/
















































































































Текст
Горячие трещины
при сварке
жаропрочных сплавов
/fcd-j// ‘W <
Г-г/П
Москва
«МАШИНОСТРОЕНИЕ»
1973
Г 67
УДК 621.791.011:620.192.4:669.14.018.44
Горячие трещины при сварке жаропрочных спла-
вов. М., «Машиностроение», 1973, 224 с. Авт. Шор-
торов М. X., Е р о х и и А. А., Ч е р н ы ш о в а Т. А.
и др.
В книге изложены основы теории технологичес-
кой прочности металлов и сплавов при сварке плав-
лением, критерии и способы ее оценки, металлургиче-
ские и технологические пути предупреждения горячих
трещин в сварных соединениях жаропрочных сплавов
на основе железа, никеля, алюминия и тугоплавких
металлов. Дан анализ особенностей кристаллизации
металла шва и процессов в околошовной зоне, обус-
ловливающих формирование химической и физичес-
кой неоднородности и образование горячих трещин.
Рассмотрены механизмы этих межкристаллических
разрушений. Обобщены данные о влиянии систем
легирования основных легирующих элементов и при-
месей, способов и технологии сварки на сопротивляе-
мость жаропрочных сплавов образованию горячих
трещин. Приведены рекомендации по выбору приса-
дочных материалов, электродов и флюсов, а также
рациональных режимов и технологии сварки и терми-
ческой обработки.
Книга предназначена для инженеров-технологов
и исследователей, работающих в области сварки, ме-
таллургии и термической обработки жаропрочных
сплавов, и конструкторов, проектирующих сварные
изделия из этих материалов. Ил. 153, табл. 27, спи-
сок лит. 133 назв.
Авторы книги:
М. X. Шоршоров А. А. Ерохин. Т. А. Чернышова
Г. Н. Котов, А. В. Руссиян.
§ 5 главы I, § 1 и 2 главы II и § 1 и 2 главы III на-
писаны М. X. Шоршоровым, § 3—4 главы I —
Т. А. Чернышовой, § 3 и 4 главы II —М. X. Шоршо-
ровым и /1. В. Руссияном, § 1 и 2 главы I, § 3 гла-
вы III и глава IV — М. X. Шоршоровым и Т. А. Чер-
нышовой, § 1—6 главы V —А. А. Ерохиным, Г. Н. Ко-
товым, А. В. Руссияном и М. X. Шоршоровым, § 7
и 8 — главы V — ГН. Котовым и Af. X Шоршоровым.
Монография подготовлена к печати под общей науч-
ной редакцией М. X. Шоршорова.
Рецензент: д-р техн, наук Д. М. Р АБКИН
3126-095
Г-----------95—73
038(01)—73
ПРЕДИСЛОВИЕ
Применение и развитие прогрессивных способов сварки, лития,
а также выплавки п обработки давлением слитков при внедрении в произ-
водство жаропрочных сплавов в значительной мере затруднены из-за разру-
шения материала в процессе кристаллизации и в твердом состоянии при вы-
соких температурах.
Многочисленные исследования в нашей стране и за рубежом показали,
что аппарат классической теории прочности изотропных тел не применим для
анализа технологической прочности, т. е. процессов разрушения металлов и
сплавов при кристаллизации. Это привело к возникновению и развитию нового
направления в науке о прочности металлов — теории технологической прочно-
сти, разрабатываемой у нас в стране на протяжении последних 25 лет. В ос-
нову теории положены представления о связи технологической прочности
с диаграммами состояния, а также закон распространения тепла при сварке
и обработке металлов. Теория рассматривает большой комплекс явлении, про-
текающих в процессе кристаллизации и высокотемпературного нагрева ме-
таллов.
Основной особенностью теории является кинетический подход к реше-
нию задачи, состоящий в сопоставлении темпа деформации (производной от
деформации по температуре) с деформационной способностью металлов, ко-
торая изменяется в процессе фазовых превращений. Такая постановка задачи
потребовала изучения кинетики многих необратимых процессов, сопутствую-
щих кристаллизации, т. е. процессов распространения тепла и развития
внутренних деформаций, процессов кристаллизации, формирования химичес-
кой и физической неоднородности металлов. Были разработаны новые методы
анализа свойств металлов в неравновесных условиях, которые имеют место
при сварке, литье и других процессах.
Для анализа изменений деформационной способности металлов и спла-
вов в процессе кристаллизации, расчета формы осей столбчатых кристаллов
создан математический аппарат. Изучены основные закономерности возникно-
вения химической неоднородности, формирования и миграции границ зерен
в литых металлах, механизм образования кристаллизационных горячих тре-
щин при деформации металлов и сплавов, находящихся в твердо-жидком со-
стоянии. Установлено, что горячие трещины могут образовываться как в про-
цессе кристаллизации, так и при температурах ниже солидуса.
На основе современных представлений о строении границ зерен и при-
роде межкристаллических разрушений при высокотемпературной ползучести
сформулирован и обоснован механизм образования подсолидусных горячих
трещин. Предложены технологические и металлургические методы предупреж-
дения возникновения таких трещин.
3
Анализ изменения темпа деформации в процессе кристаллизации пока-
зал, что вопреки существующим как у нас в стране, так и за рубежом пред-
ставлениям, в температурной области образования горячих трещин темп
деформации возрастает с уменьшением жесткости свариваемых элементов.
Этот вывод явился основой для разработки новых технологических проб, ко-
торые в принципе отличны от существующих и уже нашли применение у нас
в стране.
Разработаны методы и создана аппаратура для измерений деформацион-
ной способности и линейной усадки металлов и сплавов в процессе кристал-
лизации.
На основе теории технологической прочности разработан метод опреде-
ления показателей технологической прочности металлов и сплавов, заключа-
ющийся в определении критического значения темпа деформации, при котором
начинают возникать трещины в процессе кристаллизации и при последующем
охлаждении в области подсолидусных температур. Разработаны и внедрены
испытательные машины, работающие на этом принципе. Этот метод рекомен-
дован металлургической комиссией СЭВ как единый метод для стран — участ-
ниц СЭВ, а также получил распространение в капиталистических странах и
признание Международного института сварки.
С использованием разработанных методов и приборов в различных орга-
низациях проведены широкие экспериментальные исследования сталей, спла-
вов алюминия, никеля, меди и тугоплавких металлов. Установлены законо-
мерности влияния химического состава, структуры сплавов и кинетики
фазовых превращений на зависимость механических свойств от температуры,
термическое сокращение и сопротивляемость образованию горячих трещин.
Предложены и внедрены в производство новые сплавы и материалы для их
сварки, решен широкий круг конкретных задач при разработке ряда объектов
новой техники с применением сплавов с высокими физико-механическими
свойствами.
Предлагаемая читателю книга обобщает большой теоретический и экспе-
риментальный материал, накопленный в течение последних 15 лет в СССР
и за рубежом в области технологической прочности жаропрочных сплавов
при сварке и смежных процессах. Книга в значительной части построена на
результатах исследований, выполненных авторами в Институте металлургии
им. Байкова АН СССР. В ней отражены также основные работы МВТУ
им. Баумана, Института электросварки им. Патона, ЦНИИТМАШ, ЦКТИ
им. Ползунова, ЦНИИЧМ им. Бардина, ЛПИ им. Калинина, МИСиС, а также
ряда других советских и зарубежных институтов и заводских лабораторий.
Рассмотрены основные закономерности кристаллизации и формирования
макро и микроскопической неоднородности сварных швов Особое внимание
уделено подсолидусной миграции границ кристаллитов как фактора, опреде-
ляющего несовпадение первичных форм кристаллизации с окончательным
характером расположения границ зерен в однофазных литых сплавах. Пока-
зано изменение деформационной способности однофазных и гетерофазных
сплавов в интервале кристаллизации и при последующем охлаждении в за-
висимости от их состава, а также химической и физической неоднородности.
Дан анализ основных процессов, приводящих в условиях высокотемпера-
турного нагрева при сварке плавлением к развитию макро- и микроскопичес-
4
кой неоднородности в околошовной зоне и на границе сплавления основного
металла со швом. Рассмотрена взаимосвязь между ростом зерна, огрублени-
ем тонкой структуры, микроскопической высокотемпературной неоднородностью
фазового и химического состава металла в околошовной зоне, показано влия-
ние процессов гетеродиффузии между металлом шва и околошовной зоны
на развитие макроскопической химической неоднородности на границе сплав-
ления. На основе этих данных рассмотрены основные закономерности измене-
ния деформационной способности металла околошовной зоны при высоких
температурах сварочного термического цикла в зависимости от химического
и фазового состава основного металла.
Рассмотрены современные механизмы образования кристаллизационных н
подсолидусных горячих трещин, критерии и способы оценки технологической
прочности металлов и сплавов при сварке плавлением. К анализу механизмов
этих видов межкристаллических разрушений соответственно привлечены пред-
ставления о деформации двухфазных твердо-жидких сред, а также о явлени-
ях проскальзывания кристаллитов по границам зерен и формирования зароды-
шей трещин, миграции и коагуляции вакансий. Показано влияние легирую-
щих элементов и степени ретерогеннзации литых сплавов на формирование и
условия предупреждения горячих трещин. Сформулированы основные метал-
лургические пути борьбы с горячими трещинами того и другого вида. Дан
критический анализ количественных и качественных методов, а также техно-
логических проб, используемых для оценки склонности сплавов к образованию
горячих трещин при сварке и смежных процессах. Выявлен ряд спорных во-
просов и намечены пути дальнейшего развития теории технологической проч-
ности.
Приведены основные характеристики технологической прочности наиболее
распространенных жаропрочных сплавов на основе железа, никеля, алюминия
и тугоплавких металлов в зависимости от систем легирования и содержания
легирующих элементов и примесей. Рекомендованы присадочные материалы,
электроды, флюсы, а также режимы и технологические приемы сварки и тер-
мообработки этих сплавов.
Книгу отличает удачное сочетание .глубокого научного подхода к анализу
основных вопросов теории технологической прочности с четкой практической
направленностью выводов и рекомендаций.
Академик Н. Н. Рыкалин
Д-р техн, наук проф. Н. Н. Прохоров
ВВЕДЕНИЕ
В практике сварочного производства известны случаи
разрушения сварных соединений непосредственно в процессе
сварки в области температур, близких к температуре плавления.
Такие разрушения получили название горячих трешин.
Горячие трещины встречаются не только при сварке, но и при
литье, горячей обработке давлением, термической обработке,
а также при работе металлических конструкций в условиях вы-
сокотемпературного нагружения.
Образование горячих трещин обусловлено соответствующим
изменением механических свойств металла при нагреве, в част-
ности резким снижением его деформационной способности. При-
чиной такого снижения может быть наличие в металле легко-
плавких эвтектик, дефектов кристаллического строения или вы-
делений хрупкой второй фазы. Если металл в состоянии пони-
женной деформационной способности подвергается воздействию
внутренних или внешних напряжений, то при достаточной их ве-
личине в металле образуются горячие трещины. Сварные соеди-
нения подвержены горячим трещинам преимущественно в местах
наибольшей концентрации напряжений при высоких температу-
рах: в корне швов, в участках пересечения сварными швами сты-
ков деталей или каких-либо прорезей, в начальных участках
сварных швов и т. д.
В зависимости от вида свариваемых материалов горячие
трещины возникают в металле шва или в металле околошов-
ной зоны
Металлографический анализ сварных соединений с горячими
трещинами показывает, что во всех случаях разрушение являет-
ся межкристаллическим, т. е. горячие трещины образуются и
распространяются по границам зерен (рис. 1). В случае разру-
шения сварных швов в литой зоне трещины распространяются
по границам кристаллитов, сформированных в процессе кристал-
лизации сварочной ванны.
Трещины в околошовной зоне возникают по границам рекри-
сталлизованных зерен.
Исследования температурных интервалов образования горя-
чих трещин показывают, что разрушения этого вида могут про-
исходить как при температурах выше солидуса, т. е. при наличии
жидкой фазы по границам зерен, так и при температурах ниже
солидуса, т. е. в твердом состоянии.
6
Рис. 1. Горячие трещины в металле сварного шва (снимки с поверхности),
X 100
На поверхностях изломов при разрушении сварных швов по
жидким прослойкам виден сложный блестящий контур оплав-
ленных дендритов (рис. 2, а). На электронномикроскопических
фрактограммах в этом случае можно увидеть морщинистый узор,
возникший в результате усадки жидкой пленки при затвердева-
нии, и даже плоские дендриты (рис. 2, б).
При разрушении сварных швов в твердом состоянии рельеф
излома более шероховатый с отдельными сферическими полос-
тями (рис. 2, в). При электронномикроскопическом исследовании
па поверхности изломов обнаружены соты правильной формы
(рис. 2, г). Подобный же рельеф имеют поверхности межкрис-
таллического разрушения при испытании на ползучесть
(рис. 2, д), однако размер сот в последнем случае меньше и вид-
ны следы значительной внутризеренной деформации.
Опыт сварки металлических конструкций показывает, что
образование горячих трещин зависит не только от состава сва-
риваемых материалов (основного и присадочного металла или
флюса), но также от технологии и режимов сварки. Режимы
сварки влияют на развитие ликвации при кристаллизации, фор-
му и ориентацию кристаллитов в металле шва, структуру границ
зерен, развитие таких зернограничных процессов, как миграция
границ зерен и межзеренное проскальзывание, и, наконец, на
7
Рис. 2. Фрактография изломов:
а - горячая трещина, разрушение
по жидким прослойкам, Х500: б -
то же, стрелкой показан плоский ден-
дрит, у'7300; в — горячая трещина,
разрушение в твердом состоянии,
Х500; г — то же, Х7300; д — поверх-
ность разрушена при испытании
на ползучесть, Х7300 (электронные
микрофотографии выполнены
Г. И. Лосевой)
сегрегацию по границам зерен, их частичное оплавление и фор-
мирование химической неоднородности на границе раздела твер-
дой и жидкой фаз.
При неблагоприятном развитии процессов кристаллизации
металла шва и собирательной рекристаллизации в околошовной
зоне и сопровождающих их процессов в сварных соединениях
образуются горячие трещины.
Глава I
ПРОЦЕССЫ В МЕТАЛЛЕ ШВА
ФОРМИРОВАНИЕ МАКРОСТРУКТУРЫ В ЛИТОИ ЗОНЕ
СВАРНЫХ ШВОВ
Сварные соединения, полученные сваркой плавлени-
ем, имеют три ярко выраженных зоны: литую зону в той части
соединения, где существовала расплавленная ванна жидкого
металла; основной металл, подвергшийся тепловому влиянию
сварки; основной металл, не испытавший такого влияния. Струк-
тура основного металла определяется технологической обработ-
кой заготовок перед сваркой. Заготовки могут быть из листового
металла в состоянии нагартовки, отжига или рекристаллизации,
из отливок или поковок. Зона термического влияния сварки пред-
ставляет собой агрегат слоев с неоднородной структурой в соот-
ветствии с термическими циклами нагрева и охлаждения. На
гартованный основной металл претерпевает в этой зоне возврат
и рекристаллизацию. При сварке рекристаллизованного металла
или отливок в зоне термического влияния проходит собиратель-
ная рекристаллизация. Если свариваемый металл является по-
лиморфным, то наряду со структурными изменениями в зоне
термического влияния наблюдаются также фазовые переходы.
Степень развития этих процессов в каждом слое зоны зависит
от максимальной температуры нагрува слоя, длительности на-
хождения выше температуры фазового или структурного пре-
вращения, скорости нагрева и охлаждения.
Литая зона сварного соединения представляет собой металл,
затвердевший в особой форме, какой являются оплавленные
кромки основного металла. Удерживая жидкую сварочную ван-
ну, кромки основного металла одновременно служат подложкой
для затвердевающего металла. В соответствии с теорией роста
кристаллов затвердевание жидкого металла происходит путем
образования новых атомных слоев твердой фазы [80, 84]. Эти
слон сохраняют кристаллографическую ориентацию подложки.
Очевидно, что в случае кристаллизации сварочной ванны первые
кристаллиты, прорастающие от линии сплавления в глубь ванны,
будут иметь ориентацию оплавленных рекристаллизованных зе-
рен околошовной зоны, т. е. будут сильно разориентированы.
Число кристаллитов сварного шва на линии сплавления равно
числу оплавленных рекристаллизованных зерен (рис. 3). Между
9
Рис. 3. Формирование кристал-
литов сварного шва на оплав-
ленных рекристаллизованных
зернах околошовной зоны:
I металл шва; 2 — линия сплав-
ления; 3 - зона термического
влияния; 4 — основной металл
кристаллитами формируются большеугловые границы, являю-
щиеся продолжением границ рекристаллизованных зерен. Эти
границы можно представить как поверхности раздела различно
ориентированных кристаллических решеток (43, 80].
Однако затвердевание сварочной ванны может происходить
не только путем развития кристаллитов от подложки в глубь ван-
ны, но также путем образования вблизи от края ванны слоя но-
вых кристаллитов. Их образование связано с развитием терми-
ческого или концентрационного переохлаждения. В переохлаж-
денном слое независимо друг от друга возникают зародыши
кристаллизации. Чем больше степень переохлаждения расплава,
тем больше образуется зародышей кристаллизации и соответст-
венно больше новых кристаллитов. До момента столкновения эти
кристаллиты не взаимодействуют. Поэтому этот слой также
характеризуется их беспорядочной ориентацией.
Общее число первоначально возникающих в сварочной ванне
кристаллитов определяется тепловыми условиями сварки. При
малых скоростях нагрева и охлаждения и большой длительности
нахождения свариваемого металла при температурах выше тем-
пературы рекристаллизации в зоне, прилегающей к сварочной
ванне, существенно вырастет зерно, число затравочных зерен
уменьшится и от линии сплавления в глубь ванны прорастет со-
ответственно меньшее число кристаллитов. В этих же условиях
сварочная ванна окажется менее переохлажденной, и число но-
вых центров кристаллизации, образующих в дальнейшем слой
хаотически ориентированных кристаллитов, также будет мень-
шим. Размер кристаллитов в краевом слое сварного шва увели-
чится. Могут существовать и такие условия охлаждения свароч-
ной ванны (например, при сварке чистых металлов на малых-
скоростях или с сопутствующим подогревом), при которых рас-
плавленный металл будет недостаточно переохлажден для обра-
зования у края ванны новых центров кристаллизации, и разви-
тие получат только кристаллиты, растущие от подложки.
Скорости кристаллизации по разным кристаллографическим
направлениям различны ,[84]. Направлением преимущественного
роста кристаллитов в металлах с решеткой гранецентрированно
го или объемно-центрированного куба является < 100>, для
гексагональной плотно-упакованной решетки <10 10>. По мере
протекания процесса затвердевания сварочной ванны растущие
10
от края ванны кристаллиты сталкиваются и вступают во взаимо-
действие. Более благоприятно ориентированы кристаллиты,
у которых кристаллографические направления преимуществен-
ного роста близки или совпадают с направлением теплового по-
тока, разрастаются за счет соседних. Это разрастание происхо-
дит путем отклонения границы между двумя кристаллитами
в сторону неблагоприятно ориентированного кристаллита.
В результате конкурентного роста часть кристаллитов исче-
зает, поперечное сечение оставшихся кристаллитов становится
больше. Поскольку новые кристаллиты не образуются (переох-
лаждение, необходимое для поддержания процесса зарождения
новых центров кристаллизации, уже снято), ничто не препятст-
вует дальнейшему росту кристаллитов в глубь сварочной ванны.
В сварном шве возникает зона с кристаллитами избирательной
ориентации, вытянутыми в направлении теплового потока подоб-
но столбчатым кристаллитам слитков.
Во всех металлах и сплавах, кристаллизующихся в неравно-
весных условиях, столбчатая зона с преимущественной ориента-
цией образуется благодаря дендритному росту [84]. Границы
между кристаллитами, формирующиеся по мере продвижения
в расплав кристаллических решеток твердой фазы, обычно так-
же вытянуты в направлении роста.
Однако между зонами столбчатых кристаллитов слитков и
сварных швов имеются существенные различия. В слитках оси
роста кристаллитов, совпадающие с направлением отвода тепла,
остаются прямолинейными на всей стадии столбчатой кристал-
лизации, так как слиток кристаллизуется чаще всего в геометри-
чески правильной форме (например, радиальный теплоотвод
в цилиндрической изложнице, осевой теплоотвод в водоохлаж-
даемом кристаллизаторе).
В сварных швах оси роста кристаллитов в общем случае пред-
ставляют собой пространственные кривые, что обусловлено из-
менением формы сварочной ванны в плоскостях, параллельных
плоскости свариваемого листа, и перемещением теплового поля
стеллитов в сварочной ванне
при схемах кристаллизации:
а — пространственной; б — плоской
в направлении сварки (рис. 4, а). При сварке топких листов
встык, когда сварочный источник можно считать линейным,
а сварочную ванну — постоянной формы по толщине листа, про-
странственная схема кристаллизации сменяется плоской, т. е.
криволинейные оси роста кристаллитов оказываются располо-
женными в параллельных плоскостях (рис. 4, б) [62]. Структуры
с прямолинейными осями роста в столбчатой зоне формируются
в случае сварки тонколистового металла на больших скоростях,
когда сварочная ванна имеет вытянутую форму и тепловой по-
ток на большой протяженности ванны перпендикулярен направ-
лению сварки.
Малый объем сварочной ванны и большая кривизна оплав-
ляемой поверхности — причина того, что столбчатые кристал-
литы в сварном шве более разориентированы, чем такие же
кристаллиты в слитках. Так, по данным рентгеновской съемки
по методу Берга-Беррета, углы разориентацип между столбча-
тыми кристаллитами в сварных швах на листах толщиной
] —1,5 мм (плоская схема кристаллизации) составляют 5—20’
[85]. При других очертаниях сварочной ванны, например при
сварке с глубоким проплавлением или при наплавке, когда кри-
визна ванны больше, разориентация столбчатых кристаллитов
может оказаться еще более заметной.
С целью повышения технологической прочности и пластично-
сти соединений стремятся подавить образование в сварных швах
крупнозернистой столбчатой структуры.
Это достигается:
а) введением в металл шва в достаточных концентрациях эле-
ментов, способствующих образованию высокотемпературных из-
быточных фаз типа твердого раствора (например, ферритной
фазы в швах аустенитных сталей), эвтектик (например, в швах
из сплавов алюминия с кремнием, медью и т. п.), первичных
карбидов (например, карбидов ниобия; ниобиевой карбидно-
аустенитной эвтектики в швах аустенитных сталей типа Х13Н18,
Х15Н25, Х15Н35 и никелевых сплавов) или первичного графита
и др.;
б) введением в сварочную ванну модификаторов в виде твер-
дых частиц тугоплавких металлов или соединений (например,
молибдена и титана при сварке цветных сплавов) либо поверх-
ностно-активных элементов (например, стронция и церия при
сварке никелевых сплавов, аустенитных сталей и пр.);
в) воздействием на сварочную ванну ультразвуковых коле-
баний или механических вибраций.
Все эти меры направлены к тому, чтобы создать перед фрон-
том растущих столбчатых кристаллитов новые центры кристал-
лизации, подавив тем самым их дальнейший рост.
В центре сварных швов сплавов часто появляется зона рав-
ноосных кристаллитов, свидетельствующая о развитии в этой час-
ти сварочной ванны концентрационного переохлаждения и при-
12
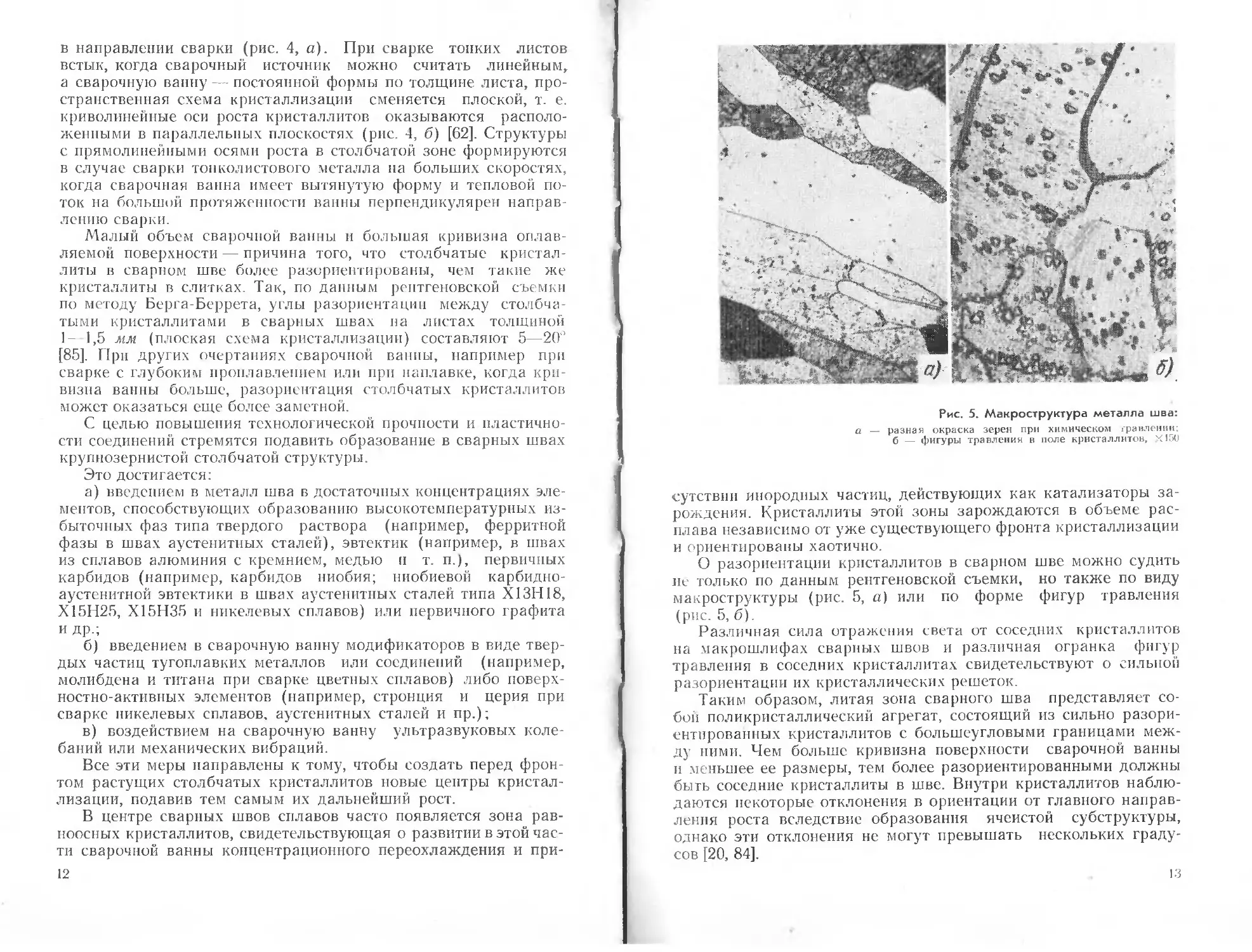
Рис. 5. Макроструктура металла шва:
а — разная окраска зерен при химическом гранленни;
б — фигуры травлении в поле кристаллитов, X151I
сутствни инородных частиц, действующих как катализаторы за-
рождения. Кристаллиты этой зоны зарождаются в объеме рас-
плава независимо от уже существующего фронта кристаллизации
и ориентированы хаотично.
О разориентации кристаллитов в сварном шве можно судить
не только по данным рентгеновской съемки, но также по виду
макроструктуры (рис. 5, tz) или по форме фигур травления
(рис. 5, б).
Различная сила отражения света от соседних кристаллитов
на макрошлифах сварных швов и различная огранка фигур
травления в соседних кристаллитах свидетельствуют о сильной
разориентации их кристаллических решеток.
Таким образом, литая зона сварного шва представляет со-
бой поликристаллический агрегат, состоящий из сильно разори-
ентированных кристаллитов с большеугловыми границами меж-
ду ними. Чем больше кривизна поверхности сварочной ванны
и меньшее ее размеры, тем более разориентированными должны
быть соседние кристаллиты в шве. Внутри кристаллитов наблю-
даются некоторые отклонения в ориентации от главного направ-
ления роста вследствие образования ячеистой субструктуры,
однако эти отклонения не могут превышать нескольких граду-
сов [20, 84].
13
ДЕНДРИТНАЯ И ЯЧЕИСТАЯ НЕОДНОРОДНОСТЬ
МЕТАЛЛА СВАРНЫХ ШВОВ
Литая зона сварных соединений отличается от слит-
ков малым объемом расплавленного металла, малой длительно-
стью нахождения металла в жидком состоянии, весьма быстрым
охлаждением после затвердевания, а также наличием особой
«формы» для затвердевания в виде оплавленных кромок основ-
ного металла. Однако эти отличия не изменяют общих законо-
мерностей процесса кристаллизации жидкого металла. Внутри-
кристаллическое строение литой зоны сварных соединений, как
и слитков, определяется взаимодействием тепловых и диффузи-
онных потоков при кристаллизации.
При рассмотрении процесса кристаллизации чистых металлов
исходят из теории фазовых превращений [2] Эта теория предпо-
лагает существование вполне определенной температуры То, при
которой соблюдается условие равновесия между жидкой и твер-
дой фазой, выражаемое равенством их термодинамических по-
тенциалов Z (рис. 6).
В отличие от чистых металлов сплавы кристаллизуются в не-
котором интервале температур, в котором твердая и жидкая
фазы могут находиться в равновесии. На рис. 7, а линии ликви-
дуса Тл и солидуса Тс отражают условия равновесия фаз. При
переохлаждении жидкой фазы концентрации С! ниже Тл проис-
ходит образование зародышей твердой фазы, которые имеют
состав, определяемый положением линии солидуса при данной
температуре. Прилегающие к твердому металлу слои жидкой
фазы обогащаются растворенным элементом, имеющим более
низкую температуру плавления, и их состав определяется поло-
жением линии ликвидуса. Например, при температуре 7\ кон-
центрация растворенного элемента в твердой фазе соответствует
точке Б, в жидкой — точке А. Кочичсство жидкой и твердой
фаз, находящихся в равновесии при этой температуре, опреде-
ляется отношением отрезков ОБ и ОА.
Таким образом, при температуре Т, на поверхности раздела
фаз устанавливаются пограничные равновесные концентрации,
разность которых выражается отрезком АВ. Если в результате
диффузионных процессов или воздействия конвекционных пото-
ков жидкости растворенный элемент будет отводиться от поверх-
ности раздела в жидкую фазу, то вследствие стремления системы
к равновесию часть атомов жидкой фазы будет переходить
в твердую фазу, восстанавливая пограничные концентрации и
обеспечивая рост кристаллов твердого раствора. Чем интенсив-
нее отводится растворенный элемент от поверхности раздела
в жидкую фазу, тем быстрее происходит рост твердой фазы. По-
добный процесс принято называть избирательной, или диффузи-
онной, кристаллизацией. Рост кристаллов при избирательной
кристаллизации лимитируется скоростью диффузионных процес-
14
сов в жидкой фазе. Процессы диф-
фузии в твердой фазе имеют при
этом второстепенное значение, так
как они выравнивают концентрацию
компонентов внутри кристаллов
твердого раствора.
При кристаллизации чистых ме-
таллов состав твердой фазы не от-
личается от состава исходной жид-
кой. В этом случае для роста кри-
сталлов твердой фазы не требуется
перераспределения состава между
фазами. Такой процесс кристаллиза-
ции называется бездиффузионным.
Однако процесс бездиффузионной
Рис. 6. Влияние Т на термоди-
намический потенциал жидкой
Zmc и твердой ZTe фаз в одно-
компонентных системах
кристаллизации возможен
не только в чистых металлах, но и в сплавах. На диаграмме со-
стояния сплавов, образующих непрерывный ряд твердых рас-
творов, линия То характеризует равенство термодинамических
потенциалов твердой и жидкой фаз одинакового состава. При
температурах ниже То термодинамический потенциал твердой
фазы оказывается ниже, чем для жидкой фазы того же состава '.
Поэтому при переохлаждении жидкого расплава ниже темпера-
туры То, например до Т2, наряду с диффузионной кристаллиза-
цией становится возможным развитие и бездиффузионной кри-
сталлизации. Рост твердой фазы при бездиффузионной кристал-
лизации происходит за счет присоединения любых атомов,
находящихся перед фронтом растущих кристаллов. Вследствие
этого на границе раздела в жидкой фазе не будет появляться
зона с повышенным содержанием растворенного элемента, как
это имеет место при диффузионной кристаллизации. Чем выше
скорость охлаждения и чем меньше содержание растворенного
элемента в исходной жидкой фазе, тем вероятнее проявление
бездиффузионного механизма кристаллизации.
Бездиффузионная кристаллизация возможна также и в эв-
тектических сплавах, но наиболее часто она проявляется в спла-
вах, составы которых значительно отличаются от эвтектического.
Если в этиу сплавах не происходило предварительного измене-
ния состава жидкой фазы, то температура начала бездиффузи-
онной кристаллизации (То , Т о ) оказывается выше температуры
образования эвтектики (Тэ) (рис. 7, б). Для того чтобы развил-
ся процесс бездиффузионной кристаллизации, достаточно пода-
вить только процесс образования избыточной фазы (ct- или
у-твердых растворов). В сплавах с содержанием растворенных
элементов выше предельной концентрации бездиффузионная
кристаллизация возможна до концентраций этих элементов С'
1 Линия TG не соответствует идеальным условиям равновесия, так как в сплавах рав-
новесие фаз соблюдается при равенстве химических потенциалов, т. е. производных тер-
модинамических потенциалов по концентрациям фаз.
Рис. 7. Диаграммы состояния сплавов
или С". При больших концентрациях, а также в чисто эвтектиче-
ских сплавах обеспечить процесс бездиффузионной кристаллиза-
ции трудно, так как для этого требуется подавить процесс обра-
зования эвтектики, который протекает диффузионным путем
с большими скоростями.
Форма фронта кристаллизации и структур твердой фазы за-
висит от условий охлаждения при затвердевании [20, стр. 272,
409], [84]. При отсутствии в расплаве переохлаждения рост крис-
таллов твердой фазы контролируется процессами переноса, ины-
ми словами, скоростью отвода примесей и скрытой теплоты пре-
вращения от фронта кристаллизации. В этих условиях поверх-
ность раздела фаз гладкая (если пренебречь шероховатостью,
образованной ступенями и террасами) и занимает положение
изотермы кристаллизации.
Однако в реальных условиях затвердевания слитков и свар-
ных швов расплав перед фронтом кристаллизации оказывается
переохлажденным. В присутствии слоя переохлажденного рас-
плава гладкая поверхность раздела фаз становится неустойчи-
вой и сменяется поверхностью с выступами. Переохлаждение,
обеспечивающее ускоренный рост выступов, может быть двоякого
рода — термическим и концентрационным. В условиях термиче-
ского переохлаждения проходит дендритная кристаллизация
сверхчистых металлов, а также начинается кристаллизация
сплавов. Выделяющаяся при этом скрытая теплота постепенно
снимает начальное термическое переохлаждение. Будет ли рас-
плав термически переохлажден на более поздних стадиях затвер-
девания, зависит от геометрии изложницы или сварочной ванны
и внешних условий, определяющих теплоотвод.
Причины возникновения в расплаве концентрационного пере-
охлаждения подробно рассмотрены в работах [20, стр. 248, 272,
409], [84]. При затвердевании сплавов в слое жидкости перед
фронтом кристаллизации возникает градиент концентрации рас-
творенного компонента — положительный или отрицательный —
в зависимости от того, повышает или понижает этот компонент
температуру кристаллизации. Градиенту концентрации соответ-
16
ствхет определенный градиент
температур ликвидус (рис. 8).
Однако фактическая температура
расплава, зависящая от устано-
вившихся условий кристаллиза-
ции, может не совпадать с равно-
весной температурой и быть ниже
последней.
Перед фронтом кристаллиза-
ции появляется область концент-
рационного переохлаждения, обу-
Рис. 8. Схема образования в рас-
плаве перед фронтом кристалли-
зации области концентрационного
переохлаждения:
/ — состав расплава; 2 — темпера-
тура ликвидус; 3 — фактическая тем-
пература; АГ - величина переохлаж-
дения
словленная изменением состава
расплава. Чем больше концентра-
ция примеси и меньше темпера-
турный градиент в расплаве, тем
шире область концентрационного
переохлаждения; ширина этой об-
ласти обычно 1(10 2-ь10 4) см
[20]. При наличии концентрационного переохлаждения всякий
участок поверхности фронта кристаллизации, выдавшийся впе-
ред, оказывается в более благоприятных для роста условиях, чем
соседние. На гладкой поверхности раздела фаз появляются вы-
ступы. Боковые диффузионные потоки, возникающие в расплаве
около выступов, обедняют примесями вершины выступов и обо-
гащают боковые грани. Такое распределение концентраций фор-
мирует в твердой фазе гексагональную ячеистую структуру,
состоящую из параллельных элементов (ячеек), вытянутых в на-
правлении кристаллизации. Границы ячеек образованы скопле-
нием примеси у боковых стенок выступов.
Критическое состояние, при котором осуществляется переход
от плоского фронта кристаллизации к ячеистому, определяется
условием равенства градиентов фактической температуры рас-
плава и ликвидуса [20]:
G т(1—k)C0
R ~ Dk
(1)
где G — градиент температуры в расплаве у фронта кристалли-
зации;
R — скорость роста кристаллов;
т — тангенс угла наклона линии ликвидуса;
Со — начальная концентрация примеси в жидкой фазе;
k — коэффициент распределения, или отношение концен-
траций примеси в твердой фазе и расплаве, находя-
щемся с ней в равновесии;
D — коэффициент диффузии примеси в расплаве.
Выражение (1) устанавливает линейную связь между кон-
центрацией примеси Со и GIR (величины т, D, k зависят от вида
примеси). В сплаве определенного состава образование ячеек
2 Заказ 560 17
Рис. 9. Критические усло-
вия затвердевания, при
которых ячеистая форма
кристаллизации перехо-
дит в дендритную (сплав
олова со свинцом):
1 — ячейки; 2 — ячейки и
дендриты; 3 — дендриты
можно подавить замедлением скорости
роста или же повышением температурно-
го градиента.
Продвигаясь в расплав, ячейки укруп-
няются, так как расширяется область
концентрационного переохлаждения и
уменьшается скорость кристаллизации.
При достаточно большой протяженности
зоны переохлажденного расплава на
ячейках появляются ветви второго поряд-
ка, характерные для дендритного роста.
Как видно из рис. 9, дендритному росту
способствуют большие концентрации при-
месей, большие скорости кристаллизации
и малые температурные градиенты. За
счет преимущественного разрастания ден-
дритов, ориентированных по тепловому
потоку, в литом металле формируется во-
локнистая текстура.
Изменение размеров дендритов в за-
висимости от условий кристаллизации
аналогично изменению размеров ячеек,
т. е. с продвижением фронта твердой фа-
зы в расплав дендриты увеличиваются.
При этом общее количество примеси, сегрегировавшей в между-
осных пространствах дендритов, уменьшается, а концентрация
примеси в расплаве перед фронтом возрастает. На некоторой
стадии роста столбчатых дендритов весь оставшийся расплав
оказывается настолько концентрационно переохлажденным, что
в нем зарождаются новые кристаллиты. Последующий быстрый
рост этих кристаллитов в радиальных направлениях предотвра-
щает дальнейше развитие столбчатых дендритов. Таким обра-
зом, в центре слитков и сварных швов формируется равноосная
структура.
При обсуждении механизма образования ячеисто-дендритных
структур обычно рассматривают системы типа твердых раство-
ров. Однако подобные же структуры обнаруживаются и в спла-
вах с эвтектическим типом диаграммы состояния неэвтектическо-
го состава. Вначале затвердевание таких сплавов происходит
с образованием ячеисто-дендритной структуры. При достижении
расплавом перед фронтом кристаллизации эвтектического соста-
ва в междендритных пространствах и по границам кристаллитов
образуется эвтектика.
В соответствии с теорией эвтектика должна появиться по гра-
ницам зерен и в тех случаях, когда кристаллизуются сплавы
с эвтектической диаграммой состояния, содержание примеси
в которых не достигает предела растворимости в твердой фазе
[20, стр. 307]. Такая особенность кристаллизации обусловлена
18
тем, что при дендритном росте последние порции расплава ока-
зываются значительно богаче примесью, чем это следует из
диаграммы состояния. Эксперименты подтверждают возмож-
ность появления эвтектики по границам зерен при кристаллиза-
ции ненасыщенных твердых растворов [28]. Таким образом, кри-
сталлизация сплавов с эвтектической диаграммой состояния
протекает частично как однофазная — с образованием твердого
раствора с ячеисто-дендритной структурой, частично как двух-
фазная — с образованием эвтектики.
Исключительно многофазная кристаллизация характерна для
сплавов эвтектического состава. Существует множество струк-
турных разновидностей, единственной общей чертой которых
является наличие двух или более фаз. Если при эвтектической
кристаллизации первичная фаза облегчает зарождение вторич-
ной, то образуется пластинчатая структура или — в присутствии
примесей — ее модификации: колонийная и стержсньковая струк-
туры. В противном случае образуются несплошныс эвтектики
с беспорядочной ориентацией второй фазы [20, стр. 307], [84]
Ячеистые, дендритные, а также смешанные — ячеисто-ден-
дритные структуры характерны для внутрикристаллического
строения сварных швов технически чистых металлов, сплавов,
образующих непрерывный ряд твердых растворов, а также боль-
шого числа сплавов с эвтектическим типом диаграммы состоя-
ния. Преимущественное развитие в металле шва того или иного
вида структур зависит от тепловых условий сварки. Обычно
сварочная ванна характеризуется сильным перегревом жидкого
металла в центре и наличием большого температурного градиен-
та па границе твердое тело — расплав. На начальной стадии
затвердевания, когда первые слои твердой фазы формируются
на оплавленных зернах околошовной зоны, возможно существо-
вание гладкого фронта. По мере прорастания кристаллитов
в глубь ванны температурный градиент в расплаве уменьшается,
расплав перед фронтом кристаллизации обогащается примесью,
возникает концентрационное переохлаждение и устойчивой ста-
новится ячеистая форма роста.
Таким образом, ячейки появляются не от самой границы
оплавления рекристаллизационных зерен околошовной зоны,
а на некотором расстоянии от нее, необходимом для образова-
ния концентрационного переохлаждения. Скрытая теплота кри-
сталлизации и теплоотвод в твердую фазу уменьшают градиент
температур к центру шва. Одновременно возрастает концентра-
ция примеси перед фронтом кристаллизации.
Следствием этого является расширение зоны концентрацион-
ного переохлаждения и увеличение размера ячеек. На некоторой,
более поздней, стадии затвердевания ячейки разветвляются —
ячеистый рост сменяется дендритным. Ячейки и дендриты в свар-
ных швах, как и в слитках, характерны для зоны столбчатых
кристаллитов, дендриты — преимущественно для центральной
2* 19
Рис. 10. Микроструктура сварных швов:
а - микрощлиф шва сплава Nb 5% V, 150;
б — поверхность сварного шва сплава Та — 5”.'( W, <109
зоны равноосных кристаллитов. Однако в сравнении со слитками
и крупными отливками при сварке в силу более резкого теплоот-
вода область существования ячеистых и смешанных структур
шире, при этом величина ячеек мельче и дисперсность участков
обогащения примесью выше.
Дендритная и ячеистая структуры хорошо заметны на микро-
шлифах сварных соединений однофазных сплавов (рис. 10, а).
Неоднородность твердого раствора тем лучше выявляется хими-
ческим травлением, чем выше концентрация легирующих эле-
ментов в сплавах. Во многих случаях ячейки и дендриты можно
наблюдать непосредственно на поверхности сварных швов
(рис. 10, б). Ячеисто-дендритный рельеф образуется в результа-
те усадки и соответствует топографии фронта кристаллизации.
Одновременно на поверхности литого металла видны границы
кристаллитов, выявленные термическим травлением при охлаж-
дении после затвердевания.
С увеличением количества легирующих добавок ячеистый
рельеф, декорированный поверхностными пленками, становится
все более сложным и затрудняет наблюдение сетки границ кри-
сталлитов (рис. II). Форму кристаллитов можно выявить при
кратковременном нагреве сварного шва до температур солидуса
благодаря эффекту оплавления большеугловых границ зерен
(рис. 11,6).
Сварные швы технически чистых металлов кристаллизуются
как однофазные сплавы. Однако в связи с малым количеством
примесей внедрения ячеистые и дендритные формы структуры
на микрошлифах выражены слабо или совсем не выражены
(рис. 12, а). Форму ячеек удается установить после сильного
химического травления шлифов, когда в поле кристаллитов по-
являются многочисленные фигуры травления, соответствующие
участкам с повышенной концентрацией примесей (рис. 12, б).
20
Рис. 11. Поверхность сварного шва ниобиевого сплава РН6, X 150
а в исходном состоянии: б после повторного нагрева по сварочному
- циклу
Рис. 12. Микроструктура сварного шва технически чистого ниобия,
X 150:
а — после обычного травления; б — после сильного травления
21
Форма огранки фигур травления зависит от ориентации кристал-
литов. Можно также обнаружить ячеистый и дендритный рельеф
на поверхности слитков чистых металлов.
В сварных соединениях дисперсионно-твердеющих сплавов
ячеисто-дендритная структура четко выявляется благодаря вы-
делению второй фазы в местах скопления примесей.
В результате перераспределения примесей при затвердевании
литые структуры оказываются химически неоднородными. Сегре-
гацию примесей, образовавшуюся при затвердевании, можно
разделить на несколько видов [84]. В макроскопическом масшта-
бе развивается нормальная сегрегация, или увеличение концент-
рации примеси в направлении затвердевания. С увеличением
протяженности зоны затвердевания роль нормальной сегрегации
становится все более важной. В сварных швах сегрегация этого
вида выражена менее заметно, чем в слитках. Нормальная сег-
регация проявляется не только в объеме всего литого металла,
но и в каждом отдельном кристаллите, а именно: часть кристал-
лита, затвердевающая в первую очередь, содержит меньше при-
меси, чем часть, затвердевающая позже. Наибольшее количество
примеси скапливается в центре слитков или сварных швов, где
встречаются растущие навстречу друг другу кристаллиты.
Межзеренная сегрегация, или скопление примеси у межзерен-
ных границ, связана с образованием канавки на фронте кристал-
лизации в месте выхода к фронту границы между растущими
бок о бок кристаллитами. Механизм обогащения границы при-
месью такой же, как и при образовании границ ячеек.
В неравновесных условиях затвердевания внутри кристалли-
тов образуется ячеистая или дендритная сегрегация. Этот вид
химической неоднородности обусловлен соответствующими фор-
мами роста кристаллов. Исследования с применением радиоак-
тивных изотопов показывают, что в условиях развития ячеистой
и дендритной кристаллизации сегрегация примесей в погранич-
ных зонах ячеек и междуосных пространствах дендритов при-
мерно равна сегрегации по границам кристаллитов [47]. Преиму-
щественного обогащения примесью границ между соседними
кристаллитами не обнаружено.
Степень развития ячеисто-дендритной неоднородности опре-
деляется составом сплавов и условиями затвердевания. При свар-
ке впутрикристаллическая неоднородность в подавляющем боль-
шинстве случаев проявляется менее заметно, чем при кристал-
лизации слитков и отливок (даже в металлической изложнице).
В слитках и отливках в зоне столбчатых кристаллов, охлаждае-
мой наиболее быстро, ячеисто-дендритная сегрегация развита
слабее, чем в зоне равноосных кристаллитов, которая охлаждает-
ся более медленно.
Качественный анализ зависимости внутрикристаллической
неоднородности от скорости охлаждения при кристаллизации
проведен в работе [2]. При небольших скоростях охлаждения
22
увеличение интенсивности ох-
лаждения до определенного
предела приводит к усилению
внутрикристаллической сегре-
гации в соответствии с диффу-
зионным механизмом кристал-
лизации. С дальнейшим увели-
чен нем скорости охлаждения
внутрикристаллическая сегре-
Рис. 13. Влияние скорости охлажде-
ния сплава при кристаллизации w на
степень проявления внутрикристалли-
ческой ликвации
от скорости охлаждения выра-
гация уменьшается вследствие
того, что диффузионный меха-
низм кристаллизации сменяет-
ся бездиффузиоиным. Таким
образом, зависимость внутри-
кристаллической неоднородности
жается кривой с максимумом (рис 13). На основании принятой
схемы уменьшение внутрикристаллической сегрегации в швах
по сравнению со слитками и в зоне столбчатых кристаллитов по
сравнению с зоной равноосных кристаллитов объясняли сменой
диффузионного механизма кристаллизации на бездиффузионный.
Однако исследования последнего времени показали, что в диа-
пазоне скоростей охлаждения от нескольких градусов до сотен
градусов в секунду, т. е. реальных скоростей охлаждения слитков
и сварных швов, бездиффузионный механизм кристаллизации не
осуществляется [50]. Состав осей и пограничных зон ячеек и ден-
дритов остается при этих скоростях неизменным и определяется
приблизительно положением солидуса при соответствующей
температуре затвердевания. Уменьшение степени химической не-
однородности с увеличением скоростей охлаждения связано
с измельчением элементов ячеисто-дендритной структуры, в ре-
зультате которого состав литого металла усредняется При ма-
лых скоростях охлаждения ячеисто-дендритная сегрегация убы-
вает вследствие выравнивающей диффузии в твердой фазе непо-
средственно при кристаллизации, а также в ходе остывания
после затвердевания.
Еще один вид микроскопической сегрегации — обратная сег-
регация — проявляется на последних стадиях затвердевания,
когда обогащенная примесью жидкая сраза устремляется в меж-
ячеистые или междуосные промежутки, где в результате затвер-
девания произошла усадка [84].
Помимо названных видов сегрегаций, в макрообъемах свар-
ных швов наблюдается распределение примесей слоями, располо-
женными эквидистантно поверхности оплавления. Это явление
вызвано изменением скорости роста кристаллитов вследствие
неравномерной подачи теплоты в сварочную ванну, периодически
нарушающей баланс поступления и отвода теплоты и изменяю-
щей скорость охлаждения. При этом возможны остановка кри-
сталлизации и даже частичное оплавление фронта твердой фазы.
23
Рис. 14. Микроструктура сварного шва технически чистого тан-
тала, X 150. Сварка электронным лучом в импульсном режиме
При переходе из устойчивого состояния кристаллизации с боль-
шой скоростью перемещения фронта в состояние с малой скоро-
стью перемещения концентрация примеси в твердой фазе долж-
на уменьшиться. И, напротив, увеличение скорости перемещения
фронта кристаллизации должно способствовать возрастанию
концентрации примеси по сравнению с равновесной [84].
Слои с повышенным содержанием примеси хорошо заметны
в металле шва при дуговой сварке плавящимся электродом и
обусловлены каплеобразным поступлением электродного метал-
ла, колебаниями ванны, переменной скоростью движения элек-
трода, неравномерной толщиной слоя покрытия электродов или
флюса и т. д. При автоматических способах сварки и наплавки,
когда жидкая ванна имеет большой объем, слои расположены
главным образом вблизи границы сплавления, а при ручной
сварке, когда ванна сравнительно малого объема,— по всему се-
чению шва. Еще более ярко слоистость в строении металла шва
выражена при использовании импульсных источников теплоты
(например, сварка электронным лучом в импульсном режиме),
когда происходит прерывистое плавление и затвердевание
(рис. 14). В этом случае кристаллиты в центральной части шва
формируются на оплавленных литых зернах. Следовательно,
слоистость не нарушает характера и направления кристаллиза-
ции, так как даже в случае периодического оплавления фронта
твердой фазы поверхности нерасплавившихся частей кристалли-
тов служат двухмерными зародышами, обеспечивающими рост
кристаллитов с прежней кристаллографической ориентировкой.
24
ГРАНИЦЫ ЗЕРЕН. ТЕРМИЧЕСКИ АКТИВИРУЕМАЯ
МИГРАЦИЯ ГРАНИЦ ЗЕРЕН
Рост твердой фазы из расплава осуществляется при-
соединением атомов жидкости к кристаллической решетке заро-
дышей твердой фазы или подложки. В течение всего периода
роста кристаллиты сохраняют начальную кристаллографическую
ориентацию, за исключением незначительных искажений, возни
кающих вследствие механической деформации дендритов или
формирования внутрпкристалличсской ячеистой или полосчатой
субструктуры [20, стр. 272], [84].
По этой причине при затвердевании поликристаллов в твер-
дой фазе непосредственно за фронтом кристаллизации возникают
границы зерен (границы кристаллитов), представляющие собой
зону перехода между различно ориентированными кристалличе-
скими решетками [8, 43, 80, 107]. Ширина этой зоны порядка меж-
атомных расстояний (рис. 15).
В общем случае границы кристаллитов в литом металле яв-
ляются большеугловыми, т. е. образованы сильно разорпентиро-
ваппымн решетками. Исключение составляют границы в столб-
чатой зоне, где вследствие развития преимущественной ориента-
ции смежные кристаллиты оказываются слабо разориептировап-
ными (в сварных швах 5 20°). В условиях гладкого фронта
кристаллизации межзереппые границы в столбчатой зоне почти
перпендикулярны поверхности раздела между твердой и жидкой
фазами [20, стр. 272], [84]. При дендритной кристаллизации на-
правление границ между столбчатыми кристаллитами опреде-
ляется условиями конкурентного роста. В замороженной зоне
у края слитка или у границы оплавления сварного шва, а также
в центральной части литой зоны направление границ кристалли-
тов беспорядочное.
В условиях ячеисто-дендритной кристаллизации соседние
кристаллиты стыкуются стенками ячеек [84]. Следовательно,
вдоль стенок ячеек, принадлежащих разным кристаллитам, дол-
жны проходить границы между кристаллитами.
Такие границы обладают большой нестабильностью вследст-
вие развитой поверхности и случайной ориентации и за время
охлаждения литого металла после затвердевания смещаются
в новые, более равновесные, положения — с меньшей свободной
энергией. Миграция границ кристаллитов происходит в интерва-
ле температур высокой диффузионной подвижности атомов
(Т солидуса Трекриста.ализачии) -
По современным представлениям механизм термически акти-
вируемой миграции границ заключается в переходах отдельных
атомов или групп атомов через границу из решетки одного кри-
сталлита (уменьшающегося) в решетку другого (растущего) [9,
стр. 123, 157], [43, 80, 107]. Преимущественный отрыв и присоеди-
нение атомов происходит на порогах граничных террас [107]. При
25
этом вследствие существования зоны
! неупорядоченной решетки шириной
>(3 <- 5) d, неизбежно перемещение ато-
мов вдоль границы; иными словами,
атомный механизм миграции контроли-
руется граничной диффузией. Если
рассматривать границу зерен как пере-
ходную область, содержащую избы-
точное количество вакансий, то мигра-
ция границы может включать процесс
обмена местами атомов и вакансий [9,
Рис. 15. Граница зерен стр. 157]. Тогда энергия активации миг-
рации должна быть близка к энергии
активации движения вакансий. Движущей силой миграции гра-
ниц кристаллитов в литом металле является свободная энергия
границ, поэтому по мере роста зерен и уменьшения поверхности
границ скорость миграции уменьшается. Усадочные напряжения
в литом металле, вероятно, должны способствовать миграции
границ зерен.
Скорость миграции границ зерен при данной температуре
является функцией ориентации зерен относительно границ меж-
ду ними, так как именно от ориентации зависит ширина и струк-
тура границ, в частности плотность граничных террас [107].
Большеугловые границы (угол разориентации 5s 15е) более под-
вижны, чем среднеугловые (2—15°) [9, стр. 123]. По этой причине
в литой зоне сварных соединений, где кристаллиты сильно раз-
орисптированы, миграция границ проходит в относительно боль-
шем объеме, чем в массивных слитках с развитой текстурой.
Наличие примесей в металле резко уменьшает подвижность
границ зерен. Влияние примеси определяется природой примеси
(размер атомов, валентность), количеством примеси и структу-
рой границ. Так называемые «специфические», или частично со-
пряженные, границы оказываются значительно более подвиж-
ными, чем песопряженные, так как величина их взаимодействия
с примесью мала [9, стр. 123].
Миграцию границ, лимитируемую примесями, исследовал
Е. С. Махлин [118]. По его определению в растворах слабой кон-
центрации растворенные атомы не перемещаются вместе с гра-
ницей, а лишь снижают результирующую движущую силу
миграции, образуя очаги обратной кривизны. Это область «меха-
нического откалывания» границы от примесных атомов.
В растворах более высокой концентрации атомы примеси пе-
ремещаются вместе с границей за счет граничной диффузии
вдоль выступов, образующихся у растворенных атомов. В этой
области скорость миграции определяется как составляющая
скорости граничной диффузии в направлении миграции границы.
Наконец, в растворах с высокой концентрацией примесей по мо-
дели К- Л юкке и К. Детерта [9, стр. 157] атомы примеси переме-
26
щаются в направлении движения границы за счет диффузии
в кристаллической решетке. При высокой температуре возможна
тепловая флуктуация, или «термическое отделение» границы от
примесных «атмосфер», и скорость миграции становится при-
близительно такой же, как в чистых металлах. Ведущим меха-
низмом миграции границ в условиях кратковременного свароч-
ного цикла является, вероятно, термическое отделение границ.
В период охлаждения слитков или сварных швов от темпера-
туры солидуса до температуры рекристаллизации границы кри-
сталлитов мигрируют <>т своих начальных положений, возникших
при затвердевании, в новые положения — с меньшей площадью
поверхности. Скорость миграции границ во много раз превосхо-
дит скорость диффузии в решетке. В связи с этим сетка границ
зерен оказывается смещенной по отношению к ячеисто-дендрит-
ным сегрегациям (рис. 16).
Следы миграции границ, прошедшей в обьеме литого метал-
ла, можно наблюдать на поверхности сварных швов или слитков
(рис. 17). Начальные положения границ кристаллитов опреде-
ляются по очертаниям ячеек и дендритов, которые заметны бла-
годаря рельефу на поверхности, соответствующему топографии
фронта кристаллизации. Конечные положения границ кристалли-
тов выявляются термическим травлением при охлаждении литой
структуры. Термическое травление, как процесс диффузионный,
проходит во времени, поэтому границы зерен не образуют капа-
вок травления на поверхности металла сразу после затвердева-
ния или при быстрой миграции границ. Канавки термического
травления появляются только на последних этапах миграции,
когда границы перемещаются с малой скоростью или совсем ос-
танавливаются.
Рис. 16. Миграция границ зерен в литом металле при охлаждении после
затвердевания:
а — срастание кристаллитов при затвердевании; б — положение границы после
охлаждения. Заштрихованные полосы соответствуют ветвям дендритов
27
Рис. 17. Поверхность литого металла:
а — слиток ниобия, Х100; б — слиток тантала, 1-J00; в — сварной шов
ниобия электроннолучевого переплава, Х500; г — то же, Х500;
д — сварной шов сплава титана ВТ-15. Х100
28
Рис. 18. Влияние скорости охлаждения после затвердевания
на микроструктуру литого металла сплава Nb — 5% Мо, > 500:
а — сварной шов; б - капля, охлажденная в воде
В чистых металлах, где подвижность границ уменьшается
с понижением температуры менее интенсивно, чем в сплавах, на
поверхности литой зоны видны многочисленные канавки термиче-
ского травления — следы промежуточных положений границы
перед окончательной остановкой (рис. 17, в, г). Картина скачко-
образного перемещения границ возникает вследствие задержки
29
границ канавками термического травления. При наблюдении ка-
навок термического травления на поверхности сварных швов
четко проявляется следующая закономерность: миграция границ
зерен происходит в направлении, совпадающем с тепловым
потоком (рис. 17, в). Это, вероятно, обусловлено направленным
потоком вакансий от более нагретого участка металла к более
холодному.
Если литой металл охлаждается после затвердевания с боль-
шой скоростью, то границы кристаллитов не успевают существен-
но изменить свое начальное положение и повторяют очертания
дендритов и ячеек. Такой эффект наблюдают при закалке капель
расплавленного металла в воду (рис. 18). В высоколегированных
сплавах границы зерен также приближаются по очертаниям
к дендритам затвердевания, так как подвижность границ суще-
ственно уменьшена наличием примесей (рис. 19, а, б).
Существенную роль в процессе миграции играет равновес-
ная сегрегация примесей по границам зерен. По мере охлажде-
ния литого металла количество примеси у границ увеличивается,
процессы диффузии на границе проходят с меньшими скоростя-
ми. В связи с этим подвижность границ кристаллитов в сплавах
снижается с понижением температуры более интенсивно, чем
в чистых металлах. Соответственно сокращается и температур-
ный интервал миграции границ зерен. Выражением этой законо-
мерности является наличие канавок термического травления на
поверхности литой структуры чистых металлов (рис. 17) и отсут-
ствие таковых на сплавах (рис. 20): «замораживание» границ
в сплавах происходит более резко.
