


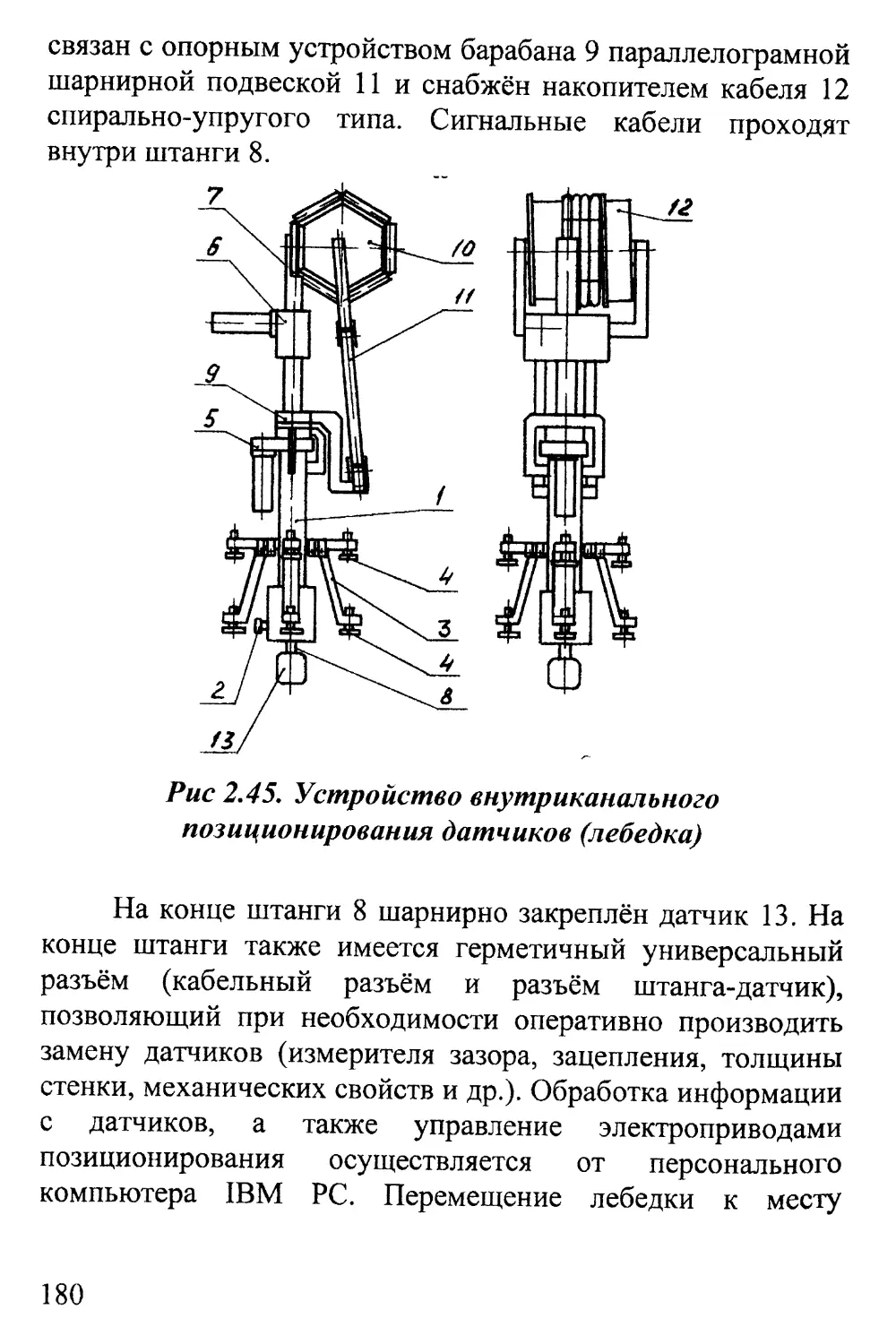


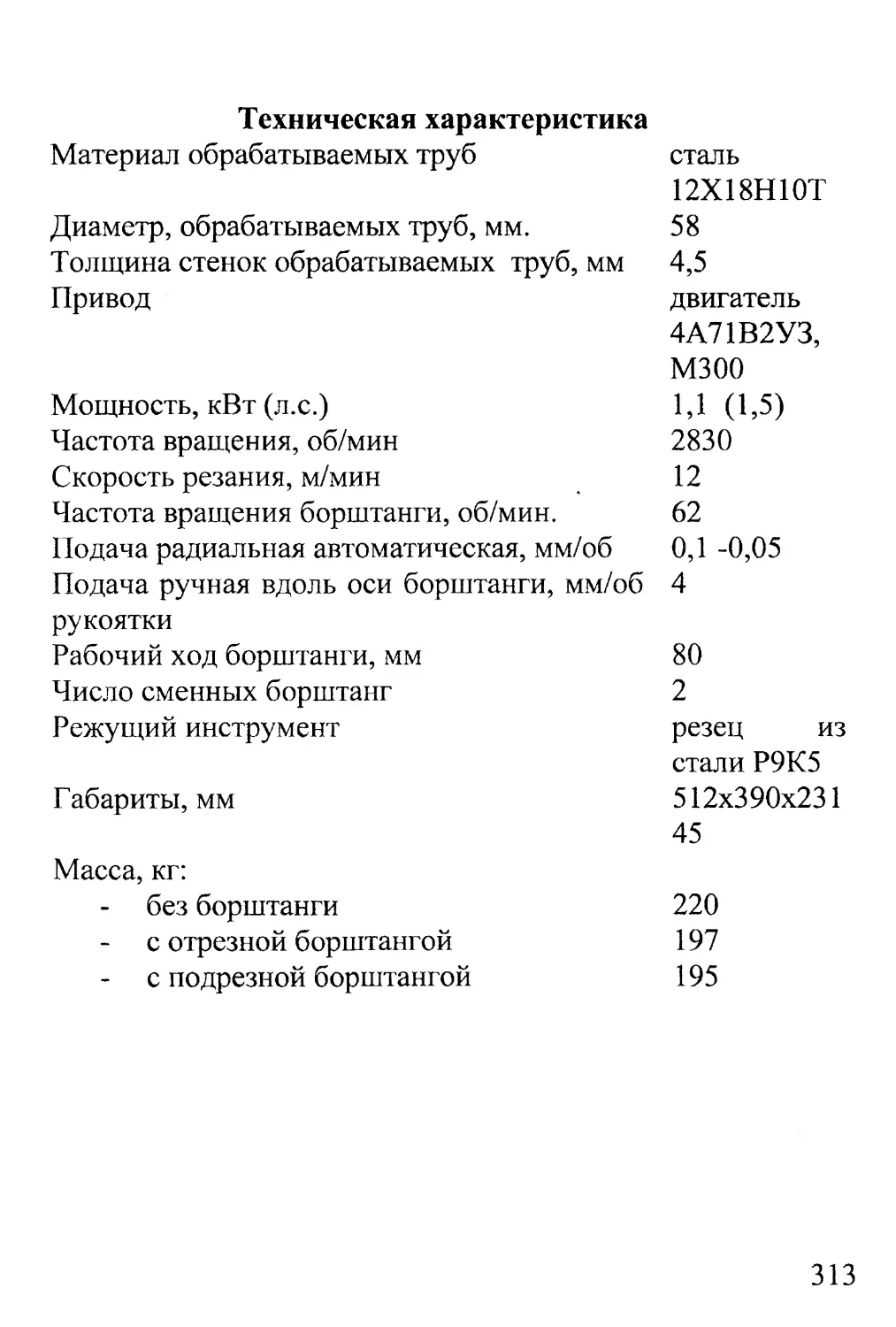







Автор: Трофимов А.И. Балдин В.Д. Григорьев М.В.
