трах искажение формы детали определя-
ется соотношением жесткости заготовки
и станка. При значительном превыше-
нии жесткости станка над жесткостью
заготовки форма детали будет иметь вид,
представленный на рис. 2.38, б, а при об-
ратном соотношении жесткостей — вид,
представленный на рис. 2.38, в.
Жесткость и деформации звеньев
технологической системы может быть
рассчитана с использованием формул
сопротивления материалов.
При этом большое влияние на пере-
мещение в технологической системе
оказывают контактные деформации стыков.
Рассмотрим пример расчета контактных деформаций стыка сала-
зок суппорта с продольными направляющими станка (рис. 2.39).
При расчете принимаем следующие допущения:
Рис. 2.39. Схема сил, действующих на суппорт при точении
80
а) материал суппорта не деформируется;
б) деформации поверхностных слоев пропорциональны контакт-
ным напряжениям о; у = Аю;
в) контактные напряжения и, следовательно, деформации подли-
не направляющих распределяются по линейному закону;
г) расчет ведем по средним контактным напряжениям.
Деформации станка в значительной степени зависят от деформа-
ции стыков. Все деформации с целью оценки их влияния на размер
детали необходимо приводить к вершине резца.
Момент внешних сил Мх = Рг— I — Ру Я. В зависимости от соот-
ношения величин Ни / момент Мх может быть больше «О» и меньше
«О».
При Мх > 0 имеют место реакции опор А, С, Д.
При Мх< 0 имеют место реакции опор А, Сь Д.
Сумма проекций всех сил на ось ординат при Мх > 0:
Pz + А- С=0.
Сумма проекций всех сил на ось ординат при Мх < 0:
Рг + G - А = 0.
Уравнение моментов относительно точки «А» опорных реакций
равны: при Мх >0: Мх = Cz;
при Мх <0: Мх = Ciz .
Из полученных шести уравнений определяем величины опорных
реакций.
Зная площади опор суппорта, рассчитаем величины средних кон-
тактных напряжений:
<Ул =
А
ВА
; ос =-----; стс. = ——
ВС 1 вс{
„ _ д
(Уд — --
Bd
После этого рассчитаем деформации вершины резца в нормаль-
ном направлении (рис. 2.40).
При Мх > 0
Урез = Ул + (Ул “ Ус) , Урез = Нд +(<^ ~^с)^ к >
Ул ~Ус , х н
уМх = Zfcina, sina = , уМх = (уА + Ус) — .
При Мх < 0
„. . Ул +Ус,
yUx = Hsma, sina =-----!-;
6 — 3073
81
Рис. 2.40. Деформации вершины резца в нормальном направлении
Уш =
Ул ~Уск
л., х Н
Урез = Уд + <Ул + Ус) — ; Урез =
Н “I
= стд+(ол+ос)— к.
£
Величины к даются в справочниках в зависимости от характера
контактирующих пар.
Жесткость технологической системы в значительной степени оп-
ределяет точность и производительность обработки резанием. Рас-
смотрим степень этого влияния.
Известно соотношение, положенное в основу производственного
метода определения жесткости станков:
j = KyCpSQ,n , где -^2- = е — уточнение, т. е. во сколько раз по-
Д Д Д д
грешность детали меньше погрешности заготовки после одного рабо-
чего хода.
Из опыта известно, что форма заготовки копируется на детали
из-за податливости станка. Связь между погрешностями заготовки и
детали выявляется из предыдущего соотношения:
Дд = -KyCpS0’15t^3 — обработка за один рабочий ход.
j
82
Обработка за два рабочих хода приводит к промежуточной по-
грешности заготовки Дпром:
Дпром = -KyCpS 10,75Д3 — первый рабочий ход,
J
Дд = -KyCpS 20’75ДПром — второй рабочий ход.
J
Перемножив эти два равенства, получим:
Дд = Д- (KyCp)2(SiS2)015^3 — в два рабочих хода.
J
Аналогично получаем зависимости для трех и более рабочих хо-
дов.
Дд = Д- (АиСр)3(<5’15’2*5з)°’75Дз — в три рабочих хода.
J
Таким образом, погрешность обработки Дд обратно пропорцио-
нальна жесткости системы при обработке в 1 рабочий ход, квадрату,
кубу и т. д. при работе в 2, 3 и т. д. рабочих хода.
Влияние жесткости на производительность
При токарных, расточных и других работах время обработки
- I т% 1000К „
Тм = — . Известно, что л =---------. Тогда машинное время
Sn nd
Т -
м 1000KV ’
Для того чтобы оценить влияние жесткости на производитель-
ность, определим время обработки 1 дм2 = 10 000 мм2 площади по-
верхности заготовки.
„ 10000 10 „
Тогда Ты — --------= —. Из теории резания известно, что
WOOES VS
С
——. Тогда, подставляя значение Ив Ти, получим: Тм =
txSy
= 10/*Дг _ 10/х
су cvs{'-y}'
Известно, что j = kyCpS0,75 —; отсюда Д’0,75 = J —J——
Дя КуСР Д3
или
/. 1 ГЛ
[ КуСр д3
б*
83
Тогда машинное время
Из уравнения видим, что Тм приблизительно обратно пропорцио-
нально жесткости системы усист.
Степень влияния жесткости на производительность зависит так-
же от типа инструментального материала и этапа обработки. Так, при
черновой обработке стали быстрорежущими резцами 4 /3(1 — у) =
= 0,45; при черновой обработке стали твердосплавными резцами
4/3(1 — у) = 0,8...0,87; при чистовом обтачивании 4/3(1 — у) = 1.
Таким образом, жесткость является основным параметром, опре-
деляющим связь между точностью обработки и производительно-
стью.
Конструктивные особенности станков в значительной степени
определяют их жесткость. Рассмотрим влияние конструктивных осо-
бенностей и способов установки на жесткость станков различных ти-
пов.
Жесткость токарных станков
Жесткость токарных станков зависит от типоразмера станка (вы-
соты центров Ну изношенности станка, качества регулировки сты-
ков; схемы работы; типа посадки патрона на шпиндель; от отношения
Л/Л (Угла Ф)-
Нормативные значения статической жесткости станков приво-
дятся в соответствующих стандартах. Эти нормативные значения ус-
танавливаются как функции от основных размерных параметров
станка. Для токарных станков в качестве основного размерного пара-
метра принят наибольший диаметр изготавливаемой детали (D), для
горизонтально-расточных станков — диаметр шпинделя (</). В каче-
стве примера приведем нормативные характеристики статической
жесткости (Н/мм) для некоторых типов станков.
Жесткость токарных станков:
— у передней бабки у= 1800 VjD ;
— у задней бабки j = 1400 tf~D .
Жесткость токарно-револьверных станков:
— с поперечным суппортом j = 3200 ЧЪ ;
84
— с револьверной головкой J = 2600 ЦО ;
Жесткость горизонтально-расточных станков:
— для шпиндельной бабки j = 2800V*/, для d— 80...ПО мм.
Ориентировочные данные жесткости токарных станков, находя-
щихся в эксплуатации при обработке в центрах, приведены в табл. 2.8.
Таблица 2.8
Жесткость токарных станков
Высота центров 200 250 300 400 500
Жесткость станка jCT, Н/мм 20 000 25 000 30 000 40 000 50 000
Средняя жесткость узлов станка /, Н/мм 40 000 50 000 60 000 80 000 100 000
Жесткость новых станков несколько выше.
Наибольшее влияние на жесткость станка оказывает суппорт, так
как он имеет большое число стыков, в том числе подвижных. В зави-
симости от Ку = Ру/Pi жесткость суппорта может быть даже отрица-
тельной, т. е. его отжатия будут направлены на деталь, а не на рабо-
чего.
Жесткость шпиндельного узла (передней бабки) зависит от спо-
соба посадки патрона на шпиндель. Посадка на резьбовой конец сни-
жает его жесткость, а фланцевая посадка увеличивает ее. Обычно же-
сткость шпиндельного узла значительно больше жесткости суппорта.
При патронных работах жесткость передней бабки и станка в целом
намного ниже, чем в центрах.
Жесткость задней бабки в значительной степени зависит от выле-
та пиноли, качества центрового гнезда, центра (жесткого, вращающе-
гося).
При растачивании отверстий на токарных станках их жесткость
значительно понижается из-за низкой жесткости расточной скалки и
стыка скалка-суппорт. В этом случае жесткость станка зависит от вы-
лета и диаметра скалки. Деформация часто достигает половины от об-
щей деформации технологической системы.
Жесткость расточных станков
Жесткость расточных станков зависит от диаметра шпинделя; вы-
лета шпинделя; метода работы: одноопорная скалка, двухопорная;
зазоров в стыках (в подшипниках шпиндельного узла); диаметра рас-
точной скалки.
Расточные станки обычно имеют невысокую жесткость. При рас-
тачивании усилие резания не сохраняет постоянного направления,
85
бабка
Рис. 2.41. Схема расположе-
ния основных узлов расточ-
ного станка
как при растачивании на токарном стан-
ке. На расточных станках направление
сил резания меняется в соответствии с уг-
ловым положением шпинделя.
Растачивание может производится
консольно закрепленной борштангой;
борштангой, имеющей вторую опору в
задней стойке станка; борштангой, уста-
навливаемой во вращающиеся кондук-
торные втулки с шарнирным соединением со шпинделем.
Исследованиями установлено, что стол, стойка (колонна) расточ-
ных станков обладают большой жесткостью (80 000...200 000 Н/мм).
Смещения в системе происходят в основном за счет деформаций
шпиндельной бабки, причем эти деформации различны в различных
направлениях.
Жесткость самой шпиндельной бабки обычно высока и деформа-
ции происходят в стыке баб-
ка-стойка (рис. 2.41). Поэтому при
растачивании рекомендуется за-
тягивать болты, крепящие шпин-
дельную бабку на стойке.
Жесткость расточного станка
в значительной степени зависит
от вылета шпинделя, который ре-
комендуется выбирать мини-
мально необходимым.
Вследствие непостоянства на-
правления силы резания, стыки
Рис. 2.42. Схема действия сил на
шпиндель (а) и диаграмма его переме-
щений (б)
нагружаются силами переменных
направлений, что приводит к различным отжатиям в каждом направ-
лении (рис. 2.42).
Жесткость строгальных станков
Жесткость строгальных станков зависит от качества регулировки
стыков; направления равнодействующей силы резания, т. е. от Py/Pz и
PJPv вылета резца, суппорта, ползуна.
Продольно-строгальные станки обычно обладают высокой точ-
ностью (/> 100 000 Н/мм).
Жесткость продольно-строгальных станков в основном опреде-
ляется жесткостью вертикального суппорта и резца. В некоторых слу-
86
чаях при больших вылетах резца может
быть получена «отрицательная» жест-
кость.
Жесткость поперечно-строгальных
станков переменна и зависит от коорди-
нат, определяющих положение режуще-
го инструмента (Ли/) обработки h и I
(рис. 2.43). Обычно Уст < 10 000 Н/мм.
При малом вылете ползуна / может
наблюдаться «отрицательная» жест-
кость, при больших / — положительная,
что определяется соотношением состав-
ляющих момента
Рис. 2.43. Схема расположения
основных узлов попереч-
но-строгального станка
Мо = Pzh - Ру1.
Суммарная деформация поперечно-строгального станка склады-
вается из деформации стола (всегда вниз) и узлов суппорт-ползун
(вниз или вверх) и может быть положительной или отрицательной.
Уст (Устала Усупп Уполз)'
Для уменьшения погрешности от упругих деформаций необходимо:
— выбирать станки, инструмент, оснастку достаточной жестко-
сти;
— уменьшать количество звеньев и стыков технологической сис-
темы, повышать контактную жесткость деталей;
— создавать предварительный натяг в технологической системе;
— выравнивать жесткость технологической системы;
— правильно устанавливать и закреплять заготовки;
— при экономической целесообразности использовать системы
автоматического регулирования для устранения упругих отжатий;
— вести настройку станков с учетом упругих отжатий;
— использовать станки, базовые детали которых изготовляются
из материалов высокой и сверхвысокой жесткости (например, искус-
ственный гранит);
— выбирать наиболее рациональные режимы обработки.
В некоторых случаях, уменьшение погрешности от упругих отжа-
тий можно получить регулированием силы резания и жесткости от-
дельных элементов технологической системы в процессе обработки.
Поскольку жесткость технологической системы, например, при точе-
нии консольно закрепленного вала в патроне значительно изменяет-
ся по длине хода резца, то и изменяется упругое отжатие заготовки
при постоянной силе резания. Если силу резания изменять по закону
87
изменения жесткости системы, то упругие отжатия в любой точке на
пути резания будут постоянными. Реализация такого способа может
быть произведена за счет изменения величины продольной подачи на
длине рабочего хода.
2.3.3. Износ режущего инструмента
При обработке резанием различают износ режущего инструмента
по задней и передней поверхностям, а также износ в направлении
перпендикулярном обработанной поверхности (размерный износ).
Размерный износ режущего инструмента при работе на настроен-
ном станке приводит к возникновению переменной систематической
погрешности обработки.
Износ инструмента, как и в целом износ трущихся поверхностей,
подчиняется определенным закономерностям. Могут быть выделены
три периода работы инструмента, характеризующиеся (рис. 2.44):
— начальным (приработочным) износом инструмента на длине
пути резания примерно до 1000 м;
— нормальным, или установившимся износом;
— быстрым, или «катастрофическим» износом.
Величина начального износа для резцов зависит от качества режу-
щего и обрабатываемого материалов (твердости, прочности), геомет-
рии инструмента, качества доводки режущих кромок, наличия охла-
ждения и его качества, вибрации.
При установившемся износе изменение размера инструмента
происходит относительно равномерно, т. е. имеет место закон равной
вероятности.
При «катастрофическом» износе происходит разрушение режу-
щей кромки, что аналогично появлению задиров у трущихся пар.
Интенсивность износа на участке II называют относительным
(удельным) износом «0
Рис. 2.44. Размерный износ (а) и его зависимость от пути резания (б)
88
и1
"0=г
Зная величину ий, начальный износ ии и длину резания /, можно
определить размерный износ инструмента (мкм) по формуле
А _ , Ugl
Дд +
Так, при точении
где D и L — соответственно диаметр и длина обрабатываемой заго-
товки; 5 — подача на оборот.
Величина удельного износа инструмента зависит от метода обра-
ботки; материала заготовки и инструмента; режимов обработки
(главным образом скорости резания); наличия охлаждения; геомет-
рии инструмента; состояния технологической системы (жесткости,
вибраций).
Зависимость размерного износа от материала заготовки и инст-
румента при чистовом точении и растачивании характеризуется
табл. 2.9.
Таблица 2.9
Начальный и, и относительный в, износ режущих инструментов при
чистовом точении и растачивании
Материал Износ, мкм
заготовки инструмента начальный относительный
Сталь углеродистая и ле- гированная Т15К6, Т30К4 2-8 2-10
Серый чугун ВК4, ВК8 3-10 3-12
Сталь углеродистая и ле- Металлокерамика 1-3 0,5-1
гированная ЦМ322
Закаленный чугун НВ400 Металлокерамика ЦМ332 10 8
При фрезеровании износ режущего инструмента происходит ин-
тенсивнее, чем при точении, из-за неблагоприятных условий рабо-
ты инструмента, многократно врезающегося в обрабатываемую за-
готовку.
При абразивной обработке на точность влияет размерный износ
Шлифовального круга. При шлифовании круги могут работать с зату-
89
плением и с самозатачиванием. В первом случае затупившиеся зерна
не отделяются, а поры круга забиваются стружкой; износ круга при
этом незначителен. Во втором случае затупленные зерна вырываются
из связки круга; износ круга при этом значителен.
Интенсивность износа шлифовального круга зависит от его диа-
метра. Круги большого диаметра, используемые при наружном круг-
лом шлифовании, изнашиваются медленнее, чем круги, используе-
мые при внутреннем шлифовании. При круглом наружном шлифова-
нии круг правят через 15...20 мин работы, при внутреннем — правят
перед каждым чистовым переходом.
При шлифовании методом пробных ходов износ круга не влияет
на точность выдерживаемых размеров.
Приближенно износ шлифовального круга можно определить по
объему удаляемого металла с заготовки. На один объем материала
круга, теряемого при его износе, приходится в среднем 20 объемов
удаляемого металла. На основе этого соотношения размерный износ
на радиус шлифовального круга, например при плоском шлифова-
нии составит:
FZn
и —----,
20Л
где F— площадь шлифуемой поверхности, мм2; Z — снимаемый при-
пуск, мм; п — число деталей в партии; Fk — рабочая площадь поверх-
ности шлифовального круга, мм2.
Влияние износа инструмента на точность может быть уменьшено
поднастройкой станка, применением систем автоматического управ-
ления; выбором материала инструмента оптимальной размерной
стойкости; выбором наиболее рациональной геометрии режущего
инструмента, например, с наиболее рациональными передним, зад-
ним углом, радиусом при вершине и т. д.; устранением колебаний при
резании; использованием смазочно-охлаждающих жидкостей.
2.3.4. Тепловые деформации технологической
системы
Исследование тепловых явлений при резании металлов до по-
следнего времени обычно связывалось с изучением вопросов стойко-
сти. Однако эти явления оказывают большое влияние и на точность
обработки.
Механическая работа резания почти целиком превращается в теп-
лоту, которая распределяется между стружкой, обрабатываемой дета-
90
лью и инструментом. Некоторая часть .
рассеивается в окружающую среду. \ \ \
Большая часть теплоты резания ухо- V \ f
дит со стружкой (60...90 %). В резец пе- \\\\\
реходит незначительное количество те- L*---> \
пла (3...5 %). Тем не менее, температура \
лезвия может достигать весьма высоких
значений (1000...1200° С), ЧТО, естест- Рис. 2.45. Вылет резца
венно, вызывает и нагрев тела резца.
Рассмотрим расчет тепловых удлинений резца (рис. 2.45) в зависи-
мости от времени обработки при следующих принятых допущениях:
— количество теплоты Q, притекающее к резцу в процессе реза-
ния в единицу времени есть постоянная величина;
— в каждый данный момент температура различных точек голов-
ки резца одинаковая.
Итак, обозначим:
— Q — количество теплоты, притекающее к резцу в процессе ре-
зания в единицу времени;
— Qt — количество теплоты, отдаваемое резцом в единицу вре-
мени в окружающую среду;
— Qz — количество теплоты, идущее на повышение теплосодер-
жания и вызывающее рост температуры, а, следовательно, и удлине-
ние резца.
Таким образом, притекающая к резцу теплота идет частично на
повышение теплосодержания и частично рассеивается. В таком слу-
чае, учитывая изменение за бесконечно малый промежуток времени
di получим:
dQ=dQx + dQz,
где dQ} — количество теплоты, отдаваемое резцом за бесконечно ма-
лый промежуток времени; dQ2 — повышение теплосодержания за
бесконечно малый промежуток времени.
dQi = hFtch,
где h — коэффициент теплоотдачи кал— ; F— поверхность
I м -с-град I
резца, отдающая теплоту (м2); t — превышение средней температуры
резца над температурой окружающего пространства в данный момент.
dQz~ mcdt,
где т — масса резца; с — удельная теплоемкость.
91
При наступлении теплового равновесия температура резца стаби-
лизируется, т. е.
dQz = 0;
dQ\ — kFtzdt,
где tc — разность между максимальной средней температурой резца и
температурой окружающей среды.
Тогда
dQ = dQi — kFtcdr.
При расчете принималось, что Q есть постоянная величина в
процессе резания, поэтому
kFtzdi — kFtdt + cmdt; kFdT^t^ — /) = cmdt;
Обозначим
„ cm
Тогда
Л = Te—.
Рассмотрим уравнение теплового удлинения резца.
£ = alt; = altz; d^ = aldt,
где а — коэффициент линейного удлинения тела резца; / — длина ра-
бочей части резца; £, — удлинение резца в какой-то момент; — уд-
линение резца, соответствующее тепловому равновесию,
откуда
/ = -1; dt = — ; 4 = —•
al al al
Подставим эти значения в формулу
Проинтегрируем
92
Т = jrc -^- = -тс Кс Ч)1| =-тс 1п(4с Ч)+тс 1п£с,
О Sc Ь
ИЛИ
5Цс-еЧ;
Зависимость теплового удлинения
резца от времени обработки при не-
прерывной работе показана на рис.
2.46.
На рис. 2.47, а приведены кривые
изменения длины резца при его нагре-
вании и охлаждении. На рис. 2.47, б
приведены схемы изменения размеров
Рис. 2.46. Зависимость удлинения
резца от времени работы
резца при изготовлении партии дета-
лей и образования погрешностей раз-
мера и формы деталей.
В зависимости от соотношений
времени работы и перерывов возможны три случая:
Т— тр > 4ТС -» погрешность А = 2£с;
Рис. 2.47. Схемы изменения удлинения резца при работе с перерывами:
тр — время работы,» тя — время перерыва
93
Т— тр » тпер -> погрешность рассчитывается по формуле
( т А
l-е г‘
ТР “ тпеР -> погрешность Д = Д^.
Зависимость удлинения резца от различных факторов
Время нагревания резца определяется постоянной Тс, которая,
как показали эксперименты, лежит в пределах 3...6 мин. Если при-
нять среднее значение Тс = 4 мин (что соответствует времени наступ-
ления теплового равновесия при резании в течение 16 мин), то полу-
чим формулу для каких-то усредненных условий обработки
На основе опытных данных для острого резца при t < 1,0 мм,
S < 0,2 мм/об, V = 100...200 м/мин, выведена эмпирическая формула
для работы без охлаждения.
^С = с4<7в(/5)°”7й,
F
где Lf — вылет резца, мм; F— сечение резца, мм2; — предел проч-
ности обрабатываемого материала, кг/мм2; С — некоторая постоян-
ная, зависящая от условий резания, в частности, для чистовых режи-
мов, приведенных выше, можно принять С ~ 4,5.
Используя зависимости для £ и £с, можно найти удлинения резца
для разных моментов времени и различных условий обработки.
Тепловые деформации станков
Основными причинами, вызывающими тепловые деформации
станков являются:
— тепло, выделяющееся в узлах станка из-за потерь на трение в
подшипниках и зубчатых передачах;
— тепло, образующееся в зоне резания;
— тепло от внешних источников;
— различные устройства: гидравлические, электрические и др.
94
Рис. 2.48. Зависимость тепловых де-
формаций шпинделя токарного станка
от времени работы
Вид сверху Вид спереди
Рис. 2.49. Схем деформаций шпинделя
токарного станка в горизонтальном
и вертикальном направлениях
Зависимости тепловых деформаций узлов станков от времени ра-
боты, также, как и режущего инструмента — экспоненциальные.
График (рис. 2.48) показывает смещение шпинделя в вертикаль-
ном направлении для различных частот его вращения (я).
Обычно станки испытываются вхолостую, так как считается, что
при чистовых режимах тепловые деформации особо различаться не
будут от тепловых деформаций холостого хода.
При работе токарного станка в основном нагревается передняя
бабка вследствие трения в подшипниках и зубчатых передачах
(рис. 2.49).
Ось шпинделя может смещаться в горизонтальном направлении
на рабочего или от рабочего в зависимости от способа крепления
шпиндельной бабки на станине. Тепловые деформации элементов
технологической системы оказывают наибольшее влияние на точ-
ность обработки при шлифовании.
По данным ЭНИМСа, за полтора часа работы шпиндели бесцен-
трово-шлифовальных станков смещалсь на 0,12 мм, а круглошлифо-
вальных — на 0,05...0,06 мм.
По данным СПбГПУ, у плоскошлифовального станка тепловые
деформации его узлов в вертикальном направлении за 7 ч работы вхо-
лостую составили: шпинделя — 0,21 мм, а стола —0,12 мм.
Знание величины тепловых деформаций станка необходимо, в ча-
стности, для выбора места установки приборов активного контроля
(особенно на шлифовальных станках).
Для уменьшения влияния тепловых деформаций необходимо ру-
ководствоваться следующими рекомендациями:
95
— обеспечивать постоянство теплового поля в зоне установки
станка путем поддерживания в цехе нормального теплового режима,
в том числе создание специальных помещений с терморегулировани-
ем, путем предохранения оборудования от солнечныхлучей и т. д.;
— разрабатывать специальные конструкции для автоматической
компенсации тепловых деформаций;
— проектировать конструкции с тепловыми перемещениями, в
направлениях, не влияющих на точность;
— выносить узлы, тепловые деформации которых существенно
влияют на точность обработки, за пределы станка, например, встро-
енные электродвигатели, резервуары с маслом или охлаждающей
жидкостью и т. д.;
— применять охлаждение встроенных электродвигателей, при-
водов и т. п. путем выполнения развитых поверхностей теплоотвода,
принудительного воздушного охлаждения, циркуляционной смазки
и т. д.
Тепловые деформации изготавливаемой детали
В некоторых случаях, например при обработке массивных загото-
вок, тепловыми деформациями можно пренебречь. Однако в боль-
шинстве случаев, нагрев заготовок может быть значительным.
Наибольшие тепловые деформации возникают при обработке
тонкостенных заготовок (трубы, тонкие пластины), а также в тяже-
лом машиностроении, там, где черновую обработку невозможно от-
делить от чистовой. Аналогичная ситуация создается на поточных ли-
ниях, где чистовая обработка следует сразу же за черновой.
Иногда производится замер температуры пробной заготовки в не-
скольких местах, вычисляется средняя температура Гср и вводится
коррекция положения инструмента при обработке последующих за-
готовок.
Одной из нескольких погрешностей, которые не удается компен-
сировать при применении приборов активного контроля, являются
тепловые деформации.
По данным СПбГПУ, тепловые деформа-
ции при токарной обработке вала диаметром
7 0 80 мм, длиной / = 800 мм, составили 0,012 мм,
1— при этом форма вала в продольном сечении
имела вид, показанный на рис. 2.50.
Рис. 2.50. Влияние теп- При врезном шлифовании шейки 0 70 мм
ловых деформаций на шириной В = 50 ММ тепловые деформации де-
погрешность формы тали в радиальном направлении составили
вала 0,004...0,011 МКМ.
96
2.3.5. Геометрические неточности станков
и режущего инструмента
Вследствие погрешностей изготовления основных деталей, их из-
носа, неточностей сборки возникают отклонения основных точност-
ных характеристик станков от номинальных значений. Величины до-
пускаемых отклонений регламентируются нормами точности и при-
ведены в стандартах. Точность станков в ненагруженном состоянии
называется геометрической. Погрешности от геометрической неточ-
ности увеличиваются по мере износа станков.
По точности металлорежущие станки классифицируются на 5
групп. Геометрические погрешности станков более высоких точност-
ных групп значительно уменьшаются, а трудоемкость их изготовле-
ния резко возрастает. По отношению к характеристикам станков нор-
мальной точности погрешности станков других групп и трудоемкость
их изготовления составляют в процентах к погрешностям и трудоем-
кости изготовления станков нормальной точности величины, приве-
денные в табл. 2.10.
Таблица 2.10
Классификация станков по точности
Группа станков Погрешность, % Трудоемкость изготовления, %
Нормальной точности (Н) 100 100
Повышенной точности (П) 60 140
Высокой точности (В) 40 200
Особо высокой точности (А) 25 280
Особо точные (С) 16 450
В настоящее время начата разработка станков сверх особо высо-
кой точности, которые относят к группам точности Т и К. Погрешно-
сти обработки на станках этих групп не должны превышать величины
0,3 мкм для группы Т и 0,1 мкм для группы К.
К основным характеристикам геометрической точности станков
относят:
— радиальное и торцевое биение шпинделей;
— биение конического отверстия в шпинделе;
— прямолинейность и параллельность направляющих;
— параллельность осей шпинделей токарных станков направле-
нию движения каретокв вертикальной и горизонтальной плоскости;
— перпендикулярность осей шпинделей сверлильных станков
относительно плоскости столов и др.
7 — 3073 97
Данные о фактических погрешностях заносятся в паспорт станка
при его испытаниях и обновляются после проведения ремонтов и
пригонок в процессе эксплуатации. Геометрические погрешности
станков являются постоянными величинами и не влияют на точность
размеров обрабатываемых поверхностей, однако способствуют иска-
жению их форм и относительного расположения, поэтому они долж-
ны быть учтены при назначении способа обработки. Следует иметь в
виду, что точность деталей станков и их взаимного положения долж-
ны быть выше требований к точности изготавливаемой детали.
Так, стандарты предусматривают следующие предельные значе-
ния для некоторых геометрических погрешностей станков:
— радиальное и осевое биение шпинделя для токарного станка
нормальной точности (Н) — 10 мкм;
— прямолинейность продольного перемещения суппорта — 12 мкм
на длине 500 мм и 16 мкм на длине 800 мм.
— для станков нормы точности А и С необходимо обеспечивать
постоянство температуры в производственных помещениях.
Необходимо иметь в виду, что стандартом определяются нормы
точности для новых станков. Для станков, находящихся в эксплуата-
ции необходимо вводить корректировки в эти нормы при расчете точ-
ности, учитывающие степень износа узлов станка. Так, износ направ-
ляющих токарных станков, используемых для чистовой обработки, за
один год составляет 0,04...0,05 мм, а для черновой 0,10...0,20 мм.
Обычно максимальный износ направляющих станка имеет место
вблизи патрона.
Погрешности геометрической точности станков полностью или
частично переносятся на обрабатываемые заготовки в виде система-
тических погрешностей. Например, отклонение от параллельности
оси шпинделя токарного станка направлению движения суппорта в
горизонтальной плоскости приводит к появлению конусообразности
у обрабатываемой заготовки; в вертикальной плоскости — к гипербо-
лоиду вращения.
Биение шпинделя токарных и круглошлифовальных станков иска-
жает форму обрабатываемой заготовки в поперечном сечении.
Биение оси конуса отверстия шпинделя сверлильного станка по
отношению к оси вращения шпинделя вызывает разбивку отверстия,
т. е. увеличение его диаметра.
Износ станков приводит к увеличению систематической погреш-
ности обрабатываемых заготовок.
Деформации станков при их неправильном монтаже и также под
действием сил при оседании фундаментов вызывает дополнительные
систематические погрешности обработки заготовок.
98
Для уменьшения влияния геометрических неточностей станков
на качество обработки необходимо:
— выбирать станки соответствующей точности;
— обрабатывать установочные поверхности приспособлений на
месте их установки (если необходимо);
— в процессе эксплуатации станка вести регулировку, выбороч-
ную подгонку, необходимый ремонт;
— использовать различные компенсирующие и корригирующие
устройства, (например, копировальные линейки на координат-
но-расточных станках), в том числе системы ЧПУ;
— применять подшипники высоких классов точности, вести их
доводку; использовать подшипники на гидростатических, пневмати-
ческих и магнитных подвесах;
— обеспечивать выборку зазоров в соединениях деталей и частей
станка (например, натяг в соединении винт-гайка).
Геометрические неточности режущего инструмента приводят к
погрешностям обработки в основном при использовании мерных и
фасонных инструментов — разверток, зенкеров, сверл, канавочных
резцов, пальцевых и червячных фрез, фасонных резцов, фрез, долбя-
ков, шлифовальных кругов, протяжек и т. д.
Отклонение размеров таких инструментов непосредственно пере-
носится на заготовку. Однако при этом часто возникают дополни-
тельные погрешности размеров и формы, вызываемые условиями об-
работки. Так, при работе мерными инструментами без охлаждения на
режимах резания, способствующих нагреву инструмента и наросто-
образованию, часто появляется положительная разбивка, увеличи-
вающая размеры отверстий, пазов, достигающая нескольких сотых
долей миллиметра. Так, при точении стальной заготовки канавочным
резцом из твердого сплава Т15К6 шириной 5 мм без СОЖ за счет раз-
бивки ширина паза увеличивается на 0,01...0,03 мм.
Наименьшая разбивка имеет место при обработке хорошо зато-
ченным и доведенным инструментом.
Разбивка увеличивается по мере притупления инструмента. На-
пример, при работе новыми развертками величина разбивки состав-
ляет 5... 10 мкм, при работе приработанными развертками 10...30 мкм.
Применение охлаждающих жидкостей снижает разбивку в не-
сколько раз.
При небольших скоростях резания (порядка 6... 10 м/мин), нали-
чии обильного охлаждения, недостаточной жесткости заготовок
(особенно типа втулок при протягивании, развертывании, дорнова-
нии) возможна отрицательная разбивка за счет упругих деформаций
инструмента и заготовки.
7*
99
На точность отверстий и пазов при обработке сверлами, зенкера-
ми, пальцевыми фрезами влияет равномерность заточки режущих
зубьев, биение инструментов, обратная конусность, неточность уста-
новки инструмента.
Допуски на изготовление мерных инструментов рассчитываются
с учетом допусков на размеры детали, допустимого износа инстру-
мента и возможной разбивки при обработке. Например, максималь-
ный размер развертки при конструировании берется с учетом макси-
мальной разбивки.
С целью уменьшения влияния погрешностей режущего инстру-
мента на точность обработки необходимо:
— выбирать инструмент соответствующей точности;
— выбирать наиболее рациональные режимы резания;
— применять СОЖ;
— правильно устанавливать инструмент;
— использовать кондукторные и направляющие втулки.
2.3.6. Деформации заготовок, вызываемые
внутренними напряжениями
Внутренними или остаточными называют напряжения, сущест-
вующие в заготовке при отсутствии внешних нагрузок. Они полно-
стью уравновешиваются, а их действие в заготовках не проявляется.
В технологии машиностроения, в основном, изучаются напряже-
ния, уравновешивающиеся в пределах больших объемов, соизмеряе-
мых с размерами заготовок. Нарушение равновесия, вызываемое сня-
тием припуска, термообработкой или другим воздействием, приво-
дит к деформации обрабатываемых заготовок.
Внутренние напряжения в заготовках и деталях возникают при
неравномерном остывании заготовок при литье (например, из-за раз-
ностенности); ковке и штамповке; сварке; термообработке; механи-
ческой обработке (лезвийной и давлением); гальванопокрытиях.
Особенно характерны внутренние напряжения для крупных, не-
жестких и тонкостенных заготовок.
После удаления напряженных слоев металла при обработке про-
исходит перераспределение внутренних напряжений до нового рав-
новесного состояния. Перераспределение напряжений вызывает де-
формацию заготовок, приводящую к погрешностям формы и относи-
тельного расположения поверхностей. В некоторых случаях внутрен-
ние напряжения достигают больших значений и могут служить
юо
причиной появления трещин и саморазрушения заготовок (характер-
но для заготовок из хрупких материалов, например, чугуна).
Например, при закалке ТВЧ стальных деталей в поверхностных
слоях появляются растягивающие напряжения, а в сердцеви-
не — сжимающие. После снятия припуска из-за перераспределения
напряжений происходит деформация деталей. Особенно характерны
подобные деформации при изготовлении зубчатых колес. Практика
показывает, что наличие упрочняющей термообработки приводит к
потере точности зубчатого колеса приблизительно на одну единицу
степени точности.
Расчеты и определение погрешностей из-за внутренних напряже-
ний трудоемки.
Внутренние напряжения и их влияние на точность деталей могут
быть уменьшены следующими мерами:
— выравниванием толщины стенок и температуры охлаждения
заготовок (например, охлаждение вместе с печью, применение спе-
циальных холодильников при отливке);
— естественным старением отливок в течение 6... 12 месяцев
обычно после их обдирки. Применяется преимущественно для круп-
ных заготовок. В некоторых случаях при изготовлении особо точных
станков используются базовые детали станков, отработавших не-
сколько лет, и, следовательно, не имеющие внутренних напряжений;
— искусственным старением методом термообработки, заклю-
чающимся в медленном нагреве до температуры 500...600° С, выдер-
живании при ней втечение 1...6 ч и охлаждении в печи до 150...200° С,
и затем'на воздухе;
— отжигом и отпуском поковок, штамповок и сварных загото-
вок;
— дробеструйной обработкой заготовок;
— разработкой наиболее рациональной конструкции заготовок,
особенно сварных, режима сварки заготовок;
— выбором и применением наиболее рационального способа и
режимов термообработки деталей;
— выбором рациональных способов, режимов механической об-
работки, последовательности и сочетания операций, переходов и ра-
бочих ходов;
— применением виброобработки (например, с помощью вибра-
торов). Некоторые станкостроительные фирмы используют с этой
Целью воду, выдерживая ответственные детали в водопадах;
— применением после предварительной и черновой обработок
заготовок термообработки (отжиг, нормализация). Для ответствен-
101
ных деталей возможно применение неоднократных промежуточных
термообработок;
— применением для изготовления ответственных деталей (ста-
нин, стоек и т. п.) специальных искусственных материалов, не имею-
щих внутренних деформаций.
2.3.7. Размерная наладка станков
В соответствии со стандартами ЕСТД наладкой называется подго-
товка технологического оборудования и технологической оснастки к
выполнению технологической операции. Часть наладки, относящая-
ся к установке инструмента, рабочих элементов станка, установоч-
ных элементов приспособления в положение, которое обеспечивает
получение размера в поле допуска, называется размерной наладкой
станка.
Цель размерной наладки станка заключается в придании режуще-
му инструменту такого оптимального положения относительно уста-
новочных элементов станка или приспособления, которое надежно
обеспечит получение действительных размеров обрабатываемых де-
талей в заданных пределах при возможно большей продолжительно-
сти работы до подналадки (рис. 2.51).
Наладочный размер — такое начальное значение среднего текуще-
го размера на диаграмме точности обработки, при котором исключа-
ется опасность случайного перехода действительных размеров обра-
батываемых деталей за непроходную границу поля допуска и достига-
ется наибольшая возможная продолжительность работы до подна-
ладки. Подналадкой называется дополнительная регулировка
технологического оборудования и (или) технологической оснастки
Рис. 2.51. Схема расположения диа-
граммы точности в поле допуска
Рис. 2.52. Схема для расчета
наладочного размера:
Д^ — суммарное значение закономерно
изменяющихся погрешностей; Г—допуск
размера
102
при выполнении технологической операции для восстановления дос-
тигнутых при наладке значений параметров.
В переводе на математический язык процесс наладки состоит в
том, чтобы обеспечить совпадение середины поля мгновенного рас-
сеивания с наладочным размером; а смещение центра группирования
относительно L„p и является погрешностью самой наладки.
Учитывая погрешность размерной наладки, полное рассеивание
Др при обработке будет состоять из рассеивания, обусловленного при-
чинами, приведенными выше, и рассеивания, -обусловленного по-
грешностью самой наладки Дрн. Схема для расчета наладочного раз-
мера представлена на рис. 2.52.
В соответствии с рисунком наладочные размеры рассчитываются
следующим образом:
А<.р Anin + + А) + Дизм для вала,
А<.р = Апах - 4^ - До - Дизм — для отверстия,
2
гае ~ соответственно минимальный и максимальный разме-
ры детали; Др — полное рассеивание размеров, вызванное случайны-
ми погрешностями; \ — возможное превышение в начальный мо-
мент работы тепловых деформаций технологической системы над
размерным износом режущего инструмента; Д,^ — погрешность из-
мерения.
Для того чтобы установить режущий инструмент в требуемое по-
ложение, соответствующее наладочному размеру LHp, используются
следующие основные методы наладки станков.
Наладка методом пробных стружек и промеров
Эта наладка производится отдельно для каждой обрабатываемой
заготовки и имеет динамический характер, т. е. выполняется при уп-
руго отжатой силами резания технологической системе.
Сущность наладки состоит в том, что рабочий выполняет уста-
новку инструмента в определенное положение относительно заготов-
ки, обрабатывает небольшой начальный участок поверхности, изме-
ряет полученный размер и корректирует положение режущего инст-
румента (по лимбу, индикаторному упору или иным способом) так,
чтобы действительный размер на наладочном участке детали полу-
103
чить равным расчетному значению наладочного размера. Эта регули-
ровка, при необходимости, выполняется несколько раз. После того
как таким образом отрегулировано положение инструмента, обраба-
тывают всю поверхность заготовки. Такая наладка автоматически
учитывает весь комплекс действительных условий обработки каждой
заготовки: величину снимаемого припуска и механические свойства
металла для наладочного участка заготовки, состояния режущей
кромки инструмента и действительную микрогеометрию обработан-
ной поверхности. Поэтому колебание размерной и механической ха-
рактеристик разных заготовок и постепенное притупление резца
сказываются лишь на неточностях формы деталей, но не вызывают
рассеивания размеров, обусловленного вышеперечисленными фак-
торами.
Таким образом, поле рассеивания размеров деталей, обусловлен-
ное специфическими особенностями метода наладки, включает в
себя поле погрешности измерения при наладке Дизм и поле погрешно-
сти регулирования положения инструмента ДреГ. Причем Дрег должно
быть меньше ДреГ. Общее принципиальное выражение для поля рас-
сеивания размеров при такой наладке.
