/



















































































































Похожие




Текст
-3-
1Н65.00.010РЭ
ВВЕДЕНИЕ
Настоящий документ предназначен для изучения станка и
правил его эксплуатации (использования, технического обслужи-
вания,. транспортирования и хранения).
При эксплуатации станка необходимо серого придерживаться
предписаний и рекомендаций, изложенных в настоящем руководст-
ве и прилагаемой технической документации на основные
комплектующие изделия, ввести учет технического обслуживания
и ремонта.
ВНИМАНИЕ* НЕСОБЛЮДЕНИЕ ТРЕБОВАНИЙ НАСТОЯЩЕГО РУКО-
ВОДСТВА ОСВОБОЖДАЕТ АО "РОЗ” ОТ ГАРАНТИЙ-
НЫХ ОБЯЗАТЕЛЬСТВ.
Пусконаладочные работы (ПНР) и гарантийный ремонт станка
осуществляет А0”РСЗ" иди предприятие-потребитель,имеющее договор
с А0"РСЗ" на право проведения указанных работ.
К эксплуатации стачка допускаются лица, прошедшие обуче-
ние и аттестованные на право работы на данном оборудовании в
установленном порядке.
Для проведения гарантийного ремонта потребитель должен сооб-
щить А0”РСЗ” факт отказа станка,сохранив ситуацию,при которой
он произошел.
В сообщении указать следующее:
модель и заводской номер станка;
— почтовый адрес предприятия,номер и позывной телекса,
номер телефона заинтересованной службы,
необходимость справки допуска.
О принятом решении А0"РСЗ” уведомит
трех рабочих дней с :омента получения
потребителя в течении
сообщения.
претензии и иски за поставку недоброкачественного
комплектующего изделия,из-за отказа в работе которого вышло
из строя основное изделие,предъявляются потребителем основ-
ного изделия непосредственно изготовителю этого комплектую-
щего изделия."
Chipmaker.ru
4—
1Н55.00.010РЗ
1.ОБЩИЕ СВЕДЕНИЯ
1.1. Настоящее руководство по эксплуатации распростра-
няется на модели станков, указанных в табл.1.1.
Таблица 1.1
Модель I Наименование и назначение станка
1Н65-1 I Станок токарно-винторезный нормальной точности,
I РМЦ 1000 мм
1Н65 I То же РМЦ 3000 мм
1Н65-5 I То же РМЦ 5000 мм
1Н65Г-1 I Станок токарно-винторезный нормальной точности,
I с выемкой в станине. РМЦ 1000 мм
1Н65Г I То же РМЦ 3000 мм
1.2. На станке можно производить все токарные работы,
включая точение конусов и нарезание резьб: метрической, мо-
дульной, дюймовой, питчевой.
Вид климатического исполнения УХЛ4
Класс точности станка Н по ГОСТ 8-82.
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКА
2.1. Техническая характеристика.
Основные параметры и размеры соответствуют табл. 2.1.
Таблица 2.1
Наименование
Основные размеры по I
ГОСТ 18097-88(п.1,2,3,4,5,б) I
1.Наибольший диаметр устанав-1
ливаемой и обрабатываемой за-I
готовки, мм, не менее I
- над станиной I
над суппортом I
2.Наибольший диаметр изделия,!
устанавливаемого над выемкой I
в станине для станков модели I
1Н65Г-1, 1Н65Г, мм I
I
3. Длина выемки в станине от I
зеркала патрона, мм не менее I
I
4.Наибольшая длина обрабаты- I
ваемой заготовки, мм не менее!
Значение
1000
650
1400
390
3000
5000
1000
2-15 м
Конус метрический 100
для 1Н65, 1Н65Г I
для 1Н65-5 I
для 1Н65-1, 1Н65Г-1 I
I
5.Конец шпинделя передней I
бабки по ГОСТ 12595-85 I
I
6.Центр в шпинделе передней I
бабки по ГОСТ 2575-79 I
I
5—
1Н65.00.010РЭ
Продолжение таб.2.1
Наименование
Значение для модели
7.Диаметр цилиндрического от-|
верстия в шпинделе, мм I I 128
8.Высота устанавливаемого I
резца, мм I т 50
9.Размер внутреннего конуса I Метрический 140
в шпинделе передней бабки I т Конусность 1:20(специаль ный)
10. Количество позиций инстру- -I
мента в резцедержателе I т 4
11.Предельные диаметры уста- I
навливаемой и обрабатываемой I
заготовки, мм: I
в патроне четырехкулачковом I 1000
в люнете неподвижном I 70...380
в люнете подвижном I 1 70...250
12.Наибольшая масса устанав- I
ливаемой заготовки, кг I 8000
I
13.Пределы шагов нарезаемых I
резьб: I
метрических, мм I 1...96
дюймовых,число ниток на I 24...1/4
I
модульных, модуль I 0,5...30
питчевых, питч диаметраль 1 ” 96. ...1
7* S jI I
14.Количество нарезаемых резьб
метрических I 45
дюймовых I 34
модульных 1 33
питчевых I 38
I
15.Пределы частот вращения I
шпинделя, об/мин 1 5...500
I
16.Количество ступеней рабо- I
чих подач: I
- продольных I 64
поперечных I 64
резцовых салазок I 7 64
17.Скорость быстрого переме- I
щения суппорта, мм/мин I
продольного 1 3000
поперечного I 1000
резцовых салазок 1 1 1000
18.Пседелы рабочих подач I
суппоота, мм/об Т
- продольных 7 0,06...2,42
б—
1Н65.00.010РЭ
Продолжение таб.2.1
Наименование | Значение для модели
поперечных I 0,022. .0,88
резцовых салазок I т 0,022. .0,88
19.Наибольшее усилие резания, 1 I
Pz, кН I 41
20. Наибольший крутящий мо- I
мент на шпинделе, кНм I 9,5
21.Суммарная мощность уставов-
ленных на станке электродви- I
гателей, кВт I I 23,62
22.Габаритные размеры станка, I
мм. не более: I
- длина для 1Н65; 1Н65Г I 6140
для 1Н65-5 I 8180
для 1Н65-1 1К55Г-1 I 4100
- ширина I 2200
высота I 1770
23.Масса станка, кг I
для 1Н65 I 12800
для 1Н65Г I 13100
для 1Н65-5 I 15750
для 1Н65-1 I 9850
для 1Н65Г-1 I 10150
24. Наибольшая длина точения I 500*
с конусной линейкой, мм I
25. Наибольший угол поворота 1 I +-10*
конусной линейки I I
26.Шероховатость обработаннойI
поверхности: 1 Ra 2,5 мкм
- цилиндрической I
конической с исполь- I Rz 20 мкм
зованием конусной линеики!
Примечания: 1.*Параметры и значения для станков с конусной
линейкой.
2. Масса станков с конусной линейкой увеличи-
вается на 210 кг.
2.2. Основные данные
2.2.1. Шпиндель бабки передней
Установочные и присоединительные размеры шпинделя рис.2.1.
Торможение шпинделя имеется
2.2.2. Бабка задняя 9 (рис.2.2)
Наибольшее перемещение пиноли, мм 300
Перемещение пиноли со вставленным хвостовым
инструментом, мм 280
Перемещение пиноли за один оборот маховика, мм 12
-7-
1Н65.00.010РЭ
11ена одного деления линейки, мм
Наибольшее поперечное смешение, мм
LleHTP е. шпинделе по ГОСТ 13214-7Э
1
+- 15
Морзе 6
Установочные и присоединительные размеры
шпинделя бабки передней
«S'
биг
1
1Н65.ОО.ОЮРЭ
Шпиндель бабки задней
2.2.3. Суппорт (рис.2.3./
Наибольшее Расстояние от оси центров по
кромки резцедержателя, мм
Наибольшее перемещение, мм не менее
- продольное при PMLI 1000
при PMLI 3000
при PMLL 5000
поперечное
Перемещение один оборот лимба:
продольное
— поперечное
Иена одного зления лимба, мм:
при продольном перемещении
при поперечном переьэшении
20
700
2700
*700
700
250
0,05
75*12
Размеры для справок
Рис.2.3
2.2.4. Резиовые салазки
Нс Золыпее перемещение, мм: 240
Наибольший уг поворота, град Э0
Нена одного деления шкалы поворота, град 1
Иена одного деления лимба, мм 0,05
2.2.5. Патрон Ф1000
Наружный диаметр, мм 1000
Наружный диаметр заготовки, занимаемой в прямых
кулачках, мм:
наименьший 75
наибольший 600
ЗольшиИ прутка (по -рстию в шпинделе) 120
Внутренний диаметр заготовки, :имаемой в прямых
кулачка , мм:
наименьший 210
н а иб о л ь ш и й (б е з т у п е н -, я к у л ач ч к о в) 8 6 5
Нару> диаметр -?агг. ;и, зз:м<мае а обратных
кулачках, мм:
аиме чьший
-10-
1Н65.00.010РЭ
- наибольший (без выступания кулачков) 870
Наибольшая допустимая частота вращения, об/мин 500
Масса патрона, кг 421
2.4. Характеристика системы смазки
Тип насоса:
Производительность насоса, л/мин
Наибольшее давление, кГс/см
С12-4М-1ОУ
8,0
4,0
3. КОМП/ПЕКТНОСТЬ
3.1. Комплектность в соответствии с упаковочным листом
1Н65.00.0ЮДУ.
4. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
безопасность труда на станке обеспечивается его изготов-
лением в соответствии с требованиями ГОСТ 12.2.009-80, ГОСТ
12.2.049-80, ГОСТ 12.3.025-80 и ГОСТ 27487-87, соблюдением
правил техники безопасности и производственной санитарии при
холодной обработка металлов и требований настоящего руководс-
тва .
4.1. Требования к обслуживающему персоналу.
4.1.1. Персонал, допущенный к работе на станке в установ-
ленном на предприятии порядке,а также к его наладке и ремон-
ту, обязан:
1) получить инструктаж по технике безопасности в соот-
ветствии с заводскими инструкциями, разработанными на основа-
нии типовых ине укций по охране труда;
2) ознакомиться с правилами эксплуатации и ремонта стан-
ка ук.- безопасности труда, .вторые содержатся в нас-
тоящем ли~ва, руководстве по эксплуатации электрообо-
рудования в эксплуатационной документации, прилагаемой к
устройствам комплектующим зделиям, уходящим в состав стан-
ка.
4.1.2. Е'о избежание захвата одежды вращающимися частями
станка или обрабатываемой деталью, щуратно заправить спец-
одежду и убрать волосы под головной Убор.
4.1.3. Пеэед включением станк; ус удиться, что его пуск
не опасен для -дэй, находящихся у сынка.
4.1.4. В первый период пуска станк не. рекомендуется ра-
ботать с максима’эной частотой враще шпинделя.
4.1. Требования при транспортире. и установке станка
не. месте:, эксплуатации.
4.2.1. Сметой указания в настоящем руководстве по эксп-
луатации ра: Хранение "Порядок установки пуск
4.. транспортировкой ст ходимо убедить—
в '?жнос'г \aen.ne подвижных узлов танка.
4.. Трс <я при дготовк анк; к работе.
4.3.1. I =• а с к о н с э р в- а ц и и с т анк с с !>:.• д у е т р у к о в о д с т в о -
в-йться три. -.’-ми безопасности по ..014-78.
-11-
1Н65.00.010РЭ
Ч.З. г. Раоочес- 'юп гупы к элсктрошкашам не долж-
ны быть загромождены.
4.3.3. Станок допж.г заземлен.
4.3.4. Во избежаний луче., ого прикосновения к токоведу-
шим частям перед включе -м ввозного автомата необходимо зак-
рыть дверцы электрошкаша на замок специальным ключом.
4.3.5. Проверить наличие ограждения, защищающего обслу-
живающий персонал и людей, на мяшихся вблизи.
4.3.6. Обеспечить надежное- 'пепление задней бабки, пино-
ли и обрабатываемой детали.
4.4. Требования при работе станка.
НЕ ДОПУСКАЕТСЯ РАБОТАТЬ НА СТАНКЕ СО СНЯТЫМИ ИЛИ ОТКРЫ-
ТЫМИ ОГРАЖДЕНИЯМИ.
4
4.4.1. При обработке деталей в патронах не должно быть
выступания кулачков за наружный диаметр патрона.
ЗАПРЕЩАЕТСЯ ПРИМЕНЯТЬ ЦЕНТРА С ИЗНОШЕННЫМИ КОНУСАМИ
4.4.2. При обработке пруткового материала, выступающего
из заднего конца шпинделя, необходимо установить ограждение.
Такое ограждение со станком не поставляется.
4.4.3. При обработке длинных нежестких деталей применять
люнеты.
ВНИМАНИЕ! ВО ИЗБЕЖАНИЕ ПЕРЕГРЕВА ЭЛЕКТРОДВИГАТЕЛЯ РАЗРЕ-
ШАЕТСЯ ПРОИЗВОДИТЬ НЕ БОЛЕЕ 60 вкл/ч ПРИ ЧАС-
ТОТЕ ВРАЩЕНИЯ ШПИНДЕЛЯ ДО 250 ОБ/МИН, НЕ БОЛЕЕ
30 вкл/ч ПРИ ЧАСТОТЕ ВРАЩЕНИЯ СВЫШЕ 250 ОБ/МИН
И НЕ БОЛЕЕ 6 вкл/ч РАВНОМЕРНО С ПЕРЕРЫВОМ
10 МИН.ПРИ ЧАСТОТЕ ВРАЩЕНИЯ ШПИНДЕЛЯ 500 ОБ/МИН
4.4.4. В случае обнаружения неполадок & работе станка
его необходимо остановить.
ЗАПРЕЩАЕТСЯ ПРОИЗВОДИТЬ СМАЗКУ, ЧИСТКУ, УБОРКУ
ПРИ РАБОТЕ СТАНКА
4.5. Требования безопасности при ремонтных работах и
техническом оо служив ании.
4.5.1. Перед техническим осмотром и ремонтом или наладкой
станка неооходимо выключать вводной автомат,закрыв его запи-
рающим устройством,и вывесить предупредительную таблицу с
надписью:
НЕ ВКЛЮЧАТЬ - РАБОТАЮТ ЛЮДИ
4.5.2. В случае неисправности электрооборудования станка
необходимо вызвать электрика.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ! ПРОИЗВОДИТЬ РЕМОНТ ЭЛЕКТРОО-
БОРУДОВАНИЯ ЛИПАМ НЕ ИМЕЮЩИМ СООТВЕТСТВУЮЩЕГО УДОСТОВЕРЕНИЯ
НА ПРАВО РЕМОНТА ЭЛЕКТРОУСТАНОВОК.
-12-
1H63. оо. 010РЭ
ч. !егед установ патронах необходимо присоедини-
тельны хности шпинделя и патрона тщательно протереть,
--новки надежно закрепить, при этом двигатель главно-
должен оыть отключен,
необходимости обработки на» станке неуравнове-
шенных деталей следует устанавливать их на станок и закреп-
лять в патроне в положении, когда центр тяжести детали распо-
ложен внизу относительно оси центров станка.
4.3.5. не включать продольный ускоренный ход суппорта
при промежуточных положениях маховика Фартука. Маховик должен
оыть полностью выведен из зацепления.
4.5.6. iipn ремонтных работах и техническом обслуживании
соблюдать требования инструктажа по охране труда и технике
безопасности.
4.6. Требования к опасным зонам.
4.6.1. Для аварийного отключения приводов станка необхо-
димо пользоваться кнопкой “Стоп" красного цвета с грибовидным
толкателем увеличенного размера с принудительным возвратом.
4.6.2. Периодически проверять правильность работы блоки-
ровочных УСТРОЙСТВ.
4.6.3. Клиноременная передача привода главного движения,
патрон, сменные зуочатые колеса снабжены ограждениями.
4.6.4. Внутренние поверхности открывающегося кожуха зуб-
чатых сменных колес.ограждения патрона, отражателя, корыта
для отвода масла, неоораоотанные поверхности приклонэ,наруж-
ные торцовые поверхности шкивов, щитки очистителен
каретки.маховик перемещения суппорта,передние торцы поперечных
салазок и кронштейн резцовых салазок окрашены в желтый цвет.
На наружной поверхности кожуха сменных зубчатых колес уста-
новлен предупреждающий знак опасности 2.Э по ГОСТ 12.4.026-76
и таблица с надписью -"При включенном станке не открывать!".
4.6.5. Фартук имеет регулируемое предохранительное уст-
ройство, останавливающее перемещение суппорта при перегрузке
станка.
В шартуке имеется олокировка, исключающая включение
электромагнитных муфт фартука при перемещении по ходовому
винту.
4.6.6. Механизм коробки подач исключает возможность од-
новременного вращения ходового винта и вала.
4.6.7. ic-на обработки ограждена откидывающимся щитком,
имеющим смотровое окно из прозрачного материала. Со стороны
противоположной рабочему месту зона обработки ограждена не-
подвижным ЩИТКОМ.
4.6.8. на бабке передней станка установлена таблица,
указывающая на недопустимость переключения рукояток при вра-
щающемся шпинделе.
4.6.Э. Рукоятки и другие органы управления станка снаб-
жены надежными Фиксаторами, не допускающими самопроизвольных
перемещении органов управления.
4.6.10. На злектрошкафу и заднем кожухе* рядом с элект-
родвигателем. установлены предупреждающие знаки электрическо-
го напряжения 2.3 по ГОСТ 12.4.026—76.
4.6.11. Вводный выключатель имеет устройство для запира-
ния рукоятки выключателя в отключенном состоянии с помощью
1Н65.00.010РЭ
ключа для электрошкаша.
4.6.12. Дверцы электрошкаша запираются специальным выни-
мающимся ключом.
4.6.13. Степень зашиты шкаша с электроооорудованием
-1р54» а пультов управления -1р44 по ГОСТ 14254-80.
4.6.14. На станке имеется нулевая зашита,исключающая не-
зависимо от положении органов управления самопроизвольное
включение станка при восстановлении внезапно исчезнувшего
напряжения.
4.6.15. Станок оснашен местным освещением зоны резания
напряжением J4B через понижающий трансформатор с заземленной
вторичной ормоткой.
4.7. Требования безопасности к смежному оборудованию,
установленному в цехе: расстояние между станками и от стен
или колонн здания и др. должны соблюдаться согласно ‘‘Нормам
технологического проектирования механических и соорочных це-
хов машиностроительных заводов'1.
4.8. Допустимые шумовые характеристики по ГОСТ 12.2.
107-85.
4.8.1. Допустимый корректированный уровень звуковой мощ-
ности ьга - 102 д5Х1.
4.8.2. Допустимый эквивалентный уровень звука на раоочем
месте оператора i_H - 80 дб/1. 4
4.9. Время тсрн<Мсе.нця сипин^еля с четьгрехкд-личкоб&гч па тро-
нем после его выключена я при Асе.* частотах брош^ения не пребисиаегн
15~сёк.
5. УСТРОЙСТВО. PZIE-OTZI СТДНКЛ И ЕГО СОСТАВНЫХ Ч4СТЕЙ
5.1. Общий вид с обозначением органов управления и таб-
личек с символами рис.5.1.
5.2. Перечень органов управления - в табл.5.1.
Таблица 5.1.
Поз. см. i
рис.5.i j5.2 J 1
Органы управления и их назначение
5.3
1;2;3 ;4
6
I Рукоятки установки частоты вращения шпинделя
I Рукоятка установки нормального и увеличенного
1 шага
I Рукоятка установки правой и левой резьб
I Рукоятка выбора вида раоот (резьбы или подачи)
I и типа резьоы
э; ю
12
16
•16.1
16.2
16.3
16.4
I Рукоятки установ
1 Рукоятка ус. анов
1 и включения соло
1 Пульт упре. ?ния
Кнопка аь ^ог
I кнопка шпиндел
I Кнопка и тиндел
ки величины подачи
ки в ’личины подачи
вого винта
на бабке-, передней:
о отключения "Стоп"
ь "Назад"
ь "Стоп"
шага резьбы
1 Пегеключа ...ль
<лажпения
-14-
1.Н65.00 . &10РЭ
Продолжение табл.5.1
Поз. см. I
рис.5.1;5 .2;! Органы управления и их назначение
5.3 I
16,5 I Кнопка шпиндель "Вперед"
16.6 I Кнопка шпиндель "Прерывистое вращение”
18 I Маховик ручного перемещения каретки
31 I Рукоятка включения гайки ходового винта
и? I Рукоятка управления механическими ходами
I каретки и суппорта
24 I Кнопка включения быстрых ходов каретки и
I суппорта
26 I Валик ручного перемещения задней бабки
27 I Рукоятка включения упора задней бабки
28 I Толкатель стопорения шпинделя задней бабки
г с пинолью
29 I Маховик бастрого перемещения пиноли задней
L бабки
30 I Рукоятка включения медленного или быстрого
I перемещения пиноли задней бабки
31 I Рукоятка медленного перемещения пиноли
I задней бабки
32 I Винт поперечного перемещения задней бабки
33 I Рукоятка стопорения пиноли задней бабки
34 I Рукоятка ручного перемещения резцовых
I салазок
35 I Тумблер “Освещение включено"
36 I Рукоятка поворота и крепления резцовой головки
37 I Рукоятка ручной поперечной подачи суппорта
38 I Вводной выключатель
39 I Пульт управления на каретке
39.1 I Кнопка - шпиндель "Вперед"
39.2 I Кнопка — шпиндель "Стоп"
39.3 I Кнопка - шпиндель "Назад"
39.4 I Кнопка аварийного отключения "Стоп"
59 I Винт стопорения каретки
60 I Рукоятка включения механического перемещения
I верхнего суппорта
61 I Рукоятка включения механической поперечной
I подачи
64 I Тумблер переключения на точение конусов
I и цилиндров
65 I Рукоятка плунжерного насоса ручной смазки
I направляющих
Общий Ьид с обозначением составных частей станка, органов управления и табличек1 с символами
1Н65. 00. 010РЭ
—i$— i^'j.OO.OlOPa
Пульт управлениу на бабке передней
!6.5
Рис.5.2
Пульт управления на каретке
Рис
3
-77-
1Н65.00.010РЗ
5.3. Перечень графических символов^ указанных на таблич-
иа; и панелях в табл.5.2. Таблниа 5.2
Поз .см.I I
РИС . 5.1:1 Символ I Значение символа I I 1 1 1 1
Э I I Слив масла J 1/U ! I I [ J Г [ 1 1
11 I Т Холовой винт напрямую 1 Л1 . 1 I 1 <£ I I UJ I I I f f I I I ЛАЛА f
15 I ГпПшШниУГ! г Хоповой винт 1 1 I w i i i j j I I 1 vk 1
1 ч 1 Смазка I у , f / I I I t I l M [ T H 1 I i&f J
чЗ I fr> I Знак напряжения i [ I
чч I // I Сцепление ганки винтом । /< i i I —[
•UEL't РП X ( . [ Расцепление га <и г; винтом > I * 1 --3
-IS-
1Н65.0О.О1ОРЭ
Продолжение таблицы 5.3
Поз.см.I
рис.5.1:I
Символ
I
I Значение символа
i i
I f i
I 1 i
I I _ AW i i Сверление
\\\x I
I i
I---------------------------1----------------------------
I I
I I
1 /ТЛ 1
Г г----7\. ~1 Обработка резном наружной
46 I 'o' Visa J нилинприческои поверхности
i I
I I
I--------------------------1-----------------------------
I I
I I
I I Направление переключения
I I
--------j--------------------------r-----------------------------
I I
1 f 1
I [Q £ i I Менять скорость только
I V n J I после остановки
i Vu V 1
I I
47 I-----------------------------X-----------------------------
I I
I I
1 —I 1
I I Шпиндель
I I
I I
I
I
47 I
I
I
Г
---------x
I
I
48 I
I
I
I
I
I
I
I
I Частота вращения
I
I
I
I---------------------
I
I
I Резьба левая
I Подача
I Шаг нормальный
I
I
I
-49-
1Н65.00.010РЭ
; 1 il I и i 1 **. 1 1 1 V -1 г, * ►-'! U4 1 ‘-п । ‘-n i i n □ । с J i и * - i и- । о । yj । • и । ! । i i i ui • i 1 1 1 1 • n | I ! 1 1 It ? 1 1 1 1 | 1 1 м ИЧ f t ►-< M ИЧ 1 1 1 1 11 1 1 Il i 1 ' 1 II . a (5^ < i ;зт.| 1 1 1 1 1 11 i 1 1 ii II 1 1 II I i Продолжение таблицы 5.2 I I Значение символа I I I Резьба левая, I шаг увеличенный I I I j I I I Резьба правая, .1 шаг нормальный I I 1 I I I Резьба правая, • [ шаг увеличенный I I I f I I I Рукоятка I I I I ! I I I I [ Сменные зубчатые колеса I Г L I .[ [ I I Подача продольная ,[ I I I I Подача поперечная г
-20
1Н65.00.010РЭ
Продолжение таблицы 5.2
Поз.см.I
рис.5.1:1
Символ
I Значение символа
mni/Q
Резьба дюймовая
Резьба модульная
56
Регулировка смазки
ходового винта
мм на оборот
mm
ЛЛЛЛ|
I
I
I
I
I
I
I
I
I
I Резьба метрическая
I
mm-П
I Резьба питчевая
I
I
I----------------------------
I
I
I Внимание! Осторожно!