Процесс миграции границ зерен, происходящий в литой струк-
туре при охлаждении после затвердевания, можно частично
воспроизвести, нагревая металл шва повторно по сварочному
циклу. Благодаря термическому травлению первоначальное и ко-
нечное положения границ отчетливо выявляются на поверхности
металла (рис. 21, а). При таком нагреве заметно смещаются
только границы, перпендикулярные направлению роста кристал-
литов,— границы с наибольшей разориентацией. Границы, вытя-
нутые в направлении роста, имеют меньшие углы разориентации
и как среднеугловые границы малоподвижны. Повторный нагрев
не дает полной картины миграции границ сразу после затвер-
девания, так как изменяются структура границ и движущие си-
лы миграции, границы обогащаются примесью и теряют подвиж-
ность.
При многократном нагреве или при длительной выдержке
литого металла в области температур интенсивной миграции
границ зерен происходит полная перекристаллизация литой
структуры (рис. 21, б).
Еще одним свидетельством того, что новая сетка границ зерен
является результатом смещения границ кристаллизации в новые
пространственные положения, служат результаты измерения
зо
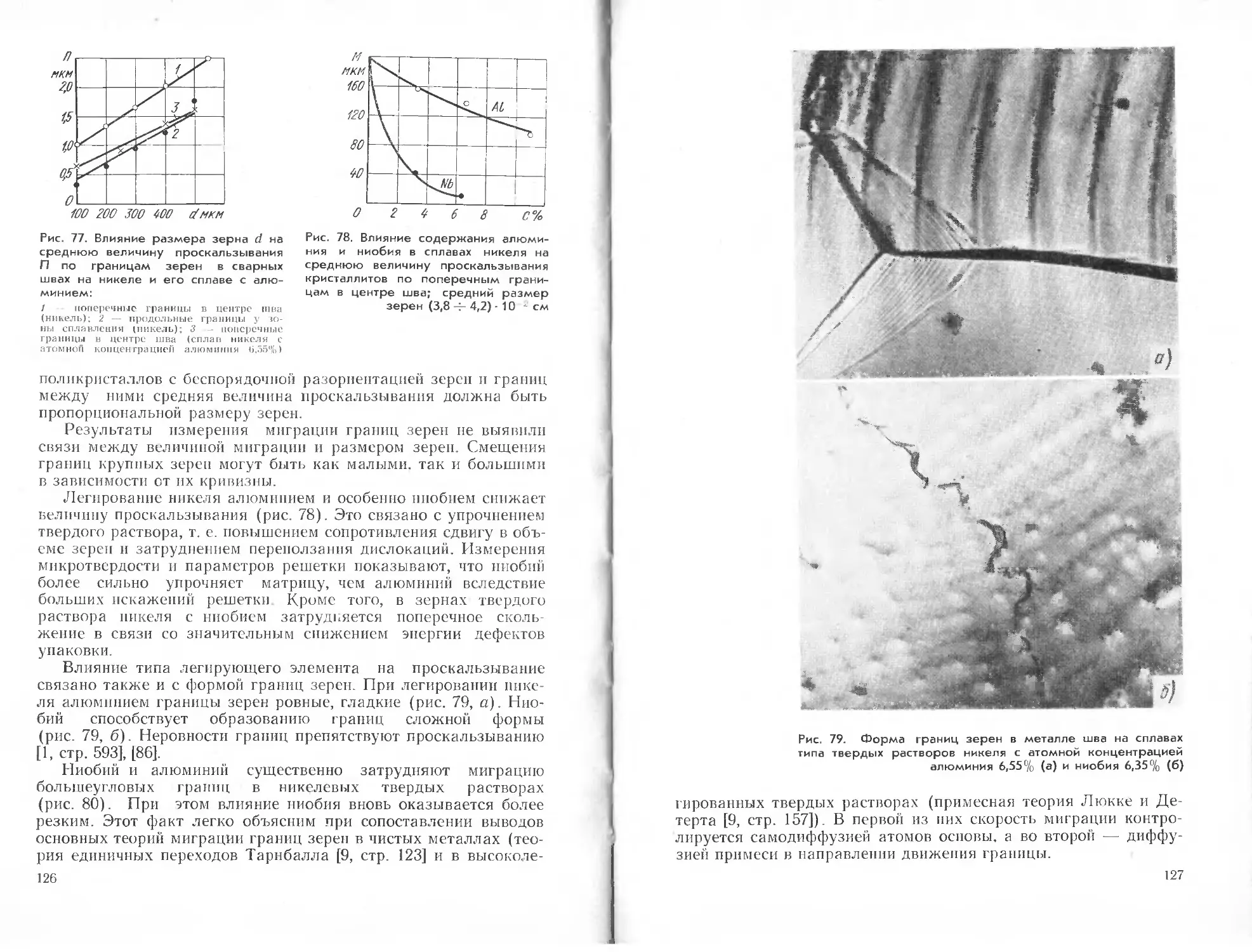
Рис. 19. Влияние легирования на микроструктуру сварных швов
сплавов ниобия, X 150:
а — 2,5®/® W; б — 15% W; в — 5% Zr; г — 5% Ti; д — 1,5% Si; е — 1% ТаС
31
Рис. 20. Поверхность сварного шва сплава Та — 2,5% W, X 100.
Стрелками показана граница срастания кристаллитов при затвер-
девании
Рис. 21. Поверхность сварных швов ниобия при повторном на-
греве по сварочному циклу, X 100:
а — однократный нагрев; б — семикратный нагрев
32
Таблица 1
Результаты измерения длины границ* в мм/мм2
Образец Начальные границы затвердевания Границы после миграции
Сварной шов сплава- Nb 5%Мо ... 8,9 8,1
Та — 5%W 7.4 7,1
Слиток ниобия электроннолучевого переплава 3,1 2,8
* Измерения проводили методом секущих. Оценка по 10 секущим линиям.
длины тех и других границ (табл. 1). Измерения показывают,
что длина наблюдаемых границ зерен равна или меньше длины
начальных границ затвердевания, как это и должно быть при
миграции границ.
Интересно сопоставить данные опытов о смешении границ
зерен в процессе охлаждения литой структуры с теоретическими
значениями, полученными при расчетах по уравнениям скорости
миграции границ [85, 87].
В настоящее время не существует единой расчетной модели,
описывающей кинетику миграции границ. Трудность создания
такой модели заключается в том, что результаты эксперимен-
тальных наблюдений различных авторов зачастую не совпадают
и даже противоречат друг другу [9, стр. 123, 157]. Эти различия
обусловлены, вероятно, недостаточной чистотой металла, приме-
няемого для исследований. О большом влиянии растворенных
микродобавок примеси на подвижность границ свидетельствуют
данные работы [9, стр. 157].
Теория миграции границ в присутствии примесей К- Люкке
и К. Дотерта и теория групповых процессов Н Ф. Мотта во мно-
гом не согласуются с экспериментальными данными [9, стр. 123].
Более близкие к опытным результаты дают расчеты по модели
Е. С. Махлина [118], однако К. Люкке и К- Штюве [9, стр. 157]
высказывают сомнения по поводу основных предположений, по-
ложенных в основу этой модели.
Расчетные значения, совпадающие по порядку величин с экс-
периментальными, дает модель единичных переходов Д. Тарн-
балла [9, стр. 123], [43]. Недостатком этой модели является то, что
она не учитывает влияния примеси на подвижности границ, и по-
этому применима лишь для описания кинетики миграции в чис-
тых металлах. Скорость миграции границ в модели единичных
переходов представлена уравнением
evb . г I , 1 ( Q 1
—ДГехр| + —)ехр(-—(2)
3 Заказ 560
33
i де e — основание натуральных логарифмов;
т — частота перескоков атомов;
Ь — локальное перемещение границы, соответствующее пе-
реходу одного атома из зерна в зерно (вектор Бюр-
герса) ;
k — постоянная Больцмана;
Т — абсолютная температура;
AF — движущая свободная энергия миграции;
ASa — энтропия активации процесса миграции;
Q — энергия активации миграции.
Частоту перескоков v заменяют в этом уравнении величиной
kT
— , где h — постоянная Планка. Если принять, что XSA ~ О
h
(AS.1 - малая величина), то уравнение (2) приобретает вид
о=—ДЕехр/——I. (3)
h Е ( kT J
Расчет скорости миграции границ проведем для чистого нио-
бия двойного электроннолучевого переплава. Движущую сво-
бодную энергию процесса \F определяем как:
ЛЕ = 2fb3/R, (4)
где f - - свободная энергия, приходящаяся на площадь одного
атома в границе: f = 250 ч- 1000 эрг 1см2 площади гра-
ницы [43];
R — радиус кривизны зерен.
Подставляя R = 2,2-10-2 см (по измерениям среднего дна-
13
метра зерна в шве), f = 500 эрг/см2, b =—— а = 2,88- 10 8 см,
получаем ДЕ = 1,11-10-18 эрг.
Энергию активации миграции границ Q принимаем равной
= 1,81-10-12 эрг!ат, где Qsd— энергия активации самодиф-
4
фузии в объеме (Q,„i = 7,25 • 10-12 эрг!ат [122]).
Величина Q выбрана из следующих соображений. В метал-
лах, где объемная диффузия и диффузия по границам зерен про-
ходят по вакансионному механизму (это справедливо для туго-
плавких металлов [35]), элементарные диффузионные переходы,
приводящие к миграции границ, также осуществляются путем
обмена мест атомов и вакансий. Энергия активации диффузии
по границам зерен Qb равна примерно 7г энергии активации
объемной диффузии Qf,i [9, стр. 157], [43]. Одну половину Qb со-
ставляет энергия образования вакансий в границе Qbf, дру-
гую — энергия граничной миграции вакансий Qbm-
QbfFQbm = ^b' (5)
Если граничная концентрация вакансий превышает равновес-
ную, то энергия активации элементарных атомных переходов
34
Таблица 2
Результаты расчета скорости миграции границ
Температура Т, °К 2741 2641 2541 2431 2241
Скорость миграции и, см!сек 1.06-10 1 8,82-10 2 7,34-10“2 5,82-10“2 3,59- 10“2
Температура Т, 'К 2041 1841 1741 1541 1341
Скорость миграции V, СМ/ сек 2,04- 10 1-ю-2 6,7-10“3 2,48-10“ 3 7-Ю-4
в границе (пли энергия активации миграции) становится равной
энергии активации граничной миграции вакансий:
(6>
2 4
Предположение о пересыщении границ литого металла ва-
кансиями не вызывает сомнения, так как, во-первых, пересыще-
ние обусловлено неравновесным характером кристаллизации, во-
вторых, дополнительные вакансии образуются при аннигиляции
дислокаций в ходе подсолидусиой миграции границ [9, стр. 157],
в-третьих, движущаяся граница собирает вакансии из объема.
Подставляя в уравнение (3) значения: AF — 1,11-10 18 эрг,
е = 2.718. b = 2,88-10-8 см, h = 6,547-10“27 эрг!сек, Q = 1,81 X
X 10 12 эрг)ат, k — 1,37-10 16 эрг(град-ат), получаем выражение
скорости в см/сек миграции границ в зависимости от темпера-
туры:
и = 13,35 ехр——1. (7)
' I т | х /
По выражению (7) рассчи-
тывали значения скоростей
миграции при температуре
плавления и более низких тем-
пературах и строили кривую
изменения скорости миграции
по времени термического цикла
охлаждения металла шва (рис.
22 и табл. 2). Для построения
кривой использовали осцилло-
грамму цикла, записанную с
помощью вольфрам-рениевой
термопары. Термопару зачека-
нивали в пластину из ниобия
электроннолучевого переплава
3*
Рис. 22. Изменение скорости мигра-
ции v и смещение границ кристалли-
тов S за время охлаждения сварного
шва
35
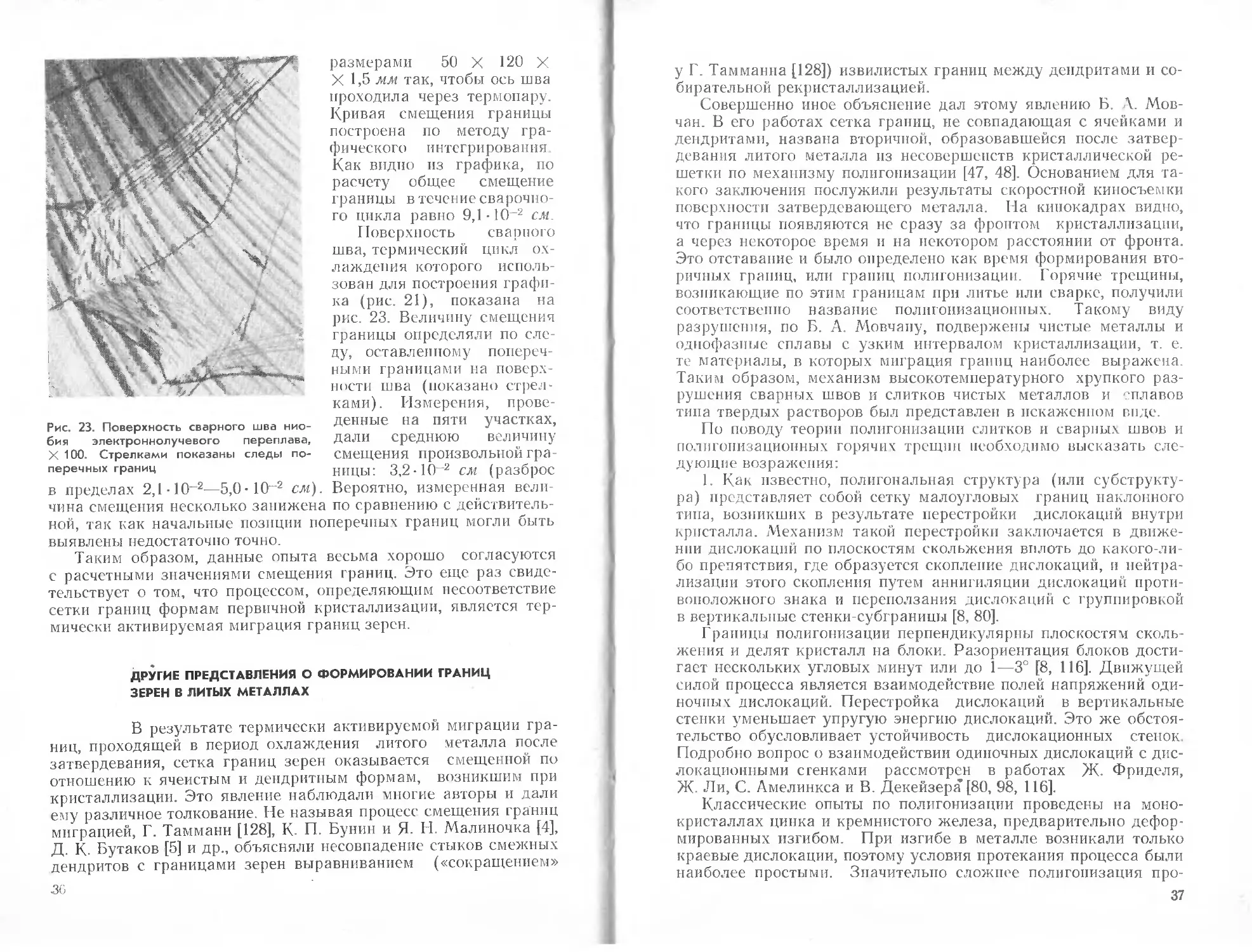
Рис. 23. Поверхность сварного шва нио-
бия электроннолучевого переплава,
X 100. Стрелками показаны следы по-
перечных границ
размерами 50 X 120 X
X 1,5 мм так, чтобы ось шва
проходила через термопару.
Кривая смещения границы
построена по методу гра-
фического интегрирования
Как видно из графика, по
расчету общее смещение
границы в течение сварочно-
го цикла равно 9,1-10-2 см.
Поверхность сварного
шва, термический цикл ох-
лаждения которого исполь-
зован для построения графи-
ка (рис. 21), показана на
рис. 23. Величину смещения
границы определяли по сле-
ду, оставленному попереч-
ными границами на поверх-
ности шва (показано стрел-
ками). Измерения, прове-
денные на пяти участках,
дали среднюю величину
смещения произвольной гра-
ницы: 3,2-10-2 см (разброс
в пределах 2,1-Ю-2—5,0• 10~2 см). Вероятно, измеренная вели-
чина смещения несколько занижена по сравнению с действитель-
ной, так как начальные позиции поперечных границ могли быть
выявлены недостаточно точно.
Таким образом, данные опыта весьма хорошо согласуются
с расчетными значениями смещения границ. Это еще раз свиде-
тельствует о том, что процессом, определяющим несоответствие
сетки границ формам первичной кристаллизации, является тер-
мически активируемая миграция границ зерен.
ДРУГИЕ ПРЕДСТАВЛЕНИЯ О ФОРМИРОВАНИИ ГРАНИЦ
ЗЕРЕН В ЛИТЫХ МЕТАЛЛАХ
В результате термически активируемой миграции гра-
ниц, проходящей в период охлаждения литого металла после
затвердевания, сетка границ зерен оказывается смещенной по
отношению к ячеистым и дендритным формам, возникшим при
кристаллизации. Это явление наблюдали многие авторы и дали
ему различное толкование. Не называя процесс смещения границ
миграцией, Г. Тамманн [128], К. П. Бунин и Я. Н. Малиночка [4],
Д. К. Бутаков [5] и др., объясняли несовпадение стыков смежных
дендритов с границами зерен выравниванием («сокращением»
36
у Г. Тамманна [128]) извилистых границ между дендритами и со-
бирательной рекристаллизацией.
Совершенно иное объяснение дал этому явлению Б. А. Мов-
чан. В его работах сетка границ, не совпадающая с ячейками и
дендритами, названа вторичной, образовавшейся после затвер-
девания литого металла из несовершенств кристаллической ре-
шетки по механизму полигонизации [47, 48]. Основанием для та-
кого заключения послужили результаты скоростной киносъемки
поверхности затвердевающего металла. На кинокадрах видно,
что границы появляются не сразу за фронтом кристаллизации,
а через некоторое время и на некотором расстоянии от фронта.
Это отставание и было определено как время формирования вто-
ричных границ, или границ полигонизации. Горячие трещины,
возникающие по этим границам при литье или сварке, получили
соответственно название полпгоиизационных. Такому виду
разрушения, по Б. А Мовчану, подвержены чистые металлы и
однофазные сплавы с узким интервалом кристаллизации, т. е.
те материалы, в которых миграция границ наиболее выражена.
Таким образом, механизм высокотемпературного хрупкого раз-
рушения сварных швов и слитков чистых металлов и - плавов
типа твердых растворов был представлен в искаженном виде.
По поводу теории полигонизации слитков и сварных швов и
полпгоиизационных горячих трещин необходимо высказать сле-
дующие возражения:
1 Как известно, полигональная структура (или субструкту-
ра) представляет собой сетку малоугловых границ наклонного
типа, возникших в результате перестройки дислокаций внутри
кристалла. Механизм такой перестройки заключается в движе-
нии дислокаций по плоскостям скольжения вплоть до какого-ли-
бо препятствия, где образуется скопление дислокаций, и нейтра-
лизации этого скопления путем аннигиляции дислокаций проти-
воположного знака и переползания дислокаций с группировкой
в вертикальные стенки-субграницы [8, 80].
Границы полигонизации перпендикулярны плоскостям сколь-
жения и делят кристалл на блоки. Разориентации блоков дости-
гает нескольких угловых минут или до 1—3° [8, 116]. Движущей
силой процесса является взаимодействие полей напряжений оди-
ночных дислокаций. Перестройка дислокаций в вертикальные
стенки уменьшает упругую энергию дислокаций. Это же обстоя-
тельство обусловливает устойчивость дислокационных стенок.
Подробно вопрос о взаимодействии одиночных дислокаций с дис-
локационными сгенками рассмотрен в работах Ж. Фриделя,
Ж. Ли, С. Амелинкса и В. Декейзера [80, 98, 116].
Классические опыты по полигонизации проведены на моно-
кристаллах цинка и кремнистого железа, предварительно дефор-
мированных изгибом. При изгибе в металле возникали только
краевые дислокации, поэтому условия протекания процесса были
наиболее простыми. Значительно сложнее полигонизация про-
37
ходит после холодной деформации поликристаллического метал-
ла, так как в формировании субструктуры участвуют дислока-
ции с различными векторами Бюргерса. Для полигонизации де-
формированного металла проводят отжиг при температурах не-
сколько ниже температуры рекристаллизации. При более высо-
ких температурах в металле проходит рекристаллизация Кон-
куренцию процессов возврата и рекристаллизации обсуждают
в работах [9, 43, 67].
Дислокации могут перестраиваться в субграницы и в литом
материале в процессе охлаждения после затвердевания, напри-
мер в монокристаллах, выращиваемых из расплава [67. 130].
Однако вероятность образования зародышей субграниц п их ста-
бильность с повышением температуры понижаются, так как
уменьшается упругое взаимодействие дислокаций, а наиболее
эффективными барьерами, у которых могут скапливаться дисло-
кации, становятся границы зерен. Именно поэтому в эксперимен-
тах В. Вуда и Г. Вильмса, проводивших отжиг на полигониза-
цию поликристаллического алюминия, размер блоков увеличи-
вался с температурой до тех пор, пока не достигал размера ос-
новных зерен [131]. При всех температурах отжига границы
полигонизации оставались малоугловыми.
В условиях термических циклов сварки, когда время нахож-
дения литого металла выше температуры 0,5 Тпл, составляет не
более нескольких секунд, вероятность образования развитой по-
лигональной структуры весьма мала.
Однако, не касаясь здесь более подробно вопроса о совершен-
стве субструктуры, образующейся в литом металле в процессе
охлаждения после затвердевания, можно с уверенностью утвер-
ждать, что сетка большеугловых границ, наблюдаемая в слитках
и сварных швах, не является вторичной. Эту сетку можно увидеть
после соответствующего травления на микрошлифах сплавов,
а также непосредственно на поверхности сварных швов и слитков
чистых металлов и низколегированных сплавов. Сетка границ
непрерывна и замкнута. Границы не меняют своего направления
в зонах срастания дендритов (см. рис. 20). Размер зерен, очер-
ченных границами, того же порядка, как и у кристаллитов за-
твердевания (см. табл. 1). Какой-либо ориентационной связи
сетки границ с формами первичной кристаллизации не обна-
ружено [85, 87].
В поликристаллических телах, какими являются слитки и
сварные швы, вторичные границы нс могут образовать непре-
рывную, замкнутую сетку по всему литому объему, а должны
быть разделены большеугловыми границами зерен на отдельные
семейства в соответствии с геометрией скольжения и переполза-
ния дислокаций в каждом отдельном зерне. Эффективность гра-
ниц зерен в качестве барьеров для перемещения дислокаций
обусловлена тем, что плоскости скольжения в общем случае нс
продолжаются в соседнее зерно [33, 43].
38
Об обязательной ориентационной связи субструктуры со
структурой первичных зерен сообщают Д Мак-Лин, С. Амелиикс
и В. Декейзер и др. [43. 98] Эта связь сохраняется независимо
от того, в каких условиях сформирована субструктура — при
изотермическом отжиге или в процессе ползучести, т. е. наличие
напряженного состояния, подобного состоянию металла слитка
или сварного шва, не меняет этой закономерности.
Тот факт, что наблюдаемые в сварных швах и слитках гра-
ницы образуют непрерывную, замкнутую сетку, никак ориента-
ционпо не связанную с формами первичной кристаллизации, слу-
жит прямым доказательством того, что образование этих гра-
ниц не связано с процессами скольжения и переползания дис-
локаций.
Б. А. Мовчан приводит пример, когда между срастающимися
дендритами отсутствует разориентация и, следовательно, граница
между ними не является барьером для перемещающихся дисло-
каций [48]. Однако не следует забывать, что измерения, о кото-
рых сообщается в работе Б. А. Мовчана, проведены на материа-
ле, в котором уже прошла миграция, т. е. зона срастания оказа-
лась внутри какого-то зерна (например, точки А и Б на
рис. 16, б). Если даже между отдельными кристаллитами и отсут-
ствует разориентация, то это частный случай, и это не означает,
что слиток или сварной шов превратился в монокристалл.
2. Скорость полигонизации контролируется процессом пере-
ползания дислокаций, которое происходит путем выделения или
поглощения вакансий у порогов экстраплоскостей. Эффективное
влияние на процесс полигонизации оказывает легирование. Это
влияние выражается в уменьшении скорости переползания дис-
локаций за счет концентрации легирующих элементов у порогов
краевых дислокаций или на дефектах упаковки. Кроме того, ле-
гирование связано с изменением энергии образования и переме-
щения вакансий, а также с изменением периода решетки твер-
дого раствора, что должно воздействовать на характер процесса
полигонизации. Следовательно, в сплавах различного состава
степень развития полигональной структуры в одних и тех же
термических условиях должна резко различаться.
Влияние легирования на характер изменения формы границ
в литой структуре исследовали на сплавах ниобия дугового и
электроннолучевого переплавов систем Nb—Mo, Nb—W, Nb—Zn,
Nb—Cr-, Nb—V, Nb—Ta, Nb—Ti, Nb—Si, Ni—В в широком интер-
вале концентраций, а также на промышленных сплавах ниобия
[85]. Пластинчатые образцы сплавов проплавляли дугой в защи-
те аргона. Скорость охлаждения металла шва после затвердева-
ния составляла 250—300 град! сек. Из середины образцов выре-
зали шлифы для металлографического анализа.
Как видно из рис. 19 в литой структуре всех сплавов ниобия,
независимо от системы легирования и количества легирующих
элементов в сплаве, выявлена четкая, замкнутая сетка границ.
39
В сварных швах сплавов, легированных карбидами, кристалли-
ты приближаются по форме к равноосным, контур границ зубча-
тый. В твердых растворах кристаллиты вытянуты в направлении
роста, а форма границ тем ближе к очертаниям дендритов за-
твердевания, чем выше концентрация или степень неоднородно-
сти твердого раствора. С увеличением химической неоднородно-
сти литой структуры выявить границы становится все труднее
(этим, по-видимому, и объясняется эффект исчезновения границ
по мере возрастания концентрации твердого раствора, наблюдав-
шийся Б. В. Мовчаном [47, 48]), тем не менее границы остаются
непрерывными и замкнутыми.
Неизменная четкость и завершенность сетки границ в свар-
ных швах сплавов различного состава указывает на то, что
формирование этих границ не контролируется переползанием
дислокаций.
3. Перестройка дислокаций в вертикальные стенки — грани-
цы полигонизации — связана с переносом масс и, как всякий диф-
фузионный процесс, протекает во времени. Увеличение скорости
охлаждения металла после затвердевания должно, очевидно,
затормаживать полигонизацию.
Для изучения влияния скорости охлаждения после затверде-
вания на структуру металла образцы сваривали на различных
режимах, проплавляли клиновые образцы, охлаждали расплав-
ленный металл в струе аргона и в воде. Опыты показали, что
изменение скорости охлаждения литого металла в интервале
170—900 град!сек (проплавление клина с длиной катетов 60 и
150 мм и толщиной 2 мм из сплава ниобия ВН-2; скорость про-
плавления 20 м/ч, сила сварочного тока 210 а) не влияет на ха-
рактер границ. Даже при более высоких скоростях охлаждения
(сварка электронным лучом в непрерывном и импульсном режи-
мах или охлаждение расплавленного металла в воде) границы
в литой зоне остаются непрерывными, замкнутыми и выявляют-
ся при травлении в виде канавок (см. рис. 18). С увеличением
скорости охлаждения степень несоответствия сетки границ фор-
мам первичной кристаллизации значительно уменьшается.
Тот факт, что ни в одном из опытов, независимо от времени
нахождения литого металла при температурах большой диффу-
зионной подвижности, не наблюдали начальных стадий форми-
рования границ, указывает на то, что границы зерен образуются
сразу при затвердевании металла.
4. Углы разориентации 5—20° в зоне стобчатых кристаллитов
и более 20° в других зонах, полученные при рентгеновской съем-
ке сварных швов, не характерны для границ полигонизации. Из-
вестно, что простой дислокационный ряд достаточно быстро фор-
мируется до разориентации блоков не более 1—2° [8, 33, 43, 98].
Дальнейшее увеличение плотности дислокаций в рядах сопро-
вождается уменьшением сил взаимодействия одиночных дисло-
каций с дислокационными рядами. Образование границ полиго-
40
низании с большими углами разориентации осуществляется по
механизму коалесценции. Процесс требует большой энергии ак-
тивации и проходит с малыми скоростями [9, 67].
5. В литом металле сварных швов подавляющее число кри-
сталлитов срастается под большими углами. В месте их сраста-
ния формируются большеугловые границы, представляющие со
бой область песопряженности различно ориентированных кри
сталлических решеток. Такие границы не могут ни исчезнуть, ни
коалесцировать и должны выявляться на мпкрошлифах наряду
с субструктурой пли без нее.
Многочисленные примеры, когда при наличии четкой произ-
вольной сетки границ в местах срастания первичных кристалли-
тов границы не выявляются, свидетельствуют о единственно
возможном механизме развития большеугловых границ — миг-
рации границ кристаллизации.
6. Наконец, факт большой подвижности сетки границ
(рис. 21) также находится в противоречии с предположением об
их вторичном происхождении. Как известно, завершенная суб-
структура чрезвычайно термически стабильна {9, 67].
Если же предположить, что наблюдаемое на рис. 21 измене-
ние структуры есть субзеренный рост, то он должен осуществ-
ляться не миграцией, а коалесценцией границ Эти два механиз-
ма принципиально различны. При миграции границ одно зерно
увеличивается за счет матрицы другого, что сопровождается пе-
реходом атомов из одной решетки в другую, т. е. смещением
границы в новое положение. Коалесценция означает слияние
отдельных блоков в более крупные путем переползания дисло-
каций вдоль обшей для двух блоков субграницы и выхода дис-
локаций в связующие или поперечные субграницы. Блоки пово-
рачиваются на некоторый угол, границы между ними исчезают
[И6].
Предположение о том, что созданные коалесценцией больше-
угловые границы затем мигрируют, не выдерживает критики,
так как возникновение большеугловых границ и их миграция
в системе, где таковые уже существуют (границы кристаллиза-
ции), означает увеличение свободной энергии системы.
Таким образом, миграция границ при нагреве служит еще
одним доказательством того, что наблюдаемые в литой структу-
ре большеугловые границы не являются полигональными.
7. Исследователи, изучавшие полигонизацию путем скорост-
ной киносъемки поверхности затвердевающего металла, счита-
ли, что появляющиеся на поверхности границы являются толь-
ко что сформированными [47, 48]. В этом заключается одна из
их ошибок Наблюдать границы на поверхности металла можно
только тогда, когда в местах пересечения границ с поверхно
стью образовались канавки травления, обусловленные поверх-
ностным натяжением границ. Образование канавок—процесс
диффузионный [43, 80]. Поэтому канавки образуются только че-
41
рез какое-то время после затвердевания и только при миграции
границ с малыми скоростями.
Таким образом, период формирования так называемых поли-
гональных границ является в действительности временем от
момента затвердевания расплава до появления канавок терми-
ческого травления в местах пересечения границ кристаллитов
с поверхностью металла.
Эти замечания не означают, однако, что в литом металле за
время охлаждения после затвердевания не может сформировать-
ся полигональная субструктура. Речь идет только о том, что те
макрозерна, разделенные большеугловыми границами, которые
мы наблюдаем в слитках и сварных швах, не являются полиго-
нальными блоками.
Полигональные субграницы, сформировавшиеся в литой
структуре в процессе охлаждения после затвердевания, наблю-
дали многие исследователи.
Ж- Надаи и Ж. Уошберн {130] установили наличие субструк-
туры в монокристаллах фтористого лития. Устойчивые конфигу-
рации дислокаций возникали лишь при относительно малой плот-
ности дислокаций и скорости роста монокристаллов не боле$
10 мм]ч, максимальная разориентации блоков составляла одну
угловую минуту, границы выявлялись в виде цепочки фип р
травления; с увеличением плотности дислокаций размер блоков
уменьшался. У. Пакаяма, С. Всйсмапн и Т. Имура, исследовав-
шие субструктуру монокристаллов вольфрама, также показали,
что субзсрна имеют большие размеры только в областях с малой
плотностью дислокаций [67]. Разориентации по границам блоков
тем больше, чем медленнее рост монокристаллов и меньше тем-
пературный градиент у поверхности затвердевания.
Условия выращивания монокристаллов из расплава сущест-
венно отличаются от условий затвердевания металла сварочной
ванны. Например, температурный градиент у поверхности за-
твердевания сварочной ванны на пластинах ниобия толщиной
1 мм. составляет примерно 100—250 град!мм, т. е. более чем на
два порядка отличается от температурного градиента при за-
твердевании монокристаллов (1—17 град!мм [130]). Скорости
кристаллизации сварочной ванны и монокристаллов различают-
ся более, чем на три порядка (15—30 м/ч против 1—10 мм/ч
[130]).
Металл сварочной ванны отличается от монокристаллов, вы-
ращенных из расплава, и количеством дефектов кристаллической
решетки. Если в металлических кристаллах плотность дислока-
ций составляет обычно 1 • 106 см~2 [84], то в металле сварного шва
эта величина должна быть значительно выше: 1 - (10810’°) см~2.
Дислокации в металле шва возникают, очевидно, по извест-
ным схемам [8]: вследствие пересыщения металла вакансиями,
образования вакансионных дисков и последующего слияния этих
дисков с образованием дислокаций противоположного знака;
42
вследствие распространения дислокаций в металл шва из оп-
лавленных рекристаллизованных зерен околошовной зоны;
вследствие наличия термических напряжений и напряжений от
флуктуации состава; наконец, вследствие дендритного роста кри-
сталлов.
Если предположить, что в металле шва в процессе охлажде-
ния после затвердевания успевает сформироваться устойчивая
полигональная субструктура, то в соответствии с изложенным
выше, размер блоков должен быть весьма мал, а разориеитация
незначительна.
Попытаемся оценить возможный размер полигональных суб-
зерен в металле сварного шва ниобия на основании модели пере-
ползания дислокаций Фриделя [80, 87]. Элементарный акт пере-
ползания дислокаций по этой модели состоит в эмиссии или по-
глощении вакансий порогами. Скорость переползания единич-
ной дислокации It выражается уравнением
Л=С,-с'о, (8)
где С, — концентрация порогов;
г?о — горизонтальное перемещение порогов.
Горизонтальное перемещение есть разница в скачках порогов
в противоположные стороны, умноженная на единичное переме-
щение fc/sin ф, где ф — угол между линией дислокации и векто-
ром Бюргерса Ь\
zzv-Л ( Ufv+UnW\ Г ( Feb2 \ / Fsb2 x'l ,n
= —— exp------,v exp —exp -i-) , (9
sin ф \ kT J L \ kT J \ kT J J
где n число ближайших соседей;
v -частота атомных колебаний;
С% и — энергии активации образования и движения вакан-
сий;
Fs и Fr — силы, действующие на порог:
Fc = Ьо;
(Ю)
(Н)
Сила Fc возникает от напряжения о, приложенного в плоско-
сти переползания. Сила Fs создается пересыщением вакансий;
Со и С — соответственно равновесная и действительная избыточ-
ная концентрация вакансий. Возможны три варианта соотноше-
ния величин Fsb2 и Fcb2, входящих в уравнение (9):
1) Fsb2<kT, Fcbz < kT; 2) Fcbz>kT; 3) Fsb2>kT.
Рассмотрим эти варианты применительно к условиям охлаж-
дения металла шва после затвердевания.
В области температур (1ч- 0,5) Тт, где Тт— температура
плавления, когда тепловое движение атомов достаточно для осу
43
щсствления механизма переползания дислокаций, усилие Fc
должно быть мало и Fcb2 < kT, так как напряжение о не может
превышать значений предела прочности ос металла в этом тем-
пературном интервале. Напряжение в ниобии при температу-
ре II00° С составляет 8 кгс/мм2 и убывает до значения
~0,7 кгс/мм2 при температуре 20001 С. Следовательно, с пони-
жением температуры левая часть неравенства Fcb2 < kT должна
возрастать, правая — уменьшаться.
Проверим неравенство при температуре 1373е С Подставляя
значения Ь = 2,88 • 10~8 * * * см, о = 8 • 108 эрг/см2, k = 1,37 -10“16 эрг.
получаем F,-b <С kT.
Усилие Fs, напротив, должно быть велико, так как неравно-
весная кристаллизация сварочной ванны способствует пересы-
щению металла шва вакансиями.
Концентрация вакансий в ниобии при температуре плавления
достигает 1,2-10 2 [35]. Равновесную концентрацию вакансий Со
определяем по уравнению
С0 = ехр(-^Г). (12)
Подставляя значения ОД —2,04 эв [35] и 7 = 2741 К, получим
Со =1,74- 10~4. Отсюда In С/Со > 1, F.J)2 » kT. По мере охлаж-
дения металла сварного шва отношение С/Со должно возрастать,
так как большинство вакансий фиксируется в металле вследствие
весьма высоких скоростей охлаждения, приближающихся к за-
калочным.
Скорость переползания дислокаций при пересыщении металла
вакансиями выражается уравнением
h = ci—-exp------— (13)
sin ip \ kT J
Допустим, что пороги находятся в термическом равновесии.
Тогда общая энергия активации процесса полигонизации
t7 = L/mv + L/f/. (14)
С повышением температуры количество порогов увеличивает-
ся. Когда дистанция между порогами b/Cj становится меньше,
чем между дислокациями, наступает режим насыщения, и ско-
рость переползания дислокаций контролируется уже не взаимо-
действием вакансий с порогами, а диффузией вакансий через
кристалл:
h=Cv = Cvb2(~^}exp(-----1~\ (15)
В уравнении (15) I— характеристическое расстояние между
вакансиями и ближайшими дислокациями, где может быть до-
стигнута концентрация вакансий Сг; I обычно составляет
44
Рис. 24. Зависимость скорости
переползания дислокаций h от
температуры (расчет по схеме
Фриделя)
Рис. 25. Изменение скорости
переползания дислокаций и ради-
уса полигональных субзерен ht
во времени при охлаждении
сварного шва
1 • (10 -=- 10-2) см: U' — энергия активации полигонизации при
насыщении металла порогами.
Со = С0ехр( — atP/kT). (16)
Так как величина nb3/kT мала, можно считать Сг ~ Со. По
уравнениям (13) и (15) рассчитаем скорости переползания дис-
локаций при различных температурах. Примем v = 1 -1013, п = 7,
/ =— 110 6 сзи (минимальное значение), С const = 1,2-10-2;
sin ф « 1; Umv = 4 • 10-'2 эрг/ат (получено из соотношения Umr ~
= (7,s.rf— Ufv, где Usd—энергия активации самодиффузии; в нио-
бии Usd = 7,25-10 12 эрг!ат [122]).
Энергию активации образования порогов в нерасщепленных
дислокациях можно определить по уравнению [52]
ип< 0,1 рТ>3, (17)
где р — модуль сдвига.
Такая оценка дает Ufj < 2,12 10~12 эрг/ат. В ниобии, где дис-
локации диссоциированы, эта величина должна быть несколько
больше. Однако в расчете принимали, Ufj = 2,12-10 12 эрг/ат,
так как при этом скорость переползания будет максимальной.
Результаты расчета приведены на рис. 24. Температура Тс,
выше которой действует режим насыщения, равна ~ 1580° К.
Различный наклон участков кривых lgh = f(l/T) к оси абсцисс
выше и ниже Тс отражает изменение энергии активации процес-
са полигонизации. Очевидно, если термическое равновесие поро-
гов нарушено, то во всем интервале температур справедливо
уравнение (15). Такому изменению скорости переползания соот-
ветствует штриховая линия.
45
Рис. 26. Микроструктура металла,
сварных швов:
о'— сплав Nb — 5% W, zJOOO; б —
сплав молибдена ЦМ2А. электронно-
лучевая сварка с последующим подо-
гревом расфокусированным лучом,
340; в — сплав Nb — 1% Zr после
отжига при температуре 1250° С в те-
чение 1 ч, Х1000
Данные расчета использовали для построения кривой измене-
ния скорости переползания по времени термического цикла свар-
ки h = f(t) (рис. 25). Для построения кривой использовали ту
же осциллограмму цикла, что на рис. 22. График показывает
46
резкое снижение скорости переползания дислокаций по мерс ох-
лаждения сварного шва.
Если в области температур, близких к солидусу, возможно
образование скоплений дислокаций, то эти скопления должны
быть нейтрализованы путем аннигиляции дислокаций противо-
положного знака и перестройки оставшейся части дислокаций
в вертикальные стенки протяженностью примерно 2ht (где h —
скорость переползания дислокаций и t—время переползания).
Тогда средний размер полигонального блока также
равен 2/г/
Величину hi можно определить методом графического инте-
грирования кривой h = f (/). Размер блока, определенный таким
образом,составляет 3 -10 5 см.
Вероятно, действительный размер полигональных блоков мо-
жет быть несколько меньше расчетного, так как все допущения
и исходные данные расчета должны были дать завышенную ско-
рость переползания дислокаций. И тем нс менее теоретический
размер блоков оказывается на три порядка меньшим, чем раз-
мер кристаллитов в шве (диаметры кристаллитов сварного шва,
термический цикл которого использован при построении графи-
ков, изменяются в пределах 2-10 2— 1,5-10-1 см).
Таким образом, за время естественного охлаждения после
затвердевания (имеется в виду отсутствие дополнительного подо-
грева и длительных выдержек при температурах, равных или
выше температуры полигонизации) в литом металле слитков
и в сварных швах могут сформироваться лишь весьма
несовершенные полигональные блоки с малыми углами разори-
ентации.
Размер блоков нс может быть существенно увеличен и по ме-
ханизму коалесценции, поскольку процесс является весьма дли-
тельным и увеличивает размер блоков только на 26% 1116]. Та-
ким образом, ни полигонизация, ни последующая коалесценция
полигональных блоков нс обеспечивают получения макроскопи-
ческой сетки большеугловых границ.
В сварных швах некоторых сплавов полигональная структу-
ра формируется непосредственно в процессе охлаждения после
затвердевания. Однако наиболее полно полигонизация проходит
в тех случаях, когда литой металл охлаждается с малыми скоро-
стями (например, при сварке с подогревом) или подвергается
последующему отжигу на полигонизацию (рис. 26). Но и тогда
блоки па один-два порядка меньше кристаллитов, разориентации
блоков не превышает нескольких угловых минут, а субграницы
выявляются в виде цепочек, состоящих из отдельных фигур трав-
ления.
Полигонизация литого металла завершается, вероятно, при
температурах ниже температуры начала миграции границ кри-
сталлитов (или температуры рекристаллизации), поскольку
границы блоков простираются до границ кристаллитов.
47
ДЕФОРМАЦИОННАЯ СПОСОБНОСТЬ МЕТАЛЛА
СВАРНОГО ШВА В ПРОЦЕССЕ КРИСТАЛЛИЗАЦИИ
И ПОСЛЕДУЮЩЕГО ОХЛАЖДЕНИЯ
В процессе сварки кристаллизующийся металл шва
находится под воздействием растягивающих напряжений, воз-
никающих и развивающихся в сварном соединении вследствие
несвободной усадки шва и охлаждаемых участков неравномерно
нагретого основного металла. Под действием этих напряжений
металл шва деформируется, а при недостаточной деформацион-
ной способности — разрушается. Хрупкое межкристаллическое
разрушение (образование горячих трещин) происходит в том
случае, если напряжения при охлаждении щ нарастают интен-
сивнее, чем межкристаллическая прочность сумк металла шва
(рис. 27). При менее интенсивном росте напряжений <т2 сварные
швы не разрушаются.
При кристаллизации сплавы проходят стадию твердо-жидко-
го состояния. Этому состоянию соответствует нижняя часть тем-
пературного интервала кристаллизации, ограниченная сверху
температурой, при которой возникает жесткий скелет из твер-
дой фазы (кристаллический каркас), а снизу—солидусом. Ин-
тервал между температурой начала линейной усадки и солиду-
сом принято называть эффективным интервалом кристаллизации
(рис. 28) [2, 50].
Вследствие особого характера изменения механических
свойств металла, находящегося в твердо-жидком состоянии,
хрупкое межкристаллическое разрушение (образование крис-
таллизационных горячих трещин) наиболее вероятно именно
в этом интервале температур. В зависимости от соотношения
между объемами твердой и жидкой фаз пластичность металла
резко изменяется. При объеме жидкой фазы, достаточном для
свободного ее перемещения в промежутках между растущими
кристаллитами, пластичность двухфазного металла высока, так
как полностью определяется свойствами жидкости. С увеличе-
нием объема твердой фазы циркуляция жидкости постепенно
затрудняется и после образования жесткого каркаса кристалли-
тов (или заклинивания их в процессе деформации) полностью
прекращается. Деформация металла в этом состоянии приводит
к хрупкому разрушению по межкристаллическим прослойкам,
в которых еще не закончен процесс кристаллизации. Пластич-
ность металла падает до весьма малых значений (десятые доли
процента) и сопротивление разрушению становится относитель-
но ничтожным; оно определяется вязкостью межкристалличес-
ких прослоек и величиной их поверхностной энергии. Очевидно,
чем шире эффективный интервал кристаллизации, тем больше
величина линейной усадки к концу процесса затвердевания, тем
больше склонность металла к горячим трещинам [2, 50].
В процессе дальнейшего охлаждения вязкость и поверхност-
48
Рис. 27. Характер изменения напря-
жений и внутрикристаллической оак
и межкристаллической <7прочности
сплавов в процессе кристаллизации
Рис. 28. Изменение эффективного ин-
тервала кристаллизации \7’.„ линейной
усадки F и показателя сопротивления
образованию горячих трещин .1 при
кристаллизации эвтектических сплавов
в зависимости от концентрации
ное натяжение прослоек повышаются, а их прочность возрастает
до таких значений, которые оказываются выше критической ве-
личины скалывающих напряжений (сдвига) металла кристалли-
тов. При этом деформирование металла происходит за счет
внутрикристаллических сдвигов, вследствие чего пластичность
резко возрастает, а характер разрушения вместо межкристалли-
ческого становится внутрикристаллическим [59, 61]. Температуру,
соответствующую этому переходному состоянию, принято назы-
вать эквикохезивной Тякв (рис. 27).
В гетерофазных сплавах, которые кристаллизуются так, что
между зернами (кристаллитами) матрицы располагаются легко-
плавкие фазы в виде межкристаллических прослоек, Тзкв обычно
находится вблизи температуры неравновесного солидуса Тс
сплава. Однако, если прослойки легкоплавких фаз настолько
тонкие, что теплоту их кристаллизации не удается зафиксиро-
вать дифференциальным термическим анализом, то температура
неравновесного солидуса оказывается завышенной и создается
впечатление, что Такв ниже Тс.
В однофазных сплавах условие Тзкв ~ Тс соблюдается в том
случае, если их эффективный интервал кристаллизации АТЭ от-
носительно широк и объемная усадка при температуре солидус
достигает большой величины. При кристаллизации этих сплавов
получает развитие процесс ликвации, т. е. жидкие межкристал-
лические прослойки (или, точнее, последние порции жидкой фа-
зы в межосных пространствах дендритов и по границам кристал-
литов) обогащаются легкоплавкими примесями или легирующи-
ми элементами. Однако после их затвердевания сплав остается
однофазным, т. е. без включений второй фазы по границам, но
вследствие развитой внутрикристаллической ликвации границы
4 Заказ 560 49
Рис. 29. Характер изменения пла-
стичности 6 сплавов в интервале
температур кристаллизации и ус-
ловия межкристаллического раз-
рушения
кристаллитов оказываются силь-
но изогнутыми и фрагментиро-
ванными (зубчатыми).
При кристаллизации чистых
металлов или однофазных спла-
вов с узким интервалом кристал-
лизации, в основном — с ячеис-
той структурой и слабо разви-
той внутрикристаллической не-
однородностью, Тэкв, как прави-
ло, располагается заметно ниже
солидуса Т,, т. е. горячие тре-
щины образуются по границам
кристаллитов, когда сплав уже
находится полностью в загвер-
ревшем состоянии. Этому способ-
ствуют относительно гладкие
границы кристаллитов в шве. Такие границы формируются
вследствие незначительной ликвации при кристаллизации чистых
металлов и твердых растворов малой концентрации, а также
вследствие подсолидусной миграции. По гладким границам
кристаллитов при высоких температурах интенсивно развивает-
ся процесс межзеренного проскальзывания, приводящий к меж-
кристаллическому разрушению в направлении, перпендикуляр-
ном к действующим напряжениям от усадки или внешних воз-
действий [86] (подробнее см. гл. IV).
На основе анализа изменения прочности и пластичности ме-
талла при кристаллизации и последующем охлаждении, а также
экспериментального определения их для ряда двойных сплавов
систем А1 — Си и А1 — Si было введено понятие о температурном
интервале хрупкости ТИХ (ДТхр) [58—60]. Наименьшая плас-
тичность металла 6mIn в этом интервале температур обычно имеет
место на завершающей стадии процесса кристаллизации
(рис. 29).
С точки зрения влияния свойств сплава на его межкристалли
ческую прочность представляет интерес сравнение бшы с величи-
ной усадки е в конце процесса кристаллизации. Величина « мо-
жет быть непосредственно измерена или рассчитана, если для
данного сплава известны \Тхр и коэффициент ат термического
расширения (сокращения) при температурах вблизи солидуса:
е = <хтА7’а.р100%
Разность между минимальной пластичностью 6riil, и линейной
усадкой е сплава в температурном интервале хрупкости харак-
теризует запас пластичности А = dmin — е или запас его дефор-
мационной способности. Однако при сварке деформация А ме-
талла шва в процессе кристаллизации определяется не только
его усадкой е, но и усадкой прилегающих к нему участков основ-
50
ного металла. В зависимости от формы, размеров и жесткости
сварного соединения, а также режимов и технологии сварки, ве-
личина деформации Д металла шва к концу процесса кристалли-
зации может оказаться либо меньше (кривая 1 на рис. 29), либо
равной (кривая 2, Дкр = бшш), либо больше (кривая 3) величины
6min- В последних двух случаях образование горячих трещин
будет неизбежным.
Отсюда следует, что запас деформационной способности
сплава тем выше, чем меньше температурный интервал хрупко-
сти и чем больше величина минимальной пластичности в этом
интервале. Например, для сплавов эвтектического типа (см.
рис. 28) изменение показателя запаса пластичности А в зависи-
мости от концентрации имеет вид кривой с минимумом. Минимум
.4 примерно соответствует сплавам такого состава, при котором
эффективный температурный интервал кристаллизации (и хруп-
кости) имеет максимальную протяженность, а следовательно, и
наибольшую величину имеет линейная усадка е. Как правило,
концентрация легирующего элемента в этих сплавах близка
к пределу его растворимости в твердом растворе. Такой характер
изменения .4 связан также со степенью развития внутрикристал-
лической ликвации.
С увеличением концентрации растворенного элемента до пре-
дельной жидкие прослойки, обогащенные легкоплавкой эвтекти-
ческой составляющей, кристаллизуются при более низких тем-
пературах, т. е. в условиях, когда напряжения и деформации
успевают достигнуть большой величины. В сложных сплавах
(например, в сплавах на железной и никелевой основах, содер-
жащих такие примеси, как олово, свинец, фосфор, сера, бор, вис-
мут, цинк, сурьма и др.) это может резко понизить запас
деформационной способности металла шва. При дальнейшем
увеличении концентрации легирующего элемента количество
эвтектической составляющей в прослойках все более возрастает,
а деформации, накапливаемые к завершающему периоду кри-
сталлизации, снижаются вследствие понижения температуры
начала эффективного интервала кристаллизации при практичес-
ки постоянной температуре солидуса. При достаточно обильном
образовании эвтектики возможность свободной циркуляции жид-
кой фазы между кристаллитами возрастает.
Оценку сопротивления сложных сплавов межкристаллическо-
му разрушению по диаграммам состояния для бинарных и трой-
ных систем можно производить только приближенно, так как они
не учитывают влияния разнообразных примесей, всегда присут-
ствующих в технических сплавах, на температуру солидуса и
свойства межкристаллических прослоек. Кроме того, по услови-
ям построения диаграммы состояния не отражают неравновес-
ности кристаллизации металла в реальных условиях.
Исходя из сложной зависимости степени внутрикристалличе-
ской ликвации от скорости охлаждения (см. рис. 13), можно по-
4* 51
Рис. 30. Влияние скорости охлажде-
ния щ на смещение температуры со-
лидуса Тс и предела растворимости
второго компонента при кристалли-
зации эвтектических слоев в неравно-
весных условиях
казать влияние последней на
положение точки предельной
растворимости легирующего
элемента на бинарной диаг-
рамме состояния (рис. 30).
С увеличением скорости охла-
ждения от 0 до точка пре-
дельной растворимости смеща-
ется от равновесной в сторону
меньших концентраций до тех
пор, пока преобладает диффу-
зионный механизм кристал-
лизации. При скорости ш2, ко-
торой соответствует наиболь-
шая степень ликвации, пре-
дельная растворимость наи-
меньшая. С дальнейшим увеличением скорости охлаждения ау
и развитием процесса бездиффузионной кристаллизации она
вновь смещается влево, к равновесному положению. Увеличе-
ние скорости охлаждения приводит к снижению температуры
неравновесного солидуса также вследствие кинетического
эффекта.
Сложное влияние скорости охлаждения на внутрикристаллн-
ческую ликвацию проявляется как при кристаллизации слитков
и отливок, так и сварных швов. В слитках и отливках стали и
цветных сплавов в зоне столбчатых кристаллитов, охлаждаемой
наиболее быстро, внутрикристаллическая ликвация проявляется
значительно слабее, чем в зоне равноосных кристаллитов, кото-
рая охлаждается более медленно.
При сварке вследствие-более интенсивного охлаждения внут-
рикристаллическая ликвация в подавляющем большинстве слу-
чаев менее развита, чем при кристаллизации слитков и отливок
(даже в металлической изложнице).
Исследования с применением радиоактивных изотопов под-
тверждают это положение на примере внутрикристаллической
ликвации таких ограниченно растворимых примесей, как сера
и фосфор [47]. Сегрегация этих примесей происходит не только
по границам кристаллитов, но и во внутренних зонах —в между-
осных пространствах дендритов. Участки сегрегаций имеют ши-
рину 3---15 мкл и занимают 20—30% объема каждого столбча-
того кристалла
Влияние состава эвтектических сплавов на их деформацион-
ную способность при кристаллизации было изучено на алюми-
ниевых системах А1—Си и А1 — Si (рис. 31 и 32) [60, 64]. При
обработке этих данных в виде зависимости запаса пластично-
сти А, отнесенного к &Тхр
'1 б nt iti Г
52
Рис. 31. Изменение относительного
удлинения сплавов А1 — Си в темпе-
ратурном интервале кристаллизации
при содержании меди: 0,5% (0;
1% (2); 1,3% (3); 2% (4); 2.7% (5);
3% (6); 5% (7); 7% (8)
Рис. 32. Изменение относительного
удлинения сплавов Al — Si в темпе-
ратурном интервале кристаллизации
при содержании кремния: 0,4% (О?
0,6% (2); 0,8% (3); 1% (4); 1,5% (5);
2,5% (6); 5% (7)
от содержания легирующих элементов меди и кремния (рис. 33)
получен тот же характер изменения склонности эвтектических
сплавов к образованию кристаллизационных горячих трещин,
что и на рис. 28 [64].
Температура нижней границы температурного интервала
хрупкости (ТИХ) может быть ниже неравновесного солидуса
[50, 91]. Например, при изучении деформационной способности
Л/лад/Т
120-10"*
А/М^К/'С
120-10"* Г
Рис. 33. Характер из-
менения показателя
для сплавов
алюминия:
а — с медью:
б — с кремнием
________I
« %>$1
53
Рис. 34. Изменение абсолютных и от-
носительных величин критической
деформации Айа, линейной усадки
Е и е, пластичности А и 6 сплава
Х25Н60В15 в температурном интерва-
ле хрупкости \Тхр
Рис. 35. Температурный интервал
хрупкости в сплавах А1 — 1,5Mn (1)
и А] — 1,5Мп — 0,2Fe (2) при кри-
сталлизации. Точками а и Ъ соответ-
ственно обозначены температуры не-
равновесного солидуса этих сплавов
металла шва однофазного жаропрочного никелевого сплава
Х25Н60В15 (ЭИ868) с узким эффективным интервалом кристал-
лизации по методике ИМЕТ-2 получено значение нижней грани-
цы ТИХ 950° С (рис. 34), что значительно ниже температуры
неравновесного солидуса (1375—1380° С) [91]. Металлографиче-
ские исследования показали, что горячие трещины в этом сплаве
образуются по границам зерен.
Нижняя граница температурного интерваал хрупкости спла-
ва алюминия с 1,5% Мп соответствует температуре 640° С, тогда
как дифференциальный термический анализ показывает, что
температура неравновесного солидуса равна 657°С (кривая 1
и точка а на рис. 35). При добавлении в этот сплав 0,2% Fe ниж-
няя граница ТИХ повышается до 653° С (кривая 2 на рис. 35)
и соответствует температуре солидуса (точка b на рис. 35). На
диаграмме состояния А1 — Мп— Fe этой температуре соответст-
вует температура плавления тройной эвтектики. Это подтверж-
дено и микроскопическим анализом. По границам зерен в литом
металле располагаются мелкие включения А16Мп и FeAl3. В спла-
ве же без железа были обнаружены длинные межкристалличес-
кпе прослойки А16Мп.
Существенный интерес представляют данные о влиянии угле-
рода на деформационную способность углеродистой стали с 0,5—
0,6% Мп, 0,2—0,3% Si, 0,03 -0,037% Р и 0,25—0,32% S [21].
В четырех плавках этой стали содержалось соответственно
0,09% С (а); 0,15% С (б); 0,31% С (в) и 1,24% С (а) (рис. 36).
Испытания проводили путем растяжения с постоянной скоростью
образцов из этих плавок в процессе их проплавления дугой. Рас-
тяжение начинали в различные моменты времени процесса кри-
сталлизации. Измеряя температуру внизу и вверху сечения шва,
а также фиксируя моменты начала деформации и разрушения,
устанавливали границы ТИХ. Разрушение всегда начиналось
снизу шва в соответствии с последовательностью затвердевания.
Из рис. 36 видно, что с увеличением содержания углерода про-
исходит повышение пластичности 6min и сужение ТИХ, особенно
при 1.24% С.
Глава II
ПРОЦЕССЫ В ОКОЛОШОВНОЙ ЗОНЕ
РОСТ ЗЕРНА И ВЫСОКОТЕМПЕРАТУРНАЯ
НЕОДНОРОДНОСТЬ В ОКОЛОШОВНОЙ ЗОНЕ
В сварных соединениях непосредственно рядом со
швом имеется узкая зона с крупными зернами, которая нагре-
валась при сварке выше температур интенсивного роста зерна
и в которой происходило частичное оплавление границ зерен.
Эту зону принято называть околошовной. Внутри зерен этой зо-
ны, а также в микроскопически узких областях первого ряда
зерен шва и околошовной зоны, прилегающих к границе сплав-
ления основного металла со швом, развивается химическая не-
однородность (главным образом за время контакта твердого
металла с жидким). Роль химической неоднородности оказывает-
ся особенно важной в случае разницы в композициях или в ко-
личестве вредных примесей основного и присадочного металлов.
Особый интерес к изучению процессов в околошовной зоне
при сварке обусловлен тем, что именно в ней, как правило, про-
исходят наиболее резкие изменения структуры и свойств основ-
ного металла, которые и определяют в большинстве случаев сва-
риваемость данного сплава (снижение пластичности и ударной
вязкости вследствие роста зерна, перегрева, полной или частич-
ной закалки; образование горячих и холодных трещин).
Условия нагрева металла околошовной зоны при сварке
плавлением существенно отличаются от условий термической об-
работки. Если при термообработке стали температура нагрева
обычно превышает точку Ас3 не более чем на 100—150° С, то при
сварке максимальные температуры нагрева околошовной зоны
близки к температуре плавления. Скорости нагрева при сварке
в десятки и сотни раз выше, чем при печной термообработке.
Вследствие этого при сварке происходит интенсивный рост аус-
тенитного зерна, а степень гомогенизации аустенита, как прави-
ло, оказывается невысокой. При охлаждении металла это
существенно сказывается на устойчивости аустенита и темпера-
турных интервалах его превращения.
При сварке сталей, легированных элементами, образующими
карбиды, например, устойчивые карбиды типа МеС (титан, нио-
бий, цирконий), рост зерна начинается при более высоких тем-
56
пературах, чем в сталях
без карбидообразующих
элементов или с малым
количеством последних.
Наиболее интенсивно
аустенитное зерно в око-
лошовной зоне растет в
период нагрева до темпе-
ратур, близких к макси-
мальной температуре
Лпах сварочного цикла
(рис. 37). Рост зерна, на-
чавшийся при нагреве,
Рис. 37. Кинетика роста зерна аустенита
в околошовной зоне низколегированных
перлитных сталей в условиях термического
цикла сварки
продолжается и при ох-
лаждении, но с меньшей интенсивностью. Однако поскольку дли-
тельность t" пребывания металла околошовной зоны при охла-
ждении выше какой-либо определенной температуры, например
выше Acs для перлитных сталей или температуры начала интен-
сивного роста зерна Тнир для сплавов без полиморфного пре-
вращения, в условиях однослойной сварки па порядок больше
длительности Г при нагреве (см. рис. 37), то влияние I" иа раз-
мер зерна оказывается более существенным — особенно при
сварке листов перлитных сталей средней толщины (рис. 38).
