/












































































































































Автор: Лукин В.В. Анисимов П.С. Федосеев Ю.П.
Теги: тяга поездов на железных дорогах подвижной состав железнодорожный транспорт железные дороги
ISBN: 5-89035-106-0
Год: 2004




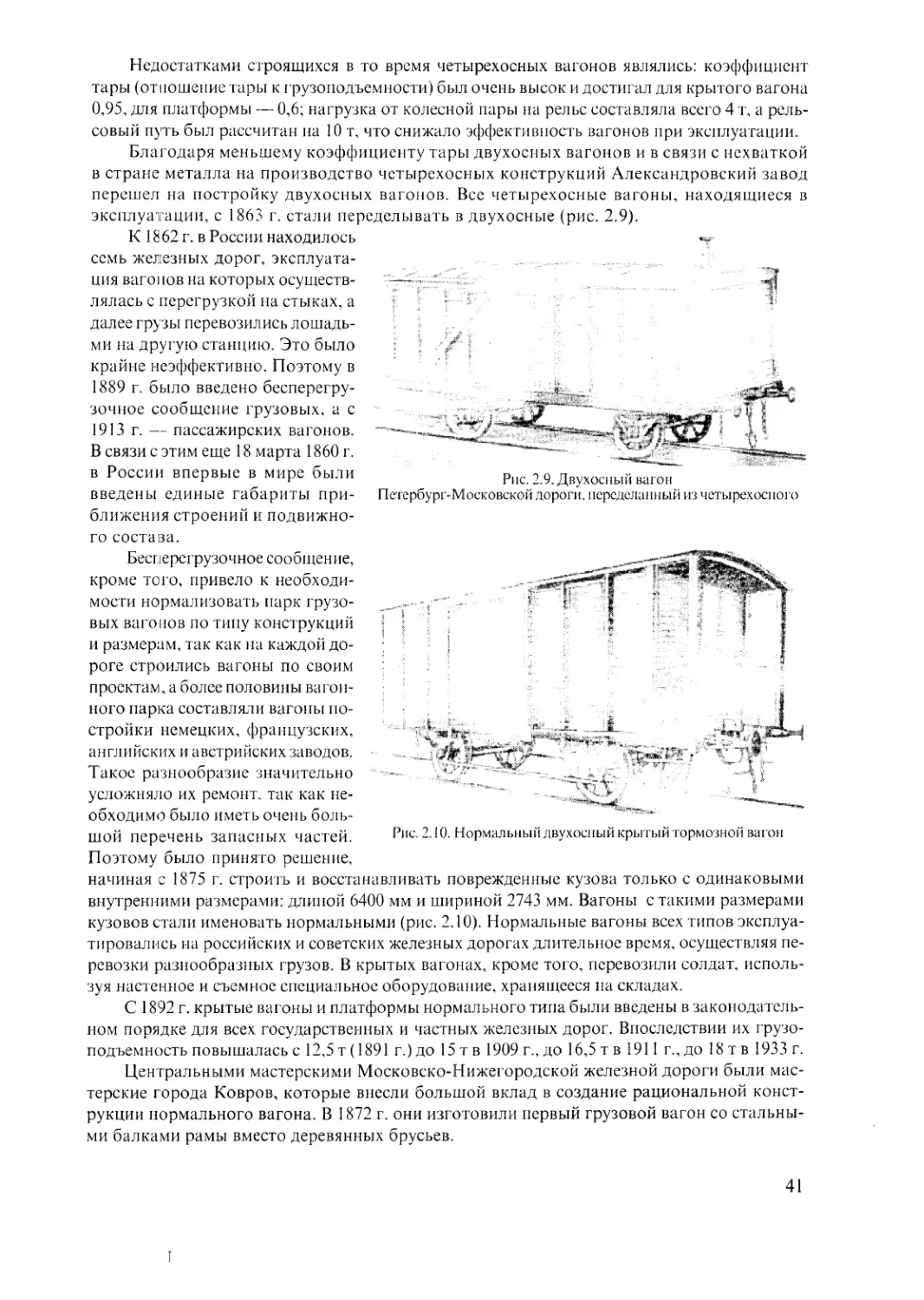
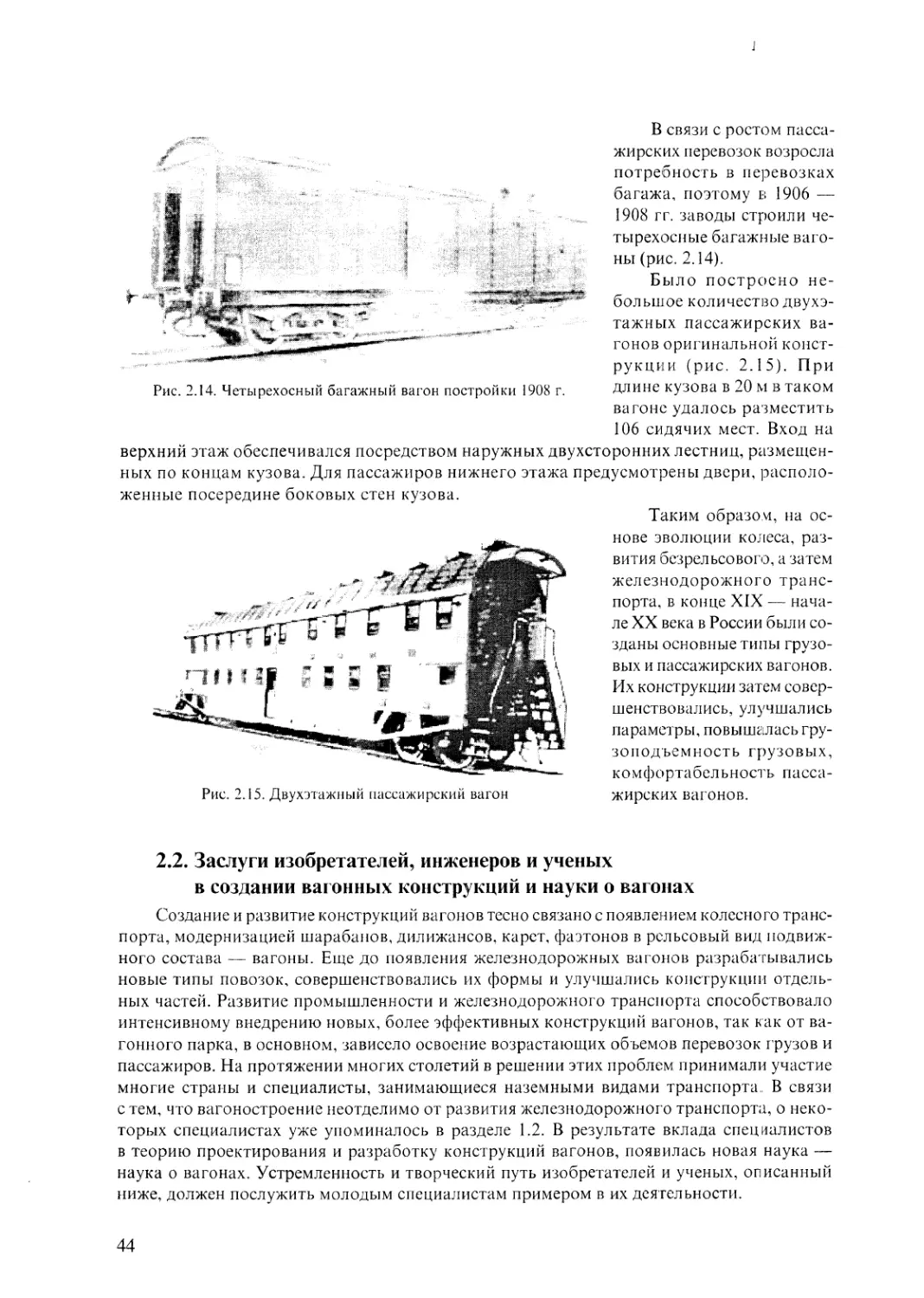
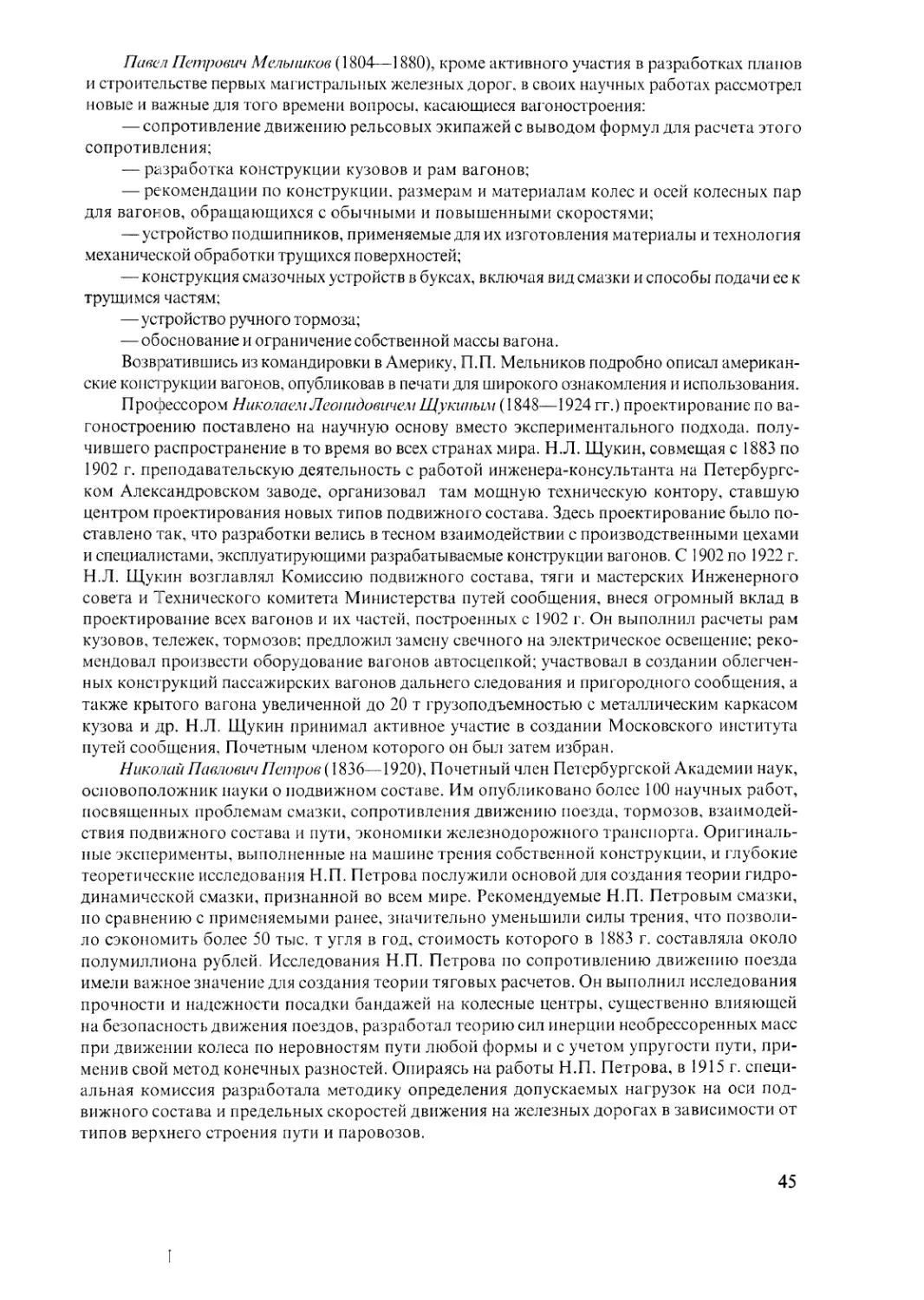
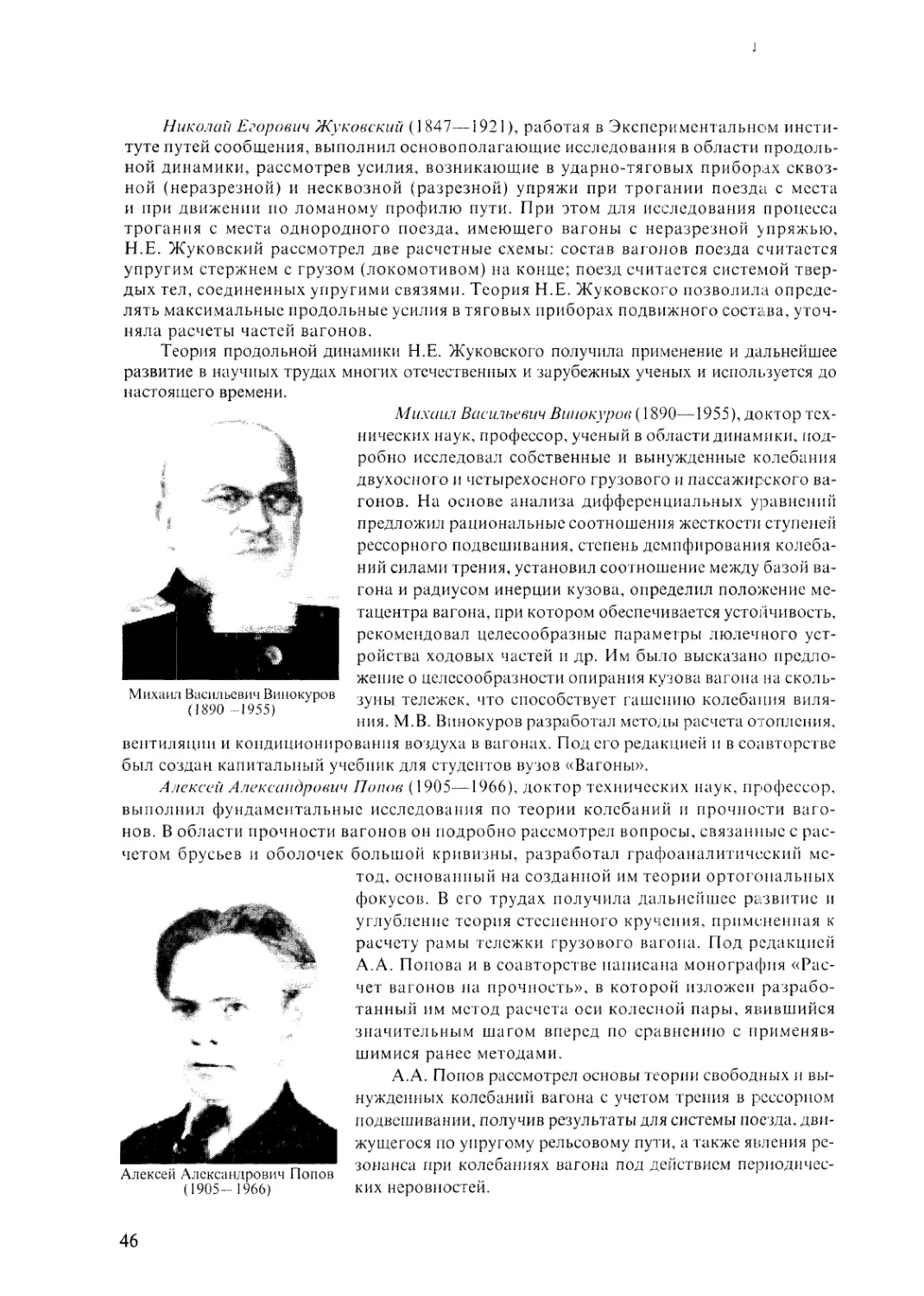
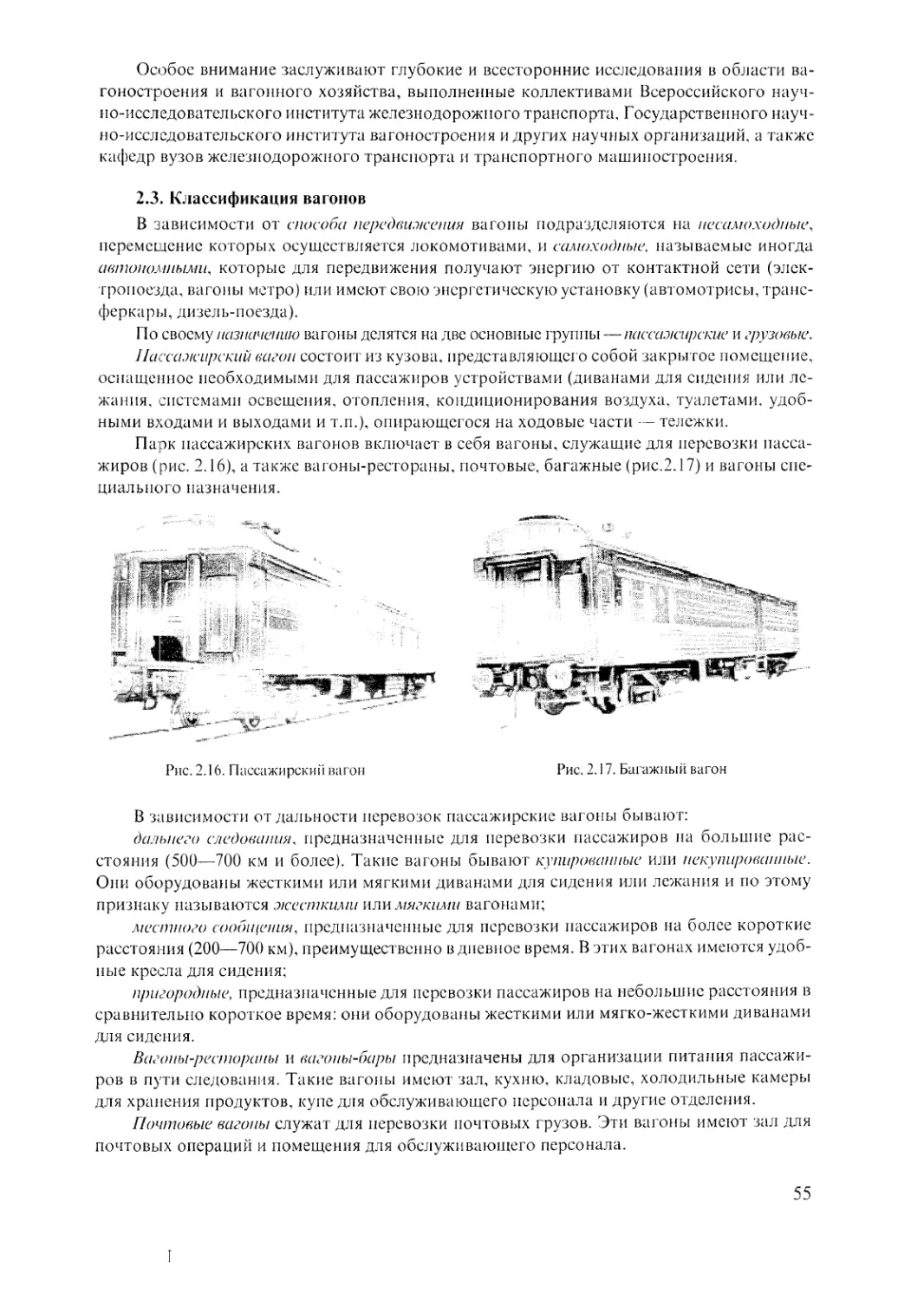
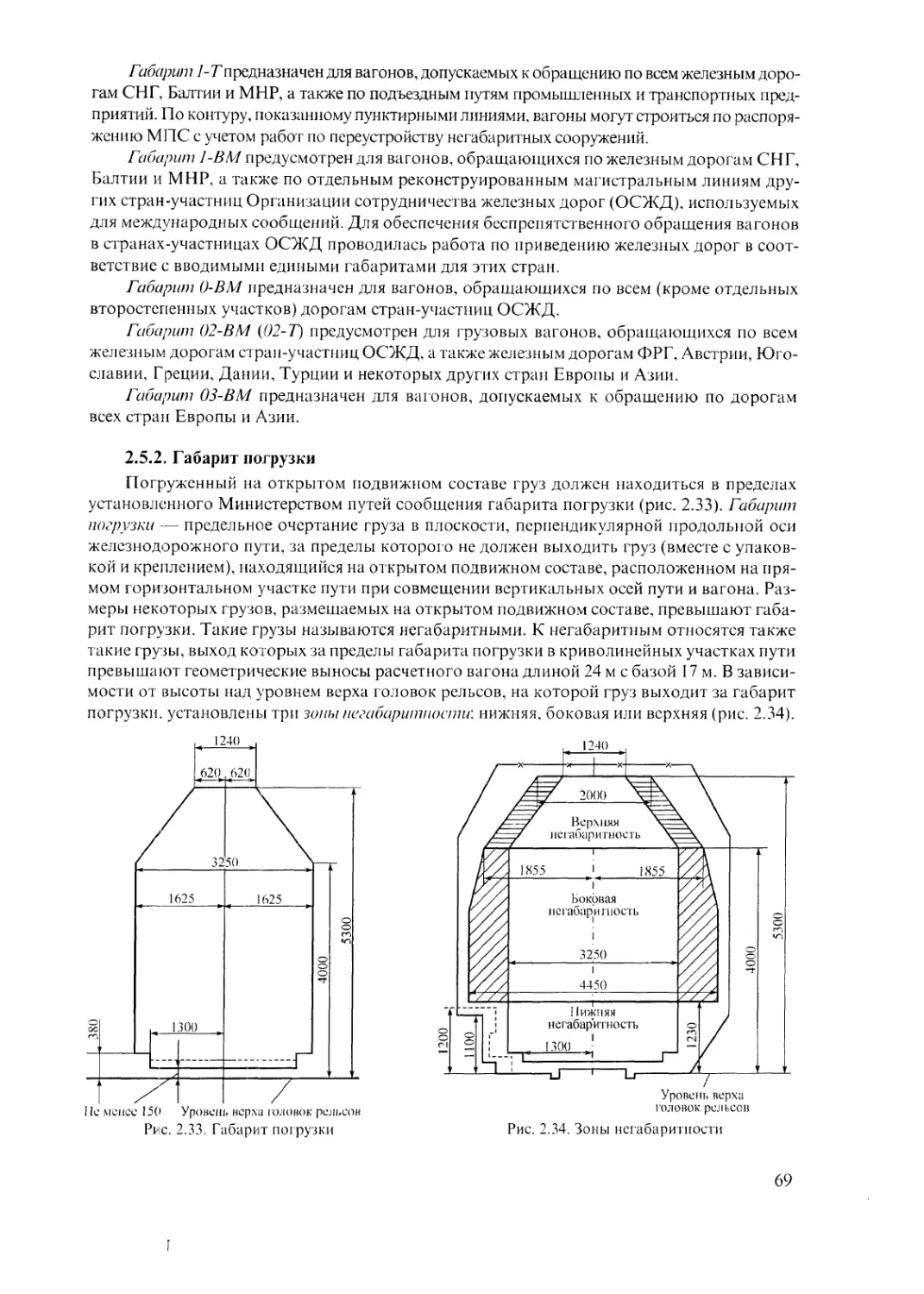
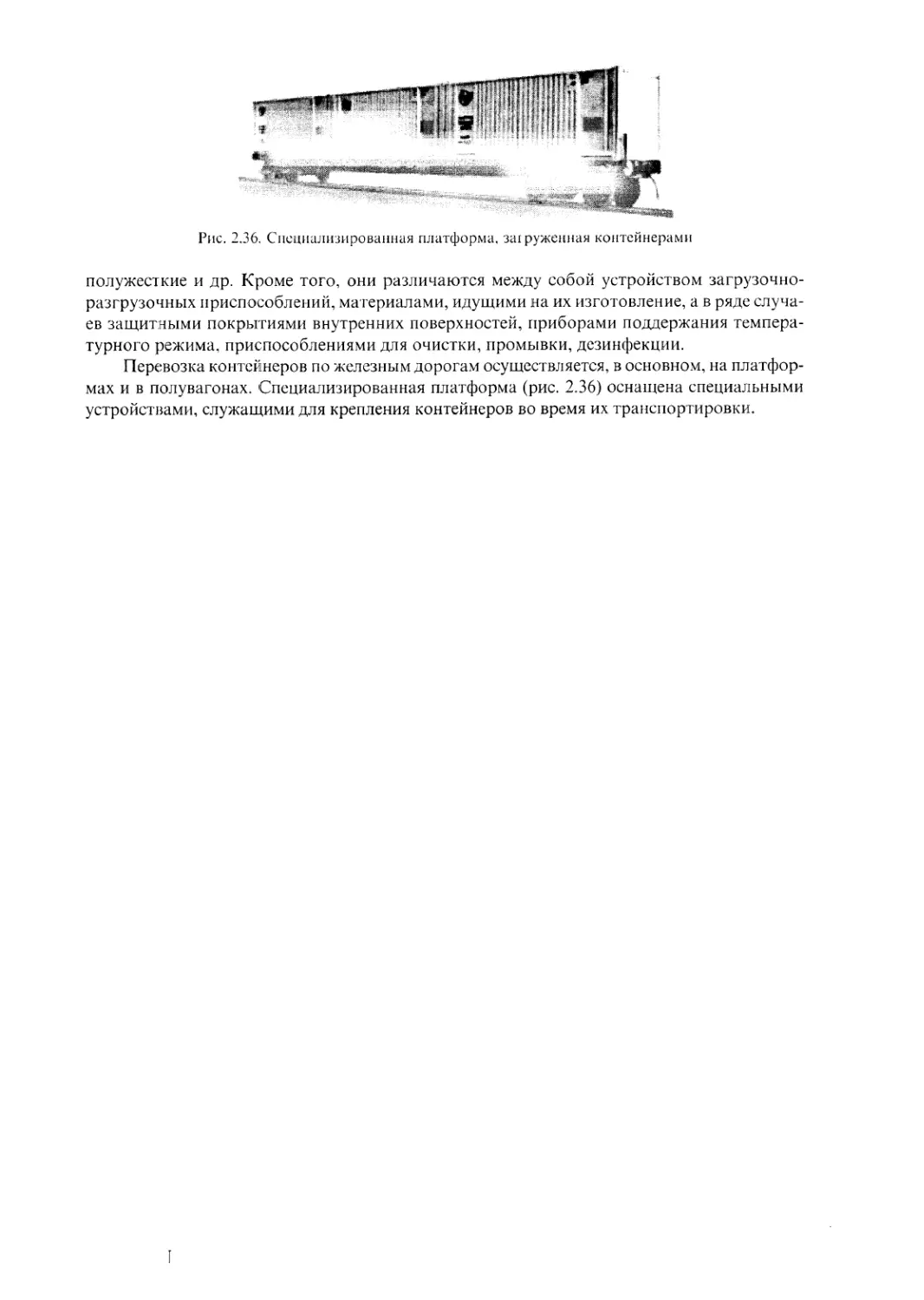
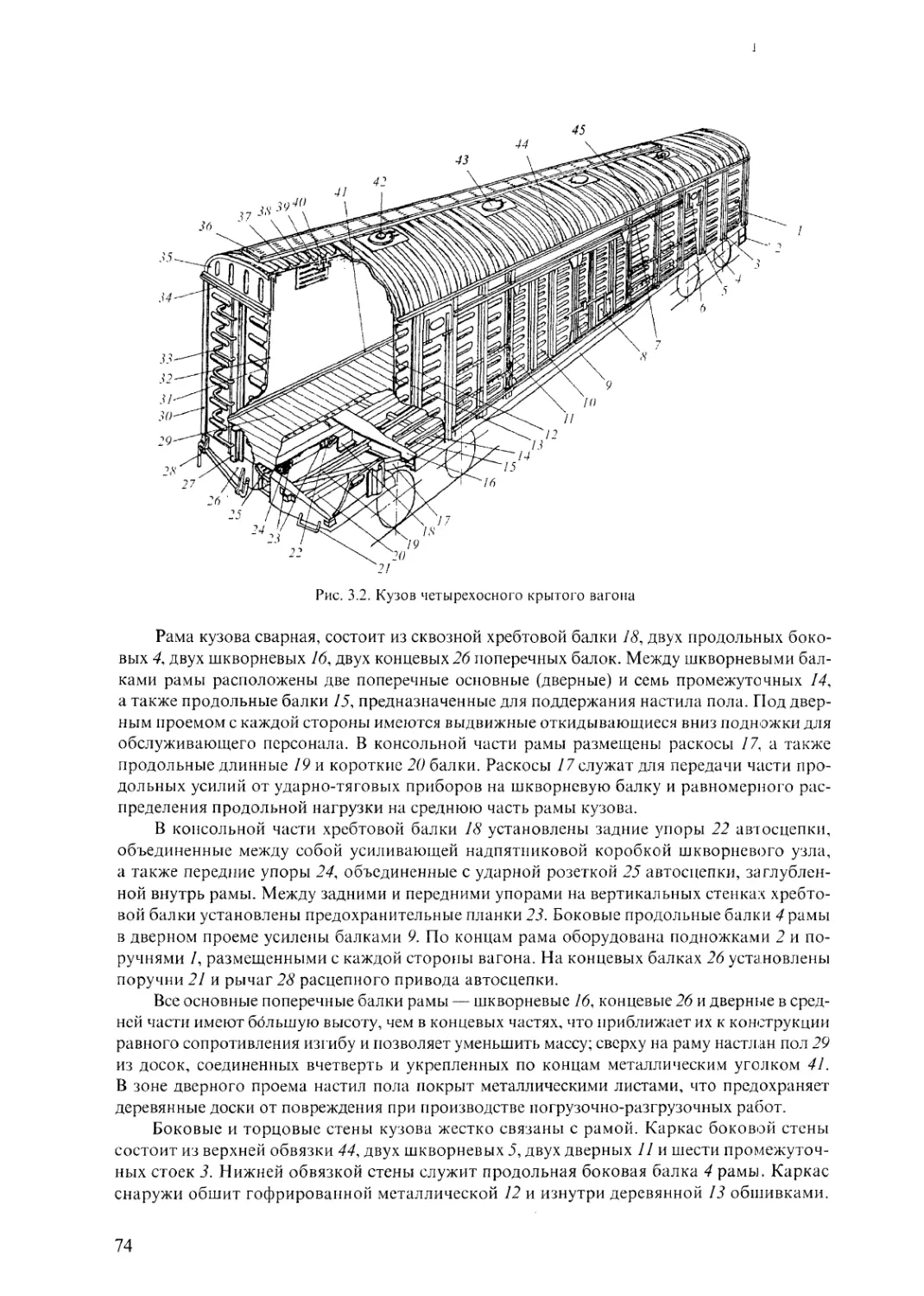
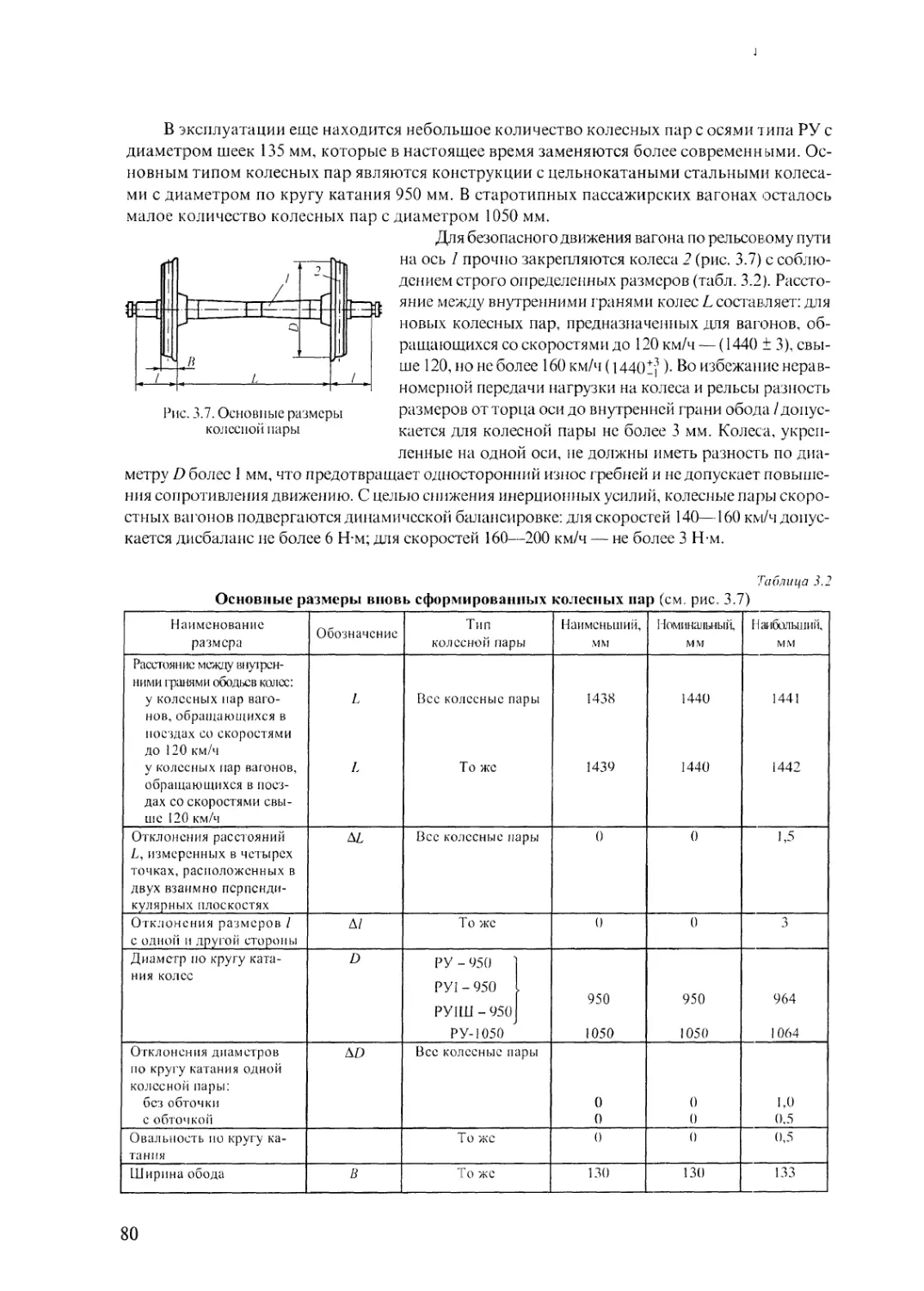
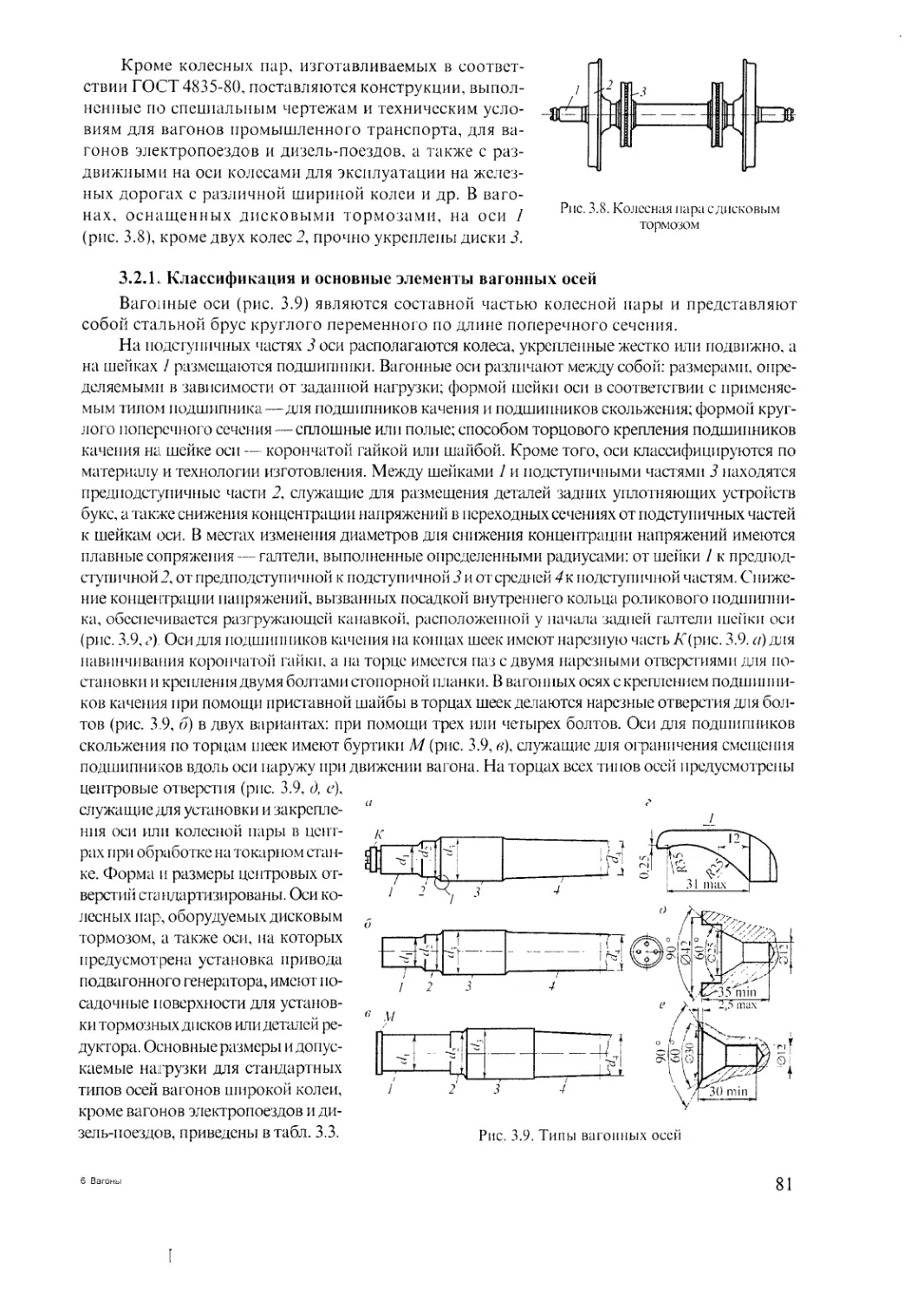
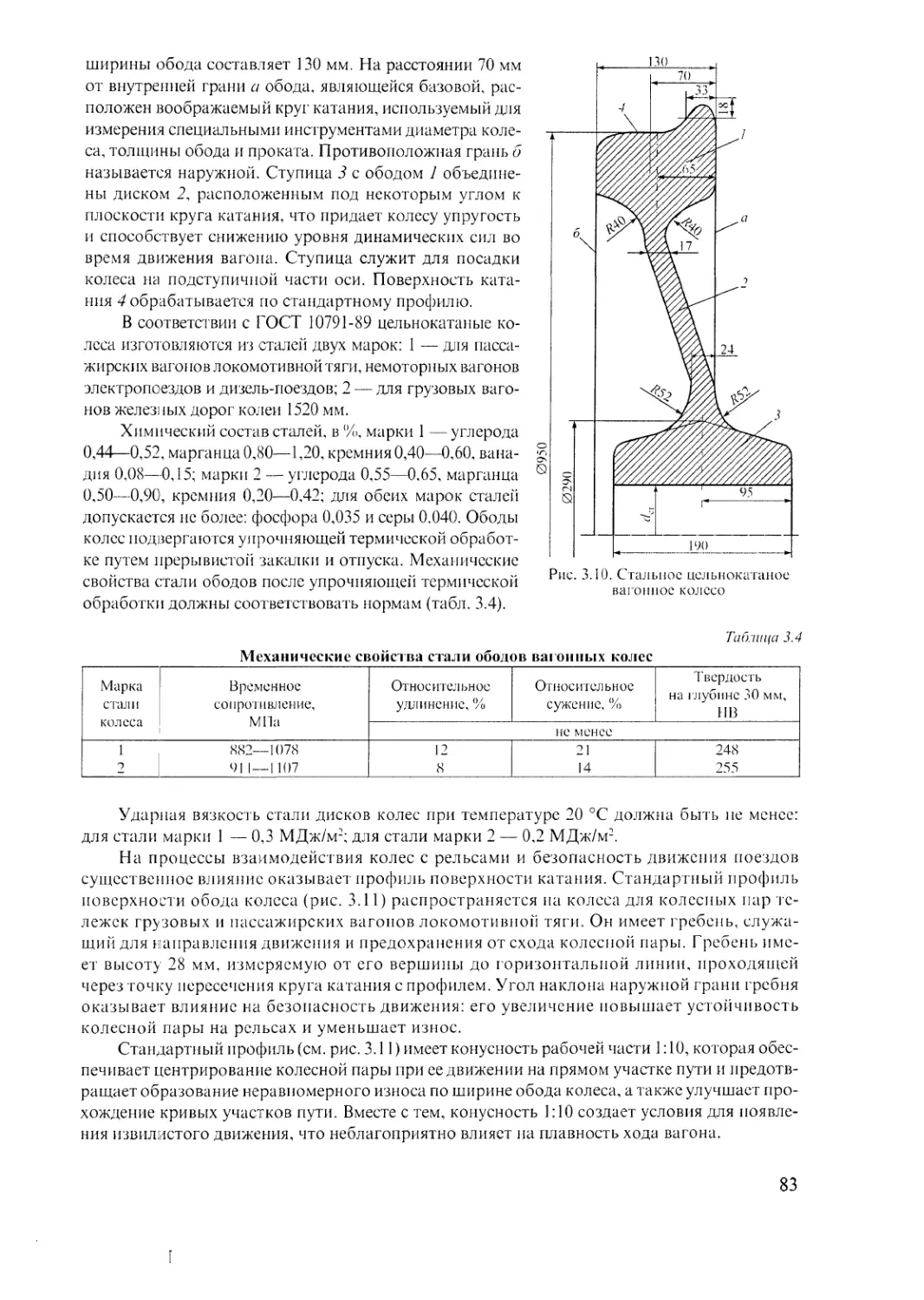
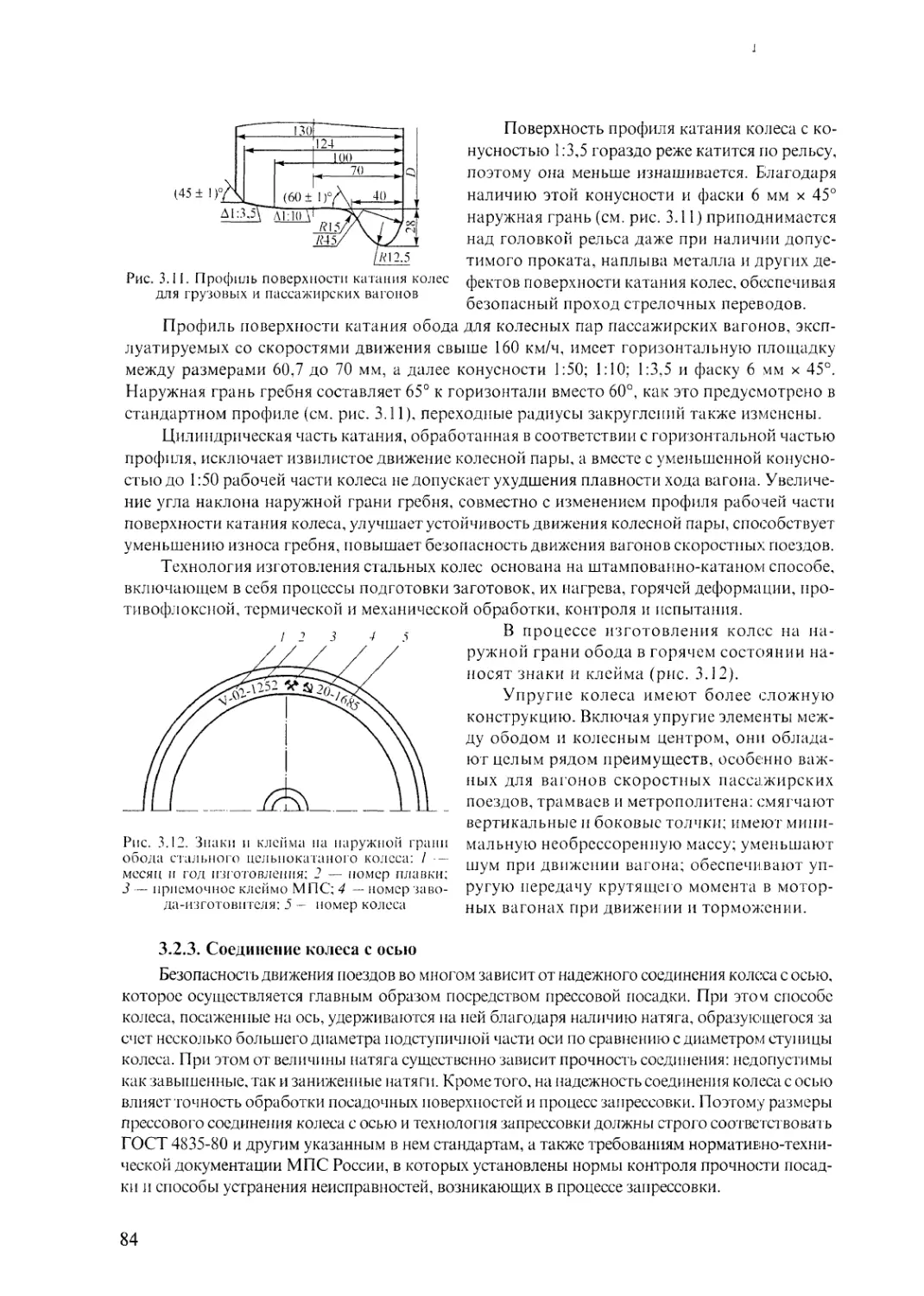
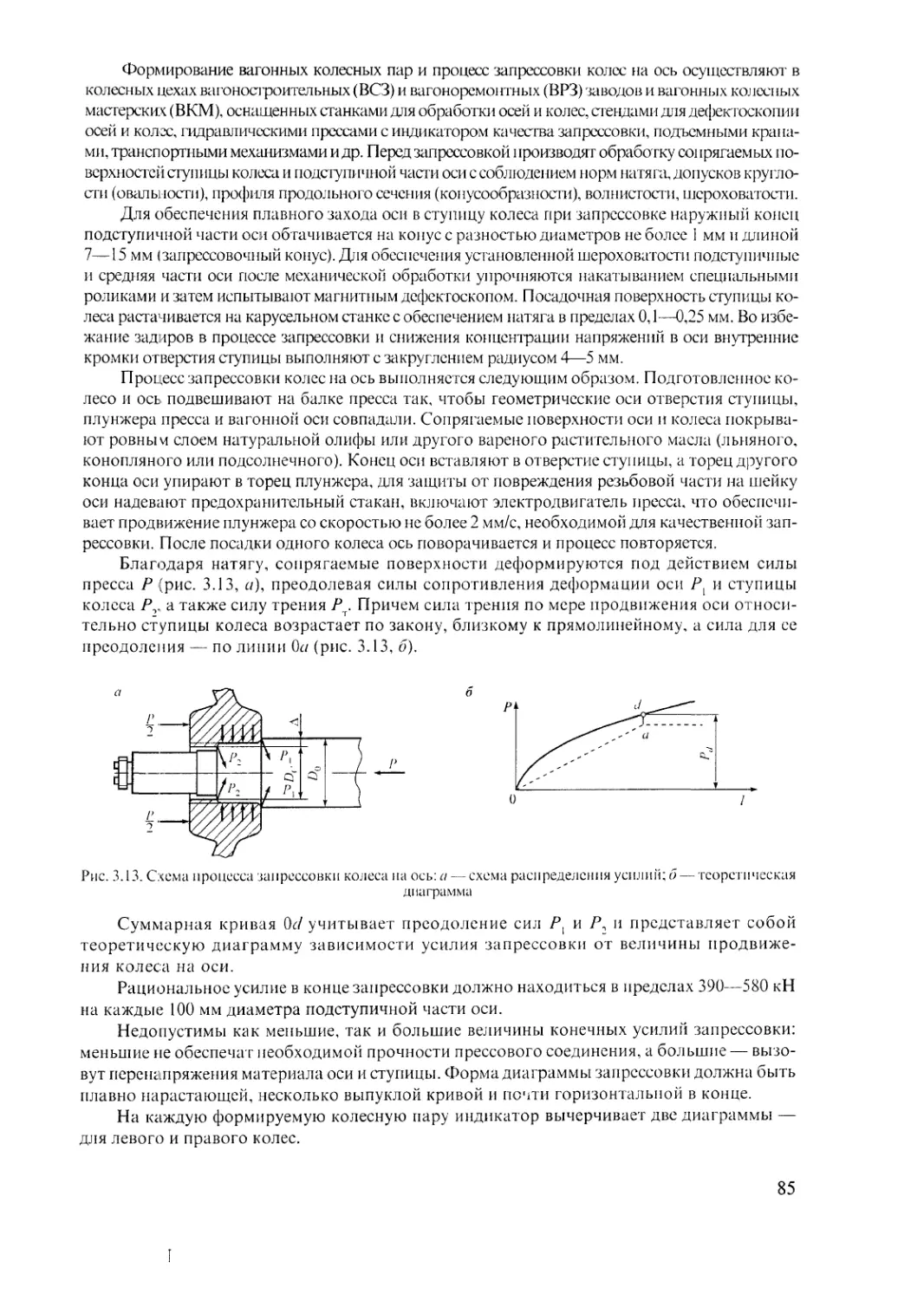
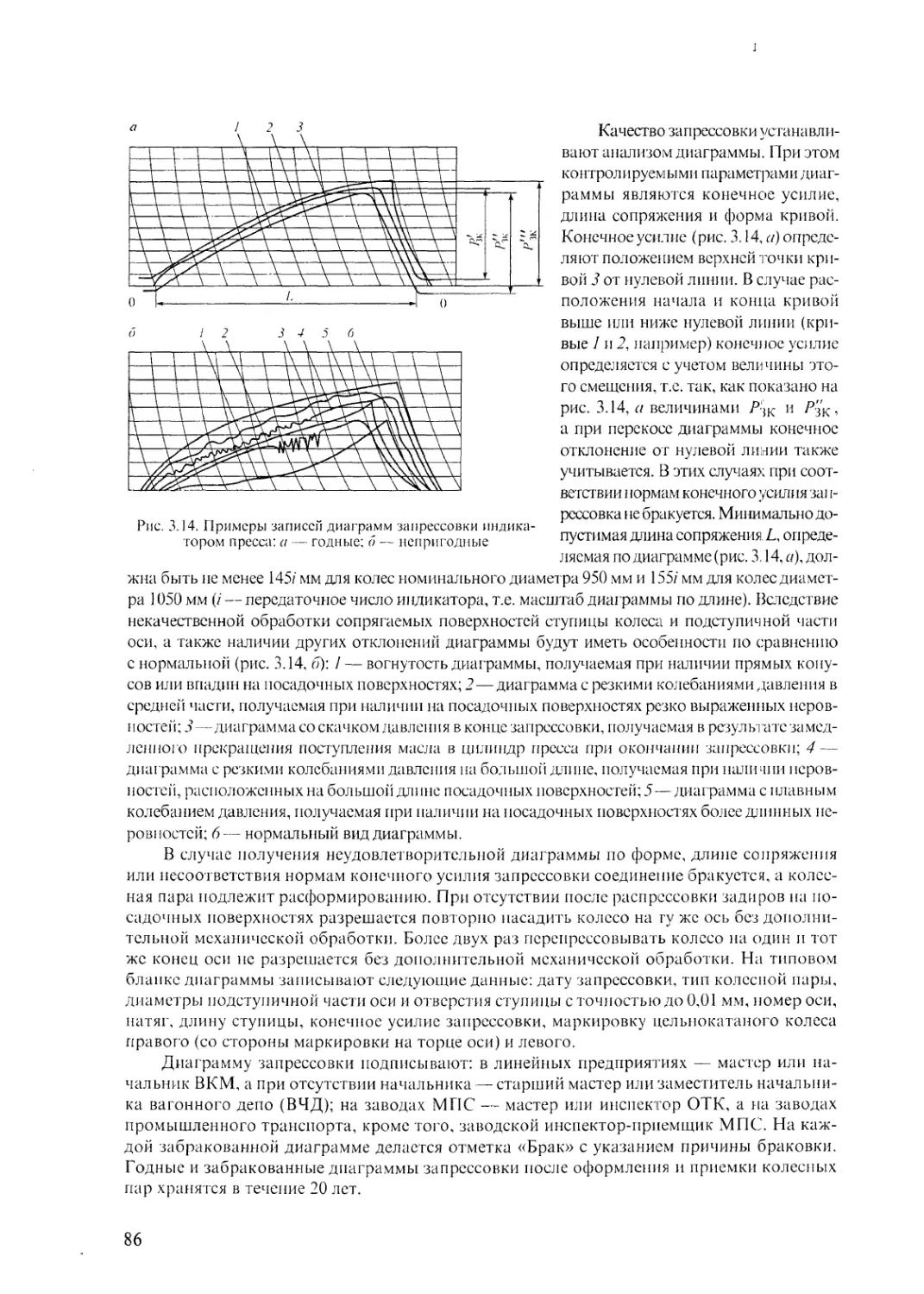
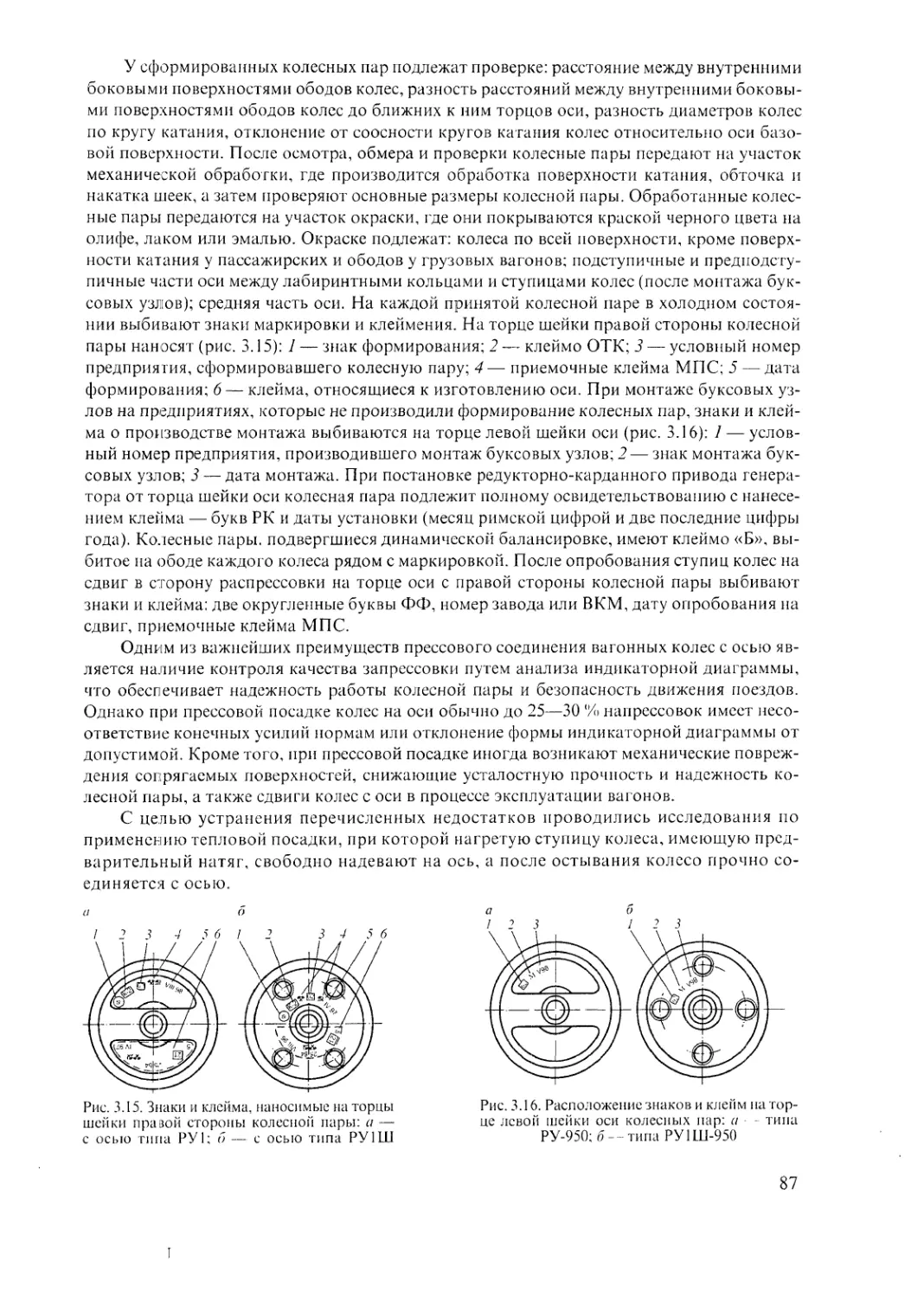
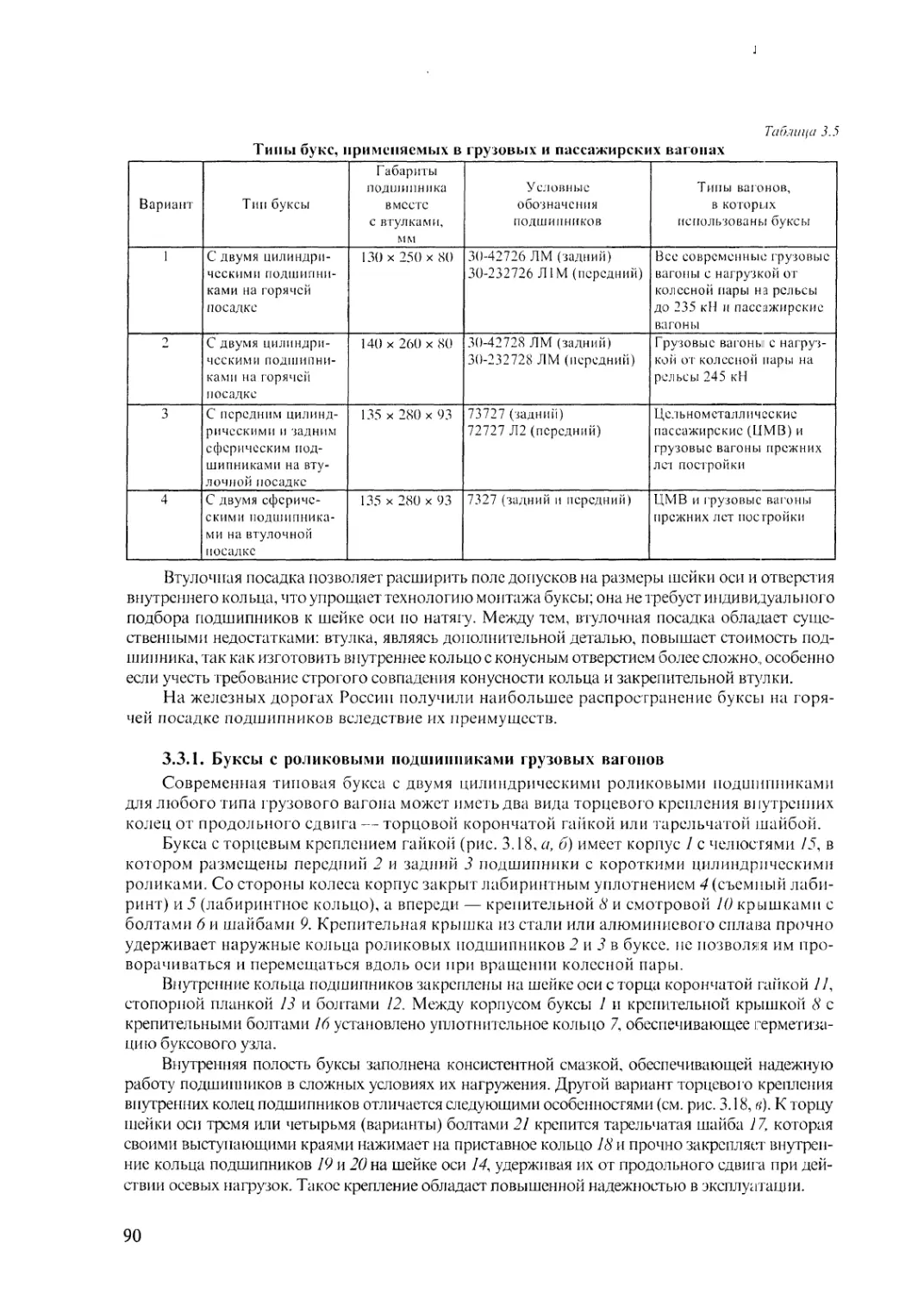
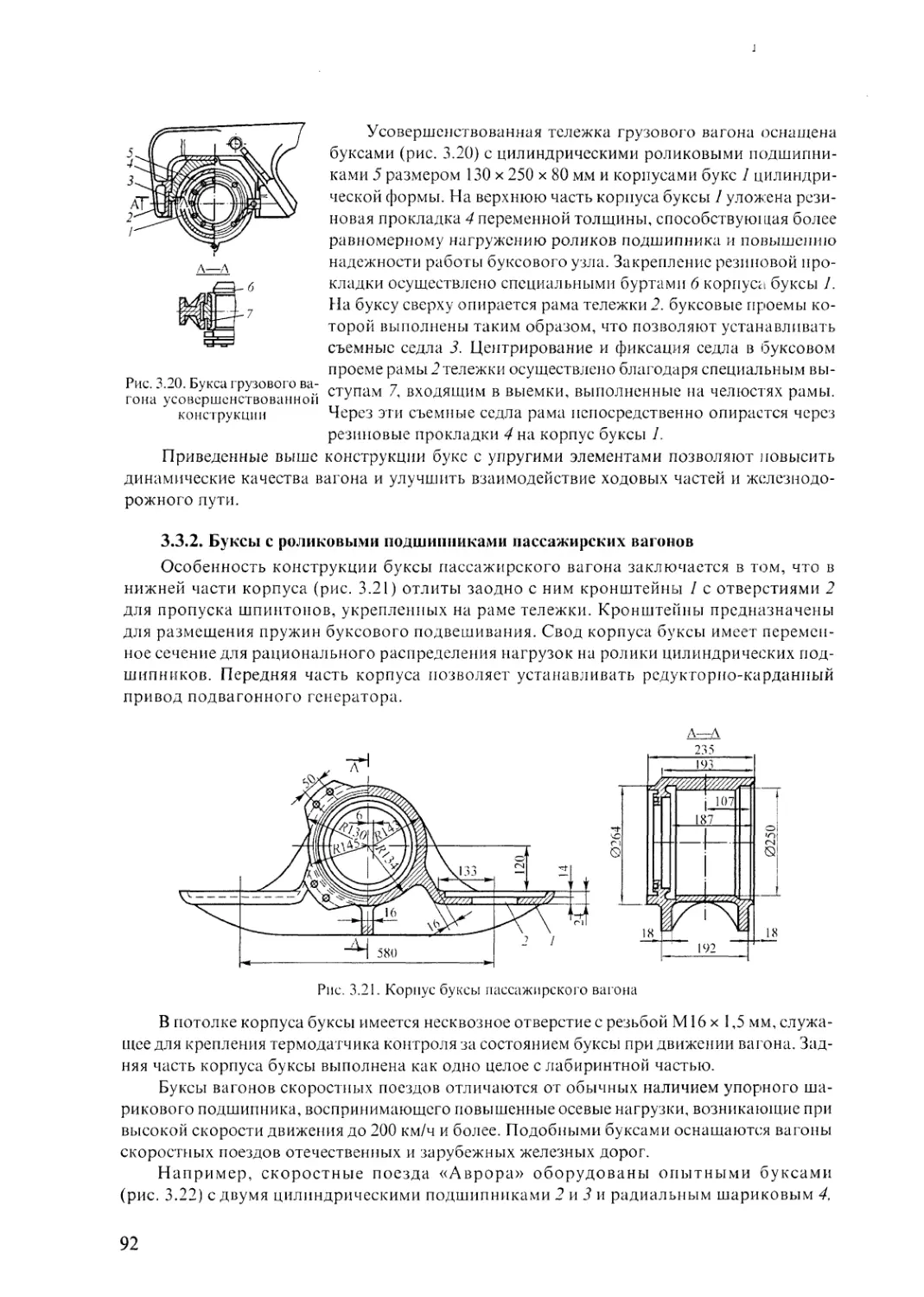
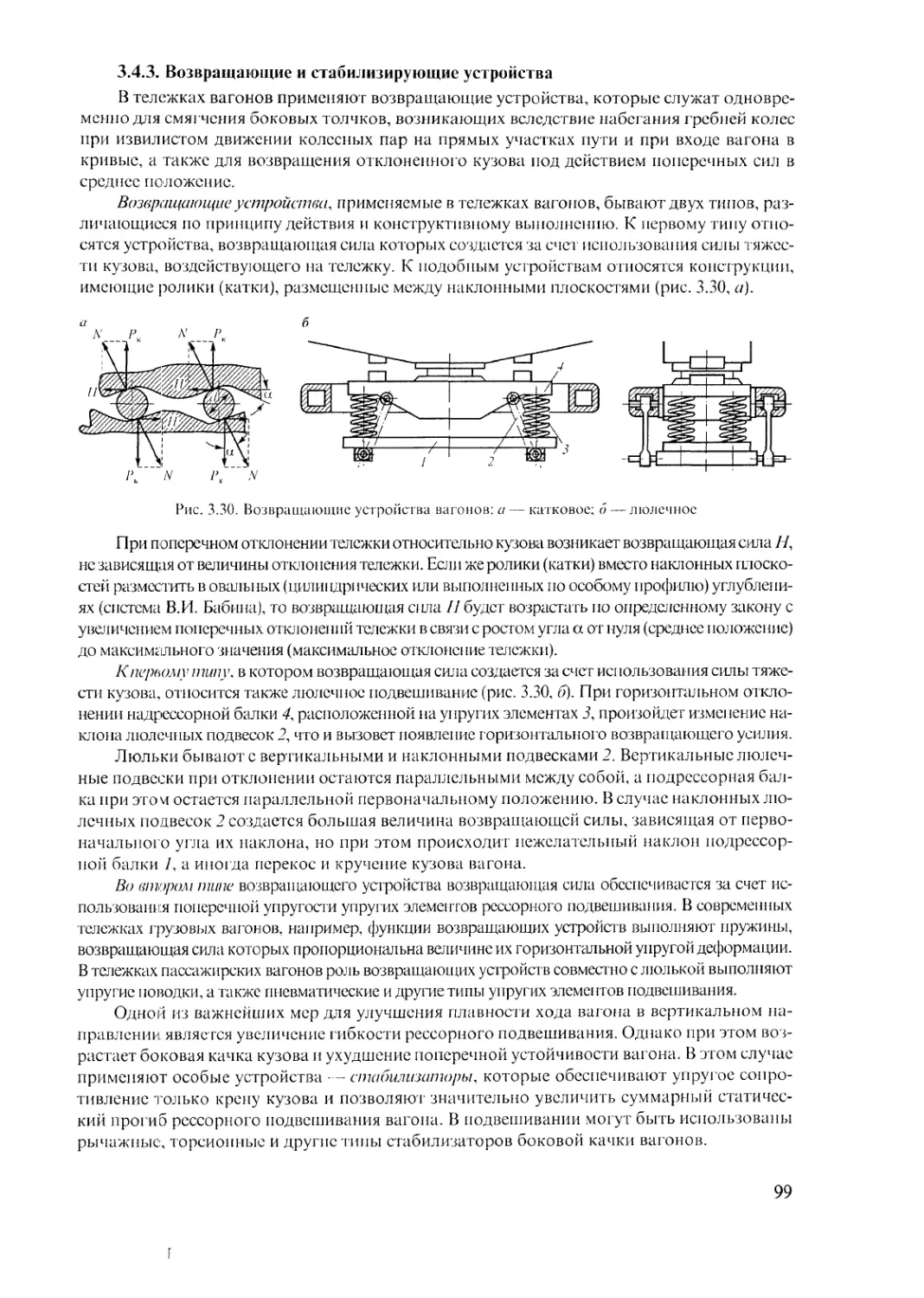
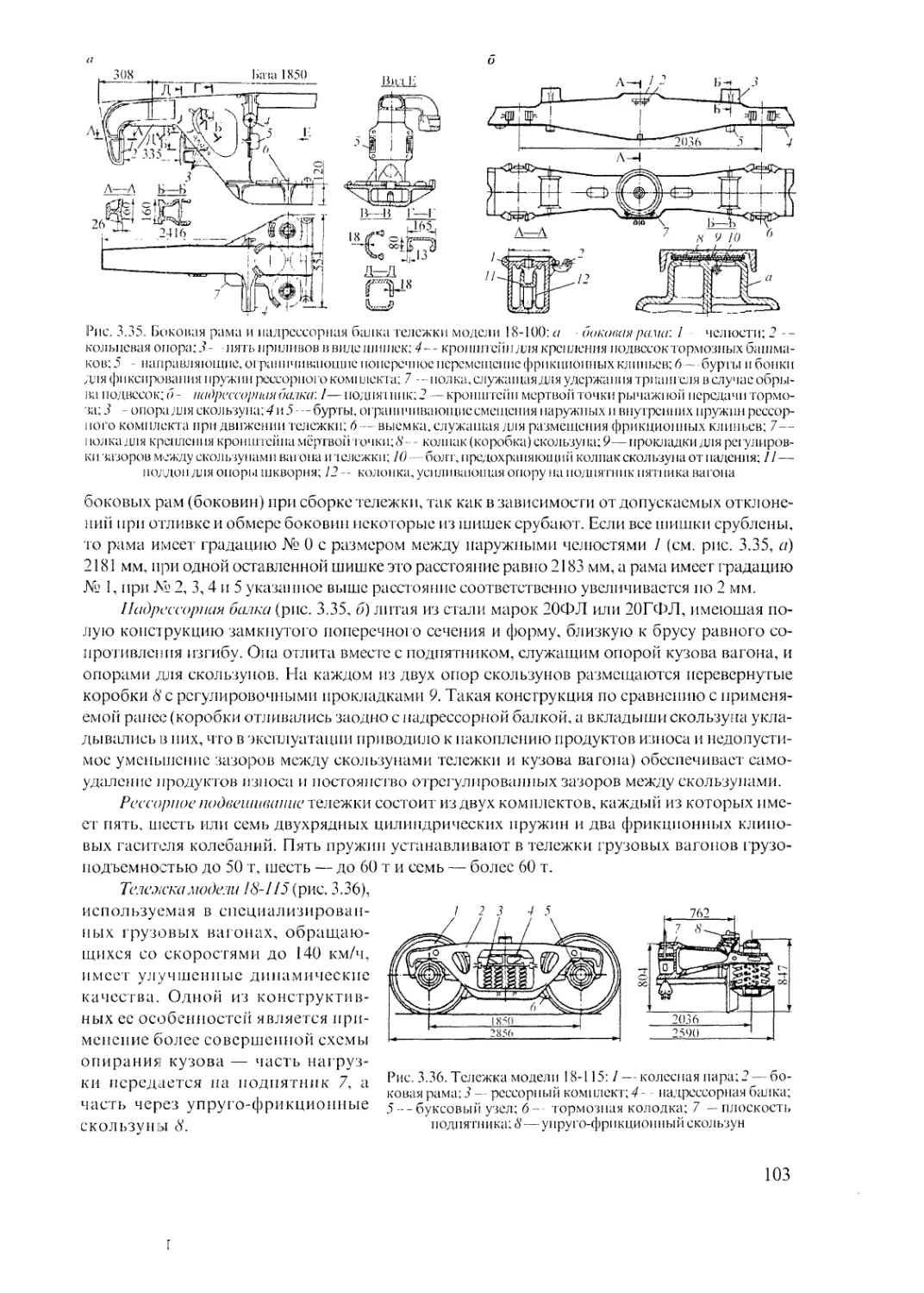
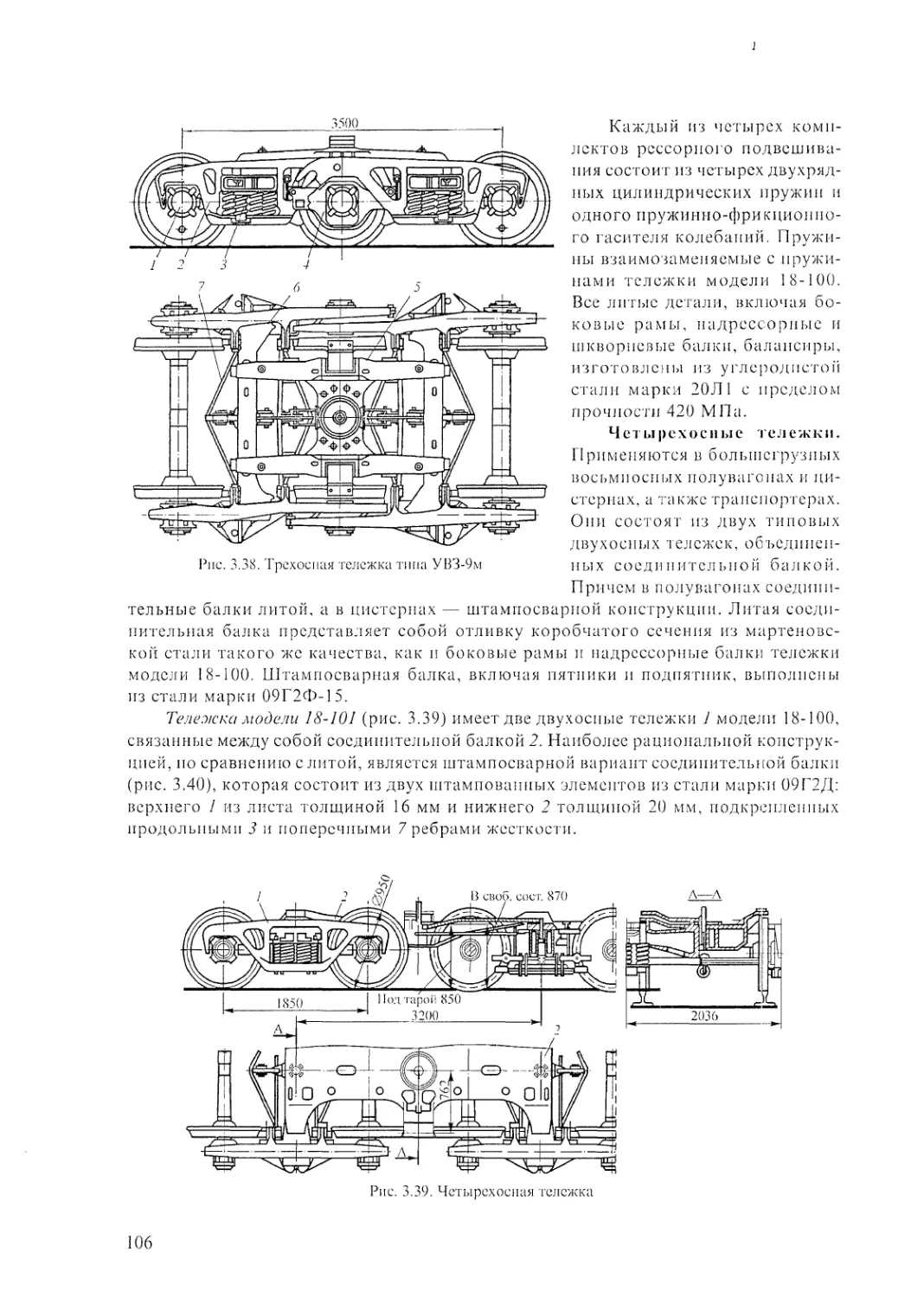
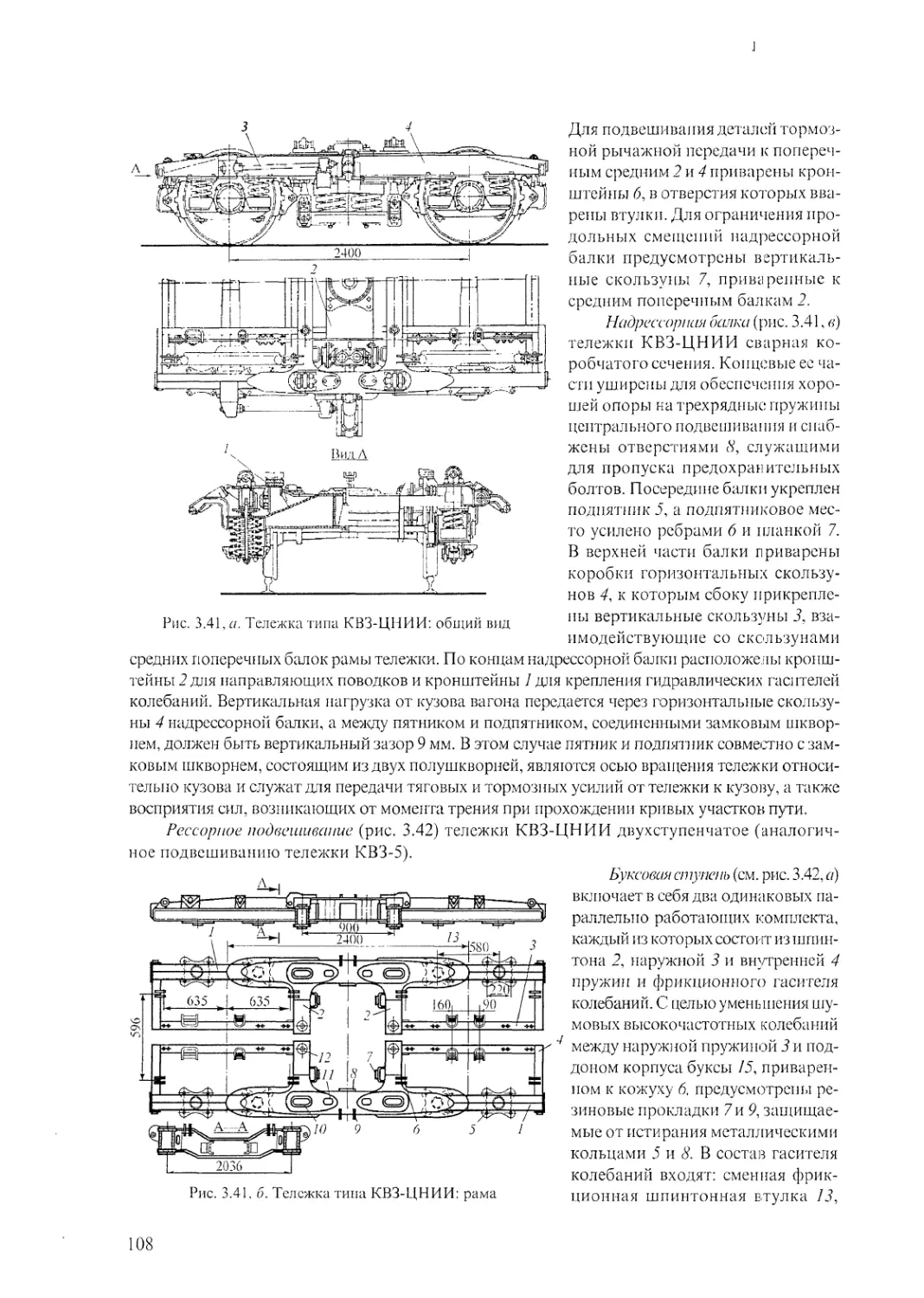
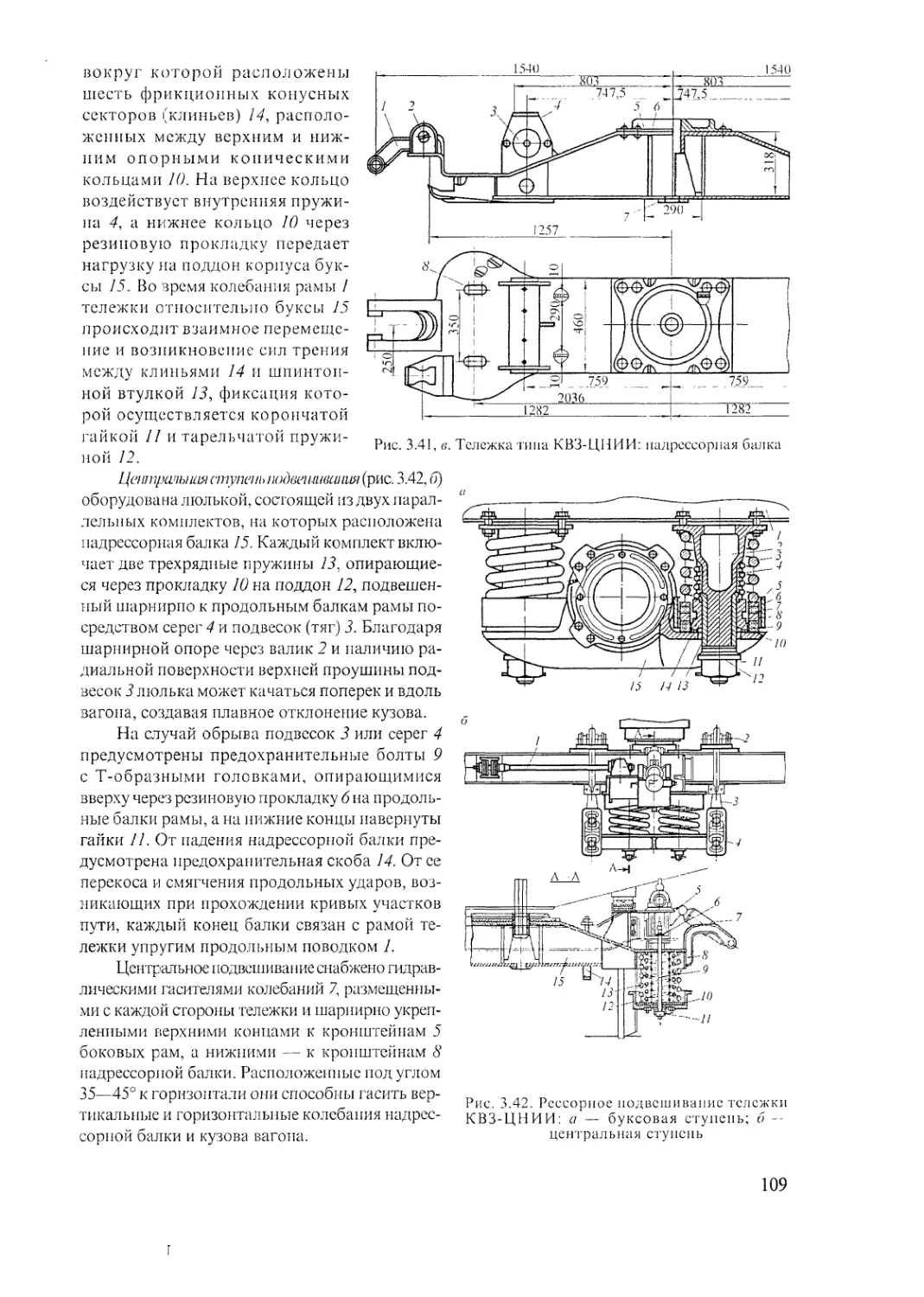
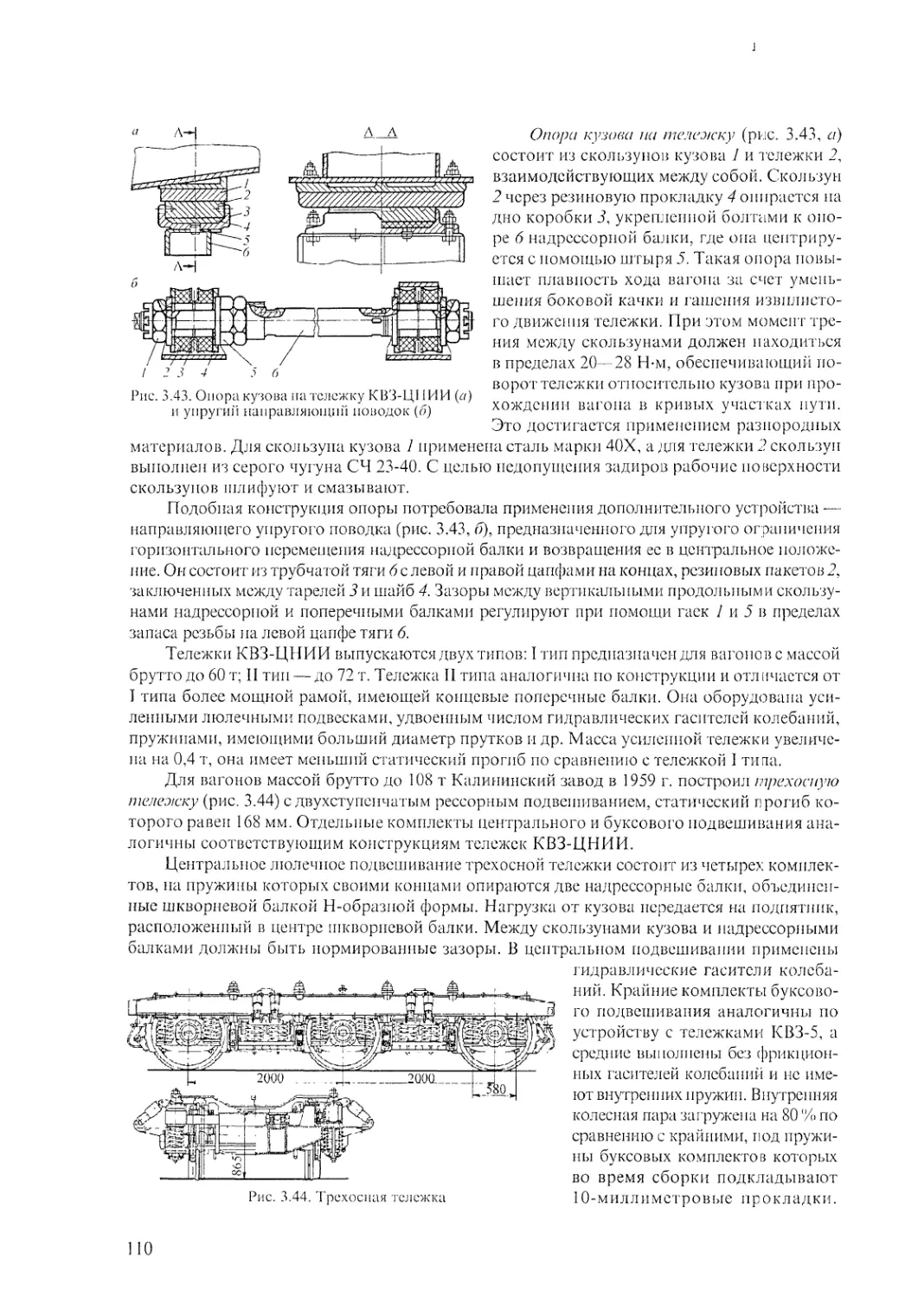
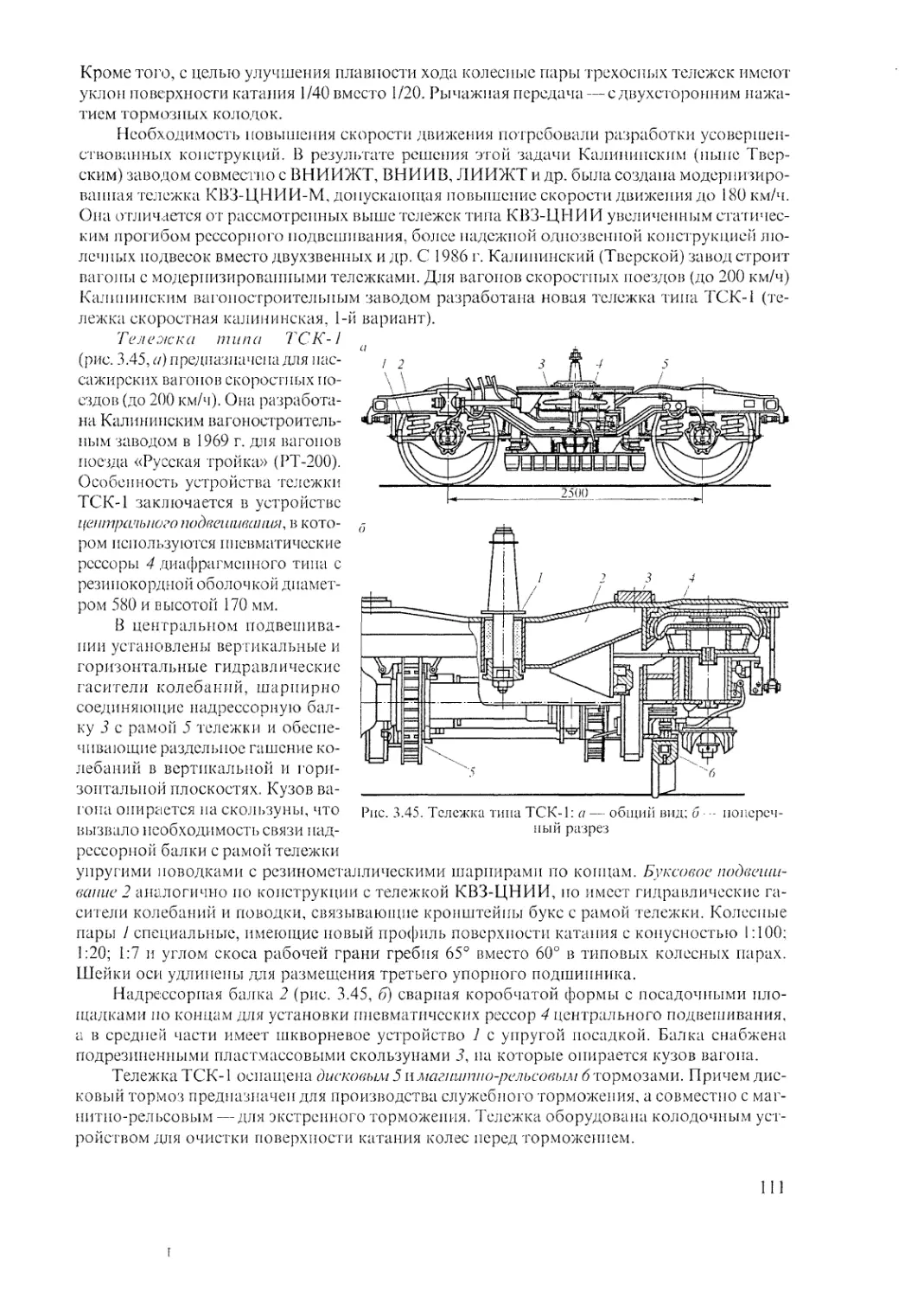
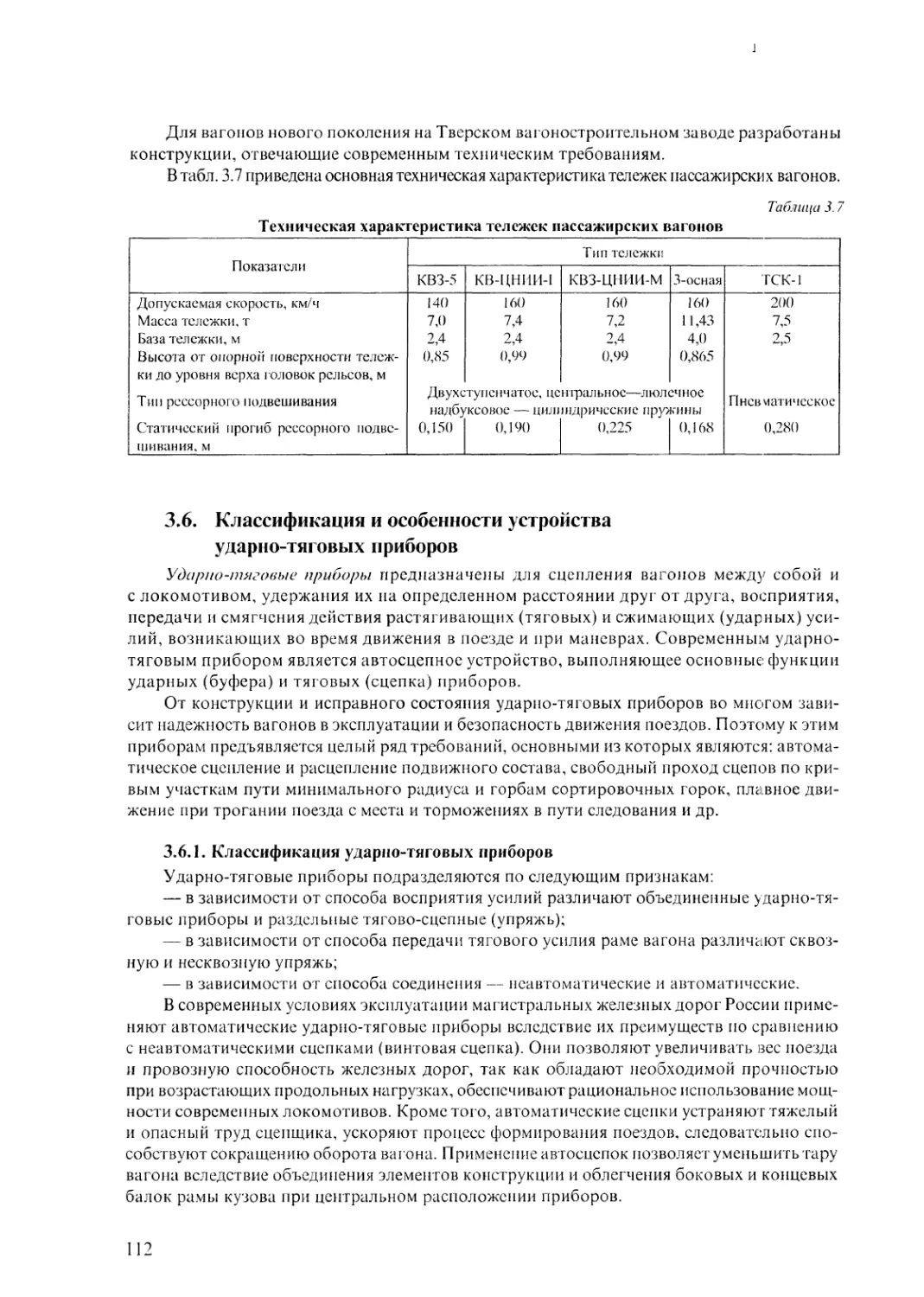
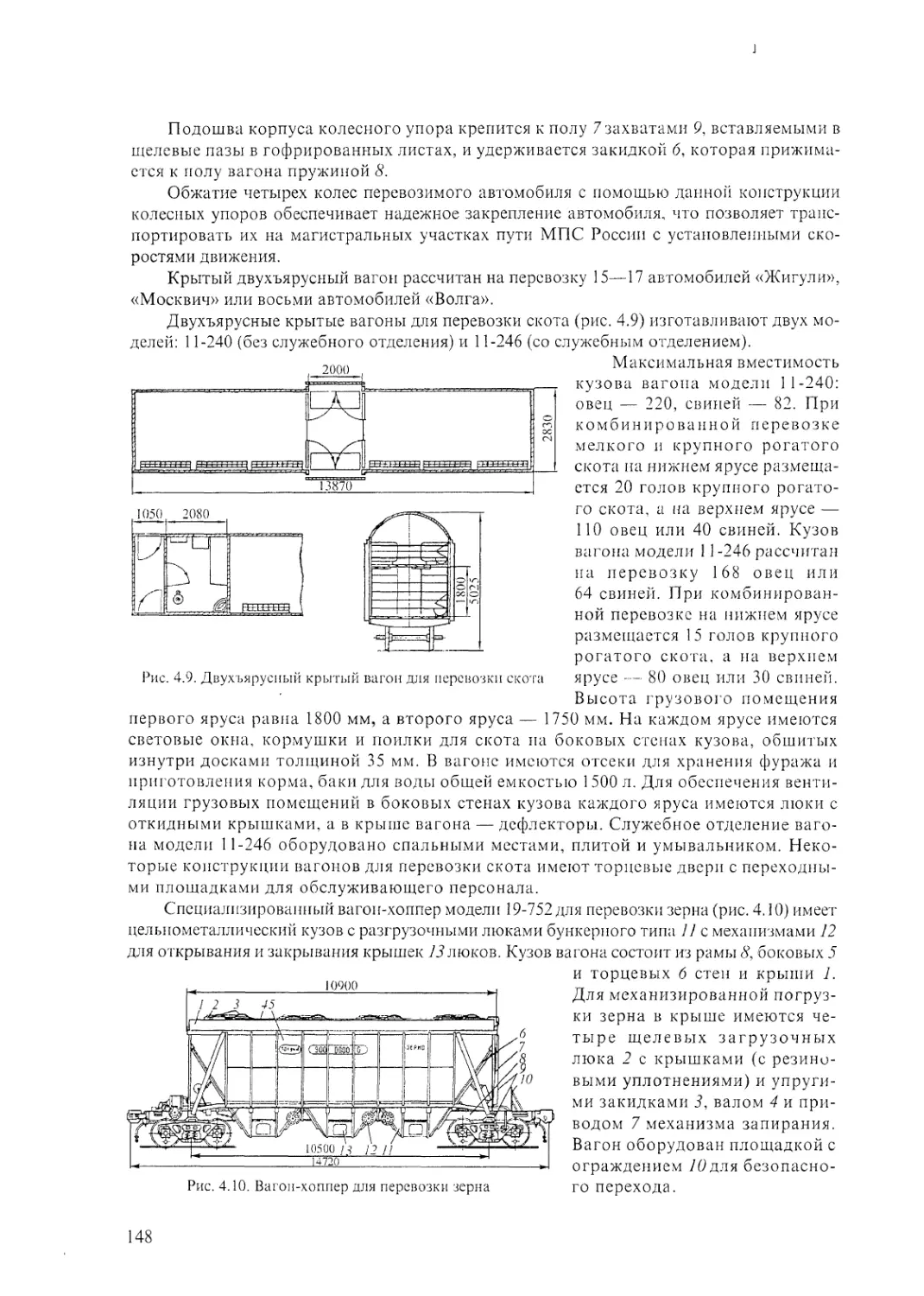
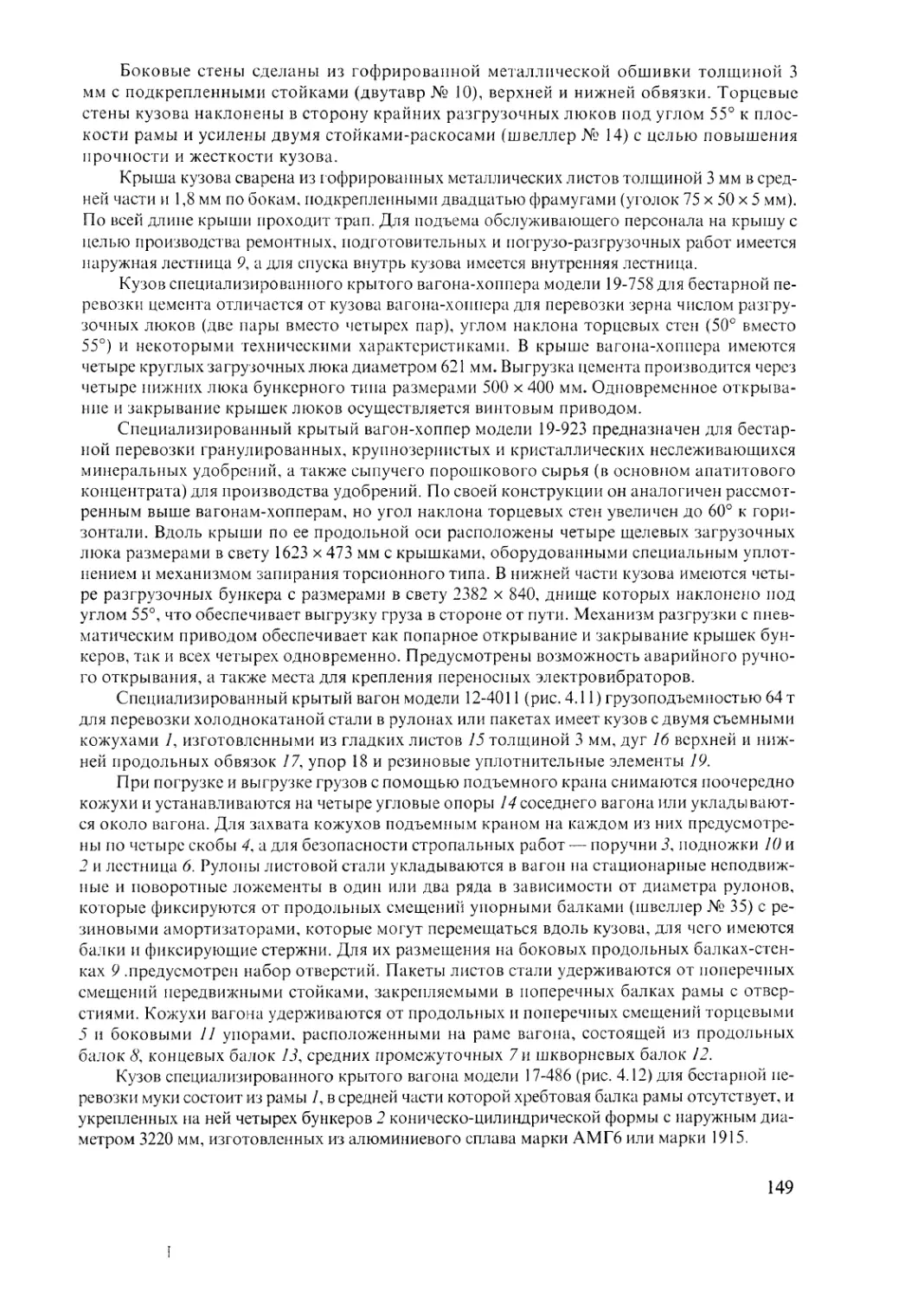
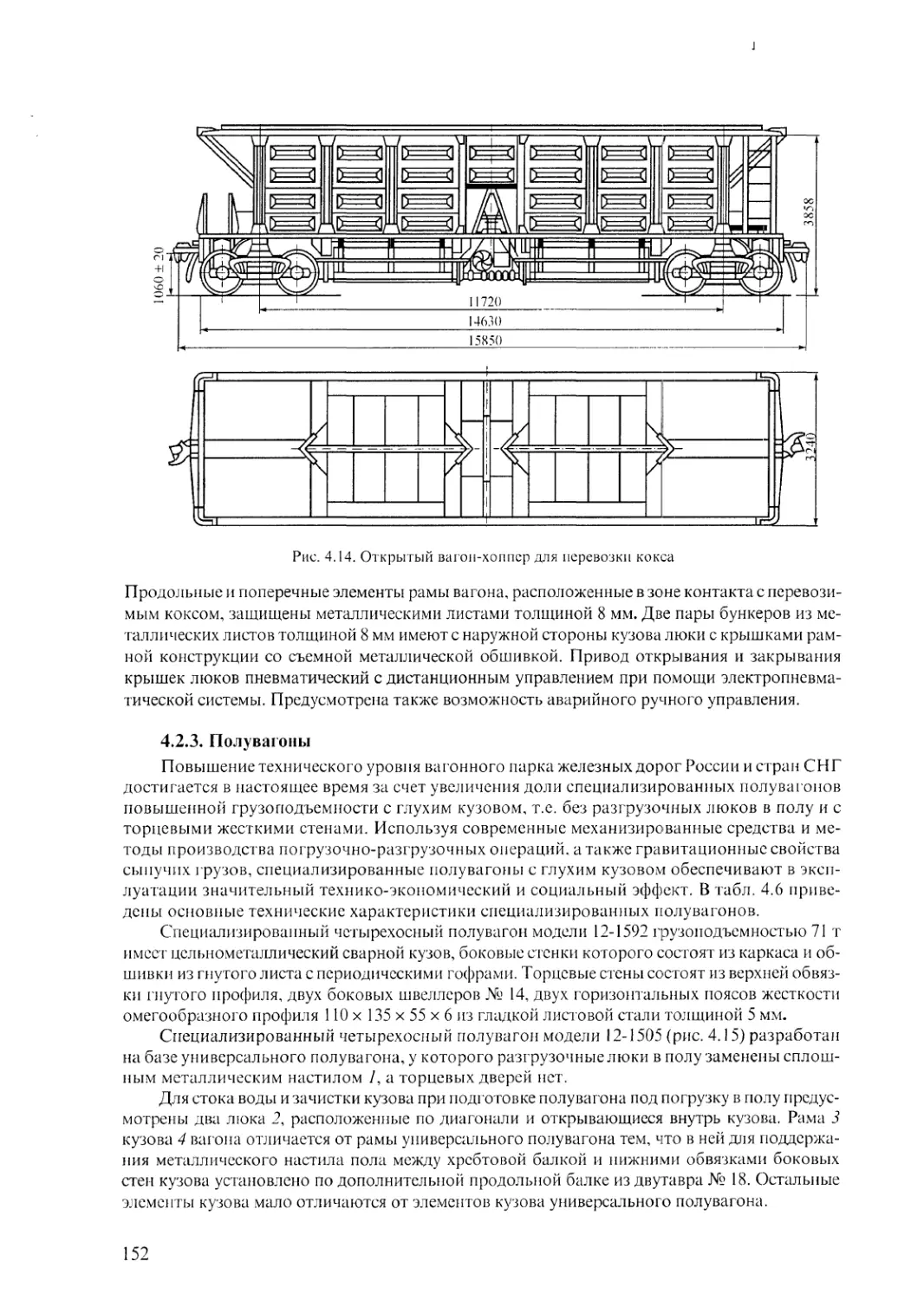
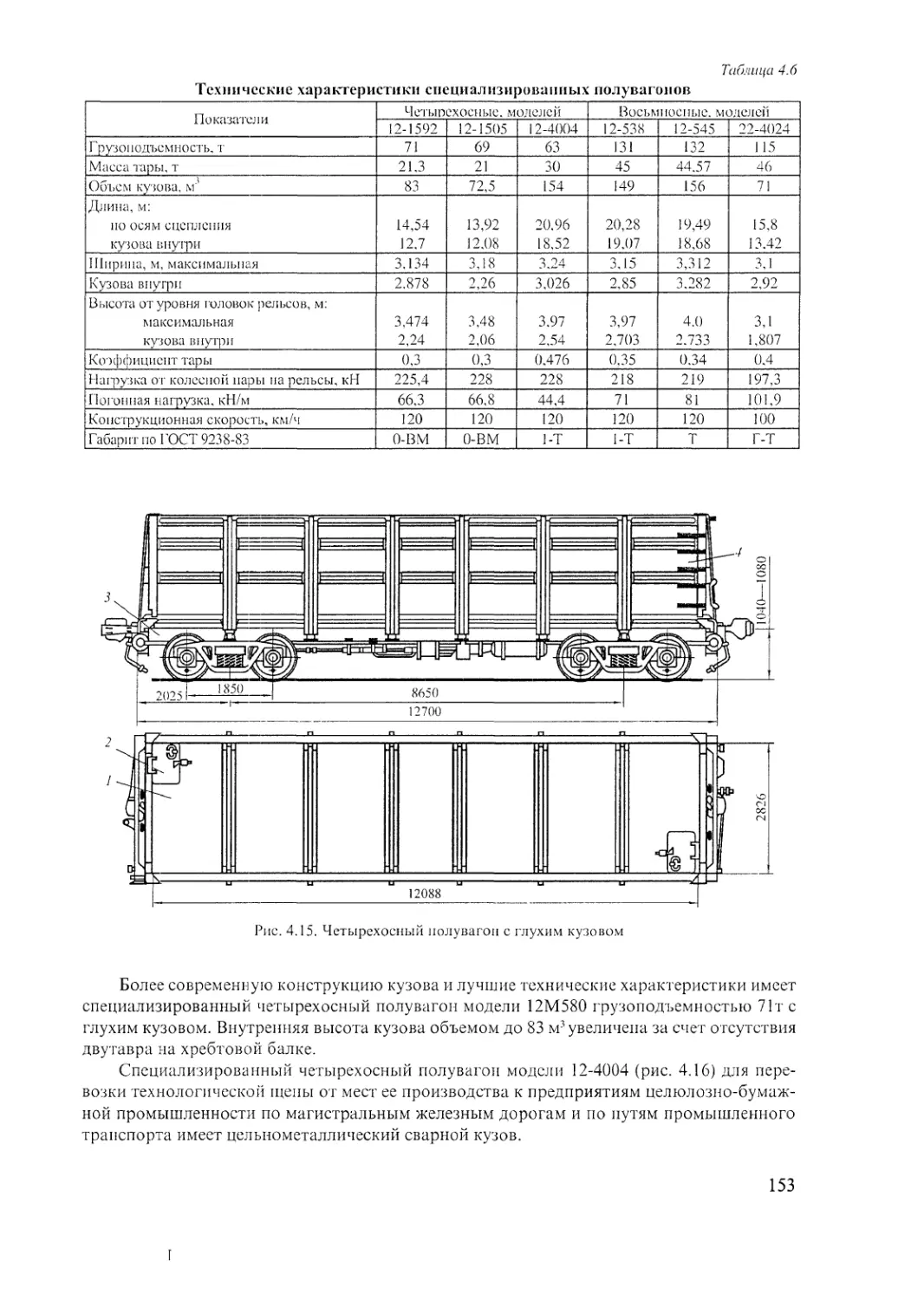
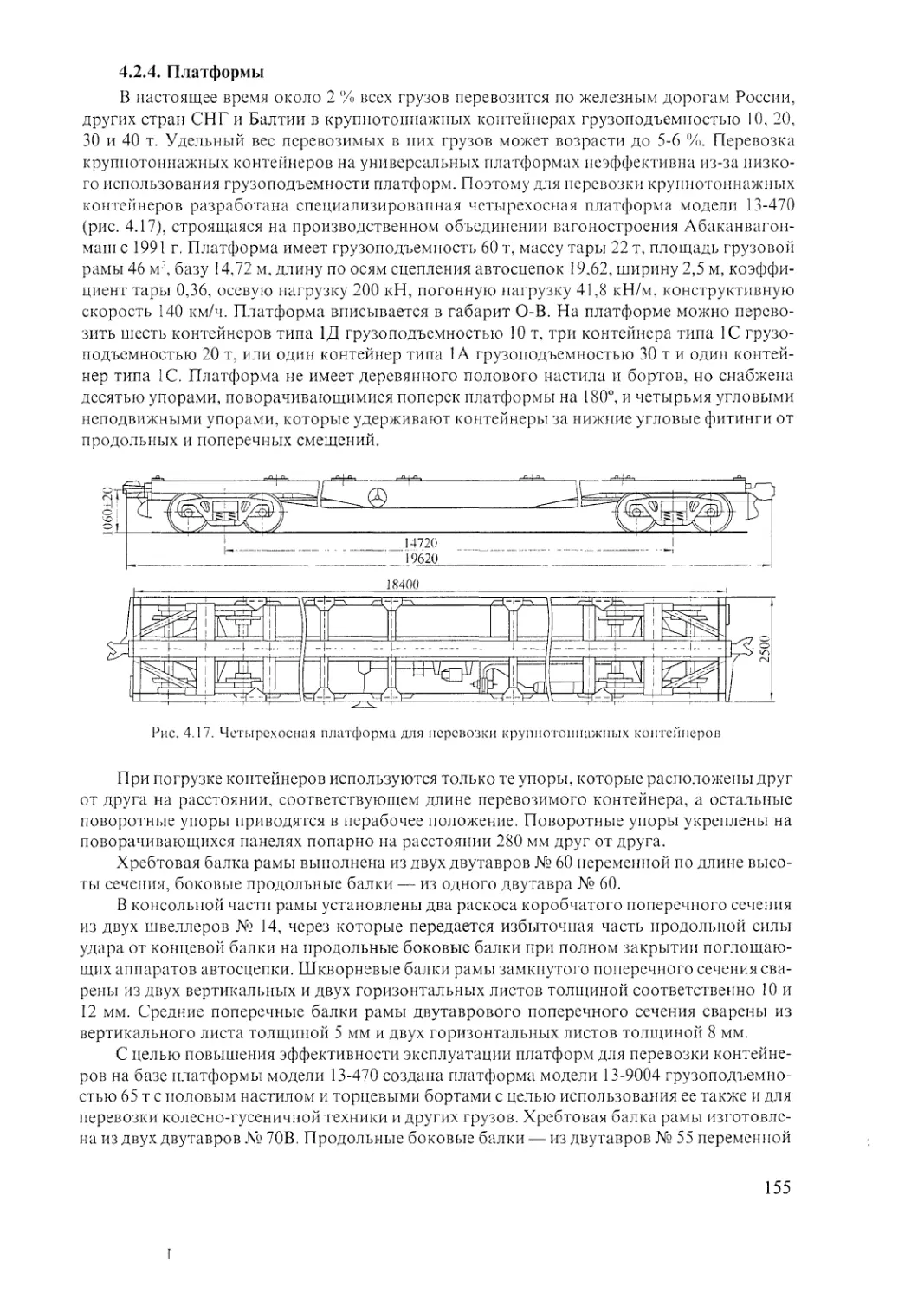
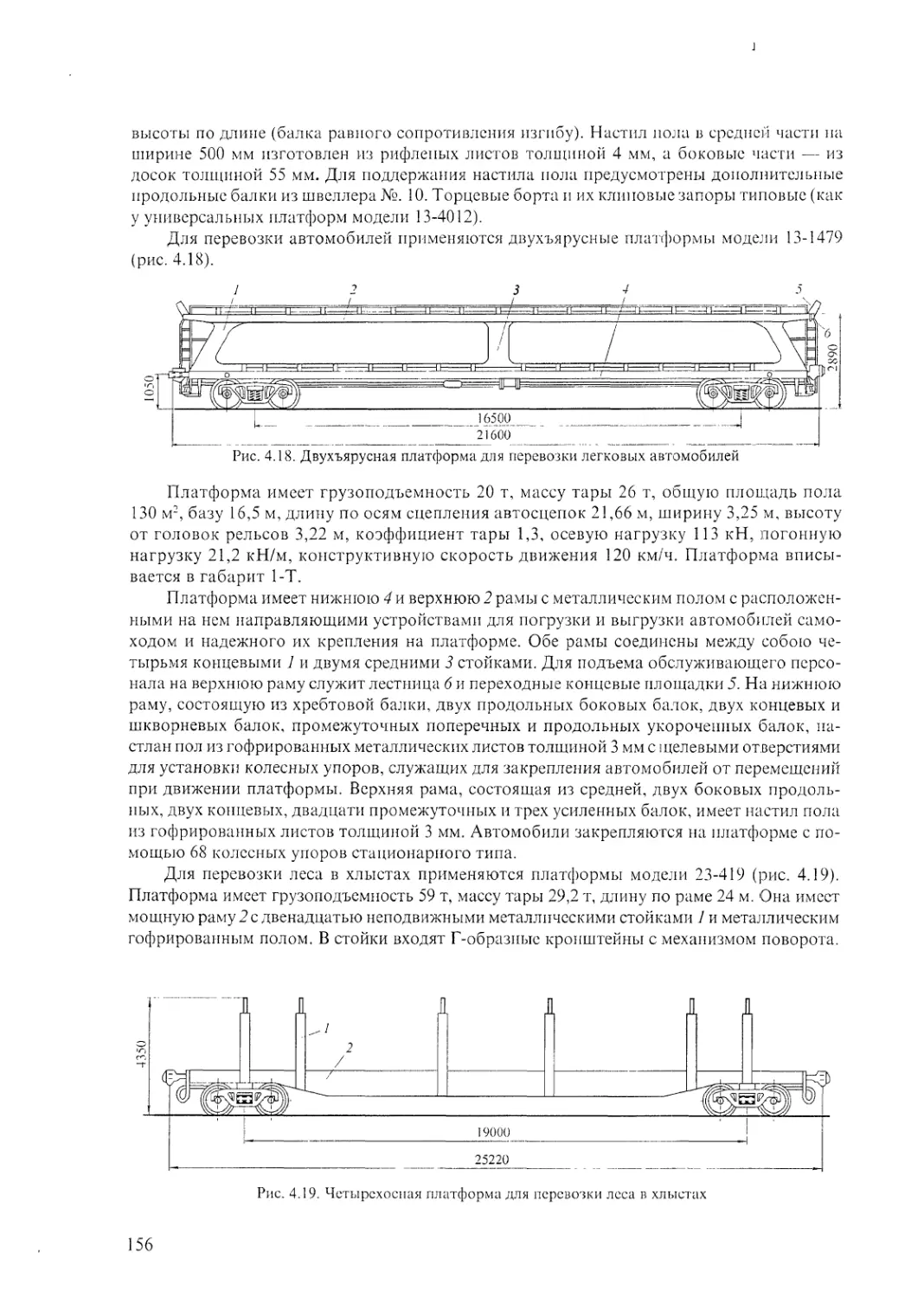
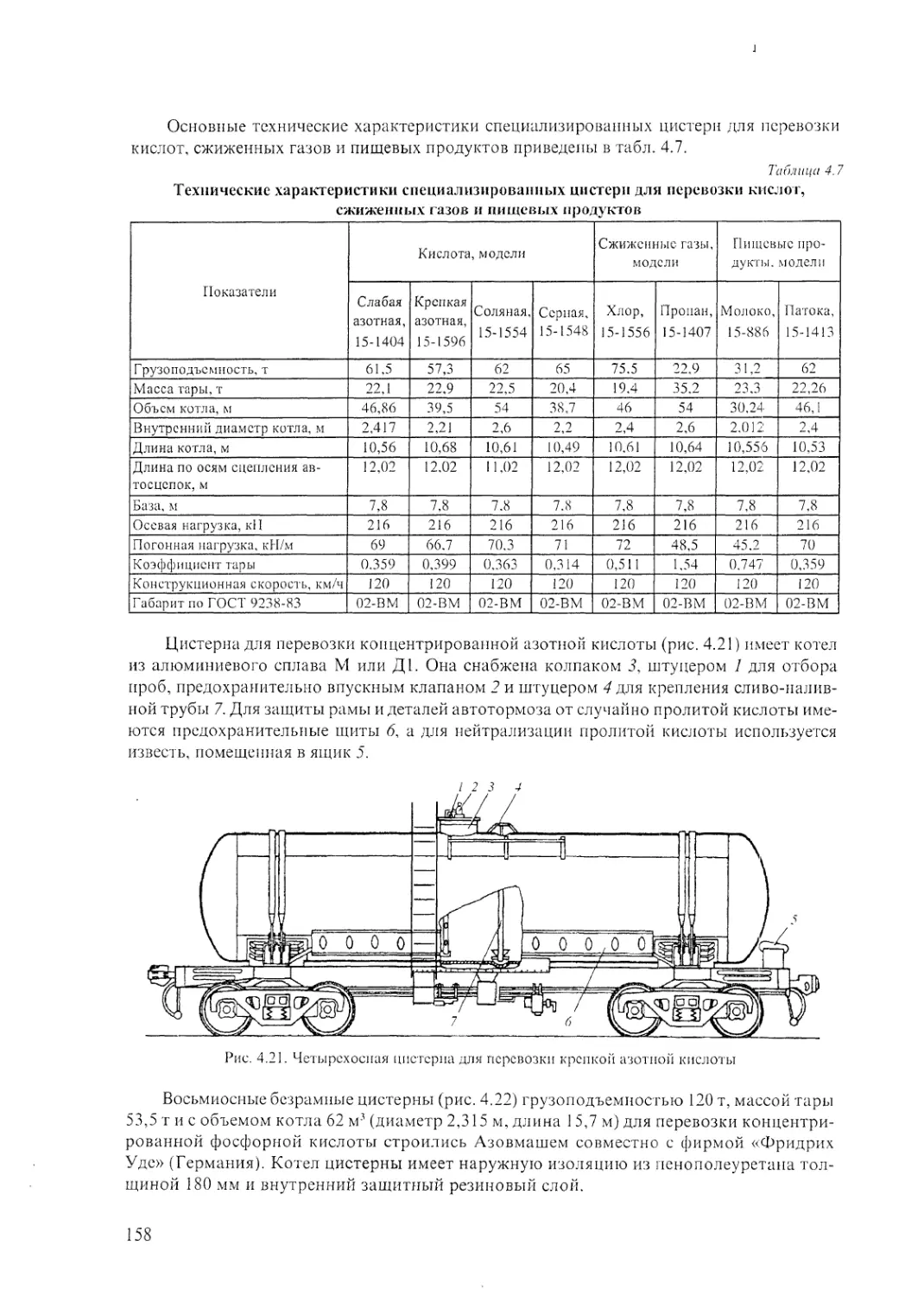
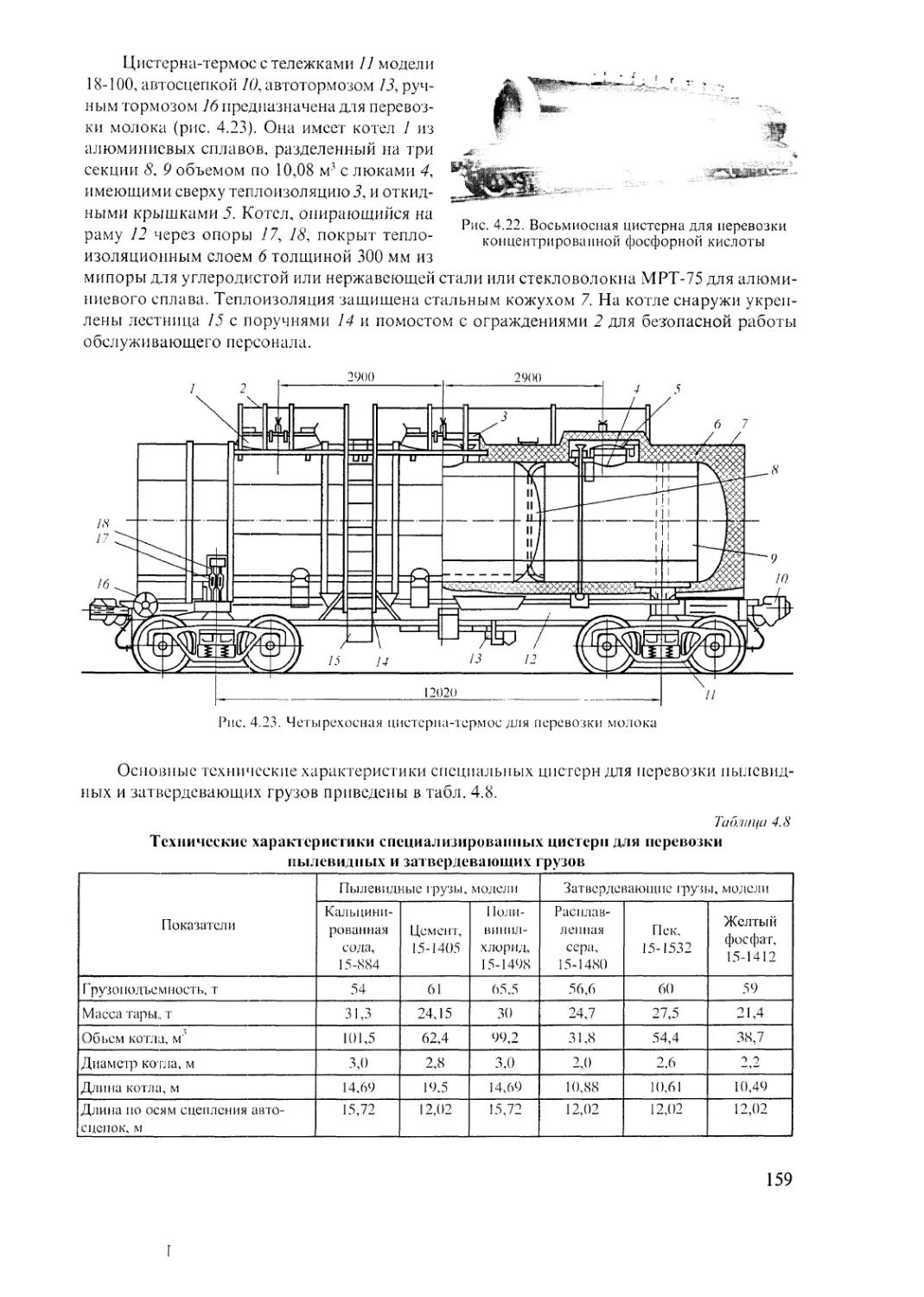
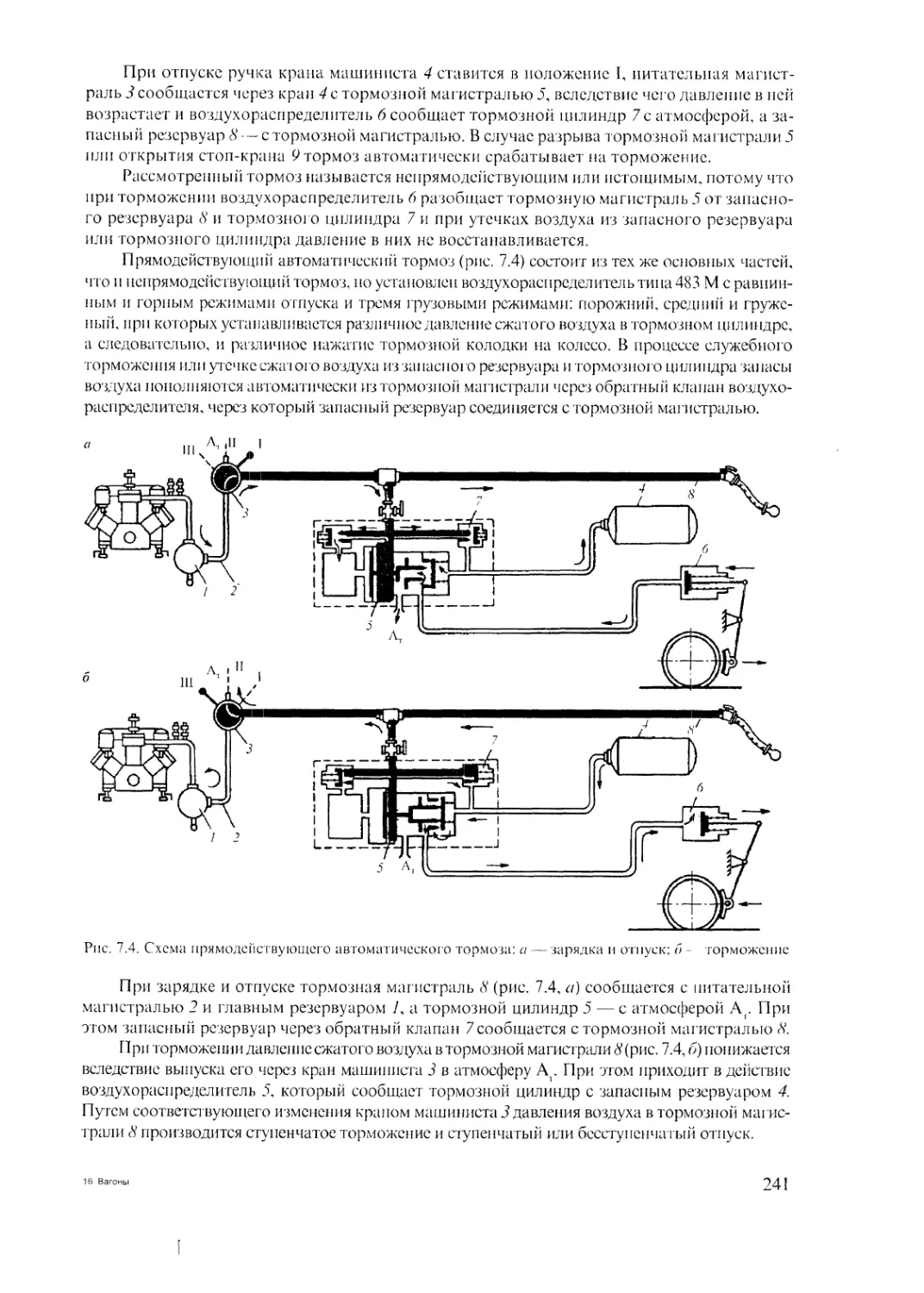
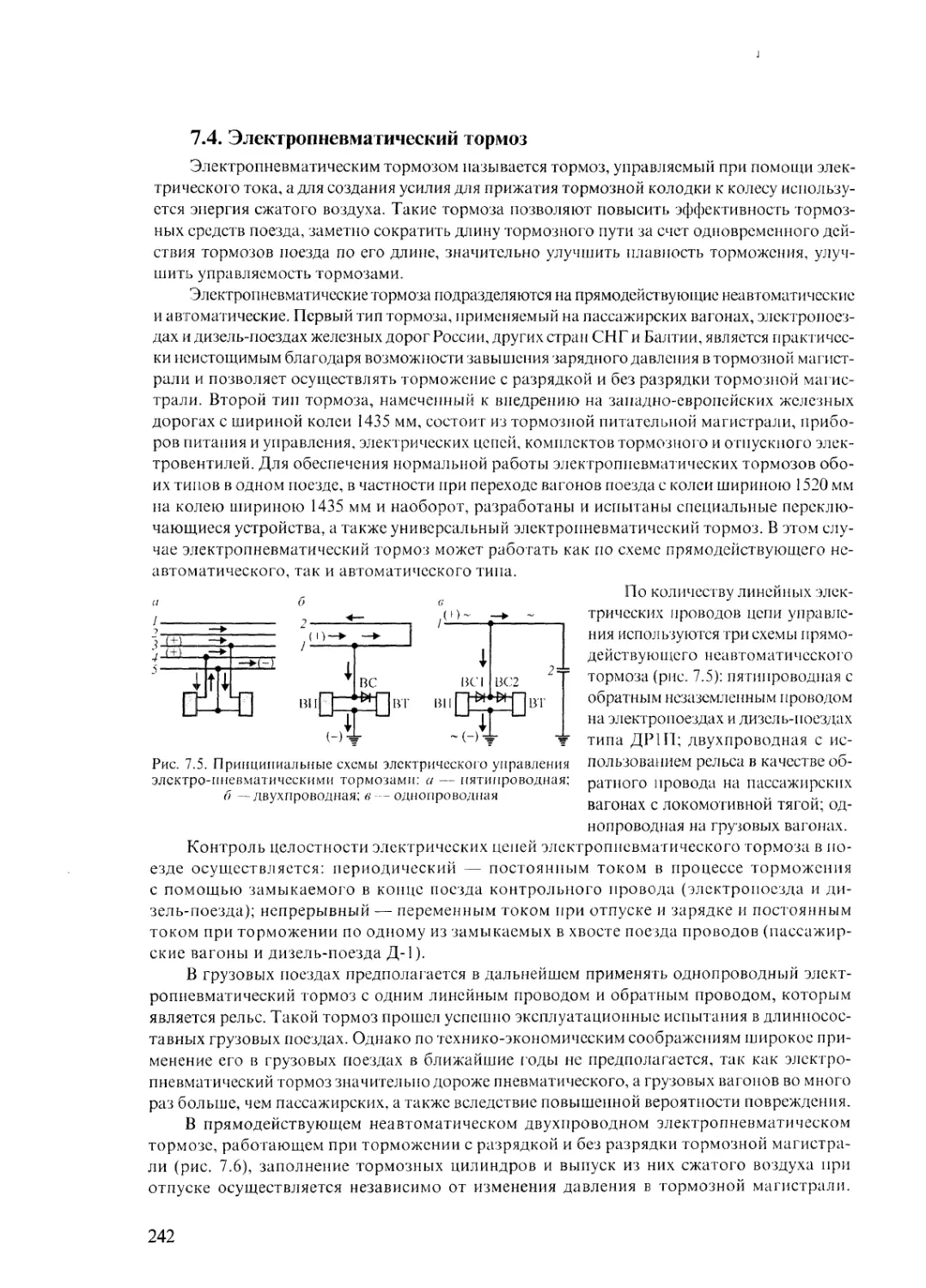
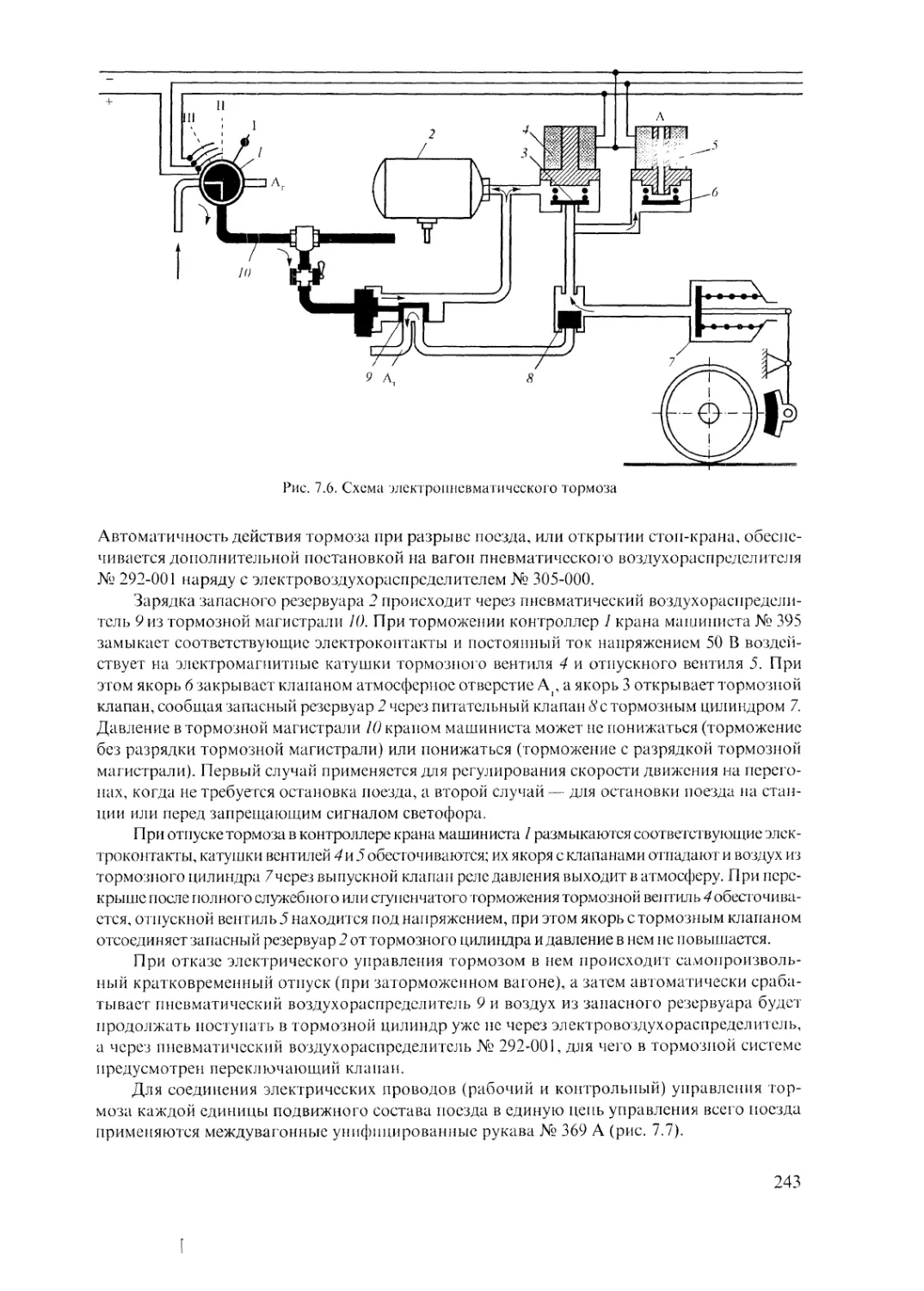
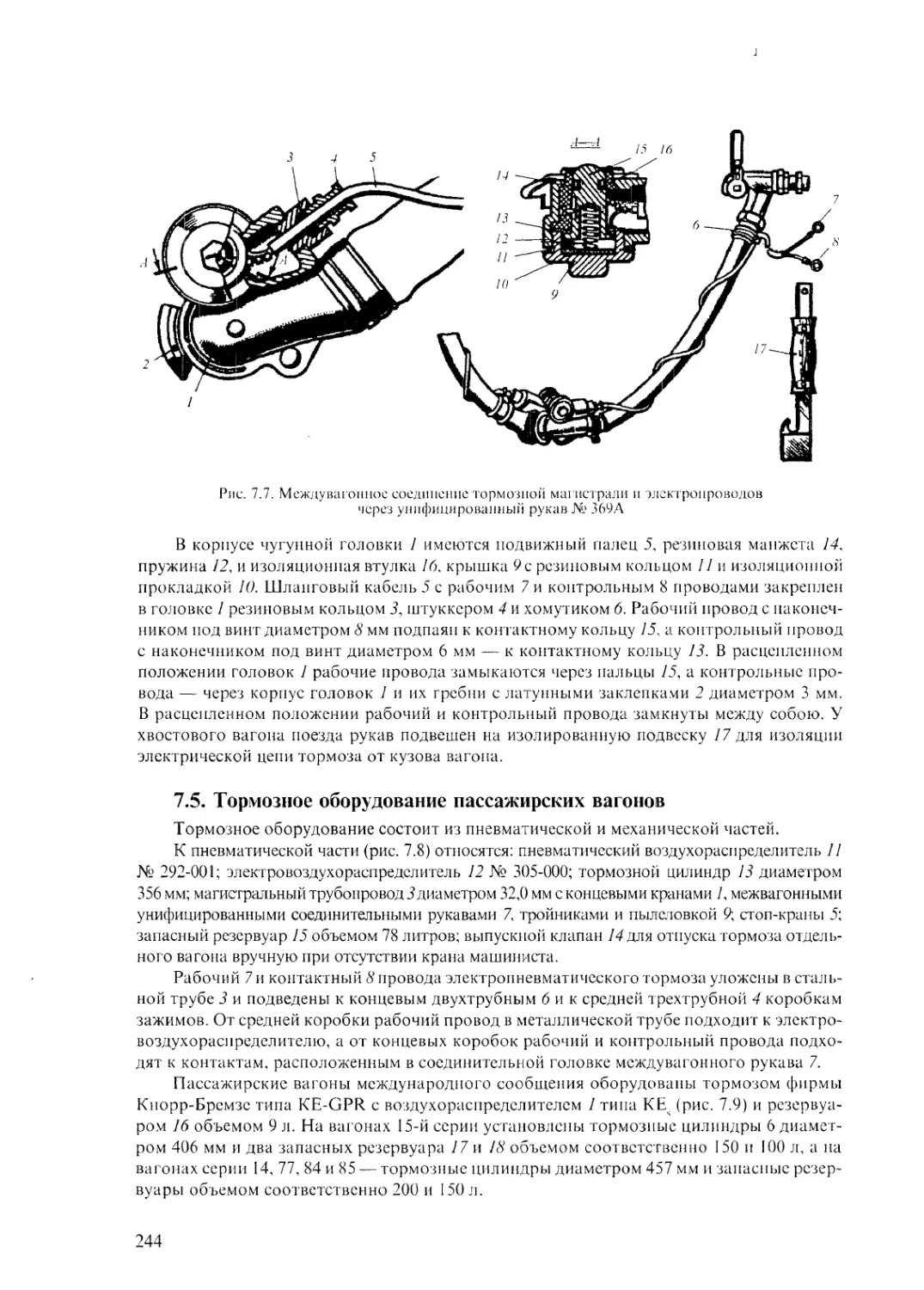
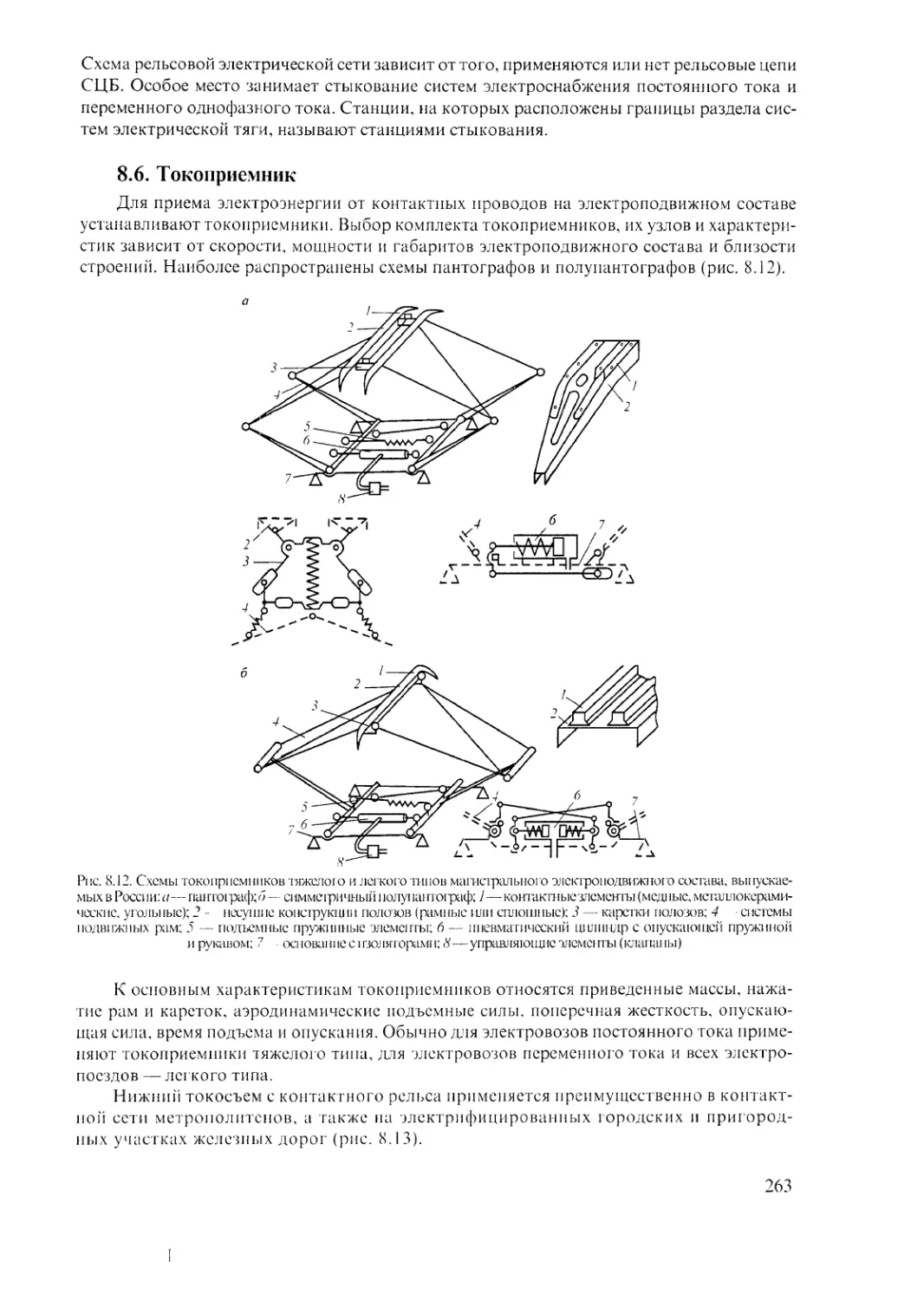
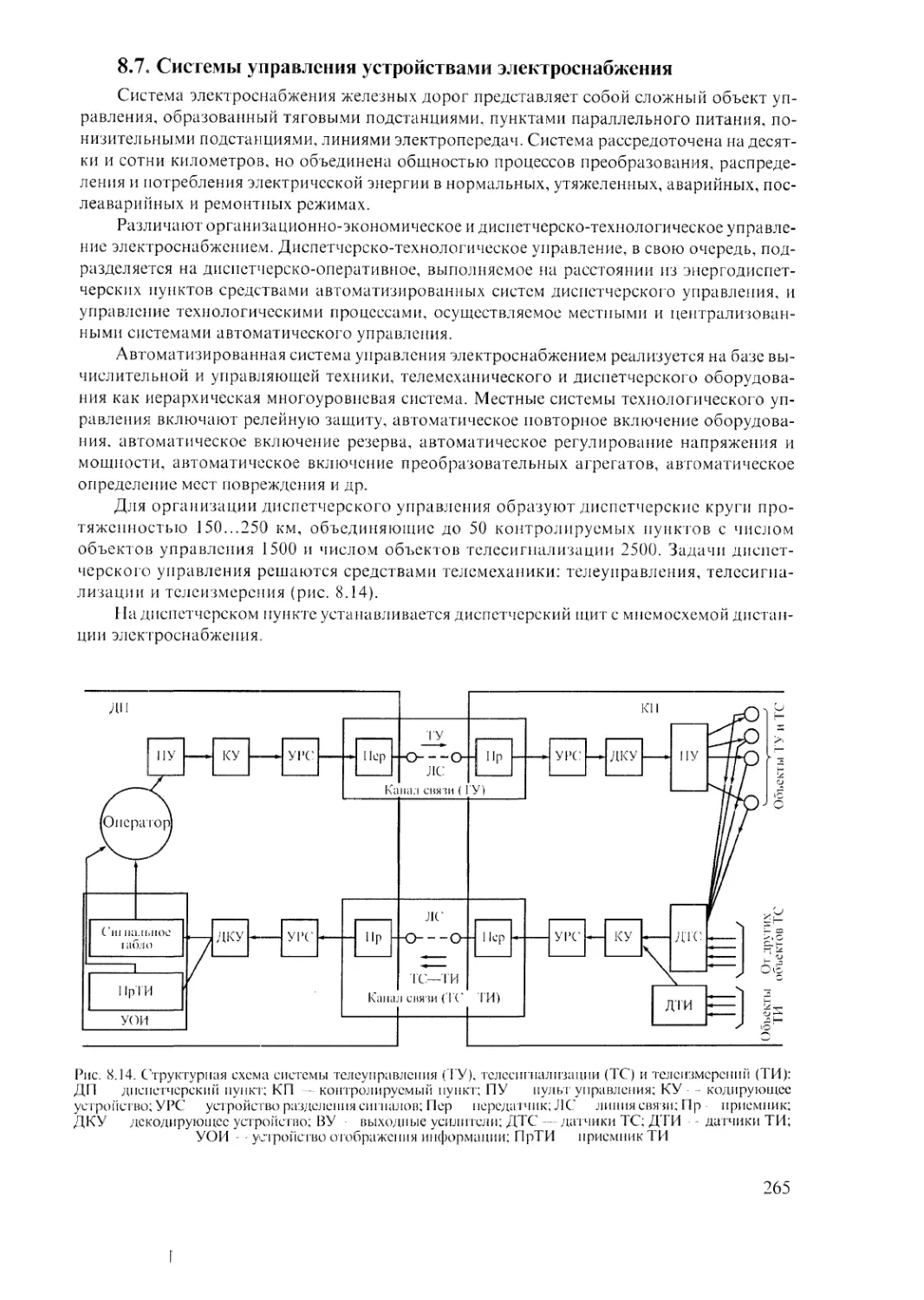
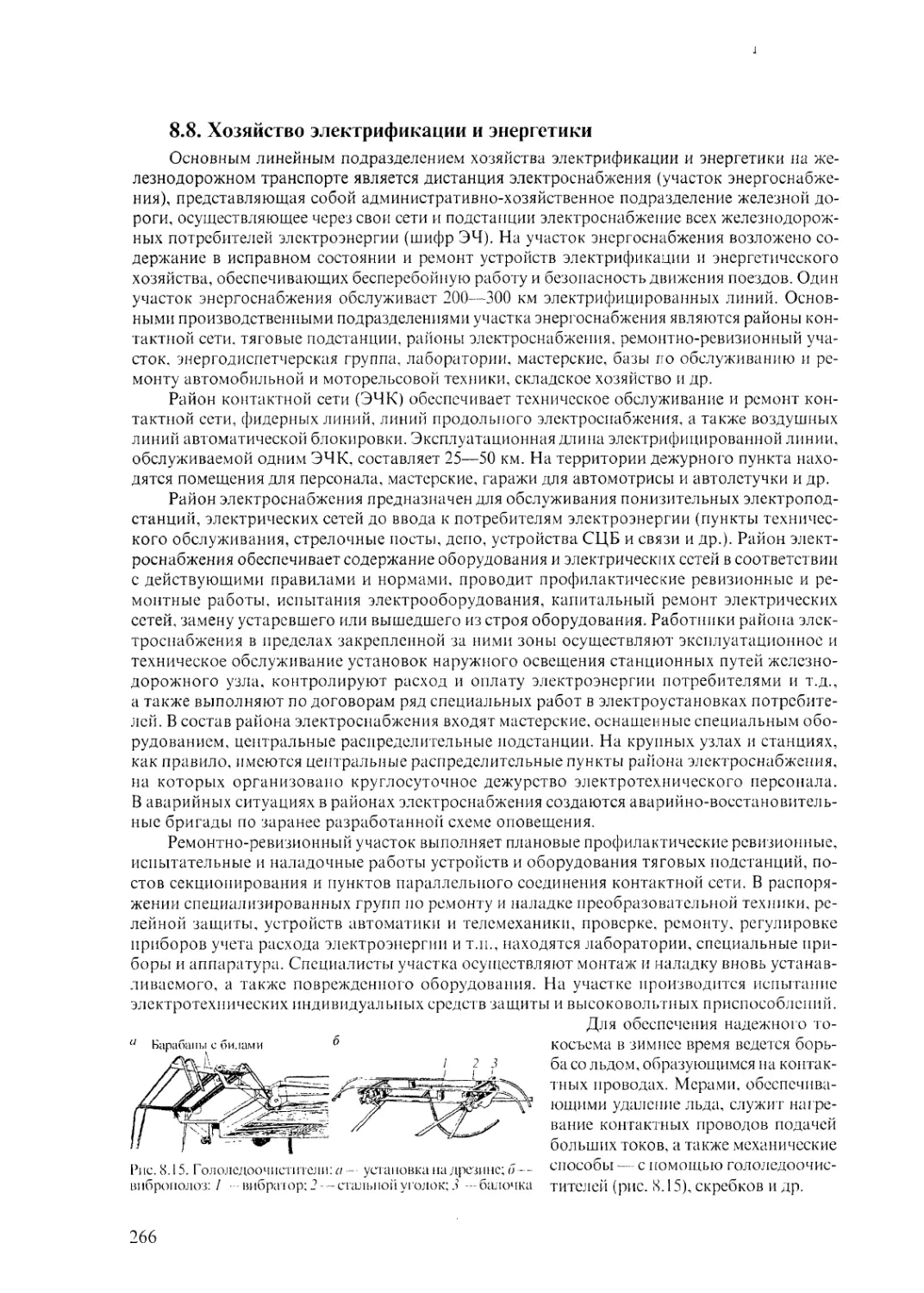
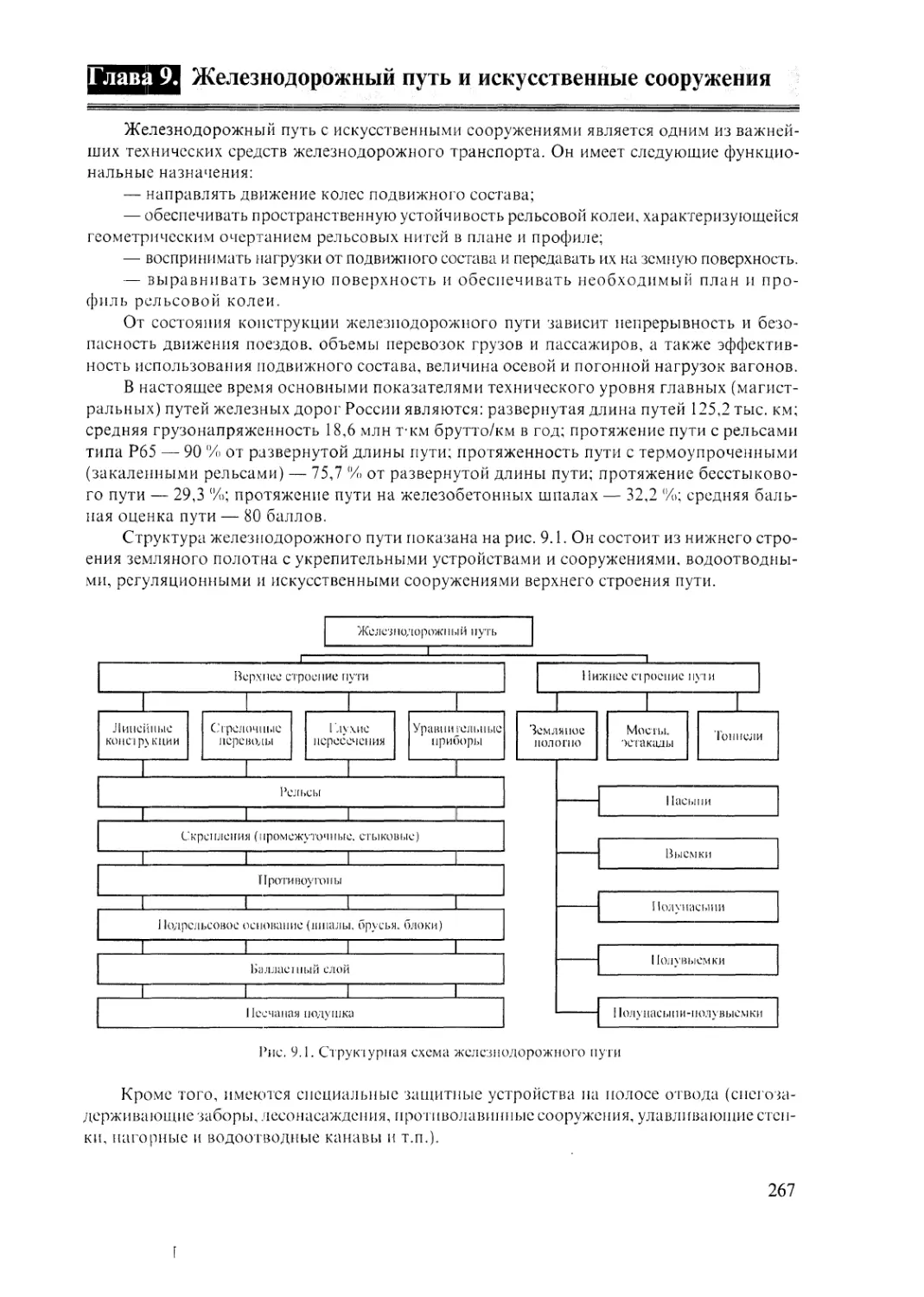
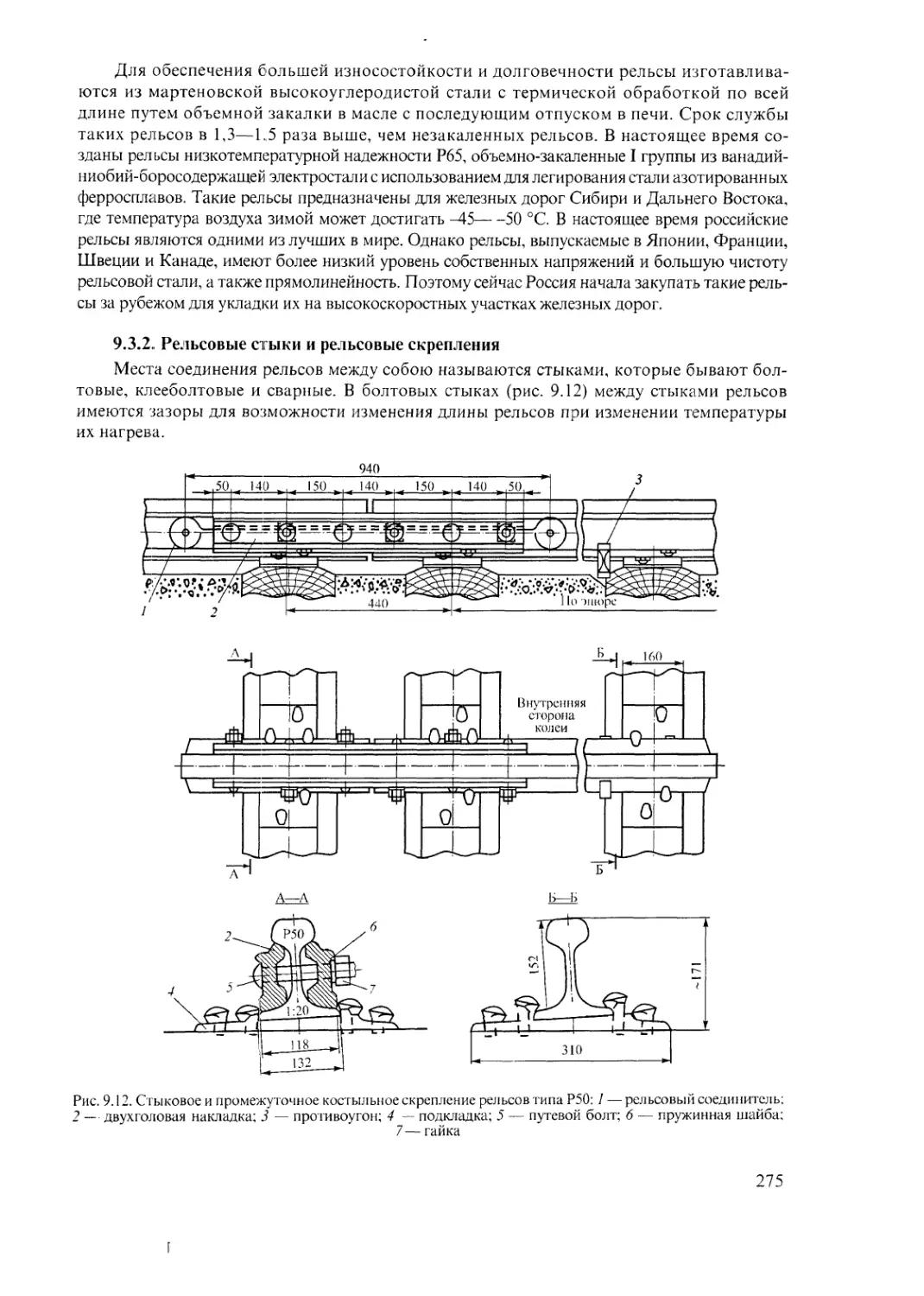
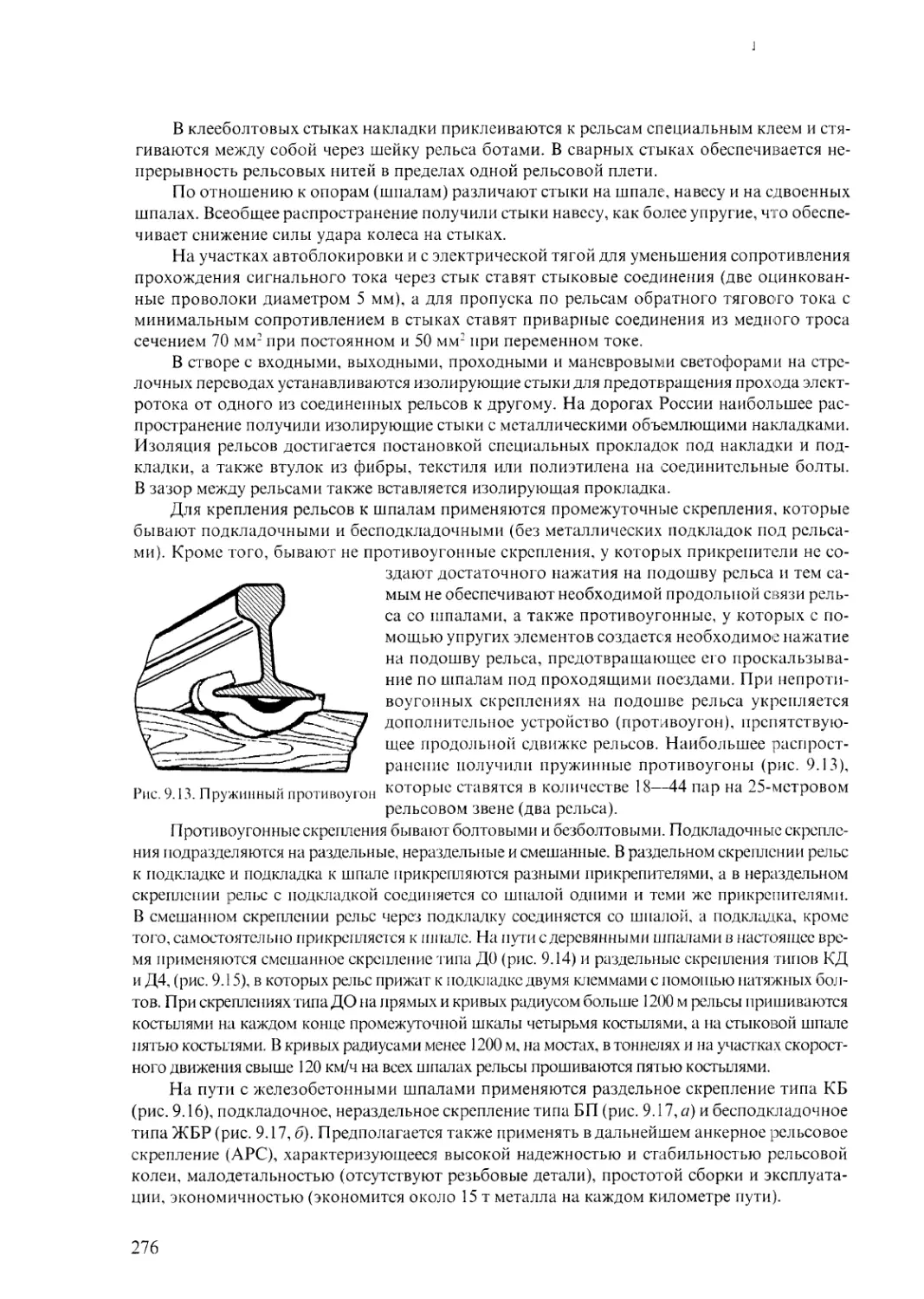
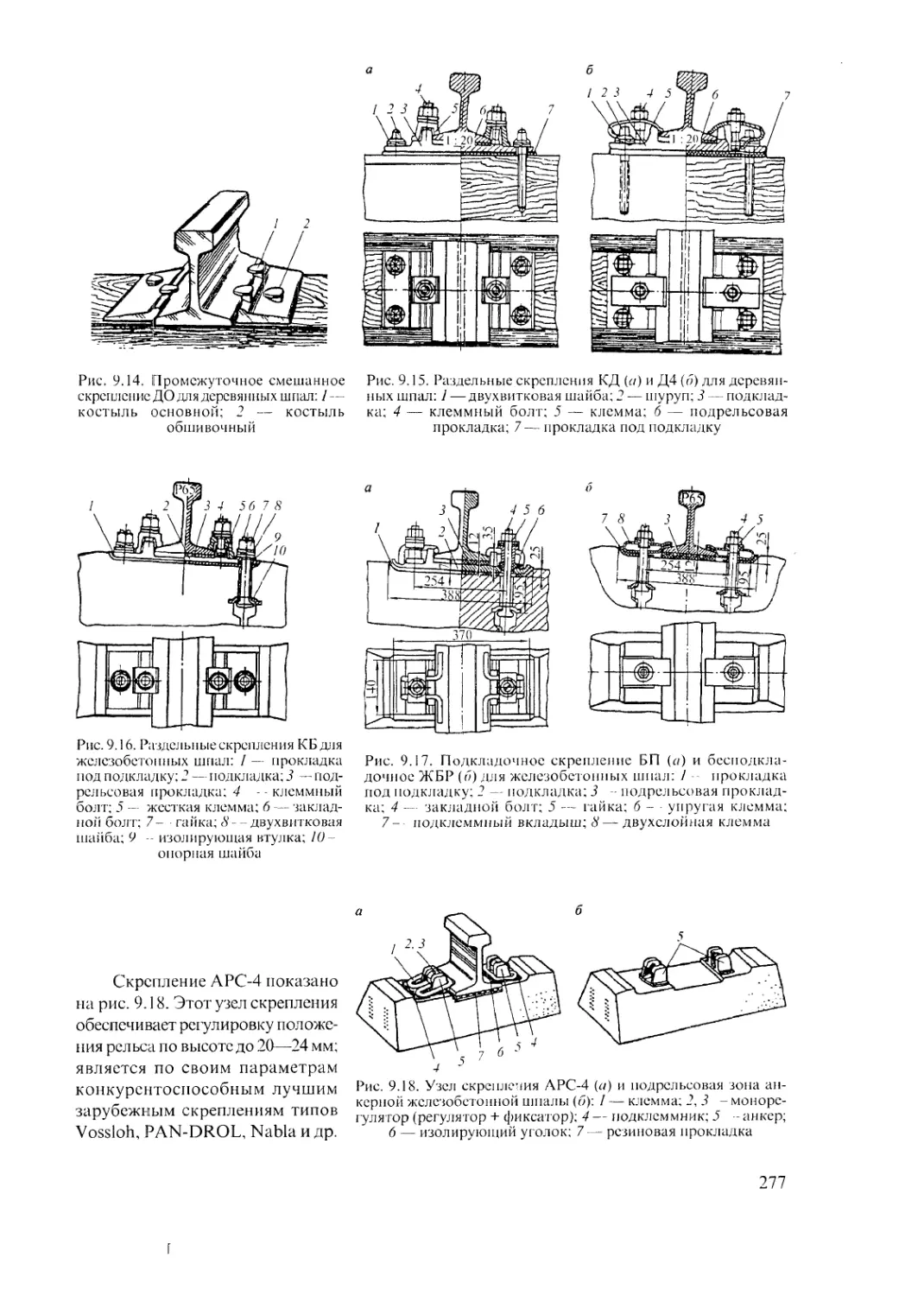
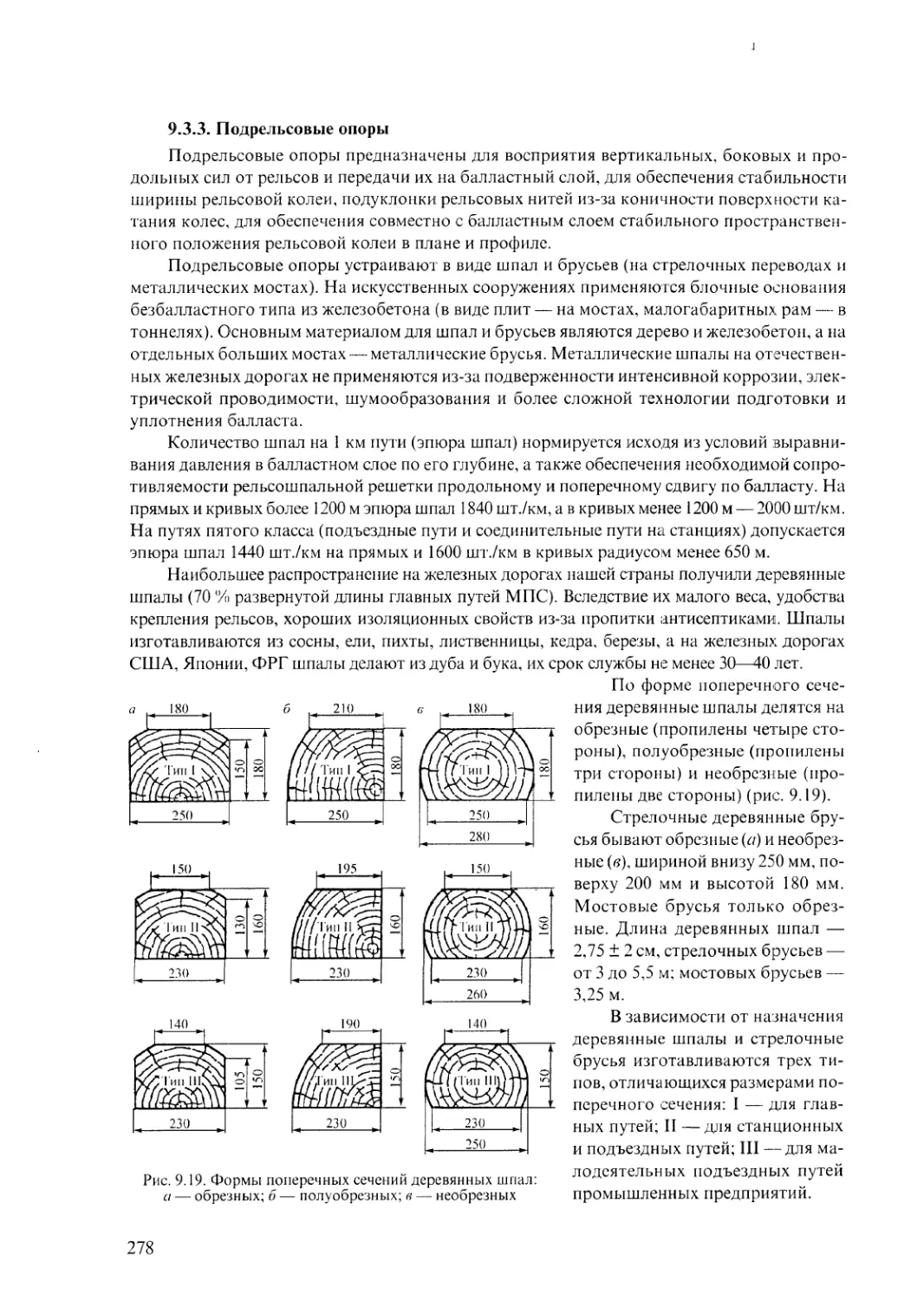
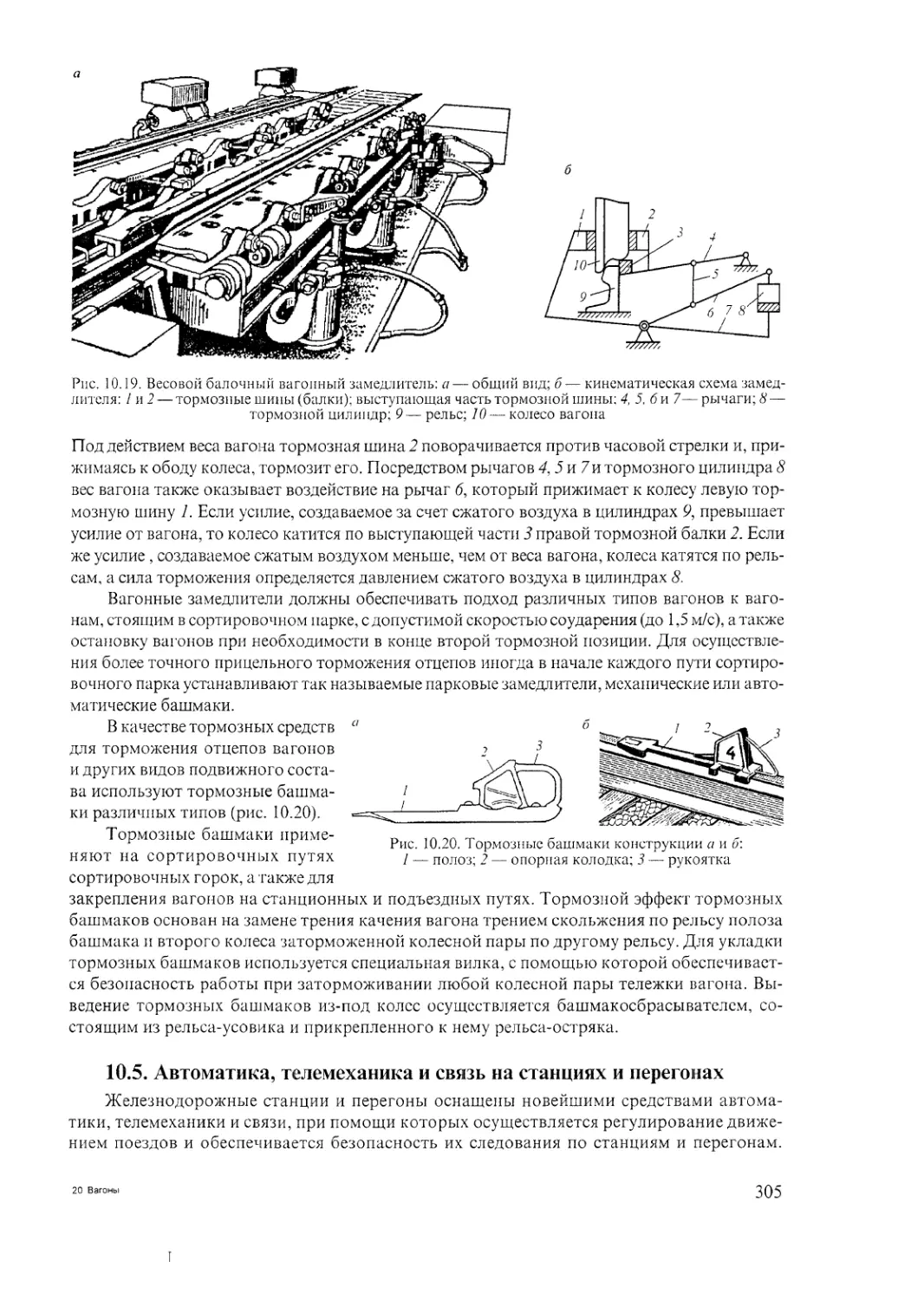
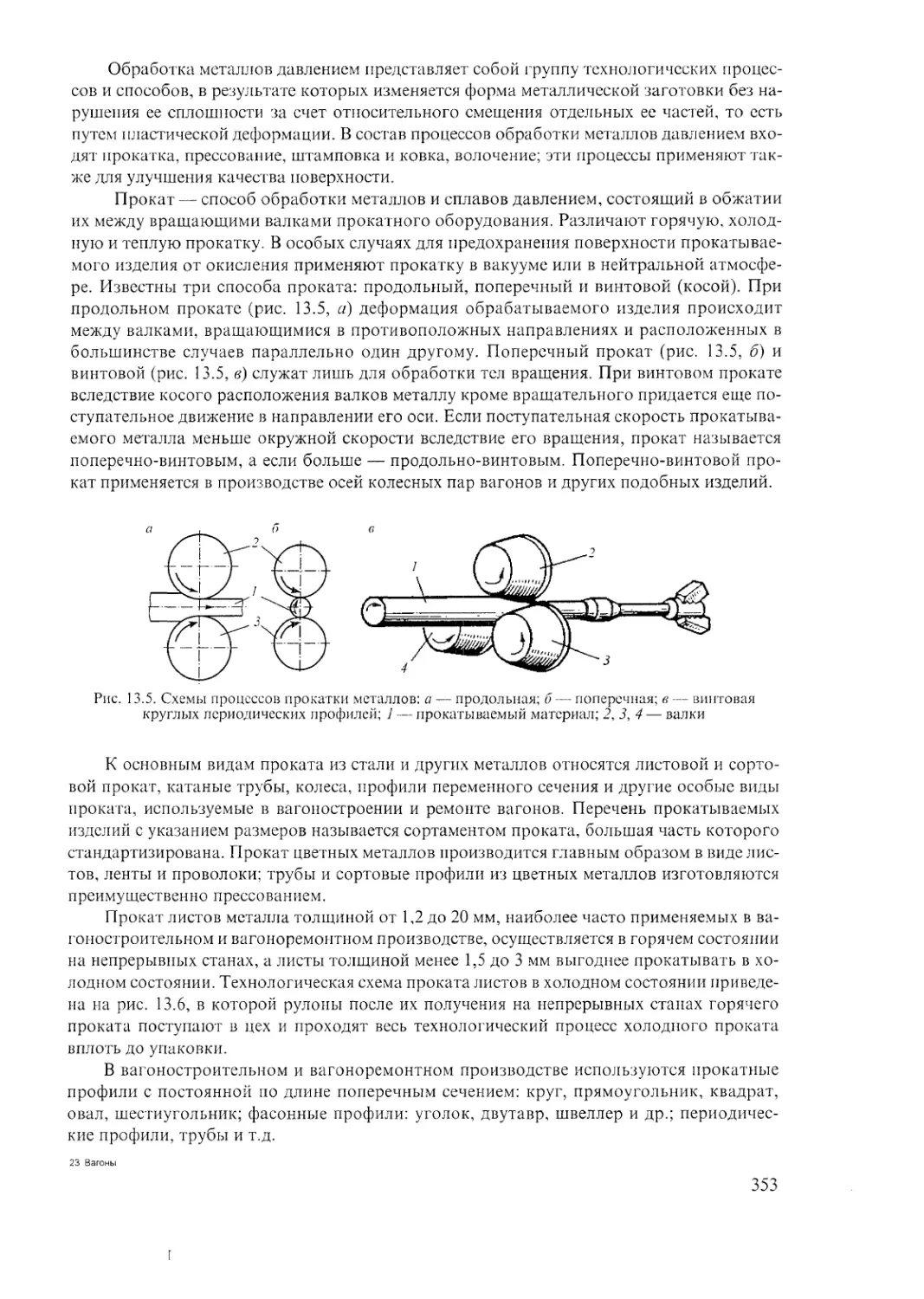
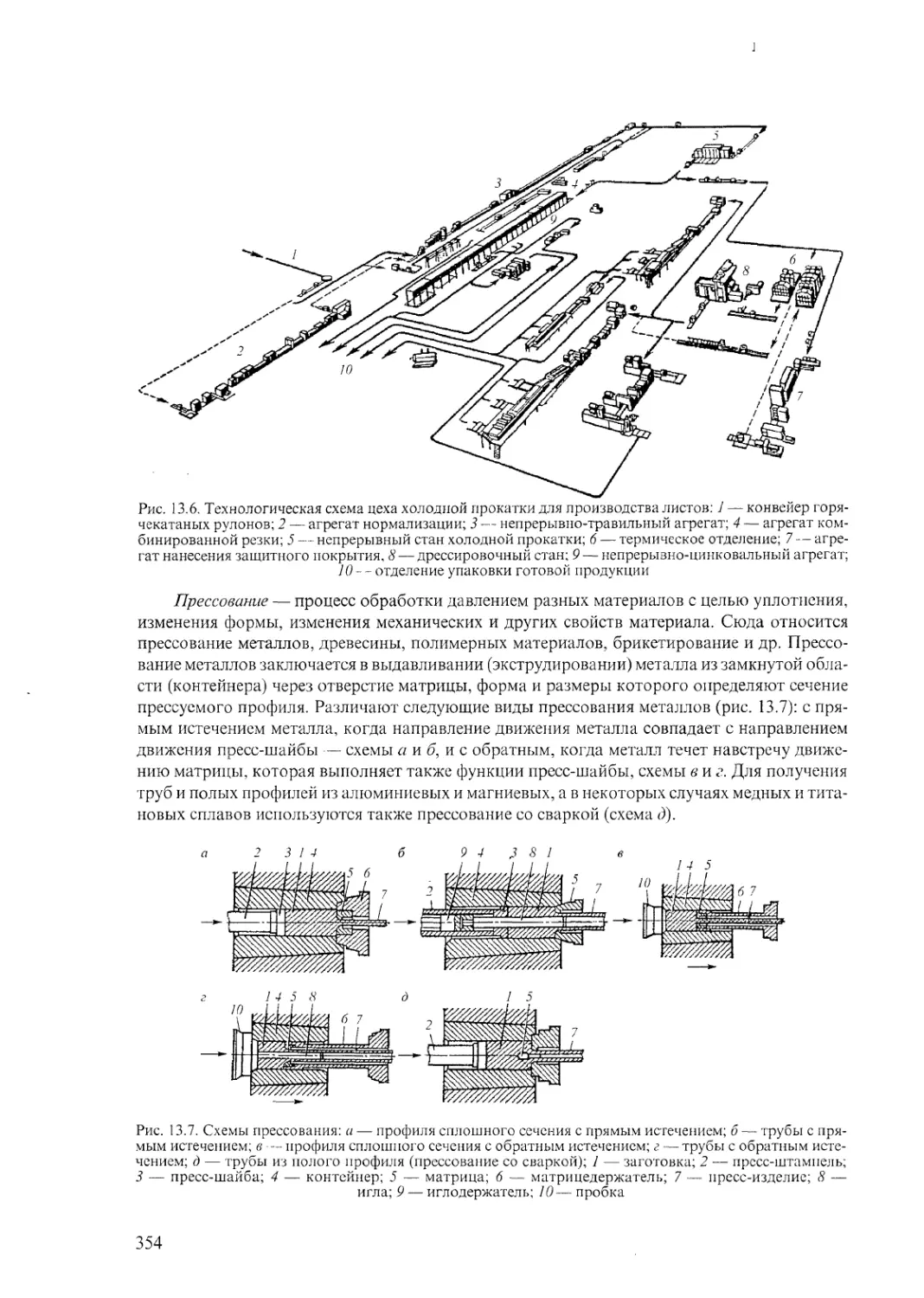
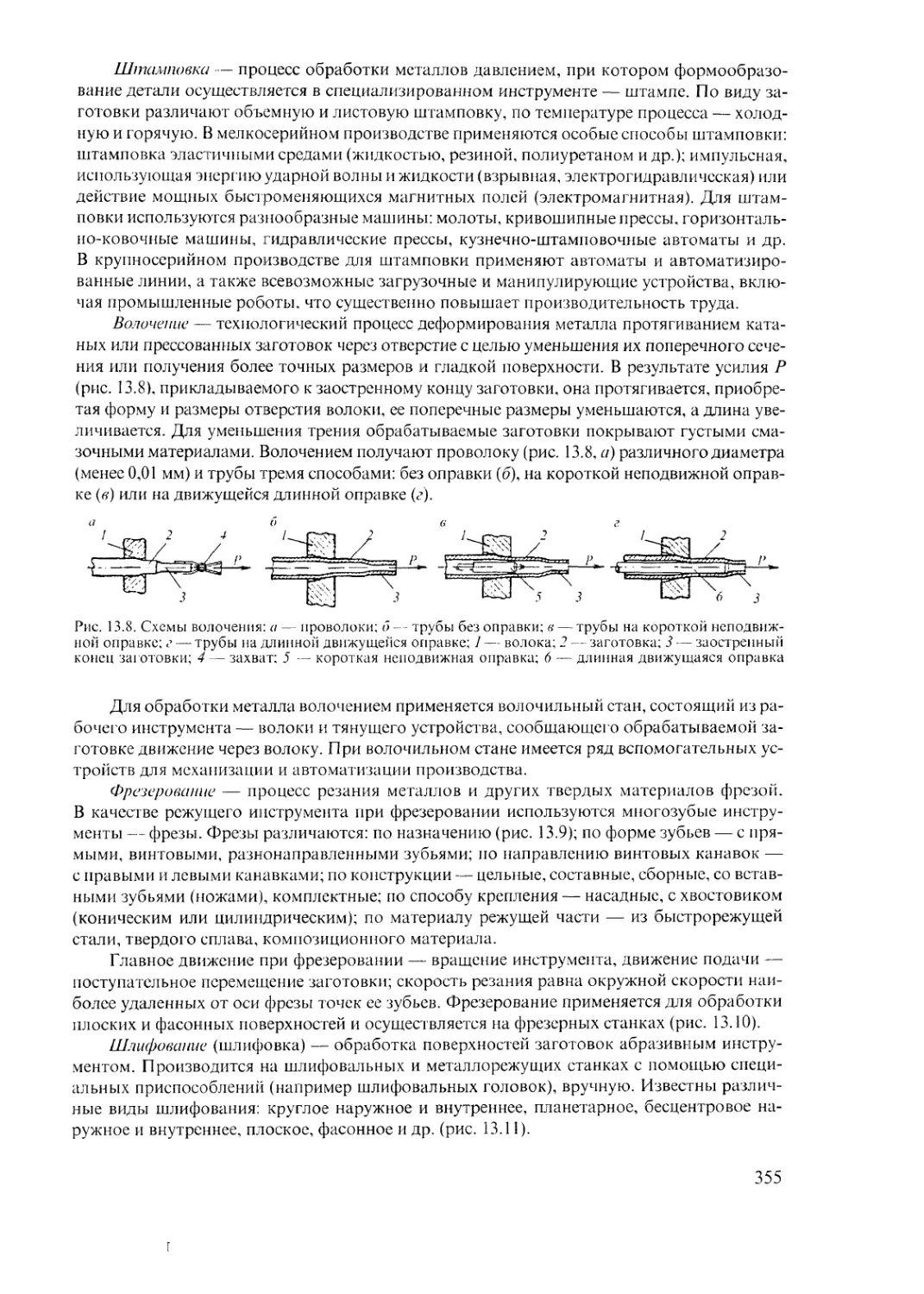
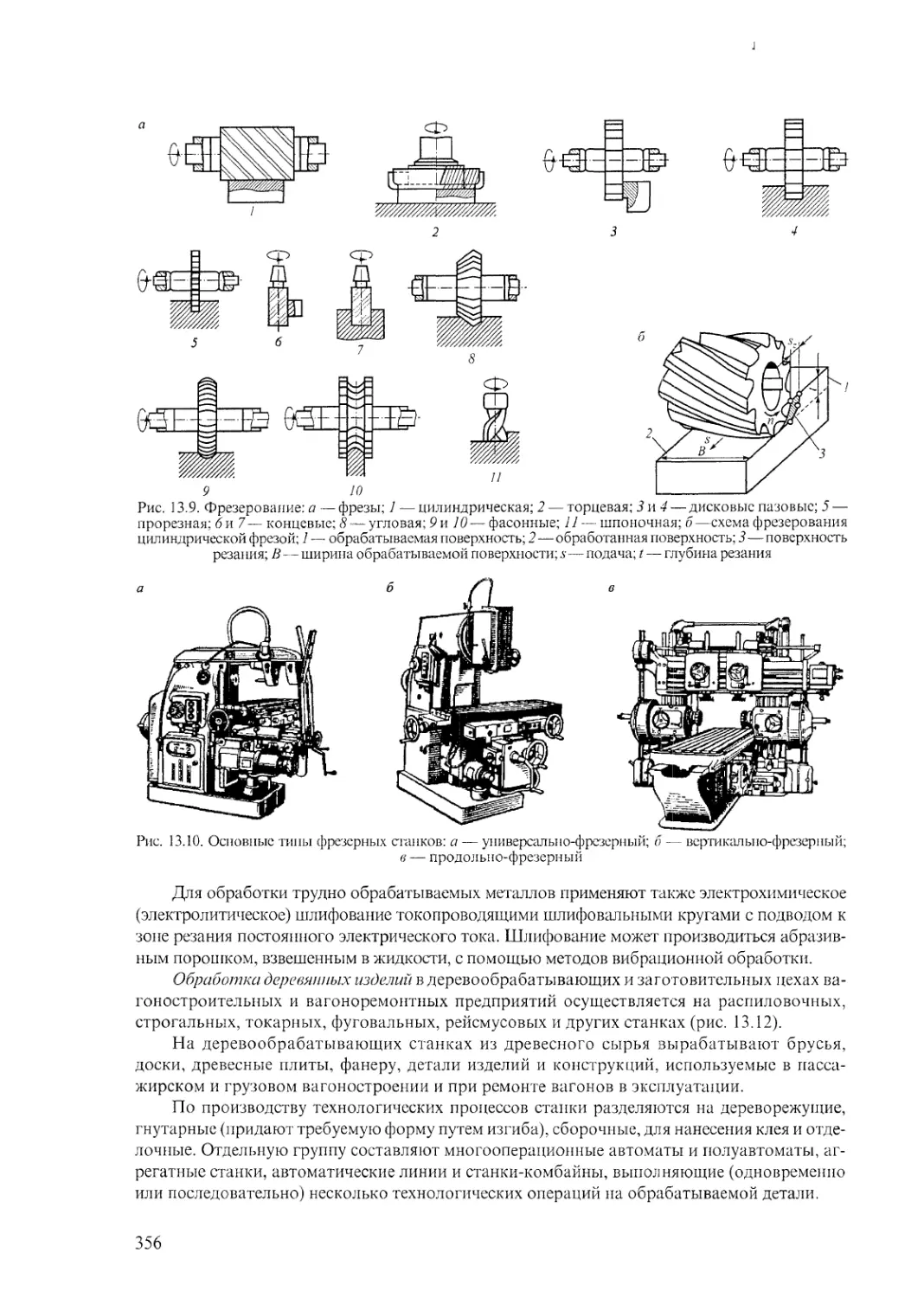
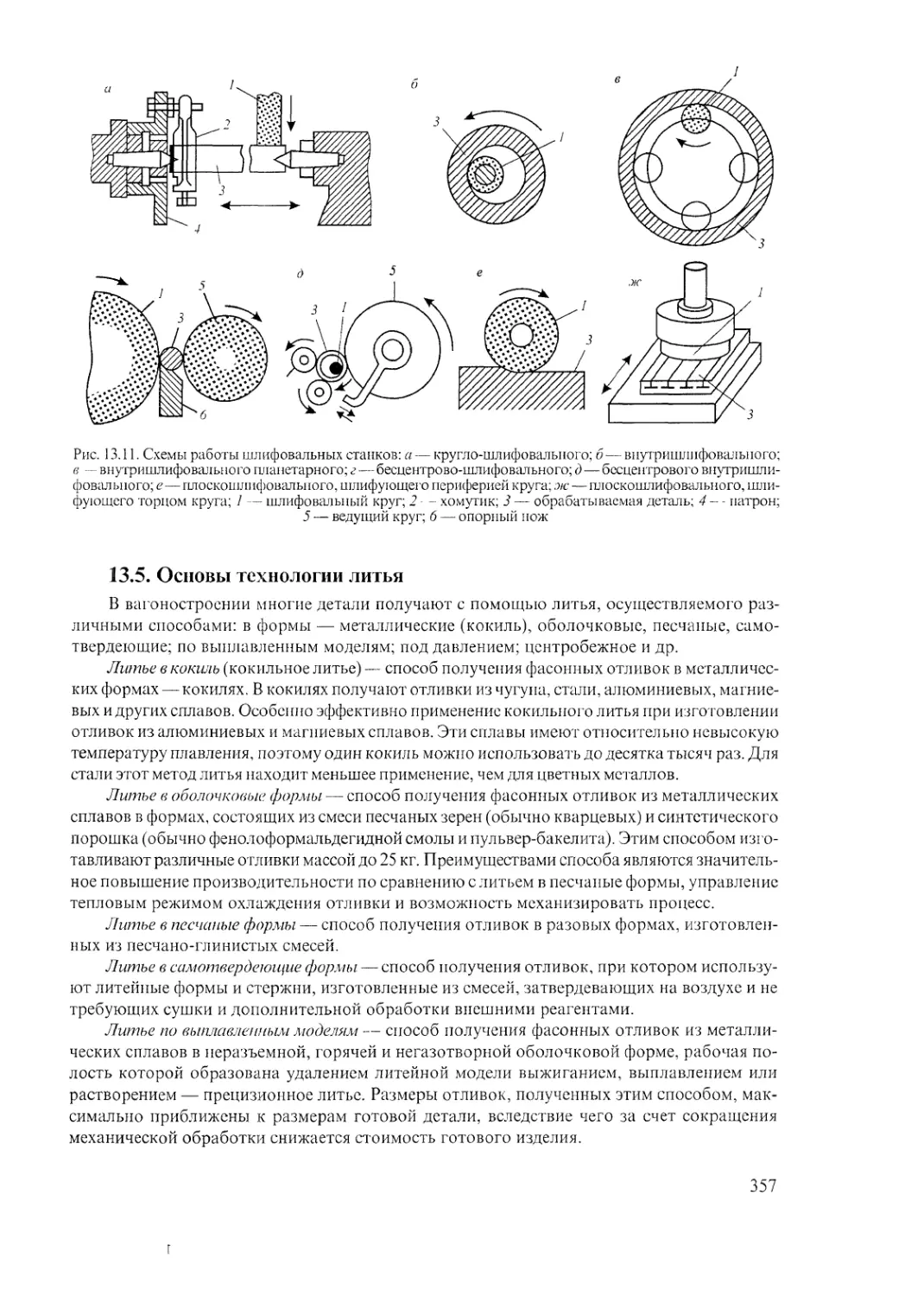
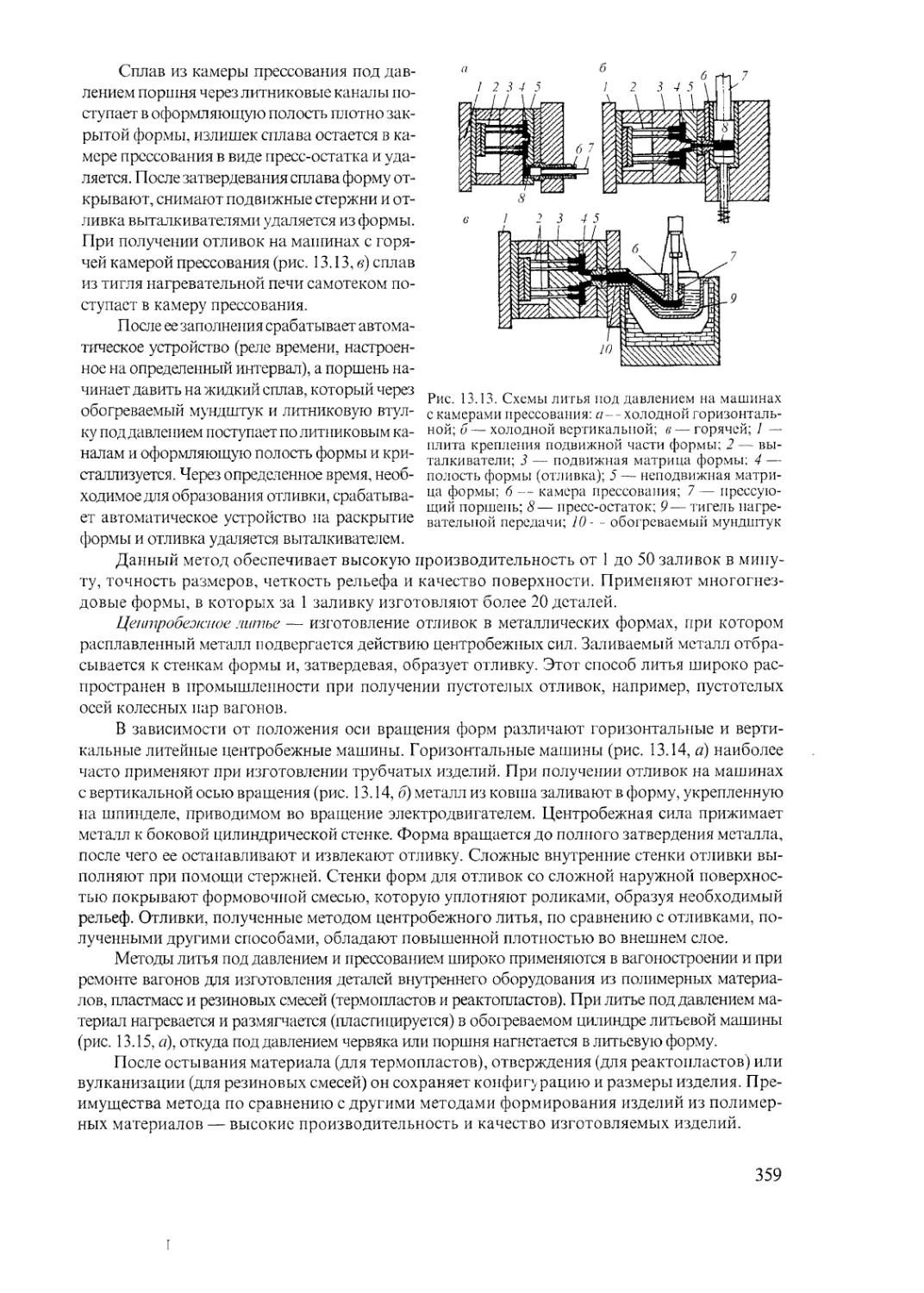
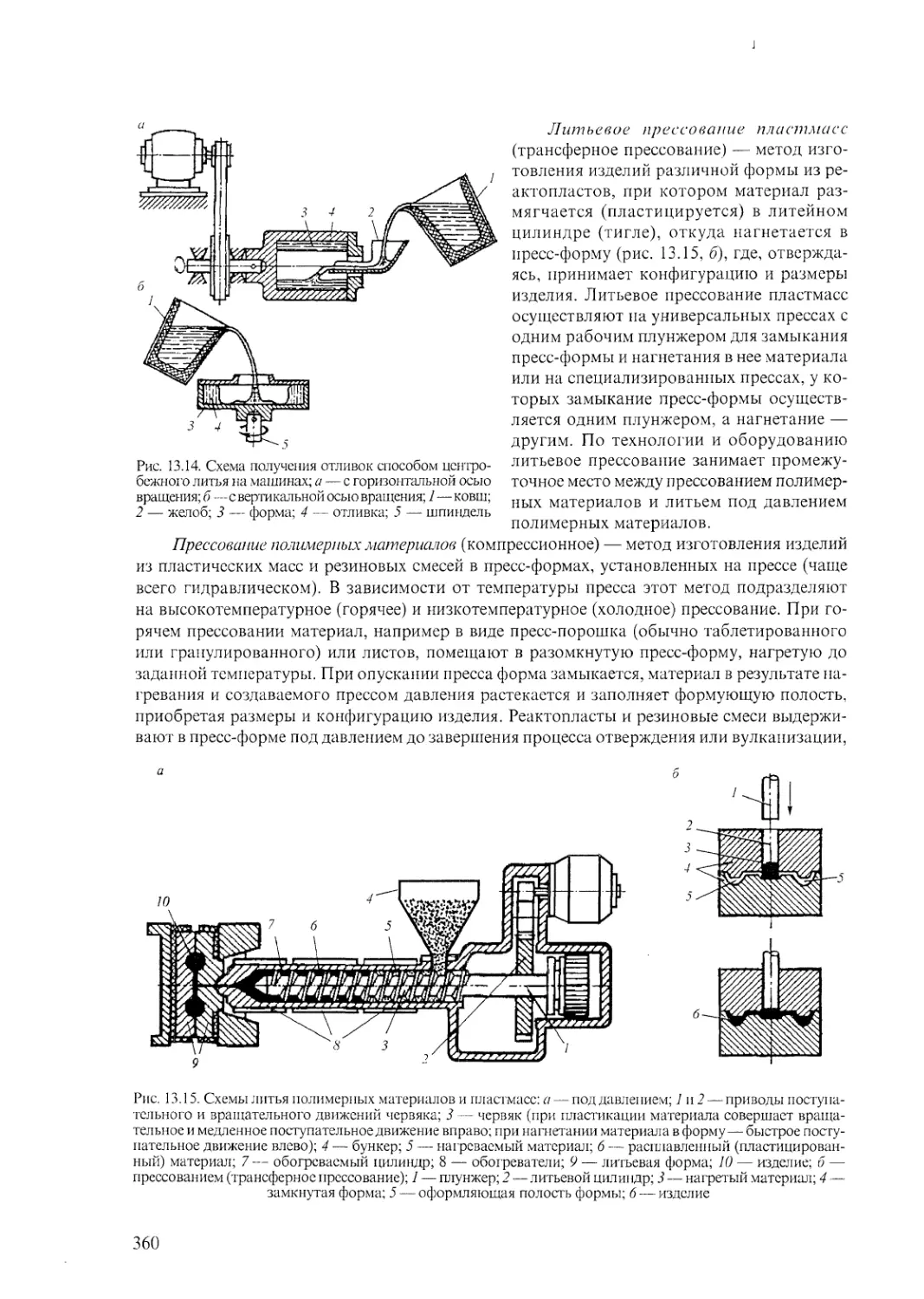
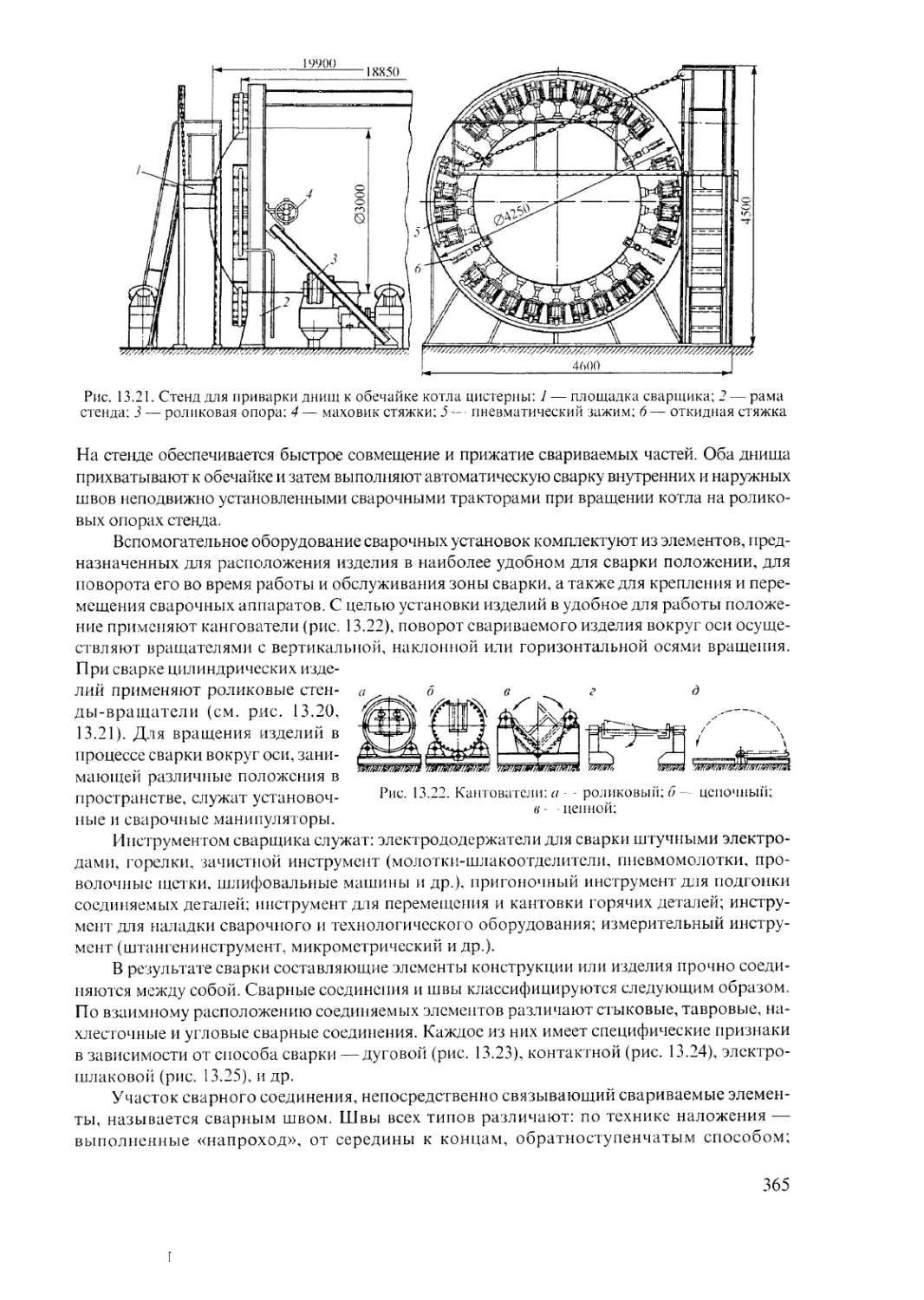
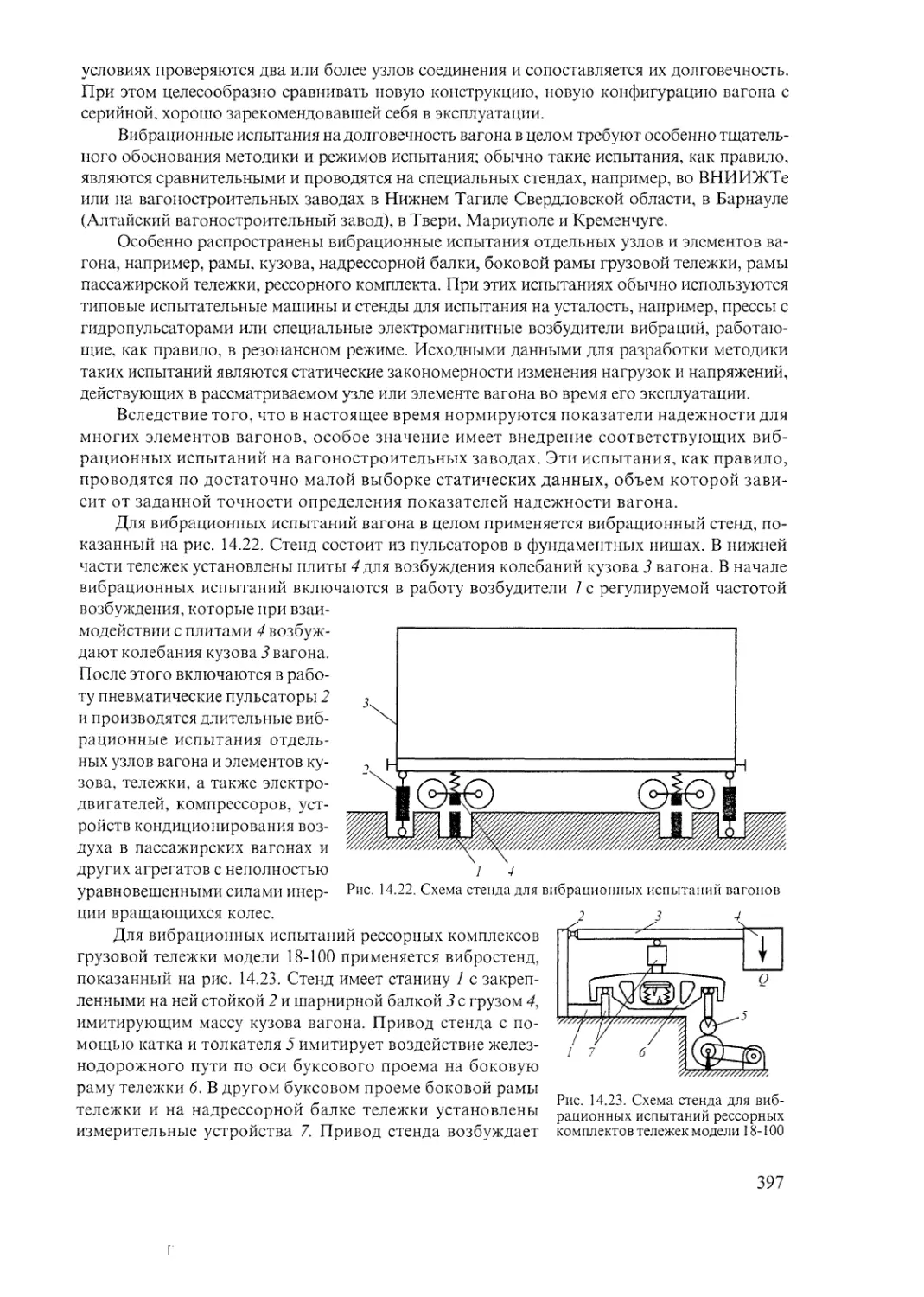
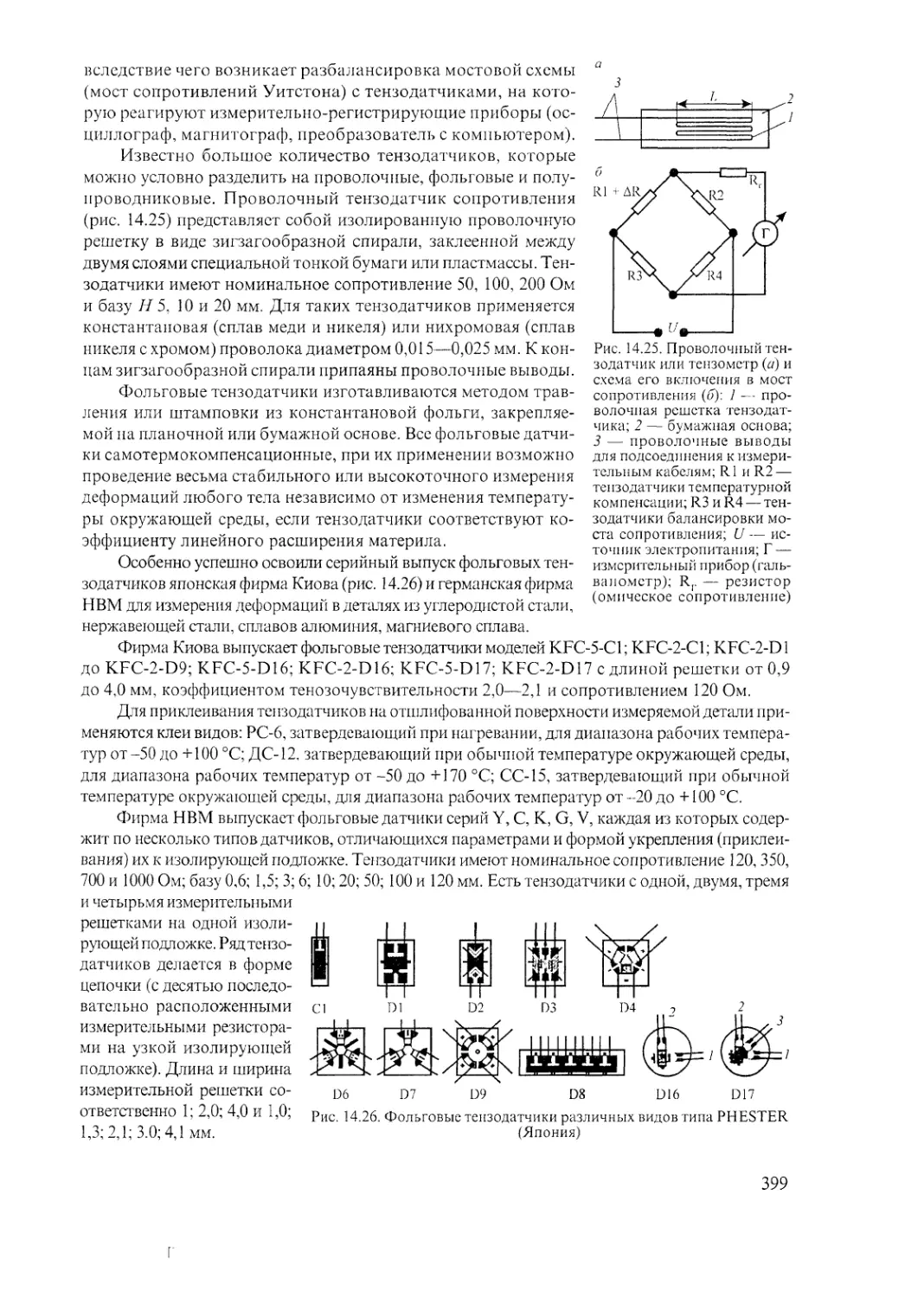
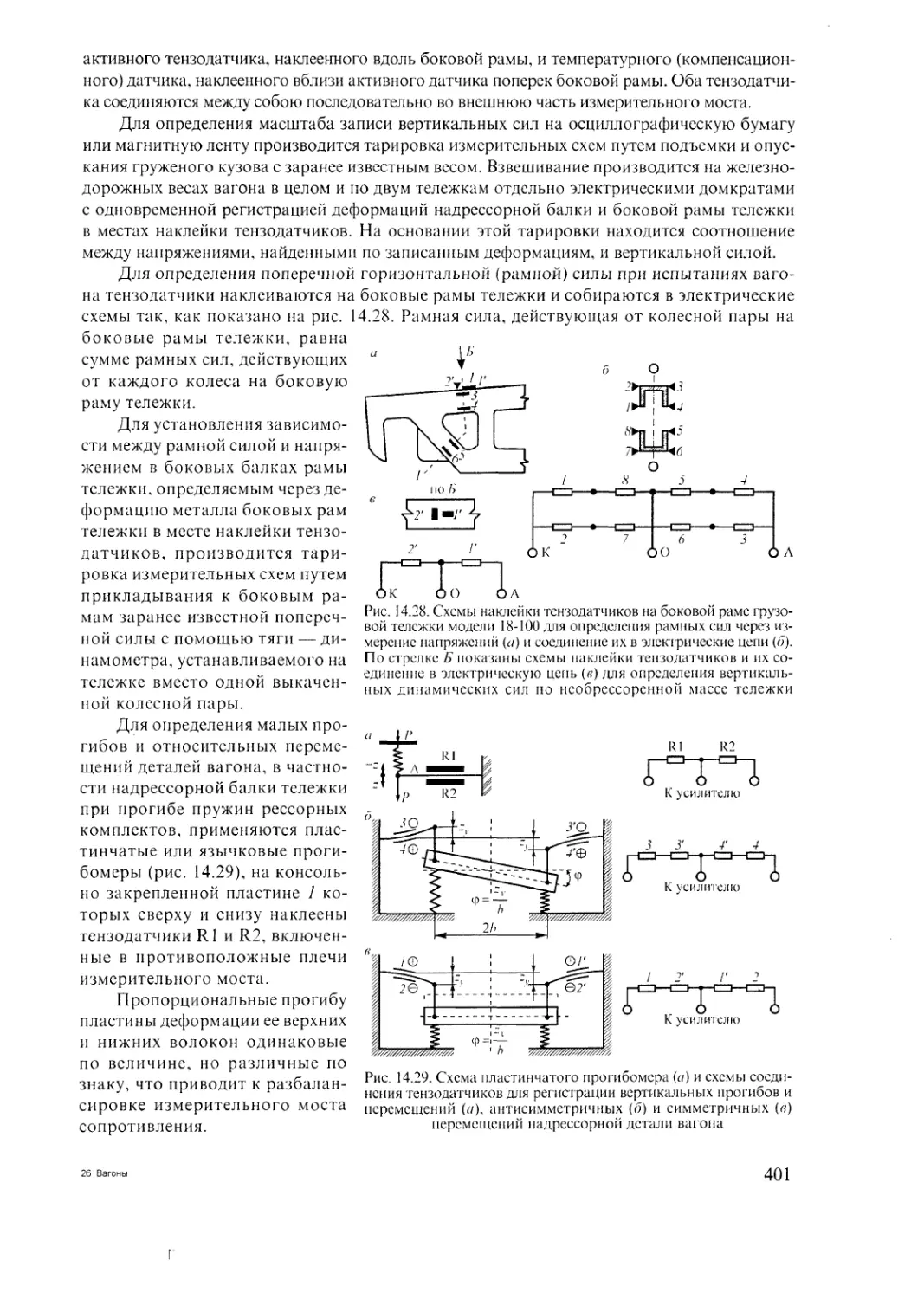
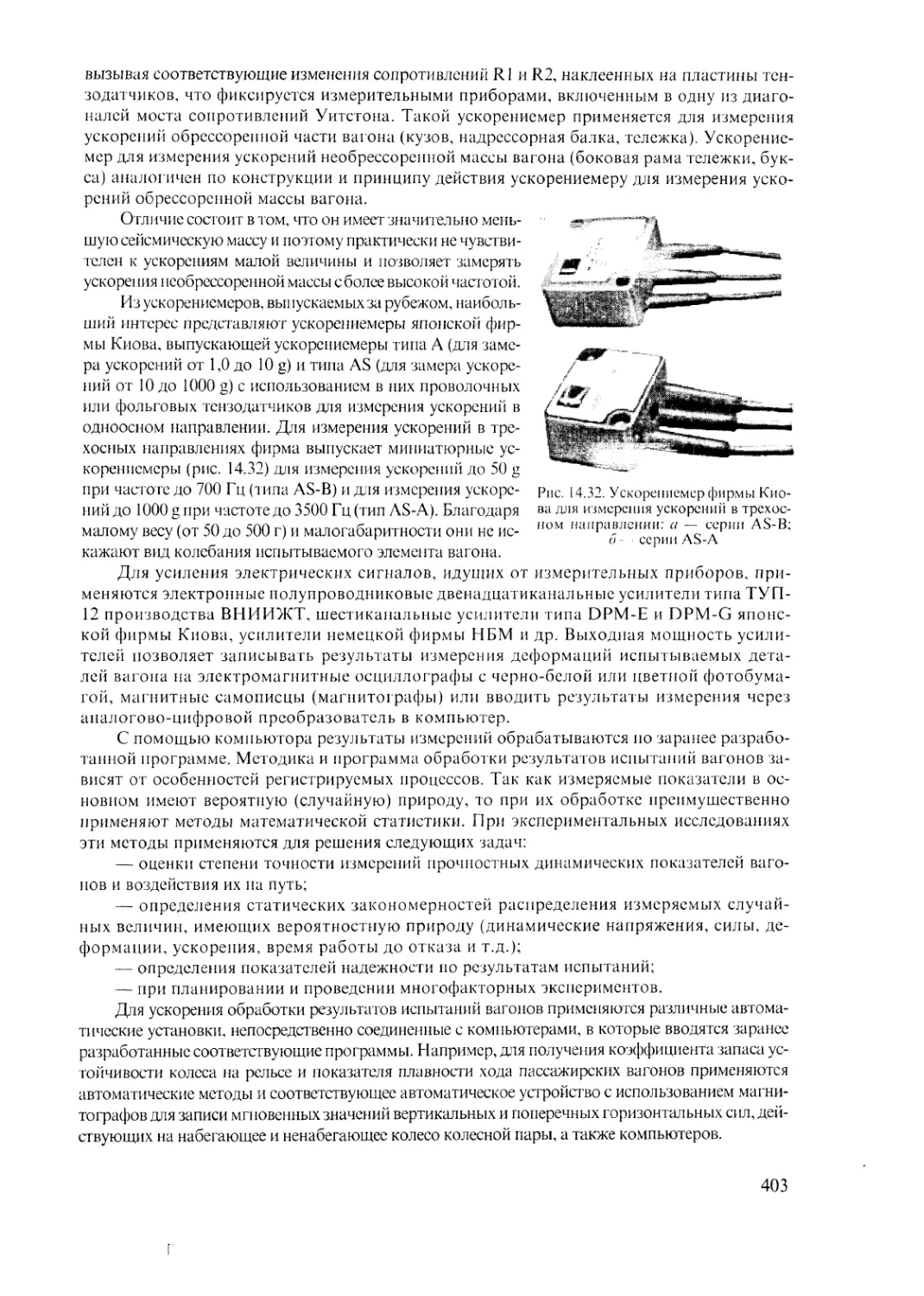
Текст
В.В. Лукин, П.С. Анисимов, Ю.П. Федосеев
ВАГОНЫ
Общий курс
Под редакцией академика
Российской академии транспорта,
доктора техн, наук, профессора В.В. Лукина
Утверждено
Департаментом кадров
и учебных заведении МПС России
в качестве учебника для студентов вузов
железнодорожного транспорп ia
Москва
2004
УДК 629.45/46(075)
ББК 39.21, 39.22, 39.23, 39.24, 39.26
Л 841
Л 841 Лукин В.В., Анисимов П.С., Федосеев Ю.П. Вагоны. Общий курс: Учебник для вузов
ж.-д. трансп. / Под ред. В.В. Лукина. —М.: Маршрут, 2004. 424 с.