Дрн ~ к -^ДИзм "*’Дрег »
где к — коэффициент, учитывающий закон распределения случай-
ных погрешностей.
Достоинством такого метода наладки является простота и нагляд-
ность метода, возможность его применения при любом базировании
и сравнительно малая величина поля рассеивания размеров. Недос-
татком метода являются большие затраты вспомогательного времени.
Наладка методом пробных стружек и промеров применяется в
единичном и мелкосерийном производствах и при изготовлении
крупных деталей из заготовок с нестабильными припусками.
Размерная наладка по пробным деталям
Наладка динамическая производится в три этапа:
— предварительная наладка;
— статистическая проверка положения центра группирования;
— регулировка положения инструмента (коррекция) по резуль-
татам проверки.
Предварительная наладка производится по первой пробной заго-
товке способом пробных стружек и промеров. Затем при неизменном
104
положении режущего инструмента изготавливаются несколько проб-
ных деталей.
Статистическая проверка заключается в том, что все пробные де-
тали тщательно измеряют. По размаху колебаний их размеров судят о
правильности расчета поля рассеивания, а среднее арифметическое
размеров пробных деталей принимают за характеристику достигнуто-
го положения центра группирования
J = -y = d\ +d2+-dm
ucp ит j
т
где т — количество пробных деталей.
Если среднее значение размеров пробных деталей отличается от
расчетного наладочного размера dHp, то положение инструмента регу-
лируют так, чтобы привести центр группирования dcp к его расчетно-
му положению
dm —dM
д = ср НР
^попр - •
Затем обрабатывается вся партия заготовок.
Для определения отклонения среднего размера пробных деталей
от действительного центра группирования размеров партии деталей
рассмотрим некоторые сведения из математической статистики.
Если распределение размеров партии деталей подчиняется нор-
мальному закону со средним квадратичным распределением о, то при
разбивке партии на группы по «т» штук в каждой группе, распределе-
ние групповых средних подчиняется тому же закону, но со средним
квадратичным отклонением
Оф
Рассмотрим пример для п = 100 дета-
лей. Разобьем партию деталей на 20 групп,
т. е. т = 5 деталей. Вычислим £ср для 20
групп. После рассеивания 20 размеров Lcp5
будет равно Др Гр5 = , т. е. размеры LcpS
будут колебаться в пределах 6осР5 = Др.гр5-
Таким образом, после изготовления «т»
пробных деталей среднее арифметическое
Рис. 2.53. Схема для опреде-
ления погрешности положе-
ния центра группирования
размеров всей партии дета-
лей
105
этой группы деталей dm может отличаться от средней арифметической
всей совокупности <? не более чем на ±3-^= (рис. 2.53).
dm
Отличие dm группы пробных деталей от действительного центра
группирования и будет погрешность Арас,. Таким образом, погреш-
ность размерной наладки по пробным деталям включает погрешно-
сти, возникающие на всех этапах проведения размерной наладки
Дрн ~ ^Арасч +Арег "*'^изм •
Рекомендации по размерной наладке методом
пробных деталей
Способ рассчитан на ожидание пренебрежительно малого раз-
мерного износа при изготовлении пробных деталей, ибо только в
этом случае колебание действительных размеров пробных деталей бу-
дет правильно отражать влияние отжатий технологической системы.
При измерении пробных деталей следует использовать универсаль-
ные измерительные средства повышенной точности Дизм < (0,1...0,05)/Т.
Для предотвращения неисправимого брака пробных деталей
из-за ошибок в расчете Др, на 1-й стадии наладки можно принять в
качестве предварительного наладочного размера средний размер го-
товой детали
А — ^пмх "^^min
“нр(предв)проб.
Достоинствами этого метода наладки являются сокращение вспо-
могательного времени по сравнению с работой по промерам и проб-
ным рабочим ходам. Повышаются точность и надежность наладки,
подкрепленные непосредственной опытной проверкой положения
центра группирования и размаха колебаний размеров.
Недостатками являются сравнительная сложность наладки и
все-таки значительные затраты вспомогательного времени (до 20 %
от общего фонда времени механической обработки). Для устранения
этого недостатка следует заменять наладки подналадками.
Основной областью применения этого метода является серийное
производство деталей со сравнительно небольшой площадью обраба-
тываемой поверхности.
106
Размерная наладка по калибрам наладчика
В случае использования обычных предельных калибров резко воз-
растает возможность появления брака. Это видно, например, из рас-
положения полей допусков предельных калибров для контроля от-
верстий (рис. 2.54).
Использование таких предельных калибров дает информацию
лишь о том, что резец находится в пределах поля допуска, но
где — неизвестно. Резец может находиться у верхней или у нижней
границы поля допуска детали. Если резец находится у нижней грани-
цы поля допуска, то при дальнейшей обработке может появиться за-
готовка, у которой припуск максимальный и отжатие резца приведет
к выходу размера за нижнюю границу поля допуска (появится брак
исправимый).
Если резец находится у верхней границы поля допуска, то при
дальнейшей обработке вследствие нагревания резца размер отвер-
Рис. 2.54. Схема расположения полей допусков предельных калибров-пробок
Поле рассеивания
в случае наладки
по одной детали
Разница между
номинальными
размерами
проходного и
непроходного
калибров
наладчика
Рис. 2.55. Схема расположения номинальных размеров калибров наладчика
в поле допуска детали
107
стия может выйти за верхнюю границу поля допуска (появится брак
неисправимый).
Для исключения возможности в начальный момент выхода разме-
ра за верхнюю или нижнюю границы поля допуска используют спе-
циальные калибры наладчика (с суженной разницей между номи-
нальными размерами Н-ПР и Н-НЕ калибров по сравнению с полем
допуска детали (рис. 2.55).
Погрешность размерной наладки равна разности между номи-
нальными размерами проходного и непроходного калибров наладчи-
ка, т. е.
ДрН = Тн.
Недостатками этого метода являются:
— введение специальных калибров сильно осложняет калибро-
вое хозяйство;
— необходимость получения пробных деталей с размерами соот-
ветствующими малой величине Тн замедляет наладку;
— наладчик не может оценить значение погрешности наладки и
направление какую же сторону произвести корректировку размера.
Областью применения этого метода размерной наладки является
массовое и крупносерийное производства.
Статическая наладка
Заключается в том, что установка режущего инструмента относи-
тельно станка и приспособления производится при неработающем
Рис. 2.56. Схема для расчета
наладочного размера
станке, т. е. при отсутствии отжатий
технологической системы.
Режущий инструмент устанавли-
вается по «эталону», представляюще-
му собой макет обрабатываемой дета-
ли (валик, кольцо, шаблон, габарит),
причем правильность положения ин-
струмента проверяется протаскива-
нием щупа или мерной бумаги между
лезвием инструмента и эталоном.
Размер, который бы получился у
детали при установленном таким об-
разом инструменте, если бы техноло-
гическая система была абсолютно
жесткой (J = оо, со = 0), а обработан-
ная поверхность детали не имела бы
108
микронеровностей (шероховатостей) (Rz = 0), называется размером
статической наладки (рис. 2.56).
Z»hc Дэт 2Дщ,
£нс = Дп - 2(у + Rz),
где у — поправка на среднюю величину упругой деформации техно-
логической системы; Rz — поправка на среднюю величину шерохо-
ватости.
ДрН к уст.инсгр "’"^попр >
где Дэт — погрешность изготовления или измерения эталона;
Дуст инет — погрешность установки инструмента по эталону; Дпопр — по-
грешность определения поправки.
Достоинствами этого метода являются малые затраты времени по
сравнению с методом настройки по пробным деталям и сравнитель-
ная простота.
Недостатком является небольшая точность из-за влияния Дуст.Инс1р-
По истечении времени наладка сбивается и ее необходимо периоди-
чески возобновлять. Для сокращения потерь времени рекомендуется
заменять наладки подналадками.
На станках с ЧПУ используется взаимозаменяемая подналадка
для резцов с многогранными неперетачиваемыми пластинами
(МНП).Такая подналадка осуществляется путем замены изношенно-
го инструмента новым, имеющим размер (Lp) и режущую способ-
ность такие же, какие имел заменяемый инструмент до износа; при
этом режимы резания и положение подвижных частей станка (стол,
суппорт) в направлении выдерживаемого размера не меняются. На-
ладка резцов (инструментов) производится вне станка (рис. 2.57).
При этом все элементы инструментальной подсистемы станка
участвуют в размерной наладке, каждый из них имеет свою систему
координат, положение и погрешность.
На рис. 2.58 показана схема размерной цепи наладки для токарно-
го станка с ЧПУ, в которой радиус детали (А^) является замыкающим
размером
Рис. 2.57. Схема наладки взаимозаменяемого резца с МНП
109
*56 = *06 ~ (Хы + Х12 + *23 + *34 + *45).
В уравнении использованы следующие обозначения: — коор-
дината исходной точки в системе станка; Х01 — величина вспомога-
тельного хода резцедержателя; *12 — координата вспомогательного
инструмента в системе резцедержателя; *23 — координата державки
резца в системе вспомогательного инструмента; У34 — координата
центра МНП в системе державки; *45 — координата вершины резца в
системе пластины.
Если размерная наладка инструмента на станке с ЧПУ произво-
дится методом полной взаимозаменяемости, то при этом в размерную
цель включают все звенья инструментальной подсистемы. В этом
случае суммарная погрешность статической наладки будет опреде-
ляться следующим образом:
Д*56= * Д +Д^- + д у + Д у + д х + д •
-,о V Л0б Л01 Л12 Л23 Л34 Л45
При методе полной взаимозаменяемости может быть обеспечена
минимальная трудоемкость размерной наладки, но при этом требует-
ся высокая точность всех элементов инструментальной системы.
Обычно используют метод неполной взаимозаменяемости. Метод
заключается в том, что звенья *23, *34, *45 (рис. 2.59) заменяют одним
звеном Х25. Размерная цепь становится короче: *56 = *об -
- (Ли + *12 + *25) и требуемую точность получить легче, чем в преды-
дущем случае.
Рис. 2.58. Размерная цепь наладки для токарного станка с ЧПУ
ПО
Рис. 2.59. Размерная цепь при наладке инструмента вне станка
Наладку цепи Х25 = Х23 + X34 + А45 осуществляют вне станка на
специальных приспособлениях.
Недостатками являются: необходимость использования специ-
альных устройств; потребность в дополнительной площади; размер-
ная цепь все же остается достаточно сложной; не компенсируются
ошибки позиционирования, поворота револьверной головки, уста-
новки державки инструмента в головке и др.; не могут быть в полной
мере реализованы преимущества МНП, ибо поворот пластин осуще-
ствляется вне станка при снятом блоке.
Для повышения точности размерной наладки производится ком-
бинированная наладка, при которой настройка блока производится
вне станка, а коррекция положения вершины резца осуществляется
на станке с помощью специальных устройств (рис. 2.60).
Станок снабжают преобразователем для измерения положения
вершины резца. Резец устанавливают в резцедержатель, затем по про-
грамме перемещают к датчику, который определяет погрешность по-
ложения вершины и автоматически вводит коррекцию в перемеще-
ние резца при позиционировании. При данном методе образуются
две размерные цепи. Цепь коррекции начального положения инстру-
мента А'м = Х61 + Л)? и цепь точности статической наладки
^56 = АГоб - Х05, которая содержит всего три звена. На станках с ЧПУ
для повышения точности наладки используют и другие приемы. На-
пример, автоматизированный метод пробных рабочих ходов, при ко-
тором резец перемещается по программе к заготовке и снимает проб-
111
ную стружку, затем происходит автоматическое определение дейст-
вительного размера, сравнивание его с заданным и автоматическая
коррекция траектории инструмента.
2.3.8. Колебания при механической обработке
При работе на станках часто помимо основных движений элемен-
тов станка возникают другие нежелательные движения — колебания.
Колебания уменьшают стойкость режущего инструмента (иногда
вызывают его поломку), точность, увеличивают шероховатость обра-
ботанной поверхности, приводят к интенсивному износу станков.
Шум при вибрациях утомляет рабочего.
Колебания, возникающие при обработке, могут быть вынужден-
ными, собственными (или свободными) и автоколебаниями.
Вынужденные колебания — это колебания вызываемые и поддер-
живаемые некоторыми возмущающими силами, т. е. силами, задан-
ными в виде явных функций времени. К ним, например, относятся:
— колебания, передаваемые извне через фундамент от работаю-
щих поблизости станков, машин;
— колебания, вызываемые дисбалансом вращающихся частей
станка, заготовки и т. д.;
— колебания, вызываемые прерывистым характером резания
(работа зубьев фрезы, протяжки и т. д.).
Частота вынужденных колебаний равна или кратна частоте воз-
мущающей силы. Устранение возмущающей силы приводит к устра-
нению вынужденных колебаний.
112
Собственные колебания — это колебания автономных систем,
происходящие под действием восстанавливающих сил около состоя-
ния равновесия. Они возникают под воздействием каких-либо толч-
ков и обычно достаточно быстро затухают. Частота собственных ко-
лебаний определяется массой и жесткостью колеблющейся системы.
При резании на станках силы сопротивления обычно велики, по-
этому затухание собственных колебаний происходит быстро.
Уравнение собственных колебаний при наличии линейной вос-
станавливающей силы трения имеет следующий вид:
ay + Ьу + су = 0.
Общее решение такого уравнения имеет вид:
у = y4e-A'sin(^/ + а).
Как видно из предыдущего уравнения, движение представляет со-
бой затухающие колебания с постоянной частотой, но постепенно
убывающими отклонениями, так что процесс в целом характеризует-
ся монотонным убыванием амплитуд (рис. 2.61).
Последовательность максимальных отклонений амплитуд следу-
ет закону геометрической прогрессии, так как отношение двух после-
довательных максимальных отклонений A(t): A(t + 7), разделенных
интервалом времени Т, является постоянной величиной, равной е".
Натуральный логарифм этого отношения называется логарифмиче-
ским декрементом. Логарифмический декремент служит удобной ко-
личественной характеристикой темпа затухания свободных колеба-
ний.
Автоколебания — это незатухающие стационарные колебания,
поддерживаемые за счет энергии, которая подводится к системе от
некоторых источников неколебательного характера. Таким образом,
автоколебательный процесс — это про-
цесс, при котором переменная сила, под- держивающая колебательное движение, создается и управляется самим движени- ем и при прекращении этого движения исчезает. Частота автоколебаний близка к соб- ственной частоте элементов колебатель- ной системы, например, при точении встречаются как низкочастотные коле- бания, связанные с колебаниями вала и его опор (f « 70...300 Гц), так и высоко- 8 — 3073 Рис. 2.61. Схема процесса за- тухания собственных колеба- ний 113
частотные колебания, связанные с колебаниями резца (как правило,
/> 1000 Гц).
Источником энергии автоколебательного движения является
привод станка, который сам по себе не обладает колебательными
свойствами.
Высокочастотные колебания возникают чаще всего при чистовой
и получистовой обработках при больших скоростях главного движе-
ния резания из-за колебания резца и сопровождаются характерным
свистом. На поверхности детали остается рябь (гребенки) с малым
шагом (0,5...2 мм).
При низкочастотных колебаниях на поверхности детали заметны
волны с большим шагом, слышен глухой звук. Шероховатость по-
верхности значительная.
Обычно необходимым условием возникновения автоколебаний в
технологической системе является ее недостаточная жесткость, т. е.
для уменьшения уровня колебаний необходимо стремиться обеспе-
чить максимально возможную жесткость всех элементов технологи-
ческой системы. Но даже при их значительной жесткости возникно-
вение автоколебаний не исключено. Как отмечалось выше, колеба-
ния в значительной степени затрудняют реализацию запроектиро-
ванных рациональных параметров технологических процессов. Для
разработки мер борьбы с колебаниями необходимо знать причины их
возникновения.
Исследование причин возникновения вибраций при резании, а
также поиском путей их устранения посвящены работы многих уче-
ных.
Основные гипотезы возникновения автоколебаний
Впервые изучением причин возникновения вибраций занимался
Тейлор. Он считал что, возникновение автоколебаний обусловлено
последовательным скалыванием элементов стружки. Такое объясне-
ние господствовало в науке свыше 40 лет. Однако эксперименталь-
ные исследования А.П. Соколовского, А.И. Каширина, Л.С. Мураш-
кина, И.С. Амосова и др. показали, что при скоростях главного дви-
жения резания, при которых обычно производится обработка, с по-
мощью теории Тейлора не всегда можно объяснить возникновение
автоколебаний. Частота колебаний в случае правильности «теории
элементов стружки» должна была бы равняться числу элементов, ска-
лываемых в секунду. Длина элементов стружки принимается незави-
сящей от скорости главного движения резания, поэтому частота
должна была бы возрастать приблизительно пропорционально этой
114
Рис. 2.62. Изменение силы резания за цикл колебаний
скорости, а следы вибраций на поверхности — оставаться одинако-
выми по шагу при всех скоростях. Тем не менее, наблюдая вибрации
при разных скоростях главного движения резания и определяя часто-
ту колебаний, легко убедиться, что частота остается постоянной, а
длина волны возрастает приблизительно пропорционально скорости
главного движения резания, что находится в явном противоречии с
«теорией элементов стружки».
Гипотеза А.П. Соколовского. Соколовский А.П. изучал возникно-
вение вибраций в случае свободного резания. В процессе исследова-
ния на осциллографе записывались значения радиальной составляю-
щей силы Ру и перемещения резца в направлении у.
На основании этих данных была выявлена траектория движения
вершины резца (рис. 2.62).
Как видно из рисунка, при врезании сила Ру меньше чем при от-
талкивании резца. На основании этого проф. Соколовский А.П. сде-
лал вывод, что первопричиной появления автоколебаний является
различие величин сил резания Ру при врезании и при отталкивании.
При врезании резец врезается в свежий не наклепанный материал, а
при отталкивании резец срезает уже деформированный, упрочнен-
ный слой материала. Это происходит из-за запаздывания пластиче-
ской деформации материала относительно скорости перемещения
вершины резца.
Таким образом, разные значения силы резания Ру при врезании и
отталкивании сообщают технологической системе за каждый цикл
энергию, идущую на поддержание колебательного движения.
При этом всякий фактор, способствующий уменьшению силы Ру
При врезании и ее увеличению при отталкивании, благоприятствует
Появлению автоколебаний. И наоборот, факторы, снижающие Ру при
8* 115
Рис. 2.63. Зависимости составляющей Р? силы резания и коэффициента трения
скольжения f от скорости резания
отталкивании и увеличивающие при врезании способствуют сниже-
нию уровня автоколебаний.
Соколовский А.П. считал, что сопутствующими причинами воз-
никновения автоколебаний является нелинейная зависимость со-
ставляющей силы резания Ру от скорости главного движения резания
V, а также изменение углов резания при вибрациях и пр.
Однако следует отметить, что при резании свинца, красной меди,
не обладающих пластическим упрочнением, также возникают вибра-
ции, что не согласуется с гипотезой А.П. Соколовского.
Гипотеза А.И. Каширина — Л.С. Мурашкина. Согласно этой гипо-
тезе, первопричиной возникновения автоколебаний является падаю-
щая характеристика силы трения и силы резания от скорости.
На рис. 2.63 показаны зависимости составляющей Ру силы реза-
ния и коэффициента трения скольжения f от скорости главного дви-
жения резания.
Как видно из рисунка, при увеличении скорости главного движе-
ния резания Иот 50 до 110 м/мин состав-
Р V / гу ^ск \ / ^окр | Рис. 2.64. Изменение скорости скольжения стружки при коле- баниях ляющая Ру имеет падающую характери- стику. Это связано с зависимостью силы резания (коэффициента трения) от ско- рости главного движения резания. Py=fN (f— переменный). Скорость скольжения стружки по пе- редней грани резца VCK(y сК) определяется следующим выражением (рис. 2.64): Иск = ГокЛ где £ — коэффициент усадки стружки.
116
Следовательно, если резание осуществляется на участке падаю-
щей характеристики, составляющая Ру при вибрациях будет перемен-
ная.
При врезании
И» + У ^уврез •
При отталкивании (отходе)
Нк У -^уотх •
Следовательно,
Р > Р
2 уотх ' 2 .уврез*
Это условие является необходимым для поддержания автоколеба-
ний в системе.
Если провести такой же анализ для поднимающегося участка ха-
рактеристики, то можно сделать вывод о том, что Ру^ > Ру^, а это
должно было бы способствовать гашению автоколебаний. Однако ав-
токолебания, хотя и реже, но все-таки возникают и на поднимаю-
щемся участке кривой. Объяснение этого явления даны в работах
Л.С. Мурашкина и С.Л. Мурашкина.
Физический смысл возникновения автоколебаний по данной ги-
потезе объясняется с помощью модели Ван-дер-Поля (рис. 2.65).
В этом случае бесконечная лента транспортера аналогична струж-
ке, скользящей по передней грани резца. Упругая связь в виде пружи-
ны символизирует жесткость элементов технологической системы.
Гипотеза И.С. Амосова. В соответствии с этой гипотезой, перво-
причиной автоколебаний является точение «по следу». При этом, при
каждом последующем обороте резец срезает волны, оставшиеся от
вибраций на предшествующем обороте (рис. 2.66).
Рис. 2.65. Схема модели Ван-дер-Поля
117
Экспериментально
лено, что при то^нни -у *аНов-
самоустанавливаетСя с 0 СЛеду
колебаний на тек^тщ^ „ Фаз
шествующем обор^Тах ПР£Д-
чину л/2. Колебали на после'
дующем обороте отстают от во
на поверхности реяния т е о
колебаний, которые были‘2
предыдущем обороте. Благодаря
этому сдвигу (колебания на дан
ном обороте сдвинуты относи-
тельно профиля волн, т> е коле'
баний на предыдущем обороте)
возникает неодинаковость тол-
щины стружки при «врезании» и «отталкивании». Т*акой сдвиг на-
блюдается всегда при установившихся колебаниях гжри точении по
следу. Если бы такого сдвига не было, т. е. вершины в олн совпадали
бы с вершинами колебаний, то стружка снималась вы постоянной
толщины, и поэтому отсутствовали бы те силы, которые периодиче-
ски раскачивают вал и резец. Автор считает, что 85 % переменной
л/2
Волна от
предыдущего
оборота
у4 -перемещение
резца в металле
на последующем
обороте
Волна на после-
дующем обороте
у-перемеще-
ние резца в
металле на
предыдущем
обороте
Рис. 2.66. Схема точения по «следу»
силы в системе получается от съема переменного сече ния стружки и
1...3 % от энергии резания идет на поддержание энергии автоколеба-
ний.
Обычно выдвигают возражения, что вибрации возникают и при
точении «чистой» поверхности, т. е. поверхности без следов вибра-
ции. Однако опыт показывает, что «спокойного резамия», т. е. реза-
ния без колебаний практически не существует.
Гипотеза И.И. Ильницкого. По этой гипотезе первопричиной воз-
буждения автоколебаний является периодическое изменение истин-
ной геометрии резца. На рис. 2.67 показаны эти изменения при вреза-
нии и отталкивании. Здесь и далее индексами «р» обозначены углы
Рис. 2.67. Изменение геометрии резца в процессе колебании
Отталкивание
118
Рис 2.68. Изменение геометрии
резца при образовании нароста
Колебания в
зоне наросто-
образования о
Зона интенсивных
вибраций, где
нароста нет
Pv
10... 15 50
ПО у
Рис. 2.69. Возможные зоны
возникновения автоколебаний
no-ilia в статическом положении, а «ф>> — фактические, т. е. при коле-
баниях.
Однако многие авторы этот фактор не считают первопричиной, а
считают его следствием автоколебаний.
Гипотеза И.С. Штейнберга. Возбуждение колебаний связано с об-
разованием и срывом нароста на резце.
При этом возможны три случая возникновения вибраций.
1. Частота срывов совпадает с частотой собственных колебаний
изделия и возникает резонанс.
2. Частота срывов нароста приближается к частоте собственных
колебаний изделия и амплитуда колебаний начинает расти. При этом
величина амплитуды определяется жесткостью изделия и степенью
приближения частоты срыва наростов к частоте собственных колеба-
ний.
3. Частота срывов значительно меньше частоты собственных ко-
лебаний. При этом условием возбуждения колебаний является, с од-
ной стороны, малая жесткость изделия, и с другой,— относительно
большие размеры срывающегося нароста. При срыве нароста возни-
кают свободные затухающие колебания изделия, которые могут быть
астолько большие, что способны вызвать силы вторичного возму-
Ния за счет изменения сечения среза, достаточные для дальнейше-
Развития процесса вибраций.
кроме того, образование нароста способствует изменению гео-
нию И резца (Уф > Ур> Зф < 3)> (Рис. 2.68), а, следовательно, и измене-
фСИлы за цикл колебаний.
ваш.» *!ако автоколебания существуют и в зонах без наростообразо-
(рис. 2.69).
тедЬньИ°ВЫваясь на анализе траектории замкнутого контура колеба-
1Х Движений, которая близка к эллипсу, В.А. Кудинов и И. Тлу-
119
стый независимо друг от друга выдвинули гипотезу, основанную на
принципе координатной связи, сущность которой состоит в следую-
щем.
Если тело совершает колебания в плоскости по двум направлени-
ям и эти колебания связаны друг с другом, то при колебаниях в неко-
торых случаях может получиться положительная работа за цикл, хотя
движения по каждому из этих направлений в отдельности соверша-
лись бы с поглощением работы. Анализ показал, что наибольшей ус-
тойчивостью обладает система, где направление наибольшей жестко-
сти располагается между нормалью к обработанной поверхности и
направлением равнодействующей силы резания.
Методы борьбы с колебаниями
На практике используются следующие основные методы борьбы с
колебаниями.
1. Повышение жесткости технологической системы, а также ее уз-
лов. С увеличением жесткости растет частота собственных колебаний
и, следовательно, уменьшается амплитуда колебаний.
2. Уменьшение колеблющихся масс, если это не влечет уменьше-
ние жесткости элементов технологической системы.
3. Увеличение сил сопротивления колебательному движению, за
счет чего увеличивается рассеивание энергии при колебаниях.
4. Уменьшение сил, возбуждающих вибрации (внешних — при
вынужденных колебаниях, внутренних — при автоколебаниях).
5. По возможности исключение прерывистого резания или при-
менение косозубых фрез, уменьшение шага зубьев фрез.
6. Балансирование быстро вращающихся частей технологической
системы (шлифовальных кругов, шпинделей и др.). При точении не-
симметричных заготовок установка противовесов.
7. Устранение дефектов в передачах и кинематических цепях
станка.
8. Изоляция технологической системы от внешних источников
колебаний (использование виброопор, изолированных фундаментов
и т. п.).
9. Выбор режимов резания, вне зон наиболее вероятного возник-
новения колебаний.
10. Применение рациональных СОЖ (за счет чего уменьшается
трение в зоне резания, а, следовательно и сила резания).
11. Устранение зазоров в подвижных соединениях и обеспечение
плотности стыков в неподвижных соединениях.
120
Рис. 2.70. Резец с виброгасящей
фаской
Рис. 2.71. Пружинный резец
а) б)
Рис. 2.72. Конструкция резцов с низ-
ко расположенной режущей кромкой:
а — расточной резец токаря К. В. Лакура;
токарный резец
Рис. 2.73. Схема гидравлического
виброгасителя
12. Использование рациональной геометрии режущего инстру-
мента: увеличение углов в плане и передних углов, применение виб-
рогасящих фасок (рис. 2.70), пружинных резцов (рис. 2.71), резцов с
низко расположенной режущей кромкой (рис. 2.72), в некоторых слу-
чаях работа перевернутым резцом и т. д.
Применение виброгасителей, которые, не повышая жесткости
технологической системы, поглоща-
ют энергию колебательного движе-
ния за счет введения в систему до-
полнительных искусственных со-
противлений (например, гидравли-
ческие виброгасители — рис. 2.73).
Также применяют динамические
гасители колебаний, представляю-
щие собой присоединяемую массу,
колеблющуюся со сдвигом фазы на
л, за счет чего гасятся колебания
(рис. 2.74).
Рис. 2.74. Схема динамического
кольцевого виброгасителя ударного
действия
121
2.3.9. Баланс точности технологической
операции
Расчеты погрешностей необходимы для обоснованного проекти-
рования технологических процессов. Как было отмечено выше, точ-
ность технологических процессов исследуют с помощью расчет-
но-аналитических, вероятностно-статистических и расчетно-стати-
стических моделей.
При составлении баланса точности технологической операции
используется расчетно-статистические модели.
Выше были рассмотрены закономерности для определения от-
дельных составляющих суммарной погрешности обработки. На рис.
2.75, а показаны изменения систематических составляющих некото-
рых закономерно изменяющихся погрешностей (размерного износа
и, тепловых деформаций резца £ и станка е).
Для построения математической модели точности суммируются
значения отдельных закономерно изменяющихся систематических
погрешностей и определяется суммарное рассеивание случайных со-
ставляющих погрешности обработки Др (рис. 2.75, б). Здесь использо-
ваны обозначения: 1, 2, 3.... т — номера сечений, которые, в нашем
случае, соответствуют номерам заготовок; Др = 65г
Суммарная погрешность обработки в наиболее общем виде опре-
деляется следующей зависимостью:
Рис. 2.75. Изменение систематических закономерно изменяющихся погрешно-
стей (а) и суммарной погрешности (6) при изготовлении партии деталей
122
Az flf’t ДУ; AH, Ди, А/, Агн, Aqh> Ak, ХДФ/ АЛ кол» AZTcrp),
где e — погрешность установки заготовок; ДУ — погрешность из-за
упругих деформаций звеньев технологической системы; Д„ — по-
грешность наладки на размер; Ди — погрешность, вызываемая раз-
мерным износом инструмента; Аг — погрешность, вызываемая теп-
ловыми деформациями технологической системы; А,,, — погреш-
ность, вызываемая геометрическими неточностями оборудования;
Дои — погрешность, вызываемая остаточными внутренними напря-
жениями; Ак — погрешность текущего и окончательного контроля;
ХДФ — суммарная погрешность формы; ДД^ — погрешности, опре-
деляемые амплитудой колебаний в технологической системы;
ДЦ^, — погрешность, вызываемая нарушениями нормального тече-
ния процесса резания.
Две последние составляющие Д4К0Л и ДЯстр определяют не только
величину погрешности, но и вообще возможность реализации про-
цесса резания с запроектированными технологическими параметра-
ми. Учитывая, что резание без колебаний, вообще говоря, невозмож-
но, на практике принимается положение, что колебания в системе
допустимы, если их амплитуда постоянна, т. е. имеет место предель-
ный цикл, а величина ее не превышает 10... 15 % от поля допуска, т. е.
лежит в пределах высоты микронеровностей поверхности.
Рассмотренные выше элементарные систематические погрешно-
сти обработки (у, и, е и др.) представляют собой случайные функ-
ции (СФ) или точнее случайные процессы (СП). Воспользуемся тем
свойством СФ, что в сечениях по аргументу СФ представляют собой
СВ, что дает возможность суммировать по сечениям погрешность об-
работки, как СВ с определением среднего значения и дисперсии.
В качестве аргумента при построении диаграммы точности при-
нимается любой из параметров, отражающих течение ТП (т, L, или
при изготовлении партии деталей просто номер обрабатываемой за-
готовки), так как они связаны определенной зависимостью. Напри-
мер, при обработке партии цилиндрических заготовок
т _ nd!
io3?
(w-D+y
(мм),
- (мин),
1035Г[_ /J
где d и I — размеры заготовки; S, V — режимы обработки; L — путь
Резца; т — номер заготовки; х — координата обработки.
123
При проведении расчетов используются некоторые, известные в
теории вероятности теоремы о числовых характеристиках СВ.
Для упрощения расчетов будем считать все СВ независимыми и
подчиняющимися нормальному закону распределения.
1. Неслучайную величину можно выносить за знак математиче-
ского ожидания, возводя ее в квадрат
М{сХ\ = сМ[Х и Л[сЛ] = c2D[X].
2. Математическое ожидание суммы СВ равно сумме их матема-
тических ожиданий, а дисперсия суммы случайных величин равна
сумме дисперсий слагаемых
3. Математическое ожидание линейной функции равно той же
линейной функции от математического ожидания аргументов. Дис-
персия линейной функции равна сумме произведений квадратов ко-
эффициентов на дисперсии соответствующих аргументов. Линейная
функция Xй/
М ^a,X,^b = £а,М[ХД+^;
4. Математическое ожидание произведения независимых СВ рав-
но произведению их математических ожиданий. Дисперсия произве-
дений независимых центрированных СВ равна произведению их дис-
персий
М\ГЩ = Яад]; D XY =DX DY
5. Для определения дисперсии нелинейной функции используем
разложение в ряд Тейлора, сохраняя только члены первого порядка.
Тогда
/ у
D[Y\=Y. DXt.
дх( )
124
Практическое применение этих теорем приведено ниже для неко-
торых элементарных погрешностей обработки.
На основании теоремы 2:
Д(Е) = и + + £ + у + Дн + Д^д,
S2(Z) = ?(и) + ?(£) + 52(е) + S2(Y) + 52(Дн).
На основании теоремы 3:
й = йн + й0£; 52(w) = 52(mh) + L2S2(u0),
е = естГ1-/-11; S2(£)=G-/-^S2(ect),
На основании теоремы 4:
у = PyW', Ру = KCplxSy Г",
52(у) = 52(Ру)52(ЖСИСТ),
V / 1 \2
Жнет = ^суп + Кб + №п.б ~ + ^заг,
I 1 ) lXJ
/ j \4 z . \4
Лесист) = 5Шуп)+ ^ S2W.6.)+ - ^Ш.б.) +
I 1 ) М
52(И"мг)+ х2(/ .
Полное рассеивание при обработке Др может быть определено:
1. Расчетно-аналитическим методом на основе выявления состав-
ляющих и последующего сложения с учетом законов их распределе-
ния
Д₽ = 6S2.
Ниже представлен вывод несколько упрощенной формулы для
расчета рассеивания размеров, вызываемого случайными погрешно-
стями.
125
Учитывая, что упругие отжатия составляют весьма значительную
часть поля рассеивания Др, используем ранее выведенную формулу
для определения производственной жесткости
Ддет =
Др1 =- C^)KyS;ev-n,
Др2 = ЛИ = W max - tx^ysyv~n.
При расчете Др[ колебание Ср возможно принимать при черновой
обработке 20 % от средних табличных значений, а при чисто-
вой — 10 %. При расчете Др2 колебание t определяется допуском заго-
товки или допуском на точность размера, достигнутую на предшест-
вующей обработке.
Вследствие непостоянства многих параметров процесса резания
от детали к детали будет меняться шероховатость поверхности в за-
данных чертежом пределах, тогда
ДрЗ ~
Принимая во внимание, что упругие отжатия MOiyr составлять до
80 % от общего суммарного разброса размеров деталей
Др = Кд/д₽1 +Др2 +ДрЗ •
Практика показывает, что в процессе изнашивания режущего ин-
струмента сила резания может возрастать на 20...40 %. Учитывая это
возрастание силы резания, а также возможные отклонения случай-
ных погрешностей ДрЬ Др2, Др3 от нормального закона распределения,
рекомендуется величину коэффициента К принимать в пределах
1,2...1,4.
При работе на настроенном станке необходимо учитывать на рас-
сеивание размеров погрешность размерной наладки Дрн:
Др! ~ ^7ДР> +Д₽2 +Д₽3 +ЛР«
Погрешность размерной наладки может рассчитываться по фор-
мулам раздела 2.3.7 или приниматься в соответствии со следующими
рекомендациями:
— для размерной наладки по пробным стружкам — 15 % Др;
— для размерной наладки по пробным деталям — 25 % Др;
— для статической размерной наладки — 30 % Др.
2. Экспериментально-расчетным методом (для выборки п < 10 шт)
Др = 6 — , где R = (Хпах - Л^п) — размах размеров деталей в выборке;
dm
126
dm — коэффициент, зависящий от объема выборки, значения которо-
го приведены в табл. 2.11.
Таблица 2.11
Значение коэффициента dm в зависимости
от объема выборки т
т 4 5 6 7 8 9 10
~~ d„ 2,059 2,326 2,534 2,704 2,847 2,97 3,037
2.3.10. Управление точностью механической
обработки
Рассмотрение технологической системы как автоматически дей-
ствующей показывает возможные пути управления точностью меха-
нической обработки:
— управление по входным параметрам;
— управление по внешним возмущающим воздействиям;
— управление по выходным параметрам.
Управление по входным параметрам предполагает использование
следующих мероприятий:
— повышение точности заготовок;
— работа на оптимальных режимах резания;
— повышение жесткости оборудования (или ее выравнивание);
— повышение износостойкости режущего инструмента;
— повышение точности оборудования;
— повышение точности наладки.
Это традиционный путь. В этом случае регулирование произво-
дится без обратной связи, что в определенной степени ограничивает
возможности этого метода, поскольку существуют пределы повыше-
ния точности, жесткости, виброустойчивости и других характеристик
элементов технологической системы.
Система автоматического регулирования точностью, использую-
щая для управления результаты измерения внешних возмущающих
воздействий, является системой с обратной связью. Эти системы раз-
нообразны по конструкции в зависимости от того, какие возмущаю-
щие воздействия устраняются. Наиболее часто возмущающим воз-
действием, используемым для регулирования, являются упругие де-
формации элементов технологической системы. Так, адаптивные
системы, разработанные под руководством профессора Б.С. Балак-
шина, уменьшают влияние упругих деформаций в направлении Yна
точность обработки за счет стабилизации силы резания. Известно,
Что
127
Принимая жесткость постоянной для поддержания постоянства
упругих деформаций необходимо поддерживать постоянство силы
резания
Ру = Kyc9txsyv-n.
В большинстве систем подобного типа для поддержания постоян-
ства силы резания используется изменение подачи, так как влияние
подачи 5на силу /^значительнее, чем влияние скорости резания V.
На рис. 2.76 показана структурная схема одной из таких систем.
Система работает следующим образом. Сигнал щ о текущем зна-
чении Ру поступает от встроенного в суппорт динамометра (ИУ) на
сравнивающее устройство (СУ). Этот сигнал щ сравнивается с сигна-
лом иг - ftP-n). Рассогласование (щ — и2) = поступает на регули-
рующее устройство (РУ), которое производит изменение Sна необхо-
димую величину. Иногда в таких системах используют программи-
рующие устройства для учета изменения жесткости элементов техно-
логической системы.
Применение таких систем позволяет уменьшить погрешности от
упругих деформаций в 2...5 раз. При этом уменьшаются перегрузки и
вероятность поломки станков и инструментов.
Рис. 2.76. Структурная схема системы, использующей для регулирования внеш-
ние возмущающие воздействия:
ИУ— измерительное устройство; УУ — усилительное устройство; ЗУ — задающее устройство;
ПУ — программирующее устройство; РУ — регулирующее устройство; СУ — сравнивающее
устройство
128
Рис. 2.77. Структурная схема системы регулирования по отклонению
Применение регулирования точности по отклонению выходного
параметра (например, размера) позволяет достичь наиболее сущест-
венных результатов, так как измеряется непосредственно обеспечи-
ваемый параметр. На рис. 2.77 показана структурная схема одной из
таких систем, разработанных в СПбГПУ.
Система работает следующим образом. В процессе резания про-
изводится непрерывное измерение, в данном случае, диаметрального
размера детали. В результате измерительное устройство ИУ выдает
сигнал, пропорциональный действительному размеру детали
г, =Л^)- Далее производится сравнение текущего значения размера
детали с требуемым d3T и вырабатывается управляющий сигнал, про-
порциональный отклонению AJ.
Такая система автоматического управления точностью должна
содержать:
— измерительное устройство для определения действительной
величины регулируемого параметра;
— усилительно-преобразующую аппаратуру для преобразования
и усиления сигнала рассогласования;
— исполнительный механизм (регулирующее устройство) для
автоматической компенсации возникающих погрешностей (откло-
нений).
При такой схеме (см. рис. 2.77) компенсируются погрешности от
упругих деформаций детали и других элементов ТС, тепловых дефор-
маций резца и станка, износа режущего инструмента, геометрической
неточности станка и др., кроме тепловых деформаций детали.
При работе на шлифовальных станках широко используются упро-
щенные варианты подобных систем, так называемый активный кон-
троль, который обеспечивает отключение станка по достижении требуе-
мого параметра, например требуемой точности размера (рис. 2.78).
9
3073
129
Рис. 2.78. Схема активного контроля при круглом шлифовании
Рис. 2.79. Схема работы механической адаптивной системы:
1 — резец; 2 — траектория возможных поворотов суппорта с резцом
Командный прибор может выдавать, в частности, следующие тех-
нологические команды: предварительное шлифование; окончатель-
ное шлифование; остановка.