I
I
I----------------------------
деления
1Н65.00.010РЭ
Прополжение таблицы 5.2
Поз.см.I
рис.5.1:1
Символ
1
I Значение символа
I
I
I
I Заземление
I
I
•I-------------------------------
I
I
I Главный выключатель
I
I
I
•I-------------------------------
I
I
I Включение муфты
I Муфта включена
I
I
I
I--------------------------------
I
I
I Выключение муфты
I Муфта выключена
I
I
I--------------------------------
I
.£
I
I Попача резцовых сагазск
I равна поперечной пссаче
I
I
I--------------------------------
[
I Обработка резцом наружной
I конической поверхности
[
£
I
I Обработка резном наружной
Г цилиндрической поб ;ности
зработка резном е> -иней
I конической поверхнсст;.
22-
1Н85.00.010РЭ
Лоз.см.I рис.5.1:1 Символ ев ! cQ- 1 z 1 I I I I 1 I 1 [ 1 I 1 г г I I На I панелях! I I I I I I I 1 ^яеяя^ада^к I I I 1 1 I I Продолжение табпииь. 5.2 I I Значение символа I I I I Освещение включено I I I I I I Шпиндель I I I -— [ I I I I I Охлаждение I I 1 I I I Вперед I Е г Е I I Назад I I £ I I I Прерывистое вращение I I
23
1Н65.00.010РЭ
5.4. Схема кинематическая принципиальная (рис.5.4> и ос-
новные движения.
Привод главного движения осуществляется от электродвига-
теля через клиноременную передачу и когобку скоростей.
Вращение на вал ВЭ коробки скоростей передается от шпин-
деля через зубчатые колеса 25-26; 30-31 или от вала 65 (при
включении звена увеличения шага в восемь раз? через зубчатые
колеса 20-28; 27-26; 30-31.
При этом 69 получает соответственно один или восемь обо-
ротов на один оборот шпинделя.
блок зубчатых колес 23 и 32 предназначен для изменения
направления перемещения каретки при нарезании резьиы.
5.5. Привод подач
В коробку подач движение передается с вала В9 коробки
скоростей через сменные зубчатые колеса а-в-d—е при работе с
подачами и нарезании метрической и дюймовой резьб и через ко-
леса а—с—d—F при нарезании модульной питчевои резьб.
коробка подач сообщает суппорту через ходовой вал 823,
обгонную муфту и механизм Фартука шестьдесят четыре продоль-
ные и поперечные подачи.
Расчет кинематическом цепи продольной и поперечной подач
производится по Формуле;
1 = 1см i к.п. х i Ф.
где 1см — передаточное отношение сменных зу.-чатых колес
1к.п. передаточное отношен; коробки подач
io - передаточное отношение саэтука.
Нарезание резьбы можно производить при прямом соединении
кодового винта 622 со сменными зубчатыми колесами, подбирая
соответствующее £см (см.раздел<0>.
Диапазон подач и резьб расширяется при использовании
звена увеличения шага в восемь раз \при пшп 5...&3 кроме
39,55 об/мин).
5.6. Перечень основны:-. /.арактвристик и параметров эле-
ментов к схеме принцип приведены в табл.5.3.
5.7. Корригированные зуочатые кс. аса указаны в табл. 5.4.
5.8. Зубчатые колеса в зацеплении кинематических цепей
корооки подач для подач суппорта 'мведены в табл.5.7.
5.9. Зубчатые колеса в заиеплгкии кинематичесч цепей
Фартука приведены в табл.5.8.
5.10. Зубчатые колеса в заиеппенн: кинематически»: цепей
коробки подач для нарезания резьб приведены t: табл. 5.3.
5.11. Механика главного движен подач.
5.11.1. Основные данные, характер’, зуюшие главное движе-
ние, приведены табл.5.5; 5.6.
Управление механизмом глав -:ого движения сказано на
рис.5.5.
5.11.2. Механика подач в тао.» (. развел
Управление механизмом по; лч рис.5.6.
Сменные зубчатыв колеса рис.5.7
1H65.0D, 01 ОРЗ
—24—
кинематц.ческая и расположения подшаизнико^
1Н65.00.010РЭ
Таблица 5.3
Перечень основных характеристик и параметров элементов
к схеме кинематическом принципиальном.
1 <на i купа i вхо- I пит) ) i 1 Поз. 1 обозна— i ) Число зубьев 1 зубчатых ко— 1 лес,звездочек i или захопов 1 ЧРРВЯКОВ,ХО“ 1 аовых винтов 1 и гаек Г- 1 ) t 1 1 1 i Модуль или шаг, мм —1 Г 1 Шипина обода f 1 зубчатого ко- 1 I леса,диаметр 1 i червяка,винта, t 1 длина гайки, 1 1 мм )
1ч 1с 1 1 1 ение M.РИС. 5.4
i 1 1 1 1 1 3 1 4 1 S 1
1 1 1 5 1 32 ) 1П к Г) 1 25 1
1 1 6 1 54 I CJ >* 1 25 1
1 » 7 1 21 ) 4 1 30 1
U-
r
1 ) a 1 35 1 4 1 30 1
L_.
I i
t 1 э 1 49 1 4 f 30 1
I -
1
f 1 L- - 10 СП 1 4 1 30 1
f 1 1 ii 1 18 1 6 1 27 1
1
> 12 ) 21* 1 4,5 1 65 1
u.
1 13 ) 42 1 4 1 22 1
1 I 14 1 36 1 =; 1 29 Г
1 ' 1
i 15 f 49 1 4 1 30 1
Г '" 1
t 1 16 । за б 1 27 »
) 17 1 42 1 4 ► 24
1 ia 1 59* 1 4,5 1 56 Г
1 1
• UdUn 1
fперед- ) 1 - 19 1 36 ) 1 30 1
1 ня я 1 I
1 20 1 50 1 =; 1 51 1
L_
1 !
1 21 1 24 1 1 1 60 1
1
1
1 22i 1 48 1 35 1
1 1 23 1 20* 6 1 70 1
1 I 24 1 1 75Х 5 1 50 1
1
1 25 1 60 1 20 1
-26 —
II h/«. 00.01GF
Пропс ?ние
1 Г 1 3 ' 1 1 1 1 4 1 «5 1
L 26 40 1 1 1 1
1 27 40 1 1 I .18 n
20 50 I 1 1 I CJ i ” 1
! 29 1 35 1 1 ) t-J tJ
I бабка 1 переп- 1 няя 30 1 38 1 3 1 50
1 31 1 1 1 3 1 1 22
1 32 1 1 35 1 1 1 3 1 1 22
! 33 1 1 34 1 1 1 1 15
34 1 60 1 » 1 12
1 Патрон 35 1 120 1 I 1 6 1 1 M (D
1 Колеса 1 зубча- 1 тые L. 1 а 1 44 i i w СП bl ГЧ
I в 1 58 1 1 1 1 2,5 1 1 25
1 1 I 1 с 1 44 1 2,5 1 25
। d 1 80 ! 1 IT; r- C1 25
е 1 80 I 1 1 СП 25
" f f 1 85 1 1 2,5 1 I 16
1 36 1 61* 1 2,75 ; 16
1 37 1 1 28* i 1 2,75 ; 10
1 за । 40 1 1 1 3 1 1 10
1 ЗЭ 1 40 1 1 1 3 1 13
1 40 1 68 1 t-J СП 16
1 Коробка 1 подач 1 41 1 55 1 1 1 3 1 16
1 42 1 45 1 b" n 16
1 43 1 57* i 1 1 2,75 1 1 16
1 44 1 СП ж 1 1 2,5 1 16
1 45 1 49* 1 2,75 1 16
1 46 1 52* ( <* СЧ 16
27-
1Н65.0О.0ЮРЭ
Продолжение табл.5.3
1 1 * i 1 1 3 1 1 1 4 1 L I =; 1
1 1 L_ 47 1 1 54s 1 I 1 2,751 16
i 1 48 1 57* 1 2,751 16
♦ I 1 1 48 1 57* 1 2,751 1 i 10-
г 1 t 50 1 1 68 w ч СЛ 16 1
i < 1 1 1 - 51 1 51 1 2,51 1 1 16 f
1 52 1 34 1 2,5 I t 1 16
1 1 I 53 1 1 34 1 1 1 2,5 1 16
i 1 54 t 68 W СП 16
1 1 55 1 51 1 2,51 14
1 1 1 56 1 1 0) * M 'J СП 14
1 57 1 N CD Ж I 1 1 2,751 10
1 58 1 34 1 2,5 1 16
i 1 5Э r 30 1 3 I 16
1 60 I 27* 1 1 1 3,5 1 16 1
1 1 61 ! 1 36 1 1 1 2,751 16
1 1 63 1 48* 1 1 1 2,5 1 16
1 1 63 1 43* 1 2,75 I 16
1 1 64 1 ЗЭ* " 1 f 1 2,75 1 16
1 1 63 1 36 * 1 1 1 2,751 16 1
1 1 1 66 1 1 44* 1 1 1 2,5 1 10 1
1 1 - 67 1 1 44* I i 1 2,5 1 16
кособка подач 1 68 34 1 2,5 I 16
1 1 68 1 51 t 2,51 16
1 1 70 1 68 1 2,51 16
1 1 71 1 34 1 1 1 2 rr 1 .16
1 '72 1 51 1 2 f 1 14
1 1 1 67* 1 2,751 14
-2-8 - IBS' jOP3
Продолжение
1 1 112 1 3 1 4 1 5
1 83 1 28 1 3 1 2 е»
- вР i у К J 1 " 1 ' 1
1 84 1 30 1 3 1 25
♦ 1 ""Г 1 1 85 1 48 1 1 1 3,51 30 !
1 1 1 88 1 4 1 1 1 3,5 1 77 1
1 1 1 87 1 32 1 i 1 3,51 20 1
1 88 1 i 1 — - .* 51 1 1 1 3,5 1 20 1
1 89 1 1 - 1 18 1 1 1 3,5 1 34 1
Г 1 1 90 1 1 1 68* 1 3,51 1 1 30 1
Г 1 1 91 1 12* 1 1 58 1
) 1 92 1 1 I 53 1 3,5 1 1 1 16 1
1 93 1 53 1 3,5 1 1 1 34 1
1 1 94 1 41 1 3,5 1 i 1 16 t
1 1 95 1 41 1 3,5 1 20 1
1 1 96 1 53 1 3,5 1 42 1
1 97 1 53 1 3,5 1 I I 20 1
1 1 1 98 1 42 1 3,5 1 i I 20 1
1 1 1 99 1 52 1 1 1 3,5 1 1 1 19,5 1
1 1 1 i 100 1 40* 1 1 1 3,5 1 30,5 1
1 1 1 1 1 101 1 55* 1 3,5 I 27 1
1 1 1 1 102 1 1 1 12 f 150 1
fl fl I III II 1
III II 1 III II 1 » 1 _ J 1 I . 1
1 1 1 1 105 1 18 T 1 1 3,0 1 1 1 25 1
I 1 1 1 1 106 1 34* 1 3,0 1
1 1 107 1 22* 1 3,0 1 25 i
1 {
1 108 > рейка 1 5,0 1 — |
i С т днинд 1 1
1 i 109 1 1 1 12,0 1 70 F
1 1 1— 1 1 '
1Н65.ОТ .оюрэ
Р.о яд ал зкение тоd/t. 5*3
t __ ________
1 2 3 / 2^ 5
Кадка Задняя 110 9* 5 20
111 45 2 15
112 16 £« 18
112 1 3 24
114 1 3 100
115 1 5 70
116 20 5 50
117 1 12L.H. 90
118 1 12L.H. 60
119 32 2,5 15
120 32 2,5 15-
Каретка 121 17* 3,5 29 ,5
122 1 6L.H. 36
123 1 6L.H. 43
124 17* 3,5 29,5
125 9Q 3 15
126 23 3 хО
127 25 3 13,5
128 . 24 3 14
129 24 3 14
Суппорт 130 1 6 38
131 1 6
132 25 3 13,5
133 23 3 1о
134 23 3 -L
Фартук /35 ЪО 3
/36 21 3 /3
/37 57 гл 15
-/33 1S 2.5 15
л
r-l
о
5
In
CD
I
b*
ЛЗ
•s
4"
H
I
ш
e
m
о
я
0
(
CJ
Ю
I
Си
111
Jj
n
0
и
0
L
Cl
I
Я
g
Li
к
i‘
lL’
a
u
и
oj
a
h
I
о
• и
И i T
о a
с; in
z
и
о о
о о
о о
ц) ОТ
с
+
о
I
о
от
ОТ
о
I
о
ОП СП <г п
О П СП (Ч п п
ГЗ г-3 ® Н н щ
о н о о о о
+ + + + I +
ООО
ю о о
-г со in
•н СП О In
Г-3 tn Г-3
b*' b* О In
П Г- If । П If ।
Г-3 Г-3 n ГЗ СЧ
тЧ
со
я
Г-3
П 10 UH n
U-! q* 00 тЧ тЧ CJ
T -Г Г-3 ГЗ СЧ
о о о о о о
+ + + + + +
о о о о о о о
П 00 СО ГЗ н ГЗ п п гз п о о о о о о
ГЗ W4 П П 00 СЧ О О СО Г* О Ю b*> ОТ от о
(Ч n 10 -Г -Т Г- П П П Т Я* Г-3 СЧ Я* 1Й
?????? ??????<????
10 ID to 10 to In In Ю bl in In О О О О О О
П П П П П П п 10 ю n n n (О ЬЭ n b*J О ЬЭ IO о о о
•* ш вь
Г-3 Г-3 ГЗ Г-3 Г-3 Г-3 Г-3 П Г-3 Г-3 Г З Г-3 СЧ Г-3 Г-3 n in n n n D In
tn П СЧ СП CJ 'г ,:п СО W СП (0 Я* Я* t'- СП М О ЬЭ <Г Г-3 СП
Я1 In In -Т In In In In Г-3 Г-3 Г J <Г Я* П П -T1 -71 CD (fl -H IO D Г-3
ra co n -r co n г-з n
_4 -4 Л1 n.] "I п Э1 T
In <0 l> ОТ СП co Г'' О Г-3 п я* Ю со п п о
I1 Т f Т Т t |£| 1П ОТ от ОТ ОТ от ОТ 'ОТ с^ СП
о (0 п о
тЧ о О О О 1Н
От -< -Н тЧ -С -Н
1Н65.00.010РЭ
Таблица 5.5
Механика главного движения
NN 1Обозначение 1Часто- Рас- Наиболь- Эффективная (Наиболее
с 1 рукояток 1та вра-чет шии по— мощность на к слабое
т iрис.5.5. кшенмя 1ныи пустимыи шпинделе, кВт кзвено
V 1 1шпин- 1КПД крутящим | - 1 ЧРис.5.4.
П » 1 1 1 1 деля 1 момент По при— 1По наи- к
е t 3 12 14 11 (расчет- на шпин- воду 1 более к
н i 1 1 1 1 ная > 1 деле,кНм к с лабому к
е к Пол ожение к об/мин 1 кзвену к
* и (РУКОЯТОК 1 к к к
(рис.5.5 1 1 к 1
1 1 1 14 16 к 1 5,0 1 " f к 4,39 1 Колеса
1 1 15 16 1 1 7,0 1 1 6,55 1 зубчатые
3 к 1 13 16 к к 9,5 1 1 9,91 1 23;35
4 1 1 14 17 1 1 11 1 9,5 1 10,14 к
S 1 2 14 кб 1 1 13 1 1 12,02 1
6 к 1 15 17 кВ к 16 10,75 16,6 1 15,1 к
7 к 2 15 16 к 1 19 1 8,65 1 1
8 1113 17 1 1 22 к 7,44 к 16,6 1
Э к 2 13 16 1 1 27 1 СО <0 к к
10 1 2 14 17 I 1 32 1 СП "п 0J к 1
11 1 1 14 16 19 1 38 10,79 3,41 17,55 к 17,55 1 12;18
12 1 2 (5 17 18 1 45 10,75 Л; Г- г> 16,6 к 16*, 6 1
-'-3 1 1 15 16 19 1 55 10,>79 3,21 17,55 1 17,55 1 12;18
14 к 2 13 17 18 1 63 10,75 <0 04 16,6 к 16 г6 к
15 к 1 13 Гб 1 1 76 1 2,29 к 1
16 к 1 14 17 1 к 90 1 2,07 к к
17 к 2 14 16 к 1107 1 1,72 1
18 1 1 15 17 (9 1127 10,79 1,37 17,55 к 17,55
19 1 2 15 16 1 1157 к 1,14 к
20 1 1 13 17 I 1178 1 0,98 к
21 1 2 13 16 к (214 1 0,81 1
*22 к 2 14 17 1 1250 1 О CJ к
23 к 2 15 17 к 1357 1 0,-19 к
24 1 2 13 17 1 1300 1 _1 । 1 1 » -L- J- 0,35 1 > L—
Управление механизмом подан
Рас. 3.S
Сменные зачатые колеса
Рас 5.1
5.12. Принцип работы станка
Главное движение осуществляется с помощью электропривода
через механизм передней бабки,
бабка передняя сообщает шпинделю двадцать четыре скорости
как прямого, так и обратного вращения через кинематические цепи
согласно таол.5.6.
Реверс шпинделя осуществляется электродвигателем.