У жаропрочных аусте-
нитных сталей и никеле-
вых сплавов рост зерна в
околошовной зоне проис-
ходит в основном в пери-
од нагрева (табл. 3 и
рис. 39). Из легирующих
элементов наиболее рез-
ко препятствует собира-
тельной рекристаллиза-
ции аустенитных зерен
бор. Чем выше его содер-
Рис. 38. Изменение средней
площади зерна аустенита S
в околошовной зоне низколеги-
рованных перлитных сталей
в зависимости от длительности
/" пребывания металла выше
Ас3 при охлаждении (Ттах
1300 С, длительность пребыва-
ния выше Ас3 при нагреве Г =
= 1,5 сек). Справа, по вертика-
ли отложены предельные раз-
меры зерен для условий изо-
термического роста при темпе-
ратуре 1300 С
Рис. 39. Кинетика роста среднего диа-
метра ц зерна аустенитной стали
Х15Н35ВТЮ и никелевого сплава
Х18Н60МВТЮ в околошовной зоне
при нагреве и охлаждении:
1 — Х18Н60МВТЮ с 0,0036% В; 2 —
Х15Н35ВТЮ без бора; 3 - то же, с 0,007%
В; 4 — то же, с 0.023V® В
жание, тем меньше размер зе-
реп и толще слои боридной эв-
1000 1100 1200 1300 Т°С гектики по их границам.
Нагрев Охлаждение Кроме устойчивых при на-
реве карбидов, а также высо-
котемпературных избыточных ферритной и эвтектических борид-
ных фаз, рост зерна в околошовной зоне аустенитных сталей и
сплавов ограничивают и некоторые легирующие элементы, на-
пример молибден и вольфрам, которые, находясь в твердом рас-
творе, повышают энергию активации самодиффузии атомов ос-
новы (железа, никеля).
Рассмотренные выше особенности роста зерна в околошовной
зоне проявляются и при сварке тугоплавких металлов и их спла-
вов. Рост зерен в околошовной зоне технического молибдена,
ниобия и тантала, начавшийся при нагреве, продолжается и при
охлаждении, но с уменьшающейся интенсивностью. В молибдене
заметный рост зерна начинается при температурах выше 1600° С,
а в тантале — выше 1400° С [11].
Для всех металлов и их однофазных сплавов, сварку которых
производят в состоянии после проката или какого-либо другого
вида деформации, характерен неравномерный рост зерен. Осо-
бенно это заметно при сварке на жестких режимах, в условиях
больших скоростей нагрева и малых длительностях пребывания
металла околошовной зоны при высоких температурах. Наряду
с крупными равноосными зернами встречаются средние и мел-
кие. С повышением температуры нагрева происходит выравни-
вание размеров зерен. Так, в техническом титане период нерав-
номерного роста зерна соответствует интервалу температур на-
Таблица 3
Размер зерна в околошовной зоне (в баллах по ГОСТу 5639—65)
жаропрочных аустенитных сталей типа 1Х14Н18В2Б к концу нагрева
и после охлаждения по термическому циклу сварки
Содержа- Ветвь нагрева Ветвь охлаждения Примечания: I. В исходном
в стали Охлаждение Охлаждение состоянии после аустенизации все ста-
В % в воду с печью ли имели балл зерна 10. 2. Длитель-
630 град сек I г рад! сек ность пребывания металла при темпе-
ратуре выше 1100° С при нагрезе до
1300° С 0,8 сек, а при последующем ох-
Без бора 7 6 лаждении — 350 сек. 3. Скорость на-
0,005 8 8 грева 300 град {сек.
0,015 8 7
58
грева 1000—1300еС (при скорости нагрева 300 град/сек). При
более высокой температуре зерно выравнивается. Неравномер-
ный рост зерна обусловлен макро- и микроскопической неодно-
родностью деформации и незавершенностью процесса рекристал-
лизации обработки к началу собирательной рекристаллизации.
На рис. 40 в качестве примера показан неравномерный рост
зерен в техническом молибдене в условиях быстрого нагрева,
характерного для электроннолучевой сварки [11]
В гетерофазных сплавах с устойчивыми высокотемператур-
ными фазами эффект неравномерного роста зерен в процессе
сварки выражен значительно слабее. Он полностью отсутствует,
если сварке предшествует печная термическая обработка, прово-
димая с целью рекристаллизации обработки и гомогенизации
твердого раствора.
Перед обсуждением основных закономерностей гомогениза-
ции твердых растворов в условиях непрерывного высокотемпера-
турного нагрева и последующего охлаждения при сварке пред-
ставляет интерес рассмотреть в общем виде вопрос о возможных
причинах сегрегации примесей и легирующих элементов в одно-
фазных и гетерофазных сплавах и о роли термически активируе-
мой миграции границ зерен в этом явлении.
В сплавах легирующие элементы или примеси, понижающие
поверхностное натяжение, собирают, как правило, на поверхнос-
тях раздела, т. е. на границах зерен. Концентрация таких эле-
ментов по границам зерен должна быть всегда выше, чем в зерне.
Это положение доказано не только с позиций термодинамики, но
и с точки зрения энергии искажений решетки вокруг растворен-
ных атомов и современных представлений теории дислокаций
[43, 94].
Границы зерен представляют собой области с наиболее силь-
но искаженной решеткой, в которых вокруг одних атомов раство-
рителя больше свободного пространства, а вокруг других —
меньше, чем в неискаженной решетке (в зерне). Растворенные
атомы большего размера, чем занимаемые ими места в решет-
ке, легче входят в места, где решетка расширена, а растворен-
ные атомы меньшего размера легче входят в места, где решетка
•сжата [43]. Таким образом,
в обоих случаях искажения
от растворения атомов на
границе зерен оказываются
меньшими, чем искажения
Рис. 40. Кинетика роста среднего
диаметра |1 зерна технического
молибдена в состоянии после
прокатки при скорости нагрева
860 г рад Ice к:
I — крупные зерна; 2 — средние;
3 — мелкие
Рис. 41. Влияние температуры на рав-
новесные концентрации растворен-
ных атомов на границе С? и в зерне
С3; Со — средняя концентрация рас-
творенных атомов в сплаве:
7*^ — температура, выше которой ьоз
можна диффузия; 7 - температура
плавления; даК- температура закалки
от растворения атомов в решетке зерна. Поэтому концентрация
растворенных атомов на границе зерна больше, чем в зерне. Это
относится не только к элементам, образующим твердые раство-
ры внедрения (бор, углерод, азот, водород) или вычитания
(кислород, сера и другие) в сплавах на основе железа, в кото-
рых искажения обычно наиболее резкие, но и к элементам, вхо-
дящим в твердый раствор путем замещения атомов основы и
резко отличающимся от последних своими размерами, например
алюминий, титан, ниобий и другие элементы в сплавах на ос-
нове железа и никеля.
При стремлении системы к равновесию, например в условиях
изотермической выдержки при температурах, достаточно высо-
ких для диффузии, на границах зерен и в зернах устанавливают-
ся соответствующие равновесные концентрации Сг и С3 [43]:
Q
Л С
Сг =----—------— (18)
l-Ca-MO*7"
или
<?
Сг=—при С3 1, (19)
1 + 4С3еЛ7’
где А — константа, учитывающая энтропию колебаний атомов;
Q — разность энергий искажения решетки при растворении
атомов в зерне и на границе зерна.
Чем выше температура, тем меньше разница между концент-
рациями Сг и С3 (рис. 41). Схема рис. 41 составлена на основе
анализа уравнения (19). Это уравнение выведено из условий
минимума свободной энергии системы в целом, которая состоит
из искаженных и неискаженных участков кристаллической ре-
шетки. При этом строение искаженных участков на основе каких-
либо дислокационных моделей не схематизируется. Уравнение
используется для границ зерен, т. е. границ с большими углами
разориентацни, к которым не может быть применена ни одна из
известных дислокационных моделей.
60
В поле искажений (напряжений) вокруг одиночных дислока-
ции сегрегация примесей легирующих элементов выше, чем
у границ с малым углом (границ блоков и субзерен), модели ко-
торых предполагают наличие промежутков с искаженной решет-
кой между скоплениями дислокаций. Относительное снижение
сегрегации у границ с малым углом связывают с взаимодейст-
вием полей дислокаций в местах их скоплений. Однако у границ
с большим углом, представляющим собой по современным воз-
зрениям непрерывные области неупорядоченного строения атомов
по типу жидкости или аморфных тел, сегрегация благодаря бо-
лее высоким значениям свободной энергии таких границ должна
быть выше, чем у границ с малым углом [8, 33, 80].
Экспериментальные доказательства достижения на границах
зерен равновесных концентраций примесей, более высоких чем
в зерне, были получены методом радиоактивных изотопов в си-
стеме РЬ — Bi, а также на основе металлографических наблюде-
ний в системах Си — Bi, Fe — С — N — О, А1 — Fe и т. д.
Для снижения концентрации примеси на границах необходи-
мо закалить сплав от температуры закалки Тяак, достаточно вы-
сокой для рассасывания ссгрегата, до температуры (<Тц} до-
статочно низкой для того, чтобы сегрегация вновь не произошла
за счет последующей диффузии (см. рис. 41).
Температура закалки перед сваркой сплавов, которые не пре-
терпевают полиморфных превращений, приводящих к измельче-
нию зерна при нагреве, не должна быть слишком высокой из-за
опасности чрезмерного роста зерна и повышения склонности
к хрупким разрушениям при высоких или низких температурах
1а счет резкого уменьшения общей протяженности граничной по-
верхности зерен. При нагреве до температуры, при которой все-
таки возможно некоторое увеличение зерна, выдержка перед
закалкой должна быть достаточной для установления равновес-
ной концентрации после завершения роста зерна, так как вслед-
ствие миграции границ в процессе роста зерен концентрация
примесей на границах может возрасти (рис. 42).
При сварке металл околошовной зоны претерпевает нагрев
до температуры, близкой к температуре плавления сплава.
В процессе нагрева выше температуры То, при которой стано-
вится возможной диффузия, концентрация растворенных атомов
на границе начнет повышаться, приближаясь к равновесной при
некоторой температуре Тр, которая должна быть ниже темпера-
туры предшествующей закалки Тяак, если коэффициент диффу-
зии примеси достаточно велик (рис. 43). В противном случае
концентрация повышаться не будет вплоть до температуры на-
чала роста зерна (Тп р) особенно при высоких скоростях на-
грева.
По мере дальнейшего повышения температуры (Тр < Т <
< Тн,р) начнется процесс рассасывания ссгрегата, однако вслед-
ствие высоких скоростей нагрева при сварке (>100 град!сек}
ы
Рис. 42. Изменение концентрации С
на границе зерна в процессе выдерж-
ки при температуре закалки Тяак =
= Т2, когда она выше температуры
начала роста зерна (Т«.р) или
ниже ее (Т^; \/,.— период роста
зерна
Рис. 43. Схема изменения неравновес-
ной концентрации С.. „ на границе
зерна в процессе нагрева при сварке
(тонкой сплошной линией показана
равновесная концентрация Сг при со-
ответствующей температуре изотер-
мического отжига); С, — равновесная
концентрация на границе после за-
калки перед сваркой
этот процесс приведет к восстановлению равновесия. При нагре-
ве выше температуры роста зерна (Тн р) неравновесная концен-
трация на границах резко возрастет. При этом процесс расса-
сывания сегрегации также имеет место, но в целом концентра-
ция примеси на границе повышается. Это обусловлено значи-
тельно большей скоростью роста зерна при сварке по сравнению
со скоростью диффузии растворенных атомов от границы в зерно.
Захват легирующих или примесных атомов мигрирующей гра-
ницей в процессе роста зерна можно объяснить, опираясь на из-
вестное положение о преимущественном развитии пограничной
диффузии. Захваченные границей атомы транспортируются вдоль
границы быстрее, чем отводятся от границы в зерно. Однако
подобное доказательство возможности повышения неравновес-
ной граничной концентрации в процессе роста зерна справедливо
для таких примесей и легирующих элементов, у которых способ-
ность к сегрегации при высоких температурах значительна
(в первую очередь малорастворимые элементы, сильно искажаю-
щие кристаллическую решетку), и коэффициенты диффузии не
очень резко отличаются от коэффициентов самодиффузии ато-
мов металлической основы.
Для любого рода твердых растворов с примесными атомами
должны существовать критические соотношения между гранич-
ной концентрацией, кривизной границы и температурой, в пре-
делах которых миграция границ может быть причиной сегрега-
ции. Вне этих пределов либо невозможна миграция, либо она не
должна приводить к сегрегации. Существуют и более сложные,
но еще недостаточно проверенные, представления о других воз-
можных механизмах взаимодействия мигрирующих границ с при-
месными атомами [118].
62
Этот же подход можно применить и при обсуждении сегрега-
ций на границах субзерен и блоков в предположении, что дисло-
кации или их скопления, составляющие эти границы, могут в про-
цессе роста блоков и субзереп перемещаться вместе с атмосфе-
рами растворенных атомов [32, 118]. При этом температура пре-
имущественного разрушения «облаков» Котрелла должна быть
не слишком низкой, иначе дислокации будет легко освобождать-
ся от примесных атомов и неравновесная граничная концентра
ция начнет снижаться Движению отдельных дислокаций и гра-
ниц с малым углом вместе с атмосферами примесных атомов
должны способствовать напряжения, возникающие при быстром
неравномерном нагреве.
Обогащение границ зерен в аустените такими элементами,
как углерод, азот и кислород, по-видимому, должно быть выра-
жено слабее, чем в феррите. Это объясняется значительно мень-
шими размерами промежуточных пустот в обьемпоцентрнровап-
ной решетке по сравнению с гранецентрированной [32, 33]. Поэто-
му с повышением температуры выше Лщ границы зерен, субзе-
рен и блоков вряд ли могут резко препятствовать выравниванию
содержания этих элементов по аустенитному зерну. Однако в от-
ношении легирующих элементов, обладающих невысокой диффу-
зионной подвижностью и меньшей растворимостью в аустените,
чем в феррите (в частности, элементы, образующие твердые рас-
творы замещения, например, хром, вольфрам, молибден и др.),
можно ожидать, что границы зерен окажут тормозящее влияние
на процесс гомогенизации.
Очевидно, что чем меньше исходная концентрация Сг (см.
рис. 43) После закалки перед сваркой, тем меньше конечная не-
равновесная концентрация к началу оплавления пограничных
объемов зерен при сварке или выделения фаз еще в твердом со-
стоянии.
Снижение начальной концентрации примесей на грани-
цах зерен в основном металле путем повышения чистоты спла-
вов, а в ряде случаев и повышения температуры закалки до
сварки (до известного предела) уменьшает склонность сплава
к различным видам межкристаллического разрушения в около-
шовной зоне [92].
Приведенные рассуждения принципиально верны и в том слу-
чае, когда концентрация примесей в процессе роста зерна при
сварке превышает пределы растворимости их по границам, вслед-
ствие чего возможно выделение легкоплавких фаз или химиче-
ских соединений (предполагается отсутствие равновесия между
границей и внутренней частью зерна). Выделению вторых фаз
по границам зерен способствует также и то, что, несмотря на
увеличение общей растворимости примесей с повышением темпе-
ратуры (за счет растворимости в зерне), растворимость их на
границе снижается. При этом чем больше величина зерна, тем
меньше растворимость примесей на границе
63
Развитие высокотемпературной химической неоднородности,
выражающейся в сегрегации легирующих элементов или приме
сей по границам зерен, может быть вызвано и более простыми
причинами, уже получившими в настоящее время эксперимен-
тальное подтверждение. Одна из них — выделение еще в твер-
дом состоянии, в частности вследствие полиморфных превраще-
ний, фаз, в которых растворимость данных элементов и приме-
сей выше, чем в в маточном твердом растворе. Примером может
служить у—к 6(a)-превращение в ряде сплавов железа при на-
греве до температур, близких к 1400° С.
Выделению высокотемпературного феррита по границам ау-
стенитных зерен способствуют: I) наличие исходной (после
а—у-превращения) повышенной концентрации ферритообразую-
щих элементов (хрома, вольфрама, молибдена и др.) по грани-
цам зерен вследствие остановки мигрирующих границ в местах
бывших карбидов; 2) наибольшая степень разупорядоченности
решетки аустенита вблизи границ рекристаллизованных зерен;
3) более легкая диффузия по границам. При определенных кон-
центрационных и температурных условиях зародыши феррита
становятся способными к росту, который происходит прежде все-
го вдоль границ и сопровождается диффузией хрома, вольфрама
и других ферритообразующих элементов к границам зерен, а уг-
лерода, марганца и никеля и других аустенитообразующих эле-
ментов — от границ в прилегающие к ним объемы аустенитной
фазы.
Подобный путь рассуждений позволяет дать лучшее объясне-
ние явлению сегрегации хрома и вольфрама в виде оторочки по
границам аустенитных зерен в сталях ЗОХГС и ХВГ при темпе-
ратуре 1400?С в условиях изотермического нагрева и в около-
шовной зоне при сварке, чем это сделано в работе [47]. Б. А. Мов
чан объяснил это развитием адсорбционных процессов. Однако
в соответствии с приведенным выше анализом равновесной по-
граничной сегрегации (см. рис. 41) повышение температуры
должно, наоборот, способствовать выравниванию концентрации
легирующих элементов, если сплав однофазен.
Наконец, увеличение пограничной сегрегации и появление
по границам зерен различных соединений и фаз (в том числе лег-
коплавких) можно связывать с оплавлением пограничных участ-
ков зерен и обогащением жидкой фазы примесями и легирующи-
ми элементами за счет диффузии в соответствии с коэффициен-
тами их распределения между твердой и жидкой фазами по
диаграмме состояния.
Наиболее резкое увеличение концентрации на границах при
сварке не обязательно должно соответствовать самому большому
конечному размеру зерна. По-видимому, граничная концентра-
ция вблизи температуры солидуса должна находиться в сложной
зависимости от скорости нагрева. При очень высоких скоростях
нагрева из-за ограничения роста зерна, а также диффузии при-
64
месей неравновесная граничная концентрация при Лпах свароч-
ного цикла должна в основном определяться начальной гранич
пой концентрацией. При некоторых средних (но относительно
высоких) скоростях сварочного нагрева она может возрастать за
счет быстрой миграции границ зерен. При медленном нагреве,
несмотря па очень большое увеличение размера зерна, гранич-
ная концентрация может сначала возрасти, а затем снизиться
за счет рассасывания ссгрегатов в период замедления роста
зерен.
f Если рост зерна, сегрегация примесей или выделение легко-
плавких и хрупких фаз при нагреве не приводят к межкристал
лпческим разрушениям при высоких температурах (горячие
трещины), то часто эти явления вызывают хрупкость при повы-
шенных рабочих температурах (локальные разрушения аусте-
нитных сталей при 600—700° С) или при низких температурах
(холодные трещины, хрупкий излом при ударных испытаниях
и т. д.). В этой связи представляет интерес проанализировать
влияние скорости последующего охлаждения на изменение не-
равновесной концентрации по границам.
Для однослойной сварки и наплавки характерно, что скорость
охлаждения в первом приближении изменяется пропорционально
скорости нагрева. Поэтому при сварке на жестких режимах со-
хранившаяся начальная или достигнутая при Ттях граничная
концентрация в процессе последующего быстрого охлаждения
может и не изменяться. При сварке на средних и мягких режи-
мах возможно как снижение, так и повышение граничной сегре-
гации в зависимости от скорости охлаждения и типа примеси,
а также от отношения величины сегрегации при Ттак к равно-
весной величине при Тя. Поэтому иногда при электрошлаковой
сварке на весьма мягких режимах и особенно часто при аргоно-
дуговой сварке на жестких режимах различные формы межкри-
сталлической хрупкости проявляются менее отчетливо, чем при
сварке под флюсом на средних режимах.
Положительное влияние повышения чистоты основного ме-
талла, повышения температуры закалки перед сваркой и жест-
кости режима сварки показано на примере снижения склонности
некоторых однофазных аустенитных сталей и никелевых сплавов
к образованию горячих трещин в околошовной зоне при сварке
[92]. Что касается перлитных и мартенситных сталей, то для сни-
жения их склонности к образованию трещин (горячих и особен-
но холодных) увеличение температуры закалки перед сваркой
не может дать положительных результатов, так как фазовый на-
клеп в процессе превращения при нагреве этих сталей даже
в закаленном состоянии приводит к образованию в околошовной
зоне нового мелкого зерна аустенита. При этом чистота границ
зерен в околошовной зоне в основном определяется условиями
роста этих новых зерен и общей чистотой основного металла по
вредным примесям.
5 Заказ 560 gg
Общая степень гомогенизации металла околошовной зоны
при сварке определяется не только избыточной пограничной се-
грегацией легирующих элементов и примесей, но и неоднородно-
стью их распределения в теле зерна на отдельных дислокациях,
границах блоков и субзерен. При сварке сплавов в деформиро-
ванном состоянии процесс гомогенизации твердых растворов
в теле зерен, оцениваемый по изменению разброса значений суб-
микротвердости, протекает либо до начала роста зерна, либо
после его окончания [94]. При сварке сплавов, подвергнутых
предварительному рекристаллизационному отжигу, рост зерна
не препятствует одновременному развитию процесса гомогениза-
ции. Подобный эффект при сварке деформированных сплавов
обусловлен развитием физической неоднородности из-за форми-
рования субзерен и блоков вследствие незавершенности рекри-
сталлизационных процессов. На границах субзерен и блоков
образуются сегрегации некоторых легирующих элементов и при-
месей.
Степень гомогенизации твердых растворов высокотемпера-
турных фаз сплавов в околошовной зоне зависит от тех же пара-
метров термического цикла, что и рост зерна. Увеличение дли
тельности пребывания металла околошовной зоны при высоких
температурах должно вызывать увеличение размера зерна и
огрубление тонкой внутризеренной структуры и способствовать
повышению степени общей химической однородности. Однако
в зависимости от способа и режимов сварки развитие этих про-
цессов может быть различным.
При электроннолучевой и аргоно-дуговой сварке на очень
жестких режимах сплавов малой толщины (до 3—5 мм) из-за
весьма высоких скоростей нагрева и малых длительностей пре-
бывания выше температуры Тн р начала роста зерна t' + t"
1 -т- 2 сек огрубление тонкой структуры металла околошовной
зоны в рост зерна ограничены. Неравномерная различная кон-
центрация легирующих элементов и примесей и общая химиче-
ская неоднородность тела зерен в этих условиях в основном за-
висят от исходной неоднородности сплавов.
При ручной и автоматической дуговой однопроходной сварке
сплавов средней толщины (6—10 мм), т. е. при средних скоро-
стях нагрева и длительностях t' + t" 20 сек происходит за-
метный рост зерна высокотемпературной фазы и граничная се-
грегация может даже возрасти, а гомогенизация сохраниться на
относительно невысоком уровне. При автоматической сварке под
флюсом сплавов повышенной толщины (15—25 мм) длительно-
сти V и t" большие (30—100 сек), размеры зерен, субзерен и
блоков значительно увеличиваются, одновременно повышается и
гомогенизация. Электрошлаковая сварка стали большой толщи-
ны (100—300 мм) характеризуется весьма большими длительно-
стями пребывания металла околошовной зоны выше Тнр (t' +
+ t" = 600 -=- 2000 сек). В этих условиях гомогенизация доста-
66
точно высока, а размеры зерен приближаются к своим предель-
ным значениям, соответствующим изотермическому росту при
температуре, близкой к максимальной температуре свароч-
ного цикла.
Таким образом, наиболее ярко высокотемпературная неодно-
родность в околошовной зоне, как правило, проявляется при од-
нослойной сварке металла средней толщины. При сварке метал-
ла малой толщины пли при многослойных наплавке или сварке
на жестких режимах металла средней пли большой толщин весь-
ма важно применение предварительной гомогенизации термиче-
ской обработки. При электрошлаковой сварке листов большой
толщины несмотря па высокую гомогенизацию металла в около-
шовной юне огрубление тонкой структуры настолько значитель-
но. что при последующих фазовых превращениях, особенно при
старении пересыщенных твердых растворов, никакими путями не
удается получить высокую дисперсность упрочняющих фаз п
благоприятное соотношение механических свойств.
ХИМИЧЕСКАЯ НЕОДНОРОДНОСТЬ В ЗОНЕ СПЛАВЛЕНИЯ
При сварке плавлением на границе сплавления метал-
ла шва с основным металлом последовательно протекает ряд
сложных физико-химических процессов: смачивание основного
металла расплавом; оплавление или растворение основного ме-
талла, взаимная гетерогенная диффузия легирующих элементов
и примесей между твердой и жидкой фазами, взаимная кристал-
лизация, гетерогенная и реакционная диффузия в твердой фазе
между металлом шва и основным металлом. Некоторые из них
приводят к развитию химической неоднородности в пограничной
зоне.
При сварке однофазных сплавов присадочным металлом того
же состава эти процессы обусловливают неоднородность распре-
деления отдельных или одновременно нескольких легирующих
элементов или примесей. При сварке гетерофазных сплавов или
сплавов разнородных металлов они могут приводить также и
к выделению интерметаллических соединений и фаз. Во многих
случаях различные виды химической и фазовой неоднородности
в зоне сплавления приводят к недопустимым изменениям свойств
сварных соединений, в связи с чем требуются специальные меры
для предупреждения или снижения степени их развития.
Один из наиболее распространенных путей снижения хими-
ческой неоднородности в зоне сплавления связан с ограничением
длительности tK контактирования твердой и жидкой фаз и сни-
жением температуры перегрева капель наплавляемого или элек-
тродного металла. При сварке плавлением пли наплавке этого
достигают за счет выбора соответствующих способов сварки, на-
пример дугой в аргоне с вольфрамовым электродом по присадоч-
ной проволоке, независимой плазменной струей с токоведущей
5* 67
присадочной проволокой и т. п. При этом обычно стремятся
к увеличению скорости сварки, а в ряде случаев и к применению
импульсных режимов горения дуги.
Другим способом уменьшения химической неоднородности
в зоне сплавления является сварка — пайка без оплавления ос-
новного металла.
Идеальная теоретическая схема образования металлической
связи при соединении металлов предполагает обобщение элек-
тронов. Практически осуществить образование металлической
связи возможно при сообщении поверхностным атомам опреде-
ленного количества энергии. При сварке плавлением тепловая
энергия дуги поступает в основной металл путем последователь-
ного воздействия самой сварочной дуги и перегретого электрод-
ного металла. Вследствие высокой удельной тепловой мощности
дуги эти воздействия приводят к проплавлению основного метал-
ла. Процесс образования металлической связи сводится к совме-
стной кристаллизации основного и наплавленного металлов.
Приблизить реальный процесс сварки плавлением к идеаль-
ной теоретической схеме соединения жидкого металла с твердым
без оплавления последнего, по-видимому, можно, если источни-
ком теплоты будет только перегретый наплавляемый металл,
с помощью которого целиком создаются нагрев и контакт между
соединяемыми металлами. При этом возможны два варианта:
наплавляемый металл имеет температуру плавления, равную
температуре плавления основного металла, или наплавленный
металл более легкоплавкий, чем основной металл. Однако в обо-
их случаях необходимым условием соединения является смачи-
вание пограничной поверхности основного металла наплавляе-
мым металлом.
По современным представлениям растекание жидкого метал-
ла по поверхности твердого возможно только в том случае, если
атг > ож.г, т. е. поверхностное натяжение твердого тела должно
быть больше поверхностного натяжения жидкости. Реальная по-
верхность твердого тела всегда покрыта таким тонким слоем
окисла, поверхностное натяжение которого для большинства ме-
таллов с невысокой энергией связи в окислах значительно мень-
ше поверхностного натяжения чистого металла. Для осуществ-
ления растекания необходимо оплавить или растворить поверх-
ностный слой окисленного металла, что приводит к неизбежному
вовлечению в процесс образования металлической связи некото-
рого объема основного металла. Поэтому идеальная теоретиче-
ская схема соединения жидкого металла с твердым без его оп-
лавления или частичного растворения при сварке плавлением
невыполнима. Это положение справедливо для обоих типов
наплавляемых металлов. Особенности процесса смачивания
в каждом из этих случаев рассмотрены ниже.
Если по составу наплавляемый металл близок основному, то
температура его перегрева, как правило, выше температуры
С8
плавления основного металла. Поэтому осуществить соединение
при проплавлении основного металла на глубину, равную тол-
щине окисленного слоя (порядка 50 А), затруднительно или во-
обще невозможно. Однако существуют некоторые значения энер-
гии, при которых процесс соединения можно осуществить с весь-
ма ограниченным проплавлением основного металла.
Перед тем как перейти к анализу процессов растворения и
межфазной гетерогенной диффузии, рассмотрим метод расчета
длительности tK пребывания твердой фазы (основного металла)
в контакте с расплавленным металлом сварочной ванны. Этот
расчет применим как для наплавки, так и для сварки плавлени-
ем с присадочным и без присадочного металлов (7, 73].
Процесс распространения теплоты быстродвижущегося мощ-
ного нормально-линейного источника на поверхности полубеско-
нечпого тела описывает уравнение [73]
Т(у, zj) =
г2________у2
4 at 4a(t + t0)
(20)
_____У
2лЪ ) +
где -----г- — температура па оси ОХ.
Уравнение (20) можно представить в виде
Т(//, z, z)=7(0, 0, z)exp
z2 У2
4at 4a(Z-|-Z0)
(21)
где Т(0, 0, t) — средняя температура сварочной ванны.
Средняя температура сварочной ванны при дуговой сварке
стали под флюсом составляет 1700—1850° С [83]. Температура
фронта наплавляемого металла (сталь), наносимого на поверх-
ности стали независимой плазменной дугой с токоведущей при-
садочной проволокой, составляет 1550—1650° С [7]. Поскольку нас
интересует распространение теплоты по оси 0Z, расположенной
в твердом теле перпендикулярно к поверхности контакта, то из
уравнения (21) можно исключить последний множитель
T(z, /л.)=Т(0, 0, /л.)ехр
Последнее уравнение перепишем в явной форме для z:
и о-, f . х 7(0, 0, ZK)
Н = 21 / а/ In k ,
И 7С
(23)
где И -— глубина проплавления основного металла в см;
Тс — температура солидуса основного металла в °C;
tK — длительность контакта жидкой и твердой фаз, т. е. вре-
мя существования наплавляемого металла в жидком
состоянии на поверхности раздела в сек.
Длительность контакта примерно можно рассчитать исходя из
геометрии зоны проплавления (рис. 44, а). Оценим длительность
69
Рис. 44. Очертания расчетных
зон сварочной ванны при на-
плавке на поверхность массив-
ного изделия с проплавлением
(а) и в разделку без проплав-
ления (б) основного металла
контакта жидкой и твердой фаз по
размерам слоя металла в месте
контакта в твердо жидком состоя-
нии, ограниченного изотермами, ко-
торые соответствуют температурам
начала Т» и конца Тс эффективного
интервала кристаллизации:
(24)
где о — скорость сварки в см)сек-,
XI— длина слоя металла в твер-
до-жидком состоянии
вдоль оси шва в см;
= (25)
f — коэффициент формы сва-
рочной ванны, учитываю-
щий перемещение источ-
ника;
XI' — хорда некоторой окружности, вписываемой в очертание
зоны проплавления при неподвижном источнике:
XI' = 2 W—(х-Л/г)2, (27)
Xh — толщина слоя металла в твердо-жидком состоянии в см;
г — радиус окружности в см.
Положение центра окружности определяется из отношения
—, где Н— глубина проплавления, В — ширина зоны проплав-
В
ленпя. Если < 0,5, то центр окружности лежит выше началь-
ной поверхности твердого (основного) металла и
Наиболее просто определить величину Xh можно из уравне-
ния распределения максимальной температуры по оси 0Z для
случая быстродвижущегося точечного источника на поверхности
полубескоиечного тела [73]:
т , , 0,368?
Т m(z) = — --—. (29)
л
— "^уг2
Толщина слоя металла в твердо-жидком состоянии (в эффек-
тивном интервале кристаллизации То — Тс) после преобразова-
ния уравнения (29) определится как
70
(30)
В общем виде уравнение для определения длительности кон-
такта жидкой и твердой фаз при сварке с проплавлением основ-
ного металла можно выразить в следующей форме:
tK = —q-----
лкТплВи
. / руу Г Н fi2 ./0J367// 1_ 1 \
|/ \2 8Н) L 2 8Н > яиСу V Кгс /Тв )_
В случае сварки без проплавления (рис. 44, б) длительность
контакта жидкой и твердой фаз видоизменится:
/к = —] .4,
где h — высота наплавленного валика в см.
Пример I. На толстый лист иизкоуглеродистой стали (0,12% С: То =
= 1533°С; Т,- = 1516°С) произведена наплавка валика из той же стали под
флюсом. Режим наплавки: q — 2720 кал/сек-, v = 0,55 см. Длительность кон-
такта твердой и жидкой фаз, рассчитанная по уравнению (31), составляет
0,545 сек.
Пример 2.На такой же лист произведена наплавка валика независимой
двойной дугой. Режим наплавки: </ = 600 кал/сек, v — 0,35 см/сек. Высота
наилавленого валика h = 0,5 см. Длительность контакта жидкой и твердой
фаз, рассчитанная по уравнению (32), составляет 0,057 сек. Глубина проплав-
ления основного металла по уравнению (23)
Н = 0,03 см, что соответствует опытным данным.
Для этого примера на рис. 45 приведена кривая
распределения максимальных температур вдоль
оси 0Z. Рассчитанная глубина проплавления ос-
новного металла превышает толщину окисленного
слоя примерно в 1 10s раз.
Рис. 45. Распределение максимальных температур
по оси 0Z при наплавке независимой плазменной
дугой с токоведущей присадочной проволокой
(<7 = 600 кал/сек; v = 0,35 см/сек; tK ==0,057 сек);
z—расстояние от поверхности
71
Перепишем уравнение (22) в явной форме для 1К:
, T(O,O,tK)'
4а In-----
Т с
(33)
Решение уравнения (33) при подстановке в него г = 5 X
X Ю~7 см, Т (0, 0/к) = 1600° С, а = 0,08 см21сек показывает, что,
для того чтобы глубина проплавления основного металла не пре-
вышала толщины окисленного слоя, длительность контакта жид-
кой и твердой фаз должна составлять 1,5- 10 11 сек. Добиться
подобной длительности контакта при сварке плавлением извест-
ными источниками теплоты невозможно. Поэтому сварка плавле-
нием одноименных металлов неизбежно приведет к проплавле-
нию основного металла на глубину, большую толщины окислен-
ного слоя.
При сварке разнородных металлов, отличающихся темпера-
турой плавления (например, наплавка меди на сталь), наплав-
ленный металл (медь) имеет температуру плавления более низ-
кую, чем основной металл. Температура фронта жидкой меди,
растекающейся по поверхности основного металла (сталь Ст.З)
составляет 1300° С (медь М2, диаметр электрода 2 мм. сила тока
120 а). Поэтому проплавления основного металла не наблюдает-
ся. Однако в этом случае для осуществления смачиваемости не-
обходимо некоторое время для физико-химического взаимодейст-
вия жидкого металла с твердым. Смачивание подогретой до
температуры 1100—1200° С поверхности стали перегретой до тем-
пературы 1300° С каплей меди завершается за 0,015—0,010 сек.
При наплавке меди на сталь независимой плазменной дугой дли-
тельность контакта жидкой и твердой фаз представляет собой
величину того же порядка [7].
Если смачивание стальной поверхности перегретой жидкой
сталью происходит в процессе оплавления поверхности основного
металла, то смачивание стальной поверхности перегретой жидкой
медью происходит в процессе растворения окисленного слоя.
Природа этих явлений различная. Перегрев меди до температу-
ры 1600° С приводит к проплавлению основного металла (стали)
даже при минимально возможном времени контактирования [96].
Снижение перегрева меди до температуры 1500° С без существен-
ного механического воздействия струи электродного металла
в процессе наплавки исключает проплавление.
Зная длительность /к контактирования жидкой и твердой фаз,
можно оценить степень развития химической и фазовой неодно-
родности в зоне сплавления.
В общем случае на основании постадийного анализа кинетики
процессов, протекающих в зоне контакта твердой и жидкой ме-
таллических фаз, длительность tK их контактирования можно
представить в виде
+ ^0.3 + tp-ф, (34)
72
где tp — время ретардации (запаздывания) диффузии, которое
представляет собой время релаксации межфазной по-
верхностной энергии или время оседлой жизни атома
на границе раздела фаз [7, 95];
to — время развития процессов взаимного диффузионного
обмена атомов основы взаимодействующих жидкой и
твердой фаз или какого-либо элемента через границу их
раздела за счет растворения и гетеродиффузии до
достижения концентраций, соответствующих пределам
растворимости;
/,,.з — время, необходимое для образования зародышей новых
химических соединений или фаз критического размера;
/?>с6— время дальнейшего роста этих соединений или фаз.
Наибольший интерес представляет количественная оценка
первых двух членов правой части уравнения (34). Знание 1Р и
tg и сопоставление их с tK позволяют определить возможность
подавления либо диффузионных процессов вообще (tK /р), ли-
бо образования новых химических соединений и фаз на границе
зоны сплавления (7К tp + to).
Время ретардации tp определяют, исходя из следующих со-
ображений [7, 95].
Внутри кристалла каждый атом удерживается в свом поло-
жении силами связи, симметрично расположенными относительно
окружающих сто со всех сторон соседних атомов. На свободной
поверхности кристалла или жидкости атом оказывает неуравно-
вешенным вследствие отсутствия связи с одной стороны (вакуум)
или вследствие ослабления связи, обусловленной иными свойст-
вами окружающей среды. Это обстоятельство вызывает повыше-
ние энергии поверхностного слоя кристалла. Если для перемеще-
ния внутри тела атому необ-
ходима энергия £о, то для вы-
хода атома в окружающую
среду ему необходима энергия
Еп, причем Еп > Ео.
При быстром образовании
физического контакта, что на-
блюдается при окунании твер-
дого тела в расплав или при
сварке за счет расплавления
одного из соединяемых мате-
риалов, на границе фаз снача-
ла будет наблюдаться пик
межфазной энергии Ег, анало-
гичный Еп (рис. 46), так как
переход атомной системы в но-
вое состояние осуществляется
не мгновенно, а за некоторый
конечный промежуток време-
73
Рис. 46. Схема изменения потенци-
альной энергии системы атомов
у поверхности кристалла (а) и на
границе твердой и жидкой фаз
в начальный период их контакти-
пн. Поэтому следует ожидать запаздывания химического взаи-
модействия фаз, а также задержки диффузионных переходов
атомов из одного состояния в другое, пока атом не приобретет
энергию, необходимую для преодоления межфазного барьера,
или пока не произойдет релаксации пика межфазной энергии.
Без учета возможных поверхностных явлений период задержки,
. или ретардации диффузии, можно рассматривать как время
жизни атома перед потенциальным барьером, т. е.
Е.,
= (35)
Определение межфазной энергии представляет большие труд-
ности в нестационарном процессе, так как эта энергия в каждом
конкретном случае зависит от особенностей самого процесса,
физико-химической природы рассматриваемых (раз и поверхност-
ных явлений. Для ориентировочных оценок периода ретардации
можно, по-видимому, принять допущение, что величина межфаз-
ной энергии в случае взаимодействия двух конденсированных
фаз изменяется (уменьшается) по экспоненциальному закону.
При таком допущении период релаксации равен времени умень-
шения исходной величины поверхностного натяжения до 1 /<? от
первоначальной величины. Поэтому в первом приближении ве-
личину межфазной энергии можно определить как
Ег = ±-е\Ет + £„,], (36)
где Ет и Еж—энергии активации диффузии соответственно
в твердой и жидкой фазах.
После подстановки (35) в (36) уравнение времени ретарда-
ции диффузионных процессов примет вид
/ — / ехр Г Еж) (37)
'р~'ОеЛР • Iй')
В качестве примера рассмотрим взаимодействие титана
с алюминием при окунании твердого титана в расплавленный и
перегретый до различных температур алюминий. Эта пара обра-
зует хрупкое соединение TiAI3 с содержанием в нем 37,3% Ti.
Рассчитаем допустимую длительность контакта титана с жидким
алюминием, при которой па межфазной границе не успеет еще
образоваться это соединение. При расчете примем, что энергия
активации диффузии алюминия в титане Ет = 1,7 эв, а титана
в жидком алюминии Еж 0,5 эв. При этих условиях период за-
паздывания диффузии по уравнению (37) при перегреве алюми-
ния до температуры 973е К составит 170 сек, до 1073° К —9 сек,
до 1123° К — 1 сек, до 1673° К — 0,75 • 10~4 сек.
На рис. 47 представлена зависимость 1 периода задержки
(ретардации) процесса образования фазы TiAl3 от температуры,
74
полученная опытным путем
[74]. Для сравнения на этом
же рисунке приведена зависи-
мость 2, полученная расчетным
путем по описанной выше ме-
тодике [7]. Характер расчетных
и опытных кривых достаточно
близок. Это позволяет несмот-
ря па принятые допущения
использовать приведенную
схему для ориентировочных
расчетов допустимой длитель-
ности контакта твердой и жид-
кой фаз, а также температуры
Рис. 47. Длительность периода ретар-
дации процесса образования фазы
T1AI3 в контакте титана с жидким
Процесса наплавки, сварки, а В алюминием в зависимости от тем-
ряде случаев и пайки. пературы
Расчеты, выполненные по
уравнению ретардации (37), показывают, что время, вычисляе-
мое по этому уравнению, всегда меньше времени, необходимого
для образования интерметаллидов в зоне контакта, т. е. расчет
ведется с запасом. Однако это время, по-видимому, превышает
истинное время ретардации ip диффузии.
Для изучения вопросов регулирования тепловых и диффузи-
онных процессов при сварке, наплавке и папке могут быть ис-
пользованы специальные клиновые пробы [7, 34].
Так называемая сварочная клиновая проба заключается в на-
плавке валика на кромку клиновой пластины [34]. Изменяя спо-
соб и режимы наплавки, а также угол клина и толщину пласти-
ны, можно в широких пределах изменять длительность 7К. Для
еще более тонких исследований служит жидкая клиповая проба
[7], позволяющая за счет регулирования температуры и длитель-
ности контактирования фаз гибко регулировать процессы, проте-
кающие в зоне контакта. Жидкий расплав заливается в форму
в виде клина одной стенкой, которой является образец (твердая
фаза), другой стенкой — кристаллизатор из меди или другого
материала с высокой теплопроводностью, а боковые стенки вы-
полнены из теплоизоляционного материала. Регулирование дли-
тельности контактирования по длине осуществляется за счет
разницы в скоростях и времени кристаллизации в верхней и ниж-
ней частях клина. В нижней части клина длительность контакти-
рования минимальная. Определяется она температурой подогре-
ва образца и заливаемой жидкости.
Для устранения влияния газовой среды и с целью изучения
влияния ссстава среды на процессы, протекающие в зоне кон-
такта твердой и жидкой фаз, жидкую клиновую пробу помещали
в камеру специально сконструированной сверхвысоковакуумной
установки, позволяющей производить исследования в контроли-
руемой атмосфере; в вакууме, окислительной, восстановительной
75
и инертной среде. В случае использования образца из диэлектри-
ка (ситалл, керамика и т. д.) подогрев производили при помощи
специального нагревателя из молибдена, имеющего форму об-
разца. Для изучения влияния напряженного состояния на про-
цессы, протекающие в зоне контакта, к образцу, помещенному
в высоковакуумную камеру, прикладывали (при помощи сильфо-
на и переходников) постоянное или знакопеременное сжимающее
или растягивающее усилие. Жидкий металл получали путем бес-
тигелыюй плавки металла во взвешенном состоянии в электро-
магнитном поле высокой частоты. Этот способ позволяет полу-
чать в течение 1 -2 мин жидкий металл высокой чистоты и одно-
родности по составу (объемом до 2 ел3) с различной температу-
рой перегрева. Максимальная температура жидкого металла
в индукторе была порядка 2000° С.
Полученные образцы разрезали вдоль клиновой наплавки для
изготовления шлифов, которые затем анализировали на рентге-
носпектралыюм микроанализаторе марки «Сашеса» Ms-46. Точ-
ность результатов измерения на образцах жидкой клиновой про-
бы определялась точностью контактного способа измерения тем-
ператур и возможностями локального рентгеноспектрального
анализа и составляла 10—15%.
Исследования па различных парах однородных и разнород-
ных металлов показали, что изменяя температуру жидкого ме-
талла, можно гибко регулировать процессы, протекающие в зоне
контакта, начиная с интенсивного растворения твердой фазы, су-
щественного развития процессов гетеродиффузии, образования
интерметаллидов различного состава до практически полного по-
давления гетерогенной диффузии или отсутствия смачивания
(обычная кристаллизация у твердой стенки). Длительность кон-
тактирования может изменяться в широких пределах: от 0,08 до
8 сек и более. Большая разница в скоростях кристаллизации
в различных частях клина позволяет рекомендовать пробу для
изучения процессов, связанных с различной скоростью кристал-
лизации жидкости.
Одной из основных задач при исследовании по методу жид-
кой клиновой пробы было получение соединений с минимальным
развитием процессов гетеродиффузии в зоне контакта и опреде-
ление условий по температуре и времени, необходимых для по-
лучения таких соединений. Для этих исследований были выбраны
пара железо с медью (эвтектический тип диаграммы состояния
с ограниченной, но конечной областью растворимости меди в же-
лезе и отсутствием интерметаллидов) и пара титан с алюминием,
которая характеризуется незначительной областью твердых рас-
творов со стороны алюминия и наличием интерметаллидов
типа Т1А13.
Результаты исследований при помощи локального рентгено-
спектрального анализа (диаметр фокального пятна ~2 мкм) по-
казали, что в обоих случаях, регулируя температуру подогрева
76
образца и температуру перегрева жидкого металла, можно по-
лучить соединения с зоной гетеродиффузии, ширина которой на-
ходится практически за пределами чувствительности рентгенов-
ского метода.
Минимальная ширина зон гетеродиффузпи при различных
способах соединения материалов составляет обычно 6—20 мкм
[7, 54, 96]. Получение соединений с зоной гетеродиффузии менее
1—2 мкм представляет большой интерес, так как указывает на
практическую возможность образования высококачественного
соединения при взаимодействии твердой и жидкой металлических
фаз с исчезающе малой величиной зоны развития химической не-
однородности. Время процесса взаимодействия фаз в таких со-
единениях ле должно значительно превышать время, необходи-
мое для протекания процессов смачивания.
Экспериментальные данные, полученные по методике жидкой
клиновой пробы для различных металлических пар, достаточно
хорошо согласуются с расчетами по уравнению ретардации гете-
родиффузии (37). Время ретардации tp, определяемое по этому
уравнению, оказывается всегда меньше времени, необходимого
для образования интерметаллидов, но существенно больше, чем
время, определяемое экспериментально на образцах жидкой кли-
новой пробы при исчезающе малой величине зоны гетеродиф-
фузии.
Энергия активации гетеродиффузпи Е'а, вычисляемая по урав-
нению типа (37) при известном из эксперимента значении tp для
соединений с исчезающе малой величиной зоны гетеродиффузпи,
составляет Еа ~ 1,3 эв, для соединений железа и никеля с медью
и железа с алюминием Еа ~ 1 эв. Полученные значения Еа су-
Ет + Е
щественно меньше, чем ----—— в уравнении (37).
Эксперименты и расчеты показывают, что для получения со-
единений с минимальным развитием гетеродиффузпи время кон-
тактирования при температуре, несколько превышающей темпе-
ратуру плавления, для пары железа с алюминием составляет при
700° С ~4 сек, а для пар железа и никеля с медью при 1100° С
~0,5 сек.
Таким образом, уравнение ретардации (37) позволяет рас-
считать температуру и время, необходимые для получения соеди-
нений с заданными свойствами (без образования слоя интерме-
таллидов или с исчезающе малой шириной зовы гетеродпф-
фузии).
Конечные размеры эффективного фокального пятна рентгено-
спектрального микроанализатора (в зависимости от анализируе-
мых металлов — порядка 2—4 мкм) затрудняют анализ зон ге-
теродиффузии шириной менее 5—10 мкм. В связи с этим более
точное экспериментальное определение времени ретардации tp
в настоящее время, к сожалению, невозможно.
77
Проведенные исследования показывают, что ширина зоны, из-
меряемая при локальном рептгеноспектралыюм микроанализе
узких зон, равна истинной ширине зоны гетеродиффузии плюс
диаметр эффективного фокального пятна. Таким образом, для
определения действительной ширины зоны развития химической
неоднородности необходимо, изменив эффективный диаметр
электронного луча, вычесть его из ширины зоны, полученной при
анализе.
В расчетах принималось, что температура процесса постоян-
на. В тех случаях, когда необходимо учесть изменение темпера-
туры в зоне контакта во времени, целесообразно использовать
метод, учитывающий эффективные длительности контакта и ко-
эффициенты диффузии {54].
Для выявления причин и условий образования горячих тре-
щин представляет интерес анализ формирования химической не-
однородности не только в зоне сплавления основного металла со
швом, но и в участке околошовной зоны, в котором происходит
частичное оплавление зерен по границам. Различия в расчетной
постановке этих двух задач заключаются в необходимости учета
кривизны границы раздела твердая фаза — жидкая фаза и огра-
ниченности объема жидкой фазы в случае частичного оплавле-
ния зерен.
В настоящее время расчетные методы оценки степени разви-
тия химической неоднородности этих видов при сварке плавлени-
ем развиты пока только для двух простейших случаев контакти-
рования жидкой и твердых фаз, представляющих собой сочета-
ние либо двух разнородных чистых металлов, либо сплава одного
и того же состава. В первом случае возможны расчеты растворе-
ния твердого металла в жидком и последующей взаимной диф-
фузии на стадии процесса, когда межфазная граница становится
неподвижной, в частности и после полного затвердевания. Во
втором случае легко поддается оценке процесс диффузионного
перераспределения легкоподвижных легирующих элементов и
примесей между твердой и жидкой фазами.
Однако несмотря на ограниченность этих расчетов они пред
ставляют существенный методологический интерес, так как ука-
зывают принципиальные пути анализа процессов развития хими-
ческой неоднородности при контактировании сплавов более слож-
ных систем.
Для оценки длительности процессов взаимного диффузион-
ного обмена атомов между твердой и жидкой фазами, а также
длительностей to 3 + tP.$ образования зародышей новых химиче-
ских соединений или фаз на границе сплавления необходимо по-
следовательно рассмотреть уравнения растворения и гетеродиф-
фузии.
Рассмотрим метод расчетной оценки степени развития хими-
ческой неоднородности и, в частности, ширины интерметаллид-
ной прослойки в контакте разнородных металлов на основе ана-
78
X
ГС
л с, с{ ср ск с%
Рис. 49. Расчетная схема
Рис. 48. Диаграммы равновесия
для взаимодействующих метал-
лов А и В
лиза процесса растворения твердой фазы в жидкой до начала
процесса кристаллизации [12]. Пусть диаграмма состояния меж-
ду взаимодействующими металлами А и В имеет вид, приведен-
ный на рис. 48. Как правило, опасные толщины интерметаллид-
ных прослоек весьма малы в сравнении с толщинами самих
взаимодействующих тел, поэтому при расчетах во многих слу-
чаях эти тела можно считать полубссконечными (рис. 49).
Рассмотрим физико-химические процессы, развивающиеся при
приведении в контакт жидкости состава А с твердым телом со-
става В, имеющих температуру ТУ Взаимодействие начинается
с образования в процессе смачивания связей между атомами
жидкости и твердого тела. Этот процесс идет настолько быстро,
что в общей кинетике его можно не учитывать. После этого на-
чинается основной процесс растворения твердого тела в жидко-
сти, который локализуется в прикоптактном слое жидкости, и
последующая диффузия атомов В из этого слоя происходит в глу-
бину жидкости (в направлении оси Л). Процессы растворения и
диффузии имеют различную природу и поэтому обязательно
должны рассматриваться отдельно.
Количество интерметаллидов, выделившихся при кристалли-
зации жидкости А, зависит от концентрации атомов В
в .4, которая определяется скоростями процессов растворения и
последующей диффузии, а также длительностью контакта до на-
чала кристаллизации.
Изменение концентрации атомов В по толщине слоя жидко-
сти Д| зависит от скорости растворения, если скорость диффузии
больше скорости растворения (кинетическая область), пли с не-
которого момента времени, когда закончится переходный про-
цесс, от скорости диффузии, если она меньше скорости растворе-
ния (диффузионная область). Сварку металлов наиболее инте-
ресных для практики сочетаний ведут, как правило, при относи-
тельно высоких температурах, при этом скорость растворения
79
чаще всего значительно выше скорости диффузии, поэтому при
расчетах можно пренебречь временем переходного процесса
(временем перехода процесса из кинетической области в чисто
диффузионную), считая его сразу диффузионным.
Однако в последнее время обнаружен ряд сочетаний метал-
лов, например железо и ниобий, для которых характер кривых
изменения ширины зоны химической неоднородности во време-
ни, определенных экспериментально, даже качественно нс согла-
суется с данными расчета. Это различие объясняется тем, что
для подобных пар в некотором интервале температур разница
между скоростями растворения и диффузии не настолько вели-
ка, чтобы можно было при расчетах не учитывать переходный
процесс (рис 50). Отсюда вытекает необходимость разработки
методов расчета с учетом нестационарной стадии процесса.
Для учета переходного процесса используем понятие погра-
ничного слоя, т. е. весьма тонкого слоя жидкости, прилегающего
к твердому телу, в котором происходит растворение и последую-
щи!! отвод растворенных атомов в результате диффузии. Поэто-
му, если скорость растворения больше скорости диффузии, кон
центрация в пограничном слое будет меняться от нуля (в момент
соприкосновения фаз) до равновесной Ср (к моменту окончания
переходного процесса) и далее останется постоянной. С этого
момента процесс протекает в чисто диффузионной области.
Концентрация твердого тела В постоянна и равна единице,
так как диффузия атомов А жидкости в твердое тело идти не
может практически до равновесного насыщения всей жидкости,
потому что тело В растворяется. Анализ работ по кинетике рас-
творения твердых металлов в жидких [7, 40] показывает, что из-
менение концентрации растворенных атомов в пограничном слое
может быть представлено в виде
СД/)=Ср(1-е-^), (38)
где k — константа, зависящая от площади контакта и толщины
пограничного слоя;
а • - константа растворения, зависящая от физико-химиче-
ских свойств 4 и В п от температуры.
Тогда в предположении отсутствия конвекции и независимо-
сти диффузии изменение концентрации по толщине жидкости
Рис. 50 Характерный вид расчетной (без
учета переходного процесса) (1) и экспери-
ментальной (2) кривых изменения во вре-
мени толщины интерметаллидной прослой-
ки 6, образовавшейся при контактном взаи-
модействии жидкой и твердой фаз А и В;
/п — время окончания переходного процес-
са; I — переходная область; II — диффузи-
онная область
80
можно найти из решения уравнения одномерной диффузии с пе-
ременным граничным условием
дС(х, t) _ d д2С(х, t)
~di “ в дх'г
где D„ — коэффициент диффузии в жидкости.
При следующих начальном и граничном условиях:
С(х, 0) = 0;
С(0, Z)=Cd(O=C„(l-e-'»').
(39)
(40)
(41)
Предположим, что граница раздела неподвижна. Это допуще-
ние оправдано, так как наибольший интерес представляют малые
времена, в течение которых граница за счет растворения продви-
нется в глубь твердого тела незначительно.
Решение задачи (39) — (41), полученное применением преоб-
разования Лапласа Карсона, имеет вид
C(x, /)
(42)
где £— переменная интегрирования.
Выражение состоит из двух слагаемых. Первое соответствует
решению подобной задачи только с постоянным граничным ус-
ловием Cfl(Z) = Ср, второе, благодаря сомножителю e~kat стре-
мится к нулю с возрастанием t. Следовательно, при достаточно
больших временах решение рассмотренной задачи будет мало
отличаться от решения задачи с постоянным граничным усло-
вием.
Приведем выражение (42) к виду, удобному для вычисления.
Ограничиваясь двумя членами разложения второго сомножителя
подынтегрального выражения, получим приближенное равенство
ехр
kax2 I
4ОЛ2 J
1,5/гчх2
4D«g2
(43)
= 1
Специально подобранный коэффициент 1,5 компенсирует от-
брошенные члены ряда. Ошибка от такой замены при 0 < t < —
ka
не превосходит 5%, быстро уменьшаясь с возрастанием времени
из-за снижения абсолютного значения второго слагаемого
5 Заказ 560 81
(42),
в выражении (42). Введя равенство (43) в выражение
получим
(44)
толь-
Так как выпадение интерметаллида может происходить
ко в случае, если концентрация в некоторой части жидкости
больше Ср, то допустимое время контакта жидкой и твердой
фаз сильно зависит от скорости растворения твердой фазы
в жидкой, т. е. от времени насыщения пограничного слоя. Зная
закон насыщения жидкости атомами твердой фазы и используя
диаграмму состояния, можно определить толщину интерметал-
лидной прослойки, которая выпадет при кристаллизации, в зави-
симости от длительности контакта жидкой и твердой фаз. Для
этого разобьем жидкую ванну вдоль оси X на тонкие полосы
толщиной At (см. рис. 49) и по выражению (42) или (44) рассчи-
таем концентрацию С(х) при Т = const и разных временах
Л < С < Д < h-
В тех слоях, где концентрация больше Сь после кристалли-
зации выделяется интерметаллид Ar„Bm, количество которого
можно определить по диаграмме состояния. Так как кристалли-
зация начинается от границы твердого тела, то можно считать,
что прослойка прилегает непосредственно к границе, что и под-
тверждается экспериментами. Например, если средняя концен-
трация в слое М равна С,, то согласно диаграмме на рис. 48,
толщина прослойки, которую даст при кристаллизации этот слой,
будет равна:
Суммируя толщину прослойки при t\ от каждого элементар-
ного слоя, найдем полную толщину прослойки
п п
или, выбирая толщину Дг бесконечно малой, придем к интегралу
а
s = г с (*„/,)-с, d (47
J Ск-с,
о
где а—-то значение х, при котором С (а) — Сь
Определяя д для разных времен t при Т = const, получим за-
висимость толщины прослойки от времени контакта жидкой и
твердой фаз.
82
На рис. 51 нанесены экспериментальные точки и расчетная
кривая изменения толщины интерметаллидной прослойки NbFe2
в зависимости от времени контакта расплавленной стали и чи-
стого ниобия при Т = 1380° С. В связи с приближенным опреде-
лением физико-химических констант растворения ниобия и ис-
пользованием псевдобинарной диаграммы Fe — Сг — Nb расчет-
ную кривую нужно рассматривать как первое приближение. Од-
нако даже это сопоставление расчета с опытом качественно под-
тверждает существование и значительный вклад кинетической
стадии в процесс растворения.
Рассмотрим случаи, когда процессом растворения в формиро-
вании химической неоднородности в зоне сплавления можно пре-
небречь. К ним можно отнести сварку пли наплавку однородных
сплавов, рассматривая границу между жидкой и твердой фазами
с момента окончания оплавления основного металла, а также на-
плавку сплавов с низкой температурой плавления на основной
металл из более тугоплавкого сплава в условиях, когда послед-
ний практически не оплавляется и не растворяется. В обоих слу-
чаях с точки зрения развития процессов гетеродиффузии на гра-
нице раздела фаз определяющей является стадия взаимодейст-
вия твердого металла с жидким.
Развитие диффузионных процессов на стадии охлаждения за-
кристаллизовавшегося металла в основном определяется време-
нем нахождения металла при повышенных температурах. Эта
стадия представляет интерес в основном для элементов, облада-
ющих большой диффузионной подвижностью, так как углерод,
кислород, водород и др. Для большинства элементов замещения
их подвижность при переходе из жидкого состояния в твердое
резко падает (коэффициенты диффузии уменьшаются на три-
пять порядков) и длительность пребывания при повышенных
температурах в реальных процессах сварки и наплавки оказы-
вается недостаточной для существенного развития процессов хи-
мической неоднородности.
Развитие химической неоднородности в зонах сплавления или
перед движущимся фронтом кристаллизующегося металла ана-
лизируется в литературе в основном на примерах гетерогенной
диффузии примеси элементов внедрения [20, стр. 248], [47, 54].
В связи с этим интересно последовательно проанализировать
различия в характере развития процессов химической неоднород-
ности элементов внедрения и замещения в зависимости от кон-
кретных параметров процесса сварки.
Рис. 51. Зависимость толщины интерме-
таллидной прослойки 6 от времени кон-
такта до кристаллизации жидкой стали
с твердым ниобием Т = 1380 С. Сплош-
ная кривая — результат расчета
6*
Количественное решение задачи по гетеродиффузпи примеси
в зоне контакта твердой и жидкой фаз при частных граничных
условиях приведено в работах [47, 54, 112]. Характер распределе-
ния примеси зависит от коэффициента распределения k, характе-
ризующего различную растворимость элементов в твердой и
жидкой фазах, от коэффициентов диффузии в твердой DT и жид-
кой D-M фазах, продолжительности процесса / и градиента кон-
центрации примеси па границе сплавления.