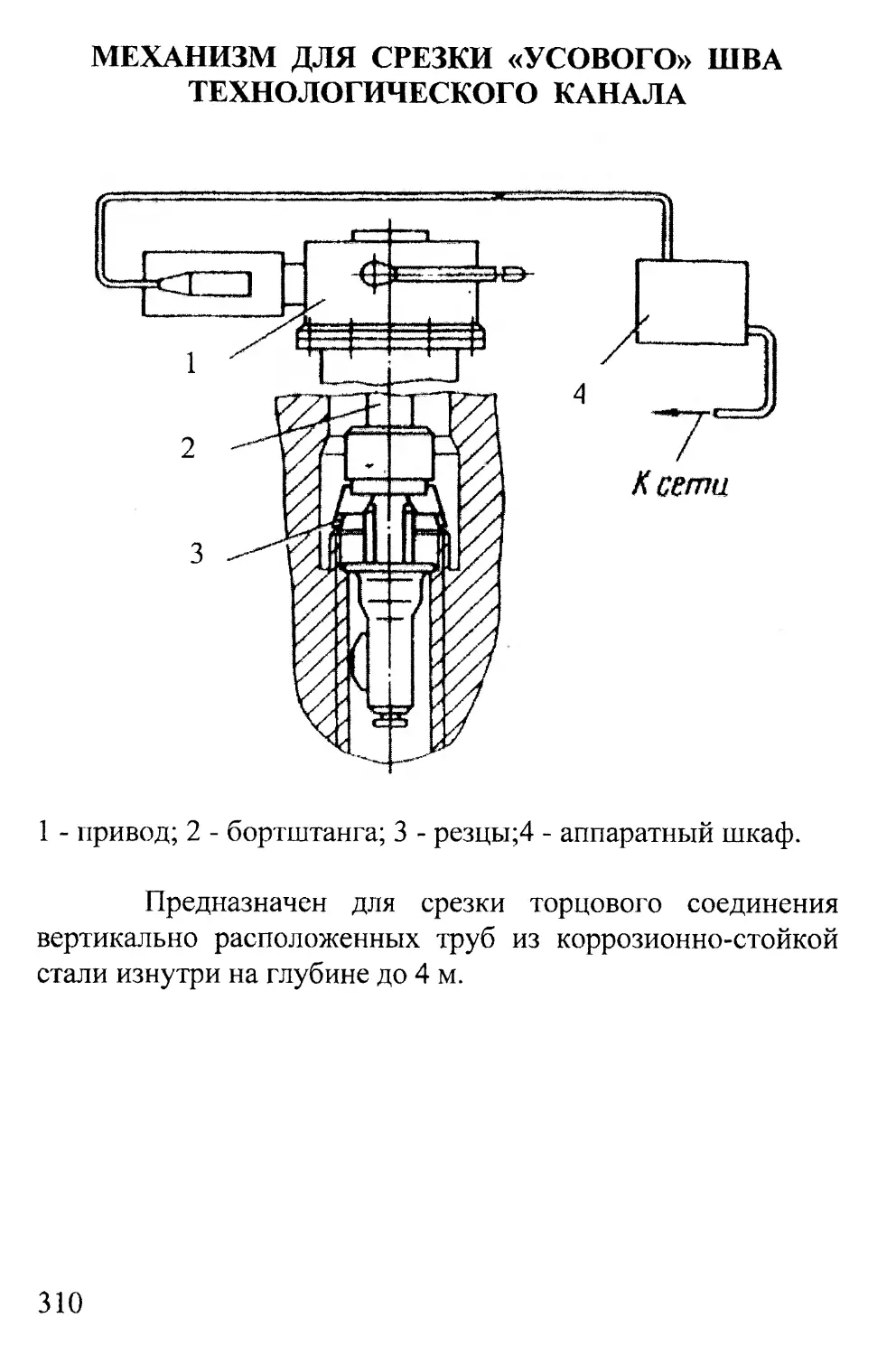
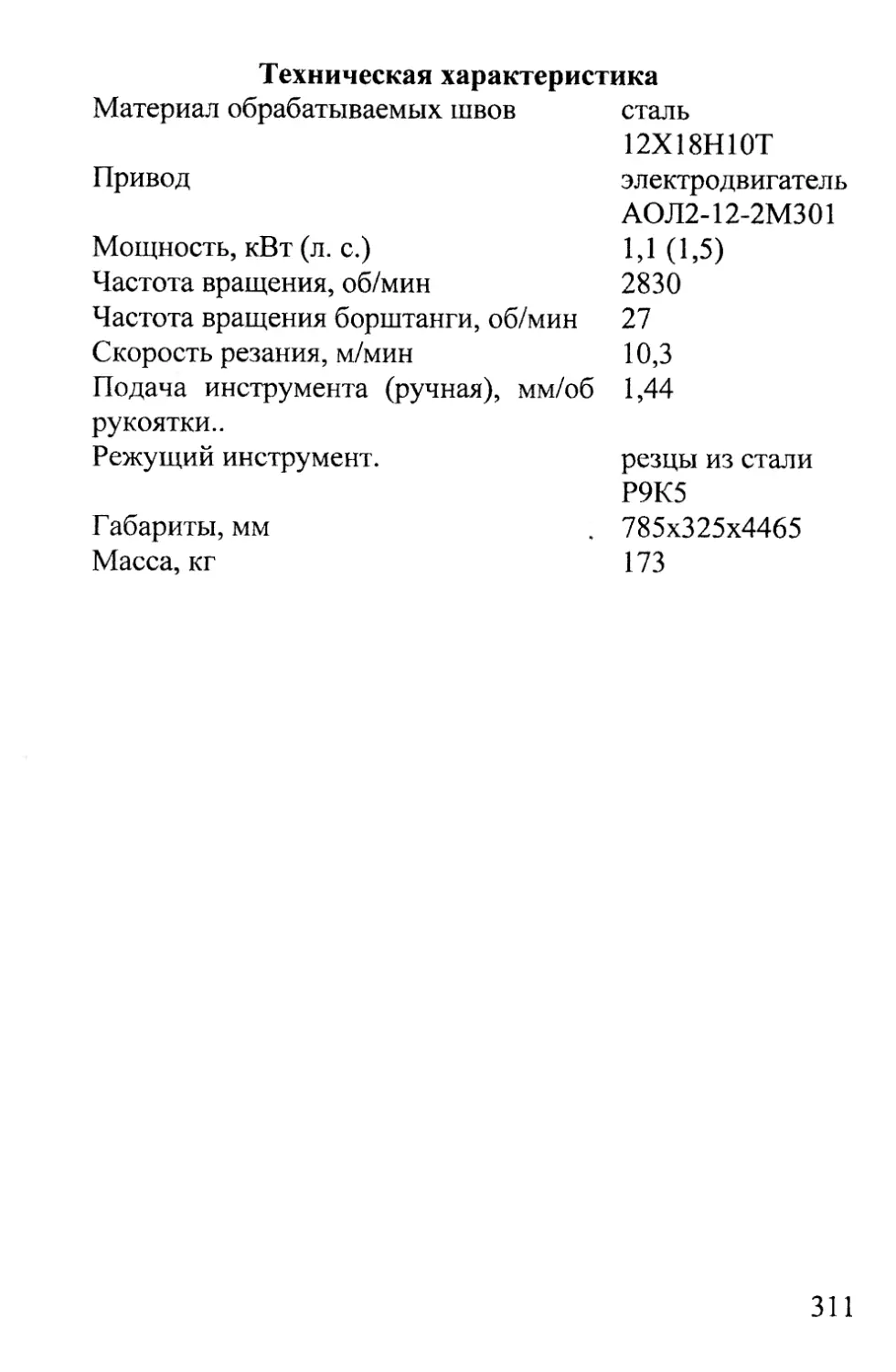
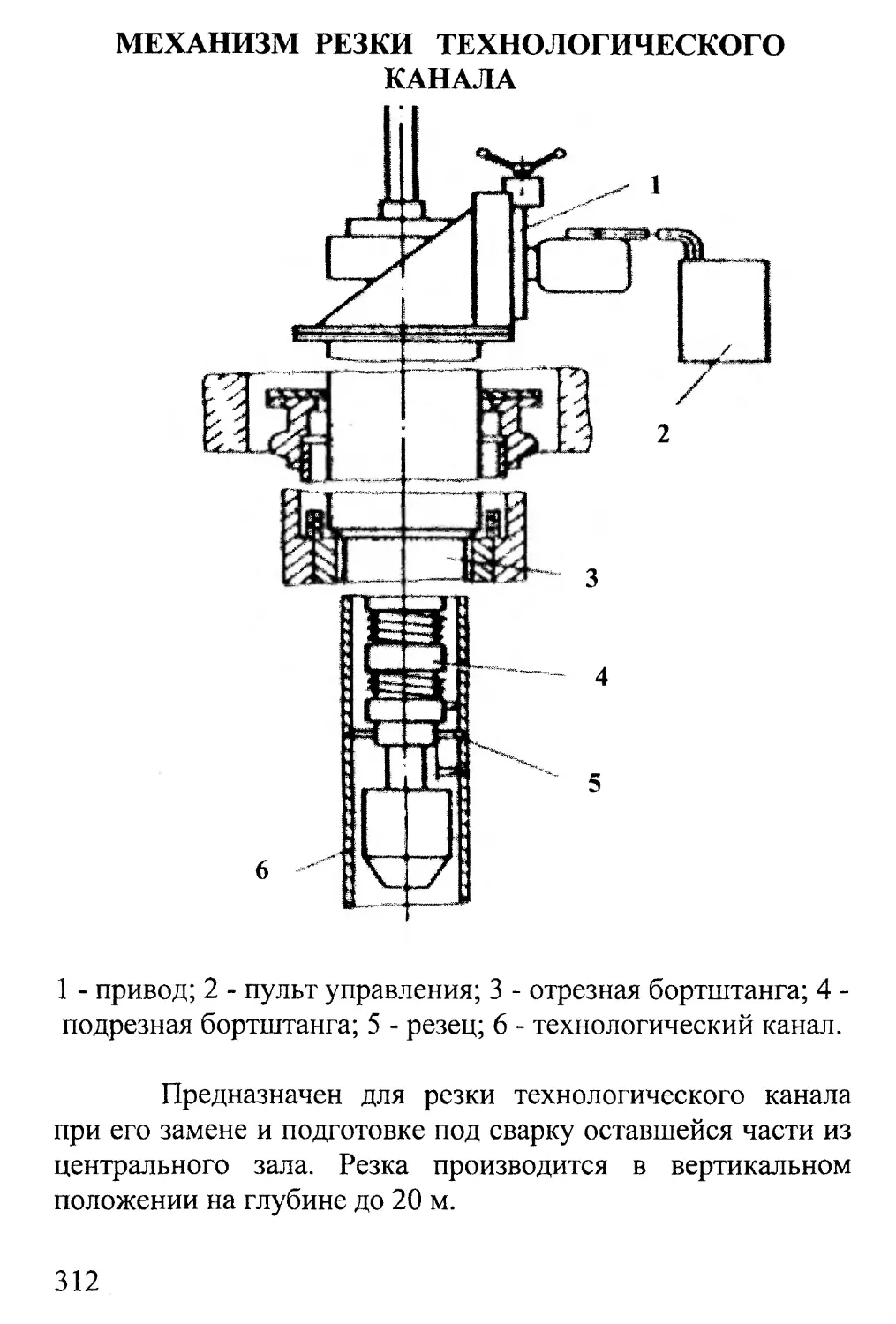
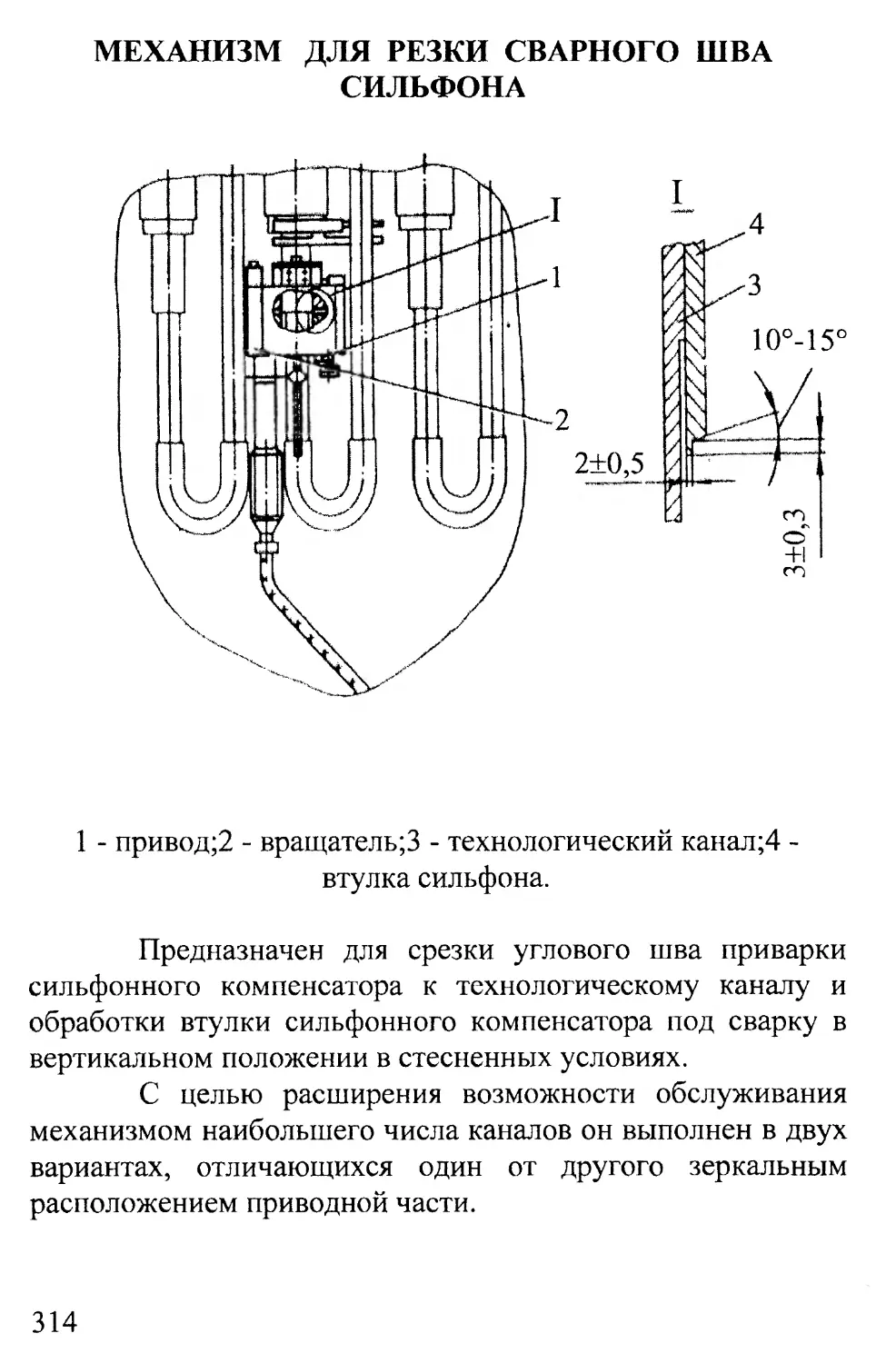
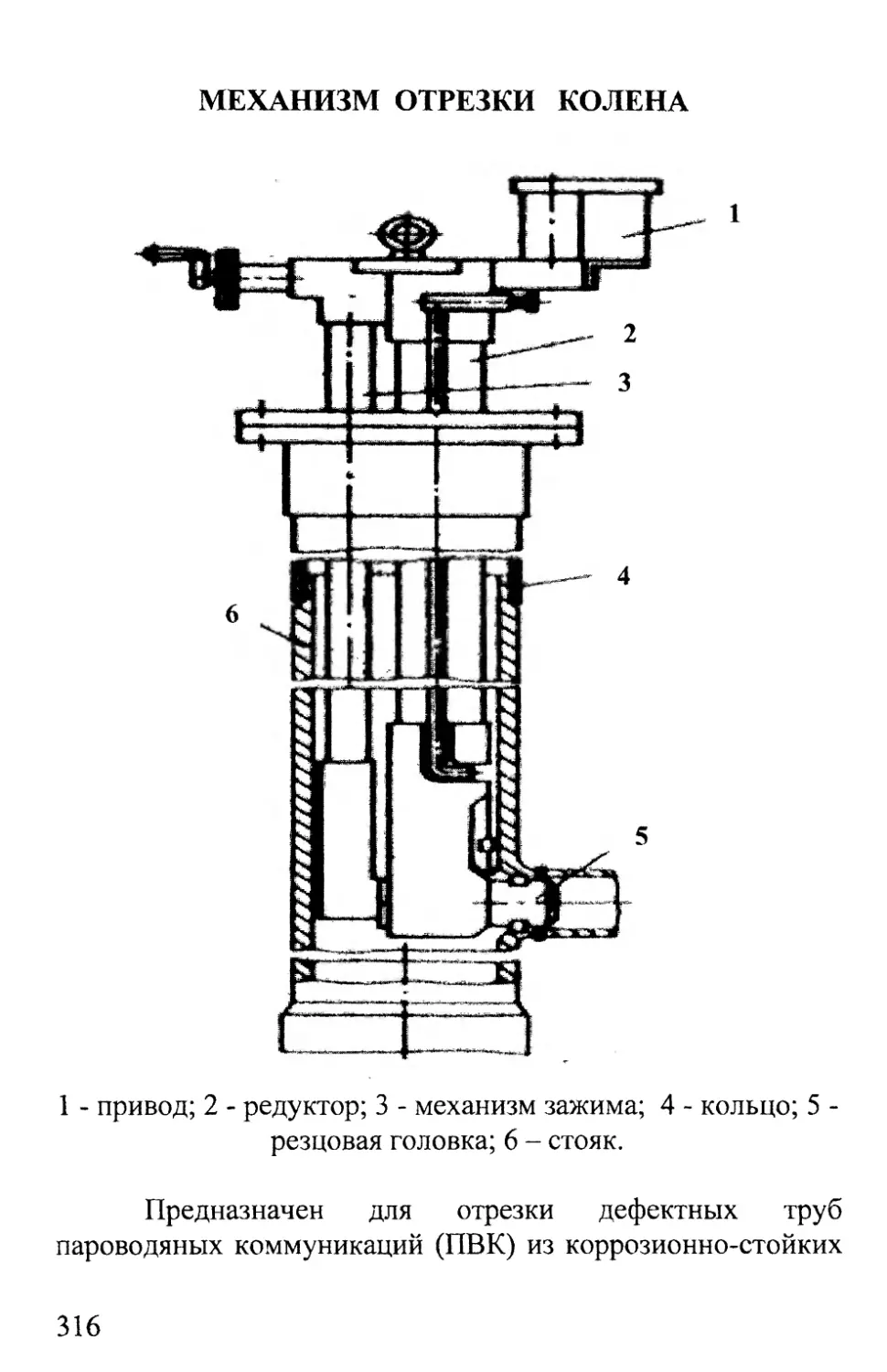
Теги: автоматика системы автоматического управления и регулирования интеллектуальная