На кафедре «Технология машиностроения» СПбГПУ разработана
гамма систем для точения и растачивания, использующих для управ-
ления точностью явление «отрицательной» жесткости (рис. 2.79).
Например, при точении заготовок с неравномерными припуска-
ми и твердостью соответственно изменяются силы резания и, следо-
вательно, упругое отжатие резца. При увеличении силы резания Рх и
Рг происходит упругий поворот резца в соответствующем направле-
нии, уменьшается глубина резания и возрастает получаемый размер.
Компенсацию упругих отжатий предлагается производить путем вве-
дения в конструкцию резца упругого элемента между головкой (режу-
щей частью) и телом (стержнем). При этом центр поворота режущей
части резца рассчитывается таким образом, что при увеличении сил
Рх и Рг происходит поворот головки резца в вертикальной плоскости
(от силы А) или в горизонтальной (от силы Л) в тело заготовки, чем
увеличивается глубина резания, т. е. восстанавливается размер пер-
вичной наладки.
3. КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ
ДЕТАЛЕЙ
3.1. КРИТЕРИИ КАЧЕСТВА
ПОВЕРХНОСТНОГО СЛОЯ
Качество поверхности характеризуется шероховатостью и физи-
ко-механическими свойствами поверхностного слоя, а также некото-
рыми другими параметрами, например волнистостью. Оно является
результатом воздействия на этот слой применяемых технологических
методов и определяет эксплуатационные свойства деталей и машин.
Шероховатость — совокупность неровностей поверхности с от-
носительно малыми шагами на базовой длине.
Стандарт предусматривает следующие основные параметры ше-
роховатости поверхности:
— Ra — среднее арифметическое отклонение профиля;
— Rz — высота неровности профиля по десяти точкам;
~ К™* — наибольшая высота профиля;
— $т — средний шаг неровностей;
— S — средний шаг местных выступов профиля;
— tP — относительная опорная длина профиля, где р -- значение
Уровня сечения профиля в % от R^.
Все параметры шероховатости поверхности определяются на ба-
зовой длине. Базовая длина I — это длина базовой линии, используе-
мая для выделения неровностей, характеризующих шероховатость
поверхности.
Наиболее часто на чертежах приводятся высотные параметры Ra и
Rz.
Среднее арифметическое отклонение профиля Ra — среднее ариф-
метическое из абсолютных значений отклонений профиля уот сред-
ней линии в пределах базовой длины /
9*
131
Ra =
' о
или приближенно
Ла = -£|л1,
п ,«1
где п — число выбранных точек профиля на базовой длине.
Параметр Ra является предпочтительным параметром.
Значения величин Ra = 100...0,08 мкм; /=0,01...25 мм.
Согласно ГОСТ, для обеспечения и удешевления внедрения в
производство систем стандартизации и контроля шероховатости ре-
комендуется выбирать значения Ra из следующих предпочтительных
значений, мкм: 0,012; 0,025; 0,05; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25;
50; 100.
Высота неровностей профиля по десяти точкам Rz — сумма сред-
них арифметических абсолютных значений высот пяти наибольших
выступов профиля и глубины пяти наибольших впадин профиля в
пределах базовой длины
5v=1 ,=1 )
Rz = 1600...0,025 мкм.
Предпочтительные значения Rz, мкм: 0,025; 0,05; 0,1; 0,2; 0,4; 0,8;
1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200; 400.
Приблизительное соотношение параметров Rz и Ra составляет
Rz ~ 4Ra.
Кроме основных стандарт устанавливает ряд дополнительных па-
раметров, например:
— среднее квадратическое отклонение профиля;
— средний квадратический наклон профиля;
— средний арифметический наклон профиля.
Требования к шероховатости устанавливаются по одному или не-
скольким параметрам.
При назначении шероховатости конструктор стремится к выбору
ее оптимальных значений, т. е. к наименьшим комплексным затра-
там, связанным с изготовлением деталей машин и ее эксплуатацией.
При этом часто пользуются нормативами, выработанными в течение
длительного времени для различных условий эксплуатации и методов
обработки, приведенными в справочниках технолога.
132
3.2. ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ
НА ВЕЛИЧИНУ ШЕРОХОВАТОСТИ
На шероховатость поверхности заготовок и деталей оказывают
влияние многие технологические факторы. При обработке резанием
величина, форма и направление неровностей зависят от методов, ре-
жимов и схемы обработки. Каждому методу соответствует определен-
ный диапазон шероховатостей. Из параметров режимов резания наи-
более существенное влияние на величину шероховатости оказывают
скорость главного движения резания и подача.
Влияние скорости главного движения резания на шероховатость
зависит от наростоообразования на режущей кромке инструмента, а
также от захвата и отрыва слоев, расположенных под режущей кром-
кой (для стали), и хрупкого выламывания частиц материала (для се-
рого чугуна и твердых цветных сплавов). Зависимость величины ше-
роховатости от скорости главного движения резания представлена на
рис. 3.1, а.
График показывает, что при скоростях порядка 15...30 м/мин
имеет место увеличение шероховатости. Причиной является нарос-
тообразование на резце. При скорости главного движения резания
Рис. 3.1. Влияние технологических
факторов на величину микронеровностей:
а — скорости резания; б — подачи; в — радиуса закругления резца
133
более 30 м/мин из-за возрастания температуры в зоне резания нарос-
тообразование прекращается и величина шероховатости уменьшает-
ся. При обработке резанием материалов не склонных к образованию
нароста величина шероховатости не зависит от изменения скорости
главного движения резания.
При шлифовании шероховатость снижается с увеличением ско-
рости главного движения резания и уменьшением его подачи во всех
трех направлениях.
Влияние подачи на шероховатость при точении можно прибли-
женно определить из сопоставления двух смежных положений резца,
смещенных на величину подачи 5 (рис. 3.1, б, в) по формуле
При точении и строгании резцами с широкой режущей кромкой,
при сверлении, зенкеровании, развертывании величина подачи ока-
зывает мало заметное влияние на шероховатость.
Глубина резания при достаточной жесткости не оказывает суще-
ственного влияния на шероховатость. При снятии корки у отливок и
наклепанного слоя у стальных заготовок должна быть назначена глу-
бина резания, обеспечивающая полное снятие такого слоя.
Геометрическая форма режущего инструмента оказывает влияние
на шероховатость. Передний угол у, угол наклона режущей кромки Л,
задний угол а мало влияют на величину шероховатости. Большее зна-
чение оказывают радиус закругления при вершине, углы в пла-
не — главный ф и вспомогательный фь При увеличении радиуса за-
кругления величина шероховатости уменьшается (рис. 3.1, в). С уве-
личением угла ф и ф, величина шероховатости увеличивается.
Свойства и структура обрабатываемого материала оказывают
влияние на шероховатость поверхности. Более вязкие и пластичные
материалы (например, низкоуглеродистая сталь), склонные к пла-
стическим деформациям, дают при их обработке резанием большую
шероховатость.
При увеличении хрупкости материала величина шероховатости
уменьшается. При резании хрупких материалов зависимость Rz =Лу)
не имеет «горба» и выражается горизонтальной линией. Стали с по-
вышенным содержанием серы (автоматные) и стали с присадкой
свинца после обработки резанием имеют меньшую шероховатость,
чем углеродистая сталь, обработанная в одинаковых с ними условиях.
С увеличением твердости обрабатываемого материала величина ше-
роховатости снижается.
134
Как уже отмечалось, одним из основных параметров качества по-
верхностного слоя являются физико-механические свойства, кото-
рые характеризуются твердостью; структурой; величиной, знаком и
глубиной распространения остаточных напряжений; глубиной де-
формации слоя; наличием или отсутствием внешних дефектов (мик-
ротрещин, ликваций и т. п.).
Физико-механические свойства поверхностного слоя отличаются
от исходного материала. Это связано с воздействием силовых и теп-
ловых факторов при изготовлении и обработке заготовок.
Материал поверхностного слоя испытывает упрочнение (наклеп)
или разупрочнение; изменяется его структура, микротвердость; обра-
зуются остаточные напряжения.
После механической обработки стальной заготовки в поверхност-
ном слое выделяют три зоны (рис. 3.2, а):
I — зона резко выраженной деформации; характеризуется боль-
шими искажениями кристаллической решетки металла, раздробле-
нием зерен, высокой твердостью;
II— зона деформации; в этой зоне наблюдается вытягивание зе-
рен, наволакивание одних зерен на другие, понижение твердости;
III— переходная зона; в этой зоне состояние слоя постепенно
приближается к состоянию исходного материала.
Глубина поверхностного слоя зависит от метода и режимов обра-
ботки и составляет от 5 мкм при тонкой обработке до сотен
мкм — при черновой.
Рис. 3.2. Поверхностный слой детали из стали:
а — структура; б — напряжения в поверхностном слое после абразивной обработки; в — на-
пряжения в поверхностном слое после лезвийной обработки
135
Физико-механические свойства поверхностного слоя определя-
ются применяемыми методами и режимами изготовления и обработ-
ки заготовок.
При обработке лезвийным инструментом имеет место взаимодей-
ствие в основном силовых, а также тепловых факторов. Вследствие
этого поверхностный слой имеет, как правило, сжимающие (отрица-
тельные) напряжения (рис. 3.2, в).
Однако при высоких скоростях главного движения резания оста-
точные напряжения могут быть растягивающими.
При шлифовании большее влияние оказывают тепловые факто-
ры, меньшее — силовые. Характерные для шлифования высокие
температуры в поверхностном слое вызывают структурную неодно-
родность и, вследствие этого, поверхностные прижоги, микротрещи-
ны, цвета побежалости. В поверхностном слое при шлифовании воз-
никают остаточные напряжения растяжения, т. е. положительные
(рис. 3.2, б).
При накатывании обработанных поверхностей роликами и шари-
ками обеспечивается пластическая деформация поверхностного
слоя, снижение шероховатости и получение сжимающих напряже-
ний. Чрезмерный наклеп при накатывании приводит к разрушению
(«шелушению») поверхностного слоя.
Остаточные напряжения распространяются на глубину 0,05...0,15 мм.
Воздействие силовых и тепловых факторов также зависит от варь-
ирования режимами резания и условий обработки.
Уменьшение остаточных напряжений в поверхностном слое мо-
жет быть достигнуто:
— снижением интенсивности теплообразования;
— уменьшением скорости главного движения резания;
— уменьшением глубины резания;
— применением более «мягких» кругов и выхаживания при шли-
фовании;
— применением обильного охлаждения.
Кроме остаточных напряжений в поверхностном слое изготавли-
ваемой детали образуется наклеп. Он возникает в результате больших
перепадов температур и больших деформаций, приводящих поверх-
ностные слои к упрочнению. Интенсивность и глубина распростра-
нения наклепа возрастают с увеличением сил и продолжительности
их воздействия и с повышением степени пластической деформации
металла поверхностного слоя.
Одновременно с упрочнением из-за нагрева зоны резания в ме-
талле поверхностного слоя протекает разупрочнение, возвращающее
металл в его первоначальное ненаклепанное состояние. Конечное со-
136
стояние металла поверхностного слоя определяется соотношением
скоростей протекания процессов упрочнения и разупрочнения, зави-
сящим от преобладания действий в зоне резания силового или тепло-
вого фактора.
Состояние поверхностного слоя существенно влияет на работо-
способность поверхности. Наклеп поверхности в несколько раз
уменьшает ее износ, способствует созданию сжимающих напряже-
ний, повышающих предел выносливости, прочность деталей. Растя-
гивающие напряжения увеличивают износ, снижают прочность и
приводят к появлению микротрещин на рабочих поверхностях. От
остаточных напряжений зависит первоначальная и последующая
эксплуатационная точность деталей и машин.
Целенаправленное формирование поверхностного слоя заданно-
го качества, исходящего из требований длительной и надежной экс-
плуатации деталей, обеспечивается путем применения обычных ме-
тодов, т. е. рационального выбора последовательности режимов и ус-
ловий обработки, упрочнения поверхностей закалкой, химико-тер-
мической обработкой (цементация, азотирование, цианирование,
сульфидирование и др.); наплавкой; гальваническими покрытиями
(хромирование, никелирование, цинкование и др.), а также примене-
нием специальных методов.
К специальным методам повышения качества поверхностей мо-
гут быть отнесены упрочняющие методы пластического деформиро-
вания без снятия стружки, создающие наклеп и сжимающие напря-
жение 400...700 Н/мм\ К ним относятся: вибрационное обкатывание,
дробеструйное упрочнение, чеканка, обкатывание и раскатывание
роликами и шариками, дорнование и калибрование, алмазное выгла-
живание, электрохимическая обработка и др.
4. ОПРЕДЕЛЕНИЯ ПРИПУСКОВ
ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Припуском называют слой материала, удаляемый в процессе меха-
нической обработки заготовки для достижения требуемой точности и
качества обрабатываемой поверхности.
Различают припуски промежуточные (Z) и общие (Z)-
Промежуточный припуск (припуск на данную операцию или пере-
ход) — слой металла, который должен быть удален во время данной
операции или перехода. Промежуточный припуск определяют как
разность размеров заготовки, полученных на смежном предшествую-
щем переходе. При обозначении припусков используются следую-
щие индексы: (/ - 1) — индекс для предшествующего перехода;
i — индекс для выполняемого перехода.
При этом промежуточные припуски для наружных и внутренних
поверхностей (рис. 4.1) рассчитываются по следующим формулам:
Zj = di _ i — dj,
Zj = dj — d/.. i.
Припуски измеряются по нормали к обработанной поверхности.
Они могут быть несимметричные (на одну сторону) при изготовлении
призматических деталей и симметричные (на обе стороны) чаще всего
на диаметр при обработке тел вращения.
Общий припуск равен сумме промежуточных припусков по всему
технологическому маршруту механической обработки данной по-
верхности
Z^Z, .
Общий припуск определяют как разность размеров заготовки и
готовой детали.
138
i-l
Рис. 4.1. Схемы расположения припусков для наружной (а) и внутренней (б)
поверхностей
Выбор общих и операционных припусков и допусков имеет боль-
шое технико-экономическое значение.
Чрезмерно большие припуски снижают экономическую эффектив-
ность процесса за счет потерь металла переводимого в стружку. Уда-
ление лишних слоев металла требует введения дополнительных тех-
нологических переходов, увеличивает трудоемкость процессов обра-
ботки, расход энергии и режущего инструмента, повышает себестои-
мость обработки. При увеличенных припусках в некоторых случаях
удаляют наиболее износостойкий поверхностный слой обрабатывае-
мой детали (наклеп).
Чрезмерно малые припуски также нежелательны. Они не обеспечи-
вают удаление дефектных поверхностных слоев и получение требуе-
мой точности и шероховатости обработанных поверхностей, а в неко-
торых случаях создают неприемлемые условия для работы режущего
инструмента по литейной корке или окалине. Чрезмерно малые при-
пуски требуют повышения точности заготовок, затрудняют их раз-
метку и выверку на станках и, в конечном счете, увеличивают вероят-
ный процент брака.
Правильно выбранный припуск обеспечивает: 1) устойчивую ра-
боту оборудования при достижении высокого качества продукции;
2) минимальную себестоимость продукции.
В машиностроении применяют два метода определения припус-
ка: 1) опытно-статистический; 2) расчетно-аналитический.
При использовании опытно-статистического метода общие и
промежуточные припуски назначаются по таблицам, которые со-
ставлены на основе обобщения и систематизации производственных
Данных передовых заводов.
Недостатком этого метода является назначение припусков без
Учета конкретных условий построения технологических процессов и
поэтому создаются ненужные повышенные запасы надежности, в
предположении наихудших условий для каждой из обрабатываемых
139
Рис. 4.2. Схема для определе-
ния минимального операцион-
ного припуска
поверхностей. Поэтому опытно-стати-
стические припуски необоснованно за-
вышены.
Расчетно-аналитический метод оп-
ределения припусков разработан про-
фессором Кованом В.М. Согласно это-
му методу, промежуточный припуск
должен быть таким, чтобы при его сня-
тии устранялись погрешности обработ-
ки и дефекты поверхностного слоя, по-
лученные на предшествующих техноло-
гических переходах, а также погрешности установки обрабатываемой
заготовки, возникающие на выполняемом переходе.
В соответствии с этим методом минимальный промежуточный
припуск Zmin рассчитывается по следующей формуле (рис. 4.2):
4nin - Rzi-1 + Г,-! + (р/_ 1 + ё(),
где Rz,_K — высота неровностей, полученная на смежном предшест-
вующем переходе обработки данной поверхности; 7]_, — глубина по-
верхностного слоя, отличного от основного, полученного на предше-
ствующем технологическом переходе; р,_, — пространственные от-
клонения расположения обрабатываемой поверхности относительно
баз заготовки; ё( — погрешность установки, возникающая на выпол-
няемом переходе (в некоторых источниках вместо Г,_ । и р,._ , исполь-
зуются соответственно обозначения h и Д).
Рассмотрим влияние особенностей технологического процесса и
служебного назначения детали на назначение перечисленных пара-
метров.
Например, у отливок из серого чугуна поверхностный слой состо-
ит из перлитной корки (механическая смесь феррита и цементита),
наружная зона которого нередко имеет следы формовочного песка.
Этот слой должен быть полностью удален на первом переходе для по-
следующей нормальной работы инструмента.
Распределительные валы автомобильных двигателей и другие де-
тали отливают с отбеленным (меньше углерода в виде графита и боль-
ше в связанном состоянии в виде цементита Fe3C) поверхностным
слоем. При дальнейшей обработке этот слой желательно сохранить
для повышения износостойкости деталей.
У стальных поковок и штампованных заготовок поверхностный
слой характеризуется обезуглероженной зоной, который должен
быть полностью удален, так как он снижает предел выносливости Де'
тали.
140
И наконец, после поверхностной закалки поверхностный слой
детали желательно сохранить в максимальной степени.
Влияние пространственных отклонений на массу металла, снятую
в виде припуска, зависит от принятой схемы базирования заготовки.
При механической обработке заготовок типа дисков целесообразно,
например, сначала расточить отверстие, используя в качестве базы
наружную цилиндрическую поверхность, а затем, базируясь на отвер-
стие, обточить наружную поверхность. При обратной последователь-
ности обработки с наружной (доминирующей для этой заготовки) по-
верхности снимается значительно больше (по объему) металла.
Примерами пространственных отклонений могут служить сле-
дующие погрешности взаимного расположения. Несоосность раста-
чиваемого отверстия заготовок втулок, дисков, гильз, относительно
наружной (базовой) поверхности; несоосность обтачиваемых ступе-
ней базовым шейкам или линии центровых гнезд заготовок ступенча-
тых валов; неперпендикулярность торцовой поверхности оси базовой
цилиндрической поверхности заготовки; непараллельность обраба-
тываемой и базовой поверхностей заготовок корпусных деталей.
Из-за наличия погрешности установки, обрабатываемая поверх-
ность занимает различное положение при обработке партии загото-
вок на предварительно настроенном станке. Нестабильность положе-
ния обрабатываемой поверхности должна быть компенсирована до-
полнительной составляющей промежуточного припуска е„ включаю-
щей погрешности базирования, закрепления и положения.
При односторонней обработке (как указано на рис. 4.2) векторы
р,_ 1 и е, коллинеарны (параллельны), следовательно, при несиммет-
ричной обработке плоскостей формула для расчета припуска имеет
вид
4nin = RZi- | + J + р, _ । + £,-.
При обработке наружных и внутренних тел вращения векторы
Р,-1 и е, могут принимать любое направление (любое угловое положе-
ние), предвидеть которое заранее не представляется возможным. По-
этому их сумма определяется как (р,_ i + £/) = +е?-
Следовательно, для тел вращения формула принимает вид
2-Z/niin = 2 +Tt_i +-^р*_! +е2 .
Из общей формулы расчета могут быть получены частные форму-
ЛЬ1 для конкретных случаев обработки.
141
Номинальный размер по чертежу
(наименьший размер отверстия)
Номинальный размер чистовой обработки
______Номинальный размер
черновой обработки
Номинальный размер
заготовки_________
Минусовая часть поля
допуска на заготовке
Допуск на черновую обработку
Плюсовая часть поля
допуска на заготовке
обработку
тт
Номинальный
max
min
Припуск на
черновую
обработку
Допуск на
изделие
Допуск на чистовую
Припуск на
чистовую
обработку
Номинальный
max
min
Припуск на
отделку
Номинальный
max
Общий номинальный припуск
Рис. 4.3. Схема расположения операционных припусков и допусков
на различных стадиях обработки для внутренних поверхностей (отверстий)
1. При обтачивании цилиндрической поверхности заготовки, ус-
тановленной в центрах, погрешность е, может быть принята равной
нулю.
2ХЫп = 2[(Rzi-1 + Г/_ i) + pf- J.
2. При шлифовании заготовок после термообработки поверхност-
ный слой необходимо по возможности сохранить, следовательно,сла-
гаемые 7}_, нужно исключить из расчетной формулы.
142
-Z/rnin RZj- I + P/- I j
2-Z^min 2 (Rz._^ “Ьд/р/_1 +£/ •
3. При развертывании плавающей разверткой и протягивании от-
верстий смещения и увод оси не устраняются, а погрешности уста-
новки в этом случае нет
22/min “ 2(RZj_ 1 + Ti- 1).
4. При суперфинишировании и полировании цилиндрической
поверхности, когда уменьшается лишь шероховатость поверхности,
Номинальный размер заготовки______
Минусовая часть допуска заготовки
Номинальный р-р черновой обработки
Допуск на черновую обработку
Номинальный р-р чистовой обработки
Допуск на чистовую обработку
Наибольший пред, р-р вала
Допуск на отделку
min
max
Номинальный
min
max
mm
Номинальный
max
Припуск на
чистовую
обработку
Припуск на
отделочную
обработку
Припуск на
черновую
обработку
Плюсовая
часть
допуска
заготовки
Номинальный
рис. 4.4. Схема расположения операционных припусков и допусков на различ-
ных стадиях обработки для наружных поверхностей (валов)
143
Рис. 4.5. Схемы для определе-
ния расчетной длины валов
припуск определяется лишь высотой
микронеровностей обрабатываемой по-
верхности, т. е.
22йп1П = IRZi- ь
Схемы образования промежуточных
размеров при обработке наружных и
внутренних цилиндрических поверхно-
стей показаны на рис. 4.3 и 4.4.
Положительная часть допуска на за-
готовку для вала и отрицательная для от-
верстия в общий суммарный припуск не
входят, но должны приниматься во вни-
мание при определении режимов реза-
ния при обдирке.
При использовании таблиц для опре-
деления припусков необходимо иметь в виду следующие рекоменда-
ции, представленные ниже.
1. При расчете припусков по табличным данным необходимо об-
ращать внимание на графу в таблице «расчетная длина заготовки»,
которая зависит от характера крепления детали в процессе обработки
(см. табл. 4.1 и рис. 4.5).
Таблица 4.1
Расчетная длина заготовки при определении
Характер установки заготовок при обра- ботке Обрабатываемые валы
Гладкие валы Ступенчатые валы
для средних участков вала для крайних участков вала
В центрах или па- троне с поддержкой задним центром В патроне без под- держки задним центром Полная длина вала Удвоенная дли- на выступающей из патрона части заготовки Полная длина вала Длина, равная удв от наиболее удаленно ного участка до кул; Длина, равная уд- военному расстоя- нию от торца вала до наиболее удаленного конца обработанно- го участка оенному расстоянию эго торца обработан- ачков патронов
Расчетная длина для вала принимается равной 400 мм (рис. 4.5, а),
для вала 80 мм (рис. 4.5, б).
2. Расчетная длина, на которой определяется номинальный опе-
рационный припуск, не распространяется налетали с очень сложной
конфигурацией, а также на очень деформирующиеся после термооб-
144
работки, для этих операций припуски устанавливаются больше таб-
личных.
3. Если операция или переход разбивается на два рабочих хода:
предварительный и окончательный, то на предварительный назнача-
ется == 70 % номинального припуска и 30 % — на окончательный.
4. Номинальные операционные припуски заданы с учетом правки
заготовки до механической обработки, а также рихтовки после каж-
дого вида обработки нежестких или деформируемых деталей.
Рассмотрим пример расчета общего номинального припуска (таб-
личным методом) для следующих исходных данных.
Определить диаметр заготовки из проката для ступенчатого вала,
общая длина которого I = 280 мм, и наибольший диаметр шейки
</=40Л9.
Шейка расположена посередине вала, ее длина 1„ - 50 мм, вал
подвергается термической обработке — закалке.
Обработка по наружной цилиндрической поверхности произво-
дится по следующему маршруту:
1. Точение черновое. 2. Точение чистовое. 3. Термическая обра-
ботка. 4. Шлифование наружное в центрах.
Для использования таблиц определим расчетную длину вала, для
которого определяется припуск.
Диаметр вала по чертежу — 4ОЛ9(_о,об2)-
Расчетная длина, по которой определяется номинальный припуск
для средней части вала — 280 мм.
л ^расч 280 —
Отношение ——=-------= 7.
d 40
Заготовка — сталь горячекатаная, круглая, повышенной точно-
сти (в соответствии со стандартом).
Последовательность расчета следующая.
1. Диаметр вала после шлифования: 40Л9.
2. Номинальный операционный припуск на диаметр для шлифо-
вания детали в центрах с учетом термической обработки — 0,5мм.
3. Диаметр вала после чистового точения — (40 + 0,5)А11 =
= 40,5Л11.
4. Номинальный операционный припуск для чистового точе-
ния — 2,0 мм.
5. Диаметр вала после чернового точения — (40,5 + 2,0)А13 =
= 42.5Л13.
6. Номинальный припуск для чернового точения с учетом расчет-
ной длины — 4,5 мм.
7. Расчетный диаметр заготовки 42,5 + 4,5 = 47,0 мм.
8. По сортаменту — диаметр 047^ .
Ю — 3073
5. ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Проектирование технологических процессов является одной из
частей технологической подготовки производства, поэтому его сле-
дует проводить в соответствии с последовательностью и этапами, оп-
ределенными стандартами СРПП, основные положения которых
приведены в разд. 1.
Технологическая подготовка производства включает в себя сово-
купность взаимосвязанных процессов, обеспечивающих технологи-
ческую готовность предприятия к выпуску изделий заданного уровня
качества при установленных сроках, объеме выпуска и затратах. К
технологической подготовке относятся обеспечение технологично-
сти конструкции изделия, проектирование технологических процес-
сов, проектирование и изготовление средств технологического осна-
щения, управление процессом технологической подготовки произ-
водства.
Трудоемкость проектирования технологических процессов в
большинстве случаев значительно (от 2 до 5 раз) превосходит трудо-
емкость конструирования машин [16]. Трудоемкость технологиче-
ского проектирования в зависимости от типа производства составля-
ет от 30 до 60 % трудоемкости технической подготовки производства.
Учитывая нарастающую тенденцию увеличения скорости смены
выпускаемой продукции во всех типах производств и особенно в еди-
ничном и серийном производствах, которые составляют до 80 % от
всего объема производства, можно сделать вывод о резком росте тру-
доемкости технологической подготовки. Об этом же говорит и анализ
затрат времени в современном неавтоматизированном производстве.
При традиционной организации производства заготовки находятся в
цехах только около 1 % всего времени создания и производства про-
146
дукции (от задания на проектирование до выхода готовой продук-
ции).
Более 70 % времени цикла обработки заготовок уходит на транс-
портирование, промежуточное складирование, пролеживание и т. п.
Время непосредственной обработки заготовок составляет только 5 %
времени нахождения их в цехах, более двух третей времени нахожде-
ния заготовок на станках затрачиваются на установку и снятие заго-
товок и инструмента, измерение, подналадку, другие вспомогатель-
ные операции и простои станка по различным причинам [16].
Эти цифры производственных потерь показывают пути повыше-
ния эффективности производства.
Эффективность производства определяется уровнем каждого зве-
на производственной цепочки: технология — оборудование — орга-
низация и управление.
Звенья этой цепочки взаимозависимы, но при этом уровень пред-
шествующего звена оказывает определяющее влияние на последую-
щие. Поэтому технология является тем звеном, которое закладывает
фундамент эффективности производства.
Одним из главнейших рычагов совершенствования технологиче-
ской подготовки производства, а следовательно, и его эффективно-
сти, является технологическая унификация.
5.1. ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Основные направления технологической унификации в совре-
менном машиностроении — типизация технологических процессов,
групповая обработка и модульная технология обработки, позволяю-
щие решать задачу стандартизации технологических процессов и все-
го технологического оснащения [8...11].
Типизация технологических процессов основывается на класси-
фикации деталей, создании типов деталей, объединенных общим тех-
нологическим маршрутом и в комплексном решении всех технологи-
ческих вопросов при разработке технологических процессов для каж-
дого типа деталей.
Создатель типизации проф. А.П. Соколовский принимал в каче-
стве классификационных признаков: форму (конфигурацию) дета-
лей, точность и качество обработанных поверхностей; материал дета-
лей, объем выпуска и общую производственную обстановку.
10*
147
Рис. 5.1. Пример классификации деталей
Классификация построена по схеме: класс — подкласс — груп-
па — подгруппа — тип.
Класс является основой классификационного подразделения и
представляет совокупность деталей определенной конфигурации и
объединенных общностью технологических задач.
Тип представляет совокупность сходных деталей, для которых в
данных производственных условиях разрабатывается общий техно-
логический процесс (маршрут) (рис. 5.1).
Таким образом, признаками общности при типизации являются
технологические задачи и технологические процессы изготовления
деталей, а цель типизации — стандартизация технологического про-
цесса для того, чтобы изготовление одинаковых исходных деталей
осуществлялась с помощью общих, наиболее совершенных и эффек-
тивных методов.
148
Типизация завершается созданием либо типовых маршрутов,
либо типовых операций (элементарных технологических процессов).
Типовая технологическая операция характеризуется единством со-
держания и последовательности технологических переходов для
групп изделий с общими конструктивными признаками.
Эти элементарные типовые технологические процессы являются
исходным вспомогательным (справочным) материалом при разра-
ботке типовых технологических процессов обработки деталей, так
как любая деталь представляет собой совокупность элементарных по-
верхностей. __
Типовая технологическая операция повторяется при изготовле-
нии деталей родственных групп и сочетаний элементарных поверхно-
стей.
Таким образом, основа построения типовых процессов — конст-
руктивное сходство деталей, при типизации рассматриваются глав-
ным образом деталепроцессы, охватывающие преимущественно не-
сколько видов обработки, иногда и один вид.
5.2. ГРУППОВОЙ МЕТОД ОБРАБОТКИ
Групповой метод — метод унификации технологии производства,
при котором для групп однородной по тем или иным конструктив-
но-технологическим признакам продукции устанавливаются одно-
типные методы обработки с использованием однородных и быстро-
переналаживаемых орудий производства.
Таким образом, основным признаком классификации и группи-
рования являются применяемые средства технологического оснаще-
ния.
Наиболее общие задачи, решаемые групповым методом,— спе-
циализация, технологическая концентрация в виде многоинструмен-
тальной и многопредметной обработки.
Групповой метод — основа унификации технологической осна-
стки, ограничивает ее конструктивные разновидности, размеры и со-
ставные элементы при одновременном расширении области ее при-
менения. Групповые переналаживаемые приспособления проектиру-
ются для групп деталей, сходных по способам установки и закрепле-
ния. Обработка деталей различной конфигурации с помощью одного
группового приспособления обеспечивается благодаря использова-
нию сменных или регулируемых элементов.
149
5.2.1. Группирование деталей
Группа (операционная) — совокупность деталей, характеризуе-
мая при обработке общностью оборудования, оснастки, наладки и
технологического процесса (операционная).
Группа деталей в групповом производстве характеризуется един-
ством в смысле: а) конструкторском, б) технологическом (общность
технологии), в) инструментальном (общность оснащения), г) органи-
зационно-плановом (единое планирование и организация производ-
ства).
Образование технологических групп — наиболее ответственный
процесс.
Создание унифицированных (групповых) процессов изготовле-
ния деталей может базироваться на различных методах группирова-
ния деталей. При этом возможны:
1) группирование деталей — по конструктивно-технологическо-
му сходству (наиболее типичные совокупности в этом случае — груп-
пы валиков, втулок, шестерен и др.);
2) группирование деталей по их элементарным поверхностям, по-
зволяющее установить варианты обработки этих поверхностей, а из
комбинации элементарных процессов получить технопроцесс изго-
товления любой детали;
3) группирование деталей по преобладающим видам обработки
(типам оборудования), единству технологического оснащения и
общности наладки станка.
Во всех случаях учитываются назначение, конструкция, точность
размеров и шероховатость обрабатываемых поверхностей, общность
решения основных технологических задач, сходство маршрутов обра-
ботки, однородность заготовок, объем выпуска и др.
В условиях мелкосерийного и серийного производства наиболь-
шее распространение получил метод группирования деталей по при-
меняемому для обработки типу оборудования, единству технологиче-
гие группы
Рис. 5.2. Группа деталей с циклом обработки на одном типе оборудования
150
a)
б)
Рис. 5.3. Группа деталей с циклом обработки на разнотипном оборудовании
Рис. 5.4. Группы деталей, имеющих общность технологического маршрута,
с циклом обработки на разнотипном оборудовании
ского оснащения, общности настройки станка с использованием
комплексной детали.
151
Рис. 5.5 Схема группового технологического процесса:
7 —шестерня без термообработки (ТО); 2— шестерня с ТО; 5—шестерня точная с ТО;
4—шестерня точная без ТО; 5—фланец; операции: 7 —токарная, 2— протяжная,
3 — сверлильно-фрезерная, 4 — зубофрезерная, 5 — зубошевинговальная, 6 — внутришлифо-
вальная, 7 — круглошлифовальная, 8— зубошлифовальная
При группировании деталей по типам оборудования (видам обра-
ботки) используются три наиболее характерных случая.
На рис. 5.2 показана группа деталей, имеющая цикл обработки,
начинающийся и заканчивающийся на одном и том же типе оборудо-
вания (заготовительные процессы, металообрабатывающие станки,
отделочные процессы и т. п.).
Этот метод классификации охватывает наибольшее количество
деталей и особенно эффективен, если техпроцесс у всех входящих в
данную группу деталей однооперационный (станки типа револьвер-
ных, автоматы и специализированные). На рис. 5.3 показаны детали
группы, имеющие общий многооперационный процесс, выполняе-
мый на разнотипном оборудовании. Все детали данной группы про-
ходят последовательно, либо через все деталеоперации (рис. 5.3, а),
либо отдельные деталеоперации (рис. 5.3, б).
На рис. 5.4 показан случай объединения деталей нескольких
групп, имеющих общность технологического маршрута, выполняе-
мого на разнотипном оборудовании.
Конкретный пример использования группирования по типу (рис.
5.4) показан на рис. 5.5.
5.2.2. Комплексная деталь
Комплексная деталь — реальная или условная (искусственно соз-
данная) деталь, содержащая в своей конструкции все основные эле-
менты (поверхности), характерные для деталей данной группы, и яв-
ляющаяся ее конструктивно-технологическим представителем.
152
Рис. 5.6. Схема построения групповой операции
Под основными элементами понимаются поверхности, опреде-
ляющие конструкцию детали и технологические задачи, решаемые в
процессе обработки. Комплексная деталь служит основой при разра-
ботке группового процесса и групповой оснастки. Под групповой ос-
насткой понимается совокупность приспособлений и инструментов,
обеспечивающая изготовление всех деталей данной группы с приме-
нением небольших подналадок.
Следовательно, составленный на комплексную деталь техпро-
цесс, с небольшими подналадками оборудования, может быть приме-
ним при изготовлении любой другой детали данной группы.
153
Условная комплексная деталь образуется методом наложения на
наиболее характерную деталь группы новых поверхностей, отсутст-
вующих у этой детали, но имеющихся у других деталей группы.
Групповая оснастка станка на деталеоперацию производится по
комплексной детали. При переходе к изготовлению новой детали
группы, как правило, необходима подналадка. На рис. 5.6 показана
комплексная деталь и реализация принципа группирования в соот-
ветствии с рис. 5.2.
5.3. МОДУЛЬНАЯ ТЕХНОЛОГИЯ
На кафедре «Технология газонефтяного и нефтехимического ма-
шиностроения и приборостроения» МИНГ им. И.М. Губкина были
разработаны принципы классификации и на ее основе предложена
модульная технология [11].
В качестве объекта классификации выбирается объект, являю-
щийся промежуточным между деталью и отдельной поверхностью,
например, сочетание поверхностей, предназначенных для совмест-
ного выполнения законченной служебной функции детали. Для ти-
пового сочетания поверхностей, встречающихся у различных дета-
лей, разрабатываются операции и переходы с неизменными техноло-
гическими базами, на одних и тех же станках, одинаковым инстру-
ментом.
Такое сочетание поверхностей или отдельную поверхность назы-
вают модулем поверхностей (МП). Анализ служебных функций по-
верхностей детали показывает, что их можно разбить на несущие и
рабочие. Если поверхность является несущей, то деталь является ба-
зой (опорой) для одной или нескольких деталей, а если рабочей, то
деталь будет участвовать в осуществлении рабочего процесса, напри-
мер, передавать крутящий момент и т. д. Одни детали могут выпол-
Рис. 5.7. Классификация по-
верхностей деталей
нять одну из перечисленных функций, а
другие — одновременно все функции.
Свои служебные функции деталь выпол-
няет с помощью специально для этого
предназначенных поверхностей, класси-
фикация которых приведена на рис. 5.7.
С помощью исполнительных поверх-
ностей деталь выполняет свое служебное
назначение, в соответствии с которым
исполнительные поверхности можно
подразделить на базирующие и рабочие.
Базирующие поверхности могут быть ос-
154
новными, обеспечивающими требуемое положение самой детали в
изделии, и вспомогательными для ориентации присоединяемых де-
талей.
Связующие поверхности объединяют исполнительные поверхно-
сти в единое тело — деталь.
Для базирования детали, при котором она лишается всех шести
степеней свободы, необходим комплект, состоящий из трех поверх-
ностей, которые образуют прямоугольную систему координат.
Если деталь должна иметь одну или более степеней свободы, то
соответственно уменьшается требуемое количество поверхностей, и
комплект баз получается неполным, содержащим одну-две поверх-
ности. Рабочие и связующие поверхности в зависимости от выпол-
няемых ими конкретных функций могут представлять собой либо от-
дельные поверхности, либо их комплект.
Таким образом, любую деталь можно представить как совокуп-
ность МП, каждый из которых выполняет определенные служебные
функции детали.
При классификации МП в качестве первого классификационно-
го признака МП принято его служебное назначение, поэтому разли-
чают три их класса: модули поверхностей базирующих (МПБ), моду-
ли поверхностей рабочих (МПР) и модули поверхностей связующих
(МПС). Эти классы представлены на рис. 5.8, 5.9 и 5.10.
Рис. 5.8. Классификация модулей поверхностей базирующих
155
Рис. 5.9. Классификация модулей
поверхностей рабочих
Рис. 5.10. Классификация модулей
поверхностей связующих
МПБ характеризуются наличием трех поверхностей, предназна-
ченных для расположения шести опорных точек, лишающих деталь
шести степеней свободы. Таким образом, классификационным при-
знаком МПБ был принят конструкторско-геометрический признак,
отражающий сочетание геометрических форм.
Классы рабочих и связующих поверхностей подразделяются каж-
дый на два подкласса по геометрической форме поверхностей.
Принципиальным отличием данной классификации является то,
что в качестве первого классификационного признака выступает слу-
жебное назначение МП. Это позволяет однозначно разделить все по-
верхности любой детали на сочетания поверхностей. Таким образом,
модульная технология основана на типизации технологических про-
цессов изготовления МП.
В основу проектирования модульной технологии должен быть по-
ложен банк типовых технологических процессов изготовления МП,
разработанных с использованием последних достижений науки и тех-
ники.
156
Рис. 5.11. Классификация модулей поверхностей одного наименования
Дальнейшая классификация МП одного наименования осущест-
вляется по следующим признакам: геометрическая точность, шеро-
ховатость, размеры заготовки (рис. 5.11).
На рис. 5.12 приведен эскиз МПБ211. Для каждого МП должна
быть разработана группа технологических процессов
При изготовлении МП, вследствие того, что он содержит не-
сколько поверхностей, потребуется несколько технологических пе-
реходов. В то же время за одну операцию модульного технологиче-
ского процесса может обрабатываться
несколько МП одного или нескольких
наименований. Для такой обработки
вводится понятие технологический
блок — совокупность технологических
и вспомогательных переходов по изго-
товлению одного МП. Степень детализа-
ции технологического блока изготовле-
ния должна быть ограничена. Типовой
технологический блокдолжен включать
Рис. 5.12. Эскиз модуля поверх-
ностей базирующих 211
метод обработки, последовательность
технологических переходов и инстру-
157
Рис. 5.13. Возможные варианты изготовления модуля поверхностей
базирующих 211
ментальную наладку. Количество рабочих ходов, режимы резания и
величина рабочего наладочного размера должны устанавливаться для
конкретных технологических систем, заготовок и схем базирования
заготовки.