Условия задачи диффузии примеси в двух средах при част-
ных граничных условиях формулируются следующим образом:
<>СТ д2С . „
-----= Dr — , х < 0;
dt дх2
г. д2С \ л
dt ж дх2
дСж
2) С г = Сг0 при t = 0 и х < 0; См = Сж0 при t = 0 и х > 0;
3) -Ст-'\ на границе раздела для всех /;
\ дх Jx=\ ' \ дх / х=о
0 оо
4) (Сто Cr)rfx = ЦСл0 CM.)dx;
—ж О
С„
5) = k в равновесном состоянии,
Сяс
Решение имеет вид [47, 54]:
Сг(х, /) = Ст0 --7’°- - I 1 -рerf у ) прих<0; (48)
kV ^+1
Сж(х, t) = Сж0 + Г1 -erf (при х> 0,
»+|/
(49)
где Ст(х, t) и Сж(х, t) —концентрации элемента примеси соот-
ветственно в твердой и жидкой фазах
в момент t > 0 на различных расстоя
ниях х (в см) от границы;
Ст0 и Сж0 — начальные концентрации примеси в
твердой и жидкой фазах (t = 0)
Если градиент концентраций на границе сплавления при t = 0
отсутствует (наплавка, сварка однородного материала) — Со =
= Сж = Сто, то уравнения принимают вид:
Сг(х, t) — Со
Со /гС0
1+erf
при х<0;
(50)
84
Сж(х, t) = C0 + С°-
k+V
1—erf
при x > 0.
(51)
X
2
В том случае, если растворимость элемента в твердой и жид-
кой фазах одинакова (k = 1), возрастает роль градиента кон-
центрации на границе сплавления ЛС0 = Ст0 — Сжо-
Ст(х. I) = Ст0
ДСс
при х < 0; (52)
X
2VDJ
1—erf
при х > 0.
(53)
В предельном случае, когда Dr « Dx (отсутствует граница
фаз, температура в металле постоянна), формулы преобразуют-
ся в известные уравнения, применяемые для расчета ряда диф-
фузионных процессов:
f—7= Я при
С(х, t) = Сю
ЛСо
2
С0(х. /)=СИо + -^
1 + erf
1 —erf
при х > 0.
х < 0;
(54)
(55)
Значения коэффициентов диффузии DT зависят от температу-
ры, концентрации, структуры, примесей, напряженного состояния
и могут меняться в широких пределах 1 (10 7 1()1в) см2-сек 1
и менее. Значения коэффициентов диффузии в жидкости 1)ж
в основном лежат в пределах порядка 1 (10_4 10 ~в) см2 • сек~}.
Длительность контактирования в случае наплавки и сварки
металлов меняется от 0,01—0,5 сек (смачивание) до 0,5—10 сек
и более (наплавка, сварка) и зависит от погонной энергии и ско-
рости сварки [7, 54, 96].
/ Сг\
Равновесный коэффициент распределения в зави-
\ '-‘Ж/
симости от легирующего элемента может быть больше или мень-
ше единицы. Если примесь повышает температуру плавления
сплава, то k0 > 1 и обычно принимает значения 1—3, в редких
случаях (для бора в германии) k0 = 15 или даже больше; если
же температура снижается, то k0 < 1. В этом случае значения k
обычно лежат в пределах 1—0,001 (для систем, относящихся
к чисто эвтектическим). При наличии интенсивного перемешива-
ния эффективные значения коэффициента распределения k силь-
но отличаются от равновесных и с увеличением интенсивности
перемешивания стремятся к 1.
85
В общем случае значения эффективного коэффициента рас-
пределения определяются из уравнения
* =----------k° (56)
/го+ (1 — МСХР (— —— I
где f — скорость роста твердой фазы в см!сек\
6 — толщина ламинарного слоя в см.
Для большинства практических случаев неизвестны точные
значения эффективного коэффициента распределения k, коэффи-
циентов диффузии DT и Ож и длительность контактирования.
Точное определение этих величин в реальных металлических си-
стемах связано с большими трудностями, так как они в значи-
тельной степени зависят от многочисленных побочных процессов.
В связи с этим представляет интерес анализ уравнений (48) и
(54) с точки зрения определения влияния различных переменных
параметров k, DT, Вж, t на точность получаемых результатов.
Перепишем уравнения (48) и (49) в следующем виде:
(57)
(58)
где
Ст = Ctq—А7В\
^ж = ^жО + АжВ>
Дг
D = DT D,
• ж
Проанализируем изменение коэффициентов Аг, Аж и В
в уравнениях (57) и (58) в зависимости от значений, принимае-
мых для DT, Ож, k и х [51].
Функция Ф(и)—интеграл вероятности — в зависимости от
значений и меняется от 0 до 1. Практически Ф(и) равно единице
при и -+ 2. Задавая различные значения х в границах найденных
предельных значений диффузионной зоны, определяем соответст-
вующее значение Ф(и) и В = 1 — Ф(и)-
Рассмотрим характер изменения множителя Ат в зависимости
от значений, принимаемых для коэффициентов k, DT и DM. Пусть
ДС0 = Ст — кСжа — величина постоянная. DM — для большин-
ства металлов можно принять равным 5 - 10 5 см2-сек'. Как
показывают расчеты, изменение величины коэффициента распре-
деления (от 0,001 до 20) начинает оказывать влияние только при
значениях коэффициентов диффузии в твердой фазе DT
86
10~8 слг2 - сек', т. е. в ос-
новном для элементов внед-
рения или элементов заме-
щения при температуре,
близкой к температуре
плавления.
Рассмотрим два фор-
мальных примера, позво-
ляющих более четко выя-
вить характер изменения
множителя Аж в зависимо-
сти от k для различных зна-
чений DT. На рис. 52 пред-
ставлена абсолютная вели-
чина изменения множителя
Лж (в %) в зависимости от
k для различных значений
DT, Сж0 и Ст0: на рис. 52, а—
для Сж0 = 50%, Ст0 = 70%
(т. е. когда произведение
kCM достаточно велико); на
рис. 52,6—для Ст0-* 100%,
Сжо -+ 0 (когда АС =
Рис. 52. Абсолютная величина измене-
ния множителя Аж в °/о в зависимости
от k для различных значений DT-
/ _ ЫО-Ч; 2 — I - 10- |0; 3 — I • 10 -9; 4 —
1-10-“; 5 — НЮ-7; 6 _ 1-10-»; 7 —
1-10 . а Ст-Щ-. Сж- 50%; б -
Ст = Сж “
= Сто — (жо -> 100%), Т. е.
градиент концентраций мак-
симально велик).
Приведенные данные по-
казывают, что, начиная с
коэффициентов диффузии
DT = 10 8 см2 • сек-1 и менее, изменение величины k в широких
пределах, охватывающих почти все практические случаи, не ока-
зывает влияния на величину множителей Аж и АТ. Таким обра-
зом, для большинства случаев диффузии элементов замещения
величину эффективного коэффициента распределения h можно
не учитывать при решении гетерогенных задач с точностью по-
рядка 0,1—1,01%;, т. е. в пределах точности локального рентге-
носпектрального микроанализа. Поэтому для расчета можно
пользоваться приближенными уравнениями:
где
(59)
(60)
87
На рис. 53 приведены рассчитанные по уравнениям (50) и
(51) кривые распределения углерода в шве и в основном металле
вблизи границы сплавления при сварке пизкоуглеродистой стали
(0,12% С) при различной длительности контакта жидкой и твер-
дой фаз. В данном случае коэффициент распределения k < 1,
поэтому диффузия углерода будет происходить из основного ме-
талла в наплавляемый [20, стр. 248]. Из графика видно, что при
дуговой сварке под флюсом (кривые 1 и 2) протяженность зоны
химической неоднородности примерно в 3 раза больше, чем при
сварке плазменной дугой с токоведущей присадочной проволо-
кой (кривые 3 и 4). Подавить диффузионные процессы можно
только в том случае, если длительность контакта жидкой и твер-
дой фаз будет приближаться ко времени оседлой жизни атома
на границе раздела фаз, которое для атома углерода можно
считать равным 1-10 11 сек.
Если коэффициент распределения k> 1, то диффузия эле-
мента происходит из жидкого металла в твердый сначала преи-
мущественно по границам зерен. Это было показано на примере
диффузии молибдена по границам зерен околошовной зоны при
сварке сплава Х20Н80ЮТ (ЭИ437Б) проволокой из сплава
ЭИ602, дополнительно легированного 10% Мо [7].
Уравнения (48), (49), (59) и (60) для гетерогенной диффу-
зии примеси неприменимы в случае контакта двух чистых разно-
родных металлов. В связи с этим рассмотрим задачу развития
химической неоднородности в зоне контактирования твердой и
жидкой фаз разнородных металлов [7]. Пусть жидкий металл
А (0 < х < + оо) находится вконтакте с твердым металлом
В (—оо < х < 0).
Запишем уравнения для изменения концентрации в твердой
и жидких фазах и уравнение, выражающее равенство потоков:
при х<0; (61)
при х > 0; (62)
Рис. 53. Распределение углеро-
да в зоне сплавления при свар-
ке низкоуглеродистой стали
при различной длительности fK
контактирования жидкой и
твердой фаз:
1 — 1 сек.; 2 — 0,5 сек; 3—0,1 сек;
4 — 0,01 сек; 5 — 0,001 сек. Кри-
вая / взята из работы [47J
88
Рис. 54. Концентрационные кривые 1
и 3—6, рассчитанные по уравнениям
(59) и (60) и полученные эксперимен-
тально (2, 7 и 8) по данным рентгено-
спектрального анализа при контакти-
ровании жидкой меди со сталью для
случаев:
1 и 2 отсутствие диффузии: 3, 4 и
8 — температура жидкой меди 1100° С,
t = 0.5 сек-, 5, 6 и 7 — температура
жидкой меди 1401Г С, тк = 1 сек, х —
расстояние от границы сплавления
— = Вж ( дС-- для всех t, (63)
\ дх /х= о \ дх / х=о
где Ст — концентрация элемента А в В;
Сж—-концентрация элемента В в жидком металле А;
DT и Вж — соответственно коэффициенты диффузии элементов
в твердой и жидкой фазах.
Выпишем граничные условия:
Ст+Сж — 1 при х —0 для всех /; (64)
Ст = 0 при t = 0 для х < 0; (65)
Сж = 0 при t = 0 для х > 0; (66)
—Сж = 0 при х = ос;
дх
<67>
------- 0 при v = — оо для всех I.
дх
Решение имеет вид
С., = —2 - I 1 + ф(—при х<0; (68)
Vdt+ УОЖ | V 2VDl.t л
Сж = r—Dr/^= I - Ф ( *_1 при х > 0. (69)
Уравнения гетерогенной диффузии примеси (48) и (49) и
уравнения (68) и (69) не учитывают наличия двухфазной обла-
сти и изменения коэффициентов диффузии от концентрации
Сравнение расчетов с экспериментами приведено на рис. 54 (кри-
вые 3 и 5 получены после пересчета кривых 4 и 6 с учетом влия-
ния конечных размеров эффективного фокального пятна микро-
анализатора). Уравнения (68) и (69) могут быть использованы
и при взаимодействии двух металлов в твердом состоянии:.
= [1+фГ—^=Лприх<0;, (70)
Уд,+ VDB L \ /J
88
I D. । / \
Св = \___ 1 - ф ( * ) при x > 0, (71)
J/ DA+VDt. [ к 2^0^ )
где C4 и CB — соответственно концентрация элемента Л в В и
В в А;
Da и Db — соответственно коэффициенты диффузии А в В
и В в А.
Если при соединении металлов необходимо свести к миниму-
му ширину зоны химической неоднородности, то по уравнениям
(48); (49) (68), (69) или (70), (71), считая Ст, Сж или СА, Св
равными 0, а х равным ширине допустимой зоны гетеродиффу-
зии, можно определить необходимые температуру и время про-
цесса.
Рассмотренные выше методы расчета формирования химиче-
ской неоднородности при сварке как в период контактирования
твердой и жидкой фаз, так и после затвердевания, позволяют
в первом приближении проанализировать возможное влияние
перераспределения легирующих элементов и образования новых
фаз на возникновение кристаллизационных и подсолидусных
горячих трещин.
ДЕФОРМАЦИОННАЯ СПОСОБНОСТЬ МЕТАЛЛА
ОКОЛОШОВНОЙ ЗОНЫ ПРИ ВЫСОКИХ
ТЕМПЕРАТУРАХ ТЕРМИЧЕСКОГО ЦИКЛА СВАРКИ
Изучение деформационной способности металлов и
сплавов при высоких температурах в условиях термических цик-
лов сварки представляет большой интерес в связи с повышенной
склонностью ряда сплавов к высокотемпературному межкристал-
лическому разрушению в околошовной зоне.
О деформационной способности металла околошовной зоны
можно судить по характеру изменения пластичности и прочности
основного металла при различных температурах. Испытания про-
водят по методу ИМЕТ-1 [92, 94]. Тонкие стержневые образцы
размером 3 X 7 X 150 мм, нагреваемые током по заданному тер-
мическому циклу околошовной зоны, подвергают быстрому ра-
стяжению (не более 0,05 сек) в машине ИМЕТ-1. В шейке, об-
разуемой двусторонней выточкой радиусом 5 мм, сечение равно
3x3 мм, база равномерного нагрева 6—10 мм. (подробнее —
см. гл. IV).
Определение механических свойств при различных мгновен-
ных температурах в процессе непрерывного нагрева и последую-
щего охлаждения позволяет выявить температурный интервал
хрупкости (ТИХ) сплава. Обычно в качестве главных критериев
сопротивления основного металла хрупкому межкристаллическо-
му разрушению в испытаниях по методу ИМЕТ-1 принимают
температуры восстановления пластичности Те (по относительно-
му сужению ф образцов в шейке) и прочности о„ металла при
90
Рис. 55. Изменение пластичности и прочности металла околошовной зо-
ны никелевого сплава В при нагреве и охлаждении в условиях терми-
ческого цикла сварки (стрелками указана температура восстановления
пластичности при охлаждении для разных условий обработки перед
испытаниями):
а — термический цикл ручной дуговой сварки корневого слоя шва стыкового
соединения толщиной 50 мм с V-образной разделкой кромок при погонной энер-
гии g/v = 4000 кал!см\ б — изменение свойств
охлаждении, когда в условиях сварки могут возникать значи-
тельные растягивающие напряжения и деформации.
В качестве примера на рис. 55 показано существенное влия-
ние предварительной обработки сплава на температуру Т„ вос-
становления пластичности при охлаждении. Чем выше темпера-
тура термической обработки сплава перед сваркой, т. е. чем
выше его химическая однородность, тем при более высокой тем-
пературе Тв начинает восстанавливаться его пластичность на
ветви охлаждения термического цикла (см. также табл. 4).
Сопоставление величины Тв с результатами исследования со-
противления металла околошовной зоны реальных сварных со-
единений образованию горячих трещин показывает, что чем выше
Т, и чем выше темп восстановления пластичности, тем меньше
вероятность хрупкого межкристаллического разрушения. Если
восстановление прочности происходит при более высокой темпе-
ратуре, чем восстановление пластичности, то сопротивление обра-
зованию горячих трещин повышается. Последнее, естественно,
справедливо при одном и том же темпе нарастания внутренних
деформаций в околошовной зоне при сварке, т. е. при одинаковых
термических циклах сварки, конструкции и размерах сварных
91
Рис. 56. Изменение пластичности аустенитных сталей в околошов-
ной зоне в условиях термического цикла (рис. 55, а):
/ 0X18II9T; 2 - 1Х13Н18В2Б (ЭИ695); 3 — 1Х13Н18В2БР (Э11695Р)
с О,ОО5"/о В; 4 — 1Х14Н18В2БР1 (ЭИ726) с 0,011% В; 5 — 1X15H35B3T
(ЭИ612) с мелким исходным зерном; 6 - то же, с крупным зерном
соединений и температурной усадке сплавов. Поэтому сравнение
сопротивления образованию горячих трещин сплавов разной ос-
новы или с резко различным химическим составом по сопостав-
лению величины Т„ часто требует корректировки на основе ре-
зультатов сварки технологических проб.
По методу ИМЕТ-1 была изучена деформационная способ-
ность большой группы промышленных и опытных жаропрочных
сплавов н сталей различных структурных классов — аустенитно-
го, аустенитио-ферритного, аустенитно-мартенситного и мартен-
ситного [22, 92, 94]. Результаты этих исследований приведены
в табл. 4.
Наиболее высокую температуру Тв имеют мартенситные стали
типа XI2, аустенитно-ферритные стали, особенно с большим со-
держанием феррита, и аустенитно-мартенситные стали. Для ста-
лей типа Х12, содержащих добавки ниобия, характерно неболь-
шое снижение температуры Тв. Литые стали опытных плавок
(ХИЛА и Х11ЛБ), имеющие крупнозернистое строение, восста-
навливают пластичность и прочность при более низких темпера-
турах, чем прокатные (15X11МФБ и 1Х12ВНМФ).
С увеличением содержания никеля от 9 до 35% в аустенит-
ных сталях (рис. 56 и табл. 4) обнаруживается склонность к сни-
жению температуры Тв (соответственно от 1320 до 1260° С), что,
вероятно, обусловлено снижением растворимости примесей
в твердом растворе системы Fe — Ni-—Сг. Еще более резкое
снижение Тв наблюдается при повышенном содержании углерода
92
(4Х12Н8Г8МФБ), алюминия и титана (ХН35ВТ, ХН35ВТЮ). На
температуру Тв значительное влияние оказывает величина зерна
основного металла. Например, измельчение зерна в сплавах
ХН35ВТ и ХН35ВТЮ повышает Тв от 1000 до 1200° С.
Однако самым существенным оказывается влияние бора.
В сталях типа Х13Н18 (1Х14Н18В2Б, 1Х14Н18В2БР и
1Х14Н18В2БР1) увеличение содержания бора от 0 до 0,014%
приводит к снижению Тв от 1300 до 1090° С. Практически при-
емлемым оказывается содержание 0,005% В (Те = 1240° С). При
более высоком легировании бором сталей этого типа в около-
шовной зоне часто возникают горячие трещины, особенно при
сварке толстостенных изделий. В сплавах с более высоким со-
держанием никеля, а также легированных алюминием и титаном
в сумме до 3,2—4,1% (ХН35ВТЮ), добавка 0,007—0,013% В
понижает Т„ еще значительнее (до 820—930° С). В литой стали,
не содержащей алюминия и титана, при 0,015% В температура
восстановления пластичности и прочности равна соответственно
1100 и 910° С.
Изменение содержания бора, титана и алюминия влияет как
па уровень пластичности, так и на ширину ТИХ сплава
XH35BTIO. При этом существенно различается и характер изме-
нения пластичности вне ТИХ, в частности в диапазоне рабочих
температур (рис. 57). В исходном состоянии и при температурах
600- -850° С на ветви нагрева пластичность if плавок с бором на
8—15% выше, чем плавок без бора (яр = 18 ч- 25%). Это объяс-
няется рафинирующим действием бора, которое проявляется
в раскислении металла и измельчении зерен.
Для плавок с бором максимальная пластичность металла
в условиях характерного для сварки быстрого нагрева составля-
ет 70—75% и соответствует температурному интервалу 850—
1080° С. Она не зависит от суммарного содержания в сплаве ти-
тана и алюминия, так как бор, растворяясь в у-твердом растворе,
замедляет диффузию к границам зерен титана и алюминия,
понижающих пластические свойства сплава при его нагреве до
высоких температур. Максимальная пластичность if в плавках
Рис. 57. Изменение пла-
стичности околошовной
зоны сплавов Х15Н35ВТЮ
(ЭИ787) с различным со-
держанием бора в усло-
виях термического цикла
сварки (рис. 55, а) (в со-
стоянии после горячей
прокатки):
I — 0,0065% В; 2 — 0,007'/»
В; 3 — без бора
93
* Т а б ли ц а 4
Характеристика деформационной способности жаропрочных сталей и сплавов различных структурных классов в условиях
термического цикла околошовной зоны (см. рис. 55, а)
Сплавы Содержание легирующих элементов и примесей в % Исходное состояние (термообработка) Максимальная тем- пература цикла Т в °C Температура конца резкого падения пластичности (Ф и 5) и прочности (0 ) при нагреве в °C Температура Тв начала восстановле- ния пластичности (Ф и В) и прочности (o6) при охлаждении в °C Минимальная проч- ность в ТИХ в кгс/мм-
в А! Ti Прочие для Ф и 8 ДЛЯ Ое для Ф и 8 ДЛЯ (Ув
Мартенситные стали: 15X11 МФБ 0,6Nb Прокат, 1103° С - 1 ч, воздух; 720° С — 2 ч, охлаж- дение с печью до 530° С и затем на воздухе 1359 1260 1260 1320 1320 4,5
15Х12ВНМФ (ЭИ892) — То же 1353 1330 1330 1340 1340 6,7
15Х12НМФБ (ХИЛА) — 0,25Nb Литье, 1159° С 1 ч, воздух; 1050° С - 1 ч, воздух; 740° С- 6 ч 1350 1210 1210 1220 1220 3.3
15Х12НМВФ (Х11ЛБ) То же 1350 1280 1280 1270 1270 5,3
1
Аустенитно-фер- ритные стали: — 0,1 0,09С Прокат, 40% феррита 1340 1260 1260 1310 1310 5,5
Х2ЬН51 МФ 0,1 0.09С Литье, 40% феррита 1340 1зоо 1330 1310 1310 6,2
Х19Н10Б 0,12С 0,78Nb Металл, наплав- ленный электро- дами ЦТ-12; 11% феррита 1350 1280 1280 1270 1270 6,6
Х21НЮБ — 0,12С 0,77Nb То же, 7% феррита 1353 1330 1330 1290 1293 8,8
Х22Н10Б — — — 0, ЮС 0,75Nb То же, 2,5% феррита 1359 1340 1340 1300 1390 8,0
Аустенитно-мар- тенситные стали: Х20Н5Г2Т — Прокат, 950° С — 0,5 ч, воздух 1353 1260 1240 1240 1240 1,0
Х20Н5Т — Прокат, 953° С 0,5 ч. воздух 1350 1290 1260 1270 1269 2,0
Аустенитное стали: X18H9T — Прокат, 1050° С 1 ч, воздух 132 9 Провала пластичности и прочности нет (при 1320° С ф >80%) 5,0
4Х12Н8Г8МФБ (ЭИ481) — __ 0,36С Прокат 1300 1210 1200 950 1050 3,0
Продолжение табл. 4
Сплавы Содержание легирующих элементов и примесей в % Исходное состояние (термообработка) Максимальная тем- пература цикла Т в °C Температура конца резкого падения пластичности (Ф и 8) и прочности (ое) при нагреве в °C Температура Тв начала восстановле- ния пластичности (Ф и 8) и прочности (об) при охлаждении в СС Минимальная проч- ность в ТИХ в кгеДил*2
В А1 Ti Прочие для Ф и 8 для для ф и 8 для <т5
1Х16Н16В2МБР 0,005 Прокат, 1100° С — 0,5 ч, воздух 1350 1220 1240 1180 1180 4,0
1Х14Н18В2Б (ЭН695) — 0,90Nb 0,11С Прокат. 1100°С- 0,5 ч, воздух 1300 Провал пластичности неглубокий (при 1320° С 201) 10,2
1Х14Н18В2БР (ЭИ965Р) 0,005 — 0,90Nb 0,11С Прокат, 1100° С - 0,5 ч, воздух 1350 1250 1240 1240 1240 6,1
1Х14Н18В2БР1 (ЭИ726) 0,008 — — 0,90Nb 0,11С — 1300 1210 1210 1150 1150 7,2
0,012 0,90Nb 0.1IC — 1300 1160 1160 1110 1110 8,2
0,014 0,90Nb 0,1 IC — 1300 1110 1060 1090 1090 10,0
ХН35ВТ (ЭИ612) 1,30 Прокат, термооб- работка на мелкое зерно (1100° С) 1300 1250 1260 1260 1260 7,0
— 1,10 — Прокат, термооб- работка на круп- ное зерно (1150° С) 1390 1250 1220 1000 1070 5 0
Заказ 560
1
ХН35В1К (ЭИ612К) -- 1,36 3,6Со 0.024S Прокат, термооб- работка на мелкое зерно (1100° С) 1300 1280 1270 1200 1200 9,1
А — 33,7 0,18С Прокат, термооб- работка на мелкое зерно 1300 1220 1220 1150 1150 7,2
ХН35ВТЮ (ЭИ787) 0,64 2,55 0,05С 2.94W Прокат, 1150° С 0,5 ч, воздух 1350 1180 1180 990 990
— 0,66 2,90 0,05С 2.95W То же 1350 1180 1180 S90 990 —
1,30 2,82 0,032С 3.46W Прокат 1350 1180 11,80 990 990 —
0,006 0,97 2,22 0,04С 2.88W То же 1350 1125 1125 975 975 -
0,0065 0,79 2,97 0,04С 2.84W » 1350 1070 1070 950 950
0,007 1,20 2,95 0,03С 3.08W » 1350 1000 1000 820 820 -
0,012 0,79 2,84 0,04С 3.02W » 1350 1090 1090 950 950 —
0,011 0,86 2,93 0,02С 3.08W » 1350 1110 1110 950 950 —
0,013 0,98 2,94 0,03С 3.06W » 1350 1060 1060 940 940 —
0,009 0,96 2,75 0,08С 2.67W Прокат после электрошлакового переплава 1350 1275 1275 1250 1250
Продолжение табл. 4
Сила }ы Содержание легирующих элементов и примесей в % Исходное состояние (термообработка) Максимальная тем- пература цикла 7’ в °C Температура конца резкого падения пластичности (Ф и 8) и прочности (об) пр I нагреве в °C Температура Тв начала восстановле- ния пластичности (Ф и 8) и прочности (тб) при охлаждении в °C Минимальная про I- ность в ТИХ в кгс мм-
в А1 Ti Прочие для ф и 8 ДЛЯ (5в для ф и 8 ДЛЯ г>в
ХН35ВТЮ (ЭИ787) 0,016 1,20 3,01 0.05С 2.93W Прокат после ва- куумного дугового переплава 1350 1275 1275 1225 1225
Никелевые сплавы: ХН67ВМТЮ (ЭП202) 0,85 2,82 о.зс 0,36Fe 4,5W 4,9Мо Прокат 1300 1210 1210 930 930 2,0
0,001 0,76 3,00 То же То же 1390 1190 1190 930 930 2,0
0,0028 0,73 3,00 » 131)0 1170 1170 939 930 2.0
0,0036 0,76{ 3,00 » » 1300 1159 1159 930 930 2,0
ВЛ7-20 0,015 - — - Литее 1300 | ИЗО 1050 1100 910 2,0
ХН77ТЮТ (ЭИ437Б) 0,007 0,70 2,40 - Прокат 1390 1270 1270 1189 1189 2,2
0,010" 0,91 2,90 — То же 1330 1180 1180 1050 1100 3,4
ХН80ТБЮА (ЭИ607А) — 0,8 1,60 1,2Nb » 1310 1240 1240 1170 1170 6,2
Б 0,017 — — — Прокат, 1200° С 4 ч во мух 1320 12€£) 1260 1159 1150 5,3
0,020 То же 1350 1170 1170 1100 1100 4"'
0,022 — » 1350 1110 1110 1010 1010 4,0
0,01 — — » 1339 1330 1339 1200 1200 ’ 3,0
0,01 - Прокат, 1100° С 4 ч, воздух 1339 1289 1289 ИЗО ИЗО 2,0
в 0,01 — Прокат, 1100° С 20 ч, воздух 1339 1280 1289 1100 1040 2,0
0,01 — Прокат, 1090° С 20 ч. воздух 1339 128) 1289 1100 1040 2,0
г 0,022 Прокат. 1200° С — 4 ч. воздух 1359 1270 1289 1290 1220 1,2
— 36.2 0,02С Литье 1390 1150 - 1000 — -
36,2 0,02С; 4,2Мо То же 1300 1200 1250 960 1000 4,1
ВЖ36-Л2 0,10 36,2 о.озс » 1300 1550 115# 940 960 5,0
0,26 36,2 0,03С » 1300 1100 1100 880 880 6,1
0,26 36,2 0,13С » 1300 Пр и любых температурах ф и б 0
д 0,015 - — » 1300 1000 1250 <700 1250 4.2
Е 0,025 - — » 1300 750 1100 700 1080 2,2
Ж 0,009 - - » 1300 1170 — 1100
з 0,015 - - — » 1300 1240 1189 — -
Примечания: 1. Содержание серы и фосфора нс превышает 0,01 -0,015%. 2. Стали ЭИ965, ЭИ696Р, Э1- ЭИ787 изготовлены с применением чистых лигатур, вредных примесей (Pb, As, Bi, Sn, Cd, Sb, Zn) не обнаружено, выплавлена с добавкой 0,02%Се, а сплав ЭП202 — с 0,01 %Се. 4. В графе «термообработка» термин «воздух»”означае держки в печи образцы охлаждали на воздухе. 1726, ЭП202 и 3. Сталь Э1178 7 ,чю после вы-
Рис. 58. Изменение пла-
стичности околошовной
зоны сплавов Х15Н35ВТЮ
(ЭИ787) с различным со-
держанием титана и алю-
миния в условиях терми-
ческого цикла (см.
рис. 55, а) в состоянии
после обработки (1150u С,
выдержка 10 мин, охлаж-
дение на воздухе):
1 — S Ti, Al « 3.76%. 0.0065%
В; 2 — 2 Ti, Al = 3,56%.
бора нет; 3 — S Ti. Al =*
= 3,19%, бора нет; 4 -
2 Ti, Al « 4.12%. бора пет
без бора, наблюдавшаяся при температурах 950—1180° С, зави-
сит от STi, Al; например, при STi, Al, равной 4,12; 3,56 и 3,19%,
ф имеет значения соответственно 50; 65 и 73% (рис. 58).
Нагрев до более высоких температур ведет к резкому паде-
нию пластических свойств вследствие образования легкоплавкой
боридной эвтектики по границам зерен. Резкое снижение пла-
стичности в металле с бором начинается па Ю0—200е С раньше,
чем в металле без бора.
Восстановление пластичности на ветви охлаждения после на-
грева до 1300° С наступает при температурах 980—820° С, при
которых кристаллизуются оплавленные пограничные участки зе-
рен. В плавках с бором они кристаллизуются при более низких
температурах, и это приводит к расширению ТИХ.
Низкий уровень пластичности металла, содержащего бор,
в значительной мере определяется пластическими свойствами эв-
тектики, закристаллизовавшейся по границам зерен при охлаж-
дении.
На ветви охлаждения
металла плавок без бора
в интервале 900—600° С пластичность
имеет тот же уровень, что и на ветви
нагрева при тех же температурах.
Это обусловлено отсутствием за-
кристаллизовавшейся боридной эв-
тектики по границам зерен.
Пластичность околошовной зо-
ны, резко снижающаяся в резуль-
тате оплавления и последующей
кристаллизации пограничных участ-
Рис. 59. Влияние максимальной температуры
нагрева на пластичность околошовной зоны
сплавов Х15Н35ВТЮ (ЭИ787) при рабочих
температурах (800—600 С):
I — 0,012% В: 2 — 0,007»/о В; 3 -- 0,012% В; 4 -
0,0065% В; 5 — 0% В
100
ков зерен при высокотемпературном нагреве, практически не
может быть восстановлена последующей стандартной термиче-
ской обработкой в связи с тем, что боридная эвтектика выде-
ляется в виде сплошной толстой оторочки по границам зерен.
Наиболее высокой пластичностью при рабочих температурах
(800—600° С) обладает участок околошовной зоны, нагреваемый
при сварке не выше Ттах = 1100— 1150° С (рис. 59). Высокие
значения пластичности объясняются растворением упрочняющей
у'-фазы и частичной гомогенизацией v-твердого раствора в про
цессе нагрева сплава до этих же температур.
С повышением 7%ах пластичность металла при рабочих тем-
пературах понижается. В плавках с бором пластичность металла
околошовной зоны в интервале рабочих температур (800—600° С)
падает на 40—50% при изменении Ттау от 1100 до 1250° С, что
обусловлено образованием по границам зерен хрупкой боридной
эвтектики У плавки без бора после нагрева до 7%.^ = 1250 ч-
1300° С пластичность околошовной зоны снижается на 5—7%
и оказывается более высокой, чем у сплавов с бором, поскольку
не происходит значительных изменений в составе и свойствах
границ зерен. Дальнейшее повышение Гшах практически не ока-
зывает влияния па уровень пластичности металла околошовной
зоны.
Итак, с введением бора в сплав ХН35ВТЮ расширяется ТИХ
и снижается пластичность околошовной зоны при рабочих тем-
пературах (рис. 60 и 61). Увеличение STi. Al в плавках с бором
приводит к расширению ТИХ и снижению пластичности около-
Рис. 60. Изменение температурного
интервала хрупкости сплавов
Х15Н35ВТЮ (ЭИ787) в зависимости от
содержания бора и суммарного со-
держания титана и алюминия:
1 — 0,006 — 0,007% В; 2 — 0,011 —
0,013% В; 3 — без бора
Рис. 61. Влияние суммарного содер-
жания титана и алюминия и содержа-
ния бора на пластичность околошов-
ной зоны сплавов Х15Н35ВТЮ
(ЭИ787) при рабочих температурах
(условные обозначения см. на рис. 60)
101
Рис. 62. Изменение пластичности околошовной зоны
сплавов Х18Н60МВТЮ (ЭП202) с различным содержани-
ем бора в состоянии после горячей прокатки:
1 - без бора; 2 — 0,001% Б; 3 — 0,1)028% В; 4 - 0,0036% В
шовной зоны в диапазоне рабочих температур. При этом изме-
нение XTi, А1 в сплавах, содержащих ~0,006% В- сказывается
более резко, чем в сплавах, содержащих ~ 0.012% В, как па ши-
рине ТИХ, так и па уровне пластичности околошовной зоны при
рабочих температурах.
В плавках без бора увеличение XTi, Al снижает пластичность
околошовной зоны в интервале рабочих температур, не оказывая
влияния на ширину ТИХ.
В никелевых сплавах отрицательное влияние бора на темпе-
ратуру Т„, как правило, сказывается при более высоких его со-
держаниях, вследствие большей растворимости этого элемента
в твердых растворах па основе никеля по сравнению с твердыми
растворами на основе железа. Так, например, при содержании
бора 0,01—0,02% температура восстановления пластичности ко-
леблется в пределах 1200—1050е С (опытные сплавы Б, В, Г, Д,
Ж, а также ХН77ТЮР). Более высокое содержание бора (0,1 —
0,26%) в литом сплаве ВЖ36-Л2, легированном алюминием и
титаном в сумме до 6,2% приводит к снижению Т„ до 940—880°.
Дополнительное легирование этого сплава 0,13% С делает его
хрупким даже при еще более низких температурах (см. табл. 4).
Изменение содержания бора в сплаве ХН67ВМТЮ от 0 до
0,003% понижает пластичность околошовной зоны в интервале
рабочих температур, не оказывая влияния на ширину ТИХ
(рис. 62).
Совместный анализ явлений роста зерна и сегрегации приме-
сей по их границам, проведенный в гл. II, показал, что повыше-
ние температуры закалки сплавов перед сваркой может служить
важным фактором в снижении склонности к высокотемператур-
ной межкристаллической хрупкости металла околошовной зоны.
Однако температура закалки перед сваркой не должна быть
слишком высокой из-за опасности чрезмерного роста зерна, кото
102
рый может повысить склонность к хрупкому разрушению при
высоких температурах за счет уменьшения общей протяженности
поверхности зерен. При нагреве до температуры, при которой
все-таки возможно некоторое увеличение зерна, выдержка перед
закалкой должна быть достаточной для установления равновес-
ной концентрации после завершения роста зерна, так как вслед-
ствие миграции границ в процессе роста зерен концентрация при-
месей на границах возрастает.
Влияние температуры закалки перед воздействием термиче-
ского цикла сварки на температуру Тв и склонность к образова-
нию горячих трещин в околошовной зоне проверено на никеле-
вом сплаве В (см. рис. 55). Применяли четыре режима термиче-
ской обработки: 1000° С — 20 ч; 1100" С — 20 ч; 1100° С — 4 ч;
1200' С — 4 ч. Охлаждение производили на воздухе (скорость
охлаждения 30 град!сек). При первом режиме Т„ оказалась са-
мой низкой (1000° С). Вторые два режима дали практически
одинаковый результат (Тв = 1100 -к 1130° С). Увеличение темпе-
ратуры закалки до 1200° С (четвертый режим) привело к повы-
шению температуры Тв до 1200° С.
Сварка жестких стыковых образцов толщиной 11 мм, обрабо-
танных аналогичным образом, показала, что во всех случаях, за
исключением последнего, в околошовной зоне имело место рас-
трескивание. Повышение температуры закалки до 1200° С оправ-
дано, вероятно, только для сплавов с бором, так как последний
способствует снижению склонности основного металла к росту
зерна при термической обработке и сварке. Например, в сплаве
ХН35ВТЮ без бора, обработанной по термическому циклу (см.
рис. 55, а), средний диаметр зерна равен 0,03 мм, а при содер-
жании 0,013% В — 0,019 мм. Повышение температуры закалки
в сплавах без бора (см. в табл. 4 сплав НХ35ВТ, обработанный
при 1100 и 1150° С) обычно снижает температуру Тв вследствие
резкого увеличения зерна.
Для определения влияния чистоты металла на свариваемость
сплава ХН35ВТЮ исследовали металл, полученный путем элек-
трошлакового переплава в вакуумного дугового переплава. Экс-
периментальные данные (рис. 63 и 60) показывают, что у метал-
ла, подвергнутого электрошл а новому переплаву (0,009% В) и
Рис. 63. Влияние способа выплавки
на кинетику изменения пластично-
сти околошовной зоны сплавов
Х15Н35ВТЮ (ЭИ787); плавки 2 и 3
после термообработки 1150' С —
10 мин; охлаждение на воздухе:
/ — обычная плавка, 0,0065% В; 2
электрошлаковый переплав, 0,009ft/o В;
3 — вакуумный дуговой переплав.
<>,016-,, В
103
вакуумному дуговому переплаву (0,016% В), пластичность при
всех температурах цикла более высокая, а ТИХ минимальный.
Ход кривых изменения средних значений пластичности у этих
плавок мало различается. Падение пластичности металла на вет-
ви нагрева происходит при температуре 1260—1280° С, а восста-
новление на ветви охлаждения — при температуре 1260—
1240° С.
Высокую пластичность металла можно объяснить тем, что
электрошлаковый переплав способствует устранению пятнистой
ликвации примесей в слитке и резко снижает количество неме-
таллических включений в стали. После вакуумного переплава
сталь становится более чистой по примесям и газам. Снижение
содержания малорастворимых примесей позволяет повысить до-
пустимый предел содержания бора в сталях.
Для изучения влияния режимов сварки на склонность метал-
ла к образованию горячих трещин в околошовной зоне в реаль-
ных условиях и с целью проверки результатов исследования по
методу ИМЕТ-1 на пластины из исследуемых материалов (тол-
щиной 45 мм) наплавляли валики электродами из основного ме-
талла с разными значениями qlv (1000, 1500, 2300 и 4000 кал/см).
Из наплавленного металла вырезали поперечные и продольные
макро- и микрошлифы для выявления горячих трещин.
Исследование шлифов показало,
что сплав ХН67МВТЮ менее скло-
нен к образованию горячих трещин
в околошовной зоне, чем сплав
ХН35ВТЮ. Наибольшее количество
и протяженность трещин в около-
шовной зоне отмечено при наплавке
с погонной энергией 4000 калием.
Во всех исследованных плавках
сплава ХН35ВТЮ трещины имеют-
ся, однако в плавках, содержащих
бор, их больше. В металле после
Рис. 64. Характер изменения тем-
пературы Т, пластичности 6, внут-
ренней усадки е и вынужденной
деформации Д от растяжения со
скоростью vKpi при которой ис-
черпывается запас пластичности
6m in металла околошовной зоны
в ТИХ при охлаждении:
а схема испытания по методике
ИМЕТ-ЦНИИЧМ для определения
деформационной способности металла
в ГИХ и температуры восстановления
пластичности Тв при охлаждении, ко-
торая соответствует моменту времени
tQ; б — изменение пластичности и
параметров деформации
104
электрошлакового переплава трещин меньше, чем в металле,
полученном путем обычной выплавки в открытых индукционных
печах. В металле околошовной зоны сплава ЭП202 с содержани-
ем 0,0006% В горячих трещин не наблюдалось при наплавках,
произведенных при всех значениях погонных энергий.
Несмотря на качественное соответствие данных о деформа-
ционной способности сплавов в околошовной зоне, полученных
с помощью метода ИМЕТ-1, с результатами исследования склон-
ности к образованию горячих трещин при сварке технологических
проб, метод ИМЕТ-1 имеет недостатки. Основной из них заклю-
чается в том, что метод не учитывает влияния деформации, на-
капливающейся в околошовной зоне в процессе охлаждения при
сварке, на пластичность, прочность и характер их изменения
с температурой. В связи с этим был предложен усовершенство-
ванный метод испытаний ИМЕТ-ЦНИИЧМ [70, 93].
Тонкие стержневые образцы типа ИМЕТ-1, установленные в
специальном приспособлении машины ИМЕТ-ЦНИИЧМ (по-
дробнее гл. IV), нагревают током по заданному термическому
циклу сварки и по достижении максимальной температуры Ттах
металла в шейке растягивают с постоянными во времени скоро-
стями v деформации, ступенчато увеличивающимися от опыта
к опыту. Так как с одной стороны образец жестко закреплен, то
с момента начала растяжения он испытывает суммарную дефор-
мацию е + X. где е — деформация от температурной усадки,
А — деформация от приложенного внешнего усилия (рис. 64).
Сначала без внешней деформации определяют кривую изме-
нения температурной усадки (по удлинению на базе равно-
мерного нагрева в шейке образна) па ветви охлаждения задан-
ного термического цикла, т. е. начиная от момента t = 0, который
соответствует ТП1ах. Затем подбирают наименьшую критическую
скорость пкр внешней деформации А = vKPt, при которой начи-
нается хрупкое межкристаллическое разрушение образца. Л из-
меряют также по удлинению образца на той же базе, что и е.
Разрушение соответствует температуре Тв начала восстановле-
ния пластичности, т. е. концу ТИХ на ветви охлаждения (время
С). При этом сумма внешней деформации Акр = vKPte и дефор-
мации от температурной усадки е(/в) становится равной мини-
мальной пластичности 6mjn, т. е. запас пластичности металла при
температуре Тв конца ТИХ [Акр + ь (С) ~ dmin]-
Далее постепенно повышая скорость деформации (см. на
рис. 64 Vi > укр) определяют изменение пластичности 6; внутри
ТИХ при более высоких температурах Tiy соответствующих мень-
шим временам охлаждения от 7’mas(4< te)- При этом условие
исчерпания пластичности соответствует соотношению
АДМ + е(/,-) = 6[-.
С целью более тонкого обследования характера изменения
пластичности в конце ТИХ (в районе Тв) производят деформа-
105
Таблица 5
Содержание (в % по массе) легирующих элементов вредных примесей
в металле опытных плавок стали Х15Н15М.БР (ЭИ847)
Варианты плавок с Si Мп Ni Ст s
I 0,07 0,087 0,015 0,69 15,21 0.13 15,82 to, 30 0,013 '-0,002
11 0,08 0,11 00,04 0,71 15,82 t0,20 15,21 0,011 ±0,0.11
Ill 0,07 0,15 ±0,01 0,70 to,01 15.16 ±0,03 15,33 ±0,03 0,013 ±0,091
Варианты плавок Р Мо Nb о Pb Sn Sb
I 0,018 ±0,002 3,11 0,63 г-0,05 0,008 4 0,001 0,033 t0,00v7 0,0025 0,0026 ±0,0010
II 0,001 2,98 ±0.09 0,69 0,011 ; 0,003 0,0927 0,0010 0,0016
III 0,003 (-0,001 3,10 ±0,01 0,82 ±0,05 0,009 4 0.0(11 0,003 1 0,0005 0,0020 0,0025 ±0,0005
Примечания: 1. В таблице приведено среднее содержание элементов в металле трех плавок со среднеквадратичной ошибкой единичного измерения. । 2. В плавке 1 повышенное содержание свинца обусловлено применением промыш- ленных ферросплавов (см. табл. 6). 3. Во всех плавках содержится 0,001% В.
Таблица 6
Влияние технологии выплавки стали Х15Н35МБР (ЗИ847) на показатели
ее деформационной способности
Варианты плавок Особенности плавок Показатели деформацг.олном способности
тих В мм
т нач в °C ос
I Промышленные феррэсплавы 1300 1100 0,075
II Хрэм металлический и феррохром марки ХО; содержание до 0,001 % Р: раскисление металла алюминием, марганцем, кремнием 1368 1293 0,053
III Nb Величина отношения—— 11,7 1359 1096 0,064
106
Рис. 66. Влияние исходной термиче-
ской обработки сплава Х18Н60МВТЮ
(ЭП202) на температуру Т« восстанов-
ления пластичности металла около-
шовной зоны, деформационную спо-
собность \ь р и критическую скорость
vt:p деформации образца. Режимы
термической обработки:
/ 1170 С 30 лшн; // 1170° С 5 ч;
/// 1170° С — 5 ч\ 1050° С - 2 ч\ IV -
II70° С 5 ч; 920° С — 20 мин; V —
1170е С 5 Ч; 85(Г С 5 ч после вы-
держки в печи все образцы охлаждались
на воздухе
Рис. 65. Деформационная способ-
ность металла околошовной зоны
стали Х15Н15М6Р (ЭИ847) разных пла-
вок; Д„Р — критическая деформация
в ТИХ; I, II, III — номера плавок (см.
табл. 5 и 6)
цию с одной и той же скоро-
стью, значительно превышаю-
щей vKP, постепенно меняя мо-
мент начала внешней дсфор-
мании от t = 0 до t = te [70,
88, 91]. По этому методу изучено влияние вредных примесей
(свинца, олова, сурьмы) па деформационную способность метал-
ла околошовной зоны стали 0Х16Н15МЗБ при плавках в индук-
ционной печи по вариантам, которые отличались видом лигатур
п их чистотой (табл. 5 и 6).
По данным рис. 65 и табл. 6 видно, что плавка ///, более
чистая по вредным примесям, имеет самый узкий ТИХ. При этом
наблюдаются различия не только в величине ТИХ и критической
деформации, но и в характере изменения деформационной спо-
собности в этом интервале. Для плавок металла с лучшими тех-
нологическими свойствами характерно более резкое возрастание
критической деформации в ТИХ.
Влияние исходной термической обработки па деформацион-
ную способность металла околошовной зоны было проверено на
сплаве ХН67ВМТЮ (рис. 66) [70]. Наиболее высокой Тв и, сле-
довательно, наиболее узким ТИХ обладает металл, закаленный
от 1170° С с выдержкой 30 мин благодаря высокой степени гомо-
генизации (режим /). Увеличение выдержки до 5 ч при этой
температуре снижает Тв (режим II) из-за роста зерна. Последу-
ющие вторичные термические обработки несколько повышают Т„
(режимы ///—IV}.
Несмотря на то, что металл при закалке по режиму 1 имеет
несколько более низкую критическую деформацию в ТИХ, чем
при других режимах термической обработки, он все-таки в целом
обладает более высокой деформационной способностью, так как
и Т„ и Икр у него значительно выше.
107
ЛОКАЛЬНЫЕ РАЗРУШЕНИЯ МЕТАЛЛА
В ОКОЛОШОВНОЙ ЗОНЕ ПРИ ВЫСОКИХ
ТЕМПЕРАТУРАХ ЭКСПЛУАТАЦИИ
Локальные разрушения характерны для сварных па-
ропроводов из аустенитных сталей типа Х18Н8—Х18Н12 с ниоби-
ем (США, Англия, ФРГ) и титаном (СССР). Они возникают
после длительного срока эксплуатации при рабочих температу-
рах (580° С и выше) и охватывают почти всю или значительную
часть окружности трубы рядом со сварным швом. Первые тре-
щины зарождаются только в участке перегрева околошовной
зоны на расстоянии одного—трех зерен от границы сплавления.
Они носят характер межкристаллического разрушения.
Природа локальных разрушений полностью еще не изучена.
Однако наиболее обоснованная точка зрения сводится к тому,
что этот вид разрушения имеет много общего с разрушением при
ножевой коррозии [46, 111]. В обоих случаях участок околошов-
ной зоны, в котором они возникают, нагревается почти до темпе-
ратуры плавления, а затем подвергается длительному воздейст-
вию температур 600—650° С. В этих условиях в аустенитных ста-
лях сначала происходят процессы растворения карбидов, и,
в частности, карбидов стабилизирующих элементов (ниобия,
титана) (при нагреве выше 1250—1300° С), а затем при после-
дующем охлаждении и при рабочих температурах — сегрегация
углерода по границам зерен и выделение по границам карбидов
хрома и железа, а в теле зерна — карбидов ниобия и титана.
Обеднение приграничных объемов зерен хромом приводит к раз-
упрочнению границ, а выделение карбидов ниобия и титана
в теле зерна — к упрочнению зерен. Это вызывает концентрацию
деформаций по границам зерен и облегчает процессы межзерен-
ного проскальзывания и разрушения. По-видимому, в сталях
сложного состава при этом могут протекать процессы старения,
еще в большей степени изменяющие химическую неоднородность
аустенита и приводящие к концентрации деформации по грани-
цам зерен.
Другая точка зрения допускает связь локальных разрушении
с оплавлением по границам зерен и образованием микроскопи-
ческих горячих трещин при сварке [42, 46]. Эти трещины не вы-
являются непосредственно после сварки и могут служить заро-
дышами локальных разрушений со временем.
Характерно, что явление растрескивания сварных соединений
стали типа 1Х18Н12Б обнаруживается и при термической обра-
ботке с целью снятия напряжений [121]. Растрескивание происхо-
дит, как правило, при медленном нагреве (около 110° С в час).
Особенно часто трещины возникают при изготовлении толсто-
стенных сварных конструкций (20 мм и более) из крупнозерни-
стой стали. Крупнозернистые стали Х18Н9Т и Х18Н10Б склонны
к растрескиванию при нагреве в напряженном состоянии и без
108
предварительного воздействия термического цикла сварки [53].
На основании анализа случаев разрушения сварных соедине-
ний при нагреве ряд исследователей пришли к выводу, что рас-
трескивание есть следствие процесса релаксации остаточных на-
пряжений, которые при нагреве могут оказаться выше предела
длительной прочности в интервале температур, охрупчивающих
металл [41, 121]. Позже это предложение было подтверждено
экспериментально при испытании стали Х18Н9Т на длительную
прочность и релаксацию напряжений.
Вследствие серьезных затруднений при эксплуатации свар-
ных паропроводов из стали типа 0Х18И12Б (347 по AJSJ)
в Англии и в США вынуждены были перейти к применению ме-
нее жаропрочной стали типа Х16Н9М2 (316 по AJSJ), сварные
соединения которой не склонны к локальным разрушениям при
технологических нагревах и эксплуатации [129]. В объеме зерен
этой стали мелкодисперсные карбиды не выделяются, наблюда-
ются только обособленные карбиды типа МегзСб по границам зе-
рен [104]. Этим объясняют повышенную длительную пластичность
и нечувствительность стали к надрезам в околошовной зоне.
Упрочнение границ зерен стали Х16Н9М2 относят за счет
молибдена, который, сегрегируя к границам зерен и образуя
карбиды, препятствует межзеренному проскальзыванию [23].
Введение в сталь Х16Н9М2 ниобия даже в количестве 0,05—
0,1 % делает сварные соединения склонными к растрескиванию
при нагреве. При электропномикроскопическом исследовании
этой стали обнаружены мелкодисперсные выделения карбидов
ниобия в теле зерен [104].
Существующие количественные методы испытания сварных
соединений на склонность к локальным разрушениям основаны
на исчерпании запаса длительной прочности в участке перегрева
околошовной зоны в процессе сварки и последующей эксплуата-
ции. При этом воспроизводятся основные условия, способствую-
щие этому виду разрушения: перегрев, накопление деформации
в температурном интервале межкристаллической хрупкости,
воздействие растягивающих напряжений в интервале температур
распада аустенита в про-
цессе сварки и последующее
испытание соединения на
длительную прочность.
Метод ЦКТИ (Цен-
тральный котлотурбинный
институт) [78] заключается
в сварке стыков труб с тол-
щиной стенки не менее
25 мм, изготовлении из них
цилиндрических образцов
(рис. 67) и последующем
испытании их на длитель-
Рис. 67. Образец ЦКТИ для определения
склонности аустенитных сталей и спла-
вов к локальным разрушениям при ис-
пытании на чистый изгиб
109
ный чистый изгиб при рабочих температурах и различных ско-
ростях деформации, обычно в пределах (10 10 ~2) % в ча<’-
С уменьшением скорости деформации пластичность образцов
резко падает. Критерием в испытаниях служит величина относи-
тельного удлинения при малой скорости деформации (напри-
мер, 1 • 10 2 в час), имитирующей длительный срок службы. Эти
данные часто получают путем экстраполяции значений пластич-
ности, полученных при более высоких скоростях деформации.
Метод ИМЕТ-ЦНИИЧМ [70, 93] основан на воспроизведении
в тонких стержневых образцах типа ИМЕТ-1 термических цик-
лов сварки, характерных для околошовной зоны, с одновремен-
ным растяжением их в процессе охлаждения, начиная с ТП1,1Ч
цикла, в ТИХ до деформаций, величина которых Л меньше раз-
рушающих Лк/>, но достаточно велика для существенного сниже-
ния запаса пластических свойств металла. Испытания проводят
ла машине ИМЕТ-ЦНИИЧМ (см. гл. IV и рис. 64). Сначала
определяют минимальную (критическую) скорость внешней де-
формации vKj„ при которой начинается хрупкое межкристалли-
ческое разрушение (образование горячей трещины) непосредст-
венно в ТИХ. Затем несколько серий образцов подвергают воз-
действию термических циклов сварки и деформации с неразру-
шающимп скоростями, т. с. по величине ниже критической, на-
пример v = (0,5 ч- 0,8)vKl>. При этом в различной степени изме-
няют пластичность и прочность металла в ТИХ, не исчерпывая,
однако, запас этих свойств полностью.
Обработанные таким образом образцы испытывают далее при
рабочих температурах на длительную или кратковременную проч-
ность в зависимости от условий эксплуатации данных сплавов.
Критериями сопротивления сплавов локальному разрушению
служат пластичность и прочность. Более высокие значения пла-
стичности и прочности образцов при рабочих температурах со-
ответствуют материалу, более стойкому против локального раз-
рушения. На рис. 68 на примере двух сталей показано влияние
этой обработки на их механические свойства.
Метод ИМЕТ-ЦНИИЧМ не требует большого расхода метал-
ла и поэтому имеет преимущества при лабораторных исследова-
ниях с целью обоснования выбора марки сплава или изучения
влияния отдельных легирующих элементов в нем на стойкость
против локальных разрушений. Однако вследствие малой жест
кости образцов она в сравнении с методом ЦКТИ хуже воспро-
изводит сложное напряженное состояние, характерное для ре-
альных условий работы сварных стыков трубопроводов.
Среди качественных технологических проб, предназначенных
для экспресс-методов испытаний в условиях воздействия силово-
го фактора, следует отметить пробу ИЭС им. Патона.
Проба ИЭС заключается в электрошлаковой сварке жестких
составных образцов (рис. 69) присадочным металлом из низко-
углеродистой стали, обеспечивающим возникновение в около-
но
Относительная деформация вТИХ
Рис. 68. Влияние относительной де-
формации при растяжении в ТИХ
в процессе охлаждения по термиче-
скому циклу сварки на предел проч-
ности <7„ (1) и относительное сужение
4 (2) поперечного сечения образцов
аустенитных сталей при последующем
их испытании на разрыв при комнат-
ной температуре:
-----------— - сталь XI5II24B4T (Л =
0,12 .ялг); — — -— — - сталь
XI6II9M2 (А* - 0,105 Л.м)
Рис. 69. Проба ИЭС для экспресс-
метода оценки склонности аусте-
нитных сталей и сплавов к локаль-
ному разрушению:
I испытуемая сталь; 2 - углеро-
дпсгая сталь: < элсктришлаковыП
шов; 4 поддон, 1 подварочные
швы
шовной зоне аустенитной
стали при высоких по вели-
чине объемных растягиваю-
щих напряжений [46]. При
этом длительный нагрев и
медленное охлаждение, ха-
рактерные для электрошла-
ковой сварки, обеспечивают
возникновение локальных разрушений в перегретом участке око-
лошовной зоны. Толщину аустенитных сталей и сплавов в образ-
це пробы можно изменять в широких пределах. Критерием
склонности металла к локальным разрушениям в этой пробе
служит сам факт наличия или отсутствия трещин.
К глубокоаустенитным сталям с повышенной жаропрочно-
стью, предназначенным для паропроводов котлов со сверхвысо-
кими параметрами пара (^650° С и 300 а), относят стали
1Х14Н18В2БР (ЭИ695Р), 1Х14Н14В2М (ЭИ257), Х16Н16МВ2БР
(ЭП184), 1Х16Н14В2БР (ЭП17) и др. Эти стали были подверг-
нуты тщательным сравнительным исследованиям па склонность
к локальным разрушениям по приведенным выше методам с це-
лью сопоставления со сталью Х18Н12Т, по которой накоплен об-
ширный материал на основе многолетних наблюдений за ее по-
ведением в паропроводах (табл. 7).
Прежде всего обращает на себя внимание, что сталь
Х16Н9М2, легированная молибденом, обладает самым высоким
сопротивлением не только локальным разрушениям, но и горячим
111
трещинам при сварке (см. рис. 68). Все остальные стали, леги-
рованные ниобием или титаном, имеют значительно более низкие
показатели. Наименьший разброс результатов испытаний и не-
сколько более высокие минимальные показатели пластичности
при температуре 650° С как при медленном, так и обычном быст-
ром растяжении имеет сталь ЭИ695Р. Из данных табл. 7 видно
также, что снижение содержания углерода (до 0,02%) или уве-
личение содержания бора (до 0,5%) повышает сопротивляемость
сталей локальным разрушениям (см. соответственно стали
ЭП164 и ЭИ257).
Благоприятное влияние на сопротивление локальным разру-
шениям изученных сталей оказывает аустенизация сварных со-
единений с температуры 1100° С длительностью 1 ч. Этот вывод
сделан не только по данным испытаний по методу ЦКТИ
(рис. 70), но и на основе опыта эксплуатации паропроводов из
стали Х18Н12Т [24]. Стали ЭИ695Р и ЭП17 (с более высоким
отношением Nb : С) и в первую очередь их опытно-промышлен-
ные плавки после аустенизации имеют более высокую длитель-
Таблица 7
Сопротивление локальным разрушениям металла околошовной зоны ряда
жаропрочных аустенитных сталей
Сталь Метод ЦКТИ Метод ИМЕТ-ЦНИИЧМ Проба ИЭС
Относительное удлинение 8 в % при 650° С и скорости деформации 0,67%'« Характеристики тих Свойства при 650° С после деформации в ТИХ со скоростью 0,6р,,г1 кр Наличие трещин
м 1 в <ек ¥ а а и % в кес.'мм3
Х16Н9М2 XI8H12T 1Х16Н14В2Б (ЭП17) 1Х16Н16В2МБР (ЭИ 184) 1Х13Н18В2БР (ЭИ695Р) 1Х15Н24В4Т (ЭП164) 1Х14Н14В2М (ЭИ257) 1Х15Н35В5Т (ЭИ 725) 2 4,2 8 4—12 3-7 5,5 7,5 0,105 0,05 0,13 0,19 0,12 0,11 0,7 4,0 4,3 5,1 4,6 3,9 9,0 0,75 1,8 2,2 1,6 1,7 25 14 6 6 24 32 18 23 Нет Есть Нет (без В) Есть (без В1 Нет (с 0,5% В) Есть (обыч- ный % С) Нет (при 0,02% С) Есть
Примечание. Все стали были промышленных плавок и перед испытания- ми имели состояние после проката.
112
Рис. 70. Изменение пластичности сварных соединений жаропроч-
ных сталей в зависимости от температуры испытаний на длитель-
ный изгиб по методике ЦКТИ:
а - состояние после прокатки, скорость деформации 0,67% в час; б —
состояние после аустенизации с температуры 1100° С длительностью 1 ч,
скорость деформации 0,67% в час:
--------------опытные плавки; — — — — опытно-промышленные;
— . — - сталь Х18Н12Т
ную пластичность (6 > 10%), чем сталь ЭП184, при всех темпе-
ратурах испытания. При температурах 650—700° С особенно вы-
деляется сталь ЭП695Р, которая имеет к тому же и более высо-
кие показатели жаропрочности. Это подтверждает и опыт ее
эксплуатации в паропроводах котла ПК-30 ЦКТИ.
