/



































































































































































































Текст
Б. Т. ГЕЛЬБЕРГ, Г. Д. ПЕКЕЛИС
РЕМОНТ
ПРОМЫШЛЕННОГО
ОБОРУДОВАНИЯ
ИЗДАНИЕ ТРЕТЬЕ, ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Одобрено Ученым советом
Государственного комитета
Совета Министров СССР
но профессионально-техническому образованию
в качестве учебиого пособия
для профессионально-технических училищ
ИЗДАТЕЛЬСТВО „ВЫСШАЯ ШКОЛА"
МОСКВА 1965
WWW.CHIPMAKER.RU-2OO7
6П5.5
Г32
Книга представляет собой учебное пособие для подготовки в про-
фессионально-технических учебных заведениях слесарей-ремонтников.
В соответствии с учебной программой она содержит основные сведе-
ния о промышленном оборудовании и явлениях его износа, о мерах и
способах предупреждения и устранения износа, о методах и приемах
выполнения ремонтных работ. В книге приводятся данные норматив-
ного характера, излагаются основы организации ремонтной службы и
ремонтного хозяйства на предприятиях, освещаются вопросы модер-
низации оборудования.
Пособие может быть использовано также в сети индивидуально-
бригадного обучения на промышленных предприятиях.
Все замечания и пожелания по книге просим направлять по ад-
ресу: Москва, И-51, Неглинная ул., 29f'14, издательство «Высшая
школа».
Гельберг Боаз Тевелевич
и Пекелис Говшия Давидович
Ремонт промышленного оборудования. Учеб,
пособие для проф.-техн. училищ. Изд. 3-е, пере-
работ. и доп. М„ «Высш, школа», 1965.
384 с. с илл. 6П5.5
Научный редактор Л. Н. Воробьев
Редактор Л. К. Горюнова
Художник М. С. Г ликин
Технический редактор 3. А. Абдулхакова
Корректор Р. К. Иванова
Т 15846 Сдано в набор 12/VII—65 г. Поди, к печ. 10/XII—65 г.
Формат 60X90716 Объем 24 печ. л.+ 1 вклейка 0,25 печ. л.
Уч.-изд. л. 23,72 Изд. № МО—19 Тираж 50 000 экз.
Цена 69 коп.
Сводный тематический план 1965 г. учебников
для профтехобразования. Позиция № 18
Москва, И-51, Неглинная ул., 29/14,
Издательство «Высшая школа»
Московская типография № 8 Главполиграфпрома
Государственного комитета Совета Министров СССР
по печати, Хохловский пер., 7. Зак. 1421
3—12—7
18—65
ВВЕДЕНИЕ
Дальнейшее быстрое развитие нашей социалистиче-
ской промышленности в соответствии с задачей постро-
ения материально-технической базы коммунизма требу-
ет максимального использования действующего обору-
дования. Это значит, что машины, станки и приспособле-
ния необходимо правильно эксплуатировать, постоянно
поддерживать в рабочем состоянии, своевременно ремон-
тировать.
Последнее требование относится прежде всего к
службе ремонта на наших предприятиях. Это очень важ-
ное требование. Значение его все больше возрастает в
связи с непрерывно повышающимся техническим уров-
нем машин и станков, внедрением прогрессивных техно-
логических режимов обработки и высокопроизводитель-
ного инструмента, борьбой коллективов передовых пред-
приятий за ритмичную работу.
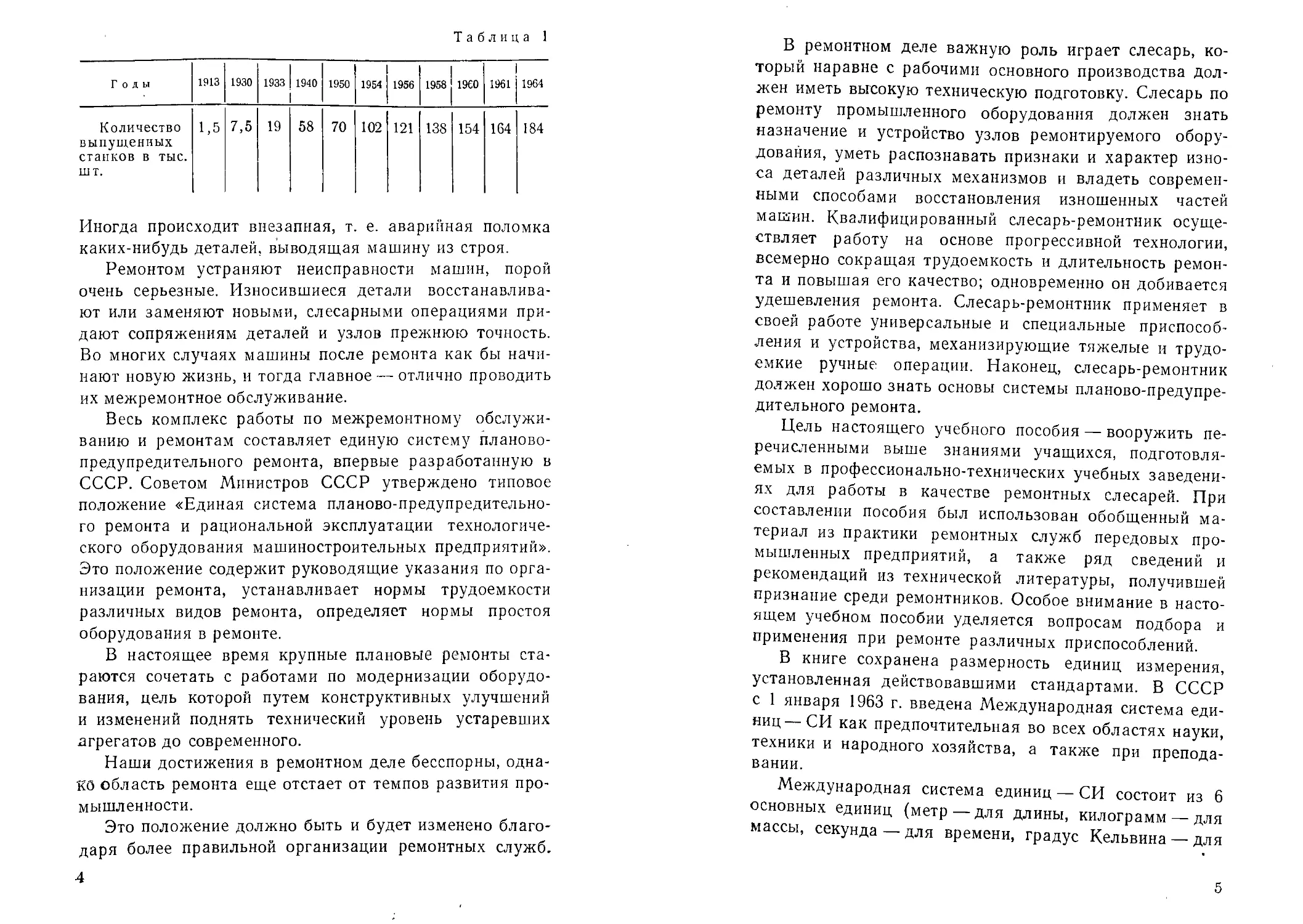
Темпы развития отечественной станкостроительной
промышленности видны из следующих данных (табл. 1).
Даже при самом лучшем техническом оснащении
предприятий основная обязанность их ремонтного персо-
нала — борьба с износом, как главной причиной потерь
производительности и мощности оборудования. Как бы
хорошо ни осуществлялся уход за оборудованием, нара-
стающий износ деталей и узлов машин и станков неиз-
бежно вызывает постепенное снижение точности работы,
а с ним ухудшение качества выпускаемой продукции.
3
Таблица 1
Годы 1913 1930 1933 1940 1950 1954 1956 1958 I960 1961 1964
Количество выпущенных станков в тыс. шт. 1,5 7,5 19 58 70 102 121 138 154 164 184
Иногда происходит внезапная, т. е. аварийная поломка
каких-нибудь деталей, выводящая машину из строя.
Ремонтом устраняют неисправности машин, порой
очень серьезные. Износившиеся детали восстанавлива-
ют или заменяют новыми, слесарными операциями при-
дают сопряжениям деталей и узлов прежнюю точность.
Во многих случаях машины после ремонта как бы начи-
нают новую жизнь, и тогда главное — отлично проводить
их межремонтное обслуживание.
Весь комплекс работы по межремонтному обслужи-
ванию и ремонтам составляет единую систему планово-
предупредительного ремонта, впервые разработанную в
СССР. Советом Министров СССР утверждено типовое
положение «Единая система планово-предупредительно-
го ремонта и рациональной эксплуатации технологиче-
ского оборудования машиностроительных предприятий».
Это положение содержит руководящие указания по орга-
низации ремонта, устанавливает нормы трудоемкости
различных видов ремонта, определяет нормы простоя
оборудования в ремонте.
В настоящее время крупные плановые ремонты ста-
раются сочетать с работами по модернизации оборудо-
вания, цель которой путем конструктивных улучшений
и изменений поднять технический уровень устаревших
агрегатов до современного.
Наши достижения в ремонтном деле бесспорны, одна-
ко область ремонта еще отстает от темпов развития про-
мышленности.
Это положение должно быть и будет изменено благо-
даря более правильной организации ремонтных служб.
4
В ремонтном деле важную роль играет слесарь, ко-
торый наравне с рабочими основного производства дол-
жен иметь высокую техническую подготовку. Слесарь по
ремонту промышленного оборудования должен знать
назначение и устройство узлов ремонтируемого обору-
дования, уметь распознавать признаки и характер изно-
са деталей различных механизмов и владеть современ-
ными способами восстановления изношенных частей
машин. Квалифицированный слесарь-ремонтник осуще-
ствляет работу на основе прогрессивной технологии,
всемерно сокращая трудоемкость и длительность ремон-
та и повышая его качество; одновременно он добивается
удешевления ремонта. Слесарь-ремонтник применяет в
своей работе универсальные и специальные приспособ-
ления и устройства, механизирующие тяжелые и трудо-
емкие ручные операции. Наконец, слесарь-ремонтник
должен хорошо знать основы системы планово-предупре-
дительного ремонта.
Цель настоящего учебного пособия — вооружить пе-
речисленными выше знаниями учащихся, подготовля-
емых в профессионально-технических учебных заведени-
ях для работы в качестве ремонтных слесарей. При
составлении пособия был использован обобщенный ма-
териал из практики ремонтных служб передовых про-
мышленных предприятий, а также ряд сведений и
рекомендаций из технической литературы, получившей
признание среди ремонтников. Особое внимание в насто-
ящем учебном пособии уделяется вопросам подбора и
применения при ремонте различных приспособлений.
В книге сохранена размерность единиц измерения,
установленная действовавшими стандартами. В СССР
с 1 января 1963 г. введена Международная система еди-
ниц— СИ как предпочтительная во всех областях науки,
техники и народного хозяйства, а также при препода-
вании.
Международная система единиц — СИ состоит из 6
основных единиц (метр — для длины, килограмм — для
массы, секунда — для времени, градус Кельвина — для
5
термодинамической температуры, ампер — для силы то-
ка и свеча — для силы света).
Кроме 6 основных единиц в СИ содержатся две до-
полнительные единицы: плоский угол в радианах и те-
лесный угол в стерадианах.
На базе указанных основных и дополнительных еди-
ниц разработаны 20 схем важнейших производных еди-
ниц (силы, давления, работы, мощности и др.), которые
охватывают измерения величин всех видов: пространст-
ва и времени, механических, электрических, магнитных,
тепловых, акустических, световых и др.
Для измерения температуры ГОСТ 8550—61 преду-
смотрены две температурные шкалы:
а) термодинамическая, принятая по СИ;
б) международная практическая.
Для перехода от практической шкалы (°C) к термо-
динамической (°К) пользуются формулой
Т = t + 273,16.
Подробно с новой системой можно ознакомиться по кни-
ге М. Г. Богуславского, П. П. Кремлевского и др. «Таб-
лицы перевода единиц измерений». Стандартгиз, 1963.
Раздел первый —-
ОБЩИЕ СВЕДЕНИЯ О ПРОМЫШЛЕННОМ ОБОРУДОВАНИИ
ГЛАВА I
ПОНЯТИЕ ОБ УСТРОЙСТВЕ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ КУЗНЕЧНО-ПРЕССОВЫХ
И ПОДЪЕМНО-ТРАНСПОРТНЫХ МАШИН
§ 1. КЛАССИФИКАЦИЯ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
В промышленности СССР применяется разнообразное обо-
рудование. Все это оборудование можно разделить на машины-
двигатели, машины-орудия и машины транспортирующие.
Машины-двигатели служат для преобразования тепловой,
электрической и всякой другой энергии в механическую работу.
К ним относятся паровые машины, гидравлические и газовые
турбины, электродвигатели, двигатели внутреннего сгора-
ния и др.
Машины-орудия — это машины, использующие механиче-
скую работу машин-двигателей для выполнения технологиче-
ских операций, т. е. операций, посредством которых обрабаты-
ваются или перерабатываются различные материалы, изготов-
ляются всевозможные изделия, части (детали) машин и т. д.
Машиной-орудием являются, например, автоматические линии,
токарный и строгальный станки, ковочный пресс.
Т ранспортирующие машины, например мостовые краны, ав-
токраны, транспортеры, конвейеры, служат для перемещения
различных грузов.
Большинство машин состоит из одних и тех же механизмов,
узлов и деталей, но только в разных сочетаниях. Поэтому, озна-
комившись с устройством (конструкцией) каких-либо одних ма-
шин, можно уяснить себе устройство и многих других машин.
Наиболее распространенное промышленное оборудование —
это металлообрабатывающее. Его можно классифицировать по
различным признакам, например: по технологическому назначе-
нию; по весу; по точности работы и др.
По технологическому назначению металлообрабатывающее
оборудование разделяется на металлорежущее (металлорежу-
щие станки) и оборудование, обрабатывающее давлением.
К оборудованию, обрабатывающему давлением, относятся куз-
нечные молоты, прессы для горячей и холодной штамповки,
для гибочных и вытяжных работ.
7
Наименование группы станков Шифр группы Шифр
0 1 1 = 1 «
Токарные 0* 1 Автоматы и полуавтоматы спецпали- 1 одношпин- ! многошпин- зированпые| дельные J дельные Револьвер- ные
Сверлильные и расточные 2 — Вертикаль- но-свер- лильные Полуавтоматы одношпин- 1 многошпин- дельные 1 дельные
Шлифоваль- ные и дово- дочные 3 — Кругло- шлифо- вальные Внутри- шлифо- вальные Обдироч- ные шли- фовальные
Комбини- рованные 4 — — —
Зубо-и резь- бообрабаты- вающие 5 Резьбона- резные Зубостро- гальные для цилин- дрических колес Зуборез- ные для коничес- ких колес Зубофре- зерные
Фрезерные 6 — Вертикаль- ные кон- сольные Непрерыв- ного дей- ствия —
Строгаль- ные, долбеж- ные и протяж- ные 7 — Продс односто- ечные >льные двухсто- ечные Поперечно- строгаль- ные
Разрезные 8 — Разре резцом зные, работа абразив- ным кру- гом ющие гладким диском
Разные 9 — Опиловоч- ные Пилонасе- кательные Правильно- и бесцен- т-ровооб- дирочпые
• Нулевая группа станков является резервной и пока наименования не имеет.
8
Таблица 2
типа
4 5 6 7 8 9
Сверлиль- но-отрез- ные Карусель- ные Токарные и лобовые Многорез- цовые Специали- зированные Разные токарные
Координат- ; но-расточ- ные Радиально- сверлиль- ные Г оризон- тально-рас- точные Алмазно- расточные Горизон- талыю- сверлиль- ные Разные сверлиль- ные
Специали- зированные шлифо- вальные — Заточные Плоско- шлифо- вальные Притироч- ные и по- лировочные Разные, работаю- щие абра- зивами
— — — — — —
। Для наре- зания чер- :вячных пар Для обра- ботки тор- цов зубьев Резьбо- фрезерные Зубоотде- лочпые и провероч- ные Зубо- и резьбошли- фовальные Разные зубо- и резьбооб- рабатываю- щие
Копиро- вальные * и гравиро- вальные Вертикаль- ные бес- консольные Продоль- ные Консоль- ные широ- коунивер- сальные Горизон- тальные консольные Разные фрезерные
’ Долбеж- ные Протяжные горизон- тальные — Протяжные вертикаль- ные — Разные _строгаль- ные
Правильно- отрезные лепточные Пилы дисковые ножовоч- ные — —
Баланси- ровочные Для испы- тания сверл и шлифо- вальных кругов Делитель- ные ма- шины — — —
9
В промышленности работают самые разнообразные металло-
режущие станки. Есть станки, весящие несколько килограммов,
и станки весом до 2000 т. Существуют станки для обработки,
например, деталей ручных часов размером меньше 1 мм и весом
в доли граммов и станки, на которых обрабатывают детали или
изделия диаметром 20 м и весом 250 т. Очень тяжелыми могут
быть, например, токарно-карусельные, продольно-строгальные и
продольно-фрезерные станки.
По степени точности различают станки нормальной и повы-
шенной точности. Станки повышенной точности называют пре-
цизионными (например, координатно-расточные), на которых
обрабатываются отверстия с точностью расстояний между цент-
рами ±0,005 мм.
Металлорежущее оборудование характеризуется также кон-
структивными признаками, степенью механизации и автомати-
зации, применяемым режущим инструментом, схемой резания,
чистотой обработки, числом основных рабочих органов станка и
другими параметрами.
По степени универсальности металлорежущие станки делят-
ся на универсальные (общего назначения), специализированные
и специальные. По уровню автоматизации различают уни-
версальные, полуавтоматические и автоматические станки.
По классификации, разработанной Экспериментальным на-
учно-исследовательским институтом металлорежущих станков
(ЭНИМС) металлорежущие станки делятся на 10 групп, соот-
ветственно каждая группа на 10 типов. Нулевая и четвертая
группы этой системы, а также номера некоторых типов являют-
ся свободными, они оставлены для новых, не созданных еще ме-
таллорежущих станков. В четвертую группу включены станки
для электроискровой, анодной и ультразвуковой обработки, на-
пример, модель 4770 — универсальный ультразвуковой станок,,
модель 4772 — ультразвуковой прошивочный станок.
В табл. 2 приведена схема классификации металлорежущего
оборудования по десятичной системе ЭНИМС.
Деление станков на типоразмеры осуществляется по наибо-
лее важному для эксплуатации размеру. Например, для токар-
ных станков берется высота центров, для сверлильных — наи-
больший диаметр сверления, для фрезерных — размер площади
стола и т. д.
Таким образом, каждый металлорежущий станок имеет мар-
ку, первая цифра в которой характеризует группу, вторая — тип,
а третья (часто вместе с четвертой) — типоразмер станка.
Например в обозначениях токарных станков 1620, 1616, 1670
цифры показывают высоту центров в сантиметрах или деци-
метрах. В обозначении станка 323 первая цифра характеризует
группу (шлифовальная), вторая — тип (для внутреннего шли-
фования) и третья — типоразмер станка (№ 3).
10
Марки, состоящие из цифр и букв, применяют для обозначе-
ния основных моделей станков (1Д62), модернизированных
(1Д62М), конструктивно улучшенных (1А62 и 1Б62) и новых
моделей того же типоразмера (1 К.62) или станков с повышенной
точностью 1К62Б.
§ 2. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Металлорежущие станки имеют очень широкое распростра-
нение в промышленности.
Назначение этих станков — снимать с заготовок слой метал-
ла специальными режущими инструментами, чтобы получить
изделия требуемых размеров и формы.
Рис. I. Основные процессы холодной обработки метал-
лов резанием
При обработке металлов резанием механизмы станков име-
ют два основных движения: главное и подачи, при которых про-
исходит перемещение режущего инструмента и заготовки. В за-
висимости от вида инструмента и характера его движений,
а также движений обрабатываемого материала различают сле-
дующие основные процессы обработки металлов резанием
(рис. 1).
И
Точение (a) —обрабатываемый материал вращается (дви«
жение резанием), а резец движется поступательно (движение
подачи). Этот вид обработки металлов осуществляется на то-
карных станках.
Фрезерование (б)—режущий инструмент (фреза) вра-
щается (движение резания), а заготовка движется поступатель-
но (подача). Фрезерование производится на фрезерных станках..
Строгание (в)—резец и заготовка движутся поступа-
тельно. Строгание производится на строгальных станках.
Сверление (г)—заготовка неподвижна, а движение ре-
зания и подачи осуществляется сверлом. Сверление выполняет-
ся на сверлильных и токарных станках.
Шлифование (д)—режущий инструмент (шлифоваль-
ный круг) вращается, а заготовка движется поступательно (плос-
кое шлифование) или тоже вращается и одновременно движет-
ся поступательно (круглое шлифование). Шлифование произ-
водится на плоско- и круглошлифоваДьных станках.
Токарные станки
На станках токарной группы обрабатывают главным обра-
зом детали, имеющие форму тел вращения. Деталь вращается,,
а обрабатывающий ее резец перемещается вдоль или поперек
детали, совершая движение подачи. Сочетание движений детали
и резца дает возможность получать разнообразные по форме
поверхности: цилиндрические, конические, фасонные и сфериче-
ские— наружные и внутренние, торцовые плоскости и др. То-
карные станки в подавляющем большинстве являются токарно-
винторезными, т. е. станками, на которых, кроме перечисленных
видов поверхностей, можно получать также винтовые поверхно-
сти — резьбы.
Несмотря на многообразие конструкций и размеров, все ти-
пы и модели токарных станков имеют общие узлы и детали.
Их можно рассмотреть на примере токарно-винторезного станка
модели 1К62, выпускаемого московским заводом «Красный про-
летарий».
Основные узлы станка 1К62 (рис. 2)—это станина, перед-
няя бабка с механизмами коробки скоростей, задняя бабка, ко-
робка подач, суппорт и фартук. На станине смонтированы все-
главные узлы станка. На ней неподвижно закреплена передняя
бабка 2 со шпинделем 3 и с механизмами коробки скоростей^
посредством которых шпинделю сообщают вращение и изменя-
ют число его оборотов. На станине же установлена задняя баб-
ка 6, которую можно передвигать по направляющим 5 станины.
Обрабатываемую деталь закрепляют между передним цент-
ром, установленным в шпинделе 3 и задним центром, располо-
женным в пиноли задней бабки, или же закрепляют в патроне
12
либо в другом специальном приспособлении, устанавливаемом
на шпинделе или в отверстии шпинделя. В токарных станках
шпиндель пустотелый, что позволяет пропускать через него
обрабатываемый прутковый материал.
Токарные резцы закрепляют в резцедержателях, установлен-
ных на суппорте 4, другие режущие инструменты — сверла, зен-
керы, развертки и т. д., а также задний центр устанавливают в
пиноли задней бабки. Нижняя часть суппорта (каретка) с при-
крепленным к ней фартуком 8 перемещается по направляю-
щим 5 станины вручную или механически в продольном направ-
лении. Расположенные на каретке поперечные салазки с
поворотной частью суппорта и помещенными на этой части верх-
ними салазками и резцедержателями перемещаются вручную
или механически в поперечном направлении. В фартуке 8 нахо-
дятся механизмы продольного и поперечного перемещения суп-
порта и устройство (разъемная гайка), используемое при наре-
зании резьбы резцом.
13
Автоматическое перемещение суппорта осуществляется меха-
низмами коробки подач 12. От шпинделя 3 станка через смен-
ные зубчатые колеса, помещенные под кожухом 1, и коробку
подач приводятся во вращение ходовой винт 11 или ходовой
вал И. Суппорт получает движение от ходового винта только
при нарезании резьбы резцом; во всех остальных случаях он
перемещается от ходового вала или вручную. При нарезании
резьб повышенной точности ходовому винту передается враще-
ние по наиболее короткому пути, минуя коробку подач.
Подача суппорта вдоль станины станка происходит благода-
ря перемещению по неподвижной рейке 7 зубчатого колеса, свя-
Рис. 3. Сцепление задней бабки с кареткой суппорта
занного с фартуком. Вращение этого колеса, называемого рееч-
ным, осуществляется от ходового вала 10. Механическое попе-
речное движение сообщается средней части суппорта от того же
ходового вала через зубчатые колеса.
Вращение шпинделю передается от главного электродвига-
теля, расположенного в левой тумбе 9 станка, через клиноремен-
ную передачу и коробку скоростей. Пуск и остановка этого
электродвигателя производятся от кнопочной станции, смонтиро-
ванной на каретке суппорта. Пуск шпинделя, его остановка,
а также изменение направления его движения (реверсирование)
осуществляются при помощи фрикционной пластинчатой муф-
ты, помещающейся в коробке скоростей.
Ускоренные перемещения суппорта в продольном и попереч-
ном направлениях осуществляются от отдельного электродвига-
теля, соединенного с ходовым валом через клиноременную
передачу. Этот двигатель установлен в нише станины со сторо-
ны задней бабки.
Для сверления отверстий предусмотрена механическая пода-
ча задней бабки с закрепленным в ней сверлом, осуществляемая
14
при помощи специального устройства, соединяющего заднюю
бабку с кареткой суппорта (рис. 3). Делается это так: суппорт
подводится к задней бабке, а затем поперечные салазки 1 пере-
мещаются, пока планка 3 не войдет в зацепление с выступом
планки 6, укрепленной на подушке 5 задней бабки. Далее при
продольной подаче каретки 2 суппорта выступ планки 3 захва-
тит выступ планки 6 и механически переместит заднюю бабку 4.
Револьверные станки
Револьверные станки —это видоизмененные токарные стан-
ки, служащие для обработки тел вращения сложной формы.
На них главным образом обрабатываются детали из пруткового
материала.
Вместо задней бабки у этих станков имеется поворотная ре-
вольверная головка, в которой закрепляются режущие инстру-
менты для последовательного выполнения операций — сверле-
ния, обтачивания, растачивания и др. По конструкции револь-
верные головки делятся на цилиндрические, призматические и
плоские. Головки цилиндрической формы бывают с горизон-
тальной или вертикальной осями вращения, причем последние
применяются на станках малых размеров.
На револьверных станках можно переходить от работы од-
ним режущим инструментом к работе другим, не останавливая
станок, благодаря чему производительность их выше, чем токар-
ных станков. Однако настройка (наладка) этих станков сложна
и требует больше времени, чем настройка токарных станков,
поэтому замена токарных станков револьверными особенно вы-
годна в массовом и крупносерийном производстве.
На рис. 4, а показан револьверный станок модели 1341. Его
узлы можно разбить на три группы:
1. Узлы, полностью совпадающие по технологическому на-
значению с соответствующими узлами токарных станков; тако-
ва станина 6 и передняя бабка 1 с обязательно пустотелым
шпинделем, в котором диаметр отверстия рассчитан на пропуск
прутков с наибольшим сечением для данного типоразмера
станка.
2. Узлы, являющиеся видоизменением аналогичных узлов то-
карных станков; таковы поперечный суппорт 2, фартук 5, меха-
низм подачи и механизм автоматического включения подачи.
3. Узлы, присущие лишь револьверным станкам: продоль-
ный суппорт 4 с револьверной головкой 3, механизм подачи и
зажима пруткового материала.
Револьверные станки могут иметь два фартука —по числу
суппортов. В некоторых станках каждый фартук имеет .отдель-
ный механизм подач, что позволяет сообщать инструментам,
15
закрепленным в револьверной головке и в поперечном суппор-
те, независимые подачи.
Механизм подачи сообщает поперечному суппорту как попе-
речное, так и продольное перемещение, второй же суппорт с
револьверной головкой получает только продольное перемеще-
Рис. 4. Револьверный станок 1341:
а — общий вид, б —схема последовательности обработки детали
ние. Движение подачи передается от шпинделя через зубчатые
передачи, ходовой вал, коробку подач и далее через реечную
передачу (продольная подача) или через поперечный ходовой
винт (поперечная подача).
Режущие инструменты устанавливаются в приспособлениях,
16
помещаемых в гнездах цилиндрической револьверной головки
с горизонтальной осью и в двух резцедержателях поперечного
суппорта.
В позиции I (рис. 4, б) револьверной головки пруток подает-
ся до упора, в позиции II с помощью резцовой державки и
центровки осуществляется обтачивание по диаметру D{ и цент-
рование отверстия. В позиции III обтачивается поверхность по
диаметру Z)2 и сверлится отверстие диаметром dr.
Сверление отверстия диаметром tZ2 и обтачивание пояска
диаметром D3 производятся в позиции IV револьверной
головки.
Далее, с помощью расточных резцов 1 и 2, установленных в
резцедержателе, последовательно растачивается отверстие
диаметром d3 и вытачивается внутренняя канавка. С помощью
развертки, установленной в позиции V револьверной головки,
окончательно обрабатывается отверстие диаметром d3.
Канавки под резьбу и по диаметру прорезаются резцом 3.
Резьба нарезается в позиции VI револьверной головки плаш-
кой, закрепленной в специальном патроне.
Резец 3 служит также для отрезки деталей, а резец 4— для
подрезки торца перед подачей прутка до упора.
Фрезерные станки
Фрезерные станки получили свое название от многозубого
режущего инструмента — фрезы, которой на этих станках обра-
батывают металлы. На фрезерных станках главное движение —
это вращение фрезы, укрепленной на шпинделе, а вспомогатель-
ное движение — перемещение относительно фрезы стола станка
с закрепленной на нем заготовкой.
Процесс фрезерования происходит в результате того, что
вращение фрезы, совершающееся с определенной скоростью,
сочетается с надвиганием на нее детали, которое тоже осуще-
ствляется с заранее рассчитанной скоростью. Каждый из зубьев
фрезы последовательно срезает с детали отдельные стружки и
в результате снимается весь оставленный для обработки слой
металла — припуск. Деталь приобретает требуемую форму и за-
данные размеры.
На фрезерных станках обрабатывают главным образом плос-
кие и фасонные поверхности; на них также фрезеруют резьбы,
зубья зубчатых колес, винтовые канавки, выполняют и другие
операции.
Существует много типов фрезерных станков. Наибольшее
распространение в машиностроении и металлообработке имеют
станки консольно-фрезерные. Они названы так потому,
что у этих станков стол располагается на консоли, т. е. на све-
шивающейся части станка, которая подобно кронштейну .укреп-
лена на станине только с одной стороны.
17
Из консольно-фрезерных станков наибольшее распростране-
ние получили горизонтально-фрезерные. У них шпиндель, вра-
щающий оправку с фрезой, расположен горизонтально и для
поддержания конца оправки имеется так называемый хобот с
подвеской.
К той же группе станков относятся вертикально-фрезерные.
Они отличаются от горизонтально-фрезерных вертикальным
расположением шпинделя и отсутствием хобота с подвеской.
Широко применяются консольно-фрезерные станки, у кото-
рых стол может поворачиваться вокруг вертикальной оси. На
них выполняют разнообразные фрезерные работы без специаль-
ных приспособлений, а потому данные станки называют универ-
сальными. Среди универсальных есть станки, у которых шпин-
дель можно устанавливать под любым углом к обрабатываемой
детали. Их называют широкоуниверсальными.
Наряду с консольными в промышленности используются
(для обработки сравнительно больших и тяжелых деталей) так
же бесконсольно-фрезерные станки. У них стол на са-
лазках может перемещаться в продольном и поперечном на-
правлениях по массивной горизонтальной станине. Шпиндель
вместе с закрепленной на нем фрезерной головкой получает вра-
щательное движение — вертикальное перемещение.
Помимо перечисленных станков, для фрезерования применя-
ются и различные другие станки.
Продольно-фрезерные станки предназначены для
фрезерования таких деталей, как станины. Обычно они имеют
несколько шпинделей, что дает возможность обрабатывать на
этих станках детали одновременно с нескольких сторон. Пере-
мещение стола только продольное.
Карусельно-фрезерные станки имеют круглый
вращающийся стол и вертикально установленный шпиндель;
есть станки с двумя вертикальными шпинделями. На таком
станке детали крепят на столе и снимают со стола, не останав-
ливая его вращения. Эти высокопроизводительные станки ис-
пользуются в крупносерийном и массовом производстве.
Барабанно-фрезерные станки обрабатывают де-
тали, закрепляемые на барабанах, которые непрерывно переме-
щаются между двумя колоннами станины станка. На колоннах
установлены шпиндельные бабки с фрезерными головками.
Когда деталь проходит мимо шпиндельных бабок, происходит
фрезерование нескольких поверхностей, расположенных с раз-
ных ее сторон. Установка и снятие деталей производятся без
остановки станка.
Копировально-фрезерные станки предназначены
для обработки фасонных деталей со сложной пространственной
формой поверхности.
18
На рис. 5 показан универсальный горизонтально-фрезерный
станок 6Н81 Горьковского завода фрезерных станков. По его
станине 2 может перемещаться в вертикальном направлении
консоль 12, по направляющим этой консоли в свою очередь мо-
гут передвигаться параллельно оси шпинделя 7 поперечные са-
лазки И вместе со столом и закрепленной на нем обрабатывае-
мой деталью. С салазками связана поворотная часть 10, по на-
правляющим которой может передвигаться перпендикулярно к
оси шпинделя стол 9.
Станок имеет коробку скоростей 1, размещенную в стани-
не, и коробку подач 13, смонтированную в консоли. Для закреп-
ления фрезы 8 служит оправка 4, которая одним концом входит
в шпиндель, а другим опирается на втулку подвески 6, связан-
ную с хоботом 3. Для увеличения жесткости станка при «работе
с повышеннсй глубиной резания используются поддержки 5.
19
Продольная и поперечная подачи стола осуществляются че-
рез коробку подач 13, которая получает движение от отдельного
электродвигателя, помещающегося в корпусе консоли 9. Дви-
жение к столу станка может передаваться через коробку подач
и минуя ее. В первом случае стол получает медленную (рабо-
чую) подачу, во втором случае — быструю подачу, используе-
мую при подводе детали к фрезе и при отводе детали от фрезы,
а также при настройке станка.
Из различных видов фрез хвостовые фрезы не крепятся на
оправке. Их вставляют в шпиндель, центрируют и закрепляют
затяжным болтом, пропускаемым через отверстие в шпинделе.
Конец болта ввинчивают в нарезанное отверстие конического
хвостовика фрезы.
Строгальные станки
Строгальные станки предназначены для обработки плоско-
стей резцами. Для обработки крупных и средних деталей пред-
назначены продольно-строгальные станки, а мелких — попереч-
но-строгальные.
Продольно-строгальные станки характеризуются
тем, что деталь закрепляется на столе станка и совершает вместе
с ним прямолинейное (продольное) возвратно-поступательное
движение. Поступательное движение является рабочим движе-
нием, возвратное — холостым. Резец укрепляют в резцовой го-
ловке суппорта станка, осуществляющей движение поперечной
подачи.
На поперечно-строгальных станках прямоли-
нейное возвратно-поступательное движение совершает закреп-
ленный в суппорте ползун-резец, а движение поперечной пода-
чи— стол с заготовкой.
Продольно-строгальные станки делятся на одностоечные и
двухстоечные, последние могут иметь от одного до четырех рез-
цовых суппортов. Одна из моделей двухстоечного станка 7321А
показана на рис. 6.
Здесь видны: станина с направляющими 1, по которым во
время работы станка перемещается стол 2 с обрабатываемыми
деталями; стойки 6 и 7 с боковыми суппортами 3 и 11 и травер-
сой 4-, вертикальные суппорты 5 и 8, укрепленные на траверсе.
Боковые суппорты могут перемещаться по стойкам, т. е. совер-
шать движение подачи в вертикальном направлении, а верти-
кальные суппорты по траверсе — в горизонтальном направле-
нии. Салазки суппортов с резцедержателями можно переме-
щать вверх и вниз у вертикальных суппортов, вправо и влево у
боковых.
Перемещением траверсы и салазок суппортов устанавлива-
ют закрепленные в резцедержателях резцы в требуемом положе-
нии относительно обрабатываемых поверхностей заготовки. На
20
станке можно одновременно обрабатывать горизонтальную и
две боковые вертикальные поверхности детали.
Возвратно-поступательное движение стола станка осуществ-
ляется посредством червячно-реечной передачи и редуктора от
отдельного электродвигателя 12. В новейших станках приме-
няется не механический, а более совершенный — гидравлический
привод. Движение суппортов 8 и 5 по траверсе, суппортов 3
и 11 по стойкам передается от отдельных электродвигателей че-
рез коробки подач 13 и 9. Управление станком осуществляется
подвесной кнопочной станцией 10.
Рис. 6. Продольно-строгальный станок 723IA
На рис. 7 показан поперечно-строгальный станок 7М36. В нем
на конце ползуна 11 укреплен суппорт 7, ползун с суппортом
может перемещаться по направляющим станины 2, установлен-
ной на фундаментной плите 1. Эти перемещения осуществляют-
ся гидравлическим или механическим приводом. В первом слу-
чае возвратно-поступательное движение ползуна обеспечивается
переключением золотника в распределительном устройстве ме-
ханизма управления 10 при помощи упоров 9 и 12, установлен-
ных на ползуне. Перестановкой упоров регулируют длину стро-
гания и величину хода ползуна.
На поперечине 4, установленной на станине расположен
стол 5, которому сообщается прерывистая подача на каждый
двойной ход ползуна. Привод стола гидромеханический. Быст-
рое перемещение стола в горизонтальном и вертикальном на-
правлениях происходит от электродвигателя 3. Возможно и руч-
ное перемещение стола.
Суппорт 7 с резцедержателем можно перемещать вверх и
вниз. Вертикальная подача резца может быть ручной и автома-
21
тической. Для автоматической подачи используются ры-
чаг 8, установленный на ползуне, и упор 6, укрепленный на ста-
нине.
На станке можно строгать наклонно расположенные поверх-
ности, для этого суппорт поворачивают на соответствующий
угол.
Сверлильные станки
На сверлильных станках выполняют сверление, зенкерование
и развертывание отверстий в деталях, а также нарезают резьбу
метчиками. Из различных типов сверлильных станков наиболь-
шее применение имеют вертикально-сверлильные.
У вертикально-сверлильного станка модели 2170 (рис. 8, а)
по направляющим станины 11 перемещаются с помощью вин-
та 2 консоль 3 со столом 4, на котором закрепляют обрабаты-
ваемую деталь. Инструмент устанавливают в шпинделе 5, полу-
чающем вращение от электродвигателя 9 через коробку скоро-
стей 8. Величина вертикального перемещения шпинделя
(подача) регулируется с помощью коробки подач 7 или штур-
валом 6. Быстрые перемещения шпиндельной бабки вместе с
коробкой подач 7 осуществляются вниз и вверх от отдельного
электродвигателя 10. Станок смонтирован на плите 1.
22
Обработка отверстий в крупногабаритных корпусных и дру-
гих деталях производится на радиально-сверлильных станках.
Современный радиально-сверлильный станок (модель 2А55) по-
казан на рис. 8, б.
Очень важная часть станка — траверса 4 со шпиндельной го-
ловкой 3. В этот узел входят коробка скоростей и коробка подач,
шпиндель 5, электродвигатель 2. Траверсу можно поворачивать
вокруг колонны 9 и перемещать ее по колонне вверх и вниз; по-
самой траверсе можно передвигать шпиндельную головку вмес-
Рис. 8, Сверлильные станки:
а — вертикально-сверлильный 2170, б — радиально-сверлильный 2А55
те с электродвигателем 2. В вертикальном направлении травер-
са перемещается от электродвигателя 1 вращением винта 8;
шпиндельную головку на ней передвигают вращением махович-
ка. Обрабатываемую деталь устанавливают на съемном столе G
или прямо на фундаментной плите 7.
Поворачивая траверсу около колонны и перемещая по ней
шпиндельную головку, можно подвести шпиндель со сверлом
или другим инструментом к обрабатываемому месту детали,
расположенному в пределах зоны сверления. Внешняя граница
этой зоны определяется крайними положениями шпинделя на
траверсе 4.
23
Шлифовальные станки
Обработка металлов шлифованием находит все большее при-
менение как на чистовых, так и на отделочных операциях. В со-
временных условиях специальные станки эффективно использу-
ются и для обдирочного шлифования (см. табл. 2). Они обеспе-
чивают одновременно высокую точность размеров и высокую
чистоту поверхности.
На шлифовальных станках обрабатывают главным образом
закаленные детали.
Процесс шлифования заключается в срезании абразивным
инструментом мельчайших частиц материала. Абразивные инст-
рументы разделяются на круги, сегменты, бруски и головки.
Шлифовальный круг состоит из абразивных зерен, очень твер-
дых и острых, которые и производят резание. Абразивные зерна
в круге прочно связаны в единое целое особыми материалами —
связками: керамической, применяемой в большинстве кругов,
вулканитовой или бакелитовой. Во время работы шлифовально-
го круга по мере затупления и выкрашивания одних абразив-
ных зерен обнажаются и вступают в работу все новые острые
зерна, что делает шлифовальный круг самозатачивающимся
режущим инструментом.
Обработке шлифовальными кругами на шлифовальных стан-
ках подвергают плоские, цилиндрические и конические поверхно-
сти деталей — наружные и внутренние, а также поверхности
фасонные, например зубья зубчатых колес, резьбу и др.
Подразделяются шлифовальные станки на следующие типы:
круглошлифовальные, плоскошлифовальные, внутришлифоваль-
ные, фасонношлифовальные. К группе шлифовальных относятся
также доводочные и заточные станки.
На рис. 9 изображен круглошлифовальный станок моде-
ли 3151, предназначенный для шлифования наружных цилинд-
рических, конических и фасонных поверхностей деталей, и пред-
ставлена схема его работы. Обрабатываемый вал 1 (показан
только на схеме), установленный в центрах передней бабки 2 и
задней бабки 3, вращается от передней бабки со скоростью
20—30 м/мин. Кругу 4 сообщается вращение от отдельного
электродвигателя, установленного в корпусе шлифовальной
бабки 6. Круг вращается со скоростью 35 м!сек в ту же сторо-
ну, что и вал, причем он вместе с шлифовальной бабкой осу-
ществляет поперечную подачу, которая также является глуби-
ной резания.
Столу станка, состоящему из верхней 8 и нижней плиты 7,
сообщается возвратно-поступательное движение по направляю-
щим станины 5. На верхней плите установлены бабки 2 и 3, ко-
торые во время шлифования передвигаются с закрепленной
между центрами деталью. Верхнюю плиту можно устанавливать
24
8)
под углом относительно нижней, что и выполняется при шли-
фовании конусов. Длина хода стола регулируется упо-
рами 9.
Перемещение стола осуществляется с помощью гидроприво-
да со штоком 11, смонтированного в станине 5 станка.
Рис. 10. Плоскошлифовальный станок 372Б
Скорость перемещения стола регулируется бесступенчато
поворотом рукояток 10 дросселя, расположенного на передней
стенке станка.
Поперечная подача круга совершается после каждого двой-
ного хода стола.
26
На рис. 10 показан плоскошлифовальный станок 372Б. Шли-
фовальный круг 4, закрытый кожухом 3, получает вращение не-
посредственно от вала электродвигателя; шлифовальной баб-
ке 2 с кругом периодически сообщается поперечная подача от
гидравлического устройства и ручная с помощью маховичка 1.
Другая гидропередача обеспечивает возвратно-поступательное
движение стола 5 с укрепленными на нем деталями. Опускание
круга при его установке на глубину резания производится махо-
вичком 6.
Плоскошлифовальные станки снабжаются столом с магнит-
ной плитой 7. Благодаря применению таких плит закрепление
обрабатываемых деталей предельно упрощается и при этом оно
очень надежно. При ремонтах часто приходится шлифовать на
станках с магнитной плитой планки, клинья и другие детали.
Агрегатные станки
Агрегатными называются станки, которые компонуются (со-
ставляются) в основном из готовых стандартных узлов — агре-
гатов, уже проверенных в работе (рис. 11). На агрегатных стан-
ках обрабатываемая заготовка крепится неподвижно. Она
обрабатывается инструментами, закрепленными в силовых го-
ловках, одновременно осуществляющими, например, сверление,
фрезерование, растачивание и др.
Поточные и автоматические линии
Поточные линии. При поточной организации произ-
водства, характерной для предприятий с массовым выпуском
продукции, процесс изготовления деталей расчленяется на от-
дельные операции примерно одинаковой или кратной продол-
жительностью. Каждая операция закрепляется на длительный
период за определенным рабочим местом, где установлено спе-
циализированное или специальное оборудование. Благодаря
этому создаются условия для расположения оборудования стро-
го в технологической последовательности. При этом резко со-
кращается транспортирование обрабатываемых деталей или
собираемых узлов и машин.
Автоматические линии. Автоматической линией на-
зывается группа станков и транспортных устройств, автоматиче-
ски выполняющая в определенной технологической последова-
тельности цикл операций по обработке заготовок. Причем
обработка выполняется в едином темпе на всей линии, обраба-
тываемые заготовки последовательно перемещаются от одной
машины й другой. Автоматические станочные линии составля-
ются преимущественно из агрегатных или специальных станков
(рис. 12). В определенных случаях они укомплектовываются ав-
томатами, полуавтоматами и универсальными станками.
27
Рис. 11. Нормализованные узлы агрегатных станков:
1 — основание 3 — силовые головки, 3 — колонны, в — кронштейн, 5 — делительный стол, 6 — станина, 7 — крон-
' штейн
со
Рис.
12. Автоматическая линия
из специальных станков
(для обработки зубчатых колес):
а — общий внд, б — схема работы
Помимо станочных автоматических, существуют также комп-
лексные автоматические линии. В такие линии, кроме станков,
может входить литейное, термическое, сварочное и различное
другое оборудование.
Автоматическая линия отличается от обычной поточной ли-
нии тем, что она имеет автоматическое управление станками,
вспомогательными механизмами и автоматизированное транс-
портирование заготовок со станка на станок.
Цикл работы автоматических линий осуществляется посред-
ством гидроприводов. Гидравлика в основном применяется для
рабочей подачи и для быстрых ходов силовой головки либо
рабочего стола агрегата. Следовательно, при ее помощи в од-
них случаях регулируются усилия, а в других случаях—скорости.
§ 3. КУЗНЕЧНО-ПРЕССОВОЕ ОБОРУДОВАНИЕ
Ниже рассматриваются некоторые наиболее распространен-
ные виды кузнечно-прессового оборудования — молоты и прес-
сы, применяемые для горячей обработки металлов давлением и
для пластического деформирования металлов без нагревания.
Молоты
Молоты — это машины, которые придают обрабатываемой
поковке требуемую форму посредством ударов падающих ча-
стей. Таким образом, поковка подвергается кратковременным
воздействиям больших усилий, величина которых зависит в ос-
новном от веса падающих частей молота. Этот вес колеблется
от 150 кг до 16 т.
На молотах производится как свободная ковка, так и ковка
в специальных приспособлениях — штампах. Различают моло-
ты паровоздушные, работающие за счет энергии пара или сжа-
того воздуха; пневматические, приводимые в действие сжатым
воздухом; газовые и гидравлические молоты, бабы в которых
поднимаются давлением воды или вспышкой газовой смеси;
фрикционные молоты и др.
Паровоздушный молот показан на рис. 13, а (модель
М132). На его станине 1, установленной при помощи пли-
ты 8 на специальном фундаменте, расположен рабочий ци-
линдр 2—паровой или воздушный. В нем вертикально переме-
щается поршень 9 со штоком 3, несущим ударную (падающую)
часть 4 молота, называемую бабой. Баба во время работы мо-
лота скользит по направляющим станины. Она заканчивается
верхним бойком 5, под которым находится нижний боек 6. На
этом бойке, закрепленном в массивной наковальне — шаботе 7,
помещается обрабатываемая заготовка. Шабот, воспринимаю-
щий удары бабы, установлен на отдельном фундаменте.
го
Пар из котельной или сжатый воздух из компрессора по-
дается в нижнюю полость цилиндра; воздействуя на поршень,
который поднимается вместе со штоком и бабой, в этом случае
совершающими холостой ход. Движение вниз (рабочий ход)
осуществляется под действием веса падающих частей. При этом
верхний боек ударяет по заготовке, лежащей на нижнем бойке,
производя необходимую работу, т. е. ковку, штамповку, пробив-
ку отверстия и др.
Рис. 13. Паровоздушный молот М132:
а—общий вид, б — схема работы
Как видно из схемы (рис. 13, б) пар или воздух по трубо-
проводу 10 поступает в золотниковый цилиндр 11 и, обойдя зо-
лотник 12, направляется в верхнюю часть рабочего цилиндра,
где оказывает давление на поршень .9, заставляя его вместе со
штоком 3, бабой 4 (рис. 13, а) и бойком 5 двигаться вниз.
В это время пар или воздух, ранее поступивший в нижнюю
часть рабочего цилиндра, свободно выходит оттуда и поступает
в золотниковый цилиндр и, пройдя через центральное отверстие
золотника, направляется по трубопроводу 13 на выход.
Для подъема падающих частей вверх устанавливают золот-
ник в нижнее положение. Пар (воздух), подводимый по’трубо-
31
проводу 10, тогда поступает в нижнюю полость цилиндра и,
оказывая давление на поршень снизу, заставляет падающие ча-
сти двигаться вверх.
На рис. 14 показан пневматический молот М415,
предназначенный для высадки, прошивания отверстий, а также
для рубки, гибки и ряда других работ, выполняемых свободной
ковкой.
а)
Рис. 14. Пневматический молот М415:
а — общий вид, б — схема работы
В станине молота помещаются рабочий цилиндр 1 и ком-
прессорный цилиндр 3 — оба с поршнями надлежащего устрой-
ства. Верхние и нижние полости цилиндров соединены труб-
ками соответственно с краном 2 и краном 4 воздухораспредели-
тельной системы. Каждый раз, когда оба цилиндра сообщаются
с наружной атмосферой, воздух при движении компрессорного
поршня вытесняется в атмосферу и молот работает вхолостую,
верхний боек 9 тогда свободно лежит на нижнем бойке 8, ук-
репленном в шаботе 7.
Когда же верхняя полость цилиндра 3 соединяется с верх-
ней полостью цилиндра 1, а нижняя полость цилиндра 3t—с
нижней полостью цилиндра 1, то в этом случае при поступатель-
ном движении компрессорного поршня 10 воздух нагнетается
32
под рабочий поршень 11 цилиндра 1. Поршень поднимается и
двигает вверх связанную с ним бабу, несущую верхний боек 9.
При возвратном движении компрессорного поршня баба падает
и боек наносит по заготовке удар.
Для удержания бойка в крайнем верхнем положении сжа-
тый воздух подается только под поршень 10 цилиндра 3, верхняя
полость этого цилиндра соединяется с атмосферой. Для нажима
бойка на поковку воздух подается в верхнюю полость цилинд-
ра /; при этом положении с атмосферой соединяется нижняя
полость цилиндра 1.
Компрессорный поршень получает движение от электродви-
гателя 5 через цилиндрические зубчатые колеса 6 и кривошип-
но-шатунный механизм 12.
Из сказанного следует, что пневматические молоты, для ра-
боты которых не требуется ни котельная, ни отдельная ком-
прессорная установка, выгоднее паровых. Однако пневматиче-
ские молоты гораздо сложнее паровых по устройству и обслу-
живанию, а молоты с падающими частями большего веса,
кроме того, получаются очень громоздкими.
Прессы
Прессы в отличие от молотов обрабатывают заготовку без-
ударным давлением. Их применяют для прессования (формова-
ния) ряда материалов, в частности пластмасс, для гибки, прав-
ки, резки, выдавливания и вытягивания листового металла, а
также для соединения деталей под большим давлением.
По виду привода и способу действия прессы разделяются на
гидравлические и механические.
В гидравлическом прессе модели П472, показанном на
рис. 15, сжатая рабочая жидкость (масло) подается в рабочий
цилиндр 1. Под давлением масла перемещается плунжер 2, со-
единенный с подвижной траверсой 9, которая передвигается в
направляющих колонн 3, опирающихся на станину 7. Возврат-
но-поступательное движение плунжер получает от двух насо-
сов: поршневого 4 высокого давления и шестеренчатого 5 низкого
давления. Оба насоса действуют от одного электродвигателя 6.
Во время работы пресса плунжер с траверсой нажимает на
заготовку, установленную на столе 8. В столе и в траверсе име-
ются пазы для крепления при необходимости штампов; в столе,
кроме того, есть отверстие для выталкивателя. Цилиндр устрой-
ства, выталкивающего обработанные заготовки, расположен в
нижней части станины.
Для свободной ковки, обжимки и осадки заготовок из слит-
ков или из проката применяются гидравлические ковочные прес-
сы с рабочим усилием от 50 до 15 000 т в зависимости от веса
и размеров заготовок. Крупные заготовки обрабатываются на
четырехколонных прессах, некрупные—на одноколонных.'
2-1421 „„
На рис. 16,. а изображен четырехколонный одноцилиндровый
ковочный пресс модели П-156 с одной ступенью рабочего усилия
в 2000 т. В прессах с рабочим усилием 10 000—15 000 т приме-
няется до четырех цилиндров. Четырехцилиндровые прессы ра-
ботают с тремя ступенями усилий, развивая на последней сту-
пени максимальное давление.
Рис. 15. Гидравлический пресс П472
На гидравлических ковочных прессах, помимо обжимки и
осадки, выполняются такие операции, как протяжка, рубка, за-
кручивание, гибка и прошивка. Представление о видах поковок,
получаемых на указанных прессах, дает рис. 16, б.
Из механических прессов наибольшее распространение
получили кривошипные. Такой пресс — одностоечный, модели
К-30 — изображен на рис. 17, а и б.
В этом прессе по направляющим станины 2 перемещаются
ползун 4 с прикрепленной к нему верхней частью штампа; ниж-
нюю часть штампа устанавливают на столе 3. Возвратно-поступа-
тельное движение ползуна происходит благодаря вращению
кривошипного вала 6, с которым ползун соединен посредством
шатуна 5. Вращение кривошипному валу сообщается от двига-
теля через две пары зубчатых колес 1 и 7 (поз. 7 см. на
34
рне. 17, б), колесо 1 одновременно служит маховиком, обеспе-
чивающим’равномерность вращения. В
В силу этого зубчатое ко-
лесо 1 изготовляют массивным.
Рис. 16. Четырехколопный одноцилиндровый ковочный пресс П-156 (а) и по-
лучаемые на нем поковки (5):
/ — поковка для рабочего цилиндра гидравлического пресса, II— поковка для штам-
пов, III -- поковка для турбинного диска, IV — заготовки венцов зубчатых колес диа-
метром до 4000 мм, V — генераторный вал диаметром 1600 мм и весом 104 т
К механическим относятся также эксцентриковые прессы,
являющиеся разновидностью кривошипных. В них кривошип-
ный механизм заменен эксцентриковым.
К основным деталям эксцентрикового механизма следует
отнести: рабочий вал, эксцентрик, эксцентриковый хомут и
шатун.
Назначение деталей эксцентрикового механизма аналогично
назначению деталей кривошипно-шатунного механизма, с той
лишь разницей, что вращение рабочего вала преобразуется в
возвратно-поступательное движение ползуна, а не кривошипа
(рис. 17, б).
На рис. 17, в изображена схема эксцентрикового механизма
пресса. Рабочий вал 1 пресса соединен посредством шпонки 7
с эксцентриком 2. Оси рабочего вала и эксцентрика не совпада-
ют. Расстояние между их осями называют эксцентриситетом.
Рис. 17. Кривошипные и эксцентриковые прессы:
а— кривошипный одностоечный пресс К-30, б — схема кривошипного механизма, в
схема эксцентрикового механизма
Эксцентриковый хомут 3 охватывает эксцентрик и в нижней
части имеет резьбу, куда ввинчен шатун 8.
Чтобы получить требуемую величину зазора в сочленении
эксцентрик — эксцентриковый хомут, применяют прокладки 4
(неподвижные компенсаторы). Необходимый зазор устанав-
ливается затягиванием гайки 5 и контргайки 6. Нижняя часть
шатуна скреплена с шаровой пятой 9. Пята опирается на под-
пятник 11. Ползун 12 пресса соединяется с шатуном специаль-
ной гайкой 10.
В некоторых случаях возникает необходимость изменять ве-
личину эксцентриситета (расстояние между осью вала и осью
эксцентрика). Это достигается применением двойного эксцент-
36
рикового механизма, в котором на ось рабочего вала надет и
укреплен внутренний эксцентрик, а последний — охватываю-
щий. Угловое положение охватывающего эксцентрика относи-
тельно внутреннего можно менять, благодаря чему общий экс-
центриситет двойного эксцентрикового механизма меняется.
§ 4. ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
В состав подъемно-транспортного оборудования входят спе-
циальные устройства, при помощи которых производится подъ-
ем и перемещение тяжелых деталей, узлов оборудования и раз-
личных других грузов. Слесарям-ремонтникам во время работы
Рис. 18. Мостовой кран
часто приходится поднимать такие детали и узлы и транспорти-
ровать их в разных направлениях на разное расстояние. Ис-
пользуя указанные устройства, они намного ускоряют и облег-
чают выполнение ремонта.
Номенклатура грузоподъемных механизмов и машин весьма
обширна.^ Их можно разделить на три основные группы:
устройства для перемещения грузов в горизонтальном на-
правлении лебедки, транспортеры и конвейеры, тельферные
тележки, рольганги и др.;
устройства для перемещения грузов в вертикальном направ-
лении домкраты, подъемники, блоки, лебедки.
устройства для вертикального и горизонтального перемеще-
ния грузов тали, краны, тельферы.
37
Помимо перечисленных, существует много видов грузоподъ-
емных машин, в конструкции которых сочетаются различные
подъемные механизмы.
Грузоподъемные устройства могут быть с ручным, с механи-
ческим или каким-либо другим приводом.
Весьма распространенным видом подъемно-транспортного
оборудования являются краны, перемещающие грузы в верти-
кальном и горизонтальном направлениях. По своему устройству
и характеру передач бывают краны поворотные и мостовые,
а по типу привода — ручные и электрические. Характеристикой
мостового крана является его грузоподъемность в килограммах
или тоннах и пролет / в метрах*. Грузоподъемность кранов мо-
жет достигать 100 т и больше. На рис. 18 показан мостовой
кран. Он представляет собой мост из двух металлических
ферм 8, опирающихся концами на балки, в которых закреплены
ходовые тележки 3. Этими тележками, приводимыми во враще-
ние специальным механизмом 7, мост перемещается по подкра-
новым путям 5 и 11 вдоль цеха. Механизм 7 состоит из электро-
двигателя 6, редуктора и длинного трансмиссионного вала 9,
передающего движение на колеса ходовой тележки.
По направляющим моста передвигается крановая тележ-
ка 4, на которой смонтированы механизм 2 подъема груза и
механизм 1 передвижения самой тележки.
Управление всеми движениями сосредоточено в кабине 10.
Контрольные вопросы
1. Ио каким признакам производится классификация металлорежущих
станков?
2. Назовите основные узлы токарно-випторезного станка.
3. Чем отличается продольно-строгальный станок от поперечно-стро-
гального?
4. Какие станки называют агрегатными?
5. Чем отличается вертикально-фрезерный станок от горизонтально-фре-
зерного?
6. Расскажите об устройстве и принципе работы парового молота.
ГЛАВА II
ТИПОВЫЕ МЕХАНИЗМЫ И ДЕТАЛИ МАШИН
§ 5. ТИПОВЫЕ ДЕТАЛИ, ПЕРЕДАЮЩИЕ ВРАЩАТЕЛЬНЫЕ
ДВИЖЕНИЯ
Наиоолее характерными типовыми деталями, передающими
вращательные движения в промышленном оборудовании, явля-
ются валы, оси, подшипники, муфты и др.
* Пролет крана — это расстояние между осями подкрановых балок,
уложенных на опорах.
38
Валы и оси
Валы представляют собой цилиндрические стержни разной
длины и разного диаметра, располагающиеся своими цапфа-
ми— шейками — на опорах. Длинные валы могут состоять из
отдельных частей, соединенных муфтами.
Цапфами называют части вала или оси, лежащие в опорах
скольжения. Цапфы в зависимости от их положения на валу
делятся на шипы, шейки и пяты. Шип расположен на
конце вала и воспринимает радиальную нагрузку. Шейка рас-
положена в средней части вала, также воспринимает радиаль-
ную нагрузку и одновременно подвержена действию крутящего
момента. Пята — торцовая часть вала или оси и воспринимает
только осевые нагрузки.
Валы широко применяются в механизмах и узлах машин.
Вращающиеся части приводов машин — зубчатые колеса, дис-
ки, муфты, шкивы и т. п. — в большинстве случаев устанавли-
ваются на валах и осях, которые могут иметь различное распо-
ложение— горизонтальное, вертикальное, наклонное. Разница
между валом и осью состоит в том, что вал вращается и пере-
дает усилие через установленные на нем детали другим дета-
лям, которые с ними сопрягаются, тогда как ось, вращаясь или
оставаясь неподвижной, только поддерживает сидящие на ней
детали.
Для передачи усилий валы соединяют с зубчатыми коле-
сами, а также со шкивами посредством специальных деталей —
шпонок, установленных частью в валу и частью в сопрягаемой с
ним детали, как показано на рис. 19, или при помощи шлицевых
соединений. Сечение шпонок и шпоночных пазов в соединяемых
деталях подбирается в зависимости от диаметра вала и характе-
ра сопряжения.
Валы и оси — ответственные детали машин. Опорные части
валов очень тщательно обрабатываются для лучшего его сопря-
жения с соединяемыми деталями.
Конструкция валов определяется способом крепления на них
деталей, типом и размерами подшипников, которые для них бу-
дут служить опорой, технологическими условиями обработки и
сборки. В соответствии с этим валы разделяются на полые и
сплошные, гладкие и фасонные, цельные и составные.
Пример полого вала — шпиндель токарно-винторезного стан-
ка модели 1Д62, представленный на рис. 20, а. На резьбу 1 пе-
реднего конца шпинделя навертывается патрон, в котором кре-
пится обрабатываемая деталь. В коническом отверстии 2 шпин-
деля устанавливается передний центр или оправка. Шейками 3
шпиндель ложится на опоры (подшипники).
Показанный на рис. 20, б ходовой валик токарного станка
имеет шпоночную канавку по всей длине. На торцах у валика
39
г)
Рис. 20. Типовые детали, передающие вращательные
движения:
а— шпиндель, б — ходовой валик, в и г — шлицевые соеди-
нения
имеются центровые отверстия для установки его в центрах на
токарном станке с целью рихтовки и правки.
Во многих станках применяются шлицевые валы — с неглу»
бокими продольными канавками на поверхности. Канавки чере«
дуются с выступами — шлицами, которые могут быть прямо-
угольного, треугольного или фасонного профиля. Точно такие же
шлицы делают в ступице, сопрягающейся с валом детали, кото-
рую можно перемещать по валу.
Шлицевые соединения (изготовляются по ГОСТ 1139—58)
сложнее по устройству и изготовлению, чем шпоночные, зато
они обеспечивают точное расположение детали на валу и по-
зволяют передавать очень большие вращающие усилия при
меньшем поперечном сечении вала, чем при соединении на шпон-
ке, кроме того, они долговечны и износоустойчивы.
Шлицевые соединения различаются по способу центрирова-
ния отверстия относительно вала. Шлицевые соединения приме-
няют с центрированием по боковым сторонам шлицев, по наруж-
ному диаметру вала и по внутреннему диаметру вала.
Центрирование по внутреннему диаметру (рис. 20, в) при-
меняют в тех случаях, когда твердость поверхности отверстия
обеспечивается термической обработкой.
В этом случае отверстие после термической обработки шли-
фуют, а вал по профилю шлиц или шлифуют, или только обраба-
тывают на шлицефрезерном станке обкаткой.
Центрирование по наружному диаметру (рис. 20, г) приме-
няется, если поверхность отверстия термически не обрабатывает-
ся. Вал при этом по наружному диаметру шлифуют, обеспечивая
требуемую плотность соединения.
Подшипники
Подшипниками являются опоры валов и вращающихся осей,
предназначенные для восприятия радиальных и осевых нагрузок.
Радиальной нагрузкой называется нагрузка, действующая пер-
пендикулярно на валы. Осевой нагрузкой называется нагрузка,
действующая вдоль оси вала.
В зависимости от характера относительного перемещения де-
талей различают трение двух видов: трение скольжения и трение
качения.
При трении скольжения поверхность, линия или точка каса-
ния одной детали, перемещающейся по другой, остается все вре-
мя неизменной. Это наблюдается, например, при перемещении
поршня в цилиндре, движении каретки суппорта токарного стан-
ка по направляющим станины, при вычерчивании круга на пло-
скости острием циркуля и т. д.
При трении качения детали перекатываются одна по другой
без скольжения и поверхности их касаются друг друга только по
41
линии или в одной точке, причем по мере перекатывания деталей
линия или точка касания все время сменяется новой. Это наблю-
дается, например, при качении катков по рельсам, перекатыва-
нии (без скольжения) зубьев колес в зубчатой передаче и т. д.
При одинаковой конструкции парно сочлененных деталей и
равной нагрузке на них сопротивление трения качения значи-
тельно меньше сопротивления трения скольжения, и износ дета-
лей, вызываемый работой силы трения качения, также меньше.
Наиболее характерно проявление работы сил трения в под-
шипниках— неподвижных опорах, в которых вращаются шипы
(цапфы) валов. По виду возникающего в них трения подшипни-
ки разделяются на подшипники скольжения и подшипники ка-
чения.
Подшипники скольжения. Эти детали называются
так потому, что между вращающейся шейкой вала и неподвиж-
ной посадочной внутренней поверхностью подшипников возника-
ет трение скольжения. Первоначальный зазор между шейкой
вала и посадочной поверхностью подшипника увеличивается по
мере их износа. Скорость увеличения зазора зависит от конст-
рукции подшипника.
В промышленном оборудовании применяются подшипники
скольжения разных конструкций. Они изготовляются главным
образом из антифрикционных материалов, которые обеспечи-
вают:
а) достаточную прочность и твердость как при нормальных
температурах, так и при температурах наибольшего нагрева в
процессе работы;
б) наименьшее трение, нагревание и износ;
в) легкую пришабриваемость и быструю прирабатываемость;
г) некоторую микропористость для сохранения смазки в пе-
риод остановки вала (шпинделя);
д) легкость удаления маслом продуктов износа.
В станкостроении подшипники в основном изготовляются из
антифрикционных цветных сплавов двух типов: бронз оловянных
и алюминиевых, а также баббитов.
В качестве заменителя дорогих цветных сплавов при ремонте
оборудования иногда применяют более дешевый антифрикцион-
ный чугун марок СГЦ-1 и СГЦ-2, который представляет собой
низколегированный серый чугун перлитной структуры.
Подшипники скольжения можно разделить на две основные
группы: неразъемные и разъемные.
Неразъемные подшипники могут быть нерегулируемыми и ре-
гулируемыми. К первым обычно относят втулки и посадочные
места под валы в различных корпусах, а также в станинах. Здесь
нельзя регулировать величину зазора между шейкой вала и по-
верхностью, на которую она опирается. В регулируемых подшип-
никах зазор можно поддерживать постоянным, несмотря на
42
износ подшипника и шейки вала. Для его регулирования неоо-
ходимо, чтобы эти подшипники имели вкладыши цилиндрической
формы внутри и конической снаружи или же конической формы
внутри и цилиндрической снаружи.
Рис, 21. Неразъемные регулируемые подшипники:
с — цилиндрической формы внутри и конической снаружи, б — конической
формы внутри и цилиндрической снаружи; / и 5 — установочные гайки,
2 — разжимные гайки, 3—гайкн болтов, 4 — вкладыши, 6 — коническая
головка разжимного болта, 7 — прокладки
Разъемные подшипники (могут быть с вкладышами и без
них) обычно состоят из двух половинок или из нескольких сег-
ментов. Эти подшипники допускают регулирование зазора между
сопряженными рабочими поверхностями по мере их изнашивания
(см. рис. 1.12).
На рис. 21, а показаны неразъемные регулируемые подшипни-
43
ки с вкладышами, у которых наружная поверхность коническая.
Во вкладышах 4 имеются прорези (в том числе одна сквозная),
наличие которых позволяет придавать вкладышам упругость при
их сжатии по окружности и обеспечивать лучшее их прилегание
к поверхности шейки вала (шпинделя). На каждом вкладыше с
обеих сторон нарезана резьба, на которую навинчивают устано-
вочные гайки 1 и 5. Для регулирования величины зазора между
вкладышем и шпинделем освобождают одну гайку и подтягива-
ют другую.
В подшипниках с вкладышами, имеющими внутренний конус
(рис. 21,6), регулируют зазор гайками 1 и 2.
Для подшипников скольжения характерны следующие недо-
статки:
а) большие потери передаваемой мощности вследствие тре-
ния;
б) неизбежность развития начального зазора между вклады-
шем и посадочным местом, специально образуемого для того,
чтобы создать масляный слой в пределах этого зазора;
в) значительная трудоемкость изготовления подшипников,
расход цветных металлов и др.
Подшипники качения. В этих подшипниках шейка ва-
ла во время вращения опирается на поверхность внутреннего
кольца и вращается вместе с ним относительно наружного
кольца.
При трении качения потеря передаваемой мощности значи-
тельно меньше, чем при трении скольжения.
Подшипники качения более износоустойчивы, чем подшипни-
ки скольжения, в то же время они хорошо противостоят вибра-
циям. Кроме того, они способны работать при разных скоростях
без дополнительной регулировки, не нуждаются в большом коли-
честве смазки, не требуют сложного ухода. Наконец, подшипники
качения характеризуются наименьшими потерями мощности от
трения в опорах.
Слесари-ремонтники должны знать, какие подшипники в ка-
ких случаях применяются, каковы принципы их регулировки.
В зависимости от характера нагрузок, воспринимаемых под-
шипниками качения, их разделяют в конструктивном отношении
на три группы: радиальные шарико- и роликоподшипники, упор-
ные шарико- и роликоподшипники, а также радиально-упорные
ролико- и шарикоподшипники.
Радиальные шарикоподшипники (рис. 22, а) предназнача-
ются в основном для восприятия радиальных усилий, т. е. на-
грузок, действующих перпендикулярно к оси вала. В некоторых
конструкциях они могут воспринимать также и осевые нагруз-
ки, т. е. нагрузки направленные вдоль оси вала.
Радиальные роликоподшипники (рис. 22, б) рассчитаны на
восприятие радиальных нагрузок большой величины.
44
Упорные подшипники (рис. 22, в) воспринимают только осе-
вые усилия.
Радиально-упорные подшипники (рис. 22, г) предназначены
воспринимать нагрузки, одновременно действующие перпенди-
кулярно оси вала и вдоль нее. К этой группе относятся также
сдвоенные шарикоподшипники типа «Дуплекс», обеспечиваю-
щие точное вращение и фиксацию вала в радиальном и обеих
осевых направлениях (см. § 54).
Рис. 22. Подшипники качения:
а — радиальный шарикоподшипник, б — радиальный роликоподшипник, в — упорный
шарикоподшипник, г — радиально-упорный шарикоподшипник, д — конический ролико-
подшипник, е и ж — самоустанавливающиеся ролико- и шарикоподшипники, з •— само-
установка подшипника при перекосе вала
Радиальные и радиально-упорные шарикоподшипники рассчи-
таны на сравнительно небольшие нагрузки, зато они способны
работать при высоких скоростях вращения. Роликовые подшип-
ники, особенно конические (рис. 22, <Э), наоборот, выдерживают
относительно высокие нагрузки, вместе с тем они плохо работают
при больших скоростях вращения.
Подшипники каждого из рассмотренных видов делятся ’на од-
норядные, двухрядные и многорядные.
45
Однорядные шарико- и роликоподшипники обычной конст-
рукции (рис. 22, а и б) состоят из наружного 1 и внутреннего 2
колец, в них между дорожками качения 3 помещаются элементы
качения (шарики или ролики) 4. В подшипниках большинства
конструкций элементы качения разделены промежуточным коль-
цом— сепаратором 5, которое удерживает их на равном расстоя-
нии друг от друга.
Двухрядные шарико- и роликоподшипники (рис. 22, е и ж)
состоят из тех же частей, что и однорядные, но внутреннее коль-
цо у них имеет две параллельные дорожки качения, а дорожка
Рис. 23. Подшипник высокой точности — роликоподшип-
ник серии 3182100
качения наружного кольца выполнена в форме сферы. Послед-
ним обусловливается название этих подшипников — сферические.
Благодаря сферической форме внутренней поверхности наружно-
го кольца происходит свободная самоустановка подшипника в
нужное положение при небольших временных перекосах вала
относительно корпуса подшипника; тем самым предотвращается
защемление шариков или роликов (рис. 22, з). В связи с этой
особенностью сферических подшипников их называют также са-
моустанавливающимися. В обычных подшипниках качения пере-
косы вала не допускаются.
Многорядные подшипники имеют несколько рядов шариков
или роликов.
Подшипникам дают условные обозначения. Полное условное
обозначение подшипника качения состоит из семи цифр. Из них
первая и пятая, если читать слева направо, указывают серию,
вторая и третья — конструктивные особенности подшипника, чет-
вертая— тип подшипника, шестая и седьмая — размер вала, т. е.
внутренний диаметр кольца подшипника.
По степени точности основных размеров и точности вращения
подшипники качения делятся на пять основных классов: Н —
46
нормальный, П — повышенной точности, В — высокой точности,
А — прецизионный, С — сверхпрецизионный.
Подшипники класса Н применяются в механизмах различно-
го оборудования, классов П и В — в точных механизмах станков,
в частности для точных шпинделей, а классов А и С—в особо
точных механизмах, в частности для шпинделей прецизионных
станков. Точные подшипники не следует устанавливать там, где
успешно могут работать подшипники класса Н. Чем точнее под-
шипник, тем выше его стоимость.
На рис. 23 показан роликоподшипник высокой точности. Он
состоит из внутреннего 3 и наружного 2 колец, цилиндрических
Рис. 24. Шпиндельный узел токарно-винторезного станка 1К62:
1 — шпиндель, 2 — радиально-упорные шарикоподшипники, 3, 6 и 7 — гайки, 4 — сто-
порный винт, 5 — роликовый подшипник
роликов 1 и сепаратора 4. Отверстие внутреннего кольца выпол-
нено с конусностью 1 : 12, что позволяет монтировать подшипник
на конической шейке шпинделя. По наружной поверхности коль-
цо снабжено четырьмя бортами (двумя крайними и двумя сред-
ними), образующими две дорожки качения, которые обеспечива-
ют точное направление коротких цилиндрических роликов.
Ролики в обоих рядах укреплены в гнездах сепаратора 4. Ро-
лики одного ряда сдвинуты относительно роликов другого ряда
на полшага, образуя шахматное расположение. Благодаря тако-
му расположению, а также большому количеству роликов в под-
шипнике достигается нэилучшее распределение между ними
внешней нагрузки.
Наружное кольцо подшипника имеет одну общую цилиндри-
ческую дорожку качения без бортов. По краям дорожки сделаны
скосы, облегчающие сборку подшипника.
В подшипниках описанной конструкции устанавливают шпин-
дели быстроходных и точных станков. Это обеспечивает следую-
щие преимущества:
47
а) увеличивается скорость вращения шпинделей и повышает-
ся точность вращения, улучшается чистота обработки деталей;
б) возрастает длительность работы и, следовательно, устой-
чивость узла, в котором предельно уменьшено трение;
в) сопряжение подшипника с конусной шейкой шпинделя
позволяет регулировать радиальный зазор как при сборке узла,
так и в процессе эксплуатации станка осевым перемещением
внутреннего кольца подшипника на коническом участке шпинде-
ля. Благодаря этому кольцо расширяется и в результате сохра-
няется точность вращения шпинделя в течение более продолжи-
тельного времени, чем в случаях применения подшипников дру-
гих типов — с цилиндрическим внутренним кольцом.
Более подробно регулирование, а также проверка зазоров в
подшипниках качения описываются на стр. 337 и 338.
На рис. 24 показан шпиндельный узел токарно-винторезного
станка 1К.62. Передняя конусная шейка шпинделя вращается в
специальном регулируемом двухрядном роликовом подшипнике,
а задняя — в двух радиально-упорных шариковых подшипниках,
воспринимающих осевую нагрузку на шпиндель.
Посадка нормальных подшипников производится по 2-му, а
прецизионных — по 1-му классу точности; поверхность посадоч-
ных мест обрабатывается по 6—8-му классу чистоты.
Муфты
В механизмах промышленного оборудования используются
различные соединительные муфты. Одни служат для соединения
двух соосно расположенных валов или валов, близких к этому
положению, другие муфты — фрикционные — предназначаются
для временного соединения двух валов или соединения вала с
посаженной на нем деталью. Многодисковые фрикционные муф-
ты (см. рис. 30, в) применяют также для включения и выключе-
ния некоторых механизмов.
Постоянные соединения валов получают при помощи жест-
ких и упругих муфт. Жесткими муфтами соединяют соосно
расположенные валы (рис. 25, а). Эти муфты компактны, деше-
вы, мало изнашиваются. Их, как правило, не ремонтируют, а
после износа заменяют новыми.
Упругие муфты допускают некоторое отклонение соединяе-
мых валов от соосности, смягчают толчки и удары.
Одна из простейших упругих муфт показана на рис. 25, б.
Она состоит из полумуфт 1 и 2, причем в одной полумуфте за-
креплено четыре или шесть пальцев 3 с насаженными на них
кольцами 4 — резиновыми, кожаными или из прорезиненной тка-
ни. Кольца входят в отверстия второй полумуфты, и так как они
обладают упругостью, то позволяют осям полумуфт несколько
сместиться или перекоситься при работе. Пальцы крепят гайка-
ми 5.
48
Рис. 25. Муфты:
жесткая втулочная (/ н 4—соединяемые валы, 2 — штифты, 3 — соединительная втулка), б — упругая паль-
цевая, в — крестовая, г — упругая кулачковая, д — раздвижная кулачковая
Для постоянного соединения валов в современных машинах
широко применяются крестовые самоцентрирующие муфты, яв-
ляющиеся разновидностью упругих муфт. Такая муфта
(рис. 25, в) состоит из фланцев 1 и 2, имеющих по одному пря-
моугольному пазу на торце, и промежуточной детали 3. Эта де-
таль может быть в виде диска или кольца, на торцах которого
взаимно перпендикулярно расположены два выступа 4. Своими
выступами промежуточная деталь входит в пазы фланцев.
Крестовые муфты имеют то достоинство, что ими можно сое-
динить два вала даже при отклонении от соосности до 5 мм.
Детали этих муфт изготовляют из цементуемых сталей с после-
дующей закалкой. Промежуточную деталь для малонагружен-
чых муфт изготовляют из текстолита или древесно-слоистых пла-
стиков.
На рис. 25, г показано постоянное соединение двух валов
упругой кулачковой муфтой. Эта муфта состоит из деталей 1 и 2,
торцы которых выполнены в виде кулачков, и прокладки 3, изго-
товленной из целого куска резины или составленной из отрезков
ремня.
Другой тип кулачковой муфты — раздвижной — представлен
на рис. 25, д. Ее полумуфта 1 закрепляется па валу неподвижно,
полумуфту 3 соединяют с другим валом посредством шпонки.
Для передачи движения от одного вала к другому нужно пере-
двинуть полумуфту 3 в осевом направлении (при этом шпоноч-
ный паз 4 будет скользить пр ее шпонке) и ввести в зацепление
кулачки 2. Муфты этого типа обеспечивают надежное соедине-
ние валов.
Кулачковые муфты имеют малые габариты, просты по конст-
рукции, изготовление их обходится недорого. Недостаток этих
муфт в том, что их включение на быстром ходу без определен-
ных мер предосторожности сопровождается ударом, который мо-
жет быть причиной аварии.
Фрикционные му-фты имеют ряд преимуществ перед
рассмотренными выше жесткими и упругими: 1) плавное вклю-
чение; 2) мгновенное и легкое расцепление; 3) простое и удобное
регулирование. Фрикционные муфты по своему устройству де-
лятся на конусные, цилиндрические и дисковые.
Конусные муфты применяются в главном приводе станков и
в механизмах подач. Как показано на рис. 26, а, они состоят из
двух дисков: большего 2 со шкивом и меньшего 3. Диск 2 сво-
бодно вращается на валу 1. Вал приходит в движение, как толь-
ко диск 3 сцепляется с диском 2. Диски соединяются рычагом
(на рисунке не показан).
Цилиндрические муфты. На рис. 26, б показана цилиндричес-
кая фрикционная муфта с колодками, работающая за счет сил
трения, которые возникают, когда колодки 3 и 7 прижимаются.,
к барабану 1 своими накладками 2.
50
Рис. 26. Фрикционные муфты:
схема конусной муфты (/— вал, 2 и 3— диски, 4 и 5 — внутренние торцы дисков);
схема цилиндрической муфты с колодками (/ — барабан, 2— накладки, 3 и 7 — ко-
лодки, 4, 5, 6 и 8— оси)
Дисковые муфты изготовляются разных конструкций. Они от-
личаются друг от друга размерами, числом дисков, способом
включения и выключения, методом регулирования и др. Рабо-
тают они за счет сил трения, возникающих между торцами ве-
дущих и ведомых дисков муфты после ее включения.
§ 6. МЕХАНИЗМЫ ПЕРЕДАЧИ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
Вращательное движение в машинах и механизмах передает-
ся посредством гибких передач — ременных, цепных и через
жесткие передачи — фрикционные, зубчатые. В ременных и фрик-
ционных передачах используются силы трения, а в зубчатых и
цепных — непосредственное механическое зацепление элементов
передачи. Каждая из'передач имеет ведущее звено, сообщающее
движение, и ведомые звенья, через которые движение передается
от данного механизма к другому, связанному с ним.
Гибкие передачи
Гибкие передачи применяются для передачи вращения от од-
ного вала к другому, ему параллельному, при расстоянии между
ними от 2 до 5 м, а также в случаях, когда оси валов находятся
в разных плоскостях, но перекрещиваются между собой.
Рис. 27. Ременные передачи:
а — открытая, б — перекрестная, в — полуперекрестная, г — натяжной ролик (nj—чис-
ло оборотов ведущего звена, п% — ведомого)
Ременные передачи. Этот вид гибкой передачи наибо-
лее распространен. В ней гибкая лента (ремень) охватывает два
шкива, насаженных на валы. Различают ременные передачи: от-
крытую, перекрестную и полуперекрестную.
В открытой передаче (рис. 27, а) валы параллельны друг
другу и шкивы вращаются в одном направлении. В перекрест-
52
ной передаче (рис. 27, б) валы также расположены параллельно,
но при этом ведущий шкив вращается, например, по часовой
стрелке, а ведомый — против часовой стрелки, т. е. в обратном
направлении. Полуперекрестную передачу применяют между ва-
лами, оси которых расположены в разных плоскостях под углом
друг к другу (рис. 27, в).
В приводах машин применяются плоские ремни — кожаные,
хлопчатобумажные цельнотканые, хлопчатобумажные шитые,
тканые прорезиненные и клиновидные. Используются также шер-
стяные тканые ремни. В станках применяют главным образом
ремни кожаные, прорезиненные и клиновидные (или клиновые).
Приводные ремни выбирают, сообразуясь с условиями, в кото-
рых они должны работать (см. табл. 3). Для уменьшения сколь-
жения ремня вследствие недостаточного трения из-за неболь-
шого угла обхвата применяют натяжные ролики (рис. 27, г).
Натяжной ролик представляет собой промежуточный шкив на
шарнирно укрепленном рычаге. Под действием груза на длин-
ном плече рычага ролик нажимает на ремень, натягивая его и
увеличивая угол обхвата ремнем большого шкива.
Таблица 3
Виды ремней
Условия работы ремней • кожаный хлопчатобу- мажный цель- нотканый хлопчатобу- мажный ши- тый шерстяной тканый прорезиненный без наружной резиновой обкладки прорезинен - । ный с наруж- ной резиновой 1 обкладкой 1 клиновидный
Применение (знак -}-)
В помещениях с нор- мальной влажностью В условиях сырости При высоких темпера- турах При неравномерной на- грузке средней интенсив- ности При ударной нагрузке На шкивах с ребрами и ступенчатых шкивах При наличии отводок В перекрестных и по- луперекрестных передачах В условиях попадания на ремень масла В условиях воздейст- вия пара и едких газов На малых шкивах Передача больших мощ- ностей ++ 1 1 ++ ++ +11+ +I++ Il II+++I ++I+ II II++I+ ++ + + 1 1 1 + + ++ + +1 1 l+i 1+ ++I+ + + + + +- + + + + + + ++ + ++ II + + ++
53
Диаметр натяжного ролика не должен быть меньше диамет-
ра малого шкива. Натяжной ролик следует устанавливать у ве-
домой ветви не слишком близко к шкивам.
Для соединения кожаных ремней у них срезают концы на
длине 200—300 мм на ус н накладывают один конец на другой
так. чтобы толщина ремня была всюду одинаковой. После это-
го концы склеивают клеем БФ и затем прошивают сыромятны-
ми ремешками (сшивками) или скрепляют металлическими
скрепками.
Обозначим скорости на ведущем шкиве (на рис. 27 — веду-
щего звена) через щ, а на ведомом шкиве — через и2.
Окружные скорости шкива щ и v2 не равны между собой
вследствие наличия в передаче упругого скольжения ремня.
Скорость ведомого шкива v2 будет всегда меньше скорости Vj
ведущего шкива, т. е. г2<М- Точное соотношение между ско-
ростями выразится формулой
Щ = (1 —
где е — коэффициент упругого скольжения, равный 0,01—0,03.
Окружная скорость V\ ведущего шкива равна:
~D, пл
1000-60
М се К.
Окружная скорость v2 ведомого шкива будет:
^2 =
~Г), п2
1000-60
MjceK,
где Di и D2 — диаметры ведущего и ведомого шкивов, мм.
Для нормальной работы ременной передачи необходимо, что-
бы ремень имел достаточное натяжение и прижимался к шкивам
с определенным усилием на некоторой длине дуги обхвата а
(см. рис. 27, а). Обеспечить эти условия можно за счет предва-
рительного натяжения ремня, которое осуществляется несколь-
кими способами:
1. За счет растяжения ремня при его надевании на шкивы и
за счет собственного веса. В этом случае приходится периодиче-
ски укорачивать ремень, так как в процессе работы он вытяги-
вается и натяжение его ослабевает. Следует учитывать, что при
малых межосевых расстояниях ремень перешивают особенно ча-
сто, так как вес его не создает необходимого натяжения.
2. Периодическим отодвиганием одного из валов (шкивов),
например, с помощью винта и салазок.
3. Установкой натяжного ролика.
Межосевое расстояние А принимают равным
А = 1,5-н 2(f).! + А)лш.
54
Длину ремня L для открытой передачи определяют по приб-
лиженной зависимости:
£ = 2А + (О1 Д D2) + мм.
Прорезиненные ремни изготовляются из многослойной хлоп-
чатобумажной ткани соединением слоев вулканизированной
резиной. Сшивают их различными сшивками. Однако при этом
образуются утолщения в стыках,
станка в шкивы, из-за чего уси-
ливается вибрация механиз-
мов. Поэтому для привода точ- .
ных и быстроходных механиз-
мов, например шпинделей шли-
фовальных станков, применя-
ют плоские бесшовные (цель-
нотканые) ремни.
На рис. 28, а показан в се-
чении клиновидный ремень; он
состоит из нескольких рядов
прорезиненной ' ткани 1, не-
скольких рядов корда 2 (кор-
дом называют толстые круче-
ные хлопчатобумажные нити),
слоя резины 3 и обертки 4 из
прорезиненной ткани. На
рис. 28, б показана клиноре-
менная передача. Каждый из
ремней укладывают в «свой»
желобок на ободе шкива. При
этом ремень утапливается в
желобке настолько, что не ка-
сается его дна своей нижней
поверхностью.
Клиноременную передачу в
станках, имеющих отдельные электродвигатели, часто использу-
ют для передачи вращения от вала электродвигателя на шкив
коробки скоростей, а затем на шпиндель станка. Несмотря на
то, что при повышении и снижении нагрузки во время работы
станка возникают удары, двигатель их не воспринимает, так как
в эти моменты ремень проскальзывает по шкивам.
Клиноременные передачи имеют много достоинств, напри-
мер малые расстояния между осями шкивов, возможность пере-
дачи больших окружных усилий при очень малом натяжении ве-
домой ветви ремня, обслуживание их незатруднительно и др.