На рис. 5.13 приведены два варианта технологического блока из-
готовления МПБ211.
Имея технологические блоки, разработка модульного технологи-
ческого процесса сводится к определению и назначению последова-
тельности обработки МП деталей. Это с учетом наличия типовых тех-
нологических блоков упрощает и снижает трудоемкость проектиро-
вания технологических процессов изготовления деталей.
5.4. ПОСЛЕДОВАТЕЛЬНОСТЬ И ПРАВИЛА
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Общие правила разработки технологических процессов опреде-
ляются ГОСТом 14.301 — 83. Этим стандартом определены следую-
щие основные этапы:
— анализ исходных данных;
— определение типа производства;
— определение класса детали и выбор в качестве аналога дейст-
вующего типового или группового технологического процесса;
— определение класса детали и выбор в качестве аналога дейст-
вующего типового или группового технологического процесса;
— выбор исходной заготовки и методов ее изготовления;
158
— выбор технологических баз;
— план обработки отдельных поверхностей;
— составление технологического маршрута обработки;
— разработка технологических операций;
— нормирование технологического процесса;
— определение требований техники безопасности;
— расчет экономической эффективности технологического про-
цесса;
— оформление технологической документации.
В стандартах ЕСТПП 14.303 — 82 и 14.316 — 82 приводятся до-
полнительные этапы, относящиеся соответственно к разработке ти-
повых и групповых техпроцессов.
Для разработки типового процесса добавлены следующие этапы:
— классификация объектов производства;
— количественная оценка групп объектов производства;
— анализ конструкций типовых представителей объектов произ-
водства по чертежам и техническим условиям, программ выпуска и
типа производства.
Основные отличия от общих правил при разработке группового
техпроцесса связаны с классификацией изделий, как и при разработ-
ке типовых процессов:
— группирование изделий;
— количественная оценка групп предметов производства.
Достаточно подробный анализ этапов проектирования представ-
лен в [1, 5, 14, 17,. 18].
5.4.1. Анализ исходных данных
для разработки технологического процесса
Для проектирования технологических процессов механической
обработки необходимы следующие основные исходные данные:
1. Сборочный чертеж с кратким описанием служебного назначе-
ния и технических условий приемки изделия.
2. Рабочие чертежи, определяющие материал, конструктивные
формы и размеры деталей, точность и качество обработанных поверх-
ностей, особые требования (твердость и структура материала, покры-
тия, термообработка, балансировка и т. п.).
3. Объем выпуска изделий, в состав которых входят изготовляе-
мые детали, с учетом выпуска запасных частей.
Кроме базовых исходных данных используют руководящую и спра-
вочную технико-экономическую информацию: стандарты ЕСТПП и
159
ЕСТД; типовые технологические процессы и операции, каталоги
прогрессивного технологического оборудования и оснастки; мате-
риалы по выбору режимов резания, припусков, расчетам точности и
надежности технологических процессов.
Анализ исходных данных обязательно должен включать следую-
щие разделы: изучение и, в случае необходимости, корректировку
технических требований к деталям, формулировку технологических
задач, анализ технологичности конструкции деталей.
При технологическом контроле чертежей проверяют, содержит
ли чертеж все сведения о детали: необходимые проекции, разрезы и
сечения, размеры с допусками, требования к точности формы и вза-
имного расположения, требования к качеству поверхности.
При анализе чертежа детали также выявляются основные и вспо-
могательные конструкторские базы и производится контроль пра-
вильности простановки размеров.
Так, на рабочих чертежах деталей, изготавливаемых штамповкой,
ковкой или отливкой с последующей обработкой части поверхностей
детали, должны быть проставлены три группы размеров. Одна из них
связывает между собой необрабатываемые поверхности и использу-
ется в заготовительных цехах (размеры 20 и 10, рис. 5.14,6); вторая оп-
ределяет связи окончательно обработанных поверхностей (размер 40,
рис. 5.14, б); третья группа размеров по каждому к ординатному на-
правлению должна содержать только один размер, связывающий сис-
тему обработанных с системой необрабатываемых поверхностей (раз-
мер 10, рис. 5.14, б). Этот единственный размер по каждому из коор-
динатных направлений используется на первых операциях обработки
для выбора технологических баз и настройки на размер.
На рис. 5.14 показаны два варианта простановки размеров. На
рис. 5.14, а нарушено вышеприведенное требование стандарта и не
выявлена размерная определенность, так как невозможно выдержать
от обработанной поверхности сразу три размера (19,20 и 30) по одно-
му координатному направлению, соединяющих обработанную и не-
обработанные поверхности. На рис. 5.14, б представлен чертеж с пра-
вильной простановкой размеров.
Простановка размеров с учетом технологических требований
обеспечивает:
— совмещение конструкторских, технологических и измери-
тельных баз;
— работу на предварительно настроенных станках;
— применение наиболее простых приспособлений режущего и
мерительного инструмента;
— надежность и простоту контроля детали;
160
Рис. 5.14. Варианты простановки размеров:
а — неправильно; б — правильно
— отсутствие необходимости в перерасчете размеров и допусков
при изготовлении и контроле;
— рациональную последовательность в изготовлении деталей;
— соблюдение принципа кратчайших размерных цепей.
Для обработки на станках с ЧПУ простановка размеров должна
выполняться с учетом требований программирования: в прямоуголь-
ной системе координат, с заданием координат исходной и контроль-
ных точек, с указанием всех размеров криволинейного контура-ра-
диусов дуг, координат центров радиусов, координат точек сопряже-
ния дуг, с применением простановки размеров вдоль оси отверстий
или ступеней валика, т. е. с определением точек начала и конца того
или иного установочно-позиционного перемещения.
Анализируют технические требования, обязательно выделяя наи-
более высокие из них. Особое внимание обращают на комплексы
взаимосвязанных поверхностей. Решению этих задач должны быть
подчинены все последующие этапы проектирования технологиче-
ского процесса изготовления детали.
Анализируя технические требования, используют рекомендации
(23] и табл. 5.1.
Результатом анализа чертежа является формулировка технологи-
ческих задач по точности обработки, определяющих структуру техно-
логического процесса, применяемое оборудование, оснастку, квали-
фикацию исполнителя и др.
И—3073
161
Таблица 5.1
Соотношения между допусками размера, формы и параметрами
шероховатости цилиндрических поверхностей
Относительная геомет- рическая точность Среднее соотноше- ние допуска формы 2Т и размера, -уМОО % Среднее арифмети- ческое отклонение профиля Ra, не бо- лее Высота неровностей по десяти точкам Rz, не более
Нормальная (Н) 60 0,050 Т 0,20 Т
Повышенная (В) 40 0,025 Т 0,10 Т
Высокая (С) 25 0,012 Т 0,05 Т
Особо высокая (А) 16 и менее 0,150 Т 0,60 Т
В качестве примера ниже приведены технологические задачи для
кронштейна (см. рис. 1.83, том 2);
— точность размеров: поверхность QM1JS1 по /77, размер от оси
отверстия до установочной плоскости А по 7710, остальные
размеры по /714;
— точность формы: допуски круглости и профиля продольного
сечения отверстия 047.7,7 не более 0,008 мм; для остальных поверх-
ностей допуски формы составляют (для нормальной относительной
точности) приблизительно 60 % от соответствующего допуска на раз-
мер;
— точность взаимного расположения: допуск параллельности
оси отверстия GMUS1 относительно плоскости А не более 0,02 мм; до-
пуск перпендикулярности торца Л относительно оси отверстия не бо-
лее 0,02 мм; допуск параллельности торцевой плоскости относитель-
но плоскости В не более 0,02 мм; точность расположения отверстий
задается зависимыми допусками от 0,2 до 0,12 мм;
— качество поверхности слоя: шероховатость поверхностей от-
верстия <ZA7JS7 Ra = 0,8 мкм; шероховатость торцевых поверхностей
отверстия QWljsl и установочной плоскости A Ra — 1,6 мкм; отливку
подвергнуть старению.
Анализ технологичности изделий
Правила обеспечения технологичности конструкции изделий
регламентируется ГОСТом 14.201 — 83 и методическими рекоменда-
циями МР186 — 85.
Этими документами установлены основные задачи отработки из-
делия на технологичность, последовательность их решения, систему
162
показателей технологичности конструкции и стадии их определения.
Технологичность изделия характеризуется:
— соответствием конструкции изделия современному уровню
техники;
— экономичностью и удобствами в эксплуатации и при ремонте;
— в какой мере учтены возможности использовать наиболее эко-
номичные и производительные технологические методы изготовле-
ния применительно к заданному выпуску и условиям производства.
Таким образом, технологичная конструкция изделия должна
удовлетворять требованиям изготовления, эксплуатации, ремонта.
Нельзя технологичность конструкции рассматривать изолиро-
ванно без взаимной связи и учета условий выполнения заготовитель-
ных процессов, процессов механической обработки, сборки и кон-
троля.
В соответствии с нормами отработка конструкции на технологич-
ность должна начинаться уже с составления технического задания на
проектирование нового изделия. Эта работа продолжается на стадиях
разработки эскизного и технического проектов. На стадии разработ-
ки рабочей документации проводится технологический контроль
конструкторской документации на все детали, за исключением доку-
ментации на стандартные крепежные изделия и покупные детали.
Технологичность — это комплекс требований и показателей, со-
держащий 22 показателя, характеризующие технологическую рацио-
нальность конструктивных решений в зависимости от вида изделий и
стадии разработки конструкторской документации. Например, тру-
доемкость изготовления изделия; удельная материалоемкость изде-
лия; коэффициент использования материала и т. д.
Численные показатели технологичности определяются в четырех
случаях.
1. Для сравнительной оценки вариантов конструкции в процессе
проектирования изделия.
2. Для определения уровня технологичности конструкции изде-
лия.
3. Для накопления статистических данных по изделиям-предста-
вителям в целях последующего использования при определении ба-
зовых показателей и в процессе разработки изделия.
4. Для построения математических моделей с целью прогнозиро-
вания технического развития конструкции изделий.
Основные численные показатели технологичности:
Ти — трудоемкость изготовления изделия;
Кут — уровень технологичности конструкции по трудоемкости
изделия;
Н* 163
Ст — технологическая себестоимость изделия;
Ку — уровень технологичности конструкции по себестоимости
(технологической).
Разделяют требования к технологичности сборочной единицы и
детали. Требования к технологичности сборочной единицы разбиты
на три группы:
1. Требования к составу сборочной единицы.
2. Требования к конструкции соединения составных частей.
3. Требования к точности и методу сборки.
Требования к технологичности конструкции обусловливается
технологической оснащенностью производства, которая зависит от
объема выпуска и типа производства. Если тип производства, приня-
тый при конструкторской отработке на технологичность, не соответ-
ствует расчетному для заданного объема выпуска, то технолог должен
корректировать отдельные конструкторские решения.
Технологичность конструкций деталей, изготавливаемых резани-
ем, зависит от технологичности формы детали; рационального вы-
бора заготовки, в том числе ее материала; наличия удобных и надеж-
ных баз для установки заготовок.
Требования к технологичности формы детали
Технологичность форм детали оценивается с учетом особенно-
стей выбранного технологического метода обработки, конкретных
условий и типов производства, технологических возможностей и осо-
бенностей оборудования [12, 13].
Наиболее употребительные общие рекомендации по технологич-
ности конструктивных форм деталей следующие:
— конструкция детали должна состоять из стандартных и унифи-
цированных конструктивных элементов или быть стандартной в це-
лом;
— детали должны изготовляться из стандартных или унифици-
рованных заготовок;
— размеры и поверхности детали должны иметь соответственно
оптимальные точность и шероховатость;
(примечание: оптимальные точность и шероховатость по-
верхности экономически и конструктивно обоснованные)
— физико-химические и механические свойства материала, же-
сткость детали, ее форма и размеры должны соответствовать требова-
ниям технологии изготовления (включая процессы упрочения, кор-
розийной защиты и пр.), хранения и транспортирования;
164
— показатели базовой поверхности (точность, шероховатость)
детали должны обеспечивать точность установки, обработки и кон-
троля;
— заготовки должны быть получены рациональным способом с
учетом заданного объема выпуска и типа производства;
— метод изготовления должен обеспечивать возможность одно-
временного изготовления нескольких деталей;
— сопряжения поверхностей деталей различных классов точно-
сти и чистоты должны соответствовать применяемым методам и
средствам обработки;
— конструкция детали должна обеспечивать возможность при-
менения типовых и стандартных технологических процессов ее изго-
товления;
— детали, получаемые на станках токарной группы, должны
иметь максимальное число поверхностей вращения и минимальное
число изменений диаметра сечения;
— в зависимости от отношения длины к диаметру валы закреп-
ляются при обработке в патроне (/: d< 5) или в центрах (l:d< 10) или
в центрах с люнетом (/: d> 10...12);
— применение высокопроизводительных многорезцовых стан-
ков наиболее рационально при обработке валов, у которых длины
ступеней кратны, а диаметры уменьшаются в одном направлении;
— конические переходы между ступенями вала и фаски следует
назначать под обработку с учетом стандартных токарных проходных
резцов с главным уклоном в плане <р, равным 30, 45, 60 и 90°;
— поверхности отверстий также должны соответствовать по
форме стандартному инструменту, например, глухие отверстия сле-
дует проектировать с коническим дном, образуемым режущей кром-
кой сверла. Отверстия должны соответствовать по размерам стан-
дартным сверлам (ГОСТ 885 — 77), не следует предусматривать
сквозные отверстия с отношением длины к диаметру более 10, так как
требуются специальные сверла;
— глубина глухих отверстий не должна превышать шести диа-
метров; для глухих отверстий, подвергаемых чистовой обработке,
следует указать ее длину, так как по всей длине трудно достичь шеро-
ховатости;
— глубина резьбы в глухих отверстиях должна быть согласована с
размерами рабочей части метчика, не рекомендуется назначать резь-
бы длиной более трех диаметров, так как при этом затрудняется свин-
чиваемость деталей;
— детали, изготавливаемые на протяжных станках, должны
иметь равномерную жесткость подлине и достаточную прочность;
165
— при обработке на станках с Ч ПУ к конструкции изготавливае-
мых деталей предъявляют менее жесткие требования (например,
сложные, фасонные, контурные и объемные поверхности можно по-
лучить без особых трудностей).
Конкретные примеры конструкторских решений представлены в
табл. 5.2, причем, с левой стороны рисунка представлены нетехноло-
гичные элементы деталей.
Таблица 5.2
Примеры технологичных и нетехнологичных конструкций
Обрабатываемые
плоскости следует
располагать на од-
ном уровне
Основные технологи-
ческие требования
Обрабатываемые
плоскости не долж-
ны быть сплошными
Обрабатываемые
плоскости должны
быть открытыми.
Узкие и длинные по-
верхности должны
быть расположены
так, чтобы их можно
было обрабатывать
вдоль плоскости
Закрытые плоско-
сти должны иметь
переходную поверх-
ность, соответст-
вующую размерам и
виду инструмента
Преимущества технологич-
ной конструкции
1. Уменьшение расхода
шлифовальных кругов
2. Повышение точности
и снижения шероховатости
обработки
3. Снижение трудоемко-
сти
1. Возможность обработ-
ки за один ход производи-
тельными методами-тор-
цовым фрезерованием,
плоским шлифованием и
протягиванием
2. Возможность обработ-
ки нескольких заготовок
одновременно
3. Упрощение контроля
1. Возможность обработ-
ки торцовым фрезеровани-
ем
2. Повышение произво-
дительности и точности об-
работки
1. Снижение трудоемко-
сти
2. Применение произво-
дительных методов обра-
ботки и нормализованного
режущего инструмента
166
Продолжение табл. 5.2
Основные технологи- ческие требования К ОНСТ] рукция Преимущества технология- ной конструкции
нетехнологич ная технологичная
Обрабатываемые плоскости не долж- ны располагаться в углублениях aj 1. Применение произво- дительных методов обра- ботки 2. Снижение трудоемко- сти
В ступенчатых от- верстиях наиболее точную ступень сле- дует делать сквозной rw Ц 1 с Е 1. Снижение трудоемко- сти обработки 2. Повышение точности обработки и стойкости ин- струмента 3. Упрощение конструк- ции инструмента
Шлицевые отвер- стия должны быть непрерывными • _ =3 — —- • 1. Предохранение инст- румента от поломок и по- вышение его стойкости 2. Снижение трудоемко- сти обработки отверстия
Следует избегать глухих шлицевых от- верстий Возможность обработки отверстия производитель- ным методом-протягива- нием
-|—1
Следует избегать глубоких шлицевых отверстий — - - -- 1. Упрощение конструк- ции инструмента и повы- шение его стойкости 2. Упрощение процесса обработки
/ г
В отверстиях не должно быть обра- батываемых выточек 1. Снижение трудоемко- сти 2. Возможно применение производительных методов обработки
Для сокращения длины обрабатывае- мого отверстия сле- дует обеспечить ус- ловия для наилуч- шего направления инструмента 1. Повышение точности обработки 2. Увеличение жесткости инструмента 3. Повышение произво- дительности
167
Продолжение табл, 5.2
Основные технологи- ческие требования Конструкция Преимущества технологич- ной конструкции
нетехнологичная технологичная
Возможность нор- мального входа и выхода режущего инструмента 1. Предохранение инст- румента от поломок 2. Повышение точности сверления 3. Повышение произво- дительности
Отверстия долж- ны быть расположе- ны так, чтобы мож- но было работать инструментом нор- мальной длины D , z=2-5mm 1. Применение нормали- зованного инструмента и более полное его использо- вание 2. Повышение точности обработки
Глухие отверстия с резьбой должны иметь канавки для выхода инструмента или в них должен быть предусмотрен сбег резьбы 33' н - ЯШ 1. Улучшение качества резьбы 2. Улучшение условий 3. Снижение трудоемко- сти
Конструкция от- верстия с резьбой должна давать воз- можность работать резьбовым инстру- ментом на проход 1. Повышение произво- дительности 2. Улучшение условий работы инструмента 3. Применение инстру- мента, обладающего луч- шими режущими свойства- ми
Следует избегать наклонного распо- ложения оси отвер- стия ' "1 1. Упрощение конструк- ции приспособления 2. Возможность одновре- менно обрабатывать другие отверстия при параллель- ном расположении осей 3. Снижение трудоемко- сти обработки отверстий
168
Продолжение табл. 5.2
""Основные технологи- Kohctj эукция Преимущества технологии-
ческие требования нетехнологичная технологичная ной конструкции
Следует избегать закрытых пазов, об- рабатываемых кон- цевыми фрезами 1. Применение более производительного инст- румента 2. Улучшение условий работы инструмента и осо- бенно его врезания 3. Снижение трудоемко- сти обработки
Следует избегать закрытых гнезд и не- сквозных пазов /‘-Ь—1- 1. Сокращение числа ра- бочих ходов 2. Упрощение конструк- ции режущего инструмента 3. Снижение трудоемко- сти обработки
Технологичность конструкции заготовок деталей должна иметь в
виду не только максимальную рационализацию механической обра-
ботки, но и упрощение процессов изготовления самих заготовок.
Литые заготовки из чугуна и стали в этом отношении должны
удовлетворять следующим основным требованиям:
а) толщина стенок отливки должна быть по возможности одина-
ковой, без резких переходов тонкостенных частей в толстостенные;
выполнение этого требования необходимо для получения однород-
ной структуры отливки и уменьшения внутренних напряжений в ней;
б) форма любой заготовки должна предусматривать простой, без
затруднений разъем модели;
в) поверхности отливки, расположенные перпендикулярно к
плоскости разъема модели, должны иметь конструктивные литейные
уклоны для того, чтобы изготовление литейных форм и стержней и
удаление моделей из форм происходило без затруднений.
Уклон в направлении выхода модели из формы обозначается на
чертежах линейной величиной b или отношением этой величины к
высоте (длине) h данной поверхности отливки (Ь: А).
Величины литейных уклонов в зависимости от высоты (длины) h
принимаются: 1: 5 при h < 25 мм; 1 : 10 и 1 : 20 при h в пределах
25...500 мм; 1 : 50 при h > 500 мм.
В заготовках, полученных методами штамповки и ковки, должно
быть обозначено:
а) отсутствие резких переходов в поперечных сечениях и усиление
сечений в изгибах; б) выполнение переходов от одного сечения к дру-
гому по дугам относительно больших радиусов; в) закругление острых
ребер у штамповок.
169
Штамповки должны иметь уклон поверхностей, расположенных
перпендикулярно плоскости разъема штампа, необходимый для уда-
ления заготовки из штампа. Величины уклонов для наружных по-
верхностей принимаются от 1 : 10 до 1: 7; для внутренних — от 1 : 7
до 1:5. При повышенной точности штамповки величина уклона
принимается меньшей.
Технологичность конструкции изделия — это совокупность свойств
конструкции изделия, определяющих ее приспособленность к дости-
жению оптимальных затрат при производстве, эксплуатации и ре-
монте для заданных качества, объема выпуска и условий выполнения
работы.
При отработке конструкции изделия на технологичность каждое
изделие следует рассматривать как объект проектирования, произ-
водства и эксплуатации.
Требования к технологичности сборочных единиц рассмотрены в
[12, 13].
Выбор материала заготовки
Конкретные материалы по выбору рациональных способов полу-
чения заготовок приведены в справочниках.
В табл. 5.3 приведены некоторые рекомендации по выбору мате-
риала заготовки.
Таблица 5.3
Технологические свойства сталей
Сталь Технологические свойства
С низким содержанием углерода (не более 0,2 %) 08;В 10; 15; 20; 15Х; 20Х Со средним содержа- нием углеродов (не более 0,45 %) 35; 45; 35Х;45Х С высоким содержани- ем углерода 50; 55; 58; 60 12Х18Н9Т Хорошие свариваемость всеми видами сварки и обраба- тываемость резанием. Штампуется в холодном состоянии. Подвергают термообработке (для сталей 20; 15Х; 20Х — цементация) Ограниченная свариваемость (рекомендуется подогрев с последующей ТО). Хорошая обрабатываемость резани- ем. Подвергают ТО — улучшению, закалке, нормализа- ции, закалке ТВЧ Плохая свариваемость, склонность к образованию тре- щин. Сварка возможна при строго ограниченных услови- ях. Удовлетворительная обрабатываемость резанием. ТО — улучшение, нормализация, закалка ТВЧ Хорошая свариваемость всеми видами сварки. Удовле- творительная обрабатываемость резанием. Штампуют в холодном состоянии (для сложных деталей необходима промежуточная ТО)
170
Продолжение табл. 5.3
Сталь Технологические свойства
9ХС; ХВГ Не применяют для сварных конструкций. Удовлетвори- тельная обрабатываемость резанием. ТО — закалка в мас- ле, отпуск на воздухе
38Х2МЮА Не применяют для сварных конструкций. Затрудни- тельна обработка резанием. ТО — азотирование, закалка в масле или воде
В большинстве случаев вязкие, пластичные материалы дают после
механической обработки повышенную шероховатость поверхности
и, наоборот, при повышенной твердости шероховатость меньше при
некотором повышении сопротивления резанию.
В связи с этим необходимо учитывать следующее:
— в деталях из углеродистых сталей с содержанием углерода до
0,3 % (Ст2, СтЗ, 08кп, 20) не рекомендуется назначать шероховатость
меньше Ra = 6,3 мкм;
— среднеуглеродистые стали (35,40,45, 50) лучше всего обраба-
тывать после улучшения до HRC3 = 25...30;
— высокоуглеродистые стали (У8, У10, У12) хорошо обрабатыва-
ются в обожженном состоянии;
— детали из алюминиевых сплавов для улучшения обрабатывае-
мости подвергают закалке и старению.
При рассмотрении технологических свойств материалов, обраба-
тываемых резанием, учитывается коэффициент обрабатываемости
данного материала быстрорежущим или твердосплавным резцом по
отношению к эталонному материалу [21]. Этот коэффициент рассчи-
тывается по следующей формуле:
Kv = ^~,
Иэт60
где К60 — скорость резания при 60-минутной стойкости и определен-
ных условиях резания при 60-минутной стойкости резцов рассматри-
ваемого материала; — скорость резания при 60-минутной стой-
кости резцов в случае обработки эталонного материала.
В табл. 5.4 приведены коэффициенты обрабатываемости резани-
ем различных конструкционных материалов. За эталонную принята
сталь 45 сств = 650 МПа, 179 НВ; эталонная скорость резания при по-
лучистовом точении этой стали твердосплавными резцами 135 м/мин
при 60-минутной стойкости, эталонная скорость резания при точе-
нии резцами из быстрорежущей стали Р18 — 75 м/мин при 60-минут-
ной стойкости.
171
Таблица 5.4
Коэффициенты обрабатываемости резанием различных материалов
Марка стали Состояние материала Механические свойства Коэффициент обрабаты- ваемости
НВ ов, МПа Быстрорежу- щая сталь Твердый сплав
Ст. 0 Горячекатаный 103...107 32 1,75 2,1
Ст. 2 « 137 320-420 1,7 1,5
Ст. 3 « 124 380-470 1,65 1,7
Ст. 5 « 156...159 500-620 1,2 1,15
Ст. 08 « <131 324 1,6 2,1
Ст. 10КП « <107 334 1,6 2,1
15 « <143 — 1,6 1,5
20 « <130 — 1,6 2,0
30 « <187 — 1,1 1,2
35 « <187 — 1,0 1,0
40 « <166 — 1,0 1,4
45 « 170...179 650 1,0 1,0
50 « 179...229 650 0,7 1,0
60 Нормализованный <241 690 0,6 0,7
70 « <241 730 0,6 0,7
20Х Горячекатаный 131 470 1,3 1,7
35Х « 163 620 0,95 1,2
40Х, 45Х Нормализованный <207 — 0,7 0,8
50Х « <217 — 0,65 0,8
А12 Горячекатаный 167...217 — — 1,6
20Л Литье <126 420 1,3 0,5
ЗОЛ « <187 480 0,8 0,5
35Л « <217 500 0,75 0,8
45Л « <201 550 0,6 0,8
55Л « <207 600 0,5 0,7
глз « <229 — — 0,2
90ХФ Нормализованный 1249...197 — 0,95 1,0
ШХ15 Отжиг <207 750 0,5 0,9
20Г Нормализованный 143...187 — 0,9 1,0
ЗОГ « 149...197 — 0,8 0,8
40Г « 174...207 — 0,7 0,8
50Г Закалка, отпуск <229 — 0,55 0,8
65Г « >240 — 0,5 0,6
45Г2 Нормализованный 229 700 0,55 0,8
18ХГТ « 156...159 540 0,9 1,0
172
Продолжение табл. 5.4
Марка стали Состояние материала Механические свойства Коэффициент обрабаты- ваемости
НВ ов, МПа Быстрорежу- щая сталь Твердый сплав
ЗОХГТ « 163...207 — 0,6 0,75
ЗОХМ Закалк, отпуск 229...269 950 0,5 0,7
35ХМ « « 245 810 0,5 0,8
40ХФА « « <241 — 0,6 0,7
40ХН « « <255 — 0,8 1,0
12ХНЗА Горячекатаный 207 — 0,7 0,8
12ХН4А « 207 — 0,7 0,8
ЗОХГС Закалка, отпуск <229 720 0,5 0,7
ЗОХГСА « « <229 720 0,5 0,7
35ХГСА « « <229 720 0,5 0,7
38ХГН « « 187...236 650 0,9 1,0
38ХМЮА « « 240...270 800 0,5 0,7
12X13 (1X13) « « 241 — 0,9 0,9
20X13 (2X13) « « 229...268 500 0,6 0,8
40X13 (4X13) Отжиг — 560 — 0,7
14Х17Н2 (1Х17Н2) Закалка 330 — о,3 0,4
12Х18Н10Т (Х18Н10Т) « 179 > 6550 0,3 0,5
Х15Н910 Отжиг — < 1100 0,4 0,45
12X21Н5Т Закалка — >700 0,4 0,45
ХН77Т10 Закалка, старение < 321 750 0,1 0,2
ХН67ВМТ10 « « 217 — 0,1 0,1
ВТ5; ВТ5-1; Отжиг — 700...950 0,4 0,8
ВТ1; ВТ1-1; ВТ 1-2 « — < 1200 0,45 0,45
ВТ6; ВТ6С « — < 1000 0,45 0,45
ВТ14; ВТ15 « — < 1000 0,4 0,55
АЛ2; АЛ4; Сост. поставки — 150...400 — 10...12
Ml; М2; М3 « « — 290...300 — 4...6
Абсолютное значение скорости резания при 60-минутной стойко-
сти любой стали, отличной от эталонной, равно И60 = V3TKv. Напри-
мер, для стали с Kv — 0,8, Ибо = 135 • 0,8 = 108 м/мин; для стали с
Kv = 0,1, К60 = 72 • 0,1 = 7,2 м/мин. Коэффициент обрабатываемости
при точении можно применить для выбора скорости резания и при
других видах обработки.
173
В нормативных документах обрабатываемые материалы группи-
руются по группам обрабатываемости, последние — по видам обра-
ботки. Например, при протяжных работах группы обрабатываемости
конструкционных материалов отличаются от групп обрабатываемо-
сти, существующих в нормативах, которые носят отраслевой характер
и основаны на особенностях производства для определенной отрас-
ли.
В табл. 5.4 приведены укрупненные значения коэффициентов об-
рабатываемости без учета особенностей эксплуатации в условиях ка-
ждой подотрасли, без разделения материалов на группы обрабатывае-
мости.
При выборе марки стали для данной детали необходимо обеспече-
ние, в первую очередь, прочности, надежности и долговечности дета-
ли, экономия металла с учетом специфических условий службы дета-
ли (температура, среда, характер действующих нагрузок и т. п.).
Прежде всего необходимо выяснить характер действующих сил.
Если деталь испытывает напряжения, растяжения или сжатия, кото-
рые равномерно распределены по сечению, то закалка должна обес-
печить сквозную прокаливаемость. Поэтому с увеличением сечения
детали должна увеличиваться степень легирования стали.
В табл. 5.5 приведены значения критического диаметра прокали-
ваемое™ Д (95 % мартенсита) сталей в зависимости от легирования.
Таблица 5.5
Значения критического диаметра Dt прокаливаемости
Марка стали DK, мм, при закаливании
воде масле
40 10 5
40Х 30 20
40ХН 50 35
40ХНМ 100 75
Например, для изготовления детали диаметром 30 мм можно ре-
комендовать сталь 40Х (или другую сталь, имеющую такую же прока-
ливаемость), закаленную в воде, но если деталь сложная и охлажде-
ние в воде приведет к короблению и трещинам, то вместо воды следу-
ет применять масло, а вместо стали 40Х — сталь 40ХН.
Если деталь испытывает изгибающие или крутящие нагрузки, то
прокаливаемость не имеет столь важного значения. В этом случае
можно выбрать ряд сталей:
— углеродистые и легированные стали с содержанием углерода
0,2 % — цементуемые;
174
— легированные стали с содержанием углерода 0,4 % — азоти-
руемые;
— углеродистые и низколегированные стали с содержанием уг-
лерода 0,4 — 0,5 % — для поверхностной закалки.
При сложно-напряженном состоянии (наиболее частый случай в
современном машиностроении) сердцевина детали может испыты-
вать значительные напряжения. В этом случае к металлу сердцевины
предъявляются требования по прочности.
В табл. 5.6 приведены структура и свойства сердцевины детали
диаметром 20 мм после цементации и закалки и низкого отпуска.
Таблица 5.6
Структура и свойства сердцевины детали
Сталь Структура МПа
20 феррит + перлит 300
20Х бейнит 700
18ХГГ мартенсит 1000
При выборе материала для деталей необходимо учитывать и эко-
номическую сторону. Чем более легирована сталь, тем она дороже.
Основные назначения легирующих элементов — увеличение прока-
ливаемое™, т. е. получение высокого комплекса механических
свойств в крупных сечениях. Поэтому легирование стали следует
применять для деталей крупных сечений.
Наиболее дефицитными элементами, применяемыми для легиро-
вания конструкционных сталей, являются никель и молибден. Эти
элементы увеличивают прокаливаемое™, так же, как и другие менее
дефицитные (хром, марганец). Никель понижает порог хладноломко-
сти, вследствие чего сталь становится более надежной. Молибден
устраняет охрупчивание стали при высокотемпературном отпуске.
При назначении марки стали для деталей следует также учитывать
способ ее металлургического производства.
Поэтому при выборе марки стали необходимо решить, что в дан-
ном конкретном случае более целесообразно применить сталь более
высокой чистоты и удовлетвориться свойствами металла, получен-
ными в состоянии поставки или после простейшей термической об-
работки (нормализации), или ориентироваться на термическое улуч-
шение (закалка плюс соответствующий отпуск). При назначении ре-
жима термической обработки необходимо выбирать наиболее произ-
водительные и экономические способы, но обеспечивающие
получение оптимальных, наилучших свойств.
Пример решения типовой задачи.
175
Задача. Необходимо изготовить вал двигателя диаметром 75 мм, работающего с
вибрациями; сталь в готовом изделии должна иметь предел прочности не ниже 800 МПа,
ударную вязкость не ниже 60 Дж/см2. Подобрать необходимую марку стали, рекомен-
довать режим термической обработки, привести механические свойства и микрострук-
туру стали в готовом изделии.
Решение. Для изготовления изделий подобного назначения можно использо-
вать сталь углеродистую качественную конструкционную (ГОСТ 1050 — 84) или сталь
легированную конструкционную (ГОСТ 4543 — 81) с содержанием углерода
0,4...0,45 %.
Обратимся вначале к стали углеродистой качественной. Сталь 45 в состоянии по-
ставки или после нормализации имеет предел прочности при растяжении 610 МПа,
ударную вязкость 30 Дж/см2, что не удовлетворяет требованиям прочности и вязкости
для материала вала.
Для повышения прочности конструкционной стали 45 можно применить закалку
и высокий отпуск. Для этой стали после закалки и отпуска с нагревом до 500° ударная
вязкость повышается до 60 Дж/см2, а предел прочности до 750...850 МПа. После закал-
ки (с охлаждением в воде) углеродистая сталь 45 получает структуру мартенсита. Одна-
ко вследствие небольшой прокаливаемости углеродистой стали эта структура в издели-
ях диаметром более 20...25 мм образуется только в сравнительно тонком поверхност-
ном слое (толщиной до 2...4 мм).
В следующем слое аустенит в процессе охлаждения при закалке распадается от
тростита или сорбита, а в середине изделия аустенит распадается с образованием
структуры феррит плюс перлит. Чем больше сечение изделия, тем относительно боль-
ше масса металла, получающего структуру перлит и феррит и не воспринимающего,
следовательно, закалку.
Последующий отпуск будет способствовать превращению мартенсита и тростита в
сорбит в тонком поверхностном слое, но не воздействует на структуру и свойства пер-
лита и феррита в основной массе изделия.
Таким образом, вал диаметром 75 мм, изготовленный из углеродистой стали, не
будет иметь одинаковых свойств по сечению: они будут выше в тонком поверхностном
слое и ниже в сердцевине. Хотя в работе основные нагрузки будут воспринимать по-
верхностные слои вала, надо учитывать и следующее:
1) чем больше сечение вала, тем тоньше (2...4 мм) поверхностный слой со структу-
рой сорбита;
2) часть поверхностного слоя будет снята при окончательной чистовой обработке
вала на станке, выполняемой после закалки и отпуска. Поэтому для изготовления вала
сталь 45 не пригодна.
Рассмотрим сталь 45ХН. Сталь легирована никелем и хромом, т. е. элементами,
повышающими прокаливаемость. Эта сталь получает после закалки достаточно одно-
родную структуру и механические свойства и прокаливается в сечении диаметром до
80 мм. Следовательно, при изготовлении вала диаметром 75 мм из стали 45ХН может
быть обеспечена сплошная прокаливаемость по сечению.
Режим термической обработки стали 45ХН таков:
1. Закалка — нагрев до 830...850° С и охлаждение в масле.
При закалке вала из стали 45ХН с охлаждением в масле (а не в воде, как это требу-
ется для углеродистой стали) возникают меньшие остаточные напряжения, а следова-
тельно, и меньшая деформация. Структура стали после закалки — мартенсит; твер-
дость HRC не ниже 56.
2. Отпуск — с нагревом до 550...580° С. Для предупреждения отпускной хрупкости
вал после отпуска следует охлаждать в масле или в воде. Структура стали после отпус-
ка — сорбит.
176
Механические свойства стали 45ХН в изделии диаметром 75 мм после указанной
термической обработки представлены в табл. 5.7.
Таблица 5.7
Механические свойства стали 45ХН после ТО
Сталь Режим термической обработки (Л °C) ов, МПа о02, МПа Ср МПа Ф, % KCV, Дж/см2
45ХН 3830...850, М + 0 550...600, В или М 800 650 13 48 60
Наличие удобных и надежных баз
Для обеспечения требуемого взаимного положения всех поверх-
ностей детали необходимо при обработке соблюдать принцип совме-
щения баз, в качестве технологических применять те конструктор-
ские базы (как правило, основные), относительно которых на черте-
же заданы точность расположения (симметричность, биения, соос-
ность, параллельность и пр.) и исполнительные размеры, получаемых
на данной установке поверхностей.
Поэтому при анализе технологичности нужно выявить основные
базы детали и проверить для них соблюдение следующих обязатель-
ных принципов: установочная база должна быть наибольших устано-
вочных размеров, направляющая или двойная направляющая наи-
большей протяженности, опорная или двойная опорная — наимень-
ших габаритных размеров и т. д.
Для приближенной оценки протяженности поверхности деталей
сравнительно несложной коробчатой формы можно воспользоваться
общими выражениями:
ALX 4" Lz),
fi,Lx + Zy),
ДдЛа ./Цу
где LKt, xa, LKrza — наименьшие допустимые (критические) про-
тяженности поверхностей для угловой ориентации детали относи-
тельно осей X, Y и Z соответственно; Lx, Ly, Lt — наибольшие (габа-
ритные) размеры детали в направлениях, соответствующих индексу.
На рис. 5.15 для угловой ориентации детали относительно оси Y
наименьший допустимый размер базирующих поверхностей в на-
правлениях X и Z следует определять с учетом габаритных размеров
Lx = 100 мм и Д = 140 мм.
Раскрытие функциональной зависимости по определению крити-
ческой протяженности базы и представление ее (зависимости) в яв-
12 — 3073
177
Рис. 5.15. Выбор баз при утло-
вой ориентации деталей
ном виде является достаточно слож-
ным, поскольку при этом в каждом
конкретном случае должны учитывать-
ся конфигурация детали, положение ее
центра тяжести, схема приложения
усилий закрепления и т. д.
Для приближенной оценки протя-
женности поверхности деталей срав-
нительно сложной коробчатой формы
можно воспользоваться выражением
ДфК, = 0,25(£х + £г).
Для угловой ориентации относи-
тельно других осей соответственно ме-
няются индексы.
Критическая протяженность поверхностей для детали, чертеж ко-
торой представлен на рис. 5.15, найденная по приведенному выраже-
нию, составляет 60 мм.
Таким образом, для ориентации детали в направлении Yx могут
использоваться только поверхности 7 и 2, так как их протяженность в
нужном направлении превышает критическую величину. Поверхно-
сти 3 и 4 могут использоваться только как опорные базы.
Если основные базы являются явными, конструктивно должна
быть предусмотрена возможность их обработки на первой операции с
базированием по поверхностям, остающимся необработанными.
Если основные базы скрытые, то в конструкции детали должна
быть предусмотрена возможность их материализации желательно с
применением самоцентрирующих установочно-зажимных приспо-
соблений — другими поверхностями, которые уже занимают требуе-
мое положение относительно соответствующих основных баз.
На первых операциях основные скрытые базы обычно материали-
зуют необрабатываемыми свободными поверхностями детали или
исходными поверхностями заготовки, а на последующих операци-
ях — уже прошедшими обработку поверхностями вспомогательных
баз или исполнительными поверхностями либо используют преду-
смотренные конструкцией детали специальные технологические
базы.
Специальные технологические базы могут быть временными (на-
пример, срезаемая бобышка на днище поршня) или постоянными
(например, центровые отверстия у валов, базисные площадки у шату-
нов, центрирующий поясок юбки поршня, установочные отверстия у
корпусных деталей для установки на плоскость и два отверстия, на
178
Рис. 5.16. Корпус червячного редуктора
плоскость и три отверстия, по двум плоскостям и отверстию). Специ-
альные технологические базы облегчают использование принципов
единства и постоянства баз.