ISBN 5-89035-106-0
В учебнике дан краткий исторический обзор возникновения и развития железнодорожного
транспорта, вагоностроения и вагонного хозяйства, создания и совершенствования науки о ваго-
нах. Приведены общие сведения об устройстве российских железных дорог; о вагонном парке и
конструктивных особенностях грузовых и пассажирских вагонов, электрооборудовании и конди-
ционировании воздуха в вагонах, технологии вагоностроения и ремонта вагонов, организации их
технического обслуживании в эксплуатации; о взаимодействующих с вагонами технических сред-
ствах железнодорожного транспорта — железнодорожном пути и искусственных сооружениях,
локомотивном парке, электроснабжении железных дорог, раздельных пунктах и организации дви-
жения поездов. Выделены вопросы безопасности движения, охраны труда, экологической и по-
жарной безопасности, обеспечения безотказной работы вагонов в эксплуатации. Изложены прин-
ципы устройства и эксплуатации вагонов нового поколения.
Предназначен для студентов вузов, обучающихся по специальности 150800; может быть ис-
пользован при подготовке инженерных кадров по другим специальностям железнодорожного транс-
порта и как практическое пособие для работников, занимающихся производством, эксплуатацией
и ремонтом вагонов.
УДК 629.45/46(075)
ББК 39.21, 39.22, 39.23, 39.24, 39.26
Учеб н и к н а п и с а л и: заслуженный работник транспорта РФ, д-р техн. наук,
проф., академик Российской академии транспорта В.В. Лукин — введение, главы 1,2, 3, 5. 8, 10, 11. 13,
заключение, предметный указатель; заслуженный работник транспорта РФ, д-р техн, наук, проф.,
академик Российской академии транспорта и Академии проблем качества РФ П. С. Анисимов —
главы 4, 7, 9, 14; канд. техн, наук, д-р транспорта РФ, проф. Ю.П. Федосеев — главы 6, 12.
Рецензенты: д-р техн, наук, академик Российской академии транспорта, проф.
кафедры «Вагоны» УрГУПСа И. С. Бачурин; главный технолог Проектно-конструкторского бюро
Департамента вагонного хозяйства МПС России П.Ф. Николаев; начальник службы вагонного
хозяйства Западно-Сибирской железной дороги С. А. Грассман.
ISBN 5-89035-106-0 © Коллектив авторов, 2004
© Издательство «Маршрут», 2004
© УМК МПС России, 2004
ВВЕДЕНИЕ
Транспортная система страны является неотъемлемой частью производственной и соци-
альной инфраструктуры государства, обеспечивая ее территориальную целостность и нацио-
нальную безопасность. Железнодорожный транспорт в этой системе играет ключевую роль в
социально-экономическом развитии Российской Федерации, выполняя около 85 % грузооборо-
та и более 37 % пассажирооборота транспорта общего пользования. Возрастающий спрос на
услуги транспорта требуют важнейших структурных преобразований, совершенствования пра-
вовых, экономических и административных механизмов, регулирующих транспортную деятель-
ность. Современное состояние транспортной системы располагает потенциалом, способным
поддерживать развитие экономики и рост благосостояния населения России в перспективе.
Однако вследствие ряда серьезных проблем, связанных с износом технических средств и
уровнем аварийности, воздействием на окружающую среду и здоровье человека, происхо-
дит оттеснение российских перевозчиков с ряда секторов международного рынка транспорт-
ных услуг и снижение качества обслуживания российских предприятий и населения. Для ре-
шения указанных выше проблем в обеспечении развития транспорта, повышения безопасно-
сти и эффективности транспортного обслуживания, расширения транспортных услуг наме-
чены приоритетные меры, направленные на развитие транспортного комплекса.
В первую очередь, создание эффективной системы государственного управления транспор-
том, регулирования и контроля рынка транспортных услуг, обеспечивающей справедливую кон-
куренцию' на транспортном рынке и экономические условия для расширенного воспроизводства
в транспортном комплексе. Для этого необходимо формирование единого правового поля дея-
тельности предприятий транспорта с учетом международных норм работы транспорта. При на-
меченном росте объемов перевозок на приоритетные направления выходит проблема грузового
подвижного состава. В последние годы состояние транспортных средств подходит к критическо-
му уровню. Зачастую вагоны не отвечают запросам клиентуры по потребительским качествам,
грузоподъемности, скорости доставки, трудоемкости погрузочно-разгрузочных работ.
Заводами отечественного вагоностроения создается новое поколение грузовых ва-
гонов, отличающихся повышенной надежностью и экономичностью. Они обладают умень-
шенным воздействием на путь, существенно сокращая эксплуатационные расходы на те-
кущее содержание и ремонт. В конструкциях и параметрах новых вагонов предусматри-
вается расширение специализации, применение в тележках конструктивных решений, обес-
печивающих их нормальную работу без восстановительного ремонта от постройки до
первого капитального ремонта и между капитальными ремонтами. Новая конструкция
тележек выполнена с жесткой рамой и надбуксовым подвешиванием с осевой нагрузкой
245 кН (25 тс). В основные элементы кузова нового поколения вагонов вводятся прогрес-
сивные конструктивные решения, обеспечивающие сохранность перевозимых грузов и
прочность его частей.. Колеса применяются с повышенной твердостью обода, обеспечи-
вающей уменьшенный износ гребней, внедряются буксы кассетного типа. Элементы кон-
струкции кузова изготавливаются из новых антикоррозионных материалов.
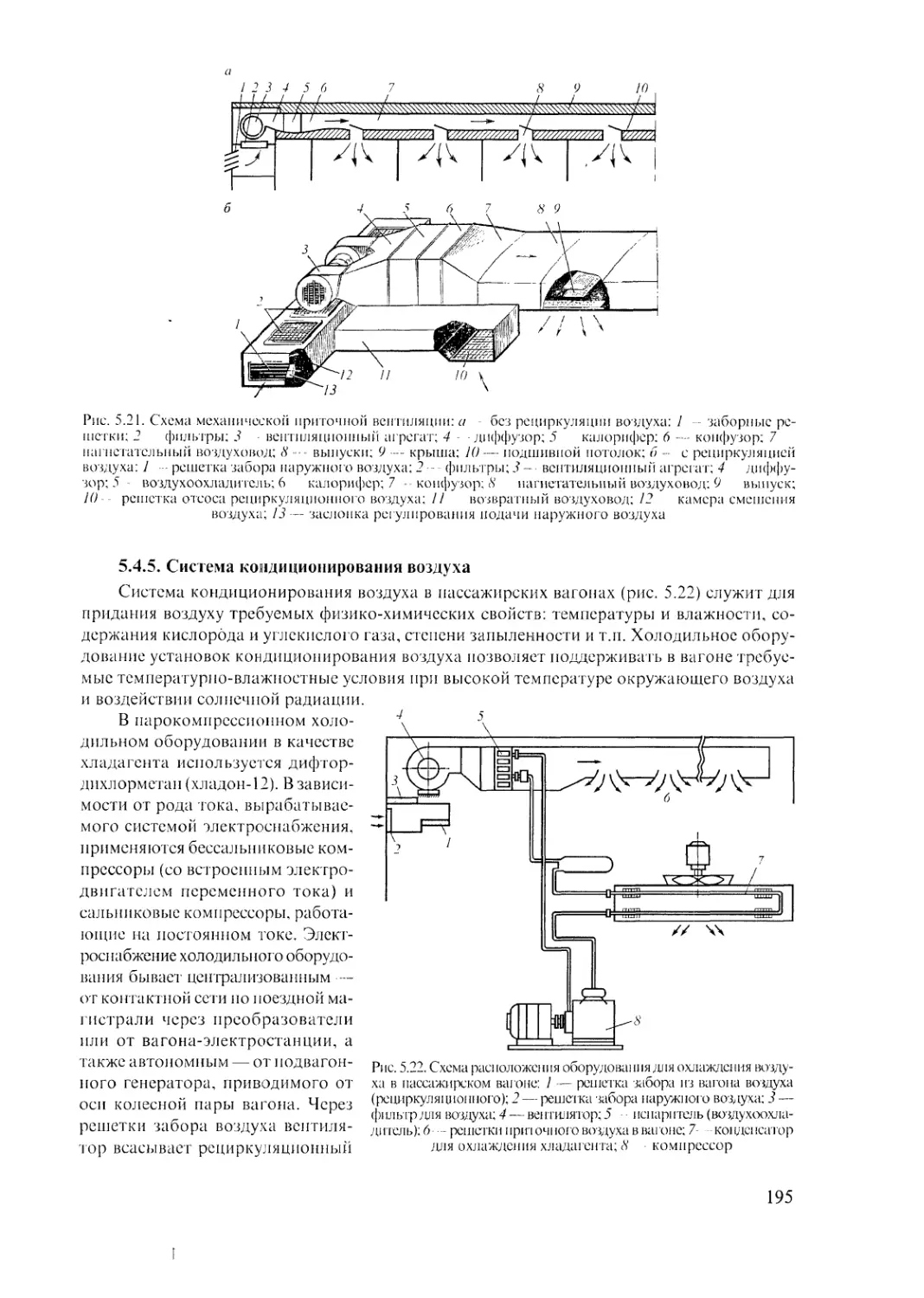
Освоение выпуска пассажирских купейных вагонов повышенной комфортности ведется с
применением новой системы кондиционирования воздуха, использующей экологически чис-
тый хладагент. Новая система отопления этих вагонов использует экологический способ реге-
нерации воды. При изготовлении кузова применены новые огнестойкие материалы, экологи-
чески чистые туалеты, новые системы противопожарного контроля и тушения огня, новые
системы сервисного обслуживания и др. Предусматриваются специальные купе для инвали-
дов. Новые пассажирские вагоны рассчитываются на скорость движения 200—250 км/ч, с цент-
рализованным энергоснабжением, центральной системой диагностики и телеуправления.
Вагонный парк является одним из важнейших технических средств. От технического
уровня вагонного парка, его состояния, численности и состава, потребностях в перевозках
зависит качество перевозочного процесса, своевременность доставки пассажиров и гру-
зов, производительность транспорта и его экономические показатели.
3
Важнейшей характеристикой вагонного парка является процентный состав по типам
вагонов — структура парка, которая зависит от состава перевозимых грузов или запросов
пассажиров. Критерием оптимальности структуры вагонного парка является полное и ка-
чественное освоение заданного объема перевозок при минимальных затратах. Структура
вагонного парка непрерывно изменяется в зависимости от поставок новых вагонов и ис-
ключения вагонов старых типов, а следовательно, совершенствуется производственная база,
организация и технология вагонного хозяйства.
Вагонное хозяйство обеспечивает работоспособность вагонного парка, поддерживая в
исправном техническом и коммерческом состоянии вагоны, а также безопасное и бесперебой-
ное движение поездов, проводя планово-предупредительные ремонты и техническое обслужи-
вание вагонов. Вагонное хозяйство, кроме того, обеспечивает пассажирам комфортабельные
условия проезда.
Для выполнения вышеуказанных задач вагонное хозяйство располагает необходимой про-
изводственной базой, включающей вагонные депо, вагоноколесные мастерские, промывочно-
пропарочные предприятия, конторы обслуживания пассажиров, прачечные, а также пункты тех-
нического обслуживания вагонов, пункты подготовки вагонов к перевозкам, ремонтно-экипиро-
вочные депо, контрольные пункты автотормозов и другие сооружения и устройства, входящие
в состав вагонного депо или участка, в территориальных границах которых они расположены.
Для обеспечения безопасности движения поездов в вагонном хозяйстве используются ав-
томатизированные диагностические комплексы, позволяющие существенно снизить влияние
«человеческого фактора» при выявлении дефектов вагонов и обеспечить контроль техничес-
кого состояния подвижного состава в соответствии с действующими нормативно-технологи-
ческими документами, что значительно повышает безопасность движения поездов. Модерни-
зация существующего вагонного парка и пополнение его вагонами нового поколения , а также
внедрение приборов комплексного контроля технического состояния подвижного состава
в эксплуатации позволит устанавливать протяженность гарантийных участков до 1600 км.
С этой целью для обеспечения безопасности движения на удлиненных гарантийных участках
железнодорожного пути предусмотрена установка этих комплексов со средним расстоянием
между ними 25 км. На дорогах создаются сетевые пункты технического обслуживания (ПТО)
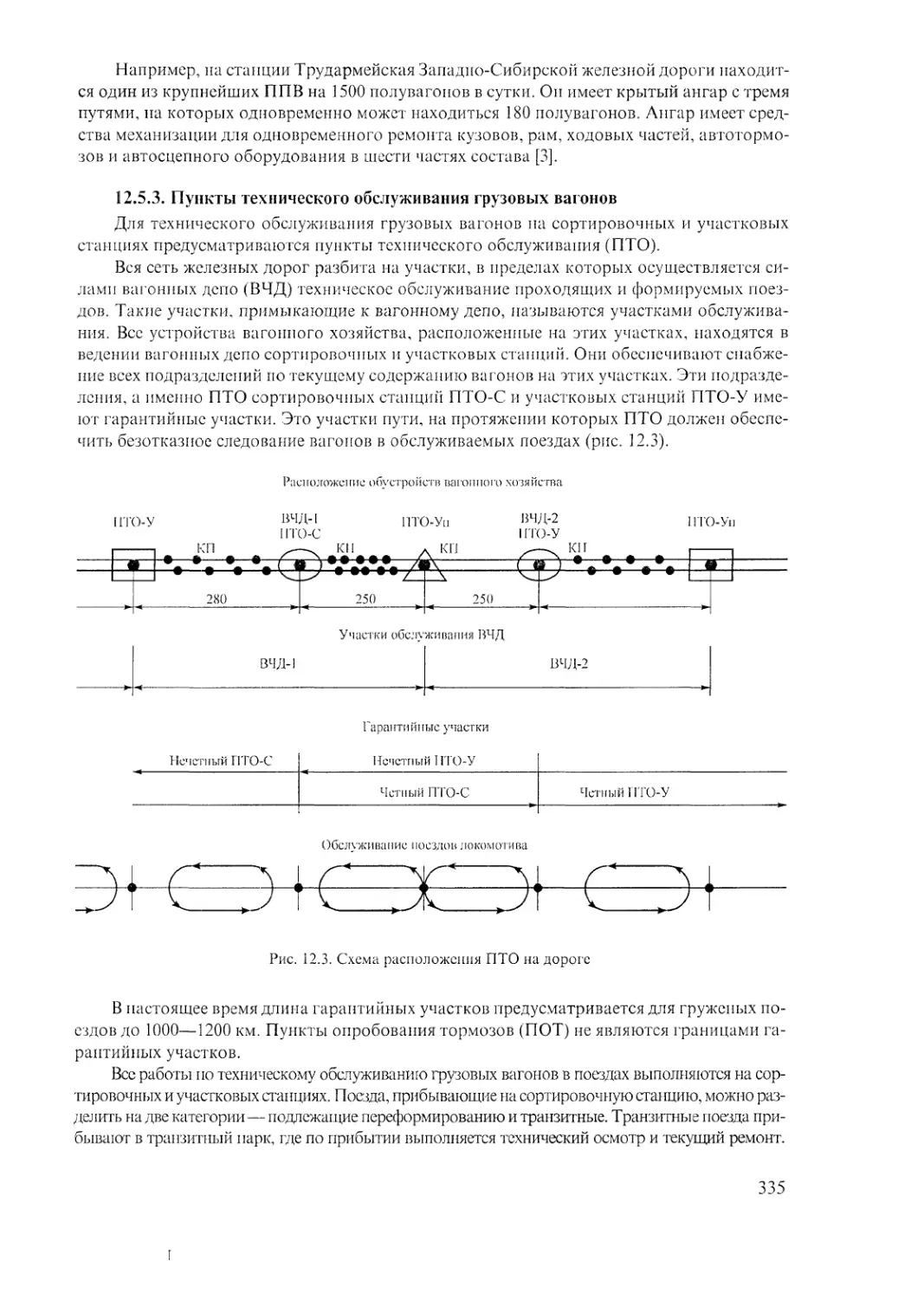
на крупных сортировочных станциях, в начале и конце гарантийных участков.
В основу работы сетевого ПТО заложено применение высокоэффективных безлюд-
ных технологий технического обслуживания и ремонта вагонов с широким применением
автоматизированных диагностических комплексов контроля технического состояния ва-
гонов, укрупненных специализированных путей для ремонта вагонов с полной механиза-
цией всех ремонтных работ и современного программно-технологического комплекса ав-
томатизированной системы управления (АСУ) ПТО, связывающего все подразделения ПТО
в единую информационную систему.
Автоматизированные диагностические комплексы применяются для проверки техни-
ческого состояния подвижного состава и состоят из подсистем контроля колесных пар,
буксовых узлов, тележек, автосцепных устройств и тормозного оборудования, кузова и
рамы вагона. Такие комплексы позволяют существенно снизить влияние «человеческого
фактора» при выявлении дефектов вагонов и обеспечить контроль технического состоя-
ния вагонов в полном соответствии с действующими нормативно-технологическими доку-
ментами и автоматическую передачу результатов в программно-технологический комп-
лекс АСУ ПТО и далее — АСУ опорной станции, файловый сервер региона и ЦУП МПС.
Повышение технической оснащенности базовых вагонных депо и заводов позволяет под-
нять качество восстановления вагонов, осуществлять производство их капитального ремонта
с продлением срока полезного использования, обновление парка вагонов нового поколения
с улучшенными показателями надежности и повышенными потребительскими качествами.
Повышение надежности вагонов будет осуществляться за счет модернизации тележек, обеспе-
чивающей межремонтный пробег вагонов до 160—300 тыс. км; модернизации колесных пар
4
с установкой букс кассетного типа, замены латунных сепараторов цилиндрических подшип-
ников на полиамидные, а также применения смазки на литиевой основе «Буксол». Повыше-
нию надежности вагонов в эксплуатации будет также способствовать оснащение железных
дорог устройствами по выявлению колес, имеющих на поверхности катания недопустимые
дефекты — ползуны, навары, выщербины, неравномерный прокат.
Создание базовых вагонных депо и их оснащение до требований регламента позволит
повысить качество ремонта вагонов, сократить малодеятельные депо или передать их для
ремонта собственного подвижного состава, существенно снизить эксплуатационные расхо-
ды. Аналогичная работа по вагоноколесным мастерским (ВКМ) позволит создать мощные
базовые региональные ВКМ и обеспечить высокий уровень формирования колесных пар.
Для поддержания численности парка в размерах, обеспечивающих объемы перспек-
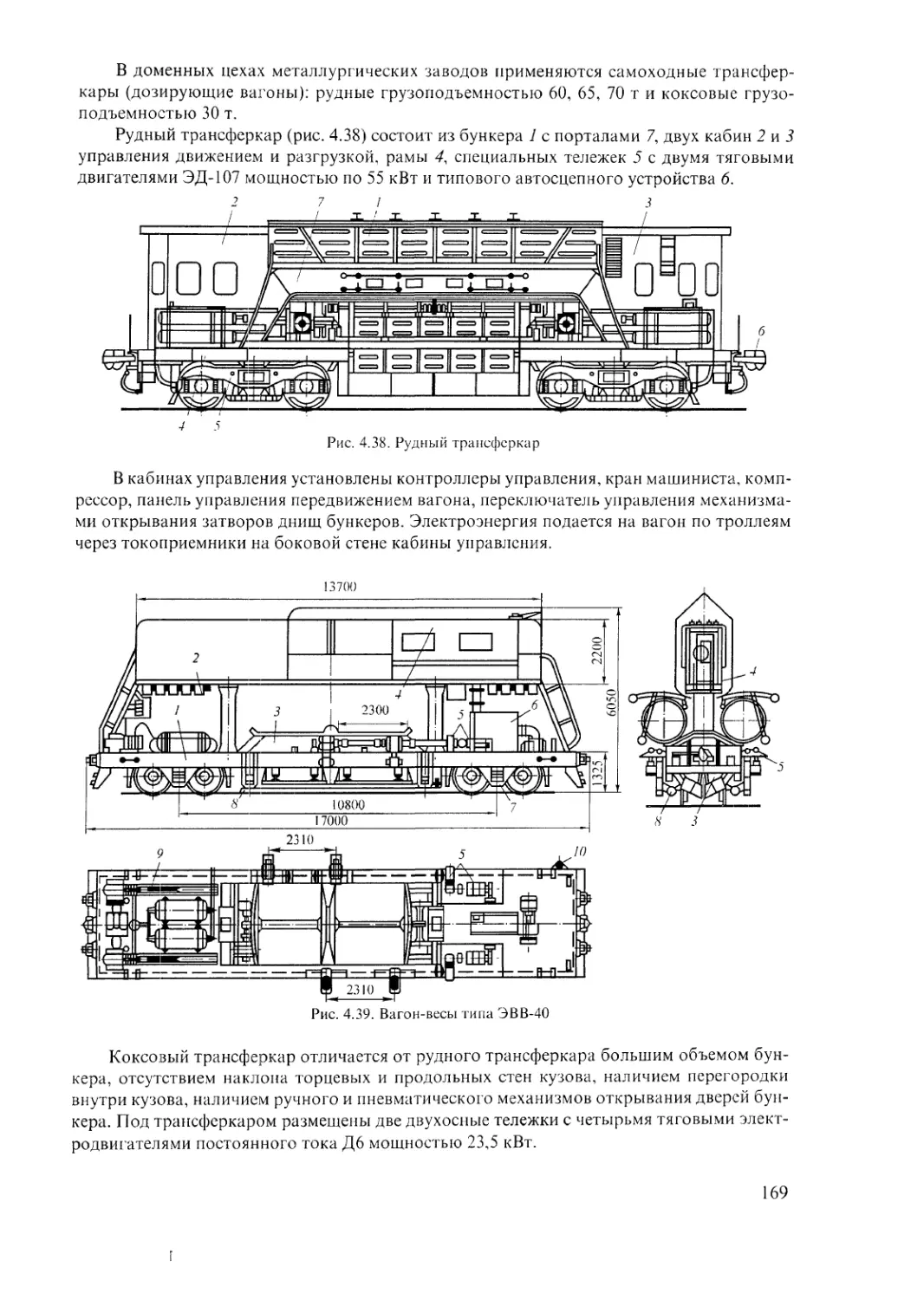
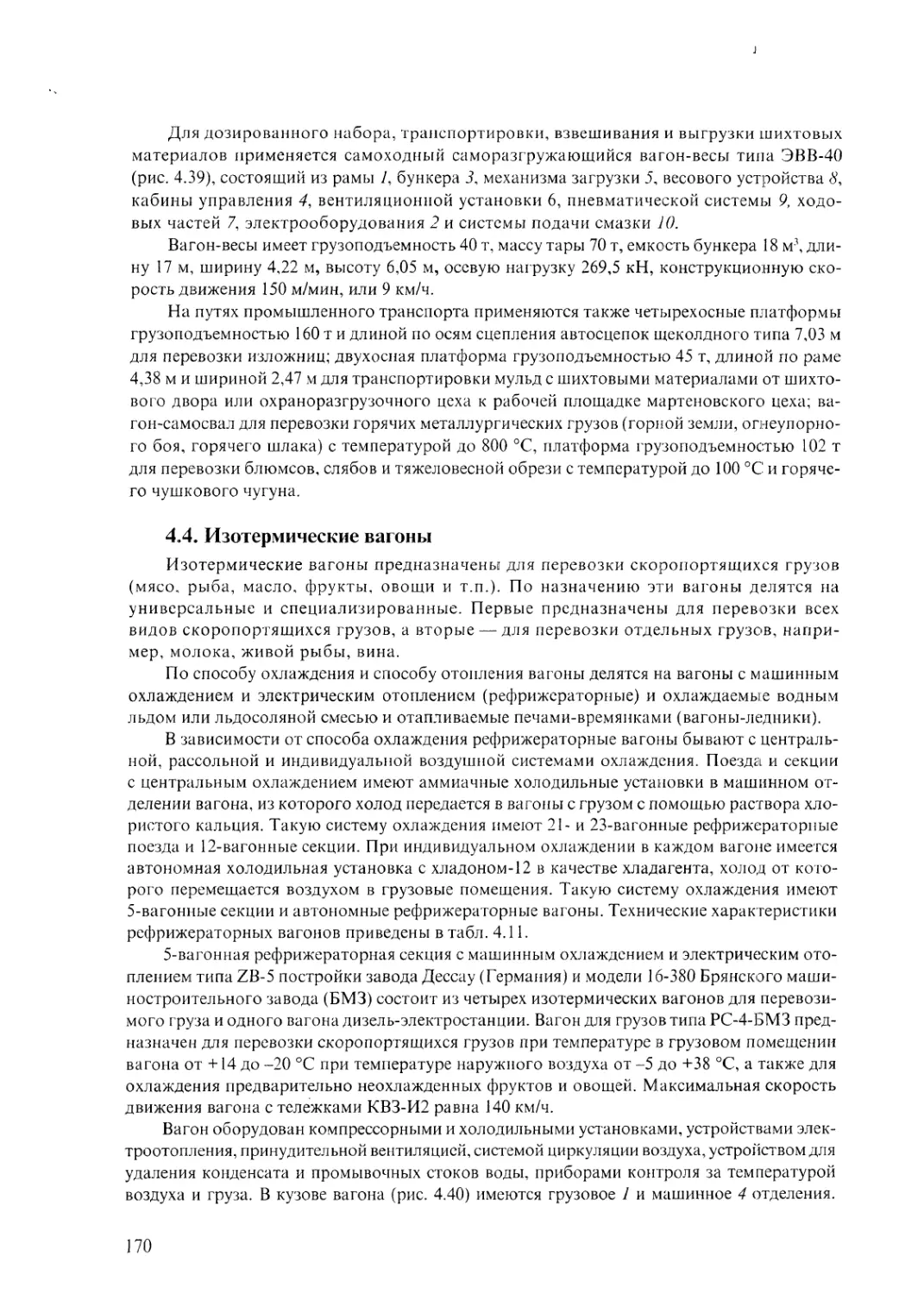
тивных перевозок, намечено обновление парка грузового подвижного состава вагонами
нового поколения с нагрузкой на ось 25 тс грузоподъемностью 75 т, а для эксплуатации
на замкнутых маршрутах — специализированными вагонами для перевозки угля и руды
с нагрузкой на ось 30 тс.
Совершенствование конструкций и расширенное использование высокоэффективных
большегрузных восьмиосных вагонов грузоподъемностью 125—130 тс позволит повысить
производительность железнодорожного транспорта, обеспечить существенное снижение
энергетических затрат на тягу поездов и маневровую работу.
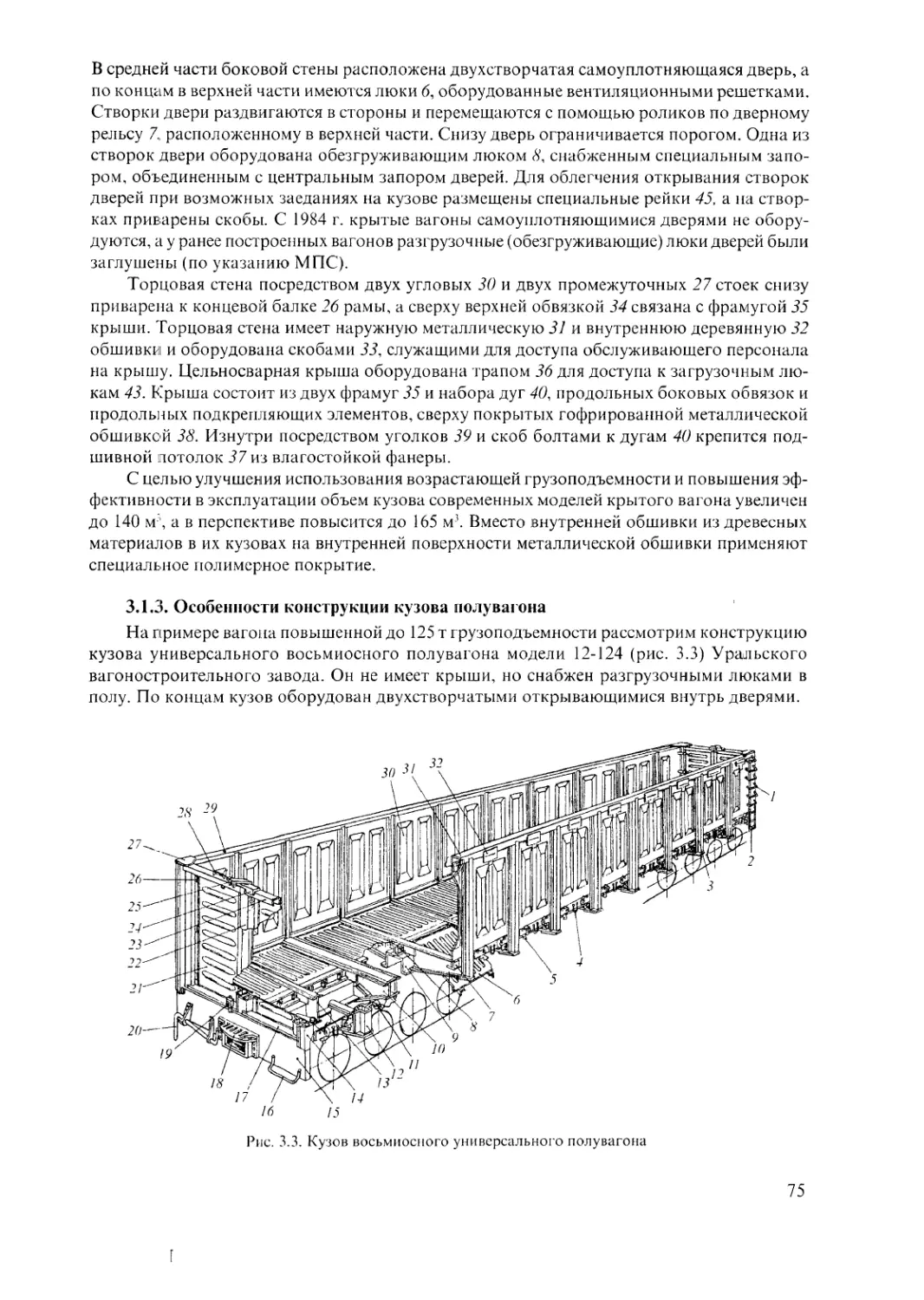
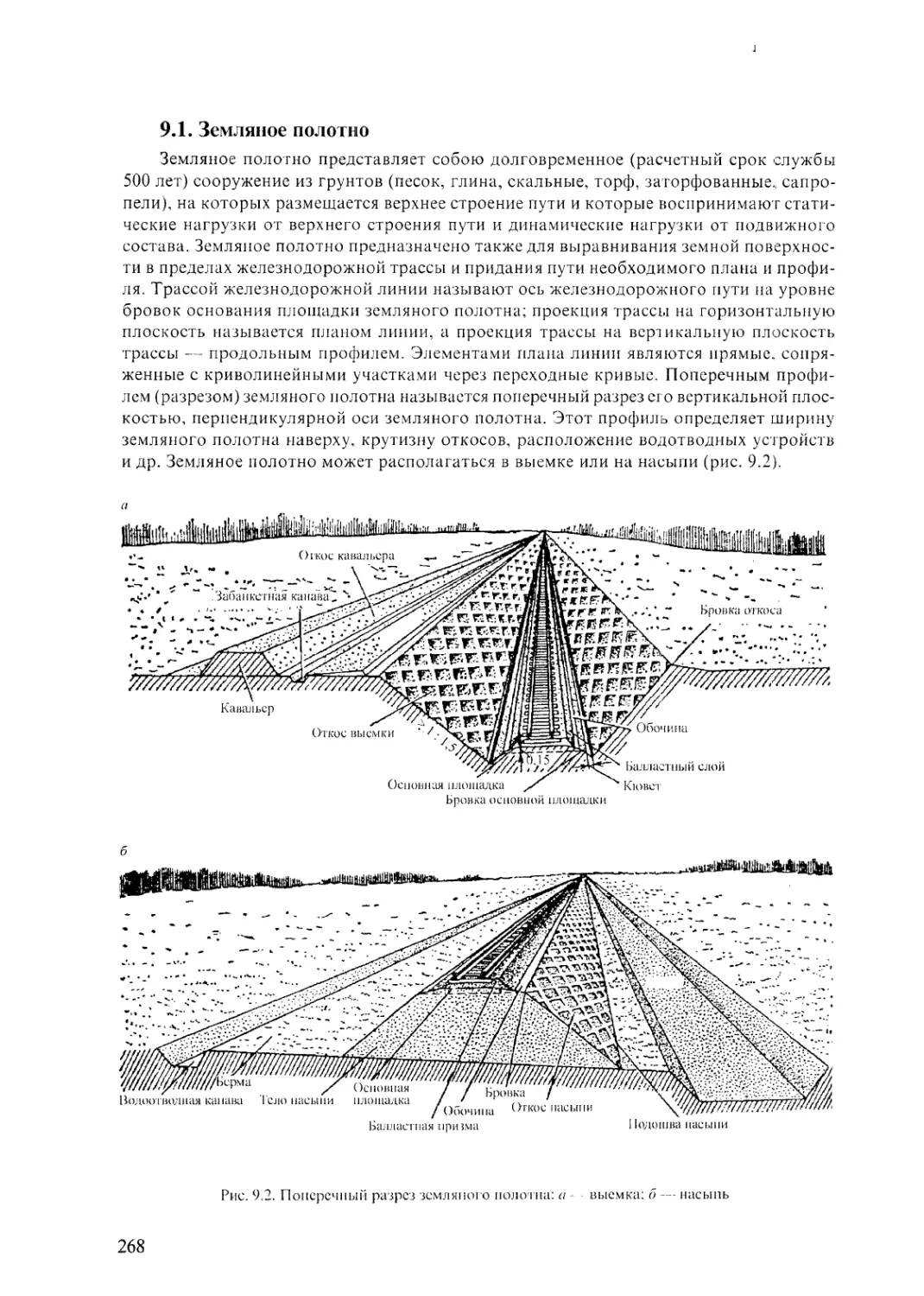
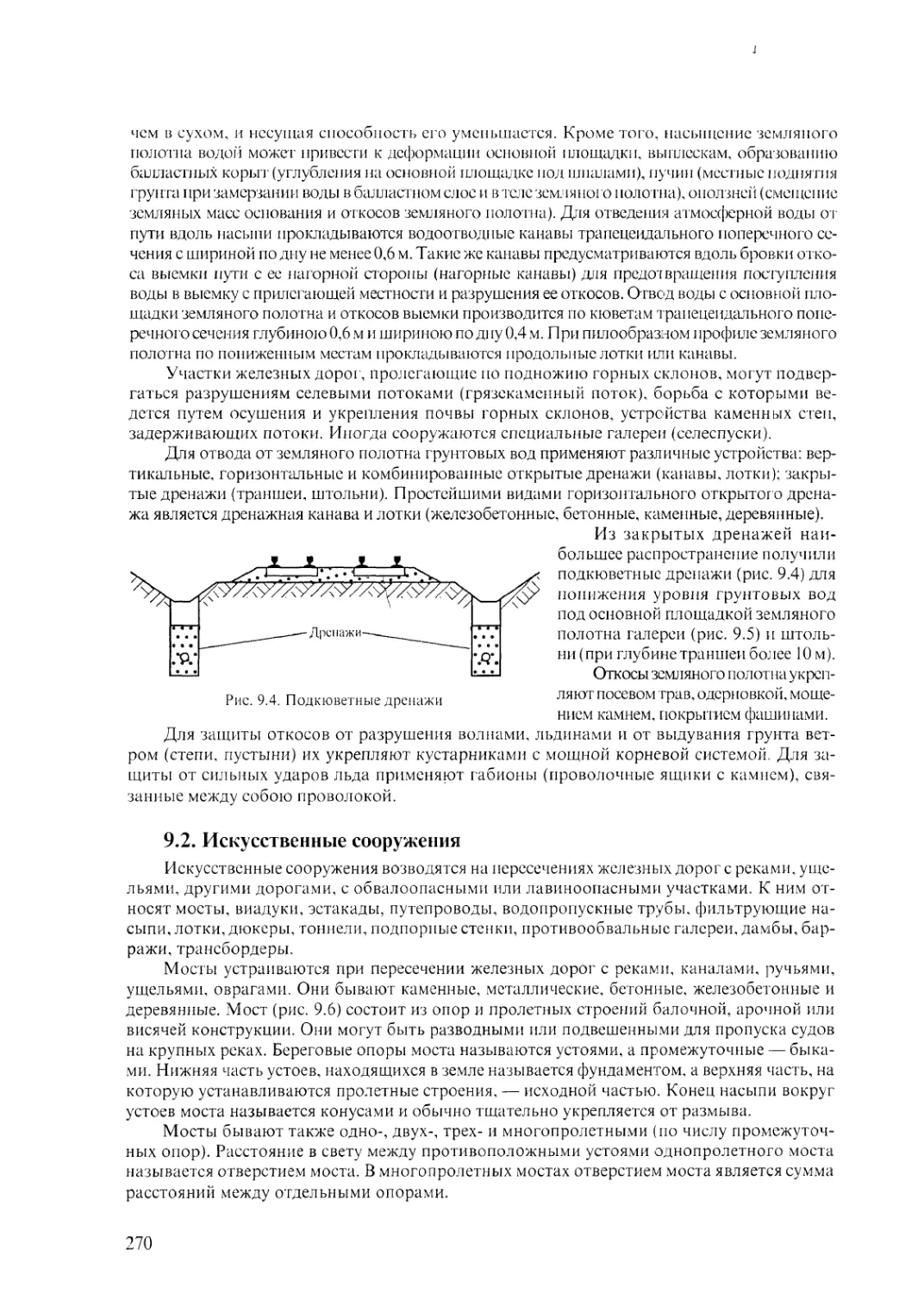
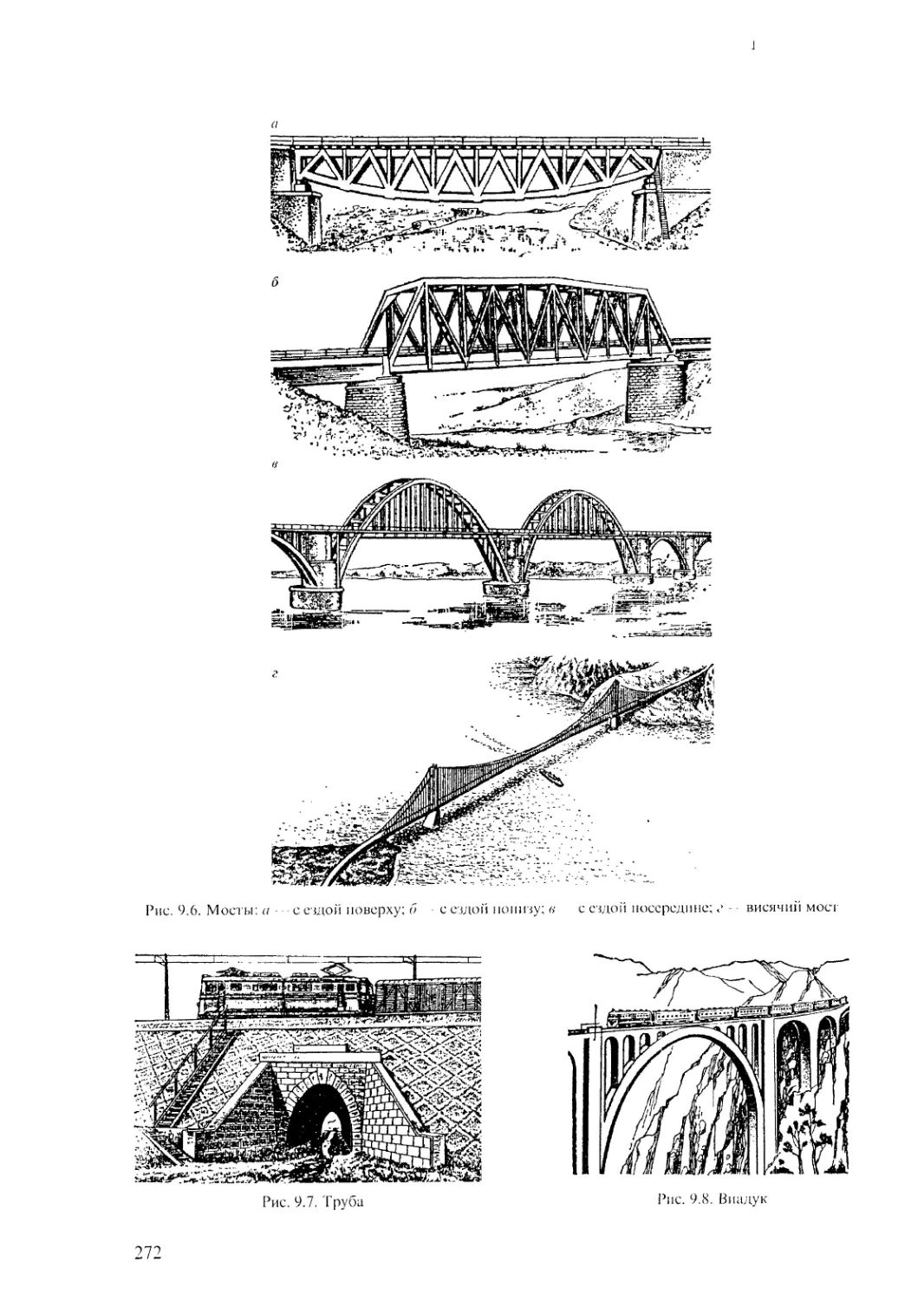
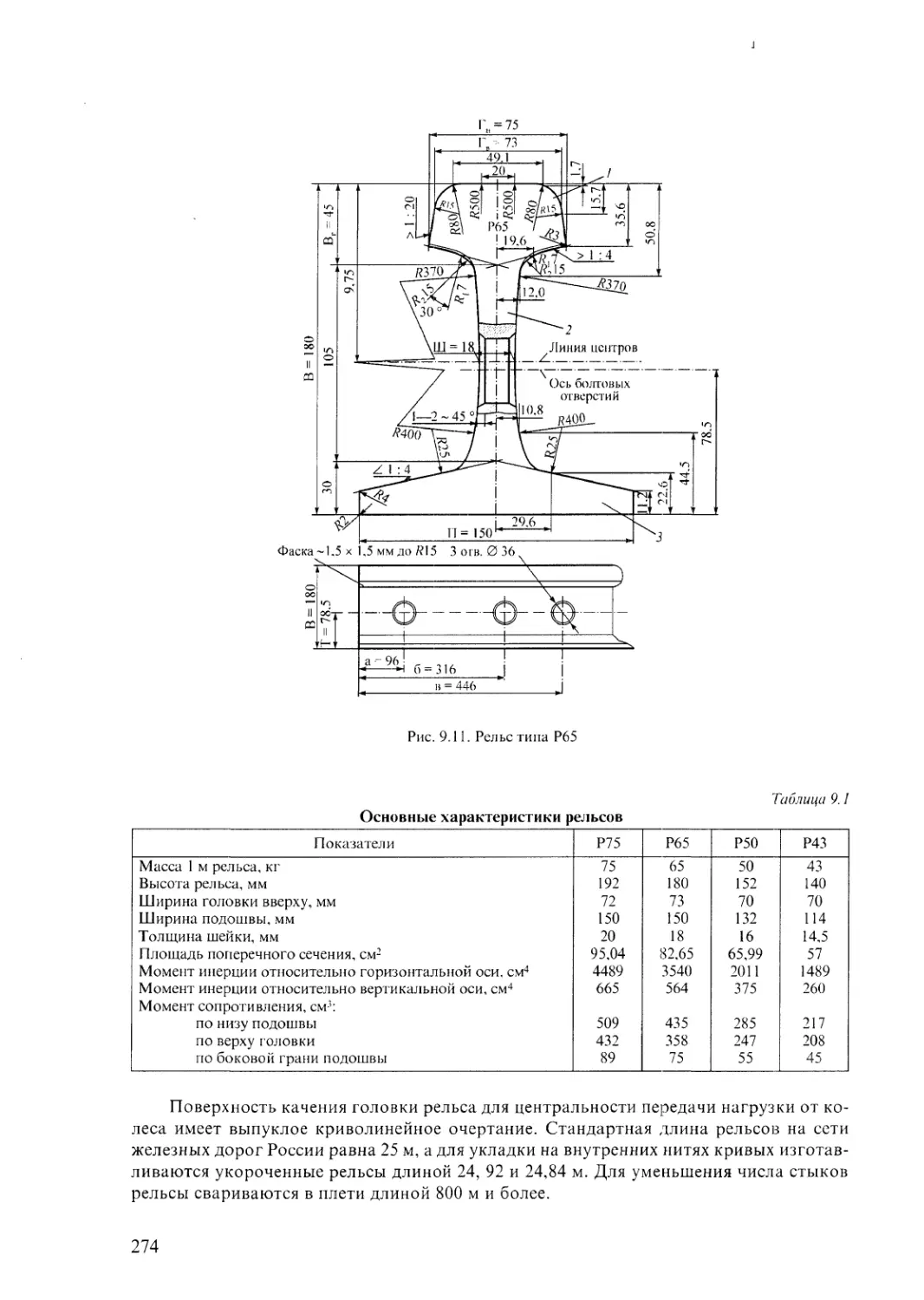
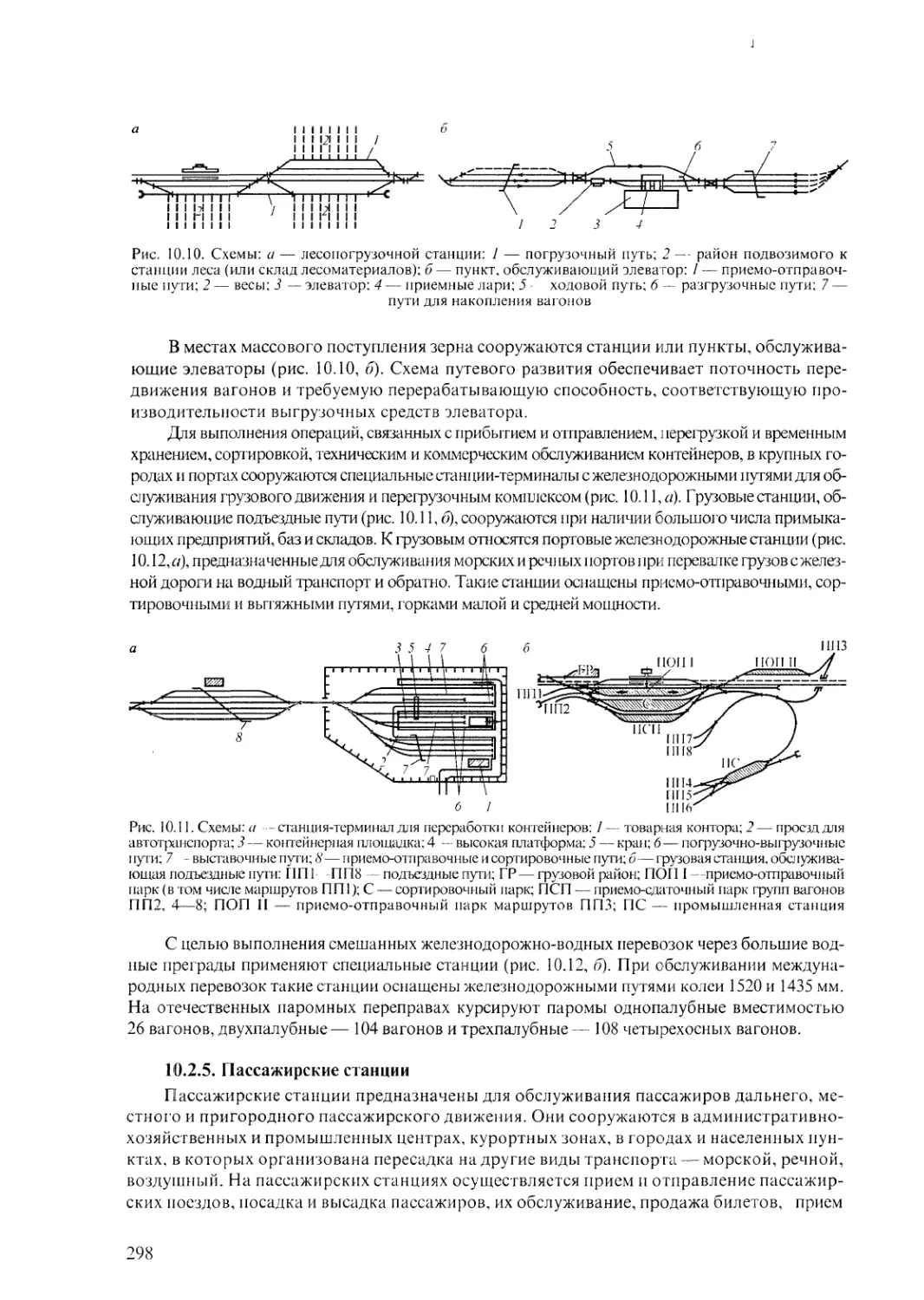
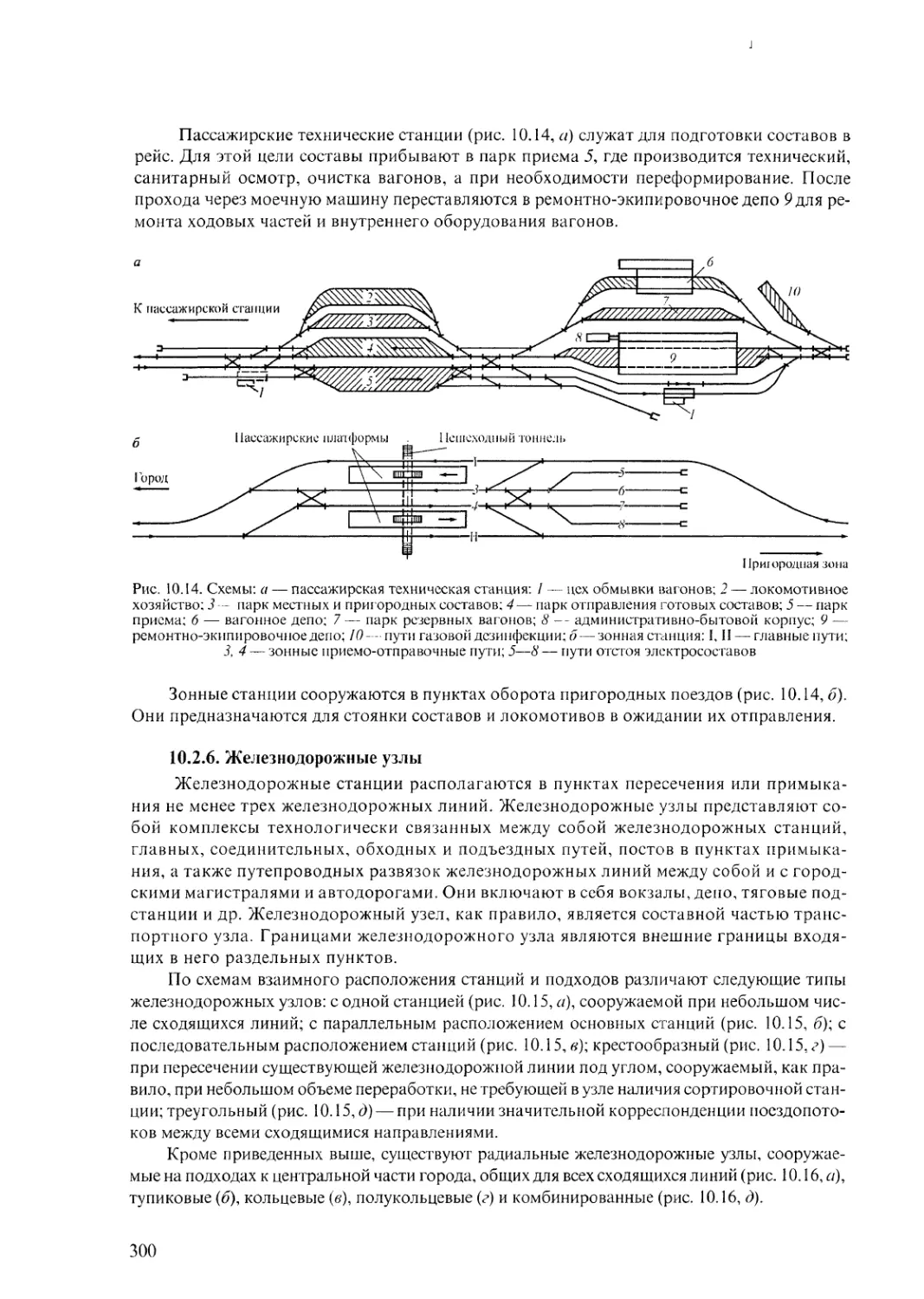
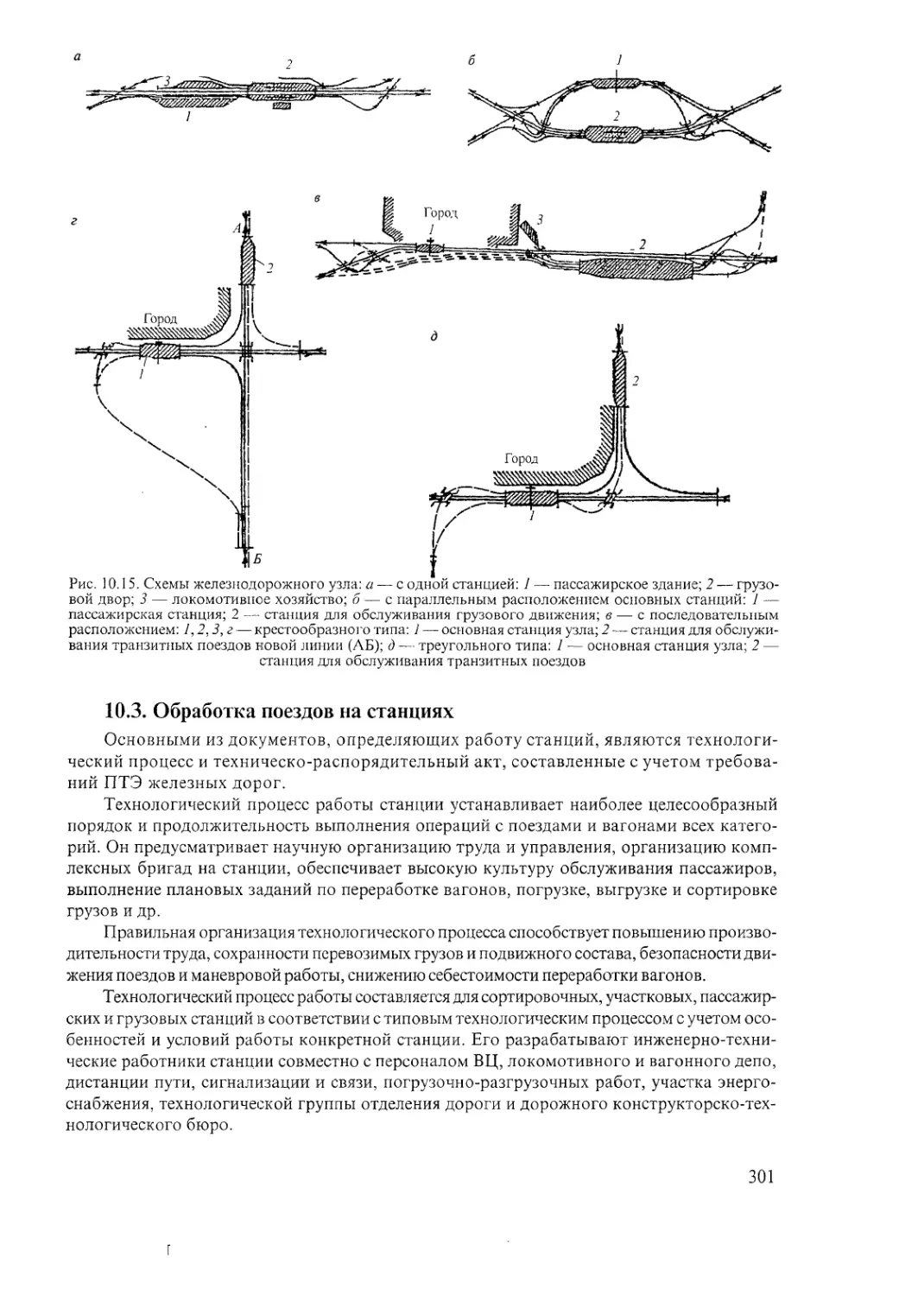
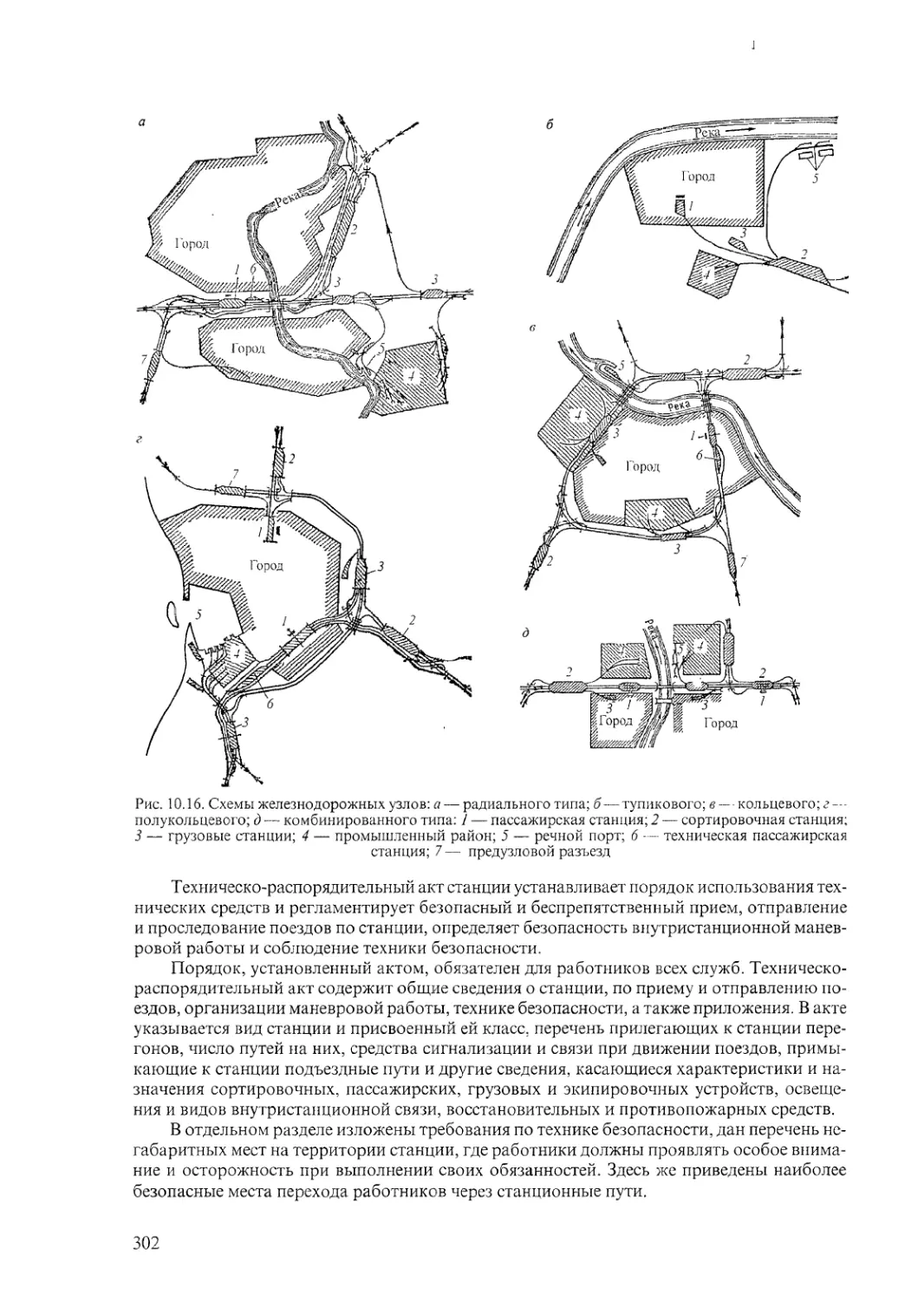
Щ233Ц Общие сведения о железнодорожном транспорте
Железные дороги России имеют важное народнохозяйственное и оборонное значение.
В современных условиях при переходе к рыночным отношениям хозяйствования роль рос-
сийских железных дорог' возрастает. Железнодорожный транспорт, занимающий ведущее
место в единой транспортной системе страны, должен четко обеспечивать своевременное и
полное удовлетворение потребностей народного хозяйства в перевозках грузов и пассажи-
ров при безопасном и эффективном их функционировании. Особую роль в работе при этом
занимает вагонное хозяйство с его массовым по количеству и разнообразным по типам ва-
гонным парком, обеспечивающим основное назначение железнодорожного транспорта.
Выдающийся железнодорожник-первопроходец, автор проекта и руководитель строи-
тельства железнодорожной магистрали Петербург—Москва академик Павел Петрович Мель-
ников подчеркивал, что «железные дороги крайне необходимы для России, что они, можно
сказать, выдуманы для нее ... более, чем для какой-либо другой страны Европы, что климат
России и ее пространства ... соделывают их особенно драгоценными для нашего отечества».
О значении железных дорог строитель Транссибирской магистрали, инженер путей
сообщения и талантливый писатель Н.Г. Гарин-Михайловский писал: «Нам железные до-
роги необходимы как воздух, как вода. Восток гибнет от того, что нет дорог».
1.1. Краткий исторический обзор возникновения и развития
железнодорожного транспорта в России и за рубежом
Пути сообщения были всегда и везде. Наземный транспорт зародился в глубокой древности.
История наземного транспорта, выделившего из себя новый вид—железнодорожный, уходит вглубь
веков. Эта история, как нам кажется, представляет собой интереснейшее и увлекательное повество-
вание о развитии человеческого общества, начиная с древнейших цивилизаций. Известный писа-
тель, потомственный железнодорожник Владимир Чивилихин считал, что «история—давняя состо-
явшаяся реальность жизни, а все героическое в истории нужно человечеству для будущего».
В древних странах строили сухопутные дороги, по которым, используя животных, пе-
ревозили грузы и людей. Сохранившиеся дороги Древнего Рима, Великого шелкового пути
из Китая в Среднюю Азию и др. вызывают удивление по качеству строительства и протя-
женности сообщений. По таким дорогам лошади и волы везли повозки, скакали всадники,
передвигались караваны верблюдов, шли пешие люди, перемещались воины.
Развитие путей сообщения проходило в зависимости от культурных преобразований и
изменений в обществе. Средневековый период вплоть до XV века характерен ведением войн.
Затем наступило бурное изменение в жизни европейских народов. Быстро росло число ману-
фактур, появились горные и металлургические предприятия, требующие перемещения боль-
шого количества грузов, создания новых видов
Рис. 1.1. Дорога, построенная в Италии в 312 г. до н
транспорта. Большое количество существую-
щих в то время дорог были совершенно
непроходимыми, а скорости движения и
количество перевозимого груза зависели
от силы и выносливости лошадей.
Первые попытки создания более
совершенных колейных дорог были
предприняты в древние времена. Так,
в Древнем Египте, Греции и Римской
империи существовали колейные доро-
ги, предназначенные для транспорти-
ровки тяжелых грузов. Они имели две
параллельные углубленные борозды,
по которым катились колеса повозок.
6
Рис. 1.2. Рудничная дорога
с деревянными рельсами
Рис. 1.3. Доставка угля к порту вагонами
(челдронами) с рычажным тормозом
В средневековых рудниках появились дороги, по
деревянным рельсам которых передвигались деревян-
ные вагоны с деревянными колесами. В XV—XVI вв.
в копях и рудниках Западной Европы прокладыва-
лись деревянные лежни для вагонеток (рис. 1.2).
На заводских дворах России использовались
лежневые пути, по которым перемещались ваго-
нетки, называемые «собаками» за громкий лязга-
ющий звук, издаваемый ими при движении.
В XVI веке на рудниках использовались
гладкие деревянные рельсы, зарытые в землю.
Телега или вагонетка по таким рельсам, по срав-
нению с обычной дорогой, катилась легче, и ло-
шадь могла везти значительно больше груза.
В 1680 г. в Англии от рудников Ньюкасла
к порту на реке Тайн была проложена первая до-
рога с деревянными направляющими (лежнями).
Груженные углем вагоны (челдроны) сами кати-
лись под уклон к порту. Кондуктор регулировал
скорость, сидя на рукоятке рычажного тормоза,
а лошадь трусила сзади на поводке (рис. 1.3). Ло-
шадь затем тянула в гору пустую повозку.
Однако поверхность деревянных брусьев,
очень быстро изнашивающаяся, становилась не-
ровной, поэтому люди стали применять металл для
изготовления рельсов, а затем искать замену мус-
кульной энергии машинами.
В России начало строительства рельсовых дорог относится к XVII веку, когда первые
лежневые пути были использованы в горно-металлургическом производстве.
В 1763 г. на Алтае гениальный русский изобретатель Козьма Дмитриевич Фролов пост-
роил на Змеиногорском руднике Колывано-Воскресенских заводов чугунную дорогу на
опорах, по первым в мире металлическим рельсам (лежням) которой перемещались ваго-
нетки, груженные рудой. На этой же дороге К.Д. Фролов сделал первую попытку исполь-
зовать для перемещения вагонеток механическую силу, применив колесо, вращаемое во-
дой, систему лебедок и канатов.
В Великобритании в 1767 г. на железоделательном заводе в городе Колбрук были отлиты
чугунные рельсы и уложены в заводскую колейную дорогу, а на одном из заводов — первые
рельсы из железных полос, имевших в сечении профиль уголка, что ограничивало сход с рельсов
колес вагонеток. В 1776 г. английский изобретатель Джессоп предложил делать колеса вагоне-
ток с ребордой, которая предотвращала соскальзывание колес с гладкой поверхности рельсов.
На Александровском (позже Онежском) чугуноплавильном и пушечном заводе в Пет-
розаводске под руководством инженера-строителя Аиикиты Сергеевича Ярцева в 1788 г.
была сооружена чугунная дорога с канатной тягой длиной 175 м, рельсы которой имели
уголковый профиль поперечного сечения. По их горизонтальным полкам катились колеса
тележек, а вертикальные направляли их движение и не позволяли тележкам соскакивать в
стороны. Ширина колеи этой дороги составляла 0,8 м, а сопротивление движению повозки
уменьшилось в 12 раз по сравнению с ездой по обычной гужевой дороге.
Подобные «чугунки», так называли в то время первые рельсовые дороги, существова-
ли и на других металлургических заводах. Таким образом, задолго до изобретения парово-
за появился первый железнодорожный поезд, а развитие экономически выгодного и техни-
чески более совершенного рельсового транспорта в России продолжалось.
7
В 1789 г. в Великобритании вместо плоских железных рельсов стали отливать рельсы
с круглой головкой под углубление в ободе колес длиной 1 м с утолщением посередине в
виде «рыбьего брюха». В 1794 г. там же была построена первая конно-железная дорога
(конка), а в 1803 г. в графстве Суррей близ Лондона началось движение пассажирских эки-
пажей с конной тягой по первой в мире железной дороге общественного пользования.
Английский изобретатель Ричард Тревитик в 1803 г. построил и испытал повозку с па-
ровым двигателем — первый паровоз, приспособленный для движения по рельсовому пути.
Он развивал скорость до 7 км/ч и мог везти состав весом в 7 т. В Лондоне в 1804 г. была
построена небольшая рельсовая дорога — первое «испытательное кольцо», на котором
Р. Тревитик показывал свой паровоз, названный очевидцами «Лови меня, кто сможет».
В 1806—1809 гг. горный инженер Петр Козьмич Фролов (сын К.Д. Фролова) на Змеино-
горском руднике Колывано-Воскресенских заводов на Алтае построил чугунную рельсовую
дорогу с конной тягой. Это уникальное инженерное сооружение длиной 1867 м с шириной
колеи 1067 мм располагалось на местности со сложным рельефом. Предельный уклон желез-
ной дороги был принят 15 %о, а при пересечении реки Карболиха был сооружен оригиналь-
ный мост-виадук на 20 каменных опорах, соединенных между собой заранее испытанными
деревянными арками. Общее протяжение моста составляло 292 м, высота 11 м. Верхняя часть
рельсов железнодорожного пути в поперечном сечении имела форму эллипса, а окружность
поверхности катания колеса — аналогичную вогнутость, что способствовало более плавно-
му движению вагонеток и удержанию колес на рельсах.
П.К. Фролов применил элементы механизации трудоемких работ по погрузке и выгрузке
руды, которую следует описать подробнее. В начале дороги в выемке было устроено четыре
бункера, объем каждого из них соответствовал объему дорожной вагонетки, называвш ейся в то
время «таратайкой». Доставка руды к бункерам производилась по чугунной дороге в ящиках по
110 пудов каждый. Их дно открывалось механически и груз пересыпался в вагонетки. Выгрузка
руды также не представляла затруднений, поскольку путь был расположен над уровнем земли.
Каждый поезд состоял из трех-четырех вагонеток, соединенных железными кольцами. Так по-
явились первые прообразы конструкции вагонов, позволяющих механизировать трудоемкие
погрузочно-разгрузочные операции, что актуально до настоящего времени.
Состав из трех вагонеток тянула одна лошадь, перевозя за один день до 65 т руды, затрачи-
вая на путь в оба конца полтора часа. Транспортировка такого же количества руды по грунтовой
дороге требовала 25 лошадей. Руководство с удовлетворением отмечало, что на Змеиногорской
дороге «выгода к перевозке руд против обыкновенной перевозки столь очевидна, что делает
честь основателю оной».
Бурно развивающейся промышленности не хватало энергии, которую давали сила падаю-
щей воды, ветра и мускулы лошади. Технический прогресс, сама жизнь настоятельно требовали
создания новых, более сильных двигателей, не зависящих от внешних условий. Такой двигатель
дал человечеству наш соотечественник, горный мастер Иван Ползунов, родившийся в 1728 г. в
Екатеринбурге. Закончив заводскую школу, он работал в должности «механического ученика».
Семнадцатилетним юношей Ползунов в 1745 г. попадает на Алтай, на Колывано-Воскресенские
заводы. Здесь, почувствовав требования производства, он решил «пресечь водное руководство»
и задумал построить «огненную машину», которая была бы «способной по воле нашей, что
будет потребной справлять».
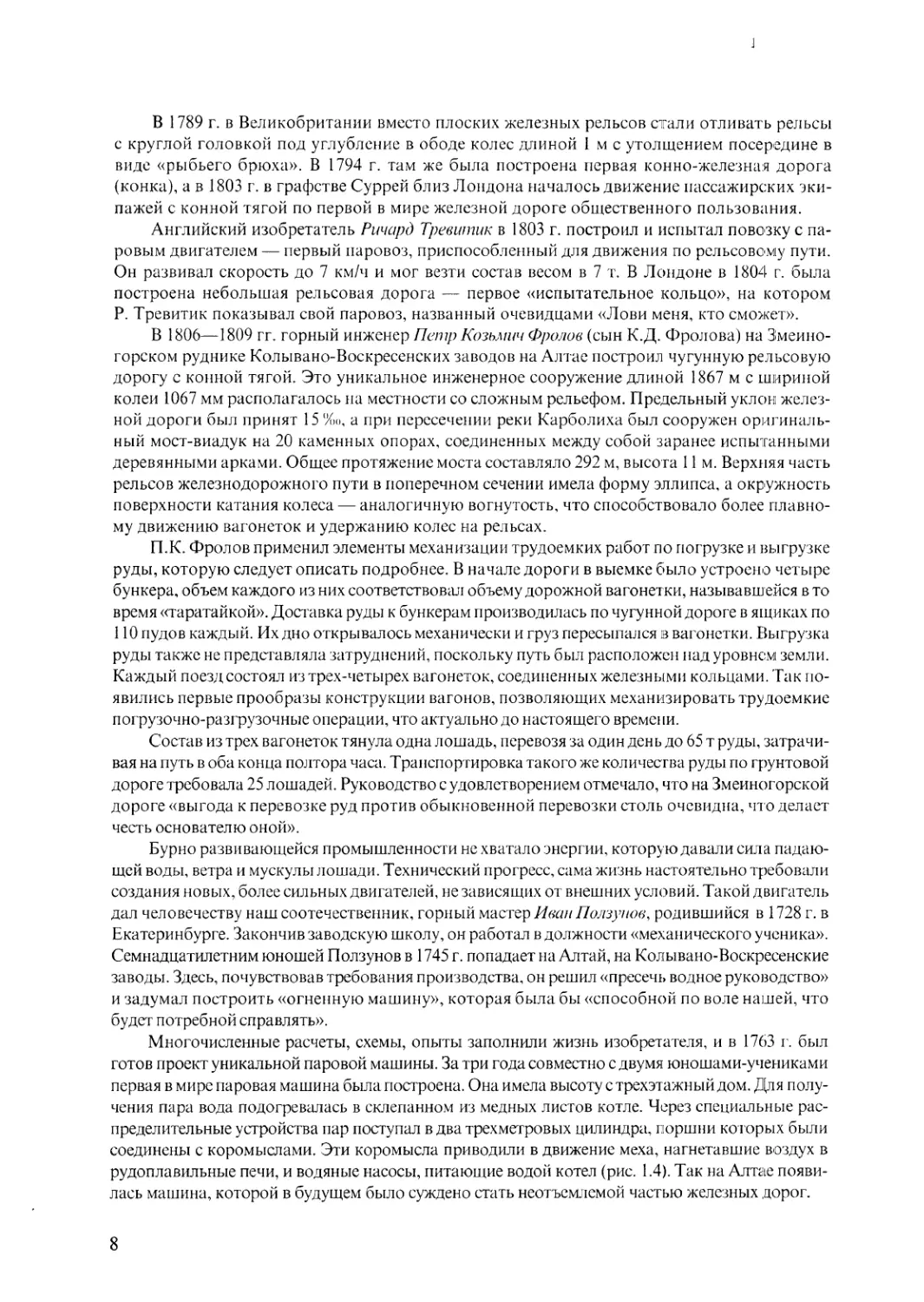
Многочисленные расчеты, схемы, опыты заполнили жизнь изобретателя, и в 1763 г. был
готов проект уникальной паровой машины. За три года совместно с двумя юношами-учениками
первая в мире паровая машина была построена. Она имела высоту с трехэтажный дом. Для полу-
чения пара вода подогревалась в склепанном из медных листов котле. Через специальные рас-
пределительные устройства пар поступал в два трехметровых цилиндра, поршни которых были
соединены с коромыслами. Эти коромысла приводили в движение меха, нагнетавшие воздух в
рудоплавильные печи, и водяные насосы, питающие водой котел (рис. 1.4). Так на Алтае появи-
лась машина, которой в будущем было суждено стать неотъемлемой частью железных дорог.
8
Правда в то время никто не предполагал, что паро-
вой двигатель, созданный гениальным русским изобрета-
телем, разместится на тележке и потащит за собой целую
вереницу груженых вагонов. Однако, почти пол века спус-
тя, паровая машина была поставлена на колеса и человек
заставил ее перемещать грузы и перевозить пассажиров.
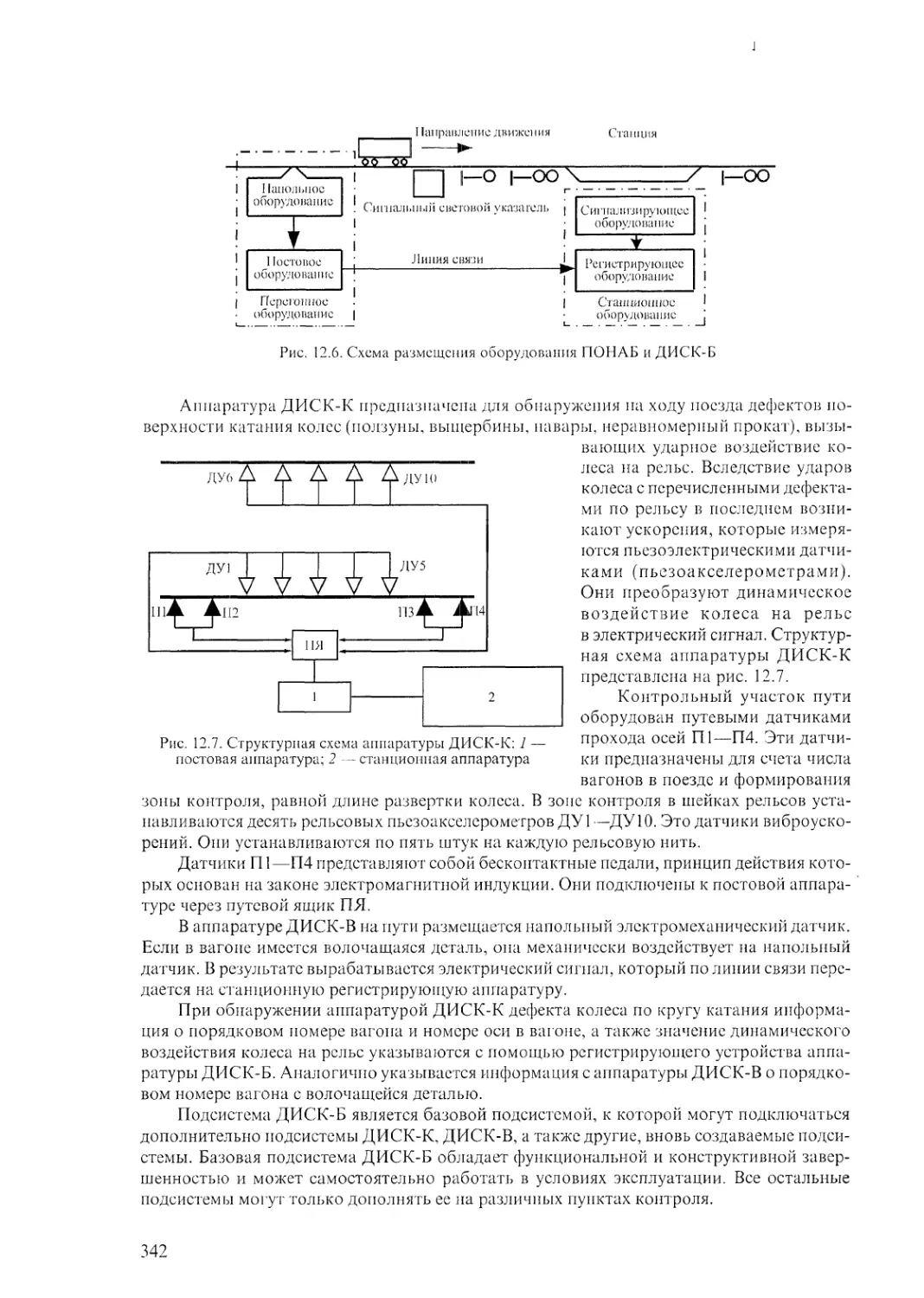
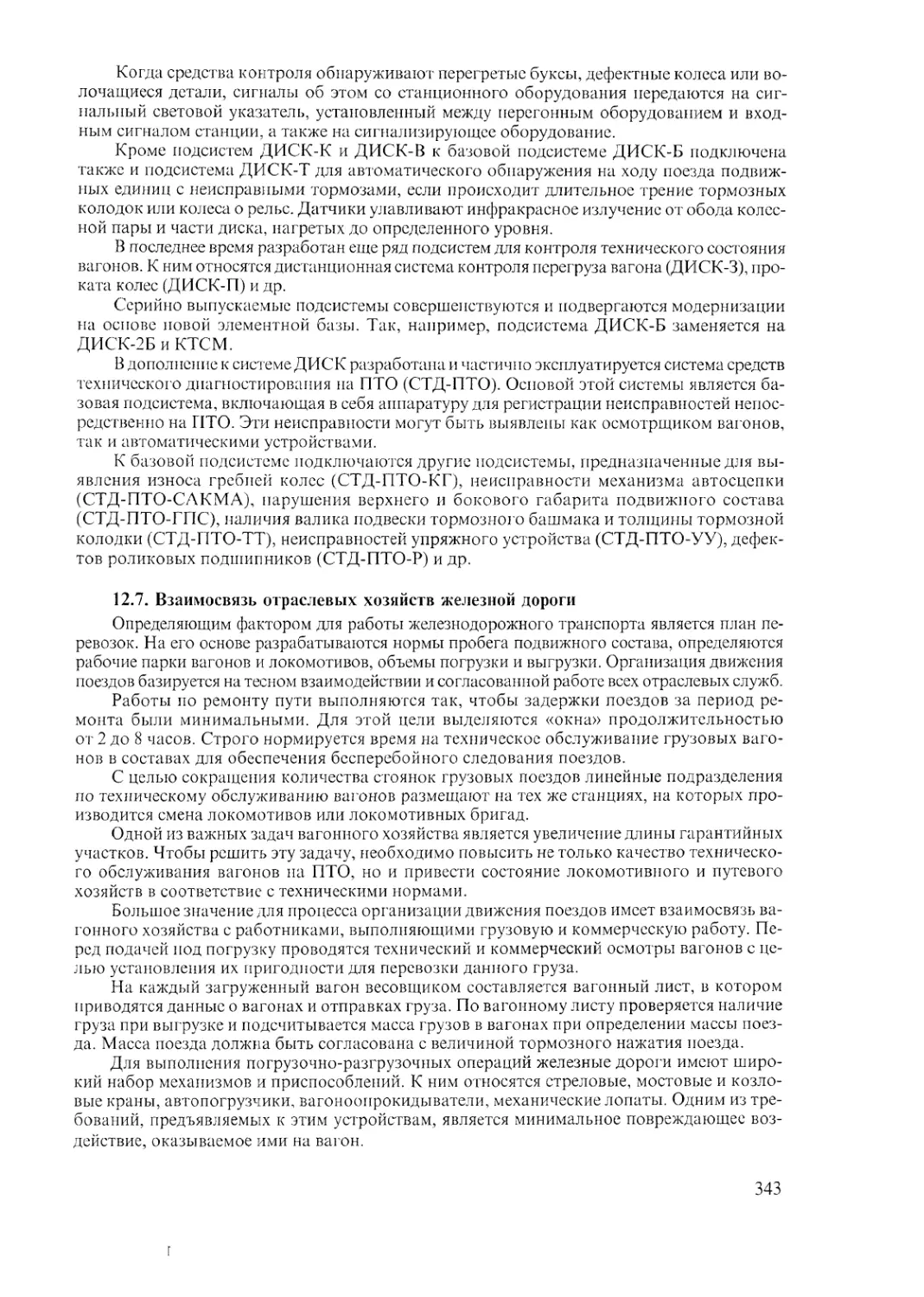
Идея паровой машины зародилась и у англичанина
Джеймса Уатта, когда он наблюдал за прыгающей крыш-
кой кипящего горшка. Это наблюдение привело его к изоб-
ретению паровой машины, которая имела удивительную
по тем временам мощность — 40 лошадиных сил. В ней
были использованы новшества: применен конденсатор,
сила давления пара осуществляла возвратное движение
поршня, что увеличивало мощность двигателя (рис. 1.5).
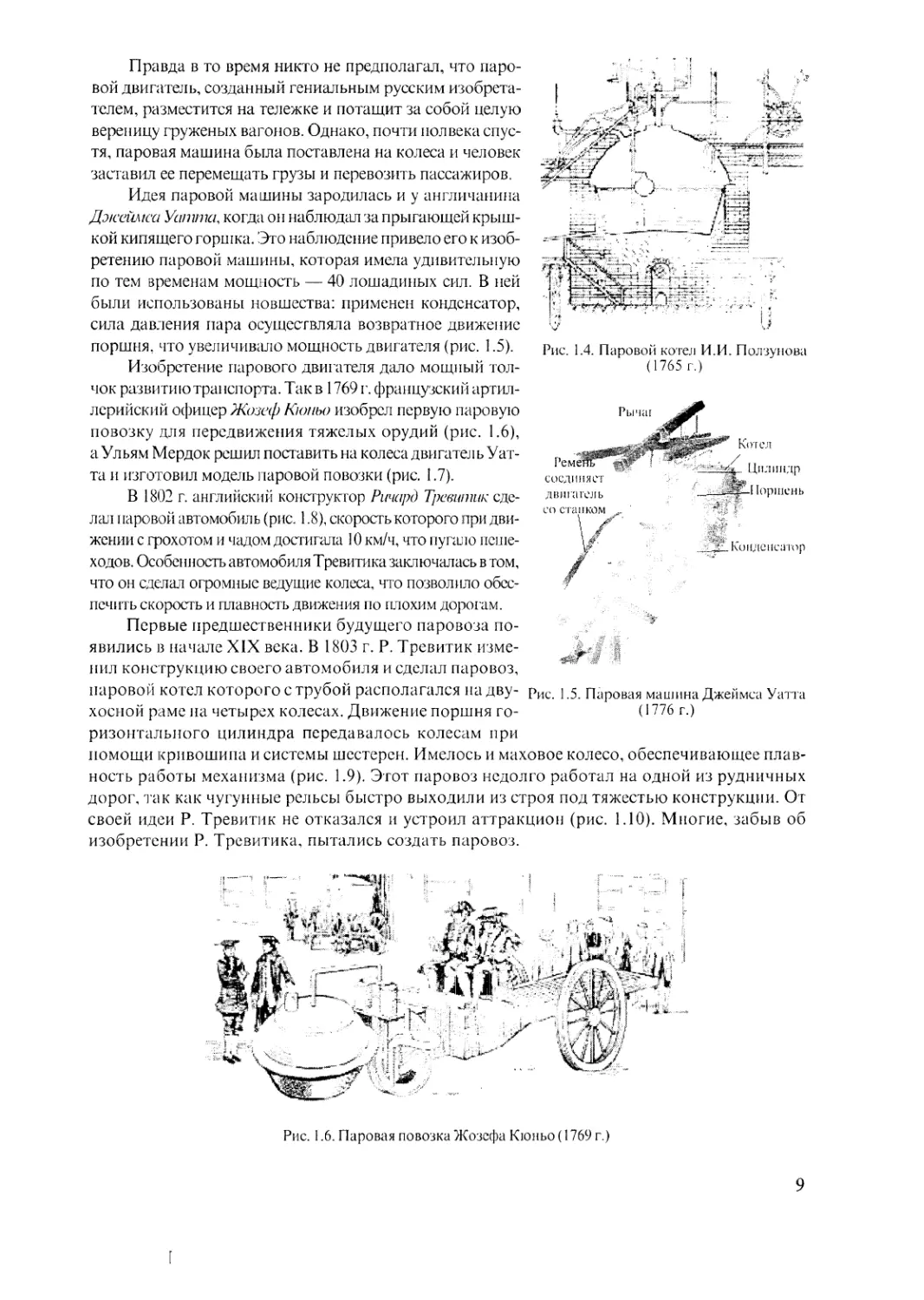
Изобретение парового двигателя дало мощный тол-
чок развитию транспорта. Так в 1769 г. французский артил-
лерийский офицер Жозеф Кюньо изобрел первую паровую
повозку для передвижения тяжелых орудий (рис. 1.6),
а Ульям Мердок решил поставить на колеса двигатель Уат-
та и изготовил модель паровой повозки (рис. 1.7).
В 1802 г. английский конструктор Ричард Тревитик сде-
лал паровой автомобиль (рис.. 1.8), скорость которого при дви-
жении с грохотом и чадом достигала 10 км/ч, что пугало пеше-
ходов. Особенность автомобиля Тревитика заключалась в том,
что он сделал огромные ведущие колеса, что позволило обес-
печить скорость и плавность движения по плохим дорогам.
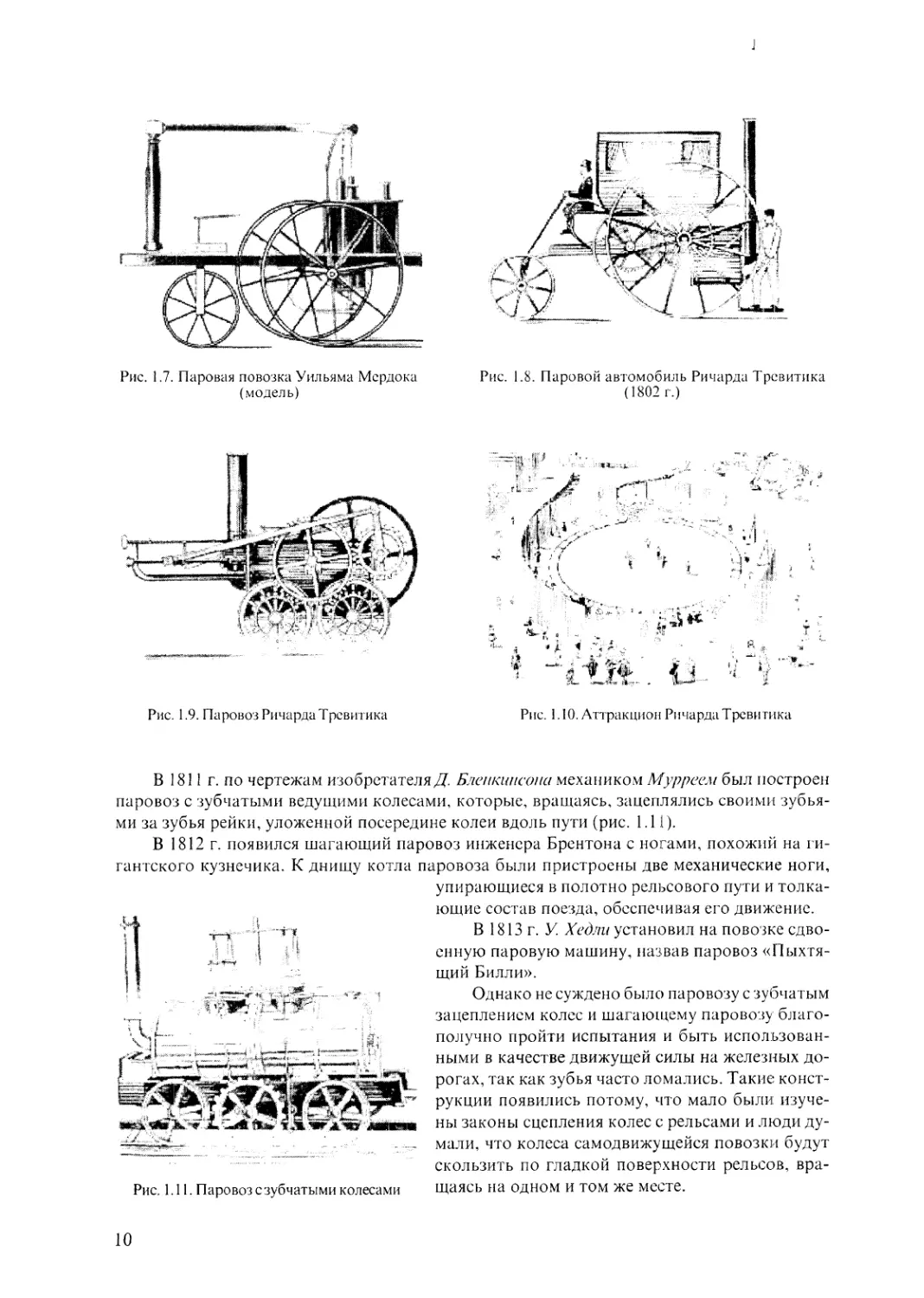
Первые предшественники будущего паровоза по-
явились в начале XIX века. В 1803 г. Р. Тревитик изме-
нил конструкцию своего автомобиля и сделал паровоз,
паровой котел которого с трубой располагался на дву-
хосной раме на четырех колесах. Движение поршня го-
Рис. 1.4. Паровой котел И.И. Ползунова
(1765 г.)
соединяет
двигатель
Котел
Д Цилиндр
^—Поршень
Рис. 1.5. Паровая машина Джеймса Уатт а
(1776 г.)
Д
Конденсатор
ризонтального цилиндра передавалось колесам при
помощи кривошипа и системы шестерен. Имелось и маховое колесо, обеспечивающее плав-
ность работы механизма (рис. 1.9). Этот паровоз недолго работал на одной из рудничных
дорог, т ак как чугунные рельсы быстро выходили из строя под тяжестью конструкции. От
своей идеи Р. Тревитик не отказался и устроил аттракцион (рис. 1.10). Многие, забыв об
изобретении Р. Тревитика, пытались создать паровоз.
Рис. 1.6. Паровая повозка Жозефа Кюньо (1769 г.)
9
Рис. 1.7. Паровая повозка Уильяма Мердока
(модель)
Рис. 1.8. Паровой автомобиль Ричарда Тревитика
(1802 г.)
Рис. 1.9. Паровоз Ричарда Тревитика
Рис. 1.10. Аттракцион Ричарда Тревитика
В 1811 г. по чертежам изобретателя Д. Бленкиисона механиком Мурреем был построен
паровоз с зубчатыми ведущими колесами, которые, вращаясь, зацеплялись своими зубья-
ми за зубья рейки, уложенной посередине колеи вдоль пути (рис. 1.11).
В 1812 г. появился шагающий паровоз инженера Брентона с ногами, похожий на ги-
гантского кузнечика. К днищу котла паровоза были пристроены две механические ноги,
Рис. 1.11. Паровоз с зубчатыми колесами
упирающиеся в полотно рельсового пути и толка-
ющие состав поезда, обеспечивая его движение.
В 1813 г. У. Хедли установил на повозке сдво-
енную паровую машину, назвав паровоз «Пыхтя-
щий Билли».
Однако не суждено было паровозу с зубчатым
зацеплением колес и шагающему паровозу благо-
получно пройти испытания и быть использован-
ными в качестве движущей силы на железных до-
рогах, так как зубья часто ломались. Такие конст-
рукции появились потому, что мало были изуче-
ны законы сцепления колес с рельсами и люди ду-
мали, что колеса самодвижущейся повозки будут
скользить по гладкой поверхности рельсов, вра-
щаясь на одном и том же месте.
10
Идея построить паровоз заинтересовала англичанина Блаккера, но его попытки приме-
нить паровую тягу на шахтах оказались неудачными. В те времена на копях работал Джордж
Стефенсон, который был любопытным и отзывчивым на технические новшества. Он присут-
ствовал при испытаниях паровозов, изучал их устройство, а его опытный и проницательный
глаз практика укрепил уверенность в том, что смог бы сделать такую машину, которая будет
безотказно работать вместо лошади. Весной 1813 г. один из владельцев Клингвортских копей
лорд Лавенсворт дал согласие на предложение вагонного мастера Дж. Стефенсона и выделил
средства на покрытие расходов по созданию «ходячих машин», заменяющих лошадей. Спустя
год первый паровоз, названный им «Блюхер», был готов. Он имел четыре колеса диаметром
900 мм и котел длиной 2,4 м. Машина включала в себя два цилиндра, поршни которых переда-
вали вращение колесам посредством зубчатой передачи. 25 июля 1815г. паровоз был испытан,
по словам очевидца, он мог «тащить, помимо собственной тяжести, восемь груженых повозок
общим весом около 30 т со скоростью четыре мили в час» (английская миля равна 1609 м).
В том же году Дж. Стефенсон создал второй — «Эксперимент», а в 1816 г.— третий
паровоз. Он строил также дороги. 18 ноября 1822 г. при огромном стечении зрителей была
открыта, построенная по его проекту, Геттонская железная дорога длиной 12,8 км.
Веря в будущее железных дорог, Дж. Стефен-
сон добился сооружения первого в мире паровозо-
строительного завода, на котором были построены
три паровоза (рис. 1.12) для первой в мире железной
дороги общественного пользования между англий-
скими городами Стоктоном и Дарлингтоном.
Утром в день открытия этой дороги 27 сентября
1825 г. многочисленная толпа наблюдала историчес-
кое событие: по условному сигналу поезд из 33 ваго-
нов с паровозом «Локомоушен» № 1 впереди, управ-
ляемый Дж. Стефенсоном, тронулся с места. Впереди
паровоза следовал верховой с флагом. Многие зрите-
ли бежали за поездом, другие верхом на лошадях сле-
довгши за ним по обеим сторонам пути.
Рис. 1.12. Паровоз «Ракета» Стефенсона
Когда поезд подошел к небольшому уклону перед Дарлингтоном, Стефенсон, дав сиг-
нал, увеличил скорость до 15 миль в час (24 км). В вагонах этого поезда находилось 450
пассажиров, а вес поезда составлял 90 т. Регулярная эксплуатация дороги началась на сле-
дующий же день. Люди съезжались отовсюду, чтобы посмотреть на новое чудо, а если уда-
стся, то и прокатиться на нем. Символом железной дороги стал паровоз.
В США первый участок железной дороги общего пользования Балтимор-Огайо протя-
жением 24 км был открыт в 1830 г. Предприимчивые американцы быстро поняли громадную
выгоду паровых железных дорог и уже к 1869 г. построили частными компаниями 85 тыс. км
путей (в среднем 2180 км в год) (рис. 1.13). Первый паровоз в США показан на рис. 1.14.
Рис. 1.13. Такими были пассажирские поезда
11
J
Рис. 1.14. Первый паровоз
в США
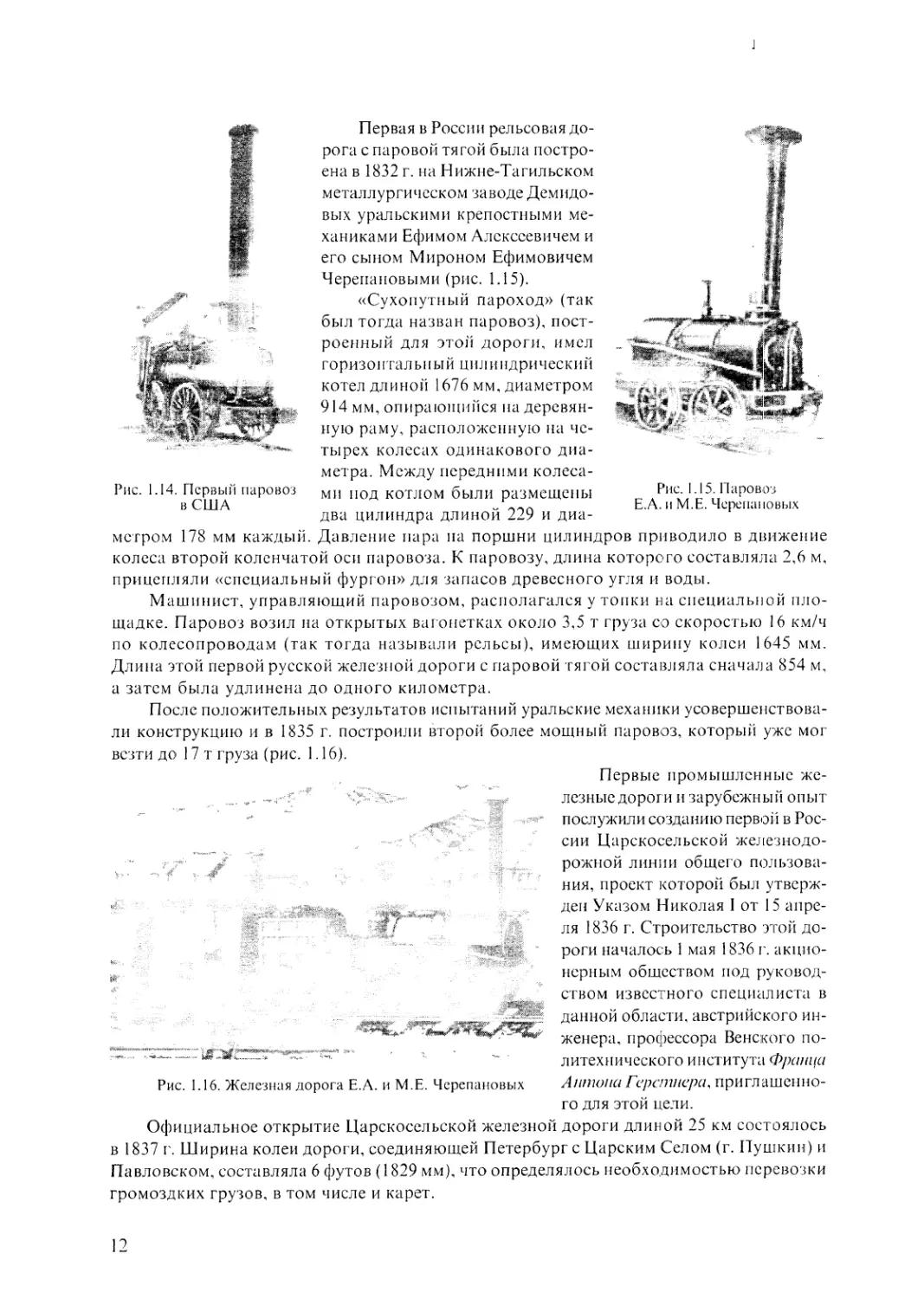
Первая в России рельсовая до-
рога с паровой тягой была постро-
ена в 1832 г. на Нижне-Тагильском
металлургическом заводе Демидо-
вых уральскими крепостными ме-
ханиками Ефимом Алексеевичем и
его сыном Мироном Ефимовичем
Черепановыми (рис. 1.15).
«Сухопутный пароход» (так
был тогда назван паровоз), пост-
роенный для этой дороги, имел
горизонтальный цилиндрический
котел длиной 1676 мм, диаметром
914 мм, опирающийся на деревян-
ную раму, расположенную на че-
тырех колесах одинакового диа-
метра. Между передними колеса-
ми под котлом были размещены
два цилиндра длиной 229 и диа-
Рис. 1.15. Паровоз
Е.А. и М.Е. Черепановых
метром 178 мм каждый. Давление пара па поршни цилиндров приводило в движение
колеса второй коленчатой оси паровоза. К паровозу, длина которого составляла 2,6 м,
прицепляли «специальный фургон» для запасов древесного угля и воды.
Машинист, управляющий паровозом, располагался у топки на специальной пло-
щадке. Паровоз возил на открытых вагонетках около 3,5 т груза со скоростью 16 км/ч
по колесопроводам (так тогда называли рельсы), имеющих ширину колеи 1645 мм.
Длина этой первой русской железной дороги с паровой тягой составляла сначала 854 м,
а затем была удлинена до одного километра.
После положительных результатов испытаний уральские механики усовершенствова-
ли конструкцию и в 1835 г. построили второй более мощный паровоз, который уже мог
везти до 17 т груза (рис. 1.16).
Рис. 1.16. Железная дорога Е.А. и М.Е. Черепановых
Первые промышленные же-
лезные дороги и зарубежный опыт
послужили созданию первой в Рос-
сии Царскосельской железнодо-
рожной линии общего пользова-
ния, проект которой был утверж-
ден Указом Николая I от 15 апре-
ля 1836 г. Строительство этой до-
роги началось 1 мая 1836 г. акцио-
нерным обществом под руковод-
ством известного специалиста в
данной области, австрийского ин-
женера, профессора Венского по-
литехнического института Фрсища
Антона Герстнера, приглашенно-
го для этой цели.
Официальное открытие Царскосельской железной дороги длиной 25 км состоялось
в 1837 г. Ширина колеи дороги, соединяющей Петербург с Царским Селом (г. Пушкин) и
Павловском, составляла 6 футов (1829 мм), что определялось необходимостью перевозки
громоздких грузов, в том числе и карет.
12
Желто-голубые поезда, состоящие из вагонов-карет, вначале передвигались лошадя-
ми. Позже появились паровозы, приобретенные за границей, носившие громкие названия
«Богатырь», «Слон», «Лев», «Проворный», «Орел», «Сокол», «Россия». Подвижной со-
став, рельсы и скрепления закупались за рубежом, но часть вагонов для грузов, паровые
машины для водоснабжения, дорожные механизмы и др. изготовлялись в Петербурге на
Александровском заводе.
В день открытия Царскосельской железной дороги 30 октября (11 ноября) 1837 г. состав
из восьми вагонов с паровозом впереди стоял у перрона здания станции. По приглашению
членов правления дороги пассажиры заняли свои места ив 12 ч 30 мин но удару колокола
поезд, управляемый Ф. А. Герстнером, плавно отошел от платформы. Средняя скорость дви-
жения составляла примерно 30 км/ч, а максимальная достигала до 60 км/ч. Ко дню открытия
па Царскосельской железной дороге находилось шесть паровозов, 44 пассажирских и 19 гру-
зовых (товарных) вагонов. Царскосельская железная дорога оставалась в России единствен-
ной рельсовой дорогой общего пользования на протяжении почти 15 лет (рис. 1.17).
Царскосельская дорога стала опытным полигоном транспортного строительства. В
1841 г. на ней проводились исследования с целью установить значение коэффициента
сцепления колес паровоза с рельсами, что требовалось при проектировании новых маги-
стралей. В 1843 г. здесь организовали испытания паровозов нескольких зарубежных
фирм, чтобы выбрать прототип для производства на Александровском заводе в Петер-
бурге. Жители Петербурга высоко оценили этот новый вид транспорта. Однако эта
пригородная линия не позволяла определить экономическую эффективность магист-
ральных дорог, дать оценку доходности грузовых и пассажирских перевозок. В передо-
вых же странах Европы и Америки интенсивно развивалось строительство железных
дорог. В России с возрастающей потребностью промышленности и торговли продол-
жалось противоборство между сторонниками железных дорог и водных путей сообще-
ния. Требовалось научно и объективно обобщить опыт эксплуатации построенных рель-
совых линий и всесторонне исследовать их экономические показатели. С этой целью в
июне 1837 г. были командированы за границу на 15 месяцев профессора Института
Корпуса инженеров путей сообщения П.П. Мельников и С.В. Кербедз. После ознаком-
ления с опытом работы зарубежных железных дорог, а также прослушав лекции и бесе-
ды деятелей науки и техники, в том числе Дж. Стефенсона, профессора составили под-
робный технический отчет, изложив в нем обзор увиденного и результаты собственных
исследований по коренным транспортным проблемам.
Вторая командировка профессоров института полковника Н. О. Крафта и подполков-
ника П.П. Мельникова была организована в США на один год, где они подробно изучили
строящиеся и эксплуатируемые железные дороги и установили научные контакты со мно-
гими специалистами. Они знакомили русскую общественность с опытом строительства и
эксплуатации американских железных дорог.
13
Глубокая эрудиция и результаты командировки позволили П.П. Мельникову в работе
«Численные данные относительно железных дорог и применение их к дороге между Петербур-
гом и Москвой» дать научное технико-экономическое обоснование строительства Петербург-
Московской железнодорожной магистрали. Строительство ее протяженностью 650 км было
начато в 1843 г. Первого ноября 1851 г. самая большая в мире по протяженности двухпутная
железная дорога была открыта, и по ней из Петербурга в Москву отправился «народный»
поезд. Так начала работать первая русская магистраль, являющаяся частью Октябрьской же-
лезной дороги. Эта магистраль была крупнейшим инженерно-техническим сооружением сере-
дины XIX века, опыт стройки которой сыграл большую роль в развитии железнодорожного
строительства, способствовал экономическому и общественному развитию России.
К 1860 г. железнодорожная сеть России имела протяженность около 1590 км, а во всем
мире насчитывалось почти 108 тыс. км железных дорог, в том числе в США — более 49 тыс.,
в Великобритании — около 17 тыс., в Германии — около 11 тыс. км. К 1875 г. в России было
проложено свыше 20 тыс. км железных дорог, к концу XIX столетия длина сети составила
53,2 тыс. км., а вначале 1900-х гг. было построено еще 22,6 тыс. км. Более полутора столетий
прошло с тех пор. Неузнаваемо изменились за это время железные дороги в мире и особенно
в нашей стране, ставшей поистине железнодорожной державой.
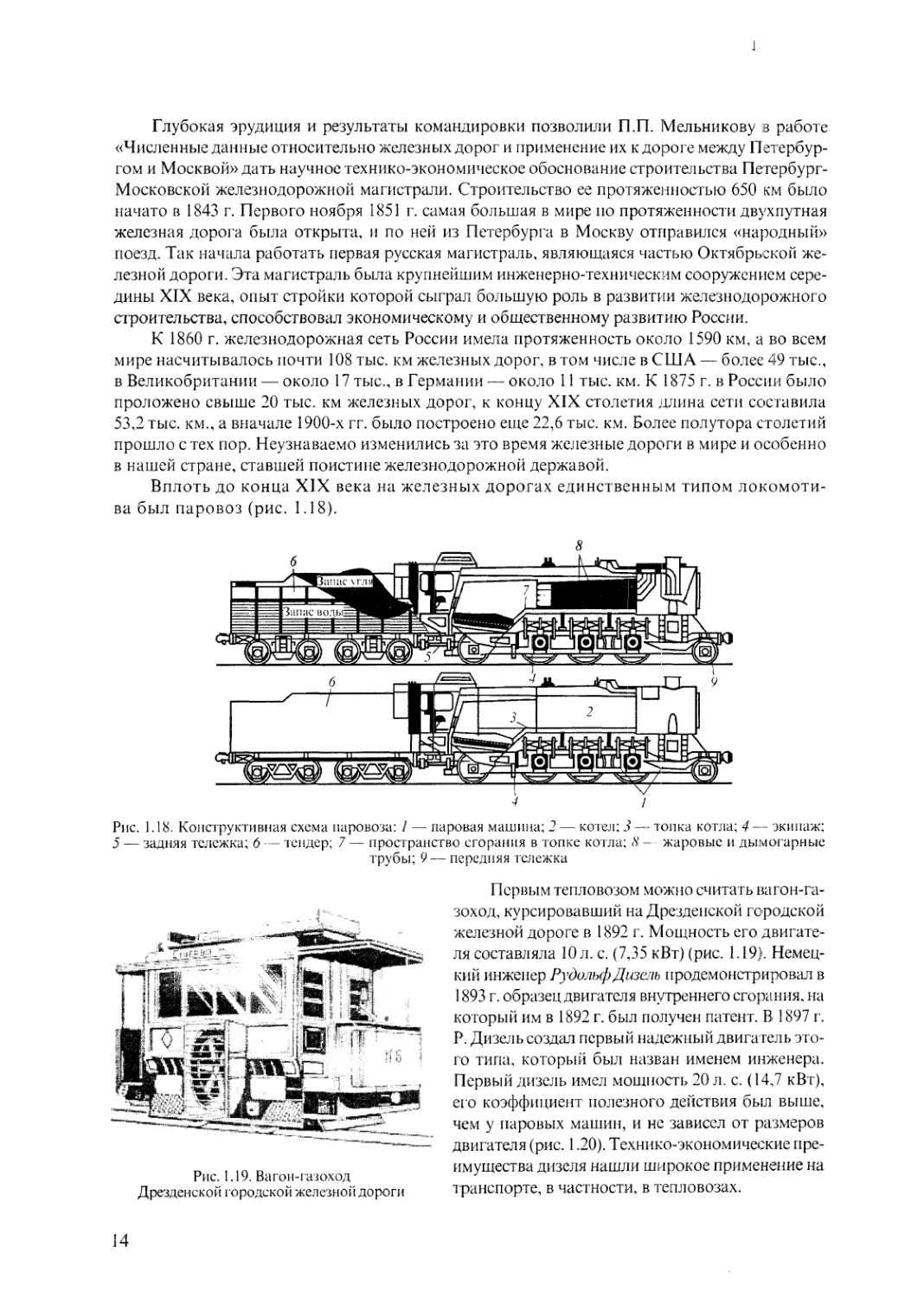
Вплоть до конца XIX века на железных дорогах единственным типом локомоти-
ва был паровоз (рис. 1.18).
Рис. 1.18. Конструктивная схема паровоза: 1 — паровая машина; 2 — козел; 3 — топка котла; 4 — экипаж;
5 — задняя тележка; 6 — тендер; 7 — пространство' сгорания в топке котла; 8 - жаровые и дымогарные
трубы; 9 — передняя тележка
Рис. 1.19. Вагон-газоход
Дрезденской городской железной дороги
Первым тепловозом можно считать вагон-га-
зоход, курсировавший на Дрезденской городской
железной дороге в 1892 г. Мощность его двигате-
ля составляла Юл. с. (7,35 кВт) (рис. 1.19). Немец-
кий инженер Рудольф Дизель продемонстрировал в
1893 г. образец двигателя внутреннего сгорания, на
который им в 1892 г. был получен патент. В 1897 г.
Р. Дизель создал первый надежный двигатель это-
го типа, который был назван именем инженера.
Первый дизель имел мощность 20 л. с. (14,7 кВт),
его коэффициент полезного действия был выше,
чем у паровых машин, и не зависел от размеров
двигателя (рис. 1.20). Технико-экономические пре-
имущества дизеля нашли широкое применение на
транспорте, в частности, в тепловозах.
14
Первые проекты тепловозов в России появились в начале XX века. В
1905 г. инженер Н. Г. Кузнецов и полковник А.И. Одинцов выступили в Рус-
ском техническом обществе с докладом о проекте тепловоза с электричес-
кой передачей, названного ими «локомотив». Предложенная схема локо-
мотива явилась прообразом тепловоза с электрической передачей, полу-
чившей в последующем наибольшее распространение. В 1906 г. профес-
сор В.И. Гриневецкий изобрел оригинальный двухтактный нефтяной ре-
версивный двигатель, который мог работать без промежуточной переда-
чи и предназначался для применения и на тепловозах. В 1912—1913 гг.
группой инженеров под руководством В.И. Гриневецкого был разрабо-
тан проект тепловоза с газовой передачей (проект А.Н. Шелеста). На Таш-
кентской железной дороге в 1913 г. Ю.В. Ломоносовым и А.И. Липецем
Рис. 1.20. Двигатель
Р. Дизеля
был разработан проект тепловоза с электрической передачей. В 1916 гг. был создан проект
поездного тепловоза, который выполнили Б.М. Ошурков, Е.Н. Тихомиров и А.Н. Шелест
под руководством В.И. Гриневецкого.
Первый магистральный тепловоз (рис. 1.21) был создан в СССР в 1924 г. по проекту
Якова Модестовича Гаккеля.
Рис. 1.21. Первый магистральный тепловоз с дизелем мощностью 1000 л.с. (750кВт),
построенный в нашей стране в 1924 г.
Первая железная дорога с электрической тягой появилась в 1879 г. Построил ее Вернер
Сименс. Длина этой дороги, демонстрация которой состоялась на промышленной выстав-
ке в Берлине, составляла 300 м. Электрический локомотив приводился в движение электро-
двигателем мощностью 9,6 кВт (13 л.с.) (рис. 1.22). В том же 1879 г. в городе Брейль во
Франции на текстильной фабрике Дюшен-Фурье была пущена внутризаводская линия элек-
трической железной дороги протяженностью около 2 км.
Идея использования электрической энергии для тяги рельсового транспорта в России
была практически осуществлена Федором Аполлоновичем Пироцким, который в 1880 г. по-
строил рельсовый путь для вагона с электрическим двигателем. В те же годы в США про-
тотип электровоза построил Томас Алва Эдисон (рис. 1.23 и 1.24).
В 1895 г. в США были электрифицированы тоннель в Балтиморе и тоннельные подхо-
ды к Нью-Йорку.
В России, несмотря на ряд практических предложений и проектов, электрические ло-
комотивы не производились вплоть до начала электрификации железных дорог, осуществ-
ляемой с 1924 г. Первый отечественный магистральный грузовой электровоз ВЛ 19 (Влади-
мир Ленин) построен в 1932 г., спроектированный Коломенским заводом совместно с за-
водом «Динамо» (рис. 1.25). Конструктивная схема электровоза представлена на рис. 1.26.
15
Городская внеуличная железная дорога-метрополитен предназначена для массовых
скоростных перевозок пассажиров. Название «Метрополитен» происходит от французс-
кого слова metropolitain — столичный, в России и во многих других странах — «подземка»
от английского underground, американского — subway, немецкого — Untergrundbahn.
Метро отличается большой пропускной способностью, скоростью движения поездов.
Впервые в мире внеуличная подземная железнодорожная линия длиной 3,6 км для поездов с
паровой тягой была построена в Лондоне в тоннелях мелкого заложения и введена в эксплуата-
цию в 1863 г. Эта подземная дорога, соединяющая два железнодорожных вокзала, предназнача-
лась в основном для грузовых перевозок с незначительным объемом пассажирских сообщений.
Несмотря надым от паровозов, метрополитен был необычайно популярен среди жителей Лон-
дона. В 1890 г. в Лондоне была открыта первая в мире электрифицированная линия метро, при-
менение которой ускорило развитие строительства подземных железнодорожных линий, гак как
позволило освободить тоннели от дыма и копоти, улучшить условия их эксплуатации.
Первая линия городской железной дороги в США была открыта в Нью-Йорке в 1868 г.
Эта дорога была уложена на металлических эстакадах, а для движения вагонов применялась ка-
натная тяга. Такое решение позволило ускорить и удешевить строительство линии метро. отпала
необходимость в устройствах вентиляции. В 1871 г. канатную тя1у заменили паровой, а в 1890 г. --
электрической. Однако наземный метрополитен мешал городской застройке, создавал шум.
На Европейском континенте первый метрополитен был построен в Будапеште в. 1896 г.
В 1900 г. построены подземные линии железных дорог в Париже, позже в Мадриде, Барсе-
лоне, Токио, Стокгольме и в других городах мира.
В России проект первого метрополитена был предложен в 1902 г. инженером П.И. Ба-
линским для Москвы, но не был принят Городской Думой. В годы Советской власти вопрос
о строительстве метро в Москве был поднят в 1922 г., а строительство начато лишь в 1931 г.
Первая очередь Московского метрополитена с 13 станциями была открыта в 1935 г. В 1955 г.
Ленинградский (ныне Петербургский) метрополитен принял первых пассажиров. Затем были
пущены в эксплуатацию метрополитены в Киеве (1960 г.), Тбилиси (1966 г.), Баку (1967 г.),
Харькове (1975 г.), Ташкенте (1977 г.), Ереване (1981 г.), Минске (1984 г.), Горьком (ныне
Нижний Новгород) и в Новосибирске (1985 г.), в Куйбышеве (ныне Самара) — в 1987 г.,
Свердловске (ныне Екатеринбург) — в 1991 г.
В комплекс метрополитена входят: станции с пассажирской посадочной платформой и ве-
стибюлями; пристанционные объекты энергетического и вентиляционного хозяйства; перегон-
ные тоннели с устройствами вентиляции и водоотлива; тупики с путевым развитием для оборо-
та и отстоя подвижного состава; мосты и путепроводы на наземных участках линии; наземные
здания для диспетчерского управления движением поездов, системой электроснабжения и элек-
тромеханическими устройствами; здания для эксплуатационного персонала; электродепо.
1.2. Вклад изобретателей, инженеров и ученых
в развитие железнодорожного транспорта
Появлению паровоза предшествовал ряд открытий, связанных с дейст вием струи пара при
кипячении воды. Еще в древние времена стали применять пар в качестве движителя. За 120 лет до
новой эры греческий физик Герои Александрийский изготовил механическую игрушку, приводи-
мую во вращение силой пара. Леонардо да Винчи (1452—1519) в своих рукописях отмечал, что
имелся проект орудия, могущего выбрасывать ядра силой пара. Но подобные примеры не отно-
сились к использованию пара для работы машины. Только Дени Папен (1647 1714), с 1688 г.
профессор математики Марбургского университета, в 1680 г. сообщил о своем изобретении па-
рового котла с предохранительным клапаном, регулирующим давление пара. В 1690 г. Д. Папен
пытался соединить паровой котел с цилиндром и поршнем водяной помпы, но создать работос-
пособный двигатель не смог. Как физик Д. Папен понял и оценил энергетические свойства водя-
ного пара, но как техник не смог реализовать их в конструкции двигателя. Однако данный прин-
цип был использован в паровых машинах, применяемых в горнорудной промышленности.
18
Ивин Иванович Ползунов (1728—1766), русский теплотехник, один из изобретателей
теплового двигателя, создатель первой в России паросиловой установки. В библиотеке Бар-
наульского завода, на котором он работал, познакомился с трудами М.В. Ломоносова,
изучил устройство паросиловых установок. В 1763 г. И.И. Ползунов разработал проект
парового двигателя мощностью 1,8 л.с. (1,3 кВт) — первого в мире двухцилиндрового дви-
гателя с объединением работы цилиндров на один общий вал, т.е. двигателя, универсаль-
ного по своему техническому применению.
Он спроектировал новый паровой двигатель для привода воздуходувных мехов пла-
вильных печей с рекордной по тому времени мощностью в 32 л. с. (24 кВт), который был
построен и испытан в 1766 г. Будучи первым и до конца XIX века практически единствен-
ным универсальным двигателем, паровая машина И.И. Ползунова сыграла исключитель-
ную роль в прогрессе мировой промышленности и железнодорожного транспорта.
Джеймс Уатт (1736—1819), английский изобретатель, создатель универсальной па-
ровой машины. С 1757 г. работал механиком в университете в Глазго, где познакомился со
свойствами водяного пара. Пользуясь котлом Д. Пансна, сам с большой точностью провел
исследование зависимости температуры насыщенного пара от давления.
В 1769 г. Д. Уатт получил английский патент на «способы уменьшения потребления
пара и вследствие этого — топлива в огненных машинах». В 1782 г. Д. Уатт получил анг-
лийский патент на паровой двигатель с расширением, ввел первую единицу мощности —
лошадиную силу, а позднее его именем была названа другая единица мощности --- ватт.
Паровая машина Д. Уатта благодаря экономичности получила широкое распростра-
нение и сыграла огромную роль при конструировании и производстве паровозов, а следо-
вательно— развитии железнодорожного транспорта.
В 1809 г. в России основан Петербургский институт водяных и сухопутных сообще-
ний, который в 1810—1864 гг. назывался Институтом Корпуса инженеров путей сообще-
ний. Первоначально он был закрытым учебным заведением военного типа. Этот институт
внес значительный вклад в развитие путей сообщений и становление железнодорожной
науки в России.
Николай Петрович Румянцев (1754—1826), известный государственный деятель, почет-
ный член многих академий и ученых обществ, в 1801—1809 гг. стоял во главе Департамен-
та водяных коммуникаций. Он свыше 15 лет был послом России в разных странах Европы
и хорошо знал состояние путей сообщения и высшего образования за рубежом, особенно
во Франции.
С 1802 г., являясь министром коммерции, управлял торговлей и путями сообщений.
В структуре департамента существовал особый отдел «по учебной части».
В модельном кабинете департамента экспонировались копии инженерных сооружений
и механизмов, в том числе модель и описание «чугунной дороги для перевозки тяжестей».
Н.П. Румянцев сознавал, что наступила эпоха подготовки инженерных кадров с це-
лью усиленного строительства усовершенствованных путей сообщения. Высоко ценя фран-
цузских ученых и инженеров, он в 1806 г. командировал группу специалистов во Францию
и Англ иго «для познания гидравлических и технических наук». По рекомендации Н.П. Ру-
мянцева в Россию был приглашен испанский ученый, механик и строитель А.А. Бетанкур.
Августин Августинович Бетанкур (1758—1824), член-корреспондент французской Акаде-
мии наук. В 1781 г. окончил Королевскую академию изящных искусств. С 1800 г. генерал-
инспектор созданного им Института Корпуса инженеров путей сообщения, а также всех до-
рог и мостов Испании. В 1808 г. русским правительством был приглашен и зачислен в
армию в чине генерал-майора.
А.А. Бетанкур стал первым «особым инспектором» (директором) Института Корпуса ин-
женеров путей сообщения, имевшим широкие полномочия в организации учебных занятий.
В 1819—1822 гг. А.А. Бетанкур-- главноуправляющий (директор) ведомством путей сообще-
ния России. Под руководством А.А. Бетанкура в России было проведено много жизненно важ-
ных работ, в числе которых при его участии в 1818—1822 гг. была построена первая крупная в
России шоссейная дорога Петербург—Новгород—Москва, он способствовал улучшению уст-
ройства судоходства, содействовал распространению инженерного образования.
19
По его инициативе в 1810 г. был учрежден в Петербурге Институт путей сообще-
ния, которым А.А. Бетанкур руководил до конца жизни.
Козьма Дмитриевич Фролов (1726—1800), русский гидротехник, изобретатель в области
горнозаводского дела, внес большой вклад в развитие рельсовых дорог в России, проложив-
ший в 1764 г. лежневые пути. С 1763 г. он работал на Змеиногорском руднике на Алтае, где в
1766 г. участвовал в пуске паровой машины И.И. Ползунова. К концу 80-х годов под руковод-
ством К.Д. Фролова был создан комплекс сооружений и гидросиловых установок, позволив-
ших механизировать транспортировку руды.
Петр Козьмич Фролов (1775—1839), сын К. Д. Фролова, по окончании в 1793 г.
Петербургского горного училища работал на Алтае до 1830 г. П.К. Фролов построил в
1806—1809 гг. первую в России чугунную дорогу длиной около 2 км с конной тягой
между Змеиногорским рудником и Колывано-Воскресенским заводом на Алтае.
Неоценим вклад в создание железной дороги в России и первого русского локомотива
с паровой тягой талантливых мастеров-умельцев отца Ефима Алексеевича Черепанова (1774—1842)
и сына Мирона Ефимовича Черепанова (1803—1849), русские машиностроители, крепостные за-
водчиков Демидовых, получивших вольную. Результатом их многолетней творческой работы
была построенная в 1832 г. на уральском Нижнетагильском металлургическом заводе рельсовая
дорога с паровой тягой. Наиболее плодотворна деятельность Черепановых по постройке паро-
вых машин, которые они настойчиво внедряли в производст во. Всего начиная с 1820 г. Черепа-
новыми было построено около 20 паровых машин мощностью от 2 до 60 л. с. В 1833—1834 гг.
они создали первый в России паровоз, а в 1835 г. — второй, более мощный, в конструкции кото-
рых были осуществлены передовые на тот период времени технические идеи. Чугунная рельсо-
вая дорога была проложена от Выйского завода до Медного рудника. Однако, несмотря на ус-
пешную работу паровозов, нововведение Черепановых не было поддержано и паровозы замени-
ли конной тягой. В таком виде дорога работала еще в начале XX века.
Джордж Стефенсон (1781 —1848), английский конструктор и изобретатель, положив-
ший начало развитию парового железнодорожного транспорта. Научился читать и писать
в 18 лет, путем упорного самообразования приобрел специальность механика паровых ма-
шин. С 1812 г. механик Киллингуортских копей (Нортамберленд).
С 1814 г. занимался строительством паровозов, первый из которых «Блюхер» строился
при содействии бывшего помощника Р. Тревитика Дж. Стила для рудничной рельсовой до-
роги. В 1815—1816 гг. создал еще два паровоза усовершенствованных конструкций. В 1818 г.
совместно с Н. Вулом Дж. Стефенсон провел первые научные исследования зависимости со-
противления рельсового пути от нагрузок и профиля пути. В 1823 г. в Ньюкасле основал
первый в мире паровозостроительный завод, на котором был изготовлен паровоз «Передви-
жение» (1825 г.) для строившейся под руководством Дж. Стефенсона железной дороги Дар-
лингтон—Стоктон, а затем паровоз «Ракета» (1829 г.) для дороги между Манчестером и Ли-
верпулем (1826—1830 гг.). При строительстве этой линии Дж. Стефенсоном впервые решены
сложные задачи железнодорожной техники: созданы искусственные сооружения (мосты, ви-
адуки и др.) и применены железные рельсы на каменных опорах, что позволило развивать
паровозам типа «Ракета» скорость до 50 км/ч. Ширина колеи (1435 мм), принятая Стефенсо-
ном, стала самой распространенной на железных дорогах Западной Европы.
В 1836 г. Дж. Стефенсон организовал в Лондоне проектную контору, ставшую науч-
но-техническим центром железнодорожного строительства. По чертежам Дж. Стефенсона
и его сына Роберта строились паровозы, которые эксплуатировались не только в Великоб-
ритании, но и в других странах.
Роберт Стефенсон (1803-—1859), английский инженер, вместе с отцом Дж. Стефенсо-
ном основал локомотивостроительные заводы (1823 г.), которые носили его имя. Р. Стефен-
сон построил железнодорожную линию Лондон—Бирмингем (1833 г.). Совместно с фирмой
«Фейрбэйри и сыновья» строил мосты, в которых применялись трубчатые конструкции.
20
Франц Антон Герстнер (1793—1840), чешский инженер и предприниматель. В 1820-х гг.
принимгш участие в строительстве первой конно-железной дороги в Средней Европе (Ческе-
Будеевице—Линц). Приглашенный в Россию в 1834 г. с целью начать строительство желез-
ных дорог Ф.А. Герстнер совершил поездку на Урал и Казань, преодолев путь в 4000 км.
После возвращения из более длительной поездки по России подал Николаю I обстоятель-
ную записку, в которой отмечал, что «.. .нет такой страны в мире, где железные дороги были
бы более выгодны, чем в России, так как они дают возможность сокращать большие рассто-
яния путем увеличения скорости передвижения».
В результате Ф.А. Герстнер учредил акционерное общество для постройки приго-
родной Царскосельской железной дороги, в котором важную роль играл также граф
А. А. Бобринский, авторитетный и близкий к царскому двору сановник, в руках которо-
го сосредоточивалась вся финансовая деятельность общества. Техническим руководи-
телем строительства Царскосельской дороги был Герстнер. Окончательный проект был
утвержден 21 февраля 1836 г., а официальное открытие состоялось 30 октября (11 нояб-
ря) 1837 г. Это была первая в России железная дорога общего пользования. На другой
день «Санкт-Петербургские ведомости» писали: «Шестьдесят верст в час; страшно по-
думать... Между тем вы сидите спокойно, вы не замечаете этой быстроты, ужасающей
воображение; только ветер свистит, только конь пышет огненною пеною, оставляя за
собой белое облако пара. Какая же сила несет все эти огромные экипажи с быстротой
ветра в пустыне; какая сила уничтожает пространство, поглощает время? Эта сила —
ум человеческий...». И в этом немалая заслуга Ф.А. Герстнера.
Несмотря на положительный опыт работы Царскосельской линии, вопрос о строи-
тельстве железных дорог в России продолжал вызывать острую полемику. Требовалось
научно обобщить опыт эксплуатации построенных рельсовых линий и доказать их эко-
номическую эффективность. Особую роль в развитии железных дорог в России сыграл
профессор Павел Петрович Мельников. Он, используя результаты командировки, наря-
ду с глубокой эрудицией, знаниями и опытом, впервые разработал методику выбора ос-
новных технических параметров и дал научное технико-экономическое обоснование стро-
ительства Петербург-Московской железнодорожной магистрали.
Павел Петрович Мельников (1804—1880), русский инженер и ученый в области транс-
порта, почетный член Петербургской Академии наук (1858). В 1825 г. «первым по наукам»
окончил Институт Корпуса инженеров путей сообщения и был оставлен для преподаватель-
ской работы, с 1833 г. профессор по курсу прикладной механики. Совместно с И.О. Краф-
том разработал проект железной дороги Петербург—Москва и с 1842 г. возглавлял Север-
ную дирекцию по ее строительству. С 1862 г. — главноуправляющий, а в 1866—1869 гг. —
министр путей сообщения, в 1870—1875 гг. — член Комитета железных дорог.
В середине 30-х годов XIX века впервые в России ввел в курс прикладной механики
раздел о железных дорогах, а в 1835 г. издал первый теоретический труд на эту тему —
«О железных дорогах». Эта и другие книги П.П. Мельникова долгие годы служили ос-
новными пособиями для подготовки специалистов в области железнодорожного транс-
порта. Участвовал в разработке теоретических основ проектирования и строительства
железных дорог, в составлении предварительного проекта железных дорог Юга России.
Выступал за развитие железных дорог и других видов транспорта по заранее разрабо-
танному плану. Воспитал большое число высококвалифицированных инженеров. На свои
средства построил у станции Любань школу и интернат для детей низкооплачиваемых
железнодорожников, и дом для престарелых женщин, все личные сбережения завещал на
содержание этих учреждений. В сквере у станции Любань установлен бюст П. П. Мель-
никову, на постаменте которого высечено: «Мельников Павел Петрович, 1804—1880.
Автор проекта и строитель Петербург-Московской (Октябрьской) железной дороги и
основоположник железнодорожной науки».
21
Николай Осипович Крафт (1798—1857), русский инженер, генерал-майор. В 1820 г. окон-
чил Институт Корпуса инженеров путей сообщения в Петербурге, а с 1836 г. преподавал в
этом вузе, принимал участие в разработке технического проекта Петербург-Московской
железной дороги и сметы ее строительства, а в 1852—1855 гг. был начальником этой доро-
ги. Совместно с П.П. Мельниковым и Н.И. Липиным разработал методы возведения же-
лезнодорожного земляного полотна в болотистой местности и технические условия на про-
ектирование земляного полотна, верхнего строения, искусственных сооружений, станций
этой дороги. Обосновал целесообразность применения пятифутовой (1524 мм) ширины ко-
леи, ставшей нормальной колеей железных дорог страны.
30 января 1842 г. П.П. Мельникова и Н.О. Крафта пригласили в Зимний дворец на ауди-
енцию с государем, а 1 февраля был подписан высочайший Указ о сооружении железной
дороги С.-Петербург—Москва. Работы начались 1 августа 1842 г., руководство строитель-
ством было возложено на Главное управление путей сообщения и публичных зданий. Линия
была разделена на два строительных участка: Петербург—Бологое (Северная дирекция) во
главе с П.П. Мельниковым и Бологое—Москва (Южная дирекция) во главе с Н.О. Крафтом.
Причем обе дирекции представляли собой самостоятельные строительные управления. При
всей сложности обстановки, возникающей в ходе работ, первая в России магистральная же-
лезная дорога между Петербургом и Москвой протяженностью 650 км и шириной колеи
1524 мм была построена. Официальное открытие се состоялось 1(13) ноября 1851 г.
В 1862 г. П.П. Мельникова назначили главноуправляющим путями сообщения и пуб-
личными зданиями. Ему принадлежит разработка проекта первого плана сети путей сооб-
щения. В проекте предусматривалось соединение рельсовыми путями Москвы с промыш-
ленными центрами страны, с портами на южных морях, создание транспортных связей
между главными водными артериями и обеспечение вывоза каменного угля из Донбасса
в Москву и Петербург. После обсуждения и доработки план рассмотрело правительство,
и 23 апреля 1865 г. он был высочайше утвержден, получив силу закона.
В июне 1865 г. Главное управление путей сообщения и публичных зданий было преобразо-
вано в Министерство путей сообщения, а первым министром утвержден П.П. Мельников.
Министерство сосредоточило свое внимание на практическое осуществление плана создания
сети железных дорог в России.
Совместное П. П. Мельниковым работали на строительстве Петербург-Московской маги-
страли и над осуществлением плана создания сети железных дорог в России выдающиеся спе-
циалисты, такие как С.В. Кербедз и Д.И. Журавский.
Станислав Валерианович Кербедз (1810—1899), русский инженер-мостостроитель, по-
четный член Петербургской Академии наук (1858 г.). Окончил Институт Корпуса инжене-
ров путей сообщения в Петербурге (1831 г.). Автор проекта и строитель арочного чугунно-
го моста (ныне мост лейтенанта Шмидта) — первого постоянного моста через реку Неву
в Петербурге (1842 — 1850 гг.). По проекту С.В. Кербедза построены также металлический
железнодорожный мост через реку Лугу (1853--1857 гг.) и городской мост через реку Вис-
лу в Варшаве (1858—1866 гг.). В 1859 г. впервые исследовал сравнительную прочность зак-
лепочных соединений с просверленными и пробитыми отверстиями. С.В. Кербедзу при-
надлежит видная роль в развитии конструктивных форм металлических мостов.
Дмитрий Иванович Журавский (1821—1891), русский ученый и инженер, специалист в
области мостостроения и строительной механики. По окончании в 1842 г. в Петербурге
Института Корпуса инженеров путей сообщения участвовал в изысканиях и проектирова-
нии железной дороги между Петербургом и Москвой. Впервые разработал теорию расчета
многорешетчатых деревянных ферм с железными тяжами (так называемых ферм Гау),
использовав ее при проектировании мостов через реки Веребья, Волга, Волхов и др. Иссле-
дования Д.И. Журавского дали возможность сооружать и безотказно эксплуатировать рас-
косные фермы пролетом до 60 м (прежние размеры таких ферм назначались эмпирически,
вследствие чего происходили обрушения построенных мостов).
22
Всего в периоде 1843 по 1851 г. на дороге было построено 184 моста и 19 путепроводов. Все
мосты, спроектированные и построенные на Петербург-Московской магистрали под руковод-
ством Д. И. Журавского, оказались необыкновенно прочными и простояли свыше 35 лет, так как
свои теоретические расчеты он всегда проверял опытами, в частности, широко использовал ис-
пытания па моделях. Д.И. Журавский впервые в 1855 г. предложил метод определения касатель-
ных напряжений в изгибаемых балках и установил наличие в стенках балок косых усилий (глав-
ных напряжений). Будучи директором Департамента железных дорог (1877—1889 гг.) Д.И. Жу-
равский осуществил ряд мероприятий по увеличению их провозной способности. В память о
выдающемся ученом 9 февраля 1897 г. в Петербургском государственном университете путей
сообщения железнодорожники установили бюст, с надписью на медной доске: «Дмитрий Ива-
нович Журавский. 1821—1891. Создатель расчета раскосных ферм и теории скалывания при из-
гибе. Знаменитый строитель мостов. Железнодорожный администратор».
Науку и практику отечественного мостостроения обогатили своими трудами Л .Ф. Ни-
колаи, Е.О. Патон, Л.Д. Проскуряков, Г.П. Передерий.
Леопольд Федорович Николаи (1844—1908), русский ученый в области мостостроения. В 1866 г.
окончил Казанский университет, в 1871 г. — Петербургский институт инженеров путей сообщения.
С 1880 г. профессор, в 1901—1905 гг. директор этого института, одновременно с 1892 г. член инже-
нерного совета Министерства путей сообщения и эксперт по вопросам строительства железных
дорог и мостов. Л.Ф. Николаи разработал многие вопросы теории расчета мостов, автор двух
капитальных учебников о мостах, а также трудов в области проектировании железных дорог.
Евгений Оекарович Патон (1870—1953), советский ученый, специалист в области сварки и мо-
стостроения, академик Академии наук УССР (1929 г.), вице-президент АН УССР (1945—1952 гг.),
Герой Социалистического Труда (1943 г.). Окончил Политехнический институт в Дрездене (1894 г.)
и Петербургский институт инженеров путей сообщения (1896 г.), работал на железных дорогах
России. С 1898 г. Е.О. Патон преподавал в Московском инженерном училище, с 1905 г. — профес-
сор Киевского политехнического института. В 1921—1931 гг. возглавлял Киевскую мостоиспыта-
тельную станцию. С 1929 г. Е.О. Патон занимался вопросами электрической сварки, по его иници-
ативе при АН УССР была организована сварочная лаборатория, которая в 1934 г. преобразована
в Научно-исследовательский институт электросварки. Е.О. Патон был директором института
со дня основания, а в 1945 г. институту было присвоено имя Патона.
Лавр Дмитриевич Проекуряков (1858—1926), советский ученый в области мостострое-
ния и строительной механики. По окончании в 1884 г. Петербургского института инжене-
ров путей сообщения работал мостовиком-проектировщиком. С 1887 г. преподаватель Пе-
тербургского института инженеров путей сообщения. С 1896 г. профессор Московского
инженерного училища (ныне Московский государственный университет путей сообщения).
По проектам Л.Д. Проскурякова построены крупные мосты через реки Нарва, Западный
Буг, Волхов, Оку, Амур, Енисей и др. За проект моста через Енисей Л.Д. Проскурякову
была присуждена золотая медаль на всемирной выставке в Париже (1900 г.). Л.Д. Проску-
ряковым впервые предложена так называемая статически определимая треугольная решетка,
а затем разработаны параболические и полигональные статически определимые мостовые
фермы со шпренгелыюй решеткой, а также консольные и арочные фермы для железнодо-
рожных мостов. Методы преподавания строительной механики, введенные Л.Д. Проску-
ряковым, используются в современной высшей школе.
Григорий Петрович Передерий (1871—1953), советский ученый в области мостостроения
и строительной механики, академик Академии наук СССР (1943 г.). В 1897 г. окончил Петер-
бургский институт инженеров путей сообщения. С 1902 г. преподавал в Московском инженер-
ном училище, а с 1907 г. в Петербургском институте путей сообщения, затем в других институ-
тах. В 1901 г. организовал издание журнала «Инженерное дело», проводившего новые техни-
ческие идеи в вопросах инженерно-строительного дела. Основные труды Г. П. Передерий по-
священы! теории и расчету мостов. Он дал ряд ценных инженерных решений по вопросам со-
оружения сборных мостов, индустриальных методов работ и применения электросварки в мо-
стостроении. Ав тор новой методики преподавания курса мостов.
23
Особый интерес вызывала у специалистов проблема взаимодействия пути и подвиж-
ного состава. В этой области следует отметить Николая Павловича Петрова.
Николай Павлович Петров (1836-.1920), русский ученый и инженер в области железнодорожно-
го транспорта, почетный член Петербургской Академии Наук (1894 г.), инженер-генерал-лейтенант.
По окончании Петербургской инженерной академии (1858 г.) работал там же на кафедре математики,
которую возглавлял М.В. Остроградский. Первые исследования по механике выполнил под руковод-
ством И. А. Вышнсградского. С 1871 г. профессор Петербургского практического технологического
института. В 1888—1892 гг. — председатель Управления казенных железных дорог России, с 1892 г.
председатель инженерного совета Министерст ва путей сообщения, с 1893 г. в течение нескольких лег
товарищ (зам.) министра. Активно участвовал в строительстве Транссибирской магистрали. По его
инициативе создано Московское инженерное училище, ныне Московский государственный универ-
ситет пугей сообщения. В 1896—1905 гг. — председатель Русского технического общества.
В области отечественного паровозостроения немалые заслуги инженера А.П. Бородина.
Александр Парфеньевич Бородин (1848—1898), русский инженер и ученый в области желез-
нодорожного транспорта, один из основоположников паровозостроения в России. После окон-
чания в Петербурге Технологического института (1870 г.) и Института путей сообщения (1872 г.)
работал на руководящих инженерных должностях Ряжско-Вяземской (до 1877 г.), Киево-Брест-
ской (1877—1878 гг.), Юго-Западной (1878—1896 гг.) и Московско-Рыбинской железных дорог.
В 90-х годах XIX века, когда в России осуществлялось усиленное железнодорожное стро-
ительство, научные работы А.П. Бородина оказали существенное влияние на развитие техни-
ки железнодорожного транспорта. В 1880—1882 гг. на базе Киевских мастерских Юго-Запад-
ной железной дороги он создал первую в мире стационарную лабораторию по испытанию
паровозов, провел крупные теоретические и экспериментальные работы в области создания
локомотивных паровых машин с двойным расширением пара. По инициативе А.П. Бородина
был построен первый быстроходный четырехцилиндровый паровоз системы «тандем-компа-
унд», в 1896 г. выдвинул идею применения конденсации пара па паровозах. Им был внесен ряд
предложений по унификации локомотивного и вагонного парка, а также автотормозов.
Предложены рациональные схемы размещения пунктов водоснабжения на железных дорогах.
А.П. Бородин был бессменным председателем съездов инженеров службы тяги железных до-
рог России. Он активно участвовал в работах Русского технического общества; один из осно-
вателей журнала «Инженер» (1882 г.), издававшегося в Киеве, а с 1889 г. — его главный редак-
тор. Русское общество в 1897 г. учредило золотую медаль имени Бородина на лучшие изобре-
тения и исследования в области железнодорожного транспорта.
Егор Егорович Нольтейн (1854—1934), ученый в области железнодорожного транс-
порта. В 1896 — 1905 гг. преподавал в Московском инженерном училище (Московский
государственный университет путей сообщения). Е.Е. Нольтейн является конструктором
паровоза серии Ч, под его руководством разработан проект сочлененного паровоза типа
0-3-0 +()- 3- 0 серии 9. В 1899 г. на Брянском заводе было построено 10 таких парово-
зов, в 1900—1916 гг. еще 116. Е.Е. Нольтейн разработал методы расчета уравновешива-
ния локомотивов. Издал «Курс паровозов», учебник по динамике паровозов.
Александр Сергеевич Раевский (1872—1924), инженер-механик, ученый в области кон-
струирования паровозов. Создал проекты ряда серий паровозов для Харьковского и Пу-
тиловского заводов. Работал совместно с Я.М. Гаккелем над проектом одного из первых
отечественных тепловозов, для которого сконструировал ходовую часть. Труды посвяще-
ны разработке графоаналитического метода расчета противовесов, расчетам головок ша-
тунов паровозов, осей колесных пар и других узлов.
Рудольф Дизель (1858—1913), немецкий инженер, создатель двигателя внутреннего сгора-
ния с воспламенением от сжатия. В 1878 г. он окончил высшую Политехническую школу в
Мюнхене. В патентах 1892 и 1893 гг. Р. Дизель выдвинул идею создания двигателя внутреннего
сгорания, работающего по циклу, близкому к идеальному. В 1897 г. в Аугсбурге Р. Дизель
построил двигатель, основанный на принципе сжатия воздуха и самовоспламенения топлива,
подаваемого в цилиндр в конце такта сжатия.
24
Двигатель отличался сравнительно высоким коэффициентом полезного действия, но
работал на дорогостоящем керосине, имел ряд конструктивных дефектов. После некото-
рых усовершенствований, внесенных в 1898—1899 гг., двигатель стал надежно работать на
дешевом топливе — нефти. Поэтому изобретенный Р. Дизелем двигатель внутреннего сго-
рания получил широкое распространение в промышленности и на транспорте, в частно-
сти, в тепловозах.
Яков Модестович Гаккель (1874—1945), ученый и конструктор в области самолетост-
роения и тепловозостроения, доктор технических наук, профессор, заслуженный деятель
науки и техники РСФСР. Я.М. Гаккель спроектировал и в 1924 г. построил один из первых
в мире работоспособных тепловозов. В 1906—1931 гг. преподавал в Московском электро-
техническом и Московском теплотехническом институтах, с 1936 г. — в Ленинградском
институте инженеров железнодорожного транспорта (ныне Петербургский государствен-
ный университет путей сообщения). Я.М. Гаккель — автор изобретений в области тепло-
возной и электрической (трамвай) тяги, электроосвещения, трудов по вопросам конструи-
рования и расчетам локомотивов и летательных аппаратов.
Значительный вклад в совершенствовании эксплуатационной работы железных дорог
принадлежит отечественным ученым и инженерам.
Яков Николаевич Гордеенко (1851—1922). ученый в области железнодорожной сигна-
лизации, централизации и блокировки, профессор Петербургского института инженеров
путей сообщения. Я.Н. Гордеенко создал первую в России систему централизации стре-
лочных переводов, осуществленную на станции Саблино Николаевской железной дороги
в 1885 г. Являлся членом комиссии Русского технического общества «По вопросу о желез-
ной дороге через всю Сибирь», автор учебника «Курс железных дорог», в котором рас-
сматривались вопросы технической и коммерческой эксплуатации железных дорог.
Труды профессоров А.Н. Фролова, П.П. Васильева и других специалистов развивали
теорию эксплуатации железных дорог, методы ускорения оборота вагонов и повышения
безопасности движения поездов.
Александр Николаевич Фролов (1863—1939), инженер путей сообщения, ученый в обла-
сти сооружения железнодорожного пути и эксплуатации железных дорог, основополож-
ник теории маневровой работы, профессор Ленинградского института инженеров желез-
нодорожного транспорта (1924 г.). А.Н. Фролов работал в службах пути и движения Ряза-
но-Уральской, Харьковско-Николаевской, Московско-Рыбинской, Мурманской железных
дорог, сочетал практическую деятельность с научной. Издал труды по вопросам обоснова-
ния пропускной способности железных дорог, планирования и регулирования перевозок,
маршрутизации и специализации перевозок, по проектированию железнодорожных стан-
ций и организации работы на них.
Иван Иванович Васильев (1884—1949), инженер путей сообщения, один из создателей
теории организации движения и эксплуатации железных дорог, доктор технических наук,
профессор Московского и Ленинградского институтов железнодорожного транспорта, за-
ведующий кафедрой «Эксплуатация железных дорог». Опубликовал труды по методам рас-
чета, нормированию и анализу оборота вагонов, специализации поездов но направлени-
ям, определению коммерческой скорости движения, теории графиков движения поездов,
пропускной способности железных дорог, маневровой работе.
Труды инженера, впоследствии академика В. Н. Образцова и профессора С.Д. Карей-
ши положили начало формированию науки о станциях и узлах.
Владимир Николаевич Образцов (1874—1949), инженер путей сообщения, ученый
в области организации железнодорожного транспорта, транспортных систем, акаде-
мик Академии наук СССР (1934 г.), заслуженный деятель науки и техники РСФСР
(1935 г.). В.Н. Образцов преподавал с 1901 г. в ряде московских вузов. В Московском
институте инженеров железнодорожного транспорта основал кафедру «Станции
и узлы», заведовал кафедрой. В 1935-1940 гг. В.Н. Образцов работал начальником
25
научно-исследовательского института железнодорожного транспорта в Москве, с 1939 г.
возглавлял секцию по научной разработке проблем транспорта Академии наук СССР.
Изданы труды по проектированию железнодорожных станций и узлов, эксплуатации желез-
ных дорог, взаимодействию различных видов транспорта. Имя В.Н. Образцова присвоено
Николаевскому железнодорожному техникуму, улице в Москве; установлена мемориальная
доска на доме, где он жил.
Сергей Демьянович Карейша (1854—1934), инженер путей сообщения, специалист в об-
ласти железнодорожного пути, станций и узлов, заслуженный профессор, директор Петер-
бургского института инженеров путей сообщения (1911 —1917 гг.). В 1922 г. С.Д. Карейша
пожизненно был избран почетным председателем Совещательных съездов представителей
служб пути отечественных железных дорог, член многих международных железнодорож-
ных и других технических обществ. С.Д. Корейша представлял Россию на многих между-
народных конгрессах. Им опубликованы труды по вопросам защиты от снежных заносов
железнодорожных станций и пути, он автор многочисленных библиографических указате-
лей ио железнодорожной тематике.
Томас Алва Эдисон (1847—1931), американский изобретатель в области электротехники
и предприниматель, основатель крупных электротехнических компаний, почетный член АН
СССР (1930 г.). Т. Эдисон является автором более 1000 изобретений. Изобретательством
Т. Эдисон начал заниматься с 1868 г., организовав мастерские, в которых изготавливались
разработанные им устройства. В 1872 г. создал в США первую техническую исследова-
тельскую лабораторию. В 1877—1879 гг. изобрел фонограф, усовершенствовал лампу на-
каливания, телефон и телеграф. В 1880 г. Т.А. Эдисон провел первые опыты по примене-
нию электрической тяги на железной дороге в Менло-Парк (штат Нью-Йорк). В 1882 г.
построил первую в мире электростанцию и провел испытания электрического вагона.
Первые проекты электрических железных дорог появились в России еще в конце XIX в.
Здесь прежде всего следует назвать проект инженера П. С. Янова, предложившего в 1884 г. соору-
жение электрической железнодорожной линии протяженностью 470 км от Петербурга до Вытег-
ры. В 1902 г. построена первая электрическая узкоколейная железная дорога Лодзь—Згерж дли-
ной 19,8 км, в строительстве и эксплуатации которой участвовали инженеры путей сообщения
Г.Д. Дубелир и П.П. Дмитренко. В 1898 г. инженер Ф.Ф. Баталин предложил построить в Крыму
электрическую железную дорогу, изыскания которой проводились под руководством Н.Г. Га-
рина-Михайловского в 1903 г. Однако осуществить проект в то время не удалось.
Николай Георгиевич Гарин-Михайловский (1852—1906), инженер путей сообщения, спе-
циалист в области строительства железных дорог, писатель. В 1878 г. окончил Институт
путей сообщения в Петербурге, проявил себя как талантливый инженер, работая на строи-
тельстве крупных железных дорог, в том числе Великого Сибирского пути. Это был выда-
ющийся изыскатель и строитель железных дорог. В 1886—1890 гг. Н.Г. Гарин-Михайловс-
кий участвовал в прокладке Бакинского участка Закавказской железной дороги, Либаво-
Ровенской, Жабинско-Пинской, Уфа-Златоусской линий. Являлся руководителем изыска-
ний на Западно-Сибирской железной дороге (1891 г.). Под его руководством проводились
изыскания электрической железной дороги на южном берегу Крыма (1903 г.) и др.
Великий Сибирский путь является своеобразным памятником мужеству, таланту, ма-
стерству инженерно-технических работников и рядовых строителей. Поэтому многие стан-
ции на Транссибе названы в честь самых разных людей: от местного проводника до инже-
нера-строителя и министра.
В 1903 г. возникла необходимость электрификации Петербургского железнодорожно-
го узла, а в 1913 г. был разработан проект введения электрической тяги на Московском
железнодорожном узле. В начале 90-х годов отечественные ученые опубликовали ряд ис-
следований, посвященных теории электрической тяги и электрификации железных дорог.
Среди них были работы Г.О. Графтио, Г.Д. Дубелира, К.Н. Кашкина, в которых получили
обоснование прогрессивные идеи и рекомендации по электрификации железных дорог.
26
Генрих Осипович Графтио (1869—1949), ученый в области электрификации желез-
ных дорог и гидротехнического строительства, академик Академии наук СССР (1932 г.).
Г.О. Графтио окончил Новороссийский университет и в 1896 г. Петербургский институт
инженеров путей сообщения. Он являлся одним из авторов раздела «Электрификация
транспорта» ГОЭЛРО, руководителем отдела электрификации железных дорог НКПС,
строительства Волховской ГЭС, которой присвоено его имя. В 1900—1917 гг. проекти-
ровал и строил железные дороги, принимал участие в проектировании и строительстве
трамвая в Петербурге.
Григорий Дмитриевич Дубелир (1874—1942), инженер, специалист в области дорожно-
го строительства, электрификации железнодорожного и городского транспорта, доктор
технических наук, профессор. Г.Д. Дубелир один из авторов раздела об электрификации
транспорта ГОЭЛРО, член комиссии ГОЭЛРО (1920 г.). Им изданы труды по электрифи-
кации железнодорожного и городского транспорта, устойчивости земляного полотна, пла-
нировке населенных пунктов.
В первые годы XX века в России независимо друг от друга занимались тепловозами
две группы специалистов: профессор В.И. Гриневецкий и его ученики А.Н. Шелест, Б.М.
Ошурков; профессор Ю.В. Ломоносов с учениками А.И. Лииецом и Н.А. Добровольским.
В эти же годы инженер Я.М. Гаккель, занимавшийся строительством первых русских аэро-
планов, вынашивал идеи создания тепловоза с электрической передачей. Разработанные
проекты послужили основой для создания тепловозов в дальнейшем.
В начале XX века в России появились первые инженерные разработки и в области
метростроения. Относились они прежде всего к Петербургу и Москве, где быстро увеличи-
валось население и городские застройки охватывали все новые и новые окраины. В Петер-
бурге, например, в то время единственным общедоступным видом городского транспорта
была конная железная дорога (конка), электрический трамвай прошел по улицам только в
1907 г. В 1902 г. инженеры путей сообщения А.И. Антонович, Н.П. Голиневич и Н.П. Дмит-
риев составили проект внеуличной городской дороги в Москве. Авторы проекта предус-
матривали поэтапное развитие строительства с учетом роста населения Москвы.
1.3. Роль железных дорог в единой транспортной системе страны
В стране функционирует целая транспортная система, обеспечивающая перевозки
пассажиров и перемещение грузов, тесно связанная и взаимодействующая между всеми
видами транспорта: железнодорожным, автомобильным, водным (речным и морским),
воздушным, трубопроводным и др.
Грузовые перевозки выполняются всеми видами транспорта и учитываются в тоннах
перевозимого груза (но отправлению) и в iонио-километрах (по грузообороту). Пассажир-
ские перевозки также осуществляются практически всеми видами транспорта; бывают даль-
ние, пригородные и городские пассажирские перевозки.
Железнодорожный транспорт России занимает ведущее место в транспортной систе-
ме страны, выполняя около 85 % грузооборота и более 37 % пассажирооборота транспорта
общего пользования. В 1998 г. железные дороги перевезли 834,8 млн т грузов, 1471,3 млн
пассажиров. Грузооборот в том же году составил 1019,5 млрд гкм, нассажирооборот —
152,9 млрд пасс.-км. Железные дороги России по своей технической оснащенности и по-
казателям перевозочной работы являются крупнейшей транспортной системой мира.
Российские железные дороги включают в себя 17 дорог, общая эксплуатационная дли-
на которых на 1.01.1999 г. составила 86,2 тыс. км. Железные дороги России занимают пер-
вое место в мире по протяженности электрифицированных магистралей, второе место —
по эксплуатационной длине железных дорог (после США), третье место — по перевозкам
грузов (после Китая и США), грузообороту (после США и Китая), перевозкам пассажиров
(после Японии и Индии).
27
Железные дороги включают в себя инженерные сооружения и различные технические
устройства и средства, обеспечивающие своевременное, полное и качественное удовлетво-
рение потребностей населения и народного хозяйства в перевозках. Сюда входят::
• железнодорожный путь;
• подвижной состав (локомотивы и вагоны);
• сооружения локомотивного и вагонного хозяйства;
• сооружения и устройства сигнализации, связи и вычислительной техники;
• электро- и водоснабжение;
• железнодорожные станции и узлы.
Бесперебойная и безаварийная работа такого многоотраслевого хозяйства требует вза-
имоувязанной и слаженной работы всех звеньев.
В этой связи инженер путей сообщения, выпускник транспортного вуза любой специ-
альности, должен обладать необходимыми знаниями и иметь представление о работе смеж-
ных отраслей железнодорожного транспорта. Он должен также знать и представлять роль,
занимаемое место и взаимосвязь железнодорожного транспорта в единой транспортной
системе страны, принципы распределения перевозок между всеми видами транспорта с
учетом экономических показателей и рыночных отношений — железнодорожным, авто-
мобильным, речным и морским, воздушным, трубопроводным, промышленным и др.
Железнодорожный транспорт среди всех видов наиболее приспособлен к массовым
перевозкам, функционирует круглые сутки независимо от времени года и погоды, что осо-
бенно важно для России с ее различными климатическими зонами. Железные дороги явля-
ются универсальным видом транспорта для перевозок всех видов грузов при сравнительно
небольшой себестоимости и высокой скорости их доставки потребителю. Железнодорож-
ный транспорт по сравнению с другими видами в меньшей степени воздействует на окру-
жающую среду и имеет меньшую энергоемкость на выполнение перевозочной работы.
Перевозка грузов по железным дорогам экономически выгодна на больших расстояниях.
Это объясняется более высокой долей расходов, независящих от дальности перевозок и удоро-
жающих их себестоимость па коротких расстояниях. Средняя дальность перевозки одной тон-
ны груза на железнодорожном транспорте на 1.01.1999 г. составила 957 км, а на автомобиль-
ном — всего 21 км. При этом себестоимость перевозки тонны груза по железным дорогам
более чем в пять раз ниже, чем при перевозке автомобильным транспортом. По грузообороту
железнодорожный транспорт занимает первое место в единой транспортной системе страны и
является основным видом транспорта общего пользования в системе народного хозяйства.
Железнодорожный транспорт является наиболее универсальным видом транспорта
для обеспечения перевозок в межрайонных и во внутрирайонных сообщениях. Железные
дороги по сравнению с другими видами транспорта в меньшей степени воздействуют на
окружающую среду и имеют меньшую энергоемкость перевозочной работы. Железнодо-
рожный транспорт наиболее приспособлен к массовым перевозкам. Он функционирует днем
и ночью независимо от времени года и атмосферных условий.
Автомобильный транспорт обладает лучшей маневренностью, благодаря чему груз может
быть доставлен потребителю, минуя перегрузочные операции и с большей скоростью, чем по
воде и железной дороге. При малых потоках перевозок автомобильный транспорт требует мень-
ших затрат на сооружение дорог. Автомобильный транспорт применяется главным образом для
внутрирайонных перевозок грузов и пассажиров, завоза и вывоза их на железные дороги.
Водный транспорт (речной и морской) требует сравнительно небольших затрат на
освоение путей сообщения. Средняя стоимость перевозок по внутренним водным путям
примерно такая, как на железнодорожном транспорте.
Речной транспорт по скорости уступает железнодорожному. Использование судов на под-
водных крыльях повышает скорость пассажирских перевозок. К недостаткам речного транспор-
та относятся:
• извилистость путей сообщения, увеличивающая их длину; мелководье некоторых
рек в конце летнего периода;
• прекращение судоходства в зимнее время.
28
Речной транспорт используют в основном для перевозки между пунктами, располо-
женными на речных путях, а также в смешанных железнодорожно-водных сообщениях.
Морской транспорт имеет свои особенности. Здесь скорость движения выше, чем на
речном ч ранспорте. По регулярности морской транспорт уступает железнодорожному, так
как некоторые порты замерзают в зимний период времени. В Арктике используют ледоко-
лы и ледокольные транспортные суда. В их числе «Арктика», «Сибирь», «Ленин» и др.
Морской транспорт является основным видом транспорта в обеспечении торговых связей
более чем со 145 странами мира и обслуживании приморских районов страны.
Воздушный транспорт является самым скоростным видом в общей транспортной сис-
теме страны. К его важнейшим преимуществам относятся:
• возможность быстрой организации регулярной связи между любыми районами стра-
ны, где отсутствуют другие виды транспорта;
• воздушные маршруты короче соответствующих маршрутов по железным и автомо-
бильным дорогам примерно на 25-- 30 %, а по морским и речным путям — почти на 50 %;
требуют меньших удельных капитальных вложений, приходящихся на один километр ли-
ний, по сравнению с другими видами транспорта.
Основными недостатками воздушного транспорта являются:
• высокий удельный расход топлива и высокая себестоимость перевозок;
• регулярность воздушных сообщений зависит от метеоусловий.
Этот вид транспорта используется в основном для пассажирских перевозок, а также
для перевозки почты, дорогостоящих (пушнины) и скоропортящихся (живой рыбы, фрук-
тов, цветов и др.) грузов. Кроме того, он применяется в сельском и лесном хозяйствах, в
производстве аэрофотосъемок при изыскании новых линий железных дорог, автодорог,
трубопроводов и др. Помимо самолетов на воздушном транспорте используют вертолеты.
Трубопроводный транспорт имеет самую низкую себестоимость транспортировки гру-
зов. По трубопроводам перемещается более 95 % добытой нефти. Основными преимуще-
ствами трубопроводного транспорта являются:
• стоимость сооружения одного километра нефтепровода почти в два раза меньше
стоимости строительства одного километра железнодорожной линии;
• нефтепровод может быть проложен повсеместно и по наиболее короткому направлению;
• благодаря более высокой герметичности перекачки жидкого груза трубопроводный
транспорт обеспечивает сокращение потерь нефти в 1,5 раза по сравнению с железнодо-
рожным и в 2,5 раза по сравнению с водным транспортом.
В целом грузооборот всех видов транспорта в 1998 г. в России составил 1202 млрд
ткм, пассажирооборот — 408 млрд пасс.-км. Для сокращения транспортных затрат, повы-
шения качества обслуживания пассажиров и грузовладельцев в целом важное значение имеет
четкое взаимодействие всех видов транспорта:
• координация и согласование работы в области планирования и распределения пере-
возок, рационального использования технических средств;
• разработка и внедрение единых технологических процессов работы станций, подъез-
дных путей, предприятий, портов, пристаней;
• согласование графиков и расписаний движения поездов, автобусов, самолетов, реч-
ных и морских судов и др.