Ремни клиноременных передач благодаря большему тр,ению
между ними и шкивом, чем в плоскоременных передачах, пере-
55
ударяющие во
Рис. 28. Клинореме’шая передача:
а — клиновидный ремень в поперечном
сечении, б — схема передачи вращения
дают повышенные усилия при одинаковой ширине с плоскими
ремнями. Однако шкивы клиноременных передач стоят дороже,
чем шкивы плоскоременных передач. Кроме того, следует учиты-
вать, что клиновые ремни нельзя по желанию удлинять или уко»
рачивать. Клиновидные ремни применяются определенных длин,
ГОСТ 1284—57 предусматривает для клиноременных приво-
дов общего назначения следующие семь сечений клиновидных
ремней (см.табл. 4).
Таблица 4
Эскиз сечения Обозначение сечения Размер а, мм Размер h, мм Угол, град
10
13
17
22
32
38
50
6
8,3
10,5
13,5
19
23,5
30
40
40
40
40
40
40
40
Номинальная длина клиновидных ремней (длина по их внут»
реннему периметру) —от 500 до 14 000 мм. Угол натяжения рем-
ня равен 40°.
Клиновидные ремни подбирают по сечению в зависимости от
передаваемой мощности и предусматриваемой скорости враще-
ния ремня (см. табл. 5).
Таблица 5
Передаваемая мощность, кет Скорость вращения ремия, м[сек
до 5 | от 5 до 10 | свыше 10
Подбираемые сечения
До 1 О, А 0, А о
Свыше 1 до 2 О, А, Б О, А о, А
„ 2 „ 4 А, Б О, А, Б О, А
4 „ 7,5 Б, В А, Б А, Б
, 7,5 „ 15 В Б, В Б, В
15 , 30 — В, Г в, Г
, 30 , 60 г, д В, Г
60 „ 120 — д Г, Д
, 120 , 200 — Д, Е г, д
, 200 — д, Е
56
Таким образом, ременные передачи эластичны, бесшумны,
предотвращают перегрузку в результате скольжения гибкой
связи. В то же время стоимость их сравнительно невысока и
малы расходы на ремонт изношенных частей передачи, который
обычно не бывает сложным.
Однако ременные передачи имеют и недостатки. К ним отно-
сятся: потребность в большой площади, когда расстояние между
валами значительно; низкий коэффициент полезного действия
из-за проскальзывания ремня; малое передаточное число, т. е.
малое отношение между числами оборотов в минуту ведущего и
ведомого шкивов; непригодность ременных передач к примене-
нию в сырых, грязных и пыльных местах; большое давление на
опоры валов, вызывающее ускоренный износ опор.
Цепные передачи. Для передачи вращательного движе-
ния между удаленными друг от друга валами применяется, по-
мимо ременной, цепная передача. Как показано на рис. 29, а, она
представляет собой замкнутую металлическую шарнирную
цепь, охватывающую два зубчатых колеса — звездочки. Цепь в
отличие от ремня не проскальзывает, кроме того, ее можно при-
менять в передачах также при малом расстоянии между валами
и в передачах со значительным передаточным числом.
Цепные передачи передают мощность от долей л. с. (велоси-
педные цепи) до тысяч л. с. (многорядные цепи повышенной
прочности).
Цепи работают с большими скоростями, доходящими до
30 м!сек и передаточным числом /=15. Коэффициент полезного
действия цепных передач достигает в отдельных случаях 0,98.
Цепная передача состоит из двух звездочек — ведущей 1 и
ведомой 2, сидящих на валах, и бесконечной цепи 3, надетой на
эти звездочки (см. рис. 29, а).
Из различных видов цепей наибольшее распространение име-
ют цепи втулочно-роликовые и пластинчатые.
Втулочно-роликовые цепи допускают наибольшую скорость
до 18 м!сек, пластинчатые — до 30 м)сек.
Втулочно-роликовая цепь (рис. 29, б) состоит из
шарнирно соединенных пластинок 1 и 2, между которыми поме-
щаются ролики 3, свободно вращающиеся на втулке 4. Втулка,
запрессованная в отверстия внутренних пластинок 2, может по-
ворачиваться на валике 5. Расстояние между осями двух сосед-
них валиков, или, иначе, шаг цепи t, должно равняться шагу
звездочки. Под шагом звездочки понимают длину дуги, описан-
ной по верху ее зубьев и ограниченной вертикальными осями
симметрии двух смежных зубьев.
Валики 5 плотно запрессовываются в отверстия наружных
пластинок 1. На одном из звеньев цепи делают замок (рис. 29, в)
из двух валиков 1 и 2, соединительной пластинки 3, изогнутой
пластинки 4 и шплинтов для крепления пластинок. Чтобы снять
57
Рис. 29. Цепные передачи:
схема передачи движения, б— втулочно-роликовая цепь, в—замок втулочно-роликовой цепи, г — пластинчатая цепь
или установить цепь, ее размыкают, для чего сначала разоирают
замок.
Пластинчатая цепь (рис. 29, г) состоит из нескольких
рядов пластин с зубцами, соединенных между собой втулками и
шарнирно укрепленных на общих валиках.
В цепных передачах сохраняется постоянным передаточное
число; кроме того, они очень прочны, что позволяет передавать
большие усилия. В связи с этим цепные передачи применяют,
например, в таких грузоподъемных механизмах, как тали и
лебедки. Цепи большой длины используются в эскалаторах
метро, конвейерах.
Минимальное межосевое расстояние А в цепных передачах
определяют из выражения
А = ——-'(30 -ч- М)мм,
где Dli и Dl2— наружные диаметры звездочек.
Допускаемое наибольшее межосевое расстояние Д==80 t.
При большом межцентровом расстоянии происходит значитель-
ное провисание цепи, поэтому рекомендуется среднее значение
межосевого расстояния
А = (30-:- 60) Л
Число звеньев цепи:
z-A , z, + Zn , (Zn — zA t
т =----------—— Д ,
t 2 39,5А
где щ и z2 — числа зубьев звездочек.
Если значение т дробное, то оно округляется до ближайше-
го целого числа. Соответственно новому значению т уточняется
межосевое расстояние.
Длина цепи
L = t-m.
Цепные передачи изготовляются в соответствии с указаниями
ГОСТ 591—61.
Жесткие передачи
Фрикционные передачи. Во фрикционных-передачах
вращательное движение передается от ведущего к ведомому ва-
лу посредством плотно прижатых друг к другу гладких колес
(дисков) цилиндрической или конической формы (рис. 30, а и б
соответственно). Фрикционная передача применяется в лебед-
ках, винтовых прессах, станках и ряде других машин.
Для того чтобы фрикционная передача работала без сколь-
жения и таким образом обеспечивала необходимую величину
59
силы трения (сцепления) Т, поверхность ведомого колеса по»
крывают кожей, резиной, прессованной бумагой, древесиной или
другим материалом, который может создать надлежащее сцеп*
ление со стальным или чугунным ведущим колесом.
Цилиндрические колеса во фрикционных передачах примени*
ют для передачи движения между валами, расположенными
9 в)
Рис. 30. Фрикционные передачи:
а —с цилиндрическими колесами, б —с коническими колесами, в—*
многодисковая фрикционная муфта
параллельно, а конические — между пересекающимися валами.
В ряде случаев фрикционную передачу получают из двух или
нескольких дисков, плотно прижатых друг к другу торцовыми
поверхностями. Представление о такой передаче дает, напри-
мер, многодисковая фрикционная муфта металлорежущего
станка, показанная на рис. 30, в.
На фланцевой втулке 1 муфты, скрепленной с валом посред-
ством шпонки и стопора, насажены ведущие диски 3, а между
ними ведомые диски 2. Выступы ведомых дисков входят в пазы
зубчатого колеса (поз. 9), благодаря чему диски воздействуют
60
на эти колеса при передаче движения механизму, обслуживаемо-
му фрикционной передачей. На той же фланцевой втулке 1 укреп-
лены стопорный диск 4 с рядом отверстий в торце и гайка 5 с
кулачками 8. Через гайку проходит фиксатор 6 с хвостовиком,
который можно вводить в любое из отверстий диска 4. Фрикци-
онная муфта включается посредством подвижной втулки 7,
которой раздвигают кулачки <8, сжимающие при этом все диски
на втулке 1. При данном положении дисков и осуществляется
передача движения ведомому валу.
Рис. 31. Многодисковая электромаг-
нитная муфта
Рис. 32. Фрикционная пере-
дача между пересекающи-
мися валами
Во фрикционных муфтах описанной конструкции наибольше-
му износу подвергаются торцы дисков 2 и 3. Поэтому в муфтах
периодически регулируют зазор между дисками, для чего
используют гайку 5 и фиксатор 6.
Во фрикционных передачах широкое распространение полу-
чают электромагнитные муфты, работающие за счет сил трения,
возникающих под действием магнитного притяжения между
деталями, связанными соответственно с ведущей и ведомыми
частями.
На рис. 31 показана многодисковая электромагнитная муфта,
привод которой осуществляется через зубчатое колесо 7, наса-
женное на корпус И. В последнем помещена электромагнитная
катушка 4, у которой один конец провода выведен на корпус,
т. е. заземлен, а другой присоединен к контактному кольцу 6,
изолированному от корпуса кольцом 12. Корпус 11 вместе с за-
прессованной втулкой 10 свободно вращается на ведомом валике
8 и удерживается от осевого перемещения кольцом 9, закреп-
ленным стопорным винтом.
61
Якорь 1 и диск 2 соединены с валиком при помощи шлицево-
го соединения и свободно перемещаются вдоль оси. Диски 3
имеют наружные выступы, которые свободно перемещаются по
пазам обоймы 5, закрепленной на корпусе 11.
Включают муфту подачей постоянного тока в обмотку катуш-
ки 4 через контактное кольцо 6. При этом под действием воз-
никшего магнитного поля диски 2 и 3 зажимаются между яко-
рем 1 и корпусом 11. В этом положении осуществляется переда-
ча движения валику 8 и всему механизму.
Для изменения передаточного числа фрикционные передачи
имеют устройства, перемещающие одно из колес (дисков)
вдоль вала и в соответствующем месте его закрепляющие. На
рис. 32 показано уменьшение этим способом диаметра D ведо-
мого колеса до рабочего диаметра Di, дающее увеличение числа
оборотов ведомого колеса. В результате уменьшается переда-
ла п
точное число —.Но мере удаления ведущего колеса от оси
ведомого передаточное число, наоборот, увеличивается. Такое
плавное регулирование скорости называется бесступенчатым, а
механизм, осуществляющий регулирование — вариатором ско-
ростей.
Зубчатые передачи. Зубчатые передачи (ГОСТ
1643—56) имеются почти во всех узлах промышленного обору-
дования. С их помощью изменяют по величине и направлению'
скорости движущихся частей станков, передают от одного вала,
к другому усилия и крутящие моменты, * а также преобразу-
ют их.
Для зубчатых колес, применяемых в промышленном оборудо-
вании, характерны три основные формы зубьев. Эти колеса из-
готовляют с зубьями прямыми, косыми и угловыми (шеврон-
ными) .
Зубчатые колеса с прямым зубом (рис. 33, а) служат в пере-
дачах для изменения скоростей и крутящих моментов; их монти-
руют на валу неподвижно или подвижно.
Зубчатые колеса с косым зубом (рис. 33, б) применяются для
передачи движения между валами, оси которых пересекаются
в пространстве, а в ряде случаев и между параллельными ва-
лами, например, когда в передаче должны сочетаться повышен-
ная окружная скорость колес и бесшумность их работы при
больших передаточных отношениях до 15:1, и при необходимо-
сти иметь в передаче, которая должна работать особенно плавно
и равномерно, малое колесо с небольшим числом зубьев.
Косозубые колеса монтируют на валах только неподвижно.
Работа косозубых колес сопровождается осевым давлением, а
* Крутящий момент равен произведению силы на плечо (кГ-м).
62
потому они пригодны для передачи лишь сравнительно неболь-
ших мощностей. Осевое давление можно устранить, соединив в
одно целое два косозубых колеса с одинаковыми, но направлен-
ными в разные стороны зубьями. Так получают шевронное
Рис. 33. Зубчатые зацепления
колесо (рис. 33, в), которое монтируют, обращая вершину угла
зубьев в сторону вращения колеса.
Шевронные колеса, отличающиеся большой прочностью,
применяют для передачи больших мощностей в условиях, ког-
да зубчатое зацепление испытывает во время работы толчки и
удары. Эти колеса также устанавливают на валах непод-
вижно.
63
На рис. 33, г показаны конические зубчатые колеса, входя-
щие во многие узлы станков. Их назначение — передача вра-
щения между валами, оси которых пересекаются.
На рис. 33, д изображены зубчатое колесо и рейка. В этой
передаче вращательное движение колеса 1 преобразуется в
прямолинейное движение рейки 2.
В каждом зубчатом колесе (рис. 34) различают три окруж-
ности (делительную окружность, окружность выступов, окруж-
ность впадин) и, следовательно, три соответствующих им диа-
метра.
Рис. 34. Основные элементы зубчатого колеса
Делительная, или начальная, окружность делит зуб по вы-
соте на две неравные части: верхнюю, называемую головкой
зуба, и нижнюю, называемую ножкой зуба. Высоту головки
зуба принято обозначать h', высоту ножки — h", а диаметр
диаметр этой окружности обозначается D,.
Окружность выступов — это окружность, ограничивающая
сверху профили зубьев колеса. Обозначают ее De.
Окружность впадин проходит по основанию впадин зубьев;
диаметр этой окружности обозначется D{.
Расстояние между серединами двух соседних зубьев, изме-
ренное по дуге делительной окружности, называется шагом зуб-
чатого зацепления. Шаг принято обозначать буквой t. Если шаг,
выраженный в миллиметрах, разделить на число л = 3,14, то
получим величину, называемую модулем. Модуль выражают в
миллиметрах и обозначают буквой пг.
Таким образом,
t t
m = — = — мм,
к 3,14
тогда шаг
t = -m = 3,14/71.
Дуга делительной окружности S в пределах зуба называется
толщиной зуба, дуга S' — шириной впадины. Как правило,
64
S = S'. Размер b зуба по линии, параллельной оси колес, назы-
вается длиной зуба.
Число зубьев зубчатого колеса обозначается буквой z.
В практике ремонта зубчатых колес и в зуборезном деле мо-
дуль является очень важной величиной: с ним связаны все эле-
менты зуба.
Высота головки зуба h' = т-
Высота ножки зуба h" = 1,2m.
Высота всего зуба h = h' + h!' = т + 1,2m = 2,2тД2
Зная число зубьев z, можно при помощи модуля определить»
диаметр делительной окружности зубчатого колеса:
D — г-т.
Диаметр окружности выступов
De — D + 2Zt' = z-m + 2m = (z + 2) tn.
Диаметр окружности впадин
Dt = D — 2h" = z-m — 2,4m = (z — 2,4) m.
Чтобы определить диаметр заготовки зубчатого колеса, при-
бавляют к заданному числу зубьев число два и полученный ре-
зультат умножают на модуль.
В табл. 6 даны основные зависимости между элементами зуб-
чатого зацепления для цилиндрических колес.
Тихоходные зубчатые колеса изготовляют из чугуна или
углеродистой стали, быстроходные колеса делают из легирован-
ных сталей. После нарезания зубьев на зуборезных станках
зубчатые колеса подвергают термической обработке, чтобы уве-
личить их прочность и повысить стойкость против износа. У ко-
лес из углеродистой стали поверхность зубьев, улучшают хими-
ко-термическим способом — цементацией и потом закаливанием.
Зубья быстроходных колес после термической обработки шлифу-
ют или притирают. Применяется также поверхностная закалка
токами высокой частоты.
Чтобы зацепление было плавным и бесшумным одно из
двух колес в зубчатых парах делают из текстолита, древесно-
слоистого пластика ДСП-Г или капрона.
Для обеспечения зацепления зубчатых колес при переключе-
нии производят закругление их зубьев со стороны включения.
Червячные передачи. Червячные передачи, применя-
ются в тех случаях, когда оси валов непараллельны и не пересе-
каются. Как показано на рис. 33, <?, червячная передача состоит
из червяка 1, насаживаемого на ведущий вал или изготовляемо-
го заодно с ним, и червячного колеса 2, закрепляемого на ведо-
мом валу. Червяк представляет собой винт с трапецеидальной
резьбой. Червячное колесо имеет вогнутые по длине косые зубья.
3-1421
65
,______________ Таблица 6
Наименование элементов Условное обозначение Расчетная формула (размерные величины подсчитываются в л/х)
Модуль | т t D in — — К Z
Шаг t t = ад/ = 3,14m
Число зубьев Z D z — — m
Диаметр делительной ок- ружности D D = z-m
Диаметр окружности вы- ступов De De = (z 4 2)-m
Диаметр окружности впа- дин Di Di = (z — 2,4)-m
Высота головки зуба h' h’ = m
Высота ножки зуба h” h" = 1,2m
Толщина зуба d t 3,14m d — = 2 2
Высота зуба Л | 1 h = 2,2m
Расстояние между центра- ми двух зубчатых колес A . _ + z2)-m 2 где z,— число зубьез одно- го колеса; z2—число зубьев второ- го колеса
Червячные передачи позволяют получать малые передаточ-
ные числа, что делает их применение целесообразным в случаях,
когда требуются небольшие скорости вращения ведомого вала.
Имеет существенное значение и то, что червячные передачи за-
нимают меньше места, чем зубчатые.
Чтобы подсчитать передаточное число i червячной передачи,
нужно число заходов К червяка разделить на число зубьев г2
червячного колеса. Допустим, /\ = 2, a z2=50, тогда
i = — = — =0,04.
z2 50
66
При числе оборотов червяка «1 = 500 в минуту получим для
червячного колеса:
n2 — nr-i = 500-0,04 = 20 об) мин.
Недостатком червячных передач являются большие потери
передаваемой мощности на трение. Для уменьшения потерь чер-
вяк изготовляют из стали и его поверхность после закалки шли-
фуют, а червячное колесо изготовляют из бронзы. При таком
сочетании материалов трение уменьшается, следовательно, мень-
ше становятся потери мощности; кроме того, уменьшается износ
детали.
Из бронзы, в целях экономии, обычно делают не все червяч-
ное колесо, а только обод, надеваемый затем на стальную сту-
пицу. В ремонтном деле все большее распространение получают
червячные колеса из текстолита и древесно-слоистых пластиков
дсп-г.
§ 7. МЕХАНИЗМЫ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ
Наиболее распространенными механизмами преобразования
вращательного движения в прямолинейное являются реечный,
винтовой, кривошипно-шатунный, эксцентриковый, кулисный и
храповой.
Реечные передачи
К реечным передачам относится механизм, уже знакомый
нам по рис. 33, д. В сверлильном станке (см. рис. 8, а) с помощью
реечной передачи преобразуется вращательное движение штур-
вала 6 в прямолинейное движение шпинделя 5 при ручной пода-
че сверла. Расположенное на валике штурвала зубчатое колесо
находится в зацеплении с рейкой, закрепленной на гильзе, в
которой вращается шпиндель.
Подача суппорта токарного станка вдоль станины тоже про-
изводится перемещением зубчатого колеса по рейке (см. рис. 2,
поз. 7).
Винтовые механизмы
Вращательное движение можно преобразовать в поступа-
тельное также при помощи винта и гайки (рис. 35, а). Для этого
гайку 2 закрепляют при помощи хвостовика 3 в детали 4, а винт
1 соединяют с деталью 5. При вращении винта рукояткой 6 он
ввинчивается или вывинчивается из гайки; перемещаясь вдоль
своей оси, он увлекает за собой деталь 5. По такой схеме рабо-
тают, например, слесарные тиски, винт суппорта.
3*
67
Кривошипно-шатунный механизм
Кривошипно-шатунный механизм (рис. 35, б) состоит из че-
тырех звеньев: неподвижно закрепленного звена 1, называемого
стойкой, кривошипа 2, шатуна <3 и ползуна 4. В этом механизме
вращательное движение кривошипа преобразуется в прямоли-
Рис. 35. Механизмы преобразования движения:
а _ винтовая передача, б — кривошипно-шатунный механизм;
I _ кривошипный вал, II — коленчатый вал; в — эксцентрико-
вый механизм
нейное поступательно-возвратное движение ползуна и, наобо-
рот, прямолинейное движение ползуна может преобразоваться
во вращательное движение кривошипа.
Таким образом, ведущим звеном может быть в одном случае
кривошип, а в другом ползун. Когда ведущим звеном является
кривошип, механизм преобразует вращательное движение
кривошипа (вала) в возвратно-поступательное движение ползу-
на (поршня),как, например, в механизме кривошипного пресса,
показанного на рис. 17, поршневом насосе, приводе механиче-
ской ножовки и т. д. Когда же ведущее звено — ползун, меха-
низм преобразует его возвратно-поступательное движение во
вращательное движение кривошипа, как, например, в механизме
паровой машины, двигателе внутреннего сгорания.
В моменты, когда ползун достигает крайнего левого или
крайнего правого положения, шатун и кривошип располагаются
на одной прямой (угол 0° или 180°). Из этих положений, или
мертвых точек, кривошип при возвратном ходе ползуна может
продолжать вращение либо в прежнем направлении, либо в об-
ратном. Постоянное направление вращения кривошипа достига-
ется следующим способом: на его валу укрепляют тяжелое коле-
со — маховик, и оно инерцией своей массы выводит кривошип из
мертвых точек.
Для нормальной работы кривошипно-шатунного механизма
нужно, чтобы радиус кривошипа R был меньше длины шатуна
/, т. е. R<1. Только при этом условии кривошипно-шатунный ме-
ханизм может совершать полный цикл движений.
Во многих механизмах вместо кривошипного вала I исполь-
зуется коленчатый вал //, на шейки которого надевают шатуны.
Эксцентриковые и кулисные механизмы
Схема эксцентрикового механизма показана на рис.
35, в. Эксцентрик представляет собой круглый диск, ось которо-
го смещена относительно оси вращения вала, несущего диск.
Когда вал 2 вращается, эксцентрик 1 воздействует на ролик 3,
перемещая ролик и связанный с ним стержень 4 вверх. Вниз
ролик возвращается пружиной 5. Таким образом, вращательное
движение вала 2 преобразуется эксцентриковым механизмом в
поступательное движение стержня 4.
На рис. 36, а представлена схема кулисного механиз-
ма, широко применяемого, например, в поперечно-строгальных и
долбежных станках. С ползуном 2, на котором закреплен суп-
порт с режущим инструментом, шарнирно связана при помощи
серьги 1 качающаяся влево и вправо деталь 4, называемая
кулисой. Внизу кулиса соединена посредством общего пальца с
серьгой 6, причем своим нижним концом она поворачивается
около этого пальца во время качаний.
Качания кулисы происходят в результате поступательно-воз-
вратных перемещений в ее пазу детали 5, называемой кулисным
камнем и получающей движение от зубчатого колеса 3, с кото-
рым она соединена. Зубчатому колесу 3, называемому кулисной
шестерней, вращение передается колесом, закрепленным на
ведущем валу 8 (рис. 36, б). Скорость вращательного движения
69
Рис. 36. Кулисный механизм преобразования движения
кулисного колеса регулируется коробкой скоростей 7, связан-
ной с электродвигателем.
Длина хода кулисы, зависит от того, в каком месте установ-
лен на кулисной шестерне кулисный камень. Чем дальше от
центра шестерни расположен кулисный камень, тем больше ок-
ружность, которую он описывает при вращении шестерни, и,
следовательно, тем больше угол качания кулисы и длиннее ход
ползуна. И наоборот: чем ближе к центру колеса установлен
кулисный камень, тем меньше все перечисленные движения.
Механизм регулирования установки и закрепления кулисного
камня показан на рис. 36, б. Он расположен на торце кулисной
шестерни и состоит из направляющего устройства 10, ползушки
11 с пальцем 12, которую можно перемещать в направляющих,
конической зубчатой пары 14—15 и винта 13. В левой части
устройство 10 сопряжено с клином К — этот клин является левой
направляющей для ползушки.
Кулисный камень надевают на палец 12 и закрепляют на
нем. Когда рукояткой, надетой на вал 9, повертывают этот вал с
сидящим на нем коническим зубчатым колесом 14 в ту или дру-
гую сторону, ползушка 11 вместе с кулисным камнем движется
по винту 13, либо к центру колеса, либо от центра. В необходи-
мом месте ползушку с камнем останавливают, фиксируя закреп-
лением вала 9.
Камень кулисы должен перемещаться по своим направляю-
щим плавно, без заеданий и качки; это достигается шлифовани-
ем направляющих и самого камня и их взаимной притиркой.
Кулиса выполняется литой из чугуна или стали либо сварной в
виде ребристой балки (рис. 36, в); кулисный камень (рис.
36, г) изготовляют из стали, обычно в форме прямоугольного па-
раллелепипеда. В сквозное цилиндрическое отверстие кулисного
камня в ряде случаев запрессовывают бронзовую втулку под
палец 12. На поверхности камня имеются смазочные канавки.
Храповой механизм
Храповой механизм (рис. 37) состоит из четырех основных
звеньев: стойки 1, храповика (зубчатого колеса) 4, рычага 2 и
детали 3 с выступом, которая носит название собачки. Храповик
со скошенными в одну сторону зубьями насажен на ведомый вал
механизма. На одной оси с валом шарнирно закреплен рычаг 2,
поворачивающийся (качающийся) под действием приводной
штанги 6. На рычаге также шарнирно укреплена собачка, вы-
ступ которой имеет форму, соответствующую впадине между
зубьями храповика.
Во время работы храпового механизма приходит в движение
рычаг 2. Когда он движется вправо, собачка свободно скользит
по закругленной части зуба храповика, затем она под действием
71
своего веса или специальной пружины заскакивает во впадину и,
упираясь в следующий зуб, толкает его вперед. В результате
этого храповик, а с ним и ведомый вал поворачиваются. Обрат-
ный поворот храповика с ведомым валом при холостом ходе ры-
чага с собачкой 3 предотвращается второй — стопорной—со-
Рис. 37. Храповой механизм преобразо-
вания движения
бачкой 5, шарнирно закреп-
ленной на неподвижной оси
и прижатой к храповику пру-
жиной.
Описанный механизм
преобразует качательное
движение рычага в преры-
висто-вращательное движе-
ние ведомого вала. Он при-
меняется в поперечно-стро-
гальных станках для попе-
речной подачи, а также в
других механизмах промышленного оборудования. Храповой ме-
ханизм используется и как стопорное устройство в лебедках и
других подъемных машинах. В этом случае он состоит только
из храповика, стопорной собачки и стойки.
Реверсирующие устройства
Реверсирующие устройства предназначены для изменения
направления вращательных и прямолинейных движений меха-
низмов и узлов станков и другого оборудования.
Реверсирование движений осуществляется с помощью средств
электромеханики или гидравлики и применением механических
устройств, либо комбинированием тех и других.
В качестве примера такого устройства может служить
реверсивная электромагнитная муфта, которая показана на
рис. 38.
На ведущем валу механизма главного движения с левой на-
ружной стороны продольно-строгального станка свободно наде-
ты два шкива 7 и 10. У них разные диаметры и одинаковая
ширина. Меньший шкив 10 служит для сообщения столу станка
холостого хода, больший шкив 7 — для сообщения столу рабо-
щго хода.
На валу между шкивами наглухо закреплен стальной диск 9,
по бокам которого привернуты кольца 2 ферродо, с внутренней
стороны против этих колец прикреплены чугунные кольца 1 и 3.
Шкивы 10 и 7 вращаются в разные стороны. Если шкив 7
прижать с некоторым усилием к диску 9, то как только диск
придет во вращение, начнет вращаться и ведущий вал механизма
главного движения — стол станка будет двигаться в направле-
нии рабочего хода; с прекращением нажима шкива на диск по-
следний остановится, вместе с ним прекратит свое движение и
72
стол станка. Когда же к диску 9 прижимается шкив 10, он за-
ставляет вращаться диск 9 вместе с валом в обратном направ-
лении, в результате чего стол станка получает холостой ход.
Шкивы 7 и 10 во время работы станка поочередно прижима-
ются к диску 9 под действием сильных электромагнитов 8, рас-
положенных в этих шкивах. Каждый электромагнит состоит из
железного остова (сердечника) 6 с катушкой, концы проводов
которой выведены к медным кольцам 5. Эти кольца укреплены
на изолирующих подкладках на втулке шкива и к ним посредст-
вом угольных щеток можно подводить постоянный ток.
Рис. 38. Реверсивная электромагнитная муфта
Включение и выключение тока при работе электромагнитной
муфты производится автоматическим переключателем. Когда
оба электромагнита выключены, шкивы 7 и 10 удерживаются на
•определенном расстоянии от диска 9 пружинами 4.
Тормозные устройства
Тормозные устройства предназначены для быстрого останова
вращающихся деталей станков и машин. Торможение осущест-
вляется при помощи средств электромеханики, гидравлики, пнев-
73
матики, механического действия и комбинированных устройств.
Тормоза часто блокируют с пусковыми устройствами так,
чтобы при выключении станка или узла тормоз включался и
наоборот.
На рис. 39 представлен ленточный тормоз, состоящий из ры-
чага 1, стальной ленты 2, к которой прикреплена накладка Зг
электромагнита 5 и груза 6.
Торможение осуществляется натяжением охватывающей лен-
ты, которое происходит под воздействием рычага и груза.
Рис. 39. Ленточный тормоз
Тормоз отключается при включении магнита 5, сердечник
которого поднимает рычаг с грузом и ослабляет ленту, освобож-
дая шкив 4.
§ 8. ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА
Предохранительные устройства имеются во многих узлах и
механизмах оборудования. Они предназначены для предохране-
ния рабочих от несчастных случаев, а также служат для предо-
хранения механизмов от чрезмерных напряжений, способных
вызвать аварии.
К предохранительным устройствам можно отнести: предохра-
нители от чрезмерных напряжений, ограничители хода, блокиро-
вочные устройства.
Предохранители от чрезмерных напряжений электри-
ческого, гидравлического и механического действия предохраня-
ют механизмы от перегрузок, вызванных неправильной эксплуа-
тацией или неисправностью оборудования.
К предохранителям механического действия относятся уст-
ройства со срезными штифтами или планками, а также кулачко-
вые и фрикционные муфты.
74
Срезные штифты и шпонки должны разрушаться при пере-
грузках, разрывая кинематическую цепь. Этим предотвращается
повреждение или поломка более ответственных и сложных дета-
лей.
Предохранительные муфты устроены так, что при перегруз-
ке происходит проскальзывание соприкасающихся поверхностей
(фрикционные муфты) или проскакивание кулачков (кулачко-
вые муфты), вызывающие разрыв кинематической цепи.
На рис. 40 показана предохранительная кулачковая муфта,
принцип действия которой заключается в следующем: подвиж-
ная в осевом направлении полумуфта 3 соединена с валом 5
шпонкой 7 и сцеплена с зубчатым колесом 1 посредством кулач-
Рнс. 40. Предохранительная кулачковая муфта
ков 2. Полумуфта находится под воздействием пружины 4, сте-
пень сжатия которой регулируется гайкой 6.
При передаче муфтой крутящего момента более расчетного
полумуфта из-за наклонной формы кулачка сместится (на рис.
40 вправо), преодолевая сопротивление пружины, а зубчатое
колесо с кулачками 2 провернется на валу 5 и будет проскаки-
вать, расцепляя кулачки. При этом кинематическая цепь разры-
вается.
Восстановление передачи движения произойдет автоматиче-
ски под действием пружины 4, после устранения причин, вызы-
вающих перегрузки.
Ограничители хода предназначены для прекращения
движения перемещающихся частей станка по достижении ими
определенных положений. Они также предохраняют механизм
от аварий, кроме этого, ограничителями можно устанавливать
необходимую длину перемещения суппортов столов (см. рис. 7,
поз. 9 и 12, рис. 9, поз. 9), колонок в зависимости от размеров
обрабатываемых деталей.
На рис. 41 показан ограничитель (останов) механического
действия, расположенный в фартуке токарного станка модели
1А62.
75
Когда суппорт доходит до жесткого упора и дальше переме-
щаться не может, валик 2 продолжает передавать враще-
ние червяку 3 через кулачковую муфту 5. Последняя бла-
годаря скошенным зубьям сдвигается, сжимая пружину 8. При
этом муфта нажимает на кронштейн 7, который с помощью усту-
па 6 поддерживает червяк 3 в зацеплении с червячным коле-
Рис. 41. Ограничитель механического действия
сом 4. В момент выхода уступа 6 из соприкосновения с упором
корпуса червяка, последний под действием собственного веса
падает вниз, поворачиваясь относительно оси 1, выходит из за-
цепления с червячным колесом 4 и останавливает суппорт.
Рис. 42. Блокировочное устройство
Включают передачу вручную специальной рукояткой после
установки суппорта фартука в исходное положение.
Блокировочные устройства служат для предупре-
ждения одновременного включения двух и более механизмов,,
которое может вызвать аварию. Так например: если одновре-
менно включить подачу суппорта токарно-винторезного станка и
разъемную гайку ходового винта, то произойдет авария из-за
различных условий работы и скорости движения указанных ме-
ханизмов. Поэтому в фартуке предусмотрено блокировочное
76
устройство, исключающее включение разъемной гайки ходово-
го винта при включении продольной подачи, и наоборот, невоз-
можно включить продольную подачу, если включена разъемная
гайка.
Конструкции блокировочных устройств весьма различны, а
принципы действия также неодинаковы.
На рис. 42 показано блокировочное устройство, предотвра-
щающее одновременное включение двух механизмов рукоятками
А п Б. Оно представляет собой два диска 1 и 3, имеющие вы-
резы, в которые входят выступы качающегося рычага 2.
Каждая из рукояток имеет три положения О, I и //. Рукоят-
ки можно переключить только при среднем положении одной из
них, так как при этом рычаг 2 одним своим зубом войдет в паз
диска рукоятки, расположенный в нейтральном положении и
позволит установить другую в нужное положение.
Таким образом исключается одновременное включение двух
механизмов.
§ 9. МЕХАНИЗМЫ ПРИВбдОВ
Приводом называется совокупность механизмов, передаю-
щих движение от источника к рабочим органам. Приводы могут
быть индивидуальные и групповые.
Индивидуальные приводы
В подавляющем большинстве современных станков и машин
используется индивидуальный привод, в котором источником
движения является электродвигатель. Его можно установить на
полу около станка, на кронштейне, прикрепленном к стене, на
задней стенке станины или внутри тумбы станка. Последний
способ очень удобный, так как электродвигатель, помещающийся
в тумбе, не занимает добавочного места в цехе, не мешает рабо-
чему; кроме того, привод защищен от пыли и грязи, от попада-
ния стружки.
На рис. 43, а показан электродвигатель, расположенный око-
ло станка. Электродвигатель, помещающийся внутри станины (у
горизонтально-фрезерного станка), изображен на рис. 43, б.
Есть станки, в которых электродвигатель как бы слит с их кор-
пусом посредством фланца (рис. 43, в), и станки, у которых
электродвигатель совмещен с исполнительным органом, напри-
мер со шлифовальной бабкой в плоскошлифовальном станке
(рис. 43, г). Такие электродвигатели называются встроен-
ными.
В современных станках часто устанавливается несколько
электродвигателей—для главного привода, привода подачи,
привода зажимного устройства, для быстрых перемещений,суп-
порта и др.
77
Рис. 43. Индивидуальные приводы:
а — электропривод с натяжным роликом, б—привод, расположенный внутри станины
л —привод с фланцевым электродвигателем, г — электропривод, встроенный в бабку
шлифовального шпинделя у
Гидравлические приводы
В гидравлических приводах движение от электродвигателя к
механизмам станка передается посредством жидкости. Приводы
этого типа, получившие большое распространение в конструк-
циях различных станков, осуществляют как вращательное дви-
жение механизмов станков (такие приводы применяются реже),
так и прямолинейное поступательно-возвратное движение меха-
низмов (эти приводы применяются чаще).
С гидроприводами выпускаются протяжные, строгальные,
фрезерные, шлифовальные, сверлильные, расточные, многорез-
цовые станки. Гидравлика используется так же для управления
зажимными приспособлениями и приборами гидроавтоматики.
Основное достоинство гидроприводов — бесступенчатое регули-
рование в широких пределах скоростей и подач рабочих меха-
низмов станков. Эти приводы отличаются простотой и легкостью
управления, способностью передавать большие усилия при не-
больших размерах механизмов, долговечностью работы деталей,
находящихся в масляной среде.
Принцип действия гидравлического привода показан на рис.
44. В приводе для прямолинейного движения (рис. 44, а) масло
из маслобака 1 засасывается насосом 2 и нагнетается им в ци-
линдр 3, при этом оно сообщает рабочее прямолинейное движе-
ние штоку 4. В приводе для вращательного движения (рис.
44, б) масло из маслобака засасывается насосом 1 и нагнетает-
ся им в гидравлический двигатель 2, сообщающий рабочее вра-
щательное движение шпинделю 3 машины.
Гидравлический привод любого типа состоит из насоса, рас-
пределительных, регулирующих и предохранительных устройств,
рабочего цилиндра или гидродвигателя и маслобака с маслом.
Все эти устройства и механизмы соединены между собой в еди-
ную систему.
На рис. 45 показана типовая схема гидравлического привода
для поступательно-возвратного движения. Из масляного резер-
вуара 1 масло через сетчатый фильтр 2 засасывается шестерен-
чатым насосом 4 и через дроссель 6, регулирующий количество
поступающего масла, направляется в рабочий цилиндр 9; лиш-
нее масло через предохранительный клапан 3 сливается обрат-
но в маслобак. В зависимости от положения, которое придается
золотнику 7 поворотом рычага 14, масло будет подаваться либо
в левую полость цилиндра 9, либо в правую полость и приво-
дить в поступательно-возвратное движение стол 10 станка.
Золотник на рис. 45 показан в таком положении, при кото-
ром масло должно поступать в левую полость цилиндра и пере-
мещать поршень 8, шток 13 и стол вправо. Если поворотом ры-
чага 14 переместить золотник 7 вправо, масло начнет поступать
79
в правую полость цилиндра и перемещать стол влево. При по-
мощи кулачков // и 12, укрепленных на столе, поворот рычага
14 и реверсирование движения стола может осуществляться ав-
томатически.
Масло в гидросистеме циркулирует следующим образом. При
движении поршня 8 вправо масло вытесняется из правой поло-
сти цилиндра 9 через золотниковое устройство с золотником 7 и
по маслопроводам 15 и 16 стекает в маслобак /; при движе-
Рис. 44. Схема гидравлического
привода:
а — прямолинейного движения,
б — вращательного движения
Рис. 45. Типовая схема гидравлического
привода для возвратно-поступательного
движения
нии поршня влево масло из левой полости цилиндра сли-
вается в резервуар через то же золотниковое устройство и мас-
лопроводы.
Трехходовым краном 5 можно остановить стол в любом ме-
сте. При положении крана 6, показанном на рис. 45, масло по-
дается в цилиндр, при этом стол станка перемещается. Повернув
кран на 90° против часовой стрелки, можно прекратить подачу
масла и направить его по маслопроводу 17 обратно в маслобак;
движение стола прекратится.
Скорость поступательного движения стола увеличивают или
уменьшают регулированием производительности насоса или же
при помощи дросселя, если насос на такое регулирование не
рассчитан. Дроссель можно устанавливать на входе масла в ци-
линдр или на выходе из цилиндра — на маслопроводе 16.
80
Насосы в гидросистемах. Насосы, нагнетающие мас-
ло в рабочие цилиндры, являются основными механизмами гид-
роприводов. В гидроприводах промышленного оборудования
применяются шестеренчатые, лопастные и поршневые насосы.
Шестеренчатые насосы обычно изготовляются с нерегулируе-
мой (постоянной) производительностью, а лопастные и поршне-
вые — как с постоянной, так и с регулируемой.
Шестеренчатые насосы делятся на обыкновенные и
уравновешенные. Первые применяют в гидросистемах, работаю-
щих под средним давлением—до 20—30 кГ/см2 (20—30 ат),
Рис. 46. Шестеренчатые насосы:
а — насос Г-П-1/Ш, б — схема уравновешенного шестеренчатого насоса
вторые — для создания высоких давлений — примерно 70 кГ/см2
(70 ат). Обыкновенные шестеренчатые насосы с давлением до
5 ат используются в станках в системах смазки и охлаждения.
Насосы среднего давления обслуживают механизмы подач и
механизмы быстрого перемещения столов, суппортов. Шестерен-
чатые насосы с давлением 20—40 ат применяются на станках
для глубокого сверления. Рассмотрим их устройство на приме-
ре насоса, показанного на рис. 46, а.
В корпусе 12 насоса, скрепленном винтами с крышками 11 и
14, помещены зубчатые колеса 1 и 13 с наружным зацеплением.
Колесо 1 закреплено на валике 3 сегментной шпонкой 15, коле-
со 13 закреплено на оси 9 штифтом 10. Выступающий конец ва-
лика 3 имеет сегментную шпонку 4 для соединения с приводом,
работающим от электродвигателя.
81
Валик 3 и ось 9 вращаются в подшипниках, расположенных
во втулках 8, втулки в свою очередь помещены в чугунных вкла-
дышах 7 и 16; применение вкладышей упрощает ремонт насоса.
Между корпусом насоса и его крышками проложены уплотнения
из специальной бумаги, пропитанной нитролаком. В противопо-
ложных стенках корпуса имеется по одному отверстию. Отвер-
стие в одной стенке предназначено для всасывания жидкости
(на рис. 46, б показано стрелкой), а в другой — для нагнетания
ее в механизм привода. Подтягиванием винтов 5 устраняются
утечки жидкости по валу. Чугунная втулка 6 служит для сжи-
мания пробковой прокладки или сальниковой набивки 2.
Когда зубчатые колеса 1 и 13 вращаются в направлении, по-
казанном на рис. 46, б изогнутыми стрелками, масло поступает
через всасывающее отверстие в полость всасывания насоса бла-
годаря образующемуся здесь разрежению. Оно заполняет впа-
дины между зубьями, переносящими масло в полость нагнета-
ния, откуда оно выдавливается в трубопровод выступами зубьев,
вступающими в зацепление. Этот процесс происходит непре-
рывно.
Уравновешенные шестеренчатые насосы (рис. 46, б) состоят
из четырех так называемых камер. Камеры 4 и 10 соединяются
каналами 7 и 8 с полостью всасывания 6, камеры 5 и 9 соединя-
ются каналами 1 и 2 с полостью нагнетания 3. Высокое давле-
ние, которое создается во время работы насоса в камерах 4 и 10,
соединенных через зазоры с полостью нагнетания 3, снижается
в результате отвода некоторого количества жидкости через кана-
лы 7 и 8 в полость всасывания 6. В камерах 5 и 9 создается дав-
ление, уравновешивающее одностороннее давление со стороны
полости нагнетания, благодаря этому зубчатые колеса освобож-
даются от одностороннего давления.
Лопастные насосы. Эти насосы, рассчитанные на дав-
ление от 30 до 65 кГ1см,2, выпускаются различных типов. На рис.
47 показан насос Г-12-1 (ЛФ и ЛК) с постоянной производи-
тельностью, применяемый для подачи масла в гидравлические
системы станков, экскаваторов, гидропрессов и других машин.
Положение деталей насоса соответствует вращению вала по
часовой стрелке (со стороны вала). Между чугунным корпусом
1 и крышкой 12 смонтировано стальное закаленное кольцо —
статор 13, имеющее внутри профилированную поверхность, по
которой скользят двенадцать лопаток 5. Ротор посажен на шли-
цы вала 3, свободно вращающегося в шариковых подшипниках.
К торцам статора 13 и ротора 9 прижаты распределительные
диски 11 и 14. В дисках имеются два окна 6 для всасывания и
два окна 7 для нагнетания масла.
При вращении ротора 9 лопатки 5 под действием центробеж-
ной силы и давления масла, подведенного под лопатки через от-
верстия 4, прижаты к внутренней поверхности статора 13.
82
Каждая лопатка перемещается в пазах ротора 9 в радиаль-
ном направлении в соответствии с профилем кривой статора 13.
Причем каждая из камер между двумя соседними лопатками во
Рис. 47. Лопастной насос Г-12-1
время соединения с окнами 6 всасывания увеличивает свой объ-
ем и заполняется маслом через окна 6 всасывания, а во время
соединения с окнами 4 нагнетания уменьшает свой объем, вытес-
няя масло через окна 4 в линию нагнетания.
За один оборот ротора 9 осуществляется два цикла всасыва-
ния и нагнетания. Благодаря диаметрально противоположным
подводам и отводам нагрузка на ротор 9 от давления масла со
83
стороны полостей нагнетания уравновешена, и подшипники на-
соса разгружены.
Уплотнение между корпусом 1 и крышкой 12 достигается при
помощи пробкового кольца 8. Для предотвращения утечек по
валу 3 насоса во фланце 2 установлены уплотнения — манжета
из маслостойкой резины и фетровые прокладки.
Между статором 13 и дисками 11 и 14 неизбежно просачи-
вается масло. Для его отвода в крышке насоса имеется отвер-
стие, через которое масло направляется в резервуар по трубке,
соединяемой со штуцером 10.
Поршневые насосы. В гидроприводах промышленного
оборудования применяются различные поршневые насосы, отли-
чающиеся друг от друга по производительности и развиваемому
давлению, количеству и расположению поршней, а также по не-
которым другим показателям. Поршневые насосы выпускаются
с постоянной и с регулируемой производительностью. В поршне-
вых регулируемых насосах объем перемещаемого масла регули-
руется изменением диска хода поршня. В любых вариантах пор-
шневые насосы развивают давление, которого не могут обеспе-
чить ни шестеренчатые, ни лопастные насосы, а именно до
700 кПсм?. Нижний предел давления 60 кГ/смЗ.
На рис. 48 изображен насос Н-400 с тремя вертикально
расположенными поршнями 22, имеющий клапанное распреде-
ление жидкости. Этот насос постоянной производительности
(5 л/мин), развивающий рабочее давление до 220 ат. В отли-
чие от рассмотренных выше шестеренчатого и лопастного насо-
сов он работает не с разрежением, а с напором на всасывании,
что вообще характерно для поршневых насосов. Их поэтому
обычно располагают под масляным баком, так что масло идет в
насос самотеком; в некоторых случаях жидкость подается к ним
вспомогательным насосом низкого давления.
В поршневой насос масло поступает через канал 5, заполняя
картер, образуемый корпусом 1 и крышками 12 и 23. Вал 3,
вращающийся в шарикоподшипниках 2 и 11, посредством экс-
центриков 4, 6 и 7, расположенных друг относительно друга по
окружности 120°, сообщает всем поршням поступательное дви-
жение в цилиндрах, где они помещаются. Жидкость нагнетается
в механизмы гидропривода движущимися в цилиндрах пустоте-
лыми поршнями.
При работе насоса происходит следующее. С перемещением
эксцентрика из нижнего положения в верхнее пружина 19 через
упор 20 приподнимает клапан 21 на величину зазора а и затем
выдвигает поршень. В результате между клапаном и седлом
образуется кольцевой зазор б (условно показан в смежной кон-
струкции из-за невозможности изобразить его на своем месте).
Через этот зазор жидкость засасывается внутрь полости
поршня.
84
Рис. 48. Поршневой насос М-400
Далее эксцентрик начинает опускаться из верхнего в ниж-
нее положение. Он при этом прижимает клапан к седлу порш-
ня 22, перекрывая выход маслу из камеры поршня в картер, в
результате происходит нагнетание масла. Оно подается в ка-
нал в, где давление резко возрастает. Масло сдвигает шарико-
вый клапан, сжимая пружину 14, и выходит в канал /7; далее
оно движется к механизмам гидропривода. Как только эксцент-
рик снова начинает подниматься, масло перестает поступать в
канал в и давление падает. Пружина 14 прижимает шарик 15
к своему седлу 16, чем предотвращается возвращение жидко-
сти из гидросистемы в картер насоса.
Так осуществляется цикл всасывания и нагнетания масла
каждым поршнем за один оборот вала.
Чтобы уменьшить трение между эксцентриками и клапана-
ми, на каждом эксцентрике установлено закаленное кольцо 8
на игольчатых роликах 9. Один из эксцентриков, а именно экс-
центрик 7, насадной и укреплен на валу шпонкой 10, благодаря
этому облегчается разборка и сборка насоса. Отверстия под
поршни и клапаны, имеющиеся в корпусе насоса, заглушены
пробками 13 и 18. Вытекание масла из картера предотвращает-
ся манжетой 24.
Контрольные, регулирующие и управляющие
устройства гидросистем. Для контроля и регулирова-
ния количества, давления, направления и скорости потоков
жидкости в гидросистемах применяются клапаны и дроссели, а
также регуляторы скорости.
Клапаны предохраняют гидравлическую систему от пере-
грузки, контролируют направление потоков жидкости, создают
и поддерживают постоянное давление жидкости на отдельных
участках системы. На рис. 49, а показано действие сливного
шарикового клапана.
Давление, необходимое для работы гидропривода, создается
в полости 1 клапана. При нормальном давлении в системе пру-
жина 5 прижимает шарик 4 к седлу 2 и ограничивает или пол-
ностью перекрывает проход для жидкости. При повышенном
давлении в системе масло давит на шарик 4, приподнимает его
и проходит через полость 3 на слив. Усилие пружины 5 регули-
руется винтом 6.
Дроссель показан на рис. 49, б. Вращая регулятор 2 в
корпусе 1 дросселя, изменяют сечение внутренней полости для
прохода жидкости. Чем меньше это сечение, тем меньше масла
через него протекает в единицу времени. С уменьшением пото-
ка масла, проходящего через дроссель, давление в системе на-
чинает повышаться. Образующийся в ней избыток жидкости
идет на слив через предохранительный клапан, которым снаб-
жен дроссель.
86
Регуляторы скорости применяются в системах с
дроссельным регулированием, несколько осложняющим работу
этих систем при изменяющихся скоростях движения рабочей
жидкости. Регуляторы скорости, представляющие собой соче-
тание дросселя и особого (редукционного) клапана, обеспечи-
вают неизменную разность давления до и после дросселя.
Управление потоками жидкости в гидравлических системах,
включение и выключение отдельных участков этих систем, конт-
роль за величиной давления, длительностью остановки движу-
щихся частей станка при реверсировании осуществляются с по-
мощью золотниковых устройств, поворотных пилотов и др.
Золотниковые устройства служат для распределе-
ния потоков жидкости. Управление золотниками может быть
ручным, при помощи упоров, гидравлическим, электрическим.
В сложных гидравлических системах золотниковые устройства
объединяют с клапанами, дросселями, регуляторами скорости,
комбинируют их управление (например, ручное управление со-
четают с электрическим).
На рис. 49, в показано золотниковое устройство, действую-
щее от упоров или от руки. Из полости 5 масло попадает в ра-
бочую полость цилиндра; из его нерабочей полости оно выхо-
дит в маслобак через камеру 3 и дроссель 4. Чтобы изменить
направление жидкости, нужно повернуть рычаг 7 относитель-
но оси 8, рычаг переместит золотник 1 влево; масло поступит в
камеру 3 и далее в рабочую полость цилиндра. Из нерабочей
полости масло пойдет через камеру 2 и дроссель 6 в маслобак.
Пилоты являются вспомогательными органами золотнико-
вого управления. Они рассчитаны на незначительную пропуск-
ную способность (8—10 л/мин) и поэтому имеют небольшие
размеры.
Существуют различные типы и конструкции пилотов, одна
из конструкций (пилот поворотный) показана на рис. 49, г.
В чугунном корпусе пилота имеются четыре отверстия для при-
соединения к гидросистеме. В корпус вмонтирован кран 2, за-
крывается корпус крышкой 3, через которую проходит стебель
крана. Ручка 4, укрепленная на конце стебля, может повора-
чиваться на 45° от упоров и от руки.
В кране 2 четыре диаметрально расположенных сквозных от-
верстия. При его повороте масло, поступающее в корпус пило-
та через то или иное отверстие, может быть направлено в одну
из полостей цилиндра или в какой-нибудь другой управляемый
агрегат.
Если соединить поворотный пилот 1 посредством труб с зо-
лотниковым устройством гидросистемы, можно управлять ее
рабочим циклом на расстоянии. Это схематически показано на
рис. 50. Жидкость, поступающая в трубопровод, соединенный с
пилотом, идет по трубке 3 к левому торцу золотника 6 и сме-
88
щает его вправо. Поток жидкости далее устремляется в левую
полость цилиндра 4 и перемещает поршень 5 тоже вправо при
этом поршень увлекает за собой упор 2; жидкость, находящая-
ся в правой полости цилиндра, идет на слив. Как только упор 2,
дойдя до рожка пилота, сдвинет его, пилот повернется и соеди-
нится с трубопроводом 7. Теперь жидкость потечет к правому
торцу золотника, а оттуда в правую полость цилиндра и переме-
стит поршень влево.
В гидросистемах наряду с гидравлическими управляющими
устройствами применяются электромагнитные с тянущими или
Рис. 50. Схема работы гидросистемы при наличии
в ней пилота
толкающими магнитами. Ими пользуются для дистанционного
управления золотниками, кранами, пилотами.
Электромагниты бывают однофазного переменного тока раз-
ных типов и размеров. Их тяговое усилие от 1,5 до 25 кГ.
Электромагниты включаются и выключаются автоматически или
с помощью различных пускателей и кнопок.
Контрольные вопросы
1. Для чего в станках применяются валы?
2. Расскажите об устройстве шлицевого соединения.
3. Объясните устройство неразъемного и разъемного подшипника.
4. Из каких материалов делаются вкладыши?
5. На чем основаны принципы работы фрикционных муфт?
6. Расскажите о назначении и устройстве кулисного механизма.
7. Какими преимуществами обладают гидроприводы?
89
ГЛАВА III
УЗЛЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
§ 10. СТАНИНА
Станиной называется основная часть станка, на которой смон-
тированы все его механизмы и узлы. Относительно станины
ориентируются и перемещаются подвижные узлы станка и обра-
батываемые на нем детали.
Рис. 51. Конструкция направляющих станин станков:
а — станина с плоскими направляющими, б — призматическими,
в — V-образными (условно помечены цифрой 5); г —с направляю-
щими в виде ласточкина хвоста (условно помечены цифрой 6)
Очень ответственными и вместе с тем наиболее изнашиваю-
щимися поверхностями станины являются ее направляющие, по
которым перемещаются, например, в токарном станке задняя
бабка и суппорт. Направляющие обрабатывают особенно точно,
так как от их состояния зависит качество работ, выполняемых
на станке.
В современных станках чаще всего применяются следующие
типы направляющих: плоские, т. е. прямоугольного профиля
(рис. 51, а), призматические, или треугольного профиля
(рис. 51, б), V-образные (рис. 51, в), а также в виде ласточкина
хвоста, т. е. трапециевидного профиля (рис. 51, г). .Станины ме-
таллорежущих станков, молотов и паровых машин обычно име-
ют плоские, призматические или V-образные направляющие.
Форма ласточкина хвоста придается направляющим суппортов и
90
столов металлорежущих станков, направляющим ползунов и дру-
гих подобных узлов.
Есть и комбинированные направляющие, особенно надежно
обеспечивающие прямолинейное перемещение узлов станка. Та-
кие направляющие— с двумя призматическими поверхностями
1 и 3 и двумя плоскими поверхностями 2 и 4 — показаны на
рис. 51, б. По внутренним направляющим 2 и 3 станины токар-
ного станка перемещается задняя бабка, а по внешним 1щ4—
каретка суппорта. Направляющие могут быть охватывающими и
охватываемыми, как это видно на рис. 51, а, в и г.
Чтобы придать станинам жесткость и повысить их сопротив-
ление нагрузкам во время работы станка, их изготовляют с так
называемыми ребрами жесткости, связывающими их боковые
стенки.
§ 11. ПЕРЕДНЯЯ БАБКА ТОКАРНОГО СТАНКА СО ШПИНДЕЛЕМ
И КОРОБКОЙ СКОРОСТЕЙ; ЗАДНЯЯ БАБКА
Передняя б а б к а токарного станка состоит из корпуса»
шпинделя с его передним и задним подшипниками, перебора и
других механизмов и коробки скоростей *. В настоящее время
коробка скоростей имеется на подавляющем большинстве токар-
ных и других станков; в станках же старых конструкций она от-
сутствует. Переднюю бабку крепят к станине станка болтами.
Шпи ндель с обрабатываемой заготовкой получает враща-
тельное движение от электродвигателя через ременную передачу
и коробку скоростей. Если бы шпиндель был соединен с валом
электродвигателя непосредственно, то он всегда имел бы посто-
янное число оборотов, и тогда было бы невозможно изменять
скорость резания соответственно характеру обработки и виду
обрабатываемого материала. Для того чтобы осуществлять реза-
ние с определенной скоростью, в корпусе передней бабки и мон-
тируется коробка скоростей **.
Механизмы коробки скоростей станка 1К62 получают враще-
ние от электродвигателя при помощи пяти клиновидных ремней и
приводного шкива, установленного в шарикоподшипниках.
Для пуска и остановки шпинделя, а также чтобы изменять на-
правление его вращения, служат фрикционные дисковые муфты
Mi, смонтированные на валу I (рис. 52).
Передней опорой шпинделя является специальный регулируе-
мый двухрядный роликовый подшипник с коническим посадоч-
ным отверстием. Регулируется радиальный зазор в опоре гайкой,
* В металлорежущих станках моделей 1616, ТП-1м, ЛТ10 и других ко-
робка скоростей расположена вне передней бабки и является отдельным
узлом.
** Есть многоскоростные электродвигатели, обеспечивающие возможность
получать несколько скоростей.
91
$25^
Рис. 52. Кинематическая схема токарно-винторезного станка 1К62
при подтягивании которой внутреннее конусное кольцо подшип-
ника перемещается вперед по конической шейке шпинделя. При
этом уменьшается зазор между роликами и кольцом вследствие
увеличения диаметра кольца за счет упругих деформаций.
Заднюю опору шпинделя составляют конический роликопод-
шипник класса А и упорный шарикоподшипник. В этой опоре ре-
гулируются гайкой и радиальный и осевой зазоры.
Высокое качество шпиндельных опор определяет быстроход-
ность и высокую производительность токарного станка 1К62 (см.
рис. 24).
Рис. 53. Передняя бабка с коробкой скоростей и коробка подач
токарно-винторезного станка 1К62
Внутри коробки скоростей этого станка (рис. 53) движе-
ние передается шпинделю через валик фрикциона и зубчатые
передачи. При перемещении зубчатых колес по шлицевым вали-
кам рукоятками / и 4 можно получить 23 скорости вращения
шпинделя при его прямом ходе.
Рукоятки 2 и 3 коробки скоростей служат для настройки стан-
ка на увеличенный и нормальный шаг резьбы, на нарезание пра-
вой и левой резьбы и на величину подачи (рис. 53).
В коробке скоростей помещаются также плунжерный насос
и масляный пластинчатый фильтр. Большая часть деталей, рас-
положенных в коробке скоростей, смазывается маслом, разбрыз-
гиваемым зубчатыми колесами; фрикционные муфты и передняя
93
опора шпинделя получают смазку непосредственно от плунжер-
ного насоса. Задний подшипник шпинделя имеет дополнительную
фитильную смазку.
Передвижение зубчатых колес по шлицевым валикам, осуще-
ствляемое двумя рукоятками 1 и 4, позволяет получить различ-
ные скорости вращения шпинделя 5.
Перемещением рукоятки 4 набирается нужный ряд чисел
оборотов по таблице, помещенной под рукояткой, а вращением
рукоятки 1 устанавливается требуемое число обротов шпинделя.
Рукоятка 2 служит для переключения звена увеличения шага,
а рукоятка 3 для реверсирования при нарезании правых и левых
резьб.
В данном станке коробки скоростей и подач имеют двухруко-
яточное управление с наглядными шкалами.
Задняя бабка токарного станка служит для поддержания
одного из концов обрабатываемой детали, она также использует-
ся для установки в ней сверла, зенкера, развертки и других инст-
рументов. Заднюю бабку вместе с основанием можно перемещать
вдоль направляющих и закреплять на станине в необходимом
месте.
В корпусе задней бабки помещается пиноль с коническим от-
верстием для заднего центра станка и под хвостовик режущего
инструмента.
§ 12. КОРОБКА ПОДАЧ И СУППОРТ ТОКАРНОГО СТАНКА;
МЕХАНИЗМЫ ФАРТУКА
Коробка подач в токарном станке служит для настройки
станка на механическую подачу резца. Механизм коробки подач
получает движение от коробки скоростей через сменные зубча-
тые колеса гитары-—поворотной серьги с продольными прорезя-
ми, в которых устанавливают на оси сцепляющиеся зубчатые
колеса разного диаметра. Комбинируя эти сменные колеса, мож-
но получить разные числа оборотов ходового винта. Все валы
коробки подач смонтированы на подшипниках качения. На под-
шипниках скольжения установлено только колесо накидной обой-
мы, ходовой винт 10 и ходовой вал 11 (ем. рис. 2). Колесо на-
кидной обоймы сцепляют в коробке подач, в зависимости от
требуемой величины подачи, с тем или иным колесом из блока
колес со все увеличивающимся по направлению вправо диа-
метром.
В токарных станках некоторых типов для управления колесом
накидной обоймы проходит через сквозной паз в корпусе короб-
ки подач рычаг с рукояткой. В коробке подач станка 1К62 узел
управления колесом накидной обоймы конструктивно оформлен
так, что коробка подач выполнена закрытой (см. рис. 53).
94
Смазка в коробке подач производится жидким маслом, рас-
текающимся по фитилям ко всем точкам смазки. Масло подается
имеющимся в коробке подач специальным насосом.
Станок на величину подачи и на шаг резьбы настраивают
путем зацепления различных колес коробки подач при помощи
рукоятки 6.
Коробка подач получает вращение от коробки скоростей че-
рез сменные зубчатые колеса 9 гитары. Механизм коробки подач
дает возможность получить все предусмотренные ГОСТ типы
резьб и необходимые подачи. Для нарезания более точных резьб
ходовой винт подключается напрямую, минуя механизм цепи
подач, нужный шаг подбирается зубчатыми колесами гитары.
Выбор типа резьбы, включение ходового винта напрямую и
установление подачи осуществляются поворотом рукоятки 7.
При повороте этой рукоятки движение передается на копиры,
которые через рычаги устанавливают блоки зубчатых колес в
соответствующее положение.
При повороте барабана достигается выбор резьб или подачи
по таблице, а для получения нужной величины резьбы или подачи
необходимо диск барабана за рукоятки вытянуть на себя, повер-
нуть до совпадения риски диска с риской барабана, а затем диск
возвратить в прежнее положение. При этом накидной рычаг
конуса устанавливается в соответствующее положение.
Суппорт служит для установки на нем режущего инстру-
мента и перемещения инструмента относительно обрабатываемой
заготовки. Своими нижними продольными салазками, или ка-
реткой, суппорт перемещается по направляющим станины, со-
вершая продольную подачу. По направляющим верхней части
продольных салазок могут перемещаться перпендикулярно на-
правляющим станины поперечные салазки. Перемещение попе-
речных салазок, т. е. поперечная подача, осуществляется посред-
ством винта и гайки, вводимых в работу вращением рукоятки.
Механизмы фартука. В фартуке 8 (см. рис. 53) поме-
щаются механизмы, преобразующие вращательное движение хо-
дового валика и ходоеого винта в прямолинейное движение суп-
порта. Здесь же находится устройство для включения и выклю-
чения привода шпинделя и его реверсирования.
При всех токарных работах, кроме нарезания резьбы резцом,
продольная подача суппорта, механическая и ручная, осу-
ществляется при помощи установленного в фартуке зубчатого
колеса, катящегося по зубчатой рейке 7 (см. рис. 2), закреплен-
ного на станине. Это колесо называется реечным. Ему можно
сообщать движение как вручную, так и от ходового вала 10. Ког-
да ходовой вал вращается, от него через ряд зубчатых колес
получает вращение так называемый падающий червяк. Этот чер-
вяк можно вводить в зацепление с червячным колесом, на одном
валу с которым находится зубчатое колесо, сцепленное через
95
другие колеса с реечным колесом, а значит и с рейкой. Такое за-
цепление обеспечивает работу с механической продольной пода-
чей. Для получения ручной продольной подачи вращают махови-
чок 5 (рис. 54).
При нарезании резьбы механическое перемещение суппорта
производится ходовым винтом 11 (см. рис. 2), сцепляющимся с
разъемной гайкой, которая тоже расположена в корпусе фарту-
ка. Разъемная гайка состоит из двух половин, которые сближают
и разводят соответствующим поворотом диска, соединенного с
Рис. 54. Фартук токарно-винторезного станка 1К62
обеими частями гайки, при помощи рукоятки. Под воздействием
рукоятки половины гайки сближаются и гайка охватывает ходо-
вой винт. Вращение винта преобразуется в поступательное пере-
мещение разъемной гайки, а вместе с ней и скрепленного с гай-
кой фартука с суппортом. Происходит подача для нарезания
резьбы.
Пуск и остановка шпинделя станка производятся либо руко-
яткой 6 (см. рис. 53), непосредственно связанной с коробкой
скоростей, либо рукояткой, расположенной на фартуке и связан-
ной с валиком переключения (при помощи обеих рукояток управ-
ляют фрикционной дисковой муфтой Afi, см. рис. 52). Кроме
того, при пуске и остановке шпинделя используется ленточный
тормоз, смонтированный на валу III коробки скоростей.
В фартуке находятся зубчатые колеса и для механической
поперечной подачи суппорта.
Управление перемещениями суппорта осуществляется одной
рукояткой 4 (см. рис. 54), причем направление перемещения
96
рукоятки совпадает с направлением перемещения суппорта.
Суппорт может перемещаться в четырех направлениях.
Быстрые перемещения суппорта в четырех направлениях
сообщаются при дополнительном нажатии кнопки 6, встроенной
в рукоятку 4. Кнопкой включается электродвигатель быстрых
ходов, расположенный в правой части станины и сообщающий
движение ходовому валу.
Быстрое перемещение при включенной рабочей подаче осу-
ществляется с помощью обгонной муфты, смонтированной в
блокирующий механизм, препятствующий одновременному
включению ходового винта и ходового вала, а также одновре-
менному включению продольной и поперечной подач.
При верхнем положении рукоятки 3 разъемная гайка ходо-
вого винта включена, что дает возможность рукояткой 4 вклю-
чать продольную и поперечную подачи. При нижнем положении
рукоятки 3 разъемная гайка ходового винта включена.
На оси маховичка 5 смонтирован лимб продольной подачи.
Для обеспечения нарезания резьбы необходимо реечную ше-
стерню вывести из зацепления с рейкой. Это осуществляется
при вытягивании ползунка рукояткой 2.
Смазка механизма фартука/, направляющих каретки суппор-
та— централизованная от плунжерного насоса, установленного
на нижней крышке фартука.
§ 13. КИНЕМАТИЧЕСКИЕ СХЕМЫ И ПАСПОРТА ОБОРУДОВАНИЯ
Кинематические схемы
По общему виду станка или машины нельзя судить о поряд-
ке передачи движения в них от двигателя или приводного вала
к отдельным механизмам. ,0 том, какие детали участвуют в пе-
редаче движения, в какой последовательности они соединены,
какое число оборотов совершает каждое из них и какова ско-
рость их перемещения, узнают из кинематической схемы станка,
которая представляет собой совокупность условных обозначе-
ний механизмов и деталей, передающих движение, в их взаимо-
связи. Наиболее часто встречающиеся условные обозначения
приведены в табл. 7.
Для примера рассмотрим подробно кинематическую схему
токарно-винторезного станка модели 1Д62, представленную на
рис. 52.
Привод главного движения. Из схемы видно, что
от электродвигателя мощностью 10 кет и с числом оборотов-
1450 в минуту вращение передается пятью клиновыми ремнями;
приводному шкиву и валу I коробки скоростей. Для включения)
прямого и обратного вращения шпинделя служит дисковая
фрикционная пластинчатая двухсторонняя муфта ЛД.
4—1421
Таблица 7
Элементы схемы
Электродвигатели:
а — на лапках;
Д— фланцевый;
в — встроенный
Условные обозначения
Вал, валик, ось, стержень, шатун
Подшипники на валу: а—общее обозначение (без уточне- ния типа); б — скольжения; в—шариковый радиальный; г — шариковый радиалыю-упориый; д—шариковый упорный; е — роликовый радиальный; ж — роликовый радиально-упорный; з — роликовый серии 3182100 £ 1 &! 1 а 1 'О/|0 б|о Ю|||О| 1|1 I0/|\dI IDljlOl
Концы шпинделей станков для работ: а — центровых; б — патронных; в — прутковых; г — сверлильных; д — шлифовальных; е — вертикально-фрезерных .ОА" ГППИЧП МТЯ ЛЬНЛ-гИпРЧРПНЫ X а; 7)- еяя 7Л ж) г) а 1 1
е)
Вин а — б — в — товая передача: винт; неразъемная гайка; разъемная гайка а} 6) L Г <9
98
Продолжение табл. 7
Элементы схемы Условные обозначения
Ременные передачи: а — открытая — плоским ремнем; б — перекрестная — плоским ремнем; в — клиновыми ремнями ф ф а) в в _____ в L ’
Передачи цепью: а — роликовой; б—зубчатой (бесшумной) : __ф
Зубчатые зацепления: а — цилиндрические соответственно с прямыми, косыми и шевронны- ми зубьями; б — конические; в — винтовое (геликоидальное); г—червячное (в двух проекциях); д — реечное; е— храповое а « и » - 1—, \ f'- I г) 8 д} е} »
Соединения деталей свалом:
а — свободное;
б—с направляющей шпонкой;
в — шлицевое;
г — с глухой шпонкой;
д — с выдвижной шпонкой;
е — глухое соединение двух деталей
на втулке
S9
П родолжение табл. 7
Элементы схемы
Условные обозначения
Кулачковые муфты сцепления:
а — односторонняя;
-б — двухсторонняя
Фрикционные муфты сцепления:
а — конусная;
>б — с разжимными кольцами;
1в — дисковая;
г — дисковая, электромагнитная
Предохранительные муфты:
а — кулачковая;
б — шариковая;
в — со срезаемой шпилькой
Муфты:
а — обгона;
б — свободного хода
Тормоза:
.« — конусный;
•б — ленточный;
в — колодочный
.100
Вал II при прямом ходе может получать две различные ско-
рости вращения при помощи двойного подвижного блока * ко-
лес Б\, а при обратном ходе — вращение с одной скоростью
через колеса 50—24 и 36—38 (арабскими цифрами на кинема-
тической схеме обозначены числа зубьев зубчатых колес). Ва-
лу III посредством тройного блока колес Б2 сообщаются шесть
различных чисел оборотов. Эти скорости вращения могут пере-
даваться шпинделю на вал VI через зубчатые колеса 65—43,
когда двойной блок колес Б$ включен влево, как показано на
схеме. При передаче движения через так называемый перебор,
когда блок Б5 включен вправо, вращение от вала III передается
валу V двумя соответственно установленными двойными блока-
ми Б3 и Б^ которые можно передвигать вправо и влево, и зуб-
чатыми колесами 27—54. Блоки перебора позволяют получить
три различных передаточных отношения—1; — , — — и чет-
вертое, совпадающее со вторым. Через перебор шпиндель полу-
чает 18 различных скоростей вращения, а всего ему можно со-
общить 23 скорости при прямом ходе (от 12,5 до 2000 об/мин)
и еще 12 скоростей при обратном ходе.
Механизм подачи. Движение подачи сообщается шпин-
делем валу VI либо через зубчатые колеса 60—60, либо через
звено увеличения шага. От вала VII вращение передается ва-
лу IX коробки подач через трензель и сменные зубчатые колеса
С) и С2, а валу VIII — через зубчатые колеса 28—56 (в этом
случае суппорт получит самые малые подачи) или через колеса
42—42. Для реверсирования движения суппорта вращение от
вала VII передается валу VIII через зубчатые колеса 35—28—35.
От вала IX движение передается по трем основным направ-
лениям.
Первое направление — к валу X через зубчатые колеса
35—37—35 и далее через колеса 28—25 и колесо 36 накидной
обоймы на одно из семи колес ступенчатого конуса. От вала XI
движение передается через колеса 35—28—28—35 валу XII, от
которого посредством перемещения двух блоков Б8 (18— 28)
и Бэ (28—48) вал XIV получает 7X4 = 28 различных чисел обо-
ротов. Далее движение передается на ходовой вал XVII, как это
и представлено на кинематической схеме, или же на ходовой
винт XVI, если включить муфту М5, передвинув вправо блок Б10
зубчатых колес 28—28.
Второе направление—передача вращения от вала XI, соеди-
ненного с валом IX, на вал X через ступенчатый конус и зубча-
тые колеса 36 25—28 накидной обоймы. Чтобы осуществить пе-
* Блоком зубчатых колес называют несколько колес, соединенных вмес-
те на общей втулке или изготовленных как одно целое.
101
редачу движения по второму направлению, нужно включить
муфты Л12 и Л'14 (муфта Л43 выключена). От вала X движение че-
рез муфту М4 сообщается валу XII, от которого вал XIV получа-
ет, как и в первом направлении, 28 различных чисел оборотов.
Далее движение передается через две пары зубчатых колес
28—56 и 28—56 и муфту обгона Мо на ходовой вал XVII, как
это показано на кинематической схеме, или же на ходовой винт
XVI, если включить муфту М3.
Третье направление (используется при нарезании резьб по-
вышенной точности)—соединение между собой валов IX, XI,
XIV и ходового винта XVI включением муфт М2, М3 и М5. Короб-
ка подач на этом направлении отключается. Чтобы получить тре-
буемый шаг резьбы, применяют сменные зубчатые колеса, под-
бираемые по таблицам.
Движение в первом направлении используется для нарезания
одних видов резьб, а во втором направлении — других; по этой
же цепи осуществляются продольная и поперечная подачи суп-
порта.
Фартук. От ходового вала XVII движение передается валу
XVIII через зубчатые колеса 27—20—28, предохранительную
муфту Л'1П и червячную передачу. Муфта МП называется предо-
хранительной потому, что предохраняет механизм подачи от пе-
регрузки. Фартук снабжен мелкозубыми муфтами Л46, М7, М&
и М9, посредством которых каретке суппорта сообщается прямой
и обратный ходы в продольном и поперечном направлениях. Все
четыре муфты управляются одной рукояткой (см. рис. 54).
Когда этой рукояткой включают то или иное движение, направ-
ление, по которому ее перемещают, совпадает с направлением
перемещения суппорта.
Чтобы сообщить суппорту продольную подачу, включают
муфту М7; при этом движение от вала XIX передается реечному
колесу 10 через зубчатые колеса 40—37—14—66. Чтобы сообщить
суппорту продольную подачу в обратном направлении, включа-
ют муфту Л16; реечное колесо 10 тогда получает вращение от вала
XIX через колеса 40—45—37—14—66.
Для сообщения суппорту поперечной подачи включают муф-
ту Мэ; при включении этой муфты винт поперечной подачи XXIII
получает вращение от вала XIX через зубчатые колеса 40—37—
40—61—20. Если же включить муфту М&, то винт поперечной
подачи начнет вращаться в обратном направлении с помощью
зубчатых колес 40—45—37—40—61—20.
Для удобства изучения кинематических цепей привода движе-
ния резания, подач, вспомогательных движений и т. д. каждой
из них присвоен определенный цвет. Все элементы приводов дви-
жения резания окрашены в голубой цвет, приводов подач — в ко-
ричневый, приводов взаимосвязанных движений — в зеленый,
а приводов вспомогательных движений — в красный цвет.
102
Паспорта на оборудование
Для повышения производительности промышленного обору-
дования необходимо создавать и внедрять наиболее рациональ-
ные технологические процессы и эффективно использовать обо-
рудование. Работники отделов главного технолога и главного
механика должны для этого располагать полными техническими
характеристиками имеющегося оборудования.
Все сведения о каждом станке также нужны и работникам
ремонтной службы предприятий. Располагая необходимыми дан-
ными, они могут своевременно подготовлять к ремонту те или
иные станки, быстро исправлять случайные поломки, уверенно
проводить модернизацию оборудования.
Наконец, технические сведения о станках нужны нормиров-
щикам для разработки технически обоснованных норм, в них
заинтересованы также конструкторы станочных приспособлений
и ряд других работников предприятий. -
Документом, содержащим необходимые данные о станке,
является его паспорт, прилагаемый заводом-изготовителем к
каждому станку. В паспорте указывается назначение станка и
содержатся сведения: конструктивные (размеры, вес и т. д.),
кинематические (числа оборотов шпинделя, величины подач
и т. д.), динамические (мощность станка, расход энергии, вели-
чины передаваемых усилий и т. д.). Даются также краткие ука-
зания по транспортированию, установке и пуску нового станка,
подробно описывается устройство органов управления станком и
его наладка. Часто приводятся технические условия и схемы
проверок станка на точность.
Кроме паспорта, к станку прилагается руководство (инструк-
ция) по уходу и обслуживанию, содержащее все необходимые
указания для правильной эксплуатации станка.
Контрольные вопросы
1. Расскажите об устройстве коробки скоростей токарно-винторезного
станка.
2. В чем отлнчие задней бабки шлифовального станка от задней бабки
токарного станка?
3. Какое назначение коробки подач токарного станка?
4. Что такое кинематическая схема?
5. Как обозначается на кинематической схеме вал, клиноременная, зуб-
чатая и винтовая передачи, подшипники?
Раздел второ й_
ОРГАНИЗАЦИЯ РЕМОНТА ОБОРУДОВАНИЯ
И РЕМОНТНОЙ СЛУЖБЫ НА ПРЕДПРИЯТИЯХ
Для поддержания оборудования в работоспособном состоя-
нии нужен систематический, заботливый уход за ним, его свое-
временный и высококачественный ремонт. Этот ремонт должен
не только восстанавливать производительность станка или ма-
шины и их первоначальную точность, но и обеспечивать длитель-
ную и бесперебойную работу оборудования.
В нашей промышленности утвердилась система планово-пре-
дупредительного ремонта (ППР), охватывающая весь круг ме-
роприятий, необходимых для поддержания оборудования в неиз-
менно хорошем состоянии.
ГЛАВА IV
СИСТЕМА ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА
§ 14. ОБЩЕЕ ПОНЯТИЕ О СИСТЕМЕ
ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА
Сущность системы планово-предупредительного ремонта за-
ключается в том, что каждый агрегат, т. е. станок или машину,
наряду с повседневным уходом за ним подвергают через опреде-
ленные промежутки времени плановым профилактическим осмот-
рам и различным видам ремонта. Длительность этих промежут-
ков определяется особенностями конструкции агрегата и его тех-
ническим назначением, условиями его эксплуатации.
Системой планово-предупредительного ремонта решаются на
промышленных предприятиях следующие задачи:
а) оборудование поддерживается в состоянии, обеспечиваю-
щем его нормальную производительность и надлежащее качество
продукции;
б) предотвращаются случаи неожиданного (аварийного) вы-
хода оборудования из строя;
104
в) снижаются расходы на ремонт оборудования;
г) возрастает производительность оборудования в результате
той или иной модернизации его в ходе планового ремонта.
Система планово-предупредительного ремонта
оборудования включает в себя два вида работ: межремонтное
обслуживание; периодическое выполнение плановых ремонтных
операций, составляющих малый, средний и капитальный ре-
монты.
§ 15. МЕЖРЕМОНТНОЕ ОБСЛУЖИВАНИЕ
Межремонтное техническое обслуживание оборудования
включает следующие основные операции: очистку оборудования
и смазку; осмотр и контроль технического состояния узлов, ме-
ханизмов и машины в целом; регулировку узлов и агрегатов и
устранение мелких неисправностей.
Межремонтное обслуживание станков, машин входит в обя-
занности не только работников службы ремонта, но и тех, кто
работает на этих станках и машинах.
Особое внимание техническому обслуживанию необходимо
уделять при эксплуатации автоматических станков и линий, так
как работа автоматики должна быть исключительно надежной
и слаженной, иначе она утрачивает свою техническую сущность
и смысл.
Тщательный уход за оборудованием, осуществляемый рабо-
чим, — надежное средство уменьшения износа деталей, а сле-
довательно, увеличения межремонтных сроков службы машин
и станков.
Важнейшее значение имеет правильный режим эксплуа-
тации оборудования. Практика показывает, что его нарушение,
в частности нарушение режима смазки, влечет за собой повы-
шенный износ и даже аварийную поломку отдельных частей
машины.
Таким образом, межремонтное обслуживание имеет профи-
лактическое, т. е. предупредительное, назначение. Работни-
ки службы ремонта (ремонтный персонал) повседневно наблю-
дают за состоянием оборудования и за тем, как производствен-
ные рабочие выполняют правила эксплуатации. Дежурные
работники ремонтной службы (слесарь, электромонтер и смаз-
чик-шорник) своевременно устраняют мелкие неисправности,
появляющиеся в работе агрегата.
Дежурный слесарь, обходя свой участок, проверяет плав-
ность и бесшумность хода движущихся частей машин, легкость
включения и выключения фрикционов. Он следит за тем, чтобы
не было слабин в соединениях работающих деталей, как и чрез-
мерного нагрева подшипников. Обнаружив изношенные -кре-
пежные детали, он их заменяет.
105
Смазчик-шорник отвечает за состояние и работу смазочных
устройств, ременных передач, а электромонтер — за состояние
и работу всех электрических устройств, электроаппаратуры и
электроприборов.
Чтобы машины не простаивали в рабочее время, межре-
монтное обслуживание осуществляется в обеденные часы, в пе-
рерывы между сменами, а также во время переналадки агре-
гатов.
Для автоматических линий установлено повседневное (еже-
суточное) профилактическое дежурное обслуживание; раз в не-
делю и, кроме того, раз в месяц проводится профилактическое
обслуживание согласно инструкции.
Повседневное обслуживание выполняется: при работе линии
в две смены — в нерабочую смену, а при работе линии в три
смены — в рабочее время. Линию на этот период останавли-
вают.
§ 16. ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНЫЙ РЕМОНТ
И РЕМОНТНЫЕ НОРМАТИВЫ
Периодические профилактические операции, выполняемые
ремонтными слесарями по плану-графику ППР, включают:
а) промывку агрегатов, работающих в условиях интенсив-
ного износа вследствие неизбежной загрязненности и запылен-
ности (например, станки по обработке чугуна и абразивов, за-
точные станки, литейное оборудование и др.);
б) смену масла в агрегатах с централизованной и картерной
системой смазки;
в) проверку точности прецизионных станков и станков, ра-
ботающих на отделочных операциях (например, координатно-
расточных, хонинговальных, зубошлифовальных и некоторых
других);
г) осмотры оборудования между плановыми ремонтами;
д) выполнение плановых ремонтов;
е) профилактическое испытание энергетического оборудо-
вания.
Точность работы станков проверяют не только при их ре-
монте, но и между очередными ремонтами. Проверку выполня-
ют в соответствии с нормами ГОСТа или по особым техническим'
условиям (для специального оборудования). Выявленные от-
клонения устраняют немедленно, если они влекут за собой брак
при обработке, или же при ближайшем плановом ремонте. Про-
веряют точность работы оборудования (а также промывают),
как правило, в нерабочее время.
Осмотры оборудования между двумя плановыми ремонта-
ми— один из основных видов ремонтной профилактики. При
осмотре устраняют все мелкие неполадки и выявляют крупные
дефекты, если они имеются. Для этого вскрывают узлы, рабо-
106
тающие под нагрузкой (например, коробку скоростей), и прове-
ряют, нет ли явной деформации либо износа деталей, а узлы,
работающие без нагрузки или недоступные осмотру без разбор-
ки, прослушивают на бесшумность хода.
Оборудование осматривает дежурный слесарь-ремонтник
вместе с электромонтером и смазчиком; рекомендуется, чтобы
при осмотре участвовал рабочий, обслуживающий данный ста-
нок или машину. Результаты осмотра записывают в журнал ос-
мотров и текущих ремонтов.
Осмотры выполняются в заранее установленные сроки и, как
правило, в нерабочее время. По результатам осмотра уточняет-
ся объем очередного ремонта — всех связанных с ним работ и
операций. Неисправности, грозящие все большим ухудшением
работы оборудования за время, оставшееся до ближайшего пла-
нового ремонта, устраняются немедленно.
Виды ремонта
Различают трй основных вида планово-предупредительного
ремонта: малый, средний и капитальный.
Малый ремонт. Это такой вид ремонта, при котором вос-
станавливается работоспособность отдельных узлов. При малом
ремонте объем и сложность ремонтных операций сравнительно
невелики.
Малый ремонт, как правило, производится на месте, где
установлен агрегат. Малые ремонты выполняются слесарями
ремонтной бригады участка или цеха под руководством брига-
дира или цехового механика. Продолжительность малых, или,
как их еще называют, текущих, ремонтов устанавливается
заранее по каждому цеху годовым графиком планово-предупре-
дительного ремонта. При этом учитывают, что длительность ма-
лых ремонтов должна укладываться в пределы нерабочего вре-
мени, а если неизбежен простой оборудования, то он не должен
превышать установленных норм.
Характерными операциями при малом ремонте являются:
замена поврежденных болтов, зачистка и исправление шпоноч-
ных пазов и замена старых шпонок на новые, зачистка заусен-
цев на шейках валов, втулок, зубьях колес, правка отдельных де-
талей, ремонт защитных ограждений, подчеканка заклепок,
заварка трещин. Замена отдельных деталей на новые. Объем
малого ремонта составляет около 20% от капитального.
Средний ремонт, выполняемый в соответствии с ведомо-
стью дефектов, сопровождается частичной разборкой машины
пли станка без их снятия с фундамента и производится ремонт-
ной бригадой, за которой закреплен данный агрегат.
При среднем ремонте заменяют и восстанавливают изношен-
ные детали, регулируют механизмы, выверяют точность взаим-
107
ного расположения различных частей агрегата. Этим ремон-
том охватывают детали, срок службы которых примерно равен
периоду между двумя средними ремонтами или меньше его.
Объем среднего ремонта составляет 50—60% от капитального.
Руководит работами цеховой механик. При среднем ремонте-
допускается простой оборудования в пределах нормы.
Капитальный ремонт. Это наибольший по объему пла-
новый ремонт, производимый с полной разборкой агрегата. За-
меняются и ремонтируются все изношенные детали и узлы стан-
ка или машины, в том числе и базовые детали, выполняются
сборка и регулировка агрегата. Выверяются также все геометри-
ческие координаты, обеспечивающие возвращение агрегату его-
нормальной точности, мощности и производительности. Объем
работ определяется предварительно составленной ведомостью
дефектов.
При капитальном ремонте во многих случаях снимают агре-
гаты с фундамента. Этот вид ремонта может сочетаться с полной
или частичной модернизацией оборудования.
Простой оборудования при капитальном ремонте должен
быть в пределах нормы.
Кроме плановых ремонтов, приходится производить и вне-
плановые ремонты — аварийный и восстановительный.
Аварийный ремонт выполняется при внезапном выходе ма-
шины или станка из строя вследствие поломок или по другим
причинам. По своему содержанию и объему этот вид ремонта
может приближаться к малому, среднему или капитальному в
зависимости от фактических последствий аварии. Следует под-
черкнуть, что при хорошей организации планово-предупреди-
тельного ремонта, применении действенных мер предупрежде-
ния аварий надобность в аварийных ремонтах не возникает.
Восстановительному ремонту подвергаются агрегаты, уже
прошедшие ряд капитальных ремонтов и сильно износившиеся,
и агрегаты, нуждающиеся в ремонте с элементами модерни-
зации.
& &
При среднем и капитальном ремонте, как уже указывалось,
обязательно составляется ведомость дефектов ремонтируемого-
агрегата. Эта ведомость составляется при разборке машины.
Каждую деталь рекомендуется маркировать, обозначая номер
станка в числителе, а порядковый номер детали по ведомости
дефектов в знаменателе. Номера можно наносить клеймением
на нерабочих поверхностях деталей, можно привязывать к де-
талям бирки с номерами. Маркировка облегчает подбор дета-
лей при -сборке и контроль за прохождением ремонта.
Правильно составленная ведомость дефектов помогает быст-
ро определить характер и объем ремонтных работ в точном со-
ответствии с видом и величиной износа деталей, установить,
108
какие детали надо заменить новыми, подсчитать потребные за-
траты труда и материалов, а также стоимость ремонта.
Ведомость дефектов составляет по утвержденной заводской
форме мастер по ремонту, технолог вместе с бригадиром слеса-
рей, ремонтирующих данный агрегат.