Рассмотрим несколько примеров анализа чертежей деталей.
У корпуса червячного редуктора (рис. 5.16) основными базами яв-
ляются: поверхность платиков — установочная явная база, ось
1 — 1 — двойная упорная скрытая база, ось 2—2— упорная скрытая
база, используемая для наложения связи, лишающей деталь поворота
вокруг оси 1—1.
12*
179
Рис. 5.17. Схемы базирования при обработке
корпуса червячного редуктора
Конструктивно предусмотрены возможности установки заготов-
ки по внутренней необрабатываемой поверхности при обработке
платиков (рис. 5.17, а), материализации оси 1—1 поверхностью бо-
бышки 0 92 (рис. 5.17, б) и оси 2 — 2— поверхностями бобышек 0 96
(рис. 5.17, а) на первых операциях и центральными отверстиями этих
бобышек на последующих операциях (рис. 5.17, в). Возможно ис-
пользование отверстий в платиках в качестве специальных техноло-
гических баз с установкой по плоскости и двум отверстиям (рис.
5.17, г).
У поршня (рис. 5.18, а) основными базами являются: ось
1 — 1 — двойная направляющая скрытая база и ось 2 — 2 — двойная
упорная скрытая база, которая накладывает связи, лишающие деталь
перемещения вдоль оси 1 — 1 и поворота вокруг этой оси. Ось 1—1
можно материализовать на первой операций необработанной внут-
ренней поверхностью с применением самоцентрирующей плунжер-
ной оправки (рис. 5.18, б), а на последующих — специальным техно-
логическим пояском юбки или обработанной наружной цилиндриче-
ской поверхностью поршня. На первых операциях для лишения заго-
180
Рис. 5.18. Базирование поршня на первых операциях обработки
товки перемещения вдоль оси 1—1 используют внутреннюю
свободную поверхность днища (рис. 5.18, б), а для лишения заготовки
поворота вокруг оси 1 — 1 — необрабатываемые свободные поверх-
ности бобышек (рис. 5.18, в); на последующих операциях материали-
зуют ось 2— 2 обработанными поверхностями отверстий под палец.
У шатунов автомобильных и тракторных двигателей основные
базы: ось стержня шатуна — двойная направляющая скрытая база,
ось большой головки — двойная опорная скрытая база, лишающая
перемещения вдоль оси стержня и поворота вокруг этой оси.
На первых операциях установку проводят по исходным поверхно-
стям стержня и головок, на последующих — по специальным ба-
зам — на трех или четырех центрах или по торцам головок и пяти ба-
зисным площадкам.
Рассмотренные примеры показывают, как в процессе анализа
чертежа и выявления основных баз детали намечаются контуры про-
ектируемого технологического процесса, примерное содержание и
последовательность его основных операций.
181
5.4.2. Определение типа производства
Тип производства — это классификационная категория произ-
водства, выделяемая по признакам широты номенклатуры, регуляр-
ности, стабильности и объема выпуска изделий.
Одной из основных характеристик типа производства является
коэффициент закрепления операций, представляющий собой отно-
шение числа всех различных технологических операций, выполнен-
ных или подлежащих выполнению в течение месяца, к числу рабочих
мест.
В проектных условиях можно полагать, что коэффициент закреп-
ления операций определяет число операций такой же трудоемкости,
как и рассматриваемая, которое можно было бы закрепить за одним
рабочим местом для полной его загрузки в течение месяца.
Тогда коэффициент закрепления операций
Л'зо 4/А11Т (FmKfn •
где tB — такт выпуска, мин; F— месячный фонд времени односмен-
ной работы рабочего места, ч; т — принятое число смен; Кт — коэф-
фициент, учитывающий простои по организационно-техническим
причинам (ремонт, перерыв на отдых и т. п.); Nmc — число изделий,
запускаемых в производство, шт/мес; (ШТ — штучное время (по укруп-
ненным расчетам или поданным действующего предприятия), мин.
На первом этапе проектирования тип производства ориентиро-
вочно может быть определен в зависимости от массы детали и объема
выпуска по табл. 5.8.
Таблица 5.8
Годовая программа выпуска деталей по типам производств
Тип производства Годовой объем выпуска деталей одного наименования, шт
легкие, до 20 кг средние, 20...300 кг тяжелые, более 300 кг
Единичное До 100 До 10 1...5
Мелкосерийное 101...500 11...200 6...100
Среднесерийное 501...5000 201...1000 101...300
Крупносерийное 50001....50 000 1001...5000 301...1000
Массовое Свыше 50 000 Свыше 5000 Свыше 1000
Тип производства влияет на построение технологических процес-
сов изготовления изделий и организацию работы на предприятии.
Основные технологические признаки типов производства приведены
в табл. 5.9.
182
Организационно-технические характеристики типов производства
Таблица 5.9
Характеристики Тип производства
Массовое Крупносерийное Среднесерийное Мелкосерийное Единичное
Форма организа- ции производст- венного процесса И Непрерывно по- точная, прямоточ- ная, Азо = 1 Непрерывно по- точная, 10 > > 1 Переменно поточ- ная или группо- вая, 20 > Азо > 10 Групповая, 40 > Азо > 20 Предметная, >40
Технологические процессы: вид Типовые и единичные Типовые, группо- вые и единичные Групповые и еди- ничные Единичные
Степень детализа- ции проектирова- ния Операционные Автоматизированное или неавтоматизированное Маршрутно-опера- ционные Маршрутные неав- томатизированные
Построение опера- Параллельная концентрация Дифференциация Последовательная концентрация
ций Обработка многоместная или одноместная с непрерывной или раздельной установкой Обработка многоместная или одноме- стная с одновременной установкой
Метод обеспече- ния точности Базирование без выверки, работа на настроенных станках, активный кон- троль Базирование без выверки и с вывер- кой, настройка статическая по проб- ным деталям или комбинированная Базирование с вы- веркой, настройка по пробным ходам и промерам
Оборудование Специальное Специальное и специализирован- ное Универсальное и специализирован- ное, станки с ЧПУ, гибкие мо- дули Универсальное, станки с ЧПУ
Оснастка Неразборные спе- циальные приспо- собления (НСП) Сборно-разборные приспособления (СРП), специализированные наладоч- ные приспособления (СНП) Универсально-на- ладочные приспо- собления (УНП) Универсальные безнал адочные приспособления
Для уточнения типа производства после предварительной разра-
ботки технологического процесса может быть использовано значение
коэффициента к, характеризующего отношение такта выпуска /-го
изделия /, к среднему штучному времени технологических операций
/шт.ср/: к = ///щт ср/, ti = бО/р/ТУ/Мин/шт., где tp — номинальный фонд ра-
бочего времени за год, смену или другой период; N, — объем выпуска
изделий в штуках за тот же период времени f-го изделия,
п
/шт.ср< ~ Iп ’
1=1
где п — количество операций в технологическом процессе;
/т( — штучное время на /-й операции, мин. Величина коэффициента
к может быть принята: к = 1 — массовое производство, 2... 10 — круп-
носерийное производство, 10...20 — среднесерийное производство,
20 — мелкосерийное производство. Окончательно тип производства
определят по величине коэффициента закрепления операций (см.
табл. 5.).
После окончательной разработки технологических процессов для
определенного участка или цеха на всю номенклатуру изготавливае-
мых деталей тип производства определяется по коэффициенту закре-
пления операций.
После установления типа производства определяется его органи-
зационно-техническая характеристика. При этом необходимо ре-
шить следующие задачи:
— определить форму организации производственного процесса.
Для поточного производства выбрать тип поточных линий;
— установить степень механизации и автоматизации поточных
линий;
— определить режим работы участка, линии и фонды времени
работы технологического оборудования;
— рассчитать такт выпуска изделий (крупносерийное и массовое
производства) или величины партий их запуска в производство.
Количество деталей в партии (л) рассчитывается по формуле:
где N — объем выпуска; Т — количество рабочихдней в планируемом
периоде выпуска; а — периодичность запуска, дн.
184
5.4.3. Определение класса детали и выбор
в качестве аналога действующего типового
или группового технологического процесса
Технологический процесс разрабатывают на основе имеющегося
типового или группового ТП. Для этого по технологическому класси-
фикатору деталей формируют технологический код. По коду изделие
относят к определенной классификационной группе и действующе-
му для нее типовому или групповому ТП. Типовой или групповой
технологический процесс является информационной основой при
разработке рабочего технологического процесса. При отсутствии со-
ответствующей классификационной группы ТП разрабатывают как
единичный, с учетом ранее принятых прогрессивных решений в дей-
ствующих единичных ТП.
Технологический код разрабатывают на основе технологического
классификатора.
Детали кодируются буквенно-цифровым алфавитом кода. В
структуре кода за каждым признаком закреплены определенные раз-
ряд (позиция) и число знаков. Система буквенно-цифрового кодиро-
вания однозначная. Она включает цифры от 1 до 9 и прописные бук-
вы русского алфавита от А до Я, кроме буквы 3.
Технологический классификатор деталей (ТКД) машинострое-
ния и приборостроения [15] является логическим продолжением и
дополнением Классификатора ЕСКД, разработанного в качестве ин-
формационной части ГОСТ 2.201 — 80. «Обозначение изделий и
конструкторских документов». Этот стандарт устанавливает струк-
туру обозначения изделия и основного конструкторского документа
(рис. 5.19).
Код классификационной характеристики присваивают изделию
или документу по Классификатору ЕСКД (рис. 5.20).
Классификатор ЕСКД позволяет:
— установить единую государственную классификационную
систему обозначения изделий и конструкторских документов для
обеспечения единого порядка, учета, хранения и обращения этих до-
кументов;
— обеспечить возможность использовать конструкторскую до-
кументацию, разработанную другими организациями (без ее пере-
оформления);
— ускорить и облегчить ручной поиск конструкторской доку-
ментации разрабатываемых и изготовляемых изделий;
— внедрить средства вычислительной техники в сфере проекти-
рования и управления;
185
ХХХХ ХХХХХХ XXX
Код организации |
разработчика
Код классификационной
характеритстики
Порядковый регистрационный номер
XX X X X X
Рис. 5.20. Структура
классификатора ЕСКД
Рис. 5.19. Структура обозначений
изделий и основного конструктор-
ского документа
— применять коды деталей по классам совместно с технологиче-
скими кодами при решении задач технологической подготовки про-
изводства с использованием средств электронно-вычислительной
техники (САПР, ГПС и др.).
Классификатор ЕСКД включает 100 классов, из которых 51 класс
составляют резерв, в котором Moiyr быть размещены новые виды из-
делий.
На все детали машиностроения и приборостроения установлены
шесть классов: 71...76. Основным признаком деления (кроме класса
76) является геометрическая форма.
Классы 71 ...76 охватывают детали всех отраслей промышленности
основного и вспомогательного производства:
— класс 71: детали — тела вращения типа колес, дисков, шкивов,
блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков,
шпинделей и др.;
— класс 72: детали — тела вращения с элементами зубчатого за-
цепления; трубы, шланги, проволочки, разрезные секторы, сегмен-
ты; изогнутые из листов, полос и лент; аэрогидродинамические; кор-
пусные, опорные, емкостные, подшипники;
— класс 73: детали — не тела вращения: корпусные, опорные,
емкостные;
— класс 74: детали — не тела вращения: плоскостные; рычаж-
ные, грузовые, тяговые; аэрогидродинамические; изогнутые из лис-
тов, полос и лент; профильные; трубы;
— класс 75: детали — тела вращения и (или) не тела вращения,
кулачковые, карданные, с элементами зацепления, арматуры, сани-
тарно-технические, разветвленные, пружинные, ручки, посуды, оп-
тические, электрорадиоэлектронные, крепежные;
186
ХХХХ ХХХХХХ XX хххххх хххххххх
Обозначение
детали по
Г0СТ2 201-80
Технологический
код детали
Рис. 5.21. Структура полного конструкторско-технологического кода детали
— класс 76: детали технологической оснастки, инструмента
(сверла, метчики, пластины режущие, матрицы, пуансоны и т. д.).
Технологический классификатор деталей (ТКД) создает предпо-
сылки для решения задач, направленных на снижение трудоемкости
и сокращение сроков технологической подготовки производства:
— анализ номенклатуры деталей по конструкторско-технологи-
ческим характеристикам;
— группирование деталей по конструкторско-технологическому
подобию для разработки типовых и групповых технологических про-
цессов с использованием ЭВМ;
— подетальная специализация участков, цехов и заводов;
— повышение серийности и концентрация производства дета-
лей;
— унификация и стандартизация деталей и технологических
процессов их изготовления;
— рациональный выбор типов технологического оборудования;
— тематический поиск и использование ранее разработанных
типовых и групповых технологических процессов;
12 3 4 5 6
XXX XXX
1 2 3 4 5 6 7 8 9 10 II 12 13 14
ХХХХХХХХХХ X X X X Размерная
________________________________ характеристика
Группа материала
Вид детали по _____
технологическому
—-------------------------методу изготовления
Рис. 5.22. Структура технологического Рис. 5.23. Структура постоян-
кода детали ной части технологического
кода детали
187
7 8 9 10 11 12 13 14
хххххххх
Вид исходной
—заготовки
Квалитет
Параметр шероховатости
или отклонение формы и
расположения поверхности
Степень точности
Вид дополнительной обработки
Характеристика массы
Рис. 5.24. Структура переменной части технологического кода детали
Обозначение детали
Код организации разработчика 715423. 9Q4
Код классификационной группировки
конструктивных признаков
Деталь-тело вращения с L/D свыше 2 с
наружной цилиндрической поверхностью
без закрытых уступов, ступенчатой
двусторонней, без наружной, с
пазами или шлицами на наружной
поверхности без отверстии вне оси детали
Порядковый регистрационный номер (условный)
Основные признаки технологической
классификации деталей
Размерная характеристика,мм: ВИЗ 04 4
наибольший наружный диаметр - 50; “Й ~Т
длина - 280; диаметр центрального
отверстия -12,5 ___________________
Группа материала: сталь углеродистая,
конструкционная (Сталь 45 ГОСТ 1050-74)______
Вид детали по технологическому методу:
деталь обрабатывается резанием___________________
Технологическая классификация детали
обрабатываемой резанием
Вид исходной заготовки: 41 8 4—4 Г
пруток круглый,некалиброванный_______|
Точность наружных поверхностей по
квалитету 6, внутренних поверхностей - 14
Отклонение формы и расположения
поверхностей: радиальное биение____________
Степень точности.б___________________________
Вид дополнительной обработки: термообработка
42 ..46,5 НКСэ без покрытия______________________
Масса 4,3кг
Рис. 5.25. Конструкторско-технологический код детали (вал шлицевой)
Рис. 5.26. Вал шлицевой
— автоматизация проектирования деталей и технологических
процессов их изготовления.
ТКД представляет собой систематизированный свод наименова-
ний признаков деталей, их составляющих частных признаков и их ко-
довых обозначений в виде классификационных таблиц. Структура
полного конструкторско-технологического кода детали состоит из
обозначения детали по ГОСТ 2.201 — 80 и технологического кода, со-
держащего четырнадцать знаков (рис. 5.21).
Технологический код состоит из двух частей (рис. 5.22): постоян-
ная часть из шести знаков — кодовое обозначение классификацион-
ных группировок основных признаков (рис. 5.23); переменная часть
из восьми знаков — кодовое обозначение классификационных груп-
пировок признаков, характеризующих вид детали по технологиче-
скому методу ее изготовления (здесь и на других схемах цифры 1, 2
и т. д. обозначают номер позиции технологического кода).
Структура переменной части технологического кода зависит от
вида деталей по технологическому методу изготовления: 1 — детали,
изготовляемые литьем; 2 — детали, изготовляемые ковкой и объем-
ной штамповкой; 3 — детали, изготовляемые листовой штамповкой;
4 — детали, обрабатываемые резанием; 5 — детали, термически обра-
батываемые; 6 — детали, изготовляемые формообразованием из по-
лимерных материалов и резины; 7 — детали с покрытием; 8 — дета-
ли, обрабатываемые электрофизикохимически; 9 — детали, изготов-
ляемые порошковой металлургией.
189
Структура переменной части технологического кода деталей, об-
рабатываемых резанием, имеет вид, представленный на рис. 5.24.
В качестве примера на рис. 5.25 приведены результаты формиро-
вания конструкторско-технологического кода детали, обрабатывае-
мой резанием — вал шлицевой (рис. 5.26). Конструкторско-техноло-
гический код шлицевого вала состоит из 20 позиций:
АБВГ.715423.8И3044.3141844Г.
Типовые маршруты для деталей основных классов приведены
ниже.
Таблица 5.10
Пример декодирования и укрупненного анализа
Код Смысловое назначение кода | Вывод (результат) анализа
7154123 Конструкторская Деталь — тело вращения с я характеристика Основной вид обработки — обработка
8ИЗ L/D > 2, наружная поверх- ность цилиндрическая без за- крытых уступов, ступенчатой двусторонней формы, без на- ружной резьбы, с централь- ным глухим отверстием без резьбы со шлицами или паза- ми на наружной поверхности, без отверстий вне оси детали Технологическая Габаритные размеры дета- резанием. Основные операции технологи- ческого процесса: подрезка торцев и за- центровка; токарная и круглошлифоваль- ная обработка наружной поверхности в центрах с переустановкой заготовки, об- работка глухого отверстия, фрезерование пазов или шлицев I характеристика По диапазонам размерных характери-
04 ли, мм: наибольший наруж- ный диаметр 40 — 60; длина 250 — 300; диаметр централь- ного отверстия 10 — 20 Материал детали: сталь уг- стик детали можно установить эксплуата- ционную характеристику оборудования, на котором целесообразно обрабатывать заготовку Стали указанного химического состава
4 леродистая конструкционная с содержанием углерода 0,25 - 0,6 % Вид детали по технологиче- отличаются хорошей обрабатываемостью резанием, в том числе и резанием твердо- сплавным инструментом. Поэтому для операции наиболее трудоемкой обработ- ки наружных поверхностей заготовки воз- можен выбор модели станков, позволяю- щих вести обработку на высоких режимах резания. Можно сделать правильный вы- бор абразивного инструмента для шлифо- вания Данный код является связующим зве-
скому методу: деталь, обраба- тываемая резанием ном основных признаков технологиче- ской классификации с признаками соот- ветствующего раздела технологического классификатора
190
Продолжение табл. 5.10
Код Смысловое назначение кода Вывод (результат) анализа
31 Исходная заготовка детали: пруток круглого сечения не- калиброванный (горячеката- ный) Вся наружная поверхность детали под- вергается обработке резанием в центрах. Технологический процесс при изготовле- нии детали из прутка должен содержать операцию отрезки с последующей подрез- кой и зацентровкой
4 Наивысшая точность раз- меров наружных поверхно- стей соответствует квалитетам 6, 7, 8 Точность наружных поверхностей по указанным квалитетам экономически вы- годно получить круглым шлифованием
1 Наивысшая точность раз- меров внутренних поверхно- стей соответствует квалитетам 13, 14 Точность поверхности центрального отверстия указанных квалйтетов может быть достигнута операцией сверления
84 Деталь имеет допуск ради- ального биения поверхностей по 6-1 степени точности Наличие жестких требований на ради- альное биение требует одновременной об- работки всех поверхностей за одну уста- новку
4 Деталь подвергается терми- ческой обработке между меха- ническими операциями, по- лучаемая твердость до 40 < НЯСэ < 53,5 Деталь не подвергается по- крытию Наличие термообработки детали с по- вышенной твердостью 40 < HRC3 < 53,5 обусловливает: применение абразивного инструмента на операциях резания, сле- дующих за термической обработкой; из- менение межцехового маршрута изготов- ления детали по сравнению с изготовле- нием подобных деталей, не требующих термической обработки Деталь не подлежит группированию с другими деталями, направляемыми на участок гальванопокрытий или окраски
Г Масса детали 4 — 10 кг Масса детали не требует специальных грузоподъемных устройств для установки и снятия ее со станка. Информация кода вместе с информацией о размерах детали может быть использована для выбора тары, межоперационного и межцехового транспорта
В табл. 5.10 приведен пример решения обратной задачи — ис-
пользования сформированного конструкторско-технологического
кода 715423.8И3044.3141844Г детали «вал шлицевой» для решения
ряда взаимосвязанных задач, возникающих при разработке техноло-
гического процесса изготовления детали для мелкосерийного произ-
водства (код организации разработчика и порядковый регистрацион-
ный номер документа опущены).
191
5.4.4. Выбор исходной заготовки
и методов ее изготовления
При выборе заготовки необходимо решить следующие вопросы:
— установить способ получения заготовки;
— рассчитать припуски на обработку каждой поверхности;
— рассчитать размеры и указать допуски на заготовку;
— разработать чертеж заготовки.
Основными видами заготовок для деталей являются заготовки,
полученные литьем; обработкой давлением; резкой сортового и про-
фильного проката; комбинированными методами; специальными
методами.
Краткие характеристики основных методов получения заготовок
представлены в табл. 5.11 и 5.12.
Согласно ГОСТ 2664 — 85,точность отливки характеризуется че-
тырьмя показателями:
— классом размерной точности (22 класса);
— степенью коробления (11 степеней);
— степенью точности поверхностей (22 степени);
— классом точности массы (22 класса).
Обязательному применению подлежат классы размерной точно-
сти и точности массы отливок.
Стандартом предусмотрено 18 рядов припуска отливок.
В технических требованиях чертежа отливки должны быть указа-
ны нормы точности отливки в следующем порядке:
— класс размерной точности;
— степень коробления;
— степень точности поверхностей;
— класс точности массы;
— допуск смещения отливки.
Пример условного обозначения точности отливки 8-го класса
размерной точности, 5-й степени коробления, 4 -й степени точно-
сти поверхностей, 7-го класса точности массы с допуском смещения
0,8 мм:
Точность отливки 8 — 5 — 4 — 7 См 0,8 ГОСТ 26645 — 85.
Допускается указывать сокращенную номенклатуру норм точно-
сти отливки, при этом указание классов размерной точности и массы
отливки является обязательным; ненормируемые показатели точно-
сти заменяют нулями, а обозначение смещения опускают. Например:
192
Таблица 5.11
13 - 3073
Характеристика основных методов получения заготовок литьем
Метод получения Масса заго- товок, т Наименьшая толщи- на стенок, мм Точность выполнения Шерохова- тость Ra, мкм Материал Тип производства
Литье в песчано-глини- стые формы: Ручная формовка по деревянным моделям Машинная формовка Машинная формовка по металлическим моде- лям Литье по выплавляе- мым моделям (выжимае- мым, растворяемым, за- мораживаемым) Литье в оболочковые формы: (песчано-смоля- ные, химически твер- деющие) Центробежное литье Литье под давлением Литье в кокиль До 100 До 10 3...5 До 0,15 До 0,15 0,01...1 До 0,1 7 (чугун) 4 (сталь) 0,5 (цветные сплавы) Разе чугун 3...5 сталь 5...8 цветные сплавы 3...8 0,5 сталь 3...5 алю- миний 1...1,5 Много* 5...6 0,5 чугун 15, сталь 10 >вые формы IT 17 IT 16...17 IT 14...16 IT 11...12 IT 13...14 сратные фор IT 12...14 IT 8...12 IT 12...15 80...20 20...5 20...5 10...25 10...25 мы 40...10 5,0...0,63 20-...25 чугун, сталь, специальные спла- вы труднообраба- тываемые сплавы чугун, сталь, цветные сплавы чугун, сталь, цветные сплавы цветные сплавы чугун, сталь, цветные сплавы единичное и мелкосерийное серийное крупносерийное и массовое серийное серийное и мас- совое крупносерийное и массовое серийное и мас- совое
Таблица 5.12
Характеристика основных методов получения заготовок обработкой давлением
Метод получения загото- вок Размер или масса Толщина стенок, мм Точность Шероховатость поверхности Ra, мкм Материал Тип производ- ства
аЗ * CQ на молотах и прессах До 250 т На молотах по ГОСТ 7829-70, на прессах по ГОСТ 7062-79 До 12,5 единичное и мелкосе- рийное
на молотах в под- кладных кольцах и штампах До 10 кг 3...5 По ГОСТ 7829-70 До 12,5 мелкосе- рийное
на радиаль- но-ковочных ма- шинах Диаметр прутка (трубы) до 150 мм 0,1...0,6 (горя- чая); 0,04...0,4 (холодная) До 0,4 (холод- ная) углероди- стые и легиро- ванные стали
Штамповка на молотах и прессах на горизонталь- но ковочных ма- шинах выдавливание До 0,4 т До 30 кг Диаметр до 200 мм 2,5 2,5 Классы Т4...Т5 по ГОСТ 7505-89 Классы Т4...Т5 по ГОСТ 7505-89 Классы ТЗ...Т4 по ГОСТ 7505-89 12,5...3,2 серийное и массовое
на чеканочных и кривошипно-ко- ленных прессах До 0,1 т 2,5 На 25...30 % выше, чем на мо- лотах
Точность отливки 8 — 0 — 0 — 7 ГОСТ 26645 — 85.
В технических требованиях чертежа отливки должны быть указа-
ны в нижеприведенном порядке значения номинальных масс детали,
припусков на обработку, технологических напусков и массы отливки.
Пример обозначения номинальных масс, равных для дета-
ли — 20,35 кг, для припусков на обработку — 3,15 кг, для технологи-
ческих напусков — 1,35 кг, для отливки — 24,85 кг:
Масса 20,35 - 31,5 - 1,35 - 24,85 ГОСТ 26645 - 85.
Для необрабатываемых отливок или при отсутствии напусков со-
ответствующие величины обозначают «0». Например:
Масса 20,35 - 0 - 0 - 20,35 ГОСТ 26645 - 85.
На выбор заготовки влияют следующие показатели: назначение
детали, материал, технические условия, объем выпуска и тип произ-
водства, тип и конструкция детали; размеры детали и оборудования,
на котором они изготовляются; экономичность изготовления заго-
товки, выбранной по предыдущим показателям. Все эти показатели
должны учитываться одновременно, так как они тесно связаны.
Окончательное решение принимают на основании экономического
расчета с учетом стоимости метода получения заготовки и механиче-
ской обработки.
Упрощенное сравнение возможных вариантов получения заго-
товки предполагает два этапа:
— сравнение методов получения заготовки по коэффициенту ис-
пользования материала K=gJgH, где ga — масса детали, кг;
gH — норма расхода материала, кг. При этом учитываются следующие
рекомендации: в массовом производстве К> 0,85; в серийном произ-
водстве К> 0,5...0,6;
— сравнение методов получения заготовки на основании расчета
стоимости заготовки с учетом ее черновой обработки:
См = - &Д0 + Сит(1
где Сэт — средняя часовая заработная плата основных рабочих по та-
рифу, руб/чел.ч; Ца — цена 1 кг отходов, руб.; Цм — оптовая цена на
материал в зависимости от метода получения заготовки (из проката,
свободной ковкой, штамповкой, литьем); ga — масса отходов мате-
риала; кг; Т — время черновой обработки заготовки, ч; Сн — ценовые
накладные расходы (для механического цеха могут быть приняты
равными 60...80 %).
13* 195
5.4.5. Выбор технологических баз
От правильного решения вопроса о технологических базах в зна-
чительной степени зависят точность взаимного расположения обра-
батываемых поверхностей; точность размеров, которые должны быть
получены при выполнении запроектированной технологической
операции; степень сложности и конструкция приспособлений; про-
изводительность обработки.
Исходными данными для выбора баз являются: чертеж детали со
всеми необходимыми техническими требованиями; вид и точность
заготовки; условия расположения и работы детали в машине.
Основные принципы, которыми рекомендуется пользоваться при
выборе баз, рассмотрены в разд. 2.3. Использование этих принципов
можно проиллюстрировать следующими примерами.
Пример 1. На первой операции при обработке торцевых поверхно-
стей головок рычагов (шатунов) чаще всего за базу принимают по-
верхность стержня рычага, остающуюся необработанной (см. рис.
1.109, том 2).
За счет этого добиваются симметричности расположения обрабо-
танных торцев головок относительно стержня. При обработке отвер-
стий в головках рычагов применяют черновые базы — наружные кон-
турные поверхности головок, закрепляемые в призмах. Это базирова-
ние по черной наружной поверхности обеспечивает равностенность.
Пример 2. При обработке кронштейна черновой технологической
базой служит плоскость, остающаяся необработанной (см. рис. 1.83,
том 2).
При установке на черновую базу производят фрезерование уста-
новочной плоскости А, выдерживая размер «20» по чертежу и парал-
лельность черновой и обработанной поверхностей. При дальнейшей
обработке кронштейна в качестве установочной технологической
базы используется обработанная плоскость А и два отверстия.
Пример 3. При обработке автомобильного поршня за черновую
базу на первой операции чаще всего принимают его внутреннюю не-
обработанную поверхность, чтобы подготовить базу для обработки
наружной поверхности (см. рис. 5.18). За счет такого базирования
достигается правильное взаимное расположение системы обработан-
ных поверхностей детали относительно необработанных — равно-
стенность поршня.
Пример 4. При обработке кронштейна (см. рис. 1.84...1.90, том 2)
требуется расточить отверстие, выдерживая диаметр 4US1, и обрабо-
тать основание, выдерживая размер 70/110.
Возможны четыре варианта базирования:
196
— если основным требованием является обеспечение соосности
(равностенности) отверстия Б и остающейся необработанной наруж-
ной поверхности, то черновой базой выбирают наружную цилиндри-
ческую черную поверхность, закрепляя заготовку, например в кулач-
ках самоцентрирующего патрона;
— при требовании обеспечить одинаковую толщину лапок или
если задан размер, соединяющий черную и чистую поверхности, ба-
зой является черная поверхность и обрабатывается поверхность ос-
нования А;
— если необходимо обеспечить возможно малый припуск на
поверхности А, например, когда эта поверхность обрабатывается
черновым шлифованием без предварительного строгания или фре-
зерования, за черновую базу принимают эту обрабатываемую по-
верхность А;
— когда основным требованием является обеспечение возможно
малого и равномерного припуска при обработке отверстия, в качестве
черновой базы при обработке плоскости основания А выбирают от-
верстие, на следующей операции при обработке отверстия за базу
принимают уже обработанную поверхность основания А.
Равномерность припусков на обрабатываемых поверхностях по-
зволяет более полно использовать возможности режущего инстру-
мента, повышать производительность и точность обработки. Поэто-
му, чтобы обеспечить наименьший и равномерный припуск на обра-
батываемой поверхности, базирование по этой поверхности приме-
няется не только на первой операции. К таким операциям, например,
относятся бесцентровое шлифование, бесцентровое обтачивание,
развертывание качающимися развертками, свободное протягивание
и т. п.
В единичном и мелкосерийном производстве равномерного рас-
пределения припусков на отливках и поковках обычно добиваются
применением разметки заготовок с последующей выверкой их поло-
жения на станке при первой операции обработки или выверкой поло-
жения режущего инструмента по разметочным рискам и кернам.
Требования, предъявляемые к черновой базе, подробно рассмот-
рены в разд. 2.3.
Базы на промежуточных операциях (между первой и последней
операциями) выбирают с учетом следующих соображений:
1) используют принцип «кратчайших путей», согласно которому в
качестве технологических баз принимают те поверхности, которые
связаны с обрабатываемой поверхностью кратчайшей размерной це-
пью;
197
Рис. 5.27. Корпусная
деталь
2) не меняют без оснований базы, так как
переход от одной базы к другой всегда вносит
дополнительную ошибку во взаимное распо-
ложение поверхностей, обработанных на пер-
вой и второй базах. Эта ошибка равна погреш-
ности во взаимном расположении баз;
3) переходят при смене баз от менее точной
к более точной базе, так как обработка заго-
товки на каждом предшествующем этапе под-
готавливает ее к обработке на последующих
этапах, учитывая, что при переходе от одного
этапа к другому должны повышаться не толь-
ко точность размеров и формы, но и точность
взаимного расположения;
4) после термообработки выбирают базы, играющие роль черно-
вых баз. Используя их, вводят новые обработанные базы или чаще ис-
правляют те базы, которыми пользовались ранее. При исправлении
базы восстанавливать базирование необходимо таким образом, чтобы
новые базы были связаны со старыми более строгими размерами и со-
отношениями, в противном случае нарушится вся достигнутая ранее
координация поверхностей, что повлечет за собой увеличение опера-
ционных припусков.
Для иллюстрации необходимости выдерживания принципов со-
вмещения и постоянства баз рассмотрим возможные случаи базиро-
вания при обработке корпусной заготовки с предварительно обрабо-
танными нижней установочной плоскостью и боковыми плоскостя-
ми I и II (рис. 5.27).
При этом от оси заготовки до плоскости / выдержан размер с
допуском 7^|. Размер At задан технологом для получения размера А3 в
пределах установленного допуска.
Такая предварительная обработка производится достаточно часто
перед обработкой на станках типа «обрабатывающий центр» и на гиб-
ких производственных системах при подготовке баз для последую-
щей обработки.
При изготовлении этой корпусной детали (см. рис. 5.27) возмож-
ны два варианта базирования при последовательной обработке в раз-
меры А3> Л и А5 плоскостей (платиков) заготовки. Обработка прово-
дится способом автоматического получения размеров при работе на
настроенных станках.
При определении погрешностей базирования в этом примере ис-
пользуем основные уравнения размерных цепей при использовании
метода полной взаимозаменяемости (метод максимума — миниму-
198
Рис. 5.28. Первый вариант базирования корпусной заготовки
ма) с построением размерных цепей применительно к каждой уста-
новке заготовки для обработки на станке.
При первом варианте базирования для обработки плоскости в
размер А3 заготовка ориентируется по боковой плоскости /(рис. 5.28,
а). На рисунке показана размерная цепь, где Ан — наладочный раз-
мер; А3 — замыкающий размер, следовательно,
Г =Г = Т. +Т. .
Ад А, А6
Погрешность базирования в этом случае равна допуску на один
размер, связывающий конструкторскую и технологическую базы, т. е.
А баз = •
Для обработки плоскости в размер А, (рис. 5.28, б) заготовка ори-
ентируется по боковой плоской поверхности II. В этом случае из раз-
мерной цепи следует:
Г. =Т' = Т. +Т. +Т. +Т. ,
Л4 Ад А3 At А2 А6
баз = "* "* ^Л, ‘
Для обработки плоскости в размер А5 (рис. 5.28, в) применяем то
же базирование, что и в предыдущем случае. Из размерной цепи сле-
дует:
Т' =Т' =Т. +Т. + Т. +Т. + Т. ,
А5 Ад Aj Л2 А3 Л4 А6 7
Д^аз = ^А + ^А + ^A ^*^А *
оаз Л| а2 а3 л4
199
Рис. 5.29. Второй вариант базирования корпусной заготовки
При реализации второго варианта базирования обработка плос-
костей в размеры Ау, Л и А5 заготовка базируется на всех трех перехо-
дах одинаково — по установочной нижней плоскости и по боковой
поверхности I.
Тогда получим:
для размера (рис. 5.28, а), первый вариант
THA1=Ti=rAy, д'6аз=д;аз,
для размера Л4 (рис. 5.29, а)
т; = Т" =Т’ +Т' +Т' ,
л4 лд А3 л6 '
Дбаз =Тл +ТЛ >
оаз Л] А у 7
для размера А5 (рис. 5.29, б),
т; =т; =тА +т. +тА +т. ,
а5 ал а} а3 а4 А6 '
Ь"Ъ=Т. +ТЛ + ТА
ОаЗ Л| А} А 4
Поскольку ТА < Т'А и ТА5 < ТА , следовательно, при втором вари-
анте базирования погрешность базирования уменьшилась на величи-
ну допуска на размер А2, т. е. на величину 7^. При этом уменьшение
погрешности базирования получено применением постоянной базы I
при обработке всех трех плоскостей, выдерживая размеры Л3, Л и А5.
200
Рис. 5.30. Третий вариант базирования корпусной заготовки
Таким образом, для различных случаев обработки разнообразных
заготовок применением постоянной базы достигается во всех случаях
уменьшение погрешности базирования. Дополнительно с примене-
нием постоянной базы использование иной принципиальной схемы
базирования и установки позволяет достичь еще большего эффекта
повышения точности, что иллюстрируется ниже использованием по-
стоянной схемы базирования по нижней плоскости и двум базовым
отверстиям (третий вариант).
При установках, показанных на рис. 5.30, получаем принципи-
ально одинаковые со вторым вариантом зависимости, определяющие
погрешности базирования для размеров Л3, Л и А5:
Однако сверление по кондуктору базовых отверстий с последую-
щим их развертыванием и изготовление установочных пальцев по
/77...778 обеспечивают более жесткий допуск на размеры А" А"и дру-
гие по третьему варианту, чем по первым двум.
Таким образом, даже в случае несовпадения технологических и
конструкторских баз применение принципа постоянства баз и специ-
альной схемы установки позволяет значительно повысить точность
обработки.
14 — 3073 201
5.4.6. План обработки отдельных поверхностей
В серийном производстве работа, как правило, ведется методом
автоматического получения размеров на предварительно настроен-
ном станке, т. е. при проектировании операции необходимо выбрать
метод размерной наладки станка (по пробным деталям, статическая и
др.). Наладка станка связана с выбором (расчетом) наладочного раз-
мера и установлением допускаемых отклонений от него. Обоснован-
ный выбор наладочного размера исключает появление брака по не-
проходной стороне калибра сразу после настройки станка, что позво-
ляет более полно использовать поле допуска на износ инструмента.
При выборе метода обработки поверхности исходят из его техно-
логических возможностей: обеспечения точности и качества поверх-
ности; величины снимаемого припуска; времени обработки в соот-
ветствии с заданной производительностью.
Обработка каждой поверхности детали представляет собой сово-
купность методов обработки, выполняемых в определенной последо-
вательности. Последовательность устанавливается на основе требо-
ваний рабочего чертежа детали и исходной заготовки:
— заданные точность и качество поверхностей позволяют вы-
брать методы (один или несколько) их окончательной обработки;
— вид исходной заготовки определяет методы начальной обра-
ботки;
— методы окончательной и начальной обработки позволяют вы-
брать промежуточные методы. Каждый метод окончательной обра-
ботки требует определенного набора методов предшествующих;
— вид заданной термической обработки определяет ее место в
последовательности обработки поверхности.
Для одной и той же поверхности могут применяться различные
варианты обработки. Выбор наилучшего варианта является трудоем-
кой, но необходимой задачей. Эта задача окончательно решается на
основании экономического анализа. Предварительные решения по
выбору рационального варианта принимаются либо на основе таблиц
среднеэкономических достижимых точностей обработки разными
методами (табл. 5.13...5.17), либо на основе расчетов точности.
Последовательность выбора методов обработки поверхностей ре-
комендуется следующая:
1) выбираются методы обработки поверхности на первом перехо-
де (операции) в зависимости от способа получения заготовки и ее
точности; .
2) определяются методы окончательной обработки поверхности
на последнем переходе (операции) в зависимости от комплекса тре-
202
Таблица 5.13
Основные методы и виды обработки наружных цилиндрических поверхностей
Таблица 5.14
Основные методы и виды обработки внутренних цилиндрических поверхностей (отверстий)
Таблица 5.15
Основные методы и виды обработки плоских поверхностей
90Z
10...9 Ст. точн. Модульной фрезой Зубофрезерование Зубонарезание
12,5...6,3 Ra
10...8 Ст. точн. Червячной фрезой
6,3...3,2 Ra
8...7 Ст. точн. Зубодолбление
3,2...!,6 Ra
7...6 Ст. точн. Зубострогание
3,2...0,8 Ra
8...7 Ст. точн. Зуботочение
3,2...1,6 Ra
7...8 Ст. точн. Зубопротягивание
3,2...0,8 Ra
7...6 Ст. точн. Шевингование зубьев Отделка зубьев
1,25...0,63 Ra
6...5 Ст. точн. Хонингование зубьев
0,5...0,1 Ra
6...5 Ст. точн. Шлифование зубьев
1,25...0,5 Ra
7...5 Ст. точн. Обкатывание зубьев Обработка давлением
1,0...0,32 Ra
9...8 Ст. точн. Накатывание зубьев
2,0...0,8 Ra
Основные методы формообразования зубьев зубчатых колес
Н
Со
о\
S
J=
со
10...6 IT Электроискровая Электроэрозионная Электрофизические Методы обработки
25...0,1 Ra
11...10 IT Электроимпульсная
5...1,6 Ra
11...10 IT Элекгроконтактная
5...0,4 Ra
10...6 IT Анодномеханическая
1,6...0,025 Ra
чо СЛ IT Ультразвуковая
1,6...0,025 Ra
— IT Плазменная
— Ra
11...10 IT Лазерная
2,5...0,32 Ra
10...9 IT Эле ктронно-лучевая
3,2...0,8 Ra
И...9 IT Размерная в проточ- ном электролите Электрохимические
3,3...0,4 Ra
9...6 IT Полирование
0,4...0,02 Ra
10...8 IT Анодно-гидравлическая обработка
12,5...0,8 Ra
10...7 IT Электроэрозионнохи- мическая Комбинированные
3,2...0,4 Ra
10...6 IT Ультрозвуковая и электрохимическая
1,6...0,02 Ra
Основные методы электрофизической и электрохимической обработки
р
о\
la
S
J=
P
бований по точности рассматриваемой поверхности (данные из чер-
тежа);
3) назначаются методы обработки поверхности на промежуточ-
ных переходах (операциях) на основе уже выбранных первого и по-
следнего методов обработки.