техника технология управления оборудование систем управления техническая кибернетика приборостроение электротехника ядерная энергетика ядерные реакторы
ISBN: 5-283-03189-6
Год: 2003




А.И. ТРОФИМОВ, В.Д. БАЛДИН, М.В. ГРИГОРЬЕВ
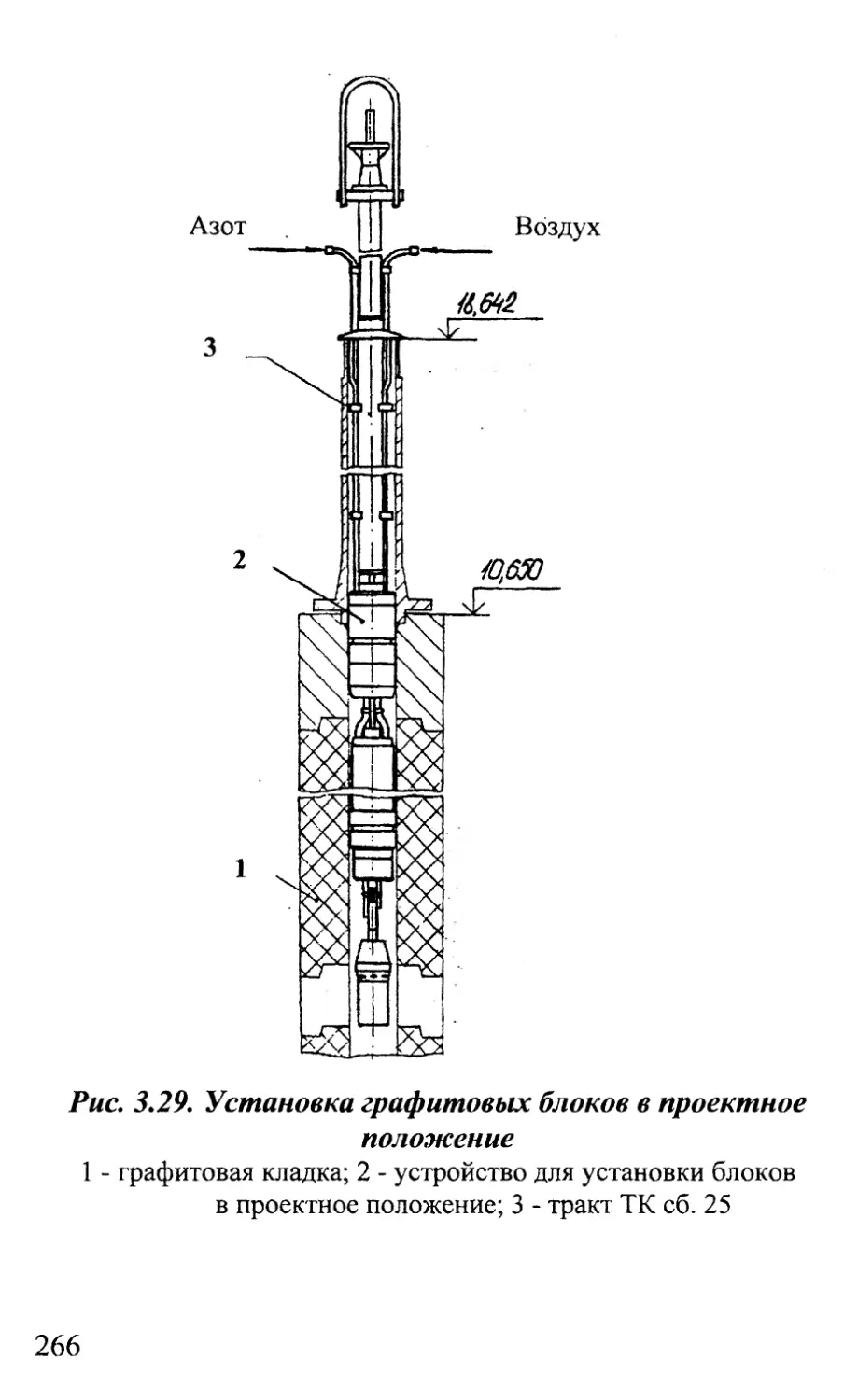