Ремонтные нормативы и их связь с категориями
ремонтосложности
Трудоемкость ремонтных операций зависит от вида и слож-
ности ремонта, от конструктивных и технологических особенно-
стей, а также размеров агрегата. По этим признакам установ-
лены категории сложности ремонта. Чем сложнее и крупнее
агрегат и чем он точнее, тем выше категория сложности его ре-
монта. Категорию сложности для каждого вида оборудования
определяют по таблицам, помещенным в типовом положении
«Единая система планово-предупредительного ремонта и рацио-
нальной эксплуатации технологического оборудования машино-
строительных предприятий» (Машгиз, 1964).
Для оценки ремонтосложности металлорежущего, кузнечно-
прессового и подъемно-транспортного оборудования в типовом
положении принята в качестве измерителя степень сложности
ремонта токарно-винторезного станка 1К62, которому присвоена
11-я категория. Для этой исходной категории ремонтосложно-
сти установлена трудоемкость капитального ремонта, равная
385 нормо-часам применительно к работам 3-го разряда. Из них
253 ч слесарных работ, НО станочных и 22 кузнечных, свароч-
ных и др.
Таким образом, единица ремонтосложности (1-я катего-
рия)— это 1/11 трудоемкости капитального ремонта пан-
ка 1К62. Она составляет 35 нормо-часов (23 слесарных, 10 ста-
ночных и 2 пр.) при капитальном ремонте оборудования,
23,5 нормо-часа (16 слесарных, 7 станочных и 0,5 пр.) при сред-
нем ремонте, 6,1 нормо-часа (4 слесарных, 2 станочных и 0,1 пр.)
при малом ремонте и 0,85 нормо-часа (0,75 слесарного и 0,1 ста-
ночного) при осмотре. Примером 1-й категории ремонтослож-
ности может служить настольно-сверлильный станок с наиболь-
шим диаметром сверления 5 мм.
Приведенные нормы не являются раз и навсегда установ-
ленными. По мере роста механизации трудоемких слесарных
операций и внедрения в ремонтную практику все новых при-
способлений, уменьшающих затраты труда, нормы трудоемкости
пересматриваются.
Зная категории ремонтной сложности оборудования и соот-
ветствующие им нормы трудоемкости, можно подсчитать необ-
ходимые ремонтные средства (станки, рабочую силу) и плани-
ровать ремонтные работы. В качестве примера дается подсчет
109
нормативной трудоемкости по видам ремонта для особо тяже-
лого токарно-карусельного станка 1565 с диаметром планшай-
бы 4500 мм, имеющего 68-ю категорию ремонтосложноста:
Капитальный ремонт . . 35 нормо-часовХб8=2380 нормо-часам
Средний ремонт . . . 23,5 нормо-часа х 68= 1598 »
Малый ремонт........... 6,1 нормо-часа Хб8 = 414,8 »
Осмотр ................ 0,85 нормо-часа Х68= 57,8 »
§ 17. ПЕРИОДИЧНОСТЬ РЕМОНТА И НОРМЫ ПРОСТОЯ
ОБОРУДОВАНИЯ В РЕМОНТЕ
Типовое положение устанавливает:
межремонтный период, охватывающий время работы обору-
дования между двумя очередными плановыми ремонтами;
межосмотровый период, под которым понимают время, на
протяжении которого агрегат работает между двумя очередны-
ми плановыми осмотрами или между плановым ремонтом и
ближайшим осмотром;
Рис. 55. Схема структуры ремонтного цикла:
/( — капитальный ремонт, С — средний ремонт, М — малый ремонт,
О — осмотр
ремонтный цикл — период между двумя очередными капи-
тальными ремонтами агрегата.
Длительность ремонтных циклов, межремонтных и меж-
осмотровых периодов подсчитывают по количеству отработан-
ных оборудованием часов или по какой-нибудь другой равно-
значной величине, например по количеству изготовленных де-
талей. Учет отработанных часов ведет плановый отдел завода;
данные учета ежемесячно представляются в отдел главного ме-
ханика, где на их основании уточняется срок остановки агрега-
та для ремонта.
Длительность ремонтных циклов, межремонтных и меж-
осмотровых периодов для агрегатов, по которым не учитывают
110
отработанные часы, устанавливают по календарному времени
(числу месяцев) их эксплуатации с учетом коэффициента ис-
пользования агрегатов*.
В типовом положении указывается примерная длительность
ремонтных циклов, межремонтных и межосмотровых периодов
для разных видов промышленного оборудования. Эти рекомен-
Таблица 8
Структура ремонтных циклов металлорежущего и кузнечно-прессового
оборудования
Оборудование Чередование ремонтных операций* Количество ремонтных операций
сред- них ре- монтов малых ремон- тов осмот- ров
Металлорежущие станки: легкие и средние К—О-М—0—М-О—С-0— 2 6 9
весом до 10 т крупные и тяже- —м—о—м—о—с-о—м— -О-М—О—к К-О—О—О—М—0-0-0— 2 6 27
лые весом от 10 до 100 т особо тяжелые и —М-О—О—О-С-О-О- —0—M—0—0—0—M—0— -О—О-С-О-О-О-М— _0—0—0—М—0—0—0—К К—0—0—0—М-О—0—0 — 2 9 36
уникальные весом свыше 100 т Ковочные машины, —М—О-О—О-М-О—О— —0-С—0—0—0—М - 0— 0—О-М-0-0—0—М-О— —О—О-С-О-О-О-М- -0-О-О—М—О—О—О- -М—О—О—о—к К-0-0-М-О-О-С-О— 2 3 12
кузнечно-прессовые ав- томаты, молоты, фрик- ционные прессы 1 1 oS 1 1 оо ! 1 ХО 1 о 1 о 1 о 1
* К — капитальные ремонты; С — средние ремонты; М — малые ремонты;
О — осмотры.
дуемые сроки не являются постоянными и систематически уве-
личиваются, потому что качество машин, выпускаемых нашей
промышленностью, неуклонно растет (и, что особенно важно,
* Коэффициент использования агрегата — это отношение (в процентах)
количества времени, в течение которого агрегат фактически работает на про-
тяжении смены, к установленной длительности этой смены (в часах).
Коэффициент использования агрегата разный для разных типов произ-
водства В индивидуальном (единичном) производстве его принимают равным
70 80/о, серийном — от 80 до 85%, крупносерийном и массовом — 85—90%.
111
улучшается термообработка деталей) и все больше совершен-
ствуется система планово-предупредительного ремонта на
предприятиях. В результате всего этого увеличиваются сроки
службы агрегатов.
Когда говорят о ремонтных циклах, всегда имеют в виду
их структуру. Под структурой ремонтного цикла понимают
порядок чередования плановых ремонтов и осмотров техноло-
гического оборудования. На рис. 55 дана структура ремонтного
цикла для одного из видов оборудования. В табл. 8 даны реко-
мендуемые структуры ремонтных циклов для металлорежущего
и кузнечно-прессового оборудования.
При пользовании таблицей необходимо учитывать:
а) конструктивные и технологические особенности оборудо-
вания, для которого устанавливается ремонтный цикл;
б) тип производства, где эксплуатируется оборудование;
в) конкретные условия эксплуатации оборудования.
Нормы простоя оборудования в ремонте. В ти-
повом положении рекомендуются следующие нормы производст-
венного простоя на ремонтную единицу применительно к работе
ремонтной бригады в одну смену: простой в капитальном ремон-
те — 1 сутки, в среднем — 0,6 суток, малом — 0,25 суток.
Простой в ремонте исчисляется с момента остановки агре-
гата на ремонт до момента окончания его приемки из ремонта.
Норма простоя предусматривает параллельный ремонт ме-
ханической, гидравлической и электрической частей агрегата.
Она не зависит от числа смен работы агрегата в сутки до по-
становки его на ремонт.
Контрольные вопросы
1. Что такое система планово-предупредительного ремонта н какие ос-
новные составляющие ее?
2. Назовите виды ремонтных операций системы планово-предупредитель-
ного ремонта и расскажите об их содержании.
3. Как построены ремонтные нормативы системы планово-предупредитель-
ного ремонта?
4. В чем заключается ремонтный цикл, каковы его назначения и струк-
тура?
ГЛАВА V
ОРГАНИЗАЦИЯ РЕМОНТНОЙ СЛУЖБЫ
НА ПРЕДПРИЯТИИ
Ремонтная служба на предприятии организуется отделом
главного механика. Основная задача этого отдела и его цехов —
неизменное поддержание оборудования предприятия в работо-
способном состоянии на основе системы планово-предупреди-
тельного ремонта.
112
Главный механик, возглавляющий отдел, несет ответствен-
ность перед дирекцией завода за состояние ..всего заводского
оборудования. Ему подчинены ремонтно-механический и ре-
монтно-строительный цехи, а на небольших предприятиях и
энергетическое хозяйство завода, если потребляемая заводом
электрическая мощность не превышает 1000 кет.
§ 18. ВИДЫ ОРГАНИЗАЦИИ РЕМОНТНОГО ХОЗЯЙСТВА
Существуют три основных вида организации ремонтного хо-
зяйства на промышленных предприятиях: централизованная,
децентрализованная и смешанная.
Централизованная организация ремонтного хозяйства
предусматривает выполнение всех ремонтных работ на заводе
силами и средствами отдела главного механика и его ремонтно-
механического цеха. Такая организация типична для пред-
приятий с небольшим количеством оборудования.
Децентрализованная организация ремонтного хо-
зяйства состоит в том, что все виды ремонтных работ—меж-
ремонтное обслуживание, периодические ремонты, в том числе
и капитальный ремонт, — производятся под руководством меха-
ников цехов так называемыми цеховыми ремонтными базами.
В состав цеховых ремонтных баз входят комплексные ремонт-
ные бригады. Ремонтно-механический цех, подчиняющийся
главному механику, осуществляет только капитальный ремонт
сложных агрегатов. Кроме того, он изготовляет и восстанавли-
вает для цеховых ремонтных баз детали и узлы оборудования,
изготовление которых требует применения оборудования, отсут-
ствующего на ремонтной базе.
Смешанная организация ремонтного хозяйства харак-
терна тем, что все виды ремонта, кроме капитального, выполня-
ют цеховые ремонтные базы, а капитальный ремонт (иногда
и средний ремонт крупных агрегатов) — ремонтно-механичес-
кий цех.
Ремонтно-механический цех также занимается модерниза-
цией действующего парка оборудования в процессе выполне-
ния капитальных ремонтов и изготовлением запасных деталей
для оборудования завода.
В соответствии с работами, поручаемыми ремонтно-механи-
ческому цеху, в его состав входят: станочное, слесарное и элект-
рогазосварочное отделения. В крупных ремонтно-механических
цехах организуется еще отделение, осуществляющее восстанов-
ление и повышение износостойкости деталей, с участками ме-
таллизации, хромирования, цементации, термической обработ-
ки и др.
Во главе ремонтно-механического цеха стоит начальник,
подчиненный.главному механику завода, а во главе отделений
113
(участков) — мастера, подчиняющиеся начальнику цеха. В ве-
дении последнего находятся также технологическое бюро, пла-
новое бюро и другие подразделения управления.
Цеховые ремонтные базы, как уже указывалось, входят в
состав основных производственных цехов. Их назначение—-
проводить межремонтное обслуживание и выполнять отдельные
ремонтные операции оборудования всех видов, установленного
в каждом отдельном цехе. Объем работы ремонтной базы за-
висит от того, какой вид организации ремонта принят на за-
воде.
Типовое положение рекомендует создавать ремонтные базы
в цехах с общей трудоемкостью ремонта 600—700 ремонтных
единиц и больше. В небольших цехах самостоятельные ремонт-
ные базы не организуются. Такие цехи обслуживаются так на-
зываемыми районными базами (одна база на несколько цехов),
во главе которых стоят районные механики, подчиненные глав-
ному механику.
Районные базы располагают бригадами слесарей, прикреп-
ленными к производственным участкам, пролетам или цехам. Ко-
личественный состав каждой бригады устанавливают исходя из
трудоемкости планируемых ремонтных операций по годовому
графику и трудоемкости межремонтного обслуживания обору-
дования, закрепленного за бригадой.
При выборе вида общезаводской организации ремонта учи-
тывают ее влияние на структуру центрального аппарата служ-
бы ремонта — отдела главного механика. При децентрализован-
ном ремонте, когда цеховые ремонтные базы выполняют
наибольший объем ремонтных работ, целесообразно усилить
планово-учетный аппарат цеховых механиков и соответственно
упростить аппарат центральной службы ремонта, поручив ему
только методическое руководство и контроль за работой цехо-
вых баз.
Структура службы ремонта в отделе главного механика за-
висит и от того, имеется ли на заводе самостоятельный отдел
главного энергетика. Если такой отдел есть, то в его функции
входит обеспечение правильной эксплуатации всего энергообо-
рудования и его плановый ремонт.
Самостоятельный отдел главного энергетика обычно создает-
ся на крупных предприятиях, располагающих большим количе-
ством оборудования и значительным энергохозяйством. На за-
водах с малым потреблением электроэнергии и незначительны-
ми энергоустановками организуется объединенный отдел
главного механика и энергетика, имеющий в своем составе бюро
энергетики и отвечающий за работу электроцеха и теплосило-
вого цеха. Естественно, что эксплуатацией и ремонтом энерге-
тического оборудования всецело занимается этот объединенный
отдел.
114
§ 19. УЗЛОВОЙ МЕТОД РЕМОНТА СТАНКОВ
На предприятиях с большим количеством однотипных стан-
ков целесообразно для сокращения простоя оборудования в ре-
монте производить ремонт узловым методом.
Сущность узлового метода ремонта состоит в том,
что узлы станков, нуждающиеся в ремонте, снимают и заменя-
ют запасными: заранее отремонтированными, или изготовлен-
ными заново, или покупными. В металлорежущих станках та-
кими взаимозаменяемыми узлами являются; передняя бабка,
фартук, суппорт; механизмы привода; шпиндельные коробки;
шлифовальные и револьверные головки и т. п. Номенклатуру
взаимозаменяемых узлов, а также взаимозаменяемых деталей
следует все больше расширять; изготовлять (ремонтировать)
эти узлы и детали нужно в централизованном порядке.
Ведение капитального и среднего ремонта узловым методом
требует наличия на складе постоянного обменного фонда (по-
стоянного задела) узлов, а также их деталей. В обменный
фонд передаются и снятые со станков узлы после их ремонта.
Таким образом, эти узлы обезличиваются.
Узловой метод ремонта имеет следующие преимущества:
1) продолжительность ремонта сокращается в несколько раз
против обычной благодаря отделению собственно ремонтных
работ от разборочных и сборочных (например, смена фрикци-
онного узла коробки скоростей токарных станков 1Д62 и 1Д63
длится 60—90 мин вместо 6—8 ч);
2) выполнение операций по восстановлению деталей и ре-
монту отдельных узлов не вызывает простоев оборудования;
3) создаются условия для рационального разделения труда
между исполнителями ремонтных работ и для их специали-
зации;
4) достигается постоянство рабочих мест ремонтников и
наиболее удобное их размещение;
5) обеспечивается постоянная и более полная загрузка обо-
рудования ремонтно-механического цеха;
6) повышается качество ремонтных работ и снижается их
себестоимость.
Внедрение узлового ремонта требует хорошо продуманной,
тщательной подготовки. Необходимо, в частности, определить,
какие именно станки экономически целесообразно ремонтиро-
вать узловым методом, подготовить по всем узлам, намечен-
ным к изготовлению или ремонту, чертежи и другую техноло-
гическую документацию, разработать технологические процес-
сы ремонта, изготовления и проверки узлов, определить
исполнителей, установить сроки работ и т. д.
Очень важное значение имеет правильное планирование про-
изводства новых и восстановления изношенных узлов, а’также
115
регулярное, в соответствии с действительной потребностью, по-
полнение задела запасных узлов и деталей. При этом должны
учитываться нормативные сроки службы различных частей
оборудования и нормативы неснижаемого запаса деталей. На-
пример, нормативы неснижаемых запасов деталей, разработан-
ные для металлорежущих станков Экспериментальным научно-
исследовательским институтом — ЭНИМС, таковы (в рублях
на одну категорию ремонтосложности): мелкие и средние стан-
ки в единичном и серийном производстве — 3, в поточно-
массовом производстве — 5; крупные станки в единичном и
серийном производстве — 5, а в поточно-массовом произ-
водстве— 10.
Разновидностью узлового метода ремонта является после-
довательно-поузловой, при котором узлы агрегата ре-
монтируются в определенной очередности во время плановых
перерывов в работе оборудования. В обеденные перерывы, вы-
ходные дни или нерабочие смены то один, то другой подлежа-
щий ремонту узел разбирают и в нем заменяют изношенные
детали или заменяют целиком данный узел заранее отремонти-
рованным.
Последовательно-поузловой метод особенно себя оправды-
вает при ремонте автоматических и агрегатных станков, так как
эти станки имеют четко оформленные в конструктивном отно-
шении узлы.
В заключение следует сказать, что планово-предупредитель-
ный ремонт имеет особо важное значение для работы автомати-
зированных и автоматических станочных линий. Это понятно»
так как временная потеря работоспособности хотя бы одной
единицы оборудования в линии может вызвать простои целой
группы оборудования или даже всей линии.
Агрегаты, требующие ремонта, снимают с фундамента и ре-
монтируют вне линии там, где имеются резервные агрегаты.
Если резервных агрегатов нет, ремонт выполняют таким мето-
дом, при котором простои оборудования минимальны. В зависи-
мости от конкретных условий выбирают узловой или последо-
вательно-поузловой метод ремонта.
Подготовка к проведению ремонта должна быть тщательной
и всесторонней. Она предполагает образцовую постановку чер-
тежного хозяйства, создание и постоянное пополнение альбомов
сменных деталей, существование достаточного задела различных
запасных деталей.
Ремонтники-новаторы доказали, что простой оборудования
можно значительно уменьшить, организуя проведение ремонт-
ных работ скоростными методами. Они, например, выпол-
няют ремонт токарно-винторезного станка 1К62 (11-я катего-
рия ремонтосложности) за 7 суток при норме простоя станка»
равной 11 суткам (см. график на стр. 357).
116
Уменьшение простоя станка в ремонте достигается примене-
нием прогрессивной технологии и предельно четкой организа-
цией процесса ремонта на всех его стадиях. Разборка машины
или станка, промывка деталей, дефектация, производство соб-
ственно ремонтных работ, включая изготовление новых деталей
и пригонку деталей по' месту, сборка, испытание, регулировка,
окраска отремонтированного оборудования — все без исключе-
ния этапы процесса ремонта и каждого этапа в отдельности
должны быть согласованы так, чтобы ни одна минута не расхо-
довалась непроизводительно. Останавливать станки на ремонт
нужно только после изготовления новых деталей.
Затраты времени на разборку машин и станков можно со-
кратить широким и рациональным применением подъемно-
транспортных средств и различных других приспособлений и
устройств, механизирующих разборочные операции. Важней-
шим фактором скоростного проведения ремонтов является так-
же правильное распределение работы внутри бригады по зара-
нее продуманному плану, в котором учтены продолжительность
каждой работы и квалификация каждого рабочего. Время мож-
но экономить уже на промывке деталей, если ее производить в
специальных установках, на дефектации деталей, когда она вы-
полняется с большим вниманием и в станке «случайно» не оста-
ются негодные детали, наличие которых выявляется уже только
при испытании агрегата. Намного сокращается длительность
ремонта, если заранее подготовляются чертежи на изготовление
отсутствующих на складе сменных деталей и заблаговременно
составляется технологический процесс обработки этих деталей
и всех других, подлежащих ремонту.
Особенно ценной является разработка типовых технологи-
ческих процессов. Типизация технологических процессов изго-
товления и ремонта деталей, обеспечивая получение деталей с
применением передовой технологии, способствует значительно-
му сокращению простоя агрегата в ремонте.
Можно назвать еще и другие источники, за «счет которых ре-
монтники-передовики сокращают длительность пребывания обо-
рудования в ремонте. Один из таких источников — это полное
или частичное упразднение операций пригонки деталей по мес-
ту, второй источник — параллельное выполнение слесарных
и сборочных работ членами ремонтной бригады. Особенно хо-
роший результат дает параллельное выполнение слесарных и
станочных операций. Очень полезны предварительные проверка
и обкатка отдельных узлов независимо от опробования станка
в целом. Такая практика избавляет от повторных разборок для
устранения дефектов при испытании собранного станка, следо-
вательно, сберегается много времени.
Для окраски оборудования рекомендуется применять быст-
росохнущую краску.
117
Ремонт станков обычно ведут в одну смену, избегая этим
обезлички. Однако при тщательной подготовке производства и
четкой организации труда можно ремонтировать оборудование
в две и даже в три смены.
Целесообразной является остановка машин на ремонт в ка-
нун выходных и праздничных дней, использование для ремонта
выходных дней и нерабочего времени в рабочие дни. Данные
организационные мероприятия должны обязательно сочетаться
с правильной организацией рабочего места слесарей-ремонтни-
ков, бесперебойным снабжением ремонтной бригады техниче-
ской документацией, материалами, заготовками, инструментом
и др.
§ 20. ПЕРСПЕКТИВЫ УЛУЧШЕНИЯ ОРГАНИЗАЦИИ
РЕМОНТНОГО ДЕЛА
Новый грандиозный размах нашего промышленного разви-
тия, обусловленный созданием материально-технической базы
коммунизма, требует изменений в организации ремонта про-
мышленного оборудования.
Следует отметить, что на многих предприятиях ремонт обо-
рудования ведется по-кустарному, почти каждое предприятие
ремонтирует свое оборудование собственными силами. Поэтому
по ремонтным цехам разбросано около 800 тыс. металлорежу-
щих станков, причем каждое предприятие втридорога изготов-
ляет для себя запасные части.
Справедливость сказанного можно подтвердить многими
примерами, из которых весьма типичным является пример (для
станка 1А62), взятый из практики хорошо оборудованного ре-
монтно-механического цеха Невского машиностроительного за-
вода в Ленинграде (см. табл. 9).
С таким положением нельзя мириться. Назрела необходи-
мость провести скорейшую специализацию отдельных предприя-
тий на выпуске запасных деталей с тем, чтобы оборудование,
которое теперь загружено изготовлением этих деталей, использо-
вать в основном производстве.
Исключительно большую эффективность этого мероприятия
можно проиллюстрировать следующим. Для того чтобы обеспе-
чить ремонтными деталями в централизованном порядке все
ранее выпущенные токарно-винторезные станки модели 1А62,
заводу «Красный пролетарий» потребовалось бы дополнительно
около 300 единиц металлорежущего оборудования. В результа-
те такой централизации высвободилось бы около 3500 ме-
таллорежущих станков, занятых ныне изготовлением тех же
.деталей в ремонтно-механических цехах многих заводов. Одно-
временно снизилась бы себестоимость деталей.
Таким образом, централизация и специализация (их воз-
можные формы рассматриваются в специальной литературе) —
118
Таблица 9
Наименование деталей Шифр деталей Себестоимость* дета- лей, изготовленных на заводе, выпускаю- щем станки 1А62 Себестоимость дета- лей, изготовленных в ремонтно-механи- ческом цехе Невского- завода
Блок-шестерня 44-П-2 7-64 59-39
Шестерня 54-П-2 5—39 44—13
Блок-шестерня 55-П-2 8-56 73—44
Шестерня 56-П-2 9-98 86—45
Блок-шестерня Шестерня 57-П-2 319-162-2 16-57 17-75 115—39 124-35
Головка суппорта 323-162-4 39-55 225-99
Рукоятка 322-164-4 15—54 65 — 86
* Себестоимость дается в рублях и копейках- по ценам I960 г.
главные направления, по которым должна решаться проблема
упорядочения ремонта промышленного оборудования. Другое
важное направление — это повышение долговечности и надеж-
ности станков и машин.
Если взять современное металлорежущее оборудование в=
машиностроении, то его предельный возраст с учетом мораль-
ного износа не должен превышать в среднем 12 лет. Между тем
универсальный металлорежущий станок до списания его в лом
у нас фактически эксплуатируется 27—30 лет. За это время он
проходит три-четыре капитальных ремонта, шесть-восемь
средних ремонтов и совсем уже большое количество малых ре-
монтов. Ежегодные затраты на ремонт и содержание такого
станка составляют 20—25% его стоимости, а за весь срок его>
службы расходуется средств в 8—10 раз больше, чем стоит но-
вый станок. Следует отметить, что при очень длительном об-
щем сроке службы оборудования, исчисляемом 25 и более
годами, это оборудование стареет морально, так как оно резко-
уступает современным моделям по производительности и по точ-
ности работы. Таким образом, нужно назначать разумные сро-
ки службы, чтобы машина использовалась не дольше того вре-
мени, когда ее конструкция морально устаревает.
Итак, многократные ремонты оборудования — явление отри-
цательное. Они снижают мощность предприятий, ухудшают'
использование производственных площадей, приводят к огром-
ным малоэффектным затратам денежных средств и мате-
риалов.
Чтобы сократить количество ремонтов, необходимо не только
улучшить организацию и технологию ремонта, но и значитель-
но поднять качество изготовляемого оборудования. Эта зада-
ча должна будет решаться более целенаправленно и с большим
сосредоточением сил, чем прежде. А цель состоит в том, чтобы
наша машиностроительная промышленность перешла к выпус-
ку оборудования с гарантийными сроками службы.'Тогда
119
появится реальная возможность упразднить капитальный ре-
монт, заменив его средним, быстрее, чем прежде, обновлять обо-
рудование.
Контрольные вопросы
1. Какие имеются виды организации ремонтного хозяйства?
2. В чем состоит сущность скоростного ремонта оборудования?
3. В чем состоит разница между узловым и последовательно-узловым ре-
монтом станков?
4. Какие намечаются перспективы изменения ремонтного дела?
ГЛАВА VI
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
СЛЕСАРЯ-РЕМОНТНИКА
§ 21. ЗНАЧЕНИЕ ПРАВИЛЬНОЙ ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА
Под рабочим местом слесаря-ремонтника понимают не толь-
ко сборочный стенд или слесарный верстак, на котором слесарь
работает, но и всю зону обслуживания стенда или верстака,
где располагаются вспомогательное оборудование и все приспо-
собления, используемые при ремонте.
Организация рабочего места считается правильной, если она
•отвечает следующим требованиям:
а) площадь рабочего места должна быть удобно спланиро-
вана и иметь достаточные размеры для размещения оборудова-
ния, подъемно-транспортных средств, шкафа с инструментом и
приспособлениями и различных других предметов и принадлеж-
ностей; эти размеры должны обеспечивать свободные проходы
для рабочих и для проезда транспортной тележки, безопасность
и удобство работы;
б) рабочее место должно быть оснащено защитными устрой-
ствами, которые предусматриваются правилами охраны труда
и техники безопасности, и хорошо освещаться; температура воз-
духа должна быть неизменно нормальной; на участке сборки
не допускаются вибрации, резкие стуки, шум и другие явления,
утомляющие рабочего;
в) рабочее место необходимо содержать в чистоте и поряд-
ке; во всей зоне обслуживания не допускаются даже следы за-
хламленности.
Правильно организованное рабочее место не только обеспе-
чивает удобство и безопасность работы, но и помогает соблю-
дению технологической дисциплины, повышению качества ре-
монта и снижению его стоимости.
Рабочее место может быть постоянным, когда оно в ре-
монтном цехе, и временным, когда его устраивают возле ре-
монтируемого оборудования.
120
§ 22. ОСНАЩЕНИЕ ПОСТОЯННОГО И ВРЕМЕННОГО РАБОЧИХ МЕСТ
СЛЕСАРЯ-РЕМОНТНИКА
Основной предмет оборудования на постоянном рабочем
месте слесаря-ремонтника — это слесарный верстак. Он пред-
ставляет собой стол с выдвижными ящиками, жестко укреплен-
ный на деревянных или металлических ножках и покрытый
сверху листовым железом. Верстак должен быть прочным и.
устойчивым, чтобы на нем можно было уверенно выполнять са-
мые тяжелые слесарные работы.
Рис. 56. Схема организации рабочего места комплексной ремонтной
бригады
На рабочем месте должны находиться только те предметы,,
которые нужны для выполнения текущего задания. Инструмент,
заготовки и документацию располагают на расстоянии вытяну-
той руки. Предметы, которыми пользуются более часто, разме-
щают поближе, а которыми пользуются менее часто, держат
подальше.
В ремонтных цехах в основном устанавливают верстаки, на
которых работают одновременно несколько слесарей. На двух-
местных и многоместных верстаках расстояние между соседни-
ми тисками должны быть не менее 1,2 м. Помимо верстаков, в
12]
ремонтных цехах устанавливают металлические столы для раз-
борки, дефектации и сборки отдельных частей ремонтируемого
оборудования, например коробок скоростей, коробок подач
и др.
Рабочее место слесаря должно хорошо освещаться, поэтому
на верстаке устанавливают электролампу с рефлектором и
шарнирным штативом. Сидит слесарь возле верстака на табу-
рете или на специальном стуле с подъемным сиденьем, стоит на
подставке из деревянных планок.
Очень продуманной должна быть организация рабочих мест
цеховых комплексных ремонтных бригад, закрепленных (при
децентрализованной системе ремонта) за производственными
участками или группами однородного оборудования. На рис. 56
показана типовая схема организации рабочего места комплекс-
ной бригады в ремонтной мастерской. Здесь устанавливаются:
разметочная плита 1, настольно-сверлильный станок 2, поворот-
ный кран 3 грузоподъемностью 0,5 т, слесарный верстак 4,
ванна для подогрева подшипников 5, шкаф 6 для хранения
запасных деталей, ящик 7 для грязных концов, ящик 8 для об-
работанных деталей, стеллаж 9, промывочная ванна 10 и нако-
вальня 11.
Комплексная ремонтная бригада должна располагать также
приспособлениями для выпрессовки и запрессовки подшипников
качения, стендом для испытания масляных насосов, передвиж-
ными баками с маслом и эмульсией для заправки станков, пе-
реносными инструментальными ящиками и др.
Слесарю-ремонтнику приходится часто выполнять работу
непосредственно у ремонтируемого агрегата. Он тогда пользует-
ся передвижным верстаком и передвижным стеллажом, тележ-
кой с подъемным устройством, переносным ящиком для инстру-
мента и другими принадлежностями.
§ 23. МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ СЛЕСАРЯ-РЕМОНТНИКА
Применением электрических и пневматических инструмен-
тов слесари-ремонтники намного облегчают свой труд, вместе с
этим они значительно сокращают затраты времени на выпол-
нение сборочных и пригоночных операций.
Если нет специальных станков и приспособлений для меха-
низации шабровочных работ, можно с успехом заменить предва-
рительное шабрение шлифованием, производимым небольшими
удобными ручными машинками. Такие машинки, электрические
и пневматические, целесообразно применять при предваритель-
ной (грубой) обработке направляющих. Чистовая обработка
выполняется обычным шабрением.
На рис. 57 показана шлифовальная электрическая машин-
ка И-66 с наибольшим диаметром шлифовального круга 50 мм.
122
Ее двигатель 1 работает от сети переменного тока, от него дви-
жение шпинделю с шлифовальным кругом 2 передается зубча-
той передачей. Этой машинкой выполняют различные зачистные
работы. Ею также шлифуют направляющие вместо шабрения.
Для сверления отверстий по месту существуют различные по
размерам и мощности сверлильные машинки — электрические и
Рис. 57. Шлифовальная электрическая машинка И-66
пневматические. На рис. 58 показана пневматическая сверлиль-
ная машинка РС-8 весом 1,8 кг, которой можно сверлить отвер-
стия диаметром до 8 мм. Скорость вращения ее шпинделя
1000 об!мин при давлении воздуха 5 ати.
Рис. 58. Пневматическая сверлильная машинка РС-8
Операции по завертыванию болтов, гаек, винтов механизи-
руются с помощью электрических и пневматических гайко-
вертов.
§ 24. ПОДЪЕМНО-ТРАНСПОРТНЫЕ СРЕДСТВА,
применяемые при ремонте
При ремонте оборудования выполнение многих работ свя-
зано с подъемом и перемещением тяжелых деталей, узлов и даже
машин в сборе. Поэтому совершенно обязательно применение
подъемно-транспортных средств.
123.
Подъемно-транспортное оборудование подразделяется на
подъемное, напольное и надземное. К подъемному обору-
дованию относятся блоки и тали, подвешенные к неподвижным
опорам, домкраты, треноги' и некоторые другие механизмы.
Напольное оборудование включает в себя лебедки, пере-
движные краны, передвижные тележки и другие устройства.
Подъемно-транспортное оборудование надземного типа
охватывает мостовые и поворотные краны, кран-балки, моно-
рельсы и другие механизмы.
Блоки, полиспасты, тали
Блок (рис. 59, а, слева)—это вращающийся на оси диск,
до ободу которого сделан желоб для каната или цепи. Ось бло-
ка укреплена в отверстиях вилкообразной скобы, называемой
обоймой. Обойма может быть подвижной, т. е. опускающейся и
поднимающейся вместе с блоком, и неподвижной. Соответствен-
но этому и самый блок называют подвижным, или неподвиж-
ным.
124
Груз поднимают при помощи каната, перекинутого через
блок. Если важна не скорость вертикального перемещения гру-
за, а экономия в силе для его подъема, тогда пользуются двумя
блоками: подвижным и неподвижным (см. рис. 59, а, справа).
Поднимаемый груз подвешивают к обойме подвижного блока,
охватываемого снизу канатом, который одним концом закреплен
на обойме неподвижного блока; второй, .свободный, конец кана-
та при подъеме груза тянут вниз. Так как вес груза в данном
Рис. 60. Электрическая таль
случае распределяется на две ветви каната, требуемая подъем-
ная сила должна быть равна лишь половине веса поднимаемого
груза.
Чтобы получить выигрыш в силе больше чем в два раза,
пользуются системами блоков — полиспастами. На
рис. 59, б показана система блоков, из которых два подвижных
расположены в нижней общей обойме, служащей для подвеши-
вания груза, а три неподвижных установлены в верхней общей
обойме. Когда применяется полиспаст с такой системой бло-
ков, требуемая подъемная сила уменьшается в пять раз, так как
вес груза распределяется между пятью канатами.
Тали (рис. 59, в) часто применяют в ремонтных работах,
подвешивая их над местом работы с помощью треноги. Грузо-
125
подъемность талей разная; величина ее указывается в завод-
ском клейме, имеющемся на механизме. Ручная таль с помощью
верхнего крюка может быть подвешена или смонтирована на
монорельсе посредством кошки (рис. 59, г) и тогда груз будет
перемещаться не только вверх, но и в горизонтальном направ-
лении.
Большое распространение получили в ремонтной практике
электрические тали. Как показано на рис. 60 у этих механизмов
электродвигатель 1 с фланцевым креплением установлен на
тележке, перемещающейся по кран-балке роликами 2. Токо-
приемный ролик 3 находится в контакте с подвесными кабеля-
ми. На барабан 6 тали намотан трос, к тросу подвешен блок с
крюком 5. Талью управляют с пола посредством подвесного
кнопочного устройства в пусковой коробке 4.
Грузоподъемность электроталей от 250 кг до 5 т.
Домкраты
Домкраты как грузоподъемное оборудование часто исполь-
зуются при ремонте.
На рис. 61, а показан винтовой домкрат грузоподъемно-
стью до 15 т; есть домкраты, поднимающие и большие грузы.
Домкратами пользуются для подъема грузов на небольшую вы-
соту и для их горизонтального перемещения на небольшое рас-
стояние. Для второго применения их располагают горизонталь-
но и упирают в стену или в колонну.
Домкрат другого типа — с зубчатой рейкой — показан
на рис. 61, б. Грузоподъемность этих механизмов от 5 до 20 т.
При установке оборудования применяются также клино-
вые домкраты (рис. 61, в), с помощью которых легко придать
станкам строго горизонтальное или вертикальное положение.
Опора 1 клинового домкрата своей нижней скошенной плоско-
стью соприкасается с клином 2; опору подводят под лапы стани-
ны и поворотом винта 3 заставляют переместиться в горизонталь-
ном направлении клин 2, в результате станок поднимается или
опускается на требуемую величину.
Тяжелые грузы поднимают гидравлическим домкратом
(рис. 61, г).
При работе с домкратами необходимо придерживаться сле-
дующих правил:
а) перед началом работы проверять весь домкрат и особен-
но внимательно состояние храповика и его работу; следует
помнить, что соскакивание собачки при подъеме груза может
привести к серьезной аварии;
б) при работе устанавливать домкрат без перекосов; под его
основание подкладывать доски или брусья;
126
Рис. 61. Домкраты:
a -j- винтовой, б — с
кой. в — клиновой,
ческий
зубчатой рей-
г — гидравли-
в) чтобы не повредить поднимаемый предмет, нужно поме-
стить между ним и головкой домкрата прокладку, лучше всего
деревянную;
г) домкрат нельзя нагружать сверх указанной на нем грузо-
подъемности;
д) механизм домкрата необходимо периодически чистить и
смазывать.
Передвижной поворотный кран
Этот кран (рис. 62) установлен на четырехколесной тележ.
ке 1. Ось его поворотной рамы
Рис. 62. Передвижной кран
11 с закрепленной на ней стре-
лой 8 смонтирована на опо-
ре 12. Положение механизма
регулируется тягами 6. Тележ-
ка удерживается от опрокиды-
вания при подъеме груза про-
тивовесом 4. На нем закрепле-
на ручная лебедка 5, которой
поднимают груз при помощи
троса 9, перекинутого через
два блока 7, и крюка 10. Для
закрепления стрелы в требуе-
мом положении служит фикса-
тор 3. Для перевозки крана ис-
пользуется дышло 13. Непод-
вижность крана на месте рабо-
ты достигается стопорением
задних колес винтами 2.
Канаты и цепи
Во многих подъемно-транс-
портных механизмах в качест-
ве грузозахватных приспособ-
лений применяются канаты и
цепи. Для перемещения обору-
дования небольшого веса упот-
ребляют простые пеньковые
канаты, а для монтажных
работ—смоленые и бельные
пеньковые канаты машинной
крутки, состоящие из трех, ре-
же из четырех прядей. Б еди-
ный кана! более мягок, гибок и прочен, чем смоленый ка-
нат, но он впитывает влагу и быстро загнивает. Смоленый канат
более надежен в эксплуатации.
128
Канаты подбирают по ГОСТ 3066—55. Нагрузку на пенько-
вые канаты, которые уже были в употреблении, снижают на
20—40% в зависимости от их состояния. Сращивать грузовые
канаты запрещено.
Стальные проволочные канаты для монтажных ра-
бот (рис. 63) состоят из шести круглых проволочных прядей 2,
расположенных вокруг пенькового сердечника 1. Сердечник при-
дает стальному канату гибкость; кроме того, он поглощает
смазку и предохраняет проволоки каната от ржавчины.
Диаметр каната должен быть в 8—16 раз, а диаметр его про-
волок в 250—450 раз меньше диаметра блока или барабана
лебедки подъемного механизма. Чем меньше диаметр каната по
сравнению с диаметром барабана, тем лучше работает канат.
Рис. 63. Стальной канат
Стальные канаты, бывшие в употреблении, необходимо тща-
тельно осматривать, чтобы убедиться в отсутствии порванных
проволок. Если в канате порвано более 10% проволок, то его
нельзя использовать для ответственных подъемов.
Стальные канаты хранят смазанными в сухом закрытом по-
мещении. Здесь их подвешивают или же укладывают на дере-
вянный настил.
Стропы
Стропы — это отрезки канатов, которыми захватывают под-
нимаемый груз. Концам стропов придают форму петли или
узла, удобную для захвата грузов и для подвески на крюк.
Стропы должны быть сделаны так, чтобы было легко их наки-
дывать на крюк и снимать с крюка и так же легко освобождать
от груза. Кроме того, они должны отвечать требованиям без-
опасного производства работ.
Для подъема груза небольшого веса применяют пенько-
вые стропы, а тяжелых грузов — стальные. Длина стро-
пов 5—12 м.
Во всех случаях применения стропов необходимо соблюдать
следующие правила:
а) запрещается пользоваться поврежденными стропами;
б) натяжение всех ветвей стропа должно быть одинаковым
(это проверяют, нажимая рукой посредине ветвей), а их распо-
5-1421 129
ложение таким, чтобы транспортируемый станок занимал строго
горизонтальное положение;
в) в местах, где строп соприкасается с острыми кромками
груза или обработанными поверхностями, прокладывают до-
щечки или паклю;
г) нельзя перекручивать ветви стропа;
д) между ветвями стропа в случае надобности ставят рас-
порки;
е) строп снимают только после того, как груз занял устой-
чивое положение.
Контрольные вопросы
1. Что называется рабочим местом?
2. Что понимается под организацией рабочего места?
3. Почему на рабочем месте необходимо строго соблюдать чистоту и поря-
док?
4. Какие знаете механизированные инструменты слесаря-ремонтника?
5. Какие знаете типы домкратов?
Раздел трети й__________- — -------
ИЗНОС ДЕТАЛЕЙ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ.
ПУТИ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ МАШИН
Г Л А В А VII
ИЗНОС ДЕТАЛЕЙ МАШИН И СТАНКОВ
§ 25. СУЩНОСТЬ ЯВЛЕНИЯ ИЗНОСА, ЗНАЧЕНИЕ СМАЗКИ
Машины, станки выходят из строя вследствие износа их де-
талей. Износ деталей вызывает затраты на ремонт, следова-
тельно, удорожается эксплуатация машин; из-за простоев ма-
шин в ремонте снижается производительность предприятия.
Детали оборудования изнашиваются неравномерно; в зави-
симости от условий работы одни детали изнашиваются быстрее,
другие медленнее. В большинстве механизмов износ выражает-
ся в увеличении зазора в сочленениях парно работающих де-
талей.
Для каждой детали устанавливают предельно допустимый
износ, т. е. величину износа, при которой дальнейшая эксплуа-
тация этой детали недопустима. Обычно предельные износы
деталей устанавливают по следующим признакам:
а) снижение прочности и надежности детали;
б) изменение характера сопряжения;
в) влияние изношенных деталей на работу других деталей
узла.
Интенсивность (быстрота) изнашивания деталей оборудова-
ния в большой степени зависит от условий и режима их работы.
Например, в массовом производстве оборудование изнашивает-
ся быстрее, чем в индивидуальном. Это прямой результат того,
что в условиях массового производства оборудование эксплуа-
тируется более интенсивно.
Интенсивность изнашивания трущейся пары зависит от ма-
териала, характера смазки этой пары, от удельного давления и
скорости скольжения, от температуры в зоне сопряжения и от
окружающей среды (запыленность окружающего воздуха
и др.).
Различают следующие виды износа: механический, молеку-
лярно-механический и коррозийный.
Механический износ является результатом работы
сил трения при скольжении одной детали по другой. При этом
5* ।
131
виде износа происходит истирание (срезание) поверхностного
слоя металла у совместно работающих деталей, которые поэто-
му теряют свои геометрические размеры.
Механический износ ускоряется, когда между трущимися по-
верхностями попадают твердые частицы металла. На поверхно-
стях образуются царапины и бороздки, зазоры между деталями
становятся недопустимо большими — и нормальная эксплуата-
ция машины нарушается.
Механический износ возникает при работе таких распростра-
ненных сопряжений деталей, как вал — подшипник, направля-
ющие— ползун и др. Он появляется и при трении качения по-
верхностей, так как этому виду трения неизбежно сопутствует
и трение скольжения, однако в подобных случаях износ очень
небольшой. Подшипники качения обычно выходят из строя по-
тому, что на поверхности шариков и роликов и на поверхности
желобков колец образуются небольшие углубления (язвины,
сыпь), количество и площадь которых постепенно увеличивают-
ся. Происходит это под действием больших удельных и перемен-
ных давлений на рабочие поверхности деталей и в результате
того, что на тела качения подшипника попадает грязь, в частно-
сти абразивная пыль.
Усталость металла — явление, имеющее место при ударных
и переменных по направлению нагрузках на детали. Вследствие
усталости металла в нем образуются мельчайшие трещины, за-
тем начинается выкрашивание металла, что может привести к
аварийной поломке деталей. Эта разновидность механического
износа — осповидный износ—наблюдается часто в зубчатых
передачах — на рабочих поверхностях зубьев, в зоне начальной
окружности. Усталость металла является также одной из при-
чин поломки валов и осей, разрыва стенок гидравлических ци-
линдров, поломки штоков молотов, шатунов, разрыва шатунных
болтов и др.
Механический износ может вызываться и плохим уходом за
деталями оборудования. Наступление износа ускоряется нару-
шениями в подаче смазки, опозданиями в производстве
ремонтов и некачественным ремонтом, сильной перегрузкой
машин.
Молекулярно-механический износ заключается
в прилипании (схватывании) одной поверхности к другой. Это
явление наблюдается при недостаточной смазке, при значитель-
ном удельном давлении, когда две поверхности сближаются
настолько плотно, что начинают действовать молекулярные си-
лы, приводящие к схватыванию поверхностей при трении. При
молекулярно-механическом изнашивании возможно либо срав-
нительно медленное разрушение поверхностных слоев, либо на
поверхности появляются глубокие задиры и вырыв значитель-
ных участков (наступает «заедание»),
132
Коррозийный износ обычно появляется у деталей ма-
шин и установок, испытывающих непосредственное действие
воды, воздуха, химических веществ, температуры. Если темпе-
ратура воздуха в производственных помещениях неустойчива,
то каждый раз при ее повышении содержащиеся в воздухе во-
дяные пары, соприкасаясь с более холодными металлическими
деталями, осаждаются на них в виде конденсата. Это вызывает
ржавление металла, т. е. соединение металла с кислородом
воздуха.
Под влиянием коррозии в деталях образуются глубокие
разъедания, материал приобретает губчатую поверхность, те-
ряет механическую прочность. Эти явления наблюдаются, в ча-
стности, у деталей гидравлических прессов и паровых молотов,
работающих в среде пара или воды.
Обычно коррозийный износ сопровождается и механическим
в силу сопряжения одной детали с другой. В этом случае будет
происходить так называемое коррозийно-механическое изнаши-
вание, т. е. образуется комплексный износ.
Основное условие защиты деталей машины от износа, их
надежной работы — это регулярная и правильная смазка тру-
щихся поверхностей.
Смазке подвергаются соприкасающиеся (трущиеся) рабо-
чие поверхности деталей машин. Они во время работы разде-
ляются слоем смазочного материала (например, масла), и в ре-
зультате этого мельчайшие неровности, которые в большом
количестве имеются на этих поверхностях, не соприкасаются
между собой. Уменьшению трения благоприятствует и подвиж-
ность смазки. Наконец, масло очень хорошо отводит тепло и
уносит частицы металла, обладающие абразивным (истираю-
щим) действием. В то же время смазка предохраняет детали
от коррозии.
Когда поверхности двух сопрягаемых деталей полностью
разделены слоем смазки и нагрузка воспринимается смазоч-
ной пленкой, имеет ' место так называемое жидкостное
трение.
При недостаточной смазке соприкасающихся поверхностей
работающих деталей возникает полужидкостное трение, т. е.
трение, при котором только часть соприкасающихся поверхно-
стей разделена слоем смазки. Полужидкостное трение появляет-
ся в начале движения машины и после ее остановки, когда под
тяжестью механизмов смазочное вещество выдавливается и про-
исходит разрыв масляного слоя.
На недостаточность смазочного слоя указывает образую-
щаяся на поверхностях сопрягаемых деталей черная тонкая
масляная пленка — смесь масла с изношенными частицами
металла. При нормальной обильной смазке темного слоя не
наблюдается.
133
§ 26. ХАРАКТЕР ИЗНОСА РАЗЛИЧНЫХ ДЕТАЛЕЙ
ОБОРУДОВАНИЯ
Механический износ деталей, имеющих направляющие плос-
кости, обычно происходит неравномерно по их длине. В резуль-
тате износа нарушаются плоскостность, прямолинейность и па-
раллельность направляющих, в некоторых случаях и перпенди-
кулярность направляющих к каким-либо поверхностям.
Рис. 64. Места износа (обозначены буквой и):
а — направляющих стола / и станины 2, б — внутренней поверхности цилиндра, в .
поршня а — подшипника 1, шейки вала 2, зазора 3, д — зубьев зубчатого зацепле-
ния, е — резьбы винта 1 и гайки 2, ж — дисковой фрикционной муфты
Неравномерный износ и — результат действия на поверхность
направляющих по их длине неодинаковых нагрузок. Например,
прямолинейные направляющие станины станка под влиянием
больших местных нагрузок приобретают вогнутость в средней
части, а сопрягаемые с ними более короткие направляющие
стола становятся выпуклыми (рис. 64, а).
Цилиндры и гильзы поршней в двигателях, компрессорах,
молотах и других машинах изнашиваются тоже неравномерно
134
(рис. 64, б). Износ происходит на участке движения поршневых
колец и проявляется в виде выработки внутренних стенок ци-
линдра или гильзы. Искажается форма отверстия цилиндра
(образуется конусность, овальность или бочкообразность), воз-
никают надиры и другие дефекты.
У цилиндров двигателей внутреннего сгорания наибольший
износ наблюдается в их верхней части — там, где действуют са-
мые высокие давления и наибольшие температуры. В кузнечно-
прессовом оборудовании, наоборот, наибольший износ появ-
ляется в нижней части цилиндра — там, где находится поршень
во время ударов.
Износ поршня (рис. 64, в) выражается в истирании и нади-
рах на юбке 1, изломе перемычек 2 между канавками, появле-
нии трешин в днище 3 и разработке отверстия 4 под поршневой
палец.
Износ валов (рис. 64, г) проявляется в их деформации (ва-
лы становятся изогнутыми и скрученными). На шейках валов
образуются надиры; цилиндрические шейки становятся конус-
ными, бочкообразными или овальными.
Конусность приобретают также цилиндрические отверстия
подшипников скольжения и втулок. Круглое сечение отверстий
становится овальным.
Неравномерность износа шеек валов и поверхностей отвер-
стий во втулках при вращении вала — результат действия раз-
ных нагрузок в разных направлениях. Если на вал во время его
вращения действует только его собственный вес, то износ появ-
ляется в нижней части подшипника, как показано на рис. 64, г,
слева.
В зубчатых передачах изнашиваются зубья (рис. 64, д). Об-
разуются задиры, зубья теряют свою форму, размеры и выла-
мываются.
Поломка зубьев зубчатых колес, появление трещин в спи-
цах, ободе и ступице колес, износ посадочных отверстий и шпо-
нок происходит по трем основным причинам: первая из них —
перегрузка зубчатой передачи, вторая — попадание в нее посто-
ронних тел и третья — неправильная сборка (например, непра-
вильное, с перекосом осей, крепление зубчатых колес на валу).
Ходовые винты имеют трапецеидальную или прямоугольную
резьбу. У винта и его гайки изнашивается резьба, витки стано-
вятся тоньше (рис. 64, е). Износ резьбы у винтов, как правило,
неравномерный, так как подавляющая часть деталей, обраба-
тываемых на токарном станке, имеет меньшую длину, чем ходо-
вой винт. Сильнее изнашивается та часть резьбы, которая рабо-
тает больше.
Гайки ходовых винтов изнашиваются быстрее, чем винты.
Причины таковы: 1) резьба гаек плохо защищена от загрязне-
135
ния — ее неудобно очищать от пыли и грязи; 2) гайки в ряде
случаев неудовлетворительно смазываются; 3) у гайки, сопря-
женной с винтом, участвуют в работе все витки резьбы, тогда
как у винта одновременно работает только небольшая часть его
витков, равная числу витков гайки.
У дисковых муфт в результате действия сил трения наиболь-
шему износу подвергаются торцы дисков (рис. 64, ж). Торцо-
вые поверхности истираются и на них появляются задиры, на-
рушается их плоскостность.
В резьбовых соединениях наиболее часто изнашивается про-
филь резьбы, что сопровождается увеличением в них зазора.
Это наблюдается в сопряжениях не только ходовых, но и за-
жимных винтов и часто отвертываемых крепежных болтов.
Износ резьбовых соединений — результат недостаточной
или, наоборот, чрезмерной затяжки винтов и гаек, особенно
интенсивен износ, если работающее соединение воспринимает
большие или знакопеременные нагрузки. Болты и винты растя-
гиваются, искажаются шаг резьбы и ее профиль, гайка начи-
нает «заедать». В этих случаях возможны аварийные поломки
деталей соединения. Грани головок болтов и гаек чаще всего
136
изнашиваются главным образом потому, что для их отвертыва-
ния пользуются негодными ключами.
В шпоночных соединениях изнашиваются как шпонки, так и
шпоночные пазы. Возможные причины этого явления — ослаб-
ление посадки детали на валу, неправильная подгонка шпонки
по гнезду.
В подшипниках качения износу подвержены рабочие поверх-
ности. На поверхностях качения появляются язвины, точки,
наблюдается шелушение поверхностей беговых дорожек и ша-
риков. Под действием динамических нагрузок и происходит их
усталостное разрушение. Под влиянием излишне плотных поса-
док подшипников на вал и в корпус шарики и ролики защемля-
ются между кольцами, в результате возможны перекосы колец
при монтаже и другие нежелательные последствия.
На рис. 65 показаны виды износа колец подшипника: износ
в результате перекоса (а), износ внутреннего кольца из-за его
проворачивания на шейке вала (б), шелушение беговой дорож-
ки внутреннего кольца вследствие чрезмерного натяга и защем-
ления тел качения (е). На рис. 65, г показано соединение с не-
исправным сальником. Наличие в соединении такого сальника
создает условия для ускоренного износа деталей подшипника,
так как между сальником и валом попадает большое количество
пыли.
§ 27. ОПРЕДЕЛЕНИЕ ИЗНОСА ДЕТАЛЕЙ
Признаки износа
Об износе деталей машины или станка можно судить по ха-
рактеру их работы. В машинах, где имеются коленчатые валы с
шатунами (двигатели внутреннего сгорания, паровые двигате-
ли, компрессоры, эксцентриковые прессы, насосы и др.), о появ-
лении износа можно судить по глухому стуку в местах сопря-
жений деталей. Он тем сильнее, чем больше износ.
Шум в зубчатых передачах — признак износа профиля зубь-
ев. Глухие и резкие толчки ощущаются каждый раз, когда ме-
няется направление вращения или прямолинейного движения, в
случаях износа деталей шпоночных и шлицевых соединений.
Наличие износа в узлах станка можно установить не только
на слух, но и по виду поверхностей, обработанных на этом стан-
ке. Если, например, при точении детали на ней появляются
через равные промежутки кольцевые выступы или впадины, то
это означает, что в фартуке износились зубья реечного колеса
и реики; движение суппорта вместо плавного стало прерыви-
стым. Этот дефект часто вызывается также износом направля-
ющих станины и каретки суппорта, нарушающим соосность
137
отверстий фартука и коробки подач, через которые проходит
ходовой вал.
Следы дробления на обтачиваемом валике, установленном в
коническом отверстии шпинделя, могут свидетельствовать об
увеличении зазора между шейками шпинделя и его подшипни-
ками вследствие их износа.
Когда обрабатываемая на токарном станке деталь полу-
чается конусной, значит изношены подшипники шпинделя (глав-
ным образом передний) и направляющие у станины, а когда
овальной — изношена шейка шпинделя, принявшая форму
овала.
Увеличение мертвого хода рукояток, укрепленных на винтах,,
сверх допустимого — свидетельство износа резьбы винтов и
гаек. Под мертвым ходом понимают некоторый свободный угол
поворота рукоятки, прежде чем она заставит двигаться соеди-
ненную с ней деталь. Для суппорта токарного станка допусти-
мый мертвый ход рукоятки ’До оборота винта.
О наступлении износа деталей машин часто судят по по-
явившимся на них царапинам, бороздкам и забоинам, а также-
по изменению их формы. Детали машин, работающие со зна-
чительными знакопеременными нагрузками, осматривают через
увеличительное стекло (лупу), проверяя, нет ли у них мелких
трещин, которые могут послужить причиной их поломки в даль-
нейшем. В некоторых случаях проверку осуществляют с по-
мощью молотка. Дребезжащий звук при обстукивании детали
молотком свидетельствует о наличии в ней значительных
трещин.
О работе узлов с подшипниками качения можно судить по ха-
рактеру издаваемого ими шума. Лучше всего выполнять такую
проверку специальным прибором — стетоскопом. Если этого
прибора нет, пользуются металлическим прутком, который при-
кладывают закругленным концом к уху, а заостренным к месту,
где находится подшипник. При нормальной работе слышен сла-
бый шум— равномерное тонкое жужжание; когда работа под-
шипников нарушается, возникают сильные шумы.
Свист или резкий (звенящий) шум указывает на то, что в
подшипнике нет смазки, шарики или ролики защемлены между
беговыми дорожками внутреннего и наружного колец. Гремящий
шум в виде частых звонких стуков означает, что на шариках, ро-
ликах или кольцах появились язвины или в подшипник попала
абразивная пыль либо грязь.
Глухие удары сигнализируют об ослаблении посадки под-
шипника на валу и в корпусе.
Работу подшипника можно проверять и на ощупь, а именно
наружной стороной кисти руки, которая безболезненно выдер-
живает температуру до 60°. Так, например, определяют повышен-
ный нагрев подшипника, который может быть следствием за-
138
щемления шариков или роликов между беговыми дорожками в
результате несоосности опор или возникать из-за отсутствия
смазки особенно в тех случаях, когда вал вращается с большой
скоростью. Повышенный нагрев подшипника может возникать
при больших скоростях также в случае избытка смазки. Обра-
зующееся тогда сгущение масла (они как бы бегут впереди мест
наибольшего контакта шариков или роликов с кольцами подшип-
ника) создает дополнительное сопротивление вращению вала.
Значительный нагрев вызывает ускоренный износ подшипников.
Тугое провертывание вала свидетельствует об отсутствии со-
осности между ним и подшипником или о чрезмерно тугой по-
садке подшипника на валу или в корпусе.
Определение величины износа направляющих
Чтобы установить наиболее целесообразный способ ремонта
изношенных деталей, необходимо знать величину износа. Ее оп-
ределяют различными методами.
Чтобы определить величину износа направляющих,
пользуются контрольной линейкой и щупами (рис. 66, а). Длина
линейки должна быть не меньше 2/з длины проверяемой поверх-
ности.
Приступая к проверке, прежде всего зачищают поверхность
направляющих, чтобы удалить забоины и грубые задиры. После
этого накладывают линейку / и щупами 3 измеряют зазор меж-
ду ней и направляющей 2 через каждые 300—500 мм по длине.
Там, где зазор оказывается наибольшим, износ направляющей,
т. е. ее отклонение от прямолинейности, является максималь-
ным.
Широкие поверхности проверяют на плоскостность
(рис. 66,.б). Для этого линейку 1 укладывают на две контроль-
ные плитки 2 и 3 одинакового размера и замеряют щупами рас-
стояние между поверхностью детали 4 и линейкой. Это проде-
лывают в нескольких направлениях — а, б, в, г и д, каждый раз
производя измерения в нескольких точках по длине линейки.
Вместо щупов иногда пользуются кусочками (лепестками)
папиросной бумаги толщиной 0,02 мм. Лепестки укладывают в
нескольких местах на направляющие и на них накладывают ли-
нейку. После этого начинают вытаскивать лепестки из-под ли-
нейки; если поверхность прямолинейна, лепестки не вытаскива-
ются, а-только обрываются их концы.
В тех случаях, когда направляющие значительно длиннее
имеющейся контрольной линейки, определяют величину износа
чувствительным уровнем при помощи специального приспособле-
ния мостика или же, используя вместо него основание .задней
бабки или каретку суппорта.
139
На рис. 66, в показана схема замера этим способом износа
направляющих станины токарного станка в горизонтальной
плоскости.
Мостик с уровнем, расположенным продольно, перемещают
по направляющим, стараясь заметить наибольшее отклонение
пузырька уровня и таким образом найти самый изношенный
участок на станине. Найдя этот участок, разбивают, идя от него,,
Рис. 66. Определение износа направляющих:
а — проверка прямолинейности с помощью линейки и щупа, б — проверка плоскост-
ности линейкой и мерными плитками, в — проверка прямолинейности с помощью
мостика и уровня
станину на равные по длине части, соответствующие ширине мо*
стика или расстоянию между его опорами. На исходном участке
уровень регулируют так, чтобы пузырек его основной ампулы
занял среднее положение, т. е. оказался на нуле.
При определении величины износа описываемым способом
необходимо учитывать, что уровень показывает отклонение на
длине 1000 мм, тогда как замеры ведутся на участках меньшей
длины. Следовательно, показания уровня нужно пересчитывать
применительно к фактически измеряемым расстояниям. Если,
например, цена деления шкалы уровня 0,04 мм на 1000 мм, а
каждое измеряемое расстояние равно 500 мм, то цена деления
на этих участках будет 0,02 мм.
140
Износ горизонтальных направляющих определяют мостиком
и уровнем следующим образом. Поместив мостик на наиболее
изношенной части станины, которую находят по тому, что на
границах этой части пузырек уровня уклоняется как в одну, так
и в другую сторону (пусть это будет участок 4—5), перемещают
мостик с уровнем на следующий участок 5—6. Здесь определя-
ют показание уровня (пузырек отклоняется в сторону подъема)
и заносят это показание в специально составляемую таблицу-
график. Если пузырек отклонился, например, на три деления, то
Рис. 67. Проверка прямолинейности длинных направ-
ляющих с помощью струны и специального микро-
скопа
при цене деления 0,04 мм на 1000 мм и расстояниях между заме-
ряемыми участками 500 мм отклонение прямолинейности выра-
зится в 0,02X3 = 0,06 мм.
Далее располагают мостик с уровнем на участке 6—7 и так-
же записывают показание уровня. Если и здесь получен резуль-
тат 0,06 мм, значит действительное отклонение от прямолиней-
ности на участках 5—7 равно 0,12 мм.
Описанными приемами определяют общую непрямолиней-
ность направляющих.
Прямолинейность длинных направляющих, т. е. более
2500 мм, проверяют (рис. 67) при помощи натянутой струны и
специального микроскопа со шкалой делений высокой точности.
Микроскоп 2 устанавливают на мостике строго вертикально,
струну 3 (стальная проволока диаметром около 0,1 мм) при по-
мощи груза 5 натягивают на специальных кронштейнах 1 и 4,
прикрепленных к торцам станины. Все должно быть размещено
так, чтобы пересечение нитей окуляра микроскопа совместилось
141
с одной боковой образующей струны на обоих концах направля-
ющей. Когда это достигнуто, перемещают мостик в продольном
направлении и через каждые 500 мм замеряют показания по
шкале микроскопа, которые заносят в график.
Изношенные направляющие в форме ласточкина хвоста (на-
пример, у суппортов, столов) проверяют на параллельность с по-
мощью универсального приспособления с индикаторным устрой-
ством. Замеры производятся в нескольких местах по всей длине
направляющих. Величину износа находят по разности между
наибольшим и наименьшим показаниями индикатора.
Гидростатический и оптический методы
контроля плоскостности
Гидростатический метод контроля. В основу из-
мерения этим методом положен принцип сообщающихся сосу-
дов. Приспособление для контроля состоит из двух измеритель-
ных головок 4 (рис. 68, а), водяного 3 и воздушного 2 гибких
полихлорвиниловых шлангов.
Внутри головок установлены микрометрические глубиноме-
ры 1. При соединении головок воздушными и водяными шланга-
ми получается закрытая гидростатическая система. Воздушные
шланги поддерживают в системе одинаковое давление воздуха.
Для удобства наблюдения за соприкосновением наконечника
с поверхностью воды на головке установлено зеркало.
Соприкосновение наконечника с поверхностью воды хорошо
видно, так как резервуар головки состоит из стеклянного
цилиндра, установленного в металлическом корпусе с ок-
нами 5.
Процесс проверки заключается в следующем: одна из головок
устанавливается неподвижно посередине проверяемой поверхно-
сти, вторая перемещается по ней, и в заранее намеченных местах
производятся замеры уровня жидкости в головках. По разности
показаний обеих головок судят об отклонениях проверяемой по-
верхности от плоскостности.
Измерительные головки позволяют производить отсчет с точ-
ностью до 0,01—0,015 мм, причем точность измерения не зависит
от длины направляющих.
Весьма удобным и совершенным является оптический метод
контроля прямолинейности и горизонтальности направляющих
разной длины (рис. 68, б).
На станину устанавливается щелевой диск 2, а на стойку —
источник света 1. С противоположной стороны помещается оп-
тическая труба 3. Труба устанавливается горизонтально, и в то
же время ее оптическая ось должна совпадать с перекрестком
щелевого знака, расположенного на станине в положениях I и //.
Передвигая щелевой знак по горизонтальной направляющей и
142
поджимая подставку к боковой поверхности, следят за совпаде-
нием штрихов щелевого знака со штрихами окуляра оптической
трубы.
Отклонения от оптической оси в горизонтальной и вертикаль-
ной плоскостях отсчитываются измерительным устройством тру-
бы. По найденным отклонениям составляется график, характери-
зующий непрямолинейность направляющих станины.
Проверка прямолинейности и горизонтальности этим методом
производится с точностью 0,02—0,05 мм на длине 30—40 м.
Рис. 68. Гидростатический (а) и оптический (б) методы контроля
плоскостности
Оптический метод контроля с применением
коллиматора и зрительной трубы. Коллиматор заме-
няет щелевой знак и представляет собой трубу с источником све-
та 1 (рис. 69, а) и двумя прозрачными шкалами 2 и 3, предназ-
наченными для определения смещения и перекосов. Зрительная
труба (телескоп) имеет также прозрачную шкалу 4 с пересекаю-
щимися нитями (рис. 69, б).
Передвигая коллиматор по проверяемой поверхности, с по-
мощью телескопа производят отсчет отклонений направляющих
от оптической оси, которая представляет собой луч света, про-
ходящий через пересечения прозрачных шкал коллиматора и
143
шкалы телескопа. В первом положении (рис. 69, в) показано
совмещение пересечений шкалы, когда коллиматор настроен на
одном конце направляющих станины.
Последующее положение (рис. 69, г) отражает отклонения
направляющих станины от прямолинейности как в горизонталь-
ной, так и в вертикальной плоскостях.
Оптический метод контроля с помощью автоколлиматора *
наиболее точен и основан на смещении луча света, который вы-
Рис. 69. Оптический метод контроля плоскостности с применением
коллиматора и зрительной трубы:
а — коллиматор, б — зрительная труба, в — положение нитей пересечений
шкалы, когда коллиматор настроен на одном конце направляющих станины,
г — положение, отражающее отклонение направляющих станины как в гори-
зонтальной, так и в вертикальной плоскостях
ходит из оптической трубы и отражается от зеркала, передвига-
ющегося по проверяемой поверхности вместо щелевого знака.
По смещению отраженного от зеркала луча, возвращающегося
в систему автоколлиматора, определяют величину неровностей
проверяемой поверхности. Этот метод позволяет проверять пря-
молинейность направляющих на длине до 50 м.
Автоколлиматор (рис. 70) состоит из зрительной трубы 5 с
автоколлимационным устройством, держателя и основания 9.
* При коллимации производят взаимонаведение двух оптических систем,
до'биваясь совпадения или параллельности их визирных осей. При автоколли-
мации происходит самонаведение посылаемого светового луча оптической
системы на свою же визирную ось.
144
Объектив зрительной трубы заключен в оправку, которая
крепится в трубе на резьбе. На трубе имеются два пояса (вы-
ступа), за которые она крепится в кронштейне. В окулярную
часть ввернута переходная втулка 3 для крепления оптического
окуляр-микрометра 2. Сверху к переходной втулке привернут
конус 4, несущий лампочку освещения с патроном, конденсатор,
светофильтр и автоколлимационную марку.
6)
Рис. 70. Автоколлиматор АКТ-400:
о —оптический окуляр, б — схема оптики
Оптический окуляр-микрометр заключен в корпусе Т
(рис. 70, а), его секундная шкала жестко связана с положитель-
ной линзой компенсатора и перемещается в направляющих ка-
ретки относительно минутной шкалы ±3 мм от среднего поло-
жения.
Это перемещение осуществляется вращением маховичка.
Держатель состоит из кронштейна 7 и седла 6, скрепленных
между собой пружинящей пластинкой. Седло крепится в колон-
ке 8 при помощи резьбы.
Колонка перемещается в основании и закрепляется в необхо-
димом по высоте положении зажимным винтом. Точная горизон-
145
тальная наводка производится поворотом трубы вокруг верти-
кальной оси вращения установленных винтов 11. Точная верти-
кальная наводка осуществляется поворотом кронштейна с
трубой вокруг горизонтальной оси с помощью винта 10. Во избе-
жание мертвого хода установочные винты вращаются в разрез-
ных втулках. Плотность резьбового соединения может регулиро-
ваться затяжной гайкой.
Схема оптики с осветительной системой представлена на
рис. 70, б.
Пучок лучей от источника света 1, пройдя конденсатор 2 и
светофильтр 3, попадает на автоколлимационную марку 4 и зер-
кало 5.
Лампочка освещения помещена в фокусе конденсатора, по-
этому лучи после конденсатора идут параллельными пучками,
освещая всю марку. Марка представляет собой пластинку, со-
стоящую из двух склеенных между собой стекол, одно из кото-
рых покрыто серебряным фильтром. На этом фильтре выграви-
рована автоколлимационная марка — два взаимно перпендику-
лярных штриха, образующих перекрестье. Зеркало 5, изменяя
ход пучка лучей на 90°, направляет его на призму-куб 10, склеен-
ную из двух прямоугольных призм. В плоскости склейки нанесен
слой, отражающий 41% света. Развернутое расстояние от светя-
щегося перекрестья до объектива 11 равно его фокусному рас-
стоянию, поэтому лучи выходят из объектива параллельными
пучками и, отразившись обратно от фиксированной поверхности,
собираются объективом в его фокальной плоскости, пройдя
сквозь призму-куб по направлению к окуляру 6.
В фокальной плоскости объектива помещен оптический оку-
ляр— микрометр, включающий в себя линзы компенсатора 9,
секундную шкалу 8 и минутную шкалу 7.
Оптическим окуляром-микрометром фиксируется смещение
изображения светящейся марки. Для дополнительной подсветки
поля зрения прибора при отсчете показаний имеются лампоч-
ки 12, светофильтр 13 и зеркало 14.
Определение величины износа шеек валов и внутренних
поверхностей
Износ шеек валов, шпинделей и осей замеряют штангенцир-
кулем, а с большей точностью-— микрометром. На рис. 71, а по-
казано измерение микрометром шейки коленчатого вала.
Измерение выполняют в нескольких местах, определяя оваль-
ность по диаметру шейки в одном сечении (рис. 71, б), а по дли-
не шейки (рис. 71, в) —конусность.
Изогнутость небольших валов можно проверить индикато-
ром. Вал укладывают на призму (рис. 71, г) и, медленно его по-
ворачивая, наблюдают за показаниями стрелки индикатора.
146
Длинные валы проверяют индикатором так же, как короткие,
но укладывают их на две призмы, расположенные недалеко от
концов вала. Изогнутость валов с исправными центровыми гнез-
дами выявляют, устанавливая валы в центрах токарных стан-
ков.
Рис. 71. Определение величины износа и изогнутости валов
Большие и тяжелые валы для проверки индикатором укла-
дывают на две опоры — подшипники качения (рис. 71, д').
При определении величины изогнутости важно получить
устойчивые показания индикатора. Для этого опоры и индика-
тор устанавливают на жестком основании. Показания индика-
тора необходимо разделить на два, так как при вращении .вала
окружность проверяемой шейки отклоняется как в плюсовую,
147
так и в минусовую сторону, в результате чего величина изогну-
тости оси вала удваивается.
Износ внутренних поверхностей цилиндров, подшипников,
втулок замеряют микрометрическими или индикаторными нутро-
мерами. При пользовании индикаторными нутромерами получа-
ют необходимый результат сравнением проверяемых размеров
с размерами образца, которым может быть калибр-кольцо. При
замерах износа отверстий (например, во втулках, в цилиндрах)
Рис. 72. Измерение износа внутренней
поверхности цилиндра индикаторным
нутромером
принимаются за образец не-
изношенные части поверхно-
стей отверстий.
Индикаторный нутромер
позволяет с высокой точно-
стью проверять конусность
и овальность отверстий. Как
показано на рис. 72, он снаб-
жен подвижным измеритель-
ным стержнем 1, который
дополняется сменным нако-
нечником 2, подбираемым в
зависимости от диаметра от-
верстия и закрепляемым не-
подвижно. Стержень связан
с индикатором прибора ры-
чажной системы.
При измерении нутроме-
ром осторожно вводят его
измерительную часть в про-
веряемое отверстие, устанав-
ливая ее на неизношенный
участок. Медленно покачи-
вая прибор, как показано на
рис. 72, следят за движением
стрелки индикатора прибо-
ра. Цель наблюдения — уло-
вить момент, когда стрелка
приостановит свое движение
и слегка отклонится в обрат-
ную сторону. Зафиксировав
остановку стрелки, повора-
чивают к этому месту шкалу
индикатора и совмещают с
концом стрелки нулевое де-
ление шкалы. Это значит,
что нутромер установлен на
номинальный размер отвер-
стия.
148
Теперь измерения нутромером при любом перемещении его
нижней части в отверстии по окружности и по высоте будут по-
казывать те или иные отклонения от номинального размера.
Стрелка индикатора будет двигаться от нуля против часовой
стрелки при плюсовых отклонениях и по ходу часовой стрелки
при минусовых отклонениях.
Определение величины износа зубчатых колес
Износ деталей зубчатых передач замеряют щупами (пла-
стинками), вводя то одну, то другую пластинку меж зубьев сцеп-
ленной пары. Величина зазора, образовавшегося между зубья-
ми двух колес, равна толщине той
пластинки, которая входит в зазор
достаточно туго.
Износ зубьев обычно определя-
ют штангензубомером (рис. 73), со-
стоящим из двух взаимно перпенди-
кулярных шкал 1 и 5 (шкала 1 слу-
жит для определения высоты h' го-
ловки зуба, а шкала 5 — для изме-
рения толщины а зуба), двух нони-
усов с движками, двух губок и упо-
ра.
Чтобы найти величину износа, устанавливают упор 3 с но-
ниусом 2 на нормальную высоту согласно формуле h'—tn (см.
табл. 6). Закрепив упор с нониусом в этом положении винтом,
ставят штангензубомер на окружность выступа зуба и сдвига-
ют его губки до соприкосновения их с профилем зуба. Исксгмый
размер отсчитывают по шкале нониуса 4.
149
Разность между толщиной а зуба нового колеса и фактиче-
ской шириной, показанной штангензубомером, и есть величина
износа зуба.
Выше были рассмотрены отдельные способы определения из-
носа деталей машин. Наряду с ними существуют и различные
другие способы, приборы и инструменты, к которым в ремонт-
ном деле прибегают в особых случаях.
§ 28. ПРЕДЕЛЬНЫЕ ИЗНОСЫ
Для повышения долговечности оборудования очень важно
знать и уметь назначать величины предельных износов для раз-
личных деталей машин. Точно установить величины предельных
износов для всех многочисленных видов деталей в станках и ма-
шинах самых разнообразных типов и назначений, исходя из
предъявляемых к ним специфических требований, — задача
трудная.
Ниже для примера приводятся нормы износа некоторых де-
талей, взятые из практики ремонтных служб заводов.
Износ направляющих считают предельным: для станков по-
вышенной точности (прецизионное оборудование) 0,02—0,03 мм
на длине 1000 мм, а для оборудования нормальной точности
0,1—0,2 мм на длине 1000 мм.
Износ шеек валов, работающих в подшипниках скольжения
(втулках) без компенсирующих устройств, в коробках подач, в
фартуках и других подобных механизмах, допускается в преде-
лах 0,001—0,01 диаметра вала в зависимости от его точности.
Соответствующие данные приведены в табл. 10.
Таблица 10
Допускаемые без ремонта зазоры в узлах вал — подшипник, мм
Диаметр вала в мм Узлы неответ- ственные Узлы ответственные, работающие прн скоростях вращения вала
менее 1000 об/мин | более 1000 об',мин
и удельной наг эузке в кг!см2
до 30 свыше 30 до 30 свыше 30
50—80 0,5 0,20 0,10 0,30 0,15
80-120 0,8 0,25 0,15 0,35 0,20
120—180 1,2 0,30 0,20 0,40 0,25
180-260 1,6 0,40 0,25 0,60 0,35
260—360 2,0 0,50 0,30 0,70 0,45
Допустимый износ шеек шпинделей — от 0,01 до 0,05 мм —
зависит от точностных требований, предъявляемых к станку.
Износ шеек валов под подшипники качения не должен превы-
150
шать 0,03—0,04 мм, а износ шлицев по ширине — 0,1 —
0,15 мм.
В зубчатых передачах допускаются величины износа зубьев
по толщине, приведенные в табл. 11.
Таблица 11
Значение предельно допустимых износов стальных * зубчатых колес
Режимы работы Окружная скорость в м!сек Максимальный предельный'износ в % к номинальной толщине зуба на начальной окружности'при ремонтах
малом среднем капиталь- ном
Передача мощности в одном па- До 2 20 15 10
правлении без ударной нагрузки 2-5 15 10 6
Свыше 5 10 7 о
Передача реверсивная при удар- До 2 15 10 5
ной нагрузке 2-5 10 5 5
* Для чугунных зубчатых колес приведенные в табл. 11
на 30%.
данные уменьшаются
Контрольные вопросы
1. Что ускоряет износ оборудования и каковы пути уменьшения износа?
2. К каким последствиям приводит износ деталей машин?
3. Какие меры принимаются для уменьшения износа направляющих стан-
ков?
4. Объясните сущность механического, молекулярно-механического и кор-
розийного износов.
5. Какие виды трения существуют в механизмах?
6. Как определяется износ деталей?
7. Какую работу проводит слесарь-ремонтник по повышению- долговеч-
ности оборудования?
ГЛАВА VIII
ПУТИ И СРЕДСТВА ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ
ОБОРУДОВАНИЯ
§ 29. ОСНОВНЫЕ ФАКТОРЫ, УВЕЛИЧИВАЮЩИЕ
ПРОДОЛЖИТЕЛЬНОСТЬ РАБОТЫ ОБОРУДОВАНИЯ МЕЖДУ
РЕМОНТАМИ
Народное хозяйство СССР ежегодно теряет много миллио-
нов рублей из-за простоев машин и станков в связи с преждевре-
менным износом и выходом их деталей из строя. Чтобы по роз-
можности уменьшить эти потери, производственный и ремонт-
151
ный персонал передовых предприятий ведет настойчивую борьбу
за продление времени работы оборудования между ремонтами.
Долговечность и бесперебойная работа оборудования обес-
печиваются прежде всего соблюдением правил его эксплуатации
и ухода за ним. Эти правила сводятся в основном к следующему:
1) оборудование должно использоваться в соответствии с его
назначением и его техническими характеристиками;
2) уборку машин и станков, чистку механизмов и деталей
следует делать, строго придерживаясь имеющихся на то инст-
рукций;
3) для смазки машин и станков нужно применять масла уста-
новленных марок и производить смазку в сроки, указанные в
карте смазки;
4) недостатки в механизмах необходимо своевременно выяв-
лять и немедленно устранять;
5) регулирование машин должно производиться точно в уста-
новленные сроки.
На многих предприятиях у станков вывешены таблички и
даже инструкции, напоминающие об уходе за узлами станков.
Таблички гласят: «Щиток снимать для очистки направляющих»,
«Принудительная смазка направляющих», «Следить за уровнем
масла в фартуке» и т. д. У каждого станка должна быть карта
смазки.
Чтобы уменьшать трение в механизмах и этим увеличивать
срок службы деталей, необходимо выполнять ряд существенных
условий:
1) добиваться требуемой чистоты обработки рабочих поверх-
ностей у восстановленных после износа деталей, а также при из-
готовлении новых деталей;
2) наносить износостойкие покрытия на поверхности деталей
как восстановленных, так и новых;
3) повышать твердость рабочих поверхностей деталей упроч-
нением их различными способами;
4) компенсировать износ деталей;
5) обеспечивать хорошую, полную смазку трущихся поверх-
ностей;
6) защищать рабочие поверхности сопряженных деталей от
попадания на них металлической пыли и стружки.
§ 30. ЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ТРЕНИЯ
ДЛЯ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ
Основной показатель качества трущихся поверхностей — это
чистота их обработки, которая характеризуется величиной не-
ровностей, т. е. чередующихся между собой гребешков и впадин
сравнительно небольшого шага и небольшой высоты. Чем чище
обработана поверхность, т. е. чем выше ее класс чистоты, тем
152
меньше эти неровности, или, как принято говорить, меньше ше-
роховатость поверхности. Проверка шероховатости поверхности
(в условиях ремонтного цеха) производится визуально путем
сравнения с эталонами чистоты поверхности.
От того, насколько правильно выбран класс чистоты, в боль-
шой степени зависит износоустойчивость трущихся поверхностей.
Класс чистоты выбирают исходя из конкретных условий изна-
шивания сопряженных поверхностей. Чем большее удельное
давление эти поверхности испытывают и чем меньший слой мас-
ла между ними, тем меньше должна быть шероховатость поверх-
ностей для того, чтобы они работали в условиях жидкостного
трения.
Для уменьшения интенсивности износа поверхности подвер-
гают чистовому шлифованию, полированию и так называемой
сверхдоводке. Однако это обходится дорого, а потому к такой
обработке поверхностей прибегают только в случаях, когда рас-
четы показывают ее экономическую выгодность.
Качество механически обработанных поверхностей улучшают
приработкой деталей по окончании ремонта машины или станка.
Приработка поверхностей трения особенно важна для втулок,
подшипников, зубчатых колес и других подобных деталей. Сна-
чала ее вфут вхолостую, а затем с приложением нагрузки, ко-
торую постепенно увеличивают.
Детали в процессе приработки сначала соприкасаются вер-
шинами гребешков, общая поверхность которых, разумеется,
значительно меньше всей площади деталей. Поэтому на верши-
ны гребешков приходится увеличенная удельная нагрузка —под
ее действием гребешки сминаются и выкрашиваются. В даль-
нейшем поверхность контакта непрерывно увеличивается и ин-
тенсивность изнашивания уменьшается. Чтобы ускорить процесс
приработки, иногда пользуются притирочной пастой.
§ 31. ПОВЫШЕНИЕ ДОЛГОВЕЧНОСТИ ПОВЕРХНОСТНЫМ
УПРОЧНЕНИЕМ ДЕТАЛЕЙ
Упрочнение обкаткой
У ряда деталей (валов, подшипников, направляющих) изно-
соустойчивость трущихся поверхностей можно увеличить обкат-
кой их роликами или шариками. Этой обработке подвергают
новые незакаленные детали, заглаживая у них неровности, ос-
тавшиеся после механической обработки, и уплотняя их поверх-
ность.
Для обкатки в резцедержателе токарного или строгального
станка закрепляют державку со специальным роликом, закален-
ным и гладко отполированным. Станок настраивают на механи-
153
ческую подачу. Обкатку ведут, прижимая ролик к упрочняемой
поверхности, с усилием, необходимым для ее наклепа. Первые
проходы выполняют с большей подачей, остальные — с меньшей
подачей. После 3—4 проходов деталь приобретает гладкую по-
верхность высокой чистоты и повышенную твердость.
Для обкатки роликом рабочих поверхностей валов применя-
ют различные приспособления. Одно из них показано на
рис. 74, а. Оно состоит из ролика 1, смонтированного на шарико-
подшипниках и вводимого в соприкосновение с валом 4, оси 2 и
державки 3. Вал в процессе обкатки вращается, а суппорт вме-
сте с державкой перемещается в продольном направлении.
Рис. 74. Приспособления для поверхностного упрочнения обкаткой:
а — наружных поверхностей, б — внутренних поверхностей
Ролик изготовляют из высокохромистой стали, закаливаемой
до твердости 58—65 RC. Рабочую поверхность ролика полируют,
так что она соответствует 12-му классу чистоты. Скорость обка-
тывания на чистоту упрочняемой поверхности не влияет, поэто-
му она может превышать даже 50 м/мип- Удельное давление
ролика может колебаться в широких пределах (от 50 до
150 кГ)мм2) в зависимости от прочности материала вала, диа-
метра ролика, требуемой чистоты упрочненной поверхности и не-
которых других условий.
Обкатывание обычно производится всухую за несколько про-
ходов после чистовой обработки детали; наклепываемую поверх-
ность предварительно очищают от стружки, пыли и грязи.
У валов и осей обрабатывают также все закругления и гал-
тели.
Качество упрочнения обкаткой зависит от величины давления
ролика на деталь, чистоты обработки детали и физических
ствойств металла, а также от величины подачи и числа прохо-
дов. Малые подачи дают лучший результат; проходов должно
быть 3—4; при большем числе проходов возможен отрицатель-
ный эффект.
154
Обкатывание роликами валиков небольших диаметров и зна-
чительной длины на токарном станке ведут при помощи люнета
с роликовыми опорами, чтобы предотвратить изгиб валиков.
По данным Московского экспериментального научно-исследо-
вательского института металлорежущих станков (ЭНИМС), об-
катыванием увеличивают износостойкость поверхности направ-
ляющих чугунных станин примерно в 1,5—2 раза. На ряде
заводов обкатыванием повышают поверхностную твердость де-
талей (плунжеров, штоков, валов и др.) на 15—20%.
Чистота поверхности детали возрастает с 5—6-го класса до
7—9-го класса.
Специальные приспособления применяют для упрочнения
внутренних поверхностей подшипников и цилиндров. Приспособ-
ление, показанное на рис. 74, б, закрепляют резьбовым хвосто-
виком 1 в борштанге. Введя его затем в подшипник или цилиндр,
уплотняют их внутреннюю поверхность шариками 3. Гайкой 2
несколько изменяют при надобности расстояние между шарика-
ми в диаметральном направлении. При обкатке поверхностей
деталей роликовыми или шариковыми оправками происходит
некоторое изменение исходных размеров, например диаметр
шейки вала уменьшается, а внутренний диаметр втулки увели-
чивается. Поэтому прогонку сопрягаемых деталей нужно произ-
водить по размерам, получаемым после обкатки.
ч»
Поверхностная термообработка деталей
Поверхностной закалкой сообщают трущимся поверхностям
высокую твердость, оставляя вязкой и мягкой сердцевину дета-
лей. Очень хороший результат дает поверхностная закалка с на-
гревом токами высокой частоты (т. в. ч.). При этом способе на-
грева деталь помещают внутри трубчатой спирали (индуктора),
состоящей из красномедных перфорированных трубок, охлаж-
даемых проточной водой. Генератором высокой частоты, машин-
ным или ламповым, в индукторе возбуждается ток. Деталь ока-
зывается в магнитном поле. В детали возбуждаются вихревые
токи, которые концентрируются у поверхности, нагревая ее.
Тепло, выделяющееся при этом, в течение 3—10 сек поднимает
температуру нагреваемого участка детали до 900—1000° С, и
этот участок тут же закаливается водой.
Закалка с нагревом токами высокой частоты имеет много до-
стоинств:
1) можно регулировать толщину закаливаемого слоя в преде-
лах 0,5—2,5 мм;
2) благодаря быстроте нагрева коробление деталей незначи-
тельно;
3) почти нет окалины;
155
4) нагревают и закаливают только те участки поверхности
деталей, которые требуют термической обработки;
5) термообработка не только протекает ускоренно, благода-
ря чему сокращается общая длительность изготовления (напри-
мер, зубчатых колес, шлицевых валиков и других деталей), она
обеспечивает высокое качество закалки при малой стоимости
операции;
6) обеспечивает возможность полной автоматизации процес-
са закалки.
На установках для поверхностной закалки с нагревом токами
высокой частоты с успехом закаливают и чугунные направляю-
щие станин металлорежущих станков. Твердость закаленной
поверхности находится в пределах 48—56 RC, глубина закалки
достигает 3,5 мм. Продолжительность закалки, например, ста-
нины станка 1К62 составляет всего 60—70 мин.
Ремонтная практика ряда заводов показывает, что высоко-
частотная закалка удлиняет сроки службы деталей в 3—4 раза.
Она особенно ценна тем, что повышает износостойкость ответст-
венных деталей, работающих с ударной нагрузкой или с удель-
ными давлениями выше 75 кГ{см2 (например, зубья колес, шли-
цевые гайки, пальцы, кулачки и др.). Однако закалку т. в. ч.
выгодно применять только на заводах, где практикуется серий-
ная закалка ремонтируемых направляющих, зубьев зубчатых
колес и других деталей.
Поверхностное упрочнение производится и различными дру-
гими способами, помимо описанных. К ним, в частности, отно-
сятся наплавка твердых сплавов и электроискровое упрочнение.