1.4. Краткие сведения о технических средствах
и системах организации и функционирования железных дорог
Железнодорожный транспорт представляет собой сложное многоотраслевое хозяй-
ство, в состав которого входят:
— железные дороги и многочисленные предприятия технического, коммерческого и
социального назначения;
29
— административно-хозяйственные, культурно-бытовые и медицинские учреждения;
— научные и учебные институты, академии и университеты, техникумы, лицеи,
школы и дошкольные учреждения.
Для осуществления перевозочного процесса железные дороги в своем распоряжении име-
ют технические средства, такие как:
— подвижной состав;
— железнодорожные сооружения и устройства.
К подвижному составу относятся;
— вагоны, выполняющие основное назначение железнодорожного транспорта и занимающие
одно из ключевых мест в рабо те железных дорог; Это нетяговый подвижной состав, состоящий из
многочисленных типов и моделей грузовых и пассажирских вагонов различного назначения;
— локомо тивы, осуществляющие тягу поездов и маневровую работу. Локомотивы включа-
ют в себя такой тяговый подвижной состав, как элсктровозы, тепловозы, паровозы, газотурбово-
зы, мотовозы, автомотрисы, электропоезда и дизель-поезда.
К железнодорожным сооружениям и устройствам относятся:
— железнодорожный путь с необходимым путевым разви тием на раздельных пунктах дня при-
ема, скрещения, обгона, расформирования, формирования, отправления поездов и выполнения других
операций;
— сооружения для посадки, высадки и обслуживания пассажиров;
— устройства для хранения, погрузки и выгрузки грузов;
— устройства автоматики, телемеханики, связи и вычислительной техники для обеспече-
ния безопасности движения поездов и ускорения производственных процессов;
— сооружения для экипировки, ремонта вагонов и локомотивов и другой транспортной
техники;
— устройства электроснабжения, включая тяговые подстанции и контактную сеть на элек-
трифицированных линиях;
— устройства водоснабжения;
- —устройства материально-технического снабжения и др.
Специфика работы железных дорог заключается в размещении их по всей территории
страны, а также в необходимости выполнения графика движения поездов при любых усло-
виях и четком взаимодействии всех звеньев железнодорожного транспорта. Вышесказан-
ное убеждает в необходимости создания особой структуры управления, которой придают-
ся следующие принципы управления железнодорожным транспортом:
— сочетание единого централизованного руководства с предоставлением больших прав и
самостоятелы гости ли нейн ым г пщраз, гс гениям;
— соблюдение единонача. г и я:
— организация управления по производственно-территориальному принципу, обес-
печивающему оперативность и конкретность руководства, возможность осуществления
единой технологической поли гики на всей сети железных дорог страны.
В структуре железнодорожного транспор та Постановлением Правительства Россий-
ской Федерации от 18 сентября 2003 г. создано Открытое акционерное общество «Россий-
ские железные дороги» (ОАО РЖД) с уставным капиталом в 1535,7 млрд руб., в распоря-
жении независимых компаний которого находится свыше 2000 тыс. вагонов (примерно
треть нарка РЖД), обеспечивая конкуренцию на рынке железнодорожных перевозок.
Единое централизованное руководство работой железнодорожного гранспорта осу-
ществляется Министерством путей сообщения РФ, в состав которого входят департамен-
ты, обеспечивающие руководство в оперативном и техническом отношениях деятельнос-
тью железных дорог. При МПС России и на железных дорогах созданы научно-производ-
ственные объединения, научно-исследовательские институты и проектно-конструкторские
организации, функционирует Главный вычислительный центр, работают локомотиво-ва-
гоноремонтные заводы и другие учреждения.
30
В составе ОАО РЖД находятся Департаменты вагонного и локомотивного хозяйства,
Департамент дальних пассажирских перевозок и др. (всего 30). В составе железных дорог —
филиалы ОАО РЖД, где работают службы вагонного и локомотивного хозяйств, службы по
обслуживанию пассажирских перевозок и др. В составе отделений дорог — вагонные и локо-
мотивные отделы, отделы по обслуживанию рассажиров и др., а в их составе вагонные депо:
грузовые, пассажирские и рефрижераторные.
Особенность эксплуатации вагонного парка заключается в его взаимодействии со всеми
техническими средствами железных дорог, а также устройствами сельскохозяйственных и про-
мышленных предприятий. Эффективность железных дорог во многом зависит от техническо-
го уровня и состояния эксплуатационного парка вагонов и взаимодействующих с ними техни-
ческих средств. Поэтому при подготовке инженера-вагонника необходимо изучение особен-
ностей конструкций и взаимодействующих с вагонами технических средств и устройств.
1.5. Основные показатели работы железнодорожного транспорта
Продукция железнодорожного транспорта оценивается целым рядом количественных
и качественных показателей. Количественные показатели характеризуют объем перевозоч-
ной работы. Одним из основных установлен количественный показатель YP — объем перево-
зок (по о тправлению) грузов, в тоннах (т), обычно за год, утверждаемый для сети железных
дорог правительством. Этот показатель обеспечивает лучшую увязку планов производства с
планами перевозок единым измерением — тоннами — по сравнению с показателем грузо-
оборота в гонио-километрах, считавшимся основным до 1982 г. Вторым основным количе-
ственным показателем является грузооборот 2/7 — в тонно-километрах (т • км), представля-
ющий собой произведение массы перевозимых грузов на расстояние (дальность) / перевозки.
Грузооборот является обобщающим показателем, планируемым на всех уровнях, и исполь-
зуется для определения потребности в подвижном составе и ремонтной базе, затратах труда,
топлива, электроэнергии и т.д. В целях сокращения расходов на перевозки и ускорения дос-
тавки грузов план грузооборота должен выполняться за счет роста количества перевозимого
груза, а не за счет увеличения дальности перевозок.
К числу важнейших количественных показателей относится количество перевезенных пас-
сажиров '.ЕЛ обычно за год, а также пассажирооборот 2/4/, исчисляемый в пассажиро-километ-
рах (пасс.-км) и представляющий собой сумму произведений числа перевезенных пассажи-
ров на среднее расстояние перевозки /.
Приведенная продукция железнодорожного транспорта, исчисляемая в приведенных тон-
но-километрах, определяется по формуле
2/ = 2Р/ + /<2/1/,
Пр
где к — коэффициент перевода пассажиро-километров в тонно-километры.
Коэффициент перевода определяется соотношением себестоимости перевозок одно-
го т-км и одного пасс.-км. При определении производительности труда на железнодо-
рожном транспорте значение к в большинстве случаев принимают равным 2, что соот-
ветствует учету труда на выполнение грузопассажирских перевозок.
Грузонапряженность железных дорог определяется средним количеством выполнен-
ной тонно-километровой работы или приведенными тонно-километрами, приходящимся
на один км эксплуатационной длины.
Основными качественными показателями работы железных дорог и их подразделе-
ний являются:
— выполнение плана перевозок, графика движения и плана формирования поездов;
— техническая, участковая и маршрутная скорость движения поездов;
— степень использования подвижного состава: оборот вагона и локомотива, стати-
ческая, динамическая нагрузка и производительность грузового вагона.
31
J
Важнейшим качественным показателем на железнодорожном транспорте, отражаю-
щим работу всех основных подразделений дорог, являются оборот вагона, представляю-
щий собой время от начала иогрузки вагона до начала следующей его погрузки.
К обобщающим экономическим показателям работы железнодорожного транспорта
относятся производительность труда, себестоимость перевозок и прибыль.
Производительность труда определяется объемом выполненной продукции, прихо-
дящимся на одного работника эксплуатационного штата, исчисляемом в тонно-километ-
рах, пассажиро-километрах или приведенных тонно-километрах.
Себестоимость перевозок представляет собой отношение суммы эксплуатационных расходов
ио перевозке к объему выполненной продукции. Прибыль определяется как рад юсть между суммар-
ными доходами железной дороги или о тделения дороги и суммой эксплуатационных расходов на
выполнение перевозок за тот же период времени. Прибыль—это показатель, в котором аккумулиру-
ются итоги всей хозяйственной деятельности железных дорог и предприятий транспорта.
Прибыль предприятий! является главной статьей дохода госбюджета и основным источни-
ком финансирования капитальных вложений в расширение действующих и строительство но-
вых предприятий, а также в жилищное, культурно-бытовое строительство и др.
1.6. Основные руководящие документы но обеспечению
четкой работы железных дорог и безопасности движения
Основным документом, определяющим обязанности, права и ответственность железных
дорог, организаций, учреждений и граждан, пользующихся услугами железнодорожного транс-
порта, является Устав .железнодорожного транспорта Российской Федерации (далее — Ус-
тав). Устав регулирует отношения, возникающие между железными дорогами РФ и грузоотп-
равителями, грузополучателями, пассажирами, другими физическими и юридическими лица-
ми при пользовании услугами федерального железнодорожного транспорта, и определяет их
права, обязанности и ответственность. Он определяет основные условия перевозок пассажи-
ров, грузов, багажа, грузобагажа, отношения между железными дорогами и другими видами
транспорта, а также основные положения в области эксплуатации железнодорожных путей.
Действие Устава распространяется на перевозки пассажиров, грузов, багажа, грузобагажа по
железным дорогам, входящим в единую сеть железных дорог РФ и открытым для общего пользо-
вания, в том числе на перевозки грузов, погрузка и выгрузка которых выполняется на железно-
дорожных подъездных путях, а также на строящихся железнодорожных линиях, примыкаю-
щих к железнодорожным путям общего пользования.
Перевозки в международном железнодорожном сообщении осуществляются в соот-
ветствии с Гражданским кодексом РФ, настоящим Уставом, другими федеральными зако-
нами и иными нормативными правовыми актами РФ, если иное не предусмотрено между-
народными договорами РФ. Выполнение воинских перевозок регулируется уставом воин-
ских железнодорожных перевозок, утвержденным Правительством РФ.
Железные дороги обязаны полностью удовлетворять потребности народного хозяйства
и населения в перевозках, обеспечивать сохранность перевозимых грузов и своевременную
их доставку в пункты назначения. Органы железнодорожного транспорта, а также грузоотп-
равители обязаны при перевозках грузов строго соблюдать интересы государства, обеспечи-
вать полное и ритмичное выполнение плана перевозок, рационально использовать подвиж-
ной состав и максимальную экономию транспортных издержек в народном хозяйстве.
Устав железных дорог служит для разработки правил перевозки грузов и выполнения
коммерческих операций, технических условий погрузки и крепления грузов, правил пере-
возок экспортных и импортных грузов, пассажиров и багажа. Уставом определен порядок
планирования и организации перевозок, работы железных дорог подъездных путей, ос-
новные положения о прямом, смешанном сообщении с участием других видов транспорта,
предусмотрена ответственность железных дорог, грузоотправителей и грузополучателей,
пассажиров, оформление актов, претензий, исков и др.
32
Правила технической эксплуатации железных дорог Российской Федерации (ПТЭ) уста-
навливают основные положения и порядок работы железных дорог и работников железно-
дорожного транспорта, основные размеры, нормы содержания важнейших сооружений,
устройств и подвижного состава и требования, предъявляемые к ним, систему организа-
ции движения поездов и принципы сигнализации. ПТЭ обязательны для всех подразделе-
ний и работников железнодорожного транспорта. Их выполнение обеспечивает слажен-
ность всех звеньев железнодорожного транспорта, четкую и бесперебойную работу желез-
ных дорог и безопасность движения поездов.
В ПТЭ указаны общие обязанности работников железнодорожного транспорта, со-
гласно которым каждый работник, связанный с движением поездов, несет по кругу своей
деятельности ответственность за выполнение правил безопасности движения. Основными
обязанностями работников железнодорожного транспорта являются удовлетворение по-
требностей в перевозках пассажиров и грузов при безусловном обеспечении безопасности
движения и сохранности перевозимых грузов, эффективное использование технических
средств, соблюдение требований охраны окружающей природной среды. Ответственность
за соблюдение ПТЭ работниками железнодорожного транспорта возлагается на руково-
дителей соответствующих подразделений.
В ПТЭ даны нормы и условия эксплуатации сооружений и устройств путевого хозяйства,
локомотивного и вагонного хозяйства, станционного хозяйства, сигнализации, связи и вычисли-
тельной техники, электроснабжения железных дорог, порядок их осмотра и ремонта.
В разделе подвижной состав и специальный подвижной состав установлены общие
требования, условия и нормы содержания ходовых частей, особенно колесных пар, а также
тормозного оборудования и автосцепного устройства, технического обслуживания и ре-
монта подвижного состава. Раздел, касающийся организации движения поездов, содержит
общие требования к графику движения поездов и порядок действия раздельных пунктов,
организации технической работы станций, движения поездов.
Инструкция по сигнализации на железных дорогах Российской Федерации устанавлива-
ет систему видимых и звуковых сигналов для передачи приказов и указаний, относящихся
к движению поездов и маневровой работе, а также типы сигнальных приборов, при помо-
щи которых эти сигналы подаются.
Точное и беспрекословное выполнение требований сигналов, установленных инструкци-
ей, обеспечивает бесперебойность и безопасность движения поездов и маневровой работы.
Инструкция по движению поездов и маневровой работе на железных дорогах Россий-
ской Федерации конкретизирует положения ПТЭ, в частности правила:
— приема, отправления и пропуска поездов при различных средствах сигнализации и
связи как в нормальных, так и в случаях неисправности этих устройств;
— приема и отправления поездов в условиях производства ремонтно-строительных
работ на железнодорожных путях и сооружениях;
— производства маневров на станциях;
— выдачи предупреждений на поезда и другие правила, связанные с выполнением ука-
занных операций.
В инструкции указаны требования и порядок движения поездов при автоматической и
полуавтоматической блокировке, на участках, оборудованных диспетчерской централизаци-
ей, а также при электрожезловой системе, телефонных средствах связи и перерыве всех средств
сигнализации и связи. Указаны условия движения восстановительных поездов (дрезин), по-
жарных поездов и вспомогательных локомотивов, в том числе при производстве работ на же-
лезнодорожных путях и сооружениях. Установлен порядок приема и отправления поездов,
работы поездного диспетчера, маневровой работы на станциях, выдачи предупреждений и др.
Все должностные инструкции составляются в соответствии с положениями Правил
технической эксплуатации железных дорог РФ и утверждаются Министерством путей со-
общения Российской Федерации.
3. Вагоны
33
1.7. Вопросы охраны и безопасности труда и окружающей среды
на железнодорожном транспорте
Охрана труда — это система законодательных социально-экономических, организа-
ционных, технических, санитарно-гигиенических мероприятий, обеспечивающих безопас-
ность, здоровье и работоспособность человека в процессе труда. Безопасность труда —
система организационных и технических мероприятий и средств, предотвращающих воз-
действие на работающих опасных производственных факторов, которые в определенных
условиях приводят к травме или другому ухудшению здоровья.
Условия труда на железнодорожном транспорте связаны с воздействием на работни-
ков опасных и вредных производственных факторов, основными из которых являются:
— повышенная или пониженная температура, влажность и подвижность воздуха рабочей зоны;
— повышенный уровень шума (давления) на рабочих местах;
— недостаточная освещенность рабочих зон;
— повышенная яркость света прожекторов, пониженная контрастность, прямая блесткость;
— острые кромки, заусеницы на поверхности оборудования, в том числе вагонах, ло-
комотивах, стрелочных переводах и др.;
— химические факторы, источниками которых являются главным образом перевозимые грузы;
— психофизиологические факторы — физические перегрузки, нервно психические пе-
регрузки дежурного персонала;
— воздействие электромагнитных полей.
Для снижения воздействия опасных и вредных производственных факторов при проекти-
ровании и эксплуатации железнодорожных объектов проводят всесторонний анализ условий
труда — производственного оборудования, технологического процесса, трудовых операций и
санитарно-гигиенической производственной обстановки. При анализе оборудования исследу-
ются прочность сооружений и надежность оборудования, наличие опасных зон, соответст вие
оградительных устройств требованиям техники безопасности, эффективность и надежность
действия предохранительных, блокировочных и специальных устройств, устройств сигнализа-
ции, герметичность оборудования, возможные источники шума, вибрации, излучения и др.
Безопасность технологических процессов подразумевает гарантию безопасности рабо-
тающих при нормальной эксплуатации оборудования и организации работ, а также при воз-
можных нарушениях. Для обеспечения безаварийной и надежной работы оборудования пра-
вила и нормы охраны труда предусматривают проведение приемосдаточных и периодичес-
ких испытаний, осмотров, расчетов на прочность и устойчивость сооружений и устройств.
Исходя из анализа условий труда вырабатываются рекомендации по рациональной плани-
ровке территории, зданий предприятий и цехов, конструкции оборудования, организации
труда, технологических процессов, обучению персонала, контролю на рабочих местах.
Работа железнодорожного транспорта сопряжена с повышенной опасностью., поэтому
к персоналу, связанному с движением поездов, предъявляются особые требования и проводят-
ся специальные организационные мероприятия по обеспечению безопасности движения поез-
дов. При приеме на работу, связанную с движением поездов, в соответствии с приказом МПС
каждый работник должен пройти медицинский (ведомственный) профессиональный отбор
в железнодорожных поликлиниках. При этом предъявляются жесткие требования к органам
зрения, слуха, нервно-физиологическому состоянию и др. В процессе работы лица, связанные
с движением поездов, периодически подвергаются медицинскому переосвидетельствованию.
Несовершеннолетние к самостоятельным работам, связанным сдвижением поездов, не допус-
каются. После положительных результатов медицинского освидетельствования каждый вновь
принятый перед изданием приказа о зачислении должен изучить вводную инструкцию.
Каждый работник, связанный сдвижением поездов, должен хорошо знать и уметь при-
менять на практике ПТЭ, инструкцию по сигнализации и по движению поездов, должнос-
тную инструкцию и другие документы, устанавливающие его обязанности, а также прави-
ла и инструкции по технике безопасности и производственной санитарии.
Решающее значение в организации безопасности движения поездов имеет технологичес-
кая и трудовая дисциплина работников железнодорожного транспорта: порядок приема и сда-
чи дежурств, допуск и отстранение от работы с оформлением соответствующих документов,
регламент телефонных переговоров, проверки исполнения распоряжений, приказов и др.
34
Экология — наука, изучающая среду обитания живых существ, соотношение их между со-
бой и окружающей природной средой. Инженерная экология занимается разработкой норм и
нормативов допустимого воздействия на природные комплексы технических, технологических,
организационных, экономических, санитарно-гигиенических мероприятий по предупреждению
загрязнения природной среды, методов и средств контроля состояния природных комплексов,
методов и средств управления экологическими системами и отдельными природными комплек-
сами. К нарушению экологического равновесия и экологической безопасности могут приводить
катастрофы на транспорте, воздействие на природу мощной промышленной и транспортной
инфраструктуры и др. Поддержание экологической безопасности на заданном уровне достига-
ется охраной окружающей среды, которая осуществляется органами управления и базируется на
законодательных актах и утвержденных нормативах.
Охрана окружающей среды — это система мер, направленных на поддержание взаимо-
действия между деятельностью человека и средой обитания, обеспечивающая сохранение и
восстановление природных богатств, рациональное использование природных ресурсов, пре-
дупреждение прямого и косвенного влияния результатов деятельности общества на природу
и здоровье людей. Ввод в эксплуатацию объектов железнодорожного транспорта допускает-
ся при выполнении всех экологических требований, определяемых нормативно-технической
документацией и правовыми актами, при оснащении их средствами охраны природы, после
проведения экологической экспертизы по оценке воздействия объектов на окружающую среду.
При эксплуатации объектов железнодорожного транспорта должны соблюдаться ус-
тановленные местными властями нормы потребления природных ресурсов, предельно до-
пустимые воздействия на природные комплексы, установленные нормативы предельно
допустимых выбросов (ПДВ), сбросов (ПДС), физических излучений (ПДУ).
Безопасность объекта железных дорог — свойство сохранять безопасное состояние
при выполнении заданных функций в определенных условиях в течение установленного
времени.. Основными понятиями безопасности являются авария, катастрофа, чрезвычай-
ная (аварийная) ситуация. Авария — непредвиденный выход из строя, повреждение, разру-
шение или крушение какого-либо механизма, устройства, машины и т.п. во время работы,
движения, эксплуатации. Катастрофа — авария с трагическими последствиями.
Чрезвычайные ситуации в мирное время, возникающие в результате различных факторов,
классифицируются следующим образом: ситуации, сопровождающиеся выбросом в окружаю-
щую среду опасных веществ, связанные с возникновением пожаров, взрывов и их последствий;
ситуации на транспортных коммуникациях, в том числе столкновение и сход с рельсов железно-
дорожных составов, аварии на продуктопроводах, на магистральных инженерных сетях, особен-
но электрических, повлекшие нарушение жизнедеятельности населения на большой территории;
стихийные бедствия, включая землетрясения силой 5 баллов и более (по 17 балльной шкале),
катастрофические затопления и наводнения, цунами, массовые лесные и торфяные пожары, эпи-
демии; ситуации военно-политического характера в мирное время, включая международный тер-
роризм и бандитизм, совершаемые против отдельных граждан или объектов, взрывы в обще-
ственных местах, на улицах, в аэропортах, вокзалах и др.
В связи с этим обеспечение безопасности в практических условиях осуществляется по
двум направлениям:
— предотвращением выхода систем (объектов, процессов) в аварийные (нерасчетные)
режимы, что достигается обеспечением надежности, долговечности, безотказности;
— предотвращением перерастания аварийной ситуации в аварию и катастрофу, что
достигается проведением технического диагностирования, обеспечением средств защиты.
Человеческий фактор играет важную роль в обеспечении безопасности движения поездов и
безаварийной работы объектов железнодорожного транспорта. Более 50 % аварий происходит
вследст вие ошибочных решений или действий людей, т.е. человеческий фактор может существен-
ным образом воздействовать на увеличение степени риска и соответственно на снижение безо-
пасности технической системы. Ошибки человека в ходе выполнения своих служебных обязан-
ностей зачастую в условиях возникновения непредвиденной обстановки и дефицита времени ста-
новятся практически неизбежными. Поэтому в технических средствах предусматривают такую
защиту, которая позволила бы исключить результаты ошибочных действий людей, сдемпфиро-
вала бы неверные действия человека и его поведение в сист еме человек-машина.
35
Глава 2.
Общие сведения о вагонном парке железных дорог
Вагонный парк, являясь одним из основных технических средств, выполняет назначе-
ние железнодорожного транспорта — перевозку пассажиров и грузов для народного хо-
зяйства страны. От его параметров, конструкции и технического состояния во многом за-
висит эффективность и безопасность работы железных дорог. Для поддержания вагонного
парка в исправном состоянии на железных дорогах образовалась целая система, обеспечи-
вающая ремонт и техническое обслуживание вагонов.
Вагонный парк состоит из совокупности вагонов, используемых для перевозки грузов
и пассажиров по железным дорогам, а также для выполнения отдельных специальных фун-
кций, связанных с этими перевозками и эксплуатационной работой железнодорожного
транспорта. Вагоны разделяются между собой по способу передвижения, назначению, тех-
нической характеристике и месту эксплуатации.
Современный парк вагонов представляет собой многообразие типов и конструкций (свыше 200).
Большое значение для эффективной эксплуатации имеет рациональность конструкций ваго-
нов и их технико-экономических параметров. Повышенный эффект вагонного парка достигается
наличием вагонов, обеспечивающих максимальные удобства при перевозке пассажиров,
универсальность использования вагонов, конструкций с возможностью механизации и автома-
тизации погрузочно-разгрузочных операций при эксплуатации грузовых вагонов. Конструкции
вагонов и их параметры оказывают существенное влияние на полноту использования их грузо-
подъемности, производительности, выполнение потребностей в перевозках пассажиров и клиен-
туры железных дорог, а следовательно, и на затраты средств народного хозяйства.
Перечисленные выше факторы определили сложность конструкций вагонов: наличие
теплоизоляции кузова, устройства отопления, вентиляции, охлаждения, электрообору-
дования, автоматического управления агрегатами; обеспечение движения с повышенными
скоростями, малым сопротивлением движению, оборудование автосцепкой и автотормозом,
оснащение эффективными материалами; минимальные затраты на постройку, ремонт и в
процессе их эксплуатации (формирование поездов, погрузочно-разгрузочные операции и
др.), себестоимость перевозок, размеры капитальных вложений, необходимых для изго-
товления и эксплуатации вагонов.
Из приведенного выше следует, что вагонный парк является одним из сложных и важ-
ных технических средств, обеспечивающих основное назначение железнодорожного транс-
порта — перевозку пассажиров и грузов для народного хозяйства страны. Поэтому для со-
здания новых эффективных конструкций вагонов, обеспечения качественного их ремонта и
технического обслуживания в эксплуатации, а также для управления вагонным хозяйством
необходимы инженеры высокой квалификации.
2.1. Краткий исторический обзор развития вагоностроения
и вагонного хозяйства
Зарождение вагоностроения в России и за рубежом уходит вглубь веков и связано с появле-
нием необходимости транспортировки грузов, объемы которых возрастали в связи с развитием
цивилизации народов. Прообразами вагонов считаются древние безрельсовые повозки, транс-
портируемые упряжными животными.
Древний человек для перемещения небольших тяжестей применял свою собственную силу, а
для транспортировки более тяжелых грузов использовал прирученных животных. Вначале перво-
бытный человек делал повозки, выполненные из ветвей в виде волокуши, на которые укладывался
груз и волоком транспортировался. Позже повозки делались с полозьями в виде саней. Эти уст-
ройства служили людям и зимой и летом длительный период времени. Причем в летнее вре-
мя дороги поливались водой с целью облегчения перемещения грузов. Однако это мало по-
могало для уменьшения усилий, преодолевая силы трения скольжения полозьев по земле.
36
Поэтому человек не прекращал поисков новых средств перемещения грузов и нашел его —
это колесо, которое считается одним из самых выдающихся изобретений человечества во всем
мире. Колесо, претерпев конструктивные усовершенствования, стало неотъемлемой частью мно-
гочисленных машин, в том числе подвижного состава железнодорожного транспорта.
К этому изобретению человека подталкивала сама природа. Наблюдая за травой «пе-
рекати поле» или за перекатыванием бобрами деревьев к месту «стройки», люди стали под-
кладывать под полозья круглые бревна, а затем в полозьях делать углубления и вставлять
катки. Эти катки оказались ближайшими предшественниками сплошного колеса. Изобре-
тение колеса также обязано изобретению гончарного круга. Благодаря использованию
колеса исчезло трение скольжения, а трение качения во много раз позволило снизить силу
преодоления сопротивления передвижения повозки.
Вместе с совершенствованием колеса развивались конструкции и внешние формы по-
возок, которые можно считать прообразами существующих конструкций, аналогами при
проектировании будущих вагонов.
Изобретение колеса послужило появлению колесных повозок — боевых колесниц, ко-
торые в Месопотамии и в Западной Азии появились за 5 тыс. лет до н.э. Первые дисковые
колеса представляли собой поперечные обрубки круглых бревен, затем сбитые деревянны-
ми планками ободья. В дальнейшем колеса повозок стали делать в виде деревянных дис-
ков, а затем со ступицей и спицами (рис. 2.1).
Колесо
тз 'грех частей,
соедипсин ы\ с коб:i м i г
Колесо
с восемью спицами.
Греция. 400 г. до н.э.
Римское
колесо.
100 г. до н.э.
Колесо
одного из первых
автомобилей
Легкое колесо
с четырьмя спицами.
Египет, 1500 г. до н.э.
Кол есо ко! т ст ру кш 1 и
Леонардо да Винчи.
Конец /X V в.
Рис. 2.1. Эволюция колеса
Первые колесные повозки (колесницы) на территории Ирак (в то время Шумер)
появились не ранее 3500 г. до н.э. Они использовались сначала для перевозки воинов,
затем как обычный транспорт (рис. 2.2).
Рис. 2.2. Два шумерских (Ирак) колеса 3500 г. до н.э:
ci — деревянный диск, состоящий из трех частей и заклепки; б — колесо с медным ободом
37
Колесницы, запряженные лошадьми, появились в Египте не ранее 1600 г. до н.э., а при-
мерно к 1300 г. до н.э. они появились и в Древней Греции. Колесницы использовались как в
военное, так и в мирное время на спортивных соревнованиях, на свадебных церемониях и др.
Китайцы, посещая Средний Восток, принесли в Китай секрет колеса около 1500 лет до н.э.
Их повозки имели колеса с тонкими спицами и развал, что делало их более устойчивыми при
движении. Викинги, считавшиеся самыми бесстрашными путешественниками, передвигались
в период до 850 г. до н.э. на санях, затем у них также появились повозки на колесах. В Арме-
нии около 2000 лет до н.э. пользовались А-образными двухколесными повозками., так как
считалось, что четырехколесными с неподвижными осями трудно управлять.
Колесный транспорт постепенно совершенствовался и распространялся в Средиземномо-
рье, Европу и Китай. Римляне научились делать прочные повозки, по их превосходным дорогам
было нгшажено быстрое сообщение конных упряжек. Первые средневековые кареты, служащие
для перевозки людей, не имели рессор, и утомительные поездки по Европе иногда продолжа-
лись месяцами. В длительных поездках с относительными удобствами разъезжали лишь бога-
тые и знатные путешественники.
Колесный транспорт развивался по мере того, как налаживались связи между народами. Пер-
вые экипажи имели жесткие оси, затем появилась упругая подвеска на гибких деревянных план-
ках, а позднее — на кожаных ремнях. Начали применять повозки с шарнирно закрепленными
передними колесами, что позволяло осуществлять повороты и разворачиваться с меньшим радиу-
сом. Экипажи знати начала XVI века часто имели экстравагантную отделку, что вызывало возму-
щение простого народа. Французское изящество появилось, например, в конструкции тяжелой
кареты с подвеской кузова на кожаных ремнях и большим диаметром задних колес, что избавляло
пассажиров от тряски, так как дороги оставались плохими. Передние же колеса делались меньше-
го диаметра, чтобы они не задевали за кузов при повороте четырехколесной повозки.
К XVII веку на некоторых типах карет и экипажей появились металлические рессоры,
принцип устройства которых сохранился до наших дней, в том числе и в конструкциях
вагонов. Хотя дороги оставались плохими, наличие этих подвесок и большого диаметра
задних колес позволяли экипажам двигаться с большими скоростями, а также обеспечи-
вать ездокам более комфортные условия.
Британия на протяжении XVII века из страны преимущественно ссльскохозяйстве! мой пре-
вращалась в страну с развитой коммерцией, в основном, благодаря интенсивной торговле. По-
этому там появилась необходимость в перевозках товаров и людей на большие расстояния. Для
быстрых коротких перевозок потребовались небольшие облегченные экипажи. Для дальних со-
общений были разработаны почтовые дилижансы, покрывающие в день расстояния до 48 км с
остановками на почтовых станциях. Двухместная карета типа бругам, впервые построенная в
1839 г. для лорда Бругам, произвела подлинный переворот среди английских экипажей. Со вре-
менем карета бругам стала самым распространенным среди городских экипажей.
Конструкции европейских экипажей повлияли на многие ранние американские модели.
Однако кабриолет, несмотря на французское название, обозначающее крытую двуколку, явля-
ется типичным североамериканским экипажем. Американский кабриолет, появившийся около
1850 г., представлял собой легкий экипаж с двумя или четырьмя колесами, имеющий тент и
достаточно хорошую конструкцию подвески. Он был предназначен для двух пассажиров.
Транспортное средство типа омнибус с одноконной тягой появилось во Франции
примерно в 1825 г. В Лондон омнибус был ввезен в 1829 г. и сразу стал популярным.
Первая линия между Паннингтоном и Банком обслуживалась экипажами на конной тяге
и перевозила 18—22 пассажира, одновременно размещенных в одном экипаже. Кондук-
тор находился у задней входной двери, а пассажиры размещались в салоне и па крыше
одноэтажных омнибусов, что стало привычкой. Это привело к появлению двухэтажных
омнибусов с местами на империале (крыше). Защиты от непогоды не предусматривалось,
зато стоимость проезда на втором этаже была вдвое дешевле. К 1880 г. омнибус превра-
тился в экипаж с пароконной тягой, который существовал в Лондоне до 1914 г.
38
Транспортные средства типа шарабан использовались в крупных имениях для перевозки слу-
жащих, а типа фаэтон, управляемый кучером в ливрее, обычно вывозил семью за город. Повозка
типа линейка вошла в моду для прогулок, сидения в которой располагались вдоль, а люди входили
с задней части кузова. Догкарт, в котором ездоки сидели спинами друг к другу, предназначался для
охотников с собаками, но затем стал широко использоваться в качестве обычного транспорта.
Между городами на далекие расстояния ездили в карстах типа возок, являющихся прообразом
трамвая, и фаэтонах, запряженных группой лошадей, управляемых кучером. До появления желез-
ных дорог самым быстрым способом передвижения была езда на перекладных, при которой на
каждой станции меняли лошадей. Средняя скорость почтовых карст составляла 11,3 км/ч.
Первые трамвайные вагоны, двигающиеся по рельсовому пути конной тягой, появи-
лись в Гарлеме в 1838 г. и в Нью-Орлеане в 1834 г. Лошади теперь легче тащили вагоны,
могли везти большее количество пассажиров с увеличенной скоростью.
Появление городских рельсовых дорог привело к возникновению конных трам-
ваев (конок) в Москве (рис. 2.3).
Рельсовый вагонный парк появился вместе с возникновением железных дорог. Пер-
вые конструкции пассажирских вагонов напоминали кареты или почтовые дилижансы
постройки предшествующих лет по форме кузова и устройству ходовой части (рис. 2.4
и 2.5), а колеса стали делать с ребордой (гребнем) (рис 2.6).
Рис. 2.3. Конка в Москве у Каменного моста до 1904 г.
Рис. 2.4. Пассажирский вагон
II класса линии Стоктон —Дарлингтон
Рис. 2.5. Пассажирский вагон I класса
линии Ливерпуль—Манчестер
Рис. 2.6. Колесо с ребордой (гребнем),
направляющей движение по рельсовому пути
Для Царскосельской железной дороги вагоны закупались за рубежом. Имея внешние
формы, напоминающие повозки разных видов, их называли «шарабанами», «дилижанса-
ми», «каретами». Официально словом вагон (англ, waggon) были названы повозки, пред-
назначенные для движения по рельсам. Ко дню открытия на Царскосельскую дорогу по-
ступило 44 пассажирских и 19 товарных (грузовых) вагонов.
39
Вагоны были двухосные с деревянными рамами, оси колесных пар стальные, колеса чугун-
ные со стальными бандажами, буксы имели устройства для смазки подшипников. Ходовые час-
ти и рамы вагонов изготавливались в Англии, кузова в Бельгии и в России. Отопление в пасса-
жирских вагонах отсутствовало. На деревянной раме грузовых вагонов размещался открытый
(типа платформы) или крытый кузов. 21 мая 1838 г. произошло крушение поезда из-за излома
оси, поэтому в дальнейшем и до настоящего времени уделяется особое внимание проблеме проч-
ности и надежности ходовых частей вагонов, обеспечению безопасности движения поездов.
Вагоны для Пстербург-Московской железной дороги начал выпускать в 1846 г. един-
ственный в то время в России Петербургский Александровский завод. Первые вагоны были
четырехосные грузовые (товарные) крытые (рис. 2.7) и платформы (рис. 2. 8).
Рис. 2.7. Первый крытый вагой Александровского Рис. 2.8. Первая платформа
завода Пстербург-Московской железной дороги Пстербург-Московской железной дороги
Тип, основные параметры и устройство отдельных частей вагонов были определены
Технической комиссией при Департаменте железных дорог в 1843—1844 гг. Ходовые их
части состояли из двухосных тележек, диаметр колес по кругу катания которых составлял
914 мм, диаметр в средней части оси — 82,5 мм, в шейках — 63,5 мм. Колеса выполнялись
из термообрабатываемого чугуна повышенной твердости. Из каждой партии 2-3 в/<> осей и
колес подвергались испытанию на прочность. Для изготовления деревянных частей кузова
и рамы использовались сосна, дуб, вяз, лиственница.
Многие части крытого вагона и платформы — взаимозаменяемы. В крытых вагонах и
платформах несущие элементы кузова и рамы были деревянными, что объяснялось нехват-
кой металла в стране. Их кузова опирались на двухосные тележки. Вагоны оснащались
объединенными ударно-тяговыми приборами, расположенными по центру на концевых
брусьях рамы. Приборы друг с другом скреплялись двумя боковыми стяжками, проходив-
шими по всей длине вагона. В боковых буферах необходимости не было.
Первые четырехосные крытые вагоны и платформы оборудовались тормозными при-
борами с ручным приводом, колодки изготавливались из осины. Для кондуктора-тормо-
зилыцика имелась тормозная площадка с сидением. Грузоподъемность крытого вагона
составляла 8,2 т, тара — 7,8 т.
В отличие от крытого вагона первые четырехосные платформы оборудовались шпрен-
гельными устройствами, подкреплявшими боковые продольные балки рамы, а также ос-
нащались стойками, служащими для размещения длинномерных грузов. Строились также
платформы с постоянными или откидными бортами. Грузоподъемность первых платформ
составляла 10 т, тара — 6 т.
В 1859—1860 гг. Александровский завод строил платформы для перевозки карет, эки-
пажей, военных санитарных фургонов, походных кухонь, артиллерийских двуколок, а так-
же специальных вагонов для перевозки лошадей, крупного рогатого скота, пороха и дру-
гих взрывчатых веществ, обшитых изнутри войлоком и цинковыми листами, укрепленны-
ми медными гвоздями.
40
Недостатками строящихся в то время четырехосных вагонов являлись: коэффициент
тары (отношение тары к грузоподъемности) был очень высок и достигал для крытого вагона
0,95, для платформы — 0,6; нагрузка от колесной пары на рельс составляла всего 4 т, а рель-
совый путь был рассчитан на 10 т, что снижало эффективность вагонов при эксплуатации.
Благодаря меньшему коэффициенту тары двухосных вагонов и в связи с нехваткой
в стране металла на производство четырехосных конструкций Александровский завод
перешел на постройку двухосных вагонов. Все четырехосные вагоны, находящиеся в
ывать в двухосные (рис. 2.9).
эксплуатации, с 1863 г. стали не]
К 1862 г. в России находилось
семь железных дорог, эксплуата-
ция вагонов на которых осуществ-
лялась с перегрузкой на стыках, а
далее грузы перевозились лошадь-
ми на другую станцию. Это было
крайне неэффективно. Поэтому в
1889 г. было введено бесперегру-
зочное сообщение грузовых, а с
1913 г. — пассажирских вагонов.
В связи с этим еще 18 марта 1860 г.
в России впервые в мире были
введены единые габариты при-
ближения строений и подвижно-
го состава.
Бесперсгрузочное сообщение,
кроме того, привело к необходи-
мости нормализовать парк грузо-
вых вагонов по типу конструкций
и размерам, так как на каждой до-
роге строились вагоны по своим
проектам, а более половины вагон-
ного парка составляли вагоны по-
стройки немецких, французских,
английских и австрийских заводов.
Такое разнообразие значительно
усложняло их ремонт, так как не-
обходимо было иметь очень боль-
шой перечень запасных частей.
Поэтому было принято решение,
Рис. 2.9. Двухосный вагон
Петербург-Московской дороги, переделанный из четырехосного
Рис. 2.10. Нормальный двухосный крытый тормозной вагон
начиная с 1875 г. строить и восстанавливать поврежденные кузова только с одинаковыми
внутренними размерами: длиной 6400 мм и шириной 2743 мм. Вагоны с такими размерами
кузовов стали именовать нормальными (рис. 2.10). Нормальные вагоны всех типов эксплуа-
тировались на российских и советских железных дорогах длительное время, осуществляя пе-
ревозки разнообразных грузов. В крытых вагонах, кроме того, перевозили солдат, исполь-
зуя настенное и съемное специальное оборудование, хранящееся на складах.
С 1892 г. крытые вагоны и платформы нормального типа были введены в законодатель-
ном порядке для всех государственных и частных железных дорог. Впоследствии их грузо-
подъемность повышалась с 12,5 т (1891 г.) до 15 т в 1909 г., до 16,5 т в 1911 г., до 18 т в 1933 г.
Центральными мастерскими Московско-Нижегородской железной дороги были мас-
терские города Ковров, которые внесли большой вклад в создание рациональной конст-
рукции нормального вагона. В 1872 г. они изготовили первый грузовой вагон со стальны-
ми балками рамы вместо деревянных брусьев.
41
Рис. 2.11. Нормальный вагон-ледник
В 1881 г. была построена первая трехосная платформа, средняя колесная пара кото-
рой могла перемещаться в поперечном направлении при движении по кривым участкам
пути. Ее грузоподъемность составляла 15 т, тара 7,2 т.
Первые полувагоны с 1861 г. строились без верхних обвязок боковых стен. Двери, уст-
роенные в боковых стенах, откидывались вниз, что было удобно грузить полувагоны с помо-
щью тачек. Затем полувагоны начали строить с верхними обвязочными брусьями кузова,
что предусматривалось с целью погрузки в них сыпучих грузов, в частности угля, сверху.
Цистерны заграничной постройки впервые появились на железных дорогах России в
1863 г. В 1872 г. железнодорожные мастерские Грязе-Царицинской и Московско-Нижего-
родской железных дорог приступили к постройке отечественных цистерн.
Первые изотермические вагоны с ледяным охлаждением — вагоны-ледники появились в
России в 1862 г. (рис. 2.11), предназначенные для перевозки мороженой рыбы. Кузов имел двой-
ную обшивку, между которыми — изоляционный материал в виде войлока, картона и др.
Летом в кузов загружали метал-
лические короба со льдом, а наруж-
ный термометр показывал темпера-
туру внутри помещения. Изотерми-
ческие вагоны для перевозки фрук-
тов имели интенсивную вентиляцию.
Кроме того, в вагонном парке
находились универсальные и специ-
ализированные вагоны, в том числе
изотермические вагоны для перевоз-
ки скоропортящихся грузов, име-
лись также специализированные ва-
гоны для перевозки молока, масла,
минеральных вод и другие типы,
снабженные различными системами
охлаждения, вентиляции, отопле-
ния. В 1870 г. Ковровскими мастерскими были изготовлены вагоны для перевозки живой
рыбы с размещаемыми внутри кузова в один или в два этажа баков с водой. Баки через
воронки в крыше заливались водой, а зимой в кузове устанавливали печи.
Для Петербург-Московской железной дороги решением Технической комиссии пассажир-
ские вагоны с одинаковыми размерами кузова были разделены на три класса. Вагой I класса
имел два отделения, одно из которых оборудовано креслами, а другое — диванами. Кресла и
диваны поворачивались, что позволяло пассажирам садиться лицом но направлению движе-
ния поезда. В вагоне I классе! было 14 двухместных мягких диванов длиной 1944 мм, распола-
гавшихся вдоль одной стены поперек вагона, а вдоль другой стены имелся продольный про-
ход. Диваны не разделялись подлокотниками, поэтому использовались для лежания. Вагон
II класса имел диваны на двух пассажиров, разделенные подлокотниками для каждого, с под-
пружиненными сидениями и спинками, обшитые суконной наружной обивкой. Вагон II класса
был рассчитан на 52 пассажира. Вагон III класса — на 90 посадочных мест оснащался деревян-
ными парными скамьями без подушек, расположенными вдоль боковых стен с проходом посе-
редине салона кузова. К открытию Петербург-Московской железной дороги (1851 г.) Алек-
сандровский завод построил 239 пассажирских вагонов.
Первые пассажирские вагоны III класса постройки Александровского завода (рис. 2.12) для
Петербург-Московской железной дороги имели деревянную раму, усиленную шпренгслями, ку-
зов с деревянной обрешеткой и обшивкой иногда изолировался войлоком, проложенным между
внутренней деревянной и наружной листовой стальной обшивками. На каждом конце вагона
располагались открытые площадки, а посередине торцовых стен — входные одностворчатые
двери. На крыше вдоль некоторых типов вагона устраивали световой фонарь (рис. 2.13).
42
Рис. 2.12. Первый пассажирский вагон Александровс-
кого завода Петербург-Московской железной дороги
Рис. 2.13. Пассажирский вагон III класса
с продольным световым фонарем на крыше
Первые пассажирские вагоны не имели полок для вещей и багажа, в них отсутствова-
ли умывальники и туалеты, не было устройств отопления, в ночное время салоны освеща-
лись свечами, вентиляция осуществлялась через одинарные окна, нижняя половина кото-
рых поднималась вверх. Тележки пассажирских вагонов отличались от тележек грузовых
рессорами увеличенной длины, подвешенными на серьгах, что обеспечивало лучшие ходо-
вые качества вагона. Тормозное устройство с односторонней рычажной передачей обору-
довано цепным приводом. Тара первых пассажирских вагонов всех трех классов составля-
ла около 22 т, т.е. на каждую ось приходилось по 5,5 т.
Кроме вагонов для перевозки пассажиров в 1850—1854 гг. Александровский завод стро-
ил служебные вагоны с усовершенствованными ходовыми частями, почтовые, багажные,
для перевюзки заключенных (арестантские) с зарешеченными окнами. Первые четырехос-
ные багажные вагоны этим заводом были построены в 1857 г.
В связи с тем, что единственный Александровский завод не обеспечивал растущие по-
требности железных дорог, в 1857--1862 гг. Россия закупала вагоны за границей, преиму-
щественно в Германии и Франции. Вследствие непригодности для российских условий эк-
сплуатации в 1868—1884 гг. вагоны были переделаны и созданы отечественные типы.
С 1863 г. пассажирские вагоны стали оборудовать туалетами. Умывальники сначала
устанавливали в вагонах I и II классов, а в вагонах III класса они появились лишь после
1900 г. В первых вагонах I и II классов для обогрева ног пассажиров использовались сильно
нагретые кирпичи, уложенные в металлические ящики, заменяемые через каждые 3-4 часа
на остановках поезда. Вагоны III класса обогрева не имели. С 1863 г. пассажирские вагоны
Петербург-Московской железной дороги начали оборудовать печами сухого отопления,
с 1866 г. — более совершенного парового, а с 1877 г. — водяного. Принцип водяного ото-
пления пассажирских вагонов сохранился до настоящего времени.
Вентиляция первых пассажирских вагонов осуществлялась через окна и двери, затем
стали использовать надоконные и подоконные задвижные вентиляторы, а в дополнение
к ним устанавливать потолочные вытяжные дефлекторы с различной формой флюгарок.
Для освещения применяли свечи, устанавливаемые в фонари; фонари часто задувались
ветром. С 1877 г. на Петербург-Московской железной дороге начали применять освеще-
ние газом, а на других дорогах, кроме того, минеральные масла. Вследствие возгорания
масляных ламп их применение в 1890 г. было запрещено. С 1887 г. было введено электри-
ческое освещение. С начала 1879 г. пассажирские вагоны снаружи начали окрашивать в
разные цвета: I класс — синий, II класс — желто-золотистый, III класс — зеленый, почто-
вые вагоны — в коричневый, багажный — зеленый снаружи, серый цвет внутри.
После 1870 г. потребность в пассажирских вагонах в России возросла. Их производ-
ство было увеличено. В значительных количествах пассажирские вагоны выпускали Ков-
ровские железнодорожные мастерские. С 1867 по 1881 гг. было создано 40 типов конст-
рукций пассажирских вагонов: в 1872 г. построен вагон III класса с воздуходувным ото-
плением, а в 1877 г. — вагон II класса с водяным отоплением, туалетом и умывальником.
В 1891 — 1 899 гг. строились пассажирские вагоны IV класса для местного и пригородного
сообщения: двухосные на 40 посадочных мест и четырехосные на 80 мест.
43
j
Рис. 2.14. Четырехосный багажный вагон постройки 1908 г.
В связи с ростом пасса-
жирских перевозок возросла
потребность в перевозках
багажа, поэтому в 1906 —
1908 гг. заводы строили че-
тырехосные багажные ваго-
ны (рис. 2.14).
Было построено не-
большое количество двухэ-
тажных пассажирских ва-
гонов оригинальной конст-
рукции: (рис. 2.15). При
длине кузова в 20 м в таком
вагоне удалось разместить
106 сидячих мест. Вход на
верхний этаж обеспечивался посредством наружных двухсторонних лестниц, размещен-
ных по концам кузова. Для пассажиров нижнего этажа предусмотрены двери, располо-
женные посередине боковых стен кузова.
Таким образом, на ос-
Рис. 2.15. Двухэтажный пассажирский вагон
нове эволюции колеса, раз-
вития безрельсового, а затем
железнодорожного транс-
порта, в. конце XIX — нача-
ле XX века в России были со-
зданы основные типы грузо-
вых и пассажирских вагонов.
Их конструкции затем совер-
шенствовались, улучшались
параметры, повышалась гру-
зоподъемность грузовых,
комфортабельность пасса-
жирских вагонов.
2.2. Заслуги изобретателей, инженеров и ученых
в создании вагонных конструкций и науки о вагонах
Создание и развитие конструкций вагонов тесно связано с появлением колесного транс-
порта, модернизацией шарабанов, дилижансов, карет, фаэтонов в рельсовый вид подвиж-
ного состава — вагоны. Еще до появления железнодорожных вагонов разрабатывались
новые типы повозок, совершенствовались их формы и улучшались конструкции отдель-
ных частей. Развитие промышленности и железнодорожного транспорта способствовало
интенсивному внедрению новых, более эффективных конструкций вагонов, так как от ва-
гонного парка, в основном, зависело освоение возрастающих объемов перевозок грузов и
пассажиров. На протяжении многих столетий в решении этих проблем; принимали участие
многие страны и специалисты, занимающиеся наземными видами транспорта. В связи
с тем, что вагоностроение неотделимо от развития железнодорожного транспорта, о неко-
торых специалистах уже упоминалось в разделе 1.2. В результате вклада специалистов
в теорию проектирования и разработку конструкций вагонов, появилась новая наука —
наука о вагонах. Устремленность и творческий путь изобретателей и ученых, описанный
ниже, должен послужить молодым специалистам примером в их деятельности.
44
Павел Петрович Мельников (1804—1880), кроме активного участия в разработках планов
и строительстве первых магистральных железных дорог, в своих научных работах рассмотрел
новые и важные для того времени вопросы, касающиеся вагоностроения:
— сопротивление движению рельсовых экипажей с выводом формул для расчета этого
сопротивления;
— разработка конструкции кузовов и рам вагонов;
— рекомендации по конструкции, размерам и материалам колес и осей колесных пар
для вагонов, обращающихся с обычными и повышенными скоростями;
— устройство подшипников, применяемые для их изготовления материалы и технология
механической обработки трущихся поверхностей;
— конструкция смазочных устройств в буксах, включая вид смазки и способы подачи ее к
трущимся частям;
— устройство ручного тормоза;
— обоснование и ограничение собственной массы вагона.
Возвратившись из командировки в Америку, П.П. Мельников подробно описал американ-
ские конструкции вагонов, опубликовав в печати для широкого ознакомления и использования.
Профессором Николаем Леонидовичем Щукиным (1848—1924 гг.) проектирование по ва-
гоностроению поставлено на научную основу вместо экспериментального подхода, полу-
чившего распространение в то время во всех странах мира. Н.Л. Щукин, совмещая с 1883 по
1902 г. преподавательскую деятельность с работой инженера-консультанта на Петербургс-
ком Александровском заводе, организовал там мощную техническую контору, ставшую
центром проектирования новых типов подвижного состава. Здесь проектирование было по-
ставлено так, что разработки велись в тесном взаимодействии с производственными цехами
и специалистами, эксплуатирующими разрабатываемые конструкции вагонов. С 1902 по 1922 г.
Н.Л. Щукин возглавлял Комиссию подвижного состава, тяги и мастерских Инженерного
совета и Технического комитета Министерства путей сообщения, внеся огромный вклад в
проектирование всех вагонов и их частей, построенных с 1902 г. Он выполнил расчеты рам
кузовов, тележек, тормозов; предложил замену свечного на электрическое освещение; реко-
мендовал произвести оборудование вагонов автосцепкой; участвовал в создании облегчен-
ных конструкций пассажирских вагонов дальнего следования и пригородного сообщения, а
также крытого вагона увеличенной до 20 т грузоподъемностью с металлическим каркасом
кузова и др. Н.Л. Щукин принимал активное участие в создании Московского института
путей сообщения, Почетным членом которого он был затем избран.
Николай Павлович Петров (1836—1920), Почетный член Петербургской Академии наук,
основоположник науки о подвижном составе. Им опубликовано более 100 научных работ,
посвященных проблемам смазки, сопротивления движению поезда, тормозов, взаимодей-
ствия подвижного состава и пути, экономики железнодорожного транспорта. Оригиналь-
ные эксперименты, выполненные на машине трения собственной конструкции, и глубокие
теоретические исследования Н.П. Петрова послужили основой для создания теории гидро-
динамической смазки, признанной во всем мире. Рекомендуемые Н.П. Петровым смазки,
по сравнению с применяемыми ранее, значительно уменьшили силы трения, что позволи-
ло сэкономить более 50 тыс. т угля в год, стоимость которого в 1883 г. составляла около
полумиллиона рублей. Исследования Н.П. Петрова по сопротивлению движению поезда
имели важное значение для создания теории тяговых расчетов. Он выполнил исследования
прочности и надежности посадки бандажей на колесные центры, существенно влияющей
на безопасность движения поездов, разработал теорию сил инерции необрессоренных масс
при движении колеса по неровностям пути любой формы и с учетом упругости пути, при-
менив свой метод конечных разностей. Опираясь на работы Н.П. Петрова, в 1915 г. специ-
альная комиссия разработала методику определения допускаемых нагрузок на оси под-
вижного состава и предельных скоростей движения на железных дорогах в зависимости от
типов верхнего строения пути и паровозов.
45
Николай Егорович Жуковский (1847—1921), работая в Экспериментальном инсти-
туте путей сообщения, выполнил основополагающие исследования в области продоль-
ной динамики, рассмотрев усилия, возникающие в ударно-тяговых приборах сквоз-
ной (неразрезной) и несквозной (разрезной) упряжи при трогании поезда с места
и при движении по ломаному профилю пути. При этом для исследования процесса
трогания с места однородного поезда, имеющего вагоны с неразрезной упряжью,
Н.Е. Жуковский рассмотрел две расчетные схемы: состав вагонов поезда считается
упругим стержнем с грузом (локомотивом) на конце; поезд считается системой твер-
дых тел, соединенных упругими связями. Теория Н.Е. Жуковского позволила опреде-
лять максимальные продольные усилия в тяговых приборах подвижного состава, уточ-
няла расчеты частей вагонов.
Теория продольной динамики Н.Е. Жуковского получила применение и дальнейшее
развитие в научных трудах многих отечественных и зарубежных ученых и используется до
настоящего времени.
Михаил Васильевич Винокуров
(1890 1955)
Михаил Васильевич Винокуров (1890— 1955), доктор тех-
нических наук, профессор, ученый в области динамики, под-
робно исследовал собственные и вынужденные колебания
двухосного и четырехосного грузового и пассажирского ва-
гонов. На основе анализа дифференциальных уравнений
предложил рациональные соотношения жесткости ступеней
рессорного подвешивания, степень демпфирования колеба-
ний силами трения, установил соотношение между базой ва-
гона и радиусом инерции кузова, определил положение ме-
тацентра вагона, при котором обеспечивается устойчивость,
рекомендовал целесообразные параметры люлечного уст-
ройства ходовых частей и др. Им было высказано предло-
жение о целесообразности опирания кузова вагона на сколь-
зуны тележек, что способствует гашению колебания виля-
ния. М.В. Винокуров разработал методы расчета отопления,
вентиляции и кондиционирования воздуха в вагонах. Под его редакцией и в соавторстве
был создан капитальный учебник для студентов вузов «Вагоны».
Алексей Александрович Попов (1905—1966), доктор технических наук, профессор,
выполнил фундаментальные исследования по теории колебаний и прочности ваго-
нов. В области прочности вагонов он подробно рассмотрел вопросы, связанные с рас-
четом брусьев и оболочек большой кривизны, разработал графоаналитический ме-
Алексей Александрович Попов
(1905 1966)
тод, основанный на созданной им теории ортогональных
фокусов. В его трудах получила дальнейшее развитие и
углубление теория стесненного кручения, примененная к
расчету рамы тележки грузового вагона. Под редакцией
А.А. Попова и в соавторстве написана монография «Рас-
чет вагонов на прочность», в которой изложен разрабо-
танный им метод расчета оси колесной пары, явившийся
значительным шагом вперед по сравнению с применяв-
шимися ранее методами.
А.А. Попов рассмотрел основы теории свободных и вы-
нужденных колебаний вагона с учетом трения в рессорном
подвешивании, получив результаты для системы поезда, дви-
жущегося по упругому рельсовому пути, а также явления ре-
зонанса при колебаниях вагона под действием периодичес-
ких неровностей.
46
Василий Захарович Власов (1906—1958), доктор техничес-
ких наук, профессор, член-корреспондент Академии наук СССР,
выдающийся ученый в области строительной механики. Его на-
учные исследования посвящены созданию современных мето-
дов расчета тонкостенных элементов вагонных конструкций.
Используя теорию В.З. Власова, многие его последова-
тели совершенствовали методы расчетов вагонных конструк-
ций типа оболочек.
Евгений Николаевич Никольский, доктор технических наук,
профессор, заслуженный деятель науки и техники РФ, почет-
ный доктор Будапештского университета, внес значительный
вклад в развитие методов расчета напряженного состояния ку-
зовов вагонов. Для расчета вагонных конструкций типа оболо-
чек им разработаны метод чередования основных систем и обоб-
щенный метод сил, позволяющие производить расчет сложных
конструкций кузовов вагонов. Для расчета крыши пассажир-
ского вагона Е.Н. Никольским уточнена теория цилиндричес-
ких оболочек с неизгибаемым контуром поперечного сечения
произвольной формы. Это уточнение явилось развитием тео-
рии оболочек и тонкостенных стержней с недеформируемым
контуром поперечного сечения, созданной В.З. Власовым. Важ-
ные исследования по развитию метода конечных элементов
(МКЭ) для расчета вагонных конструкций выполнены Е.Н. Ни-
кольским, в которых он сочетал простые традиционные для ку-
зовов схемы с уточнением их в отдельных областях введением
поля конечных элементов, а также использовал метод чередо-
вания основных систем в сочетании с МКЭ. Он является соав-
тором учебников и учебных пособий для вузов.
Владимир Николаевич Котуранов, доктор технических наук,
профессор, заслуженный деятель науки и техники РФ, академик
Российской академии транспорта, развил теорию В.З. Власова
Василий Захарович Власов
(1906—1958)
Евгений Николаевич Никольский
(1914-1998)
применительно к кузовам вагонов. Hci базе прикладных разделов теории упругости он развил
специализированные методы строительной механики вагонов с ориентацией на создание ал-
горитмов, удобно и экономично реализуемых на современной вычислительной технике.
В.Н. Котурановым разработаны специализированные конеч-
но-элементные модели для анализа напряженно-деформиро-
ванного состояния оболочек котлов цистерн с учетом их кон-
структивных особенностей от воздействия различных нагру-
зок. Результаты его исследований реализованы при создании
котлов большегрузных восьмиосных цистерн, усиленных
кольцевыми элементами жесткости (шпангоутами).
В.Е1. Котуранов является соавтором монографии «Больше-
грузные восьмиосные вагоны» издания 1968 г., учебника для ву-
зов «Вагоны» 1980 г., соавтором и титульным редактором учеб-
ника для вузов «Нагруженность элементов вагонов» 1991 г. и
справочного пособия «Специализированные цистерны для пе-
ревозки опасных грузов» 1993 г. Всего им опубликовано более
125 работ, имеет четыре авторских свидетельства на изобрете-
ния, награжден орденом Трудового Красного Знамени. В 1976—
1995 гг. В.Н. Котуранов заведовал кафедрой «Вагоны и вагон-
ное хозяйство» МИИТа.
Владимир Николаевич
Котуранов
47
Леонид Абрамович Шадур
(1913—2002)
Леонид Абрамович Шадур, доктор технических наук, про-
фессор, заслуженный деятель науки и техники РФ, заведовав-
ший кафедрой «Вагоны и вагонное хозяйство» МИИТа
в 1960—1976 гг., является одним из особых ученых, внесших
свой вклад в развитие науки о вагонах и подготовку много-
численных специалистов для железнодорожного транспорта
и народного хозяйства. По его учебникам, учебным пособи-
ям и другим публикациям обучались и повышали квалифи-
кацию многие поколения инженеров и специалистов вагон-
ного хозяйства.
Он усовершенствовал методы расчета боковых рам и
надрессорных балок тележек грузовых вагонов, применив
уточненную методику исследования напряженного состоя-
ния от стесненного кручения, добившись существенного сни-
жения их массы при существующем в то время воздействии
эксплуатационных нагрузок. Тележками типа ЦНИИ-ХЗ-0 (добавленная буква О обо-
значает облегченная) были оснащены почти все грузовые вагоны России, что явилось
вкладом Л.А. Шадура в развитие вагонного парка железных дорог страны. Под руко-
водством и непосредственном участии Л.А. Шадура проведен обширный комплекс
исследований по технико-экономическому обоснованию и созданию большегрузных
высокоэффективных конструкций восьмиосных вагонов. Уральский вагоностроитель-
ный завод (УВЗ) и Мариупольский завод Азовмаш (в то время Ждановский завод тяже-
лого машиностроения — ЖЗТМ) в содружестве с МИИТом освоили массовое произ-
водство восьмиосных полувагонов и цистерн.
Л.А. Шадур успешно осуществлял подготовку кадров высшей квалификации, под его на-
учным руководством разработано и защищено 60 кандидатских и 7 докторских диссертаций.
Такой результат деятельности подтверждает высочайшую квалификацию Л.А. Шадура.
Виктор Васильевич Лукин, доктор технических наук, профессор, заслуженный работник
транспорта РФ, академик Российской академии транспорта. После окончания в 1945 г.
железнодорожного училища в городе Грязи Липецкой области В.В. Лукин работал столя-
ром в вагонном депо ст. Грязи Юго-Восточной ж. д. Окончив с отличием в 1950 г Отрож-
ский (г. Воронеж) техникум путей сообщения, он поступил в МЭМИИТ. Его дальнейшая
творческая судьба тесно связана с именем Леонида Абрамовича Шадура.
В.В. Лукин занимался в студенческом научном обществе (СНО), под руководством
Л.А. Шадура в лаборатории «Сопротивление материалов» проводил испытания напряжен-
но-деформированного состояния в расчетных сечениях литых боковых рам тележки типа
ЦНИИ-ХЗ для подтверждения правильности теоретических
расчетов. Окончив институт с отличием и поработав на про-
изводстве мастером, начальником пункта технического обслу-
живания вагонов, заместителем начальника вагонного депо,
в 1959 г. был принят в аспирантуру к научному руководителю
доктору технических наук, профессору Л.А. Шадуру, в 1963 г.
защитил кандидатскую диссертацию, в 1977 г. — докторскую.
Свою научную деятельность В. В. Лукин посвятил раз-
работке методов решения задач по оптимизации технико-эко-
номических параметров, выбору рациональной конструктив-
ной схемы, обоснованию новых типов большегрузных ваго-
нов. Совместно с коллективом кафедры «Вагоны и вагонное
хозяйство» МИИТа, будучи ее докторантом, им разработан
эффективный метод и алгоритм, позволяющий проводить на-
Виктор Васильевич Лукин правленный поиск оптимальных параметров вагонов
48
по определяющему критерию — минимуму приведенных затрат народного хозяйства, связанных с
постройкой вагонов, реконструкцией вагоноремонтного производства, локомотивного хозяйства,
железнодорожного нуги, средств механизации погрузочно-разгрузочных работ и других техничес-
ких средств транспорта, промышленности и сельского хозяйст ва, взаимосвязанных с эксплуатацией
нового типа подвижного состава. Алгоритм предусматривает возможност ь уточненного определе-
ния тары вагона на стадии проектирования, условий движения по горизонтальным и вертикальным
неровностям пути, а также автоматического сцепления вагонов в регламентируемых условиях.
Евгений Владимирович Михальцев (1887—1960), доктор технических наук, профессор,
заслуженный деятель науки и техники РСФСР, впервые наиболее полно исследовал про-
блему выбора рационального типа вагона для угольных и рудных перевозок, установив
целесообразные его параметры с учетом перспективы. При этом было проанализировано
состояние и возможности погрузочно-разгрузочных устройств заводов-потребителей этих
грузов и другой клиентуры. Е.В. Михальцев дал правильную оценку конструктивных усо-
вершенствований подвижного состава в части увеличения мощности локомотивов, повы-
шения грузоподъемности вагонов, снижения их тары, применения тележек, роликовых
подшипников, введения автосцепки и автотормозов. Он с большой глубиной и широтой
рассмотрел вопрос и дал оценку экономичности и целесообразности строительства специ-
альных и сферы использования универсальных вагонов, то есть решил проблему, не поте-
рявшую актуальность в современных условиях эксплуатации железных дорог.
Валериан Иванович Дмитриев (1903—1977), доктор экономических наук, профессор, провел
обширные исследования по экономике вагонного парка. При выборе типов вагонов и установ-
лении целесообразной структуры вагонного парка грузовых вагонов он доказал, что необходи-
мо полностью учитывать эксплуатационные расходы, включая издержки по начально-конечной
операции, затраты на погрузку и выгрузку, а также капитальные вложения. При выборе опти-
мальных параметров вагона он рекомендовал исходить из того, чтобы этот новый подвижной
состав обеспечивал наименьшие затраты общественного труда на транспортирование грузов при
полном обеспечении их сохранности и безопасности движения. Выполненные В.И. Дмитриевым
расчеты показали, что вагоны отечественных железных дорог должны иметь возможно боль-
шую погонную нагрузку, при которой обеспечивается наиболее экономичное освоение грузо-
оборота. Все эти и другие вопросы нашли отражение в написанной им монографии «Вопросы
экономики вагонного нарка» издания 1958 г. В.И. Дмитриев являлся одним из основных кон-
сультантов при оптимизации параметров и выборе конструктивной схемы восьмиосных ваго-
нов, был консультантом но кандидатской и докторской диссертациям В.В. Лукина.
Иван Иванович Челноков (1909—1978), доктор технических наук, профессор, заслужен-
ный деятель науки и техники РСФСР, ученый в области динамики вагонов. В ЛИИЖТе
(ПГУПС), где он заведовал кафедрой «Вагоны и вагонное хо-
зяйство». созданы стенды, позволяющие проводить экспери-
ментальные исследования рессорного подвешивания и гасите-
лей колебаний вагонов. И.И. Челноков является одним из ав-
торов учебника «Вагоны» изданий 1978 и 1980 гг., «Динамика
вагона» 1978 г. Совместно с ним в ЛИИЖТе исследования про-
водили доктора технических наук, профессора Леонид Алек-
сандрович Кальницкий и Михаил Матвеевич Соколов.
Л.А. Кальницкий (1921—1985) исследовал колебания ва-
гонов с нелинейным рессорным подвешиванием, установил
влияние нелинейности упругих элементов на ходовые каче-
ства вагонов. М.М. Соколов разработал методы и стенды для
диагностики ходовых частей вагонов. Он является одним из
авторов монографии «Динамическая нагруженность вагона»
издания 1981 г. и автором монографии «Диагностирование
вагонов» издания 1990 г.
Иван Иванович Челноков
(1909—1978)
4 Вагоны
49
Владимир Давидович Хусидов
(1939—2003)
Владимир Давидович Хусидов, доктор технических наук,
академик Российской академии транспорта, почечный профессор
МИИТа, в 1965 г. разработал математические модели нелинейных
колебаний восьмиосных вагонов и методы их анализа, основан-
ные на численном интегрировании дифференциальных уравнений.
В решении задач динамики железнодорожного подвижного
состава это было сделано впервые. За эти исследования в 1968 г.
ему была присуждена ученая степень кандидата технических наук.
Предложенные им методы компьютерного моделирования коле-
баний широко применяются в настоящее время.
В.Д. Хусидов разработал методы расчета динамических на-
пряжений в конструкциях кузовов и тележек вагонов, формаль-
но представляющие дифференциальные уравнения в частных про-
изводных с нестационарными граничными условиями. Для ре-
шения таких уравнений он предложил метод интегрирования и компьютерные программы рас-
чета динамических напряжений в элементах кузовов и рам тележек, результаты анализа которых
вошли в нормы расчета и проектирования вагонов. За эти исследования в 1981 г. В.Д. Хусидову
была присуждена ученая степень доктора технических наук. В 1994 г. под его руководством по
заказу МПС России была разработана система моделирования движения пассажирских, вагонов
по прямым, кривым участкам пути и стрелочным переводам, на основе которой устанавливают-
ся причины сходов и аварий подвижного состава. Он является автором более 100 научных работ,
среди которых в соавторстве написаны монография «Динамическая нагруженность вагона», из-
данная в 1981 г., два учебника - - «Динамика вагона» (1991 г.) и «Нагруженность элементов ваго-
на» (1991 г.). В.Д. Хусидов автор 10 свидетельств на изобретения.
Михаил Феликсович Вериго, доктор технических наук, профессор, заслуженный дея-
тель науки и техники РФ, лауреат премии Совета Министров СССР, исследовал процессы
взаимодействия вагонов с железнодорожным путем, впервые рассмат ривая их как пробле-
мы стохастических динамических процессов. Им были разработаны правила расчетов вер-
хнего строения пути на прочность, которые используются при проектировании вагонов.
На основе результатов исследований М.Ф. Вериго были сформулированы и утверждены
МПС в 1962 г. «Основные требования к подвижному составу по воздействию па путь»,
которые используются при проектировании конструкций и эксплуатации вагонов.
М.Ф. Вериго является руководителем и автором исследований по выбору рационального
уровня повышения нагрузок от колесных пар вагонов на рель-
Александр Абрамович Львов
(1912—1994)
сы, комплексным испытаниям четырех-, шести- и восьмиос-
ных грузовых вагонов, а также по различным модификациям
их тележек. Им выполнены исследования, связанные с выбо-
ром основных параметров экипажей для скоростного пасса-
жирского движения. М.Ф. Вериго опубликовано более 150 ра-
бот, получено 18 авторских свидетельств на изобретения.
Александр Абрамович Львов (1912—1994), доктор технических
наук, профессор, лауреат премии Совета Министров СССР 1988 г.,
исследовал колебания четырех-, шести- и восьмиосных грузовых ва-
гонов, разработал метод определения параметров рессорного под-
вешивания, обеспечивающих устойчивое движение вагонов.
На основе теоретических и экспериментальных исследований
он рекомендовал рациональные парамет ры вагонов скорост ного дви-
жения с пневматическими рессорами в ходовых частях. А.А. Львов
опубликовал 123 работы, среди которых учебное пособие «Контей-
неры (конструкция, теория, расчет)», написанное для изучения впер-
вые организованной им дисциплины «Контейнеры».
50
Любовь Осиповна Грачева, доктор технических наук, лауреат премии Совета Министров
СССР, провела экспериментальные исследования по оценке динамических качеств шести- и
восьмиосных грузовых вагонов, результаты которых показали их превосходство над четыре-
хосными по условиям безопасности и воздействию на элементы железнодорожного пути. Она
исследовала вынужденные колебания вагонов под воздействием случайных неровностей пути,
оценила влияние износа клиновых гасителей колебаний тележки типа ЦНИИ-ХЗ-0 на дина-
мические показатели вагона. Л .О. Грачевой разработана методика анализа расследований ава-
рий и крушений на железных дорогах. Ею опубликовано более 100 работ, она имеет три автор-
ских свидетельства на изобретения.
Александр Алексеевич Хохлов, доктор технических наук, по-
четный профессор МИИТа, академик Российской академии
транспорта, академик Академии проблем качества РФ. Он раз-
работал аналитические методы оценки нагруженности вагонов,
используя теорию эквивалентного преобразования исходных
математических моделей. На базе разработанного правила ис-
ключения переменных получил расчетные зависимости для про-
гнозирования и выбора динамических качеств вагонов. А.А. Хох-
лов усовершенствовал методику выбора основных параметров
грузовых вагонов с учетом их эксплуатации в рыночных услови-
ях. Им опубликовано 110 работ, имеет одно изобретение, являет-
ся лауреатом Всероссийского Выставочного Центра РФ в 1993 г.
Виктор Николаевич Филиппов, доктор технических наук,
профессор, академик Международной Академии информа-
тизации, разработал теоретические методы исследования вы-
Александр Алексеевич Хохлов
нуждениых пространственных колебаний многоосных вагонов как существенно нелиней-
ных систем с переменной структурой. Он теоретически обосновал и экспериментально
подтвердил целесообразные параметры ходовых частей многоосных вагонов с раздель-
ными схемами передачи вертикальных и горизонтальных нагрузок от кузова на тележки.
В.Н. Филиппов разработал и экспериментально подтвердил теоретические методы про-
гнозирования динамических воздействий на конструкцию вагона при аварийных режимах.
Им предложены конструкции устройств, обеспечивающих защиту при аварийных ситуа-
циях котлов цистерн для перевозки опасных грузов. Освоено серийное производство таких
цистерн на Уралвагонзаводе и в Польше. В.Н. Филиппов опубликовал более 110 печатных
работ, в том числе несколько статей на Кубе и в Польше, справочное пособие «Специали-
зированные цистерны для перевозки опасных грузов». Он имеет 11 авторских свидетельств
и девять патентов на изобретения, награжден серебряной медалью ВДНХ.
Петр Степанович Анисимов, доктор технических наук,
профессор, академик Российской академии транспорта и Ака-
демии проблем качества РФ, заслуженный работник транс-
порта РФ. Он выполнил комплекс теоретических и экспери-
ментальных исследований по обеспечению безопасной пе-
ревозки на транспортерах, платформах и полувагонах тя-
желовесных, негабаритных и длинномерных грузов со сме-
щением их центра тяжести от осей симметрии вагона, сфор-
мулировал при этом основные требования и дал научно обо-
снованные рекомендации по безопасной и экономичной экс-
плуатации этого вида подвижного состава. Предложенные
П.С. Анисимовым рекомендации вошли в технические усло-
вия погрузки и крепления указанных выше грузов, которые
используются на железных дорогах СНГ. За разработку и вне-
дрение в практику уникальной, не имеющей аналогов в мире,
Петр Степанович Анисимов
51
комплексной технологии перевозки крупногабаритных и тяжеловесных промышленных и энергети-
ческих изделий ему была присуждена в 1988 г. премия Совета Министров СССР. П.С. Анисимов
участвовал в разработке технических требований и параметров двухосной тележки для скоростей
движения до 140 км/ч, экспериментально-расчетного метода оценки воздействия грузовых вагонов
на путь, метода оценки устойчивости колеса от вкатывания на головку рельса с использованием
теории вероятности. Им выполнен большой комплекс исследований прочностных и динамических
качеств специальных восьмиосных транспортеров для перевозки уникальных изделий для кораблей
с атомными установками. С 1995 по 2000 г. П.С. Анисимов заведовал кафедрой «Вагоны и вагонное
хозяйст во» МИИТа. Он является автором более 130 печатных работ, имеет три изобретения.
Петр Андреевич Устич, доктор технических наук, профессор, разработал методику анализа
надежности грузового вагона как ремонтируемого изделия, имеющего специфическую форму
эксплуатации. Он предложил математическую формулировку задачи по оптимизации парамет-
ров системы ремонта вагона, которая была реализована применительно к конструкции восьми-
осной цистерны. Он обосновал критерий и технологию оценки предельных размеров дефектов
литья и сварки, использование которых в сочетании с современными техническими средствами
электронного диагностирования позволяет отбраковать негодные для эксплуатации ответствен-
ные, несущие нагрузку части и узлы вагона на стадии их изготовления. П. А. Устич опубликовал
свыше 30 печатных работ, среди которых учебник для вузов «Нагруженность элементов ваго-
нов» издания 1991 г. Он является автором восьми изобретений, в том числе пятникового узла, в
котором использована идея многослойных конструкций как средства предотвращения хрупкого
разрушения при сложном воздействии сосредоточенных сил.
Петр Иванович Травин
(1885—1970)
Флорентий Пименович Казанцев
(1877—1940)
Интенсивно проводились работы но усовершенствова-
нию элементов подвижного состава.
Петр Иванович Травин (1885—1970) возглавил Центральное
вагонное конструкторское бюро (ЦВКБ), созданное в 1931 г. для
форсирования работ по проектированию новых вагонов.
ЦВКБ впервые разработало нормативы для проектирования
вагонов, создало новые конструкции и внедрило в производ-
ство основные типы большегрузных вагонов, а также прогрес-
сивные пассажирские вагоны. Под руководством П.И. Трави-
на на Крюковском заводе был освоен выпуск первых полува-
гонов грузоподъемностью 60 т, а также успешно проведены
испытания первого такого вагона. Совместно с работниками
Мытищинского завода П.И. Травин активно участвовал в со-
здании первых вагонов для Московского метрополитена.
Никита Корнеевич Галахов в 1909 г., работая техником быв-
ших Тамбовских мастерских, предложил конструкцию эллипти-
ческой рессоры, которая по гибкости и простоте устройства счи-
талась одной из лучших. Рессора системы Галахова была внедре-
на, хорошо зарекомендовала себя в эксплуатации, постепенно вы-
теснила другие конструкции эллиптических рессор из тележек пас-
сажирских вагонов и используется до настоящего времени.
Флорентин Пименович Казанцев (1877—1940), автор несколь-
ких систем железнодорожных автоматических тормозов. В 1909 г.
изобрел неистощимый пневматический тормоз. Он предложил воз-
духораспределитель двухпроводного воздушного тормоза для пас-
сажирских поездов. Тормозом с воздухораспределителем в 1925 г.
были оборудованы поезда из нефтеналивных цистерн на желез-
нодорожной линии Баку—Батуми. В 1925 г. Ф.П. Казанцев пред-
ложил воздухораспределитель однопроводного жесткого тормо-
за, а в 1927 г. — воздухораспределитель полужесткого тормоза.
Его именем назван разработанный в 1926 г. Московским тор-
мозным заводом кран машиниста, которым были оборудованы
грузовые локомотивы.
52
Иван Константинович Матросов (1886— 1965), в 1923 г. окон-
чил училище техников путей сообщения в Петрограде. В 1923—
1928 гг. работал техником в управлении Северо-Западной желез-
ной дороги. С 1928 г. работал на Московском тормозном заводе.
В 1926 г. предложил новую систему автотормоза для грузовых
поездов. После сравнительных испытаний в 1931 г. тормоз Мат-
росова был принят для грузовых поездов на железных дорогах
страны. В 1935 г. разработал тормоз для поездов Московского
метрополитена, а в 1945 г. для пассажирских поездов. И.К. Мат-
росов изобрел ряд узлов тормозных устройств, в том числе кон-
цевой кран клапанного типа, кран машиниста и др. В 1950 г. со-
здал электро!шевматический тормоз для грузовых поездов, а в
1959 г. усовершенствовал тормоз своей системы.
Бронислав Людвикович Карвацкий (1881—-1971), доктор тех-
нических наук, профессор, один из пионеров науки и техники в
области автоматических тормозов. С 1929 г. Б.Л. Карвацкий пре-
Иван Константинович Матросов
(1886—1965)
подавал дисциплину «Автотормоза» в МИИТе, МЭМИИТе, где создал тормозную лаборато-
рию, оснащенную испытательной станцией на 40 вагонов и индивидуальными стендами для
работ со студентами. Б.Л. Карвацкий разработал общую теорию автоматических тормозов и
внес большой вклад в развитие тормозной техники. Им изобретен автостоп, обеспечивающий
автоматическую остановку поезда в случае проезда запрещающего сигнала, который приме-
няется в вагонах Московского метрополитена.
Б.Л. Карвацкий создал первый учебник «Автотормоза», выдержавший четыре издания,
опубликовал первый фундаментальные труд «Общая теория автотормозов» и много других
публикаций для инженерно-технических работников, студентов вузов и техникумов.
Валентин Макарович Казаринов (1907—1978), доктор техни-
ческих наук, профессор, заслуженный деятель науки и техники
РСФСР, ученый в области автотормозов подвижного состава. Свою
трудовую' деятельность он начал в 1921 г. Окончил Томский элект-
ромеханический институт инженеров транспорта (ТЭМИИТ), в ко-
тором работал с 1939 по 1940 г. заведующим кафедрой «Вагоны».
С 1952 г. как заведующий отделением автотормозного хо-
зяйства Всесоюзного научно-исследовательского института же-
лезнодорожного транспорта (ВНИИЖТ) В.М. Казаринов воз-
главлял комплексные исследования подвижного состава. Сре-
ди его более 60 научных трудов по созданию и совершенствованию
автотормозов железнодорожного подвижного состава учебник для
вузов «Автотормоза» издания 1974 г. и монографии.
Владимир Григорьевич Иноземцев (1931—2003), доктор
технических наук, профессор, член-корреспондент Россий-
ской академии наук, академик Российской академии транс-
порта, заслуженный деятель науки, заслуженный изобре-
татель РСФСР, специалист в области систем управления,
Валентин Макарович Казаринов
(1907—1978)
тяги поездов, процессов торможения. Им выполнены важные исследования и разра-
ботки, оказавшие существенное влияние на развитие тормозной техники и методов эк-
сплуатации подвижного состава. В.Г. Иноземцев развил теорию процессов при тормо-
жении. Он руководил разработкой и применением новых фрикционных материалов,
а также исследованиями, па основании которых были созданы отечественные воздухо-
распределители, системы контроля обрыва тормозных магистралей. Под руководством
В.Г. Иноземцева создана уникальная лаборатория для исследования тормозов, разрабо-
таны методы вождения длинносоставных и тяжеловесных поездов. В.Г. Иноземцевым
53
Иван Николаевич Новиков
(1904 -1987)
опубликовано более 80 статей, в том числе в Бельгии, Румынии, Болгарии. Он является
автором и соавтором книг и учебников для вузов, автором НО изобретений, внедренных
на железнодорожном транспорте. В.Г. Иноземцев работал во ВНИИЖТе в качестве руко-
водителя отделения автотормозного хозяйства и заместителем директора института, с 1985
по 1997 г. был ректором МИИТа.
Иван Николаевич Новиков (1904—1987), заслуженный
изобретатель РСФСР, автор автосцепки СА-3 (С — совет-
ская. А — автосцепка, 3 — третий вариант), которой с 1935 г.
и до настоящего времени оснащаются грузовые и пассажир-
ские вагоны. В 1946 под его руководством спроектирован спе-
циальный поглощающий аппарат автосцепки.
Этот аппарат применяется в пассажирских вагонах типа
ЦНИИ-Н6, названный по имени разработавшей его органи-
зации и автора конструкции (ЦНИИ — Центральный науч-
но-исследовательский институт, Н — Новиков, 6 — шестой
вариант). После лабораторных и поездных испытаний, про-
веденных в 1947 г., этот аппарат был принят для оборудова-
ния пассажирских вагонов.
Ученые и изобретатели Украины внесли большой вклад
в развитие науки о вагонах и совершенствование вагонного
парка железных дорог. Теория продольной динамики полу-
чила значительное развитие в трудах академика АН УССР, доктора технических наук, про-
фессора, заслуженного деятеля науки УССР, лауреата Государственной премии УССР Все-
волода Арутюновича Лазаряна. Им создана школа ученых-механиков, основным вкладом
которых является разработка и внедрение научно обоснованных методов исследования ди-
намики поезда и подвижного состава, а также разработка и широкое использование экспе-
риментальных методов для исследования динамических качеств рельсовых экипажей с при-
менением современной измерительной аппаратуры. Его перу принадлежит более 300 науч-
ных работ. Совместно с В.А. Лазаряном исследования по продольной динамике проводи-
ли доктора технических наук, профессора Евгений Петрович Блохин и Лев Абрамович Ма-
нашкин, решая такие важные для практики задачи, как разработка рекомендаций по конст-
руированию новых типов поглощающих аппаратов автосцепки, испытание и доработка
новых типов автотормозов и другие. Исследования по устойчивости вагонов проводил
доктор технических наук, профессор Михаил Леонидович Коротенко. Доктор технических
наук, профессор Орест Макарович Савчук разработал уточненные методы расчета и опти-
мального проектирования колесных пар и корпусов букс. Крупным специалистом в обла-
сти вагоностроения является главный конструктор по вагоностроению Азовского завода
тяжелого машиностроения (город Мариуполь), доктор технических наук, профессор Вале-
рий Михайлович Бубнов, усовершенствовавший метод конечных элементов для исследова-
ния напряженно-деформированного состояния дискретно подкрепленных тонкостенных
оболочек котлов железнодорожных цистерн. М.В. Бубнов имеет 59 авторских свидетельств
и два патента на изобретения, в основном, конструкций цистерн, внедренных на железных
дорогах, в том числе восьмиосных конструкций. Виктор Федорович Ушкалов, доктор тех-
нических наук, профессор, член-корреспондент АН Украины, исследовал и решил задачи
статической динамики рельсовых экипажей с учетом конечной жесткости элементов над-
рессорного строения. Им предложена методика прогнозирования динамических напряже-
ний конкретных конструкций рельсовых экипажей, рекомендованы рациональные пара-
метры платформы для перевозки контейнеров.
Большое значение в рассмотренных выше научных направлениях имеют исследова-
ния докторов технических наук М.М. Болотина, Н.М. Ершовой, С. Н. Киселева, В.В. Коби-
щанова, А. С. Лисовского, В.П. Лозбинева, Н.С. Бочурина и других.
54
Особое внимание заслуживают глубокие и всесторонние исследования в области ва-
гоностроения и вагонного хозяйства, выполненные коллективами Всероссийского науч-
но-исследовательского института железнодорожного транспорта, Государственного науч-
но-исследовательского института вагоностроения и других научных организаций, а также
кафедр вузов железнодорожного транспорта и транспортного машиностроения.
2.3. Классификация вагонов
В зависимости от способа передвижения вагоны подразделяются на несамоходные,
перемещение которых осуществляется локомотивами, и самоходные, называемые иногда
автономными, которые для передвижения получают энергию от контактной сети (элек-
тропоезда, вагоны метро) или имеют свою энергетическую установку (автомотрисы, транс-
феркары, дизель-поезда).
По своему назначению вагоны делятся на две основные группы — пассажирские и грузовые.
Пассажирский вагон состоит из кузова, представляющего собой закрытое помещение,
оснащенное необходимыми для пассажиров устройствами (диванами для сидения или ле-
жания, системами освещения, отопления, кондиционирования воздуха, туалетами, удоб-
ными входами и выходами и т.п.), опирающегося на ходовые части —тележки.
Парк пассажирских вагонов включает в себя вагоны, служащие для перевозки пасса-
жиров (рис. 2.16), а также вагоны-рестораны, почтовые, багажные (рис.2.17) и вагоны спе-
циального назначения.
Рис. 2.16. Пассажирский вагон
Рис. 2.17. Багажный вагон
В зависимости от дальности перевозок пассажирские вагоны бывают:
дальнего следования, предназначенные для перевозки пассажиров на большие рас-
стояния (500—700 км и более). Такие вагоны бывают купированные или некупированные.
Они оборудованы жесткими или мягкими диванами для сидения или лежания и по этому
признаку называются жесткими или мягкими вагонами;
местного сообщения, предназначенные для перевозки пассажиров на более короткие
расстояния (200—700 км), преимущественно в дневное время. В этих вагонах имеются удоб-
ные кресла для сидения;
пригородные, предназначенные для перевозки пассажиров на небольшие расстояния в
сравнительно короткое время: они оборудованы жесткими или мягко-жесткими диванами
для сидения.
Вагоны-рестораны и вагоны-бары предназначены для организации питания пассажи-
ров в пути следования. Такие вагоны имеют зал, кухню, кладовые, холодильные камеры
для хранения продуктов, купе для обслуживающего персонала и другие отделения.
Почтовые вагоны служат для перевозки почтовых грузов. Эти вагоны имеют зал для
почтовых операций и помещения для обслуживающего персонала.
55
Багажные вагоны предназначены для перевозки багажа в пассажирских поездах. Oi [и имеют
кладовые с погрузочно-разгрузочными механизмами и помещения для обслуживающего персонала.
В пассажирском парке имеются также почтово-багажные вагоны, эксплуатируемые
на линиях железных дорог с небольшими пассажирскими перевозками.
Пассажирскими вагонами специального назначения являются вагоны-лаборатории, ва-
гоны-клубы, служебные, санитарные, для перевозки драгоценностей и денег, для перевоз-
ки спецконтингента, вагоны-прачечные, вагоны-церкви (рис. 2.18) и др.
Рис. 2.18. Вагон-церковь. 1913 г.
Эти вагоны служат для проведения научно-экспериментальных работ, культурно-просве-
тительных и учебных мероприятий, врачебно-санитарных нужд, инспектирования и контроля
за работой линейных подразделений всех отраслей железнодорожного транспорта и др.
Грузовые вагоны в зависимости от вида перевозимых грузов разделяются на следующие
основные типы:
крытые (рис. 2.19), предназначенные для перевозки зерновых и других сыпучих
грузов, нуждающихся в защите от атмосферных осадков, для транспортировки тарно-
упаковочных и высокоценных грузов. Вагон имеет закрытый кузов, обычно оборудо-
ванный дверями и люками;
полувагоны (рис. 2.20), предназначенные для перевозки навалочных грузов (руда, уголь,
флюсы, лесоматериалы и т.п.), контейнеров, различных машин и др. Вагон имеет открытый
сверху кузов, часто оборудованный разгрузочными люками, а иногда и дверями;
платформы (рис. 2.21), предназначенные для перевозки длинных и громоздких грузов
(лесоматериалы, прокат, строительные материалы и их полуфабрикаты), контейнеров, ав-
томашин и т. д. Многие из этих вагонов имеют настил пола на раме и откидные борта;
Рис. 2.19. Кры тый цельнометаллический вагон
Рис. 2.20. Цельнометаллический полувагон
общего назначения
56
цистерны (рис. 2.22), предназначенные для перевозки жидких и газообразных грузов (нефть,
керосин, бензин, масла, кислоты, сжиженные газы и т.п.). Кузовом такого вагона является котел;
Рис. 2.21. Платформа, загруженная лесоматериалом
Рис. 2.22. Цистерна восьмиосная для перевозки нефти
изотермические (рис. 2.23 и 2.24), предназначенные для перевозки скоропортящихся гру-
зов (мясо, рыба, фрукты и т.п.). Кузов такого вагона имеет изоляцию и оснащен специаль-
ным оборудованием для создания необходимых температурного и влажностного режимов.
Современные изотермические вагоны выполняют в виде рефрижераторных секций с цент-
ральной холодильной установкой и помещением для бригады в одном из вагонов при ис-
пользовании остальных вагонов секции для размещения груза или с полным комплектом
всего холодильного оборудования в каждом вагоне (автономный рефрижераторный вагон).
Раньше были распространены вагоны с льдосоляным охлаждением;
Рис. 2.23. Изотермический вагон
Рис. 2.24. Рефрижераторная двухвагонная секция
вагоны специального назначения, предназначенные для грузов, требующих особых ус-
ловий перевозок. К этой группе относятся транспортеры для перевозки тяжеловесных и
громоздких грузов (рис. 2.25), вагоны для перевозки автомобилей (рис. 2.26), цемента, ско-
та, бункерные полувагоны для перевозки битума (рис. 2.27), цистерны для перевозки кис-
лот, газов и других специфических грузов, а также вагоны-хопперы для зерна, минераль-
ных удобрений и других грузов. В эту группу входят также вагоны, предназначенные для
технических нужд железных дорог (вагоны-мастерские, вагоны восстановительных и по-
жарных поездов и др.).
Рис. 2.25. Транспортер сочлененного типа грузоподъемностью 400 т
57
Рис. 2.26. Платформе! двухъярусная
для перевозки легковых автомобилей
Рис. 2.27. Бункерный полувагон
Согласно утвержденному в 1988 году классификатору грузовых вагонов все цистерны
и изотермические вагоны отнесены к специализированным.
В зависимости от технической характеристики пассажирские и грузовые вагоны раз-
личаются:
по конструктивному исполнению и особенностям технико-экономических параметров —
каждому из типов присвоен номер модели;
по осности — двухосные, трехосные, четырехосные, шестиосные, восьмиосныс и многоосные;
по материалу и технологии изготовления кузова — цельнометаллические, с метал-
лическим каркасом и деревянной обшивкой; выполненные из стали, алюминиевых спла-
вов, пластмасс; со сварными или клепаными соединениями частей;
по грузоподъемности, величине собственной массы (тары), нагрузке от колесной пары
на рельсы (осевой нагрузке), нагрузке на 1 м пути (погонной нагрузке) и другим параметрам;
по габариту подвижного состава;
по ширине железнодорожной колеи — широко- и узкоколейные.
В зависимости от места эксплуатации вагоны бывают общесетевыми и промыш-
ленного транспорта. Общесетевые вагоны допускаются для движения по всей сети же-
лезных дорог страны. Вагоны промышленного транспорта, помимо движения по внут-
ризаводским и другим путям замкнутого направления, могут выходить на магист-
ральные железные дороги, если при их проектировании предусматривалось удовлетво-
рение соответствующим нормам прочности, устойчивости и другим требованиям,
предъявляемым к общесстевым вагонам.
К вагонам промышленного транспорта относятся вагоны-самосвалы (думпкары)
(рис. 2.28), шлаковозы, чугуновозы (рис. 2.29), коксосушильные и др.
Рис. 2.28. Вагон-самосвал восьмиосный
Рис. 2.29. Чугуновоз
58
2.4., Основные параметры грузовых вагонов
Основными параметрами грузового вагона, характеризующими его эффективность, яв-
ляются: грузоподъемность, тара, количество колесных пар (осность), объем кузова, площадь
пола, длина и другие линейные размеры вагона. Для сравнения вагонов между собой пользу-
ются параметрами, представляющими отношения этих величин: удельным объемом кузова,
удельной площадью пола, коэффициентами тары, нагрузкой от колесной пары на рельсы,
нагрузкой на метр пути. Важными показателями являются средняя статическая и средняя
динамическая нагрузки вагона.
Рассмотрим основные параметры, влияющие на эффективность эксплуатации железнодо-
рожного транспорта.
2.4.1. Удельный объем и удельная площадь кузова
Удельным объемом называется отношение объема кузова к грузоподъемности, то есть
величина объема кузова, приходящаяся на тонну грузоподъемности,
V
(2.1)
где V — полный или геометрический объем кузова, м3:
Р — грузоподъемность вагона, т.
Кро ме полного объема, различают погрузочный объем кузова
(2.2)
где ф — коэффициент использования геометрического объема кузова.
У крытых и изотермических вагонов обычно ф < 1, у цистерн ф = 1, а у полувагонов при
загрузке их выше уровня стен (с шапкой) ф > 1.
Для платформ вместо удельного объема определяют удельную площадь пола
f - F
Jy P PHq
где F— полная площадь пола, м3;
(2.3)
Н— высота погрузки, м.
Высота погрузки сыпучих грузов определяется высотой бортов платформы и углом
естественного откоса груза с учетом его уменьшения во время движения, а для остальных
грузов — очертаниями верхних линий габаритов подвижного состава.
От величины удельных объемов и удельных площадей зависит использование объема
и грузоподъемности вагонов, а следовательно, себестоимость перевозок, размер и стоимость
парка вагонов, необходимых для данного объема перевозок.
При перевозке в вагоне одного вида груза с объемной массой р, т/м\ целесообразные
удельный объем и удельная площадь составляют:
1
vy=—(2.4)
ФР v ’
1
у =-77- (2.5)
фр// v '
Исследования показали, например, что для крытых четырехосных вагонов целесо-
образно иметь удельный объем кузова, равный (2—2,1)м3/т. Среднее использование грузо-
подъемности при этом составляет 85 %, тогда как у ранее построенных крытых вагонов
с г - 1,5 м3/т грузоподъемность использовалась в среднем на 73 %. Такое увеличение коэф-
фициента использования грузоподъемности имеет важное значение и поэтому предусмот-
рено пополнение вагонного парка крытыми вагонами с увеличенным объемом кузова.
Большое значение имеет также стремление обеспечить уплотненную погрузку грузов, позволя-
ющую повысить использование грузоподъемности вагонов, увеличить их статическую нагрузку.
59
Статическая нагрузка определяет количество груза, которое загружается в ва-
гон. Для каждого вида груза /
Р« = РЧ (2.6)
где Р — грузоподъемность вагона;
X — коэффициент использования грузоподъемности для /-го груза.
Для грузов, у которых использование грузоподъемности вагона определяется объе-
мом кузова, статическую нагрузку можно вычислить по формуле
Эта формула справедлива при v < v г, поскольку из условия прочности вагона необхо-
димо обеспечивать Р < Р.
Средняя статическая нагрузка для каждого типа вагона, в котором перевозятся различные
грузы,
и (2.8)
Pci
где а: — абсолютное количество или доля /-го груза в общем объеме грузов, перевозимых рас-
сматриваемым типом вагона.
Статическая нагрузка определяет количество груза в вагоне без учета расстояния его
перевозки. Для учета этого расстояния пользуются другим показателем — средней динами-
ческой нагрузкой вагона рассматриваемого типа:
Уя/.
ртт-~У' (2.9)
у ‘Pl
р
С1
где / —среднее расстояние перевозки /-го груза.
Следует отличать рассматриваемые в данной главе статические и динамические нагрузки
вагона, представляющие собой величину массы груза, загружаемого и перевозимого в вагоне, от
статических и динамических нагрузок, изучаемых в других учебниках при оценке прочности и
динамических качеств вагона и являющихся величиной сил, действующих на вагон или его
части при медленно или быстро изменяющихся процессах.
2.4.2. Коэффициенты тары
Снижение массы тары вагона является одной из важнейших задач вагоностроительной
промышленности. Это обусловлено не только большим расходом материала (преимуществен-
но металла) на постройку вагонов, но главным образом значительными постоянными затра-
тами на передвижение вагонов, которые возрастают с увеличением тары вагонов. Даже не-
большое уменьшение массы тары вагонов сопровождается значительным эффектом, что обус-
ловлено массовостью вагонного парка. Однако снижение тары вагонов должно осуществлять-
ся без ущерба для безопасности движения поездов и эксплуатационной надежности вагонов.
Если снижение массы тары вагона осуществляется без изменения других его парамет-
ров (грузоподъемности, объема кузова, длины и т.н.), то такое снижение тары называютпб-
солютпым. Если же осуществляется уменьшение массы тары вагона, приходящейся на еди-
ницу фактически перевозимого груза с учетом порожнего пробега для грузовых вагонов или
на одно пассажирское место для пассажирских вагонов, то такое снижение массы тары назы-
вают относительным. Абсолютное снижение массы тары сопровождается относительным
его уменьшением.
60
Эффективность снижения массы тары грузового вагона оценивается коэффициентом
тары: техническим, погрузочным и эксплуатационным.
Технический, или конструктивный коэффициент тары представляет собой отношение
тары вагона к его грузоподъемности:
(2.Ю)
где Т—тара вагона, т.
Погрузочный коэффициент тары представляет собой отношение массы тары к факти-
чески используемой грузоподъемности вагона:
где X— коэффициент использования грузоподъемности вагона.
Эксплуатационный коэффициент тары дополнительно учитывает пробеги вагонов в
груженом и порожнем состоянии
Т{ \ + tXjlop )
кэ=------——, (2.12)
7 дин
где а коэффициент порожнего пробега, равный отношению порожнего пробега вагонов дан-
ного типа к груженому пробегу (имеется в виду порожний пробег, обусловленный недостаточной
уни всрсал ьностыо вагона).
В наибольшей степени эффективность вагона характеризуется эксплуатационным ко-
эффициентом тары и в наименьшей — техническим.
Снижение технического коэффициента тары достигается путем уменьшения тары ва-
гона и увеличения его грузоподъемности. Для уменьшения погрузочного коэффициента
тары требуется дополнительно повышение использования грузоподъемности, а для сниже-
ния эксплуатационного коэффициента тары —также сокращение порожнего пробега пу-
тем повышения универсальности вагона. Если обеспечивается полное использование гру-
зоподъемности и ликвидация порожнего пробега, т.е. X = 1 и а = 0, то к = к, = к>. Однако
для универсальных вагонов, обращающихся по всей сети железных дорог, этого достичь нс
удается и поэтому к 1 < к < к .
Желательно, чтобы все коэффициенты тары при прочих равных условиях имели ми-
нимальное значение и разница в их величине была бы возможно менылей.
Величина коэффициентов тары зависит от рассмотренных выше удельного объема и
удельной площади.
Поскольку коэффициент использования грузоподъемности вагона при перевозке в нем раз-
личных грузов является разным, возникает необходимость вычислять среднее значение погрузоч-
ного коэффициента тары для универсальных вагонов. В этом случае знаменателем формулы (2.11)
должна быть средняя статическая нагрузка вагона. Так как учет расстояния перевозки грузов явля-
ется существенным, средний погрузочный коэффициент тары вычисляют также по формуле
Т
A'n=j— (2.13)
7 дни
2.4.3. Грузоподъемность, осевая и погонная нагрузки вагона
Грузоподъемность, являясь основным параметром вагона, принадлежит одновремен-
но к важнейшим показателям железнодорожного транспорта в целом.
Чем больше грузоподъемность вагона, тем больше его производительность, т.е. количе-
ство перевозимых грузов в единицу времени. Известно, что производительность вагона од-
новременно служит косвенным показателем производительности труда на железнодорож-
ном транспорте. Всемерное повышение производительности труда является важной задачей.
61
J
Исследования показывают, что увеличение грузоподъемности обычно сопровождается
уменьшением приведенных затрат, хотя в отдельных случаях возможно создание большегруз-
ных конструкций, для которых эти затраты больше, чем для вагона меньшей грузоподъемности.
Преимуществами вагонов большой грузоподъемности.являются:
— снижение коэффициентов тары, поскольку при увеличении грузоподъемности ва-
гонов масса автосцепного устройства, автотормозного оборудования, торцовых стен ку-
зова, ходовых частей и некоторых других элементов конструкции либо не изменяется, либо
возрастает в меньшей степени, чем грузоподъемность;
— уменьшение удельного сопротивления движению, в результате чего сокращается
расход электроэнергии и топлива, потребляемых локомотивами, или повышается пропус-
кная способность железных дорог за счет возрастания скорости движения или провозная
способность за счет увеличения массы поезда;
— рациональное использование автосцепки, автотормозов, роликовых подшипников,
прогрессивных видов тяги и мощных локомотивов; в связи с этим повышается масса поез-
да и скорость его движения;
— увеличение (в большинстве случаев) погонной нагрузки и за счет этого возрастание
массы поезда при неизменной длине станционных путей и сокращение капитальных вло-
жений в развитие пропускной способности железных дорог;
— уменьшение капитальных вложений в вагонный парк или возрастание его суммарной
грузоподъемности при неизменных затратах; сокращение расхода металла на единицу грузо-
подъемности;
— снижение затрат на маневровую работу, взвешивание вагонов и документальное оформ-
ление грузов;
— сокращение расходов по ремонту и содержанию вагонов, отнесенных на единицу
грузоподъемности.
Учитывая перечисленные преимущества, в нашей стране повышалась грузоподъемность
вагонов, включая строительство восьмиосных полувагонов и цистерн грузоподъемностью 125 т.
Исходя из структуры грузооборота и рационального использования габаритов под-
вижного состава, грузоподъемность вагона
где Г объем кузова, вычисленный при размерах вагона, установленных путем вписывания в
габарит подвижного состава, м5;
гу opt ‘ — удельный объем, выбранный как оптимальная величина для данного грузооборота, mVt.
Грузоподъемность платформ вычисляется по формуле
(2.15)
р _ Лаб
./у .opt
в которой F.i6 и /у (>1>1 имеют значения, аналогичные И,16 и v
Дальность перевозок оказывает существенное влияние на выбор грузоподъемности ва-
гона. Известно, что расходы, непосредственно связанные с передвижением груза, прямо
пропорциональны расстоянию перевозки, тогда как издержки на начально-конечную опе-
рацию не зависят от расстояния перевозки грузов.
Чем больше дальность перевозки, тем большее удельное значение в общих транспор-
тных издержках приобретают расходы на передвижение груза и тем меньше расходы на
начально-конечную операцию. Поэтому для снижения транспортных издержек в России
целесообразно применение вагонов большой грузоподъемности.
Величина отправок грузов также влияет на выбор грузоподъемности вагона. Существует
три вида отправок: повагонныс, мелкие и контейнерные. На железных дорогах России
мелкие отправки составляют менее 1 %, а подавляющее большинство — повагонные.
62
Анализ планов перевозок и результатов их выполнения показывает, что размеры ми-
нимальных повагонных отправок грузов, перевозимых в полувагонах и цистернах,
как правило, превышают возможную грузоподъемность этих типов вагона. Несколь-
ко меньшую величину отправок имеют грузы, перевозимые в крытых вагонах и на
платформах. Однако удельный вес малых повагонных отправок в грузообороте стра-
ны незначителен. Малые повагонные отправки так же, как и мелкие отправки, целе-
сообразно перевозить в контейнерах.
Электрическая и тепловозная тяга при мощных локомотивах обеспечивают возмож-
ность значительного увеличения массы поездов и обусловленного этим повышения про-
возной способности железных дорог, роста производительности труда, снижения эксплуа-
тационных расходов железнодорожного транспорта.
Одним из важных условий увеличения массы поездов является насыщение вагон-
ного нарка вагонами большой грузоподъемности.
Конструкция и состояние железнодорожного пути обусловливают величину допус-
каемой статической нагрузки от колесной пары на рельсы, обычно называемой осевой
нагрузкой.
Допускаемую величину осевой нагрузки выбирают в зависимости от типа рельсов, ко-
личества шпал на 1 км пути, рода балласта. Существенное влияние имеет грузонапряжен-
ность линий. Грузоподъемность вагона, определяемая мощностью конструкции и состояни-
ем пути,составляет
р .. Ро™о
1 + /\.р
(2.16)
где - допускаемая осевая нагрузка, кН (тс);
— количество колесных пар в вагоне;
к, —технический коэффициент тары вагона.
Из формулы (2.16) следует, что увеличение грузоподъемности вагона достигается по-
вышением допускаемой осевой нагрузки и осности вагона, а также снижением коэффици-
ента тары.
Для повышения эффективности конструкции вагона желательна большая величина
осевой нагрузки. Однако, исходя из мощности пути и экономичности его содержания, для
проектируемых основных типов вагонов железных дорог России осевая нагрузка в настоя-
щее время ограничена величиной 228—245 кН (23,25—25,00 тс).
Дальнейшее увеличение осевой нагрузки связано с необходимостью повышения мощ-
ности пути и притом по всей сети железных дорог, поскольку основные типы вагонов явля-
ются вездеходнш т.
При решении вопроса о повышении осевой нагрузки необходимо учитывать, что желез-
нодорожный путь является дорогостоящим сооружением — на путевое хозяйство приходит-
ся 47 % основных фондов производственного назначения железнодорожного транспорта.
Увеличение осевой нагрузки существенно повышает повреждения железнодорожного пути.
Важное значение имеет уменьшение динамических нагрузок, передающихся от колесных
пар на путь, так как воздействие вагонов на путь определяется суммой статических и динами-
ческих нагрузок. Существенно также расстояние между колесами (при малом расстоянии на-
пряжения в основной площадке земляного полотна могут превышать допускаемые).
При ограниченных возможностях значительного увеличения осевой нагрузки и умень-
шения коэффициента тары основным средством повышения грузоподъемности является
увеличение осности вагона. Поэтому правильным является осуществленный в нашей стране
переход от двухосных вагонов к четырехосным и курс на восьмиосные конструкции.
Одним из главных показателей, обусловливающих эффективность вагона, является
статическая нагрузка вагона, приходящаяся на 1 м пути, называемая погонной нагрузкой.
63
Нагрузку, получаемую в результате деления массы брутто вагона на общую его длину (измеряе-
мую по осям сцепления автосцепок), называют погонной нагрузкой брутто. Если разделить 1рузо-
подъемность на общую длину вагона, получим погонную нагрузку нетто. Разделив среднюю динами-
ческую нагрузку вагона Р на его общую длину 2Л1б, получим среднюю погонную нагрузку нетто:
Р
ЛИП
б/||.н - ут • (2.17)
Повышение средней погонной нагрузки нетто при неизменной длине станционных пу-
тей позволяет увеличивать полезную массу поезда и, следовательно, повысить провозную
способность железных дорог, отдалять затраты на развитие их пропускной способности.
Например, масса брутто поезда, составленного из восьмиосных полувагонов с погонной
нагрузкой брутто 8,6 т/м па 37 % больше массы брутто поезда равной длины, сформированно-
го из четырехосных полувагонов с погонной нагрузкой брутто 6,3 т/м. При сравнении средних
погонных нагрузок нетто этих вагонов полезная масса поезда увеличивается на 36 'И.
Допускаемая величина погонной нагрузки брутто определяется прочностью мостов,
а также устройством некоторых участков железнодорожного пути. Для основных типов ва-
гонов общесстсвого обращения допускаемой погонной нагрузкой брутто является 10,5 т/м.
Связь между погонной нагрузкой и грузоподъемностью вагона выражается формулой
(2.18)
1 + кт 7
где 2L - - общая длина вагона, м;
t/u — погонная нагрузка брутто вагона, т/м.
Учитывая выражение (2.1), получим из формулы (2.18)
2.4.4. Линейные размеры вагона
Зная удельный объем г удельную площадь пола и грузоподъемность вагона Р, можно
определить геометрический объем кузова К, а для платформ — площадь пола F:
V = Pvy, (2.20)
F = (2.21)
Внутренняя длина крытых, изотермических и полувагонов составляет
тл V
(2.22)
‘к
где Тф — площадь поперечного сечения кузова, заполняемого грузом, м2.
Внутренняя длина платформы
22=Г/Д (2-23)
где 2Вн — внутренняя ширина платформы, м.
Длина платформы и полувагона выбирается с учетом существующих сортаментов длин-
номерных грузов. В частности, длину платформы и полувагона желательно иметь кратной
величине 6,6—6,7 м, соответствующей длине распространенных лесоматериалов с учетом
зазоров между штабелями и стенами вагона. Исходя из условий размещения контейнеров,
внутреннюю длину платформы и полувагона целесообразно принимать кратной 2170 мм.
Кроме того, длина, ширина и высота полувагона должны соответствовать размерам вагоно-
опрокидывателей, однако в ряде случаев выгоднее размеры вагоноопрокидывателей при-
спосабливать к размерам полувагонов.
64
Длину котла цистерны устанавливают в зависимости от диаметра котла, форм днища,
колпака и других частей, определяющих объем котла.
Увеличение диаметре! и уменьшение длины котла снижают его массу, но уменьшают проч-
ность и жесткость котла. Увеличение диаметра котла повышает центр тяжести цист ерны, а умень-
шение длины котла обычно сокращает базу цистерны. Все это ведет к ухудшению устойчивости
и плавности хода цист ерны, что существенно для четырехосных конструкций. Пределом увели-
чения диаметра котла является габарит подвижного состава. Размеры длины котла обычно свя-
заны с допускаемой погонной нагрузкой вагона, которую, как указано выше, целесообразно
возможно полнее использовать.
Для ориентировочного определения диаметра котла D четырехосной цистерны с уче-
том перечисленных факторов может быть использована формула
D = 0,7^Й, (2.24)
где V — объем котла.
Например, при объеме котла четырехосной цистерны, равном V- 73,1 м3, внутренний
диаметр, вычисленный по данной формуле, D = 2,93 м близок к типовому размеру (3,0 м).
Для цистерн с большим объемом котла, например восьмиосных, диаметр, определяе-
мый по этой формуле, превышает допустимый по условиям вписывания в габарит подвиж-
ного состава, который в данном случае является определяющим фактором. При малых
колпаках, которые имеют цистерны последних лет постройки, объем котла увеличивают
на 2-3 % для обеспечения расширения груза при повышении температуры.
Для достижения возможно большей погонной нагрузки внутреннюю ширину и внутрен-
нюю выеоту вагона принимают максимальными в пределах заданного габарита подвижного
состава. Исходя из обычных способов размещения существующего съемного оборудования,
внутреннюю ширину крытого вагона, используемого для перевозок пассажиров, принимают
равной 2760 мм. Если при проектировании подобного вагона имеется возможность осуще-
ствить значительно большую ширину и тем самым повысить эффективность конструкции, то
могут быть найдены иные способы использования существующего съемного оборудования.
Для обеспечения погрузки контейнеров внутреннюю ширину полувагона и платформы
принимают не менее 2730—2740 мм (ширина двух контейнеров грузоподъемностью 3 т пли
одного грузоподъемностью 5 т с учетом зазоров между контейнерами и стенами вагона).
Чтобы обеспечить лучшее использование грузоподъемности платформ при перевозке в
них сыпучих грузов, увеличивают высоту бортов. Однако при этом возрастает их масса, что
затрудняет открытие и закрытие бортов. Кроме того, высота бортов выбирается с учетом воз-
можности перевозки ряда грузов с опущенными бортами. При этом положении борта не дол-
жны выходить за пределы нижнего очертания габарита подвижного состава, а торцовые бор-
та должны размещаться в межвагонном пространстве с учетом безопасного положения чело-
века между бортами двух платформ.
Установив внутренние размеры кузова, определяют наружные его размеры. Наружная
длина кузова
2L=2LB+2nT, (2.25)
где — толщина торцовой стены кузова, м.
Наружная ширина кузова
2В = 2Вв+2г/б, (2.26)
где — толщина боковой стены, м.
В крытых вагонах учитывают также толщину боковой двери, в цистернах — наруж-
ную лестницу (если она расположена по бокам котла) и т.п.
Длина рамы кузова 2L у большинства конструкций вагонов совпадает с длиной кузова.
Общая длина вагона составляет
2Lo6=2Lpu+2a„ (2.27)
где и ( — вылет автосцс! 1ки, т.е. расстояние от оси сцеч тения автосцепок до концевой (буферной) балки, м.
5. Вагоны
65
Если выбрана длина консоли лк, то база вагона
2l = 2LpM-2nK. (2.28)
Линейные размеры, вычисленные по формулам (2.23—2.28), уточняются путем вписы-
вания вагона в габарит и исходя из других требований, предъявляемых к вагонам. При
этом целесообразно выполнять сравнительный анализ параметров и конструктивных форм
вагонов, успешно эксплуатируемых на железных дорогах России и зарубежных стран.
2.5. Габариты
Подвижной состав, сооружения и устройства проектируются с учетом требований со-
ответствующих габаритов.
Одним из главных условий безопасности движения локомотивов, вагонов и иного под-
вижного состава является предупреждение возможности их соприкосновения со стацио-
нарными сооружениями, расположенными вблизи железнодорожного пути, или с подвиж-
ным составом, находящимся на соседнем пути. Поэтому стационарные сооружения долж-
ны располагаться на определенном расстоянии от железнодорожного пути, а подвижной
состав — иметь ограниченное поперечное очертание.
Таким образом, получаются два контура: контур, ограничивающий наименьшие до-
пускаемые размеры приближения строения и путевых устройств к оси пути — габарит при-
ближения строений, и контур, ограничивающий наибольшие допускаемые размеры попе-
речного сечения подвижного состава — габарит подвижного состава. Второй контур рас-
положен внутри первого и между ними имеется пространство (зазоры), за исключением
опорных поверхностей колес, где оба контура совпадают.
ГОСТ 9238-83 устанавливает следующие определения для двух рассматриваемых раз-
новидностей габарита.
Габаритом приближения строений железных дорог называют предельное поперечное (пер-
пендикулярное оси пути) очертание, внутрь которого помимо подвижного состава не должны за-
ходить никакие части сооружений и устройств, а также лежащие около пути материалы, запасные
части и оборудование, за исключением частей устройств, предназначенных для непосредственного
взаимодействия с подвижным составом (контактных проводов с деталями крепления, хоботов гид-
равлических колонок при наборе воды и др.) при условии, что положение этих устройств во внут-
ригабаритном пространстве увязано с частями подвижного состава, с которыми они могут сопри-
касаться, и что они не могут вызвать соприкосновения с другими элементами, подвижного состава.
Габаритом подвижного состава железных дорог называется предельное поперечное
(перпендикулярное оси пути) очертание, в котором, не выходя наружу, должен помещать-
ся установленный на прямом горизонтальном пути (при наиболее неблагоприятном поло-
жении в колее и отсутствии боковых наклонений на рессорах и динамических колебаний)
как в порожнем, так и в нагруженном состоянии не только новый подвижной состав, но и
подвижной состав, имеющий максимальные нормируемые износы.
Пространство между габаритами приближения строений и подвижного состава (а для
двухпутных линий также между габаритами смежных подвижных составов) обеспечивает
безопасные смещения подвижного состава и погруженных на нем грузов, которые возника-
ют при его движении, а также обусловленные допустимыми отклонениями элементов пути.
Все смещения вагона могут быть сведены к следующим четырем группам'.
а) вызываемые возможными отклонениями в состоянии пути — уширение колеи, уп-
ругое отжатие рельсов, перекосы и износы шпал и подкладок, упругие осадки шпал и бал-
ласта и т.п.;
б) динамические колебания вагона, возникающие при его движении;
в) обусловленные зазорами и износами ходовых частей и прогибы и осадки рессорно-
го подвешивания от статической нагрузки;
г) выносы частей вагона в кривых.
66
При габаритных расчетах учитывают только смещения, возможные при отклонениях,
допускаемых нормами содержания вагона и пути. Поскольку размеры габарита прибли-
жения строений установлены для прямых участков пути, а в кривых имеются дополнитель-
ные уширения, выносы вагона в кривых учитывают только в размерах, превышающих
имеющиеся уширения.
В зависимости от способов учета вышеуказанных смещений вагонов различают две
системы габаритов подвижного состава: строительную и эксплуатационную.
Если пространство между габаритами приближения строений и подвижного состава пред-
назначено для первых трех групп смещений (а, б и в), то устанавливаемый при такой системе
учета смещений габарит подвижного состава называется строительным. Если вышеуказанное
пространство предусмотрено для первых двух групп смещений (а и б), то получаемый при этом
габарит называется эксплуатационным габаритом подвижного состава. Более точно данный га-
барит называют эксплуатационно-статическим, поскольку при этом учитывается положение под-
вижного состава в покое, в отличие от эксплуатационно-динамического, определяющего поло-
жение подвижного состава в движении. Последняя оценка является более совершенной. Препят-
ствием для применения эксплуатационно-динамического габарита является сложность практи-
ческого использования динамических характеристик проектируемого подвижного сост ава.
Следовательно, строительный габарит подвижного состава представляет собой попе-
речное очертание, в котором должен помещаться новый ненагруженный вагон, располо-
женный на прямом горизонтальном пути, когда его продольная ось совпадает с осью пути.
При проверке габаритности проектируемого вагона, называемой вписыванием ва-
гона в габарит, в данном случае необходимо учитывать лишь смещения четвертой груп-
пы — выносы в кривых. В результате этого вписывание вагона в строительный габарит
подвижного состава отличается простотой, что является достоинством данной систе-
мы. Существенным ее недостатком является то, что пространство между габаритами
приближения строений и подвижного состава, установленное по одинаковой для всех
вагонов величине смещений третьей группы (в), может для одних вагонов оказаться
излишне большим, а для других недостаточным.
Недоиспользование межгабаритного пространства обусловливает уменьшение ширины
и высоты кузова вагона, что снижает экономическую эффективность грузовых и ухудшает ком-
фортабельность пассажирских вагонов. Такое недоиспользование свойственно большей части
вагонов, поскольку при построении строительного габарита подвижного состава смещения
третьей группы устанавливаются по вагонам с наибольшими разбегами и износами ходовых
частей и статическими прогибами (осадками) рессорно-
го подвешивания. Недостаточность межгабаритного про-
странства, возможная при проектировании вагона с еще
большими нормируемыми износами или большим ста-
тическим прогибом (осадкой), чем было учтено при по-
строении этого габарита, означает негабаритность ваго-
на, угрожающую безопасности движения.
Недостатки строительного габарита, применявше-
гося до 1960 г., обусловили замену его более целесооб-
разным эксплуатационным габаритом подвижного
состава, определение которого по ГОСТ 9238-83, при-
ведено выше.
При вписывании вагона в эксплуатационный га-
барит подвижного состава учитывают смещения тре-
тьей и четвертой групп (виг).
На рис. 2.30 изображена схема построения га-
баритов: исходя из габарита приближения строений
1 и осей междупутий 2 посредством учета смещений
Рис. 2.30. Схема построения габаритов
подвижного состава
67
первой и второй групп (см. а и б) определяют эксплуатационный габарит подвижного
состава 3, по которому путем вписывания, учитывающим смещения третьей и четвертой
групп (см. в и г), находят строительное очертание вагона 4. Проектное очертание вагона 5
отличается от строительного дополнительным учетом технологических отклонений в раз-
мерах, допускаемых при постройке вагонов.
2. 5.1. Габариты вагонов
18 марта 1860 г. на железных дорогах нашей страны впервые в мире были установле-
ны единые габариты приближения строений и подвижного состава. Эти габариты выгодно
отличаются от габаритов зарубежных железных дорог, позволяя создавать вагоны с наи-
большим объемом на единицу длины.
Действующий ГОСТ 9238-83 установил шесть единых для вагонов и локомотивов габа-
ритов подвижного состава: Т, 1 -Т, 0-Т, 01 -Т, 02-Т, 03-Т и ввел два новых габарита — Т (и Т
Габарит Т(рис. 2.31), имеющий наибольшие размеры ширины и высоты, предназна-
чен для вагонов, обращающихся по отдельным замкнутым направлениям реконструиро-
ванных железных дорог СНГ, Балтии и Монгольской Народной республики, сооружения
и устройства которых отвечают требованиям габарита приближения строений С (рис. 2.32).
По основному контуру, очерченному сплошными линиями, строят вагоны элект-
ропоездов, а в последние годы и некоторые грузовые вагоны. Границей размещения
на вагонах сигнальных устройств, здесь, как и в других габаритах, является пунктир-
ная линия, а неответственных выступающих частей (поручней, подлокотников, щит-
ков и др.) — штрихпунктирная линия.
По очертаниям, показанным пунктирными линиями, вагоны могут строиться с разре-
шения Министерства путей сообщения после переустройства зданий, тоннелей и других ис-
кусственных сооружений, а для подвижного состава, обращающегося только на территории
промышленных предприятий — по разрешению соответствующего министерства или ведом-
ства по согласованию с МПС.
Рис. 2.31. Габарит Т подвижного состава:
а — верхнее очертание; б — нижнее
На станциях 11а псрешнах
и станционных путях
трубопроводов
Рис. 2.32. Габарит приближения
строений С
68
Габарит 1-Тпредназначен для вагонов, допускаемых к обращению по всем железным доро-
гам СНГ, Балтии и МНР, а также по подъездным путям промышленных и транспортных пред-
приятий. По контуру, показанному пунктирными линиями, вагоны могут строиться по распоря-
жению МПС с учетом работ по переустройству негабаритных сооружений.
Габарит 1-ВМ предусмотрен для вагонов, обращающихся по железным дорогам СНГ,
Балтии и МНР, а также по отдельным реконструированным магистральным линиям дру-
гих стран-участниц Организации сотрудничества железных дорог (ОСЖД), используемых
для международных сообщений. Для обеспечения беспрепятственного обращения вагонов
в странах-участницах ОСЖД проводилась работа по приведению железных дорог в соот-
ветствие с вводимыми едиными габаритами для этих стран.
Габарит О-ВМ предназначен для вагонов, обращающихся по всем (кроме отдельных
второстепенных участков) дорогам стран-участниц ОСЖД.
Габарит 02-ВМ (02-Т) предусмотрен для грузовых вагонов, обращающихся по всем
железным дорогам стран-участниц ОСЖД, а также железным дорогам ФРГ, Австрии, Юго-
славии, Греции, Дании, Турции и некоторых других стран Европы и Азии.
Габарит 03-ВМ предназначен для вагонов, допускаемых к обращению по дорогам
всех стран Европы и Азии.
2. 5.2. Габарит погрузки
Погруженный на открытом подвижном составе груз должен находиться в пределах
установленного Министерством путей сообщения габарита погрузки (рис. 2.33). Габарит
погрузки — предельное очертание груза в плоскости, перпендикулярной продольной оси
железнодорожного пути, за пределы которого не должен выходить груз (вместе с упаков-
кой и креплением), находящийся на открытом подвижном составе, расположенном на пря-
мом горизонтальном участке пути при совмещении вертикальных осей пути и вагона. Раз-
меры некоторых грузов, размещаемых на открытом подвижном составе, превышают габа-
рит погрузки. Такие грузы называются негабаритными. К негабаритным относятся также
такие грузы, выход которых за пределы габарита погрузки в криволинейных участках пути
превышают геометрические выносы расчетного вагона длиной 24 м с базой 17 м. В зависи-
мости от высоты над уровнем верха головок рельсов, на которой груз выходит за габарит
погрузки, установлены три зоны негабаритности', нижняя, боковая или верхняя (рис. 2.34).
Рис. 2.33. Габарит погрузки
2000
32'50
4450
Верхняя
негабаритность
1240
11ижняя
негабаритность
1300
Боковая
негабаритность
Уровень верха
головок рельсов
Рис. 2.34. Зоны негабаритности
69
По размерам выхода грузов за габарит погрузки и условиям их пропуска по линиям
железных дорог установлены степени негабаритности: для нижней и боковой — по шесть,
для верхней — три степени.
Определение негабаритности грузов, порядок приема их к перевозке и погрузке, а так-
же отправления и следования поездов с ними изложены в Инструкции по перевозке грузов
негабаритных и погруженных на транспортеры по железным дорогам СНГ.
2.6. Контейнеры
Контейнерные перевозки являются одним из эффективных способов транспортирования гру-
зов, обеспечивающих бесперегрузочную доставку грузов от склада грузоотправителя до склада гру-
зополучателя или непосредственно из сферы производства в сферу потребления. Существует целая
контейнерная транспортная система, представляющая собой комплекс технических средств, техноло-
гических процессов и организационных мер, экономических и правовых нормативов, обеспечиваю-
щих эффективную перевозку грузов. Эта система включает парк унифицированных универсальных и
специализированных контейнеров, перевозка которых осуществляется на всех видах транспорта.
Контейнер, служащий для перевозки грузов, является единицей транспортного обору-
дования многократного использования в течение установленного срока службы. Е.го конст-
рукция должна обеспечивать сохранную перевозку грузов одним или несколькими видами
транспорта без промежуточной выгрузки и иметь достаточную прочность и герметичность.
С целью ускорения погрузки, выгрузки и перегрузки контейнер оборудован специальными
приспособлениями.
По назначению контейнеры бывают универсальные и специализированные. Универсальные кон-
тейнеры применяются для перевозки тарно-штучных грузов. Они подразделяются на малотоннаж-
ные —до 3 т включительно, среднетоннажные—от 3 до 10 т и крупнотоннажные—от 10 т и выше.
В контейнерном парке отечественных железных дорог находятся среднетоннажные контейнеры
для грузов массой 3 и 5 т (рис. 2.35, а, б) и крупнотоннажные — 20 т (рис. 2.35, в). Пополнение
контейнерного парка осуществляется контейнерами массой 30 т. Универсальные контейнеры по
параметрам, размерам, конструкции, нормам прочности относятся к вездеходным, то есть унифи-
цированным, применимым на всех видах сухопутного и водного транспорта. Они отвечают требо-
ваниям соответствующих стандартов.
Рис. 2.35. Контейнеры универсальные
Специализированные контейнеры отличаются от универсальных назначением и конструкци-
ей отдельных частей. Различают индивидуально-специализированные и групповые контейнеры
малотоннажные — до 3 т, среднетоннажные — от 3 до Юти крупнотоннажные — от 10 т и выше.
Индивидуально-специализированные контейнеры рассчитаны на перевозку одного
вида груза, а групповые предназначены для транспортировки однородных грузов с род-
ственными физико-химическими свойствами, требующими примерно одинаковых условий
загрузки, сохранности при доставке и разгрузке. Различные типы контейнеров отличаются
размерами, формой, конструкцией — неразборные, разборные, мягкие (эластичные),
70
Рис. 2.36. Специализированная платформа, загруженная контейнерами
полужесткие и др. Кроме того, они различаются между собой устройством загрузочно-
разгрузочных приспособлений, материалами, идущими на их изготовление, а в ряде случа-
ев защитными покрытиями внутренних поверхностей, приборами поддержания темпера-
турного режима, приспособлениями для очистки, промывки, дезинфекции.
Перевозка контейнеров по железным дорогам осуществляется, в основном, на платфор-
мах и в полувагонах. Специализированная платформа (рис. 2.36) оснащена специальными
устройствами, служащими для крепления контейнеров во время их транспортировки.
Глава 3.
I
Общие принципы устройства вагонов
При всем разнообразии типов и конструкций вагонов они имеют общие, основные узлы,
блоки, модули, сборочные единицы и др. К ним относятся: кузов, ходовые части, ударно-тяго-
вые приборы и тормоз.
3.1. Основные элементы конструкции кузова вагона
Кузов вагона является основным его элементом. Он предназначен для размещения пасса-
жиров или грузов. Конструкция кузова зависит от типа вагона. У многих вагонов основанием
кузова является рама, состоящая в основном из совокупности продольных и поперечных балок,
жестко соединенных между собой. Рама кузова опирается на ходовые части. На раме размеще-
ны ударно-тяговые приборы и часть тормозного оборудования.
3.1.1. Особенности конструкции кузова пассажирского вагона
Ограждение кузова без хребтовой балки (рис. 3.1) состоит из рамы, боковых и торцо-
вых стен и крыши. В связи с тем, что рама в средней части не имеет хребтовой балки, уси-
лены консольные части, а также продольные боковые балки и элементы, связывающие
продольные балки между собой в средней части кузова.
Рис. 3.1. Ограждение кузова пассажирского вагона без хребтовой балки
Концевая 25, шкворневая /7 и хребтовая 23 балки в консольной части рамы сверху и
снизу перекрыты листами, имеющими вырезы. Форма листов и вертикальные элементы
образуют поперечные балки 22 и раскосы 20, предназначенные для передачи части про-
дольных усилий от ударно-тяговых приборов на продольные боковые балки 12 рамы и
боковые стены кузова. Отверстие 2/ служит для шкворня, соединяющего кузов с ходовыми
частями. Кроме того, консольные части перекрыты гладким листом 30, являющимся од-
ним из элементов настила пола.
72
Боковые продольные балки 12, в поперечном сечении имеющие форму скругленного
уголка, связаны между собой поперечными балками 14. В средней части между шкворне-
выми балками /7 на поперечные балки 14 уложены гофрированные листы 13, сверху кото-
рых располагаются деревянные бруски 18 и пакеты теплоизоляции 19. Верхний слой насти-
ла пола состоит из столярных плит 15, покрытых сверху линолеумом 16.
Боковые стены кузова образованы верхним 2 и нижним 8 поясами, имеют оконные 6 и
дверные 3 проемы. Нижней обвязкой боковой стены служат продольные балки 12 рамы, а
верхней — швеллер 11. Гофрированная обшивка 34 подкреплена промежуточными 37 и двер-
ными 33 стойками Z-образного поперечного сечения. Бруски 40 обрешетки крепятся к ме-
таллическому каркасу болтами. Пакеты теплоизоляции 39, обернутые слоем гидроизоляци-
онной бумаги 38, укреплены на деревянной обрешетке гвоздями. Изнутри боковые стены
под окнами покрыты столярной плитой 41, а над окнами и в межоконных простенках —
древесноволокнистой плитой 43. Для обеспечения большей жесткости обшивки боковых стен
под оконными проемами установлены продольные пояса 7. Торцовая стена крепится к кон-
цевой балке 25 рамы и к угловым стойкам 32. В зоне дверного проема установлены мощные
противоударные стойки 27, приваренные внизу к концевой балке рамы 25, а вверху — к по-
перечной балке 35, обеспечивая безопасность пассажирам даже при крушении поезда.
В нижней части на концевую балку установлен порог 24. На гофрированной обшивке 26
торцовых стен имеются угольные ящики 31.
Металлический каркас крыши обшит снаружи гофрированными листами 47, а по скатам —
гладкими листами 1 с отливами 9. Каркас сварен из боковых продольных обвязок 10 и дуг 36.
Если крыша покрыта сверху гладкими листами, то для обеспечения ее устойчивости в каркас введе-
ны продольные подкрепляющие элементы 48. Пакеты теплоизоляции 46, обернутые слоем гидро-
изоляции, подшиты оцинкованными листами и внутренней обшивкой 49 из фанеры. Ниже обшив-
ки кузов имеет подшивной потолок 44, сверху которого размещен вентиляционный канал 45. Внутри
кузова имеются специальные кожухи 42 для труб водяного отопления.
В крыше размещаются дефлекторы 50 естественной вентиляции и трубы печного
отопления 51, а также люки 52 для монтажа и демонтажа котла отопления, калориферов,
бака для воды и вентиляционного агрегата. По концам кузова установлены рычаги рас-
цепного привода 29 автосцепки и розетка 28, подножки 5 и поручни 4.
Кузов пассажирского вагона с хребтовой балкой имеет подобную конструкцию ог-
раждения, отличающуюся, в основном, наличием сквозной хребтовой балки и некоторы-
ми особенностями конструкции рамы.
Опытные образцы одного из вариантов кузова построены с обшивкой из нержавею-
щей стали, масса их на 3 т меньше серийно выпускаемых.
В вагоностроении решается задача создания конструкции кузова, обеспечивающей блоч-
ный монтаж и демонтаж внутреннего оборудования. В частности, разработан вариант со съем-
ной крышей, позволяющий повысить производительность монтажных и демонтажных работ
при строительстве и ремонте вагонов. Кроме того, разрабатываются модульные конструкции
кузовов пассажирских вагонов, а также кузовов с трансформируемой планировкой.
3.1.2. Особенности конструкции кузова грузового крытого вагона
Крытый вагон общего назначения (называемый универсальным) модели 11-217 по-
стройки Алтайского вагоностроительного завода имеет объем кузова 120 м3. Его кузов
оборудован двухстворчатыми раздвижными дверями 10 (рис. 3.2), загрузочными люка-
ми в крыше 43 и в боковых стенах 6. Уширенные дверные проемы позволяют ускорить
процесс производства погрузо-разгрузочных работ, что способствует сокращению про-
стоев вагона под грузовыми операциями и повышению его производительности. Край-
ние верхние загрузочные люки снабжены печными разделками 42 на случай установки
печей отопления при перевозке людей в зимнее время.
73
45
Рис. 3.2. Кузов четырехосного крытого вагона
Рама кузова сварная, состоит из сквозной хребтовой балки 18, двух продольных боко-
вых 4, двух шкворневых 16, двух концевых 26 поперечных балок. Между шкворневыми бал-
ками рамы расположены две поперечные основные (дверные) и семь промежуточных 14,
а также продольные балки 15, предназначенные для поддержания настила пола. Под двер-
ным проемом с каждой стороны имеются выдвижные откидывающиеся вниз подножки для
обслуживающего персонала. В консольной части рамы размещены раскосы 17, а также
продольные длинные 19 и короткие 20 балки. Раскосы 17 служат для передачи части про-
дольных усилий от ударно-тяговых приборов на шкворневую балку и равномерного рас-
пределения продольной нагрузки на среднюю часть рамы кузова.
В консольной части хребтовой балки 18 установлены задние упоры 22 автосцепки,
объединенные между собой усиливающей надпятниковой коробкой шкворневого узла,
а также передние упоры 24, объединенные с ударной розеткой 25 автосцепки, заглублен-
ной внутрь рамы. Между задними и передними упорами на вертикальных стенках хребто-
вой балки установлены предохранительные планки 23. Боковые продольные балки 4 рамы
в дверном проеме усилены балками 9. По концам рама оборудована подножками 2 и по-
ручнями /, размещенными с каждой стороны вагона. На концевых балках 26 установлены
поручни 21 и рычаг 28 расцепного привода автосцепки.
Все основные поперечные балки рамы — шкворневые 16, концевые 26 и дверные в сред-
ней части имеют большую высоту, чем в концевых частях, что приближает их к конструкции
равного сопротивления изгибу и позволяет уменьшить массу; сверху на раму настлан пол 29
из досок, соединенных вчетверть и укрепленных по концам металлическим уголком 41.
В зоне дверного проема настил пола покрыт металлическими листами, что предохраняет
деревянные доски от повреждения при производстве погрузочно-разгрузочных работ.
Боковые и торцовые стены кузова жестко связаны с рамой. Каркас боковой стены
состоит из верхней обвязки 44, двух шкворневых 5, двух дверных 11 и шести промежуточ-
ных стоек 3. Нижней обвязкой стены служит продольная боковая балка 4 рамы. Каркас
снаружи обшит гофрированной металлической 12 и изнутри деревянной 13 обшивками.
74
В средней части боковой стены расположена двухстворчатая самоуплотняющаяся дверь, а
по концам в верхней части имеются люки 6, оборудованные вентиляционными решетками.
Створки двери раздвигаются в стороны и перемещаются с помощью роликов по дверному
рельсу 7, расположенному в верхней части. Снизу дверь ограничивается порогом. Одна из
створок двери оборудована обезгруживающим люком #, снабженным специальным запо-
ром, объединенным с центральным запором дверей. Для облегчения открывания створок
дверей при возможных заеданиях на кузове размещены специальные рейки 45, а на створ-
ках приварены скобы. С 1984 г. крытые вагоны самоуплотняющимися дверями не обору-
дуются, а у ранее построенных вагонов разгрузочные (обезгруживающие) люки дверей были
заглушены (по указанию МПС).
Торцовая стена посредством двух угловых 30 и двух промежуточных 27 стоек снизу
приварена к концевой балке 26 рамы, а сверху верхней обвязкой 34 связана с фрамугой 35
крыши. Торцовая стена имеет наружную металлическую 31 и внутреннюю деревянную 32
обшивки и оборудована скобами 33, служащими для доступа обслуживающего персонала
на крышу. Цельносварная крыша оборудована трапом 36 для доступа к загрузочным лю-
кам 43. Крыша состоит из двух фрамуг 35 и набора дуг 40, продольных боковых обвязок и
продольных подкрепляющих элементов, сверху покрытых гофрированной металлической
обшивкой 38. Изнутри посредством уголков 39 и скоб болтами к дугам 40 крепится под-
шивной потолок 37 из влагостойкой фанеры.
С целью улучшения использования возрастающей грузоподъемности и повышения эф-
фективности в эксплуатации объем кузова современных моделей крытого вагона увеличен
до 140 м\ а в перспективе повысится до 165 м\ Вместо внутренней обшивки из древесных
материалов в их кузовах на внутренней поверхности металлической обшивки применяют
специальное полимерное покрытие.
3.1.3. Особенности конструкции кузова полувагона
На примере вагона повышенной до 125 т грузоподъемности рассмотрим конструкцию
кузова универсального восьмиосного полувагона модели 12-124 (рис. 3.3) Уральского
вагоностроительного завода. Он не имеет крыши, но снабжен разгрузочными люками в
полу. По концам кузов оборудован двухстворчатыми открывающимися внутрь дверями.
Рис. 3.3. Кузов восьмиосного универсального полувагона
75
Рама кузова имеет хребтовую балку 9, состоящую из двух сваренных между собой
продольным швом Z-образных профилей, перекрытых в месте соединения двутавром. На
двутаврах укреплены кронштейны 8 петель для шарнирного навешивания крышек разгру-
зочных люков б. Люки в открытом положении располагаются на специальных упорах 11.
В консольной части хребтовой балки установлены передние и задние упоры автосцеп-
ки. Передний упор отлит как одно целое с ударной розеткой 18. Шкворневые балки 10
замкнутого коробчатого сечения снизу имеют пятники и скользуны. Надпятниковые зоны
опорных узлов усилены коробками, а над скользунами установлены усиливающие ребра.
Сверху к балкам 15 рамы приварены пороги 77, ограничивающие открывание створок две-
рей наружу кузова.
На торцовых поверхностях концевой балки укреплены рычаг расценного привода 20
автосцепки и поручень составителя 16. Поперечные балки 13 рамы —двутаврового сече-
ния, верхние их полки имеют гофры, выступающие над уровнем пола, что предупреждает
непосредственное опирание длинномерных грузов на крышки разгрузочных люков и пре-
дохраняет их от деформации. Подобные выступающие части имеют шкворневые балки 10.
Крышки 6 люков гофрированные, снабжены специальными запорами 5, удерживающими
их в горизонтальном положении. Крышки также оборудованы торсионными устройства-
ми, облегчающими их подъем при закрывании. Для обеспечения плотного прижатия с по-
мощью рычага крышек на нижней обвязке 7 имеются скобы 4.
Боковые стены кузова имеют металлическую обшивку 30 с корытообразными
выштамповками, подкрепленную каркасом, состоящим из верхней 31 и нижней 7 обвя-
зок, а также угловых 14, шкворневых 3 и промежуточных 12 стоек. Шкворневые и про-
межуточные стойки замкнутого поперечного сечения сварены из Q-образных профи-
лей. Угловые стойки 14 (замкнутого поперечного сечения) сварены из двух Z-образных
элементов, укрепленных к верхней обвязке накладками 27. Верхняя обвязка 31 между
стойками усилена накладками 32. Обшивка 30 укреплена к каркасу точечной сваркой.
Двухстворчатые двери шарнирно соединены с угловыми стойками кузова при помощи
петель 26. Каждая створка двери состоит из металлической гофрированной обшивки 21,
подкрепленной каркасом, состоящим из верхней 23 и нижней обвязок, а также вертикаль-
ных элементов 22 замкнутого поперечного сечения, сваренных из Q- и Z-образных профи-
лей. В закрытом положении дверь удерживается запорами — нижним 19 и верхним, состо-
ящим из клина 24 и направляющих с упорами 25 для клина, приваренных соответственно к
правой и левой створкам двери. В открытом положении двери располагаются вдоль боко-
вых стен и удерживаются специальными поворачивающимися скобами 28, вставляемыми
в отверстия 29 на верхних обвязках кузова. По концам кузов оборудован наружными 1 и
внутренними лестницами, а также подножками 2 и поручнями, предназначенными для об-
служивающего персонала.
3.1.4. Особенности конструкции кузова платформы
Кузов четырехосной платформы общего назначения (универсальной) (рис. 3.4) состоит
из рамы, оборудованной восемью продольными боковыми 1 и двумя торцовыми 25 бор-
тами. Рама сварная, снабжена мощной хребтовой балкой 10, состоящей из двух двутавров
переменной высоты, уменьшающейся к консольным частям. Боковые продольные бал-
ки 7/ — из двутавров, а шкворневые 72 — замкнутого поперечного сечения. В месте пере-
сечения хребтовой 10 и шкворневых 72 установлены пятники 75, сверху которых имеются
усиления надпятниковыми диафрагмами. В консольных частях хребтовой балки 10 укреп-
лены задние 16 и передние 79 упорные кронштейны, объединенные ударной розеткой авто-
сцепки 20, а также предохранительные планки 77, предназначенные для защиты от истира-
ния вертикальных стенок двутавров. На нижнем листе шкворневых балок установлены
скользуны 14, над которыми расположены усиливающие ребра 13.
76
Рис. 3.4. Кузов универсальной четырехосной платформы модели 13-4012
На концевых балках 21 укреплены кронштейны 22, служащие опорой для торцо-
вых бортов 25 в открытом положении. При погрузке колесной техники самоходом с
заездом вдоль платформы кронштейны 22 и торцовые борта 25 воспринимают значи-
тельную нагрузку. На концевой балке 21 укреплен рычаг 23 расцепного привода авто-
сцепки. Основные поперечные балки 7 рамы — переменного по высоте, а промежуточ-
ные 8— постоянного двутаврового сечения. Верхняя плоскость поперечных балок 7, 8.
12 расположена ниже уровня пола на высоту вспомогательных продольных балок 6 и 9.
Настил пола комбинированный: металлический 18 в средней части и деревянный 5 по
бокам. Доски пола одним концом заводятся в S-образную балку 9, а другой их конец укреплен
к продольным боковым балкам /1 гнутым специальным элементом 4. На боковых продоль-
ных балках рамы укреплены лесные скобы 2, а также кронштейны шарниров и упоры клино-
вых запоров 3 продольных бортов. Торцовые борта 25, имеющие меньшую высоту по сравне-
нию с продольными, в вертикальном положении фиксируются клиповыми запорами 24.
3.1.5. Особенности конструкции кузова цистерны
Одним из вариантов оснащения кузова восьмиосной цистерны безрамной конструкции по-
казан на рис. 3.5. Его котел сварен посередине из двух цилиндрических обечаек 1 и двух эллипти-
ческих днищ 2/, расположенных по концам. Котел снабжен двумя люками 26 и двумя универ-
сальными сливными приборами К), закрываемыми клапанами 9, привод которых расположен
в люках 26. Для придания котлу повышенной жесткости и прочности он подкреплен шестью
Q-образными кольцевыми шпангоутами 2, приваренными к цилиндрической части посередине
и над опорами. С целью обеспечения полного слива жидкого груза на нижней цилиндрической
части в сторону к сливным приборам предусмотрены уклоны, образованные выштамповкой
или постановкой специальных листов 22. Для доступа внутрь котла через люк 26 он имеет
лестницу 23. Снаружи на котле установлены два предохранительных клапана 24, наружные лес-
тницы 8, площадки 25 с ограждениями 27, предназначенные для обслуживающего персонала. По
концам котел установлен на опорах, имеющих хребтовую балку 7 и шкворневую — 6, приварен-
ную к опорному листу 5, укрепленному снизу к цилиндрической части 1. В зоне опоры нижний
лист котла усилен накладками 4. Кроме того, котел приварен к хребтовым балкам 7 при помощи
специальных лап, а на шкворневых балках закреплен посредством ребер 11.
77
Рис. 3.5. Кузов восьмиосной цистерны безрамной конструкции
В пересечении хребтовой балки 7 со шкворневой 6 установлен пятник 13, усиленный
сверху надпятниковой коробкой 14, а к нижнему листу шкворневой балки приварены сколь-
зуны 12, ограничивающие боковую качку кузова во время движения цистерны и служащие
дополнительной опорой при вписывании в кривые участки пути. В консольных частях хреб-
товой балки 7 размещены задние упоры 15 автосцепки, объединенные между собой, и пере-
дние упоры 17, объединенные ударной розеткой 18. На внутренних вертикальных стенках
хребтовой балки между упорами установлены предохранительные планки 16. К концевым
балкам 19 опор котла прикреплены рычаги 20 расцепного привода автосцепки. Концевые 19
и шкворневые 6 балки связаны боковыми элементами 3.
3.2. Классификация и особенности устройства колесных пар
Колесные пары относятся к ходовым частям и являются одним из ответственных эле-
ментов. вагона. Они предназначены для направления движения вагона по рельсовому пути
и восприятия всех нагрузок, передающихся от вагона на рельсы при их вращении. Работая
в сложных условиях загружения, колесные пары должны обеспечивать высокую надеж-
ность, так как от них во многом зависит безопасность движения поездов. Поэтому к колес-
ным парам предъявляются особые, повышенные требования Госстандартами, Правилами
технической эксплуатации железных дорог, Инструкцией по осмотру, освидетельствова-
нию, ремонту и формированию вагонных колесных пар, а также другими нормативными
документами при проектировании, изготовлении и содержании в эксплуатации. Конструк-
ция и техническое состояние колесных пар оказывают влияние на плавность хода, величи-
ну сил, возникающих при взаимодействии вагона и пути, и сопротивление движению.
Работая в современных режимах эксплуатации железных дорог и экстремальных ус-
ловиях окружающей среды, колесная пара вагона должна удовлетворять следующим ос-
новным требованиям: обладать достаточной прочностью, имея при этом минимальную
78
необрессоренную массу (с целью снижения тары подвижного состава и уменьшения непос-
редственного воздействия на рельсовый путь и элементы вагона при прохождении неров-
ностей рельсовой колеи); обладать некоторой упругостью, обеспечивающей снижение уров-
ня шума и смягчение толчков, возникающих при движении вагона по рельсовому пути;
совместно с буксовыми узлами обеспечивать возмож-
но меньшее сопротивление при движении вагона и воз-
можно большее сопротивление износу элементов, под-
вергающихся изнашиванию в эксплуатации.
Колесная пара (рис. 3.6) состоит из оси 1 и двух
укрепленных на ней колес 2. Тип колесной пары оп-
ределяется типом оси и диаметром колес, а также кон-
струкцией подшипника и способом крепления его на
оси (табл. 3.1). Типы вагонных осей различают по раз-
мерам и форме шейки — для роликовых подшипни-
ков качения и подшипников скольжения. Размеры оси
устанавливают в зависимости от величины расчетной
нагрузки, воспринимаемой ею при эксплуатации.
Рис. 3.6. Колесная пара и форма
Таблица 3.!
Типы колесных пар вагонов
Тип колесной пары Тип оси Диаметр колеса, мм Тип подшипника на колесной парс Применение
РУ 1-950 РУ1 950 Качения На всех грузовых и пассажирских вагонах постройки после 1963 г.
РУ1Ш-950 РУ1Ш 950 Качения На всех грузовых и пассажирских вагонах постройки с 1979 г.
РУ-950 РУ 950 Качения На всех грузовых и пассажирских вагонах постройки до 1964 г.
РУ-1050 РУ 1050 Качения На пассажирских вагонах постройки до 1959 г.
II [-950 ш 950 Скольжения На старотипных грузовых вагонах
Колесные пары Ш-950 предназначены для эксплуатации с подшипниками скольже-
ния, а колесные пары РУ1-950, РУ1Ш-95О, РУ-950 и РУ-1050 — с роликовыми подшипни-
ками (РУ — роликовая унифицированная, Ш — торцевое крепление внутренних колец под-
шипников приставной шайбой). Исходя из расчетной нагрузки определяются диаметры
шеек 3, 4, 5 (см. рис. 3.6), подступичной 7 и средней 8 частей оси. Предподступичная часть
6 является ступенью перехода от шейки к подступичной части оси и служит для установки
уплотняющих устройств буксы. На подступичных частях 6 прочно закрепляются колеса 2.
В настоящее время в эксплуатации находятся еще небольшое количество колесных пар с
осями III типа с подшипниками скольжения, которые заменяются на роликовые. На тор-
цах их шеек 5 имеются буртики б, ограничивающие продольные перемещения подшипни-
ков скольжения, располагающихся в верхних частях.
Типы колесных пар в зависимости от применяемых типов осей и подшипников, при-
ведены в табл. 3.1. Колесные пары с осями, предназначенными для эксплуатации с ролико-
выми подшипниками, различают между собой по конструкции торцевого крепления внут-
ренних колец роликовых подшипников на шейке: 3 — с нарезной частью а для навинчива-
ния корончатой гайки; 4 — при помощи приставной шайбы, для чего на торцах делаются
отверстия с нарезкой для болтов крепления. Такое крепление выполнено в двух вариантах:
тремя или четырьмя болтами. Колесные пары с формой шейки 3 обозначаются РУ 1-950,
а с формой 4 —РУ 1 Ш-950.
79
В эксплуатации еще находится небольшое количество колесных пар с осями типа РУ с
диаметром шеек 135 мм, которые в настоящее время заменяются более современными. Ос-
новным типом колесных пар являются конструкции с цельнокатаными стальными колеса-
ми с диаметром по кругу катания 950 мм. В старотипных пассажирских вагонах осталось
малое количество колесных пар с диаметром 1050 мм.
Рис. 3.7. Основные размеры
колесной пары
Для безопасного движения вагона по рельсов ому пути
на ось 1 прочно закрепляются колеса 2 (рис. 3.7) с соблю-
дением строго определенных размеров (табл. 3.2). Рассто-
яние между внутренними гранями колес L составляет: для
новых колесных пар, предназначенных для вагонов, об-
ращающихся со скоростями до 120 км/ч — (1440 ±3), свы-
ше 120, ноне более 160 км/ч (14401? )• Во избежание нерав-
номерной передачи нагрузки на колеса и рельсы разность
размеров от торца оси до внутренней грани обода / допус-
кается для колесной пары не более 3 мм. Колеса, укреп-
ленные на одной оси, не должны иметь разность по диа-
метру D более 1 мм, что предотвращает односторонний износ гребней и не допускает повыше-
ния сопротивления движению. С целью снижения инерционных усилий, колесные пары скоро-
стных вагонов подвергаются динамической балансировке: для скоростей 140—160 км/ч допус-
кается дисбаланс не более 6 Н-м; для скоростей 160—200 км/ч — не более 3 Нм.
Таблица 3.2
Основные размеры вновь сформированных колесных пар (см. рис. 3.7)
Наименование размера Обозначение Тип колесной пары Наименьший, мм Номинальный, мм Наибольший, мм
Расстояние между внуфсн- ними гранями ободьев колес: у колесных пар ваго- нов, обращающихся в поездах со скоростями до 120 км/ч у колесных пар вагонов, обращающихся в поез- дах со скоростями свы- ше 120 км/ч L L Все колесные пары То же 1438 1439 1440 1440 1441 1442
Отклонения расстояний L, измеренных в четырех точках, расположенных в двух взаимно перпенди- кулярных плоскостях ДЛ Все колесные пары 0 0 1,5
Отклонения размеров 1 с одной и другой стороны м То же 0 0 3
Диаметр по кругу ката- ния колес D РУ - 950 РУ1 - 950 РУ1Ш - 950 РУ-1050 » 950 1050 950 1050 964 1064
Отклонения диаметров по кругу катания одной колесной пары: без обточки с обточкой \D Все колесные пары 0 0 0 0 1,0 0.5
Овальность по кругу ка- тания То же 0 0 0,5
Ширина обода В То же 130 130 133
80
Кроме колесных пар, изготавливаемых в соответ-
ствии ГОСТ 4835-80, поставляются конструкции, выпол-
ненные по специальным чертежам и техническим усло-
виям для вагонов промышленного транспорта, для ва-
гонов электропоездов и дизель-поездов, а также с раз-
движными на оси колесами для эксплуатации на желез-
ных дорогах с различной шириной колеи и др. В ваго-
нах, оснащенных дисковыми тормозами, на оси I
(рис. 3.8), кроме двух колес 2, прочно укреплены диски 3.
Рис. 3.8. Колесная пара с дисковым
тормозом
3.2.1. Классификация и основные элементы вагонных осей
Вагонные оси (рис. 3.9) являются составной частью колесной пары и представляют
собой стальной брус круглого переменного по длине поперечного сечения.
На подступичных частях 3 оси располагаются колеса, укрепленные жестко или подвижно, а
на шейках 7 размещаются подшипники. Вагонные оси различают между собой: размерами, опре-
деляемыми в зависимости от заданной нагрузки; формой шейки оси в соответствии с применяе-
мым типом подшипника—для подшипников качения и подшипников скольжения; формой круг-
лого поперечного сечения — сплошные или полые; способом торцового крепления подшипников
качения на шейке оси — корончатой гайкой или шайбой. Кроме того, оси классифицируются по
материалу и технологии изготовления. Между шейками 7 и подступичными частями 3 находятся
предподступичные части 2, служащие для размещения деталей задних уплотняющих устройств
букс, а также снижения концентрации напряжений в переходных сечениях от подступичных частей
к шейкам оси. В местах изменения диаметров для снижения концентрации напряжений имеются
плавные сопряжения — галтели, выполненные определенными радиусами: от шейки 7 к предпод-
ступичной2, отпредподступичной к подступичной 3 и от средней 4 к подступичной частям. Сниже-
ние концентрации напряжений, вызванных посадкой внутреннего кольца роликового подшипни-
ка, обеспечивается разгружающей канавкой, расположенной у начала задней галтели шейки оси
(рис. 3.9, г). Оси для подшипников качения на концах шеек имеют нарезную часть А'(рис. 3.9. а) для
навинчивания корончатой гайки, а на торце имеется паз с двумя нарезными отверстиями для по-
становки и крепления двумя болтами стопорной планки. В вагонных осях с креплением подшипни-
ков качения при помощи приставной шайбы в торцах шеек делаются нарезные отверстия для бол-
тов (рис. 3.9, г5) в двух вариантах: при помощи трех или четырех болтов. Оси для подшипников
скольжения по торцам шеек имеют буртики М (рис. 3.9, «), служащие для ограничения смещения
подшипников вдоль оси наружу при движении вагона. На торцах всех типов осей предусмотрены
центровые отверстия (рис. 3.9, д, е),
служащие для установки и закрепле-
ния оси или колесной пары в цент-
рах при обработке на токарном стан-
ке. Форма и размеры центровых от-
верстий ста ндартизированы. Оси ко-
лесных пар, оборудуемых дисковым
тормозом, а также оси, на которых
предусмотрена установка привода
подвагонного генератора, имеют по-
садочные поверхности для установ-
ки тормозных дисков или деталей ре-
дуктора. Основные размеры и допус-
каемые нагрузки для стандартных
типов осей вагонов широкой колеи,
кроме вагонов электропоездов и ди-
зель-поездов, приведены в табл. 3.3.
Рис. 3.9. Типы вагонных осей
6 Вагоны
81
J
Таблица 3.3
Стандартные и усиленные типы осей вагонов широкой колеи
Тип оси Диаметр, мм Длина шейки, мм Общая длина оси, мм Расстояние между центрами приложения нагрузки на шейки, мм Наибольшая статичес- кая нагрузка от колес- ной пары, кН (тс)
шейки предпод- ступичной части подступич- ной части середины грузовые пасса- жирские
РУ1 130 165 194 165 176 2294 2036 230 (23,5) 176,5 (18)
РУ 1 Ill 130 165 194 165 190 2216 2036 230 (23,5) 176,5 (18)
РУ 135 165 194 165 248 2390 2036 230 (23,5) 176,5 (18)
ш 145 170 194 165 254 1330 2036 230 (23,5) —
140 175 205 170 190 2216 2036 245 (25) —
150 185 210 180 215 2241 2036 294(30) —
На шейке осей РУ-1 и РУ-1Ш устанавливаются роликовые подшипники с наружным
диаметром 250 мм, а на шейке оси РУ — 280 мм, поэтому посадочные диаметры у них
разные. Для грузовых вагонов с повышенными нагрузками на ось 245 кН предусмотрена
усиленная ось, которая также применяется для специализированных грузовых вагонов
с нагрузкой на ось 30 тс (сталь ОС ГОСТ 4728-96).
3.2.2. Классификация и основные элементы вагонных колес
По конструкции вагонные колеса можно разделить на: безбандажные (цельные); бан-
дажные (составные, состоящие из колесного центра, бандажа и предохранительн ого коль-
ца); упругие, имеющие между бандажом и колесным центром упругий элемент; раздвиж-
ные на оси, вращающиеся на оси колеса. По способу изготовления колеса делятся на ката-
ные и литые. В зависимости от размеров диаметра, измеренного в плоскости круга ката-
ния, — 950 и 1050 мм.
В эксплуатации колеса, перекатываясь по рельсовому пути и передавая ему значитель-
ные статические и динамические нагрузки через небольшую площадку, работают в слож-
ных условиях окружающей среды. Одновременно с этим в процессе торможения между
колесами и колодками, а также в контакте с рельсами возникают силы трения, вызываю-
щие нагрев и износ обода, что способствует образованию в нем ряда дефектов. Удары на
стыках могут вызывать появление трещин и отколов в ободе колес. В этой связи от их
исправного состояния во многом зависит безопасность движения поездов.
Учитывая сложные условия работы и повышение надежности в эксплуатации, поверх-
ность катания колеса должна обладать высокой прочностью, ударной вязкостью и износос-
тойкостью, а металл диска и ступицы, удерживающихся на оси силами упругости, необходи-
мой вязкостью. Этим требованиям удовлетворяют составные колеса, в которых банд аж можно
изготовлять из стали повышенной прочности и твердости, а колесный центр — из более вяз-
кой и дешевой стали. Кроме того, при достижении предельного износа или появлении друго-
го повреждения в эксплуатации бандаж можно заменить без смены колесного центра.
Однако в современных условиях эксплуатации железных дорог из-за существенных
недостатков по прочности и надежности, значительной трудоемкости формирования ко-
лесной пары и повышенной массы бандажные колеса в нашей стране были заменены без-
бандажными. Причем наиболее совершенными и падежными в эксплуатации признаны
стальные цельнокатаные. Конструкция, размеры и технология изготовления колес опреде-
ляются Госстандартами.
Стальное цельнокатаное колесо (рис. 3.10) состоит из обода 7, диска 2 и ступицы 3.
Рабочая часть колеса представляет собой, поверхность катания 4. Номинальный размер
82
ширины обода составляет 130 мм. На расстоянии 70 мм
от внутренней грани а обода, являющейся базовой, рас-
положен воображаемый круг катания, используемый для
измерения специальными инструментами диаметра коле-
са, толщины обода и проката. Противоположная грань б
называется наружной. Ступица 3 с ободом 1 объедине-
ны диском 2, расположенным под некоторым углом к
плоскости круга катания, что придает колесу упругость
и способствует снижению уровня динамических сил во
время движения вагона. Ступица служит для посадки
колеса на подступичной части оси. Поверхность ката-
ния 4 обрабатывается по стандартному профилю.
В соответствии с ГОСТ 10791-89 цельнокатаные ко-
леса изготовляются из сталей двух марок: 1 — для пасса-
жирских вагонов локомотивной тяги, немоторных вагонов
электропоездов и дизель-поездов; 2 — для грузовых ваго-
нов железных дорог колеи 1520 мм.
Химический состав сталей, в %, марки 1 — углерода
0,44—0,52, марганца 0,80—1,20, кремния 0,40—0,60, вана-
дия 0,08—0,15; марки 2 — углерода 0,55—0,65, марганца
0,50—0,90, кремния 0,20—0,42; для обеих марок сталей
допускается не более: фосфора 0,035 и серы 0,040. Ободы
колес подвергаются упрочняющей термической обработ-
ке путем прерывистой закалки и отпуска. Механические
свойства стали ободов после упрочняющей термической
обработки должны соответствовать нормам (табл. 3.4).
Рис. 3.10. Стальное цельнокатаное
вагонное колесо
Таблица 3.4
Механические свойства стали ободов вагонных колес
Марка стали колеса Временное сопротивление, МПа Относительное удлинение, % Относительное сужение, % Т всрдость на глубине 30 мм, НВ
не менее
1 <482—1078 12 21 248
2 91 1—1107 8 14 255
Ударная вязкость стали дисков колес при температуре 20 °C должна быть не менее:
для стали марки 1 — 0,3 МДж/м2; для стали марки 2 — 0,2 МДж/м2.
На процессы взаимодействия колес с рельсами и безопасность движения поездов
существенное влияние оказывает профиль поверхности катания. Стандартный профиль
поверхности обода колеса (рис. 3.11) распространяется на колеса для колесных пар те-
лежек грузовых и пассажирских вагонов локомотивной тяги. Он имеет гребень, служа-
щий для направления движения и предохранения от схода колесной пары. Гребень име-
ет высоту 28 мм, измеряемую от его вершины до горизонтальной линии, проходящей
через точку пересечения круга катания с профилем. Угол наклона наружной грани гребня
оказывает влияние на безопасность движения: его увеличение повышает устойчивость
колесной пары на рельсах и уменьшает износ.
Стандартный профиль (см. рис. 3.11) имеет конусность рабочей части 1:10, которая обес-
печивает центрирование колесной пары при ее движении на прямом участке пути и предотв-
ращает образование неравномерного износа по ширине обода колеса, а также улучшает про-
хождение кривых участков пути. Вместе с тем, конусность 1:10 создает условия для появле-
ния извилистого движения, что неблагоприятно влияет на плавность хода вагона.
83
Рис. 3.11. Профиль поверхности катания колес
для грузовых и пассажирских вагонов
Поверхность профиля катания колеса с ко-
нусностью 1:3,5 гораздо реже катится по рельсу,
поэтому она меньше изнашивается. Благодаря
наличию этой конусности и фаски 6 мм х 45°
наружная грань (см. рис. 3.11) приподнимается
над головкой рельса даже при наличии допус-
тимого проката, наплыва металла и других де-
фектов поверхности катания колес, обеспечивая
безопасный проход стрелочных переводов.
Профиль поверхности катания обода для колесных пар пассажирских вагонов, эксп-
луатируемых со скоростями движения свыше 160 км/ч, имеет горизонтальную площадку
между размерами 60,7 до 70 мм, а далее конусности 1:50; 1:10; 1:3,5 и фаску 6 мм х 45°.
Наружная грань гребня составляет 65° к горизонтали вместо 60°, как это предусмотрено в
стандартном профиле (см. рис. 3.11), переходные радиусы закруглений также изменены.
Цилиндрическая часть катания, обработанная в соответствии с горизонтальной частью
профиля, исключает извилистое движение колесной пары, а вместе с уменьшенной конусно-
стью до 1:50 рабочей части колеса не допускает ухудшения плавности хода вагона. Увеличе-
ние угла наклона наружной грани гребня, совместно с изменением профиля рабочей части
поверхности катания колеса, улучшает устойчивость движения колесной пары, способствует
уменьшению износа гребня, повышает безопасность движения вагонов скоростных поездов.
Технология изготовления стальных колес основана на штампованно-катаном способе.
включающем в себя процессы подготовки заготовок, их нагрева, горячей деформации, про-
тивофлоксиой, термической и механической обработки, контроля и испытания.
I т 4 s В процессе изготовления колес на на-
Рнс. 3.12. Знаки и клейма на наружной грани
обода стального цельнокатаного колеса: / - —
месяц н год изготовления; 2 — номер плавки;
3 — приемочное клеймо МПС; 4 — номер заво-
да-изготовителя: 5 -- номер колеса
ружной грани обода в горячем состоянии на-
носят знаки и клейма (рис. 3.12).
Упругие колеса имеют более сложную
конструкцию. Включая упругие элементы меж-
ду ободом и колесным центром, они облада-
ют целым рядом преимуществ, особенно важ-
ных для вагонов скоростных пассажирских
поездов, трамваев и метрополитена: смягчают
вертикальные и боковые толчки; имеют мини-
мальную необрсссоренную массу; уменьшают
шум при движении вагона; обеспечивают уп-
ругую передачу крутящего момента в мотор-
ных вагонах при движении и торможении.
3.2.3. Соединение колеса с осью
Безопасность движения поездов во многом зависит от надежного соединения колеса с осью,
которое осуществляется главным образом посредством прессовой посадки. При этой способе
колеса, посаженные на ось, удерживаются на пей благодаря наличию натяга, образующегося за
счет несколько большего диаметра подступичной части оси по сравнению с диаметром ст упицы
колеса. При этом от величины натяга существенно зависит прочность соединения: недопустимы
как завышенные, так и заниженные натяги. Кроме того, на надежность соединения колеса с осью
влияет точность обработки посадочных поверхностей и процесс запрессовки. Поэтому размеры
прессового соединения колеса с осью и технология запрессовки должны строго соответствовать
ГОСТ 4835-80 и другим указанным в нем стандартам, а также требованиям нормативно-техни-
ческой документации МПС России, в которых установлены нормы контроля прочности посад-
ки и способы устранения неисправностей, возникающих в процессе запрессовки.
84
Формирование вагонных колесных пар и процесс запрессовки колес на ось осуществляют в
колесных цехах вагоностроительных (ВСЗ) и вагоноремонтных (ВРЗ) заводов и вагонных колесных
мастерских (ВКМ), оснащенных станками для обработки осей и колес, стендами для дефектоскопии
осей и колес, гидравлическими прессами с индикатором качества запрессовки, подъемными крана-
ми, транспортными механизмами и др. Перед запрессовкой производят обработку сопрягаемых по-
верхностей ступицы колеса и подступичной части оси с соблюдением норм натяга, допусков кругло-
сти (овалы юсти), профиля продольного сечения (коиусообразности), волнистости, шероховатости.
Для обеспечения плавного захода осн в ступицу колеса при запрессовке наружный конец
подступичной части оси обтачивается на конус с разностью диаметров не более 1 мм и длиной
7—15 мм (залрессовочпый конус). Для обеспечения установленной шероховатости подступичные
и средняя части оси после механической обработки упрочняются накатыванием специальными
роликами и затем испытывают магнитным дефектоскопом. Посадочная поверхность ступицы ко-
леса растачивается на карусельном станке с обеспечением натяга в пределах 0,1—0,25 мм. Во избе-
жание задиров в процессе запрессовки и снижения концентрации напряжений в оси внутренние
кромки отверстия ступицы выполняют с закруглением радиусом 4—5 мм.
Процесс запрессовки колес на ось выполняется следующим образом. Подготовленное ко-
лесо и ось подвешивают на балке пресса так, чтобы геометрические оси отверстия ступицы,
плунжера пресса и вагонной оси совпадали. Сопрягаемые поверхности оси и колеса покрыва-
ют ровным слоем натуральной олифы или другого вареного растительного масла (льняного,
конопляного или подсолнечного). Конец оси вставляют в отверстие ступицы, а торец другого
конца оси упирают в торец плунжера, для защиты от повреждения резьбовой части на шейку
оси надевают предохранительный стакан, включают электродвигатель пресса, что обеспечи-
вает продвижение плунжера со скоростью не более 2 мм/с, необходимой для качественной зап-
рессовки. После посадки одного колеса ось поворачивается и процесс повторяется.
Благодаря натягу, сопрягаемые поверхности деформируются под действием силы
пресса Р (рис. 3.13, а), преодолевая силы сопротивления деформации оси Р{ и ступицы
колеса Р,, а также силу трения Рт. Причем сила трения по мере продвижения оси относи-
тельно ступицы колеса возрастает по закону, близкому к прямолинейному, а сила для ее
преодоления — по линии Ос/ (рис. 3.13, б).
а о
Рис. 3.13. Схема процесса запрессовки колеса на ось: п — схема распределения усилии; б — теоретическая
диаграмма
Суммарная кривая Ос/ учитывает преодоление сил Р, и Р, и представляет собой
теоретическую диаграмму зависимости усилия запрессовки от величины продвиже-
ния колеса на оси.
Рациональное усилие в конце запрессовки должно находиться в пределах 390—580 кН
на каждые 100 мм диаметра подступичной части оси.
Недопустимы как меньшие, так и большие величины конечных усилий запрессовки:
меньшие не обеспечат необходимой прочности прессового соединения, а большие — вызо-
вут перенапряжения материала оси и ступицы. Форма диаграммы запрессовки должна быть
плавно нарастающей, несколько выпуклой кривой и почти горизонтальной в конце.
На каждую формируемую колесную пару индикатор вычерчивает две диаграммы —
для левого и правого колес.
85
а
Рис. 3.14. Примеры записей диаграмм запрессовки индика-
тором пресса: а — годные; б — непригодные
Качество запрессовки устанавли-
вают анализом диаграммы. При этом
контролируемыми параметрами диаг-
раммы являются конечное усилие,
длина сопряжения и форма кривой.
Конечное усилие (рис. 3.14, и) опреде-
ляют положением верхней точки кри-
вой 3 от нулевой линии. В случае рас-
положения начала и конца кривой
выше или ниже нулевой линии (кри-
вые 7 и 2, например) конечное усилие
определяется с учетом величины это-
го смещения, т.е. так, как показано на
рис. 3.14, а величинами 7ДК и Р$к,
а при перекосе диаграммы конечное
отклонение от нулевой линии также
учитывается. В этих случаях при соот-
ветствии нормам конечного усилия за/1-
рессовка не бракуется. Минимально до-
пустимая длина сопряжения Л, опреде-
ляемая по диаграмме (рис. 3.14, и), дол-
жна быть не менее 145/ мм для колес номинального диаметра 950 мм и 155/ мм для колес диамет-
ра 1050 мм (/ — передаточное число индикатора, т.е. масштаб диаграммы по длине). Вследствие
некачественной обработки сопрягаемых поверхностей ступицы колеса и подступичной части
оси, а также наличии других отклонений диаграммы будут иметь особенности по сравнению
с нормальной (рис. 3.14, б): 1 — вогнутость диаграммы, получаемая при наличии прямых кону-
сов или впадин на посадочных поверхностях; 2—диаграмма с резкими колебаниями давления в
средней части, получаемая при наличии на посадочных поверхностях резко выраженных неров-
ностей; 3—диаграмма со скачком давления в конце запрессовки, получаемая в результате замед-
ленного прекращения поступления масла в цилиндр пресса при окончании запрессовки; 4 —
диаграмма с резкими колебаниями давления на большой длине, получаемая при наличии неров-
ностей, расположенных на большой длине посадочных поверхностей; 5— диаграмма с плавным
колебанием давления, получаемая при наличии на посадочных поверхностях более длинных не-
ровностей; 6— нормальный вид диаграммы.
В случае получения неудовлетворительной диаграммы по форме, длине сопряжения
или несоответствия нормам конечного усилия запрессовки соединение бракуется, а колес-
ная пара подлежит расформированию. При отсутствии после распрсссовки задиров на по-
садочных поверхностях разрешается повторно насадить колесо на ту же ось без дополни-
тельной механической обработки. Более двух раз псрепрсссовывать колесо на один и тот
же конец оси не разрешается без дополнительной механической обработки. На типовом
бланке диаграммы записывают следующие данные: дату запрессовки, тип колесной пары,
диаметры подступичной части оси и отверстия ступицы с точностью до 0,01 мм, номер оси,
натяг, длину ступицы, конечное усилие запрессовки, маркировку цельнокатаного колеса
правого (со стороны маркировки на торце оси) и левого.
Диаграмму запрессовки подписывают: в линейных предприятиях — мастер или на-
чальник ВКМ, а при отсутствии начальника — старший мастер или заместитель начальни-
ка вагонного депо (ВЧД); на заводах МПС — мастер или инспектор ОТК, а на заводах
промышленного транспорта, кроме того, заводской инспектор-приемщик МПС. На каж-
дой забракованной диаграмме делается отметка «Брак» с указанием причины браковки.
Годные и забракованные диаграммы запрессовки после оформления и приемки колесных
пар хранятся в течение 20 лет.
86
У сформированных колесных пар подлежат проверке: расстояние между внутренними
боковыми поверхностями ободов колес, разность расстояний между внутренними боковы-
ми поверхностями ободов колес до ближних к ним торцов оси, разность диаметров колес
по кругу катания, отклонение от соосности кругов катания колес относительно оси базо-
вой поверхности. После осмотра, обмера и проверки колесные пары передают на участок
механической обработки, где производится обработка поверхности катания, обточка и
накатка шеек, а затем проверяют основные размеры колесной пары. Обработанные колес-
ные пары передаются на участок окраски, где они покрываются краской черного цвета на
олифе, лаком или эмалью. Окраске подлежат: колеса по всей поверхности, кроме поверх-
ности катания у пассажирских и ободов у грузовых вагонов; подступичные и предподсту-
пичные части оси между лабиринтными кольцами и ступицами колес (после монтажа бук-
совых узлов); средняя часть оси. На каждой принятой колесной паре в холодном состоя-
нии выбивают знаки маркировки и клеймения. На торце шейки правой стороны колесной
пары наносят (рис. 3.15): 7 — знак формирования; 2 — клеймо ОТК; 3 — условный номер
предприятия, сформировавшего колесную пару; 4— приемочные клейма МПС; 5 — дата
формирования; 6 — клейма, относящиеся к изготовлению оси. При монтаже буксовых уз-
лов на предприятиях, которые не производили формирование колесных пар, знаки и клей-
ма о производстве монтажа выбиваются на торце левой шейки оси (рис. 3.16): 7 — услов-
ный номер предприятия, производившего монтаж буксовых узлов; 2— знак монтажа бук-
совых узлов; 3 — дата монтажа. При постановке редукторно-карданного привода генера-
тора от торцгг шейки оси колесная пара подлежит полному освидетельствованию с нанесе-
нием клейма — букв РК и даты установки (месяц римской цифрой и две последние цифры
года). Колесные пары, подвергшиеся динамической балансировке, имеют клеймо «Б», вы-
битое на ободе каждого колеса рядом с маркировкой. После опробования ступиц колес на
сдвиг в сторону распрессовки на торце оси с правой стороны колесной пары выбивают
знаки и клейма: две округленные буквы ФФ, номер завода или ВКМ, дату опробования на
сдвиг, приемочные клейма МПС.
Одним из важнейших преимуществ прессового соединения вагонных колес с осью яв-
ляется наличие контроля качества запрессовки путем анализа индикаторной диаграммы,
что обеспечивает надежность работы колесной пары и безопасность движения поездов.
Однако при прессовой посадке колес на оси обычно до 25—30 % напрессовок имеет несо-
ответствие конечных усилий нормам или отклонение формы индикаторной диаграммы от
допустимой. Кроме того, при прессовой посадке иногда возникают механические повреж-
дения сопрягаемых поверхностей, снижающие усталостную прочность и надежность ко-
лесной пары, а также сдвиги колес с оси в процессе эксплуатации вагонов.
С целью устранения перечисленных недостатков проводились исследования по
применению тепловой посадки, при которой нагретую ступицу колеса, имеющую пред-
варительный натяг, свободно надевают на ось, а после остывания колесо прочно со-
единяется с осью.
а б а б
Рис. 3.15. Знаки и клейма, наносимые на торцы
шейки правой стороны колесной пары: а —
с осью тина РУ1; б — с осью типа РУ1Ш
Рис. 3.16. Расположение знаков и клейм на тор-
це левой шейки оси колесных пар: а - типа
РУ-950; б - типа РУ 1 Ш-950
87
3.3. Классификация и особенности устройства вагонных букс
Буксы являются важнейшими элементами ходовых частей вагона, от надежности ко-
торых во многом зависит безопасность движения поездов. Буксы располагаются на шей-
ках оси и преобразуют вращательное движение колесных пар, обеспечивая продвижение
вагона с необходимыми скоростями. Буксы воспринимают и передают колесным парам
силы тяжести груженого кузова, а также динамические нагрузки, возникающие при движе-
нии вагона. Буксы предохраняют шейки оси от загрязнения и повреждения, являясь резер-
вуаром для смазки и местом размещения подшипников, они ограничивают продольные и
поперечные перемещения колесных пар относительно рамы тележки.
Работая в таких сложных условиях нагружения и изменяющихся температурных и погод-
ных условий окружающей среды, буксы должны обеспечивать минимальное сопротивление вра-
щению колесных пар, высокую надежность и безопасность движения вагона. Поэтому к их кон-
струкции, техническому обслуживанию и ремонту предъявляют высокие требования., в особен-
ности при повышении скорости движения поездов и росте нагрузок от колесных пар вагонов.
В практике вагоностроения получило распространение большое количество типов и конст-
рукций букс, которые можно объединить в отдельные группы. В зависимости от типа вагона их
подразделяют на буксы грузовых и пассажирских вагонов, предназначенных для обычных, скоро-
стных и высокоскоростных поездов. По типу подшипников их подразделяют на буксы с подшип-
никами качения и с подшипниками скольжения. По способу посадки внутреннего кольца ролико-
вого подшипника на шейку оси применяют буксы на горячей и на втулочной посадке:. По типу
торцевого крепления внутреннего кольца подшипника на шейке оси — с креплением гайкой или
шайбой, а некоторые из них оснащаются упругими элементами. По количесчпву роликовых под-
шипников на шейке применяют буксы с одним или двумя роликовыми, а для скоростных и высоко-
скоростных вагонов—с дополнительным упорным шариковым подшипниками. Сущест вуют буксы
с корпусом и бескорпусные, кассетного типа с коническими подшипниками, а также буксы с упру-
гими элементами, смягчающими удары и поглощающими шумовые колебания.
Буксы с подшипниками скольжения подразделяют в зависимости от типа подшипника —
с двух- и трсхслойным подшипником. По типу смазывающих устройств — на подбивочные,
польстсрные и с механическими устройствами, имеющими нижнюю или верхнюю систему
подачи смазки к шейке оси. По конструкции корпуса буксы применяют с цельным, разъем-
ным корпусом и бескорпусные, а по типу крышки — с откидывающейся на шарнире или
глухой крышкой, укрепляемой на корпусе на болтах.
Недостатки букс с подшипниками скольжения, приводящие к массовым задержкам
поездов из-за перегрева букс, повышению затрат по техническому обслуживанию! и ремон-
ту вагона, нарушению безопасности движения поездов послужили причинами перевода
пассажирских и грузовых вагонов на буксы с подшипниками качения. С 1960 г. все пасса-
жирские, а с 1983 г. все грузовые вагоны выпускают только на роликовых подшипниках.
Оснащение вагонов буксами с подшипниками качения обеспечивает важные преимущества но
сравнению с буксами, оборудованными подшипниками скольжения. Основными из них являются:
снижение отказов примерно в 10 раз в связи с резким снижением случаев перегрева букс, в результате
чего увеличиваются скорости движения поездов и ускоряется оборот вагонов; уменьшается сопро-
тивление движению на 20 % при скоростях 60 —70 км/ч, а при трогании с места — в 7—10 раз;
сопротивление движению не зависит от времени ст оянки поезда и низкой температуры окружающей
среды; сокращается расход топлива и электроэнергии локомотивами до 10 %, расход смазки умень-
шается примерно в 5 раз; исключается расход подбивочных материалов и баббита; отпадает i юобхо-
димость в штате станционных смазчиков и в сезонных перезаправках букс, сокращается штат слеса-
рей и осмотрщиков, а также количество пунктов технического обслуживания вагонов; ликвидирует-
ся буксосмазочное хозяйст во и обслуживающий ei о персонал и др. Важным преимуществом перево-
да вагонов на роликовые подшипники является улучшение экологии и социальных условий работ-
ников вагонного хозяйства. В настоящее время в России почти 100 % грузового вагонного парка и
все пассажирские вагоны оборудованы буксами с подшипниками качения.
88
Основными требованиями, предъявляемыми к буксам, являются: обеспечение надеж-
ности, безотказности и долговечности работы в экстремальных условиях эксплуатации в
течение установленного срока службы; простота выполнения операций по монтажу и де-
монтажу буксовых узлов при ремонте; надежная герметизация буксового узла от попада-
ния пыли и влаги; обеспечение взаимозаменяемости и унификации деталей и др. Буксы
проектируют так, чтобы равнодействующая нагрузка проходила через середину шейки оси.
Благодаря этому не возникает дополнительных напряжений в расчетных сечениях оси.
Типовая букса с горячей (глухой подшипниковой) по-
садкой внутреннего кольца цилиндрических роликовых под-
шипников на шейку оси применяется в современных грузо-
вых и пассажирских вагонах. При горячей посадке внутрен-
нее кольцо подшипника, имея определенный натяг, нагрева-
ется и свободно одевается на шейку оси, а после остывания
прочно охватывает шейку. В буксах современных вагонов
применяют радиальные роликовые подшипники с коротки-
ми цилиндрическими роликами двух типов: однорядные с рис. 3.17. Типы роликовых подшип-
цилиндрическими роликами и однобортовым внутренним ни ков: а — цилиндрический на горя-
кольцом ( рис. 3.17, а); однорядные с безбортовым внутрен- чей посадке; б сферический на вту-
ним кольцом и плоским приставным упорным кольцом.
В буксах вагонов прежних лет постройки использовали двухрядные сферические ро-
ликовые подшипники на втулочной посадке (рис. 3.17, б). Подшипники состоят из наруж-
ного 7 и внутреннего 3 колец, роликов 2 и сепараторов 4. Кольца и ролики изготавливают-
ся из сталей марок ШХ4, ШХ15 и ШХ15СГ.
Сталь марки ШХ4 регламентируемой прокаливаемое™ обладает более высокой твердостью
поверхностного слоя и достаточной вязкостью внутренних волокон, что обеспечивает более высо-
кую устойчивость хрупкому разрушению по сравнению со сталями марок ШХ15 и ШХ15СГ.
Цилиндрические подшипники просты в изготовлении, стоимость их ниже других ти-
пов, но по сравнению со сферическими они требуют большей точности сборки и тщательной
подборки по радиальным зазорам. Радиальная нагрузка, приходящаяся на цилиндрический
ролик, распределяется равномерно по всей его рабочей длине, а у сферических подшипников
неравномерно, что вызывает повышенные контактные напряжения в месте соприкоснове-
ния роликов и дорожек качения колец. В результате сравнения статистических данных эксп-
луатации долговечность цилиндрических роликовых подшипников в 6—8 раз выше, чем сфе-
рических, при равных габаритах и одинаковой радиальной нагрузке.
Ролики цилиндрического подшипника имеют сфаски на торцах. Для подшипников
на горячей посадке ролики с 1973 г. изготавливаются с рациональным контактом с по-
верхностью дорожек качения колец — так называемой «бомбиной».
Конические роликовые подшипники на железных дорогах находят применение в
кассетных буксах.
В буксах грузовых и пассажирских вагонов применяют подшипники па глухой по-
садке, а небольшое количество подшипников в буксах грузовых вагонов прежних лет —
на втулочной (табл. 3.5).
Преимуществами букс на глухой подшипниковой посадке являются: снижение массы
буксы вследствие отсутствия втулки и уменьшения габаритных размеров подшипника; со-
кращение почти в 5 раз затрат труда на монтаж и демонтаж подшипников, а в связи с этим
в два с половиной раза снижение эксплуатационных затрат на ремонт букс. Однако при
таком способе посадки нередко наблюдается потеря натяга и для успешного его примене-
ния требуется соблюдение некоторых условий: обеспечения стабильности размеров внут-
ренних колец; применения повышенных натягов; обеспечения длительной эксплуатации
букс без снятия внутренних колец с шеек оси; применения нагревателей, обеспечивающих
снятие внутренних колец с шеек оси без перегрева и повреждения шеек.
89
Таблица 3.5
Типы букс, применяемых в грузовых и пассажирских вагонах
Вариант Тип буксы Г абариты подшипника вместе с втулками, м м Условные обозначения подшипников Типы вагонов, в которых использованы буксы
1 С двумя цилиндри- ческими подшипни- ками на горячей посадке 130 х 250 х 80 30-42726 ЛМ (задний) 30-232726 Л1М (передний) Все современные грузовые вагоны с нагрузкой от колесной пары на рельсы до 235 кН и пассажирские вагоны
2 С двумя цилиндри- ческими подшипни- ками на горячей посадке 140 х 260 х 80 30-42728 ЛМ (задний) 30-232728 ЛМ (передний) Грузовые вагоны с нагруз- кой от колесной пары на рельсы 245 кН
3 С передним цилинд- рическими и задним сферическим под- шипниками на вту- лочной посадке 135 х 280 х 93 73727 (задний!) 72727 Л2 (передний) Цельнометаллические пассажирские (НМВ) и грузовые вагоны прежних лез постройки
4 С двумя сфериче- скими подшипника- ми на втулочной посадке 135 х 280 х 93 7327 (задний и передний) ЦМВ и грузовые вагоны прежних лет постройки
Втулочная посадка позволяет расширить поле допусков на размеры шейки оси и отверстия
внутреннего кольца, что упрощает технологию монтажа буксы; она не требует индивидуального
подбора подшипников к шейке оси по натягу. Между тем, втулочная посадка обладает суще-
ственными недостатками: втулка, являясь дополнительной деталью, повышает стоимость под-
шипника, так как изготовить внутреннее кольцо с конусным отверстием более сложно, особенно
если учесть требование строгого совпадения конусности кольца и закрепительной втулки.
На железных дорогах России получили наибольшее распространение буксы на горя-
чей посадке подшипников вследствие их преимуществ.
3.3.1. Буксы с роликовыми подшипниками грузовых вагонов
Современная типовая букса с двумя цилиндрическими роликовыми подшипниками
для любого типа грузового вагона может иметь два вида торцевого крепления внутренних
колец от продольного сдвига — торцовой корончатой гайкой или тарельчатой шайбой.
Букса с торцевым креплением гайкой (рис. 3.18, а, б) имеет корпус / с челюстями /5, в
котором размещены передний 2 и задний 3 подшипники с короткими цилиндрическими
роликами. Со стороны колеса корпус закрыт лабиринтным уплотнением 4 (съемный лаби-
ринт) и 5 (лабиринтное кольцо), а впереди — крепительной 8 и смотровой К) крышками с
болтами 6 и шайбами 9. Крепительная крышка из стали или алюминиевого сплава прочно
удерживает наружные кольца роликовых подшипников 2 и 3 в буксе, нс позволяя им про-
ворачиваться и перемещаться вдоль оси при вращении колесной пары.
Внутренние кольца подшипников закреплены на шейке оси с торца корончатой гайкой //,
стопорной планкой 13 и болтами 12. Между корпусом буксы 1 и крепительной крышкой 8 с
крепительными болтами 16 установлено уплотнительное кольцо 7, обеспечивающее герметиза-
цию буксового узла.
Внутренняя полость буксы заполнена консистентной смазкой, обеспечивающей надежную
работу подшипников в сложных условиях их нагружения. Другой вариант торцевого крепления
внутренних колец подшипников отличается следующими особенностями (см. рис. 3.18, а). К торцу
шейки оси тремя или четырьмя (варианты) болтами 21 крепится тарельчатая шайба 17, которая
своими выступающими краями нажимает на приставное кольцо 18 и прочно закрепляет внутрен-
ние кольца подшипников 19 и 20 на шейке оси 14, удерживая их от продольного сдвига при дей-
ствии осевых нагрузок. Такое крепление обладает повышенной надежностью в эксплуатации.
90
Рис. 3.18. Букса грузового вагона с двумя цилиндрическими роликовыми подшипниками: а --- конструкция;
б — торцевое крепление внутреннего кольца корончатой гайкой; в -— торцевое крепление внутреннего
кольца тарельчатой шайбой
Корпус буксы в грузовых вагонах может изготавливаться из стали или алюминиевого
сплава. Стальной корпус буксы представляет собой отливку из стали марок 20ФЛ, 20ГЛ.
С целью получения мелкозернистой структуры отливки корпуса подвергаются термичес-
кой обработке.
На Уралвагонзаводе раз-
работана букса с упругими
элементами (рис. 3.19), вклю-
чающая резиновые прокладки
для смягчения радиальных I и
осевых 2 нагрузок. Нижняя
часть корпуса отсутствует,
поэтому связь лабиринтной
части 6 и крепительной крыш-
ки 3 снизу осуществлено бол-
том 5. Герметизация внутрен-
ней полости буксы достигну-
та с помощью уплотнитель-
ных прокладок 4, на верхнюю
часть корпуса 7 опирается
рама тележки.
Рис..3.19. Букса с упругими элементами
91
Рис. 3.20. Букса грузового ва-
гона усовершенствованной
конструкции
Усовершенствованная тележка грузового вагона оснащена
буксами (рис. 3.20) с цилиндрическими роликовыми подшипни-
ками 5 размером 130 х 250 х 80 мм и корпусами букс 1 цилиндри-
ческой формы. На верхнюю часть корпуса буксы 7 уложена рези-
новая прокладка 4 переменной толщины, способствующая более
равномерному нагружению роликов подшипника и повышению
надежности работы буксового узла. Закрепление резиновой про-
кладки осуществлено специальными буртами 6 корпуса буксы 7.
На буксу сверху опирается рама тележки 2. буксовые проемы ко-
торой выполнены таким образом, что позволяют устанавливать
съемные седла 3. Центрирование и фиксация седла в буксовом
проеме рамы 2 тележки осуществлено благодаря специальным вы-
ступам 7, входящим в выемки, выполненные на челюстях рамы.
Через эти съемные седла рама непосредственно опирается через
резиновые прокладки 4 на корпус буксы 7.