Другим существенным средством снижения склонности свар-
ных соединений аустенитных сталей к локальным разрушениям
является использование для сварки присадочных материалов, по-
зволяющих получать более пластичный металл шва. С одной
стороны, это приводит к снижению уровня остаточных сварочных
напряжений, а с другой — к частичной разгрузке околошовной
зоны при эксплуатации.
Характерно, что многие из перечисленных средств использу-
ют и для повышения сопротивления сварных соединений ножевой
коррозии, например: аустенизация, снижение содержания угле-
рода вплоть до пределов его растворимости в аустените; исклю-
чение титана, ниобия и циркония из состава сталей; применение
сталей с аустенитно-ферритной структурой и т. п.
Таким образом, жаропрочные хромоникелевые стали и спла-
вы склонны к хрупким межкристаллическим разрушениям по
границам зерен в околошовной зоне, в которой происходят интен-
8 Заказ 560 ИЗ
смвный рост зерен основного металла, сегрегация примесей и
легирующих элементов по их границам и оплавление границ,
вследствие чего резко снижаются пластичность и прочность ме-
талла при высоких температурах. К наиболее распространенным
видам хрупкого межкристаллического разрушения следует отне-
сти горячие трещины при сварке и локальные разрушения в про-
цессе эксплуатации при повышенных температурах (600—700° С).
Склонность к межкристаллическому разрушению возрастает
с увеличением (в определенных пределах) содержания в основ-
ном металле бора, серы, фосфора, свинца, углерода, газов и дру-
гих вредных примесей, которые образуют сегрегаты по границам
зерен и при определенных концентрациях способствуют выделе-
нию легкоплавких фаз и хрупких химических соединений.
Хромоникелевые аустенитные стали имеют меньшее сопротив-
ление образованию горячих трещин в околошовной зоне, чем
аустенитпо-ферритные, аустенитно-мартенситные и мартенсит-
ные. При этом чем выше в аустенитных сталях содержание ни-
келя, тем более склонны они к растрескиванию.
С увеличением содержания бора, алюминия, титана и углеро-
да склонность хромоникелевых аустенитных сталей и никелевых
сплавов к образованию горячих трещин в околошовной зоне
возрастает. Однако в никелевых сплавах отрицательное влияние
бора резко сказывается при более высоких содержаниях
(>0,01—0,2%), чем в аустенитных сталях (>0,005—0,007%).
Повышение содержания бора (0,5% и выше) вновь приводит
к снижению склонности к хрупким межкристаллическим разру-
шениям.
Снижению склонности аустенитных сталей и никелевых спла-
вов к образованию горячих трещин в околошовной зоне способ-
ствуют рафинирование основного металла при помощи электро-
шлакового переплава или вакуумной выплавки, измельчение зер-
на, повышение температуры закалки в пределах допустимой
величины зерна. Все эти способы уменьшают сегрегацию легиру-
ющих элементов и вредных примесей на границах зерен: пер-
вый — косвенно — вследствие снижения общего содержания
примесей в сплаве и более равномерного их распределения; вто-
рые два — непосредственно за счет уменьшения концентрации
элементов и примесей на границах.
Глава III
МЕХАНИЗМЫ ОБРАЗОВАНИЯ
ГОРЯЧИХ ТРЕЩИН ПРИ СВАРКЕ
Горячие трещины являются одним из видов высоко-
температурных межкристаллических разрушений В зависимости
от условий образования горячие трещины разделяются на кри-
сталлизационные и подсолидусиые. Трещины первого типа обра-
зуются, когда металл находится еще в твердо-жидком состоянии,
трещины второго типа возникают ниже температуры солидуса
Тс, т. е. после завершения процесса кристаллизации. Характер
разрушения определяется тем, каково в данном сплаве соотно-
шение температурного интервала твердо-жидкого состояния
ЛТт.ж эффективного интервала кристаллизации Д7Л и темпера-
турного интервала хрупкости \Тхр (рис. 71). Нижние границы
температурных интервалов \Т3 и \7\.ж совпала ют с температурой
солидуса, а верхняя граница АТ, немного сдвинута в область
более низких температур относительно верхней границы \Т т.ж,
так как из-за эффекта предусадочного расширения температура
начала линейной усадки может находиться ниже температуры
образования кристаллического каркаса [50]. Разница между
ДУг-жИ ДУэ бывает весьма небольшой. Верхняя граница \Тхр
обычно близка к верхней границе \Т7.ж,как это показано на
рис. 71. Однако если металл при кристаллизации подвергается
принудительной деформации, то перед срастанием каркаса кри-
сталлитов может произойти их заклинивание. В этом случае верх-
няя граница \Тхр может быть смещена в сторону более высоких
температур.
Нижняя граница температурного интервала хрупкости &Тхр,
соответствующая положению эквикохезионной температуры Г3№,
может быть выше, равна или ниже температуры солидуса в за
висимости от состава, свойств сплава, характера и условий его
кристаллизации, определяющих механизм зарождения межкри-
сталлического разрушения (кристаллизационные или подсоли-
дуспые трещины).
Горячие трещины обоих типов могут образовываться как в ме-
талле шва, так и в околошовной зоне сварных соединений. Это
не изменяет их природы, но в то же время вносит определенные
особенности в их зарождение, связанные с неодинаковыми усло-
виями формирования химической и физической неоднородности
кристаллического строения.
8* 115
Рис. 71. Схема расположения
температурных областей обра-
зования кристаллизационных (/)
и подсолидусных трещин (II):
б — относительное удлинение; е —
усадка, р —предусадочное расши-
рение; Л — запас пластичности
Например, имеются существен-
ные различия в образовании жид-
ких прослоек между кристаллитами
(зернами) на завершающих этапах
затвердевания металла шва и при
оплавлении приграничных участ-
ков зерен околошовной зоны в про-
цессе нагрева. Даже при одном и
том же химическом составе приса-
дочного и основного металлов строе-
ние, форма и состав жидких просло-
ек не могут быть одинаковыми в
связи с разной природой процессов
кристаллизации жидкого металла
и оплавления зерен твердого ме-
талла. В последнем случае суще-
ственную роль играют исходная
степень гомогенности основного ме-
талла, размер и форма его зерен и
ряд других факторов.
В формировании подсолидусных трещин в металле шва и око-
лошовной зоны решающее значение имеет характер расположе-
ния и протяженность границ зерен, степень развития таких зер-
нограничных процессов, как миграция границ зерен и межзерен-
пос проскальзывание, а также степень развития сегрегационных
явлений по границам.
Принятое иногда в литературе деление горячих трещин по
месту их расположения в сварном соединении или по направле-
нию их развития относительно оси шва не может внести суще-
ственного вклада в выяснение их природы, механизмов зарожде-
ния и разработку металлургических путей их предупреждения.
Однако такой подход оказывается полезным при анализе влия-
ния конструкции соединений и технологических факторов на
образование и развитие горячих трещин в связи с возможными
методами регулирования теплового воздействия и полей дефор-
маций при сварке.
КРИСТАЛЛИЗАЦИОННЫЕ ТРЕЩИНЫ
Механизм образования кристаллизационных трещин
принято рассматривать с позиций механики двухфазных твердо-
жидких сред [64]. В гл. I отмечалось, что характер изменения
пластичности сплавов в температурном интервале хрупкости
(ТИХ) можно феноменологически связать с изменением соотно-
шения объемов твердой и жидкой фаз в процессе кристалли-
зации.
Однако одного только этого соотношения недостаточно для
116
количественного анализа изменения пластических свойств ме-
таллов в твердо-жидком состоянии. Важнейшее значение имеют
также геометрия кристаллитов, вязкость жидкости и поверхност-
ное натяжение на границе раздела фаз, т. е. параметры, опреде-
ляющие прочность жидких прослоек. Следует иметь в виду еще
и непрерывное изменение всех этих параметров во времени и
существенную зависимость их от типа и состава сплавов, тепло-
вых условий кристаллизации, ориентационных факторов (нали-
чие готовой подложки и ее строение) и скорости деформации
Необходимость учета всех этих факторов существенно затрудня-
ет количественный анализ этой задачи.
Деформирование двухфазных твердо-жидких металлов можно
представить в виде схемы (рис. 72), где штриховыми линиями
показано начальное положение четырех кристаллитов, сплошны-
ми — положение к моменту заклинивания [64]. Так как сопро
тивление жидкости сдвигу определяется вязкостью жидких про-
слоек и значительно ниже сопротивленПя сдвигу кристаллитов,
то сначала двухфазное тело будет деформироваться за счет вяз-
кого течения (циркуляции) жидкости в пространстве между кри-
сталлитами, как это показано стрелками на рис. 72. При этом
перемещение кристаллитов будет происходить без заметных де-
формаций до тех пор, пока они не войдут в соприкосновение
в точках А п Б.
Дальнейший процесс деформирования без межкристалличе-
ского разрушения по жидкой прослойке в сечении II—II возмо-
жен в том случае, если прочность жидкости будет выше напря-
жения сдвига в кристаллитах. С момента вовлечения кристалли-
тов в деформацию пластичность металла резко возрастает, и
вероятность межкристаллического разрушения падает. Таким об-
разом, пластичность кристаллизующихся металлов можно в пер-
вом приближении считать пропорциональной минимальным
свободным перемещениям кристаллитов.
До настоящего времени извест-
ны только отдельные попытки коли-
чественно оценить влияние геомет-
рии твердой фазы на деформацию
двухфазных сред до момента закли-
нивания. Например, рассмотрены
плоская задача перемещения равно-
осных кристаллитов в виде много-
угольников разной формы в полос-
ти, жестко ограниченной гранями
одинаковых по форме соседних кри-
сталлитов и заполненной жидко-
стью [64]. Полученные зависимости
между вращательными перемеще-
ниями и площадью жидкой фазы
(толщиной прослоек) показали, что
Рис. 72. Схема деформирова-
ния металлов в твердо-жидком
состоянии
117
при одинаковом соотношении площадей твердой и жидкой фаз
с ростом межфазной поверхности (числа сторон многоугольни-
ков) угол поворота до заклинивания возрастает, т. е. пластич-
ность двухфазных систем вблизи нижней границы ТИХ увели-
чивается. При этом сокращается также и объем жидкой фазы,
минимально необходимый для свободного вращения кристалли-
тов без заклинивания. Иными словами, верхняя граница ТИХ
смещается в сторону более низких температур.
Весьма интересен вывод о том, что с измельчением кристал-
литов при одинаковом объеме (толщине) жидких прослоек пла-
стичность двухфазных сред возрастает по гиперболическому за-
кону. Это, по-видимому, является одним из главных факторов,
обусловливающих повышение сопротивления образованию кри-
сталлизационных трещин сплавов эвтектического типа по мере
увеличения концентрации легирующих элементов от точки пре-
дельной растворимости до эвтектического состава (см. рис. 29).
Длительное время этот факт объясняли в основном исходя из
предположений более высокой жидкотекучести прослоек эвтек-
тического состава и повышенной способности жидкой фазы
в этом случае к «залечиванию» образовавшихся трещин в связи
с проявлением капиллярного эффекта [46]. Однако в работах
[47, 50] было показано, что жидкая эвтектика не обладает каки
мп-либо особыми преимуществами в сравнении с маточными рас-
творами различных составов, так как не отличается от них боль-
шим поверхностным натяжением и капиллярным эффектом.
В реальных слитках, отливках и особенно сварных швах
имеются области не только равноосных, но и неравноосных столб-
чатых кристаллитов. Анализ особенностей перемещений столбча-
тых кристаллитов на модельном примере структур прямоуголь-
ной формы показал, что по мере удлинения кристаллитов угол
поворота до заклинивания уменьшается [64]. При этом вклад
вращательных перемещений кристаллитов в пластичность двух-
фазных сред резко снижается в сравнении с плоскопараллель-
ными перемещениями. Отсюда следует, что преимущественное
развитие кристаллитов в одном из направлений оказывает боль-
шое влияние на пластичность двухфазных сред с хаотической
ориентацией кристаллитов.
Существенно также и то, что при вязком течении жидких
прослоек вдоль удлиненных сторон кристаллитов сопротивление
деформации выше, чем вдоль коротких сторон, что приводит
к неравномерному по объему распределению остаточной жидко-
сти в момент заклинивания. В связи с этим большое влияние на
запас пластичности кристаллизующихся металлов оказывает не
только форма кристаллитов, но и характер распределения напря-
жений сдвига относительно направления их преимущественного
роста. *-
При применении таких моделей к описанию процесса дефор-
мации реальных твердо-жидких металлических сред необходимо
11b
иметь в виду, что они выявляют закономерности, толкование ко
торых оправдано лишь в статистическом смысле в силу неодина-
ковых размеров и характера распределения кристаллитов в объ-
еме, сложности очертаний их формы п направления роста.
Однако сопоставление выводов, полученных при анализе да-
же этих простейших моделей, с данными практики позволяет
наметить основные металлургические пути повышения сопротив-
ления металлов и их гетерофазных сплавов образованию кри-
сталлизационных трещин при сварке.
1. Подавление столбчатого характера кристаллизации и из-
мельчение кристаллической структуры путем легирования эле-
ментами-модификаторами, а также элементами, способствующи-
ми образованию высокотемпературных вторых фаз при кри-
сталлизации.
2. Повышение чистоты сплавов по вредным примесям, спо
собствующим образованию при кристаллизации легкоплавких
фаз в той области составов, в которой увеличение количества
этих фаз снижает технологическую прочность, и, наоборот, уве-
личение количества легирующих элементов, образующих эвтекти
кп, в области составов сплавов, близких к эвтектическим.
Оба эти пути ведут к сужению температурного интервала
хрупкости и повышению запаса пластичности.
Технологические меры борьбы с трещинами обычно направ-
лены на изыскание рациональных способов п режимов сварки
плавлением и конструкционных форм сварных соединений, сни-
жающих темп нарастания внутренних деформаций в процессе за-
твердевания.
ПОДСОЛИДУСНЫЕ ТРЕЩИНЫ
Межкристаллпческое разрушение сварных швов при
температурах ниже температуры затвердевания в условиях на
растающих напряжений должно быть близко по схеме к раз-
рушению при высокотемпературной ползучести [86].
Известны две модели межкристаллитного разрушения при
ползучести: разрушение в стыке зерен и образование полостей
по границам зерен [1, стр 30, 575], [44]. Модель образования тре-
щины в стыке зерен предложена К. Зинером и более детально
разработана Д. Дж. Грантом и А. Р. Чаудхури [1, стр. 25, 575],
[26]. В соответствии с этой моделью проскальзывание по грани-
цам зерен, где действуют касательные напряжения, приводит
к концентрации напряжений на границах, перпендикулярных оси
напряжений, что и создает трещину в стыке зерен (рис. 73).
Однако наблюдения показывают, что горячие трещины, как
правило, не начинаются в вершинах зерен. Кроме того, чем вы-
ше температура, тем меньше возможность концентрации напря-
жений в стыке зерен. Наконец, зарождение трещины в месте
стыка предполагает отсутствие миграции границ зерен [1,
119
Рис. 73. Различные схемы зарождения межкристаллических трещин
в стыке зерен
стр. 575]. Между тем, как было показано в гл. I, в процессе
охлаждения литой структуры границы зерен интенсивно мигри-
руют. Таким образом, действие модели Зинера в условиях высо-
котемпературного межкристаллического разрушения сварных
швов представляется маловероятным в отличие от случая низко-
температурного разрушения (холодные трещины), когда эта мо-
дель вполне применима [94].
Другая модель межкристаллического разрушения предложе-
на И. Гринвудом, К- Крюссаром, Ж. Фриделем и А. Кохендор-
фером [43]. По этой модели образование зародышевых трещин
в области высоких температур происходит вследствие выделения
вакансий на границах, перпендикулярных действию растягиваю-
щих напряжений. Для реализации этой модели в условиях свар-
ки существует такая серьезная предпосылка, как пересыщение
металла сварного шва вакансиями. Пересыщение создается за
счет: 1) неравновесной кристаллизации металла сварочной ван-
ны; 2) аннигиляции дислокаций в ходе миграции границ зерен;
3) генерирования вакансий у границ, поперечных напряжению
усадки. Кроме того, вследствие неравновесных условий кристал-
лизации границы зерен могут содержать субмикроскопнческпе
поры сразу же после затвердевания металла шва [117].
Однако и значительное пе-
ресыщение металла вакансия-
ми не обеспечивает образова-
ния зародышей трещин исклю-
чительно путем конденсации
вакансий у поперечных гра-
ниц. Необходимым условием
образования зародышей явля-
ется межзеренное проскальзы-
вание, которое раскрывает как
ступеньки в границах (рис. 74),
так и уже существующие мик-
рополости [1, стр. 593]. Достиг-
Рис. 74. Образование зародышевой
полости путем проскальзывания зе-
рен по границам, где имеются высту-
пы или ступеньки
120
нув критического размера при проскальзывании, полости в даль-
нейшем развиваются как трещины.
О межзеренном проскальзывании в литой структуре сварных
швов можно судить по смещению чешуек кристаллизации в при-
граничных участках на поверхности швов (рис. 75, а), а также
по смещению интерференционных полос на границе зерна
(рис. 75, б).
Вклад вакансий в процесс роста зародышевых трещин можно
оценить по схеме Р. Джифкинса [1, стр. 593]. В основе расчета
лежит модель диффузионной ползучести Ф. Р. Н. Набарро, од-
нако градиент концентрации вакансий определяется не диамет-
ром зерна, а расстоянием между выступами по границам зерен
L. Обычно L = 1 (10 3 10-4) см. Предполагается, что полости
образуются на выступах в результате межзеренного проскаль-
зывания. Если избыток вакансий у границ создается под дейст-
вием нормальной компоненты приложенного напряжения ст/2, то
разница концентраций на границе и около полости равна:
C°63g , (72)
4/гГ
где Со — равновесная концентрация вакансии, — — увеличение
объема зерна при образовании одной вакансии.
Так как средний путь диффузии вакансий L/4, градиент кон-
центрации может быть выражен как
Cptrfe3
LkT
(73)
Если коэффициент диффузии вакансий —— (где D — коэф-
С0Ь3
фициент самодиффузии), то поток вакансий в секунду равен
, (74)
LkT
а количество вакансий, достигающих ежесекундно полости пло-
щадью L2, равно
DaL
п =-----
kT
(75)
Как видно из приведенных уравнений, схема расчета Джиф-
кинса не учитывает пересыщения металла вакансиями. Если дей-
ствительная концентрация вакансий С, то уравнение (75) при-
обретает вид
С DcL
П =---------
С„ kT
(76)
121
Рис. 75. Наблюдение межзеренного проскальзывания на поверхности
металла шва:
и смещение чешуек кристаллизации у границы tepHa, Х200; б — смещение интер
ференционных полос у границы зерна, Х500
Подставляя в уравнение (76) значения Т = 2200е С — 2473°К
(температура образования трещины по результатам измерений,
проведенных па технологической пробе 1IMET при сварке спла-
вов ниобия [86]). L = 5- 10 4 см: о = 0,5 кгс!мм2, С = 1,2 -10 2
[35]; Со = 6,6 • 10~5 (определено по соотношению Со — ехр[ —-^1,
\ kT I
где Qj — энергия активации образования вакансии 2,04 эв [35];
П-473- к = 6,24 • 10-9 см21 сек-, получаем п = 8,4 • 1010.
Если время до образования трещины 0,5 сек, то диаметр за-
родышевой полости dt,ac4 = 1 • 10 4 см.
Интересно сопоставить расчетные значения диаметра полости
с размером пор, наблюдаемых на границах зерен и сварных
швах сплавов ниобия, склонных к образованию горячих трещин.
Действительный размер пор примерно на порядок больше рас-
четного. Тем не менее результаты расчета следует признать об-
надеживающими, поскольку при этом были приняты допущения,
заведомо снижающие значения п и dpac4 (расчет проведен для
изотермических условий — при температуре зарождения трещи-
ны Ттг„ а не во всем температурном интервале от солидуса до
Ттр-, концентрация вакансий у полости принята равной объемной
концентрации вакансий, в то время как в приграничных участках
эта величина должна быть больше). Кроме того, действитель-
ный размер пор мог увеличиться путем диффузии вакансий при
последующем охлаждении металла шва.
Процесс межкристаллического разрушения сварных швов об-
легчается при наличии примесей по границам зерен. Погранич-
ные примеси уменьшают величину поверхностной энергии зарож-
дающейся полости. Вероятно, именно этим обусловливается низ-
кая сопротивляемость образованию горячих трещин сплавов
122
Рис. 76. Микроструктура металла шва на сплаве Nb —
5% Mo, Х150:
а — после сварки видна горячая трещина; б — после отжига при
температуре 1100' С в течение 1,ь ч
с повышенным содержанием примесей вообще и особенно при-
месей внедрения. Так, при аргоно-дуговой сварке ниобия горячие
трещины образуются обычно в том случае, если содержание кис-
лорода и азота в основном металле превышает в сумме 0,1% по
массе.
Если полости по границам зерен быстро заполняются, а сту-
пеньки сглаживаются, то межзеренное разрушение не происхо-
дит. Иными словами, образование трещин определяется скоро-
стью граничной диффузии. Выражением этой зависимости может
служить связь между миграцией границ, проходящей с большой
скоростью, и отсутствием межкристаллического разрушения [1,
123
стр. 593]. Граница мигрирует в новые положения, лишенные ис-
кажений, п зародышевая полость не образуется.
Ваканспонный механизм образования горячих трещин при
сварке находит прямые подтверждения при металлографическом
анализе сварных швов. На рис. 76, а приведена типичная горячая
трещина в сварном шве сплава Nb — 5% Мо. По границам, по-
перечным действию продольной усадки, рядом с трещиной за-
метны отдельные поры. Межзеренная пористость заметно усили-
вается после отжига сварных соединений (рис. 76, б).
В связи с определяющей ролью процессов миграции границ
зерен и межзеренного проскальзывания в формировании зароды-
шей горячих трещин в сварных швах, отливках и слитках чистых
металлов и однофазных сплавов с узким интервалом кристалли-
зации представляет интерес рассмотреть влияние на эти процес-
сы таких факторов, как разориентация и размер кристаллитов,
тип и концентрация легирующих элементов.
С этой целью Г. И. Лосевой и авторами была проведена серия
опытов па сварных швах электролитического никеля (99,9% по
массе) и его двойных сплавов с алюминием (до 11% атомной
концентрации) и ниобием (до 6,55% атомной концентрации). Ре-
жимы аргоно-дуговой сварки были подобраны так, чтобы обеспе-
чить одинаковые условия охлаждения шва. Углы разориентации
кристаллитов определяли с помощью рентгеновского анализа по
методу Берга — Баррета, смещение границ измеряли на оптиче-
ском микроскопе, а проскальзывание — интерференционным ме-
тодом па установке Линника МИИ-4.
Опыты показали, что как в чистом никеле, так и в его твер-
дых растворах с алюминием и ниобием наблюдается качественно
одинаковый характер поведения границ кристаллитов. Первые
кристаллиты, прорастающие в ванну, сохраняют кристаллогра-
фическую ориентацию затравки. Между кристаллами формиру-
ются большеугловые границы, являющиеся продолжением гра-
ниц рекристаллизованных зерен основного металла.
Далее по мере развития процесса затвердевания ванны кри-
сталлиты, у которых кристаллографические направления ден-
дритного роста <100> близки или совпадают с направлением
теплового потока, разрастаются за счет соседей. Происходит
«выклинивание», в результате которого по мере удаления от гра-
ницы сплавления число кристаллитов уменьшается, а размер их
растет. Сохранившиеся кристаллиты имеют вытянутую форму
подобно столбчатым кристаллитам в слитках. Границы, ориенти-
рованные вдоль направления роста кристаллитов (продольные
границы), в зоне столбчатых кристаллитов имеют малые углы
разориентации (5—10°), а поперечные границы — большие углы
(20—40°). В центре шва за счет переохлаждения формируются
равноосные зерна, произвольно ориентированные.
Миграция и проскальзывание границ в этих зонах шва раз-
личные. В сварных швах чистого никеля с диаметром зерен
124
(3,8 4-4,2) 10 2 см вблизи зоны сплавления максимальная вели-
чина миграции (200 мкм) наблюдается у поперечных границ. По
продольным границам отмечена небольшая миграция (40 мкм),
интенсивное проскальзывание (1,25 мкм). В зоне столбчатых
кристаллитов проскальзывание по продольным границам незна-
чительно (0,4 мкм). В центре шва картина меняется. Наиболь-
шую величину проскальзывания (2 мкм) имеют поперечные гра-
ницы, наименьшее —- продольные (0,2 мкм). Миграция попереч-
ных границ (135 мкм) в несколько раз больше, чем продольных
(25 мкм).
Эти данные свидетельствуют о существенной зависимости
величины проскальзывания от ориентации границ относительно
осп шва. Большее проскальзывание по поперечным границам
в центре шва и по продольному у зоны сплавления может быть
обусловлено двумя факторами. Во-первых, известно, что про-
скальзывание увеличивается с ростом разориентации между зер-
нами [30, 43]. Рентгеновский анализ подтверждает, что границы,
по которым установлено наибольшее проскальзывание, являют-
ся большеугловыми. Во-вторых, величина и направление про-
скальзывания определяются направлением максимальных скалы-
вающих напряжении в кристаллитах по обе стороны от границы
[1, стр. 595]. Границы зерен в сварных швах, расположенные под
углом от 45 до 90° к оси шва, испытывают максимальные скалы-
вающие напряжения. Ими как раз и являются продольные гра-
ницы вблизи зоны сплавления и поперечные — в центре шва.
Интенсивную миграцию поперечных границ в центре шва и
вблизи зоны сплавления объяснить влиянием направления внут-
ренних напряжений в шве не удается. По всей вероятности, вы-
сокая подвижность этих границ обусловлена большой их разори-
ентацией, а также наличием направленных потоков вакансий
в остывающем металле шва. обусловленных термическим гради-
ентом. Границы мигрируют в направлении, совпадающем с пото-
ком вакансий.
По мере миграции зерна становятся более равноосными,
а сами границы выпрямленными. В результате подвижность их
со временем падает, а межзеренное проскальзывание возрастает.
Весьма характерно, что преимущественными местами зарожде-
ния горячих трещин служат границы кристаллитов, подвержен-
ные наиболее сильному проскальзыванию и относительно замед-
ленной миграции, а именно продольные границы вблизи зоны
сплавления и поперечные границы в центре шва.
С увеличением диаметра зерен величина проскальзывания
увеличивается (рис. 77). Это обусловлено тем, что скорость про-
скальзывания по границам зерен при высоких температурах кон-
тролируют процессы скольжения и переползания дислокаций
в объеме зерен. Величина проскальзывания по границе при дан-
ной температуре и определенном уровне напряжений пропорцио-
нальна числу дислокаций, выходящих к границе [1, стр. 593]. Для
125
Рис. 77. Влияние размера зерна d на
среднюю величину проскальзывания
П по границам зерен в сварных
швах на никеле и его сплаве с алю-
минием:
Рис. 78. Влияние содержания алюми-
ния и ниобия в сплавах никеля на
среднюю величину проскальзывания
кристаллитов по поперечным грани-
цам в центре шва; средний размер
зерен (3,8 4- 4,2) - 10 2 см
/ поперечные границы в центре шва
(никель); 2 — продольные границы у зо-
ны сплавления (никель); 3 - поперечные
границы в центре шва (сплав никеля с
а том н он коп цен гра цией а л го м и ни я 6,55%)
поликристаллов с беспорядочной разориентацией зерен и границ
между ними средняя величина проскальзывания должна быть
пропорциональной размеру зерен.
Результаты измерения миграции границ зерен не выявили
связи между величиной миграции и размером зерен. Смещения
границ крупных зерен могут быть как малыми, так и большими
в зависимости от их кривизны.
Легирование никеля алюминием и особенно ниобием снижает
величину проскальзывания (рис. 78). Это связано с упрочнением
твердого раствора, т. е. повышением сопротивления сдвигу в объ-
еме зерен и затруднением переползания дислокаций. Измерения
микротвердости и параметров решетки показывают, что ниобий
более сильно упрочняет матрицу, чем алюминий вследствие
больших искажений решетки Кроме того, в зернах твердого
раствора никеля с ниобием затрудняется поперечное сколь-
жение в связи со значительным снижением энергии дефектов
упаковки.
Влияние типа легирующего элемента на проскальзывание
связано также и с формой границ зерен. При легировании пике-
ля алюминием границы зерен ровные, гладкие (рис. 79, а). Нио-
бий способствует образованию границ сложной формы
(рис. 79, б). Неровности границ препятствуют проскальзыванию
[1, стр. 593], [86].
Ниобий и алюминий существенно затрудняют миграцию
большеугловых границ в никелевых твердых растворах
(рис. 80). При этом влияние ниобия вновь оказывается более
резким. Этот факт легко объясним при сопоставлении выводов
основных теорий миграции границ зерен в чистых металлах (тео-
рия единичных переходов Тарнбалла [9, стр. 123] и в высоколе-
126
Рис. 79. Форма границ зерен в металле шва на сплавах
типа твердых растворов никеля с атомной концентрацией
алюминия 6,55% (а) и ниобия 6,35% (6)
тированных твердых растворах (примесная теория Люкке и Де-
терта [9, стр. 157]). В первой из них скорость миграции контро-
лируется самодиффузией атомов основы, а во второй — диффу-
зией примеси в направлении движения границы.
127
Рис. 80 Влияние содержания алю-
миния и ниобия в сплавах никеля
на среднюю величину смещения
(миграции) поперечных границ
кристаллитов в металле шва вбли-
Последняя теория более при-
менима в данном случае, так
как связывает задержку движе-
ния границы с образованием на
ней сегрегации легирующих эле-
ментов или примесей. Скорость
миграции границы лимитируется
скоростью, с которой атмосфера
примесей может двигаться вслед
за границей. Граница с приме-
сью мигрирует медленнее, чем
чистая граница. С увеличением
различия в атомных радиусах
растворителя и растворенного
элемента степень сегрегации воз-
зи зоны сплавления; средний раз- рйСТЯСТ, II ПОДВИЖНОСТЬ ГрЗНИЦЫ
мер зерен (3,8 4-4,2)-1 о - см падает Ниобий сегрегирует за-
метнее, чем алюминий. Кроме
того, ниобий существенно затрудняет самодиффузию никеля.
Зубчатость границ кристаллитов и резкое снижение величины
проскальзывания являются причинами того, что легирование нио-
бием практически полностью подавляет образование подсолидус-
ных горячих трещин в сварных швах сплавов никеля. При сварке
сплавов никеля с алюминием, наоборот, с ростом концентрации
алюминия склонность к образованию трещин возрастает.
Влияние легирующих элементов и примесей на образование
подсолидусных горячих трещин изучено при электроннолучевой
и аргоподуговой сварке сплавов ниобия с танталом, титаном,
цирконием, вольфрамом и молибденом [86]. Двойные сплавы
с молибденом, вольфрамом и титаном получены путем дугового
переплава электроннолучевого ниобия с легирующими добавка-
ми. Легирование сварных швов танталом и цирконием осуществ-
ляли с помощью фольги толщиной 0,1 мм, полоски которой вво-
дили в стык свариваемых пластин. Сопротивление образованию
горячих трещин оценивали на тонколистовой (1 мм) пробе
ПМЕТ, образец которой представляет собой пластину с односто-
ронней прорезью поперек сварного шва. Критерием оценки слу-
жила максимальная длина участка шва К от начала сварки до
прорези, при которой горячая трещина (вдоль оси шва) не обра-
зуется. Чем больше К, тем выше сопротивляемость образованию
трещин. Подробное описание этой пробы приведено в гл. IV.
Опыты показали, что при легировании цирконием сварных
швов сплава Nb — 5% Мо с повышенной склонностью к образо-
ванию горячих трещин. Трещины в сварных швах исчезали. До-
бавки титана и тантала не оказывали заметного влияния па рас-
трескивание швов.
Молибден и титан делают сплавы ниобия более склонными
к горячим трещинам при сварке, вольфрам — сначала тоже сни-
128
Рис. 81. Влияние легирования молибденом, вольфрамом и титаном на сопро-
тивление образованию горячих трещин
а — легирование молибденом и вольфрамом,
титаном, электроннолучевая и аргоно-дуговая
металла шва при сварке двойных
ниобиевых сплавов:
аргоно-дуговая сварка; б — легирование
сварка; основой сплавов служил ниобий
электроннолучевого переплава:
Оьй — трещин нет; — трещина есть
жает, по затем повышает сопротивление образованию трещин
(рпс. 81) Сплав с 10% по массе (5,26% атомарной концентра-
ции) вольфрама более стоек против образования трещин, чем
с 5% по массе (2,6% атомарной концентрации). Анализ струк-
туры показывает, что увеличение содержания вольфрама способ-
ствует образованию границ сложной формы, приближающихся
по очертанию к дендритам затвердевания. В сплавах с молибде-
ном и титаном границы остаются прямолинейными и в пределах
исследованных концентраций практически не меняют своей
формы.
Очевидно, при легировании идут два встречных процесса,
с одной стороны, добавки легирующих элементов уменьшают
скорость миграции границ и тем самым увеличивают вероятность
образования зародышевой полости при проскальзывании, с дру-
гой,— легирование элементами, образующими высокотемператур-
ную вторую фазу или повышающими энергию активации диф-
фузии в твердом растворе, уменьшает скорость выделения ва-
кансий по границам или способствует созданию неровных, фраг-
ментарных границ, по кото- =
рым межзеренное проскаль-
зывание затруднено и заро-
дышевые трещины не обра-
зуются. Частицы второй фазы
по границам зерен могут дей-
ствовать как точки закрепле-
ния, т. е. уменьшать свобод-
Рис. 82. Зависимость сопротивления
образованию подсолидусных трещин
при сварке от состава сплавов
9 Заказ 560
ную длину границы, снижая тем самым концентрацию напря-
жений в местах зарождения трещины.
Соотношение этих процессов можно представить в виде схемы
(рис. 82), где область составов сплавов с низкой технологиче-
ской прочностью ограничена с одной стороны концентрацией
легирующих добавок, при которой скорость миграции границ зе-
рен М больше скорости межзеренного проскальзывания /7;
с другой — минимальным значением скорости межзеренного
проскальзывания Пкр, обеспечивающим зарождение горячей тре-
щины. При II < Пкр образование зародышевой полости невоз-
можно.
Положение кривых Л1, П и прямой Пкр на схеме зависит от
природы легирующего элемента, характера его взаимодействия
с основой и примесями внедрения, а также от количества избы-
точных вакансий в сплаве. Значение Пкр, кроме того, опреде-
ляется, вероятно, темпом нарастания упруго-пластической дефор-
мации при охлаждении сварного шва, а именно: с увеличением
темпа деформации критическая скорость проскальзывания
уменьшается, что ведет к расширению области концентраций
Ci — Сг.
Таким образом, результаты этих исследований позволяют на-
метить основные пути повышения сопротивления металлов и их
однофазных сплавов образованию подсолидусных горячих тре-
щин при сварке:
1) легирование сплавов элементами, снижающими диффузи-
онную подвижность атомов в решетке или способствующими со-
зданию фрагментарной литой структуры (искривлению границ
кристаллитов, образованию в процессе кристаллизации и после-
дующего охлаждения высокотемпературных дисперсных вторых
фаз);
2) повышение чистоты основного металла по примесям внед-
рения;
3) сокращение продолжительности нахождения металла при
температуре высокой диффузионной подвижности (увеличение
скорости охлаждения металла сварных швов) и снижение темпа
нарастания и величины упруго-пластических деформаций при
охлаждении (ограничение деформаций за счет выбора рацио-
нальной конструкции соединений).
I
Глава IV
МЕТОДЫ ОЦЕНКИ СОПРОТИВЛЕНИЯ
СВАРНЫХ СОЕДИНЕНИИ ОБРАЗОВАНИЮ
ГОРЯЧИХ ТРЕЩИН
АНАЛИЗ МЕТОДОВ ОПРЕДЕЛЕНИЯ
СОПРОТИВЛЕНИЯ МЕТАЛЛА ОБРАЗОВАНИЮ
ГОРЯЧИХ ТРЕЩИН
Зарождение и развитие горячих трещин в сварных
соединениях определяется комплексом металлургических, техно-
логических и конструкционных факторов. Их сложное совместное
влияние создает большие трудности в разработке единого уни-
версального способа оценки технологической прочности. Этим и
обусловливается многообразие методик и образцов, применяемых
для испытаний.
Все известные методы испытаний iплавов па сопротивление
образованию горячих трещин можно классифицировать следую-
щим образом: а) определение механических свойств сплавов
в температурном интервале хрупкости; б) испытания с принуди-
тельным деформированием образцов, подвергнутых сварочному
нагреву (имеется в виду деформирование под действием внеш-
них сил); в) технологические пробы, где величина деформации
металла в температурном интервале хрупкости регулируется вы-
бором конструкции, размеров образца, последовательности и
режимов сварки.
Методы, предназначенные специально для изучения механи-
ческих свойств сплавов в температурном интервале хрупкости,
позволяют выявить раздельно элементарные процессы, происхо-
дящие при нагреве и охлаждении сплавов, и элементарные свой-
ства, совокупность которых определяет сопротивление сплавов
образованию горячих трещин. Речь идет в первую очередь о та-
ких характеристиках, как прочность и пластичность сплавов
в температурном интервале хрупкости и ширина этого интервала.
Испытания проводят на образцах из основного металла в изо-
термических условиях при температурах кристаллизации или
температурах нагрева металла в околошовной зоне. При этом
скорости охлаждения металла оказываются значительно мень-
шими, чем в реальных условиях, что отражается на структуре
металла и, следовательно, па результатах механических испыта-
ний. Кроме того, границы ТИХ, определенные в изотермических
9* 131
условиях, могут не соответствовать границам ТИХ при сварке,
что обусловлено смещением линии солидуса или концентрацион-
ных границ появления эвтектики от равновесного положения.
Другие методы механических испытании предусматривают
нагрев образцов по термическим циклам сварного шва или око-
лошовной зоны Однако деформации при механических испыта-
ниях, как правило, не соответствуют внутренним деформациям
при сварке реальных соединений, что отражается на достоверно
сти результатов испытаний. Помимо этого, получаемые при испы-
таниях характеристики являются не абсолютными, а скорее ин-
тегральными в силу неравномерности распределения деформа-
ций при испытании: деформации воспринимаются нс только
участками образца, находящимися в заданных условиях испыта-
ния, а распределяются на некоторой ширине или длине образца
в соответствии с прочностными и пластическими свойствами кри-
сталлизующегося или охлаждаемого после нагрева металла. Оп-
ределенная таким образом пластичность сплава не характеризует
относительную деформационную способность какого-либо отдель-
ного участка сварного шва, а определяет возможную деформа-
цию всего соединения в целом.
По этим причинам результаты испытаний могут быть распро-
странены только па те случаи сварки реальных конструкций, ког-
да форма сварного шва и температурное поле одинаковы с теми,
что были получены на образцах, а температурные границы меж-
крпсталлического разрушения и запас пластичности в ТИХ су-
щественно не зависят от скорости деформирования. Заметное
влияние па результаты испытаний оказывает вид образцов: пла-
стичность образцов из основного металла, нагретых до темпера-
туры оплавления зерен, оказывается ниже пластичности кри-
сталлизующихся образцов.
При испытании сплавов методами принудительной деформа-
ции наиболее распространенным количественным критерием со-
противления сварных соединений образованию горячих трещин
является критическая скорость внешней деформации. Преимуще-
ство методов испытания с принудительной деформацией по
сравнению с методами механических испытаний состоит в том,
что при этом учитываются и воспроизводятся реальные условия
изменения темпа внутренних деформаций в течение сварочного
цикла и регулируется величина накопленной деформации к мо-
менту образования горячей трещины.
Технологические пробы являются самым простым и произво-
дительным методом экспериментальной оценки стойкости спла-
вов против образования горячих трещин. По условиям деформа-
ции в температурном интервале хрупкости технологические про-
бы наиболее приближаются к конкретным технологическим зада-
чам, однако не позволяют выявить в комплексном технологиче-
ском свойстве — сопротивлении образованию горячих трещин —
более простые составляющие: прочность и пластичность, форму
132
и температурные границы провала пластичности, а также опре-
делить роль каждого из них. До сих пор нет необходимой четко-
сти в оценке результатов технологических проб.
Помимо прямых методов экспериментального определения
сопротивления сплавов образованию горячих трещин, существу-
ют методы косвенной оценки: по диаграммам состояния на осно-
вании представлений об увеличении склонности сплавов к обра-
зованию горячих трещин с расширением эффективного интервала
кристаллизации; по количеству ферритной фазы в аустенитных
сталях в соответствии с диаграммами Шеффлера; по эквивален-
ту углерода для сталей или по другим условным показателям.
Все эти методы пригодны лишь для приближенной оценки
влияния состава сплава на его технологическую прочность.
МЕТОДЫ МЕХАНИЧЕСКИХ ИСПЫТАНИИ МЕТАЛЛОВ
В ТЕМПЕРАТУРНОМ ИНТЕРВАЛЕ ХРУПКОСТИ
Метод МВТУ. Плоский образец размерами 300X20X
X (2 -г- 3) мм помещают на медный поддон печи специальной
разрывной машины, нагревают до расплавления, охлаждают до
заданной температуры, при которой! испытывают на растяжение
[60] и определяют предел прочности и относительное удлинение
в изотермических условиях. По результатам испытаний при раз-
личных температурах определяют ТИХ.
В другом варианте испытаний по методу МВТУ образец, со-
стоящий из двух пластин размерами 30 X 60 X б мм, зажимают
в губках приспособления и проплавляют испытываемым элек-
тродом [10]. Зазор между пластинами выдерживают постоянным.
Одна из губок неподвижна, другая может перемещаться под дей-
ствием пружины на заданную величину. Пружина развивает уси-
лие в 500 или 1000 кгс. Величину деформации регулируют набо-
ром вкладышей перед упором. Деформируя шов при различных
температурах, определяют границы ТИХ; изменяя величину де-
формации, определяют пластичность металла шва при данной
температуре. Результаты испытаний используют для построения
кривой пластичности в ТИХ.
Количественной характеристикой сопротивления образованию
горячих трещин считают отношение минимальной пластичности
сплава в ТИХ к разности температур верхней границы ТИХ и
температуры минимальной пластичности. Однако этот показа-
тель не является универсальным, поскольку условия испытания
по данной методике существенно отличаются от условий, возни-
кающих при сварке реальных изделий. Речь идет в первую оче-
редь о весьма высокой скорости деформации (50 мм/сек и выше)
о неизменности этой скорости при различных температурах. Эти
факторы должны оказывать заметное влияние на температурные
границы межкристаллического разрушения и пластичность ме-
талла в ТИХ.
133
Метод находит применение при выборе оптимальных компо-
зиций сварочных материалов.
Метод определения относительного удлинения кристаллизую-
щегося металла в изотермических условиях [50]. Раздвижную
форму из нержавеющей стали нагревают в печи до температуры
плавления испытываемого сплава. Для заливки металла в форму
печь выдвигают по направляющим и затем возвращают в исход-
ное положение. Металл затвердевает в форме со скоростью 7-
15 град!мин. Получающийся образец имеет рабочую часть дли-
ной 64 мм и диаметром 8 мм. По достижении температуры ис-
пытания образец выдерживают в течение 1 мин для выравнива-
ния температуры по сечению образца и затем растягивают со
скоростью 2—5 мм/мин. Относительное удлинение образца опре-
деляют по формуле
g _ /к —
^0
где /0- -расстояние между внутренними стенками формы до ра-
стяжения;
/к — расстояние между теми же точками после растяжения;
lj — ширина зазора между разорванными половинками об-
разцов.
Метод испытания кристаллизующегося металла в процессе
охлаждения [108, 127]. Цилиндрический образец диаметром
12 мм и длиной 60 мм помещают в плотно прилегающий керами-
ческий пли кварцевый тигель и нагревают индуктором выше
температуры плавления (длина участка максимального нагрева
не превышает 19 мм). В процессе охлаждения образец подвер-
гают растяжению. Температурный интервал испытаний 1482—
538° С. Испытания позволяют определить прочность и пластич-
ность металла при температурах, близких к температуре соли-
дуса, т. е. выявить границы области пониженной пластичности.
Метод ИМЕТ-1 для испытания металлов в условиях терми-
ческих циклов сварки [90, 94]. По этому методу тонкие стержне-
вые образцы (3 X 7 X 150 мм, сечение в шейке 3x3 мм с ра-
диусом 5 ям) нагревают по программе в специальной машине
ИМЕТ-1 проходящим током и охлаждают в соответствии с за-
данными термическими циклами. В процессе нагрева или охлаж-
дения образцы могут быть подвергнуты деформации или раз
рыву при заданной мгновенной температуре либо в заданном
интервале температур (в зависимости от скорости деформации),
а также могут быть резко охлаждены в воде с целью фиксации
структурного состояния. Это позволяет исследовать кинетику
изменения механических свойств и структуры металла в различ-
ных участках сварного соединения в процессе сварки и термиче-
ской обработки, а также программировать и осуществлять слож-
ные темпеэатурно-деформационные воздействия (методом растя-
жения). С помощью этой машины можно определять изменения
134
структуры и свойств после полного охлаждения образцов до
комнатной температуры.
Нагрев образцов регулируют изменением тока по заданной
программе, а скорость охлаждения — опрыскиванием водой, об-
дувом газом или путем пропускания тока небольшой величины.
Скорости нагрева в интервале 500—600° С изменяются от деся-
тых долей до нескольких тысяч градусов в секунду и скорости
охлаждения от 600° С — до десятых долей градусов в секунду.
Деформирующее (разрывное) устройство с электромагнитным
приводом обеспечивает разрывное усилие до 2000 кгс; скорость
деформации регулируется числом включенных секций обмотки
электромагнита и начальным зазором между якорем и стопором.
Запись усилия производится па шлейфовом осциллографе с по-
мощью индукционного датчика, соединенного через мембрану
с тягой. При высоких скоростях деформации можно осуществ-
лять разрыв образца за время не более 0,05 сек, в течение кото-
рого изменение температуры оказывается весьма незначитель-
ным (~15°С) даже при весьма быстром нагреве или охлажде-
нии (до 300 град!сек).
Анализируя характер изменения механических свойств при
различных температурах в процессе непрерывного нагрева и
охлаждения, выявляют интервал хрупкости металла. В качестве
критерия сопротивления основного металла хрупкому межкри-
сталлическому разрушению принимают температуру восстанов-
ления пластичности и прочности металла при охлаждении, когда
в условиях сварки могут возникнуть значительные растягиваю-
щие напряжения.
Метод ИМЕТ-1 получил распространение не только в СССР,
но и за рубежом (в США, Японии, Англии, Франции и ряде дру-
гих стран). В СССР машины ИМЕТ-1 изготовлены малыми се-
риями (около 30 шт.) и используются в ряде исследовательских
институтов и заводских лабораториях. Они имеются также
в ГДР, ЧССР и КНР.
В США этот метод применен Е. Ф. Ниппесом и В. Ф. Севед-
жем [120] и в настоящее время известен как испытание на горя-
чую пластичность. По этому методу, образцы из основного ме-
талла диаметром 6,3 мм и длиной 90 мм помещают в машину
типа ИМЕТ-1 для испытаний растяжением и нагревают прохо-
дящим током по заданной программе. Специальные устройства
регистрируют момент образования горячей трещины при растя-
жении образца. По результатам испытаний определяют нижнюю
границу температурного интервала образования горячих трещин
и деформационную способность различных сплавов в этом ин-
тервале.
Известен и другой вариант этого метода [125]. Пластину раз-
мерами 1,6 X 180 X 180 мм проплавляют вольфрамовым элек-
тродом в защите инертного газа в направлении прокатки (шесть
швов параллельно). Затем вдоль швов вырезают образцы разме-
135
ром 12 X 90 мм. Образцы нагревают по сварочным циклам с раз-
личными максимальными температурами и подвергают растяги-
вающим нагрузкам определенной величины. Последующим ме-
таллографическим исследованием фиксируют наличие микротре-
щин и определяют максимально допустимую деформацию (за-
пас пластичности) сварного соединения.
ОПРЕДЕЛЕНИЕ СОПРОТИВЛЕНИЯ МЕТАЛЛА
ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН МЕТОДАМИ
ПРИНУДИТЕЛЬНОГО ДЕФОРМИРОВАНИЯ
В основу методов положена схема изменения пластич-
ности металла в температурном интервале хрупкости (см.
рис. 29). Из схемы следует, что сопротивление сплава образова-
нию горячих трещин тем выше, чем меньше температурный ин-
тервал хрупкости п чем больше запас деформационной способно-
сти сплава (А = 6min — е) в этом температурном интервале.
Если в условиях кристаллизации металл шва подвергнуть
внешней деформации растяжением, то для каждого сплава мож-
но найти такую критическую скорость деформирования, при ко-
торой в сварном шве появятся горячие трещины, т. е. запас пла-
стичности сплава в ТИХ будет исчерпан. Эта критическая ско-
рость использована в качестве количественного критерия
сопротивления образованию горячих трещин в отечественных ме-
тодах МВТУ, ИМЕТ-2 и ИМЕТ-ЦНИИЧМ [58, 61, 63, 71, 88, 90,
93], основанных на принципе, который впервые был предложен
Н. Н. Прохоровым.
Принцип принудительного деформирования металла свароч-
ной ванны под действием внешних сил использовал и в других
количественных методах: «Мюрекс» [101, 123], Ота и Фредерикса
[106], Бланше [100] и др. Количественными критериями сопро-
тивления образованию горячих трещин в этих испытаниях слу-
жат измеряемые скорость, величина внешней деформации, уси-
лие, приводящее к образованию горячих трещин, длина трещины
при постоянной скорости внешней деформации. Недостатки по-
следних двух критериев рассмотрены ниже.
Метод МВТУ [58, 63]. Метод позволяет оценить стойкость ме-
талла шва против образования горячих трещин при выполнении
стыковых, тавровых и угловых соединений, а также при наплав-
ке [58, 63]. Метод предусматривает деформирование сварочной
ванны под действием внешних сил поперек или вдоль направле-
ния сварки. Деформирование образцов осуществляется растяже-
нием или изгибом. В качестве критерия технологической прочно-
сти принята наименьшая (критическая) скорость деформации,
при которой в металле шва зарождается горячая трещина.
Испытания по методу МВТУ проводят на специальных авто-
матизированных установках, снабженных сменными устройства-
136
V
250
250
Рис.
НИЙ
испыта-
(а —д):
стыкового шва.
последовательный отрыв кла-
вдоль направления стыкового
схема установки состав-
в про-
сварки; III — деформа-
шва по высоте поперечного
сечения
83. Образцы для
по методу МВТУ
растяжение простого неразъ-
в)
75
125
№
а
емкого образца в процессе наплав-
ки продольного валика; б - рас-
тяжение составного стыкового об-
разца при наплавке продольного
валика; в — последовательный из-
гиб клавиш поперек направления
шва таврового соединения; г —
последовательный отрыв (МВТУ)
или изгиб (ИМЕТ-2) клавиш попе
рек направления
д -
виш
шва; I
кого образца; II — изменение ско-
ростей вращения клавиш
цессе
ция
ми для сборки, сварки и деформирования образцов различной
формы.
Один из первых вариантов испытания по методу МВТУ пре-
дусматривал растяжение плоского образца в процессе наплавки
на него продольного валика (рис. 83, а). Концентраторы напря-
жения в центре образца обеспечивали поперечную деформацию
металла шва — в шве развивалась продольная трещина. Однако
при такой схеме испытаний деформировался не только металл
шва, но основной металл, что отрицательно сказывалось на точ-
ности получаемых результатов.
В других вариантах метода МВТУ неразъемные плоские об-
разцы заменены составными и клавишными.
На рис. 83, в показан составной клавишный образец для ис-
пытаний тавровых соединений. Большую пластину закрепляют
137
в машине неподвижно, короткие пластины (клавиши) устанавли-
вают в подвижные зажимы. С помощью зажимов пластинам со-
общают вращательное движение вокруг точки 0. Скорость пово-
рота пластин ступенчато возрастает по мере перемещения сва-
рочной ванны вдоль линии шва. При переходе сварочной ванны
с одной пластины на другую процесс деформации па короткое
время (на отрезке It) прекращают с тем, чтобы исключить влия-
ние границ образца.
Сварной шов в различных участках по высоте деформируется
неравномерно. Значение этой неравномерности может быть вы-
£>,— Dt h п
ражепо отношением —------= —. Для сварных швов различного
R
сечения эта неравномерность колеблется в пределах 5—15%.
Следовательно, металл шва подвергается растяжению как на
поверхности, так и в корне шва примерно в одинаковых услови
ях. Испытания стыковых соединений проводят на той же ма-
шине после установки соответствующих зажимных приспособ-
лений
Сменные приспособления обеспечивают и другую схему де-
формации образца •— последовательный отрыв клавиш поперек
пли в направлении сварки (рис. 83, г и д). При этом в сварном
шве образуются соответственно продольные или поперечные го-
рячие трещины. Во всех случаях металл шва деформируется
в температурном интервале хрупкости, что достигается подбором
скоростей сварки, величины погонной энергии и линейных разме-
ров подвижных клавиш. При соответствующем подборе скоро-
стей деформации удается за один цикл сварки найти критиче-
скую скорость деформации, при которой в шве появляются горя-
чие трещины.
Некоторую неточность в результаты испытаний по схеме
рис. 83, г вносит изменение зазора в корне шва по мере дефор-
мации образца. При испытании составных клавишных образцов
возможно нарушение условий деформации в местах соприкосно-
вения клавиш.
В последнее время в МВТУ создан новый тип машин для ис-
пытаний технологической прочности [63]. Вместо составных кла-
вишных образцов применены унифицированные одиночные об-
разцы размерами 60 X 30 лыи, испытываемые на растяжение.
Начало и окончание шва выводят на специальные технологиче-
ские пластины.
Скорость деформации в течение опыта сохраняется
неизменной
Применяя различные типы электродов для сварки образцов
из металла одной и той же плавки, сравнивают сопротивление
электродного металла образованию горячих трещин. Для оценки
основного металла, флюсов и электродных обмазок разных ма-
рок применяют один и тот же тип электрода. Комплексные ис-
пытания стыковых, угловых и тавровых соединений и возмож-
138
ность деформации металла сварных швов в продольном и попе-
речном направлениях позволяют достаточно точно оценить
сопротивление сварных соединений образованию горячих трещин.
К преимуществам метода относятся также высокая производи-
тельность, малая трудоемкость и достаточная теоретическая
обоснованность. Поэтому несмотря на относительную сложность
испытательных машин, метод МВТУ находит широкое примене-
ние в научно-исследовательских лабораториях.
Методы И МЕТ-2 и ИМЕТ-ЦНИИЧМ [88, 90, 93]. Методы при-
меняют для оценки сопротивления образованию горячих трещин
металла шва, наплавленного металла и основного металла в око-
лошовной зоне. Они основаны на том же принципе, что и метод
МВТУ.
В методе ИМЕТ-2 впервые был применен изгиб составных
плоских клавишных образцов (см. рис. 83, г) [88]. Для этого в ма-
шине ИМЕТ-2 предусматривалось многорычажное устройство
для последовательного изгиба клавиш по мере перемещения сва-
рочной ванны. В дальнейшем перешли к одноклавишным состав-
ным образцам (рис. 84). Развитием метода ИМЕТ-2 явилась
разработка серии машин ИМЕТ-ЦНИПЧМ, позволяющих испы-
тывать образцы не только при сварке, по и в условиях имитации
термического цикла околошовной зоны.
Испытания металла шва проводят на составных одиночных
клавишных образцах (рис. 84, а и б). В процессе сварки образ-
цы подвергают деформации изгибом поперек или вдоль направ-
ления сварного шва. При испытаниях образцов изгибом поперек
направления шва применяют вводные и выводные планки. Ши-
рину образца выбирают равной длине сварочной ванны L и из-
меняют ее в зависимости от режима сварки (рис. 84, а). Таким
образом добиваются максимального уменьшения неравномерно-
сти деформации по длине шва. Эти образцы служат для испыта-
ния только металла шва в условиях образования трещин соот-
ветственно вдоль и поперек шва.
Для испытания чистого наплавленного металла эти образцы
не пригодны, так как металл образца участвует в образовании
сварочной ванны и результаты испытания самым существенным
образом зависят от выбора основного металла, а также от его
размеров и режимов сварки. Поэтому были разработаны специ-
ализированные приспособления и образцы.
Для оценки сопротивления образованию горячих трещин на-
плавленного металла (без участия металла образца) при сварке
под флюсом применяют медную разъемную форму (рис. 84, в)
[76], составленную из стальной обоймы в виде щек /, медных
вкладышей 2, в которых предусмотрена канавка для наплавки
валика. Щеки обоймы и медные вкладыши скреплены болтами.
Обе половины формы имеют общую ось вращения 3. При испы-
тании одна из половин формы неподвижна, а вторая поворачи-
вается относительно оси в процессе наплавки валика. В дне
139
Рис. 84. Образцы для испытаний сварных швов по методам
ИМЕТ-2 и ИМЕТ-ЦНИИЧМ (а, б и г), медная форма для испытания
наплавленного металла (в) и приспособление (д)
медных вкладышей симметрично относительно сечения разъема
формы расположены два углубления В и С диаметром по 8 мм
на базе 28 мм. В процессе наплавки в них затекает и быстро
затвердевает расплавленный металл. Благодаря этому, а также
выполнению кромок в виде ласточкина хвоста, наплавляемый ва-
лик жестко закрепляется на каждой половине формы, и создает-
ся база для деформирования кристаллизующегося металла сва-
рочной ванны относительно сечения разъема АА. Перед наплав-
кой на дно формы укладывают три-четыре прутка электродного
металла. Этот способ позволяет существенно экономить металл,
однако он сложен.
При дуговой сварке электродами, а также в среде защитных
газов плавящимся или вольфрамовым электродами удобнее ис-
пользовать тонкие сплошные образцы с шейкой (рис. 84, г). Они
пригодны для ускоренных испытаний сопротивления образова-
нию горячих трещин как металла шва, так и наплавленного ме-
талла. Для этого применяется приспособление (рис. 84, д), со-
стоящее из двух стянутых внутренними пружинами / водоохлаж-
даемых медных пластин 2 и 4, одна из которых неподвижна,
а другая может поворачиваться относительно грани призмы 3
под действием рычага 7 машины ИМЕТ-ЦНИИЧМ.
Силу натяжения пружины регулируют таким образом, чтобы
образец с шейкой 8, закрепленный винтами 9, испытывался без
предварительного обжатия. Вольфрамовый электрод сварочной
головки 10 устанавливают по оси образца на расстоянии 20 мм
от шейки. Одновременно с зажиганием дуга начинает переме-
щаться вдоль образца. При прохождении через шейку дуга ее
полностью расплавляет. В этот момент автоматически отклю-
чается сварочный ток и включается механизм изгиба, который
деформирует кристаллизующийся металл шейки с заданной ско-
ростью в течение времени, задаваемого реле схемы управления
машины. После проведения испытания и снятия образца подвиж-
ная часть приспособления приходит в исходное положение под
действием пружин. Наличие трещин устанавливают визуально.
Вследствие нагрева и удлинения образца в процессе движе-
ния по нему дуги подвижная часть приспособления 3 отгибается
и образуется зазор г. Клин-компенсатор 5 под действием пру-
жины 6 выбирает зазор в процессе его образования.
Для проведения испытаний достаточно 0,3—0,5 кг (8—12 об-
разцов) исследуемого сплава. Образцы изготовляют из основного
металла (при сварке неплавящимися электродами без присадки)
или из металла многослойной наплавки, выполненной предвари-
тельно присадочной проволокой или электродами.
Приспособление дает возможность также испытывать в одних
стабильных условиях наплавленный металл или металл шва.
Для этого две пластины сваривают испытуемыми электродами
или в защитных газах и под флюсом встык многослойным швом.
Затем сварное соединение прокатывают или прострагивают вдоль
141
Рис. 85. Способы изготовления заготовок для образцов со средней ча-
стью из наплавленного металла
шва до толщины 3 мм и изготовляют образцы. Таким же образом
могут быть изготовлены образцы из натурного сварного соедине-
ния, выполненного в любом пространственном положении.
Для изготовления образцов из чистого наплавленного метал-
ла применяют два способа. Один из них заключается в том, что
образец (рис. 85, и) вырезают поперек стыкового соединения,
выполненного испытуемым присадочным материалом на медной
подкладке с зазором между кромками соединяемых пластин по-
рядка 10 мм (рис. 85, б). Доля основного металла в шве при
этом существенно снижается, но не исключается полностью. Опы-
ты показали, что металл пластины при такой технологии изго-
товления образцов оказывает некоторое влияние на результаты
испытания [16]. Поэтому такие испытания могут быть использо-
ваны лишь как сравнительные при условии, что все образцы бы-
ли изготовлены из основного металла одной партии (плавки) или
во всяком случае одной марки.
Влияние основного металла исключается при другом способе
изготовления образцов — путем приварки рабочей части к пла-
стинам (рис. 85, в, г). Рабочую часть шириной 16—18 мм изго-
товляют из верхних слоев многослойного наплавленного металла,
получаемого испытуемым электродом или присадочным материа-
лом. Наплавка может быть равномерной (рис. 85, <9) или с узки-
ми корневыми слоями (рис. 85, е). Приварка обработанной за-
готовки производится также испытуемым электродом широким
142
швом (порядка 5 мм). В этом случае влияние основного металла
на результаты испытания сводится практически к нулю.