При этом следует учитывать, что каждому методу окончательной
обработки предшествуют обычно несколько предварительных (менее
точных) методов. Например, чистовому развертыванию отверстия
предшествует предварительное развертывание, а предварительно-
му — чистовое растачивание, зенкерование или сверление.
При назначении промежуточных методов исходят из того, что ка-
ждый последующий метод должен быть точнее предыдущего в сред-
нем на один квалитет точности.
Допуск на промежуточный параметр точности должен всегда на-
ходиться в тех пределах, при которых возможно использование по-
следующего метода обработки.
Разрабатывая маршрут обработки поверхности, необходимо пом-
нить, что одна и та же точность обработки может быть достигнута не-
сколькими методами. Количество возможных вариантов маршрута
обработки одной поверхности достаточно велико. Однако его можно
значительно уменьшить, если учесть габариты детали, ее жесткость,
способы установки для обработки, тип производства и т. п.
Предварительный выбор маршрута обработки поверхности был
осуществлен, когда технологический маршрут разбивался на этапы
обработки (черновой, термической, получистовой и т. д.). Более точ-
ная разбивка на этапы может быть проведена с помощью подробных
таблиц технологических характеристик методов обработки.
Окончательный маршрут обработки выбирают с помощью соот-
ветствующих таблиц [19], в которых представлены численные вели-
чины погрешностей размеров, формы, взаимного расположения и
шероховатости поверхности. Для отдельных поверхностей числен-
ные величины погрешностей определяются расчетом.
Особое внимание следует обращать на характеристику методов с
точки зрения обеспечения точности взаимного расположения. На-
пример, как правило, отделочные методы не исправляют погрешно-
сти формы и взаимного расположения, а служат лишь для уменьше-
ния шероховатости.
Пример. Обработать отверстие, полученное литьем по Я8. На пер-
вом переходе (операции) могут применяться предварительное раста-
чивание или предварительное зенкерование, обеспечивающие точ-
ность расположения и прямолинейность оси отверстия. В качестве
окончательных переходов (операций), обеспечивающих точность
208
Рис. 5.31. Варианты обработки отверстия
размеров, формы и качество поверхностного слоя, можно назначить
развертывание, тонкое растачивание и протягивание.
На выбор конкретного варианта обработки в данном случае зна-
чительное влияние оказывают тип производства и конкретная произ-
водственная обстановка. Так, протягивание обычно применяется в
крупносерийном и массовом производстве для обработки отверстий
небольших и средних размеров. Развертывание используется во всех
типах производств, но требует, чтобы на предыдущих операциях
были обеспечены прямолинейность и точность положения оси отвер-
стия.
Тонкое растачивание может применяться во всех типах производ-
ства, но его использование обычно определяется наличием или отсут-
ствием станков, соответствующих повышенным требованиям к точ-
ности, жесткости и кинематическим характеристикам.
В качестве промежуточных методов обработки возможны чисто-
вое зенкерование и чистовое растачивание.
Применение того или другого метода определяется в основном
требованиями точности расположения. Как правило, более высокую
точность расположения и прямолинейность осей отверстий обеспе-
чивает обработка однолезвийным инструментом, особенно на черно-
вом и чистовом этапах.
209
Таким образом, для данного конкретного случая можно предло-
жить десять различных маршрутов обработки отверстия. Для более
наглядного представления возможных вариантов рекомендуется при
анализе структуры маршрута пользоваться схемой, представленной
на рис. 5.31.
Число вариантов, как показано выше, может быть уменьшено в
зависимости от технологических задач, стоящих при изготовлении
детали, типа производства, вида и метода получения заготовки, жест-
кости детали, необходимости обработки некоторых поверхностей за
один установ и т. п.
5.4.7. Проектирование технологического маршрута
обработки заготовки
На этом этапе разрабатывается общий план обработки заготовки,
выбираются методы обработки поверхностей заготовки, уточняются
технологические базы, предварительно выбираются средства техно-
логического оснащения, намечается содержание операций.
Технологический маршрут проектируют на основе выбранного
аналога — типового технологического маршрута.
Типовой маршрут является основой проектируемого маршрута.
При изменении и дополнении типового маршрута руководствуются
следующими методическими соображениями: при разборе типового
маршрута и при проектировании рабочего необходимо разделить тех-
нологический процесс на этапы, выполняемые в порядке возраста-
ния точности этапа, т. е. от черновых к чистовым. Различают три ук-
рупненные стадии обработки: черновую (обдирочную), чистовую и
отделочную. В процессе черновой обработки снимают основную мас-
су металла и обеспечивают взаимное расположение поверхностей.
Эта стадия связана с действием силовых и тепловых факторов, что
влияет на точность окончательной обработки. После этой обработки
часто вводят операции термообработки для снятия внутренних на-
пряжений. Целью чистовой обработки является достижение задан-
ной точности поверхностей детали и точности их взаимного располо-
жения. Основное назначение отделочной обработки — обеспечение
требуемой точности и шероховатости особо точных поверхностей.
В табл. 5.18 и 5.19 приведены этапы технологического процесса
при обработке деталей и их краткая характеристика.
210
Таблица 5.18
Этапы технологического процесса
№ п/п Наименование этапов Назначение и характеристика этапов
1 Заготовительный Получение заготовки, ее термообработка
2 Черновой Съем лишних припусков и напусков. Достигае- мая точность обработки 1Т\2... 1Т\5
3 Термический 1 Термообработка — «улучшение», старение
4 Получистовой 1 Достигаемая точность обработки IЛ1... ITX3. Шероховатость Ra = 6,3 мкм
5 Термический 2 Цементация
6 Получистовой 2 Съем цементационного слоя на поверхностях, предохраняемых от цементации
7 Термический 3 Закалка, улучшение
8 Чистовой 1 Точность обработки /76.../Л0. Шероховатость Ra = 0,63 мкм
9 Термический 4 Азотирование, старение
10 Чистовой 2 Шлифование поверхностей, не подлежащих азо- тированию
11 Чистовой 3 Точность обработки 1Т5...ГП. Шероховатость Ra = 0,16 мкм
12 Гальванический Хромирование, никелирование и т. п.
13 Отделочный 1 Получение малой шероховатости Ra - 0,08...0,04 мкм
Таблица 5.19
Этапы обработки
№ п/п Содержание этапов обработки и достигаемые характеристики точности геомет- рических параметров
1 Обработка поверхностей, которые будут использованы в качестве техно- логических баз на последующих этапах (с приданием им заданного положе- ния относительно основных баз детали и системы необрабатываемых по- верхностей)
2 Черновая обработка главных поверхностей, имеющих наибольшее значе- ние для работы детали в машине, обладающих большой д линой, не допус- кающих наличия дефектов. Точность размеров /Л 2... Л4, формы и распо- ложения X...XII степени, Ra = 3,2...6,3 мкм
3 Термообработка для снятия внутренних напряжений I и II рода
4 Правка баз и получистовая обработка главных поверхностей. Точность размеров /78, 779, формы и расположения VI...VII степени, Ra ~ 1,60...3,2 мкм
5 Термообработка для улучшения качества срединных и поверхностных слоев материала детали
6 Правка баз и чистовая обработка главных поверхностей. Точность разме- ров 778, IT9, формы и расположения VI...VIII степени, Ra = 0,8... 1,6 мкм
211
Продолжение табл. 5.19
№ п/п Содержание этапов обработки и достигаемые характеристики точности геомет- рических параметров
7 Выполнение второстепенных операций (сверление крепежных отверстий, снятие фасок, прорезка канавок) и обработка легкоповреждаемых поверх- ностей (например, нарезание резьбы)
8 Отделка главных поверхностей. Точность размера ГТ5...ГП, формы и рас- положения VI...VII степени, Аа = 0,2...0,4 мкм
9 10 Подгонка по массе, зачистка заусенцев и притупление острых кромок Окончательный контроль
При проектировании принципиальной схемы маршрута обработ-
ки решаются следующие вопросы:
1. Составляется укрупненный план обработки заготовки, устанав-
ливающий последовательность операций (или групп операций), а
также содержание и место в плане обработки термических, гальвани-
ческих, слесарных, контрольных операций. При этом в качестве ос-
новы может быть выбран типовой маршрут-аналог или использованы
рекомендации (табл. 5.19) по разбиению маршрута на этапы. Количе-
ство этапов или стадий для каждой конкретной детали может быть
различным.
2. Проверка возможности использования при базировании на
первых операциях необрабатываемых поверхностей детали, связан-
ных размерами или соотношениями точности взаимного расположе-
ния с обработанными поверхностями (см. правила выбора баз на пер-
вой операции в разд. 2.3). Выявление основных конструкторских баз,
определяющих положение детали в машине, выделение требований
по точности взаимного расположения, формы, размеров; принятие
предварительных решений о возможности совмещения технологиче-
ских и конструкторских баз или целесообразности создания специ-
альных технологических баз.
3. Выявление технологических комплексов поверхностей (как
правило, основные конструкторские базы), представляющих собой
совокупность поверхностей, которые следует обрабатывать с соблю-
дением принципа постоянства баз, т. е. с одной установки (по воз-
можности) и без смены позиции.
Как известно, точность взаимного положения поверхностей од-
ного такого комплекса определяется лишь погрешностями обработки
и не зависит от погрешностей установки. Поэтому в технологический
комплекс обычно включают поверхности, связанные жесткими до-
пусками на взаимное положение.
Производят «технологическую разметку» чертежа. Поверхности,
подлежащие обработке, обозначают на чертеже детали номером. Но-
212
мера установленных комплексов поверхностей и составляющих их
отдельных поверхностей заносят в сводную таблицу.
4. Выбор, первого (базового) комплекса поверхностей. В первый
технологический комплекс необходимо включить те поверхности,
которые составят постоянный комплект технологических баз, или
поверхности, которые войдут в разные комплекты баз для последую-
щих операций.
5. Подбор типов оборудования и выбор схем установки для всех
этапов обработки каждого технологического комплекса поверхно-
стей; установление рациональной очередности обработки разных
технологических комплексов.
6. Уточнение перечня специальных и вспомогательных операций
и их места в маршруте обработки заготовки.
7. Уточнение условий на поставку заготовки.
В ряде случаев необходимо провести в заготовительных цехах вы-
сокотемпературный отжиг заготовок для снятия внутренних напря-
жений, а также отрезку литников и прибылей и выполнение обдирки
для снятия напусков.
Количество этапов для конкретной детали может быть различным
в зависимости от конструктивных особенностей детали: вида и мате-
риала заготовки, точности и шероховатости поверхностей детали, ее
термообработки.
Для конкретной детали обычно используются не все этапы. На-
пример, при токарно-револьверной обработке деталей из прутка со-
вмещаются этапы 2 и 4. Для корпусных деталей из чугуна и цветных
сплавов вся обработка сосредоточена на 3-м и 4-м этапах и т. д.
Обработка поверхности детали производится в следующей после-
довательности:
а) в первую очередь создают базы для дальнейшей обработки, т. е.
обрабатывают поверхности, принятые за базы, используя первые
операции технологического маршрута, при этом черновыми базами
служат необработанные поверхности;
б) обрабатывают поверхности, где дефекты недопустимы, и по-
верхности, определяющие контур и габариты детали. На этом этапе
снимают основную массу металла;
в) определяют дальнейшую последовательность обработки по-
верхностей, руководствуясь системой простановки размеров, в пер-
вую очередь желательно обрабатывать те поверхности, относительно
которых координировано большинство других поверхностей;
г) обрабатывают все поверхности детали в последовательности
обратной их точности, самая точная поверхность обычно обрабаты-
вается в последнюю очередь. При обработке точных поверхностей
213
технологический маршрут, как правило, разбивают на черновой, чис-
товой и отделочный этапы;
д) учитывают влияние термической обработки на технологиче-
ский процесс путем введения дополнительных операций, так как по-
сле термообработки точность понижается, например, у зубчатых
колес на одну степень точности вследствие коробления, окисления
и т. п.;
е) выполняют обработку не основных поверхностей (нарезание
резьбы, снятие фасок и пр.) на стадии чистовой обработки;
д) обрабатывают легко поврежденные поверхности;
з) планируют операции технического контроля перед сложными и
дорогостоящими операциями, а также в конце обработки.
Сведения о характеристиках обрабатываемой поверхности и ме-
тодах ее обработки, о детали в целом дают возможность наметить тип
станка, вид инструмента, средства и методы контроля. Присутствие
сложных поверхностей указывает на необходимость применения
оборудования определенного назначения (зубофрезерного, копиро-
вального и т. п.).
Предусматриваются и необходимые контрольные операции с вы-
бором средств технического контроля и измерений. Контрольно-из-
мерительные средства выбирают в зависимости от точности контро-
лируемого параметра и конструктивных особенностей изделия.
Выбранные средства технологического оснащения уточняются
при определении содержания операций.
Рассмотрим несколько примеров проектирования технологиче-
ских маршрутов для различных типов корпусных деталей.
Примеры проектирования маршрута изготовления
корпусных деталей
На рис. 5.32 показан корпус червячного редуктора с технологиче-
ской разметкой поверхностей. На чертеже не показаны требования к
точности взаимного расположения и качеству поверхностного слоя
для упрощения чертежа [17].
Анализ исходных данных
Маршрут проектируется для обработки чугунной заготовки в ус-
ловиях серийного производства.
При анализе чертежа наносится технологическая цифровая нуме-
рация обрабатываемых поверхностей. Комплексам одинаковых по-
верхностей (например, крепежным отверстиям) присваивается один
214
Рис. 5.32. Корпус червячного редуктора с технологической разметкой
поверхностей
номер с добавкой буквы к. После выбора необрабатываемых поверх-
ностей или исходных поверхностей для установки заготовки на пер-
вых операциях они обозначаются буквами.
Особое внимание обращается на требования точности взаимного
расположения поверхностей:
— отклонение от перпендикулярности проекций осей 1 — 1 и
2-2-0,05/100;
— отклонение от соосности отверстий диаметрами 62777 и 180/77
относительно оси 7 — 7 не более 0,02 мм;
— отклонение от соосности двух отверстий диаметрами 62777 от-
носительно оси 2 — 2 не более 0,03 мм;
215
— отклонение от перпендикулярности торцев к осям 1 — 1 и
2-2-0,05/100;
— точность относительного положения основных обрабатывае-
мых поверхностей — 58 ± 0,1; 100 ± 0,3, 207/°|, а межосевое расстоя-
ние 105,25+0,06;
— связи обрабатываемых поверхностей с необрабатываемыми
заданы размером 17Л12 и номинальной соосностью бобышек диа-
метрами 92 и 96 мм соответственно относительно осей 1 — 1 и 2 — 2.
Разработка схемы маршрута
1. За основу разработки укрупненного плана обработки корпуса
принимается типовая схема последовательности этапов обработки
(см. табл. 5.19).
2. В результате анализа простановки размеров (см. рис. 5.16 и 5.32)
и технических требований к расположению поверхностей, устанав-
ливается, что основными базами детали являются: поверхность
1 — установочная явная база; ось 1 — 1 — двойная упорная скрытая
база; ось 2—2 — упорная скрытая база, используемая для наложения
связи, лишающей детали поворота вокруг оси 1—1.
Конструкция детали дает возможность использования при уста-
новках заготовки на первых операциях поверхности L (для обработки
платиков R в размер 17Л12) и поверхностей Си /’(для материализа-
ции осей 1—1 и 2 — 2 соответственно).
Имеется также возможность использования отверстий 9 к в плати-
ках в качестве специальных технологических баз для установки заго-
товки по плоскости и двум отверстиям.
3. Выделяются технологические комплексы поверхностей, кото-
рые следует обрабатывать с одной установки, исходя из заданной точ-
ности их взаимного расположения: комплекс/ — поверхности 1к, ко-
торые должны лежать в одной плоскости, и торец 2; комплекс
II — отверстия 4 и 5 и торец 3; комплекс III — отверстия €>к и торцы 7
и 8.
С учетом удобства обработки с одной установки, постоянства на-
стройки станка и общности кондукторов и установочных приспособ-
лений объединяются в технологические комплексы: комплекс
IV— отверстия 9 к и 10£; комплекс К—отверстия 1И.
4. Исходя из заданных требований к расположению поверхностей
устанавливается следующая последовательность обработки разных
технологических комплексов. Сначала обрабатываются поверхности
комплекса I, включающие основную установочную явную базу; по-
216
Первый вариант технологического процесса изготовления корпуса редуктора
Таблица 5.20
Номера комплекса по- верхностей I II III IV V
Номер поверхности 1к 2 3 4 5 6к 7 8 9к Юк 11К
Требуемая точность 17/в12 42 ± 0,2 116 0 0,5 018ОН7 062Н7 062Н7 31 ±0,5 207 М12 М8 М8
Число ступеней обра- ботки 1 2 1 3 3 3 1 1 2 2 2
Операция (черновая) 005 Токарная 010 Токарно-карусельная 015 Горизонт.-расточная
Оборудование 1508 1508 2615
Установ У12 У21 У31
Число ступеней обраб. 1 2 1 1 1 1 1 1
Точность обработки 17/,12 42 ± 0,2 116 ±0,5 /732 /732 /732 31 ±0,5 207^’
Операция (получисто- вая) 020 Токарно-карусельная 025 Горизонт.-расточная 030 Свер- лильная 035 Свер- лильная
Оборудование 1508 2615
Установ У22 У32 2Е52 2Е52
Число ступеней обраб. 1 1 1 1 2 2 2
Точность обработки /79 /79 /79 /79 8Я 8Я 8Я
УН Фрезерная
У12 Токарно-карусельная
У21 Карусельная У31 Расточная
Рис. 5.33. Схемы базирования при обработке поверхностей:
а — комплекса /; б — комплекса //; в — комплекса III
том поверхности комплекса II, так как ось 1 — /должна быть перпен-
дикулярной к поверхности 1Л; затем поверхности комплекса III, по-
скольку положение оси 2—2 задано относительно плоскости 1к и
оси 1 — 1. После этого можно вести обработку поверхностей ком-
плексов IV и V.
Таким образом, принятая нумерация технологических комплек-
сов соответствует рациональной последовательности включения их в
обработку.
Принятые решения о составе технологических комплексов по-
верхностей и об очередности включения их в обработку с указанием
выходных характеристик точности обработанных поверхностей при-
ведены в табл. 5.20.
5. По данным табл. 5.19 устанавливаются ориентировочно для ка-
ждого комплекса поверхностей перечень этапов обработки, а для ка-
ждой поверхности — число ступеней обработки; подбирается обору-
дование и разрабатываются схемы установок. Принятые решения за-
несены в табл. 5.20.
Каждая из приведенных ниже схем базирования обозначена бук-
вой У и двумя цифрами: первая цифра указывает номер комплекса
обрабатываемых поверхностей, вторая — номер варианта схемы ба-
зирования.
При обработке первых трех комплексов поверхностей возможны
две схемы базирования: по принципу совмещения технологических и
конструкторских баз (рис. 5.33, а, б, в) и по принципу постоянства
технологических баз (рис. 5.33, б, в).
На схемах базирования У11 и У12, показанных на рис. 5.33, а,
представлены два решения обработки комплекса I поверхностей:
фрезерование и обработка на токарно-карусельном станке. При от-
сутствии продольно-фрезерного станка второе решение предпочти-
тельно: поверхности ^располагаются в одной плоскости, обеспечи-
вается совмещение переходов за счет использования бокового и верх-
него суппортов.
На схемах базирования У21, У22 (рис. 5.33, б) и У31 (рис. 5.33, в)
показаны токарно-карусельная черновая и чистовая операции обра-
ботки комплекса II поверхностей и расточные операции обработки
комплекса ///поверхностей при базировании по принципу совмеще-
ния технологических и конструкторских баз. Схема У22 предусмат-
ривает использование выдвижного пальца для центрирования по от-
верстию диаметром 62 мм (после закрепления детали палец выводят
из отверстия).
Для базирования с соблюдением принципа постоянства техноло-
гических баз на схемах установок У23 (рис. 5.33, б) и У32 (рис. 5.33, в)
15*
219
У41 Сверлильная
4,5
Рис. 5.34. Схема базирования
для обработки баз
показаны установки заготовки при обра-
ботке комплексов II и III поверхностей
на разных станках, а на схеме установки
УЗЗ — при обработке комплексов Пи III
поверхностей в одну операцию на двух
позициях. Очевидно, установки по схе-
мам У23 и У32 не следует применять, так
как смещения и повороты заготовки при
двукратной установке на два пальца вне-
сут нежелательные погрешности во вза-
имное расположение поверхностей ком-
плексов II и III. При использовании
принципа постоянства баз сразу после
обработки комплекса / поверхностей не-
обходимо сверлить и развертывать спе-
циальные базовые отверстия. Как пока-
зано на схеме установки У41 (рис. 5.34),
для выполнения этой операции требует-
ся довольно сложное установочно-за-
жимное приспособление, применение
которого окупается только при достаточ-
но-большом объеме производства.
В табл. 5.20 занесены решения, соот-
ветствующие схеме базирования по принципу совмещения техноло-
гических и конструкторских баз.
Схема базирования при обработке комплексов IV и V поверхно-
стей (крепежных отверстий) на радиально-сверлильном станке не
представляют особого интереса и поэтому не показаны.
6. Для корпуса червячного редуктора не требуется включения в
технологический процесс специальных операций, обеспечивающих
особые характеристики серединных и поверхностных слоев материа-
ла детали, весовые параметры и товарный вид.
Высокотемпературный отжиг для снятия внутренних напряже-
ний первого рода можно выполнить до начала механической обра-
ботки.
Уменьшение влияния сил закрепления и накопленных тепловых
деформаций на точность предусмотрено разделением процесса обра-
ботки на три этапа: черновой, получистовой и чистовой.
7. В условия поставки заготовки включается выполнение высоко-
температурного отжига для снятия внутренних напряжений первого
рода.
220
Выбор маршрутов обработки отдельных поверхностей
Решения по выбору планов обработки поверхностей производит-
ся по рекомендациям таблиц средне-экономических достижимых
точностей обработки (см. табл. 5.13...5.17) и [6,24,34]. Согласно при-
веденным там рекомендациям заданная точность обработки поверх-
ностей 1...3 будет достигнута двукратной подрезкой; для отверстий
4...6 потребуются три ступени обработки: растачивание черновое
/711, чистовое до /79 и тонкое до /77.
Проверка этих решений может быть проведена расчетом уточне-
ний [8, 9,17] или расчетами точности при проектировании операций
и переходов [5, 8, 9].
Результаты укрупненного формирования операций отражены в
табл. 5.20. Для корпуса, показанного на рис. 5.16 и 5.32, возможны и
другие варианты построения маршрутного технологического процес-
са. Так, в табл. 5.21 показаны второй и Третий варианты схемы мар-
шрута обработки.
Таблица 5.21
Дополнительные варианты маршрута обработки корпуса
Операция Второй вариант Операция Третий вариант
005 Токарно-карусельная, У12 Обработка поверхностей I комплекса 010 Радиально-сверлильная, У41. Сверление отверстий в плати- ках 1&, развертывание двух ба- зовых отверстий
010 Токарно - карусельная, У21 Предварительная обра- ботка комплекса II поверх- ностей 015 Горизонтально-расточная, УЗЗ. Предарительная, обработ- ка комплекса II и III поверхно- стей (со сменой позиции)
015 Г оризонтал ьно-расточ- ная, У31. Предварительная, обработка комплекса III по- верхностей 020 Сверлильная, обработка кре- пежных отверстий комплекса IV
020 Сверлильная, обработка крепежных отверстий ком- плекса IV 025 Сверлильная, обработка кре- пежных отверстий комплекса V
025 Сверлильная, обработка крепежных отверстий ком- плекса V 030 Горизонтально-расточная, УЗЗ. Окончательная обработка поверхностей комплекса II и III со сменой позиции
030 Токарно-карусельная У22. Окончательная обра- ботка поверхностей ком- плекса II 035 Слесарная. Зачистка
221
Продолжение табл. 5.21
Операция Второй вариант Операция Третий вариант
035 Горизонтально-расточ- ная, У31. Окончательная обработка поверхностей комплекса III 040 Контрольная
040 Слесарная. Зачистка
045 Контрольная
Второй вариант отличается от рассмотренного варианта (табл.
5.20) решениями по формированию операций обработки комплексов
Пи ///поверхностей: для каждого из этих комплексов два этапа обра-
ботки совмещены в одну операцию (при этом возможно совмещение
черновой и получистовой обработки либо получистовой и чистовой).
Для проверки рациональности такого решения следует выполнить
расчеты точности [5, 6, 9].
В третьем варианте использовано базирование, основанное на
принципе постоянства технологические баз и совмещении обработки
комплексов II и III на одной установке, со сменой позиций по схеме
УЗЗ (см. рис. 5.33, в). Этот вариант может оказаться предпочтитель-
ным при достаточно большом объеме выпуска, когда изготовление
сложных установочно-зажимных приспособлений для схем устано-
вок У41 (см. рис. 5.34) и УЗЗ (см. рис. 5.33, в) окупится за счет сокра-
щений общего числа операций и, соответственно, сокращения сум-
марного оперативного и подготовительно-заключительного време-
ни.
Для иллюстрации влияния типа производства на принципиаль-
ные решения при проектировании технологического маршрута рас-
смотрим возможные маршруты при обработке корпуса цепной ко-
робки скоростей (рис. 5.35) и корпуса червячного редуктора (см. рис.
5.43) в условиях крупносерийного производства [14, 18].
В рассматриваемом примере, как и предыдущем случае, примене-
на методика анализа базирования и дополнительно используются
таблицы среднеэкономической достижимой точности обработки для
расчетов точности обработки на основе методов решения размерных
цепей «максимум — минимум».
Как и в предыдущем примере, выполняют упрощенный эскиз де-
тали (рис. 5.35), где использованы упрощенные обозначения точно-
сти взаимного расположения. Все отклонения угловых размеров при-
ведены к единой базовой длине 300 мм. При расчетах погрешностей
угловых размеров базовую длину не указывают.
222
Рис. 5.35. Эскиз детали для анализа точности механической обработки
Линейные размеры обозначены прописными буквами русского
алфавита, угловые — строчными буквами греческого алфавита (рис.
5.36).
Поверхности, подлежащие обработке, пронумерованы на эскизе
арабскими цифрами. Все поверхности заготовки этой детали можно
обработать, используя в качестве установочной базы поверхность 7,
соблюдая тем самым принцип единства баз. Поэтому на первой опе-
рации следует подготовить эту базу, произведя обработку основания,
и две другие базы, в качестве которых целесообразно использовать
расположенные по диагонали отверстия 2, предназначенные для кре-
пления коробки передач (см. рис. 5.35).
Если обработка поверхности 7 и отверстий 2 на одной операции
технически затруднена, то допустимо расчленить ее на две операции:
обработку поверхности, обработку отверстий. При этом при обработ-
223
а) б) в)
ке отверстии в качестве одной
из технологических баз ис-
пользуется ранее обработан-
ная поверхность.
На первых операциях в ка-
честве установочной техноло-
гической базы можно исполь-
зовать поверхности 3 плати-
Рис. 5.36. Обозначения угловых размеров,
используемых при анализе точности:
а — отклонение от параллельности; б и в — от-
клонения от перпендикулярности
ков и две вертикальные по-
верхности стенок коробки в
качестве направляющей и
опорной технологических баз.
Однако для реализации та-
кой схемы базирования по-
требуется весьма громоздкое и металлоемкое приспособление. С уче-
том этого фактора более приемлемым будет использование в качестве
установочной технологической базы на первых операциях поверхно-
сти 8. На последующих операциях технологического процесса заго-
товка будет базироваться по поверхности 1 и двум отверстиям 2.
В качестве другого варианта выбора технологической базы на пер-
вой операции предлагается установка заготовки корпуса на плоскую
поверхность одной из необрабатываемых болтовых стенок для одно-
временной обработки поверхностей 1 и 8 (например, на барабан-
но-фрезерном станке). В этом случае на второй операции, на которой
производят обработку отверстий 2, заготовку корпуса базируют по
обработанной поверхности 8, что способствует повышению точности
обработки. Это особенно важно в связи с тем, что два из этих отвер-
стий используют в качестве технологических баз на последующих
операциях.
Эти два варианта технологического маршрута приведены в табл.
5.22 и 5.23.
Таблица 5.22
Первый вариант технологического маршрута обработки заготовки корпуса
цепной коробки скоростей
Номер Наименование и краткое содержание операции Станок
операции перехода
05 10 1,2 1...4 Барабанно-фрезерная Фрезеровать поверхности 7, 8 пред- варительно Агрегатная Сверлить четыре отверстия 2 Барабанно -фрезер- ный Агрегатно-свер- лильный
224
Продолжение табл. 5.22
Номер Наименование и краткое содержание операции Станок
операции перехода
5,6 Сверлить два отверстия 2
7,8 Развернуть два отверстия 2
15 1...4 Продольно-фрезерная Фрезеровать поверхности 4, 6, 9, 11 Продольно-фрезер-
предварительно ный
20 1...4 Агрегатная Расточить отверстия 5, 7, 10, 12 Агрегатно-расточ-
предварительно ный
25 1,2 Барабанно-фрезерная Фрезеровать поверхности 1, ^окон- Барабанно-фрезер-
чательно ный
30 1...4 Агрегатная Расточить отверстия 5, 7, 10, 12 Агрегатно-расточ-
окончательно ный
35 1...26 Агрегатная Сверлить отверстия 13, 14, 15 Агрегатно-свер- лильный
27...30 Цековать поверхности 3
31...56 Нарезать в отверстиях 13, 14, 15 резьбу
40 1...4 Продольно-фрезерная Фрезеровать поверхности 4, 6, 9, 11 П ро дол ьно - фрезер -
окончательно ный
Таблица 5.23
Второй вариант технологического маршрута обработки заготовки корпуса
цепной коробки скоростей
Номер Наименование и с одержание операции Станок
операции перехода
05 1...4 Агрегатная Подрезать торцы 4, 6, 9, 11 пред- варительно Агрегатно-расточной
5...8 Расточить отверстия 5, 7, 10, 12 предварительно
10 Верти кал ьно -фрезерная Вертикально-фрезер- ный
1 Фрезеровать поверхность 1 пред- варительно
15 Агрегатная
1...4 Сверлить четыре отверстия 2 Агрегатно-сверлиль- ный
225
Продолжение табл. 5.23
Номер Наименование и соодержание Станок
операции перехода операции
5, 6 Зенкеровать два отверстия 2
7, 8 Развернуть два отверстия 2
20 1 Вертикально-фрезерная Фрезеровать поверхность £пред- Вертикально-фрезер-
варительно ный
25 1...4 Агрегатная Расточить отверстия 5, 7, 10, 12 Агрегатно-расточный
окончательно
5...8 Подрезать торцы 4, 6, 9, 77 окон-
чательно
30 1 Вертикально-фрезерная Фрезеровать поверхность 1 окон-
чательно
35 1 Вертикально-фрезерная Фрезеровать поверхность ^окон-
чательно
40 1...26 Агрегатная Сверлить отверстия 13, 14, 15
27...30 Цековать поверхности 3 Агрегатно-сверлиль- ный
31...56 Нарезать резьбу в отверстиях 13, 14, 15
Ниже приведен порядок обработки заготовки по первому вариан-
ту технологического процесса.
Поскольку схемы базирования заготовки на некоторых операциях
предварительной и окончательной обработки одних и тех же поверх-
ностей одинаковы (соответственно операции 15, 40 и 20, 30 — см.
рис. 5.38 и 5.39), эскизы чистовых операций отдельно не показаны, а
обозначения анализируемых, на этих операциях параметров даны в
скобках (при анализе точности в курсовых проектах рекомендуется
приводить отдельный эскиз для каждой операции).
Обработанные поверхности на рисунках выделены утолщенными
линиями. Для угловых размеров при анализе точности предложено
использовать условные обозначения, отличающиеся от рекомендуе-
мых ЕСКД (см. рис. 5.36). Стрелка углового размера должна быть на-
правлена на базу.
Первый вариант технологического процесса. Операция 5 барабан-
но-фрезерная (рис. 5.37).
226
Погрешность Дл$ размера А5, опреде-
ляется как сумма погрешностей базирова-
ния Д и погрешности обработки, опре-
деляемой технологической системой Д ^’с:
Л = Д'4’ +Лл’
иЛ5 uбаз rriTC
Поскольку конструкторская база раз-
мера А$ (ось отверстий) и направляющая
скрытая технологическая база совмеще-
ны, Д = 0, а значит,
Рис. 5.37. Эскиз операции 5
первого варианта технологи-
ческого процесса
Дл -Дт’с-
Погрешность размера А$, обусловленная погрешностью техноло-
гической системы барабанно-фрезерного станка, определяется как
средняя экономическая точность чернового фрезерования:
Дл$ = ДуС = 0,25 мм.
Здесь и далее численные значения погрешностей взяты из [5, 19,
34].
Для анализа точности 315, <р15, 840, Фдо на операциях 15 и 40 (рис.
5.38) необходимо определить точность размеров ф5 и Л5:
Д =Дк5 +Д*’.
ф5 ‘-‘баз ‘-‘ТС’
Рис. 5.38. Эскиз операции 15(40) первого варианта технологического процесса
227
Так как конструкторская база размера у5 (ось отверстия) и на-
правляющая скрытая технологическая база совмещены (см. рис.
5.37), то
Д*=0, Д„5=Д* =0,15 мм.
Для определения точности углового размера у5 необходимо оце-
нить точность размера у0, так как
=^&i3+^TC> Абаз=7\о •
Индекс «ноль» показывает, что параметр относится к исходной
заготовке и может иметь разброс значений в пределах допуска, уста-
новленного на размер заготовки. Для отливки допуск на размер
Ьо = 215 мм (см. рис. 5.35) составляет 1,6 мм. Полагая, что значение
7^ лежит в пределах допуска на размер Бо, получим
Ду5 = 7ло + ДХ5ТС,
ДХ5тс = 0,15 мм,
ДХ5 = 1,6 + 0,15= 1,75 мм.
Шероховатость, поверхностей 7 и 8, получаемая в результате
предварительного фрезерования на операции 5, Rz — 40 мкм. Следо-
вательно, требуемая точность и шероховатость пока не обеспечены.
Операция 10 агрегатная. Анализируемые и связанные с ними раз-
меры на операции 10 не изменяются. Производится подготовка
баз — двух (по диагонали) из четырех монтажных отверстий, которые
для повышения точности установки дополнительно зенкеруются и
развертываются.
Операция 15 продольно-фрезерная (см. рис. 5 .38). Обработку пло-
ских поверхностей производят одновременно с двух сторон
Ч =Аб'а5з+Д^-
Так как конструкторская база размера Sl5 (ось отверстия) и уста-
новочная явная технологическая база (точки 1,2,3) не совмещены
д^^о, д56,аз=д,
где Д V5 — погрешность, сформированная на операции 5 и определен-
ная ранее.
228
Погрешность технологической системы, вызывающая отклоне-
ние от перпендикулярности торца к оси отверстия при черновом фре-
зеровании Ду5с = 0,15 мм. Следовательно,
Д. =ДШ+Дус, As =0,15 + 0,15 = 0,30 мм.
Аналогично определяем погрешность при выдерживании углово-
го размера ф]5:
<р15 “ Д'баз + Д ТС ’
ДФ15 = ДХ1! +Д’£ , ДФ15 = 1,75 + 0,15 = 1,90 мм.
Сопоставив полученные значения погрешностей с заданными до-
пусками и параметрами шероховатостей (см. рис. 5.35), выясняем,
что заданная точность по размерам 6i5 и фи не обеспечена.
Расчет аналогичных погрешностей для размеров 5' и ф' не приво-
дится и на эскизах они не показаны, чтобы не загромождать чертежи.
Операция 20 агрегатная (рис. 5.39).
Л = ЛАт +
Пбаз +аТС •
Так как конструкторская и установочная технологическая базы
(точки 1 — 3) совмещены,
Д& = 0.
Суммарная погрешность обработки при черновом растачивании
Дтс ~ 0,12 мм. Следовательно,
820(830)
Рис. 5.39. Эскиз операции 20 (30) первого варианта технологического процесса
229
ДЛм =Дус = 0,12 мм,
Д£ =Дв” +Дтс >
Х>20 ОаЗ IV 7
так как растачивание отверстий производится с одного установа на
настроенном станке Д = 0. Следовательно, Д £и = Д тс =0,12 мм.
Аналогично
=0.
Погрешность Д может быть определена следующим образом:
размер Вт равен разности размеров J20 (расстояние от оси расточен-
ного отверстия 12 до установочной технологической базы) и ^42о (рас-
стояние от оси расточенного отверстия до технологической базы).
Погрешности обработки по каждому из этих размеров равны по-
грешности технологической системы, которая для чернового раста-
чивания может быть принята равной 0,12 мм. Отсюда
Д*£ =0,12 + 0,12 = 0,24 мм, т. е. Д5и =0,24 мм.
Аналогично для размера Г20
л = + лг» д'» =0
абаз^иТС> ‘Абаз и>
ДГм = д'» = 0,12 + 0,12 = 0,24 мм.
Погрешность углового размера уго
Дум = ДУ6“ +Д?С,
Д б» = так как обработка отверстия производится с одного установа
на настроенном станке.
Погрешность технологической системы при предварительном
растачивании Д = 0,1 мм.
ДГм = Д% = 0,1 мм, д8м = Д& +Дтс •
Так как конструкторская база (торец отверстия) не совпадает с ус-
тановочной технологической базой Д8б” # 0, Д86^ = Д . Угловой раз-
мер £|5 формируется по операции 15:
д5м=д^+Д^, Д5£=о>
230
Рис. 5.40. Эскиз операции 25 первого варианта технологического процесса
так как конструкторская база этого углового размера на операции 15
совмещена с установочной технологической базой.
Следовательно, Д86^ = Д^ =Дтс “ 0Д5 мм, Д6го =A?IJ +Дтс-
Погрешность технологической системы Д у°с = 0,1 мм;
Д5 = 0,15 + 0,10 = 0,25 мм.
°20 ’ ’
Погрешность углового размера (р20 определяют аналогично:
Дфго =Д’“+Дт”, ДФ6£=ДЛ„,
ДХ15 =Д^ +Д% , Д 6^ = 0, Дд15 =Дтс = 0,15 мм.
Следовательно, ДФм = ДХ|5 +ДФс > AVa — 0,15 + 0,10 = 0,25 мм.
Анализ точности на операциях чистовой обработки аналогичен
рассмотренному выше и поэтому приводится без особых коммента-
риев.
Операция 25 барабанно-фрезерная (рис. 5.40).
На операции 25 производится окончательная обработка поверх-
ности 1 и 8, предварительно обработанных на операции 5. Так как
черновую базу возможно использовать лишь один раз, на рассмот-
ренной операции использовано базирование на ранее обработанные
поверхности 4—7;
Д . = Д1“ + Д , Д12’ = 0,
Л25 оаз i v * оаз ?
Д . = ДтА = 0,12 мм.
Л25 IC
Операция 30 агрегатная (см. рис. 5.39):
Д , = Дт£ = 0,5 мм,
231
&бх = А тс ~ 05 мм.
Заданная точность размеров А и Б обеспечена (ТА >ДЛ ,
Тб>ЬБю), (Та, Тб).
ДЛда = д'» = 0,05 + 0,05 = 0,1 мм,
ДГю - Д^’с = 0,05 + 0,05 = 0,1 мм,
Д„ =ДуТс=0,03 мм,
д8и =д56»+Д5?с,
д8и = Д 515 + Д84, Д8^ =0,15 + 0,03 = 0,18 мм
Дфю = Д8“+Д’“ , Д^=АХ„’
= Д +Д%, Д„ =0,15+ 0,03 = 0,18 мм.
Заданная точность по угловым размерам 8 и ср пока не обеспечена.