Приведенные выше конструкции букс с упругими элементами позволяют повысить
динамические качества вагона и улучшить взаимодействие ходовых частей и железнодо-
рожного пути.
3.3.2. Буксы с роликовыми подшипниками пассажирских вагонов
Особенность конструкции буксы пассажирского вагона заключается в том, что в
нижней части корпуса (рис. 3.21) отлиты заодно с ним кронштейны 7 с отверстиями 2
для пропуска шпинтонов, укрепленных на раме тележки. Кронштейны предназначены
для размещения пружин буксового подвешивания. Свод корпуса буксы имеет перемен-
ное сечение для рационального распределения нагрузок на ролики цилиндрических под-
шипников. Передняя часть корпуса позволяет устанавливать редукторно-карданный
привод подвагонного генератора.
Рис. 3.21. Корпус буксы пассажирского вагона
В потолке корпуса буксы имеется несквозное отверстие с резьбой М16 х 1,5 мм, служа-
щее для крепления термодатчика контроля за состоянием буксы при движении вагона. Зад-
няя часть корпуса буксы выполнена как одно целое с лабиринтной частью.
Буксы вагонов скоростных поездов отличаются от обычных наличием упорного ша-
рикового подшипника, воспринимающего повышенные осевые нагрузки, возникающие при
высокой скорости движения до 200 км/ч и более. Подобными буксами оснащаются вагоны
скоростных поездов отечественных и зарубежных железных дорог.
Например, скоростные поезда «Аврора» оборудованы опытными буксами
(рис. 3.22) с двумя цилиндрическими подшипниками 2 и 3 и радиальным шариковым 4,
92
воспринимающим осевые нагрузки. В целях
взаимозаменяемости применен корпус се-
рийного производства, букса монтируется
на стандартную ось. Конструктивной пере-
работке подвергнуты осевая гайка 6, дета-
ли ее стопорения и основная крышка 5.
Благодаря большому зазору между
гайкой и внутренним кольцом шариковый
подшипник не должен воспринимать ради-
альные нагрузки. Наружное кольцо шари-
кового подшипника 4 посажено по сколь-
зящей посадке в корпус буксы 7 и в специ-
альную крышку 5, которая прижимает под-
шипник 4 к наружному кольцу цилиндри-
ческого подшипника 3.
Рис. 3.22. Букса скоростного поезда «Аврора»
3.3.3. Смазочные материалы, применяемые в буксах
Надежность работы буксы во многом зависит от качества смазывания подшипников.
С 1973 г. для буксовых узлов с роликовыми подшипниками применяется консистентная
смазка ЛЗ-ЦНИИ, обеспечивающая противоизносные, противокоррозионные и противо-
задирные явления в процессе интенсивного нагружения подшипников в эксплуатации.
Однако при попадании в буксу воды до 5 % качество смазки ухудшается, что снижает
работоспособность подшипников, т.к. происходит схватывание торцов роликов с борта-
ми колец, износ центрирующей поверхности сепаратора, а также наблюдаются коррозион-
ные повреждения и др. В связи с этим испытаны новые смазки для роликовых подшипни-
ков со специальными химически активными присадками, обладающие более высокой ста-
бильностью свойств в процессе работы буксового узла. Этим требованиям отвечает моди-
фицированная универсальная смазка на литиевой основе под условным названием «Ли-
тол», разработанная во ВНИИЖТе.
Для повышения надежности вагонных букс с 1995 г. организован выпуск ролико-
вых подшипников с сепаратором из полиамида, масса которого в 10 раз меньше латун-
ного, что, наряду с заменой меди, обеспечивает снижение инерционных нагрузок, дей-
ствующих на его узлы. В результате появилась возможность выполнить более тонкой
перемычку сепаратора и разместить в подшипнике 15 роликов вместо 14, что позволит
увеличить его долговечность почти на 20 %, а несущую радиальную и осевую грузо-
подъемность на 9—10 %. Применение полиамидных сепараторов способствует повы-
шению класса шероховатости поверхностей скольжения (торцов роликов) подшипни-
ков, что приводит к значительному росту несущей их способности при действии акси-
альных нагрузок. Кроме того, повышается ресурс работы смазки благодаря уменьше-
нию скорости ее окисления в процессе эксплуатации.
3.4. Классификация и особенности конструкции рессорного подвешивания вагонов
Рессорное подвешивание является одним из важнейших элементов ходовых частей, от
которого зависит плавность хода при движении вагона, в особенности при прохождении
стыковых соединений и продольных неровностей рельсов, крестовин и др. В этих случаях
происходит колебание подвижного состава и возникают динамические силы, действую-
щие на элементы конструкции вагона, пассажиров и перевозимый груз. В целях обеспече-
ния плавности хода, повышения безопасности движения поездов, создания комфортных
условий для пассажиров, сохранения качеств грузов при перевозках применяют специаль-
ные устройства в ходовых частях вагонов — рессорное подвешивание.
93
Рессорное подвешивание состоит из упругих элементов, гасителей колебаний, возвра-
щающих и стабилизирующих устройств. Комплекс этих элементов обеспечивает снижение
ускорений колебательного движения и уменьшение воздействия динамических сил на кон-
струкцию вагона, создавая плавный ход подвижного состава в процессе эксплуатации. При
этом параметры рессорного подвешивания должны соответствовать нормативным значе-
ниям и не должны существенно изменяться с течением времени.
3.4.1. Упругие элементы рессорного подвешивания
Упругие элементы, являясь основной составной частью рессорного подвешивания, смягча-
ют толчки и удары, действующие на движущийся вагон со стороны рельсового пути. У непод-
вижного вагона упругие элементы испытывают лишь воздействие статической нагрузки, проги-
баясь на величину, называемую статическим прогибом. В качестве упругих элементов вагонов
применяют витые стальные пружины, резиновые, пневматические, торсионные, тарельчатые, коль-
цевые и другие типы упругих элементов. В последнее время все большее распространение полу-
чают пневматические, резинометаллические, торсионные и другие типы рессор.
Пневматические рессоры, являющиеся наиболее прогрессивными упругими элемента-
ми ходовых частей, применяют в тележках пассажирских вагонов скоростных поездов. Ос-
новным преимуществом их перед другими типами упругих элементов является способность
поддержания положения кузова на определенном уровне относительно головок рельсов
независимо от величины нагрузки, что обеспечивается автоматическим регулированием
давления воздуха внутри рессоры. Кроме того, они обладают хорошими вибро- и шумога-
сящими свойствами, что обеспечивает комфорт пассажирам. Пневматические рессоры име-
Рис. 3.23. Пневматические рессоры типов: а - -баловного: / — патрубок
для подвода воздуха; 2 — резино-кордная оболочка; 3 — опоясывающее
кольцо; 4— нижняя опора; б— диафрагменного: 1 — надрессорная бал-
ка; 2 - - диафрагма; 3 — корпус; 4 — ограничитель; в — смешанного типа
ют также меньшую массу.
Однако они сложнее ио
конструкции и обслужива-
нию в эксплуатации, так
как требуют наличия ис-
точника питания рессор
воздухом, системы трубо-
проводов и арматуры. По-
лучили распространение
пневматические рессоры
баллонного (рис. 3.23, а),
диафрагменного (б) и сме-
шанного (б’) типов.
Наиболее широко из них применяются рессоры диафрагменного типа, так как они по-
зволяют получать регулируемые характеристики вертикальной и горизонтально!! жесткос-
тей. На пневморессору опирается надрессорная балка 1 (рис. 3.23, б), которая соединяется с
диафрагменным баллоном 2, прикрепленным к корпусу 3. Внутри рессоры имеется резино-
вый ограничитель 4, предусмотренный на случай резкого падения давления в системе или
большой просадки надрессорной балки иод действием динамических нагрузок.
Пневматические рессоры работают в системе пневматического подвешивания вагона. Схе-
ма такого подвешивания обычно состоит из пневматической рессоры 3 (рис. 3.24) с дополни-
тельным резервуаром 1, снабженным дросселем 2, регулятора положения кузовг! 4, трубопро-
вода 5, главного резервуара 6 и компрессора 7. Работа такой системы заключается в следую-
щем. Повышение нагрузки Рот кузова приведет к сжатию пневматической рессоры 2и переме-
щению вниз золотника регулятора 4 так, что его отверстие б соединится с каналом а. В резуль-
тате сжатый воздух из главного резервуара 6 поступит в пневматическую рессору 3 и припод-
нимет кузов на прежнюю высоту. Разгрузка кузова и уменьшение силы Р приведет к тому,
что приподнимется вверх золотник и посредством его выточки в часть воздуха из пневматичес-
кой рессоры удалится в атмосферу. В результате давление воздуха в пневматической рессоре
94
уменьшится и кузов вагона опустит-
ся и займет прежнюю высоту, при
которой все отверстия в золотнике
будут перекрыты. Таким образом,
подобная система пневматического
подвешивания обеспечит автомати-
ческое поддержание кузова на опре-
деленной высоте при изменении на-
грузки, что необходимо для ваго-
нов, имеющих повышенную гиб-
кость рессорного подвешивания.
Рис. 3.24. Схема системы пневматического подвешивания вагона:
И и К - - объемы пневматической рессоры и дополнительного
резервуара
Резиновые и резинометаллические упругие элементы находят применение в тележках
вагонов, так как они обладают хорошими амортизирующими свойствами, а также способ-
ностью гасить вибрационные и звуковые колебания. Однако недостаточно широкое их рас-
пространение объясняется свойствами резины, существенно влияющими на параметры под-
вешивания при различных климатических условиях и длительности эксплуатации. Резино-
вые элементы чаще всего используют в тележках отечественных вагонов в виде прокладок
в буксовом подвешивании и скользунах для гашения высокочастотных колебаний и умень-
шения шума, а также в шкворневых узлах тележек скоростных вагонов и вагонов электро-
поездов и дизель-поездов.
Торсионные рессоры применяют в системе подвешивания вагонов. Такая рессора пред-
ставляет собой прямой стальной стержень (торсиои) 4 (рис. 3.25, г/), один конец которого
закреплен в кронштейне 5, а другой жестко связан с рычагом 7, который шарнирно соеди-
няется с обрессоренной частью вагона (надрессорная балка, например). Второй опорой
служит подшипник 2, установленный в кронштейне 3, причем в подшипнике может быть
создано необходимое трение, способствующее затуханию колебаний вагона. Кронштейны
5 и 3 могут быть укреплены
на раме тележки. Торсиои 4,
изготавливаемый из специ-
альной хромоникельмолиб-
деновой термически обра-
ботанной стали, по концам
крепится жестко, например
С ПОМОЩЬЮ шлицевых СО- Рис. 3.25. Типы рессор:«— торсионная; о — тарельчатая; в — кольцевая
единений.
Нагрузка Р на торсионную рессору вызывает поворачивание рычага 7, а следователь-
но, скручивание торсиона 4, вызывая упругие деформации кручения. Подобные торсион-
ные устройства применяются в полувагонах отечественной постройки для облегчения под-
нимания крышек люков после разгрузки кузова: один конец торсиона прикреплен к крыш-
ке люка, а другой к рычагу, шарнирно связанному с хребтовой балкой рамы. Торсиои при
этом закручивается под действием силы тяжести высыпающегося груза, а после освобож-
дения крышки от груза упруго деформированный торсиои поднимет ее в горизонтальное
положение. Торсионные рессоры получили распространение в некоторых тележках ваго-
нов зарубежных стран.
Тарельчатая рессора (рис. 3.25, б) состоит из набора упругих стальных тарелей, имею-
щих вид усеченного конуса с углом подъема у и высотой 7/, соединенных в секции по две,
четыре и т.д. штук в каждой. В результате действия силы Р тарели распрямляются и угол у
уменьшается. При этом рессора получает прогиб, смягчая ударную нагрузку. Тарельчатые
рессоры в вагоностроении применяются редко.
Кольцевая рессора (рис. 3.25, в) состоит из наружных 7 и внутренних 2 стальных колец,
опирающихся друг на друга своими конусными поверхностями. Под действием нагрузки Р
95
рессора прогибается вследствие упругих деформаций растяжения наружных и сжатия внут-
ренних колец, так как на конусных их поверхностях возникают значительные поперечные
силы. Кольцевые рессоры обладают очень высокой амортизационной способностью, дос-
тигающей 60—70 % работы, т.е. могут воспринимать большие нагрузки и применяться в
рессорном подвешивании тяжеловесных вагонов и ударно-тяговых приборах.
Витые пружины. В ходовых частях современных вагонов наибольшее распростране-
ние получили витые цилиндрические пружины (рис. 3.26, п), которые по сравнению с при-
меняемыми ранее листовыми рессорами позволяют получать необходимые упругие харак-
Рис. 3.26. Витые пружины: а — цилиндрическая;
б — коническая
теристики при меньших массах и га-
баритных размерах, а в сочетании с
гасителями колебаний обеспечи-
вать более спокойный ход вагона.
Кроме того, пружины могут смяг-
чать горизонтальные толчки и уда-
ры, что не могут листовые рессоры;
пружины также гораздо проще в из-
готовлении и ремонте, чем листовые
рессоры. В силу своих преимуществ
цилиндрические пружины почти
вытеснили широко применяемые
ранее листовые рессоры.
Конические пружины (рис. 3.26, б) имеют более благоприятную силовую характерис-
тику, но сложны в изготовлении и ремонте. Поэтому они не нашли широкого распростра-
нения в вагоностроении.
3.4.2. Гасители колебаний
При движении вагона по периодическим неровностям пути (стыкам рельсов, напри-
мер) со скоростью, когда частоты вынужденных и собственных колебаний близки по вели-
чине, могут возникать большие амплитуды колебаний кузова на рессорах (резонанс), если
в системе рессорного подвешивания отсутствуют или малы силы сопротивления. Поэтому
для гашения резонансных колебаний в систему рессорного подвешивания вводят специ-
альные гасители, которые позволяют снизить амплитуды и ускорения колебательного дви-
жения, а следовательно, уменьшить воздействие динамических сил на элементы вагона и
Рис. 3.27. Фрикционные гасители колебаний: а—кли-
новой с переменной силой трения; б—с постоянной
силой трения; в — трехосной тележки УВЗ-9М
перевозимый груз. Многочисленные разно-
видности конструкций гасителей колебаний,
применяемых в подвижном составе железных
дорог, можно объединить в две большие груп-
пы: фрикционные и вязкого сопротивления.
Рассмотрим некоторые из них.
Фрикционные гасители колебании наи-
более широко применяются в тележках гру-
зовых вагонов.
В двухосных тележках типа ЦНИИ-ХЗ
фрикционный гаситель колебаний состоит из
двух фрикционных клиньев 2(рис. 3.27, а), раз-
мещенных между наклонными поверхностями
концов надрессорной балки 1 и фрикционны-
ми планками 3. укрепленными на колонках 4
боковой рамы тележки. Клинья опираются на
двухрядные цилиндрические пружины 5.
96
Работа таких гасителей заключается в следующем. При вертикальных колебаниях над-
рессорной балки 1 совместно с обрессоренными массами вагона фрикционные клинья 2
перемещаются вниз и вверх относительно фрикционных планок 3. В результате между кли-
ньями и планками возникают силы трения, создающие сопротивление колебательному дви-
жению. При этом величина силы трения прямо пропорциональна прогибу пружин и возра-
стает с его увеличением, так как клинья прижимаются с большей силой. Работа сил трения
преобразуется в тепловую энергию, которая рассеивается в окружающую среду. Такого
типа гаситель называют фрикционным с переменной силой трения, зависящей от прогиба.
Фрикционный гаситель колебаний с постоянной силой трения, показанный на рис. 3.27, б,
устроен так, что сила трения не зависит от прогиба рессорного подвешивания. В пазах 5
концов надрессорной балки установлены башмаки 2, в которых размещены стаканы 3 с пру-
жинами 4. Стакан 3 прижат предварительно сжатой пружиной 4 к фрикционной планке /
боковой рамы тележки. Сила трения, возникающая при колебании надрессорной балки со-
вместно с опирающимися на нее частями, постоянна и зависит только от жесткости и величи-
ны предварительного сжатия пружины, а также коэффициента трения между взаимодейству-
ющих плоскостей стаканов и фрикционных планок.
Фрикционный гаситель колебаний, применяемый в трехосных тележках типа УВЗ-9М
(рис. 3.27, в), создает силы трения, пропорциональные прогибу рессорного подвешива-
ния. Нагрузка от надрессорной балки тележки через прокладку 1 и нажимной конус 2
передается на два раздвигающихся клина 3. При деформациях рессорного подвешивания
под действием скошенных поверхностей нажимного конуса 2 раздвижные клинья 3 при-
жимаются к внутренней поверхности фрикционного стакана 6. Между трущимися повер-
хностями раздвижных клиньев 3 и стакана 6 при их взаимном перемещении возникают
силы трения, пропорциональные прогибу пружины 5, размещенной между фланцем ста-
кана 6 и опорным кольцом 4.
К гасителям колебаний с постоянной силой трения относится дисковый фрикционный
гаситель (рис. 3.28, а), конструкция которого состоит из стального диска 6, зажатого между
двумя фрикционными прокладками 2 с помощью пружины 7, болта 4, поводков 3 и резино-
вых прокладок 5. Рычаги 1 и 3 с помощью валиков крепят между опорами упругих элемен-
тов. При колебании вагона и относительном угловом перемещении рычагов 1 и 8, а следова-
тельно диска 6 и прокладок 2, между ними возникают силы трения постоянной величины.
Эти силы можно регулировать величиной сжатия пружины 7 с помощью гаек болта 4.
Телескопический фрикционный гаситель колебаний фирмы Крайслер (рис. 3.28, б) яв-
ляется гасителем с постоянной силой трения и применяется в тележках грузовых и пас-
сажирских вагонов зарубежных стран. Он состоит из башмаков 2 с фрикционными на-
кладками 5, выполненными из асбестовой массы, которые прижимаются к корпусу 6 с
помощью усилия пружины 4,
воздействующей на конусные
(клиновые) головку 1 и шай-
бу 3. Сила трения такого га-
сителя регулируется гайками
7, сжимающими пружину 4.
Телескопический гаситель
колебаний типа БИТМ (Брян-
ский институт транспортного
машиностроения) (рис. 3.28, в)
отличается от гасителя фир-
мы Крайслер тем, что усилия
на главные трущиеся повер-
хности передаются через
эластичные прокладки / и 2
Рис. 3.28. Разновидности фрикцион-
ных гасителей колебаний с постоянной
силой трения: а — дисковый; б —
телескопического типа фирмы Крайс-
лер; в — телескопический типа БИТМ
7 Вагоны
97
J
без вспомогательных клиновых поверхностей. Изменением толщины этих прокладок и усили-
ем сжатия пружины можно регулировать соотношение сил трения при возвратно-поступатель-
ном движении частей гасителя относительно корпуса. Гаситель колебаний типа БИТМ обла-
дает большей стабильностью по сравнению с гасителем фирмы Крайслер, поскольку усилия на
главные трущиеся поверхности передаются через упругие элементы.
Телескопические гасители колебаний устанавливаются как вертикально, так и наклонно
относительно оси упругих элементов подвешивания. При наклонном их расположении гасятся
вертикальные и горизонтальные колебания вагона. Важным преимуществом телескопических
гасителей является простота и быстрота замены неисправного гасителя исправным.
Гидравлические гасители колебаний. Как отмечалось выше, существенным недостат-
ком фрикционных гасителей колебаний является нестабильность их работы, т.е. ухудше-
ние силовой характеристики. Эти и другие недостатки устранены в гасителях колебаний
гидравлического типа и других гасителях вязкого сопротивления, которые, несмотря на
усложнение изготовления, ремонта и технического обслуживания, широко применяются в
тележках современных пассажирских вагонов.
В телескопических поршневых гидравлических гасителях колебаний сила сопротив-
ления создается за счет перетекания жидкости из одной полости в другую через узкие ка-
либрованные (дроссельные) отверстия. Сила сопротивления гасителя в этом случае зави-
сит от вязкости жидкости, размеров дроссельных отверстий и пропорциональна скорости
перемещения поршня.
Силовую характеристику в этих конструкциях создают на основе требований к ходо-
вым качествам вагона путем подбора вязкости жидкости и размеров дроссельных отверстий.
Гидравлический гаситель колебаний (рис. 3.29) состоит из рабоче-
го цилиндра < поршня 6 со штоком 7, неподвижного поршня 9 с от-
верстием 14, верхнего 7 и нижнего 8 клапанов, корпуса 3 и направля-
ющей втулки 2. Между цилиндром 4 и корпусом 3 образуется резер-
вуар 5. Гаситель заполнен вязкой жидкостью, которая подбирается с
таким расчетом, чтобы в летнее и зимнее время ее вязкость изменя-
лась незначительно.
Работа гидравлического гасителя колебаний заключается в сле-
дующем. При движении поршня 6 вниз (ход сжатия) верхний клапан 7
приподнимается и жидкость из подпоршневой полости цилиндра 4
перетекает в надпоршневую 72 через большие отверстия 77. Одновре-
менно вследствие движения штока 7 вниз давление под поршнем 6
повышается и часть жидкости с сопротивлением перетекает из полос-
ти 10 через дроссельное отверстие клапана 8 в резервуар 5.
В это время давление жидкости в надпоршневой 12 и подпорш-
невой 10 полостях цилиндра 4 выравнивается, так как полости 10 и 12
соединены между собой через большие отверстия 77 поршня и при-
поднятого вверх клапана 6. При движении поршня 6 вверх (ход растя-
жения) верхний клапан 7 закрывается под действием повышенного
давления в надпоршневой полости 72 и жидкость с сопротивлением перетекает через дрос-
сельные каналы в подпоршневую полость 10. Одновременно в полости 10 наступает разре-
жение, вследствие чего нижний клапан 8 поднимается и пропускает жидкость из резервуа-
ра 5 в подпоршневую полость 10, восполняя недостающий объем жидкости, поступающий
из меньшего надпоршневого пространства, включающего объем штока 7. Резервуар 5 га-
сителя служит для размещения объемг! жидкости, вытесняемой штоком 7 из цилиндра при
движении поршня 6 вниз, а также является сборником жидкости, просачивающейся через
кольцевой зазор между штоком и направляющей втулкой 2. Для предотвращения выдав-
ливания жидкости наружу гаситель имеет уплотнение 13.
Рис. 3.29. Схема гид-
равл и веского га а ггел я
колебаний
98
3.4.3. Возвращающие и стабилизирующие устройства
В тележках вагонов применяют возвращающие устройства, которые служат одновре-
менно для смягчения боковых толчков, возникающих вследствие набегания гребней колес
при извилистом движении колесных пар на прямых участках пути и при входе вагона в
кривые, а также для возвращения отклоненного кузова под действием поперечных сил в
среднее положение.
Возвращающие устройства, применяемые в тележках вагонов, бывают двух типов, раз-
личающиеся по принципу действия и конструктивному выполнению. К первому типу отно-
сятся устройства, возвращающая сила которых создастся за счет использования силы тяжес-
ти кузова, воздействующего на тележку. К подобным устройствам относятся конструкции,
имеющие ролики (катки), размещенные между наклонными плоскостями (рис. 3.30, а).
Рис. 3.30. Возвращающие устроиства вагонов: а — катковое; б — люлечнос
При поперечном отклонении тележки относительно кузова возникает возвращающая сила Я,
не зависящая от величины отклонения тележки. Если же ролики (катки) вместо наклонных плоско-
стей разместить в овальных (цилиндрических или выполненных по особому профилю) углублени-
ях (система В.И. Бабина), то возвращающая сила II будет возрастать по определенному закону с
увеличением поперечных отклонений тележки в связи с ростом! угла сс от нуля (среднее положение)
до максимального значения (максимальное отклонение тележки).
К первому типу, в котором возвращающая сила создается за счет использования силы тяже-
сти кузова, относится также люлечнос подвешивание (рис. 3.30, б). При горизонтальном откло-
нении надрессорной балки 4, расположенной на упругих элементах 3, произойдет изменение на-
клона люлечных подвесок 2, что и вызовет появление горизонтального возвращающего усилия.
Люльки бывают с вертикальными и наклонными подвесками 2. Вертикальные лишен-
ные подвески при отклонении остаются параллельными между собой, а подрессорная бал-
ка при этом остается параллельной первоначальному положению. В случае наклонных лю-
лечных подвесок 2 создается большая величина возвращающей силы, зависящая от перво-
начального угла их наклона, но при этом происходит нежелательный наклон подрессор-
ной балки /, а иногда перекос и кручение кузова вагона.
Во втором типе возвращающего устройства возвращающая сила обеспечивается за счет ис-
пользованья поперечной упругости упругих элементов рессорного подвешивания. В современных
тележках грузовых вагонов, например, функции возвращающих устройств выполняют пружины,
возвращающая сила которых пропорциональна величине их горизонтальной упругой деформации.
В тележках пассажирских вагонов роль возвращающих устройст в совмест но с люлькой выполняют
упругие поводки, а также пневматические и другие типы упругих элементов подвешивания.
Одной из важнейших мер для улучшения плавности хода вагона в вертикальном на-
правлении является увеличение гибкости рессорного подвешивания. Однако при этом воз-
растает боковая качка кузова и ухудшение поперечной устойчивости вагона. В этом случае
применяют особые устройства -- стабилизаторы, которые обеспечивают упругое сопро-
тивление только крену кузова и позволяю!’ значительно увеличить суммарный статичес-
кий прогиб рессорного подвешивания вагона. В подвешивании могут быть использованы
рычажные, торсионные и другие типы стабилизаторов боковой качки вагонов.
99
Рычажный стабилизатор (рис. 3.31, а) включает в себя два равноплечих рычага 3 и
6, прикрепленных шарнирами 5 к надрессорной балке 7. Своими концами 2 рычаги 3
опираются на люлечные подвески 7, а противоположные концы рычагов с помощью
валиков соединены между собой серьгами 4. Такое устройство противодействует на-
клону надрессорной балки тележки и препятствует боковой качке кузова, не влияя на
вертикальные перемещения.
Рис. 3.31. Стабилизаторы боковой качки вагона: а —.рычажный; б—торсионный
Торсионный стабилизатор (рис. 3.31, б) состоит из двух торсионов 2, свободно враща-
ющихся в подшипниках 7, прикрепленных к раме тележки 6. Надрессорная балка 5 шар-
нирно соединена подвесками 3 с изогнутыми концами 4 торсионных стержней. Такое ста-
билизирующее устройство обеспечивает восстанавливающие моменты от скручивания тор-
сионов при боковом отклонении кузова и противодействует его наклону.
3.5. Классификация, назначение и особенности
конструкций тележек
Тележки вагонов относятся к ходовым частям. Они предназначены для обеспечения бе-
зопасного движения вагона по рельсовому пути с необходимой скоростью, плавностью хода
и наименьшим сопротивлением движению. Конструкции тележек включают в себя колесные
пары, буксы, рессорное подвешивание, возвращающие и стабилизирующие устройства.
Кроме перечисленных выше элементов тележка имеет раму, на которой крепятся детали рес-
сорного подвешивания и тормозного оборудования, а также надрессорные и иные балки с подпят-
никами и скользунами, непосредственно воспринимающими нагрузки от рамы кузова вагона.
Высокая эффективность большегрузных вагонов и повышенной населенности пасса-
жирского подвижного состава вызвала необходимость увеличения числа колесных пар,
так как ограничена норма максимальной нагрузки от каждой колесной пары на рельсы.
Однако, имея увеличенные продольные размеры, многоосные бестележечные вагоны не
обеспечивали свободного прохода кривы?; участков железнодорожного пути малого ради-
уса. Это обстоятельство привело к необходимости объединения колесных пар в самостоя-
тельные группы, то есть в тележки.
В результате при современных условиях эксплуатации железных дорог широкое рас-
пространение получили тележечные вагоны, которые по сравнению с нетележечными кон-
струкциями, обеспечивают хорошее вписывание в кривые участки пути и меньшие верти-
кальные перемещения при передвижении по неровностям рельсов.
Кроме того, в конструкциях тележек более рационально размещаются система
упругих элементов, гасители колебаний, стабилизирующие устройства и исполни-
тельные органы тормозного оборудования, что позволяет проектировать вагоны с
хорошей плавностью хода и устойчивым положением кузова при движении поездов
с высокими скоростями.
100
В эксплуатации используется огромный и весьма разнообразный парктележек, имеющий мно-
гочисленные конструктивные особенности. Однако, несмотря на большое разнообразие существу-
ющих конструкций, тележки вагонов можно объединить по следующим основным признакам.
По назначению тележки бывают грузовые (для грузовых вагонов) и пассажирские (для
пассажи рских вагонов).
По количеству колесных пар тележки подразделяют на одноосные, двух-, трех-, четы-
рех- и многоосные.
По системе подвешивания наиболее распространены тележки с одинарным (центральным или
буксовым) и двойным, а иногда и с тройным, и даже с четверным рессорным подвешиванием.
По способу передачи нагрузки от кузова применяют тележки с пятниковым устройством (пят-
ник—подпятник) и с опиранием на скользуны (полным или частичным — с подпружиниванием).
По схеме передачи на-
грузки от надрессорной
(шкворневой) балки на раму
и буксовые узлы колесных
нар тележки бывают: с не-
посредственной переда чей
от шкворневой балки на
боковые балки рамы без
подрессоривания, но с бук-
совым подвешиванием
(рис. 3.32, п); от надрессор-
ной балки на две боковые
балки рамы через комп-
лекты центрального под-
вешивания безлюлечной
конструкции (рис. 3.32, б);
от надрессорной балки че-
Рис. 3.32. Схемы рессорного подвешивания в тележках вагонов: а —
буксовое; б — центральное; в — люлечное; г безлюлечное: 1 — бук-
совый узел; 2 — рама тележки; 3 — надрессорная балка; 4 — люлька;
5 -— шкворневая балка (связь); 6 — упругий элемент центрального
подвешивания; 7 — упругий элемент буксового подвешивания
рез две системы последовательно расположенных упругих элементов, включая люлечное
устройство центрального подвешивания (рис. 3.32, в); через упругие элементы безлюлеч-
ного центрального подвешивания на рычажные конструкции буксовых узлов (рис. 3.32, г).
По способу связи рамы с буксовыми узлами колесных пар существуют конструкции: с опи-
ранием рамы тележки без подрессоривания (рис. 3.33, г/); с упруго-челюстной балансирной
связью (рис. 3.33, б); шнинтонно-нружинной бесчелюстной связью (рис. 3.33, в); поводково-
бесчелюстной связью (рис. 3.33, г); рычажно-бесчелюстной связью (рис. 3.33, б).
По технологии изготовления тележки бывают с литыми, штампованными или штам-
посварными боковыми рамами, надрессорными и соединительными балками или сварны-
ми рамами. Кроме того, тележки различают по системе взаимодействия отдельных элемен-
тов сборочных единиц и деталей, а также другим конструктивным особенностям.
Основными технико-
экономическими парамет-
рами тележек вагонов явля-
ются: собственная масса
(тара); база — расстояние
между центрами осей край-
них колес (у двух- и трехос-
ных тележек) и между сере-
динами рессорных комп-
лектов сочлененных теле-
жек (у четырехосной конст-
рукции); тип и параметры
Рис. 3.33. Способы связи рамы тележки с буксовыми узлами колесных
пар: а — непосредственная без подрессоривания; б — упруго-челюст-
ная балансирная; в — бесчелюстная; г — поводково-бесчелюстная;
д — рычажно-бесчелюстная: 7 — буксовый узел; 2 — рама тележки;
3 — упругий элемент; 4 — балансир; 5 — букса-балансир; б— поводки;
7— рычаг
101
Г
рессорного подвешивания; высота от уровня головок рельсов до плоскости опорного узла
тележки; рессорная база — расстояние между серединами упругих элементов, расположен-
ных в продольном направлении; тип и конструкция тормоза; конструкционная скорость.
В соответствии с техническими требованиями и назначением тележек они должны иметь
необходимые ходовые качества для обеспечения безопасности движения: устойчивость про-
тив схода с рельсов, плавность при вписывании в кривые участки пути, минимальную ве-
личину вертикальных и горизонтальных динамических сил и ускорений при конструкци-
онной скорости движения, требуемые показатели плавности хода вагона, гарантирован-
ную прочность и надежность в эксплуатации.
3.5.1. Тележки грузовых вагонов
Современные грузовые вагоны магистрального и промышленного транспорта имеют
двух-, трех- и четырехосные тележки, а большегрузные транспортеры оснащены многоос-
ными тележками, состоящими из набора перечисленных выше конструкций. Как правило,
это модели с одноступенчатым рессорным подвешиванием. Исключение составляют лишь
изотермические и некоторые специализированные вагоны, служащие для перевозки гру-
зов, требующих транспортировки с повышенными скоростями.
Двухосные тележки. В связи с недостатками поясных тележек, включая сложность изготов-
ления и ремонта, а также низкую надежность в эксплуатации, их заменили тележками с литыми
боковыми рамами типа МТ-50 (рис. 3.34, и), а затем более совершенными типа ЦНИИ-ХЗ-0
(ЦНИИ — прежнее название ВНИИЖТа, разработавшего конструкцию, X — первая буква фа-
милии автораХанина, 3 — третий вариант, О- облегченная по результатам исследований
МИИТа) (рис. 3.34, б), имеющими рессорные комплекты из пружин и клиновых фрикционных
гасителей колебаний (модель 18-100) и являющиеся типовыми, и др.
Тележка модели 18-100 (рис. 3.34, б), рассчитанная на конструкционную скорость дви-
жения 120 км/ч, состоит из двух колесных пар 6 с четырьмя буксовыми узлами 5, двух ли-
тых рам Т надрессорной балки 2, двух комплектов центрального подвешивания с фрикци-
онными гасителями колебаний 4 и тормозной рычажной передачи 7.
Рис. 3.34. Двухосные тележки грузовых вагонов с литыми боковыми рамами: а — типа МТ-50; б типа
ЦНИИ-ХЗ-0:1 —боковая рама; 2— надрессорная балка; 3 - комбинированный рессорный комплект; 4 --
клин фрикционного гасителя колебаний; 5 буксовый узел с роликовыми подшипниками; 6—колесная пара;
/--тормозноеоборудование;8 • скользун
Боковая рама (рис. 3.35, а) отлита из низколегированной стали марок 20ФЛ или 20ГЛФ.
Она имеет объединенные пояса и колонки, образующие в средней части проем для разме-
щения комплекта центрального рессорного подвешивания, а по концам — буксовые про-
емы. Шишки 5, отлитые с внутренней стороны па наклонном поясе, служат для подбора
102
Рис. 3.35. Боковая рама и надрессорная балка тележки модели 18-100: а боковаярамсг. 1 челюсти; 2 --
кольцевая опора;.?- пятьпрпливов в виде шишек; 4-- кронштейн .для крепления подвесок тормозных башма-
ков; 5 - направляющие, ограничивающие поперечное перемещение фрикционных клиньев; 6—- бурты и бонки
для фиксирования пружин рессорного комплекта; 7 --полка, служащая для удержания триангеля в случае обры-
ва подвесок; б - надрессорная банка'. 1— поднятии; 2 — кронштейн мертвой точки рычажной передачи тормо-
за; 3 - опора для скользуна; 4 и 5 -бурты, ограничивающие смещения наружных и внутренних пружин рессор-
ного комплекта при движении тележки; 6 — выемка, служащая для размещения фрикционных клиньев; 7—
полка для крепления кронштейна мертвой точки; <S’ - - колпак (коробка) скользуна; 9—прокладки для регулиров-
ки зазоров между скользунами вагона hi слежки; К) — болт, предохраняющий колпак скользуна отпадения; 11 —
поддон для опоры шкворня; 12 -- колонка, усиливающая опору на подпятник пятника вагона
боковых рам (боковин) при сборке тележки, так как в зависимости от допускаемых отклоне-
ний при отливке и обмере боковин некоторые из шишек срубают. Если все шишки срублены,
то рама имеет градацию № 0 с размером между наружными челюстями 1 (см. рис. 3.35, а)
2181 мм, при одной оставленной шишке это расстояние равно 2183 мм, а рама имеет градацию
№ 1, при № 2, 3, 4 и 5 указанное выше расстояние соответственно увеличивается по 2 мм.
Надрессорная балка (рис. 3.35, б) литая из стали марок 20ФЛ или 20ГФЛ, имеющая по-
лую конструкцию замкнутого поперечного сечения и форму, близкую к брусу равного со-
противления изгибу. Она отлита вместе с подпятником, служащим опорой кузова вагона, и
опорами для скользунов. На каждом из двух опор скользунов размещаются перевернутые
коробки 8 с регулировочными прокладками 9. Такая конструкция по сравнению с применя-
емой ранее (коробки отливались заодно с надрессорной балкой, а вкладыши скользуна укла-
дывались в них, что в эксплуатации приводило к накоплению продуктов износа и недопусти-
мое уменьшен нс зазоров между скользунами тележки и кузова вагона) обеспечивает само-
удаление продуктов износа и постоянство отрегулированных зазоров между скользунами.
Рессорное подвешивание тележки состоит из двух комплектов, каждый из которых име-
ет пять, шесть или семь двухрядных цилиндрических пружин и два фрикционных клино-
вых гасителя колебаний. Пять пружин устанавливают в тележки грузовых вагонов грузо-
подъемностью до 50 т, шесть — до 60 т и семь — более 60 т.
Тележка модели 18-115 (рис. 3.36),
используемая в специализирован-
ных грузовых вагонах, обращаю-
щихся со скоростями до 140 км/ч,
имеет улучшенные динамические
качества. Одной из конструктив-
ных ее особенностей является при-
менение более совершенной схемы
Рис. 3.36. Тележка модели 18-115: 7 — колесная пара; 2 — бо-
ковая рама; 3 — рессорный комплект; 4- - надрессорная балка;
5--буксовый узел; 6- тормозная колодка; 7 — плоскость
подпятника;/?—упруго-фрикционный скользун
опирания кузова — часть нагруз-
ки передается на подпятник 7, а
часть через упруго-фрикционные
скользуны 8.
103
Упруго-фрикционный скользуп обеспечивает начальное сопротивление наклону ку-
зова порядка 14—20 кН и конечное сопротивление 40—46 кН, расчетный момент трения,
возникающий на скользунах в горизонтальной плоскости, равен 10—16,7 кН-м. Данная
конструкция скользунов обеспечивает снижение действующих нагрузок на шкворневые узлы
вагона, повышение плавности хода вагона и уменьшение динамических нагрузок, возни-
кающих при вилянии тележек во время движения.
Особенностями конструкции буксового узла тележки модели 18-115 является то, что на
опорной цилиндрической части корпуса установлена перфорированная резиновая прокладка
переменной толщины. Боковая рама опирается на резиновую прокладку и корпус буксы по-
средством съемного седла, устанавливаемого в буксовый проем рамы. Центрирование и фик-
сация седла в буксовом проеме осуществляется благодаря специальным выступам, входящим в
соответствующие выемки челюстей. Буксовые узлы оснащены цилиндрическими роликовыми
подшипниками размером 130 х 250 х 80 мм.
Рессорное nodeeiuueanue тележки модели 18-115 центральное, состоит из двух комплектов, ус-
танавливаемых в средних проемах литых боковых рам. Каждый из них включает в себя семь трой-
ных (двойных) пружин, расположенных по схемам, принятым в тележке 18-100. В качестве гасителя
колебаний использован усеченный фрикционный клин, наклонная площадка которого развернута
под углом 60° к продольной оси тележки, что обеспечивает лучшую связь боковых рам в плане, чем
клин тележки 18-100. Наклонные поверхности фрикционных клиньев взаимодействуют с наклон-
ными поверхностями надрессорной балки, а вертикальные — с фрикционными планками, укреп-
ленными на колонках боковой рамы.
Для грузовых вагонов с нагрузкой от колесной пары на рельсы 25 т разработаны уси-
ленные двухосные тележки моделей 18-131, 18-120 и 18-755. В их конструкции применены
нетиповые колесные пары с усиленными осями, шейки которых имеют диаметр 140 мм. По-
этому буксовые узлы оборудованы цилиндрическими подшипниками с увеличенными раз-
мерами, т. е. 140 х 260 х 80 мм (вместо 130 х 250 х 80 мм в тележках 18-100 и 18-115). Боковые
рамы усиленных тележек опираются на буксы через резиновые прокладки. Жесткость каж-
дого рессорного комплекта составляет 4,28 МН/м, а коэффициент относительного трения
гасителей колебаний — 0,08.
В' тележке модели 18-120 кузов вагона посредством пятника опирается на под-
пятник надрессорной балки, а в тележке 18-755, кроме того, через упруго-фрикцион-
ные скользуны с моментом трения в горизонтальной плоскости 8—12 кН-м. Литые
боковые рамы и надрессорные балки тележек усилены. По своим прочностным и хо-
довым качествам тележки отвечают требованиям, обеспечивающим эксплуатацию со
скоростями движения до 120 км/ч.
Тележка КВЗ-И2 (рис. 3.37, а) предназначена для рефрижераторных вагонов, эксплуа-
тирующихся в поездах со скоростями до 120 км/ч. Ее рама 7 опирается на буксовые узлы 2
колесных пар 5, проходя две ступени рессорного подвешивания (центральное 3 и буксовое б).
Тормозное оборудование 4 с двухсторонним нажатием колодок.
Рама (рис. 3.37, б), в отличие от рассмотренных выше литых конструкций, сварена из
двух продольных 7, двух средних 2 и двух концевых 3 поперечных, а также четырех вспо-
могательных продольных балок 4.
Буксовая ступень рессорного подвешивания (рис. 3.37, в) включает в себя два шпиптона 5,
на которых размещаются однорядные пружины 2, опирающиеся через резиновые шайбы 6
на кронштейны 7 корпуса буксы. Каждый шпинтон 5 крепится к продольной балке рамы 3
болтами 4. Снизу на нарезную часть шпинтона навертывается гайка 7 так. чтобы между
шайбой и кронштейном 7 буксы оставался зазор а.
Центральное подвешивание тележки КВЗ-И2 люлечное, состоящее из двух эллиптичес-
ких рессор системы Галахова, уложенных на штампованную подрессориую связь, которая
опирается на подлюлечные балки, подвешенные шарнирно к раме. На эллиптических рессо-
рах расположена надрессорная балка, на которую через подпятник опирается кузов вагона.
104
Рис. 3.37. Тележка типа КВЗ-И2: а — общий вид; б —рама’, в— буксовое подвешивание
С целью обеспечения постоянства уровня автосцепки вагонов с различной массой ку-
зова изготавливают тележки КВЗ-И2 четырех групп: I, П, III и IV. Тележки I и II групп
подкатывают под кузова грузовых рефрижераторных вагонов, а III и IV, обладающие бо-
лее жестким рессорным подвешиванием и большей высотой, чем тележки I и II групп, под
кузова вагонов с машинным отделением, имеющим повышенную массу.
Трехосные тележки. Разработаны для шестиосных вагонов и применяются в ос-
новном на путях промышленного транспорта. Среди них лучшей является тележка типа
УВЗ-9м (модель 18-102) конструкции Уральского вагоностроительного завода, третий
модернизированный вариант. Последующие типы — УВЗ-11А и УВЗ-11 спроектирова-
ны с повышенной до 25 и 30 т осевой нагрузкой, которые затем объединены моделью
18-102. Приведенные выше типы трехосных тележек разрабатывались на основе дли-
тельного опыта эксплуатации тележек, начиная с 1955 г. (постройки Крюковского ва-
гоностроительного вагона: тип КВЗ-1, затем усовершенствованный тип КВЗ-1м, в ко-
торых выявлены существенные недостатки). В тележке типа КУВЗ, разработанной со-
вместно Крюковским и Уральским вагоностроительными заводами, часть недостатков
устранили. Все эти тележки оснащены центральным рессорным подвешиванием. Тре-
хосную тележку типа УВЗ-1 Ом с буксовым подвешиванием разработал Уралвагонза-
вод, на каждой буксе которой размещалось по две двухрядных пружины с фрикцион-
ными гасителями колебаний. Все перечисленные выше трехосные тележки имеют слож-
ную конструкцию, повышенное воздействие на элементы пути и др. Поэтому на доро-
гах МПС России они не нашли широкого применения и допускаются к эксплуатации
па магистральных линиях лишь с ограниченной скоростью.
Тележка типа УВЗ-9м (рис. 3.38) признана лучшей из трехосных конструкций, в которой
четыре литые боковые рамы 2 своими крайними концами опираются непосредственно на ро-
ликовые буксы 7, а средними — через балансиры 4. При такой конструкции общая нагрузка,
передаваемая от кузова на тележку, распределяется поровну между тремя колесными парами
типа РУ-950. На четыре рессорные комплекты 3 центрального подвешивания опираются две
литые надрессорные балки 6, на которых размещена шкворневая балка 5, имеющая форму в
виде Н-образной отливки. Исполнительная часть тормозного оборудования 7, подвешенного
к боковым: рамам, имеет двухстороннее нажатие тормозных колодок на среднюю и односто-
роннее нажатие на крайние колесные пары.
105
Рис. 3.38. Трехосная тележка типа УВЗ-9м
Каждый из четырех комп-
лектов рессорного подвешива-
ния состоит из четырех двухряд-
ных цилиндрических пружин и
одного пружинно-фрикционно-
го гасителя колебаний. Пружи-
ны взаимозаменяемые с пружи-
нами тележки модели 18-100.
Все литые детали, включая бо-
ковые рамы, надрессорные и
шкворневые балки, балансиры,
изготовлены из углеродистой
стали марки ЗОЛ 1 с пределом
прочности 420 МПа.
Чет ы р е х о с н ы о г е л е ж к и.
Применяются в большегрузных
восьмиосных полувагонах и ци-
стернах, а также транспортерах.
Они состоят из двух типовых
двухосных тележек, объединен-
ных соединительной балкой.
Причем в полувагонах соедини-
тельные балки литой, а в цистернах — штампосварной конструкции. Литая соеди-
нительная балка представляет собой отливку коробчатого сечения из мартеновс-
кой стали такого же качества, как и боковые рамы и надрессорные балки тележки
модели 18-100. Штампосварная балка, включая пятники и подпятник, выполнены
из стали марки 09Г2Ф-15.
Тележка модели 18-101 (рис. 3.39) имеет две двухосные тележки 1 модели 18-100,
связанные между собой соединительной балкой 2. Наиболее рациональной конструк-
цией, по сравнению слитой, является штампосварной вариант соединительной балки
(рис. 3.40), которая состоит из двух штампованных элементов из стали марки 09Г2Д:
верхнего 1 из листа толщиной 16 мм и нижнего 2 толщиной 20 мм, подкрепленных
продольными 3 и поперечными 7 ребрами жесткости.
Рис. 3.39. Четырехосная тележка
106
Снизу по концам балки вварены крайние пятники 4, ко-
торыми она опирается на подпятники двухосных тележек,
а сверху — центральный подпятник <5, посредством кото-
рого нагрузка от кузова передается на четырехосную тележ-
ку. К специальным крыльям по концам балки снизу прива-
рены крайние скользуны 5, которые располагаются над
скользунами двухосных тележек.
В средней части также на крыльях размещены централь-
ные скользуны, над которыми располагаются скользуны ку-
зова вагона.
Основная техническая характеристика тележек грузо-
вых вагонов приведена в табл. 3.6.
Рис. 3.40. Штампосварная
соединительная балка
Таблица 3.6
Техническая характеристика тележек грузовых вагонов
Ноказм ели Модель
18-100 18-115 18-775 8-102 18-101 КПЗ-И 2
Масса тележка, кг 4680 4700 5 100 8600 12000 7800
База, м 1,85 1,85 1,85 3,50 3,20 2,40
Допускаемая скорость, км/ч 120 140 120 120 120 120
Гибкость рессорного подвешивания. м/МН 0,125 0,173 0,116 0,148 0,075 0,144
Прогиб рессорных комплектов под стати- ческой нагрузкой,м 0,049 0,068 0,052 0.052 0,050 0,070
Расстояние от уровня головок рельсов до опорной поверхности подпятника, м 0,801 0,812 0,810 0,815 0.839 0,805
Тип рессорного подвешивания Одноступенчатый центральный Двухступен- чатый
3.5.2. Тележки пассажирских вагонов
Тележка типа КВЗ-ЦНИИ (рис. 3.41) обладает лучшими ходовыми качествами по срав-
нению с КВЗ-5, большинство узлов и деталей которой использовано в новой конструкции.
Отличительной особенностью тележки типа КВЗ-ЦНИИ является опирание кузова на
скользуны 1 (рис. 3.41, п), а не на подпятник, как это принято в ранее спроектируемых
конструкциях вагонов. Кроме того, в тележке КВЗ-ЦНИИ увеличен статический прогиб
рессорного подвешивания до 190 мм вместо 120—150 мм в предшествующей конструкции.
В результате удалось повысить конструкционую скорость движения до 160 км/ч при обес-
печении необходимой плавности хода вагона. Этот способ опирания кузова на тележки
позволил снизить массу надрессорной балки 2, а с целью недопущения перекоса ее при дей-
ствии момента сил трения между скользунами предусмотрены поводковые устройства 3, свя-
зывающие надрессорную балку 2 с боковыми продольными балками 4 рамы тележки.
Рама (рис. 3.41, б) тележки КВЗ-ЦНИИ сварная Н-образной формы, состоит из двух
боковых продольных 7, двух средних поперечных 2, четырех укороченных концевых попе-
речных 4 и четырех вспомогательных продольных балок 3, предназначенных для крепления
тормозной рычажной передачи. В средней части продольные балки замкнутого сечения из
двух швеллеров № 20 сверху и снизу усилены листами стали толщиной 14 мм. По концам
этих балок приварены планки 5 с кольцами 73, служащие для центрирования и крепления
шпинтопов, а посередине — кронштейны 9 для крепления гасителей колебаний и вертикаль-
ные скользуны 8 для ограничения поперечного перемещения надрессорной балки. Отвер-
стия 10, предназначенные для установки подвесок люльки и отверстия 11, служащие для креп-
ления предохранительных болтов центрального подвешивания, усилены накладками, реб-
рами и обечайками. В средних поперечных балках 2 также имеются усиленные шайбами и
ребрами жесткости отверстия 72 для крепления предохранительных скоб надрессорной балки.
107
Рис. 3.41, а. Тележка типа КВЗ-ЦНИИ: общий вид
Для подвешивания деталей тормоз-
ной рычажной передачи к попереч-
ным средним 2 и 4 приварены крон-
штейны б, в отверстия которых вва-
рены втулки. Для ограничения про-
дольных смещений надрессорной
балки предусмотрены вертикаль-
ные скользуны 7, приваренные к
средним поперечным балкам 2.
Надрессорная балка (рис. 3.41,<?)
тележки КВЗ-ЦНИИ сварная ко-
робчатого сечения. Концевые ее ча-
сти уширены для обеспечения хоро-
шей опоры на трехрядныс пружины
центрального подвешивания и снаб-
жены отверстиями 8, служащими
для пропуска предохранительных
болтов. Посередине балки укреплен
подпятник 5, а подпятниковое мес-
то усилено ребрами 6 и планкой 7.
В верхней части балки приварены
коробки горизонтальных скользу-
нов 4, к которым сбоку прикрепле-
ны вертикальные скользуны 3, вза-
имодействующие со скользунами
средних поперечных балок рамы тележки. По концам надрессорной балки расположены кронш-
тейны 2 для направляющих поводков и кронштейны 1 для крепления гидравлических гасителей
колебаний. Вертикальная нагрузка от кузова вагона передается через горизонтальные скользу-
ны 4 надрессорной балки, а между пятником и подпятником, соединенными замковым шквор-
нем, должен быть вертикальный зазор 9 мм. В этом случае пятник и подпятник совместно с зам-
ковым шкворнем, состоящим из двух полушкворней, являются осью вращения тележки относи-
тельно кузова и служат для передачи тяговых и тормозных усилий от тележки к кузову, а также
восприятия сил, возникающих от момента трения при прохождении кривых участков пути.
Рессорное подвешивание (рис. 3.42) тележки КВЗ-ЦНИИ двухступенчатое (аналогич-
ное подвешиванию тележки КВЗ-5).
Рис. 3.41. б. Тележка типа КВЗ-ЦНИИ: рама
Буксовая ступень (см. рис. 3.42, а)
включает в себя два одинаковых па-
раллельно работающих комплекта,
каждый из которых состоит из шпин-
тона 2, наружной 3 и внутренней 4
пружин и фрикционного гасителя
колебаний. С целью уменьшения шу-
мовых высокочастотных колебаний
между наружной пружиной 3 и под-
доном корпуса буксы /5, приварен-
ном к кожуху 6, предусмотрены ре-
зиновые прокладки 7и 9, защищае-
мые от истирания металлическими
кольцами 5 и 8. В состав гасителя
колебаний входят: сменная фрик-
ционная шпинтонная втулка 13,
108
вокруг которой расположены
шесть фрикционных конусных
секторов (клиньев) 14, располо-
женных между верхним и ниж-
ним опорными коническими
кольцами 10. На верхнее кольцо
воздействует внутренняя пружи-
на 4, а нижнее кольцо 10 через
резиновую прокладку передает
нагрузку на поддон корпуса бук-
сы 15. Во время колебания рамы 1
тележки относительно буксы 15
происходит взаимное перемеще-
ние и возникновение сил трения
между клиньями 14 и шпинтон-
ной втулкой 13, фиксация кото-
рой осуществляется корончатой
гайкой И и тарельчатой пружи-
ной 12.
Рис. 3.41, в. Тележка тина КВЗ-ЦИИИ: надрессорная балка
Центральная ступень подвешивания (рис. 3.42, б)
оборудована люлькой, состоящей из двух парал-
лельных комплектов, на которых расположена
надрессорная балка 15. Каждый комплект вклю-
чает две трехрядные пружины 13, опирающие-
ся через прокладку 10 на поддон 12, подвешен-
ный шарнирно к продольным балкам рамы по-
средством серег 4 и подвесок (тяг) 3. Благодаря
шарнирной опоре через валик 2 и наличию ра-
диальной поверхности верхней проушины под-
весок 3 люлька может качаться поперек и вдоль
вагона, создавая плавное отклонение кузова.
На случай обрыва подвесок 3 или серег 4
предусмотрены предохранительные болты 9
с Т-образными головками, опирающимися
вверху через резиновую прокладку 6 на продоль-
ные балки рамы, а на нижние концы навернуты
гайки 11. От падения надрессорной балки пре-
дусмотрена предохранительная скоба 14. От ее
перекоса и смягчения продольных ударов, воз-
никающих при прохождении кривых участков
пути, каждый конец балки связан с рамой те-
лежки упругим продольным поводком 1.
Центральное подвешивание снабжено гидрав-
лическими гасителями колебаний 7, размещенны-
ми с каждой стороны тележки и шарнирно укреп-
ленными верхними концами к кронштейнам 5
боковых рам, а нижними — к кронштейнам 8
надрессорной балки. Расположенные под углом
35—45° к горизонтали они способны гасить вер-
тикальные и горизонтальные колебания надрес-
сорной балки и кузова вагона.
Рис. 3.42. Рессорное подвешивание тележки
КВЗ-ЦНИИ: а — буксовая ступень; б --
центральная ступень
109
г
Рис. 3.43. Опора кузова па тележку КВЗ-Ц11ИИ (а)
и упругий направляющий поводок (б)
Опора кузова па тележку (рис. 3.43, а)
состоит из скользунов кузова J и тележки 2,
взаимодействующих между собой. Скользун
2 через резиновую прокладку 4 опирается на
дно коробки 2, укрепленной болтами к опо-
ре 6 надрессорной балки, где опа центриру-
ется с помощью штыря 5. Такая опора повы-
шает плавность хода вагона за счет умень-
шения боковой качки и гашения извилисто-
го движения тележки. При этом момент тре-
ния между скользунами должен находиться
в пределах 20—28 Н-м, обеспечивающий по-
ворот тележки относительно кузова при про-
хождении вагона в кривых участках пути.
Это достигается применением разнородных
материалов. Для скользуна кузова 1 применена сталь марки 40Х, а для тележки 2 скользун
выполнен из серого чугуна СЧ 23-40. С целью недопущения задиров рабочие поверхности
скользунов шлифуют и смазывают.
Подобная конструкция опоры потребовала применения дополнительного устройства —
направляющего упругого поводка (рис. 3.43, б), предназначенного для упругого ограничения
горизонтального перемещения надрессорной балки и возвращения ее в центральное положе-
ние. Он состоит из трубчатой тяги 6 с левой и правой цапфами на концах, резиновых пакетов 2,
заключенных между тарелей 3 и шайб 4. Зазоры между вертикальными продольными скользу-
нами надрессорной и поперечными балками регулируют при помощи гаек I и 5 в пределах
запаса резьбы на левой цапфе тяги 6.
Тележки КВЗ-ЦНИИ выпускаются двух типов: I тип предназначен для вагонов с массой
брутто до 60 т; II тип — до 72 т. Тележка II типа аналогична по конструкции и отличается от
I типа более мощной рамой, имеющей концевые поперечные балки. Она оборудована уси-
ленными люлечными подвесками, удвоенным числом гидравлических гасителей колебаний,
пружинами, имеющими больший диаметр прутков и др. Масса усиленной тележки увеличе-
на на 0,4 т, она имеет меньший статический прогиб по сравнению с тележкой I типа.
Для вагонов массой брутто до 108 т Калининский завод в 1959 г. построил трехосную
тележку (рис. 3.44) с двухступенчатым рессорным подвешиванием, статический прогиб ко-
торого равен 168 мм. Отдельные комплекты центрального и буксового подвешивания ана-
логичны соответствующим конструкциям тележек КВЗ-ЦНИИ.
Центральное люлечное подвешивание трехосной тележки состоит из четырех комплек-
тов, на пружины которых своими концами опираются две надрессорные балки, объединен-
ные шкворневой балкой Н-образной формы. Нагрузка от кузова передается на подпятник,
расположенный в центре шкворневой балки. Между скользунами кузова и надрессорными
балками должны быть нормированные зазоры. В центральном подвешивании применены
Рис. 3.44. Трехосная тележка
гидравлические гасители колеба-
ний. Крайние комплекты буксово-
го подвешивания аналогичны по
устройству с тележками КВЗ-5, а
средние выполнены без фрикцион-
ных гасителей колебаний и нс име-
ют внутренних пружин. Внутренняя
колесная пар;з загружена на 80 % по
сравнению с крайними, под пружи-
ны буксовых комплектов которых
во время сборки подкладывают
10-миллиметровые прокладки.
110
Кроме того, с целью улучшения плавности хода колесные пары трехосных тележек имеют
уклон поверхности катания 1/40 вместо 1/20. Рычажная передача — с двухсторонним нажа-
тием тормозных колодок.
Необходимость повышения скорости движения потребовали разработки усовершен-
ствованных конструкций. В результате решения этой задачи Калининским (ныне Твер-
ским) заводом совместно с ВНИИЖТ, ВНИИВ, ЛИИЖТ и др. была создана модернизиро-
ванная тележка КВЗ-ЦНИИ-М, допускающая повышение скорости движения до 180 км/ч.
Она отличается от рассмотренных выше тележек типа КВЗ-ЦНИИ увеличенным статичес-
ким прогибом рессорного подвешивания, более надежной однозвенной конструкцией лю-
лечных подвесок вместо двухзвенных и др. С 1986 г. Калининский (Тверской) завод строит
вагоны с модернизированными тележками. Для вагонов скоростных поездов (до 200 км/ч)
Калининским вагоностроительным заводом разработана новая тележка тина ТСК-1 (те-
лежка скоростная калининская, 1-
Тележка типа ТСК-1
(рис. 3.45, а) предназначена для пас-
сажирских вагонов скоростных по-
ездов (до 200 км/ч). Она разработа-
на Калининским вагоностроитель-
ным заводом в 1969 г. для вагонов
поезда «Русская тройка» (Р'Г-200).
Особенность устройства тележки
ТСК-1 заключается в устройстве
центрального подвешивания, в кото-
ром используются пневматические
рессоры 4 диафрагменного тина с
резипокордной оболочкой диамет-
ром 580 и высотой 170 мм.
В центральном подвешива-
нии установлены вертикальные и
горизонтальные гидравлические
гасители колебаний, шарнирно
соединяющие надрессорную бал-
ку 3 с рамой 5 тележки и обеспе-
чивающие раздельное гашение ко-
лебаний в вертикальной и гори-
зонтальной плоскостях. Кузов ва-
гона опирается на скользуны, что
вызвало необходимость связи над-
рессорной балки с рамой тележки
упругими поводками с резинометаллическими шарнирами по концам. Буксовое подвеши-
вание 2 аналогично по конструкции с тележкой КВЗ-ЦНИИ, но имеет гидравлические га-
сители колебаний и поводки, связывающие кронштейны букс с рамой тележки. Колесные
пары / специальные, имеющие новый профиль поверхности катания с конусностью 1:100;
1:20; 1:7 и углом скоса рабочей грани гребня 65° вместо 60° в типовых колесных парах.
Шейки оси удлинены для размещения третьего упорного подшипника.
Надрессорная балка 2 (рис. 3.45, б) сварная коробчатой формы с посадочными пло-
щадками по концам для установки пневматических рессор 4 центрального подвешивания,
а в средней части имеет шкворневое устройство 1 с упругой посадкой. Балка снабжена
подрезиненными пластмассовыми скользунами 3, на которые опирается кузов вагона.
Тележка ТСК-1 оснащена дисковым 5 и магнитно-рельсовым 6 тормозами. Причем дис-
ковый тормоз предназначен для производства служебного торможения, а совместно с маг-
нитно-рельсовым — для экстренного торможения. Тележка оборудована колодочным уст-
ройством для очистки поверхности катания колес перед торможением.
111
Для вагонов нового поколения на Тверском вагоностроительном заводе разработаны
конструкции, отвечающие современным техническим требованиям.
В табл. 3.7 приведена основная техническая характеристика тележек пассажирских вагонов.
Таблица 3.7
Техническая характеристика тележек пассажирских вагонов
Показатели Тип тележки
КВЗ-5 КВ-ЦНИИ-1 квз-цнии-м 3-осная ТСК-1
Допускаемая скорость, км/ч Масса тележки, т База тележки, м Высота от опорной поверхности тележ- ки до уровня верха головок рельсов, м Тип рессорного подвешивания Статический прогиб рессорного подве- шивания, м 140 7,0 2,4 0,85 Двухс надбу 0,150 160 7,4 2,4 0,99 тупенчатое, цс ксовое — цил1 0,190 160 7,2 2,4 0,99 игральное—люл шдричсские пру> 0,225 160 11,43 4,0 0,865 зчное кины 0,168 200 7,5 2,5 Пневматическое 0,280
3.6. Классификация и особенности устройства
ударно-тяговых приборов
Ударно-тяговые приборы предназначены для сцепления вагонов между собой и
с локомотивом, удержания их на определенном расстоянии друг от друга, восприятия,
передачи и смягчения действия растягивающих (тяговых) и сжимающих (ударных) уси-
лий, возникающих во время движения в поезде и при маневрах. Современным ударно-
тяговым прибором является автосцепное устройство, выполняющее основные функции
ударных (буфера) и тяговых (сцепка) приборов.
От конструкции и исправного состояния ударно-тяговых приборов во многом зави-
сит надежность вагонов в эксплуатации и безопасность движения поездов. Поэтому к этим
приборам предъявляется целый ряд требований, основными из которых являются: автома-
тическое сцепление и расцепление подвижного состава, свободный проход сцепов по кри-
вым участкам пути минимального радиуса и горбам сортировочных горок, плавное дви-
жение при трогании поезда с места и торможениях в пути следования и др.
3.6.1. Классификация ударно-тяговых приборов
Ударно-тяговые приборы подразделяются по следующим признакам:
— в зависимости от способа восприятия усилий различают объединенные ударно-тя-
говые приборы и раздельные тягово-сцепные (упряжь);
— в зависимости от способа передачи тягового усилия раме вагона различают сквоз-
ную и несквозпую упряжь;
— в зависимости от способа соединения — неавтоматические и автоматические.
В современных условиях эксплуатации магистральных железных дорог России приме-
няют автоматические ударно-тяговые приборы вследствие их преимуществ по сравнению
с неавтоматическими сцепками (винтовая сцепка). Они позволяют увеличивать вес поезда
и провозную способность железных дорог, так как обладают необходимой прочностью
при возрастающих продольных нагрузках, обеспечивают рациональное использование мощ-
ности современных локомотивов. Кроме того, автоматические сцепки устраняют тяжелый
и опасный труд сцепщика, ускоряют процесс формирования поездов, следовательно спо-
собствуют сокращению оборота вагона. Применение автосцепок позволяет уменьшить тару
вагона вследствие объединения элементов конструкции и облегчения боковых и концевых
балок рамы кузова при центральном расположении приборов.
112
На железных дорогах России применяется автосцепка СА-3 (советская автосцеп-
ка, третий вариант), оснащение подвижного состава которой начат в 1935 г. и к 1957 г.
был полностью завершен.
Полный перевод подвижного состава на автосцепку позволил поднять вес поездов, за
счет чего существенно повысить пропускную способность грузонапряжепных линий же-
лезных дорог, увеличить переработку вагонов на сортировочных станциях, ускорить обо-
рот вагонов. Кроме того, отпала необходимость в опасной профессии сцепщика вагонов,
сократилось количество обрывов поездов в 50—60 раз, значительно снизились эксплуата-
ционные затраты. С тех пор конструкция автосцепного устройства постоянно совершен-
ствовалась, повышалась ее прочность и надежность в эксплуатации, увеличивалась энер-
гоемкость поглощающих аппаратов и т.д.
Все существующие автосцепные устройства, применяемые на железных дорогах, по
способу взаимодействия между собой подразделяются на три типа: нежесткие, жесткие и
полужссткие, а по способу соединения — механические и унифицированные.
Нежесткими (рис. 3.46, а) принято называть автосцеп-
ки, которые в сцепленном состоянии допускают относитель-
ные вертикальные перемещения сцепленных корпусов 2, а в
случае разницы по высоте рам вагона 7, располагаются сту-
пенчато, сохраняя горизонтальное положение. Корпуса в та-
ких конструкциях располагаются на жесткой опоре 3. Откло-
нения в горизонтальной плоскости обеспечивается в таких
конструкциях сравнительно простыми шарнирами на концах
корпуса автосцепки. Жесткие автосцепки (рис. 3.46, б) не до-
пускают относительных вертикальных перемещений сцепленных
корпусов 2, а при отклонении рам 1 располагаются по одной
прямой. На концах корпусов таких автосцепок необходимы
сложные шарниры, обеспечивающие угловые отклонения в раз-
личных направлениях. Полужесткие автосцепки (рис. 3.46, в) по-
добны нежестким, но они имеют ограничители 5. предотвра-
Рис. 3.46. Типы автосцепок:
а - - нежесткие; б - жесткие;
в - полужесткие
щающие саморасцепы при увеличенных вертикальных отно-
сительных смещениях корпусов. В жестких и полужестких ав-
тосцепках их корпуса размещаются на подпружиненных опо-
рах 4. Механические автосцепки используются для сцепления
подвижного состава между собой, а межвагонные коммуникации соединяются вручную.
Унифицированные автосцепки применяются на специальном подвижном составе: вагонах
метрополитена, некоторых типах зарубежных электропоездов и дизель-поездов и др.
Автосцепное устройство подвижного состава российских железных дорог общего
назначения бывает двух типов: вагонного и паровозного. Автосцепное устройство ва-
тонного типа установлено на грузовых и пассажирских вагонах, тепловозах, электрово-
зах, вагонах дизель-поездов и электропоездов и тендерах паровозов, а паровозного — на
паровозах, мотовозах, автодрезинах и некоторых специальных вагонах. Четырехосные
грузовые и пассажирские вагоны оснащены типовой нежесткой автосцепкой СА-3. Шес-
тиосные и восьмиосные вагоны оборудованы нежесткой или полужесткой модернизиро-
ванной автосцепкой СА-ЗМ.
3.6.2. Расположение частей автосцепного устройства на вагоне
Автосцепное устройство вагона состоит из корпуса автосцепки с деталями механиз-
ма, расцепного привода, ударно-центрирующего прибора, упряжного устройства с погло-
щающим аппаратом и опорных частей. Основные части автосцепного устройства разме-
щаются в консольной части хребтовой балки 5 рамы кузова вагона (рис. 3.47).
6.Вагоны
113
Рис. 3.47. Расположение деталей автосцсиного устройства
вагонного типа
Корпус 1 автосцепки с дета-
лями механизма установлен в окно
ударной розетки 2 и св.оим хвос-
товиком соединен с тяговым хому-
том 7 при помощи клипа 4, кото-
рый вставляется снизу и опирает-
ся на 2 болта 18, закрепленных за-
порными шайбами п гайками.
Расцепной привод укреплен на
концевой балке 20 рамы. Он состо-
ит из двуплечего рычага 10, крон-
штейна с полочкой 9, державки 13
и цепи 16 для соединения рычага
10 с приводом механизма авто-
сцепки 17. Ударно-центрирующий
прибор состоит из ударной розет-
ки 2, прикрепленной в средней части к концевой балке 20 рамы, двух маятниковых подвесок 14
и центрирующей баночки 15, на которую опирается корпус автосцепки 1.
Упряжнос устройство включает в себя тяговый хомут 7, клин 4, упорную плиту 12 и два
болта 18 с планкой 19, запорными шайбами и шплинтом. Внутри тягового хомута 7 нахо-
дится поглощающий аппарат 6, который размещается между задними упорами 8 и упорной
плитой 72, взаимодействующей с передними упорами 3. Задние упоры 8 объединены между
собой перемычкой и укреплены к вертикальным стенкам хребтовой балки 5 рамы. Передние
упоры 3 объединены между собой посредством ударной розетки 2 и также жестко укреплены
к вертикальным стенкам хребтовой балки 5. Упряжное устройство предохраняется от паде-
ния поддерживающей планкой 77, укрепленной снизу к горизонтальным полкам хребтовой
балки 5 восемью болтами. Внутри корпуса автосцепки размещаются детали механизма, слу-
жащие для выполнения процессов сцепления и расцепления подвижного состава.
3.6.3. Размещение деталей механизма в корпусе автосцепки
Корпус автосцепки представляет собой пустотелую отливку и состоит из головной части
и хвостовика. Внутри головной части, называемой карманом, размещены детали механизма
Рис. 3.48. Устройство корпуса автосцепки и размещение
деталей механизма внутри кармана
автосцепки. Корпус автосцепки
(рис. 3.48) имеет большой 1 и ма-
лый 4 зубья, между которыми об-
разован зев. Из зева выступают за-
мок 3 и замкодержатель 2.
Контур зацепления стандарт-
ный и представляет собой горизон-
тальную проекцию большого и ма-
лого зубьев, зева и выступающей
части замка. Торцовые поверхнос-
ти малого зуба и зева называют
ударными, а задние поверхности
большого и малого зубьев — тяго-
выми. В верхней части головы кор-
пуса отлит выступ 5, который, вза-
имодействуя с розеткой, восприни-
мает жесткий удар при полном сжа-
тии поглощающего аппарата.
114
Хвостовая часть 6 корпуса автосцепки полая, имеет отверстие 7для клина тягового хомута, пере-
мычку 8 и торец 9 цилиндрической формы для передачи ударных нагрузок.
В полой части головы (кармане) размещены детали механизма автосцепки. Со сторо-
ны малого зуба 4 корпуса установлен замок 3, служащий для запирания двух сцепленных
автосцепок. Его рабочая часть в сцепленном состоянии выступает в зев. Замок 3 имеет шип
а для навешивания предохранителя от саморасцепа (собачки) 11. Овальное отверстие б
замка служит для пропускания через него валика подъемника 15. Снизу замок имеет ради-
альную поверхность а, по которой он перекатывается при перемещении внутрь кармана,
сигнальный отросток в красного цвета, выступающий из корпуса снизу при положении
расцепления, и направляющий зуб д.
Предохранитель от саморасцепа 11 навешивается на шип а замка, своим верхним пле-
чом е укладывается на полочку 10, имеющуюся на левой боковой поверхности кармана.
В сцепленном состоянии автосцепок торец верхнего плеча е располагается против упора
противовеса м замкодсржатсля 2, препятствуя уходу замка 3 внутрь кармана и предохра-
няя автосцепки от саморасцепа. Нижнее фигурное плечо ж предохранителя 11 взаимодей-
ствует с подъемником 13 при расцеплении автосцепок.
Замкодержателъ 2 своим овальным отверстием навешивается на шип 72, расположен-
ный на правой стенке внутри кармана со стороны большого зуба 1 корпуса. Его лапа к
выс тупает в зев под действием силы тяжести противовеса л. В сцепленном состоянии лапа к
упирается в вертикальную поверхность зева соседней автосцепки, при этом положении про-
тивовес находится в приподнятом состоянии, а его упор м располагается против торца
верхнего плеча е предохранителя 11. Расцепной угол н, взаимодействуя с подъемником,
удерживает замок 3 в расцепленном положении до разведения автосцепок.
Подъемник 13 замка свободно укладывается на приливы 14, расположенные в правой
нижней части кармана со стороны большого зуба 1 корпуса автосцепки. Его широкий па-
лец о находится сверху и обращен в сторону зева. Широким пальцем о подъемник за ниж-
нее плечо ж поворачивает предохранитель 77, поднимая тем самым его верхнее плечо е,
и уводит замок внутрь кармана при расцеплении автосцепок. Узкий палец п подъемника 13
взаимодействует с расцепным углом н замкодержателя 2, заскакивая за вертикальную его
грань, и удерживает замок внутри кармана до разведения автосцепок.
Валик подъемника 15 вставляется в корпус через левое отверстие 76, его цилиндричес-
кая часть р проходит через овальное отверстие б замка 3, квадратная часть с через квад-
ратное отверстие подъемника 13, а цилиндрическая часть т входит в отверстие на пра-
вой стенке корпуса со стороны большого зуба 7. В этом положении валик подъемника 15
предохраняет все детали механизма от выпадания и их невозможно вынуть из кармана.
Отверстие у служит для соединения балансира ф валика подъемника 75 с цепью привода, а
выемка х для размещения запорного болта 77, устанавливаемого в отверстие прилива кор-
пуса автосцепки. Выемка .х позволяет валику поворачиваться на необходимый угол и пре-
дотвращает перемещение его в продольном направлении от самопроизвольного выпаде-
ния. Гайка болта внизу фиксируется запорной шайбой 18 отгибанием ее лепестков.
3.6.4. Последовательность сборки и разборки деталей механизма автосцепки
Перед сборкой осматривают карман корпуса, где не должно находиться посторонних пред-
метов и грязи. После этого подъемник замка 13 укладывают на опору 14, расположенную внизу
па правой стенке кармана так, чтобы широкий палец о находился вверху и был направлен
в сторону зева. Затем па шип 72, находящийся внутри кармана с правой стороны, навешивают
овальным отверстием и замкодержатель 2 так, чтобы его лапа к выступала в зев. На шип а замка 3
надевают предохранитель 77 таким образом, чтобы его нижнее плечо ж находилось в выре-
зе замка. Замок вместе с предохранителем вводят внутрь корпуса и укладывают на дно кар-
мана так, чтобы его направляющий зуб д вошел в специальное отверстие. При этом следят за
тем, чтобы верхнее плечо е предохранителя 77 обязательно было уложено на полочку 10.
115
Это обеспечивается нажатием тонким стержнем на нижнее фигурное плечо ж предохранителя
во время установки замка. После этого валик подъемника 15 вставляют с левой стороны в отвер-
стие 16 корпуса автосцепки так, чтобы отверстие в балансире ф находилось вверху.
Поворотом за балансир валика подъемника проверяют подвижность деталей механизма ав-
тосцепки. Нажатием на замок и лапу замкодержателя проверяют их подвижность. Они должны
свободно входить внутрь кармана, а при отпускании возвращаться в прежнее положение. После
проверки механизма валик подъемника 15 закрепляют болтом 17, который вставляют обязательно
сверху в отверстие прилива корпуса, а снизу на резьбовую его часть одевают запорную шайбу 18 и
навинчивают гайку. Лепестки шайбы отгибают на грани гайки, фиксируя ее и предотвращая от
самоотворачивания. Разборка механизма осуществляется в обратной последовательности. Затем
проверяют действие предохранителя от саморасцепа, пользуясь специальным шаблоном.
3.6.5. Взаимодействие деталей механизма автосцепки СА-3
Автосцепка СА-3 обеспечивает автоматическое сцепление подвижного состава. Расцеп-
ление осуществляется без захода человека в межвагонное пространство, что создает безопас-
ные условия работы обслуживающему персоналу. До разведения подвижного состава сохра-
няется расцепленное положение деталей механизма автосцепок, а после разведения механиз-
мы автоматически приводятся к готовности сцепления. В случае ошибочного расцепления
предусмотрена возможность восстановления сцепления без разведения подвижного состава.
Предусмотрено также положение деталей механизма «на буфер», при котором автосцепки
не сцепляются. Это положение используется при производстве маневровых работ, когда под-
вижной состав перемещается толканием без необходимости его сцепления.
Надежное сцепление осуществляется при отклонении осей автосцепок по вертикали
до 240 мм у новых и до 150 мм у предельно изношенных, но еще отвечающих нормам со-
держания в эксплуатации. С целью обеспечения надежной работы сцепленных автосцепок
Рис. 3.49. Предельные положения автосцепок
в горизонтальной плоскости в момент сближения
при формировании поездов; разность высот их осей
допускается до 100 мм в грузовых и 50 мм в пасса-
жирских вагонах. Максимальные отклонения про-
дольных осей автосцепок в горизонтальной плос-
кости (рис. 3.49), при которых в начальный момент
соударения происходит автоматическое улавлива-
ние, составляет 175 мм. Процесс сцепления проис-
ходит следующим образом.
При соударении вагонов малый зуб корпуса
одной автосцепки скользит по направляющей удар-
ной поверхности малого 4(положение а) или боль-
шого 1 (положение б) зубьев, стремясь попасть в
зев, и нажимает на выступающую часть замка 3,
а затем и на лапу 2 замкодержателя. При незначительном отклонении продольных осей
автосцепок или их совпадении замки взаимодействуют друг с другом.
В этих случаях каждый из замков 1 (рис. 3.50, а) начинает свободно входить внутрь карма-
на корпуса, так как верхнее плечо 3 предохранителя, навешенного па шип 2 замка 1, скользит
по полочке 4 и проходит над упором 5 противовеса 6 замкодержателя. Продвигаясь дальше в
зевах, малые зубья перемещают внутрь кармана замки 1, которые перекатываются своей дуго-
вой опорой 9 по наклонному дну кармана 8. Сигнальный отросток 7 при этом выходит из
корпуса. Одновременно малые зубья нажимают на лапы И и утапливают их. поворачивая
замкодержатели вокруг шипов 10, расположенных на вертикальных стенках внутри кармана.
При этом противовесы 6 поднимаются и становятся упорами для верхнего пле-
ча 5 предохранителей. Когда малые зубья полностью утопят выступающие части
замков 1 и лапы 11 замкодержателей, они начнут скользить по направляющим удар-
ным поверхностям зева и занимать крайнее положение в упор к большим зубьям.
116
а о
Рис. 3.50. Положение деталей механизма автосцепки: а —
перед сцеплением; б — сцепленных автосцепок
В этот момент замки 7 потеряют
свои опоры (на малые зубья) и под
действием собственной силы тяже-
сти, перекатываясь дуговыми опо-
рами 9 по дну кармана 6’, выпадут
в образовавшееся пространство
между малыми зубьями, обеспечи-
вая запирание автосцепок.
Вместе с замками 1 продви-
нутся в сторону зевов верхние пле-
чи 3 предохранителей, скользя по
противовесам 6, и упадут на по-
лочки 4 (рис. 3.50, б), обеспечивая предохранение автосцепок от саморасцепа. В таком по-
ложении сцепленных автосцепок (см. рис. 3.50, б) замки 7 не могут войти внутрь карманов,
так как торцы верхних плеч 3 предохранителей, расположенных на полочках < находятся
против упоров 5 противовесов 6 замкодержателей. При этом верхнее положение противо-
весов 6 обеспечивается постоянным нажатием на лапы 11 замкодержателей малыми зубья-
ми сцепленных автосцепок. В положении сцепления сигнальные отростки 7 замков 1 не
выступают наружу.
Процесс расцепления осуществляется человеком путем поворота против часовой стрелки
рукоятки расцепного рычага, что посредством соединительной цепочки приводит к пово-
роту валика подъемника 6 (рис. 3.51, а) и одетого на его квадратную часть подъемника 7.
В начальный момент широкий палец 1 подъемника 7 нажмет на нижнее фигурное плечо 8
предохранителя и поднимет с полочки 3 верхнее его плечо 2 выше упора противовеса 4 замко-
держателя. Таким образом, произойдет выключение предохранителя от саморасцепа. При даль-
нейшем повороте валика подъемника 9 (рис. 3.51, б), а следовательно, и подъемника 13, его
широкий палец 5 нажмет на выступ 8 замка 1, который, перекатываясь по днищу 11 своей
дуговой опорой 12, войдет внутрь кармана. При этом верхнее плечо 6 предохранителя сколь-
зит по верху противовеса 7
замкодержателя, не препят-
ствуя уходить замку 1
внутрь. Одновременно
подъемник 13, поворачива-
ясь, своим узким пальцем 4
нажимает на горизонталь-
ную грань 5 расцепного угла
замкодержателя и припод-
нимает его на шипе 2 благо-
даря овальному отверстию.
Рис. 3.51. Положение деталей механизма автосцепки: а— в начальный
момент; б — конечное положение
Сигнальный отросток 10 замка 1 начинает выходить из корпуса. Заключительный этап рас-
цепленного состояния автосцепок характерен тем, что узкий палец 4 подъемника 8 (рис. 3.51)
заскакивает за вертикальную грань 3 расцепного угла замкодержателя 2, который опускается
вниз и опирается на шип 7. Такое расцепленное состояние (рис. 3.52) будет сохраняться до разве-
дения вагонов, так как замок 10 посредством выступа 6через широкий 5 и узкий 4пальцы подъем-
ника 8 опирается на вертикальную грань 3 расцепного угла замкодержателя 2, лапа 77 которого,
в свою очередь, взаимодействует с малым зубом соседней автосцепки. Сигнальный отросток
красного цвета 7 замка 7(9 выступает из корпуса, указывая на то, что автосценки расцеплены.
Если автосцепки ошибочно расцеплены, то можно восстановить сцепленное состоя-
ние деталей механизма без разведения вагонов. С этой целью необходимо тонким стерж-
нем через нижнее отверстие в корпусе нажать на лапу 77 замкодержателя 2, который благо-
даря овальному отверстию приподнимется на шипе 7.
117
3 4
расцеплены.
Рис. 3.52. Автосцепки
замок удерживается внутри кармана
Горизонтальная грань 9 окажется выше верха узкого пальца подъемника <У, кото-
рый, потеряв опору (вертикальную грань 5), под действием силы тяжести балансира ва-
лика подъемника и давления со стороны выступа б упадет в горизонтальное положение.
Замок 10 окажется свободным и выпадет в зев под
действием собственной силы тяжести. При поло-
жении «//п буфер» рукоятка расцепного рычага ук-
ладывается на полочку кронштейна. В результате
цепочка расцепного привода всегда будет натяну-
та, а подъемник 8 постоянно находиться в верти-
кальном положении. Следовательно, замок 10по-
средством широкого пальца 5 подъемника 8 и вы-
ступа 6 будет располагаться внутри кармана. Та-
ким образом, при соударении автосцепок они нс
будут сцепля ться.
Для восстановления готовности к сцеплению
автосцепок необходимо рукоятку расцепного ры-
чага установить в вертикальное положение, сняв
ее с полочки кронштейна.
3.6.6. Особенности автосценного устройства восьмиосных вагонов
Восьмиосные вагоны оснащены модернизированным автосцеппым устройством по-
лужссткого типа СА-ЗМ (рис. 3.53).
В отличие от СА-3 толщина
стенок корпуса / данной конс трук-
ции увеличена в среднем на 30 %.
В конструкции примечены внут-
ренние ребра, что повысило его
надежность. В связи с увеличени-
ем базы и консолей восьмиосных
вагонов, а следовательно, возник-
новением значительных верти-
кальных смещений автосцепок,
в модернизированной конструкции
в замок была введена специальная
вставка, обеспечивающая увеличе-
ние вертикального зацепления до
250 мм вместо 150—180 мм у авто-
сцепки СА-3. Впоследствии вме-
сто вставки замка па корпусе снизу был предусмотрен специальный прилив //, ограничи-
вающий вертикальные смещения корпусов автосцепок в допустимых пределах. Это обес-
печивает прохождение без саморасцепов горбов сортировочных горок. С целью уменьше-
ния вертикальных сил центрирующая балочка 2 подпружинена, а совместно со сферичес-
кой формой хвостовика и вкладыша 4 это позволяет отклоняться корпусу автосцепки в
вертикальной плоскости, нс вызывая больших усилий.
Особенностью автосцепки СА-ЗМ является также то, что хвостовик корпуса / соединен
с тяговым хомутом 5 при помощи валика 3, а нс клина (у СА-3), что создает благ оприятные
условия для отклонения корпуса автосцепки при вписывании вагонов в кривые участки пути
малого радиуса. Такое соединение обеспечивает повышенную надежность. В связи с гем,
что восьмиосные вагоны отличаются повышенными отклонениями корпусов автосцепок
относительно оси пути при расположении в кривой малого радиуса, для обеспечения ав-
томатического сцепления в этих условиях они оснащены специальными механизмами.
118
Такой механизм состоит из двуплечего рычага 7, способного поворачиваться вокруг продоль-
ной оси в кронштейнах 3 и 9. Одно плечо рычага связано с кронштейном 6соединительной балки
четырехосной тележки, а другой — с кронштейном J0 центрирующего прибора автосцепки.
В условиях расположения вагона в кривом участке пути колец соединительной балки
с кронштейном 6 отклонится в сторону центра кривой, а следовательно, повернет рычаг и
своим вторым плечом, соединенным посредством кронштейна 10 с центрирующим прибо-
ром, повернет корпус автосцепки также к центру кривой. В результате при нахождении
вагонов в кривом участке пути нормируемого радиуса обеспечивается автоматическое сцеп-
ление большегрузных вагонов.
3.7. Поглощающие аппараты автосцеппого устройства
Поглощающие аппараты предназначены гасить часть энергии удара, уменьшая про-
дольные растягивающие и сжимающие усилия, передающиеся на раму кузова вагона через
автосцепку. Принцип их действия основан на возникновении в аппарате сил сопротивления
и преобразовании кинетической энергии соударяющихся масс в другие виды энергии. По
типу рабочего элемента, создающего силы сопротивления, поглощающие аппараты быва-
ют: пружинные, пружинно-фрикционные, с резинометаллическими элементами, гидравли-
ческие и др. Пружинные аппараты не нашли широкого применения в вагонах из-за большой
отдачи пружин и невозможности получить высокую энергоемкость в ограниченных габари-
тах в конструкциях вагонов. Они применяются лишь в буферных устройствах.
3.7.1. Пружинно-фрикционные аппараты
Пружшшо-фрикционные аппараты автосцепки получили наибольшее распростране-
ние в вагонах из-за простоты и возможности их проектирования с удовлетворительными
параметрами. Основная часть подвижного состава российских железных дорог оснащена
пружинно-фрикционными поглощающими аппаратами шестигранного типа — аппаратами
Ш-1-ТМ, которыми оборудовались четырехосные грузовые вагоны постройки до 1979 г.,
а зач ем преимущественно аппаратами Ш-2-В. Восьмиосные вагоны оснащались аппарата-
ми типа LU-2-T и Ш-4-Т, имеющими отличие в габаритных размерах (Ш — шестигранный,
Т — термически обработанный, М — модернизированный, В — взаимозаменяемый). Эти
аппараты сходны между собой по конструкции и различаются в основном параметрами:
энергоемкостью, ходом, первоначальной и конечной силой сжатия.
Пружинно-фрикционные аппараты шестигранного типа (рис. 3.54, а) состоят из корпуса 1
с шестигранной горловиной, в которой размещены нажимной конус 7 и три клина б. Внутри
корпуса поставлена двухрядная пружина: на-
ружная 4 и внутренняя 3, сверху которой уло-
жена нажимная шайба 5. С целью увеличения
высоты пружины у аппаратов Ш-2-В, Ш-2-Т и
Ш-4-Т отсутствует нажимная шайба.
Из анализа силовой характеристики (ди-
аграммы) (рис. 3.54, б), показывающей зависи-
мость между силой нажатия Тв МН и величи-
ной сжатия аппарата в мм, действие пружин-
но-фрикционных аппаратов сводится к следу-
ющему. Точка/! диаграммы соответствует силе,
возникающей от предварительного сжатия
стяжным болтом 2, а точка В —• усилию конеч-
ного сжатия при полном ходе Хп аппарата, ког-
да нажимной конус 7 (см. рис. 3.54, а) полнос-
тью входит в корпус /.
Рис. 3.54. Пружинно-
фрИКПИО! шый поглощаю-
щий аппарат: а — конст-
рукция; б — силовая
характеристика
э
119
При превышении силы предварительного сжатия (т. А ), действующей на нажимной
конус 7, фрикционные клинья 6, прижимаясь к внутренней поверхности горловины, пере-
мещаются внутрь корпуса У, передавая усилия на пружины 3 и 4 через нажимную шайбу 5.
Давление клиньев на горловину корпуса возрастает ио мерс сжатия пружин, а следователь-
но, увеличиваются силы трения между трущимися поверхностями и силы сопротивления
аппарата до величины, соответствующей точке В на диаграмме (см. рис. 3.54, б).
После уменьшения сжимающей силы до величины, соответствующей точке С, клинья
остаются неподвижными вследствие удержания их силами трения. Дальнейшее уменьше-
ние силы приведет к восстановлению (отдаче) аппарата за счет упругих сил пружин, кото-
рые по величине превышают силы трения клиньев о корпус. В точке Едиаграммы аппарат
полностью восстановится и будет готов к восприятию следующего удара.
Для того чтобы клинья при перемещении не перекашивались и не смещались в сторо-
ну, они сделаны в форме угла, а горловина корпуса аппарата выполнена шестигранной
формы, т.е. клинья перемещаются по направляющим.
Для облегчения восстановления аппарата грани горловины корпуса выполнены с ук-
лоном 2° в наружную сторону.
Основные параметры аппарата определяют по его диаграмме: площадь OABD —
энергоемкость; А ВСЕ — необратимо поглощаемая энергия; OECD — потенциальная
энергия деформации пружин, преодолевающая работу сил трения и возвращающая де-
тали в исходное положение. После сборки аппарата и сжатия его под прессом на стяги-
вающий болт навинчивают гайку, под которую ставят временную подкладку толщи-
ной 10 мм, что обеспечивает свободную постановку его на вагон, а после первого удара
в автосцепку и выпадания подкладки аппарат занимает нормальное положение в рас-
пор между задними и передними упорами.
Пружинно-фрикционный аппарат типа Ш-6-
ТО-4 разработан для грузового четырехосного под-
вижного состава. Он состоит из корпуса 4 (рис. 3.55),
выполненного за одно целое с тяговым хомутом,
отъемного днища 9, нажимного конуса 7, трех
фрикционных клиньев 2, опорной шайбы 3, наруж-
ной пружины 6, двух внутренних пружин 7, меж-
ду которыми установлена промежуточная шайба
5, и стяжного болта с гайкой 8.
Аппарат Ш-6-ТО-4 имеет шестигранную схему фрикционного узла и принцип дей-
ствия по типу рассмотренных выше конструкций. Он взаимозаменяем с аппаратами
Ш-1ТМ и Ш-2-В по установочным размерам. Однако при установке данного аппарата
в вагоны прежней постройки требуется модернизация упоров, обеспечивающих сво-
бодное размещение между ними съемного днища.
Поглощающий аппарат Ш-6-ТО-4У (рис. 3.56) является вариантом предыдущего тина. Его
особенностью является то, что в конструкции отсутствует стяжной болт с гайкой. Поглощающий
аппарат Ш-6-ТО-4У состоит из корпуса 7, изготовленного совместно с хомутовой частью, имею-
щей упоры 2, упорной плиты 3, ко-
нуса 4, фрикционных клиньев 5, раз-
мещенных в горловине 6 корпуса ап-
парата, и пружин 77 и 72, предвари-
тельно сжатых съемным днищем 10.
В сжатом состоянии через вы-
рез 7 закладываются сухари 9, кото-
рые после снятия монтажной нагруз-
ки посредством заплечиков 8 и бур-
тиков 13 (рис. 3.56, б) корпуса фикси-
руют днище, удерживающее все дета-
ли в собранном состоянии аппарата.
120
Рис. 3.55. Поглощающий аппарат типа
Ш-6-ТО-4
Рис. 3.56. Поглощающий аппарат типа Ш-6-ТО-4У: а — конст-
рукция; б — узел соединения корпуса со съемным днищем
120
Пружинно-фрикционный поглощающий аппарат ПМК-1 ЮЛ
с металлокерамическими элементами (рис. 3.57) применяется в
рефрижераторном подвижном составе, платформах для пере-
возки контейнеров и частично восьмиосных вагонах.
В аппарате ПМК-110А в целях повышения энергоемкости
и стабильности характеристик в качестве фрикционных элемен-
тов применены металлокерамические пластины. Он состоит из
корпуса К), наружной 8и внутренней 7пружины, опорной пла-
стины б, фрикционных клиньев 4, нажимного конуса 2.
Между боковыми стенками корпуса К) и неподвижными
пластинами 5 размещаются подвижные пластины 1. Детали ап-
парата фиксируются стяжным болтом 9 с гайкой 3.
Поглощающий аппарат типа РФ-4 (рис. 3.58) состоит из
корпуса 6 коробчатого сечения, выполненный в виде единой
отливки с тяговым хомутом.
В корпусе размещен сменный фрикционный узел, взаимо-
действующий через центральную опорную плиту 7 с подпорным
Рис. 3.57. Поглощающий
аппарат ПМК-110А
комплектом. Фрикционный узел состоит из распорного клипа /2, опирающегося своими на-
клонными поверхностями па подвижные клинья 2 подвижных плит 7, установленных подвиж-
но в продольном направлении на поперечных ребрах корпуса, неподвижных клиновых вкла-
дышей 5 и боковых вкладышей 3, отбойной пружины 4 и центральной опорной плиты 7. Под-
порный комплект аппарата включа-
ет в себя силовые наружную 9, внут-
ренние К) пружины с промежуточ-
ной шайбой 8, размещаемые в уд-
линителе 77, который монтируется
в корпусе через отверстие в днище.
Работа аппарата характеризуется
высокой скоростью приработки и
для условий эксплуатации оценива-
ется периодом 0,5—1 год.
Рис. 3.58. Поглощающий аппарат ПФ-4
Работа аппарата сводится к следующему. При действии продольной сжимающей силы
от корпуса автосцепки через упорную плиту распорный клин 12 перемещает подвижные кли-
нья 2 относительно неподвижных клиновидных вкладышей 5. От подвижных клиньев 2 уси-
лие передается на центральную опорную плиту 7, которая, перемещаясь совместно с под-
вижными клиньями 2, сжимает силовые пружины 9 и 10. В момент соприкосновения упор-
ной плиты с торцами подвижных плит 1 они начинают продвигаться, в результате чего сила
сопротивления возрастает с большей интенсивностью. Отбойная пружина 4 обеспечивает
отжатие распорного клина 12 от подвижных клиньев 2 на обратном ходе аппарата при умень-
шении продольных усилий, исключая заклинивание аппарата на ходе восстановления.
Поглощающий аппарат типа ПГФ-4 имеет аналогичную конструкцию с аппаратом ПФ-4
и отличается от него наличием гидроусилителя (рис. 3.59), размещенного в наружной силовой
пружине удлинителя.
Гидроусилитель клапанного
типа с автоматической подстрой-
кой его сопротивления в зависимо-
сти от скорости соударения вагонов
работает в ква экстатическом и ди-
намическом режимах нагружения.
В квазистатическом режи-
ме сжатия аппарата цилиндр 2
4
Рис. 3.59. Гидроусилитель поглощающего аппарата ПГФ-4
121
гидроусилителя перемещается относительно штока 11. Рабочая жидкость (AM Г-10) при
этом из камеры А через отверстие в поршне 4 и щель дифференциального клапана 7,
поджатого пружиной и далее через сливное отверстие 6 перетекает в компенсацион-
ную камеру Б резинотканевого сильфона 10. Сила сопротивления в таком режиме на-
гружения незначительна, так как при малой скорости сжатия аппарата гидравлическое
сопротивление проходных отверстий мало и рабочая жидкость свободно перетекает из ка-
меры А в компенсационную камеру Б.
В динамическом (ударном) нагружении аппарата при больших скоростях его сжатия зна-
чительно увеличивается гидравлическое сопротивление проходных отверстий в поршне 4
и уплотняющим кольцом 3 и перепада давления на поршне до величины, на которую настро-
ен дифференциальный клапан. После прекращения сжимающих сил дифференциальный кла-
пан 7 возвращается в исходное положение, пружина Р, взаимодействуя с цилиндром 2 и крыш-
кой 12, возвращает детали гидроусилителя в исходное положение. Одновременно рабочая
жидкость из компенсационной камеры Б через отверстие 5 и щель клапана 7 перетекает в
камеру Л. Заправка гидроусилителя рабочей жидкостью производится через отверстие /.
Из-за наличия фрикционного и гидравлического узлов поглощающий аппарат ПГФ-4
относится к гидрофрикционному типу, обеспечивающему поглощение энергии удара бла-
годаря рассеиванию работы сил фрикционного взаимодействия деталей фрикционного узла
и сопротивления гидроусили теля.
3.7.2. Гидравлические поглощающие аппараты
Действие гидравлических поглощаю и [их аппаратов основано на протекании жидкости
через калиброванные (дроссельные) отверстия из одной полости в другую, что создает уп-
ругое сопротивление при ударах в автосцепку. Для обеспечения восстановления аппарата
в исходное состояние и быстрой подготовки его к восприятию последующих ударных на-
грузок в качестве упругого элемента применяют инертный газ. Гидрогазовые поглощаю-
щие аппараты разработаны в двух вариантах: ГА-1 ОМ и ГА-500.
Гидравлический поглощающий аппарат ГА-100М (рис. 3.60, а) состоит из корпуса /, име-
ющего цилиндрическую внутреннюю поверхность; нажимного поршня (стакана) 2, внутри
которого размещен плавающий поршень 5; промежуточного дна 4, закрепленного в корпусе
стопорными кольцами 7; второго плавающего поршня 5; штока 6, который проходит через
центральное отверстие промежуточного дна 4 и упирается одним концом в поршень 5. Дру-
гой конец штока меньшего диаметра свободно проходит в центральное отверстие днища
поршня 2, в котором находятся дроссельные отверстия 8 и перепускные пазы 9.
В аппарате имеются три основные полости Л, В и С. Пол ость А низкого давления запол-
няется нейтральным газом — азотом при начальном давлении 0,4 МПа. Полость В заливает-
а «
Рис. 3.60. Схема гидравлического поглощающего аппарата
ГА-100М: а — свободное состояние; о — полное сжатие; в —
силовая характеристика
ся рабочей жидкостью AM Г. По-
лость С высокого давления запол-
няется нейтральным газом при на-
чальном давлении 9 МПа.
Под действием внешней нагруз-
ки Тпоршень 2 перемещается внутрь
корпуса 1 вдоль неподвижного што-
ка 6. При этом рабочая жидкость че-
рез дроссельные отверстия 8 и пазы 9
перетекает из полости В в простран-
ство В,, (рис. 3.60, б). воздействуя на
плавающий поршень 3, перемещая
его и сжимая газ в полости Л. При
дальнейшем движении д]iище порш-
ня 2 упирается в выступ штока 6,
перекрывает пазы 9, увеличивая
122
Рис. 3.61. Поглощающий аппарат Г'А-500
гидравлическое сопротивление аппарата. Затем под действием поршня 2 шток 6 начинает
перемещаться, давит на плавающий поршень 5, преодолевая давление сжатого газа в полос-
ти С и сдвигая его вправо.
Таким образом, в полостях А и С повышается давление газа, что способствует сравни-
тельно быстрому возвращению частей аппарата в исходное положение при снижении силы Г.
Положительным качеством гидравлических аппаратов является более выгодная форма
силовой характеристики (рис. 3.60, в). Здесь сила удара в процессе сжатия пе имеет скачков, что
обеспечивает плавное движение вагонов в поезде, а также при маневровых соударениях. Кро-
ме того, чем больше скорость соударения, тем выше энергоемкость аппарата, то есть обеспечи-
вается саморегулирование характеристик. Это следует из диаграммы (рис. 3.60, ь), где скорос-
ти соударения Г < Г < (ф.
Гидравлический поглощающий аппарат ГА-500 (рис. 3.61) состоит из кор] iyca 2 и входящего
в него плунжера 6. В аппарате две газовые А и Б и три гидравлические В, ГАД камеры. Камеры
В и Д разделены промежуточным
дном 4, в котором укреплен регули-
рующий стержень 5, имеющий про-
дольные профилирующие канавки.
Газовая камера низкого давления А
отделена от гидравлической камеры
//плавающим поршнем 3; 1 —заг-
лушки заправочных отверстий.
Гидравлические камеры /3 и Г
разделены жестко закрепленной в
плунжере 8 диафрагмой 6, которая
снабжена центральным отверстием
для пропуска регулирующего стер-
жня 5 и дополнительными дрос-
сельными отверстиями, перекрыва-
емыми обратным клапаном.
Связь гидравлических камер В и//осуществляется также через дроссельные отверстия
в промежуточном дне 4. Зарядка газовых камер азотом производится через штуцера 7, снаб-
женные прямыми клапанами. Зарядное давление газа в камере А составляет 3,5 МПа, в
камере Б— 9 МПа. Рабочей жидкостью в гидравлических камерах служит масло АМГ-10.
Работа аппарата ГА-500 сводится к следующему. При воздействии на аппарат про-
дольных сжимающих сил плунжер 10 входит внутрь корпуса 2, вытесняя жидкость из каме-
ры В через отверстия жиклеров в промежуточном дне 4 в камеру// и сжимая газ в камере А.
При дальнейшем перемещении плунжера 10 плавающий поршень 3 упирается в дно корпу-
са 2, жидкость из камеры В при этом через отверстия жиклеров в диафрагме 6 и профиль-
ные канавки штока 5 перетекает в камеру Г перемещая плавающий поршень 7 и сжимая
газ в камере Б. Перетекание жидкости через калиброванные отверстия создает сопротив-
ление, зависящее от скорости приложения нагрузки к аппарату.
После снятия с аппарата сжимающих сил давлением газа в газовых камерах А и Б на
плавающие поршни 3 и 7 жидкость из камер// и Г выжимается в камеру В, в результате
чего происходит восстановление аппарата. Наличие в аппарате регулирующего элемента в
виде стержня 5, имеющего профильные канавки, позволяет создавать необходимое сопро-
тивление аппарата в зависимости от скорости соударения единиц подвижного состава, что
обеспечивает улучшение условий его работы.
Гидравлический аппарат ГА-500 может быть использован как для четырехосного так
и для восьмиосного подвижного состава. Аппараты данного типа в отличие от пружинно-
фрикционных не требуют приработки и реализуют свою максимальную энергоемкость
с момента начала эксплуатации.
123
Основные параметры рассмотренных выше поглощающих аппаратов приведены в табл. 3.8.
Таблица 3.8
Основные параметры пружинно-фрикционных
и гидравлических поглощающих аппаратов автосцепки для грузовых вагонов
№ п/п Наименование параметра Ш-1-ТМ Ш-2-Т Ш-2-В Ш-6- ТО-4 П МИ- НОА ПФ-4 ПГФ-4 ГА-500
1 Энергоемкость, кДж 25—50 30—65 25—60 40—90 35—85 60—100 140—170 140—170
2 Сила сопротив- ления при сжа- тии, МН 2,5—3,0 2,5 2,0 2,0 2,0 2.0 2,0—2,5 2,0—2,5
3 11олный ход аппарата, мм 70 1 10 90 120 110 120 120 120
Для разрабатываемых конструкций аппаратов в связи с перспективными условиями
эксплуатации удлиненных поездов установлены следующие основные требования: дина-
мическая энергоемкость при продольной силе 1,5 МН должна быть не менее 45 кДж; мак-
симальный ход аппарата — 70—100 мм; сила начальной затяжки — в пределах 25—50 кН;
коэффициент необратимого поглощения энергии — не менее 0,5.
3.7.3. Поглощающие аппараты пассажирских вагонов
На российских железных дорогах с 1947 г. идо настоящего времени на ряде пассажирских
вагонов еще используются поглощающие аппараты типа ЦНИИ-Н6, а с 1969 г. вновь строя-
щиеся пассажирские вагоны оснащают резинометаллическими поглощающими аппаратами
типа Р-2П. Повышенную энергоемкость имеет поглощающий аппарат Р-4П, который исполь-
зуют в рефрижераторном подвижном составе. С учетом удовлетворения перспективным тре-
бованиям разработан новый резинометаллический аппарат Р-5П.
Пруэ/синно-фрикционнъш аппарат типа ЦНИИ-Н6 (рис. 3.62) применяется в пассажирских
вагонах. Он состоит из двух частей: пружинной и пружинно- фрикционной, стянутых болтом 9.
Пружинно-фрикционная часть по конструкции и принципу действия аналогична рассмот-
ренной выше (см. рис. 3.54, а). Эта часть имеет шестигранную горловину 5, нажимной конус &, три
фрикционных клина 7, нажимную шайбу 6, наружную 77 и внутреннюю 10 пружины.
Пружинная часть состоит из основания 7, центральной пружины 13, четырех угловых
длинных 3 и четырех коротких 2 пружин, одетых на концы цилиндрических упорных стер-
жней 4, имеющих в средней части утолщение. Короткие пружины 2 размещаются в угло-
о 20 40 60 X, мм
Рис. 3.62. Поглощающий аппарат типа ЦНИИ-Н6
вых нишах основания 7, а длинные э, вза-
имозаменяемые с внутренней пружиной
10, в нишах горловины 5.
При воздействии силы, соответствую-
щей точке А диаграммы (рис. 3.62), вступает
в работу пружинная часть: сжимаются цент-
ральная 13 и четыре длинных угловых пру-
жины 3, обладающие меньшей жесткостью
по сравнению с короткими пружинами 2.
При сближении горловины 5 с кор-
пусом 7 и сжатии пружин 13 и 3 на 23 мм
цилиндрические угловые приливы 72
продвинутся на величину а. Торцы при-
ливов 72 коснутся упорных стержней 4,
которые начнут продвигаться в сторону
основания 7, сжимая своими буртами ко-
роткие угловые пружины 2.
124
Дальнейшее сжатие аппарата продолжается до соприкосновения горловины 5 с осно-
ванием 7, что соответствует точке В' на диаграмме. До этого момента уже вступает в дей-
ствие пружинно-фрикционная часть, имеющая большую жесткость по сравнению с пру-
жинной частью аппарата. Таким образом, обеспечивается плавный переход от работы пру-
жинной к пружинно-фрикционной части. Сжатие аппарата заканчивается при его полном
ходе и достижении конечного сопротивления, соответствующего точке В на диаграмме.
Отдача аппарата происходит по ломаной линии ВСЕ. Площадь диаграммы OABD соот-
ветствует энергоемкости аппарата, ЕАВС — необратимо поглощенной энергии.
а о
Т. МН
Рис. 3.63. Поглощающий аппарат автосцепки Р-2П:
а — конструкция ; б — диаграмма работы
Поглогцающий аппарат Р-211
(рис. 3.63) (Р — резиновый, П —
пассажирский) взаимозаменяем с
аппаратом ЦНИИ-Н6. Этот аппа-
рат отличается простотой конст-
рукции и повышенной надежнос-
тью в эксплуатации, хорошей ста-
билы юстыо работы, более высокой
энергоемкостью при меньшей мас-
се по сравнению с пружин шо-фрик-
ционными аппаратами.
В передней части корпуса 7
(рис. 3.63, и), имеющего фор-
му хомута, установлена на-
жимная плита 4, опирающая-
ся на пакет из девяти секций
резинометаллических элемен-
тов 3, разделенных на две час-
ти промежуточной плитой 2.
Каждая секция резинометал-
лического элемента 3 состоит из двух металлических пластин, между которыми рас-
положен слой морозостойкой резины, соединенной с пластинами методом горячей
вулканизации. Слой резины по периметру имеет параболическую выемку, что обес-
печивает деформацию резины без выжимания за пределы пластин при полном сжатии
аппарата. Для предотвращения поперечного смещения резинометаллических элемен-
тов на днище корпуса 7, нажимной 4 и промежуточной 2 плитах, а также на стальных
пластинах секций 3 имеются выступы и соответствующие им впадины 5. Предвари-
тельная затяжка аппарата обеспечивается за счет того, что высота пакетов резиноме-
таллических элементов в свободном состоянии вместе с промежуточной плитой пре-
вышает на 13,5 мм расстояние от нажимной плиты 4 до днища корпуса 7.
Анализ работы поглощающего аппарата Р-2П показывает (рис. 3.63, б), что в зависи-
мости от увеличения скорости соударения повышается его жесткость — кривая нагруже-
ния становится круче (на диаграмме цифрами 7, <5, 8 указаны скорости соударения вагонов
в км/ч). Заштрихованная площадь диаграммы получена при сжатии аппарата под прессом
и представляет собой необратимо поглощенную энергию. Как следует из анализа диаграм-
мы, положительным качеством аппарата с резинометаллическими элементами является то,
что в конце не наблюдается перепадов сил, как это имеет место в пружинно-фрикционных
аппаратах. Следовательно, подобные типы аппаратов обеспечивают лучшую плавность
движения вагонов в поездах и за счет наличия резиновых элементов снижают уровень шума.
В поглощающем аппарате Р-4П резинометаллические элементы подобны элементам,
применяемым в аппарате Р-2П. Отличие лишь в толщине, которая составляет 24,2 мм вме-
сто 41,5 у аппарата Р-2П. Силовая характеристика поглощающего аппарата Р-4П анало-
гична рассмотренной выше. Аппарат Р-4П рекомендован для рефрижераторных вагонов.
125
Поглощающий аппарат Р-511 разработан для перспективных условий эксплуатации пас-
сажирских вагонов. Отличие от аппарата Р-2П в том, что поперечные размеры резиноме-
таллических элементов увеличены, а их толщина уменьшена до 33 мм вместо 41 мм. Уста-
новочные размеры аппарата полностью сохранены.
В комплекс межвагонных связей пассажирских вагонов входят поглощающий аппа-
рат и упругая площадка, от конструкции и параметров которых зависит комфортабель-
ность подвижного состава. Поэтому к межвагонным связям и, в частности, к поглощаю-
щим аппаратам для пассажирских вагонов предъявляются особые требования.
Основные параметры поглощающих аппаратов пассажирских вагонов приведены в табл. 3.9.
Таблица 3.V
Основные параметры поглощающих аппаратов пассажирских вагонов
№ 11/11 Наименование параметра ЦПИИ-Н6 Р-2П Р-411 Р-511
1 Э н сргос м кость, к Дж 15—24 20—25 28 40—50
2 Сила сопротивления при сжатии, МП 1,5 1,3 1,8 1,2
3 Коэффициент поглощения энергии 0,70—0,75 0,32—0,38 0,55 0.31—0,36
4 Полный ход, мм 70 70 72 80
Упругие площадки и межвагонные амортизаторы пассажирских вагонов. Между ударны-
ми поверхностями контура зацепления сцепленных автосцепок, клином тягового хомута, от-
верстиями в хомуте и хвостовике корпуса имеются свободные зазоры. Для нового автосцеп-
ного устройства суммарные зазоры могут достигать 40 мм па вагон, а при максимально до-
пустимых взносах указанных выше сопрягаемых поверхностей доходить до 100 мм.
Под действием продольных сил в пределах этих зазоров сцепленные вагоны свободно
перемещаются, создавая резкие удары, рывки и ухудшение плавности хода. Для смягчения
таких ударов и рывков пассажирские вагоны оснащают амортизирующими устройствами,
обеспечивающими постоянное упругое натяжение сцепленных автосцепок, ликвидируя
свободные зазоры и уменьшая тем самым их отрицательное влияние.
Цельнометаллические пассажирские вагоны для этой цели оборудуют центральными
упругими переходными площадками, которые располагаются в торцевых степах кузова.
Кроме упругого натяжения автосцепок и амортизации ударов при сцеплении вагонов, тро-
гании поезда и других переходных режимах, они обеспечивают безопасный переход пасса-
жиров из вагона в вагон во время движения поезда.
Одна из первых конструкций включает в себя вертикальную раму, нижняя часть которой
соединена с та релями буферов, а верхняя — с хомутом листовой рессоры. Над буферной бал-
кой рамы шарнирно укреплен откидывающийся мостик, служащий для перехода пассажиров
между вагонами. Плоскость рамки выходит за линию зацепления автосцепок на 65 мм. Поэто-
му сцепленные вагоны всегда находятся под упругим распором силой 9,14 кН.
В дальнейшем вместо рамки и переходной гармоники в упругой площадке стали
применять резиновые уплотнения, выполненные в виде замкнутых профилей большого
диаметра, укрепленные па торцевой стене вагона. Такие резиновые уплотнения уста-
навливаются и на все новые упругие переходные площадки, а также при модернизации
на старые вагоны. Распорное усилие при сцепленных вагонах составляет 8,72 кН, а ко-
нечная нагрузка при полном сжатии 18 кН. Упругие площадки, кроме продольных, спо-
собствуют гашению вертикальных колебаний за счет сил трения между тарелями буфе-
ров. Эффективность гашения в значительной степени зависит от распорного усилия
буферов, размеров вертикальных зазоров в них, а также от состояния поверхностей
тарелей — наличия смазки и влаги.
Для вновь проектируемых пассажирских вагонов предусмотрено наличие межвагон-
ных гасителей колебаний. Для фрикционных гасителей сила трения, препятствующая вер-
тикальному смещению кузова, должна составлять 20—28 кН.
126
3.8. Технические требования, предъявляемые к грузовым вагонам
нового поколения
Основываясь на результатах многолетнего опыта эксплуатации грузовых вагонов, ве-
дется разработка и внедрение в производство грузовых вагонов нового поколения.
Научно-техническая проблема в области создания грузовых вагонов нового поколе-
ния решается на основе альтернативных вариантов путем анализа качества конструкций,
оценивается как на этапах разработки технического задания, так и при анализе эскизных
проектов. При этом принимается во внимание уровень безопасности и экологической на-
грузки на окружающую среду от единицы подвижного состава, потребительские показате-
ли, стоимость жизненного цикла и коэффициент эксплуатационной готовности.
В процессе промышленного производства периодически, обычно через 5—К) лет, со-
вершенствуется конструкция вагонов и изменяются номера моделей в рамках существую-
щего типажа.
Устойчивая работа железнодорожного транспорта во многом определяется техничес-
ким уровнем вагонного парка. Поэтому созданию вагонов нового поколения, отличаю-
щихся улучшенными потребительскими и эксплуатационными характеристиками, совер-
шенствованию системы ремонта и технического обслуживания вагонного парка придается
первостепенное значение.
В вагонах нового поколения закладываются более совершенные узлы и детали, ис-
пользование которых позволит существенно улучшить показатели по безопасности движе-
ния, на порядок уменьшить число отцепок вагонов в текущий ремонт. Переход на новые
технологии производства вагонов, деталей ходовых частей, автосцеппого устройства,
тормозного оборудования позволит увеличить их безремонтные пробеги с 120—160 тыс.
до 1 млн км. Система технического обслуживания и ремонта вагонов будет осуществляться
с широким использованием высокоэффективных технологий и автоматизированных диаг-
ностических комплексов.
3.8.1. Общие требования к грузовым вагонам
При переходе к вагонам нового поколения предусматривается улучшение их потребительс-
ких свойств и технико-экономических параметров. В этой связи МПС России и ВНИИЖТ совме-
стно с научными организациями и заводами вагоностроительной промышленности разработаны
основные критерии, обеспечивающие повышение эффективности вагонов нового поколения:
- - соответствие действующим нормативным документам заказчика и прогнозам раз-
вития экономики в течение назначенного срока службы;
— обеспечение сохранности грузов, возможность механизации погрузки и выгрузки;
— улучшение не менее чем па 5 % показателей производительности (грузоподъемнос-
ти) по сравнению с лучшими из имеющимися в эксплуатации прототипами;
— сокращение капитальных вложений (не менее 5 %) на поставки новых вагонов для
требуемого объема перевозок;
— экономия (не менее 10 %) эксплуатационных расходов;
— применение тележек с усовершенствованными системами рессорного подвешива-
ния и автоматических тормозов, безремонтными конструкциями пар трения в течение про-
бега до капитального ремонта, снижением динамических нагрузок в несущих узлах ваго-
нов и элементах верхнего строения пути;
— уменьшение удельной металлоемкости на единицу грузоподъемности, объема кузо-
ва и площади пола;
— экологическая безопасность, возможность утилизации после окончания срока службы, пре-
дотвращение потерь груза через неплотности кузовов и выветривание с открытой поверхности;
— повышение производительности труда за счет сокращения на 19—20 % затрат на
обслуживание.
127
Исходя из этих критериев сформулированы общие требования к грузовым вагонам но-
вого поколения (табл. 3.10). При этом вагоны с увеличенной нагрузкой на ось 25—30 тс дол-
жны иметь повышенную прочность и коррозионную стойкость листового проката и профи-
лей за счет применения новых марок сталей. Это позволит снизить тару вагона, а следова-
тельно, увеличить массу перевозимого груза, а также уменьшить эксплуатационные расходы
на ремонт. Для всех типов вагонов нового поколения будут применены новые марки листо-
вой и профильной сталей, класс прочности которых повышен с 345 до 390 Н/мм2.
Таблица 3. К)
Общие требования по надежности грузовых вагонов нового поколения
Наименование сборочной единицы (детали) вагона Показатель надежности Численное значение показателя
Вагон в целом Тележка Узлы чрения тележки Колесо Ось Кассетный подшипник Качество монтажа кассетного подшипника Прессовая посадка колесо-ось Литые боковая рама и надрессорная балка Металл литых деталей оси, колес и подшипников Пружины винтовые тележки Тормозные приборы Рама кузова, обшивка, стойки и т.д. Автосцепка Поглощающий аппарат Приварные упоры автосцепного устройства Срок службы Среднее число отказов в год Срок службы Безремонтный пробег Срок службы Срок службы Долговечность Межремонтный срок службы Прочность прессового соединения Срок службы Срок службы до планового ремонта Предел текучести Качество металла по наличию дефектов литейного и технологического происхождения Срок службы Срок службы Срок службы Предел текучести Безремонтный пробег Срок службы Срок службы 32 года 0,3 32 года 8 лет 12 лет 32 года 1,5 млн км 8 лет На весь срок службы колес на оси 32 года 16 лет >380 Н/мм2 На весь срок службы 32 года 4 года 32 года до 2005 г. — 390 Н/мм2 после 2005 г. — 450 Н/мм2 8 лет 16 лет 32 года
Начиная с 2005 г. предполагается переход к применению сталей с повышенным, до 420 Н/мм2,
классом прочности (табл. 3.11).
Таблица 3.11
Основные прочностные показатели вагонов нового поколения
Элемент Исполнение Класс прочности, Н/мм“ Марка стали ГОСТ, ТУ на сталь
Хребтовая балка Базовое, 295—345 09Г2Д, 10Г2БД 19281-89
после 2005 г. 420 10ХСНД, 15Г2СФД 16Г2АФД 19281-89
Верхняя обвязка Базовое, 295 09Г2Д, 09Г2 19281-89
пояса вагона после 2005 г. 420 14ХГНДФ 16Г2АФД ТУ 14-1-5376-99 19281-89
Двутавр № 19 Базовое, 295 09Г2Д ТУ 14-1-3925-85
хребтовой балки после 2005 г. 420 14ХГНДФ 16Г2АФД ТУ 14-1-5376-99 19281-89
Вагонная стойка Базовое, 295 09Г2Д 19281
после 2005 г. 420 14ХГНДФ 16Г2АФД ТУ 14-1-5376-99 19281-89
Обшивка, крышки Базовое, 295 10ХНДП 19281-89
люков полувагона после 2005 г. 420 10ХНДПФ Новые ТУ
128
Необходимо также понизить центр тяжести вагона, что улучшит его устойчивость в порож-
нем режиме и позволит создать дополнительные объемы для перевозки сыпучих грузов. При
разработке конструкции кузова вагона необходимо выполнение требований быстроты и удоб-
ства выгрузки и погрузки, исключающими применение ручного труда, а также сохранности гру-
зов при транспортировке.
Нефтебензиновая цистерна требует существенной модернизации. Используя накоплен-
ный опыт создания и эксплуатации 8-осных безрамных цистерн на отечественных железных
дорогах, принято решение использовать безрамную конструктивную схему цистерны. Ее пре-
имущества состоят в существенном понижении центра тяжести, наиболее полном использова-
нии пространства между тележками за счет возможного увеличения диаметра котла в сред-
нем сечении, что позволит сохранить длину вагона по осям сцепления при увеличенном объеме
котла и использовать существующие устройства по наливу и сливу без их модернизации.
Главным направлением совершенствования крытых вагонов предусмотрено максимальное
удовлетворение требований грузоотправителей в части удобства погрузки-выгрузки, крепления
и сохранности перевозимых грузов. Предусмотрено также увеличение объема кузова, усиление
устройства пола наборными металлическими секциями, оборудование внутреннего помещения
подвижными съемными перегородками. Разрабатывается новая конструкция дверей с устрой-
ствами, предотвращающими навал груза, улучшается теплоизоляция кузова, обеспечивается воз-
можность установки усовершенствованного оборудования для перевозки людей.
Основным направлением совершенствования универсальных платформ является со-
гласование их размеров и технических характеристик с требованиями на перевозку новой
номенклатуры грузов. Намечается повысить прочность пола за счет применения набор-
ных металлических секций с усиленным покрытием. В связи с исключением перевозки сы-
пучих грузов на платформах они будут выпускаться безбортными.
Платформы для перевозки контейнеров, предназначенные для эксплуатации в пассажир-
ских и грузобагажных поездах, по ходовым качествам и воздействию на путь не должны отли-
чаться от пассажирских вагонов. Предусмотрено оборудование их пневматическими тормозами
с грузовым и пассажирским режимами. Разработана скоростная платформа для перевозки кон-
тейнеров, предназначенная для эксплуатации в ускоренных грузовых поездах. Предусмотрено
оборудование всех платформ поглощающими аппаратами повышенной энергоемкости.
Вагоны-хопперы с повышенными осевыми нагрузками обеспечивают значительное
сокращение расходов и трудозатрат за счет улучшенных технических параметров новой
конструкции. При этом время выгрузки за счет усовершенствованной конструкции раз-
грузочных люков сократится на 20—25 %. Универсальность их конструкций повышается
за счет возможности промывки кузова, что позволит использовать этот подвижной состав
для перевозки более широкой номенклатуры сыпучих грузов.
Главное требование к кузову вагона минераловоза — повышенные антикоррозион-
ные свойства. Этим требованиям в полной мере отвечает нержавеющая сталь. В случае
применения углеродистых сталей должно быть использовано специальное защитное по-
крытие, обеспечивающее безремонтный пробег до планового ремонта.
3.8.2. Тележка грузовых вагонов нового поколения
Отличительной особенностью создаваемой тележки вагонов нового поколения, раз-
работанной Уралвагонзаводом, является широкое использование конструктивных реше-
ний, направленных на улучшение ходовых качеств как в порожнем, так и в груженом режи-
мах, значительное повышение ее эксплуатационной надежности.
В тележке применено рессорное подвешивание повышенной гибкости с билинейной харак-
теристикой, изменен фрикционный гаситель колебаний. Между трущимися поверхностями фрик-
ционного клина, фрикционной планки и наклонной поверхностью надрессорной балки установ-
лены износостойкие прокладки. Опору боковой рамы на буксу принято выполнять в двух вари-
антах: через износостойкую прокладку на кассетный подшипник; через упругую прокладку и
специальный адаптер (полубуксу) на двухрядный конический подшипник кассетного типа.
9 Вагоны
129
В подпятниковом узле установлены износостойкая прокладка и приварное кольцо. Предус-
мотрена конструкция упругих или упруго-роликовых скользунов. Тележка оборудована устрой-
ством торсионного типа для отвода тормозных колодок при отпущенном тормозе. Mhoi не из пред-
лагаемых конструктивных решении были испытаны на экспериментальном кольце ВНИИЖТа.
Модернизация тележки модели 18-100. Двухосные 'тележки грузовых вагонов модели 18-100
являются в настоящее время типовой конструкцией ходовых частей грузового вагонного парка
железных дорог колеи 1520 мм России. Вместе с тем многолетний опыт эксплуатации нескольких
миллионов таких тележек, а также результаты специальных теоретических и экспериментальных
исследований дают основание полагать, что конструкция тележки модели 18-100 имеет ряд недо-
статков, основным из которых является ограниченный срок службы пар трения ее элементов.
Для повышения срока их службы потребовалась комплексная модернизация конст-
рукции тележки и технологии ее изготовления.
Надресеорная балка. К числу основных недостатков тележки модели 18-100 является недоста-
точная износостойкость подпятникового узла надрессорной балки, что вызывает необходимость
частых ремонтов узла сваркой и уменьшает безотказность тележки. Кроме того, повышенные из-
ноем в данном узле ухудшают динамико-прочностные характеристики вагонов, что отрицательно
сказывается не только на состоянии самих вагонов, но и увеличивает износ колес и рельсов.
В результате разработок принята конструктивная схема, при которой износостойкие
полукольца устанавливаются ио всей высоте наружного бурта, а прокладка (диск) свобод-
но располагается на опорной поверхности подпятника. Полукольца изготовляются из ста-
ли марки 20ХГСА толщиной 6,5 мм. Твердость полуколец — 255—341 НВ. Прокладка
(диск) изготовляется из стали марки 30 ХГСА толщиной 6,5 мм. Эксплуатационные испы-
тания подтвердили, что данная модернизация обеспечивает увеличение износостойкости
подпятникового узла в 3—5 раз. Кроме того, с целью повышения срока службы на наклон-
ные трущиеся поверхности надрессорных балок устанавливаются износостойкие планки.
Одним из способов улучшения динамических качеств тележек является совершенство-
вание конструкции боковых опор — скользунов. При разработке боковых опор тележки
была принята конструкция скользунов двойного действия (упруго-роликовых). Для выявле-
ния эффективности установки упруго-роликовых скользунов на тележку модели 18-100 пла-
нируется проведение ходовых динамических испытаний тележек с такими скользунами.
Боковая рама тележка. На основании анализа данных о повреждениях трещинами литых
боковых рам тележки модели 18-100, обнаруженных в эксплуатации, выявлено, что основная
доля повреждений приходится на наружный угол буксового проема (= 75 %) и надбуксовую
зону 5 %). В целях повышения их эксплуатационной надежности ГУП «ПО Уралвагонза-
вод» была разработана конструкция боковой рамы с коробчатым сечением концевых частей,
опирающихся на буксы.
Расчетами и проведенными испытаниями установлено, что прочность сечения буксо-
вого проема в надбуксовой зоне увеличивается на 15—25 % по сравнению с боковой ра-
мой, имеющей тавровое сечение. Кроме того, с целью повышения износостойкости фрик-
ционных планок сталь 45 заменена сталью 40Х.
Изготовление пружин рессорного подвешивания из шлифованного прутка повысило
усталостную долговечность пружин.
Внедрение всех перечисленных мероприятий в целом должно в значительной степени
повысить межремонтные сроки службы вновь изготовляемых тележек модели 18-100 и их
эксплуатационную надежность.
Конструкция тележки модели 18-100 рассчитана на возможность массового производства,
позволяющего высоко механизировать и автоматизировать изготовление ее деталей и узлов.
Производство тележек модели 18-100 на Уралвагонзаводе, включая отливку, штам-
повку и механическую обработку деталей, а также сборку узлов, осуществляется поточ-
ным методом с применением наиболее рационального оборудования и оснастки.
Стабильность технологии изготовления основных литых деталей тележки и оценка их
прочности периодически проверяется прочностными и усталостными испытаниями.
В качестве альтернативной тележки АО «Ижорские заводы» создает штампосварную
конструкцию, в которой гашение вертикальных и горизонтальных колебаний осуществля-
ется с помощью гидравлических гасителей.
130
3.8.3. Букса с подшипниками кассетного типа
Взамен цилиндрических роликовых подшипников в настоящее время в буксах грузо-
вых и пассажирских вагонов внедряются кассетные подшипники. Такой буксовый узел имеет
существенные преимущества перед обычным узлом. В их числе компактность конструк-
ции, уменьшенная масса, возможность реализации скоростей движения более 200 км/ч,
повышенная ремонтопригодность, увеличенная эксплуатационная надежность за счет рез-
кого сокращения числа отказов по торцевому креплению, изпосам и разрушению се-
параторов, повышенная гарантийная ответственность изготовителя (до 8—10 лет), сокра-
щение не менее чем в 2 раза площади колесно-роликовых производственных участков и
штата обслуживающего персонала.
Отечественный буксовый узел кассетного типа для грузовых и пассажирских вагонов в га-
баритах 130 х 230 х 150 мм (130 — диаметр шейки оси, 230 — наружный диаметр. 150 — длина)
показан на рис. 3.64.
При подкатке в грузовую тележку модели 18-100
колесной пары с напрессованными в холодном состо-
янии на се шейки буксовыми узлами кассетного типа
необходима специальная деталь — полубукса. Она
предназначена воспринимать от боковой рамы тележ-
ки радиальные и осевые нагрузки, передавать их па
кассетный буксовый узел, а также ограничивать пе-
ремещение колесной пары поперек и вдоль вагона.
В качестве материала полубуксы использован
алюминиевый сплав АМгб ГОСТ 4784-65, поскольку
к этому времени был выполнен большой комплекс
проектно-конструкторских и технологических работ
по созданию алюминиевых корпусов букс грузовых
вагонов, изготовлены опытно-промышленные их
партии, проведены стендовые и длительные
эксплуатационные испытания.
Рис. 3.64. Кассетный буксовый узел: 1 — уп-
лотнительный кожух (передний и задний);
2 — упорное кольцо (переднее); 3 —стопор-
ная шайба; 4 — болт; 5 — передняя крепи-
тельная крышка; б — внутреннее кольцо;
7 — наружное кольцо; 8 — сепаратор; 9 —
дистанционное кольцо; 10 — конический ро-
лик; 11 — задняя крепительная крышка
Наружная поверхность полубуксы в верхней ее части выполнена так же, как и в алюмини-
евых корпусах букс из прессованных труб ТФ-2, ТФ-5 и из штампованной заготовки. Потолок
между опорными выступами в поперечном сечении имеет переменную толщину, уменьша-
ющуюся от центральной вертикальной плоскости к опорным выступам.
Это обеспечивает оптимальную податливость
верхней части и способствует более равномерному
распределению нагрузки между роликами двухряд-
ного конического подшипника, увеличивая его
долговечность. Фактическая масса такой полубук-
сы составляет 12,7 кг. Одновременно был разрабо-
тан адаптер (полубукса) из стальной литой заготов-
ки (рис. 3.65), масса которого равна 32 кг.
Колесные пары вагонов нового поколения. Коле-
са устанавливаются на подступичные части оси
методом прессовой посадки, обеспечивающей на-
дежную работу на весь срок службы. Зоны перехо-
дов от ступицы к диску и от диска к ободу выпол-
няются без «перегибов» для максимального сниже-
ния концентраторов напряжений. Диск упрочняет-
ся наклепом дробью, толщина обода обеспечивает
возможность многократного восстановления про-
филя поверхности катания.
240
Рис. 3.65. Полубукса (адаптер) кассетного
буксового узла тележки грузового вагона
131
Материал колес обеспечивает повышенную твердость после термообработки до 350—
380 НВ, позволяющую поднять в 1,5-2 раза износостойкость гребня колеса и в 1,5-2 раза
снизить выщербинообразование.
При обточке колесной пары при всех видах ремонта не требуется демонтажа эле-
ментов торцевого крепления и буксового узла в целом, центр колесотокарного стан-
ка проходит через специальное отверстие в передней крышке узла в торец оси.
3.8.4. Автосцепное устройство нового поколения
Для грузовых вагонов нового поколения разработано автосцепное устройство полу-
жесткого типа с новым механизмом сцепления, исключающим саморасцепы поездов. Кон-
троль исправного состояния автосцепок в эксплуатации может производиться теми же ме-
тодами и с использованием тех же инструментов и шаблонов, которые применяются для
контроля автосцепки СА-3. Новый механизм обеспечивает большую надежность работы
за счет исключения возможности опережения включения предохранителя.
Для повышения прочности шарнирное соединение с тяговым хомутом выполнено с
увеличенным радиусом контакта клина с перемычкой хвостовика. В целях предотвраще-
ния падения на путь автосцепки применен расцепной рычаг с двумя цепочками.
В качестве базового варианта автосоединителя тормозных магистралей принята кон-
струкция с боковым воздухопроводом по совместному проекту УВЗ-ВНИИЖТ (табл. 3.12).
Таблица 3.12
Показатели автосцепок СА-3 и нового поколения
Параметр СА-3 Нового поколения
Тип автосцепки Допускаемая разность высот перед сцеплением Возможность падения на путь при обрыве Возможность опережения включения предохранителя Безремонтный пробег при вероятности 0,95 Возможность автоматического соединения тормозных магистралей Масса автосцепки Динамическая стабильность механизма сцепления Нежесткая 100 мм Да Да 200 тыс. км Нет 200 кг От продоль- ных ускорений Полужесткая 140 мм Нет Нет 1000 тыс. км Да 180 кг От продольных и вертикальных ускорений
Разработанная автосцепка с новым механизмом сцепления позволяет обеспечивать
сцепление вагонов с разностью между продольными осями автосцепок до 140 мм перед
сцеплением, исключить падение автосцепки на путь при обрыве, увеличить безремонтный
срок службы за счет применения износостойких покрытий в контуре зацепления и на хво-
стовике автосцепки, повысить прочность зоны перехода от головы к хвостовику корпуса
на 5—10 %, а также в зоне перемычки хвостовика, снизить массу автосцепки (на 10 %) за
счет уменьшения размеров головной части корпуса по вертикали, автоматически соеди-
нять тормозные рукава при сцеплении вагонов.
Новый механизм сцепления существенно отличается от механизма автосцепки СА-3.
Замок подпружинен и перемещается поступательно, а предохранитель располагается на стер-
жне валика подъемника и его перемещение (поворот) не зависит от движения замка. Не-
желательное воздействие вертикальных сил заблокировано кромкой ударной стенки зева.
Такая конструкция предохранителя практически исключает его повреждение в эксплуатации.
При действующих нормативах новый механизм в процессе сцепления обеспечивает
устойчивую работу без каких-либо поломок деталей. Механизм с поступательно переме-
щающимся замком позволяет уменьшить размеры головы корпуса автосцепки и снизить
его массу на 15 кг. Перспективное автосцепное устройство позволяет при необходимости
заменять его серийным как в комплекте, так и по узлам.
132
В процессе совершенствования автосцепного устройства подробно рассматривалась
проблема создания автосоединителя тормозных магистралей. При этом было установлено,
что, несмотря на усложнение конструкции автосцепки, внедрение автосоединителя экономи-
чески целесообразно за счет сокращения простоя поездов в парках отправления, на стан-
циях погрузки и выгрузки.
Это позволит уменьшить до минимума количество случаев травматизма, связанных с
ручным разъединением и соединением тормозных рукавов.
3.8.5. Поглощающие аппараты нового поколения
На основе анализа условий эксплуатации, показавшего значительные различия тре-
бований в зависимости от рода перевозимых грузов, был разработан типоразмерный ряд
поглощающих аппаратов автосцепного устройства грузовых вагонов (табл. 3.13).
Таблица 3.13
Тииоразмерпый ряд поглощающих аппаратов
Наименование показателя Т-1 Т-2 Т-3 Т-4
Номинальная энергоемкость, кДж, не менее Максимальная энергоемкость, кДж, не менее Ход аппарата Рекомендуемые типы вагонов 60—80 80—110 70—120 Полувагоны, плат- формы крытые для грузов общего назна- чения, маршрутные поезда 100—120 130—160 90—120 Цистерны, крытые для ценных и экологически опасных грузов 140—160 190—220 120 Газовые и химические цистерны для особо опас- ных грузов 200—400 400—800 250—500 Специали- зированные вагоны
К классам Т1 и Т2 относятся пружинно-фрикционные аппараты, в которых поглоще-
ние энергии удара происходит преимущественно за счет трения на рабочих поверхностях.
Характеристики, отвечающие требованиям классов ТЗ и Т4, могут быть реализованы только
в конструкции гидравлических или эластомерных поглощающих аппаратов.
В конце 90-х годов отечественными заводами были разработаны эластомерные поглоща-
ющие аппараты, удовлетворяющие техническим требованиям МПС России и превосходящие
по своим показателям зарубежные аналоги. ВНИИЖТом совместно со специалистами авиа-
ционной промышленности и заводом «Авиаагрегат» (г. Самара) создан аппарат АПЭ-120-И,
ГУП «Уралвагонзавод» — аппарат АПЭ-95-УВЗ ОАО «БМЗ-Вагон» — аппарат ЭПА-120. Од-
новременно испытывается и аппарат 73ZW21M, разработанный фирмой «КАМАКС»
(Польша), серийное производство которого предусматривается на совместном российско-
польском предприятии «ЛЛМЗ-КАМАКС».
В 1997 г. ГУП «ПО «Уралвагонзавод» совместно с ВНИИЖТом начал работы по со-
зданию собственной конструкции эластомерного поглощающего аппарата автосцепного
устройства грузовых вагонов.
В качестве рабочего тела был выбран материал на основе высокомолекулярного и
кремнийорганического каучука — эластомер. Этот материал обладает рядом уникаль-
ных свойств: низкой зависимостью механических свойств от температуры, долговечно-
стью при воздействии циклических механических нагрузок, экологической безопаснос-
тью и др.
Итогом выполненных работ стала конструкция аппарата АПЭ-95-УВЗ, успешно выдер-
жавшая предварительные (включающие климатические и ресурсные испытания) и приемоч-
ные испытания.
Поглощающий аппарат АПЭ-95-УВЗ состоит из эластомерного амортизатора
(рис. 3.66) и литого корпуса, внутренняя поверхность которого служит опорой сколь-
жения для амортизатора при его сжатии.
133
Рис. 3.66. Схема эластомерного поглощающего аппарата УВЗ
(л): рабочие камеры: А —прсдпоршнсвая; Б — запоршневая;
1 — корпус амортизатора; 2 — переднее дно; 3 — поршень,
снабженный обратным клапаном; 4— направляющий стер-
жень; 5 — заднее дно; 6 —- подвижный шток, выполненный
заодно с поршнем 3; силовая характеристика (б)
При воздействии на аппарат
внешней сжимающей силы полый
шток 6 амортизатора, скользя по на-
правляющему стержню 4, утапливает-
ся внутрь рабочей камеры Л, уменьшая
объем рабочего тела — композиции
АДК. Одновременно под воздействи-
ем перепада давления происходит пе-
ретекание эластомера из предпоршне-
вой А в запоршневую Б полости через
калиброванный кольцевой зазор меж-
ду поршнем 3 и внутренней поверхно-
стью корпуса 7 амортизатора. Таким
образом, при ударном сжатии аппара-
та сила гидросопротивления налагает-
ся па силу сопротивления эластомера
объемному сжатию, что обеспечивает
высокий коэффициент полноты сило-
вой характеристики и значительную
энергоемкость. После прекращения
действия внешней силы потенциальная
энергия, накопленная в объемно-де-
формированном эластомере, возвра-
щает аппарат в исходное состояние.
Согласно указанию МПС России опытная партия из 20 аппаратов АПЭ-95-УВЗ про-
шла эксплуатационную проверку на полувагонах в замкнутом маршруте.
Одновременно с испытаниями АПЭ-95-УВЗ на ГУП «ПО Уралвагонзавод» были
начаты работы по созданию конструкции эластомерного поглощающего аппарата
АПЭ-120-УВЗ, имеющего рабочий ход 120 мм и повышенную энергоемкость.
Применение литого основания в конструкции аппарата АПЭ-120-УВЗ вместо литого
корпуса у АПЭ-95-УВЗ позволило более эффективно использовать стандартный проем
хребтовой балки, увеличить объем рабочей камеры амортизатора и реализовать рабочий
ход 120 мм, повысить энергоемкость.
Помимо высокой энергоемкости эластомерные поглощающие аппараты, по сравне-
нию с пружинно-фрикционными, обладают существенными преимуществами:
— отсутствие периода приработки у эластомерных поглощающих аппаратов позво-
ляет обеспечить надежную защиту конструкции вагона непосредственно с момента их ус-
тановки, в то время как фрикционному аппарату требуется не менее года работы для дос-
тижения проектной энергоемкости;
— отсутствие явлений заклинивания у эластомерных аппаратов существенно снижает
вероятность возникновения аварийной ситуации как в поезде, так и при выполнении
маневровых работ;
— гладкая силовая характеристика эластомерного аппарата снижает воздействие на
конструкцию вагона высокочастотных нагрузок, характерных для работы фрикционного
аппарата вследствие схватывания и срыва поверхностей трения;
— безремонтный срок службы эластомерного аппарата достигает более 16 лет.
Характеристики эксплуатируемых и намечаемых к серийному производству ап-
паратов приведены в табл. 3.14. Для фрикционных аппаратов значения энергоемкос-
ти и безопасной скорости соударения вагонов определены при среднем значении
максимальной силы 2 МН.
134
Таблица 3.14
Основные показатели эксплуатируемых и опытных поглощающих аппаратов
Тип аппарата Конструктивный ход, мм Энергоемкость при соударении вагонов массой 100 т, кДж Скорость соударения вагонов массой 100 т, км/ч Статическая сила закрытия, МН
Ш-1-ТМ 70 20 6,0 Нс нормируется
LLI-2-B 90 46 7,9 Не нормируется
Ш-6-ТО-4 120 60 9,0 Не нормируется
ПМК-110-К-23 НО 60 9,7 Не нормируется
73ZW 90 110 10,0 0,85
73ZW12M 120 135 12,0 1,85
АПЭ- 120-И 120 160 14,0 1,7
АПЭ-120 120 140 13,0 1,8
АПЭ-95-УВЗ 95 130 10,0 1,15
Возможность широкого применения недорогих аппаратов для поездных условий экс-
плуатации обусловлена маршрутизацией перевозок с применением поездов постоянного
формирования.
Для грузов высокой стоимости и чувствительных к динамическим нагрузкам целесо-
образно обеспечить белее надежную защиту вагона от действия продольных сил и ускоре-
ний. Однако это возможно только при условии узкой специализации такого подвижного
состава, введения специального тарифа и организации транспортных структур, которые
будут арендаторами или собственниками вагонов. Выбор поглощающего аппарата для
вагонов, предназначенных для перевозки опасных грузов, осуществляется с учетом их воз-
действия на окружающую среду.
Показатели наиболее перспективных на сегодняшний день аппаратов приведены
в табл. 3.15.
Таблица 3.15
Показатели перспективных поглощающих аппаратов
Тип аппарата Ход, мм Скорость соударения, км/ч Энергоемкость, кДж
73 ZW 90 10,0 110
Модель 120 120 11,0 135
АПЭ-120-И 120 13,5 157
АПЭ-95-УВЗ 95 10,0 110
ЭПА-120 120 12,0 145
По техническим требованиям российских железных дорог компания «Майнер» (США)
разрабатывает фрикционный поглощающий аппарат класса Т1 с упругими элементами
ТексПак взамен стальных пружин. Аналогичные разработки по замене стальных пружин
полимерными упругими элементами ведут ВНИИЖТ, ГУП «ПО Уралвагонзавод» и др.
3.8.6. Особенности тормозного оборудования вагонов нового поколения
На новых вагонах с нагрузкой на ось 25 тс предполагается установка тормозного обо-
рудования в традиционном исполнении — с односторонним нажатием композиционных
колодок на колесо, или с двумя тормозными цилиндрами, воздействующими на отдельные
тележки; с нагрузкой на ось 30 тс — колодочный с двусторонним нажатием колодок на
колесо. Для отвода тормозных колодок при отпущенном тормозе тележки оборудуются
новыми устройствами торсионного типа. Крепление тормозных башмаков на триангеле
будет осуществлено без применения резьбовых соединений, что существенно снизит затра-
ты на их обслуживание и ремонт. В шарнирных соединениях будут применены износостой-
кие втулки, что повысит надежность работы этих узлов и упростит их ремонт.
135
3.8.7. Особенности технического содержания вагонов нового поколения
Главная цель новых разработок — увеличение межремонтного пробега. С этой целью
основой для разработок грузовых вагонов нового поколения принят принцип модульной
компоновки с рациональной унификацией базовых элементов и систем, снижающий сто-
имость разработки, а также позволяющим намного уменьшить эксплуатационные затра-
ты на содержание и ремонт вагонов. Вагоны нового поколения с нагрузкой на ось 25 тс в
зависимости от назначения будут отличаться только кузовами, остальные базовые элемен-
ты должны быть унифицированными. К ним относятся: тележки, литые детали, колесные
пары, пружины винтовые, автосцепное устройство, тормозная система и др.
Использование унифицированных базовых модулей позволит удешевить стоимость
производства вагонов, а также снизить эксплуатационные затраты на ремонт и техничес-
кое обслуживание, создать в различных регионах России сервисные центры, в которых
будет производиться восстановительный ремонт деталей и узлов вагона. К ним прежде
всего относятся кассетные роликовые подшипники, автосцепки, поглощающие аппараты.
Применение в вагонах нового поколения более надежных сборочных единиц и деталей по-
зволяет коренным образом пересмотреть сроки регламентных работ по проведению техни-
ческого обслуживания и плановых ремонтов (рис. 3.67).
_ ТО-1 ТО-2 ТО-3 IIR ТО-1 ТО-2 ТО-3
П| I IOI I II 1-1 I о I Г4-О I I I I I I 11"О'1 ~"НН
Начало4 8 12 16 ▼ 20 24 28 Годы 32
500 тыс, ку
ч 1 000 тыс км t
1500 тыс, км
2000 тыс. км
Рис. 3.67. Схема технического обслуживания и ремонта ваго-
нов нового поколения со сроком службы 32 года: ТО-1 — тех-
ническое обслуживание автотормозного оборудования и на-
ружный осмотр автосцепки вагона с выводом их из эксплуата-
ции и подачей в депо после пробега 500 тыс. км; ТО-2 — техни-
ческое обслуживание букс и автотормозного оборудования,
полный осмотр автосцепного устройства, замена трущихся де-
талей тележек, а также диагностирование колесных пар и ли-
тых деталей тележек вагона после пробега 1000 тыс. км или через
8 лет; ПР — полный вид ремонта с заменой сборочных единиц
и деталей, а также ремонта кузова по техническому состоянию
после пробега 2000 тыс. км или через 16 лет
Увеличение межремонтных сро-
ков (пробегов) обусловлено прежде
всего применением литых деталей те-
лежки, которые не требуют каждые
1-1,5 года обязательного дефектоско-
пирования для выявления усталост-
ных трещин, возникающих, как пра-
вило, в местах литейных дефектов.
Четырехгодовой цикл перио-
дичности проведения ремонта ваго-
нов обусловлен необходимостью за-
мены резиновых элементов в тор-
мозной системе. После разработки
и внедрения масломорозостойких
резиновых элементов с повышен-
ным сроком службы периодичность
ремонта вагонов будет увеличена.
Перечисленные разработки легли в основу технических требований к перспективным
грузовым вагонам для выдачи их промышленности.
ЦЩЩЩ Г рузовые вагоны
Парк грузовых вагонов состоит из универсальных и специализированных вагонов. Уни-
версальными называют вагоны, в которых перевозятся грузы широкой номенклатуры, а в
специализированных — только один вид груза или несколько однородных со сходными свой-
ствами. Доля универсальных и специализированных вагонов в общем парке грузовых ваго-
нов определяется на основании анализа структуры перевозимых грузов и обосновывается
технико-экономическими расчетами, так как каждая из этих групп вагонов имеет свои пре-
имущества и недостатки. Положительным качеством универсальных вагонов является мень-
ший порожний пробег, а следовательно, они выполняют большую полезную работу по пере-
возке разнообразных грузов. Однако они хуже, чем специализированные вагоны приспособ-
лены для полной механизации погрузочно-разгрузочных работ, а в ряде случаев недостаточ-
но полно используют грузоподъемность и вместимость кузова вагона. Для специализиро-
ванных вагонов характерен большой порожний пробег, что требует увеличения количества
таких вагонов для выполнения заданного объема перевозки грузов. Увеличение же вагонно-
го парка приводит к возрастанию объема движения и усложнению регулировки движения
порожних вагонов. Однако специализированные вагоны позволяют увеличить использова-
ние грузоподъемности вагона, обеспечить сохранность перевозимых грузов, максимальную
механизацию и ускорение погрузочно-разгрузочных работ, добиться во многих случаях уп-
рощения конструкции, снижения строительной стоимости вагонов и затрат на их ремонт.
4.1. Универсальные грузовые вагоны
К универсальным грузовым вагонам относятся крытые вагоны с дверями в боковых
стенах кузова и загрузочными люками в крыше; полувагоны с разгрузочными люками в
полу для выгрузки сыпучих грузов и с торцевыми двухстворчатыми дверями; платформы с
металлическими откидывающимися бортами по периметру пола; цистерны общего назна-
чения с котлом различного диаметра; изотермические.
4.1.1. Крытые вагоны
Крытые вагоны предназначены для перевозки штучных, тарно-штучных, пакетиро-
ванных и насыпных грузов, требующих укрытия и защиты от воздействия атмосферных
осадков и хищения. Кузов этих вагонов имеет раму, боковые и торцевые стены, крышу и
боковые двери и люки для загрузки и выгрузки грузов. Отличительной особенностью уни-
версальных крытых вагонов является наличие боковых дверей, настенного внутреннего
несъемного оборудования и люков с вентиляционными решетками на боковых стенах.
Наибольший удельный вес в вагонном парке составляют вагоны последних лет выпуска
моделей 11-066,11-217, 11-260, 11-270 и др. У вагона модели 11-217 каркас кузова без раско-
сов с металлической гофрированной наружной обшивкой (из низколегированной стали
марки 10ХНДП) толщиной 3 мм снизу и 2,5 мм сверху. Внутренняя обшивка кузова выпол-
нена из влагостойкой фанеры марки ФСФ толщиной 10 мм. Вагоны модели 11-066 имеет
раскосно-стоечную конструкцию кузова, а часть из них — деревянную обшивку стен.
Техническая характеристика некоторых моделей универсальных крытых вагонов при-
ведена в табл. 4.1.
Универсальный крытый вагон модели 11-217 постройки Алтайского вагоностроитель-
ного завода предназначен для эксплуатации по железным дорогам СНГ с шириной колеи
1520 мм, а также по реконструированным линиям железных дорог Западной Европы с шири-
ной колеи 1435 мм после соответствующей замены ходовых частей. Увеличенный до 3825 мм
дверной проем обеспечивает более быстрый процесс погрузки и выгрузки с применением
автопогрузчиков с осевыми нагрузками до 43 кН, для чего повышена прочность деревянно-
го пола (покрыт металлическими листами толщиной 4 мм в зоне дверного проема).
137
г
Таблица 4.1
Техническая характеристика универсальных крытых вагонов
Показатели Модели
1 1-066 11-217 11-260 11-270
Грузоподъемность, т 68 68 72 68,5
Масса тары, т 21,23 24 24 24,5
Объем кузова, м3 120 120 140 122
База вагона, м 10 10 12,24 10
Длина, м:
по осям сцепления автосцепок 14,73 14,73 16,97 14,73
по концевым балкам рамы 13,87 13,87 15,75 13,87
Ширина, м:
максимальная 3,282 3,249 3,26 3,266
кузова внутри 2.76 2,77 2,77 2,764
Ширина дверного проема, м 2,0 3,825 3,973 3,802
Высота от уровня головок рельсов, м:
максимальная 4,594 4,622 4,6 4,68
до уровня пола 1,283 1,286 1,285 1,286
Высота кузова внутри (по боковой стене), м 2,79 2,737 3,05 2,9
Коэффициент тары 0,32 0,35 0,388 0,357
Удельный объем, м3/т 1,77 1,77 2,09 1,78
Нагрузка от колесной пары на рельсы, кН 228 228 245 228
Нагрузка на погонный метр пути, кН/м 59 62 59 61,8
Конструкционная скорость, км/ч 120 120' 120 120
Габарит по ГОСТ 9238-83 1-ВМ 1-ВМ 1-ВМ 1-ВМ
Все несущие элементы рамы, стен и крыши изготовлены из низколегированной стали
марки 09Г2Д. Крыша вагона с двумя печными разделками крепится к боковым и торцевым
стенам кузова заклепками диаметром 10 мм, что при ремонте упрощает ее демонтаж по срав-
нению с креплением сваркой. Крыша изнутри подшита влагостойкой фанерой толщиной
4 мм в два слоя, которая плотно прилегает к листам кровли, образуя потолок вагона. Фанера
прикреплена к металлической обшивке крыши уголками и скобами. Такое крепление под-
шивки крыши практически исключает ее повреждение при погрузке и выгрузке вагона.
Рис. 4.1. Универсальный крытый вагон модели 11-260: / — ку-
зов; 2 — автосцепнос устройство; 3 — тормозное оборудование;
4 — ходовые части
Крытый вагон модели 11-260
(рис. 4.1) отличается от вагона мо-
дели 11-066 тем, что объем его кузо-
ва увеличен до 140 м3, внутренняя об-
шивка выполнена полимерным по-
крытием по металлу, ширина двер-
ного проема увеличена до 3973 мм,
дверной направляющий рельс пере-
несен сверху вниз и размещен на по-
роге дверного проема, вместо омс-
гообразных гнутых профилей стоек
стен выполнены П-образными и др.
138
Такие конструктивные изменения кузова позволили улучшить степень использования
грузоподъемности вагона и тем самым повысить эффективность его эксплуатации, а также
повысить надежность работы кузова и обеспечить лучшую приспособленность вагона к
погрузочно-разгрузочным операциям. Рама, деревянный настил пола, стены, крыша и внут-
реннее оборудование вагона имеют конструктивные решения, аналогичные с вагонами
предыдущих моделей, однако они получили дальнейшее свое конструктивное решение.
Вследствие увеличения длины рамы вместо двух основных промежуточных попереч-
ных балок предусмотрены четыре. При этом профили их остались без изменения, а П-об-
разные профили вспомогательных продольных балок для крепления деревянного пола за-
менены на двутавровые № 10. Лобовые балки рамы выполнены без углублений под розет-
ку автосцепки и имеют посадочные места на лобовом листе для постановки на вагон бу-
ферных стаканов при необходимости соединения вагонов, оборудованных автосцепкой, с
вагонами западноевропейских железных дорог, оснащенных винтовой стяжкой в поездах
«Восток-Запад», которые в настоящее время находят все большее применение для перевоз-
ки грузов из России в Западную Европу и наоборот.
Боковые стены кузова цельнометаллические, сварные, без внутренней деревянной под-
шивки. Металлическая обшивка состоит по высоте из трех листов: нижнего толщиной
5 мм, среднего — 3 мм и верхнего — 2,5 мм. В отличие от вагона модели 11-217 на стенах
кузова вагона модели 11 -260 дверные амортизаторы установлены с обеих сторон дверного
проема с целью смягчения ударов обеих створок боковых дверей при открывании. Вагон
может загружаться через боковые двери, а также через люки диаметром 400 мм в крыше и
боковых стенах.
С 1960 по 1983 гг. Алтайский вагоностроительный завод выпускал универсальные
крытые вагоны модели 11-066, техническая характеристика которых, кроме массы тары,
такая же, как у вагона модели 11-217. Кузов вагона модели 11-066 менее совершенен по
конструкции, чем кузов вагонов моделей более поздних лет выпуска, так как боковые сте-
ны кузова имеют обшивку из досок толщиной 35 мм внизу и 22 мм в верхней его части, а
дверной проем шириною всего лишь 2000 мм. Применение деревянной обшивки стен при-
водит к относительно быстрому их повреждению и снижению надежности кузова, а несъем-
ная крыша снижает ремонтопригодность такого вагона.
Менее широкий дверной проем затрудняет использование автопогрузчиков при погрузке
и выгрузке грузов и увеличивает простой вагона под этими операциями. Вследствие этих
недостатков вагоны модели 11-066 заменены на более надежные и экономичные вагоны мо-
делей 11-217, 11-260, 11-270 и др.
Конструкция вагона модели 11-270 в принципе такая же, как и вагона модели 11-217,
отличающаяся от него некоторыми техническими характеристиками.
4.1.2. Полувагоны
Полувагоны предназначены для перевозки каменного угля, руды, лесоматериалов, про-
ката металлов, а также других сыпучих и штучных грузов, не требующих защиты от воз-
действия атмосферной среды.
Технические характеристики универсальных четырехосных и восьмиосных полуваго-
нов приведены в табл. 4.2.
Кузов полувагона не имеет крыши, что обеспечивает удобства для использования раз-
личных средств механизации при погрузке и выгрузке грузов (мостовые и козловые кра-
ны, вагоноопрокидыватели и др.). Все универсальные полувагоны имеют люки в металли-
ческом полу для разгрузки сыпучих грузов гравитационным способом.
Кузова универсальных четырехосных и восьмиосных полувагонов имеют аналогич-
ные конструкции отдельных элементов и построены в различных вариантах. В их конст-
рукции используются типовые крышки разгрузочных люков, подобные прокатные и гну-
тые профили, а также штампованные изделия.
139
Таблица 4.2
Технические характеристики универсальных полувагонов
Показатели Четырехосные, моделей Восьмиосные, моделей
12-132 12-119 12-753 12-1000 12-541 12-124
Грузоподъемность, т 75 69 69 69 125 130
Масса тары, т 25 22,5 22,5 22,46 43,3 46
Объем кузова, м3 88 76 74 76 140,3 150
База вагона, м 8,65 8,65 8,65 8,65 12,07 10,55
Длина, м:
по осям сцепления автосцепок 13,92 13,92 13,92 13,92 20,94 18,88
по концевым балкам рамы 12,78 12,73 12,8 12,73 19,11 17.95
Максимальная ширина, м 3,158 3,13 3,21 3,134 3,19 3,3
Высота, м:
от уровня головок рельсов 3,78 3,495 3,48 3,492 3,97 4,312
кузова внутри 2,315 2,08 2,07 2.06 2,51 2.855
Количество разгрузочных люков 14 14 14 14 22 20
Размеры разгрузочного люка в свету, м 1,327x1,54 1,327x1,54 1,327x1,54 1,327x1,54 1,327x1,54 1,327x1,54
Коэффициент тары 0,333 0,326 0,326 0,326 0,34 0.35
Нагрузка от колесной пары на рельсы, кН 245 228 228 228 218 215,75'
Погонная нагрузка, кН/м 71,8 65,7 65,7 65 84,5 95
Конструкционная скорость, км/ч 120 120 120 120 120 120
Габарит по ГОСТ 9238-83 1-ВМ 0-ВМ 0-ВМ 0-ВМ 1-Т Т 1 пр
Четырехосный полувагон модели 12-119 имеет кузов с глухими торцевыми стенами,
обладает большой прочностью, так как в нем прочно связаны между собой боковые стены
по концам вагона. Кроме того, это позволяет увеличить внутреннюю полезную длину без
изменения продольных размеров рамы и повысить объем кузова на 2,0 м3. Однако перевозка
пило- и лесоматериалов в таких полувагонах является нерациональной вследствие недоис-
пользования грузоподъемности полувагона. Крышки люков — типовые с литыми, косо рас-
положенными кронштейнами и имеют двухпрутковые торсионные элементы, служащие для
облегчения закрывания крышек. Кузов универсального четырехосного полувагона модели
12-753 отличается от кузова полувагона модели 12-119 лишь наличием торцевых двухствор-
чатых дверей, которые открываются внутрь и закрепляются вдоль боковых стен кузова при
перевозке длинномерных грузов. На Великолукском локомотиворемонтном заводе были
построены 90 опытных четырехосных полувагонов с боковыми разгрузочными люками.
Универсальный восьмиосный полувагон модели 12-541 (рис. 4.2) конструкции Ураль-
ского вагоностроительного завода (УВЗ) имеет цельнометаллический кузов с двухствор-
чатыми торцевыми дверями и с 22 разгрузочными люками в полу, через которые сыпучий
груз самотекОхМ высыпается из кузова по обе стороны полувагона.
140
Разгружать такие полуваго-
ны можно также на вагоноопро-
кидывателях, которые имеются у
крупных потребителей сыпучих
грузов, перевозимых в полуваго-
нах. Металлическая обшивка тол-
щиной 5 мм выполнена с выштам-
повками наружу в форме неглубо-
ких корыт пологой формы для со-
здания большей жесткости обшив-
ки и увеличения вместимости ку-
зова. Обшивка приварена к карка-
су кузова точечной сваркой. К бо-
Рис. 4.2. Универсальный восьмиосный полувагон модели 12-541
ковым стенам кузова приварены скобы для увязки штучного груза, а также скобы для стоек,
устанавливаемых при перевозке лесоматериалов, загруженных с «шапкой». Рама и подкреп-
ляющие элементы кузова изготовлены из низколегированной стали марки 09Г2Д, обшивка
из стали марки 10ХНДП. Крышки разгрузочных люков, образующие пол кузова, изготовле-
ны из металлических гофрированных листов толщиной 5 мм и имеют торсионы для облегче-
ния закрывания крышек после разгрузки вагона.
У восьмиосных полувагонов модели 12-541 при перевозке насыпных грузов, навальных и
раскатывающихся грузов (бревна, трубы) возникают перегрузки соединений боковых стоек с
рамой и их повреждение из-за отсутствия жесткой связи боковых стен кузова вследствие нали-
чия торцевых двухстворчатых дверей. Деформируются также и сами торцевые двери при со-
ударении вагонов при маневровой работе. Поэтому Уралвагонзаводом разработаны универ-
сальные восьмиосные полувагоны модели 12-124 с люками в полу и с глухими торцевыми сте-
нами. Они спроектированы по габариту Т , что позволило значительно улучшить экономи-
ческие показатели вагона за счет увеличения погонной нагрузки с 84,5 до 93 кН/м, повышения
грузоподъемности с 125 до 130 т и сокращения длины полувагона с 20,24 до 18,88 м.
На железных дорогах России и других стран СНГ кроме четырех- и восьмиосных полу-
вагонов эксплуатируется небольшое количество шестиосных полувагонов постройки Крю-
ковского вагоностроительного завода (Украина), выпуск которых прекратился в 1967 г. Ше-
стиосный полувагон имеет грузоподъемность 94 т, тару 33 т, объем кузова 106 м3, длину по
концевым балкам рамы 15,18 м. Он спроектирован по габариту 1-Т. Кузов такого полуваго-
на цельнометаллический с 16-ю разгрузочными люками в полу и двухстворчатыми торцевы-
ми дверями. Конструктивная схема рамы и профили сечений балок кузова аналогичны схе-
мам и поперечным сечениям рамы четырех- и восьмиосных полувагонов. Отличаются они
только числом поперечных балок, расположенных между шкворневыми балками, и разме-
рами отдельных элементов. Конструкция торцевых стен также аналогична конструкции тор-
цевых стен четырех- и восьмиосных полувагонов. Крышки люков типовые.
4.1.3. Цистерны
Цистерны предназначены для перевозки жидких, газообразных, затвердевающих и по-
рошкообразных грузов. Они различаются по роду перевозимых грузов, конструкции рамы,
осности и калибровочному типу. Перевозимые грузы размещаются в котле, представляю-
щем собой специфическую форму кузова.
Универсальные цистерны подразделяются на цистерны для перевозки светлых (бен-
зин, керосин, лигроин и т.п.) и темных (нефть, минеральные масла и т.п.) наливных грузов.
Все универсальные цистерны железных дорог России оборудованы нижними сливны-
ми приборами, обеспечивающими надежную герметичность затворов.
Массу жидкого груза, перевозимого в цистернах, определяют замерно-калибровочным спо-
собом, при котором измеряют высоту наполнения котла, учитывают плотность груза и затем по
специальным калибровочным таблицам, в которых приведена емкость котлов в зависимости от
уровня его налива, подсчитывают массу груза. Калибровочный тип цистерны обозначен в виде
металлических цифр, приваренных к котлу на обеих сторонах его цилиндрической части.
141
J
В зависимости от устройства несущих элементов цистерны разделяются на конструк-
ции, в которых все основные нагрузки, действующие на цистерну, воспринимаются рамой
котла, и конструкции, в которых эти нагрузки воспринимаются котлом (безрамные цис-
терны). Кроме того, цистерны различаются по осности, грузоподъемности, объему котла,
устройству, материалу и способу изготовления котла.
Основные технические характеристики универсальных цистерн общего назначения при-
ведены в табл. 4.3.
Таблица 4.3
Технические характеристики цистерн общего назначения
Показатели Четырехосная Восьмиосная
для нефтепродуктов, моделей
светлых, 15-1443 вязких, 15-1556 светлых, 15-871 светлых, 15-880
Грузоподъемность, т 60 63,5 120 125
Масса тары, т 23,2 24,23 48,8 51
Полный объем котла, м"’ 73,1 73,17 140 1595
База цистерны, м 7,8 7,8 13,79 10,52
Длина, м: по осям сцепления автосцепок по концевым балкам рамы 12,02 10,8 12,02 10,8 21,12 19,99 18,69 17,56
Максимальная ширина кузова, м 3,08 3,08 3,27 3,6
Наружная длина котла, м 10,77 10,77 20,02 18,06
Внутренний диаметр котла, м 3,0 3,0 3,0 3,4
Высота цистерны от уровня головок рельсов, м 4,615 4,59 4,83 5,2
Коэффициент тары 0,386 0,38 0,41 0,41
Удельный объем котла, м3/т 1,195 1,08 1,14 1,25
Нагрузка от колесной пары на рельс, кН 218 218 211 220
Погонная нагрузка, кН/м 69,2 73 80 94,2
Конструкционная скорость движения, км/ч 120 120 120 120
Габарит по ГОСТ 9238-83 02-ВМ 02-ВМ 1-Т Т
Четырехосная цистерна грузоподъемностью 60 т постройки Мариупольского (Жданов-
ского) завода (рис. 4.3) имеет котел с полезной емкостью 71,7 м3, полной емкостью 73,1 м3и с
внутренним диаметром 3,0 м.
Крепление котла на раме производится в средней и в концевых его частях. К крайним
опорам котел притянут стяжными хомутами, предназначенными для предотвращения вер-
тикальных и поперечных его перемещений относительно рамы.
Особенностью конструкции рамы цистерны модели 15-1443 является отсутствие боко-
вых продольных балок, наличие мощных концевых балок и облегченных продольных
боковых балок лишь по концам рамы. Отсутствуют также промежуточные поперечные
балки. Вследствие этого масса тары цистерны уменьшилась на 1,4 т. При такой конст-
рукции силы, действующие на цистерну, воспринимаются котлом, жесткость которого
значительно выше жесткости продольных боковых балок, и затем через крайние его опо-
ры передаются на тележки.
142
В последние годы на Ураль-
ском и Мариупольском вагоно-
строительных заводах строятся
четырехосные цистерны с увели-
ченной базой (7,8 м вместо
7,12 м) и укороченными консо-
лями (1,5 м вместо 1,84 м), что
улучшает динамические каче-
ства цистерны, особенно в гори-
зонтальной плоскости, и повы-
сить безопасность движения гру-
зовых поездов, в которых име-
Рис. 4.3. Четырехосная цистерна грузоподъемностью 60 т: 1 - -
котел; 2 — автосцепное устройство; 3 — крепление котла к рамс;
4 — тормозное оборудование; 5 — рама; 6 — тележка; 7—опора
котла на раму
ются такие цистерны.
Для перевозки бензина спроектирована четырехосная цистерна с удельным объемом
котла 1,4 м3/т, вписанная в габарит 02-ВМ, что позволяет эксплуатировать ее на зарубеж-
ных железных дорогах с шириной колеи 1435 мм. Грузоподъемность такой цистерны 62 т,
масса тары 25,3 т, осевая нагрузка 216 кН, погонная нагрузка 64 кН/м. В последние годы
постройка четырехосных цистерн с улучшенными технико-экономическими показателями
производится на Уралвагонзаводе и на других предприятиях России.
Для увеличения провозной способности железных дорог Мариупольским заводом
тяжелого машиностроения (Азовмаш) совместно с кафедрой «Вагоны и вагонное хозяй-
ство» Московского института инженеров железнодорожного транспорта (ныне Москов-
ский государственный университет путей сообщения — МИИТ) создана восьмиосная ци-
стерна безрамной конструкции модели 15-871. У нее отсутствуют хребтовая балка между
шкворневыми узлами и про-
дольные боковые балки. Грузо-
подъемность 120 т (рис. 4.4). Уве-
личенный до 1,14 м3/т удельный
объем котла позволяет лучше ис-
пользовать грузоподъемность цис-
терны, а повышенная до 80 кН/м
погонная нагрузка позволяет
увеличить на 30—35 % массу по-
езда при существующих ограни-
чениях его длины и тем самым
достичь большей провозной спо-
собности железных дорог, со-
кратить капитальные вложения
на развитие пропускной способ-
ности, снизить себестоимость
перевозок, увеличить произво-
Рис. 4.4. Восьмиосная цистерна безрамной конструкции
грузоподъемностью 120 т
дительность труда.
При проектировании восьмиосных цистерн безрамной конструкции исходят из тен-
денции развития современного вагоностроения, где идея применения целънонесущего
кузова получила всеобщее признание. В таком кузове, которым является у цистерны
котел, лучше используются все его основные элементы, он имеет меньшую массу, чем
кузов с несущей рамой. Котел цистерны цилиндрической формы со сравнительно тол-
стыми стенками в большей мере, чем кузова других типов вагонов, может быть исполь-
зован в качестве цельнонесущей конструкции.
143
Котел цистерны состоит из цилиндрической части 1 и двух днищ 9 эллиптической формы. По-
вышение прочности и устойчивости оболочки котла при малой его массе достигается приваренны-
ми к котлу под креплением кольцевыми шпангоутами 7 и 8 омегообразного поперечного сечения.
Котел имеет два сливных прибора 6 универсального типа и два колпака с крышками 4 малого объе-
ма для налива груза, при котором 2 % объема котла остаются не заполненными грузом для компен-
сации температурного расширения груза. Исследования, проведенные ВНИИЖТ, показали, что
неполное заполнение котла грузом не представляет угрозы для безопасности движения поездов и
прочности котла. Вблизи колпака расположены два предохранительно-впускных клапана 2. Котел
оборудован наружной 3 и внутренней 5 лестницами, помостами и ограждениями около колпаков с
крышками 4. Основные части котла и его опор изготовлены из низколегированной стали 09Г2Д.
Дальнейшим конструктивным улучшением восьмиосной цистерны является опирание котла
непосредственно на боковые скользуны четырех двухосных тележек, из которых состоят четыре-
хосные тележки. Это позволяет снизить на 2,5—3 т массу тары цистерны и повысить ее грузоподъем-
ность из-за отсутствия тяжелых соединительных балок четырехосных тележек. Кроме того, у такой
цистерны улучшены условия осмотра и ремонта ходовых частей; иное расположение частей авто-
тормоза дает возможность применять авторежим (устройство для автоматического изменения ве-
личины давления в тормозном цилиндре в зависимости от грузоподъемности цистерны).
Принимая во внимание большую экономическую эффективность восьмиоеных цис-
терн по сравнению с четырехосными и шестиосными, а также преимущества габарита Т
по сравнению с габаритом 1 -Т, целесообразным типом восьмиосной цистерны должна быть
цистерна, построенная по габариту Г . Такие цистерны в первую очередь должны эксплуа-
тироваться на направлениях перевозки нефтепродуктов в большом объеме в маршрутных
поездах большой массы, например до 10—12 тыс. т, что при ограниченных длинах стан-
ционных путей можно реализовать лишь при использовании цистерн с большой погонной
нагрузкой. Кроме того, в поездах такой массы при наличии кривых малого радиуса, боль-
ших подъемов и спусков профиля пути могут возникать большие продольные силы, кото-
рые оказывают существенное влияние на устойчивость от выжимания вагонов из поезда.
Особенно это негативно сказывается на четырехосных вагонах.
Мариупольским заводом тяжелого машиностроения в содружестве с МИИТ и ВНИЖТ
была разработана конструкция восьмиосной цистерны габарита Г (рис. 4.5). Ее котел с деся-
тью шпангоутами с внутренним диаметром 3,4 м состоит из нижнего (броневого) листа толщи-
ной 12 мм, верхних и боковых лис-
тов толщиной 9 мм и двух днищ тол-
щиной 12 мм. Цистерна спроекти-
рована на грузоподъемност ь 125 т,
массу тары 51 т, полный объем кот-
ла 159 м\ осевую нагрузку 216 кН и
погонную нагрузку 94,2 кН/м.
Вследствие меньшей длины котлг!
цистерна габарита Г в отличие от
других типов восьмиосных цистерн
. с „ ,,. х „ имеет один сливнои прибор и одну
Рис. 4.5. Восьмиосная цистерна для БАМ
горловину люка.
По предложению МИИТа Азовмашем впервые в мировой практике вагоностроения спроекти-
рована восьмиосная цистерна модели 15-1500 с переменным профилем шпангоутов котла (десять
шпангоутов на котле), В зоне наибольших ограничений по габариту ширины цистерны высота шпан-
гоута уменьшена со 110 мм до 15 мм, что позволило увеличить внутренний диаметр котла с 3,0 м до
3,2 м при одинаковом габарите подвижного состава 1-Т. Такая цист ерна имеет грузоподъемность
125 т, массу тары 51 т, удельный объем котла 1,25 м7м. Средняя погонная нагрузка «нетто» увеличе-
на на 11 % по сравнению с цистерной модели 15-871. После всесторонних испытаний эти цистерны
более рациональной конструкции начали строиться серийно (с 1988 г.) на Азовмаше.
144
4.1.4. Платформы
Платформы предназначены для перевозки длинномерных грузов, металлоконструкций,
контейнеров, колесной и гусеничной техники, пакетированных грузов и некоторых сыпу-
чих грузов, не требующих защиты от атмосферных осадков. К универсальным платфор-
мам относятся четырехосные платформы с боковыми бортами, шарнирно связанными с
рамой и могущими откидываться вниз до вертикального положения при перевозке грузов,
ширина которых больше ширины платформы, а также с торцевыми бортами, которые в
открытом положении ложатся горизонтально на кронштейны концевых (лобовых) балок
рамы платформы. Высота торцевых бортов (400 мм) выбрана из такого расчета, чтобы
при откинутых в горизонтальное положение бортов у двух сцепленных платформ и сжа-
тых поглощающих аппаратах автосцепок обеспечивалось расстояние, достаточное для раз-
мещения человека между платформами. В горизонтальном положении торцевые борта сцеп-
ленных платформ образуют мостик для проезда самоходом при погрузке па платформы
колесной и гусеничной техники. Борта кроме усилий от распора сыпучих грузов в воспри-
ятии действующих на платформу эксплуатационных нагрузок участия не принимают, по-
этому платформа имеет мощную раму, способную нести на себе все виды эксплуатацион-
ных нагрузок. Основные технические характеристики платформ приведены в табл. 4.4.
Таблица 4.4
Технические характеристики универсальных платформ
Показатели Модели
134012 13-401 13-491
Грузоподъемность, т 71 70 73
Масса тары, т 21,4 21 21
Площадь пола, м2 36,8 36,8 50,8
База платформы, м 9,72 9,72 14,4
Длина, м:
по осям сцепления автосцепок 14,62 14,62 19,62
по концевым балкам рамы 13,4 13,4 18.4
внутри кузова 13,3 13,3 18,3
Ширина, м:
максимальная 3,15 3,14 3,06
внутри кузова 2,17 2,17 2,87
Высота от уровня головок рельсов, м:
максимальная 1,81 1,81 1,81
до уровня иола 1,32 1,3 1,3
Коэффициент тары 0,3 0.3 0.4
Удельная площадь пола, м7т 0,518 0,52 0,8
Осевая нагрузка, кН 2,28 2,28 2,45
Погонная нагрузка, кН/м 63,2 62 51
Габаритно ГОСТ 9238-83 о-вм 0-ВМ 1-ВМ
Конструкционная скорость, км/ч 120 120 120
Платформа модели 13-4012 (рис. 4.6) постройки Днепродзержинского вагоностроитель-
ного завода (Украина) предназначена для эксплуатации на железных дорогах России и других
стран СНГ, а также на западноевропейских железных дорогах шириной колеи 1435 мм.
Платформа имеет комбинированный настил пола: металлический шириной 1200 мм в
средней части и деревянный из коротких досок 6 толщиной 55 мм с армировкой по бокам
П-образными и Г-образными гнутыми элементами. На боковых продольных двутавровых
балках 2 равного сопротивлению изгибу укреплены лесные скобы, кронштейны шарниров
и упоры 3 клиновых запоров продольных бортов 7.
10. Вагоны
145
Универсальная платформа модели 13-401 отличается от модели 13-4012 конструкцией
рамы и настилом пола. Хребтовая балка состоит из двух двутавров № 60В, а не из двух
двутавров № 70, пол полностью сделан из досок толщиной 55 мм и не покрыт металличсс-
Рис. 4.6. Четырехосная платформа с комбинированным
настилом пола
ким листом в средней части. Все
вспомогательные продольные pi
поперечные балки одинаковой вы-
соты по длине изготовлены из дву-
тавра № 10, а раскосы консольной
части рамы — из двутавра № 12.
Анализ технико-экономических
показателей и конструкций
универсальных платформ показыва-
ет, что их грузоподъемность в тече-
ние последних лет постройки увели-
чилась с 62 т до 71 т, а линейные раз-
меры и погрузочная площадь пола
при этом остались практически неизменными. В результате этого уменьшилась удельная площадь
пола, приходящаяся на тонну грузоподъемности платформы, упала средняя статическая нагрузка
платформы и снизилась эффективность платформ в эксплуатации. Платформы совершенствуются
в основном путем повышения грузоподъемности, прочности и надежности конструкций.
4.2. Специализированные грузовые вагоны
К специализированным грузовым вагонам относятся крытые вагоны для перевозки скота,
легковых автомобилей, холоднокатаной стали и муки; крытые вагоны-хопперы для перевоз-
ки цемента, зерна, минеральных удобрений; открытые вагоны-хопперы для перевозки агло-
мерата, горячих окатышей и охлажденного кокса; четырехосные полувагоны с глухим кузо-
вом для перевозки сыпучих грузов и технологической щепы, а также короткомерной древе-
сины (длиной до 2 м); восьмиосные полувагоны с глухим кузовом для перевозки сыпучих
грузов и крупнокусковой медной руды; платформы для перевозки контейнеров, легковых
автомобилей, леса в хлыстах, рельсов длиной 25 м и троллейбусов: цистерны для перевозки
высоковязких грузов, молока, спирта, винопродуктов, кислот, сжиженных газов под высо-
ким давлением, цемента, кальцинированной соды, глинозема, поливинилхлорида, жидкого
пека, капролактама. Кроме того, к специализированным грузовым вагонам относятся транс-
портеры и вагоны промышленного транспорта.
4.2.1. Крытые вагоны
Основные технические характеристики специализированных крытых вагонов при-
ведены в табл. 4.5.
Крытый двухъярусный вагон модели 1 1-835 для перевозки легковых автомобилей
(рис. 4.7) сконструирован с целью обеспечения повышенной защиты и сохранности то-
варного вида перевозимых автомобилей.
В цельнометаллическом кузове 1 нижний ярус 6 размещен на рамс вагона, а верхний 4 —
имеет собственную раму несущей конструкции. В боковых стенах 7имеются световые проемы 5,
закрытые металлической сеткой. Торцевые стены 2 образованы двухстворчатыми дверями, в
нижней части которых размещены переездные площадки 5 для проезда погружаемых автомо-
билей по всему составу, который состоит из однородных двухъярусных вагонов.
Для второго яруса подобные площадки расположены с внутренней стороны торцевых
дверей. Нижние переездные площадки имеют стопорные устройства с замками, без откры-
тия которых нельзя открыть торцевую дверь. Крыша 2 надежно защищает автомобили от
хищения и предохраняет их от атмосферного воздействия.
146
Таблица 4.5
Технические характеристики специализированных крытых вагонов
Показатели Вагон (модель)
Легковые автомо- били 11-835 Скот 11-240 Цемент 19-758 Зерно 19-752 Мине- ральные удоб- рения 19-923 Холодно- катаная сталь 12-4011
Грузоподъемность, т 25 22 72 70 70 64
Tapci, т 35 25,4 19.5 22 23 29
Объем кузова, м'1 — — 60 94 81 —
База вагона, м 17 10 7,7 10,5 8,98 10,77
Длина, м: по осям сцепления по концевым балкам 24,26 23,24 14,17 13.87 11,92 10,70 14,72 13,50 13,2 11,98 14,9 13,68
Ширина, м: кузова, максимальная дверного проема 3,232 2,1 3,282 2,0 3,278 3,24 3,262 3,195
Высота максимальная от головок рельсов, м 5,125 5,133 4,405 4,565 4.892 3.5
Коэффициент тары 1,4 1,15 0,276 0,314 0,328 0,45
Удельный! объем кузова, мг’/т — — 0,83 1,3 1,157 —
Осевая нагрузка, кН 147 117 224,3 225,5 228 228
Погонная нагрузка, кН/т 24,7 32 76,8 62,5 70,5 62.4
Конструкционная скорость движения, км/ч 120 120 120 120 120 120
Габарит по ГОСТ 9238-83 1-Т 1-Т 1-Т 1-ВМ 1-Т 1-ВМ
Рис. 4.7. Крытый двухъярусный вагон для легковых автомобилей
Для обеспечения необходимой устойчивости вагона от поперечного опрокидывания иод
воздействием центробежной силы в кривых участках пути и давления воздуха при повышен-
ном центре массы груженого вагона и увеличенной боковой поверхности кузова, в хребтовой
балке вблизи шкворневых балок в средней части ее
размещены балластные грузы общей массой 2,7 т.
Для закрепления автомобилей от продольного и по-
перечного смещений по рамам ярусов вагона име-
ются съемные колесные упоры, которые размеща-
ются в щелевых пазах в металлических гофрирован-
ных листах, приваренных к рамам ярусов вагона. Ко-
лесный упор (рис. 4.8) состоит из корпуса 5, внутри
которого находятся винт 4с регулировочной гайкой
и закидка б, винт 4 шарнирно соединен с рычагом 2,
заканчивающимся башмаком /, на который в при-
жатом состоянии опирается колесо 10 автомобиля.
Рис. 4.8. Колесный упор
147
Подошва корпуса колесного упора крепится к полу 7захватами 9, вставляемыми в
щелевые пазы в гофрированных листах, и удерживается закидкой 6, которая прижима-
ется к полу вагона пружиной 8.
Обжатие четырех колес перевозимого автомобиля с помощью данной конструкции
колесных упоров обеспечивает надежное закрепление автомобиля, что позволяет транс-
портировать их на магистральных участках пути МПС России с установленными ско-
ростями движения.
Крытый двухъярусный вагон рассчитан на перевозку 15—17 автомобилей «Жигули»,
«Москвич» или восьми автомобилей «Волга».
Двухъярусные крытые вагоны для перевозки скота (рис. 4.9) изготавливают двух мо-
делей: 11-240 (без служебного отделения) и 11-246 (со служебным отделением).
Рис. 4.9. Двухъярусный крытый вагон для перевозки скота
Максимальная вместимость
кузова вагона модели 11-240:
овец — 220, свиней — 82. При
комбинированной перевозке
мелкого и крупного рогатого
скота на нижнем ярусе размеща-
ется 20 голов крупного рогато-
го скота, а на верхнем ярусе —
110 овец или 40 свиней. Кузов
вагона модели 11-246 рассчитан
на перевозку 168 овец или
64 свиней. При комбинирован-
ной перевозке на нижнем ярусе
размещается 15 голов крупного
рогатого скота, а на верхнем
ярусе — 80 овец или 30 свиней.
Высота грузового помещения
первого яруса равна 1800 мм, а второго яруса — 1750 мм. На каждом ярусе имеются
световые окна, кормушки и поилки для скота па боковых стенах кузова, обшитых
изнутри досками толщиной 35 мм. В вагоне имеются отсеки для хранения фуража и
приготовления корма, баки для воды общей емкостью 1500 л. Для обеспечения венти-
ляции грузовых помещений в боковых стенах кузова каждого яруса имеются люки с
откидными крышками, а в крыше вагона — дефлекторы. Служебное отделение ваго-
на модели 11-246 оборудовано спальными местами, плитой и умывальником. Неко-
торые конструкции вагонов для перевозки скота имеют торцевые двери с переходны-
ми площадками для обслуживающего персонала.
Специализированный вагон-хоппер модели 19-752 для перевозки зерна (рис. 4.10) имеет
цельнометаллический кузов с разгрузочными люками бункерного типа 77 с механизмами 72
для открывания и закрывания крышек 13 люков. Кузов вагона состоит из рамы 8, боковых 5
Рис. 4.10. Вагон-хоппер для перевозки зерна
и торцевых 6 стен и крыши 7.
Для механизированной погруз-
ки зерна в крыше имеются че-
тыре щелевых загрузочных
люка 2 с крышками (с резино-
выми уплотнениями)и упруги-
ми закидками 3, валом 4 и при-
водом 7 механизма запирания.
Вагон оборудован площадкой с
ограждением 79для безопасно-
го перехода.
148
Боковые стены сделаны из гофрированной металлической обшивки толщиной 3
мм с подкрепленными стойками (двутавр № 10), верхней и нижней обвязки. Торцевые
стены кузова наклонены в сторону крайних разгрузочных люков под углом 55° к плос-
кости рамы и усилены двумя стойками-раскосами (швеллер № 14) с целью повышения
прочности и жесткости кузова.
Крыша кузова сварена из гофрированных металлических листов толщиной 3 мм в сред-
ней части и 1,8 мм по бокам, подкрепленными двадцатью фрамугами (уголок 75 х 50 х 5 мм).
По всей длине крыши проходит трап. Для подъема обслуживающего персонала на крышу с
целью производства ремонтных, подготовительных и погрузо-разгрузочных работ имеется
наружная лестница 9, а для спуска внутрь кузова имеется внутренняя лестница.
Кузов специализированного крытого вагона-хоппера модели 19-758 для бестарной пе-
ревозки цемента отличается от кузова вагона-хоппера для перевозки зерна числом разгру-
зочных люков (две пары вместо четырех пар), углом наклона торцевых стен (50° вместо
55°) и некоторыми техническими характеристиками. В крыше вагона-хоппера имеются
четыре круглых загрузочных люка диаметром 621 мм. Выгрузка цемента производится через
четыре нижних люка бункерного типа размерами 500 х 400 мм. Одновременное открыва-
ние и закрывание крышек люков осуществляется винтовым приводом.
Специализированный крытый вагон-хоппер модели 19-923 предназначен для бестар-
ной перевозки гранулированных, крупнозернистых и кристаллических исслеживающихся
минеральных удобрений, а также сыпучего порошкового сырья (в основном апатитового
концентрата) для производства удобрений. По своей конструкции он аналогичен рассмот-
ренным выше вагонам-хопперам, но угол наклона торцевых стен увеличен до 60° к гори-
зонтали. Вдоль крыши по ее продольной оси расположены четыре щелевых загрузочных
люка размерами в свету 1623 х 473 мм с крышками, оборудованными специальным уплот-
нением и механизмом запирания торсионного типа. В нижней части кузова имеются четы-
ре разгрузочных бункера с размерами в свету 2382 х 840, днище которых наклонено под
углом 55°, что обеспечивает выгрузку груза в стороне от пути. Механизм разгрузки с пнев-
матическим приводом обеспечивает как попарное открывание и закрывание крышек бун-
керов, так и всех четырех одновременно. Предусмотрены возможность аварийного ручно-
го открывания, а также места для крепления переносных электровибраторов.
Специализированный крытый вагон модели 12-4011 (рис. 4.11) грузоподъемностью 64 т
для перевозки холоднокатаной стали в рулонах или пакетах имеет кузов с двумя съемными
кожухами 7, изготовленными из гладких листов 75 толщиной 3 мм, дуг 76 верхней и ниж-
ней продольных обвязок 77, упор 18 и резиновые уплотнительные элементы 79.
При погрузке и выгрузке грузов с помощью подъемного крана снимаются поочередно
кожухи и устанавливаются на четыре угловые опоры 14 соседнего вагона или укладывают-
ся около вагона. Для захвата кожухов подъемным краном на каждом из них предусмотре-
ны по четыре скобы 4, а для безопасности стропильных работ-— поручни 5, подножки 7(7 и
2 и лестнице! 6. Рулоны листовой стали укладываются в вагон на стационарные неподвиж-
ные и поворотные ложементы в один или два ряда в зависимости от диаметра рулонов,
которые фиксируются от продольных смещений упорными балками (швеллер № 35) с ре-
зиновыми амортизаторами, которые могут перемещаться вдоль кузова, для чего имеются
балки и фиксирующие стержни. Для их размещения на боковых продольных балках-стен-
ках 9 .предусмотрен набор отверстий. Пакеты листов стали удерживаются от поперечных
смещений передвижными стойками, закрепляемыми в поперечных балках рамы с отвер-
стиями. Кожухи вагона удерживаются от продольных и поперечных смещений торцевыми
5 и боковыми 77 упорами, расположенными на раме вагона, состоящей из продольных
балок 8, концевых балок 73, средних промежуточных 7 и шкворневых балок 12.
Кузов специализированного крытого вагона модели 17-486 (рис. 4.12) для бестарной пе-
ревозки муки состоит из рамы 7, в средней части которой хребтовая балка рамы отсутствует, и
укрепленных на ней четырех бункеров 2 коническо-цилиндрической формы с наружным диа-
метром 3220 мм, изготовленных из алюминиевого сплава марки АМГ6 или марки 1915.
149
Рис. 4.11. Крытый вагон для перевозки холоднокатаной стали в рулонах
Сверху бункеры соединены между собою по длине вагона переходными мостиками. Заг-
рузка бункеров производится сверху самотеком через люки 3 диаметром 400 мм. Разгрузка
бункеров производится снизу с помощью пневматической системы, состоящей из узлов пода-
чи сжатого воздуха и аэрации про-
дуктопроводов с арматурой, штуце-
ров для подключения манометров
и предохранительных клапанов.
Система разгрузи обеспечивает
транспортировку муки из бункеров
на расстояние до 200 м или на вы-
соту до 30 м. Производительность
разгрузки — 50 т/ч. Падение давле-
„ . ~ „ ния сжатого воздуха в системе раз-
Рис. 4.12. Вагон для бестарной перевозки муки -
грузки до нуля свидетельствует об
окончании процесса разгрузки.