§ 32. УВЕЛИЧЕНИЕ СРОКА СЛУЖБЫ УЗЛОВ ПРИМЕНЕНИЕМ
ДЕТАЛЕЙ-КОМПЕНСАТОРОВ ИЗНОСА
Долговечность оборудования, возможность сокращения объе-
мов ремонтных работ во многом зависят от того, применяются
ли устройства, компенсирующие износ деталей. Этими устройст-
вами чаще всего являются детали-компенсаторы, тем или иным
способом погашающие износ оборудования.
Существуют детали-компенсаторы сменные (втулки, планки,
кольца) и подвижные (клинья, конусные втулки и др.).
Пользуясь теми или другими, можно сохранять в соединени-
ях частично изношенные детали, не нарушая точности этих со-
единений.
Прижимные планки (рис. 75). При их помощи сохра-
няют неизменным характер движения деталей станка. Планку
обычно скрепляют неподвижно с одной из сопрягаемых дета-
лей— кареткой, столом и др., а трущейся поверхностью ее со-
прягают с направляющей другой детали (станины, колонны
156
2 j
1 ?
Рис. 75. Прижимные планки:
а — нерегулируемые, б, в и г —с регулирующими устройствами; / — планки, 3 и 3 —
изнашивающиеся поверхности, 4 —- крепежные винты, 5 — установочные (регулирующие)
винты, к—допускаемый зазор
а — прямоугольный (/ и
сопрягаемые с клином),
ладкой (1 — слой клея.
2 — поверхности деталей,
б — ромбовидный с нак-
2 — клин, 3 — накладка)
и др.) - Каждую прижимную планку используют при ряде ремон*
тов, а если нужно, то ее изготовляют вновь.
Клинья (рис. 76) имеют то же назначение, что и прижим-
ные планки. Для того чтобы устранить зазор и этим обеспечить
нормальную работу деталей, клин продвигают на необходимую
величину регулирующим винтом.
§ 33. УЛУЧШЕНИЕ СМАЗКИ КАК ВАЖНАЯ МЕРА БОРЬБЫ
С ИЗНОСОМ ОБОРУДОВАНИЯ
Одна из основных мер борьбы с износом деталей машин и
станков за повышение долговечности оборудования — это свое-
временная смазка трущихся поверхностей деталей, осуществляе-
мая при помощи смазочных устройств и соответствующими сма-
зочными материалами.
Смазочные устройства
Смазочные устройства разделяются на индивидуальные
и централизованные. К первой из этих двух групп при-
надлежат масленки различных конструкций, применение кото-
рых при обслуживании машин и станков отнимает много време-
ни. Это особенно ощущается в тех случаях, когда на машине
много масленок и они находятся на значительных расстояниях
друг от друга.
Централизованная смазка производится с помощью насосов
ручным или автоматическим способом. Через трубки-маслопро-
воды масло нагнетается непосредственно к трущимся поверх-
ностям или в центральный распределитель — маслосборник,
откуда оно самотеком поступает к местам смазки. Централизо-
ванная смазка совершеннее индивидуальной, так как при этой
системе механизмы смазываются лучше, вместе с тем эконо-
мится время на обслуживание машин.
Устройства для индивидуальной смазки. Ре-
зервуарная масленка показана на рис. 77, а. В ее нижней части
сделана набивка из войлока или шерстяных ниток, препятству-
ющая попаданию пыли к месту смазки. Толщина слоя набивки
подбирается с таким расчетом, чтобы к месту смазки подава-
лось в единицу времени определенное количество масла.
Непрерывно действующая масленка другой конструкции —•
фитильная — показана на рис. 77, б. Из нее масло в нужных
количествах попадает к месту смазки через фитиль 1, очищаясь
в нем от грязи. Конец фитиля, помещаемый у места смазки,
всегда расположен ниже конца, находящегося в резервуаре 2
масленки. Количество подаваемого масла зависит от толщины
фитиля и плотности его посадки в канале масленки. Чем плот-
нее он посажен в этом канале, тем меньше подача масла.
158
WWW.
Рис. 77. Масленки индивидуальной смазки
Фитиль изготовляют из шерстяных ниток и вводят в специ-
альную петлю 4, сделанную из мягкой тонкой проволоки. При
помощи петли, а также усиков 5 фитиль устанавливают на ту
или иную глубину в канале 3 масленки. Загрязненный фитиль
заменяют новым.
В'тех случаях когда смазка должна производиться точными
дозами масла (например, смазка шпинделей шлифовальных
станков), применяются капельные масленки (рис. 77, в). Коли-
чество подаваемого масла в них регулируют подвинчиванием
гайки 1. Масло поступает к смазываемым рабочим поверхно-
стям через отверстие 3, сечение которого увеличивается или
уменьшается в зависимости от положения иглы 2, закрывающей
это отверстие. Подвинчивая гайку 1, тем самым поднимают или
опускают связанную с ней иглу. О количестве подаваемого
масла судят по частоте падения капель, видимых через смотро-
вой глазок 4 у основания масленки. Выход масла начинает
уменьшаться с понижением его уровня в резервуаре больше
чем на Уз его высоты.
Для подачи густой смазки, например тавота, служит колпач-
ковая масленка, или тавотница (рис. 77, а). Завинчиванием
колпачка масленки создают давление, под действием которого
густая смазка попадает к смазываемой поверхности.
Во многих станках и машинах зубчатые колеса коробок ско-
ростей работают в масляной ванне. Следить за уровнем масла
в ванне помогает маслоуказатель той или иной конст-
рукции.
В промышленности широко применяется трубчатый масло-
указатель (рис. 78), работающий по принципу сообщающихся
сосудов. Указатели этого типа выпускают с высотой стеклянной
трубки (размер Н на рисунке), равной 75, 100 и 150 мм. Одна-
ко трубчатые указатели увеличивают габариты машины, кроме
того, они легко повреждаются при эксплуатации; в этом их не-
достатки.
Недостатков трубчатых маслоуказателей лишены встроен-
ные в смазываемый узел маслоуказатели фонарного типа —
круглые или удлиненной формы (рис. 78, б). Вторые применя-
ются при значительных объемах масла. Если уровень масла а
резервуаре может изменяться в больших пределах, ставят два
круглых маслоуказателя один над другим. В этих случаях наи-
меньший допустимый уровень определяют по нижнему масло-
указателю, а границу наибольшего наполнения — по верхнему.
На рис. 78, в схематически изображен маслоуказатель жез-
лового типа. Он удобен тем, что при остановке машины можно
вынуть из гнезда жезл прибора и, протерев его чистой тряпкой,
вставить в гнездо, снова вынуть и по следам масла, которые
останутся на жезле на уровне контрольной риски, можно опре-
делить, достаточно ли масла в ванне.
160
1
'О
трубчатый (/ уплотнительная шайба, 2 — штуцер, 3— трубка с прорезями, 4—стеклянная трубка, 5 — крышка, 6— пробка),
фонарного типа (/ корпус, 2— глазок, 3—винты, 4уплотнительные прокладки), в—жезловой
На жезле можно нанести две риски, показывающие пределы
минимального и максимального допустимого уровня масла в
картере.
Уровень масла в масляной ванне можно проверять также
при помощи пробных краников, контрольных пробирок и дру-
гих подобных устройств.
Устройства для централизованной смазки.
Централизованная подача масла к смазываемым точкам осуще-
ствляется, как уже указывалось, под давлением. Это давление
создается одним или несколькими насосами, причем нагнетае-
мое ими масло циркулирует по замкнутой кольцевой системе.
В централизованных системах обычно устанавливаются два
насоса — рабочий и резервный, благодаря этому обеспечивается
бесперебойная подача масла к смазываемым точкам. Насосы
могут быть шестеренчатыми или других типов. Централизован-
ные смазочные системы с шестеренчатыми насосами рассчита-
ны на обслуживание сравнительно небольшого количества
узлов трения. Для подачи смазки к многочисленным точкам
целой группы машин, связанных между собой технологическим
процессом (например, механизмы прокатных станов), устраива-
ются автоматические системы централизованной смазки, в ко-
торых масло очищается, охлаждается и автоматически подается
в необходимых количествах к узлам трения.
Какие бы смазочные устройства ни применялись, -необходи-
мо следить за тем, чтобы они всегда действовали надежно. Кро-
ме того, должны употребляться те смазочные материалы, кото-
рые рекомендованы для данной поверхности.
Смазочные материалы
Смазочные масла и мази, обычно минеральные, должны от-
вечать ряду показателей, в том числе показателю вязкости. Под
вязкостью понимают способность масла оказывать сопротивле-
ние перемещению одного слоя жидкости относительно другого.
О вязкости масла судят по длительности истечения в минутах
определенного количества масла данного сорта через отверстие
установленного сечения при температуре 50 или 100° С.
За величину вязкости принято отношение времени истечения
масла ко времени истечения такого же количества воды через
отверстие такого же сечения при определенной температуре. Эта
величина характеризует вязкость масла в градусах Энглера и
обозначается Е 50 или Е 100. Число 50 и 100 — температура мас-
ла, при которой установлен показатель вязкости. С понижением
температуры и повышением давления вязкость масел возра-
стает.
При подборе смазки для машин руководствуются следующи-
ми соображениями:
162
1. Быстроходные механизмы необходимо смазывать масла-
ми пониженной вязкости. Если же применять масла повышен-
ной вязкости, будет расходоваться излишняя энергия на то,
чтобы преодолеть сцепление частиц смазочного материала.
Кроме того, соприкасающиеся поверхности деталей будут на-
греваться сильнее обычного.
2. Тихоходные механизмы, работающие под большими на-
грузками, нужно смазывать маслами высокой вязкости или же
густыми (консистентными) смазками, которые представляют
собой смеси минерального масла с каким-нибудь загустителем,
например кальциевым, либо воском, парафином и др. Приме-
нение в механизмах, работающих с большими нагрузками, а
также с меняющимся направлением движения, недостаточно
вязких масел неизбежно ведет к выдавливанию смазки, т. е. к
нарушению нормальной смазки между трущимися поверхно-
стями.
3. Тяжело нагруженные тихоходные механизмы, работающие
при высокой температуре, следует смазывать твердыми смазоч-
ными материалами, к которым относятся, например, тальк, гра-
фит, слюда.
Смазочные масла насчитывают очень много видов и сортов.
В табл. 12 приводятся данные о некоторых видах масел.
Таблица 12
Название новых марок масел Название ста- рых марок масел Вязкость по Энглеру при температуре 50°С Применение масла
УНЗ* (ГОСТ 1840- 51) Вазелино- вое Т 1,4-1,7 Для шпинделей шлифо- вальных станков (12 000 — 15 000 об/мин), мелких шари- ко- и роликоподшипников и др.
Индустриаль- ное 12 (ГОСТ 1707— 51) Веретен- ное 2 2,0-2,2 Для охлаждения метал- лорежущих инструментов, шпинделей шлифовальных станков (до 10 000 об/мин), гидравлических систем лег- ких металлообрабатывающих станков, шарико- и ролико- подшипников и др.
Индустриаль- ное 20 (ГОСТ 1707— 51) Веретен- ное 3 2,8-3,2 Для подшипников с коль- цевой смазкой центробежных насосов, гидравлических по- дач станков, шпинделей шлифовальных станков (до 1500 об/мин), для охлаждения металлорежущих инструмен- тов, как закалочная жидкость при термообработке
163
Продолжение табл. 12
Название новых марок масел Название ста- рых марок масел Вязкость по Энглеру при температуре 50°С Применение масла
Индустриаль- ное 20В (ГОСТ 2854- 51) Веретен- ное ЗВ 2,8—3,2 Заменитель масла вере- тенного 3 для охлаждения инструментов при механи- ческой обработке и как за- калочная жидкость при тер- мообработке
Индустриаль- ное 30 (ГОСТ 1707— 51) Машинное Л 4,0-4,5 Для машин и металло- обрабатывающих станков, ра- ботающих с большой нагруз- кой и малой скоростью, под- шипников с кольцевой смаз- кой, ножниц и прессов хо- лодной и горячей резки и др.
Индустриаль- ное 45 (ГОСТ 1707— 51) Машинное С 5,5—7,0 Для металлообрабатываю- щих станков, ковочных и ги- бочных машин, роликовых ножниц, правильных станков, прессов. Для заливки гид- равлических систем передач в тяжелых металлообрабаты- вающих станках, для смазки червячных передач станков
Индустриаль- ное 45В (ГОСТ 2854— 51) Машинное СВ 5,5-7,0 Заменитель масла машин- ного С
Индустриаль- ное 50 (ГОСТ 1707- 51) Машинное СУ 6,0-7,5 Для машин и станков, ра- ботающих с большой нагруз- кой и малой скоростью, для механизмов, работающих в помещениях с высокой тем- пературой
Цилиндровое И (ГОСТ 1841 — 51) Цилиндро- вое 2 1,8-2,2 при 100°С Для тихоходных механиз- мов, работающих с большой нагрузкой, для червячных передач тяжелых станков и др.
* УНЗ — смазка универсальная, иизкоплавкая, защитная.
164
§ 34. СПОСОБЫ ЗАЩИТЫ НАПРАВЛЯЮЩИХ
ОТ ИЗНОСА
Износ открытых направляющих происходит наиболее интен-
сивно, когда металлическая пыль, в первую очередь чугунная,
смешиваясь с маслом, попадает между направляющими стани-
ны и каретки. Проникновение грязи усиливается, если направ-
ляющие в каком-нибудь месте имеют хотя бы небольшой износ.
Неизбежен износ направляющих и при защемлении стружки
между их поверхностями.
Простейшее средство защиты направляющих от пыли — это
фетровые уплотнения, прикрепляемые к торцам салазок, столов
и других частей станка (рис. 79, а). Однако эти уплотнения
быстро засоряются, вбирают в себя стружку и тогда превра-
щаются в своего рода притир, ускоряющий истирание поверх-
ности. Этого можно избежать, если фетр не реже раза в неделю
промывать в чистом керосине. Окончательно засоренный фетр
заменяют новым.
Более совершенна защита направляющих щитками, кото-
рые предохраняют их не только от загрязнения, но и от цара-
пин и забоин. Щитки должны быть прочными, легко сниматься
или откидываться.
Откидной щиток показан на рис. 79, б. К нему (дет. 1) с
нижней стороны прикреплены винтами 5 планки 2 из чугуна,
изготовленные по форме направляющей. Прижимом 3 укреплен
войлок 4, к прижиму приварен уголок 6, служащий поводком
щитка при перемещениях каретки. На многих современных
станках (шлифовальных, заточных и др.) применяются защит-
ные устройства с гармошкообразными защитными растяжными
мехами. Достоинствами таких устройств являются: малый вес,
достаточная долговечность, хороший внешний вид и хорошая
защита поверхностей от пыли.
Меха изготовляются из картона, оклеенного дерматином, из
кожи, прорезиненной ткани, брезента и др.
Эффективным средством снижения интенсивности изнаши-
вания направляющих станин является применение принуди-
тельной смазки.
Контрольные вопросы
1. Какое влияние на износ деталей оказывает качество обработанных ра-
бочих поверхностей?
2. Что требуется для обеспечения хорошей смазки трущихся мест дета-
лей?
3. Какие свойства смазочных материалов характеризуют их качество?
4. Каковы преимущества и недостатки отдельных видов применяемых
смазочных устройств?
165
5. По каким признакам подбираются смазочные материалы для смазки
оборудования?
6. В чем заключается сущность поверхностного упрочнения деталей и как
это осуществляется практически?
ГЛАВА IX
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ВОССТАНОВЛЕНИЯ
ДЕТАЛЕЙ МАШИН
На многих заводах изношенные детали машин восстанавли-
вают. Стоимость восстановления обычно составляет от 15 до
40% стоимости новых деталей.
Восстановление деталей способствует значительной эконо-
мии легированных и цветных металлов.
Детали, как правило, могут быть восстановлены несколькими
способами. Из них выбирают тот, который наиболее выгоден в
условиях данного предприятия для данных деталей, и при этом
исходят из величины и характера износа, материала детали.
Восстановленная деталь должна быть достаточно долговечной
и надежной в эксплуатации.
В ремонтной практике применяются следующие основные
способы восстановления изношенных деталей: 1) сварка и
наплавка; 2) металлизация; 3) хромирование; 4) осталивание;
5) склеивание; 6) восстановление деталей при помощи пласти-
ческих деформаций (см. § 31).
Сломанные детали восстанавливают газовой, электрической и
кузнечной сваркой, а также механическим способом, т. е. нало-
жением заплат, накладок, стяжек и т. д.
§ 35. ПРИМЕНЕНИЕ РУЧНЫХ СПОСОБОВ СВАРКИ
И НАПЛАВКИ
Сваркой заваривают трещины и пробоины и устраняют не-
которые другие дефекты оборудования, а также восстанавлива-
ют поломанные детали. Нередко из конструктивных соображе-
ний или с целью восстановления номинального размера сопря-
гаемой поверхности прибегают к сварке. В этом случае на
изношенную поверхность наплавляют слой металла и затем де-
тали, как правило, проходят механическую обработку.
Подлежащие восстановлению детали подвергают определен-
ной подготовке. Замасленные детали вываривают в горячем рас-
творе каустической соды, затем их промывают теплой водой.
Очистку поверхностей деталей производят также промывкой в
органических растворителях (керосин и др.), пескоструйной об-
работкой, зачисткой напильником и другими способами. Затем
167
детали тщательно осматривают. Если в них имеются трещины,
то необходимо произвести подготовку трещин к заварке. Концы
замкнутых трещин зачищают в сторону непораженного метал-
ла на 10—25 мм; ширина полосы зачистки с каждой боковой
стороны должна быть равна толщине детали по месту сварки.
У деталей с разветвленными трещинами зачищают всю сеть
трещин.
Подготовка деталей с трещинами, идущими на некотором
расстоянии от краев, заключается в следующем.
На расстоянии 10—15 мм от конца трещины сверлят отвер-
стие диаметром 5—8 мм. Если в детали трещина несквозная, то
сверлят отверстие глубиной на 3—4 мм больше глубины трещи-
ны. Если сверление выполнить невозможно, то металл вокруг
трещины вырубают так, чтобы получить плавный переход от
трещины к здоровому металлу. При сквозных трещинах выру-
бают стенки трещины так, чтобы ее кромки образовали Х-образ-
ную или V-образную разделку.с углом 70—90°.
При сварке сломанных деталей толщиной до 12 мм величи-
на зазора должна составлять 1—2 мм, а свыше 12 мм —
3—5 мм.
При сварке сломанных деталей толщиной до 12 мм величина
зазора должна составлять 1—2 мм, а свыше 12 мм — 3—5 мм.
Этот зазор необходим для лучшего расплавления металла в ме-
стах сварки и образования прочного соединения.
При решении вопроса о ремонте тех или иных деталей свар-
кой (наплавкой) необходимо учитывать свариваемость металла,
из которого эти детали изготовлены, т. е. его способность давать
при сварке доброкачественные сварные соединения.
Сварка и наплавка стальных деталей. Свари-
ваемость стали зависит от ее химического состава, главным об-
разом от содержания углерода. Большое влияние оказывают и
легирующие элементы — хром, марганец, никель и др. С увели-
чением количества углерода и легирующих элементов в стали
ее свариваемость ухудшается.
Хорошо сваривающиеся стали можно сваривать или наплав-
лять в обычных производственных условиях без предваритель-
ного нагрева и без последующей термической обработки. Это
же относится и к удовлетворительно сваривающимся сталям.
Однако детали из этих сталей при их большой толщине и боль-
шом диаметре нужно перед сваркой нагреть, чтобы предотвра-
тить образование трещин. Стали с ограниченной и тем более с
плохой свариваемостью могут при сварке давать трещины (в
зоне теплового влияния, в наплавленном металле), поэтому реко-
мендуется детали из них перед сваркой отжигать. До сварки
(наплавки) необходимо детали нагревать до температуры
250—300° С, а по окончании сварки подвергать закалке и
отпуску.
168
Данные о свариваемости сталей приводятся в специальных
изданиях.
В ремонтной практике применяют главным образом электро-
дуговую сварку металлическими электродами. Сталь сваривают
(наплавляют) специальной стальной электродной проволокой
диаметром 1—3 мм с обмазкой. Обмазка предназначена для
улучшения горения дуги и повышения механических свойств на-
плавленного шва.
Для получения прочного шва при электродуговой сварке ме-
таллическими электродами необходимо добиться полного
сплавления основного и наплавленного металла. Важнейшее
условие качественной сварки — это правильный выбор силы то-
ка и вообще режима сварки соответственно толщине сваривае-
мой детали и требованиям, диктуемым характером шва, диа-
метром электрода и применяемой обмазкой.
Наплавкой восстанавливают многие детали, в том числе и
вращающиеся в подшипниках скольжения цапфы валов и осей.
Прежде чем приступить к наплавке поверхность детали очища-
ют до металлического блеска. Наплавку ведут слоями, идущи-
ми параллельно оси цапфы, причем слои наплавляют поочеред-
но на диаметрально противоположных участках цапф, чтобы
предупредить деформацию детали. Ширина наплавленного слоя
не должна превышать двойной толщины электрода. Наплавив
слой, зачищают его стальной щеткой; следующий слой должен
покрывать предыдущий на одну треть ширины.
Сварка и наплавка деталей из чугуна. При
восстановлении чугунных деталей (а также деталей из углеро-
дистых сталей толщиной менее 3 мм) применяется главным об-
разом газовая сварка. Сварочный шов получают посредством
присадочного материала в виде прутков или проволоки. Сварка
чугуна ведется кислородно-ацетиленовым пламенем с неболь-
шим избытком ацетилена (пламя получается восстановитель-
ное). Чтобы предохранить расплавленный металл шва от окис-
ления, применяют флюсы.
Сварка деталей из серого чугуна может производиться с пред-
варительным общим нагревом, с местным подогревом или без
подогрева. Сварку деталей с предварительным подогревом до
500—700°С условно называют горячей сваркой, при подогреве
до 250—450° С — полугорячей, а без подогрева — холодной
сваркой. Лучшие результаты дает горячая сварка. Детали на-
гревают в печах или горнах с применением в качестве топлива
древесного угля.
Ковкий чугун плохо поддается сварке. Наиболее простым
способом восстановления деталей из ковкого чугуна является
сварка с применением латунных электродов или электродов из
монель-металла.
169
Чугунные детали, сваренные электрической дугой, следует
охлаждать медленно. Крупные детали охлаждают вместе с
печью, в которой они были нагреты, мелкие помещают в сухой
песок или золу.
Для заварки трещин в сложных чугунных деталях (карте-
рах, кожухах редукторов, корпусах насосов и т. п.), без их
предварительного нагрева, широкое применение получила
электросварка по способу, предложенному сварщиком А. Г. На-
заровым. При этом способе сварка осуществляется пучком из
нескольких электродов из красной меди и малоуглеродистой
стали.
Сваркой пучком электродов можно получить шов, превосхо-
дящий по прочности свариваемый чугун.
§ 36. ПРИМЕНЕНИЕ АВТОМАТИЧЕСКИХ СПОСОБОВ СВАРКИ
И НАПЛАВКИ
Сварка под слоем флюса
Преимущество автоматической сварки под флюсом состоит
в том, что дуга и жидкий металл хорошо защищены от доступа
воздуха, поэтому наплавленный данным способом металл со-
Рис. 80. Схема автоматической сварки под флю-
сом
держит в несколько раз меньше кислорода и азота, чем металл,
наплавленный обычным способом при помощи электродов с
высококачественными обмазками. Кроме того, применение флю-
сов способствует хорошему формированию шва, устраняет раз-
брызгивание и угар металла, сокращаются до минимума потери
тепла на излучение.
170
На рис. 80 показана схема автоматической сварки под слоем
флюса. Электродная проволока 1 из кассеты 2 подается авто-
матической головкой 3 через токопроводящий мундштук 7 в
зону сварочной дуги, покрытую слоем сухого зернистого флю-
са 6. Флюс поступает в зону наплавки самотеком из бункера 8.
Зерна флюса, окружающие непосредственно дуговой промежу-
ток, расплавляются; при этом вокруг дугового промежутка и
над ванночкой жидкого металла образуется пузырь из расплав-
ленного флюса, заполненный газами и парами, выделяющимися
при горении дуги. По мере продвижения сварочной дуги обра-
зуется над наплавленным валиком непрерывный слой флюса,
который, охлаждаясь, превращается в твердую шлаковую кор-
ку 4. Нерасплавленный флюс, остающийся над шлаковой кор-
кой, подается всасывающим раструбом 5 обратно в бун-
кер 8.
Производительность наплавки изношенных деталей под
флюсом в 5—10 раз выше производительности дуговой наплав-
ки ручным способом. Кроме того, значительно улучшается ка-
чество наплавки.
Наплавку производят малоуглеродистой сварочной прово-
локой Св-08 или Св-15 под флюсом марки ОСЦ-45.
Вибродуговая наплавка
Вибродуговая наплавка, кроме высокой производительно-
сти, обеспечивает исключительно малую зону термического
воздействия. Нагрев детали во время наплавки не превышает
50—90° С. Деталь после наплавки не деформируется.
Сущность вибродуговой наплавки состоит в следующем. Элек-
трод с помощью специального устройства быстро вибрирует,
периодически касаясь наплавляемой детали. В момент коротко-
го замыкания конец электрода плавится и приваривается к де-
тали.
Массивность детали, а также дополнительное охлаждение
способствуют быстрому затвердению металла в зоне контакта.
Наиболее высокая температура в этом случае будет на элект-
роде рядом с застывшим металлом.
Для вибродуговой наплавки используется постоянный ток,
вырабатываемый генератором 10 (рис. 81). Сила тока регули-
руется дросселем 9 (РСТЭ-24 или РСТЭ-34). Вибратор генера-
тора состоит из качающегося рычага 3 и электромагнита 4,
питаемого переменным током. Пружины 8 способствуют созда-
нию устойчивых колебаний рычага. Электродная проволока про-
ходит через мундштук 2, укрепленный на качающемся рычаге.
Автоматическая подача проволоки из кассеты 6 производится
роликовым механизмом 5, приводимым в действие электродви-
гателем 7.
171
В зону наплавки насосом 1 по шлангу подается охлаждаю-
щая жидкость, защищающая металл от окисления кислородом
воздуха, уменьшающая зону термического воздействия, способ-
ствующая быстрому формированию шва, повышающая твердость
наплавленного слоя. В качестве охлаждающей жидкости приме-
няется 5—6%-ный раствор кальцинированной соды с добавкой
0,5—0,6% автола.
Рис. 81. Схема установки для вибродуговой наплавки
Наплавляемая деталь устанавливается в центрах токарного
станка. Головку для вибродуговой наплавки монтируют на суп-
порте вместо резцедержателя. В процессе наплавки деталь вра-
щается со скоростью 0,2—0,4 м/мин. Каретке суппорта с голов-
кой сообщается продольная подача 2—3 мм/об.
Вибродуговая наплавка применяется для восстановления
изношенных цилиндрических поверхностей. Толщина слоя, на-
плавляемого за один проход, составляет 1—3,5 мм и зависит от
диаметра электродной проволоки, который обычно принимается
равным 1,5—2,5 мм.
172
Вибродуговым способом можно наплавлять слой, твердость
которого достигает твердости закаленного металла (38—56 RC).
Наплавленная поверхность обрабатывается шлифованием или
твердосплавным режущим инструментом.
Вибродуговая наплавка дает возможность восстанавливать
изношенные детали машин и осуществлять покрытие металли-
ческих изделий жаростойкими, коррозионностойкими и другими
сплавами.
§ 37. ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ
МЕТАЛЛИЗАЦИЕЙ
Сущность процесса металлизации состоит в следующем: ме-
талл, расплавленный электрической дугой (при электрометалли-
зации) или ацетилено-кислородным пламенем (при газовой ме-
таллизации) и распыленный струей сжатого воздуха давлением
до 6 ат, покрывает поверхность деталей мельчайшими частица-
ми величиной 15—20 мк. Эти частицы, ударяясь на большой
скорости (100—250 м!сек) о металлизируемую поверхность
сцепляются с ней, образуя сплошное покрытие. Последователь-
ным наслаиванием распыленного металла можно получить по-
крытие, толщина слоя которого составляет от нескольких мик-
рон до 10 мм и более.
Подготовка к металлизации и нанесение
металлизационного слоя
Установлено, что чем шероховатее восстанавливаемая по-
верхность, тем лучше с ней сцепляются расплавленные частицы
металла. Поэтому поверхность, подлежащую металлизации,
подвергают определенной подготовке. Ее очищают от грязи и
обезжиривают; детали, ,в которые въелось масло, для этого на-
гревают в печах или паяльной лампой до 300—350°,С. После
очистки деталей металлизируемые поверхности их делают ше-
роховатыми пескоструйной обдувкой, нанесением так называе-
мой рваной резьбы, насечкой зубилом или электроискровым
способом.
Пескоструйной обдувке подвергают главным обра-
зом детали сложной конфигурации, а также плоские поверхно-
сти. Для этой обработки берут сухой кварцевый песок. Приме-
няемый для обдувки сжатый воздух обязательно очищают от
масла и влаги.
Рваную резьбу нарезают при подготовке к металлиза-
ции цилиндрических деталей. Ее наносят резьбовым резцом,
установив деталь на токарном станке. Глубина резания за один
проход от 0,25 до 0,8 мм, шаг резьбы 0,75—1,5 мм (для стальных
деталей).
173
Чтобы наплавленный слой получился по толщине равномер-
ным, валы перед нанесением на них рваной резьбы обтачивают.
Цилиндрические детали металлизируются на токарном стан-
ке металлизатором, установленным на суппорте станка. Аппа-
рат располагают так, чтобы ось его распылительной головки
была перпендикулярна к восстанавливаемой поверхности.
На рис. 82, а показана электрометаллизация. Проволока 2 с
катушек 1 аппарата подается тяговыми роликами 4 через на-
Рис. 82. Металлизация распылением:
а — схема электрометаллизации, б — схема электрометаллиза-
ционной установки, в — общий вид металлизационной головки
ЭМЗА (/ — ниппель для подвода сжатого воздуха, 2— кран
воздушный, 3— колодка для подключения токоподводящих
проводов, 4 — защитный экран, 5 — крышка роликового меха-
низма, 6'— воздушная турбинка, 7 — регулятор оборотов тур-
бинки)
правляющие трубки 3 в приемные трубки 5. При выходе из при-
емных трубок концы проволоки скрещиваются, замыкая цепь
электрического тока, идущего по проводам 9. При этом обра-
зуется электрическая дуга, плавящая концы проволоки. Рас-
плавленный металл струей сжатого воздуха давлением до 6 ат
распыливается через сопло 8 на мелкие частицы бис большой
скоростью ударяется о поверхность детали 7.
При наличии заводской сети сжатого воздуха и сварочного
трансформатора не трудно оборудовать на предприятии неболь-
174
шую мастерскую или отделение для металлизации деталей. На
рис. 82, б приведена схема электрометаллизационной установ-
ки для такой мастерской.
По этой схеме сматываемая с катушек 2 проволока направ-
ляется в электрометаллизатор (пистолет) 1. Ток для расплав-
ления проволоки поступает от сети 3 через трансформатор 4,
снижающий напряжение до 24 в и повышающий силу тока.
Сжатый воздух для распыления жидкого металла подается в
пистолет из компрессора 6 через воздухосборник 5.
На рис. 82, в представлен общий вид металлизационной го-
ловки ЭМЗА для восстановления небольших деталей и широко
применяемой в ремонтной практике.
Для газовой металлизации широкое распространение в ре-
монтной отрасли получил металлизатор ГИМ-1, дающий аце-
тилено-кислородное пламя. Давление кислорода 2,5—3 кГ/см2,
давление ацетилена 1 — 1,8 кГ/см2. Производительность при на-
плавке стальной проволокой составляет 1 кг/ч.
Достоинства и недостатки способа металлизации
Способ металлизации имеет много достоинств. Первое из
них состоит в том, что этим способом можно наносить на любой
материал различные металлы. Например, поверхность углеро-
дистой стали можно покрывать легированной сталью и цветным
металлом. Вкладыши подшипников, металлизированные алю-
миниево-свинцовистым сплавом в пропорции 1 :1, обладают
большей износостойкостью, чем вкладыши, залитые высокооло-
вянистым баббитом Б-83.
На некоторых заводах начали применять металлизацию для
создания подшипниковых узлов с так называемыми обращен-
ными парами. В этих узлах подшипник стальной закаленный, а
шейка вала имеет металлизационное покрытие сплавом иного
типа, чем баббит, превосходящим своими антифрикционными
свойствами даже высокооловянистый баббит Б-83. Такие пары
работают без заеданий при удельных давлениях до 400 кГ/см2.
Одно из существенных достоинств металлизации заключает-
ся в том, что металлизационный слой, будучи пористым, хоро-
шо удерживает смазку, благодаря чему значительно снижаются
трение и износ в сопряжении деталей.
Металлизационные покрытия можно обрабатывать на ме-
таллорежущих станках.
Основным недостатком способа металлизации является сла-
бая сцепляемость напыленного слоя с деталью. Поэтому восста-
навливать детали (например, шейки коленчатых валов двига-
телей), работающие с переменными нагрузками, таким спосо-
бом не рекомендуется.
175
§ 38. ВОССТАНОВЛЕНИЕ И УПРОЧНЕНИЕ
ИЗНОШЕННЫХ ДЕТАЛЕЙ ЭЛЕКТРОЛИТИЧЕСКИМИ
И ХИМИКО-ТЕРМИЧЕСКИМИ СПОСОБАМИ
Хромирование. Этот процесс электролитического нара-
щивания металла на ремонтируемых деталях осуществляется
(рис. 83) в обогреваемой стальной ванне с внутренней облицов-
кой 2 из рольного свинца или винипласта. Электролит <3 пред-
ставляет собой раствор, состоящий из хромового ангидрида, сер-
ной кислоты и дистиллированной воды.
Рис. 83. Схема электролитиче-
ского хромирования деталей
Восстанавливаемую деталь 1
подвешивают в ванне на специ-
альной подвеске, присоединенной
к отрицательному полюсу источ-
ника постоянного тока. Следова-
тельно, деталь является катодом.
В ванне вместе с деталью подве-
шивают определенное количество
пластинок из сплава свинца и
сурьмы, присоединенных, как по-
казано на том же рисунке циф-
рой 4, к положительному полюсу
источника тока. Таким образом,
пластинки, общая площадь кото-
рых должна быть в 2—2,5 раза
больше, чем покрываемая хромом площадь детали, служат ано-
дом. Не хромируемые места на детали изолируют, покрывая
смолой или лаком.
Когда через образовавшуюся электрическую цепь пропускают
ток, на детали осаждаются частицы хрома, выделяющиеся из
электролита.
Хромирование широко применяется в ремонтной практике
для восстановления рабочих поверхностей валов, шпинделей и
других подобных деталей, имеющих износ до 0,2 мм. Хромовые
покрытия жаростойки (до 800° С), очень тверды и хорошо рабо-
тают на истирание на мягких сталях, чугунах и азотированных
сталях. Они также отличаются высокой сопротивляемостью
коррозии. Срок службы деталей после хромирования увеличи-
вается в 4—10 раз. Цвет хромовых покрытий синевато-белый;
они обладают характерным блеском, которого не теряют даже
во влажной атмосфере.
Для процесса хромирования в качестве источника постоян-
ного тока используются низковольтные динамомашины на 6—
12 в. На деталях осаждается слой хрома толщиной не больше
0,2 мм, иначе покрытие получается непрочным (повышенная
хрупкость, отслаивание).
176
В ряде случаев производится так называемое пористое хро-
мирование. На поверхностях, покрытых пористым хромом, луч-
ше удерживается масляная пленка.
При хромировании рельефных поверхностей для равномер-
ного покрытия применяют специальные экраны, обеспечивающие
лучшее распределение силовых линий (при размерном хроми-
ровании) .
Хромирование является дорогостоящим процессом и в то же
время продолжительным: на осаждение слоя хрома толщиной
0,1 мм затрачивается от 6 до 16 ч в зависимости от плотности
тока в ванне. Нельзя хромировать (из-за отслаивания хрома)
детали, работающие с ударной нагрузкой (например, зубья
зубчатых колес) или с удельными давлениями выше
75 кГ/см?.
Осталивание (железнение)—это способ восстановле-
ния деталей электролитическим наращиванием слоя желе-
за. Процесс осаждения железа протекает в 10—20 раз быстрее,
чем хромирование; этим способом можно наносить более тол-
стый слой металла до 2 мм. Но при большей толщине этого
слоя его прочность падает.
Осталивание ведется либо в ваннах из фаолита, керамики и
кислотоупорного бетона, либо в металлических с кислотостой-
ким покрытием. Электролит в ваннах подогревается электриче-
ским током. Из двух групп электролитов, предназначенных для
осталивания,—сернокислых и хлористых—в ремонтной прак-
тике чаще применяют хлористые, так как эти электролиты дают
покрытия повышенного качества, притом в более короткие
сроки.
Основные достоинства покрытий, получаемых осталивани-
ем, — это прочность сцепления их с основным металлом. Слой,
нанесенный при осталивании, по своим физико-механическим
свойствам напоминает среднеуглеродистые стали.
Ограничение применения электролитических покрытий объ-
ясняется относительной сложностью и дороговизной процес-
сов их нанесения.
Электролизное борирование является химико-тер-
мическим процессом, при котором поверхность стали насыщает-
ся бором из расплавленной буры, в результате чего образуются
соединения с железом — бориды железа. Этот процесс обеспечи-
вает высокую твердость борированной поверхности при вязкой
сердцевине, а также высокую жаростойкость борированного
слоя (до 800—900° С), стойкость против окисления и коррозии
и повышенную кислотоупорность.
Установка электролизного борирования (рис. 84) состоит из
тигельной печи — ванны 3, нагревателя 4, каркаса 7 с крыш-
кой 2, кирпичной кладки 5, теплоизоляции 6 и панели /.
Обогрев печи осуществляется от сети через сварочный транс-
177
форматор. Электрический обогрев поддерживает температуру в.
пределах 900—1100° С.
Перед загрузкой деталей в тигель необходимо их обезжи-
рить бензином.
После этого детали подвергаются естественной сушке (на
воздухе) в течение 5 мин.
Детали загружаются в специальных приспособлениях при
несколько повышенной температуре (около 1000° С) с тем, что-
бы не допустить чрезмерного переохлаждения ванны. Затем
вставляются графитовые электроды (ГОСТ 4425—48), вклю-
чается электрическая цепь и небольшими порциями добавляется
бура.
Борирование производится в буре (ГОСТ 10111—39), рас-
плавленной и нагретой до температуры 950° С.
Время выдержки деталей в ванне при оптимальных услови-
ях 1—2 ч. По окончании выдержки ток выключается, а приспо-
собление с деталями извлекается из ванны.
Детали устанавливают на термоизоляционные подкладки
(кирпич), охлаждают на воздухе до температуры. 80—100° С.
Затем их помещают в баке с водой, имеющей температуру
178
80—100° С, где растворяют слой буры, «налипшей» на поверх-
ности деталей.
В процессе промывки поверхности деталей следует чистить
стальной щеткой. Освобожденная от буры поверхность оконча-
тельно промывается чистой горячей водой и насухо протирается
ветошью. После упрочнения деталей этим способом их подвер-
гают шлифовке.
§ 39. ВОССТАНОВЛЕНИЕ И УПРОЧНЕНИЕ ДЕТАЛЕЙ
ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКОЙ
Способ электроискрового восстановления и упрочнения по-
верхностей деталей основан на свойстве электрического искро-
вого разряда отрывать и переносить частицы металла с одного
электрода на другой.
Электроискровым способом восстанавливают (наращивают)
стальные детали с износом до 0,1—0,15 мм. Этот способ дает
возможность увеличить износостойкость деталей промышленно-
го оборудования в 2—3 раза без ущерба для структуры металла
и механических свойств.
В ремонтной практике электроискровое упрочнение в боль-
шинстве случаев выполняется на постоянном токе, реже на пе-
ременном.
Для электроискрового упрочнения деталей широко применя-
ются переносные установки КЭИ-1 Ленинградского объедине-
ния ЛОМО.
Обработка обычно производится в воздушной среде с вибра-
цией электрода.
На практике электроискровое упрочнение быстроизнашивае-
мых деталей осуществляют в основном контактным способом
при помощи ручного вибратора. Между электродом, укреплен-
ным в вибраторе, и упрочняемой деталью под действием пульси-
рующего тока возбуждается искровой разряд, в результате ко-
торого частицы электрода перемещаются на катод.
§ 40. ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ
СКЛЕИВАНИЕМ
Склеивание находит все большее распространение в ремонт-
ной практике. Этим способом заделывают трещины в литье и в
различных деталях, соединяют части расколовшихся и сломан-
ных деталей, насаживают на валы маховички, рычаги, втулки,
выполняют много и других работ. Клеевой шов непроницаем
для воды, масла и керосина, кроме того, он сохраняет свою
прочность при температурах до 100°С. Склеенные детали можно
обрабатывать на металлорежущих станках с применением
179
эмульсии или всухую, подвергать хромированию, осталиванию,
металлизации.
Перед склеиванием деталей очищают подогнанные друг к
другу поверхности и протирают их ацетоном или спиртом при
помощи тампона.
Склеивание карбинольным клеем и клеями БФ
Карбинольный клей разработан проф. И. Н. Назаро-
вым. Клей может быть жидким и пастообразным. Жидким
склеивают металлы, пластмассы; пастообразным клеем заделы-
вают в металлических деталях трещины, задиры, небольшие ра-
ковины. Основная часть клея — карбинольный сироп; все ос-
тальные составляющие берут в процентах к весу сиропа. Эти со-
ставляющие— 2,5—3% перекиси бензоила, 1—2% азотной
кислоты и 50—80% наполнителя, которым может быть цемент,
мел, железный порошок, графит.
Клей приготовляют в фарфоровой, стеклянной или металли-
ческой ступке. Сначала хорошо растирают фарфоровым пести-
ком просушенную перекись бензоила вместе с наполнителем.
Затем в смесь вводят немного сиропа, снова ее перемешивают,
после чего вливают всю порцию сиропа. Перемешивание продол-
жают, пока смесь не станет прозрачной.
Готовый клей наносят на подготовленные поверхности дета-
лей стеклянной палочкой; затем эти поверхности соединяют,
слегка притирая, чтобы клей равномерно распределился на них
и чтобы вытеснялся воздух. Проделав все это, плотно прижи-
мают поверхности друг к другу и в таком виде оставляют на
определенное время для затвердения клея: на 2—3 суток при
температуре 10—-15°iC, на 10—12 ч при температуре 40—45° С и
на 4—6 ч при температуре 55—60° С.
Склеиваемые поверхности должны быть совершенно чисты-
ми, сухими и плотно прилегать друг к другу.
Карбинольный клей сохраняет свою годность в течение
5—8 ч. В связи с этим его готовят в количестве, потребном для
текущей работы, из расчета 0,05—-0,1 г на 1 см2 склеиваемой по-
верхности. Затвердевший карбинольный клей имеет твердость
НВ 20—24 и временное сопротивление разрыву 200—250 кГ/см2.
Клеи БФ разработаны группой советских ученых во главе
с проф. Г. С. Петровым. Эти клеи представляют собой спирто-
вые растворы фенолоформальдегидных смол. В зависимости от
назначения и свойств они делятся на ряд марок. Из них, на-
пример, клеем БФ-2 лучше всего склеивать детали, работающие
при температуре 60—80° С, а также в кислой среде. Клей БФ-4
хорошо работает в щелочной среде, а БФ-6 наиболее эластич-
ный из клеев группы БФ, с успехом применяется для приклеи-
вания к металлу тканей и резины.
180
Клей БФ наносят на обе склеиваемые поверхности, притом в
два слоя. Первый слой должен сохнуть на воздухе 1 ч и еще
15 мин при температуре 55—60°'С; затем на него наносят вто-
рой слой, который выдерживают сначала на воздухе в течение
1 ч, а потом при температуре 55—60° iC в течение 15 мин и тем-
пературе 85—90° С в течение 50—60 мин.
Далее соединяют склеиваемые детали или их части и плот-
но прижимают друг к другу под давлением 1—15 кГ/см2 в зави-
симости от материала деталей и их конструкции. Соединенные
детали выдерживают под прессом при определенной темпера-
туре и в течение определенного времени согласно следующим
данным:
Клей БФ-2 Клей БФ-4 Клей БФ-6
Температура в град . . . ... ..... 120—200 60—90
Длительность выдержки в ч . . . 1—3 3—4
150-200
0,25-1
Для разборки деталей, склеенных клеем БФ, их нагревают
до 200° С и выше.
Карбинольным клеем и клеями на основе смол БФ можно
склеивать металлы, дерево, эбонит, пластмассы, фибру, органи-
ческое стекло, обыкновенное стекло, слюду, мрамор, фетр, вой-
лок, резину, текстолит, различные минералы, притом в разных
сочетаниях: сталь и дюралюминий; сталь и пластмассы; сталь и
фибру; сталь и текстолит; сталь и фарфор; сталь и ясень;
сталь и органическое стекло, дюралюминий и пластмассу
и т. д.
Клеи БФ и карбинольный дают клеевую пленку, стойкую
против воздействия смазочных масел, керосина, бензина и сла-
бых растворов кислот и щелочей, против воздействия воды при
обыкновенной температуре. Пленка отличается также эластич-
ностью.
Склеивание эпоксидным клеем
В последнее время с успехом применяется в ремонтной прак-
тике эпоксидный клей.
Основные составляющие эпоксидного клея — эпоксидная
смола ЭД-6 (ВТУ МХП 646—55), ЭД-5 (ТУ 688—56) или
Э-40 и др., которая берется в количестве 80—100 вес. ч. и отвер-
дитель— полиэтиленполиамин (ВТУ ВХП ВУ 226—56), который
берется от 7 до 16 вес. ч. В состав клея вводится еще пластифика-
тор— дибутилфтолат (ГОСТ 3863—47) в количестве 10—
16 вес. ч., он уменьшает хрупкость, повышает ударную вязкость
и эластичность клеевой пленки. Механическая прочность склеи-
вания этим клеем повышается, если ввести в его состав
20—60 вес. ч. какого-нибудь наполнителя типа металлических
порошков из чугуна, стали, бронзы, алюминия или цемент, фар-
форовую муку, кварцевую муку, графит и др.
181
Этот клей отвердевает при комнатной температуре за 24 ч,
а при температуре в 60°iC — за 4 ч.
Эпоксидная смола быстро отвердевает при введении в нее
отвердителя (через 25—40 мин), а смесь смолы с пластифика-
тором и наполнителем, но без отвердителя, может храниться в
закрытой посуде в течение года.
Приготовленный клей нужно сразу же наносить на тщатель-
но приготовленные склеиваемые поверхности, иначе он может
отвердеть и оказаться непригодным для склеивания.
Предел прочности при сдвиге склеенных металлов стали со
сталью 300 кГ!см2, стали с чугуном или чугуна с чугуном
200 кГ)см2, стали с бронзой или бронзы с бронзой 130 кГ[см2.
Механическая прочность клеевого соединения зависит как
от качества приготовленного клея, так и от качества подготов-
ленных к склеиванию поверхностей, причем наиболее прочным
получается соединение поверхностей слегка шероховатых, соот-
ветствующих четвертому и пятому классам чистоты, к тому же
тщательно обезжиренных.
Механическая прочность металлических деталей, склеенных
эпоксидным клеем, не снижается при повышении их температу-
ры до 100° С против 80° для клеев БФ и 70° С для карбинольно-
го клея.
Технологический процесс склеивания эпоксидным клеем
включает примерно 8 операций, выполняемых в такой последо-
вательности:
1) подготовка поверхностей под склеивание, т. е. обработка
их на металлорежущем станке, зачистка и обезжиривание;
2) подготовка клея;
3) нанесение клея на склеиваемые поверхности;
4) совмещение склеиваемых поверхностей;
5) удаление излишнего клея с деталей;
6) выполнение действий, необходимых для проведения вы-
держки соединенных деталей в соответствии с выбранным ре-
жимом (температура, длительность выдержки и т. д.);
7) контроль качества клеевого шва;
8) обработка деталей после склеивания.
Гладкие поверхности деталей перед склеиванием зачищают
наждачной бумагой № 80—150 (ГОСТ 5009—52), после этого
их протирают тряпкой, смоченной в растворителе — авиацион-
ном бензине Б-30, ацетоне или спирте. Протирку заканчивают,
когда на тряпке, проведенной по обезжиренной поверхности, не
остается темных следов. Особенно тщательно необходимо обез-
жиривать поверхности чугунных деталей.
Простым способом контроля качества подготовленной к
склеиванию поверхности является проба каплей воды: если вода
расплывается и смачивает поверхность, то сцепление последней
с эпоксидным клеем будет хорошим.
182
Если нужно получить менее прочное соединение, например
в случае посадки втулок, которые при последующем ремонте
выпрессовывают, или при установке подшипников качения в из-
ношенное гнездо корпуса, которые также в дальнейшем разби-
рают, посадочные поверхности в корпусных деталях подготав-
ливают менее тщательно.
Подготовка поверхностей к склеиванию должна заканчи-
ваться не раньше, чем за 30 мин до склеивания; это необходи-
мо для того, чтобы на поверхностях не образовались окислы и
загрязнения. Указанных 30 мин хватит для испарения с поверх-
ностей растворителя. К обезжиренным поверхностям нельзя
прикасаться руками.
После подготовки, на склеиваемые поверхности наносят слой
клея толщиной около 0,1 мм. Склеиваемые поверхности долж-
ны по возможности находиться в горизонтальном положении,
чтобы с них не стекал клей. Те части поверхностей, которые не
подлежат склеиванию, покрывают разделительным слоем из
резинового клея, воска.
Совмещение поверхностей деталей при склеивании должно
быть таким, чтобы обеспечивалось не только точное наложение
их друг на друга, но также следующее:
а) вытеснение пузырьков воздуха из пространства между
склеиваемыми поверхностями;
б) равномерное распределение клея по шву;
в) исключение самопроизвольного смещения одной детали
относительно другой во время затвердевания клея.
Сила давления на склеиваемые поверхности при работе с
эпоксидным клеем может колебаться от 0 до 7—10 кГ[см2.
Jfc
Изучение ремонтной практики показывает, что при капиталь-
ном ремонте токарно-винторезных станков можно достичь в ре-
зультате увеличения количества восстановленных деталей и
уменьшения количества новых деталей, снижения общей трудо-
емкости работ по ремонту на 25—30% и экономии 80—120 кг
металла на каждый станок.
Контрольные вопросы
1. В чем сущность восстановления деталей сваркой и наплавкой?
2. Расскажите о процессе автоматической сварки под слоем флюса.
3. Где экономически выгодно применять вибродуговую наплавку?
4. Как выполняется наплавка деталей твердыми сплавами?
5. В чем достоинство и недостатки восстановления деталей металлиза-
цией?
6. Объясните сущность процесса хромирования и его применение.
7. Расскажите о процессе электролизного борирования.
8. Какие знаете клеи, применяемые при восстановлении деталей?
Раздел четвертый =============^^
ТЕХНОЛОГИЯ РЕМОНТА И МОДЕРНИЗАЦИЯ
ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
ГЛАВА X
РЕМОНТ ДЕТАЛЕЙ С ПЛОСКИМИ СОПРЯГАЕМЫМИ
ПОВЕРХНОСТЯМИ
§ 41. ОБЩИЕ СВЕДЕНИЯ
Мы уже знаем, что направляющие (см. рис. 51) могут иметь
различную форму.
Станины станков часто имеют прямоугольные и V-образные
направляющие. Они выдерживают значительные нагрузки и
большие скорости перемещения по ним тех или иных узлов, хо-
рошо защищены от стружки и хорошо смазаны. Эти направляю-
щие должны быть строго прямолинейны и параллельны между
собой, их плоскостность также должна отвечать техническим ус-
ловиям.
Направляющие в форме ласточкина хвоста применяются в
станках, суппортах, столах, ползунах и в некоторых других дета-
лях оборудования. Они недостаточно хорошо удерживают смаз-
ку и нередко загрязняются, зато не нуждаются в большом числе
клиньев для регулировки зазоров.
Направляющие ремонтируют различными способами, завися-
щими от характера и величины износа их поверхностей и от того,
насколько предприятие оснащено специальным ремонтным обо-
рудованием и приспособлениями.
На многих заводах при износе направляющих до 0,2 мм их
восстанавливают шабрением, при износе до 0,5 мм — шлифова-
нием или шабрением, а при износе больше 0,5 мм — строганием
с последующим шлифованием или шабрением. Однако шабрение
даже при минимальном износе — операция весьма трудоемкая и
дорогостоящая, поэтому ее следует всегда заменять механиче-
ской обработкой на станках.
Механическую обработку направляющих в основном произ-
водят на продольно-строгальных станках, оснащенных специ-
альными шлифовальными и фрезерными приспособлениями.
Иногда применяют специализированные фрезерные и шлифо-
вальные станки, т. е. станки, специально приспособленные для
обработки направляющих.
184
§ 42. ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ СТАНИНЫ
ТОКАРНОГО СТАНКА
Характер износа направляющих станины токарного станка
Поверхности 3, 4 и 6 (рис. 85, а) —направляющие, по кото-
рым перемещается задняя бабка токарного станка, значительно
меньше изнашиваются, чем поверхности 7 и 8 передней направ-
Рис. 85. Стаиииа токарного станка и ее установка:
/ — при помощи башмаков, II — посредством клиньев, III — болтами-
домкратами; 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 — поверхности станины,
13 — подошва станины, 14— башмак, 15 — клнн, 16 — болт домкрата,
17 — накладка
ляющей суппорта. Несколько меньше изнашиваются поверхно-
сти 1, 2, 10. Поверхности 5, 9, И и 12 совсем не изнашивают-
ся. Разная величина износа поверхностей направляющих объ-
ясняется тем, что при движении узлов задней бабки и суппорта
на эти поверхности действует разная по величине нагрузка.
185
Исходя из ГОСТ 42—56, устанавливающего нормы точности
для токарных станков общего назначения, придерживаются сле-
дующих требований к направляющим станин этих станков при
ремонте:
1) направляющие должны быть прямолинейны; допускаемая
выпуклость 0,02 мм на 1000 мм длины;
2) поверхности 2, 3, 4, 6, 7 и 8 должны быть параллельны в
горизонтальной плоскости, не иметь спиральной изогнутости, на-
блюдаемой, когда направляющие извернуты, как по винтовой
линии; допустимое отклонение 0,02 мм на 1000 мм длины;
3) поверхности 7 и 8 должны быть параллельны поверхно-
стям 11 и 12 под рейку; допустимое отклонение 0,10 мм на всю
длину станины;
4) поверхности 3 и 4 должны быть параллельны поверхно-
стям 7 и 8; допустимое отклонение 0,03 мм на всю длину ста-
нины;
5) поверхности 1 и 10 должны быть параллельны поверхно-
стям 2, 7 и 8; допустимое отклонение 0,03 мм на всю длину
станины.
Износ направляющих станины составляет 0,03—0,08 мм в год
и зависит от режима работы станка и качества технического
обслуживания.
Восстановление направляющих станины шабрением
Для восстановления точности направляющих станину уста-
навливают на стенде или на жестком полу и проверяют положе-
ние ее в продольном и поперечном направлениях по уровню.
Последний помещают на менее изношенных частях направляю-
щих.
Положение станины регулируют башмаками 14 (рис.
85, б—I) или же клиньями 15 (рис. 85, б—II), подкладываемы-
ми под ее основание или под ножки. Очень удобно устанавли-
вать станину на болты-домкраты 16, как показано на рис.
85, б—III. Болты ввинчиваются в отверстия станины, которые
служат для крепления ее к фундаменту. В этих отверстиях наре-
зается резьба. Вывинчивая или завинчивая болты-домкраты,
станину поднимают или опускают.
Положение станины токарного станка в поперечном направ-
лении проверяют рамным уровнем, который прикладывают к пло-
скости, где крепится коробка подач (рис. 86). Регулировку осу-
ществляют до тех пор, пока пузырек основной ампулы уровня
не станет в нулевое положение, что будет свидетельствовать о
вертикальном положении плоскости для крепления коробки
подач.
После выверки станины выбирают базовую плоскость, по ко-
торой контролируют параллельность всех ремонтируемых по-
186
верхностей *. У станины токарного станка (см. рис. 85, а) за
базу обычно принимают направляющие 3, 4 и 6 под заднюю баб-
ку, так как они изнашиваются значительно меньше, чем другие
направляющие. Эти поверхности сначала прошабривают, что-
бы устранить износ, периодически проверяя прямолинейность и
плоскостность контрольной линейкой. Одновременно проверяется
спиральная изогнутость, для чего используется мостик** или
каретка, применяемая как мостик, и уровень (рис. 87, а).
Рис. 86. Проверка установки станины в поперечном направлении:
J — плоскость для крепления коробки подач, 2 — балочка с параллельно располо-
женными поверхностями (справа поддерживаемый рукой рамный уровень)
Подготовив базу, производят по контрольной линейке шаб-
рение поверхностей 2, 7 и 8 направляющих (см. рис. 85, а) с про-
веркой параллельности.
Некоторые ремонтники проверяют направляющие на спи-
ральную изогнутость индикатором, как показано на рис. 87, б..
Однако этот способ ненадежный, так как направляющая, на ко-
торой устанавливается стойка индикатора, часто имеет отклоне-
ние в горизонтальной плоскости до 0,01 мм. В этом случае пока-
зания стрелки индикатора будут неверными. Ошибка будет тем
большей, чем длиннее рычаг индикатора.
* Под параллельностью поверхностей здесь и дальше в настоящем пара-
графе следует понимать как взаимопараллельность собственно поверхностей^
так и параллельность образующих линий поверхностей в тех случаях, когда
сами поверхности расположены под углом друг к другу.
** О применении мостика для проверки направляющих см. стр. 188—193.
187
Принимая за базу направляющие под заднюю бабку, следу*
ет все же отметить, что несмотря на малый износ этих направ-
ляющих их параллельность (см. рис. 85, а) относительно поверх-
ностей 11 и 12, а также относительно плоскостей для крепления
коробки подач и крепления кронштейна ходового винта и ходо-
вого валика часто оказывается нарушенной.
Отклонения нарастают с увеличением числа ремонтов станка,
из-за чего при сборке ремонтируемых станков приходится затра-
чивать много времени на пригонку по месту коробки подач и
кронштейна ходового винта и ходового валика, выполняемую
шабрением вручную.
Рис. 87. Проверка спиральной изогнутости направляющих:
а— уровнем (правильно), б — индикатором (неправильно); / —
уровень, 2 — каретка, 3 — станина, 4 — индикатор, 5 — рычаг, $ —
основание — призма
Новаторы этого избегают, применяя более рациональную
технологию ремонта. Существенный элемент этой технологии
состоит в том, что за базу принимаются участки длиной 200—
300 мм по концам поверхностей 11 и 12. Эти поверхности никог-
да не испытывают износа, а потому не нуждаются в предвари-
тельной подготовке, как направляющие задней бабки.
Универсальный мостик для проверки направляющих
Для проверки прямолинейности, параллельности и спираль-
ной изогнутости направляющих станин существуют различные
универсальные приспособления. Одно из таких приспособле-
ний — мостик — показано на рис. 88.
Универсальный мостик имеет основание 1 Т-образной формы
с четырьмя опорами 5 и еще одной опорой 3. Две из опор 5 мож-
но перемещать в вертикальном направлении по нарезным ко-
лонкам 7 и закреплять гайками 6, две другие опоры можно пе-
редвигать в горизонтальном направлении по продольным пазам
188
и закреплять в требуемом положении гайками 4. Опоры 5 мож-
но также раздвигать и сдвигать в зависимости от ширины на-
правляющих и расстояния между ними. Опора 3 допускает вер-
тикальное и горизонтальное перемещения.
На колодке S, которую крепят к основанию 1 винтами (на
рисунке не видны), устанавливается уровень 9, прикрепляемый
к колодке винтами 10. Цена деления основной ампулы уровня
0,02 или 0,05 мм на 1000 мм. В специальных узлах 11 устанав-
ливаются два индикатора 2. Положение индикаторов можно ре-
гулировать, так же как можно закреплять узлы в любом месте
основания.
Рис. 88. Проверка направляющих станины при помощи универсального
приспособления — мостика
Для проверки направляющих располагают на них мостик
примерно в средней части станины, затем производят регулиров-
ку опор. Следя за показаниями пузырька уровня, добиваются
горизонтального положения мостика с уровнем. Тем, что при-
способление устанавливают в средней части направляющих,
расширяют возможности измерения их износа при помощи уров-
ня, имеющего небольшую шкалу, учитываются плюс и минус от
нулевого положения пузырька уровня.
При проверке направляющих разного типа опоры мостика
колодка с уровнем и ползушки индикатора располагаются по-
разному. Параллельность уже известных нам по рис. 85, а на-
правляющих поверхностей 3, 4, 6 и базовых поверхностей 11
и 12 проверяют универсальным мостиком следующим образом.
Мостик устанавливают опорами на поверхности 3, 4 и 6 и
подводят один из индикаторов к поверхности 12. Затем нажина-
189
ют перемещать мостик вдоль направляющих, наблюдая за пока-
заниями стрелки индикатора. На поверхности 9 помечают мелом
или краской участки, соответствующие наибольшим отклонени-
ям стрелки индикатора. Точно также определяют отклонения
стрелки индикатора на поверхности 9. Если показания инди-
катора на поверхностях 9 и Л2 совпадают, то за базовую прини-
мают поверхность 9, так как показания индикаторов тогда по-
лучаются более устойчивыми и точными. Если же показания ин-
дикатора на поверхностях 9 и 12 отличаются друг от друга, то
на поверхности 9 вышабривают контрольные площадки — мая-
ки—в ранее помеченных местах. Шабрением уравнивают откло-
нения поверхностей маяков с отклонениями поверхности 12.
Базовую поверхность 11 можно заменить другой, а именно
поверхностью канавок между впадинами, если она параллельна
поверхности И. Параллельность проверяют индикатором, стрел-
ки которого должны показывать отклонения, равные по величи-
не и разные по знакам. Если, например, на поверхности 11
стрелка индикатора показывает + 0,05 мм, то на поверхности
канавки, если она параллельна поверхности 11, стрелка должна
показать — 0,05 мм. Когда же выявляется отклонение ог па-
раллельности, на поверхности канавки вышабривают маяки, па-
раллельные поверхности 11, и от этих маяков ведут дальнейшую
выверку направляющих станины.
Однако вышабривать маяки в канавках не всегда можно. В
таких случаях маяки вышабривают на верхней горизонтальной
поверхности призматической направляющей, проверяя парал-
лельность относительно поверхности 11.
Использование поверхностей 11 и 12 в качестве базовых
объясняется простотой выверки и контроля направляющих в
процессе их шабрения. Близкое расположение этих баз дает
возможность применять короткие индикаторные держатели и
этим повысить точность проверок. На подготовку маяков затра-
чивается мало времени, притом она обеспечивает правильное
взаимное расположение поверхностей станины. Это очень важно-
при сборке станков.
На рис. 89 показаны примеры наладки универсального мо-
стика для проверки направляющих у станин разного профиля и
разных размеров.
На рис. 89, а приведен пример проверки направляющих тре-
угольного профиля, часто встречающихся у станины токарно-
револьверных станков. Четыре опоры 1 мостика (из них на ри-
сунке видны только две) помещены на левой призматической
направляющей, а одна опора 3 установлена на одной стороне
правой направляющей. Перемещая приспособление вдоль на-
правляющих, определяют по индикатору 4 параллельность ле-
вой направляющей базовой плоскости; по уровню же 2, распо-
ложенному поперек направляющих, устанавливают их спираль-
190
ную изогнутость, т. е. отклонение от параллельности в горизон-
тальной плоскости. Вторую сторону правой направляющей
можно проверить по уровню, установив на этой стороне опору 3
или же, не перенося опоры, по индикатору (на рисунке это по-
казано пунктиром).
Чтобы проверить прямолинейность поверхностей, распола-
гают уровень на мостике вдоль направляющих и мостик с уров-
Рис. 89. Схемы наладки универсального мостика
нем перемещают по направляющим, останавливая его то на од-
ном, то на другом проверяемом участке и отмечая показания
уровня. На рис. 89, б показана установка приспособления на
станине токарного станка для проверки параллельности средних
направляющих с базовой поверхностью, т. е. с плоскостью под
зубчатую рейку (изображена слева короткой жирной линией), и
проверки на спиральную изогнутость. Параллельность проверя-
ют индикатором 4, а спиральную изогнутость — уровнем 2.
Наружные направляющие проверяют по уровню и индикато-
ру после переналадки приспособления и его установки на этих
191
направляющих или же только по индикатору, используя в каче-
стве базы выверенные средние направляющие.
У станин шлифовальных и некоторых других станков часто
встречается сочетание направляющих, показанное на рис. 89, в.
Чтобы их проверить на прямолинейность и спиральную изогну-
тость, располагают четыре опоры 1 между образующими направ-
ляющей V-образного профиля, а одну опору 2—-на противопо-
ложной плоской направляющей. Проверку ведут по уровню 3.
Когда размеры направляющих не позволяют поместить меж-
ду их образующими все опоры приспособления (рис. 89, г), то
устанавливают только две опоры /; остальные опоры 1 не ис-
пользуются.
На рис. 89, д показан случай такого применения мостика, при
котором опоры 1 раздвинуты на значительном расстоянии меж-
ду поверхностями призматической направляющей станины.
Плоские направляющие станины проверяют, как показано
на рис. 89, е. Особенность установки мостика в данном случае
заключается в том, что две из опор 1 упирают в боковую повер-
хность, остальные две и опору 2 располагают на горизонтальных
плоскостях. Таким образом обеспечивают устойчивые показа-
ния уровня 3.
Применяя различные держатели для крепления индикатора,
универсальным мостиком можно контролировать параллель-
ность оси ходового винта и направляющих станины токарного
станка, параллельность между базовой плоскостью для крепле-
ния коробки подач и кронштейном ходового винта.
Точность проверок описанным приспособлением определяет-
ся точностью применяемых уровня и индикатора. Настройка при-
способления занимает не более 5 мин, причем с ней справ-
ляется слесарь средней квалификации. Конструкция универсаль-
ного мостика проста.
По окончании подготовки базовых поверхностей приступают
к шабрению направляющих. Сначала шабрят по краске поверх-
ности, обозначенные на рис. 85, а цифрами 3, 4 и 6. При этом
время от времени проверяют универсальным мостиком парал-
лельность и спиральную изогнутость этих поверхностей. Для
удобства замеров устанавливают на приспособлении два инди-
катора. По ним определяют параллельность между поверхностя-
ми направляющих и маяками, а уровнем устанавливают спи-
ральную изогнутость.
Далее шабрят поверхности 2, 2 и 8. Уровнем проверяют спи-
ральную изогнутость поверхностей 2, 7, и 8, а индикатором —
параллельность поверхностей 7 и 8 базовым поверхностям.
В последнюю очередь ремонтируют поверхности 1 и 10, кото-
рые более удобно обрабатывать шлифованием или строганием.
Их проверяют на параллельность только в вертикальной плоско-
192
сти после переустановки на универсальном мостике индикатор-
ных стоек с индикаторами.
Шабрение направляющих длиной более 2500 мм (рис. 66, в)
начинают с самого изношенного участка 4—5. Производят шаб-
рение по маякам, пользуясь контрольной линейкой длиной
1500—2000 мм. Обработку прекращают, когда равномерно за-
крашиваются все маяки. Окончательная проверка направляю-
щих выполняется универсальным мостиком (контроль прямоли-
нейности направляющих в вертикальной плоскости) и при помо-
щи струны микроскопа, как показано на рис. 66, г (контроль,
прямолинейности направляющих в горизонтальной плоскости).
Маяки образуют в следующем порядке:
1) универсальным мостиком и уровнем определяют самый:
изношенный участок направляющей;
2) начиная от наиболее изношенного участка, размечают
станину по длине на одинаковые участки, равные расстоянию
между опорами мостика (рис. 66, в);
3) выверяют уровень на мостике, располагая его на самом из-
ношенном участке направляющих 4—5;
4) перемещают мостик на участок 5—6 и прошабривают маяк
на границе 6 участка, пока пузырек уровня не займет нулевое
положение;
5) снова перемещают мостик, располагая его опоры в край-
них точках участка 6—7, на границе 7 вышабривают следующий
маяк — и так по всей длине направляющих.
При нанесении маяков следует проверять их параллельность
базовой поверхности. За базу принимают не всю поверхность, а
только два участка длиной 300—500 мм на ее концах.
Восстановление направляющих станины строганием
Строганием можно восстановить направляющие при усло-
вии, что габариты станины не выходят за размеры стола про-
дольно-строгального станка. Станина должна быть точно уста-
новлена на столе станка, причем не с обычной выверкой, при
которой отклонения простроганных направляющих от прямоли-
нейности достигают 0,03 мм и более на 1000 мм длины *, а дру-
гим способом.
Ремонтируемую станину закрепляют в средней (приблизи-
тельно) части стола хорошо выверенного строгального станка.
Сделав это, проверяют параллельность базовой поверхности
* Указанная погрешность чаще всего направлена в сторону вогнутости
направляющих, тогда как технические условия допускают отклонение не вы-
ше 0,02 мм на 1000 мм, причем только в сторону выпуклости. Таким образом,
суммарное отклонение получается равным 0,05 мм на 1000 мм длины направ-
ляющих. Устранение шабрением столь большой неточности операция слишком
трудоемкая.
7-1421
193
(плоскости под рейку) движению стола по всей длине, причем
отклонение от параллельности не должно превышать 0,04 мм на
длине 1000 мм. Проверку выполняют индикатором, закреплен-1
ным в суппорте станка.
Далее производят пробное строгание направляющих, чтобы
определить величину их непрямолинейности, вызванной неточ-
ностью хода стола и различными другими причинами. Получив
необходимые данные, прикрепляют станину к столу болтами с
гайками и прихватами. Под основание станины (рис. 90) под-
кладывают клинья 1 с уклоном 0° 30'—0° 40' и толщиной у ост-
рого конца около 0,1 мм.
Рис. 90. Схема деформирования станины при ее установке для
строгания:
а — деформирование в сторону вогнутости, б —в сторону выпуклости
При помощи клиньев и прихватов деформируют станину в
вертикальной плоскости на величину отклонения от прямоли-
нейности, найденную пробным строганием. Если отклонение на-
правлено в сторону вогнутости (рис. 90, а) и равно К мм, то
прогибают станину в том же направлении на величину
/С+0,02 мм и устраняют износ направляющих строганием. Когда
по окончании строгания будут отпущены болты и удалены при-
хваты и клинья, станина спружинит и ее направляющие станут
прямолинейными. Это произойдет потому, что при строгании был
снят на концах станины больший слой металла, чем в середине.
.Отклонение направляющих в сторону выпуклости будет в пре-
делах, допускаемых техническими требованиями.
Если отклонение от прямолинейности направлено в сторону
выпуклости (рис. 90, б), станину выгибают на величину
К—0,02 мм. После снятия ее со стола направляющие, как в пре-
дыдущем случае, окажутся с допустимой техническими требова-
ниями выпуклостью величиной до 0,02 мм на 1000 мм
длины.
Пробное строгание направляющих производится один раз;
полученную величину К отклонения от прямолинейности прини-
мают как постоянную для последующих ремонтов станин.
194
Приемы деформирования станины таковы. Чтобы прогнуть
станину в средней части (см. рис. 90, а), клинья располагают
ближе к ее концам, а прихваты ближе к середине в местах, ука-
занных стрелками А. Для того чтобы выгнуть станину в средней
части (см. рис. 90, б), прихваты размещают ближе к ее краям,
как показано стрелками Б, а клинья ближе к середине. Требуе-
мый прогиб или выгиб получают подтягиванием болтов прихва-
тов и перемещением клиньев легкими ударами молотка *.
При затяжке болтов и регулировке клиньев наблюдают за по-
казаниями стрелки индикатора. Измерительный стержень инди-
катора должен быть подведен к месту максимального прогиба
станины — точке О. Точность положения станины окончательно
проверяют при окончательном закреплении болтов.
Описанный способ установки ремонтируемой станины на сто-
ле строгального станка гарантирует получение должной прямо-
линейности ее направляющих даже в тех случаях, когда ход
стола станка значительно отклоняется от прямолинейности.
Резцы для строгания направляющих рекомендуется устанав-
ливать по шаблону, имеющему такой же профиль, что и направ-
ляющие. Шаблон закрепляют на столе станка перед станиной со
стороны захода резца с учетом толщины стружки, снимаемой
при строгании.
Изготовление шаблонов для всех профилей направляющих
слишком дорого. Поэтому в ряде случаев устанавливают резцы
непосредственно по профилю направляющих с помощью щупов.
При строгании направляющих станин токарных станков по-
ступают следующим образом:
1) резцы подводят к щупу, уложенному на неизношенную
часть направляющих, — там, где крепится передняя бабка;
2) щуп протаскивают между поверхностью направляющих и
резцом, при этом он должен проходить под действием небольшо-
го усилия;
3-) резцы опускают на глубину снимаемого при строгании
слоя металла.
Направляющие станин следует строгать широкими резцами
с доведенным лезвием. Применение резцов с широким лезвием
облегчает настройку суппорта строгального станка по профилю
направляющей и позволяет уменьшить число проходов при стро-
гании.
Строганием обрабатывают (см. рис. 85, а) поверхности 1, 2,
3, 4, 6, 7, 8 и 10 до границы их максимального износа, поверхно-
сти 11 и 12, как правило, не строгают, поскольку у них, как уже
указывалось, износа не бывает.
* Станину можно прогнуть также перетяжкой ее посредине болтом или
тягой.
7* 195
Точность направляющих, отремонтированных описанным
способом, полностью отвечает техническим условиям на прием-
ку станков. После строгания ее проверяют универсальным мо-
стиком по уровню.
При механической обработке станин их установка на столе
станка и снятие со стола должны производиться с соблюдением
требований техники безопасности. Необходимо пользоваться
прокладками, чтобы не защемить пальцы, и строго выполнять
все правила подъема и перемещения тяжестей. Иногда прибега-
ют к строганию станин на месте установки станка. В этом случае
применяется специальное приспособление. Вместо строгания
может быть применено фрезерование направляющих станин.
Восстановление направляющих станины шлифованием
Шлифованием обрабатывают ремонтируемые направляющие
станин на специальных шлифовальных станках или же на про-
дольно-строгальных либо продольно-фрезерных станках, осна-
щенных специальными приспособлениями. И при такой обработ-
ке станину, установленную на сголе станка, подвергают дефор-
мации. Шлифование (как плоских, так и призматических
направляющих) производится торцом чашечного шлифовально-
го круга, при этом не допускается нагрев направляющих, вызы-
вающий деформацию станины.
До недавнего времени шлифование производилось большей
частью без охлаждения, так как конструкции станков, исползуе-
мых для этой операции, не позволяют оборудовать их удобны-
ми и эффективно действующими устройствами жидкостного ох-
лаждения. Теперь же новаторы производства стали применять
для охлаждения сжатый воздух (струя воздуха подается непо-
средственно в зону резания), что дает возможность оснастить
станки, используемые для шлифования направляющих станин
соответствующими охладительными системами.
Приспособления для шлифования направляющих станин, сто-
лов и др. относительно недороги. Они разделяются на стацио-
нарные и переносные. Стационарные, к которым относятся
не только шлифовальные, но и фрезерные головки, устанавли-
вают на продольно-строгальных, продольно-фрезерных и других
станках, обычно на суппорте. Переносные приспособления
служат для шлифования или фрезерования станин металлоре-
жущих станков без снятия их с фундамента.
При использовании переносных приспособлений нужно сна-
чала подготовить базу для их установки. Обычно в качестве базы
применяют неизношенную или малоизношенную поверхность,
которую зачищают от забоин и потом проверяют на прямолиней-
ность (если требуется, прибегают и к шабрению). Применение
переносных приспособлений экономически более выгодно, когда
196
длина обрабатываемой станины превышает 2,5 м. Стационарные
приспособления не нуждаются в предварительной подготовке
базовых поверхностей, кроме того, они более надежны в работе,
чем переносные приспособления. Однако пользоваться ими мож-
но лишь там, где есть соответствующее оборудование, например
продольно-строгальные или продольно-фрезерные станки или же
станки специальные.
Стационарные шлифовальные приспособления разделяются
в основном на два вида. В одних движение от электродвигателя
Рис. 91. Стационарное приспособление для шлифования направляющих
к шпинделю передается через ременную или зубчатую передачу,
в других шпиндель шлифовального круга — это вал двигателя.
Первые из этих видов приспособлений несколько громоздки, так
как у них электродвигатель отделен от шпинделя.
Приспособления второго вида более компактны, а потому
более удобны в эксплуатации. Однако они имеют тот недоста-
ток, что их шпиндель вращается с постоянным числом оборотов,
из-за чего не всегда удается применять рациональные режимы
шлифования.
На рис. 91 показано одно из стационарных универсальных
приспособлений для шлифования направляющих. В его корпусе
1 расположен шпиндель с коническим хвостовиком, на котором
закрепляется чашечный абразивный круг со сменным кожу-
197
хом 8. Шпиндель получает вращение от двигателя 5 через зуб-
чатые колеса с косым зубом, помещающиеся под крышкой 6.
Шлифовальное приспособление устанавливают на суппорте 3
станка под тем или иным углом, зависящим от наклона обраба-
тываемой поверхности. Для этого имеется специальный червяч-
ный механизм 2. Второй такой же механизм — червячная пере-
дача 4 — служит для подачи на глубину резания. Изменение чи-
сла оборотов шпинделя от 1000 до 6000 в минуту производится
перестановкой сменных зубчатых колес под крышкой 6, поднима-
емой специальной рукояткой (на рисунке не видна). Ось шпин-
деля можно установить строго перпендикулярно направляющим
или с наклоном до 1—3°. Для этого имеется маховичок 7, при
вращении которого приспособление несколько поворачивается на
оси 9.
Шлифование производится чашечным кругом диаметром
100—175 мм со скоростью 30—40 м!сек. Наименьший нагрев ста-
нины и лучший отвод стружки и пыли обеспечивается шлифова-
нием торцом круга при наклоне оси шпинделя на 1—3° (рис.
92, а); однако при этом качество шлифования понижается. Вот
почему данным способом работают на «черновой» стадии, т. е.
до отделки поверхности.
Для окончательной обработки располагают шпиндель и шли-
фовальный круг строго перпендикулярно к шлифуемой поверх-
ности (рис. 92, б). Качество шлифования получается высоким,
но ухудшаются условия удаления стружки, что приводит1 к нагре-
ву станины. Это заставляет вести шлифование на пониженных
режимах — при глубине резания не более 0,01 мм.
Точность установки шпинделя перпендикулярно к обрабаты-
ваемой поверхности определяют по узору на ней, образующемуся
в результате скрещивания штрихов (см. рис. 92, б, внизу). Не-
скрещивающиеся штрихи (см. рис. 92, а, внизу) получаются,
когда круг установлен с наклоном к обрабатываемой поверх-
ности.
Переносные приспособления отличаются той особенностью,
что точность обработки ими направляющих прежде всего зави-
сит от точности установочной базы приспособления. В связи с
этим, как уже указывалось, сначала доводят до надлежащей
степени точность базовых поверхностей, в качестве которых на
токарном станке обычно выбирают малоизнашивающиеся на-
правляющие для задней бабки, легко восстанавливаемые шаб-
рением. Продольная подача в переносных приспособлениях осу-
ществляется посредством винтов или втулочно-роликовых цепей.
Общее представление о переносном приспособлении для шли-
фования направляющих у станин дает рис. 93, а. Плиту 4 при-
способления двумя ее сменными направляющими 2 и 3, которые
крепятся к ней винтами, устанавливают на токарном станке —
на прошабренных направляющих для задней бабки. Последние
198
Рис. 92. Шлифование торцом абразивною круга:
а — с уклоном 3—4°, б ~ без уклона
Рис. 93. Переносное приспособление для шлифования направляющих ста-
нины:
а — приспособление в работе, б — виды профилей, обрабатываемых приспособлением
(/_у станины токарного станка, 2 — у станины продольно-строгального станка, 3.
4 и 5 _ обработка направляющих в форме ласточкина хвоста, 6 — комбинированной
формы)
могут иметь любую форму, допускаемую набором сменных на'
правляющих приспособления. В нижней части плиты 4 смонти-
рованы подпружиненные упоры с шарикоподшипниками 1 и 5,
выполняющими роль катков. Приспособление перемещают вдоль
станины вручную, можно применять цепную передачу.
При значительном и неравномерном износе направляющих
применяют приспособления для фрезерования их. Однако пос-
ле фрезерования необходимо направляющие или шабрить или
шлифовать. Пользоваться переносными приспособлениями тем
выгоднее, чем больше длина станины. Когда же ремонтируют-
ся небольшие станины, затраты рабочего времени на подготов-
ку базовых поверхностей и установку приспособления часто
не окупаются.
На рис. 93, б показаны виды профилей, обрабатываемых
переносным шлифовальным приспособлением.
§ 43. ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ СТАНИНЫ
ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО СТАНКА
Поверхности направляющих «ласточкин хвост», как правило,
изнашиваются неравномерно. Длинные направляющие стано-
вятся вогнутыми, а сопрягаемые с ними более короткие направ-
ляющие становятся выпуклыми. Нарушается параллельность,
горизонтальность и плоскостность направляющих, на их поверх-
ностях появляются задиры, могут образоваться трещины. Утра-
чивается параллельность или перпендикулярность также по от-
ношению к осям валов или винтов.
Направляющие «ласточкин хвост» у станин горизонтально-
фрезерных станков (рис. 94, а) изнашиваются особенно сильно
в средней части. Иногда наблюдается нарушение перпендикуляр-
ности направляющих к оси шпинделя. Поверхности 2 и 4 также
изнашиваются в средней части станины больше, следовательно,
здесь нарушается параллельность между ними.
Ремонт направляющих нередко выполняют шабрением. В
этих случаях станину устанавливают направляющими кверху и
башмаками либо регулировочными клиньями выравнивают ее в
горизонтальной плоскости. Проверку делают уровнем.
Добившись точной установки станины, зачищают напильни-
ком на поверхности направляющих грубые задиры и другие
повреждения, затем с помощью линейки проверяют соответству-
ющие места на краску. После этого переходят к шабре-
нию.
В первую очередь шабрят зеркало станины (см. рис. 94, а) —
поверхность 1. Проверку перпендикулярности осуществляют по
линейке или плитой на краску.
Так поступают, когда перпендикулярность к оси шпинделя
нарушена мало. Когда же отклонение от перпендикулярности
зеркала станины к шпинделю превышает 0,02 мм на длине
201
300 мм, необходимо в процессе шабрения зеркала время от вре-
мени устанавливать шпиндель на место и при помощи оправки и
индикатора проверять перпендикулярность зеркала станины к
оси отверстия под шпиндель (рис. 94, б).
А-А
s}
Чтобы избежать трудоемкой опе-
рации — периодической установки
шпинделя на его опоры, выверку об-
рабатываемого зеркала лучше де-
лать по маякам 3, вышабренным на
зеркале станины заранее, т. е. до на-
чала ремонта станины станка. Мая-
ки наносят на расстоянии от оси
шпинделя, равном наибольшему ра-
диусу R окружности (рис. 94, б),
описываемой индикатором по зерка-
лу станины, когда им отыскивают
на зеркале самый пониженный уча-
сток. Маяки шабрят заподлицо с
этим участком, причем они могут
располагаться так, как показано на
рис. 94, а. По маякам шабрят все
зеркало станины.
Выверка обрабатываемого зер-
кала по маякам делает ненужной
периодическую установку шпинделя
иа его опоры для контроля перпен-
дикулярности, благодаря чему сни-
Рис. 94. Ремонт станины го-
ризонтально-фрезерного
станка:
а — места нанесения мазков,
б — проверка перпендикуляр*
ностн оси шпинделя к зерка-
лу станины; 1, 2, 4 — поверх-
ности, з — маяк, 5 — ось шпин-
деля, 6 — призма, 7 — понижен-
ный участок
жается трудоемкость ремонта.
Покончив с обработкой зеркала
станины, переходят к шабрению по
линейке поверхности 2, а затем по-
верхности 4. Время от времени про-
веряют угол между поверхностями
2 и 4 и поверхностью 1 зеркала ста-
нины. Проверку делают по краске с
помощью призмы (рис. 94, а). Ме-
нее удобна проверка периодическим
накладыванием консоли.
Направляющие проверяют на
взаимопараллельность, пользуясь
как базой зеркалом станины. Эту
проверку делают приспособлением,
показанным на рис. 88.
В табл. 13 приводятся данные о применении различных спо-
собов восстановления направляющих станин. Как видим, наиме-
нее трудоемким является способ шлифования, который поэтому
и следует применять при восстановлении направляющих с изно-
202
Таблица 13
Сравнение способов восстановления направляющих у станин
Метод восстановления Применение Трудо- ем- кость, % Получае- мый класс чистоты поверхнос- ти Отклоне- ние от прямоли- нейности на длине 1000 лсж, мк
Шабрение Шлифование Строгание с последую- щим шабрением Строгание с последую- щим шлифованием При износе до 0,2 мм При износе до 0,3 мм При износе более 0,3 мм То же 100' 35 60 50 6 6—10
сом до 0,3 мм. При большем износе целесообразно сочетать шли-
фование с предварительным строганием.
Наиболее трудоемкий способ — шабрение — может приме-
няться для пригонки сопрягаемых поверхностей небольшой дли-
ны, когда не оправданы затраты на установку приспособления
для шлифования или строгания.
§ 44. ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ КАРЕТКИ СУППОРТА
ТОКАРНОГО СТАНКА
У направляющих каретки суппорта (рис. 95, а) износ возни-
кает на поверхностях 1, 2, 3, 4, 5, 7 vl 9. Поверхности 1, 2,7 и 9
изнашиваются больше в средней части. Они становятся вогнуты-
ми, и в результате нарушается взаимная параллельность этих
поверхностей и параллельность оси отверстия 8 под винт. Повы-
шенный износ поверхностей 4 и 5 влечет за собой наклон ка-
ретки 11 в сторону фартука 12, как показано пунктирными лини-
ями на верхней части рис. 95, б.
Кроме того, из-за неравномерного распределения усилий
резания на поверхностях 4 и 5 (направления действия этих уси-
лий. показаны двумя стрелочками на рис. 95, а) постепенно про-
исходит разворот каретки. Это в свою очередь ведет к неравно-
мерному износу направляющих по длине. Нарушается перпен-
дикулярность поперечных направляющих 7 и 9 относительно
продольных направляющих (поверхности 4 и 5). Нижняя поверх-
ность 6, где крепится фартук, утрачивает параллельность с про-
дольными направляющими, перекашивается в поперечном на-
правлении, в результате чего фартук получает наклон к станине
(показано пунктирными линиями в нижней части рис. 95, б).
При ремонте направляющих каретки восстанавливают пря-
молинейность поверхностей 1, 2, 7 и 9, а также их парал-
203
дельность с осью отверстия 8 под винт (отклонение от параллель-
ности не должно превышать 0,05 мм на всей длине каретки).
Перпендикулярность поверхностей 3, 4 и 5 к поверхностям 7
и 9 допускается с отклонением 0,03 мм на 300 мм длины. Откло-
нение от параллельности поверхности 6 и продольных направля-
ющих каретки должно быть не
более 0,03 мм на 300 мм. От-
клонение от перпендикулярно-
сти той же поверхности к по-
верхности 10, на которой кре-
пится коробка подач, допус-
кается до 0,1 мм на 1000 мм
длины в вертикальном направ-
лении вверх, т. е. в сторону
увеличения угла, образуемого-
поверхностями 6 и 10.
Направляющие у каретки
могут быть отремонтированы
двумя способами:
1) все направляющие стро-
гают и шабрят или ограничи-
ваются одним шабрением;
2) подвергают окончатель-
ной обработке поверхности, со-
прягаемые с направляющими
поперечных салазок суппорта;
поверхности, сопрягаемые с на-
правляющими станины, только
строгают, после чего устанав-
ливают наделки.
Наиболее рациональным является второй способ, так как
при нем снижается трудоемкость и повышается качество ре-
монта.
Рис. 95. Износ направляющих карет-
ки суппорта токарного станка:
а — расположение направляющих, б — на-
клон каретки и фартука 12. вследствие
износа направляющих
Восстановление направляющих каретки шлифованием и ремонт
строганием с последующим шабрением
Ремонт начинают (рис. 96) с восстановления точности
поверхностей 1, 2, 4, и 5 при помощи шлифовального приспособ-
ления 6. Для ремонта укрепляют каретку на специальном при-
способлении 9, установленном на столе 10 продольно-строгаль-
ного станка. Положение каретки 8 выверяют индикатором по по-
верхностям 1 и 2, так как они изнашиваются меньше других. Эти
поверхности должны быть параллельны ходу стола. Набором
мерных плиток проверяют параллельность поверхности 7 для
крепления фартука поверхности стола 10 продольно-строгаль-
ного станка. Отклонения в поперечном и продольном направле-
ниях не должны превышать 0,03 мм на 300 мм длины.