В испытаниях по методу ИМЕТ ЦНИИЧМ степень неравно-
мерности распределения скорости деформации по высоте шва за-
висит от соотношения между толщиной образцов, глубиной про-
плавления и высотой швов и в общем случае выше, чем в испы-
таниях по методу МВТУ. Это обусловлено схемой деформации,
при которой ось вращения клавиши или образца совпадает
с нижней плоскостью образца. При этом существенно упрощает-
ся конструкция испытательной машины. Кроме того, при совме-
щении оси рычага, отгибающего образец, с гранью опорной
призмы, как это принято в машине ИМЕТ-ЦНИИЧМ, скорость
деформации в течение всего испытания сохраняется посто-
янной
В связи с существенной неравномерностью распределения
скорости деформации по высоте шва vKP в методе ИМЕТ-
ЦНИИЧМ определяют не по средней скорости, а по скорости
деформации того волокна, в котором в соответствии с условиями
теплоотвода образовалась горячая трещина:
vKp = 6 vp = ю(6— S) = 2r.n(f> — S) мм/мин,
где б — толщина образца;
S — глубина залегания участка зарождения трещины отио
сительно верхней плоскости образца в мм. Если трещи-
на возникает в зоне проплавления у верхней поверхности
образца, S = 0, если в корне шва, S = h (h — глубина
проплавления основного металла);
R - - длина плеча изгибающего рычага в мм\
vp — окружная скорость вращения конца рычага в мм'мин-,
ш--угловая скорость вращения рычага и образца в мин
п — число оборотов рычага в минуту.
Машины МВТУ ЛТП, а также ИМЕТ-ЦНИИЧМ изготовлены
малыми сериями (около 40 шт.) и используются в научно-иссле-
довательских институтах и заводских лабораториях, занимаю-
щихся изучением свариваемости металлов и разработкой при-
садочных материалов для сварки плавлением.
Методы количественной оценки стойкости металла околошов-
ной зоны против образования горячих трещин сначала основыва-
лись только на анализе характеристик изменения пластичности
и прочности основного металла в условиях термического цикла
сварки при испытаниях по методу ИМЕТ-1. Одпако эти испыта-
ния не учитывали влияния деформации усадки, накапливающей-
ся в металле околошовной зоны в процессе охлаждения, на запас
пластичности металла в температурном интервале хрупкости
Поэтому для этих целей был предложен усовершенствованный
метод ИМЕТ-ЦНИИЧМ, основанный на том же принципе, что и
испытания металла сварных швов [70, 93].
143
Топкие стержневые образцы типа ИМЕТ-1 размером 3 X
X 7 X 100 мм сечением 3X4 мм в шейке радиусом 10 мм, уста-
новленные в специальном приспособлении машины ИМЕТ-
ЦНИИЧМ, нагревают электрическим током по заданному тер-
мическому циклу от трансформатора. Приспособление (рис. 86)
позволяет подвергать образец растяжению без изгиба с изменя-
ющимися от опыта к опыту скоростями.
Приспособление состоит из двух, стянутых внутренними пру-
жинами 11 пластин, одна из которых 12 зажата в тисках 2 стола
1 машины, а другая 9 может поворачиваться вокруг грани не-
подвижного пуансона 10, растягивая образец 4 с заданной скоро-
стью. Регулируя натяжение пружин, стягивающих пластины,
можно устанавливать пластины в равновесное положение отно-
сительно грани пуансона. В этом случае сила натяжения пружин
компенсирует лишь массу подвижной части приспособления.
На пластинах в проушинах шарнирно укреплены зажимы 3 и
6 образца, связанные штоком 5 таким образом, что при удлине-
нии образца система шток — образец представляет собой пря-
моугольник с двумя удлиняющимися сторонами (шток и обра-
зец). Такая система позволяет осуществлять чистое растяжение
образца. На свободном конце штока укрепляют датчик 8 для
регистрации деформации образца с точностью до 1 мкм с запи-
сью на осциллографе. Так как образец нагревается током, про-
ходящим через токоподводы 7, зажимы изолированы друг от
друга.
Запись изменения деформации и температуры образца в шей-
ке во времени позволяет определить момент и температуру пе-
рехода от хрупкого (межзеренного) разрушения к упруго-пласти-
ческому (внутризеренному) разрушению, а также все характе-
ристики деформационной способное™ металла в ТИХ: темпера-
турные границы ТИХ, изменение пластичности в этом интервале,
минимальную пластичность и соответствующую ей температуру,
запас пластичности. Последовательность проведения этих испы-
таний подробно описана в гл. II (см. рис. 64) и поэтому здесь
не приводится
Рис. 86. Приспособле-
ние к машине ИМЕТ-
ЦНИИЧМ для испыта-
ния металла около-
шовной зоны
144
Впервые метод ИМЕТ-2
был применен для анализа
деформационной способности
металла шва непосредственно
при расплавлении сварочной
дугой в условиях деформации
изгибом {88]. При этом необ-
ходимо было каждый раз оп-
ределять место расположения
образующейся горячей тре-
щины в шейке образца в зави-
симости от условий теплоотво-
да. Переход к растяжению
образцов упростил эти испы-
тания, а использование нагре-
ва током сделало возможным
их применение для металла
околошовной зоны.
Методы МВТУ и ИМЕТ-
ЦНИИЧМ, основанные на со-
Рис. 87. Схема испытания
по методу
«Мюрекс»
поставлении характера изме-
нения пластичности кристаллизующегося металла шва и около-
шовной зоны с темпом нарастания растягивающих деформаций
в процессе охлаждения при сварке, позволяют не только оце-
нить технологическую прочность металла, но и выявить кинети-
ку образования и развития горячих трещин. Они получили ши-
рокое признание не только в СССР, но и за рубежом.
Метод «Мюрекс» [101, 123]. Метод предусматривает испыта-
ние на изгиб углового валикового шва. Образцы, состоящие из
двух пластин размерами 12 X 50 X 75 мм, зажимают в захватах
машины и в процессе сварки деформируют на угол 30° с посто-
янной скоростью со (рис. 87). Деформирование начинают через
5 сек после зажигания дуги. При некоторой скорости деформа-
ции в шве возникает горячая трещина, которая распространяется
вдоль шва по мере перемещения сварочной ванны. Оценку со-
противления образованию горячих трещин производят по длине
трещины.
Из схемы испытания видно, что абсолютная поперечная де-
формация шва не постоянна как по высоте шва, так и по его
длине. С увеличением катета шва деформация в верхних его во-
локнах возрастает. По мере увеличения длины шва деформация
в месте сварки уменьшается. Начальные участки шва деформи-
руются в условиях изменения угла а между катетами шва от
а0 = 90° до ап = 120°, а конечные участки — от некоторого угла
а > ио до ап = 120°. Вследствие этого размеры катетов и высота
шва, а следовательно, и скорость деформации его верхних во-
локон уменьшаются по мере перемещения сварочной ванны от
начала к концу. В этих условиях возникшая ранее трещина
Ю Заказ 560 145
перестает распространяться и останавливается на соответствую-
щем расстоянии от начала шва.
Метод имеет следующие недостатки [90, 93Г-
1. В деформации участвует закристаллизовавшийся металл
шва, длина которого непрерывно меняется.
2. Абсолютная деформация металла шва неравномерна по
длине вследствие уменьшения высоты шва и увеличения угла
разделки, а также вследствие непостоянства величины формо-
изменения образца по длине (последнее вызвано несимметрич-
ным расположением шва на образце), что искажает результаты
испытаний.
3. В результате совмещения корня шва с осью вращения
пластины нижние волокна шва не деформируются, и сопротив-
ление сварных швов образованию горячих трещин в этой зоне
нс оценивается. На практике же возникновение трещин в корне
шва наблюдается во многих случаях, особенно при ручной дуго-
вой сварке, когда определенное соотношение между формой
зоны проплавления, толщиной и размерами свариваемых эле-
ментов обусловливает наиболее интенсивный теплоотвод
в корневых участках шва.
4. Длина трещины не всегда служит строгим количественным
критерием стойкости сварных швов против образования горячих
трещин. По длине трещины можно судить ре только о сопро-
тивлении металла зарождению горячей трещины, но и о распро-
странении трещины, причем по мере развитий трещины межкри-
сталлпческпй характер разрушения может сменяться внутри-
кристаллическим.
Одна из модификаций метода «Мюрекс» метод RBS [108]
предусматривает наплавку углового шва в нижнем положении
в V-образную канавку между двумя пластинами. Одна из пла-
стин неподвижна, другая поворачивается с заданной угловой
скоростью to. Вращение пластины начинают, как только стаби-
лизируется дуга, т. е. через 2—3 сек после начала сварки. Раз-
мер пластин не менее 72 X 50 мм (лучше 80 X 75 мм), толщина
пластин 10—25 мм. В отличие метода «МюреИс» начальный угол
между пластинами сс0 и угол поворота подвижной пластины р
могут быть различными; переменной также является скорость
вращения пластины ю. В качестве критерия сопротивления ме-
талла шва образованию горячих трещин принято отношение
длины трещины ко всей длине шва. Метод R1BS имеет те же не-
достатки, что и метод «Мюрекс». Однако различные сочетания
значений а0 и р, р/<о в испытаниях RBS позволяют выявить за-
висимость сопротивления образованию горящих трещин от таких
факторов, как величина формоизменения, форма шва и скорость
принудительной деформации.
Метод испытания стыковых сварных шв‘ов на изгиб [81].
Стыковое сварное соединение подвергают изгибу в процессе
сварки. Скорость деформирования металла шва задается спе-
14G
циальной машиной. Мерой сопротивления швов образованию
горячих трещин, как и в методе МВТУ, принята максимальная
скорость принудительной деформации, при которой в шве не
возникают трещины.
Образец для испытаний состоит из двух пластин размером
120 X 120 мм с V-образпой подготовкой кромок и притуплением
в корне шва. Пластины толщиной 10—15 мм имеют притупление
не менее 3 мм. Высота шва меняется в зависимости от толщины
образцов в пределах 5 — 10 мм. Деформацию образца начинают
примерно на */з длины сварного шва. Этот метод имеет те же не-
достатки, что и метод «Мюрекс». Кроме того, к ним следует
отнести непостоянство скорости принудительной деформации
металла шва (равномерное поступательное движение верхних
пуансонов не обеспечивает постоянной угловой скорости дефор-
мации) .
Метод испытания металла шва в ТИХ [21] является одним из
вариантов методов МВТУ, ИМЕТ-2 и ИМЕТ-ЦНИИЧМ. Шейку
плоского образца расплавляют вольфрамовым электродом в
среде аргона. В процессе сварки образец подвергают деформа
ции растяжением с различными скоростями. Включая дефор-
мирующее устройство в различные моменты времени, выявляют
характер изменения пластичности металла шва в температурном
интервале хрупкости. Отличительная особенность метода
заключается в том, что для определения момента возникнове-
ния горячих трещин применен ультразвуковой контроль. Однако
несоответствие условий испытаний условиям сварки реальных
соединений (имеется в виду форма и размеры шва) снижает
ценность получаемых результатов.
Метод наплавки на вращающиеся трубчатые образцы (метод
Ота и Фредрикса) [106]. Сборка трубчатых заготовок осущест-
вляется по схеме на рис. 88. Длина трубок 150 мм, наружный
Рис. 88. Схема испытания по методу
Ота и Фредрикса:
1 — сварной шов; 2 — направление вра-
щения
Рис. 89. Схема испытания по методу
переменных деформаций:
' направление сварки
147
10*
диаметр 60 мм, толщина стенки 10 мм. Заготовкам сообщают
разнонаправленное вращательное движение. Между заготовка-
ми производят наплавку контролируемыми электродами. Ско-
рость вращения заготовок меняется от опыта к опыту и сохра-
няется неизменной в пределах каждого опыта. Критерием сопро-
тивления металла образованию горячих трещин служит некото-
рая критическая скорость вращения, при которой трещина
в шве только появляется или распространяется на всю длину
шва. Преимуществом данной схемы деформации по сравнению
со схемой принудительной деформации изгибом является сохра-
нение неизменными формы и высоты наплавки.
Метод переменных деформаций [124]. Конец плоского об-
разца размерами 50 X 200 мм зажимают в приспособлении
(рис. 89). Сварку осуществляют слева направо. В момент про-
хождения дугой точки А образец изгибают действием усилия F.
Радиус изгиба зависит от размера сменной оправки. В точке С
сварку заканчивают. Деформацию верхних волокон сварного
шва определяют как отношение b/2R, где 6 — толщина образца,
R — радиус изгиба. В случае, когда испытания проводят на
малом количестве материала, метод модифицируют, а именно:
применяют образец с вырезом, куда помещают вставку из испы-
тываемого материала. Вставку расплавляют вольфрамовым
электродом таким образом, чтобы шов был несколько шире
вставки.
Технологическую прочность металла характеризуют три
критерия: 1) минимальная деформация, необходимая для воз-
никновения трещин; 2) общая суммарная длина всех трещин;
3) максимальная длина трещины. Первые два критерия опре-
деляют сопротивление металла образованию горячих трещин,
третий критерий определяет температурный интервал хрупкости.
Метод предназначен для испытания свариваемого и электрод-
ного металлов.
Недостаток метода заключается в принудительной деформа-
ции наряду с металлом шва основного металла, что должно
снизить точность получаемых результатов. Кроме того, вызывает
возражение оценка технологической прочности металла по
длине трещин.
Метод наплавки в условиях двухосного напряженного со-
стояния (метод Бланше) [100]. Диск диаметром 200 мм из ис-
следуемого сплава жестко закрепляют по контуру в приспособ-
лении (рис. 90). При помощи пуансона в образце создают
напряженное состояние, определяющее степень жесткости
испытания. На образце выполняют круговой шов (0 60 мм)
аргоно-дуговой сваркой с присадочным или без присадочного
материала. Оценку сопротивления образованию горячих трещин
проводят по стреле предварительного изгиба диска, при которой
в шве еще нет трещин или появляются трещины определенного
балла (баллами оценивают общую длину трещин).
148
Рис. 90. Схемы испытания
по методу Бланше
Недостатком метода является неопре-
деленность условий деформации метал-
ла шва. По мере выполнения сварки уп-
ругая деформация предварительного на-
тяжения уменьшается, в то время как
деформация усадки возрастает. Поэтому
принятый показатель сопротивления об-
разованию горячих трещин — стрела
прогиба — не позволяет достаточно на-
дежно оценить деформационную способ-
ность металла в температурном интерва-
ле хрупкости.
Метод Бодро [103]. Пластину размера-
ми 50 X 150 мм (размеры могут быть и
другими) устанавливают в приспособление, нагружают с помо-
щью механической или гидравлической системы постоянной ра-
стягивающей силой и проплавляют вольфрамовым электродом
в защите инертного газа (или плавящимся электродом в среде
СО2) в направлении, нормальном к растягивающей силе. Про-
плавление не должно быть сквозным. В качестве критерия тех-
нологической прочности принята нагрузка, вызывающая обра-
зование горячей трещины.
Как все методы, в которых сопротивление межкристалличе-
скому разрушению оценивается не по деформации, а по усилию
(напряжению), метод Бодро имеет серьезный недостаток.
Напряжения, возникающие в металле шва при испытании,
в большой мере определяются свойствами основного материала,
в частности характером изменения прочностных характеристик
с повышением температуры, поэтому для разных сплавов ре-
зультаты испытаний не могут быть сопоставлены. Другая
неточность может быть связана с наличием так называемых
«краевых» условий. Поперечная составляющая сварочной де-
формации у кромки проплавляемой пластины часто приводит
к образованию горячей трещины даже без принудительной
деформации образца. Величина поперечной деформации зависит
от свойств материала, режимов сварки, формы начального
участка шва и места начала сварки.
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ ДЛЯ ОЦЕНКИ СОПРОТИВЛЕНИЯ
СВАРНЫХ СОЕДИНЕНИЙ ОБРАЗОВАНИЮ
ГОРЯЧИХ ТРЕЩИН
Сопротивление сварных соединений образованию го-
рячих трещин можно оценить нс только методами испытания
механических свойств в ТИХ или принудительного деформиро-
вания металла шва и околошовной зоны, но и путем техноло-
гических проб и модельных образцов, имитирующих сварные
соединения различной конструкции. Сущность таких испытаний
149
заключается в том, что металл, в котором не возникают трещины
в искусственно созданных условиях деформации (последнее
достигается выбором формы проб, конструктивных размеров и
типов закрепления элементов), нс должен разрушаться и в ре-
альных изделиях.
Технологические пробы можно условно разделить на два
класса — количественные и качественные.
К количественным пробам отнесены те пробы, в которых
изменение темпа нарастания деформаций в металле шва, т. е.
изменение условий, вызывающих образование горячих трещин,
можно связать с каким-либо конструктивным параметром (раз-
мерами образца, глубиной или расположением надрезов и пр.).
Сравнивая такие пробы по изменяемому конструктивному
признаку, можно выделить сплавы с меньшим или большим
сопротивлением образованию горячих трещин. Следует отметить
известную условность такой оценки, поскольку изменение
внутренних деформаций в шве и околошовной зоне в ряде
случаев может быть связано не только с изменение?.! кон-
струкции и размеров пробы, но и тепловых условий сварки.
Качественные технологические пробы сводятся к выполнению
сварных швов на образцах постоянной формы при соблюдении
строго определенной последовательности и определенных ре-
жимов сварки. О сопротивлении металла шва образованию
горячих трещин судят по наличию или отсутствию трещин на
поверхности, на шлифах или в изломах сварных швов. Пробы
не позволяют оценить количественно стойкость сплавов против
образования горячих трещин и предназначены лишь для отбра-
ковки плохо сваривающихся сплавов.
Известны попытки регулировать условия деформации метал-
ла шва на пробах постоянной формы путем изменения пара-
метров режима сварки, например скорости сварки, силы
сварочного тока (97]. Однако следует учитывать, что эффект or
изменения режимов сварки определяется соотношением таких
факторов, как температурное поле, форма сварного шва, размер
зерна в шве, величина деформации в околошовной зоне и др.,
и потому не может быть однозначным.
Весьма условным является деление качественных проб на
пробы постоянной и переменной жесткости (в зависимости or
сохранения или изменения конфигурации образца вдоль направ-
ления сварки). Любой образец, даже образец постоянной
ширины и толщины без каких-либо дополнительных прорезей,
по мере выполнения сварного шва меняет свою жесткость.
При сварке образцов переменной ширины или толщины этот
эффект еще более усиливается.
Уменьшение темпа нарастания деформаций по мере выпол-
нения шва приводит к тому, что начавшая развиваться горячая
трещина останавливается. На этом основании ряд исследова-
телей проводит оценку сопротивления образованию горячих
150
трещин по длине или по площади поверхности трещин. Такую
оценку нельзя считать совершенной, так как момент остановки
трещины определяется не только условиями деформации, но
и свойствами межкристаллических прослоек, в частности их вяз-
костью или скоростью восстановления пластичности. Таким
образом, длина трещины характеризует суммарные свойства
сплавов: стойкость против образования горячих трещин и сопро-
тивление их распространению под воздействием внутренних
напряжений. Но возникновение горячих трещин и процесс их
распространения—это различные и зачастую не совпадающие
в тенденции физические явления. Однако в отдельных случаях
оценка технологической прочности по длине трещин достаточно
хорошо согласуется с результатами, полученными при испыта-
нии тех же материалов методами принудительной деформации.
В конструкции многих проб четко выражено стремление
максимально увеличить жесткость свариваемых элементов,
т. е. ограничить возможность свободного деформирования осты-
вающего металла шва. Некоторые из проб являются моделью
наиболее жестких узлов реальных изделий. Эта тенденция
в выборе формы проб подвергнута в настоящее время критике
165, 66]. Установлено, что при сварке тонколистовых проб вели-
чина внугреппих деформаций в области температур, близких
к температуре солидуса, обратна жесткости соединяемых эле-
ментов, т. е. чем больше жесткость пробы, тем меньше вероят-
ность образования горячих трещин. На этом основании требует
пересмотра традиционный подход к оценке результатов,
получаемых при сварке проб.
Количественные технологические пробы
Сварка пластин встык в жестком закреплении (проба
Болснрага [126]). Пластины собирают в зажимном приспособ-
лении и сваривают встык (рис. 91) Образование трещин в шве
зависит от расстояния между зажимами /, определяющего жест-
кость образца. Изменяя расстояние между зажимами, регули-
руют величину деформации металла шва. Таким образом,
показатель / становится критерием количественной оценки
сопротивления металла шва образованию горячих трещин: чем
больше /, при котором в шве нет трещин, тем больше сопро-
тивление разрушению.
Составная листовая проба МВТУ [65]. Образец состоит из
нескольких пластин различной ширины, соединенных с одной
стороны прихватками (рис. 92). Сварка образцов производится
в направлении расширения пластин. В местах пересечения
стыка пластин сварным швом образуются горячие трещины.
Их появление зависит от жесткости проплавляемых пластин.
Показателем сопротивления металла шва образованию горя-
чих трещин служит минимальная ширина пластины, при сварке
151
Рис. 91. Проба Боленрата
К недостаткам пробы
Рис. 92. Составная листовая проба МВТУ:
1 — направление сварки; 2 — прихватка
которой горячие трещины не обра-
зуются. Чем меньше критическая
ширина пластины, тем больше стой-
кость металла шва против образо-
вания горячих трещин.
следует отнести изменение величины
проплавления в местах стыка пластин и при сварке пластин
различной ширины, что отрицательно сказывается на точности
получаемых результатов. Известно, что форма сварочной
ванны (или другими словами, концентрация температурного
поля) определяет величину внутренних деформаций в темпера-
турном интервале хрупкости [66].
Пробу применяют для испытаний листового материала малой
и средней толщины. В последнем случае на пластинах выпол-
няют разделку, чтобы обеспечить проплавление образца по всей
длине.
Проба МВТУ для трубных образцов [65]. Отрезок трубы раз-
резают вдоль образующей и в прорезь помещают вставку из
того же металла или металла, применяемого в качестве присад-
ки при сварке. В таком виде трубу соединяют прихватками
с неразрезанной заготовкой (рис. 93). Образец с вставкой про-
плавляют кольцевым швом. Появление горячих трещин в месте
пересечения кольцевого сварного шва с вставкой зависит от
расстояния / между краем трубы и кольцевым швом. Чем боль-
ше /, тем меньше поперечная составляющая формоизменения
в кольцевом шве, тем меньше внутренняя деформация и вероят-
ность образования горячих трещин. Таким образом, длина
участка I становится показателем технологической прочности
металла при кристаллизации.
Проба И МЕТ для тонколистового материала [31]. Образец
пробы представляет собой пластину постоянного размера (на-
пример, 80 X 50 X 1 мм) с надрезом, параллельным короткой
стороне образца (рис. 94). Образцы проплавляют вольфрамо-
вым электродом в струе аргона или электронным лучом так,
чтобы ось шва проходила через вершину надреза. Проплавление
начинают, несколько отступая от края пластины, чтобы избежать
образования продольной трещины в начале шва.
152
Рис. 93. Проба МВТУ для трубных об-
разцов
Рис. 94. Проба ИМЕТ для тонколисто-
вого материала:
1 — начало шва; 2 — трещина от надреза
Появление трещины от надреза зависит от расположения
надреза по длине образца. Чем больше длина шва до надреза
К, тем больше накопленная деформация усадки и больше темп
нарастания деформации при кристаллизации металла шва в
вершине надреза.
В качестве критерия сопротивления образованию горячих
трещин принята максимальная длина шва до надреза, при ко-
торой в шве нет трещины.
Преимуществом пробы по сравнению с составной листовой
пробой МВТУ является сохранение неизменными параметров
проплавления по длине шва и от опыта к опыту.
Проба Лихайского университета [101, 108, 127]. Пробу ши-
роко применяют при оценке свариваемости листов большой тол-
щины. Образец пробы представляет собой пластину размерами
200 X 300 мм с прорезями по краям (рис. 95, а). Образцы одной
партии отличаются между собой длиной прорезей, назначение
которых — уменьшать жесткость образцов. В середине образца
между двумя отверстиями вырезают щель с V-образной раздел-
кой кромок. В щель производят наплавку в один слой.
Сопротивление металла шва образованию горячих трещин
оценивают по длине отрезка х, при которой в шве еще нет тре-
щин, или по отношению длины трещин к длине шва.
В целях экономии материала и снижения трудоемкости
образец пробы усовершенствован [127]. Новый образец состоит
из рамы и сменных вставок, соединенных с рамой сварными
швами (рис. 95,6). После испытаний вспомогательные швы
удаляют фрезой; таким образом раму можно использовать
неоднократно. Для проведения испытаний необходим комплект
рам с прорезями различной длины.
В новом варианте испытаний условия деформации металла
шва между вставками могут быть искажены в связи с выпол-
нением дополнительных швов и нарушением сплошности
образца.
Проба с ключевидной прорезью NRL (Морской исследова-
тельской лаборатории США) [101, 108]. Один из вариантов об-
153
Рис. 95. Проба Лихайско-
го университета:
а первый вариант образца;
б — модифицированный об-
разец со сменными вставками
разца пробы представляет собой пластину постоянного разме-
ра (200 X 300 X 25 мм) с прорезью и отверстием в конце
прорези (рис. 96). Стыковой шов выполняют от края пла-
стины к отверстию. По мере заполнения прорези наплавлен-
ным металлом увеличивается поперечная составляющая внут-
ренней деформации — в шве появляются трещины. О сопротив-
лении металла шва образованию горячих трещин судят по
Рис. 96. Образец пробы NRL:
1 — датчики; 2 - направление сварки
расстоянию от отверстия
до сварочной ванны в мо-
мент появления первой
горячей трещины, пли по
длине трещины
Известен и другой ва-
риант пробы [108]. Испы-
тания проводят на образ-
цах той же формы, но
различной ширины. На
торце пластины против
отверстия и на стенке от-
верстия устанавливают
154
Рис. 97. Образец пробы Гинда
электрические датчики напряжений. Перед сваркой образца
проводят тарировку датчиков по усилию сжатия, вызывающему
смыкание стенок прорези. Сварку выполняют в один или не-
сколько слоев. Условия деформации металла шва определяются
длиной шва и шириной пластины. По показаниям датчиков ус-
танавливают величину напряжения, вызывающего образование
горячей трещины в шве
Проба с прорезью BWRA (Британской исследовательской
ассоциации по сварке) [101]. Проба BWRA является упрощен-
ным вариантом предыдущей пробы. Прямоугольная пластина
размерами 300 X 115 X 6 мм имеет с одной стороны прорезь ши-
риной 0,8—1 мм. Образцы одной серии отличаются друг от дру-
га длиной прорези. Сварку образцов проводят по прорези от
края пластины к центру с полным проплавлением (доля участия
основного металла в металле шва 70- 80%). Критерием сопро-
тивления образованию горячих трещин служит минимальная
длина прорези, при сварке которой получена трещина.
Проба Гинда [101]. Две пластины из углеродистой стали
толщиной 25 мм сваривают между собой двумя продольными
валиковыми швами (рис. 97). Размеры нижней пластины по-
стоянны, верхняя пластина может иметь ширину 25, 38 и 50 мм.
Первый шов — вспомогательный—длиной 75 мм сваривают
аустенитным электродом по специальной разделке. В соответ-
ствии с увеличением ширины верхней пластины через 6,5 или
4 сек после окончания сварки первого шва выполняют второй
шов — контрольный. Длина шва 38 мм. Условия деформации
шва определяются размером верхней пластины. Это позволяет
разделить испытываемые материалы по их технологической
прочности на четыре группы. Для пробы характерен большой
разброс результатов.
Качественные технологические пробы
Наплавка на лист [101]. На лист толщиной 12 -
25 мм наплавляют валик. Трещины в шве и околошовной зоне
выявляют путем исследования макрошлифов продольного и по-
155
перечного сечения наплавленного металла. Пробу используют
для подбора оптимальных режимов сварки и типов электродов.
Проба Фоккера. Известны два варианта пробы Фокке-
ра. Один вариант заключается в проплавлении тонкой прямо-
угольной пластины газовым пламенем от кромки к центру [126].
Во втором варианте образец пробы представляет собой пластину
размерами 110 X 115 мм, одна кромка которой загнута под
прямым углом для образования ребра жесткости высотой 15 мм;
с противоположной стороны пластины имеется прорезь, перпен-
дикулярная ребру; прорезь заканчивается отверстием диамет-
ром 8 мм на расстоянии 15 мм от ребра [108]. При испытании
выполняют газовую сварку по прорези в направлении к отвер-
стию. Устанавливают есть ли трещины в шве.
Пробы со шлицами [90]. Такие пробы находят приме-
нение при испытании сопротивления образованию горячих
трещин тонколистовых алюминиевых сплавов. На рис. 98 при-
ведены три варианта образцов пробы: а — плоский образец со
шлицем; б — угловая шлицевая проба; в — угловая шлицевая
проба с поперечными прорезями. Сварку образцов производят
газом или плавящимся электродом в струе инертного газа по
шлицу, начиная с края пластины. Наиболее жесткие условия
испытания возникают при сварке плоского образца. Критерием
технологической прочности сплавов служит отношение длины
трещин к длине всего шва в процентах.
Проба Холдкрофта «рыбья кость» [101, 109]. Пробу приме-
няют для оценки сопротивления металла шва образованию
горячих трещин при сварке тонколистовых материалов; легиро-
ванных сталей, алюминиевых и магниевых сплавов и др. Обра-
зец пробы представляет собой пластину с боковыми прорезями
увеличивающейся длины (рис. 99). Размеры образца могут
быть различными: 150 X 38 мм, 75 X 44 мм и др. При испытании
производят наплавку или проплавляют образец вольфрамовым
электродом в защите газа. Критерием служит длина трещины
или усилие, необходимое для закрытия трещины. В качестве
156
50+150
Рис. 99. Образец пробы Холдкрофта:
1 — направление сварки
предназначена для испытания
варианта этой пробы применя-
ют образец, состоящий из пя-
ти секций. При сварке трещи-
ны образуются в перемычках
между секциями и затем раз-
виваются в трещины большой
протяженности. Показателем
стойкости против образования
трещин считают расстояние от
оси шва, где кончается трещи-
на, до соответствующей попе-
речной прорези.
Проба Хаксли [100]. Проба
тонколистового материала. Образец представляет собой пласти-
ну, разделенную поперечными прорезями на 14, 10 и 8 секций.
Секции закреплены болтами на двух цилиндрических стержнях
(рис. 100). Ширина секций 38 мм, длина 25—50 мм, глубина
прорезей между секциями 15 мм. Сварку выполняют по оси
образца. В местах прорезей в шве образуются трещины.
В качестве критерия оценки технологической прочности прини-
мают среднюю длину трещины или отношение средней длины
трещины к длине секции. Установлено, что длина трещин про-
порциональна длине секций или обратно пропорциональна
жесткости образца (чем короче секция, тем меньше расстояние
между соседними болтами).
Н-образная проба [126]. Четыре пластины сваривают между
собой встык в последовательности, показанной на рис. 101.
Контрольный короткий шов 5 выполняют последним, когда
первые швы полностью остыли. По окончании сварки устанав-
ливают наличие или отсутствие трещин в контрольном шве.
Крестовидная тонколистовая проба [38]. Пробу применяют
в основном для определения склонности к образованию горячих
трещин алюминиевых и магниевых сплавов. Две прямоугольные
пластины сваривают между собой четырьмя валиковыми швами
в последовательности, указанной на рис. 102. Критерием служит
отношение длины швов с трещинами к общей длине швов.
Проба Шнадта — Фиско [101, 108]. Две пластины шириной
80—130 мм п длиной 180—200 мм зажимают встык в специаль-
Рис. 100. Образец пробы Хаксли:
1 — направление сварки
157
Рис. 101. Образец Н-образной пробы:
/ —- 5 -- последовательность выполнения
сварных швов
Рис. 102. Образец крестовидной про-
бы:
1 — 4 — последовательность выполнения
сварных швов
ном приспособлении (рис. 103, с). Толщина пластин 1—40 мм.
Варианты разделки кромок пластин под сварку показаны на
рис. 103,6. Между пластинами помещают распорки для обе-
спечения зазора в стыке 1—6 мм. Ширина зазора не должна
быть больше диаметра электрода, применяемого для сварки.
Сварку образца выполняют прерывистыми швами в одном
направлении после охлаждения каждого предыдущего шва до
температуры 50° С или сразу же один за другим.
Длина одного шва 40—50 мм. Условия деформации металла
шва зависят от формы разделки кромок (менее благоприятной
является несимметричная V-образная разделка), ширины за-
зора, режимов сварки, сварочных материалов. Показателем
сопротивления образованию горячих трещин является отноше-
ние общей длины продольных трещин к длине сварных швов.
Проба Теккен [108]. Проба предназначена для листового
материала толщиной 20 -50 мм. Кромки, обработанные меха-
158
ническим путем: имеют V-образную форму. Перед испытанием
образец сваривают в трех участках (рис. 104). Сварку кон-
трольных швов выполняют в один слой, выдержка между свар-
кой первого и второго шва 10 сек. Оценку технологической
прочности проводят по отношению длины трещин к длине шва
пли в некоторых случаях по отношению глубины трещины к
высоте шва.
Проба Браун — Бойера [126]. Образец пробы состоит из на-
бора пластин, стянутых болтом. Размеры и количество пластин
устанавливаю! экспериментально. С трех сторон на образце
выполняют по четыре полукруглые канавки радиусом 2—5 мм,
с четвертой стороны—четыре канавки V-образной формы
(рис. 105). Наплавку в полукруглые канавки производя! элек-
тродом того же диаметра, что и диаметр канавки. Канавки
V-образной формы заполняют несколькими слоями. После свар-
ки образца определяют количество и протяженность трещин
в сварных швах. Образец может быть собран из пластин раз-
личных сталей. Таким образом, даже при сварке одного образца
удается выявить наиболее благо-
приятное сочетание основного и
присадочного металлов.
Проба Пеллини [29, 101, 108].
Образец пробы воспроизводит усло-
вия сварки лопаток с диском турби-
ны. Бруски прямоугольного сечения
собирают в зажимном приспособле-
нии. Поперек брусков направляют
валик. Оценку технологической
прочности металла шва проводят по
величине раскрытия зазора между
брусками в месте образования тре-
щины, по площади поверхности тре-
щин, по количеству стыков с тре-
щинами. Растрескивание образцов
усиливается при увеличении шири- Рис 105 образец пробы Бра-
ны бруСКОВ. ун—Бовери
159
Рис. 106. Образец кольцевой сег-
ментной пробы
Пробам Пеллини и Браун —
Бовери свойственен общий недо-
статок: неопределенность усло-
вий деформации металла шва в
стыках, связанная с изменением
усилия сжатия составных эле-
ментов по мере выполнения свар-
ного шва.
Кольцевая сегментная проба
для листов большой толщины
[101, 108]. Образец пробы собира-
ют из четырех заготовок с шли-
фовальными торцовыми поверх-
ностями и сваривают между со-
бой с двух сторон. Размеры об-
разца после сборки 90 X 90 X
X 25 мм. С верхней стороны об-
разца протачивают кольцевую
канавку размером 50 мм
(рис. 106). При испытании обра-
зец сваривают по канавке в один
слой. Сварку начинают в позиции
60°. Первый шов имеет протяженность, соответствующую цент-
ральному углу 240°. После охлаждения образца ниже темпера-
туры 50° С сваривают замыкающий шов. Горячие трещины обра-
зуются в местах стыка заготовок и распространяются вдоль
сварного шва.
Критерием оценки технологической прочности служит про-
центное отношение длины трещин к длине шва.
Проба с круглой вставной заплатой [101, 108, 115, 126]. Про-
бу применяют для оценки сопротивления образованию горячих
трещин судостроительных сталей и сварочных электродов.
Образец пробы состоит из пластины с отверстием в центре и
диска, помещенного в отверстие. Размеры диска и пластины
могут быть различными. Испытания проводят па пластинах раз-
мером 250 X 250 X 25 мм с отверстием диаметром 115 мм; кром-
ки под сварку имеют Х-образную разделку с углом раскрытия
90° и зазором 2,5—3,2 мм. Сопротивление образованию горячих
трещин оценивают процентным отношением длины трещин
к длине всего шва [115].
При исследовании влияния размеров пластины и диска на
жесткость пробы установлено, что с уменьшением отношения
диаметра диска к ширине пластины жесткость образца увели-
чивается [115]. При отношении этих величин, равном 0,2—0,3,
остаточные напряжения в образце достигают предела текучести.
Однако выводы об изменении жесткости пробы однозначно
применимы лишь к области температур образования холодных
трещин; при испытании на горячие трещины увеличение жест-
160
кости образца может привести к обратному эффекту, а именно —
к уменьшению растрескивания сварных швов [66].
В общем случае кольцевые пробы характеризуются большой
неоднородностью деформации по длине шва, вызванной несим-
метричностью поля напряжений усадки и постепенным теплона-
сыщением образца.
Круговая проба [97, 102]. Проба аналогична пробе круглой
заплаты, но предназначена для листов малой толщины. Пла-
стину с кольцевым вкладышем закрепляют в жестком приспо-
соблении и сваривают при различной скорости сварки. Кромки
отверстия и вкладыша не имеют разделки. Размеры образца
могут быть различными. Испытания проводили на квадратных
пластинах со стороной 150 мм, толщина пластин 2—3 мм, диа-
метр отверстия и вкладыша 50, 70 или 100 мм [97]. Скорость
сварки изменяли в пределах 4—120 м/ч. Критерием сопротив-
ления образованию горячих трещин служит скорость сварки,
при которой появляются первые трещины [97], длина трещин или
длина участка шва с трещинами [102]. В последнем случае
критерием оценки может быть центральный угол, внутри кото-
рого находится участок с трещинами.
Вариантом круговой пробы является проба с кольцевым
валиком для тонколистового материала. Жестко закрепленную
в приспособлении пластину проплавляют по кольцу вольфрамо-
вым электродом в защите инертного газа пли плавящимся
электродом. Оценку технологической прочности проводят по
отношению суммарной длины трещин к длине всего шва или по
центральному углу, внутри которого находится участок шва
с трещинами. Для увеличения жесткости в ряде случаев обра-
зец дополнительно проплавляют по диаметру кольца в двух
взаимно перпендикулярных направлениях.
Проба с кольцевым многослойным швом для аустенитных
сталей BWRA (Британской исследовательской ассоциации по
сварке) [101, 133]. Проба имитирует сварку трубок паропровода
с коллектором (рис. 107).
Сварку выполняют в два приема: сначала заполняют слоями
одну половину кольцевой канавки, затем — другую. Трещины
образуются главным образом в зоне термического влияния (ино-
гда наблюдают горячие микротрещины на поверхности наплав-
ляемых слоев).
Проба Килгрена — Лаци (сварка стержней) [114]. Два
стержня квадратного сечения со стороной 25 мм, длиной 75 мм
совмещают ребрами так, чтобы образовалась Х-образная ка-
навка. Сварку пробы производят в несколько слоев (рис. 108).
Два шва выполняют один за другим, после сварки каждой пары
швов образец охлаждают до температуры ниже 40° С. Устанав-
ливают наличие трещин на поверхности швов и на микрошли-
фах поперечного сечения образца. Пробу применяют для испы-
тания аустенитных сталей.
11 Заказ 560 161
Рис. 110. Стыковая проба Navy
Рис. 108. Образец пробы Килгре-
на — Лаци:
1 — 12 — последовательность выполнения
сварных швов
Проба Каутца [101]. Два цилиндрических прутка диаметром
и длиной 50 мм сваривают между собой вдоль образующей
цилиндра тремя слоями 1—3 (рис. 109). Ток сварки максималь-
ный. После сварки третьего шва образец быстро переворачива-
ют и выполняют контрольный шов 4. Склонность металла к об-
разованию горячих трещин считается умеренной, если общая
длина трещин в контрольном шве не превышает 25 мм, и силь-
ной — если больше 25 мм.
162
Тавровая проба [72]. Испытание заключается в двусторонней
сварке тавровых соединений. Размеры горизонтальной пласти-
ны и стойки могут быть различными, например испытания
проводят на пластинах 100 X 250 мм с толщиной полки и
стойки соответственно 25 и 12,5 мм. При малой толщине полки
ее приваривают к массивной болванке валиковыми швами.
Сварку контрольных швов выполняют в противоположных на-
правлениях. Перед сваркой образец может быть подогрет до
температуры 300° С. Трещины выявляют при внешнем осмотре
образца или в изломах швов после разрезания горизонтальной
пластины. Оценку технологической прочности проводят по на-
личию трещин в первом или втором контрольном шве и по длине
трещин.
Тавровая проба с односторонним контрольным швом [72].
Образец пробы представляет собой тавр с односторонним кон-
трольным швом при наличии с другой стороны двух косынок
жесткости. Для увеличения жесткости полку приваривают к
массивной плите или подставке. В некоторых случаях выпол-
няют закрепляющий шов на образцах без косынок или между
косынками. Сечение закрепляющего шва должно быть больше
сечения контрольного шва примерно на 20%. После испытаний
из образца вырезают поперечные темплеты для микроисследо-
ваний или разрушают контрольный шов под прессом или коп-
ром. Оценку производят по наличию или отсутствию трещин
в контрольном шве.
Стыковая проба Navy (Морского департамента США) [101].
Образец пробы состоит из прямоугольной пластины с V-образ-
ной канавкой. Пластину приваривают угловыми швами к мас-
сивной плите. Контрольный шов выполняют в несколько слоев
(рис. ПО). Пробу применяют для испытания аустенитных хро-
моникелевых электродов.
Проба круглой заплаты Navy (Морского департамента
США) [101, 132]. Образец для испытаний показан на рис. 111.
Сварку пробы производят по участкам в последовательности
1—4. Каждый участок заполняют в несколько слоев. По окон-
чании сварки устанавливают наличие трещин в шве.
11*
Глава V
МЕТАЛЛУРГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ
ПУТИ ПРЕДУПРЕЖДЕНИЯ ГОРЯЧИХ
ТРЕЩИН 3 МЕТАЛЛЕ ШВА
Механизм образования горячих трещин при сварке
плавлением жаропрочных сплавов, а также влияние их состава
и условий сварки на стойкость шва против образования горячих
трещин (или как часто говорят, для краткости, на его технологи-
ческую прочность), изучены недостаточно. Это затрудняет, а в
ряде случаев исключает возможность предвидеть поведение ме-
талла того или иного состава при сварке (в отношении его чув-
ствительности к трещинам) и обоснованно выбирать оптималь-
ную для данных условий композицию металла шва
В этой главе сделана попытка обобщить и систематизировать
накопленные к настоящему времени феноменологические сведе-
ния о влиянии металлургических и технологических факторов на
стойкость металла шва против образования горячих трещин.
Закономерности образования горячих трещин в околошовной
зоне (в основном металле) подробно рассмотрены в гл. I! и HI.
Управление металлургическими условиями сварочного про-
цесса осуществляется прежде всего путем соответствующего
выбора или конструирования присадочных материалов (электро-
дов, флюсов и др.), обеспечивающих получение наплавленного
металла и металла шва с высокой технологической прочностью.
Возможности регулирования технологических факторов так-
же в значительной мере связаны со свойствами присадочных ма-
териалов. Поэтому основное внимание в этой главе уделяется
оценке присадочных материалов с точки зрения технологической
прочности получаемого при сварке металла шва.
ВЛИЯНИЕ ОСНОВНОГО И ПРИСАДОЧНОГО
(НАПЛАВЛЕННОГО) МЕТАЛЛА НА ТЕХНОЛОГИЧЕСКУЮ
ПРОЧНОСТЬ МЕТАЛЛА ШВА
Металл шва представляет собой сплав основного
(свариваемого) и присадочного (электродного) металла. Влия-
ние основного металла на свойства шва проявляется двояким
образом. Во первых, он определяет химический состав металла
шва по тем элементам, по которым имеются различия в составе
164
свариваемого металла и электрода; степень этого влияния опре-
деляется долей основного металла в шве. Во-вторых, являясь
подложкой, на которой происходит кристаллизация металла
сварочной ванны, основной металл может влиять на структуру
шва.
Присадочный металл составляет обычно значительную часть
металла шва. Обычно при сварке жаропрочных сплавов приме-
няются режимы с невысокой погонной энергией и О (доля основ-
ного металла в шве) равна 0,2—0,3.
Оценка присадочных материалов по составу и свойствам на-
плавленного металла. Случаи, когда состав основного и приса-
дочного металла одинаков, встречаются редко. Даже при сварке
проволокой того же состава металл шва может в какой то сте-
пени отличаться от основного вследствие того, что химические
реакции более полно протекают на стадии плавления электрода,
вызывая значительно большие изменения в его составе, чем
в составе переплавляемого основного металла. Это обстоятель-
ство позволяет во многих случаях все потери элементов (или их
восстановление из газовой или шлаковой фазы) в процессе свар-
ки относить за счет электродного металла
Электродный металл, переплавленный в условиях данного
технологического процесса сварки и не содержащий практичес-
ки примеси основного металла, условимся далее называть на-
плавленным металлом. Зная состав основного и наплавленного
металла, можно по правилу смешения найти состав металла шва.
Состав (и свойства) наплавленного металла определяются
путем анализа и соответствующих испытаний образцов из напла-
вок, выполненных в медную форму, или из металла верхних
слоев многослойной наплавки. При этом практически достаточ-
но, если образцы будут изготовлять из металла не ниже пятого
пли шестого слоя По свойствам наплавленного металла удобно
оценивать электроды и другие виды присадочных материалов
(порошковую проволоку, электродную проволоку в сочетании
с тем или другим защитным газом или флюсом и др.). Влияние
же свариваемого металла должно определяться эксперименталь-
но в каждом отдельном случае по свойствам металла шва или
предсказываться на основе общих соображений.
Состав и свойства наплавленного металла могут зависеть и
от условий сварки, поскольку эти условия влияют на характер
и полноту протекания металлургических процессов при сварке
и на кристаллизацию шва. Поэтому определение состава
и свойств наплавленного металла должно производиться в рег-
ламентированных условиях. При сварке жаропрочных сталей
и сплавов одним из основных источников образования пористо-
сти в швах является азот, поглощаемый сварочной ванной из воз-
духа. Степень насыщения металла азотом зависит от длины дуги
(рис. 112), обычно характеризуемой напряжением дуги, и неко-
торых других факторов. Соответственно этому сварка одним и
165
Рис. 112. Влияние длины дуги (на-
пряжение дуги) на концентрацию
азота в металле
тем же присадочным материалом
в зависимости от длины дуги мо-
жет дать плотные или пористые
швы.
Механические свойства на-
плавленного металла также мо-
гут заметно отличаться в зависи-
мости от того, получены ли они
на образцах, изготовленных из
наплавок в медную форму или
вырезанных из верхних слоев
многослойной наплавки (табл. 8).
Различия, видимо, вызваны вли-
янием условий выполнения свар-
ки (поля напряжений, скорости
кристаллизации и др.) на струк-
туру наплавленного металла.
Наконец, технологическая прочность наплавленного металла
также зависит от условий проведения испытаний.
Определение технологической прочности наплавленного ме-
талла. Методы количественной оценки стойкости металла про-
тив образования горячих трещин подробно рассмотрены в гл. IV.
Таблица 8
Механические свойства наплавленного металла
Электрод Вид наплавки Gq в кгс,'мм* 8 в % Ф в %
ИМЕТ-4П Многослойная 51,5—68,4 60,4 0,7 -6,0 3,8 9,2; 9,4 9,3
В медную форму 66,1—72,5 69.6 3,2—9,2 6.4 5,0 -11,3 7,8
ИМЕТ-4П с алюминатной связкой Многослойная 52,0—60,4 56,6 3,2—7,5 5,3 7,0-11,1 9,1
В медную форму 50,0 -63,8 58,9 2,8—19,0 10,0 7,8 27,2 14,0
И МЕТ-10 Многослойная 57,6-59,5 58,3 14.4—22,2 17,3 18,5—26,3 22,2
В медную форму 70,3 -74,7 71,6 15,4—25,8 21,3 12,8 22,3 22,0
Примечание. Здесь и в других таблицах в числителе даны минимальные
и максимальные, а в знаменателе — средние значения.
166
Рис. 113. Влияние концентра-
ции молибдена на техноло-
гическую прочность наплав-
ленного металла:
1 — составной образец; 2 —
образец с прорезью
Остановимся лишь на специфике ис-
пытания присадочных материалов по
методу принудительной деформации
образца в процессе сварки. Технологи-
ческая прочность оценивается по кри-
тической скорости деформации. При
этом применяют образцы различной
конструкции (см. рис. 84). Представ-
ляет интерес сравнить данные испыта-
ний составных образцов и образцов с
прорезью, испытываемых изгибом
вдоль направления сварки с разруше-
нием поперек стыка. Сварка произво-
дилась электродами, дававшими ни-
кельхромовый наплавленный металл с
12% W и переменным содержанием
молибдена. Оба типа образца показали практически одинаковый
ход зависимости критической скорости деформации vKP от со-
держания молибдена в наплавленном металле (рис. 113). Раз-
личие в абсолютных значениях vKP связано, вероятно, с разной
скоростью охлаждения металла ванны в сплошном и составном
образцах (вследствие различных условий теплоотвода), а также
с делегированием шва за счет основного металла.
Сравнение промышленных электродов по технологической
прочности наплавленного металла. Сравнение пяти марок элек-
тродов для сварки никелевых сплавов, получивших промышлен-
ное применение (на образцах с прорезью см. рис. 85, е) показало,
что по стойкости наплавленного ими металла против образова-
ния горячих трещин исследованные электроды распадаются на
две группы (рис. 114) (19]. Электроды ИМЕТ-4П, ИМЕТ-10 и
НИАТ-8 дают наплавленный металл с высокой критической ско-
ростью деформации при испытании по методу ИМЕТ-2 (vKP ~
~ 6 mmImuh), что позволяет применять их для сварки соедине-
ний и конструкций, где опасность появления трещин особенно
велика. Более склонный к образованию трещин наплавленный
металл дают электроды ЦТ-28 и НИАТ-7 (vKP ~ 3,5 ч-
4,5 мм/мин).
Применялись электроды диаметром 3 мм, наплавка заготовки
для рабочей части и сварка с пластинами производилась на токе
85 а. Проплавление шейки образцов на испытательной машине
(вольфрамовым электродом в аргоне) велось на токе 190 а при
скорости сварки 0,45 см!сек.
Влияние основного металла на технологическую прочность
металла шва. О влиянии основного металла на величину кри-
тической скорости деформации можно судить по результатам
опыта, в котором перечисленные выше марки электродов были
испытаны по методу ИМЕТ на составных образцах, изготовлен-
ных из жаропрочных сплавов различного состава. Результаты
167
металл
Рис. 114. Стойкость против образо-
вания горячих трещин металла,
наплавленного некоторыми элек-
тродами
5= 10мм 5=Тмм S=10mm б-12мн
Рис. 115. Влияние основного металла
на технологическую прочность метал-
ла шва
опытов (рис 115) показывают, что состав сплава может оказать
существенное влияние па стойкость металла шва против образо-
вания трещин В то же время при сварке любого материала все
электроды по уровню технологической прочности располагаются
в одном и том же порядке, в том самом, в каком они располага-
ются при испытании наплавленного металла (сплошных образ-
цов).
Независимо от марки электрода при сварке литых сплавов
по сравнению с деформируемыми металл шва менее стоек против
образования трещин аналогично тому, как при одном и том же
номинальном составе литые сплавы имеют худшие механические
свойства, чем деформируемые.
Сравнение сплава ЭП199 в литом и деформированном состоя
нии (близкого состава) позволяет думать, что различия в стой-
кости против трещин металла шва в этих случаях в значитель-
ной степени связаны со структурой основного металла. Возмож-
но также, что вследствие несовершенства технологии выплавки
литые жаропрочные сплавы заметно уступают деформируемым
по степени загрязненности легкоплавкими примесями, газами,
неметаллическими включениями.
Более крупнозернистое строение литых сплавов по сравнению
с горячекатаными может привести к образованию крупнозернис-
той структуры шва, к увеличению микроскопической химической
неоднородности металла шва, что должно сказаться на его тех-
нологической прочности.
Неблагоприятное влияние на технологическую прочность
металла шва оказывает также повышенное содержание титана,
алюминия и бора. Об этом свидетельствует значительно большая
стойкость против образования горячих трещин сплава ХН78Т
(0,15—0,3% Ti; 0,5% Al) в сравнении со сплавом ХН77ТЮР
(2,3—2,7% Ti; 0,55-0,95% Al и 0,01% В).
168
Таблица 9
Влияние термической обработки основного металла
на технологическую прочность металла шва
Сплав Состояние основною металла перед с заркой V*P в мм мин Сплав Состояние основного металла перед сваркой икр в мм мин
ХН77ГЮР После пр.жатки После, закалки от 1080° С, 8 ч То же, и старения 750° С, 16 ч 8,6 8,4 7,5 ВЖЛ-8 После литья После закалки от 1150° С, 8 ч То же, и закалки от 1080° С, 8 ч 5,0 5,0 4,1
Нужно отметить также влияние предшествующей сварке тер-
мической обработки основного металла. Влияние термической
обработки основного металла перед сваркой на стойкость против
образования трещин проверялось на составных образ-
цах из сплавов ХН77ТЮР и ВЖЛ-8, сваренных электродами
II МЕТ-4 П
Закалка на твердый раствор практически не изменяет стой-
кость металла шва против образования трещин по сравнению
с металлом, не подвергавшимся термической обработке (табл. 9).
Закалка и дисперсионное твердение несколько снижают стой-
кость металла шва против горячих трещин, что по-видимому,
связано с возникающими при дисперсионном твердении внутрен-
ними напряжениями.
ВЛИЯНИЕ СПОСОБА И УСЛОВИЙ ЛЕГИРОВАНИЯ
НАПЛАВЛЕННОГО МЕТАЛЛА
При сварке легированных сталей и сплавов желатель-
но, чтобы наплавленный металл по содержанию основных эле-
ментов или по степени легирования приближался к свариваемо-
му металлу.
Это достигается применением легированной проволоки, либо
легированием наплавленного металла через покрытие, сердечник
порошковой проволоки или керамический флюс.
Первый путь наиболее прост в металлургическом отношении,
но во многих случаях неосуществим ввиду ограниченности ассор-
тимента проволок. Подобрать проволоку требуемого состава
удается далеко не всегда. Особенно трудно это осуществить при
исследованиях и при разработке присадочных материалов, ког-
да требуется широкая гамма составов наплавленного металла.
Легирование через покрытие или флюс позволяет сравнительно
легко получить наплавленный металл заданного состава. При
этом шихта покрытия или флюса может быть рассчитана с до-
статочной степенью точности [15, 40].
169
Рис. 116. Содержание молибдена
в наплавленном металле 1 и
в каплях 2 в зависимости от тол-
щины покрытия (при 50% Мо
в шихте покрытия)
Однако в металлургическом
отношении такой путь оказывает-
ся более сложным, так как при
некоторых условиях может при-
вести к заметной микрохимиче-
ской неоднородности наплавлен-
ного металла и металла шва и,
как следствие, к неоднородности
свойств по длине и сечению шва.
Возникновение такой неоднород-
ности связано с особенностями
перехода легирующих элементов
из электрода (присадочного ме-
талла) в шов или в наплавлен-
ный металл.
Рассмотрим этот вопрос подробнее на примере электродов
с легирующим покрытием.
При дуговой сварке плавящимся электродом различают две
основные стадии: стадию капли, куда включаются процессы, раз-
вивающиеся в каплях металла на конце электрода (и при их пе-
реходе через дуговой промежуток) и стадию ванны. Исследова-
ния показали, что условия перехода легирующих присадок из
покрытия в металл на этих стадиях различны. Это можно иллю-
стрировать рис. 116, на котором представлено изменение кон-
центрации молибдена в капле и в наплавленном металле в зави-
симости от толщины покрытия (его относительной массы) или,
другими словами, от концентрации элемента на электроде.
Из данных рис. 116 следует, что при сравнительно небольших
толщинах покрытия все количество легирующего элемента, вве-
денного в покрытие, переходит в каплю (содержание элемента
в каплях и наплавленном металле одинаково). Однако начиная
с некоторой толщины покрытия 6*, которую назовем критической
толщиной, содержание элемента в каплях перестанет увеличи-
ваться, хотя в наплавленном металле будет расти по-прежнему
пропорционально толщине покрытия. Это означает, что переход
легирующих присадок из покрытия в каплю осуществляется
лишь из некоторого слоя покрытия, прилегающего к стержню
толщиной б*.
Это вызвано тем, что наружные слои покрытия, расположен-
ные на расстоянии б > б*, стекают непосредственно в ванну, не
контактируя с каплей. Переход части покрытия в ванну (в ее
хвостовую часть), помимо стадии капли, можно наблюдать ви-
зуально [23]. Условия взаимодействия, в том числе и растворе-
ния легирующих присадок в каплях, более благоприятны, чем
в ванне. Рентгеноспектральный анализ показывает одинаково
равномерное распределение элементов в продольном сечении
капель электродного металла при легировании через проволоку
и через покрытие [6], в то время как в ванне наблюдается замет-
170
ная микрохимическая неоднородность [15]. Причиной тому слу-
жит снижение температуры металла и шлака в хвостовой части
ванны, которое может сильно затруднить равномерный переход
из покрытия в ванну и растворение в ванне легирующих приса-
док. К тому же введение относительно холодных частиц присад-
ки в ванну вызывает большее охлаждение ее.
В связи с этим увеличение толщины покрытия за критическое
значение (6*) приводит к неоднородному распределению легиру-
ющей присадки в наплавленном металле. Представим взаимо-
действующую с каплей часть покрытия в виде некоторого эффек-
тивного слоя, составляющего долю в от общей толщины покры-
тия 6* = вб.
Приближенно величину е можно найти по данным химичес-
кого анализа как отношение концентрации элемента в капле
и в наплавке. Очевидно, что е, выражая вклад стадии капли
в общий процесс взаимодействия, может служить критерием,
характеризующим влияние металлургических условий легирова-
ния на химическую макронеоднородность шва. Максимально
возможной, по условиям перехода и растворения легирующих
присадок в ванне, однородности шва отвечает в = 1.
Опыты показывают, что величина е может быть представлена
в виде функции 6 [18]. Зависимость в от величины 1/6 для случая
легирования молибденом через покрытие показана на рис. 117.
С уменьшением в, т. е. с уменьшением степени легирования ме-
талла на стадии капли (и соответственного увеличения вклада
стадии ванны в процесс легирования), по указанным выше при-
чинам следует ожидать нарушения химической однородности
наплавленного металла по данному легирующему элементу, что
и подтверждается опытом.
Степень химической неоднородности металла по длине шва,
характеризуемая коэффициентом вариации V (отношением сред-
неквадратичного отклонения к арифметическому среднему), рез-
ко возрастает с уменьшением в (рис. 118).
Рис. 117. Зависимость е от обрат-
ной толщины покрытия (при со-
держании 20 и 50% Мо в шихте
покрытия)
Рис. 118. Зависимость степени хи-
мической неоднородности металла
шва от е при легировании
171
Табл ица 10 Т абл иц а II
Зависимость s от состава и толщины электродного покрытия при постоянном содержании молибдена ня электплпе НК Зависимость е от способа легирования
Хара кте ри сти ка электрода Вариант электрода
Состав стержня А в
8 в мм М в % е
Ха сгеллой В ХН78Т
2,00 1,22 0,6 35 50 65 0,48 0,51 0,63
Количество мочнбде- на в покрытии к мас- се сухой шихты-в % Количество молибде- на в стержне в % Вклад стадии капли в процесс легирова- ния еМо 0 100 1,0 55 0 0,31
Расчеты и опыт пока- зывают, что повысить г удобнее всего за счет уменьшения Кп (пли, чтс
то же, толщины покры-
тия 6) при соответствующем увеличении содержания легирую-
щего элемента в шихте покрытия (табл. 10).
Наилучшие результаты однако получаются если возможно
хотя бы частично легирование через проволоку. Увеличение е
с увеличением доли легирования через проволоку иллюстрирует-
ся данными табл. 11 для двух типов электродов, обозначенных
условно А и В.
Химическая неоднородность металла шва приводит к повы-
шенному разбросу и даже к уменьшению среднего уровня меха-
нических свойств как это показано в табл. 12 для трех экспери-
ментальных вариантов никельхромомолибденовых электродов,
отличающихся долей легирования через проволоку.
Таблица 12
Влияние способа легирования шва на его свойства
Характеристика электрода Вариант электрода
А В С
Количество молибдена, вводимое в металл через покрытие 1—8 Ударная вязкость ан в кгс-м’см2 Временное сопротивление ое в кге/мм2 Относительное удлинение 6 в °о 0 0 4,0—4,6 4,40 66- 70,2 67 11 — 16 14,2 10 0,27 3,8—4,7 4,2 62—70,8 66,4 8,8 — 16,8 12,8 100 0,66 1,8 4,8 3,5 58-69,6 63,2 5,5 16,2 10,1
172
Химическая неоднородность металла шва, зависящая от е,
сказывается и на технологической прочности, хотя в меньшей
степени, чем на механических свойствах.