Таблица 5.6
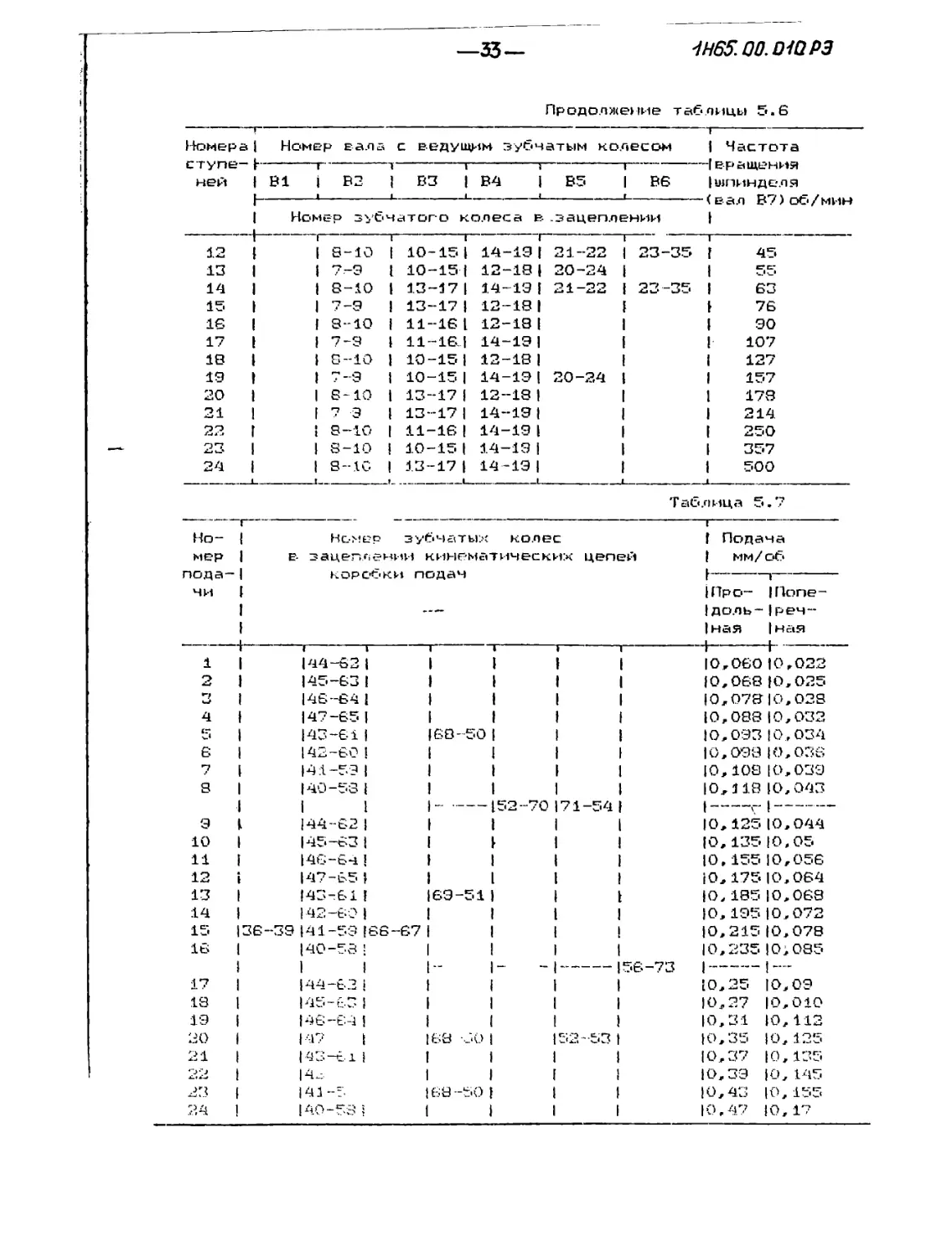
Номера 1 1 Номер вала с ведущим зуоч атым колесом —1 1 Частота
ступе i । । 1 1 "Ч вращения
ней 1 Bl 1 В2 1 ВЗ 1 В4 1 65 » В6 »шпинделя
1 1
" вал о / / оо / мин
Номер зубчатого колеса в зацеплении 1
1 : 1 1 1 7-Э 1 11-16 1 12-18 1 1 1
•р 1 7-Э 1 10-15 1 12-181 » 1 7
3 1 7-Э 1 13-171 12-181 1 » Э,5
ч 1 8-10 1 11-16 1 12-18 1 » 1 11
с; I 7-Э 1 11-16 1 14—1Э1 » 1 13
6 ( 8—10 1 10-151 12-18I 21-22 1 23-35 1 18
1 1 1 4 ♦ t
7 1 7-Э 1 10-151 14-1Э1 1 1 1Э
а 1 8-10 1 13-17» 12-181 1 г 22
э 1 7-Э I 13-17» 14-1Э1 » 1 27
10 1 8-10 1 11-16» 14-1Э1 1 1 32
11 СП 1 Ф <1 1 <Р - ! -• 11-16» 12-181 W О 1 W £ 1 1 38
1H65.Q0.D1QP3
Продолжение таблицы 5.6
Номера 1 | Номер вала 1 с ведущим зубчатым колесом | Частота
с т упе 1 1 113 1 1 вращения
ней 1 Bl i В2 I ВЗ | В4 I В5 | В6 | шпинделя
ti< г ( вал В/)об/мин
| Номер зуб чатого колеса в .зацеплении |
12 1 I 8-10 г 1 ‘ ' Г" 1 1 I 10-151 14-131 21-22 | 23-35 I 45
13 1 1 7-Э 1 10-151 12-181 20-24 | | ГС'
14 1 1 8-10 I 13-17 1 14—19 ( 21-22 I 23 -35 I 63
15 1 1 7-Э I 13-17 | 12-18 | { | 76
16 I I 8-10 1 11-161 12-181 | | 90
17 1 1 7-3 1 11-161 14-19 | | | 107
1В | 1 8-10 I 10-151 12-181 | | 127
19 1 1 7-Э 1 10-15 | 14-19 | 20-24 I I 157
20 | | 8-10 I 13-17 | 12-18| | | 178
21 1 1 7 Э 1 13-17 | 14-19 | | | 214
□ 9 I 1 8-10 I 11-161 14-191 | | 250
23 1 1 8-10 I 10-15 | 14-19| | | 357
24 1 1 S-XG j_ t I 13-17 1 14-1Э1 | | j । । — । 500
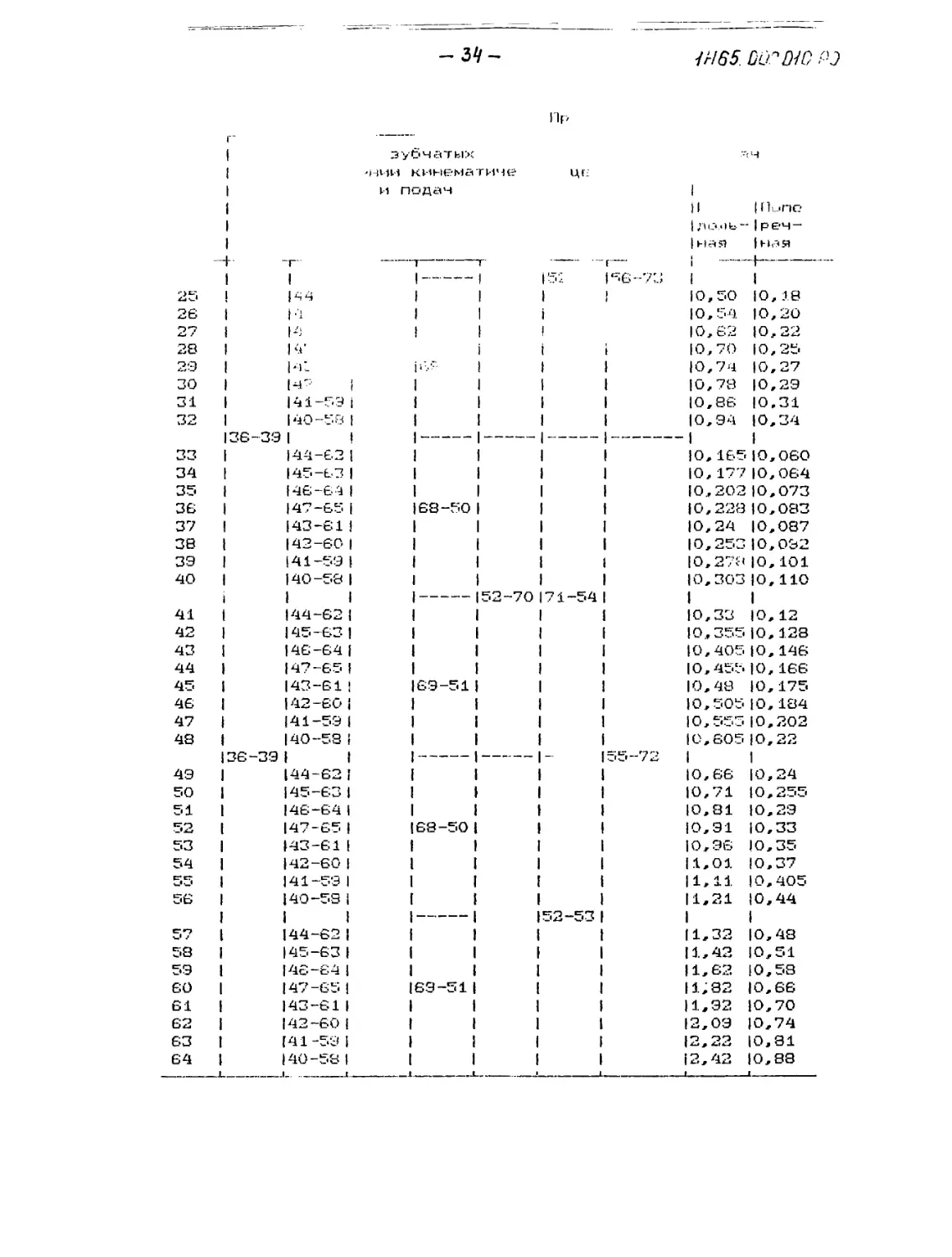
Таблица 5.7
Но- мер пода чи г 1 1 -1 1 1 1 1 Номер зубчатых в- зацеплении кинема коробки подач колес тических цепей ! ( Подача I мм/об»
|Про- 1 доль- |ная 1 |Попе- I реч- I ная
1 1 1 144-62 | 1 1 1 ' 1 1 1 1 1 10,060 10,022
1 145-63 I 1 1 1 1 10,068 (0,025
*? 1 146-64 1 1 1 1 1 (0,078 10,028
4 1 147-65 | 1 1 1 ( (0,088 (0,032
1 143-61 | 168-50 1 1 1 10,093 (0,034
6 1 142-60 ! 1 1 1 1 (0,098 10,036
1 141-59 I 1 1 1 1 10,108 10,039
g 1 140-531 1 1 1 1 10,118 (0,043
1 1 1 — (52-70 |71 -54 I । г. 1 —
э 1 (44-62 | 1 1 1 1 10,125 (0,044
10 1 145-63 | 1 ( 1 1 |0,135 (0,05
11 1 146-6-1 I 1 1 1 1 (0,155 (0,056
12 i 147-65 | 1 1 1 1 (0, 175 10,064
13 1 145-61 ( 169-51 1 1 1 (0,185 10,068
14 1 142-60 | 1 1 1 1 10,195 (0,072
15 136 -39 141-59 166-67 1 1 1 ! 10,215 10,078
16 1 |40-53 ! 1 1 1 1 10,235 (0,085
1 1 1 -- 1 — — 1 — — 156-73 1 — 1 ——
17 1 144-63 * 1 1 1 1 [0,25 (0,09
18 1 145-63| 1 1 1 1 10,27 |0,010
19 1 146-64 f 1 1 1 1 10,31 (0, 112
20 1 147 | 168 --О 1 152 -53 I |0, 35 10,125
21 1 143-61 1 1 1 1 1 10,37 |0, 135
1 14.:- 1 1 1 1 10,39 (0,145
23 ( 141-5 168-50 ! 1 1 10,43 |0, 155
24 I 140-58; 1 1 1 1 |0,47 10, 17
I
00 О CO г с- сп -н -?
Т-; С-3 СЗ С-3 С-3 СЗ Г) ГО
>>,4,4,4,*^
ОООООООО
О ? С-1 О ? CD СО <
U3 ID ИЗ ['- Г- Г* СО СП
оооооооо
I
СО I
Г- I
- !
! Г !_
... -п
1
i
।
।
।
О Г) ГН' TJ гЧ о
СО <0 Г4 СО СО СО о •н
ОООООО’НП
*М*«1*«.*М
оооооооо
1D Г' 0-1 СО СЗ X п
<0 С4- С С-3 U3 ['-• о
н Н Р4 С-4 СЗ Г-3 СЗ ГО
*">Ч;Ч,Ч,Ч|Ч|^
оооооооо
СО <0 CD U3 'Т с-з
ГЗ СЗ <Г СО Г' со о сз
тЧ т“! гЧ тЧ гЧ тЧ р^ PQ
оооооооо
U3 113 J* 3D ID U3
ГО U3 О U3 СП О ID о
ГО ГО П И U3 из со
Ч«:Ч*|Ч*|ЪЧ
ОООООООО
сз
ID
id
ID U3
<Г U3 СП ГО U3 Г-- о <г
С-З СЗ СЗ ГО го го -г
>**чч^**
оооооооо
цЗ тЧ тЧ тЧ (£} тЧ тп тЧ
СО Г"- СО СП СП О т< См
ООООО^Нчн
чН | Ф
U3 I из
I I I
СП I 00
СО ! СО
СО СП СО О -Т -н СО
<Г ID ID СО Г' Г' 00 со
оооооооо
СО СО Г-5 С-3 С-3 СП Г-3 С-3
ГО 'Т* СО 00 СП о сз <г
т4 т-i т4 vi т-i С-З СЗ С-3
го
из
I
сз
ю
ID
I
СП
СО
ETi и; । 1м С] ‘XI г; т <р из из ’"Ч о гп со из 1 С-3 го <г из со со 1 1 СП со СЗ го -г из •из со гИ О гг» СП сз го -т СО из ч-с О СП
и । 1 и’.' 1 со 1 Ср (П 1 UI 1м из (0 IJJ (£1 (П ь> 1й । со со 1 'из |£| 1 in 1 'Л
т . » । Р *н о из СО г го Г1 о из со г- ГО Г-3 6 т из СО Г' го сз о из со го сз о
-г <г -г- - т- -т <3* -г •т •ч* -т ч1 <г ч1 ч^Р ч4 <г <г <г <г гГ 'Т •ч* -ч* <г ч1 -ч* <г <г <г •*г
СП СП
го го
I I
со со
го го
Го СО Г- СО СП О r-f С-З ГО ЬЗ СО Гм 00 СП О r-f С-З ГО <Г U3 СО Г-ч СО СП О ч-l С-3 ГО <Г ICO СО Г- СО СП О T-f СЗ го
С-3 С-3 С-3 СЗ С-3 ГО ГО ГО ГО ГО ГО ГО ГО ГО ГО -Ч* <г <Г -т -Т <Г <Г <Г <Г <Т ID ID ID ID ID Гд из из из из СО со со со со
1Н65.00 010РЭ
Таблица 5. 8
1 Подачи | 1 1 Номер зубчатых колес в зацеплении кинематических цепей фартука
1 1 Продоль-(Прямой | II till
ная по- | ход | II 1111
дача | | 1 | ' | | О / О о | О У У U | У 1 “ 1 и и
(Обратный | I (92-93-94 (95-96 ( ( (
1 ход | II 1111
| (03 04 |0D UOf 1 I 1 I
Попереч- (Прямой | | | (95-96- | |
ная по- | ход ( | (92-93-94 |-97 ( ( (
дача | | | Г * '1 | У а У У { 1 и и I 1 £ 4. - 1 £ а
(Обратный( ( | 92-93 | | j-101-1
1 ход | II II 1-124-1
1 1 1 1_ II II 1-121 I I 1 1 1 1 i
Подача верхней части суппорта осуществляется по цепи по-
перечной подачи через зубчатое колесо 124 на вал В31 далее
через зубчатые передачи 125-126-127-128-129-132, 133-134 и
кулачковую муфту на винт 131.
Таблица 5.9
Тип резьбы II — - (Номер) Номер зубчатых колес в зацеплении кинематичес-
(цепи 1 1 ких цепей коробки подач при нарезании, резьб ।
( II’ 1 I 1
М етри- i 1 1 |44-62i | | i
ческая. 1 2 1 |45-63( | | i
модуль - 1 3 I (46-64| | ( i
ная 1 4 |зв-39 (47-65 | 66-68 ( | i
1 5 1 14Э-В1 ( | | ।
1 6 I |42-60( | | i
! 7 1 (41-59| ( I ।
( в 1 |40-58| ( j I
1
1 ""f 1 • I DU “ Э U | □ | JU J •
Дюймо- 1 1 ( 162-44 ( (69-51) -71-54 (
вая, 1 2 1 |бЗ-45| | ( (52-53) |
питче- 1 з I |64-46( | | 1
вая 1 4 j36-37 | 65-47 ( 48-67 ( | 1
1 5 1 |61-43| ( | 1
1 6 ( |60-42 ( ( ( I
1 7 1 |59-41 | ( ( 1
1 в 1 ( |58-40| 1 | 1 1 i L i i
Сборочные чертежи основных узлов на листах 36. 48.
Для предотвращения провисания ходового винта и ходового
вала в станках с. РМЦ 5000 ми имеются две подвеск.и (рис. 5.8)
В станинах станков мод. 1Н65Г и 1Н65Г-1 имеется выемка, в
которой установлен съемный мостик.
-36-
1/.. DO DiO РЭ
Подвеска
Рис. 5.2
Рис.5.10
Бабка передняя
1Н65.00.010РЭ
Cd DID VO 'S9Hf
-39-
JHS5. DC 0/C PJ
задняя.
Рис. M
-ца-
4HG5.OO. ОЮРЭ
Бабка задняя
Рис. Б. /2
- 41-
1H65. 00. 010 РЭ
Суппорт
pLLC. 5.1Ъ
-^2 —
1Н65. 00. 010 РЭ.
В-В
Г-Г
Ж-Ж
3-3
Рае. 5. К
-te-
1H&5. 00. 010 i>3
Каретка
B~ В псЬернуто
Г- Г псберн у то
Рас. 5. /5
Фартук
з.
4Н65.00 .04 О РЭ
1Н65. 00. 010 РЭ
tl'S ™d
-46-
1Н65. ОО.ОЮРЭ
8i д '^d
-41-
1Н65. ОО ОЮП')
1Нь5.00. ОЮРЭ
-м-
[нет подвижный
Диаметр о? оор •'ьеаемоей детали в люнете неподвижном
обеспечь ?аетсч :редс ’О до 380 мм.
13. аждение?
личы ль.сии, тмеаемой в. резеорвуар ’танины не
менее 120 для ан '•МП 3000 мм, не менее 170 .л для
станков с hMLI 5000 уечее t>0 л для станков с PMLI 1000
мм.
1H65. 00 .010 РЭ
Б. ЭЛЕКТРООБОРУДОВАНИЕ
См. отдельный альбом /ЧбГ-б.ОО.О/ОРЛ
7. СИСТЕМА СМАЗКИ
7.1. Механизмы станка должны быть всегда хорошо смазаны,
поэтому обслуживающий персонал обязан помнить,что своевремен-
ная и достаточная смазка механизмов обеспечивает надежную
работу и увеличивает долговечность станка.
7.2. Масла, заливаемые в емкости станка, должны быть реко-
мендуемых марок, тщательно очищены и отфильтрованы от посторон-
них частиц с абсолготш^м размером фильтрации не грубее 25 мкм.
7.3. Схема смазки принципиальная показана на рис. 7. 1.
В табл. 7.1. и 7.2. указаны перечень элементов системы
смазки и карга смазки.
7. 4. OiDicanne работы.
Смазка станка обеспечивается следующими системами:
1) циркуляционной системой смазки механизмов,зубчатых
колес и подшипниковых опор бабки передней. Насос ,1Ш(см рис. 7.1)
системы приводится в действие от вала В1( рис. 5. 4) передней бабки
через зубчатую передачу.
Всасываемое ласосощ из емкости Б1 масло, проходит 4ejx?a фильтр
III,подается в электромапштную тормозную муфту(ТС2),в емкость Б2,
а из нее через фильтры Ф2 в юпиидельные подши11НМ1ш(ТС1)и к другим
смазываемым точкам. Вдойдя через смазываемые части , масло собира-
ется па дне корпуса бабки (емкость Б1).
ВНИМАНИЕ! Ш'РИОДИЧЕСКИ ПРОВЕРЯТЬ ДОСТУП МАСЛА В ЭЛЕ1СГР0-
МАГПИ1ПУ10 МУФТУ (ТС2) ПЕРЕДНЕЙ БАБКИ.
Кроме того, смазка деталей производится разбрызгиванием.
Контроль за подачей масла и его уровнем в емкости Б1 осуществляет-
ся визуально с помощью маслоуказателя МУ1 и указателя уровня мас-
ла УУЖ1.
Залив масла в емкость Г>1 производится через воронку заливную В1
в крышке передней бабки, а слив -через сливное отверстие СМ1.
2) циркуляционной системой смазки механизма коробюг подач.
Плунжерный насос П1 приводится в действие от эксцентрика,закреп-
ленного на входном валу коробки подач.
Масло,всасываемое насосом из емкости БЗ через фильтр ФЗ подается
в еьскость Б4,из которой с помощью фитилей по трубкам и непосред-
ственно через отверстия поступает к подшипникам и мехаютзмам ко-
робки подач (ТС4). Пройдя через смазываемые части,масло собирается
на дне корпуса коробим подач (емкость БЗ).
Контроль за подачей масла и его уровнем осуществляется визуаль-
но с помощью маслоуказателя МУЗ и указателя уровня жидкости УУЛ12.
ЗоишЬ пасла 6 емкость Бд производится через боронку Завидную 62
6 крысий ки робки. подач, а слиЬ - через слитное отЬерстие СЛС2.
Слема. смазки прина&писи/ъная
Рис. ¥.1
€40(0 00 /!/) ~0G
51
1Н65. 00. CttO РЭ
3) фитильной системой смазки сменных шестерен.
Масло иъ Емкости. Б12 с помощью epi}тилей распре5£ЛЯ0П1ся
к точкам смазки TCUQ.
4) циркуляционной системой смазки механизма фартука.
Плунжерный насос И2 приводится в действие от эксцентрика,свя-
занного с валом фартука.
Масло,всасываемое насосом через фильтр Ф4 из емкости Б5, пода-
ется в емкость Б6,из которой с помощью фитилей ио трубкам по-
ступает к смазываемым точкам (ТС7)..
Кроме того,смазка деталей фартука производится разбрызгиванием,
что обеспечивается наличием масла в емкости Б5.
Пройдя через смазываемые части фартука,масло собирается на дне
фартука(емкость Б5).
Контроль за подачей масла и его уровнем в емкости осуществляет-
ся визуально с помощью маслоуказателя МУЗ и указателя уровня
масла УУМЗ. Залив масла в емкость Б5 производится чер?з воронку
заливную ВЗ в каретке, а слив-через сливное отверстие СКЗ.
5) фитильной системой смазки направляющих каретки для попе-
речных салазок, а так же осей зубчатых колес,встроенных в салазки.
Система состоит из емкости. Б7 и фитилей,подводящих масло к опорам
скольжения зубчатых колес,к направляющим каретки под поперечные са-
лазки.-
Залив ьегсла в емкость производится через воронку заливную В4.
6) периодической системой смазки ходового винта,призмагических
направляющих ставшим для пегмгмещения каретки (в точках ТС5),нап-
равляющих каретки под прижимные планки (ТС6), маточной гайки (фарту-
ка
Смазка осуществляется ручным плунжерным насосом ПР из его емкости
Б9 путем осевых перемещений рукоятки плунжерного насоса Б5(рис. 5. 1)
вручную.
Масло Индустриальное ИГЛ-30 ТУ38101413 78 заливается через заливное
отверстие В5 и контролируется пробкой-ькгслоуказателем МУ4, а слив-
через сливное, отверстие СЖ4.
7) периодической системой смазки (наливом) в направляющие
поворотной части, коническую передач у и винтовую пару cvnnopra
(ТС10. ..ТС12).
Залив масла производится че1>ез воронку заливную В4.
8) периодической системой смазки (наливом) пиноли,подшип-
никовых опор шпинделя, зубчатой муфты и винтовой пары перемеще-
ния пиноли задней бабки.
Масло заливается через заливные отверстия Вб,В7 и растекается
к смазочным точкам (ТС13) и (ТС14).
9) периодической системой смазки опоры ходового вюгта са-
лазок суппорта (ТС17) , гайки,конического колеса(ТС47) , г-чгпа.
каретки (ТС19... TC2t) , опор скольжения ходового валика каретки
(ТС22,ТС23,ТС48),механизма резцедержки (ТС24),опоры скольжения
оси маховика фартука (ТС25),направляющих мостика задней бабки
(TC2G, ТС27) , механизмов редуктора. перемещения задней баокн
(ТС28... ТСЗО), подшипники, винтовые пары, опоры винтов пжноли по-
движного люнета(ТС31. ТС34),подшипники,винтовые пары.опоры
винтов пиноли неподвижного люнета (ТС35,ТСЗб, ТС39,ТС41,ГС42).
1Hub. 00. шо P.'J
Смазка. осуществляется с помощью ыас.непок (МСЧ 11020, ,3,МС25...
МС28) ручным шприцом, jтри этом масло поступает сьизочг точ-
кам.
Масло,накапливающееся в емкости Б10,сливается через гие
05.
10) фитильной системой смазки правой опоры ходового г-ггта
(ТС15) и ходового вала (ТС16), состоящей из емкости БИ и .^яти-
ля;
11) периодической системой густой а^азки роликов неподвиж-
ного люнета (ТС37,ТС38.ТС40), подшипников шкива бабки передней
(ТС43), механизма перемещения гопюли бабки задней (ТС44),
механизма редуктора быстрых ходов суппорта (IC45),
осей сменных зубчатых колес (ТСЗ).
Осуществляется набивкой смазки "Лита" в смазываеыле точ1си.
12) Ходовой вал смазывается периодически поливом из нас-
лешси вручную.
13) Смазка зубчатого венца патрона (ТС46) осуществляется
с помощью масленки МС29.
7. 4.1. Места заполнения смазки шприцем окрашиваются в крас-
ный цвет.
7. 5. Указания по монтажу и эксплуатации системы смазки.
7. 5.1. Перед пуском станка необходимо:
1) заполнить емкость Б1 бабки передней через воронку за-
ливную В1 маслом Индустриальное ИГП-30 ТУ38101413-78 в коли-
честве не менее 65 л.