204
Выполнив все проверки, приступают к шлифованию. После-
довательно шлифуют поверхности 1 и 5, 2 и 4\ рекомендуется
шлифовать также нерабочую поверхность 3, чтобы она могла
служить установочной базой при строгании нижних направля-
ющих.
После шлифования устанавливают каретку суппорта на столе
станка для строгания (рис. 97, а). Установка выполняется с по-
Рис. 96. Приспособление для ремонта каретки суппорта шлифова-
нием
мощью мерных параллельных плиток 5, подкладываемых под
поверхности 4 и 7 поперечных направляющих. Вместо плиток в
ряде случаев используют поперечные салазки суппорта. Для это-
го у них шлифуют поверхность 8 и поверхности, сопрягающиеся
с поверхностями 4 и 7 поперечных направляющих. В отверстии
каретки под винт поперечной подачи плотно устанавливают оп-
равку с выступающей цилиндрической частью и проверяют пра-
вильность положения каретки индикатором, укрепленным в суп-
порте станка. Точность установки каретки должна быть не мень-
ше 0,03 мм на 300 мм длины.
Приступая к строганию поверхностей 1 и 2, последовательно
подводят резец к наиболее изношенному участку каждой из них
и снимают слой металла до устранения износа. С поверхности 3,
205
менее изношенной, чем поверхности 1 и 2, сострагивают слой
металла, примерно на 30% больший, чем с поверхностей 1 и 2. В
результате этого передняя часть каретки в месте крепления
фартука окажется несколько выше, чем задняя, следовательно,
при эксплуатации станка после ремонта более интенсивный
износ поверхностей / и 2 будет
компенсироваться тем, что пе«
Bug А
Рис. 97. Проверка каретки суппорта
токарного станка:
редняя часть каретки выше
задней. После некоторого пе-
риода работы каретка займет
горизонтальное, положение и
только позднее передняя часть
каретки будет ниже задней.
С поверхности простроган-
ных продольных направляю-
щих каретки суппорта остает-
ся снять шабрением слой ме-
талла толщиной всего лишь
0,03—0,05 мм, так как эти на-
правляющие теперь имеют
правильное взаимное располо-
жение.
Восстановление направляющих
каретки шабрением
без применения строгания
а — установка каретки на строгальном
станке, б — сопряжение поперечных на-
правляющих каретки
Обработку шабрением на-
чинают (рис. 97, б) с поверхно-
стей 4 и 7, пригоняемых по по-
перечным салазкам, направляющие которых заранее восстанов-
лены шлифованием или шабрением. Если длина направляющих
каретки больше длины направляющих поперечных салазок, то
направляющие каретки во время шабрения проверяют несколько
раз на прямолинейность по угловой линейке на краску. Перио-
дически проверяют также параллельность между поверхностями
4 и 7 и осью винта поперечной подачи. Отклонения устраняют
шабрением поверхностей.
Далее шабрят поверхность 5 по поперечным салазкам и угло-
вой линейке на краску, время от времени проверяя параллель-
ность между этой поверхностью и осью винта поперечной пода-
чи. Проверку выполняют по вставленной в отверстие каретки
цилиндрической оправке (см. рис. 97, а) или по заранее отре-
монтированному либо заново изготовленному винту поперечной
подачи. Рекомендуется проверку осуществлять по винту попереч-
ной подачи, поскольку тогда отпадает надобность в изготовле-
нии специальных контрольных оправок.
206
Для проверок надевают на измерительный стержень индика-
тора специальный наконечник. Его особенность состоит в том,
что диаметр измерительной части наконечника больше шага на-
резки винта, благодаря чему измерительный стержень индикато-
ра не западает во впадину между нитками резьбы винта.
После обработки поверхности 5 шабрят поверхность 6 по
угловой линейке на краску, проверяя параллельность обеих по-
верхностей универсальным мостиком. Затем проверяют сопря-
жение направляющих каретки с поперечными салазками, для
чего салазки вместе с предварительно подогнанным клином
прогоняют несколько раз по направляющим каретки. Участки
направляющих, нуждающиеся в шабрении, обнаруживают по
светлым бликам. Ориентируясь по ним, производят окончатель-
ное шабрение.
Далее шабрят продольные направляющие каретки. Для этого
каретку устанавливают на направляющие станины, предвари-
тельно нанося на них тонкий слой краски.
Перпендикулярность продольных направляющих каретки
суппорта к поперечным проверяют угольником, устанавливае-
мым на основании задней бабки, угольником, базируемым на
станине станка, и другими инструментами и приспособлениями.
Одно из контрольных приспособлений показано на рис. 98.
Оно состоит из основания 1 (рис. 98, а), четырех опор 2, с
подпятниками 3, плеча 5 и дополнительной опоры 4. В основании
имеется четыре паза, позволяющие располагать опоры 2 так, как
это необходимо в» зависимости от размера и формы направляю-
щих. В основании имеется углубление для установки контроль-
ного угольника, который закрепляется прихватами 6 и регули-
руется четырьмя винтами 7.
Приспособление ставят на призматическую направляющую
станины так, что его опоры 2 охватывают ее выступ, а дополни-
тельная опора 4 располагается на противоположной направля-
ющей. После этого устанавливает контрольный угольник 1 (рис.
98, б) и закрепляют прихватами 2. На каретку 3 устанавливают
салазки 4 и закрепляют стойку 5 с индикатором. Затем вырав-
нивают длинное плечо угольника так, чтобы при перемещении
салазок 4 измерительный стержень индикатора соприкасался с
гранью угольника.
Чтобы получить базу для выверки направляющих каретки,
нужно перемещать приспособление вдоль направляющих стани-
ны и, действуя регулировочными винтами 7 (см. рис. 98. а),
добиться по показаниям индикатора параллельности грани ко-
роткого плеча угольника указанным направляющим. Грань длин-
ного плеча угольника тогда расположится перпендикулярно к
направляющим станины и будет искомой базой.
Перемещая салазки по направляющим каретки (рис. 98, б),
определяют по показаниям индикатора перпендикулярность по-
207
перечных направляющих каретки суппорта направляющим ста-
нины станка.
При ремонте каретки суппорта нужно также восстановить
перпендикулярность плоскости каретки под фартук к плоскости
станины под коробку подач. В процессе ремонта проверяют вза-
Рис. 98. Приспособление для проверки взаимоперпендикулярности продоль-
ных и поперечных направляющих каретки:
а — конструкция, б — схема проверки
имное расположение обеих плоскостей, что удобно делать с по-
мощью приспособления, показанного на рис. 99. В ием по балоч-
ке 2 можно перемещать ползушку 3, удерживаемую подпружи-
ненными планками. Ползушка имеет с трех сторон Т-образные
пазы, в которых закрепляют индикаторную стойку 5. Приспо-
собление укрепляют на плоскости 1 станины токарного стан-
ка — там, где находится коробка подач, используя для этого
нарезные отверстия в станине.
208
При проверке перпендикулярности плоскости каретки к плос-
кости станины под коробку подач устанавливают контрольный
угольник 4 на плоскости 6 поперечных направляющих каретки
суппорта, которая параллельна плоскости 7 для крепления фар-
тука. После этого подводят измерительный стержень индикато-
ра к вертикальной грани 8 угольника и начинают перемещать
ползушку 3 по балочке 2 при-
способления. Показания инди-
катора характеризуют, на-
сколько плоскость станины под
коробку подач перпендикуляр-
на к плоскости каретки суппор-
та под фартук.
Такую же выверку можно
сделать и с помощью рамного
уровня. Уровень накладывают
на одну из поперечных направ-
ляющих каретки и щупами ре-
гулируют положение каретки,
добиваясь, чтобы пузырек
уровня занял нулевое положе-
ние (станина должна быть
предварительно выверена в по-
перечном направлении по вер-
тикальной плоскости под ко-
Рис. 99. Проверка перпендикулярно-
сти плоскости станины для крепления
коробки подач к плоскости каретки
для крепления фартука
робку подач). Величина отклонения будет равна толщине подло-
женного под каретку щупа.
Определив все отклонения, приступают к ремонту продоль-
ных направляющих каретки. Последнюю перемещают по на-
правляющим станины, на которые предварительно наложен
тонкий слой краски. По отпечаткам краски на каретке опреде-
ляют места, подлежащие шабрению. Больший слой металла
снимают в средней части направляющих по длине. Затем по-
степенно уменьшают удаляемый слой, передвигаясь к концам
направляющих, где при дальнейших «пригоночных» перемеще-
ниях каретки отпечатки краски должны становиться все более
отчетливыми. Шабрение заканчивают, снимая больший слой
металла на том конце направляющих, в сторону которого нуж-
но повернуть каретку согласно выполненной ранее проверке.
Восстановление направляющих каретки с применением
компенсационных наделок
Каретки с значительным износом направляющих, после ре-
монта, как правило, «оседают», поэтому нарушается центровка
осей ходового винта и ходового вала в фартуке и в коробке по-
209
дач. Для восстановления соосности каретку обычно обрабаты-
вают в месте ее соединения с фартуком — снимают слой металла,
определенной толщины. В результате этого нарушается нор-
мальное зацепление зубчатых колес в цепи подачи от фартука к
поперечному суппорту. Кроме того, указанным способом можно
устранить износ направляющих каретки не более 2—3 раз, так
как при последующем ремонте направляющих уже не удается
сохранить нормальное зацепление последней пары колес в цепи
поперечной подачи суппорта.
Хороший результат дает метод наложения на направляющие
каретки суппорта компенсационных текстолитовых наделок..
При этом методе снижается трудоемкость ремонтных работ и
одновременно улучшаются условия трения между рабочими
поверхностями направляющих; вместе с тем на этих поверхно-
стях не образуются задиры, так как в соприкосновении нахо-
дятся разнородные материалы — текстолит и чугун.
Для наделок на направляющие рекомендуется текстолит
марок ПТ или ПТ-1 толщиной 1—4 мм для малых и средних
станков, 3—5 мм для тяжелых станков. Хорошо работают в па-
ре также бронза и чугун.
Укрепляют наделки в такой последовательности:
1. Каретку устанавливают на направляющих станины и к ней
прикрепляют фартук с оправкой; она располагается на месте
ходового валика — в его опорах; конец оправки должен высту-
пать примерно на 300 мм в сторону коробки подач.
2. Коробку подач прикрепляют к станине — тоже с цилинд-
рической оправкой, проходящей через отверстие для ходового
валика; длина оправки должна быть около 300 мм.
3. Под направляющие каретки подводятся конусные мери-
тельные клинья, которыми регулируют положение каретки;
каретка с фартуком при этом должна находиться как можно бли-
же к коробке подач, чтобы торцы обеих оправок почти соприкаса-
лись. Перемещениями мерительных клиньев добиваются совпа-
дения осей оправок с точностью до 0,1 мм. Горизонтальность
каретки в поперечном направлении проверяют уровнем, устанав-
ливаемым на поперечных направляющих каретки.
4. После того как каретка выверена, вынимают клинья и по
ним определяют величину зазора в местах, где клинья были в
контакте с направляющими станины и каретки.
5. Каретку устанавливают на столе строгального станка и
прострагивают ее направляющие в соответствии с полученными
замерами и с учетом требуемой толщины наделок, подлежащих
наклейке, а также припуска в 0,15—0,20 мм на последующее
шабрение.
6. Плоскости направляющих, на которые будут наклеивать-
ся наделки, пришабривают с точностью 3—5 пятен на квадрат
25X25 мм.
210
7. Обезжиривают подготовленные к склеиванию поверхности,
протирая их светлой тканью, смоченной ацетоном, бензином или
спиртом.
8. По истечении 10—15 мин, наносят шпателем на склеивае-
мые поверхности клей БФ-6, приготовленный из расчета 0,2 г
на 1 см1 поверхности.
9. Накладывают на направляющие каретки текстолитовые
наделки и слегка их притирают, чтобы удалить пузырьки воз-
духа.
10. Накладывают на направляющие станины лист бумаги для
защиты их от клея и устанавливают на станине каретку.
Каретку для проверки снимают со станины не ранее чем че-
рез 24 ч; тогда же удаляют со станины лист бумаги. Качество
приклейки наделок проверяют на звук легким постукиванием
по наделкам деревянным молотком. Дребезжащий звук означа-
ет, что склеивание не качественно.
Последняя операция — сверление в наделках смазочных от-
верстий и прорубание в них смазочных канавок.
В условиях, где нет клея необходимого качества, наделки
крепят потайными латунными шурупами, которые размещают
па расстоянии 75 мм друг от друга в шахматном порядке. Но в
этих случаях наделки должны быть толщиной не менее
5 мм.
В заключение производится шабрение наделок на направля-
ющих каретки по направляющим станины станка с про-
веркой положения каретки приспособлениями, показанными на
рис. 98 и 99.
Восстановление направляющих каретки стиракрилом
Изношенные продольные направляющие каретки можно вос-
станавливать самотвердеющей пластмассой стиракрил ТШ. Эту
пластмассу приготовляют смешением в определенной, пропор-
ции порошка и жидкости соответствующего состава.
Стиракрил обладает высокой способностью адгезии (прили-
пания) к металлам. Он нерастворим в маслах, слабых кислотах,
щелочах и других растворителях, хорошо обрабатывается реза-
нием и весьма стоек против износа.
Наращивание стиракрилом изношенных направляющих вме-
сто использования наделок значительно сокращает цикл ре-
монта и не требует оснастки, а также сокращает или исключает
механическую обработку.
Восстановление направляющих стиракрилом выполняется в
такой последовательности:
211
1. На направляющих каретки, сопрягаемых со станиной, фре-
зеруют пазы глубиной не менее 3 мм и шириной, равной
80—90% ширины направляющих.
2. Сверлят четыре отверстия для винтов 8 (рис. 100) и наре-
зают в них резьбу; также сверлят четыре отверстия 6 и нареза-
ют в них резьбу.
3. Восстанавливаемые направляющие каретки тщательно
обезжиривают светлой тканью, смоченной в ацетоне, и просуши-
вают в течение 15—20 мин.
Рис. 100. Восстановление каретки суппорта токарно-вин-
торезного станка стиракрилом ТШ
4. Укладывают каретку на отремонтированные направляю-
щие станины, на которые предварительно наносят едва замет-
ный слой масла или лист тонкой бумаги, и привертывают зад-
нюю прижимную планку. Устанавливают и закрепляют на сво-
их местах фартук и коробку подач. В отверстия для ходового
валика в коробке подач и в фартуке располагают контрольные
оправки с выступающей частью длиной 200—300 мм. Центруют
оси валиков винтами 8. (Соосность в горизонтальной и верти-
кальной плоскостях проверяют с помощью лекальной линейки —
на просвет. Точность выверки 0,1 мм.
Одновременно обеспечивают перпендикулярность поперечных
направляющих каретки к направляющим станины (см. рис. 98).
5. Тщательно герметизируют направляющие каретки с по-
мощью пластилина 7 (см. рис. 100).
6. Ввертывают шприц 3 в одно из технологических отвер-
стий 6 — на концах направляющих каретки.
212
7. Приготовляют раствор стиракрила из расчета 100 г порош-
ка на 75 г жидкости, тщательно перемешивая смесь в течение
1—2 мин.
8. Заливают одну из направляющих каретки стиракрилом.
Для этого приготовленную массу 5 заливают в открытый шприц
до появления стиракрила в отверстии 6 на каретке. Это отвер-
стие нужно закрыть и вставить шток 4 в шприц, легким нажи-
мом на шток уплотнить залитую массу и вывернуть шприц.
9. Заливают вторую направляющую каретки (способ залив-
ки такой, как и описывался).
10. Выдерживают каретку 2 на станине 1 в течение 15 ч при
температуре 18—20° С.
11. После затвердения стиракрила, вывертывают винты 8 и
отверстия в каретке заделывают пробками (винтами или залив-
кой стиракрилом).
12. Каретку снимают с направляющих станины, зачищают,
проверяют стиракрил на плотность прилегания легким просту-
киванием, прорубают на залитых поверхностях канавки для
смазки направляющих и подшабривают их по направляющим
станины с проверкой на краску.
В качестве компенсационных наделок можно также приме-
нить текстолит ПТ. Однако следует помнить, что наряду с поло-
жительными свойствами текстолиты имеют целый ряд недостат-
ков, а именно:
а) недостаточную износостойкость при загрязнении направ-
ляющих отходами обработки (металлической стружкой, песком,
абразивом) в условиях преимущественно абразивного износа
при отсутствии защитных устройств.
Недостаточная износостойкость текстолита не позволяет ре-
комендовать применение пластмассовых направляющих в стан-
ках средних размеров, где обычно абразивный износ выше, чем
в тяжелых станках тех же типов;
б) повышенный коэффициент трения в парах тексто-
лит ПТ — чугун в сравнении с парой чугун — чугун. Этот не-
достаток особенно сказывается при ручных перемещениях
узлов, на которые требуются значительные затраты энергии ра-
бочего.
Исследованиями ЭНИМС было установлено, что полиамиды
(капрон марки Б и полиамид 68) в условиях абразивного износа
обладают значительно большей износостойкостью, чем тексто-
лит ПТ.
Например, износостойкость капрона в три раза выше изно-
состойкости текстолита ПТ, что обеспечивает возможность его
применения в станках средних размеров. Определенные перспек-
тивы имеет также полиамид 68, который в сравнении с капро-
ном марки Б меньше в 3,5 раза изменяет свои размеры в воде,
эмульсии и охлаждающих жидкостях.
213,
§ 45. ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ КАРЕТКИ СТОЛА
ФРЕЗЕРНОГО СТАНКА
Ремонт каретки стола фрезерного станка в большинстве
случаев заключается в восстановлении прямолинейности, па-
раллельности и перпендикулярности направляющих, а также
Рис. 101. Приспособление для проверки взаимной перпендикулярности направ-
ляющих каретки фрезерного станка:
а —каретка, б — общий вид приспособления (1—5 — детали приспособления), а—схема
установки контрольного приспособления
точности сопряжения направляющих каретки с направляющими
консоли и стола. У каретки (рис. 101, а) поверхности 1 и 6
должны быть параллельны поверхностям 2 и 3 как в продоль-
ном, так и в поперечном направлениях, а поверхности 5 и 8
должны быть взаимно перпендикулярны. Допустимое отклоне-
ние 0,02 мм на 300 мм длины.
214
Сильно изношенные поверхности каретки ремонтируют стро-
ганием с последующим шабрением или шлифованием; лишь при
отсутствии надлежащего оборудования для механической обра-
ботки обходятся одним шабрением.
Для ремонта каретку устанавливают на магнитном столе
плоскошлифовального станка, используя в качестве установоч-
ной базы (см. рис. 101, а) поверхности 2 и 3. За одну установ-
ку окончательно шлифуют поверхности 1 и 6. После этого ка-
ретку поворачивают, базируя ее на поверхности 1 и 6 и произ-
водят шлифование поверхностей 2 и 3, проверяя параллельность-
микрометром или индикатором.
Далее, после промывки каретки керосином и обдувки ее сжа-
тым воздухом, шабрят направляющую 5, которую проверяют на
краску по сопрягаемым направляющим стола. Обработку этой
поверхности заканчивают, когда после проверки на краску на
квадрат 25x25 мм приходится 8—10 пятен.
Далее шабрят поверхность 8 по направляющим консоли, про-
веряя ее перпендикулярность к поверхности 5 приспособлением,
изображенным на рис. 101, б и устанавливаемым на станке, как
показано на рис. 101, в.
Поверхности 7 и 4 проверяют угловой линейкой только на
прямолинейность. Их лишь зачищают или слегка шабрят.
§ 46. ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ КОНСОЛИ
ФРЕЗЕРНОГО СТАНКА
Износ направляющих консоли у фрезерных станков
(рис. 102, а) выражается главным образом в нарушении пер-
пендикулярности поверхности /, сопрягаемой с кареткой, к
поверхности, сопрягаемой с направляющими 2 станины. Этот
износ всегда происходит в сторону уменьшения первоначального-
угла, равного 90°, причем он ведет к нарушению параллельности
направляющих консоли и оси винта поперечного перемещения
стола. На направляющих часто наблюдаются и задиры.
При ремонте консоли добиваются: во-первых, прямолинейно-
сти и взаимопараллельности ее направляющих, во-вторых, па-
раллельности поверхностей 1, 2, 5 и 6 (рис. 102, б) оси винта
перемещения каретки (на рисунке не показан) и, в-третьих,
перпендикулярности поверхностей 3 и 4 к поверхностям 1, 2,
5 и 6.
На рис. 102, а показана схема проверки параллельности на-
правляющих консоли и оси шпинделя в соответствии с
ГОСТ 13—54. Для этой проверки закрепляют индикатор на
столе станка и в конусное отверстие шпинделя плотно вставля-
ют контрольную цилиндрическую оправку 3 с коническим хвос-
товиком. Измерительный стержень индикатора вводят в сопри-
косновение с оправкой по ее образующим сначала в вертикаль-
215
ной, а затем в горизонтальной плоскостях и, двигая стол по на-
правляющим консоли, следят за показаниями индикатора. При
первой проверке допускается отклонение 0,03 мм на длине
300 мм (наружный конец направляющих консоли при этом мо-
жет иметь отклонение только вверх); при второй проверке до-
пустимое отклонение не должно превышать 0,02 мм на длине
Рис. 102. Проверка направляющих консоли фрезерного станка:
а — проверка направляющих на параллельность оси шпинделя, б — поверх-
ности консоли, подлежащие восстановлению, в — проверка перпендикулярно-
сти поверхности стола к направляющим консоли
300 мм (наружный конец направляющих консоли может иметь
отклонение от оси шпинделя только влево).
Для проверки перпендикулярности рабочей поверхности сто-
ла направляющим станины закрепляют индикатор на шпинде-
ле или на станине так, чтобы его измерительный стержень ка-
сался вертикальной плоскости контрольного у-ольника, уста-
новленного на рабочей поверхности стола, причем угольник дол-
жен быть расположен в плоскости оси шпинделя (рис. 102, в,
слева), вертикальная плоскость угольника должна быть перпен-
дикулярна к оси шпинделя (рис. 102, в, справа), затем переме-
216
щают консоль по направляющим станины и наблюдают за пока-
заниями индикатора. Допустимое отклонение верхнего конца
угольника в сторону станины (рис. 102, в) —0,03 мм на длине
300 мм, а в любую другую сторону (рис. 102, в, справа) —
0,02 мм на длине 300 мм.
Если проверкой установлено, что направляющие консоли
непараллельны оси шпинделя в вертикальной плоскости
(рис. 102, а) или что отклонение вертикальной плоскости уголь-
ника, установленного на отремонтированном столе (рис. 102, в,
слева), превышает допуск, то это значит, что поверхность 3
(рис. 102, б) неперпендикулярна к поверхностям 1 и 2.
Точно так же, если направляющие консоли непараллельны
оси шпинделя в горизонтальной плоскости, то это свидетельст-
вует о неперпендикулярности поверхности 3 к поверхностям 5 и 6.
Если вертикальная плоскость угольника неперпендикулярна к
оси шпинделя (рис. 102, в, справа), значит поверхность 4
(рис. 102, б) неперпендикулярна к поверхностям 1 и 2.
При ремонте принимают за проверочную базу ось отверстия
под винт поперечной подачи, для чего в это отверстие вставляют
оправку с выступающей цилиндрической частью. Базой для про-
верки может служить и сам винт после его ремонта и установки
в опорах.
Ремонт консоли начинают с шабрения или шлифования по-
верхностей 1, 2, 5 и 6 (рис. 102, б). Их проверяют на параллель-
ность поверхностям оправки в горизонтальном и вертикальном
направлениях с помощью приспособления для проверки направ-
ляющих «ласточкин хвост».
Ремонтники-новаторы нашли более удобный способ провер-
ки— с помощью специального приспособления, показанного на
рис. 103. В конструкцию приспособления (рис. 103, а) входит
угольник 1 с ползушкой 5, прижимаемой к базовой плоскости
угольника пружинными упорами. Ползушка легко перемещается
от руки. В ее Т-образных пазах укрепляется стойка с индикато-
ром 2, которую можно поворачивать вокруг ее оси в горизон-
тальной плоскости под любым углом.
Когда проверки выполняются с помощью описанного приспо-
собления, подлежащую восстановлению консоль устанавливают
на уже отремонтированные направляющие станины станка, нахо-
дящейся в горизонтальном положении. Ставят на зеркало ста-
нины угольник 1, подводят измерительный стержень индикатора
2 к плоскости 4 консоли, также подвергшейся уже ремонту, и на-
чинают перемещать ползушку с индикатором по угольнику в вер-
тикальном направлении. Так определяют, насколько отклоняется
от перпендикулярности к зеркалу станины плоскость 4\ одновре-
менно с этим выясняют, перпендикулярны ли направляющие
консоли для поперечных салазок к ее направляющим, сопряга-
ющимся со станиной.
217
Проверив перпендикулярность одной или обеих сторон, раз-
ворачивают индикатор под углом так, чтобы его стержень касал-
ся наклонной поверхности 3 направляющих. Передвигая ползуш-
ку с индикатором в вертикальном направлении, определяют, пер-
пендикулярна ли поверхность 3 к зеркалу станины.
Способом, показанным на рис. 103, б, проверяют перпенди-
кулярность поверхностей 1 и 2 горизонтальных направляющих
Рис. 103. Проверка взаимоперпендикулярное™ направляющих копсолн фре-
зерного станка:
ct — к зеркалу станины, б — к боковой направляющей станины
консоли к поверхностям 7, 8 направляющих станины. При
этом способе скрепляют основание приспособления с угольни-
ком 5 и подводят приспособление в положении «на боку» к ука-
занным плоскостям. Укладывают его на зеркало станины на три
мерные параллельные плитки.
Когда все приготовления сделаны, подводят измерительный
стержень индикатора к боковой образующей направляющих ста-
нины и начинают перемещать индикатор вдоль этой плоскости.
В результате определяют, перпендикулярны ли горизонтальные
направляющие консоли к боковой образующей направляющих
станины.
Для проверки направляющих консоли и станины в труднодо-
ступных местах имеются различные по форме и длине сменные
держатели индикатора.
218
Обнаруженные отклонения от взаимной перпендикулярности-
ранее отремонтированных поверхностей 1 и 5 (или 2 и 6) и по-
верхностей 3 и 4 устраняют шабрением последних. Такой поря-
док шабрения вызван тем, что вертикальные поверхности 3 и 4'
значительно короче горизонтальных направляющих консоли, а
поэтому на их доводку и проверку требуется соответственно
меньше времени.
Ремонт направляющих консоли с применением вышеописан-
ного приспособления позволяет сократить общее время на вос-
становление направляющих в 1,5—2 раза.
§ 47. ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ СТОЛА
ФРЕЗЕРНОГО СТАНКА
У продольных столов (рис. 104, а) изнашиваются направля-
ющие 1 и 2, в результате чего нарушается взаимопараллель-
ность, а также параллельность поверхности 3 паза направляю-
Рис. 104. Ремонт стола фрезерного станка:
а — установка наделок на рабочую поверхность стола, б — установка наделки с-
помощью специального винта
щим продольного перемещения стола. На рабочей поверхно-
сти 6, которая непосредственно соприкасается с обрабатывае-
мой деталью, зачастую бывают забоины, надломы, надрезы и
другие дефекты. Их нужно устранять при ремонте. Прямоли-
нейность и параллельность изношенных поверхностей должны
быть восстановлены с точностью не ниже 0,02 мм на 500 мм,
а плоскостность поверхности 6 стола — с точностью 0,04 мм на
1000 мм длины стола, причем только в сторону вогнутости.
Пазы, в которых имеются надлом, большая забоина или
надиры, ремонтируют постановкой наделок (5) на эпоксидном
клее. Сначала их фрезеруют под форму наделки, причем глуби-
на фрезерования зависит от глубины забоины или надлома.
Однако желательно, чтобы она во вгех случаях была не менее
2 мм.
219
Если значительные повреждения имеются на боковых по-
верхностях пазов, то их фрезеруют до очередного размера ши-
рины в целых миллиметрах, обязательно выдерживая парал-
лельность между ними и направляющими стола в продольном
направлении.
Наделки изготовляют из того же материала, из какого сде-
лан стол. Их форма и форма паза должны быть совершенно
тождественны, а толщина — несколько большей, чем глубина
паза (на 0,1—1 мм). Наделки пригоняют с точностью, установ-
ленной для ходовой посадки 3 или 4-го класса точности.
Наделки устанавливают в основном приемами, описанными
в § 40. Наделку устанавливают на место так, чтобы она высту-
пала над поверхностью стола на 0,3—1 мм. После этого накла-
дывают груз. Когда клей затвердеет, поверхность стола и заод-
но поверхность наделки фрезеруют, строгают или шлифуют.
Вместо крепления клеем можно прикреплять наделки вин-
тами со специальной головкой (дет. 4 на рис. 104, а). Они имеют
шейку, диаметр которой меньше внутреннего диаметра резьбы
примерно на ]/б (рис. 104, б). Винты этой конструкции завинчи-
вают ключом до отказа, свертывая у них шейку. Головку винта
после этого обрабатывают вместе с наделкой и поверхностью
стола.
Далее восстанавливают поверхность 6 (см. рис. 104, а) и об-
рабатывают поверхности 1 и 2.
Новаторы применяют следующий способ ремонта направляю-
щих продольного стола. После того как устранены повреждения
на поверхности 6 (см. рис. 104, а), стол укладывают этой поверх-
ностью на плиту или на три опоры, сообщая ему должную устой-
чивость. Затем приступают к восстановлению поверхностей 1 и 2
направляющих. Выполнив эту работу, производят совместную
пригонку поверхностей 1 и 2 и направляющих каретки и соби-
рают стол с кареткой. По окончании сборки шлифуют или стро-
гают поверхность 6 стола до полного ее восстановления.
Чтобы исключить температурные деформации стола, шлифо-
вание производится с охлаждением. Перед окончательным шли-
фованием шлифовальный круг обязательно правят.
Шлифование поверхности 6 можно с успехом заменить чи-
стовым строганием без последующего декоративного шабре-
ния — образования «мороза».
§ 48. ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ У ПОЛЗУНОВ
ПРЕССОВ
Направляющие ползунов в прессах подвергаются значитель-
ному износу. Ремонт ползунов иногда начинают с шабрения на-
правляющих по контрольной линейке. При таком начале вое-
220
становительной работы трудно достичь взаимной параллель-
ности поверхностей, помеченных на рис. 105 цифрами 1, 2, 3 и 4.
Более правильным надо считать порядок ремонта, при кото-
ром вначале шабрят опорную (нижнюю) плоскость, которую
затем принимают за базу для восстановления поверхностей на-
правляющих. Опорную плоскость проверяют по контрольной
плите. После ее восстановления кладут ползун базовой пло-
Рис. 105. Проверка направляющих ползуна пресса универ-
сальным приспособлением
скостью на контрольную плиту и проверяют поверхности
1, 2, 3 и 4 на перпендикулярность к этой плоскости. Выполняют
проверку контрольным угольником или специальным приспособ-
лением.
Ремонт, направляющих у ползунов выполняется фрезерова-
нием на горизонтально-фрезерном или расточном станке с по-
следующим шабрением либо только шабрением. Направляю-
щие считаются отремонтированными, когда их прямолинейность,
взаимная параллельность и перпендикулярность достигают
точности 0,02 мм на 300 мм длины.
§ 49. ВОССТАНОВЛЕНИЕ ШАБОТОВ МОЛОТОВ
У шаботов (см. рис. 13, 14) изнашиваются главным образом
поверхности, сопрягающиеся с нижним бойком. У небольших
молотов шаботы восстанавливают строганием или шлифованием
на станках. У средних и тяжелых молотов шаботы настолько
громоздки и тяжелы, что их приходится ремонтировать на м’есте.
221
В таких случаях часто применяют ручную пневматическую ро-
торную машинку вертикального типа марки ТШ-1 (рис. 106, а).
Ее корпус отлит из алюминиевого сплава; в нем смонтирован
ротор с лопатками. Ротор и вместе с ним шлифовальный круг
приводятся во вращение струей сжатого воздуха, бьющей в ло-
патки. Наибольший диаметр шлифовального круга 125 мм. При
ремонте крупных шаботов на месте применяют механизирован-
ные приспособления, одно из которых показано на рис. 106, б.
В конструкцию этого приспособления входит тележка 3 с карет-
кой 5, несущей электродвигатель с шлифовальным кругом //.
Тележку, которая опирается на раму из рельсов 2 и двух ба-
лок 12, можно перемещать вручную в продольном направлении,
действуя маховиком 10. Каретка может перемещаться и в попе-
речном направлении — от электродвигателя 9 через конические
диски 8 и винт 7, сопряженный с гайкой, находящейся в каретке.
Величина поперечного перемещения ограничивается упорами 6
на переключающей тяге 4. Тяга автоматически переключает на-
правление движения каретки при ее встрече то с одним, то с
другим упором.
Приспособление выверяют и закрепляют на ремонтируемом
шаботе винтами 1.
Шлифование производится периферией шлифовального кру-
га. Положение круга при шлифовании горизонтальных поверх-
ностей шабота показано на рис. 106, в, а вертикальных поверх-
ностей с уклоном 5—7° — на рис. 106, г. Для обработки верти-
кальных плоскостей шабота поворачивают электродвигатель с
шлифовальным кругом (рис. 106, г) на 90°, затем устанавлива-
ют суппорт 3 с электродвигателем и кругом на соответствую-
щий угол, после чего закрепляют суппорт болтами 1 (рис.
106, в). Перемещение круга по высоте производится рукоят-
кой 2, связанной с винтовой передачей.
§ 50. ВОССТАНОВЛЕНИЕ ПРИЖИМНЫХ ПЛАНОК И КЛИНЬЕВ
Восстановление прижимных планок
При эксплуатации станка место сопряжения станины с при-
жимной планкой изнашивается и образуется зазор, который при
ремонте устраняют за счет планки, так как она дешевле, чем
станина.
Чтобы приступить к ремонту, нужно сначала узнать величи-
ну зазора. Ее замеряют щупом. При ремонте снимают с поверх-
ности планки слой металла (показан пунктиром на рис. 75, а),
равный величине зазора.
Планки ремонтируют шабрением, шлифованием, строганием
или наклейкой наделок, периодически проверяя плотность при-
легания планки на краску; одновременно замеряют зазор щупом
223
толщиной 0,03—0,04 мм. При установке отремонтированной
планки на место необходимо, чтобы она плотно прилегала к на-
правляющей и в то же время допускала свободное движение
стола. Винты 4 должны быть закреплены надежно. Регулиро-
вать сопряжение планки со станиной ослаблением затяжки вин-
тов не допускается.
Прижимные планки можно отремонтировать установкой на
их трущуюся поверхность наделки из текстолита, прикрепляе-
мой винтами или клеем.
У планок с регулирующим устройством (см. рис. 75, б) износ,
в течение некоторого времени компенсируют завинчиванием вин-
тов, прижимающих планку к направляющей. Когда же зазор К
превышает 2 мм, устанавливают новую планку.
Ремонт прижимных планок в форме параллелограмма, кото-
рыми коменсируется износ направляющих «ласточкин хвост»,
обычно производится шлифованием или шабрением той поверх-
ности планки, что сопрягается с направляющими другой детали.
И эти планки заменяют новыми, когда зазор К превыша-
ет 2 мм.
После нескольких ремонтов сопрягаемых деталей реличина
зазора К значительно возрастает. Поэтому приходится увеличи-
вать размер планки по ширине. Для большей надежности креп-
ления и регулировки применяют дополнительный винт (см. рис.
75, г).
Восстановление клиньев
Изношенные клинья ремонтируют установкой наделок, при-
вариваемых к утолщенной части клина. Потом наделки строгают
и пригоняют по месту. Так восстанавливают клинья для суп-
портов, столов, кареток, салазок. Наделки выгодно изготовлять
из текстолита, который подбирают по толщине в зависимости от
величины зазоров. Их ставят на карбинольном или эпоксидном
клее.
После ремонта клина, его поверхности (см. рис. 76), соприка-
сающиеся с поверхностями 1 и 2 детали, должны плотно приле-
гать. Клин пригоняют с обеих сторон по отпечаткам краски. Для
этого закрашивают направляющие поверхности у детали и ста-
вят клин на место, слегка постукивая по его торцу. Затем лег-
кими ударами по тонкому концу клина через выколотку из мяг-
кого материала клин ослабляют, вытаскивают и подвергают
шабрению.
Отремонтированный клин должен иметь такую длину, чтобы
при дальнейшей эксплуатации узла можно было компенсировать
его износ.
Подгонка клиньев по отремонтированным направляющим за-
труднительна из-за неудобства крепления клиньев при шабре-
нии. Крепление в тисках зачастую приводит к сминанию рабочих
224
поверхностей клиньев, крепление на деревянной доске гвоздями
ненадежно, притом оно требует довольно много затрат подго-
товительного времени.
Для крепления клиньев при шабрении рекомендуется приспо-
собление, показанное на рис. 107, а. Оно состоит из угольника 1,
упоров 2 и 7 и пружины 5 рессорного типа. Упор 2 можно пере-
мещать по угольнику и закреплять в том или ином месте бол-
том 3 и гайкой 4. Уложив клин на угольник вплотную к пружи-
не 5, подводят к его второму концу подвижный упор 2, который
здесь и закрепляют. После этого затягивают гайку 6 пружины,
и клин оказывается прочно зажатым на угольнике. Все это про-
делывают после установки угольника в тисках.
Описанное приспособление позволяет шабрить клинья трех-
гранным шабером, снимающим за один проход больший слой
металла, чем плоский шабер.
Шабрение клиньев целесообразно заменять более произво-
дительным шлифованием, если использовать соответствующее
приспособление, устанавливаемое на магнитном столе плоско-
шлифовального станка. Рациональным является универсальное
приспособление, позволяющее шлифовать клинья любой фор-
мы — конусные, ромбовидные и др. Рассмотрим шлифование ко-
нусного клина.
До шлифования конусного клина важно установить его точ-
ную форму, определяемую по месту его установки. Для этого
удобно пользоваться специальным мерительным щупом (рис.
107, б). Щуп состоит из обоймы<3 и трех стержней 1 и 2, со смен-
ными шариками 5 и 6, подбираемыми в соответствии с размером
щелевого отверстия для клиньев.
Щуп вводится в щелевое отверстие суппорта 4. Поддерживая
обойму 3, передвигают рукояткой средний стержень 1 до тех пор,
пока шарик 6, направляемый по оси щели распоркой, не закли-
нится в измеряемом конусном отверстии. После этого передвига-
ют левый и правый стержни.до заклинивания шариков 5. Затем
поворотом рукоятки 7 обоймы зажимают стержни и вынимают
щуп.
Сняв размеры по трем точкам, получают точное расположе-
ние плоскостей щелевого отверстия.
Затем щуп 5 укладывают на плоскость магнитной плиты 3
(рис. 107, в), установленной на столе шлифовального станка, а
на шарики щупа накладывают контрольную линейку 4.
По индикатору 6, закрепленному на головке станка, уста-
навливают контрольную линейку 4 строго параллельно движе-
нию стола в продольном и поперечном направлениях. Это дости-
гается соответствующим поворотом магнитной плиты, которая
шарнирно прикреплена к столу станка.
Предварительно отжав поворотную цапфу рукояткой 2, по-
ворачивают магнитную плиту рукоятками 8 и 9 вокруг цапф
8-1421
225
Рис. 107. Приспособления для восстановления клиньев:
а — шабрением, б — щуп для проверки щелевых отверстий для клиньев,
в — шлифованием на электромагнитной плите
1 и 7, контролируя поворот индикатором 6, периодически вклю-
чая сначала продольный ход стола, а затем и поперечный. Если
индикатор не показывает отклонений при продольном и попе-
речном движении стола, следовательно, контрольная линейка
расположена строго параллельно движению стола, а плоскость
магнитной плиты занимает положение, при котором устанавли-
вается точная копия замеренного щелевого отверстия. Затем ли-
нейку и щуп снимают с плиты, а вместо них кладут подлежащий
обработке клин.
Далее включают магнитную плиту и шлифуют сначала одну,
а затем и другую стороны клина. После такого шлифования клин
будет точно соответствовать конусности щелевого отверстия ка-
ретки станка.
Указанный способ шлифования клиньев полностью исключает
трудоемкие шабровочные работы.
Контрольные вопросы
1. Укажите характерные особенности ремонта станины токарного станка.
2. Какие осуществляются проверки при ремонте каретки суппорта токар-
ного станка?
3. Что следует делать для сцентрирования осей отверстий ходового вин-
та и вала самохода в коробке подач и в фартуке?
4. Как восстановить соосность центров передней и задней бабок токар-
ного станка?
5. В чем состоит преимущество применения компенсационных наделок?
6. Что принимается за исходную базу при ремонте консоли?
7. Как производится ремонт стола фрезерного станка?
8. Расскажите об особенностях технологии ремонта каретки стола.
9. В чем сущность ремонта направляющих станины эксцентрикового
пресса?
10. Какие вы знаете способы ремонта ползуна пресса?
ГЛАВА XI
РЕМОНТ ДЕТАЛЕЙ ПЕРЕДАЧ ВРАЩАТЕЛЬНОГО
ДВИЖЕНИЯ
§ 51. РЕМОНТ ВАЛОВ
Цилиндрические валы в процессе эксплуатации получают
следующие виды износэв и повреждений:
1) износ посадочных шеек валов;
2) износ шпоночных канавок и шлицев;
3) повреждение резьбы на поверхности валов;
4) повреждение центровых отверстий;
5) изгиб вала.
Способ ремонта изношенного цилиндрического вала выби-
рают после того, как соответствующей проверкой установлены
характер и степень износа. Шейки вала, имеющие незначитель-
ный износ (небольшие царапины и риски, овальность до 0,2 мм),
8* 227
ремонтируют шлифованием. Но сначала проверяют, исправны ли
центровые отверстия вала, при наличии забоин и вмятин в пер-
вую очередь восстанавливают центровые отверстия. Затем про-
изводится правка валов.
Шейки валов со значительным износом обтачивают и шли-
фуют под ремонтный размер*. При этом допускается уменьшение
диаметра шеек на 5—10% в зависимости от характера восприни-
маемых валом нагрузок, в частности от того, имеют ли место
ударные нагрузки. В тех случаях, когда необходимо восстановить
первоначальные размеры шеек, на шейки после их обточки на-
прессовывают или устанавливают на эпоксидном клее ремонт-
ные втулки, которые затем обрабатывают точением или шлифо-
ванием. Ремонт изношенных поверхностей валов может произ-
водиться также наращиванием металла вибродуговой наплав-
кой, металлизацией напыливанием, осталиванием, хромирова-
нием и другими методами.
Погнутые валы выправляют холодным или горячим способом.
Горячей правке подвергают валы, имеющие изгиб более 0,008
длины вала.
Холодная правка валов может выполняться вручную при по-
мощи винтовых скоб, рычагов, но лучше правку производить под
прессом. Винтовую скобу (рис. 108, а) накладывают на вал 2 за-
хватами 1 так, чтобы винт 3 расположился своим упором против
места наибольшего прогиба вала. Вращая винт, выправляют вал
в этом месте; затем скобу последовательно перемещают на дру-
гие участки и повторяют операцию до тех пор, пока весь вал не
будет выправлен. Другой вид механического приспособления,
более совершенного и более сложного, показан на рис. 108, б.
Правку валов диаметром от 20 до 60 мм целесообразно вы-
полнять с помощью пневматического приспособления, показан-
ного на рис. 108, в. Корпус приспособления установлен на стани-
не токарного станка на четырех кронштейнах 2 с роликами 1,
легко катящимися по направляющим станины под воздействием
рабочего. В корпусе находится шток 4 с двумя диафрагмами, в
верхнюю и нижнюю полости корпуса входят штуцеры 3 и 6, сое-
диненные с трубками и с краном 5 сжатого воздуха.
При повороте рукоятки крана воздух поступает в обе полости
приспособления и давит на диафрагмы, а через них на шток с си-
лой до 5 т.
На крышке приспособления имеются два откидных крюка 7,
которые можно перемещать в пазах и таким образом сдвигать
или раздвигать соответственно длине искривленной части вала.
* Полученные в процессе восстановления механической обработкой новые
уменьшенные размеры шеек вала называют ремонтными размерами, а такой
способ ремонта — способом ремонтных размеров.
228
Рис. 108. Приспособления для правки (рихтовка)
а — винтовая скоба, б — механизированное приспособление
2 — рукоятка для перемещения, 3 и 8 — передвижные упоры, .
вал, 5 — индикатор, 6 — винт с рукояткой, 7 — медиая подкладка, 9 — балка,
10 — гайка настройки упоров по высоте), в — пневматическое приспособление
валов:
(/ — основание,
4 — рихтуемый
Расстояние между крюками можно регулировать, начиная от
150 мм и кончая 500 мм. На крюках, а также на конце штока
имеются медные накладки, защищающие поверхность вала от
повреждений (вмятин) во время правки.
Правка контролируется индикатором, установленным на кор-
пусе приспособления.
Для правки вала устанавливают приспособления на направ-
ляющих станины и регулируют его по высоте так, чтобы шток не
касался вала, заранее зажатого в центрах станка. Затем вал
проворачивают и по индикатору определяют место наибольшего
прогиба. К этому месту перемещают приспособление по направ-
ляющим и рукояткой переключают воздушный кран. Поднимаю-
щийся под давлением сжатого воздуха шток выправляет вал
между охватывающими его крюками.
Валы с трещинами и изломом ремонтируют электрической и
газовой сваркой.
Подготовленные к сварке части вала укладывают на призмы
или в специальные направляющие, где их выверяют, добиваясь
полного совпадения геометрических осей; после этого части вала
сваривают. Валы малых диаметров и значительной длины сна-
чала подогревают до 300° С, чтобы предупредить их коробление
при сварке. Если в результате сварки произошла поводка вала,
то его правят одним из описанных выше способов. После правки
вал подвергают термообработке.
Следует иметь в виду, что в случае излома вала ответствен-
ного механизма, например такого, как подъемный кран, его не
восстанавливают, а бракуют, это объясняется тем, что такой
вал, восстановленный сваркой, будет уступать по своим физи-
ко-механическим свойствам новому, кованому валу.
§ 52. РЕМОНТ ШПИНДЕЛЕЙ
К шпинделям (рис. 109) предъявляются весьма высокие
требования. Поэтому посадочные шейки шпинделей 2 и 4 обра-
Рис. 109. Шпиндель токарного станка
батывают шлифованием и полированием. Соосность их должна
быть выдержана с точностью 0,01 мм\ допустимая конусность
шеек 0,01 мм, овальность 0,003—0,005 мм. Таким же требовани-
ям должна отвечать поверхность 5. Коническое отверстие 6
230
шпинделя должно быть концеитрично шейкам; допускается бие-
ние 0,01—0,02 мм на 300 мм длины.
В первую очередь у шпинделя изнашиваются шейки под под-
шипники, посадочные места для зубчатых колес и других вра-
щающихся деталей. На них появляются царапины и задиры,
легко обнаруживаемые внешним осмотром. На поверхности от-
верстия 6 тоже возникают задиры, а также забоины и вмятины.
Изнашивается резьба
шпинделя, повреждает-
ся шпоночный паз на
поверхности 3.
Шпиндели целесо-
образно ремонтировать
несколько раз, так как
изготовление нового
шпинделя — дело сло-
жное и дорогое. Одна-
ко в тех случаях, когда
ремонт шпинделя вле-
чет за собой ремонт и
сопрягающихся с ним
деталей, может ока-
заться более выгодной
Рис. НО. Жимок для притирки шеек и валов
шпинделей и осей:
1 — кольцо, 2 — зажимной болт, 3 — разрезная
втулка, 4 — шейка вала
замена изношенного шпинделя новым.
Этот вопрос решают сравнением стоимости ремонтных работ и
стоимости нового шпинделя.
Шпиндели, у которых износ шеек по диаметру составляет
0,01—0,02 мм, ремонтируют притиркой на токарном станке, вы-
полняемой специальным инструментом — жимком (рис. ПО).
Жимок состоит из кольца-хомутика 1, болта 2, втулки-притира 3
с разрезом и рукоятки-державки, которая на рисунке не пока-
зана. Втулку-притир изготовляют из чугуна, меди или бронзы, ее
отверстие выполняют по размеру обрабатываемой шейки.
Приступая к притирке шейки, накладывают на нее тонким
слоем смесь мелкого наждачного порошка и масла, после чего
надевают жимок и слегка завинчивают болт 2. Пускают станок,
настроив его на скорость вращения шпинделя 10—20 м/мин. В
процессе хода станка равномерно водят жимком вдоль обраба-
тываемой шейки. Время от времени обновляют слой порошка с
маслом и подвинчивают болт 2.
Устранив износ, промывают шейку шпинделя и притир керо-
сином, затем наносят на шейку тонкий слой доводочной пасты
с керосином и завершают ее обработку.
При износе шеек шпинделя более 0,02 мм их ремонтируют
шлифованием с последующей притиркой под ремонтный размер.
Однако этот способ ремонта приемлем, лишь когда имеется воз-
можность соответственно изменить размеры отверстий в под-
шипниках или других деталях, сопрягаемых со шпинделем. Если
231
же такой возможности нет или изменение размеров отверстий
нецелесообразно из-за большой трудоемкости операций, восста-
навливают шейки шпинделя с износом до 0,1 мм наращиванием
хрома, а с износом больше 0,1 мм металлизацией или виброду-
говой наплавкой.
Шейки шпинделей с наращенным на них хромовым слоем
обрабатывают шлифованием с последующей притиркой, если же
на шейки наносятся другие металлы соответственно большими
слоями, чем при хромировании, шейки сначала обтачивают, а
потом шлифуют. При этом им придают по направлению к зад-
нему концу конусность до 0,01 мм, для того чтобы при шабре-
нии подшипников слой краски, нанесенный на шейки, полностью
использовался для закрашивания поверхности подшипников.
Изношенные шейки шпинделей можно восстанавливать уста-
новкой на клее компенсационных втулок и выполняется это так:
1. Протачивают шейки шпинделя, снимая слой металла тол-
щиной не менее 1 мм. Чистота обработки должна соответство-
BaTbV 4— V5 классам.
2. Изготовляют втулки из соответствующей марки стали и
обеспечивают посадку на обточенные шейки шпинделя с зазо-
ром 0,05 мм по диаметру. По наружному диаметру оставляют
припуск 2—3 мм на последующую обработку.
3. Устанавливают втулки на эпоксидном клее на шейки
шпинделя, предварительно подготовив склеиваемые поверхно-
сти, как уже описывалось ранее.
4. Обтачивают и шлифуют наружные поверхности шеек (вту-
лок) шпинделя под номинальный размер.
Для выполнения обточки и шлифования проводится следую-
щая подготовка. Вытачивают стальные пробки и плотно встав-
ляют их в отверстия 1 и 6 шпинделя (см. рис. 109), сначала за-
чистив места посадки пробок. После этого закрепляют шпин-
дель одним концом в патроне токарного станка, а второй конец
устанавливают неизношенным местом в люнете и выверяют
шпиндель на биение, которое не должно превышать 0,005 мм;
затем делают в пробке центровое отверстие. После этого шпин-
дель переставляют, зажимают его второй конец в патроне, а
первый в люнете и изготовляют второе центровое отверстие. Те-
перь шпиндель устанавливают в центрах и проверяют правиль-
ность центрования; биение его неизношенных мест, определяе-
мое по индикатору, должно быть не выше 0,01 мм.
Выполнив описанные операции, приступают к обработке
шпинделя точением и шлифованием.
В случае повреждения и износа резьбы шпинделя при вос-
становлении применяется наплавка с последующим нарезанием
резьбы до номинального размера. Перенарезать резьбу на мень-
ший диаметр не рекомендуется, так как она становится нестан-
дартной.
232
Изношенное конусное отверстие шпинделей ремонтируют
по-разному в зависимости от величины износа. При сильном из-
носе отверстие растачивают и затем в него запрессовывают втул-
ку. При небольшом износе отверстия (неглубокие риски, незна-
чительные забоины) его шлифуют до ближайшего стандартного
размера переднего центра.
Механическую обработку конусного отверстия шпинделя це-
лесообразно выполнять, не снимая шпинделя со станка, что
Рис. 111. Приспособление для шлифования
отверстий шпинделей
обеспечивает хорошее центрование оси отверстия с осью шпин-
деля. При обработке конусного отверстия на месте применяются
приспособления, одно из которых описано ниже.
Приспособление (рис. 111) крепится на станке болтом и
гайкой 4. Электродвигатель 3, которым оно снабжено, закреплен
на поворотной площадке 2, шарнирно соединенной с подушкой 9
пальцем 11. На подушке укреплен корпус 6, в котором смонтиро-
ван на шарикоподшипниках шпиндель 7 с абразивным кругом 8.
Шпиндель можно располагать на той или иной высоте относи-
тельно отверстия, подлежащего обработке. Шпиндель вращается
со скоростью 7000 об/мин, получая движение через ременную
передачу со шкивами 1 и 5 от электродвигателя мощностью всего
0,6 квт при числе оборотов 2800 в минуту.
Приспособление устанавливают на переносном суппорте 10,
который крепят на каретке или на столе станка; что позволяет
233
устанавливать приспособление под тем или иным углом и обес-
печивает подачу круга при шлифовании отверстия.
Точность конического отверстия шпинделя проверяют стан-
дартным конусным калибром. Контрольная риска на калибре не
должна входить в -отверстие, между ней и торцом шпинделя
должно оставаться расстояние в 1—2 мм. Если же контрольная
риска входит в отверстие, то подрезают торец шпинделя на-
столько, чтобы получить нормальную посадку калибра.
Ось конического отверстия шпинделя проверяют на биение
индикатором по контрольной оправке, вставленной в отверстие.
Допускается отклонение от оси 0,01 мм у торца шпинделя и
0,02 мм на длине 300 мм. Поверхность 5 шпинделя (см. рис. 109)
может иметь предельно допустимое биение 0,01 мм.
Выше говорилось о шпинделях с хромированными шейками.
Установлено, что такие шпиндели хорошо работают только при
отличной пригонке к ним подшипника, когда обеспечен надле-
жащий зазор для смазки шеек. Нормальная величина этого за-
зора 0,006—0,02 мм в зависимости от точности станка, числа обо-
ротов и диаметра шпинделя. При небрежной пригонке происхо-
дит во время работы станка усиленный местный нагрев. Из-за
этого на хромированной поверхности образуются мелкие трещи-
ны, хром начинает отслаиваться и все больше повреждает шейку
шпинделя.
§ 53. РЕМОНТ подшипников скольжения
Износ трущихся поверхностей подшипников скольжения при-
водит к нарушению их геометрической формы и появлению на
них рисок и задиров; отверстие делается овальным. Износ порой
бывает настолько большим, что смазочные канавки подшипни-
ков почти утрачивают свои очертания, регулировка натяга для
компенсации износа становится невозможной. В подшипниках с
баббитом наблюдается также расслаивание и выкрашивание
баббитового слоя.
Ремонт неразъемных подшипников (втулок), когда износ
шейки вала и отверстия втулки достиг предельно допустимой ве-
личины, производится так: вал шлифуют, а втулку заменяют но-
вой — с отверстием, соответствующим по размеру шлифованной
шейки вала.
У подшипников с вкладышами восстанавливают правильную
геометрическую форму отверстия и масляные канавки. Ремонт
этих подшипников должен также обеспечивать получение необ-
ходимого зазора для масляного слоя, соосность отверстия дан-
ного подшипника и отверстий остальных подшипников, в кото-
рых устанавливается вал, плотное прилегание вкладышей к их
постелям.
234
При ремонте подшипников скольжения следует уделять серь-
езное внимание правильной обработке смазочных канавок на
рабочей поверхности подшипника.
Смазочные канавки предназначаются для облегчения заса-
сывания масла в нагруженную зону и лучшего распределения
смазки по длине подшипника. Эти канавки обрабатывают на
станках точением, фрезерованием, долблением, протягиванием,
а также прорубают вручную по разметке. Разметку делают со-
гласно чертежу или образцу. Канавки прорубают специальным
крейцмейселем-канавочником, режущая кромка которого имеет
размер и форму смазочной канавки. Края смазочных канавок,
выходящие на поверхность вкладыша, необходимо сглаживать и
округлять, иначе кромки будут действовать как скребки, сни-
мающие слой смазки с шейки вращающегося вала.
Не рекомендуется располагать канавки на нагруженном
участке подшипника, так как они снижают несущую способность
смазочного слоя, причем не следует длину канавок доводить до
торцов подшипника, чтобы не было утечки масла.
Для лучшего удержания масла продольные канавки делают
закрытыми, т. е. не доходящими до торцов вкладышей и втулок
примерно на 0,1 длины последних. Ширина и глубина канавок
должна соответствовать размерам подшипников. При диаметре
до 60 мм принимается глубина 1,5 мм и ширина 5—6 мм, а для
подшипников больших диаметров глубина канавок принимается
(•ориентировочно) 0,025 и ширина 0,1 внутреннего диаметра вкла-
дыша.
Смазочные отверстия должны обеспечить необходимый до-
ступ масла к смазочным канавкам и выполняются по размерам
чертежа или образца.
У отремонтированных разъемных подшипников создают на-
тяг установкой прокладок в местах разъема вкладышей. Регули-
ровка сопряжения шейка вала — вкладыш производится измене-
нием толщины прокладок шабрением. Набор прокладок ком-
плектуют из пластинок толщиной 0,05—2 мм с такими,
например, промежутками: 0,05—0,1—0,2—0,3—0,5—1 мм. Набор
стремятся комплектовать из наименьшего количества пластинок,
но с таким расчетом, чтобы можно было получить натяг до
0,05 мм.
Подшипники с небольшим износом ремонтируют шабрением.
В первую очередь обрабатывают нижний вкладыш. Шейку вала
или шпинделя равномерно покрывают тонким слоем краски и
укладывают деталь закрашенной шейкой на нижний вкладыш.
Шабрение производят по отпечаткам краски, меняя направле-
ние шабера при каждом новом проходе.
Шабруемые вкладыши должны плотно прилегать наружной
поверхностью к своей постели, для чего их закрепляют в постели
прижимами, как показано на рис. 112, а. Если же по той или
235
иной причине этого сделать нельзя, надо придерживаться такого
правила: места с отпечатками краски вблизи разъемов шабрить
только тогда, когда следы краски совершенно определенно пока*
зывают, что вал не лег на середину подшипника. Нарушение
этого правила, т. е. шабрение всех без исключения мест с отпе*
чатками краски, неизбежно приведет к следующему: после уста*
новки и закрепления верхнего вкладыша участки обоих вклады*
шей вблизи разъема плотнее прижмутся к постелям корпуса и
Рис. 112. Ремонт разъемных подшипников:
а — крепление вкладыша подшипника к постели для шабрения (/ — прижим, 2 — по»
стель, 3 — вкладыш), б — проверка масляного зазора в подшипниках
здесь образуется между шейкой вала и вкладышами увеличен»
ный зазор, который придется уменьшать дополнительным шаб»
рением.
Закончив шабрение нижнего вкладыша, пришабривают на*
черно верхний вкладыш, придерживаясь того же порядка рабо*
ты, как при шабрении нижнего. Затем производят окончательное
шабрение обоих вкладышей. До шабрения вал с закрашенными
шейками укладывают в нижние вкладыши, накладывают верх*
ние вкладыши, стягивая их с корпусом болтами. Затянуть нуж*
но с такой силой, чтобы вал туго проворачивался в подшипнике.
Провернув вал в подшипнике несколько раз, снимают крышку и
по краске, отпечатавшейся на вкладышах, окончательно пришаб*
ривают каждый из них.
В некоторых машинах и станках старых выпусков, где под*
шипники не имеют прокладок, для создания натяга в подшип*
никах снимают металл с плоскостей разъема вкладышей.
После окончания ремонта затягивают гайки подшипников по-
очередно в последовательности крест-накрест, постепенно уве»
личивая силу затяжки.
236
В ряде случаев вслед за пришабриванием вкладышей про-
веряют в подшипнике масляный зазор (рис. 112, б). Для этого
между шейкой вала и вкладышами и в местах разъема вкла-
дышей помещают тонкие проволоки или пластинки 1 и 2 из
свинца и скрепляют верхнюю и нижнюю половинки подшипни-
ка до отказа. Прокладки сплющиваются. Их вынимают и ми-
крометром замеряют их толщину. Разница между толщиной
верхней сплющенной пластинки и толщиной нижних сплющен-
ных пластинок равна величине зазора между подшипниками и
валом. Если эта разница недостаточна, нужно дополнительно
прошабрить внутренние поверхности вкладышей, а если велика,
то уменьшают толщину прокладки или заменяют ее другой.
В тех случаях, когда износ вкладышей подшипника настоль-
ко велик, что нельзя создать необходимый натяг, изготовляют
новые вкладыши. Для этого сначала вытачивают втулку с при-
пуском по наружному и внутреннему диаметрам, а также по
длине; припуск по длине используется для последующей уста-
новки втулки в патроне токарного станка. Затем втулку разре-
зают вдоль оси на две половинки, пришабривают места
разреза (места разъема) и соединяют половинки паянием. Полу-
чившуюся деталь устанавливают на токарном станке и обрабаты-
вают у нее все поверхности, оставив припуск 0,02—0,05 мм на
слесарную пригонку. Затем деталь распаивают, получая два
вкладыша подшипника. Проделав в них смазочные канавки,
пригоняют вкладыши шабрением по месту.
Изношенные внутренние (рабочие) цилиндрические поверх-
ности подшипников, имеющих коническую форму снаружи (см.
рис. 21, а, справа) и снабженных разжимными болтами, ремон-
тируют шабрением. В ходе шабрения несколько раз устанавли-
вают вал в подшипнике для проверки плотности сопряжения.
При этом ослабляют гайки 3 болтов 2 и освобождают гайку 5,
потом несколько затягивают гайку 1 вкладыша 4; подшипник
тогда смещается относительно корпуса в сторону гайки 1 и
сжимается. Далее затягивают гайки 3 болтов с конической го-
ловкой 6, входящей в прорезь подшипника, которая имеет та-
кой же профиль, что и головки болтов. В заключение завинчи-
вают гайку 5.
В подшипниках, где нет разжимных болтов (эти подшипни-
ки, о которых дает представление рис. 21, а, слева, встречаются
довольно часто), устанавливают прокладки 7 из березы, дуба,
фибры или другого пластичного материала, позволяющие ре-
гулировать натяг. Благодаря упругости прокладок достигается
одновременно плотное сопряжение подшипника с корпусом.
Для того чтобы при ремонте шабрением было удобно из-
нутри нанести краску на подшипник, допускается небольшая
конусность у цилиндрической шейки вала (в данном случае
шпинделя) —в пределах 0,01 мм по всей длине. Такой шпин-
237
дель вводят в подшипник той частью шейки, которая имеет
меньший диаметр. Благодаря этому отпечатки краски на
внутренней поверхности подшипника получаются неискажен-
К’ыми, что очень важно для хорошей пригонки подшипника
шабрением.
Окончательное шабрение удобно вести по световым бликам,
наблюдаемым на поверхности подшипников после проворачи-
вания в них шпинделя с незакрашенными шейками.
Шабрение нужно продолжать и тогда, когда краска равно-
мерно распределяется по всей окружности подшипника и по-
крывает 70—75% его поверхности; не следует только дополни-
тельно затягивать подшипник. Пригонка считается высококаче-
ственной, если краска не отпечатывается на внутренней
поверхности подшипника, в ее верхней части примерно на */з
этой поверхности, когда скорость вращения шпинделя в данном
подшипнике не превышает 800 об/мин при диаметре шейки
80 мм и менее, и на */3 внутренней поверхности, если при том
же диаметре шейки шпиндель работает с большим числом обо-
ротов.
При подтягивании подшипника наступает момент, когда
вкладыш (см. рис. 21, а) своим торцом упирается в гайку / и
гайке 5 не на чем держаться. Последнее происходит потому,
что резьбовая часть подшипника, на которую гайка 5 навинче-
на, уходит на значительную длину влево. Такой подшипник
заменяют новым или наращивают на его наружной поверхности
слой металла. Восстановленный подшипник обтачивают и при-
гоняют по месту, расширяют фрезерованием пазы для прокла-
док или болтов и, установив подшипник в корпусе, приступают
к шабрению его внутренней поверхности.
Подшипники с вкладышами, имеющими коническую внут-
реннюю и цилиндрическую наружную поверхность, во многих
случаях также ремонтируют шабрением вкладышей на краску
или по световым бликам. При последних проходах отпечатки
краски должны более рельефно выделяться на участках вклады-
шей с меньшим диаметром. Так необходимо вести шабрение для
того, чтобы получить в сопряжении несколько больший зазор в
том месте, где шейка располагается большим диаметром, и
этим уменьшить вероятность заедания шпинделя в подшипнике.
Регулирование радиального зазора между шейкой .шпинделя и
подшипником (рис. 21, б) производится осевым смещением
подшипника при помощи гаек 1 и 2.
Большое распространение в машиностроении и в ремонтной
практике получили биметаллические втулки и вкладыши под-
шипников. У них наружная часть из чугуна или стали, а внут-
ренний слой — из бронзы (рис. 113, а). Этот слой, наносимый
центробежным способом, имеет толщину 1,5—3 мм. Ценность
биметаллических втулок и вкладышей состоит в том, что они,
238
обладая антифрикционными свойствами бронзовых подшипни-
ков, требуют для своего изготовления во много раз меньше
цветного металла, чем бронзовые подшипники, а потому обхо-
дятся значительно дешевле.
Рис. 113. Биметаллические втулки и их изготовление:
а — втулка из чугуна и бронзы, б — схема установки для биметаллизации
расплавлением бронзы электрической дугой (1— чугунная втулка, 2 — уголь-
ный электрод, 3 — асбест, 4 — асбоцементный фланец, 5 — керамическая втул-
ка, 6 — пиноль задней бабки, 7 — контактное кольцо, 8 — шпиндель передней
бабкн, 9 — фланец, 10 — патрон)
Чтобы изготовить биметаллическую втулку, вытачивают за-
готовку из чугуна или стали с припуском по длине и наружно-
му диаметру на окончательную обработку. Отверстие заготовки
растачивают на 3—6 мм больше номинального диаметра с тем
расчетом, чтобы слой бронзы после чистовой обработки полу-
чился толщиной 1,5—3 мм, в зависимости от диаметра втулки.
На рис. ИЗ, б показана схема современной установки для
биметаллизации втулок. В нее входят специальный патрон 10,
устанавливаемый на токарном станке, контактные кольца 7,
угольные электроды 2 и ряд других деталей. Обрабатываемую
втулку с засыпанной в нее стружкой закрепляют между шпин-
делем 8 и пинолью 6 задней бабки, после чего им сообщается
вращение со скоростью 700—1000 об/мин. Одновременно к
электродам 2 начинает поступать ток, возбуждающий электри-
239
ческую дугу. Теплом дуги бронзовая стружка во втулке рас-
плавляется, и жидкий металл благодаря вращению втулки
равномерно покрывает ее внутреннюю поверхность. Затем брон-
зовый слой обрабатывают на станке.
Восстановление подшипников металлизаци-
ей напыливанием. Восстанавливать глухие и разъемные
подшипники с диаметром отверстия до 60 мм можно тем же спо-
собом, каким восстанавливают наружные поверхности подшип-
ников. Процесс металлизации глухих подшипников выполняется
в такой последовательности: втулку разрезают в продоль-
ном направлении на две равные половинки. Плоскости разреза
опиливают на 0,5—0,6 мм каждую, а затем обе половинки со-
единяют пайкой.
После этого на токарном станке производят обточку втулки
по наружному диаметру и нарезают «рваную» резьбу.
Далее производят обезжиривание поверхности и напылива-
ние по наружному диаметру металлического слоя с таким рас-
четом, чтобы полученный диаметр превышал диаметр отверстия
корпуса на 0,6—0,8 мм. Металлизация ведется проволокой из
малоуглеродистой стали.
После этого последовательно производят расточку отверстия
и обточку по наружному диаметру (ведется на оправке).
Подшипниковые втулки с диаметром отверстия свыше 60 мм
наращивают по внутренней поверхности слоем бронзы или баб-
бита.
Восстановление металлизацией разъемных подшипников
принципиально не отличается от технологического процесса
металлизации глухих втулок.
§ 54. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ПОДШИПНИКОВ
КАЧЕНИЯ
При ремонте узлов с подшипниками качения последние тща-
тельно осматривают, чтобы проверить, нет ли признаков уста-
лостного износа беговых дорожек и тел качения. Если такой
износ обнаружен, то подшипник обязательно заменяют. Замене
подлежат также подшипники с выкрошенными бортами, дефор-
мированными сепараторами, с ржавчиной на рабочих и поса-
дочных поверхностях.
Ремонт подшипников качения в ремонтных цехах предприя-
тий не производится. Здесь только восстанавливают посадоч-
ные поверхности деталей, сопрягаемых с подшипниками, т. е.
корпусов и валов. Это делают наплавкой, хромированием, ме-
таллизацией и другими способами, а также нанесением эпок-
сидного клея или стиракрила. Практикуется, кроме того, уста-
новка компенсирующих втулок. Втулку запрессовывают в
корпус подшипника или напрессовывают на шейку вала в за-
240
висимости от характера и величины износа, размеров деталей,
возможностей ремонтного цеха.
Когда обнаруживается чрезмерный нагрев подшипников
(60° С и выше), необходимо проверить достаточность смазки, а
также исправность смазочных и уплотняющих устройств.
Загрязненные фетровые уплотнения (уплотнения из фетра
служат для защиты подшипника от действия внешней среды, а
не как препятствие против вытекания смазки) нужно хорошо
Рис. 114. Уплотняющие устройства подшипников качения
промыть в чистом керосине, а изношенные заменить. В этих
уплотнениях войлочные или фетровые кольца (рис. 114, а) дол-
жны прилегать к шейкам вала умеренно плотно, что проверяет-
ся щупом, который не должен проходить только при толщине
его 0,1 мм. Очень плотная установка кольца создает повышен-
ное трение, что влечет за собой усиленный нагрев шейки вала
и подшипников.
В лабиринтных уплотнениях (рис. 114, б), выполняющих то
же назначение, что и фетровые, должны быть кольцевые канав-
ки со стенками без выбоин и вмятин. Нормальная величина
зазора в радиальном направлении 0,3—0,6 мм, а в осевом
1,5—3 мм.
Уплотнения манжетного типа (кожаные, резиновые и др.)
должны плотно охватывать вал и иметь правильное закрепле-
ние. Щуп толщиной 0,1 мм должен проходить между манжетой
и валом с трудом. Свободное проникновение щупа в зазор го-
ворит о наличии износа.
Манжетное уплотнение показано на рис. 114, в. Манжета 1,
изготовленная из резины или кожи, помещается в металличе-
ском кожухе 2 и закреплена пружинной шайбой 3. Кромки ман-
жеты обжимаются пружиной 4, благодаря чему поддерживает-
ся постоянное и равномерное давление уплотняющей кромки 5
манжеты на вращающийся вал. Материал манжеты для повы-
241
шения износостойкости оораоатывают специальным химиче-
ским составом.
Манжетные уплотнения служат как для защиты подшипни-
ков от попадания в них посторонних частиц, так и для того,
чтобы препятствовать вытеканию из них смазки. Уплотнения
первого вида устанавливают так, чтобы уплотняющая кромка
манжеты была направлена в противоположную от подшипника
сторону, в уплотнениях второго вида кромка манжеты должна
быть обращена в сторону подшипника.
В ряде механизмов, например в точных шпиндельных узлах,
предусмотрено регулирование подшипниковых спор с целью
устранения зазоров. Здесь даже минимальные зазоры сказы-
ваются отрицательно на работе оборудования.
Ниже рассматриваются некоторые примеры устранения за-
зоров в шпиндельных узлах.
Токарно-винторезный станок 1К.62. При появлении у шпин-
деля, установленного в подшипниках качения (см. рис. 24), ра-
диальных и осевых люфтов необходимо отрегулировать соот-
ветственно подшипники 5 и 2. Для регулировки радиального за-
зора освобождают стопор 4, несколько завинчивают гайку 6,
упирающуюся через кольцо в торец внутреннего кольца под-
шипника 5, и смещают это кольцо на коническую шейку шпин-
деля (в плоскости рисунка — вправо). Кольцо при этом несколь-
ко увеличивается по диаметру и благодаря этому уменьшается
радиальный зазор.
Гайку 6 нельзя затягивать слишком сильно, так как внут-
реннее кольцо может раздаться настолько, что произойдет за-
щемление роликов. Стало быть, регулировку нужно выполнять
осторожно, проверяя шпиндель на легкость вращения.
Если подшипник окажется все же перетянутым, ослабляют
внутреннее кольцо. Для этого снимают передний фланец, от-
винчивают гайку 6 и молотком через медную выколотку, при-
ставленную к торцу кольца снаружи, смещают кольцо с конуса
шпинделя.
Чтобы ликвидировать осевой зазор, несколько завинчивают
гайку 7. Внутреннее кольцо левого радиально-упорного под-
шипника 2 при этом немного сместится на шейке шпинделя, и
тогда оба радиально-упорных подшипника получат необходи-
мый натяг. Наружные кольца закрепляются в корпусе гай-
кой 3.
На рис. 24 видно, что наружный диаметр гайки 6 меньше
диаметра отверстия наружного кольца подшипника 5. Поэтому
при демонтаже можно вынуть шпиндель из коробки скоростей,
не нарушив регулировки этого подшипника.
Плоскошлифовальный станок. На рис. 115, а изображены
подшипниковые опоры шпинделя плоскошлифовального станка.
Задняя опора — сдвоенный комплект радиально-упорных шари-
242
Рис. 115. Узлы с подшипниками качения:
а — опоры модернизированного шпинделя плоскошлифовального станка,
б — передняя опора шпинделя фрезерного станка
Рис. 116. Регулировка натяга ко-
нических роликовых подшипников
ковых подшипников, установленных с натягом при помощи
промежуточных колец 1 и 2 разной высоты. Для регулирования
натяга разбирают шпиндель. Затем собирают заднюю опору на
оправке или на шейке шпинделя без промежуточного кольца 1.
Далее производят замер одновременно по двум одинаковым
блокам мерных плиток, которые располагаются между внутрен-
ними торцами наружных колец подшипников. Точность замера
0,005 мм. Разность между размерами блоков плиток и кольца 1
составит неполную разность
размеров колец 1 и 2 по высо-
те, которая достигается шлифо-
ванием торцов. Непараллель-
ность торцов колес допускает-
ся в пределах 0,005 мм.
В подшипниках 3 передней
опоры шпинделя натяг регули-
руют шлифованием упорного
кольца 4. Чтобы вынуть это
кольцо, снимают головку 5 и
отвинчивают гайку 6.
Затем гайку завинчивают
на место, при этом вращают
шпиндель от руки. Достигнув
заметного торможения шпинделя, затяжку гайки прекращают и
измеряют щупом зазор между буртом гайки и корпусом в трех-
четырех местах. За действительную величину зазора принимают
среднее арифметическое от сумм трех-четырех измерений. Коль-
цо 4 шлифуют в соответствии с величиной зазора, устанавлива-
ют на место и закрепляют гайку 6.
Фрезерный станок. На рис. 115, б представлен шпиндельный
узел фрезерного станка. Натяг подшипников 1 и 2 шпинделя 3
регулируют гайками 5, прижимая зубчатые колеса 4 к упорно-
му кольцу. Под давлением упорного кольца сдвигается внут-
реннее кольцо роликоподшипника 2 по направлению к подшип-
нику 1; одновременно подшипник 2 через наружное кольцо да-
вит в осевом направлении на наружное кольцо подшипника 1;
в результате этого уменьшается зазор между роликами качения
и обоймами подшипников, что обеспечивает более точное вра-
щение шпинделя.
Последний пример — регулировка натяга конических ролико-
подшипников в коробках скоростей и коробках подач металло-
обрабатывающих станков (рис. 116, а). Болтом 1 поджимают
кольцо 4, которое в свою очередь смещает наружное кольцо 3
подшипника в корпусе 2; так устраняется зазор между ролика-
ми и кольцами. Есть конструкции (рис. 116, б), в которых имеет-
ся специальная гайка 1, предназначенная для регулирования
зазора.
244
§ 55. РЕМОНТ МУФТ
Ремонт упругой пальцевой муфты
У пальцевой муфты (см. рис. 25, б) изнашиваются отверстия
полумуфты 2, в которые входят кольца 4, а также сами кольца,
которые начинают проворачиваться на пальцах 3. Иногда ос-
лабляются и гайки 5. Тогда начинают проворачиваться и паль-
цы, что влечет за собой износ посадочных мест под пальцы и
самих пальцев в полумуфте 1.
Упругие пальцевые муфты ремонтируют так: растачивают
посадочные отверстия для пальцев в полумуфте 1 и отверстия
для колец в полумуфте 2, а затем изготовляют новые пальцы и
кольца. Наружный диаметр новых колец должен в точности
отвечать диаметру расточенных отверстий в полумуфте 2. Кро-
ме того, при расточке необходимо обеспечить совпадение цент-
ров отверстий под пальцы в обеих полумуфтах.
Нарушенную посадку муфты на валу восстанавливают за-
прессовкой втулки в ее фланец. Если изношены и все другие
поверхности муфты, ее заменяют новой.
Ремонт крестовых муфт
У крестовых муфт (см. рис. 25, в) изнашиваются выступы и
пазы фланцев, а также поверхности детали 3, работающие на
трение. Пазы исправляют фрезерованием, так что их размеры
несколько увеличиваются. Промежуточную деталь 3, как прави-
ло, заменяют новой, причем выступы на торцах новой детали
должны соответствовать увеличившимся размерам пазов во
фланцах.
Детали изготовляют из низкоуглеродистых сталей, которые
подвергают цементации и последующей термообработке до
твердости HRC 45—55. Промежуточную деталь 3 в малонагру-
женных муфтах делают из текстолита или древесно-слоистых
пластиков.
Ремонт кулачковых муфт
Кулачки упругих муфт (см. рис. 25, г) изнашиваются редко,
причем износ, как правило, является следствием недосмотра
со стороны рабочего. Разрушению подвержена эластичная про-
кладка 3. Ее износ изменяет характер контакта между кулач-
ками, и тогда они начинают изнашиваться очень быстро, утра-
чивая свою форму.
Эластичную прокладку при ремонте заменяют новой. Кулач-
ки с небольшим износом запиливают, а кулачки с износом бо-
лее 10% первоначального размера наваривают и обрабатыва-
ют до номинальных размеров; после этого пригоняют эластич-
ную прокладку.
245
В раздвижных кулачковых муфтах (см. рис. 25, д) износ де-
талей приводит к искажению формы отверстия подвижной
полумуфты, а также формы шпоночных пазов и кулачков. Раз-
движные муфты обычно не ремонтируют. Исключение составля-
ют случаи, когда изношены только кулачки, причем они полу-
чили такую форму, что при нагрузках автоматически расцепля-
ются. Восстанавливают кулачки способом аналогичным тому,
который применяют при ремонте упругих муфт.
Ремонт конусных фрикционных муфт
У этих муфт (см. рис. 26, а) износ наблюдается в сопряже-
нии конических поверхностей дисков 2 и 3, причем он достига-
ет такой величины, что торцы 4 и 5 дисков начинают соприка-
саться. В результате достаточного сцепления обеих частей муф-
ты не получается.
Ремонт конических дисков фрикционов в простейшем слу-
чае заключается в зачистке наждачной шкуркой конических
поверхностей дисков 2 и 3 и в обточке торцов 4 и 5 с целью со-
здать зазор для большего осевого перемещения диска 2. В бо-
лее сложных случаях растачивают коническую часть диска 2 и
вставляют в нее компенсирующее кольцо (прессовая посадка).
Для того чтобы кольцо не проворачивалось, его закрепляют
штифтом. В некоторых случаях стачивают поверхность диска 3
и насаживают на него компенсирующее кольцо, как показано
пунктирными линиями на том же рис. 26, а.
Ремонтники-новаторы при ремонте конусных фрикционных
муфт устанавливают кольца не запрессовкой, а на эпоксидном
клее. При этом они поначалу их сопрягают с диском ходовой
посадкой, создавая в сопряжении равномерный тонкий слой
клея.
С применением эпоксидного клея можно ремонтировать так-
же диски, у которых более или менее значительная расточка
отверстий или обточка наружного конуса невозможна по кон-
структивным соображениям. В этих случаях обтачивают или
растачивают диск, как это показано на рис. 26, а пунктиром.
Сняв слой металла толщиной 2—3 мм, устанавливают на диске
или в диске на эпоксидном клее компенсирующее кольцо из
чугуна, стали или текстолита, имеющее припуск на последую-
щую после склеивания обработку. Когда клей затвердеет, диск
с кольцом обрабатывают на токарном станке, придавая ему
форму и размеры, обеспечивающие полное прилегание, кониче-
ских поверхностей.
Конусные фрикционные муфты небольших размеров — обе
части или только одну часть — иногда бывает целесообразно
изготовить вновь. Конические части муфты тщательно пригоня-
ют, добиваясь полного взаимного прилегания сопрягаемых по-
246
верхностей. Для этого в ряде случаев диски притирают с при-
менением мелкого наждачного порошка. Притертые детали
затем хорошо промывают керосином.
Ремонт цилиндрических фрикционных муфт
В этих муфтах (см. рис. 26, б) изнашиваются колодки,
внутренняя поверхность барабана, оси 4, 5, 6 и 8, а также соот-
ветствующие этим осям отверстия. Муфты исправляют так::
растачивают внутреннюю поверхность барабана (при этом стре-
мятся снять возможно меньший слой металла), заменяют изно-
шенные колодки новыми, изношенные отверстия в колодках об-
рабатывают развертками и ставят новые оси, изготовленные по
размерам развернутых отверстий.
Ремонт дисковых фрикционных муфт
При эксплуатации дисковых фрикционных муфт (см.
рис. 30, в) их периодически приходится регулировать, добиваясь
плотного сопряжения дисков при включении муфты и свободного
вращения дисков после их выключения. Однако нельзя допускать
в первом случае чрезмерного натяга дисков потому, что из-за
недостаточного зазора между дисками муфта 7 не сможет раз-
двинуть кулачки. Следствием этого может быть сильная пробук-
совка между дисками, их повышенный нагрев и износ.
Нагрев и износ дисков вызывается также недостаточным на-
тягом.
Иногда износ дисков оказывается настолько большим, что-
его уже нельзя компенсировать регулировкой. В этих случаях
муфту разбирают и проверяют состояние дисков. Если возможно,
их шлифуют, затем добавляют в комплект два дополнительных
диска. Если фрикционные диски сильно изношены, то их заме-
няют новыми. Так же поступают с изношенными или сломанны-
ми кулачками, но иногда их восстанавливают наплавкой.
При шлифовании фрикционных дисков нужно учитывать, что-
они имеют цементационный слой не больше 0,8 мм. Поэтому
шлифовать диски следует с обеих сторон. Кроме того, шлифова-
ние с обеих сторон улучшает плоскость поверхностей трения дис-
ков.
Ремонт электромагнитных муфт
При ремонте электромагнитных муфт (см. рис. 31) приходит-
ся шлифовать или заменять диски 2 и 3, добиваясь, чтобы общий
размер комплекта дисков соответствовал расстоянию между
торцами якоря 1 и корпуса 11, указанному в чертеже; при боль-
шем расстоянии уменьшается сила магнитного притяжения, След-
247
ствием чего может быть пробуксовка между дисками и их повы-
шейный износ.
Если изношен торец якоря 1, его шлифуют на плоскошлифо-
вальном станке, пока не исчезнут следы износа в виде кольцевых
рисок.
Неисправную катушку 4 заменяют новой (эту работу обычно
выполняет электромонтер). Окружность контактного кольца 6
шлифуют на круглошлифовальном станке до полного удаления
следов износа. Втулку 10 изготовляют и пригоняют по шлифо-
ванной шейке валика 8, обеспечивая ходовую посадку.
Отремонтированную муфту устанавливают на валике и огра-
ничивают осевое смещение корпуса кольцом 9; осевое смещение
корпуса, которое можно ощутить рукой, недопустимо.
Корпус муфты должен свободно вращаться на шейке валика.
Ремонт предохранительных муфт
Предохранительная муфта (см. рис. 40) обычно изнашивает-
ся мало, однако в некоторых случаях приходится заменять шпон-
ку 7 и пружину 4. Если изношена или повреждена резьба вали-
ка 5, то ее прорезают на токарном станке и изготовляют новую
гайку 6.
После пригонки детали должны легко перемещаться по вали-
ку. Если пружина 4 сильно натянута, муфта может не сработать
даже при больших перегрузках, что может привести к аварии.
Поэтому натяг тщательно регулируют гайкой 6, постепенно до-
биваясь необходимого крутящего момента.
§ 56. РЕМОНТ ЗУБЧАТЫХ КОЛЕС
Поступающие в ремонт зубчатые колеса могут иметь следую-
щие дефекты:
1) износ зубьев по рабочему профилю;
2) один или несколько сломанных зубьев;
3) одну или несколько трещин в венце, спице или ступице;
4) смятие поверхностей отверстия пли шпоночной канавки в
•ступице;
5) смятие шлицев, торцов зубьев;
6) осповидное разрушение на поверхности зубьев, образую-
щееся в результате действия контактных напряжений.
Колеса с износом зубьев по толщине, не выходящим за пре-
делы допустимого (см. табл. 5), можно оставить в механизме,
так как они не ухудшают его работу.
На рис. 117 показано цилиндрическое зубчатое колесо с одно-
сторонним износом зубьев 2 у правого торца в результате много-
кратного переключения шестерен. Ремонт состоит в том, что у
колеса подрезают часть 3 (линия отреза показана на рисунке
248
справа жирной чертой), а с другой стороны приваривают коль-
цо 1, точно соответствующее части 3. Затем кольцо устанавли-
вают таким образом, что в переключении участвует левая (неиз-
ношенная) часть зубьев.
Зубчатые колеса со сломанным или выкрошившимся (полно-
стью или частично) зубом нельзя оставлять в механизме: это мо-
жет привести к поломке зубьев сопряженных колес и к аварии
всего узла. Такое кольцо в ответственных передачах нужно заме-
нить другим — годным. В менее ответственных передачах зубья
Рис. 117. Ремонт зубча-
того колеса способом пе-
ревертывания
колес со значительными повреж-
дениями восстанавливают, если
это экономически выгодно.
Сломанные зубья у колес мо-
жно восстановить наплавкой. Та-
ким способом восстанавливают
колеса для передач, работающих
без ударных нагрузок при окруж-
ной скорости до 3 м!сек.
Рис. 118. Наплавка зуба по
медным шаблонам
Обработка наплавленных зубьев достаточно сложна. Чтобы
ее облегчить, наплавляют зубья средних и больших модулей с
помощью пары медных шаблонов, как показано на рис. 118.
Шаблоны, которые имеют форму впадин между зубьями зубча-
того колеса образуют боковые поверхности зуба.
Для ведения наплавки медные шаблоны скрепляют между
собой планками 1 и прикрепляют к венцу колеса планками 2 так,
чтобы они не мешали операции наплавки. Планки 2 можно за-
менить струбцинами или каким-нибудь другим устройством. Так
как наплавляемый металл не приваривается к шаблонам вслед-
ствие высокой теплопроводности меди, шаблоны после наплавки
легко вынимаются.
Наплавка производится исключительно толстообмазанными
электродами Э-ЗУ, Э-42, ОММ-5 и др. После наплавки дают ко-
249
лесу медленно остыть. Для этого все колесо или ту его часть, где
наплавлен зуб, зарывают в горячий песок.
Восстановление зубьев путем наплавки целесообразно только
в том случае, когда другие способы применить невозможно.
Изношенные зубчатые колеса, ремонт которых признан неце-
лесообразным, нужно заменять новыми парами даже в тех слу-
чаях, когда одно колесо в заменяемой паре существенного изно-
са не имеет. Это вызывается тем, что:
замена обеих сопрягаемых колес гарантирует лучшие усло-
вия зацепления, так как зубчатые колеса каждой данной пары,
как правило, изготовляются одним и тем же инструментом на
одном и том же станке;
изготовление одного нового зубчатого колеса для сопряже-
ния с оставшимся старым колесом из-за неизбежного, пусть и
допустимого износа зубьев старого колеса связано с производст-
венными затруднениями: требуются специальные замеры и рас-
четы, нужно подобрать специальный инструмент и т. д.