Четырехосный специализированный крытый вагон модели 11-274 грузоподъемностью
50 т для транспортировки опасных тарно-штучных и пакетированных грузов 9-го и 13-го
разрядов, требующих зашиты от атмосферных и других внешних воздействий имеет цельно-
металлический сварной кузов с металлической листовой обшивкой толщиной 14 мм и
цельнометаллической крышей с внешним защитным покрытием из металлических листов
для предохранения основной крыши от прожога при падении на крышу оборванного кон-
тактного провода. Внутри кузов обшит фанерой с теплоизоляцией из асбестовой ткани. Заг-
рузка вагона производится через боковые и внутренние распашные двери. Защитные двери
вагона, открывающиеся наружу, обшиты металлическим листом толщиной 13 мм. Наруж-
ные задвижные двери — самоуплотняющиеся. Кузов вагона имеет постоянные инвентарные
устройства для крепления перевозимых грузов в кузове.
Специализированный крытый вагон модели 11-4164 грузоподъемностью 12 т для пе-
ревозки легковесных грузов имеет цельнометаллический сварной кузов несущей конст-
рукции. Погрузка и выгрузка грузов производится через боковые проемы в кузове с вы-
сокой платформы с использованием средств малой механизации и автопогрузчиков.
150
Для этого имеются восемь переездных площадок и раздвижные двери, перемещающиеся по
рельсам на специальных тележках. В кузове установлено электрооборудование для освеще-
ния грузового помещения светильниками с лампами накаливания напряжением 26 В. Возмож-
но также подключение вагона к внешнему источнику электроэнергии напряжением 220 В и
частотой 50 Гц. Для вентиляции вагона на крыше кузова установлены два дефлектора.
4.2.2. Открытые вагоны-хопперы
Для перевозки горячих окатышей и агломерата с температурой до 700 °C с места их
производства к приемным бункерам доменных печей применяется открытый хоппер моде-
ли 20-471 грузоподъемностью 65 т (рис. 4.13).
Рис. 4.13. Вагон-хоппер для перевозки горячих окатышей и агломерата
Вагон-хоппер имеет массу тары 23 т, объем кузова 42 м3. Длина по концевым балкам
рамы 10,78 м, габарит 1-ВМ. Кузов хоппера имеет раму, две боковые и две торцевые стен-
ки с углом наклона последних 41° к горизонтальной плоскости, два бункера с разгрузоч-
ными люками размерами 3500 х 400 х 560 мм и хребтовую балку из двух двутавров № 45.
Обшивка стенок кузова сделана из набора съемных панелей гнутого профиля для обеспе-
чения их подвижности при температурных деформациях и предупреждения коробления
несущих элементов кузова. Крышки разгрузочного механизма приводятся в действие от
пневматического цилиндра с дистанционным управлением.
Четырехосный открытый вагон-хоппер модели 20-40-15 грузоподъемностью 75 т для
перевозки горячих окатышей имеет такую же конструкцию кузова и механизма разгруз-
ки, что и вагон-хоппер модели 22-471. Съемная обшивка стен кузова толщиной 5 мм и
бункеров толщиной 8 мм при перевозке горячих окатышей с температурой до 7000 °C
позволяет существенно разгрузить несущий каркас кузова от температурных деформа-
ций и быстро заменять отдельные поврежденные листы в процессе эксплуатации. Все
несущие элементы кузова сделаны из низколегированной стали марки 09Г2Д.
Кузов четырехосного открытого вагона-хоппера модели 20-480 грузоподъемностью 71 т
для перевозки горячих окатышей и агломерата по магистральным путям и путям промыш-
ленного транспорта от места их производств к приемным бункерам доменных печей или
на склады накопления также имеет съемную обшивку стен кузова и бункеров для разгруз-
ки вагона-хоппера.
Открытый вагон-хоппер модели 22-4018 грузоподъемностью 62 т (рис. 4.14) для пере-
возки сухого охлажденного кокса по магистральным путям и путям промышленного транс-
порта имеет удлиненную конструкцию кузова объемом 130 м3.
Кузов состоит из двух боковых вертикально расположенных ферм, съемной обшивки из
гофрированных листов и двух наклонных под углом 44° к горизонтальной поверхности тор-
цевых стен с легкосъемной обшивкой из гладких металлических листов толщиной 8 мм.
151
Рис. 4.14. Открытый вагон-хоппер для перевозки кокса
Продольные и поперечные элементы рамы вагона, расположенные в зоне контакта с перевози-
мым коксом, защищены металлическими листами толщиной 8 мм. Две пары бункеров из ме-
таллических листов толщиной 8 мм имеют с наружной стороны кузова люки с крышками рам-
ной конструкции со съемной металлической обшивкой. Привод открывания и закрывания
крышек люков пневматический с дистанционным управлением при помощи электропневма-
тической системы. Предусмотрена также возможность аварийного ручного управления.
4.2.3. Полувагоны
Повышение технического уровня вагонного парка железных дорог России и стран СНГ
достигается в настоящее время за счет увеличения доли специализированных полувагонов
повышенной грузоподъемности с глухим кузовом, т.е. без разгрузочных люков в полу и с
торцевыми жесткими стенами. Используя современные механизированные средства и ме-
тоды производства погрузочно-разгрузочных операций, а также гравитационные свойства
сыпучих грузов, специализированные полувагоны с глухим кузовом обеспечивают в эксп-
луатации значительный технико-экономический и социальный эффект. В табл. 4.6 приве-
дены основные технические характеристики специализированных полувагонов.
Специализированный четырехосный полувагон модели 12-1592 грузоподъемностью 71 т
имеет цельнометаллический сварной кузов, боковые стенки которого состоят из каркаса и об-
шивки из гнутого листа с периодическими гофрами. Торцевые стены состоят из верхней обвяз-
ки гнутого профиля, двух боковых швеллеров № 14, двух горизонтальных поясов жесткости
омегообразного профиля 110 х 135 х 55 х 6 из гладкой листовой стали толщиной 5 мм.
Специализированный четырехосный полувагон модели 12-1505 (рис. 4.15) разработан
на базе универсального полувагона, у которого разгрузочные люки в полу заменены сплош-
ным металлическим настилом /, а торцевых дверей нет.
Для стока воды и зачистки кузова при подготовке полувагона под погрузку в полу предус-
мотрены два люка 2, расположенные по диагонали и открывающиеся внутрь кузова. Рама 3
кузова 4 вагона отличается от рамы универсального полувагона тем, что в ней для поддержа-
ния металлического настила пола между хребтовой балкой и нижними обвязками боковых
стен кузова установлено по дополнительной продольной балке из двутавра № 18. Остальные
элементы кузова мало отличаются от элементов кузова универсального полувагона.
152
Таблица 4.6
Технические характеристики специализированных полувагонов
Показатели Четырехосные, моделей В о с ь м и о с н ы с. м о д cj I ей
12-1592 12-1505 12-4004 12-538 12-545 22-4024
Грузоподъемность, т 71 69 63 131 132 115
Масса тары, т 21,3 21 30 45 44.57 46
Объем кузова, м'' 83 72,5 154 149 156 71
Длина, м: ио осям сцепления кузова внутри 14,54 12,7 13,92 12,08 20,96 18,52 20,28 19,07 19,49 18,68 15,8 13.42
Ширина, м, максимальная 3,134 3,18 3,24 3,15 3,312 3,1
Кузова внутри 2,878 2,26 3,026 2,85 3.282 2,92
Высота от уровня головок рельсов, м: максимальная кузова внутри 3,474 2,24 3,48 2,06 3.97 2,54 3,97 2,703 4.0 2.733 3,1 1,807
Коэффициент тары 0,3 0,3 0.476 0,35 0.34 0.4
Нарэузка от колесной пары на рельсы, кН 225,4 228 228 218 219 197,3
Погонная нагрузка, кН/м 66,3 66,8 44,4 71 81 101,9
Конструкционная скорость, км/ч 120 120 120 120 120 100
Габарит по ГОСТ 9238-83 0-ВМ 0-ВМ 1-Т 1-Т Т Г-Т
Рис. 4.15. Четырехосный полувагон с глухим кузовом
Более современную конструкцию кузова и лучшие технические характеристики имеет
специализированный четырехосный полувагон модели 12М580 грузоподъемностью 71т с
глухим кузовом. Внутренняя высота кузова объемом до 83 м3 увеличена за счет отсутствия
двутавра на хребтовой балке.
Специализированный четырехосный полувагон модели 12-4004 (рис. 4.16) для пере-
возки технологической щены от мест ее производства к предприятиям целюлозно-бумаж-
ной промышленности по магистральным железным дорогам и по путям промышленного
транспорта имеет цельнометаллический сварной кузов.
153
17830
Рис. 4.16. Четырехосный полувагон для перевозки технологической щепы
Боковая стена кузова состоит из каркаса, обшитого металлическими листами двух ти-
пов толщиной 3 и 4 мм из гнутых профилей с периодически повторяющимися гофрами. Вер-
хняя составная обвязка замкнутого поперечного сечения сделана из гнутого профиля и угол-
ка. Нижняя обвязка изготовлена из прокатного уголка сечением 160 х 100 х 10 мм. Рама
кузова состоит из хребтовой балки, из двух зетов № 31 и двутавра № 19; шкворневых балок
коробчатого поперечного сечения из листов толщиной 10 мм; двух концевых балок ко-
робчатого поперечного сечения из двух швеллеров № 27. Верхняя обвязка торцевых стен
изготовлена из замкнутого прямоугольного профиля сечением 60 х 80 х 8 мм, а нижняя об-
вязка — из гнутого уголка сечением 180 х 100 х 8 мм. Поперечные пояса торцевой стены
кузова изготовлены из специального профиля, а боковые стойки стены — из швеллера № 12.
Обшивка торцевой стены из гладких листов толщиной 5 мм. В полу кузова 22 разгрузочных
люка, закрываемые унифицированными крышками.
На Уралвагонзаводе разработаны и построены образцы большегрузных специализи-
рованных восьмиосных полувагонов с глухим кузовом габарита 1-Т грузоподъемностью
131 т (модель 12-538) и габарита Т грузоподъемностью 132 т (модель 12-538), в котором
впервые в вагоностроении применена более совершенная и надежная шпангоутная заделка
боковых стен кузова в раму полувагона. Кузова этих полувагонов изготовлены с наклон-
ными внутрь вагона стенами для облегчения выгрузки сыпучих грузов.
Для перевозки крупнокусковой медной руды от мест ее добычи до металлургических
предприятий применяются восьмиосные специализированные полувагоны модели 22-4024
грузоподъемностью 115 т. Погрузка руды в полувагоны производится экскаваторами с ков-
шами объемом 6 -8 м3, а выгрузка — с помощью вагоноопрокидывателей. Цельнометалли-
ческий сварной кузов полувагона изготовлен как одна целая конструкция. Рама кузова со-
стоит из двух усиленных зетов № 31 (у), двух концевых, двух шкворневых балок из прокат-
ных металлических листов толщиной 10, 12, 14 мм и промежуточных поперечных балок из
гнутого профиля 200 х 120 х 10 мм. Настил пола сделан из стальных листов толщиной 10 мм,
каркас боковой стены кузова — из стоек гнутого профиля сечением 160 х 80 х 7 мм, нижняя
обвязка — из специального гнутого профиля. Каркас торцевой стены состоит из двух угло-
вых стоек из уголка 125 х 125 х 10, двух вертикальных стоек корытообразного профиля с
толщиной стенок 8 мм, верхней обвязки замкнутого профиля 160 х 80 х 7 м и концевой балки
рамы полувагона, являющейся также нижней обвязкой. Каркас кузова внутри покрыт об-
шивкой из металлических листов толщиной 10 мм.
154
4.2.4. Платформы
В настоящее время около 2 % всех грузов перевозится по железным дорогам России,
других стран СНГ и Балтии в крупнотоннажных контейнерах грузоподъемностью 10, 20,
30 и 40 т. Удельный вес перевозимых в них грузов может возрасти до 5-6 (>/о. Перевозка
крупнотоннажных контейнеров на универсальных платформах неэффективна из-за низко-
го использования грузоподъемности платформ. Поэтому для перевозки крупнотоннажных
контейнеров разработана специализированная четырехосная платформа модели 13-470
(рис. 4.17), строящаяся на производственном объединении вагоностроения Абаканвагон-
маш с 1991 г. Платформа имеет грузоподъемность 60 т, массу тары 22 т, площадь грузовой
рамы 46 м2, базу 14,72 м, длину по осям сцепления автосцепок 19,62, ширину 2,5 м, коэффи-
циент тары 0,36, осевую нагрузку 200 кН, погонную нагрузку 41,8 кН/м, конструктивную
скорость 140 км/ч. Платформа вписывается в габарит О-В. На платформе можно перево-
зить шесть контейнеров типа 1Д грузоподъемностью 10 т, три контейнера типа 1С грузо-
подъемностью 20 т, или один контейнер типа 1А грузоподъемностью 30 т и один контей-
нер типа 1.С. Платформа не имеет деревянного полового настила и бортов, но снабжена
десятью упорами, поворачивающимися поперек платформы на 180°, и четырьмя угловыми
неподвижными упорами, которые удерживают контейнеры за нижние угловые фитинги от
продольных и поперечных смещений.
Рис. 4.17. Четырехосная платформа для перевозки крупнотоннажных контейнеров
При погрузке контейнеров используются только те упоры, которые расположены друг
от друга на расстоянии, соответствующем длине перевозимого контейнера, а остальные
поворотные упоры приводятся в нерабочее положение. Поворотные упоры укреплены на
поворачивающихся панелях попарно на расстоянии 280 мм друг от друга.
Хребтовая балка рамы выполнена из двух двутавров № 60 переменной по длине высо-
ты сечения, боковые продольные балки — из одного двутавра № 60.
В консольной части рамы установлены два раскоса коробчатого поперечного сечения
из двух швеллеров № 14, через которые передается избыточная часть продольной силы
удара от концевой балки на продольные боковые балки при полном закрытии поглощаю-
щих аппаратов автосцепки. Шкворневые балки рамы замкнутого поперечного сечения сва-
рены из двух вертикальных и двух горизонтальных листов толщиной соответственно 10 и
12 мм. Средние поперечные балки рамы двутаврового поперечного сечения сварены из
вертикального листа толщиной 5 мм и двух горизонтальных листов толщиной 8 мм.
С целью повышения эффективности эксплуатации платформ для перевозки контейне-
ров на базе платформы модели 13-470 создана платформа модели 13-9004 грузоподъемно-
стью 65 т с половым настилом и торцевыми бортами с целью использования ее также и для
перевозки колесно-гусеничной техники и других грузов. Хребтовая балка рамы изготовле-
на из двух двутавров № 70В. Продольные боковые балки — из двутавров № 55 переменной
155
высоты по длине (балка равного сопротивления изгибу). Настил пола в средней части на
ширине 500 мм изготовлен из рифленых листов толщиной 4 мм, а боковые части — из
досок толщиной 55 мм. Для поддержания настила пола предусмотрены дополнительные
продольные балки из швеллера №. 10. Торцевые борта и их клиновые запоры типовые (как
у универсальных платформ модели 13-4012).
Для перевозки автомобилей применяются двухъярусные платформы модели 13-1479
(рис. 4.18).
Рис. 4.18. Двухъярусная платформа для перевозки легковых автомобилей
Платформа имеет грузоподъемность 20 т, массу тары 26 т, общую площадь пола
130 м2, базу 16,5 м, длину по осям сцепления автосцепок 21,66 м, ширину 3,25 м, высоту
от головок рельсов 3,22 м, коэффициент тары 1,3, осевую нагрузку 113 кН, погонную
нагрузку 21,2 кН/м, конструктивную скорость движения 120 км/ч. Платформа вписы-
вается в габарит 1-Т.
Платформа имеет нижнюю 4 и верхнюю 2 рамы с металлическим полом с расположен-
ными на нем направляющими устройствами для погрузки и выгрузки автомобилей само-
ходом: и надежного их крепления на платформе. Обе рамы соединены между собою че-
тырьмя концевыми 1 и двумя средними 3 стойками. Для подъема обслуживающего персо-
нала на верхнюю раму служит лестница 6 и переходные концевые площадки 5. На нижнюю
раму, состоящую из хребтовой балки, двух продольных боковых балок, двух концевых и
шкворневых балок, промежуточных поперечных и продольных укороченных балок, на-
стлан пол из гофрированных металлических листов толщиной 3 мм с щелевыми отверстиями
для установки колесных упоров, служащих для закрепления автомобилей от перемещений
при движении платформы. Верхняя рама, состоящая из средней, двух боковых продоль-
ных, двух концевых, двадцати промежуточных и трех усиленных балок, имеет настил пола
из гофрированных листов толщиной 3 мм. Автомобили закрепляются на платформе с по-
мощью 68 колесных упоров стационарного типа.
Для перевозки леса в хлыстах применяются платформы модели 23-419 (рис. 4.19).
Платформа имеет грузоподъемность 59 т, массу тары 29,2 т, длину по раме 24 м. Она имеет
мощную раму 2 с двенадцатью неподвижными металлическими стойками / и металлическим
гофрированным полом. В стойки входят Г-образныс кронштейны с механизмом поворота.
Рис. 4.19. Четырехосная платформа для перевозки леса в хлыстах
156
Рама платформы состоит из хребтовой балки из двух двутавров № 60Б, двух боковых про-
дольных балок из двутавра № 55Б, двух концевых сварных балок замкнутого коробчатого
сечения со скользунами и пятником, четырех основных и одиннадцати поперечных под-
держивающих балок сварной конструкции двутаврового поперечного сечения. Вспомога-
тельные поперечные балки для поддержания настила пола изготовлены из гофрированных
металлических листов толщиной 2,5 мм. Для крепления тормозного оборудования имеют-
ся балки из прокатного уголка сечением 60 х 40 х 6 мм.
Между стойками 1 поперек платформы установлены гребенки высотой 100 мм для
недопущения смещения хлыстов вдоль платформы. На стойках установлены верхние крон-
штейны с механизмом их поворота. Поворот и подъем кронштейнов осуществляется с по-
верхности земли одним рабочим. По требованию заказчика платформа может быть обору-
дована цепными стяжками вместо' механизма поворота Г-образных кронштейнов.
4.2.5. Цистерны
Специализированные цистерны применяются для перевозки различных кислот, сжижен-
ных газов под давлением и пищевых продуктов (см. табл. 4.7), а также для перевозки пыле-
видных и затвердевающих грузов. Цистерны для перевозки кислот отличаются от универ-
сальных цистерн меньшим диаметром котла (2,0—2,6 м) и, следовательно, меньшим объе-
мом из-за большего удельного веса кислот. Котлы кислотных цистерн изготавливаются из
стойких к агрессивным свойствам грузов металлов (нержавеющие стали, алюминиевые спла-
вы, углеродистые стали, облицованные с внутренней стороны котла резиной или специаль-
ными синтетическими материалами). Цистерны имеют также специальные устройства для
верхнего налива и слива кислот, а иногда и для защиты рамы и других частей цистерны от
возможного разбрызгивания кислот. Вследствие повышенной опасности перевозки кислот,
могущих вызвать ожоги обслуживающего персонала, взрывы, интенсивную коррозию ме-
талла и т.п. предусматривается окраска котлов таких цистерн, резко отличная от окраски
других типов вагонов. Вдоль котла кислотной цистерны нанесены желтые полосы шириной
0,5 м с обеих сторон цилиндрической части и квадраты размером 1 х 1 м на днищах котла, на
которых указано назначение цистерны и опасность перевозимой кислоты.
Эксплуатация цистерн для перевозки
сжиженного газа под большим давлением
регламентируется специальными правила-
ми Гостехнадзора. Для защиты от нагре-
ва солнечными лучами применяются тене-
вые защитные кожухи, окрашенные в свет-
лый цвет и расположенные над верхней ча-
стью котла (рис. 4.20).
Большое давление сжиженного газа внут-
ри котла (2,5—3,0 Мпа) обуславливает значи-
тельную толщину стенок котла (24—30 мм).
Налив и слив сжиженного газа в газовых цис-
Рис. 4.20. Четырехосная цистерна для перевозки сжи-
женных газов, ci 1абженная теневым защитным кожухом
тернах производится через вертикально расположенные трубы, укрепленные внизу в поддо-
не, предназначенном для обеспечения полноты разгрузки. Сливо-наливная арматура распо-
ложена наверху котла и защищена специальными дугами безопасности для предотвращения
ее от повреждений при крушениях цистерн. Кроме того, для предотвращения пробоя днища
котла корпусом автосцепки при крушении перед ним на определенном расстоянии на кон-
сольной части рамы цистерны установлен защитный щит безопасности, который восприни-
мает на себя удар расцепившегося корпуса автосцепки при крушении.
Котлы газовых цистерн снабжены яркими отличительными полосами на цилиндри-
ческой части и кругами на днищах. Например, полосы шириною 0,3 м красного цвета име-
ют цистерны для перевозки пропана, желтого аммиака, защитного хлора и т.п.
157
Основные технические характеристики специализированных цистерн для перевозки
кислот, сжиженных газов и пищевых продуктов приведены в табл. 4.7.
Таблица 4.7
Технические характеристики специализированных цистерн для перевозки кислот,
сжиженных газов и пищевых продуктов
Показатели Кислота, модели Сжиженные газы, модели Пищевые про- дукты. модели
Слабая азотная, 15-1404 Крепкая азотная, 15-1596 Соляная, 15-1554 Серная, 15-1548 Хлор, 15-1556 Пропан, 15-1407 Молоко, 15-886 Патока, 15-1413
Грузоподъемность, т 61,5 57,3 62 65 75.5 22,9 31,2 62
Масса тары, т 22,1 22,9 22,5 20,4 19.4 35,2 23.3 22,26
Объем котла, м 46,86 39,5 54 38,7 46 54 30,24 46,1
Внутренний диаметр котла, м 2,417 2,21 2,6 2,2 2,4 2,6 2,012 2,4
Длина котла, м 10,56 10,68 10,61 10,49 10.61 10,64 10,556 10,53
Длина по осям сцепления ав- тосцепок, м 12,02 12.02 11,02 12,02 12,02 12,02 12,02 12,02
База, и 7,8 7,8 7.8 7.8 7,8 7,8 7,8 7,8
Осевая нагрузка, кН 216 216 216 216 216 216 216 216
Погонная нагрузка, кН/м 69 66.7 70.3 71 72 48,5 45.2 70
Коэффициент тары 0.359 0,399 0,363 0,314 0,511 1,54 0,747 0,359
Конструкционная скорость, км/ч 120 120 120 120 120 120 120 120
Габарит по ГОСТ 9238-83 02-ВМ 02-ВМ 02-ВМ 02-ВМ 02-ВМ 02-ВМ 02-ВМ 02-ВМ
Цистерна для перевозки концентрированной азотной кислоты (рис. 4.21) имеет котел
из алюминиевого сплава М или Д1. Она снабжена колпаком 3, штуцером I для отбора
проб, предохранительно впускным клапаном 2 и штуцером 4 для крепления сливо-налив-
ной трубы 7. Для защиты рамы и деталей автотормоза от случайно пролитой кислоты име-
ются предохранительные щиты 6, а для нейтрализации пролитой кислоты используется
известь, помещенная в ящик 5.
Рис. 4.21. Четырехосная цистерна для перевозки крепкой азотной кислоты
Восьмиосные безрамные цистерны (рис. 4.22) грузоподъемностью 120 т, массой тары
53,5 т и с объемом котла 62 м3 (диаметр 2,315 м, длина 15,7 м) для перевозки концентри-
рованной фосфорной кислоты строились Азовмашем совместно с фирмой «Фридрих
Уде» (Германия). Котел цистерны имеет наружную изоляцию из пенополеуретана тол-
щиной 180 мм и внутренний защитный резиновый слой.
158
Цистерна-термос с тележками 11 модели
18-100, автосцепкой К), автотормозом 13, руч-
ным тормозом 16 предназначена для перевоз-
ки молока (рис. 4.23). Она имеет котел 1 из
алюминиевых сплавов, разделенный на три
секции 8, 9 объемом по 10,08 м3 с люками 4,
имеющими сверху теплоизоляцию 3, и откид-
ными крышками 5. Котел, опирающийся на
раму 12 через опоры 77, 18, покрыт тепло-
изоляционным слоем 6 толщиной 300 мм из
Рис. 4.22. Восьмиосная цистерна для перевозки
концентрированной фосфорной кислоты
мипоры для углеродистой или нержавеющей стали или стекловолокна МРТ-75 для алюми-
ниевого сплава. Теплоизоляция защищена стальным кожухом 7. На котле снаружи укреп-
лены лестница 15 с поручнями 14 и помостом с ограждениями 2 для безопасной работы
обслуживающего персонала.
Основные технические характеристики специальных цистерн для перевозки пылевид-
ных и затвердевающих грузов приведены в табл. 4.8.
Таблица 4.8
Технические характеристики специализированных цистерн для перевозки
пылевидных и затвердевающих грузов
Показатели Пылевидные грузы, модели Затвердевающие грузы, модели
Кальцини- рованная сода, 15-884 Цемент, 15-1405 11оли- винпл- хлорид, 15-1498 Расплав- ленная сера, 15-1480 Пек, 15-1532 Желтый фосфат, 15-1412
Грузоподъемность, т 54 61 65,5 56,6 60 59
Масса тары, т 31,3 24,15 30 24,7 27,5 21,4
Обьсм котла, м'1 101,5 62,4 99,2 31,8 54,4 38,7
Диаметр котла, м 3,0 2,8 3,0 2,0 2,6 2,2
Длина котла, м 14,69 19,5 14,69 10,88 10,61 10,49
Длина по осям сцепления авто- сцепок, м 15,72 12,02 15,72 12,02 12,02 12,02
159
Окончание табл. 4.8
Показатели Пылевидные грузы, модели Затвердевающие грузы., модели
Кальцини- рованная сода, 15-884 Цемент, 15-1405 Поли- винил- хлорид, 15-1498 Расплав- ленная сера. 15-1480 Пек, 15-1532 Желтый фосфат, 15-1412
Высота от головок рельсов, м 4,67 4.6 4,55 4,47 4,64 4,03
База, м 11,5 7,8 11.5 7,8 7.8 7,8
Коэффициент тары 0,58 0,39 0,54 0,43 0,46 0,36
Осевая нагрузка, кН 216 216 216 216 216 216
Погонная нагрузка. кН/м 54,3 69,3 54 67,7 78.8 66,9
Конструкционная скорость, км/ч 120 120 120 120 120 120
Габарит по ГОСТ 9238-83 1-ВМ 02-ВМ 1-ВМ 02-ВМ 1-ВМ 02-ВМ
Котел цистерны для перевозки цемента (рис. 4.24) отличается гем, что для облегчения
выгрузки цемент взрыхляют сжатым воздухом (избыточное давление 0,2 МПа), который
подводится к желобам (аэролоткам) 1 и шлангу, присоединенному к разгрузочному уст-
ройству 2, для лучшего подвода цемента к которому имеются рассекатели 4 и боковые
Рис. 4.24. Котел цистерны для перевозки цемента
откосы 3. Для выравнивания
давления воздуха в загруженной
цементом верхней части котла и
подоткосном пространстве име-
ется труба 6. На котле имеются
загрузочный люк 7, предохра-
нительный клапан и два штуце-
ра 5 для слива конденсата.
Цистерна для перевозки
кальцинированной соды
(рис. 4.25) имеет устройство,
подобное цистерне для пере-
возки цемента, отличаясь от
последней большим количе-
ством загрузочных 2 и разгру-
зочных 3 патрубков, а также
аэролотков и деталей воздуш-
ной коммуникации 4.
160
Дальнейшее совершенствование цис-
терн для перевозки сыпучих грузов осуще-
ствлено в конструкциях с двухсекционным
котлом для перевозки поливинилхлорида
(рис. 4.26). Для лучшей выгрузки груза сек-
ции расположены наклонно.
Цистерна для перевозки жидкой серы
имеет электрические нагреватели и наруж-
ную изоляцию котла, изготовленного из ли- Рис' 4'26' перев03ки
стов двухслойной стали ВСт.Зсп2 +
12Х18Н10Т. Изоляция котла рассчитана на
сохранение серы в жидком состоянии (серу заливают в котел при температуре 150 °C)
в течение четырех суток при температуре наружного воздуха 25 °C. Перед сливом серу
разогревают до температуры 120 °C. Котел цистерны изготовлен из углеродистой стали
с термоизоляцией для перевозки жидкого пека и рассчитан на температуру загружаемого
пека 300 °C. При температуре налива пека 250 °C и окружающей среды 30°С пек сохраняет-
ся в жидком состоянии без дополнительного подогрева в течение пяти суток. Система элек-
трообогрева позволяет нагревать пек до 180 °C.
Разновидностью цистерн, предназначенных для перевозки легкозатвердевающих гру-
зов, является цистерна для перевозки капролактама с системой обогрева горячей водой и
паром. Котел сделан из стали марки С8Х22Н6Т. Грузоподъемность цистерны 50 т, полез-
ный объем котла 49,5 м3, масса тары 26 т.
Дальнейшее совершенствование специализированных цистерн может быть достигнуто
путем увеличения грузоподъемности, осности, перехода к безрамным цистернам, применения
новых материалов. Например, применение стеклопластика для изготовления котла позволяет
снизить массу тары четырехосной цистерны на 5,5 т и соответственно увеличить ее грузоподъ-
емность. В 1964 г. Тверским заводом пластмасс была построена опытная цистерна с котлом из
стеклопластика объемом 25 м3 и толщиной многослойной стенки 10 мм, обладающим необхо-
димой жесткостью и прочностью. Однако сложность изготовления и высокая стоимость цис-
терн с котлом из стеклопластика сдерживает пока широкое применение таких цистерн.
4.2.6. Транспортеры
Железнодорожные транспортеры предназначены для перевозки грузов, которые по своим
габаритным размерам и массе невозможно перевозить обычными универсальными вагонами.
Такими грузами являются мощные трансформаторы, крупногабаритные узлы гидравлических
турбин, статоры и роторы генераторов большой мощности, станины блюмингов и слябингов и
крупных станков, маховики, котлы большой длины и т.п. На железных дорогах России, других
стран СНГ и Балтии эксплуатируются транспортеры платформенного, площадочного, колодце-
образного, сочлененного и сцепного типов грузоподъемностью от 55 т (четырехосный) до 500 т
(тридцатидвухосный) с числом колесных пар: 4, 6, 8, 10, 12, 16, 20, 28, 32.
Основные технические характеристики транспортеров приведены в табл. 4.9.
Рама восьмиосного транспортера платформенного типа (рис. 4.27) сварной конструк-
ции состоит из четырех двутавровых балок, к которым приварен металлический пол с ря-
дом отверстий для крепления перевозимого груза. Для этой же цели предусмотрены крон-
штейны двутавровых балок рамы транспортера.
Рама с главной несущей балкой 3 транспортера колодцевого типа (рис. 4.28) через сфе-
рические пятники 5 и продольные концевые балки 1 опирается на тележки 7. На балках 1
размещены автосцепка 6и оборудование автотормоза?. Колодец (пустота) несущей балки 3
имеет длину 10,8 м сверху и 10,0 м внизу и ширину 2,42 м. Транспортер имеет четыре съем-
ные поперечные балки 8, которые в зависимости от размеров перевозимых грузов можно
переставлять, опирая на различные пары подушек.
11 Вагоны
161
Таблица 4.9
Технические характеристики транспортеров
Показатели Модели
14-6048 14-6055 14-6056 14-6063 14-6046 14-6057 14-6067 14-6071 14-135 14-138 14-139
Тип пл пт кл пл пл сч пл пл сч сц сч
Число осей 4 8 8 8 16 16 16 16 28 32 32
Грузоподъемность, т 62 120 120 120 220 240 220 225 400 480 500
Масса тары, т 25,6 54,3 54,3 56 127 НО 126 126,5 200,5 211 217
Длина по осям сцепления, м 16,85 24,13 25,28 26,25 35,95 43,54 38,23 40,83 48,02 62,76 63,49
Осевая нагрузка, кН 216 218 218 220 217 219 216,3 220 214 216 224
Погонная нагрузка брутто, кН/м 52,1 72,23 68,95 67,05 96,52 80,38 90,5 86,08 125 110 112,93
Коэффициент тары 0,41 0,45 0,45 0,466 0,577 0,458 0,572 0,562 0,5 0,439 0,434
Конструкционная скорость, км/ч: груженого порожнего 120 120 120 120 120 120 120 120 120 120 100 120 120 120 100 120 80 100 80 100 80 100
Габарит по ГОСТ 9238-83 1-Т 1-ВМ 1-Т 02-ВМ 1-Т 1-Т 1-Т 1-Т 1-Т 1-Т 1-Т
Обозначения: пл — площадочный, пт — платформенный, кл — колодцевый, сч — сочлененный,
сц — сцепной.
Рис. 4.28. Восьмиосный транспортер колодцевого типа
Транспортер площадочного типа с пониженной средней частью грузовой рамы для перевозки
грузов большой высоты (рис. 4.29) имеет несущую балку 3 из пяти двутавров, поперечных балок 4 и
стального листа 11 толщиной 20 мм (настил пола), опирающуюся на четырехосные тележки 5 через
плоские пятники 6. На концевых балках 1 расположены тормозные будки и типовые автосцепки 7.
Представителем транспортеров сцепного типа является 32-осный транспортер, один
16-осный сцеп которого показан на (рис. 4.30). Сцеп состоит из сварной несущей балки 3
с катковыми опорами 2, которыми балка опирается на две надтележечные балки 1
с типовыми автосцепками 5. Такой сцеп можно эксплуатировать и как самостоятель-
ный транспортер грузоподъемностью 240 т, для чего на концы несущей балки 3 уста-
навливаются сменные опоры-турникеты для укладки перевозимого груза.
162
A—A
Рис. 4.29. Шестнадцатиосный транспортер площадочного типа
При одновременном использовании обоих сцепов для перевозки груза массой 480 т
сменные концевые опоры снимаются и закрепляются в специально предусмотренных мес-
тах на надтележечных балках. Груз опирается на стационарные опоры 4 сцепов, которые
могут поворачиваться вокруг вертикальной оси, одна из них, кроме того, перемещается
вдоль транспортера с целью облегчения прохода кривых с радиусом до 150 м.
Сочлененные транспортеры предназначены для перевозки мощных силовых транс-
форматоров и статоров крупных электрогенераторов, а также других крупногабарит-
ных и тяжеловесных грузов, но с использованием специальных вспомогательных при-
способлений. Транспортер имеет две консоли, опирающиеся через систему балок на
ходовые части. Перевозимый груз подвешивается между консолями транспортера и со-
единяется с ними валиками диаметром 250 мм. Под действием собственного веса груз
защемляется между верхними частями консолей и участвует в работе конструкции транс-
портера как несущий элемент. Грузоподъемность 16-, 20-, 28- и 32-осного транспортеров
равна соответственно 220, 300, 400 и 500 г.
Двадцативосьмиосный сочлененный транспортер (рис. 4.31) состоит из двух кон-
солей I с опорными катками, через которые консоли опираются на две соединительные
балки 2, которые опираются на концевые 3 и промежуточные 4 балки. Транспортер
имеет 14 двухосных тележек с базой 1360 мм конструкции Луганского тепловозострои-
тельного завода. Каждая консоль имеет водило 5, для свободного поворота консоли с
грузом при прохождении кривых.
44040
Рис. 4.31. Двадцативосьмиосный транспортер сочлененного типа
163
При необходимости транспортер может иметь съемную несущую балку, соединяющуюся
с проушинами б консолей при перевозке грузов, не имеющих собственных проушин для сочле-
нения их с консолями. В порожнем состоянии консоли соединяются между собою специальны-
ми серьгами, а верхние пояса консолей скрепляются специальной закидкой с замком.
Транспортер имеет четыре 20-тонных гидроподъемника для подъема консолей с гру-
зом и поддержания их при разведении половин порожнего транспортера. Подъем главно-
го несущего строения транспортера с грузом с помощью главной системы гидравлических
подъемников производится для установки под груз тумб и тележек при разгрузке или для
удаления их из-под груза при погрузке транспортера.
В связи с бурным развитием энергетической отрасли в 1985—1991 гг. возникла необхо-
димость перевозки до железным дорогам сверхмощных трансформаторов массой до 700 т на
специальных сочлененных транспортерах. Для этой цели разработан технический проект
создания транспортера грузоподъемностью 700 т, массой тары 267 т, длиной 75,41 м при
длине перевозимого груза Ими числе колесных пар в тележках 36. Однако постройка его
не была осуществлена по ряду технико-экономических и экологических причин.
На железных дорогах России, других стран СНГ и Балтии эксплуатируются один сочле-
ненный транспортер грузоподъемностью 500 т постройки Стахановского вагоностроитель-
ного завода (Украина) и 5 сочлененных транспортеров грузоподъемностью 500 т постройки
фирмы «Крупп» (Германия), поставленные в бывший СССР по контракту в 1979—1980 гг.
4.3. Вагоны промышленного транспорта
Вагоны промышленного транспорта предназначены для внутренних перевозок, свя-
занных с производственным процессом промышленных предприятий (доставка металлур-
гического сырья, полуфабрикатов, готовой продукции, строительных материалов), а так-
же непосредственно с технологическим процессом в качестве транспортного средства для
выполнения внутризаводских или внутрицеховых транспортных операций. Кроме того,
такие вагоны используются для внешних перевозок до мест примыкания дорог промыш-
ленного транспорта к магистральным железным дорогам. Некоторые типы вагонов с оп-
ределенными осевыми нагрузками промышленного транспорта могут эксплуатироваться
и на магистральных дорогах МПС России, а на дорогах промышленного транспорта мо-
гут эксплуатироваться в свою очередь обычные универсальные и специализированные ва-
гоны магистральных железных дорог.
Большинство вагонов промышленного транспорта имеет специальную конструкцию,
позволяющую эффективно выполнять погрузо-разгрузочные, транспортные и технологи-
ческие операции. Наиболее широкое распространение на промышленном транспорте по-
лучили думпкары (вагоны-самосвалы), позволяющие применять механизированные спо-
собы и средства погрузки и выгрузки грузов. Основные технические характеристики думп-
каров приведены в табл. 4.10.
Думпкары с механизированной погрузкой грузов (вскрышные породы, никелевые, мар-
ганцовые, апатитовые, железные руды, уголь и др.) экскаваторами и механизированной
погрузкой гравитационным способом предназначены в основном для эксплуатации на от-
крытых разработках полезных ископаемых (карьерах и разрезах). При разгрузке кузов с
металлическими шарнирными бортами и трехслойным полом (верхняя стальная плита тол-
щиной 12 мм, нижний стальной лист толщиной 4 мм, средняя упругая прослойка из дере-
вянных брусьев толщиной 75 мм) с помощью специального рычажного механизма на тор-
цевых бортах и пневматических цилиндров, укрепленных на думпкаре, наклоняется под
углом 40-45° к горизонту.
При этом боковой борт со стороны разгрузки автоматически с помощью механизма
думпкара откидывается вниз и становится продолжением пола, предотвращая высыпание
груза на ходовые части думпкара. При этом противоположный боковой борт удерживает-
ся рычажным механизмом в закрытом положении.
164
Таблица 4.10
Технические характеристики думпкаров
Показатели Тип, модель
6ВС-60, 31-638 ВС-85, 31-639 Д-82, 31-652 2ВС-105, 31-634 ВС-145, 31-653 2ВС-180, 31-631
Грузоподъемность, т 60 85 82 105 145 180
Масса тары, т 27 35 37,6 48,5 64,5 67
Число осей, шт. 4 4 4 6 8 8
Объем кузова, м'1 26,2 38,8 36,1 50 72 59,2
Длина ио осям сцепления, м 11,83 12,17 12,17 14,9 17,58 14Д8
Ширине! кузова (максимальная), м 3,21 3,52 3,52 3,52 3,464 3,464
Высота от головок рельсов, м 2,74 3,236 3,31 3,241 3,65 3,27
Количество разгрузочных цилиндров, шт. 4 4 4 6 8 8
Осевая нагрузка, кН 21,78 30 30 25,6 26,22 30,8
Погонная нагрузка, кН/м 72,1 94,48 94,17 103 119,17 169,4
Давление в разгрузочных цилиндрах, МПа 0,6 0,6 0,6 0,6 0,6 0,6
Конструкционная скорость, км/ч:
на путях промтранспорта 70 70 70 70 70 70
на магистральных, путях МПС России 120 120 120 120 100 100
Габарит по ГОСТ 9238-83:
на магистральных пугях MI IC России 1-Т 1-Т 1-Т 1-Т 1-Т 1-Т
на пугях промтранспорта Т Т Т Т т Т
Четырехосные думпкары предназначены для перевозки горнорудных пород, грунта и
сыпучих грузов удельным весом до 2,2 т/м3. Конструкция думпкара допускает погрузку
крупных глыб породы массой до 2,0 т на предварительно подсыпанный слой мелкой поро-
ды толщиной не менее 300 мм с высоты до 2 м от уровня пола.
Шестиосный думпкар типа 2ВС-105 (рис. 4.32) с трехосными тележками УВЗ-11А с цент-
ральным рессорным подвешиванием, предназначенный для перевозки грузов с удельным весом
до 2,0 т/м3, имеет продольные штампосварные металлические борта, лобовые стенки 1 с рычаж-
ным механизмом открывания продольных бортов, верхнюю раму 2, нижнюю раму 3 и шесть
пневмоцилиндров 4 для наклона кузова при разгрузке, два из которых (по одному с каждой
стороны думпкара) — двойного действия для возвращения кузова после разгрузки в горизон-
тальное положение.
Восьмиосные думпкары с двумя четырехосными тележками (рис. 4.33) служат для пе-
ревозки вскрышных пород с удельным весом до 2,0 т/м3 и скальных пород и руд с удельным
весом до 2,5-3,0 т/м3 на предприятиях горной металлургии. Кузов думпкара имеет такую
же принципиальную схему, как у шестиосного думпкара; отличия лишь в конструктивном
исполнении отдельных узлов и деталей.
Пневматическая система разгрузки (наклона кузова), снабжаемая сжатым воздухом
от локомотива или стационарного наземного компрессора, обеспечивает опрокидывание
кузова отдельных вагонов или группы вагонов с одного поста управления. Питание пнев-
моприборов системы разгрузки сжатым воздухом производится через самостоятельный
магистральный трубопровод, укрепленный на нижней раме думпкара.
165
Разработана также электрогидравлическая система разгрузки думпкаров, в которой
цилиндры питаются маслом под давлением до 15 МПа от моторнасосной установки локо-
мотива. Для обеспечения разгрузки при примерзающих к кузову грузов при низких темпе-
ратурах применяются установленные под полом кузова вибраторы.
Для перевозки жидкого шлака применяются шлаковозы (рис. 4.34), состоящие из ков-
ша /емкостью 11 м3, опорного кольца 8 с замковым устройством К) для ковша, бегунков 6,
зубчатых сегментов 5, стоек 3, лафетов 2, фигурной балки И, ходовых частей /9, автосцеп-
ки 1 и механизма опрокидывания 9 с электродвигателем мощностью 20—30 кВт. Масса
тары шлаковоза 70—100 т, а грузоподъемность 11—12 т.
Для перевозки жидкого чугуна применяется чугуновоз (рис. 4.35), состоящий из лафе-
тов со стойками 2 для ковша, упоров 1 для правильной установки чугуновоза под погрузку
и выгрузку. Ковш имеет цапфы 3, 4, 7 и 8, крановые захваты 9 для поворота ковша и футе-
ровку 6 из огнеупорного кирпича толщиной 310 мм.
Жидкий чугун можно перевозить также в 16-осном чугуновозе миксерного типа
грузоподъемностью 150 т, тарой 210 т, осевой нагрузкой 220 кН и скоростью движе-
ния 35 км/ч.
Создана также конструкция чугуновоза-миксера грузоподъемностью 420' т, тарой
440 т, с осевой нагрузкой 550 кН и скоростью движения 10 км/ч. В дальнейшем плани-
руется постройка чугуновоза-миксера грузоподъемностью 600 т, тарой 647 т, осевой
нагрузкой 515 кН и скоростью движения 10 км/ч.
166
Рис. 4.34. Шлаковоз
Рис. 4.35. Чугуновоз
167
Для перевозки совков со скрапом применяется специализированная платформа
(рис. 4.36), состоящая из совка /, рамы 9 с автосцепками 2, опор 10 и II из стальных плит
толщиной 36 мм и брусков сечением 100 х 100 мм для передачи нагрузки от совка на раму
и далее на тележки 3 (одна 2-осная, а другая 4-осная с соединительной балкой 6), пере-
ходной площадки 8 с подножкой 7, ручного 4 и автоматического 5 тормозов.
Для перевозки горячего кокса с температурой до 1000 °C от коксовых печей к тушиль-
ной башне применяется коксотушильный вагон (рис. 4.37), в котором происходит процесс
обработки и охлаждения кокса фенольной водой перед разгрузкой кокса в приемные уст-
ройства тушильной башни.
Рис. 4.36. Платформа для перевозки совков со скрапом
Шестиосный вагон имеет грузоподъемность 25 т, массу 58 т, осевую нагрузку
197,3 кН, ширину 5,98 м, объем кузова 70 м3. На раме вагона 1 установлены 12 стоек
(шесть передних 2 и шесть задних 3), на которые опирается наклонный пол 4 кузова,
состоящего из передней продольной стены 5 с затворами б, двух торцевых стен 7 и
наклонного пола. Два привода механизма открывания и закрывания 8 затворов 6
расположены под полом 4. Вагон имеет трехосные тележки типа КВЗ-1М.
Рис. 4.37. Коксотушильный вагон
168
В доменных цехах металлургических заводов применяются самоходные трансфер-
кары (дозирующие вагоны): рудные грузоподъемностью 60, 65, 70 т и коксовые грузо-
подъемностью 30 т.
Рудный трансферкар (рис. 4.38) состоит из бункера 1 с порталами 7, двух кабин 2 и 3
управления движением и разгрузкой, рамы 4, специальных тележек 5 с двумя тяговыми
двигателями ЭД-107 мощностью по 55 кВт и типового автосцепного устройства 6.
Рис. 4.38. Рудный трансферкар
В кабинах управления установлены контроллеры управления, кран машиниста, комп-
рессор, панель управления передвижением вагона, переключатель управления механизма-
ми открывания затворов днищ бункеров. Электроэнергия подается на вагон по троллеям
через токоприемники на боковой стене кабины управления.
Коксовый трансферкар отличается от рудного трансферкара большим объемом бун-
кера, отсутствием наклона торцевых и продольных стен кузова, наличием перегородки
внутри кузова, наличием ручного и пневматического механизмов открывания дверей бун-
кера. Под трансферкаром размещены две двухосные тележки с четырьмя тяговыми элект-
родвигателями постоянного тока Д6 мощностью 23,5 кВт.
169
Для дозированного набора, транспортировки, взвешивания и выгрузки шихтовых
материалов применяется самоходный саморазгружающийся вагон-весы типа ЭВВ-40
(рис. 4.39), состоящий из рамы /, бункера 3, механизма загрузки 5, весового устройства 3,
кабины управления 4, вентиляционной установки 6, пневматической системы 9, ходо-
вых частей 7, электрооборудования 2 и системы подачи смазки 10.
Вагон-весы имеет грузоподъемность 40 т, массу тары 70 т, емкость бункера 18 м3, дли-
ну 17 м, ширину 4,22 м, высоту 6,05 м, осевую нагрузку 269,5 кН, конструкционную ско-
рость движения 150 м/мин, или 9 км/ч.
На путях промышленного транспорта применяются также четырехосные платформы
грузоподъемностью 160 т и длиной по осям сцепления автосцепок щеколдного типа 7,03 м
для перевозки изложниц; двухосная платформа грузоподъемностью 45 т, длиной по раме
4,38 м и шириной 2,47 м для транспортировки мульд с шихтовыми материалами от шихто-
вого двора или охраноразгрузочного цеха к рабочей площадке мартеновского цеха; ва-
гон-самосвал для перевозки горячих металлургических грузов (горной земли, огнеупорно-
го боя, горячего шлака) с температурой до 800 °C, платформа грузоподъемностью 102 т
для перевозки блюмсов, слябов и тяжеловесной обрези с температурой до 100 °C и горяче-
го чушкового чугуна.
4.4. Изотермические вагоны
Изотермические вагоны предназначены для перевозки скоропортящихся грузов
(мясо, рыба, масло, фрукты, овощи и т.п.). По назначению эти вагоны делятся на
универсальные и специализированные. Первые предназначены для перевозки всех
видов скоропортящихся грузов, а вторые — для перевозки отдельных грузов, напри-
мер, молока, живой рыбы, вина.
По способу охлаждения и способу отопления вагоны делятся на вагоны с машинным
охлаждением и электрическим отоплением (рефрижераторные) и охлаждаемые водным
льдом или льдосоляной смесью и отапливаемые печами-времянками (вагоны-ледники).
В зависимости от способа охлаждения рефрижераторные вагоны бывают с централь-
ной, рассольной и индивидуальной воздушной системами охлаждения. Поезда и секции
с центральным охлаждением имеют аммиачные холодильные установки в машинном от-
делении вагона, из которого холод передается в вагоны с грузом с помощью раствора хло-
ристого кальция. Такую систему охлаждения имеют 21- и 23-вагонные рефрижераторные
поезда и 12-вагонные секции. При индивидуальном охлаждении в каждом вагоне имеется
автономная холодильная установка с хладоном-12 в качестве хладагента, холод от кото-
рого перемещается воздухом в грузовые помещения. Такую систему охлаждения имеют
5-вагонные секции и автономные рефрижераторные вагоны. Технические характеристики
рефрижераторных вагонов приведены в табл. 4.11.
5-вагонная рефрижераторная секция с машинным охлаждением и электрическим ото-
плением типа ZB-5 постройки завода Дессау (Германия) и модели 16-380 Брянского маши-
ностроительного завода (БМЗ) состоит из четырех изотермических вагонов для перевози-
мого груза и одного вагона дизель-электростанции. Вагон для грузов типа РС-4-БМЗ пред-
назначен для перевозки скоропортящихся грузов при температуре в грузовом помещении
вагона от +14 до -20 °C при температуре наружного воздуха от -5 до +38 °C, а также для
охлаждения предварительно неохлажденных фруктов и овощей. Максимальная скорость
движения вагона с тележками КВЗ-И2 равна 140 км/ч.
Вагон оборудован компрессорными и холодильными установками, устройствами элек-
троотопления, принудительной вентиляцией, системой циркуляции воздуха, устройством для
удаления конденсата и промывочных стоков воды, приборами контроля за температурой
воздуха и груза. В кузове вагона (рис. 4.40) имеются грузовое 1 и машинное 4 отделения.
170
Таблица 4.11
Технические характеристики рефрижераторных вагонов
Показатели Секции АРВ
ZA-5 ZB-5 РС-4 1 2
Число вагонов для груза 5 4 4 1 1
Длина по осям сцепления автосцепок, м: вагона для груза общая 18,076 91 22,08 106,38 22,076 106,38 20,08 22,08
Длина кузова, м: вагона для груза специального вагона 17 17 21 17 21 17 19 21
Ширина кузова, м 3,0 3,1 3,1 3,1 3,1
Высота вагона для груза от головок рельсов, м 4,57 4,69 4,67 4,69 4,69
База вагона для груза, м 12 16 16 14 16
Погрузочный объем, м3: одного вагона общий 73,7 318 100,0 400 101,8 447,2 88,0 100,0
Грузоподъемность, т: одного вагона общая 41; 29; 26 178 41 164 46 184 40 36
Тара в экипированном состоянии, т: вагона для груза общая 39;50;52 219 43 242 39 209 44 48
Площадь пола помещения вагона для груза, м' 33,5...22 45 46,4 40,3 45
Двсоной проем, м: ширина высота 1,43 2,0 2,2 2,0 2,1 2,2 2,2 2,0 2,2 2,0
Расчетная температура. °C: в грузовых помещениях наружная -12...+ 14 +30...-45 -20...+ 14 +40...-45 -20... + 14 +40...-15 -18...+ 14 +40...-5 -2...+14 +40...-45
Тин дизелей: главных вспомогательных 4НВД-21 4НВД-21 4НВД-12,5 К-461 4НВД-12,5 4НВД-12,5
Мощность дизелей (общая), кВт 132,4 196,7 169,2 40,4 40,4
Тип компрессора К-902 У2Н-56/7,5- 105/2 ФУУБСС У У2Н-56/7,5- 105/2
21000
171
Грузовое отделение имеет мощную теплоизоляцию из пенополиуретана, внутреннюю об-
шивку и напольные решетки, а машинное отделение -- только внутреннюю обшивку без
термоизоляции и приборы, обеспечивающие заданный температурный режим в грузо-
вом отделении. В машинном отделении расположены две компрессорные установки 3
типа ВР-1м с хладоном-12 и воздухоохладитель 2 производительностью 42 кВт. Темпе-
ратура в грузовых помещениях контролируется тремя способами:
выборочный дистанционный контроль с использованием двух показывающих прибо-
ров (компенсатор типа КМ-140-703);
автоматический контроль с периодической записью через каждые 2 ч с использовани-
ем реле времени, программно-временного блока и самопишущего прибора;
местные измерения температуры переносным прибором, подключаемым через штеп-
сельный разъем с термометром сопротивления, установленным в средней зоне на боковой
стене грузового помещения.
Кузов вагона для размещения перевозимых грузов — цельнометаллический, сварной
несущей конструкции из низколегированной коррозионно-стойкой стали марок 10ХНДП
и 09Г2Д.
Вагоностроительный завод в г. Дессау (Германия) с 1958 по 1967 гг. строил также
5-вагонные секции типа ZA-5 с пятью вагонами для перевозки грузов длиной 17 м, в
одном из них находится служебное отделение, а в другом — электростанция.
Вагон дизель-электростанция (рис. 4.41) в 5-вагонной рефрижераторной секции слу-
жит для выработки электроэнергии, имеет дизельное, аппаратное, котельное отделения,
служебное отделение, кухню-салон, туалет и аккумуляторное отделение.
В дизельном отделении установлены два дизель-генератора типа ДГМА-75 мощностью по
75 кВт каждый, трехфазные генераторы напряжением 400 В, системы охлаждения дизелей, насосы,
преобразователи. У вагона имеется также подвагонный генератор с приводом от колесной пары.
Рис. 4.41. Дизельный вагон 5-вагонной рефрижераторной секции: 1—топливный бак; 2 - - бак для питьевой
воды; 3 — бак для технической воды; 4 — ящик для аккумуляторных ба тарей; 5 — масляный бак; 6 — вер-
стак; 7 — короб охлаждения радиаторов; 8 -дизель-генератор; 9— полка для технической документации;
10 - радиоприемник; 11 — стояк; 12 — стул; 13 — ко тел водяного отопления; 14 — насос отопления; 75 —
входная дверь: 16 - шкаф: 17—диван-кровать; 18— тумбочка; 19—плита;271— подогреватель воды; 21 - -
раковина-мойка; 22 — бытовой холодильник; 23 — распределительный щит: 24—топливный насос; 25 —
ручной топливный насос; 26 — короб фильтров; 27 — вентилятор; 28 — ручной масляный насос
172
В служебном отделении находятся силовые электрощиты с распределительными устрой-
ствами и приборами автоматики и контроля температуры в вагонах для грузов. Передача
электроэнергии к силовым установкам и всем приборам вагонов секции для перевозки гру-
зов производится по подвагонным электромагистралям и междувагонным соединениям
(кондуитам) со штепсельными разъемами.
В салоне-кухне имеются нагревательная плита, холодильник, раковина-мойка, радио-
приемник и телевизор, стол, стулья. В котельной установлен котел водяного отопления на
жидком топливе (солярка). В помещении для отдыха имеются четыре мягких спальных
места, шкаф для одежды, стол, стулья.
Вагон спроектирован по габариту 1-Т и имеет массу тары 64,5 т, длину кузова 17 м,
толщину теплоизоляции пола 133 мм стен и крыши 110 мм.
Более современную конструкцию кузова и лучшие технико-экономические показате-
ли имеет рефрижераторный вагон с кузовом типа «Сэндвич», у которого в пространство
между наружной и внутренней обшивками заливается вспенивающийся пенополиуретан
марок ППУ-17Н и ЦГ1У-309Т, который является теплоизолирующим и несущим элемен-
том, воспринимающим внешние нагрузки совместно с обшивкой кузова. Такой кузов не
требует ремонта в течение всего срока службы вагона (28 лет). Вагон имеет номинальную
грузоподъемность 46 т, массу тары 39 т, полный и погрузочный объем соответственно 148
и 120 м?, длину по раме 21 м и габарит 1-ВМ.
Автономный рефрижераторный вагон (рис. 4.42) предназначен для перевозки скоро-
портящихся грузов при температуре внутри грузового помещения вагона от +14 до -18 °C
при температуре наружного воздуха от -45 до +40 °C. Этот вагон можно ставить в пасса-
жирские поезда, поэтому он имеет сквозную магистраль и розетки 5 для подключения к
электропневматическому тормозу, а также стояночный тормоз 13. В двух машинных отде-
лениях расположены по дизель-генератору 15 и холодильной установке /, работающей на
хладоне-12. В кузове вагона име-
ются: нагревательная установка 14
для подогрева зимой, ак-
кумуляторные батареи 11, топлив-
ный бак 10 емкостью 730 литров,
полупроводниковый зарядный
выпрямитель 9, распределительный
щит 16, вытяжной вентилятор 3
для охлаждения летом, воздухо-
провод 12, температурный блок,
состоящий из термостатов 21 с
температурным датчиком б, пере-
ключатель которого для выбора
температурных режимов находит-
ся на главном распределительном
щите 8. Температура в грузовом
помещении вагона контролирует-
ся переносной термостанцией, пи-
тающейся от щита 7 на продоль-
Рис. 4.42. Автономный рефрижераторный вагон
ной балке рамы вагона.
Охлажденный или подогретый воздух нагнетается в грузовое помещение вентилято-
рами, размещенными в холодильных агрегатах, подается в пространство над промежуточ-
ным потолком 20 и отсюда распределяется по грузовому помещению. Для отвода воздуха
из вагона имеются два потолочных дефлектора 18 с заслонками, открывающимися или
закрывающимися с помощью рычагов /7 из машинных отделений. Промывочные воды и
конденсат отводятся через четыре сливных прибора 19.
173
Рис. 4.43. Вагон-термос: 1 - дверь; 2 — автосцепка; 3 — тележ-
ка; 4 — пневматический тормоз; 5 — стояночный тормоз; 6 —
защитная стенка; 7 — напольные решетки
Вагон-термос (рис. 4.43) пред-
назначен для перевозки термически
подготовленных грузов, не выделя-
ющих биологического тепла, при
температуре наружного воздуха от
-50 до +50 °C. Цельнометалличес-
кий кузов с наружной обшивкой из
низколегированной стали и внут-
ренней обшивкой из алюминиево-
го сплава имеет конструкцию типа
«Сэндвич». Потолок кузова обшит
экоталью толщиной 0,75 мм, пред-
ставляющей собой оцинкованный
стальной лист, покрытый со сторо-
ны грузового помещения жаро-
прочной пленкой из пластмассы
или слоем специального лака. В торцах грузового помещения установлены защитные стен-
ки из оцинкованного листа для предотвращения повреждений основной торцевой стены
при сдвиге перевозимого груза.
Пол состоит из двух слоев стеклопластика, между которыми находятся бумажные вер-
тикальные сегменты (соты) с вспененным полиуретаном. Сверху пол покрыт многослой-
ной фанерой толщиной 18 мм с наружным слоем биологически нейтральной резины.
В грузовом помещении имеются оцинкованные стальные напольные решетки, а в полу по
диагонали два устройства для удаления промывочной воды. Дверные проемы шириною
2,7 м, высотою 2,3 м закрываются дверями прислонного типа.
Все холодильное и электрическое оборудование вагона работает автоматически и не
требует обслуживающего персонала для сопровождения вагона-термоса. Техническое об-
служивание вагонов-термосов и наблюдение за исправностью работы их оборудования
осуществляется на специальных пунктах крупных железнодорожных станций.
Глава:
5.1. Назначение, классификация, особенности конструкции
Пассажирские вагоны предназначены для размещения пассажиров при их перевозке с
обеспечением необходимых удобств, а также вспомогательных транспортных операций и
специальных пассажирских перевозок.
По способу перемещения пассажирские вагоны разделяются на несамоходные (вагоны
локомотивной тяги) и самоходные, являющиеся, как правило, составными единицами по-
ездов постоянного формирования моторвагонного подвижного состава — электросекций
и дизель-поездов.
В зависимости от дальности следования поездов в них используются пассажирские ва-
гоны: спальные, купейные или некупейные (открытого типа), с креслами или жесткими
местами для сидения.
Современный парк пассажирских вагонов состоит из цельнометаллических вагонов,
предназначенных для перевозки пассажиров (86 %) и вспомогательного назначения (14 %).
Вагоны локомотивной тяги, предназначенные для перевозки пассажиров, используемые в
дальнем и межобластном сообщении, составляют более 70 % пассажирского парка. Все эти
вагоны, включая специализированные и вагоны вспомогательного назначения, обращаю-
щиеся по магистральным путям МПС, представляют собой замкнутую тонкостенную обо-
лочку, подкрепленную гофрами и поперечными бал-
ками 1 (рис. 5.1) рамы, стойками 2 стен и дугами 3 кры-
ши. В результате образуется цельнометаллическая тон-
костенная несущая конструкция, в которой использу-
ются нержавеющая, углеродистая и низколегирован-
ная стали. Такие конструкции называются цельноме-
таллическими вагонами (ЦМВ). Ходовая часть ваго-
нов состоит из двух двухосных тележек типа ТВЗ-
цниим с улучшенной плавностью хода.
Тормоз — автоматический с электропневматичес-
ким и пневматическим управлением, имеется также
ручной тормоз, привод которого обеспечивает удер-
жание вагона на уклоне до 15 %о. Ударно-тяговые при-
боры — автосцепка типа СА-3 с ограничителем верти-
кальных перемещений, резинометаллический поглоща-
ющий аппарат типа Р-2П или Р-5П.
/
Рис. 5.1. Цельнометаллическая несущая
конструкция кузова пассажирского
вагона
Современное внутреннее оборудование, удобная планировка всех помещений ваго-
нов, единство стилевого и цветового решения обеспечивает высокий комфорт для пасса-
жиров и обслуживающего персонала.
Все массовые типы вагонов пассажирского парка спроектированы по габариту
1-ВМ (ГОСТ 9238-83), тележки — по габариту 02-ВМ, обеспечивающие скорость движе-
ния до 160 км/ч. Плавность хода находится в пределах 3,1—3,25. Производство отече-
ственных купейных вагонов начато в 1992—1993 гг., некупейных— 1988—1990 гг. Сред-
ний коэффициент теплопередачи ограждений кузовов в стационарных условиях состав-
ляет 1,0—1,11 Вт/м2К, удельный расход электроэнергии 10,2—16,7 кВт/ч на 1000 пасса-
жиро-км (в купейных вагонах). Кроме обычных в эксплуатации находятся, испытывают-
ся или разрабатываются пассажирские вагоны, предназначенные для скоростного (до
250 км/ч) или высокоскоростного (до 350—500 км/ч) движения поездов.
Основными помещениями для пассажиров являются купе, расположенные в кузове
вагона, служащем также несущей конструкцией, способной воспринимать все виды нагру-
зок, возникающих в эксплуатации.
175
Для обеспечения температурных условий в помещениях вагона ограждение кузова (сте-
ны, крыща, пол) имеет изоляцию. К внутреннему оборудованию пассажирских вагонов
относятся устройства, составляющие интерьер вагона и выполняющие его планировку в
соответствии с назначением: перегородки между помещениями, облицовка стен, пола и
потолка, места для лежания или сидения пассажиров, размещения багажа, окна, двери,
различная арматура.
Каждый пассажирский вагон имеет систему электроснабжения, обеспечивающую пи-
тание электроэнергией всех его потребителей: устройства отопления, освещения, электро-
бытовых приборов и др. К климатическим устройствам пассажирских вагонов относится
комплекс оборудования, включающий установки отопления, вентиляции и кондициони-
рования воздуха, необходимые для обеспечения в вагоне нормальных температурных ус-
ловий и воздухообмена. В санитарно-техническое оборудование пассажирских вагонов
входят санитарные узлы и система водоснабжения.
5.2. Планировки основных типов пассажирских вагонов
Пассажирский вагон открытого типа с креслами для сидения модели 61-828 предназ-
начен для выполнения массовых перевозок пассажиров по магистральным путям МПС
колеи 1520 мм с длительностью пребывания в пути не более 12 часов. Пассажирский са-
лон кузова (рис. 5.2, а) оборудован 31 двухместными стационарными креслами с под-
Рис. 5.2. Планировки вагонов: а — открытого с креслами для
сидения модели 61 -828; б — некупейного модели 61 -836: / — там-
бур тормозного конца вагона; 2 — туалет тормозного конца ва-
гона; 3 — служебное отделение; 4 — купе проводников; 5 —
котельное отделение; 6 — коридор тормозного конца вагона;
7 — пассажирский салон; 8 — окна — аварийные выходы; 9 —
туалет нетормозного конца вагона; К)— коридор нетормозно-
го конца вагона; 11 — • тамбур нетормозного конца вагона
ножками. На задних стенках от-
кидывающихся спинок кресел
укреплены складывающиеся
столики, служащие сидящим
сзади пассажирам. Окна в сало-
не оснащены опускными рама-
ми с двойным остеклением, два
из которых являются аварийны-
ми выходами, используемыми
при экстремальных ситуациях.
Все окна имеют занавески и све-
томаскировочные шторы. Ото-
пительная система — водяная,
нагрев воды в котле осуществ-
ляется электронагревателями
или твердым топливом.
Электроснабжение вагона обеспечивается от поездной магистрали с напряжением 3000 В
и от генератора напряжением 50 В. Принудительная приточная вентиляция непрерывного дей-
ствия с частичным удалением воздуха через дефлекторы, установленными на крыше по кон-
цам вагона. Основное освещение всех помещений, кроме тамбуров и туалетов, люминесцент-
ное, а в тамбурах, туалетах и аварийное — лампами накаливания.
Тормоз — автоматический с пневматическим и электропневматическим управлением,
имеется ручной тормоз и четыре стоп-крана. Переходные площадки оборудованы резино-
выми ограждениями баллонного типа. Вагон оснащен пожарной сигнализацией, трансляци-
онной сетью, звуковой сигнализацией. Плавность хода вагона не более 3,25, средний коэф-
фициент теплопередачи ограждений кузова в стационарных условиях не более 1,11 Вт/м2-К.
Некупейный пассажирский вагон модели 61-836 предназначен для выполнения мас-
совых перевозок пассажиров по магистральным путям МПС колеи 1520 мм. Пасса-
жирский салон кузова (рис. 5.2, б) включает в себя 9 отделений, каждое из которых
оборудовано двумя поперечными нижними (с рундуками) и одним продольным дива-
нами, над которыми размещены спальные полки и полки для багажа. Продольные
диваны могут быть преобразованы в два места для сидения со столиком между ними.
176
Между поперечными диванами у окна установлен откидной стол. В зоне продольных по-
лок вагон оснащен глухими окнами, а на стороне поперечных полок — окнами с опускны-
ми рамами. Все окна вагона имеют двойное остекление, два окна пассажирского салона —
аварийные выходы. Электроснабжение, освещение, отопление и вентиляция — типовые.
Вагон оборудован системами холодного и горячего водоснабжения, системой пожарной
сигнализации, радиосетью. Год начала производства вагона 1990. Плавность хода ваго-
на 3,25; средний коэффициент теплопередачи ограждений кузова не более 1,05 Вт/м2-К.
Пассажирский купейный вагон модели 61-820К с кондиционированием воздуха, созданный
АО ТВЗ, предназначен для перевозок пассажиров по магистральным путям колеи 1520 мм. Спаль-
ный вагон повышенной комфортности I типа II класса с 4-х местными купе для пассажиров
создан на базовой модели 61 -820. Основной отличительной его особенностью является наличие
моноблочной крышевой установки кондиционирования воздуха S81B и системы автономного
электроснабжения с генератором 32 кВт производства германской фирмы «Хагенук» и «Фага».
Комфортные условия в поездке создают различные системы жизнеобеспечения.
Система кондиционирования воздуха с помощью микропроцессорного устройства в теп-
лый период времени года в установившемся режиме осуществляет автоматическое регули-
рование температуры в вагоне в пределах +24 °C ±2 °C. Система водяного отопления при
температуре наружного воздуха минус 40 °C при работе котла на твердом топливе совме-
стно с механической приточной вентиляцией обеспечивает температуру воздуха в вагоне
не ниже плюс 18 °C, а при нагреве воды электронагревателями температура автоматически
поддерживается в пределах +22 °C ±2 °C. Для обогревания в межсезонный период в слу-
жебном отделении, купе для пассажиров и проводников установлены электронагреватели.
Купе 1—IX (рис. 5.3, а) оборудованы мягкими сидениями и полками, раздвижным столом,
выдвижной лестницей для подъема на верхнюю полку, шкафами-нишами для одежды с полоч-
ками для головных уборов. Для размещения личных вещей имеется багажная ниша, малая
багажная полка над окном, служащая для размещения мелких предметов. Под каждым ниж-
ним спальным местом находится рундук для багажа. В вагоне установлены термоэлектричес-
кий холодильник, электроплитка, сейф. Имеется душевая установка, а также смонтированы
розетки для подключения электробритв и пылесоса. Освещение в пассажирском отделении и
купе проводников — люминесцентное со встроенными статическими преобразователями, а у
каждого пассажирского места —
индивидуальные светильники с
люминесцентными лампами. Име-
ется радиотрансляционная сеть и
телефонная связь. Система горяче-
го и холодного водоснабжения с
запасом воды 1000 литров обеспе-
чивает работу санитарно-техничес-
кого оборудования туалетных по-
мещений, мойки служебного отде-
/ 5 6 <3 II 9 И
13 14
Рис. 5.3. Планировки вагонов: а — купейного модели 61-820К'. 1 —
тамбур тормозного конца вагона; 2-- туалет тормозного конца ва-
гона; 3 — служебное отделение; 4 — купе проводников; 5 — котель-
ное отделение; 6 — коридор тормозного конца вагона; 7 — боль-
шой коридор; 8— купе /—/У, 9—туалет нетормозного конца ваго-
на; 10 — окна — аварийные выходы; // — коридор нетормозного
конца вагона; 12 -—тамбур нетормозного конца вагона; б— купей-
ного модели 61-4165'. 1 — тамбур тормозного конца вагона;2 — туа-
лет тормозного конца вагона; 3 — служебное отделение; 4 —- купе
проводников; 5 — котельное отделение; 6 — коридор тормозного
конца вагона; 7— кухня; 8 — большой коридор; 9 — купе I—VI Г,
10..- душевое помещение; 11 — окна — аварийные выходы; 12 —
туалет нетормозного конца вагона; 13 — коридор нетормозного
конца вагона; 14 — тамбур нетормозного конца вагона
ления и кипятильника для приго-
товления кипяченой воды и ее пос-
ледующего охлаждения водоохла-
дителем. Низковольтные потреби-
тели электроэнергии питаются от
автономной системы электроснаб-
жения при движении вагона свы-
ше 40 км/ч за счет работы подва-
гонного генератора с номинальной
мощностью 32 кВт, подвешенного
на раме вагона, имеющего привод
12 Вагоны
177
от средней части оси колесной пары тележки, тормозного конца вагона. При скоростях движе-
ния до 40 км/ч и на стоянках низковольтные потребители питаются от аккумуляторной батареи
88 ВНЖ-300У2 с номинальным напряжением 110 В, установленной на выкатных тележках в двух
взрывобезопасных аккумуляторных боксах, а при отстое — от внешней трехфазной сети напря-
жением 380 В. Высоковольтные потребители работают от подвагонной поездной магистрали
напряжением 3000 В постоянного или однофазного переменного тока частотой 50 Гц.
Большое внимание в вагоне уделено противопожарной защите. С этой целью ис-
пользованы огнезащитные, огнестойкие и трудногорючие материалы при изготовле-
нии деталей и узлов внутреннего оборудования, а также предусмотрены противопо-
жарные перегородки между купе проводников и пассажирским салоном и огнезадер-
живающие перегородки между купе.
На случай аварийных ситуаций предусмотрена система пожарной сигнализации (УПС
ТМ), имеются два огнетушителя. Возможен отбор воды из системы водоснабжения, для
чего в туалете тормозного конца и коридоре нетормозного конца вагона имеются краны
для подключения гибких шлангов.
Блочная конструкция внутреннего оборудования, откидные панели и съемные люки
обеспечивают свободный доступ к трубам, изоляции, электропроводке, а единый центр
управления и контроля всех систем способствует простоте и удобству обслуживания ваго-
на. Год начала производства вагона 1963. Плавность хода вагона не более 3,25; средний
коэффициент теплопередачи ограждений кузова не более 1,0 Вт/м2-К; максимальная про-
должительность следования в пути до первой экипировки 24 ч.
Пассажирский купейный вагон СВ модели 61-4165 обеспечивает высокий уровень ком-
форта пассажиров и обслуживающего персонала за счет усовершенствованной плани-
ровки всех помещений вагона (рис. 5.3, б), наличием кухни, душа, современного обору-
дования, единства стилевого и цветового решения в оформлении интерьера. В кухне пре-
дусмотрены: стол для приготовления бутербродов, стол-мойка, откидное сидение, уста-
новлены две электроплитки напряжением 50 В и 220 В, термоэлектрический холодиль-
ник. Просторное душевое отделение имеет душевую кабину с краном- смесителем, ве-
шалку и сидение для отдыха, зеркало, для подключения фена установлена розетка с на-
пряжением 220 В. При температуре наружного воздуха до минус 40 °C система водяного
отопления при работе котла на твердом топливе совместно с механической приточной
вентиляцией обеспечивает температуру воздуха в вагоне не ниже +18 °C; при нагреве
воды в котле электронагревателями температура в вагоне поддерживается автоматичес-
ки в пределах +20 °C. Электроснабжение вагона — от подвагонного генератора ЭГВ.01.У1,
а на стоянках и при скорости движения до 40 км/ч — от аккумуляторной батареи типа
40 ВНЖ-300-ПУ 2, установленной во взрывобезопасном боксе на выкатных тележках.
Освещение вагона — люминесцентными светильниками со встроенными статическими
преобразователями. Освещение тамбуров, котельного отделения, душевой кабины, а так-
же аварийное и дежурное по вагону — лампами накаливания. Вагон оборудован тормоз-
ной системой, в которой электропневматический тормоз является основным, пневмати-
ческий — резервным, имеется ручной тормоз и четыре стоп-крана. Два окна в боковом
коридоре — аварийные выходы. В вагоне имеется вызывная сигнализация и трансляци-
онная радиосвязь. Год начала производства вагона 1993. Плавность хода вагона не бо-
лее 3,25; средний коэффициент теплопередачи ограждений кузова не более 1,05 Вт/м2-К;
удельный расход электроэнергии 10,2 кВт-ч/1000 пассассажиро-км.
Специализированный пассажирский вагон — бар модели 4166, созданный впервые АО ТВЗ,
предназначен для эксплуатации на магистральных путях МПС. Ограждение его кузова — уни-
фицированная цельнометаллическая тонкостенная несущая конструкция типа оболочки. При
изготовлении вагона использованы нержавеющая, низколегированная и углеродистая стали. Пла-
нировка вагона-бара (рис. 5.4, а) позволяет организовывать досуг во время длительных поездок,
а также проводить различные мероприятия, как например, презентации, приемы, встречи и др.
178
Рис. 5.4. Планировки специализированных вагонов: а — вагона-
бара модели 61-4166: 1 — служебное отделение; 2 — купе отдыха
проводников: 3 -- салон; 4 — стойка бара; 5 — кухня-раздаточ-
ная; 6 — купе отдыха барменов; 7 — туалет; 8 — большой кори-
дор; 9 — тамбур; 10, 11 — малый коридор; 12 — котельное отде-
ление; б — вагона-салона модели 61-4167: 1 — служебное отделе-
ние; 2 — купе проводников; 3 — кухня; 4 — купе; 5 — салон; 6 —-
кабинет; 7 — туалет; 8 — коридор; 9 — тамбур; К) — коридор
косой; 11 — - коридор малый; 12 — котельное отделение
кресла, диван, удачно подобран-
Основное помещение ваго-
на-бара — салон с барной стой-
кой, танцевальным и обеденным
залами. Салон оборудован двумя
телемониторами для просмотра
видеопрограмм от имеющегося в
вагоне видеомагнитофона. Пре-
дусмотрена установка акустичес-
кой системы, позволяющей про-
слушивать стерео- и монопрог-
раммы, а также имеются электро-
и радиорозетки. Удобные мягкие
ное сочетание обивки мебели,
стен и потолка, использование
для отделки ценной породы дере-
ва, большое количество зеркал —
все это создает комфорт и распо-
лагает к отдыху. Для удобства уборки салона столы оборудованы подъемными механиз-
мами, допускающими откидывание столешницы в вертикальное положение.
Система освещения салона оборудована люминесцентными лампами со встроенными
преобразователями. Для создания обстановки, соответствующей характеру проводимых ме-
роприятий, возможна различная комбинация включения светильников прямого света, отра-
женного света и подсветки стойки бара. Непосредственно к салону примыкает помещение
кухни-раздаточной, оборудованной электроплитой, двумя холодильниками, сервировочными
столами и мойкой. Для отдыха обслуживающего персонала в вагоне предусмотрены 4-мест-
ные купе для барменов и 2-местное — для проводников. Купе оборудованы мягкими спаль-
ными полками, местами для багажа, верхней одежды и мелких вещей. В вагоне-баре имеют-
ся два туалетных помещения новой конструкции. Большое количество дополнительного обо-
рудования вагона-бара существенно изменило электроснабжение. Электропитание нагрева-
телей системы отопления осуществляется от поездной магистрали напряжением 3000 В по-
стоянного или однофазного переменного тока, всех низковольтных потребителей — от двух
индивидуальных систем электроснабжения, каждая с подвагонным генератором с напряже-
нием 50 В, а на стоянках — от двух аккумуляторных батарей, находящихся во взрывобезо-
пасных боксах. Управление электроснабжением осуществляется с пультов, установленных в
служебном отделении и в помещении кухни-раздаточной.
В вагоне предусмотрены пожарная сигнализация, аварийные выходы, огнетуши-
тели, расположенные в легко доступных местах. Надежная теплоизоляция, достаточ-
ная мощность систем отопления и вентиляции создают в вагоне-баре комфортную
атмосферу независимо от температуры наружного воздуха.
Вагон спроектирован по габариту 1-ВМ (ГОСТ 9238-83) с тележками габарита 02-ВМ,
допускающими скорость движения до 160 км/ч. Масса вагона (тара) 48,5 т, количество мест
для посетителей 23. Год начала производства вагона-бара 1993.
Специализированный вагон-салон модели 61-4167, созданный впервые АО ТВЗ для тури-
стического поезда АО «Спутник», представляет собой офис на колесах и отличается повы-
шенным комфортом,, дизайном, пожарной безопасностью и предназначен для эксплуата-
ции на магистральных путях МПС. Рациональная планировка (рис. 5.4, б), компоновка
оборудования внутренних помещений, оснащенность различной оргтехникой позволяют
проводить совещания, официальные приемы, презентации и другие мероприятия как в пути
следования, так и на стоянках. Для этой цели в вагоне предусмотрено все необходимое для
плодотворной работы в поездке.
179
В отдельном кабинете находится персональный компьютер и принтер, в салоне — стол
для заседаний и мягкие стулья с подлокотниками для 12 человек, угловой диван, телевизор,
видеомагнитофон, холодильник, а также три пассажирских купе для индивидуальных пере-
говоров. В раздаточном помещении, где установлены электроплитки, термоэлектрический
холодильник, шкафы для посуды, мойка, обеденный стол, для участников встреч можно при-
готовить кофе, чай, легкие закуски. В вагоне-салоне детально продуманы все системы жиз-
необеспечения: освещение создает мягкий рассеянный свет, оригинальность внешнего вида
окон за счет наличия солнечных занавесок и декоративных штор, единство стилевого и цве-
тового решения деталей, узлов и фурнитуры в оформлении интерьера. Электроснабжение
потребителей осуществляется постоянным и переменным током напряжением 3000 В, 220 В
и 50 В от подвагонного генератора, аккумуляторной батареи или внешнего источника.
Комбинированное освещение выполнено с использованием люминесцентных светильни-
ков и ламп накаливания, система водоснабжения включает в себя подачу холодной и горячей
воды к местам потребления. Обшивка продольных стен, пола, потолка выполнена отдельны-
ми блоками, что обеспечивает доступ к изоляции, электропроводке, трубам при монтаже и
при плановых видах ремонта. Применение износостойких и трудновозгораемых материалов в
конструкциях узлов и деталей повышает их надежность и долговечность, обеспечивая проти-
вопожарные требования, предъявляемые к вагону. Спокойный безопасный ход обеспечивает-
ся двухосными тележками с двойным рессорным подвешиванием люлечного типа.
Большое внимание уделено безопасности пассажиров. Включение и выключение всех
потребителей электроэнергии вагона производится с пульта управления, находящегося в слу-
жебном отделении, туда же выведены сигнальные лампы систем защиты и датчики контро-
ля. Аккумуляторные батареи типа 40-ВНЖ-300У П2 установлены во взрывобезопасном боксе
на выкатных тележках. В экстренных ситуациях используется тормозная система, включаю-
щая в себя электропневматический тормоз, применяемый в качестве основного, пневмати-
ческий — резервный, ручной тормоз и четыре стоп-крана. Имеются два аварийных окна-
выхода, вызывная сигнализация и трансляционная радиосеть. Вагон оборудован установ-
кой пожарной сигнализацией УСП-Т и двумя дымовыми извещателями. Год начала произ-
водства 1993. Количество мест в
Рис. 5.5. Планировки специализированных вагонов: а — для
перевозки драгоценностей и денег модели 61-4159: /, 18— там-
буры; 2 — туалет; 3, //, /5, 17 — коридоры; 4 — служебное
отделение; 5 — кухня с плитой; 6 — столовая; 7, 8 — двухмест-
ные купе; 9 — коридор; 10 — грузовое помещение; 12 — купе
начальника караула; 13— купе тревожной группы; 14— купе
отдыха караула; 16 — туалет; 19— котельное отделение; б —
для спецконтингента модели 61-827: 1, 21 — тамбуры; 2, 20 —
туалеты; 3 — служебное отделение; 4 — купе проводников; 5 —
котельное отделение; 6, 7, 8, 22 — коридоры; 9 кухня; 10 —
купе начальника караула; И — купе караула; 12—14— малые
камеры; 15—19 — большие камеры
салоне 12, спальных 8, для провод-
ников 2, масса тары без экипиров-
ки 47,7 т, конструкционная ско-
рость 160 км/ч, плавность хода не
более 3,25. Вагон спроектирован
по габариту 1-ВМ, тележки по га-
бариту 02-ВМ (ГОСТ 9238-83).
Специализированный пасса-
жирский вагон для перевозки драго-
ценностей и денег модели 61-4159
гарантирует сохранность перево-
зимого груза за счет рациональной
планировки внутренних помеще-
ний вагона (рис. 5.5, а), наличия ре-
шеток на всех окнах и наружных
дверях, системы вызывной и спе-
циальной сигнализаций с установ-
кой специальных кнопок и блоки-
ровкой каждой наружной двери с
выводом звукового и светового
сигналов на тамбуры и на нумера-
тор в купе начальника караула
180
охраны. Кузов вагона цельнометаллический и защищен, включая окна, пуленепробиваемыми
бронированными листами. Вагон оборудован трансляционной радиосетью с установкой ра-
диоточек в служебном и кухонном отделениях, столовой и во всех купе. Комфортные условия
сопровождающему персоналу обеспечивают: система вентиляции; система отопления с водя-
ным котлом, работающим как на твердом топливе, так и с электронагревом; система водо-
снабжения с баком для воды емкостью 1430 литров; холодильная установка с емкостью для
хранения запасов продуктов. Электроснабжение вагона осуществляется от подвагонной акку-
муляторной батареи (300 А-ч), обеспечивающей работу потребителей напряжением 50 В при
движении, и напряжением 50 В и 220 В от внешнего источника питания на остановке.
Специализированный пассажирский вагон для спецконтингентамодели 61-827. Планировка
(рис. 5.5, б) и конструкции внутреннего оборудования вагона обеспечивают размещение спец-
контингента и обслуживающего персонала при перевозках в условиях умеренного климата.
В вагоне предусмотрено: водяное отопление с нагревом воды в котле электронагревателями
или твердым топливом, освещение естественное и лампами накаливания, механическая при-
точная вентиляция, системы холодного и горячего (для служебных помещений) водоснабже-
ния. Вагон оборудован автоматическим пневматическим, электропневматическим и ручным
тормозом, автосцепкой СА-3, поглощающим аппаратом типа Р-2П, переходными площадка-
ми с резиновым ограждением баллонного типа, вызывной и специальной сигнализацией, транс-
ляционной радиосетью (лучевая антенна). В вагоне установлены подвагонный ящик для хра-
нения продуктов в охлажденном виде, а также плита в кухонном отделении, работающая на
твердом топливе. Электроснабжение индивидуальное напряжением 50 В от генератора или ак-
кумуляторной батареи и централизованное от подвагонной магистрали напряжением 3000 В.
Год начала производства 1990. Масса вагона (тара) без экипировки 50 т. Количество мест:
служебных 10, для спецконтингента 75. Конструкционная скорость 160 км/ч. Вагон спроекти-
рован по габариту 1-ВМ (ГОСТ 9238-83). Плавность хода не более 3,25. Удельный расход элек-
троэнергии не более 10,43 кВт/ч 1000 пассажиро-км. Средний коэффициент теплопередачи ог-
раждений кузова не более 1,11 Вт/м2-К. Максимальная теплопроизводительность отопления не
менее 40,6 кВт(ккал/ч). Запас воды в системе водоснабжения 1000 литров, мощность комплек-
тов электрооборудования, длительная, 8 кВт. Энергоемкость вагона 1140750 кВт-ч.
В эксплуатации находится большое количество типов отечественных и зарубежных пас-
сажирских вагонов, построенных в более ранние периоды времени, имеющих различные пла-
нировки кузова и внутреннего оборудования, а также особенности систем жизнеобеспече-
ния. Купейный вагон модели 61-807 — с кондиционированием воздуха, централизованным
электроснабжением от контактной сети и индивидуальным полупроводниковым преобразо-
вателем тока; некупейный спальный вагон модели 61-806 с облегченным на 2,8 т кузовом
благодаря применению безнике-
левой нержавеющей стали в его
конструкции; некупейный спаль-
ный вагон модели 61-900 — по-
вышенной населенности, достиг-
нутой за счет увеличения длины
кузова с 23,6 до 26,0 м и др. Ори-
гинальной планировкой отлича-
ется вагон габарита 02-ВМ
(рис. 5.6, а), в кузове которого раз-
мещены восемь двухместных купе
Рис. 5.6. Планировки пассажирских вагонов: а -- с двухместными
купе, оборудованными мяг кими спальными местами; б --скорост-
ного поезда: / — рабочий тамбур; 2 — система водоснабжения; 3 —
купе для проводников; 4 — салон для пассажиров; 5 туалетные
отделения; 6 и 9 - коридоры; 7 - служебное отделение; 8-- внут-
ривагонное электрооборудование, сигнализация и радификация
с мягкими спальными местами на
16 пассажиров. Между смежными
купе находится умывальное отде-
ление, вход в которое сделан из
каждого соседнего купе.
181
Вагон скоростного поезда относится к подвижному составу межобластного сообще-
ния. В его планировке (рис. 5.6, б) предусмотрен пассажирский салон с 38 двухместными
поворачивающимися мягкими креслами. Электроснабжение вагона централизованное пе-
ременным током напряжением 380/220 В, отопление электрическое, освещение люминес-
центное. Вагон снабжен системой кондиционирования воздуха, водоохладителем питье-
вой воды, радиотрансляционной сетью, внутренней телефонной связью.
В парке пассажирских вагонов находится подвижной состав вспомогательного на-
значения, который спроектирован на базе пассажирских вагонов. Сюда относятся по-
чтовые, багажные вагоны и вагоны-рестораны. Типы, основные параметры и размеры
почтовых вагонов стандартизованы: ПП — предназначен для перевозки почтовых от-
правлений, обработки и обмена их в пути следования, оборудован устройствами для
механизации погрузочно-разгрузочных работ; ПП-1 — для перевозки почтовых отправ-
лений в контейнерах и обмена их в пути следования.
Рис. 5.7. Планировки почтовых вагонов: а— типа ПП; б —
типа ПП-1:1 — трактовая кладовая; 2 — тамбур; 3—туалет
с душем; 4 — служебное отделение; 5 — зал для сортировки
писем; 6 и 9— коридоры; 7—транзитная кладовая; 8— купе
для отдыха бригад; 10 и 13 — котельное отделение; 11---поме-
щение для оператора; 12 — багажная кладовая
Почтовый вагон типа ПП моде-
ли 61-514 (рис. 5.7, а) имеет трактовую
и транзитную кладовые, зал для сор-
тировки писем, служебное отделение
и все необходимое обустройство для
работы и отдыха бригад и проводни-
ков в длительных поездках.
Трактовая кладовая оборудова-
на полками дзгя посылок, выгружае-
мых на промежуточных станциях.
Транзитная служит для размещения
посылок, следующих до конечной
станции.
Вагой почтовый типа ПП-1 моде-
ли 61-525 (рис. 5.7, б), предназначен-
ный для перевозки почты в контейне-
рах и других почтовых отправлений
в составе пассажирских или почтово-багажных поездов, имеет грузоподъемность 23 т, пло-
щадь производственных помещений 53 м2. Его багажная кладовая оборудована грузоподъ-
емным устройством 0,5 т с электроприводом. Электроснабжение индивидуальное, освеще-
ние лампами накаливания, отопление водяное с комбинированным (электроугольиым) кот-
лом, с программным управлением работой электронагревателей котла. Водоснабжение са-
мотечное горячей и холодной водой, вентиляция приточная механическая, автоматизиро-
ванная (от температурных преобразователей) и естественная. Количество спальных мест для
обслуживающего персонала 6, масса тары 45 т; база вагона 17 м, тележки 2,4 м; длина по
осям сцепления автосцепок 24,537 м, кузова (наружная) 23,6 м; конструкционная скорость
160 км/ч; габарит 1-ВМ (ГОСТ 9238-83). Изготовитель — Санкт-Петербургский вагоностро-
ительный завод им. И.Е. Егорова. Год начала серийного производства 1990.
Багажный вагон модели 61-517 (рис. 5.8, а) предназначен для транспортировки багажа
в пассажирских или почтово-багажных поездах, а современный вагон модели 61-524.7 и в
грузовых поездах. Кузов этого вагона цельнометаллический, имеет два тамбура, котель-
ное и служебное помещения, три купе, два туалета с душевыми установками, два коридора,
кладовую для груза, оборудованную ручной талью грузоподъемностью 3 т на монорельсе
и консольными поворотными кранами с такими же талями, расположенными у погрузоч-
ных дверей. Электроснабжение вагона индивидуальное, освещение лампами накаливания.
Отопление водяное с комбинированным (электроугольиым) котлом, оснащенным про-
граммным управлением работой электронагревателей котла.
182
Водоснабжение самотечное
горячей и холодной водой. Вен-
тиляция приточная механическая
автоматизированная от темпера-
турных преобразователей и есте-
ственная. Вагон оборудован уст-
ройствами сигнализации и связи.
Ходовая часть — двухосные те-
лежки тип II по ГОСТ 10527-84,
автосцепка СА-3 с резинометал-
лическими поглощающими аппа-
ратами Р-2П, тормоз электро-
пневматический и ручной. Грузо-
ri одъемпость вагона составляет 16 т,
масса тары не более 51 т. Длина
по осям сцепления автосцепок
24,537 м, кузова (наружная) 23,6 м;
база вагона 17,0 м, тележки 2,4 м.
Количество спальных мест для
обслуживающего персонала 4.
Конструкционная скорость ваго-
на 160 км/ч, габарит подвижного
Рис. 5.8. Планировки пассажирских вагонов вспомогательного
назначения: а — багажного; б — багажно-почтового; в - ваго-
на-ресторана'. 1 — тамбур; 2 — туалет с душем; 3 — коридор; 4 —
служебное отделение; 5 --- купе для раздатчиков багажа; 6 —
багажная кладовая; 7 — котельное отделение; 8 — сортировоч-
ный зал; 9 — купе для о тдыха бригады; К) — кладовая для по-
чты; 11— умывальное отделение; 12 — помещение для обслужи-
вающего персонала; 13 — обеденный салон на 48 мест; 14 — бу-
фетное отделение; 15 — кухня; 16 — кладовая для продуктов
состава 1-ВМ по ГОСТ 9238-83. Год начала производства 1990. Изготовитель — Санкт-
Петербургский вагоностроительный завод им. И.Е. Егорова.
Багажно-почтовый вагон (рис. 5.8, б) предназначен для эксплуатации на направлени-
ях, где выполняются незначительные перевозки багажа и корреспонденции, а следователь-
но, нецелесообразно применять отдельно багажные или почтовые вагоны. В кузове такого
вагона предусмотрены багажная кладовая и кладовая для почты, в каждую из которых
можно разместить по 10 т груза. Вагон располагает всеми необходимыми устройствами,
позволяющими производить все операции с багажом и корреспонденцией, а также обеспе-
чить нормальные условия жизнеобеспечения в длительных поездках.
Вагон-ресторан (рис. 5.8, в) имеет обеденный салон, обеспечивающий одновременное об-
служивание до 48 человек, кладовую для хранения продуктов, кухню и другие помещения и обо-
рудование, позволяющее готовить пищу и обслуживать пассажиров в длительных поездках.
К специализированным вагонам пассажирского парка относятся также вагоны-элект-
ростанции, вагоны-клубы, служебные, столовые и др., спроектированные на базе пассажир-
ских вагонов. Вагон-электростанция предназначен для обеспечения электроэнергией пасса-
жирских вагонов, оборудованных централизованной системой электроснабжения. Вагоны
оснащены двумя или тремя дизель-генераторными установками мощностью по 200 кВт каж-
дая. Вагон-электростанция с тремя дизель-генераторными установками общей мощностью
600 кВт обеспечивают электроэнергией 15 пассажирских вагонов и потребителей самой элек-
тростанции. Вагон имеет машинное отделение, оборудованное тремя дизель-генераторами
типа У18ГС-2К-КВ, отделение управления, в котором установлен главный пульт управле-
ния, а также помещения и их оснащение, позволяющие выполнять необходимую работу в
допустимых условиях жизнеобеспечения обслуживающего персонала.
Особенности конструкции и планировок вагонов пригородных поездов обусловле-
ны системой их эксплуатации — массовой перевозкой пассажиров с частыми и корот-
кими остановками. Поэтому планировка, внутреннее оборудование, отопление и кон-
струкция кузовов отличаются от пассажирских вагонов дальнего и межобластного со-
общений. На примере современного прицепного вагона дизель-поезда модели 63-849
рассмотрим особенности его конструкции, планировки и систем жизнеобеспечения.
183
Кузов вагона цельнометалличес-
кий, с внутренней обшивкой из де-
коративного пластика или тонко-
„ листового проката с полимерным
Рис. 5.9. Планировка прицепного вагона дизель-посзда г
модели 63-849 покрытием и теплоизоляцией.
Конструкция подножек позволяет
его эксплуатацию на участках дорог, имеющих высокие или низкие посадочные платфор-
мы. Увеличенная ширина проходов позволяет производить быструю высадку и посадку
пассажиров при коротких остановках поезда. Входные наружные двери кузова раздвиж-
ные с пневматическим приводом, а из тамбура в салон раздвижные без привода, в торце-
вых стенах двери имеют конструкцию, аналогичную применяемой в пригородных поездах.
В пассажирском салоне (рис. 5.9) установлены сдвоенные диваны на 6 и 4 пассажира. Для
размещения багажа, верхней одежды и головных уборов вдоль боковых стен укреплены
полки и сдвоенные крючки. Внутри салона на торцевых стенах смонтирована аппаратура
связи «пассажир—машинист» и радиооповещения пассажиров.
Освещение в вагоне (общее рабочее, дежурное и аварийное) обеспечивается светильниками
с лампами накаливания. В боковых стенах кузова предусмотрено 10 глухих окон, 12 опускных и
2 окна аварийного выхода. Вагон оборудован унифицированной автоматической системой по-
жаротушения для тягового подвижного состава (УАСП) и системой контроля нагрева букс. Ко-
личество пассажирских мест в вагоне: для сидения — ПО, номинальная населенность (количе-
ство мест для сидения и плюс 5 стоящих пассажиров на 1 м2 свободной площади) — 230.
Масса тары вагона составляет 40,9 т, коэффициент тары (удельная материалоемкость,
приходящаяся на одно пассажирское место при номинальной населенности) равен 0,178.
Тележки типа КВЗ-ЦНИИ типа II обеспечивают конструкционную скорость передвиже-
ния вагона локомотивом 120 км/ч с плавностью хода не менее 3,25. Кузов спроектирован
по габариту 1-ВМ, тележки 02-ВМ (ГОСТ 9238-83). Средний коэффициент теплопередачи
ограждений кузова при скорости движения вагона 120 км/ч составляет 1,15 Вт/м2-К.
Двухэтажные пассажирские вагоны обеспечивают наиболее рациональное использова-
ние габарита подвижного состава и повышение провозной способности линий при мини-
мальных затратах средств. Особенно это относится к пригородным массовым перевозкам
Рис. 5.10. Двухэтажный вагон:
а — общий вид; б — внутренний вид второго этажа
пассажиров, едущих на небольшие рас-
стояния. Опыт эксплуатации показал,
что применение двухэтажных вагонов
в пригородном сообщении позволяют
пропускную способность существую-
щих линий увеличить на 30 %, а эксп-
луатационные расходы снизить от 10 до
25 % и более и уменьшить капитальные
вложения в расчете на одно пассажирс-
кое место на 5—10 %. При этом масса
двухэтажных вагонов, приходящаяся на
одного пассажира, составляет 260 кг
против 420 кг при одноэтажной компо-
новке, уменьшаются также энергозат-
раты на тягу и тяговое обеспечение.
Средняя часть кузова двухэтажного ва-
гона имеет пониженный пол. Над те-
лежками расположены тамбуры с вход-
ными дверями и лестницами для досту-
па на второй этаж. В пассажирском пар-
ке имеются туристические двухэтажные
вагоны с застекленным куполом для обо-
зрения местности (рис. 5.10).
184
5.3. Внутреннее обустройство кузова пассажирских вагонов
Внутреннее обустройство пассажирских вагонов выполняется в зависимости от типа,
назначения и планировки кузова. Оно состоит из комплекса помещений и обустройств,
создающих максимальные удобства и комфорт пассажирам в пути следования. Все эти по-
мещения имеют соответствующее
оборудование. Каждое из отделе-
ний, предназначенных для пасса-
жиров некупейного спального ва-
гона (рис. 5.11), имеет шесть спаль-
ных мест или девять мест для си-
дения. Для этих целей оно обору-
довано двумя поперечными 5 и
одним продольным 8 диванами,
двумя поперечными 1 и одной про-
дольной спальными полками. Над
спальными полками жестко укреп-
лены полки для багажа 2, а под по-
перечными диванами устроены
3 4 5 6 7 8
Рис. 5.11. Внутреннее обустройство отделения
некупейного спального вагона
рундуки 6 для ручной клади. У окна между поперечными диванами укреплен откидной
столик 3. На торцевых частях перегородок, разделяющих отделения друг от друга, устрое-
ны ступеньки и поручни 4, используемые при подъеме пассажира на верхние спальные ме-
ста. Над каждым диваном на перегородках размещены газетные сетки, брюкодержатели,
крючки-вешалки, державки для матрацев. На потолке установлены дефлекторы и решетки
для подачи воздуха в помещение из воздушного канала принудительной вентиляции, а также
светильники с люминесцентными лампами. Продольный диван сборный, состоящий из двух
боковых сидений 8 и средней откидной части 7, которая поворачивается на шарнирах крон-
штейна и закрепляется на зацепы, установленные на подоконном брусе. Установка откид-
ной средней части в нижнее положение позволяет образовать сплошную нижнюю спаль-
ную полку или в поднятом положении два места для сидения и столик между ними под
окном. Верхняя продольная спальная полка подвешена на тягах, в дневное время суток ее
можно убрать вверх под багажную полку.
Служебное помещение, предназначенное для дежурных проводников, обычно оборудо-
вано диваном с рундуком, полками и нишами для размещения чистого постельного белья,
раковиной для мойки посуды, аптечкой, репродуктором, крючками-вешалками для одежды,
шкафом для посуды, электрощитом, осветительными приборами и др. В купе для отдыха
проводников смонтированы диван с рундуком, верхняя откидная спальная и глухая багаж-
ная полки, шкаф-столик под окном. На перегородке укреплены крючки для одежды, газет-
ные сетки и брюкодержатели. Для размещения чистого постельного белья над потолком ко-
ридора купе устроена ниша. По концам пассажирского помещения расположены два кори-
дора: большой косой и малый. В большом коридоре установлены шкафы для размещения
кипятильника и преобразователя тока, ящик для топлива и огнетушитель. В малом коридоре
находится ящик для мусора, огнетушитель и шкаф для хранения электроламп.
Купейный жесткий вагон на 38 спальных мест имеет девять четырехместных и одно двух-
местное купе, разделенные друг от друга перегородками, и раздвижными дверями, разме-
щенными со стороны коридора. В каждом четырехместном купе жесткого купейного вагона
расположены два дивана с рундуками (в двухместном — один) и верхние откидные спальные
полки. В нерабочем состоянии спальные полки можно поднимать вверх и закреплять в вер-
тикальном положении посредством пружинных защелок. Под окном установлен столик, а
над потолком коридора со стороны каждого купе расположены ниши для багажа. Над каж-
дым спальным местом смонтированы софиты для чтения, установлены газетные сетки,
185
брюкодержатели, крючки-вешалки. На потолке в купе размещены решетки и жалюзи, через
которые поступает воздух, подаваемый принудительной вентиляцией или кондиционерной
установкой, а также репродуктор и светильники. Внутреннее оборудование купе мягких пас-
сажирских вагонов отличаются от жестких тем, что в более просторном помещении разме-
щены мягкие нижние диваны со спинками и мягкие верхние полки для лежания.
Открытые пассажирские вагоны с креслами для сидения оснащены двумя рядами мяг-
ких двухместных кресел, размещенных вдоль каждой боковой стены пассажирского сало-
на. Кресла оборудованы механизмом для изменения положения наклона спинки так, что
пассажир может удобно сидеть или полулежать. Салон оборудован светильниками, над
креслами устроены полки для багажа, крючки-вешалки для одежды. Вагон имеет два там-
бура, два туалета, котельное и служебное отделения.
5.4. Системы жизнеобеспечения
В целях создания комфортных условий пассажирам и обслуживающему персоналу
вагоны оснащены системами электрооборудования, водоснабжения, отопления, вентиля-
ции, кондиционирования.
5.4.1. Система электрооборудования
Электрооборудование пассажирских вагонов используется для освещения вагонов, вен-
тиляции помещений с подачей в вагон наружного воздуха объемом 20—25 м?/ч на одного
пассажира, отопления вагона, подогрева подаваемого в него воздуха зимой и охлаждения
подаваемого воздуха летом, охлаждения продуктов питания и питьевой воды, приготовле-
ния пищи в вагонах-ресторанах и буфетах, радиовещания и работы устройств связи, созда-
ния комфорта пассажирам и облегчения труда поездной бригады, обеспечения безопасно-
сти движения поездов.
Электрооборудование пассажирских вагонов состоит из комплекса электрических ус-
тройств, используемых в системе электроснабжения вагонов для получения, передачи и
распределения электрической энергии. В этот комплекс входят также устройства и обору-
дование, потребляющие электроэнергию и создающие комфорт для пассажиров.
Перечень устройств и число потребителей электроэнергии зависят от типа пассажир-
ского вагона. Во всех вагонах установлены устройства отопления, освещения, вентиляции,
нагрева и охлаждения воды и т.п. В вагонах с кондиционированием воздуха, кроме того,
установлены устройства для охлаждения воздуха. В вагонах-ресторанах электрооборудо-
вание используется в технологическом оборудовании кухни — холодильниках, водопо-
догревателях, кофеварках и др. Мощность, приходящаяся на один вагон, составляет: для
сети освещения, электробытовых приборов, цепи сигнализации и управления 2,5—4 кВт;
для установки принудительной вентиляции 4—6 кВт; для установки кондиционирования
воздуха 17—26 кВт; для электрического отопления более 25 кВт.
От токов короткого замыкания и перегрузок электрооборудование вагона защищает-
ся автоматическими выключателями, плавкими предохранителями, тепловыми реле пере-
грузки, а от повышенного напряжения — реле и электронными блоками. Температура на-
грева букс контролируется специальной релейной или электронной системой.
В вагонах с кондиционированием воздуха установлены электрические нагреватели и
калорифер напряжением 125 В. Для освещения в пассажирских вагонах используют люми-
несцентные светильники с питанием однофазным током напряжением 220 В частотой 400—
425 Гц от специального преобразователя. Аварийное и служебное освещение осуществля-
ется лампами накаливания от сети постоянного тока.
Вентиляторы вагона приводятся в действие электродвигателями постоянного тока со сту-
пенчатым регулированием частоты вращения путем изменения силы тока в обмотке возбуж-
дения и напряжения на коллекторе. В кипятильнике установлены электронагревательные эле-
менты, а также предусмотрена возможность сжигания твердого топлива для нагрева воды.
186
В охладителе питьевой воды применяется электродвигатель постоянного тока. В холо-
дильной установке для привода компрессора используется электродвигатель мощнос-
тью до 13 кВт напряжением 125 В постоянного тока при автономной системе электро-
снабжения или встроенный трехфазный асинхронный двигатель при централизованной
системе электроснабжения. Для привода вентилятора охлаждения конденсатора приме-
няется электродвигатель, аналогичный двигателю вентилятора вагона.
В качестве коммутационной аппаратуры в пассажирских вагонах используются аппа-
раты с дистанционным управлением — контакторы, переключатели, реле, а с ручным управ-
лением — пакетные выключатели, тумблеры, кнопки. В поездах специального назначения,
таких как туристические и им подобные, электрооборудование вагонов получает питание от
вагона-электростанции по трехфазной магистрали напряжением 380/220 В частотой 50 Гц.
На рис. 5.12 приведены схемы размещения электрооборудования купейного вагона и
вагона-ресторана.
^^Под вагоном I IB вагоне
Рис. 5.12. Расположение электрооборудования на вагоне: а — купейном-. 1 — электрический калорифер;
2 — распределительный шкаф; 3 — электродвигатель охладителя питьевой воды; 4 — термостат приточ-
ного воздуха; 5 — радиощит; б — подвагонный ящик с аппаратурой напряжением 380/220 В; 7— предох-
ранители; 8 — электромашинами преобразователь для питания радиоаппаратуры; 9— ящик с минусовы-
ми предохранителями аккумуляторной батареи; К), 11 — электродвигатели вентиляторов аккумулятор-
ной батареи; 12 -—сигнальные лампы наполнения водяных баков; 13— реле уровня воды водяных баков;
14, 31 -— сигнальные фонари; 15 — вызывная кнопка; 16 — ящики с аккумуляторной батареей; 17 - - элек-
тродвигатель компрессора; 18электромагнитный вентиль компрессора; 19 — термостаты помещений;
20..электродвигатель вентилятора конденсатора; 21 — аппаратура холодильной установки; 22 — элскт-
ромашинный преобразователь для люмнисцентного освещения; 23 — генератор; 24 — двигатель; 25 —
высоковольтный аппаратный ящик; 26 — комбинированный водокипятильник; 27 — реле температуры
воды; 28— водогрейный котел; 29— электромагнитный вентиль водяного калорифера; 30— электромаг-
нитный вентиль холодильной установки; б — ресторане-. 1 — электродвигатель вентиляционного агрега-
та; 2 - электромагнитные вентили; 3— электрический калорифер; 4, 12, 17 и 18— холодильные шкафы;
5 — ящик с минусовыми предохранителями аккумуляторной батареи; 6, 8— электродвигатели вентилято-
ров аккумуляторной батареи; 7, 10 — аккумуляторная батарея; 9— распределительный шкаф; 11 — синх-
ронный генератор; 13—электропечь посудомоечной; 14—электрокофеварка; 15—потолочный вентилятор
кухни; 16 — распределительный шкаф кухни; 19, 34 — вызывные кнопки; 20 — плита; 21 — духовка; 22 —
водоподогреватель; 23 — масляный насос; 24 — шкаф с запасными частями; 25 — преобразователь для лю-
минесцентного освещения; 26 — приборы управления холодильной установкой; 27— электрические аппара-
ты напряжением 380/220 В и трансформатор; 28 — электродвигатель компрессора; 29— электродвигатель
вентилятора конденсатора; 30 — аппаратный ящик холодильной установки; 31 - высоковольтный аппа-
ратный ящик; 32 — электродвигатель насоса отопления; 33 — водогрейный котел
5.4.2. Система водоснабжения
Система водоснабжения пассажирских вагонов является важнейшим санитарно-тех-
ническим оборудованием, обеспечивающим необходимые условия пассажирам во время
их длительной поездки. Независимо от типа каждый пассажирский вагон оснащен само-
течной системой водоснабжения, предназначенной для обеспечения пассажиров питьевой
водой, удовлетворения их бытовых нужд и пополнения системы отопления в промежутках
между заправками. В вагоностроении нашли применение две системы водоснабжения пас-
сажирских вагонов: отечественного и постройки заводов Германии.
187
Отечественная система водоснабжения (рис. 5.13) общей вместимостью 1 000 литров обес-
печивает горячей и холодной водой всех потребителей вагона. Система снабжения холодной
водой состоит из большого 17 и малого 4 баков с поддонами 5, объединенных двухдюймовой
Рис. 5.13. Система водоснабжения
нскупейного спального вагона
трубой, наливных труб с соедини-
тельными головками, расположен-
ными под вагоном с обеих сторон,
и сети трубопроводов (на схеме
изображены сплошными линиями)
с разнообразной арматурой.
Большой бак 77 объемом 850 л
расположен над потолком туале-
та и коридора нетормозного кон-
ца вагона. Он состоит из стально-
го корпуса, волнорезов и крыш-
ки. В корпус вварены две налив-
ные трубы и вестовая труба, ог-
раничивающая уровень воды в баке. По торцам бак снабжен люками, предназначенными
для его очистки. Малый бак 4 объемом 80 л размещен над потолком туалета и коридора
тормозного конца вагона. Он состоит из стальных корпуса, крышки и снабжен смотровым
люком, воздушной трубой и водомерным стеклом. Внутренняя поверхность большого и ма-
лого баков оцинкована, а наружная окрашена эмалью. Поддоны изготовлены из листовой
оцинкованной стали и имеют слив под вагон. Сливные трубы снабжены обогревателями,
расположенными на их концах. На наливных трубах устанавливают вентили, предназначен-
ные для предотвращения выплескивания воды из бака во время движения вагона. Головки
наливных труб закрывают кожухами, предохраняющими их от загрязнения, и оборудуют
электронагревателями. Уровень воды в обоих баках, соединенных между собой уравнитель-
ной трубой, определяется по водомерному стеклу, установленному на малом баке 4. Из ба-
ков холодная вода поступает к кипятильнику К), водяной коробке системы отопления, в ту-
алеты к умывальникам 13 и унитазам 12, а также в служебное отделение к мойке 14.
Система снабжения горячей водой состоит из водогрейной плиты 8, расширительного
бака 6, расположенных в котельном отделении, а также бака И для горячей воды, разме-
щенного над потолком коридора котлового конца вагона, и системы трубопроводов горя-
чей воды (на схеме изображены пунктирными линиями). Бак для горячей воды 11 объемом
45 л состоит из стального корпуса, покрытого теплоизоляцией, крышки, змеевика и пат-
рубка. Для периодического контроля за температурой воды в бак вмонтирован термометр
с дистанционным указателем температуры. Покрытие поверхностей корпуса бака горячей
воды выполнено аналогично с баками холодной воды. Расширительный бак 6 состоит из
корпуса, переливной трубы, не допускающей повышения воды выше установленного уров-
ня, водопроводной трубы и патрубков для подсоединения различных трубопроводов. Для
управления системой водоснабжения вагона служат вентили 2, 7 и краны 3. Рассматривае-
мая система имеет два режима работы: зимний и летний. В зимнем режиме при работаю-
щем котле системы отопления горячая вода непосредственно из котла поступает в змеевик
бака 77. В летнем режиме при неработающем котле горячая вода в змеевик поступает от
водогрейной плиты 8. Перед тем, как затопить водогрейную плиту, а также когда она уже
топится, уровень воды в расширителе периодически проверяется, открывая водопробный
кран, и, в случае необходимости пополнения, подкачивается ручным насосом 9. Питьевая
вода перед употреблением кипятится и поступает в бак 76, а охлаждение ее осуществляется
водоохладителем 15.
Система водоснабжения в пассажирском купейном вагоне (рис. 5.14) включает два сооб-
щающихся между собой бака 13, размещенных в конце кузова вагона. Общий объем рас-
сматриваемой системы водоснабжения составляет 1050 литров. В котловом конце вагона
188
установлен промывной бак объе-
мом 50 л, в который вода посту-
пает из больших баков по трубе 11.
В этой системе вода нагревается
в специальном бойлере 1 змееви-
ком 2, соединенным системой
труб и кранов с котлом отопле-
ния. Температура воды в бойле-
ре контролируется с помощью
термометра 4. Система заполня-
ется водой посредством наливных
Рис. 5.14. Схема водоснабжения пассажирского купейного вагона
труб 14, находящихся в некотловом конце вагона: одна — со стороны купе, а другая — со
стороны коридора. На концах этих труб имеются соединительные головки, служащие
для подключения наливных шлангов, защищенные кожухами. В зимнее время перед за-
полнением системы заблаговременно включают электрические обогреватели для оттаи-
вания головок наливных труб.
В случае заполнения системы одной трубой 14, другая и труба 16 являются вестовы-
ми, не допускающими завышения установленного уровня. Когда заполнение системы за-
кончено, в средней части кузова на электрощите, смонтированном на боковой стене, за-
жигается сигнальная лампочка белого цвета, после чего наполнение прекращается, а вык-
лючатель сигнальной установки на распределительном щите служебного отделения ста-
вится в положение «выключено». Магистральный трубопровод 11, идущий вдоль ваго-
на, питает холодной водой кипятильник 9 через фильтр и поплавковую камеру, а систему
отопления — через обратный клапан. Кипяченая вода из кипятильника 9 перекачивается
ручным насосом в бак 6, откуда она поступает в бак 7 охладительной установки. Охлаж-
денная до +(12—18) °C вода по трубопроводу поступает к крану питьевой воды, установ-
ленному в нише стены коридора котлового конца вагона. Умывальные чаши 5, располо-
женные в обоих концах вагона, а также мойка 8 снабжаются холодной и горячей водой.
К унитазам 17 холодная вода поступает из системы холодного водоснабжения, но для
оттаивания в зимний период к ним через трубопровод 18 из системы отопления подается
горячая вода. Для подсоединения шланга, используемого при уборке туалета, предус-
мотрен трубопровод 3 с вентилем. Горячая вода к умывальникам 5 и мойке 8 поступает
по трубопроводу 12, а возвращается в бойлер неиспользованной горячей воды по трубо-
проводу 10. Уровень воды в баках 13 проверяют с помощью контрольных трубок 15 и
кранов, установленных в туалете некотлового конца вагона.
Пассажирские вагоны других типов, такие как вагоны-рестораны, почтовые, багаж-
ные и другие, также оборудованы самотечной системой водоснабжения и отопления и от-
личаются от рассмотренных выше конструктивными решениями, обусловленными назна-
чением вагона. В вагоне-ресторане, например, установлены две самостоятельные системы
снабжения горячей и холодной водой: первая — для кухни с раздаточным отделением, вто-
рая — для котельной с туалетным отделением. Для снабжения кухни и раздаточной холод-
ной водой имеется бак емкостью 800 литров, расположенный над потолком кухни. Из бака
холодная вода по трубам подается к кранам: мойке, находящейся в раздаточной, мойке и
умывальнику, находящимся в кухне. От этого же бака по трубопроводу ручным насосом
вода подается к водонагревателю и баку горячей воды, объем которого равен 50 литров.
Отсюда вода через очистной фильтр поступает к кранам моек для посуды и умывальника.
Обе системы холодной и горячей воды кухни и раздаточной наполняются через соеди-
нительные головки, расположенные в середине вагона с обеих сторон кузова. Система на-
лива воды всего вагона оборудована электрической сигнализацией наполнения баков. Когда
наполнение системы подходит к концу, загорается лампочка на щитке, которая гаснет в
момент прекращения наполнения. Наливные трубы и труба слива умывальной чаши имеют
189
го 7, водоразборного 20 и спускного 22 кранов.
I
Рис. 5.15. Комбинированный кипятильник с электрическим и
угольным разогревом: 1 — корпус кипятильника; 2— красная
риска «15 л»; 3 — сливной патрубок; 4 — крышка; 5 — гнездо
электронагревателя; 6 — перепускная труба; 7 — трехходовой
кран; 8— водоотстойник; 9 — сетчатый фильтр; К) — стеклян-
ный колпак; 11 — натяжная скоба; 12 — указатель уровня;
13— крышка поплавкового клапана; 14, 15— верхняя и ниж-
няя красные риски; 16 — клапан—поплавок; 17, 29 — запор-
ные краны; 18— корпус поплавковой камеры; 19—термометр;
20 — водоразборный кран; 21 — корпус топки; 22 — спускной
кран; 23 — ящик для золы; 24 — зольник; 25 — люк зольника;
26 — колосник; 27, 33 — боковой и верхний электронагревате-
ли; 28 — люк топки; 30 — указатель уровня кипяченой воды;
31 — конус водосборника; 32 —- водосборник
электрические обогреватели. Запас воды в вагоне-ресторане для котельной и туалета со-
ставляет 130л. Холодная вода по трубопроводу подается в котел отопления, к умывальной
чаше и душу. Горячая вода от водонагревателя по трубопроводу путем естественной цир-
куляции попадает в бак горячей воды и возвращается обратно в водонагреватель. Расходу-
ется горячая вода в туалете, душе и умывальнике.
Система водоснабжения багажных и почтовых вагонов также имеет горячую и хо-
лодную воду. Система снабжения холодной водой состоит из бака емкостью 300 литров,
расположенного над коридором в нише служебного отделения, а также трубопроводов и
водоразборных устройств. Система заполняется водой снизу из-под вагона по наливным
трубам, проходящим в коридоре и купе багажных раздатчиков. Горячей водой душ снаб-
жается от расширителя котла, а туалет — от системы отопления. На почтовых вагонах
некоторых моделей для получения горячей воды установлен электронагреватель на 25 л.
Питьевая вода в пассажирских вагонах приготавливается в кипятильниках непре-
рывного действия (рис. 5.15) с комбинированным электроугольным отоплением. Он со-
стоит из корпуса /, топки 21 угольного отопления, электрических элементов: верхнего 33
и бокового 27, водосборника 32 кипяченой воды, поплавковой камеры 18 с клапаном /6,
фильтра 9, указателя 30 уровня кипяченой воды, термометра 19 и арматуры: трехходово-
Пространство между наружной
стенкой корпуса кипятильника /,
корпусом топки 21 и конусной тру-
бой 31 водосборника заполняется
сырой водой. Внутренняя стенка
корпуса кипятильника и конусная
труба образуют водосборник 32 ки-
пяченой воды, который соединен с
атмосферой сливным патрубком 3.
Вода из сети водоснабжения посту-
пает в кипятильник через трехходо-
вой кран 7 и фильтр 9, поплавко-
вую камеру 18 и кран 22.
При нагревании воды до тем-
пературы кипения она переливает-
ся через конус 31 в водосборник 32,
уровень ее в камере сырой воды и
поплавковой камере понижается,
поплавок 16 опускается и открыва-
ет клапан водопровода. Таким об-
разом, сырая вода пополняет кипя-
тильник, ее уровень поднимается и
поплавок своей верхней запорной
иглой перекрывает водопровод.
Поплавок отрегулирован так, что
уровень сырой воды не может под-
няться выше уровня, не доходяще-
го на 40 мм до верхней кромки ко-
нуса 31, в результате чего исключа-
ется возможность попадания ее в не-
кипяченом виде в водосборник 32.
Уровень сырой воды контролиру-
ется по указателю 12 уровня
190
поплавковой камеры, на котором нанесены две красные риски 14 и 15. Верхняя риска указы-
вает на предельное наполнение кипятильника водой, а нижняя — на предельно возможный
расход сырой воды и минимально допустимый уровень ее в камере. Наполнение водосбор-
ника кипяченой водой контролируют по указателю уровня 2, на котором также имеется крас-
ная риска, указывающая на предельное наполнение водосборника. Производительность ки-
пятильника при нормальной его работе составляет 1,1—1,4 л кипяченой воды в минуту.
Установка для охлаждения питьевой воды
(рис. 5.16) состоит из компрессора 18, нагнетатель-
ного вентиля 20, конденсатора 16, ресивера 13, за-
порного вентиля 12, фильтра 11, автоматическо-
го регулирующего вентиля 10 и испарителя 8. Ки-
пяченая вода из бака 4 поступает в бак 6, охлаж-
дается в нем, а затем подается к водоразборному
крану 2.
Вода охлаждается за счет отдачи своего тепла
парам хладагента в испарителе 8. Процесс работы
холодильной установки заключается в следующем.
Рис. 5.16. Схема установки для охлаждения
питьевой воды: 1 — ниша; 2 — водоразбор-
ный крап; 3 — воздушная труба; 4 — бак ки-
пяченой воды; 5 — переливная труба; б —бак
охлажденной воды; 7 — термостат; 8 — ис-
паритель: 9—сливной кран; 10— автомати-
ческий регулирующий вентиль; // — фильтр;
12 — запорный вентиль; 13 — ресивер; 14 —
электронагреватель; 15 — вентилятор; 16 —
конденсатор; 17 — холодильный агрегат;
/А'-- компрессор; /9—всасывающий вентиль;
20 — нагнетательный вен гиль
Из компрессора 18 газообразный хладагент через
нагнетательный вентиль 20 поступает в конденса-
тор 16 и переходит в жидкое состояние. Из конден-
сатора он через ресивер 13, запорный вентиль 12,
фильтр 11 и автоматический регулирующий вен-
тиль 10 компрессором 18 нагнетается в испаритель 8.
При прохождении через регулирующий вентиль 10
жидкий хладагент расширяется, давление его рез-
ко падает и он переходит в газообразное состоя-
ние — испаряется.
В процессе испарения хладагент отбирает тепло от воды, а затем его пары всасываются
компрессором 18 через всасывающий вентиль 19, и цикл повторяется. Уровень температуры
охлаждения воды устанавливается при помощи термостата 7 и может регулироваться в пре-
делах +(12—20) °C. Водоохладитель размещен в шкафу, где находятся бак 4 для кипяченой
воды вместимостью 40 л, бак для охлажденной воды 6, холодильный агрегат /7, а в нише /
кран 2 для раздачи воды.
5.4.3. Система отопления
Система отопления в пассажирских вагонах бывает двух видов: водяная и электрическая.
Водяная система применяется на всех типах пассажирских вагонов локомотивной тяги, осна-
щенных автономной системой электроснабжения от подвагонных генераторов и аккумулятор-
ных батарей. Электрической системой оборудованы вагоны локомотивной тяги, имеющие цен-
трализованное питание от вагона-электростанции или от контактной сети через электровоз.
Система водяного отопления (рис. 5.17) включает в себя котел /, расширитель-возду-
хоподогреватель 10, нагревательные трубы 2, питательный насос 8, баки 6 и 7 для воды и
топлива, вентили 5, 9, грязевик 3 и кран 4 для спуска воды из котла.
Циркуляция воды в системе отопления (показано стрелками) происходит непрерывно
из-за разности температур в различных ее частях. Предусмотрена и искусственная циркуля-
ция воды с помощью циркуляционного насоса, установленного на трубопроводе, подводя-
щем воду к котлу, подача которой включается в тех случаях, когда температура наружного
воздуха ниже расчетной или когда необходим ускоренный нагрев вагона после отстоя.
При комбинированной (электроугольной) системе отопления (рис. 5.18) вода в котле подогре-
вается расположенными в водяной рубашке высоковольтными нагревательными элементами,
а при отсутствии электроэнергии — за счет теплоты сжигаемого твердого топлива — угля).
191
Рис. 5.17. Система водяного отопления пассажирских вагонов
Рис. 5.18. Схема электроугольного отопления пассажирского ва-
гона: 1 — котел; 2 — отопительная калориферная ветвь; 3 — на-
порная труба котла; 4— воздухоотводящие трубы; 5 — расши-
ритель; б, 7 — отопительные ветви купейной и коридорной сто-
рон; 8 — нагревательные трубы; 9 — циркуляционный насос
Питание нагревательных эле-
ментов осуществляется по одно-
проводной поездной линии с но-
минальным напряжением 3000 В
постоянного или однофазного пе-
ременного тока частотой 50 Гц в
пути следования от локомотивов,
а в пунктах отстоя — от стацио-
нарных устройств.
Системой водяного отопле-
ния с комбинированным котлом
оснащены вагоны различных ти-
пов. Эта система состоит из котла
с расширителем и отопительных
приборов. Котел (рис. 5.19) с элек-
троугольным отоплением имеет
обычную угольную топку 4 и во-
дяную рубашку 2, в которой на
опорном фланце И расположены
24 высоковольтных нагреватель-
ных элемента 3.
Для увеличения поверхности
нагреваемой воды в коническую
часть топки установлены циркуля-
ционные трубы б, 7, и 8. В нижней
части топки расположены колос-
никовая решетка 1 и наклонный
лист зольника 14. Уголь загружа-
ется в котел через топочное отвер-
стие /2, через него же извлекается
шлак. Зола и мелкий шлак удаля-
ются через отверстие зольника 13.
На опорном фланце в зоне топки
размещены три изолятора 9, через которые высоковольтные провода подводятся к нагре-
вательным элементам котла. В целях обеспечения электробезопасности кожух 5 котла за-
земляется. Для этого в его нижней части предусмотрен специальный болт, к которому при-
соединяется заземляющий провод.
Нагревательные элементы закрыты защитным кожухом 10, на котором установлена
блокировка, разрывающая цепь катушек высоковольтных контакторов при подъеме ко-
жуха и наличии высокого напряжения. В поднятом положении для осмотра нагреватель-
ных элементов кожух подвешивается на цепях. Объем воды в системе 855 л, из которых
370 л находятся в котле и расширителе.
Схема отопления, нагревательные элементы и другое высоковольтное оборудование
у различных типов вагонов одинаковое. Высоковольтные нагревательные элементы име-
ют общую мощность 48 кВт и разделены на две параллельные группы, каждая из которых
состоит из двух параллельных ветвей, включающих по шесть последовательно соединен-
ных нагревательных элементов. Для защиты котла предусмотрено тепловое реле, отклю-
чающее электронагревательные элементы при повышении температуры воды в котле выше
90 °C, и реле минимального уровня, отключающее их при понижении уровня воды в рас-
ширителе более чем 200 мм.
192
В вагонах с кондиционирова-
нием воздуха используются допол-
нительные низковольтные элект-
рические печи и калорифер, кото-
рые питаются от автономной сис-
темы электроснабжения напряже-
нием 110 В постоянного тока. В
пассажирских вагонах межоблас-
тного и пригородного сообщений
наиболее распространено отопле-
ние с помощью электрических пе-
чей и калориферов.
В системах водоснабжения и
водяного отопления современных
пассажирских вагонов, находят ши-
рокое применение пластмассы для
изготовления многих деталей и уз-
лов. Из стеклопластика на основе
полиэфирной смолы выполняют во-
дяные баки, умывальные раковины
и унитазы, из полиэтилена низкой
плотности — трубы, фитинги, вен-
тили, втулки, тройники, а также
другие соединительные и регулиру-
ющие детали. В туалетах пол насти-
лают из стеклопластика вместо це-
ментного, покрытого метлахской
Л А
14
Рис. 5.19. Комбинированный электроугольный
водогрейный котел, используемый в системе водяного отопления
плиткой. Применение пластмасс обеспечивает снижение собственной массы вагона, про-
дление срока службы, уменьшение трудоемкости и затрат при изготовлении и ремонте си-
стем водоснабжения, отопления и внутреннего оборудования.
5.4.4. Система вентиляции воздуха
Вентиляция воздуха предназначена для удаления воздуха из помещений вагона и замена
его чистым наружным. Существует два вида вентиляции: естественная и принудительная. В
пассажирских вагонах применяется как естественная, так и принудительная (механическая)
вентиляция. По принципу работы вентиляцию разделяют на приточную, вытяжную и приточ-
но-вытяжную.
Естест венная вентиляция осуществляется с помощью каких-либо неподвижных устройств и не
требует затрат энергии. Принудительная же вентиляция осуществляется с помощью центробежных
или осевых вентиляторов и требует пост оянной затраты энергии, в основном — электрической.
Современные пассажирские вагоны оснащены приточной вентиляцией с использова-
нием центробежных вентиляторов, которая:
— создает необходимый воздухообмен, благодаря чему воздух внутри вагона обеспечи-
вается достаточным количеством кислорода и ограничивается содержание углекислого газа,
пыли и гнилостных примесей, образующихся в результате жизнедеятельности пассажиров;
— создает подвижность воздуха в зоне пребывания пассажиров;
— - создает подпор воздуха в вагоне, препятствуя тем самым проникновению внутрь
воздуха, не очищенного от пыли, зимой ненагретого, а летом неохлажденного воздуха,
поступающего через неплотности в ограждениях;
— совместно с системой кондиционирования воздуха охлаждает вагон;
— при калориферном отоплении совместно с системой отопления обогревает вагон.
13 Вагоны
193
Естественная вентиляция (через открытые окна) является наиболее простым способом.
Однако использование этого способа связано с существенными недостатками: возможность
осуществления только в теплое время, отсутствие средств защиты от проникновения в вагон
пыли, невозможность использования во время дождя, появление сквозняков и др.
Совершенным средством вентиляции вагона являются специальные вытяжные устрой-
ства — дефлекторы, которые могут использоваться в течение круглого года.
Однако они также имеют недостатки: низкую и неустойчивую производительность,
образование разрежения воздуха в вагоне, приводящее к проникновению через неплотно-
сти ограждения кузова неочищенного наружного воздуха, а следовательно, к ухудшению
условий проезда пассажиров.
Дефлекторы устанавливают на крыше
и действуют по принципу эжекцип (отса-
сывания воздуха) при обдувании наруж-
ным потоком. Верхняя рабочая часть деф-
лектора устроена так, что в ней под дей-
ствием протекающего потока воздуха про-
исходит разрежение, благодаря чему воз-
дух из вагона всасывается в трубу и ухо-
дит наружу (рис. 5.20, а).
Наибольшее распространение в пасса-
жирских вагонах получил унифицирован-
ный дефлектор ЦАГИ-ЦНИИ (рис. 5.20, б)
Центрального аэрогидродинамичсского
Рис. 5.20. Дефлектор круглой формы: а - схема дей- института, разработанный совместно с
ствия: 1 — патрубок; 2 — диффузор; 3— корпус деф- Центральным научно-исследовательским
лектора; 4 — лапки для крепления зонта-колпака; 5--
зонт-колпак; б — унифицированный ЦАГИ-ЦНИИ,
установленный на крыше пассажирского вагона
институтом железнодорожного транспор-
та (ныне ВНИИЖТ). Перечисленные выше
недостатки естественной вентиляции огра-
ничили ее применение. На современных пассажирских вагонах она используется только
как подсобная: дефлекторы — для удаления воздуха через туалеты, окна — для проветри-
вания вагонов во время их отстоя, когда система вентиляции не включается.
Механическая вентиляция в зависимости от способа притока воздуха в вагон подраз-
деляется на две системы: без использования рециркуляции и с рециркуляцией воздуха. Прин-
ципиальная схема вентиляционной системы без использования рециркуляции воздуха пас-
сажирского вагона включает в себя (рис. 5.21, а) заборные решетки 7, масляные фильтры 2,
вентиляционный агрегат 5, диффузор 4, конфузор б, нагнетательный воздуховод 7 и вы-
пуски 8. Диффузор 4 и конфузор б по существу являются частями нагнетательного возду-
ховода, в котором установлен калорифер 5. Между крышей 9 и подшивным потолком 10
проходит нагнетательный воздуховод 7.
Особенности вентиляционной системы с использованием рециркуляции воздуха зак-
лючается в том, что в вагон подается смесь наружного и взятого из вагона и возвращаемо-
го обратно воздуха. В пассажирских вагонах применяется частичная рециркуляция возду-
ха. Использование рециркуляционного воздуха требуется в процессе охлаждения и в ото-
пительный сезон.
При использовании рециркуляции воздуха усложняется система вентиляции, так как
появляются дополнительный рециркуляционный (возвратный) воздуховод, камера сме-
шения воздуха, дополнительные фильтры, устройства для регулирования заданного со-
отношения количества наружного и рециркуляционного воздуха и специальные выпус-
ки. Остальные составляющие остаются принципиально, а часто и конструктивно такими
же. Принципиальная схема системы вентиляции с использованием рециркуляции возду-
ха показана на рис. 5.21, 6.
194
Рис. 5.21. Схема механической приточной вентиляции: а без рециркуляции воздуха: / - заборные ре-
шетки; 2 фильтры; 3 - вентиляционный агрегат; 4 - - диффузор; 5 калорифер; 6 — конфузор; 7
нагнетательный воздуховод; 8 -- выпуски; 9 ----- крыша; К)— подшивной потолок; б - с рециркуляцией
воздуха: 1 - решетка забора наружного воздуха; 2--- фильтры; 3 -• вентиляционный агрегат; 4 диффу-
зор; 5 - воздухоохлади тель; 6 калорифер; 7 --конфузор; 8 нагнетательный воздуховод; 9 выпуск;
10 - решетка отсоса рециркуляционного воздуха; 11 возвратный воздуховод; 12 камера смешения
воздуха; 13— заслонка регулирования подачи наружного воздуха
5.4.5. Система кондиционирования воздуха
Система кондиционирования воздуха в пассажирских вагонах (рис. 5.22) служит для
придания воздуху требуемых физико-химических свойств; температуры и влажности, со-
держания кислорода и углекислого газа, степени запыленности и т.п. Холодильное обору-
дование установок кондиционирования воздуха позволяет поддерживать в вагоне требуе-
мыс температурно-влажностные условия при высокой температуре окружающего воздуха
и воздействии солнечной радиации.
В парокомпрессионном холо-
дильном оборудовании в качестве
хладагента используется дифтор-
дихлорметан (хладон-12). В зависи-
мости от рода тока, вырабатывае-
мого системой электроснабжения, -*
применяются бессальниковые ком-
прессоры (со встроенным электро-
двигателем переменного тока) и
сальниковые компрессоры, работа-
ющие на постоянном токе. Элект-
роснабжение холодильного оборудо-
вания бывает централизованным
от контактной сети по поездной ма-
гистрали через преобразователи
пли от вагона-электростанции, а
Рис. 5.22. Схема расположения оборудования для охлаждения возду-
ха в пассажирском вагоне: 1 — решетка забора из вагона воздуха
(рециркуляционного); 2 — решетка забора наружного воздуха; 3 —
филь тр для воздуха; 4 — вентилятор; 5 испари гель (воздухоохла-
дитель); 6 - решетки приз очного воздуха в вагоне; 7- конденсатор
для охлаждения хладагента; 8 компрессор
также автономным — от подвагон-
ного генератора, приводимого от
осп колесной пары вагона. Через
решетки забора воздуха вентиля-
тор всасывает рециркуляционный
195
и наружный воздух, который проходит через очищающие фильтры и затем охлаждается в
испарителе. Испаритель представляет собой набор оребренных трубок, в которых испаря-
ется жидкий хладагент. Охлажденный воздух поступает в пассажирские помещения ва-
гона через приточные решетки.
Установка рассчитана на поддержание температуры воздуха в вагоне 22—26 °C летом
и относительной влажности 70 % или соответственно 40 °C и 30 % при максимальном теп-
ловом воздействии солнечной радиации. Минимальная подача наружного воздуха 25 мУч
на одного пассажира. В зависимости от типа вагона хладопроизводительность установки,
удовлетворяющая этим условиям, должна составлять 28—35 кВт.
5.5. Системы электроснабжения
Системы электроснабжения служат для обеспечения электроэнергией всех потребите-
лей пассажирских вагонов, включая освещение, отопление, вентиляцию и кондициониро-
вание воздуха, охлаждение продуктов питания и приготовление пищи в вагонах-рестора-
нах, радиовещание и устройства связи, электробытовые приборы, используемые пассажи-
рами и обслуживающим персоналом, сигнальные фонари и сигнализаторы нагрева букс и
другие приборы, обеспечивающие безопасность движения поездов, создающие комфорт
пассажирам и облегчающие труд поездной бригаде.
Системы электроснабжения делятся па автономные, в которых электрическая энергия
поступает к потребителям от подвагонного генератора, и централизованные, в которых
энергия поступает в вагон по электрической поездной магистрали от вагона-электростан-
ции или от локомотива. Кроме того, существуют резервная и аварийная системы электро-
снабжения — от аккумуляторной батареи.
Номинальными напряжениями автономных систем электроснабжения являются 110 В
постоянного тока в вагонах с кондиционированием воздуха и 50 В постоянного тока в
остальных типах вагонов. При централизованной системе электроснабжения от вагона-
электростанции получают трехфазный ток напряжением 380/220 В частотой 50 Гц, а от
локомотива — напряжением 3 кВ постоянного или переменного тока.
5.5.1. Система автономного электроснабжения
Система автономного электроснабжения имеет собственные источники электричес-
кой энергии. Источниками питания в автономных системах электроснабжения служат элек-
тромашинные генераторы с приводом от оси колесной пары и аккумуляторные батареи.
В системе автономного электроснабжения применяется главным образом постоянный ток.
Это объясняется тем, что в вагоне устанавливают аккумуляторную батарею, которая слу-
жит резервным и аварийным источником питания — она питает основные потребители
поезда при неработающем генераторе или при малой скорости движения поезда, а также
воспринимает пики нагрузки и др.
Пассажирские вагоны оснащают щелочными или кислотными аккумуляторными бата-
реями емкостью до 400 А-ч. Для систем автономного электроснабжения приняты номиналь-
ные напряжения: 50 В — для вагонов без кондиционирования и 110 В — для вагонов с конди-
ционированием воздуха. Мощность генераторов в вагонах без установок для кондициониро-
вания воздуха не превышает 10 кВт, а в вагонах с кондиционированием 20—30 кВт. Применя-
ются схемы с генераторами постоянного тока с параллельным или смешанным возбуждением,
с индукторным генератором переменного тока и полупроводниковым выпрямителем.
Ранее на отечественных вагонах устанавливали генераторы постоянного тока. В даль-
нейшем в пассажирских вагонах стали применять более совершенные синхронные трех-
фазные индукторные генераторы совместно с полупроводниковыми выпрямителями, ко-
торые позволяют обеспечивать питание потребителей в периоды длительных стоянок на
станции и в депо от внешних источников.
196
Генераторы располагаются под кузовом вагона, поэтому их выполняют закрытыми.
Генераторы малой мощности (до 8 кВт) охлаждаются встречным воздухом и встроенным
вентилятором. Для большей интенсификации теплообмена генераторы мощностью 20—
30 кВт оборудуют наружными вентиляторами. Чтобы предотвратить попадание пыли в
охлаждающий воздух, для некоторых типов мощных генераторов осуществляется забор
воздуха непосредственно из вагона через специальные фильтрующие устройства. Внешние
поверхности корпусов генераторов делают оребренными.
Автоматическое регулирование напряжения в системе автономного электроснабже-
ния осуществляется регулятором напряжения генератора. В этом случае обеспечивается
напряжение, необходимое для подзарядки аккумуляторных батарей во время движения
вагона. Применяемые ранее угольные регуляторы напряжения заменены тиристорными.
Система автономного электроснабжения вагона обеспечивает независимость от вне-
шних источников электроэнергии, что является основным ее преимуществом. К недо-
статкам системы можно отнести: низкий коэффициент полезного действия (КПД), воз-
можность значительного снижения силы тяги (до 10 %), если суммарная мощность по-
требителей в составе поезда достигает нескольких сотен киловатт; высокая стоимость
электроэнергии — в 5—10 раз выше, чем при централизованном электроснабжении от
локомотивов или вагонов-электростанций. Для обеспечения вращения подвагонных ге-
нераторов применяются специальные приводы, которые в зависимости от конструктив-
ных особенностей подразделяются на следующие типы.
Клиноременный привод обеспечивает вращение генератора при скорости движения
вагона до 160 км/ч и изготавливается в двух вариантах — от торца шейки оси и от средней
части оси колесной пары. Враще-
ние от ведущего шкива, укреплен-
ного на торце шейки или средней
части оси колесной пары тележ-
ки КВЗ-ЦНИИ котлового конца
вагона, передается с помощью
комплекта клиновых ремней веду-
щему шкиву, а далее через соеди-
нительные фланцы и редуктор по-
средством карданного вала якорю
генератора (рис. 5.23).
Редукторно-карданные приво-
ды являются высоконадежной пере-
дачей, которые могут работать в
любых условиях эксплуатации и
позволяют передавать значительно
большие мощности, чем клиноре-
менные. При передаче мощности до
10 кВт привод устанавливается на
торце шейки оси, а корпус зубчато-
го редуктора прикрепляется болта-
ми к корпусу буксы (рис. 5.24).
В пассажирских вагонах и
вагонах-ресторанах, оборудован-
ных установками для кондицио-
нирования воздуха, редуктор
привода подвагонного генерато-
ра установлен в средней части оси
колесной пары (рис. 5.25).
Рис. 5.23. Расположение клиноременного привода генератора:
/ — ведущий шкив; 2 -- ведомый шкив; 3 — четыре приводных
клиновых ремня; 4 — редуктор; 5—натяжное устройство; 6 — кар-
данный вггл; 7 — генератор; 8 — предохранительные устройства
вала и генератора
Рис. 5.24. Редукторно-карданный привод генератора, установ-
ленный на тележке: / — редуктор; 2 — промежуточное коль-
цо, прикрепленное болтами к корпусу буксы; 3 —- предохрани-
тельная скоба для редуктора; 4 — влагозащитное устройство,
нс допускающее попадание влаги на редуктор; 5— предохра-
нительная скоба для приводного вала; 6 — приводной кардан-
ный вал; 7 - хомут для генератора; 8 — предохранительная
скоба для генератора; 9 —- плита крепления генератора;
10 - - генератор
197
12 3 4
Рис. 5.25. Рсдукюрно-карданный привод генератора с приводом
от средней части оси колесной нары: 1 — синхронный генератор;
2 упругая резиновая муфга; 3-- карданный вал; 4- редуктор
Чтобы создать необходимые условия для обеспечения надежной работы потре-
бителей электрической энергии, в системе электроснабжения пассажирских вагонов
вводятся переключающие и регулирующие устройства, которые:
—автоматически стабилизи-
руют напряжение генератора или
регулируют его по заданному за-
кону независимо от скорости дви-
жения и изменения нагрузки;
— ограничивают мощность,
отдаваемую генератором, обес-
печивают постоянную его поляр-
ность независимо от направле-
ния движения поезда;
— изменяют напряжение заряда аккумуляторной батареи по мере повышения ее элек-
тродвижущей силы (ЭДС), а также в зависимости от окружающей температуры;
— стабилизируют напряжение, подаваемое потребителям первой группы; поддержи-
вают напряжение на нагрузке как можно ближе к номинальному значению при питании от
аккумуляторной батареи;
— обеспечивают возможность питания потребителей и заряда аккумуляторной бата-
реи от стационарной электрической сети.
5.5.2. Система централизованного электроснабжения
При централизованном питании электроэнергия от локомотива или от вагона-элект-
ростанции, а также от стационарных устройств передается к пассажирским вагонам по
однопроводной поездной магистрали с номинальным напряжением 3 кВ постоянного и
переменного тока частотой 50 Гц. В данном случае от магистрали питаются высоковольт-
ные нагревательные элементы комбинированного отопления, мощность каждого из кото-
рых составляет 2 кВт, а низковольтные потребители — через высоковольтные статические
преобразователи. В вагонах межобластного сообщения к высоковольтной магистрали под-
ключаются электрические печи и калорифер.
Централизованная система с вагоном-электростанцией (рис. 5.26, а) мощностью
600 кВт применяется в поездах ЭР-200. Вагон-электростанция 13 размещается в голове
состава, за локомотивом. В вагоне-электростанции отечественного производства уста-
новлены дизель-генераторные агрегаты, в которых в качестве первичных источников
энергии применяются 12-цилиндровые V-образныс четырехтактные дизели 12 мощнос-
тью по 240 кВт и частотой вращения 150 об/мин., а также синхронные генераторы И
мощностью по 250 кВ-А каждый, вырабатывающие трехфазный переменный ток на-
пряжением 230/400 В и частотой 50 Гц. Состав поезда снабжается током посредством
междувагонных соединений 9 с помощью распределительных устройств К).
Дизель и генератор установки размещены на общей рамс и связаны друг с другом
муфтой. На дизеле имеются топливный масляный и водяной насосы, а также генератор
мощностью 1,2 кВт, предназначенный для заряда стартерной аккумуляторной батареи.
В вагоне-электростанции установлены три дизель-генсраториых агрегата мощностью
по 200 кВт каждый. Воздух для охлаждения поступает через специальный фильтр с крыши,
прогоняется мотором-вентилятором через радиатор и выбрасывается наружу через регу-
лируемые жалюзи, размещенные в боковой стене вагона.
Дизель имеет циркуляционную систему смазки с охлаждением масла в водомасляном
теплообменнике. Воздух, необходимый для его охлаждения, забирается через фильтр, рас-
положенный на крыше вагона. Дизель снабжен электростартером, работающим от стар-
терной аккумуляторной батареи напряжением 240 В. Кроме того, имеется устройство для
запуска дизеля с помощью сжатого воздуха.
198
Рис. 5.26. Схемы централизованного электроснабжения пассажирских вагонов: а — система с вагоном-элек-
тростанцией; б — система с подачей в пассажирские вагоны высокого напряжения от электровоза постоян-
ного тока; в - -система с подачей в пассажирские вагоны высокого напряжения от электровоза переменного
тока; г — система с подачей в пассажирские вагоны высокого напряжения от генератора тепловоза: 1 —
пассажирский вагон; 2 — лампы накаливания; 3 — аварийное освещение; 4 — высоковольтная магистраль;
5 — электродвигатели различных приводов; 6 — аккумуляторная батарея; 7 — зарядное устройство; 8 -----
устройство электрического отопления; 9 - междувагонные соединения высоковольтной магистрали; 10 --
распределительное устройство; 11 — синхронные генераторы; 12 - дизели; 13 — вагон-электростанция;
14— локомотив; 15 -- генератор с приводом от колесной пары для питания низковольтных потребителей;
16--- подвагонная электрическая магистраль для питания низковольтных потребителей от соседних вагонов
в случае выхода из строя собственного генератора; 17 — токоприемник; 18 - разрядник для защиты магис-
трали ог перенапряжений; 19--автома тический выключатель от коротких замыканий; 20— переключатель
для подачи напряжения 3 кВ на розетки высоковольтной магистрали; 21 — розетки высоковольтной магис-
трали; 22-- главный! трансформатор элект ровоза; 23 — главный дизель тепловоза; 24-- - вспомогательный гене-
ратор постоянного или переменного тока для питания высоковольтной магистрали; 25 — выпрямитель
для подачи в высоковольтную магистраль тока от генератора переменного тока
Если потребители в пассажирских вагонах получают питание от электровоза, то род
тока — переменный или постоянный в системе электроснабжения определяется родом тока
в контактной сети электрифицированной железной дороги. Схема системы электроснаб-
жения с подачей в пассажирские вагоны высокого напряжения от электровоза постоянно-
го тока приведена на рис. 5.26, й, а от электровоза переменного тока — на рис. 5.26, в.
Номинальное напряжение в этих системах не зависит от рода тока и равно 3 кВ. Поэтому
напряжение контактной сети переменного тока 25 кВ снижается до 3 кВ при помощи спе-
циальной обмотки главного трансформатора, установленного на электровозе.
Для питания некоторых низковольтных потребителей, таких как люминесцентные
лампы, радиоаппаратура, электробритвы и т.п., требуется однофазный переменный ток.
В связи с этим в вагонах поезда установлены полупроводниковые преобразователи посто-
янного тока в переменный. Схема системы электроснабжения с подачей в пассажирские
вагоны высокого напряжения от генератора тепловоза приведена на рис. 5.26, г.
199
5.6. Требования, предъявляемые к пассажирским вагонам
5.6.1. Общие требования
Пассажирские вагоны магистральных железных дорог колеи 1520 мм должны проектиро-
ваться и изготовляться в соответствии с действующими стандартами по рабочим чертежам и
техническим условиям на конкретную модель вагона, утвержденным в установленном поряд-
ке. По прочности, устойчивости, динамическим качествам и безопасности движения они дол-
жны соответствовать требованиям Норм расчета и проектирования новых и модернизируе-
мых вагонов железных дорог МПС России колеи 1520 мм (несамоходных). В соответствии с
ГОСТ 15150-69 вагоны должны быть изготовлены в исполнении V категории размещения 1, а
оборудование вагона, в зависимости от места его установки, должно иметь категории разме-
щения: 1 — снаружи вагона; 2 — в подвагонных камерах и тамбурах; 3 — в вагоне.
Требования к внешнему и внутреннему виду вагонов, планировке пассажирских салонов и
служебных помещений, расположению и размерам дверей, окон, диванов, поручней, факту-
ре и цвету поверхностей снаружи и внутри вагона и другим эргономическим и эстетическим
параметрам, а также создаваемым в вагоне безопасным, комфортным условиям и удобству
для проезда пассажиров и обслуживающего персонала по ГОСТ 2.29.00.002; ГОСТ 22269-76;
ГОСТ 21889-76 и РТМ 24.008.59-82. Заказчик в договоре на поставку может указать другие
требования, не ухудшающие безопасность пассажиров и обслуживающего персонала.
Конструкции пассажирских вагонов должны отвечать требованиям санитарных норм по
освещенности, микроклимату, шуму, вибрации, эргономике; обеспечивать и полностью соот-
ветствовать Требованиям пожарной безопасности (с изменением № 1), а также допуск ать при-
менение стационарных и переносных приборов для диагностирования без разборки узлов.
В пассажирских вагонах должны быть использованы блочные конструкции, допускаю-
щие быструю замену модулей и элементов оборудования для удобства монтажа, ремонта и
демонтажа, а также обслуживания установленного на вагоне оборудования. Конструкция
вагона и всего оборудования должны обеспечивать заданные показатели ремонтопригод-
ности и сохранять свою работоспособность в течение нормируемых сроков службы при
выполнении установленных видов технического обслуживания (ТО) и плановых видов ре-
монта (Р), разработанных в рамках технического проектирования с учетом системы ТО и Р
по техническому состоянию. Проектируемые вагоны должны иметь возможность измене-
ния типа (классности) вагона, предусматривающую замену элементов внутреннего обору-
дования с минимальной трудоемкостью.
5.6.2. Требования к конструкции и комплектующим изделиям
Кузов должен быть цельнометаллической несущей конструкцией и обеспечивать размеще-
ние необходимого оборудования для перевозки пассажиров с требуемым уровнем комфорта. Он
должен иметь обозначенные места для установки домкратов. Для скоростей до 200 км/ч на ваго-
не должны быть обтекатели, обеспечивающие исключение попадания посторонних предметов
па оборудование, установленное под вагоном. Для скоростей до 250 км/ч форма, размеры попе-
речного сечения, а также наружные поверхности кузова, включая межвагонные соединения, дол-
жны обеспечивать минимальное аэродинамическое сопротивление движению поезда. В межте-
лежечных и консольных зонах кузова могут предусматриваться откидные легкие фальшборты
для обеспечения аэродинамической целостности наружных очертаний вагона и состава поезда.
Тележки вагона должны соответствовать ГОСТ 10527-84 и быть оборудованы предохрани-
тельными устройствами от падения на путь их узлов и деталей, обеспечивая скорость движения
до 160; 200 или 250 км/ч по техническому заданию. Рессорное подвешивание выбирается исходя из
условия плавности хода с коэффициентом не более 2,8 и обеспечения устойчивости движения
вагона. В случае применения рессорного подвешивания с большим статическим прогибом необ-
ходимо предусматривать постановку ограничителя боковой качки. Конструкция и параметры
тележек должны выбираться исходя из обязательного выполнения требований к безопасности
движения, качеству хода, прочности, воздействию на путь и общей эффективности вагона.
200
А втосцепное устройство и переходная площадка должны обеспечивать оптимальное
их функционирование при движении поезда по прямым и кривым участкам пути во всем
диапазоне эксплуатационных скоростей, включая конструкционную. Для вагонов, движу-
щихся со скоростями свыше 160 км/ч, автосцепка должна быть жесткого типа и исключать
возможность перемещения сцепленных автосцепок в вертикальной плоскости, а также быть
оборудованной эластичным центрирующим устройством, не вызывающим шума при дви-
жении поезда, а при необходимости гасителями вертикальных и поперечных колебаний
смежных вагонов. Переходная площадка должна предотвращать попадание внутрь влаги и
пыли, обеспечивать тепло- и звукоизоляцию, удобный и безопасный проход пассажиров, а
также провоз тележек для обслуживания пассажиров.
Тормозная система вагона должна включать электропневматические, пневматичес-
кие и стояночные тормоза с противоюзным устройством на каждой колесной паре, а так-
же автоматические регуляторы рычажной передачи. Тормозная система вагонов должна
устойчиво работать при температурах наружного воздуха в диапазоне ±55 °C, если в
техническом задании не предусмотрены другие температурные условия.
Водоснабжение должно быть оборудовано системой подачи в оба конца вагона хо-
лодной и горячей воды, раздельной от системы отопления. Объемы резервуаров должны
обеспечивать потребности пассажиров в соответствии с санитарными нормами. Вся сис-
тема водоснабжения должна иметь теплоизоляцию для предотвращения замерзания воды
в холодное время года на протяжении не менее 12 часов после отключения отопления.
Вагоны должны быть оборудованы кипятильниками непрерывного действия и агрегата-
ми для охлаждения питьевой воды в соответствии с договором на поставку.
Электрооборудование вагона должно обеспечивать питание электроэнергией всех его
потребителей. Электроснабжение может быть как централизованным — с питанием от поез-
дной подвагонной магистрали с номинальным напряжением 3000 В постоянного или пере-
менного тока частотой 50 Гц, так и автономным — от подвагонного генератора трехфазного
тока напряжением НО В. Для бесперебойного электроснабжения систем управления (в т.ч.
преобразователя), безопасности, сигнализации, защиты и освещения вагона должна быть
установлена в специальном выдвижном ящике аккумуляторная батарея с номинальным на-
пряжением 110 В емкостью не менее 125 А-ч и ее зарядное устройство. Должны быть предус-
мотрены устройства аварийного электроснабжения. По требованию заказчика вагон может
быть оборудован устройствами для подключения его к внешнему источнику питания напря-
жением 380/220 В. Электрооборудование должно соответствовать Правилам устройства элек-
троустановок, Правилам техники безопасности при эксплуатации электроустановок потре-
бителей и Правилам технической эксплуатации электроустановок потребителей.
5.6.3. Требования безопасности и комфорта
Конструкции пассажирских вагонов должны удовлетворять требованиям безопасности
в течение всего периода их эксплуатации, установленным стандартом и эксплуатационной
документацией. Значение показателей надежности узлов и агрегатов вагона должны бы ть не
менее приведенных в РТМ-94 «Показатели надежности пассажирских вагонов магистраль-
ных железных дорог колеи 1520 мм» и ГОСТ 27.002-89. Требования к противопожарной за-
щите должны соответствовать ГОСТ 12.1.004-91. Вагон должен быть оборудован двумя ок-
нами аварийного выхода. Требования электробезопасности — по ГОСТ 12.1.004.019. Вагон
должен оборудоваться огнезащитной перегородкой между куне проводников и пассажирс-
ким салоном, а также огнезащитными фрамугами, ограничивающими распространение пла-
мени в надпотолочном пространстве, и быть оснащенным автоматическими установками
пожаротушения. Система отопления и вентиляции должна обеспечивать среднюю темпера-
туру воздуха пассажирских помещений вагонов в пределах 22±2 °C при температуре наруж-
ного воздуха минус 40 °C, в туалетах — не ниже 16 °C. Система охлаждения при температуре
наружного воздуха плюс 40 °C должна автоматически поддерживать температуру воздуха
201
в пассажирском помещении вагона в пределах 24±2 °C. Освещение пассажирских помеще-
ний вагона, кроме тамбуров, котельного отделения и душевого помещения, должно быть
люминесцентным с частотой тока 400 Гц и напряжением 50 В и иметь аварийное освеще-
ние. Вагон должен быть оборудован системой цен трализованной диагностики со световой
и звуковой сигнализацией в служебном куне проводников. Аккумуляторный бокс должен
изготавливаться во взрывобезопасном исполнении.
5.6.4. Требования охраны окружающей среды
Предельно допустимый уровень шума, создаваемого вагоном при движении, должен
быть не более 80 дБ на расстоянии 50 м от железной дороги, а от проходящих скоростных
поездов в населенных местах не должен превышать уровня, указанного в Строительных
нормах, Правилах защиты от шума и ГОСТ ССБТ «Шум». Допустимые уровни в жилых и
общественных зданиях и СН № 3077-84 от 03.08.84. Вагой должен быть оборудован эколо-
гически чистой системой санитарных узлов с системой замкнутых туалетов.
5.6.5. Требования к параметрам вагонов
Основные параметры, определяющие технический уровень и качество конструкций пас-
сажирских вагонов, рекомендуемые ГОСТ, должны соответствовать следующим значениям:
— конструктивная скорость движения в обычных поездах — 160; в скоростных — 250;
в высокоскоростных — 350 км/ч и выше;
— длина вагона по осям сцепления автосцепок — 24,537 м;
— срок службы до первого капитального ремонта — не менее 8 лет;
— габарит по ГОСТ 9238-83- 1-ВМ;
— количество мест в вагоне: открытого типа — 54; купейном — 36; спальном дальне-
го следования трехъярусном с трансформируемыми купе — 35/54/60; межобластного сооб-
щения — 62; «люкс» с двухместными купе — 14;
— масса тары без экипировки для перечисленных выше вагонов — 46,4—51 т.
5.7. Техническое обслуживание и экипировка вагонов
Различают следующие виды технического обслуживания (ТО) пассажирских вагонов:
ТО-1 в составах и в поездах перед каждым отправлением в рейс, а также в поездах в
пути следования и на промежуточных станциях; ТО-2 перед началом летних и зимних пе-
ревозок, выполняемое в пунктах формирования поездов; ТО-3 — единую ревизию основ-
ных узлов и вагона в целом, выполняемую через 6 месяцев после постройки пли планового
ремонта на специализированных путях с отцепкой вагонов от состава; текущий ремонт
(ТР) с отцепкой от составов или поездов с подачей на специализированные пути.
Техническое обслуживание вагонов производится на пунктах технического обслужи-
вания (ПТО), входящих в состав пассажирских вагонных депо (ЛВЧД). По характеру ра-
боты и виду выполняемого ТО различают пункты технического обслуживания (ПТО), пун-
кты контрольно-технического обслуживания (ПКТО) и др. Для выполнения работ по тех-
ническому обслуживанию оборудования пассажирских вагонов на ПТО используют в этих
целях отведенные ремонтно-экипировочные и специализированные пути текущего ремон-
та и производства единой технической ревизии.
Техническое обслуживание внутреннего оборудования вагонов в пути следования
пассажирских поездов осуществляют поездные электромеханики (ПЭМ), начальники
(механики-бригадиры) поезда вместе с проводниками вагонов. Эти работники несут от-
ветственность за исправное техническое состояние оборудования.
Техническое обслуживание ходовых частей, приводов вагонных генераторов и узлов креп-
ления подвагонного оборудования в пунктах оборота независимо от продолжительности сле-
дования до него поезда выполняют работники ПТО в соответствии с Инструкцией осмотрщи-
ку вагонов, а также работники поездных бригад согласно их должностным инструкциям.
202
Техническое обслуживание электрического и холодильного оборудования ваюнов в
пунктах оборота производят бригады пассажирских поездов, а текущий ремонт — работ-
ники пункта оборота по заявке начальника (механика-бригадира) поезда, а в пунктах фор-
мирования — работники этого пункта. В случае замены отказавшего оборудования в пути
следования поезда или в пункте оборота начальник (механик-бригадир) или ПЭМ вместе с
представителями ПТО составляют акт формы ФМУ-73 с указанием номера вагона, сведе-
ний на его трафарете, причины замены оборудования, заводского номера заменяемого и
устанавливаемого оборудования, клейма там, где эго предусмотрено, даты производства
работ на отказавшем оборудовании и других сведений. В пути следования поезда началь-
ник (механик-бригадир) или ПЭМ заносят все сведения об отклонениях от нормальной
работы и отказах оборудования вагонов в рейсовый лист. По окончании поездки рейсо-
вый лист сдают в пункт формирования для анализа и хранения в течение трех месяцев.
Порядок сдачи и хранения устанавливается приказом начальника депо (участка).
Экипировка пассажирских вагонов заключается в санитарном осмотре, влажной де-
зинфекции и дезинсекции по установленному графику, наружной обмывке, внутренней
уборке, замене использованного белья чистым, снабжении водой, съемным инвентарем, а
в холодное время и топливом. Все эти работы выполняют специализированные экипиро-
вочные бригады. Вагоны снабжают водой из водоразборных колонок па экипировочных
пунктах станций формирования и оборота составов или на приемо-отправочных путях
промежуточных станций; топливом (углем) обеспечивают с наступлением отопительного
сезона, а отапливают при снижении температуры наружного воздуха до +10 °C.
Бельем, постельными принадлежностями, инвентарем, оборудованием пассажирские со-
ставы (вагоны) обеспечивают конторы обслуживания пассажиров. При экипировке в первую
очередь вагоны снабжают матрацами, подушками, затем одеялами и постельным бельем, съем-
ным инвентарем, настольными играми (шашки, домино, шахматы), чаем, сахаром, печеньем и
другими предметами чайной торговли. В пути следования пассажиров обслуживаю']' провод-
ники, которые поддерживают в вагонах чистоту и порядок. Для оказания первой помощи за-
болевшим пассажирам в штабном вагоне пассажирских поездов дальнего следования есть ап-
течки, санитарные носилки. Все пассажирские вагоны обеспечены огнетушителями.
Пассажирские составы на ПТО, кроме ремонтно-экипировочных операций, проходят
три вида профилактической санитарной обработки: дезинфекцию, дезинсекцию и дератиза-
цию, выполняемые работниками санитарно-эпидемиологической станции (СЭС). Влажную
обработку производят всех вагонов поездов дальнего и местного сообщения после каждого
рейса путем опрыскивания внутри помещений специальными дезинфицирующими раство-
рами. При дезинфекции особое внимание обращают на обработку туалетов и мусорнььч
ящиков. При необходимости постельные принадлежности и съемный инвентарь подвергают
профилактической санитарной камерной обработке после рейса.
Дезинсекция вагонов выполняется по графику, утвержденному СЭС и начальником
вагонного участка или пассажирского вагонного депо. Этот вид обработки вагонов вы-
полняют с целью истребления насекомых, являющихся переносчиками инфекционных за-
болеваний. Специальную санитарную обработку проводят работники дезнункта на опре-
деленных путях или пунктах соответствующими препаратами, обычно синильной кисло-
той. Перед цианизацией работники дезнункта осматривают и герметизируют вагоны пу-
тем проклейки всех щелей. Во время цианизации запрещено выполнять какие-либо работы
на вагонах, а также около них.
После проведения обработки и полной дегазации уборку внутренних помещений ва-
гона и ремонтные работы разрешается проводить не ранее чем через два часа, а после де-
зинфекционной обработки -- через 30 минут. Дератизацию вагонов назначают с целью
истребления грызунов в пассажирских вагонах. Подготовленные к рейсу составы прини-
мает специальная комиссия из представителей вагонного депо, санитарно-контрольного
пункта, пассажирского отдела с участием электромеханика и начальника поезда.
203
5.8. Обслуживание пассажиров на вокзалах и в поездах
Обслуживание пассажиров — система услуг населению по осуществлению поездок на
железнодорожном транспорте, включая услуги, предоставляемые пассажирам на вокзалах
и в поездах, а также городскими транспортными агентствами и выносными железнодо-
рожными кассами. Услуги обслуживания пассажиров, являющиеся составной частью об-
щей сферы платных услуг, оказываемые населению на железнодорожном транспорте, от-
носятся к следующим видам: транспортные услуги (часть непрофильных услуг), включае-
мые в состав бытовых услуг, и услуги пассажирского транспорта, включающие все про-
фильные и часть непрофильных услуг, не вошедших в бытовые.
В состав транспортных услуг (бытовых) входят: услуги камер хранения и носильщи-
ков, доставка билетов на дом, перевозка домашних вещей и др. Услуги пассажирского транс-
порта включают услуги по перевозке пассажиров (профильные) в дальнем и пригородном
сообщениях, туристско-экскурсионные перевозки, перевозки ручной клади, багажа и гру-
зобагажа, услуги, оказываемые пассажирам в нуги следования, а также услуги (непрофиль-
ные) по предварительной продаже билетов, транспортно-экспедиционному обслуживанию,
проживанию в комнатах матери и ребенка на вокзалах, в вагонах-гостиницах, справочно-
информационному обеспечению на вокзалах и др.
Обслуживание пассажиров должно обеспечиваться с учетом максимальных удобств.
С этой целью разрабатываются рациональная планировка помещений вокзалов, в состав
которых включаются удобное расположение операционного зала и касс, багажа, камеры
хранения и почты, зала ожидания, зала для пассажиров с детьми, буфета, ресторана, мед-
пункта и парикмахерской, комнат общего пользования и др. Устраиваются также навесы
над платформами с крытыми выходами к поездам.
Ускорению и улучшению обслуживания пассажиров способствуют применение раз-
личных машин и автоматов в пассажирском хозяйстве. К их числу относятся: билетопеча-
тающие и билетовыдающие машины, электрические компостеры, автоматические справоч-
ные установки по вопросам расписания движения поездов и условиям проезда, телевизи-
онные установки и др. Внедрена комплексная автоматизированная система «Экспресс»,
служащая для управления пассажирскими перевозками, которая сыграла революционную
роль в обслуживании пассажиров. Это человеко-машинная система включает в себя сово-
купность административных, технологических и экономико-математических методов,
средств вычислительной техники и связи.
Первая отечественная система «Экспресс-1» на базе ЭВМ второго поколения начала
действовать в 1972 г. на Киевском вокзале Москвы как система управления продажей биле-
тов, которая проработала до 1985 г. Основные операции, производимые системой: автома-
тическая обработка посылаемых с пультов билетных касс заказов пассажиров; определение
стоимости проезда; резервирование требуемых мест в поездах в период от 10 суток и до мо-
мента отправления поезда; печатание различных проездных и вспомогательных докумен-
тов; информация пассажиров и кассиров с помощью табло о наличии свободных мест в поез-
дах; подсчет денежных сумм от продажи билетов по каждой кассе и пунктам продажи в це-
лом; выдача всевозможных справок об использовании мест; производство статических и
финансовых форм учета и отчетности. Кроме того, па нервом этапе своей работы система
«Экспресс-1» оформляла заказы транзитных пассажиров на прямые плацкарты для 50 горо-
дов страны и выдавала билеты на обратный выезд за 45 суток до отправления поезда.
Внедрение системы «Экспресс-1» позволило в 2-2,5 раза поднять производительность
билетных кассиров; в 4-5 раз сократить трудоемкость операций но ведению учета и со-
ставлению отчетности о перевозках пассажиров дальнего следования; улучшить обслу-
живание пассажиров путем предоставления им возможности оформлять заказы на поез-
да в любой кассе; информировать пассажиров через табло о наличии свободных мест;
улучшить коммерческую загрузку подвижного состава на 3,8 %; поднять качество пла-
нирования и учета пассажирских перевозок.
204
Используя опыт работы системы «Экспресс-1», создана типовая система «Экспресс-2»,
внедренная в Московском железнодорожном узле в 1982 г. Математическое обеспечение
системы «Экспресс-2» унифицировано для всей сети дорог и позволяет использовать ее на
любом полигоне и управлять не только предварительной и суточной, но и текущей прода-
жей билетов в процессе следования поезда. Это дает возможность ликвидировать учет мест
в поездах проводниками, возложив его полностью на ЭВМ. Для оперативного управления
пассажирскими перевозками и их финансового и статического учета в системе «Эксирссс-2»
предусмотрена выдача всей необходимой информации.
Системы «Экспресс-1» и «Экспресс-2» по своим показателям работы являются круп-
нейшими в Европе. По числу резервируемых мест в сутки каждая из них выполняет работу,
равную суммарной работе всех действующих систем на железных дорогах Западной Евро-
пы, которые входят в вычислительную сеть резервирования проездных документов «ИРИС».
На сети отечественных железных дорог к 1992 г. создана объединенная вычислительная
сеть управления пассажирскими перевозками. Вычислительная сеть коллективного пользо-
вания рассчитана на обслуживание 17тыс. билетных кассе 16 вычислительными центрами
систем «Экспресс-2». Для обслуживания пассажиров в международном сообщении возможно
соединение сети с Европейскими системами, включая «ИРИС» и «ГЕРМЕС».
5.9. Конструктивные особенности вагонов высокоскоростных поездов
Борьба за скорость на железных дорогах ведется с момента их возникновения, так как од-
ной из потребностей человека является стремление к быстрейшему преодолению расстояний.
5.9.1. Из истории скоростного движения поездов
Вся история развития железнодорожного транспорта связана со стремлением к повы-
шению рабочих скоростей движения поездов, обеспечению минимального времени нахож-
дения в пути, увеличению использования провозной способности магистралей и повыше-
нию комфортабельности пассажиров.
Еш,е в 1847 г. в Англии на одном из участков Большой Западной железной дороги про-
тяженностью 92 км пассажирские поезда достигали скорости 93 км/ч. Во Франции в 1890 г.
паровоз «Crampton» с поездом массой 157 т развил скорость 144 км/ч. В Германии в 1903 г.
первый электрический моторный вагон при испытаниях на участке железной дороги Цос-
сен—Мариснфельд развил скорость 210 км/ч. В США в 1905 г. паровоз развил скорость
204 км/ч. В 50—60 гг. XX столетия в ряде стран осуществлялись научные исследования и
инженерные разработки по созданию высокоскоростных железных дорог, рассчитанных на
движение со скоростями свыше 200 км/ч. В настоящее время высокоскоростные железные
дороги обеспечивают не только высокую скорость передвижения, но и более высокий уро-
вень надежности и безопасности, комфорта, экономичности. Суперпоезда, построенные на
основе новейших технологий, способные развивать скорость в 300—350 км/ч, успешно кон-
курируют с автомобильным транспортом и авиацией.
Высокоскоростной наземный транспорт (ВСНТ) в современном понятии — это желез-
нодорожный транспорт, обеспечивающий движение поездов со скоростью более 200 км/ч.
ВСНТ осуществляется либо колесным подвижным составом по рельсовому пути, либо бес-
контактным способом, когда для тяги и торможения применяется линейный электрический
привод, а для создания условий движения — магнитный подвес, так называемый левитиру-
ющий транспорт. Для колесного подвижного состава используется традиционный рельсо-
вый путь, в который укладывается, как правило, усиленная путевая решетка, а для левити-
рующего ВСНТ создается специальная путевая структура. При контактном ВСНТ про-
кладка пути, как правило, осуществляется на поверхности земли, а иногда возводятся пу-
тепроводы. Для левитирующего транспорта обычно строят искусственные сооружения (эс-
такады), на которых создают путевую структуру со станциями и ограждениями. Стоимость
такой путевой структуры значительно выше, чем в случае рельсового транспорта.
205
BCHT с магнитным подвесом является наиболее перспективным и экологически чис-
тым, а также самым бесшумным. При его проектировании и определении стоимости строи-
тельства и эксплуатации исходят из позитивных влияний на уровень затрат следующих фак-
торов: высокий темп и экономичность сооружения; большая степень стандартизации и взаи-
мозаменяемости элементов и узлов пути, его надежность, стабильность, долговечность; пре-
дельная индустриализация изготовления путевых конструкций; возможность механизации и
автоматизации процессов сборки, отладки и пуска в эксплуатацию всей системы. Большим
преимуществом левитирующего транспорта по сравнению с контактным является более вы-
сокая степень безопасности и возможность максимальной автоматизации движения.
Развитие ВСНТ связано с организацией безостановочных междугородных и приго-
родных, главным образом пассажирских перевозок при скоростях до 400—500 км/ч, для
чего необходим специальный подвижной состав. Особенно выгодно создание бесконтакт-
ных систем ВСНТ в крупных городах без нарушения инфраструктуры, например для связи
аэропорта с центром. Эффективны такие системы при большой протяженности террито-
рии городов, а также в курортных зонах, имеющих большие пассажиропотоки.
5.9.2. Развитие высокоскоростного наземного транспорта за рубежом
Освоение высоких скоростей было начато с использования подвижного состава
с электрической тягой. Рекорды скорости принадлежа т французским железным дорогам:
в 1945 г. электропоездом преодолена скорость 243 км/ч; в 1955 г. — 331 км/ч; в 1981 г.
сунерэкспрессом TGV — Trains Grande Vitesse, что в переводе с французского означает
«сверхскоростной поезд» — 380 км/ч; в 1989 г. — 482,4 км/ч: в 1990 г. поездами того же тина
после модернизации — 515,3 км/ч. Однако эксплуатационная скорость суперэкспрссса ог-
раничивается 300 км/ч.
В развитии ВСНТ наибольших успехов добилась Великобритания, где в 1978 г. уже были
получены скорости более 300 км/ч: на линии Лондон—Глазго усовершенствованный пасса-
жирский поезд APT (Advanced Passenger Traina) в экспериментальном рейсе развил скорость
315 км/ч. Большой вклад в ВСНТ внесла Япония, которая одной из первых стран начала стро-
ить скоростные линии. Япония приступила к созданию высокоскоростных пассажирских ли-
ний в 1964 г. На первой линии Новая Токайдо на участке Токио--Син Осака протяженностью
свыше 500 км скорость поездов первоначально планировалась 250 км/ч, но затем была ограни-
чена до 210 км/ч. Система линии ВСНТ составила общенациональную сеть Японии «Синкан-
сен» («Поезд-стрела»), па которой скорость движения поездов доведена до 260 км/ч.
Во Франции были созданы высокоскоростные магистрали в 1981 г. (линия Париж—
Лион длиной 426 км). Расчетная скорость, принятая для этой линии, составляла 300 км/ч,
коммерческая — 213 км/ч, рекордная — 515 км/ч. В единую сеть ВСНТ включены линии
TGV-Атлантик, TGV-Север, TGV-Boctok, TGV-Пикарди к порталу тоннеля под Ла-Ман-
шем. а также линии южного и юго-западного направлений, соединяющие Францию со Швей-
царией, Италией и Испанией. Высокоскоростные поезда TGV производства фирмы «Аль-
стом» (Alsthom) имеют два моторных вагона (головной и хвостовой) и до К) прицепных,
вмещающие 400 пассажиров (рис. 5.27).
Поезд оборудован пневматическими и дисковыми тормозами, предусмотрено также
резисторное торможение.
На железных дорогах Германии в эксплуатации находятся поезда системы «Трансрапид»
(Transrapid) на магнитном подвесе, развивающие скорость до 482 км/ч (1988 г.). В 1991 г. нача-
лась эксплуатация поезда немецкого производства — Ингер сити экспресс, ИСЕ (Inter Citi
Express, ICE), который сформирован из двух моторных и 12 прицепных вагонов. В экспери-
ментальном варианте этот экспресс развивает скорость 406,9 км/ч (рис. 5.28). Движение орга-
низовано на двух новых высокоскоростных линиях Ганновер—Вюрцбюрг и Мангейм—Штут-
гарт, а также на шести перестроенных участках железных дорог общей длиной 1430 км.
На новых линиях поезда движутся с максимальной скоростью 250 км/ч и до 200 км/ч
на перестроенных. Высокоскоростная магистраль Ганновер—Берлин (1997 г.) рассчита-
на на скорость 200 км/ч, участок между Эбисфсльде и Штааксном — на 250 км/ч.
206
Рис. 5.27. Высокоскоростной поезд TGV железных дорог Франции: а — общий вид; б тележка: / —
сварная боковая рама; 2 — резиномсталличсские буксовые направляющие; 3— колесная пара; 4 — осевой
редуктор; 6 — букса; 7 — гидравлический гаситель колебаний галопирования тележки; 3 -- блок-тормоз;
9 устройство крепления моторно-редукторного блока на кузове; 10— центрирующий! штифт пружин
кузовной ступени рессорного подвешивания; // — кронштейн крепления гидравлического гасителя коле-
баний виляния; 12 — тяговый двигатель; 13 — боковые ограничители поперечного хода кузова; в —
в кабине машиниста; г — в салоне вагона первого класса; д — в вагоне-буфете
Рис. 5.28. Высокоскоростной поезд 1СЕ железных дорог Германии: а - общий вид; б — тележка
На сети ВСНТ железных дорог Италии эксплуатируются поезда на магнитном подве-
се типа ETR 450 и ETR 500 (см. рис. 5.29). На участке Милан—Рим и Флоренция -Рим
поезда типа ЕТР 450, состоящие из вагонов с наклоняющимся кузовом при прохождении
криволинейных участков, развивают скорость 250 км/ч. С 1992 г. эксплуатируются поезда
серии ETR 500, рассчитанные на скорость 300 км/ч.
Важнейшими составляющими сети ВСНТ железных дорог Италии являются магист-
рали Милан—Болонья -Флоренция—Рим—Неаполь и Турин—Милан—Венеция, по ко-
торым осуществляется свыше 50 % всех перевозок. Помимо строительства новых высоко-
скоростных линий в Италии ряд магистральных железных дорог реконструирован, что
позволяет на основной части железнодорожной сети обеспечить движение пассажирских
поездов со скоростями не менее 200 км/ч.
207
б
Рис. 5.29. Высокоскоростной электропоезд поезд ETR-500 железных дорог Италии: и - общий вид; б -
тележка: 7 тяговый двигатель; 2-— подвеска моторно-редукторного блока; 3, 4 пружины, соо гветствсн-
но буксовой и кузовной ступени рессорного подвешивания; 5, 6 -- гидравлические гаси тели, соответственно
поперечных и вертикальных колебаний кузова; 7, <5’— гидравлические гасители колебаний виляния и гало-
пирования тележки; 9-- полый вал тяговой муфты; 10 — брус «низкой тяги»; 1/ — центрирующий
пружинный механизм; 12 - упор для пневматического баллона на поперечной связи
На железных дорогах Испании в 1992 г. в эксплуатацию введена первая высокоскоро-
стная линия Мадрид—Севилья протяженностью 490 км, в том числе 17 тоннелей и 34 виа-
дука. На линии предполагается эксплуатировать поезда серии ABE (AVE), разработанные
на базе поездов TGV, а также поезда типа «Талго» (Talgo) с колесными парами, регулиру-
емыми по ширине колеи. Такие поезда развивают максимальную скорость 300 км/ч.
В США первая высокоскоростная магистраль Лос-Анджелес—Лас-Вегас была пост-
роена в 80-е годы прошлого столетия, на которой курсируют поезда системы «Маглев» —
на магнитном подвесе с линейным электродвигателем. В начале 90-х гг. сооружен Северо-
Восточный коридор между Нью-Йорком и Вашингтоном протяженностью 450 км, где наи-
высшая скорость пассажирских поездов достигает 200 км/ч. Особенностью этой магистра-
ли является то, что наряду со скоростным пассажирским движением по ней осуществляют-
ся грузовые перевозки тяжеловесными поездами, а также пригородные и местные перевоз-
ки на малых скоростях. В эксплуатации находятся шведские электропоезда серии Х2 с на-
клоняющимся кузовом, а также японские высокоскоростные электропоезда «Хикари» и
французские экспрессы ТЖВ. На новых высокоскоростных магистралях в перспективе пред-
полагается довести скорости движения пассажирских поездов до 320—480 км/ч.
Таким образом, сети ВСНТ созданы на железных дорогах Японии, Франции, Герма-
нии, Италии, Испании, Великобритании. Западноевропейские страны объединили свои сети
в общую систему общей протяженностью около 15 тыс. км.
На новых линиях протяженностью 9 тыс. км осуществляется движение со скоростью
250—300 км/ч на главнейших направлениях: Лондон—Ла-Манш—Гамбург—Копенгаген;
Утрехт—Дуйсбург—Милан—Базель; Брюссель—Люксембург.
В международном союзе железных дорог в начале 90-х гг. прошлого столетия рас-
смотрены вопросы включения железных дорог Восточной Европы в систему общеевропей-
ской скоростной сети в течение последующих 20 лет; возможности строительства линий,
связывающих с европейской сетью Одессу, Львов, Москву, Санкт-Петербург; прокладки
новых магистралей в странах Восточной Европы; строительства тоннеля, связывающего
железные дороги Австрии и Швейцарии, и др.
Развитие монорельсовых дорог связано с более высокой экономичностью их сооруже-
ния. Поезда на таких дорогах перемещаются по одному рельсу, установленному на опорах
или эстакаде на некотором расстоянии над землей.
Монорельсовые дороги классифицируются: по компоновке — навесной (рис. 5.30, а)
или подвесной (рис. 5.30, б) транспорт; по конструкции ходовой части — транспорт с ко-
лесной, пневматической, магнитной подвеской или на скользящих опорах; с электричес-
ким приводом или с двигателем внутреннего сгорания; с воздушно-реактивным двигате-
лем или с линейным электрическим приводом и др.
208
Рис. 5.30. Монорельсовый транспорт:
а - - навесной (вагоны «сидяч» на рельсе); б— подвесной (вагоны «висят» под рельсом)
Создание первых монорельсовых дорог относится к началу XIX века. Первая в мире
коммерческая монорельсовая дорога открылась в 1901 г. в Вуппертале на юго-западе Гер-
мании, которая действует до сих пор. Вагоны такого электропоезда подвешены снизу к
ходовым тележкам, скользящим по монорельсу.
Значительная часть маршрута протяженностью 12,9 км проходит над рекой Вуп-
пер (рис. 5.31, <:/), что не влияет на застройку территории города.
В 1920-х годах Джорджем Бенни был сконструирован и испытан близ Глазго в Шот-
ландии «Аэропоезд». Воздушный винт, как у самолета, приводил в движение вагоны, под-
вешенные к монорельсовой дороге (рис. 5.31, б). Приводной двигатель винта «Аэропоез-
да» мог быть либо дизельным, либо электрическим. Однако, несмотря на все преимуще-
ства такой надземной железной дороги, разработка проекта такого поезда не пошла даль-
ше экспериментальной стадии.
Рис. 5.31. Старейшие монорельсовые подвесные железные дороги: а — открытая в 1901 г. в Германии;
б — «Аэропоезд», построенный и испытанный в Шотландии в 1920 г.
В современных системах монорельсового транспорта используются различные конст-
руктивные решения. В вагонах с колесной подвеской тележек вагонов имеются вертикаль-
ные опорные и горизонтальные стабилизирующие колеса, расположенные внутри или сна-
ружи ходовой направляющей.
Благодаря способности развивать относительно высокие скорости, повышению безо-
пасности движения, возможности сообщения по кратчайшему расстоянию, независимости
пути от ландшафта и условий планировки, сравнительно малой металлоемкости и высокой
энергетической экономичности, возможности полной автоматизации системы монорельсо-
вого транспорта применяются в линиях высокоскоростного наземного транспорта (ВСНТ).
14 Вагоны
209
Наиболее перспективным и экологически чистым, а также бесшумным, обеспечивающим
повышенную комфортность пассажиров является ВСНТ с магнитным подвесом, в котором
вагон (магнитоплан) не имеет непосредственного контакта с рельсом; он может быть исполь-
зован для городского, пригородного и междугородного сообщений. Его движение осуществ-
ляется в результате взаимодействия системы магнитного подвеса и линейного электрического
привода. Тяговое усилие передается на магнитоплан без непосредственного контакта. В каче-
стве привода вагона-магнитоплана могут использоваться также воздушно-реактивные и дру-
гие двигатели. В отличие от колесного транспортного средства, у которого силы сцепления
колеса с рельсом ограничивают скорость до 350 км/ч, скорость вагона-магнитоплана практи-
чески не ограничена. Под вагоном-магнитопланом установлены несущие электромагниты, а
на рельсе — катушки линейного электродвигателя. При их взаимодействии возникает сила,
которая приподнимает вагон над рельсом и двигает его вперед.
Разработка вагона-магнитоплана ведется в Германии, России, США, Японии, Вели-
кобритании и в других странах. Больших успехов в создании магнитопланов достигли не-
мецкие фирмы «Хеншель» и «Тиссен» при реализации программы «Трансрапид». Уже к
середине 80-х гг. прошлого столетия была построена опытная трасса, на которой был ис-
пытан поезд с вагонами-магнитопланами, достигший скорости 500 км/ч. Создатели «Транс-
рапида» (рис. 5.32) применили оригинальную схему магнитной подвески, использовав не
отталкивание одноименных полюсов, как это было принято ранее, а притягивание раз-
ноименных. Система контроля сохраняет величину зазора между магнитами постоянной в
несколько миллиметров. Несущие магниты питаются от бортовых аккумуляторов, которые
подзаряжаются на каждой станции. Ток на линейный электродвигатель, разгоняющий поезд
до самолетных скоростей, подается только на тот участок, по которому идет поезд.
Рис. 5.32. Высокоскоростной поезд «Трансрапид» с вагонами — магнитопланами немецких железных дорог:
а — общий вид; б — в кабинете машиниста
В зависимости от дальности маршрутов следования рассматриваются два типа поез-
дов «Трансрапид»: двухвагонные на 164 пассажира — для сообщения городов с аэропорта-
ми и десятивагонные на 820 пассажиров — для междугородных линий. В настоящее время
нет технических проблем, мешающих начать массовое строительство магистралей для по-
ездов на магнитной подвеске, — этому препятствуют проблемы экономические.
5.9.3. Развитие высокоскоростного наземного транспорта в России
Как известно, в нашей стране в середине 70-х гг. прошлого столетия был создан ско-
ростной поезд ЭР200 (рис. 5.33), развивающий на отдельных участках скорость движе-
ния 200 км/ч, который с 1984 г. находится в коммерческой эксплуатации на линии Санкт-
Петербург—Москва. Позже был изготовлен еще один состав поезда ЭР200. Для того вре-
мени эти поезде! вполне отвечали передовым техническим требованиям.
210
Однако в последующем прак-
тическое развитие ВСНТ было за-
торможено, хотя теоретические ис-
следования проблемы высокоско-
ростного движения продолжались.
Лишь в 1988 г. принята госу-
дарственная научно-техническая
программа, которая включала
проблему создания системы и тех-
нических средств наземного рель-
сового транспорта для пассажир-
ских перевозок со скоростью до
350 км/ч. В 1989—1991 гг. были
проведены технико-экономичес-
кие исследования по созданию
высокоскоростной магистрали
(ВСМ) Центр—Юг (Санкт-Пе-
тербург—Москва—Крым и Кав-
каз), а в качестве первоочередно-
го шага — сооружение ВСМ
Санкт-Петербург—Москва.
С 1992 г. проводится работа
по составлению технического зада-
ния на проектирование российско-
го высокоскоростного поезда, по-
лучившего название «Сокол». Этот
поезд будет эксплуатироваться на
скоростных линиях железных до-
рог России со скоростями до 160—
200 км/ч, хотя он рассчитан на
250—350 км/ч, до сооружения ВСМ
Санкт-Петербург—Москва.
Рис. 5.33. Скоростной электропоезд ЭР200: а — общий вид; б —
тележка прицепного вагона: 1 — сварная рама; 2 — пневмати-
ческая рессора; 3 — гидравлический гаситель поперечных коле-
баний; 4— гнездо шкворня; 5 — подрессорный поворотный брус;
6 — тормозной диск; 7 — тормозной цилиндр; 8 - концевая по-
перечная балка; 9 — резинометаллический шарнир буксового
поводка; 10— витая пружина буксовой ступени рессорного под-
вешивания; // — букса; 12 — гидравлический гаситель верти-
кальных колебаний тележки; 13— электромагни тный рельсовый
тормоз; 14 — скользун опирания подрессорного бруса; 15 — тя-
говый поводок; 16 — гидравлический гаситель вертикальных
колебаний кузова
Наиболее предпочтительными для организации высокоскоростного движения считаются
электрифицированные линии: Москва—Санкт-Петербург; Санкт-Петербург—Хельсинки; Мос-
ква—Нижний Новгород; Москва—Минск—Брест; Москва—Брянск—Киев; Москва—Белго-
род—Харьков; Екатеринбург—Омск—Новосибирск, а также более сложные участки: Моск-
ва—Ростов, Москва—Самара, Москва—Ярославль, Санкт-Петербург—Мурманск.
Моторвагонный состав поезда «Сокол» (рис. 5.34) формируется из трехвагонных сек-
ций: базовый 12-вагонный вариант составлен из четырех секций.
Рис. 5.34. Высокоскоростной поезд «Сокол»: а.общий вид; б--тележка вагона
о
Планировки вагонов поезда «Сокол» приведены на рис. 5.35.
211
181ВО11ОГВ nnnn
imsii trau umi о
Прицепной, моторный и
трансформаторный вагоны име-
ют длину 26 м, головной — 27 м,
ширину вписывания в габарит
1-Т — 3120 мм. Каждая трехва-
гонная секция включает полный
комплект тягового, тормозного и
контрольного оборудования.
Особенность оборудования поез-
да и конструкций вагонов заклю-
чается в следующем.
Кузова вагонов цельносвар-
ной и цельнонесущей конструк-
ции выполнены из панелей и про-
филей, изготовленных из алюми-
ниевых сплавов. Кузов разделен
полом на две части: пассажирс-
кий салон и подвагонный отсек,
служащий для размещения обору-
дования. Все вагоны, кроме го-
ловного, имеют одинаковые
внутренние размеры пассажирс-
ких салонов.
В каждой концевой части ку-
зова в районе тамбура предусмот-
рены так называемые «жертвен-
ные части», имеющие понижен-
ную прочность по сравнению с
основной частью конструкции.