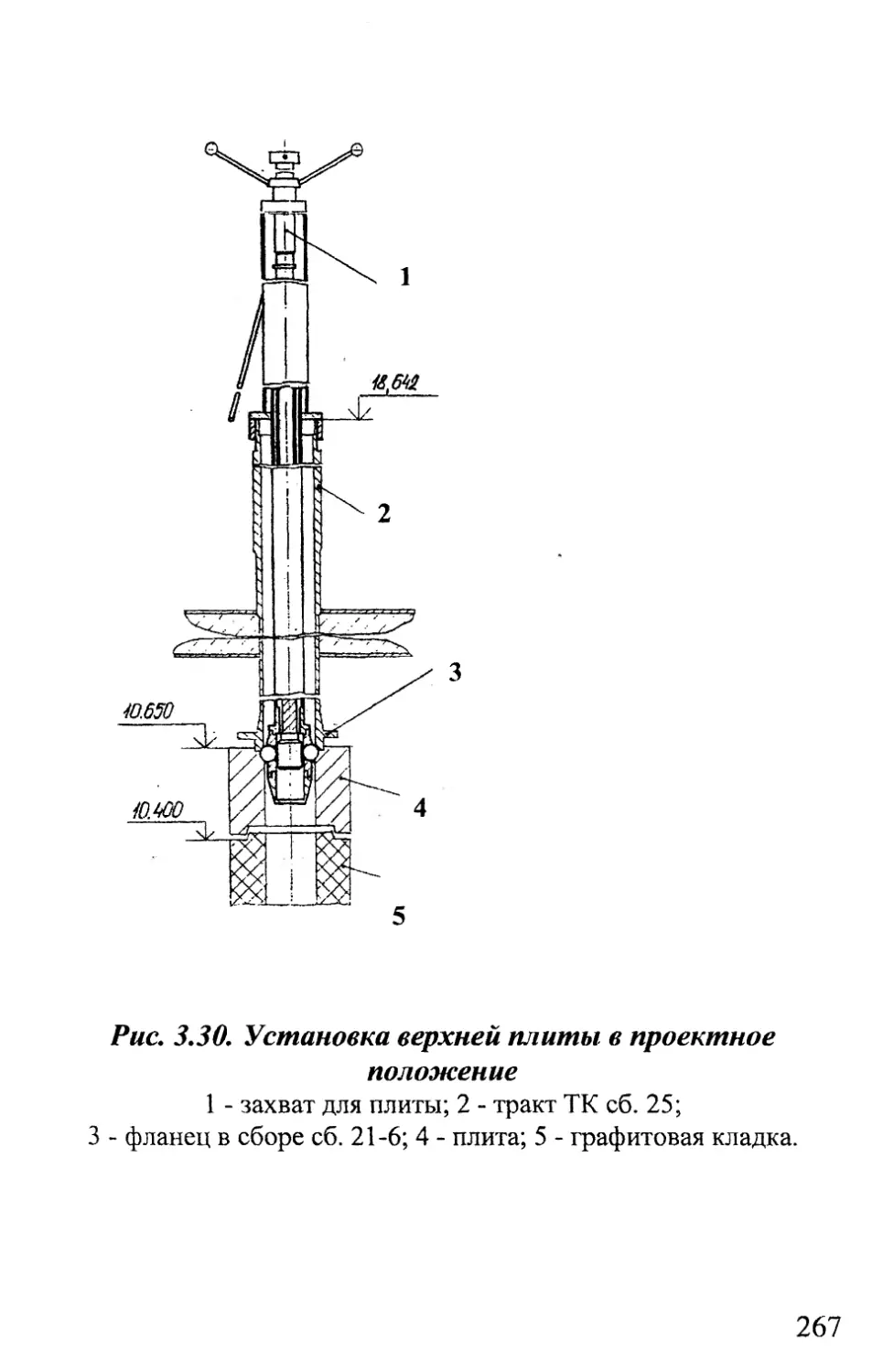
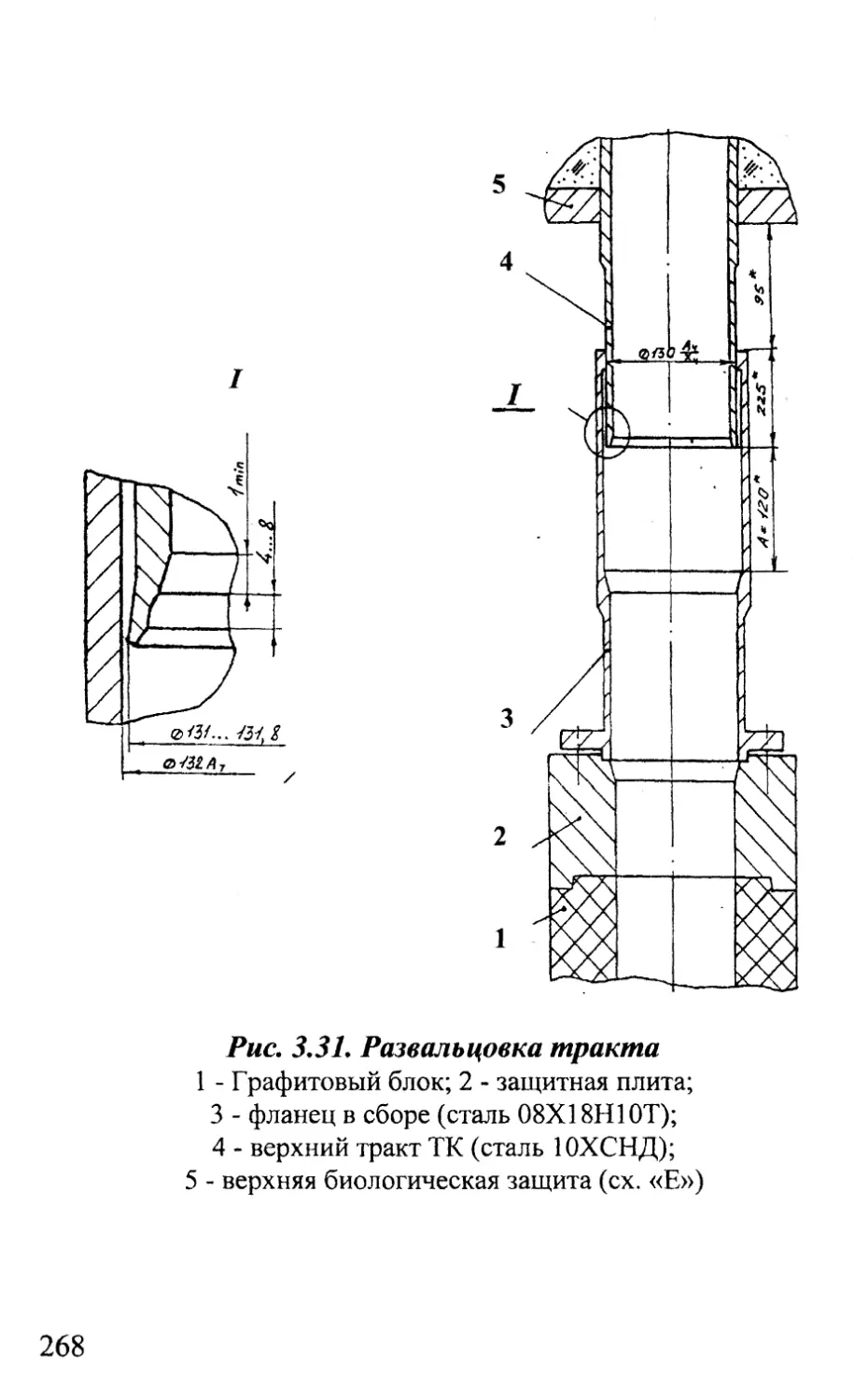
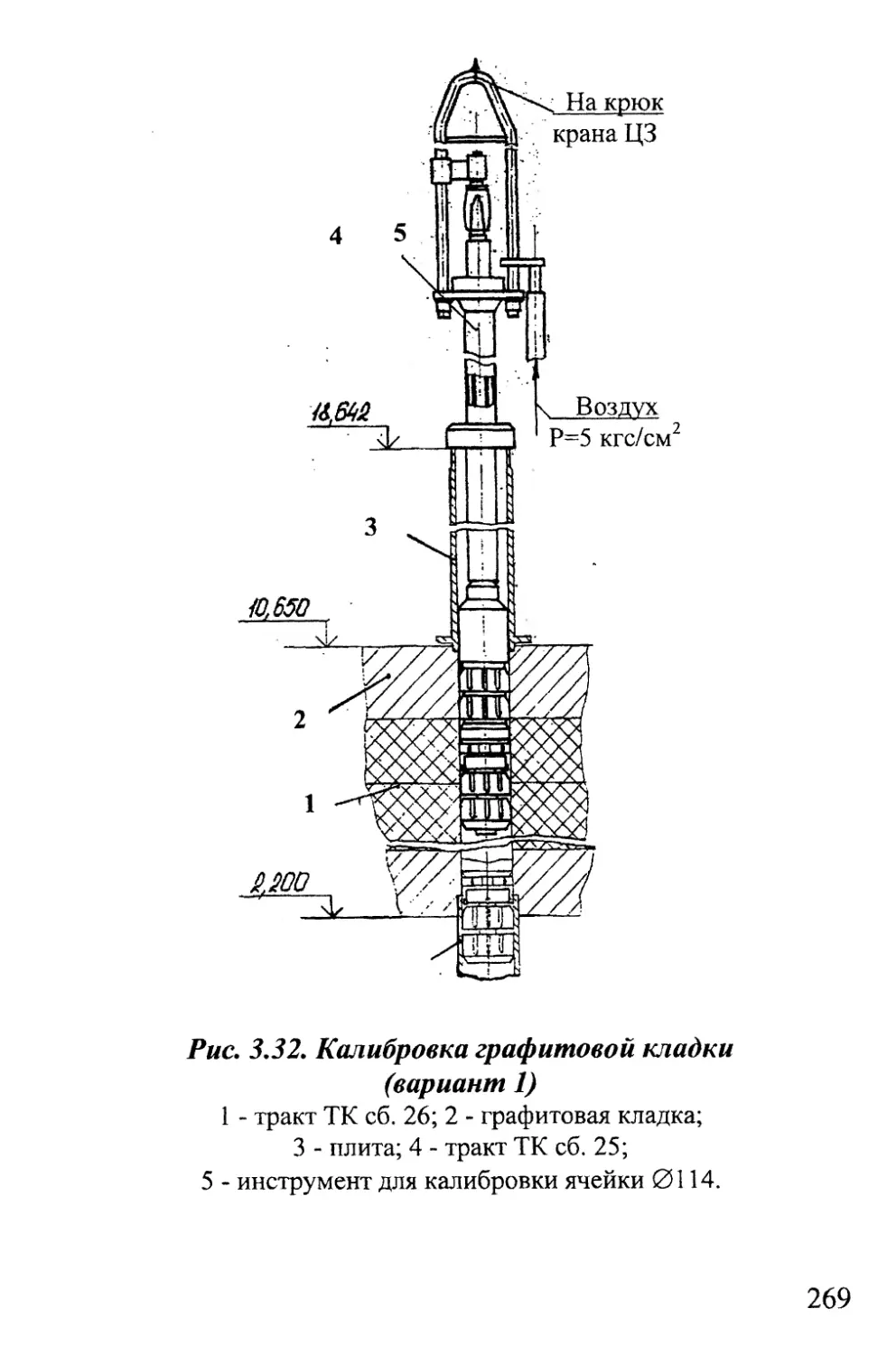
ДИАГНОСТИКА И РЕМОНТ
КОНСТРУКЦИЙ АКТИВНОЙ ЗОНЫ
ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ
РЕАКТОРОВ РБМК-1000
ИЗДАНИЕ ВТОРОЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
ОГЛАВЛЕНИЕ
Под редакцией
доктора технических наук, профессора,
заслуженного деятеля науки РФ А.И. Трофимова
МОСКВА
ЭНЕРГОАТОМИЗДАТ-2003
УДК 681.518.3(075.8)
ББК 34.9
Т76
Рецензенты; С.А. Морозов, д.т.н., профессор,
В.М. Рыбин, д.т.н., профессор, заслуж. деятель науки РФ.