Однако в тех случаях, когда в сопряжении находятся боль-
шое и малое зубчатые колеса, причем большое во много раз пре-
вышает по размеру малое, следует отступить от приведенного
выше правила. В таком зацеплении значительно быстрее изна-
шивается малое колесо, чем большое, а потому при ремонте до-
статочно заменить только малое колесо. Своевременной заменой
малого колеса предохраняются от износа зубья большого колеса,
стоимость изготовления которого значительно выше стоимости
малого.
Как при ремонте, так и при замене зубчатых колес, обяза-
тельно нужно установить, с каким углом зацепления нарезаны
зубья данного колеса (это делают конструкторы отдела главного
механика). Обычно угол зацепления 20°, иногда 15°. Два колеса,
из которых одно имеет угол зацепления 15°, а другое 20°, в паре
работать не могут.
При ремонте и замене зубчатых колес необходимо также убе-
диться в том, что на посадочных поверхностях нет задиров, вмя-
тин и других повреждений, препятствующих нормальной посад-
ке колес на вал или на другие детали. Если такие повреждения
имеются, их обязательно устраняют расточкой посадочного от-
верстия и постановкой переходной втулки, а при незначительных
износах — зачисткой отверстия наждачной шкуркой.
После восстановления зубчатого колеса проверяют толщину
зуба и качество сцепления с другим колесом.
§ 57. РЕМОНТ ДЕТАЛЕЙ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Наиболее распространенным видом износа червячных пере-
дач является истирание витков червяка и зубьев червячного ко-
леса. Если передача испытывает ударные нагрузки, наблюдается
250
выкрашивание зубьев червячного колеса под влиянием усталост-
ного разрушения.
Существуют различные способы ремонта червячных передач,
зависящие от характера износа.
Червячная передача работает с установившимся направлени-
ем движения, и поэтому зубья червячного колеса получают одно-
сторонний износ. В том случае, когда увеличенный зазор между
его зубьями и витками червяка не ухудшает работу агрегата (не
снижается, например, точность работы), червячное колесо пово-
рачивают с таким расчетом, чтобы износу подвергалась еще не
изношенная сторона зубьев. В некоторых случаях, как и при ре-
монте цилиндрических зубчатых колес, подрезают бурт червяч-
ного колеса с одной стороны и приваривают кольцо с другой
стороны. Иногда вместе с червячным колесом переставляют вто-
рой стороной (вторым концом) червяк, если сделать это позво-
ляет конструкция передачи.
У червячных колес с напрессованным венцом заменяют толь-
ко венец. Для этого вначале снимают изношенный венец на прес-
се, если пресса нет, венец стачивают. С посадочных мест колеса
удаляют задиры и другие повреждения, затем насаживают на
колесо новый венец, обтачивают его и нарезают зубья. При обра-
ботке колеса с венцом необходимо обеспечивать соосность на-
чальной окружности и отверстия колеса.
При ремонте червячной передачи, к которой предъявляется
требование повышенной точности, изготовляют заново червяч-
ную пару.
После восстановления червячная передача проверяется в
сборе на краску по пятнам на боковых поверхностях червячного
колеса.
§ 58. РЕМОНТ ШКИВОВ
У шкивов для плоских ремней (рис. 119, а) вследствие про-
скальзывания ремня изнашивается обод. Его поверхность стано-
вится полированной, из-за чего ухудшается сцепление между
ремнем и шкивом. Наблюдаются также надломы обода,
трещины на спицах, износ посадочного отверстия и шпоночного
паза.
У шкивов клиноременных передач (рис. 119, б) прежде всего
изнашиваются поверхности канавок. Этот износ иногда бывает
настолько большим, что ремень опускается до дна канавки, как
это показано на рис. 119, б, справа. Происходит также излом
буртиков, нарушается балансировка шкива.
К шкивам предъявляются следующие требования:
поверхности, сопрягаемые с ремнями, должны быть обрабо-
таны по 5—6-му классу чистоты;
251
наружный диаметр шкива должен точно отвечать указанно*
му чертежом и обеспечивать требуемое передаточное отношение;
не допускаются надломы и трещины;
при наблюдении невооруженным глазом не должно замечать*
ся биение шкива по наружному диаметру и по торцам.
Шкивы должны быть сбалансированы, т. е. уравновешены.
Это значит, что при поворотах на любой угол свободно вращаю*
щийся, не нагруженный шкив в момент окончания поворота дол*
Рис. 119. Шкивы ременных передач:
а — для плоских ремней (/ — обод, 2 — спица, 3 — шпо-
ночный паз, 4 — посадочное отверстие), б — для клино-
видных ремней (/—стенки канавки, 2—ремень, 3 —
буртик, 4—дно канавки)
цсен останавливаться так, чтобы самое нижнее положение каж*
дый раз занимал другой участок обода. Если же при остановках
шкива 7 какой-либо участок обода каждый раз стремится занять
самое нижнее положение, это указывает на неуравновешенность
(дисбаланс) шкива, т. е. на наличие в том участке лишнего ме*
талла. Способы устранения дисбаланса описываются ниже,
в § 70.
В табл. 14 приведены данные о предельно допустимой неурав*
новешенности чугунных шкивов при окружных скоростях до
15 м!сек. (заимствованы из книги М. П. Новикова «Основы сбор*
ки машин», выпущенной Машгизом в 1957 г.).
При износе у шкива (рис. 119, а) отверстия 4 его растачива-
ют и в него запрессовывают втулку, обеспечивая необходимую
посадку на валу.
252
К шкиву втулку крепят за-
прессовкой или посредством
клея: клеевое соединение полу-
чается более прочным. Для
этого втулку пригоняют по
шкиву, создавая зазор в
0,05 мм на диаметр. Этот зазор
необходим для получения оп-
тимальной клеевой пленки тол-
щиной 0,02—0,025 мм.
Когда размеры шкива поз-
воляют расточить отверстие
под втулку, ремонт осуществ-
ляют так: по расточенному от-
верстию шкива изготовляют
новую втулку, затем во втулке
долбят шпоночный паз; подго-
товляют склеиваемые поверх-
ности для нанесения клея, клей
наносят и устанавливают втул-
ку в шкив. После отвердения
клея шкив пригоден для экс-
плуатации.
Если размеры шкива не по-
зволяют устанавливать толсто-
стенную втулку с продолблен-
ным пазом, тогда отверстие в
шкиве растачивают на глубину
шпоночного паза и устанавли-
вают на клее тонкостенную
втулку. После отвердения клея
долбят шпоночный паз во
втулке.
Шпоночный паз, имеющий
износ свыше 10% первоначаль-
ной ширины, расширяют долб-
лением до следующего нор-
мального размера или выдалб-
ливают паз в новом месте.
У шкива под клиновые рем-
ни (рис. 119, б) поверхность
обода и стенок канавок обта-
чивают до устранения износа,
а дно канавок углубляют.
Изломы и трещины устра-
няют заваркой после соответ-
ствующей слесарной подготов-
Примечание. Допустимый дисбаланс уменьшается в 1,5 раза, если окружная скорость шкива превышает 15 м/сек.
253
киместпод заварку (см. § 36). Перед заваркой шкив равномер-
но нагревают по всему диаметру, иначе на завариваемом участ-
ке появятся в металле внутренние напряжения, что вызовет об-
разование трещин в других местах. По окончании заварки шкив
погружают в нагретый песок для медленного охлаждения.
Если у ремонтируемого шкива обтачивается поверхность, со-
прягаемая с ремнем, допускается немного уменьшить диаметр
шкива при условии, что число оборотов изменится не более чем
на 5%. Обороты ведомого шкива снижаются, когда уменьшается
диаметр ведущего шкива, и увеличиваются при уменьшении диа-
метра ведомого шкива.
Для сохранения передаточного отношения между шкивами
допускается обточить до соответствующего диаметра и второй
шкив, не нуждающийся в ремонте.
§ 59. РЕМОНТ ДЕТАЛЕЙ ЦЕПНЫХ ПЕРЕДАЧ
Цепная передача работает нормально, когда оси звездочек
взаимно параллельны и обе звездочки находятся в одной плос-
кости.
Характерным при износе цепных передач (см. рис. 29, б) яв-
ляется смятие и поломка зубьев звездочек, ослабление посадки
звездочек на валах, износ в сопряжении втулки 4 и оси 5, ослаб-
ление посадки пластинки 2 на втулке 4, износ ролика 3 по наруж-
ному диаметру, а также в сопряжении с втулкой 4. Цепь в ре-
зультате износа деталей передачи растягивается, расстояние t
между осями возрастает, в передаче появляются резкий шум и
стук. В этих условиях цепь во время работы нередко соскакива-
ет со звездочек и происходит обрыв пластинок, излом оси.
Ремонт цепных передач обычно заключается в замене старых
звездочек и старых цепей новыми. В некоторых случаях звеЗ-
дочки диаметром свыше 120 мм ремонтируют наваркой зубьев с
последующей механической обработкой, а также установкой
втулок в посадочном отверстии. Изношенную цепь подвергают
ремонту только при ее аварийном обрыве. Тогда по необходимо-
сти вставляют одно или несколько новых звеньев, взятых из дру-
гой цепи такой же конструкции и такого же шага, а при отсут-
ствии подобной возможности изготовляют несколько новых пла-
стин и осей.
Звездочки при ремонте обычно изготовляют из стали 45 и 50,
причем ее закаливают и отпускают, а также из цементируемых
сталей 15, 20 и 20Х с последующей закалкой.
Контрольные вопросы
1 Какие известны способы ремонта подшипников скольжения?
2. Перечислите основные технологические операции при ремонте валов.
3. Назовите основные виды ремонта муфт.
254
4. Как устраняются неисправности подшипников качения?
5. В чем заключаются особенности ремонта фрикционных муфт?
6. Какие дефекты встречаются в зубчатой передаче и как они устраняются?
7, Каковы способы ремонта зубчатых колес и в чем состоят преимущест-
ва и недостатки каждого способа?
8. Как проверяется параллельность валов в ременной передаче?
9. Какие неисправности встречаются в цепных передачах и как они устра-
няются?
ГЛАВА XII
РЕМОНТ ДЕТАЛЕЙ МЕХАНИЗМОВ ПРЕОБРАЗОВАНИЯ
ДВИЖЕНИЯ
§ 60. РЕМОНТ ДЕТАЛЕЙ ПОРШНЕВОЙ
И КРИВОШИПНО-ШАТУННОЙ ГРУПП
Поршневая группа деталей входит в состав механизмов пре-
образования вращательного движения в поступательное. Такие
механизмы имеет, например, кузнечно-прессовое оборудование,
в частности пневматический
молот, показанный на рис. 14.
К основным деталям порш-
невой группы (рис. 120) отно-
сятся цилиндр, состоящий из
так называемой рубашки 1 и
внутренней втулки, или гиль-
зы, 2 и поршень 3 с поршневы-
ми кольцами 4. Поршень со-
единен с шатуном 5 посредст-
вом поршневого пальца 8, вто-
рой конец шатуна имеет вкла-
дыш 7, который соединяет ша-
тун с коленчатым валом 6.
В процессе эксплуатации
вследствие износа увеличивает-
ся зазор между стенками ци-
линдра и поршня; поверхность
цилиндра приобретает конусо-
образность и овальность, на
стенках цилиндра образуются
задиры. Поршневые кольца
2 3
Рис. 120. Поршневая группа дета-
лей
становятся менее упругими,
увеличивается зазор в замках,
т. е. в местах, где находится
стык концов колец. В результате всего этого в полости цилиндра
уменьшается компрессия, т. е. степень сжатия газов, так как
газы просачиваются между стенками поршня и цилиндра.'Из-за
255
износа нарушается также посадка поршневого пальца в бобыш-
ках поршня и головке шатуна и посадка головки шатуна на шей-
ке вала, что влечет за собой возникновение стука в сопряже-
ниях.
При ремонте поршневой группы необходимо строго выдер-
живать технические требования на ремонт.
Ремонт цилиндров
Изношенные цилиндры принято ремонтировать по системе
ремонтных размеров *. Применительно к сопряжению цилиндр —
поршень при восстановлении цилиндра производится механиче-
ская обработка отверстия цилиндра под больший ремонтный
размер и соответственно подбирается новый поршень, диаметр
которого больше диаметра прежнего.
Ремонтные размеры цилиндров, как правило, устанавливают-
ся заводами-изготовителями; по ним заводы выпускают запас-
Рис. 121. Схема расточки цилиндра на токарном станке
ные части. Эти размеры для цилиндров двигателей идут с града-
цией 0,5—1,0 мм в зависимости от диаметра цилиндра. Если, на-
пример, первоначальный (номинальный) диаметр цилиндра ра-
вен 101,57+0'06 мм, то его первый ремонтный размер будет
102,07+0’06 мм, второй — 102,57+0'06 мм и т. д. до последнего — пя-
того— размера 104,07+0 06 мм.
Последний ремонтный размер должен быть таким, чтобы, ци-
линдр был достаточно прочным.
Восстановление рабочей поверхности цилиндра по системе
ремонтных размеров имеет то преимущество, что многократно
* О восстановлении деталей способом ремонтных размеров см. § 51.
256
используется корпус цилиндра (или блок цилиндров). Изготовле-
ние же нового цилиндра обходится дорого и требует больших
трудовых затрат.
Цилиндры, износ которых вышел за пределы последнего ре-
монтного размера, в отдельных случаях можно восстановить
растачиванием и последующей запрессовкой гильзы. Гильзу
запрессовывают в расточенный корпус с натягом, затем обраба-
тывают ее отверстие до номинального размера отверстия цилин-
дра.
Если в цилиндре уже имеется гильза и она изношена, то ее
растачивают до ближайшего ремонтного размера на расточном
или токарном станке с помощью приспособления, показанного
на рис. 121. Обработку ведут резцом 2, закрепленным на штанге
1 приспособления, установленной в центрах 5 станка. Корпус 3
цилиндра 4 с запрессованной в нем гильзой укрепляют на суп-
порте станка.
После расточки производят хонингование цилиндров.
Припуски на хонингование должны быть в пределах
0,06—0,09 мм.
При отсутствии на предприятии хонинговального станка от-
делочную операцию отверстия цилиндра можно выполнить на то-
карном станке с применением шлифовальной головки.
После окончательной обработки внутренняя поверхность
цилиндра должна иметь 9-й клабс чистоты.
Ремонт поршней
У поршней (рис. 122, а, поз. 7) в результате эксплуатации из-
нашиваются поршневые канавки и отверстия под поршневой па-
лец, а также образуются трещины на донышке поршня и риски
на поверхности поршня.
Отверстие под поршневой палец развертывают вручную спе-
циальной разверткой в небольших поршнях и растачивают на
расточном станке у поршней больших размеров. Растачивать
можно и на токарном станке, если применить специальное при-
способление. Выбор посадки поршневого пальца в отверстие 1
поршня-—с натягом или зазором — зависит от конструкции
поршня и условий, в которых он работает.
Места на цилиндрической поверхности 4 поршня, где имеются
задиры или наплывы, а также днище 2 запиливают личным на-
пильником, потом зачищают и полируют мелкозернистой наж-
дачной бумагой.
Поршни с трещинами обычно выбраковывают.
Значительному износу подвержены поршневые канавки, ко-
торые восстанавливают проточкой на токарном станке до ре-
монтного размера.
9-1421 257
Ремонт поршневых пальцев и поршневых колец
У поршневых пальцев 5 (см. рис. 122, а) изнашивается на-
ружная поверхность, сопрягаемая со втулкой 7 шатуна 6 и бо-
бышкой 8 поршня. Предельно допустимый зазор между пальцем
и втулкой в зависимости
от
в
а)
Рис.
122. Поршень с шатуном (а)
типа машин составляет от 0,1 до
0,15 мм, а зазор после ремон-
та должен составлять 0,02—
0,025 мм. При ремонте изно-
шенные пальцы часто заме-
няют новыми, поскольку тру-
доемкость их изготовления
невелика, и пригоняют по вос-
становленным отверстиям в
поршне и втулке шатуна.
Иногда пальцы хромируют по
наружному диаметру с тем,
чтобы они соответствовали
увеличенному ремонтному раз-
меру. Если поршень заменен
новым, нужно исходить из то-
под
номи-
го, что его отверстие
поршневой палец имеет
нальный размер.
(б)
кольцо с вырезом
поршневое
и
Из всех деталей шатунно-поршневой группы наибольшему
износу подвергаются поршневые кольца и особенно верхнее
компрессионное кольцо 3. Об износе колец судят по зазорам
между кольцом и канавкой и в стыке кольца. Поршневые коль-
ца обычно подлежат замене, если зазор между кольцом и ка-
навкой больше 0,3—0,4 мм, а в стыке больше 3—4 мм.
Кольцо также заменяют при потере им упругости. Для опре-
деления упругости поршневого кольца пользуются специальным
прибором и таблицами, указывающими соотношение между си-
лой сжатия и зазором, который должен получиться при этом
сжатии.
258
В ремонтной практике поршневые кольца обычно изготовля-
ют так: обтачивают чугунный пустотелый цилиндр, затем его
разрезают на кольца с припуском для последующей обра-
ботки колец по наружному и внутреннему диаметрам, а также по
высоте h. Из каждого кольца вырезают небольшой участок (рис.
122, б), образуя сквозную щель, позволяющую кольцу сжимать-
ся и создавать стык.
а —форма замка кольца, б — схема закрепления заготовки кольца для
ее обработки по внутреннему диаметру, в — закрепление кольца для его
обработки по наружному диаметру, г— намерение зазора в замке щу-
пом
В стыке устраивается так называемый замок А, препятствую-
щий просачиванию газов. Его делают либо с косым вырезом
под углом 45° (см. рис. 122, б), либо с прямым вырезом в на-
кладку (рис. 123, а). Второй способ более надежный, но следует
иметь в виду, что у колец малого диаметра нельзя делать замок
в накладку, так как его тонкие части тогда легко обламывают-
ся. Кольца диаметром 300 мм и более сжимают почти до сопри-
косновения поверхностей выреза (торцов) и спаивают, затем их
9* 259
окончательно протачивают по наружному и внутреннему диа-
метрам. После этого кольца распаивают.
Поршневые кольца растачивают и обтачивают размер t на
специальных оправках — после того, как у колец сделан вырез,
устроен замок и окончательно обработаны торцы. На одной
оправке (рис. 123, б) кольцо растачивают в размер, на другой
оправке (рис. 123, в) его окончательно обрабатывают снаружи.
Зазор между кольцом и канавкой по высоте в отремонтиро-
ванных сочленениях колеблется от 0,06 до 0,12 мм и зависит от
типа машины. Проверку зазоров производят щупом.
Поршневые кольца больших размеров пригоняют к канавкам
шабрением с последующей притиркой торцов по плите. Если
имеется возможность, то лучше шлифовать кольца на плоскошли-
фовальном станке. Небольшие кольца пригоняют шлифованием.
Поместив кольцо в восстановленном цилиндре, определяют
гри его рабочем положении зазор в замке. Это делают щупом
(рис. 123, г). Заключительные операции — пригонка замка и его
зачистка — личным напильником либо оселком.
При установке колец на поршень замки их располагают в
разных местах. Этим еще надежнее предотвращается прорыв
находящихся в цилиндре газов или пара.
Ремонт шатунов
В двигателях, компрессорах и паровых машинах, применя-
ются разные виды шатунов, однако условия, в которых они все
работают, и предъявляемые к ним требования в основном оди-
наковы.
Шатун (рис. 124, а) состоит из ряда деталей, которые в ра-
боте изнашиваются. Стержень 1 изгибается или скручивается,
повреждаются поверхности разъема 3 большой головки 9 шату-
на и крышки. Возможен износ вкладышей 7 или втулки 10,
поверхности посадочного отверстия в малой головке 11. Изна-
шивается внутренняя поверхность большой головки под вклады-
ши 7.
Если стержень шатуна изогнут или скручен несильно, можно
его выправить на прессе.
Для проверки прямолинейности шатунов применяют специ-
альное приспособление (рис. 124, б), которое состоит из кон-
трольной плиты 14 с оправками 16 и 17 и призмы 12. С этой
целью в верхнюю головку устанавливают оправку 17 и надева-
ют шатун нижней головкой на оправку 16. На цилиндрические
выступы оправки 17 устанавливают призму 12, имеющую три
опорные площадки 13. Если стержень шатуна не изогнут и не
скручен, оси отверстий головок должны быть параллельны, при
этом все три опорные площадки 13 будут соприкасаться с пли-
той. Возможный зазор между какой-либо из опорных площадок
260
и плитой 14 контролируется щупом 15. Допустимая величина
этих зазоров в каждом конкретном случае указывается в
инструкционной карте.
Не разрешается править шатуны в сборе.
Рис. 124. Шатун:
с—комплект деталей шатуна (7 —стержень шатуна, 2 — болты, 3 — плоскости
разъема большой головки, 4 —гайки, 5 — шплинты, 6 и 9 — половинки большой
головки, 7 — вкладыши, 8—прокладки, 10 — втулка, /7—малая головка шатуна),
б — проверка параллельности осей верхней и нижней головок шатуна (72 —приз-
ма, /Э — опорная площадка, 14 — контрольная плита» 15— щуп, 16 и /7 — оправ-
ки)
Шатуны с небольшим износом поверхностей отверстий боль-
шой головки и крышки ремонтируют так: опиливают или фрезе-
руют или пришабривают по плите поверхности 3 разъема с уче-
том того, что в результате последующего растачивания внутрен-
них цилиндрических поверхностей диаметр этих отверстий не-
сколько увеличится; поверхности разъема со значительными
261
повреждениями можно восстановить наплавкой с последующим
фрезерованием. При износе баббитовой заливки вкладышей 7
производят перезаливку и затем вкладыши растачивают. Изно-
шенное отверстие головки И растачивают до следующего ре-
монтного размера и делают новую втулку 10.
Ремонт коленчатых валов
В процессе эксплуатации коленчатого вала (рис. 125) его
коренные шейки 1 и шатунные 2 изнашиваются. Они уменьша-
ются в диаметре и утрачивают свою первоначальную форму,
приобретая конусность по длине и овальность в поперечном сече-
нии. На шейках вала образуются риски и задиры, иногда появля-
Рис. 125. Схема проверки биения шеек коленчато-
го вала:
/ — коренные шейки, 2 — шатунные шейки, 3 — призма,
4 — контрольная плита
ются и трещины. Наряду с износом шеек может наблюдаться
также изгиб вала, износ посадочных мест под маховиками, а
также повреждение маслосгонных резьб.
Конусность и овальность шеек вала определяют, измеряя их
микрометром по двум взаимно перпендикулярным диаметрам в
двух сечениях, отстоящих от галтелей вала на расстоянии 10—
12 мм. Прогиб определяют, закрепив вал в центрах токарного
станка (это делают осторожно, чтобы вал не получил продоль-
ного изгиба) или уложив его на призмы 3, установленные
на контрольной плите 4. По средней шейке вала, проворачивая
его, определяют индикатором величину биения; наконечник из-
мерительного стержня индикатора, учитывая возможную оваль-
ность шейки, должен находиться не на ее середине, а на конце,
262
иначе овальность шейки даст искаженное представление о вели-
чине прогиба вала. Если погнутость превышает 0,05 мм, вал
правят в холодном состоянии на винтовом или гидравлическом
прессе нажатием на среднюю шейку через медную или ла-
тунную прокладку.
Дефекты шеек вала устраняют шлифованием под ремонтные
размеры, увязанные с размерами стандартных вкладышей, вы-
пускаемых заводами. Шлифование производят на специальном
круглошлифовальном станке.
Для шлифования коренных шеек вал зажимают в центрах
станка, а для шлифования шатунных шеек его помещают в цент-
росмесителе, установленном на станке; ось вращения тогда про-
ходит по оси шатунных шеек.
Если нет специального станка для шлифования шеек, можно
шлифовать на токарном станке высокой точности с применением
суппортно-шлифовального приспособления.
Закончив шлифование шеек, притупляют кромки отверстий
для смазки и масляных каналов на шейках вала, промывают и
продувают масляные каналы, затем доводят шейки жимками с
применением абразивных паст.
Прошлифованные шейки коленчатого вала должны быть
гладкими и не иметь следовобработки, их овальность и конус-
ность должны быть в пределах 0,01—0,02 мм; допустимое биение
вала по средней шейке 0,03—0,05 мм.
В тех случаях, когда износ шатунных и коренных шеек выхо-
дит за пределы последнего ремонтного размера, их можно нара-
щивать вибродуговой наплавкой.
§ 61. РЕМОНТ ХОДОВЫХ ВИНТОВ И ГАЕК
К точности винтовых пар предъявляются различные требова-
ния в зависимости от функции, выполняемой данным узлом.
Например, при изготовлении ходовых винтов для точных пере-
мещений отклонения шага в пределах одного шага составляют
± 6 мкм, а наибольшее допускаемое биение по наружному диа-
метру на длине до 1 м — в пределах 80 мкм.
Ремонт ходовых винтов
Ходовые винты имеют трапецеидальную или прямоугольную
резьбу. После длительной работы изнашиваются резьба и опор-
ные цилиндрические поверхности.
Изношенные ходовые винты с трапецеидальной резьбой ре-
монтируют; винты с прямоугольной резьбой заменяют новыми.
Изогнутые винты правят, рихтуют с помощью хомутиков,
стяжек, рычагов и другими способами; при правке винт устанав-
263
ливают в центры и определяют место его наибольшего биения.
Неисправные центровые углубления винта восстанавливают на
токарных станках. При этом несколько подрезают торцы винта
и исправляют центровое углубление.
Изношенную трапецеидальную резьбу ходовых винтов ремон-
тируют, если износ резьбы не превышает 10% первоначальной
толщины витка. Ремонт проводят в таком порядке. Винт выверя-
ют и протачивают или шлифуют по наружному диаметру 1 (рис.
126) резьбы так, чтобы ширина витка после углубления канав-
ки 2 была нормальной (на рисунке показано пунктиром), т. е.
соответствовала первоначальному размеру.
Изношенные шейки винта ремонтируют шлифованием до ус-
транения износа, а сопряженные с ними втулки заменяют. Если
возможно по условиям эксплуатации, изношенные шейки винта
Рис. 126. Резьбовое соединение:
а — нормальное, б — изношенное
протачивают и на них напрессовывают или устанавливают на
клею тонкостенные компенсирующие втулки.
Винты со шпоночным пазом вдоль всей резьбы, например,
винт продольной подачи стола фрезерного станка обычно не ре-
монтируют, т. е. не протачивают наружный диаметр резьбы, так
как это изменяет посадку деталей на винт. Если же окажется
необходимым или целесообразным ремонтировать такие винты,
то сопрягаемые с ними детали изготовляют вновь. Некоторые
винты, изношенные на небольшой длине, можно перевернуть на
180° и произвести при этом соответствующую проточку шеек, а
если нужно — установить переходные втулки.
Ремонт маточных гаек
Гайки винтов суппортов с изношенной резьбой заменяют
вновь изготовленными. Восстановление гаек ходовых винтов
обычно производится путем растачивания отверстия в гайке п
установки вкладыша. Расточку выполняют с предварительной
разметкой, чтобы можно было центрировать ось резьбы гайки с
осями отверстий, в которых установлен вицт.
В простейшем случае разметка производится так (рис.
127, а): кернером 1, пропущенным через отверстие каретки 3
суппорта, накернивают центр на торце 2 гайки и из этого центра
264
проводят циркулем окружность диаметром, несколько большим,
чем наружный диаметр резьбы винта. Но лучше выполнить опе-
рацию разметки, точнее — нанесение окружности, с помощью
приспособления, показанного на рис. 127, б.
Разметочное приспособление изготовлено так, что им можно
размечать ремонтируемые ходовые гайки при разных диаметрах
отверстия для них (в столах, суппортах и других деталях), через
Рис. 127. Разметка маточной гайки:
а — иакернивание центра на торце гайки, б — приспособление для нанесения окруж-
ности, в—нанесение контрольных рисок на поверхность гайки, г — контроль точности
расположения резьбовой оси гайки {1 — винт, 2 — гайка, 3 — плита, 4 — призма, 5 —*
рейсмус)
которое делают разметку. Чертилку 1 приспособления гайкой 2
скрепляют с конусным стержнем 3, помещенным в разрезной
•втулке 4, которая имеет по окружности шесть прорезей—по три
у каждого торца. Колено чертилки дает возможность устанав-
ливать ее острие на разных расстояниях от центра стержня.
Стержень заканчивается цилиндрической резьбовой частью, на
которую навинчены гайка 5 и рукоятка 6.
Для работы приспособление вставляют в отверстие под ходо-
вой винт и начинают завинчивать гайку 5. Заставляя этим стер-
жень перемещаться и разжимать разрезную втулку, центрируют
приспособление по отверстию. Гайку 5 затягивают настолько,
чтобы можно было проверить вращение приспособления провер-
тыванием от руки и чтобы это вращение было достаточно -плав-
ным.
265
Острие чертилки устанавливают по несколько большему ра-
диусу, чем радиус резьбового отверстия под винт. Затем вплот-
ную к чертилке подводят салазки или стол, на котором закреп-
лена размечаемая маточная гайка. Повернув рукояткой приспо-
собление вокруг его оси, прочерчивают на торце этой гайки ок-
ружность, т. е. круговую риску.
Далее (рис. 127, в) размечают на гайке по всей ее длине две
продольные риски — боковую 5 и верхнюю 4, которые будут
служить базой при установке гайки на станке для расточки и
нарезания резьбы. Для самой разметки в качестве базы исполь-
зуют, как показано на том же рис. 127, в, направляющие сала-
зок. При нанесении риски 5 базой служит поверхность 2, а риски
4 — поверхность 3. Разметку делают обычным рейсмусом 6 со
специальной подставкой 1,
После проведения этих работ можно с должной точностью
установить гайку на станке для расточки в ней отверстия и на-
резания резьбы. По круговой риске на торце гайки производят
точную установку по высоте, а по двум продольным рискам —
такую же установку в горизонтальном и вертикальном положе-
ниях. После этого отверстие растачивают и нарезают на нем
резьбу. Положение нарезанного отверстия гайки по высоте и
параллельность оси отверстия базовым поверхностям будут в
точности соответствовать положению сопрягаемого с гайкой вин-
та и обеспечивать их соосность.
Точность расположения резьбового отверстия гайки прове-
ряют перед сборкой узла по двум нанесенным на ней продоль-
ным рискам. Для этого гайку навинчивают на винт и укладыва-
ют винт с гайкой на две одинаковые по высоте призмы, установ-
ленные на контрольной плите (рис. 127, г). При этом гайку
поворачивают на винте так, чтобы боковая и верхняя риски одна
за другой расположились в горизонтальной плоскости. Проводя
острием рейсмуса по рискам, определяют, параллельна ли им
ось отверстия. После этого устанавливают острие рейсмуса в
верхней точке круговой риски А и проворачивают гайку на вин-
те вручную. Если острие рейсмуса не идет точно по размеченной
окружности на торце гайки, то это означает, что гайка нареза-
на неправильно.
Применение разметки сокращает трудоемкость сборки узла,
так как отпадает надобность в пригонке гайки по месту. Одно-
временно повышается качество сборки винтовой пары.
Восстановление резьбы гаек стиракрилом
Изношенную резьбу гаек ходовых винтов можно восстанав-
ливать самотвердеющей пластмассой — стиракрилом ТШ.
Чтобы восстановить резьбу гайки стиракрилом, выполняют
следующие операции:
266
1. Погружают в расплавленный парафин и прогревают в те-
чение 2-—3 мин ту часть винта, которая должна сопрягаться с
отремонтированной резьбой.
2. Вытаскивают винт и охлаждают на воздухе в вертикаль»
ном положении; на его резьбе застывает слой парафина толщи»
ной 0,05—0,1 мм, необходимый для того, чтобы потом .получить
надлежащий зазор в резьбе винта и гайки. X
Рис. 128. Способы центрирования винта и гайки:
а— с помощью двух шайб, б — закрепление гайки в узле; / — винт, 2 — пластилин,
3 н 6 — шайбы, 4 — гайка, 5 — пространство для заливки стиракрила
3. Согласно разметке растачивают гайку на диаметр, превы»
шающий наружный диаметр резьбы на 4—5 мм; чистота поверх»
ности должна быть не выше 1-го класса.
4. Обезжиривают поверхность отверстия ацетоном или бен»
зином.
5. Винт и гайку центрируют. Это делают двумя способами:
либо с помощью двух шайб (рис. 128, а), наружный диаметр
которых равен диаметру расточенного в гайке отверстия, а внут»
267
ренний диаметр равен наружному диаметру резьбы винта, либо
закреплением винта и гайки на своих местах в узле станка или
машины (рис. 128, б). Сцентрировав тем или иным способом,
винт и гайку устанавливают в вертикальном положении и зама-
зывают щели внизу пластилином, чтобы не дать вытечь стирак-
рилу, который будет залит.
6. Приготовляют раствор стиракрила из расчета 100 г по-
рошка на 75 г жидкости. Для этого заливают жидкость в стакан
с порошком и палочкой тщательно перемешивают смесь круго-
вым вращением в одну сторону в течение 1—2 мин.
7. Полученный раствор заливают в пространство между вин-
том и отверстием гайки не вкруговую, а с одной стороны, чтобы
дать выход воздуху.
8. После заполнения гайки стиракрилом раствору дают за-
твердеть, предварительно (в случае применения центрирующих
шайб) поставив на место верхнюю шайбу.
Стиракрил полностью затвердевает за 12—15 ч и в течение
этого времени винт и гайка должны спокойно лежать. Затем
винт вывинчивают из гайки и смывают с него слой парафина.
Маточная гайка без дополнительной обработки пригодна для
эксплуатации.
В применении стиракрила ценно то, что его жидкий раствор
хорошо соединяется с уже залитым и даже затвердевшим плас-
тиком, так что стиракрил можно заливать в несколько приемов
небольшими порциями по 100—175 г. В случае неудачной залив-
ки удаляют затвердевший пластик нагревом до 150—200° С или
выжиганием, или механической обработкой. Важно и то, что сти-
ракриловую резьбу после износа можно легко восстановить опи-
санным выше способом.
§ 62. РЕМОНТ ДЕТАЛЕЙ КУЛИСНОГО МЕХАНИЗМА
В кулисном механизме (рис. 36) износ наблюдается у кули-
сы, кулисного камня, ползушки с пальцем, винта и гайки пере-
мещения ползушки, кулисного зубчатого колеса.
В кулисе изнашиваются поверхности паза, где перемещается
кулисный камень, и отверстия, которыми кулиса соединяется с
серьгами. У кулисного камня износу подвергаются поверхности,
скользящие в пазу кулисы, и отверстие под палец ползушки. У
ползушки износ претерпевают поверхность основания, боковые
наклонные поверхности, а также палец. У кулисной шестерни
изнашиваются направляющие на ее торце.
Поверхности паза кулисы при их износе больше 0,3 мм и на-
личии на них глубоких задиров ремонтируют фрезерованием с
последующим шабрением. Когда же износ меньше, ограничива-
ются одним шабрением.
268
При шабрении закрашивают одцу из стенок паза, используя
при этом контрольную линейку, и Снимают металл по отпечат-
кам краски. Проверку делают индикатором. Для этого вставля-
ют в неизношенные отверстия кулисы контрольные оправки, кон-
цы которых должны выступать из отверстий на 150—200 мм.
Кулису с оправками укладывают боком на поверочную плиту,
так чтобы конец каждой оправки упирался на две мерные плит-
ки. Аккуратно выполнив все это, ставят на плиту стойку с инди-
катором, подводят измерительный стержень индикатора к одной
из стенок паза и начинают передвигать по плите стойку с инди-
катором так, чтобы наконечник измерительного стержня пере-
мещался по ширине паза. При этом наблюдают за показаниями
индикатора.
Далее шабрят противоположную стенку паза, добиваясь ее
параллельности относительно первой с допустимым отклонением
не выше 0,03 мм. Проверку параллельности делают набором
мерных плиток.
Если у кулисы изношены отверстия под серьги, то сначала ре-
монтируют стенки паза, ориентируясь по наименее изношенным
участкам на их концах, затем растачивают отверстия для уста-
новки в них втулок. Если это связано со снятием значительного
слоя металла, грозящим ослабить кулису, то поступают следую-
щим образом: снимают в отверстиях минимальный слой метал-
ла, и кулису соединяют с серьгами посредством пальцев увели-
ченного диаметра.
При обработке отверстий кулисы необходимо добиться взаи-
мопараллельности их осей, а также параллельности осей относи-
тельно стенок паза. Допустимое отклонение — 0,04 мм на длине
300 мм, измеренной по вставленной в отверстие оправке.
Изношенный кулисный камень обычно заменяют новым, ко-
торый пригоняют шлифованием или шабрением по пазу кулисы.
Камень должен перемещаться по всей длине паза без заеданий.
Отверстие камня, не имеющего втулки, выполняют по отремон-
тированной оси ползушки, а имеющего втулку — под новую
втулку. В камне проделывают смазочные канавки.
Направляющие на торце кулисной шестерни (поверхности
1 и 5 на рис. 129, а) ремонтируют шабрением по угловой линей-
ке и ползушке (отремонтированной или вновь изготовленной).
Поверхность 1 обязательно проверяют индикатором на парал-
лельность торцу кулисной шестерни 3, перемещая стойку 4 с ин-
дикатором по поверочной плите 2.
У ползушки обтачивают на токарном станке палец до устра-
нения износа, затем шабрят по поверочной плите поверхность
основания ползушки. При этом периодически проверяют кон-
трольным угольником (рис. 129, б) перпендикулярность пальца
2 к основанию 1 в двух взаимно перпендикулярных направлени-
ях — продольном и поперечном. Угольник 3 устанавливают на
269
Рис, 129, Проверка и измерение при ремонте дета-
лей кулисного механизма
точной плоскопараллельной плитке 4. Между угольником и
пальцём должен наблюдаться равномерный просвет.
Далее шабрят боковые наклонные поверхности ползушки и
добиваются взаимопараллельности их образующих с допуском
0,02 мм по всей длине поверхностей. Отремонтированную пол-
зушку сопрягают с постоянной направляющей кулисы и с
клином, который в большинстве случаев изготовляют заново.
Ползушка должна перемещаться по направляющим кулисной
шестерни без всякого качания.
Контрольные вопросы
1. Какие места в кривошипно-шатунном механизме подвержены наиболь-
шему износу?
2. Как ремонтируется коленчатый вал?
3. Как и для чего производится балансировка коленчатого вала и махо-
вика?
4. Какие неисправности могут быть у цилиндров и какими способами про-
изводится ремонт?
5. Какими способами ремонтируют резьбы маточных гаек и ходовых вин-
тов?
ГЛАВА XIII
РЕМОНТ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
И ТРУБОПРОВОДОВ
§ 63. РЕМОНТ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
Неподвижные соединения характеризуются тем, что
собранные детали не могут перемещаться относительно друг
друга.
Различают разъемные и неразъемные неподвижные соедине-
ния.
Разъемные неподвижные соединения можно разбирать на
отдельные детали без их повреждения или разрушения. К разъ-
емным относятся соединения резьбовые, шпоночные, шлицевые,
конусные.
Неразъемные неподвижные соединения приходится разби-
рать с повреждением или разрушением отдельных деталей. К
неразъемным соединениям относятся сварные, а также выпол-
ненные паянием, склеиванием, клепкой, развальцовкой и, нако-
нец, прессовые посадки.
Среди неподвижных разъемных соединений большое место
занимают резьбовые. Эго объясняется тем, что данные сое-
динения надежны в работе и что их изношенные детали легко за-
менить при ремонте.
271
Ремонт резьбовых соединений
В резьбовых соединениях повышенные износы и повреждения
возникают из-за недостаточной затяжки винтов и гаек, особенно
в соединениях, воспринимающих во время работы большие или
знакопеременные нагрузки. Под совместным действием этих
нагрузок болты и винты растягиваются, шаг резьбы и ее про-
филь нарушаются, гайки начинают «заедать». Происходят по-
ломки и аварии деталей соединения.
Более интенсивно изнашиваются детали часто разбираемых
и регулируемых соединений. Износу подвергаются резьба, гра-
ни головок болтов и грани
гаек. Резьба разрушается
также от чрезмерных затя-
жек гайки или винта.
Износ резьбовых соеди-
нений проявляется следую-
щим образом:
1. Изменился профиль
резьбы по среднему диамет-
ру— увеличился зазор (на-
блюдается у винтов и у ча-
сто отвертываемых крепеж-
ных болтов).
2. Рабочие поверхности
профиля резьбы смяты под
действием рабочих нагрузок,
результате действия осевых
Рис. 130. Удаление оборванных шпилек:
а — с помощью бородка, б— с помощью ре-
бристого стержня
3. Стержень болта удлинился в
рабочих нагрузок и усилий затяжки.
4. Изменился под действием осевых рабочих нагрузок шаг
резьбы.
Изношенные или поврежденные крепежные болты и винты не
ремонтируют, а заменяют новыми.
Ремонт соединения, в котором произошел обрыв винта или
шпильки, производится разными способами. Если винт или
шпилька сломались в глубине отверстия, то обломки извлека-
ют. Для этого тонкий бородок (рис. 130, а) или керн приставля-
ют концом к верху обломка; постукивая молотком по бородку,
которому придают наклон в направлении, противоположном за-
ходу резьбы, вывинчивают обломок. Это делают, стараясь не
повредить край резьбы.
Другой способ: в обломке винта или шпильки высверливают
отверстие диаметром меньше, чем диаметр резьбы, и забивают в
него ребристый закаленный стержень (рис. 130, б); проворачи-
вая стержень, удаляют обломок из гнезда.
Более совершенным способом извлечения из отверстия кале-
ного обломка является выполнение в обломке электроискровым
272
способом квадратного отверстия, а затем вывертывание облом-
ка ключом.
Детали значительного диаметра с изношенной наружной
резьбой ремонтируют так: срезают старую резьбу и нарезают
новую (если это допускается условиями прочности) или же на
деталь насаживают втулку либо бандаж, выполненные с резьбой.
Если удаляют старую резьбу, то новую обрабатывают до бли-
жайшего диаметра по стандарту.
Изношенную или сорванную резьбу в отверстиях деталей
обычно не восстанавливают. Здесь возможны следующие реше-
ния:
Рис. 131. Ремонт изношенного резьбового отверстия:
а — установкой ступенчатой шпильки, б и в — установкой переходных
резьбовых втулок
а) отверстие просверливают на большую глубину (если это
возможно) и снова нарезают в нем резьбу; в углубленное
отверстие ввинчивают новый винт с удлиненной резьбовой
частью;
б) отверстие рассверливают, нарезают новую резьбу больше-
го диаметра и ставят новые винты с резьбой данного диаметра;
отверстие для винта во второй соединяемой детали рассверли-
вают.
При ремонте резьбовых соединений нередко изготовляют
взамен старой шпильки новую шпильку с уступом и с резьбой
двух диаметров (рис. 131, а): большего — для завинчивания
шпильки в одну из соединяемых деталей (назовем ее корпус) и
меньшего — для скрепления этой детали со второй и затягива-
ния их гайкой.
Если резьба в корпусе такова, что приходится делать
шпильку слишком большого диаметра или с большими ступеня-
ми, устанавливают втулку с наружной и внутренней резьбой
(рис. 131, бив). Наружной резьбой закрепляют втулку в кор-
пусе, внутренняя резьба рассчитана на нормальную шпильку
273
или нормальный винт. Втулку устанавливают заподлицо с плос-
костью детали и закрепляют стопором либо штифтом.
В некоторых случаях изношенное резьбовое отверстие в де-
тали заглушают и высверливают рядом другое отверстие, после
чего в нем нарезают резьбу требуемого диаметра. Новое отвер-
стие просверливают и во второй соединяемой детали.
Ремонт шпоночных и шлицевых соединений
Износу в шпоночных соединениях подвергаются как шпонки,
так и шпоночные пазы, в результате ослабляется посадка дета-
ли на валу. Возможные причины износа (помимо нормального
изнашивания деталей под влиянием длительной работы) —не-
брежная подгонка шпонки по месту или применение неправиль-
ной посадки.
Рис. 132. Ремонт шпоночных соединений:
а —наваркой, б — установкой ступенчатой шпонки, в — призмати-
ческая шпонка со скосом, г — призматическая шпонка с резьбо-
вым отверстием
Шпонки обычно не ремонтируют, а изготовляют вновь. Затем
их пригоняют опиливанием, строганием, фрезерованием или
шлифованием по шпоночным пазам на валу и сопрягаемой с ним
детали. Шпоночные пазы ремонтируют. Способ ремонта опреде-
ляется условиями эксплуатации механизма.
Рассмотрим способы восстановления шпоночных пазов. При
незначительном износе (до 10% от первоначальной ширины па-
за) шпоночный паз опиливают. При большем износе шпоночный
паз ремонтируют наваркой грани (рис. 132, а) с последующим
фрезерованием. При этом выдерживают размер паза, установ-
ленный стандартом. Возможен также такой ремонт: паз расши-
ряют и углубляют, полностью устраняя следы износа, затем к
нему изготовляют ступенчатую шпонку (рис. 132, б).
274
в
а — канавка, полученная раздачей,
б — чекан для раздачи шлицев
Существует и такой способ восстановления шпоночных па-
зов: прорезают новый паз на другом месте вала и ступицы ко-
леса. Его фрезеруют параллельно старому пазу в диаметраль-
ной плоскости, расположенной относительно этого паза под уг-
лом 90°. Старый паз обычно заваривают.
При ремонте шпоночных соединений необходимо путем под-
гонки добиться плотного сопряжения шпонок с боковыми по-
верхностями пазов соединяемых деталей. Исключение составля-
ют клиновые шпонки: их загоняют
чтобы они заклинились по высо-
те. Однако в точных соединениях
клиновые шпонки не применяют-
ся, поскольку всегда есть опас-
ность, что ось детали, в паз кото-
рой посажена шпонка, несколько
сместится относительно оси вала.
Призматические шпонки мож-
но вынимать при ремонте из па-
зов без повреждения; для этого
специальноззыполняют в средней
части шпонки резьбовое отвер-
стие и в него ввинчивают винт.
Когда винт своим концом упрет-
ся в вал, его продолжают вращать, и тогда шпонка выходит из
паза (рис. 132, г).
Шпонку можно вынуть из паза и при помощи молотка с вы-
колоткой, используя имеющийся у нее скос (рис. 132, в). Выко-
лотку упирают в конец шпонки со стороны скоса (показано
стрелкой) и слегка ударяют по ней молотком. С этой стороны
конец шпонки прижимается к основанию паза, а с противопо-
ложной приподнимается.
Шлицы небольших валиков (см. рис. 20, в) обычно не ремон-
тируют, детали с изношенными шлицами большей частью заме-
няют новыми. Однако у деталей, трудоемких в изготовлении,
шлицы часто подвергают ремонту. Его производят путем навар-
ки металла с последующей механической обработкой в точном
соответствии с размерами и расположением шлицев на соединяе-
мой детали.
Шлицы вала можно ремонтировать путем раздачи, когда
шлицевое соединение центрируется по внутреннему диаметру.
Если шлицы закалены, необходимо сначала вал отжечь, после
чего раздать каждый шлиц в продольном направлении, доведя
ширину шлица до номинального размера с припуском 0,1—0,2 мм
для последующей механической обработки.
Раздачу ведут вручную специальными инструментами — че-
канами. Для этого вдоль шлицев наносят по одной продольной
275
риске, затем зубилом вдоль рисок надрубают канавки
(рис. 133, а), которые раздают чеканом (рис. 133, б).
После раздачи канавки на шлицах заваривают электро-
сваркой, вал дополнительно отжигают, производят его рихтов-
ку, а шлицы обрабатывают под номинальный размер и калят.
Ремонт заклепочных соединений
Заклепочные соединения в последние годы применяются все
реже и реже. Они встречаются в баках, резервуарах и других
изделиях типа котлов, в металлических конструкциях. Очень
редки соединения, образуемые
клепкой, в машинах и механиз-
мах.
Заклепочные соединения по-
лучают клепкой, т. е. постанов-
кой заклепок в определенном
порядке в один или несколько
рядов, образующих заклепоч-
ный шов.
Качество клепки проверяют
наружным осмотром, остукива-
нием молотком и при помощи
шаблона. Хорошо поставлен-
ная заклепка издает при уда-
ре чистый звук, как при ударе
по основному металлу. Если
под ударом заклепка дрожит
или смещается, это значит, что
либо стяжка перед клепкой бы-
ла слабой, либо плохо было
проведено осаживание стерж-
ня. Такие заклепки срубают и
заменяют новыми.
Заклепки, прежде чем ис-
пользовать, внимательно ос-
матривают и решают, какие из
них можно применять и какие
подлежат исправлению.
Рис. 134. Виды дефекта в закле- Наиболее распространен-
почных соединениях ные видЫ дефектов заклепок
приведены на рис. 134.
Если во время клепки закладная головка слабо прижимает-
ся поддержкой, то в заклепочном соединении можно обнару-
жить неплотное прилегание головки к склепываемой детали.
Этот дефект может быть круговым (рис. 134, а) или односто-
ронним (рис. 134, б). Его нетрудно обнаружить при наружном
276
осмотре или при проверке щупом, толщина которого 0,1 мм.
Такие заклепки не исправляют, их удаляют и заменяют новыми.
Ни в коем случае не следует допускать подчеканки таких за-
клепок. Удаляют также заклепки, имеющие трещины в головке
(рис. 134, в). Этот дефект получается при пережоге заклепки
(слишком долго находилась в горне или была чрезмерно высо-
кая температура нагрева).
При недостаточном нагреве заклепки металл может затвер-
деть прежде, чем обжимка полностью оформит головку, и
тогда может получиться грибовидная головка (рис. 134, г).
Такая же форма может получиться и при достаточном нагреве
заклепки, но при малой длине стержня, когда на образование
полной головки просто не хватает металла. Некоторая грибо-
видность головки допустима, если уменьшение размера площа-
ди прилегания, измеренное так, как это показано на рис. 134, г,
не превышает 0,2 d, где d — диаметр заклепки.
Чрезмерная длина стержня приводит к тому, что вокруг
замыкающей головки образуется венчик излишнего металла
(рис. 134, <?). 'Венчик допустим, если высота его не превышает
1,5—3,0 мм и если заклепка не имеет других дефектов. Но для
улучшения внешнего вид^заклепочного соединения его лучше
удалить с помощью пневматического зубила или шлифовально-
го круга.
При недостаточной длине заклепки или при работе обжим-
кой, рассчитанной на меньший диаметр заклепок, получается
малая (так называемая маломерная) головка (рис. 134, е). Ес-
ли маломерная головка образуется из-за недостаточной длины,
заклепки, то часто вокруг нее заметны зарубки металла, сде-
ланные краем обжимки.
Уменьшение размеров головки допустимо, если зазор меж-
ду головкой и шаблоном, измеренный по диаметру, не превы-
шает 0,1 d, а зазор, измеренный по высоте, — не более 0,05 d.
§ 64. РЕМОНТ ТРУБОПРОВОДОВ
Современные машины и станки имеют трубопроводы для
подачи жидкости, воздуха, пара. Их делают преимущественно
из металла, чугуна, стали, меди, латуни, алюминия. Медные и
алюминиевые трубы применяются для подачи горючих и сма-
зочных материалов, чугунные трубы — для отвода от машин
производственных отходов. Для других надобностей использу-
ются стальные сварные и цельнотянутые трубы; последние
идут для изготовления ответственных трубопроводов, работаю-
щих под большим давлением.
Размер трубы характеризуется ее внутренним диаметром
или, как принято говорить, диаметром проходного отверстия.
277
Трубы соединяют муфтами, гайками, при помощи фланцев,
способом развальцовки, а также газовой и электрической свар-
кой. Чтобы изменить направление трубопроводов под прямым
углом, применяют угольники.', для отвода трубы в сторону от
магистрали служат тройники, а для отвода трубы в две проти-
воположные стороны от магистрали — кресты. Заглушка конца
труб производится колпаками и пробками.
Соединительные части трубопроводов называют также фи-
тингами. Принятые изображения (эскизы) некоторых фитин-
гов представлены на рис. 135.
Угольник прямой
Ниппель
двойной.
Гайка сведи
нительная
Тройник
переходный
Муфта прямая
ГТ । Контргайка
Тройник с двумя
переходами.
Мусрта переходная
|i । Пробка
Рис. 135. Соединительные части трубопроводов
Герметичность соединений трубопроводов достигается уста-
новкой соединительных частей на пакле с применением сурика,
приготовленного на вареном масле. ,В соединениях трубопрово-
дов для транспортирования горячей жидкости или газов ставят
прокладки из теплостойких материалов — мягкого металла,
асбеста, клингерита и др., а в трубопроводах для холодных
сред — прокладки из кожи, резины, картона и других материа-
лов— таких, как паронит, хлорвинил. В гидроприводах и си-
стемах охлаждения станков соединение труб осуществляется с
применением специальных уплотняющих устройств.
278
Устранение неисправностей трубопроводов
Трещины в сварном шве, соединяющем трубы, или в самой
трубе заваривают; трубу, протекающую во многих местах, заме-
няют. Соединение новой трубы с трубопроводом может произ-
водиться газовой сваркой после надлежащей подготовки.
Для сварки в стык снимают напильником фаски на концах
соединяемых труб и очищают кромки от ржавчины и грязи.
Ширина фасок зависит от толщины стенок свариваемой трубы.
4/
Рис. 136. Шарнирное соедине-
ние трубопроводов
У труб с толщиной стенок меньше
5 мм фаски не снимают.
При подготовке труб к сварке
нужно добиваться плотного, без за-
зора, прилегания друг к другу сты-
ковых кромок труб; при такой при-
гонке не образуются в трубах на-
плывы металла, сужающие их сече-
ние. После сварки нелызщ^>ставлять
в трубах окалину. Трубы маслопро-
водов нужно чистить.
Нарушение герметичности во
фланцевом соединении устраняют
подтягиванием болтов, поджимаю-
щих прокладку. Если это ничего не
дает, необходимо соединение разо-
брать и заменить прокладку новой
из того же материала. Ее внутрен-
ний диаметр должен быть несколь-
ко больше внутреннего диаметра трубы, для того чтобы при за-
жатии прокладки, когда она несколько раздастся, не уменьши-
лось сечение трубы.
В резьбовых соединениях труб герметичность восстанавли-
вают подвинчиванием соединительных частей. Если должный
результат не получается, соединение разбирают и затем заново
собирают с новым уплотнением — прядью льна с суриком на
вареном масле. Можно герметизировать соединение также кле-
ем, в частности эпоксидным.
Охлаждающая жидкость на станках подается по трубопро-
водам с шарнирными соединениями. Каждое такое соединение
(рис. 136) состоит из двух изогнутых патрубков 1 и 2, гайки 3
и специальной шайбы 4 с двумя усиками, которые входят в
пазы патрубка 2 и этим предотвращают самопроизвольное от-
винчивание гайки. Плотность соединения создается сопряжен-
ными коническими поверхностями 5, которые регулируют гай-
кой 3.
При эксплуатации шарнирных соединений изнашираются
поверхности 5 и шайба 4. Непроницаемость соединения нару-
279
шается. Восстанавливают ее завинчиванием гайки 3. Если это
ни к чему не приводит, притирают поверхности 5 мелкими аб-
разивными порошками или пастами. Если обнаружилось само-
произвольное отвинчивание гайки 3, заменяют шайбу.
Течи в газо-, водо- и нефтепроводах, а также в других хо-
лодных трубопроводах с успехом устраняют обмоткой дефект-
ных участков лентой из стеклоткани или хлопчатобумажной
лентой, пропитанной эпоксидным клеем. Отремонтированные
этим способом трубопроводы выдерживают испытание давле-
нием в 50 ати и выше. Перед обмоткой трубы хорошо обезжи-
ривают и очищают.
Обезжиривание и очистка, значительно осложняющие вы-
лолнение работ при монтаже трубопроводов, необязательны,
когда трубопроводы рассчитаны на давление 8—10 ати.
Ремонт паропроводов с применением эпоксидного клея не-
осуществим, так как эпоксидная смола, затвердевающая при
комнатной температуре (20° С), выдерживает в среде пара и
воды температуру не выше 60—70° С. Обмотка лентой на эпок-
сидном клее того или иного вышедшего из строя участка тру-
бопровода допустима только как временная мера в аварийных
случаях.
Выполнение слесарных операций при ремонте
трубопроводов
Для разборки трубопроводов при ремонте пользуются раз-
личными ключами: рычажными, накидными, цепными и раз-
Рис. 137. Вальцовка
движными. Рабочие поверхности губок и щек ключей должны
быть закаленными и отпущенными до твердости HRC 40—50.
При ремонте трубопроводов нередко приходится трубы раз-
бортовывать и развальцовывать. Развальцовку делают инстру-
ментом, называемым вальцовкой (рис. 137), в котором конус 2,
перемещаемый в продольном направлении по резьбе, раздви-
.280
гает в стороны (разжимает) ролики 1. Вальцовку, вставленную'
в трубу, вращают, стержень с конусом 2 все время подают впе-
ред. Вращающиеся вместе с вальцовкой ролики раскатывают
конец трубы и вдавливают металл в канавки фланца, надетого
на трубу.
При ремонте трубопроводов обычно приходится производить
гибку труб, придавая им форму, необходимую для монтажа.
Гибка производится холодным или горячим способом, вручную
Рис. 138. Приспособление для гибки труб вручную:
1 — рычаг, 2 — подвижный ролик, 3 — неподвижный ролик, 4 — крючок, 5 — при-
жимной винт, 6 — основание приспособления, 7 — бобышка
или механическими средствами, с наполнением труб песком или
без наполнения. Наименьший радиус закругления при гибке
труб в холодном состоянии без наполнителя должен быть не
менее четырех наружных диаметров трубы, иначе на трубе об-
разуются складки и вмятины, которые уменьшат ее внутренний
диаметр. При гибке труб с наполнителем в горячем состоянии
наименьший радиус изгиба может равняться 3—3,5 наружного-
диаметра трубы.
Мелкозернистый песок, используемый в качестве наполни-
теля, насыпают в трубу, предварительно заглушив один ее
конец деревянной пробкой; засыпаемый песок все время утрам-
бовывают обстукиванием трубы. Наполнив трубу и хорошо-
уплотнив в ней песок (плотно наполненная труба издает при
ударе глухой звук), забивают во второй ее конец деревянную-
пробку. После этого приступают к гибке.
На рис. 138 показано приспособление для гибки вручную
труб диаметром до 30 мм без наполнителя. Его крепят в тисках
281
бобышкой 7. Чтобы изогнуть трубу, нужно произвести следую-
щие действия: откинуть рычаг 1 и установить его под углом,
равным 90° к продольной оси основания 6; вставить трубу в
канавку между роликами 2 ,и 3 и закрепить крючком 4 и при-'
жимом 5; плавным движением рычага 1 произвести гибку. Ро-
лики сменные—из набора, рассчитанного на разные диаметры
труб и разные радиусы кривизны.
При гибке горячим способом изгибаемый участок тру-
бы нагревают в горне или другом нагревательном устройстве
до вишнево-красного цвета, а места, не подлежащие изгибу,
смачивают водой. О достаточном нагреве песка судят по тому,
что от трубы начинает отлетать окалина. Гибку производят
плавно, без рывков и с одного нагрева. После остывания трубы
высыпают из нее песок. Приставшие к ее стенкам песчинки
удаляют обстукиванием трубы молотком, желательно с после-
дующей продувкой сжатым воздухом.
Медные и латунные трубы перед гибкой отжигают. Для это-
го нагревают место изгиба до темно-красного цвета и охлаж-
дают на воздухе или в воде. Остывшие трубы заполняют пес-
ком и подвергают гибке. Медные и латунные трубки диаметром
до 12—15 мм можно гнуть без наполнителя.
Нарезание на трубах цилиндрической и конической резьб
производится на токарно-винторезных и труборезных станках,
а иногда вручную. Для нарезания вручную наружной резьбы
применяют клуппы с плашками, а внутренней—метчики.
Приступая к нарезанию резьбы на трубах, необходимо преж-
де всего убедиться в исправности режущего инструмента, очис-
тить инструмент от стружки. Следует также проверить твер-
дость трубы. Если личной напильник оставляет на ней следы,
то это признак невысокой твердости: на такой трубе можно на-
резать резьбу. Если же личной напильник трубу «не берет»,
значит, ее металл имеет повышенную твердость и нужно концы
трубы отжечь.
На трубах небольшого диаметра резьбу нарезает один рабо-
чий, трубы диаметром больше 1,5" нарезают вдвоем, поворачи-
вая клупп за один прием на оборота. Обрабатываемые тру-
бы закрепляют в специальных приспособлениях — трубопри-
жимах.
Контрольные вопросы
1. Какие применяются способы ремонта неподвижных соединений?
2. Почему не допускается многократное соединение и разъединение дета-
лей, особенно если оии соединяются с большими натягами?
3. Какими способами ремонтируют внутреннюю и наружную крепежные
резьбы?
4. Какие известны операции восстановления шлицевого соединения?
5. Как устраняются основные дефекты в трубопроводах и какой при этом
применяется инструмент?
282
ГЛАВА XIV
РЕМОНТ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ
Работа гидравлических устройств должна удовлетворять
ряду требований, общих для различных схем гидроприводов:
1. Перемещение всех узлов, получающих движение от гидро-
привода, должно происходить равномерно, без толчков и виб-
рации.
2. Гидропривод должен обеспечивать непрерывное и плавное
изменение скорости движения узлов, а также спокойное, без
рывков и ударов, реверсирование движения.
3. Скорость подачи не должна чувствительно изменяться с
изменением усилия подачи.
4. Должна быть полностью исключена возможность попада-
ния в гидравлическую систему воздуха, оказывающего вредное
влияние на ее работу (ухудшается движение золотников, порш-
ней, возникают и другие неполадки). О наличии воздуха судят
по изменению цвета масла в резервуаре и появлению пены на
его поверхности. Пенообразование тем сильнее, чем больше воз-
духа проникло в систему.
5. Не допускается какая бы то ни было утечка масла из гид-
росистемы, в частности через трубйые соединения.
6. На внутренней и наружной поверхностях трубы не долж-
но быть коррозии. J
§ 65. ВЫЯВЛЕНИЕ И УСТРАНЕНИЕ НЕПОЛАДОК
В РАБОТЕ ГИДРОСИСТЕМ
Наиболее существенные неисправности, возникающие при
эксплуатации гидросистемы, таковы:
1. Уменьшается скорость перемещения узлов станка, одно-
временно появляется резкий шум.
2. Движение столов, суппортов и других узлов становится
неравномерным, причем рывки ощущаются особенно сильно при
малых подачах.
Причина первой неисправности — слабая подача насосом
масла вследствие засоренности фильтра. Чтобы устранить де-
фект, нужно очистить фильтр, произвести фильтрацию масла
или заменить его новым.
Одна из причин второй неисправности — наличие в системе
воздуха, который может в нее попасть как при сборке, так и
при разборке станка и смене масла через неплотности соедине-
ний, всасывающего и сливных маслопроводов, через сальник на-
соса, через сливную трубу, если ее конец расположен выше
уровня масла в резервуаре.
В тех случаях, когда гидросистема исправна, а оказавшийся
в ней воздух проник во время разборки или сборки станка,
283
нужно произвести несколько полных холостых ходов станка на
максимальной скорости; воздух тогда попадет вместе с маслом
в резервуар, отсюда он уйдет в атмосферу. После этого вклю-
чают малую подачу и проверяют плавность движения узлов
станка. Если некоторая неравномерность хода осталась, сооб-
щают станку еще несколько полных холостых ходов на макси-
мальной скорости.
Необходимую плотность соединений в маслопроводах созда-
ют уплотнениями разных видов. В уплотнении, представленном
на рис. 139, а, развальцованный конец 2
медной трубы обжимается гайкой 3 по
конической поверхности штуцера 1. Если
непроницаемость соединения наруши-
лась, ее восстанавливают подвинчивани-
ем гайки 3. В отдельных случаях прове-
ряют состояние развальцованной части
трубы. Обнаружив трещины или зна-
чительные вмятины, делают повторную
развальцовку или заменяют трубу
новой-
Уплотнение другого вида показано на
рис. 139, б. Его выполняют при помощи
алюминиевого обжимного кольца 1, кото-
рым обжимают трубу 2 по наружному
диаметру гайкой 3. Так уплотняют со-
единения маслопроводов для подачи
смазки к трущимся поверхностям дета-
лей. Этот способ применяется и в некото-
рых гидросистемах. Он обеспечивает пол-
ную непроницаемость при давлении
50—60 кГ/см2. Кольцо 1 уплотнения за-
гайку многократно подвинчивали при
Рис. 139. Уплотнение тру-
бопроводов в гидросисте-
мах
меняют новым, если
ремонтах системы.
Неравномерность движения механизмов наблюдается и при
недостаточной жесткости маслопроводов, например в случаях,
когда применяются гибкие шланги из маслостойкой резины.
Тут остается заменить шланги более жесткими или улучшить
металлическую оплетку резиновых шлангов.
Неравномерность хода механизмов, например силовых голо-
вок столов, часто вызывается ненормальной работой насоса.
Отсюда толчки, вибрации, то большее, то меньшее давление
масла.
Неполадки могут быть следствием того, что в гидросистему
проникает воздух через ослабленные соединения трубопрово-
дов на линии всасывания или через изношенное уплотнение ва-
ла насоса. Если насос работает с резким шумом, то это свиде-
тельствует о засорении фильтра, установленного на линии
284
всасывания. Возможна и другая причина: конец всасывающей
трубы из-за того, что ослабло соединение, оказался на близ-
ком расстоянии от дна резервуара — меньшем полутора диа-
метров трубы. При этих условиях резко затрудняется всасыва-
ние масла насосом и облегчается засасывание воздуха. Нако-
нец, ненормальная работа насоса вызывается также износом
его деталей.
Перечисленные неисправности устраняют соответственно:
чисткой фильтра, закреплением соединений трубопроводов (осо-
бенно тщательным на линии всасывания), заменой уплотнения
вала насоса, разборкой и ремонтом насоса. Засоренный фильтр,
установленный на линии всасывания, промывают в керосине
или в щелочной ванне, обдувают сжатым воздухом, в некото-
рых случаях прожигают на огне.
В станках, где гидросистема имеет дроссельное регулирова-
ние, равномерность подачи рабочих органов, например стола
шлифовального станка, может нарушаться из-за неустойчивой
работы сливного (предохранительного) клапана вследствие его
засорения или повреждения седла клапана. По этой причине
происходят частые кратковременные сбросы давления. Данная
неисправность устраняется промывкой клапана, фильтрацией
или заменой масла, а в необходимых случаях — притиркой сед-
ла; иногда может понадобиться замена клапана. ' -
Утечка масла в шариковых клапанах может происходить
из-за деформации шарика вследствие его длительной работы и
повреждения седла шарика. Эту неисправность устраняют за-
меной шарика и обстукиванием нового шарика, помещенного в
седло. Удары наносятся молотком через выколотку из меди, ла-
туни или дюралюминия. Седло в результате обстукивания ша-
рика принимает его форму.
Работа гидросистемы может ухудшаться и по ряду других
причин. К ним относятся: сильная затяжка направляющих,
клиньев и планок, сальника штока; непараллельность располо-
жения цилиндра и штока относительно направляющих; плохое
центрирование штока в его соединении со столом или другим
узлом; неравномерный износ штока, поршня и рабочего цилинд-
ра; заедание трущихся поверхностей узлов из-за недостаточной
смазки. Все эти дефекты устраняют соответствующей регули-
ровкой и выверкой мест сопряжения поверхностей (предвари-
тельно убедившись, что в системе отсутствует воздух), а так-
же ремонтом, если в нем имеется необходимость.
Допустим, появилась потребность в выявлении механических
неисправностей, так как уменьшилась плавность движения ка-
кого-нибудь узла, например стола станка.
Прежде всего проверяют, есть ли в гидросистеме воздух. Об
отсутствии воздуха судят по тому, что на поверхности масла в
резервуаре нет воздушных пузырьков (пены), или по тому; что
285
при открывании спускных кранов из них вместе с маслом не
вырывается с шумом воздух.
Убедившись в отсутствии воздуха, останавливают гидропри-
вод и ослабляют крепление планок и клиньев. Снова пускают
гидропривод и проверяют результат первой регулировки. Если
движение узла не стало более плавным, ослабляют затяжку
уплотнения штока и крепление штока с кронштейном. Если те-
перь ход несколько улучшился, то это значит, что найдена при-
чина неисправности; ее устраняют основательной, полной регу-
лировкой.
Однако может случиться, что и ослабление затяжки уплот-
нения штока и крепления штока с кронштейном ничего не даст.
Тогда остается одно: разобрать неисправный узел, а может
быть, еще и другой какой-нибудь механизм и проверить их со-
стояние. По результатам проверки решают, какой требуется
ремонт в связи с найденными механическими неисправностями.
3. Скорость подачи перемещающихся частей механизма по-
степенно падает из-за возрастания утечки масла, и в результа-
те значительно снижается производительность станка. Утечка
масла происходит вследствие его разжижения под влиянием
нагрева, когда система непрерывно работает в течение несколь-
ких часов. Скорость подачи существенно уменьшается и при
износе уплотнений поршней и цилиндров.
В станках, где гидропривод имеет дроссельное регулирова-
ние, скорость подачи постепенно снижается, главным образом
вследствие засорения фильтра перед дросселем или засорения
самого дросселя. Это часто наблюдается в расточных, токарных,
продольно-фрезерных и других станках, работающих с малыми
подачами, где дроссель настроен на очень малое проходное се-
чение.
Неисправности устраняют ремонтом или заменой уплотнений
поршня с цилиндром, промывкой всей гидросистемы чистым
маслом с керосином. Для промывки системы открывают дрос-
сель на максимальную подачу и включают на 3—5 мин привод;
затем снова настраивают дроссель на рабочую подачу.
Описанный способ в некоторых случаях может оказаться
недостаточным. Тогда разбирают всю гидросистему и промыва-
ют все детали в керосине или в щелочных ваннах.
4. При засорении фильтра, установленного на нагнетающей
магистрали, а также при возрастании сил трения на направля-
ющих может повыситься давление в цилиндре. Его уменьшают
промывкой фильтра и зачисткой направляющих.
5. Очень часто нарушается последовательность перемеще-
ния рабочих органов гидропривода из-за неправильной работы
золотника. Для нормального перехода золотника из одного по-
ложения в другое требуется усилие, зависящее от диаметра зо-
лотника, давления, под действием которого происходит его
286
переключение, и времени, в течение которого золотник находит-
ся под давлением в неподвижном состоянии. Переключения
золотника осуществляются от упоров и посредством рычагов, а
также электромагнитами. Если они происходят с задержками
или какое-нибудь переключение вовсе отсутствует, то нарушает-
ся весь цикл работы станка.
Неполадки с переключениями золотника могут быть резуль-
татом уменьшения усилия, необходимого для его перемещения,
или следствием того, что возрастает сопротивление золотника
перемещению, и, таким образом, нормальное усилие оказывает-
ся недостаточным.
Усилие, необходимое для переключения золотника, возра-
стает в следующих случаях: когда золотник работает в загряз-
ненном масле; когда он сильно нагревается и увеличивается в
объеме, что вызывает уменьшение зазоров; когда он защем-
ляется в корпусе высоким давлением масла или находится под
давлением в неподвижном состоянии в течение нескольких ча-
сов. Последнее сопровождается попаданием продуктов разло-
жения масла в зазоры между золотником и корпусом, цилиндра,
где они могут образовать значительные скопления. Эту «на-
кипь» удаляют легкими ударами молотка через выколотку по
корпусу цилиндра и по золотнику. Усилие, необходимое для пе-
ремещения золотника, тогда уменьшается и р»-начинает рабо-
тать нормально. ' —
Защемляется ли золотник давлением масла — легко прове-
рить, поработав на меньшем давлении.
§ 66. РЕМОНТ ЦИЛИНДРОВ ГИДРОСИСТЕМ, штоков
И ПОРШНЕЙ
Цилиндр в гидросистеме преобразует энергию движущейся
рабочей жидкости в механическую энергию движущегося порш-
ня. Существуют различные конструкции цилиндров, рассчитан-
ные на разные усилия и разные скорости движения рабочих ор-
ганов (рис. 140).
При ремонте гидросистем осматривают полость цилиндра и
шток гидропривода, проверяют их диаметры. Конусообразность
не должна превышать 0,03 мм на длине 1000 мм; предельно до-
пустимая бочкообразность и вогнутость — 0,03 мм. Овальность
и конусообразность штока допускаются в пределах 0,01—0,02 мм.
Если отклонения превышают допустимые и если на внутренней
поверхности цилиндра имеются продольные риски и задиры, ци-
линдр растачивают, затем его притирают круглым притиром с
абразивной пасрой.
Расточку цилиндров длиной до 1 м производят на токарных
станках; цилиндры длиной больше 1 м растачивают на расточ-
ных станках. Чистовую отделку обычно выполняют разверткой,
287
укрепленной на борштанге. Практикуется также доводка ци-
линдров наждачной бумагой, навернутой на деревянную оп-
равку-. Диаметр оправки регулируют клином, вколачиваемым в
ее торец.
Рис. 140. Цилиндры гидросистем и конструкции их поршней:
а — цилиндр с поршнем, уплотненным манжетами (/ — цилиндр, 2 — манжеты, 3 — шток,
4__уплотнение штока), б—цилиндр с поршнем без манжет (/— цилиндр, 2 —
поршень, 3 — канавки для уравновешивания давления по окружности поршня, 4 — за-
зор), в’—цилиндр с поршнем плунжерного типа (/ — цилиндр, 2 — плунжер, 3 —
втулка)
Весьма производительно и высококачественно можно обрабо-
тать отверстие цилиндров на хонинговальных станках. При этом
применяют специальные хонинговальные головки, показанные на
рис. 141. Головку легко приспособить к горизонтально-расточно-
288
Рис. 141. Хон
му станку посредством шарнирного соединения с борштангой
станка (соединение 4).
Обработка хонингованием (на эту обработку оставляют при-
пуск 0,05—0,08 мм) производится абразивными брусками 1, при-
клеенными к колодкам 2. Колодки с брусками настраивают на
размер при помощи конусов 5 и 8, к которым колодки прижима-
ются спиральными пружинами 6 и 7. Монтаж хона выполнен на
корпусе 3. Поворотом штурвала вво-
дят головку в отверстие цилиндра; от-
регулировав ее по диаметру цилиндра,
сообщают головке вращение и начинают
ею работать, перемещая вперед и назад.
Окружная скорость головки при обработ-
ке стальных цилиндров 40—60 м/мин,
скорость продольного хода 10—12 м/мин.
Смазочно-охлаждающая жидкость — вод-
но-мыльная эмульсия или керосин.
При хонинговании достигается чисто-
та поверхности 11—12-го класса. Одно-
временно доводятся до допускаемой ве-
личины (0,03—0,05 мм) конусообразность
и овальность поверхностей отверстия.
После обработки цилиндров увеличи-
вается их внутренний диаметр. В связи с
этим приходится менять поршень и ман-
жеты.
Штоки ремонтируют шлифованием с
последующей доводкой. Тонкие штоки за-
меняют новыми. Штоки диаметром до
20 мм и длиной больше 500 мм выгодно
изготовлять из мерного калиброванного
прутка.
Изношенные поршни, как правило, заменяют новыми.
Из сказанного можно сделать вывод, что неисправности гид-
росистем в большинстве случаев устраняют их регулировкой и
чисткой, а также фильтрацией масла. К ремонту приходится
прибегать изредка, тем реже, чем правильнее эксплуатируется
гидросистема. Обычно меньшего ремонта требуют детали меха-
низмов подачи и распределения масла (клапаны, золотники,
краны, дроссели, цилиндры, поршни) и большего — детали на-
соса.
Для цилиндров шлифовальных станков, работающих при
больших скоростях поршня и давлениях до 30 ати, допускается
протекание масла между стенками цилиндра и поршнем в ко-
личестве до 500 см2 i мин. Учитывая это, ремонтники-новаторы
изготовляют в ходе ремонта поршни, рассчитанные на установ-
ку с зазором 0,03—0,05 мм (рис. 140, б). Такие поршни работа-
289
ют без трения и фактически не изнашиваются. Кроме того, дви-
жения стола становятся плавными и мягкими.
На рис. 140, в показана конструкция цилиндра, внутренние
поверхности которого не испытывают износа. При ремонте
этих цилиндров приходится только заменять втулку 3.
§ 67. РЕМОНТ НАСОСОВ, РЕГУЛИРУЮЩИХ И УПРАВЛЯЮЩИХ
УСТРОЙСТВ ГИДРОСИСТЕМ
Ремонт шестеренчатых насосов
В шестеренчатом насосе изнашиваются по торцам и наруж-
ному диаметру зубчатые колеса, а также сопрягающиеся с ни-
ми внутренние поверхности корпуса насоса и крышка. Зубча-
тые колеса испытывают одностороннее давление жидкости, на-
Всасыбающее
отверстие
Рис. 142. Установка компенсирую-
щих втулок в корпусе шестеренча-
того насоса
правленное из полости нагнета-
ния в сторону всасывания. Поэто-
му сопрягающиеся с ними внут-
ренние поверхности корпуса по-
лучают односторонний износ, тем
больший, чем выше давление
жидкости. Когда же работа ве-
дется на загрязненном масле,
усиливается износ зубьев зубча-
тых колес, а также подшипников
и поверхности приводного вала,
сопрягающейся с сальниковой
набивкой.
Изношенные шестерёнчатые
насосы работают неровно. Их
производительность значительно
снижается и падает давление из-
за повышенного протекания мас-
ла между зубьями колес и внут-
ренними поверхностями корпуса,
из-за падения давления масла.
Внутренние поверхности корпуса насоса при ремонте раста-
чивают, снимая слой металла желательно не больше 0,2 мм, за-
тем их шлифуют. Старые зубчатые колеса заменяют новыми с
припуском по торцам для последующего шлифования торцов
(при сборке) и с диаметром выступов, увеличенным на глубину
расточки корпуса.
Если при расточке приходится снимать довольно толстую
стружку, то поступают следующим образом (рис. 142): вставля-
ют в корпус 4 насоса втулки 2 и 3 с толщиной стенок не менее
3 мм; их запрессовывают в корпус и у торцов припаивают к его
290
стенкам медным припоем; затем втулки растачивают по на-
ружному диаметру колес 1. Их можно вставить и с ходовой по-
садкой, закрепив эпоксидным клеем. Если старый корпус на-
соса не позволяет применить втулки или произвести корригиро-
вание* зубьев, изготовляют новый корпус.
Изношенную внутреннюю поверхность корпуса можно отре-
монтировать также наплавкой латунью с последующим раста-
чиванием. Этот способ может себя оправдать в тех случаях,
когда старые зубчатые колеса не изношены или когда имеются
запасные новые колеса. Однако при данном способе ремонта
всегда есть опасность получения в наплавленном слое раковин,
выявить которые можно только в процессе растачивания.
Растачивание корпуса насоса ведут с таким расчетом, что-
бы восстановить первоначальное межцентровое расстояние
зубчатых колес. В этих целях растачивают корпус совместно с
фланцем, а зацентровку делают по гнездам для шарикопод-
шипников.
Если для шестеренчатого насоса изготовляются новые зуб-
чатые колеса, то заготовки колес перед нарезанием зубьев обя-
зательно прошлифовывают по наружному диаметру, имея в ви-
ду, что зазор между головками зубьев и внутренней поверхно-
стью корпуса не должен превышать 0,02 мм. Изготовляют
зубчатые колеса .из цементуемой стали и закаливают до твер-
дости HRC 52—58. Точность изготовления должна быть такой,
чтобы биение колес не превышало 0,04 мм, а отклонение от
параллельности между их зубьями и осью отверстия — 0,03 мм.
При ремонте зубчатых колес с небольшим износом по про-
филю зубьев и их наружному диаметру (между зубьями сцеп-
ляющихся колес проходит щуп толщиной до 0,1 мм) ограничи-
ваются шлифованием торцов колес; так же шлифуют до устра-
нения следов износа сопрягающиеся с ними торцы четырех
вкладышей насоса (дет. 7 на рис. 46, а). После этого шлифуют
торцы корпуса 12 на величину износа плюс толщина слоя ме-
талла, снятого с торцов колес 1 и 13 и с вкладышей 7. Колеса
со значительным износом обычно заменяют новыми. Вместе с
ними сменяют также приводной валик, подшипники и сальни-
ковую набивку.
Отремонтированные насосы хорошо работают, если в них
соблюдены установленные зазоры между колесами, корпусом
* Корригирование — это изменение профиля зубьев в зубчатых колесах,
необходимое для восстановления межцентрового расстояния, которое в ше-
стеренчатых насосах может нарушиться из-за увеличения радиального зазо-
ра между зубьями колес и износившейся внутренней поверхностью корпуса
насоса. При корригировании увеличивают у колес радиус окружности высту-
пов и радиус окружности впадин, притом ровно настолько, насколько возрос
радиальный зазор. Корригированные колеса изготовляют по соответствующим,
чертежам.
10*
2911
и прокладками. Суммарные зазоры между торцами колес и
вкладышами, а также между головками зубьев колес и сопря-
женной с ними внутренней поверхностью корпуса допускаются
в пределах 0,03—0,05 мм.
Ремонт лопастных насосов
Нарушение нормальной работы лопастных насосов прояв-
ляется в снижении их производительности, произвольных паде-
ниях и подъемах давления подаваемой жидкости и появлении
повышенного шума и стука. Наибольшему износу обычно под-
вергаются (см. рис. 47) ротор, лопатки, диски и сальниковое
(пробковое) кольцо, а также шарикоподшипники.
Статорные кольца особенно сильно изнашиваются в местах
перехода от одного радиуса к другому, где образуются ступени
и задиры. Ремонт статорных колец сводится к шлифованию их
внутреннего профиля. Так как после установки отремонтирован-
ных этим способом колец падает производительность насосов,
стремятся заменять изношенные статорные кольца новыми. Но-
вые кольца изготовляют из стали ШХ15 или стали ХВГ. Термо-
обработкой им придается твердость до HRC 60—64.
Изношенный ротор целесообразно не заменять, а ремонтиро-
вать, так как изготовление нового ротора сопряжено со значи-
тельными трудностями. Ремонт заключается в восстановлении
параллельности стенок пазов, шлифовании изношенных шеек и
торцов.
Пазы с износом не более 0,05 мм ремонтируют вручную при
помощи абразивного порошка с последующей доводкой шлифо-
вальной пастой. Предельная допускаемая непараллельность
стенок пазов 0,02 мм. При большом износе стенок пазов их
параллельность восстанавливают обработкой тонким абразив-
ным кружком на станке и доводкой вручную. Следует иметь в
виду, что при значительном возрастании ширины пазов прихо-
дится увеличивать ширину лопаток, и в результате повышается
давление лопаток на статор, ускоряя его износ.
Изношенные шейки ротора восстанавливают хромировани-
ем. Ремонт шеек можно производить и шлифованием, компенси-
руя уменьшение из размеров установкой дисков (изготовляются
из бронзы ОФ 10-1, АЖ 9-4 и др.), тщательно подгоняемых к
прошлифованным шейкам.
Одновременно с шейками шлифуют торцы ротора. При этом
выдерживают допуск на соосность шеек не больше 0,02 мм. До-
пустимое биение торцов 0,015—0,02 мм на радиусе в 40 мм.
Значительно изношенные лопатки заменяются новыми, изго-
товленными в соответствии с техническими условиями.
Таким образом, ремонт лопастных насосов является доста-
точно трудоемким и поэтому во многих случаях бывает более
292
выгодно заменить изношенные насосы новыми. Ремонт целесо-
образно производить только при необходимости устранения не-
значительных дефектов, например, когда ослабляется сальнико-
вое уплотнение или когда нужно сменить шарикоподшипники.
Ремонт поршневых насосов
Основные неполадки, которые могут наблюдаться в работе
поршневого насоса (см. рис. 48), это толчки и шум, падение
давления. Возможные причины неполадок — присутствие воз-
духа в гидросистеме, недостаточный напор масла в картере, по-
вреждение тех или иных деталей насоса, в частности поршней
и клапанов.
Чтобы устранить неисправность без ремонта, прежде всего
выпускают из насоса воздух через заглушенное отверстие на
торце крышки 12, предварительно удалив заглушку, и прове-
ряют трубные соединения. Далее отвинчивают заглушки 13,
чтобы установить не засорился ли клапан. Если все эти провер-
ки, а также простейшие меры, осуществляемые в результате
проверок, ничего не дают, насос необходимо отремонти-
ровать.
Приступая к ремонту, прежде всего отъединяют напорный
и нагнетательный трубопроводы. После этого снимают и разби-
рают насос, внимательно исследуют внешний вид и состояние
его деталей. Затем переходят к обработке изношенных деталей.
Отверстия, в которых перемещаются поршни, растачивают или
обрабатывают развертками с последующей притиркой, доводя
их конусообразность и овальность до нормы — 0,01 мм. При
незначительном износе, ограничиваются притиркой, которую де-
лают пробками, специально изготовленными из чугуна, меди
или бронзы.
Изношенные поршни заменяют новыми и притиркой приго-
няют новые поршни к предназначенным для них отверстиям.
Поршни должны входить в цилиндры свободно, без качки —
так, чтобы при вертикальном расположении они медленно опус-
кались вниз под действием собственного веса. Наибольший до-
пускаемый зазор между поршнем и цилиндром 0,015 мм.
Значительно поврежденные клапаны (дет. 21 на рис. 48)
заменяют новыми, которые тщательно притирают к седлу
поршня.
О качестве притирки судят по следам на кольцевых сопря-
гаемых поверхностях поршня и клапана. Равномерное располо-
жение следов в сочетании с тонким матовым оттенком поверх-
ностей свидетельствует о хорошем качестве притирки.
Когда обнаруживается недостаточная плотность прилегания
шарикового клапана к седлу, то устраняют этот дефект обмин-
кой седла шариком, ударяя по нему молотком через мйгкую
293
выколотку. Если это не помогает, изготовляют новый вкладыш
с седлом и заменяют шарик.
При сборке насоса необходимо соблюдать образцовую чи-
стоту. Игольчатые ролики 9 ставят на тавоте. ’Стыковые поверх-
ности крышек 12, 23 и корпуса должны быть тщательно очище-
ны от остатков бумажных прокладок и лака; новые прокладки
ставят на нитролаке. Изношенную манжету 24 заменяют. Все
винты крепления крышек завинчивают до отказа.
Отремонтированный насос устанавливают на место и соеди-
няют с напорным и нагнетательным трубопроводами. В него за-
ливают масло, после чего насос испытывают сначала на холо-
стом ходу, а затем под рабочей нагрузкой.
Ремонт регулирующих и управляющих устройств гидросистем
Ремонт таких деталей, как клапаны и золотники (см.
рис. 49), или краны (так же, как и их изготовление), не состав-
ляет особых трудностей. Здесь важная задача—тщательное
выполнение резьбовых соединений, аккуратная притирка игл и
тарелок клапанов, подбор хороших пружин.
При осмотре золотников проверяют, нет ли на них, а также
на поверхностях отверстий для золотников продольных рисок и
задиров. Отверстия исправляют ручным развертыванием, рас-
тачиванием и притиркой. Золотник, исправленный или вновь
изготовленный, шлифуют по диаметру отверстия, выдерживая
допуски плотной посадки 1-го класса точности. Обработанный
шлифованием золотник притирают к его корпусу тонкой пастой
с керосином.
Контрольные вопросы
1. Как определяются и устраняются неполадки в работе гидросистем?
2. Какие применяются контрольио-регулирующие устройства гидроуста-
новок?
3. Как осуществляется ремонт шестеренчатых насосов?
4. В чем состоит сущность ремонта лопастных насосов?
о. Каковы особенности ремонта поршневых иасосов?
ГЛАВА XV
ПОСЛЕДОВАТЕЛЬНОСТЬ РАБОТ ПРИ РЕМОНТЕ
ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
При ремонте любого механизма и тем более системы меха-
низмов необходимо придерживаться определенного порядка
действий в интересах наиболее четкой организации и наилучше-
го проведения ремонтных работ. Этот порядок в основном такой:
1) определение неисправностей механизма;
2) установление последовательности разборки механизма;
294
3) разборка механизма на узлы и детали, промывка их;
4) определение характера и величины износа деталей, их де-
фектовка;
5) ремонт деталей;
6) сборка механизма с подгонкой деталей;
7) проверка и регулировка собранного механизма.
§ 68. РАЗБОРКА СТАНКОВ
Подготовка к разборке
С ремонтом механизмов почти всегда связана их разборка,
которую начинают, установив сначала с достаточной точностью,
каковы основные неисправности каждого данного механизма.
Неисправности выявляют внешним осмотром механизма, опро-
сом работающего на машине, прослушиванием действующего
механизма.