ВЛИЯНИЕ МЕТАЛЛУРГИЧЕСКИХ УСЛОВИЙ
ВЫПЛАВКИ ЭЛЕКТРОДНОГО МЕТАЛЛА
Если в настоящее время имеются некоторые сведения
о влиянии состава наплавленного металла по основным легиру-
ющим элементам на его технологическую прочность, то влияние
малых примесей практически не исследовано. Имеющиеся дан-
ные отрывочны, получены при использовании различных методик
и критериев оценки и потому трудно сопоставимы.
Под малыми примесями понимаются примеси, попадающие
в металл с шихтовыми материалами в процессе производства
стали или сварки. К ним относятся сера, фосфор, свинец, сурьма
И др.
Отсутствие надежных данных о допустимом содержании ма-
лых примесей и степени их влияния как в отдельности, так и
в различных комбинациях затрудняет разработку технических
условий на электродную проволоку, присадочные материалы
и основной металл, вынуждая в ряде случаев прибегать к специ-
альной проверке каждой плавки или партии материала на стой-
кость против образования горячих трещин.
Так, Е. Каухаузен и др. [113], отмечая роль окисленности ме-
талла и содержания в нем серы (применительно к сварке аусте-
нитных хромоникелевых сталей) не ограничивается требования
ми к химическому составу металла, предназначаемого для изго-
товления электродов, а производит отбор плавок с помощью
специальных проб па чувствительность стали к трещинообразо-
ванию.
В ЦНИИЧМ выполнена серия опытов с целью изучения влия-
ния условий выплавки на стойкость против образования горячих
трещин стали Х16Н15МЗБ (ЭИ847). Оценка производилась по
критической скорости деформации [71] и по числу скручиваний
при 1250' С.
Изучали металл опытных плавок полученных в индукционной
печи. В качестве шихты использовали армко железо. Для леги-
рования применяли металлический хром (Х0), феррохром
(ХрОООО), металлический ниобий и феррониобий (Н61), метал-
лический молибден и ферромолибден (Mol), никель Н1
(табл. 13). Температура металла перед сливом составляла 1600 —
1620° С.
Данные табл. 13 и 14 позволяют сделать вывод о большей
технологической прочности стали, выплавленной с применением
металлических легирующих присадок вместо ферросплавов и
о существенной роли фосфора, вносимого в сталь с ферроспла-
173
Состав металла опытных плавок
X 0,0320 ±0,0003 0,0026 ±0,0010 0,0016 0,0016 0,0016 0,0019 0,0015 0,0025 ±0,0005 9S о и \о 5 а
0,0025 ±0,0005 0,0025 0,0010 0,0010 0,0010 0,0010 0,0010 0,0020 среднеквадратичной <
£ 0,0025 ±0,0015 0,0003 ±0,0007 0,0027 0,0020 0,0027 0,0020 0,0026 0,0030 1±0,0005
! ° 0,011 ±0,002 0,008 ±0,001 0,011 ±0,003 0,009 ±0,005 Не опре- делялось То же 0,014 ±0,002 0,009 ±0,001 х плавок со
Z —< LO со LO О со —' О —< О О (М Ю Г-ООО СО СО О СО О Г- О Г- ОО О О О О О О О О О О О О О ОО -н -н -н НН -н -н О ф л •
о 3,00 ±0,03 3,11 2,98 ±0,09 3,06 ±0,02 3,02 ±0,06 3,01 ±0,02 3,03 ±0,05 3,10 ±0,01 ентов в ме ло 0,0010'
С- 0,002 ±0,001 0,018 ±0,002 0,001 0,009 ±0,003 0,018 ±0,006 0,005 ±0,002 0,017 0,003 ±0,001 ание элем! к составля
X» 0,016 ±0,001 0,013 ±0,002 0,011 ±0,001 0,008 ±0,001 0,011 ±0,001 0,010 ±0,001 0,010 0,013 ±0,001 ее со дер ж :ех плавка:
о 15,35 ±0,06 15,82 ±0,30 15,21 15,25 ±0,07 . 15,28 + 0,09 15,41 ±0,05 14,43 ±0,02 15,33 ±0,05 iewo средн мута во в<
Z 15,35 ±0,11 15,21 ±0,13 15,82 ±0,20 15,34 ±0,13 15,67 ±0,15 15,52 ±0,13 15,62 ±0,14 15,16 ±0,03 ице приве/ жание вне
S 0,68 0,69 0,71 0,75 ±0,01 0,73 ±0,03 0,73 ±0,03 0,72 0,79 ±0,01 1. В табл. 2. Содер
X N |Л N 'С Г- Ю СО —’ 00 — — 00 — СО — Ю СМ со — |Л -< оооо—<ооо—*о — о — о—<о оооооосооооооооо -н-н-н-н-н-н-н-н ч а н и я: 1змерения.
и Г- Ю о Ь- О Г- 00 00 00 00 00 г- с о о о о о о о о ООО о о о о о о -н Приме 1НИЧНОГО г
№ плав- ки —• СЧ СО тЬ Ю СО Г- 00
174
Таблица 14
Влияние условий выплавки металла на пластичность стали Х16Н15МЗБ
при высоких температурах
№ плавки Число скручива- ний при 1250° С ТИХ для околошов- ной зоны XT в мм'мин № плавки Число скручива- ний при 1250° С ТИХ для околошов- ной зоны XT V«P в мм/мин
1 9,8 113 0,80 5 9,9 132 1,45
2 8,5 200 0,00 6 11,2 75 1,45
3 11,3 75 1,50 7 9,7 150 0,80
4 9,2 125 0,80
Примечание. В таблице приведены средние данные, полученные при
испытании трех плавок.
вами (так, только с феррохромом ХрОООО в металл вносилось
до 0,01% Р).
Влияние шихтовых материалов исследовано на стали
Х16Н25М6 [71].
Сравнение шести плавок стали, из которых три получали
сплавлением из свежих шихтовых материалов и три — перепла-
вом легированных отходов с применением кислорода, показали
заметную разницу в технологической прочности этих плавок
(рис. 119). Можно отметить
более высокое содержание се-
ры, фосфора и азота в метал-
ле, полученном из отходов.
Оценка технологической проч-
ности производилась экспрес-
сным способом.
Результаты этой оценки
подтверждены на технологи-
ческой пробе.
Неблагоприятное влияние
повышенного содержания серы
и фосфора на технологическую
прочность при сварке стали,
полученной путем переплава
отходов, иллюстрируется ре-
зультатами статистической об-
работки анализов промыш-
ленных плавок на серу и фос-
фор. Повышенное содержание
фосфора и серы в этом случае
(рис. 120) объясняется боль-
шим их содержанием в ших-
товых материалах.
Рис. 119. Значения критической ско-
рости деформации для нескольких
плавок стали Х16Н25М6АФ:
В — верх; С — середина; Н — низ
слитка
175
Рис. 120. Распределение промышленных плавок по
содержанию фосфора (а) и серы (б):
1 сплапленне;
2 нсрсплл'
В то же время плавки 2 и 5 (табл. 15), отличающиеся весьма
незначительно по фосфору (0,010 и 0,013% соответственно) и
одинаковые во сере, показали заметную разницу в технологиче-
ской прочности.
Влияние условий выплавки электродного металла иссле-
довалось также применительно к изготовлению электродов
ЦТ-23 [89].
Исследование показало следующее:
1. Раскисление металла кремнием (до 0,3%), алюминием (до
0,1%), силикокальцием (до 0,3%) не улучшает, а при больших
концентрациях раскислителей снижает технологическую проч-
ность металла шва.
2. Сталь, выплавленная в кислой ночи значительно более
склонна к образованию трещин, чем сталь, выплавленная в ос-
новной печи (содержание кремния 1,23 и 0,34% соответственно).
Химический состав металла опытных плавок в %
Таблица 15
№ плав- ки Способ выплавки S р Sb О N
1 Сплавлением из свежих материа- 0,010 0,010 0,0008 0,014 0,13
9 ЛОВ 0,009 С 010 0,0006 0,015 0,12
3 0,010 0,010 0,0007 0,010 0,11
4 Переплавом легированных отходов 0,020 0,013 0,0008 0,010 0,16
5 0,009 0,013 0,0005 0,010 0,14
6 0,015 0,012 0,0010 0,010 0,17
176
3. Металл, выплавленный с применением феррониобия. ха
рактеризуется меньшей технологической прочностью в сравнении
с Металлом, выплавленным с использованием никелышобигной
лигатуры (основное различие в содержании фосфора 0,017 и
0,005% соответственно).
4. Большую стойкость против образования горячих грещпн
показал металл с более высокой температурой выпуска из печи
(1800—1900е С), что объяснено большей гомогенностью рас-
плава.
5. Содержание кремния должно быть меньше 1%.
Можно полагать, что среднее содержание той или другой
примеси, определяемое анализом, не даст еще полного представ
ления о возможном ее влиянии на технологическую прочность
металла. Немаловажное значение должно иметь распределение
примеси в металле. Это подтверждается результатами испытания
образцов из стали ХН60МВТЮ (сплав типа ЭП202 без бора),
изготовленных из головной и донной частей слитков. Испытание
по экспрессной методике образцов из донной части слитка пока-
чало, что значения критической скорости деформации на 40 —
50% выше, чем у образцов из головной части слитка. Это можно
объяснить ликвацией легкоплавких примесей в головную часть
слитка.
ПУТИ ПОВЫШЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПРОЧНОСТИ
ПРИ СВАРКЕ АУСТЕНИТНЫХ СТАЛЕЙ
При выборе или разработке присадочных материалов
(электродов, флюсов) необходимо прежде всего знать требуемый
или желательный для данного случая состав наплавленного ме-
талла. По заданному составу наплавленного металла можно по
соответствующему справочнику выбрать требуемый электрод
или, пользуясь известными металлургическими закономерностя-
ми {15, 40, 83], разработать новую марку электрода или флюса
Композиция наплавленного металла определяется, с одной
стороны, стремлением получить металл шва, близкий по составу
и свойствам к свариваемому металлу, а с другой — обеспечить
необходимую технологическую прочность металла шва, так как
любые самые отличные его свойства будут бесполезными при
сварке изделий, если швы окажутся склонными к образованию
трещин. Требование высокой технологической прочности во мно-
гих случаях вызывает необходимость получения металла шва,
заметно отличающегося по составу от свариваемого. Так, при
сварке жаропрочных никелевых сплавов, особенно сложно лиги
рованных, широко применяются электроды, дающие наплавлен
ный металл типа хастеллой, легированный лишь хромом п молпб
Деном, а при сварке глубокоаустенитных сталей —aycreiiiiiiio-
ферритный наплавленный металл.
12 Заказ 560 1 77
Рассмотрим влияние композиции наплавленного металла на
его технологическую прочность на примере аустенитных сталей
и сплавов, широко используемых в сварных изделиях и отлича-
ющихся склонностью к образованию горячих трещин. Наиболее
изучены в этом отношении аустенитные хромоникелевые стали.
Многочисленные исследования и большой производственный
опыт позволили установить следующие наиболее важные метал-
лургические факторы, способствующие повышению стойкости
металла против образования горячих трещин при сварке аусте-
нитных сталей: 1) образование двухфазной структуры в высоко-
температурной области при кристаллизации металла за счет
выпадения дисперсных частиц относительно тугоплавкой фазы;
2) чистота границ и мелкозернистая структура металла; 3) бла-
гоприятные распределение и свойства твердой и жидкой фаз
в эффективном интервале кристаллизации.
Связь этих факторов с различными механизмами образова-
ния горячих трещин рассмотрена в гл. III. Поэтому далее мы
ограничимся лишь примерами, иллюстрирующими сказанное.
Одним из путей повышения технологической прочности яв-
ляется получение в металле шва ферритной фазы. Аустенитные
хромоникелевые стали в однофазной области склонны, как из-
вестно, к транскристаллизации, развитию крупных столбчатых
кристаллов. При такой структуре металл характеризуется зна-
чительной склонностью к образованию горячих трещин. Для из-
мельчения структуры и уменьшения горячеломкости широко
используется легирование наплавленного металла элементами,
способствующими выделению при кристаллизации металла вы-
сокотемпературного б-феррита. Наличие б-феррита измельчает
структуру металла и уменьшает концентрацию кремния, фосфо-
ра, серы и некоторых других примесей в межкристаллических
областях за счет большей растворимости этих примесей в 6-фер-
рите. Последнее повышает чистоту границ кристаллитов, а также
уменьшает опасность образования легкоплавких эвтектик.
Конечное содержание ферритной фазы в наплавленном ме-
талле (или в металле шва) после его охлаждения зависит от
состава и скорости охлаждения в области высоких и средних
температур.
Приближенное представление о концентрации феррита в аус-
тенитно-ферритном металле дает диаграмма Шеффлера
(рис. 121), в которой распределение структурных элементов
в металле показано в зависимости от содержания в нем ферри-
тообразующих и аустенитообразующих элементов (в пересчете
на некоторые условные эквиваленты концентраций хрома и ни-
келя) .
Диаграмма Шеффлера составлена по опытным данным при-
менительно к скорости охлаждения, характерной для обычных
режимов ручной дуговой сварки. Однако при небольших скорос-
тях охлаждения, как например, при электрошлаковой сварке,
178
О 4 8 12 16 20 24 28 32 36 %
Сгме=%Сг+ %Мо +1,5* %51 +0,5* %№>+%W+%v
Рис. 121. Сравнение электродов АЖ13-15 и АЖ-13-lg по
степени аустенитности наплавленного металла с извест-
ными аустенитными электродами НИАТ-5 и аустенитно-
ферритными КТИ-5 и ЦТ-15 (диаграмма Шеффлер0)
содержание ферритной фазы может сильно отличаться от най-
денного но диаграмме. Рекомендуемое содержание ферритной
фазы в наплавленном металле ограничивается обычно предела-
ми 2 -6% [29, 46, 55, 56, 89].
При сварке сталей с более высокой степенью аустенитности,
например Х18Н12Т, Х14Н16Б и др., пределы содержания фер-
ритной фазы в наплавленном металле повышают для того, чтобы
обеспечить присутствие ферритной фазы в шве с учетом переме-
шивания наплавленного металла с основным. Верхний предел
установлен для предотвращения опасности охрупчивания метал-
ла шва при старении или при длительной эксплуатации изделия
при высоких температурах [25, 46, 68]. Нижний предел связан
с опасностью возникновения горячих трещин.
Для уточнения влияния ферритной фазы на стойкость против
образования горячих трещин и сравнения электродов был иссле-
дован ряд марок и опытных партий аустенитно-ферритных элек-
тродов КТИ-5, НТ 15 и ЭНО (табл. 16) [89].
Оценка стойкости металла против образования горячих тре-
щин производилась по единой методике, что позволило получить
достаточно надежные сравнительные данные. Технологическая
прочность металла шва характеризовалась величиной критичес-
кой скорости деформации 1>кр при растяжении в процессе крис-
таллизации путем испытаний на машине ИМЕТ-2 и ЛТП-4-3
конструкции МВТУ. Испытания проводили применительно
к сварным соединениям двух типов — стыковому (метод ИМЕТ)
и тавровому (метод МВТУ).
Стыковые швы испытывались на образцах из стали Х18Н12Т
размером 200 X 25 X 15 мм, составленных из двух половин При
воспроизведении продольных трещин валик наплавляли поперек
12* 179
Химический состав наплавленного металла
Содержание феррита в % по дачным измерений на феррито- метре ЦНИИТМАШа ОО Г— со с? см " '' СО Г- СО СО Следы 3 11 21 46 1,6--2,1 6,0 -6,8 10,0- 10,5 2,1 -2,7 CM r- СП ОС —« CD Примечание, Cr-„„ -CAMo-l-1,5S! 1 0,5Nb-‘ V; Ni' =Ni-i 3OC -0,5Mn.
2 си ° 5 F °* О га Я о о»а X ” S ГС-&О « 4 8 10 12 • 1 1 | ю см —
О к Z СП со 00 со со сп — СМ СО ’ф Ю Ю СО Ю1-ОЮ — OI О N £ l? 1Л О С СЧ Ю СО vf Q тТ — — См'сЧСМ — — — — 1,41 1 ,48
В % 16,0 16 7 15 1 15,4 15,5 15,4 15,5 1 12,4 12.3 11,4 11.4 11,1 14,4 14,5 13,7 13,4 13,7 16,9
Сгэкв В % 19,1 20,4 20,8 22,0 24,1 24,5 25,5 СМ СО — О 1-0 00 со СП О со Ю СО О) —' СЧ СТ) — СМ сч см СМ — СМ СМ —< 19,4 25.0
Содержание элементов в % Z Нот » 0,84 0,81 0.84 0,82 0.84 0,78 0.77 0,75 0,97 О CO СП ОС
0,51 0,62 0.30 0,52 0,55 0,45 0,54 Нет
с £ 2,30 2.49 1 ,85 2.25 1.99 1.97 2,10 Нет !> Я <
Z 11,40 11,58 11,40 11,20 11,15 11,23 11,35 SSSSSfegSS спспо)спооо?>спспсп 10,52 13,36
с 15.90 16,74 18,40 18,83 21 .04 21,75 22,30 ОООООООПОО Ю С--- ОО со СО ОО —’ — CO(j)CN'tNOOCC\100 — •— см см см — см см — 18,26 23,65
Сч 0.09 0,013 0,010 0.014 0.018 0,033 0,031 0,038 0,023 ОО — С о
S- 0,010 0,008 0,008 0,010 0,010 0,010 0,010 0,0114 0.004 0,006 0,006 0.006 0,012 0,012 0,012 0,010 СП СП
Мп 3.75 3,72 3,90 4,10 3,80 3,76 3,80 COOCWCNCOCDOO 0000)0)0)0000 см — — — — . — см Ю СП Ю LO
Л 0.28 0,32 0.22 0,31 0,36 0,25 0,36 СПтЬСЧСНЮ-Г^Г’^ — оосоооооо 0,41 0,63
О 0,09 0,10 0,06 0,07 0,08 0,075 0,075 0,05 0,05 0,04 0.04 0.04 0,12 0,12 0,10 0,09 §
Вари- ант DO CD СО CN П1 Ю Ь- —-CMCC’l'lOCoS^^ ^JZf^cM 240 257
Элек- трод !Т |Т г? Ю И in IC xsxssxx totoiotommioioio ——• »—< - « —< Hf— Е— Е— Е— Е—1Е—1F—1E— ДДДЯДДДДД ЗИО-З ЗИО-7
180
образца (ось валика совпадала с сечением разъема). Длина
сварочной ванны была равна ширине образца (25 мм). Сварку
начинали и заканчивали на приставных пластинах, в качестве
которых использовали половинки таких же образцов. При вос-
произведении поперечных трещин валик наплавляли вдоль об-
разца (ось валика была перпендикулярна сечению разъема).
В обоих случаях режим сварки был одинаковым: ток постоян-
ный обратной полярности 220 а, напряжение дуги 25—27 а, ско-
рость сварки 0,65 см!сек, диаметр электрода 5 мм. Глубина про-
плавления составляла 3 мм, высота усиления шва 2 мм.
Испытание угловых швов велось па клавишных тавровых
образцах шириной 30 мм и толщиной 12 мм при длине полки
65 мм и высоте стенки 55 мм. Наплавку валика производили
в положении образца «в лодочку». В процессе наплавки стенка
тавра отгибалась и в шве образовывались продольные трещины.
Режим сварки: ток постоянный обратной полярности 110 а, на-
пряжение дуги 24—25 в, скорость сварки 0,22 см/сек, диаметр
электрода 4 мм.
В случае испытания наплавленного металла стыкуемые кром-
ка образцов и приставных пластин (сталь Х18Н9) предваритель-
но облицовывали в шесть слоев электродами соответствующей
партии для того, чтобы исключить перемешивание наплавленно-
го металла с основным.
Химический состав наплавленного металла и результаты
испытаний приведены в табл. 16 и 17. При сварке электродами
всех трех типов критическая скорость деформации возрастает
с увеличением содержания ферритной фазы. Наиболее высокой
технологической прочностью (в отношении образования как попе-
речных, так и продольных трещин) обладает металл, наплавлен-
ный электродами КТИ-5. Увеличение содержания феррита в нем
от 0 до 4—5% приводит к повышению критической скорости де-
формации с 8 до 11 —12 мм/мин. При дальнейшем увеличе-
нии содержания феррита до 7% Щ-р практически не изменяется.
Электроды ЦТ-15 характеризуются меньшей технологической
прочностью металла шва. Увеличение содержания феррита в на-
плавленном металле от 0 до 4—5% повышает vKP с 3,6 до 8—
9 мм/мин. Уровень vKP = 11 ч- 12 мм/мин у этих электродов до-
стигается при значительно более высоком содержании феррита
в наплавленном металле (10- 16%), чем у электродов КТИ-5.
Электроды ЗИО занимают промежуточное положение. Измене-
ние содержания феррита в металле, наплавленном этими элек-
тродами, от 2 до 7% повышает икр с 9 до 10,5 мм/мин.
При сопоставлении химического состава металла, наплавлен-
ного электродами этих трех марок при одинаковом содержании
феррита, например 0—2 и 6—7%. обращает на себя внимание
следующее: 1) при наличии в наплавленном металле 1,7— 2,5%
Мо и 0,3—0,6% V (электроды КТИ-5) критическая скорость де-
формации vKP выше, чем при легировании 0,72—1% Nb (электро-
181
Таблица 17
Влияние количества ферритной фазы на стойкость против образования горячих
трещин в металле шва
Электрод Вариант Сг,кв Среднее содержание ферритной фазы в % Критическая скорость деформации металла шва vK& в мм! мин при испытании на машине
ИМЕТ-2 ЛТП-4-3
Поперечные трещин ы Продольные трещины Продольные трещины
КТИ-5 И8 1,19 0 6,7 6,7
И6 1,23 0 8,1 8,1 —
ИЗ 1,38 2 — 12,0
И2 1,43 4 3 10,9 12,0
И4 1,56 7,2 10,9 12,0
И5 1,59 10 12,0 12,0
И 7 1,64 12 10,9 11,1
ЦТ-15 1 1,55 Следы — -—- 3,6
2 1,65 3 — 6,9
3 2,05 11 9,7
4 2,21 21 11,3
5 2,52 46 — 11,8
цз 1,36 1,8 7,3 8,1
Ц10 1,47 6,4 8.1 9,5
Ц15 1,66 10,2 9,4 11,0
215 1,45 2,4 8,5
ЗИО-З 240 1,41 2 2 8,8
ЗИО-7 257 1,48 7,1 10,5 —
дамп ЦТ-15 и ЗИО); 2) при содержании углерода и ниобия
в наплавленном металле в соотношении, близком к 1:10, когда
эти элементы более полно связаны в устойчивые первичные кар-
биды (электроды ЗИО и ЦТ-15, вариант 215) vKP выше, чем при
избытке того или другого элемента (остальные варианты элек-
тродов ЦТ 15)
Известно, что кристаллизация аустенитно-ферритных швов
при достаточном количестве ферритообразующих элементов про-
исходит в основном по законам избирательной, или диффузион-
ной, кристаллизации. Выделение б-феррита при переохлаждении
расплава препятствует развитию столбчатой кристаллизации,
несмотря на высокие скорости охлаждения и существование
центров кристаллизации в виде зерен основного металла.
При равном количестве ферритной фазы и одинаковых усло-
виях охлаждения модифицирующее влияние феррита должно
быть также одинаковым. В этих условиях химический состав
жидких прослоек между кристаллитами на последних стадиях
процесса кристаллизации будет определяться растворимостью
легирующих элементов в твердой фазе (аустените и феррите)
[39]. Температурный интервал хрупкости и пластичность металла
.182
в этом интервале будут зависеть от концентрации элементов
в жидкой фазе и влияния их на температуру солидуса.
С этой точки зрения повышенная технологическая прочность
наплавленного металла при сварке электродами КТИ-5 может
быть объяснена более высокой растворимостью молибдена и ва-
надия в твердом растворе по сравнению с ниобием и меньшим
влиянием их на снижение температуры затвердевания последних
порций жидкой фазы.
При сравнении этих электродов следует учитывать также
более высокое содержание марганца в металле, наплавленном
электродами КТИ-5. Положительное влияние марганца заклю-
чается в том, что он препятствует образованию легкоплавких
сернисто-никелевых эвтектик, связывая серу в MnS, который
практически не растворим в жидкой стали и имеет высокую тем-
пературу плавления (1620°С).
Рассматривая влияние соотношения С : Nb на технологичес-
кую прочность наплавленного металла композиции 1Х19Н9Б
(электроды ЦТ-15 и ЗИО) необходимо прежде всего учитывать
отрицательное влияние каждого из этих элементов в отдельности
на свойства жидких прослоек между кристаллитами (снижение
пластичности и температуры затвердевания). Поэтому при леги-
ровании металла шва этими элементами следует стремиться
к более полному связыванию их в первичные карбиды. В этой
связи может быть объяснена большая стойкость против образо-
вания горячих трещин наплавленного металла с соотношением
С : Nb, близким к 1 : 10, которое является стехиометрическим для
карбида NbC (электроды ЗИО и ЦТ 15 — вариант 215).
Соотношение С : Nb в жидкой фазе кристаллизующего метал-
ла претерпевает ряд изменений. В процессе роста твердой фазы
(аустенита) ниобий ликвирует в жидкую фазу в большей степени,
чем углерод. На ранних этапах кристаллизации это может при-
вести к снижению соотношения С : Nb в жидкой фазе вблизи рас-
тущих кристаллитов. Однако, когда начнет выпадать ферритная
фаза, то окружающие ее объемы жидкости, наоборот, будут пере-
сыщаться углеродом и обедняться ниобием вследствие разной
растворимости этих элементов в феррите. На завершающем этапе
кристаллизации, это, по-видимому, может способствовать повы-
шению соотношения С : Nb в жидких прослойках до величины,
близкой к стехиометрической. На этом этапе кристаллизации
происходит выпадение NbC, о чем свидетельствует расположе-
ние карбидов преимущественно вблизи выделений ферритной
составляющей.
Испытания металла однослойных швов на машине ИМЕТ-2
при наплавке валиков электродами КТИ-5 (варианты И6, И2, И4)
и ЦТ-15 (варианты ЦЗ, 215, Ц10, Ц15) на стыковые составные
образцы из стали Х18Н12Т (плавки, имеющей приблизительно
среднемарочный химический состав) также выявили преимуще-
ства электродов КТИ-5. На рис. 122 и в табл. 18 показана техно-
183
Таблица 18
Рис. 122. Способность металла шва
против образования поперечных го-
рячих трещин (стыковые образцы, ма-
шина ИМЕТ-2 — штриховые кривые)
в сравнении с наплавленным метал-
лом (сплошные кривые) при сварке
стали Х18Н12Т электродами КТИ-5
и ЦТ-15
Электрод Вариант ^ТЭКв ^экв Критическая скорость деформации металла шва V..„ В MfM’MtlH ггр при испыта- нии на машине ИМЕТ-2 (поперечные тре дины)
Наплавлен- ный металл Металл шва
KTl I 5 И6 1,23 1,21 6 5
И2 1,43 1 36 9,4
114 1,56 1 ,41 9,2
ЦТ-15 ЦЗ 1,36 1,26 4,1
215 1,45 1,26 5,0
Ц10 1,47 1,30 7,1
Ц15 1,66 1,42 7,5
логическая прочность металла швов при сварке стали Х18Н12Т
и металла, наплавленного этими электродами. Изменение vKP
представлено в зависимости от отношения эквивалента хрома
к эквиваленту никеля.
Для металла швов отношение эквивалентов рассчитано с уче-
том перемешивания наплавленного металла с основным в соот-
ношении 1 : 1. При сварке стали Х18Н12Т электродами ЦТ-15
с содержанием 1,8% ферритной фазы (вариант ЦЗ) vKP падает
до 4 mmImuh, в то время как при сварке электродами КТИ-5 со
следами ферритной фазы vKP составляет 6,5 mmImuh.
Для сохранения металла шва на уровне 6—7 мм/мин при
сварке этой стали электроды ЦТ-15 должны обеспечивать содер-
жание феррита в наплавленном металле не ниже 6% (вари-
ант Ц10).
Сравнение результатов испытания наплавленного металла
в условиях сварки стыковых соединений (метод ИМЕТ) и тавро-
вых (метод МВТУ) показывает следующее:
1. При сварке стыковых соединений аустенитно-ферритный
наплавленный металл обладает более высокой технологической
прочностью по отношению к образованию продольных горячих
трещин, чем поперечных, что, вероятно, связано с несколько
большей концентрацией ферритных выделений в центральных
участках шва вследствие ориентированного роста твердой фазы
в соответствии с характером теплоотвода в основной металл.
2. Испытания наплавленного металла при сварке стыковых
соединений на машине ИМЕТ-2 и тавровых на машине ЛТП-4-3
184
дают близкие результаты; небольшое расхождение может быть
отнесено главным образом за счет неодинаковых условий кри-
сталлизации.
Исследование показало, что содержание ферритной фазы не
определяет однозначно критическую скорость деформации. Так,
для наплавленного металла композиции 1Х19Н12М2Ф (электро-
ды КТИ-5) с увеличением содержания феррита от 0 до 4—5%
критическая скорость деформации возрастает с 8 до 11—
12 mmImuh Дальнейшее увеличение содержания феррита до 12%
не изменяет склонности к образованию трещин. В то же время
для наплавленного металла композиции 1Х19Н9Б (электроды
ЦТ-15 и ЗИО) критическая скорость деформации непрерывно
возрастает с 3,6 до 11 —12 mmImuh при росте содержания феррит-
ной фазы от 0 до 10- 16%.
По сравнению с электродами ЦТ-15 электроды КТИ-4 при
содержании ферритной фазы в пределах от 0 до 6 -7% имеют
в 2 1,3 раза более высокую технологическую прочность наплав-
ленного металла и металла шва при сварке стали Х18Н12Т
среднемарочного химического состава. Электроды ЗИО занима-
ют промежуточное положение.
Поэтому, например, при сварке корневых слоев шва в издели-
ях из стали с повышенной степенью аустенитности типа Х18Н12Т
(при среднемарочном химическом составе последней) электроды
ЦТ-15 для обеспечения стойкости против трещин должны обес-
печивать содержание ферритной фазы в наплавленном металле
не ниже 5—6%, а электроды КТИ-5—не ниже 2—3%.
Для повышения технологической прочности при сварке элек-
тродами типа ЦТ-15 и ЗИО целесообразно содержание углерода
и ниобия и выдерживать в соотношении 1 : 10.
Можно отметить также, что расчеты содержания ферритной
фазы по диаграмме Шеффлера в ряде случаев заметно откло-
няются от данных непосредственно ее определения, как это вид-
но из рис. 123 и табл. 17.
В тех случаях, когда по тем или иным соображениям приме-
няется наплавленный металл,
fi-феррита, удовлетвори-
тельная технологическая
прочность достигается дру-
гими средствами. Одним из
таких средств является ис-
пользование высокотемпе-
ратурной карбидной фазы
Рис. 123. Положение опытных
партий электродов КТИ-5, ЦТ-15
и ЗИО по содержанию ферритной
фазы в наплавленном металле на
диаграмме Шеффлера
не содержащий в своей структуре
185
Таблица 19
Состав наплавленного металла
Электрод С Nb Cr Ni Мп Si W
КТ И-7-62 0,29 2,2 15 35 2,0 0,31 2,7
АЖ -13-18 0,16 1,6 14 19 1,8 0,30 2,1
ЦТ-23 0,15 1.2 15,2 14,5 5,2 0,35 2,2
NbC. Примером электродов, дающих карбидно-аустенитный на-
плавленный металл могут служить электроды КТИ-7 [37],
АЖ-13-18, ЦТ 23 [69] (табл. 19). Электроды с ниобием приме-
няются также в ФРГ [114] и других странах.
Сравнение электродов с карбидной фазой (АЖ 13-18) и аус-
тенитно-ферритных электродов (КТИ-5 и ЦТ-15) по склонности
к образованию горячих трещин (табл. 20) показывает преиму-
щества последних при испытании наплавленного металла.
Однако при сварке ферритно аустенитными электродами
стабильно аустенитной стали Х18Н12Т (с соотношением эквива-
лента хрома к эквиваленту никеля менее 1,5) vKV снижается,
приближаясь к значениям vKV для электродов АЖ-13-18.
Несмотря на сравнительно небольшую величину показателя
vKp при сварке электродами АЖ-13-18 жестких проб (рис. 124, а)
натурных моделей труб (рис. 124, б), а также промышленных
трубопроводов из стали 1Х14Н18В2БР с толщиной стенки 55 мм
во всех случаях наблюдалось отсутствие горячих трещин даже
в картерах [69].
Таблица 20
Сравнение электродов по склонности к образованию горячих трещин
Электрод Содержание в наплавленном металле в % Материал образна Критическая скорость деформации в мм,'мин
С Nb фер- рита
Проволока 1Х14Н18В2Б с защитным покрытием АЖ-13-18 (с легирова нием через покрытие) АЖ-13-18 (с легирова- нием через проволоку) АЖ-13-18 (с легирова- нием через покрытие) АЖ-13-15 (с легирова- нием через покрытие) КТИ-5 КТИ-5 ЦТ-15 ЦТ-15 0,12 0,19 0,16 0,19 0,19 0,83 1,86 1,46 1,46 1,70 4 4 2,5 2,5 Наплавленный металл То же » Сталь 1Х14Н18В2БР Сталь 1Х14Н18В2БР Наплавленный металл Сталь Х18Н12Т Наплавленный металл Сталь Х18Н12Т 1,5 2,2 1,8 1,8 2,0 12,0 9,4 7,2 4,1
186
Рис. 124. Жесткое сварное соединение (а) и модель стыка
трубы (б)
Как видно из табл 20, в составе металла, наплавленного кар-
бидно-аустенитными электродами, кроме углерода и ниобия,
содержится повышенное количество марганца и более 2% W.
Это вызвано требованиями как к технологической прочности, так
и к механическим и другим свойствам наплавленного металла.
Эксперименты показывают, что кремний, сера, фосфор, бор
и некоторые другие элементы, как правило, понижают стойкость
металла против образования горячих трещин. Важную роль при
этом, видимо, играет образование легкоплавких эвтектик. Хотя
в случае ферритно аустенитных электродов кремний, являясь
ферритообразующим элементом, может не только уменьшать, но
даже увеличивать технологическую прочность наплавленного
металла.
Вредное действие кремния может быть нейтрализовано уве-
личением концентрации углерода. Так, при соотношении C/Si^s5
трещины не образуются [121]. Такая же картина наблюдается
при легировании ниобием. В низкоуглеродистом металле даже
небольшие концентрации ниобия вызывают интенсивное образо-
вание трещин, в то время как введение ниобия совместно с угле-
родом, наоборот, повышает технологическую прочность. Напри-
мер, увеличение ниобия с 0,83 до 1,86% приводит (при одновре-
менном увеличении углерода) к увеличению показателя
технологической прочности в 1,5 раза (табл. 20). В то же время
в низкоуглеродистом металле (00Х20Н15) достаточно 0,3—0,35%
Nb, чтобы вызвать горячие трещины [29].
При разработке электродов с карбидной фазой большое вни-
мание уделялось чистоте исходных материалов по сере, фосфору,
бору, свинцу, олову и другим примесям (см. табл. 20).
Введение в сварочную проволоку типа Х18Н9 небольших ко-
личеств свинца (порядка 0,0017%) или олова (порядка 0,0016%)
отрицательно сказывается на технологической прочности свар-
ных швов. Вредное влияние серы и фосфора подтверждено мно-
гочисленными работами и объясняется образованием легкоплав-
ких эвтектик. Также действует и бор.
187
/7 0,00175 0,0025 0,005 %В
Рис. 125. Влияние содержания бора
в металле шва и марки флюса
на критическую скорость деформа-
ции цкр при сварке сталей
1Х14Н18В2Б, 1Х14Н18В2Б,
1Х14Н18В2БР1 (ЭИ726)
Таблица 21
Влияние флюса на состав металла
шва в %
Флюс С г S о2
АН-26 14,4 0,020 0,0340
ФЦЛ-2 13,55 0,036 0,0674
При наплавке под флюсом
АН-26 и ФЦЛ-2 проволокой
состава 0,12 С; 0,4 Si; 1,67 Мп;
14,45 Сг; 19,5 -Ni; 2.41 W; 0,91
Nb на стали с различным со-
держанием бора установлено
резкое снижение критической
скорости деформации с ростом
бора (рис. 125). Существенно
разные значения vKP при наплавке валика на одну и ту же
сталь можно объяснить повышенным содержанием серы и кис-
лорода в шве при сварке под флюсом ФЦЛ-2 (табл. 21).
Однако, если содержание бора в наплавленном металле до-
стигает 0,2% и более, то стойкость металла против образования
горячих трещин вновь возрастает, что объясняют «залечиванием»
возникших межкристаллических несплошностей (трещин), лег-
коплавкой эвтектикой [46].
Легирование аустенитных сталей и сплавов бором в количе-
стве 0,6% позволяет повысить допуски на содержание кремния
и даже фосфора, так как эти элементы растворяются в образую-
щейся при наличии бора эвтектике Fe—Ni—Сг—В [4].
Другим способом повышения технологической прочности глу-
бокоаустенитного металла является легирование его молибде-
ном. На этой основе построены электроды НИАТ-5, ЭА-395/9
и ЭА-981/15, дающие наплавленный металл с6% Мо. Технологи-
ческая прочность наплавленного металла такого состава доста-
точно высока и в этом отношении он приближается к аустенит-
но-ферритному наплавленному металлу.
Электроды НИАТ-5 могут успешно применяться также для
сварки разнородных сталей, например аустенитных сталей
с перлитными, и для сварки закаленных высокопрочных сталей,
когда металл шва должен сохранить аустенитную структуру
даже при значительном разбавлении его основным нелегирован-
ным металлом.
С этой точки зрения представляет интерес сравнение различ-
ных типов наплавленного металла по «запасу аустенитности»-
при сварке перлитной стали.
188
Под запасом аустенитпости понимают степень удаления дан
иого состава от мартенситной структуры. Запас аустенитности
можно оцепить расчетом по диаграмме Шеффлера как долю
основного металла в шве (степень разбавления), при которой
металл шва по своему составу переходит в область мартенсит-
ной структуры.
Тип наплавленного ме-
талла .............Х18Н10 Х20Н10Г6 Х20Н13 Х16Н25М6 Х20Н78
Запас аустенитпости . . 0,11 0,35 0,46 0,63 0,85
Наплавленный металл типа \16H25M6 весьма чувствителен
к содержанию кремния. Увеличение его содержания выше 0,2%
при малом количестве углерода уже вызывает появление горячих
трещин [79]. Но при одновременном увеличении количества угле-
рода опасность возникновения трещин уменьшается, что объяс-
няется образованием карбидной эвтектики и «залечиванием»
трещин. При этом, однако, снижается пластичность металла.
ПУТИ ПОВЫШЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПРОЧНОСТИ
ПРИ СВАРКЕ ЖАРОПРОЧНЫХ СПЛАВОВ
НА НИКЕЛЕВОЙ ОСНОВЕ
Сплавы на никелевой основе, как и глубокоаустенит-
ные стали, весьма склонны к образованию горячих трещин.
Поэтому при сварке таких сплавов первостепенной задачей яв-
ляется выбор присадочного материала, обеспечивающего высо-
кую стойкость швов против образования трещин.
Опыт показывает, что применять электродную проволок) того
же состава, что и свариваемый металл, возможно лишь в огра-
ниченных случаях главным образом при сварке сплавов со срав-
нительно невысокой жаропрочностью.
При сварке же сложнолегированных сплавов с интерметал-
лидным упрочнением чаще всего применяют присадочные мате-
риалы, по составу заметно отличающиеся от основного металла.
Так, при сварке никелевых сплавов, как и глубокоаустенит-
ных сталей, весьма эффективным оказалось легирование никель-
хромового металла молибденом или вольфрамом в количествах,
значительно превышающих их содержание в свариваемом метал-
ле На этой основе создан ряд промышленных марок электродов
и электродных проволок.
Стойкость против образования горячих трещин при сварке
жаропрочных сплавов на никелевой основе изучена и освещена
в литературе относительно слабо, беднее и производственный
опыт сварки таких сплавов в сравнении со сваркой аустенитных
сталей. Поэтому, рассматривая этот вопрос, будем опираться
преимущественно на результаты экспериментальных исследова-
ний и прежде всего исследований, выполненных в Институте
металлургии им. А. А. Байкова Академии паук СССР.
189
В этих исследованиях изучалось влияние различных легирую-
щих элементов на технологическую прочность наплавленного
металла. Большое участие в них принимали Л. И. Сорокин и
О. М. Кузнецов.
Различные варианты композиции наплавленного металла по-
лучали путем легирования его исследуемыми элементами глав-
ным образом через покрытие. Легирование через покрытие
может привести к химической неоднородности металла шва,
однако этот путь был вынужденным вследствие отсутствия про-
волок в необходимом диапазоне составов. К тому же особенно-
сти легирования через покрытие сказываются в большей мере
па механических свойствах (особенно на пластичности) металла
и менее заметно проявляются в отношении стойкости против го-
рячих трещин, как это можно судить по данным табл. 22.
Стойкость наплавленного металла против образования горя-
чих трещин определяли на сплошных образцах. Механические
свойства в тех случаях, когда в этом возникала необходимость,
определяли путем испытания гагаринских образцов, изготовлен-
ных из верхних слоев многослойной наплавки.
Легирование наплавленного никельхромового металла мо-
либденом. Повышение технологической прочности наплавленно-
го металла за счет легирования его молибденом достигается
в ряде промышленных электродов: ИМЕТ-4П, ИМЕТ-10,
ИМЕТ-11 и сварочных проволок.
Опыты по определению влияния концентрации молибдена на
технологическую прочность никельхромового металла проводили
на основе базового состава ХН78Т. Легирование молибденом
осуществляли введением в покрытие молибденового порошка.
Количество молибдена на электроде варьировалось за счет его
концентрации в шихте, а также за счет толщины покрытия. Ко-
эффициент перехода молибдена из электрода в наплавленный
металл близок к единице. Поэтому концентрации молибдена
в электроде и в наплавленном металле практически одинаковы.
С ростом содержания молибдена стойкость наплавленного
металла против образования горячих трещин постепенно возрас-
тает, достигая максимума при 22—25% Мо, после чего быстро
снижается (рис. 126). Ход зависимости vKP— % Мо, усгановлен-
Таблица 22
Электрод Состав наплавленного металла в % Сг | Мо v-p в мм мин 8 в %
ИМЕТ-4П (легирование через по- крытие) ИМЕТ-10 (легирование через про- волоку) • 12—16 8-12 23—26,5 21,5—25,5 6,0 4,5 7,0 26,8
190
Рис. 126. Влияние концентрации молибдена
в электроде на стойкость против образова-
ния трещин (образцы из сплава ХН67ВМТЮ)
ный по методике ИМЕТ-2, совпада-
ет с данными испытания различных
технологических проб (крестовой,
клавишной и др.).
Металлографическое исследование
показало, что увеличение
содержания молибдена приводит к измельчению зерна, умень-
шению травимости границ и увеличению количества фазы, бога-
той молибденом (P-фазы). При содержании более 18% Мо
(и при малых значениях показателя е) в структуре появляются
участки нерастворившихся частиц молибдена, что соответствует
резкому падению пластичности металла.
На базе этих опытов разработаны электроды ИМЕТ-4П и
ИМЕТ-10, дающие наплавленный металл типа ХНМ23 и
Х10Н65М23. Легирование молибденом в первом случае осуществ-
ляется через покрытие, во втором — через проволоку. Наплавлен-
ный металл характеризуется высокой стойкостью против обра-
зования горячих трещин, а по прочности соответствует примерно
сплаву ХН78Т при комнатной и сплаву ХН77ТЮ при высоких
(700—850° С) температурах [15, 16, 36, 46]. Легирование прово-
локи молибденом успешно используется при аргоно-дуговой
сварке жаропрочных сплавов.
Многие исследователи, в том числе и авторы данной работы,
пытались объяснить влияние молибдена с позиций полигониза-
ционной гипотезы образования горячих трещин в однофазных
сплавах при высоких температурах [15, 16, 47, 141]. Согласно
этой гипотезе молибден, обладая высокой энергией активации
диффузии, тормозит движение и группировку несовершенств
кристаллической решетки в хромоникелевой матрице и подавля-
ет образование вторичных полигонизационных границ, являю-
щихся очагами межкристаллитного разрушения.
Однако, как показано (гл. I), наблюдаемые в сварных швах
границы не являются полигональными. Имеющийся в настоящее
время экспериментальный материал дает основания думать, что
в зависимости от концентрации отдельных элементов в сплавах
на никелевой основе возможен как подсолидусный, так и крис-
таллизационный характер образования горячих трещин. Недо-
статочная изученность вопроса не позволяет дать обоснованные
объяснения наблюдаемым закономерностям.
Легирование вольфрамом, рением и ниобием в сравнении
с легированием молибденом. Для исследования влияния воль-
фрама, ниобия и рения на свойства никельхромового наплавлен-
ного металла сравнивали электроды с переменной концентраци-
ей каждого из этих элементов. Легирование осуществляли через
191
Рис. 127. Влияние концентрации ле-
гирующих элементов на свойства
никельхромового наплавленного
металла
покрытие. В качестве элек-
тродного стержня использо-
вали проволоку ХН78Т.
Для сравнения испыты-
вали также электроды, леги-
рованные молибденом.
Результаты испытания
наплавленного металла на
технологическую прочность
показали, что все эти эле-
менты способны придавать
наплавленному металлу до-
статочно высокую стойкость
против образования горячих
трещин, по лишь при опре
деленных концентрациях, различных для каждого из этих эле-
ментов (рис. 127). Максимум на кривых концентрация — кри-
тическая скорость деформации сдвигается влево — в сторону
меньшего содержания элемента в такой последовательности:
молибден, вольфрам, ниобий, рений. Однако вместе с тем умень-
шается диапазон концентраций, в котором сохраняются высокие
значения окр (максимум на кривых становится более острым) и
несколько снижается максимальное значение vKP. Так, если зна-
чение икр = 4 mmImuh (что следует считать вполне удовлетво-
рительным) в случае легирования молибденом может быть по-
лучено в интервале 16—25% Мо, то в случае ниобия этот интер-
вал ограничен примерно 3—5% Nb, а для рения и вольфрама
значение vKP = 4 mmImuh практически не достигается.
Нужно учитывать также, что легирование вольфрамом и ре-
нием снижает пластичность наплавленного металла (рис. 134,
б, в), как впрочем и легирование ниобием. Резкое снижение
пластичности связано прежде всего с образованием включений
нерасплавившихся полностью частиц тугоплавких элементов.
Это подтверждается тем, что при легировании вольфрамом через
проволоку уровень пластичности значительно более высокий.
Положительное влияние легирования сварных швов молиб-
деном, а также другими тугоплавкими элементами до определен-
ных концентраций, соответствующих составам однофазных спла-
вов в системе никель — хром, может быть связано с ограничени-
ем явления проскальзывания по границам зерен вследствие
упрочнения твердого раствора и искривления (фрагментации)
границ (см. гл. III). При более высоких содержаниях этих эле-
192
Рис. 128. Влияние концентрации ниобия vKp
на с'кр в зависимости от содержания
в наплавленном металле марганца: ним
1 — 0,35—0,55% Мп; 2 — 1,6—1,8°/® Мп; 3 —
4,14 - 4,72% Мп; 4 — 6,35—6,95% Мп; 5 — .
7,9—Я.С>7п Мп ¥
ментов в связи с резким развита- ?
ем химической неоднородности и
гетерогенизацией литых сплавов
возможен переход от подсолидус-
пого к кристаллизационному ха- О
рактеру горячих трещин.
В этом отношении особенно любопытно поведение ниобия,
при легировании которым зависимость vK2> от концентрации эле-
мента характеризуется двумя экстремальными точками. Макси-
мам vKP наблюдается при 4 -5% Nb. В дальнейшем увеличение
концентрации ниобия приводит к резкому снижению vKP, однако
примерно при 9% Nb наблюдается новый подъем vKP. Можно
предположить, что такой характер зависимости связан с образо-
ванием эвтектики.
Сначала появление эвтектики приводит к образованию кри-
сталлизационных трещин, а при большом количестве ее к их
«залечиванию». При содержании порядка 12% Nb образуются
холодные трещины.
Легирование никель-хромового наплавленного металла нио-
бием позволяет получить достаточно высокую стойкость против
образования горячих трещин, хотя и в сравнительно узких пре-
делах его содержания.
В зарубежных электродах легирование ниобием обычно со-
провождается повышенной концентрацией марганца. Ввиду этого
интересно было проследить влияние марганца в системе
никель — хром — ниобий при различной концентрации ниобия.
Опыты, в которых легирование марганцем и ниобием осуществ-
лялось через покрытие (электродный стержень — проволока
ХН78Т), показали, что марганец сдвигает максимум vKP в сто-
рону меньших концентраций ниобия (рис. 128). Максимальное
значение vKP при этом практически нс изменяется.
Совместное легирование молибденом и вольфрамом. Сдвиг
максимума vKP при легировании вольфрамом в сторону меньших
концентраций по сравнению с легированием молибденом (см.
рис. 127) открывает возможность для уменьшения степени ле-
гирования присадочного металла, что при применении легирую-
щих покрытий весьма важно. С этой точки зрения представляют
интерес закономерности совместного легирования наплавленного
металла молибденом и вольфрамом. Совместное действие молиб-
дена и вольфрама исследовано по тому же методу (легирование
вольфрамом и молибденом через покрытие, стержень электро-
13 Заказ 560 193
Рис. 129. Влияние концентрации мо-
либдена и вольфрама на свойства
наплавленного металла системы Ni—
Сг — Мо — W (электроды на базе
проволоки ХН78Т):
1 1—1,2% W; 2 — 3,1-3.7% W: 3
4,9 — 5,1% W
Рис. 130. Влияние концентрации мо-
либдена и вольфрама на свойства на-
плавленного металла системы Ni —
Сг — Мо — W (электроды на базе
проволоки ХН60В):
1 - 13 -13,5% W; 2 — 14,5 -15,5“,'» W; 3 —
17 lb' W
да — проволока ХН78Т) [77]. Результаты опытов позволяют сде-
лать следующие выводы (рис. 129).
1. Легирование вольфрамом совместно с молибденом позво-
ляет получить хорошую стойкость против образования горячих
трещин (укр^ 4 мм/мин) при значительно меньшем содержании
молибдена.
2. Наибольшие значения vKP дает легирование примерно
одним процентом вольфрама. С увеличением содержания вольф-
рама максимальные значения икр снижаются. Следует отметить,
что одновременно снижается и пластичность наплавленного ме-
талла (см. рис. 129). При легировании вольфрамом частично
через проволоку ХН60В (ВЖ-98) с 8—10% XV можно получить
vKP = 4 mmImuh и удовлетворительную пластичность при значи-
тельно большем содержании вольфрама (около 13%) и 8% Мо
(рис. 130). Однако из сравнения рис. 130 с рис. 129 видно, что
при 15% Мо и 1% XV (суммарная степень легирования 16%)
наплавленный металл характеризуется несколько лучшим комп-
лексом свойств.
194
Можно ожидать, что введение через проволоку как молибде-
на, так и вольфрама позволит еще более уменьшить общее леги-
рование присадочного металла.
Совместное легирование молибденом и вольфрамом наплав-
ленного металла на никелевой основе успешно используется в
электродах.
Влияние концентрации хрома в наплавленном металле. Из-
менение содержания хрома в никелехромомолибдеповом на-
плавленном металле также сказывается заметно на критической
скорости деформации (рис. 131).
Опыты были выполнены па трех сплавах с различным со-
держанием хрома. Наименьшее содержание хрома в наплавлен-
ном металле (8—9%) было получено путем применения элек-
тродного стержня из проволоки типа хастеллой (25% Мо, осно-
ва никель); хром и небольшие добавки молибдена вводились
через покрытие.
Вариант с 14,5—18,5% Сг получен на базе проволоки ХН78Т
и легирования молибденом через покрытие. Изменение содержа-
ния хрома в указанных пределах 14,5—18,5% связано с разбав-
лением металла электродного стержня молибденом, переходя-
щим из покрытия.
Варианты с 20,5- 23,5% Сг получены электродами со стерж-
нем ХН78Т и с легированием через покрытие молибденом и
хромом.
Как видно из рис. 131, с увеличением концентрации хрома
максимумы на кривых концентрация — критическая скорость
деформации сдвигаются в сторону меньших концентраций мо-
либдена, но абсолютная величина их несколько снижается.
В системе Ni—Сг—Мо 0,8—1,5% W хром действует анало-
гично (рис. 132). Максимум икр достигается при заметно мень-
ших концентрациях молибдена (чем в системе Ni—Сг--Мо).
Влияние кремния, алюминия, титана и бора. При сварке
сплавов на никелевой основе неблагоприятное действие кремния
в отношении технологической прочности не проявляется столь
резко, как в случае глубокоаустенитных сталей. Однако уже при
концентрации кремния в никельхромомолибденовом металле
0,6—0,8% начинается снижение овр, а также пластичности на-
плавленного металла и тем большее, чем выше содержание мо-
либдена (рис. 133).
Возможно, действие кремния связано с образованием легко-
плавких эвтектик. В то же время необходимо учитывать, что
кремний способствует охрупчиванию металла при старении.
Аналогичные результаты получены для сплавов типа нимоник
и инконель [114]. При введении в шов кремния любым путем
(восстановлением из кремнезема покрытия за счет присадок
ферросилиция в покрытие или применением легирований крем-
нием проволоки) наблюдалась повышенная склонность к образо-
ванию трещин (опыты проводились на крестовой пробе).
13* 195
196
Однако легирование наплавленного металла ниобием проти-
водействует вредному влиянию кремния. Сварные швы без тре-
щин получались при следующем соотношении Nb/Si:
Тип наплавленного металла Nb/Si
Х20Н89................................ 3,8
Х14Н804-6% Мо . 4,5
Х15Н35 . 8
Современные жаропрочные никелевые сплавы являются
сложнолегированными сплавами, в которых наряду с элемента-
ми, упрочняющими твердый раствор, содержатся также элемен-
ты, образующие интерметаллидные фазы. Наиболее широко
применяются для образования интерметаллидов алюминий и
титан. Стойкость металла шва против образования горячих тре-
щин при сварке сплавов с интерметаллидным упрочнением за-
метно ниже.
Опыты по замене проволоки ХН78Т (<0,4% Ti) проволокой
ХН77ТЮ (2,0—2,9% Ti; 0,4—1,1% Al) в электродах типа
о
мин о е 9 О
э ® о о ® О Ф
о О
2 <•>«* с» о л. я _
о о I
£ 4J8 7,26 10,9 /7,7 % я
ИМЕТ-4 показали заметное
снижение технологической
прочности в последнем случае.
Рис. 134. Влияние концентрации ти-
тана на стойкость против образования
горячих трещин (ижр) наплавленного
металла типа Х20Н80 (а), Х10Н60М23
(б) и Х15Н65М15 (в). Содержание ти-
тана дано в % к массе электродного
металла
Рис. 135. Влияние на vKp содер-
жания:
а — титана + алюминия:
—--------с бором; ------- без бора;
б — молибдена, вольфрама и бора
197
Такие же результаты получены при введении в безокислитель-
ное покрытие порошка титана. Чтобы при этом исключить воз-
можность восстановления титаном кремния, из покрытия были
устранены силикаты и в качестве связующего применен алюми-
нат натрия Таким образом, опыты позволили выявить роль
одного титана. Было отмечено незначительное повышение vKP
(образцы сплошные; металл образцов-—сплав ХН60В) для на-
плавленного металла типа ХН78Т при 12,7% Ti к массе электрод-
ной проволоки. Однако общин уровень технологической прочно-
сти оставался весьма низким (рис. 134, а). В присутствии
в наплавленном металле молибдена (легирование молибденом
через проволоку) присадки титана вызывало сильное снижение
vKP (рис. 134, бив).
Во всех опытах введение титана отрицательно сказывалось
на пластичности наплавленного металла. Влияние концентрации
титана и алюминия в сплаве ХН60МВТЮ (ЭП202) было иссле-
довано па опытных плавках с различным суммарным содержани-
ем титана и алюминия. Слитки выплавляли в 10-кг индукцион-
ной печи и прокатывали на пластины, из которых изготовляли
сплошные образцы (для испытания по схеме рис. 84). Опытные
точки ложатся на кривую с минимумом, отвечающим примерно
4,5% (Al + Ti) —рис. 135, а. Сравнение плавок с бором и без
бора показало резко отрицательное влияние бора. Присадки
вольфрама не изменили критической скорости деформации, но
присадки молибдена несколько повысили ее (рис. 135, б).
ВЛИЯНИЕ МЕТАЛЛУРГИЧЕСКИХ РЕАКЦИЙ
НА ТЕХНОЛОГИЧЕСКУЮ ПРОЧНОСТЬ
И НЕКОТОРЫЕ СВОЙСТВА НАПЛАВЛЕННОГО МЕТАЛЛА
Сварка под флюсом. Влияние марки флюса при свар-
ке содержащих бор аустенитных сталей на технологическую
прочность металла шва связано с металлургическими реакциями,
протекающими при сварке: переходом серы из флюса-шлака
в металл при сварке под флюсом ФЦЛ-2 и его окислительным
действием, большим, чем флюса АН-26.
Окислительное действие флюса ФЦЛ 2 связано с развитием
кремневосстановительного процесса, сопровождающегося окис-
лением металла. Окислительное действие флюса при этом воз-
растает с увеличением концентрации SiO2 (табл. 23).
С ростом содержания кремния и кислорода в шве снижается
его стойкость против образования горячих трещин. Для подав-
ления окислительно-восстановительных реакций предложены
бескислородные флюсы, построенные на основе плавикового
шпата, плавленые галоидные флюсы, например АНФ-1, АНФ-5
и др. [46], а также керамические флюсы (без силикатного свя-
зующего) на базе фтористых и хлористых солей [40, 76]. Такие
флюсы исключают развитие реакций восстановления кремния
198
Таблица 23
Влияние содержания во флюсе SiO2 на восстановление кремния
и окисление металла (в %)
Флюс Металл шва Флюс Металл шва
SiO2 Si ° SiO2 Si О
13 27,2 0,58 0,72 0,025 0,042 47,1 46,5 1,00 1,20 0,119
и окисления металла и в то же время не только устраняют пе-
реход серы из шлака, но даже могут оказывать некоторое де-
сульфурирующее действие.
Так, для флюса ФЦК получены следующие данные об изме-
нении содержания серы в процессе сварки [40]: в проволоке
0,17—0,21% S, в наплавленном металле 0,008—0,009% S. Флюс
ФЦК позволяет также получить низкое содержание в металле
шва кислорода (табл.24).
На базе керамического флюса ФЦК легко могут быть созда-
ны легирующие керамические флюсы путем введения в шихту
до ее спекания соответствующих металлических добавок [40].
Развитием плавленых галоидных флюсов являются флюсы
серии ПМЕТ-Ф, разработанные в Институте металлургии
нм. А. А. Байкова на базе системы CaF2— ВаС12 с добавками
NaF и SF2 [76]. Основой для создания этих флюсов явилось ис-
следование модифицирующего действия натрия и стронция, вво-
димых во флюс в виде фтористых солей.
Оценочные термодинамические расчеты показывают возмож-
ность развития в условиях сварки реакций восстановления нат-
рия из его фтористых солей титаном и алюминием, содержащих-
ся, как правило, в жаропрочных никелевых сплавах. Восстанов-
ленный натрий служит активным модификатором, измельчает
зерно и повышает в .результате стойкость металла шва против
образования горячих трещин. Эти соображения привели к соз-
данию серии флюсов ИМЕТ-Ф [76], построенных на основе сис-
темы CaF2— 15% ВаС12 с добавками NaF и SrF2 [76] (рис. 136—
138) Флюс ИМЕТ-Ф-7 (5% NaF + SrF2) по технологической
прочности наплавленного металла не уступает флюсам АН-26,
ФЦК и АНФ-5.
Таблица 24
Влияние флюса на содержание газов в металле шва (в %)
Флюс о N н Флюс О N Н •
гТ)Т ttz 0,0105 0,0421 0,000188 БКФ-5 0,0166 0,0377 0,000207
0,0115 0,0404 0,000180 Л 1-1 ОЛ 0,0608 0,0472 0,000843
БКФ-5 0,0163 0,0370 0,000204 r\.l 1-ZU 0,0630 0,0492 0,001030
199
Рис 136. Влияние содержания во
флюсе NaF на стойкость против об-
разования горячих трещин при свар-
ке проволоками:
1 — ХН60В: 2 — ХН77ТЮ
Рис. 137. Влияние содержания во
флюсе ВаС1г на стойкость против об-
разования горячих трещин при сварке
проволоками.
1 — ХН60В; 2 — ХН77ТЮ
При выплавке жаропрочных сталей и сплавов для улучшения
их структуры, механических свойств и деформируемости приме-
няют присадки небольших количеств редкоземельных (лантан,
церий и др.) элементов. Механизм действия редкоземельных ме-
таллов на структуру и свойства сталей и сплавов исследован еще
недостаточно. Благоприятное действие их связывают в основном
с очисткой границ и раскислением металла [57].