Трофимов А.И., Балдин В.Д., Григорьев М.В.
Т76 Диагностика и ремонт конструкций активной зоны
энергетических ядерных реакторов РБМК-1000. Изд. 2-е,
перераб. и доп. М.: Энергоатомиздат, 2003. - 368 с. с ил.
ISBN-5-283-03189-6
В книге обобщен опыт разработки систем
диагностики технологических каналов и графитовых кладок
реакторов РБМК-1000. Рассмотрены вопросы ремонта
конструкций активной зоны.
Предназначена для инженеров АЭС и научных
сотрудников, занимающихся вопросами диагностики и
ремонта оборудования активной зону реакторов РБМК-1000.
Может быть полезна для преподавателей и студентов вузов
специальностей, связанных с эксплуатацией ЯЭУ с
реакторами РБМК-1000.
УДК 681.518.3(075.8)
ББК 34.9
ISBN -5- 283-03189-6
© Коллектив авторов, 2003
Предисловие
Многолетний опыт эксплуатации ядерных энерге-
тических установок с реакторами РБМК-1000 показал, что
конструкции активной зоны, определяющие безопасность
работы реактора, требуют к себе повышенного внимания.
Они находятся в условиях жесткого нейтронного облучения,
высоких температур и воздействия теплоносителя.
Основной задачей диагностики конструкций является
своевременное обнаружение изменения их геометрических
параметров и состояния металла. По мере старения
оборудования роль диагностики существенно возрастает. В
свете общих тенденций ужесточения требований к качеству
оборудования атомной энергетики повышаются требования к
точности, надежности и удобству эксплуатации
существующих систем контроля. Возникает необходимость в
системах ранней диагностики. Учитывая проблемы,
связанные с продлением срока эксплуатации АЭС,
существует необходимость совершенствования технологии и
специального оборудования для ремонта и замены узлов
конструкций активной зоны реакторов.
В данной книге впервые сделана попытка обобщения
имеющегося опыта работ по диагностике и ремонту
конструкций ядерных энергетических установок с
реакторами РБМК-1000.
Книга будет полезна как научным сотрудникам и
инженерно-техническим работникам, разрабатывающим
средства диагностики и технологию ремонта конструкций
активной зоны, так и эксплуатационному персоналу ядерных
энергетических установок с реакторами РБМК-1000.
Директор Инженерного Центра Диагностики НИКИЭТ,
кандидат технических наук Б.П. Стрелков
3
Введение
Реактор РБМК-1000 - канальный, энергетический,
водо-графитовый реактор, который эксплуатируется в
России на 11 энергоблоках. Первый энергоблок с реактором
РБМК-1000 Ленинградской АЭС введен в эксплуатацию в
декабре 1973 года. В настоящее время находятся в
эксплуатации 4 энергоблока Ленинградской, 3 энергоблока
Смоленской, 4 энергоблока Курской АЭС. Подготавливается
к пуску 5-й энергоблок Курской АЭС. Реализуются
мероприятия по продлению срока службы энергоблоков
сверх проектного (30 лет).
В процессе эксплуатации реакторов РБМК-1000 они
подвергаются модернизации и реконструкции, целью
которых является повышение их безопасности и надежности.
Результатом этих работ явилось существенное изменение
реакторной установки по сравнению с первоначальным
проектом. По физическим характеристикам это практически
другой, более совершенный реактор, чем он был в 70-ых
годах прошлого века.
Активная зона реактора - основной компонент
установки, обеспечивающий ее жизнедеятельность и
отвечающий за ее безопасность. Конструкции активной зоны
любого ядерного реактора работают в условиях нейтронного
облучения, температуры и воздействия рабочей среды, что
приводит к изменению параметров их состояния и, как
следствие, может привести к изменению способности
выполнять свои функции. В реакторах канального типа это, в
первую очередь, сами циркониевые каналы и конструкции
замедлителя и отражателя нейтронов. Обеспечение контроля
и управления состоянием конструкций активной зоны -
неотъемлемое условие квалифицированной эксплуатации
4
реактора. Оно реализуется путем выполнения
периодического обследования и ремонта узлов зоны.
Основными методами внутриреакторного обследования
является осмотр, неразрушающая дефектоскопия и
измерение размеров. Для выполнения этого контроля или,
иными словами, для диагностики состояния конструкций на
АЭС используется достаточно широкий набор приборов и
оборудования. В случае, если параметры состояния
конструкций достигают предельно-допустимых значений,
эти конструкции подвергаются ремонту или замене. В
частности каналы реактора РБМК заменяются при
обнаружении в них недопустимых дефектов или при
исчерпании «газового» зазора.
Канальные ядерные реакторы эксплуатируются и за
рубежом, в том числе в Канаде, Индии, Румынии и других
странах. Построена большая серия канальных реакторов
типа CANDU с тяжеловодным замедлителем. Один
канальный реактор типа FUGEN (ATR) с тяжеловодородным
замедлителем эксплуатируется в Японии. Эти два типа
ядерных ректоров являются ближайшими аналогами
реактора РБМК-1000.
К настоящему времени в России и за рубежом накоплен
значительный опыт в диагностике и оценке состояния
конструкций активных зон.
В Канаде контроль состояния топливных каналов
реакторов CANDU проводится разрушающими и
неразрушающими методами. Создана специализированная
система комплексного контроля.
В Японии для контроля состояния труб давления
создано оборудование для измерения внутреннего диаметра
и толщины стенки, а также система ультразвуковой
дефектоскопии металла. Производится также телевизионный
осмотр внутренней поверхности труб давления.
5
В начальный период эксплуатации канальных
реакторов в России на каждой АЭС искали свои пути
создания систем диагностики. Первые ультразвуковые
системы контроля искривления каналов на основе маятника
были разработаны на Белоярской АЭС. Затем в Обнинском
Институте Атомной Энергетики (ОИАТЭ) были предложены
более точные ультразвуковые инклинометры на основе
изменения уровня жидкости. В настоящее время в ОИАТЭ
разработаны ультразвуковые системы измерения
искривления и диаметра каналов и графитовых колонн,
имеющие достаточно хорошие эксплуатационные
характеристики.
Для контроля сплошности циркониевых труб каналов и
переходников «сталь - цирконий» специалистами НИКИМТ
по техническому заданию НИКИЭТ была разработана и в
1987 году прошла испытания установка СК-06М2. В
последние годы разработана и внедрена более совершенная
установка СК-26, которая является базовой на всех
энергоблоках с реакторами РБМК-1000.
Во ВНИИ АЭС разработана система контроля
величины зацепления в телескопическом соединении
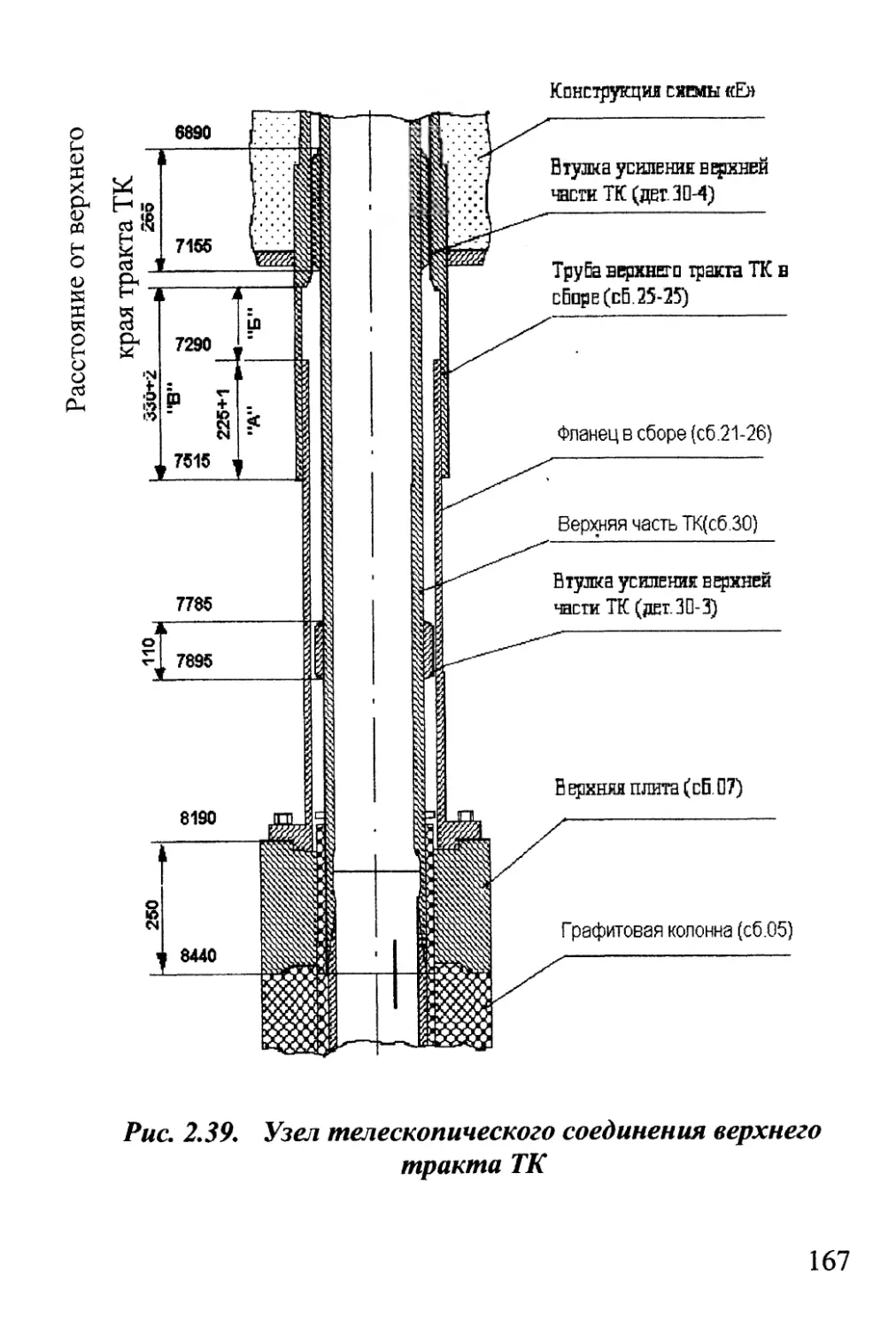
верхнего тракта технологического канала.