Эти части при аварийных соуда-
рениях вагонов, начиная дефор-
мироваться, гасят значительную
'«1 и» W
Рис. 5.35. Планировки вагонов поезда «Сокол»: а — головного с
салоном 1 класса; б — моторного с салоном 1 класса; в — при-
цепного с салоном 2 класса; г — трансформаторного с баром
и салоном 1 класса
часть энергии удара, что повыша-
ет безопасность пассажиров в
аварийных ситуациях.
Тормозная система поезда
«Сокол» включает в себя электри-
ческие и дисковые фрикционные
тормоза. Тормозные диски распо-
ложены на осях колесных пар те-
лежек прицепных вагонов и на
валу редуктора тележек моторных вагонов. При экстренном торможении в качестве до-
полнительного служит магниторельсовый тормоз. Тележки моторных и прицепных ваго-
нов оборудованы антиблокировочной системой, обеспечивающей максимально допусти-
мое тормозное усилие при любом коэффициенте сцепления колес с рельсами, уменьшение
расхода воздуха в тормозной магистрали, увеличение срока службы электрических клапа-
нов. Система оснащена встроенным контролем всех элементов .
Питание сетей освещения, устройств кондиционирования воздуха и другого оборудо-
вания вагонов обеспечивается комплексом преобразователей собственных нужд, в кото-
рый входят высоковольтный преобразователь, питаемый непосредственно от контактной
сети постоянного тока 3 кВ или через трансформатор от сети переменного тока 25 кВ, и
обратный преобразователь, предназначенный для поддержания нормального режима за-
ряда аккумуляторной батареи.
212
Салоны вагонов первого и второго классов поезда «Сокол» оснащены мягкими мес-
тами для сидения при нахождении пассажиров в пути 3,5—4 часа, а при необходимости
возможна модификация мест для лежания.
Вагоны первого класса имеют открытую салонную и купейную планировку с разделе-
нием посередине на две секции, что уменьшает ощущение «туннельного эффекта». В зависи-
мости от заказа помимо наиболее предпочтительной открытой салонной планировки может
быть выполнена компоновка купе на 2 и 4 места или «полукупе» без дверей (с устройством
легких перегородок между креслами), имеющими высоту среднего роста человека.
Вагоны второго класса туристического типа имеют открытую салонную планировку
с расположением четырех кресел в ряду (в первом классе — три), размещенных у боковых
стен кузова с образованием сквозного прохода посередине кузова.
12-вагонный поезд «Сокол» рассчитан на 690 мест для сидения, из которых 158 перво-
го, 532 второго класса. В головных вагонах предусмотрено оборудование салона повы-
шенной комфортности на семь пассажиров.
Глава 6
Общие сведения о локомотивах и тяге поездов
6.1. Виды тяги и типы локомотивов
Для передвижения поезда к нему необходимо приложить в направлении движения
определенную силу, называемую силой тяги. Сила тяги создается тяговым подвиж-
ным составом, к которому относятся локомотивы, а также моторвагонный подвижной
состав. Моторвагонные поезда состоят из нескольких моторных вагонов, имеющих
тяговые двигатели, и из прицепных вагонов. К таким поездам относятся, например,
пригородные электропоезда.
Рис. 6.2. Схема паровой машины: 1- - пор-
шень; 2 — шатун; 3 — коленчатый вал; 4 —
маховик
Локомотивы делятся на паровозы, теплово-
зы, газотурбовозы, электровозы и мотовозы.
Первые локомотивы приводились в действие
силой пара и назывались паровозами (рис. 6.1). Па-
ровоз имел паровой котел и паровую машину.
В паровом котле под действием тепла от сжи-
гаемого в топке угля вода превращалась в пар. Пар
поступал в цилиндр паровой машины и переме-
щал поршень, связанный с колесом паровоза
кривошипно-шатунным механизмом (рис. 6.2).
Проект паровой машины непрерывного дей-
ствия был разработан И.И. Ползуновым в 1763 г.,
а сама машина была создана Дж. Уаттом в 1774 г.
Впервые паровоз был создан в Англии в 1803 г.
В 1897 г. немецкий инженер Р. Дизель создал
двигатель внутреннего сгорания, названный
впоследствии его именем. Дизельный двигатель,
как более совершенный, нашел широкое при-
менение на локомотивах, называемых теплово-
зами (рис. 6.3). В тепловозах энергия дизеля через
силовую передачу передается на колесные пары.
Другим тепловым двигателем, применяемым на
локомотивах, является газовая турбина. В этом
случае локомотив называется газотурбо возом.
Локомотивы с тепловыми двигателями относятся к категории автономных, так как
энергия для осуществления тяги вырабатывается на самом локомотиве.
Рис. 6.3. Тепловоз
Существует еще один вид тягового подвиж-
ного состава — неавтономный. Он получает энер-
гию от внешнего источника. К этому виду под-
вижного состава относятся электровозы (рис. 6.4)
и моторные вагоны. Они получают электро-
энергию от контактной сети через специальный
токоприемник — пантограф.
Коэффициент полезного действия автоном-
ных локомотивов, в зависимости от типа приме-
няемого на них теплового двигателя, колеблется в
широких пределах. Самый низкий коэффициент
полезного действия (КПД 5—7 %) имеют паро-
возы. Кроме того они требуют частого попол-
нения запасов угля и воды.
214
Тепловозы обладают более высоким КПД (около 30 %) и применяются в качестве
основного тягового подвижного сос тава. Введение тепловозной тяги дало возможность
значительно увеличить массу поезда, повысить скорость движения и увеличить рассто-
яние между остановочными пунктами. В то же время, в отличие от паровоза, у которо-
го в момент трогания с места имеется запас готовой энергии пара в котле, дизель теп-
ловозе! такого запаса не имеет.
Электрическая тяга при питании
тяговых подстанций оз ГЭС имеет КПД
до 60—65 %, а тяговые характеристики
электровозов позволяют работать на
подъемах при режимах выше номиналь-
ных, а на спусках возвращать в контак-
тную сеть часть энергии движения по-
езда, преобразовав ее в электрическую.
Этот процесс называется рекуперацией,
а происходящее при этом торможение
Рис. 6.4. Электровоз
состава называется рекуперативным.
Конструкция электровозов проще, чем тепловозов, следовательно, ниже затраты на их экс-
плуатацию и ремонт. Электрифицированные желез! ibie дороги имеют большую провозную способ-
ность, чем неэлектрифицированные. На 1 января 2001 г. протяженность электрифицированных
линий российских железных дорог составила 40,3 тыс. км при общей длине 86 тыс. км.
Безусловно, первоначальные затраты на введение электротяги достаточно велики, так
как требуется создать обширную инфраструктуру в виде линий электропередач, тяговых
подстанций, контактной сети. Но эти затраты быстро окупаются.
6.2. Классификация локомотивов
Локомотивы принято классифицировать по роду службы, ширине колеи, типу кузова,
числу секций и по некоторым другим признакам.
По роду службы локомотивы делятся на грузовые, пассажирские, универсальные, ма-
невровые, промышленные. К универсальным относятся грузопассажирские и маневровые
локомотивы. Локомотивы, работающие в грузовой и пассажирской службах, называются
поездными или магистральными.
По типу кузова локомотивы могут быть с несущей рамой и съемным кузовом, с несу-
щими боковыми стенками и рамой и с цельионссущим кузовом, когда рама, боковые сте-
ны и крыша работают как одно целое.
Съемный кузов может быть вагон-
ного или капотного типа. Кузов вагон-
ного типа (рис. 6.5) обеспечивает доступ
локомотивной бригады к силовому обо-
рудованию во время движения без выхо-
да из кузова. Это улучшает условия ра-
боты бригады и аэродинамику поезда.
Поэтому кузовами такого типа оборуду-
ются в основном поездные локомотивы.
/1 .4
Рис. 6.5. Кузов вагонного тина
В кузове капотного типа (рис. 6.6.) боковые стенки и крыша закрывают лишь силовые
агрегаты, что обеспечивает хороший обзор из кабины машиниста, но при этом ухудшается
аэродинамика, особенно при высоких скоростях. Поэтому локомотивы с таким типом ку-
зова используют в основном для маневровой службы.
По числу секций локомотивы бывают односекционные, двухсекционные и многосек-
ционные (рис. 6.7). Как тепловозы, так и электровозы любой мощности можно соединить
215
Рис. 6.6. Кузов капотного типа
по две или более единицы с управлением
из одной секции. Такое их использование
в поездной службе называют работой по
системе многих единиц.
По типу передачи вращающего мо-
мента от тягового двигателя на ось колес-
ной пары локомотивы бывают с электри-
ческой, гидравлической, механической и
гидромеханической передачей.
f 1
Рис. 6.7. Локомотивы: а — односекционные; б —двухсекционные; в— многосекционные
По типу экипажной части локомотивы делятся на тележечные и бсстележечные. К бе-
стележечным относятся паровозы. Все современные локомотивы — тележечного типа.
Для характеристики количества, расположения и назначения осей применяется осевая
формула. В осевой формуле для локомотивов тележечного типа цифра указывает число осей
в тележке. Знак «о», расположенный в индексе цифры, означает, что каждая ось ведущая, то
есть имеет индивидуальный тяговый электродвигатель. Количество цифр означает число те-
лежек. В осевой формуле тепловозов с гидропередачей возле цифры знак «о» не ставится.
Знаки «-» или «+» указывают на отсутствие или наличие жесткой связи между тележками.
Например: 2о-2о (локомотив имеет две двухосные тележки, каждая ось — ведущая;
З(Зо-Зо) — трехсекционный локомотив, в каждой секции две трехосные тележки, каждая
ось ведущая; 2о+2о-2о+2о — локомотив имеет четыре двухосные тележки, каждая ось ве-
дущая, каждая пара тележек имеет жесткую связь; 2(2-2) — локомотив с гидропередачей,
двухсекционный, имеет двухосные тележки.
Локомотивы различают также по сериям. Серия локомотива — это обозначение ло-
комотивов, построенных по одному проекту.
Серии паровозов: СО (Серго Орджоникидзе), ФД (Феликс Дзержинский), ИС (Иосиф
Сталин), Л (Лебеденский), П36 (Победа), О (основной).
Серии тепловозов: Т — тепловоз; Э — электрическая передача; Г — гидравлическая
передача; П — пассажирский; М — маневровый.
Цифры в серии после буквенного обозначения указывают номер серии тепловоза и
завод-изготовитель (с № 1 по 49 — Харьковский завод, с № 50 по 99 — Коломенский завод,
с № 100 и выше — Луганский завод). Цифра перед буквой обозначает количество секций в
тепловозе. Например 2ТЭ116, ТЭП70, ТЭМ2, ТГМ11.
Серии электровозов: ВЛ — Владимир Ленин. Следующие за этими буквами цифры
обозначают: до 1956 г. — нагрузку на ось, тс (ВЛ 19, ВЛ22. ВЛ23); с 1956 г. — номер
серии и род тока (с № 1 по 18.. восьмиосный, постоянного тока (ВЛ8, ВЛ 10, ВЛ 11);
с № 19 по 39 — шестиосный, постоянного тока (ВЛ 19, ВЛ22, ВЛ23); с № 40 по 59 —
четырехосный переменного тока; с № 60 по 79 — шсстиосный, переменного тока (ВЛ60);
с № 80 и выше — восьмиосный переменного тока (ВЛ80, ВЛ85).
В ряде серий к цифровому обозначению электровоза добавляется буквенная индекса-
ция: ВЛ80а (асинхронные тяговые двигатели), ВЛ80" (вентильное регулирование), ВЛ60к
(кремниевые выпрямители), ВЛ80с (системное соединение секций), ВЛ80' (реостатное тор-
можение), ВЛ80р(рекуперативное торможение).
На железнодорожных участках, где стыкуются системы переменного и постоянного
тока, эксплуатируются электровозы двойного литания ВЛ82, ВЛ82М.
Электровозы чешского производства обозначаются следующим образом: ЧС1, ЧС2,
ЧСЗ — шестиосные постоянного тока; ЧС4 — шестиосные переменного тока; ЧС6, ЧС7,
ЧС200 — восьмиосные постоянного тока; ЧС8 — восьмиосные переменного тока.
216
6.3 , Компоновочная схема тепловоза
Первый в мире проект тепловоза был разработан в 1905 г. русскими инженерами
Н.Г. Кузнецовым и А.Н. Одинцовым.
Современный тепловоз состо-
ит из следующих основных частей:
первичного двигателя, передачи,
кузова, экипажа и вспомогательно-
го оборудования (рис. 6.8).
Первичным двигателем на теп-
ловозе является дизель. Чтобы при-
вести во вращение колесные пары
тепловоза от вала дизеля, требует-
ся специальная передача. Она по-
зволяет обеспечить трогание тепло-
воза с места и реализацию полезной
мощности дизеля во всем диапазо-
Рис. 6.8. Схема тепловоза: / — пульт управления; 2 — первич-
ный двигатель; 3 — тяговый генератор; 4— радиатор холо-
дильника; 5 - колесная пара; 6 - тяговый электродвигатель
не скорости движения локомотива.
Механическая передача состоит из шестеренчатой коробки скоростей и муфты сцеп-
ления. Ее устройство несложно, но применение такой передачи на магистральных локомо-
тивах вызывает сильные рывки в составе в момент переключения скорости. По этой при-
чине механические передачи применяются только на мотовозах, автомотрисах и дизель-
поездах малой мощности.
Наиболее распространенной является электрическая передача. Она надежна в эксплуатации,
обеспечивает высокий КПД тепловоза, большие межремонтные пробеги, полное использование
мощности дизеля в широком диапазоне скоростей движения.
При электрической передаче (рис. 6.9) коленчатый вал дизеля вращает вал тягового генерато-
ра /. Генератор вырабатывает электрическую энергию, которая приводит в действие тяговые элек-
тродвигатели 4, расположенные на колесных парах 7.
Через распределительный редуктор 2 вращение от дизеля получает возбудитель 3, ко-
торый служит для питания обмотки возбуждения тягового генератора.
Для управления тепловозом
на пульте управления машиниста
имеется контроллер. Он служит
для включения электрических це-
пей управления и регулирования
частоты вращения вала дизеля.
Для этой цели контроллер имеет
главную рукоятку на 15 рабочих
положений, каждому из которых
соответствует определенная часто-
та вращения вала дизель-генерато-
ра. Кроме главной рукоятки кон-
троллер имеет реверсивную руко-
ятку на два рабочих положения
«Вперед» и «Назад». Этой рукоят-
кой машинист изменяет направле-
ние тока в обмотках возбуждения
тяговых электродвигателей, а сле-
довательно, и направление движе-
ния тепловоза.
7 6 5 4
Рис. 6.9. Схема электрической передачи: / — тяговый генера-
тор; 2 --- распределительный редуктор; 3 — возбудитель; 4 -
тяговый электродвигатель; 5 — ведущая шестерня; 6 ведомая
шестерня; 7 - колесо
217
Недостатком электрической передачи является значи тельный расход цветного металла.
Гидравлическая передача свободна от недостатков механической передачи, а также
дешевле и проще электрической. В то же время КПД гидравлической передачи на 4—6 %
ниже, чем у электрической.
Основными элементами гидропередачи являются гидромуфты и гидротрансформато-
ры. Гидромуфта представляет собой сочетание центробежного насоса с гидравлической
турбиной, ко торая работает за счет энергии струи жидкости, нагнетаемой насосом. Гидро-
трансформатор работает так же, как и гидромуфта, но он может изменять вращающий
момент на выходном валу.
Гидропередача (рис. 6.10) работает следу-
ющим образом. Вал центробежного насоса /
получает вращение от вала дизеля, засасыва-
ет жидкость из камеры 2 и подает ее к тур-
бинному колесу 3, вал которого связан с ко-
лесными парами. Жидкость из турбины сно-
ва попадает в камеру 2 и повторяет свой путь.
В гидромуфте или в гидротрансформато-
ре совмещены центробежный насос в виде на-
сосного колеса и гидротурбина в виде турбин-
ного колеса. Оба эти аппарата находя тся в об-
щем кожухе.
Экипажная часть состоит из тележек с ра-
мой, колесных пар, букс и рессорного подве-
шивания.
К вспомогательному оборудованию относятся топливная система, система смазки и
системы воздушного и водяного охлаждения.
6.4. Компоновочная схема электровоза
Попытки применения электродвигателей для создания движущей силы в транспорт-
ных средствах предпринимались с начала XIX в. Так русский академик Б.С.. Якоби
в 1834 г. продемонстрировал на реке Неве работу лодки с электроприводом, получав-
шим питание от электрохимических батарей.
Первый электрифицированный участок Баку—Сабунчи—Сураханы на постоянном
токе напряжением 1200 В, протяженностью 19 км был введен 6 июля 1962 г.
При электрической тяге применяется централизованное энергоснабжение, когда все
потребители энергии питаются от общей электроэнергетической системы. Это дает воз-
можность использования энергии из любых первичных источников — тепловых, гидрав-
лических и атомных электростанций.
Электровозы постоянно соединены с системой электроснабжения. Это дает возмож-
ность применять рекуперативное торможение, при котором тяговые электродвигатели ра-
ботают в режиме генератора и вырабатывают электроэнергию, возвращая ее в систему
электроснабжения. При этом снижается износ тормозных колодок и бандажей колес. Осо-
бенно эффективно применение рекуперативного торможения на затяжных спусках.
Электровозы имеют кузов, внутри которого размещается кабина машиниста с аппа-
ратами управления, контрольно-измерительными приборами, тормозными кранами. В сред-
ней части кузова располагается высоковольтная камера с электрической аппаратурой.
Кроме того, в кузове размещены вспомогательные машины — мотор-компрессор, мотор-
вентилятор, генераторы тока управления и другие.
Кузов электровоза опирается на тележки, которые могут быть как двухосные, так и
трехосные. На каждой оси установлены тяговые двигатели, от которых вращающий мо-
мент передастся колесным парам.
218
На рис. 6.11 показана компо-
новочная схема электровоза ВЛ80к
с кремниевыми выпрямителями.
К механической части относят-
ся кузов и тележки. Электрическая
часть состоит из тяговых электро-
двигателей (ТЭД), вспомогатель-
ных электрических машин, аппара-
туры для управления двигателями и
вспомогательными машинами. На
электроподвижном составе пере-
менного тока и двойного питания в
электрическую часть дополнитель-
но входят трансформаторы и пре-
образователи тока.
Колесная пара электровоза
(рис. 6.12) состоит из оси, двух ко-
лесных центров с бандажами и
двух больших зубчатых колес
тяговой передачи.
Большие зубчатые колеса вхо-
дят в зацепление с малыми зубча-
тыми колесами, насаженными на
Рис. 6.11. Схема электровоза ВЛ80к: 1 — токоприемник; 2 —
разъединитель токоприемника (разъединяет тяговую силовую
цепь от токоприемника); 3 — главный выключатель (служит
для защиты тяговых силовых цепей от короткого замыкания и
для оперативного отключения их); 4 — главный резервуар; 5 —
аппаратная камера; 6 — мотор-вентилятор охлаждения ТЭД
передней тележки; 7 — расщепитель фаз (служит для преобра-
зования однофазного тока, поступающего из контактной цепи
в 3-фазный); 8— выпрямительная установка; 9 -- сглаживаю-
щий реактор (катушка индуктивности, включенная последова-
тельно в цепь ТЭД); 10 — главный контроллер (служит для из-
менения напряжения во вторичной обмотке тягового трансфор-
матора); // — переходной реактор (катушка индуктивности,
которая служит для ограничения тока в обмотке трансформа-
тора); 12 — тяговый трансформатор; 13 — мотор-компрессор;
14— кассета воздушных фильтров
вал тягового двигателя (рис. 6.13).
К тяговым электродвигателям предъявляются очень высокие требования. Они долж-
ны выдерживать кратковременные перегрузки, значительно превышающие их номинальные
режимы. Например, двигатель должен выдерживать двойной часовой ток в течение не ме-
нее 2 мин без недопустимого искрения под щетками. При номинальном напряжении 3000 В
двигатель должен устойчиво работать при 4000 В.
Рис. 6.12. Колесная пара электровоза: / — ось;
2 — колесный центр; 3 — бандаж; 4 — зубчатое
колесо; 5 — ступица колесного центра; 6 —
букса
।
।
Рис. 6.13. Зубчатая передача тягового привода; / —
рама тележки; 2 — тяговый электродвигатель; 3— ма-
лое зубчатое колесо; 4 — большое зубчатое колесо;
5 — колесная пара
В качестве тяговых электродвигателей на электровозах постоянного тока применяют
преимущественно двигатели с последовательным возбуждением, рассчитанные на номи-
нальное напряжение 1500 В.
При управлении электровозом машинист регулирует силу тяги, скорость движения и
ее направление, а также процессы электрического торможения. Скорость движения электро-
воза можно регулировать путем изменения напряжения питания или тока возбуждения.
219
Рис. 6.14. Схемы включения тяговых элек-
тродвигателей шестиосного электровоза: а —
последовательное; б— последовательно-парал-
лельное; в — параллельное; / - пусковой рези-
стор; 2 — якорь тягового электродвигателя;
3 — обмотка возбуждения
Для изменения напряжения питания двигатели
могут включаться по трем различным схемам —
последовательной, последовательно-параллель-
ной и параллельной (рис. 6.14). При этом на-
пряжение на зажимах двигателей будет соответ-
ственно 500, 1000 и 1500 В. Число оборотов валгг
электродвигателя определяют по формуле
п ~ ^д ~ ^дГд
СФ ’
где — напряжение, приложенное к двигателю;
/( - ток в цепи якоря при неизменном
г — сопротивление обмоток;
С — постоянная машины;
Ф — магнитный поток.
Ток возбуждения можно изменить включе-
нием параллельно обмотке возбуждения шунти-
рующего сопротивления.
Помимо описанных основных типов ло-
комотивов существуют также газотурбовозы
и атомовозы.
У газотурбовоза первичным двигателем
является газовая турбина. Схема газотурбинной
установки показана на рис. 6.15. Приводимый
Рис. 6.15. Схема прос-
тейшей газотурбинной
установки
первоначально в действие двигателем 1 компрессор 2 сжимает воз-
дух до давления 6—8 кгс/см2 и подает его в камеру сгорания 4, куда
подается топливо при помощи топливного насоса 3. Продукты сго-
рания и несгоревший воздух образуют воздушногазовую смесь. Она
поступает при температуре 800—1000 °C на лопатки газовой турби-
ны 5, которая, в свою очередь, через распределительный редуктор
вращает тяговый генератор 6.
Компоновочная схема газотурбовоза представлена на рис. 6.16.
Газотурбовоз Г1-01 был построен в 1959 г. Коломенским заво-
дом тяжелого машиностроения. На газотурбовозе был установлен
газотурбинный двигатель (ГТД) мощностью 2600 кВт. Конструкци-
онная скорость — 100 км/ч.
Рис. 6.16. Схема газотурбовоза Г1-01: 1 — ГТД; 2 — компрессор; 3 —
камера сгорания; 4 — газовая турбина; 5 — распределительный редук-
тор; 6— тяговый генератор; 7— вспомогательный генератор; 8 — воз-
будитель; 9— аппаратная камера; 10—мотор-компрессор; II — вспо-
могательный ДВС; 12 — генератор; 13— кассеты воздушных фильт-
ров компрессоров; 14 — вентилятор холодильника; 15 — масляные
радиаторы
Газотурбинная уста-
новка (ГТУ) имеет низкий
удельный вес на единицу
мощности — 0,6— 1,0 кг/л.с.
против 3—5 кг/л.с. у двига-
телей внутреннего сгора-
ния. Она имеет высокую на-
дежность, что объясняется
простотой конструкции и
отсутствием водяной и мас-
ляной систем, низкие затра-
ты на обслуживание и ре-
монт, низкий расход масла
и может использовать лю-
бые виды топлива.
220
К недостаткам газотурбовоза следует отнести низкий КПД (около 20 %), большой
расход топлива и, как следствие, необходимость иметь топливные баки большой емкости.
Атомная энергия также может быть использована для приведения локомотивов в дей-
ствие. В' 1982 г. был создан проект атомовоза мощностью 4400 кВт с конструкционной
скоростью 100 км/ч. Компоновочная схема атомовоза представлена на рис. 6.17.
Принцип действия атомово-
за заключается в следующем.
В реактор загружается уран-238,
являющийся топливом. В резуль-
тате реакции разогревается на-
трий (зараженный) первого кон-
тура. Он нагревает натрий чисто-
го контура до 700 °C, который
в свою очередь нагревает до 600 °C
газ, поступающий из ГТД. Далее
работа атомовоза аналогична ра-
боте газотурбовоза, т.е. газовая
турбина вращает якорь тягового
генератора, питающего тяговые
Рис. 6.17. Схема атомовоза: 1— ядсрный реактор; 2 — натрие-
во-иатрисвый теплообменник; 3газонатриевый теплообмен-
ник; 4 — газотурбинный двигатель; 5 — тяговый генератор;
6 — тяговый электродвигатель; 7 — вспомогательный ДВС;
8 - - компрессор; 9 — регенератор
электродвигатели.
В регенераторе газ, охлажденный до 400 °C, перемешивается с атмосферным воздухом, по-
ступающим из компрессора. Далее эта смесь направляется в воздухонатриевый теплообменник.
Основными проблемами при эксплуатации атомовоза могут быть обеспечение безопас-
ности обслуживания, ремонта и эксплуатации атомных реакторов и захоронение радиоак-
тивных отходов.
КПД атомовоза может составлять около 15 %.
6.5. Локомотивное хозяйство
Для обеспечения перевозок железнодорожный транспорт имеет тяговые средства (ло-
комотивы), а также технические устройства, обеспечивающие их работу. Весь этот комп-
лекс называется локомотивным хозяйством.
К техническим средствам и сооружениям локомотивного хозяйства относятся тепло-
возы, электровозы, дизельные поезда, электропоезда, экипировочные устройства, склады
топлива, песка и смазки, основные локомотивные депо, пункты оборота локомотивов и
смены бригад, специализированные мастерские по ремонту отдельных узлов локомоти-
вов, пункты технического обслуживания, станки, оборудование и коммуникации.
Локомотивные депо являются основными линейными предприятиями локомотивно-
го хозяйства. Локомотивные депо бывают электровозные, тепловозные, моторвагонные,
грузовые, пассажирские и смешанные, а также эксплуатационные, ремонтные и эксплуата-
ционно-ремонтные.
Эксплуатационные депо делятся на основные и оборотные. Основные депо имеют при-
писной парк локомотивов, здания, мастерские и другие технические средства для выполне-
ния текущего ремонта, технического обслуживания и экипировки.
Оборотные депо не имеют приписного парка локомотивов и предназначены для эки-
пировки, технического обслуживания, выдачи локомотивов под поезда, а также для смены
и отдыха локомотивных бригад.
Ремонтные депо также не имеют приписного парка локомотивов и предназначены для
ремонтов различного вида.
Пункты технического обслуживания локомотивов располагаются на территории ос-
новных или оборотных депо, а также в пунктах экипировки.
221
Время непрерывной работы поездной локомотивной бригады не должно превышать
8 часов. Исходя из этого требования и размещаются пункты смены бригад.
Локомотивы при обслуживании поездов обращаются на участках различной протя-
женности. Участком обращения локомотивов называется часть железной дороги, распо-
ложенная между двумя оборотными пунктами, в пределах которой имеется хотя бы один
пункт смены локомотивных бригад. В пункте оборота прибывшие локомотивы ожидают
поезда для обратного следования с ними.
Во времена паровозной тяги участок между основным и оборотным депо назывался
тяговым плечом. Его длина составляла 100—140 км для грузовых поездов. При этом езда
могла осуществляться по двум схемам — плечевой и кольцевой.
При плечевой схеме (рис. 6.18, а) локомотивы от места приписки основного депо А
следовали до пунктов оборота Б и В, а затем возвращались на станцию А с поездами об-
ратного направления. Там локомотив после отцепки от состава следовал в депо для смены
бригады, экипировки и технического обслуживания.
Рис. 6.18. Схемы обслуживания поездов локомотивами: а— плечевая; 6 -- кольцевая
Кольцевая езда (рис. 6.18, б) стала применяться для сокращения простоя локомотивов
на станциях, где расположено основное депо. При кольцевой схеме локомотивы на стан-
ции основного депо от состава не отцепляются, а бригады меняются на станционных пу-
тях. Экипировка и техническое обслуживание производятся в пунктах оборота.
Тепловозы и электровозы способны без захода в депо совершать пробеги до
800—1000 км. Поэтому с их появлением стала широко применяться езда с обслужи-
ванием локомотивов неприкрепленными сменными бригадами на удлиненных уча-
стках обращения (рис. 6.19).
Рис. 6.19. Кольцевая езда на удлиненном участке обращения
л
При такой схеме экипировка и техническое обслуживание локомотивов осуществ-
ляются на станциях оборота Б и В, а на станциях Г\\Д — смена локомотивных бригад.
В основное депо, расположенное на станции А, локомотив уходит для периодических
ремонтов и ТО-3.
Кольцевая схема работы локомотивов на удлиненных участках обращения при смен-
ной работе бригад является наиболее распространенной.
На каждом локомотиве должен быть определенный запас некоторых материалов, кото-
рый необходимо периодически пополнять. Этот процесс называется экипировкой. При экипи-
ровке локомотивы снабжаются топливом, смазкой, водой, песком и обтирочными материала-
ми. Процесс экипировки обычно совмещается с техническим обслуживанием ТО-1 и ТО-2.
Частота экипировки локомотивов зависит чаще всего от запаса песка и интенсивности его
расхода. Для сокращения времени экипировки все операции по ее выполнению стараются про-
изводить по возможности параллельно по времени и совмещать по месту их осуществления.
На пунктах экипировки сырой и сухой песок хранятся отдельно. Сушка песка произ-
водится пескосушильными установками барабанного типа, работающими на угле, мазуте
или газе. Сухой песок поступает на склад или в раздаточные бункеры, откуда по гибким
шлангам поступает в песочницы локомотива.
222
।
Рис. 6.20. Схема расположения экипировочных устройств для теп-
ловозов: / — нсскораздаточный бункер; 2 — маслораздаточная
колонка; 3—топливораздаточная колонка; 4—смотровая канава;
Т, П, М, В — трубопроводы с гибкими наконечниками для подачи
топлива, песка, масла и воды соответственно
Смазочные масла и топливо хранятся в резервуарах и перекачиваются на тепловозы
насосами через раздаточные колонки. На рис. 6.20 показана схема расположения устройств
для совмещенной экипировки и технического осмотра тепловозов.
Экипировочные устройства
должны обеспечить соответствие
материалов, выдаваемых на локо-
мотив, определенным требованиям.
Например, песок должен иметь
влажт iociъ не более 0,5 % по весу с раз-
мерами зерен в пределах 0,1—0.2 мм.
Вода для охлаждения дизелей долж-
на иметь антикоррозионные присад-
ки и нормированную жесткость.
Для поддержания локомоти-
вов в исправном состоянии суще-
ствует система технического об-
служивания и ремонта. Эти опе-
рации производятся после вы-
полнения локомотивом установ-
ленных норм пробега или через
определенное время работы.
Повышение качества ремон-
та и сокращение времени простоя
в ремонте достигается путем спе-
циализации и кооперирования при деповском ремонте. Наиболее эффективной формой
организации ремонтного производства является агрегатный метод. Он заключается в том,
что изношенные детали, узлы или агрегаты локомотива, стоящего в ремонте, заменяются
заранее отремонтированными.
Для локомотивов и моторвагонного подвижного состава установлены следующие виды
ремонта и технического обслуживания: капитальный ремонт КР-1, КР-2, текущие ремон-
ты ТР-1, ТР-2, ТР-3 и техническое обслуживание ТО-1, ТО-2, ТО-3 и ТО-4.
Целью технического обслуживания является обеспечение работоспособности локо-
мотивов в процессе эксплуатации.
Техническое обслуживание ТО-1 выполняется локомотивной бригадой в пути следо-
вания, а также в процессе приемки и сдачи локомотива. При ТО-1 смазываются узлы
и детали, проверяется прочность соединений, ходовые части, тяговые электродвигатели,
тормозное оборудование, радиосвязь, автосцепка, электрооборудование, песочницы и дру-
гие части локомотива.
Техническое обслуживание ТО-2 производится в пунктах технического обслуживания
с использованием приборов диагностики. При этом выполняются все работы в объеме ТО-1,
а также дополнительно проверяется последовательность срабатывания электрических аппа-
ратов, состояние аккумуляторных батарей, работа дизель-генераторов, состояние букс ко-
лесных пар, рессорного подвешивания, тормозной рычажной передачи. Электрические ма-
шины продуваются сжатым воздухом.
Техническое обслуживание ТО-3 производится в депо приписки локомотива после про-
бега 210—400 тыс. км в зависимости от типа локомотива. При ТО-3 выполняются все рабо-
ты в объеме ТО-2, а также дополнительно проверяется частота вращения дизеля на теплово-
зах, проверяется герметичность секций холодильников и производится продувка их возду-
хом, снимаются форсунки дизелей и испытываются на стенде, осматриваются поршни, очи-
щаются от нагара окна цилиндровых втулок дизеля, промываются или заменяются фильт-
ры, измеряется сопротивление изоляции силовых и вспомогательных электрических цепей,
223
проверяется крепление моторно-осевых подшипников и подвесок тяговых двигателей, прове-
ряются состояние и характеристики токоприемников, осматриваются предохранители и кон-
такторы высоковольтных цепей и цепей управления, а также производятся другие работы.
Техническое обслуживание ТО-4 предусматривает обточку бандажей колесных пар без их
выкатки из-под локомо тива с целью восстановления профиля поверхност и катания бандажа.
Текущие ремонты ТР-1, ТР-2 и ТР-3 производятся в локомотивных депо.
Текущий ремонт ТР-1 включает все работы, предусмотренные ТО-3, кроме того ос-
матриваются зубчатые передачи тягового электропривода, проверяются зазоры моторно-
осевых подшипников. Выполняется ревизия автоматических тормозов, снимаются, очи-
щаются и проверяются турбокомпрессоры тепловозов. Наст раиваются регуляторы напря-
жения, реле обратного тока. Снимаются, очищаются и ремонтируются дугогаситсльныс
камеры, контакторы и быстродействующие выключатели. Проверяется производительность
компрессоров, работа песочниц, тщательно осматриваются ходовые части.
Текущий ремонт ТР-2 предусматривает выполнение операций в объеме ТР-1, кроме
того при необходимости производится обточка колесных пар без выкатки из-под локомо-
тива, выполняются разъединение и ревизия сочленения электровозных тележек. Произво-
дится подъем кузова для ревизии пятниковых узлов, проверяются фрикционные аппараты
автосцепки. После ТР-2 тепловозы подвергаются полным реостатным испытаниям.
При текущем ремонте ТР-3 выполняются все работы в объеме ТР-2, а также ревизия
подшипников электрических машин, пропитка обмоток, проточка и продороживание кол-
лекторов. Тележки выкатываются, разбираются и ремонтируются. Выполняется освидетель-
ствование колесных пар и обточка бандажей, аккумуляторы снимаются и ремонтируются.
Капитальный ремонт локомотивов выполняется на локомотиворемонтных заводах.
При капитальном ремонте КР-1 с локомотива снимаются тяговые двигатели, вспомо-
гательные машины и аппаратура. Производится ремонт изношенных частей или их заме-
на. Обмотки электрических машин пропитываются, колесные нары подвергаются полно-
му освидетельствованию, бандажи колес при необходимости меняются. Производится также
смент! аккумуляторных батарей. Локомотив окрашивается внутри и снаружи.
Капитальный ремонт КР-2 производится с полной разборкой локомотива и необхо-
димой заменой или восстановлением полного ресурса всех агрегатов, узлов и деталей. Вы-
полняется также необходимая модернизация.
Для того чтобы оценить объем работы и качество использования локомотивов, эксп-
луатационную работу локомотивного хозяйства и его линейных предприятий, а также пре-
дусмотреть необходимые расходы по перевозкам, применяется система количественных и
качественных показателей.
К количественным показателям работы локомотивов относятся: пробег в локомотиво-
киломстрах; время работы в локомотиво-часах; объем перевозок в тонно-километрах брут-
то. Количественные показатели служат основанием для расчета парка локомотивов, про-
граммы ремонта, численности работников, потребности в топливе или электроэнергии.
Качественные показатели характеризуют степень использования локомотивов. К ним
относятся расчетная, средняя, унифицированная и критическая масса поезда; техничес-
кая, участковая, ходовая и маршрутная скорость; среднесуточный пробег, полный и экс-
плуатационный оборот, коэффициент потребности локомотивов.
Улучшение качественных показателей работы локомотивов приводит к снижению се-
бестоимости перевозок, повышению производительности труда, сокращению потребнос-
ти в подвижном составе, уменьшению численности работников,
Линейный пробег локомотивов с поездами за определенный период времени опреде-
ляется по формуле
MS-2L NT,
уч
где М — количество локомотивов;
5 — путь, пройденный локомотивами, км;
224
L — длина участка обращения локомотивов, км;
N — количество пар поездов на участке за сутки;
Т— количество дней в расчетном периоде.
Годовой пробег локомотивов
MS = 2L N • 365.
I од уч
Одним из важнейших показателей, характеризующих перевозочную работу, выполня-
емую локомотивным депо, является объем перевозок в тонно-километрах брутто. Работа
одного локомотива за сутки
A =S Q,
сут ср ’
где S — среднесуточный пробег одного локомотива, км;
Q — масса состава брутто в тоннах.
Работа локомотивов депо за год
Л = SMS Q,
год
где IMS — годовой пробег локомотивов депо, км.
Суточный бюджет полезного времени работы локомотива определяется как отношение
времени движения локомотива с поездом за один полный оборот ко времени полного оборота
за сутки:
t =2JjL24
' об
где 2/ — время движения локомотива с поездом за один полный оборот, ч;
Гоб — время полного оборота, ч.
Локомотивный парк, находящийся в распоряжении депо, состоит из эксплуатируемо-
го и неэксплуатируемого парков:
М = Л/ +
где М.у — эксплуатируемый парк, — неэксплуатируемый парк, шт.
Расчет эксплуатируемого парка при заданном числе пар поездов, заданных участковых
скоростях движения и длине участков обращения можно производить по коэффициенту
потребности:
где К — коэффициент потребности локомотивов на пару поездов;
N — количество пар поездов на участке.
Коэффициент потребности определяется в зависимости от времени полного оборота
локомотива:
т
к = 1
п ” 24 ’
где Тб — время полного оборота локомотива, ч.
Таким образом,
Л/., = у КnN = S^-N.
J Il Zj
Время полного оборота локомотива
Т’об -гуч+гп.о
ОС’
где Т -- суммарное время хода по участку, ч;
Г — суммарное время нахождения локомотива в пунктах оборота, ч;
— время простоя локомотива с поездом (без отцепки) на станции основного депо, ч.
Время простоя локомотива в пункте оборота затрачивается на отцепку, следование
к пункту технического обслуживания, техническое обслуживание, ожидание поезда, при-
емку-сдачу, следование в парк отправления, прицепку, пробу тормозов.
15. Вагоны
225
6.6. Сила тяги локомотивов
Тяговые расчеты являются основной частью науки о тяге поездов. Они включают в
себя методики для определения массы, скорости и времени хода поезда но перегону, расхо-
да топлива и электроэнергии, длины тормозного пути.
По отношению к неподвижным предметам, в том числе к рельсам, движение поезда
рассматривается как поступательное. Считается, что все точки поезда имеют одинаковые
скорости по величине и направлению, то есть поезд рассматривается как материальная
точка. В то же время эта точка имеет конечный объем и конечную массу.
В реальной жизни поезд представляет собой систему материальных тел, имеющих между
собой упругие и жесткие связи. К этим телам относятся вагоны и локомотивы. Упругими
связями являются ударно-тяговые приборы, осуществляющие сцепление вагонов между
собой. Жесткими связями являются рельсы, если пренебречь их упругостью.
На поезд действует большое количество сил, которые делятся на внешние и внут-
ренние. Внешние силы исходят от тел, нс входящих в рассматриваемую систему. Это
притяжение земли, реакции рельсов, сопротивление воздуха.
Внутренние силы — это силы взаимодействия между отдельными элементами матери-
альной системы. Эти силы всегда парные, то есть равны по величине, действуют по одной
линии и противоположно направлены. В материальной системе равнодействующая внут-
ренних сил и их результирующий момент относительно любой оси равны нулю. Следова-
тельно, центр тяжести тела не может изменить своего положения под действием внутренних
сил. Для этого необходимо иметь внешние силы. Значит и движение поезда возможно только
под действием внешних сил.
В тяговых расчетах рассматриваются только те внешние силы, которые действуют
на поезд по направлению движения. Их можно объединить в три группы. К первой груп-
пе относится сила, передающаяся от локомотива. Это сила тяги F. Ко второй группе от-
носятся естественные силы, препятствующие движению W. К третьей группе относятся
искусственные силы, препятствующие движению. Это тормозные силы В.
Рассмотренные силы никогда не действуют в поезде одновременно, а только в
различных комбинациях, например, сила тяги и сила естественного сопротивления,
тормозная сила и сила естественного сопротивления. Сила естественного сопротив-
ления может также действовать только одна.
Сила тяги создается тяговым двигателем локомотива, который в свою очередь создает
вращающий момент М (рис. 6.21). Точка А является опорой колеса на рельс. Если к колесу
приложен момент М, направленный по часовой стрелке, то его можно заменить парой сил F
и F. Сила F приложена в точке О через буксы к раме тележки и направлена по движению.
Сила приложена в точке А к рельсу и направлена против движения. Она стремится создать
проскальзывание опорной точки колеса в сторону, противоположную движению.
Под действием давления колеса в опорной точке возникает ре-
акция на силу F]. Эта реакция F2 равна по величине F{ и направлена
в противоположную сторону, но по той же линии действия. Сила F
является внешней по отношению к колесу. Она как бы непрерывно
отталкивает колесо от рельса, то есть, создает упор колеса о рельс,
без которого невозможно поступательное движение локомотива.
В результате равенства сил F} и освобождается сила F
для осуществления движения локомотива. В тяговых расчетах
силой тяги локомотива считают горизонтальную реакцию /7,-
Так как сила F\ направлена по касательной к ободу колеса, ее
называют касательной силой тяги. Для локомотива в целом
Рис 6 ?1 Схема касательная сила тяги определяется как сумма касательных сил
образования силы тяги каждого колеса и обозначается Fк.
226
При эксплуатации локомотива желательно реализовать как можно большие значения
силы тяги, но это возможно только до определенной ее величины. Так как сила F, является
как бы упором, препятствующим силе F} сдвинуть колесо по рельсу, то ее можно назвать
силой сцепления между колесом и рельсом.
Сила сцепления имеет природу сил трения и в первом приближении она равна произ-
ведению нормального давления колеса Q на коэффициент сцепления колеса с рельсом:
F = Q • ш .
СЦ т к
Сила тяги может возрастать лишь до тех пор, пока она не достигнет предельной силы
сцепления колес с рельсами. Если вращающий момент тягового двигателя будет продол-
жать увеличиваться, то сцепление между колесами и рельсом нарушается, и колеса начина-
ют проскальзывать (буксовать). В теории тяги принято измерять давление Q в тоннах,
Рис. 6.22. Зависимость коэффициента сцепления от скорости
движения при различном состоянии поверхности рельсов [1]
а силу тяги в килограммах.
Тогда максимальное значение силы тяги будет для одного колеса
F. = 1000g • VK-
Величина коэффициента сцепления зависит от множества факторов, из которых основ-
ными являются: наличие на рельсах загрязнений и влаги (рис. 6.22), род двигателя локомоти-
ва, температура колес и рельсов, нагрузка от колеса на рельс (чем больше нагрузка, тем выше
коэффициент сцепления), скорость движения, тип тормоза (колодочный или дисковый).
Определить величину коэффи-
циента сцепления расчетным путем
невозможно, поэтому применяют-
ся экспериментальные методы.
Опытные поездки дают боль-
шой разброс значений коэффици-
ентов сцепления в результате дей-
ствия множества различных фак-
торов, случайно изменяющихся в
процессе движения. Соот-
ветственно и сам коэффициент
сцепления можно рассматривать
как случайную величину, изменя-
ющуюся однако в определенных
пределах от 0,4 при благоприятных
условиях до 0,1 при неблагоприятных. Расчетные значения коэффициентов сцепления ус-
танавливаются правилами тяговых расчетов (ПТР) в зависимости от типа локомотива и
скорости движения.
Одним из основных требований, предъявляемых к локомотиву, является реализация
большой силы сцепления, так как именно величиной определяется вес состава, кото-
рый может везти данный локомотив. Для повышения коэффициента сцепления приме-
няются различные меры конструктивного характера, однако, наиболее эффективным и
распространенным методом является подача песка под колеса локомотива. Можно при-
менять также различные способы очистки рельсов и поверхности бандажей (например
подтормаживанием).
6.7. Тяговая характеристика локомотива
Тяговой характеристикой локомотива называется зависимость силы тяги от скорос-
ти движения FK = /(v). Наибольшая величина силы тяги необходима при трогании поезда
с места, при наборе скорости и при движении по наиболее крутому подъему. Если бы
величина FK не зависела от скорости, а была бы все время постоянной, то тяговая харак-
теристика изображалась бы прямой линией АБ, параллельной оси абсцисс, как это пока-
зано на рис. 6.23.
227
Так как реализуемая мощность локомотива равна произведению силы тяги на ско-
рость (NK - = FK • г), то ее зависимость от скорости при /у. = const выражается прямой
линией ОС" (рис. 6.24). При этом полная мощность используется только при максималь-
ной скорости. При меньших скоростях движения мощность локомотива недоиспользуется.
В тоже время профиль пути состоит из подъемов, площадок и спусков, то есть являет-
ся переменным. На подъемах сила тяги требуется больше, а скорость всегда меньше, а на
спусках наоборот. В идеальном случае при переменном профиле пути тяговая характерис-
тика соответствует закону равноплечей гиперболы (кривая ВС, рис. 6.23). При такой тяго-
вой характеристике реализуемая мощность локомотива остается постоянной (линия В'С,
Рис. 6.23. Тяговая характеристи-
ка локомотива
Рис. 6.24. Характеристика
мощности локомотива
рис. 6.24), а следовательно,
обеспечивается ее полное ис-
пользование в широком диапа-
зоне скоростей.
Кроме ограничения силы
тяги но условиям сцепления ко-
леса с рельсом существуют так-
же и другие ограничения, свя-
занные с особенностями локо-
мотивов. Реальные тяговые
характеристики локомотивов
составляют на основе данных,
получаемых при тяговых испы-
таниях (рис. 6.25).
28000
56000
44000
88006
40000
80000
36000
72000
8000
16000
4000
8000
12000
24000
16000
32000
20000
40000
24000
48000
32000
64000
2 IIII
150111 130
150112 130112 110112 90112 70112
4 1111
3 IIII
7 ПН
5 1111
О 11ереход с 1111 на ()111
О—«»— с 0111 на 1111
О—«»— с()111 на 0112
ф—«»— с 0112 на 01II
О 10 20 30 40 50 60 70 80 90 у, км/ч
Рис. 6.25. Тяговые характеристики тепловоза
9 1 п I
15 1111
13 1111
Тепловозы ТОЮ. 2ТЭ10Л P --IC - 129 т. ЭД - 104 А. /) -- 1050 мм. jj ~ 4.93
V /\ и /, на // = 75
1111 0111 OII2
С /, С /•; А
10 35730 5270
17.5 34600 51 00
20 30950 4700
23 27000 4260
28 22500 3700 22500 4500
35 1800 3 100 18300 3900
41 15600 3450 15400 4250
50.5 12300 2900 12300 3800
60 10450 3420
70 8900 3150
хо 7750 2900
90 6650 2670
100 5600 2430
и iioiihioiiMoiii 5()Ш
228
Силу тяги электровоза ограничивают условия сцепления колес с рельсами (кривая Сц)
и наибольший ток, при котором не происходят такие опасные процессы как перегрев об-
моток или искрение под щетками.
Тяговые характеристики локомотивов служат для определения силы тяги в зависимости
от скорости движения в кГс. Удельная сила тяги /к определяется делением касательной
силы тяги /ф в кГс на массу поезда (Р + G) в тс, где Р и G масса локомотива и состава.
6.8. Сопротивление движению поезда
Силами сопротивления называются внешние силы, приложенные к поезду и направ-
ленные в сторону, противоположную движению. Некоторые из этих сил действуют посто-
янно и создают основное сопротивление движению. К этим силам относятся, в частности,
силы трения в подшипниках, удары в рельсовых стыках, силы трения между колесами и
рельсами, сопротивление воздушной среды.
За основное принимают сопротивление, которое испытывает поезд при движении по
прямому горизонтальному участку пути с равномерной скоростью при нормальных ме-
теорологических условиях, то есть при температуре от минус 10 до плюс 20 градусов Цель-
сия и при скорости ветра не более 5 м/с.
Временно действующие силы сопротивления создают дополнительное сопротивление
движению поезда. Оно появляется при движении по кривому участку пути, на подъем, при
метеоусловиях, отличных от нормальных и в некоторых других случаях.
В тяговых расчетах принято, что все силы сопротивления, измеряемые в кило-
граммах, относят к одной тонне веса поезда и называют удельными. Они измеряются
в кГс/тс. Основное удельное сопротивление движению локомотива обозначается w ',
а движению вагона и’ ".
Основное сопротивление движению локомотивов рассматривается как сопротивление
перемещению любой повозки, так как оно возникает в экипажной части. В этом случае
считается, что зубчатые передачи от тяговых электродвигателей к движущим осям разъе-
динены. Поэтому основное удельное сопротивление локомотива >го' часто называют удель-
ным сопротивлением локомотива как повозки.
Так как на локомотивах всегда имеются тяговые электродвигатели, а также переда-
точный механизм от них к ведущим осям, то появляется дополнительное сопротивление от
сил трения в механической передаче и от потерь электроэнергии в тяговых электродвига-
телях. Это дополнительное сопротивление называется сопротивлением локомотива, как
машины. В тяговых расчетах оно не учитывается, так как сила тяги на ободе колеса /у,
определяется с учетом КПД локомотива.
Сопротивление от трения в буксовых подшипниках возникает при вращении шейки
оси относительно корпуса буксы. При этом происходит трение качения роликов по бего-
вым дорожкам колец, трение между деталями подшипников и смазкой и внутреннее тре-
ние между слоями смазки. Теоретически рассчитать сопротивление движению от подшип-
ников весьма сложно, поэтому при тяговых расчетах используются экспериментальные
данные, получаемые в опытных поездках.
Одной из составляющих основного сопротивления является сопротивление от каче-
ния колес по рельсам. Вследствие упругости бандажной и рельсовой стали, а также из-за
больших давлений, передаваемых от колеса на рельс, касание колеса с рельсом происхо-
дит нс в точке, а по небольшой контактной площадке, имеющей форму эллипса (рис. 6.26).
На этом рисунке также показаны кривые распределения удельных давлений на опорной
поверхности бандажа 1 и рельса 2.
При движении колеса оно гонит по рельсу упругую волну. Все это вызывает относи-
тельные перемещения колеса и рельса, а также рельса, шпал и балласта, сопровождаемые
трением, что создает сопротивление движению.
229
Рис. 6.26. Пятно контакта колеса с рельсом
Профиль поверхности катания колеса
имеет конусную форму, что приводит к про-
скальзыванию колес по рельсам при качении
и к появлению сил трения, вызывающих
сопротивление движению. Силы трения меж-
ду колесом и рельсом возникают та кже и при
поперечном перемещении колесных пар в
рельсовой колее, что происходит постоянно
из-за виляния колесной пары.
Наличие на пути стыков между рель-
сами также вызывает появление сопро-
тивления движению. При качении колеса по
рельсу вблизи стыка, конец рельса, на ко-
тором находится колесо, прогибается. Ко-
лесо набегает на свободный конец соседне-
го рельса и ударяет о него, что увеличива-
ет сопротивление.
На бесстыковом пути сопротивление движению подвижного состава уменьшается в
пределах от 4 до 16 % в зависимости от скорости движения и осевой нагрузки. Это дает
возможность либо увеличить скорость движения на 2—3 %, либо получить экономию
топлива или электроэнергии на 3—4 %.
На движущийся поезд оказывает также воздействие окружающая воздушная среда.
Она вызывает постоянно действующее аэродинамическое сопротивление движению. Ло-
бовая поверхность локомотива подвергается давлению воздуха, а у боковых поверхнос-
тей поезда в целом и у тыловой части последнего вагона возникает разрежение и проис-
ходит завихрение воздуха. Кроме того, существует трение между воздухом и поверхнос-
тями поезда. Все эти факторы и создают аэродинамическое сопротивление. Многочис-
ленные испытания макетов локомотивов и вагонов в аэродинамических трубах показа-
ли, что величина аэродинамического сопротивления пропорциональна квадрату скорос-
ти поезда и в значительной степени зависит от степени обтекаемости локомотивов и ва-
гонов. Идеально обтекаемой формой считается форма падающей капли. Именно поэто-
му такая форма придается скоростным поездам (рис. 6.27).
Расчетные формулы и графические за-
Рис. 6.27. Скоростной электропоезд ЭР-200
висимости для определения основного
удельного сопротивления в зависимости от
типа и конструктивных особенностей под-
вижного состава приводятся в Правилах
тяговых расчетов (ИТР). Например, для
грузовых четырехосных вагонов с осевой
нагрузкой q[} при скорости движения г ос-
новное удельное сопротивление равно:
w” = 0,7 + — (8 + 0,1 v + 0,0025г2).
На участках пути, имеющих подъем, возникает дополнительное сопротивление движе-
нию. Оно вызывается работой составляющей силы тяжести, направленной против движения
параллельно линии подъема. На спуске эта составляющая сопротивления не создает, а явля-
ется ускоряющей силой. Величина дополнительного удельного сопротивления от подъема
численно равна величине подъема, выраженной в тысячных. Например, при движении поез-
да на подъем с крутизной 8 %<> удельное сопротивление от подъема будет »г = 8 кГс/тс.
На уклоне и\ принимается со знаком минус.
230
При движении в кривых участках пути появляется дополнительное сопротивление и;, вы-
зываемое трением в ходовых частях подвижного состава, а также трением бандажа и гребня
колеса о рельс. Это сопротивление определяется по эмпирической формуле wr = где R —
радиус кривой в м.
После стоянки поезда слой смазки в подшипниках уменьшается, а вязкость смазки увеличи-
вается из-за ее остывания. Это приводит к появлению дополнительного сопротивления при тро-
гании с места.
При тяговых расчетах для пассажирских поездов необходимо учитывать до-
полнительное сопротивление движению, создаваемое подвагонными генераторами, мощ-
ность которых на вагонах без кондиционирования воздуха составляет 8—10 кВт, а на ваго-
нах с кондиционированием 28—32 кВт. {
На скоростном подвижном составе одним из эле- ___ I /
ментов тормозной системы являются дисковые тормо- 2
за. Тормозные диски (рис. 6.28) имеют вентиляцион- j //К
ные каналы, расположенные между лопатками. /
Таким образом, тормозной диск является своеоб- /
разным вентилятором. При скоростях движения 240— / / \ / i
250 км/ч через тормозной диск может прокачиваться "т т
3000—4000 м3воздуха в час. На это затрачивается опре- \ 3
деленная мощность. Поэтому при тяговых расчетах ско- \
ростных поездов необходимо учитывать дополни- \ "—7
тельное сопротивление движению от тормозных дисков. А. ! и
Полное сопротивление движению поезда на подъеме ------
в кривом участке пути в общем случае складывается из Рис- 6-28. Тормознбй диск: 7 - диск; 2
ступица; 3 — втулка; 4-—болт
сопротивления локомотива и сопротивления вагонов;
WK =(% + /к)/3 + (w(1 + zK)G.
Полное удельное сопротивление поезда будет равно:
И', (w„ +iK)P + (w„ +iJG
к77g’ 777 •
Расчет массы локомотива и вагонов производится в тс, а сопротивления в кГс.
6.9. Тормозные силы поезда
Искусственно создаваемые силы, приложенные к поезду и направленные против его
движения, называются тормозными. Они управляются машинистом локомотива.
На Российских железных дорогах существует два основных способа торможения подвижного
состава. Первый из них — это фрикционное автоматическое торможение с использованием силы
трения, возникающей при воздействии тормозных колодок на поверхности катания колес
(рис. 6.29) или на тормозные диски. При втором способе применя-
ется электрическое торможение (реостатное или рекуперативное).
При колодочном тормозе тормозная сила зависит от
коэффициента трения между колодками и поверхностями
катания колес, от силы нажатия колодок и от числа тор-
мозных осей в поезде.
Возникающая при торможении сила трения Вк рав-
на и создает тормозной момент = Асрк7?, где срк —
коэффициент трения между колесом и колодкой, К— сила
нажатия колодки, тс, R — радиус колеса.
Под воздействием момента Л/ в точке О возникае т сила В,
стремящаяся сдвинуть рельс.
д - /7К । о в
Рис. 6.29. Схема действия сил
на тормозящееся колесо
231
Тормозной момент Л/ при вращении колеса уравновешивается моментом Вг R, где
Вл — сила реакции, возникающая в точке О касания колеса с рельсом. Точка О нагружена
силой Q, то есть частью веса экипажа, приходящейся на колесо с учетом веса самого коле-
са. Из равенства моментов сил Вк и Вт следует, что сила Вт является тормозной силой экипа-
жа, приложенной в точке (9, которая является непрерывно перемещающимся упором для
силы Вк при вращении колеса.
Расчетная тормозная сила всего поезда определяется как сумма тормозных сил, созда-
ваемых всеми тормозными колодками.
Вт = ср SK*, где Фкр — расчетный коэффициент трения, a S/C — суммарная расчетная
сила нажатия колодок поезда. Для каждого типа подвижного состава значения /С приведе-
ны в ПТР. Коэффициент ср определяется по формулам в зависимости от типа колодок и
скорости движения. Так для чугунных тормозных колодок расчетный коэффициент трения
определяется по формуле
где г — скорость поезда в км/ч.
Время торможения отсчитывается от момента поворота ручки крана машиниста в тор-
мозное положение до полной остановки поезда. Путь, который проходит поезд за. это вре-
мя, называется тормозным путем 5.. Он определяется как сумма двух составляющих —
пути подготовки тормозов к действию Sn и действительного тормозного пути 5д:
/=£+£.
Путь подготовки — это расстояние, проходимое поездом с момента поворота ручки
крана машиниста до момента достижения расчетной силы нажатия:
£ = гн • /п,
где г(| — начальная скорость поезда;
z — время подготовки тормозов к действию, которое принимается в зависимости от типа тор-
мозов и длины состава, = 2 - 10 с.
Многие задачи, связанные с движением поезда, решаются с помощью уравнения дви-
жения поезда. Оно выражает зависимость ускорения поезда от действующих на него сил.
Рассматривая движение тормозящегося поезда, как движение материальной точки, имею-
щей массу поезда, можно уравнение движения поезда получить из второго закона Ньюто-
на (сила равна произведению массы на ускорение):
Br +wK+(P + G)iK =М—.
dt
После ряда преобразований получается следующая формула для определения величи-
ны действительного тормозного пути:
д bj+WK±iK'
где ht — удельная тормозная сила.
6.10. Расчет массы поезда
Вес состава и скорость движения являются основными показателями работы желез-
нодорожного транспорта. Именно от них зависит выполнение заданного объема перево-
зок и их себестоимость. Методы расчета массы поезда являются составной частью тяго-
вых расчетов в целом.
При расчете массы поезда и скорости его движения применяется условие полного исполь-
зования мощности локомотива. Масса состава должна быть такова, чтобы при движении по-
езда по наиболее трудному подъему на конкретном участке, скорость не падала ниже, чем это
установлено для данного типа локомотива. При равномерном движении поезда по такому
подъему сила тяги и полное сопротивление поезда уравновешивают друг друга, то есть
232
FK-P(n/+/p)
G =------------
ги|) т 'р
где / — наиболее крутой и затяжной подъем, встречающийся на участке и называемый расчетным
подъемом, %о.
Кроме расчета массы состава с помощью уравнения движения поезда можно решить и
ряд других задач, например, определение скорости движения, времени хода, расхода топ-
лива и т.п.
Уравнение движения поезда можно записать в следующем виде:
dt
dv
где-----ускорение движения поезда;
dt
/к — равнодействующая удельных сил, кГс/тс;
—ускорение поезда отдействия удельной силы 1 кГс/тс (^= 120 км/ч2).
Уравнение решается в определенных интервалах скоростей (обычно 5—10 км/ч). Счи-
тается, что в каждом интервале ускоряющие силы, действующие на поезд, постоянны).
Из уравнения движения поезда следует:
dt =-----------dvt,
~wk)
------7 Jdv’
1 V, — V,
r, -t. =-=---l-.
1
Так определяется время хода в интервалах скоростей.
ci S
Чтобы найти пройденный путь, необходимо использовать зависимость dt = — и под-
v
ставить ее в уравнение движения, которое примет вид:
vdv Ы
,с 4>(/k Wk),
dS
dS =
vdv;
52 1
fds = VTf-------;fvd'’:
5| ь(/к WK)v|
52-5, =
к
При % = 120 км/ч2 получаем
ее 1 V7 - Г,"
- У =-------=---— км.
240 /к - и’к
Переводя путь в метры, получаем
4,17(v;
J К К
По полученным зависимостям можно построить кривые скорости и кривые времени
хода поезда по участку.
233
Глава Г
Общие сведения об автотормозах и безопасности движения
Автоматическим тормозом железнодорожного подвижного состава называется комплекс
устройств, создающих регулируемое искусственное сопротивление движению поезда с целью
уменьшения скорости его движения или остановки в местах, предусмотренных графиком или
расписанием движения поезда, перед запрещающим сигналом (красный свет светофора), при
угрозе жизни людей или сохранности грузов.
Чем выше эффективность действия автотормоза, тем выше безопасность движения поез-
дов и больше пропускная и провозная способность железных дорог. При движении поезда
по горизонтальному участку пути со скоростью, например, 80 км/ч после выключения тяги
локомотив пройдет до остановки не менее 8,5 км при действии на пего естественного со-
противления, на что потребуется 10—12 мин, а современные автотормоза позволяют оста-
новить поезд на расстоянии 400 м за 35 с.
Автотормозное оборудование должно работать нормально и безаварийно в условиях слож-
ных процессов, происходящих в движущемся поезде (сухое трение тормозных колодок с преоб-
разованием кинетической энергии движения поезда в тепловую, газодинамические процессы в
тормозной магистрали, качение тормозящегося колеса ио рельсам без юза, действие значитель-
ных по величине продольных сил в поезде и т.н.).
Автотормоза, работающие в специфических гидрометеорологических условиях эксплуата-
ции железных дорог (плохие погодные условия, круглосуточная работа, высокие скорости дви-
жения поездов и осевые нагрузки вагонов) должны обладать высокой надежностью, безотказно-
стью действия, хорошей управляемостью и эффективностью действия с целью обеспечения бе-
зопасности движения, особенно при высоких скоростях движения (до 100—120 км/ч грузовых
поездов и до 160—200 км/ч пассажирских поездов).
Все мероприятия по дальнейшему совершенствованию тормозного оборудования подвиж-
ного состава должны быть направлены на повышение его надежности, долговечности, на опти-
мизацию условий обслуживания и ремонта при возможно минимальных затратах высококвали-
фицированного труда, на обеспечение безопасности движения поездов при высоких скоростях
движения и большого их веса.
7. 1. Краткая история развития тормозов подвижного состава
Первые тормоза были ручными, которые приводились в действие тормозил ьщиками,
находящимися на тормозных площадках вагонов поезда, по соответствующим сигналам
машиниста локомотива.
В 1847 г. были разработаны первые конструкции автоматических непрерывных тор-
мозов. Под автоматичностью понимается срабатывание тормоза на торможение при об-
рыве воздухопровода или тормозной магистрали поезда, а под непрерывными тормозами
понимаются тормоза поезда, связанные в единую систему и управляемые с одного пульта
(кабина машиниста).
Патент на первый воздушный тормоз в России был выдан инженеру О. Мартину в
1859 г., который, к сожалению, не был реализован на практике. В 1869 г. был изобретен
воздушный неавтоматический тормоз, а в 1872 г. Вестингаузом был изобретен пневма-
тический автоматический тормоз, который на железных дорогах России широко стал
применяться с 1882 г. В 1889 г. американской фирмой «Вестингауз» был построен тор-
мозной завод в Петербурге, который в 1915 г. был эвакуирован в Ярославль и на базе
которого в 1928 г. был создан Ярославский тормозной завод, просуществовавший до
1947 г. В 1921 г. был создан Московский тормозной завод (ныне АО «Трансмаш»).
Первым изобретателем отечественного автотормоза был Ф. П. Казанцев, который
в 1925 г. изобрел воздухораспределитель АП-1 жесткого типа, а в 1927 г. — воздухорасп-
ределитель К-1 мягкого тина. В 1932 г. на смену этим воздухораспределителям пришел
234
воздухораспределитель М-320 изобретателя И.К. Матросова, который создал также воздухорас-
пределители: MT3-135 (1953 г.), № 270-002 (1959 г.), № 270-005-1 (1968 г.), № 292-001 (1958 г.).
С 1978 г. и по настоящее время АО «Трансмаш» выпускает более совершенные и надежные
воздухораспределители № 483М для грузовых вагонов. На базе этого воздухораспределителя
в настоящее время под руководством и при непосредственном участии члена-корреспондента
РАН, профессора В.Г. Иноземцева разработаны, построены и испытаны новые модификации
воздухораспределителей 483А; 483П для грузовых вагонов с максимальными скоростями
120 км/ч; 483Л для грузовых локомотивов, используемых для вождения пассажирских поездов;
483ПЭл для пассажирских вагонов; 483-КЕ и 483-КЕЭл для грузовых и пассажирских вагонов
международного сообщения.
С 1958 г. на пассажирских вагонах с локомотивной тягой применяются электропнев-
матические тормоза с воздухораспределителем № 305-000, разработка которых под руко-
водством Ф.П. Казанцева началась на Московском тормозном заводе в 1931 г.
С 1947 г. все вагоны отечественных железных дорог оснащаются авторегуляторами тормоз-
ной рычажной передачи, в начале регуляторами системы Алыбина, а затем последовательно —
кулисными № 276, безкулисными № 536, № 524 Б. В настоящее время на вагоны ставятся авторе-
гуляторы № 675 РТРП ддя регулирования тормозной рычажной передачи с чугунными и компо-
зиционными тормозными колодками, которые начали применяться на вагонах с 1964 г.
7. 2. Классификация тормозов
На железнодорожном подвижном составе применяются два способа гашения кинети-
ческой энергии движущегося поезда: фрикционный и динамический; в соответствии с этим
тормоза бывают фрикционные и динамические. В фрикционных тормозах источником тор-
мозной силы является трение, возникающее при скольжении тормозных колодок по повер-
хности катания колеса, или тормозных накладок по поверхности тормозного диска (бара-
бана), или тормозного башмака по поверхности качения рельса; вследствие этого кинети-
ческая энергия превращается в тепловую, которая рассеивается в окружающей среде. Фрик-
ционный тормоз является основным средством обеспечения безопасности движения поез-
да и принимается в расчет при установлении допустимой скорости движения.
В динамических тормозах источником тормозной силы является вращающий момент,
направленный против вращения колесных пар и создающийся при переводе тяговых дви-
гателей локомотива в режим генератора. Динамические тормоза бывают рекуперативны-
ми, реостатными, рекуперативно-реостатными и гидродинамическими. Эти тормоза не
являются тормозами безопасности и не учитываются при расчете сил тормозного нажатия
в поезде, они применяются эффективно лишь при регулировании скорости на крутых и
затяжных спусках пути, при этом уменьшается износ фрикционных материалов тормоза и
обеспечивается наиболее точное поддержание заданной скорости движения.
В рекуперативном тормозе вырабатываемая генератором электроэнергия возвраща-
ется в контактную сеть, а в реостатном тормозе поглощается специальными сопротивле-
ниями (реостатами). В гидродинамическом тормозе тормозная сила создастся дросселиро-
ванием жидкости (масла) в гидротрансформаторе локомотивов с гидропередачей.
Фрикционные тормоза по способу управления делятся на стояночные (ручные), пнев-
матические, электропневматические, электромагнитные и электрические (на локомотивах),
а по конструкции — на колодочные, дисковые и магниторельсовые. Стояночным тормо-
зам оборудованы локомотивы, пассажирские вагоны и 10 % грузовых вагонов. Пневмати-
ческим тормозом оборудованы грузовые вагоны, а электропневматическим тормозом —
пассажирские вагоны, электропоезда и дизель-поезда. Магниторельсовыми тормозами обо-
рудованы высокоскоростной поезд с локомотивной тягой РТ200 (Русская тройка), высо-
коскоростной электропоезд ЭР200 и высокоскоростной электропоезд «Сокол», предназна-
ченный для эксплуатации на направлении Москва -Санкт-Петербург. Электрическими
тормозами оборудованы отдельные серии электровозов, тепловозов и электропоездов.
235
По свойствам управляющей части различают тормоза автоматические и неавтоматичес-
кие, к которым относится и ручной тормоз. При автоматическом тормозе при разрыве тормоз-
ной магистрали поезда, а также при открытии стоп-крана из любого вагона поезда автомати-
чески срабатывают тормоза на торможение вследствие снижения давления воздуха в тормоз-
ной магистрали поезда. При неавтоматическом тормозе при снижении давления в тормозной
магистрали автоматического торможения нс происходит, а происходит отпуск тормоза, так
как торможение может быть только при повышении давления в тормозной магистрали.
Автоматические пневматические тормоза по характеристикам действия бывают мяг-
кие или нежесткие, полужесткие и жесткие. Мягкие тормоза срабатывают на торможение с
любого зарядного давления в тормозной магистрали, а на полный отпуск — при неболь-
шом повышении давления в тормозной магистрали (на 0,2—0,3 кгс/см2). При медленном
снижении давления в тормозной магистрали темпом мягкости 0,2—0,3 кгс/см2 в 1 мин на-
ходящийся в положении отпуска тормоз не срабатывает на торможение. После срабатыва-
ния такого тормоза на торможение давление в тормозном цилиндре увеличивается при
снижении давления в тормозной магистрали любым темпом.
Полужесткий тормоз обладает теми же свойствами что и мягкий, но для полного от-
пуска необходимо восстанавливать давление в тормозной магистрали до величины на 0,1—
0,2 кгс/см2 ниже зарядной величины, при этом отпуск — ступенчатый.
Жесткий тормоз работает на определенной величине зарядного давления в тормозной
магистрали, при снижении давления в ней ниже зарядного любым темпом происходит тор-
можение. При давлении в тормозной магистрали выше зарядной величины тормоз в дей-
ствие не приходит до момента снижения давления ниже зарядного.
Мягкие тормоза применяются на пассажирских вагонах, полужесткие тормоза — на грузо-
вых вагонах, а жесткие—на вагонах, эксплуатирующихся на участках железных дорог с уклонами
крутизной до 45 %о, например, на горно-обогатительных комбинатах с открытой добычей руды.
По своему назначению тормоза делятся на: пассажирские с ускоренными процессами
торможения (наполнение сжатым воздухом тормозных цилиндров), отпуска и зарядки; гру-
зовые, имеющие замедленные процессы торможения, отпуска и зарядки с учетом обеспече-
ния необходимой плавности торможения, характеризующейся величиной продольных ди-
намических сил в поезде; универсальные с ручным переключением на пассажирский или
грузовой режимы работы тормоза. Разновидностью пассажирского тормоза является ско-
ростной тормоз с приводом к магниторельсовому тормозу, осуществляющий автомати-
ческое регулирование силы нажатия тормозной чугунной колодки на колесо в зависимос-
ти от скорости движения.
7. 3. Пневматические тормоза
Пневматические тормоза подвижного состава имеют однопроводную тормозную маги-
страль или воздухопровод, проложенную под полом вагона и локомотива, для дистанцион-
ного управления из кабины машиниста локомотива приборами торможения (воздухорасп-
ределители) с целью зарядки запасных резервуаров при зарядке и отпуске тормоза, наполне-
Рис. 7.1. Тормозная машстраль вагона
ния тормозных цилиндров
сжатым воздухом при тормо-
жении и сообщения их с ат-
мосферой при отпуске тормо-
зов поезда.
Тормозная магистраль
(рис. 7.1) представляет собой
металлическую трубу с внут-
ренним диаметром 32,0 мм (до
1948 г. диаметр был 28,4 мм).
236
Увеличение диаметра позволило уменьшить сопротивление движению воздуха по трубе
вследствие перехода от турбулентного движения при диаметре 28,4 мм к ламинарному при
диаметре 32,0 мм; ускорить процесс зарядки тормозной сети поезда (особенно длинносос-
тавного); уменьшить разницу давлений в тормозной магистрали в голове и хвосте поезда;
улучшить процесс торможения.
Концы магистральной трубы 5, выходящие за лобовые балки рамы вагона, имеют
резьбу, на которую навернуты концевые краны 7, фиксирующиеся державкой 2. Концевые
краны предназначены для закрывания тормозных магистралей перед расцеплением ваго-
нов и для соединения тормозных магистралей каждого вагона в единую тормозную маги-
страль поезда; на наружном конце хвостового вагона поезда он должен находиться в зак-
рытом положении. С концевыми кранами соединены межвагонные гибкие соединитель-
ные рукава 7 с саморасцеплящимися головками, подвешиваемыми в расцепленном поло-
жении на подвесках У В средней части тормозной магистрали имеется тройник 4 с разоб-
щительными кранами, через который подсоединяется труба от воздухораспределителя с
разобщительным краном 6. На тормозной магистрали пассажирских вагонов имеются три
дополнительных тройника 3 для подсоединения стоп-кранов, расположенных в кузове ва-
гона. На грузовых вагонах без переходных площадок стоп-кранов нет.
Для повышения герметичности тормозной магистрали вместо резьбовых соединений
в последнее время применяют газопрессовую сварку труб или резьбу накатывают.
Оборудование пневматического тормоза разделяется на пневматическое, приборы ко-
торого работают под давлением сжатого воздуха, и механическое, т.е. тормозную рычаж-
ную передачу, расположенную между тормозным цилиндром и тормозными колодками.
Пневматическое тормозное оборудование по своему назначению делится на следую-
щие группы: приборы питания тормоза сжатым воздухом; приборы управления тормоза-
ми; приборы, осуществляющие торможение; арматура тормоза.
К приборам питания тормоза сжатым воздухом относятся компрессоры различных ти-
пов, регуляторы давления для автоматического включения и выключения двигателя компрес-
сора, регулировочные клапаны холостого хода и обратные клапаны; главные резервуары.
К приборам управления тормозами относятся краны машиниста, кран вспомогатель-
ного тормоза локомотива, контроллеры машиниста, приборы и устройства автоматическо-
го контроля работы тормозов (автостопы), сигнализаторы отпуска, электроблокировочные
клапаны, выключатели управления, вспомогательная аппаратура для включения и отключе-
ния приборов управления, регистрации и наблюдения за работой тормозов (скоростомеры,
манометры, краны двойной тяги и комбинированные, устройство блокировки тормозов).
К приборам, осуществляющим торможение, относятся воздухораспределители и реле
давления. Воздухораспределители, которые делятся на грузовые, пассажирские и специ-
ального назначения (промышленного и узкоколейного подвижного состава, для эксплуа-
тации подвижного состава на крутых спусках), являются основной частью автоматическо-
го пневматического тормоза. Они обеспечивают зарядку запасного резервуара каждого
вагона поезда и локомотива и их специальных камер из тормозной магистрали, наполне-
ние тормозных цилиндров из запасных резервуаров при понижении давления в тормозной
магистрали, а также выпуск воздуха из тормозных цилиндров в атмосферу при повыше-
нии давления в тормозной магистрали.
К арматуре тормоза относятся концевые, разобщительные трехходовые, выпуск-
ные краны; стоп-краны (краны экстренного торможения); выпускные предохранитель-
ные, обратные, переключательные электропневматические клапаны и клапаны мак-
симального давления. Стоп-кран служит для экстренного (быстрого) торможения
в случаях, когда требуется немедленная остановка поезда без участия машиниста. Стоп-краны
устанавливаются в тамбурах и внутри каждого пассажирского вагона, а также на переходных
площадках отдельных грузовых вагонов, при этом у таких вагонов ручка стоп-крана снята,
так как работники бригады, сопровождающие грузовой поезд имеют при себе съемные ручки.
237
Выпускные краны служат для отпуска вручную отдельного вагона поезда при отсут-
ствии крана машиниста, а также для выпуска воздуха из камер и запасного резервуара
при выключении из работы воздухораспределителя при замене неисправного воздухо-
распределителя на исправный. Предохранительные переключательные клапаны, кла-
паны максимального давления и клапаны продувки устанавливаются в локомотиве на
компрессорах и главных резервуарах.
Качество пневматического автотормоза определяется следующими признаками:
— длина тормозного пути при экстренном торможении;
— чувствительность при ступенчатом торможении, т.е. величина минимального паде-
ния давления в тормозной магистрали, позволяющая регулировать тормозную силу малыми
ступенями;
— легкость отпуска тормоза, характеризующаяся возможностью делать отпуск без
восстановления зарядного давления в тормозной магистрали;
— степень плавности торможения, определяемая величиной продольных сил в поезде
при торможении;
— степень неистощимости тормозов, которая обусловливается возможностью много-
кратных идущих друг за другом торможений, например, на крутых затяжных спусках нуги с
сохранением расчетной величины давления в тормозных цилиндрах при всех последователь-
ных торможениях;
— скорость распространения тормозной волны;
— степень использования силы сцепления колеса с рельсом при торможении;
— устойчивость вращения колес при торможении, т.е. недопустимость юза колес
(заклинивание).
Основные характеристики тормозов подвижного состава нормируются техническими
требованиями, утвержденными МПС России, а подвижного состава международного сооб-
щения — международным железнодорожным союзом (UIC).
Наиболее важной качественной характеристикой тормоза является скорость распростране-
ния тормозной волны — чем она выше, тем лучше плавность торможения, короче тормозной путь
и выше безопасность движения поезда. Под тормозной волной понимается процесс снижения дав-
ления в воздушной магистрали по длине поезда темпом, приводящим к действию воздухораспре-
делителей на торможение. Тормозная волна распространяется вслед за воздушной волной, возни-
кающей при сообщении тормозной магистрали с атмосферой. Под скоростью тормозной волны
понимается отношение длины тормозной магистрали поезда к времени, прошедшего с момента
постановки ручки крана машиниста в тормозное положение до появления давления сжатого воз-
духа в тормозном цилиндре хвостового вагона поезда. По международным требованиям скорость
тормозной волны должна быть не менее 250 м/с, а в новейших более совершенных тормозах —
не менее 300 м/с. На железных дорогах России, других стран СНГ и Балтии скорость тормозной
волны пневматического тормоза пассажирского поезда с воздухораспределителем № 292-001 рав-
на 120 м/с при полном служебном торможении и 190 м/с при экстренном торможении, а грузового
поезда с воздухораспределителями № 483 М — соответственно 270 и 290 м/с.
Теоретически скорость тормозной волны может быть равна скорости распространения
звука в воздухораспределителе, т.е. 330 м/с. Однако в реальных условиях повышение скоро-
сти тормозной волны выше 300 м/с связано со значительными усложнениями конструкции
воздухораспределителя, а эффект от этого получается незначительный. Например, увеличе-
ние скорости тормозной волны с 250 до 330 м/с при скорости движения поезда 150 км/ч дает
снижение тормозного пути всего лишь па 50 м.
Работа пневматического автотормоза разделяется на следующие процессы:
а) зарядка, при которой тормозная магистраль и запасные резервуары подвижного со-
става поезда заполняются сжатым воздухом до зарядной величины, при которой обеспечи-
ваются нормативы расчетного давления воздуха в тормозных цилиндрах при последующих
торможениях. Для грузовых поездов нормальной длины (750—1200 м) зарядное давление
установлено 5,2—5,3 кгс/см2, а для поездов повышенной длины и поездов любой длины
238
и массы, следующих по затяжным спускам пути 18 %<» и более, зарядное давление установле-
но 6,0— -6,2 кгс/см2. Для пассажирских поездов, длина и масса которых значительно меньше,
чем грузовых поездов, зарядное давление установлено 5—5,2 кгс/см2. Более высокое заряд-
ное давление в пассажирских поездах недопустимо из-за опасности заклинивания колесных
пар, так как пассажирские воздухораспределители № 292-001 не обеспечивают ограничения
предельного давления сжатого воздуха в тормозных цилиндрах;
б) торможение, для возникновения которого снижается давление воздуха в тормозной
магистрали поезда для приведения в действие воздухораспределителя, через который сжатый
воздух из запасных резервуаров поступает в тормозные цилиндры, в которых создается усилие
для приведения в действие тормозной рычажной передачи и прижатия через нее тормозных
колодок к колесам или тормозных накладок к дискам (барабанам) в дисковом тормозе. Разли-
чают служебное и экстренное торможение. Служебное торможение, при котором темп сниже-
ния давления сжатого воздуха в тормозной магистрали составляет 0,2—0,4 кгс/см2 в 1 с, при-
меняется для регулирования скорости движения поезда (ступенчатое или регулированное тор-
можение) или для остановки поезда в определенных местах (полное служебное торможение).
При полном служебном торможении, тормозная магистраль разрежается на 1,5—1,7 кгс/см2, а
при ступенчатом торможении — ступенями по 0,2—0,3 кгс/см2, при этом первая ступень раз-
рядки должна быть не менее ступени чувствительности воздухораспределителя к срабатыва-
нию на торможение (0,3—0,4 кгс/см2 у пассажирских вагонов и 0,6—0,7 кгс/см2 у грузовых ва-
гонов) при нормальных условиях эксплуатации (по погодным условиям). Экстренное тормо-
жение, при котором темп снижения давления в тормозной магистрали составляет 0,8 кгс/см2,
применяется для немедленной остановки поезда, если дальнейшее движение связано с наруше-
нием условий безопасности движения или угрозой жизни пассажиров;
в) перекрыта, при которой после произведения торможения давление сжатого воздуха в
тормозной магистрали и тормозных цилиндрах не изменяется в течение какого-то времени;
г) отпуск, при котором давление в тормозной магистрали повышается постепенно до
зарядной величины, вследствие чего воздухораспределители выпускают сжатый воздух из
тормозных цилиндров в атмосферу. При этом одновременно производится подзарядка за-
пасных резервуаров до зарядной величины из тормозной магистрали.
Пневматические тормоза бывают прямодействующими неавтоматическими; непрямо-
действующими автоматическими и прямодействующими автоматическими.
Прямодействующий неавтоматический тормоз (рис. 7.2) применяется только как до-
полнительный тормоз на локомотивах, так как применение его на вагонах приводит к по-
явлению больших продольных сил в поезде из-за набегания во время торможения задних
вагонов на передние, особенно когда в поезде больше 5-6 вагонов.
Торможение I [ерекрьипа () i пуск
Рис. 7.2. Схема прямодействующего неавтоматического тормоза
239
Воздух нагнетается компрессором 1 в главный резервуар 2, откуда по питательной магист-
рали 3 поступает к крану управления тормозом 4, ручка которого имеет три положения: тормо-
жение, перекрыта, отпуск. При торможении сжатый воздух из главного резервуара через кран 4
и тормозную магистраль 5 поступает непосредственно (прямо в тормозные цилиндры) 6, при
этом поршень 7со штоком 8 перемещается вправо, вследствие чего вертикальный рычаг повора-
чивается вокруг точки 9 и нижним концом прижимает тормозную колодку 10 к колесу.
При перекрыше (II положение ручки крана 4) тормозная магистраль 5 разобщается с питатель-
ной магистралью 3, а давление сжатого воздуха в тормозных цилиндрах 6 остается без изменения.
При отпуске магистраль 5 и тормозные цилиндры 6 сообщаются с атмосферой Ач через кран 4.
В случае разрыва тормозной магистрали тормоз не приходит в действие на тор-
можение, а воздух из тормозных цилиндров выходит в атмосферу (происходит от-
пуск), если до разрыва магистрали было торможение.
При непрямодействующем автоматическом тормозе (рис. 7.3) пассажирских вагонов
на каждой единице подвижного состава, кроме тормозного цилиндра, установлены также
воздухораспределитель 6 и запасный резервуар 8.
Рис. 7.3. Схема непрямодействующего автоматического тормоза: а— зарядка и отпуск; б- торможение
Компрессор 7, главный резервуар 2 и кран машиниста 4 установлены на локомотиве.
При зарядке тормоза ручка крана машиниста (№ 394) ставится в отпускное положение I
(рис. 7.3, а) и воздух из главного резервуара 2 через питательную магистраль 3, кран маши-
ниста 4 и тормозную магистраль 5 поступает к воздухораспределителю 6 и далее — в запас-
ный резервуар 6. При этом тормозной цилиндр 7 через воздухораспределитель 6сообщает-
ся с атмосферой А При торможении ручка крана машиниста 4 ставится в положение III
(рис. 7.3, б) и тормозная магистраль 5 через него сообщается с атмосферой А., При этом
срабатывает воздухораспределитель 6, разобщает тормозной цилиндр 7 с атмосферой А1 и
сообщает его с запасным резервуаром 8. Под воздействием усилия, создаваемого в тормоз-
ном цилиндре, тормозная колодка через систему тяг и рычагов прижимается к колесу.
240
При отпуске ручка крана машиниста 4 ставится в положение I, питательная магист-
раль 3 сообщается через кран 4 с тормозной магистралью 5, вследствие чего давление в ней
возрастает и воздухораспределитель 6 сообщает тормозной цилиндр 7 с атмосферой, а за-
пасный резервуар <8 — с тормозной магистралью. В случае разрыва тормозной магистрали 5
или открытия стоп-крана 9 тормоз автоматически срабатывает на торможение.
Рассмотренный тормоз называется непрямодействующим или истощимым, потому что
при торможении воздухораспределитель 6 разобщает тормозную магистраль 5 от запасно-
го резервуара 8 и тормозного цилиндра 7 и при утечках воздуха из запасного резервуара
или тормозного цилиндра давление в них не восстанавливается.
Прямодействующий автоматический тормоз (рис. 7.4) состоит из тех же основных частей,
что и непрямодействующий тормоз, но установлен воздухораспределитель типа 483 М с равнин-
ным и горным режимами отпуска и тремя грузовыми режимами: порожний, средний и груже-
ный, при которых устанавливается различное давление сжа того воздуха в тормозном цилиндре,
а следовательно, и различное нажатие тормозной колодки на колесо. В процессе служебного
торможения или утечке сжазого воздуха из запасного резервуара и тормозного цилиндра запасы
воздуха пополняются автоматически из тормозной магистрали через обратный клапан воздухо-
распределителя, через который запасный резервуар соединяется с тормозной магистралью.
Рис. 7.4. Схема прямодействующего автоматического тормоза: а — зарядка и отпуск; 6 - торможение
При зарядке и отпуске тормозная магистраль 8 (рис. 7.4, а) сообщается с питательной
магистралью 2 и главным резервуаром /, а тормозной цилиндр 5 — с атмосферой Аг. При
этом запасный резервуар через обратный клапан /сообщается с тормозной магистралью 8.
При торможении давление сжатого воздуха в тормозной магистрали 8 (рис. 7.4, б) понижается
вследствие выпуска его через крап машиниста 3 в атмосферу Ад. При этом приходит в действие
воздухораспределитель 5, который сообщает тормозной цилиндр с запасным резервуаром 4.
Путем соответствующего изменения крапом машиниста 3 давления воздуха в тормозной магис-
трали 8 производится ступенчатое торможение и ступенчатый или бесступенчатый отпуск.
16 Вагоны
241
7.4. Электропневматический тормоз
Электропневматическим тормозом называется тормоз, управляемый при помощи элек-
трического тока, а для создания усилия для прижатия тормозной колодки к колесу использу-
ется энергия сжатого воздуха. Такие тормоза позволяют повысить эффективность тормоз-
ных средств поезда, заметно сократить длину тормозного пути за счет одновременного дей-
ствия тормозов поезда по его длине, значительно улучшить плавность торможения, улуч-
шить управляемость тормозами.
Электропневматические тормоза подразделяются на прямодействующие неавтоматические
и автоматические. Первый тип тормоза, применяемый на пассажирских вагонах, электропоез-
дах и дизель-поездах железных дорог России, других стран СНГ и Балтии, является практичес-
ки неистощимым благодаря возможности завышения зарядного давления в тормозной магист-
рали и позволяет осуществлять торможение с разрядкой и без разрядки тормозной магис-
трали. Второй тип тормоза, намеченный к внедрению на западно-европейских железных
дорогах с шириной колеи 1435 мм, состоит из тормозной питательной магистрали, прибо-
ров питания и управления, электрических цепей, комплектов тормозного и отпускного элек-
тровентилей. Для обеспечения нормальной работы электроппевматических тормозов обо-
их типов в одном поезде, в частности при переходе вагонов поезда с колеи шириною 1520 мм
на колею шириною 1435 мм и наоборот, разработаны и испытаны специальные переклю-
чающиеся устройства, а также универсальный электропневматический тормоз. В этом слу-
чае электропневматический тормоз может работать как по схеме прямодействующего не-
автоматического, так и автоматического типа.
Рис. 7.5. Принципиальные схемы электрического управления
электро-иневматическими тормозами: а — пятинроводная;
б — двухпроводная; в — однопроводная
По количеству линейных элек-
трических проводов цепи управле-
ния используются три схемы прямо-
действующего неавтоматического
тормоза (рис. 7.5): пятипроводная с
обратным незаземленным проводом
на электропоездах и дизель-поездах
типа ДР III; двухпроводная с ис-
пользованием рельса в качестве об-
ратного провода на пассажирских
вагонах с локомотивной тягой; од-
нопроводная на грузовых вагонах.
Контроль целостности электрических цепей электропневматического тормоза в по-
езде осуществляется: периодический — постоянным током в процессе торможения
с помощью замыкаемого в конце поезда контрольного провода (электропоезда и ди-
зель-поезда); непрерывный — переменным током при отпуске и зарядке и постоянным
током при торможении по одному из замыкаемых в хвосте поезда проводов (пассажир-
ские вагоны и дизель-поезда Д-1).
В грузовых поездах предполагается в дальнейшем применять однопроводный элект-
ропневматический тормоз с одним линейным проводом и обратным проводом, которым
является рельс. Такой тормоз прошел успешно эксплуатационные испытания в длинносос-
тавных грузовых поездах. Однако по технико-экономическим соображениям широкое при-
менение его в грузовых поездах в ближайшие годы не предполагается, так как электро-
пневматический тормоз значительно дороже пневматического, а грузовых вагонов во много
раз больше, чем пассажирских, а также вследствие повышенной вероятности повреждения.
В прямодействующем неавтоматическом двухпроводном электропневматическом
тормозе, работающем при торможении с разрядкой и без разрядки тормозной магистра-
ли (рис. 7.6), заполнение тормозных цилиндров и выпуск из них сжатого воздуха при
отпуске осуществляется независимо от изменения давления в тормозной магистрали.
242
Рис. 7.6. Схема электропневматичсского тормоза
Автоматичность действия тормоза при разрыве поезда, или открытии стоп-крана, обеспе-
чивается дополнительной постановкой на вагон пневматического воздухораспределителя
№ 292-001 наряду с электровоздухораспредслителем № 305-000.
Зарядка запасного резервуара 2 происходит через пневматический воздухораспредели-
тель 9 из тормозной магистрали К). При торможении контроллер / крана машиниста № 395
замыкает соответствующие электроконтакты и постоянный ток напряжением 50 В воздей-
ствует на электромагнитные катушки тормозного вентиля 4 и отпускного вентиля 5. При
этом якорь 6 закрывает клапаном атмосферное отверстие А,, а якорь 3 открывает тормозной
клапан, сообщая запасный резервуар 2 через питательный клапан 8 с тормозным цилиндром 7.
Давление в тормозной магистрали 10 краном машиниста может не понижаться (торможение
без разрядки тормозной магистрали) или понижаться (торможение с разрядкой тормозной
магистрали). Первый случай применяется для регулирования скорости движения на перего-
нах, когда не требуется остановка поезда, а второй случай — для остановки поезда на стан-
ции или перед запрещающим сигналом светофора.
При отпуске тормоза в контроллере крана машиниста 1 размыкаются соответствующие элск-
троконтакты, катушки вентилей 4 и 5 обесточиваются; их якоря с клапанами отпадают и воздух из
тормозного цилиндра 7через выпускной клапан реле давления выходит в атмосферу. При пере-
крыше после полного служебного или ступенчатого' торможения тормозной вентиль 4 обесточива-
ется, отпускной вентиль 5 находится под напряжением, при этом якорь с тормозным клапаном
отсоединяет запасный резервуар 2 от тормозного цилиндра и давление в нем не повышается.
При отказе электрического управления тормозом в нем происходит самопроизволь-
ный кратковременный отпуск (при заторможенном вагоне), а затем автоматически сраба-
тывает пневматический воздухораспределитель 9 и воздух из запасного резервуара будет
продолжать поступать в тормозной цилиндр уже не через электровоздухораспределитель,
а через пневматический воздухораспределитель № 292-001, для чего в тормозной системе
предусмотрен переключающий клапан.
Для соединения электрических проводов (рабочий и контрольный) управления тор-
моза каждой единицы подвижного состава поезда в единую цепь управления всего поезда
применяются междувагонные унифицированные рукава № 369 А (рис. 7.7).
243
Рис. 7.7. Междувагоннос соединение тормозной магистрали и электропроводов
через унифицированный рукав № 369А
В корпусе чугунной головки 1 имеются подвижный палец 5, резиновая манжета 14,
пружина 12, и изоляционная втулка 16, крышка 9 с резиновым кольцом / /и изоляционной
прокладкой 10. Шланговый кабель 5 с рабочим 7 и контрольным 8 проводами закреплен
в головке 1 резиновым кольцом 3, штукксром 4 и хомутиком 6. Рабочий провод с наконеч-
ником под винт диаметром 8 мм подпаян к контактному кольцу 15, а контрольный провод
с наконечником под винт диаметром 6 мм — к контактному кольцу 13. В расцепленном
положении головок 1 рабочие провода замыкаются через пальцы 15, а контрольные про-
вода — через корпус головок 1 и их гребни с латунными заклепками 2 диаметром 3 мм.
В расцепленном положении рабочий и контрольный провода замкнуты между собою. У
хвостового вагона поезда рукав подвешен на изолированную подвеску 17 для изоляции
электрической цени тормоза от кузова вагона.
7.5. Тормозное оборудование пассажирских вагонов
Тормозное оборудование состоит из пневматической и механической частей.
К пневматической части (рис. 7.8) относятся: пневматический воздухораспределитель 11
№ 292-001; электровоздухораспредслитель 12 № 305-000; тормозной цилиндр 13 диаметром
356 мм; магистральный трубопровод 5 диаметром 32,0 мм с концевыми кранами /, межвагонными
унифицированными соединительными рукавами 7, тройниками и пылеловкой 9; стоп-краны 5;
запасный резервуар 15 объемом 78 литров; выпускной клапан 14 для отпуска тормоза отдель-
ного вагона вручную при отсутствии крана машиниста.
Рабочий 7 и контактный 8 провода электропневматического тормоза уложены в сталь-
ной трубе 3 и подведены к концевым двухтрубным 6 и к средней трехтрубной 4 коробкам
зажимов. От средней коробки рабочий провод в металлической трубе подходит к электро-
воздухораспределителю, а от концевых коробок рабочий и контрольный провода подхо-
дят к контактам, расположенным в соединительной головке междувагонного рукава 7.
Пассажирские вагоны международного сообщения оборудованы тормозом фирмы
Кнорр-Брсмзс типа KE-GPR с воздухораспределителем 1 типа КЕч (рис. 7.9) и резервуа-
ром 16 объемом 9 л. На вагонах 15-й серии установлены тормозные цилиндры 6 диамет-
ром 406 мм и два запасных резервуара 17 и 18 объемом соответственно 150 и 100 л, а на
вагонах серии 14, 77, 84 и 85 — тормозные цилиндры диаметром 457 мм и запасные резер-
вуары объемом соответственно 200 и 150 л.
244
Рис. 7.9. Схема тормозного оборудования пассажирского вагона международного сообщения с тормозом KES
На каждой оси колесной пары установлен противоюзный осевой датчик 3, а на кузове ваго-
на — предохранительные клапаны 4 и сбрасывающие клапаны £ддя автоматического расторма-
живания тележек при возникновении юза (колеса не вращаются, а скользят по рельсам).
Вагон имеет устройство для регулирования давления в тормозном цилиндре в зависи-
мости от скорости движения, состоящее из осевого датчика (скоростного регулятора) 22,
резервуара 20 объемом 9 л, воздушного фильтра 21 и дросселей 19 диаметром 2 мм. Для
проверки действия осевого датчика 22 в коробке 9 имеется манометр и кнопка, а в служеб-
ном отделении вагона — манометр 12.
На тормозных магистралях диаметром 25,4 и 31,75 мм имеются соединительные
рукава 1, концевые краны 2 и /5 с различным положением ручки (левое, правое). Стоп-
кран 13 расположен под полом вагона, а гибкий привод его — в кузове вагона в короб-
ках 14. Для включения и выключения тормоза имеется рукоятка 7, а для переключения
режимов торможения (грузовой, пассажирский, скоростной) — рукоятка 11.
Тормозная рычажная передача пассажирского цельнометаллического вагона отече-
ственной постройки с двусторонним нажатием тормозных колодок (рис. 7.10) представля-
ет собой систему горизонтальных и вертикальных рычагов и тяг для передачи усилия от
одного тормозного цилиндра на тормозные колодки двух тележек.
Тяги /, одна из которых имеет авторегулятор тормозной рычажной передачи 3, соединены с
балансирами 4, которые через промежуточные тяги 5 равномерно распределяют усилие на верти-
кальные рычаги 6 и 9 обеих тележек (па рис. 7.10 показана одна тележка), которые через серьги 7
соединены с траверсами 6’, а между собой —• затяжкой 10. На концах траверсы на цилиндрических
цапфах свободно укреплены тормозные башмаки с тормозными колодками. Затяжки 10 с верти-
кальными рычагами подвешены к раме тележки на подвесках 7/, а траверсы — на подвесках 72.
245
Рис. 7.10. Схема (а) и конструкция (ц) тормозной рычажной передачи пассажирского вагона
Привод ручного тормоза состоит из винта 20 с самотормозящейся резьбой, гайки 79,
двух конических шестерен 21 и штурвала 22, находящегося в тамбуре кузова вагона. Уси-
лие от поступательно перемещающейся гайки передается через кривой рычаг 18, тяги 77,
75, 13 и рычаги 16 и 14 на горизонтальный рычаг 2. Для предохранения от падения на путь
деталей тормозной рычажной передачи имеются скобы 23.
При торможении усилие от штока поршня тормозного цилиндра через гори-
зонтальные рычаги 2, тягу 7, балансир 4 передается на вертикальные рычаги 9, ко-
торые, поворачиваясь относительно своих затяжек 79, прижимают через траверсы
тормозные колодки к колесам. При отпуске тормоза тормозная рычажная передача
под воздействием собственной массы и усилия оттормаживающей пружины тормоз-
ного цилиндра, которая при торможении сжимается, возвращается в первоначаль-
ное отпущенное состояние. Основной характеристикой тормозной рычажной пере-
дачи является передаточное число или передаточное отношение, которое определя-
ется как произведение отношений размеров ведущих плеч рычагов к ведомым. Для
схемы тормозной рычажной передачи, показанной на рис. 7.10,6/, передаточное число
равно 8,3 при чугунных колодках и 3,6 при композиционных колодках, при веду-
щем и ведомом плечах вертикальных рычагов 230 мм и горизонтальных рычагов
соответственно 330 мм (чугунные колодки). 200 мм (композиционные колодки) и
320 мм (чугунные колодки) и 405 мм (композиционные колодки).
246
Для компенсации износа тормозных колодок в эксплуатации и для поддержания
углов наклона вертикальных рычагов и выхода штока поршня тормозного цилиндра
в пределах установленной нормы (130—160 мм) в тормозной рычажной передаче при-
меняется авторегулятор типа 675 РТРП со стержневым приводом.
7.6. Тормозное оборудование грузовых вагонов
Пневматическая часть тормозного оборудования (рис. 7.11) включает в себя тормоз-
ную магистраль (воздухопровод) б диаметром 32 мм с концевыми кранами 4 клапанного
или шаровидного типа и соединительными междувагонными рукавами 3; двухкамерный
резервуар 7, соединенный с тормозной магистралью 6 отводной трубой диаметром 19 мм
через разобщительный кран 9 и пылеловку — тройник 8 (кран 9 с 1974 г. устанавливается
в тройнике (S’); запасный резервуар 77; тормозной цилиндр /; воздухораспределитель № 483 м
с магистральной 12 и главной 13 частями (блоками); авторежим № 265 А-000; стоп-кран 5
со снятой ручкой.
Рис. 7.11. Схема тормозного оборудования грузового вагона
Авторежим служит для автоматического изменения давления воздуха в тормозном
цилиндре в зависимости от степени загрузки вагона — чем она выше, тем больше давление
в тормозном цилиндре. При наличии на вагоне авторежима рукоятка переключателя гру-
зовых режимов воздухораспределителя снимается после того, как режимный переключа-
тель воздухораспределителя будет поставлен на груженый режим при чугунных тормоз-
ных колодках и средний режим при композиционных тормозных колодках. У рефрижера-
торных вагонов авторежима нет. Запасный резервуар имеет объем 78 л у четырехосных
вагонов с тормозным цилиндром диаметром 356 мм и 135 л у восьмиосного вагона с тор-
мозным цилиндром диаметром 400 мм.
Зарядка резервуара 7, золотниковой и рабочей камер воздухораспределителя за-
пасного резервуара 11 производится из тормозной магистрали 6 при открытом ра-
зобщительном кране 9. При этом тормозной цилиндр через главную часть воздухо-
распределителя и авторежим 2 сообщен с атмосферой. При торможении давление в
тормозной магистрали понижается через кран машиниста и частично через воздухо-
распределитель, который при срабатывании отключает тормозной цилиндр 1 от ат-
мосферы и сообщает его с запасным резервуаром 77 до выравнивания давления в них
при полном служебном торможении.
247
Тормозная рычажная передача грузовых вагонов выполнена с односторонним нажати-
ем тормозных колодок (кроме шестиосных вагонов, у которых средняя колесная пара в те-
лежке имеет двустороннее нажатие) и одним тормозным цилиндром, укрепленным на хреб-
товой балке рамы вагона болтами. В настоящее время в опытном порядке некоторые вось-
миосные цистерны без хребтовой балки оборудуются двумя тормозными цилиндрами, от
каждого из которых усилие передается лишь на одну четырехосную тележку цистерны. Это
сделано для упрощения конструкции, облегчения тормозной рычажной передачи, уменьше-
ния силовых потерь в ней и повышения эффективности работы тормозной системы.
Тормозная рычажная передача всех грузовых вагонов приспособлена к использова-
нию чугунных или композиционных тормозных колодок. В настоящее время все грузовые
вагоны имеют композиционные колодки. При необходимости перехода с одного типа ко-
лодки на другой необходимо изменить лишь передаточное число тормозной рычажной
передачи путем перестановки валиков затяжки и горизонтальных рычагов (в более близко
расположенное к тормозному цилиндру отверстие при композиционных колодках и, на-
оборот, при чугунных колодках). Изменение передаточного числа связано с тем, что коэф-
фициент трения у композиционной колодки примерно в 1,5-1,6 раза больше, чем у чугун-
ных стандар тных колодок.
В тормозной рычажной передаче четырехосного грузового вагона (рис. 7.12) горизон-
тальные рычаги 4 и 10 шарнирно соединены со штоком 6 и кронштейном 7на задней крышке
тормозного цилиндра, а также с тягой 2 и авторегулятором 3 и с тягой 11. Между собой
они соединены затяжкой 5, отверстия 8 которой предназначены для установки валиков
при композиционных колодках, а отверстия 9— при чугунных тормозных колодках.
Тяги 2 и 11 соединены с вертикальными рычагами 1 и 12, а рычаги 14 соединены с
серьгами 13 мертвых точек на шкворневых балках тележек. Между собой вертикальные
рычаги соединены распорками 15, а их промежуточные отверстия шарнирно соединены
Рис. 7.12. Схема (а) и конструкция (й) рычажной передачи четырехосного грузового вагона
248
с распорками /7триангелей с тормозными башмаками и колодками, которые подвесками 16
соединены с кронштейнами боковых рам тележки. Предохранение от падения на путь дета-
лей тормозной рычажной передачи обеспечивается специальными наконечниками /Ртриан-
гслей, расположенными над полками боковых рам тележки. Передаточное число тормозной
рычажной передачи, например, четырехосного полувагона при плечах горизонтальных ры-
чагов 195 и 305 мм и вертикальных рычагов 400 и 160 мм равно 8,95.
Тормозная рычажная передача
восьмиосного вагона (рис. 7.13, а) в
основном аналогична передаче че-
тырехосного вагона, отличие состо-
ит лишь в наличии параллельной
передачи усилия на обе четырехос-
ные тележки с каждой стороны че-
рез тягу 1 и балансир 2, а также уко-
роченного на 100 мм верхнего пле-
ча вертикальных рычагов.
В рычажной передаче шестиос-
ного вагона (рис. 7.13,6) передача уси-
лия от тормозного цилиндра на три-
ангели в каждой тележке происходит
не параллельно, а последовательно.
Рис. 7.13. Схема рычажной передачи
восьмиосного (</) и шестиосного (б) вагонов
7.7. Тормозное оборудование скоростного подвижного состава
Тормоза скоростного подвижного состава характеризуются высокой эффективнос-
тью действия с максимальным использованием при торможении силы сцепления колеса с
рельсом, которая с ростом скорости движения несколько снижается. Поэтому во фрик-
ционных тормозах скоростных поездов целесообразно для достижения стабильной силы
трения осуществлять изменение силы нажатия чугунных тормозных колодок в зависимо-
сти от скорости движения с помощью специальных регуляторов силы нажатия тормоз-
ных колодок либо применять только композиционные тормозные колодки, либо тор-
мозные композиционные накладки в дисковом тормозе, коэффициент трения которых
практически не изменяется с ростом скорости движения. Скоростными регуляторами силы
нажатия чугунных тормозных колодок оборудованы пассажирские вагоны международ-
ного сообщения с тормозом KE-GPR и вагоны чешских железных дорог, оборудованные
тормозом DAKO-R.
В скоростных поездах все более широко применяются комбинированные систе-
мы торможения — дисковые тормоза с дисками на оси колесной пары с композици-
онными накладками и фрикционные тормоза с чугунными колодками, прижимаемы-
ми к поверхности катания колес вагона. Дисковые тормоза позволяют избежать об-
разования термических трещин на поверхности катания колеса.
Однако при таких тормозах поверхность катания колес не очищается от грязи,
масляных пленок, что приводит к ухудшению сцепления колес с рельсами, а следова-
тельно, и к юзу (заклиниванию) колеса с образованием ползуна при высоких удель-
ных тормозных силах. Поэтому для предотвращения юза колеса на скоростном под-
вижном составе применяются противоюзные устройства (инерционно-механические
и электронные), которые при появлении определенного проскальзывания колеса ио
рельсу и замедлении вращения колесной пары обеспечивают на период повышенного
скольжения колеса уменьшение момента тормозных сил, действующих на соответству-
ющую колесную пару. При действии противоюзного устройства длина тормозного
пути несколько увеличивается.
249
Юз колеса может вызвать серьезную угрозу безопасности движения, например, при
осевой нагрузке 160 кН при движении заклиненного колеса со скоростью 200 км/ч на рас-
стоянии 1 км глубина ползуна достигает 3—3,5 мм.
Для скоростного движения наиболее рациональной является схема дискового тормо-
за, дополненного колодочным тормозом с одной чугунной высокофосфористой колодкой
(с содержанием фосфора в чугуне 1,3—1,4%) на колесо, имеющей нажатие 10—13 кН, для
очистки поверхности катания и, следовательно, для повышения коэффициента сцепления
колеса с рельсом. Возможно также сочетание двух высокофосфористых чугунных тормоз-
ных колодок на одно колесо с одним тормозным диском на оси колесной пары.
Применение на скоростном подвижном составе при экстренном торможении магнито-
рельсовых тормозов, действие которых не зависит от условий сцепления колес с рельсами, в
сочетании с обычными тормозными системами значительно повышает мощность тормоз-
ных средств поезда, позволяет реализовать скорости движения до 200 250 км/ч. Расчетная
сила прижатия тормозного башмака магниторельсового тормоза к рельсу составляет
100 кН. Магниторельсовый тормоз обеспечивает сокращение длины тормозного пути при
экстренном торможении на 30—40 % по сравнению с полным служебным торможением.
Еще более мощным тормозным средством, чем магниторельсовые тормоза являются
разработанные в последние годы в ряде стран мира линейные (рельсовые) тормоза на вих-
ревых токах, действие которых не зависит от условий сцепления колес с рельсами.
На отечественных пассажирских поездах РТ200 (Русская тройка) с локомотивной тягой
и на электропоездах ЭР200 со скоростями движения до 200 км/ч применяются электропнев-
матические, дисковые и магниторельсовые тормоза, электронные противоюзные устройства
и мощный реостатный тормоз. При наличии таких тормозных средств длина тормозного
пути при экстренном торможении на уклоне пути 10 %о при скорости движения 200 км/ч
составляет около 1700 м.
Высокоскоростной электропоезд «Сокол-250», предназначающийся для эксплуатации
на участке Москва—Санкт-Петербург, оборудуется элсктропнсвматическим, электричес-
ким, дисковым и магниторсльсовым тормозами, а также противоюзным устройством бо-
лее совершенной конструкции. Фирма ОАО «Фритекс» готовит к серийному выпуску для
скоростных пассажирских вагонов композиционные тормозные колодки с твердыми встав-
ками, металлокерамические тормозные колодки и накладки для дискового тормоза. Они
обладают примерно в 3 раза большей износостойкостью и значительно более высокой теп-
лопроводностью, чем существующие композиционные колодки.
Дисковые тормоза, применя-
емые на скоростном подвижном
составе, бывают осевыми, если
тормозные диски насажены проч-
но на ось колесной пары, и колес-
ными, если тормозные диски зак-
реплены на колесных центрах
или ступицах колес. На пасса-
жирских вагонах применяется
дисковый тормоз (рис. 7.14), на
ось каждой колесной пары тележ-
ки напрессованы две ступицы 3,
а на осях укреплены чугунные тор-
мозные диски диаметром 620 мм,
имеющие внутри ребра и венти-
ляционные каналы для лучшего
отвода тепла, выделяемого при
торможении.
Рис. 7.14. Расположение дискового тормоза на тележке
пассажирского вагона
250
Диск состоит из двух полудисков, соединенных между собою болтами. К ступице диск
прикреплен болтами с разрезными втулками и тарельчатыми пружинами.
Тормозные цилиндры 9 облегченного типа со спаренными рычагами 8 установлены на
балке 5, соединенной кронштейном 7 с поперечиной 6. Башмаки 2 с тормозными накладка-
ми 1 с площадью трения 430 см2 и толщиной 25 мм из композиционного материала прикреп-
лены к тормозному диску с двух сторон. Между накладками / и тормозным диском в отпу-
щенном состоянии устанавливается зазор 1,5—3 мм при помощи регулирующих пружин 4.
Тормозная рычажная пере-
дача (рис. 7.15) имеет сравни-
тельно небольшую массу, про-
стую конструкцию и высокий
КПД по сравнению с колодоч-
ным тормозом. Усилие от одно-
го тормозного цилиндра диа-
метром 203 мм передается на
два тормозных диска. Переда-
точное число тормозной ры-
чажной передачи одной колес-
ной пары равно 6,6, а сила на-
жатия тормозных накладок на
одну колесную пару — 71,47 кН.
Вагоны электропоезда
ЭР200 имеют колесный диско-
вый тормоз, диски которого ук-
Рис. 7.15. Схема рычажной передачи дискового тормоза
пассажирского вагона
реплены с каждой стороны колеса, а на каждое колесо действует отдельный тормозной
цилиндр диаметром 203 мм с встроенным автоматическим регулятором выхода штока пор-
шня. Нажатие на ось дискового тормоза составляет 100 кН в пересчете на чугунные тор-
мозные колодки. На вагонах поезда РТ200 имеются два диска на оси колесной пары с двух-
сторонним прижатием тормозных накладок; нажатие на ось составляет 85 кН.
Магниторельсовый тормоз (МРТ) состоит из тормозных башмаков 6 (рис. 7.16) и ци-
линдров /для подъема и опускания башмаков на рельсы.
Цилиндры 7 подвешены на кронштейнах 2 с помощью валиков /. Тормозной башмак
имеет кронштейн 11 для упора прижимного буфера 3. Между собой башмаки скреплены
поперечными связями 14 с помощью угольников К). Тормозная сила от башмаков переда-
ется угольниками К) на кронштейны 4 через амортизаторы 5 из листовой резины. Башмак
длиной 1420 мм сделан из промежуточных 13 и концевых 12 секций. Вдоль башмака распо-
ложена электромагнитная катушка с выводами на зажимах 9. Внутри цилиндра / диамет-
ром 105 мм имеются поршень с уплотнительной резиновой манжетой и две пружины 8.
В нерабочем состоянии башмак приподнят под действием пружин на высоту 140—150 мм
над рельсом. Вертикальная сила прижатия башмака к рельсу под воздействием магнитной
силы притяжения равна 100 кН.
При одновременном срабатывании ускорителя экстренного торможения воздухорас-
пределителя № 292-001 и подаче напряжения в цепь питания электропневматического тор-
моза замыкаются контакты ускорителя УК и одновременно возбуждается реле РЭ и шун-
тируются контакты скоростного реле РКС, возбуждаемого от тахогенератора ДС.
Реле РП1 возбуждает катушку К18 контактора и происходит замыкание электричес-
кой цепи МРТ. При этом электропнсвматический вентиль ВП сообщает цилиндры 7с ис-
точником сжатого воздуха, башмаки опускаются на рельсы и прижимаются к ним под дей-
ствием электромагнитного поля.
Растормаживание происходит при обесточивании цепи электропневматического тор-
моза и размыкании контактов РКС.
251
Рис. 7.16. Электромагнитный рельсовый тормоз: а — расположение тормоза на тележке; 6 — располо-
жение тормозных башмаков; в — электрическая схема
При открытии стоп-крана МРТ действует без возбуждения репс РЭ и отключается при
скорости движения ниже 40 км/ч.
Для проверки действия МРТ на стоянке служит кнопка КВ. Опробование тормоза на
пунктах технического обслуживания производится путем экстренного торможения при
подаче в цепь МРТ напряжения.
7.8. Обеспеченность поезда тормозными средствами
Для обеспечения безопасности движения, т.е. возможности остановки поезда на уста-
новленной длине тормозного пути, необходимо знать, а имеет ли данный поезд необходи-
мые для этой цели тормозные средства. В соответствии с принятыми на железных дорогах
России нормами тормозных расчетов обеспеченность поезда тормозными средствами ха-
рактеризуется величиной расчетного тормозного коэффициента, представляющего собой
отношение суммарной! расчетной силы нажатия тормозных колодок поезда к его массе (мас-
са вагонов и локомотива). Суммарная расчетная сила нажатия тормозных колодок опреде-
лятся умножением установленного расчетного нажатия тормозных колодок на одну ось на
количество осей поезда. Установлены следующие величины расчетных нажатий на одну ось
чугунных тормозных колодок: 8, 9 и Ют для пассажирских вагонов с массой тары соответ-
ственно 42—47, 48—52, 53 т и более; 3,5; 7,0 и 5,0 т для грузовых вагонов соответственно на
порожнем, груженом и среднем режимах работы воздухораспределителя; 9 и 6 т для рефри-
жераторных вагонов соответственно на груженом переднем режимах торможения. При ком-
позиционных тормозных колодках грузовых вагонов установлены величины нажатия коло-
док на ось 7,0 т на среднем режиме и 3,5 т на порожнем режиме торможения.
252
Наряду с расчетным тормозным коэффициентом на практике используют величину на-
жатия тормозных колодок, приходящуюся на каждые 100 т массы поезда. Для груженых гру-
зовых поездов нажатие тормозных колодок на каждые 100 т массы поезда должно быть нс
менее 33 т, а для порожних грузовых поездов — нс менее 58 т. Для рефрижераторных поездов
нажатие тормозных колодок должно быть нс менее 33 т на каждые 100 т массы поезда при
скоростях движения до 90 км/ч и не менее 55 и 60 т при скоростях движения соответственно
90—100 и 100—120 км/ч. Для пассажирских поездов нажатие тормозных колодок на каждые
100 т массы поезда должно быть не менее 60, 78 и 80 т при скоростях движения соответствен-
но до 120, 120—140, 140—160 км/ч. При этом при скоростях движения 120—160 км/ч обяза-
тельно применение элсктропневматического тормоза и композиционных колодок.
Расчет суммарного нажатия тормозных колодок на все осп поезда производит осмотрщик-
автоматчик. Результа ты расчета записываются им в справку формы ВУ-45, ко торая передастся
машинисту локомотива. В этой справке также указываются: номер поезда и локомотива, масса
поезда и количество осей поезда; количество ручных тормозов в осях; плотность тормозной ма-
гистрали поезда.
Иногда в условиях эксплуатации ие могут быть обеспечены вышеуказанные нормативы
минимального нажатия тормозных колодок. В этом случае можно вести поезд, но макси-
мальная скорость движения, установленная из расчета тормозных средств с нормальной эф-
фективностью действия тормозов, должна быть уменьшена на 2 км/ч на каждую недостаю-
щую тонну нажатия тормозных колодок на каждые 100 т массы грузового поезда независи-
мо от уклона пути; на 1,0 км/ч для спусков пути до 6 %<> и на 2,0 км/ч для спусков круче 6 %<> на
каждую недостающую тонну нажатия тормозных колодок на каждые 100 т массы пассажир-
ского и рефрижераторного поездов. Полученная таким образом допустимая скорость дви-
жения округляется до величины, кратной 5 км/ч в сторону уменьшения. Например, при недо-
статке нажатия тормозных колодок грузового поезда 3,0 т на каждые 100 т массы поезда
наибольшая допустимая скорость движения должна быть 94 км/ч или округленно 90 км/ч
при максимально установленной для грузовых поездов скорости движения 100 км/ч при 33 т
нажатия колодок на каждые 100 т массы поезда.
В исключительных случаях при недостатке нажатия тормозных колодок наибольшие
допустимые скорости движения может устанавливать начальник дороги, пользуясь номог-
раммами тормозных путей, которые построены на основании проведенных ранее расчетов
тормозных путей по принятой на железных дорогах России методике при различных мас-
сах поезда, скоростях движения, уклонов пути и величинах расчетного нажатия тормоз-
ных колодок на каждые 100 т массы поезда при экстренном (ЭТ) и полном служебном тор-
можении (ПСТ). При этом величина наибольшей допустимой скорости движения должна
быть на 20 % меньше скорости, определенной по номограммам.
На рис. 7.17 для примера показаны номограммы тормозного пути для пассажирского
и грузового поездов (длиной до 200 осей).
При большем количестве осей грузового поезда увеличивается время подготовки по-
езда к торможению. Поэтому для грузового поезда, имеющего, например, 300 осей, вели-
чину расчетного тормозного коэффициента необходимо уменьшить на 10 % и при этих
значениях и при установленной длине тормозного нуги определить максимальную ско-
рость движения поезда.
При отсутствии номограммы для определенного уклона пути и определенной массы
поезда длину тормозного пути можно определить по формуле:
S, = S,, + S,, = 0.278V,,+ У 4'17(|"'+|,|:4 м,
/>, +Щ)±'с
где 5 предтормозной путь (путь подготовки тормозов к торможению);
5 -действительный тормозной путь;
v— скорость движения поезда в начальный момент торможения, км/ч;
253
Рис. 7.17. Номограммы тормозного пути на спуске 0,010 при экстренном и полном служебном торможени-
ях чугунными тормозными колодками: а — пассажирского поезда (штриховые линии — пневматическое
торможение, сплошные — электро!шевматическое); б — грузового поезда
/н время подготовки тормозов, с;
г и v — соответственно начальная и конечная скорости движения поезда в /-ом интервале
скоростей движения (принимается интервал в 10 км/ч);
bf удельная тормозная сила, bt = 1000сркр х и (здесь сркр — расчетный коэффициент зрения
тормозной колодки);
и’ - - удельное основное сопротивление движению поезда, кс/т;
/ — приведенный уклон пути в тысячных долях, «+» - подъем, « » спуск.
Расчетный коэффициент трения тормозной колодки определяется по формулам:
v -+100
и m cpz
Сркр=0,27 5V +“Гоо чУгУнные стандартные колодки;
фкр=()’3 5рР~+нк) чУгУнные стандартные колодки с повышенным содержанием фосфора;
v .+150
Л z ср/
^к-г^0’36 п--г™ композиционные колодки.
*4' 2г - + 15()
254
Расчетный тормозной коэффициент ц определяется по формуле:
где — суммарное расчетное нажатие тормозных колодок всего проезда;
Р и Q — вес соответственно локомотива и вагонов поезда.
Время подготовки тормозов к торможению определяется по формулам:
/н = 7 - --- для грузовых поездов длиной до 200 осей (800 м);
рт
15 /..
/„ =10----- — для грузовых поездов длиной до 300 осей (1050 м);
Ь.г
л 5 'с
/п =4-----—для пассажирских поездов с пневматическими тормозами;
/?т
= 2------ —дня пассажирских поездов с элсктроиневматичсскими тормозами.
При срабатывании автостопа (устройство для автоматического торможения поезда
без участия машиниста с целью остановки поезда перед запрещающим сигналом светофо-
ра) время / определенное по вышеприведенным формулам, увеличивается на 14 с.
Рассмотрим расчет тормозного пути на примере при уклоне (спуск) /с -- 0,006.
Определяемые значения Интервалы скоростей г - г "у
70—60 60—50 50—40 40 -30 30—20 20—10 1 0- -0
V2,,, - v\, 1300 1 100 900 700 900 700 100
’’ср/ 65 55 45 35 25 15 5
0,105 0,112 0,121 0,133 0,15 0,177 0,227
34,7 37 40 44 49,5 58,4 75
и;, - 10' 1,7 1,5 1,3 1,2 1,1 1,0 0,9
Л5, 200 155 115 79 49 24 6
10-0.006 = 2AV- 628 м; /„ = 7 + = 8,8 с; 1000-0.105-0.33 Л’„ = 0,278 • 70 • 8,8 = 171 м; 5, = + 5Д -171+ 628 = 799 м.
[Глава 8.
Энергоснабжение железных дорог
Железнодорожный транспорт потребляет более 7 % энергии, вырабатываемой электростан-
циями, которая идет в основном на тягу поездов, а частично на питание нетяговых потребите-
лей — депо, станции, мастерские, районные и другие потребители.
8.1. Системы электрификации железных дорог
В систему электроснабжения (ЭС) электрифицированных железных дорог входят: уст-
ройства внешней части, включающие электростанции (тепловые, гидравлические, атом-
ные), районные трансформаторные подстанции, сети и линии электропередачи (ЛЭП); тя-
Рис. 8.1. Принципиальная схема питания двухпутного элект-
рифицированного участка железной жороги: I — внешнее
электроснабжение; II —тяговое электроснабжение; III — элек-
трог подвижной состав; 1 — электростанция; 2 трансформа-
торная подстанция; 3— линия электропередачи трехфазного
тока; 4 — тяговая подстанция; 5 — питающие линии; 6 — от-
сасывающая линия; 7 — контактные подвески; 8 — рельсы;
9— пост секционирования; 10—секционные изоляторы; 11 —
токоприемник; 12 — пускорегулирующая аппаратура; 13 —
тяговые электродвигатели; 14 — межподстанционная зонгг
говая часть, состоящая из тяговых
подстанций и электротяговой сети
(рис. 8.1). Электротяговая сеть, в
свою очередь, состои т из контакт-
ной и рельсовой сетей, питающих
и отсасывающих линий (фидеров).
На электрифицированных
отечественных железных дорогах
применяются две системы электри-
ческой тяги: постоянного тока с
номинальным напряжением в тя-
говой сети 3 кВ и переменного од-
нофазного тока промышленной
частоты (50 Гц) с номинальным на-
пряжением 25 кВ. Однако и в том,
и в другом случаях в подвижном
составе используют тяговые дви-
гатели постоянного тока. Электро-
подвижной состав электрифици-
рованных железных дорог получа-
ет электроэнергию от энергосисте-
мы общего пользования. Принци-
пиальная схема систем питания
электрифицированных железных
дорог приведена на рис. 8.2.
Рис. 8.2. Принципиальные схемы питания для различных систем электрической тяги; а постоянного
тока; б - переменного однофазного тока; / — энергосистема; 2 линия электропередачи; 3 гяювая
подстанция, 4 -- контактная сеть; 5 — рельсы; 6 — элсктронодвижной состав
256
В системе постоянного тока трехфазный ток напряжением 6, 10, 35, 110 или 220 кВ
поступает от электрических сетей энергосистемы иа тяговые подстанции, где трансфор-
мируется, выпрямляется и уже постоянный ток напряжением 3 кВ подастся в контактную
есть. Низкое напряжение в контактной сети ограничивает расстояние между тяговыми
подстанциями до 20 км, а на особо грузонанряженных участках — до 15 -18 км. Увели-
чивается площадь сечения медных проводов контактной сети до 400—600 кв. мм в связи
с большой мощностью электровозов и низким напряжением.
Система однофазного переменного тока промышленной частоты получила более широкое
распространение во всем мире в связи с се преимуществами но сравнению с системой постоян-
ного тока: потери энергии в тяговой сети при одной и той же мощности электровоза снижается
в 11 раз, падение напряжения в кон тактной сети — в 3,3 раза, а расстояние между тяговыми
подстанциями увеличивается в 2 раза. Однако конструкция электровозов, работающих от систе-
мы переменного тока, значи тельно сложнее, чем электровозов постоянного тока.
8.2. Тяговые подстанции
Для тягового электроснабжения на электрических железных дорогах служат тяговые под-
станции и тяговые сети, принадлежащие железным дорогам или другим транспортным либо
промышленным предприятиям. Установлен номинальный уровень напряжения на токоприем-
никах электронодвижного состава — 3 кВ при постоянном и 25 кВ при переменном токе. Нор-
мировано также наибольшее и наименьшее напряжение на шинах тяговых подстанций. Пита-
ние электрифицированных железных дорог, относящихся к потребителям первой кат егории,
должно осуществляться от двух и более независимых источников электроэнергии.
По конст руктивному исполнению тяговые подстанции бывают стационарные и передвиж-
ные. В зависимости от размещения оборудования - закрытые, открытые и смешанные. По спо-
собу управления— с ручным управлением, автоматические, телеуправляемые. Чтобы обеспе-
чить т ребуемое напряжение в конт актной сети, через каждые 200 км при питании от сети 110 кВ
и через 300 км при питании от сети напряжением 220 кВ расположены опорные тяговые под-
станции, а между ними— промежуточные. По способу подключения к питающим линиям про-
межуточные тяговые подстанции делятся на транзитные, отпаечные и тупиковые. Число проме-
жуточных подс танций между опорными нс должно превышать трех при напряжении ЛЭП
110 кВ и пяти — при 220 кВ для системы переменного тока; для системы постоянного тока
число промежуточных подстанций не более пяти. На метрополитенах применяется система тяги
постоянного тока с номинальным напряжением у электропоездов 750 В и на шинах подстанции
825 В. На тяговых подстанциях установлено преобразовательное оборудование: понизительные
трансформаторы и полупроводниковые выпрямительные и инверторные агрегаты. На рис. 8.3
показан пример конструкт ивного решения тяговой подстанции постоянного тока.
План приведенной выше тяговой подстанции характерен применением комплектных ячеек
наружной установки в распределительном устройстве (РУ) напряжением 35 и 10 кВ и полупро-
водниковыми выпрямителями наружной уст ановки с естественным наружным охлаждением.
Элек трооборудование т яговых подстанций переменного тока менее разнообразно. Обору-
дование РУ напряжением 110 кВ (220 кВ) и РУ напряжением 35 кВ такое же, как и на подстанци-
ях постоянного тока. Отличием являет ся исполнение открытого распределительного устройства
27,5 кВ, от которого подается питание в контактную сеть однофазным током. Сборные шины
закрепляют ся на рамных конструкциях через гирлянды подвесных изоляторов.
8.3. Контактная сеть
Контактная сеть включает в себя: контактные подвески, состоящие из несущего троса и
контактных проводов; усиливающие и другие провода, необходимые для нормальной работы
тяговой сети; поддерживающие конструкции, на которых крепятся все провода; опоры, на
которых устанавливаются поддерживающие конструкции (рис. 8.4).
17 Вагоны
257
Рис. 8.3. План тяговой подстанции постоянного тока с первичным напряжением 110 кВ с ячейками распредели-
тельного устройства 3,3 кВ внутренней установки: / -- поглощающие сопротивления;? и2/ — вводы в РУ-35 кВ;
3—6 — питающие линии 35 кВ; 7 и 10— трансформаторы напряжения; 8--- секционный выключатель; 9 —
фидер плавки гололеда; 11 — шинный мост 35 кВ; 12 и 14— вводы в РУ-110 кВ; 13 — выключатель перемычки
110 кВ; 15 — подъездной путь; 16 и 20—главные понижающие трансформаторы 110/35/10 кВ; /7и 19 —шинные
сборки от обмоток 35 и 10 кВ трансформаторов /6 и 20\ 18 — РУ-10 кВ; 22 и 27 - тяговые преобразовательные
трансформаторы; 23 и 26— полупроводниковые выпрямительные установки с естественным охлаждением; 24 и
25 — трансформаторы собственных нужд; 28— кабельные каналы; 29—сглаживающее устройство; 30— аппа-
ратура поглощающих устройств; 31 и 33 — катодные быст родействующие ав тома ты; 32 — запасной автомат;
34 и 35 — помещения аккумуляторной батареи; 36- 41 —фидерные автоматы; 42 —щитовая; 43 и 44 — служеб-
ные помещения; 45 — дизель-генераторный агрегат; А, В, С — фазы напряжения
Контактная подвеска является важнейшей частью контактной сети, обеспечивающая
бесперебойный токосъем при заданных скоростях электроподвижного состава практичес-
ки в любых климатических условиях. Контактная сеть не имеет резерва, поэтому к ее уст-
ройствам, качеству монтажа и содержанию предъявляют повышенные требования.
Контактные подвески делятся на простые и цепные. При простой подвеске контакт-
ный провод свободно подвешивается в точках крепления на опорах, расположенных на
расстоянии длины пролета, и имеет значительную стрелу провеса, что ухудшает каче-
ство токосъема. Поэтому на магистральных железных дорогах простые подвески не при-
меняются. В цепных подвесках может быть исключен провес контактного провода, что
позволяет получить высокое качество токосъема до скоростей движения 300 км/ч и более.
258
Главное требование к контакт-
ным подвескам — обеспечение
постоянства нажатия и прямоли-
нейность траектории, что дости-
гается при равномерной эластич-
ности контактной подвески и оп-
тимальной стреле провеса кон-
тактного провода. Эластичность
характеризуется величиной отжа-
тия контактного провода токо-
Рис. 8.4. Контактная сеть: / — контактный провод; 2 — несу-
щий трос; 3 — опора; 4 — консоль; 5 — струна; 6 — фиксатор;
изолятор; /н - длина пролета
приемником. Контактная подвеска должна иметь минимальное число жестких точек и
Рис. 8.5. Анкеровка контактного провода полукомиснсирован-
ной цепной подвески (ц) и несущего троса и контактного про-
вода компенсированной ценной подвески (р) с помощью гру-
зового компенсатора: / -- опора; 2 — неподвижный блок; 3 —
груз; 4 — ограничитель; 5 — подвижные блоки; 6 — контакт-
ный провод; 7 — несущий трос; 8 — коромысло
сосредоточенных нагрузок, противостоять вертикальным колебаниям под воздействием
токоприемников, обладать ветроустойчивостью, т.е. сопротивляемостью отклонению от
оси пути под воздействием ветра.
Различают контактные под-
вески: некомпенсированные, без
возможности регулирования на-
тяжения контактных проводов;
полукомпенсированпые, с регу-
лированием натяжения контакт-
ных проводов специальными
компенсаторами; компенсиро-
ванные, с регулированием натя-
жения контактных проводов и не-
сущего троса. Опоры, на которых
закрепляют провода, называют
анкерными (рис. 8.5), а расстояние
между анкерными опорами — ан-
керным участком. Длина анкер-
ного участка может достигать
1800 м. В середине анкерного уча-
стка устраивается жесткая точка,
относительно которой контакт-
ный провод не может переме-
щаться. Такое закрепление про-
водов называют средней анкеровкой. Чтобы полоз токоприемника истирался равно-
мерно, контактный провод располагают со смещением относительно оси пути в виде
зигзагов размером 300 мм. В зависимости от профиля пути принимается такой зигзаг,
чтобы не допустить схода контактного провода с полоза токоприемника.
В контактной сети наиболее
широкое применение получили про-
вода (рис. 8.6): контактные МФ из
холоднотянутой меди с повышен-
ной механической прочностью, а
иногда легированные оловом или
бронзовые специальной формы се-
чения; несущие тросы в виде много-
проволочных медных или сталемед-
ных (биметаллических) проводов;
усиливающие в виде многопрово-
лочных алюминиевых проводов. -
Рис. 8.6. Профили проводов контактной сети: а — контакт-
ный провод; б— многопроволочные провода; в —биметалли-
ческий провод; г — сталеалюминисвый провод; / — стальная
сердцевина; 2 — слой меди; 3 — алюминиевые проволоки
259
Различают одинарный контактный 1!ровод и двойной, составленный из двух проводов (пра-
вого и левого), входящих в одну контактную подвеску. Двойной контактный провод используют
обычно для улучшения качества токосъема при силе тока, снимаемого токоприемниками, свыше
1000 А. В нашей стране контактный провод маркируют буквами и цифрами, обозначающими ма-
терию!, профиль и площадь сечения в кв. мм. Например, МФ 150 — медный фасонный, площадь
сечения 150 кв. мм. На отечсствснныхжелсзныхдорогахпримсняю ! контактный провод сечением
85, 100, реже 150 кв. мм. Долговечность контактного провода зависит в основном от свойств кон-
тактных вставок токоприемников и размеров движения электро! юдвижного состава.
8.4. Опоры контактной сети
Опоры контактной сети служат для закрепления поддерживающих и фиксирующих ус-
тройств контактной сети, воспринимающие нагрузку от проводов. Их выполняют железобе-
тонными, металлическими и деревянными. Наиболее распространены в нашей стране желе-
зобетонные и металлические опоры (рис. 8.7).
Рис. 8.7. Опоры контактной сети: а - железобетонные бес-
фундаментные; б -железобетонные с фундаментами стакан-
ного типа; в железобетонные двутавровые; г - металли-
ческие; / - лежни; 2 -раскосы;.? -сгонки; 4 диафрагмы
В зависимости от назначения
опоры контактной сел и бывают кон-
сольные, промежуточные и переход-
ные, анкерные, фиксирующие и фи-
дерные. По конструкции опоры бы-
вают цельные (без фундамента), раз-
дельные и съемные. Железобетонные
опоры с целью уменьшения расхода
металла изготовляют с предваритель-
ным натяжением арматуры (струно-
бетонные опоры). Металлические
опоры выполняют в виде четырех-
гранных ферм пирамидальной фор-
мы. На отечественных железных до-
рогах применяют в основном опоры
контактной сети из предварительно
напряженного железобетона, кони-
ческие центрифугированные, стан-
дартной длины 10,8; 13,6; 15,6 м. Ме-
таллические опоры обычно устанав-
ливают в тех случаях, когда по несущей способности или по размерам невозможно использовать
железобетонные. Деревянные опоры применяют в редких случаях только как временные.
Для участков постоянного тока железобетонные опоры контактной сети из! отовляют
с дополнительной стержневой арматурой, расположенной в фундаментной части, предназ-
наченной для удлинения срока их службы и уменьшения повреждения арматуры электро-
коррозией, вызываемой блуждающими токами.
8.5. Контактная и рельсовая сеть
В контактной сети применяют гибкие — в виде стальных тросов и жесткие — в виде ме-
таллических ферм поперечины. Поперечины служат для подвешивания проводов контактной
сети, расположенных над несколькими путями. Жесткие поперечины позволяют перекрыть от
трех до восьми, а гибкие от восьми до двадцати путей.
. Гибкие поперечины представляют собой систему тросов, натянутых между опорами
поперек электрифицированных путей (рис. 8.8, а). Поперечные несущие тросы восприни-
мают все вертикальные нагрузки от проводов цепных подвесок, самой гибкой поперечины и
других проводов. Для уменьшения влияния изменения температуры на положение контактных
260
подвесок по высоте поперечные не-
сущие тросы должны иметь стрелу
провеса не менее 1/10 длины про-
лета между опорами, к которым
они прикреплены. Фиксирующие
тросы воспринимают горизонталь-
ные, главным образом ветровые,
нагрузки (верхний — от несущих
тросов цепных подвесок и других
проводов, нижний — от контакт-
ных проводов), передаваемые через
фиксаторы контактного провода.
Конструкция изолированной гиб-
кой поперечины, тросы которой
электрически изолированы от
опор, обеспечивают возможность
технического обслуживания кон-
Рис. 8.8. Поперечины контактной сети: а — гибкая; / -- металли-
ческая решетчатая опора; 2 — верхний фиксирующий трос; 3 —
фиксатор; 4 — нижний фиксирующий трос; 5 — штанга; 6 — изо-
ляторы; 7 - поперечный несущий трос; б жесткая; / — опора;
2 - - ригель; 3 — накладка; 4 - • - подкос; 5 - нолухомуты
тактной сети без отключения на-
пряжения. Все тросы гибкой попе-
речины для регулирования их дли-
ны закрепляют на опорах с помо-
щью стальных штанг с резьбой.
Жесткие поперечины выполняются в виде металлических конструкций (ригелей), ус-
тановленных на двух опорах (рис. 8.8, б). Такие поперечины используют также для разме-
щения на них осветительных приборов и подвешивания других проводов питающих,
отсасывающих, освещения и др. На станциях применяют поперечины с фиксирующим тро-
сом, на перегонах — кроме того, с консольными и фиксаторными стойками. По сравне-
нию с гибкими поперечинами они требуют значительно меньших фундаментов под опоры,
вследствие чего расход материалов и объем земляных работ при их сооружении уменьша-
ется в 2,5-3 раза. Сборные конструкции жестких поперечин состоят из двух-четырех бло-
ков в зависимости от длины перекрываемого пролета (до 44 м). Жесткие поперечины с
освещением имеют настил с перилами и лестницы для подъема на опоры обслуживающего
персонала. Соединение ригеля со стойками осуществляется шарнирно или жестко с помо-
щью подкосов. Недостатками жестких поперечин является необходимость защиты от кор-
розии металлических ригелей при эксплуатации и применении электрорепеллентной за-
щиты (отпугивание птиц), а также ухудшение видимости сигналов.
На отечественных железных
дорогах наиболее часто применя-
ют однопутные консоли опоры
контактной сети, которые бывают
неизолированные и изолирован-
ные. Неизолированные консоли
(рис. 8.9, а) по форме могут быть
наклонные, наиболее часто приме-
няемые в опорах контактной сети,
а могут быть изогнутыми и гори-
зонтальными. Кронштейн наклон-
ных консолей изготавливают из
двух швеллеров или из труб. Фик-
саторы крепят к кронштейнам че-
рез изоляторы.
Рис. 8.9. Консоли опоры контактной сети; а— неизолирован-
ная; / несущий трос; 2-- тяга консоли; 3 - кронштейн кон-
соли; 4 фиксаторный изолятор; 5 - фиксатор; 6 — изолято-
ры несущего троса; б — изолированная; / - тяга; 2 -- с тержне-
вой изолятор в тяге; 3 консольный стержневой изолятор;
4 кронштейн консоли; 5 — фиксатор
261
Изолированная консоль (рис. 8.9, б) позволяет проводить работы на несущем тросе
без отключения напряжения, что недопустимо при неизолированной консоли. Изолиро-
ванные консоли выполняют только наклонными, с кронштейнами, в которые включены
стержневые фарфоровые (консольные) изоляторы, и тягами со стержневыми изоляторами
или гирляндами из тарельчатых изоляторов. Кронштейны и тяги изолированных консо-
лей крепят на опорах с помощью пят, допускающих поворот вдоль пути на угол 90° в обе
стороны относительно нормального положения.
Двухпутные консоли бывают только неизолированными горизонтальными с двумя
тягами и кронштейнами из двух швеллеров. Двухпутные консоли крепят на металлических
опорах высотой не менее 13 м, а иногда на двух железобетонных опорах, установленных в
стаканные фундаменты.
Для соединения проводов
контактной сети между собой, с
поддерживающими устройствами
и опорами служит специальная
арматура (рис. 8.10), которая де-
лится на натяжную, подвесную,
фиксирующую, токоведущую и
„ „ 1Л 4 , механически малонагруженную.
Рис. 8.10. Арматура контактной сети: / — контактный про- тд, . , , ,
вод; 2 — стыковой зажим; 3 — струновые зажимы; 4 — фик- Натяжная арматура состоит
сирующий зажим; 5 — держатель; 6 — фиксатор; 7 — питаю- из стыковых и концевых зажимов,
щий зажим; б’-соедшшгельный зажим; 9—седло; /О-труб- подвесная _ из струновых зажи-
чатыи соединитель; II — несущий трос; 12 — клиновом r J
зажим; 13 — ушко мов и седла. Фиксирующая — это
фиксирующие зажимы, ушки и др.
Механически малонагруженная арматура включает в себя питающие, соединительные и
переходные зажимы от медных проводов к алюминиевым. Особенностью арматуры, зак-
репляемой на фасонном контактном проводе, является наличие профильных губок, входя-
щих в пазы этого провода. Такая конструкция не препятствует проходу токоприемника по
контактному проводу. В современной арматуре часто используют безболтовые зажимы,
закрепляемые на проводах опрессовкой или иным способом, изготовленные штамповкой,
прессованием, прокаткой взамен литых. Некоторое распространение получили безарма-
турные способы соединения проводов, например сваркой взрывом, холодной сваркой.
Важными узлами контактной сети являются прямые и обратные фиксаторы, продоль-
ные и поперечные электрические соединители, неизолированные и изолированные сопря-
жения анкерных участков, воз-
Рис. 8.11. Рельсовая сеть: а — рельсы использованы только
для цепей тягового тока; б — рельсы использованы как для
цепей тягового тока, так и для цепей СЦБ; в - для цепей тяго-
вого тока и СЦБ использован только один рельс каждого нуги:
/, 2, 3- - соответственно стыковой, междурельсовый и между-
путный электрические соединители; 4 — тяговые рельсы; 5
продольный электрический соединитель; 6— обычные стыки
со стыковым электрическим соединителем; 7 - изолирующие
стыки; 8 дроссель-трансформаторы
душные стрелки, секционные изо-
ляторы и др.
Рельсовая электрическая
сеть (рис. 8.11) является частью
тяговой сети, представляющая
собой совокупность электротяго-
вых (то есть используемых для
протекания тяговых токов) нитей
ходовых рельсов.
Для того чтобы уменьшить
сопротивление рельсовой сети,
в зоне стыков к концам рельсов
приваривают рельсовые соеди-
нители. Рельсовые сети двух пу-
тей объединяют междупутными
электрическими соединителями.
262
Схема рельсовой электрической сети зависит от того, применяются или нет рельсовые цепи
СЦБ. Особое место занимает стыкование систем электроснабжения постоянного тока и
переменного однофазного тока. Станции, на которых расположены границы раздела сис-
тем электрической тяги, называют станциями стыкования.
8.6. Токоприемник
Для приема электроэнергии от контактных проводов на электроподвижном составе
устанавливают токоприемники. Выбор комплекта токоприемников, их узлов и характери-
стик зависит от скорости, мощности и габаритов электроподвижного состава и близости
строений. Наиболее распространены схемы пантографов и полупантографов (рис. 8.12).
Рис. 8.12. Схемы токоприемников тяжелою и легкого типов магистрального электроподвижного состава, выпускае-
мых в России: а—пантофафщ-- симмсфичный лолупанто1раф; 1—контактные элементы (медные, мепииюкерами-
ческис, угольные); 2 - несущие конструкции полозов (рамные или сплошные); 3 — каретки полозов; 4 - системы
подвижных рам; 5 — подъемные пружинные элементы; 6 — пневматический цилиндр с опускающей пружиной
и рукавом; 7 основание с изоляторами; <8 — управляющие элементы (клапаны)
К основным характеристикам токоприемников; относятся приведенные массы, нажа-
тие рам и кареток, аэродинамические подъемные силы, поперечная жесткость, опускаю-
щая сила, время подъема и опускания. Обычно для электровозов постоянного тока приме-
няют токоприемники тяжелого тина, для электровозов переменного тока и всех электро-
поездов — легкого типа.
Нижний токосъем с контактного рельса применяется преимущественно в контакт-
ной сети метрополитенов, а также на электрифицированных городских и пригород-
ных участках железных дорог (рис. 8.13).
263
Рис. 8.13. Нижний токосъем; а — рельсовый токоприемник ТР-ЗА; 1 -- башмак; 2 — болт; 3 —держа-
тель; 4 — кронштейн; 5 — пружина; 6 — шунты; 7— контактный палец; 8 — угольник; б — контактный
рельс с подвеской: / — контактный рельс; 2 — кронштейн; 3 — шпала; 4 — пугевой шуруп: 5 — ходовой
рельс; 6 — токоприемник; 7 — изолятор
Контактный рельс размещается сбоку от ходовых рельсов с левой стороны по ходу
движения поезда и подвешивается через изоляторы на кронштейнах, прикрепленным к
деревянным шпалам шурупами, а к железобетонным плитам или шпалам — закладными
болтами. Контактный рельс изготовляют из малоуглеродистой мартеновской стали. Би-
металлические контактные рельсы получают металлургическим способом, например со-
вместной прокаткой и прессованием углеродистой или нержавеющей стали с алюминием.
Преимущества таких рельсов заключается в сочетании износостойкости стали с высокой
теплопроводностью алюминия.
Непосредственный контакт токоприемника с контактным рельсом осуществляет баш-
мак, который прикреплен к держателю со стороны рифленой поверхности болтами. Необ-
ходимое статическое нажатие создается работающими на сжатие пружинами, расположен-
ными между кронштейнами и держателем. Ток от башмака к кронштейнам протекает че-
рез гибкие шунты. Токоприемники могут снабжаться приводами с дистанционным управ-
лением, позволяющими из кабины машиниста поднимать или опускать башмаки.
Использование контактного рельса вместо контактного провода позволяет умень-
шить габариты тоннелей. Кроме того, они обладают высокой надежностью и долго-
вечностью, простотой обслуживания и ремонта. Недостатки контактных рельсов в ус-
ловиях применения на наземном транспорте — пониженная электробезопасность и не-
защищенность от снежных заносов.
Безопасность обслуживающего персонала и других лиц обеспечивается заземлени-
ем устройств электроснабжения, которые могут оказаться под напряжением вследствие
нарушения изоляции или соприкосновения с оборванными проводами. В зоне влияния
контактной сети переменного тока заземляют также все металлические сооружения, на
которых могут возникнуть опасные наведенные напряжения. Для защиты контактной
сети от грозовых перенапряжений используют роговые и трубчатые разрядники. Так как
на электрифицированных железных дорогах рельсы используют для пропуска тяговых
токов, верхнее строение пути на таких участках имеет особенности: стыковые соедине-
ния выполняют из медного троса, что снижает электрическое сопротивление рельсовых
стыков; применяют щебеночный балласт, обладающий хорошими диэлектрическими
свойствами; зазор между подошвой рельсов и верхним уровнем балласта делают не ме-
нее 3 см; железобетонные шпалы изолируют от рельсов резиновыми прокладками, а де-
ревянные пропитывают креозотом; рельсовые нити через определенные расстояния элек-
трически соединяют между собой, что позволяет уменьшить сопротивление току; чтобы
пропустить тяговые токи в обход изолирующих стыков, устанавливают дроссель-транс-
форматоры или частотные фильтры.
264
8.7. Системы управления устройствами электроснабжения
Система электроснабжения железных дорог представляет собой сложный объект уп-
равления, образованный тяговыми подстанциями, пунктами параллельного питания, по-
низительными подстанциями, линиями электропередач. Система рассредоточена на десят-
ки и сотни километров, но объединена общностью процессов преобразования, распреде-
ления и потребления электрической энергии в нормальных, утяжеленных, аварийных, пос-
леаварийных и ремонтных режимах.
Различают организационно-экономическое и диспетчерско-технологическое управле-
ние электроснабжением. Диспетчерско-технологическое управление, в свою очередь, под-
разделяется на диспетчерско-оперативное, выполняемое на расстоянии из энергодиспет-
черских пунктов средствами автоматизированных систем диспетчерского управления, и
управление технологическими процессами, осуществляемое местными и централизован-
ными системами автоматического управления.
Автоматизированная системе! управления электроснабжением реализуется на базе вы-
числительной и управляющей техники, телемеханического и диспетчерского оборудова-
ния как иерархическая многоуровневая система. Местные системы технологического уп-
равления включают релейную защиту, автоматическое повторное включение оборудова-
ния. автоматическое включение резерва, автоматическое регулирование напряжения и
мощности, автоматическое включение преобразовательных агрегатов, автоматическое
определение мест повреждения и др.
Для организации диспетчерского управления образуют диспетчерские круги про-
тяженностью 150...250 км, объединяющие до 50 контролируемых пунктов с числом
объектов управления 1500 и числом объектов телесигнализации 2500. Задачи диспет-
черского управления решаются средствами телемеханики: телеуправления, телесигна-
лизации и телеизмерения (рис. 8.14).
На диспетчерском пункте устанавливается диспетчерский щит с мнемосхемой дистан-
ции электроснабжения.
Рис. 8.14. Структурная схема системы телеуправления (ТУ), телесигнализации (ТС) и телеизмерений (ТИ):
ДП диспетчерский пункт; КП - контролируемый пункт; ПУ пульт управления; КУ - кодирующее
устройство; УРС устройство разделения сигналов; Пер передатчик; ЛС линия связи; Пр приемник;
ДКУ декодирующее устройство; ВУ - выходные усилители; ДТС—датчики ТС; ДТП - датчики ТИ;
УОИ - устройство отображения информации; ПрТИ приемник ТИ
265
8.8. Хозяйство электрификации и энергетики
Основным линейным подразделением хозяйства электрификации и энергетики на же-
лезнодорожном транспорте является дистанция электроснабжения (участок энергоснабже-
ния), представляющая собой административно-хозяйственное подразделение железной до-
роги, осуществляющее через свои сети и подстанции электроснабжение всех железнодорож-
ных потребителей электроэнергии (шифр ЭЧ). На участок энергоснабжения возложено со-
держание в исправном состоянии и ремонт устройств электрификации и энергетического
хозяйства, обеспечивающих бесперебойную работу и безопасность движения поездов. Один
участок энергоснабжения обслуживает 200—300 км электрифицированных линий. Основ-
ными производственными подразделениями участка энергоснабжения являются районы кон-
тактной сети, тяговые подстанции, районы электроснабжения, ремонтно-ревизионный уча-
сток, энергодиспетчерская группа, лаборатории, мастерские, базы по обслуживанию и ре-
монту автомобильной и моторельсовой техники, складское хозяйство и др.
Район контактной сети (ЭЧК) обеспечивает техническое обслуживание и ремонт кон-
тактной сети, фидерных линий, линий продольного электроснабжения, а также воздушных
линий автоматической блокировки. Эксплуатационная длина электрифицированной линии,
обслуживаемой одним ЭЧК, составляет 25—50 км. На территории дежурного пункта нахо-
дятся помещения для персонала, мастерские, гаражи для автомотрисы и автолетучки и др.
Район электроснабжения предназначен для обслуживания понизительных электропод-
станций, электрических сетей до ввода к потребителям электроэнергии (пункты техничес-
кого обслуживания, стрелочные посты, депо, устройства СЦБ и связи и др.). Район элект-
роснабжения обеспечивает содержание оборудования и электрических сетей в соответствии
с действующими правилами и нормами, проводит профилактические ревизионные и ре-
монтные работы, испытания электрооборудования, капитальный ремонт электрических
сетей, замену устаревшего или вышедшего из строя оборудования. Работники района элек-
троснабжения в пределах закрепленной за ними зоны осуществляют эксплуатационное и
техническое обслуживание установок наружного освещения станционных путей железно-
дорожного узла, контролируют расход и оплату электроэнергии потребителями и т.д.,
а также выполняют по договорам ряд специальных работ в электроустановках потребите-
лей. В состав района электроснабжения входят мастерские, оснащенные специальным обо-
рудованием, центральные распределительные подстанции. На крупных узлах и станциях,
как правило, имеются центральные распределительные пункты района электроснабжения,
на которых организовано круглосуточное дежурство электротехнического персонала.
В аварийных ситуациях в районах электроснабжения создаются аварийно-восстановитель-
ные бригады по заранее разработанной схеме оповещения.
Ремонтно-ревизионный участок выполняет плановые профилактические ревизионные,
испытательные и наладочные работы устройств и оборудования тяговых подстанций, по-
стов секционирования и пунктов параллельного соединения контактной сети. В распоря-
жении специализированных групп по ремонту и наладке преобразовательной техники, ре-
лейной защиты, устройств автоматики и телемеханики, проверке, ремонту, регулировке
приборов учета расхода электроэнергии и т.п., находятся лаборатории, специальные при-
боры и аппаратура. Специалисты участка осуществляют монтаж и наладку вновь устанав-
ливаемого, а также поврежденного оборудования. На участке производится испытание
электротехнических индивидуальных средств защиты и высоковольтных приспособлений.
Рис. 8.15. Гололедоочистнтели: а- установка на дрезине; б—
вибронолоз: / - вибратор;?--стальнойуголок;3 -баночка
Для обеспечения надежного то-
косъема в зимнее время ведется борь-
ба со льдом, образующимся на контак-
тных проводах. Мерами, обеспечива-
ющими удаление льда, служит нагре-
вание контактных проводов подачей
больших токов, а также механические
способы — с помощью гололедоочис-
тителей (рис. <8.15), скребков и др.
266
Глава 9.
Железнодорожный путь и искусственные сооружения
Железнодорожный путь с искусственными сооружениями является одним из важней-
ших технических средств железнодорожного транспорта. Он имеет следующие функцио-
нальные назначения:
— направлять движение колес подвижного состава;
— обеспечивать пространственную устойчивость рельсовой колеи, характеризующейся
геометрическим очертанием рельсовых нитей в плане и профиле;
— воспринимать нагрузки от подвижного состава и передавать их на земную поверхность.
— выравнивать земную поверхность и обеспечивать необходимый план и про-
филь рельсовой колеи.
От состояния конструкции железнодорожного пути зависит непрерывность и безо-
пасность движения поездов, объемы перевозок грузов и пассажиров, а также эффектив-
ность использования подвижного состава, величина осевой и погонной нагрузок вагонов.
В настоящее время основными показателями технического уровня главных (магист-
ральных) путей железных дорог России являются: развернутая длина путей 125,2 тыс. км;
средняя грузонапряженность 18,6 млн т-км брутто/км в год; протяжение пути с рельсами
типа Р65 — 90 % от развернутой длины пути; протяженность пути с термоупроченными
(закаленными рельсами) — 75,7 % от развернутой длины пути; протяжение бесстыково-
го пути — 29,3 %; протяжение пути на железобетонных шпалах — 32,2 средняя баль-
ная оценка пути — 80 баллов.
Структура железнодорожного пути показана на рис. 9.1. Он состоит из нижнего стро-
ения земляного полотна с укрепительными устройствами и сооружениями, водоотводны-
ми, регуляционными и искусственными сооружениями верхнего строения пути.
Рис. 9.1. Структурная схема железнодорожного нуги
Кроме того, имеются специальные защитные устройства на полосе отвода (снегоза-
держивающие заборы, лесонасаждения, противолавинные сооружения, улавливающие стен-
ки, нагорные и водоотводные канавы и т.п.).
267
9.1. Земляное полотно
Земляное полотно представляет собою долговременное (расчетный срок службы
500 лет) сооружение из грунтов (песок, глина, скальные, торф, заторфованные, сапро-
пели), на которых размещается верхнее строение пути и которые воспринимают стати-
ческие нагрузки от верхнего строения пути и динамические нагрузки от подвижного
состава. Земляное полотно предназначено также для выравнивания земной поверхнос-
ти в пределах железнодорожной трассы и придания пути необходимого плана и профи-
ля. Трассой железнодорожной линии называют ось железнодорожного пути на уровне
бровок основания площадки земляного полотна; проекция трассы на горизонтальную
плоскость называется планом линии, а проекция трассы на вертикальную плоскость
трассы — продольным профилем. Элементами плана линии являются прямые., сопря-
женные с криволинейными участками через переходные кривые. Поперечным профи-
лем (разрезом) земляного полотна называется поперечный разрез его вертикальной плос-
костью, перпендикулярной оси земляного полотна. Этот профиль определяет ширину
земляного полотна наверху, крутизну откосов, расположение водотводных устройств
и др. Земляное полотно может располагаться в выемке или на насыпи (рис. 9.2).
б
Балластная приша 11одо1пва насыпи
Рис. 9.2. Поперечный разрез земляного полотна: а - выемка; б — насыпь
268
Применяются следующие типы конструкций земляного полотна: насыпи (рис. 9.3, а), вы-
емки (рис. 9.3, 6), нулевые места (рис. 9.3, в), полунасыпи (рис. 9.3, г), полувыемки (рис. 9.3, г)),
полунасыпи — полувыемки (рис. 9.3, с)- В поперечном профиле земляного полотна различают
основную площадку /, собственно
земляное полотно 2 и основание 3.
На основную площадку земляного
полотна укладывается верхнее
строение пути; ее очертание долж-
но исключать застой воды и обес-
печивать возможность укладки вер-
хнего строения пути без поврежде-
ния земляного полотна.
На однопутных линиях ос-
новная площадка земляного по-
лотна имеет форму трапеции со
средним элементом шириною
2,3 м, поднятым над уровнем
бровки земляного полотна на
Рис. 9.3. Тины земляного полотна: 1 — основная площадка;? --
собственно земляное полотно; 3 — основание
0,15 м. На двухпутных линиях основная площадка имеет форму треугольника, вер-
шина которого выше уровня бровки земляного полотна па 0,2 м. Части земляного
полотна, не закрытые верхним строением пути, называются обочинами.
Ширина земляного полотна поверху на прямых участках пути должна соответство-
вать верхнему строению пути и быть не менее 5,5 м на однопутных линиях и не менее 9,6 м
па двухпутных линиях, а в скальных и дренирующих грунтах не менее 5,0 и 9,1 м соответ-
ственно на однопутных и двухпутных линиях. На кривых участках пути земляное полотно
уширяется с внешней стороны кривой на 0,1—0,5 м в зависимости от величины радиуса
кривой и категорий линий (I, II, III, IV, V). На двухпутных участках пути основная пло-
щадка земляного полотна в кривых еще уширяется за счет увеличения ширины междупу-
тья. На станциях основную площадку земляного полотна делают значительно шире в за-
висимости от развития станции, условий работы на ней, необходимости установки в меж-
дупутьях различных устройств (опор связи и контактной сети, стрелочных постов и др.).
Поверхность основной площадки земляного полотна имеет односторонний или двухсто-
ронний уклон для стока воды.
Высота насыпи или глубина выемки обычно бывают от 1—2 до 20- 30 м. При необ-
ходимости иметь большие рабочие отметки продольного профиля пути насыпи заменя-
ются виадуками, а выемки — тоннелями. Земляное полотно сооружается по типовым
или индивидуальным проектам. Первые для участков с простым инженерно-геологичес-
кими условиями и топографическими условиями без обоснования предварительными
инженерными расчетами; вторые —для устройства земляного полотна в сложных при-
родных условиях с проведением детальных инженерно-геологических изысканий и опре-
делением физико-механических и прочностных свойств грунтов для земляного полотна.
Индивидуальные проекты, в частности, составляются при возведении насыпей выше
12 м и выемок глубже 12 м; при возведении насыпей высотою меньше 12 м, расположенных
на крутых неустойчивых косогорах, на болотах, в районах вечной мерзлоты, в подтапли-
ваемых или подверженных размыву местах трассы железнодорожного пути;
Конструкция земляного полотна в зоне основной площадки для всех видов глинистых
грунтов, кроме супеси, усиливается защитным слоем из дренирующего грунта в комбина-
ции с геотекстилем или без него. Это необходимо для предотвращения мерзлотного пуче-
ния грунтов и образования деформаций основной площадки земляного полотна.
На устойчивость земляного полотна большое влияние оказывают атмосферные и грун-
товые воды, так как грунт во влажном состоянии имеет меньшее сопротивление сдвигу,
269
J
чем в сухом, и несущая способность его уменьшается. Кроме того, насыщение земляного
полотна водой может привести к деформации основной площадки, выплескам, образованию
балластных корыт (углубления на основной площадке под шпалами), пучин (местные поднятия
грунта при замерзании воды в балластном слое и в теле земляного полотна), оползней (смещение
земляных масс основания и откосов земляного полотна). Для отведения атмосферной воды от
пути вдоль насыпи прокладываются водоотводные канавы трапецеидального поперечного се-
чения с шириной по дну не менее 0,6 м. Такие же канавы предусматриваются вдоль бровки отко-
са выемки пути с ее нагорной стороны (нагорные канавы) для предотвращения поступления
воды в выемку с прилегающей местности и разрушения ее откосов. Отвод воды с основной пло-
щадки земляного полотна и откосов выемки производится по кюветам трапецеидального попе-
речного сечения глубиною 0,6 м и шириною по дну 0,4 м. При пилообразном профиле земляного
полотна по пониженным местам прокладываются продольные лотки или канавы.
Участки железных дорог, пролегающие по подножию горных склонов, могут подвер-
гаться разрушениям селевыми потоками (грязекаменный поток), борьба с которыми ве-
дется путем осушения и укрепления почвы горных склонов, устройства каменных стен,
задерживающих потоки. Иногда сооружаются специальные галереи (селеспуски).
Для отвода от земляного полотна грунтовых вод применяют различные устройства: вер-
тикальные, горизонтальные и комбинированные открытые дренажи (канавы, лотки); закры-
тые дренажи (траншеи, штольни). Простейшими видами горизонтального огкрытог о дрена-
же! является дренажная канава и лотки (железобетонные, бетонные, каменные, деревянные).
Из закрытых дренажей наи-
большее распространение получили
подкюветные дренажи (рис. 9.4) для
понижения уровня грунтовых вод
под основной площадкой земляного
полотна галереи (рис. 9.5) и штоль-
ни (при глубине траншеи более 10 м).
Откосы земляного полотна укреп-
Рис. 9.4. Подкюветные дренажи ляют посевом трав, одерновкой, моще-
нием камнем, покрытием фашинами.
Для защиты откосов от разрушения волнами, льдинами и от выдувания грунта вет-
ром (степи, пустыни) их укрепляют кустарниками с мощной корневой системой. Для за-
щиты от сильных ударов льда применяют габионы (проволочные ящики с камнем), свя-
занные между собою проволокой.
9.2. Искусственные сооружения
Искусственные сооружения возводятся на пересечениях железных дороге реками, уще-
льями, другими дорогами, с обвалоопасными или лавиноопасными участками. К ним от-
носят мосты, виадуки, эстакады, путепроводы, водопропускные трубы, фильтрующие на-
сыпи, лотки, дюкеры, тоннели, подпорные стенки, противообвальные галереи, дамбы, бар-
ражи, трансбордеры.
Мосты устраиваются при пересечении железных дорог с реками, каналами, ручьями,
ущельями, оврагами. Они бывают каменные, металлические, бетонные, железобетонные и
деревянные. Мост (рис. 9.6) состоит из опор и пролетных строений балочной, арочной или
висячей конструкции. Они могут быть разводными или подвешенными для пропуска судов
на крупных реках. Береговые опоры моста называются устоями, а промежуточные — быка-
ми. Нижняя часть устоев, находящихся в земле называется фундаментом, а верхняя часть, на
которую устанавливаются пролетные строения, — исходной частью. Конец насыпи вокруг
устоев моста называется конусами и обычно тщательно укрепляется от размыва.
Мосты бывают также одно-, двух-, трех- и многопролетными (по числу промежуточ-
ных опор). Расстояние в свету между противоположными устоями однопролетного моста
называется отверстием моста. В многопролетных мостах отверстием моста является сумма
расстояний между отдельными опорами.
270
Пролетное строение моста
состоит из главных ферм, свя-
зей между ними, проезжей час-
ти и мостового полотна, вклю-
чающего в себя рельсы, шпалы,
балласт, деревянные или метал-
лические поперечины, охран-
ные и противоугонные устрой-
ства, боковые тротуары, на-
стил, перила, системы водоот-
вода, обогрева, освещения.
Путь на пролетных строениях
укладывается на щебеночном
балласте, на деревянных попе-
речинах или металлических по-
перечниках (особо крупные ме-
таллические мосты), на железо-
бетонных плитах.
При расположении проез-
жей части моста на уровне верх-
него пояса фермы мост называет-
ся с «ездой поверху» (рис. 9.6, п);
при расположении на уровне
нижнего пояса — «с ездой пони-
зу» (рис. 9.6, б). Мост с ездой по-
середине показан на рис. 9.6, в,
а висячий мост — на рис. 9.6, г.
Все железнодорожные мос-
ты подразделяются на классы в Рис. 9 5 Дренажная галсрея
зависимости от их грузоподъ-
емности, под которой понимается наибольшая нагрузка, которую может выдержать
мост при условии обеспечения безопасности движения поездов.
Для прокладки железнодорожного пути в горной местности строятся тоннели вместо
возведения дорогостоящих высоких насыпей или очень глубоких выемок. Тоннели, пред-
ставляющие собой горизонтальное или наклонное подземное сооружение, строят под один,
а иногда под два пути. По значимости они, как и мосты, — наиболее ответственные и
дорогие искусственные сооружения в путевом хозяйстве, а по условиям эксплуатации —
сложнее мостов. В плане тоннель может располагаться на прямой и на кривой, в ряде слу-
чаев строят петлевые и спиральные тоннели. Продольный профиль тоннелей может быть
одно- и двухскатным (с уклоном в обе стороны от середины тоннеля). По условиям водо-
отвода расположение тоннеля на горизонтальных участках не допускается. При большой
длине и расположении тоннеля на кривых требуется снижение уклона пути.
Около половины всех искусственных сооружений составляют трубы (рис. 9.7) диамет-
ром от 2 до 6 м, в насыпях при проходе через них малых водотоков, действующих периоди-
чески. Наряду с одоноочковыми трубами применяются двух- и трехочковые трубы, а в от-
дельных случаях — и четырехочковые. Трубы применяют также при прокладке местных до-
рог через насыпь. Трубы бывают бетонные, железобетонные, каменные и металлические.
На пересечении железной дороги с глубокими оврагами, лощинами, горными ущель-
ями строятся виадуки (рис. 9.8). Виадуки делают многопролетными на высоких опорах,
часто на уклонах и криволинейных участках пути вдоль склона горы. Виадуки бывают
арочные, балочные и рамные, изготавливаются из камня, бетона, железобетона и металла.
271
Рис. 9.6. Мосты: а -с ездой поверху; б - с ездой понизу; в с ездой посередине; г -- висячий мост
Рис. 9.7. Труба
Рис. 9.8. Виадук
272
Вместо высоких насыпей строятся также мосты-эстакады и акведуки (рис. 9.9), т.е.
мосты с лотками под водоток (оросительный канал, водопровод). Для пропуска малых
водотоков, например оросительных каналов, под путем в неглубоких выемках дела-
ют дюкеры (рис. 9.10) с колодцами по его концам. На крутых косогорах, а также у
берегов рек и морей строятся подпорные стенки из камня, бетона, железобетона. Они
могут быть монолитными или сборными (из свай, стоек, плит).
Рис. 9.9. Акведук
Рис. 9.10. Продольный разрез дюкера
В местах пересечения рек для предохранения земляного полотна и искусственных со-
оружений от размывов устраиваются дамбы и траверсы. Дамбы отводят поток воды от
насыпи, предохраняют от подмыва береговые устои и обеспечивают более спокойный про-
ход высоких вод через отверстие моста. Траверсы сооружаются с обеих сторон насыпи для
предотвращения течения воды вдоль насыпи.
9.3. Верхнее строение пути
Верхнее строение пути предназначено для восприятия вертикальных и горизон-
тальных нагрузок от колес подвижного состава и передачи их на нижнее строение
пути, а также для направления движения колес по рельсовой колее. Оно состоит из
рельсов, шпал, балластного слоя, скреплений, противоугонов, стрелочных переводов,
глухих пересечений, мостовых и переводных брусьев.
Верхнее строение пути должно обеспечивать безопасное движение поездов с ус-
тановленными максимальными скоростями движения; его элементы должны быть
прочными и устойчивыми в работе и обладать большим сроком, быть простыми и
экономичными в изготовлении, ремонте и эксплуатации.
Рельсы со шпалами и скреплениями образуют рельсо-шпальную решетку с шириной
колеи 1520 мм участков пути на прямых и кривых с радиусами выше 350 м (расстояние
между внутренними гранями головок рельсов). На кривых с радиусами от 349 до 300 м
ширина колеи равна 1530 мм, а при радиусах от 299 м и менее— 1535 м.
9.3.1. Рельсы
Рельсы предназначены для направления колес подвижного состава, восприятия
упругой переработки и передачи нагрузок от колес на подрельсовое основание. На
участках с электрической тягой и автоблокировкой рельсы, кроме того, должны вы-
полнять функцию проводника электрического тока.
Тип рельсов определяется массой рельса длиной 1 м. На главных путях железных до-
рог России уложены рельсы типов Р50, Р65 и Р43. В настоящее время укладываются в ос-
новном рельсы Р65 (рис. 9.11).
Рельс состоит из головки У, шейки 2 и подошвы 3. Основные характеристики типов
рельсов приведены в табл. 9.1.
18 Вагоны
273
Рис. 9.11. Рельс типа Р65
Основные характеристики рельсов
Таблица 9. /
Показатели Р75 Р65 Р50 Р43
Масса 1 м рельса, кг 75 65 50 43
Высота рельса, мм 192 180 152 140
Ширина головки вверху, мм 72 73 70 70
Ширина подошвы, мм 150 150 132 114
Толщина шейки, мм 20 18 16 14,5
Площадь поперечного сечения, см2 95,04 82,65 65,99 57
Момент инерции относительно горизонтальной оси, см4 4489 3540 2011 1489
Момент инерции относительно вертикальной оси, см4 665 564 375 260
Момент сопротивления, см3:
по низу подошвы 509 435 285 217
по верху головки 432 358 247 208
по боковой грани подошвы 89 75 55 45
Поверхность качения головки рельса для центральности передачи нагрузки от ко-
леса имеет выпуклое криволинейное очертание. Стандартная длина рельсов на сети
железных дорог России равна 25 м, а для укладки на внутренних нитях кривых изготав-
ливаются укороченные рельсы длиной 24, 92 и 24,84 м. Для уменьшения числа стыков
рельсы свариваются в плети длиной 800 м и более.
274
Для обеспечения большей износостойкости и долговечности рельсы изготавлива-
ются из мартеновской высокоуглеродистой стали с термической обработкой по всей
длине путем объемной закалки в масле с последующим отпуском в печи. Срок службы
таких рельсов в 1,3—1,5 раза выше, чем незакаленных рельсов. В настоящее время со-
зданы рельсы низкотемпературной надежности Р65, объемно-закаленные I группы из ванадий-
ниобий-боросодержащей электростали с использованием для легирования стали азотированных
ферросплавов. Такие рельсы предназначены для железных дорог Сибири и Дальнего Востока,
где температура воздуха зимой может достигать -45-50 °C. В настоящее время российские
рельсы являются одними из лучших в мире. Однако рельсы, выпускаемые в Японии, Франции,
Швеции и Канаде, имеют более низкий уровень собственных напряжений и большую чистоту
рельсовой стали, а также прямолинейность. Поэтому сейчас Россия начала закупать такие рель-
сы за рубежом для укладки их на высокоскоростных участках железных дорог.
9.3.2. , Рельсовые стыки и рельсовые скрепления
Места соединения рельсов между собою называются стыками, которые бывают бол-
товые, клееболтовые и сварные. В болтовых стыках (рис. 9.12) между стыками рельсов
имеются зазоры для возможности изменения длины рельсов при изменении температуры
их нагрева.
Рис. 9.12. Стыковое и промежуточное костыльное скрепление рельсов типа Р50: / — рельсовый соединитель;
2 — двухголовая накладка; 3 — противоугон; 4 — подкладка; 5 — путевой болт; 6 — пружинная шайба;
7 — гайка
275
J
В клееболтовых стыках накладки приклеиваются к рельсам специальным клеем и стя-
гиваются между собой через шейку рельса ботами. В сварных стыках обеспечивается не-
прерывность рельсовых нитей в пределах одной рельсовой плети.
По отношению к опорам (шпалам) различают стыки на шпале, навесу и на сдвоенных
шпалах. Всеобщее распространение получили стыки навесу, как более упругие, что обеспе-
чивает снижение силы удара колеса на стыках.
На участках автоблокировки и с электрической тягой для уменьшения сопротивления
прохождения сигнального тока через стык ставят стыковые соединения (две оцинкован-
ные проволоки диаметром 5 мм), а для пропуска по рельсам обратного тягового тока с
минимальным сопротивлением в стыках ставят приварные соединения из медного троса
сечением 70 мм2 при постоянном и 50 мм2 при переменном токе.
В створе с входными, выходными, проходными и маневровыми светофорами на стре-
лочных переводах устанавливаются изолирующие стыки для предотвращения прохода элект-
ротока от одного из соединенных рельсов к другому. На дорогах России наибольшее рас-
пространение получили изолирующие стыки с металлическими объемлющими накладками.
Изоляция рельсов достигается постановкой специальных прокладок под накладки и под-
кладки, а также втулок из фибры, текстиля или полиэтилена на соединительные болты.
В зазор между рельсами также вставляется изолирующая прокладка.
Для крепления рельсов к шпалам применяются промежуточные скрепления, которые
бывают подкладочными и бесподкладочными (без металлических подкладок под рельса-
ми). Кроме того, бывают не противоугонные скрепления, у которых прикрепители не со-
здают достаточного нажатия на подошву рельса и тем са-
мым не обеспечивают необходимой продольной связи рель-
са со шпалами, а также противоугонные, у которых с по-
мощью упругих элементов создается необходимое нажатие
на подошву рельса, предотвращающее его проскальзыва-
ние по шпалам под проходящими поездами. При непроти-
воугонных скреплениях на подошве рельса укрепляется
дополнительное устройство (противоугон), препятствую-
щее продольной сдвижке рельсов. Наибольшее распрост-
ранение получили пружинные противоугоны (рис. 9.13),
Рис. 9.13. Пружинный противоугон которые ставятся в количестве 18—44 пар на 25-метровом
рельсовом звене (два рельса).
Противоугонные скрепления бывают болтовыми и безболтовыми. Подкладочные скрепле-
ния подразделяются на раздельные, нераздельные и смешанные. В раздельном скреплении рельс
к подкладке и подкладка к шпале прикрепляются разными прикрепителями, а в нераздельном
скреплении рельс с подкладкой соединяется со шпалой одними и теми же прикрепителями.
В смешанном скреплении рельс через подкладку соединяется со шпалой, а подкладка, кроме
того, самостоятельно прикрепляется к шпале. На пути с деревянными шпалами в настоящее вре-
мя применяются смешанное скрепление типа ДО (рис. 9.14) и раздельные скрепления типов КД
и Д4, (рис. 9.15), в которых рельс прижат к подкладке двумя клеммами с помощью натяжных бол-
тов. При скреплениях типа ДО на прямых и кривых радиусом больше 1200 м рельсы пришиваются
костьшями на каждом конце промежуточной шкалы четырьмя костылями, а на стыковой шпале
пятью костылями. В кривых радиусами менее 1200 м, на мостах, в тоннелях и на участках скорост-
ного движения свыше 120 км/ч на всех шпалах рельсы прошиваются пятью костылями.
На пути с железобетонными шпалами применяются раздельное скрепление типа КБ
(рис. 9.16), подкладочное, нераздельное скрепление типа БП (рис. 9.17, а) и бесподкладочное
типа ЖБР (рис. 9.17, б). Предполагается также применять в дальнейшем анкерное рельсовое
скрепление (АРС), характеризующееся высокой надежностью и стабильностью рельсовой
колеи, малодетальностью (отсутствуют резьбовые детали), простотой сборки и эксплуата-
ции, экономичностью (экономится около 15 т металла на каждом километре пути).
276
Рис. 9.14. Промежуточное смешанное
скрепление ДО для деревянных шпал: 1 —
костыль основной; 2 — костыль
обшивочный
Рис. 9.15. Раздельные скрепления КД (и) и Д4 (б) для деревян-
ных шпал: 1 — двухвитковая шайба; 2 — шуруп; 3 — подклад-
ка; 4 — клеммный болт; 5 — клемма; 6 — подрельсовая
прокладка; 7 — прокладка под подкладку
Рис. 9.16. Раздельные скрепления КБ для
железобетонных шпал: / —- прокладка
под подкладку; 2 — подкладка; 3 - - под-
рельсовая прокладка; 4 - - клеммный
болт; 5 — жесткая клемма; 6 — заклад-
ной болт; 7- гайка; <5’ -~ двухвитковая
шайба; 9 - изолирующая втулка; 10-
опорная шайба
Рис. 9.17. Подкладочное скрепление БП (а) и бесподкла-
дочное ЖБР (б) для железобетонных шпал: 7 - прокладке!
под подкладку; 2 — подкладка; 3 - подрельсовая проклад-
ка; 4 — закладной болт; 5 — гайка; 6 - - упругая клемма;
7- подклеммный вкладыш; — двухслойная клемма
Скрепление АРС-4 показано
на рис. 9.18. Этот узел скрепления
обеспечивает регулировку положе-
ния рельса по высоте до 20—24 мм;
является по своим параметрам
конкурентоспособным лучшим
зарубежным скреплениям типов
Vossloh, PAN-DROL, Nabla и др.
Рис. 9.18. Узел скрепления АРС-4 (и) и нодрельсовая зона ан-
керной железобетонной шпалы (б): / — клемма; 2, 3 - моноре-
гулятор (регулятор + фиксатор); 4 — подклеммник; 5 - анкер;
6 — изолирующий уголок; 7— резиновая прокладка
277
9.3.3. Подрельсовые опоры
Подрельсовые опоры предназначены для восприятия вертикальных, боковых и про-
дольных сил от рельсов и передачи их на балластный слой, для обеспечения стабильности
ширины рельсовой колеи, подуклонки рельсовых нитей из-за коничности поверхности ка-
тания колес, для обеспечения совместно с балластным слоем стабильного пространствен-
ного положения рельсовой колеи в плане и профиле.
Подрельсовые опоры устраивают в виде шпал и брусьев (на стрелочных переводах и
металлических мостах). На искусственных сооружениях применяются блочные основания
безбалластного типа из железобетона (в виде плит — на мостах, малогабаритных рам — в
тоннелях). Основным материалом для шпал и брусьев являются дерево и железобетон, а на
отдельных больших мостах — металлические брусья. Металлические шпалы на отечествен-
ных железных дорогах не применяются из-за подверженности интенсивной коррозии, элек-
трической проводимости, шумообразования и более сложной технологии подготовки и
уплотнения балласта.
Количество шпал на 1 км пути (эпюра шпал) нормируется исходя из условий выравни-
вания давления в балластном слое по его глубине, а также обеспечения необходимой сопро-
тивляемости рельсошпальной решетки продольному и поперечному сдвигу по балласту. На
прямых и кривых более 1200 м эпюра шпал 1840 шт./км, а в кривых менее 1200 м — 2000 шт/км.
На путях пятого класса (подъездные пути и соединительные пути на станциях) допускается
эпюра шпал 1440 шт./км на прямых и 1600 шт./км в кривых радиусом менее 650 м.
Наибольшее распространение на железных дорогах нашей страны получили деревянные
шпалы (70 % развернутой длины главных путей МПС). Вследствие их малого веса, удобства
крепления рельсов, хороших изоляционных свойств из-за пропитки антисептиками. Шпалы
изготавливаются из сосны, ели, пихты, лиственницы, кедра, березы, а на железных дорогах
США, Японии, ФРГ шпалы делают из дуба и бука, их срок службы не менее 30—40 лет.
По форме поперечного сече-
ния деревянные шпалы делятся на
обрезные (пропилены четыре сто-
роны), полуобрезные(пропилены
три стороны) и необрезные (про-
пилены две стороны) (рис. 9.19).
Стрелочные деревянные бру-
сья бывают обрезные (а) и необрез-
ные (я), шириной внизу 250 мм, по-
верху 200 мм и высотой 180 мм.
Мостовые брусья только обрез-
ные. Длина деревянных шпал —
2,75 ± 2 см, стрелочных брусьев —
от 3 до 5,5 м; мостовых брусьев —
3,25 м.
В зависимости от назначения
деревянные шпалы и стрелочные
брусья изготавливаются трех ти-
пов, отличающихся размерами по-
перечного сечения: I — для глав-
ных путей; II — для станционных
и подъездных путей; III — для ма-
лодсятельных подъездных путей
промышленных предприятий.
278
В 1959 г. на отечественных железных дорогах началась массовая укладка железобе-
тонных шпал, в настоящее время общее протяжение таких путей составляет 48,8 тыс. км, в
том числе на главных путях МПС России — 37,3 тыс. км. Современная железобетонная
шпала (рис. 9.20) — цельнобрусковая из предварительно напряженного железобетона, ар-
мированная высокопрочной проволокой, соответствует требованиям ГОСТ 10629-88 и ТУ
5864-019-11337151-95. Промышленностью серийно выпускаются железобетонные шпалы
типа Ш-1-1 для раздельного клеммно-болтового скрепления КБ, изготовленные из тяже-
лого бетона класса по прочности на сжатие В40 (М500) и марки F200 (Мрз200). В качестве
арматуры применяется стальная проволока диаметром 3 мм, натянутая с усилием 8,1 кН;
номинальное число проволок в шпале 44.
В зависимости от трещиностойкости, точности геометрических параметров и каче-
ства бетонных поверхностей шпалы бывают первого и второго сорта. Шпалы второго сорта
укладываются на малодеятельных, станционных и подъездных путях.
Железобетонные шпалы более долговечны, чем деревянные (45—50 лет вместо 12—15
у деревянных шпал); создают равнопрочность пути, имеют высокие механические свой-
ства и создают лучшую устойчивость пути. К недостаткам железобетонных шпал следует
отнести большую их массу (250—265 кг), значительную токопроводность, сложность при-
крепления рельсов к шпале, высокую жесткость прикрепления, которую можно' уменьшить
путем укладки под прокладки и под рельс специальных амортизирующих прокладок из
резины толщиной 10—20 мм или другого упругого материала. Во избежание изломов же-
лезобетонных шпал из-за больших просадок и деформаций они укладываются только на
щебеночный или асбестовый балласт.
279
9.4. Балластный слой
На железных дорогах России применяются два принципиально различных типа же-
лезнодорожного пути; с балластным слоем и без него. Сферы рационального применения
пути безбалластного типа ограничиваются недеформируемым нижним строением пути
(большие металлические мосты, тоннели, эстакады). На отечественных железных дорогах
общего пользования с грунтовым земляным полотном (более 99 % протяжения пути) верх-
нее строение пути с балластным слоем: является единственной конструкцией, применяемой
как по техническим, так и экономическим показателям.
Балластный слой воспринимает давления от шпал (брусьев) и распределяет его прак-
тически равномерно на возможно большую площадь земляного полотна; обеспечивает ста-
бильное положение рельсошпальной решетки; участвует в формиро вании оптимальной уп-
ругости подрельсового основания.
В качестве балласта применяются щебень, отходы асбестового производства, гравий,
галечно-гравийная смесь, крупно- или среднезернистый песок. На щебеночный и асбесто-
вый балласт укладываются главные пути, стрелочные переводы и горловины, приемо-от-
правочные пути станций, пути на горбах сортировочных горок и горочно-стрелочные пе-
реводы. Песчаный балласт не создает устойчивости пути и плохо отводит от него воду,
поэтому он применяется в основном на малодеятельных участках пути (грузонапряжен-
ность до 25 млн т-км в год). Асбестовый балласт применяется в основном на сильно засо-
ряемых участках пути, так как на поверхности балласта образуется при смачивании дож-
дем корочка, препятствующая проникновению засорителей внутрь балласта. Однако он
не является экологически чистым и опасен для здоровья при вдыхании мелких волокон.
Балласт укладывается на земляное полотно в форме балластной призмы, которая бы-
вает однослойная, двухслойная (щебеночный или асбестовый балласт поверх песчаной по-
душки); трехслойная (асбестовый балласт поверх щебеночной призмы на песчаной подуш-
ке). Для железнодорожных путей установлены типовые поперечные профили балластной
призмы или балластного слоя (рис. 9.21).
Рис. 9.21. Поперечный профиль балластного слоя для особо тяжелого типа верхнего строения пути
при железобетонных шпалах: а — в прямых участках пути; б - в кривых
Толщина балластного слоя под шпалой должна быть от 25 до 55 см в зависимости от
материала балласта, грунта земляного полотна, шпал, класса линии, а толщина песчаной
подушки под щебнем должна быть не менее 20—25 см в зависимости от класса линий. При
скальных, крупнобломочных и песчаных грунтах земляного полотна подушка не делается.
280
9.5. Бесстыковой путь
Назначение бесстыкового пути — ликвидация или сведение к минимуму числа рель-
совых стыков в пути, которые являются самым напряженным и слабым местом пути. Дос-
тоинствами бесстыкового пути по сравнению со стыковым являются:
— снижение основного удельного сопротивления движению поездов и, следователь-
но, экономия топлива на тепловозах и электроэнергии на электроподвижном составе на
тягу до 12—15 %;
— продление срока службы верхнего строения пути за счет уменьшения в 1,8—2,0 раза
отказов рельсовых плетей по дефектам;
— снижение на 25—30 % объема работ по выправке пути;
— сокращение в 1,5—2,0 раза потребностей в очистке щебеночного балласта на на-
правлениях перевозки руды и угля;
— экономия до 4,5 т/км расхода металла на стыковые скрепления;
— повышение плавности движения поездов и улучшение ездового комфорта пассажиров;
— повышение надежности работы электрических рельсовых цепей автоблокировки,
автостопа (устройство автоматического торможения без участия машиниста), электропнев-
матического тормоза.
В условиях рыночных отношений в экономике бесстыковой путь с железобетон-
ными шпалами является безальтернативной конструкцией. В перспективе планирует-
ся расширить полигон укладки бесстыкового пути за счет железных дорог Сибири и
Дальнего Востока, а на дорогах европейской части России увеличить протяженность
бесстыкового пути на 45—55 %.
Бесстыковой путь представляет собою путь из сварных рельсовых плетей, длина
которых настолько велика (до 800 м), что температурные силы (до 1200—1400 кН),
возникающие в плетях при максимальных колебаниях температуры за год, не в со-
стоянии преодолеть силы сопротивления продольному сдвигу по всей длине плетей.
Сопротивления сдвигу преодолеваются в стыках между смежными плетями и на двух
концевых участках, называемых температурно-подвижными (по 50—70 м), а средняя
основная часть бесстыкового пути остается неподвижной. Между сварными плетями
расположены уравнительные пролеты, состоящие из 2—4 пар рельсов длиной по 12,5 м.
Такая конструкция бесстыкового пути называется температурно-напряженной. Пе-
риодическая разрядка температурного напряжения состоит в смене уравнительных
рельсов между плетями одной длины на рельсы другой длины в зависимости от вре-
мени года. При укладке рельсовых плетей в осенне-зимний период при температурах
ниже расчетной в уравнительный пролет временно укладывается удлиненные урав-
нительные рельсы (комплект из грех пар длиной 12,54 м, 12,58 м и 12,62 м), а при
укладке летом при высоких температурах укладываются укороченные уравнитель-
ные рельсы (комплект из трех пар длиной 12,38 м, 12,42 м, 12,46 м). При проведении
разрядки температурных напряжений удлиненные уравнительные рельсы весной, а
укороченные — осенью заменяются рельсами длиной по 12,5 м, при закреплении рель-
совых плетей на постоянный режим эксплуатации.
Примыкание рельсовых плетей к стрелочным переводам, большим мостам, вагонным
замедлителям на подгорочных путях сортировочных горок, звеньевому стыковому пути
осуществляется двумя парами уравнительных рельсов длиной по 12,5 м.
Путь в уравнительных пролетах работает более напряженно, чем в пределах рельсо-
вых плетей. При недостаточном натяжении соединительных болтов стыковых и промежу-
точных скреплений и больших амплитудах могут возникать опасности изгиба и среза бол-
тов в стыках при понижении температуры сверх 60—70 °C, а также выброса пути (искрив-
ление рельсов в горизонтальной плоскости) после полного замыкания всех стыков из-за
повышения температуры рельсов свыше 40—50 °C.
281
Основное отличие работы бесстыкового пути от звеньевого стыкового состоит в том,
что в рельсовых плетях отсутствуют значительные сжимающие и растягивающие продоль-
ные силы, вызванные колебаниями температуры нагрева рельсов. Вследствие этого возни-
кает опасность потери устойчивости или выброса рельсовых плетей в виде одно- или мно-
говолнового горизонтального или в редких случаях вертикального искривления путевой
решетки при высоких температурах, а при низких температурах могут возникать перенап-
ряжения в рельсах и разрыв рельсовой плети или стыка из-за среза крепительных болтов
растягивающими силами.
Рельсовые плети разделяются на короткие (длиной до 800 м) с стыковой сваркой пле-
тей в стационарных условиях на рельсо-сварочных поездах и с перевозкой их к месту ук-
ладки на спецсоставах, а также длинные, сваренные непосредственно на железнодорож-
ном пути из смежных коротких плетей в пределах блок-участка (длиной 1,5—2 км) или
перегона (10—20 км). В настоящее время средняя длина рельсовых плетей на отечествен-
ных железных дорогах составляет 500—600 м.
Бесстыковой путь, как правило, укладывается на участках пути только со здоровым
земляным полотном, щебеночным или асбестовым балластом (на путях 4-го класса может
применяться гравийно-песчаный балласт), железобетонными шпалами типа Ш-1-1 или де-
ревянными шпалами I типа, с раздельными промежуточными скреплениями типа КБ на же-
лезобетонных шпалах и типа КД на деревянных шпалах. На мостах с ездой поверху на бал-
ласте рельсовые плети укладываются на железобетонные шпалы марки Ш-1-1 М («М» —
мост) с элементами крепления охранных кантуголков, а при их отсутствии — на стандарт-
ные деревянные шпалы. На мостах с безбалластным полотном рельсовые плети укладыва-
ются на поперечинах (деревянные, металлические, железобетонные) или на железобетон-
ные плиты типа БМП (в опытном порядке). В тоннелях с безбалластным полотном рельсо-
вые плети укладываются на железобетонные малогабаритные рамы МГРТ («Т» — тон-
нель) с раздельным скреплением КБ. Количество опор на железобетонных плитах БМП на
мостах и рамах МГРТ в тоннелях равно 2000 шт./км бесстыкового пути.