Контроль за уровнем производить по маслоуказателю УУЖ1;
2) заполнить емкость БЗ коробки подач через воронку за-
ливную В2 маслом Индустриальное ИГП-30 ТУ 38101413-78 в коли-
честве не менее 8 л. Контроль за уровнем производить- по масло-
указателю УУ1К2.
3) заполнить емкость Б5 фартука через воронку заливную ВЗ
маслом Индустриальное ИГП-30 ТУ38101413-78 в количестве не ме-
нее Зл. Контроль за уровнем производить по маслоуказателю УУЖЗ.
4) залить через воронку заливную В4 масло Индустриальное
ИГП-30 ТУ38101413-78 в трех положениях резцовых салазок при сле-
дующих расстояниях между торцами Б( см. рис. 5.1) поворотной части
и резцовых салазок.
45 и 88 мм - в опору скольжения зубчатые колеса£ТС8) и в ко-
ническую передачу (ТС11);
135 мм в емкость Б7 нижней части суппорта (ТС9) и в направ-
ляющие поворотной части (ТС1О);
195 мм винтовую лару верхнего суппорта (ТС12) при этом рез-
цовые салазки смещать в сторону задней бабки. Расход смазки в
количестве 0,03 л в каждом положении.
5) залить через заливные воронки В7 в пиноли и В8 в корпусе
задней бабют масло Индустриальное ИГИ 30 ТУ38101413-78 в коли-
честве по 0,025 л.
6) заполнить емкость Б11 заднего кронштейна станины наслои
Индустриальное ИГП-30 ТУ38101413-78 в количестве 0,04л.
52л—
1Нб5:оо, oio га
7) залить масло Индустриальное ИГП-30 ТУ38101413-78 в каждую пас-
МНКЦГМ-&10,ТЫЪ{нс25...№Ъв количестве 0,01 л,а масленку НС 29 - 0,015л.
8) заполнить емкость Б9 ручного насоса,.через воронку залив- .
ную В5 маслом Индустриальное ИГП-50 ТУ38101413-78 в количестве 0,2Д.
9) смазать направляющие станины поверхности ходового винта и
ходового вала маслом Индустриальное ИГП-30 ТУ38101413-78
10) набить смазку "Лита" в точки смазки ТС37,ТС43,ТС44.ТС45
11) снять верхнюю крышку передней бабки,отсоединить от мас-
лораспределителя насоса верхнюю трубку,залить масло в насос че~
рез маслораспределитель.
Затем подсоединить TpyOicy (или ввернуть пробку), установить и зак-
репить крышку.
7.5. 2. При работе станка контролировать:
1) подачу масла насосами по маслоуказателям МУ1___МУЗ.
2) уровень масла по маслоуказателям УУЖ1... УУЖЗ.
3) наличие масла и уровень масла по маслоуказателю МУ4.
ВНИМАНИЕ!
ПРОВЕРЯТЬ РАБОТУ СИСТЕМЫ СМАЗКИ КОРОБКИ ПОДАЧ
ПО НАЛИЧИЮ ПОТОКА МАСЛА В МАСЛОУКАЗАТЕЛЕ МУ2
РЕКОМЕНДУЕТСЯ ПЕРЕД НАЧАЛОМ РАБОТЫ ПРИ ЧАСТОТЕ
ВРАЩЕНИЯ ШПИНДЕЛЯ НЕ МЕНЕЕ 357 об/мин В ТЕЧЕНИИ
3... 5 минут.
Рекомендуется при длительной работе станка с малыми подачами
для обеспечения хорошей смазки направляющих станины периоди-»
чески производить два-три быстрых перемещения каретки по ста-
нине , предварительно перед каждым перемещением сделав вручную
три-четыре двойных хода плунжера насоса HP.
Смену масла в емкостях Б1,БЗ,Б5 производить первый раз после
150ч. работы,затем через каждые 2000ч. работы станка но не реже
одного раза в шесть месяцев.
При резьбонарезных работах обеспечить поступление масла .на хо-
довой винт с помощью регулятора подачи смазки РПС.
Для повышения равномерности и плавности перемещения каретки,
рекомендуется в качестве- смазки направляющих станины приме-
нять масло ИНСп-40.
В зимнее время в случае заметного повышения вязкости против
нормальной,а таюле для уменьшения перебегов суппорта рекомен-
дуется использовать масло с более низкой вязкостью,например,
"Индустриальное ИГП-*3.
Применение масел с повышенной вязкостью вызывает замедленное
расцепление дисков муфт и вследствии этого перебеги суппорта
после отключения или реверсирования его движения.
Для повышения равномерности и плавности перемещения суппорта,
что особенно важно при резьбонарезных работах,рекомендуется
в качестве смазки ходового винта и направляющих станины при-
менять антискачковое масло ИНСп-4(7, которое заливается в ем-
кость Б5.
При переходе на другой сорт масла необходимо произвести 2-х
кратную промывку индустриальным маслом ЛТП-18 ТУ38101413-90
направляющих станины,ходового винта и системы смазки.
Замену масла "Лита" в подшипншеах электронасоса производить
с одновременной сушкой электродвигателя при t= 100?.. 110*тра-
дусов не реже одного раза в шесть месяцев.
7.6. Указания мер безопасности.
1Н65. 00. 010 РЭ
ЗАПРЕЩАЕТСЯ! ПРОИЗВОДИТЬ СИАЗКУ ПРИ РАБОТЕ СТАНКА
7.6.1. После подключения станка к электросети на холостом
ходу проверить работу системы смазки по указателям МУ1... МУЗ,
УУЖ... УУМЗ.
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗАТЕЛЯХ
РАБОТА НА СТАНКЕ НЕДОПУСТИМА
7. 7. Перечень применяемых смазочных материалов и их аналогов
указан в табл. 7. 4.
Таблица 7.1.
Перечень элементов системы смазки
Поз. обоз- Приме-
качение Наименование Количество чание
см. рис. 7.1
Б1...Б12 Емкость 12
В1...В7 Воронка 7
К1 Клапан предохранительный
10/0,8 1
MCI... МС28 Масленка 3.2.2. УХЛ1
Г0СТ19853-74 28
МС29 Масленка 1М65.19.100СН 1
МУ1. ..МУ4 Маслоуказатель 4
НП Насос пластинчатый
С12-4М-10 1
Н1...Н2 Насос плунжерный 2
HP Насос ручной 1
СЖ1...СЖ5 Слив масла 5
TCI... ТС49 Точки смазки 49 См.
табл.
7.2
УУШ...УУЖЗ Указатель уровня масла 3
Ф1...Ф4 Фильтр 6
РПС Регулятор подачи смазки 1
1(1(55.00. ОЮРа.
КЛГТА СМАЗКИ J
Таблица 7.2
if точек схеме сн.рис 7.1 Объект смазки Смазочный материал Способ смазки Перио- дич- ность смазки Расход смазоч- ного ма- териала за уста- новлен- ный период
ТС1 Шпиндель I i ые под- шипники и меха- низмы Пасло Индус- триальное НГП -30 ТУ 3610.1413- 71 Цирку- ляцион ный 3 Непре- - рывпая
ТС2 Муфта электрона!’^ питная То же То же То же
VI из Оси сменных зуб- чатых колес Смазка "Лита" ; Порно- тпческн! •Ежед- Ч пенно 0,46 л
ТС4 Подшипники и ме- ханизм!:’ .коробки подач Масло Индус- триальное ИГП-30 ГУ 36101413-7( Цирку- ляцион- ный 1 | Непре- - ровная
ТС5 Паправляки,<; ’ ста пины под каретку Гас.-о Индус- триальное ИГИ-49 Перио- дичес- кий Ежед- невно 0.10л
ТС6 Направоaicv.'ji<? ка- ретки под ирижнм- •ные планки то То же То же 0,05 л
ТС7 Подшипники и ме- ханизмы фартука Масло Индус- тпиольпое ГГП-ЗО ТУ38101413-71 Цирку- лицнон ный Непре- рывная
vTC8. ТО-! Опоры скольжения зубчатых колес, направлю ;.цне ка- ретки под нижнюю часть суппорта, то же Фитиль ный Ежед- невно 0,09 л
/ ТОЮ. ТС 12 пзнрэвляк'дне по- воротной части,ко- 51 >:<!.есная >п ередача и винтовая пара суппорта Перио- дичес- кий То же О,«9 л
Т <113 ПодшишЬ гк передне# опоры шпинделя задней бабки i то же 0,025л
V ТС14 Подшип ники задней опоры шпинделя,- муфта зубчатая, имнтоват л ipa, ФФОЛо 0,025л
TL’lb, ТС 16 (.«поры ходового винта и ходового вала Фитиль- ный 0,015л
vTC17 Опора ходового зхнта салазок суппорта 1 Перио- дичес- 0,010л
01 ор:>
>.ii v11л 7
u точен ио схеме см.рис 7.1 Объект смазки Смазочный материал Способ с ми,чип ! Ю- дич НОС - ь смазки Расход смазоч- ного ма- териала за уста- новлен- ный период
'/TCIS Винт и гайка ка- ретки Масло Индус- триальное Перио- дичес- Ежеднев- но 0,010л
\ДС19.. ТС21 Опора ходового винта каретки ИГП-30 ТУ 38101413-71 кий 3 то же 0,015л
VTC22, ТС23, ТС43 Опора скольженил ходового валика каретки то же _ г». 0,015л
vTC24 Механизм резце- держки то же _Tf_ 0,020л
VTC25 Опора скольжения оси маховика фар- тука 0,005л
tzTcse, ТС27 Направляюще мос- тика задней бабки 0,020л
vTC?n Редуктор _Н— , т* 0,025л
TC31. v TC34 Подшипники, вин- товые пары, опоры винтов пиноли подвижного люнета _ ?Г— 0,030л
TC35r . , TC36, v TC39. TC41, —J&42 Подшипники, вин- товые парч, опоры винтов пиноли не- подвижного люнета Перио- дичес- кий Ежеднев- но 0,030л
TC37, TC38, TC40 Подшипники роли- ков неподвижного люнета Смазка "Лита" то же 4 раза в го;< 0,030кг
TC43 Подшипники шкива бабки передней То же То же 0,150кг
TC44 Механизм переме- щения пиноли баб- ки задней _w_ 0,100кг
TC45 Механизм редуктора быстрых ходов суппорта 0,050кг
VTC46 Зубчатый венец патрона Масло Индус- триальное ИГП-30 ТУ38101413-7Ь г Ежед- невно 0,020л
V 1047 Опора скольжения конического коле- са каретки То. же То же 0,01.5 л
v TC49 Сменные зубчатые колеса Фитиль- ный пе- риод}!- 1 ческий| __ ?г_ 0,06 л
Перечень возможных нарушений в работе системы смазии при-
веден а таблице 7.3
Таблица 7.3
Возможное нарушение Вероятная причина 1 Метод устранения ! Примечание i
Отсутствие потока масла в маелоуиаза- теле^МУ!. Отсутствие Выход из строя насоса. Вытекло масло из насоса НП. Засорение фильтра Ф1 или клапана. К4 Поломка пружины Заменить насос Залить в насос масло. Промыть фильтр или клапан: Заменить. пру-;
потока масла в- маслоуказа- телях МУ^МУЗ плунжерного насоса Засорение или вы- ход из строя кла- панов насоса. Засорение фильтров ФЗ, Ф4-. Засорение масло- проводов. 1 хины. Промыть или заменить кла- пан. Промыть ’.фильт- ры. Промыть масло- проводы.
Таблица 7.4
Страна, Фирма f i 1 Марка смазочного м атериала
I
l Масло Индустриальное. 1 Смазка I
i ТУ388101443-78 ! n Jlu.ma.'r I
Россия r 1 —i " Г ИНСп-40
J ИГП -30 Г ИГГГ - 18 1 I
4 - 1 f -
1 1 1 *-
Shell Witrea-oi] 27 Y i t rea oil 311 Mobil gredSe ITonna
Mobil i Vacualine ! ' BRB Zero loll 27
I Light I I 1Vacua!ine
I I I 1140 a
I J I lYactra N 1
T _J I 4- -i -
L 1 • 1 J
АНГЛИЯ I J 1 DTP - 783 1
I r 1 DEF - 2261А 1
I 1 г DTD - 5609 I
T 1 1 _ T -
1 J 1 J
ЕЗЗО I Telига 43 1 I Beacon 1
I Cdray 45 1 1 p - 290 1
T I I 1
X I 1 I
British! Energol 1 Energol | I Energol
Petrole - CS65 I CS1D0 ( I Hp IOC
urn 1 I I 1
1Н65. 00.016 PJ
8. ХРАНЕНИЕ
8.1. Станок в транспортной таре хранить в условиях: 2(C) ГОСТ 15150-69 для
усеренного и холодного климата.
8.2. Предельный срок хранения стайка в транспортной таре до переконсервации указан в
у; обочном листе.
9. ПОРЯДОК УСТАНОВКИ И ПУСК
9.1. Особенности и меры предосторожности при распаковке. Смотри инструкцию по
распаковке оборудования УО1.00.000ДП (в наружном кармане упаковочного ящика).
9.2. Особенности и меры предосторожности при транспортировке.
«Перед транспортировкой станка необходимо наружным осмотром проверить его состояние,
размещение узлов на станине, согласно рис. 9.1, 9.1а, 9.16 и надежно закрепить
перемещающиеся части»:
- каретку с суппортом - при помощи винта крепления 59 прижимной планки каретки п
замыканием маточной гайки рукояткой 21 (рис.5.1);
- люнет неподвижный - при помощи гайки крепления его к станку;
- крышку неподвижного люнета - при помощи откидного болта и гайки;
- бабку заднюю - при помощи болтов и гаек крепления ее к станине и опускания упора в
литую рейку станины рукояткой 27 (рис.5.1)
- поддержек ходового винта и вала - рукояткой закрепления их к станине;
- поперечных салазок (при упаковке станка в ящик) - стопорением гсшна винтами.
Кроме того необходимо проверить надежность закрытия дверец электрошкафа,
фиксации защитных кожухов и экранов, дверцы кожуха сменных зубчатых колес станка.
Между канатами и острыми углами станка в соответствующих местах применять
деревянные бруски с размерами 80x90x500 и 80x100x500 мм.
9.3. ’Перед установкой станка необходимо тщательно очистить от консервационных
смд»ок наружные и. внутренние, закрытые кожухами, щитками, крышками, обработанные
поверхности, з том числе поверхности разъема задней бабки и мостика, клцнья каретки и
суппорта, конусные поверхности шпинделя и патрона.
ЗАПРЕЩАЕТСЯ ПЕРЕДВИГАТЬ КАРЕТКУ, СУП ПОРТИ ВКЛЮЧАТЬ СТАНОК
ДО ОЧИСТКИ ПОВЕРХНОСТЕЙ! |
9.4. Требования к месту, где будет установлен станок*
Станок на клиньях или клиновых опорах установить на бетонный । фундамент и
закрепить фундаментными болтами. При этом фундаментные болты предварительно
устанавливать. в станине с помощью гаек и опускать в колодцы одновременно с опусканием
станка на подготовленный фундамент. Глубина заложения фундамента принимается в
зависимости от условий -местного грунта и с -учетом весовых нагрузок. Фундаментные болты
(рис.9.2)..опоры клиновые и клинья со станком не поставляются.
Фундамент нс должен иметь оседания или перекосов под наградкой, смонтированного
с га.чка и установленной на нем обрабатываемой детали.
Монтажный (фундамент) и габаритный чертеж станка см. рис. 9.3. 9.4-, 9.4а.
9.5. Способ выверки и требуемая точность при установке станка на фундамент.
Точность работы стайка зависит от его установки. Станок выверяется в обеих
плоскостях по уровню. Отклонение не должно превышать 0.02 мм на д:шне 1000 м в обеих
плоскостях.
После,проверки станка но уровням следуетпроизвеста. проверку 2.12 (см. раздел 12).
IH6S.00.0I0P3
S 6: Открепление частей^ станка, закрепленных'в целях предохранения от перемещения
щ;< 7£?1НСПОрТИрОВаНИИ.
Ьеред запуском станка в эксплуатацию необходимо открепить движущиеся части:
каретку -ослаблегшем стопорного винта 59 (рис. 5-1-Х
2 i бабку заднюю ослаблением прижимных планок поз. I (рис. 5.11) и выводом
j^aiopa поз. 14 (рис. 5.12) из зацепления со станиной;
2; установить рукоятки 33, 35 (рис. 5.1). (Рукоятки упаковываются во внутреннем
$.7. Указания, относящиеся к подготовке и первоначальному пуску станка. Перед пуском
в работу необходимо:
>) ознакомиться с назначением органов управления см. рис. 5.1, табл.5.1;
?,) проверить от руки работу всех механизмов станка, работающих от рукояток и
.•„•дпизмов ручного- управления;
3 > подключить станок к общей цеховой системе заземления;
£j подключить станок к электросети, проверив соответствие напряжения сети
рооборудова! ппо стан ка.
5; Проверить работу' электродвигателя насоса охлаждения, предварительно залив
дающую жидкость в емкость;
снять верхнюю крышку передней бабки, отсоединить от маслораспределитсля насоса
трубку, (для рядовых станков «вывернуть пробку»), залить масло в н,. через
предел и гель. Затем подсоединить трубку (или ввернуть пробку), установить и зак-
./ v крышку.
/'осле подключения станка к сети включить шпиндель на минимальную частоту
..енмя. Обкатать станок в течении часа, постепенно увеличивая частоту вращения и подачи,
i > , обкатки заменить млело в передней бабке, фартуке и коробке подач.
Убедившись в нормальной работе всех механизмов станка, можно приступить к
fi. er о для работы.
9. 8. Выполнить требования, относящиеся к подготовке и первоначальному пуску станка,
изложены в разделе «Система смазки», в части ’Электрооборудование" также
ио технике безопасности и регулированию.
1Н65. DO. 0/0 РЭ
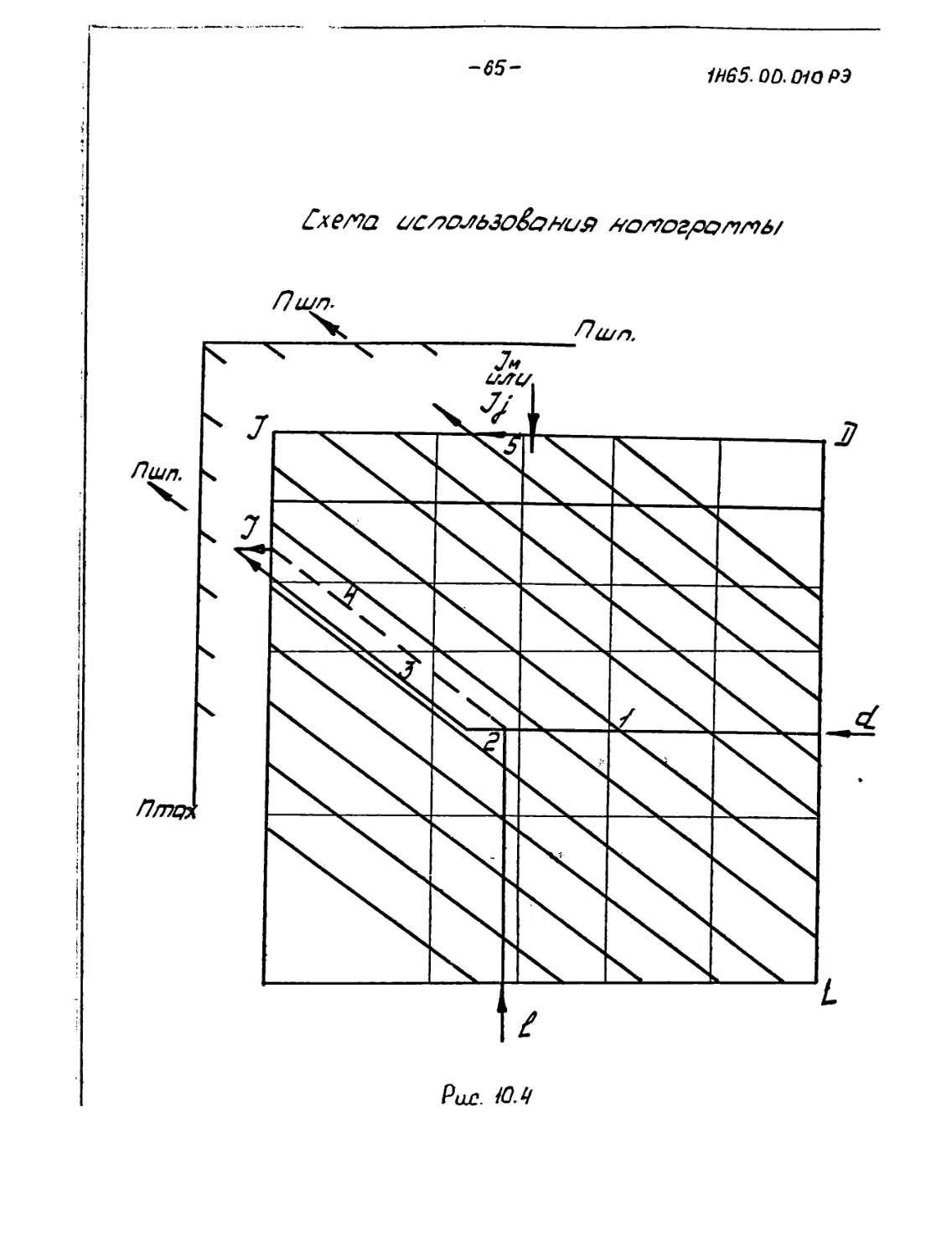
Схема
строповки станков №>,
Ст/еолсгльщик'Строго соб
J инетрс/кс/ин) но гг)ехме '• - с
Зм.р с т ост о Оте/
533 О П СУС МО Ст с/
СостаСол Ороёгрил Зет. от д. гр се - т'Зем x-'Xt' spe~'r_S* Технолог С/г,е^м:. /7о mtxx. СезотгсмосП/
£ > НО О
Угол У должен оыть л/еноиле SO °
Рмц станка мм ^°, мм мм мм У, мМ Стропы L з, мм Уасса сгон- ^5 ‘Усилие xarfi- WM/fi caucus /СГс Диаметр цитамгиаc/j er ало sO rOC7r’O5O-7/cuiu тЗЛООЗЗЗО-7/ фямеге 1ОЙ&Л(^ маната, dx по гост ££?-Ю мм
£
3000 530 /ООО 3400 3600 5650 3650 54оо 6300 4600 Ут-тОо \/г^
5000 /900 0300 4300 3400 6000 5750 5500 5^/00 Зрг>52
Рис. S3
3000
по технике безопасности,
ем. рис. 9.1 Ь
S>
Схеме;, стропо^а. станкоВ мод. 1^65-1; УН65Г-1
Стропальщик,!. Строго содлю^ай схему стропоЬки.
и. инструкцию
400
410
90)
4525
ЭМ
бас
620
800_
11 ой
гзао
1. Угол <L далЖен Быть меньше .
2. Диаметр стальных штанг иъ труд для подъема должен
ЪытЬ не нее; dis 114мм ; ай = Юнн;не о алее-. дз= 79мм; di-38мм
3. Материал штанг Сталь 20 Г0СТ1050-Ы.