Большой опыт по ремонту конструкций активной зоны
реакторов РБМК-1000 накоплен в НИКИМТ и на самих
АЭС. В некоторых случаях используются разработки
промышленных комбинатов. Так на Сибирском химическом
комбинате разработана оптико-телевизионная система
визуального контроля внутренней поверхности
технологических каналов и каналов СУЗ.
Основной задачей данной книги является обобщение
опыта создания систем диагностики состояния циркониевых
каналов и графитовой кладки реакторов РБМК-1000, а также
оборудования для их замены и ремонта.
6
Книга написана по заказу концерна «Росэнергоатом».
Постановка задачи сформулирована заместителем
технического директора концерна В.И. Гусаровым и
руководителем департамента по ТО и ремонту
В.Н. Дементьевым.
В книге использованы результаты работ с реакторами
РБМК-1000 ведущих ученых страны: Доллежаля Н.А.,
Емельянова И.Я., Гернашова Ю.М., Адамова Е.О., Белянина
Л.А., Лебедева В.И. и других, чьи публикации приведены в
списке литературы.
В написании отдельных глав книги принимали участие
научные работники ряда творческих коллективов,
занимающиеся разработкой систем диагностики реакторов
РБМК-1000: главы 4 - Ю.Н. Филимонцев и С.Д. Тиунов
(ВНИИ АЭС), главы 5 - О.В. Бояринов и Н.А. Агапов (Сиб.
Химкомбинат, г. Северск), главы 6 и Приложения - Б.А.
Пятунин и Ю.В. Мостовой (НИКИМТ).
Книга предназначена для инженеров АЭС и научных
работников, занимающихся вопросами диагностики и
ремонта оборудования активной зоны энергетических
ядерных реакторов РБМК-1000, а также для преподавателей
и студентов ВУЗов специальностей, связанных с
эксплуатацией АЭС с реакторами РБМК-1000.
7
1. Активная зона реактора РБМК-1000 и
задачи диагностики состояния ее
компонентов
1.1. Конструкция активной зоны
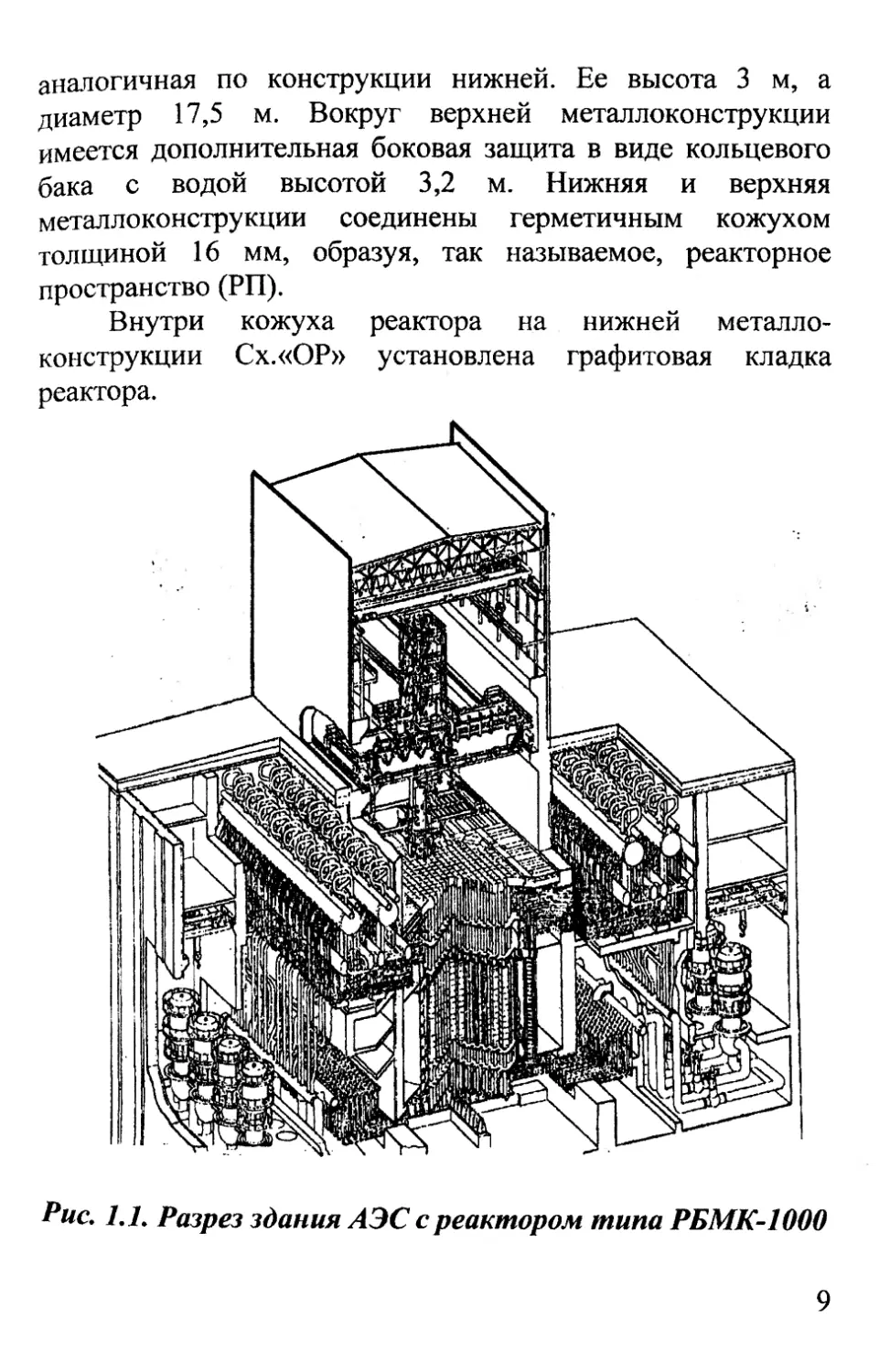
Канальный уран-графитовый реактор РБМК-1000