Внешним осмотром определяют, имеются ли на деталях меха-
низма задиры, забоины, вмятины, трещины, изломы, изгибы и
другие дефекты, видимые без разборки механизма, кроме того,
оценивают состояние смазочных и защитных устройств.
Путем опроса работающего на машине узнают, какие недо-
статки свойственны ей при работе на разных режимах.
Прослушиванием действующей машины выясняют наличие в
ней шумов и стуков и их характер, в то же время, наблюдая за
работой машины, определяют, не испытывает ли она вибраций.
Успешное проведение ремонта станка или машины в значи-
тельной мере зависит от того, как была сделана их разборка.
Операции разборки — это ответственные операции, производи-
мые по определенной технологии для каждого данного агре-
гата.
Перед разборкой станка нужно ознакомиться с его устройст-
вом, назначением и взаимодействием его узлов и деталей. Если
это трудно осуществить обследованием станка, необходимо оз-
накомиться с инструкциями и чертежами, которые по данному
станку имеются, и только после этого приступить к разборке.
Точно так же перед подетальной разборкой того или иного узла
следует хорошо изучить его внутреннее устройство и способы
крепления отдельных деталей, установить порядок и способы
разборки.
Перед разборкой, а также в процессе разборки очень слож-
ных и ответственных узлов станка желательно делать их схемы
и зарисовки, особенно в тех случаях, когда ремонтник впервые
имеет дело с подобными узлами. При разборке следует нано-
сить на нерабочие торцовые поверхности деталей цифровые мет-
ки, облегчающие в дальнейшем подбор деталей к сборке и са-
мую сборку.
Разбирая крепежные детали, следует всегда помнить, что не-
295
которые детали, когда снята часть креплений, могут оказаться
в положении неустойчивого равновесия и упасть, что опасно для
окружающих и может привести к аварии. Помня об этом, нуж-
но принимать соответствующие меры предупреждения. Напри-
мер, снимая тяжелый кронштейн, надо открепить верхний болт
и обеспечить надежную поддержку кронштейна. Вообще при
откреплении деталей необходимо учитывать, где находится их
центр тяжести и в каком направлении переместится деталь,
когда освободят то или иное ее крепление.
Разборкой крупных и особо сложных станков и машин обыч-
но руководит непосредственно механик цеха, а уникальных стан-
ков — главный механик завода.
Порядок и правила разборки
Помимо рассмотренных выше положений, разборка должна
производится с соблюдением следующих правил:
1) разборку нужно вести инструментами и приспособления-
ми, применение которых исключает возможность порчи годных
деталей;
2) удары молотком следует наносить по деталям при помощи
подставки или выколотки из дерева либо мягкого металла;
3) разбираемые детали надо снимать аккуратно, без переко-
сов и повреждений;
4) к трудно снимающимся деталям нельзя прилагать боль-
шие усилия; следует выяснить причину «заедания» и устра-
нить ее;
5) разборка длинных валов должна производиться с приме-
нением нескольких опор;
6) детали каждого разбираемого узла необходимо уклады-
вать в отдельные ящики, а не нагромождать одну на другую;
особенно осторожно следует укладывать детали с хорошо от-
деланными поверхностями;
7) ящики с деталями обязательно закрывают крышками;
8) болты, шайбы и другие крепежные детали при полной
разборке узла укладывают в специальный ящик; при частич-
ной разборке целесообразно крепежные детали вставлять об-
ратно в предназначенные для них отверстия;
9) крупные детали укладывают на подставки возле ремонти-
руемого станка.
До начала разборки необходимо: подготовить около станка
площадь, достаточную для нормальной работы слесарей-ремонт-
ников и правильной укладки снятых со станка деталей, а также
для их кантовки, проверить наличие всех необходимых для ра-
боты исправных и испытанных стропов, чалочных приспособле-
ний; заготовить требуемое количество подкладок, распорок и ко-
зел для укладки снятых деталей и для того, чтобы предохранить
от падения еще не разобранные детали и узлы, подле-
296
жащие креплению в про-
цессе разборки.
К разборке механиз-
мов приступают после то-
го, как машина отключе-
на от электрической сети.
Примеры
разборки механизмов
При разборке слож-
ных узлов (например, ко-
робки скоростей или ме-
ханизма подач), состоя-
щих из нескольких вали-
ков, многих зубчатых ко-
лес, рычагов и других
деталей, часто бывает
трудно определить поря-
док разборки, а также на-
правление выпрессовки
или снятия отдельных де-
талей; нелегким бывает и
выбор способа разборки.
Ниже приводится пример
последовательной разбор-
ки шпинделя и пример
разборки подшипников.
Пример 1. Разборка
узла шпинделя токарно-
винторезного станка 1К.62
(рис. 143).
Сначала отвинчивают
винты, которыми фла-
нец 1 крепится к корпу-
су 26 передней бабки (эти
винты на рисунке не пока-
заны), и снимают фланец.
Затем ослабляют стопор-
ный винт 14, отвинчивают
и снимают гайку 13 и
кольцо 12, являющееся
тепловым компенсатором.
Далее отвинчивают
стопорный винт 7, фикси-
рующий положение зуб-
чатого колеса 21 на
шпинделе 2, и приспособ-
Рис. 143. Шпиндель токарно-винторезного станка 1К62
297
лением, показанным на рис. 144, в, извлекают шпиндель из опор.
Для этого винт 2 приспособления вводят в шпиндель, к левому
торцу шпинделя прижимают шайбу 6, а к торцу корпуса бабки,
Рис. 144. Съемники:
а — для снятия шарикоподшипников с вала, б и в — для выпрессовки на-
ружных колец роликоподшипников и других деталей
куда прикрепляется фланец 1 (см. рис. 143), прижимают штыри
приспособления с диском и навинчивают до упора рукоятку при-
способления.
Затем выдвигают шпиндель из опор на некоторое расстояние
и снимают специальное кольцо И. Продолжая выдвигать шпин-
дель, его выпрессовывают из радиально-упорных подшипников
9 и 16 и вместе с передней опорой, состоящей из роликоподшип-
ника 3, упорного кольца 5 и гайки 6, вынимают шпиндель из
корпуса бабки. При этом шпиндель поддерживают, чтобы он не
ударился о корпус бабки.
В процессе извлечения шпинделя зубчатое колесо 22 с втул-
кой 24, закрепленной на шпинделе посредством пружинного
кольца 23, упирается в торец корпуса 26 бабки, а зубчатое коле-
со 21 прижимается к торцу зубчатого колеса 22. При дальней-
шем выдвигании шпинделя эти зубчатые колеса легко сни-
маются.
Следующий этап — разборка опор шпинделя. При этой раз-
борке сначала ослабляют стопорный винт 25, отвинчивают гай-
ку 6 и снимают кольцо 5. За-
Рис. 144. Съемники (продолжение):
г — гидравлический съемник
тем снимают с помощью
упорной втулки подшип-
ник 3. Для этого втулку
приставляют к торцу внут-
реннего кольца и легкими
ударами молотка сдвигают
подшипник с конической
шейки шпинделя. Наружное
кольцо 4 вынимают приспо-
соблением, показанным на
рис. 144, в или специальной
выколоткой.
Заднюю опору шпинделя
ложно разбирать непосред-
ственно в корпусе бабки или
же на верстаке, после того
как из отверстия бабки уда-
лена специальная втулка 18,
закрепленная винтами 17.
Все же лучше разбирать
заднюю опору, не вынимая
втулки 18 из корпуса баб-
ки; этим сохраняют ненару-
шенным характер посадки
втулки в корпус. Выпрес-
совка втулки оправдана
только в одном случае: ко-
гда нужно восстановить от-
299
верстие под подшипники. Делают выпрессовку приспособлени-
ем, изображенным на рис. 144, б.
Для разборки задней опоры (см. рис. 143) ослабляют сто-
порный винт 8 и отвинчивают гайку 19. С помощью специаль-
ной выколотки и молотка выбивают подшипник вместе с проме-
жуточным кольцом 10. После этого вынимают уплотнение (ман-
жет) 15 и шпонку 20.
Пример 2. Разборка подшипников.
Подшипники, расположенные недалеко от торца вала, снима-
ют с помощью специальной скобы, показанной на рис. 144, а.
Приспособление состоит из трех клещевидных захватов 1 (на
рисунке видны только два захвата), винта 3 и гайки 2 с ручка-
ми. Вращением гайки сдвигают захваты так, чтобы охватить де-
таль, при этом винт 3 упирается концом в центровое гнездо ва-
ла, с которого снимается деталь. При вращении рукоятки гайка
с захватами стягивает шарикоподшипник с вала.
На рис. 144, б показано приспособление для демонтажа на-
ружных колец конических роликоподшипников. Оно состоит из
винта 1, гайки 2 и захватов 5. Для выпрессовки подшипника из
корпуса вводят захваты в обойму подшипника и рукояткой 6 на-
чинают вращать винт 1. При этом винт упирается в плиту 3, ко-
торая в свою очередь упирается в корпус своими тремя регули-
руемыми штырями 4 и вытягивает подшипник.
Описанным приспособлением выпрессовывают наружные
кольца подшипников диаметром 62—120 мм.
Подшипники качения с внутренним диаметром 25 мм и более
можно выпрессовывать из корпуса приспособлением (см.
рис. 144, в). Винт 2 приспособления свободно проходит в
отверстие диска 3 со штырями 4. На одном конце винта гайка 5
и сменная упорная шайба 6, на другом конце — гайка с рукоят-
ками 1.
Чтобы вынуть подшипник из корпуса, снимают гайку 5 и
шайбу 6 и пропускают винт 2 через подшипник; затем подводят
к корпусу демонтируемого узла штыри 4, надевают на конец
винта сменную шайбу 6 и навинчивают гайку 5 так, чтобы шай-
ба уперлась в подшипник. После этого гайку с рукоятками 1 на-
винчивают до упора в диск 3 и, поворачивая рукоятки 1, выпрес-
совывают подшипник.
Описанные приспособления позволяют при демонтаже не
портить посадочные места подшипников и предохраняют сами
подшипники от повреждений. Этими же приспособлениями поль-
зуются и при сборке данных узлов.
Для выпрессовки подшипников, а также полумуфт, шкивов
и других деталей в последнее время стали применять гидравли-
ческие съемники. Они очень удобны в работе и облегчают опера-
ции разборки узлов станков для ремонта.
Гидравлический съемник (рис. 144, а) состоит из цилиндра
300
1, поршня 2, плунжерного насоса 3 и масляного бачка 5. Движе-
ние поршня осуществляется давлением масла, поступающего из
бачка 5. Масло нагнетают через отверстие в гайке 4 в цилиндр
плунжерным насосом 3, действуя рукояткой 6. При обратном
движении поршня масло через пропускное отверстие в боковой
стенке цилиндра выдавливается обратно в масляной бачок.
Применяют гидравлический съемник так же, как и другие.
Чтобы выпрессовать, например, втулку 8 из детали 9, деталь ус-
танавливают на захваты 7 и при опускании поршня 2 втулка
выходит из детали.
Промывка деталей
После разборки станка детали и узлы должны быть очище-
ны и промыты, так как чем чище детали, тем легче выявить де-
фекты. Кроме того, очистка и промывка загрязненных деталей
улучшают санитарные условия ремонта.
Очистку и промывку необходимо проводить также при подго-
товке деталей к восстановлению или к окраске.
Очистка деталей ремонтируемого оборудования про-
изводится следующими способами: термическим (огневым), ме-
ханическим, абразивным, химическим.
Термический способ заключается в том, что очистка дета-
лей (удаление ржавчины и старой краски) производится пла-
менем.
При механическом способе очистки старая краска, ржавчина
и отвердевшие наслоения масла снимаются с деталей щетками,
механизированными шарошками, роторными машинками и дру-
гими переносными механизмами.
При абразивном способе очистка осуществляется в основном
гидропескоструйными установками.
При химическом способе старую краску, смазку, наслоения
масел и другие загрязнения удаляют специальной пастой или
растворами, состоящими из негашеной извести, мела, каустиче-
ской соды, мазута и других компонентов.
Механизированная промывка деталей произво-
дится в стационарных и передвижных моечных установках под
действием сильных струй, образующихся в результате подачи
жидкости насосом под определенным давлением.
Моечная машина (рис. 145) имеет бак 1 емкостью 2,5 м3, в
котором находится моющая жидкость. В качестве моющей жид-
кости применяются 3—5%-ный раствор кальцинированной соды
или 0,5%-ный водный раствор мыла. Уровень жидкости контро-
лируется посредством поплавкового указателя уровня (на ри-
сунке не видно). Благодаря наличию парового змеевика 2, жид-
кость подогревается до 80° С. Температура жидкости контроли-
руется манометрическим термометром. Расход пара для нагрева
жидкости составляет ориентировочно 150 кг/ч.
301-
Для загрузки деталей, укладываемых в специальный ящик,
служит тележка 3, которую по направляющим вкатывают в ка-
меру промывки 4, расположенную в верхней части моечной ма-
шины. После этого дверь камеры закрывают и включают элек-
тродвигатель насосной установки.
Жидкость, засасываемая из бака, через фильтр подается по-
средством центробежного насоса к гидрантам 5 моечной каме-
ры, заполняя внутреннее пространство. Гидранты расположены
Рис. 145. Стационарная моечная машина
по кольцу и имеют сопла, через которые жидкость обмывает де-
тали сверху, снизу и с боков.
Каждое сопло можно повернуть в желаемом направлении.
Кроме того, гидрантам вместе с соплами механизм 6, состоящий
из электродвигателя, редуктора и кривошипного механизма, мо-
жет сообщать колебательное движение, амплитуда которого до-
стигает 45°.
Моющая жидкость имеет замкнутый цикл, поэтому по ме-
ре загрязнения бак следует очищать от отстоя, для чего пре-
дусмотрены два люка. Слив жидкости производится посредст-
вом специального вентиля. Для улавливания паров при выгруз-
ке деталей и при работе машины служат зонты, подключен-
ные к системе естественной вентиляции.
302
Из числа современных эффективных способов очистки де-
талей хорошо зарекомендовала себя очистка в жидкой сре-
де, подвергнутой ультразвуковым колебаниям.
Сущность метода заключается в том, что раствор в зоне
ультразвуковых колебаний начинает вибрировать с частотой
источника колебаний. Создается очень интенсивное бурление
жидкости раствора, под действием которого все частицы, за-
грязняющие поверхности детали, почти мгновенно смыва-
ются.
Форма поверхности детали значения не имеет. Качество и
скорость очистки в значительной степени зависят от состава ра-
бочей жидкости. Растворы, химически действующие на части-
цы поверхности детали, ускоряют и улучшают процесс очист-
ки. Например, трихлорэтилен и другие хлорированные углево-
дороды отлично очищают детали от жира и масла.
Операцию очистки проводят в специальных ваннах или агре-
гатах, при конструировании которых учтены условия наиболее
эффективного воздействия ультразвуковых колебаний, возбуж-
денных в моющей жидкости.
Установки для ультразвуковой промывки деталей обычно
рассчитаны на использование магнитострикционных преобразо-
вателей ПМС-6М с питанием от ультразвукового генератора
типа УЗГ-10 и УЗГ-2,5. Магнитострикционные преобразователи
предназначены для возбуждения колебаний в жидкости и имеют
увеличенные излучающие поверхности (в виде круга диамет-
ром 300 мм). Частота колебаний преобразователей около
20 кгц. В зависимости от типа ванн номинальная потребляемая
мощность—от 2,5 до 10 кет. Генератор УЗГ-10 рассчитан на
выходную мощность до 8 кет, пределы регулировки частоты —
18—25 кгц.
Как правило, преобразователи вставляют в ванны с внут-
ренней стороны так, чтобы вся излучающая поверхность транс-
форматора соприкасалась с моющей жидкостью.
Ванны заключены в звукоизоляционные кожухи с крышками
и имеют встроенные бортовые отсосы, присоединяемые к цехо-
вым вентиляционным системам. Предусмотрена возможность
нагрева или охлаждения жидкости в ваннах. Монтаж электро-
оборудования рассчитан на применение горючих жидкостей.
Рассмотрим устройство ультразвуковой ванны УЗВ-17
(рис. 146). Эта ультразвуковая ванна состоит из собственно
ванны, встроенных источников ультразвуковых колебаний, сеток
для загрузки очищаемых деталей, звукоизоляционного кожуха,
системы вентиляции, системы нагрева или охлаждения жидко-
сти в ванне, системы охлаждения источников колебаний и схе-
мы электрического питания источников колебаний.
Ванны изготовляют при помощи сварки из листовой нержа-
веющей стали. В дно ванны встроены источники ультразвуко-
303
A-А
сетка с очищаемыми деталями
вых колебаний, имеется также отверстие для слива жидкости.
Как уже было указано, источником ультразвуковых колебаний
служит магнитострикционный преобразователь типа ПМС-6М
Преобразователь состоит из двигателя и диафрагмы. Магнито-
провод двигателя собран из штампованных железокобальтовых
пластин.
Переменный ток, проходящий по обмотке двигателя, возбуж-
дает в магнитопроводе переменное магнитное поле. В свою оче-
редь, переменное магнитное поле вызывает в магнитопроводе
продольную магнитострикцию — переменные растяжения и сжа-
тия. Для использования наиболее выгодных участков рабочих
характеристик двигателя магнитопровод поляризуют (подмагни-
чивают), пропуская по обмотке постоянный ток. Колебания дви-
гателя передаются диафрагме, имеющей развитую поверхность.
При креплении преобразователей на дне ванны в качестве уплот-
нений служат рамки из кислотощелочестойкой или бензостойкой
резины. Звукоизоляционные кожухд обеспечивают снижение
уровня шумов, возникающих при работе преобразователей. Уст-
ройство для вентиляции (бортовой отсос) находится под крыш-
кой и располагается вдоль длинной стороны ванны.
Для нагрева и охлаждения жидкостей в ваннах служат змее-
вики, по которым циркулирует горячая или холодная вода.
Дефектовка деталей
После промывки на поверхностях разобранных деталей хо-
рошо видны царапины, трещины, выбоины и можно с необходи-
мой точностью измерить детали при дефектовке.
Нередко для дефектовки крупные детали очищают скребка-
ми п ветошью, смоченной в керосине. Небольшие детали промы-
вают и обезжиривают в ваннах или баках с керосином или бен-
зином либо в ваннах с щелочным раствором. Промытые детали
высушивают на воздухе или вытирают досуха чистыми тряпками.
Дефектовку промытых и просушенных деталей производят
после их комплектовки по узлам, которую нужно выполнять ак-
куратно и внимательно. Каждую деталь сначала осматривают,
затем соответствующим поверочным и измерительным инстру-
ментом проверяют ее форму и размеры. В отдельных случаях
проверяют взаимодействие данной детали с другими, сопряжен-
ными с ней.
Детали разбраковывают на три группы: годные, требующие
ремонта или восстановления и негодные, подлежащие сдаче в
лом. При дефектовке детали желательно маркировать, это облег-
чает выполнение дальнейших ремонтных операций. Детали, ко-
торые при дефектовке решено заменить, хранят до окончания ре-
монта механизма, они могут понадобиться для составления чер-
тежей или изготовления образцов новых деталей.
305
§ 69. ПОДГОТОВКА К СБОРКЕ
Ремонт механизмов ведут с таким расчетом, чтобы простой
оборудования был возможно меньшим. Здесь важное значение
имеет правильная очередность ремонта деталей.
В первую очередь следует ремонтировать базовые детали,
т. е. детали, с которых начинают сборку механизмов и машин
(например, станину, корпус коробки скоростей и др.), а также
детали, восстановление или изготовление которых представляет
собой сложный технологический процесс. Устанавливая очеред-
ность ремонта, необходимо предусматривать также параллель-
ный (одновременный) ремонт возможно большего числа изно-
шенных деталей.
Восстановление размеров деталей должно производиться
точно по чертежам. Для ремонта сложных и ответственных дета-
лей разрабатывается технологический процесс. Детали, изготов-
ляемые взамен изношенных, должны выполняться из материала,
предусматриваемого чертежом и по чертежным размерам.
В исключительных случаях, когда нет рабочего чертежа, допус-
кается изготовлять деталь по образцу заменяемой. К образцу
обязательно прилагается эскиз с указанием размеров тех поверх-
ностей, которые необходимо восстановить при ремонте изношен-
ных участков детали.
Пригоночные работы
Несложные детали иногда изготовляют по месту. Это значит,
что деталь пригоняют к сопрягаемой с ней несколько изношен-
ной детали, оставляемой в механизме. К данному способу при-
бегают при ремонте сопряженных пар валик—втулка, зубча-
тых колес и др., причем для замены выбирают деталь менее
трудоемкую, следовательно, более дешевую. При механической
обработке новой детали оставляют на ее посадочной поверхно-
сти припуск для пригонки к другой сопрягаемой с ней детали.
Наиболее распространенные пригоночные работы — это опи-
ливание, зачистка, притирка, полирование, шабрение. Так как
состояние сопрягаемых поверхностей оказывает существенное
влияние на долговечность работы механизмов, необходимо при
выполнении пригоночных работ обеспечивать надлежащую чи-
стоту поверхности согласно требованию чертежа или по образцу.
Если это не удается слесарными способами, прибегают к ста-
ночной обработке.
При подготовке деталей к сборке некоторые из них опилива-
ют, устраняя этим забоины, вмятины, заусенцы и другие дефек-
ты. Забоины и царапины на шейках валов, осей и шпинделей
запиливают личным напильником и зачищают наждачной бума-
гой либо оселком. В зубчатых передачах зачищают кромки зубь-
306
ёв, спиливают заусенцы. В ряде деталей перед сборкой прихо-
дится высверливать отверстия, в том числе и смазочные, про-
рубать смазочные канавки. Отверстия, предусматриваемые
чертежом или имеющиеся в образце, должны выполняться с
необходимой точностью.
В тех случаях, когда при ремонте и сборке нужно получить
точное сопряжение поверхностей или точный размер детали сня-
тием очень малого слоя металла обычно прибегают к притирке,
под которую оставляется припуск 0,01—0,02 мм. Притирка мо-
жет быть как совместной (например, притирка золотника с кор-
пусом цилиндра, притирка клапана по седлу, пробки крана по
корпусу и т. д.), так и раздельной. При раздельной притирают
деталь на плите до получения плоскостности и заданного точно-
го размера.
Балансировка деталей
Маховики, шкивы и различные детали, вращающийся с боль-
шими окружными скоростями, должны быть уравновешенными
(отбалансированными), иначе машины, в которые входят эти
детали, будут работать с вибрациями. Это отрицательное явле-
ние в металлорежущих станках может сильно ухудшить чистоту
поверхности обрабатываемых деталей и снизить их точ-
ность.
Балансировкой устраняют два вида неуравновешенности
(дисбаланса): статическую и динамическую.
Статическая неуравновешенность характеризуется смещени-
ем центра тяжести детали относительно оси ее вращения, а ди-
намическая— наличием в быстровращающейся длинной детали
неуравновешенных центробежных сил, несмотря на расположе-
ние ее центра тяжести на оси вращения.
Существуют два способа балансировки: статическая и дина-
мическая. Статическая балансировка — это уравновешивание де-
талей в неподвижном состоянии на специальных приспособле-
ниях— ножевых направляющих, роликах и др.
Динамическая балансировка, предельно уменьшающая виб-
рации, производится при быстром вращении детали на специаль-
ных сложных станках, использование которых оправдано
только при изготовлении нового оборудования на машинострои-
тельных и станкостроительных заводах. В условиях ремонта ба-
лансировочные машины не могут применяться, поэтому здесь
прибегают к приближенной динамической балансировке, притом
лишь ответственных деталей. Их балансируют в собственных
подшипниках.
В большинстве случаев при ремонте оборудования баланси-
ровка деталей призводится статическим способом. Ножи 1, и 4
(рис. 147, а) для балансировки выверяют линейкой и уровнем на
307
горизонтальность с точностью 0,05—0,1 мм на длине 1000 мм.
Рабочие поверхности ножей должны быть чисто обработаны и
закалены.
Уравновешиваемую деталь 3 надевают на оправку 2, концы
которой должны быть одинакового, притом возможно меньшего
диаметра. Это существенное условие повышения чувствитель-
Рис. 147. Приспособления для статической балансировки:
а — ножи, б — приспособление с вращающимися дисками
ности балансировки без ущерба для жесткости установки оправ-
ки с деталью на ножах. Балансировка, как уже ранее указыва-
лось, состоит в следующем: деталь с оправкой слегка подталки-
вают и дают ей возможность свободно остановиться, ее более
тяжелая часть после остановки всегда займет нижнее поло-
жение.
Балансируют деталь одним из двух способов: либо облегча-
ют ее тяжелую часть высверливанием или вырубанием из нее
лишнего металла, либо утяжеляют диаметрально противополож-
ный участок детали прикреплением груза соответствующего
веса. Груз прикрепляют так, чтобы он не мешал работе меха-
низма.
Уравновешенность детали проверяют перекатыванием ее по
ножам. Отбалансированная деталь будет каждый раз останав-
ливаться в новом положении.
Статическая балансировка может производиться также на
приспособлении с дисками (рис. 147, б). Диски 2 установлены на
шарикоподшипниках на опорах 1. Оправку с деталью распола-
гают в промежутке между дисками и балансируют так же, как
на ножах. Однако чувствительность балансировки здесь несколь-
ко ниже, чем на ножах. Это объясняется тем, что при враще-
нии оправки вращаются и диски, создавая некоторое дополни-
тельное сопротивление.
308
ГЛАВА XVI
СБОРКА МЕХАНИЗМОВ И МАШИН ПРИ РЕМОНТЕ
Перед сборкой нужно обязательно проверить, хорошо ли про-
мыты и очищены детали, не засорены ли отверстия и каналы
для смазки. При необходимости промывают детали повторно.
Следует помнить, что даже тончайшая пыль, попав на трущую-
ся поверхность детали, будет вызывать преждевременный износ
сопрягаемых деталей.
Свое рабочее место слесарь-ремонтник должен всегда со-
держать в чистоте, тем более при сборке машин; необходимо
также следить за чистотой рук. Ведь даже очень чистые детали,
если положить их на грязный верстак или брать испачканными
руками, снова загрязнятся.
Сборку механизмов производят в порядке, обратном разбор-
ке. Детали, снятые при разборке последними, устанавливают
при сборке первыми.
§ 70. ПОНЯТИЕ О РАЗМЕРНЫХ ЦЕПЯХ
При выполнении ремонта станков наиболее сложной и ответ-
ственной задачей является восстановление их точности. Реше-
нию этой задачи может помочь размерный анализ, основанный
на теории размерных цепей.
Размерной цепью называют все размеры, расположенные в
определенной последовательности по замкнутому контуру и свя-
зывающие детали, взаимное положение которых необходимо
определить.
Все размеры деталей, составляющие данную размерную цепь,
называют звеньями размерной цепи. Звено размерной цепи, по-
лучающееся при ее построении последним, называется замыка-
ющим и в отличие от остальных обозначается индексом А
(дельта). На рис. 148, а показана наиболее простая размерная
цепь, включающая два составляющих звена: диаметр вала dB,
диаметр отверстия d0 и замыкающее звено А3 (зазор между ва-
лом и втулкой).
Решая размерную цепь, можно, например, установить необ-
ходимую величину зазора.
Если допуск на обработку вала — ArfB, а на обработку отвер-
стия Д^о, то максимальный зазор в данном соединении
Д3 шах = й?ошах — 6?Bmin,
а минимальный зазор
Д3 mln = tZomin - - tZBmax.
Допуск зазора будет равен разности
Д3шах—A3min = (tZomax—tZBmin) — (tZomin —dv max) = A(Z0— AtZB.
309
На рис. 148, б показа-
на размерная цепь, опре-
деляющая расстояние
(разность высоты) между
передним и задним цент1-
рами токарного станка,
где звеньями размерной
цепи являются: расстоя-
ние от заднего центра до
мостика — А], расстояние
от мостика до направля-
ющих станины — Аг, рас-
стояние от направляющих
станины до переднего
центра — Аз, расстояние
(зазор) между передним
и задним центрами стан-
ка, замыкающее контур
размерной цепи — Ад.
Точность сборки стан-
ка определяется величи-
ной зазора Ад из уравне-
ния
Ад — Aj ~Т А2 — А3.
Теория размерных це-
пей при ремонте металло-
режущих станков приме-
няется:
1) для построения раз-
мерных цепей, определя-
ющих точность отдельных
узлов и оборудования в
целом;
2) для выбора мето-
дов сборки, обеспечиваю-
щих необходимую точ-
ность.
При ремонте оборудо-
вания применяют следую-
щие методы сборки:
1) метод полной вза-
имозаменяемости;
2) метод выборочной
(групповой) сборки;
3) метод сборки с при-
менением компенсаторов;
310
4) метод индивидуальной пригонки.
Метод полной взаимозаменяемости характери-
зуется тем, что детали собирают без предварительной подгон-
ки. При данном методе сборки характер посадки обеспечивает-
ся изготовлением сопрягаемых деталей с определенными допус-
ками, причем иногда весьма жесткими. Этот метод широко
используется при массовом изготовлении машин и не всегда
экономически оправдывается при ремонте.
Метод выборочной сборки заключается в том, что
детали изготовляют с расширенными допусками, а перед сбор-
кой сортируют на группы, с тем чтобы в соединениях получи-
лись зазоры, соответствующие требуемым посадкам. Выбороч-
ная (групповая) сборка широко применяется при сборке узлов
«поршневой палец — поршень», при сборке поршня с блоком.
Метод сборки с применением компенсаторов
в станкостроении широко используется (см. § 32). Применение
этого метода экономически целесообразно при большом числе
звеньев размерной цепи и малом допуске замыкающего звена.
Метод индивидуальной пригонки заключается
в том, что требуемая точность замыкающего звена достигается
за счет изменения величины одного из звеньев путем снятия с
него необходимого слоя материала. Этот метод трудоемкий и по
возможности его применять не следует.
В рассмотренном выше примере для обеспечения в токар-
ном станке допуска Ад замыкающего звена (рис. 148, б) в свя-
зи с малым допуском приходится применять метод пригонки
шабрением или шлифованием накладок, обеспечивая необходи-
мый размер Аг.
Допуск замыкающего звена Ад нельзя обеспечить методом
регулировки, поэтому выбирают метод пригонки, т. е. устанавли-
вают компенсационные накладки на направляющие мостика
(звено Аг), которые прошлифовывают, пока не совпадут центры
передней и задней бабки, или выдерживают необходимый раз-
мер Ai при расточке отверстия под пиноль задней бабки
(цепь Ai), а иногда используют и установку накладок, и раста-
чивание (см. § 86).
§ 71. СБОРКА НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
При сборке отремонтированных деталей механизмов первы-
ми, как правило, собирают неподвижные соединения.
Сборка резьбовых соединений
При креплении деталей болтами или винтами нельзя допу-
скать ни слишком тугого, ни чересчур свободного соединения.
Когда при помощи болтовых соединений собирают детали точ-
311
ных механизмов, то зачищают и пригоняют опиливанием или
шабрением их соприкасающиеся поверхности.
При сборке резьбового соединения сначала завинчивают
гайку или винт без ключа до легкого соприкосновения их опор-
ной поверхности с закрепляемой деталью; после этого произво-
дят завинчивание ключом до отказа.
При сборке резьбовых соединений необходимо соблюдать
следующие технические требования:
болты и гайки нужно подбирать так, чтобы их головки были
одинакового размера;
резьбовые концы болтов и шпилек должны выступать из гай-
ки не более чем на 2—3 нитки и иметь правильную форму;
Рис. 149. Средства, предотвращающие самоотвинчива-
ние гаек
нельзя применять винты с поврежденными шлицами;
шайбы под болты одинакового размера должны также иметь
одинаковые диаметр и толщину;
стопорение соединений с целью предотвратить самоотвинчи-
вание болтов, винтов и гаек должно производиться правильно
выбранными способами и средствами. Эти способы рассматри-
ваются ниже.
Стопорение контргайкой (рис. 149, а). На основ-
ную гайку навинчивают дополнительную (контргайку), которую
312
гствуя дальнейшему самоотвинчиванию.
в том, что они довольно часто обламы-
:ециальными средствами. На
Рис. 150. Гайковерт ГПМ-14
При сборке резьбо
затягивают до отказа, при этом нижнюю гайку придерживают
гаечным ключом; таким образом создают добавочное трение
между резьбой болта или шпильки и резьбой гаек. Данный спо-
соб не устраняет полностью возможности самоотвинчивания.
Стопорение шплинтом (рис. 149, б) применяется в от-
ветственных соединениях и в быстроходных машинах.
Стопорение пружинными шайбами. Эти шайбы
благодаря своей упругости создают в резьбовом соединении на-
тяг. При первом, еще малозаметном движении самоотвинчива-
ния, шайба острыми кромками прорези врезается в тело детали
и в тело гайки, препят
Недостаток этих шайб
ваются.
Стопорение сп
рис. 149, виг показано
стопорение при помощи
специальных шайб, а
на рис. 149, д — специ-
альным замком.
вых соединении приме-
няют различные гаеч-
ные ключи и отвертки.
Гаечный ключ состоит
из рукоятки и головки;
есть гаечные ключи с
двумя головками. В го-
ловке сделан проем под
гайку, называемый зе-
вом. Зевы ключей име-
ют строго определенные размеры, обычно указываемые на руко-
ятке ключа. Зазор между охватываемой ключом гайкой и граня-
ми его зева должен быть в пределах 0,1—0,3 мм.
При сборке широко пользуются различными механизиро-
ванными ключами — гайковертами, шуруповертами.
На рис. 150 изображен пневматический гайковерт ГПМ-14.
Его механизм смонтирован в силуминовом корпусе 1, снабжен-
ном рукояткой 2. В рукоятке имеется наконечник 3, на котором
укрепляется резиновый шланг для подачи сжатого воздуха к
пневматическому двигателю машинки.
Чтобы включить гайковерт, нажимают на курок 4 и поддер-
живают его в этом положении до окончания завинчивания. Вы-
ключают гайковерт, отпуская курок. Чтобы изменить направле-
ние вращения шпинделя, несущего квадратный наконечник 5,
соответственно воздействуют на переключатель 6 (на рисунке
не показан).
Ремонтники-новаторы с успехом применяют гайковерты для
313
завинчивания и отвинчивания винтов, болтов, шпилек и шуру-
пов, а также для сверления отверстий, нарезания резьбы и вы-
полнения некоторых других работ. Для этого они оснащают гай-
коверт той или иной необходимой насадкой в виде, например,
ключа удлинителя, шарнира, отвертки, патрона и др.
Гайковертом можно завинчивать и отвинчивать болты с резь-
бой диаметром до 14 мм, нарезать резьбу от М8 до М12, свер-
лить отверстия диаметром до 12 мм. Вес гайковерта около 3 кг.
Сборка прессовых соединений
Подлежащие запрессовке детали нужно тщательно осмот-
реть, чтобы не допустить у них заостренных кромок со стороны
запрессовываемого конца, забоин, царапин и других дефектов.
Полностью годные детали промывают, затем у них смазывают
маслом запрессовываемый конец, чтобы уменьшить трение при
запрессовке.
Рис. 151. Инструмент и приспособ-
ления для сборки прессовых сое-
динений:
а — молоток со вставным бойком;
(/ — молоток, 2 — вставной боек), б —
выколотка (/ — стержень/ 2 — сменный
наконечник), в — оправка (/ — оправ-
ка, 2 — втулка), г — винтовое приспо-
собление
г)
Запрессовка, в зависимости от требуемого усилия, произво-
дится вручную молотком или же механизированными приспособ-
лениями. Вручную запрессовывают небольшие детали — шпонки,
клинья, штифты. При этом пользуются медными или свинцовы-
ми молотками, а также молотками из дерева твердых пород. До-
пускаются и стальные молотки, но при условии нанесения ими
ударов через мягкую прокладку.
Удары при запрессовке деталей должны быть сначала легки-
ми, пока деталь не вошла в отверстие. Убедившись, что деталь
314
рис.
Рис. 152. Запрессовка втулки в
зубчатое колесо с помощью спе-
циального приспособления
введена в отверстие без перекоса, увеличивают силу ударов.
Заканчивают запрессовку резким заключительным ударом, что-
бы деталь плотно села на свое место.
Для запрессовки небольших деталей удобны стальные молот-
ки со вставным бойком из мягкого металла или пластмассы
(рис. 151, а).
При разборке и сборке прессовых соединений часто поль-
зуются выколотками. На рис. 151, б показана составная выко-
лотка со стержнем из стали и сменным наконечником из мягко-
го металла.
При запрессовке втулок молотками применяют различные
оправки, в частности показанную на
хвостовик оправки вводят во втул-
ку. Удары наносят молотком по го-
ловке оправки.
Запрессовку делают при помощи
кольца из мягкого, т. е. незакален-
ного, металла.
Механизированная запрессовка
производится специальными приспо-
соблениями или на прессах — руч-
ных, гидравлических, пневматиче-
ских.
Втулки удобно запрессовывать
винтовым приспособлением, схема
которого показана на рис. 151, г.
Оно состоит из болта 1, двух шайб
2 и гайки 5. Чтобы запрессовать втулку 3 в корпус 4, завинчи-
вают гайку 5, изготовляемую в форме рукоятки.
На рис. 152 показано приспособление для запрессовки втулки
в зубчатое колесо. При пользовании приспособлением зубчатое
колесо 6, сцентрированное по цилиндрическому пояску 7 оправ-
ки 3, устанавливают на плите 1. После этого запрессовываемую
втулку 5 с надставкой 4 вводят в отверстие колеса. Ударами мо-
лотка, кувалды или при помощи пресса выполняют запрессов-
ку. В ходе ее оправка все больше опускается вниз, сжимая сво-
им пояском пружину 2, пока втулка не окажется полностью за-
прессованной в зубчатое колесо. При снятии колеса с плиты
оправка с пояском под действием разжимающейся пружины 2
занимает исходное положение для запрессовки следующей втул-
ки в другое зубчатое колесо.
Более производительна работа на прессах, применяемых для
запрессовки относительно крупных деталей, например крупных
пальцев, больших дисков и др. Чтобы избежать перекоса дета-
лей, их запрессовывают сначала медленно и с небольшим уси-
лием; в конце операции резко нажимают на деталь, обеспечи-
вая этим ее плотную посадку на место.
315
На рис. 153, а показан ручной винтовой пресс для запрессов-
ки мелких втулок, пальцев и других небольших деталей. Он
состоит из основания 1, стойки 2, винта 3 и маховика 4-
Пневматический пресс представлен на рис. 153, б. Он работа-
ет при давлении сжатого воздуха 4—5 ат и большом усилии за-
прессовки. Когда воздух поступает в нижнюю полость цилиндра
пресса, поршень 6 со штоком 5 поднимается кверху, заставляя
рычаг 4 повернуться на оси 3 и переместить вниз ползун 2.
Под нажимом ползуна, происходящим с усилием до 5 т, и осу-
ществляется запрессовка деталей, установленных на основании
пресса.
Для установки длинных валов имеется в основании пресса
прорезь 1. Запрессовка деталей, для осуществления которой
а) 6)
Рис. 153. Прессы:
а — ручной, б — пневматический
требуются значительные давления, производится на мощных
гидравлических прессах.
Сборку с нагревом охватывающей детали или охлаждением
охватываемой применяют для получения прессовых посадок.
Этот способ основан на явлении расширения деталей под влия-
нием нагрева и уменьшения их объема вследствие охлаждения.
Нагрев производится в кипящей воде или в масле с темпера-
турой 85—90° С, в нагревательных печах или горнах, газовыми
горелками или электрическим током. Охлаждают детали в жид-
ком воздухе, жидком кислороде или сжиженном азоте, а также
в твердой углекислоте (сухой лед).
Сборка деталей с нагревом или охлаждением требует очень
быстрых действий и строгого соблюдения правил техники безо-
пасности. Эти правила указывают на необходимость осторожно-
го обращения с нагревательными и охлаждающими устройства-
316
ми, так как беспечность в работе с ними может привести к не-
счастному случаю. Например, нельзя плотно закрывать отвер-
стия сосудов со сжиженными газами: создается прямая опас-
ность взрыва. Холодильник с остатками жидкого 1аза необхо-
димо хранить в специальном помещении. Рабочие, занятые на
операциях, в которых используются сжиженные газы, должны
быть до начала работ проинструктированы по вопросам техники
безопасности. Они, в частности, должны знать, что ткань,
пропитанная жидким кислородом, приобретает взрывчатые
свойства.
§ 72. СБОРКА УЗЛОВ С ПОДШИПНИКАМИ КАЧЕНИЯ
Работоспособность узла, в который входят подшипники ка-
чения, в значительной степени зависит от того, насколько пра-
вильно установлены подшипники и каким является общее каче-
ство сборки узла.
Посадочные места на валу и в корпусе подшипника должны
иметь установленную техническими требованиями форму и над-
лежащую чистоту поверхности; на них не допускаются заусен-
цы, забоины, царапины, задиры. Очень важно при сборке обес-
печить посадку подшипников с нормальной плотностью. При
слишком плотной посадке происходит расширение внутреннего
кольца подшипника и сжатие его наружного кольца, в резуль-
тате чего шарики защемляются и подшипник быстро выходит
из строя. Чрезмерный зазор в посадочных местах также ухудша-
ет работу подшипника: его кольца начинают проскальзывать,
вызывая износ посадочных поверхностей. Если кольца провора-
чиваются, возрастает вибрация механизма.
При сборке узлов с подшипниками качения детали узла дол-
жны быть чистыми. Абразивная пыль, металлические опилки и
и другие загрязнения резко ухудшают условия работы подшип-
ника. Они повреждают поверхности шариков и дорожек качения,
ускоряют износ подшипника.
Чтобы не допустить всего этого, подшипники перед установ-
кой на место промывают в смеси бензина и минерального масла
или в обезвоженном чистом керосине. Категорически запрещает-
ся промывать подшипники в загрязненной жидкости, так как
попавшие между шариками и кольцами мельчайшие твердые
частицы очень трудно удалить.
Промытые подшипники укладывают на чистую бумагу и про-
сушивают. Сразу же после просушки их смазывают, покрывая
маслом все поверхности, особенно внутренние: дорожки каче-
ния, шарики и ролики.
Новые подшипники распаковывают перед самой сборкой и
укладывают на чистую бумагу или тряпку обязательно чисты-
ми руками. Антикоррозийную смазку, с которой подшипники по-
317
ступают с завода-изготовителя удалять не следует; новые под-
шипники устанавливают без промывки.
При сборке подшипников качения нельзя ударять молотком
непосредственно по кольцам или сепаратору: это может привести
к перекосу колец, поломке шариков, поломке или повреждению
сепаратора. Нельзя также применять свинцовые и баббитовые
молотки, так как от них могут отскакивать кусочки металла и
попадать в подшипник.
Довольно часто при установке подшипника качения его на-
саживают на конец вала и начинают напрессовывать на вал,
равномерно ударяя молотком через медную выколотку по тор-
цовой поверхности внутреннего кольца. При этом выколотку по-
очередно ставят в диаметрально противоположных точках ука-
занной поверхности. При данном способе напрессовки подшип-
ника легко перекосить кольцо на шейке вала.
Рис. 154. Запрессовка подшипников каче- Рис. 155. Ванна для на-
ния: грева подшипников
а — при помощи молотка, б — под воздействием
веса оправки
Вместо медной выколотки можно применить для насадки под-
шипника на вал оправку в виде отрезка стальной трубы, как по-
казано на рис. 154, а. Внутренний диаметр трубы 1 должен быть
немного больше диаметра вала 2, а толщина стенки трубы — не-
много меньше толщины внутреннего кольца 4 подшипника. Тор-
цы трубы тщательно обрабатывают, добиваясь, чтобы они были
строго перпендикулярны к оси трубы. Удары молотком по трубе
наносят через стержень 3.
Для насадки подшипников, помещаемых на значительном
расстоянии от конца вала, также применяют оправку из трубы,
но снабженную рукоятками (рис. 154, б). Напрессовку делают,
ударяя оправкой 3 по торцу подшипника 1, насаживаемого на
вал 4. Для этого берутся за рукоятки 2 оправки.
318
Установку подшипников на валу с прессовой посадкой про-
изводят ручными или гидравлическими прессами с помощью спе-
циальных оправок, которые предотвращают повреждение под-
шипника и вала и обеспечивают равномерную посадку подшип-
ника и значительно ускоряют процесс сборки.
Большие подшипники, устанавливаемые на валу со значи-
тельным натягом, во многих случаях насаживают после нагрева
в ванне, наполненной маслом. Как показано на рис. 155, ванна
состоит из двух резервуаров 1 и 2, между которыми находится
электронагревательный элемент 3. Во внутреннем резервуаре с
маслом подвешивают на крючьях 4 нагреваемые подшипники.
Температура масла должна быть в пределах 60—90° С; ее конт-
ролируют термометром 5. Длительность нагревания подшипников
5—10 мин.
Нагретый подшипник быстро насаживают на вал и с помощью
пресса доводят до места. Чтобы не обжечь руки, выполняют эту
операцию в брезентовых рукавицах.
Рис. 156. Сборка узлов с подшипниками качения
При монтаже подшипников качения следует учитывать, что
усилие запрессовки должно передаваться неспосредственно и ис-
ключительно на торец сопрягаемого кольца: внутреннего при
напрессовке на вал и наружного при постановке в корпус под-
шипника.
При установке вала в двух радиальных шарикоподшипниках
(рис. 156, а) один из них закрепляют неподвижно на валу /ив
корпусе 2, а второй шарикоподшипник 3 закрепляют только на
валу. Так поступают потому, что вал во время работы нагре-
вается и его длина несколько возрастает. С удлинением вала
стремится к перемещению на то или другое расстояние подшип-
ник 3 в корпусе 4. Незакрепленный подшипник совершает это
перемещение без всякого ущерба для своей работы. Если же
закрепить оба подшипника неподвижно, вал, нагревшись, начнет
319
туго поворачиваться и произойдет защемление шариков или
роликов. Оба подшипника быстро выйдут из строя.
В упорных шарикоподшипниках (рис. 156, б) кольца 1 и 2
имеют разные диаметры как наружные, так и внутренние. При
сборке следует всегда устанавливать кольцо с меньшим внут-
ренним диаметром (кольцо 1) на валу, а кольцо с большим внут-
ренним диаметром (кольцо 2) в корпусе. Только так смонтиро-
Рис. 157. Проверка качества сборки под-
шипников качения на легкость вращения
с помощью пружинных весов
ванный подшипник будет
работать нормально.
Качество сборки узлов с
подшипниками качения
обычно проверяют прово-
рачиванием валов в подшип-
никах. Вращение должно
быть плавным и легким, без
заметного люфта. Шпин-
дель, смонтированный на
подшипниках качения, после
того как его провернули от
руки, должен остановиться,
совершив 1—2 оборота по
инерции.
Качество сборки точных
механизмов с подшипника-
ми качения проверяют пру-
жинными весами 1 (рис.
157). Для этого на шейку
вала 3 наматывают шнур 2
крючке 4 пружинные весы.
и на конце шнура подвешивают на _
Оттянув кольцо 6 пружинных весов, проворачивают вал, причем
замечают положение указателя 5 в начальный момент вращения
вала. Произведение показания весов на радиус шейки вала, не-
сущей шнур с весами, должно соответствовать моменту сопро-
тивления вращения, т. е. крутящему моменту, величина которого
указывается в инструкциях по сборке точных механизмов.
Если при проверке собранного механизма обнаруживаются
отклонения от технических требований, механизм разбирают,
снимают подшипники и устраняют неисправности.
§ 73. СБОРКА ВАЛОВ И МУФТ
Все валы, отремонтированные и новые, перед сборкой под-
вергают осмотру. При осмотре проверяют состояние всех шеек,
диаметр и длина которых должны полностью соответствовать
чертежу. На шейках недопустимы конусность, овальность, следы
коррозии. Коррозийные пятна удаляют специальным порошком
окиси хрома, который разводят в чистом минеральном масле до
320
получения сметанообразной массы. Куском сукна или войлока
наносят смесь на пораженную коррозией поверхность и натирают
ее до полного удаления ржавчины; затем обработанную поверх-
ность тщательно промывают бензином.
Приступая к сборке, необходимо также проверить резьбовые
поверхности — прогнать по ним гайки или винты. Проверке
подлежит весь комплект деталей, монтируемых на валу. Только
убедившись в правильной пригонке сопрягаемых с валом дета-
лей, приступают к его сборке.
Для сборки закрашивают шейки вала тонким слоем краски;
затем вал укладывают шейками во вкладыши, проворачивают и
снимают.
а)
Рис. 158. Проверка соосности валов с помощью линейки
Если вал лег в подшипники недостаточно плотно или чересчур
плотно либо с перекосом, то на это укажут закрасившиеся по-
верхности вкладышей. После соответствующей пригонки вклады-
шей промывают вал, подшипники и вкладыши керосином, сма-
зывают сопрягаемые с подшипником шейки маслом и оконча-
тельно устанавливают вал на место, затянув все болты и гайки.
Правильно установленный в подшипники вал вращается плав-
но, без заеданий, и его радиальные и осевые зазоры в точности
отвечают техническим условиям.
При сборке составных валов важно добиться совпадения их
осей. Простейший способ проверки совпадения осуществляется
прикладыванием контрольной линейки к валам в вертикальной и
горизонтальной поверхностях (рис. 158, а). Между линейкой и
валами не должно быть никаких зазоров. Валы устанавливают
на призматические опоры (рис. 158, б).
Совпадение осей валов можно проверить также с помощью
хомутика, оснащенного индикатором. Хомутик закрепляют на
конце одного из валов так, чтобы измерительный стержень инди-
катора касался наружной поверхности конца второго вала. После
этого начинают вращать вал с хомутиком вокруг его оси, наблю-
дая за показаниями стрелки индикатора.
Перекосы устраняют следующими способами: регулируют
положение опор подшипников в горизонтальной плоскости или
11-1421
321
смеш.ают корпуса подшипников в вертикальной плоскости. При
втором способе либо снимают металл с основания более высоких
корпусов, либо помещают подкладки под основания более низ-
ких корпусов. Подкладки должны быть хорошо пригнаны и
очень надежно закреплены, чтобы они не могли выпасть во вре-
мя работы механизма.
Длинные валы нельзя при сборке поднимать за среднюю
часть, так как они могут прогнуться.
Уложенные в подшипники горизонтальные валы проверяют
уровнем, который устанавливают посередине и по концам вала.
Все обнаруживаемые отклонения должны быть в пределах до-
пусков, установленных для каждого конкретного случая. Длин-
ные валы надлежит проверять еще и на прогиб. При необходи-
мости их выправляют.
Точно сцентрированные валы соединяют жесткими муфтами,
от конструкции которых зависит характер сборки. При соеди-
нении валов кулачковой, пальцевой, крестовой или втулочной
муфтой одну часть муфты жестко закрепляют на конце одного
вала, а другую часть — на конце другого вала. Предусматривая
удлинение вала вследствие нагрева при работе, полумуфты уста-
навливают так, чтобы зазор между их торцами получился из
расчета 1 мм промежутка на 1 м длины вала.
§ 74. СБОРКА РЕМЕННОЙ ПЕРЕДАЧИ
Шкивы насаживают на вал, выдерживая тугую или напря-
женную посадку, при этом пригоняют шпонку по пазам в валу и
в ступице. Места сопряжения у шкива перед напрессовкой очи-
щают и смазывают маслом.
При сборке располагают шкивы передачи в одной плоскости.
Положение шкивов проверяют линейкой, которая должна одина-
ково хорошо прилегать к торцам обоих шкивов. Если обнаружи-
вается перекос одного из шкивов из-за непараллельности валов
(рис. 159, а), то смещают на необходимую величину опоры вала
с перекошенным шкивом. Установив проверкой, что теперь тор-
цовые плоскости обоих шкивов прилегают к линейке без зазо-
ров, окончательно закрепляют смещенную опору. Такую вывер-
ку можно делать, например, при установке электродвигателей,
редукторов и других механизмов с валами, несущими шкивы.
Смещение одного шкива относительно другого, когда валы па-
раллельны, устраняется соответствующим передвижением (регу-
лировкой) одного из шкивов на валу.
Проверка совмещения торцов шкивов может производиться
шнуром, как показано на рис. 159, б. Шнур прикрепляют концом
к торцу одного из шкивов и, натянув его рукой, аккуратно при-
двигают к торцу второго шкива. При этом наблюдают, касается
ли шнур торцов шкивов.
322
Правильная установка шкивов — первое условие нормальной
работы ременной передачи; от нее зависит размещение ремня
посередине ободов.
При опробовании ременной передачи ремень может оказать-
ся на краю обода шкива, может даже свалиться со шкива. Воз-
можные причины: оси шкивов расположены непараллельно; не
совмещены торцы шкивов, несмотря на одинаковую ширину обо-
дов; велико биение шкивов; ре-
мень слабо натянут; ремень косо
сшит.
Недостатки в работе ременной
передачи устраняют соответству-
ющей регулировкой. Чтобы дове-
сти до нормы чрезмерное биение
шкива, плотно посаженного на
вал, шкив снимают с вала и под-
вергают токарной обработке.
Шкивы клиноременной пере-
дачи устанавливают и выверяют
так же, как и шкивы плоских пе-
редач1. Перекос более 1° у шки-
вов под клиновидные ремни ведет
к усиленному одностороннему
износу ремней, а также канавок
шкивов.
Натяжение клиновидных рем-
ней должно быть умеренным.
Когда ремни сильно натянуты,
Рис. 159. Проверка установки
шкивов:
а — линейкой, б — шнуром
возрастает нагрузка на оси, в результате чего ускоряется износ
подшипников и.более интенсивно растягиваются ремни. Слабо
натянутые ремни проскальзывают по канавкам шкивов, сильно
нагреваются, в результате быстрее изнашиваются и поверхности
канавок и ремни.
§ 75. СБОРКА ЦЕПНОЙ ПЕРЕДАЧИ
При сборке цепных передач необходимо руководствоваться
следующими техническими требованиями:
оси валиков должны быть параллельны;
обе звездочки должны находиться в одной плоскости;
цепь должна работать при определенной величине натяжения;
передача должна работать плавно и без стука.
Цепь надевают на звездочки после их выверки. Концы цепей
соединяют звеньями — замками (см. рис. 29, в), которые отли-
чаются от обычных звеньев способом скрепления валиков 1 и 2.
Валики скреплены между собой так, что пластинку 3 мцжно
легко снять. При соединении цепи сначала вставляют валики в
323
отверстия втулок концевых звеньев цепи, затем устанавливают
пластинку 3 и ставят на место шплинты, гайки или изогнутые
пружинящие пластинки 4.
Замки описанной конструкции применяют в цепях с четным
числом звеньев, здесь концевые звенья одинаковы по ширине.
Иногда при сборке цепных передач для нормального натяжения
цепи необходимо иметь в ней нечетное число звеньев — тогда
Рис. 160. Приспособления для соединения цепей
при сборке
концевые звенья будут разной ширины. Такие звенья соединяют
переходным замком с изогнутыми пластинками 4, соответствую-
щими размерам концевых звеньев.
При сборке концы устанавливаемой цепи соединяют после
определения ее длины по количеству звеньев старой цепи или
после натяжения ее на звездочки. Лишние звенья удаляют, не-
достающие звенья берут из другой такой же цепи.
При предварительной установке цепи на звездочки, ее кон-
цы стягивают специальной стяжкой (рис. 160, а). Раздвинув
лапки 1 и 2 стяжки, вводят их в звенья цепи, после чего, дейст-
вуя барашком 3, сближают концевые звенья и соединяют их
замком.
На рис. 160, б показана стяжка другой конструкции. При
пользовании ею сближают звенья нажатием на большой рычаг,
заставляя собачку 1 под действием пружины 2 заскакивать по-
следовательно во впадины лапки 3. Чтобы снять стяжку, оттяги-
вают рукоятку 4 собачки.
Для проверки натяжения цепи нажимают рукой на звенья,
при этом определяют, насколько увеличился угол обхвата цепи
на звездочках. Если этот угол изменился незначительно (при-
мерно на 1—5° в зависимости от точности передачи), то такое
натяжение считается нормальным.
324
§ 76. СБОРКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Сборка зубчатых передач. Технические требования
на сборку зубчатых передач зависят от их назначения и задан-
ной точности. Сборка зубчатых колес, работающих с большим
числом оборотов и передающих значительные нагрузки, выпол-
няется с более высокой точностью. В таких передачах даже не-
большое превышение зазора между сцепляющимися зубьями
колес против нормального ведет к сильным ударам, а значит, к
быстрому износу зубьев, иногда к их поломке. Разумеется, в
тихоходных и малонагруженных передачах удары зубьев будут
не столь ощутимы, поэтому здесь требования точности могут
быть менее строгими.
Зубчатые колеса по точности изготовления их при ремонте
должны отвечать тем же техническим условиям, которые уста-
новлены для зубчатых передач в новом оборудовании. ГОСТ
1643—56 устанавливает 12 степеней точности для зубчатых пере-
дач. Известно, что степень точности характеризуется величиной
допуска, выбираемой конструктором применительно к конкрет-
ным условиям работы зубчатых колес в узле или механизме.
Прямозубые колеса, которые должны работать с окружной ско-
ростью выше 15 м/сек, следует изготовлять по пятой степени точ-
ности. Для прямозубых колес, работающих с окружной ско-
ростью до 10 м/сек, установлена седьмая степень, до 6 м/сек —
восьмая степень и менее 1 м/сек — десятая степень точности.
Хорошо изготовленные и правильно собранные зубчатые пе-
редачи работают плавно и бесшумно. В таких передачах зубча-
тые колеса имеют постоянный шаг и зубчатый венец колес рас-
положен строго перпендикулярно к их оси.
У находящихся в зацеплении цилиндрических колес оси
должны быть параллельны и межцентровое расстояние колес
должно строго выдерживаться. Вследствие износа шеек валов,
износа подшипников межцентровое расстояние изменяется, при-
том, как правило, в сторону увеличения. Поэтому при сборке
нужно проверить это расстояние и, если оно отклонилось от но-
минального, восстановить его.
На рис. 161 показаны два способа проверки межцентрового
расстояния Л у колес редуктора: штангенциркулем 5 и штихма-
сом 2. Для выполнения замера устанавливают в посадочных от-
верстиях корпуса 4 редуктора контрольные оправки 1 и 3. К по-
лученному размеру надо прибавить радиусы оправок, когда из-
мерение ведется штихмасом, и от него надо вычесть величины
радиусов оправок, если измерение выполняется штангенцирку-
лем.
Проверку межцентрового расстояния А удобно делать мерны-
ми плитками.
Правильность зацепления цилиндрических зубчатых колес
определяют при сборке мягким щупом или по краске. Щуп —
325
свинцовая лента шириной, примерно равной высоте зубьев про-
веряемых колес. Толщина ленты 0,1—0,2 мм.
Для проверки зацепления ленту закладывают между зубьями
колес и колеса проворачивают. На ленте образуется оттиск, по
которому и судят о правильности контакта зубьев. Величину за-
зора между зубьями определяют измерением толщины ленты в
месте оттиска микрометром или штангенциркулем.
Проверка зацепления цилиндрических колес на краску про-
изводится так. Зубья ведущего колеса покрывают тонким слоем
краски, после чего это колесо несколько раз проворачивают; по
отпечатку краски (пятну касания) на зубьях ведомого колеса и
судят о правильности зацепления.
Пятно касания, свидетельствующее о правильном зацепле-
нии, изображено на рис. 162, а; оно должно занимать 70—80%
поверхности зуба. Все остальные отпечатки, показанные на
рис. 160, говорят о неправильной сборке колес; б — оси колес
непараллельны; в — оси колес непараллельны и межцентровое
расстояние уменьшено; г — оси колес непараллельны и межцент-
ровое расстояние увеличено; д — оси колес параллельны, меж-
центровое расстояние увеличено; е — оси колес параллельны,
межцентровое расстояние уменьшено.
326
При проверке на краску зацепления конических зубчатых ко-
лес руководствуются следующими признаками. Если пара колес
собрана правильно, пятно касания не должно доходить до края
меньшего торца зуба и до верхней кромки его боковой поверх-
ности. Отпечаток будет аналогичен показанному на рис. 162, а.
Пятно касания в правильном зацеплении должно занимать не
менее 60% длины зуба у конических колес ^второй степени точ-
ности, не менее 50% у колес третьей степени точности и не менее
40% у колес четвертой степени точности.
Рис. 162. Проверка зацепления цилиндрических зубчатых
колес по отпечаткам краски
Когда конические колеса чрезмерно сдвинуты или слишком
удалены друг от друга, то в первом случае пятно касания будет
расположено, как на рис. 162, е, т. е. в зоне ножки зуба. При
чрезмерно глубоком зацеплении зубья колес будут заклинивать-
ся, а при недостаточно глубоком зуб будет ударяться о зуб, что
может привести к поломкам.
Всего этого можно избежать. В первом из двух рассматри-
ваемых случаев ведомое колесо удаляют от ведущего, а во вто-
ром ведомое колесо приближают к ведущему.
Сборка червячных передач. При сборке червячных
передач проверяют правильность зацепления червяка с червяч-
ным колесом. Для этого на винтовую поверхность червяка нано-
сят тонкий слой краски, вводят червяк в зацепление с колесом
и проворачивают червяк несколько раз до получения отпечат-
ков на зубьях колеса.
Если зацепление правильное, пятно касания размещается по
центру колеса в направлении его вращения (рис. 163, а), занимая
на поверхности зуба не менее 75% его длины в передачах второй
32
степени точности, не менее 55% длины в передачах четвертой
степени точности.
Смещение отпечатка (рис. 163, бив) свидетельствует о пло-
хом зацеплении червяка с червячным колесом и о необходимости
его регулирования. Если ось червяка оказывается вне средней
плоскости сечения червячного колеса, сдвигают колесо вдоль
его оси, подрезая при необходимости один из торцов колеса и
устанавливая с другого
торца компенсирующее
колесо.
Собранную червяч-
ную пару подвергают
рабочему испытанию
проверяя: а) темпера-
туру нагрева червяка,
колеса и подшипников,
которая не должна
превышать 40—45° С;
б) легкость проворачи-
вания элементов пере-
дачи; в) степень и ха-
рактер шума, издавае-
мого работающей пе-
редачей. Шум должен
быть как можно мень-
я/ 6) в)
Рис. 163. Проверка зацепления червячной пере-
дачи:
а — нормальное, б — колесо сдвинуто вправо, в — ко-
лесо сдвинуто влево; /-—червяк, 2 — червячное ко-
лесо
шим.
§ 77. СБОРКА ГИДРОПРИВОДОВ
Детали узлов гидропривода не должны иметь вмятин и за-
боин. Если на сопрягающихся поверхностях крышек, корпусов и
чугунных прокладок имеются забоины, то их удаляют шабре-
нием по краске, притиркой на плите или по месту. Все детали
должны быть чисто промыты.
Насосы устанавливают не выше 0,5 м над уровнем масла или
погружают в масло, улучшая этим условия их работы. Вал на-
соса необходимо очень хорошо сцентрировать с валом привода.
Неточная его установка влечет за собой прогиб, иногда и полом-
ку вала насоса, а также преждевременный износ ряда деталей,
приводит к утечкам масла и засасыванию воздуха в систему.
В месте присоединения всасывающего трубопровода к насосу
нужно сделать надежное уплотнение, для того чтобы в систему
не мог проникнуть воздух.
Маслопровод должен быть тщательно очищен внутри и сна-
ружи. Его продувают сжатым воздухом, а трубы, из которых он
состоит, до сборки протравливают в щелочных ваннах, прожи-
гают в печах. Все соединения трубопровода должны быть хоро-
шо уплотнены. В результате описанных мер намного уменьшит-
328
ся опасность засорения маслопровода, образования в нем ваку-
ума, засасывания воздуха. Маслобак следует очень хо.рошо вы-
чистить и окрасить маслостойкой краской.
Концы сливных трубопроводов погружают на 70—80 мм в
масло. Слив масла с прохождением струи частично по воздуху
не допускается, так как тогда масло увлекает за собой внутрь
резервуара воздух.
Проходное сечение трубопроводов в местах изгибов не долж-
но уменьшаться более чем на 10%, иначе на данных участках
может повыситься давление. При этом произойдет нагрев мас-
ла и снизится напор жидкости в трубопроводе.
Маслопроводы всасывания и слива необходимо расположить
возможно дальше друг от друга; кроме того, между их концами
и дном бака должно быть расстояние не менее двух диаметров
труб. Близкое взаимное расположение труб всасывания и слива
способствует прямой циркуляции масла, ухудшающей условия
всасывания. Вследствие близкого расположения сливных масло-
проводов к дну бака масло, поступающее через эти трубы в ре-
зервуар, встречает повышенное сопротивление. В результате
увеличивается давление по всей гидросистеме и ухудшается ее
работа. В маслобак нужно заливать только фильтрованное мас-
ло. Простейший фильтр — воронка с мелкой металлической
сеткой.
При сборке насосов применяют для уплотнения бумажные
прокладки, которые рекомендуется пропитать нитролаком. Если
шестеренчатый насос собирают без таких уплотняющих прокла-
док, нужно тщательно пригнать сопрягаемые поверхности дета-
лей, обеспечивая надежную герметичность соединений между
корпусом и крышками.
Сборку шестеренчатого насоса Г-11-1/1И г(см.
рис. 46, а) начинают с запрессовки во вкладыши 7 и 16 втулок 8
игольчатых подшипников. В ось 9 запрессовывают штифт 10 и
напрессовывают на валик зубчатое колесо 13. На валике 3 уста-
навливают сегментную шпонку 15 и зубчатое колесо 1. Запрес-
совывают в корпус насоса вкладыши 7, торцы которых должны
располагаться строго в одной плоскости. Затем устанавливают в
корпусе валики вместе с зубчатыми колесами и запрессовывают
вкладыши 16.
Далее укладывают насос так, чтобы валики приняли верти-
кальное положение, а выступающая часть валика 3 оказалась на-
верху. Сделав это, смазывают втулки подшипников маслом (со-
лидолом), закладывают в них комплекты иголок (ролики малого
диаметра) и снова смазывают. Протирают торец корпуса раство-
рителем, накладывают бумажную прокладку, пропитанную нит-
ролаком, ставят на место крышку 11 и прикрепляют ее к кор-
пусу винтами.
329
После этого насос переворачивают так, чтобы выступающая
часть валика 3 оказалась внизу, и, как раньше, устанавливают
иголки в промежутках между втулками и валиками.
Ударами молотка через выколотку по торцам вкладышей 16
образуют между ними и торцами зубчатых колес осевой зазор
величиной 0,03—0,04 мм. Его проверяют проворачиванием от
руки валика 3, для чего на выступающую часть валика надева-
ют маховичок. Валик должен проворачиваться плавно и без осе-
вого смещения.
Перед тем как установить крышку 14, нужно убедиться в
том, что торцы вкладышей 16 находятся на одном уровне с тор-
цами корпуса 12. Для этого накладывают на торцы лекальную
линейку и щупом проверяют величину их относительного смеще-
ния. Если эта величина не превышает 0,02 мм, ставят проклад-
ки из бумаги, пропитанной нитролаком. При большем несов-
падении торцов необходимо разобрать насос и прошлифовать
поверхности либо у корпуса 12, либо у вкладышей 16. Сделав
это, устанавливают крышку 14 на бумажной прокладке и за-
крепляют ее винтами. Потом крышки штифтуют, т. е. оконча-
тельно фиксируют штифтами, не имеющими резьбы.
Сборку насоса завершают установкой уплотнения 2 и флан-
цевой втулки 6.
Собранный насос с прокладками, пропитанными нитролаком,
просушивают в течение 5—8 ч.
При сборке насоса может произойти защемление вращаю-
щихся деталей; об этом узнают по очень тугому проворачива-
нию приводного вала. Когда защемляются детали, не имеющие
дефектов, то это может вызываться неправильным положением
контрольных штифтов. Для устранения неисправности удаляют
штифты, ослабляют винты, затягивают все винты вручную, раз-
вертывают отверстия под штифты большего диаметра и устанав-
ливают новые штифты.
При сборке шестеренчатых насосов нужно уделять особое
внимание качеству уплотняющих устройств. Сальниковая на-
бивка 2 должна надежно предотвращать попадание в насос
воздуха через зазор между сопряженными поверхностями при-
водного вала 3 и поверхностью отверстия в крышке 11 насоса.
Хороший уплотнитель — асбестовый шнур, пропитанный та-
вотом. Когда в масле появляются воздушные пузырьки, улуч-
шают уплотнение подтягиванием фланцевой втулки 6 винта-
ми 5.
Приступая к сборке л о п а с т н ы х насосов, нужно сначала
промыть все детали в чистом керосине или бензине и просушить
либо обдуть сжатым воздухом (или протереть чистыми тряп-
ками) .
Установка ротора в корпусе лопастного насоса (см. рис. 47)
производится таким образом, чтобы наклон пазов ротора был
330
Рис. 164. Схема испытания на-
соса на стенде
направлен в сторону его вращения и в эту же сторону были об-
ращены острия лопаток, помещаемых в пазы. При иной установ-
ке снижаются производительность насоса и развиваемое им дав-
ление масла, сокращается срок службы насоса. В процессе
сборки обязательно проверяют, перемещаются ли лопатки по па-
зам ротора без заедания и качки ,и не выступают ли из него гра-
ни лопаток.
После установки всех деталей притягивают винтами крышку
насоса так, чтобы ротор относительно легко и плавно провора-
чивался от руки надетым на вал
воротком.
Перед опробованием насоса в
него заливают масло.
Отремонтированный насос
испытывают на стенде или непо-
средственно на станке, обкатывая
его на холостом ходу в течение
15—20 мин. При отсутствии не-
исправностей испытывают нассс
под нагрузкой, постепенно повы-
шая давление до 70—80 кПсм2.
При этом максимальном давле-
нии проверяемый насос дол-
жен работать не более 3—
5 мин.
Хорошо отремонтированный насос работает без шума и без
заметных утечек масла, не всасывает воздух через сальник и
другие соединения. у
Производительность насоса проверяют испытанием на стенде
по схеме, представленной на рис. 164.
Насос 1 устанавливают над маслобаком, откуда он засасы-
вает масло, подаваемое через дроссель 2 к крану 3. Переключе-
нием крана направляют масло в мерный бак 4 или обратно в
маслобак.
При испытании устанавливают кран в положение подачи
масла в маслобак. Включают электродвигатель, соединенный с
насосом и дросселем, и создают необходимое давление. После
этого переключают кран на положение подачи масла в мерный
бак. Одновременно пускают в ход секундомер. Спустя несколько
секунд кран переводят в первоначальное положение и по шка-
ле 5 на стекле определяют, сколько масла подано в бак.
Для подсчета объемного к. п. д. насоса производят дополни-
тельно измерение при открытом дросселе, т. е. при отсутствии
давления. Объемный к. п. д.—это отношение количества жидко-
сти, подаваемой насосом под давлением, к количеству жидкости,
подаваемой им без давления при одинаковых условиях , рабо-
ты и одной и той же температуре жидкостей. Рабочее давле-
331
ние обычно создают веретенным маслом 3 или турбинным мае»
лом Л.
Температура масла при холостом и рабочем испытаниям
должна быть 50° С.
§ 78. СБОРКА ДЕТАЛЕЙ С НАПРАВЛЯЮЩИМИ ПЛОСКОСТЯМИ
Нормальная работа механизмов, имеющих детали с направ-
ляющими, возможна только при следующих условиях: когда на-
правляющие прямолинейны и не имеют задиров и цапарин, ког-
Рис. 165. Накладные направляющие
да сопрягаемые поверхности
пригнаны так, что щуп оп-
ределенного размера, указы-
ваемого техническими усло-
виями, не входит в зазор
между сопряженными по-
верхностями, как принято
говорить, «не закусывает»,
когда смазочные канавки,
подводящие к сопрягаемым
поверхностям, смазку, и смазочные устройства все на месте и на-
ходятся в хорошем состоянии. Приступая к сборке деталей с на-
правляющими, нужно проверить, соблюдены ли все перечислен-
ные условия.
В современных машинах и станках применяются не только
направляющие, отлитые заодно со станиной, но и накладные на-
правляющие в виде планок, закрепляемых на станине болтами с
гайками (рис. 165). Накладную планку 1 с отверстиями под
болты крепят на станине струбцинами и по этим отверстиям
сверлят отверстия одинаковые с ними по диаметру в станине 2.
В готовые отверстия вводят болты 4 и навинчивают гайки 3.
После этого планку шлифуют.
Сопрягаемые поверхности накладной планки и станины до
сборки обрабатывают и пригоняют шлифованием либо шабрени-
ем. Допустимые местные зазоры не должны превышать 0,06 мм.
Для более плотного прилегания направляющей планки к поверх-
ности станины применяют эпоксидный клей, наносимый тонким
слоем.
Все детали, которые сопрягаются с направляющими (ползу-
ны, каретки, столы), должны свободно передвигаться по ним, в
то же время должна быть полностью исключена возможность
опрокидывания этих деталей и их отрыва от направляющих; это-
го добиваются применением различных планок и клиньев. Зазо-
ры в сопряжениях точных узлов (например, суппортов, ползу-
нов) должны быть такими, чтобы при их проверке щуп 0,03 мм
не мог «закусывать». Детали, сопрягающиеся с вертикальными
направляющими, например ползуны прессов, различные шпин-
332
дельные бабки, расположенные на колоннах, консоли фрезер»
ных станков и др., должны перемещаться вниз под действием
собственного веса. В то же время в сопряжении должна сохра»
няться определенная плотность.
Зазоры в сопряжениях типа ласточкина хвоста регулируют
винтами, которыми поджимают или отжимают клинья, либо
планки. Следует помнить, что слишком сильное натяжение
клиньев или планок делает сопряжение излишне плотным. При
таком сопряжении узлы перемещаются с повышенным усилием,
неплавко. Происходит «схватывание» направляющих, что влечет
за собой образование задиров.
§ 79. СБОРКА КРИВОШИПНО-ШАТУННЫХ МЕХАНИЗМОВ
Сборка кривошипно-шатунных механизмов включает в себя
следующие операции: сборку шатуна, сборку поршня; соедине»
ние поршня с шатуном; установку шатунно-поршневой группы в
Рис. 166. Проверка сочленения поршневой
палец — шатун 1
цилиндре; сочленение шатуна с шейкой коленчатого вала. Во
всех сопряжениях деталей и узлов необходимо строго выдержи-
вать зазоры, указанные в сборочных чертежах.
Сборку шатуна (см. рис. 124, а) начинают с запрессовки
втулки 10 в головку 11 шатуна, производимой при помощи прес»
с.а. Смазочная канавка во втулке должна располагаться против
смазочного отверстия в шатуне 1, торцы втулки не должны вы»
ступать за торцы головки шатуна. Так как при запрессовке втул»
ка сжимается, приходится обрабатывать у запрессованной втул»
ки отверстие под поршневой палец разверткой. Острые кромки
втулки зачищают трехгранным шабером.
После посадки поршневого пальца во втулку проверяют пра»
вильность посадки. Для этого поршневым пальцем закрепляют
шатун в тисках, как показано на рис. 166, т. е. в горизонтальном
положении. Из этого положения шатун должен плавно опустить»
ся вниз своей большой головкой. Если же он опускается слиш-
ком свободно (как бы падает) либо с задержками или совсем не
333
опускается, значит посадка пальца сделана неправильно и ее
нужно улучшить.
Далее по очереди проверяют параллельность плоскостей
разъема вкладышей 3 (рис. 167). Для этого покрывают повероч-
ную плиту 1 тонким слоем краски и укладывают на ней вкла-
дыш поверхностями разъема; он должен лечь на плиту без кача-
ния. Если же он качается, прошабривают поверхности разъема,
делая проверку индикатором 2.
Рис. 167. Выверка вкладыша шатуна на контрольной
плите
После такой обработки обоих вкладышей и окончательной
проверки ее качества устанавливают вкладыши в шатуне. Поль-
зуясь набором прокладок толщиной от 0,05 мм до 1 мм, добива-
ются устранения зазора между наружной поверхностью вклады-
шей и сопрягаемыми с ней поверхностями большой головки
шатуна. Торцы вкладышей могут выступать из головки на строго
ограниченную величину, устанавливаемую техническими усло-
виями для каждого механизма.
Закончив установку вкладышей, соединяют крышку с шату-
ном болтами и гайками. Ось вкладышей в сборе должна быть
параллельна оси втулки 10 (см. рис. 124, а), запрессованной в
головку 11 шатуна.
Сборку поршней начинают с их подбора по гильзам ци-
линдров и по весу; допускается разница в весе не больше ±0,5%.
Щупом проверяют зазор между поршнем и цилиндром. Зазор
должен составлять 0,001—0,002 диаметра цилиндра, когда при-
меняются чугунные поршни, и 0,002—0,004 диаметра цилиндра,
когда поршни сделаны из алюминия.
334
Рис. 168. Установка в цилиндре деталей
поршневой группы и шатуна:
/ — цилиндр, 2 — установочная втулка, 3 —
поршневое кольцо, 4 — поршень, 5 — шатун,
6 — поршневой палец
Затем подбирают поршневые кольца. Их вручную прокаты-
вают по всей канавке поршня, при этом не должно ощущаться
заедания и качки. Кольца, надетые на поршень, при нажатии
должны полностью утонуть в канавке.
Упругость поршневых колец устанавливается техническими
условиями для каждого типа машины. Требования технических
условий при сборке необходимо строго выдерживать.
Поршневые кольца
по своим размерам
должны соответство-
вать диаметру цилинд-
ра и канавкам поршня.
Зазор в замке колец
должен быть в преде-
лах 0,3—0,8 мм.
Поршневые кольца
перед установкой нуж-
но хорошо осмотреть,
чтобы убедиться в от-
сутствии у них трещин,
раковин и грубых сле-
дов обработки. Зам-
ки колец несколько
разводят, увеличивая
тем самым их внутрен-
ний диаметр относи-
тельно наружного диа-
метра поршня. Это де-
лают осторожно и ак-
куратно, так как при слишком большом разводе кольцо может
сломаться.
Замки колец располагают под различными углами друг к
другу в пределах 120—180°.
Сборка поршня с шатуном. Это сочленение в зави-
симости от конструкция и условий работы механизма можно
выполнять либо с зазором 0,01—0,05 мм, либо с натягом
0,01—0,03 мм. Во втором случае поршень без колец нагревают
в масляной ванне до 80—90° С. Между бобышками нагретого
поршня помещают шатун. Приготовив палец для соединения
поршня с шатуном, слегка смазывают его маслом и запрессовы-
вают в отверстия бобышек и шатуна легкими ударами молотка
через выколотку или при помощи пресса.
Установка в цилиндре поршня и шатуна. Соб-
ранный поршень с шатуном и поршневыми кольцами (у шатуна
крышка большой головки снята) осторожно вводят в цилиндр.
При этом кольца сжимают специальной втулкой с внутренним
конусом, наименьший диаметр которого равен диаметру цйлинд-»
335
ра (рис. 168). Вместо втулки часто применяют особый хомут,
.изготовляемый из стальной ленты.
Сочленение шатуна с шейкой вала. После уста-
новки поршневой группы в цилиндре собирают большую головку
шатуна с шатунной шейкой коленчатого вала. Для этого на
.шейку, смазанную тонким слоем масла, надевают шатун боль-
ший головкой, устанавливают прокладку, крышку и навинчива-
ют гайки на болты, заблаговременно введенные в свои отвер-
стия. Затем соединение шплинтуют.
По окончании сборки проверяют величину зазора между
крышкой цилиндра и поршнем в его верхнем положении (мерт-
вое пространство). Для этого вставляют между крышкой и порш-
нем свинцовую пластинку и поворачивают раз-другой коленча-
тый вал. Пластинка сплющивается до толщины, равной величине
мертвого пространства. Ее вынимают и штангенциркулем изме-
ряют полученную толщину.
§ 80. ПРИМЕР СБОРКИ УЗЛА ШПИНДЕЛЯ
К сборке узла шпинделя токарно-винторезного станка 1К62
'(см. рис. 143) приступают, убедившись после соответствующих
проверок, что все детали шпинделя исправны или отремонтиро-
ваны. Необходимо также проверить правильность посадки зуб-
чатых колес на шпинделе, состояние шеек шпинделя. В пазу
шпинделя устанавливают шпонку 20.
Сначала собирают заднюю опору шпинделя. Устанавливают
уплотнение 15 и вслед за ним радиально-упорный шарикопод-
шипник 16\ его располагают так, чтобы наиболее тонкий торец
наружного кольца подшипника был направлен в сторону уплот-
нения 15. Затем устанавливают промежуточное кольцо 10 и под-
шипник 9, у которого тонкий торец наружного кольца должен
быть обращен в противоположную от уплотнения сторону. Под-
шипники закрепляют гайкой 19 и стопорят гайку винтом 8.
Для удобства сборки придают шпинделю 2 вертикальное по-
ложение и устанавливают на нем роликоподшипник 3 и коль-
цо 5; затем навинчивают гайку 6 до легкого соприкосновения ее
с кольцом 5.
Далее вводят шпиндель в корпус 26 через отверстие в его пе-
редней стенке, надевают на шпиндель двухвенцовое зубчатое
колесо 22 и зубчатое колесо 21. После этого заводят конец шпин-
деля в заднюю опору и вводят переднюю опору в отверстие кор-
пуса; при этом несколько сдвигают наружное кольцо 4 подшип-
ника в сторону корпуса.
Установив на конце шпинделя кольца 11 и 12, навинчивают
ключом гайку 13, пока шпиндель не станет на свое место, что
определяют по усилию затяжки и по вращению шпинделя. Сна-
336
чала замечается осевое перемещение шпинделя при его равно-
мерном вращении, в дальнейшем осевое перемещение шпинделя
прекращается и его вращение становится тугим.
При установке шпинделя сдвигают с помощью специальной
втулки кольцо 4 так, чтобы оно расположилось на уровне внут-
реннего кольца подшипника.
Закончив установку узла, монтируют зубчатое колесо 21 на
шпинделе и завинчивают стопор 7. Чтобы предотвратить воз-
Рис. 169. Проверка осевых зазоров шпиндельного узла
приспособлением
можность самоотвинчивания, вводят в канавку зубчатого коле-
са и шлиц стопора специальное пружинное кольцо. Завершают
сборку креплением фланца 1.
Теперь можно приступить к регулированию опор шпинде-
ля, которое начинают с задней опоры. Несколько отвинтив гай-
ку 13, проворачивают шпиндель, для того чтобы внутренние
кольца шарикоподшипников заняли нормальное положение
(шпиндель тогда начинает легко вращаться); потом завинчива-
ют стопорный винт 14.
Переднюю опору регулируют завинчиванием гайки 6. Внут-
реннее кольцо 3 подшипника тогда начинает надвигаться на ко-
нус шпинделя и все больше расширяется, благодаря чему соеди-
нение получается правильным и надежным.
При регулировании опор шпинделя необходимо проверять в
них зазоры. Проверка осевого зазора производится с помощью
специального приспособления (рис. 169).
Оправку 3 с двумя динамометрическими пружинами, заклю-
ченными в стаканы, которые могут двигаться вдоль оправки,
прикрепляют к переднему торцу шпинделя шпилькой и гайкой с
337
шайбой. Стаканы 4 и 5 имеют шкалы нагрузки, между торцами
которых размещают вилку нагрузочного рычага 6, который за-
крепляют в резцедержателе 7.
Установив на станине стойку с индикатором 1 и подведя его
измерительный стержень к переднему бурту шпинделя 2, начи-
нают медленно перемещать суппорт вручную по направлению к
шпинделю. Вилка нагрузочного рычага сдвинет левый стакан 4,
преодолевая сопротивление пружины, и отожмет шпиндель в
осевом направлении. Прилагаемое усилие, контролируемое по
шкале, должно быть в пределах 30—50 кГ.
Снимают со шпинделя нагрузку, после чего замечают пока-
зание индикатора. Затем делают вторую проверку осевого зазо-
ра. Для этого перемещают суппорт с прежним усилием в проти-
воположную сторону, т. е. по направлению к задней бабке.
После снятия и этой нагрузки также замечают величину откло-
нения по индикатору. Полный осевой зазор шпинделя будет ра-
вен сумме обоих показаний индикатора. Если общий зазор пре-
высит 0,005 мм, необходимо произвести дополнительную регули-
ровку осевого зазора.
В практике проверка осевого зазора шпинделя часто произ-
водится без динамометра. В этих случаях создают осевую на-
грузку на шпиндель от руки.
§ 81. ОБЩАЯ СБОРКА МАШИН (СТАНКОВ)
Сборка машины из отремонтированных узлов и механизмов
производится в основном двумя методами: стационарно — без
расчленения процесса сборки и нестационарно — с расчленени-
ем процесса сборки.
При стационарном методе все собранные узлы и меха-
низмы поступают на сборочный стенд, где и осуществляется об-
щая сборка машины. Такая организация сборки применяется в
тех случаях, когда собираемая машина сравнительно невелика
и всю сборку ведет один или два рабочих. Недостаток данного
метода в повышенной длительности процесса сборки, поскольку
слесарь должен последовательно выполнять все без исключе-
ния сборочные операции, и в том, что сборку можно поручать
только слесарю высокой квалификации.
Сборка нестационарная, т. е. с расчлененным процес-
сом, предполагает ведение сборки бригадой в составе несколь-
ких рабочих, из которых каждый выполняет определенные ра-
боты. Например, один рабочий специализируется на сборке под-
шипников, второй монтирует передачи, третий осуществляет
окончательные выверки и т. д. При такой организации сборки
сокращается простой машины в ремонте.
Сборка с расчленением процесса применяется на многих
передовых предприятиях страны. Рассмотрим для примера по-
338
рядок общей сборки этим методом гидравлического универсаль-
ного четырехколонного пресса П-454 мощностью 100 т.
В конструкцию пресса входят следующие основные узлы
.(рис. 170):
станина, состоящая
из нижней неподвиж-
ной траверсы 1, уста-
новленной на стойках
21, верхней неподвиж-
ной траверсы 5 и четы-
рех колонн 4;
подвижная травер-
са, состоящая из соб-
ственно траверсы 3 и
восьми направляющих
втулок 12 и перемеща-
ющаяся вертикально
по колоннам 4;
главный цилиндр 6 с
рабочим плунжером 8,
уплотненным манже-
той 10;
два цилиндра 2 с
-плунжером 14 обрат-
ного хода, которые то-
же уплотнены манже-
тами;
выталкиватель 20 с
плунжером 17, уплот-
ненный манжетой.
Перед тем как при-
ступить к обшей сбор-
ке пресса, оснащают
рабочее место подъем-
ным устройством —
краном или талью.
Выполнив необходи-
мую подготовку, про-
веряют состояние ко-
лонн, нет ли на них за-
Рис. 170. Общий вид гидравлического прес-
са П-454
боин, а также состоя-
ние посадочных мест в
траверсах 1,3п5. За-
боины устраняют. Кроме того, следует убедиться в том, что узлы
выталкивателя 20, цилиндров 2, траверсы 3 и траверсы 5 собра-
ны с главным цилиндром 6.
Сборку пресса начинают с установки нижней траверсы 1 на
339
стойках 21. Вслед за этой операцией при помощи рым-болта,
ввинчиваемого в резьбовое отверстие на торце плунжера 17,
устанавливают цилиндр 20 в отверстии нижней траверсы, затем
болтами через планки 18 укрепляют выталкиватель. Далее уста-
навливают в специальных расточках по обе стороны траверсы
цилиндры 2, при этом необходимо добиться, чтобы стопорные
винты 16 попали точно в старые углубления (засверловки), име-
ющиеся в цилиндрах.
Закрепив цилиндры винтами 16, устанавливают четыре рас-
порные втулки 15 над отверстиями для колонн и на них краном
или талью накладывают подвижную траверсу 3, которую сое-
диняют болтами 13 с плунжерами 14. Затем на колонны навин-
чивают гайки 9, закрепляют на них трос и, поочередно подняв
колонны краном или талью, устанавливают их через отверстия
в подвижной траверсе 3 и втулках 15 в расточки на нижней
траверсе. Затем колонны закрепляют гайками 19.
Далее отвинчивают гайки 9, ввинчивают в резьбовое отвер-
стие плунжера 8 рым-болт 7 и, подняв краном собранную тра-
версу 5, устанавливают ее на колонны. После этого снова на-
винчивают гайки 9 и закрепляют траверсу 5.
Последняя операция такова: охватывают тросом траверсу 3,
поднимают ее до упора с плунжером 8 и закрепляют болтом и
шайбой И', вывинчивают рым-болт 7.
На этом заканчивается сборка механической части пресса.