Сварка покрытыми электродами. При сварке покрытыми
электродами, так же как и при сварке под флюсом, химические
реакции в процессе сварки оказывают заметное влияние на
свойства наплавленного металла. Наибольшее значение имеют
окислительно-восстановительные реакции [23].
Рассмотрим влияние окислительно-восстановительных реак-
I I Проволока ХН77ТЮ
Рис. 138. Влияние флюса на стойкость
против образования горячих трещин
металла, наплавленного проволоками
ХН77ТЮ и ХН60В
ции на примере ппкельхромо-
молибденового наплавленно-
го металла.
При сварке высоколегиро-
ванных сталей и сплавов при-
меняют преимущественно
электроды с фтористо-кальцпе-
вым покрытием. Окислитель-
ное действие такого покрытия
определяется прежде всего
концентрацией мрамора.
Опыты показали линейную
зависимость между окисли-
тельным потенциалом покры-
тия (под которым понимается
содержание мрамора или дру-
гих окислителей (в %) к мас-
се электродного металла и ле-
гирующих металлических при-
садок) и концентрацией кис-
лорода, определенной методом
вакуумплавления в наплав-
ленном металле (рис. 139) [17].
200
Рис. 139. Изменение содержания
кислорода [О] в наплавленном ме-
талле в зависимости от окисли-
тельного потенциала покрытия (со-
держания СаСОз)
С изменением окисли-
тельного потенциала покры-
тия (концентрации в нем
мрамора) изменяется на-
% мрамора в покрытии к массе
электродного металла
правление реакции кремния.
При низком окислительном потенциале покрытия (СаСО3 < 6%)
наблюдается восстановление кремния из покрытия (в частности,
из силиката натрия, применяемого в качестве связующего веще-
ства), но с повышением содержания СаСО3 восстановление
кремния прекращается и начинается окисление кремния и пере-
ход его из металла в шлак, чему способствует увеличивающая-
ся основность шлака.
Наряду с окислением кремния снижается концентрация серы
(рис. 140).
Реакция окисления — восстановления кремния имеет важное
значение для никельхромомолибденового металла, чувствитель-
ного к примесям, особенно к кремнию. Степень окисленностп
кремния при одном окислительном потенциале покрытия несколь-
ко уменьшается с ростом содержания молибдена, что, вероятно,
вызвано охлаждающим действием присадок этого тугоплавкого
компонента (рис. 141).
Исследование влияния окислительно-восстановительных реак-
ций при сварке на свойства наплавленного металла выполнено
для нескольких составов металла, отличавшихся содержанием
молибдена. Окислительную способность покрытия варьировали
за счет изменения концентрации окислителя (мрамора) в покры-
Рис. 140. Изменение содержания серы
в наплавленном металле в зависимости
от окислительного потенциала покрытия
при различном содержании молибдена
в наплавленном металле;
/ — 25% Мо; 2 - 12% Мо
Рис. 141. Влияние окислительного
потенциала покрытия на стойкость
против образования горячих тре-
щин наплавленного металла систе-
мы Ni — Сг — Мо при различном
содержании молибдена
201
Рис. 142. Влияние концентрации
молибдена на стойкость про-
тив образования горячих тре-
щин наплавленного металла си-
стемы Ni — Сг — Мо при раз-
личном окислительном потен-
циале покрытия:
1 — 4% СаСО„; 2 — 12»/о СаСО3 в
покрытии
тии. Чтобы учесть влияние относительной массы покрытия кон-
центрацию окислителя подсчитывали в процентах от массы
металла электродного стержня (на единице длины рабочей час-
ти электрода). Стойкость наплавленного металла против образо-
вания горячих трещин определялась по методу ИМЕТ.
Влияние окислительного потенциала покрытия (концентра-
ции мрамора) проявляется по-разному при различном содержа-
нии молибдена в наплавленном металле (электроде). При высо-
ком содержании молибдена (25%) критическая скорость дефор-
мации монотонно снижается с ростом содержания мрамора
в покрытии Однако при 12% Мо и при отсутствии его в наплав-
ленном металле такая зависимость не наблюдается.
Сравнивая два уровня окисленное™ металла, отвечающие
содержанию в покрытии 4 и 12—14% СаСО3, можно видеть, что
повышение окисленности сдвигает максимум икр и начало ее
резкого снижения в сторону меньших концентраций молибдена
(рис. 142). Снижение vKV с ростом количества молибдена при
высоком содержании мрамора (кривая 2) можно объяснить, до-
пустив, что высокая стойкость против образования горячих тре-
щин никельхромового металла с большим (значительно большим,
чем предел растворимости) содержанием молибдена связана
с выделением высокотемпературной богатой молибденом фазы,
действие которой подобно действию б-феррнта в нержавеющих
сталях.
С повышением содержания кислорода в металле состав этой
фазы изменяется, уменьшается се тугоплавкость. В пользу этого
говорит и более низкая жаропрочность металла с высоким со-
держанием кислорода. Так, кратковременная прочность при
температуре 850е С наплавленного металла, содержащего 25%
Мо, составляет при 0,03% О2 40 кге/мм2-, при 0,09 % О2 25 кге/мм2.
Исходя из этого следует ожидать, что с ростом окисленности
металла должна понижаться и его стойкость против образования
трещин. При низком же содержании молибдена выделяющаяся
фаза, видимо, характеризуется меньшей тугоплавкостью.
Предел прочности металла при температуре 850° С не зависит
от содержания кислорода и, например, для 10% Мо равен
27 кгс!мм2 (при содержании кислорода как 0,03, так и 0,09%).
202
Рис. 143. Влияние окислительного потенци-
ала электродного покрытия на пластичность
наплавленного металла системы
Xi — Сг — Мо
Технологическая прочность при этом
ниже н не зависит от степени окислен
ностп или даже несколько повышает-
ся (кривая 2 па рис. 142). Одной из
причин может быть повышение чисто-
ты по сере (см. рис. 141). Возможно-
сти повышения стойкости металла
против образования горячих трещин
за счет окисления вредных примесей
отмечены в работе [46] на примере
сварки под флюсом стали Х23Н18.
Присадка КМпО4 (в количестве 3 г и
более на 100 мм длины шва) устрани-
ла горячие трещины, что авторы объясняют окислением и уда-
лением из шва кремния, серы и водорода.
Химические реакции могут оказывать влияние не только на
технологическую прочность, но в большей степени на другие
свойства металла. В качестве примера на рис. 143 приведена
зависимость пластичности наплавленного металла в состоянии
после сварки и после ступенчатого старения (10 ч при 900° С,
20 ч при 800° С) от окислительного потенциала покрытия.
На рис. 143 видно общее снижение относительного удлинения
с увеличением содержания молибдена, связанное с упрочнением
твердого раствора и гетерогенизацией структуры, и значительное
охрупчивание металла при старении, заметно уменьшающееся
с ростом окисленности металла. Это объясняется тем, что раз-
витие окислительных реакций в металле, снижая концентрацию
кремния, уменьшает количество интерметаллидпой фазы и опас-
ность охрупчивания металла. Исследования показывают также,
что технологическая прочность зависит от способа раскисления
металла. Так, при введении в покрытие электродов в карбидно-
аустенитного типа алюминия и марганца вместо титана и мар-
ганца стойкость металла шва (составные образцы из стали
1Х14Н18В2БР) оказалась существенно выше.
Влияние состава покрытия и реакций, протекающих в про-
цессе сварки, на склонность металла шва к образованию горя
чих трещин отмечено в ряде работ.
Так, в работе [114] указывается на благоприятное действие
раскисления металла сварочной ванны добавками соответствую-
щих раскислителей и на отрицательный эффект применения в по-
крытии для жаропрочных электродов рутила. Последнее требо-
вание, однако, нельзя считать общим. В ряде случаев рутил в по-
203
крытии, улучшая технологические характеристики электродов,
может улучшить или, по крайней мере, не понизить показатели
технологической прочности наплавленного металла. Примером
могут служить электроды НИАТ-1, где повышенное содержание
молибдена и наличие ферритной фазы в структуре шва позво-
ляют получить высокую стойкость против образования трещин
при весьма значительном содержании TiO2 в покрытии.
ПУТИ ПОВЫШЕНИЯ ТЕХНОЛОГИЧЕСКОЙ прочности
ПРИ СВАРКЕ СПЛАВОВ АЛЮМИНИЯ
При сварке сплавов алюминия горячие трещины яв-
ляются весьма распространенным технологическим дефектом.
Большинство используемых в промышленности сплавов алюми-
ния относится к системам эвтектического типа. Поэтому при их
сварке и литье трещины имеют, как правило, кристаллизацион-
ное происхождение.
Сплавы алюминия весьма склонны к развитию химической
неоднородности при кристаллизации. Степень ее развития су-
щественно зависит от условий охлаждения. При сварке нерав-
новесность кристаллизации приводит к значительному смещению
температуры реального (неравновесного) солидуса в область
более низких температур и концентраций легирующих элемен-
тов, образующих эвтектики. Вследствие этого сплавы с наиболее
широким эффективным интервалом кристаллизации и соответ-
ственно с наибольшей склонностью к образованию горячих тре-
щин располагаются в области концентраций легирующих
элементов более низких, чем предельная их растворимость Ср
в твердом растворе при эвтектической температуре (рис. 144).
В некоторых эвтектических системах температурный интер-
вал хрупкости уже эффективного интервала кристаллизации
[50]. Поэтому максимум на кривой
склонности к трещинам несколько
сдвинут в область более высоких
концентраций второго элемента по
сравнению с максимумом на кривой
эффективного интервала.
Основными легирующими эле-
ментами в алюминиевых сплавах
являются магний, медь, кремний,
никель, железо и хром. Часто сила
вы модифицируют титаном, цирко-
нием, ванадием, а также некото-
элемента
Рис. 144. Схема изменения эффективного
интервала кристаллизации и склонность
к образованию горячих трещин в сплавах
эвтектического типа
204
рымн редкоземельными элементами. Упрочнение их и, в част-
ности, повышение жаропрочности достигаются за счет диспер-
сионного твердения вследствие выделения сложных интерметал-
лических соединений, например СнА12, Al2MgCu, Mg2Si и т. п.
Двойные сплавы алюминия с некоторыми из этих легирующих
элементов имеют наибольшую склонность к образованию кри-
сталлизационных трещин при следующих их содержаниях [50]:
0,8% Si; 3,0% Си; 2,5% Mg; 1,0% (Mg + Si). Для повышения
технологической прочности этих сплавов при сварке необходимо
либо резко ограничивать, либо повышать содержание легирую-
щих элементов в металле шва. Однако первый путь в большин-
стве случаев оказывается неприемлемым из-за существенного
снижения прочности. Поэтому обычно при сварке применяют
присадочные материалы с высоким содержанием легирующих
элементов, увеличивая тем самым количество эвтектической со-
ставляющей. В двойных сплавах существенный эффект снижения
склонности к растрескиванию сварных швов достигается при со-
держании этих элементов более, чем 1,5- 2% Si; 4-—5'/о Си:
3-4% Mg; 2- 3% (Mg + Si).
Однако для предупреждения образования горячих трещин
в околошовной зоне сварных соединений этот путь может быть
использован лишь в редких случаях, так как он отрицательно
сказывается на эксплуатационных свойствах основного металла
и соединений в целом. Поэтому для борьбы с горячими трещи-
нами в околошовной зоне более рациональным является введение
в основной металл модификаторов типа титан, цирконий и ред-
коземельных элементов в количествах, достаточных для сущест-
венного измельчения кристаллической структуры и ограничения
роста зерна, но не в слишком больших дозах, которые могут
оказаться опасными из-за развития лпквационных явлений и об-
разования хрупких фаз. При этом одновременное повышение
количества эвтектических составляющих за счет легирования
используется и для борьбы с горячими трещинами в металле шва.
Эффективность борьбы с кристаллизационными трещинами
в сварных швах существенно повышается при рациональном
выборе комплексного легирования.
Рассмотрим основные системы промышленных сплавов алю-
миния и металлургические рекомендации по предупреждению
горячих трещин при их сварке.
Типичными представителями сплавов системы А1 —’Си явля-
ются сплавы Д1 и Д20. Упрочнение их обусловлено выделением
дисперсной фазы CuAI2, обладающей высокой термической и
деформационной стойкостью. Благодаря этому механические
свойства сплавов при повышенных температурах изменяются
слабо. Склонность к образованию горячих трещин при сварке
этих сплавов снижают путем увеличения содержания меди до
3%, дополнительным легированием кремнием и малыми добав-
ками титана, циркония и ванадия для измельчения зерна.
205
Существенное влияние на склонность этих сплавов к образо-
ванию горячих трещин при сварке оказывают примеси железа,
кремния и магния. Поэтому ври разработке свариваемого спла-
ва Д20 его авторы ограничили содержание в основном металле
кремния (0,2%) и магния (0,05%) {38]. По условиям оптималь-
ного соотношения механических свойств концентрация железа
в нем не должна превышать 0,3%.
Сплавы с добавками марганца или кремния (дур-
алюмины) относятся к одним из наиболее прочных алюминиевых
сплавов. Их прочность при повышенных температурах обеспечи-
вается выделением фазы Al2MgCu, термически и деформационно
более стойкой, чем СиА12.
Большинство существующих дуралюминов обладает относи-
тельно высокой склонностью к образованию горячих трещин.
Однако путем корректировки химического состава металла шва
по легирующим элементам, модифицирующим добавкам и вред-
ным примесям их технологическая прочность может быть сущест-
венно улучшена.
Исследование совместного влияния содержания меди и маг-
ния на склонность к кристаллизационным трещинам сплавов
этой системы показало, что оптимальной композицией металла
шва является сплав А1—4% Си — 2% Mg (рис. 145) [38].
Легирование металла шва одной медью, хотя и устраняет
горячие трещины в шве, но отрицательно сказывается на сопро-
тивляемости образованию этого дефекта в околошовной зоне.
В этом отношении совместное легирование медью и магнием,
а также титаном является более предпочтительным. Введение
в сварные швы повышенного количества кремния предотвращает
появление трещин как в шве, так и в околошовной зоне. Анало-
гичный эффект достигается и при высоком содержании в металле
шва магния (10%). Весьма эффективным средством борьбы
с горячими трещинами является легирование металла шва нике-
лем, образующим с медью интерметаллид по перитектической
реакции.
На технологическую прочность дуралюминиевых сплавов от-
рицательное влияние оказывают примеси железа и кремния
(рис. 146). Даже при содержании 0,1 0,2% модифицирующих
добавок (титана) эти примеси увеличивают склонность сплавов
к образованию горячих трещин при сварке. Поэтому в современ-
ных сплавах этой системы (ВАД-1, Д20-1, ВАД-23) суммарное
содержание кремния и железа ограничено 0,3%, а содержание
железа в сплаве АК8-1—0,3%. В присадочных материалах со-
держание железа и кремния устанавливают еще более низким
(^0,15%) [27].
Хорошо зарекомендовали себя в качестве присадочных мате-
риалов для аргонно-дуговой сварки дуралюмина следующие
сплавы: 1) А1 — (6—7) % Си — (2-2,5) % Ni—(1,5 1,6)%
Mg — (0,4 — 0,6) % Zn —0,3% Ti; 2) Al—4% Си — 10% Si;
206
Рис. 145. Склонность сплавов системы
А1 — Си — Mg к образованию горя-
чих трещин (по данным кольцевой
пробы):
1 — сплавы без титана; 2 — с 0,2% Ti
Рис. 146. Склонность сплавов системы
А1 — Mg — Си с различными концен-
трациями Si и Fe к образованию го-
рячих трещин (по данным кольцевой
пробы):
/ — AI - 1,5%; Mg — 4,5«/о Си — 0,6%
Mn St: 2 - сплавы состава 1 с добав-
кой 0,Р/. Ti
сплавы системы AI — Си —
3) Al — 7% Си — 3% Si —
1% Mg; 4) Al —10% Mg-
0,2% Mn; Al —8% Mg
0,5% Cr; 5) универсальный
присадочный сплав AK (Al
5—6% .Si).
Для работы при повышен-
ных температурах применяются
Mg — Ni — Fe.
Наилучшей свариваемостью обладает сплав АК2. Повышен-
ные концентрации меди и никеля способствуют уменьшению эф-
фективного интервала кристаллизации и образованию достаточ-
ного количества легкоплавкой эвтектики. Благодаря этому обес-
печивается высокая стойкость металла шва против образования
горячих трещин.
Сварка сплавов АК.4 и АК.4-1 без горячих трещин достигает-
ся легированием металла шва 1,2% Si и 0,1% Ti.
Сплавы системы А1 — Zn — Mg и Al—Zn — Mg—Си явля-
ются высокопрочными алюминиевыми сплавами. Механические
свойства этих сплавов определяются суммарным содержанием
цинка и магния. Подавляющее большинство сплавов, разрабо-
танных в последние годы, относится к среднелегированным спла-
207
Рис. 147. Влияние ле-
гирующих элементов
на склонность сплава
А1 — 4,5% Zn —1,5%
Mg к образованию
горячих трещин (по
данным сварки пробы
«рыбья кость»)
вам 5 6,5% (Zn + Mg) (14]. Основным» упрочняющими фазами
служат Zn2Mg и Mg32(Al, Zn)49.
Сплавы системы Al Zn — Mg обладают наиболее высокой
склонностью к образованию кристаллизационных трещин при
содержании (3—5) % Zn и небольшом количестве магния
(<2%) Это связано с широким температурным интервалом за-
твердевания.
Технологическая прочность сплавов может быть повышена
при увеличении в шве количества цинка (>10%) и
магния.
Введение в сплавы этой системы меди способствует повыше-
нию их прочностных характеристик и снижению склонности
к коррозии под напряжением. Однако добавки меди способст-
вуют образованию горячих трещин в связи со снижением темпе-
ратуры плавления эвтектики.
При сварке сплава А1 4,5% Zn—1,5% Mg легирование
серебром, марганцем, хромом, бериллием, ванадием, молибденом
не оказывает заметного влияния на стойкость металла шва про-
тив образования горячих трещин (рис. 147). Медь увеличивает
склонность к образованию трещин.
Наиболее эффективным средством борьбы с трещинами яв-
ляется легирование металла шва титаном, цирконием, которые
измельчают зерно.
Кремний, марганец и железо оказывают существенное влия-
ние на склонность к горячим трещинам сплавов системы
А1 — Zn — Mg, так как они заметно изменяют растворимость
цинка и магния в алюминии. Увеличение содержания кремния
повышает склонность к образованию трещин. С увеличением
содержания железа эта тенденция становится менее резкой
(рис 148) [38]. Вредное влияние кремния может быть существен-
но снижено связыванием его железом в интерметаллид. Для
208
Рис. 148. Влияние примесей Si и Fe
в сплаве А1 — 2,5% Mg — 6,5% Zn —
0,2% Мп — 1,5% Си на его склонность
к образованию горячих трещин при
сварке:
/ - 0,1% Fe; 2 — 0,2% Fe; 3 — 0,3% Fe
чего необходимо троекратное со-
отношение концентраций железа
и кремния.
Склонность к растрескиванию
сплавов системы А1 — Zn — Mg
может быть существенно снижена
за счет увеличения концен-
трации магния (> 1 %). Цинк в пределах концентрации 3,5—
6,0% практически не влияет на склонность к растрескиванию.
Добавки к сплавам этой системы 0,12—0,25% Zn приводят к сни-
жению их интервала хрупкости, повышению пластичности мате-
риала в этом интервале и, как следствие, к высокой стойкости
металла против образования горячих трещин.
Для уменьшения склонности к кристаллизационным трещи-
нам сплавов системы Al — Zn — Mg—Си их сварку рекомен-
дуется производить присадочным материалом из алюминиймаг-
ниевых сплавов; в основном металле содержание основных леги-
рующих элементов необходимо ограничить следующими предела
ми 6,5- 7,5% Zn; 2,7—3,5% Mg; 1,2-2,0% Си: 0,15—0,22% Zr.
Основные композиции свариваемых сплавов этой системы и
присадочные материалы для их сварки по возрастающей склон-
ности к образованию горячих трещин можно расположить в сле-
дующем порядке: 1) \1— Mg (Al — 8ч-10% Mg); 2) Al—Mg—
Zn, Mg > Zn (Al — 6% Mg — 3% Zn—1,5% Cu—0,2% Ti — 0,2%
Cr); 3) Al —Mg —Zn, Zn > Mg (Al — 3% Mg — 6% Zn — до
1% Ti; Al —5% Mg-10% Zn —0,2—1,5% Cu —0,2% Mn -
0,2% Ti —0,25% Cr)
Сплавы системы Al — Mg — Si обладают высокой прочностью
и пластичностью. Упрочнение создается за счет выделения при
старении фазы Mg2Si.
Хорошо сваривающиеся сплавы этой системы содержат зна-
чительные количества магния и кремния, т. е. в области концент-
раций, обеспечивающих большое количество эвтектической со-
ставляющей. Максимальная склонность к растрескиванию
наблюдается в области концентраций, близких к 1 % Mg2Si. При
дальнейшем увеличении Mg2Si склонность к растрескиванию
снижается. Поэтому для сварки сплавов этой системы в качестве
присадочных материалов рекомендуются сплавы: 1) А1 — Mg
(Al —5—6% Mg—1% Mn —0,1% Cr —0,1% Ti); 2) Al — Si
(Al —5% Si); 3) Al —Si —Mg (Al — 4% Si 0,2% Mg); 4) Al—
Si — Mg с добавкой титана, марганца (Al — 3,5% Si — 0,9%
Mg—0,4% Mn —0,25% Ti).
14 Заказ 560
209
Рис. 149. Склонность сплава АМг
к образованию трещин при сварке
присадочными сплавами, содержащи-
ми:
1 - А1 — 1% Mg — 1,2% Мп; 2 — AI —
2.5% Mg — 0.25»/о Сг; 3 — Л1 3,5% Mg —
0,25% Сг; 4 — AI — 5,5% Mg - 0,1%
Мп — О,1*/о С г
При применении в качестве
присадочного материала спла
ва АМгб следует помнить, что
высокое содержание магния
(6%) может вызвать горячие
трещины в околошовной зоне.
В то же время в металле шва
они будут отсутствовать.
Сплавы системы А1 — Mg
широко используются для из-
готовления высокопрочных и
коррозионностойких сварных
конструкций. Они обладают
достаточно высокой технологи-
ческой прочностью при содер-
жании более 3% Mg. Техноло-
гическая прочность зависит
также и от концентрации в
сплаве ряда примесей (кремния, железа, марганца, меди, хро
ма), которые в значительной степени определяют количество и
состав эвтектики [50, 105] (рис. 149).
Хорошие результаты при сварке этих сплавов можно полу
чить не только при повышенном содержании магния, но и путем
введения в шов кремния с одновременным модифицированием
структуры титаном. Однако наилучшие результаты получены при
применении присадочных материалов, легирующих шов магнием.
Это подтверждается высоким качеством сварных швов при свар-
ке сплавов А1 — 2,75% Mg, Al — 4,5% Mg, Al — 5,25% Mg при-
садочной проволокой из сплава Al — 5% Mg — 0,8% Мп— 0,1%
Сг —0,1% Ti.
Присадочные материалы системы А1 — Si (АК) можно реко-
мендовать для сварки сплавов системы А1 — Mg с содержанием
Mg <2,5%, так как при большем его количестве возможно об-
разование хрупкого соединения Mg2Si, снижающего прочность,
пластичность и коррозионную стойкость металла шва.
Введение магния в металл шва сопряжено со значительными
трудностями вследствие его интенсивного выгорания. Коэффи-
циент перехода его из электродной проволоки составляет всего
лишь 20%. Поэтому наиболее приемлемым способом сварки яв-
ляется дуговая в среде аргона или гелия. Широкое применение
находит сварка этих сплавов электродами с покрытием, состоя-
щим из хлористых соединений (KF, A1F3, КС1, ВаС12, LiCl, LiF).
ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ И КОНСТРУКТИВНЫХ ФАКТОРОВ
НА ОБРАЗОВАНИЕ ГОРЯЧИХ ТРЕЩИН
Металлургические меры борьбы с горячими трещина-
ми при сварке являются основными и, как правило, позволяют
радикально повышать технологическую прочность сварных сое-
210
динений. Однако технологические и конструктивные факторы
также оказывают существенное влияние и требуют изучения и
регламентации. Так, жесткое ограничение погонной энергии дуги
при сварке глубокоаустенитных сталей и никельхромовых спла-
вов обусловлено необходимостью не только получения мелко-
кристаллической структуры и снижения степени развития физи-
ческой и химической неоднородности металла в зоне сварки, но
и ограничения величины и темпа нарастания внутренних дефор-
маций при кристаллизации и последующем охлаждении. Для
этого соединения большой толщины из таких материалов осу-
ществляют с применением многослойной сварки длинными
участками с большим числом валиков малого сечения.
Опыт сварки сплавов с низкой технологической прочностью
показывает, что, как правило, их необходимо сваривать по воз-
можности на жестких режимах, т. е. при малых значениях по-
гонной энергии и полном охлаждении металла в промежутках
между наложением отдельных слоев. Однако в отдельных случа-
ях положительные результаты может дать применение предвари-
тельного и особенно сопутствующего подогревов зоны соединения
вблизи шва по обе его стороны, что связывают с более благо-
приятным полем деформаций [13].
Влияние технологических, конструктивных и металлургиче-
ских факторов находится в сложной взаимной связи, поскольку
каждый из них оказывает влияние как на макро- и микроскопи-
ческие особенности кристаллизации и формирования структуры
в околошовной зоне, так и на температурно-деформационно-вре-
менные условия процесса сварки. Несмотря на высокий уровень
развития теории тепловых процессов при сварке, затвердевания
и кристаллизации количественный анализ комплексного влияния
этих факторов на технологическую прочность сварных соедине-
ний до сих пор затруднен из-за отсутствия методов расчета раз-
вития внутренних деформаций в металле в процессе сварки.
Поэтому имеющиеся в настоящее время зависимости основаны
целиком на опытных данных, которые получены лишь для не-
большого числа частных случаев технологии сварки и типов
сварных соединений. Этим объясняется весьма большое разно-
образие конструкций и технологических параметров сварки об-
разцов проб для испытания металлов на сопротивление образо-
ванию горячих трещин. Работа [13] подтверждает положительное
влияние ограничения деформаций.
Положительное влияние оказывают также и вводные и вы-
водные планки, закрепляемые прихватками по обе стороны от
оси шва. Это позволяет снизить концевой эффект, который обус-
ловливает преимущественное образование трещин в начале и
конце шва из-за неоднородности температурно-деформационного
поля
Один из перспективных технологических путей борьбы с го-
рячими трещинами связан с применением двух- и многодуговых
14* 211
пнем на форму сварочной
Рис. 150. Влияние формы сварочной ван-
ны на направление роста осей кристал-
литов; L — длина, В — ширина и fl — глу-
бина ванны:
с — большая скорость сварки; б — малая
скорость сварки
процессов сварки, при которых
расширяется возможность регу-
лировать темп изменения дефор-
мации металла шва за счет выбо-
ра оптимального расстояния меж-
ду дугами.
Воздействие технологических в
конструктивных факторов на об-
разование горячих трещин более
полно изучено в связи с их влия-
ванны, определяющую характер ма-
кроскопического строения металла шва.
Форма сварочной ванны определяет траекторию роста осей
кристаллитов и ориентацию их границ по отношению к оси свар-
ного шва. Известно, что продольные горячие трещины часто об-
разуются в зоне срастания кристаллитов в центре сварного шва.
Схема расположения кристаллитов оказывает существенное
влияние на деформационную способность металла шва в темпе-
ратурном интервале хрупкости.
На рис. 150, а приведена схема сварного шва, кристаллиты
которого ориентированы в основном в поперечном направлении
(большая скорость сварки). Такой шов мало пластичен в темпе-
ратурном интервале хрупкости. Для него характерно образова-
ние трещин вдоль оси шва. Однако возникновение подобных де-
фектов мало вероятно, если в поперечном сечении шва оказы-
вается много расположенных под углом друг относительно друга
кристаллитов (см. рис. 150, б) (малая скорость сварки). Таким
образом, по взаимной ориентировке кристаллитов, которую мож-
но охарактеризовать значением угла 0/2, образованного между
касательной к оси кристаллита и направлением сварки, можно
оценить вероятность образования продольных горячих трещин.
В настоящее время достаточно подробно изучена зависимость
формы кристаллитов от режима сварки не только в горизонталь-
ной плоскости ванны, но и в поперечном шву сечений [75]. Пока-
зано, что чем больше угол встречи кристаллитов, тем меньше
стойкость металла шва против образования горячих трещин
(табл.25).
Анализ влияния параметров режима сварки на изменение
угла 0/2, проведенный в работе [62] с помощью уравнения про-
цесса распространения теплоты быстродвижущегося точечного
источника в полубесконечном теле, показал, что при постоянном
212
Таблица 25
Влияние формы сварочной ванны и направленности кристаллитов в ее
поперечном сечении на технологическую прочность
Форма ванны и кристаллитов в поперечном сечении Условия получения подобной форм ы ванны Характер роста кристаллитов Технологи- ческая прочность Примечание
Усиленный теплоотвод снизу или Плавно сопрягаются у оси шва Наибольшая Незначительная мощность дуги при большой
2 ослабленный со стороны стенок плотности тока; полуавтоматиче- ская сварка под флюсом; сварка по отбортовке
Теплоотвод Изгибаются Высокая Наплавка на по-
2 в сторону стенок и дна постояпный вверх в течение всего процесса кристалли- зации (снижается по мере увеличения длины и уменьшения ширины) вер хи ость; сварка встык толстостенных конструкций при малой и средней мощно- сти дуги; многодуговая сварка
Уменьшение Растут Невысокая Сварка встык листов на флю- совой подушке при зчачитель-
1 X .'<W теплоотвода снизу и зна- чительная мо цность дуги преимущест- ве л но прямолинейно
f г ном проплавле НИИ
Отсутствие Растут вниз Ни зка я Сварка на флю-
1 Т: / теплоотвода снизу совой подушке со сквозным проплавлением
Отсутствие Растут пря- молинейно к плотности Очень н и зка я Сварка встык листов большой толщины с Х-об- разной разделкой на флюсовой подушке при । высокой погон- ной энергии
1 \ теплоотвода снизу
и сверху с г ыка
213
Рис. 151. Влияние скорости v переме-
щения и погонной энергии точечного
источника тепла на очертание осей
кристаллитов в горизонтальной пло-
скости ванны ХО1 :
а — <?/п = 5000 кал.'см; б g.'u
= 300(i кал/см
Рис. 152. Влияние коэффициента фор-
мы ванны (ZJB) при сварке на техно-
логическую прочность металла типа
Х10Н65М23
значении погонной энергии
увеличение скорости сварки
приводит к увеличению угла
0/2 (рис. 151), т. е. к росту
кристаллитов перпендикуляр-
но оси ОХ шва. Рост погонной энергии при постоянной скорости
сварки также увеличивает угол 0/2 (рис. 151, а и б).
Угол встречи кристаллитов определяется формой сварочной
ванны, так как кристаллиты растут в направлении, совпадающем
с нормалью к изотерме кристаллизации. Сварка на форсирован
ных режимах дает вытянутую вдоль оси шва сварочную ванну.
В результате кристаллиты растут почти перпендикулярно оси
шва, образуя ярко выраженный стык. Увеличение размеров хвос-
товой части ванны в этих условиях приводит к значительному
снижению стойкости металла шва против образования горячих
трещин. Так, например, показатель технологической прочности
vKI, металла шва типа Х12Н65М23 при испытании по методу
20 30 W vcg м/ч
Рис. 153. Влияние скорости
сварки на вероятность образо-
вания горячих трещин
IIMET-2 существенно изменялся
в зависимости от формы свароч-
ной ванны.
При постоянной погонной
энергии дуги q/v = 7000 вт X
X сек!см, обеспечивавшей сквоз-
ное проплавление образца толщи-
ной 3 мм, vKp металла шва уве-
личивалась, с уменьшением ко-
эффициента формы сварочной
ванны (&</, = —] (рис. 152), т. е.
с сокращением длины ванны и
уменьшением угла встречи кри-
сталлитов (0/2).
Один из методов уменьшения
угла 0/2 без изменения скорости
214
Таблица 26
Влияние формы подготовки кромок и режимов сварки на образование
горячих трещин
сварки может быть основан на введении холодного порошка
в хвостовую часть сварочной ванны. Это приводит к резкому
уменьшению коэффициента формы, так как в хвостовой части
ванны рост столбчатых кристаллитов подавляется и кристалли-
зация носит равноосный характер.
Итак, для сплавов, склонных к образованию горячих трещин,
параметры режима сварки следует подбирать таким образом,
чтобы коэффициент формы ванны в горизонтальном сечении был
как можно ближе к единице. Однако технологическая прочность
металла шва существенным образом зависит и от формы ванны
в поперечном сечении, которая в значительной степени опреде-
ляется параметрами режима и условиями теплоотвода при
сварке.
215
Таблица 27
Влияние скорости сварки стали МСт.З на технологическую прочность
металла шва при постоянном коэффициенте формы шва
vce “ м 4 в в U В см/ч d3 в мм Коэффи- циент формы шва Число образцов Длина трещин в мм
с трещи- нами без тре- щин
18,0 2 7—2 8 129 3 1.5-1,8 0 6
21,5 23, U 2 9—30 I 50 3 1,6—1,7 0 4 >—.
30—32 150 3 1,6-1,7 0 —
2 5,0 32—33 150 3 1,6—1,7 3 4 12—18
27,5 32--33 162 3 1,7— 1,8 3 2 25—27
29,5 32—33 162 3 1.6 — 1,8 2 0 25
32,0 35 162 3 1.7—1,8 3 1 2 5—35
37,0 38—40 162 3 1,7-1,8 2 2 45-70
40,5 42—45 162 3 1,7-1,8 I 1 3 30—80
43,5 44—46 189 3 1 , 7—1,8 1 — 82
47,0 44—46 224 3 1 ,7—1,8 3 — 64—68
50,5 44—46 204 3 1,7—1,8 3 — 65—85
21,5 35—36 57 5 2.4 I 3 14-25
25,0 35—36 62 5 2,4 2 2 3 0—34
32,0 3 5—36 62 5 2,4 2 1
40,5 35—36 62 5 2,4 5 — 50-65
В табл. 25 показано влияние формы ванны в поперечном се-
чении шва на склонность к образованию горячих трещин при
сварке [13]. В этих опытах изменение формы ванны в поперечном
сечении достигалось за счет изменения технологии и режимов
сварки, а также формы подготовки кромок (табл. 26). Наилуч-
шей оказалась форма подготовки кромок, показанная на втором
эскизе, для которой характерны непрерывное изменение кривиз-
ны роста и плавное сопряжение кристаллитов у оси шва, наихуд-
шей— показанной на четвертом эскизе, при которой кристаллиты
растут практически навстречу друг другу.
При постояной величине коэффициента формы (В1 И) суще-
ственное влияние на технологическую прочность оказывает
скорость сварки. При постоянном значении В/Н с повышением
скорости сварки склонность к образованию трещин возрастает
(рис. 153 и табл. 27) [13]. Авторы работы [13] связали этот эф-
фект с ростом уровня и темпа нарастания деформаций растяже-
ния вследствие увеличения объема сварочной ванны.
СПИСОК ЛИТЕРАТУРЫ
1. Атомный механизм разрушения, пер. с англ. Металлургпздат, 1963, с. 30—
58.
2. Бочвар А. А. Металловедение. М., Металлургпздат. 1956, 494 с.
3. Брук Б. И. Радиактивные изотопы в металлургия и металловедении свар-
ки. Судпромгиз, 1959, 232 с.
4. Бунин К. П., Малипочка Я. Н. Введение в металлографию. Мсталлургиз-
дат, 1954, 192 с.
5. Бутаков Д. К. Технологические основы повышения качества легирован-
ной стали для отливок. М.— Свердловск. Машгиз, 1963, 192 с.
6. Быков А. Н., Ерохин А. А. Некоторые вопросы однородности и стабиль-
ности состава сварочной ванны. «Сварочное производство». 1963, № 7,
с. 1—3.
7. Вайнерман А. Е., Шоршоров М. X. и др. Плазменная наплавка металлов.
Л., Машгиз, 1969, 191 с.
8. Ван Бюрен. Дефекты в кристаллах. М., Изд-во иностр, лит., 1962, 322 с.
9. Возврат и рекристаллизация металлов, пер. с англ. «.Металлургия», 1966,
216 с.
10. Гаврилюк В. С. Оценка сопротивляемости металла шва образованию го-
рячих трещин при дуговой сварке стали. «Сварочное производство», 1960,
Ms 8, с. 10—12.
11. Гревцев Н. В., Клебанов Г. Н. Рекристаллизация тугоплавких металлов
при сварке и пайке. «Известия АН СССР, ОТН, Металлургия и топливо»,
№ 5, 1961. с. 62—69.
12. Добровольский И. П., Карташкин Б. А., Шоршоров М. X. К расчету хи-
мической неоднородности при контакте разнородных твердых и жидких
металлических фаз с учетом нестационарности взаимодействия. «Физика
и химия обработки материалов», № 2, 1970, с. 133—137.
13. Дятлов В. И., Сидорук В. С. Влияние технологических условий сварки на
чувствительность к образованию горячих трещин. «Автоматическая свар-
ка». 1965, № 10, с. 3—6.
14. Елагин В. И. Закономерности изменения свойств полуфабрикатов свари-
ваемых сплавов системы А1 — 2п — Alg в зависимости от состава и тех-
нологических факторов. Алюминиевые сплавы, вып. 6. Металлургиздат,
1969, с. 249.
15. Ерохин А. А. Кинетика металлургических процессов дуговой сварки.
«Машиностроение», 1964, 253 с.
16. Ерохин А. А., Кузнецов О. М., Быков А. Н. О влиянии некоторых элемен-
тов на свойства металла шва при сварке жаропрочных сплавов. «Автома-
тическая сварка», 1964, № 9, с. 11—14.
17. Ерохин А. А., Котов Г. Н. Влияние окислительных реакций при сварке
жаропрочных сплавов на структуру и свойства наплавленного металла.
«Автоматическая сварка», 1967, № 10, с. 16—20.
18. Ерохин А. А., Котов Г. Н. Основные параметры электродов, определяю-
щие степень химической макронеодиорсдности наплавленного металла
при легировании через покрытие. «Физика и химия обработки материа-
лов», 1968, Ms 1. с. 54—-61.
19. Ерохин А. А., Сорокин Л. И. Влияние марки электродов и основного ме-
талла на свойства швов на жаропрочных никелевых сплавах. «Автомати-
ческая сварка», 1968, Ms 7, с. 11—15.
20. Жидкие металлы и их затвердевание, пер. с англ. Металлургиздат, 1962.
217
21. Заболотский В. М. Пластические свойства сплавов в температурном ин-
тервале хрупкости при кристаллизации в процессе сварки. «Сварочное
производство», 1965, № 1, с. 6- -9.
22. Закс И. А. Технологическая прочность феррито-аустенитного металла
типа 25-5. «Сварочное производство», 1964. № 10, с. 13—16.
23. Земзин В. Н. и Станюкевич А. В. Склонность сварных соединении аусте-
нитных сталей к локальным резрушспиям в околошовной зоне при высо-
ких температурах. «Сварочное производство, 1961, № 7, с. 11 15.
24. Земзин В. Н., Боева А. В. Оценка склонности сварных соединений сталей
ЭП184, ЭП 17 и ЭП695Р к хрупким локальным разрушениям. Сб. «Иссле-
дование материалов для энергетических установок». Труды ЦКТИ, вып 69,
Л., 1966, 272 с.
25. Земзин В. Н., Петров Г. Л. Влияние ферритной фазы на свойства аусте-
нит иого наплавленного металла. «Сварочное производство». 1967, № 5,
с. 6—9.
26. Зинер К. Сб. «Упругость и неупругость металлов». Металлургиздат, 1954,
с. 37 - 49.
27. Казаков В. А., Татцилова 3. П„ Скачков Ю. Н. Особенности сварки плав-
лением сплавов типа дюралюминия. Сб. «Алюминиевые сплавы», вып. 6.
Металлургиздат, 1969, с. 17 -26.
28. Кантор М. М., Чернышова Т. А., Шоршоров М. X. Электронно-микроскопи-
ческое исследование структуры сварных соединений сплава ЦМ2А.
«Физика и химия обработки материалов», 1971, № 2, с. 97—100.
29. Каховский Н. И. Сварка нержавеющих сталей. Киев, «Техника». 1968
312 с
30. Кеннеди А. Д. Ползучесть и усталость в металлах. «Металлургия», 1965,
312 с.
31. Клебанов Г. Н., Чернышова Т. А. Технологическая проба для оценки
сопротивления металла сварных швов ниобиевых сплавов образованию
горячих трещин. Сб. «Свойства и применение жаропрочных сплавов». М
Наука», 1966, с. 135—139.
32. Коттрелл А. X. Взаимодействие дислокаций с атомами растворенных эле-
ментов. Сб. «Структура металлов и свойства». .Металлургиздат, 1957,
с. 112—121.
33. Коттрелл А. X Дислокации и пластическое течение в кристаллах. Метал-
лургиздат, 1958, 267 с.
34. Красулин Ю. Л., Шоршоров М. X. Клиповая сварочная проба. «Автома-
тическая сварка, 1963, № 7, с. 1—7.
35. Крафтмахер Я А , Стрелков П. Г, Об энергии образования и концентра-
ции вакансий в металлах. Физика твердого тела. 1966. т. 8, вып. 4.
с. 1049 1051.
36. Кузнецов О. М., Ерохин А. А. Сварка жаропрочных никелевых сплавов
электродами ПМЕТ-4П. «Сварочное производстве», 1963. № 11 с. 15—18
37 Кирченов В. В. Электродуговая сварка жаропрочной аустенитной стали
типа 15-35. «Автоматическая сварка», 1958, № 5, с. 45—62.
38. Лашко Н. Ф., Лашко-Авакян. Свариваемые легкие сплавы. Судпромгиз,
I960, 440 с.
i 39 Любавский К. В. и Торопов В. А. К вопросу образования горячих трещин
при дуговой сварке аустенитные сталей. Новое в технологии сварки. Маш-
гиз, 1955, с. 30 -55.
40. Любавский К- В., Львова Е. П. Автоматическая сварка сталей 1Х18П91
под керамическим флюсом ФЦК. «Сварочное производство» 1960, № 7
с. I—5.
41 Любавский К. В. и Никитин Ю. М О локальном разрушении сварных
соединений на аустенитных паропроводах. «Автоматическая сварка»
1960, № 7, с. 12—26.
42. Любавский К. В., Морозов Б. И., Никитин Ю. М., Тимофеев М. М. Влия-
ние неоднородности прочностных свойств сварных соединений на их
склонность к локальному разрушению. «Сварочное производство». 1965.
№ 3, с. 8—11.
218
43. Мак Лин Д. Границы зерен в металлах. Металлургиздат, 1960, 312 с.
44. Мак Лин Д. Сб. «Вакансии и точечные дефекты». Металлургиздат, 1961,
с. 46 64.
45. Медовар Б. И., Пинчук Н. И., Чекотило Л. В. О повышении предельно
допустимых концентраций фосфора и кремния в стабильно аустенитных
сварных швах. ДАН СССР, 1963, т 150. № 3, с. 541—543.
46. Медовар Б. И. Сварка жаропрочных аустенитных сталей и сплавов. «Ма-
шиностроение», 1966, 430 с.
47. Мовчан Б. А. Микроскопическая неоднородность в литых сплавах. Киев.
Гостехиздат, 1962, 340 с.
48. Мовчан Б. А. Границы кристаллитов в литых металлах и сплавах. Киев,
«Техника», 1970, 210 с.
49. Никитин В. И. Физико-химические явления при воздействии жидких ме-
таллов на твердые. М., Атомиздат, 1967, 442 с.
50 Новиков И. И. Горячеломкость цветных металлов и сплавов. М., «Наука»,
1966, 300 с.
51. Новосадов В. С., Нуждин А. А., Шоршоров М. X. Анализ уравнения гете-
рогенной диффузии примеси в процессе взаимодействия твердой и жидкой
металлических фаз. «Физика и химия обработки материалов», 1968, № 1.
с. 42- 48.
52. Осипов К. А. Некоторые активируемые процессы в твердых металлах
и сплавах. Изд-во АН СССР, 1962, 131 с.
53. Паршин А. М. и Печников П. И. Влияние некоторых факторов на работо-
способность изделий из сталей Х18Н9Т и Х16Н15МЗБ в условиях релак
саций напряжений. Сб. «Металловедение». Судпромгиз, 1963, № 7,
с. 26 38.
54. Петров Г. Л. Неоднородность металла сварных соединений. Л., Судпром-
гиз, 1963, 206 с.
55. Петров Г. Л., Земзин В. Н.. Гонсеровский Ф. Г. Сварка жаропрочных
нержавеющих сталей, Машгиз, 1963, 248 с.
56. Петров Г. Л., Земзин В. Н. Влияние ферритной фазы на кристаллизацию
аустенитного наплавленного металла и образование горячих трещин при
сварке. «Сваренное производство», 1967, № 2, с. 1—3.
57. Приданцев М. В., Астафьев А. С. Влияние примесей па развитие горячих
трещин в наплавленном металле. «Сварочное производство», 1959. № 3.
с. 18—22.
58 Прохоров Н. Н. Горячие трещины при сварке. Машгиз, 1952, 220 с.
59. Прохоров Н. Н. О межкристаллической прочности металлов при сварке.
«Известия АН СССР ОТН». № 11. 1955.
60. Прохоров Н. Н., Бочай М. П. Механические свойства алюминиевых спла-
вов в интервале температур кристаллизации при сварке. «Сварочное про-
изводство». 1958, № 2, с. 1—6.
61. Прохоров Н. Н. Технологическая прочность металлов при сварке. Изд-во
НТО Машпром, 1960, 42 с.
62. Прохоров Н. Н. Физические процессы в металлах при сварке. Т. I. М.,
«Металлургия», 1968, 695 с.
63. Прохоров Н. Н., Гаврилюк В. С., Якушин Б. Ф. Универсальная машина
ЛТП-1-4 для определения сопротивляемости сварных швов образованию
горячих трещин при сварке. Сб. «Сварка цветных сплавов и некоторых
легированных сталей». Оборонгиз, 1962, вып. 106, с. 114—122.
64. Прохоров Н. Н. Технологическая прочность металлов в процессе кристал
лизации при сварке. «Сварочное производство», 1962, № 4, с. 8—14.
65. Прохоров Н. Н. Арутюнова И. А, Количественная проба для определения
технологической прочности металлов в процессе кристаллизации. «Автома-
тическая сварка». 1964, № 7 (136), с. 6— 10.
66. Прохоров Н. Н., Прохоров В. Никол. Влияние режима сварки и жесткости
изделия на внутреннюю деформацию металла шва. Автоматическая свар-
ка, 1966 № 3, (156), с. 15—20.
67 Прямое наблюдение несовершенств в кристаллах, пер. с англ. «Метал
лургия», 1964, с. 43—-61.
219
68. Рунов А. Е., Любавский К. В. О влиянии ферритной фазы на свойства
наплавленного и основного металла сварных соединений хромоникелевых
аустенитных сталей. «Сварочное производство», 1959, № 9, с. 15—19.
69. Руссиян А. В., Шорнюров М. X. Новые аустенитные электроды для свар-
ки стали типа 1Х13Н18В2Б. «Сварочное производство», 1959, № 6, с. 9—13.
70. Руссиян А. В., Сахарнов А. А. Исследование устойчивости сплавов против
образования горячих трещин в околошовной зоне. «Автоматическая свар-
ка». 1964, № 9, с. 22—27.
71. Руссиян А. В., Сахарнов А. А. Ускоренное количественное определение
сопротивляемости металла образованию горячих трещин при сварке. «Сва-
рочное производство», 1965. № 3, с. 11 —13.
72. Рыкалин Н. Н., Фридлянд Д. А. Свариваемость низколегированной стали
СХЛ-2. «Автогенное дело», 1947, № 9, с. 1—8.
73. Рыкалин Н. Н. Расчеты тепловых процессов при сварке. Машгпз, 1951,
296 с.
74. Рыкалин Н. Н., Шоршоров М. X., Красулин Ю. Л. Физические и химиче-
ские проблемы соединения разнородных материалов. «Известия АН СССР.
Серия «Неорганические материалы», № 1, 1965. с. 29—36.
75. Сидорук В. С. О зависимости формы кристаллитов в шве от технологиче-
ских параметров режима сварки. «Сварочное производство», 1965, № 5,
с. 11 14.
76. Соколов Ю. В., Шоршоров М. X. Влияние состава галоидных флюсов на
свойства сварных швов хромоникелевых сплавов. «Сварочное производ-
ство», 1963. № 3, с. 1—4.
77. Сорокин Л. И. Ерохин А. А. Влияние молибдена и вольфрама па свойства
наплавленного металла при легировании через покрытие. «Сварочное про-
изводство», 1969, № 12, с. 27—30.
78. Станюкович А. В., Земзин В. Н. Влияние склонности к хрупким разруше-
ниям сварных соединений аустенитных сталей при высокой температуре.
«Заводская лаборатория», т. 28, № 3, 1962.
79. Торопов В. А. О роли межкристаллитных составляющих в образовании
горячих трещин в сварных швах. «/Металловедение и обработка металлов»,
1956, № 4. с. 45—50.
80. Фридель Ж. Дислокации. М_. «Мир», 1967, 643 с.
81 Фридлянд Л. А., Тимофеев К. И. Испытание статическим изгибом свар-
ных швов па склонность к образованию горячих трещин «Автоматиче-
ская сварка», 1957, № 2, с. 66- 69.
82. Фридлянд Л. Н., Зиновьева Т. Н., Конов К). К. Сварка алюминия. «Сва-
рочное производство», 1963, № 11, с. 5—8.
83. Фрумин И. И. Автоматическая электродуговая наплавка Металлургиз-
дат, 1961, 421 с.
84. Чалмерс Б. Теория затвердевания. М., «Металлургия», 1968, 289 с.
85. Чернышова Т. А. О миграции границ в литой структуре сплавов ниобия
и тантала. «Физика и химия обработки материалов». 1967, № 2, с. 80—86.
86. Чернышова Т. А., Шоршоров М. X. О механизме образования горячих
трещин при сварке сплавов ниобия. «Физика и химия обработки материа-
лов», 1967, № 2, с. 87—93.
87. Чернышова Т. А., Шоршоров М. X. О формировании субструктуры и ми-
грации границ зерен в литоЛ зоне сварных соединений ниобия. «Физика
п химия обработки материалов», 1967, № 3, с. 50 -55.
88. Шоршоров М. X., Седых В. С. Об оценке склонности металла швов
к образованию горячих трещин при сварке. «Сварочное производство»,
1958, № 8, с. 10—14.
89. Шоршоров М. X., Седых В. С., Земзин В. Н., Рунов А. Е. Влияние фер-
ритной фазы на сопротивляемость аустенитных швов образованию горя-
чих грещпн. «Сварочное производство», 1960, № 1, с. 1—4.
90. Шоршоров М. X., Чернышова Т. А., Красовский А. И. Испытания метал-
лов па свариваемость. М., «Металлургия», 1972, 240 с.
220
91. Шоршоров М. X., Соколов Ю. В. Температурный интервал образования
горячих трещин при сварке плавлением однофазных никелевых сплавов,
«Сварочное производство», 1962, № 4, с. 9—11.
» 92. Шоршоров М. X., Соколов Ю. В., Руссиян А. В., Мацнев Э. П., Курки-
на Н. Н. Влияние состава и структуры хромоникелевых сплавов и сталей
па образование горячих трещин в околошовной зоне. «Сварочное произ-
водство», 1962. № 4, с. 12- 17.
• 93. Шоршоров М. X. Методы количественной оценки сопротивляемости ме-
талла швов и околошовной зоны образованию горячих трещин. «Автома-
тическая сварка», 1964, № 12, с. 8—16.
94. Шоршоров М. X. Металловедение сварки стали и сплавов тигана. М.,
«Наука», 1965, 336 с.
95. Шоршоров М. X., Красулин Ю. Л. О природе физико-химических явле-
ний в сварных и паяных соединениях «Сварочное производство», 1967.
№ 12, с. 1—4.
96. Югансон Э. Ю. Исследование процессов соединения меди и се сплавов
со сталью и чугуном струей перегретого металла. Труды ИМЕТ
нм. А. А. Байкова АН СССР, вып. 2, М., «Наука», 1957, с. 168 -180.
97. Якушин Б. В. Влияние режима сварки на технологическую прочность
алюминиевых сплавов в процессе кристаллизации. Сб. «Автоматизация,
механизация и технология процессов сварки». М., «Машиностроение»,
1966, с. 220.
98. Amelinckx S., Dekeyser W. Structure and properties of the grain boundaries
«Solid State Physics», 1959, 8. 325—499.
99. Aplbett W. R., Peilini W. S. Factors which influence weld hot cracking.
«Welding Journal», 1954, 33, N 2, s. 83—90.
100. Blanchet B. Appreciation a 1’essai de souldabilite sous tension biaxiales du
comportement de toles en alliages utilises dans Taeronautique. «Soudage
et techn. connexes», 1965, 19, N 1—2, 5—16.
101 Borland J. C. Crascing tests forassessing weldability. «Britich Welding
Journal», 1960, 7, N 10, 623—637.
102 Borland J. C-, Rogerson J. H. Examination of the patch test for assessing
hot cracking tendencies of weld metal. «British Welding Journal», 1962, 9,
N 8. 494—499.
103. Boudreau .1. S. A weld cracking susceptibility tese for sheet materials.
«Welding Journal», 1956. 35, N 4, s. 164—168.
104. Christoffel R. J. Notch sensitivity of the heat—affected zone in type 316 ma-
terial u «Welding Journal», 1963, 42, N 1.
105. Dowd J. D. Weld cracking of aluminium alloys, «Welding Journal», 1952,
31, N 10, s. 448—456.
106. Fredriks H., Ates F. F. Determination of susceptibility to hot cracking of
austenitic stainless steel weld deposits. «British Welding Joural», 1963, 10,
N 12, 620.
107. Gleiter H. Theory of grain boundary migration rate, «Acta metallurgica»,
1969, 17, N 7, 853.
108. Granjon H. Information on cracking tests. «Welding in the World», 1963,
1, N 2, 58—90.
109. Houldcroft P. T. A simple cracking test for use with argonarc welding.
«British Welding Journal», 1955, 2, N 10, 471—475.
110. Huxley H. V. Determination of the hot crack susceptibility of eteel sheet
argon arc welding. «British Welding Journal», 1961, 8. N 11, 514—519.
111. Irvine K. J., Murray J. D., Picering F. B. The effect of heat—treatment and
microstructure, on the high—temperature ductility of 18% Cr—12% Ni—;
1% Nb steels, «Journal of the Iron and steel Institute», 1960, N 10, 196, 2.
112. Jost W. Diffusion in solids, liquids, gases, Ney—York, 1952.
113 Kauhauscn E., Vogels H. Successful manufacture and use of all austenitic
Welding electrodes. «Metal Progress», 1965, 67, N 1, 129—136.
114. Kihlgren T. E., Lacy С. E. The control of weld hot cracking in nickel cro-
mium—iron alloys «Welding Journal», 1946, 25, N 11, 769—775.
221
115. Levy A. V., Kennedy H. F. Stresses in circular patch weld test specimens
«Welding Journal», 1952, 31, N 9, s. 402.
116. Li I С. M. Possibility of subgrain rotation during recrystallization. «Jour-
nal of Applied Physics». 1962, 33, N 10, 2958- 2965.
117. Machlin E, S Creep-repture by vacancy condensation. Transaction AIME,
1956, 206, 106.
118. Machlin E. S. Theory of solute atom limited grain boundary migration.
«Transaction Metallurgical Society AIME», 1962, 224, N 6, 1153—1167.
119. Martin D. C., Williams R D. Aluminium—magnesium filler metals for
welding high strength aluminium alloys. «Welding Journal», 1951, 30, N 1,
p. 120 126.
120. Nippes E. F. The weld heat—affected zone, «Welding Journal», 1959, 38,
N 1 1—18.
121. Parks Y. Welding type 347 stainless steel for 1IOO°F turbine operation.
«Welding Journal», 1955, 34, N 6.
122. Rapperport E. 1. Review of diffusion in refractory metal systems. «Refrac-
tory metals and alloys II». 1963, Inc., New-York—London, 191—221.
123. Rollason E. C., Roberts D. F. T, Operating data for the Murex hot-crack
testing machine. British Welding Journal, 1954, 1, N 10, 441- 447.
124. Savage W. F., Lundin C. D. The varestraint test. «Welding Journal», 1965,
44, N 10, 433s—442s.
125. Savage W F., Krantz В. M. An investigation of hot cracking in Hastelloy
X, «Welding Journal», 1966, 45, N 1, 13s—25s.
126. Seferian D. Metallurgic de la Soudure. Paris. 1959.
127. Sopher R P., Jacobs A. J., Rieppel P. J. Investignation of weld metal
cracking in high strength steel. «Welding Journal», 1955, 34, N 11,
544s- -552s.
128. Tammann G. Lehrbuch der Metallkunde, 1932, Leipzig.
129. Truman R J., Roe W. L., Me William J. A. An austenitic stainless steel
suitable for high temperature steam pipework, «British Welding Journal»,
1962, N 9.
130. Washburn J., Nadeau J Acta Metallurgica, 1958, 6, N 11. 665.
131. Wilms G. R., Wood W. A. Creep mechanism in metals. Journal of the In-
stitute of Metals and Metallurgical Abstracts, 1949, 75, 693.
132. Wooding W. H. Welding air hardening alloy steel. «Welding Journal»,
1950, 29, N 11, 552s—564s.
133. Younger R. N., Borland J. C„ Baker R. G. Heat-affected zone cracking of
two austenitic steel during welding. «British Welding Journal», 1961, 8,
N 12, 575—578.
ОГЛАВЛЕНИЕ
Предисловие 3
Введение 6
Глава I.
Процессы в металле шва
Формирование макроструктуры в литой зоне сварных швов 9
Дендритная и ячеистая неоднородность металла сварных швов 14
Границы зерен. Термически активируемая миграция границ зерен 25
Другие представления о формировании границ зерен в литых ме-
таллах 36
Деформационная способность металла сварного шва в процессе
кристаллизации и последующего охлаждения 48
Глава II.
Процессы в околошовной зоне
Рост зерна и высокотемпературная неоднородность в околошовной
зоне 56
Химическая неоднородность в зоне сплавления 67
Деформационная способность металла околошовной зоны при вы-
соких температурах термического цикла сварки 90
Локальные разрушения металла в околошовной зоне при высоких
температурах эксплуатации 108
Глава III.
Механизмы образования горячих трещин при сварке
Кристаллизационные трещины 116
Подсолидусные трещины 119
Глава IV
Методы оценки сопротивления сварных соединений образованию горя-
чих трещин
Анализ методов определения сопротивления металла образованию
горячих трещин 131
Методы механических испытаний металлов в температурном интер-
вале хрупкости 133
Определение сопротивления металла образованию горячих трещин
методами принудительного деформирования 136
Технологические пробы для оценки сопротивления сварных соеди-
нений образованию горячих трещин 149
223
Глава V.
Металлургические и технологические пути предупреждения горячих
трещин в металле шва
Влияние основного и присадочного (наплавленного) металла на
технологическую прочность металла шва 164
Влияние способа и условий легирования наплавленного металла 169
Влияние металлургических условий выплавки электродного ме-
талла 173
Пути повышения технологической прочности при сварке аустенит-
ных сталей 177
Пути повышения технологической прочности при сварке жаропроч-
ных сплавов на никелевой основе 189
Влияние металлургических реакций на технологическую прочность
и некоторые свойства наплавленного металла 198
Пути повышения технологической прочности при сварке сплавов
алюминия 204
Влияние технологических и конструктивных факторов на образова-
ние горячих трещин 210
Список литературы 217
ГОРЯЧИЕ ТРЕЩИНЫ ПРИ СВАРКЕ
ЖАРОПРОЧНЫХ СПЛАВОВ
Минас Хачатурович Шоршоров,
Андрей Александрович Ерохин,
Татьяна Александровна Чернышова,
Герман Николаевич Котов,
Аркадий Владимирович Руссиян
Сдано в набор 9/Х 1972 г.
Подписано к печати 14/11 1973 г.
Т-01887 Формат 60 X SO’/ie
Бумага № 1
Печ. л. 14,0 Уч.-изд. л. 15,0
Тираж 6000 экз.
Заказ № 560 Цена I руб.
Издательство «МАШИНОСТРОЕНИЕ»
Москва, Б-78, 1-й Басманный пер., 3.
Редактор издательства Т. Е. Черешнева
Технический редактор Л. Т. Зубко
Корректор А. П. Озерова
Переплет художника Е. Н. Волкова
Экспериментальная типография ВНИИ
полиграфии Государственного комитета
Совета Министров СССР по делам
издательств, полиграфии и книжной
торговли.
Москва, К-51, Цветной бульвар, 30.