Операция 35 агрегатная. На этой операции производят обработку
крепежных отверстий и цекование монтажных бобышек. Точность
анализируемых параметров на операции 35 не изменяется.
Операция 40 фрезерная (см. рис. 5.38):
Д8 =Д8“ +Д^С, Д86"=Д ,
O4Q о аз tv 5 оаз у и 7
Дф =Дб£+Дтс> дб«=°.
Узо оаз IV > оаз 7
Дш = дтс =0,03 мм,
Д8 = Дш +Д8« , Д8 = 0,03 + 0,04 = 0,07 мм,
й40 V10
Аф<0=А^+А^> Д£=Ч,.
Длм=аа^+а^, ах6»=0,
ДХм = Ay’J. = 0,03 мм,
До =ДХ +Д%, Д_ = 0,03 + 0,4 = 0,07 мм.
Сравнивая допуски, заданные конструктором, с рассчитанными
погрешностями, делаем заключение об обеспечении требуемой точ-
ности в разработанном варианте маршрута.
232
Рис. 5.41. Эскиз операции 5 (25)
второго варианта технологического
процесса
Рис. 5.42. Эскиз операции 10 (30)
второго варианта технологического
процесса
Для оценки надежности операций технологического процесса ре-
комендуется определять коэффициент запаса точности К = Г/Д. Тех-
нологический процесс считается надежным, если К> 1,2.
Сумма производственных погрешностей по операциям определя-
ется для контроля правильности определения минимального припус-
ка, который должен перекрывать суммарную погрешность. Для при-
мера представим расчет Д1
Д1=Д, +Д. +Д. + Д. =0,25 + 0,12 + 0,12 + 0,05 = 0,54 мм.
Анализ точности второго варианта технологического процесса не
приводится. На рис. 5.41 и 5.42 приведены эскизы для двух операций,
отличающихся от первого варианта.
Результаты анализа точности двух вариантов технологического
процесса сведены в табл. 5.24.
Таблица 5.24
Точность обработки по первому и второму вариантам
технологического процесса
Обозначение размера Параметры точности де- тали, мм Погрешности по вариантам, мм
Производственные Суммарные
Номиналь- ный размер Допуск 1 2 1 2
А 155 0,12 0,05 0,10 0,54 0,68
Б 215 0,16 0,05 0,05 0,17 2,08
В 0 0,18 0,10 0,10 0,34 0,34
16 — 3073 233
Продолжение табл. 5.24
Обозначение размера Параметры точности де- тали, мм Погрешности по, вариантам, мм
Производственные Суммарные
Номиналь- ный размер Допуск 1 2 1 2
Г 0 0,18 0,10 0,10 0,34 0,34
Y* 0 0,4 0,03 0,08 0,13 2,18
5’ 0 0,1 0,07 0,8 0,80 0,13
ф’ 0 0,1 0,07 0,03 2,40 0,13
Критериями выбора лучшего варианта являются:
— обеспечение заданной точности по всем линейным и угловым
размерам и параметрам шероховатости, величины суммарных по-
грешностей и коэффициенты запасов точности;
— число, сложность и ориентировочная стоимость технологиче-
ского оборудования и оснастки (приспособлений, режущих и кон-
трольных инструментов и пр.);
— организационно-технические характеристики производства
(потребности в производственных площадях, рабочих, сложность и
длительность цикла технологической подготовки производства, дли-
тельность производственного цикла и др.).
Для рассмотренных вариантов можно сформулировать следую-
щие выводы:
1. Оба варианта технологического процесса обеспечивают полу-
чение всех линейных и угловых размеров, параметров шероховатости
в заданных пределах.
2. Второй вариант технологического процесса обеспечивает боль-
ший запас точности по угловым размерам 8 и (р.
3. Для реализации схемы установки заготовки на операциях 10 и
30 второго варианта процесса требуются станочные приспособления
более сложной конструкции, чем в первом варианте.
4. На операциях 15 и 40 первого варианта процесса возможна од-
новременная обработка на проход нескольких заготовок, что обеспе-
чивает более высокую производительность. На операциях 5 и 25 этого
же варианта использован высокопроизводительный барабанно-фре-
зерный станок, позволяющий исключить потери времени на вспомо-
гательные ходы.
5. На основании пп. 3 и 4 принимаем в первом решении для реали-
зации первый вариант процесса.
Методика расчета точности приведена в [5, 9].
234
Проектирование маршрута обработки корпуса
червячного редуктора
Рассматриваются два варианта маршрута обработки корпусной
детали в условиях автоматизированного производства при работе на
настроенных станках [14, 18].
Для проведения анализа двух вариантов технологического мар-
шрута (см. табл. 5.25 и 5.26) чертеждетали (рис. 5.43) несколько упро-
щен.
Линейные размеры, точность обеспечения которых анализирует-
ся, обозначены прописными буквами русского алфавита, а угло-
вые — строчными буквами греческого. Под размерными линиями
приведены номинальные величины и допускаемые отклонения каж-
дого параметра.
Все подлежащие обработке поверхности нумеруют на эскизе
арабскими цифрами.
Эскизы со схемой базирования и указанием обработанных по-
верхностей приведены для первого варианта на рис. 5 .44...5.46 и для
второго варианта — на рис. 5.47...5.49.
Рис. 5.43. Упрощенный чертеж корпуса
16*
235
Поскольку схемы установки на чер-
новых и чистовых операциях обработки
одних и тех же поверхностей одинаковы
(операции 5 и 30,10 и 35,15 и 40 соответ-
ственно), эскизы для чистовых операций
отдельно не показаны, а обозначения
анализируемых на этих операциях пара-
метров даны в скобках.
Для обозначения угловых отклоне-
ний использованы для удобства несколь-
ко другие условные обозначения. При
Рис. 5.44. Эскиз для фрезер-
анализе использованы следующие обо-
значения: Ав — погрешность базирова-
ния, Arc — погрешность технологиче-
ской системы.
Операция 5 — фрезерная (рис. 5.44).
Для анализа точности получения раз-
меров До и Д5 на операциях 10 и 35 (см.
рис. 5.45) необходимо определить точ-
ность размеров М5 иД5. Точность разме-
ра^ влияет на точность размера (см.
операцию 15, рис. 5.46). От точности раз-
мера Мзо непосредственно зависит точ-
ность размера Д5.
Aw = Д*5 +Д"А .
М $ О 1 и
ной операции _ _
Так как измерительная база размера
М5 (ось отверстия) и опорная явная тех-
нологическая база (ТБ) точка 6) не совмещены, Д“5 # 0; Д“5 = ТНа, где
ТНо — допуск на размер отливки, который связывает опорную техно-
логическую базу (точка 6) с измерительной базой размера М5.
Для отливки допуск на размер Но ~ 100 мм составляет 1,2 мм. Сле-
довательно,
=^я0 = Ъ2 мм.
Погрешность по размеру Ms, обусловленная погрешностью тех-
нологической системы продольно-фрезерного станка, определяется
как средняя экономическая точность чернового фрезерования:
Дт£ = 0,25 мм. Тогда
АМ} = 1,20 + 0,25 = 1,45 мм;
236
л-л
Рис. 5.45. Эскиз операций 10 и 35
Ад, =Afs +А&.
Так как измерительная база и направляющая явная технологиче-
ская база (точки 4и 5) не совмещены, * 0. Размер Со ~ 100 мм свя-
зывает технологическую и измерительную (конструкторскую) базы.
Следовательно, А®5 = ТС « 1,2 мм.
Аналогично Л/5 Д^’с = 0,25 мм. Тогда A = 1,20 + 0,25 = 1,45 мм.
Шероховатость поверхностей 7 и 7, получаемая в результате черново-
го фрезерования на операции 5, Ra = 125 мкм. Следовательно, тре-
буемая шероховатость пока не обеспечена.
Операция 10 — агрегатная (рис. 5.45).
Обработка отверстий выполняется одновременно с двух сторон
Л = Л5'» +Л£'«
^£|0 аб +атс>
так как конструкторская измерительная база и опорная ТБ (точка
6) совмещены, А*10 =0; ДА|о = Д^ =0,12 мм.
Заданная точность по размеру Б обеспечена, Т6 > А £ .
237
Рис. 5.46. Эскиз агрегатной операции
I Л =Лг"> +Лв|°
) В10 аб гптс>
так как конструкторская (измерительная) база и установочная явная
ТБ (точки 1 — 5) не совмещены, А*10 # 0. Тогда, учитывая, что М5 свя-
зывает установочную ТБ (точки 1,2,3) с измерительной базой разме-
ра Bw
&в'° = Д., = 1,45 мм.
Аналогично Д*£ получим Д^ =0,12 мм. В результате
До = 1,45 + 0,12= 1,57 мм.
*10 ’ ’
Заданная точность по размеру В на операции 10 не обеспечена
Для расчета точности размера 2>3о на операции 30 (рис. 5.47) опре-
делим точность размеров П5 и Go:
Л =А/?5 +А775
LXns ^^ТС’
238
Рис. 5.47. Эскиз для второго варианта технологического процесса
так как измерительная база размера П5 совмещена с направляющей
ТБ (точки 4, 5)
А"5 =0; А„ = А?» =0,25 мм;
О 7 11 Iv 7 7
ДС10 = Ас6'» +дст£ ,
где Ag10 = = А п$ = 0,25 мм, так как размер П5 связывает опорную
ТБ (точка 6) с измерительной базой размера С10; А =0,12 мм. Тогда
Ас =0,25 + 0,12 = 0,37 мм;
Л = + Л£|°
так как оба отверстия растачиваются с одного установа заготовки,
А б10 = 0. Данные о средней экономической точности по отклонению
от соосности отверстий при растачивании на многошпиндельных аг-
регатных станках в справочной литературе отсутствуют. Определим
А тс следующим образом: размер £10 равен разности размеров Р10 (рас-
стояние от оси расточенного отверстия 13 до ТБ)', погрешность обра-
ботки расточенного отверстия 13 до ТБ', погрешность обработки по
каждому из этих размеров равна погрешности технологической сис-
239
темы и может быть принята для чернового растачивания равной
0,12 мм.
Отсюда Д ус =0,12 + 0,12 = 0,24 мм. Следовательно, Д £)о = 0,24 мм.
Заданная точность по размеру Е на операции 10 не обеспечена
так как оба торца обрабатываются с одного установа, Д** = 0.
Размер Kw равен сумме размеров Л10 и Ф10. Погрешность обработ-
ки по каждому из этих размеров равна погрешности технологической
системы.
Для расстояния Лю = 40 мм от предварительно подрезанного тор-
ца до направляющей явной ТБ (точки 4,5) ДЛщ = 0,4 мм; аналогично
для размера Фю= 140 мм, ДГ1о =0,53 мм, отсюда
Дтё = 0,40 + 0,53 = 0,93 мм; Д*и = 0,93 мм.
Заданная точность по размеру К обеспечена уже на операции 10,
Тк > Длю-
Для анализа точности выполнения размера В\$ необходимо опре-
делить точность размера Pt0:
=Дб° +А-ГС »
где Д б'° = 0, так как исходная база совмещена с установочной (точки
1 — 3); Др1о = Дус = 0,12 мм
Д£10 = Д£6‘° +д£тС,
так как поверхность и отверстие обрабатываются с одного установа,
Д£6'° = 0. Погрешность технологической системы по перпендикуляр-
ности торца и отверстия при их черновой обработке за один уставов на
агрегатно-расточном станке Ду°с = 0,1 мм. Окончательно Д = 0,1 мм.
Заданная точность по размеру е пока не обеспечена (Те< Де1о)
ДФм =Дб”> +Дтс! так как измерительная база и направляющая ТБ
(точки 4, 5) не совмещены, Д*10 * 0; Д’10 = Т^, где Т^ — допуск на от-
клонение от параллельности оси отверстия диаметром 100 мм в за-
240
готовке от внутренней боковой поверхности, использованной на опе-
рации 10 в качестве направляющей ТБ.
Полагая, что значение ТСо лежит в пределах допуска на соответст-
вующий размер с номиналом « 90 мм (см. рис. 5.47), получим в пере-
счете на базовую длину 300 мм
дб° =Л. = 1>2'300/6360 = 1,0 мм
(для отливки, имеющей наибольший габаритный размер 360 мм, до-
пуск на размер 90 мм составляет 1,2 мм).
При отклонении от параллельности обработанной поверхности
от ТБ при черновой подрезке торца Д*£ =0,16 мм.
Следовательно, Дф|о = 1,00 + 0,16 = 1,16 мм.
Полученное значение погрешности обработки намного превыша-
ет допуск на угловой размер <р(Гф< ДФю)
Д%о =Д*” +Дтс,
так как торцы обрабатываются с одного установа, Д= 0. Погреш-
ность технологической системы по отклонению от параллельности
торцов при их черновой подрезке за один установ на агрегатно-рас-
точном станке Д^£ =0,16 мм, тогда
Д„, = 0,16 мм.
Для обеспечения заданной точности по размеру у потребуется до-
полнительная обработка (Tv > coV10).
Шероховатость поверхностей 10 и 13 на операции 10 для поверх-
ностей 8, 9,12, 15Ra = 12,5 мкм; следовательно, заданная шерохова-
тость на операции 10 не обеспечена.
Операция 15 — агрегатная (см. рис. 5.46)
Л = АЛ|5 +ЛЙ‘5
ал|5 аб +дхтс»
так как конструкторская (измерительная) база и установочная явная
ТБ (точки 1 — 3) не совмещены, Д g15 # 0. Размер Рю соединяет эти
базы.Дб13 =Т’р|о = ДР|о = 0,12 мм, где Де” определяется как расстояние
между осями отверстий: Д*£ =0,12 мм. В итоге
ДДи = 0,12 +0,12 = 0,24 мм (Тй<Дйь),
дГ15 =д;-’ +Д^,
241
так как оба отверстия растачиваются с одного установа, Дr6's — 0. Ана-
логично Дя» (см. операцию 10) получим Д^ = 0,24 мм, тогда
Ayis =0,24 мм (Тг< АГи).
Для предстоящего анализа точности выполнения размера В35 на 35
операции необходимо определить точность размера Я15:
Л = Ля‘5 + ЛЯ1!
я,5 а б т а тс >
где Дя‘5 = Тд> ~ 0,25 мм (размер Д связывает ТБ — точки 1, 2, Зи из-
мерительную базу размера Н15, Д^ =0,12 мм),
ДЯ(5 =0,25 + 0,12 = 0,37 мм,
дГ15 =д;« +д%
аналогично Де о (операция 10) получим
ДГи =0,1 мм (Т >ДУн),
Д_ = Д’*5+Д’£ ,
ф 15 О IV 7
где Дф6“ = 0, так как базы совмещены; Дф15 = Д’£ = 0,1 мм для откло-
нения от параллельности оси отверстия после чернового растачива-
ния относительно ТБ.
Для определения точности углового размера ф35 (см. рис. 5.45) не-
обходимо определить точность размера £15:
ДС15 =Дд15 +ДС£ ;
так как базы не совмещены (см. рис. 5.46)
Дс615 #0
Де” +7\ =Д, =0,1 мм
о л10 Л10
(так как угловой размер Л10 связывает базы размера £и) Д^с = 0,1 мм —
для отклонения от параллельности оси отверстия после чернового
растачивания относительно ТБ. В итоге Д = 0,1 + 0,1 = 0,2 мм. Ше-
роховатость поверхностей 3, 4 и 6, обработанных на операции 15
Ra = 25 мкм. Следовательно, заданная шероховатость (см. рис. 5 .46)
пока не обеспечена.
Операция 30 — фрезерная (см. рис. 5.46).
Для расчета точности размера B3i определим точность размера
Муо-.
242
Д =Д"!0+ДтА°,
м30 б IC
где Д в 30 = Ти « Д Я15 = 0,37 мм, так как размер Я15 связывает опорную
ТБ (точка 6) и конструкторскую базу размера Мк\ Д^? = 0,12 мм —
для чистового фрезерования
Д =0,37 + 0,12 = 0,49 мм.
^30
Заданная шероховатость поверхности 7Ra = 3,2 мкм обеспечена
(см. рис. 5.43)
4.>=4?’+д’тг-
Так как базы не совмещены, Д Б6” * 0. Размер С)0 =100 мм соединя-
ет базы, следовательно д£” =7’с10 в^с|0 = 0,37 мм. Здесь д£” опреде-
ляется, как для расстояния от окончательно обработанного (фрезеро-
ванием) торца до ТБ: Д f30 = 0,12 мм. Тогда Д = 0,37 + 0,12 = 0,49 мм.
Таким образом, заданная точность по размеру Б обеспечена
(П<Д,и).
Заданная шероховатость поверхности 1 Ra= 3,2 мкм также обес-
печена (см. рис. 5.43).
Операция 35 — агрегатная (см. рис. 5.46).
Д =Д^!+Дт£,
*35 б ТС ,
где Дк35 = 0, так как базы совмещены; Д =Дтг = 0,05 мм — для
чистового растачивания на агрегатных станках.
Д<и =Дд6“ +д%,
где Д б” = ТМм «Д Ми = 0,49 мм (размер Mw соединяет базы);
Д к35 = 0,05 мм; Д = 0,49 + 0,05 = 0,54 мм. Следовательно, заданная
° «И
точность по размеру 5на операции 35 не обеспечена (Тв < Д ).
Д£ =Дб“ +Дтс »
где Дб33 — 0, поэтому (см. операцию 10) Д = Д^ = 0,05 + 0,05 =
*35
= 0,10 мм —для чистового растачивания на агрегатных станках.
Заданная точность по размеру Е обеспечена (ТЕ > Д )
Ди =Дб“+Дтс,
Л 35 О 1С ’
243
где Д135 = 0. Размер Ki5 равен сумме размеров Лк и Ф35; для размера Д5:
Д л =0,2 мм при чистовой подрезке торца. Аналогично для размера
Ф35’’ Д = Д = Д тс — 0,20 + 0,26 = 0,46 мм. Таким образом, по раз-
меру К создан значительный запас точности. Для расчета точности
размера Bw на следующей операции определим точность размера Р35:
Д = Д б” + А тс >
где Д'” = 0, поэтому Д = Д^ = 0,05 мм.
Де =Деб35 +Д%,
где Д j35 = 0, поэтому (см. операцию 10) Д » = Де45с = 0,03 мм. По раз-
меру е обеспечена заданная точность (Те<Д ).
Д =Дб” +Дтс.
гдеД^ = Т = ДС = 0,2 мм, так как ^15 определяет расположение из-
мерительной базы углового размера <р35 относительно направляющей
технологической базы (точки 4, 5); ДЕуС = 0,1 мм — для чистовой под-
резки торца; ДФи = 0,2 + 0,1 = 0,3 мм.
Заданная точность по размеру ф не обеспечена (7ф<Дто).
д„ =Дб15+Дтс>
ф35 О 1С ?
где Д’35 = 0, поэтому Дф)5 =Д’с = 0,04 мм — для чистового торцового
точения. Заданная точность по размеру у не обеспечена (Гф < Д ).
На данной операции формируется шероховатость поверхностей
10 и 13 Ra = 3,2 мкм; а поверхности 8, 9,12, 75 имеют шероховатость
Ra = 6,3 мкм, что соответствует заданию (см. рис. 5.43).
Операция 40 — агрегатная (см. рис. 5.46).
Л = Л4*0 + Л4"
гдед!* =ТР = 0,05 мм, так как связывает базы: Ду£ =0,05 мм;
Дг<о = 0,05 + 0,05 = 0,10 мм. Заданная точность по размеру Дне обес-
печена (7;<ДДад).
Дг =Дб*> +Дтс •
^40 О *
244
где Ag* = 0, поэтому (см. операцию 15) ДГ40 = Аус = ^,05 + 0,05 =
= 0,10 мм — для чистового растачивания на агрегатных станках. За-
данная точность по размеру Г обеспечена (7y>(oz.w).
A = AY" 4-А^ ,
Г40 б ТС ’
аналогично AEjj (см, операцию 35) получим АУад- 0,03 мм. Заданная
точность по размеру у обеспечена (Т=ДУад).
Д„ =A«40 +Д% ,
где Ag40 = 0, поэтому (см. операцию 15) Дф)() = А’с = 0,04 мм — для
чистового точения на агрегатных станках. Заданная точность по раз-
меру (р обеспечена (Дфщ < Tv).
Шероховатость обработанных поверхностей 3и 6Ra = 3,2 мкм, а
поверхностей 2, 5 — Ra = 6,2 мкм, что соответствует заданию.
На этом анализ точности обработки заготовки по первому вариан-
ту технологического процесса закончен (см. табл. 5.25).
Таблица 5.25
Маршрутный технологический процесс обработки корпуса червячного
редуктора (первый вариант)
Номер Наименование и содержание операций Станок
опе- рации пере- хода
05 Фрезерная Продольно-фре- зерный
1,2 Фрезеровать поверхности 7 и 7 предвари-
тельно
10 1,2 Агрегатная Расточить отверстия 10 и 13 предварительно Расточить выточки 9, 11 предварительно Агрегатно-расточ- ной
3, 4 Подрезать торцы 8 и 15 предварительно
5, 6 Расточить выточки 14, 12 предварительно
7, 8
15 1, 2 Агрегатная Расточить отверстия 3 и (^предварительно Агрегатно-расточ- ной
3, 4 Расточить выточки 2, 4 предварительно
5, 6 Подрезать торцы 7 и 5 предварительно
20 Сверлильная Агрегатно-свер-
лильная
245
Продолжение табл. 5.25
Номер Наименование и содержание операций Станок
опе- рации пере- хода
1 - -4 Сверлить четыре отверстия 16
25 Термическая (искусственное старение)
30 Фрезерная Продольно-фре- зерный
1, 2 Фрезеровать поверхности 7 и /окончательно
35 1, 2 Агрегатная Расточить отверстия 10м 13окончательно
3, 4 Расточить выточки 9, И окончательно Агрегатно-расточ- ной
3, 4 Расточить выточки 9, 11 окончательно
5, 6 Подрезать торцы 8 и 15 окончательно
7, 8 Расточить выточки 14, 12 окончательно
40 1, 2 Агрегатная Расточить отверстия 3 и 6 окончательно Агрегатно-расточ- ной
3, 4 Расточить выточки 2, 4 окончательно
5, 6 Подрезать торцы 7 и 5 окончательно
Рис. 5.48. Эскиз для второго варианта технологического процесса
246
Анализ точности обработки заготовки
по второму варианту проводится анало-
гично. Необходимо лишь дополнительно
отметить, что при принятых схемах бази-
рования (см. рис. 5.47,5.48 и 5.49) на опе-
рациях второго варианта погрешности
базирования по всем анализируемым ли-
нейным и угловым размерам равны нулю
(кроме (р), вследствие чего суммарные по-
грешности обработки получаются мини-
мальными.
Для предстоящего расчета припусков
необходимо рассчитать суммарные по-
грешности обработки Az по каждому ана-
лизируемому размеру. Для первого вари-
анта процесса:
Ar=Aj +Аг + Ai- =
L Ь5 Л1о Л30 Л35
= 1,45 + 0,12 + 0,49 + 0,05 = 2,11 мм,
Дг = Д п 4-ДЛ +Дд 4-Дд =
2. Д|5 Д35 Вц
= 1,57 + 0,24 + 0,54 4- 0,10 = 2,45 мм.
Рис. 5.49. Эскиз для второго
варианта технологического
процесса
Аналогично проводим расчеты для всех остальных размеров пер-
вого и второго вариантов процесса (табл. 5.26 и 5.27). По результатам
анализа можно сделать следующие выводы:
Таблица 5.26
Маршрутный технологический процесс обработки корпуса червячного
редуктора (второй вариант)
Номер Наименование содержание операций Станок
операции перехо- да
5 1, 2 Агрегатная Расточить отверстия 10 и 13 предвари- Агрегатно-расточ-
10 3, 4 5, 6 1, 2 тельно Расточить выточки 9, 11 предваритель- но Расточить выточки 14,12 предваритель- но Агрегатная Расточить отверстия 3 и в предвари- тельно ной Агрегатно-расточ- ной
247
Продолжение табл. 5.26
Номер Наименование содержание операций Станок
операции перехо- да
15 3, 4 5, 6 1, 2 Расточить выточки 2, 4предварительно Подрезать торцы 7 и 5предварительно Агрегатная Фрезеровать поверхности 8н /5предва- Агрегатно-фрезер-
20 3 рительно Фрезеровать поверхность 7 предвари- тельно Агрегатная ный Агрегатно-свер-
25 30 1-4 1, 2 Сверлить 4 отверстия 16 Термическая (искусственное старение) Агрегатная Расточить отверстия 10 и 13 оконча- лильный Агрегатно-расточ-
35 3, 4 5, 6 1, 2 тельно Расточить выточки Ри //окончательно Расточить выточки 14, /^окончательно Агрегатная Расточить отверстия 3 и 6окончательно ной Агрегатно-расточ-
40 3, 4 5, 6 Расточить выточки 2, ^окончательно Подрезать торцы / и 5 окончательно Агрегатная ной Агрегатно-фрезер-
1, 2 Фрезеровать поверхности 8 и 15 окон- чательно ный
Таблица 5.27
Точность обработки по вариантам технологического процесса
Параметры точности детали Погрешности, мм
обозначение номинальная ве- личина, мм допуск, мм производствен- ные, Д суммарные, Д£
Б 215 0,60 0,05/0,30 2,11/1,07
В 153 0,08 0,10/0,05 2,45/0,34
Г 0 0,12 0,10/0,10 0,34/0,34
Е 0 0,15 0,10/0,10 0,34/0,34
К 180 1,00 0,46/0,21 1,39/0,56
Y 0 0,03 0,03/0,03 0,13/0,13
е’ 0 0,03 0,03/0,03 0,13/0,13
ф’ 0 0,05 0,04/0,03 1,60/0,36
0 0,03 0,04/0,025 0,20/0,145
248
— второй вариант обеспечивает заданную точность по всем ли-
нейным и угловым размерам; первый вариант не обеспечивает задан-
ную точность размеров В и у;
— суммарные погрешности по размерам Б, В, К, <р, в первом ва-
рианте значительно больше, чем во втором (следовательно, и припус-
ки на обработку по этим размерам будут больше);
— для реализации предпочтительнее второй вариант.
При анализе возможен случай, что все варианты процесса обеспе-
чат заданную точность по всем параметрам детали.
В этом случае выбор наилучшего варианта основывается на срав-
нении технико-экономических показателей.
5.4.8. Проектирование технологических операций
и переходов
В процессе проектирования операции решается следующий ком-
плекс вопросов: формирование структуры операции, определение
последовательности переходов, выбор или проектирование средств
технологического оснащения, расчет режимов резания и припусков,
назначение состава СОЖ, расчет ожидаемой точности механической
обработки, определение наладочного размера, расчет штучного вре-
мени, назначение разряда рабочего, разработка и заполнение ком-
плекта технологической документации (см. том 2).
Отдельная технологическая операция проектируется на основе
принятого технологического маршрута, схемы базирования и закреп-
ления детали на операции, сведений о точности и шероховатости по-
верхностей до и после обработки на данной операции, припусков на
обработку, такта выпуска или размера партии деталей (в зависимости
от типа производства). При уточнении содержания операции оконча-
тельно устанавливается, какие поверхности заготовки будут обраба-
тываться на данной операции.
При разработке последовательности и содержания переходов не-
обходимо стремиться к сокращению времени обработки за счет ра-
ционального выбора средств технологического оснащения, числа пе-
реходов, совмещения основного и вспомогательного времени.
По числу устанавливаемых для обработки заготовок схемы опера-
ций делятся на одно- и многоместные, а по числу инструментов на
одно- и многоинструментальные. Последовательная или параллель-
ная работа инструментов при обработке поверхностей заготовки, а
также последовательное или параллельное расположение заготовок
относительно режущих инструментов определяют схемы операций.
17 — 3073
249
Могут быть операции с последовательным, параллельным и последо-
вательно-параллельным выполнением переходов.
От числа устанавливаемых заготовок для одновременной обра-
ботки зависит длительность их установки и съема. В отличие от мно-
гоместных одноместные схемы обработки исключают совмещение
времени на установку и снятие заготовки. При последовательных схе-
мах нельзя совместить переходы в процессе обработки, а при парал-
лельных и последовательно-параллельных имеется такая возмож-
ность. Основное время, которое принимается в расчете, равно време-
ни наиболее длительного перехода или их сумме.
Для количественной оценки схем построения операций служат:
п
коэффициент совмещения основного времени &со = /Ь/ > где
<=i
п
t0 — основное неперекрываемое время; ^/0, — сумма элементов tQ
1=1
переходов операции; коэффициент совмещения оперативного вре-
п п
мени кс on ~ to + 4/ ^tQi + , где tB — вспомогательное непере-
/=1 /=1
п
крываемое время; — сумма всех элементов tB в операции.
/=1
При определении количества и последовательности технологиче-
ских переходов используются таблицы среднеэкономических дости-
жимых точностей обработки (см. табл. 5.13...5.17).
В случае необходимости, для отдельных поверхностей численные
величины погрешностей могут определяться расчетами точности
[5,6, 9] и подетальных технологических цепей. Некоторые примеры
подетальных технологических цепей приведены на рис. 5.50 и 5.51.
На рис. 5.50 показаны технологические размерные цепи для раз-
личных случаев базирования вала при обработке лысок или шпоноч-
ных канавок. Как известно, шпоночные канавки рекомендуется об-
рабатывать до шлифования цилиндрической поверхности, чтобы не
вызвать коробления (поводки) вала. В соответствии с этими рекомен-
дациями для обработки вала (рис. 5.50, а) используется следующий
технологический маршрут: 1) центрование; 2) точение до 0 70,5_0>i;
3) обработка лыски в размер; 4) шлифование вала в размер 0 70_ о.об
(при этом лыска должна получиться в размер 8+0,3).
На рис. 5.50, б представлена размерная цепь при фрезеровании
лыски методом пробных рабочих ходов и промеров, вал установлен в
центрах, следовательно, технологической базой является верхняя об-
разующая вала.
250
в)
Рис. 5.50. Влияние схем базирования на технологические размерные цепи
Размерную цепь рассчитываем методом «максимум — минимум».
Номинальное значение размера х и его отклонения определяются
из следующих уравнений:
Лд = А2 + А3 -Л,, 8 = г + х — R,
Л2 = х = 8 + 35,25 — 35 = 8,25 мм,
ВОА& = ВОА2 + ВОА3 - НОА,,
ВОА2 = ВОАь - ВОА3 + НОАХ,
ВОА2 = В Ох = 0,3 - 0,00 - 0,05 = 0,025 мм,
ЯОЛд = НОА2 + НОА3 - ВОА{,
НОА2 = ЯОЛд - НОА3 + ВОА{,
17*
251
НОА2 = НОх = 0,00 + 0,03 + 0,00 = 0,03 мм, А2 = х = 8,25^$
Л-1
Проверка в соответствии с уравнением ТА& = '^lTAi показывает,
что размерная цепь решена правильно:
ГЛд = ГЛ, + ТА2 + ТА3ТА2 = 0,25 - 0,03 = 0,22 мм;
0,30 = 0,05 + 0,22 + 0,33; 0,30 мм = 0,30 мм.
На рис. 5.50,в приведена размерная цепь при работе на предвари-
тельно настроенном станке. Так как при этом технологической базой
является верхняя образующая, то и размерная цепь будет аналогич-
ной, вышеприведенной, следовательно, и для этого варианта опера-
ции
Л2 = х = 8,25^.
На рис. 5.10, г показаны базирование и размерная цепь при уста-
новке вала «в угол». Базами являются две образующие вала.
Решение размерной цепи выполним с использованием ранее при-
веденных уравнений:
Лд = Л] + Л3 — Л2, А2 = х — R + г — 8,
А2 = х = 35,25 + 35 - 8 = 62,25 мм,
50Лд = БОЛ, + ВОА3 - НОА2, НОА2 = НОх = 0,0 - 0,3 = - 0,3 мм,
ЯОЛд = НОАХ + НОА3 - ВОА2, ВОА2 = ВОх = - 0,03 - 0,05 =
= -0,08 мм, х = Л2 = 62,252°;°8 ,
ГЛд = ТА, + ГЛ2 + ГЛ3; 0,3 = 0,05 + 0,03 + 0,22; 0,3 мм = 0,3 мм.
При установке вала в центрах (рис. 5.50, д') и работе на настроен-
ном станке количество звеньев в размерной цепи сокращается (за
счет применения принципа постоянства баз):
Лд = Л, — А2, Л2 = х = Л, — Лд = 35 — 8 = 27 мм,
ВОА2 = НОА) - НОА2, ВОА2 = ВОх=- 0,03 - 0,0 = 0,03 мм,
НОА2 = ВОА, - ВОАЛ, НОА2 = НОх = 0,0 - 0,3 = - 0,3 мм,
Л2 = х-27^3,
ГЛд = ГЛ, + ГЛ2; 0,3 мм = 0,03 = 0,27 = 0,3 мм.
При установке вала на призму (рис. 5.50, е) технологической ба-
зой будут являться две образующие вала, касающиеся боковых сторон
252
Рис. 5.51. Технологические размерные цепи
призмы. При расчете размерной цепи на величину погрешности ба-
зирования влияет угол а призмы.
Необходимость решения технологических размерных цепей воз-
никает у технолога при определении точности промежуточных, «тех-
нологических» размеров в ходе проектирования операций. На рис.
5.51 показаны чертежи двух деталей и соответствующие технологиче-
ские размерные цепи. При этом технолог должен рассчитать отклоне-
ния и допуски промежуточных, «технологических» размеров х, точ-
ность которых обеспечивает требуемую точность размеров, заданных
конструктором на чертеже.
При изготовлении детали (рис. 5.51, а) таким «технологическим»
размером является размер х = А2 = А3.
Из решения технологической размерной цепи следует
Ал = А2 + А3 - At, А2 = А3 = х - 25 мм,
ВОАЛ = ВОА2 + ВОА3 - НОА',
ВОА2 = ВОА2 = ВОА3 = ВОх = (ВОА& + Н0Ах)/2 = - 0,05 мм,
НОАц = НОА2 + НОА3 - ВОА,, НОА2 = НОА3 = НОх = - 0,51 мм,
Л = Л3 = х = 25^°55 ,
ТА& =TAt = ТА2 *1" ТА3у 0,3 мм = 0,3 мм.
При обработке пазов в соответствии с рис. 5.51, б, чтобы сохра-
нить размер наладки х одинаковым при обработке пазов различной
глубины, предусмотрено использование прокладки, что значительно
сокращает время на переналадку режущего инструмента. При этом
возникает необходимость в решении двух размерных цепей для опре-
253
деления операционного размера х и его отклонений и размера у про-
кладки с отклонениями. Из решения размерной цепи (рис. 5.51, а)
получаем
Яд = Л] — А2, А2 = х — At — Ал = 25 мм,
ЯОЯД = ВОА, - НОАг, НОА2 = ВОАХ - ВОА& = - 0,1 мм,
НОА& = НОАХ - ВОА3, ВОА2 = HOAi - HOAS = 0,0, А2 = х = 25_ од,
ТАЛ ~ 7Я] ТА2'9 0,2 мм ” 0,2 мм.
Решая размерную цепь (рис. 5.51, б), получаем
Яд = А2 ~~ А3 — Я|, Яз = у = А2 — Ai — Яд = 5 мм,
ВОАь = ВОА2 - НОАХ - НОА3,
НОА3 = ВОА2 - НОАХ - ВООАь, НОА3 = - 0,2 мм,
ЯОЯд = НОА2 - ВОАХ - ВОА3,
ВОА3 = НОА2 - ВОАХ - ЯОЯд, ВОА2 = 0,1 мм,
у = Яз = 5^;‘,
ТИд = ТА2 + ТИз + TAi', 0,6 мм = 0,6 мм.
Выбор средств технологического оснащения
К средствам технологического оснащения относятся: технологи-
ческое оборудование (в том числе контрольное и испытательное);
технологическая оснастка (в том числе рабочие инструменты и сред-
ства контроля); средства механизации и автоматизации технологиче-
ских процессов.
Выбор технологического оборудования (станков) определяется:
методом обработки; габаритными размерами заготовок и размерами
обработки; мощностью, необходимой на резание; производительно-
стью и себестоимостью в соответствии с типом производства; воз-
можностью приобретения и ценой станка; удобством и безопас-
ностью работы станка.
При выборе станков особое внимание следует обратить на ис-
пользование станков с числовым программным управлением
(ЧПУЦ), являющихся одним из основных средств автоматизации ме-
ханической обработки в мелкосерийном и серийном производствах
254
(виды документов на технологические процессы, выполняемые на
станках с ЧПУ, см. табл. 5.28).
Таблица 5.28
Виды документов на технологические процессы,
выполняемые на станках с ЧПУ (ГОСТ 3.1404 — 86)
Вид документа Наименование документа Форма
Основной Вспомогатель- ный Маршрутная карта (МК)’ Карта технологического процесса (КТП)" Операционная карта (ОК) Карта наладки инструмента (КН/П) Карта кодирования информации (ККИ) Карта эскизов (КЭ) Карта заказа на разработку управляющей программы (КЗ/П)”* Ведомость обрабатываемых деталей (ВОД)*** 1, 1а, 16 1, 1а 2, 2а, 3 4, 4а 5, 5а 7а 6, 6а 7, 7а
Применяется при маршрутном и маршрутно-операционном описании
Применяется при операционном описании технологического процесса
Разрабатывается по усмотрению разработчика
Станки с ЧПУ применяются для токарных, сверлильных, фрезер-
ных, расточных и других операций. Широкое распространение полу-
чили многооперационные станки с ЧПУ для обработки корпусных
заготовок — обрабатывающие центры (ОЦ). Как правило, в станках
такого типа смена инструмента производится автоматически либо
путем поворота револьверной головки, либо при помощи автоопера-
тора. На обрабатывающих центрах выполняют фрезерование, сверле-
ние, растачивание, резьбонарезание и др.
Применение оборудования с ЧПУ целесообразно в следующих
случаях:
— для трудоемких операций;
— если время обработки существенно меньше вспомогательного;
— при производстве сложных деталей малыми партиями;
— для обработки деталей с большим количеством размеров,
имеющих высокие требования по точности;
— при изготовлении деталей, требующих строгого контроля точ-
ности изготовления оснастки;
— когда стоимость оснастки составляет значительную часть
стоимости обработки;
— для изделий, период изготовления которых не позволяет ис-
пользовать обычные методы изготовления оснастки;
— для операций, у которых расходы на контроль составляют
часть общей стоимости операции.
255
Решение о применении станков с ЧПУ часто принимается с уче-
том одного или двух из этих условий.
Выбор оборудования определяется следующими коэффициентами:
— загрузки оборудования к3 = тР1тп, где т„ — расчетное количе-
ство станков на операции; т„ — принятое количество станков; для
массового производства к3 = 0,65—0,77, для серийного 0,75...0,85; для
мелкосерийного и единичного 0,8...0,9;
— использования станков по основному времени т|0 = t0/tm —
для массового производства; т]0 = 1о/1ШК — для серийного производст-
ва, где t0; Гшт; /шк — соответственно основное, штучное и штучно-каль-
куляционное время. Необходимо стремиться к значению rj0 — 1 - Вы-
сокий коэффициент использования оборудования по основному вре-
мени характеризует рациональное построение операций. Коэффици-
ент использования станков по основному времени колеблется в
широких пределах: от 0,35—0,45 для протяжных станков до 0,85...0,95
для непрерывного фрезерования на карусельных и барабанно-фре-
зерных станках:
— использования оборудования по мощности Y|CT = Nnp/N„, где
N„p — необходимая мощность на резание; N„ — мощность электро-
двигателя станка. Режущий инструмент выбирают с учетом макси-
мального применения нормализованного и стандартного инструмен-
та; метода обработки; размеров обрабатываемых поверхностей; точ-
ности обработки и качества поверхности; промежуточных размеров и
допусков на эти размеры; обрабатываемого материала; стойкости ин-
струмента, его режущих свойств и прочности; стадии обработки (чер-
новая, чистовая, отделочная); типа производства.
Размеры мерного режущего инструмента определяют исходя из
промежуточных размеров обработки (зенкеров, разверток, протяжек
и т. д.), размеры других инструментов (резцов расточных борштанг и
т. д.) из расчета на прочность и жесткость.
Средства технического контроля выбирают с учетом точности из-
мерений, достоверности контроля, его стоимости и трудоемкости,
требований техники безопасности и удобства работы.
Выбор режимов резания
При выборе резания руководствуются следующими общими ре-
комендациями.