Качество сборки должно отвечать следующим основным требо-
ваниям:
подвижная траверса и все плунжеры цилиндров должны пе-
ремещаться плавно, без заедания;
все уплотняющие устройства должны обеспечивать надеж-
ную герметичность — утечка масла не допускается;
плоскости для крепления штампов и другого инструмента на
нижней и подвижной траверсах должны быть параллельны,
предельно допустимое отклонение от параллельности 0,05 мм.
Собранные узлы, механизмы и машины подвергают регули-
рованию: проверяют надежность крепления всех узлов и меха-
низмов, добиваются согласованной работы и точного взаимодей-
ствия их деталей.
Регулирование обычно производится без дополнительной об-
работки деталей. Необходимая плотность сопряжений достигает-
ся смещением деталей, постановкой компенсаторов, клиньев,
планок, регулировкой подшипников, пружин, упоров и другими
подобными способами.
Ряд механизмов и узлов металлорежущих станков (напри-
мер, шпиндельный узел с подшипниками, суппорты, фрикцион-
ные муфты, столы с прижимными планками и др.) нуждаются
в тщательном регулировании не только при ремонте и сборке,
но и периодически в процессе эксплуатации. Это диктуется не-
340
обходимостью предупреждать или устранять отрицательные по»
следствия изнашивания трущихся поверхностей, ослабления
креплений и некоторых других неполадок.
Контрольные вопросы
1. Что таксе размерные цепи и как используется теория размерных цепей
для расчета точности сборки?
2. Какие основные работы выполняются при сборке зубчатых передач?
3. Для какой цели производится нагрев венца зубчатого колеса при era
запрессовке?
4. Как производится проверка узла вал — зубчатое колесо на биение?
5. Как влияет величина межцентрового расстояния на величину зазора в
зацеплении?
6. Как регулируется величина зазора в зацеплении конических зубчатых
колес?
7. Как проверить зазор в зацеплении червячной передачи?
8. Как контролируется натяжение ремня в ременной передаче?
9. Как влияет смещение шкивов на работу клиноременной передачи?
10. В чем состоит процесс регулирования цепной передачи?
11. Каков порядок сборки кулачковой муфты?
ГЛАВА XVII
капитальный ремонт токарно-винторезного
СТАНКА 1К62
Капитальный ремонт любого станка, в частности станка
1К62, охватывает много различных работ. В число этих работ
входят:
осмотр и другие проверки станка перед ремонтом;
демонтаж станка, а также его транспортирование в ремонт-
но-механический цех, если ремонт производится не на месте, где
постоянно установлен станок;
разборка и промывка всех узлов и деталей;
дефектовка деталей и составление подробной ведомости де-
фектов;
ремонт деталей и подгонка их по месту;
сборка узлов и механизмов;
сборка станка;
испытание станка на холостом ходу;
испытание станка под нагрузкой;
испытание станка на мощность;
проверка станка на точность;
транспортирование станка к месту его установки;
монтаж станка на месте его работы.
Испытание станка, установленного на месте его работы, про-
изводится цехом, для которого он отремонтирован, совместно
с представителями ОТК, отдела главного механика и ремонт-
ного цеха.
341
§ 82. ОСМОТР И ДРУГИЕ ПРОВЕРКИ СТАНКА
ПЕРЕД РЕМОНТОМ
При осмотре поступившего в ремонт станка проверяют нали-
чие и комплектность всех его механизмов и узлов. Испытани-
ем станка на ходу выявляют шумы, вибрацию, степень нагрева
деталей во время их работы. Опрашивая токаря, работающего
на станке, получают дополнительные сведения о состоянии ме-
ханизмов, узлов и даже отдельных деталей. Допустим, токарь
сообщает, что в работающем станке происходит на определен-
ной ступени, скоростей самовыключение зубчатой передачи. Это
означает, что в соответствующей паре колес изношены зубья, а
потому при составлении ведомости дефектов следует обратить
ла эти детали особое внимание.
§ 83. РАЗБОРКА СТАНКА
Перед демонтажем и разборкой необходимо станок отклю-
чить от электросети, снять с него электропроводку, которая мо-
жет мешать разборке (эти операции выполняют электромонте-
ры), слить масло из резервуаров, коробки скоростей, коробки
подач и фартука, слить охлаждающую жидкость из резервуара,
помещенного в правой тумбе станины. Затем отвинчивают гай-
ки фундаментных болтов (если станок намечено передать для
ремонта в ремонтно-механический цех) снимают все кожухи и
щитки, закрывающие доступ к разбираемым узлам, удаляют ар-
матуру системы охлаждения.
Станок сначала разбирают на узлы, придерживаясь такой
•последовательности:
снимают электродвигатель главного движения, установлен-
ный в левой тумбе под станиной, и электродвигатель быстрых
ходов, помещающийся в правой нише станины, свинчивают со
шпинделя патрон, если он ранее не был снят;
снимают кронштейн, поддерживающий ходовой винт, ходовой
вал и вал переключения; вынимают винт и оба вала; винт и ва-
..лы хранят в вертикальном положении;
открепляют фартук и снимают с помощью подъемных приспо-
соблений;
снимают переднюю бабку, коробку подач, заднюю бабку и
суппорт.
Снятые узлы разбирают на верстаке или на специальном
стенде подетально, каждую деталь промывают и просушивают.
Детали раскладывают в ящиках по узлам или же в ячейках ли-
бо на полках шкафов.
Затем приступают к дефектовке деталей и составлению под-
робной описи дефектов., В описи перечисляют все узлы и детали,
требующие ремонта или замены, и все необходимые слесарные
•342
ВЕДОМОСТЬ ДЕФЕКТОВ №
Инвентарный № обору- тт .. Модель давания ’ Uex № 1К62 | | 1 Рабочая сила слесари ! станоч- | ники ш од -Bd tfBdeed
HOBh-oivdoH
iqiog -ed TTBdeed CO CM Ю LO
HOBh-OKdOH Ю CO
Материал Ч1ЭОМИО1Э
098 ИЫНЙЭЬ
аинэьээ ‘idoo ’вяДви
эинвнонэишвн
Наименование оборудования | Завод-изготовитель | Токарно-винторезный станок | „Красный пролетарий" | Перечень работ, подлежа- щих выполнению при ремонте Разобрать на узлы и детали Промыть и просу- шить детали Разобрать и марки- ровать детали (дефек- товка) Шлифовать направ- ляющие шлифоваль- ным приспособлением на продольно - стро- гальном станке
Описание дефектов узлов и детален Износ до 0,3 мм и задиры на- правляющих
HOL'-Eiatf ОАЮЭЬИЕОЯ
ВЖ91бдЬ oj\f И ИЕВХЭГ ojsf
1 i Дата | Вид ремонта 1 | | | Капитальный Наименование узлов и деталей, подлежа- щих замене или ремонту Станок в сборе Узлы и детали Детали Станина
№ п/п 7—1 СМ СО ,
343;
Цех № 1 Рабочая сила станоч- 1 иики ИЮ9 -BdyBdevd IO TF
HOBh-OWdOH 5Д 9
I Инвентарный № обору- дования
слесари | I41OQ -Bd tfBdEBd Ю
HOBh-OWdoH CM
1 Материал 1 Ч1Э0ИН013 Сталь 12XH2H; 042X370
ээа иннйэь
эинэьээ ‘idoo ‘BndBH
Модель | 1К62
аинваонэинвн
Завод-изготовитель „Красный пролетарий" Перечень работ, подлежа- щих выполнению при ремоите Хромировать и про- шлифовать шейки шпинделя для посад- ки роликоподшипни- ков Изготовить новый шлицевый вал с при- гонкой всех сопряжен- ных с ним деталей
1 Наименование оборудования Токарно-винторезный станок | Описание дефектов узлов н деталей Износ шеек шпинделя в под- шипниках каче- ния Часть шлице- вого валика скру- чена
vaifBiair оахээьиЕоя
ВЖЭХЙЭЬ ЭД и ИДО1ЭГ ЭД
1 ; Вид ремонта | Капитальный | 1 Наименование узлов и деталей, подлежа- щих замене или ремонту Передняя баб- ка: а) шпиндель б) шлицевый валик
Дата
н/п ю о
1=1
s
операции. На стр. 343 представлена заводская форма ведомо-
сти дефектов и частично показано, как ее заполняют.
Учитывая, что в предыдущих главах уже рассмотрена тех-
нология ремонта деталей станка и рассказано о последователь-
ности и способах разборки, ремонта и сборки отдельных меха-
низмов, ниже освещается только технология общей сборки
токарно-винторезного станка 1К62 — установки и выверки отре-
монтированных и собранных узлов.
§ 84. УСТАНОВКА И ВЫВЕРКА ПЕРЕДНЕЙ БАБКИ
Общую сборку станка целесообразно начать с установки ка-
ретки суппорта на восстановленные направляющие станины, вы-
веренной по уровню. Установив каретку, прикрепляют к ней при-
Рис. 171. Проверка параллельности оси шпинделя
направляющим станины
жимные планки и добиваются плавного перемещения каретки
по направляющим. Когда это достигнуто, параллельно монти-
руют и выверяют переднюю бабку, коробку подач, фартук, хо-
довой винт и валики. Параллельное ведение ремонта
и сборки нескольких узлов станка несколькими
слесарями — метод наиболее рациональный и прогрессивный,
обеспечивающий значительное сокращение времени простоя-
станка в ремонте.
Переднюю бабку нужно установить на станине так, чтобы
ось шпинделя была параллельна направляющим станины. Для
этого (рис. 171) в шпиндель 5 вставляют оправку 2 и в суппор-
те 3 закрепляют индикатор 1. Подведя измерительный стержень
индикатора к образующей оправки, начинают перемещать суп-
порт вдоль направляющих 4 станины и наблюдают за отклоне-
ниями стрелки индикатора.
Проверка производится в вертикальной и горизонтальной
плоскостях. Если в вертикальной плоскости отклонение превы-
шает 0,03 мм на длине 300 мм (допускается только отклонение
свободного конца оправки вверх), а в горизонтальной плоскости
344
345
(превышает 0,015 мм, то это указывает на необходимость допол-
нительно шабрить поверхности передней бабки 6, сопрягающие-
ся со станиной.
Нанеся на направляющие станины тонкий слой краски, пе-
ремещают по ним переднюю бабку, чтобы получить отпечатки
на ее опорной поверхности. По этим отпечаткам и ведут шабре-
ние, сообразуясь с величиной отклонений, показанных индика-
тором. Например, при проверке индикатором конец оправки 2
отклонялся вниз, отпечатки же краски на опорной поверхности
передней бабки распределены равномерно. В этом случае сни-
мают металл по тем отпечаткам, которые расположены ближе к
задней части бабки.
Рис. 172. Установка универсальной оправки
Шабрением необходимо обеспечить отличную пригонку пе-
редней бабки к станине, иначе после закрепления бабки на ста-
нине винтами могут возникнуть напряжения, которые нарушат
-параллельность оси шпинделя и направляющих станины.
Часто выверяют ось шпинделя универсальными оправками,
одна из которых показана на рис. 172. Острием конической части
оправку 1 вставляют в центровое углубление фланца 4, укреп-
ленного на конце шпинделя 5 станка шпилькой и гайкой с шай-
бой. Сначала фланец выверяют по наружному диаметру на ра-
диальное биение, пользуясь индикатором с точностью отсчета
Ю,01 мм.
.346
Введя оправку острием во фланец, укрепляют ее кольцом
и тремя болтами 2. Затем вращением шпинделя определяют по
индикатору биение конца оправки и при необходимости регули-
руют оправку болтами. После окончательной выверки оправки, а
с нею оси шпинделя, осуществляют проверки, указанные выше.
§ 85. УСТАНОВКА И ВЫВЕРКА КОРОБКИ ПОДАЧ, ФАРТУКА,
КРОНШТЕЙНА ХОДОВОГО ВИНТА И ХОДОВОГО ВАЛА
При сборке токарного станка по мере выхода из ремонта от-
дельных его узлов необходимо выверять положение коробки по-
дач, фартука, кронштейна, поддерживающего ходовой винт и
Рис. 173. Приспособление для проверки параллельности ходового
винта и ходового вала направляющим станины
ходовой вал, добиваясь, чтобы оси отверстий, через которые
проходит ходовой винт, строго совпадали и так же совпадали,
оси отверстий, через которые проходит ходовой вал. Допусти-
мое отклонение 0,07—0,1 мм.
Выверку делают после того, как все перечисленные узлы,,
в том числе и каретка 4, установлены в указанной последова-
тельности и закреплены. На рис. 173 показано приспособление-
для этой выверки, позволяющее обеспечить с необходимой точ-
ностью параллельность между ходовым винтом, ходовым вали-
ком и направляющими станины.
317'
Это приспособление состоит из трубы 3 с заглушками на тор-
цах, закрепленной в кронштейне 2 корытообразной формы. При-
способление соединено винтами с универсальным мостиком 1.
Его индикаторы установлены в колодках 5, которые закрепля-
ются в хомутах винтами 6, измерительные стержни индикаторов
касаются торцов подпружиненных вкладышей 7. Один из ин-
дикаторов снабжается шарнирно укрепленным двуплечим рыча-
Рис. 174. Схема установки приспособления для про-
верки параллельности:
1 и 2 — индикаторы, 3 — труба, 4 — внит, 5 — колодки, 5 —
двуплечий рычаг, 7 — подпружиненные вкладыши
том 6. Для установки приспособления на вертикальных направ-
ляющих в нижней части трубы имеется регулируемая опора 8.
Как показано на рис. 174, выверка производится одновремен-
но в вертикальной и горизонтальной плоскостях. Двуплечий ры-
чаг верхнего индикатора приспособления одним концом касает-
ся торца вкладыша 7, а другим — проверяемого вала или винта,
к которому подведен вкладыш, находящийся в контакте с изме-
рительным стержнем нижнего индикатора.
Хомуты с индикаторами устанавливают по высоте так, что-
бы можно было подвести двуплечий рычаг верхнего индикато-
ра к верхней образующей ходового винта или ходового вала, а
вкладыш нижнего хомута — к боковой образующей. Регулиро-
ванием вылета мерительных колодок создают в них небольшой
натяг пружин индикаторов.
Проверку параллельности делают, перемещая приспособле-
ние по направляющим станины и определяя отклонения по по-
казаниям индикаторов (рис. 175, поз. 2). Правильный результат
применительно к ходовому винту получают при условии, что
диаметр рабочей части вкладыша равен 1,5 шага нарезки ходо-
-348
Рис. 175. Схема проверки совпадения осей
винта и разъемной гайки и параллельности
винта и гайки направляющих
вого винта или превышает эту величину. Если это условие не
соблюдается, вкладыш, перемещаясь по нарезной части хо-
дового винта, будет западать во впадины между нитками
резьбы.
Проверка параллельности производится в трех точках
(рис. 175) у замкнутой разъемной гайки 1 в фартуке и у обоих
подшипников ходового винта 4. Если отклонение от параллель-
ности между осями подшипников 3 и 5 и направляющими 6
станины превышает 0,1 мм, а несовпадение оси гайки 1 с осями
подшипников превышает 0,15 мм, необходимо выправить поло-
жение осей.
Погрешности устраня-
ют одним из следующих
способов:
установкой на изно-
шенных направляющих
каретки накладок-ком-
пенсаторов (этим исправ-
ляют положение оси гай-
ки) ;
пригонкой шабрением
сопрягающихся со стани-
ной поверхностей коробки подач и кронштейна (так исправ-
ляют положение осей подшипников);
снятием металла с верхней плоскости фартука и последую-
щим поднятием фартука на величину снятого слоя (в результа-
те исправляется также положение оси гайки); в данном случае
необходимо изменить профиль (корригировать) зубьев зубча-
того колеса, закрепленного на винте поперечной подачи.
Последний из трех способов нежелателен, так как он влечет
за собой нарушение передаточного отношения от фартука к
винту поперечной подачи.
Описанным приспособлением можно также проверить парал-
лельность оси шпинделя и направляющих станка.
После установки и выверки рассмотренных узлов продол-
жают сборку станка. В его левой тумбе устанавливают главный
электродвигатель и регулируют ременную передачу. Монтиру-
ют электродвигатель быстрых перемещений суппорта. Налива-
ют в резервуары коробки скоростей, коробки подач и фартука
машинное масло. Устанавливают арматуру охлаждения, предо-
хранительные кожухи и щитки. Электромонтеры восстанавли-
вают электропроводку.
Выполнив все перечисленные работы, включают станок и про-
изводят его предварительную обкатку, для того чтобы можно
было расточить на собранном станке его заднюю бабку. Под-
готовка бабки к этой операции осуществляется параллельно со
сборкой других узлов.
340
§ 86. РЕМОНТ КОРПУСА ЗАДНЕЙ БАБКИ
В процессе эксплуатации станка 1К62 происходит износ на-
правляющих основания задней бабки, а также поверхности от-
верстия для пиноли. Ось этого отверстия оказывается ниже оси
шпинделя передней бабки.
Положение оси отверстия под пиноль восстанавливают следу-
ющим образом (рис. 176):
Рис. 176. Схема растачивания отверстия под пиноль в корпусе зад-
ней бабки
1. Шабрят направляющие основания 8 по направляющим
отремонтированной станины. При этом проверяют горизонталь-
ность поверхности, сопрягаемой с корпусом 3 задней бабки,
уровнем или индикатором. Проверку делают в поперечном и про-
дольном направлениях, допускаемое отклонение 0,03 мм.
2. Шабрят сопрягаемые поверхности основания и корпуса:
задней бабки. Здесь износ, как правило, незначительный, поэто-
му ведут шабрение без дополнительных проверок. Если при кон-
трольном осмотре до шабрения обнаружен зазор в поперечных
направляющих, то на участке 10 прорезают паз шириной
1—3 мм и устанавливают наделку 9 на эпоксидном клее или
на штифтах. Только после этого можно приступить к шаб-
рению.
3. В шпинделе 2 передней бабки 1 устанавливают борштан-
гу 5, пропущенную через заднюю бабку, конец борштанги рас*
полагают в люнете 6, неподвижно закрепленном на направляю-
щих 7 станины. На борштанге закрепляют резец. Кулачками
люнета регулируют ее положение так, чтобы точка крепления^
резца была выше оси шпинделя на 0,03—0,04 мм.
350
4. Соединяют болтами основание 8 задней бабки с корпу-
сом 3, устанавливают на станине впереди каретки суппорт 4.
На бабку кладут груз весом 30—50 кг (на рисунке не показан),
чтобы ее прижать к направляющим станины. На время установ-
ки задней бабки снимают выверенную борштангу; затем ее сно-
ва устанавливают в шпинделе. Так как борштанга выверена, ее
положение не нарушится.
5. Включают станок. Задняя бабка начинает перемещаться
по направляющим станины, толкаемая суппортом, и в это вре-
мя резцом, закрепленным в борштанге, в ней растачивается от-
верстие под пиноль. Скорость вращения шпинделя
100—120 об/мин, подача —0,1 мм/об. Износ устраняют двумя-
тремя проходами резца.
Растачивать заднюю бабку можно и с помощью закреплен-
ной в шпинделе консольной оправки, установив на ее конце
резец. Для того чтобы этот конец слегка приподнять над осью
шпинделя, подкладывают под направляющие передней бабки
спереди фольгу толщиной 0,03—0,05 мм. Фольгу удаляют после
окончания процесса растачивания.
6. Притиром выполняют доводку расточенного отверстия.
Его предельно допустимая конусообразность — 0,02 мм на всю
длину задней бабки, овальность — 0,01 мм.
7. Шлифованием пригоняют по месту новую пиноль и закан-
чивают всю сборку задней бабки.
Описанными способами ремонта задней бабки обеспечивает-
ся выполнение установленных технических условий. Центр зад-
ней бабки находится выше центра передней бабки всего лишь
на 0,02—0,03 мм, отклонение от параллельности между осью
расточенного отверстия и направляющими станины не превы-
шает 0,01 мм на 300 мм длины.
Если отверстие под пиноль задней бабки не имеет износа,
восстанавливают высоту центра задней бабки установкой на
эпоксидном клее пластмассовых (текстолитовых) наделок на
направляющие основания 8, которые сопрягаются с направля-
ющими станины.
Отверстие под пиноль в корпусе задней бабки эффективно
восстанавливают при помощи стиракрила ТШ. Это осуществ-
ляют в таком порядке:
1. Отверстие под пиноль растачивают на том же токарном
или на расточном станке. При растачивании снимают слой ме-
талла толщиной 2—3 мм. Чистота обработанной поверхности —
V1 — V2. Конусообразность и овальность не должны превы-
шать 0,5 мм.
2. В шпинделе 2 (рис. 177) передней бабки 1 устанавливают
специальную оправку 3, наружный диаметр цилиндрической ча-
сти которой соответствует наружному диаметру отремонтиро-
ванной или вновь изготовленной пиноли. Вместо оправки мо-
351
жет быть использована также отремонтированная пиноль, ко-
торую насаживают на специальную оправку, имеющую конус
шпинделя на одном конце и конус пиноли на другом.
В соответствии с требованиями технических условий выве-
ряют в горизонтальной и вертикальной плоскостях параллель-
ность оси шпинделя 2 направляющим станины. Биение конца
оправки при вращении шпинделя не должно быть больше 0,03 мм
на длине 300 мм.
Рис. 177. Восстановление соосности передней и задней бабок то-
карного станка стиракрилом ТШ
3. В корпусе бабки сверлят отверстия 6. Затем расточенное
для пиноли отверстие обезжиривают и просушивают в течение
15—20 мин до полного испарения растворителя.
4. Устанавливают на оправку кольцо 5, смазывают оправку
едва заметным слоем селикатного масла или натирают пара-
фином, устанавливают корпус 7 бабки и закрепляют болтами.
Потом устанавливают кольцо 8 и герметизируют пластилином
4 и 9.
5. В одно из крайних отверстий 6 устанавливают шприц и
приготовляют раствор стиракрила. Заливку ведут до тех пор,
пока стиракрил не выступит через все отверстия 6.
6. Выдерживают корпус в течение 12—15 ч при температуре
18—20Q С и затем сдвигают бабку и снимают корпус с оправки.
7. Очищают корпус от приливов пластика, сверлят отверстие
и прорубают канавку для смазки, шпоночный паз изготовляют
на долбежном станке и производят сборку бабки.
Восстановление бабки указанным способом обеспечивает
сокращение трудоемкости ремонта в 2—3 раза. Достигается вы-
сокая точность и надежность в работе.
352
§ 87. ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА ОБЩУЮ СБОРКУ СТАНКА
При сборке станка необходимо обеспечить точность взаимно-
го расположения его узлов, исправную работу всех механизмов.
Пригонка и посадка деталей должны производиться очень тща-
тельно, без повреждения их поверхностей. Собирать неочищен-
ные и непромытые детали запрещается.
При сборке узлов станка не допускается ставить в стыках
прокладки, не предусмотренные конструкцией станка. Нельзя
также искусственно повышать поверхности деталей накернива-
нием, наклепыванием и другими подобными способами.
Направляющие после шабрения, шлифования, чистового
строгания и чистового фрезерования должны прилегать всей сво-
ей поверхностью к соответствующим поверхностям сопряженных
деталей. Плотность прилегания проверяют на краску, а также
щупом толщиной 0,04 мм. При проверке щупом допускается его
заход между сопряженными поверхностями не более чем на
10 мм, причем только с торцов и только для сопряжений круп-
ногабаритных деталей. При проверке щупами плотности приле-
гания сопряженных поверхностей небольших деталей щуп тол-
щиной 0,03 мм вовсе не должен заходить между поверхностями
соединяемых деталей.
Клинья, которыми устраняют зазоры и компенсируют износ
направляющих, планки суппортов и кареток должны также при-
легать плотно к сопрягаемым деталям. Винты для крепления
планок и регулировки клиньев нужно подбирать так, чтобы
обеспечить надежное сохранение установленных зазоров во
время работы станка и чтобы соответствующие узлы перемеща-
лись плавно, без рывков.
Клинья и другие компенсирующие устройства должны иметь
достаточный запас для их подтягивания как по мере износа, так
и после шабрения при ремонте. Достаточный запас должен
быть также в регулируемых подшипниках, чтобы их можно бы-
ло подтягивать при износе.
Подшипники и бронзовые втулки нужно устанавливать в рас-
точных конических и цилиндрических гнездах бабок, коробок и
других узлов без качки, т. е. с тщательной пригонкой.
Смазочные канавки на трущихся поверхностях не должны
иметь острых углов и заусенцев.
Фрикционные муфты необходимо очень внимательно регули-
ровать, обеспечивая сцепление фрикционных поверхностей без
проскальзывания при максимальной нагрузке на станок.
Положения рукояток коробок скоростей и коробок подач
должны соответствовать указаниям инструкционных таблиц,
связывающих эти положения с определенными числами .оборо-
тов шпинделя и подачами.
12-1421
353
Зубчатую рейку нужно пригонять к станине, строго выдер-
живая шаг зубьев в местах стыков отдельных звеньев рейки. Ее
прикрепляют к станине винтами и фиксируют штифтами.
Кронштейны ходовых валов и ходовых винтов должны плот-
но прилегать к соответствующим плоскостям на станине; их вы-
веряют на соосность с коробками подач и надежно закрепляют.
Замок разъемной гайки, т. е. гайки ходового винта, должен
действовать достаточно свободно, но без заметного люфта. Ру-
коятка замка должна надежно фиксировать как закрытое, так и
открытое положение гайки. Предельно допустимый мертвый ход,
т. е. осевой люфт ходового винта — 0,01 мм.
Винты подачи суппортов должны плавно вращаться в своих
опорах и гайках на всю длину резьбы.
Мертвый ход маховичков, сидящих на винтах поперечного и
продольного перемещения суппорта, не должен превышать 'До
их полного оборота, а мертвый ход маховичка ручного переме-
щения фартука — '/2о его полного оборота.
Не допускается видимое простым глазом биение маховиков,
валиков и других деталей станка, в том числе и неответствен-
ных.
Переключение органов управления должно производиться с
силой 3—5 кГ, максимум 8 кГ.
Не допускается просачивание из-под крышек масла. Под
крышки, открываемые при наладке и регулировании станка,
нельзя ставить прокладки, так же как нельзя уплотнять стыки
крышек краской, лаком, шпаклевкой и другими подобными спо-
собами.
Трубопроводы для масла, воды и воздуха необходимо соби-
рать аккуратно и тщательно, чтобы не было утечек.
При картерной системе смазки должна быть исключена воз-
можность выбрасывания смазки во время работы станка.
Монтаж приборов и устройств электрооборудования, электро-
проводки нужно выполнять с высокой точностью и в соответст-
вии с требованиями безопасности, надежности и удобства экс-
плуатации.
По окончании ремонта и сборки станок окрашивают. Это де-
лает маляр, не входящий в состав ремонтной бригады.
§ 88. ИСПЫТАНИЕ ОТРЕМОНТИРОВАННОГО СТАНКА
Отремонтированный и отрегулированный станок подвергают
испытанию, чтобы установить его пригодность для дальнейшей
эксплуатации.
Испытание отремонтированного станка на холостом хо-
ду ив работе под нагрузкой может производиться на месте,
где он будет установлен для работы, на специальном стенде или
на площадке, где происходил ремонт. На холостом ходу станок
354
испытывают (обкатывают) после того, как проверена правиль-
ность его горизонтальной установки, определяемая с точностью
0,02—0,04 мм на 1000 мм длины при помощи уровня.
Цель обкатки: выявить возможные дефекты сборки и дать
приработаться сопрягаемым поверхностям трения.
К обкатке приступают, убедившись, что все узлы и механиз-
мы закреплены и обеспечена их доброкачественная смазка и что
все ограждающие устройства находятся на своих местах. Перед
пуском станка проверяют нормальную работу механизмов, про-
ворачивая соответствующие узлы вручную и переключая рукоят-
ки скоростей и подач. Одновременно следят, как поступает мас-
ло к трущимся поверхностям.
Обкатку сначала ведут на самых малых скоростях вращения,
затем последовательно включают все рабочие скорости вплоть
до наибольшей. На этой максимальной скорости станок должен
работать не менее одного часа без перерыва. Точно так же,
как механизмы вращения, проверяют работу механизмов при-
вода подач.
В процессе обкатки определяют температуру нагрева -под-
шипников, которая в станках должна быть не выше 50—60° С,
выявляют стук и шум. Все механизмы должны работать плавно,
без толчков и вибраций; их пуск и реверсирование должны осу-
ществляться легко и не сопровождаться рывками или уда-
рами.
Все органы управления должны быть сблокированы (связа-
ны между собой) таким образом, чтобы при включениях испол-
нительных органов перемещения и подачи происходили стро-
го согласованно во времени и полностью исключалась возмож-
ность самопроизвольного движения даже на самые малые
расстояния каких-либо деталей механизмов, частей агрегата.
Упоры, кулачки и другие детали автоматически действующих
устройств должны обеспечивать надежное выключение подач, а
механизмы зажатых деталей и инструментов — многократное
и безотказное их закрепление и раскрепление. Необходимо,
чтобы системы смазки и охлаждения подавали к соответству-
ющим местам достаточное количество масла и охлаждающей
жидкости.
Безотказной должна быть и работа электрооборудования.
В рубильниках, переключателях, реостатах и всех других ана-
логичных устройствах и аппаратах не допускаются даже ма-
лейшие неисправности. Недостаточно быстрое включение или
выключение электроаппаратуры, чрезмерный нагрев пускового
реостата, гудение реле и другие подобные неполадки при
обкатке станка или машины свидетельствуют о дефектах сборки
или ремонта вообще. Их устраняют соответствующими регули-
ровками, а если нужно, полностью разбирают те или . иные
узлы.
355
Под нагрузкой отремонтированный и собранный ста-
нок испытывают путем обработки деталей-образцов на различ-
ных скоростях в соответствии с техническими данными паспор-
та станка. Испытание ведут с нагружением станка до величины
номинальной мощности привода, снимая стружку все большего
сечения. Допускается кратковременная перегрузка станка, од-
нако не более чем на 25% его номинальной мощности.
Все механизмы станка при его испытании под нагрузкой
должны работать исправно, допустимо лишь незначительное по-
вышение шума в зубчатых передачах. Устройства, предохраня-
ющие станок от перегрузок, должны действовать надежно; лег-
ко и плавно должна включаться пластинчатая фрикционная
муфта. При наибольшей перегрузке станка (на 25%) муфта не
должна самовключаться или буксовать.
На точность и чистоту обработки станок проверяют после его
испытания под нагрузкой. Перед новым испытанием нужно про-
греть шпиндель, подшипники, гидросистему и другие основные
элементы станка обкаткой станка на холостом ходу.
Испытание на получение требуемой чистоты обработанной по-
верхности производится точением образца при определенных
режимах резания. На обработанных поверхностях не должно
быть следов дробления.
Для испытания на точность обработки станок необходимо ус-
тановить на фундаменте или стенде и тщательно выверить при
помощи клиньев, башмаков или другими средствами. Его надо
привести в то же положение, при котором он был выверен на
стадии сборки после окончания ремонта. Приемка отремонти-
рованного станка из капитального ремонта производится по нор-
мам точности, установленным ГОСТ 42—56 для приемки новых
токарных станков.
Проверка станка на жесткость производится (по ГОСТ
7035—54) с целью выяснения качества сборки передней бабки,
суппорта и задней бабки. Жесткость станка уменьшается из-за
неровностей на соприкасающихся поверхностях, а также из-за
деформации подшипников, клиньев, планок, болтов и других
промежуточных деталей вследствие их плохой пригонки.
Показатель жесткости—-степень деформации испытываемых
узлов относительно станины под действием внешней силы опре-
деленной величины. Проверяют жесткость динамометром и ин-
дикатором, применяя при необходимости оправки и упоры: воз-
действуя через динамометр на шпиндель или суппорт с опреде-
ленной силой, определяют отклонение вследствие деформации
по индикатору, установленному с противоположной стороны
шпинделя или суппорта.
Нормы жесткости токарных станков установлены ГОСТом.
Испытание на мощность (производится после испыта-
ний станка на холостом ходу, в работе и на жесткость) имеет
356
целью определить коэффициент полезного действия станка * при
наибольшей допустимой для него нагрузке. Во время испытания
обрабатывают болванку или производственную деталь, предва-
рительно выбрав сечение стружки и другие режимы резания по
паспортным данным станка. Длительность пробной обработки с
использованием полной мощности станка — не более 30 мин. До-
пускается перегрузка электродвигателя на 10—15% против его
номинальной мощности.
Проверка геометрической точности станка выпол-
няется после точной установки его на стенде в ремонтном цехе
или на фундаменте в производственном цехе и после испытания
станка на холостом ходу и в работе. Проверяют:
прямолинейность, взаимопараллельность и спиральную изог-
нутость направляющих станины;
взаимоперпендикулярность верхних и нижних направляю-
щих каретки суппорта;
параллельность осей шпинделя и пиноли задней бабки, хо-
дового винта и ходового вала относительно направляющих ста-
нины;
совпадает ли центр шпинделя с центром пиноли;
совпадают ли оси ходового винта и ходового вала в коробке
подач, фартуке и кронштейне.
Помимо перечисленных, делают и некоторые другие провер-
ки геометрической точности. При всех проверках руководству-
ются нормативами, установленными ГОСТ 42—56.
§ 89. ТИПОВОЙ ГРАФИК КАПИТАЛЬНОГО РЕМОНТА
ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА 1К62
На этом графике показаны технологический порядок и дли-
тельность выполнения капитального ремонта станка 1К62 ре-
монтной бригадой из трех человек (бригадир — слесарь 5-го раз-
ряда и два слесаря 3-го и 2-го разряда). Бригада работает в
одну смену при 7-часовом рабочем дне.
Применяя метод параллельного ведения работ, прогрессив-
ные приспособления (многие из них рассмотрены в этой книге)
и передовую технологию (например, направляющие шлифуют-
ся, а не шабрятся), бригада выполняет весь капитальный ре-
монт станка за 7 дней работы.
Контрольные вопросы
I. Для чего осматривают и проверяют станок на точность перед капи-
тальным ремонтом?
2. Как составляется ведомость дефектов?
* Коэффициент полезного действия (к. п. д.) есть отношение полученной
работы к затраченной.
357
3. Каковы правила выверки передней бабки токарно-винторезного станка?
4. В чем состоит сущность центрирования осей передней и задней бабок
токарного станка при помощи стиракрила?
5. В чем заключается ремонт корпуса задней бабки?
6. Как производится испытание станков после ремонта?
ГЛАВА XVIII
МОДЕРНИЗАЦИЯ ОБОРУДОВАНИЯ
§ 90. СУЩНОСТЬ МОДЕРНИЗАЦИИ И ЕЕ ГЛАВНЫЕ НАПРАВЛЕНИЯ
Под модернизацией действующего оборудования понимается
внесение в конструкцию машин и станков таких изменений, ко-
торые повышают их технический уровень и производительность,
а в некоторых случаях и долговечность.
Модернизация действующего обрудования — одно из основ-
ных направлений комплексной механизации и автоматизации
производственных процессов. Создается возможность при отно-
сительно небольших затратах за короткое время превратить мно-
гие устаревшие станки и машины в полуавтоматизированные и
даже полностью автоматизированные.
Экономически целесообразно производить модернизацию
только тогда, когда произведенные затраты окупятся в два-три
года, производительность станка повысится не менее чем на
20—30% и станок будет эксплуатироваться не менее пяти
лет.
Общие и специализированные станки наиболее целесообраз-
но модернизировать при первом капитальном ремонте, т. е. пос-
ле того, как они отслужили 8—12 лет. Станки, находившиеся в
эксплуатации 15—20 лет, нет смысла подвергать модернизации,
так как они слишком изношены физически и морально *.
Однако иногда модернизируют станки, которым менее 8 и
более 20 лет. В первом случае это вызывается тем, что по сво-
им конструктивным особенностям тот или иной станок препят-
ствует внедрению нового прогрессивного процесса, во втором
случае это происходит, когда достоверно известно, что данные,
очень нужные производству, станки в ближайшее время не
удастся заменить другими — новыми.
Модернизацией металлорежущего оборудования достига-
ется:
повышение производительности станков путем сокращения
времени обработки деталей, а именно: основного времени (ма-
шинного или машинно-ручного), в течение которого с детали сни-
* Машины, станки, приборы считаются морально изношенными, когда они
обесценились вследствие появления новой, более совершенной техники, а по-
тому подлежат замене, хотя до их физического износа еще далеко.
358
Основные направления
модернизации металлообрабатывающих станков
мается стружка, и вспомогательного времени, т. е. времени,
расходуемого на установку обрабатываемой детали, ее вывер-
ку и крепление, на управление станком, подвод и отвод режуще-
го инструмента и т. д.;
расширение технологических возможностей станков для за-
мены отсутствующих на заводе станков;
комплексная механизация и автоматизация процесса обра-
ботки.
При модернизации нужно стремиться к повышению долго-
вечности станков и машин и к созданию условий безопасной ра-
боты на них.
Более подробно направления модернизации металлообраба-
тывающего оборудования представлены в схеме на стр. 359.
§ 91. МОДЕРНИЗАЦИЯ С ЦЕЛЬЮ СОКРАЩЕНИЯ ОСНОВНОГО
(МАШИННОГО) ВРЕМЕНИ
В нашей стране непрерывно совершенствуются конструкция
и геометрия режущего инструмента, для него создаются новые
материалы, выдерживающие сильное нагревание при резании.
Это благоприятствует повышению скорости резания и примене-
нию больших подач. Но до сих пор еще многие станки имеют
низкий верхний предел чисел оборотов шпинделя и обладают
небольшой мощностью; жесткость их узлов не позволяет при-
менять современный режущий инструмент.
Весьма распространенной является модернизация, направ-
ленная на повышение быстроходности станков и ма-
шин. К ней особенно часто прибегают в случаях, когда ставит-
ся задача увеличить скорости резания. Одновременно с этим по-
вышают жесткость и вибро устойчивость станков.
В подобных случаях специальным расчетом определяют до-
пустимые скорости вращения наиболее нагруженных зубчатых
колес и валов. Необходимая жесткость и виброустойчивость обо-
рудования достигаются различными способами, в частности тща-
тельной пригонкой направляющих и регулировкой подшипни-
ков.
Для повышения мощности станка плоские ремни заменяют
клиновидными, сохраняя неизменными место установки элек-
тродвигателя, ширину и диаметр ведомого шкива. Необходимо
только установить электродвигатель на качающейся плите или
на салазках, для того чтобы было удобно регулировать силу на-
тяжения ремней.
Повышение быстроходности промышленного оборудования
требует улучшения системы смазки. Опыт показал,
что введение циркуляционной смазки в сочетании с такими ме-
роприятиями, как термическая обработка и тщательная отдел-
ка опорных шеек шпинделя и поверхностей вкладышей, с кото-
360
рыми они сопрягаются, позволяет увеличить скорость враще-
ния шпинделя до 1200—1500 об!мин даже в тех случаях, когда
он смонтирован в подшипниках скольжения. Если же заменить
подшипники скольжения подшипниками качения, то результат
получается еще более высоким.
При модернизации станков устаревшей конструкции, у кото-
рых коробки скоростей нельзя сделать быстроходными, уста-
навливают приставные коробки скоростей.
§ 92. МОДЕРНИЗАЦИЯ С ЦЕЛЬЮ СОКРАЩЕНИЯ
ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ
Вспомогательное время затрачивается на установку, вывер-
ку, крепление и снятие обрабатываемой детали, т. е. на действия,
повторяющиеся при обработке каждой очередной детали; на
установку, выверку, крепление инструмента и на его смену пе-
ред каждым новым переходом; на управление механизмами
станка, его пуск и остановку. Время, затрачиваемое на уста-
новку, выверку, крепление и снятие деталей, зависит от их веса
и конструкции приспособлений.
Если вычесть из всего рабочего времени вспомогательное, то
окажется, что на долю чисто машинного времени приходится
только от 15 до 40% рабочего времени. Поэтому именно за счет
сокращения вспомогательного времени можно наиболее суще-
ственно повысить производительность труда.
Вспомогательное время можно сократить прежде всего при-
меняя быстродействующие механизированные зажимные при-
способления— пневматические, гидравлические, пневмогидрав-
лические, электромеханические, магнитные, комбинированные
и др. Чтобы сделать возможным их применение, в ряде случаев
бывает выгодно изменить даже конструкцию отдельных узлов
станка.
§ 93. МОДЕРНИЗАЦИЯ С ЦЕЛЬЮ РАСШИРЕНИЯ ТЕХНОЛОГИЧЕСКИХ
ВОЗМОЖНОСТЕЙ ОБОРУДОВАНИЯ
Современная технология машиностроения требует высоко-
производительных станков. Модернизацией старого оборудова-
ния можно получить нужный производству станок, который про-
мышленностью пока не поставляется, или станок, стоимость
приобретения которого не оправдывается при данном объеме
производства.
Расширение технологических возможностей станков должно
обусловливать и значительное повышение их производительно-
сти. Особенно эффективно комплексное расширение тех-
нологических возможностей, когда совершенствуется не только
устаревшее оборудование, но вместе с ним и технология обра-
ботки, инструмент, приспособления. Такая модернизация наряду
361
со значительным увеличением производительности труда обеспе-
чивает существенное повышение качества обработки деталей.
Модернизация для расширения технологических возможно-
стей оборудования может производиться в двух главных направ-
лениях:
с целью добавления к имеющимся технологическим возмож-
ностям новых;
для изменения основного технологического назначения стан-
ков.
§ 94. МОДЕРНИЗАЦИЯ С ЦЕЛЬЮ АВТОМАТИЗАЦИИ
СТАНОЧНОЙ ОБРАБОТКИ
Достигаемое обычной модернизацией сокращение основного
времени в общем времени обработки деталей л обусловленное
этим повышение производительности модернизированных стан-
ков — оба эти показателя можно еще больше улучшить автома-
тизацией цикла работы станков.
При автоматизации достигается также сокращение вспомога-
тельного времени за счет увеличения скорости холостых ходов
и других факторов..
Автоматизация современных станков характеризуется- широ-
ким применением различных пневматических, гидравлических и
электрических устройств. Они значительно ускоряют выполнение
вспомогательных приемов, особенно при загрузке и креплении де-
талей.
В последнее время при модернизации станки оснащают про-
граммным управлением, которое резко отличается от всех преж-
них систем автоматического управления. Это отличие состоит в
том, что настройка станка на автоматический режим работы (по-
следовательность движения рабочих органов, скорость их пере-
мещения, величина ходов и т. д.) производится либо простой
установкой переключателей на пульте так называемого командо-
аппарата, либо сменой в командоаппарате ленты или карты с за-
ранее зафиксированной программой работы станка. Программа
может фиксироваться на бумажной ленте или карте прокалы-
ванием отверстий в определенной комбинации (такие ленты и
карты называются перфорированными), на киноленте, магнит-
ной ленте и другими способами. Командоаппарат станка при по-
мощи систем реле читает программу и через соответствующие
электрические и другие устройства воздействует на те или иные
исполнительные органы станка.
Контрольные вопросы
1. В чем заключается сущность модернизации оборудования?
2. Каковы основные направления модернизации металлорежущих стан-
ков?
Раздел пяты й
ОРГАНИЗАЦИЯ И ЭКОНОМИКА ПРОИЗВОДСТВА,
ВОПРОСЫ ТЕХНИКИ БЕЗОПАСНОСТИ
ГЛАВА XIX
ОСНОВНЫЕ СВЕДЕНИЯ ПО ОРГАНИЗАЦИИ
И ЭКОНОМИКЕ ПРОИЗВОДСТВА
§ 95. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
На социалистическом промышленном предприятии средства
производства и продукция являются общенародными.
Социалистическая собственность на средства производства
определяет организацию советских предприятий, которая харак-
теризуется плановостью производственной и хозяйственной дея-
тельности предприятия и государственным характером управле-
ния предприятием.
На социалистических предприятиях трудящиеся являются
хозяевами — творцами, заинтересованными в результате своей
работы и добивающимися все более высоких экономических по-
казателей труда. Отношение трудящихся к труду нашло яркое
выражение в массовом социалистическом соревновании, которое
стало важным фактором в выполнении и перевыполнении госу-
дарственных планов. Социалистическое соревнование перешло в
свою высшую форму — соревнование за звание бригад и пред-
приятий коммунистического труда.
В машиностроении различают три типа производства: массо-
вое, серийное и единичное.
Предприятия массового производства выпускают
все время одну и ту же продукцию в большом количестве, напри-
мер автомобили одной марки. Изготовление деталей и сборку
такой продукции ведут поточными методами, широко используя
конвейеры. Следовательно, предприятия массового производства
характеризуются узкой специализацией.
Серийное производство характеризуется выпуском
изделий партиями (сериями), регулярно повторяющимися через
определенные промежутки времени, например выпуск насосов
шести наименований сериями по 50 шт. Серийное производство
характеризуется тем, что на рабочих местах выполняется ряд
операций, повторяющихся периодически.
363
Предприятия единичного производства выпускают
разнообразную продукцию в небольшом количестве. Например,
выпуск крупных уникальных паровых турбин, генераторов
и др.
Основными задачами управления социалистическими пред-
приятиями являются: обеспечение выполнения государственного
плана по выпуску продукции, систематическое повышение произ-
водительности труда, снижение себестоимости выпускаемой про-
дукции, обеспечение условий внедрения новой техники и техно-
логии, улучшение условий труда на предприятиях.
Во главе завода стоит директор, который отвечает за рацио-
нальное использование производственных фондов, за выполнение
государственного плана, за осуществление технического прогрес-
са и неуклонный рост производительности труда, за обеспечение
наилучших условий труда и улучшение материальных и культур-
ных условий жизни трудящихся.
В своей деятельности директор обязан опираться на партий-
ную организацию предприятия. Главная задача партийной орга-
низации заключается в массовой агитационной и воспитательной
работе, в организации трудовой активности трудящихся через
профсоюзы и комсомол.
Профсоюзные организации развивают активность трудящих-
ся, мобилизуют их на выполнение и перевыполнение государст-
венных планов, организуют социалистическое соревнование и
общественный контроль за охраной труда и техникой безопасно-
сти, за работой столовых, клубов, детских садов, яслей и т. д.
Профсоюзные организации ведут большую работу по контролю
за соблюдением трудового законодательства.
Одной из форм участия членов профсоюзов в управлении про-
изводством являются постоянно действующие производственные
совещания, на которых обсуждают производственные планы и
планы организационно-технических мероприятий, заслушивают
отчеты руководителей и предложения трудящихся, контролиру-
ют рассмотрение и внедрение предложений, а также выплату
вознаграждений рационализаторам.
Комсомольская организация руководит повышением куль-
турного и политического уровня молодежи и мобилизует ее на
выполнение государственного плана.
§ 96. ОРГАНИЗАЦИЯ ТРУДА
Основными задачами организации труда являются: система-
тический рост производительности труда на основе применения
передовой техники, технологии и обмена производственным опы-
том, улучшение условий труда и его облегчение путем механиза-
ции и автоматизации тяжелых и трудоемких работ, улучшение
санитарно-гигиенических условий труда и состояния техники
364
безопасности, неуклонное повышение квалификации и культурно-
технического уровня рабочих, укрепление трудовой дисциплины
и широкое развитие социалистического соревнования.
§ 97. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
Уровень производительности труда характеризуется количе-
ством времени, которое затрачивается на выполнение данной ра-
боты; чем меньше затрата времени, тем выше производитель-
ность труда.
Технической нормой времени называется время, не-
обходимое для выполнения данной операции в нормальных про-
изводственных условиях. Единицей измерения нормы времени
является обычно минута.
Количество продукции, которое должно быть изготовлено в
единицу времени (час, смену) называется н о р м о й выработ-
к и. Норма времени определяется при помощи технического нор-
мирования труда.
Отделы организации труда и зарплаты изучают достижения
в области организации производства и достижения передовиков
производства, обобщают их опыт и способствуют широкому рас-
пространению этого опыта.
Нормы времени и нормы выработки должны быть техниче-
ски обоснованными. Их устанавливают исходя из условий при-
менения рациональной технологии и целесообразного в данных
конкретных случаях использования орудий труда.
Все затраты рабочего времени на протяжении рабочего дня
подразделяют на время работы и время перерывов.
Время работы подразделяют в свою очередь на подготови-
тельно-заключительное время, основное (машинное или техноло-
гическое) время, вспомогательное время и время обслуживания
рабочего места.
Подготовительно-заключительное время — время, затрачивае-
мое на ознакомление с работой, подготовку к ней и на работы
после выполнения задания (снятие приспособления и инстру-
мента и др.). Длительность этого времени зависит от характера
работы.
Основное время — время, затрачиваемое непосредственно на
процесс обработки детали или сборки.
Вспомогательное время—время, затрачиваемое на процес-
сы, обеспечивающие выполнение основной работы, т. е. время на
управление станком, на установку и снятие заготовки, на про-
мер детали и т. д.
Время обслуживания рабочего места — время, затрачиваемое
на обслуживание станка в процессе работы (смазка, регулиров-
ка, смена режущего инструмента), а также на подготовку стан-
ка к работе и на уборку его в конце смены.
365
Время перерывов позразделяют на время перерывов, не зави-
сящих, от рабочего (технологические перерывы, перерывы из-за
задержки в снабжении материалами, ожидание работы и др.),
и время перерывов, зависящих от рабочего (перерывы на лич-
ные -надобности, отдых, опоздания, разговоры и др.).
Норма штучного времени состоит из следующих эле-
ментов: основного времени, вспомогательного, времени на обслу-
живание рабочего места и времени перерывов на отдых.
Для установления технически обоснованных норм тщательно
анализируют все указанные затраты рабочего времени и опреде-
ляют, какие из них можно сократить путем проведения органи-
зационно-технических мероприятий.
§ 98. ЗАРАБОТНАЯ ПЛАТА
Заработная плата в социалистическом производстве есть вы-
раженная в денежной форме часть общественного продукта, по-
ступающая в личное потребление рабочих и служащих в соот-
ветствии с количеством и качеством затраченного ими труда.
Действительный доход трудящихся в нашей стране значи-
тельно выше выплачиваемой им денежной заработной платы, так
как государство оплачивает трудящимся период временной не-
трудоспособности (болезни), предоставляет оплаченный отпуск,
оказывает им бесплатную медицинскую помощь, содержит ясли
и детские сады, выплачивает пенсии по старости, инвалидности
и т. д. Эта доля дохода трудящихся непрерывно растет в связи
с увеличением ассигнований на социальное обеспечение, здраво-
охранение, образование и т. д.
При всем разнообразии форм оплаты труда в основе заработ-
ной платы лежит единая законодательно утвержденная тариф-
ная система. Эта система охватывает два основных элемен-
та: тарифно-квалификационные справочники и тарифные сетки.
Тарифно-квалификационный справочник —
это перечень квалификационных характеристик работ и требова-
ний, предъявляемых к каждому разряду в зависимости от слож-
ности работ, знаний, необходимых для выполнения этих работ,
практических навыков.
Каждому рабочему, согласно справочнику, присваивается
определенный разряд в соответствии с его знаниями, опытом и
выполняемой работой. Для установления рабочим тарифных
разрядов в цехах имеются тарифно-квалификационные комиссии.
Каждому тарифному разряду соответствует тарифная ставка,
определяющая оплату труда за час и рабочий день.
Тарифная сетка определяет число разрядов и тарифные
ставки, по которым оплачивается труд рабочего каждого раз-
ряда.
Существуют две основные формы заработной платы — сдель-
ная и повременная. При сдельной форме зарплаты заработок
366
рабочего изменяется в прямом соответствии с количеством про-
изведенной им годной продукции за данный период времени.
Сдельная система оплаты труда больше соответствует прин-
ципу личной материальной заинтересованности работника в ре-
зультатах своего труда, повышает производительность труда.
Заработок работника при этой форме оплаты определяется коли-
чеством изготовленной продукции и расценкой за единицу про-
дукции.
При повременной оплате труда сумма заработка начисляется
в зависимости от отработанного рабочим времени и его тариф-
ного разряда.
Для оплаты ремонтных слесарей применяется так называе-
мая повременно-премиальная система.
Показатели премирования в премиальном положении для ре-
монтных слесарей установлены следующие:
1) оперативное, высококачественное и досрочное выполнение
заданий по ремонту оборудования при сокращении простоев и
брака на обслуживаемых участках по вине ремонтных слесарей;
2) выполнение месячного графика ремонта в объеме и но-
менклатуре, выраженной в единицах оборудования и нормо-ча-
сах, рассчитанной по группе сложности оборудования.
Применение прямой сдельщины для оплаты ремонтных слеса-
рей, цеховых ремонтных бригад в силу специфичности их работы
оказалось нецелесообразным: содержание в хорошем состоянии
оборудования и сокращение простоев в ремонте не может ре-
шаться за счет увеличения объема ремонтных работ. Наиболее
эффективной оплатой труда ремонтных слесарей является нор-
мативно-сдельная. Внедрение этой системы оплаты труда требу-
ет осуществления следующих основных мероприятий:
раскрепления оборудования для выполнения всех видов ре-
монта, включая межремонтное обслуживание и дежурство, за
определенными ремонтными бригадами;
планирования ремонта оборудования в строгом соответствии
с очередностью;
установления гарантийного срока ремонта оборудования от
одного периодического ремонта до другого, в течение которого
бригада несет полную ответственность за работоспособность
оборудования.
§ 99. ПЛАНИРОВАНИЕ И ХОЗРАСЧЕТ
Все отрасли народного хозяйства развиваются на основе еди-
ного государственного плана, который подразделяется на пер-
спективный и годовой.
Перспективный и годовой планы развития народного хозяй-
ства составляются Госпланом СССР и утверждаются правитель-
ством. На основании этих планов разрабатываются соответству-
367
ющие планы для различных министерств, которые задают
планы заводам, фабрикам, электростанциям и другим пред-
приятиям.
На предприятиях разрабатываются перспективные и годовые
планы, ежегодно составляются планы производственно-техниче-
ской и финансовой деятельности предприятия (техпромфинпла-
ны). Техпромфинплан состоит из плана производства (он опре-
деляет производственную программу предприятия), плана
организационно-технических мероприятий (план внедрения про-
грессивной техники, технологии и организации производства),
плана материально-технического снабжения (снабжения пред-
приятия сырьем, топливом, инструментом и т. д.), плана по тру-
ду и заработной плате (это расчет потребности в кадрах с
учетом повышения производительности труда, расчет фонда за-
работной платы, план обучения и повышения квалификации ра-
ботников), плана затрат на производство и себестоимости про-
дукции, плана капитального строительства и финансового плана
(состоящего из баланса расходов и доходов).
Важным показателем работы предприятия является себе-
стоимость продукции. Себестоимость продукции представляет
собой затраты предприятия на изготовление и реализацию про-
дукции.
Планирование себестоимости помогает выявить и использо-
вать все имеющиеся на предприятии резервы для уменьшения
затрат. Себестоимость снижается в результате роста производи-
тельности труда и рационального использования всех возможно-
стей предприятия. Решающее значение для снижения себестои-
мости имеет активное участие работников в осуществлении ре-
жима экономии.
Важнейшим средством режима экономии является хозяйст-
венный расчет.
Хозрасчет есть метод планового ведения хозяйства на со-
циалистических предприятиях, который должен обеспечить вы-
полнение и перевыполнение государственных планов с наи-
меньшими материальными, трудовыми и денежными затра-
тами.
Хозрасчет основан на использовании закона стоимости. Осу-
ществлять хозрасчет — это значит соизмерять затраты и резуль-
таты производства в денежном выражении, соблюдать принцип
возмещения себестоимости продукции собственными доходами
предприятия от реализации этой продукции и обеспечивать сверх
того чистый доход в форме прибыли.
Хозяйственный расчет основан на материальной заинтересо-
ванности работников предприятия, так как в распоряжении
предприятия остается часть доходов в виде фонда npeflnpHHTHHj
который используется на модернизацию производства и улучше-
ние условий труда и быта работников.
368
Контрольные вопросы
1. Что называется технической нормой времени?
2. Из каких элементов состоит техническая норма времени?
3? Что должно быть учтено при установлении технической нормы вре-
4. Что подразумевается под квалификацией работ?
ГЛАВА XX
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ
ОБОРУДОВАНИЯ
Обеспечить безопасность труда можно только при условии,
что каждый работающий на производстве знает, какие опасно-
сти могут встретиться при выполнении тех или иных операций,
как нужно работать, чтобы не получить повреждения (травмы),
не нанести ущерба своему здоровью. Поэтому каждый рабочий,
поступающий на предприятие, должен пройти в отделе техники
безопасности вводный инструктаж по всем вопросам, касающим-
ся условий безопасной работы на предприятии. Прохождение
вводного инструктажа подтверждается контрольным листом,
сдаваемым администрации цеха. Без предъявления контрольно-
го листа ни один новый рабочий к работе в цехе не допускается.
Каждого вновь поступившего рабочего знакомят в цехе с
основными требованиями техники безопасности, в том числе с
требованиями электробезопасности и противопожарными мера-
ми, со всеми световыми и звуковыми сигналами, а также с про-
ездами и проходами как в цехе, так и на территории завода.
§ 100. ПРЕДОСТОРОЖНОСТИ ПРИ НАХОЖДЕНИИ НА ТЕРРИТОРИИ
ПРЕДПРИЯТИЯ И В ЕГО ЦЕХАХ
Необходимо быть очень внимательным к сигналам транспор-
та, предупредительным указателям и надписям.
По путям движения транспорта ходить запрещается; особен-
но опасно хождение по железнодорожным путям. Нельзя проле-
зать под вагонами железнодорожных составов на их кратковре-
менных стоянках: неожиданное движение локомотива может
привести к тяжелым последствиям.
Не следует проходить через узкие проходы возле движущих-
ся автомашин, железнодорожных вагонов, подъемных кранов
и т. д.; здесь легко получить увечье. Надо остерегаться открытых
колодцев и траншей. Все колодцы и траншеи должны быть ог-
раждены или закрыты прочными крышками либо перекрытиями.
На заводской территории всегда много энергетических
369
устройств — трансформаторов, выключателей, рубильников
и т. п. При соприкосновении человека с токоведущими частями
или с металлическими конструкциями, случайно оказавшимися
под напряжением, возникает опасность поражения током.
На территории предприятий работают различные грузоподъ-
емные устройства. Небрежное закрепление грузов цепями, тро-
сами, захватами, крюками и другими палочными приспособле-
ниями при подъеме и перемещении промышленного оборудова-
ния кранами, подъемниками, тельферами может привести
к несчастному случаю. Перемещаемый груз может задеть
людей или упасть на них, могут оборваться грузовые приспо-
собления.
Отсюда требование — быть внимательным к сигналам и вся-
ким иным знакам предупреждения во время работы подъемно-
транспортных устройств. Надо быстро сходить с пути перемеще-
ния грузов, нельзя стоять или пробегать под перемещаемым или
поднимаемым грузом.
Ремонтникам не рекомендуется ходить без надобности по це-
хам, где действуют специальные правила техники безопасно-
сти,— термическому, сварочному, литейному, силовой станции
и др.
Правила безопасности на территории предприятия полностью
распространяются в соответствующих своих частях и на терри-
тории цехов.
В цехах, помимо общих правил, действуют правила, вытекаю-
щие из особенностей условий работы в данном цехе. В цехах
могут произойти несчастные случаи из-за неисправности электро-
проводки, неисправности станков, отсутствия ограждений и по
многим другим причинам, которые можно при желании всегда
предотвратить.
При работе на станках возможен захват одежды и даже во-
лос вращающимися деталями. В этом отношении опасны зубча-
тые, фрикционные и ременные передачи, выступающие концы
валов, ступицы шкивов, вращающийся инструмент, иногда сами
обрабатываемые детали.
Поэтому все выступающие движущиеся части механизмов
должны иметь защитные ограждения, а работающие на станках
должны аккуратно и правильно заправлять одежду и волосы:
перед работой обшлага рукавов застегивают, а волосы убирают
под головной убор — лучше под берет.
Для того, чтобы во время ремонта, наладки, смазки станка
никто его не включил в электросеть, необходимо у мест включе-
ния станка вывешивать предупредительную надпись: «Не вклю-
чать— ремонт», «Не включать — наладка». Лучше всего отклю-
чить станок от электрической сети (электрик цеха вынимает
плавкие предохранители) или снять со шкивов приводной ре-
мень.
370
Причиной несчастного случая может быть вылет обрабаты-
ваемой детали на ходу станка. Подобное явление исключено,
если детали крепятся на станке достаточно надежно.
§ 101. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ
РЕМОНТНЫХ РАБОТ
При работе механизмов нужно складывать снятые узлы и
детали на заранее подготовленые места, а не в проходах. При
этом надо позаботиться, чтобы части, лежащие на верстаках,
и ящики с деталями не могли быть случайно сброшены со своих
мест. Крупные и тяжелые узлы укладывают на полу, располагая
их так, чтобы они не могли опрокинуться.
Не следует вручную снимать и устанавливать собранные уз-
лы и агрегаты значительных габаритов и веса. Это необходимо
делать при помощи механизированных средств.
Слесарям-ремонтникам приходится выполнять самые раз-
личные по характеру и объему слесарные и сборочные операции.
Они работают на сверлильных и заточных станках, имеют дело
с электрооборудованием машин и станков, пользуются грузо-
подъемными механизмами, начиная с блока и кончая поворот-
ным краном. Слесарь-ремонтник должен быть особенно внима-
тельным и осторожным; он должен четко знать правила техники
безопасности и уметь правильно организовать выполнение ре-
монтных работ в соответствии с этими правилами.
Работа у верстака
Перед тем как приступить к работе, следует проверить в ка-
ком состоянии находится инструмент, которым она будет выпол-
няться. Инструмент, имеющий дефекты, нужно заменить исправ-
ным. Молоток должен быть плотно насажен на рукоятку, кото-
рая расклинивается клином из мягкой стали или дерева. Нельзя
«поправлять» молоток с ослабленной рукояткой ударами о вер-
стак или другие предметы, это приводит к еще большему расша-
тыванию рукоятки.
Так же прочно должны быть насажены рукоятки на шаберы,
напильники и другие режущие инструменты. Слабо насаженные
рукоятки во время работы легко соскакивают с инструмента,
при этом острым хвостовиком инструмента можно сильно пора-
нить руку. Инструментом без рукоятки пользоваться запре-
щено.
Другие правила: гаечные ключи должны соответствовать раз-
мерам гаек ,и головок болтов; не допускается применять ключи
со смятыми и треснувшими губками, наращивать .ключи труба-
ми, другими ключами или иным способом; необходимо сдедить
за исправностью тисков, съемников и других приспособлений;
371
Правильно
губки тисков и аналогичных зажимных устройств не должны
иметь забоин и их мертвый ход должен быть возможно меньшим;
нельзя применять съемники с искривленными лапками и винтом
со сбитой резьбой.
На рис. 178, 179 показано, как и какими приспособлениями и
инструментами (съемниками, выколотками, ключами, отвертка-
ми) нужно пользоваться.
Начиная работу, необходимо прочно закрепить деталь в тис-
ках; вырвавшаяся из тисков деталь может причинить тяжелое
ранение. При рубке следует надеть защитные очки и иметь на
левой руке предохранительный щиток.
Опилки нужно с верстака сметать, а не сдувать.
Необходимо следить за тем, чтобы пол около верстака был
ровным и чистым: на полу, залитом маслом, легко поскользнуть-
ся. Рекомендуется работать около верстака на подножной ре-
шетке.
При некоторых ремонтных операциях (рубке, металлизации,
сверлении в процессе сборки и др.) слесарю приходится пользо-
ваться сжатым воздухом, подаваемым от цехового воздухопро-
вода к пневмоинструменту под давлением 5—6 ати. Струя это-
го воздуха, попав в нос, рот или уши, может вызвать тяжелые
повреждения внутренних органов человека. Поэтому слесарь-ре-
монтник, прежде чем приступить к работе, должен убедиться в
надежности всех креплений на воздушном шланге, в том, что
нигде нет пропуска воздуха. Присоединять инструмент к воздуш-
ному шлангу или отсоединять его можно только после отключе-
ния от сети, подающей сжатый воздух.
Для промывки деталей иногда пользуются бензином (но ни в
коем случае не этилированным), следует помнить, что пары бен-
зина образуют с воздухом огнеопасную взрывчатую смесь; кро-
ме того, надышавшись этими парами, можно получить серьезное
отравление. Всего этого легко избежать, если постоянно следить
за исправностью действия вентиляции на рабочем месте и не
курить.
Для промывки деталей часто применяют раствор каустиче-
ской соды. В этих случаях слесарь должен оберегать руки от по-
падания на них содового раствора, так как он может вызвать
очень болезненное раздражение кожи.
Работа у станка
Нельзя сметать стружку с обрабатываемой детали рукой,
чтобы посмотреть, насколько чистой получается поверхность об-
работки; при этом можно попасть пальцами под работаю-
щий инструмент. Опасно охлаждать сверло, фрезу и другие
инструменты концами, пропитанными охлаждающей жидко-
стью.
373
Очень важное условие безопасной работы — это опрятность
и аккуратность в одежде. Нужно одеваться так, чтобы одежда
не могла быть захвачена движущимися частями станка. Рабо-
тать надо в спецодежде, плотно облегающей тело, не имеющей
шнурков и завязок. Рабочий костюм необходимо плотно засте-
гивать.
Осторожность нужна также при установке, креплении и сня-
тии деталей; известны случаи порезов о заусенцы или острые
кромки детали уже после ее обработки. Кроме того, нельзя на
ходу станка делать какие бы то ни было измерения деталей.
Особая осторожность требуется при установке тяжелых приспо-
соблений, которые при падении могут поранить ноги работаю-
щего. Если рабочему не по силам поднять приспособление, необ-
ходимо применять подъемно-транспортные устройства.
Обрабатываемые детали следует надежно крепить в
тисках.
Для защиты работающего на станке от отлетающей металли-
ческой стружки применяют ограждения разных конструкций.
При работе на заточном станке можно поранить руки, если
неправильно или небрежно держать затачиваемый инструмент;
легко засорить и даже поранить глаза, если пренебрегать осто-
рожностью; возможен и захват вращающимся кругом одежды
или руки.
Круг, применяемый для заточки инструмента, не должен
иметь трещин. Его проверяют внешним осмотром и легким про-
стукиванием деревянным молотком. Удары наносят по боковой
поверхности круга.
При работе на заточном станке, не имеющем экрана, обяза-
тельно пользуются защитными очками. Подручник надо устанав-
ливать прочно и как можно ближе к кругу, на расстоянии не бо-
лее 2 мм. Затачиваемый инструмент следует подводить к кругу
плавно и держать крепко.
Станки, где рабочим инструментом является абразивный
круг, должны быть снабжены удобным и прочным защитным ко-
жухом, позволяющим легко и быстро заменять один абразивный
круг другим.
У сверлильного станка нужно работать в головном убо-ре. Не
следует касаться вращающегося сверла руками — ни в перчат-
ках или рукавицах, ни голыми. В том или другом случае можно
получить серьезные травмы.
Стружку нужно удалять крючком из проволоки диаметром
6—8 мм, а не рукой.
Деталь при сверлении должна быть надежно закреплена в
тисках или другом приспособлении. Ни в коем случае ее нельзя
прижимать руками к столу станка, так как при заедании свер-
ла деталь может вырваться и при этом покалечить руки; она
может ударить работающего или его соседа.
374
§ 102. ПРАВИЛА БЕЗОПАСНОСТИ ПРИ ПОЛЬЗОВАНИИ
ПОДЪЕМНО-ТРАНСПОРТНЫМИ УСТРОЙСТВАМИ
Ремонт и монтаж промышленного оборудования связаны с
поднятием и перемещением деталей и узлов, зачастую очень
большого веса. Правила техники безопасности запрещают до-
пускать к переноске тяжестей подростков до 16 лет. Юношам
от 16 до 18 лет разрешается переносить грузы весом не более
16 кГ, а девушкам 16—18 лет — не более 10 кГ. Взрослые муж-
чины могут поднимать груз весом до 50 кГ.
Запрещается закреплять поднимаемые детали клиновыми
ремнями, проволокой и другими случайными предметами. Сни-
мая или устанавливая тяжелые детали и узлы при помощи подъ-
емных устройств, необходимо очень надежно прикреплять ка-
нат или трос к детали и к крюку грузоподъемника. Ни в коем
случае нельзя стоять или проходить под подвешенной деталью.
Грузоподъемные механизмы делятся на две группы: подле-
жащие регистрации в органах Госгортехнадзора * и не подлежа-
щие этой регистрации.
К первой группе относятся краны всех типов, за исключе-
нием отнесенных ко второй группе, а также грузовые электри-
ческие тележки с кабиной управления, передвигающиеся по на-
земным рельсовым путям. Во вторую группу входят: краны
всех типов с ручным приводом, поворотные или передвижные,
консольные краны, управляемые с пола, земли или неподвиж-
ной площадки, электрические и ручные тали и лебедки, все
вспомогательные грузозахватные приспособления, подвешивае-
мые к грузозахватному органу грузоподъемных машин и др.
Разрешение на пуск в работу грузоподъемных устройств вы-
дается органами Госгортехнадзора или технической админист-
рацией предприятия (в зависимости от того, кто осуществляет
надзор за этими устройствами) на основании результатов тех-
нического освидетельствования. Освидетельствование грузо-
подъемных устройств и их вспомогательных приспособлений, не
подлежащих регистрации в органах Госгортехнадзора, произ-
водится администрацией предприятия в присутствии лица, от-
ветственного за их обслуживание, с участием инженера по тех-
нике безопасности.
Освидетельствуются все вновь установленные грузоподъем-
ные устройства до пуска в работу и любые другие — не реже,
чем через каждые 12 месяцев.
Грузовые и чалочные канаты, цепи, а также все вспомога-
тельные приспособления при каждом техническом освидетельст-
* Госгортехнадзор — это сокращенное название органов (комитетов) по
надзору за безопасным ведением работ в промышленности, и горному надзо-
ру. Такие комитеты существуют при Советах Министров союзных республик
и Совете Министров СССР.
375
вовании подвергаются осмотру и испытанию. На каждый новый
канат и каждую новую цепь должно быть лабораторное свиде-
тельство завода-изготовителя (акт-сертификат) о том, что они
прошли испытание в соответствии с требованиями ГОСТ. Цепи
и канаты без лабораторных свидетельств не допускаются к ра-
боте. Если на предприятие поступили канаты или цепи без сви-
детельств, отрезок их длиной 1 —1,5 м направляют в специаль-
ную лабораторию для испытания.
Испытание палочных цепей и канатов при технических осви-
детельствованиях производится под нагрузкой, вдвое превыша-
ющей их установленную грузоподъемность; оно должно длить-
ся 10 мин.
Осмотры грузовых канатов и цепей нужно производить че-
рез каждые 10 дней очень тщательно, выявляя дефекты, могу-
щие послужить причиной разрушения канатов и цепей при даль-
нейшей эксплуатации. В стальных канатах такими дефектами
являются обрывы проволок, заломы, вмятины, выпучивания. Ка-
нат, в котором оборвана прядь проволок, к дальнейшей эксплуа-
тации не допускается.
Результаты осмотров и испытаний заносят в специальный
журнал, указывая, на какой срок и при какой предельной рабо-
чей нагрузке допускается к работе каждый канат и каждая
цепь.
На всех грузоподъемных механизмах должна быть надпись,
указывающая их предельно допускаемую грузоподъемность и
срок очередного испытания.
Подъемно-транспортные средства нужно всегда содержать в
полной исправности. Каждое из них должно быть оснащено при-
способлением для торможения и фиксирования груза в любом
положении.
§ 103. ЭЛЕКТРОБЕЗОПАСНОСТЬ ПРИ РЕМОНТНЫХ РАБОТАХ
В современных машинах и станках большое место занимает
электрооборудование: электродвигатели, электроприборы, под-
час сложная система электропроводов. Об этом всегда должен
помнить слесарь-ремонтник и отлично знать правила электро-
безопасности.
При работе с электрооборудованием необходимо прежде
всего остерегаться непосредственного соприкосновения со всяко-
го рода токоведущими частями, с частями оборудования и ме-
таллоконструкциями, которые оказались под напряжением вслед-
ствие нарушения изоляции в тех или иных электроустановках.
В сухих производственных помещениях относительно безопас-
ным считается напряжение тока до 40 в. В помещениях жарких,
сырых, помещениях с земляным или бетонным полом безопасно
напряжение только до 12 в. Провода высокого напряжения долж-
376
ны быть размещены в местах, не доступных для соприкасания
с ними.
Чем больше сила тока, тем больше опасность поражения. Ток
в 0,1 а и выше, как правило, является для человека смертель-
ным.
Степень опасности поражения электрическим током зависит
от ряда условий, в частности от характера прикосновения к токо-
ведущим частям. Особенно опасно двухполюсное прикосно-
вение, т. е. одновременное прикосновение к двум фазам находя-
щейся под напряжением электрической сети (рис. 180, а). Тело
человека тогда оказывается под действием полного рабочего на-
пряжения сети, и ток, проходящий через него, достигает 0,1 а. Че-
ловек может погибнуть.
Пр,и однополюсном прикосновении, которое нередко на-
блюдается в моменты случайных касаний человеком одного из
проводов сети (рис. 180, б), напряжение, действующее на челове-
ка, почти в два раза меньше.
Защита от поражения электрическим током в случаях при-
косновения к частям электроустановки или оборудования, ока-
завшимися под напряжением из-за нарушения изоляции токо-
ведущих частей, достигается заземлением или занулением ме-
таллических частей электроустановок и оборудования.
Защитное заземление — это соединение с землей ме-
таллических частей электроустановок, станков и машин, которые
могут в случае неисправности изоляции оказаться под напряже-
нием. При заземлении (рис. 180, в) опасное для человека напря-
жение падает до величины, не угрожающей поражением током.
В качестве заземлителей обычно применяют стальные трубы или
полосовую сталь, закладываемые в землю.
Защитное зануление — это соединение с нулевым про-
водом металлических частей электроустановок, станков, машин и
конструкций, которые не находятся под напряжением. При зану-
лении происходит автоматическое отключение той или иной уста-
новки, когда на ней возникает напряжение из-за повреждения
изоляции.
Зануление не обеспечивает полной безопасности. Объясняет-
ся это тем, что в момент короткого замыкания в нулевом прово-
де и в присоединенных к нему приемниках тока возникает опас-
ное напряжение, которое длится до момента отключения повреж-
денного токоприемника.
Заземление и зануление одной и той же электроустановки не
допускаются.
В производстве ремонтных работ можно уверенно предотвра-
тить случаи поражения электрическим током при помощи следу-
ющих мер.
Подлежащие ремонту агрегаты отключают от сети и одновре-
менно делают все необходимое, чтобы они не могли включиться в
377
Рис. 180. Схема движения электрического тока при соприкосновении
с проводами:
а — при двухполюсном прикосновении, б — при однополюсном прикосновении.
? — при прикосновении к заземленному механизму» оказавшемуся под напряже-
нием (/ — механизм, 2 — заземляющий провод. 3 — сопротивление изоляции про-
водов)
сеть до окончания ремонтных работ. Отключение агрегатов от се-
ти перед ремонтом и подключение его к сети после ремонта долж-
ны производиться только электромонтером. Отремонтирован-
ный или вновь смонтированный агрегат перед включением в сеть
тщательно проверяют, чтобы убедиться в его полном соответ-
ствии требованиям электробезопасности.
Электроинструменты необходимо применять только для тех
работ, для которых они выпускаются заводом-изготовителем.
К электрической сети их нужно присоединять шланговым кабе-
лем, имеющим специальную жилу для заземления или зануле-
ния инструмента.
При работе электроинструментами следует пользоваться ис-
правными, проверенными индивидуальными защитными средст-
вами: диэлектрическими резиновыми перчатками и галошами,
резиновыми ковриками, изолирующими подставками и др. В су-
хих помещениях надо работать в резиновых перчатках или стоять
на резиновом коврике; в сырых и мокрых помещениях необхо-
димо, кроме того, надевать галоши.
При переноске инструмента его следует держать за корпус,
а не за провод или за рабочую часть. Нужно следить за тем,
чтобы провод не образовывал петель и не перекручивался.
§ 104. ОКАЗАНИЕ ПЕРВОЙ ПОМОЩИ
ПРИ НЕСЧАСТНЫХ СЛУЧАЯХ
Каждый рабочий должен знать, как оказать помощь себе и
другим при несчастных случаях.
Главные условия при оказании первой помощи — быстрые и
умелые действия. Это особенно важно, когда оказывается по-
мощь пораженному электрическим током.
Если попавший под напряжение человек не может самостоя-
тельно оторваться от токоведущих частей, необходимо тотчас
же освободить его от действия тока. Когда вблизи нет рубиль-
ника, перерубают провода, например, топором с деревянной
ручкой (это допускается при напряжении НО, 220 и 380 е) или
замыкают провода накоротко, чтобы сгорели предохранители.
Если нет возможности обесточить провод, отрывают от него
пострадавшего. При этом спасающий должен изолировать себя:
надеть резиновые перчатки, сухие галоши или встать на доску,
надеть сухую одежду.
В случаях, когда пострадавший без сознания, нужно немед-
ленно применить искусственное дыхание, не дожидаясь прибы-
тия врача, фельдшера или медицинской сестры. Так нужно по-
ступить потому, что при электрическом ударе прекращение ды-
хания часто бывает временным. Прежде чем применить
искусственное дыхание, освобождают пострадавшего от частей
379
одежды, стесняющих дыхание, например, расстегивают ворот-
ник, освобождают пояс.
Наряду с несчастными случаями на производстве возможны и
небольшие травмы в виде порезов, ушибов, ожогов и др. Не сле-
дует относиться к такого рода травмам, как к пустякам даже
простая заноза, оставшись неизвлеченной, может привести к
воспалительному процессу.
При небольшом порезе надо достать из аптечки санитарного
поста (или из индивидуального пакета) вату, взять марлю и
йод. Очистив ватой грязь около пореза, заливают рану йодом,
покрывают ее 2—3 слоями марли и поверх марли накладывают
слой ваты, после чего участок с порезом забинтовывают.
Нельзя промывать ранку водой, так как вода никогда не бы-
вает абсолютно чистой, не следует также завязывать ранку гряз-
ным носовым платком или тряпкой.
На ушибленное место нужно наложить давящую повязку, а
поверх нее пузырь со льдом или с холодной водой, который дер-
жат минут двадцать. При тяжелом ушибе следует отправить
пострадавшего в медпункт, используя, если в этом есть надоб-
ность, носилки санитарного поста.
При ожоге нужно смазать покрасневшее место вазелином.,
наложить на него компресс из содового раствора или крепкого
чая. Нельзя резать или прокалывать образовавшийся от ожо-
га пузырь. При сильном ожоге следует забинтовать обожжен-
ное место и немедленно обратиться в медпункт.
При засорении глаза, когда соринка не вышла со слезой, на-
кладывают на глаз повязку и без задержек направляются в мед-
пункт. Не рекомендуется самому удалять соринку.
При кровотечении из пораненной руки или ноги следует при-
поднять руку пли ногу, сдавить кровоточащие сосуды перевя-
зочным материалом и крепко забинтовать. Остановить кровь
можно так: перетягивают руку или ногу выше места ранения по-
лотенцем, а если его нет, то веревкой, и образуют жгут, завя-
зывая полотенце или веревку глухим узлом. В узел вставляют
палочку и закручивают жгут достаточно туго. Палочку закреп-
ляют в жгуте и сразу же принимают меры к отправке постра-
давшего в медпункт.
Контрольные вопросы
1. Каково основное содержание вводного инструктажа по технике безо-
пасности?
2. Каковы правила перемещения и подъема грузов?
3. Каковы правила по технике безопасности при работе у верстака,
у станка?
4. Каковы правила электробезопасности?
ОГЛАВЛЕНИЕ
Стр.
Введение............ . . . . • • • • • ............. • • • . 3
Раздел первый
Общие сведения о промышленном оборудовании
Глава I. Понятие об устройстве металлорежущих станков, кузнечно-
прессовых и подъемно-транспортных машин................. 7
§ I. Классификация промышленного оборудования............ 7
§ 2. Металлорежущие станки.............................. 11
§ 3. Кузнечно-прессовое оборудование.................... 30
§ 4. Подъемно-транспортное оборудование................ 37
Глава II. Типовые механизмы и детали машин............. . . . . 38
§ 5, Типовые детали, передающие вращательные движения .... 38
§ 6. Механизмы передачи вращательного движения.............. 52
§ 7. Механизмы преобразования движения ..................... 67
§ 8. Предохранительные устройства.......................... 74
§ 9. Механизмы приводов .................................... 77
Глава III. Узлы Металлорежущих станков........... . ........ 90
§ 10. Станина..................... . . . ................ 90
§ 11. Передняя бабка токарного станка со шпинделем и коробкой
скоростей; задняя бабка..................................... 91
§ 12. Коробка подйч и суппорт токарного станка; механизмы фар-
тука . .. . •’......................................... 94
§ 13. Кинематические схемы и паспорта оборудования.......... 97
Раздел второй
Организация ремонта оборудования и ремонтной службы '
иа предприятиях
Глава IV. Система планово-предупредительного ремонта . ... . . . 104
§ 14. Общее понятие о системе планово-предупредительного ремонта 104
§ 15. Межремонтное обслуживание............................ 105
§ 16 Планово-предупредительный ремонт и ремонтные нормативы 106
§ 17. Периодичность ремонта и нормы простоя оборудования в ре;
монте . . . ... ...... ... ... . ... • НО
381
Стр.
Глава V. Организация ремонтной службы на предприятии ..... 112
§ 18. Виды организации ремонтного хозяйства.......................ИЗ
§ 19. Узловой метод ремонта станков............................ 115
§ 20. Перспективы улучшения организации ремонтного дела .... 118
Глава VI. Организация рабочего места слесаря-ремонтника........120
§ 21. Значение правильной организации рабочего места.............120
§ 22. Оснащение постоянного и временного рабочих мест слесаря-
ремонтника . .............................................. 121
§ 23. Механизированный инструмент слесаря-ремонтника .... 122
§ 24. Подъемно-транспортные средства, применяемые при ремонте 123
Раздел третий
Износ деталей промышленного оборудования. Пути повышения
долговечности машин
Глава VII. Износ деталей машин и станков............................131
§ 25. Сущность явления износа, значение смазки...................131
§ 26. Характер износа различных деталей оборудования.............134
§ 27. Определение износа деталей.................................137
§ 28. Предельные износы................................... . . 150
Глава VIII. Пути и средства повышения долговечности оборудования 151
§ 29. Основные факторы, увеличивающие продолжительность ра-
боты оборудования между ремонтами............................151
§ 30. Значение шероховатости поверхности трения для повыше-
ния долговечности деталей................................ . . 152
§ 31. Повышение долговечности поверхностным упрочнением де-
талей . . ........................................... 153
§ 32. Увеличение срока службы узлов применением деталей-ком-
пенсаторов износа........................................... 156
§ 33. Улучшение смазки как важная мера борьбы с износом обо-
рудования ............................................... 158
§ 34. Способы защиты направляющих от износа.................165
Глава IX. Технологические процессы восстановления •'еталей машин 167
§ 35. Применение ручных способов сварки и наплав... . . . 167
§ 36. Применение автоматических способов сварки и наплавки . . . 170
§ 37. Восстановление изношенных деталей металлизацией .... 173
§ 38. Восстановление и упрочнение изношенных Деталей электро-
литическими и химико-термическими способами..................176
§ 39. Восстановление и упрочнение деталей электроискровой обра-
боткой ...............,.................................. 179
§ 40. Восстановление изношенных деталей склеиванием..............179
Раздел четвертый
Технология ремонта и модернизация промышленного оборудования
Главах. Ремонт деталей с плоскими сопрягаемыми поверхностями . . 184
§ 41. Общие сведения ........... ...............184
382
Стр.
§ 42. Восстановление направляющих станины токарного станка . . 185
§ 43. Восстановление направляющих станины горизонтально-фре-
зерного станка .............................................. 201
§ 44. Восстановление направляющих каретки суппорта токарного
станка........................................................ 203
§ 45. Восстановление направляющих каретки стола фрезерного
станка.................................................... • 214
§ 46. Восстановление направляющих консоли фрезерного станка . . 215
§ 47. Восстановление направляющих стола фрезерного станка . . . 219
§ 48. Восстановление направляющих у ползунов прессов........220
§ 49. Восстановление шаботов молотов........................221
§ 50. Восстановление прижимных планок и клиньев.............223
Глава XI. Ремонт деталей передач вращательного движения .... 227
§ 51. Ремонт валов ........................................ . . 227
§ 52. Ремонт шпинделей . . .;....................................230
§ 53. Ремонт подшипников скольжения . ...........................234
§ 54. Устранение неисправностей подшипников качения..............240
§ 55. Ремонт муфт............................................. 245
§ 56. Ремонт зубчатых колес .................................. 248
§ 57. Ремонт деталей червячных передач .........................250
§ 58. Ремонт шкивов ......................................... 251
§ 59. Ремонт деталей цепных передач .............................254
Глава XII. Ремонт деталей механизмов преобразования движения . . 255
§ 60. Ремонт деталей поршневой и кривошипно-шатунной групп . . 255
§ 61. Ремонт ходовых винтов и гаек......................... 263
§ 62. Ремонт деталей кулисного механизма ....................268
Глава XIII. Ремонт неподвижных соединений и трубопроводов ... . 271
§ 63. Ремонт неподвижных соединений . . . ..................271
§ 64. Ремонт трубопроводов ... . . .... ... . ...........277
Глава XIV. Ремонт гидравлических устройств .... . ...............283
§ 65. Выявление и устранение неполадок в работе гидросистем . . 283
§ 66. Ремонт пи ,job гидросистем, штоков и поршней...........287
§ 67. Ремог ____ив, регулирующих и управляющих устройств гид-
росистем . . . . ...................... . . ... . ..........290
Глава XV. Последов, дельность работ при ремонте промышленного
оборудования ................................................. 294
§ 68. Разборка станков . .................................. 295
§ 69. Подготовка к сборке.................................. 306
Глава XVI. Сборка механтзмов и машин при ремонте ................309
§ 70. Понятие о размерных цепях............................. 309
§ 71. Сборка неподвижных соединений............. . ..........311
§ 72. Сборка узлов с подшипниками качения . ..............: 317
§ 73. Сборка валов и муфт . . .................... • 320
383
Стр.
§ 74. Сборка ременной передачи...............................322
§ 75. Сборка цепной передачи.............................. . 323
§ 76. Сборка зубчатых и червячных передач............‘ . . . 325
§ 77. Сборка гидроприводов . ................................328
§ 78. Сборка деталей с направляющими плоскостями.............332
§ 79. Сборка кривошипно-шатунных механизмов . . . ...........333
§ 80. Пример сборки узла шпинделя ...........................336
§ 81. Общая сборка машин (станков) ..........................338
Глава XVII. Капитальный ремонт токарно-винторезного станка 1 К-62 341
§ 82. Осмотр и другие проверки станка перед ремонтом.........342
§ 83. Разборка станка .................................... . 342
§ 84. Установка и выверка передней бабки.....................345
§ 85. Установка и выверка коробки подач, фартука, кронштейна
ходового винта и ходового вала .................. . .........347
§ 86. Ремонт корпуса задней бабки............................350
§ 87. Технические условия на общую сборку станка.............353
§ 88. Испытание отремонтированного станка....................354
§ 89. Типовой график капитального ремонта токарно-винторезного
станка 1К62 . ...................................357
Глава XVIII. Модернизация оборудования ..........................358
§ 90. Сущность модернизации н ее главные направления........ 358'
§ 91. Модернизация с целью сокращения основного (машинного)
времени .................... . ... . . . ... . ... ... ... ... . 360
§ 92. Модернизация с целью сокращения вспомогательного времени 361
§ 93. Модернизация с целью расширения технологических возмож-
ностей оборудования .........................................361
§ 94. Модернизация с целью автоматизации станочной обработки 362
Раздел пятый
Организация и экономика производства, вопросы техники безопасности
Глава XIX. Основные сведения по организации и экономике произ-
водства ........................., ...................... . . 363
§ 95. Организация производства................................. 363
§ 96. Организация труда.....................................364
§ 97. Техническое нормирование . ...........................365
§ 98. Заработная плата............. . ......................366
§ 99. Планирование и хозрасчет .......................... . . 367
Глава XX. Техника безопасности при ремонте оборудования..........369
§ 100. Предосторожности при нахождении на территории предприя-
тия и в его цехах............................................369
§ 101. Требования безопасности при выполнении, ремонтных работ . 371
§ 102. Правила безопасности при пользовании подъемно-транспорт-
ными устройствами..............................................375
§ 103. Электробезопасность при ремонтных работах.............376
§ 104. Оказание первой помощи при несчастных случаях .... 379
Оглавление.........................................................381