Ч, Алина. штанг не менее’. Р-2000 мм t Li ^940мм
5. Вылет штанг до точки. ъахЬата. не более. <—220мм:
^is 1Ц0мм 1 &.=. 180 мм ; 95 мм.
6. Канат 23-Г-Х-с-н 1312(140) ГОСТ2688-80,
7. Алина, канатов, мм; А= 5950 мм. ;Е- 5300 мм) Ж-64 6О мн.
8. Наградки, о точках Qnopt Р8ин.= 5732 дан. Pi дин-2842дан.
9. Масса станка мод. '1Н65-1» 9850 кг.
10- Масса, станка, мод- 'IHdSPI - 10150 кг.
IH65.00. 0/0РЭ
S5d- 'IH65.00 Q1QP3
1. Угол <£. долЖен Быть меньше £0°
2. Диаметр стальных штанг. из mpijS алл подъема, дол-кгн
Sbimb не менее *. di = ПРпн ; dz- Si нм; не ослее dz - бкнн; dy= 51 мн.
Ъ. Материал штанг Сталь 20 ГОСТ 1050-88.
Ч. Алино. штанг не ненее L =2000 мм ; Li = 990 мм.
5. Вылет штанг да точки. захЬата. не долее £= 220мм;
£i = 910 мм ; <?г — 180 мм ; -8з = 95 мм.
6. Канат 28-Г-Т'С-Н 1372 (190) ГОСТ 2882-80.
7. Алцна. канатоЬ fMM: А=ЗБ00 мм;Е=ЪЧ50 мм‘ Ж=7000мм.
8. Нагрузки Ь точках опор'. Рдин.=- 7087 дан, 7^ дин- 9550дан.
9. Масса 13400 кг.
Рас QJd
1Н65.00.010 РЗ
Распорка. I
(со станком не постао ищется)
3
6= 50 НН
_ 3 Винт mis -Sq f55.ee. os т isoe-io
г Планка. От. Зпс Г0СТЗ&0 -И 2
1 Распорка 1
not. Наименование Обозначение Кол. Примечание
Рис. 9. / 6
Бом т ерунда мен тныи
1. покрытие — Хим.Оке.прм.,
2. Длина разверстая 910 мм.
3. * Размер для справок.
4. П14: +-t3/2
зо-в гост25эо-аа
Материал: круг ------------------
45-6-ТГ0СТ1050-8Э
ь. Место маркировки.
Рос. 9.2
Монтажный (фундамент) и гадаритныи. чертеэ/е станка (РМЦ 3DDD мм)
т
г
с JIT'
/QO5
гзо
А ~~ к nabipuymo
е»
6/40
/200
ЮО
4D0
4го
£3
ж
700
/гоо
Qttopaj'jwj
J/50__
гозо
—w Контур фундамента
•-- Контур станка
-----Открывающиеся и перемещающиеся части станка.
Место подхода электроэнергии.
1. - a~ t/
ГяуЬина залоэгсения (рундам&нта ttL усто-
наЬлиоОетсц Ь зависимости, от грунта.
Ъ. £>hicoma до места поу&а^а электроэнергии.
I) электрашкадз 700 мнг.
/200
______27/0
5930
/200. 59.0
600
o75Z? . <j£
, /2 кмоЭцВ^
Рис. 9.3
1Н65.
<3
в
<5
<□
ОГ
ч
Б
Монтажный (фундамент) и габаритный чертеж станков 1Н65-1,1Н65Г-1
Условные обозначения:
.... контур фундамента
---------- контур станка
------------открывающиеся и перемещающиеся части станка
®-----------место подвода электроэнергии
1.±t2/2.
2.‘Глубина заложения фундамента 'L'
устанавливается в зависимости от грунта.
З.Высота до места подвода электроэнергии в
алектрошкаф 700 мм.
1Н65.00.010Р!
-i>V i,
ly РЯДОК РЛЬОТЫ
10.1. Настройка необхопимои частоты EPauiei шпинделя, ее-
пичины подачи и шага нареза ./мои резьоы ук за заеле 5.
Скорость резания при раооте на станке не должна превышать
м/с.
Плавность движения каретки поперечных и верхни;, салазок
ооеспечивается при скоростях перемещении свыше а мм/мин.
10.2. Настройка коробки подан на подачу или нарезание
резьоы производится в соответствии с таблицами в следующем по-
рядке <см.рис.5.6).
1) рукоятку 12 перевести в положение "Ходовой винт" для
нарезания резьб или в положение -В или Г для работы с подачей;
2) рукоятку 7 перевести е положение /I — для нарезания мет-
рической, дюймовой резьб или для работы с подачей или в положе-
ние б - для нарезания модульной и питчевой резьб.
3) рукоятки 9 и 40 установить согласно закрепленным на
станке таблицам на требуемую пезьбгу или подачу, подведя соот-
ветствующую цигору на ее диске под указатель^
10.3. Формулы настройки станка
10.3.1. Нарезание нетабличных резьб:
1 t нар.
метрических — i см ~
2 . t табл.
44 44 m нар.
модульных - i см =---------.--------
58 85 m табл.
1 п табл,
дюймовых — i см =
2 п нар-
44 44 Р^
питчевых - 1 см =----.—-------
58 85 Р ндр
где I см — передаточное отношение сменных зубчатых колес;
t нар — шаг нарезаемой резьбы:
t табл. шаг резьбы, на который настраивается коробка
подач по таблице;
m нар. - модуль нарезаемой резьбы:
m табл.- модуль резьбы, на который настраивается короока
подач по таблице;
п нар- - число ниток на дюйм нарезаемой резьоы^
и табл. - число ниток на дюйм резьбы, на которое настраи-
вается коробка подач по таблице;
Р нар- - нарезаемый шаг в питчах;
Р табл. — шаг в питчах, на который настраивается коробка
подач по таблице.
1Н65.00.010РЭ
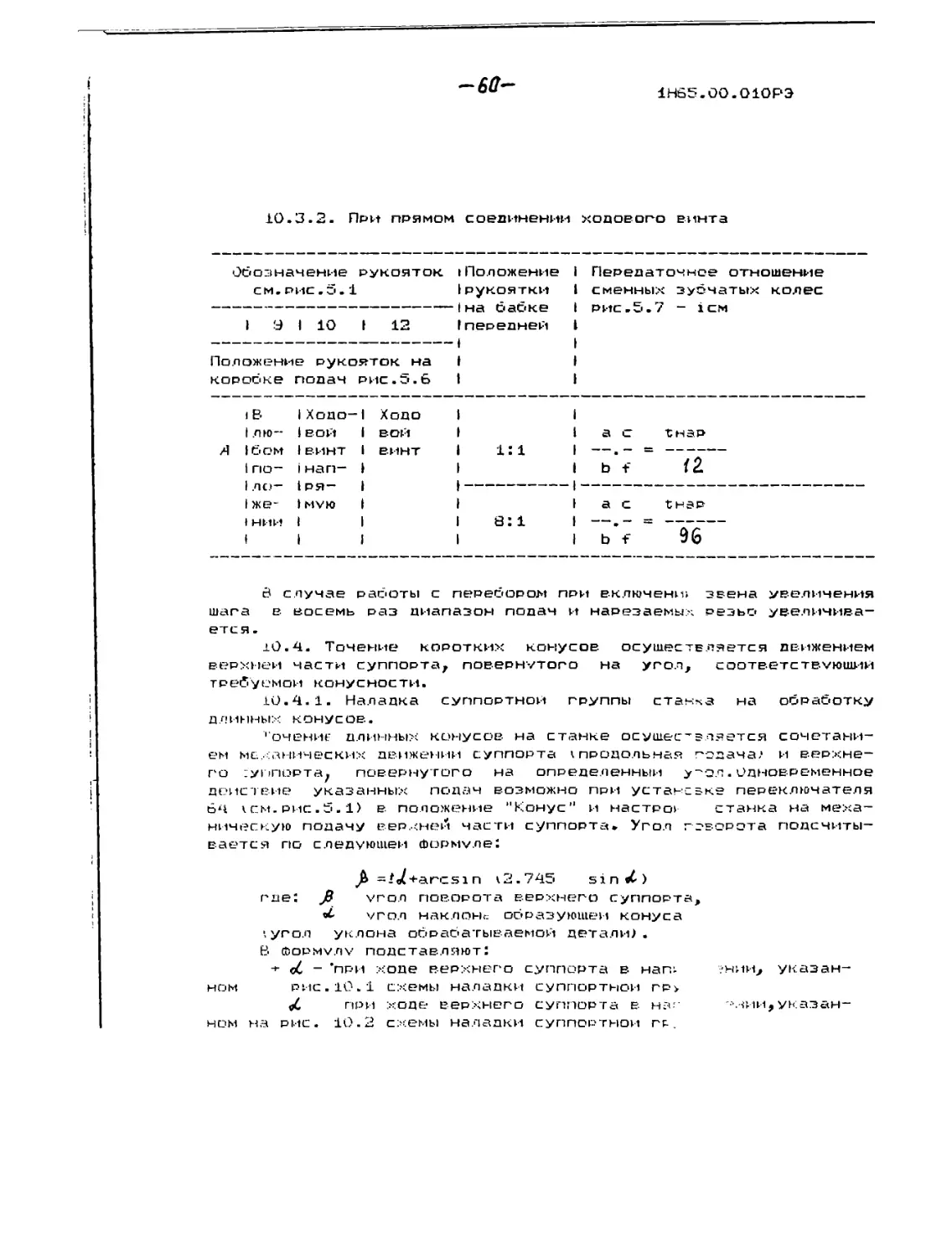
10.3.2. При прямом соединении ходового винта
Обозначение рукояток см.рис.5.1 1 Положение 1 рукоятки 1 на бабке f передней 1 1 Передаточное отношение 1 сменных зубчатых колес 1 рис»5.7 - 1см
1 Э 1 10 12
Положение рукояток на коробке подач рис.5.6 iB IXoao-l Ходо 1 1 1
1 ЛЮ- 1 вой вой 1 1 а с tHSP
4 16 ом i по- 1 винт i нап— винт 1 1:1 I 1 b + tz
1 ло— 1 же- i ря— 1 МУЮ f 1 1 а с t нас
1 ним 1 1 1 1 8:1 1 1 b f = " ie”
В случае работы с перебором при включение звена увеличения
шага в восемь раз диапазон подач и нарезаемых резьо увеличива-
ется.
±0.4. Точение коротких конусов. осуществляется движением
верхней части суппорта, повернутого на угол, соответствующий
требуемой конусности.
10.4.1. Наладка суппортной группы станка на обработку
длинных конусов,
•оченир длинных конусов, на станке осуществляется сочетани-
ем механических движении суппорта к продольная подача,' и верхне-
го гунпорта^ повернутого на определенным у-'□л. Одновременное
действие указанных подач возможно при установке переключателя
64 кем.рис.5.1) в положение "Конус" и настрой станка на меха-
ническую подачу верхней части суппорта» Угол поворота подсчиты-
вается по следующей Формуле:
£ = l<Z+arcsin k2.745 sinZ)
где: >9 угол поворота верхнего суппорта,
угол наклоне образующей конуса
, угол уклона обрабатываемом детали).
В формулу подставляют:
ч- с4 - ’при ходе верхнего суппорта в нап^ ?нии, указан-
ном рис.10.1 схемы наладки суппортной гр>
«б при ходе верхнего суппорта в на; •.ими, указан-
ном на рис. 10.2 схемы наладки суппортной гр.
4 О.01ОРЭ
Рис .10.1,
Рис.10.2
Для обработки наиболее часто применяемых в машиностроении
конусов углы установки верхнего суппорта привепены в таолиив
10.1.
Для облегчения пользования формулой рекомендуется пользо-
ваться прилагаемой расчетной таолииеи 10.2.
10.4.2. Пример расчета
Требуется проточить конус на детали с углом наклона об'Ра—
зуюшеи/= Iе 0Э *45 п
Желательно работать согласно схемы наладки суппортной группы
на рис.10.1.
Определяется, угол поворота верхнего суппорта.
Я = таге sin (2.7454 sin<Z>
1) По таблице натуральных значении тригонометрических
функции находятi
/ 6 / И
sin sinl 0Э 45 = 0,020о0
2> Определяют значение:
62
1Н65.00.010РЭ
2.7454sinZ = 2.7454.x 0.02000^0.05491
3> По той же таблице определяют соответствующий угол:
arcsinO.05491 = 3*08*52"
4) Полученные значения подставляют в Формулу и получают:
л в г ч t > И > I л
Ji = 1*08 45 + 3 08 52 = 4 17 37
Таким образом, чтобы обработать конус, имеющий уклон =^1*
08*45£совместным движением каретки вдоль станины и верхней час-
ти суппорта,необходимо последнюю повернуть на уго.лД=4* 17* 37"
настроить станок на механическую подачу верхнего суппорта и уп-
равлять движением рукоятки 23 \см.рис.5.1>.
Отвод резца вручную от обработанной поверхности и установ-
ку его на глубину резания производить при отключенном суппорте
рукоятками 37 и 34 (рис.5.1> так же, как при обработке коротких
конусов.
Таблица 10.1
Установка верхнего суппорта при обработке
наиболее частоприменяемых в машиностроении конусов
Конус-1 1 Угол 1 1 1 1 Угол постановки
ность t Угол 1накло- 1 1 1 1 верхнего суппорта
"К" 1конуса 1на об— 1 1 1 arc sin 1 1
или 1 2 |разую— 1 Sin„/ I2,7454x 1 (2.7454х1При ходе|При ходе
назва-1 1щей ко— 1 IxSin^ 1 xSinZ) 1верхнего(верхнего
ние 1 1нуса^ 1 1 1 1 суппорта(суппорта
кону -1 1 1 i 1 1в направ!в нэпрй-
сов 1 1 1 1 1 1лении, (влении,
1 I 1 1 1 1указанн.1указанн.
1 1 1 1 1 1на схеме1на схеме
। 1 1 1 1 1 наладки 1 наладки
1 1 1 1 1 1 рис.10.11 рис.10.2
1:200 10*17*13"0*0б' 37"0,0025010,00686 10*23 36" 10*32 * 13" 10*14* 59"
t I I I I I I
1:100 10*34*23"0*17'12"0,0050010,0137310е47*12"IIе04*64 ю’зо’оО'
I I I I I I I
1:50 11° 08* 45"О* 34* 23"0,01000 10,02746 IIе 34'25" 12*08'48" 11е 00*02"
I t, I I I I I ।
1:30 II 54*35"0*57’ 18"0,016=7 10,04577 12*33*18“ 13®30'36" 11*36*00"
I I I I I I I
1:20 12* 51* 51 "1* 25* 56"0,02500 10,06864 13*56* 09" 13* 22 '05 " 12' 30'13 "
МоРзеО 12*58* 54"1* 29* 27 "0,02202 10,07144 14* 05'48" 15*35'15" 12*36*21"
-------1-------।-------।----------------1---------1--------1--------
Морзе! 12* 51' 26"1С 25* 43"0,02-з?3 10,06845 13* 55.'29" 15*21' 12" 12* 29 *46"
-------1-------|-------।-------1--------1---------;--------1--------
Морзе2 12* 51' 41"1° 25-' 51 "0,02-гЭ'- 10,06856 13*55*52" 15*21' 43" 12° 30*01
-------1--------.--------1--------;--------1---------1---------1---------
МоРзеЗ 12*52* 32"1* 26* 16"0,02509 10,06889 13*57* 00" 15*23* 16" 12°30'44"
-------1--------।--------।-----------------1---------1---------1---------
МоРзеЧ 12р58*31"1* 29* 16"0,025?о 10,07128 14*05*15" 15*34*31" 12*35*59"
-------1--------।--------।--------j--------j—--------1---------1---------
МоРзеЗ 13*' 00 53"1 30 27"0,02630 10,07221 14 08 27" I5* l 38 54" 12*38 *00"
-------<___-----(—-------j--------1--------(---------1---------i---------
Морзеб I2C 59* 12 "1 29'36"0,026.8 >0,07155 14*06*11" 15*35*47" 12*36*35"
1Н65.00.О10РЭ
-6Ъ-
Таблица 10.2
в гра- дусах 1 ! t Sin i 1 1 t 1 ( I t I 1 1 1 1 1 1 1 1 1 1 1 1 _ J, 2;745« i I 1 arcSin Л 1(2.7454x ixSin^ ) t 1 1 J 1 Угол постановки (верхнего суппорта,ув
1 (При ходе (верхнего 1 суппорта (в нап- равлении, i указанном (на схеме (наладки |рис.10.1 1 (При ходе 1 верхнего (суппорта । в наи- грав лении, । (указанном (на схеме 1 наладки (рис.10.2
0С 30* 10,00873 1 Г' n (4 о о 1 Iе 23/ 34" tn N tn to и •fr
Iе 10,01745 1 0,04791 1 2* 44' 46" 1 3*44'46" 1 1®44'46"
1®0В' 45 " 10,02000 1 0,05491 1 3* 08’ 52" 1 4* 17* 37” 1 2®00'07"
Iе 30' 10,02618 1 0,07188 I 4* 07* 19" 1 5® 37* 19" 1 2®37*19"
10,03490 1 0,09582 1 5® 29' 55" 1 7* 29' 55 " U о to CD tn tn
2е 30* 10,04362 1 0,11976 1 6е 5521 42 ” 1 9® 22 * 42 " 1 4*22'42"
3* 10,05234 1 0,14370 I 8* 15’43" 111® 15' 43" 1 5®15'43"
3е 30* 10,06105 1 0,16762 1 9® 38'f 58" 113®08'58" I 6®08*58"
4* 4® 30* 10,06976 1 Of 19153 111® 02 32" 115®02'32" 1 7® 02'32"
10,07846 1 0,21542 112® 26* 25" 116* 56'25" 1 7®56’25"
5 е 10,08716 1 0,23931 Г13* 50’45" 118* 50* 45" 1 8® 50* 45"
5е 30* 10,09585 1 0,26317 115* 15* 30" 120е 45*30 " 1 9*45*30”
6е 10,10453 1 0,28700 116° 40* 42" 122® 40 * 42 " 110®40*42"
6е 30* 10,.11320 1 0,31080 118® 06* 27" 124*36* 27" 111® 36'27"
7е 10,12187 1 0,33461 119® 32* 56 " 126® 32'56" 112* 32'56 "
7® 30* 10,13053 1 0,35838 (21® 00* 03" 128®30* 03" 113*30'03 "
8е 10,13917 i 0<38210 122* 27* 51" 130® 27* 51" 114®27*51"
8° 30* 10,14781 » 0,40583 123® 56' 36" 132® 26*36 " 115® 26*36 "
9® 10,15643 1 0,42949 125* 26* 07" 134* 26' 07" 116® 26' 07"
9® 30* 10,16505 1 0,45316 126* 56' 48" 136®26* 48" 117*26*48"
10" 10,17365 r 0,47677 128® 28'28" 138®28'28" 118® 28*28"
10° 30 10,18224 1 0,50036 130® 01* 25" (40® 31* 25" 119® 31* 25"
11® 10,19081 1 0,52389 131® 35' 36" 142° 35’36" 120® 35’36 "
11* зо’ 10,19937 1 0,54739 133® 11J 17" 144® 41* 17" 121® 41 17"
12° 10,20791 1 0,57084 134® 48 32" 146е 48*32" 122® 48*32"
12*30*' 10,21644 1 0r59426 136® 27* 36 " 148® 57* 36" 123® 57* 36 "
J________________I_____________________I__________________1—________________L
10.4.3. Определение предельно допустимых частот вращения
обрабатываемых крупногабаритных деталей.
Для определения предельно допустимых частот вращения шпин-
деля при обработке крупногабаритных деталей необходимо пользо-
ваться номограммой L.-D—0-Пшп*.рис. 1О.З> .
Номограмма имеет шкалы;
D — диаметр детали (участка?;
L — длина детали (участка?
J — момент инерции детали tучастка? для плотности материа-
ла детали j. Приведенная номограмма L-D—J—Пшп построена для
.7=7^85 г/см .
Наклонными линиями на номограмму нанесены линии равных мо-
ментов инерции J для любых D и L.
-G4-
1нб5.оо.маРэ
Рис. Ю- 3
-65-
1H65.0D.D10 РЭ
Схема ислсмьзоСдния номограммы
Рис. ю.ц
। / 1Н65.00.010РЭ
/Порядок работы, с номограммой.
Схема номограммы приведена на рис.Ю.4.
Вариант 1. Сплошная деталь постоянного диаметра с или учас-
ток детали/. /
По заданным d и 1 вспомогательными прямыми 1 находится
точка» соответствующая моменту инерции детали (.участка/ - От
найденной точки линиеи 2 определяется ближайшее ^большее/ зна-
чение допустимого момента инерции детали, соответствующее опре-
деленной частоте вращения шпинделя \находится по прямой □>t ко-
торое и будет предельным максимально допустимым/ для данной
детали.
В случае необходимости определения момента инерции отсчет
его ведется по прямой 4.
Вариант 2. Многоступенчатая деталь и деталь, имеющая от-
верстия, соосные с осью вращения.
Момент инерции таких деталей Jm составит;
J м = i. J i = J
где Ji - момент инерции участка детали, включая отверстие,
если оно есть <.вариант 1 для участка/ :
Ji - момент инерции участка отверстия к вариант 1).
Определенная по всем участкам суммарная величина Jm откла-
дывается на шкале J и от нее линиеи 5 (аналогично варианту а.)
находится предельная частота вращения шпинделя Пшп.
Вариант Плотность детали отличается от расчетной по но-
мограмме.
Расчет J ведется по вариантам а. или 2, а полученное значе-
ние корректируется следующим образом:
J.j = K.j * J
где J.j - момент инерции детали, с плотностью л,
л
KJ = г--------------------
7.85
Для Jj определяется предельная частота вращения шпинделя
<вариант 2).
Примечание; при конфигурации детали, отличающейся от
сплошной детали постоянного диаметра, вес детали то чертежу/
не должен превышать допустимый для станка.
-67 —
,1Нг5 . . “10РЭ
10
-( лидирование
10 .5.1. В процессе эксплуатации станка возни ает необходи-
мость в регулировании отдельных составных частей танка с целью
восстановления их нормальной работы.
10 .5.2. Регулирование подшипник :<в шпинделя •, рис. 10.5)
нис.10.5
Подшипники передней опоры шпинделя регулировать в следую-
щем порядке;
1> снять патрон;
2) вывернуть винты 1 и 2;
3) вывернуть винт 3 и снять сухарь 4:
4> ослабить гайку 5;
5> гайкой 6 оттянуть внутреннее кольцо подшипника для бо-
лее легкого снятия полуколец 7 \
6) свернуть гайку ь с полуколец 7 и вынуть их из паза;
7)распустить упорные подшипники отвинчиванием гаики 8, не
болеег чем на 1/2 оборота;
8> отрегулировать радиальный подшипник передней опоры пе-
ремещением его внутреннего конусного кольца гайкой 5 до величи-
ны отжима Фланца шпинделя в вертикальной плоскости относительно
корпуса передней бабки на 5...10 мкм от нагрузки в 8 кН. Наг-
рузка прикладывается снизу вверх к Фланцу шпинделя через дина-
мометр в плоскости измерения отжима. Мерными плитками или свин-
цовыми прокладками замерить ширину паза под полукольцами 7.