9.6. Стрелочные переводы
Рис. 9.22. Схемы одиночных стрелочных переводов
Соединение и пересечение путей — это особые устройства верхнего строения пути,
служащие для передвижения по ним поездов или отдельных экипажей с одного рельсового
пути на другой, поворота экипажа на 180°, а также для пересечения путей в одном уровне.
По количеству и расположению в плане пересекающихся путей могут быть одиноч-
ные стрелочные переводы, перекрестные стрелочные переводы, глухие пересечения, съез-
ды, стрелочные улицы и сплетения путей. Одиночные стрелочные переводы разделяются
на обыкновенные (рис. 9.22, а), симметричные (рис. 9.22, б), разносторонние несимметрич-
ные (рис. 9.22, <?), несимметричные односторонней кривизны (рис. 9.22, г).
Основными элементами обыкновенного стрелочного перевода (рис. 9.23) являются: .
стрелка с переводными механизмами, крестовина с контррельсами, соединительные пути,
переводные брусья или другое
подрельсовое основание.
Стрелка состоит из двух рам-
ных рельсов, двух остряков, двух
комплектов корневых устройств,
переводного механизма с внешни-
ми замыкателями остряков, опор-
ных и упорных приспособлений,
скреплений.
Отношения ширины сердеч-
ника крестовины в ее корне к дли-
не сердечника до математического
282
Рис. 9.23. Основные части обыкновенного стрелочного перевода
центра или тангенс угла а крестовины называется маркой крестовины и стрелочного пере-
вода, обозначается UN, где N— число марки. Согласно ПТЭ (Правила технической эксп-
луатации) на отечественных железных дорогах применяются стрелочные переводы марок:
1/11 — главные и приемо-отправочные пути; 1/9 — перекрестные и одиночные переводы;
переводы, по которым приходят пассажирские поезда по прямому пути; приемо-отправоч-
ные пути для грузовых поездов; 1/6 — симметричные переводы.
Крестовина предназначена для безопасного пропуска подвижного состава в мес-
тах пересечения рельсовых нитей. Наиболее узкое пространство между усовиками на-
зывается горлом крестовины, а промежуток между горлом крестовины и острием сер-
дечника — вредным или мертвым пространством. Крестовина по форме в плане может
быть криволинейной (криволинейное очертание по боковому пути как продолжение
переводной кривой) и прямолинейной. Криволинейная крестовина дает возможность
увеличить радиус переводной кривой до 300 м при марке 1/9. Однако устройство ее
сложнее, чем прямолинейной крестовины.
Двойные стрелочные переводы, называемые также тройниками, бывают симмет-
ричные (рис. 9.24) и несимметричные.
В местах пересечения двух пу-
тей, по каждому из которых необ-
ходимо обеспечить независимое
движение, устраивается глухое пе-
ресечение, которое применяется на
станциях и на промышленных пу-
тях. В зависимости от угла пересе-
чения рельсовых путей глухое пере-
сечение бывает прямоугольное
(рис. 9.25) и косоугольное, или ром-
бическое (рис. 9.26).
Рис. 9.24. Двойной симметричный стрелочный перевод
283
Рис. 9.25. Схема прямоугольного
глухого пересечения
Тупая крестовина
Рис. 9.26. Глухое пересечение путей
Прямоугольное глухое пересечение (см. рис. 9.25) состоит из четырех крестовин 7, четы-
рех контрельсов 2, одного замкнутого по контуру контрельса 3 и ряда более мелких деталей.
Косоугольное глухое пересечение путей бывает с одинаковой или разной шириной колеи;
применяется в основном глухое пересечение двух прямолинейных путей с одинаковой шири-
ной колеи. Глухое пересечение (см. рис. 9.26) состоит из двух острых крестовин 7, двух тупых
крестовин 2, рельсов 3 и переводных брусьев.
Рис. 9.27. Схема двойного перекрестного стрелочного перевода
Перекрестный стрелочный
перевод (рис. 9.27) представляет
комбинацию укладки глухого ко-
соугольного пересечения и эле-
ментов одиночных стрелочных
переводов, позволяющих движе-
ние подвижного состава по четы-
рем направлениям.
Такой перевод заменяет со-
бой систему, состоящую из двух
обыкновенных стрелочных пе-
реводов. Длина перекрестного
перевода почти в два раза мень-
ше длины двух одиночных переводов. Такие переводы выгодно устраивать в стеснен-
ных условиях, особенно на тупиковых пассажирских станциях.
Перекрестный стрелочный перевод состоит из двух острых крестовин с контррельса-
ми, двух тупых крестовин с контррельсами, четырех пар остряков, соединительных рель-
сов и переводных брусьев.
Съезды представляют собой соединение двух близлежащих рельсовых путей посредством
стрелочных переводов, а иногда и глухих пересечений. Съезды бывают нормальными между
двумя прямыми параллельными, сокращенными между двумя прямыми параллельными путя-
ми, нормальными и сокращенными
перекрестными между двумя пря-
мыми непараллельными путями.
Сплетение путей (рис. 9.28)
представляет собою совмещение
двух путей, при котором в местах
пересечения рельсовых нитей
сплетаемых путей укладываются
крестовины, а рельсовые нити на
длине сплетения размещаются на
общих поперечинах.
284
К сплетению путей прибегают в случаях выполнения сложных длительных работ по ре-
конструкции пути или искусственных сооружений на одном из путей двухпутного участка.
Стрелочной улицей называется путь, на котором расположен ряд стрелочных перево-
дов, а иногда и глухих пересечений. Различают оконечные (I категории) и промежуточные
или серединные (II категории) стрелочные улицы.
Перевод остряков стрелочных переводов из одного положения в другое осуществ-
ляется с помощью специальных устройств, включаемых в механическую или электри-
ческую централизацию стрелок, или ручными переводными механизмами. Наиболее
широко распространены и планируются на перспективу устройства электрической цен-
трализации с электроприводами. Они бывают врезные серии СПВ-5 и СПВ-6 и неврез-
ные серии СП и СПГ.
Для повышения безопасности движения подвижного состава должно быть обеспече-
но контролируемое замыкание прижатого к рамному рельсу остряка. В электроприводах
для этой цели имеется система внутреннего замыкания, обеспечивающая запирание рабо-
чего шибере! в его крайних положениях, а через него и систему тяг — запирание остряков.
9.7. Железнодорожный переезд
Железнодорожным переездом называется место пересечения железной дорогой авто-
мобильной дороги или городской улицы в одном уровне. Переезд устраивается в местах с
хорошей видимостью, обычно, под прямым углом, но не менее 60° к оси пути (рис. 9.29).
На отечественных железных дорогах в зависимости от интенсивности и характера дви-
жения транспорта переезды делятся на четыре категории. К первой категории относятся пе-
реезды в местах пересечения железных дорог с автомобильными дорогами I категории (ин-
тенсивность движения свыше 60 тыс. автомобилей в сутки) и II категории (интенсивность
движения 30—60 тыс. автомобилей в сутки); с улицами и дорогами, с трамвайным или трол-
лейбусным движением: с улицами и дорогами, имеющими регулярное движение автобу-
сов; со всеми дорогами, пересекающими четыре главных железнодорожных пути и более.
Рис. 9.29. Железнодорожный переезд (размеры в м): / — помещение переездного поста; 2 — перила; 3 —
автоматический шлагбаум; 4— запасные ручные шлагбаумы; 5— габаритные ворота; 6 и 7— предупре-
дительные знаки; 8 — водопроводная труба; 9 - оградительные столбики; 10 — стойка (трубка)
для переносных сигналов; // — светофор; 12 — настил; 13 — сигнальный знак
285
Ко второй категории относятся переезды в местах пересечения железных дорог с автомо-
бильными дорогами III категорий (интенсивность движения 1,0—30 тыс. автомобилей
в сутки); с улицами и дорогами с регулярным движением не менее восьми автобусов в час;
с городскими улицами, не имеющими троллейбусного, трамвайного или автобусного дви-
жения; с остальными автомобильными дорогами, если через переезд проходит более
5,0 тыс. автотранспорта в сутки; со всеми дорогами, пересекающими пути. К третьей кате-
гории относятся переезды в местах пересечения железных дорог с автомобильными доро-
гами, если через переезд проходит более 10 тыс. автотранспорта в сутки при удовлетвори-
тельной видимости или более 1,0 тыс. автотранспорта в сутки при неудовлетворительной
видимости на подходах к переезду. К четвертой категории относятся все остальные переез-
ды в местах пересечения с автомобильными дорогами в одном уровне.
Ширина проезжей части переезда должна быть равна ширине проезжей части автодо-
роги, но не менее 6,0 м по нормам.
В зависимости от интенсивности и скорости движения поездов, интенсивности движе-
ния автотранспорта, оборудования устройствами автоматики, а также условиями видимо-
сти переезды бывают охраняемыми и неохраняемыми. На переезды укладываются дере-
вянный или железобетонный настил, а подъезды к ним ограждаются. Настил внутри колеи
делается на 30—40 мм выше головок рельсов во избежание замыкания рельсовых электро-
цепей при проезде автотранспорта через переезд. Охраняемый переезд имеет переездный
пост, ограждающие перила и столбики, автоматические и запасные ручные шлагбаумы и
оборудован предупредительными знаками: «Берегитесь поезда», «Внимание! Автомати-
ческий шлагбаум». Перед переездом установлен заградительный светофор, сигнальный знак
«С» (свисток), стойки для переносных красных сигналов. На электрифицированных желез-
ных дорогах с обеих сторон железнодорожного полотна установлены габаритные ворота,
ограничивающие высоту провозимого автотранспортом груза (не более 4,5 м) с целью пре-
дупреждения возможности короткого замыкания контактного провода с грузом автотран-
спорта и обрыва контактного провода.
Движение по переезду крупногабаритных и тяжеловесных транспортных средств с
грузом или без груза, тихоходных машин и механизмов допускается в каждом отдельном
случае лишь с разрешения начальника дистанции пути и производится под наблюдением
дорожного мастера или бригадира пути.
На электрифицированных участках при высоте перевозимого груза более 4,5 м — дви-
жение по переезду производится в присутствии представителя участка электроснабжения.
9.8. Взаимодействие вагонов и пути
Взаимодействие вагонов и пути — одна из основных научных технических дисциплин же-
лезнодорожного транспорта, имеющая большое практическое значение. Основные объекты ис-
следований этой дисциплины — конструкции пути и вагонов и параметры этих конструкций.
Изучение процессов взаимодействия вагонов и пути началось вместе с зарождением
железнодорожного транспорта, поскольку результаты исследований их взаимодействия не-
обходимы для создания надежных и долговечных конструкций вагонов и пути, определе-
ния норм их устройства, правил ремонта и технического содержания. Дисциплина включа-
ет в себя исследования плоских и пространственных колебаний вагонов при движении их
по детерминированным и случайным (стохастическим) неровностям пути; деформаций и
необходимых конструктивных размеров элементов вагонов и пути с целью обеспечения
достаточной прочности, долговечности, надежности в эксплуатации.
Исследования взаимодействия вагонов и пути являются научной базой рационально-
го конструирования и эксплуатации вагонов и железнодорожного пути и средством интен-
сификации их использования, повышения пропускной и провозной способности железных
дорог, обеспечения безопасности движения с точки зрения устойчивости колеса на рельсе
и устойчивости от поперечного опрокидывания кузова вагона в кривых.
286
Для выбора рациональных параметров вагонов при их проектировании, разра-
ботки норм размещения перевозимых грузов в вагонах; решения вопросов безопас-
ности движения и повышения прочности и надежности узлов вагонов; определения
конструктивной скорости движения вагонов; уменьшения силового воздействия ва-
гонов на путь; обеспечения плавности хода, в частности пассажирских вагонов; умень-
шения механического воздействия на перевозимые в грузовых вагонах грузы и со-
блюдения требований ездового комфорта пассажиров необходимо правильно и точ-
но описать качественно и количественно динамические процессы, происходящие в
движущемся вагоне, и управлять этими процессами.
Эту часть дисциплины о взаимодействии вагонов и пути, в которой сконцентрирова-
на совокупность методов и приемов решения задач по качественному и количественному
описанию динамических процессов в вагоне и рекомендаций по улучшению динамических
показателей вагонов, называют динамикой вагона.
При проектировании конструкций железнодорожного пути и его элементов с выбо-
ром их геометрических форм, показателей прочности и надежности, с определением наи-
больших скоростей движения вагонов и их осевых нагрузок; норм устройства и содержа-
ния пути используется совокупность знаний, которая называется динамикой железнодо-
рожного пути и теорией его проектирования и эксплуатации.
Основой обоих направлений взаимодействия вагонов и пути является область иссле-
дований или расчетов, которая рассматривает вагон и путь как единую механическую си-
стему. После решения вопросов в общем плане в ряде случаев удается рассматривать изо-
лированно с известной мерой допущения вопросы теоретической механики, относящиеся
к вагону или к пути.
Наука о взаимодействии вагонов и пути служит для обеспечения безопасной перевоз-
ки грузов и пассажиров в кратчайшие сроки с минимальными затратами материалов на
создание и эксплуатацию вагонов. Обеспечение безопасности движения поездов, надежно-
сти работы вагонов и пути с их максимальной производительностью и с минимальными
затратами труда и энергии, особенно при высоких скоростях движения (свыше 250 км/ч
для пассажирских поездов), осевых нагрузках до 30 т и погонных нагрузках до 10—12 т/м
для грузовых поездов, при грузонапряженности отдельных линий свыше 200 млн т-км брутто
в год, не может быть осуществлено без знания процессов взаимодействия пути и вагонов,
которые в конечном итоге сводятся к взаимосвязанным случайным колебаниям различ-
ных элементов вагонов, и пути, при которых могут возникнуть значительные остаточные
деформации пути или потеря устойчивости вагонов на рельсах, усталостные или хрупкие
поломки элементов или деталей вагонов и пути. Поэтому умение прогнозировать и рас-
считывать, в зависимости от конструктивных особенностей вагонов, скоростей движения,
норм содержания пути и вагонов и отступлений от них, грузонапряженности и ряда других
факторов, процессы случайных колебаний вагонов и их эволюцию по мере износа пути и
вагонов во всех звенья?; единой механической системы «вагон — путь», умение управлять
этими процессами и составляет конечную цель науки о взаимодействии вагонов и пути.
При этом управление указанными процессами не предусматривает обязательного све-
дения их к нулю, поскольку это на практике невозможно. Нужно лишь стремиться свести
их к такому разумному минимуму, который обеспечивает технические требования к дан-
ной системе с учетом перспективы ее эксплуатации и не требует чрезмерных затрат на ее
создание и эксплуатацию.
В настоящее время многие важные для железнодорожного транспорта задачи на-
уки о взаимодействии вагонов и пути уже решены или успешно решаются для большей
части практических проблем с использованием современных достижений в механике,
математике и кибернетике, что позволило в буквальном смысле провести революцию в
этой научной дисциплине.
287
При изучении процессов взаимодействия вагонов и пути исследуются колебания вагонов
и пути и динамические силы, развивающиеся в единой динамической системе «вагон—путь».
Для теоретического исследования колебаний вагона и пути принято строить такие расчетные
схемы и модели, в которых этот сложный колебательный процесс разделен на отдельные со-
ставляющие его линейные колебания: вертикальные, поперечные и продольные горизонталь-
ные. При этом следует принимать во внимание, что обрессоренная масса вагона (рама тележ-
ки, кузов с грузом) может совершать также и угловые колебания. К вертикальным линейным
колебаниям вагона относятся подпрыгивание и галопирование, а к горизонтальным попереч-
ным колебаниям — виляние, боковая качка и поперечный относ кузова на рессорном подве-
шивании. Подпрыгивание — это вертикальные одинаковые по величине в каждый момент
времени поступательные перемещения всех точек вагона или его обрессоренной массы (кузов,
рама тележки). Галопирование — это вертикальные перемещения точек вагона, возникающие
в результате поворота или вращения кузова вокруг мгновенной горизонтальной поперечной
оси вращения, проходящей через центр массы вагона. Виляние — это поперечные колебания
колесных пар, совершающиеся в пределах зазоров между гребнями колес и внутренней гранью
головок рельсов, приводящие к извилистому движению вдоль пути колесных пар тележек, ку-
зова. Колебания относа — это поперечные горизонтальные колебания, при которых в каждый
момент времени возникают одинаковые по величине поступательные перемещения кузова или
рамы тележки. Боковая качка — это вращательные движения кузова вагона вокруг мгновен-
ной продольной оси вагона. Горизонтальные продольные по отношению к оси пути колеба-
ния вагона называются подергиванием.
Изучение процесса взаимодействия пути и вагонов, а также выполнение инженерных
расчетов и исследований сводится к следующему: выбор соответствующей математичес-
кой модели процесса взаимодействия или его расчетной схемы, определение метода иссле-
дования и нахождение метода решения той или иной конкретной задачи, определение ис-
ходных данных для расчетов или исследований, т.е. параметров всех элементов, входящих
в модель или расчетную схему.
Математическая модель представляет собою систему дифференциальных уравнений,
выражающих условия динамического равновесия динамической системы «вагон-путь». По
этим уравнениям определяют свойства динамической системы, в частности, ее амплитуд-
но-частотную характеристику, с помощью которой при заданных функциях неровностей
пути и неровностей на поверхности качения колес могут быть определены параметры ко-
лебаний обрессоренной и необрессоренной масс, которые используются на практике для
определения напряженного состояния, прочности, надежности элементов вагона и пути,
накопления в них остаточных деформаций, возможного схода вагона с рельсов, для уста-
новления допускаемой скорости движения вагона.
В экспериментальных исследованиях взаимодействия вагона и пути определяются ме-
ханические характеристики вагона и пути, значения наиболее существенных параметров
механических процессов во взаимодействующих конструкциях. В основу этих исследова-
ний положены комплексные испытания с использованием динамометрического и путеис-
пытательного вагонов-лабораторий, с помощью которых регистрируются соответствую-
щей электронной измерительной аппаратурой и компьютерами линейные и угловые пере-
мещения обрессоренных и необрессоренных масс вагона: вертикальные и горизонтальные
ускорения и динамические силы, действующие на вагон при различной конструкции пути
и различных неровностях пути; вертикальные и горизонтальные нагрузки на путь от ваго-
нов, напряжения в элементах вагона и пути. По результатам испытаний определяется мак-
симально допустимая скорость движения вагонов по пути с различными типами верхнего
строения и различным планам линии (прямые, кривые) при наличии различных отступле-
ний от проектных норм устройства пути и ходовых частей вагона. В комплексных испыта-
ниях изучается также влияние на динамические процессы различных вариантов конструк-
тивных решений в ходовых частях вагона.
288
9.8.1. Динамические характеристики железнодорожного пути
Железнодорожный путь как часть механической системы «вагон — путь» описывает-
ся совокупностью характеристик, которые можно разделить на две группы: характеристи-
ки, определяющие реакцию пути на динамическое воздействие колеса, и характеристики,
определяемые остаточными деформациями, накапливаемыми в пути под воздействием под-
вижного состава.
В пути, в первую очередь в верхнем строении, под воздействием колес вагонов возни-
кают силы упругости, инерции и трения. Упругая составляющая динамической реакции
пути нелинейно зависит от просадки рельсов под вертикальной нагрузкой вагона. С увели-
чением просадки путь становится более жестким. Однако в большинстве случаев для при-
ближенных расчетов принимается, что просадка рельса прямо пропорциональна динами-
ческой нагрузке колеса. Путь по длине является неравноупругим, особенно в зоне стыков,
что приводит к возникновению динамических неровностей рельсовых нитей дополнитель-
но к геометрическим неровностям.
Основной характеристикой пути является жесткость. Различают вертикальную, гори-
зонтальную поперечную (боковую) и горизонтальную продольную жесткость. Под жест-
костью понимается отношение приложенной к головке рельса соответствующей силы (вер-
тикальная, горизонтальная) к возникающему в точке приложения силы прогибу в верти-
кальной или поперечной горизонтальной плоскости. Применительно к подрельсовому ос-
нованию пути применяется понятие «вертикальная погонная жесткость основания» и
«горизонтальная продольная жесткость пути». Эту жесткость называют «физическим мо-
дулем упругости пути», под которым понимается реакция основания пути на единице его
длины при деформации основания, равной единице; размерность МН/м2. Различают вер-
тикальную жесткость статическую и динамическую, в основном известны значения стати-
ческой жесткости, так как методы определения динамической жесткости пока далеко не
совершенны. Вертикальная жесткость зависит в основном от рода шпал, времени года (зи-
мой она в 2—3 раза выше, чем летом).
Боковая жесткость рельсов увеличивается с увеличением жесткости прокладок между
рельсом и подкладкой, подкладкой и шпалой, боковой жесткости упора подошвы рельса в
скреплениях, от вертикальной нагрузки рельсов на шпалы.
Горизонтальная продольная жесткость пути оценивается модулем упругости пути при
продольных деформациях рельса по его основанию, под которым понимается равномерно
распределенная сила, которую необходимо приложить к единице длины основания рельса
при его упругом продольном перемещении на единицу длины; размерность МПа.
Вертикальная жесткость пути с рельсами летом равна 40—50 МН/м при деревянных
шпалах и 100—120 МН/м при железобетонных шпалах; горизонтальная жесткость равна
20 МН/м при деревянных шпалах и раздельном скреплении рельсов и 25 МН/м при железо-
бетонных шпалах и раздельном скреплении рельсов. Зимой вертикальная жесткость пути в
2,0—2,5 раза выше, чем летом, при деревянных шпалах и в 1,3—1,5 раза при железобетон-
ных шпалах. Горизонтальная жесткость пути зимой в 1,2—1,25 раз выше, чем летом, при
деревянных и железобетонных шпалах. Горизонтальная продольная жесткость пути равна
14,2—15 МПа при щебеночном балласте и эпюре шпал 1840 шт./км и 4,8—5,5 МПа при
песчаном балласте и эпюре шпал 1840 шт./км.
Под воздействием нагрузки от вагонов в конструкции пути возникают силы трения,
которые можно разделить на силы сухого трения, пропорциональные просадке рельса, и
силы вязкого трения, пропорциональные скорости изменения просадки рельсов. Силы
инерции, возникающие в верхнем строении пути при безударном движении и ударах колес
о рельсы на стыках из-за наличия ползунов на колесах (плоское место на поверхности ка-
чения колеса) и в других аналогичных случаях, связаны с волнами деформации, проходя-
щими при ударном и безударном взаимодействии колес и рельсов в верхнем строении пути.
19. Вагоны
289
9.8.2. Методы расчета элементов пути
В приближенных расчетах и исследованиях взаимодействия пути и вагонов считают,
что в точке контакта колеса и рельса непрерывно взаимодействует с колесом так называе-
мая приведенная масса пути, сосредоточенная в точке контакта и действие которой на ко-
лебательную систему «путь — колесо^» эквивалентно действию распределенных масс пути
на большой его длине. В более точных моделях и расчетных схемах приведенная масса
пути представляется распределенной по протяжению пути, чаще всего ее представляют
равномерно распределенной вдоль каждого рельса.
При приведении массы пути к точке контакта движущегося колеса обычно применя-
ется расчетная схема с сосредоточенными параметрами или так называемая линейчатая
схема взаимодействия пути и вагона, состоящая из сосредоточенных масс кузова вагона,
оси, диска и обода колеса, рельса, шпалы, балласта, соединенных между собою упругими
(пружина) и диссипативными (рассеивающими) связями.
Под воздействием сил от колес в верхнем строении пути непрерывно накапливаются
остаточные деформации, интенсивность накопления которых в различных точках пути
различна. Поэтому постепенно головки рельсов отклоняются от нормального положения,
возникают различного рода неровности пути, двигаясь по которым колеса начинают со-
вершать колебания, вследствие чего и давления рессор вагона на кузов становятся пере-
менными, что приводит к колебаниям кузова вагона.
Следовательно, вертикальные и поперечные горизонтальные неровности рельсов как
следствие непостоянной по длине пути жесткости верхнего строения и неравномерного по
длине накопления в нем остаточных деформаций являются одной из основных причин коле-
бания вагона и связанного с ним в единую механическую систему верхнего строения пути.
Глава К).
Il •
К раздельным пунктам относятся сооружения железных дорог, разделяющие железнодо-
рожные линии на перегоны или блок-участки — станции, разъезды, обгонные пункты, путевые и
блок-посты, проходные светофоры автоблокировки, а также границы блок-участков при авто-
матической локомотивной сигнализации, применяемой как самостоятельное средство сигнали-
зации и связи. Перегоном считается часть железнодорожной линии, ограниченной смежными
раздельными пунктами. На однопутных участках границы перегона обозначают входные свето-
форы станций, а на двухпутных — указатели границ станции и входной светофор смежной стан-
ции. Блок-участком (БУ) является часть межстанционного перегона на линиях, оборудованных
автоматической блокировкой или автоматической локомотивной сигнализацией (АЛС), между
смежными раздельными пунктами. При автоблокировке раздельными пунктами являются про-
ходные светофоры и станции, а при АЛС — границы БУ и станции.
10.1. Назначение и классификация раздельных пунктов
Раздельные пункты предназначены для обеспечения пропуска по железнодорожному
участку заданного числа поездов и обеспечения безопасности их движения. Железнодорож-
ный разъезд сооружается на однопутной железнодорожной линии с целью обеспечения по-
требной пропускной способности. На железнодорожных разъездах осуществляется скре-
щение и обгон поездов, а также посадка и высадка пассажиров. В некоторых случаях они
используются для погрузки и выгрузки грузов в небольшом объеме. Для выполнения сво-
его назначения железнодорожные разъезды кроме главного пути оснащаются одним или
двумя приемо-отправочными, пассажирским зданием с помещением для дежурного по стан-
ции, платформой для посадки и высадки пассажиров, стрелочными постами, средствами
связи, устройствами СЦБ и др.
В зависимости от эксплуа-
тационных и местных условий
разъезды бывают трех типов
(рис. 10.1): с продольным (схе-
мы а и б), полупродольным в и
поперечным г расположением
приемо-отправочных путей.
При больших размерах движе-
ния, необходимости скрещения
длинносоставных и сдвоенных
поездов сооружают разъезды
продольного типа с односто-
ронним расположением путей
по схеме а. Схему б применяют
при большом числе ускоренных
Рис. 10.1. Схемы железнодорожных разъездов: а и б — про-
дольный; в — полупродольный; г — поперечный: 1 и 1а — глав-
ные пути в пределах разъезда; 2 и 3 — приемо-отправочные
пути; L — длина станционной площадки; шрихиунктирные
и штриховые линии — удлинение путей для безостановочного
скрещения и для пропуска сдвоенных поездов
поездов, проходящих через
разъезд с обгоном. Разъезды с
полупродольным расположе-
нием путей (схема в) сооружа-
ют при ограниченной длине
станционной площадки.
Разъезды поперечного типа (схема г) применяют при незначительных размерах дви-
жения поездов и на линиях, имеющих трудные топографические условия.
В зависимости от характера работы разъезды служат для скрещения одиночных или со-
единенных поездов с остановкой и для безостановочного скрещения поездов. Расстояние меж-
ду разъездами определяют в соответствии с расчетной величиной суммарного времени хода
пары поездов с момента их трогания на одном раздельном пункте до остановки на смежном.
291
Обгонные пункты сооружают-
ся на двухпутных железнодорожных
линиях. Они имеют путевое разви-
тие, обеспечивающее обгон одних
поездов другими (более срочными),
Рис. 10.2. Схемы железнодорожных обгонных пунктов: а— попе-
речный; 6 — полупродольный; в — продольный; г - - с последова-
тельным расположением пассажирских устройств и путей для гру-
зового движения; /, 1а и 11 — главные пути в пределах обгонного
пункта; 2 и 3 — i щиемо-отправочные пути; L u — длина станцион-
ной площадки; пунктирная линия — необходимое удлинение
путей для пропуска соединенных поездов
а в некоторых случаях — перевод
поезда с одного главного пути на
другой. Кроме того, они служат для
размещения отдельных вагонов, а
также выполнения пассажирских
операций в небольших объемах.
В зависимости от схемы бывают
обгонные пункты четырех типов
(рис. 10.2): поперечного и; полупродоль-
ного б\ продольного в и с последова-
тельным расположением пассажирских
платформ и обгонных путей г.
На обгонных пунктах обыч-
но укладывают один-два приемо-
отправочных пути, на многопут-
ных обгонных пунктах число та-
ких путей может достигать трех
или четырех. Для посадки и вы-
садки пассажиров обгонные пункты оборудованы пассажирскими платформами. Кроме
того, на обгонных пунктах находится здание дежурного по пункту, имеются стрелочные
посты, устройства связи и СЦБ.
Основной схемой обгонного пункта является поперечная а, схему б применяют тогда,
когда сдвижка обгонных путей облегчает трогание поезда с места. Эта схема удобна для
пассажиров нечетных поездов, останавливающихся на главном (7) пути. Схема в применя-
ется на линиях со скоростным движением пассажирских поездов, аг — при значительных
объемах пассажирских перевозок.
К раздельным пунктам относятся также путевые и вспомогательные посты. Путе-
вые посты— это блокпосты при полуавтоматической блокировке, посты примыкания
на однопутном перегоне, предузловые посты, располагающиеся на железнодорожных
линиях и не имеющие путевого развития. Вспомогательные посты — это посты на пе-
регоне, не имеющие путевого развития и предназначенные только для обслуживания
пункта примыкания подъездных путей.
10.2. Железнодорожные станции и узлы
Железнодорожные станции оснащены путевым развитием и устройствами, позволяю-
щими принимать и отправлять поезда, выполнять их скрещение и обгон, а также принимать
и выдавать грузы, обслуживать пассажиров, а при развитых путевых устройствах — расфор-
мировывать и формировать составы поездов и выполнять технические операции с ними.
В зависимости от объема и характера работы станции делятся на внеклассные, 7,77, 777,7 И и V
классов. Классность станций определяют на основании оценки ее работы в баллах.
Железнодорожные станции являются основными производственно-хозяйственными
единицами на железнодорожном транспорте, где осуществляются непосредственная связь
железных дорог с клиентурой. На железнодорожных станциях выполняются начальные и
конечные операции перевозочного процесса и работа по обеспечению движения поездов.
Около 75 % времени оборота вагона тратится на станциях, более 40 % стоимости новой желез-
нодорожной линии приходится на станции. Работа железнодорожных станций организуется
292
на основе графика движения поездов, плана формирования поездов, наиболее рационального
технологического процесса и эффективного использования технических средств. Порядок ис-
пользования технических средств устанавливается техническо-распорядительным актом, ко-
торый регламентирует безопасный и беспрепятственный прием и отправление поездов и про-
следование их по станции, а также безопасность виутристанционной маневровой работы.
Основные принципы построения технологического процесса работы железнодо-
рожных станций заключаются в следующем: непрерывность обработки поездов и ва-
гонов и сокращение их простоев в ожидании последующих операций; сокращение вре-
мени, затрачиваемого на выполнение каждой операции; максимальная параллельность
обработки составов; взаимосвязь работников разных специальностей, участвующих
в выполнении станционных операций; диспетчерское руководство расформировани-
ем и формированием поездов.
Станционные пути в границах станций бывают: главные, приемо-отправочные, сортиро-
вочные, погрузочно-выгрузочные, вытяжные, деповские (локомотивного и вагонного хозяйств),
соединительные (ведущие к контейнерным пунктам, топливным складам, базам, сортиро-
вочным платформам, к пунктам очистки, промывки, дезинфекции вагонов, ремонта под-
вижного состава и др.), а также прочие, назначение которых определяется выполняемыми на
них операциями. К путям специального назначения относятся подъездные пути, предназна-
ченные для обслуживания отдельных предприятий и организаций, связанных с общей сетью
железных дорог непрерывной рельсовой колеей, а также предохранительные тупики, служа-
щие для предупреждения выхода подвижного состава на маршруты следования поезда, и
улавливающие тупики, предназначенные для остановки потерявшего управление поезда или
его части при движении по затяжному спуску.
Пути, предназначенные для выполнения одних и тех же операций, объединяют в отдельные
группы — парки: парк приема поездов, парк отправления поездов, сортировочный парк и др. Главные
пути нумеруются римскими цифрами, остальные станционные — последующими арабскими.
По своему назначению и характеру работы станции бывают: промежуточные, участ-
ковые, сортировочные, грузовые и пассажирские.
10.2.1. Промежуточные станции
Промежуточные железнодорожные станции предназначены для скрещения и обгона по-
ездов, посадки и высадки пассажиров, погрузки и выгрузки грузов и багажа, маневровых
операций по отцепке вагонов от сборных поездов и прицепке к ним, обслуживания подъезд-
ных путей. Для безопасного и своевременного выполнения технологических операций про-
межуточные станции имеют сле-
дующий комплекс устройств и со-
оружений: путевое развитие,
включающее, кроме главных, че-
тыре-пять приемо-отправочных
путей на многопутных линиях и
два-три на остальных, а также по-
грузочно-выгрузочные и вытяж-
ные пути для проведения манев-
ровой работы, примыкания
подъездных путей, предохрани-
тельные тупики и т. д.; пассажир-
ское здание с платформами и дру-
гими устройствами, складские по-
мещения, площадки, погрузочно-
выгрузочные механизмы, стре-
лочные посты, устройства связи и
СЦБ, освещения, водоснабжения,
канализации и др.
Рис. 10.3. Схема промежуточных станций: а — поперечная на
однопутной линии; б — полупродольная и в - продольная
на двухпутных линиях
293
В зависимости от расположения ириемо-отправочных путей различают три основные
схемы промежуточных станций (рис. 10.3). На схемах обозначено: ГУ— грузовые устрой-
ства; пунктирные линии — необходимое удлинение путей для обеспечения безостановоч-
ного скрещения поездов; Ли | — длина станционной площадки; /, 1а и II— главные пути в
пределах станции; 2—6 — приемо-отправочные пути; 7— вытяжной путь; 8 — тупик.
10.2.2. Участковые станции
Участковые станции предназначены для обработки транзитных грузовых и пассажир-
ских поездов, выполнения маневровых операций по расформированию-формированию
сборных и участковых поездов, обслуживанию подъездных путей и мест выгрузки-погруз-
ки и др. Участковые станции классифицируются по следующим признакам:
— по типам схем, различающимся взаимным расположением основных парков — по-
перечным, продольным, полупродольным, а также последовательным расположением пас-
сажирских устройств и парков для грузового движения (рис. 10.4);
— по числу главных путей на подходах — участковые станции однопутных и двухпут-
ных линий;
— по числу примыкающих подходов — неузловые, расположенные на одной одно-
путной или двухпутной линии, и узловые, имеющие примыкание подходов других линий;
— по типу депо — с основным депо для ремонта локомотивов, с пунктами оборота
локомотивов в конце тягового участка (с обязательным наличием экипировочных уст-
ройств), со сменой бригад (с экипировкой локомотивов при необходимости).
Рис. 10.4. Участковые станции: а - поперечного и б - продольного типа на однопутной линии; в —
поперечного, г полулродольного и д продольного типа на двухпутных линиях; ПЗ — пассажирское
здание; ПО - приемо-отправочные парки; С - сортировочный нарк; ЛХ— локомотивное хозяйство;
ГР - грузовой район; П - пассажирский парк
294
10.2.3. Сортировочные станции
Сортировочные станции предназначены для массовой переработки вагонов и формирова-
ния составов по назначениям, установленным планом формирования поездов, и имеющие для
выполнения этих работ специальные пути и маневровые устройства. В зависимости от значения
в общей работе на железнодорожной сети сортировочные станции делятся на основные сетевого
значения (опорные), районные и вспомогательные (в помощь основным или районным в отдель-
ных узлах). В зависимости от типа сортировочных устройств различают горочные и безгороч-
ные с вытяжными путями или с полугорками. В зависимости от расположения основных парков
имеются три вида станций: с последовательным, параллельным и комбинированным располо-
жением парков. В зависимости от числа сортировочных комплексов сортировочные станции
бывают двух типов: односторонние (однокомплектные), на которых в одной системе перераба-
тываются вагонопотоки всех примыкающих направлений (рис. 10.5, а, б), и двусторонние (двух-
комплектные), на которых одна система парков работает в четном, а другая — в нечетном на-
правлении (рис. 10.5, в).
Рис. 10.5. Схема сортировочных станций: а - односторонняя с последовательным расположением парков;
б — односторонняя с комбинированным расположением парков; в двусторонняя с последовательным
расположением парков; П — приемные парки; О — парки отправления; С — сортировочные парки; Тр, Т —
транзитные парки; ЭУ — экипировочные устройства; ЛХ и ВД — локомотивное и вагонное хозяйства
В основу технологии работы сортировочных станций положен метод диспет-
черского руководства расформированием-формированием поездов и местной рабо-
той, обеспечивающий лучшее использование технических средств и наименьшее
время нахождения вагонов на станции. Сортировочными устройствами на этих стан-
циях являются: сортировочные горки (рис. 10.6), полугорки и вытяжные пути со
стрелочными горловинами на уклоне или площадке. Принцип работы сортировоч-
ных устройств основан на использовании силы тяжести вагонов при скатывании их
с более высокого уровня, на котором располагается вытяжной путь или приемный
парк, на более низкий уровень, па котором располагаются сортйровочные пути.
295
Рис. 10.6. План и профиль сортировочной горки: а — скоростной
уклон: б — промежуточные уклоны; в — уклоны стрелочной
зоны
Сортируемый состав по го-
рочному надвижному пути посте-
пенно и непрерывно надвигается
локомотивом на горб горки, пе-
ревалив за который расцеплен-
ные вагоны (отцепы) далее скаты-
ваются под действием силы тяже-
сти. Между скатывающимися от-
цепами образуются интервалы,
позволяющие переводить стрелки
и направлять вагоны на разные
пути сортировочного парка в со-
ответствии с планом формирова-
ния поездов. Имеющийся перед
горбом горки подъем надвижной
части облегчает расцепку ваго-
нов. Для регулирования скорос-
ти скатывания и интервалов меж-
ду отцепами на сортировочных горках устраивают тормозные позиции, оборудованные
вагонными замедлителями или тормозными башмаками. Тормозные позиции имеются так-
же на путях сортировочного парка для предотвращения повреждения движущихся с боль-
шой скоростью (более 5 км/ч) вагонов с вагонами, стоящими на путях.
Сортировочные горки крупных сортировочных станций снабж:ены устройствами ком-
плексной механизации и автоматизации процесса сортировки вагонов — горочной авто-
матической централизацией (ГАЦ), системами автоматического регулирования скорости
скатывания отцепов (АРС), автоматического задания скорости роспуска составов (АЗСР)
с телеуправлением горочными локомотивами (ТГЛ) и др. Автоматизация работы сорти-
ровочных горок основана на применении электронной аппаратуры и вычислительной тех-
ники. Горочная автоматизация позволяет существенно повысить перерабатывающую
способность сортировочных горок и безопасность их обслуживания.
10.2.4. Грузовые станции
Грузовые станции предназначены для приема к перевозке, взвешивания, кратковре-
менного хранения, погрузки, выгрузки, сортировки и выдачи грузов, оформления перево-
зочных документов приема, расформирования-формирования и отправления грузовых по-
ездов и передач вагонов, производства маневровой работы по подаче вагонов на грузовые
фронты и уборке их, обслуживания подъездных путей и организации транспортно-экспеди-
ционного обслуживания клиентуры. Схема устройства грузовых станций и место их распо-
ложения выбирается на основе технико-экономических расчетов в результате сравнения ва-
риантов с учетом последующего развития, размеров и характера работы, площади отводи-
мой территории, топографических, геологических и прочих местных условий, а при разви-
тии станций — также с учетом наиболее полного использования существующих устройств.
В зависимости от основного назначения и характера работы различают следую-
щие грузовые станции: неспециализированные и специализированные общего пользо-
вания, необщего пользования для обслуживания подъездных путей, перегрузочные
станции, портовые, паромные и линейные грузовые станции. Грузовые станции об-
щего пользования (рис. 10.7) бывают тупиковые (г/) и сквозные (б).
Специализированные грузовые станции общего пользования предназначаются для мас-
совой погрузки или выгрузки однородных грузов (угля, руды, минерально-строительных
материалов, нефтепродуктов, леса и лесоматериалов, зерна, контейнеров и др.), главным образом,
296
в пунктах добычи или в крупных
городах и промышленных цент-
рах. Схема грузовой станции за-
висит от рода груза, способа по-
грузки-выгрузки и технологии
подачи-уборки вагонов.
Для погрузки в вагоны угля
или руды в местах их добычи со-
оружаются станции или пункты
погрузки, схемы которых опреде-
ляются объемом работы и спосо-
бом погрузки — бункерным с
предварительным накоплением
груза в бункерах (рис. 10.8, а).
Рис. 10.7. Схемы грузовых станций: а — тупикового типа; б —
сквозного; / —техническая контора; 2 — вагонные весы; 3 —
пути ремонта вагонов; 4 — пункт технического обслуживания
вагонов; 5 — сквозные пути грузового двора; 6 — экипировка
локомотивов; 7 — возможное примыкание подъездных путей
Пункты (базы) выгрузки минерально-строительных материалов (песка, щебня, камня и др.)
сооружают в крупных городах, где ведется большое жилищное и промышленное строи-
тельство (рис. 10.8, б).
Рис. 10.8. Схемы пунктов: а — погрузки угля: 1 — здание блока главного ствола шахты; 2 — галерея; 3 —
бункеры; 4 — запасный склад угля; 5 — склад крепежного леса; 6 — кран; 7 — погрузочные пути; пунктиром
показан дополнительный путь для погрузки угля с запасного склада; б — выгрузки минерально-строительных
материалов: / — приемо-отправочные и сортировочные пути; 2 — разгрузочный путь на эстакаде; 3 — отвал
В районах крупных станций налива нефтепродуктов сооружают промывочно-пропароч-
ные станции или пункты для подготовки цистерн под налив (рис. 10.9). В местах массовой
заготовки леса или лесоматериалов сооружаются лесопогрузочные станции (рис. 10.10, «), на
которые лесные грузы доставляются различными видами транспорта.
Рис. 10.9. Схема станции примыкания, пункта налива и промывочно-пропарочной станции: ПОП — при-
емо-отправочный парк; С сортировочный парк; 1 — производственно-бытовой корпус; 2--депо пропар-
ки цистерн; 3 — открытая эстакада обработки цистерн; 4 — ангар наружной обмывки цистерн; 5 — проме-
жуточный резервуар для темных нефтепродуктов; 6 — нефтеловушка; 7— промежуточный резервуар ;шя
воды; 8 - насосная станция; 9 - - пожарное депо; 10 — трансформаторная подстанция; / / — проезд для авто-
транспорта; 12 — битумохранилище; 13 — платформа; 14— наливная колонка для битума; 15— насосная;
16 — эстакада для подогрева цистерн; 17 — наливная эстакада; 18 — пути для очищенных цистерн
297
Рис. 10.10. Схемы: а — лесопогрузочной станции: 1 — погрузочный путь; 2 — район подвозимого к
станции леса (или склад лесоматериалов); б — пункт, обслуживающий элеватор: / — приемо-отправоч-
ные пути; 2 — весы; 3 — элеватор; 4 — приемные лари; 5 - ходовой путь; 6 — разгрузочные пути; 7 —
пути для накопления вагонов
В местах массового поступления зерна сооружаются станции или пункты, обслужива-
ющие элеваторы (рис. 10.10, б). Схема путевого развития обеспечивает поточность пере-
движения вагонов и требуемую перерабатывающую способность, соответствующую про-
изводительности выгрузочных средств элеватора.
Для выполнения операций, связанных с прибытием и отправлением, перегрузкой и временным
хранением, сортировкой, техническим и коммерческим обслуживанием контейнеров, в крупных го-
родах и портах сооружаются специальные станции-терминалы с железнодорожными путями для об-
служивания грузового движения и перегрузочным комплексом (рис. 10.11, а). Грузовые станции, об-
служивающие подъездные пути (рис. 10.11, б), сооружаются при наличии большого числа примыка-
ющих предприятий, баз и складов. К грузовым относятся портовые железнодорожные станции (рис.
10.12, а), предназначенные для обслуживания морских и речных портов при перевалке грузов с желез-
ной дороги на водный транспорт и обратно. Такие станции оснащены приемо-отправочными, сор-
тировочными и вытяжными путями, горками малой и средней мощности.
Рис. 10.11. Схемы: а -- станция-терминал для переработки контейнеров: / — товарная контора; 2 — проезд для
автотранспорта; 3— контейнерная площадка; 4 — высокая платформа; 5 — кран; 6— погрузочно-выгрузочные
нуги; 7 - выставочные нуги; 8— приемо-отправочные и сортировочные пути; б— грузовая станция, обслужива-
ющая подъездные пути: ПП1 -ПП8 — подъездные пути; ГР— грузовой район; ПОП I —приемо-отправочный
парк (в том числе маршрутов ПП1); С — сортировочный парк; ПСП — приемо-сдаточный парк групп вагонов
ПП2, 4—8; ПОП II — приемо-отправочный парк маршрутов ППЗ; ПС — промышленная станция
С целью выполнения смешанных железнодорожно-водных перевозок через большие вод-
ные преграды применяют специальные станции (рис. 10.12, б). При обслуживании междуна-
родных перевозок такие станции оснащены железнодорожными путями колеи 1520 и 1435 мм.
На отечественных паромных переправах курсируют паромы однопалубные вместимостью
26 вагонов, двухпалубные— 104 вагонов и трехпалубные— 108 четырехосных вагонов.
10.2.5. Пассажирские станции
Пассажирские станции предназначены для обслуживания пассажиров дальнего, ме-
стного и пригородного пассажирского движения. Они сооружаются в административно-
хозяйственных и промышленных центрах, курортных зонах, в городах и населенных пун-
ктах, в которых организована пересадка на другие виды транспорта — морской, речной,
воздушный. На пассажирских станциях осуществляется прием и отправление пассажир-
ских поездов, посадка и высадка пассажиров, их обслуживание, продажа билетов, прием
298
Рис. 10.12. Схемы портовых железнодорожных станций: а —для обслуживания порта с большим грузообо-
ротом; б-- морских паромных переправ: П парк приема; С-О - сортировочно-отправочный парк; J1X —
локомотивное хозяйство; В, и В, — выставочные парки вагонов для каждого пути парома
и выдача багажа, хранение ручной клади и др. В своем составе пассажирские станции имеют
вокзал с помещениями для обслуживания пассажиров, приемо-отправочные пути и пути для
выполнения маневровых операций и временного отстоя вагонов, платформы для посадки и
высадки пассажиров, переходные тоннели и мосты, а в ряде случаев почтово-багажные и
другие отделения. На крупных пассажирских станциях имеются также вагонные депо и уст-
ройства для ремонта и экипировки вагонов, депо пассажирских локомотивов.
По расположению путей и вокзала пассажирские станции бывают со сквозными (рис. 10.13, а)
и тупиковыми приемо-отправочными путями (рис. 10.13, б).
Рис. 10.13. Схемы пассажирских станций: а — со сквозными; б— тупиковыми приемо-отправочными путями;
ПТС — пассажирская техническая станция; ПОС — нарк отстоя пригородных составов; БП — багажные
и почтовые устройства; ПТ — тоннель
Кроме сквозных и тупиковых бывают пассажирские станции комбинированного типа.
Наибольшее распространение получили пассажирские станции со сквозными приемо-отпра-
вочными путями (см. рис. 10.13, а). Такие станции могут принимать пассажирские поезда с
каждого направления на любой путь и отправлять их с любого пути на все направления. При
этом пути 3 и 4 специализируются для приема нечетных, а 7 и 8 — для четных поездов. Грузо-
вые поезда пропускаю гея без остановки: нечетные — по пути За. а четные — по пути 9. Путь
5 служит для подачи и уборки поездных локомотивов, почтовых и багажных вагонов. Тупи-
ковая станция с двухпутным подходом (см. рис. 10.13, б) снабжена путями 1—4 для приема и
отправления пригородных поездов, а 5—9— для дальних и местных.
299
Пассажирские технические станции (рис. 10.14, а) служат для подготовки составов в
рейс. Для этой цели составы прибывают в парк приема 5, где производится технический,
санитарный осмотр, очистка вагонов, а при необходимости переформирование. После
прохода через моечную машину переставляются в ремонтно-экипировочное депо 9 для ре-
монта ходовых частей и внутреннего оборудования вагонов.
Рис. 10.14. Схемы: а — пассажирская техническая станция: / — цех обмывки вагонов; 2 — локомотивное
хозяйство; 3 -- парк местных и пригородных составов; 4 — парк отправления готовых составов; 5 — парк
приема; 6 — вагонное депо; 7 — парк резервных вагонов; 8 — административно-бытовой корпус; 9 —
ремонтно-экипировочное депо; 10- - пути газовой дезинфекции; б—зонная станция: I, II — главные пути;
3, 4 — зонные приемо-отправочные пути; 5—8 — пути отстоя электросоставов
Зонные станции сооружаются в пунктах оборота пригородных поездов (рис. 10.14, б).
Они предназначаются для стоянки составов и локомотивов в ожидании их отправления.
10.2.6. Железнодорожные узлы
Железнодорожные станции располагаются в пунктах пересечения или примыка-
ния не менее трех железнодорожных линий. Железнодорожные узлы представляют со-
бой комплексы технологически связанных между собой железнодорожных станций,
главных, соединительных, обходных и подъездных путей, постов в пунктах примыка-
ния, а также путепроводных развязок железнодорожных линий между собой и с город-
скими магистралями и автодорогами. Они включают в себя вокзалы, депо, тяговые под-
станции и др. Железнодорожный узел, как правило, является составной частью транс-
портного узла. Границами железнодорожного узла являются внешние границы входя-
щих в него раздельных пунктов.
По схемам взаимного расположения станций и подходов различают следующие типы
железнодорожных узлов: с одной станцией (рис. 10.15, а), сооружаемой при небольшом чис-
ле сходящихся линий; с параллельным расположением основных станций (рис. 10.15, 5); с
последовательным расположением станций (рис. 10.15, в); крестообразный (рис. 10.15,?) —
при пересечении существующей железнодорожной линии под углом, сооружаемый, как пра-
вило, при небольшом объеме переработки, не требующей в узле наличия сортировочной стан-
ции; треугольный (рис. 10.15, д) — при наличии значительной корреспонденции поездопото-
ков между всеми сходящимися направлениями.
Кроме приведенных выше, существуют радиальные железнодорожные узлы, сооружае-
мые на подходах к центральной части города, общих для всех сходящихся линий (рис. 10.16, а),
тупиковые (б), кольцевые (в), полукольцевые (?) и комбинированные (рис. 10.16, Э).
300
Рис. 10.15. Схемы железнодорожного узла: а — с одной станцией: I — пассажирское здание; 2 — грузо-
вой двор; 3 — локомотивное хозяйство; б — с параллельным расположением основных станций: 1 —
пассажирская станция; 2 — станция для обслуживания грузового движения; в — с последовательным
расположением: 1,2,3, г — крестообразного типа: 1 — основная станция узла; 2 — станция для обслужи-
вания транзитных поездов новой линии (АБ); д — треугольного типа: 1 — основная станция узла; 2 —
станция для обслуживания транзитных поездов
10.3. Обработка поездов на станциях
Основными из документов, определяющих работу станций, являются технологи-
ческий процесс и техническо-распорядительный акт, составленные с учетом требова-
ний ПТЭ железных дорог.
Технологический процесс работы станции устанавливает наиболее целесообразный
порядок и продолжительность выполнения операций с поездами и вагонами всех катего-
рий. Он предусматривает научную организацию труда и управления, организацию комп-
лексных бригад на станции, обеспечивает высокую культуру обслуживания пассажиров,
выполнение плановых заданий по переработке вагонов, погрузке, выгрузке и сортировке
грузов и др.
Правильная организация технологического процесса способствует повышению произво-
дительности труда, сохранности перевозимых грузов и подвижного состава, безопасности дви-
жения поездов и маневровой работы, снижению себестоимости переработки вагонов.
Технологический процесс работы составляется для сортировочных, участковых, пассажир-
ских и грузовых станций в соответствии с типовым технологическим процессом с учетом осо-
бенностей и условий работы конкретной станции. Его разрабатывают инженерно-техни-
ческие работники станции совместно с персоналом ВЦ, локомотивного и вагонного депо,
дистанции пути, сигнализации и связи, погрузочно-разгрузочных работ, участка энерго-
снабжения, технологической группы отделения дороги и дорожного конструкторско-тех-
нологического бюро.
301
J
Рис. 10.16. Схемы железнодорожных узлов: а — радиального типа; б — тупикового; в — кольцевого; г—
полукольцевого; д — комбинированного типа: 1 — пассажирская станция; 2 — сортировочная станция;
3 — грузовые станции; 4 — промышленный район; 5 — речной порт; 6 — техническая пассажирская
станция; 7 — предузловой разъезд
Техническо-распорядительный акт станции устанавливает порядок использования тех-
нических средств и регламентирует безопасный и беспрепятственный прием, отправление
и проследование поездов по станции, определяет безопасность внутристанционной манев-
ровой работы и соблюдение техники безопасности.
Порядок, установленный актом, обязателен для работников всех служб. Техническо-
распорядительный акт содержит общие сведения о станции, по приему и отправлению по-
ездов, организации маневровой работы, технике безопасности, а также приложения. В акте
указывается вид станции и присвоенный ей класс, перечень прилегающих к станции пере-
гонов, число путей на них, средства сигнализации и связи при движении поездов, примы-
кающие к станции подъездные пути и другие сведения, касающиеся характеристики и на-
значения сортировочных, пассажирских, грузовых и экипировочных устройств, освеще-
ния и видов внутристанционной связи, восстановительных и противопожарных средств.
В отдельном разделе изложены требования по технике безопасности, дан перечень не-
габаритных мест на территории станции, где работники должны проявлять особое внима-
ние и осторожность при выполнении своих обязанностей. Здесь же приведены наиболее
безопасные места перехода работников через станционные пути.
302
В приложения включен масштабный план станции, ведомости подъездных путей, ин-
струкции, ведомости, схемы и другие данные, относящиеся к организации рациональной и
безопасной работы всех служб.
Выписки из техническо-распорядительного акта вывешиваются в помещениях дежур-
ного по станции, маневрового диспетчера, у дежурных по паркам и сортировочным гор-
кам, исполнительных постов централизации, стрелочных постов, дежурного по локомо-
тивному депо и осмотрщиков вагонов.
На станциях выполняются технические, коммерческие, грузовые и пассажирские опе-
рации. Технические операции связаны с приемом, отправлением и безостановочным про-
пуском поездов. При этом осуществляется технический осмотр, ремонт вагонов и подго-
товка их под погрузку, смена локомотивов и локомотивных бригад, а также производство
маневровой работы с составами и группами вагонов.
К грузовым и коммерческим операциям относятся прием грузов от грузоотправите-
лей, оформление платежей за перевозку, погрузку и выгрузку вагонов, хранение и выдача
грузов, перегрузка, грузосортировка и другие подобные операции.
Пассажирские операции включают в себя посадку и высадку пассажиров, продажу
проездных билетов, прием и выдачу багажа и ручной клади, а также ряд других операций,
связанных с перевозкой пассажиров, багажа и почты.
В работе станций особое место занимает план формирования поездов, разрабатывае-
мый на основе плана перевозок, учитывающий корреспонденцию вагонопотоков между
районами погрузки и выгрузки. План формирования представляет собой систему органи-
зации вагонопотоков в поезда и определяет объем работы и технологию расформирова-
ния, формирования и пропуска поездов каждой станции.
График движения поездов обобщает всю эксплуатационную работу железных дорог и
является обязательным для выполнения всеми работниками, связанными с подготовкой,
отправлением и проследованием поездов. На основе графика составляется расписание дви-
жения поездов, в котором указывается время прибытия, отправления и проследования по-
ездов по каждому раздельному пункту.
График движения поездов учитывает план перевозок пассажиров и грузов, обеспечи-
вает безопасность движения поездов, способствует наиболее эффективному использова-
нию пропускной и провозной способности участков и перерабатывающей способности стан-
ций, высокопроизводительному использованию подвижного состава и т.д. На графике ход
поезда изображается в виде движения точки в системе координат, на котором по оси абс-
цисс откладывается время, а по оси ординат — пройденное расстояние.
Таким образом, график изображается в виде линий, условно принимаемых в виде прямых,
соединяющих точки отправления и прибытия поездов на смежных раздельных пунктах. При
этом нечетные поезда наносятся сверху вниз, а четные — снизу вверх (рис. 10.17). На графике
указывают время прибытия, отправления и проследования поезда через каждый раздельный пункт.
10.4. Маневровая работа на станциях
Всякие перемещения подвижного состава в пределах станции, связанные с обработкой
прибывших и отправляемых поездов, называются маневрами. Управление маневровой ра-
ботой осуществляют маневровый диспетчер, дежурный по станции, дежурный по горке или
парку. Руководителем маневров, как обычно, является составитель поездов, а непосредствен-
ным исполнителем — комплексная или маневровая бригада. В состав комплексной бригады
входят работники станции, бригады маневровых локомотивов, работники пункта техничес-
кого обслуживания и ремонта вагонов и работники, непосредственно участвующие в осуще-
ствлении маневров. По характеру маневровые работы бывают сортировочные, перестано-
вочные, группировочные и специальные. По назначению они делятся на маневры расформи-
рования, формирования, прицепки, отцепки, подачи, уборки вагонов и др.
303
а о
Затраты, связанные с маневровыми работами на станциях, составляют около 10 % всех
эксплуатационных расходов по осуществлению грузовых перевозок и около 30—40 % всех
расходов на станциях. Поэтому рационализация технологии маневровых работ, ускорение
маневров, более производительное использование маневровых средств имеют большое эко-
номическое значение. При проведении маневров особое внимание должно уделяться сохран-
ности подвижного состава, не допуская превышения скорости соударения вагонов свыше
нормативного значения.
Рис. 10.18. Сортировочная горка
На крупных станциях
сортировочные маневры выпол-
няют на горках (рис. 10.18), осна-
щенных новейшей техникой.
На сортировочных горках
используется горочная автомати-
ческая централизация (ГАЦ), по-
зволяющая автоматически пере-
водить стрелки при распределе-
нии отцепов, скатывающихся с
горба, по соответствующим пу-
тям сортировочного парка.
Программный режим работы
ГАЦ обеспечивается горочным
программным задающим устрой-
ством, связанным с автоматизиро-
ванной системой управления сортировочной станции (АСУ СС). Для снижения скорости ска-
тывающихся отцепов и недопущения повреждения вагонов при соударениях на путях сортиро-
вочных горок устанавливают вагонные замедлители (рис. 10.19, я). Тормозной эффект замед-
лителя достигается воздействием его силовых узлов на колесные пары вагонов. При этом, сила
торможения устанавливается автоматически, пропорционально нагрузке на колесные пары
вагона или изменением давления воздуха в тормозных цилиндрах. На сортировочных горках
вагонные замедлители входят в состав механизированных тормозных позиций.
Применяемые вагонные замедлители клещевидного весового типа (рис. 10.19, б) рабо-
тают следующим образом. При входе отцепа на замедлитель колесо 10 вагона катится по
выступающей части 3 правой тормозной шины 2, расположенной выше головки рельса 9.
304
Рис. 10.19. Весовой балочный вагонный замедлитель: а — общий вид; б — кинематическая схема замед-
лителя: I и 2 — тормозные шины (балки); выступающая часть тормозной шины; 4, 5, 6 и 7— рычаги; 8—
тормозной цилиндр; 9— рельс; 10 — колесо вагона
Под действием веса вагона тормозная шина 2 поворачивается против часовой стрелки и, при-
жимаясь к ободу колеса, тормозит его. Посредством рычагов 4,5 и 7и тормозного цилиндра 8
вес вагона также оказывает воздействие на рычаг 6, который прижимает к колесу левую тор-
мозную шину 1. Если усилие, создаваемое за счет сжатого воздуха в цилиндрах 9, превышает
усилие от вагона, то колесо катится по выступающей части 3 правой тормозной балки 2. Если
же усилие , создаваемое сжатым воздухом меньше, чем от веса вагона, колеса катятся по рель-
сам, а сила торможения определяется давлением сжатого воздуха в цилиндрах 8.
Вагонные замедлители должны обеспечивать подход различных типов вагонов к ваго-
нам, стоящим в сортировочном парке, с допустимой скоростью соударения (до 1,5 м/с), а также
остановку вагонов при необходимости в конце второй тормозной позиции. Для осуществле-
ния более точного прицельного торможения отцепов иногда в начале каждого пути сортиро-
вочного парка устанавливают так называемые парковые замедлители, механические или авто-
матические башмаки.
В качестве тормозных средств
для торможения отцепов вагонов
и других видов подвижного соста-
ва используют тормозные башма-
ки различных типов (рис. 10.20).
Тормозные башмаки приме-
няют на сортировочных путях
сортировочных горок, а также для
Рис. 10.20. Тормозные башмаки конструкции а и б:
I — полоз; 2 — опорная колодка; 5 — рукоятка
закрепления вагонов на станционных и подъездных путях. Тормозной эффект тормозных
башмаков основан на замене трения качения вагона трением скольжения по рельсу полоза
башмака и второго колеса заторможенной колесной пары по другому рельсу. Для укладки
тормозных башмаков используется специальная вилка, с помощью которой обеспечивает-
ся безопасность работы при заторможивании любой колесной пары тележки вагона. Вы-
ведение тормозных башмаков из-под колес осуществляется башмакосбрасывателсм, со-
стоящим из рельса-усовика и прикрепленного к нему рельса-остряка.
10.5. Автоматика, телемеханика и связь на станциях и перегонах
Железнодорожные станции и перегоны оснащены новейшими средствами автома-
тики, телемеханики и связи, при помощи которых осуществляется регулирование движе-
нием поездов и обеспечивается безопасность их следования по станциям и перегонам.
20 Вагоны
305
К таким устройствам относятся: автоматическая блокировка; автоматическая локомотив-
ная сигнализация; устройства диспетчерского контроля за движением поездов; автомати-
ческая переездная сигнализация; релейная полуавтоматическая блокировка; электричес-
кая централизация стрелок и сигналов; диспетчерская централизация; средства механиза-
ции и автоматизации сортировочных горок.
При автоматической блокировке межстанционный перегон делится на блок-участки,
а на их границах устанавливают автоматически действующие светофоры (рис. 10.21). Ав-
тоблокировки бывают однопутные и двухпутные. Различают автоблокировки с двух-, трех-
и четырехзначной сигнализацией.
Рис. 10.21. Схема двузначной автоматической блокировки: СБ — сигнальная батарея; ПР — путевое реле;
ИС — изолирующий стык; ПБ — путевая батарея
Автоматическая локомотивная сигнализация (рис. 10.22) используется на участках,
оборудованных автоблокировкой.
Автоматическая локомотивная сигнализация применяется при плохой видимости из-
за тумана, снегопада, дождя и в других трудных условиях, когда машинист не всегда раз-
личает показания светофора и может проехать запрещающий сигнал.
Рис. 10.22. Схема автоматической локомотивной сигнализации
непрерывного типа с автостопом: ПК — приёмные катушки;
Ф - - фильтр; У — усилитель; ДШ — дешифратор; Г — генера-
тор; СВ — свисток; ЭПК — электропнсвматический клапан;
РБ — рукоятка бдительности; ТМ — тормозная магистраль;
Л С — локомотивный светофор; АКА — аппаратура кодовой
автоблокировки
Устройства диспетчерско-
го контроля применяют на ли-
ниях, оборудованных автобло-
кировкой. Эти устройства по-
зволяют поездному диспетчеру
иметь непрерывную информа-
цию о продвижении поездов,
для чего в его рабочем помеще-
нии установлено специальное
световое табло. К переездным
ограждающим устройствам от-
носятся также автоматическая
светофорная сигнализация, ме-
ханические и электрические
шлагбаумы.
На станциях устройства сигнализации, централизации и блокировки служат для
управления стрелками, что позволяет обеспечивать безопасное движение поездов по
станционным путям, а также ускорение и облегчение перевода стрелок и управление
сигналами. К современным устройствам СЦБ на станциях относятся электрическая цен-
трализация (ЭЦ) стрелок и сигналов, горочная автоматическая централизация (ГАЦ) и
диспетчерская централизация (ДЦ).
306
Отечественные железные дороги оснащены релейной системой ЭЦ, позволяющей обес-
печивать управление стрелками и сигналами с пульта при помощи реле. По сравнению с
ручным управлением применение ЭЦ увеличивает пропускную способность горловин стан-
ции в 1,5—2 раза, повышает производительность труда работников службы движения, сиг-
нализации и связи на 35—50 %. Все стрелочные и путевые участки станций, оснащенных
ЭЦ, имеют рельсовые цепи, а в качестве сигналов используются сигналы мачтовых и кар-
ликовых светофоров, стрелочные переводы оборудованы электроприводами.
Релейная аппаратура и источники электропитания размещаются на центральном посту
или в релейных будках, находящихся в горловинах станции. Для передачи электроэнергии и
сигналов управления и контроля между постовыми и напольными устройствами служат ка-
бельные линии. Управление стрелками и сигналами осуществляется с помощью коммутато-
ров и кнопок с пульта централизации на рабочем месте дежурного по станции, а состояние
напольных устройств отображается на световом табло. Для стрелок, используемых в поезд-
ных и маневровых маршрутах, а также в ^маршрутизированных передвижениях подвижно-
го состава, предусматривается двойное управление — центральное и местное с маневровых
колонок или маневровых постов. Средние и крупные станции оснащают релейной централи-
зацией с центральными зависимостями и центральным питанием (рис. 10.23).
Рис. 10.23. Схема оборудования станции релейной централизации: ИС — изолирующий стык; СП — стре-
лочный привод; ПТ — путевой трансформатор; РТ — релейный трансформатор; 1 — аппаратная; 2 —
релейная; 3 — зарядно-разрядные щиты; 4 — аккумуляторная
Диспетчерская централизация (ДЦ) дает возможность управлять движением поездов из одного
пункта одним лицом (диспетчером) на линиях значительной протяженности (десятки и сотни км),
оборудованных устройствами ЭЦ на станциях и автоматической блокировкой (АБ) на перегонах
(рис. 10.24). Диспетчерская централизация повышает безопасность движения поездов. Ее функцио-
нирование осуществляется с помощью устройств телеуправления (ТУ) и телесигнализации (ТС).
Для осуществления ДЦ на станциях и участках, находящихся в ведении одного дис-
петчера, его рабочее место оборудовано световым табло, на котором отображается состо-
яние контролируемых объектов, поездографом, средствами связи, в том числе устройства-
ми перегонной связи и поездной радиосвязи с локомотивами.
307
Г'
ЩЦЯЩ Организация движения поездов
Организация движения поездов представляет собой систему мероприятий, обеспечи-
вающих безопасность движения, слаженность действий всех железнодорожных подразде-
лений, минимальные сроки доставки грузов и перевозки пассажиров, использование высо-
копроизводительных технических средств и передовой технологии. На сети магистральных
железных дорог соблюдение безопасности движения поездов достигается точным выполне-
нием Правил технической эксплуатации железных дорог, действующими инструкциями по
сигнализации и движению поездов и маневровой работе. Технологической основой органи-
зации движения поездов является график движения поездов, который определяет слажен-
ность в работе подразделений железнодорожного транспорта, последовательность занятия
поездами перегонов, время отправления и прибытия по каждому раздельному пункту, ско-
рости движения по перегонам, нормы времени стоянок на станциях, массу и длину поездов.
Работа железнодорожного транспорта осуществляется по плану перевозок.
11.1. Планирование перевозок
Планируют перевозки для увязки потребности и возможности железнодорожного транс-
порта и обеспечения эффективного использования транспортных средств. Составляют перс-
пективные, годовые, квартальные и месячные планы перевозок. Грузовые перевозки планиру-
ют в соответствии со схемой нормальных направлений грузопотоков, которая отражает связь
районов производства с районами потребления продукции. Годовые планы устанавливают:
объем перевозок (отправление) грузов по сети в целом в тоннах с распределением по кварта-
лам и с выделением отдельных грузов; производительность труда в приведенных тонно-кило-
метрах; время оборота грузового вагона; себестоимость перевозок; прибыль. В планы вклю-
чают также такие показатели, как грузооборот, среднесуточная погрузка в вагонах, средняя
масса поезда, статическая нагрузка вагона, средняя дальность перевозки и др.
Планы пассажирских перевозок устанавливают их объем в тысячах пассажиров, пассажи-
рооборот в млн пассажиро-км, среднюю дальность поездки пассажира и основные пассажиро-
потоки. Объем перевозок пассажиров по сети железных дорог составляет количество отправ-
ленных пассажиров во внутреннем сообщении с учетом приема пассажиров из зарубежных
стран. Отдельно планируют дальние и пригородные перевозки пассажиров. При планирова-
нии учитывают основные факторы, определяющие величину пассажиропотоков: материаль-
ное благосостояние и подвижность населения; развитие промышленности и сельского хозяй-
ства; изменение в размещении производительных сил; сети курортов, санаториев, домов отды-
ха; развитие туризма; совершенствование других видов транспорта; расширение международ-
ных сообщений; постройка новых железных дорог и изменение технического оснащения суще-
ствующих и др. При планировании объема работы по пассажирским перевозкам проводят
обследования потока пассажиров по отдельным узлам и направлениям, что в сочетании с эко-
номическим обследованием позволяет более полно учесть особенности перевозок.
Оперативное планирование эксплуатационной работы железных дорог позволяет оп-
ределить объем и характер поездной и грузовой работы в предстоящие сутки и смену, разра-
ботку сменно-суточных оперативных планов и заданий по освоению намеченного объема
работы с учетом наилучшего использования технических средств в условиях конкретных
суток и смены. В основу оперативного плана закладывается график движения и план форми-
рования поездов, а также рациональное использование подвижного состава, пропускной
способности железнодорожных линий и перерабатывающей способности станций. Исход-
ной информацией для оперативного планирования являются: данные о текущем положе-
нии на станциях и участках, включая наличие вагонов, локомотивов, поездов, ход процес-
сов грузовой, поездной и маневровой работы, поступление поездов, вагонов, локомоти-
вов с других железнодорожных подразделений; заявки клиентуры на погрузку вагонов;
310
график постановки локомотивов на осмотр и плановый ремонт; директивные указания вы-
шестоящих органов и пр. Техническое нормирование, представляющее собой разработку
специальной системы показателей, регламентирующих эксплуатационную работу всех же-
лезнодорожных подразделений в количественном и качественном отношении в течение
данного месяца, направлены на выполнение запланированного объема перевозок с наи-
меньшими материально-техническими затратами.
Технические нормы рассчитываются на каждый месяц: для железных дорог — Департа-
ментом перевозок МПС, для отделений — службами перевозок дорог, для станций — отде-
лами отделений дорог. Расчет производится на основе развернутого плана перевозок, со-
ставленного по заявкам грузоотправителей по каждому роду вагонов. Среднесуточные ко-
личественные показатели технических норм, регламентирующие объем работы подразделе-
ний, включают в себя: план погрузки; норму выгрузки; передачу (прием и сдача) поездов и
вагонов по стыковым пунктам дорог и отделений; норму сдачи порожних вагонов по регу-
лировочному заданию; размеры движения поездов по участкам; работу вагонного парка и
вагоно-километры пробега вагонов. Качественные показатели, отражающие уровень исполь-
зования подвижного состава, включают в себя: участковую скорость движения поездов, учи-
тывающую стоянки на промежуточных станциях участка; техническую скорость — без учета
таких стоянок; нормы простоя вагонов на технических и грузовых станциях; груженый и
порожний рейс вагона, выражающий расстояние, проходимое вагоном за время его оборо-
та; коэффициент порожнего пробега вагона. На основании полученных качественных пока-
зателей для общего рабочего парка определяют оборот вагона в сутках, являющийся одним
из важнейших показателей работы железных дорог.
11.2. План формирования поездов
План формирования поездов представляет собой план поездообразования на техничес-
ких и грузовых станциях с оптимальным распределением сортировочной работы между ними.
Оптимальный план формирования поездов обеспечивает эффективное использование гру-
зовых вагонов и технической вооруженности станций. Различают междорожный (сетевой),
разрабатываемый для основных и районных сортировочных станций, и внутридорожный
план формирования поездов, составляемый для станций дороги с учетом особенности их
работы и расположения.
В целях установления оптимального пути следования вагонов и рационального распре-
деления сортировочной работы между станциями служит система организации вагонопото-
ков. При разработке плана формирования поездов стремятся включить наибольшее число
вагонов в маршруты, чтобы поезда следовали от станции погрузки до станции выгрузки без
переформирования. Маршрутизация перевозок может осуществляться непосредственно со
станций массовой погрузки, называемая отправительской маршрутизацией. Если загружен-
ных отправителем вагонов недостаточно для целого состава, маршруты формируют из ваго-
нов, загружаемых на нескольких станциях одного или двух участков, или несколькими от-
правителями на одной станции. После выделения отправительских и ступенчатых маршру-
тов из оставшегося вагонопотока формируют поезда других категорий: сквозные, проходя-
щие без переработки не менее чем через одну техническую (сортировочную или участковую)
станцию; участковые, следующие без переработки от одной технической станции до другой;
сборные, состоящие из вагонов, следующих на промежуточные станции; передаточные —
для доставки вагонов с одной станции узла на другую; вывозные — для вывоза групп ваго-
нов с отдельных промежуточных станций участка железной дороги. Отдельно формируют
грузовые ускоренные поезда, в которые включают вагоны с живностью, скоропортящимися
и другими грузами, требующими быстрой доставки. При разработке плана формирования
предусматривается составление поездов из порожних вагонов по отдельным родам подвиж-
ного состава, например из крытых вагонов, полувагонов, цистерн, платформ.
311
В целом план формирования поездов должен обеспечивать наименьшее время следо-
вания вагона от станции погрузки до станции выгрузки, включая простои под накоплени-
ем на технических станциях. Причем, продолжительность под накоплением существенно
зависит от мощности вагонопотока данного назначения. Следовательно, для любого же-
лезнодорожного направления, включающего несколько сортировочных станций, может
быть два крайних варианта: формирование каждой станцией либо только участковых по-
ездов, либо только сквозных. Оптимальный вариант при этом представляет собой рацио-
нальное сочетание участковых и сквозных поездов, получаемое сложными комбинатор-
ными расчетами с использованием ЭВМ. Расчетное направление может включать до 275
станций, а в перспективе может быть доведено до 512.
Выполнение плана формирования поездов учитывают на станщгях. Данные учета сооб-
щают в отделения дороги и службу движения дороги. На работников технической конторы
возложена проверка соответствия составов прибывающих поездов плану формирования. Конт-
роль выполнения плана формирования в отделениях и управлениях дорог осуществляется по
фактически выполненным вагонопотокам, направлению их кружности, а также нарушению
плана формирования поездов. Из-за неравномерности движения поездов размеры вагонопо-
токов отклоняются от расчетных, принятых в плане формирования, так как станции не всегда
могут их переработать. Вследствие этого на срок, обусловленный такими причинами, порядок
направления вагонопотоков и план формирования поездов корректируют: сетевой — МПС,
внутридорожный — руководство дороги, местных вагонопотоков — руководство отделения
дороги. О всех изменениях плана формирования поездов начальники службы движения и от-
делений дорог сообщают в Департамент движения МПС России.
11.3. График движения поездов
График движения поездов является основой организации движения поездов. Он пред-
ставляет собой графическое изображение следования поездов на масштабной сетке, на
которой движение поездов изображаются прямыми наклонными линиями (линиями хода
поездов). Горизонтальными линиями на графике обозначены оси раздельных пунктов.
Весь суточный период разделен жирными вертикальными линиями на часовые периоды
(от 0 до 24 ч), штриховыми — на получасовые и тонкими — на десятиминутные интерва-
лы. На графике указывают время прибытия, отправления и проследования поезда через
каждый раздельный пункт. Его проставляют всегда в тупом углу, образуемом линией
хода поезда и осью раздельного пункта. Если поезд следует через раздельный пункт безо-
становочно, то время проследования ставится в тупом углу по отправлению.
Графики движения поездов различают:
— в зависимости от соотношения скоростей движения разных поездов по одному и
тому же перегону — параллельные и непараллельные. В параллельных графиках поезда
имеют одинаковую скорость и линии их хода на данном перегоне параллельны, а в непа-
раллельных графиках линии хода поездов — с разными скоростями;
— по числу главных путей на перегонах участка — однопутные, двухпутные и мно-
гопутные. При однопутных графиках скрещение поездов между собой и обгоны одних
поездов другими производятся на раздельных пунктах с путевым развитием. Характер-
ной особенностью двухпутных графиков является специализация каждого главного пути
на движение только в одном направлении, в связи с чем скрещения поездов могут произ-
водиться не только на раздельных пунктах, но и на перегонах, а обгоны производятся на
раздельных пунктах, имеющих обгонные пункты. На многопутных участках, как прави-
ло, сочетаются двухпутный и однопутный графики при трех главных путях или двухпут-
ные графики при четырех главных путях;
— в зависимости от соотношения размеров движения в четном и нечетном направле-
ниях — парные и непарные. В парных графиках — число поездов в обоих направлениях
одинаково, в непарных -— число поездов по направлениям различно;
312
— в зависимости от расположения попутных поездов — пачечные и пакетные или ча-
стичнопакетные. Пачечным называется график, на котором попутные поезда отправляют-
ся с разграничением их межстанционными перегонами. Пакетным называется график, на
котором попутные поезда разграничены сигналами автоблокировки или блок-постами (на
межстанционном перегоне одновременно может находиться несколько поездов). Отноше-
ние числа поездов, прокладываемых на графике пакетами, к общему числу поездов назы-
вается коэффициентом пакетности;
— по времени занятия перегона участка парой поездов противоположного направле-
ния на однопутных и поездом данного направления на двухпутных линиях — идентичные
и неидентичные. При одинаковых на всех перегонах времени график называется идентич-
ным, при разном — неидентичным, характеризующийся, так называемым, коэффициен-
том неидентичности;
— по заполнению пропускной способности участка — максимальные, на которых число
поездов соответствует пропускной способности участка, и немаксимальные — при невы-
полнении этого условия.
При составлении графика могут включаться одновременно несколько признаков, что
для примера показано на рис. 11.1.
а — однопутный параллельный парный пакетный; б — двухпутный непараллельный пачечный
Обеспечение безопасности движения поездов, безопасности пассажиров и обслужи-
вающего персонала достигается соблюдением элементов графика, регламентирующих
скорости движения поездов по перегонам и станциям, порядок и продолжительность
выполнения операций по приему, отправлению и проследованию поездов по станциям.
К элементам графика относятся: перегонные времена хода поездов; станционные интер-
валы; интервалы между поездами в пакете; технологические нормы стоянок поездов на
станциях; нормы нахождения локомотивов на станциях основного и оборотного депо.
Графики движения поездов строятся на основе прогрессивных норм эксплуатационной
работы железных дорог, наиболее производительного использования новых технических
средств, обобщения опыта работы. Графики движения поездов составляют ежегодно с зим-
ним и летним вариантами одновременно для всей сети железных дорог. Исходными данны-
ми для составления графика служат размеры движения, нормы массы и длины составов по
каждому участку и категориям поездов, элементы графика, принятая система организации
развоза местного груза, «окна» в движении для выполнения ремонтно-строительных работ.
Каждой дороге задаются основные качественные нормативы графика: техническая, участко-
вая и маршрутная скорости и среднесуточный пробег локомотивов, которые должны быть
обеспечены при составлении графика. Линии хода поездов на графике прокладывают по
категориям в определенной последовательности. Согласно предварительно разработанной
схеме прокладывают линии хода пассажирских поездов, затем ускоренных и грузовых. Для
местных поездов (сборных и вывозных) линии хода прокладывают на основе предваритель-
но составленной схемы их обращения. Размеры грузового движения в графиках предусмат-
ривают на уровне 1,25—1,3 среднесуточных за год.
Фрагмент графика движения поездов приведен на рис. 11.2.
313
Наименование участков Серия локомотива Масса грузовых поездов, т Длина состава в ваг.
Унифи- цирован- ная Расчет- ная S 4. = - S 23 Е = о — Расчет- ная
3 у 2 н :г 3 2 | нои О
К—А А—Б Б—В D Г OI-V0 о 3500 4000 4200 о 5
Рис. 11.2. Фрагмент графика движения поездов на однопутном участке железной дороги
11аимеповапие раздельных пунктов Расстояние, км Число поездов Скорость грузовых поездов. км/ч
Последова- тельное Между раз- дельными пунктами 1 кссажирс- кихв парах Грузовых техни- ческая участковая
неч чет
К 7.3 7,3
А
б 7.9
в 16.0 8,1 7 18 16
25.0 9.0
д 33,6 52,3 34.8
45.2 11.6 5 19 17
Б Сборные 48,4 26.8
е 54.1 8.9
ж 65. 10.9
75.5 10.5 5 18 16
В
Г 85,0 9,5 3 14 13
На основе графика движения поездов организуется поездная работа, которая включает
оперативное планирование и диспетчерское руководство. По диспетчерским графикам ис-
полненного движения ведется учет и анализ выполнения графика движения поездов. Реали-
зация графика позволяет полностью освоить грузовые и пассажирские перевозки и наиболее
эффективно использовать пропускную и провозную способности участков железных дорог.
Движение поездов строго по графику обеспечивается правильной организацией эк-
сплуатационной деятельности и точным выполнением технологического процесса рабо-
ты станций, вагонных и локомотивных депо, тяговых подстанций, пунктов технического
обслуживания вагонов и локомотивов и других подразделений железных дорог. Наивы-
годнейшее использование подвижного состава обеспечивается в графике высокими ско-
ростями движения поездов и минимальными стоянками их для технического и коммер-
ческого обслуживания, а также реализацией повышенных норм массы и длины составов
при наилучшем использовании мощностей локомотивов. Существенный эффект дости-
гается за счет формирования поездов из большегрузных восьмиосных вагонов, а также
из вагонов при максимальном использовании грузоподъемности и вместимости.
11.4. Провозная и пропускная способность железных дорог
Провозная способность железнодорожной линии определяется возможностью выпол-
нения объемов перевозок в миллионах тонн грузов по ней в течение года. Провозная способ-
ность прямо пропорциональна пропускной способности участка и массе составов поездов, а
также существенно зависит от конструктивных схем и параметров вагонов. Провозная спо-
собность увеличивается с понижением коэффициента тары вагонов, улучшением использо-
вания их грузоподъемности.
Важным резервом увеличения провозной способности линий является увеличение массы
поездов за счет применения большегрузных восьмиосных конструкций, а также рациональ-
ного использования расширенных габаритов подвижного состава при создании новых ва-
гонов. Применение восьмиосных полувагонов и цистерн по сравнению с четырехосными
позволяет при одной и той же длине состава увеличить массу (вес) поезда на 25—40 %, а
при габаритах Т и Тц — на 50—60 % без дорогостоящей реконструкции линий—удлине-
ния станционных путей. Расчеты ВНИИЖТа показывают, что массовое применение вось-
миосных полувагонов и цистерн габаритов Т и Тц позволяет увеличить провозную спо-
собность железных дорог на 18 %. При заданных размерах грузопотока внедрение таких
вагонов может привести к сокращению количества поездов на 8 %, снизить себестоимость
перевозок, а следовательно, сократить сроки окупаемости капитальных вложений в строи-
тельство восьмиосных вагонов.
Восьмиосные полувагоны и цистерны прошли 20 различных видов испытаний, при-
няты Государственными межведомственными комиссиями для серийного производства,
проверены длительной эксплуатацией. При организации массового производства вось-
миосных вагонов следует повысить прочность некоторых частей, выявленных при эксп-
луатационных испытаниях. Поэтому эффективным резервом повышения провозной спо-
собности железных дорог при минимальных затратах средств народного хозяйства на их
реконструкцию является строительство новых вагонов, особенно восьмиосных, с учетом
рационального использования расширенных габаритов подвижного состава и усовер-
шенствованных конструктивных схем.
Пропускная способность рассматривается отдельно для участка железной дороги и для
раздельного пункта (станции). В первом случае пропускная способность представляет собой
размер движения поездов (пар поездов), который может быть обеспечен за единицу времени
(сутки, час) в зависимости от технической оснащенности железнодорожного участка и спосо-
ба организации движения поездов. Различают: наличную пропускную способность, которая
определяется с учетом времени для технологических «окон» и коэффициента надежности тех-
нических устройств; ожидаемую, определяемую при планируемом техническом оснащении;
315
потребную, необходимую для перспективных грузовых и пассажирских потоков; резуль-
тативную, полученную на основе данных о пропускной способности отдельных устройств.
Результативная пропускная способность устанавливается по ограничивающему перегону,
станционным приемо-отправочным путям и стрелочным горловинам, устройствам элект-
роснабжения электрифицированных линий, деповским и экипировочным устройствам ло-
комотивного хозяйства, устройствам водоснабжения.
Пропускная способность станции определяется наибольшим числом грузовых и задан-
ным числом пассажирских поездов, которые могут быть пропущены станцией за сутки по
всем примыкающим направлениям при полном использовании технических средств. Про-
пускная способность устройств энергоснабжения электрифицированных линий зависит от
мощности тяговых подстанций, нагрева проводов контактной сети, напряжения на токоп-
риемнике электроподвижного состава и весовых норм поездов. Пропускная способность де-
повских и экипировочных устройств рассчитывается исходя из их производительности, тех-
нических норм пробега локомотивов между ремонтами и экипировкой, продолжительности
ремонта и технического обслуживания, снабжения песком и топливом. Пропускная способ-
ность устройств водоснабжения рассчитывается для станций, на которых имеются локомо-
тивные и вагонные депо, пункты технического обслуживания, подготовки и экипировки ва-
гонов, промывочно-пропарочные предприятия и дезинфекционно-промывочные станции,
ремонтные заводы и прочие организации с учетом хозяйственно-бытовых потребностей.
На пропускную способность станций существенно влияет их перерабатывающая спо-
собность, представляющая собой обработку наиболее вероятного числа поездов (вагонов)
за сутки при передовой технологии и близком к оптимальному использованию путевого
развития и технического оснащения. Перерабатывающая способность станций определя-
ется для сортировочных горок и вытяжных путей. Перерабатывающая способность горки
определяется исходя из того, что она предназначена для расформирования одних составов
и одновременного формирования других в процессе роспуска. При этом работа по окон-
чании формирования составов в сортировочных комплексах с сортировочными горками
повышенной, большой и средней мощности выполняются с двух сторон — на горке и на
вытяжных путях выходной стрелочной горловины сортировочного парка.
На перерабатывающую способность сортировочной горки, кроме технических и техно-
логических факторов, оказывают влияние параметры вагонов. Сортировка восьмиосных ва-
гонов расширенных габаритов обеспечит повышение на 11—13,5 % перерабатывающей спо-
собности сортировочных горок, выраженной в тоннах перевозимого груза. Кроме того, при-
менение таких вагонов обеспечит увеличение перерабатывающей способности погрузочно-
разгрузочных фронтов (в тоннах погрузки и выгрузки груза), а за счет относительного умень-
шения количества подач и, следовательно, сокращения затрат времени на производство ма-
невров будет повышаться производительность машин и механизмов.
П.5. Системы управления движением поездов
Управление движением поездов осуществляется диспетчерской централизацией (ДЦ),
обслуживающей железнодорожные линии протяженностью до сотни км, оборудованных
устройствами электрической централизации на станциях и автоматической блокировкой
на перегонах. ДЦ осуществляется диспетчером из одного пункта управления с помощью
устройств телеуправления (ТУ) и телесигнализации (ТС). В результате обеспечивается уп-
равление стрелками и сигналами нескольких станций и перегонов, а также осуществляется
контроль положения стрелок на всех станциях и других контролируемых пунктах, занято-
сти стрелок и перегонов, станционных путей и прилегающих к ним блок-участков. Эта
информация, а также показания входных и выходных светофоров дублируется аппарату-
рой управления на пульте диспетчера. ДЦ способствует повышению безопасности дви-
жения, позволяет обеспечить максимальное использование пропускной способности
участков, дает возможность четко организовать движение поездов по графику.
316
Рис. 11.3. Пульт-табло диспетчерской
централизации для малых железно-
дорожных станций
Для осуществления диспетчерской централиза-
ции на станциях и участках, находящихся в ведении
одного диспетчера, его рабочее место оборудовано
световым пультом-табло (рис. 11.3), на котором ото-
бражается состояние контролируемых объектов. В рас-
поряжении диспетчера находятся устройства телеуп-
равления для ввода команд.
На крупных железнодорожных станциях приме-
няются пульты-манипуляторы, имеющие два рабочих
места и состоящие из центральной секции и располо-
женных симметрично относительно нее секций с при-
борами управления, соответствующими четной и не-
четной горловинам станции. Применяются пульт-таб-
ло и пульт-манипулятор с выносным световым таб-
ло. Контролируемые объекты также оборудованы аппаратурой для приема сигналов
телеуправления, преобразования сигналов и выдачи команд для исполнения в уст-
ройства электрической сигнализации.
В технических средствах диспетчерской сигнализации используются элементы вычис-
лительной техники, усовершенствованные средства передачи данных и аппаратуры кана-
лов связи широкого применения. Создаются системы слежения за движением поездов с
контролем и отображением их номеров. При этом решаются и другие задачи: регистрация
графика исполненного движения, автоматическая установка поездных маршрутов, опове-
щение пассажиров о подходе поездов, контроль выполнения графика движения на более
высоких уровнях управления, автоматическое задание тяговых режимов локомотивам с
учетом условий движения поездов.
Вся оперативная работа по непосредственному управлению движением поездов на уча-
стках или направлениях и маневровой работой на станциях сосредоточена в руках одного
ответственного работника — диспетчера, который, имея постоянную связь с объектами
управления своей зоны, непрерывно следит за их состоянием и управляет перевозочным
процессом, используя специальные средства управления и давая указания соответствую-
щим работникам. Диспетчерское управление охватывает все уровни управления перевоз-
ками: станционный, отделенческий, дорожный и сетевой (рис. 11.4).
Ведущее место в системе оперативного диспетчерского управления занимает поезд-
ной диспетчер (ДНЦ), являющийся единоличным руководителем движения поездов на же-
лезнодорожном участке. Помимо поездного диспетчера в диспетчерскую смену входят ло-
комотивный диспетчер, энергодиспетчер, иногда диспетчер-вагонораспорядитель, узло-
вой диспетчер и др. Смену возглавляет дежурный по отделению, который координирует
действия всех диспетчеров.
Автоматизированные системы управления движением поездов (АСУДП) включают
технические, технологические и организационные средства, позволяющие обеспечить по-
вышение уровня диспетчерского руководства движением на участках и направлениях же-
лезных дорог. Их применение дает возможность обеспечивать устойчивое и точное выпол-
нение графика движения, повышение использования пропускной способности участков и
направлений, перерабатывающей способности станций, увеличение производительности
труда поездных диспетчеров, локомотивных бригад, дежурных по станциям. В состав
АСУДП (рис. 11.5) входят системы автоматического ведения поездов (САВП), интерваль-
ного регулирования движения поездов (ИРДП), диспетчерского управления.
Централизованная система автоведения поездов (ЦСАП), представляющая собой
комплекс технических средств, обеспечивает автоматическое управление движением по-
ездов на линии (для метрополитенов) и направлении (для магистральных железных дорог).
317
Рис. 11.4. Структура системы оперативного диспетчерского управления движением
318
4-й
уровень
3-й
уровень
2-й
уровень
1 -й
уровень
Рис. 11.5. Структурная схема системы автоматизированного управления движением поездов: АЦПУ —
автоматическое цифровое печатающее устройство; УВМ — универсальная вычислительная машина;
ДЦ — устройство диспетчерской централизации; ЭЦ — устройства электрической централизации;
САУТ — система автоматического управления торможением
ЦСАП получает данные о параметрах движения всех поездов на линии и вырабатывает ко-
манду управления каждому поезду в соответствии с полученной информацией и требуемой
программой движения. Система обеспечивает выполнение с заданной точностью графика
движения поездов, экономию расходов энергии на тягу поездов при заданных временах хода
по перегону, построение в реальном масштабе времени нового графика движения и его реа-
лизацию при некомпенсируемых возмущениях. Входной информацией системы является время
прибытия и отправления поездов со станций и (или) время прохождения контрольных то-
чек. Выходной информацией служат вычисленные времена хода поезда по перегонам и дли-
тельности стоянок. Управление торможением обеспечивает прицельную остановку поезда у
платформы, выполняет функции систем безопасности.
319
Техническими средствами централизованной системы автоматического ведения поез-
дов являются центральный пост управления, станционные, напольные и поездные устрой-
ства. На линиях метрополитена используют вычислительные комплексы и микроЭВМ, обес-
печивающие также техническую диагностику и контроль параметров движения поезда.
Для магистральных линий отечественных железных дорог со смешанным движением разра-
ботана и прошла испытание комплексная система автоматического управления движением поез-
дов (КСАУДП), которая наиболее полно выполняет основные функции эксплуатационной дея-
тельности железных дорог. Система имеет трехуровневую иерархическую структуру, на нижнем
уровне которой осуществляется автоматический сбор информации о местонахождении всех по-
ездов, локомотивов, групп вагонов, о положении стрелок и сигналов. Эта информация с помо-
щью устройств второго (станционного) уровня передается в центр управления диспетчерским
кругом (третий уровень). Из центра управления информация станционными устройствами пере-
дается на станции и локомотивы для реализации выработанных команд. Конечным этапом уп-
равления является исполнение команд аппаратурой, установленной на локомотиве. Станцион-
ные устройства имеют возможность контролировать заданное время хода по перегону, отобра-
жать номера поездов на экранах дисплеев, автоматически вести учет прибытия и отправления
поездов и выполнение ряда других функций, определяющихся классом станций. На третьем уровне
осуществляется отображение движения поездов на табло и экране дисплея в реальном масштабе
времени с указанием их номеров, отклонений от графика, выдается в канал телеуправления ко-
мандная информация на станции и локомотивы, ведется исполненный график движения поез-
дов, прогнозируется и выдается диспетчеру информация справочного характера.
11.6. Комплексная механизация и автоматизация
погрузочно-разгрузочных операций
Комплексная система механизации и автоматизации трудоемких погрузочно-разгру-
зочных работ является важнейшим средством увеличения производительности труда и ус-
корения оборота вагонов, повышения пропускной способности фронтов погрузки и раз-
грузки подвижного состава. Железнодорожный транспорт выполняет перевозку большо-
го разнообразия грузов, включающих в себя наливные, насыпные и навалочные, машины
и механизмы, прокат и лесоматериалы, контейнерные и пакетные, негабаритные и тяжело-
весные, а также целый ряд огнеопасных, взрывоопасных и ядовитых грузов и т.д. Погру-
зочно-разгрузочные операции заключаются в загрузке и разгрузке подвижного состава
(вагонов, автомобилей, судов), перегрузке из одного его вида в другой, сортировку, пере-
кладку и перемещение грузов на складах и др.
Для выполнения грузовых операций и сохранности грузов железные дороги располагают
комплексом устройств и сооружений, состоящих из крытых складов, контейнерных и навалоч-
ных площадок, весового хозяйства и др. В целях облегчения погрузочно-разгрузочных работ,
сокращения времени простоя вагонов под грузовыми операциями и улучшения условий труда
применяют типовые схемы комплексной механизации переработки грузов (рис. 11.6).
Комплексная механизация создает условия для организации автоматизированной пере-
работки грузов. При этом может быть применена частичная автоматизация, при которой
только отдельные (главным образом основные) грузовые операции автоматизированы.
Для осуществления механизации и автоматизации грузовых операций на железнодо-
рожном транспорте применяют различные подъемно-транспортные, погрузочно-разгру-
зочные машины и оборудование, в зависимости от полноты использования которых в вы-
полнении конкретных операций различают механизированную, комплексно-механизиро-
ванную и автоматизированную грузопереработку. Показателями оценки механизации ра-
бот являются уровень и степень механизации. Уровень механизации определяется как от-
ношение объема работ, выполненных механизированным способом, ко всему объему по-
грузочно-разгрузочных работ (в %), степень механизации — как отношение трудовых зат-
рат при механизации к общим трудовым затратам на весь объем работы (в %).
320
Рис. 11.6. Типовые схемы комплексной механизации переработки: а —тарно-штучных грузов, перевозимых в
крытых вагонах; б — сыпучих и кусковых грузов грейферами; в—сыпучих грузов одноковшовым тракторным
погрузчиком и грузоподъемным краном; г—смерзшихся трузов с применением виброрыхлителя; д—сыпучих
грузов разгрузчиком непрерывного действия; е — универсальных контейнеров; ж — крупнотоннажных кон-
тейнеров с применением специальных захватов; 1 — вагон; 2 — склад ангарного типа; 3 — погрузчик; 4 —
стеллаж; 5 — автомобиль; 6 — штабель груза; 7 — козловой кран; 8 — грейфер; 9 — бункер; 10 — эстакада;
11 — вибратор; 12—стреловой грузоподъемный кран; 13—проезд для транспорта; 14—склад; 75—повышен-
ный путь; 16 — механический разгрузчик; 17 — самоходный поворотный конвейер; 18 и 19 — контейнеры
I!
16000
Для выполнения отдельных операций погрузки, выгрузки, сортировки грузов и дру-
гих погрузочно-разгрузочных работ подъемно-транспортные машины и устройства включа-
ются в определенной технологической последовательности в схему комплексной механизации.
По характеру перемещения грузов подъемно-транспортные машины бывают периодического,
непрерывного и комбинированного действия. К машинам циклического действия, перемещаю-
щим груз порциями, относятся различные краны и машины напольного транспорта. К машинам
непрерывного действия, перемещающим груз горизонтально, вертикально или наклонно, — кон-
вейеры, элеваторы, установки гидравлического и пневматического транспорта.
Выбор средств механизации определяется в зависимости от вида груза (насыпной, штуч-
ный, длинномерный, наливной и др.) и его физико-механических свойств, а также типа транс-
портных средств и объема выполняемых работ. Для выполнения погрузочно-разгрузочных,
перегрузочных, укладочных работ с насыпными или тарно-штучными грузами применяют
погрузчики периодического действия с различными грузозахватными приспособлениями,
21 Вагоны
321
J
в речных и морских портах для погрузки, выгрузки и хранения контейнеров создано около 1500
контейнерных пунк тов, в том числе более 200 для работы с крупнотоннажными контейнерами.
Особенно эффективны международные ускоренные контейнерные перевозки грузов по Транс-
сибирской железнодорожной магистрали, обеспечивающие вшпотные поступления. Регулярное
ускоренное обращение контейнерных поездов от морского порта Восточный до западных гра-
ниц страны является конкурентоспособным идя дополнительного привлечения клиентуры.
Действующая контейнерная транспортная система располагает комплексом техничес-
ких средств, технологических процессов и организационных мер, экономических и право-
вых нормативов, обеспечивающих эффективную перевозку грузов. Техническая база сис-
темы включает парк унифицированных универсальных и специализированных контейне-
ров, средств их перевозки па всех видах транспорта. Контейнерные пункты со значитель-
ным объемом работы, обеспечивающие прием от отправителей, выдачу получателям, а
также передачу потока контейнеров с одного вида транспорта на другой, хорошо осна-
щенные погрузочно-разгрузочными и перегрузочными средствами, называют контейнер-
ными терминалами (рис. 11.13).
В целях наиболее эффективного использования грузоподъемности подвижного со-
става разработаны схемы погрузки разного тина контейнеров на вагоны различных мо-
делей. Например, специализированная платформа-контейнеровоз, оборудованная упо-
рами для крепления за нижние угловые фитинги, позволяет загружать шесть 10-тонных,
или три 20-тонпых, или один 30-тонный и один 20-тонный контейнеры, что по сравне-
нию с универсальной платформой улучшает использование грузоподъемности на 36 %.
Грузовые операции с жидкими и газообразными грузами имеют существенные особен-
ности. На предприятиях нефтеснабжения, в товарных цехах нефтеперерабатывающих и неф-
техимических предприятий, на крупных сливоналивных пунктах, к которым доставка про-
дуктов осуществляется железнодорожным транспортом, сооружают эстакады. По конструк-
тивному исполнению эстакады бывают односторонние и двухсторонние, которые подразде-
ляются на стояковые, предназначенные для налива однородных продуктов, и галерейного
типа с несколькими продуктовыми коллекторами, подвешенными над рабочей площадкой и
служащими для разлива груза. Эстакады галерейного типа в большинстве случаев имеют
наливные устройства. Взамен распространенной технологии налива цистерн с эстакады все
более широкое распространение получают установки безэстакадного налива — с повышен-
ного уровня сифоном или под давлением через нижний сливной прибор.
Рис. 11.13. Контейнерный терминал, оснащенный козловым краном
326
Погрузочно-разгрузочные работы с газами, легковоспламеняющимися жидкостями,
ядовитыми и едкими веществами производятся по индивидуальным технологиям с исполь-
зованием специального оборудования и подвижного состава. Для каждого типа цистерны
заводом-изготовителем в составе технической документации разрабатывается инструкция
по эксплуатации, сливу и наливу перевозимого продукта, учитывающая конструктивные
особенности модели вагона. Кроме того, в отраслях промышленности существуют свои
инструкции по обслуживанию специальных цистерн в эксплуатации и выполнению мер
безопасности, в которых учитываются свойства конкретного перевозимого продукта и
принятая в отрасли технология его погрузки и выгрузки.
11.7. Обеспечение сохранности вагонов при погрузочно-разгрузочных
операциях
Для обеспечения сохранности вагонов МПС с участием других министерств и ведомств
разработаны нормы содержания и обслуживания устройств, взаимодействующих с подвиж-
ным составом, а также изданы технические условия и правила погрузки, разгрузки, размеще-
ния грузов в вагонах. Важнейшие меры по сохранности вагонов в эксплуатации определены
ГОСТ 22235-76 «Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие
требования по обеспечению сохранности при производстве погрузочно-разгрузочных ра-
бот». Процесс погрузки или разгрузки вагонов складывается из ряда последовательно вы-
полняемых операций, некоторые из которых отрицательно влияют на сохранность вагонов.
При погрузке в крытые вагоны тарно-штучных, тяжеловесных, пакетированных и гру-
зов, уложенных на поддоны, наиболее часто используют электропогрузчики различных
типов, оборудованные различными захватными приспособлениями. Несимметричное рас-
положение груза на захватном устройстве или перемещение тяжеловесного груза вызыва-
ют повышенное давление на пол вагона, что ограничено нормами. Установлены также
максимальная длина и радиус поворота погрузчика, превышение которых может приво-
дить к повреждению дверных стоек и внутреннего оборудования вагона.
При погрузке тарно-упаковочных тяжеловесных грузов, машин, оборудования, длин-
номерных грузов стреловыми, козловыми и портальными кранами с крюковыми захвата-
ми происходит раскачивание груза и удары им изнутри или снаружи кузова, что приводит
к повреждениям верхней обвязки, стоек, обшивки и других частей. При использовании
козловых кранов повреждение вагонов происходит вследствие резкого опускания тяжелых
или длинномерных грузов, их перемещения внутри кузова волоком, выдергивания защем-
ленных палочных приспособлений, неправильной установки прокладок под груз и др.
Мостовые крапы являются основным средством механизации погрузки проката, труб, из-
делий из железобетона, тяжелого оборудования и металлолома. Дополнительно повреж-
дения вагонов возникают при работе мостовых кранов, использующих электромагнитные
захваты. При случайном их обесточивании происходит сбрасывание груза с большой вы-
соты, что приводит к порче частей рамы и крышек люков полувагонов. При погрузке лесо-
материалов с помощью кабельных кранов, имеющих большой пролет от 100 до 600 м, из-за
затруднения определения положения загружаемого пакета при опускании происходят его
соударения с верхней обвязкой, приводящие к ее деформации. При использовании кабель-
ных кранов возможно сбрасывание груза, что также повреждает полувагоны. При погруз-
ке колесной техники самоходом с торцовых аппарелей возможны повреждения частей рамы,
стоек, обшивки и дверей полувагонов.
В полувагонах перевозится значительная часть сыпучих и кусковых грузов, погрузка и раз-
грузка которых в подавляющем большинстве осуществляется механизированным способом. При
погрузке экскаваторами в отдельных случаях производится сбрасывание глыб массой 150—300 кг
и более, открывающееся днище ковша может ударять о верхнюю обвязку полувагона, что при-
водит к порче элементов кузова. Разгрузка вагонов с помощью вагоноопрокидывателей, приме-
няемых на металлургических заводах, коксохимических предприятиях, электростанциях и в пор-
тах, отрицательно действует почти на все основные части и узлы полувагонов.
327
В зимнее время при разгрузке смерзшихся грузов используют размораживатели раз-
личных типов, бурильные и бурофрезеровочные машины, вибромашины, служащие для
разрыхления и удаления остатков груза.
Перечисленные механизмы при отклонениях от норм содержания и технологии эксп-
луатации применяемой механизации оказывают действия, приводящие к повреждениям
сварочных соединений частей вагонов. Иногда груз в вагоне разрыхляют с помощью взрыва,
что недопустимо, так как разрушаются несущие балки рамы, повреждаются обшивка, крыш-
ки люков, узлы крепления стоек. Для ускорения выгрузки хопперов, перевозящих насып-
ные несмерзающиеся грузы, применяют навесные виброустройства, а при слежавшемся грузе
нередко применяют кувалду, ударяя по стенам кузова, деформируя его элементы.
Платформы часто повреждаются при погрузке и выгрузке самоходной техники при
нарушении правил погрузочно-разгрузочных работ.
Слив цистерны при закрытых загрузочных люках или закрывание крышек люков и
сливных приборов после выгрузки приводит к образованию вакуума в котле и появлению
трещин вследствие его деформации.
Глава 12.
Общие сведения об организации технического
обслуживания вагонов
12.1. Назначение и задачи вагонного хозяйства
Вагонное хозяйство железных дорог России представляет собой одну из важнейших отрас-
лей железнодорожного транспорта. Оно включает в себя вагонный парк, а также комплекс тех-
нических средств для его содержания и ремонта.
Стоимость основных фондов, принадлежащих вагонному хозяйству, составляет около
20 % от общей стоимости основных фондов всего железнодорожного транспорта. В вагон-
ном хозяйстве занято около 17 % контингента работающих на железной дороге.
Главной задачей вагонного хозяйства является полное удовлетворение потребности госу-
дарства в перевозках грузов и пассажиров. Для выполнения этой задачи в первую очередь необ-
ходимо иметь такой вагонный парк, который по своему техническому уровню и условиям проч-
ности отвечал бы перепективным требованиям эксплуатации.
Кроме того, необходимо иметь такую систему ремонта и технического содержания ваго-
нов, которая бы обеспечила надежную работу вагона в период между плановыми ремонтами.
Для решения этих задач вагонное хозяйство имеет соответствующую производственную
базу, в состав которой входят вагонные депо, пункты технического обслуживания вагонов, пунк-
ты подготовки вагонов к перевозкам, промывочно-пропарочные станции и т.д.
12.2. Структура управления технической эксплуатацией вагонов
В настоящее время сложилась следующая структура управления технической эксплуатаци-
ей вагонов (рис. 12.1).
Управление технической эксплуатацией вагонов на железных дорогах России осуществля-
ется по принципу отраслевого руководства. Управление всей сетью железных дорог осуществ-
ляет МПС, в пределах дороги — управление дороги (Н), а далее — отделение дороги (НОД).
Техническое руководство эксплуатацией грузовых вагонов возложено на Департамент ва-
гонного хозяйства (ЦВ), а пассажирских вагонов — на Департамент пассажирских перево-
зок (ЦП). Ремонт вагонов в; заводских условиях осуществляет АО «Вагонреммаш», имею-
щее систему вагоноремонтных заводов (ВРЗ).
В пределах каждой дороги имеются службы вагонного хозяйства (В) и пассажирских пере-
возок (Л), а также дорожные (НДОП) и линейные (ДОП) дирекции обслуживания пассажиров.
Оперативно-хозяйственное руководство и контроль за деятельностью линейных предприятий
выполняют отделения дороги (НОД), в составе которых имеются отделы: вагонный (НОДВ) и
пассажирский (НОДЛ).
12.3. Производственные предприятия ремонта и технического
обслуживания вагонов
Для ремонта и технического обслуживания грузовых и пассажирских вагонов существуют
следующие подразделения.
Вагонные депо — предназначены для обеспечения технического обслуживания (ТО) грузо-
вых и пассажирских вагонов в границах своих участков, выполнения плановых видов ремонта
вагонов, а также ремонта и комплектовки вагонных деталей, узлов и колесных пар.
По типам ремонтируемых вагонов депо подразделяются на грузовые, пассажирс-
кие и специальные.
Депо для ремонта грузовых вагонов обычно размещаются в пунктах массовой погрузки,
выгрузки и подготовки вагонов к перевозкам, а также на крупных сортировочных станциях.
Они, как правило, должны специализироваться на ремонте одного или двух типов вагонов.
329
------------------------►- Лдмшшстративно-финансовос управление
-----------------------► Оперативно-техническое управление
Рис. 12.1. Структура управления технической эксплуатацией вагонов
Депо для ремонта цистерн размещаются в пунктах нахождения промывочно-пропарочных
станций. Депо для ремонта пассажирских вагонов размещаются в пунктах приписки пасса-
жирских вагонов с числом не менее 400, а также в крупных пунктах оборота пассажирских
поездов дальнего следования.
К специальным относятся депо для ремонта вагонов РПС.
В составе грузовых вагонных депо (ВЧД) имеются пункты технического обслужива-
ния вагонов различного назначения, основной задачей которых является технический ос-
мотр и текущий ремонт вагонов в процессе их эксплуатации в период между плановыми
(периодическими) ремонтами.
330
Пункты технического обслуживания вагонов (ПТО) — размещаются на грузовых, сорти-
ровочных и участковых станциях по установленному начальником железной дороги перечню.
Для обеспечения сохранности перевозимых грузов, безопасного и безостановочного следова-
ния поездов по гарантийным участкам на всех ПТО должно производиться выявление и устране-
ние технических неисправностей вагонов перед погрузкой, в формируемых и транзитных поездах.
ПТО участковых станций располагаются в местах смены локомотивов и локомотивных
бригад, а также на станциях, предшест вующих перегонам с затяжными спусками. Они предназ-
начены для выявления и устранения только тех технических неисправностей, которые угрожают
безопасности движения поездов на гарантийных участках и для опробования тормозов.
Кроме ПТО существуют также пункты опробования тормозов (ПОТ). Они разме-
щаются па станциях смены локомотивов и локомотивных бригад, перед затяжными
спусками и предназначены для опробования тормозов.
Контрольные посты (КП) — размещаются на промежуточных станциях, разъездах, об-
гонных пунктах, переездах, расположенных на участках с интенсивным безостановочным
движением поездов. Кроме этого КП могут также находиться на станциях, имеющих ПТО.
Поезда проследуют КП с установленной скоростью.
КП предназначены для выявления па ходу поезда вагонов с перегретыми буксами, ползуна-
ми и другими неисправностями, угрожающими безопасности движения поездов. Выявление
неисправностей вагонов на КП производится визуально, путем осмотра проходящего поезда, а
также с помощью автоматических устройств (ПОНАБ, ДИСК).
Пункты технического обслуживания на межгосударственных передаточных станциях —
предназначены для исключения передачи на дороги сопредельных государств и приема на РЖД
технически неисправных и поврежденных вагонов в груженом и порожнем состоянии.
Пункты технической передачи вагонов—размещаются на станциях примыкания к подъез-
дным путям промышленных и строительных предприятий, речных и морских портов. Эти пун-
кты могут размещаться также и непосредственно на производственных участках этих предпри-
ятий. Предназначены для контроля за сохранностью вагонов, выявления неисправностей, а так-
же для предъявления претензий к виновным в повреждении вагонов.
Механизированные пункты текущего отцепочногоремонта вагонов (МПРВ) — размеща-
ются на сортировочных или других станциях. Предназначены для выполнения текущего отце-
почного ремонта вагонов, требующих выполнения трудоемких работ, таких как смена колесных
пар, боковых рам и надрессорных балок тележки, ремонт скользунов, смена поглощающих ап-
паратов, тяговых хомутов, пятников, а также сварочных работ по кузову и раме вагона.
Специализированные пути текущего укрупненного ремонта вагонов (СПРВ) — раз-
мещаются на сортировочных и крупных участковых станциях. Они предназначены для
выполнения таких работ, как смена пружин и фрикционных клиньев, автосцепок, триап-
гелей, тормозных башмаков, тормозных цилиндров, авторегуляторов, воздухораспреде-
лителей, подводящих трубок, проверки букс.
Специализированные пункты технического обслуживания автономных рефрижераторных
вагонов (ПТО АРВ) — служат для контроля технического состояния и устранения неисправностей
энергетического и холодильного оборудования, снабжения АРВ топливом, смазкой и хладагентом.
Размещаются на станциях массовой погрузки и выгрузки скоропортящихся грузов, а также на неко-
торых сортировочных и крупных участковых станциях, расположенных по пути следования АРВ.
Пункты экипировки рефрижераторных секций — служат для снабжения РПС дизель-
ным топливом, смазочными материалами, углем, водой и хладагентом. Размещаются по
указанию МПС России.
Пассажирские технические станции (ПТС) — предназначены для комплексной под-
готовки пассажирских составов в рейс. На них производится осмотр и текущий ремонт
пассажирских вагонов, их экипировка и санобработка. В зависимости от объемов
работы ПТС делятся на крупные, средние и малые.
331
Крупные ПТС обслуживают более 30 составов в сутки, из них 5 составов своего формирова-
ния. Средние ПТС обслуживают от 10 до 30 составов в сутки, из них два и более — своего форми-
рования. Малые станции обслуживают до 10 составов в сутки, из них один своего формирования.
Ремонтно-экипировочные депо (РЭД) — предназначены для экипировки, техничес-
кого осмотра и текущего ремонта пассажирских вагонов. Они размещаются в пунктах
массовой приписки пассажирских вагонов и на ПТС.
Резервы проводников и конторы обслуживания пассажиров (КОП) — служат для обеа ючеиия
вагонов необходимым инвентарем, съемным оборудованием и предметами чайной торговли. Орга-
низуют и планируют работу проводников, поездных электромехаников и начальников поездов.
Пункты перестановки пассажирских вагонов — предназначены для замены тележек пас-
сажирских вагонов, следующих в прямом международном сообщении без пересадки пасса-
жиров. Перестановка осуществляется на специальном пути, который оборудован контррель-
сом и в средней части имеет ширину 1508 мм. С одной стороны этот путь постепенно сужает-
ся и переходит в колею 1435 мм. С другой стороны расширяется и переходит в колею 1520 мм.
На участке колеи 1508 мм происходит замена тележек, так как на нем могут устанавливаться
тележки вагонов РЖД и Западно-Европейского типа. Для сокращения простоя вагонов на пе-
рестановочных пунктах, а также для предотвращения перегрузки вагонов возможно примене-
ние тележек, имеющих колесные пары с раздвижными колесами.
12.4. Требования к содержанию вагонов и обеспечению их сохранности
в эксплуатации
Основные требования к содержанию грузовых и пассажирских вагонов в эксплуатации
определяются Правилами технической эксплуатации железных дорог Российской Федерации
(ПТЭ). Эти требования направлены на безусловное обеспечение безопасности движения и со-
хранности грузов.
Грузовые и пассажирские вагоны должны своевременно проходить планово-предуп-
редительные виды ремонта и техническое обслуживание. Они должны содержаться в ис-
правном состоянии, обеспечивающем их бесперебойную работу.
Предупреждение появления неисправностей и обеспечение установленных сроков служ-
бы вагонов должно быть главным в работе всех, занятых в вагонном хозяйстве.
ПТЭ устанавливают, что вновь строящиеся вагоны должны обеспечивать безопасное
и плавное движение не только при существующих скоростях движения, по также и при тех
скоростях, которые будут иметь перспективные локомотивы.
Вагоны новой постройки, а также после плановых видов ремонта перед сдачей
их в эксплуатацию должны подвергаться испытаниям и специальной приемке. Поря-
док испытаний и приемки устанавливается МПС России.
Каждый вагон должен иметь отличительные знаки и надписи. В их числе технический
знак российских железных дорог (РЖД), номер вагона, табличку завода-изготовителя с
указанием места и даты постройки, места и даты установленных видов ремонта, вес тары,
код принадлежности вагона государству (для грузовых вагонов) и некоторые другие.
Кроме этого, Правила технической эксплуатации железных дорог Российской Феде-
рации устанавливают требования к таким ответственным узлам вагонов как колесные пары,
тормозное оборудование и автосцепное устройство. От технического состояния этих узлов
в первую очередь зависит безопасность движения поездов.
12.5. Система технического обслуживания и ремонта вагонов
12.5.1. Виды ремонта и технического обслуживания вагонов
Работа производственной базы вагонного хозяйства организуется на основе планово-
предупредительной системы ремонта вагонов. Эта система устанавливает определенную
периодичность и вид ремонта в зависимости от типа вагона и даты его постройки. Кроме
плановых ремонтов устанавливается также несколько видов технического обслуживания.
332
Для грузовых вагонов установлены следующие виды ремонта:
— капитальный — производится на специализированных ВРЗ и для отдельных типов
вагонов в вагонных депо. Основные типы грузовых вагонов проходят капитальный ре-
монт один раз в десять лет, полувагоны — один раз в семь лет;
— деповской ремонт грузовых вагонов производится в вагонном депо после пробега
160000 км.
Техническое обслуживание грузовых вагонов включает в себя технический осмотр и
текущий ремонт (безотцепочный и отцепочный). Текущий ремонт не является плановым
видом ремонта и выполняется в зависимости от технического состояния.
Технологический процесс предусматривает следующие виды технического обслужи-
вания грузовых вагонов:
• ТО — техническое обслуживание вагонов, находящихся в составах или транзитных поез-
дах, а также порожних вагонов при подготовке к перевозкам без отцепки их от составов или
группы вагонов;
• ТР-1 — текущий ремонт порожних вагонов при комплексной подготовке к перевоз-
кам с отцепкой от состава или групп вагонов с подачей их на ремонтные пути;
• ТР-2 —- текущий ремонт груженых или порожних вагонов с отцепкой их от транзит-
ных и прибывших поездов или от сформированных составов, выполняемый на путях теку-
щего отцепочного ремонта;
• текущий отцепочный ремонт вагонов на специализированных путях станции (пере-
носится из парков отправления).
Для пассажирских вагонов установлены следующие виды ремонта:
• КР-1 — капитальный ремонт первого объема; первый КР-1 производится через 6 лет
после постройки, а также после КР-2 и КВР; второй и третий КР-1 выполняются через 5 лет;
• КР-2 — капитальный ремонт второго объема; выполняется через 20 лет после постройки;
• КВР — капитально-восстановительный ремонт; выполняется для сильно повреж-
денных вагонов не ранее чем через 20 лет после постройки;
• др — деповской ремонт; выполняется через каждые 300000 км пробега, но не чаще,
чем один раз в год; если такой пробег достигнут менее, чем за год, то проводится техничес-
кое обслуживание в объеме ТО-3. Если пробег в 300000 км не достигается за 2 года, то по
истечении этого срока производится деповской ремонт.
Для пассажирских вагонов установлены следующие виды технического обслуживания:
• ТО-1 — выполняется перед отправлением в рейс в пунктах формирования и оборота,
а также в пути следования;
• ТО-2 — выполняется перед началом летних и зимних перевозок;
• ТО-3 — единая техническая ревизия основных узлов пассажирских вагонов через
6 месяцев после постройки, планового ремонта или предыдущей ревизии с отцепкой от
состава поезда в пунктах формирования.
Кроме перечисленных видов ТО может также производиться текущий ремонт (ТР) с от-
цепкой вагона от состава поезда в пути следования или в пунктах формирования и оборота.
Для рефрижераторных секций и автономных рефрижераторных вагонов (АРВ) уста-
навливаются свои сроки ремонта и технического обслуживания.
Капитальный ремонт 5-вагонных секций БМЗ выполняется один раз через 16 лет пос-
ле постройки со вскрытием кузова. Деповской ремонт РПС производится через 2,5 года
после постройки, а затем через каждые 1,5 года.
В период эксплуатации рефрижераторной секции выполняются следующие виды пла-
нового технического обслуживания вагонного и бытового оборудования: ежедневное ТО;
ТО-1 — после выгрузки груза; ТО-2 — один раз в три месяца; ТО-3 — при наступлении
отопительного сезона; ТО-4 — после окончания отопительного сезона.
Специальное оборудование РПС (дизель, холодильная установка, электрооборудова-
ние) подвергается особым видам ТО. Для дизеля, например, предусмотрено ежедневное
техническое обслуживание, ТО через каждые 100, 200 и 600 моточасов и другие.
Для АРВ, кроме того, предусматривается укрупненное техническое обслуживание УТО-1 и УТО-2.
333
12.5.2. Подготовка вагонов к перевозкам
Техническое обслуживание порожних грузовых вагонов при их подготовке под ио-
грузку проводится на специализированных ПТО, размещаемых на станциях массовой по-
грузки или вблизи этих станций. Эти подразделения называются пунктами подготовки ва-
гонов к перевозкам (ППВ), имеют необходимое технологическое оборудование и специа-
лизируются на определенных типах вагонов. Для полувагонов и платформ предназначены
механизированные пункты подготовки (МППВ), для крытых и изотермических — пункты
комплексной подготовки (ПКПВ), а для цистерн и битумных полувагонов — промывоч-
но-пропарочные станции (ППС).
На ППВ выполняется осмотр и оценивается техническое состояние вагонов, а затем
выполняется их безотценочный (ТО) или отцепочный (ТР-1) ремонт. Желательно, чтобы
МППВ и ПКПВ располагались на крайних путях сортировочных парков, чтобы имелась
возможность на примыкающей площадке разместить производственно-бытовые помеще-
ния и организовать подвоз материалов и запасных частей.
Ремонт вагонов на МППВ и ПКПВ заключается в замене неисправных деталей и узлов на
новые или заранее отремонтированные. Простой в текущем ремонте составляет 3—3,5 часа.
На ПКПВ кроме ремонта крытых и изотермических вагонов производятся и некоторые
дополнительные операции, которые не выполняются при подготовке к перевозкам полува-
гонов и платформ. К этим операциям относятся: наружная обмывка вагонов, проверка кузо-
ва на водопроницаемость, грубая очистка вагонов от остатков груза и мусора, внутренняя
промывка, просушка кузова. После этих операций производится текущий ремонт.
Наибольшая производительность ПКПВ достигается применением поточно-конвей-
ерного метода на линии из пяти позиций. Простой группы из 10—20 вагонов на ПКПВ не
должен превышать двух часов.
На промывочно-пропарочных станциях осуществляется массовая комплексная под-
готовка цистерн к наливу нефтепродуктов. Эти предприятия создаются в основном в рай-
онах добычи нефти, в местах расположения нефтеперегонных заводов и в пунктах перевал-
ки наливных грузов с трубопроводного или водного транспорта на железнодорожный.
Цистерны, прибывающие на станцию для налива, проходят специальную обработку.
Она заключается в удалении остатков перевозимого груза, промывке горячей водой под дав-
лением при температуре 80—90 °C или пропарке горячим паром под давлением 0,5—0,6 МПа.
Для промывки цистерн используется специальный промывочный прибор, который через люк
опускается внутрь цистерны на шланге. Сопла прибора вращаются в вертикальной плоско-
сти, а сам прибор в горизонтальной плоскости.
Для выполнения экологических требований на ППС должны быть мощные очистные
сооружения для сбора остатков нефтепродуктов из промывочной воды. На рис. 12.2 при-
ведена схема вакуумной установки для удаления из цистерн остатков груза.
Вакуумная установка состоит из вакуум-насоса 7, трубопроводов 2 и 3 и вакуум-сбор-
ника 4. Перед пуском насоса вентиль А закрывается и открывается вентиль Б. При дости-
жении разрежения воздуха до 0,06—0,07 МПа, не прекращая работы установки, открыва-
ют вентиль А и остатки неслитого нефтепродукта засасываются концом шланга в вакуум-
сборник. После заполнения вакуум-сборника
на 75 % нефтепродукты сливают через вентиль В
в лоток 5. На ППС предъявляются повышенные
требования к пожаробезопасности.
В большинстве случаев пункты подготовки
вагонов к перевозкам находятся на открытых пу-
тях. Однако на сети имеется ряд крупных ППВ,
Рис. 12.2. Схема вакуумной установки для уда- находящихся в крытых ангарах и оборудованных
ления из цистерн остатков нефтепродуктов всеми необходимыми техническими средствами.
334
Например, па станции Трудармейская Западно-Сибирской железной дороги находит-
ся один из крупнейших ППВ на 1500 полувагонов в сутки. Он имеет крытый ангар с тремя
путями, на которых одновременно может находиться 180 полувагонов. Ангар имеет сред-
ства механизации для одновременного ремонта кузовов, рам, ходовых частей, автотормо-
зов и автосцепного оборудования в шести частях составе! [3].
12.5.3. Пункты технического обслуживания грузовых вагонов
Для технического обслуживания грузовых вагонов на сортировочных и участковых
станциях предусматриваются пункты технического обслуживания (ПТО).
Вся сеть железных дорог разбита на участки, в пределах которых осуществляется си-
лами вагонных депо (ВЧД) техническое обслуживание проходящих и формируемых поез-
дов. Такие участки, примыкающие к вагонному депо, называются участками обслужива-
ния. Все устройства вагонного хозяйства, расположенные на этих участках, находятся в
ведении вагонных депо сортировочных и участковых станций. Они обеспечивают снабже-
ние всех подразделений по текущему содержанию вагонов на этих участках. Эти подразде-
ления, а именно ПТО сортировочных станций ПТО-С и участковых станций ПТО-У име-
ют гарантийные участки. Это участки пути, на протяжении которых ПТО должен обеспе-
чить безотказное следование вагонов в обслуживаемых поездах (рис. 12.3).
Расположение обустройств вагонного хозяйства
Участки обслуживания ВЧД
ВЧД-1
Гарантийные участки
Нечетный ПТО-С
Нечетный ПТО-У
Четный ПТО-С
Четный ПТО-У
Обслуживание поездов локомотива
Рис. 12.3. Схема расположения ПТО на дороге
В настоящее время длина гарантийных участков предусматривается для груженых по-
ездов до 1000—1200 км. Пункты опробования тормозов (ПОТ) не являются границами га-
рантийных участков.
Все работы по техническому обслуживанию грузовых вагонов в поездах выполняются на сор-
тировочных и участковых станциях. Поезда, прибывающие на сортировочную станцию, можно раз-
делить на две категории—подлежащие переформированию и транзитные. Транзитные поезда при-
бывают в транзитный парк, где по прибытии выполняется технический осмотр и текущий ремонт.
335
После этого транзитный поезд отправляется. Поезда, подлежащие переформированию, при-
бывают в парк приема, где производится технический осмотр вагонов с целью выявления
неисправностей. На рис. 12.4 приведена одна из возможных схем сортировочных станций.
ТР1
Рис. 12.4. Схема двухсторонней сортировочной станции: ПП1,
ПП2 — парки приема; ПС1, ПС2 — сортировочные парки;
ТР1, ТР2 — транзитные нарки; МПРВ — механизированный
пункт текущего отценочного ремонта
В парке приема осмотрщики
вагонов встречают поезд и осматри-
вают его сначала на ходу. При этом
выявляются те неисправности, кото-
рые заметны при движении (ползу-
ны на колесах, неотпущенные тор-
моза, волочащиеся детали).
Головная группа осмотрщи-
ков узнает у машиниста о работе
тормозов и замеченных в пути не-
исправностях. После разъедине-
ния соединительных рукавов меж-
ду локомотивом и первым вагоном
и отхода локомотива оператор включает сигналы ограждения «запрещающий въезд»
на данный путь и объявляет об этом по громкой связи. Начинается осмотр состава
группами но два осмотрщика с каждой стороны. Одновременно слесари по отпуску
тормозов проходят вдоль состава и выпускают воздух из тормозных цилиндров и за-
пасных резервуаров. Выявленные неисправности размечают мелом. В том числе отме-
чаются вагоны, подлежащие отцепочному ремонту.
В парке приема устраняются только те неисправности, которые препятствуют расфор-
мированию состава и угрожают безопасности движения при роспуске.
Получив сообщение об окончании осмотра от всех групп, оператор выключает цент-
рализованное ограждение, сообщает об этом по громкой связи и докладывает дежурному
по парку или маневровому диспетчеру о готовности состава к роспуску с горки.
В сортировочном парке осмотрщики контролируют скорости соударения вагонов (не
более 5 км/ч), скорости наезда отцепов на башмак (не более 16 км/ч), а также разницу высо-
ты сцепления автосцепок (не более 100 мм). Здесь же выявляются вагоны, поврежденные
при сортировке, и оформляются актом формы ВУ-25.
После формирования состава перед его подачей из сортировочного парка в парк от-
правления дежурный по станции сообщает оператору ПТО номер пути, количество ваго-
нов в составе, номера головного и хвостового вагонов и время отправления поезда.
В парке отправления осмотрщики встречают и осматривают поезд сходу. После
его остановки и отцепки маневрового локомотива оператор ПТО вклвэчает огражде-
ние и объявляет о начале работ.
В парке отправления производится контрольно-технический осмотр и устраняются
все неисправности, обнаруженные в парках прибытия, сортировочном и отправления.
Производится полное опробование тормозов от станционных устройств или от поездного
локомотива. Если полное опробование тормозов производится от станционных устройств,
то после прицепа локомотива производится сокращенное опробование тормозов.
В транзитных парках прибывающие поезда осматривают сходу и затем обрабатыва-
ют по той же технологии, как и в парке отправления.
Нормы времени на ТО установлены МПС и составляют: в парках приема 15 мин, в
парках отправления 30 мин, транзитных парках 25 мин.
В последние годы на сети железных дорог широко применяются различные автомати-
зированные системы управления (АСУ), в том числе и АСУ ПТО.
АСУ ПТО представляет собой автоматизированную систему для передачи данных о
неисправностях вагонов из парка приема в парк отправления с целью планирования и орга-
низации текущего безотцепочного ремонта.
336
В АСУ ПТС) для передачи информации от осмотрщиков вагонов к оператору ПТО и
обратно используются носимые радиостанции, а для передачи информации из парка при-
ема в парк отправления через вычислительный центр сортировочной станции может ис-
пользоваться телетайпная связь или электронная почта.
12.5.4. Техническое обслуживание и экипировка пассажирских вагонов
Пассажирские вагоны в пути следования обслуживаются специальными поездными
бригадами из электромехаников и проводников. Это вызвано сложностью оборудования
пассажирских вагонов и необходимостью обслуживания пассажиров во время поездки.
Техническое обслуживание и экипировка пассажирских поездов производятся в пунктах
формирования и оборота. Так как пассажирские вагоны приписаны к определенному депо,
имеется возможность осуществлять постоянный контроль за их техническим состоянием.
В текущее содержание пассажирских вагонов входит: технический осмотр, текущий
ремонт, экипировка, санитарная обработка и обслуживание вагонов в пути следования.
Технический осмотр осуществляется в парках прибытия, формирования и отправле-
ния. Работа ПТО осуществляется в зависимости от действующего расписания движения
пассажирских поездов. Эти пункты обязаны обеспечить качественную подготовку соста-
вов в рейс. Персонал ПТО несет полную ответственность за безопасное и безотцепочное
движение обработанных составов на протяжении всего рейса.
Экипировка пассажирских составов заключается в удалении мусора, наружной об-
мывке и внутренней промывке, а также в снабжении вагонов топливом, водой, постель-
ным бельем, инвентарем и предметами чайной торговли.
Операции по удалению мусора, наружной обмывке, внутренней промывке и снабже-
нию топливом могут осуществляться во время следования состава от перронных путей после
высадки пассажиров в парк приема технической станции. Для этой цели предусматривает-
ся остановка состава в определенных, специально отведенных местах.
Технический осмотр составов производится в парке прибытия бригадами осмот-
рщиков. Осмотру подвергается также и внутреннее оборудование вагонов. Затем со-
став подается в ремонтно-экипировочное депо (РЭД) или на ремонтно-экипировоч-
ные пути, где производится еще один технический осмотр, текущий ремонт и экипи-
ровка. Составы, подготовленные в рейс, принимаются постоянно действующей ко-
миссией в составе дежурного помощника начальника депо, санитарного врача и ме-
ханика-бригадира поезда (начальника поезда).
12.5.5. Депо для ремонта вагонов
Вагонные депо являются основными линейными предприятиями вагонного хозяйства.
Они предназначены для деповского и текущего ремонта грузовых и пассажирских ваго-
нов, ремонта и комплектовки узлов и деталей, обслуживания вагонов в эксплуатации.
В состав вагонного депо входит блок производственных помещений, в которых не-
посредственно выполняется деповской ремонт вагонов (в некоторых случаях и капиталь-
ный), а также все другие подразделения вагонного хозяйства, расположенные на участке
обслуживания депо (ПТО, МППВ, ПКПВ, МПРВ, ПОТ и др.).
Производственная структура вагонных депо, предназначенных для плановых видов ре-
монта, определяется составом производственных подразделений, их взаимным расположени-
ем, а также формами технологической взаимосвязи. Основными факторами, влияющими на
производственную структуру депо, являются специализация депо на ремонте определенного
типа вагонов, программа ремонта и уровень кооперирования с другими предприятиями.
Тип вагонов, на ремонте которых специализируется депо, определяет состав произ-
водственных подразделений. Программа ремонта определяет целесообразное распределе-
ние производственного процесса на стадии, закрепление операций за каждым рабочим ме-
стом, объединение рабочих мест в подразделения, специализированные на ремонте техно-
логически однородной продукции.
22 Вагоны
337
Различают основные и вспомогательные участки и отделения. На основных участках
и отделениях выполняются производственные операции по ремонту вагонов и их частей. К
таким участкам относятся вагоноремонтный, тележечный, участок по ремонту колесных
пар и роликовых букс, ремонтно-комплектовочный, по ремонту электрооборудования пас-
сажирских вагонов, по ремонту холодильных установок и кондиционеров.
К основным относятся также специализированные участки по ремонту автотор-
мозного оборудования вагонов (воздухораспределителей, авторежимов, авторегуля-
торов, соединительных рукавов и концевых кранов). Эти участки называются авто-
контрольными пунктами (АКП).
Вспомогательные участки и отделения изготавливают изделия, необходимые в про-
цессе производства на основных участках, и занимаются содержанием и ремонтом обо-
рудования депо. К вспомагательным относятся ремонтно-механический участок, учас-
ток ремонта силового электрооборудования депо, ремонтно-хозяйственный участок,
инструментальное отделение.
12.5.6. Обоснование сроков периодического ремонта вагонов
Сроки ремонта вагонов устанавливаются на основании изучения износов их узлов в
эксплуатации дифференцированно по типам вагонов с учетом их конструктивной прочно-
сти, условий эксплуатации и интенсивности использования. Сроки ремонта устанавлива-
ются на основе всестороннего изучения причин повреждения отдельных частей вагонов в
эксплуатации, отцепок вагонов от поездов, определения продолжительности срока служ-
бы основных частей вагонов. Путем наблюдений, замеров и расчетов определяется интен-
сивность повреждения коррозией и трением основных частей рам, тележек и металличес-
ких частей кузовов.
Зная срок работы вагона со дня постройки и толщину изношенного элемента конст-
рукции, можно определить скорость его износа в год:
тт А - Б
Игод=— мм/год’
где А — номинальная толщина (альбомный размер) в мм, которую имел элемент конструкции
при постройке;
Б —средняя толщина элемента, определенная измерениями;
В — время нахождения вагона в эксплуатации с момента постройки до момента измерения
износа, в годах.
Зная минимально допустимую по правилам ремонта толщину элемента, можно определить
срок его службы. Так, например, по правилам капитального ремонта балки рамы вагона, имею-
щие коррозионные повреждения свыше 30 %, должны заменяться. Тогда срок службы этих дета-
лей можно рассчитать по формуле:
г _ 0,ЗА
---
и
Г1ГОД
Зная сроки службы отдельных элементов вагона, можно с определенной степенью точ-
ности установить периодичность ремонта и его объем.
12.5.7. Вагоноремонтные заводы
Наиболее сложным видом ремонта вагонов является капитальный ремонт. Поэтому
он, в основном, выполняется на вагоноремонтных заводах. Кроме того, заводы ремонти-
руют и формируют колесные пары и изготавливают запасные части для подвижного соста-
ва. На заводах также производится модернизация вагонов.
В отличие от вагонных депо, где основной структурной единицей является производствен-
ный участок, вагоноремонтные заводы состоят из цехов различного назначения. Цехи являют-
ся административно обособленными подразделениями, дающими законченную продукцию.
338
Основными цехами завода являются вагоноразборочный, цех подготовки (правки) ва-
гонов, вагоносборочный, тележечный, малярный, колесный и ремонтно-комплектовочный.
Другая категория цехов — это заготовительные и обрабатывающие. К ним относятся
кузнечный, механический, сталелитейный, чугунолитейный, деревообрабатывающий. Про-
дукция этих цехов поступает на склад и по мере необходимости используется для работы
основных цехов, а также для нужд линейных предприятий.
На заводах существуют также вспомогательные цехи, которые предназначены для об-
служивания основных, заготовительных и обрабатывающих цехов. К ним относятся инст-
рументальный, ремонтно-механический, транспортный, электроремонтный и другие.
Основным направлением в области организации производства на вагоноремонтных
заводах является их специализация на ремонте одного или ограниченного количества тех-
нологически родственных типов вагонов.
Специализация позволяет организовать на заводах поточное производство, максималь-
но механизировать и автоматизировать производственные процессы, более эффективно
использовать новую технику и технологию, увеличить выпуск продукции.
Отрицательной стороной специ-
ализации вагоноремонтных заводов
является некоторое увеличение по-
рожнего пробега неисправных ваго-
нов, следующих на завод, а также ус-
ложнение процесса снабжения заво-
дов вагонами, требующими ремонта.
Вагоноремонтные цехи могут
иметь различную планировку, кото-
рая в значительной степени опреде-
ляет тип организации производ-
ства. Различают два типа планиров-
ки вагоноремонтных цехов - тупи-
ковая и сквозная (рис. 12,5).
Рис. 12.5. Схемы планировки вагоноремонтных цехов: а— ту-
пиковая; б— сквозная;/ ремонтные пути; 2 — ремонти-
руемые вагоны; 3 - поперечная транспортная тележка
При тупиковой планировке оси ремонтных путей перпендикулярны продольной оси
здания. Вход на ремонтные пути и выход с них имеется только с одной стороны здания.
Перестановка вагонов с одного ремонтного пути на другой, а также на парковые пути
производится при помощи поперечной транспортной (трансбордерной) тележки, которая
может располагаться как снаружи цеха, так и внутри него.
При тупиковой планировке сложно организовать поточный ремонт вагонов. При сквоз-
ной планировке вагоны в ремонт подаются с одной стороны, затем в процессе ремонта они
продвигаются вдоль цеха и по окончании ремонта выходят с другой стороны.
На вагоноремонтных заводах применяются два основных метода организации ремон-
та вагонов: поточный и стационарный.
При поточном методе ремонтируемый вагон через одинаковые промежутки времени
последовательно перемещается с одной ремонтной позиции на другую. На каждой пози-
ции выполняется строго определенный перечень работ, имеется специализированный на-
бор оборудования, приспособлений и инструмента. Специализированная бригада рабо-
чих работает только на своей позиции, не переходя на другие.
Поточный метод ремонта вагонов имеет большие преимущества. На каждой позиции
выполняются однородные операции, что позволяет оснастить рабочие места стационар-
ным оборудованием, необходимым для данных операций. Рабочие на ремонтных позици-
ях имеют узкую специализацию, что способствует увеличению производительности труда.
Облегчается также контроль со стороны администрации за выполнением работ в срок.
При стационарном методе ремонта вагоны находятся на одних и тех же ремонтных
позициях. Рабочие на позиции выполняют необходимый объем работ, а также могут пере-
ходить с одной позиции на другую.
339
Наиболее предпочтительным методом ремонта вагонов на заводах является поточный.
Для перемещения вагонов по позициям поточной линии применяются конвейеры.
Включение конвейера, его остановка и возврат в исходное положение могут осуществлять-
ся оператором, либо при помощи автоматических программных устройств. Для перемеще-
ния вагонов могут также использоваться маневровые локомотивы.
12.5.8. Требования техники безопасности и санитарии при организации
технического обслуживания вагонов
При проведении технического осмотра и ремонта вагонов в составах поездов или от-
дельных вагонов в парках станций должны выполняться в полной мере все требования
правил по охране труда и промсанитарии, предусмотренные соответствующими инструк-
циями, нарушение которых влечет за собой, в зависимости от последствий, дисциплинар-
ную или уголовную ответственность.
Осмотрщик вагонов и слесарь по ремонту имеют право выполнять только входящую в
круг их служебных обязанностей или порученную мастером, бригадиром или старшим груп-
пы работу. Они обязаны знать и выполнять требования запрещающих, предупреждающих,
указательных и предписывающих звуковых и световых сигналов, знаков и надписей.
Все работники, занятые техническим обслуживанием вагонов в составах поездов или
на специально выделенных путях, обязаны внимательно следить за сигналами и распоря-
жениями руководителя работ и оператора ПТО, немедленно выполнять их команды, осо-
бенно касающиеся ухода в безопасное место.
При проходе вдоль путей необходимо обращать внимание на движущиеся по смеж-
ным путям вагоны и локомотивы. При нахождении на междупутье во время движения со-
ставов по обоим смежным путям надо остановиться, стоя дождаться прохода или останов-
ки состава на одном из путей и лишь после этого снова идти по междупутью.
Переходить пути разрешается только под прямым углом, предварительно убедившись в
отсутствии движущегося по ним подвижного состава. Обходить стоящие на путях группы ваго-
нов или локомотив следует на расстоянии не менее 5 метров от автосцепки. Между расцепленны-
ми вагонами разрешается проходить, если расстояние между их автосцепками не менее 10 м.
Составы поездов, подвергающиеся техническому обслуживанию, а также вагоны, по-
данные на специально выделенные пути или на ремонтные пункты для текущего отцепоч-
ного ремонта, ограждают с обеих сторон красными сигналами и спаренными башмаками.
При обработке составов цистерн запрещается пользоваться открытым огнем. Особое
внимание вопросам охраны труда и пожарной безопасности уделяют на промывочно-про-
парочных предприятиях, так как подавляющее большинство наливных грузов огнеопасно
и токсично.
Работников, занятых непосредственно на обработке цистерн, снабжают специальной
обувью, пневмокостюмами, инструментом из неискрообразующего сплава, а также акку-
муляторными фонарями во взрывобезопасном исполнении.
Электросварочные работы в котле цистерны выполняются только после его промыв-
ки, пропарки, дегазации и проверки на взрывобезопасность. Электросварщики должны
работать при открытом сливном приборе и крышке цистерны в пневмокостюмах и пользо-
ваться изолирующим ковриком и диэлектрическими галошами.
Для отвода статического электричества все резервуары, эстакады, трубопроводы, котлы
цистерн должны быть надежно заземлены. Электродвигатели применяют только во взры-
вобезопасном исполнении.
Пассажирские вагоны подключают к высоковольтным питающим колонкам для элек-
трообогрева в зимнее время при строгом соблюдении инструкции по обслуживанию уста-
новок электроотопления пассажирских вагонов.
Подачу составов на ремонтно-экипировочные пути и их уборку производят только по
сигналам, подаваемым с пульта управления диспетчером депо.
340
Аккумуляторные батареи вагонов относятся к взрывоопасному оборудованию, по-
этому при их осмотре, ремонте и зарядке необходимо соблюдать специальные правила.
Для обеспечения пожарной безопасности запрещается отправлять в рейс пассажир-
ские вагоны с неисправным электрооборудованием, отоплением и с неисправными или не
полностью укомплектованными средствами пожаротушения. Запрещается использовать
нетиповые и некалиброванные предохранители.
Пассажирские составы, кроме ремонтно-экипировочных работ, проходят три вида про-
филактической санитарной обработки: дезинфекцию, дезинсекцию и дератизацию. Эти
операции выполняются работниками санитарно-эпидемиологических станций (СЭС) в де-
зинфекционных ангарах или тупиках.
Работники, выполняющие техническое обслуживание вагонов, должны соблюдать
правила личной гигиены. Принимать пищу можно только в столовой или в специально
выделенных помещениях. Вода для питья должна быть кипяченая. Все рабочие должны
уметь оказывать первую помощь пострадавшим.
12.6. Диагностика технического состояния вагонов
При ремонте и техническом обслуживании вагонов применяются средства техничес-
кой диагностики (СТД). Эти средства служат для объективного выявления как видимых,
так и скрытых дефектов вагонов в стационарных условиях и во время движения поезда.
В современных условиях интенсивного движения поездов автоматизация выявления тех-
нических неисправностей вагонов в эксплуатации приобретает особое значение. Визуаль-
ный метод ненадежен и малопроизводителен. По существующей технологии каждый осмот-
рщик имеет возможность затратить на осмотр одного вагона всего несколько минут. За это
время он обязан на различных позициях проверить исправность большого числа деталей и
узлов. Особенно усложняется осмотр вагонов в ночное время. Именно поэтому применяют-
ся и развиваются методы автоматического выявления неисправностей вагонов с помощью
специальных приборов и установок.
Изучение технического состояния вагонов в эксплуатации выявило необходимость раз-
работки специальных устройств для обнаружения в первую очередь греющихся букс, дефектов
поверхности катания колес, заклинивания колесных пар, волочащихся деталей. Эти устрой-
ства достаточно широко применяются на сети железных дорог России. На основе этих уст-
ройств функционирует система дистанционного контроля исправности вагонов (ДИСК),
в составе которой имеются подсистемы обнаружения нагретых букс (ДИСК-Б), дефектов по-
верхности катания колес (ДИСК-К), контроля исправности тормозов (ДИСК-Т), обнаруже-
ния волочащихся деталей (ДИСК-В).
Принцип действия приборов для обнаружения нагретых букс заключается в том, что
нагретые буксы испускают инфракрасное излучение, которое воспринимается чувстви-
тельными элементами, находящимися в специальных камерах, расположенных по обеим
сторонам пути. По интенсивности излучения можно судить о степени нагрева буксы.
В камерах происходит преобразование излучения в электрический сигнал, который уси-
ливается и передается на регистрирующую аппаратуру. Схема размещения оборудова-
ния ПОНАБ и ДИСК-Б представлена на рис. 12.6.
Аппаратура ПОНАБ и ДИСК-Б состоит из перегонного и станционного оборудо-
вания, связанного между собой линией связи. В состав перегонного оборудования вхо-
дят напольное и постовое оборудование. Напольное оборудование включает в себя при-
емные камеры инфракрасного излучения.
После обработки сигналов устройствами постового оборудования информация о со-
стоянии букс вагонов передается к стационарному оборудованию и регистрируется циф-
ропечатающими устройствами или компьютером. Информация включает в себя порядко-
вый номер вагона (начиная с головы поезда) с перегретыми буксами, сторону поезда, ко-
личество вагонов в поезде, общее количество перегретых букс, порядковый номер оси в
вагоне с перегретой буксой, степень перегрева, время контроля поезда.
341
Рис. 12.6. Схема размещения оборудования ПОНАБ и ДИСК-Б
Аппаратура ДИСК-К предназначена для обнаружения на ходу поезда дефектов по-
верхности катания колес (ползуны, выщербины, навары, неравномерный прокат), вызы-
Рис. 12.7. Структурная схема аппаратуры ДИСК-К: 1 —
постовая аппаратура; 2 — станционная аппаратура
вающих ударное воздействие ко-
леса на рельс. Вследствие ударов
колеса с перечисленными дефекта-
ми по рельсу в последнем возни-
кают ускорения, которые измеря-
ются пьезоэлектрическими датчи-
ками (пьезоакселерометрами).
Они преобразуют динамическое
воздействие колеса на рельс
в электрический сигнал. Структур-
ная схема аппаратуры ДИСК-К
представлена на рис. 12.7.
Контрольный участок пути
оборудован путевыми датчиками
прохода осей П1—П4. Эти датчи-
ки предназначены для счета числа
вагонов в поезде и формирования
зоны контроля, равной длине развертки колеса. В зоне контроля в шейках рельсов уста-
навливаются десять рельсовых пьезоакселерометров ДУ 1 —ДУЮ. Это датчики виброуско-
рений. Они устанавливаются по пять штук на каждую рельсовую нить.
Датчики П1—П4 представляют собой бесконтактные педали, принцип действия кото-
рых основан на законе электромагнитной индукции. Они подключены к постовой аппара-
туре через путевой ящик ПЯ.
В аппаратуре ДИСК-В на пути размещается напольный электромеханический датчик.
Если в вагоне имеется волочащаяся деталь, она механически воздействует на напольный
датчик. В результате вырабатывается электрический сигнал, который по линии связи пере-
дается на станционную регистрирующую аппаратуру.
При обнаружении аппаратурой ДИСК-К дефекта колеса по кругу катания информа-
ция о порядковом номере вагона и номере оси в вагоне, а также значение динамического
воздействия колеса на рельс указываются с помощью регистрирующего устройства аппа-
ратуры ДИСК-Б. Аналогично указывается информация с аппаратуры ДИСК-В о порядко-
вом номере вагона с волочащейся деталью.
Подсистема ДИСК-Б является базовой подсистемой, к которой могут подключаться
дополнительно подсистемы ДИСК-К, ДИСК-В, а также другие, вновь создаваемые подси-
стемы. Базовая подсистема ДИСК-Б обладает функциональной и конструктивной завер-
шенностью и может самостоятельно работать в условиях эксплуатации. Все остальные
подсистемы могут только дополнять ее на различных пунктах контроля.
342
Когда средства контроля обнаруживают перегретые буксы, дефектные колеса или во-
лочащиеся детали, сигналы об этом со станционного оборудования передаются на сиг-
нальный световой указатель, установленный между перегонным оборудованием и вход-
ным сигналом станции, а также на сигнализирующее оборудование.
Кроме подсистем ДИСК-К и ДИСК-В к базовой подсистеме ДИСК-Б подключена
также и подсистема ДИСК-Т для автоматического обнаружения на ходу поезда подвиж-
ных единиц с неисправными тормозами, если происходит длительное трение тормозных
колодок или колеса о рельс. Датчики улавливают инфракрасное излучение от обода колес-
ной пары и части диска, нагретых до определенного уровня.
В последнее время разработан еще ряд подсистем для контроля технического состояния
вагонов. К ним относятся дистанционная система контроля перегруза вагона (ДИСК-3), про-
ката колес (ДИСК-П) и др.
Серийно выпускаемые подсистемы совершенствуются и подвергаются модернизации
на основе новой элементной базы. Так, например, подсистема ДИСК-Б заменяется на
ДИСК-2Б и КТСМ.
В дополнение к системе ДИСК разработана и частично эксплуатируется система средств
технического диагностирования на ПТО (СТД-ПТО). Основой этой системы является ба-
зовая подсистема, включающая в себя аппаратуру для регистрации неисправностей непос-
редственно на ПТО. Эти неисправности могут быть выявлены как осмотрщиком вагонов,
так и автоматическими устройствами.
К базовой подсистеме подключаются другие подсистемы, предназначенные для вы-
явления износа гребней колес (СТД-ПТО-КГ), неисправности механизма автосцепки
(СТД-ПТО-СЛКМА), нарушения верхнего и бокового габарита подвижного состава
(СТД-ПТО-ГПС), наличия валика подвески тормозного башмака и толщины тормозной
колодки (СТД-ПТО-ТТ), неисправностей упряжного устройства (СТД-ПТО-УУ), дефек-
тов роликовых подшипников (СТД-ПТО-Р) и др.
12.7. Взаимосвязь отраслевых хозяйств железной дороги
Определяющим фактором для работы железнодорожного транспорта является план пе-
ревозок. На его основе разрабатываются нормы пробега подвижного состава, определяются
рабочие парки вагонов и локомотивов, объемы погрузки и выгрузки. Организация движения
поездов базируется на тесном взаимодействии и согласованной работе всех отраслевых служб.
Работы по ремонту пути выполняются так, чтобы задержки поездов за период ре-
монта были минимальными. Для этой цели выделяются «окна» продолжительностью
от 2 до 8 часов. Строго нормируется время на техническое обслуживание грузовых ваго-
нов в составах для обеспечения бесперебойного следования поездов.
С целью сокращения количества стоянок грузовых поездов линейные подразделения
по техническому обслуживанию вагонов размещают на тех же станциях, на которых про-
изводится смена локомотивов или локомотивных бригад.
Одной из важных задач вагонного хозяйства является увеличение длины гарантийных
участков. Чтобы решить эту задачу, необходимо повысить не только качество техническо-
го обслуживания вагонов на ПТО, но и привести состояние локомотивного и путевого
хозяйств в соответствие с техническими нормами.
Большое значение для процесса организации движения поездов имеет взаимосвязь ва-
гонного хозяйства с работниками, выполняющими грузовую и коммерческую работу. Пе-
ред подачей под погрузку проводятся технический и коммерческий осмотры вагонов с це-
лью установления их пригодности для перевозки данного груза.
На каждый загруженный вагон весовщиком составляется вагонный лист, в котором
приводятся данные о вагонах и отправках груза. По вагонному листу проверяется наличие
груза при выгрузке и подсчитывается масса грузов в вагонах при определении массы поез-
да. Масса поезда должна быть согласована с величиной тормозного нажатия поезда.
Для выполнения погрузочно-разгрузочных операций железные дороги имеют широ-
кий набор механизмов и приспособлений. К ним относятся стреловые, мостовые и козло-
вые краны, автопогрузчики, вагоноопрокидыватели, механические лопаты. Одним из тре-
бований, предъявляемых к этим устройствам, является минимальное повреждающее воз-
действие, оказываемое ими на вагон.
343
лава 13.
Технология вагоностроения и ремонта вагонов
Технология (от греческого tehne— искусство, мастерство, умение и логос — мысль,
разум) — совокупность приемов и способов получения, обработки или переработки сы-
рья, материалов, полуфабрикатов или изделий, осуществляемых в различных отраслях
промышленности. Технология представляет собой научную дисциплину, разрабатываю-
щую и совершенствующую такие способы. Технологией называют также сами операции
литья, обработки, переработки, транспортирования, складирования, хранения, являющи-
еся основной составной частью производственного процесса. В состав современной техно-
логии включается и технический контроль производства. Технологию обычно рассматри-
вают в связи с конкретной отраслью производства, в частности, вагоностроительного и
вагоноремонтного.
13.1. Конструктивно-технологическая схема вагона
Вагоностроительное и вагоноремонтное производства тесно связаны между собой тех-
нологией изготовления и ремонта вагонов. Прогрессивная технология при проектировании
и постройке вагонов оказывает положительное влияние на эффективность их ремонта и тех-
нического обслуживания в эксплуатации. Вагоностроение обеспечивает магистральный, про-
мышленный и городской железнодорожный транспорт подвижным составом и крупнотон-
нажными контейнерами, а также тормозным и автосцепным оборудованием, запасными ча-
стями для вагонов. Вагоноремонтное производство, обладая высокой организацией и техно-
логией, поддерживает в исправном состоянии подвижной состав в эксплуатации, высокий
уровень его надежности и долговечности, обеспечивает безопасность движения поездов. Эти
два производства связаны между собой решением общих теоретических и практических за-
дач, основанных на использовании методов конструирования и оптимизации, прочностных
расчетов, теории пластической деформации, теории резания металлов, теории механизмов и
деталей машин, математической статистики и теории вероятностей и др.
Надежная конструкция вагона учитывает его характерную' особенность — взаимодей-
ствие со всеми основными техническими средствами железных дорог и предприятиями на-
родного хозяйства страны (вагоны подвергаются воздействию погрузочно-разгрузочных ме-
Рис. 13.1. Обобщенная схема вагона
ханизмов, маневровых и других
операций). Второй особеннос-
тью вагона является сложность
оборудования, включающего
механические конструкции,
электро технические, теплотех-
нические системы, а также сис-
темы автоматики, жизнеобеспе-
чения и др. (рис. 13.1).
Важнейшей особенностью
вагонного парка является его
массовость, что требует проекти-
рования вагонов, имеющих ра-
циональную конструктивно-тех-
нологическую схему и компонов-
ку с использованием стандарт-
ных, типовых и унифицирован-
ных сборочных единиц, агрега-
тов и деталей для быстрой их вза-
имозаменяемости при ремонте.
344
При создании конструкции вагонов учитывают экстремальные условия их эксплу-
атации, технологичность и удобство в ремонте и техническом обслуживании, требова-
ния экологии, наличие устройств и условий для обеспечения правил техники безопас-
ности, противопожарных требований, санитарно-гигиенических норм для пассажиров
и обслуживающего персонала.
Создание новых типов и моделей вагонов включает в себя (рис. 13.2) этаны проекти-
рования, изготовления и экспериментальных исследований опытных образцов или опыт-
ных партий, освоения серийного производства с учетом корректировки рабочей докумен-
тации по результатам испытаний и опытной эксплуатации. На всех этапах проектирова-
ния и постройки учитывают требования, предъявляемые к подвижному составу стандарта-
ми и другой законодательной и нормативной документацией.
Рис. 13.2. Этапы разработки новых конструкций вагонов
Все более широкое применение находит блочно-модульный принцип создания ваго-
нов (рис. 13.3), а также вагонов с трансформируемым интерьером. Блочно-модульный прин-
цип позволяет перейти к типоразмерным рядам вагонов с заданным уровнем надежности
благодаря использованию отработанных в эксплуатации отдельных модулей, агрегатов,
узлов, деталей: ходовых частей, ударно-тяговых приборов, тормозного оборудования, ус-
тройств отопления, охлаждения, вентиляции и кондиционирования воздуха, приборов ди-
агностики и др.
Блочно-модульный принцип заслуживает внимания при создании грузовых вагонов с
повышенным уровнем специализации и повышении эффективности при перевозках отдель-
ных видов грузов. Кроме того, существенно повышается уровень технологичности при ре-
монте и техническом обслуживании в эксплуатации. Вагоны с трансформируемым инте-
рьером дают возможность многоцелевого их использования, что повышает производитель-
ность и технико-экономическую эффективность эксплуатации.
Проектирование вагонов включает в себя разработку проектной, конструкторской,
технологической и других видов единой документации, предназначенной для создания
новых, более совершенных типов и конструкций подвижного состава с обязательным по-
вышением технологичности их ремонта и технического обслуживания в эксплуатации.
345
Рис. 13.3. Конструктивно-технологические блоки и модули пассажирского вагона. Блоки: / — торцевая
стена; 2 -- боковая стена; 3 — рама; 4 — перегородка; 5 - крыша. Модули: 6 и 10 — туалеты; 7 —
котельное отделение; 8— служебное отделение; 9— купе; 11 — тележка; 12 — автосцепное устройство
При создании новых типов вагонов и производстве их ремонта в эксплуатации ис-
пользуется большой перечень технологических процессов, связанных с технологией литья,
обработки металлов резанием, сварки деталей и элементов, сборки отдельных узлов и кон-
струкции в целом и др.
13.2. Вклад ученых в развитие технологической науки
Методы проектирования, совершенствование технологии изготовления и ремонта
вагонов, их узлов и деталей в постоянно изменяющихся условиях эксплуатации желез-
ных дорог вырабатывались десятилетиями при участии большого числа исследователей
и изобретателей.
Важнейшие результаты были достигнуты русскими металлургами благодаря работам гени-
ального ученого Михаила Васильевича Ломоносова (1711—1765 гг.), автора учебника «Первые
основания металлургии и рудных дел». Он был первым исследователем русских руд, организа-
тором горнозаводского дела, новатором и исследователем в области практики горного дела и
металлургии и основоположником русской терминологии в этих областях.
В развитии металлургии велики заслуги академика Михаила Александровича Павлова
(1863—1958 гг.). Он участвовал в проектировании крупнейших металлургических заводов, до-
менных печей и сталеплавильных агрегатов.
Павел Петрович Аносов (1799—1851 гг.), русский металлург. Всемирную известность
приобрели работы П.П. Аносова по производству стали. Им был предложен новый метод
получения стали, основанный на объединении процессов науглероживания и плавления ме-
талла. В 1837 г. П.П. Аносов осуществил переплавку чугуна в сталь как с добавкой, так и без
добавки железа. Оригинальными были его работы по раскрытию утерянного в средние века
секрета изготовления булатной стали. П.П. Аносов обосновал влияние химического соста-
ва, структуры сплава и характера его обработки на свойства металла, что было положено
в основу науки о качестве сталей. Он положил начало микроскопическому анализу металлов.
346
Дмитрий Константинович Чернов (1839—1921 гг.), русский ученый в области металлур-
гии, металловедения, термической обработки металлов. Его по праву считают отцом металло-
графии, его труды создали эпоху в истории развития металлургии. Д.К. Чернов показал, что
во время нагрева и охлаждения стали происходят структурные превращения при определен-
ных температурах в зависимости от ее химического состава. Эти температуры были названы
им «особыми точками». Д.К. Чернов является создателем атомистической теории аллотропи-
ческих превращений в железе и стали. По Д.К. Чернову критические точки связаны с пере-
стройкой (в условиях определенных температур) пространственной решетки, чем и определя-
ется физическая сущность превращения в железе и стали. Эти критические температуры были
названы точками Чернова. Д.К. Чернов — создатель современного представления о теории
процесса закалки и отпуска стали, он впервые сформулировал теорию кристаллизации стали.
Николай Семенович Курников (1860—1941 гг.), ученый в области физико-химических
наук. Н.С. Куриаков создал науку о связи физико-химических свойств сплавов с их струк-
турой, он сконструировал и построил особый самопишущий пирометр, нашедший широ-
кое применение при изучении свойств сплавов.
Академик А. А. Байков (1870—1946 гг.) разработал дифференциальный метод опреде-
ления критических точек на саморегистрирующем пирометре Н.С. Курнакова. Кроме того,
он изучил влияние отдельных элементов на качество стали и цветных металлов.
Николай Тимофеевич Гудцов (1883—1957 гг.), ученый металловед. Развивая научные идеи
Д.К. Чернова pi А.А. Байкова, Н.Т. Гудцов основал новую школу в области металловедения и
термической обработки стали. Им разработаны теория твердых растворов, теория кристаллиза-
ции стали, физическая теория ликвации, теория отпуска закаленной стали.
Андрей Анатольевич Бочвар, ученый металловед. Работая в области изучения сплавов,
установил зависимость между составом и свойствами сплавов, построил диаграммы плавко-
сти сложных сплавов на алюминиевой основе и разработал ряд оригинальных сплавов.
Одним из основателей технологической науки является профессор Иван Августинович
Тиме (1838—1920 гг.), создавший первые научные труды но технологии машиностроения.
Он разработал теорию, правила расчета и сооружения железнодорожных машин, паровых
молотов, водяных турбин и др., дал основные рекомендации по их эксплуатации. Его тру-
ды по сопротивлению материалов и резанию дерева, мемуары о строгании металлов, обра-
зовании стружек при обработке пластических материалов сыграли важную роль в созда-
нии теории резания металлов и дерева.
Яков Григорьевич Усачев (1873—1941 гг.) провел свое блестящее исследование процес-
са резания металлов.
Павел Петрович Федотьев (1864—1934 гг.), химик-технолог. П.П. Федотьев впер-
вые в 1904 г. заложил физико-химические основы производства алюминия, а в 1929 г.
под его руководством был получен первый отечественный алюминий, а также разрабо-
таны электролитические способы получения железа, цинка, никеля и кобальта.
Профессором А.А. Яковкиным впервые в истории алюминиевой промышленности
была решена важная задача получения глинозема из высококремнистых бокситов хими-
ческим способом. Один из применяемых способов получения глинозема был разработан
профессорами А.Н. Кузнецовым и Е.И. Жуковским.
Самым распространенным способом сборки металлических изделий в вагоностроении и
ремонте вагонов является электросварка. Русский ученый академик Василий Владимирович
Петров в 1802 г. открыл явление электрической дуги и показал возможность плавления метал-
ла в дуге. Н.Г. Славянова и Н.Н. Бенардоса считают основоположниками электродуговой свар-
ки. Русским инженером Николаем Николаевичем Бенардосом в 1882 г. был предложен способ
электродуговой сварки металлов угольным электродом, а в 1888 г. русским инженером Нико-
лаем Гавриловичем Славяновым разработан способ электродуговой сварки металлическим элек-
тродом. Н.Н. Бенардосу и Н.Г. Славянову принадлежит не только изобретение способов свар-
ки, на которые они получили патенты во всех промышленных странах мира, но и первых в
мире сварочных автоматов, сварочных машин и различных приспособлений для сварки.
347
Среди достижений науки и техники в сварочном деле выдающееся значение имеют
работы Института электросварки, руководимого академиком Е. О. Патоном, являющимся
автором учебника по автоматизации сварочных процессов, широко применяемых при из-
готовлении и ремонте вагонов. Важны труды академиков В.П. Никитина в области сва-
рочной аппаратуры, К.К. Хренова — по технологии дуговой электросварки, Б.Е. Патона,
под руководством которого открыт новый способ электрошлаковой сварки, и многих дру-
гих ученых, работавших в этой области науки.
13.3. Основы проектирования технологических процессов
в вагоностроительном и вагоноремонтном производстве
Важнейшим показателем при проектировании и внедрении нового типа вагона являет-
ся технологичность конструкции, представляющая собой совокупность свойств, обеспечи-
вающих его изготовление, ремонт и техническое обслуживание по наиболее эффективной
технологии. Применение эффективной технологии обеспечивает оптимальные затраты тру-
да, материалов, средств, времени при технологической подготовке производства, в процессе
изготовления, эксплуатации и ремонта нового типа вагона, включая его подготовку к функ-
ционированию, контроль работоспособности, профилактическое обслуживание.
Состав работ по обеспечению технологичности конструкции вагона на всех стадиях его
создания базируется на государственных стандартах. В вагоностроении при ремонте ваго-
нов используется Единая система технологической подготовки производства (ЕСТПП), ко-
торая устанавливает системный подход к выбору и применению методов и средств организа-
ции производственного процесса. Технологическая подготовка вагоностроительного и ва-
гоноремонтного производства базируется на достижениях технологии и орга аизации произ-
водства и позволяет существенно поднять его технический уровень. Применение технологи-
ческой подготовки производства включает эффективное использование технологических
модулей, агрегатов, механизмов, оборудования, средств вычислительной техники для комп-
лексного и системного решения производственно-технических задач по созданию вагонов.
Стандарты ЕСТПП включают правила организации и моделирования процессов уп-
равления производством, стадии разработки технической документации, порядок подго-
товки производства, правила и этапы отработки технологичности конструкции вагона,
выбор номенклатуры, правила классификации видов технологических процессов и т.д.
Система базируется на государственных стандартах — Единая система технологической
документации (ЕСТД) и Единая система конструкторской документации (ЕСКД). Наряду
с государственными стандартами в основу ЕСТПП включены отраслевые стандарты и стан-
дарты предприятий, а также нормативно-техническая и методическая документация.
Единая система технологической документации (ЕСТД) является составной частью Еди-
ной системы технологической подготовки производства (ЕСТПП). Стандарт ЕСТД определя-
ет взаимосвязанные правила и положения о порядке разработки, оформления, комплектации
и обращения технической документации, разрабатываемой и применяемой машиностроитель-
ными и приборостроительными организациями, поставщиками своей продукции вагоностро-
ительным и вагоноремонтным предприятиям. Основное назначение стандартов ЕСТД — ус-
тановление на всех производственных предприятиях и организациях-поставщиках единых пра-
вил оформления и ведения технической документации, обеспечивает стандартизацию обозна-
чений и унификацию документации на различные виды работ. Стандарт ЕСТД предусматри-
вает также возможность взаимообмена между предприятиями технологическими документа-
ми без их переоформления, что обеспечивает комплектность документации, исключающую
повторную разработку и выпуск документов разными предприятиями.
К технологическим документам общего назначения относятся: маршрутные, эскиз-
ные, комплектовочные (технологические) карты; технологические инструкции; ведомости
расцеховки, оснастки и материалов (составляются на все виды работ).
348
Маршрутная карта является основным технологическим документом, разрабатывае-
мым на всех стадиях составления рабочей документации. Она содержит описание техноло-
гического процесса изготовления или ремонта вагона и его отдельных элементов по всем
операциям в определенной последовательности с указанием оборудования, оснастки, ма-
териалов, трудовых затрат и т.п. В карте эскизов технология изготовления вагона пред-
ставлена графически — в виде эскизов. Технологическая инструкция содержит описание
приемов работы или методов контроля технологического процесса, правила пользования
оборудованием или приборами, меры безопасности и т.п. В ведомости расцеховки приво-
дятся данные о маршруте прохождения элементов вагона по цехам предприятия. Ведомость
оснастки содержит перечень приспособлений и инструментов, необходимых для изготов-
ления вагона и его частей. Ведомость материалов является подетальной и сводной ведомо-
стью норм расхода материалов. Кроме перечисленной выше документации общего назна-
чения, на определенные виды работ составляются специализированные документы — опе-
рационные карты, в которых технологический процесс делится на операции, и технологи-
ческие карты по видам работ (изготовление отливок, раскрой материалов, разметка и т.п.).
Единая система конструкторской документации (ЕСКД) включает в себя комп-
лекс государственных стандартов, устанавливающих правила и положения о разработ-
ке, оформлении, комплектации и обращении конструкторской документации. Система
содержит общие положения по выполнению документов, правила по выполнению чер-
тежей, текстовых документов и схем, условные графические обозначения, правила вы-
полнения эксплуатационной и ремонтной документации, правила обращения докумен-
тов (учета, хранения, дублирования и внесения изменений). Комплектность конструк-
торских документов на вагон определяется его типом и стадией разработки. Основные
виды конструкторских документов: для детали — чертеж детали, для сборочных еди-
ниц — спецификация. Кроме того, к конструкторским документам относятся схемы,
ведомости, технические условия и др.
Технические условия представляют собой документ, в котором указываются ком-
плекс технических требований, предъявляемых к данному вагону, приводятся правила
приемки и поставки, методы контроля, условия эксплуатации, транспортирования и
хранения. Технические требования содержат основные параметры и размеры вагона,
его свойства, конструктивные и эксплуатационные характеристики, показатели каче-
ства, комплектность и т.д. В правилах приемки и поставки указываются порядок и ус-
ловия проведения контрольных испытаний при предъявлении готового вагона к сдаче
заводом-изготовителем и приемке его заказчиком. В разделе о методах контроля (ис-
пытаний, измерений и др.) устанавливаются: способы определения всех параметров и
характеристик вагона и его частей, соответствующих норм, требований; правила вы-
бора оборудования, приборов, материалов; методика подготовки и проведения испы-
таний, способы обработки результатов и др. В разделе об условиях эксплуатации, транс-
портирования и хранения содержатся правила транспортирования, условия и сроки
хранения вагонов или их частей и сборочных единиц.
Технологический процесс является основной составной частью производственно-
го процесса. Предметом исследования в вагоностроении и вагоноремонтном производ-
стве являются основы проектирования технологических процессов: виды обработки,
выбор заготовок, качество поверхности обрабатываемых изделий, точность обработ-
ки и припуски на нее, базирование заготовок; способы механической обработки плос-
ких, фасонных и других форм поверхностей; методы изготовления типовых деталей —
колес, осей, боковых рам и надрессорных балок, корпусов букс и элементов рессорного
подвешивания, деталей автосцепного устройства и тормозного оборудования и др.; про-
цессы сборки кузовов и компоновки их внутренним оборудованием, характер соедине-
ния деталей и узлов, принципы механизации и автоматизации сборочных работ; осно-
вы конструирования приспособлений и др.
349
Технологические процессы изготовления, ремонта, сборки, разборки вагонов и их час-
тей расчленяются на операции, переходы, проходы, приемы, движение. Технологическая
операция представляет собой часть технологического процесса, выполняемая одним или груп-
пой рабочих на одном рабочем месте, а при автоматизированном производстве — без учас-
тия рабочих или под их наблюдением. Границей технологической операции является пере-
ход рабочих с одного рабочего места на другое или такое же перемещение обрабатываемого
изделия. Порядок расчленения технологического процесса на операции зависит от условий
работы, метода обработки, вида инструмента и оборудования, типа и характера производ-
ства. При этом целесообразно сочетать операции во времени и в пространстве таким обра-
зом, чтобы обеспечивалось наиболее эффективное построение технологического процесса.
Переход является частью технологической операции, который выполняется на опре-
деленном участке детали одним и тем же инструментом или несколькими инструментами
одновременно при одном и том же режиме. Изменение любого из указанных выше призна-
ков означает конец одного перехода и начало другого. Проходом называется часть пере-
хода, при котором снимается или наносится один слой материала; например, наплавка
одного слоя металла на поверхность восстанавливаемой детали или снятие одного слоя
металла при обработке на металлорежущем станке. Приемом считается часть перехода,
состоящего из нескольких чередующихся рабочих движений. Прием предусматривает ком-
плекс движений, имеющих целью взять, отложить или переместить что-либо; например,
прием при сборке — взять болт и установить его в отверстие. Движение является недели-
мой частью приема и относится к перемещению отдельных рабочих органов человеческо-
го тела, например корпуса, руки, кисти, пальцев.
Разделенение операций на отдельные элементы предназначено для рационального по-
строения каждой операции и выполнения технического нормирования технологических
процессов. Оно позволяет подробно изучить последовательность операций и действий ра-
бочего с целью устранения нерациональных приемов, движений и установления наиболее
правильного порядка и рационального способа выполнения работ.
Основу вагоностроительного и вагоноремонтного производства составляют специа-
лизированные предприятия, оснащенные высокопроизводительным оборудованием, ав-
томатизированными и механизированными поточными линиями для изготовления и ре-
монта вагонов, их узлов и деталей.
Основными направлениями развития современной технологии являются: дальнейший пе-
реход от прерывистых технологических процессов к непрерывным поточным процессам, обес-
печивающим увеличение масштабов производства и эффективное использование машин и обо-
рудования; внедрение «замкнутой» (безотходной) технологии для наиболее полного использо-
вания сырья, материалов, энергии, топлива, что дает возможность свести к минимуму или пол-
ностью ликвидировать отходы производства и осуществить мероприятия по оздоровлению
окружающей среды. Предусмотренный стандартами единый порядок применения типовых тех-
нологических процессов, унифицированного оборудования и стандартной оснастки позволя-
ет сокращать время на подготовку производства при одновременном повышении производи-
тельности труда и улучшении качества выпускаемого для эксплуатации подвижного состава.
Разработка технологических процессов в вагоностроении и вагоноремонтном производ-
стве при восстановлении и обработке деталей, сборке узлов и компоновке вагонов осуществ-
ляется с применением ЭВМ и использованием системы автоматизированного проектирования
вагонов (САПРВ), представляющей собой организационно-техническую систему, состоящую
из комплекса средств автоматизации проектирования, взаимосвязанного с подразделениями
проектных организаций, и выполняющую автоматизированное решение поставленных задач.
Все это позволяет значительно ускорить и существенно повысить точность вычислений и вы-
полнение логических операций с выдачей оптимальных вариантов технологических процес-
сов. Основными параметрами технологического процесса изготовления и ремонта вагонов,
его узлов и деталей являются: точность, надежность, экономичность и производительность.
350
Точность в вагоностроительном и вагоноремонтном производстве характеризуется
степенью соответствия изготавливаемых деталей, сборочных единиц и выпускаемой про-
дукции заранее установленным параметрам, задаваемым чертежам, техническим услови-
ям, стандартам. На всех этапах технологического процесса изготовления деталей и сборки
узлов и вагона в целом неизбежны погрешности. Поэтому для достижения необходимой
точности пользуются классами точности, которые устанавливаются на отдельные пара-
метры деталей и на изделие в целом. При этом различают: точность формы, степень соот-
ветствия поверхности детали определенным геометрическим телам; точность размеров де-
тали; точность взаимного расположения поверхностей детали. Точность детали определя-
ется отклонениями от заданных форм и размеров. Погрешности формы детали, например,
обработанной в виде тел вращения, выражаются в овальности, огранке, бочкообразности
и ссдлообразности, конусности, изогнутости. Для деталей, имеющих плоские поверхнос-
ти, отклонениями формы являются нснрямолинейность и неплоскость, о которых можно
суди ть но выпуклости или вогнутости поверхностей. Погрешности размеров деталей рег-
ламентируются предельными отклонениями в соответствии с системой допусков. Откло-
нения взаимного расположения поверхностей характеризуются непараллельностыо и не-
перпендикулярностыо осей и плоскостей, несимметричностью поверхностей и т.п. Точность
деталей, сборочных единиц и вагонов определяет технологию их изготовления, сборки, а
также влияет на выбор измерительных средств.
Надежность технологического процесса представляет собой способность обеспечи-
вать выпуск изготовляемых изделий вагоностроительными и вагоноремонтными предпри-
ятиями в полном соответствии с нормативно-технической документацией. Показатели на-
дежности выпускаемых изделий определяют их свойства сохранять значения установлен-
ных параметров функционирования в определенных пределах, соответствующих заданным
режимам и условиям эксплуатации, технического обслуживания, хранения и транспорти-
рования. Надежность является комплексным свойством, которое в зависимости от назна-
чения изделия и условий его эксплуатации может включать безотказность, долговечность,
ремонтопригодность и сохраняемость в отдельности или определенное сочетание этих
свойств как вагона в целом, так и его частей. Основное понятие, используемое в теории
надежности, — это понятие отказа, то есть утраты работоспособности, наступающей либо
внезапно, либо постепенно. Причем работоспособность соответствует такому состоянию
изделия, при котором оно отвечает всем требованиям, предъявляемым к его основным па-
раметрам. К числу основных параметров изделия относятся: скорость, грузоподъемность,
устойчивость, возможность механизации и автоматизации погрузочно-разгрузочных ра-
бот и др. Вместе с другими такими показателями, как масса, габарит, удобство в ремонте и
техническом обслуживании они составляют комплекс показателей качества изделия. Из-
менение их, превышающее допустимые значения, приводит к возникновению отказового
состояния — частичного или полного отказа. Показатели надежности нельзя противопос-
тавлять другим показателям качества: без учета надежности все другие показатели каче-
ства изделия теряют свой смысл, точно так же и показатели надежности становятся полно-
ценными показателями качества лишь в сочетании с другими характеристиками изделия.
Экономичность технологического процесса является важнейшим показателем, харак-
теризующим народнохозяйственные результаты и экономическую целесообразность вве-
дения в производство новой технологии. При выборе технологического процесса нет не-
обходимости расчета полной себестоимости изделия, а можно определить лишь ту се часть,
величина которой зависит от варианта технологии. Причем себестоимость изделия вклю-
чает стоимость основных материалов, заработной платы производственных рабочих и сум-
му косвенных затрат, начисляемых в процентах к заработной плате. Для вагона следует
учитывать дополнительные капитальные вложения народного хозяйства, если новая тех-
нология приводит к изменению объектов его эксплуатации. В этом случае определяется
срок окупаемости дополнительных капитальных затрат, который должен быть нс выше
нормативного при решении вопроса о введении нового технологического процесса.
351
Производительность технологического процесса определяется количеством деталей,
узлов и вагонов, изготавливаемых в единицу времени (час, смену, месяц, год). Рациональ-
ная последовательность операций технологического процесса, наиболее выгодные режи-
мы обработки детали и сборки изделия, применение эффективных приспособлений и инст-
румента, механизация и автоматизация выполняемых работ, внедрение передового опыта
и т.д. обеспечивают повышение производительности процесса.
13.4. Технологические процессы, применяемые в вагоностроении
и при ремонте вагонов
Технология вагоностроения и ремонта вагонов в современных условиях базируется на
применении большого числа разнообразных технологических процессов, среди которых —
механические, электротехнические, физические с применением их комплексной механизации и
автоматизации.
Обработка металлов резанием представляет собой группу технологических процессов, свя-
занных со снятием стружки режущими инструментами на металлорежущих станках с целью
придания деталям заданных форм, размеров и качества поверхности слоев. Основными видами
обработки металлов резанием являются точение, строгание, сверление, развертывание, протя-
гивание, фрезерование, шлифование и др.
Любой из перечисленных видов характеризуется режимом резания, представляющим со-
бой совокупность следующих основных элементов: скорость резания, глубина резания и подача.
Скорость резания определяется скоростью инструменте! или заготовки в направлении главного
движения, в результате которого происходит отделение стружки от заготовки, подача — ско-
рость в направлении движения подачи. Например, при точении (рис. 13.4, а) скоростью резания
называют скорость перемещения обрабатываемой заготовки относительно режущей кромки резца
(окружная скорость), подачей — перемещение режущей кромки резца за один оборот заготовки.
Глубина резания — толщина снимаемого слоя металла за один проход (расстояние между обра-
батываемой и обработанной поверхностями, измеренное по нормали). В сечении срезаемого
слоя металла (см. рис. 13.4, а) рассматриваются такие элементы резания, как толщина и ширина
срезаемого слоя; их величина при постоянных /их зависит от главного угла в плане ф.
При строганин скоростью резания называют скорость у прямолинейного движения резца
(рис. 13.4, б), подача х — поперечное перемещение изделия за один двойной ход резца, глубина
резания — расстояние между обрабатываемой и обработанной поверхностями. Для более пол-
ного использования мощности станка применяется многорезцовое строгание (рис. 13.4, в).
Рис. 13.4. Схемы технологических процессов обработки металлов резанием: а — при точении; / —обраба-
тываемая поверхность; 2 — поверхность резания; 3 — обработанная поверхность; D - -диаметр обрабаты-
ваемой заготовки; d— диаметр детали после обработки; а и б — толщина и ширина срезаемого слоя; б —
при строгании; 1 — обрабатываемая поверхность; 2 — плоскость резания; 3 — основная плоскость; 4 —
опорная поверхность резца; 5 — обработанная поверхность; 6 — поверхность резания; а и б — толщина и
ширина срезаемого слоя; 6’ — при многорезцовом строгании; 1, 2,3,4 — резцы; s — подача
352
Обработка металлов давлением представляет собой группу технологических процес-
сов и способов, в результате которых изменяется форма металлической заготовки без на-
рушения ее сплошности за счет относительного смещения отдельных ее частей, то есть
путем пластической деформации. В состав процессов обработки металлов давлением вхо-
дят прокатка, прессование, штамповка и ковка, волочение; эти процессы применяют так-
же для улучшения качества поверхности.
Прокат — способ обработки металлов и сплавов давлением, состоящий в обжатии
их между вращающими валками прокатного оборудования. Различают горячую, холод-
ную и теплую прокатку. В особых случаях для предохранения поверхности прокатывае-
мого изделия от окисления применяют прокатку в вакууме или в нейтральной атмосфе-
ре. Известны три способа проката: продольный, поперечный и винтовой (косой). При
продольном прокате (рис. 13.5, а) деформация обрабатываемого изделия происходит
между валками, вращающимися в противоположных направлениях и расположенных в
большинстве случаев параллельно один другому. Поперечный прокат (рис. 13.5, б) и
винтовой (рис. 13.5, в) служат лишь для обработки тел вращения. При винтовом прокате
вследствие косого расположения валков металлу кроме вращательного придается еще по-
ступательное движение в направлении его оси. Если поступательная скорость прокатыва-
емого металла меньше окружной скорости вследствие его вращения, прокат называется
поперечно-винтовым, а если больше — продольно-винтовым. Поперечно-винтовой про-
кат применяется в производстве осей колесных пар вагонов и других подобных изделий.
Рис. 13.5. Схемы процессов прокатки металлов: а — продольная; б — поперечная; в — винтовая
круглых периодических профилей; 1 — прокатываемый материал; 2, 3, 4 — валки
К основным видам проката из стали и других металлов относятся листовой и сорто-
вой прокат, катаные трубы, колеса, профили переменного сечения и другие особые виды
проката, используемые в вагоностроении и ремонте вагонов. Перечень прокатываемых
изделий с указанием размеров называется сортаментом проката, большая часть которого
стандартизирована. Прокат цветных металлов производится главным образом в виде лис-
тов, ленты и проволоки; трубы и сортовые профили из цветных металлов изготовляются
преимущественно прессованием.
Прокат листов металла толщиной от 1,2 до 20 мм, наиболее часто применяемых в ва-
гоностроительном и вагоноремонтном производстве, осуществляется в горячем состоянии
на непрерывных станах, а листы толщиной менее 1,5 до 3 мм выгоднее прокатывать в хо-
лодном состоянии. Технологическая схема проката листов в холодном состоянии приведе-
на на рис. 13.6, в которой рулоны после их получения на непрерывных станах горячего
проката поступают в цех и проходят весь технологический процесс холодного проката
вплоть до упаковки.
В вагоностроительном и вагоноремонтном производстве используются прокатные
профили с постоянной по длине поперечным сечением: круг, прямоугольник, квадрат,
овал, шестиугольник; фасонные профили: уголок, двутавр, швеллер и др.; периодичес-
кие профили, трубы и т.д.
23 Вагоны
353
Рис. 13.6. Технологическая схема цеха холодной прокатки для производства листов: 1 — конвейер горя-
чекатаных рулонов; 2 — агрегат нормализации; 3 — непрерывно-травильный агрегат; 4 — агрегат ком-
бинированной резки; 5 — непрерывный стан холодной прокатки; 6 — термическое отделение; 7 — агре-
гат нанесения защитного покрытия, 8— дрессировочный стан; 9 — непрерывно-цинковальный агрегат;
10 - - отделение упаковки готовой продукции
Прессование — процесс обработки давлением разных материалов с целью уплотнения,
изменения формы, изменения механических и других свойств материала. Сюда относится
прессование металлов, древесины, полимерных материалов, брикетирование и др. Прессо-
вание металлов заключается в выдавливании (экструдировании) металла из замкнутой обла-
сти (контейнера) через отверстие матрицы, форма и размеры которого определяют сечение
прессуемого профиля. Различают следующие виды прессования металлов (рис. 13.7): с пря-
мым истечением металла, когда направление движения металла совпадает с направлением
движения пресс-шайбы — схемы а и б, и с обратным, когда металл течет навстречу движе-
нию матрицы, которая выполняет также функции пресс-шайбы, схемы в и г. Для получения
труб и полых профилей из алюминиевых и магниевых, а в некоторых случаях медных и тита-
новых сплавов используются также прессование со сваркой (схема Э).
Рис. 13.7. Схемы прессования: а — профиля сплошного сечения с прямым истечением; б —- трубы с пря-
мым истечением; в профиля сплошного сечения с обратным истечением; г — трубы с обратным исте-
чением; д — трубы из полого профиля (прессование со сваркой); 1 — заготовка; 2 — пресс-штамнель;
3 — пресс-шайба; 4 — контейнер; 5 — матрица; 6 — матрицедержатель; 7 — пресс-изделие; 8 —
игла; 9 — иглодержатель; 10— пробка
354
Штамповка — процесс обработки металлов давлением, при котором формообразо-
вание детали осуществляется в специализированном инструменте — штампе. По виду за-
готовки различают объемную и листовую штамповку, по температуре процесса — холод-
ную и горячую. В мелкосерийном производстве применяются особые способы штамповки:
штамповка эластичными средами (жидкостью, резиной, полиуретаном и др.); импульсная,
использующая энергию ударной волны и жидкости (взрывная, электрогидравлическая) или
действие мощных быстроменяющихся магнитных полей (электромагнитная). Для штам-
повки используются разнообразные машины: молоты, кривошипные прессы, горизонталь-
но-ковочные машины, гидравлические прессы, кузнечно-штамповочные автоматы и др.
В крупносерийном производстве для штамповки применяют автоматы и автоматизиро-
ванные линии, а также всевозможные загрузочные и манипулирующие устройства, вклю-
чая промышленные роботы, что существенно повышает производительность труда.
Волочение — технологический процесс деформирования металла протягиванием ката-
ных или прессованных заготовок через отверстие с целью уменьшения их поперечного сече-
ния или получения более точных размеров и гладкой поверхности. В результате усилия Р
(рис. 13.8), прикладываемого' к заостренному концу заготовки, она протягивается, приобре-
тая форму и размеры отверстия волоки, ее поперечные размеры уменьшаются, а длина уве-
личивается. Для уменьшения трения обрабатываемые заготовки покрывают густыми сма-
зочными материалами. Волочением получают проволоку (рис. 13.8, а) различного диаметра
(менее 0,01 мм) и трубы тремя способами: без оправки (б), на короткой неподвижной оправ-
ке (<?) или на движущейся длинной оправке (г).
а б 6’ г
Рис. 13.8. Схемы волочения: а — проволоки; б-- трубы без оправки; в— трубы на короткой неподвиж-
ной оправке; г — трубы на длинной движущейся оправке; 1 — волока; 2 — заготовка; 3 — заостренный
конец заготовки; 4— захват; 5 — короткая неподвижная оправка; 6 — длинная движущаяся оправкг!
Для обработки металла волочением применяется волочильный стан, состоящий из ра-
бочего инструмента — волоки и тянущего устройства, сообщающего обрабатываемой за-
готовке движение через волоку. При волочильном стане имеется ряд вспомогательных ус-
тройств для механизации и автоматизации производства.
Фрезерование — процесс резания металлов и других твердых материалов фрезой.
В качестве режущего инструмента при фрезеровании используются многозубые инстру-
менты — фрезы. Фрезы различаются: по назначению (рис. 13.9); по форме зубьев — с пря-
мыми, винтовыми, разнонаправленными зубьями; по направлению винтовых канавок —
с правыми и левыми канавками; по конструкции — цельные, составные, сборные, со встав-
ными зубьями (ножами), комплектные; по способу крепления — насадные, с хвостовиком
(коническим или цилиндрическим); по материалу режущей части — из быстрорежущей
стали, твердого сплава, композиционного материала.
Главное движение при фрезеровании — вращение инструмента, движение подачи —
поступательное перемещение заготовки; скорость резания равна окружной скорости наи-
более удаленных от оси фрезы точек ее зубьев. Фрезерование применяется для обработки
плоских и фасонных поверхностей и осуществляется на фрезерных станках (рис. 13.10).
Шлифование (шлифовка) — обработка поверхностей заготовок абразивным инстру-
ментом. Производится на шлифовальных и металлорежущих станках с помощью специ-
альных приспособлений (например шлифовальных головок), вручную. Известны различ-
ные виды шлифования: круглое наружное и внутреннее, планетарное, бесцентровое на-
ружное и внутреннее, плоское, фасонное и др. (рис. 13.11).