В первую очередь устанавливают глубину резания /. При обработ-
ке за один рабочий ход на настроенном станке глубина резания равна
припуску. Припуск рассчитывается по методике В.М. Кована (2, 3,
256
20] или выбирается по нормативам. При обработке за несколько ра-
бочих ходов глубина резания на первом рабочем ходе берется макси-
мальная, на последующих — уменьшается с целью достижения за-
данной точности. Обычно на черновом этапе удаляется до 70 % обще-
го припуска, а на чистовые этапы оставляют не более 30 %.
Подача S назначается максимально допустимой. При черновой
обработке ее величина ограничивается жесткостью и способом креп-
ления обрабатываемой заготовки, прочностью и жесткостью инстру-
мента, прочностью механизма подачи станка.
При чистовой обработке 5 определяется заданной точностью и
шероховатостью обработки; величину ее выбирают по нормативам
либо рассчитывают исходя из заданной точности.
Найденное значение подачи корректируют по паспорту станка.
Скорость резания рассчитывают по формулам теории резания или
устанавливают по нормативам исходя из условий выполнения обра-
ботки. При определении скорости резания ориентируются на сред-
нюю экономическую стойкость инструмента.
По скорости резания определяют частоту вращения шпинделя
или число двойных ходов (стола или ползуна). Эти величины согласо-
вывают и корректируют с учетом паспорта станка.
После назначения режимов резания подсчитывают суммарную
силу резания и по ней эффективную мощность. Последнюю сравни-
вают с мощностью станка и окончательно корректируют режимы ре-
зания.
Назначение режимов для многоинструментальной обработки
имеет особенности [14].
В качестве примера порядка и содержания работ при расчете ре-
жимов резания приводится назначение режимов резания для предва-
рительного фрезерования [14, 18]:
1. Назначается глубина резания t, мм.
2. Назначают величину подачи на зуб фрезы Sz, мм/зуб.
3. Задают по справочным данным стойкость фрезы Т, мин.
4. Определяют скорость резания Уд, м/мин, допускаемую режу-
щими свойствами инструмента,
у _ см
Д СУ DU7P ’
1 I у у Jjy у
где D — диаметр фрезы, мм; В — ширина фрезерования, мм;
Z — число зубьев; С„ m, у„ и„ pv — из справочной литературы
[2, 3, 21].
257
5. Находят частоту вращения фрезы п, мин-1, п = 1000 VJ{nD). По-
лученную частоту вращения корректируют по паспорту станка и при-
нимают в качестве фактической Мф(лст).
6. Вычисляют фактическую скорость резания, м/мин,
Уф - nDn„/1000.
7. Определяют скорость подачи, мм/мин,
И? = Ист*Уг^
Полученное значение подача корректирует по паспорту станка и
принимается в качестве фактической ^(К^).
8. Определяют фактическую подачу на один зуб фрезы S^,
мм/зуб,
<5 = $2ф = ^5ф/(Иф2).
9. Определяют величину силы резания, Н,
_ iocpt;s”B;z
ЧЧ’
где Ср, хр, yf, ur, qt, 1Ир, Kf — из справочной литературы.
10. Определяют мощность резания, кВт,
Np = ЛМбО • 1020).
11. Определяют необходимую мощность электродвигателя, кВт,
м=ад,
где rj — КПД кинематической цепи станка.
Для осуществления процесса резания необходимо, чтобы выпол-
нялось условие
N3<N„,
где Na — мощность электродвигателя главного привода станка.
При невыполнении этого условия необходимо перейти на бли-
жайшую меньшую частоту вращения, пересчитать Уф, Pz, Np, N3 и
проверить неравенство Уэ Лег-
5.4.9. Нормирование технологических операций
Определение технически обоснованных норм времени на станоч-
ные работы необходимо для выбора варианта технологического про-
цесса, обеспечивающего выполнение технических требований,
258
предъявляемых к детали, и оптимальных затрат времени на ее изго-
товление, при которых повышается производительность труда и сни-
жается себестоимость обработки.
Норма времени на станочную операцию
7ш = Гоп[1 + (Ообс'*’ florji)/100L
где Тт — оперативное время; а^, атл — соответственно время на об-
служивание рабочего места, отдых и личные надобности, в % от опе-
ративного времени. В свою очередь,
Т = Т + Т
20П 2 о • 1 в*
Здесь То — основное (машинное время); Г, — вспомогательное вре-
мя, состоящее из времени на установку и снятие детали, времени,
связанного с переходом, времени на измерение, смену инструмента и
изменение режимов резания.
Машинное время устанавливают исходя из наиболее рациональ-
ных режимов обработки. Режимы обработки выбирают на основе
подбора глубины резания, подачи, скорости резания и стойкости ре-
жущего инструмента.
Процесс резания осуществляют с помощью двух движений стан-
ка: главного движения и движения подачи. Главное движение изме-
ряют числом оборотов или двойных ходов детали или инструмента в
минуту. Так как вращение детали (токарные станки) или инструмента
(фрезерные и сверлильные станки) происходит в результате враще-
ния шпинделя станка, то число оборотов детали или инструмента
равно числу оборотов шпинделя. Поэтому при нормировании этих
видов работ за основу расчета принимают число оборотов шпинделя
станка в минуту п, при нормировании строгальных работ — число
двойных ходов в минуту, обозначаемое также п.
Подачей s называют длину перемещения режущего инструмента
за один оборот шпинделя или один двойной ход относительно обра-
батываемой детали (токарные, сверлильные, продольно-строгальные
станки) или длину перемещения обрабатываемой детали относитель-
но режущего инструмента (фрезерные, поперечно-строгальные стан-
ки). На некоторых работах, например фрезерных, за единицу измере-
ния принимают минутную подачу sM, т. е. подачу за 1 мин, и подачу на
один зуб многолезвийного инструмента sz.
Толщина слоя металла, который необходимо снять при обработке
поверхности, является припуском на обработку z. Этот припуск мож-
но снимать за один или несколько рабочих ходов инструмента. Тол-
щина снимаемого слоя за один или несколько рабочих ходов — глу-
бина резания /.
259
Число рабочих ходов при обработке поверхности
i = z/t-
Основное время определяют на каждый переход, после чего время
всех переходов операции суммируют. Основное время
где L — расчетная длина обработки в направлении подачи, равная
£ = /+/1 + /2.
Здесь / — длина обработки по чертежу; А — дополнительная дли-
на на врезание и перебег инструмента; 12 — дополнительная длина на
взятие пробных стружек резания. Минутная подача:
— для точения, сверления и чистового фрезерования
зм = son,
— для чернового фрезерования
Sm = SjZn,
где 50 — подача на один оборот детали (сверла, фрезы); z — число
зубьев фрезы.
Рекомендуется следующий порядок расчета норм времени.
1. Назначают глубину резания с учетом режущих свойств инстру-
мента, затем по нормативам устанавливают подачу, скорость резания
и необходимую мощность. От глубины резания зависит число рабо-
чих ходов. Из формулы основного времени видно, что оно прямо про-
порционально числу рабочих ходов и, следовательно, число рабочих
ходов должно быть минимальным. Кроме того, с увеличением числа
рабочих ходов увеличивается вспомогательное время (отвод, подвод
инструмента). При выборе подачи и глубины резания следует учиты-
вать, что выгоднее работать с большими глубинами резания. Глубина
резания может быть увеличена за счет уменьшения подачи.
2. По нормативам в зависимости от глубины, подачи и свойств об-
рабатываемого материала и режущего инструмента выбирают ско-
рость резания инструмента v. Увеличивать скорость резания за счет
уменьшения подачи не рекомендуется.
3. По формулам или таблицам нормативов определяют расчетное
число оборотов шпинделя или число двойных ходов. Численные зна-
чения подачи и числа оборотов (двойных ходов) по таблицам коррек-
тируют по паспортным данным станка, которые должны быть близки
к расчетным.
260
4. Определяют расчетную длину обработки L, а затем основное
время обработки То.
5. По нормативам времени устанавливают вспомогательное время
на операцию Тв.
6. По нормативам определяют время на обслуживание рабочего
места, отдых и личные надобности, а по формуле — норму штучного
времени Тш.
7. По нормативам устанавливают норму подготовительно-заклю-
чительного времени на партию деталей Тп_3.
Составляющие времени на выполнение операции изменяются в
зависимости от ее структуры. Схемы построения станочных опера-
ций целесообразно классифицировать по составу слагаемых времени
4>п*
Норма времени сокращается уменьшением ее составляющих и
совмещением времени выполнения нескольких технологических пе-
реходов. Основное время снижается в результате применения высо-
копроизводительных режущих инструментов и режимов резания,
уменьшения припусков на обработку, а также числа рабочих ходов и
переходов при обработке поверхностей. Вспомогательное время со-
кращается уменьшением времени холостых ходов станка, рациональ-
ным построением процесса обработки, а также уменьшением време-
ни на установку и снятие заготовок путем использования приспособ-
лений с быстродействующими зажимными устройствами. При одно-
временном выполнении элементов времени t0 и при совмещении их с
элементами времени Гв в составе времени 1Ш входят лишь наиболее
продолжительные (лимитирующие) элементы времени из числа всех
совмещаемых.
Остальные составляющие времени Гш берутся в процентах време-
ни ?оп и мало влияют на структуру операции.
Вспомогательное время при анализе возможностей перекрытия
его основным временем нельзя рассматривать как одно целое. Его це-
лесообразно расчленить на пять составляющих: 1) время tyc установки
заготовки и время съема ее со станка по окончании обработки; оно
включает установку штучных заготовок в приспособления, установку
сменных приспособлений-дублеров или спутников в рабочие пози-
ции; при обработке прутков tyc включает время разжима цанги, пода-
чи прутка до упора и зажима цанги; 2) время на приемы управления
станком; оно учитывает пуск и останов станка, переключение скоро-
стей и подач, изменение направления вращения шпинделей или пе-
ремещения суппортов, головок и кареток; 3) время гинд индексации
включает время на перемещение частей станка в новые и исходные
позиции и фиксацию; поворот шпиндельных блоков, столов и бара-
261
банов, несущих заготовки, установочное перемещение столов с заго-
товками или инструментальных блоков; поворот делительных
устройств и кондукторов; перемещение заготовок в новые пози-
ции; 4) время /сн смены инструмента при выполнении отдельных пе-
реходов операции (время последовательной смены инструментов в
быстросменном патроне сверлильного станка; быстросменных кон-
дукторных втулок; расточных блоков в борштангах и сменных бор-
штанг; поворота резцовых или револьверных головок); 5) время уста-
новки инструмента на стружку и время tc„ контрольных измерений
при работе методом индивидуального получения размеров; обычно
время /изм не удается перекрыть основным временем; однако, приме-
няя автоматизированные методы контроля (например, при шлифова-
нии валов), можно измерять поверхности в процессе их обработки.
Возможности перекрытия элементов времени tcu при выполнении
станочных операций зависят от числа устанавливаемых для обработ-
ки заготовок, а также используемых инструментов и от порядка обра-
ботки заготовок инструментами. По числу устанавливаемых для об-
работки заготовок схемы станочных операций делят на одно- и мно-
гоместные, а по числу инструментов — на одно- и многоинструмен-
тальные. Последовательная или параллельная работа инструментов
при обработке поверхностей заготовки, а также последовательное
или параллельное расположение нескольких заготовок относительно
режущих инструментов обусловливают схемы операций, различные
по условиям совмещения переходов во времени. В зависимости от
этого операции могут быть последовательного, параллельного и па-
раллельно-последовательного выполнения.
От числа устанавливаемых для обработки заготовок зависит воз-
можность перекрытия времени их установки и съема. Одноместные
схемы обработки исключают возможность перекрытия времени /ус ос-
новным временем, и оно входит в состав штучного времени /ш. У мно-
гоместных схем эта возможность имеется. При последовательных
схемах невозможно перекрытие переходов обработки во времени, и
во время /щт входит сумма времен всех переходов. Параллельные и па-
раллельно-последовательные схемы дают такую возможность, и учи-
тываемое во времени основное время равно времени лимитирую-
щего перехода или сумме нескольких лимитирующих переходов.
При сочетании указанных признаков образуется несколько схем
[20]. При одноместной последовательной обработке одним или не-
сколькими инструментами (рис. 5.52) неперекрываемое время to, вхо-
дящее во время /ш, включает сумму времен tOi всех переходов:
262
п
*0 = 2^0/ •
/=1
При одноместной, одноинструментальной последовательной схе-
ме (рис. 5.52, а)
tyC "I” tyn-
При обработке несколькими сменяемыми инструментами (рис.
5.52, б)
4 tyc + 4пв 4и-
Иногда в формулу для расчета времени вместо 4» входит /инд, что
имеет место при последовательном повороте четырехрезцовой голов-
ки при токарной обработке.
Основное время при одноместной параллельной обработке (рис.
5.53) определяется продолжительностью лимитирующего (наиболее
длительного) перехода, перекрывающего все остальные переходы:
4 = hi •
Параллельно-последовательные схемы имеют место при одновре-
менной обработке нескольких поверхностей заготовки и в несколь-
ких позициях последовательно (рис. 5.54, д); при этом заготовка или
инструменты меняют позиции путем поворота инструментального
Рис. 5.52. Одноместная последовательная обработка:
а — одним; б — несколькими инструментами
263
Рис. 5.54. Параллельно-последовательные схемы обработки:
а — одним и несколькими инструментами; б — несколькими инструментами
блока. Неперекрываемое время t0 представляет собой сумму времени
нескольких лимитирующих переходов, остающихся не перекрыты-
ми:
п
4) ~ •
/=1
264
Вспомогательное время операции t„ = tyc + + /ннд. Иногда в
формулу вместо времени Гинд входит время гси; это, в частности, имеет
место при последовательном перемещении многошпиндельной свер-
лильной головки (рис. 5.54, б).
Для многоместных схем характерно более эффективное, чем для
одноместных схем, совмещение элементов времени 4 и перекрытие
элементов времени /в. Возможны такие схемы, при которых время 4
перекрывает время /ус; в некоторых случаях время /в исключается пол-
ностью.
Многоместные схемы могут осуществляться в трех основных ва-
риантах: 1) обрабатывают операционную партию заготовок, устанав-
ливаемых на станке одновременно (шлифование на магнитной плите
партии мелких заготовок); 2) заготовки (или группы заготовок) уста-
навливают в свои приспособления независимо от других и обрабаты-
вают поочередно (фрезерование заготовок с маятниковой подачей
или в поворотных приспособлениях); 3) обработку выполняют на не-
прерывно вращающемся столе или барабане.
В многоместных схемах с одновременной установкой операцион-
ной партии время обработки заготовки определяется путем деления
общих затрат времени на число заготовок в операционной партии. На
обработку одной заготовки в этом случае приходится меньше време-
ни, чем в случае одноместных схем. В многоместных схемах время 4
часто существенно сокращается за счет времени врезания и сбега ин-
струмента. Время 4 при установке операционной партии z несколько
возрастает, но на одну заготовку она значительно меньше, чем в одно-
местных схемах.
При многоместной последовательной обработке (рис. 5.55) заго-
товок одним (рис. 5.55, а) или несколькими инструментами (рис.
5.55, б)
5Х
/о = ——•
Z
При многоинструментной параллельной обработке (рис. 5.56, а)
возможно совмещение переходов основного времени, которое в этом
случае определяется лимитирующим переходом
При параллельно-последовательном расположении заготовок
(рис. 5.56, б) возможно частичное совмещение переходов, и время 4
18 — 3073
265
а) б)
Рис. 5.55. Многоместная последовательная обработка:
а — одним; б — несколькими инструментами
Рис. 5.56. Многоинструментная обработка:
а — параллельная; б — параллельно-последовательная
определяется суммой времен нескольких неперекрываемых перехо-
дов:
п
Е'о/
h = .
z
Для многоместных схем с одновременной установкой заготовок
при одноинструментальной обработке
266
При параллельной и параллельно-последовательной многоинст-
рументальной обработке
¥ _ ^ус ^^уп + ГСИ
*в
Z
В некоторых случаях время /си заменяется временем 4Ш.
Многоместные схемы с независимой (раздельной) установкой за-
готовок (или групп заготовок) более производительны, так как они
позволяют перекрывать время /ус основным временем. При этом заго-
товки в одной позиции обрабатываются, а в другой они снимаются со
станка и заменяются необработанными.
При последовательной обработке (рис. 5.57) время 4 определяется
лимитирующим переходом, а время
4 4п 4нд-
При многоместной параллельной и параллельно-последователь-
ной обработке заготовок (рис. 5.58) время k уменьшается соответст-
венно числу одновременно обрабатываемых заготовок, а время 4
уменьшается в зависимости от числа одновременно обрабатываемых
заготовок:
Рис. 5.57. Многопозиционная
последовательная обработка
Рис. 5.58. Многоместная
параллельная и параллельно-
последовательная обработка
18*
267
Рис. 5.59. Обработка при непрерывной установке заготовок
Наиболее благоприятные условия для совмещения элементов
времени Гоп создаются при осуществлении многоместных схем с не-
прерывной установкой заготовок (рис. 5.59, а).
В этом случае преобладают схемы параллельно-последовательной
обработки, хотя возможны и последовательные схемы. Такие схемы
осуществляются преимущественно на станках с непрерывно вращаю-
щимся столом или барабаном. Установка и съем заготовок осуществ-
ляются на ходу станка в его загрузочной зоне. При этом время t0 опре-
деляется делением времени одного оборота стола или барабана на
число установленных на нем заготовок; если припуск удаляют за не-
сколько рабочих ходов (например, при шлифовании, рис. 5.59, б), то
время «о на одну заготовку увеличивается соответственно требующей-
ся частоте вращения. При многоместной обработке с непрерывной
установкой заготовки время 4 полностью перекрывается временем
резания во времени /ш, поэтому 4 = 0.
Приведенные структурные формулы времени t0 дают качествен-
ную характеристику схем станочных операций; они показывают воз-
можность совмещения выполняемых переходов.
Для количественной характеристики схем построения станочных
операций может служить коэффициент совмещения основного вре-
мени
268
Ко п
£'<И
/=1
где /0 — основное неперекрываемое время, входящее в /ш; ^}/0/ — сум-
i=i
ма элементов t9 переходов операции.
Величина Ко изменяется в пределах 0—1; чем в большей степени
совмещаются элементы времени t0, тем меньше величина Ко; если со-
вмещения переходов нет, ^=1.
Операцию можно характеризовать коэффициентом совмещения
оперативного времени
п п ’
/=1 /=1
где гв — вспомогательное неперекрываемое время, входящее в /ш;
л
— сумма всех п элементов времени tt в операции.
/=|
При проектировании операции с параллельными и параллель-
но-последовательными схемами обработки рост производительности
в зависимости от числа инструментов в наладке происходит в каждом
отдельном случае до определенного предела. Дальнейшее увеличение
числа инструментов снижает производительность в связи с увеличе-
нием времени технического обслуживания /т на их смену и регули-
ровку и снижения скорости резания.
Зависимость /ш от числа инструментов п в наладке приведена на
рис. 5.60.
С ростом п основное время снижается (ломаная 0, а время техни-
ческого обслуживания, затра-
чиваемое на смену и регули-
ровку инструментов, растет
(ломаная 4). При постоянном
значении всех остальных со-
ставляющих штучного време-
ни (4 /Орг и /п) ломаная /ш полу-
чается геометрическим сло-
жением ломаных /0 и 4 с пря-
мой 1. Время /ш минимально
при наивыгоднейшем числе
Рис. 5.60. Определение наивыгоднейшего
числа инструментов в наладке
269
«оп инструментов в наладке. Нецелесообразность чрезмерного увели-
чения числа инструментов определяется часто и тем, что время t0 ока-
зывается меньше времени /„•
На оптимальную совмещенность переходов влияет также себе-
стоимость обработки. Время и себестоимость обработки в зависи-
мости от числа инструментов в наладке изменяются по-разному, а
минимум этих кривых, как правило, не совпадает. Нахождение мини-
мума себестоимости обработки связано с более сложными расчетами.
Рациональное совмещение технологических переходов в каждом
конкретном случае определяется в зависимости от взаимного распо-
ложения обрабатываемых поверхностей, размещения инструментов в
зоне обработки и возможностью удаления из нее образующейся
стружки. Недостаточная жесткость заготовки часто является причи-
ной отказа от параллельного выполнения переходов. Обработку по-
верхностей с высокими требованиями к точности и шероховатости
выделяют в особую операцию, применяя одноместные одноинстру-
ментальные последовательные, а часто и однопроходные схемы.
Конфигурация и габаритные размеры обрабатываемой заготовки
определяют возможную операционную партию, порядок расположе-
ния заготовок на столе или в приспособлении, сложность наладки
станков и величину холостых ходов при многоместной обработке.
Построение операций в тяжелом машиностроении. Сложные мно-
гопереходные операции обработки крупных заготовок осуществля-
ются в тяжелом машиностроении на тяжелых, иногда уникальных
станках без специальных приспособлений, с установкой по выверке.
В этом случае вспомогательное время заметно увеличивается вследст-
вие многократной смены инструментов, пробных ходов и измерений,
сложной транспортировки и выверки крупногабаритных заготовок
при их установке. Поэтому при проектировании технологических
процессов стремятся к сокращению числа операций и установок к
выполнению наибольшего числа переходов при одном установе заго-
товки. Для этого обычные универсальные станки снабжают приспо-
соблениями, расширяющими их технологические возможности. На-
пример, на карусельном станке с помощью долбежного приспособле-
ния можно строгать шпоночные пазы в ступице детали после ее рас-
стачивания.
Для тяжелого машиностроения характерны те же направления
интенсификации процессов обработки резанием, что и для других от-
раслей машиностроения. Параллельную обработку нескольких по-
верхностей тяжелой заготовки осуществляют с помощью переносных
сверлильных, расточных, долбежных и других станков, устанавливае-
мых на одной плите с заготовкой. Тяжелые токарные станки выпол-
270
няют многосуппортными, что позволяет выполнять параллельную
обработку нескольких шеек заготовки. При серийном изготовлении
крупногабаритных деталей в тяжелом машиностроении применяют
специальные станки агрегатного типа.
Вспомогательное время обработки на тяжелых станках сокраща-
ют заменой ручного перемещения стола, кареток, кулачков и других
устройств ускоренным механическим. При ограниченных возможно-
стях применения многоместных схем операций возможно перекры-
тие времени установки одной заготовки основным временем обра-
ботки другой; например, с помощью радиально-сверлильного станка
можно попеременно сверлить отверстия в двух деталях, устанавли-
ваемых в зоне расположения шпинделя при повороте рукава станка.
Обработка на автоматических линиях осуществляется по парал-
лельно-последовательным схемам; заготовка последовательно пере-
ходит из позиции в позицию; при этом в каждой позиции одновре-
менно несколько инструментов обрабатывают разные поверхности
заготовки. Одновременно в работе используется несколько сотен ин-
струментов. Основное время операции определяется временем лими-
тирующего перехода. Вспомогательное время операции на автомати-
ческой линии включает время транспортировки заготовки в следую-
щую позицию, которое можно отнести к времени индексации /ивд,
время установки tyc (фиксация — расфиксация, зажим — открепле-
ние) и время подвода и отвода инструмента. Несмотря на большое
число слагаемых, условия выполнения операций позволяют довести
величину t до 10...15 с.
Наряду с анализом и расчетным обоснованием возможных по-
грешностей обработки и производительности должны быть решены
задачи транспортировки заготовки в ходе обработки и автоматиче-
ского контроля процесса, исключающего появление брака.
При проектировании операций обработки на станках с программ-
ным управлением на первом этапе разрабатывают технологический
процесс обработки заготовки, определяют траекторию движения ре-
жущих инструментов, увязывают ее с системой координат станка и с
заданной исходной точкой и положением заготовки, устанавливают
припуски на обработку и режимы резания. На этом этапе определяют
всю предварительную обработку заготовки, ее базы и необходимую
технологическую оснастку. В конце первого этапа составляют расчет-
но-технологическую карту (РТК) с чертежом, на котором вместе с
контуром детали наносят траекторию движения инструмента. На вто-
ром этапе рассчитывают координаты опорных точек траектории от
выбранного начала координат, производят аппроксимацию криволи-
нейных участков профиля детали ломаной линией с учетом требуе-
271
мой точности обработки; устанавливают скорости движения инстру-
мента на участках быстрого перемещения, замедленного подвода к
детали и на участках обработки; определяют необходимые команды
(включение и выключение подачи, изменение скорости движения,
остановы, подачу и выключение охлаждающей жидкости и др.), про-
должительность переходов обработки и время подачи команд. Для
многоинструментальных станков и особенно многооперационных
станков характерны многоинструментальные последовательные схе-
мы (одноместные или многоместные) построения операций, вклю-
чающие большое число технологических переходов. Технологиче-
ский процесс изготовления корпусной детали средней сложности на
универсальных станках включает 5... 15 операций; при обработке на
многооперационных станках он состоит из двух-трех операций
(включая отделочные). Трудоемкость обработки при этом снижается
в основном из-за сокращения времени на установку заготовки.
При обработке на многооперационных станках элементы време-
ни /Ь не совмещаются и время /0 равно сумме времен всех переходов
обработки. Применяя сборные инструменты (например, при обра-
ботке ступенчатых отверстий), можно совместить несколько перехо-
дов.
Однако время t0 при обработке заготовок на многооперационных
станках сокращается в 1,5...2 раза по сравнению с основным време-
нем при обработке на универсальных станках; это достигается устра-
нением пробных рабочих ходов при программном управлении. Вспо-
могательное время сокращается из-за автоматической смены инстру-
мента, меньших перебегов, устранения измерений после пробных хо-
дов и сокращения времени установки и съема заготовок.
При правильном построении операций доля времени t0 во време-
ни при обработке на многооперационных станках достигает
70...85 % вместо 30...60 % при обработке на универсальных станках.
Вспомогательное время при работе на многооперационных станках
не отличается от времени при обработке на универсальных станках,
но имеет некоторые особенности.
При установке заготовки в рабочей позиции станка учитывается
время гус. При установке в запасной позиции (на втором столе или в
приспособлении-спутнике) время /ус содержит только время /сс смены
спутника. При обработке на многооперационных станках элементы
времени те же, однако приемы изменения режимов резания можно
совместить с автоматической сменой инструмента. Время /инд при об-
работке заготовок на многооперационных станках учитывает поворот
стола и кантование спутника в рабочей позиции для обработки заго-
товки с нескольких сторон. Составляющая времени /пзц содержит вре-
272
Рис. 5.61. Обработка на многооперационных станках:
а — с двумя запасными позициями; б — с двумя поворотными столами
мя перемещения и установки стола с заготовкой или шпинделя с ин-
струментом на другую координату. Составляющая времени ГСи содер-
жит время осуществления приемов по отысканию, захвату, открепле-
нию, переносу, установке и закреплению инструмента; при
использовании револьверной головки время tm затрачивается только
на поворот и фиксацию револьверной головки.
Время /изм на измерение и пробные ходы при обработке на много-
операционных станках затрачивается только на отладку программы и
в /ш не входит.
Совмещение времени /ус и t0 при обработке заготовок на много-
операционных станках достигается с помощью запасных установоч-
ных позиций. Некоторые схемы позволяют полностью перекрыть
время /ус основным временем, другие позволяют заменить время tyC
временем tcc в рабочей позиции.
При системе с двумя запасными позициями (рис. 5.61, а) заготов-
ка, обработанная в рабочей позиции I, с поворотным столом переме-
щаются со спутником в позицию III.
Здесь она снимается и на ее место устанавливается необработан-
ная; из позиции II в рабочую позицию перемещается спутник с дру-
гой установленной во время работы станка заготовкой. Неперекры-
ваемое вспомогательное время
4 4с + 4зц 4нд 4и-
273
Система с двумя поворотными столами 1 и 2 и перемещающейся
шпиндельной головкой 3 (рис. 5.61, б) позволяет обрабатывать в каж-
дой позиции заготовку 4 с четырех сторон; время /ус полностью пере-
крывается временем обработки заготовки в другой позиции; непере-
крываемое вспомогательное время определяется за вычетом времени
смены спутника /сс.
Применение стационарного двухместного приспособления на
поворотном столе 3 (рис. 5.61, в) обеспечивает полное исключение
времени установки и съема заготовок из штучного времени. Заготов-
ка 2 устанавливается во время обработки заготовки 7; при повороте
стола она вводится в рабочую зону, а обработанная заготовка снима-
ется. Для обработки заготовки с трех сторон необходимы индексации
стола и позиционирование шпинделя на координаты нескольких от-
верстий; поэтому неперекрываемое вспомогательное время опреде-
ляется так же, как и в предыдущем случае. Применяют и другие схе-
мы, включающие кантование заготовки.
Время смены спутника с установленной в запасной позиции заго-
товкой составляет 20 % времени установки заготовки. Время смены
одного инструмента составляет 3...7 с, а время позиционирования по
координатам и время индексации поворотных столов 5... 10 с; при
этом для замедленного перемещения на последнем участке пути, не-
обходимого для повышения точности позиционирования, требуется
до 80 % времени позиционирования.
При проектировании многоинструментной наладки составляют
план размещения инструмента по переходам и предварительно рас-
считывают режимы резания, составляют наладочную карту с разме-
щением инструментов и указанием их шифров, уточняют схему уста-
новки, корректируют режимы резания, уточняют схемы и элементы
наладки, определяют штучное время, составляют технические зада-
ния на проектирование рабочих и контрольных приспособлений и
специальных инструментов. Проектирование станочной операции и
многоинструментной наладки станка сопровождается расчетами на-
строечных размеров, действующих сил и ожидаемой точности обра-
ботки. Настроечный размер определяет такое положение режущей
кромки инструмента относительно рабочих элементов станка и уста-
новочных элементов приспособления, которое обеспечивает с уче-
том явлений, происходящих в процессе обработки, получение выдер-
живаемого размера в пределах установленного допуска.
ЛИТЕРАТУРА
1. Маталин А.А. Технология машиностроения. — Л.: Машиностроение,
1985.- 512 с.
2. Справочник технолога машиностроителя. В 2-х т. Т. 1/Под ред. А.Г. Косиловой
и Р.К. Мещерякова. 4-е изд. перераб. и доп.— М.: Машиностроение, 1986.— 656 с.
3. Справочник технолога машиностроителя. В 2-хтг.Т. 2/Подред. А.Г. Косиловой
и Р.К. Мещерякова. 4-е изд. перераб. и доп.— М.: Машиностроение, 1986.— 496 с.
4. Соколовский А.П. Научные основы технологии машиностроения. — М., Маш-
гиз, 1955.— 517 с.
5. Акимов В.Л., Жуков Э.Л., Розовский Б.Я., Скраган В.А. Технологические расчеты
при проектировании процессов механической обработки заготовок: Учеб, посо-
бие/СПбГТУ.— СПб.: Изд-во СПбГТУ, 1980.- 80 с.
6. Технология машиностроения: Метод, указания к практическим занятиям/Сост.
Э.Л. Жуков, В.П. Пересыпкинский. СПб. гос. техн, ун-т; СПб., 1995.— 71 с.
7. Технологические процессы в машиностроении: Учеб. пособие/Н.П. Солныш-
кин, А.Б. Чижевский, С.И. Дмитриев; Под общ. ред. Н.П. Солнышкина.— СПб.:
изд-во СПбГТУ, 1998.- 277 с.
8. Соколовский А.П. Основы технологии машиностроения. — Л.: Машгиз, 1938.
Т. 1. 680 с.
9. Соколовский А.П, Научные основы технологии машиностроения. — М., Маш-
гиз, 1955.- 517 с.
10. Митрофанов СП. Групповая технология машиностроительного производст-
ва.—Л.: Машиностроение, 1983. Т. 1. 404 с.; Т. 2. 376 с.
11. Базров Б.М. Модульная технология изготовления деталей. М.: ВНИИТЭМР.
Сер. Технология металлообрабатывающего производства. Вып. 5. 1986. 51 с.
12. Технологичность конструкций изделий: Справочник/ Под ред. Ю.Д. Адамиро-
ва. — М.: Изд-во стандартов, 1987. — 256 с.
13. Балабанов А.И. Технологичность конструкций машин. — М.: Машинострое-
ние, 1987. - 336 с.
14. Худобин Л.В., Гречников В.А. и др. Руководство к дипломному проектированию
по технологии машиностроения, металлорежущим станкам и инструментам. — М.:
Машиностроение, 1986. — 288 с.
15. Технологический классификатор деталей в машиностроении и приборострое-
нии. — М.: Изд-во стандартов, 1987. — 256 с.
16. Васильев В.Н. Организация, управление и экономика гибкого интегрированно-
го производства в машиностроении. — М.: Машиностроение, 1986. — 312. с.
17. Комиссаров В.И., Леонтьев В.Н. Точность, производительность и надежность в
системе проектирования технологических процессов. — М.: Машиностроение,
1985. - 220 с.
18. Худобин Л.В., Гурьянихин В.Ф., Берзин В.Р. Курсовое проектирование по техно-
логии машиностроения: Учеб, пособие. — М.: Машиностроение, 1989. — 288 с.
275
19. Чарнко Д.В. Основы выбора технологического процесса механической обра-
ботки. — М.: Машгиз, 1963. — 320 с.
20. Основы технологии машиностроения/Под ред. В.С. Корсакова. — М.: Маши-
ностроение, 1977. — 416 с.
21. Справочник инструментальщика/И.А. Ординарцев, Г.В. Филиппов, А.Н. Шев-
ченко и др.; Под общ. ред. И.А. Ординарцева. — Л.: Машиностроение, Ленингр.
отд-ние, 1987. — 846 с.
22. Проектирование технологических процессов для универсальных станков и
ГПС. Учеб. пособие/Э.Л. Жуков, Б.Я. Розовский, А.Б. Чижевский и др. — Л.: изд.
ЛГТУ, 1990.— 80 с.
23. Проектирование технологических процессов обработки металлов резанием:
Учеб. пособие/Э.Л. Жуков, В.В. Дегтярев, Б.Я. Розовский и др. — СПб., СПбГТУ,
1995.-60 с.
24. Мосталыгин Т.П., Толмачевский Н.Н. Технология машиностроения.— М.: Ма-
шиностроение, 1990: Учебник для вузов по инженерно-экономическим специально-
стям. — 288 с.
25. Балакшин Б. С. Теория и практика технологии машиностроения. В 2-х кн. — М.:
Машиностроение, 1982.
26. Основы проектирования технологических процессов и приспособлений. Ме-
тоды обработки поверхностей. В. П.Фираго. — М., «Машиностроение», 1973. — 468 с.
27. Егоров НЕ., Дементьев В.Н, Тишин С.Д., Дмитриев В.Л. Технология машино-
строения. — М.: Высшая школа, 1965: Учебник для студентов машиностроительных
вузов и факультетов. — 590 с.
28. Проектирование технологии автоматизированного машиностроения: Учебник
для машиностроит. спец. вузов/И.М. Баранчукова, А.А. Гусев, Ю.Б. Крамаренко и др.;
Под ред. Ю.М. Соломенцева.— 2-е изд., испр.— М.: Высш, шк., 1999. — 416 с.
29. Колесов И. М. Основы технологии машиностроения: Учебник для машиностро-
ит. спец, вузов.— 2-е изд., испр.— М.: Высш, шк., 1999.— 591 с.
30. Технология машиностроения: в 2 т. Т. 1. Основы технологии машинострое-
ния: Учебник для вузов/В.М. Бурцев, А.С. Васильев, А.М. Дальский и др.; Под ред.
А.М. Дальского.— М.: Изд-во МГТУ им. Н.Э. Баумана, 1999.— 564 с.
31. Технология машиностроения: в 2 т. Т. 2. Производство машин: Учебник для ву-
зов/В.М. Бурцев, А.С. Васильев, О.М. Деев и др.; Под ред. Г.Н. Мельникова.— М.:
Изд-во МГТУ им. Н.Э. Баумана, 1999.— 640 с.
32. Технология машиностроения. Часть 1: Учеб. пособие/Э.Л. Жуков, И.И. Ко-
зарь, Б.Я. Розовский и др. Под ред. С.Л. Мурашкина. — СПб.: Изд-во СПбГТУ,
1999.- 190 с.
33. Технология машиностроения. Часть 2. Учеб. пособие/Э.Л. Жуков, И.И. Ко-
зарь, Б.Я. Розовский и др. Под ред. С.Л. Мурашкина. — СПб.: Изд-во СПбГТУ,
2000.- 498 с.
34. Новиков В.Ю., Схиртладзе А.Е. Технология станкостроения. Учеб, посо-
бие. — М.: Машиностроение, 1990,— 256 с.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ.............................................................. 3
1. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА (ТПП). ... 5
1.1. Общие положения................................................ 5
1.1.1. Порядок проведения технологической подготовки производства 8
1.1.2. Типы производства, формы организации и виды технологиче-
ских процессов.............................................. 21
1.2. Структура технологического процесса и его основные характеристики 26
1.3. Основные принципы технологического проектирования................. 29
1.4. Технологические процессы сборки................................... 31
2. ТОЧНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ....................................... 40
2.1. Точность и ее определяющие факторы................................ 40
2.2. Статистические методы исследования точности механической обработки. 45
2.2.1. Метод кривых распределения погрешностей.................... 45
2.2.2. Графоаналитический метод (метод точечных диаграмм) ... 50
2.3. Расчетно-статистический метод исследования точности............... 53
2.3.1. Погрешности установки. Стандарты по базированию и устано-
вочным элементам............................................ 53
2.3.2. Упругие деформации технологической системы................. 70
2.3.3. Износ режущего инструмента................................. 88
2.3.4. Тепловые деформации технологической системы................ 90
2.3.5. Геометрические неточности станков и режущего инструмента. . 97
2.3.6. Деформации заготовок, вызываемые внутренними напряжения-
ми......................................................... 100
2.3.7. Размерная наладка станков................................. 102
2.3.8. Колебания при механической обработке...................... 112
2.3.9. Баланс точности технологической операции.................. 122
2.3.10. Управление точностью механической обработки.............. 127
3. КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ................................. 131
3.1. Критерии качества поверхностного слоя............................ 131
3.2. Влияние технологических факторов на величину шероховатости ... 133
4. ОПРЕДЕЛЕНИЯ ПРИПУСКОВ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ. . 138
5. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ МЕХАНИ-
ЧЕСКОЙ ОБРАБОТКИ.................................................. 146
5.1. Типизация технологических процессов.............................. 147
5.2. Групповой метод обработки........................................ 149
277
5.2.1. Группирование деталей................................... 150
5.2.2. Комплексная деталь...................................... 152
5.3. Модульная технология.......................................... 154
5.4. Последовательность и правила проектирования технологических процессов
изготовления деталей............................................... 158
5.4.1. Анализ исходных данных для разработки технологического про-
цесса ......................................................... 159
5.4.2. Определение типа производства..................... 182
5.4.3. Определение класса детали и выбор в качестве аналога действую-
щего типового или группового технологического процесса. 185
5.4.4. Выбор исходной заготовки и методов ее изготовления. ... 192
5.4.5. Выбор технологических баз............................... 196
5.4.6. План обработки отдельных поверхностей................... 202
5.4.7. Проектирование технологического маршрута обработки заготов-
ки............................................................. 210
5.4.8. Проектирование технологических операций и переходов. . . 249
5.4.9. Нормирование технологических операций................... 258
ЛИТЕРАТУРА............................................................ 275
Учебное издание
Жуков Эдуард Леонидович, Козарь Иван Иванович,
Мурашкин Сергей Леонидович, Розовский Борис Яковлевич,
Дегтярев Виктор Викторович, Соловейчик Александр Михайлович
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
В 2 книгах
Книга 1. Основы технологии машиностроения
Редактор В.А. Козлов
Художник А, Ю. Войткевич
Технический редактор Н.В. Быкова
Компьютерная верстка С.Н. Луговая
Корректоры Н.Е. Жданова, О.Н. Шебашова
Лицензия ИД № 06236 от 09.11.01.
Изд. № РЕНТ-20. Сдано в набор 01.04.03. Подп. в печать 16.07.03.
Формат 60 х 881/16. Бум. офсетная. Гарнитура «Таймс». Печать офсетная.
Объем 17,15 усл. печ. л. 17,15 усл. кр.-отт.
Тираж 3000 экз. Зак. № 3073.
ФГУП «Издательство «Высшая школа»,
127994, Москва, ГСП-4, Неглинная ул., 29/14.
Тел.: (095) 200-04-56
E-mail: info@v-shkola.ru http://www.v-shkola.ru
Отдел реализации: (095) 200-07-69, 200-59-39, факс: (095) 200-03-01.
E-mail: sales@v-shkola.ru
Отдел «Книга-почтой»: (095) 200-33-36. E-mail: bookpost@v-shkola.ru
Набрано на персональных компьютерах издательства.
Отпечатано в ФГУП ордена «Знак Почета»
Смоленской областной типографии им. В.И. Смирнова.
214000, г. Смоленск, пр-т им. Ю. Гагарина, 2.