Прошлифовать полукольца в размер паза и установить их;
Э> гайкой 5 подтянуть внутреннее кольцо подшипника и за-
жать полукольцо 7.
1О> навернуть гайку 6 на полукольцо 7 для предотвращения
их выпадания и застопорить ее винтами 2 и 1;
11) отрегулировать гайкой 8 осевой зазор шариковых упорных
подшипников так, чтобы осевое биение шпинделя не превышало
0,015 mmj
12) вставить в паз. гайки 8 сухарь 4 и завернуть винт 3.
Подшипник задней опоры шпинделя регулировать в следующем
порядке:
1) вывернуть винт 10;
-$8-
1Н65.0О.ОЮРЭ
2) при помошм гаИки Э отрегулировать подшипник перемещени-
ем его внутреннего конусного кольца до величины отжима шпинделя
в вертикальной плоскости v задней опоры относительно корпуса
передней оабки на 40..-50 мкм от нагрузки в 8 кН. Нагрузка
прикладывается через динамометр к шпинделю у этой опоры снизу
вверх в плоскости измерения отжима явланеи 11 снять).
При перетяжке подшипника гайкой '<i ослабить, его внутреннее
кольцо. предварительно вывернув винт 10. и регулировку повто-
рить.
3) отрегулировав подшипник, завернуть винт 1О.
После регулировки подшипников шпиндель при выключении его
зубчатых колес должен свооодно провертываться от руки, а нормы
точности соответствовать проверкам точности ГОСТ 16097-09»
10.5.3. Выставка оси шпинделя (рис.10.6).
В случае нарушения паралллельности оси шпинделя направляю-
щим станины ослабить все болты крепления бабки передней к ста-
нине и с помощью винтов 1. ввернутых в колодку 2, которая уста-
новлена под бабкой. выставить ось шпинделя и затянуть болты
крепления.
Рис.10.6
Рис.10.7
10.5.4. Установка оси пиноли бабки задней (рис.10.7>.
Поперечное смешение ба заднем производить при настройке
на точение конусов с помощь»? винтов 1. ослабляя один из них и
подтягивая другой.
При установке бабки задней соосно с. осью шпинделя бабки
переднем совместить риски, нанесенные на плотиках корпуса бабки
-69-
J.НЕЛ?. 00 . 01 OP.,
мс- Ось пиноли нтъ только выше оси шпинделя пе-
оеш Проеврк- /=.ется зроводить без предваритель-
„•огрова стаик Ио? ие линии отсчета см. проверку 2.7
в разве. ’’Сведения о прие.-.ке
10.5.5. Регулирование забора в направляющих резцовых сала-
зок суппорта производить след ?шим образом (рис.10.8): ослабить
винт 2. подтянуть клин 1 винном 3 и положение клина зафиксиро-
вать винтом 2.
Шуп толщиной 0,03 мм не должен заходить в зазор.
Р(£С.
10.5.6. Регулирование зазора в направляющих поперечных са-
лазок производить следующим-образом (рис.10.Э): ослабить винт
3, подтянуть клин 1 винтом 2 и положение клина зафиксировать
винтом 3.
Шуп толщиной 0у03 мм не должен заходить в зазор.
Рис.10.Э
-7Z?-
1Н85.ОО.ОЮРЭ
10.5.7. Регулирование зазора в винтовой паре поперечного
перемещения суппорта »рис.10.10).
Увеличение зазора в винтовом паре поперечного перемещения
суппорта, возникающее при износе гаек 1 и 2. устранять следую-
щим ооразом; вывернув винт 3. выбрать зазор поворотом червяка Ч
по часовой стрелке,затем застопорить червяк винтом 3.
Регулировку производить в том случае^ если люфт рукоятки
превышает четыре деления по лимбу поперечного суппорта.
А-А
Г1
Рис. IQJO
10.5.р. Регулирование зазора в винтовом паре перемещения
резцовых салазок \рис.10.11>-
Рис.10.12
рис.10.11
7/
1Н(,-
ОРЗ
ЗаЗОРД в ВИНТС' ии
пе земеиения ->езипвь.
jm :
по/.
HVTL KPI:
ме/ :ния
.юшве при наносе гае/
HVTb винты 3, снять :Щ|К
’нты 6, затем повернуть с
4 . Регулировку пг ../изводить
салазок, превышающе
устранять следующим
Ч, ославить винты
цо упора и привер-
л ю готе рукоятки пепе
•лении по лимбу.
1С>. -улирование предо:/. /тельной муйть. в фартуке
(рис.10.13
Враь:=н 1 ослабит»- сжать пружину 2 и проверить
работу 'юшиь метопе Включить станок при оборотах
шпинделя п=к. об/мин и подаче ’0=0,51 мм/ой. Пр /ожить к каретке
усилие ЗО-Зч кН (3000—3400 ..Нс). Тонка приложения усилия на ка-
ретке ориентировочно находится в внвргикальнои плоскости, про-
ходящей через ось центров.
10.5.10. Регулирование зазоре?, на/ -.ьляюши/ ма очной гайки
ходового винта <рис.10.13).
Рис. 10.13
При увеличении зазора в направляющих ослабить гайки 3,
подтянуть планку 1 винтами 2 и затянуть гайки 3. Щуп толщиной
0.04 мм не должен заходить в зазор.
10.5.11. Регулирование и схема расположения
лей электромагнитных муфт Фартука (рис.10.14).
qul3 А
шеткодержате-
1— щеткодержатель электромагнитной муфты продольного пере-
мещения суппорта справа-налево;
2— щеткодержатель электромагнитной муфты продольного пере-
мещения суппорта слева—направо;
-72-* 1нь5.оо.оюрэ
3 — щеткодержатель электромагнитном муюты перемещения суп-
порта от оси центров станка на paooseroj
Ч- щеткодержатель электромагнитном муфты, перемещения суп-
порта от рабочего к оси центров станка.
В случае отказа в-раооте электромагнитных муфт Фартука не-
обходимо выключить станок, вывернуть щеткодержатель неисправном
мушты и проверить плавность перемещения щетки в держателе, а
также проверить прилегание ее к токосъемному кольцу муфты.
10.5.12. Регулирование натяжения ремней главного привода
(рис.10.15)
Рис-10.15
При уменьшении с течение* времени крутящего момента шпин-,
деля,следует проверить натяжение ремней 1 клиноременной переда-
чи главного привода 4 Если ремни ослабли, их следует подтя-
нуть.
Для этого следует снять кожух сменных шестерен, отпустить
на полоборота винты 2 и гайки 3 крепления подмоторной плиты 5«
Винтами б отрегулировать натяжение ремней до получения на
шпинделе заданного крутящего момента. и вновь закрепить подмо-
торную плиту.
10.5:. 13. Регулировка торможения ходового вала (рис.10.16).
Если при ускоренном перемещении суппорта вращается ходовой
вал, неооходимо вращением винта 1 поджать пружину 2 до прекра-
щения вращения ходового вала.
Рае. Ю. 1G
---72а----
1Н65.(ГО. 010РЭ
10.5.14. Устранение люфта в направляющих конусной линейки
(рис.10.17). /
Выборка^ люфта ползуна 1 и линейки 2 осуществляется нри по-
мощи клина 3 и винта 4.
Устранение люфта внаправляющих "’ласточкин хвост“ осущест-
вляется при п/омощи клина.5 к винта 6.
Рис. 10.17
— 73-
00. 01 ОРЭ
11 СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ
11. 1. При заказе запасных частей необходимо указать следу-
ющие данные:
1) модель и заводской номер станка
2) номер детали и данные указанные на ней
3) номер рисунка, наименование сборочной единицы, позиции
деталей, помещенные в каталоге запасных частей станка, который
поставляется при его заказе за отдельную плату.
Комплектующие изделия (подшипники,электроаппаратуру и
т.п.) целесообразно приобретать по типу или номеру,нанесенным
непосредственно на них с указанием основных данных.
11.2. Схема расположения подшипников би.рис.5.4.
11.Э. Перечень подшипников приведен в табл. 11.1.
Таблица 11.1
Условное обоэна- 1 Куда входит (обоэначе- 1 Кол- 1 Примечание
чение подшипника 1 ние составной части) 1 рис.5.4 1 во 1 1 (
Подшипник 107 ( Фартук 1 1
ГОСТ 8338-75 1 поз.241;243;251 1 - . 1 6 1
Подшипник 108 1 Фартук 1 1
ГОСТ 8338-75 1 поз.256 1 2 1
Подшипник 114 ГОСТ 8338-75 (Коробка подач поз.228 1 1 2 1 1 (
1 — — — — — — — — — — — — — — — — .
Подшипник 206К ГОСТ 8338-75 (Бабка передняя поз.208 1 1 2 1 1 (
(Фартук поз.250,252,255, 1 10 (
1 257,258 I t
Подшипник 207 (Фартук поэ.240,242,244,246 И 4 1
ГОСТ 8338-75 1 1 - — — — — — — — — — — — — — — — - — — - — - 1 1
Подшипник 208К (Коробка подач поз.227,230, 1 5 1
ГОСТ 8338-75 1238, 276 ( I
(Фартук поя.245,247 » / 1 4 1
•— —— — — — — — — — — — J - Подшипник 20071081 Коробка подач поз.229 Г 1 1
ТУ37- 008. Ю7-80 t 1 1 1
> (Бабка передняя поз.201 » 2 Г
Подшипник 210 1 1 1
ГОСТ 8338-75 1 Коробка подач поз.223 I 1 1
1 Бабка передняя поэ.222 1 1 1
Подшипник 211 1 1 1
ГОСТ 8338-75 (Коробка подач поэ.225,231, 1 236, 237" } 4 1 1 1
— 14 -
>.>J0.010РЭ
. -ние таблицы 11.1
Условное обозна- чение подшипника Куца ех дит НИЙ с с ?нои ри:. 5.4 Кол- во 1Г 1римечание 1 1
Подшипник 8-212 ГОСТ 8338-75 бабк задняя поз. 262,. v '' 3 1 1
Подшипник 8-213 ГОСТ 8338-75 Коробка подач поз.232,234 1 1 2 1 1 1
Подшипник 217 ГОСТ 8338-75 Бабка передняя поз.200 2 t 1
Подшипник 307 ГОСТ 8338-75 Фартук поз.276 1 1 1 1 1
Подшипник 308 ГОСТ 8338-75 бабка передняя поз.210 1 1 1 1 1
Подшипник ЗОЭ ГОСТ 8338-75 бабка передняя поз.221 1 1 1 1 1
Подшипник 310 ГОСТ 8338-75 бабка передняя поз.202; 213; 220 1 1 3 1 1
Подшипник 311 ГОСТ 8338-75 Подшипник 312 ГОСТ 8338-75 бабка передняя поз.203,211 бабка передняя поз.21Э 1 ( 1 1 1 1 1 -t 1 1
Подшипник 313 ГОСТ 8338-75 бабка передняя поз.209 1 1 1 “ г 1 1
Подшипник 412 ГОСТ 8338—75 бабка передняя поз.117 1 1 1 1 1
Подшипник 3516 ГОСТ 5721-75 бабка передняя поз.118 1 1 1 1 1 1 н 1 " ( 1 1
Подшипник 8108. ГОСТ 7872-8Э Фартук поз.253 1 1
Подшипник 8111 ГОСТ 7872-8Э Фартук поз.23Э 1 1 1 __ 1 1 1 1 1 1 н 1 1 1 1 1
Подшипник 8112 ГОСТ 7872-8Э бабка задняя поз.260 1 1 1 » 1
Подшипник 6-8120 ГОСТ 7872—8Э бабка задняя поз.. 265 i 1 1 " г 1
Подшипник 8118 ГОСТ 7872-8Э 1 бабка передняя поз.216 1 1 1 1 1 1 н- 1 1 1 к
1Н65.0О.ОЮРЭ
Продолжение таблицы 11.1
Условное обозна- ( чение подшипника I к Куда входит ^.обозначе- ( ние составной части) 1 рис.5.4 1 Кол- во -(Примечание ) 1
Подшипник 5-8144 1 ГОСТ 7872-89 Г Бабка передняя 1 поз.214 1 2 1 1
“ “ 1 Подшипник 8205 1 ГОСТ 7872-89 >• 1 Каретка поз.248 1 Суппорт поз-275 1 1 1 N W I 1 1 > 1
Подшипник 8206К 1 Бабка задняя поз.261 I ГОСТ 7872-89 1 Фа₽тук поз.254 1 Мюнет подвижный поз.267,268 /1юнет непод. поз. 269, 272,274 1 1 1 CJ W N tJ | 1 1 ( ( 1 1
1 Подшипник 6-8213 1 ГОСТ 7872-89 1 1 коробка подач 1 поз.233,235 1 2 I 1
Подшипник 8-8218 1 ГОСТ 7872т8Э Г — । Бабка задняя 1 поз.264 1 । । 1 и ! । । 1 1
— — 1 Подшипник 12736 1 ГОСТ 8328-75 1 Подшипник 42205КМ! ГОСТ 8328—75 I Подшипник 46210 1 ГОСТ 831-75 1 Бабка передняя 1 поз.206 1 1 1 1
Л«нет неподвижный 1 поз.270,271,273 1 в 1 (
- -1 . . I Бабка задняя 1 поз.259 1 1 1 1
Подшипник 62812 1 ГОСТ 8328-75 1 Бабка передняя 1 поз.205 1 1 1 — — 1 1
*“ ! Подшипник 92412 1 ГОСТ 8328-75 1 1 Бабка передняя I поз.204 1 1 1 1
Подшипник 70001101 ГОСТ- 8338-75 1 j _ Подшипник 70001141 ГОСТ 8338-75 1 бабка передняя > поз.212 1 з ( 1
Фартук поз.249 1 1 2 г 1 (
’* 1 Подшипник 5-3182118 ГОСТ 7634-75 1 . . — — — 1 Бабка задняя 1 поз.266 1 1 F — Г 1
Подшипник 4-3182132KI ТУ37.006.107-80 1 Бабка передняя 1 поз.207 1 1 1 1 1
Подшипник 4-3182140К1 ТУ37.006.107-80 1 Бабка передняя 1 поз.215 1 1 1 1
-is-
j’Opj
4 Пеие'пчь из нашиваемых легалчй
Обозначение I 165.02.258СБ Наименование Втулка К о л 1 1 Куда входит 1 1 Бабка передняя 1 - - --- ’’аблица 11.2 1 Примечание - 1 1Рис.5.9 поэ. /
165.02.403СБ 1 Втулка - — - _ 1 1 1 Бабка передняя - 1 ----- 1 — — - - — 1Рис.5.9 поэ. 2. _ 1 - -
165.10.025 1 Сухарь । 1 1 Люнет 1Р и с.5.2 0 поэ.2
1Н65. 4Q. 1 73 1 Винт 1 _ - - 1 1 2 1 ----- 1 Суппорт ] 1 1 Рис.5. 13 поэ./ -1 - —- — -
1 А64. 04.184 1 ------------- 1 Втулка 1 _ - ---_ ---1 4 1 Суппорт 1 1Рис 5.13 поэ. - 1 - - — — —
1Н65.50.103 1 -------- ----1 Колесо черв! --------- - 1 1 1 Каретка । 1Рис.5.14 поэ.£ I-- - - - -
1А64.05.031 1 Втулка 1 ---- ------ ! 2 1 Каретка 1 - - - ------ 1 Рис.5. 14 поэ.З _ 1 - —
1Н65.50.101 1 Гайка 1 - 1 1 1 Каретка 1 - - 1 Рис.5. 14 поэ./ - 1 - -- -- -- -----
1 А64. 06. 188СБ1 Втулка 1 - - - - - - - 1 1 1 Фартук 1 - -- -- -- -- -- -- -- 1 Рис.5. 17 поэ.2 - 1 „ _
1А64.06. 19 2 СВ I Втулка 1 - - - - _ 1 1 1 Фартук 1 - -- -- -- -- -- - -|--- ---- ----- 1 Рис.5. 16 поэ./ 1 - - — — ------- — — —
1 А64. 06. 387СБ1 Втулка 1 _ _ ------- - 1 1 1 Фартук 1------ - ------ 1 Рис.5. 16 поэ.2 - 1 - -- -- -- -- -- -- -
1 А64. 06. 417СБ1 Колесо 4tpb 1 — — — — — — - — 1 . 1 1 Фартук 1--- - 1 Рис.5.16 поэ 3 - 1 - -- -- -
1А64.10.022 1 Сухарь 1 - _ - ------ 1 5 1 Люнет 1------- --- - 1 Рис . 5. 20 поэ./ - 1 - - - - —
164.05.023 1 Втулка 1 - ----- 1 1 )Каретка 1-- — - -- — - ----- 1 Рис. 5. 14 поэ.4 j - _ - - - - -
1Н65.50.029 1 Втулка 1 1 1 Каретка 1 Рис.5. 14 поэ.5
I ( - 1
1Н65.08.021 1 1 Втулка 1 1 2 (Сменные эубчатые(Рис.5.7 поэ./ 1 колеса Г
— 1 1М64.60.102 ( Гайка । ------------1 - 2 1 Фартук 1 - Г Рис.5. 1 7поэ./ - 1 - - ---_ ----
1М64.60.150СБ1 Втулка 1 — — - —- 1- 1 (Фартук 1 - - 1 Рис.5. 17 поэ.3 -1- -----
1М64.60.151СБ1 Втулка 1 ----------- 4 - 1 1 Фартук 1 1 Рис.5. 1 7 поэ.Ц -1—------- - ---
1М64.60.152СБ1 Втулка 1 1 1 Фартук 1 Рис. 5. 1 7 поэ.З
) 1- । - 1
1Н65.40.100 1 Полугайка 1 1 1 Суппорт 1 Рис.5. 13 поэ.^
) 1- 1 -1
1Н65.40.101 1 Полугайка i 1 1 Суппорт (Рис.5.13 поэ.З
1MS5-5.42.023 I Вкладыш 1 1 1 Станина 1Рис.5.8 поэ./
। 1- । -Г
1M65-5J2. 024 I Вкладыш 1 1 1 Станина 1 ( Рис. 5. 8 поэ .£ _ 1 — — - -----
1Н65.50.025 1 I Втулка ' 1- 11 Каретка । (Рис.5.14поэ.6
—77—
1Н65.00.010РЭ
Продолжение табл. 11. г
.-:ннение f Наименование 1 Кол. I Куда входит I Примечание
. 50. 026 1 Втулка 1 1) Каретка “ 1 “ 1 Рис.5.14 поз.7
1 Hi- . 50.027 1 Втулка 1 1i Каретка " 1 1 Рис.5. 14 поз.(У
1 Но 2'5. 4 у .103 1 Втулка 1 1 Каретка 1 1 Рис.5.14 поз. 3
Нертежи быстроизнашиваемых детален помещены в каталоге за-
пасных частей станка мод.1Н65# который можно заказать за допол-
нительную плату.
4Н65.00.010РЭ
-18-
±2. СВЕДЕНИЯ О ПРИЕМКЕ
<заводской номер?
ТОЧНОСТЬ СТДНК»
Испытание станка на соответствие нормам точности и жест-
кости по ГОСТ 18097-88»
Проверка 2.5» Прямолинейность продольного перемещения
суппорта в вертикальной плоскости.
Черт.1
Допуск 50 мкм РМЦ 3000мм
Допуск 80 мкм РМЦ 5000мм
Допуск 30, мкм РМЦ 1000мм
Метод проверки
.уровень 2 <черт.1) устанавливают на суппорте 1 около рез-
цедержателя параллельно направлению перемещения суппорта.
Резцедержатель должен быть расположен возможно ближе к оси
центров станка.
Суппорт перемещают на всю длину хода в продольном направ-
лении. Измерения производят не более чем через 0,2 длины хода,
при проведении измерения по полученным значениям на каж-
дом из интервалов строят график Формы траектории перемещения,
по которому определяют отклонение относительно прямой, соеди-
няющей крайние точки графика, как наибольшую алгебраическую
разность ординат.
-79 —
1Н65.00.01С-'Э
Проверка 2.6.* Прямолинейность
продольного перемещения
суппорта в горизонтальном плоскости
Черт.2
Допуск 30 мкм РМЦ 3000мм
Допуск 40 мкм РМЦ 5000мм
Допуск 20 мкм РМЦ 1000мм
Метод проверки
1. При помощи струны (черт.2>
Микроскоп 1 устанавливают на суппорте 3. Струну 2, диамет-
ром 0,2 мм натягивают вдоль направляющих станины с максимальным
усилием 60Н (бкГс).
В крайних точка; перемещения суппорта штрих окуляра мик-
роскопа совмещают с одной из образующих струны и регулируют по-
ложение струны, так чтоС'Ы показания микроскопа оыли одинаковы.
Суппорт перемещают на всю длину хода в продольном направ-
лении. Измерения проводят с интервалом 500 мм.
Отклонение от прямолинейности траектории перемещения равно
наибольшей алгебраической разности смещении штриха окуляра мик-
роскопа от образующей струны на всей длине перемещения.
Допускается проводить проверку по автоколлиматору к метод
проверки см.листАО) для РМЦ 3000 мм и 5000 мм по индикатору
ч. см. лист 7$) для РМЦ 3000 мм.
Проверка 2.6.* Прямолинейность продольного перемещения
суппорта в горизонтальной плоскости
Допуск 30 мкм
Метод проверки
1Н65.ОО.О10РЭ
-w-
1к>оверка при помоши индикатора кчегт.З).
В центрахvпередней Ч и задней 5 бабок устанавливают оправ-
ку 2 с цилиндрической измерительной поверхностью. Резцедержа-
тель должен оыть расположен возможно олижв к оси центров станка
На суппорте 1 (в резцедержателе/ укрепляют индикатор 3
так, чтооы его измерительный наконечник касался соковой образу-
ющей оправки и оыл направлен к ее оси пегепендикулярно ооразую—
_ шей.
Показания индикатора на концах оправки должны оыть одина-
ковыми. Суппорт перемещают .в продольном направлении на всю дли-
ну хода.
Отклонение определяют как наибольшую алгебраическую раз-
юность показании индикатора.
* Метод проверки для станков с нМЦ 3000 мм.
Проверка 2.6.* Прямолинейность продольного перемещения
суппорта в г ори зонт а.ль ной плоскости
Допуск 30 мкм РМЦ.3000мм
Допуск 40 мкм РМЦ 5000мм
Допуск 20 мкм РМЦ 1000мм
Метод проверки
Проверка при помоши автоколлиматора к черт.Ч) .
Автоколлиматор 1 устанавливают на неподвижной части станка
так, чтобы его оптическая ось была расположена параллельно нап-
равлению перемещения суппорта 2, на котором укрепляют плоское
зеркало 3 на уровне положения оптической оси и перпендикулярно
к ней.
Суппорт перемещают на всю длину в продольном направлении.
Измерение проводят с 500 мм.
При проведении измерения по полученным значениям на каждом
из интервалов строят график Формы траектории перемещения, по
которому определяют отклонение относительно прямой, соединяющей
крайние точки графика? как наибольшую алгебраическую разность
ординат.
81
iHt :<.’Ч),О10РЭ
Проверка Опновысотность оси шпинделя -w .=л- бабки
и оси пинолиiшпинделя) /дней бабки относительно на ияяших
станины.