355
Рис. 13.9. Фрезерование: а — фрезы; 1 — цилиндрическая; 2 — торцевая; 3 и 4 — дисковые пазовые; 5 —
прорезная; би 7— концевые; 8~ угловая; 9 и 10—фасонные; 11 — шпоночная; о—схема фрезерования
цилиндрической фрезой; 1 — обрабатываемая поверхность; 2 — обработанная поверхность; 3—поверхность
резания; В- - ширина обрабатываемой поверхности; 5—подача; t — глубина резания
Рис. 13.10. Основные типы фрезерных станков: а — универсально-фрезерный; б — вертикально-фрезерный;
в — продольно-фрезерный
Для обработки трудно обрабатываемых металлов применяют также электрохимическое
(электролитическое) шлифование токопроводящими шлифовальными кругами с подводом к
зоне резания постоянного электрического тока. Шлифование может производиться абразив-
ным порошком, взвешенным в жидкости, с помощью методов вибрационной обработки.
Обработка деревянных изделий в деревообрабатывающих и заготовительных цехах ва-
гоностроительных и вагоноремонтных предприятий осуществляется на распиловочных,
строгальных, токарных, фуговальных, рейсмусовых и других станках (рис. 13.12).
На деревообрабатывающих станках из древесного сырья вырабатывают брусья,
доски, древесные плиты, фанеру, детали изделий и конструкций, используемые в пасса-
жирском и грузовом вагоностроении и при ремонте вагонов в эксплуатации.
По производству технологических процессов станки разделяются на дереворежущие,
гнутарные (придают требуемую форму путем изгиба), сборочные, для нанесения клея и отде-
лочные. Отдельную группу составляют многооперационные автоматы и полуавтоматы, аг-
регатные станки, автоматические линии и станки-комбайны, выполняющие (одновременно
или последовательно) несколько технологических операций на обрабатываемой детали.
356
Рис. 13.11. Схемы работы шлифовальных станков: а — кругло-шлифовального; б — виутришлифовалыюго;
в — внутришлифовалыюго планетарного; г — бесцентрово-шлифовального; д — бесцентрового внутришли-
фовалыюго; е—плоскошлифовального, шлифующего периферией круга; ж — плоскошлифовального, шли-
фующего торцом круга; 1 — шлифовальный круг; 2 - - хомутик; 3 — обрабатываемая деталь; 4 - - патрон;
5 — ведущий круг; 6 — опорный нож
13.5. Основы технологии литья
В вагоностроении многие детали получают с помощью литья, осуществляемого раз-
личными способами: в формы — металлические (кокиль), оболочковые, песчаные, само-
твердеющие; по выплавленным моделям; под давлением; центробежное и др.
Литье в кокиль (кокильное литье) — способ получения фасонных отливок в металличес-
ких формах — кокилях. В кокилях получают отливки из чугуна, стали, алюминиевых, магние-
вых и других сплавов. Особенно эффективно применение кокильного литья при изготовлении
отливок из алюминиевых и магниевых сплавов. Эти сплавы имеют относительно невысокую
температуру плавления, поэтому один кокиль можно использовать до десятка тысяч раз. Для
стали этот метод литья находит меньшее применение, чем для цветных металлов.
Литье в оболочковые формы — способ получения фасонных отливок из металлических
сплавов в формах, состоящих из смеси песчаных зерен (обычно кварцевых) и синтетического
порошка (обычно фенолоформальдегидной смолы и пульвер-бакелита). Этим способом изго-
тавливают различные отливки массой до 25 кг. Преимуществами способа являются значитель-
ное повышение производительности по сравнению с литьем в песчаные формы, управление
тепловым режимом охлаждения отливки и возможность механизировать процесс.
Литье в песчаные формы — способ получения отливок в разовых формах, изготовлен-
ных из песчано-глинистых смесей.
Литье в самотвердеющие формы — способ получения отливок, при котором использу-
ют литейные формы и стержни, изготовленные из смесей, затвердевающих на воздухе и не
требующих сушки и дополнительной обработки внешними реагентами.
Литье по выплавленным моделям — способ получения фасонных отливок из металли-
ческих сплавов в неразъемной, горячей и негазотворной оболочковой форме, рабочая по-
лость которой образована удалением литейной модели выжиганием, выплавлением или
растворением — прецизионное литье. Размеры отливок, полученных этим способом, мак-
симально приближены к размерам готовой детали, вследствие чего за счет сокращения
механической обработки снижается стоимость готового изделия.
357
Продольно-распиливающие
Попсречио-распиливаютие
Смешанно-
Рис. 13.12. Схематическое изображение принципа работы деревообрабатывающих станков: 1 — лесо-
пильный (лесопильная рама); 2 — ленточнопильный; 3 и 4 — круглопильные; 5 — с возвратно-посту-
пательным движением пилы; 6 - - лобзиковый; 7 — шипорезный; 8 — круглопильный с цилиндричес-
кой пилой; 9—сверлильно-зенковальный; 10— сверлильно-фрезерный; 11 — сверлильно-долбежный;
12 — токарный; 13 — круглопалочный; 14 — токарно-фрезерный; 15 — цепно-фрезерный; 16 — фуго-
вальный; 17 — рейсмусовый; 18 — 4-сторонний строгальный; 19 - фрезерный; 20 — пазовально-фрс-
зерный; 21 -- копировально-фрезерный; 22 — шипорезно-фрезерный; 23 — поперечно-строгальный;
24 — циклевальный; 25 — продольно-строгальный; 26 — лущильный; 27 — дробильный; 28 — рубиль-
ный; 29 — с контактными утюжками; 30 — дисковый; 31 — с контактным вальцом; 32 — цилиндровый
Литье под давлением — способ получения из сталей и сплавов цветных металлов в
пресс-формах, которые сплав заполняет с большой скоростью под высоким давлением,
приобретая очертания отливки. Литье производят на литейных машинах с холодной и го-
рячей камерами прессования (рис. 13.13). При получении отливок на машинах с холодной
камерой прессования (рис. 13.13, а и б) необходимое количество сплава заливается в каме-
ру прессования вручную или заливочным дозирующим устройством.
358
Сплав из камеры прессования под дав-
лением поршня через литниковые каналы по-
ступает в оформляющую полость плотно зак-
рытой формы, излишек сплава остается в ка-
мере прессования в виде пресс-остатка и уда-
ляется. После затвердевания сплава форму от-
крывают, снимают подвижные стержни и от-
ливка выталкивателями удаляется из формы.
При получении отливок на машинах с горя-
чей камерой прессования (рис. 13.13, в) сплав
из тигля нагревательной печи самотеком по-
ступает в камеру прессования.
После ее заполнения срабатывает автома-
тическое устройство (реле времени, настроен-
ное на определенный интервал), а поршень на-
Рис. 13.13. Схемы литья под давлением на машинах
с камерами прессования: а- - холодной горизонталь-
ной; б — холодной вертикальной; в — горячей; I —
плита крепления подвижной части формы; 2 — вы-
талкиватели; 3 — подвижная матрица формы: 4 —
полость формы (отливка); 5 — неподвижная матри-
ца формы; б •— камера прессования; 7 — прессую-
щий поршень; 8— пресс-остаток; 9— тигель нагре-
вательной передачи; 10- - обогреваемый мундштук
чинает давить на жидкии сплав, который через
обогреваемый мундштук и литниковую втул-
ку под давлением поступает по литниковым ка-
налам и оформляющую полость формы и кри-
сталлизуется. Через определенное время, необ-
ходимое для образования отливки, срабатыва-
ет автоматическое устройство на раскрытие
формы и отливка удаляется выталкивателем.
Данный метод обеспечивает высокую производительность от 1 до 50 заливок в мину-
ту, точность размеров, четкость рельефа и качество поверхности. Применяют многогнез-
довые формы, в которых за 1 заливку изготовляют более 20 деталей.
Центробежное литье — изготовление отливок в металлических формах, при котором
расплавленный металл подвергается действию центробежных сил. Заливаемый металл отбра-
сывается к стенкам формы и, затвердевая, образует отливку. Этот способ литья широко рас-
пространен в промышленности при получении пустотелых отливок, например, пустотелых
осей колесных нар вагонов.
В зависимости от положения оси вращения форм различают горизонтальные и верти-
кальные литейные центробежные машины. Горизонтальные машины (рис. 13.14, а) наиболее
часто применяют при изготовлении трубчатых изделий. При получении отливок на машинах
с вертикальной осью вращения (рис. 13.14, б) металл из ковша заливают в форму, укрепленную
на шпинделе, приводимом во вращение электродвигателем. Центробежная сила прижимает
металл к боковой цилиндрической стенке. Форма вращается до полного затвердения металла,
после чего ее останавливают и извлекают отливку. Сложные внутренние стенки отливки вы-
полняют при помощи стержней. Стенки форм для отливок со сложной наружной поверхнос-
тью покрывают формовочной смесью, которую уплотняют роликами, образуя необходимый
рельеф. Отливки, полученные методом центробежного литья, по сравнению с отливками, по-
лученными другими способами, обладают повышенной плотностью во внешнем слое.
Методы литья под давлением и прессованием широко применяются в вагоностроении и при
ремонте вагонов для изготовления деталей внутреннего оборудования из полимерных материа-
лов, пластмасс и резиновых смесей (термопластов и реактопластов). При литье под давлением ма-
териал нагревается и размягчается (пластицируется) в обогреваемом цилиндре литьевой машины
(рис. 13.15, а), откуда под давлением червяка или поршня нагнетается в литьевую форму.
После остывания материала (для термопластов), отверждения (для реактопластов) или
вулканизации (для резиновых смесей) он сохраняет конфигурацию и размеры изделия. Пре-
имущества метода по сравнению с другими методами формирования изделий из полимер-
ных материалов — высокие производительность и качество изготовляемых изделий.
359
Литьевое прессование пластмасс
(трансферное прессование) — метод изго-
товления изделий различной формы из ре-
актопластов, при котором материал раз-
мягчается (пластицируется) в литейном
цилиндре (тигле), откуда нагнетается в
пресс-форму (рис. 13.15, б), где, отвержда-
ясь, принимает конфигурацию и размеры
изделия. Литьевое прессование пластмасс
осуществляют на универсальных прессах с
одним рабочим плунжером для замыкания
пресс-формы и нагнетания в нее материала
или на специализированных прессах, у ко-
торых замыкание пресс-формы осуществ-
ляется одним плунжером, а нагнетание —
другим. По технологии и оборудованию
Рис. 13.14. Схема получения отливок способом центре- литьевое прессование занимает промежу-
бежного литья на машинах; а — с горизонтальной осью точное место между прессованием полимер-
вращения; б ---свертикальной осью вращения; 1 ковш; ных материалов и литьем под давлением
2 — желоб; 3 — форма; 4 — отливка; 5 — шпиндель г
полимерных материалов.
Прессование полимерных материалов (компрессионное) — метод изготовления изделий
из пластических масс и резиновых смесей в пресс-формах, установленных на прессе (чаще
всего гидравлическом). В зависимости от температуры пресса этот метод подразделяют
на высокотемпературное (горячее) и низкотемпературное (холодное) прессование. При го-
рячем прессовании материал, например в виде пресс-порошка (обычно таблетированного
или гранулированного) или листов, помещают в разомкнутую пресс-форму, нагретую до
заданной температуры. При опускании пресса форма замыкается, материал в результате на-
гревания и создаваемого прессом давления растекается и заполняет формующую полость,
приобретая размеры и конфигурацию изделия. Реактопласты и резиновые смеси выдержи-
вают в пресс-форме под давлением до завершения процесса отверждения или вулканизации,
Рис. 13.15. Схемы литья полимерных материалов и пластмасс: а — под давлением; I и 2 — приводы поступа-
тельного и вращательного движений червяка; 3 — червяк (при пластикации материала совершает враща-
тельное и медленное поступательное движение вправо; при нагнетании материала в форму—быстрое посту-
пательное движение влево); 4 — бункер; 5 — нагреваемый материал; 6 — расплавленный (пластицирован-
ный) материал; 7 — обогреваемый цилиндр; 8 — обогреватели; 9 — литьевая форма; 10 — изделие; б —
прессованием (трансферное прессование); 1 — плунжер; 2 — литьевой цилиндр; 3 — нагретый материал; 4—
замкнутая форма; 5 — оформляющая полость формы; 6— изделие
360
после чего плунжер пресса поднимают и выталкивают из разомкнутой формы готовое из-
делие. Холодное прессование используют главным образом для переработки термоплас-
тов, не размягчающихся при нагревании, например фторопластов. В этом случае материал
прессуют (уплотняют) в холодных формах, а затем, после извлечения из формы, подверга-
ют термообработке, так называемому спеканию.
Литейное производство является одной из отраслей промышленности, продукцией которой
являются отливки, получаемые в литейных формах при заполнении ими жидким сплавом. Литые
детали используют в вагонах: боковые рамы, надрессорные и соединительные балки тележек; кор-
пуса букс, автосцепок, поглощающих аппаратов; многие изделия тормозного оборудования и др.
Значительный объем литых изделий потребляют в металлообрабатывающей, машиностроитель-
ной и других отраслях промышленности, а также на железнодорожном транспорте.
Технологический процесс литейного производства многообразен и подразделяется: по
способу заполнения форм — на обычное литье, литье центробежное и под давлением; по спо-
собу изготовления литейных форм — на литье в разные формы (служащие для получения толь-
ко одной отливки), литье в многократно используемые керамические или глиняно-песчаные
формы, называемые полупостоянными (такие формы с ремонтом выдерживают до 150 зали-
вок), и литье в многократно используемые, так называемые постоянно металлические формы,
например кокили, которые выдерживают до нескольких тысяч заливок. При производстве за-
готовок литьем используют разовые песчаные, оболочковые самотвердеющие формы. Разо-
вые формы изготовляют с помощью модельного комплекта и опоки (рис. 13.16).
Рис. 13.16. Основные элементы литейной оснастки при получении отливки в разовой форме: а и б— модель-
ный комплект верхней и нижней полуформы с опокой; виг — верхняя и нижняя заформованные опоки; д —
формовка стержневого ящика; в — литейная форма, подготовленная к заливке; 7 — направляющий штырь;
2 — подмодельная плита; 3 — стол формовочной машины; 4 — стержневой знак; 5 — модель; 6 — головка
пескострельной машины; 7— стержневой ящик; 8 — стержень
Наиболее распространено в вагоностроении производство отливок в разовых песчаных
формах. Этот способ широко применяется для производства крупного литья. Технологичес-
кий процесс литья в песчаные формы (рис. 13.17) складывается из ряда последовательных опе-
раций: подготовка материалов, приготовление формовочных и стержневых смесей, изготов-
ление форм и стержней, простановка стержней и сборка форм, плавка металла и заливка его в
формы, выбивка охлажденной отливки, очистка отливки, термообработка и отделка. Для по-
лучения необходимых механических свойств большинство отливок из стали, ковкого чугуна,
цветных сплавов подвергают термической обработке. После контроля качества литья и ис-
правления дефектов отливки окрашивают и передают на склад готовой продукции.
361
Рис. 13.17. Основные операции технологического процесса получения отливки в разовой песчаной
Формы и стержни изготовляют на специальном формовочном оборудовании и станках.
Большинство технологических операций трудоемко, протекает при высокой температуре с
выделением газов и кварцесодержащей пыли. Для уменьшения трудоемкости и создания нор-
мальных сангигиенических условий труда в литейных цехах применяют различные средства
механизации и автоматизации технологических процессов и транспортных операций.
Наиболее трудоемкие операции при производстве отливок — формовка, изготовление
стержней и очистка готовых отливок. На этих участках технологические операции в наиболь-
шей степени механизированы и частично автоматизированы. Особенно эффективно внедре-
ние в литейном производстве комплексной механизации и автоматизации. Например, изго-
товление форм, заливка их сплавом и выбивка отливок из форм автоматизированы (рис. 13.18).
Рис. 13.18. Автоматическая линия для изготовления форм, заливки их сплавом и выбивки готовых отливок
Успешно работает установка для автоматической заливки форм сплавом на непре-
рывно движущимся конвейере (рис. 13.19).
Масса жидкого сплава для заполнения форм контролируется электронным аппара-
том, учитывающим металлоемкость определенной формы. Установка снабжена автомати-
ческой смесеприготовительной системой, контроль качества формовочной смеси и регули-
рование смесеприготовления осуществляется автоматическим устройством.
362
Рис. 13.19. Установка для автоматической заливки форм на конвейере: 1 — весы; 2 — форма; 3 — стендовый
ковш; 4 — заливочная тележка; 5 — заливочный ковш
Для операций очистки и зачистки отливок применяют проходные барабаны непре-
рывного действия с дробеметными аппаратами. Крупные отливки очищают в камерах не-
прерывного действия, вдоль которых отливки передвигаются на замкнутом транспортере.
Созданы автоматические очистные камеры для отливок, имеющих сложные полости.
13.6. Основы технологии сборки вагонов
В вагоностроительном и вагоноремонтном производстве для соединения частей и эле-
ментов вагонов широко используется сварка. Это современный технологический процесс,
представляющий собой метод соединения твердых материалов в результате действия межа-
томных сил, который происходит при местном сплавлении или совместном пластическом
деформировании свариваемых частей. Сваркой получают изделия из металла и ряда неме-
таллических материалов — пластмасс, стекла, керамики и др. Изменяя режимы сварки, про-
изводят наплавку слоев металла различной толщины и различного состава. На специальном
оборудовании в определенных условиях осуществляют процессы, противоположные по сво-
ей сущности процессу соединения, например огневую, или термическую, резку металла.
Современные способы сварки металлов разделяются на две большие группы: сварка
плавлением, или сварка в жидкой фазе, и сварка давлением, или в твердой фазе. При сварке
плавлением расплавленный металл соединяемых частей самопроизвольно, без приложения
внешних сил соединяется в одно целое в результате расплавления и смачивания в зоне сварки
и взаимного растворения материала. При сварке давлением для соединения частей без рас-
плавления необходимо значительное давление. Граница между этими группами не всегда
достаточно четкая, например возможна сварка с частичным оплавлением деталей и последу-
ющим сдавливанием их (контактная электросварка). В каждую из приведенных выше групп
входит несколько способов. К сварке плавлением относятся дуговая, плазменная, электро-
шлаковая, газовая, лучевая и др.; к сварке давлением — горновая, холодная, ультразвуковая,
трением, взрывом и др. По роду энергии из этих групп могут быть выделены следующие
виды сварки: электрическая (дуговая, контактная, электрошлаковая, плазменная, индукци-
онная и т.п.), механическая (трением, холодная, ультразвуковая и т.п.), химическая (газовая,
термитная), лучевая (фотонная, электронная, лазерная).
Для изготовления из заготовок сварных изделий применяется разнообразное сварочное обо-
рудование и приспособления. Комплекс технологически связанного между собой сварочного
оборудования для выполнения сварочных работ при том или ином участии сварщика называет-
ся сварочным постом, установкой, а при объединении нескольких постов или установок—линией.
363
К сварочному оборудованию относят: сварочные аппараты и машины с источниками пита-
ния и устройствами для выполнения собственно процесса сварки; технологические приспо-
собления для осуществления быстрой сборки деталей под сварку, удержания их во время
работы и предотвращения или уменьшения коробления свариваемого изделия; вспомога-
тельное оборудование для перемещения изделия в процессе выполнения сварки, крепления и
перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке исполь-
зуют различные транспортные средства, приборы для контроля качества сварного соедине-
ния и т.п. Техническая характеристика сварочного оборудования определяется выбранной
технологией сварки, характером производства и степенью механизации процесса (ручная,
полуавтоматическая или автоматическая).
Сварочный пост представляет собой участок производственной площади, на котором раз-
мещены источник тока, токопровод, необходимые технологические приспособления и инстру-
менты сварщика. Для защиты окружающих от излучения участок должен быть огорожен што-
рами или щитами. В условиях современного производства широко распространены автомати-
зированные установки (рис. 13.20, а) и используются сварочные автоматы, представляющие
собой комплекс механизмов и приборов (рис. 13.20, 6), с помощью которых осуществляется
механизация процесса сварного соединения: подача электродной проволоки, зажигание сва-
рочной дуги, поддержание заданного режима сварки и прекращение процесса.
Рис. 13.20. Установки для дуговой сварки: а — автоматизированный пост; 1 — сварочный аппарат; 2 —
свариваемое изделие; 3 -- шкаф с аппаратурой управления; 4 — источник тока; .5 — провода управления;
6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка
обслуживания; б - автомат; I — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором;
4 — механизм подъема; 5 — ходовой механизм; 6 - - флюсоаппарат; 7 — рельсовый путь; 8 — ]гадающий
ролик; 9— мундштук; 10 — воронка для флюса
В сварочные посты и установки входят источники питания и аппараты для регулирования
горения сварочной дуги в процессе сварки. При электросварке используют сварочные трансфор-
маторы, генераторы и выпрямители; при газопламенной обработке—газовые генераторы. Разли-
чают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа)
и малогабаритные переносные (непродолжительная работа). В качестве технологаческих приспо-
соблений используются: для прижатия одной детали к другой — винтовые, рычажные, эксцентри-
ковые, магнитные и другие конструкции зажимов; для фиксации свариваемых деталей — прихва-
ты; для сближения или разведения свариваемых кромок или фиксации их положения — стяжки,
распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специали-
зированных стендах, например при сборке обечайки с днищем котла цистерны (рис. 13.21).
364
19900
Рис. 13.21. Стенд для приварки днищ к обечайке котла цистерны: 1 — площадка сварщика; 2 — рама
стенда; 3 — роликовая опора; 4— маховик стяжки; 5 — - пневматический зажим; 6— откидная стяжка
На стенде обеспечивается быстрое совмещение и прижатие свариваемых частей. Оба днища
прихватывают к обечайке и затем выполняют автоматическую сварку внутренних и наружных
швов неподвижно установленными сварочными тракторами при вращении котла на ролико-
вых опорах стенда.
Вспомогательное оборудование сварочных установок комплектуют из элементов, пред-
назначенных для расположения изделия в наиболее удобном для сварки положении, для
поворота его во время работы и обслуживания зоны сварки, а также для крепления и пере-
мещения сварочных аппаратов. С целью установки изделий в удобное для работы положе-
ние применяют кантователи (рис. 13.22), поворот свариваемого изделия вокруг оси осуще-
ствляют вращателями с вертикальной, наклонной или горизонтальной осями вращения.
При сварке цилиндрических изде-
лий применяют роликовые стен-
ды-вращатели (см. рис. 13.20,
13.21). Для вращения изделий в
процессе сварки вокруг оси, зани-
мающей различные положения в
пространстве, служат установоч-
ные и сварочные манипуляторы.
Рис. 13.22. Кантователи: а - роликовый; б — цепочный;
в- -цепной;
Инструментом сварщика служат: электрододержатели для сварки штучными электро-
дами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, про-
волочные щетки, шлифовальные машины и др.), пригоночный инструмент для подгонки
соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инстру-
мент для наладки сварочного и технологического оборудования; измерительный инстру-
мент (штангенинструмент, микрометрический и др.).
В результате сварки составляющие элементы конструкции или изделия прочно соеди-
няются между собой. Сварные соединения и швы классифицируются следующим образом.
По взаимному расположению соединяемых элементов различают стыковые, тавровые, на-
хлесточные и угловые сварные соединения. Каждое из них имеет специфические признаки
в зависимости от способа сварки — дуговой (рис. 13.23), контактной (рис. 13.24), электро-
шлаковой (рис. 13.25), и др.
Участок сварного соединения, непосредственно связывающий свариваемые элемен-
ты, называется сварным швом. Швы всех типов различают: по технике наложения —
выполненные «напроход», от середины к концам, обратноступенчатым способом;
365
Рис. 13.24. Виды сварных соединений
и типы швов при контактной сварке;
а — стыковое при сварке сопротивле-
нием; б—стыковое при сварке плав-
лением; в—нахлесточное, выполнен-
ное однорядным точечным швом; г—
нахлесточное, выполненное многоряд-
ным точечным швом; д— нахлесточ-
ное, выполненное однорядным
роликовым швом
Рис. 13.23. Виды сварных соединений и типы швов при дуго-
вой сварке: а — стыковое; б — тавровое; в, г, д — нахлесточ-
ные; е — угловое; 7 — стыковой шов; 2 — угловой шов тав-
рового соединения; 3 — фланговый угловой шов нахлесточ-
ного соединения; 4 — лобовой угловой шов нахлесточного
соединения; 5 — электрозаклепочный шов нахлесточного
соединения; 6 -- шов углового соединения
по положению в пространстве при сварке — вертикальные, горизонтальные, нижние, по-
толочные; по технике образования сечения — однослойные и многослойные и т.д. Ос-
новные виды сварных соединений, конструктивные элементы кромок и швов, предель-
ные отклонения и рациональные диапазоны толщин соединяемых элементов для швов
всех типов регламентированы ГОСТами и отраслевыми нормалями.
Для сварных соединений характерна совокупность зон, образующихся в материале соеди-
ненных сваркой элементов. Зоны отличаются от основного материалов и между собой по хими-
ческому составу, структуре, физическим и механическим свойствам, микро- и макронапряжен-
ности. К сварному соединению, выполненному сваркой плавлением, относят зоны (рис. 13.26, а)
материала шва (сварной шов), сплавления, термического влияния, прилегающего основного ма-
териала, сохраняющего свои свойства и структуру. Сварное соединение, выполненное сваркой
давлением, зон материала шва и сплавления не имеет и состоит (рис. 13.26, б) из зоны соединения,
в которой образовались межатомные связи соединенных элементов, зоны механического влия-
ния, зоны прилегающего основного материала.
Рис. 13.25. Виды сварных соединений и типы
швов при электрошлаковой сварке: а — сты-
ковое; б — тавровое; в — угловое; / —стыко-
вой шов; 2— угловой шов; 3 — шов углового
соединения
Рис. 13.26. Сварное соединение: 7 — сварной шов;
2— зона сплавления (б/) или соединения при сварке
давлением (6); 3 — зона термического влияния; 4 —
прилегающий основной материал
В сварном шве материал представляет собой сплав, образованный переплавленными
основными материалами и дополнительными электродным и присадочным материалами
или только переплавленными основными материалами.
366
Основные операции сборки кузова вагона выполняют сваркой, используя требования, обес-
печивающие технологичность конструкции. В зависимости от сложности вагона, производствен-
ной программы и оснащенности предприятия выбирают способ сборки кузова: узловой, когда
сборка кузова осуществляется из отдельных узлов и сборочных единиц; секционный, использую-
щий сборку из предварительно изготовленных секций; блочный, представляющий собой сборку
из отдельных блоков. Наиболее рациональным из них признан блочный способ сборки кузова,
позволяющий достичь наивысшей производительности труда, повысить степень механизации и
автоматизации производственных процессов, создать благоприятные условия при ремонте в эк-
сплуатации. При блочном способе предварительно изготовленные блоки, представляющие со-
бой окончательно скомплектованные части кузова — раму, боковые и торцовые стены, крышу,
соединяют между собой по разработанной технологии (рис. 13.27).
Рис. 13.27. Схема сборки кузова пассажирского вагона
(последовательность операций показана стрелками с номерами)
Степень насыщения каждого из блоков может быть различной в зависимости от типа
вагона, его конструктивной схемы и технологических возможностей предприятия.
Предварительное закрепление на раме
боковых стен в вертикальном положении
осуществляют с помощью прижимных
устройств сборочного стенда (рис. 13.28).
Сварка кузо ва вагона представляет со-
бой сложный процесс, так как соединения
элементов, блоков приходится сваривать в
различных пространственных положениях,
а возможности автоматизации сварочных
работ ограничены. Внутри кузова целесо-
образно использовать полуавтоматичес-
кую сварку в среде углекислого газа.
В этом случае рациональным явля-
ется применение контактной сварки с
помощью подвесных и переносных сва-
рочных устройств для сварки металли-
ческих листов толщиной до 3 мм.
Рис. 13.28. Схема стенда для сборки кузова вагона: 7 —
стойка; 2 — магнитовакуумные прижимы-фиксаторы;
3 — выдвижные опоры; 4 — пневматический цилиндр;
5 — прижим крыши
367
Рис. 13.29. Схема сборки кузова крытого
грузового вагона из блоков (последова-
тельность операций указана стрелками
с номерами)
Наиболее рациональна —дуговая сварка порошко-
вой проволокой. Особое внимание в процессе свар-
ки уделяют последовательности наложения сварных
швов для того, чтобы предупредить сварочные де-
формации и искажение геометрических размеров ку-
зова. Для уменьшения сварочных деформаций це-
лесообразно предварительное нагружение сварива-
емых элементов усилиями растяжения или изгиба.
Схема сборки кузова изотермического и кры-
того вагона из предварительно изготовленных
блоков представлена на рис. 13.29. В конструкци-
ях монтажные стыки при соединении блоков рас-
полагаются в удобных местах, а формы и разме-
ры соединяемых поверхностей позволяют обеспе-
чить необходимую точность.
Большинство процессов сборки и сварки котла железнодорожных цистерн выпол-
няется с помощью сварочных автоматов и полуавтоматов. Уложенные на плиту стенда
(рис. 13.30) заранее подготовленные листы цилиндрической части котла свариваются ав-
томатическими аппаратами, смонтированными на устройствах портального типа.
Рис. 13.30. Сборка цилиндрической части котла цистерны: а— стенд для авгома шческой сварки; / —
флюсовая подушка; 2 - сварочные автоматы; 3 - прижимная траверса; 4 - свариваемые листы; 5 —
основание стенда; б-- стенд для наложения продольных швов; / - - автоматическая головка, смонтиро-
ванная на портальном устройстве; 2 — обечайка котла; 3 -- сварочный трактор; 4 - стенд; 5 — балка с
магнитным прижимом и флюсовой подушкой; в -стенддля наложения кольцевых швов; / -свароч-
ный трактор; 2 — флюсовая подушка; 3— непрерывная лента; г — сварочный трактор; / — ходовая
часть; 2 - катушка; 3 — электродная проволока; 4 — пульт управления; 5 — головка
Повышение эффективности технологических процессов может быть достигнуто применением
передовой организации производства, представляющего собой комплекс мероприятий, обеспечи-
вающих рациональное сочетание процессов труда с вещественными элементами производства с це-
лью достижения поставленных задач при наилучшем использовании производственных ресурсов.
368
Важнейшие методы организации производства — поточный, партионный и единич-
ный. Наиболее прогрессивный из них — поточный, при котором за каждым участком
производства закрепляется ограниченная номенклатура работ, рабочие места и учас-
тки располагается по ходу изготовления продукции. При наиболее совершенных фор-
мах поточного производства обеспечивается синхронность работы смежных участ-
ков. Поточные методы организации производства широко применяются в вагоностро-
ении и при ремонте вагонов.
Производственный процесс в вагоностроительном и вагоноремонтном производстве
представляет собой сложную систему, состоящую из большого количества операций, про-
текающих в тесном взаимодействии. Темп работы вагоностроительных и вагоноремонт-
ных цехов во многом определяет темп и общий порядок работы других подразделений
предприятий. Организация поточного производства в вагоностроительных и вагоноремон-
тных цехах связана с созданием поточных конвейерных линий, оснащенных средствами
механизации и автоматизации производственных процессов. Все операции процесса изго-
товления и ремонта вагонов группируются по видам и технологической однородности работ
и распределяются по специализированным рабочим местам (позициям). При этом соблю-
дается условие, чтобы продолжительность выполнения работ на каждой позиции была бы
кратной ритму поточной линии. Поточная линия представляет собой совокупность ма-
шин и механизмов или рабочих мест, расположенных по ходу технологического процесса
изготовления детали или сборки изделия. За каждой машиной или механизмом, или рабо-
чим местом поточной линии закрепляется одна или несколько операций.
Работа поточных линий на вагоностроительных и вагоноремонтных заводах стро-
ится по принципу периодического передвижения вагонов с одной позиции на другую, а
во время выполнения работ вагоны стоят неподвижно. Затем, по истечении времени,
равного принятому ритму, все вагоны одновременно переставляются на последующие
позиции. Во время каждой перестановки с последней позиции выдается один вагон или
группа вагонов (в зависимости от числа их на каждой позиции) с законченным объе-
мом работ, предусмотренных для данной поточной линии. Последовательное или па-
раллельное объединение поточных линий различных производственных участков в еди-
ную взаимосвязанную систему позволяет создавать сквозные поточные линии по про-
изводству или ремонту вагонов и обеспечивать наиболее высокую производительность
и экономическую эффективность предприятия.
Поточное производство улучшает все показатели работы. Благодаря узкой специали-
зации обеспечивается более полное использование высокопроизводительного механизи-
рованного и автоматизированного оборудования, сокращаются или полностью исключа-
ются простои оборудования, уменьшается доля вспомогательных операций, растет произ-
водительность труда, снижается себестоимость продукции.
13.7. Основы автоматизированного проектирования
технологических процессов
ГОСТ 23501.0-85 «Системы автоматизированного проектирования. Основные поло-
жения» определяет САПР как организационно-техническую систему, состоящую из комп-
лекса средств автоматизации проектирования. Эта система представляет собой инструмен-
тарий проектировщика, включающий технические средства, математическое, программ-
ное, информационное и организационное обеспечения, который предназначен для авто-
матизации проектирования на всех этапах от выдачи технического задания до передачи
технической документации заводу-изготовителю. Объектом автоматизации проектирова-
ния является вся совокупность действий проектировщиков, разрабатывающих изделие или
технологический процесс и оформляющих результаты разработок в виде конструктор-
ской, технологической и эксплуатационной документации.
24 Вагоны
369
Проектирование технологии изготовления спроектированного или подлежащего ремон-
ту объекта связано с процессом технологической подготовки производства изделия или его
узлов и деталей на данном предприятии. Результатами проектирования являются распечатки
технологической документации в виде: маршрутной и операционной карты (ГОСТ 3.1118-82);
ведомости оснастки (ГОСТ 3.1105-84); карты технического контроля (ГОСТ 3.1502-85);
карты технологических процессов выполняются в соответствии с ГОСТ 3.1118-82, то есть
с маршрутно-операционным описанием технологических процессов.
Макросхема алгоритма САПР технологических процессов приведена на рис. 13.31, а.
Осуществляется ввод оперативной информации, из которой выбираются и формируются
групповые (типовые) операции, переходы по их кодам в исходных данных и типовым мар-
шрутам из нормативно-справочной информации. Припуски рассчитываются по нормалям
предприятия. Поиск оснастки и инструмента, включенных технологом в исходные данные,
осуществляется по универсальным блок-схемам и таблицам. При разработке алгоритмов и
программ, а также в процессе эксплуатации автоматизированной системы проектирова-
ния технологических процессов механической обработки необходимо иметь данные, ука-
занные на рис. 13.31, б.
Рис. 13.31. Макросхема алгоритма САПР (а) и внешняя организация данных САПР (о)
технологических процессов
При разработке алгоритма САПР технологических процессов особое внимание уде-
ляется универсальности, надежности в работе, достоверности разрабатываемых техноло-
гических процессов, упрощению и сокращению времени на адаптацию алгоритма к конк-
ретным производственным условиям и на создание единой базы данных для решения всех
технологических задач и сокращения времени на ее расширение и изменение.
370
При автоматизированном поиске на каждый переход или группу переходов разрабатывают
блок-схемы поиска инструмента, оснастки, по которым в зависимости от операции, перехода и
параметров детали выбираются автоматически из базы данных нужный инструмент' и оснастка.
Структурная модель системы автоматизированного проектирования технологических
процессов приведена на рис. 13.32.
К показателям, связанным с проблемой автоматизации проектирования, относятся:
уровень автоматизации проектно-конструкторских работ и технологической подготовки
вагоностроительного и вагоноремонтного производства; удельный вес продукции вагоно-
строения и ремонта вагонов, изготавливаемой по документации, подготовленной средства-
ми автоматизированного проектирования, в общем объеме производства; экономия от сни-
жения себестоимости изготовления и ремонта вагонов; сокращение численности работаю-
щих в проектно-конструкторских организациях, а также в вагоностроительном и вагоно-
ремонтном производстве. Причем под экономией понимается относительное или абсолют-
ное уменьшение затрат на производство в целом или по отдельным элементам технологи-
ческого процесса — по сырью, материалам, заработной плате и т.п.
Обоснование экономической эффективности САПР в вагоностроительном и вагоно-
ремонтном производстве позволяет: установить целесообразность автоматизации проек-
тирования и ремонта вагонов, их узлов и деталей, различных технологических процессов;
выбрать наиболее рациональный вариант системы и определить оптимальный состав ме-
тодов и средств автоматизации проектирования и ремонта вагонов; оценить объем требу-
емых затрат на создание и внедрение САПР; определить показатели, характеризующие
влияние САПР на качество проектных решений, связанных с проектно-конструкторской и
технологической организацией вагоностроительного и вагоноремонтного производства;
рассчитать экономический эффект от внедрения рациональной системы автоматизирован-
ного проектирования технологических процессов при постройке и ремонте вагонов.
Применительно к сфере автоматизации проектирования и ремонта вагонов можно вы-
делить следующие основные источники экономической эффективности САПР: рост про-
изводительности труда проектировщиков, конструкторов и технологов; повышение каче-
ства проектирования технологии производства и ремонта вагонов; влияние социально-пси-
хологических факторов автоматизации на привлекательность труда конструкторов и тех-
нологов; экономию производственных ресурсов — живой труд, сырье, материалы, топли-
во, электроэнергия, капитальные вложения в производство и ремонт вагонов.
Рост производительности труда обеспечивается за счет унификации и стандартизации
методов проектирования, оптимизации проектных и технологических решений, автомати-
зации выполнения чертежно-графических работ и формирования текстовой документации,
сокращения объема технологических работ и снижения трудоемкости технологических
операций в сфере изготовления и ремонта вагонов и др.
Повышение качества технологической подготовки производства и ремонта вагонов в ре-
зультате использования САПР достигается: использованием математических методов много-
вариантного оптимизационного расчета; обеспечением технологичности, высоких эксплуата-
ционных качеств и надежности проектируемых и ремонтируемых вагонов; повышением каче-
ства оформления проектной, конструкторской и технологической документации, точности
расчетов за счет использования средств вычислительной техники; автоматизированной подго-
товкой и контролем управляющих программ для оборудования с числовым программным
управлением; снижением влияния субъективных факторов в процессе расчетов и др.
Применение ЭВМ и графических программ в процессе технологической подготовки про-
изводства и ремонта вагонов существенно облегчает труд, но предъявляет повышенные требо-
вания к квалификации проектировщиков, конструкторов и технологов. Качество выполняе-
мых работ зависит также от характеристик технических средств и программного обеспечения
САПР, от конструктивной особенности вагона и принятой технологии его изготовления и ре-
монта, организации работ на вагоностроительном и вагоноремонтном предприятии, а также
от умения специалистов работать со средствами автоматизированного проектирования.
371
Рис. 13.32. Структурная модель САПР технологических процессов
хп
Глава 14,
Общие понятия о надежности и принципы
обеспечения безопасности вагонов в эксплуатации
В процессе эксплуатации вагона его детали и сборочные единицы изменяются из-за
естественного изнашивания или появления различного рода неисправностей. Все неисп-
равности вагона разделяются на неисправности конструктивного, технологического, ава-
рийного и естественного происхождения.
Конструктивные неисправности проявляются в виде изломов, остаточных деформаций,
выкрашивания, задиров и других механических повреждений, являющихся следствием не-
правильного установления размеров деталей вагона, выбора материала и термообработки,
не отвечающих требованиям нагрузочных характеристик и возможных дополнительных вне-
шних перегрузок.
Технологические неисправности вызваны нарушениями технологии производства, зак-
лючающимися в применении для изготовления деталей материалов, не соответствующих
маркам, указанным в технической документации, в нарушении посадок сопряжений, в не-
качественной механической и термической обработке сопрягаемых деталей.
Характеристикой аварийных неисправностей является то, что они носят случайный
характер, основной причиной которых является результат неправильной эксплуатации ва-
гонов; перегрузки, вредное повышенное силовое воздействие на кузов вагона погрузочно-
разгрузочных механизмов (вагоноопрокидыватели, навесные вибраторы, грузоподъемные
краны), несвоевременность технического обслуживания вагонов. Неисправности естествен-
ного происхождения обусловлены изменением линейных размеров сопрягаемых поверх-
ностей деталей, искажением геометрических форм деталей, нарушением посадок сопряже-
ний. Характерным признаком этой группы неисправностей является медленное нараста-
ние износа, т.е. длительная работа вагона без существенного нарушения технико-экономи-
ческих характеристик и параметров.
Под изнашиванием понимается процесс постепенного разрушения деталей вагона или
их покрытий (окраска, смазка, наплавка защитного слоя), происходящий при трении или
других видах контакта с внешней средой и сопровождающийся изменением размеров или
физико-механических свойств (твердость, пластичность, структура и т.д.).
Износ деталей и сборочных единиц вагона следует рассматривать как результат про-
цесса изнашивания, проявляющегося в виде отделения материала или его остаточной де-
формации. Различают три группы изнашивания: механическое, молекулярно-механичес-
кое и коррозионно-механическое. Механическое изнашивание возникает при воздействии
твердых частиц материала на трущиеся поверхности. В эту группу входит абразивное, гид-
ро- и газоабразивное, усталостное, кавитационное и эрозионное изнашивание.
Под абразивным изнашиванием понимается изнашивание в результате механических
воздействий посредством режущего и царапающего действия твердых тел или частиц при
наличии относительной скорости перемещения. Этот вид изнашивания является наиболее
распространенным среди сопряжений в конструкции вагона. При изнашивании с поверх-
ности срезается микростружка более твердыми абразивными частицами и постепенно умень-
шаются размеры деталей вагона.
Гидро- и газоабразивное изнашивание появляется при воздействии твердых тел или
частиц, увлекаемых потоками жидкости или газа.
При усталостном изнашивании деталей вагонов происходит изменение поверхности
трения или отдельных участков в результате повторного деформирования микрообъемов
материала, приводящего к возникновению трещин и отделению частиц материала, из ко-
торого сделана деталь вагона. Явление усталости возникает в деталях под действием зна-
копеременных нагрузок. Происходит постепенное расшатывание кристаллической решет-
ки металла и, как следствие, внезапное разрушение детали.
373
Кавитационное изнашивание поверхности детали вагона происходит при относитель-
ном увеличении скорости движения твердого тела в жидкости, т.е. в условиях гидродина-
мической кавитации — нарушения сплошности внутри жидкости.
Эрозионное изнашивание возникает в результате воздействия потока жидкости или газа.
Молекулярно-механическое изнашивание происходит в результате механического воз-
действия и воздействия молекулярных или атомных сил (схватывание с последующим раз-
рушением металла в местах схватывания).
Коррозионно-механическое изнашивание представляет собой изнашивание при тре-
нии металла, вступившего в химическое взаимодействие со средой. Характеризуется обра-
зованием пленок окислов, химических соединений с последующим разрушением этих об-
разований, т.е. происходит в результате окислительного изнашивания и изнашивания при
фреттинг-коррозии, наблюдаемой в местах контакта плотно сжатых или катящихся одна
по другой деталей вагона (ролики и кольца подшипников качения), если при вибрации
между их поверхностями возникают микроскопические смещения металла.
Изнашивание деталей вагона зависит от условий его эксплуатации, вида и характера тре-
ния. Изнашивание и трение представляют собой неразрывно связанное явление, обусловленное
взаимодействием двух тел, взаимно перемещающихся в зоне контакта. Наука, изучающая тре-
ние и износ, называется трибология (от греческого слова трибос — трение). Трение между дета-
лями вагона является основной причиной их изнашивания. Различают трение покоя двух тел при
предварительном их смещении; трение движения двух тел, находящихся в относительном движе-
нии; трение скольжения, качения и качения с проскальзыванием, например при движении колеса
колесной пары по рельсу. Трение скольжения обусловлено тем, что скорости соприкасающихся
деталей вагона различны в точках их касания как по величине, так и по направлению. При тре-
нии скольжения одна и та же зона одной детали соприкасается с различными зонами другой
детали. В вагоне трение скольжения возникает между пятником и подпятником, между боковы-
ми скользунами кузова и тележки в кривых участках пути; между опорными поверхностями бо-
ковых рам тележки и корпусами букс; в фрикционных гасителях колебаний и поглощающих
аппаратах автосцепки (полезное трение), в колодочном и дисковом тормозах.
Трение качения характеризуется условиями, когда скорости соприкасающихся дета-
лей в точках их контакта одинаковы по величине и направлению. Для трения качения кор-
пусам характерно не истирание, как при трении скольжения, а смятие и выкрашивание на
поверхностях трения качения. В вагонах трение качения возникает в подшипниках каче-
ния и при качении колеса по рельсу.
Изнашивание деталей, образующих неподвижные сопряжения (колеса и подступичная
часть оси, внутреннее кольцо подшипника и шейка), зависит от величины силы трения по-
коя, а подвижных сопряжений — от характера относительного перемещения трущихся по-
верхностей и смазывания их. В подвижных сопряжениях трение бывает без смазки, гранич-
ное и жидкостное. Трение без смазки бывает при отсутствии на поверхности трения введен-
ного различного рода смазочного материала, например, между поверхностями трения фрик-
ционных гасителей колебаний вагона, тормозных колодок, колес и пружинно-фрикционных
поглощающих аппаратов автосцепки. При таком трении износ деталей существенный.
Граничное трение характеризуется наличием на поверхностях трения тонкого слоя
смазки, свойства которой отличаются от объемных свойств жидкостей (смазка).
Жидкостное трение протекает при разделении трущихся поверхностей тонким слоем смаз-
ки, в котором проявляются ее объемные качества, вследствие чего износ трущихся поверхностей
оказывается очень малым. Примером жидкостного трения является подшипник скольжения.
Гидродинамическую теорию смазки для трущихся поверхностей создал российский
ученый, профессор Н.П. Петров, который предложил формулу для определения жидко-
стного трения с учетом силы вязкого сдвига в нагруженной части подшипника; относи-
тельной скорости перемещения трущихся поверхностей, площади поверхностей, скользя-
щих относительно друг друга; абсолютной вязкости смазки; толщины масляного слоя, с
ростом которой силы жидкостного трения уменьшаются.
374
Трение имеет двойственную молекулярно-механическую природу, обусловленную де-
формированием тонкого поверхностного слоя и преодолением межмолекулярных связей,
возникающих между сближенными участками трущихся поверхностей. При перемещении
сопряженных поверхностей происходит соединение и разъединение контактов, а их мате-
риал сильно деформируется. Образующиеся пятна контакта, которые существуют и исче-
зают при совместном действии нормальной и тангенциальной сил, называемых фрикцион-
ными связями. Различают следующие пять видов нарушения фрикционных связей: упругое
и пластическое оттеснение металла; срезание неровностей; схватывание пленок и их разру-
шение; глубинное схватывание, сопровождающееся выровом металла. Первые три вида
нарушения фрикционных связей возникают при механическом взаимодействии поверхно-
стей, а четвертый и пятый — при молекулярном взаимодействии.
Износостойкость, надежность и коррозионная стойкость в значительной степени за-
висят от качества обработки поверхности деталей и сборочных единиц вагона, под кото-
рой понимается совокупность геометрических параметров (микрогеометрия, макрогеомет-
рия, направление следов обработки) и физические ее свойства, которые определяются струк-
турой, микротвердостью, глубиной наклепа, остаточными напряжениями, взаимодействи-
ем со смазкой и другими свойствами.
На темп износа деталей вагона оказывают влияние давление на детали, характер нагрузки,
относительные скорости перемещения трущихся деталей, температура. Чем выше давление и
относительная скорость, тем больше темп износа деталей. Перегрузки, вибрация, переменная и
ударная нагрузки также способствуют увеличению темпа износа деталей и узлов вагона. Об-
щий и местный перегрев деталей вагона также повышают интенсивность изнашивания и могут
привести к повреждениям деталей вагона. При прочих равных условиях темп износа деталей
пропорционален совершаемой механической работе, отнесенной к единице пути или времени;
свойствам материалов деталей, их соотношениям и изменяемости в работе.
При определенных свойствах материалов деталей важнейшее значение имеют количество,
качество и чистота смазочных материалов, например, в роликовом подшипнике, в пятниковом
узле вагона. При плохом качестве смазки и ее недостаточности интенсивность износа деталей
увеличивается. Наличие в смазке корродирующих веществ также способствует сильному изно-
су деталей вагонов.
Износ трущихся деталей вагона зависит в значительной степени также от шероховатости
поверхности деталей, которая оказывает большое влияние на прочность соединения с натягом,
особенно при прессовых посадках, а также на величину коэффициента трения. Характерные
закономерности изменения износа деталей вагона в зависимости от времени работы их в эксп-
луатации в общем виде показаны на рис. 14.1, на котором по оси абсцисс отложено время рабо-
ты, а по оси ординат — износ деталей. В начале приработки деталей износ нарастает быстро
(отрезок на рис. 14.1, п), затем кривая износа 1 поднимается плавно, но на отрезке / износ
начинает увеличиваться вследствие того, что с увеличением зазора в сопряжении деталей про-
является действие ударных нагрузок. Время работы на отрезке Тэ называется периодом
нормальной эксплуатации детали вагона.
Рис. 14.1. Графики интенсивности изнашивания деталей в зависимости от времени работы вагона
375
Для некоторых сборочных единиц клапанного типа износ в процессе эксплуатации
вагона происходит с постоянно нарастающей интенсивностью (рис. 14.1, б). Ряд деталей
вагона (подшипники качения, зубчатые передачи редуктора генератора в пассажирских
вагонах и др.) изнашиваются в условиях усталостных разрушений поверхностного слоя
(рис. 14.1, в). Здесь имеется скрытый период времени (участок /(), когда износа нет или
величина его слишком мала.
Процесс изменения износа деталей вагонов можно также представить графиком
интенсивности изнашивания или темпа износа, т.е. прироста величины износа за еди-
ницу времени или пути, пройденного трущимися или соударяющимися поверхностями
при относительном перемещении. Такая кривая интенсивности изнашивания 2 показа-
на па рис. 14.1, а штриховой линией.
На темп износа деталей вагона влияют следующие факторы:
а) условия работы деталей (давление, характер нагрузки, относительная скорость переме-
щения, температура); чем хуже условия работы, тем выше интенсивность изнашивания; при
прочих равных условиях работы темп износа пропорционален совершаемой механической ра-
боте, отнесенной к единице пути или времени;
б) свойства материалов деталей, их соотношение и изнашиваемость в процессе работы;
количество, качество, чистота смазочных материалов.
На основе закономерного изменения износа деталей вагона можно установить сро-
ки, когда возникает необходимость восстанавливать параметры изнашиваемых дета-
лей; недопустим износ сопряженных деталей сверх определенного предела tn за кото-
рым возникает неисправность трущихся деталей.
Большое значение имеет правильное установление величин предельных износов
деталей и узлов вагонов, под которыми понимаются предельные размеры изнашивае-
мой детали или регулированной величины (зазор, давление, угол и т.д.) или предельное
ослабление, или затяжка крепления, т.е. максимальные или минимальные значения, до
достижения которых деталь работает нормально.
14.1. Оценка надежности вагонов
За время эксплуатации вагоны расходуют свой технический ресурс, поэтому его необ-
ходимо со временем восстанавливать. Вагоны относятся к обслуживаемым, ремонтируе-
мым объектам и рассчитываются на регламентируемые условия эксплуатации, однако вре-
мя работы каждого из них до первого отказа или между отказами оказывается различным,
что свидетельствует о неоднородности прочностных свойств вагонов и неравномерности
их нагрузок в эксплуатации. Такие особенности недостаточно учитываются обычными рас-
четами по допускаемым напряжениям, и остается неясным, какова же вероятность безот-
казной работы деталей вагона в течение заданного времени эксплуатации.
Надежность определяют свойства вагонов, их способность выполнять свои функции,
сохраняя во времени значения эксплуатационных показателей в пределах, соответствующих
заданным режимам и условиям работы, и обеспечивая безопасность при эксплуатации. На-
дежность вагонов характеризуется показателями безотказности работы, долговечности, ре-
монтопригодности и сохраняемости в эксплуатации. В зависимости от назначения вагона и
условий его эксплуатации на различных стадиях рассматриваются отдельные его свойства
или их совокупность, анализируется его состояние для своевременного предупреждения сбо-
ев в работе, отказов.
Основным математическим аппаратом надежности как науки является теория вероят-
ности. Надежность вагона закладывается на этапе его проектирования и обеспечивается в
процессе его изготовления и эксплуатации. Задачи надежности в вагоностроении в насто-
ящее время решаются пока трудно, в основном, из-за сложности и высокой стоимости про-
ведения массовых экспериментальных исследований.
376
Для повышения надежности вагона на стадии проектирования предусматривается ис-
пользование улучшенных материалов, из которых строится вагон; разрабатываются прин-
ципиально новые конструктивные решения, выбираются оптимальные рабочие режимы;
применяются новые технологии и методы контроля. В период постройки вагона необходи-
мым условием обеспечения надежности является соблюдение технологии; использование
различных способов улучшения качества материалов и применение прогрессивных спосо-
бов их соединения, эффективных методов контроля качества технологических операций и
деталей; проведение ресурсных испытаний и т.п. Во время эксплуатации к факторам, по-
зволяющим соблюдать основные свойства надежности, относятся обеспечение заданных
условий и режимов работы вагона; проведение своевременных осмотров ремонтов с целью
назначения отцепочного или безотцепочного ремонта и замены отдельных деталей или
узлов вагона; осуществление профилактического контроля, предупреждающего выход ва-
гона из строя, отказ или потерю работоспособности вагона.
Для оценки указанных выше показателей надежности вагона, под которой понимает-
ся свойство вагона выполнять заданные функции, сохраняя во времени значения установ-
ленных эксплуатационных показателей в заданных пределах, соответствующих заданным
режимам и условиям использования, технического обслуживания, ремонта, хранения и
транспортирования, приняты следующие понятия в теории надежности.
Работоспособность, под которой понимается состояние вагона, при котором он способен
выполнять заданные функции, сохраняя значения заданных параметров в пределах, установлен-
ных нормативной технической документацией.
Безотказность, под которой понимается свойство вагона непрерывно сохранять работос-
пособность в течение некоторого времени или некоторой наработки.
Долговечность, под которой понимается свойство вагона сохранять работоспособность до
наступления предельного состояния при установленной системе технического обслуживания и ре-
монта вагонов. Показателем долговечности является средний ресурс, назначенный гамма-процен-
тный ресурс, средний срок службы. Под ресурсом понимается суммарная наработка вагона от
начала его эксплуатации или после ремонта до предельного состояния. Под техническим ресурсом
вагона понимается запас возможной его наработки до предельного состояния. Поскольку средний
и капитальный ремонт вагонов позволяют частично восстанавливать ресурс, то различают доре-
монтный, межремонтный, послеремоптный и полный (до списания вагона) ресурсы. Под гамма-
процентными ресурсами понимается календарная продолжительность или наработка, в течение
которой вагон не достигает с определенной вероятностью предельного состояния.
Для вагонов долговечность оценивают обычно величиной назначенного ресурса, ко-
торый на железных дорогах России равен от 22 до 35 лет.
Наработка, под которой понимается продолжительность или объем работы вагона
до наступления, например, отказа вагона.
Ремонтопригодность, под которым понимается свойство вагона, заключающееся в его
приспособленности к предупреждению, обнаружению и устранению отказов и поврежде-
ний и устранению их последствий путем проведения планово-предупредительных и теку-
щих ремонтов, а также технического обслуживания вагонов.
Отказ вагона или его узла, под которым понимается событие, заключающееся в нару-
шении его работоспособности, при котором вагон не может использоваться для выполне-
ния основной производственной деятельности и временно или окончательно при достиже-
нии предельного состояния исключается из рабочего парка для проведения ремонта или
списания. Под предельным состоянием понимается такое техническое состояние вагона
или его узла, при котором невозможно его использование, а восстановление работоспо-
собности нецелесообразно в основном из экономических соображений. Следовательно, при
предельном состоянии вагона его дальнейшее использование по назначению должно быть
прекращено из-за неустранимого снижения эффективности эксплуатации, морального из-
носа, исчерпанием технического ресурса, нарушения требований безопасности движения.
377
В теории надежности и на практике принята следующая классификация отказов:
а) постепенный отказ, характеризующийся постепенным изменением одного или не-
скольких заданных параметров вагона;
б) независимый отказ детали вагона, не обусловленный повреждением или отказами
других деталей вагона;
в) зависимый отказ детали вагона, обусловленный повреждением или отказом другой
детали вагона;
г) сбой — это самоустраняющийся отказ, приводящий к кратковременному наруше-
нию работоспособности;
д) перемежающийся отказ — это многократно возникающий сбой одного и того же
характера;
е) конструкционный отказ, возникающий в результате нарушения установленных пра-
вил или норм конструирования и расчета вагона;
ж) производственный отказ, возникающий в результате нарушения установленного
технологического процесса постройки или ремонта вагона;
з) эксплуатационный отказ, возникающий в результате нарушения установленных
правил и условий эксплуатации вагона.
В качестве примера внезапного отказа можно назвать разрушение (излом) деталей,
представляющее собой недопустимое в эксплуатации нарушение формы ответственных не-
сущих элементов и узлов вагона (ось колесной пары, колесо, рама вагона и тележки) вслед-
ствие возникновения существенных величин остаточных деформаций от действия экстре-
мальных значений случайных нагрузок.
В качестве примеров постепенного отказа можно назвать усталостное разрушение элементов
вагона вследствие постепенного образования и развития трещин от действия длительных по време-
ни многократных динамических нагружений; а также предельное утонение элементов вагона вслед-
ствие абразивного контактного и коррозионного износа. Изменение предусмотренного норматив-
но-техническими документами характера соединений деталей между собою, например, ослабле-
ние соединений или изменение условий взаимодействия элементов вагона вследствие смятия или
износа сопряженных поверхностей элементов также представляет собою постепенный отказ.
Критерии отказов и предельных состояний устанавливаются нормативно-техничес-
кой документацией.
14.1.1 . Количественные характеристики надежности
При анализе надежности вагона в эксплуатации его рассматривают как сложную механи-
ческую систему, состоящую из ряда последовательно соединенных расчетных узлов или сбороч-
ных единиц, каждый из которых в свою очередь состоит из ряда последовательно соединенных
деталей или элементов. Отказ каждой детали вагона ведет к отказу всего узла, а отказ узла —
к отказу вагона, т.е. рассматривается система без резервирования. Основными узлами при оцен-
ке надежности вагона являются кузов, тележка, автосцепное и автотормозное устройства.
При расчете вагонов по нормам для расчета и проектирования вагонов железных до-
рог МПС колеи 1520 мм (несамоходных) предполагается, что отказы узлов или деталей
вагона являются взаимно независимыми.
Для оценки надежности вагона в целом и его элементов в отдельности используются
следующие количественные характеристики надежности:
— вероятность безотказной работы, под которой понимается вероятность того, что в
заданном интервале времени и при заданных условиях эксплуатации не произойдет отказа.
Эта характеристика надежности определяется в результате испытаний большого количества
вагонов с определением количества вагонов, отказавших за какой-то период времени;
— вероятность отказа, которая представляет собою понятие, противоположное веро-
ятности безотказной работы вагона. По смыслу вероятность отказа является одновремен-
но и интегральной функцией распределения времени до отказа, так как характеризует на-
копление числа отказов во времени;
378
— интенсивность отказов для невосстанавливаемых вагонов, представляющая собою
отношение числа отказов вагонов за определенный промежуток времени к произведению
некоторого времени и среднего числа вагонов, исправно работавших в некотором интер-
вале времени.
Параметр потоков отказов для восстанавливаемых вагонов, представляющий собой
отношение числа отказавших вагонов за некоторый промежуток времени к произведению
числа вагонов в начале испытаний и некоторого интервала времени работы испытывае-
мых вагонов.
Каждая деталь вагона может иметь несколько отказов, которые устраняются ремон-
том или заменой деталей вагона. Последовательность таких отказов, происходящих в
случайные моменты времени, называется потоком отказов. В отличие от невосстанавли-
ваемых деталей вагона здесь общее число деталей остается неизменным на протяжении
всех испытаний вагонов. Причем каждая деталь вагона может иметь несколько отказов
за время испытания, и возникает поток их отказов.
Каждый определенный вид отказа деталей вагона происходит вследствие взаимодей-
ствия в процессе наработки обобщенных параметров эксплуатационной нагруженности
детали и ее несущей способности. К обобщенным параметрам нагруженности несущих де-
талей вагона относятся максимальные значения суммарных напряжений при экстремаль-
ной перегрузке, максимальные значения суммарных квазистатических напряжений сжа-
тия, величина эквивалентной приведенной амплитуды динамических напряжений. Этим
обобщенным параметром нагруженности несущих элементов вагона соответствуют такие
параметры несущей способности для детали, как предел текучести и предел прочности ма-
териала детали, предел выносливости, значение критических напряжений при оценке ус-
тойчивости формы сжатого стержня.
Если в эксплуатации вагона несущая способность детали вагона выше эксплуатаци-
онной нагруженности детали, то обеспечивается надежная работоспособность данной де-
тали. Значения параметров эксплуатационной нагруженности и несущей способности де-
тали вагона являются случайными, а большое число разнообразных факторов воздействия
позволяет считать обоснованной гипотезу о нормальном законе распределения величин
этих параметров.
Средняя наработка до отказа, под которой понимается отношение суммарного време-
ни исправной работы определенного количества деталей вагона к количеству деталей ва-
гона в начале использования вагона.
Наработка на отказ или среднее значение наработки восстановленной детали между
отказами, под которой понимается отношение суммарных отрезков времени исправной
работы детали вагона между ее ремонтом к общему числу отказов детали.
Среднее время восстановления или среднее время вынужденного нерегламентирован-
ного простоя, вызванного отысканием и устранением одного отказа, которое представля-
ет собою отношение суммарного времени восстановления каждой детали вагона к общему
числу отказов.
Коэффициент готовности, под которым понимается вероятность того, что деталь будет
работоспособна в произвольно выбранный момент времени в промежутках между проведе-
ниями плановых технических обслуживаний. Определяется как отношение наработки на от-
каз к сумме наработки времени на отказ и среднего времени восстановления деталей вагона.
Перечисленные в этом разделе количественные характеристики надежности деталей ва-
гонов можно определять по представительным статическим данным об отказах, получае-
мым в процессе эксплуатации или в результате специальных опытов, поставленных с учетом
особенностей работы детали вагона и наличия или отсутствия ремонта деталей вагона.
Закономерности распределения времени безотказной работы деталей вагона устанав-
ливаются обработкой опытных данных по известным методам математической статистики.
379
,1
Среди этих методов наиболее удобен и распространен графический, сущность которого состо-
ит в том, что эмпирические данные (накопленная частость отказов), наносятся на специаль-
ную координатную сетку в виде точек, по характеру распределения случайных величин кото-
рых устанавливается закономерность, т.е. устанавливается тот или иной теоретический закон
распределения случайных величин, например, нормальный закон распределения или распре-
Рис. 14.2. Графическая проверка соответствия опытных
данных нормальному закону распределения
деление Вейбулла. Для каждого закона
распределения случайных величин стро-
ится своя координатная сетка, на кото-
рой по оси абсцисс откладывается про-
бег вагона, а по оси ординат — накоп-
ленная частость отказов одного из наи-
более часто повреждаемых узлов, напри-
мер, рама тележки, колесная пара с бук-
сами. Если проведенная через эмпиричес-
кие точки линия оказывается прямой, то
это подтверждает соответствие распре-
деления опытных данных нормальному
или логарифмически нормальному зако-
ну распределения случайных величин.
Степень согласия опытных данных и те-
оретического закона удобно определять
по критерию согласия А.Н. Колмогоро-
ва. Для примера на рис. 14.2 приведена
координатная сетка, на которой нанесе-
ны опытные данные в виде крестиков и
кружков, соответствующие пробегу ва-
гона 5 и накопленной частости отказов
(появление трещин усталости) рамы тележки пассажирского вагона. Точки в виде кружков не
лежат на прямой линии, что указывает на то, что такое распределение опытных данных не
подчиняется нормальному закону распределения случайных величин.
Точки в виде крестиков, соответствующие 1g 5и накопленной частости, расположены практи-
чески на прямой линии, что подтверждает соответствие распределения опытных данных по отка-
зам рамы тележки логарифмически нормальному закону распределения случайных величин.
Для количественной проверки этого соответствия рассчитывается величина критерия
согласия А.Н. Колмогорова по формуле:
кк=РлАГ, (14.1)
где D — наибольшее отклонение экспериментальных точек от интерполяционной прямой линии
(можно измерять непосредственно по графику);
п — общее количество экспериментальных точек (следует брать больше 100 точек).
При Ак < 1,0 при доверительных вероятностях больше 0,8 считается, что эксперимен-
тальные данные по отказам достаточно хорошо согласуются с нормальным или логариф-
мически нормальным законом распределения случайных величин. Для приведенного при-
мера Ак = 0,67, следовательно, имеется достаточная согласованность с логарифмически нор-
мальным законом распределения случайных величин.
Получение статических закономерностей по эксплуатационным отказам деталей и уз-
лов грузовых вагонов существенно осложняется вследствие невозможности контроля за
каждым вагоном из-за трудности установления места нахождения грузового вагона. По-
этому для своевременного определения времени отказа вагона необходима централизо-
ванная система информации с анализом отказов, например, в главном вычислительном
центре МПС и в вычислительных центрах отдельных железных дорог России.
Методы сбора и обработки информации о надежности грузовых вагонов при эксплуатации в опыт-
ных маршрутах и о надежности пассажирских вагонов при регулярной эксплуатации их в пассажирских
поездах постоянного формирования регламентируются отраслевыми стандартами и ГОСТами.
380
14.1.2 . Параметры потока отказов вагонов
Для анализа надежности вагона в целом и его отдельных узлов и деталей (элементов)
в частности по фактическим эксплуатационным данным, в общем случае, в соответствии
с нормами для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм
используется параметр потока отказов, определяемый по формуле:
Wp)
(,) = —Г- ’ (14.2)
ZP
где Q(/p) — среднее удельное число отказов вагона данного типа, его узлов и деталей за расчетный
период эксплуатации;
/р — средняя наработка вагона за расчетный период эксплуатации до первого деповского
ремонта.
Вследствие того, что вагон подразделяется на отдельные расчетные системы (узлы),
которые в свою очередь подразделяются на отдельные детали (элементы), параметр пото-
ка отказов вагона определяется по формуле:
_ « п т __
Ов = ау = со ц,
। 11'
(14.3)
где со, — параметр потока отказов /-го расчетного узла (детали) вагона;
wу. — параметр потока отказов у-го узла вагона.
Параметр потока отказов для вновь проектируемого вагона устанавливается с учетом
отказов такой же детали (элемента) вагона-аналога.
Вычисленные на основании эксплуатационных обследований и установленные с нор-
мами параметры потока отказов основных типов грузовых вагонов приведены в табл. 14.1.
Таблица 14.1
Параметры потока отказов основных типов грузовых вагонов
Типы и модели вагонов Параметры потока отказов со в
1/год 1 /10s км
Четырехосный полувагон моделей 12-753; 12-757 0,51 0.56
Четырехосный полувагон модели 12-119 0,44 0.52
Четырехосный полувагон модели 12-1592 0,40 0,47
Четырехосный крытый вагон модели 11-270 0,51 0,68
Четырехосная универсальная платформа модели 13-4012 0,24 0,31
Четырехосная платформа для контейнеров и колесной техники модели 13-9004 0,32 0,40
Четырехосная цистерна модели 15-1443 0,39 0,40
Четырехосная цистерна для серной кислоты модели 15-548 0,32 0,46
Вагон-хоппер для цемента модели 19-758 0,40 0,55
Вагон-хоппер для зерна модели 19-756 0,27 0,34
Примечание. Осреднениые данные относятся к вагонам новой постройки в период эксплуатации до первого
планового деповского ремонта,
14.1.3 . Расчет показателей надежности вагонов при проектировании
Расчетно-экспериментальная оценка надежности выполняется на различных этапах
проектирования и изготовления вагонов. Исходными данными для этого являются: ха-
рактеристики режима нагрузки (эксплуатационные силы, кинематические воздействия);
381
J
структура проектируемого вагона с указанием типа и количества составляющих элемен-
тов и их взаимосвязи в смысле надежности; статические характеристики несущей способ-
ности элементов для заданных режимов нагрузки; сведения о функциональных зависимос-
тях между свойствами и характеристиками составляющих элементов и вагона в целом (ана-
литические или эмпирические формулы для оценки прочности вагона, зависимость между
напряжениями, нагрузками и геометрическими характеристиками вагона).
Эти данные в теории надежности называются априорной экспериментальной информацией.
Существуют два основных вида расчетов надежности вагона:
а) расчет надежности всего вагона по известным показателям структуры конструкции вагона;
б) расчет надежности детали или конструкции вагона в целом на основе использова-
ния статистических закономерностей изменения внешней нагрузки и несущей способности
с учетом физической природы отказов.
В ряде случаев оба вида расчетов выполняются совместно.
Расчет структурной (схемной) надежности вагона в целом можно выполнять, если извест-
на надежность отдельных его элементов и характер их взаимодействия.
По условиям надежности различают следующие структурные схемы соединения элементов
вагона: последовательное соединение, при котором отказ любого элемента вызывает отказ вагона
в целом; параллельное соединение, при котором отказ вагона в целом происходит только при отка-
зе всех элементов, соединенных между собой параллельно, например, параллельное соединение
нескольких ремней или валов привода вагонного генератора системы электроснабжения пасса-
жирских вагонов; параллельно-последовательное соединение, в котором имеется система с после-
довательным соединением нескольких блоков, связанных между собою параллельно.
Расчет надежности при внезапных отказах вагона выполняется исходя из того, что изме-
нение нагрузки различных элементов вагона часто представляет собой стационарный нор-
мальный случайный процесс, т.е. с постоянными во времени параметрами (математическое
ожидание, дисперсия), а распределение мгновенных значений нагрузок на вагон подчиняется
нормальному закону распределения случайных величин. Задача расчета надежности вагона
состоит в определении вероятности выброса случайного процесса в течение заданного отрез-
ка времени. Например, можно вести расчет на вероятность превышения напряжениями преде-
ла текучести материалов, из которых построен вагон.
Расчет надежности вагона при внезапных отказах можно вести также в квазистатической
постановке, если режим нагрузки представляет собой систему дискретных воздействий, напри-
мер, удары в автосцепку или случайный процесс колебаний вагона схематизируется как сово-
купность случайных величин. В этом случае статическая характеристика нагруженности вагона
представляется как распределение случайных величин сил со своими параметрами.
Сущность этого метода расчета надежности состоит в следующем. Сопоставляются
статические распределения внешней силовой нагрузки и несущей способности вагона, под ко-
торой понимается предельная нагрузка, которую может выдержать вагон без разрушения.
Расчет надежности вагона с использованием метода статических испытаний (метод Монте-
Карло), который в последнее время применяется достаточно широко, дает возможность изучать
влияние на надежность различных статических факторов и функциональной связи между ними,
т.е. дает возможность обеспечить системный подход к расчету, что особенно важно при расчетах
надежности вагонов на перспективу.
Для использования этого метода расчета надежности необходимо иметь достаточно
полную априорную экспериментальную информацию, а именно: составить математичес-
кую модель, связывающую искомую характеристику с влияющими на нее факторами; по-
лучить статистические характеристики распределения каждого фактора.
В основе статических испытаний лежит возможность получения на электронной вы-
числительной технике (компьютере) случайных чисел с различными законами распреде-
ления соответственно каждому фактору влияния. Процесс испытаний состоит в много-
кратных расчетах по заданной аналитической зависимости (математической модели), при
382
этом для каждого расчета принимаются свои случайно выбранные значения факторов,
тем самым воспроизводятся условия проявления факторов в эксплуатации. В результате мно-
гократных расчетов получают много значений искомой характеристики надежности, напри-
мер долговечности, и по ним строят ее распределение, которое позволяет ответить на основ-
ной вопрос о вероятности безотказной работы вагона за определенный промежуток време-
ни. Важным принципом этого метода является порядок операций по выбору факторов.
Этот метод применим также и для решения промежуточных задач, например, для оп-
ределения закона распределения нагрузки или несущей способности.
Расчет надежности при усталостных отказах от случайных нагрузок в большинстве случаев
выполняется на основе гипотезы о линейном суммировании усталостных повреждений при цикли-
ческих нагрузках. В методике такого расчета широко применяются два основных направления.
В первом направлении, разработанном в институте машиноведения С.В. Серенсеном и В.П. Кога-
евым, расчетные нагрузки представляются в виде блоков сил или напряжений, отражающих зако-
номерность их изменения в течение определенного времени, например за год, а распределение вре-
мени безотказной работы предположительно подчиняется заранее принятому закону распределе-
ния случайных величин, обычно применяется логарифмически нормальный закон. В основном
расчет сводится к определению средней долговечности детали или узла вагона с учетом среднего
значения предела выносливости детали при базовом числе циклов нагружения, амплитуд напряже-
ний, относительного числа циклов нагрузки, числа циклов расчетных нагрузок за год.
Второе направление основано на разработанной В.В. Болотиным методике расчета долго-
вечности при усталостных разрушениях и использовании метода Монте-Карло. Главная особен-
ность этого направления состоит в введении расчетной нагрузки в форме плотности распределе-
ния амплитуд напряжений характерного для рассматриваемого стационарного случайного про-
цесса нагрузки. При этом предположений о законе распределения времени безотказной работы
заранее не делается, а он определяется с применением метода Монте-Карло, для чего задаются
характеристиками распределения значений времени безотказной работы вагона.
В рассмотренных расчетах надежности вагона предполагается, что заданные вероят-
ностные характеристики нагруженности и несущей способности остаются неизменными в
течение всего времени эксплуатации.
Отказы можно классифицировать по различным признакам (рис. 14.3).
14.2. Испытания вагонов и методики их проведения
Современный вагон представляет собой сложную статически неопределимую конструкцию,
на которую действуют разнообразные эксплуатационные нагрузки случайного характера. По-
этому расчетным путем можно определить приближенно с учетом ряда допущений в расчетных
схемах и алгоритмах расчетов характеристики вагонов и размеры отдельных их деталей.
Некоторые элементы вагонов вследствие их высокой сложности или действия случай-
ных динамических сил вообще не рассчитываются, а их размеры и прочность определяют-
ся на основании опытных данных измерением напряжений в элементах натурных вагонов
и сравнением этих напряжений с допускаемыми, установленными нормами расчета и про-
ектирования вагонов.
Для создания рациональной, долговечной и надежной конструкции вагона, наряду с рас-
четно-теоретическими исследованиями, предусматриваются также и экспериментальные иссле-
дования, которые, как правило, являются завершающим этапом в создании нового типа вагона.
Экспериментальные исследования (испытания) проводятся также и при модернизации суще-
ствующих в эксплуатации вагонов, а также для дальнейшего развития и совершенствова-
ния теории их проектирования, изучения особенностей поведения в эксплуатации тех или
иных узлов и деталей вагонов при высоких скоростях движения и осевых нагрузках.
В процессе отработки новой конструкции вагона на стадии проектирования и выбора его основ-
ных рациональных параметров и характеристик параллельно с расчетами проводятся эксперименталь-
ные исследования в лабораториях на моделях, макетах, натурных узлах и опытных образцах вагонов.
383
Г'
Рис. 14.3. Классификация отказов
Поэтому экспериментальные исследования (испытания) подразделяются на лабораторные,
стендовые, динамические поездные и испытания по воздействию на железнодорожный путь
натурных вагонов на эксплуатационных участках железнодорожного пути различного со-
стояния или на специально приспособленных для этих целей испытательных полигонах
(экспериментальное кольцо на станции Щербинка Московской ж. д., скоростной испыта-
тельный полигон Белореченская-—Майкоп Северо-Кавказской ж. д.).
Объем и степень подробности испытаний зависит от того, на каком этапе создания
конструкции вагона они выполняются. Наиболее полно и разносторонне проводятся ис-
пытания образцов новых типов вагонов и менее полно — контрольные приемосдаточные
испытания.
Ценность любых испытаний во многом зависит от правильно разработанной методи-
ки испытаний, в которой должны быть отражены и обоснованы цель испытаний, способы
подготовки вагона к испытаниям; режимы силовых нагрузок; порядок проведения испы-
таний; способы приложения экспериментальных нагрузок на стендах и моделях и необхо-
димое для этого оборудование и приспособления; измерительно-регистрирующие прибо-
ры для определения сил, напряжений, деформаций, относительных перемещений деталей
и узлов вагона на каждом этапе испытаний, места и порядок установки измерительных
приборов на испытуемом узле или детали вагона; методы обработки результатов испыта-
ний и применяемая аппаратура для автоматизированной обработки опытных данных по
заранее разработанным специальным методикам.
384
14.2.1. Лабораторные и стендовые испытания
Конкретные цели лабораторных испытаний многообразны. Чаще всего при лабораторных
испытаниях проводится сопоставление результатов расчетов и испытаний с целью уточнения
расчетной схемы проектируемого вагона и оптимизации технико-экономических параметров
будущего вагона. Оборудование для лабораторных исследований разнообразно и выбор его за-
висит от конкретных задач испытаний, поставленных в процессе проектирования и отработки
конструкции вагона. Например, для испытаний на долговечность вплоть до разрушения надрес-
сорных балок и боковых рам двух- или четырехосных грузовых тележек применяются специаль-
ные вибростенды, работающие в автоматическом режиме по заданной программе.
Стендовым испытаниям подвергаются отдельные узлы и опытные вагоны в целом.
В практике отечественного и зарубежного вагоностроения для испытаний отдельных уз-
лов и вагонов в целом применяется следующее стендовое оборудование:
— стенды или катковые испытательные станции для изучения колебаний вагона с целью
отработки тина и параметров рессор и гасителей колебаний и оценки прочности кузова ваго-
на. Более совершенные стенды и катковые станции оборудуются специальными устройствами,
с помощью которых можно управлять процессами возбуждения плоских и пространственных
колебаний вагона по заранее заданной программе. К таким катковым станциям относятся,
например, станция «Витрина-Сена» (Франция) и станция «Арсенал» в Вене (Австрия) с холо-
дильными камерами;
— стенды для испытания буксового и центрального рессорного подвешивания, для
испытания и снятия характеристик, параметров фрикционных и гидравлических гасителей
колебаний вагонов;
— стенды для испытания отдельных узлов, элементов деталей вагона или уменьшен-
ных моделей вагонов с целью определения закона распределения напряжений в деталях и
узлах вагона или характеристик и параметров вагона;
— стенды и копры для испытания поглощающих аппаратов автосцепки и снятия их
характеристик (ход, энергоемкость, наибольшая сила полного сжатия, показатель закли-
нивания, долговечность и прочность, силовая диаграмма и т.п.);
к опровые установки для испытания узлов и деталей вагона па повторные ударные
нагрузки для оценки и выносливости или долговечности от действия эксплуатационных
ударных нагрузок, например, при маневрах на сортировочных горках;
— стенды-горки для испытания натурных вагонов на соударение для уточнения рас-
четных схем нагружения элементов вагона при их динамическом взаимодействии в про-
дольной горизонтальной плоскости и отработки конструкции и характеристик поглощаю-
щих аппаратов автосцепки;
— стенд для испытания натурных вагонов на продольные растягивающие и сжимаю-
щие силы;
— передвижной динамический вагон-стенд
(опытный вагон) с переменными массами вагона, мо-
ментами инерции, положениями центра массы ваго-
на, а также с тележками, в которых могут бы ть смон-
тированы гасители колебаний различного типа и рес-
сорные комплекты с различными характеристиками.
Катковый испытательный стенд (рис. 14.4)
обычно размещается в отдельно расположенном и
специально оборудованном помещении 5 с железно-
дорожным путем и снабжен массивным виброзащит-
ным фундаментом и мощным приводом в виде ко-
лесо-моторных блоков 1 (вращателей), на которые
устанавливается испытываемый вагон 4, который че-
рез автосцепку соединяется со стойкой 3 стенда.
Рис. 14.4. Схема каткового стенда
для динамических испытаний вагонов
25 Вагоны
385
Рис. 14.5. Схема стенда для испытания бук-
сового рессорного подвешивания тележки
Передаваемые на колесные пары 2 вагона возмущения создаются в основном специальны-
ми неровностями на вращателях стенда и на колесных парах испытываемого вагона, а так-
же дополнительно электрогидравлическими устройствами с серводвигателями и с программ-
ным управлением. Катковые стенды позволяют имитировать движение вагона со скорос-
тью до 250—350 км/ч и воспроизводить условия испытаний, близкие к эксплуатационным.
Жесткость железнодорожного пути имитируется резиновыми прокладками между корпуса-
ми букс и их опорами. Рельсовая эстакада состоит из трубчатых стоек диаметром 200 мм,
расположенных на расстоянии 1,0 м друг от друга.
Технология испытаний вагона состоит в том, что в зависимости от целей испытаний ваго-
на катковым стендом воспроизводятся те или иные возмущающие воздействия на вагон и из-
меряются необходимые параметры и показатели с помощью измерительных приборов, уста-
новленных на вагоне в определенных местах и соединенных электрокабелями с регистрирую-
щей и записывающей аппаратурой (усилители, магнитофоны, осциллографы, компьютеры с
числовым преобразователем), расположенной в отдельном стационарном помещении.
Стенд для испытания буксового рессорного
подвешивания пассажирской тележки (рис. 14.5)
имеет раму 7, на которой размещены пульт уп-
равления 2 и фиксирующее устройство 3 тележ-
ки 4. Колесную пару с испытываемым буксовым
рессорным подвешиванием устанавливают на
поднимающийся участок рельса 5, который че-
рез измерительное устройство 6 опирается на
электродомкрат 7, под воздействием которого
нагружается и разгружается периодически испы-
тываемое буксовое рессорное подвешивание с од-
новременной записью измерительным устрой-
ством 6 силовой диаграммы «нагрузка — про-
гиб», по которой определяется жесткость пружин
и относительная сила трения фрикционного кли-
нового гасителя колебаний в буксовом рессорном подвешивании пассажирской те-
лежки типа КВ-ЦНИИ как отношение силы трения при нагрузке или разгрузке рес-
сорного комплекта к вертикальной нагрузке, действующей на рессорный комплект.
Для испытания центрального рессорного подвешивания грузовой тележки моделей
18-100 (двухосная тележка) и 18-101 (четырехосная тележка) применяется стенд (рис. 14.6),
на раме / которого расположены пульт управления 2, записывающее устройство 3 и элек-
тродомкрат 4, на штоке 5 которого установлен измеритель 6 нажимного усилия, создавае-
мого домкратом, а также центрирующее устройство с пятником для посадки его на под-
пятник надрессорной балки 7 тележки. При испытании включаются домкрат 4 и одновре-
менно устройство, записывающее силовую диаграм-
му «нагрузка — прогиб» рессорного комплекта, по
которой определяются жесткость и относительная
сила трения рессорного комплекта при его нагру-
жении и разгружении. Полученные результаты из-
мерения сопоставляются с расчетными величинам.
Для более полной оценки работы фрикцион-
ного клинового гасителя колебаний грузовых те-
лежек моделей 18-100 и 18-101 применяется стенд
(рис. 14.7) с кареткой 7, в которой размещается рес-
сорный комплект 2 с фрикционным клиновым га-
сителем колебаний, каретка 7 обеспечивает вынуж-
денные поперечные перемещения фрикционных
рального рессорного подвешивания тележки
386
клиньев гасителя колебаний с амплитудами
2—10 мм и частотой 1—50 Гц. Процесс перекре-
стного движения фрикционного клина, т.е. од-
новременное движение его в вертикальном и
поперечном горизонтальном направлениях ис-
следуется при свободных колебаниях массы 3,
имитирующей массу кузова вагона с частотой
2—2,5 Гц. Имитация воздействия железнодорож-
ного пути производится с помощью катка 4
и толкателя 5. Стрелками на рис. 14.7 показано
перекрестное движение фрикционного клина
гасителя колебаний.
Рис. 14.7. Схема стенда для испытания фрикци-
онных клиновых гасителей колебаний грузовой!
тележки модели 18-100
Сила трения гасителя колебаний в вертикальном направлении в зависимости от
частоты вертикальных перемещений фрикционного клина определяется по декремен-
ту свободных колебаний системы.
При проектировании новых конструкций вагонов возникает необходимость опре-
деления закона распределения напряжений опытным путем, когда полной конструк-
ции вагона еще не имеется. В этом случае испытания проводятся в лаборатории на стен-
дах, применяя уменьшенные модели конструкции
лов и элементов, выполненных с использо-
ванием теории подобия. Испытания на мо-
делях позволяют значительно сократить зат-
раты при проектировании новых конструк-
ций вагонов и сократить время на создание
опытного образца вагона новой конструк-
ции. В качестве примера на рис. 14.8 показан
стенд для испытания моделей элементов ва-
гона. На станине I установлены подвижные
опоры 2, на которых монтируется плоская
вагона в целом и его отдельных уз-
Рис. 14.8. Схема стенда для испытания моделей
узлов и элементов вагонов
или пространственная модель испытываемо-
го элемента вагона 3 разной длины и высоты. Силовое нагружение модели произво-
дится различными способами в зависимости от того, на действие какой силовой на-
грузки испытывается модель элемента вагона. При действии только вертикальной ста-
тической нагрузки обычно используются специальные мерные грузы 4 определенной
массы, имитирующей статическую нагрузку. При испытании модели элемента вагона
на нагружение продольными растягивающими или сжимающими силами используют-
ся специальные гидравлические прессы.
Испытания на прочность и устойчивость
элементов металлической обшивки кузова ва-
гона производятся на стенде (рис. 14.9), состо-
ящим из основания 7, соединенного со специ-
альной рамкой 2, которая имитирует условия
Рис. 14.9. Схема стенда для испытания элемен тов
металлической обшивки кузова вагона на прочность
и устойчивость
закрепления обшивки 3 на кузове вагона. На-
грузка на испытываемую обшивку кузова ва-
гона создается гидроцилиндрами 4.
Для испытания элементов и деталей натурной тележки пассажирского вагона на
вертикальные силы применяются электрические, гидравлические или пневматичес-
кие стенды, на которых производятся исследования прочности надрессорных балок,
боковых балок рамы тележки, подвесок и других деталей, например, тележки типа
КРЗ-ЦНИИ или типа КВЗ-5 с двойным рессорным подвешиванием (надбуксовое и
центральное) пассажирских вагонов.
387
Несущая рама 7 стенда (рис. 14.10) установлена на мощном фундаменте и имеет пере-
движные опоры 2 для установки на них испытываемой тележки 5, которая нагружается через
измерительное устройство 4 для измерения прикладываемой к тележке вертикальной нагрузки
с помощью пневматического, гидравлического или электрического нагрузочного устройства.
Подобные стенды применяются также для исследования прочности отдельных деталей ваго-
на с применением тензодатчиков (проволочных датчиков сопротивления) для определения
напряжений в деталях.
При исследовании динамической прочности отдельных узлов и деталей вагона на мно-
гократные повторяющиеся удары применяются маятниковые контровые ударные установки
с одним и двумя маятниками.
Одномаятниковый репетиционный копер типа УКМ-1, разработанный в ВНИИЖТе
и установленный нгг экспериментальном кольце на станции Щербинка Московской ж. д.,
состоит из маятника 1 (рис. 14.11) весом 8,0 т, подвешенного на тягах 2 к жесткой раме 3;
пневматического толкателя 4 для возбуждения колебаний маятника 7; рамы 6, заделанной
в железобетонный устой 7 для установки испытываемого узла 5.
Рис. 14.10. Схема стенда для испытания элементов
и деталей вагона от действия вертикальных сил
Рис. 14.11. Схема одномаятникового
репетиционного ударного копра типа УКМ-1
Величина энергии удара или скорость удара маятника регулируется изменением дав-
ления воздуха в цилиндре пневматического толкателя 4, под воздействием которого маят-
ник 7 перемещается на тягах 2 из нижнего положения в крайнее верхнее, из которого маят-
ник возвращается в нижнее положение под действием силы его тяжести при отсутствии
сжатого воздуха в цилиндре толкателя, при этом маятник ударяется в испытываемый узел.
После этого все повторяется сначала. Сила удара маятника достигает 50—250 тс,
а частота ударов — 50 в минуту.
Для испытания, приработки и записывания силовой диаграммы «сила—деформация»
поглощающего аппарата автосцепки применяется специальный стенд (рис. 14.12), состоя-
щий из станины 7, пневматического или гидравлического цилиндра 2, силоизмерителыюго
Рис. 14.12. Схема стенда для испытания
поглощающих аппаратов автосцепки
устройства 5, записывающего устройства 4,
рычажной системы 5, соединенной с испытывае-
мым аппаратом бис цилиндром 2.
В процессе испытания на этом стенде по-
глощающего аппарата производится сопос-
тавление фактически полученных на стенде
диаграмм «сила —деформация» с норматив-
ными расчетными диаграммами по развива-
емой аппаратом максимальной силе, погло-
щаемой энергии, по форме диаграммы энер-
гоемкости.
388
Для испытания натурных вагонов на про-
дольные растягивающие и сжимающие силы при-
меняется специальный гидравлический стенд-
пресс (рис. 14.13), состоящий из гидравлической
станины 7, которая подает рабочую жидкость (мас-
ло) в силовой гидроцилиндр 2, взаимодействующий
с автосцепкой 3 испытуемого вагона 4; несущей
прямоугольной рамы 5 с упорами 6 на попереч-
ной балке 7, которая может передвигаться подли-
не стенда с шагом 2,0 м с целью установки на стен-
де вагонов различной длины.
Рис. 14.13. Схема стенда для испытания вагонов
на продольные сжимающие и растягивающие
силы
Давление в гидроцилиндре 2 до 50 МПа создается топливным насосом с приводом от элек-
тродвигателя. Гидравлическая станция обеспечивает плавное повышение и понижение давления
масла и его постоянство в процессе испытаний. Смонтированная на стенде-прессе электронная
измерительная система обеспечивает одновременную регистрацию показаний большого коли-
чества тензодатчиков, с помощью которых одновременно определяются напряжения в 200 точ-
ках вагона. Максимальная продольная сила, получаемая па стенде-прессе, составляет 4000 кН.
На этом стенде имеется также пневматическое устройство для испытания кузова вагона на
вертикальную статическую нагрузку до 3000 кН. Такой стенд-пресс, спроектированный под руко-
водством О.Г. Бойчевского, в течение длительного времени работает на экспериментальном кольце
ВНИИЖТа на станции Щербинка.
Для испытания вагонов на продольные ударные нагрузки с целью оценки его напря-
женного состояния, проверки прочности и устойчивости вагона и его узлов при ударе в
автосцепку с заданной величиной продольной силы или скорости соударения применя-
ется стенд-горка (рис. 14.14), имеющая рельсовый путь 2 с уклоном спуска 50 %о, мощный
П-образный упор 7 массой 5500 т, машинное отделение 3.
Для испытания на растяги-
вающие силы имеется траверса 5,
прикрепленная жестко к испыту-
емому вагону 4. Подъем вагона
наверх горки после удара в упор
производится лебедкой, установ-
ленной в машинном отделении 3.
Мощность электродвигателя ле-
бедки 125 кВт, наибольшее тяго-
вое усилие — 140 кН. Время од-
ного цикла испытаний при ско-
рости соударения 25,2 км/ч рав-
но 2 мин при массе испытывае-
мых вагонов до 132 т и 3,5 мин
при массе испытываемых ваго-
Рис. 14.14. Схема специального стенда-горки для испытаний ваго-
нов на продольные ударные нагрузки, прикладываемые к вагону
через автосцепку
нов от 132 до 264 т.
14.2.2. Динамические поездные испытания
Динамические поездные (ходовые) испытания являются одним из основных этапов отработ-
ки конструкции вагона и оценки его динамических и прочностных качеств. В зависимости от целей
они бывают общединамическими и специальными. К общединамическим испытаниям относятся:
— заводские, проводимые заводом-изготовителем. Целью их является проверка рабо-
ты отдельных узлов вагона и конструкции его в целом; по результатам этих испытаний
завод-изготовитель дорабатывает опытный образец вагона;
389
J
— приемочные поездные испытания, во время которых проверяется соответствие динамичес-
ких качеств вагона требованиям заказчиков вагона и всем действующим нормам расчета и эксплу-
атации вагонов. При этих испытаниях определяются ходовые качества вагона (плавность хода,
устойчивость против поперечного опрокидывания вагона в кривых, устойчивость колеса на рель-
се), динамические силы, действующие на элементы вагона и железнодорожного пути, динамичес-
кие силы, от которых зависит прочность и надежность вагона в длительной эксплуатации.
По результатам приемочных испытаний устанавливаются пригодность вагона к эксп-
луатации на сети железных дорог России, стран Балтии и стран СНГ и условия обращения
вагонов на них. В частности, устанавливается допустимая скорость движения вагона, при
которой обеспечивается безопасность движения, требуемая прочность, устойчивость и не-
обходимая плавность хода вагона (в основном для пассажирского вагона) на прямых и
кривых участках современной типовой конструкции верхнего строения пути, удовлетво-
ряющей установленным нормам текущего содержания.
Кроме общединамических испытаний проводятся также специальные поездные (хо-
довые) испытания: тормозные по оценке эффективности тормозных систем вагона, на ус-
тойчивость вагона против выжимания его из поезда продольными силами в тяжеловесных
длинносоставных поездах; длительные для определения величин и характера распределе-
ния во времени динамических сил, действующих на вагон за время его длительной эксплу-
атации; по погрузочно-разгрузочным операциям с определением сил, возникающих в эле-
ментах конструкции грузового вагона при погрузке и выгрузке с применением специаль-
ных устройств (вагоноопрокидыватели, грузоподъемные краны, вибро-инерционные раз-
грузочные установки, накладные вибраторы и т.п.).
Методика проведения испытаний разрабатывается в зависимости от поставленной за-
дачи и определяет порядок подготовки вагона к испытаниям, виды и объем измерительной
регистрирующей аппаратуры и ее размещение на вагоне, режимы нагружения испытывае-
мого вагона и порядок проведения испытаний, характеристики опытного участка пути, ме-
тоды автоматической обработки опытных данных и применяемая при этом аппаратура.
Частоты собственных колебаний вагона и моменты инерции обрессоренной массы
испытываемого вагона определяются перед началом динамических (ходовых) испытаний
путем свободного перекатывания вагона через подложенные под колеса специальные кли-
нья, устанавливаемые в определенном порядке для имитации подпрыгивания, галопиро-
вания и боковой качки кузова вагона. При падении колес с клиньев возникают собствен-
ные колебания кузова вагона на рессорном подвешивании, соответствующий анализ кото-
рых позволяет определить частоту, декремент затухания амплитуд колебаний и момент
инерции обрессоренной массы вагона.
При динамических (ходовых) испытаниях вагонов измеряются специальными прибо-
рами и регистрируются следующие величины и процессы:
— вертикальные и поперечные (иногда и продольные) горизонтальные ускорения ку-
зова вагона в зоне пятника кузова (для пассажирского вагона также и в средней части ку-
зова) и на раме тележки;
— динамические напряжения в надрессорной балке и боковых рамах грузовых теле-
жек, в боковых балках рамы и элементах люлечного подвешивания тележки пассажирско-
го вагона, в оси колесной пары и в диске колеса;
— поперечные горизонтальные (рамные) силы, действующие от колесных пар на раму
тележки;
— частоты и характер колебания вагона и его узлов (колебания кузова и рамы тележ-
ки, виляние тележки относительно кузова и рельсов в рельсовой колее, взаимное забегание
или обгон боковых рам грузовой тележки).
При динамических прочностных испытаниях измеряются динамические напряжения
через деформации в исследуемых элементах и узлах вагона и динамические силы, действу-
ющие при этом на исследуемые элементы и узлы вагона, а также вертикальные и попереч-
ные горизонтальные ускорения элементов и узлов вагона.
390
По результатам динамических (ходовых) испытаний определяются следующие дина-
мические показатели для оценки динамических качеств вагона:
— коэффициент динамической добавки вертикальных сил по обрессоренной и нео-
брессоренной массам вагона, представляющий собой отношение динамической силы или
динамического напряжения к статической силе или статическому напряжению соответ-
ственно в надрессорной балке и боковой раме тележки;
— поперечная горизонтальная (рамная) сила;
— условный коэффициент горизонтальной динамики, представляющий собою отноше-
ние рамной силы к осевой нагрузке (нагрузка брутто-вагона от колесной пары на рельсы);
— коэффициент динамической нагрузки рессорных комплектов вагона;
— коэффициент запаса устойчивости колеса от вкатывания его гребнем на головку
рельса с последующим сходом с головки рельса;
— коэффициент запас устойчивости рельсошпальной решетки пути от поперечного
сдвига по балласту под воздействием рамной силы как отношение рамной силы к верти-
кальной нагрузке от колесной пары на рельсы;
— коэффициент запаса поперечной устойчивости вагона в кривых от опрокидывания
как отношение статической нагрузки колеса на рельс к дополнительной нагрузке колеса
на рельс от центробежной силы и силы ветра;
— показатель плавности хода вагона (обычно для пассажирских вагонов);
— показатели кинематики узлов вагона (поворот тележки относительно кузова ваго-
на, обгон или забегание боковых рам грузовой тележки, перемещение колесных пар отно-
сительно рамы тележки и рельсов, поперечный относ кузова и т.п.).
Динамические (ходовые) испытания па устойчивость вагона на рельсах, при которых
не исключена возможность схода его с рельсов, или испытания со скоростями, существен-
но превышающими допускаемые в эксплуатации, обычно проводятся на специальных по-
лигонах (экспериментальное кольцо на станции Щербинка Московской ж. д., скоростной
испытательный полигон Белореченская—Майкоп Северо-Кавказской ж. д.). В этом слу-
чае на участках пути полигона создаются, как правило, различного вида искусственные
неровности на обоих рельсах в вертикальной и горизонтальной плоскостях. Величина ам-
плитуд, характер и сочетание этих неровностей выбираются наиболее неблагоприятными
для возбуждения интенсивных колебаний вагона при заданной определенной скорости дви-
жения вагона, по в пределах допускаемых инструкцией по текущему содержанию пути,
при которых еще нет необходимости вводить ограничение скорости движения поездов.
При комплексных динамических испытаниях и испытаниях по воздействию вагона на
путь выбирают, как правило, фиксированные прямые и кривые участки пути ограничен-
ной длины, которые оборудуются соответствующими измерительными приборами для
определения напряжений в рельсах, изгибов рельсов под воздействием поперечных гори-
зонтальных сил со стороны вагона, напряжения на основной площадке земляного полот-
на, усилий от рельсов на шпалы и балласт. Максимальная скорость движения при испыта-
ниях должна превышать проектную конструкционную скорость опытного вагона не менее
чем на 15—20 км/ч.
Динамические ударные испытания грузовых вагонов, при которых продольные удар-
ные силы прикладываются к раме вагона через автосцепку, проводят с целью определения
динамических напряжений и их распределения в элементах рамы и кузова вагона, предель-
ной допустимой величины продольной силы, при которой может произойти разрушение
рамы или кузова вагона; для оценки соответствия характеристик поглощающего аппарата
автосцепки массе данного вагона и условиям его эксплуатации.
Ударные испытания могут проводиться с одиночным вагоном, который ударяет-
ся в группу заторможенных груженых вагонов, стоящих на прямом горизонтальном
участке железнодорожного пути, или в который ударяется груженый вагон-боек,
391
J
при различной скорости соударения. Кроме того испытания группы вагонов на действие
продольных сил проводятся при трогании грузового поезда с места, осаживании поезда,
при торможении (служебное, экстренное) и при движении поезда по переломам профиля
пути, т.е. при неустановившихся режимах движения грузового поезда.
При динамических испытаниях на соударение одиночного грузового вагона груженый
вагон-боек накатывается на стоящий в группе заторможенных вагонов испытываемый ва-
гон, оборудованный измерительными приборами, локомотивом, который отцепляется от
вагона-бойка при достижении им заданной скорости соударения (по скоростемеру локомо-
тива). Уточненная скорость соударения вагона-бойка с испытываемым вагоном определяет-
ся по времени прохода вагоном-байком контрольного участка пути длиной 10 м, располо-
женного непосредственно перед стоящим испытываемым на соударение вагоном.
Сигналы от измерительных приборов на стоящем испытываемом вагоне поступают
по электрическим кабелям с защитным экраном от электрических помех в вагон-лаборато-
рию, стоящую на параллельном железнодорожном пути.
Рис. 14.15. Схема динамометрической автосцепки:
а — электрическая; б — монтажная
Для измерения продольной силы
удара, передающейся через корпус ав-
тосцепки на раму вагона, применяет-
ся динамометрическая автосцепка
(рис. 14.15) с наклеенными на хвосто-
вике корпуса автосцепки активными
(рабочими) проволочными тензодат-
чиками 7—4, наклеенными вдоль оси
действия и компенсационными датчи-
ками Kj—К4, наклеенными поперек
оси действия продольной силы. Дина-
мическая автосцепка оттарирована с
помощью гидравлического пресса с
целью определения соотношения меж-
ду продольной силой и вызываемым
ею напряжением в хвостовике авто-
сцепки в зоне упругости по показани-
ям тензодатчиков.
Кроме продольной силы удара измеряются также напряжения в элементах конст-
рукции вагона с помощью тензодатчиков, продольные ускорения вагона с помощью
ускорениемеров; относительные продольные и поперечные перемещения ударяющихся
вагонов и деформации сжатия поглощающих аппаратов автосцепки с помощью рео-
хордных прогибомеров, а также скорость соударения вагонов.
14.2.3. Статические прочностные испытания вагонов
Статический режим нагружения характеризуется однократным и длительным прило-
жением внешней нагрузки к узлам вагона, монотонно достигающей своей максимальной
величины. Основными задачами статических прочностных испытаний являются:
— всестороннее исследование прочности новой конструкции вагона или исследование
прочности только его отдельных элементов или узлов в связи с частичным изменением конст-
рукции вагона;
— исследование устойчивости несущей конструкции вагона в целом или ее отдель-
ных элементов;
— проверка правильности и рациональности конструктивного решения;
— проверка правильности применения расчетных схем вагона и результатов расчетов
и сопоставление между собою результатов расчетов и испытаний.
392
Режим нагружения вагона выбирается с учетом максимальных сил, возникающих в экс-
плуатации вагона. При статических прочностных испытаниях основными силами являются
силы от вертикальной статической нагрузки (вес груза и тары вагона), продольные силы,
силы скручивания кузова вагона, приложенные в плоскости шкворневых балок; силы от рас-
пора сыпучих грузов на боковые стены кузова вагона; гидростатическое давление жидкости
и внутреннее давление газов в котле цистерны; силы, возникающие при разгрузке вагона на
вагоноопрокидывателе; силы, возникающие при подъеме кузова вагона домкратами при ре-
монте вагона, располагаемыми по диагонали под концами шкворневых балок или под од-
ним концом шкворневой балки, или под лобовой (торцевой) балкой рамы кузова.
При статических прочностных испытаниях важное значение имеет правильный вы-
бор мест наклейки тензодатчиков для измерения деформаций, по которым впоследствии
определяются напряжения в элементах вагона. Тензодатчики должны наклеиваться в мес-
тах ожидания наибольших напряжений, в местах предположения излишней затраты ме-
талла конструкции вагона; в местах, позволяющих проверить расчетную схему и результа-
ты расчетов, а также на наиболее ответственных элементах, от которых непосредственно
зависит безопасность движения вагона по условиям его прочности.
Направление установки тензодатчиков и их количество в каком-либо месте конструкции ва-
гона зависит от вида напряженного состояния. При простом линейном напряженном состоянии
достаточно установить в каждом исследуемом месте вагона один активный тензодатчик в направ-
лении наибольших деформаций. В этом случае можно использовать измерительные схемы разме-
щения тензодатчиков (А — активный, К — компенсационный), приведенные в табл. 14.2.
При плоском линейном напряженном состоянии могут быть два случая: направления
главных напряжений известны; направления главных напряжений неизвестны. В первом
случае каждый из двух тензодатчиков наклеивается по направлениям действия главных
напряжений (рис. 14.16). При такой схеме размещения тензодатчиков напряжения равны:
Е,+ЕД1 Е->—Е,Ц
с,=£-—= , (14.4)
1-р- 1-ц-
где Е - модуль упругости стали;
и — коэффициент Пуассона;
е( и е,--деформации элемента конструкции вагона, регистрируемые тензодатчиками соответственно
первым и вторым:
1 z ч 1 z
=-(су,-ЦСТ); е2 =-(о2-цо,). (14.5)
Е L
Во втором случае необходимо использовать три тензодатчика (рис. 14.17), при распо-
ложении которых под углами 0°, 45° и 90° направление первого главного напряжения оп-
ределяется ут лом а:
_ 2£л5 -(е(1 + 8Ч(1 )
tg2a = 4l v -----(14.6)
Со Е9()
где е , е ., и е —деформации, измененные тензодатчиками, расположенными под углами соответ-
ственно 0», 45» и 90».
Величины деформаций по направлению главных напряжений определяются по формулам:
1 I Ем + £9() \ I / £() — E9q \
VyWo* е2-Эг„ + г,„-------------------— . (14.7)
21 cos2a I -1 cos2a у
Рассмотрим на ряде примеров схемы расположения тензодатчиков на некоторых эле-
ментах вагона.
393
Таблица 14.2
Размещение тензодатчиков для измерения деформаций при различных нагружениях силой Р
и изгибающим моментом Мири одноосном напряженном состоянии
№ п/л Измеряемая деформация Направление действия нагрузки и расположения тензодатчиков Связь между действительной s и измеренной е0 деформациями
1 Растяжение (сжатие) Р< "Hi л И к 8-S0
2 Растяжение (сжатие) Р< г- и л £ £ = — 1 + Ц
3 Изгиб к Э" е=£0
4 Растяжение (сжатие), изгиб М s' м А К £ £ = — 2
5 Растяжение (сжатие), изгиб Л-/ s' р ММ к Отдельная пластина Е-£о
6 Растяжение (сжатие), изгиб к К пи л А £ £ = — 1 4~ Ц
Примечание, ц — коэффициент Пуассона, для стали ц - 0,25—0,3; К — температурный датчик, наклеен-
ный на ненагружепную металлическую пластину.
Для определения силовых факторов (продольная сила и изгибающие моменты в вертикаль-
ном и поперечном направлениях) для стержня в виде уголка, входящего в конструкцию кузова
вагона, необходимо наклеивать три тензодатчика (рис. 14.18) по числу неизвестных силовых фак-
торов. При этом каждая деформация в точках наклейки тензодатчиков складывается из 'грех
деформаций от каждого силового фактора в отдельности.
Для элементов кузова, на которые нагрузка от соседних стержней передается только в
узлах, тензодатчики надо наклеивать вблизи узлов.
394
Рис. 14.16. Размещение тензодат-
чиков 1 и 2 при известном на-
правлении главных напряжений
Рис. 14.17. Размещение тензодат-
чиков I,2 и 3 при неизвестном на-
правлении главных напряжений
Рис. 14.18. Схема установки
тензодатчиков 7,2 и 3 на про-
катном стержне (уголок)
Панели тонкостенной металлической обшивки кузова обычно находятся в усло-
виях двухосного напряженного состояния, поэтому для измерения деформацией в них
необходимо применять розетки тензодатчиков (три тензодатчика с пересекающими-
ся в одной точке их продольными осями).
Для оценки усилий, которые способна воспринимать обшивка кузова, определяются
срединная деформация, возникающая от усилий сжатия или растяжения, и деформация
изгиба, возникающая из-за технологических неровностей на обшивке кузова или из-за не-
ровностей, возникающих вследствие местной потери устойчивости обшивки кузова.
Для измерения напряжений в оси
колесной пары от статической верти-
кальной нагрузки на испытательном
стенде тензодатчики наклеиваются на
подступичной и средней частях оси по
двум схемам (рис. 14.19). При второй
схеме накладки тензодатчиков, со-
единенных между собой в единую
электрическую цепь, чувствитель-
ность измерительной схемы увеличи-
вается в два раза. Активные тензодат-
чики А ориентированы вдоль про-
дольной оси, а температурные тензо-
датчики К — поперек продольной
оси рядом с активными тензодатчи-
ками. В этом случае действительная
деформация волокон металла оси
будет меньше измеренной деформа-
ции в 1,25—1,3 раза (с учетом коэф-
фициента Пуассона ц - 0,25—0,3).
Схема II
Рис. 14.19. Размещение активных (А) и компенсационных (К)
тензодатчиков на оси колесной пары
Для измерения напряжений в прутках цилиндрической пружины от деформации кру-
чения, сдвига и изгиба применяется схема накладки датчиков, показанная на рис. 14.20.
Активные датчики А наклеиваются на внешней стороне прутков под углом 45° к про-
дольной оси прутка, а компенсационные датчики К — на отдельной металлической плас-
тине. Определяются напряжения в двух сечениях пружины с целью подтверждения положе-
ния о равенстве напряжений при последовательном соединение витков пружины.
Для определения напряжений рамы тележки КВЗ-ЦНИИ применяется схема наклей-
ки тензодатчиков, показанная на рис. 14.21, в сечении В—В балки. Тензодатчики накле-
иваются на верхнем поясе и на вертикальной стенке, при этом активные датчики А
395
в—в
Размещение активных
датчиков А в сечении В—В
б А, К,
Рис. 14.21. Размещение тензодатчиков на продольной боковой балке тележки типа ТВЗ-ЦНИИ (а)
и электрическая схема соединения тензодатчиков в каждой точке сечения В—В (б)
наклеиваются вдоль продольной оси балки, а компенсационные К — в поперечном на-
правлении. Каждый активный и компенсационный тензодатчики соединены попарно в от-
дельные электронные схемы (девять схем), как показано на рис. 14.21, б.
14.2.4. Вибрационные испытания
Вибрационные испытания вагонов проводятся с целью определения усталостной проч-
ности (долговечности) вагона и его отдельных деталей и узлов на специальных стендах для
получения абсолютных или сравнительных данных по долговечности. В первом случае кон-
струкция вагона или отдельных элементов подвергается воздействию вибрационных нагру-
зок, эквивалентных по повреждающему действию всем эксплуатационным нагрузкам, выз-
ванным колебаниями обрессоренных и необрессоренных частей вагона. Во втором случае
режим опытных (испытательных) нагрузок обычно является форсированным, но при ус-
ловии сохранения физической природы разрушения конструкции вагона в целом или от-
дельных его узлов и элементов. При сравнительных вибрационных испытаниях в равных
396
условиях проверяются два или более узлов соединения и сопоставляется их долговечность.
При этом целесообразно сравнивать новую конструкцию, новую конфигурацию вагона с
серийной, хорошо зарекомендовавшей себя в эксплуатации.
Вибрационные испытания на долговечность вагона в целом требуют особенно тщатель-
ного обоснования методики и режимов испытания; обычно такие испытания, как правило,
являются сравнительными и проводятся на специальных стендах, например, во ВНИИЖТе
или на вагоностроительных заводах в Нижнем Тагиле Свердловской области, в Барнауле
(Алтайский вагоностроительный завод), в Твери, Мариуполе и Кременчуге.
Особенно распространены вибрационные испытания отдельных узлов и элементов ва-
гона, например, рамы, кузова, надрессорной балки, боковой рамы грузовой тележки, рамы
пассажирской тележки, рессорного комплекта. При этих испытаниях обычно используются
типовые испытательные машины и стенды для испытания на усталость, например, прессы с
гидропульсаторами или специальные электромагнитные возбудители вибраций, работаю-
щие, как правило, в резонансном режиме. Исходными данными для разработки методики
таких испытаний являются статические закономерности изменения нагрузок и напряжений,
действующих в рассматриваемом узле или элементе вагона во время его эксплуатации.
Вследствие того, что в настоящее время нормируются показатели надежности для
многих элементов вагонов, особое значение имеет внедрение соответствующих виб-
рационных испытаний на вагоностроительных заводах. Эти испытания, как правило,
проводятся по достаточно малой выборке статических данных, объем которой зави-
сит от заданной точности определения показателей надежности вагона.
Для вибрационных испытаний вагона в целом применяется вибрационный стенд, по-
казанный на рис. 14.22. Стенд состоит из пульсаторов в фундаментных нишах. В нижней
части тележек установлены плиты 4 для возбуждения колебаний кузова 3 вагона. В начале
вибрационных испытаний включаются в работу возбудители 7 с регулируемой частотой
возбуждения, которые при взаи-
модействии с плитами 4 возбуж-
дают колебания кузова 3 вагона.
После этого включаются в рабо-
ту пневматические пульсаторы 2
и производятся длительные виб-
рационные испытания отдель-
ных узлов вагона и элементов ку-
зова, тележки, а также электро-
двигателей, компрессоров, уст-
ройств кондиционирования воз-
духа в пассажирских вагонах и
других агрегатов с неполностью
уравновешенными силами инер-
Рис. 14.22. Схема стенда для вибрационных испытаний вагонов
ции вращающихся колес.
Для вибрационных испытаний рессорных комплексов
грузовой тележки модели 18-100 применяется вибростенд,
показанный на рис. 14.23. Стенд имеет станину 1 с закреп-
ленными на ней стойкой 2 и шарнирной балкой 3 с грузом 4,
имитирующим массу кузова вагона. Привод стенда с по-
мощью катка и толкателя 5 имитирует воздействие желез-
нодорожного пути по оси буксового проема на боковую
раму тележки 6. В другом буксовом проеме боковой рамы
тележки и на надрессорной балке тележки установлены
измерительные устройства 7. Привод стенда возбуждает
Рис. 14.23. Схема стенда для виб-
рационных испытаний рессорных
комплектов тележек модели 18-100
397
вынужденные колебания груза 4, а измерительные устройства 7 регистрируют амплитуд-
но-частотные характеристики, по которым определяются динамическая нагруженность рес-
сорного комплекса и техническое состояние упругих и демпфирующих элементов (фрик-
ционный клин и фрикционная планка) рессорного комплекта.
Процесс затухания свободных колебаний внешне проявляется в уменьшении амплитуд
отклонения груза 4 от его равновесного положения вследствие рассеивания кинетической
энергии колебания фрикционными гасителями колебаний тележки. Анализ полученной виб-
ратограммы (рис. 14.24) позволяет определить частоту колебаний сос по формуле:
cOc=J—; J— -H=2n; (14.8)
А /л А т
V ' 'п.ч V п.ч
где си — жесткость упругих элементов (пружин) рессорного подвешивания тележки;
/7? — масса надрессорных частей (надрессорная балка и 1/3 часть рессорных комплектов);
Т — период колебаний.
Рис. 14.24. Виброграмма свободных затухающих колебаний одномассовой колеблющейся системы: z —ампли-
туда колебаний; Т— период колебаний; / — время; Ал — уменьшение амплитуды колебаний за один период
По измерению уменьшения амплитуд колебаний Az. за один период колебаний можно
определить коэффициент поглощения механической энергии.
14.2.5. Измерительно-регистрирующие приборы, применяемые
при испытании вагонов
Наиболее часто для измерения механических параметров (деформация, сила, ускоре-
ние) применяются электрические методы, имеющие следующие преимущества;
— позволяют дистанционно измерять и непрерывно записывать (регистрировать) на
бумажную осциллографическую или магнитную ленту, а также вводить в компьютер через
аналогово-числовой преобразователь измеряемые механические параметры;
— позволяют достичь большой чувствительности измеряемых схем;
— позволяют устранять инерционные погрешности, связанные с влиянием собствен-
ной массы измерительных приборов, называемых тензодатчиками или тензорезисторами.
Для измерения электрическим методом механических напряжений или каких-либо
других механических величин измеряемый параметр преобразуется в пропорциональ-
ное изменение соответствующей электрической характеристики (ток, напряжение, ча-
стота и т.п.) с помощью тензодатчиков. Работа тензодатчика основана на тензоэф-
фекте проводника или полупроводника, прочно приклеенного к поверхности нагру-
женной детали или элемента испытываемого вагона специальным клеем. Под тензо-
эффектом подразумевается свойство проводника или полупроводника изменять свое
электрическое сопротивление при их деформации (растяжение, сжатие, изгиб),
398
вследствие чего возникает разбалансировка мостовой схемы
(мост сопротивлений Уитстона) с тензодатчиками, на кото-
рую реагируют измерительно-регистрирующие приборы (ос-
циллограф, магнитограф, преобразователь с компьютером).
Известно большое количество тензодатчиков, которые
можно условно разделить на проволочные, фольговые и полу-
проводниковые. Проволочный тензодатчик сопротивления
(рис. 14.25) представляет собой изолированную проволочную
решетку в виде зигзагообразной спирали, заклеенной между
двумя слоями специальной тонкой бумаги или пластмассы. Тен-
зодатчики имеют номинальное сопротивление 50, 100, 200 Ом
и базу Н 5, 10 и 20 мм. Для таких тензодатчиков применяется
константановая (сплав меди и никеля) или нихромовая (сплав
никеля с хромом) проволока диаметром 0,015—0,025 мм. К кон-
цам зигзагообразной спирали припаяны проволочные выводы.
Фольговые тензодатчики изготавливаются методом трав-
ления или штамповки из константановой фольги, закрепляе-
мой на планочной или бумажной основе. Все фольговые датчи-
ки самотермокомпенсационные, при их применении возможно
проведение весьма стабильного или высокоточного измерения
деформаций любого тела независимо от изменения температу-
ры окружающей среды, если тензодатчики соответствуют ко-
эффициенту линейного расширения материла.
Особенно успешно освоили серийный выпуск фольговых тен-
зодатчиков японская фирма Киова (рис. 14.26) и германская фирма
НВМ для измерения деформаций в деталях из углеродистой стеши,
нержавеющей стали, сплавов алюминия, магниевого сплава.
Рис. 14.25. Проволочный тен-
зодатчик или тензометр (<v) и
схема его включения в мост
сопротивления (6): 1 —- про-
волочная решетка тензодат-
чика; 2 — бумажная основа;
3 — проволочные выводы
для подсоединения к измери-
тельным кабелям; R1 и R2 —
тензодатчики температурной
компенсации; R3 и R4— тен-
зодатчики балансировки мо-
ста сопротивления; U — ис-
точник электропитания; Г —
измерительный прибор (галь-
ванометр); R,. — резистор
(омическое сопротивление)
Фирма Киова выпускает фольговые тензодатчики моделей KFC-5-C1; KFC-2-C1; KFC-2-D1
до KFC-2-D9; KFC-5-D16; KFC-2-D16; KFC-5-D17; KFC-2-D17 с длиной решетки от 0,9
до 4,0 мм, коэффициентом тенозочувствительности 2,0—2,1 и сопротивлением 120 Ом.
Для приклеивания тензодатчиков на отшлифованной поверхности измеряемой детали при-
меняются клеи видов: РС-6, затвердевающий при нагревании, для диапазона рабочих темпера-
тур от -50 до +100 °C; ДС-12, затвердевающий при обычной температуре окружающей среды,
для диапазона рабочих температур от -50 до +170 °C; СС-15, затвердевающий при обычной
температуре окружающей среды, для диапазона рабочих температур от -20 до +100 °C.
Фирма НВМ выпускает фольговые датчики серий Y, С, К, G, V, каждая из которых содер-
жит по несколько типов датчиков, отличающихся параметрами и формой укрепления (приклеи-
вания) их к изолирующей подложке. Тензодатчики имеют номинальное сопротивление 120,350,
700 и 1000 Ом; базу 0,6; 1,5; 3; 6; 10; 20; 50; 100 и 120 мм. Есть тензодатчики с одной, двумя, тремя
и четырьмя измерительными
решетками на одной изоли-
рующей подложке. Ряд тензо-
датчиков делается в форме
цепочки (с десятью последо-
вательно расположенными
измерительными резистора-
ми на узкой изолирующей
подложке). Длина и ширина
измерительной решетки со-
ответственно 1; 2,0; 4,0 и 1,0;
1,3; 2,1; 3.0; 4,1мм.
Рис. 14.26. Фольговые тензодатчики различных видов типа PHESTER
(Япония)
399
Некоторые тензодатчики делаются в форме розетки или с измерительными решетка-
ми, наклеенными на круглую изолирующую подложку и расположенными относительно
друг друга под углом 45 или 90°.
Полупроводниковые тензодатчики изготовляются из полупроводниковых материа-
лов и представляют собой тонкую полоску из германия или кремния с припаянными к ней
металлическими выводами для соединения тензодатчиков между собою в измерительную
электрическую цепь и с электрическим кабелем с защитным экраном, присоединенным к
электронной усилительной аппаратуре, расположенной на испытательном стенде или в
передвижном динамометрическом вагоне. Полупроводниковые тензодатчики имеют чув-
ствительность на один, два порядка выше, чем проволочные и фольговые тензодатчики.
Основными характеристиками тензодатчиков всех типов являются чувствительность,
номинальное сопротивление и база. Для испытания вагонов используются чаще прово-
лочные тензодатчики с номинальным сопротивлением 100 и 200 Ом и с базой соответ-
ственно 10 и 20 мм. Для испытания отдельных деталей вагона сложной конфигурации мо-
гут применяться также тензодатчики с номинальным сопротивлением 30 и 50 Ом и с базой
соответственно 3 и 5 мм.
Рассмотренные выше тензодатчики используются для создания самых различных
измерительных приборов: динамометров, прогибомеров, ускорениемеров или аксе-
леромеров.
В качестве динамометров при испытаниях вагонов используются отдельные детали ваго-
нов, например, диск колеса, ось колесной пары, боковая рама и надрессорная балка тележки,
корпус автосцепки с наклеенными на них в определенных местах тензодатчиками, соединен-
ными в электрические цепи и отпарированными на прессах или с помощью специальных при-
способлений для измерения вертикальных и поперечных горизонтальных (рамных) сил.
Для измерения вертикальных
динамических сил или динамичес-
ких напряжений, возникающих
при колебаниях вагона под воз-
действием неровностей пути, ис-
пользуется надрессорная балка те-
лежки с наклеенными на ней тен-
зодатчиками (рис. 14.27). Прово-
лочные тензодатчики наклеены в
сечении А—А около бокового
скользуна и в среднем сочленении
Б—Б надрессорой балки.
Тензодатчики так соединены
между собой в отдельные элект-
рические схемы, что регистриру-
ют деформации только от верти-
кальных сил, так как в местах на-
клейки тензодатчиков, включен-
ных в разные плечи полумоста со-
противлений, возникают дефор-
мации одинакового знака (плюс
или минус) и не возникают разба-
лансировки моста сопротивлений
с тензодатчиками.
Вертикальные силы, действую-
щие на боковую раму тележки, мож-
но определять с использованием
Рис. 14.27. Схемы наклейки тензодатчиков на надрессорной
балке тележки модели 18-100 (а) и соединение их в электричес-
кие цепи (б) для определения через напряжения вертикальных
динамических сил
400
активного тензодатчика, наклеенного вдоль боковой рамы, и температурного (компенсацион-
ного) датчика, наклеенного вблизи активного датчика поперек боковой рамы. Оба тензодатчи-
ка соединяются между собою последовательно во внешнюю часть измерительного моста.
Для определения масштаба записи вертикальных сил на осциллографическую бумагу
или магнитную ленту производится тарировка измерительных схем путем подъемки и опус-
кания груженого кузова с заранее известным весом. Взвешивание производится на железно-
дорожных весах вагона в целом и по двум тележкам отдельно электрическими домкратами
с одновременной регистрацией деформаций надрессорной балки и боковой рамы тележки
в местах наклейки тензодатчиков. На основании этой тарировки находится соотношение
между напряжениями, найденными по записанным деформациям, и вертикальной силой.
Для определения поперечной горизонтальной (рамной) силы при испытаниях ваго-
на тензодатчики наклеиваются на боковые рамы тележки и собираются в электрические
схемы так, как показано на рис. 14.28. Рамная сила, действующая от колесной пары на
боковые рамы тележки, равна
сумме рамных сил, действующих
от каждого колеса на боковую
раму тележки.
Для установления зависимо-
сти между рамной силой и напря-
жением в боковых балках рамы
тележки, определяемым через де-
формацию металла боковых рам
тележки в месте наклейки тензо-
датчиков, производится тари-
ровка измерительных схем путем
прикладывания к боковым ра-
мам заранее известной попереч-
ной силы с помощью тяги — ди-
намометра, устанавливаемого на
тележке вместо одной выкачен-
ной колесной пары.
Для определения малых про-
гибов и относительных переме-
щений деталей вагона, в частно-
сти надрессорной балки тележки
при прогибе пружин рессорных
комплектов, применяются плас-
тинчатые или язычковые проги-
бомеры (рис. 14.29), на консоль-
но закрепленной пластине 1 ко-
торых сверху и снизу наклеены
тензодатчики R1 и R2, включен-
ные в противоположные плечи
измерительного моста.
Пропорциональные прогибу
пластины деформации ее верхних
и нижних волокон одинаковые
по величине, но различные по
знаку, что приводит к разбалан-
сировке измерительного моста
сопротивления.
Рис. 14.28. Схемы наклейки тензодатчиков на боковой раме грузо-
вой тележки модели 18-100 для определения рамных сил через из-
мерение напряжений (Щ и соединение их в элек трические цепи (б).
По стрелке Б показаны схемы наклейки тензодатчиков и их со-
единение в электрическую цепь («) для определения вертикаль-
ных динамических сил по нсобрессоренной массе тележки
Рис. 14.29. Схема пластинчатого прогибомсра (а) и схемы соеди-
нения тензодатчиков для регистрации вертикальных прогибов и
перемещений (ц), антисимметричных (б) и симметричных (в)
перемещений надрессорной детали вагона
R1 R2
К усилителю
26 Вагоны
401
Рис. 14.30. Электрический реохордный прогибомер для измерения до-
статочно больших прогибов рессорных комплектов и относительных
перемещений деталей вагона (обгон боковых рам грузовой тележки,
поворот надрессорной балки относительно боковой рамы грузовой
тележки и т.п.)
Для измерения достаточ-
но больших величин прогиба
упругих элементов рессорного
подвешивания вагона обычно
применяются реохордные про-
гибомеры (рис. 14.30), в кото-
рых при передвижении ползу-
на и по реохорду 5 изменяется
пропорционально перемеще-
нию ползуна 4 электрическое
сопротивление между точками
/; 2 и Л подключенными к бло-
ку балансировки моста.
Для определения масш-
таба записи прогиба прогибо-
мер тарируется путем откло-
нений ползуна (поводка) 4
на заданную величину и в за-
данном направлении. Масш-
таб определяется как отношение амплитуды перемещения ползуна 4, зафиксированной на
осцилографической или магнитной ленте, к заданной величине перемещения ползуна 4
прогибомера при его тарировке.
Применяются также индуктивные и емкостные датчики перемещений, последние обла-
дают высокой чувствительностью, но требуют применения достаточно сложной аппарату-
ры и весьма чувствительны к внешним воздействиям. Индуктивный датчик представляет
собою катушку индуктивности, параметры которой могут изменяться под воздействием из-
Рис. 14.31. Ускорсниемер типа У ВТ-66 (и) для регистрации низкочас-
тотных ускорений, его принципиальная схема (б) и осциллограмма
тарировки (в)
меряемой величины переме-
щений и которая взаимодей-
ствует с подвижным якорем.
Для измерения ускоре-
ний обрессорснной массы ва-
гона (кузов, надрессорная бал-
ка тележки) и необрессорен-
ной массы (боковая рама, те-
лежки, букса) применяются ус-
коренисмеры различных ти-
пов. В частности, применяет-
ся ускорсниемер типа УВТ-66
конструкции ВНИИЖТа
(рис. 14.31), состоящий из инер-
ционной сейсмической массы
5, подвешенной к корпусу ус-
корениемера 2 через упругий
шарнир подвески 6. Ускорени-
емер прочно соединяется через
резиновую прокладку с колеб-
лющейся деталью вагона I.
Возникающая пропорцио-
нальная ускорению сила инер-
ции деформирует тонкие упру-
гие пластины или ленты 4 и 5,
402
вызывая соответствующие изменения сопротивлений R1 и R2, наклеенных на пластины тен-
зодатчиков, что фиксируется измерительными приборами, включенным в одну из диаго-
налей моста сопротивлений Уитстона. Такой ускорениемер применяется для измерения
ускорений обрессоренной части вагона (кузов, надрессорная балка, тележка). Ускорение-
мер для измерения ускорений необрессоренной массы вагона (боковая рама тележки, бук-
са) аналогичен по конструкции и принципу действия ускорениемеру для измерения уско-
рений обрессоренной массы вагона.
Отличие состоит в том, что он имеет значительно мень-
шую сейсмическую массу и поэтому практически не чувстви-
телен к ускорениям малой величины и позволяет замерять
ускорения необрессоренной массы с более высокой частотой.
Из ускорениемеров, выпускаемых за рубежом, наиболь-
ший интерес представляют ускорениемеры японской фир-
мы Киова, выпускающей ускорениемеры типа А (для заме-
ра ускорений от 1,0 до 10 g) и типа AS (для замера ускоре-
ний от 10 до 1000 g) с использованием в них проволочных
или фольговых тензодатчиков для измерения ускорений в
одноосном направлении. Для измерения ускорений в тре-
хосных направлениях фирма выпускает миниатюрные ус-
коренисмсры (рис. 14.32) для измерения ускорений до 50 g
при частоте до 700 Гц (типа AS-В) и дая измерения ускоре-
ний до 1000 g при частоте до 3500 Гц (тип AS-A). Благодаря
малому весу (от 50 до 500 г) и малогабаритности они не ис-
кажают вид колебания испытываемого элемента вагона.
Рис. 14.32. Ускорениемерфирмы Кио-
ва для измерения ускорений в трехос-
ном направлении: а — серии AS-B;
б - серии AS-A
Для усиления электрических сигналов, идущих от измерительных приборов, при-
меняются электронные полупроводниковые двенадцатиканальные усилители типа ТУП-
12 производства ВНИИЖТ, шестиканальные усилители типа DPM-E и DPM-G японс-
кой фирмы Киова, усилители немецкой фирмы НБМ и др. Выходная мощность усили-
телей позволяет записывать результаты измерения деформаций испытываемых дета-
лей вагона на электромагнитные осциллографы с черно-белой или цветной фотобума-
гой, магнитные самописцы (магнитографы) или вводить результаты измерения через
аналогово-цифровой преобразователь в компьютер.
С помощью компьютера результаты измерений обрабатываются по заранее разрабо-
танной программе. Методика и программа обработки результатов испытаний вагонов за-
висят от особенностей регистрируемых процессов. Так как измеряемые показатели в ос-
новном имеют вероятную (случайную) природу, то при их обработке преимущественно
применяют методы математической статистики. При экспериментальных исследованиях
эти методы применяются для решения следующих задач:
— оценки степени точности измерений прочностных динамических показателей ваго-
нов и воздействия их на путь;
— определения статических закономерностей распределения измеряемых случай-
ных величин, имеющих вероятностную природу (динамические напряжения, силы, де-
формации, ускорения, время работы до отказа и т.д.);
— определения показателей надежности по результатам испытаний;
— при планировании и проведении многофакторных экспериментов.
Для ускорения обработки результатов испытаний вагонов применяются различные автома-
тические установки, непосредственно соединенные с компьютерами, в которые вводятся заранее
разработанные соответствующие программы. Например, для получения коэффициента запаса ус-
тойчивости колеса на рельсе и показателя плавности хода пассажирских вагонов применяются
автоматические методы и соответствующее автоматическое устройство с использованием магни-
тографов для записи мгновенных значений вертикальных и поперечных горизонтальных сил, дей-
ствующих на набегающее и ненабегающее колесо колесной пары, а также компьютеров.
403
,1
Дальнейшее развитие и совершенствование экспериментальных исследований (ис-
пытаний) вагонов является важной задачей разработки новых более рациональных кон-
струкций вагонов и повышения их надежности. Большое значение имеет применение
новых принципов планирования многофакторных экспериментов, позволяющих одно-
временно оценить влияние различных факторов на исследуемые характеристики вагона
и получить математическую модель исследуемого процесса.
Важное значение для прогресса вагоностроения и совершенствования вагонного пар-
ка железных дорог России имеет дальнейшее развитие методов стендовых и поездных (хо-
довых) испытаний вагонов в целом и их узлов в отдельности, что должно обеспечиваться
укреплением экспериментальной базы вагоностроительных заводов и научно-исследова-
тельских институтов. Среди стендовых испытаний вагона на прочность наиболее важны
испытания на усталость. Совершенствование методов и практики таких испытаний пред-
полагает расширение возможностей силонагружающих устройств с целью более полного
воспроизведения на стендах схем и характера действия на конструкцию вагона или его
отдельных узлов реальных эксплуатационных нагрузок и их комбинаций. Для оператив-
ных оценок целесообразно более широко применять апробированные методы ускоренных
испытаний, в частности, по типу метода Лохати.
Для расширения возможностей регистрации вероятностно-статистического анализа
исследуемых динамических показателей вагонов при экспериментальных исследованиях
вагонов следует применять современную тензометрическую технику в совокупности с бор-
товой многоканальной регистрирующей и обрабатывающей аппаратурой на базе персо-
нальных компьютеров. При этом необходимы систематические исследования по иденти-
фикации параметров железнодорожного пути, на котором проводились ходовые испыта-
ния в качестве представительного отрезка всей сети железных дорог России. Это дает воз-
можность выработки обоснованных рекомендаций по уточнению методик проведения ди-
намических ходовых и прочностных испытаний вагонов и оценки результатов.
Дальнейшие исследования по этим направлениям позволят повысить достоверность
проектных и экспериментальных оценок прочностных и динамических качеств вновь
создаваемых вагонов, что обеспечит дальнейшее повышение прочности, надежности и
безопасности движения вагонов.
14.3. Общие сведения о гарантийном сроке службы вагонов
Под гарантийным сроком службы вагонов понимается срок эксплуатации или нара-
ботка вагона до первого планового (деповского) ремонта после постройки вагона. Он за-
висит от структуры системы ремонта, интенсивности эксплуатации, прочностных характе-
ристик конструкции вагона, стоимости постройки и затрат на ремонты вагона. Гарантий-
ный срок службы вагона может быть определен из квадратного уравнения:
а/2 +/?/, + с = 0. (14.9)
— b±~Jb2 + Дас
Откуда /,7 =------------,
2а
П 1 «1 я а/ 1 " (а -а,}2
гдеа = Ь^ + Ь^-\ b = b^ - - £ с =-{D + S-Q\
k=ibk k=2bk k~2bk Дк=2 bk
Здесь a2 a2 .. ..cr, b{ b, b2 .. .bn — параметры роста затрат на текущие ремонты вагона по
мере его старения; определяются по статическим данным отцепок вагона в текущие ремонты;
D — суммарные затраты на деповские и капитальные ремонты за срок службы вагона, оп-
ределяются по установленным МПС нормативам затрат на деповской и капитальный ремонт;
S — покупная цена вагона, руб.;
Q — ликвидная цена вагона (10—15 % от покупной цены).
404
От гарантийного срока службы вагона зависит нормированный срок службы вагона
(НСС) до его списания из инвентарного парка вагонов
НСС где Ц 4 4 ••••4о — межремонтные сроки службы вагона.
i=\
, b, а,-ак _ b, а,-ак
I-, = — /| 1---, Lb =---‘ I, Ч----.
b2 2Ьк ьк 2Ьк
Значения коэффициентов а и b указаны выше.
На основании расчетов установлены следующие нормированные сроки службы гру-
зовых вагонов:
— полувагоны — 22 года;
— вагоны-хопперы для перевозки цемента, минеральных удобрений — 26 лет;
— вагоны-хопперы для перевозки зерна — 30 лет;
— крытые вагоны, цистерны, платформы — 32 года.
Средний срок службы грузовых вагонов по состоянию на 01.01.2001 г. составил:
— крытые — 18,6 года;
— платформы — 19,7 года;
— полувагоны — 14,8 года;
— цистерны — 18,2 года.
14.4. Грузовые вагоны нового технического уровня
В настоящее время техническое состояние многих грузовых вагонов подходит к критичес-
кому уровню. Значительная часть их эксплуатируется за пределами нормативных сроков служ-
бы, а к 2010 году закончится срок службы у 56 % грузовых вагонов. При эксплуатации грузо-
вых вагонов за пределами срока их службы существенно ухудшаются показатели безопасности
и экономической эффективности, растет ресурсе- и энергоемкость перевозок. С учетом исклю-
чения из инвентарного парка вагонов по сроку службы, а также возможности продления срока
службы эксплуатируемых грузовых вагонов путем проведения капитально-восстановительно-
го ремонта (КВР) расчетная потребность в постройке и закупке МПС России и частными пред-
приятиями негосударственного сектора до 2010 года составит максимум 749 тыс. грузовых
вагонов нового поколения. Недостаток полувагонов наблюдается с 1999 года, а цистерн —
с 2001 года. Однако вагоностроительная промышленность России продолжает строить ваго-
ны на устаревшей элементной технической базе с использованием автосцепок, автотормозов,
тележек, принципиальное устройство которых разработано еще в 30-е годы.
Учитывая реальное состояние экономики России, МПС России совместно с ВНИИЖТ,
ГосНИИВ, НВЦ (научно-внедренческий центр «Вагоны») разработали программу «Разра-
ботка и производство в России грузового подвижного состава нового поколения», в кото-
рой, в частности, поставлены задачи создания вагонов нового поколения, отвечающих со-
временным экономическим, экологическим и потребительским требованиям. Программа
должна обеспечить координацию научно-технической политики в области грузового под-
вижного состава для стран СНГ и Балтии. Кроме того, она имеет потенциальные возможно-
сти экспорта грузовых вагонов и предоставления их в аренду зарубежным железным доро-
гам. Намеченное в программе создание грузовых вагонов для эксплуатации на железных
дорогах с шириной колеи 1520 и 1435 мм позволяет ускорить международные перевозки и
будет способствовать интеграции российской промышленности в мировую экономику.
Основными задачами программы разработки и производства грузовых вагонов нового
поколения являются: оздоровление, улучшение потребительских свойств и продление срока
службы существующих вагонов; разработка, освоение выпуска вагонов нового поколения и
реконструкция в связи с этим вагоностроительных заводов; производство и закупка грузо-
вых вагонов современного и перспективного уровня на период с 1999 по 2010 г.
405
В период 1999—2003 гг. потребность в грузовых перевозках удовлетворяется в основном су-
ществующими вагонами; из новых вагонов будут закупаться у вагоностроительной промышлен-
ности в небольших количествах только полувагоны и цистерны для обеспечения планируемых
объемов перевозок грузов. При этом при капитальных и капитально-восстановительных ремонтах
вагонов будет производиться замена существующих узлов на узлы современного технического уров-
ня. Это позволит повысить надежность, сократить эксплуатационные расходы и прожить срок
службы вагонов до исключения их из инвентарного парка грузовых вагонов. Параллельно произ-
водится разработка опытных образцов грузовых вагонов современного и перспективного техни-
ческого уровня; проводятся динамические, эксплуатационные и приемочные испытания; подго-
товка вагоностроительной базы для выпуска установленных партий и серийного производства.
Грузовые вагоны нового поколения будут строиться трех категорий; стандартные
с увеличенной грузоподъемностью до 71—75 т; скоростные грузоподъемностью 50—60 т
и с конструкционной скоростью до 160 км/ч; международные грузоподъемностью 55—60 г,
с возможностью быстрого перехода на колею 1435 мм и обратно за счет применения, на-
пример, колесных пар с раздвижными колесами.
Вагоны первых двух категорий будут строиться по габариту 1-Т, а третьей категории —
ио габариту О-ВМ.
Конструктивно вагоны нового поколения будут собираться из унифицированных бло-
ков (модулей), нормализованных и стандартных узлов, что позволит производить многоцеле-
вые вагоны на базе одной основной конструкции, это даст возможность повысить уровень
специализации и кооперирования производства не только в пределах отрасли вагонострое-
ния, но и на вагоноремонтных предприятиях, а также наиболее эффективно использовать
труд исследователей, конструкторов и технологов в направлении сокращения цикла иссле-
дование—производство.
Переход от проектирования отдельных специализированных вагонов к проектирова-
нию семейства вагонов на базе основной конструкции вагона позволит создавать образцы
вагонов с заданным уровнем надежности и долговечности; заменить традиционные мето-
ды конструирования — применять специальные унифицированные конструктивные эле-
менты на базовом вагоне; повысить технологичность конструкции и уровень механизации
и автоматизации производства; повысить эксплуатационную надежность за счет более пол-
ного учета нагруженности в эксплуатации и соответствующего сокращения затрат на ре-
монт и текущее содержание вагона.
По сравнению с существующими вагонами грузовые вагоны нового поколения будут
иметь следующие преимущества: увеличение средней статической нагрузки на 75 %; уско-
рение оборота вагона на 8,0 %; сокращение расходов на текущий ремонт на 70 %; сокраще-
ние количества несправных вагонов в парке до 2—3 %; повышение безопасности движе-
ния; обеспечение сохранности перевозимых грузов; снижение трудоемкости обслуживания
вагонов, повышение безопасности при маневровой работе.
Грузоподъемность вагонов нового поколения составит 71—75 т; статическая нагруз-
ка — 62—69 т; осевая нагрузка — от 18 до 25 т (меньшая нагрузка при скорости движения
140—160 км/ч; допустимая продольная сила 350 т; конструкционная скорость движения
120—160 км/ч; межремонтный пробег 3 года после постройки и капитального ремонта ва-
гона или 450 тыс. км после деповского ремонта; средняя частота отказов за год 0,8 у полу-
вагонов, 0,6 у крытых вагонов, 0,5 у цистерн и платформ, что в среднем в 10—15 раз мень-
ше, чем у существующих вагонов.
Среди вагонов нового поколения основными типами вагонов являются: четырехосный по-
лувагон с жестким каркасом кузова и осевой нагрузкой 25 т; крытый вагон с увеличенным объе-
мом кузова до 148 м3 вместо 138 м3 у существующего крытого вагона и осевой нагрузкой 25 т;
цистерны грузоподъемностью 62—88,2 т для перевозки светлых и темных нефтепродуктов,
70—73 т для перевозки кислот, спирта и виноматериалов, 43,5—6,5 т для перевозки сжи-
женных углеводородов; платформа грузоподъемностью 73 т и с площадью пола 50,8 м?.
406
Среди вагонов специального назначения нового поколения: сочлененный вагон для пере-
возки легковых автомобилей грузоподъемностью 33 т, с осевой нагрузкой 16 т и объемом кузова
490 м3; вагон для международных перевозок легковых автомобилей грузоподъемностью 18 т,
с осевой нагрузкой 13 т и объемом кузова 260 м3; вагон со съемной крышей для перевозки авто-
мобилей грузоподъемностью 52 т, с осевой нагрузкой 18 т и объемом кузова 135 м3 ; вагон
со съемной крышей для перевозки металлопродкуции грузоподъемностью 70 т, с осевой нагруз-
кой 25 т и объемом кузова 85 м3; платформа для перевозки автомобиля с полуприцепом или двух
30-тонных контейнеров грузоподъемностью 61 т, с осевой нагрузкой 23,5 т и тарой 33 т; платфор-
ма хлыстовоз грузоподъемностью 70 т, с осевой нагрузкой 25 т и тарой 30 т; платформа для
перевозки штрипсов грузоподъемностью 75 т, с осевой нагрузкой 25 т и тарой 25 т; платформа
для перевозки рельсов грузоподъемностью 127 т, с осевой нагрузкой 22 т и тарой 49 т.
Все вагоны нового поколения будут иметь двухосные тележки с улучшенными дина-
мическими показателями и лучшим воздействием на путь, меньшей иеобрессоренной мас-
сой; колесные пары с буксовыми узлами кассетного типа и раздвижными колесами.
14.5. Пассажирские вагоны нового поколения
Железнодорожный транспорт России осуществляет примерно 46 % всего пассажирообо-
рота в стране. В 1999 г. пассажирооборот в дальнем следовании пассажирских поездов соста-
вил 93 млрд пассажиро-км. В дальнейшем с оживлением экономики и ростом благосостояния
населения и его подвижности ожидается возрастание пассажирооборота. Однако существую-
щая ситуация с пассажирскими перевозками может в ближайшее время приобрести критичес-
кий характер из-за неудовлетворительного состояния и нехватки пассажирских вагонов.
К настоящему времени парк пассажирских вагонов сократился почти в 1,5 раза, его
старение происходит быстрее,чем обновление, износ в среднем составляет 50 %, большое
количество вагонов отслужили свой срок.
В большинстве выпускавшихся до 1999 г. пассажирских вагонах отсутствуют конди-
ционирование воздуха, экологически чистые туалетные системы, регулирование микро-
климата в купе, система пожаротушения; электрооборудование в них изготавливалось по
устаревшим проектным решениям; в вагонах отсутствуют системы управления и диагнос-
тики вагонного оборудования, средства междугородной телефонной связи. Затраты на эк-
сплуатацию вагонов в 3—4 раза превышают их первоначальную стоимость.
Следовательно, возникла острая необходимость разработки и поставки на железные до-
роги России пассажирских вагонов нового поколения, оборудованных принципиально новы-
ми системами и агрегатами (кондиционер, статический электропреобразователь, система уп-
равления и диагностики, санузлы, работающие по замкнутому циклу, тележки с улучшенными
динамическими качествами и т.п.), не уступающие мировому уровню. При изготовлении ваго-
нов должны применяться новые высокопрочные и долговечные материалы, позволяющие со-
брать безремонтные конструкции механических узлов вагона, и обеспечивающие хорошую
звукоизоляцию, аэродинамику и привлекательный внутренний и внешний вид вагона.
Имеющиеся в настоящее время в стране мощности не могут полностью удовлетворять
потребности железных дорог в новых пассажирских вагонах. Поэтому для обновления парка
пассажирских вагонов наряду с постройкой новых вагонов необходимо на определенном
этапе развивать производство капитально-восстановительного ремонта (КВР) с заменой
физически и морально устаревшего оборудования и интерьера вагона с тем, чтобы в тече-
ние еще 15 лет вагон обладал качествами, приближенными к новому вагону.
Новые подходы к проектированию и постройке пассажирских вагонов позволяют осуще-
ствить постепенный переход от существующей планово-предупредительной системы техни-
ческого обслуживания и ремонта к системе ремонта по техническому состоянию с целью со-
кращения внезапных отказов в эксплуатации, обеспечения высокого коэффициента эксплуа-
тационной готовности вагона (до 0,95), значительного повышения производительности труда.
407
J
С целью постройки и поставки на железные дороги России вагонов нового поколения МПС
России разработало в 2000 г. комплексную программу реорганизации и развития отечественно-
го локомотиво- и вагоностроения, организации ремонта и эксплуатации пассажирских и грузо-
вых вагонов. Целями подпрограммы «Пассажирские вагоны» этой программы являются:
— концентрация всех предприятий, связанных с обслуживанием пассажиров, в еди-
ную дирекцию с соответствующим повышением эффективности управления и качества об-
служивания пассажиров;
— увеличение коэффициента использования мощностей вагонного депо, уменьшение
количества вагонных депо за счет концентрации мощностей в более оснащенных депо;
— обновление парка пассажирских вагонов за счет поставки вагонов новых типов и
образцов и проведения капитально-восстановительного ремонта;
— ликвидация к 2010 г. дефицита пассажирских вагонов, исключение из эксплуатации
вагонов с просроченным сроком службы;
— разработка новой системы эксплуатации технического обслуживания и ремонта
пассажирских вагонов.
Вагоны нового поколения будут иметь тележки для конструкционной скорости дви-
жения 200—250 км/ч с вертикальными и горизонтальными гидравлическими гасителями
колебаний, поводками в буксовых узлах, с пружинным или пневматическим рессорным
подвешиванием со статическим прогибом 280 мм; дисковый и магнитный тормоз, элект-
ронное противоюзное устройство; автосцепное устройство жесткого типа; централизован-
ное электроснабжение; электроотопление с жидким теплоносителем.
Заключение
Эксплуатация вагонного парка связана с важнейшими особенностями. Во-первых, со-
став парка, конструкция и параметры вагонов, технология ремонта и технического их обслу-
живания существенно влияют на основные показатели работы железнодорожного транспор-
та — оборот вагона, себестоимость перевозок, степень использования подвижного состава,
выполнение плановых заданий по перевозкам, обеспечение безопасности движения поездов
и др. Во-вторых, в эксплуатации вагон взаимодействует с основными техническими сред-
ствами железных дорог и промышленных предприятий (железнодорожными путями, локо-
мотивами, погрузочно-разгрузочными устройствами, энергоснабжением, станционными и
перегонными сооружениями и т. д.). Третья особенность заключается в массовости типов и
моделей вагонов, сложности их оснащения (оборудование пассажирских вагонов, рефриже-
раторного подвижного состава, многих типов специализированных вагонов и т. д.), что тре-
бует высокой квалификации работников, четкого и грамотного управления технологичес-
кими процессами в вагонном хозяйстве.
Территориальные и природные особенности России требуют обеспечения ежегодных
перевозок 200 миллионов пассажиров и одного миллиарда тонн грузов, транспортируемых
по железным дорогам страны. Кроме того, еще почти два миллиарда пассажиров обслужи-
ваются в местном и пригородном сообщениях. Доля железнодорожных перевозок в общей
транспортной системе общего пользования составляет более трех четвертей по грузооборо-
ту и почти половину перевозок пассажиров.
Перед железнодорожным транспортом России встали новые задачи, связанные с по-
требностями страны в перевозках и с решением социальных проблем железнодорожников.
Одной из таких проблем является переход на новую модель управления сетевой технологи-
ей перевозочного процесса, которая предусматривает создание единой железнодорожной
сети без внутренних границ и стыков между дорогами и отделениями дорог, концентра-
цию сортировочной и грузовой работы на ограниченном числе крупных станций.
Параметры эксплуатационной работы сводятся к следующим показателям: тяговые
плечи работы локомотивов должны быть установлены в пределах 1000—1200 км; тяговое
плечо работы локомотивной бригады до 500 км; длина гарантийного плеча безаварийной
работы вагонов — 1000—1500 км; длина диспетчерского участка — 500 км; унифицирован-
ная длина поездов — кратная 71, 100, 140 условным вагонам; унифицированные веса поез-
дов — 6000, 9000, 12000 т.
Выделяются четыре категории железнодорожных линий:
скоростные (без грузовых поездов), скорость движения поездов на которых достигает
200 км/ч и выше;
преимущественно пассажирские, обеспечивающие скорость движения пассажирских
поездов до 160 км/ч, грузовых с числом 71 условного вагона — до 140 км/ч;
преимущественно грузовые, предназначенные для обращения длинносоставных поез-
дов в 100 условных вагонов;
грузовые, обслуживающие тяжеловесные поезда в 12000 т с распределенной тягой, осе-
вой нагрузкой подвижного состава до 30 т/ось, увеличенным напряжением в контактной сети.
Приведенные выше технологии позволяют в течение сравнительно короткого време-
ни эксплуатации железных дорог получить эффект от повышения среднего веса поезда и
организации ускоренного продвижения порожних вагонов к районам массовой погрузки.
Принципы эксплуатационной модели основываются на создании централизованной сис-
темы управления перевозочным процессом на базе Центра управления перевозками МПС
России, семи центров управления перевозками в регионах и опорных центров.
В этой связи на сети железных дорог действует сданная в промышленную эксплуа-
тацию система пономерного автоматизированного учета вагонного паркгг (ДИСПАРК)
и контейнерного парка (ДИСКОН). Функционирует автоматизированный мониторинг
27. Вагоны
409
, J
за дислокацией тягового подвижного состава и локомотивных бригад. Ведется опытная
эксплуатация комплекса устройств автоматической идентификации подвижного состава
«ПАЛЬМА», а также системы «Экспресс-3», которая обеспечивает полную автоматиза-
цию управления пассажирскими перевозками на основе справочно-аналитической базы
данных, содержащей все проездные и перевозочные документы.
Для выполнения заданий по повышению производительности труда и снижению себе-
стоимости перевозок следует осуществлять внедрение прогрессивных технических средств
и технологий, позволяющих снижать трудовые затраты на ремонт и эксплуатацию под-
вижного состава. Это, прежде всего, использование систем автоведения поездов, техноло-
гии управления локомотивами по системе многих единиц, применение установок плазмен-
ного упрочнения узлов и деталей, современных приборов и систем диагностики и др.
Значительный эффект в эксплуатационной работе дает модернизация ходовых частей
грузовых вагонов, позволяющая увеличить межремонтный пробег со 100 до 160 тыс. км и
соответственно снизить трудовые затраты на ремонт и техническое обслуживание под-
вижного состава.
Все проводимые при реформировании железнодорожного транспорта мероприятия
предусматривают необходимые методы и средства, позволяющие обеспечить повышение
надежности технических средств и безопасность движения поездов. Основными из них яв-
ляются: подготовка, укомплектование и расстановка кадров, научно обоснованная орга-
низация труда и управления производством, укрепление трудовой и технологической дис-
циплины, организация технического обучения кадров и повышение их квалификации и др.
Анализ аварийности на сети дорог показывает, что самыми неблагоприятными по
обеспечению безопасности являются хозяйства пути, вагонное, локомотивное, СЦБ и пе-
ревозок. В путевом хозяйстве наблюдаются изломы рельсов, из-за отступления от норм
содержания и неисправностей элементов пути происходят сходы подвижного состава и
ограничение скорости движения поездов, а в некоторых случаях временное закрытие пере-
гонов. Как показывает анализ причин их возникновения, система диагностирования пути
не отвечает современному уровню и требует внедрения более совершенных систем автома-
тизированного контроля за состоянием рельсовой колеи.
Вагонное хозяйство по аварийности занимает второе место после путевого. По вине ва-
гонников происходят крушения поездов, из-за грения букс и неисправностей автотормозов
отцепляются вагоны от поездов, случаются задержки их в пути следования. Из-за низкого уровня
технического обслуживания вагонов и некачественного их ремонта в вагонных депо происхо-
дят сходы подвижного состава в грузовых поездах. Устаревшая технология литья на отече-
ственных заводах не обеспечивает надежную работу боковых рам и надрессорных балок теле-
жек вагонов из-за возникновения в них трещин по дефектам литья. Это непосредственно угро-
жает безопасности движения и не позволяет перейти на безремонтные сроки, так как через
каждые 120—160 тыс. км пробега вагона требуется дефектоскопирование литых деталей.
На вагоноремонтных предприятиях для качественного восстановления изношенных
поверхностей необходимо внедрение современной технологии: установка противоизнос-
ных элементов; наплавка износостойкими материалами, обеспечивающими увеличение сро-
ка службы восстановленной детали. Однако уровень механизации сварочно-наплавочных
работ на вагоноремонтных предприятиях в настоящее время составляет всего 16 %, поэто-
му основной объем таких работ выполняется пока вручную.
Наиболее опасным отказом вагона является излом колеса. С целью повышения на-
дежности колес их диски в настоящее время упрочняют дробеструйным наклепом, новые
колеса выполняют без технологических перегибов в приободной зоне диска и зоне ступи-
цы. Кроме того, требуется ужесточение требований к дефектам металлургического проис-
хождения и использование технологий, обеспечивающих улучшение механических и уста-
лостных свойств. По оценке ВНИИЖТа указанные мероприятия позволят полностью ис-
ключить изломы колес и повысить срок их службы не менее чем на 50 %.
410
Высок уровень отцепок вагонов по недопустимому нагреву букс, основной причиной
которого считается нарушение кинематики движения колесной пары из-за чрезмерных из-
носов опорных поверхностей боковой рамы и корпуса буксы, а также неудовлетворитель-
ного качества смазки, приводящее к повышенным износам и разрушению латунных сепа-
раторов. Многие неисправности букс присущи цилиндрическим подшипникам, которые
могут быть устранены при переходе на конические подшипники кассетного типа. Наряду
с улучшением эксплуатационных характеристик и повышением надежности, применение
подшипников кассетного типа позволит обеспечить безремонтный срок службы буксово-
го узла до 8 лет, или не менее 1 млн км пробега, сократить площади или даже ликвидиро-
вать роликовые отделения и перейти на сервисное обслуживание.
Удлинение гарантийных плеч пробега вагонов в порожнем состоянии до 1200 и в гру-
женом до 700 км позволило ликвидировать промежуточные малодеятельные пункты тех-
нического обслуживания (ПТО). В этих условиях необходимо широкое внедрение совре-
менных диагностических средств и более совершенной технологии работы основных сты-
ковых ПТО, ужесточение норм содержания вагонов, их узлов и деталей.
В целях исключения проездов запрещающих сигналов, приводящих к сходам и столк-
новениям грузовых поездов, необходимо обеспечить железные дороги микропроцессор-
ными дешифраторами. По вине хозяйства перевозок происходит взрез стрелок, сход ваго-
нов с рельсов и столкновение подвижного состава при маневровых работах и другие нару-
шения. Все это требует совершенствования системы управления перевозочной работой.
Метрологическое обеспечение требует безотлагательного решения. Необходимо по-
стоянное и своевременное обновление парка эталонов и рабочих средств измерений, испы-
таний, диагностики, поскольку измерительная техника с течением времени расстраивается
и подвергается износу.
Для повышения уровня безопасности движения поездов требуется предельное вни-
мание к содержанию технических средств, соблюдение установленных технологичес-
ких процессов, выполнение руководителями всех уровней должностных нормативов.
г
J
Список литературы
1. История железнодорожного транспорта России. Т. 1: 1836—1917 гг. — СПб., 1994.—
336 с.; Т. 2: 1917—1945 гг. —СПб., 1997. —416 с.
2. Сотников Е. А. Железные дороги мира из XIX в XXI век. — М.: Транспорт, 1993. — 200 с.
3. Железнодорожный транспорт: Энциклопедия / Гл. ред. Н.С. Конарев. — М.: Боль-
шая Российская энциклопедия, 1994. — 559 с.
4. Большая энциклопедия транспорта. В 8 т. / Под общ. ред. В.П. Калявина. Т. 4. Железно-
дорожный транспорт / Под ред. А.А. Зайцева, В.Е. Павлова — СПб.: «Элмор», 1994. — 328 с.
5. Шадур Л.А. Развитие отечественного вагонного парка. — М.: Транспорт, 1988. — 279 с.
6. Зензинов Н.А., Рыжак С.А. Выдающиеся инженеры и ученые железнодорожного
транспорта. — М.: Транспорт, 1979. — 328 с.
7. Шадур Л.А. Наука о вагонах: Вклад ученых МИИТа И Железнодорожный транс-
порт. — 2000. — № 1. — С. 67—72.
8. Железные дороги. Общий курс: Учебник для вузов / М.М. Уздин, Ю.И. Ефимен-
ко, В.Н. Ковалев, С.И. Логинов, Б.Ф. Шаульский / Под ред. М. М. Уздина. 5-е изд., пере-
работ. и доп. — СПб.: Информационный центр «Выбор», 2002. — 368 с.
9. Грузовые вагоны железных дорог колеи 1520 мм: Альбом-справочник 002И-97ПКБ ЦВ. —
М.: Проектно-конструкторское бюро ЦВ МПС России, 1998. — 283 с.
10. Конструирование и расчет вагонов / Под ред. В.В. Лукина. — М.: УМК МПС Рос-
сии, 2000. — С. 473—616.
11. Автосцепные устройства подвижного состава железных дорог / В.В. Коломийчен-
ко, В.И. Беляев, И.Б. Феоктистов, Н.А. Костина. — М.: Транспорт, 2002. — 230 с.
12. Калмыков В.Г., Кузнецов А.Г. Вагоны промышленного транспорта. — М.: Транс-
порт, 1978.— 336 с.
13. Кузнецов А.Г., Жданов В.Н., Сурнев В.И. и др. Устройство и ремонт вагонов про-
мышленного транспорта. — М.: УМК МПС России, 1996. — 179 с.
14. Каблуков В.А., Савчук О. М. Подвижной состав промышленного железнодорож-
ного транспорта. — Киев: Высшая школа, 1990. — 296 с.
15. Саранча Т.А. Устройство, осмотр и ремонт вагонов узкой колеи. — М.: Транс-
порт, 1965. — 280 с.
16. Специализированные цистерны для перевозки опасных грузов: Справочное посо-
бие. — М.: Стандартгиз, 1993. — 215с.
17. Цистерны (Устройство, эксплуатация, ремонт): Справочное пособие. — М.: Транс-
порт, 1990. — 151 с.
18. Иноземцев В.Г., Казаринов В.М., Ясенцев В.Ф. Автоматические тормоза. — М.:
Транспорт, 1981. — 464 с.
19. Иноземцев В.Г. Тормоза железнодорожного подвижного состава. Вопросы и от-
веты. — М.: Транспорт, 1987. — 207 с.
20. Асадченко В.Р. Автоматические тормоза подвижного состава: Учебное иллюстри-
рованное пособие (альбом). — М.: УМК МПС России, 2002.
21. Инструкция по эксплуатации тормозов подвижного состава железных дорог /
ЦТ-ЦВ-ЦЛ-ВНИИЖТ/277. — М.: Транспорт, 1994. — 96 с.
22. Крылов В.И., Крылов В.В. Автоматические тормоза подвижного состава. — М.:
Транспорт, 1983. — 360 с.
23. Крылов В.И., Клыков Е.В., Ясенцев В.Ф. Тормоза подвижного состава: Иллюст-
рированное пособие. — М.: Транспорт, 1980. — 271 с.
24. Пахомов В.Т. Устройство и эксплуатация тормозов. — М.: Транспорт, 1994. — 209 с.
25. Тормозное оборудование железнодорожного подвижного состава: Справочник. — М.:
Транспорт, 1989. — 495 с.
26. Амелин С.Б. Соединения и пересечения рельсовых путей. — М.: Транспорт, 1968. — 258 с.
27. Бесстыковой путь / Под ред. Е.М. Бромберга // Тр. ВНИИЖТ, вып. 244. — М.:
Трансжелдориздат, 1962. — 215 с.
412
28. Вериго М.Ф., Коган А.Я. Взаимодействие пути и подвижного состава. — М.: Транс-
порт, 1986. — 559 с.
29. Железнодорожные шпалы для рельсового пути / Под ред. А. Ф. Золотарского. — М.:
Транспорт, 1980. — 265 с.
30. Строительно-технические нормативы МПС России. Железные дороги колеи 1520 мм.
СТНЦ-01-95. — М.: Транспорт, 1995. — 86 с.
31. Шахунянц Г.М. Железнодорожный путь — М.: Транспорт, 1987. —479 с.
32. Яковлева Т.Г., Корпущенко Н.И., Клинов С.И. и др. Железнодорожный путь — М.:
Транспорт, 1999. — 406 с.
33 .Анисимов П.С., Хохлов А.А., Петров Г.И. Испытания вагонов и методика их про-
ведения — М.: МИИТ, 2001. — 97 с.
34. Болотин В.В. Прогнозирование ресурса машин и конструкций — М.: Машино-
строение, 1984. — 312 с.
35. Воинов К.Н. Надежность вагонов. — М.: Транспорт, 1982. — 110 с.
36. Костенко Н.А. Прогнозирование надежности транспортных машин. — М.: Маши-
ностроение, 1989. — 240 с.
37. Кочнов А.Д., Черкашин Ю.М. Методы расчета показателей надежности элемен-
тов конструкции вагонов при постепенных отказах // Тр. ВНИИЖТ «Современные мето-
ды расчета вагонов на прочность надежность и устойчивость», 1986. — 179 с.
38. Методические указания. Расчет износостойкости трущихся деталей машин. — М.:
ИМАШ. 1978. —42 с.
39. Технология производства и ремонта вагонов / Под ред. К.В. Мотовилова. — М.:
Маршрут, 2003. — 382 с.
40. Нагруженность элементов конструкции вагона / Под ред. В.Н. Котуранова. — М.:
Транспорт, 1991. — 238 с.
41. Методы и требования к расчету надежности при проектировании и модернизации
грузовых магистральных вагонов. Рекомендации (РТМ). — М.: МПС России, 1986. — 101 с.
42. Соколов М.М. Диагностирование вагонов. — М.: Транспорт, 1990. — 197 с.
43. Устич П.А., Карпычев В.А, Овечников М.Н. Надежность рельсового нетягового
подвижного состава. — М.: УМК МПС России, 1999. — 412 с.
44. Фомин В.Н. Нормирование показателей надежности. — М.: Изд-во стандартов,
1986. —350 с.
45. Саввов В.М. Высокоскоростной поезд нового поколения «Сокол» // Железнодо-
рожный транспорт. — 2000. — № 5. — С. 36—46.
46. Герасимов Ю.М. Доклад на Коллегии МПС по безопасности железных дорог //
Железнодорожный транспорт. — 2002, — № 3. — С. 9—15.
47. Барбарич С.С., Цюренко В.Н. Требования к грузовым вагонам нового поколения И
Железнодорожный транспорт. — 2001. —№8. — С. 26—31.
48. Ребрик Б.Н. и др. Электрооборудование пассажирских вагонов с кондициониро-
ванием воздуха / Под ред. Б.Н. Ребрика. — М.: Транспорт, 1986. — 165 с.
49. Скоростной и высокоскоростной железнодорожный транспорт. В прошлом, настоя-
щем и будущем. К 150-летию железнодорожной магистрали Санкт-Петербург—Москва.
Т. 1, —СПб., 2001. —320 с.
50. Приходько В.И. Комплексная механизация и автоматизация производства свар-
ных конструкций в вагоностроении. Т. II. — Полтава, 1999. — 427 с.
Предметный указатель
Автоблокировка (АБ) 306
Автоматизированная система управления
ПТО (АСУ ПТО) 336
Автоматическая локомотивная сигнализа-
ция (АЛС) 306
Автоматические пневматические тормоза
жесткие 236
- мягкие 236
- полужесткие 236
Автосцепка 113
Автосцепное устройство 113
Аккумуляторная батарея 196
Атомовоз 221
База вагона 65
Балласт асбестовый 280
- гравийный 280
- песчаный 280
Балластный слой 280
Бесстыковой путь 281
Блокировка автоматическая 306
Блок-участок (БУ) 291
Большегрузные вагоны 62
- восьмиосная цистерна 77, 143
-восьмиосный полувагон 75, 140
— преимущества 62, 315
Бровка земляного полотна 268
Вагон изотермический 170
- весы 170
-думпкар 165
-коксотушильный 168
- крытый 73, 137
- пассажирский 72
- промышленного транспорта 164
-рефрижераторный 170
-специализированный 146
- термос 174
-универсальный 138
- хоппер 148
Вагонное депо 337
- хозяйство 329
Вагонные колесные мастерские 85
Вагоноопрокидыватель 322
Вагон-хоппер 148
Вагоноремонтный завод (ВРЗ) 338
Вагонный замедлитель 305
Верхнее строение пути 273
Виадук 271
Виды технического обслуживания вагонов 333
- торможения 235
- тяги 214
Водный транспорт 28
Возвращающие устройства 99
Воздушный транспорт 29
Воздухораспределитель 234
Волочение 355
Восьмиосная цистерна 143
Восьмиосный полувагон 140
Время восстановления 379
Высокоскоростное движение 206, 210
Габарит погрузки 69
- подвижного состава 66
- приближения строений 66
Габариты вагонов 68
Газотурбовоз 220
Галерея 270
Гасители колебаний гидравлические 98
- фрикционные 96
Гидропередача 218
Горка сортировочная 304
Горочная автоматическая централизация
(ГАЦ) 304
График движения поездов 310
- непараллельный 312
- пакетный 313
- параллельный 312
Грузовой район 298
Грузонапряженность 31
Грузооборот 31
Грузоподъемность вагона 61, 315
Грузы негабаритные 69
Дальность перевозок 62
Дамба 273
Депо вагонное 329
- локомотивное 221
Деревообработка 356
Деформация земляного полотна 269
Диагностика технического состояния
вагона 341
Диаграмма запрессовки 86
Дизель 214
Дизельный вагон 172
414
Динамометр 400
Диспетчерская централизация (ДЦ) 307
Дистанция пути 286
Долговечность 377
Дренаж 270
Думпкар 164
Дюкеры 273
Езда кольцевая 222
- плечевая 222
- сменная 222
Железнодорожные узлы 300
Железнодорожный путь 267
Железнодорожный транспорт 27 •
Железные дороги 28
Заводы вагоноремонтные 338
Замедлитель клещевой весовой 304
Земляное полотно 268
Знаки и клейма на торцах оси 87
Зоны обращения локомотивов 222
Инструкция по движению поездов и манев-
ровой работе 38
- сигнализации на железнодорожном транс-
порте 33
Искусственные сооружения 270
Испытания вибрационные 396
- динамические 389
- лабораторные 385
- прочностные 387
- статические 392
- стендовые 385
- ударные 388
Кавальеры 268
Кантователи 365
Кипятильник пассажирского вагона 190
Ковка 353
Колесная пара вагона 79
- электровоза 219
Компоновочная схема атомовоза 221
— газотурбовоза 220
— тепловоза 217
- - электровоза 218
Контактная подвеска 258
- сеть 257
Контактный провод 259
Контейнер 70
Корпус автосцепки 114
Котел паровоза 14
Коэффициент готовности 379
- полезного действия локомотива 214
- сцепления 227
- тары 61
Крестовина 285
Кузов вагона крытого 73
-локомотива 215
- пассажирского 72
- платформы 76
- полувагона 75
- цистерны 77
Кювет 268
Литье в кокиль 357
- под давлением 358
- центробежное 359
Локомотивное хозяйство 221
Локомотивы автономные 214
- грузовые 215
- маневровые 215
- неавтономные 214
- пассажирские 215
Лотки 270
Магнитоплан 210
Маневровая работа 303
Марки крестовины 283
Маршрутизация перевозок 311
- отправительская 311
Мастерские вагоноколесные 85
Машина паровая 8, 214
Метрополитен 18
Механизированный пункт ремонта вагонов
(МПРВ)331
Механизм автосцепки 115
Монорельсовые дороги 209
Морской транспорт 29
Мост бетонный 270
-деревянный 270
- железобетонный 270
- каменный 270
- металлический 270
Надежность 376
Нагрузка динамическая 60
- осевая 63
- погонная 63
- статическая 60
Наработка до отказа 379
- на отказ 379
415
Негабаритность боковая 69
- верхняя 69
- нижняя 69
Нижнее строение пути 267
Обгонный путь 292
Обобщенная схема вагона 344
Оборот вагона 31
- локомотива 31
Обслуживание пассажиров 204
Обслуживание техническое вагонов 329
— локомотивов 223
Обобщенная схема вагона 344
Операции сборки кузова вагона 367
Обработка металлов давлением 353
— резанием 353
Объем перевозок 31
Остряки 283
Ось вагона 81
Охрана окружающей среды 35
- труда 34
Оценка состояния пути 267
Параметры вагона 59
Парки станции 293
Паровая машина 8, 214
Паровоз 11, 14, 214
Пассажирооборот 31
Пассажирский вагон 176
Перевод стрелочный двойной 283
— несимметричный 283
— обыкновенный 283
— перекрестный 284
— симметричный 283
Перегон 291
Передача гидравлическая 218
- механическая 217
- электрическая 217
Переезд 285
Перерабатывающая способность
станции 316
Периодичность ремонта вагонов 333
План перевозок 310
- формирования 311
Платформа 145
Поглощающие аппараты гидравлические 122
— перспективные 135
--пружинно-фрикционные 119, 125
— резинометаллические 125
— эластомерные 133
Подстанция тяговая 257
Подшипники букс вагонов 89
Поезда высокоскоростные 206
- вывозные 311
- грузовые ускоренные 311
- передаточные 311
- сборные 311
- участковые 311
Поездная радиосвязь 308
Поездной диспетчер 317
Полотно земляное 268
Полувагоны 75
-восьмиосные 140
Пост контрольный 331
Правила технической эксплуатации желез-
ных дорог (ПТЭ) 32
Прессование полимерных материалов 360
Прибыль 32
Приведенная продукция транспорта 31
Привод автосцепки расцепной 113
- подвагонного генератора 197
Провод контактный 259
Провозная способность линии 315
Прогибомеры 401
Продукция транспорта приведенная 31
Производительность труда 32
Пролет моста 270
Промежуточная станция 293
Пропускная способность 315
Противоугон 276
Профиль земляного полотна поперечный 268
----продольный 268
Пункт технического обслуживания вагонов
(ПТО) 331
- обгонный 292
- оборота локомотивов 222
- опробования тормозов (ПОТ) 331
- перестановочный 332
- подготовки вагонов к перевозкам (ППВ) 334
- ремонта вагонов механизированный
(МПРВ) 334
- смены локомотивных бригад 221
- экипировки рефрижераторных секций 331
— локомотивов 222
Путепровод 270
Путь бесстыковой 281
- железнодорожный 267
- рельсовый 273
- специального назначения 293
- тормозной 238, 253
Пучины 270
416
Работа маневровая 303
Работоспособность 377
Радиосвязь поездная 308
Разъезд 291
Релейная централизация 307
Рельс 273
Рельсовая электрическая сеть 262
Ремонтопригодность 377
Рессора кольцевая 95
- пневматическая 94
- резиновые 95
- тарельчатая 95
- торсионная 95
- эллептическая 105
Роликовые подшипники букс вагонов 89
Руководство перевозочным процессом 317
Сварка 363
Сварные соединения 365
Сварочный пост 364
Светофор входной 291
- проходной 291
Связь билетно-диспетчерская 308
- вагонная диспетчерская 308
- железнодорожная 308
- радиорелейная 307
- спутниковая 309
Себестоимость перевозок 32
Селеспуски 270
Сеть контактная 257
- рельсовая 262
Сигнализация автоматическая светофор-
ная 306
Сила сопротивления 229
- аэродинамическое 230
- сцепления 227
- тормозная 231,235
- трения 230
- тяги 226
Система автоматизированная управления
движением поездов (АСУ ДП) 317
— «Экспресс-2» 205
-автоматизированного проектирования ва-
гонов (САПР В) 350
- - технологических процессов (САПР ТП) 369
- - электроснабжения (АСУ Э) 265
Скорость маршрутная 31
- распространения тормозной волны 238
- техническая 311
- участковая 311
Скрепления промежуточные 275
- противоугонные 276
- стыковые 276
Слой балластный 280
Сменная езда 222
Сопротивление движению дополнительное 231
— основное 229
Сортировочная горка 304
Сплетение путей 284
Среднесуточная погрузка 310
Станционные пути 293
Станционная радиосвязь 309
Станция грузовая 296
- зонная 300
- пассажирская 298
- - техническая 300
- промежуточная 293
- сортировочная 295
- участковая 294
Стена подпорная 273
Стрелка 282
Стрелочная улица 285
Строение пути верхнее 267, 273
— нижнее 267
Ступенчатый маршрут 311
Стыки изолирующие 276
- клееболтовые 275
Съезд нормальный 284
- перекрестный 284
- сокращенный 284
Тарировка 401
Тележки вагонов 100
- грузового двухосные 102
— трехосные 105
— четырехосные 106
-пассажирского 107
- скоростного 111
Телесигнализация (ТС) 307
Телеуправление (ТУ) 307
Тензодатчики 398
Тепловоз 15, 214
Техническая станция 300
Технические условия 349
Техническое обслуживание вагонов 202, 333
- локомотивов 223
Техническо-распорядительный акт станции
(ТРА) 301
Технологический процесс работы станции 301
Токоприемник 263
Токосъем нижний 264
417
J
Тоннели 271
Тормоз дисковый 250
- магниторельсовый 251
- стояночный 235
- фрикционный 235
Торможение рекуперативное 218, 235
- служебное 239
- экстренное 239, 250
- электромагнитное 235
Тормоза пневматические 238
- автоматические 236
- неавтоматические 236
- непрямодействующие 239
- прямодействующие 239
- электропневматические 242
Тормозной путь 253
Транспорт автомобильный 28
- водный 28
- воздушный 29
- железнодорожный 28
- трубопроводный 29
Транспортер 161
Трансферкар 169
Трубы 271
Тупик предохранительный 293
- улавливающий 293
Тяговая подстанция 257
Тяговая характеристика локомотива 227
— тепловоза 228
Ударно-тяговые приборы 112
Узлы железнодорожные 300
— кольцевого типа 300
— крестообразного типа 301
— с одной станцией 301
- - треугольного типа 301
Улавливающий тупик 293
Улица стрелочная 285
Ускорениемср 402
Устав железных дорог 32
Устройства диспетчерского контроля движе-
ния поездов (ДЦ) 317
-сигнализации, централизации и блокиров-
ки (СЦБ) 306
Устройство автосцепное 114
Формирование поездов 311
Фрезерование 355
Ходовые части вагона 100
Хозяйство вагонное 329
- локомотивное 221
Хоппер 148
Централизация автоматическая горочная
(ГАЦ) 304
- диспетчерская 307
- релейная 307
- электрическая 306
Цистерна 57, 141
- восьмиосная 77. 143
Чрезвычайная ситуация 35
Чугуновоз 166
Ширина колеи 273
Шлагбаум 286
Шлаковоз 166
Шпалы деревянные 278
- железобетонные 279
- металлические 278
Штамповка 355
Экипировка вагонов 202
- локомотивов 222
Экология 35
Электрическая централизация (ЭЦ) 306
Электровозы 17, 219
- переменного тока 216
- постоянного тока 216
Электродвигатели тяговые 217
Электрооборудование вагонов 186
Электропоезда 214
Элементы верхнего строения пути 273
- профиля земляного полотна 268
Эпюра шпал 278
Эстакады 273
Этапы разработки вагона 345
Юз 245, 249
Содержание
Введение.................................................................. 3
Глава 1. Общие сведения о железнодорожном транспорте.........................6
1.1. Краткий исторический обзор возникновения и развития
железнодорожного транспорта в России и за рубежом.........................6
1.2. Вклад изобретателей, инженеров и ученых в развитие
железнодорожного транспорта............................................. 18
1.3. Роль железных дорог в единой транспортной системе страны.............27
1.4. Краткие сведения о технических средствах и системах организации
и функционирования железных дорог........................................29
1.5. Основные показатели работы железнодорожного транспорта.............. 31
1.6. Основные руководящие документы по обеспечению
четкой работы железных дорог и безопасности движения.....................32
1.7. Вопросы охраны и безопасности труда и окружающей среды
на железнодорожном транспорте............................................34
Глава 2. Общие сведения о вагонном нарке железных дорог.................. 36
2.1. Краткий исторический обзор развития вагоностроения
и вагонного хозяйства....................................................36
2.2. Заслуги изобретателей, инженеров и ученых
в создании вагонных конструкций и науки о вагонах........................44
2.3. Классификация вагонов................................................... 55
2.4. Основные параметры грузовых вагонов.....................................59
2.4.1. Удельный объем и удельная площадь кузова...........................59
2.4.2. Коэффициенты тары..................................................60
2.4.3. Грузоподъемность, осевая и погонная нагрузки вагона................61
2.4.4. Линейные размеры вагона............................................64
2.5. Габариты.............................................................66
2.5.1. Габариты вагонов...................................................68
2.5.2. Габарит погрузки ..................................................69
2.6. Контейнеры......................................................... 70
Глава 3. Общие принципы устройства вагонов................................72
3.1. Основные элементы конструкции кузова вагона..........................72
3.1.1. Особенности конструкции кузова пассажирского вагона................72
3.1.2. Особенности конструкции кузова грузового крытого вагона............73
3.1.3. Особенности конструкции кузова полувагона..........................75
3.1.4. Особенности конструкции кузова платформы...........................76
3.1.5. Особенности конструкции кузова цистерны............................77
3.2. Классификация и особенности устройства колесных пар..................78
3.2.1. Классификация и основные элементы вагонных осей....................81
3.2.2. Классификация и основные элементы вагонных колес...................82
3.2.3. Соединение колеса с осью...........................................84
3.3. Классификация и особенности устройства вагонных букс.................88
3.3.1. Буксы с роликовыми подшипниками грузовых вагонов...................90
3.3.2. Буксы с роликовыми подшипниками пассажирских вагонов...............92
3.3.3. Смазочные материалы, применяемые в буксах..........................93
3.4. Классификация и особенности конструкции рессорного подвешивания вагонов.93
3.4.1. Упругие элементы рессорного подвешивания...........................94
3.4.2. Гасители колебаний ................................................96
3.4.3. Возвращающие и стабилизирующие устройства..........................99
3.5. Классификация, назначение и особенности конструкций тележек........ 100
419
г
,1
3.5.1. Тележки грузовых вагонов....................................... 102
3.5.2. Тележки пассажирских вагонов..................................... 107
3.6. Классификация и особенности устройства ударно-тяговых приборов....... 112
3.6.1. Классификация ударно-тяговых приборов.............................. 112
3.6.2. Расположение частей автосцепного устройства на вагоне.............. 113
3.6.3. Размещение деталей механизма в корпусе автосцепки.................. 114
3.6.4. Последовательность сборки и разборки деталей механизма автосцепки.. 115
3.6.5. Взаимодействие деталей механизма автосцепки СА-3................... 116
3.6.6. Особенности автосцепного устройства восьмиосных вагонов............ 118
3.7. Поглощающие аппараты автосцепного устройства......................... 119
3.7.1. Пружинно-фрикционные аппараты.................................... 119
3.7.2. Гидравлические поглощающие аппараты.............................. 122
3.7.3. Поглощающие аппараты пассажирских вагонов........................ 124
3.8. Технические требования, предъявляемые к грузовым вагонам нового поколения . 127
3.8.1. Общие требования к грузовым вагонам.............................. 127
3.8.2. Тележка грузовых вагонов нового поколения........................ 129
3.8.3. Букса с подшипниками кассетного типа............................. 131
3.8.4. Автосцепное устройство нового поколения.......................... 132
3.8.5. Поглощающие аппараты нового поколения............................ 133
3.8.6. Особенности тормозного оборудования вагонов нового поколения..... 135
3.8.7. Особенности технического содержания вагонов нового поколения..... 136
Глава 4. Грузовые вагоны.................................................. 137
4.1. Универсальные грузовые вагоны...................................... 137
4.1.1. Крытые вагоны.................................................... 137
4.1.2. Полувагоны..................................................... 139
4.1.3. Цистерны......................................................... 141
4.1.4. Платформы........................................................ 145
4.2. Специализированные грузовые вагоны................................. 146
4.2.1. Крытые вагоны.................................................... 146
4.2.2. Открытые вагоны-хопперы........................................ 151
4.2.3. Полувагоны....................................................... 152
4.2.4. Платформы....................................................... 155
4.2.5. Цистерны......................................................... 157
4.2.6. Транспортеры..................................................... 161
4.3. Вагоны промышленного транспорта.................................... 164
4.4. Изотермические вагоны.............................................. 170
Глава 5. Пассажирские вагоны......................................... 175
5.1. Назначение, классификация, особенности конструкции................. 175
5.2. Планировки основных типов пассажирских вагонов..................... 176
5.3. Внутреннее обустройство кузова пассажирских вагонов................ 185
5.4. Системы жизнеобеспечения........................................... 186
5.4.1. Система электрооборудования...................................... 186
5.4.2. Система водоснабжения............................................ 187
5.4.3. Система отопления................................................ 191
5.4.4. Система вентиляции воздуха....................................... 193
5.4.5. Система кондиционирования воздуха................................ 195
5.5. Системы электроснабжения........................................... 196
5.5.1. Система автономного электроснабжения............................. 196
5.5.2. Система централизованного электроснабжения........................198
5.6. Требования, предъявляемые к пассажирским вагонам................... 200
5.6.1. Общие требования................................................ 200
420
5.6.2. Требования к конструкции и комплектующим изделиям.................200
5.6.3. Требования безопасности и комфорта................................201
5.6.4. Требования охраны окружающей среды.............................. 202
5.6.5. Требования к параметрам вагонов................................. 202
5.7. Техническое обслуживание и экипировка вагонов.......................202
5.8. Обслуживание пассажиров на вокзалах и в поездах.....................204
5.9. Конструктивные особенности вагонов высокоскоростных поездов.........205
5.9.1. Из истории скоростного движения поездов......................... 205
5.9.2. Развитие высокоскоростного наземного транспорта за рубежом .......206
5.9.3. Развитие высокоскоростного наземного транспорта в России......... 210
Глава 6. Общие сведения о локомотивах и тяге поездов................. 214
6.1. Виды тяги и типы локомотивов................................. 214
6.2. Классификация локомотивов..................................... 215
6.3. Компоновочная схема тепловоза.......................................217
6.4. Компоновочная схема электровоза................................... 218
6.5. Локомотивное хозяйство........................................... 221
6.6. Сила тяги локомотивов...............................................226
6.7. Тяговая характеристика локомотива.................................. 227
6.8. Сопротивление движению поезда.......................................229
6.9. Тормозные силы поезда............................................. 231
6.10. Расчет массы поезда................................................232
Глава 7. Общие сведения об автотормозах и безопасности движения....... 234
7. 1. Краткая история развития тормозов подвижного состава...............234
7. 2. Классификация тормозов............................................ 235
7. 3. Пневматические тормоза.......................................... 236
7.4. Электропневматический тормоз........................................242
7.5. Тормозное оборудование пассажирских вагонов.........................244
7.6. Тормозное оборудование грузовых вагонов.............................247
7.7. Тормозное оборудование скоростного подвижного состава.............. 249
7.8. Обеспеченность поезда тормозными средствами....................... 252
Глава 8. Энергоснабжение железных дорог........................... 256
8.1. Системы электрификации железных дорог...............................256
8.2. Тяговые подстанции..................................................257
8.3. Контактная сеть.....................................................257
8.4. Опоры контактной сети........................................... 260
8.5. Контактная и рельсовая сеть.........................................260
8.6. Токоприемник .......................................................263
8.7. Системы управления устройствами электроснабжения....................265
8.8. Хозяйство электрификации и энергетики .......................... 266
Глава 9. Железнодорожный путь и искусственные сооружения.................267
9.1. Земляное полотно....................................................268
9.2. Искусственные сооружения............................................270
9.3. Верхнее строение пути...............................................273
9.3.1. Рельсы............................................................273
9.3.2. Рельсовые стыки и рельсовые скрепления.......................... 275
9.3.3. Подрельсовые опоры................................................278
9.4. Балластный слой.................................. .................280
9.5. Бесстыковой путь....................................................281
9.6. Стрелочные переводы.................................................282
9.7. Железнодорожный переезд.............................................285
9.8. Взаимодействие вагонов и пути.......................................286
421
.J
9.8.1. Динамические характеристики железнодорожного пути..................289
9.8.2. Методы расчета элементов пути..................................... 290
Глава 10. Раздельные пункты............................................. 291
10.1. Назначение и классификация раздельных пунктов...................... 291
10.2. Железнодорожные станции и узлы......................................292
10.2.1. Промежуточные станции............................................ 293
10.2.2. Участковые станции............................................... 294
10.2.3. Сортировочные станции............................................ 295
10.2.4. Грузовые станции................................................. 296
10.2.5. Пассажирские станции............................................. 298
10.2.6. Железнодорожные узлы............................................. 300
10.3. Обработка поездов на станциях...................................... 301
10.4. Маневровая работа на станциях...................................... 303
10.5. Автоматика, телемеханика и связь на станциях и перегонах........... 305
Глава 11. Организация движения поездов....................................310
11.1. Планирование перевозок............................................. 310
11.2. План формирования поездов............................................. 311
11.3. График движения поездов............................................ 312
11.4. Провозная и пропускная способность железных дорог.................. 315
11.5. Системы управления движением поездов............................... 316
11.6. Комплексная механизация и автоматизация
погрузочно-разгрузочных операций........................................... 320
11.7. Обеспечение сохранности вагонов при погрузочно-разгрузочных операциях. 327
Глава 12. Общие сведения об организации техническою обслуживания вагонов.... 329
12.1. Назначение и задачи вагонного хозяйства............................ 329
12.2. Структура управления технической эксплуатацией вагонов............. 329
12.3. Производственные предприятия ремонта и технического обслуживания вагонов 329
12.4. Требования к содержанию вагонов и обеспечению их сохранности
в эксплуатации......................................................... 332
12.5. Система технического обслуживания и ремонта вагонов................ 332
12.5.1. Виды ремонта и технического обслуживания вагонов................. 332
12.5.2. Подготовка вагонов к перевозкам.................................. 334
12.5.3. Пункты технического обслуживания грузовых вагонов................ 335
12.5.4. Техническое обслуживание и экипировка пассажирских вагонов....... 337
12.5.5. Депо для ремонта вагонов......................................... 337
12.5.6. Обоснование сроков периодического ремонта вагонов................ 338
12.5.7. Вагоноремонтные заводы........................................... 338
12.5.8. Требования техники безопасности и санитарии при организации
технического обслуживания вагонов........................................ 340
12.6. Диагностика технического состояния вагонов......................... 341
12.7. Взаимосвязь отраслевых хозяйств железной дороги.................... 343
Глава 13. Технология вагоностроения и ремонта вагонов.................... 344
13.1. Конструктивно-технологическая схема вагона......................... 344
13.2. Вклад ученых в развитие технологической науки...................... 346
13.3. Основы проектирования технологических процессов
в вагоностроительном и вагоноремонтном производстве...................... 348
13.4. Технологические процессы, применяемые в вагоностроении
и при ремонте вагонов.................................................... 352
13.5. Основы технологии литья............................................ 357
13.6. Основы технологии сборки вагонов................................... 363
13.7. Основы автоматизированного проектирования технологических процессов... 369
422
Глава 14. Общие понятия о надежности и принципы обеспечения
безопасности вагонов в эксплуатации......................................373
14.1. Оценка надежности вагонов........................................ 376
14.1.1. Количественные характеристики надежности........................378
14.1.2. Параметры потока отказов вагонов............................... 381
14.1.3. Расчет показателей надежности вагонов при проектировании........381
14.2. Испытания вагонов и методики их проведения....................... 383
14.2.1. Лабораторные и стендовые испытания ............................ 385
14.2.2. Динамические поездные испытания................................ 389
14.2.3. Статические прочностные испытания вагонов...................... 392
14.2.4. Вибрационные испытания..........................................396
14.2.5. Измерительно-рсгистрирующие приборы,
применяемые при испытании вагонов...................................... 398
14.3. Общие сведения о гарантийном сроке службы вагонов.................404
14.4. Грузовые вагоны нового технического уровня........................405
14.5. Пассажирские вагоны нового поколения..............................407
Заключение..........................................................409
Список литературы ..................................................412
Предметный указатель................................................414
г
Учебное издание
Виктор Васильевич Лукин
Петр Степанович Анисимов
Юрий Петрович Федосеев
ВАГОНЫ
Общий курс
Под редакцией В. В. Лукина
Учебник для студентов вузов
железнодорожного транспорта
Редактор Г.В. Тимченко
Корректор И.Ф. Солодкова
Компьютерная верстка Г.А. Демиденко
Изд. лиц. ИД № 04598 от 24.04.2001 г.
Подписано в печать 20.11.2003 г.
Формат 60x90 1/8. Печ. л. 53. Тираж 7000 экз. Заказ № 1105.
Издательство «Маршрут»
Учебно-методический кабинет МПС России
107078, Москва, Басманный переулок, 6
Книга отпечатана с готовых диапозитивов
ФГУП Московской типографии “Транспечать”.
107078, г. Москва, Каланчевский туп., д. 3/5
ФГУИПП “Курск”
305007, г. Курск, ул. Энгельса, д. 109