Ось пиноли задней бапхн может быть только выше оси шпинде-
ля передней :>абки. Номинальное положение оси пиноли задней баб-
ки должно оыть на 20...60 мкм выше оси шпинделя передней бабки
при измерении относительно направляющих станины. Проверка про-
изводится без предварительного нагрева станка.
Нетод проверки
В отверстие шпинделя передней б«абки 1 и в отверстие пиноли
задней бабки 5 (черт.5) вставляют оправки 2 и 6 с цилиндричес-
кой измерительной поверхностью одинакового диаметра. Заднюю
бабку 5 с полностью вдвинутой пинолью движением влево устанавли-
вают на расстоянии равном 1,2D от торца шпинделя до торца пино-
ли. Заднюю бабку и пиноль закрепляют.
На суппорте Ч (в резцедержателе? укрепляют индикатор 3 так,
чтобы его измерительный наконечник касался измерительной по-
верхности оправки 2 в точке“а"# на расстоянии равном 300 мм от
торца шпинделя и был направлен к ее оси перпендикулярно ос-разу-
юшей. Затем суппорт перемещают в сторону оправки 6 и, и не из-
меняя положения индикатора производят проверку одновысотности
по отношению оправки 2 в точке'^" оправки 6^ на расстоянии рав-
ном 300 мм от торца пиноли.
При измерении одновысотности необходимо учесть результаты
проверок 2.12 и 2.15.
При расположении оправки передней бабки вверх к полученно-
му результату прибавлять величину отклонения, а при положении
оправки вниз - вычитать эту величину.
При расположении оправки пиноли задней бабки вверх необхо-
димо из полученного результата вычитать величину отклонения оп—
равкич а при расположении оправки вниз — прибавлять эту величи-
ну.
Для определения наибольшего показания индикатора верхнюю
часть суппорта к поперечные салазки) перемещают в поперечном
направлении вперед и назад.Результат измерения у шпинделя пе^
редней оаб'КИ устанавливают как среднюю арифметическую двух из-
мерений, после первого измерения шпиндель поворачивают на 180
град.
* • Проверку 2.7 производить после проведения проверок 2.12
и 2.15.
-82-
Шоб.ОО.ОЮРЭ
Проверка
..j . 8 . Ради а л ь ное биение н а. р у ж н о И б а з и р у го ще и п о -
верхности шпинделя
передней бабки.
Черт. 6
Допуск 1Ь мкм
Метод проверки
Индикатор 1 \черт.б) устанавливают на неподвижной части
станка так, чтооы его измерительный наконечник касался проверя-
емой поверхности Я и был перпендикулярен оси в плоскости изме-
рения .
Шпиндель приводят во вращение в направлении рабочего дви-
жения со скоростью, позволяющей регистрировать показания инди-
катора. При этом шпиндель должен сделать не менее дву:- оборо-
тов.
Измерения проводят в двух взаимно перпендикулярны:- плоскос-
тях. Радиальное сменив равно наибольшей алгебраической разности
показаний индикатора в плоскостях “а" и "в".
Проверка 2.9. Осевое биение шпинделя передней бабки.
Черт. 7
Допуск. 46 МКМ
-Ю-
1Н65.00.010РЭ
Метод проверки
В отверстие шпинделя (черт.7) передней бабки*вставляют
оправку 2 с центровым отверстием под шаоик 3- Индикатор Ч уста-
навливают на неподвижной части станка соосно оси шпинделя так,
чтооы плоский измерительный наконечник ласапся шарика. Шли ib
приводят во вращение в направлении реоочего движения со ско-
ростью позволяющей регистрировать показания индикатора. При
этом шпиндель должен сделать не менее двух оооротов.
Осевое Биение шпинделя равно наибольшей алгебраической
разности показаний индикатора.
Проверка 2.10. Торцовое, биение опорной поверхности шпинделя
передней бабки.
JT.a
Допуск 25 мкм
Метод проверки
Индикатор Кчерт.И) устанавливают на неподвижной’ части
станка так,, чтобы его измерительный наконечник касался опорной
поверхности шпинделя и был перпендикулярен к ней и находился
возможно дальше от оси вращения.
Шпиндель приводят во вращение в направлении рабочего дви-
жения со скоростью^ позволяющей регистрировать показания инди-
катора. При этом шпиндель должен сделать не менее двух оборо-
тов.
Измерения проводят в четырех точках,равномерно расположен-
ных по окружности.
Торцовое биение определяют как наибольшую алгебраическую
разность показаний индикатора в каждом е~о положении.
Торцовое биение равно наибольшему значению из полученных в
разных точка:.
1Н65.0О.0ЮРЭ
Проверка 2.11. Радиальное биение вн7тренней центрирующей
поверхности шпинделя передней бабки!
у торца шпинделя осенение I>j
на расстоянии 200 мм <сечение!1)
Черт.Э
Допуск: сечение Г - 16 мкм
сечение II - 30 мкм
Метод проверки
в отверстие шпинделя 3 <черт.Э> устанавливают контрольную
оправку 1. Индикатор 2 устанавливают на неподвижной части стан-
ка так, чтобы его измерительный наконечник касался образующей
контрольной оправки и был перпендикулярен ее оси. Шпиндель при-
водят во вращение в направлении рабочего движения со скоростью,
позволяющей регистрировать показания индикатора.
При этом шпиндель должен сделать не менее деу оборотов.
Измерения в сечения: lull проводят Ч раза. После каждого из-
мерения оправку поворачивают на град, по отношению шпинделя.
При каждом измерении фиксируют показания индикатора с плос-
костью “а*1 и "в", по которым определяют наибольшую алгеореичес-
кую разность.
Радиальное биение равно наибольшему среднему аришме- !чес-
кому четырех наибольших алгебраических разностей показании ин-
дикатора в плоскостям ’а" и '‘в", полученных при измерении в се-
чениях I и II.
При этом в сечениях 1 и II определяют средне^1 ариемв’ичес-
кое четырех наибольших алгебраических разностей показаний *нди-
каторау полученных в плоскости *'а" и среднее ариометическ.. = че-
тырех наибольшие алгебраических разностей показании инди^ора,
полученных в плоскости ,!в".
Проверка 2.12. Прямолинейность и параллельность тре-
рии продольного перемещения суппорта относительно оси шоп.
ля передней бабки:
в вертикальной плоскости ч;
в горизонтальной плоскости Ь.
85~
1НЬ5.ОО.О1ОРЭ
Черт.Ю
Допуск: в плоскости а - 30 мкм
в плоскости в - 18 мкм
Свободный коней оправки может отклоняться в горизонталь-
ной плоскости только в сторону расположения резца.
Метод проверки
8 отверстие шпинделя 1 (черт.Ю) устанавливают контрольную
оправку 3, относительно которой проводят измерение. Индикатор 3
устанавливают на суппорте Ч так, чтобы его измерительный нако-
нечник касался образующей оправки и был перпендикулярен ей е
плоскости измерения.
Для исключения из результатов измерения неточности уста-
новки контрольной оправки проводят измерение два раза с поворо-
том шпинделя вместе с оправкой на 180 град. Измерения проводят
в плоскостях 'а1' и “в" в точка: 1 и II. Суппорт перемешают на
длину 300 мм. После этого шпиндель поворачивают и измеряют
вновь.
Отклонение определяют как среднюю арифметическую результа-
тов не менее, чем двух измерений в каждой плоскости, каждый из
которых определяют как наибольшую алгебраическую разность пока-
заний индикатора при перемещении суппорта.
Проверка 3.13. Прямолинейность и параллельность траектории
перемещения верхних салазок суппорта относительно оси шпинделя
передней бабки в вертикальной плоскости.
-86
1НЬ!-_>. UO . U1GP3
Допуск 40 мкм
Метод проверки
8 отверстие шпинделя 1 (черт.11) устанавливают контрольную
оправку 3 с цилиндрической измерительной поверхностью.
На верхних салазках суппорта 4 в резцедержателе укрепляют
индикатор 2 так, чтобы его измерительный наконечник касался из-
мерительной поверхности оправки и был направлен к ее оси пер-
пендикулярно ооразующей. верхние салазки суппорта перемешают
вдоль оси шпинделя на длину 200 мм. Измерения проводят не менее
чем в тре> поперечных сечениях оправки - крайних 1 и I 1 и сред-
нем для определения наибольшего показания индикатора в каждом
из положений суппорта. Верхнюю часть суппорта (поперечные са-
лазки) перемещают в поперечном направлении вперед и назад. Из-
мерения производят по двум диаметрально противоположным образу-
ющим- оправки при повороте шпинделя на 180 град.
Отклонения определяют как среднюю арифметическую результа-
тов двух указанных измерений^ каждый из которы:- определяется
как наибольшая алгебраическая разность показаний индикатора в
указанных положениях суппорта.
Результат определяется при каждом положении салазок суп-
порта наибольшей алгебраической разностью показаний индикатора.
Проверка 2.14.Эквидистантность траекторий перемещений пи-
ноли задней бабки и суппорта :
в вертикальной плоскости а
в горизонтальной плоскости в
Черт. /<?
87
1нь5. ou
:>РЭ
л п<
& п.пс-с:
г и
ТИ В
30 мкм
1Ь мкм
^воОодныи конец пиноли может отклоняться в горизонталь-
ной плоскости только -торону расположения резца.
Иетод проверки
?аднгж бабку 4 (черт.12; с вдвинутой пинолью 3 устанавл’
вают - TOflHHMj большем или равном диаметру D от торца
шпи! .-.-дней бабки до торца пиноли.
днюю бабку и пиноль 'имают. На суппорте 1 укрепляют
индикатор 2 так, чтобы ег- не игельный наконечник касался об-
разующее! пиноли и был напр.зв" оси перпендикулярно обра-
зующей.
Пиноль освобождают, вы/ч. иг >т на длину 1ОО мм и снова за-
жимают . Суппорт терен дю г н ^оцольном направлении в сторону
передней бас-ю так, тобы 'рительс наконечник индикатора
снова коснутся образующег п1 в т же точке, что и при пер-
воначально! 1 установке.
Отклонение в ка ...посте определяют как наиболь-
шую величину алгебраической Разности показаний индикатора в
двух указанны;-, положениях пиноли и суппорта.
Проверка 2.15. Прямолинейность и параллельность траектории
перемещения суппорта относительно оси конического отверстия пи-
ноли задней бабки;
в вертикальной плоскости а
в горизонтальной плоскости в
Черт.13
Допуск: в плоскости а — 40 мкм
6 плоскости, в - 40 мкм
fHbb.OO.U1OP3
Свободный коней оправки может отклоняться в горизонтальной
плоскости только в сторону расположения резца.
Метод проверки
Заднюю бабку 6 (черт. 13) с вдвинутой зажатой пинолью 1 rte-
ремещают е сторону передней и устанавливают на расстоянии боль-
шем или равном диаметру О от торца шпинделя передней бабки до
торца пиноли и закрепляют. S отверстие пиноли задней бабки
вставляют контрольную оправку.
На суппорте Ч укрепляют индикатор 2 так, чтобы его измери-
тельный наконечник касался образующей оправки 3 и Был перпенди-
кулярен ей в плоскости измерения. Для исключения из результатов^
измерения неточности установки контрольной оправки проводят из-
мерение два раза с поворотом шпинделя вместе с оправкой на 1ЬО
град. Измерения проводят в плоскостях ‘а" и "в".Суппорт переме-
щают на длину 300 мм.После этого шпиндель поворачивают и изме-
ряют вновь.
Отклонение определяют как среднюю арифметическую результа-
тов не -менее чем двух измерений в каждой плоскости, каждый из
которых определяют как наибольшую алгебраическую разность пока-
заний индикатора при перемещении суппорта.
Проверка 3.17. Точность кинематической цепи шпиндель-хо-
довой винт, на длине измерения 300 мм
Черт.14
Допуск 60 мкм
В случае участия коробки подач допуски увеличиваются в
1,25 раза.
Метод проверки
Контрольную пару вннт-гаика или контрольный винт
1(черт.1-Ч' длиной примерно равной удвоенной длине измерения,
устанавливают в центрах передней и задней бабок станка.
Индикатор 2 устанавливают на суппорте 3 так, чтобы его из-
gg
лньь.ио.оюрэ
мерительный наконечник касался торца контрольной гайки или Со-
ковой стороны профиля винта.
Ходовому винту сообщается вращение от шпинделя с переда-
точным отношением равным отношению шага контрольного винта к
шагу ходового винта.
При проведении проверки непосредственно по контрольному
винту отклонение определяют в одном нэ боковых сечений винта.
отклонение равно наибольшей разности показаний индикатора
на любом участке контрольного винта в пределах заданной длины
измерения.
Проверка 2.1Н. Осевое биение ходового винта
Допуск 1S мкм
Черт.
Метод проверки
На неподвижной части станка укрепляют, соосно оси ходового
винта, индикатор 3 (черт.15) так, чтобы его плоский измеритель-
ный наконечник касался шарика 3, вставленного в центровое от-
верстие ходового винта 1..
Ходовой винт приводят во вращение. Измерения проводят поо-
чередно при обоих направлениях ходового винта три соответству-
ющих направлениях осевой нагрузки, создаваемой рабочим давлени-
ем между винтом и гайкой при продольном перемещении суппорта>.
При измерении ходовой винт должен сделать не менее трех
оборотов.
Осевое биение ходового винта равно наиоольшей алгеораичес-
кой разности показаний индикатора.
ТОЧНОСТЬ ОБР/13Ц4-ИЗДЕ/В1Я
Проверка 3.3
перечных сечениях
Постоянство диаметров образца-изделия в по—
-да—
1НЬ5.00.010РЭ
Чорт. 16
Допуск 16 мкм
Метод проверки
На станке j образен—из де пня закрепляют в. патроне или на оп-
равке, закрепленной в отверстии или во шлание шпинделя.
Проверку производят после продольного чистового точения
наружной цилиндрической поверхности кпоясков», измерения прово-
дят прибором для изме.-ения диаметров валов в соответств с
чертежом 16, в каждом сечении 1^2,3 определяют отклонение как
наибольшую разность диаметров в плоскостях а-а'’ , в-в', d-O/
Отклонение от постоянства диаметра в поперечном сечении
равно наибольшей величине из отклонении, полученных при измере-
нии в сечениях 1^2^3.
Проверка 3.5.
Постоянство диаметров
ооразца-изделия в про-
дольных сечениях
Чорт. 1/
допуск
ЧС> МКМ
троверк
л з е ц - из д е .л и я з а к
лют г
роне или на on-
-91-
ИЧЬб.ОО.ОЮРЭ
равке, -ннон в отверстии ипи во шлание шпинделя,
lit производят после продольного точения наружной ци-
оинорим... поверхности опоясков?. Измерение производят прибо-
ром дли- измеречи-- диаметров валов в соответствии с чертежом 17
на длине 300 мм.
Для каждого проверяемого продольного сечения определяют
разность между наибольшим и наименьшим диаметрами ооразца-изде-
лия.
Отклонение от постоянства диаметров в продольных сечениях
равно наибольшей из полученных в отдельных продольных сечения:-
разностей между наибольшим и наименьшим диаметрами ооразца-из-
делия.
Проверка 3.6. Прямолинейность торцовой поверхности об-
разца-изделия, на длине измерения 300 мм
____ /
Черт. 18
Допуск 25 мкм
Выпуклость не допускается
Метод проверки
На станке ооразец-изделия 1 закрепляют в патроне или на
оправке, закрепленной в отверстии или во Фланце шпинделя.
Проверку производят после чистовой торцовой обработки по-
верхности ооразца-изделия.
Индикатор 2 (черт.18) устанавливают на? суппорте 3 так,
чтобы его измерительный наконечник касался проверяемой поверх-
ности образца-изделия и был перпендикулярен ей. Суппорт переме-
щают в поперечном направлении на длину, равную диаметру образца
изделия. Измерения проводят в двух взаимно перпендикулярных ди-
аметральных сечениях путем поворота шпинделя.
Отклонение определяют как половину наибольшей разности по-
казаний.
ЖЕСТКОСТЬ СТЛНКЛ
Проверка 4.2. Относительное перемещение под нагрузкой рез-
цедержателя и оправки, установленной:
1) в шпинделе передней бабки;
2) в пиноли задней бабки
92-
1|ЧЬ5.00.010РЭ
150-850 РМЦ f ООО
3250-8550 РOfЦ3000
Черт.19
Расположение' узлов, деталей станка, точка приложения и
направления деистви; нагружающей силы Р должны соответствовать
указанным на чертеэ/Се 19.
Допуск: 1) 600 мкм
2) 800 мкм
Метод проверки
В отверстие шпинделя 1 (.черт. 19) и пиноли 2 задней бабки
вставляют оправки 3 и Ч.
Устройство для нагружающей силы закрепляют в левом пазу
резцедержателя 5. Для измерения величины нагружающей силы ис-
пользуют рабочие динамометры.
Все подвижные чисти суппортэ, пиноль, корпус задней бабки
с ее плитой перед каждым испытанием перемешают и устанавливают
в заданные положения, верхние салазки выравнивают по торцу А? а
шпиндель поворачивают. При этом салазки суппорта подводят в по-
ложение проверки, перемещая их к линии центров станка. Допуска-
ется продольное (вдоль линии центров) смешение верхней части
суппорта в предела:- 0,2 длины хода.
Закрепление задней бабки и пиноли в баОке, а также резце-
держателя проводят оез применения удлинителей к ключам и руко-
яткам.
Между шпинделем (пинолью) и резцедержателем под углом ЬО
-93- 1Н65.00.010РЭ
град, к направлению поперечном лани создают плавно возрастаю-
щую до заданного предела силу .
Одновременно при помощи -викатора измеряют \в плоскости
действия силы) относительное перемещение резцедержателя и оп-
равки в Радиальном направлении, параллельном направлению пода-
чи. За величину относительных эремешении принимают среднюю
арифметическую результатов двух испытании.
Допускается установка нагр аюшего устройства при проверке
задней бабки в правом пазу резцедержателя.
1Н65.00.010РЭ
-Ы-
13. СВИДЕТЕЛЬСТВО О ВЫХОДНОМ КОНТРОЛЕ ЭЛЕКТРООБОРУДОВЛНИЯ
VНаименование станка) токарно-винторезный
Электрошкаф <панель) 1Н85.80..0О0
Предприятие-изготовитель ЛО “РСЗ"
Заводской номер
Питающая сеть:
Напряжение 380 В. род тока ". частота 50 Гц
Цепи управления;
Напряжение НО В» род тока
Напряжение 24 В. род тока =
Местное освещение: Напряжение 24 В
Номинальный ток станка 46 Л
Номинальный ток плавких вставок предохранителен
силовой цепи или уставки тока срабатывания вводного
автоматического выключателя 1260 А
Электрооборудование выполнено по:
Схеме принципиальной 1Н65-6, Q0.
I Обоз-1 1 г 1 1 Мош,- —1 1 1Мо-|Номи-1 Ток, А
наче-t Наименование t Тип 1ность ,)ментналь h (
ние 1 1 1 кВт 1Н.м|ный Холостой 1 На -
по 1 1 1 1 1ток, 1 ход |груэка
схеме 1 1 1 1 1 1 I» 1 1 1 2
Ml 1 Главный привод 1 I (ч4М180 I '3*3 мм 1 i 1 1146 141,3 I 1 1
1 I гчуз। 1 1 1 1
М2 1 Привод охлаждения i П-32 НС 1 0,18 0,42 10.47 1 — 1 —
1 1 1 1 1 1 1
М3 1 Привод ускоренных (4.4М80 1 1,5 10.2 13,57 I — 1 —
1 перемещении 1 В4УЗ1 1 1 1 1 — »
1. При ненагруженном станке < мех анизме)
2. При максимальной нагрузке
Испытание повышенным напряжением промышленной частоты 2125
В проверено:
Сопротивление изоляции проводов относительно земли:
Силовые цепи мОм. цепи управления ----------------- мОм
Электрическое сопротивление между винтом заземления и
металлическими частями, которые могут оказаться под напряже-
нием свыше 42 В, не превышает 0,1 Ом.
Вывод: Электродвигатели, аппараты, монтаж электрообору-
дования и его испытание соответствуют осшим техническим тре-
бованиям к электрооборудованию станков tмеханизмов).
Испытание провел:
\Подпись)
tДата)
АКЦИОНЕРНОЕ ОБЩЕСТВО
“РЯЗАНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД”
СТАНОК СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ
МОДЕЛЬ 1Н65-5; 1Н65-6 1Н65-8
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭЛЕКТРООБОРУДОВАНИЕ
1Н66-6.00.010РЭ1
1995
СОДЕРЖАНИЕ
1. Общие сведения 3
2. Первоначальный пуск станка 4
3. Описание электроприводов и схемы управления 5
4. Блокировки и сигнализация 6
5. Указания мер безопасности 7
6. Указания о необходимых регулировках 8
1. Указания по эксплуатации электрооборудования станка 8
8. Перечень возможных нарушений в работе станка 9
9. Указания о порядке демонтажа и монтажа электрооборудования 10
Приложение Схемы (см.отдельный альбом)
только Зля стайкой с
Руководство по эксплуатации не отражает незначительных конструктивных
изменений в изделии, внесенных изготовителем после подписания к выпуску в свет
данного руководства, а также изменений по комплектующим изделиям и документации,
поступающей с ними,
1Н65-6.00.010РЭ1
Ши Лист № докуй Подо Дата
Разраб. 'Богомолов Станок специальный токарный. Руководство по эксплуатации. Электрооборудование. Лит. Лист Листов
- 1 / Проа , Широков 2 10
Иринах Опенкин АО «РСКБС»
И. контр Широков /W-LL
1. ОБЩИЕ СВЕДЕНИЯ
1.1. На станке установлены следующие электродвигатели:
М1 - электродвигатель вращения изделия;
М2 - электродвигатель насоса охлаждения;
М3 - электродвигатель ускоренного перемещений каретки.
*М4 - электродвигатель перемещения задней бабки.
1.2. Питание электрооборудования станка осуществляется от сети переменного
тока напряжением 380В, и частотой 50 Гц.
Питание цепей управления переменного тока осуществляется напряжением 110В
от понижающего трансформатора TV1.
1.3. Вся аппаратура управления электроприводами станка смонтирована в нише
передней бабки.
1.4. Управление электроприводами станка дистанционное кнопочное и
осуществляется со следующих мест:
а) пульт управления на передней бабке;
б) пульт управления на каретке.
1.5, Присоединение электрооборудования станка к цеховой электросети
осуществляется с помощью вводного выключателя QF1,
1.6. Защита электродвигателей и цепей управления от токов короткого
замыкания и перегрузок .производится автоматическими выключателями, тепловыми
реле
Величины номинальных токов и значений уставок выключателей и тепловых
реле даны в перечне элементов 1Н65-6.00.010ПЭЗ.
1.7 На станке предусмотрена нулевая защита, осуществляемая размыканием
замыкающих блокконтактов в цепи самопитания магнитных пускателей и реле,
исключающая, независимо от положения органов управления, самопроизвольное
включение станка при восстановлении внезапно исчезнувшего напряжения.
1.8. На кожухе вводного выключателя предусмотрено специальное устройство, с
помощью которого вводный выключатель QF1 запирается в отключенном положении
/ при ремонте электрооборудования станка.
1.9. На фартуке каретки станка предусмотрен переключатель режимов работы на
Y три положения (SA4), соответствующий трем видам работ
токарная работа, конусное точение (внутреннее, конусное точение (наружное).
1.10. Электробезопасность электрооборудования согласно ГОСТ 12.1.019-79 и
ГОСТ 12.3.019-80.
1.11. Степень защиты электрошкафа и пультов управления 1Р54 по ГОСТ 14254-
.36.
1.12. При монтаже станка в соответствии с ГОСТ 12.2009-%' применена
следующая расцветка проводов:
зелено-желтая |- для защитных цепей;
черная - для силовых цепей;
красная- для цепей переменного тока.
1Н65-6.00.010РЭ1 Лист 3
2. ПЕРВОНАЧАЛЬНЫЙ ПУСК
2.1. Проверяется надежность заземления станка и электрошкафа.
2.2. Проверяется правильность монтажа электрооборудования, особенно
внешнего монтажа, и подключения электрооборудования станка к цеховой электросети.
2.3. Проверяется правильность уставок реле времени, тепловых реле,
резисторов.
2.4. После проверки электрооборудования отсоединяются в электрошкафе,
провода питания всех электродвигателей.
2.5. Включением вводного выключателя QF1 электрооборудования станка
подключается к цеховой электросети.
2.6. Воздействием на органы управления на пультах, на конечные выключатели
проверяется правильность и четкость срабатывания магнитных пускателей и
аппаратуры управления электродвигателями и другими исполнительными
устройствами,а также проверяется действие блокировок и сигнализации.
2.7. После этого отключается вводный выключатель QF1 а провода питания
электродвигателей присоединяются в электрошкафу к клеммникам.
2.8. Производится проверка аналогичная пункту 2.6, с включением
электродвигателей, электромагнитных муфт.
1H65-6.00.010PD1 Лист 4
3. ОПИСАНИЕ ЭЛЕКТРОПРИВОДОВ И СХЕМЫ УПРАВЛЕНИЯ
3 1 ВКЛЮЧЕНИЕ И ОТКЛЮЧЕНИЕ ЭЛЕКТРООБОРУДОВАНИЯ.
Перед включением электрооборудования станка- необходимо выполнить
следующие операции'
1) поставить все выключатели, установленные в электрошкафы в положение
"ВКЛЮЧЕНИЕ";
2) закрыть на замок дверь электрошкафа (ниши), вручную включить вводный
выключатель QF1 При этом загорается сигнальная лампочка HL1 (молочного цвета) на
стенке злектрошкафа. сигнализирующая о наличии напряжения в электрошкафу и о
подключении станка к цеховой электросети.
Аварийное отключение электроприводов станка производится нажатием на одну
из кнопок SB1 или SB2 "красного цвета с грибовидным толкателем увеличенного
размера и принудительным возвратом, расположенных на пультах управления.
Для снятия напряжения со станка необходимо отключить выключатель QF1.
32. ЭЛЕКТРОПРИВОД ВРАЩЕНИЯ ИЗДЕЛИЯ
Электропривод вращение изделия осуществляется от асинхронного
электродвигателя трехфазного тока М1 типа 4АМ180 S4Y3, мощностью 22 квт, 1470
об/мин.
Пуск электродвигателя М1 "вперед“ осуществляется нажатием на одну из кнопок
SB6 и SB74 расположенных на пультах передней бабки и каретки.
При этом включается реле К1 которое одним своим замыкающим контактом
становится на самопитание, а другим контактом включает магнитный пускатель КМ1
Замыкающие контакты магнитного пускателя КМ1 и реле К1 включают реле времени
КТ1.
Включившись реле времени КТ1 замыкает свой временной замыкающий контакт
в цепи электромагнитной муфты УС5.
Магнитный пускатель КМ1 при замыкании главных контактов производит
подготовку к пуску электродвигателя М1.
'Одновременно с этим размыкаются блок контакты магнитного пускателя КМ1 в
цепи тормозной муфты УС5 и магнитного пускателя КМ2.
Останов электродвигателя М1 осуществляется нажатием на одну из кнопок
"Стоп" SB3 или SB4, расположенных на пультах передней бабки и каретки
Отключается реле К1, магнитные пускатели КМ2 и КМ1, реле времени КТ1.
Замыкается контакт магнитного пускателя КМ1 в цепи электромагнитной муфты
УС5. происходит торможение шпинделя.
По истечении регулируемой выдержки времени 12...15 с.Контакт реле КТ1
размыкается и отключит тормозную муфту УС5.
Пуск электродвигателя для вращения шпинделя "Назад" осуществляется
нажатием на одну из кнопок SB8 или SB9, расположенные на пультах передней бабки и
каретки.
При этом включается магнитный пускатель КМ2, который своими .главными
замыкающими контактами производит подготовку электродвигателя М1 для вращения
назад, а блок контактами запускает схему управления, как и в случае вращения вперед.
Останов и торможение электродвигателя М1 производится аналогично
описанному выше.
Пуск электродвигателя М1 для наладочных режимов производится нажатием на
кнопку SB5 - "Прерывистое вращение шпинделя "вперед", расположенной'на пульте
передней бабки. В этом случае включается? магнитный агу скате ль КМ1, который не
становится на самопитание и вращение шпинделя будет происходить до тех лор, пока
нажата кнопка.
1Н65-6.00.010РЭ1 Лист 5
Контроль нагрузки электродвигателя М1 производится по амперметру РА1,
который включен через трансформатор тока ТА1 в цепь двигателя и установлен на
косынке передней бабки.
3.3. ПРИВОД ПОДАЧ
Привод подач обеспечивает через звенья кинематической цепи связь шпинделя с
ходовым винтом или ходовым валом. Движение суппорту передается через
электромагнитные муфты УС1...УС4, которые встроены в фартук. Включение
электромагнитных муфт производится крестовым переключателем SA1, причем
направление включения рукоятки переключателя совпадает с направлением движения
суппорта.
3.4. ЭЛЕКТРОПРИВОД УСКОРЕННЫХ ПЕРЕМЕЩЕНИЙ СУППОРТА И КАРЕТКИ.
Электропривод ускоренных перемещений осуществляется от электродвигателя
трехфазного тока М3 мощностью 1,5 квт; 1415 об/мин.
Включение электродвигателя М3 производится нажатием на кнопку SA3-5
*Толчоки, встроенную в головку рукоятки крестового переключателя.
Включается магнитный пускатель КМ4, который подключает электродвигатель
М3 к питающей сети. Направление ускоренных перемещений суппорта или каретки в
соответствующую сторону производится с помощью электромагнитных муфт УС1...УС4
также, как в приводе подачи.
3.5. ЭЛЕКТРОПРИВОД НАСОСА ОХЛАЖДЕНИЯ
Электропривод насоса охлаждения осуществляется от электродвигателя М2
трехфазного тока типа 57МСУХ#мощностъю 0,18 кВт; 2800 об/мин.
Пуск и останов электродвигателей М2, производится переключателем SA2,
установленным на пульте передней бабки.
3.6. ЭЛЕКТРОПРИВОД ПЕРЕМЕЩЕНИЯ ЗАДНЕЙ БАБКИ *
Электропривод для перемещения задней бабки осуществляется от
электродвигателя м4 трехфазного тока типа 4АМ80А4УЗ мощностью 1,1 кВт 1720
об/мин.
3.7. МЕСТНОЕ ОСВЕЩЕНИЕ
Освещение зоны резания осуществляется светильником
НКП04-60-004 с лампочков EL1 на 24 вольта, 60 Вт, которая питается от обмотки
24 Вольта трансформатора TV1.
4. БЛОКИРОВКИ И СИГНАЛИЗАЦИЯ
4.1. В схеме управления электромагнитными муфтами имеется блокировка,
запрещающая включение электромагнитных муфт фартука при включенной маточной
гайке.
Осуществляется размыканием замыкающегося контакта конечного выключателя
SQ1.
4.2. Сигнальная лампочка HL1 белого цвета, расположенная на щитке передней
бабки, сигнализирует о наличии напряжения на станке.
1Н65-6.00.010РЭ1 Лист 6
5. УКАЗАНИЯ КЕР БЕЗОПАСНОСТИ
Безопасность работы электрооборудования станка обеспечивается его
изготовлением в соответствии с требованием ГОСТ 12.2.009-55, Г&СГР Г;
EQCP..4 - 1 -&Q ci 'Ч ч ре опочий ру
5.1 Требования к обслуживающему персоналу.
Персонал, занятый обслуживанием электрооборудования станка, а также его
наладкой и ремонтом обязан:
1) Иметь доступ к обслуживанию электроустановок напряжением до 1000Б,
2) Знать действующие правила технической эксплуатации и безопасности
обслуживания электроустановок промышленных предприятий;
3) Руководствоваться указаниями мер безопасности, которые содержатся в
настоящем руководстве и в руководстве по эксплуатации механической части станка;
4) Знать принципы работы электрооборудования, станка и работу его схемы
управления.
5.2. Станок должен иметь надежное заземление.
Качество заземления должно быть проверено внешним осмотром и измерением
сопротивления между металлическими частями станка и. зажимом- заземления,
находящимся на?вводе к станку.
Сопротивление заземления не должно превышать 0,1 Ом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ ПРОВЕРЯТЬ ЗАЗЕМЛЕНИЕ
ПОД НАПРЯЖЕНИЕМ
5.3. При ремонте или осмотре электрооборудования станка вводный
выключатель должен быть обязательно отключен и заперт специальным устройством,
предусмотренным конструкцией шкафа с электрооборудованием.
При отключенном вводном выключателе в шкафу с электрооборудованием
остаются под опасным напряженим контакты клеммного набора и вводные контакты
автоматического выключателя.
5.4. Действие кнопок аварийного отключения красного цвета с грибовидным
толкателем, увеличенного размера с принудительным возвратом, расположенных на
пультах управления, должно проверяться при первоначальном пуске станка.
5.5. Для обеспечения безопасной работы, предупреждения поломок механизмов
на станке предусмотрены электрические блокировки (см. раздел 4 "Блокировки и
сигнализация").
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ РАБОТАТЬ НА СТАНКЕ ПРИ
ОБНАРУЖЕНИИ НЕИСПРАВНОСТИ В РАБОТЕ
ЭЛЕКТРИЧЕСКИХ БЛОКИРОВОК БЕЗОПАСНОСТИ.
Действие всех электрических блокировок должно проверяться на холостом ходу,
при первоначальном пуске станка, а также при профилактических осмотрах и ремонтах.
1Н65-6.00.010РЭ1 Лист 7
6. УКАЗАНИЕ О НЕОБХОДИМЫХ РЕГУЛИРОВКАХ
6.1. Регулировка тепловых реле (табл.1.)
Таблица 1
Обозначение Уставка А Риска Установлено
КК1 41,3 + 2 дел. В цепи главного привода
КК2 0,38 Одел. В цепи привода охлаждения
ККЗ * 0,38 Одел. В цепи привода задней бабки
62 .Регулировка реле времени (табл.2.)
Таблица 2
Обозначения Выдержка, С Установлено
КТ2 12...15 В цепи тормозной муфты
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА
ВНИМАНИЕ! ПЕРЕД ОСМОТРОМ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА НЕОБХОДИМО
ПОЛНОСТЬЮ ОТКЛЮЧИТЬ СТАНОК ОТ ПИТАЮЩЕЙ СЕТИ, ВЫКЛЮЧИВ ВВОДНЫЙ ВЫКЛЮЧАТЕЛЬ
QF1, И ЗАКРЫТЬ ЕГО ЗАПИРАЮЩИМ УСТРОЙСТВОМ.
Защитное заземление и эксплуатацию электрооборудования станка производить
в соответствии с требованиями существующих правил и норм.
Для подсоединения защитного заземления станине станка имеется специальный
винт с таблицей.
Электрооборудование станка должно содержаться в порядке и чистоте.
Электродвигатели и электроаппаратуру управления необходимо периодически
осматривать и при необходимости очищать от пыли, грязи
Не реже двух раз в год проверять состояние подшипников электродвигателей и
заменять смазку.
В случае выработки подшипников до 0,1 мм их заменяют новыми.
Не реже одного раза в 10 дней проверять сотояние контактов электроаппаратов
и очищать их от пыли и нагара. Если контакты подгорели или контактные поверхности
потемнели от нагрева, то их необходимо слегка запилить бархатным напильником.
Во избежание перегрева и окисления контактов последние во включенном
состоянии должны быть плотно прижаты.
Поверхности стыка сердечника и якоря аппаратов от ржавления необходимо
смазывать маслом, а затем насухо вытирать т.к. смазка может вызвать прилипание
якоря к сердечнику и гудение магнитной системы.
При гудении магнитной системы необходимо проверить и восстановить:
- затяжку бинтов, крепящих сердечник и якорь;
- целостность короткозамкнутого витка:
- прилегание якоря к сердечнику.
1Н65-6.00.010Р: Л Ли'-Т 8
8. ПЕРЕЧЕНЬ ВОЗМОЖНЫХ НАРУШЕНИЙ В РАБОТЕ СТАНКА
Таблица 3.
| Возможное нарушение | Вероятная I Причина Метод Устанения I Примечание
1. Не происходит запуск электродвигателя М1 или при работе электродвигатель внезапно остановится. I Отключился автоматический выключатель SF1 в связи с коротким замыканием в цели управления Сгорела катушка КМ1...КМ2. Обрыв одного из выводов катушки КМ1...КМ2. Сработало тепловое реле в связи с перегрузкой двигателя. Вклю^;ггь автоматический выключатель. При повторном выключении проверитъ прибором цепь управления на короткое замыкание и устранить его. Заменить катушку. Устранить обрыв или заменить катушку. Вручную включить тепловое реле, а затем снизить нагрузку на двигателе
2. При включении крестового переключателя в любое из 4-х положений нет перемещения суппорта или каретки. Отключился автоматический выключатель SF3 в связи с коротким замыканием в цепи управления муфтами. Обрыв провода 103. Включить автоматический выключатель. При повторном выключении проверить прибором цепь управления муфтами на короткое замыкание и устранить его. Найти обрыв и устранить.
3. Шпиндель не тормозится, не включается тормозная муфта УС5. Отключился автоматический выключатель SF3 в связи с коротким замыканием в цепи. Не замкнуты контакты КМЗ или КМ2, КТ2. Включить автоматический выключатель. При повторном выключении проверить цепь на короткое замыкание и устранить его. Проверить контакты
1Н65-6.00.010РЭ1 Лист 9
9.УКАЗАНИЯ О ПОРЯДКЕ ДЕМОНТАЖА И МОНТАЖА
ЭЛЕКТРООБОРУДОВАНИЯ
9.1. На время транспортирования произвести следующий демонтаж
электрооборудования и последующий монтаж на заводе-потребителе:
1) отсоединить электрооборудование от цеховой сети и снять заземление;
2) на панели элекгрошкафа подвижные системы электрических аппаратов
необходимо увязать шнуром КТЕКС;
3) монтаж электрооборудования на заводе-потребителе произнести в
соответствие со схемой соединения станка.
4) на панели управления подвижные части освободить от связки;
5) произвести заземление станка, а электрооборудование подсоединить к
цеховой электросети.
9.2. При проведении работ по демонтажу электрооборудования перед отправкой
станка потребителю, монтажа и первоначальному пуску станка на месте его
эксплуатации, при обслуживании и ремонте электрооборудования станка, следует
также руководствоваться указаниями мер безопасности, которые содержатся в
соответствующем разделе 5 настоящего руководства.
Светокопии руководства и приложений проверил
Ведущий конструктор
(Подпись, фамилия, дата)
)Н65-6,1Ю.01(;Ю1 Лист 10
АКЦИОНЕРНОЕ ОБЩЕСТВО
«РЯЗАНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД*
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ
Модель 1Н66-6; 1Н65-8
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭЛЕКТРООБОРУДОВАНИЕ
ПРИЛОЖЕНИЕ
СХЕМЫ
1Н65-6.00.010РЭ1
NN стро- ки Фор- мат Обозначение Наименование Кол. экз. № экз. ’Место , нахож де- яния
АЗ 1Н65-6.00. О1ОЭЗ Схема электрическая принципиальная *
А4 1Н65-6.00. 010ПЭЗ Перечень элементов 1
1Н65-6.00.010РЭ1
Изы Лист № докум Поди Дата
Разраб ^Богомолов ' Станок спещилышй токарный. Руководство по эксплуатации. ’) ла г|] юобору довапие. Лэт Лист Листов
Пров у Широков ' • 2 2
’ г Пршил II FOirrp v1B Опсикип Широк Он,' / — АО «РСКБС»
Содержание стр.
Глабный прибод . приВод охлаждения . приВод
; укоренного хода каретки , приВод задней бабки 2
i ...
Сигнализация наличия напряжения 3
Управление прибодом подач каретки и суппорта 4
Управление шпинделем, аварийный стоп 5
Характеристики электродвигателей 6
Принятые обозначения;
ПБ - пульт управления на передней бабке.
ПК - пульт управления на каретке.
ПЗБ^- пульт управления на задней бабке
* - Для станкоб с приводом задней бабки
* * Яри б&одного
С аистанциомн&м расцепителеМ
Замыкающий контакт Выключателя конечного SQ1 замкнут
при отключенной маточной гайке.
.1 .2 .3 .4 ,5 .6 .7 .8 .9 .10 .11 .12 .13
__f^vmuilo/b
XOlOm-WHl
Г лавный привод | Привод охлаждения _____________[ Привод ускоренного хода каретки_______] Прибод_эаднс11_6абки
Подп.и дата Взаи.инй.Ы Иий.Н дцбл. Подг.и аата
Л I .2 Т J~l -4~ I' .5 1 .6 1 .7 ~т .8 j .9 Г .10 I 7Г ~j .7/ Т-'Й '
Сигнализация наличия напряжения
Ускоренное перемещение каре,т,ки~\
61
6SA5
TV1
^0 VOS'. VD1
S'-
2.8
2.9
1Н65-6.Ш10ЭЗ
! Торможение । шпинделя Перемощение коротки влево 1 вправо Перемещение сцппорта вперед 1 назад
3.8
Диаграмма работы переключателя ЗАЬ
1
Инб.Ы подл. Подп.и дата Взаи.инй.Н ИнО.К дцбл. Подп.и аата
.1 .2 3 .4 .5 .6 .1
.8
.9
.10
.11________________I___________.12~ [J/
Перемещение задней дадки
Время торможения
Включение \И1пиндель
охлаждения стог,
Шпиндель
толчок
Пуск шпинделя йперед | Пуск шпинделя назад !
312
73
583
582
П1< 12
SB1
ПБ
13
^--7 ККЗ
N докин. I Поди.
47
73
5670'
(ПЗБ)
74
3.11
7 Ш
75 53
КМ7
4
76
К1 \
5.9
29
Ш \
5.6"
SB1T
(ПЗБ)
7 КМ7"
5.7
KM6f К11
но
584
SA2\
52
Ml
15
КМ2\
5.1 Г I
SB6 ЕД 567
2В
"1
.. J
КМЗ
КМ1
24 ‘
I
L
5Л
5.6
5.1
К1
Р\ SB8 f:\SB9
[ ] 5.11
26
7К№
27 5.(;
4
2.5
21
5.12147
1Н65-6.0П.01033
Обозначения М1 М2 М3
Тип дбигателя '.АШвОЗЬУЗ згмст ААМсЗВ^З КАХЗОАЬ
Р.кВт 22 0,13 15 1.1
п мин К 70 2800 U15 1580
и.В 380 380 383 380
1 А М.З 0.38 3.57 2.38
Зона | Поз. обозна- чение EL1 Наименование I Лампа местного освещения МО24-60УЗ ТУ 16.535.937-74 Кол. : Г Примечав I i I I
HL1 Лампа сигнальная МН26-0,12-1 i ТУ 16-535-494-75 2
i КК1 КК2 Реле электротепловое РТТ-211УХЛ4 ТУ16-523.549-S3 Оли PTjl- 2057- Репе электротепловое РТЛ100404 ТУ 16-523.549-83 1 1 1н=41 а 1н=0.38а
i ККЗ КМ КМ1, КМ2 Реле электротепловое РТЛ100704 ТУ 16-523.549-83 ZZl Пускатель магнитный ПМА-4102УХЛ4А 110В ТУ16.644.005-84 1 2 1н=2.38а Ju =с.е.-?
КМЗ. КМ4, КМ6*- КМ7Г К1 Пускатель магнитный ПМА0102 1ЮВОСТ16.0536.001-72 Пускатель магнитный ПМА0102 110В ОСТ16.0536.001-72 4 1
К4 Реле промежуточное РП21-004УХЛ, 24В с розеткой РП21-3-УХЛ4 1
КТ1 I Реле времени пневматическое РВП72-3122.00У4 110В ТУ16.523.472-74 1 t=10. 15
М1 Электродвигатель переменного тока 4АМ18024УЗ 22 кВт 380В 1470 об/мин 1
М2 Электродвигатель переменного тока 32НСУх4о, /£к6т 380В 2800 об/мин 1
М3 Электродвигатель переменного тока 4АМ8054УЗ 1,5 кВт 380В 1450 об/мин 1
| 1Н65-6.00.010ПЭЗ
j U$32.5'cW0 5.Ш0
Изы Лист № докум Подл. Дата
Разраб. ^Богомолов ’ Станок специальный токарный. Перечень элементов. Лит. Лист j Листез
Пров j Широков •1 I 3
Принял Широков АО «РСКБС»
Н контр Широков
У тв Опенкин
-М4* Эл е ктр «. J'lll U i ст 4АХ80А4УЗ 1,1 кВт380|ТТГ1Ч
РА1 Амперметр Э8030 50/5а ТУ25-04.4050-81 i
QF1 Выключатель автоматический АЕ2053М-12УЗ Jh=63A, Jotc=12Jh ТУ16.522.064-75 1
QF2 Выключатель автоматический АЕ2043М-40УЗ Jh=10A, Jotc=12Jh ТУ16.522.064-75 или Р 1
R6 Резистор ПЗВР-50-24 ОЖО.427.023ТУ 1
R1...R4 Резистор МТЕ2-330 10% ОЖО.427.023ТУ 4
SA4 Переключатель крестовый ПК12-21-822-54УЗ ТУ16.642.012-84 1
SA23A/ SA5 Переключатель ТП1-2 на 2 положения УС0.360.049ТУ 3
SA4 Переключатель П2Т-1 УСО.360.02 ТУ 1
SB1, Кнопка управления КЕ201УЗ 2
SB2 толкатель красный исполн. 5 ТУ16.526.407-79
SB3, Кнопка управления КЕ181УЗ 2
SB4 толкатель красный исполн. 5 ТУ16.526.407-79
SB5... Кнопка управления КЕ181 УЗ 5
SB9 толкатель мер:-’ tjd исполн. 4 о -X
ТУ16.526.407-79
SF1; Выключатель автоматический 3
SF2; А63-МУЗ, JH=2,5a ТУ16.522.101-74
SF3
SQ1 Выключатель путевой ВПК-2010У4, ГОСТ 18147-72 1 Ж ^5
Л1/7 WW73
TV1 I i Трансформатор однофазный ОСМ1-04УЗ, 380/24/110/29 в ТУ16-717.137-83 1
И 165-6.00.010ГЮЗ J ис i