предназначен для выработки насыщенного пара давлением
« 7 МПа. На рис. 1.1 показан общий вид реакторной
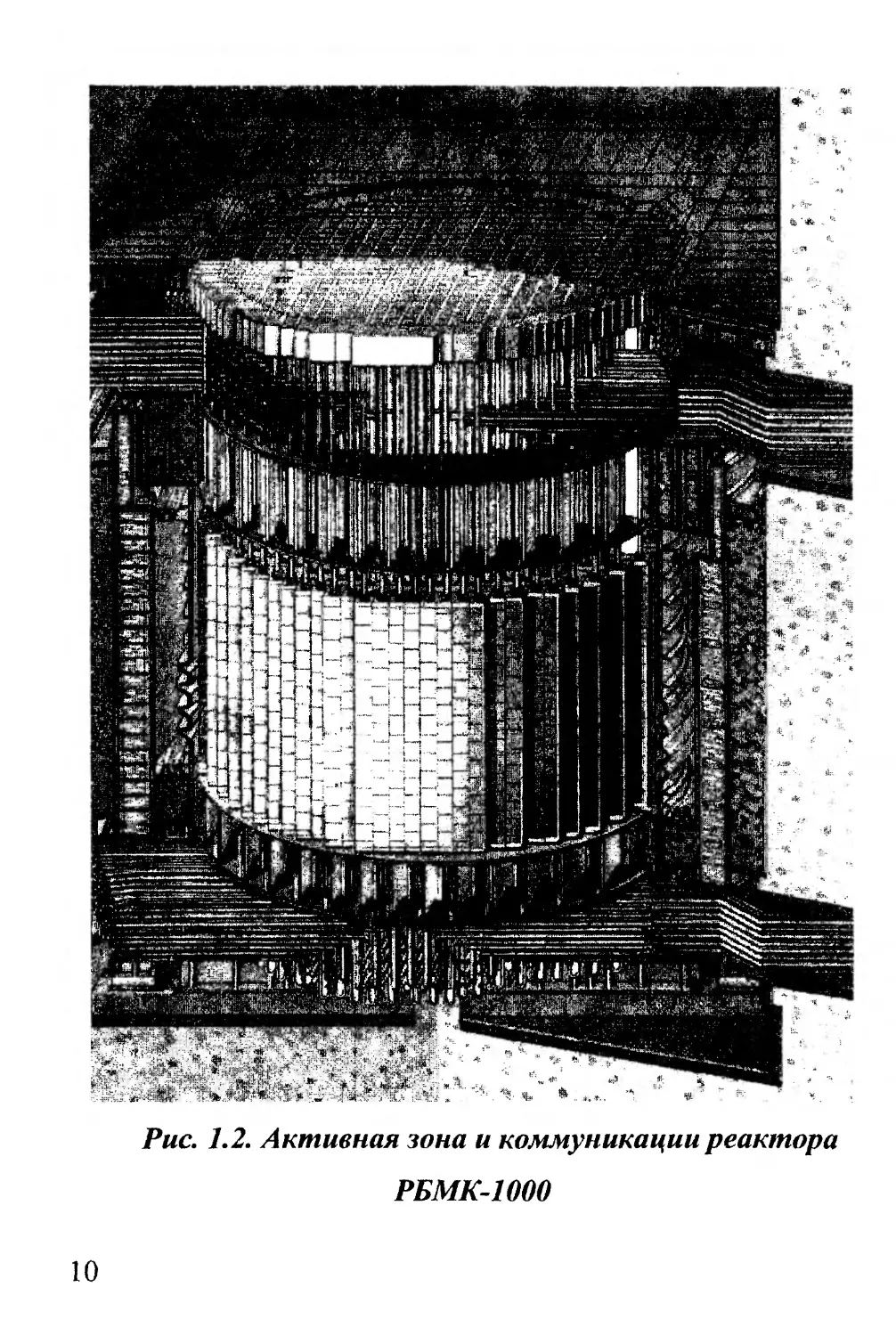
установки, центральную часть которого занимает
непосредственно реактор, изображенный на рис. 1.2.
Активная зона реактора размещена в бетонной шахте
размером 21x21 м глубиной 25 м. Она имеет форму
вертикального цилиндра диаметром 11,8 м, высотой 7 м,
окруженного боковым и торцевыми отражателями толщиной
® 1 ми «0,5 м соответственно.
Нижняя металлоконструкция Сх. «ОР» высотой 2 м и
диаметром 14,5 м состоит из цилиндрической обечайки и
двух плит, в которые герметично вварены трубные тракты
для топливных каналов и каналов управления. Весь объем
металлоконструкции между трактами заполнен серпен-
тенитом, благодаря чему она, являясь биологической
защитой, обеспечивает возможность проведения работ в
подреакторном пространстве во время остановки реактора.
Нижняя металлоконструкция через сварную конструкцию в
виде креста опирается на бетонное основание шахты
реактора. Реактор окружен боковой защитой в виде
кольцевого бака с водой, который установлен на опорных
плитах, крепящихся к бетонному основанию шахты
реактора. На верхнем торце бака на 16 катковых опорах
установлена верхняя металлоконструкция Сх. «Е»,
8
аналогичная по конструкции нижней. Ее высота 3 м, а
диаметр 17,5 м. Вокруг верхней металлоконструкции
имеется дополнительная боковая защита в виде кольцевого
бака с водой высотой 3,2 м. Нижняя и верхняя
металлоконструкции соединены герметичным кожухом
толщиной 16 мм, образуя, так называемое, реакторное
пространство (РП).
Внутри кожуха реактора на нижней металло-
конструкции Сх.«ОР» установлена графитовая кладка
реактора.
Рис. 1.1. Разрез здания АЭС с реактором типа РБМК-1000
9
Рис. 1.2. Активная зона и коммуникации реактора
РБМК-1000
10
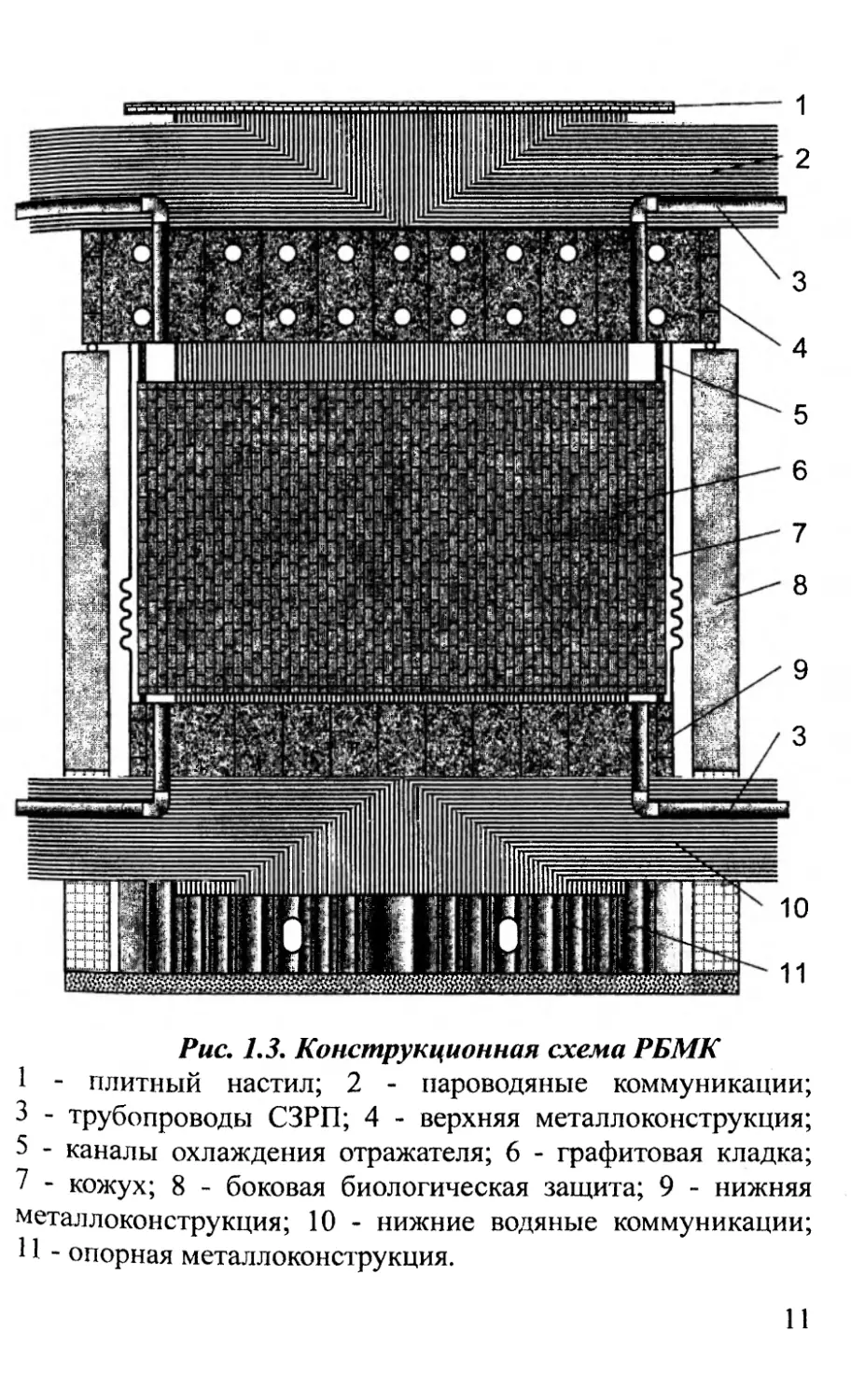
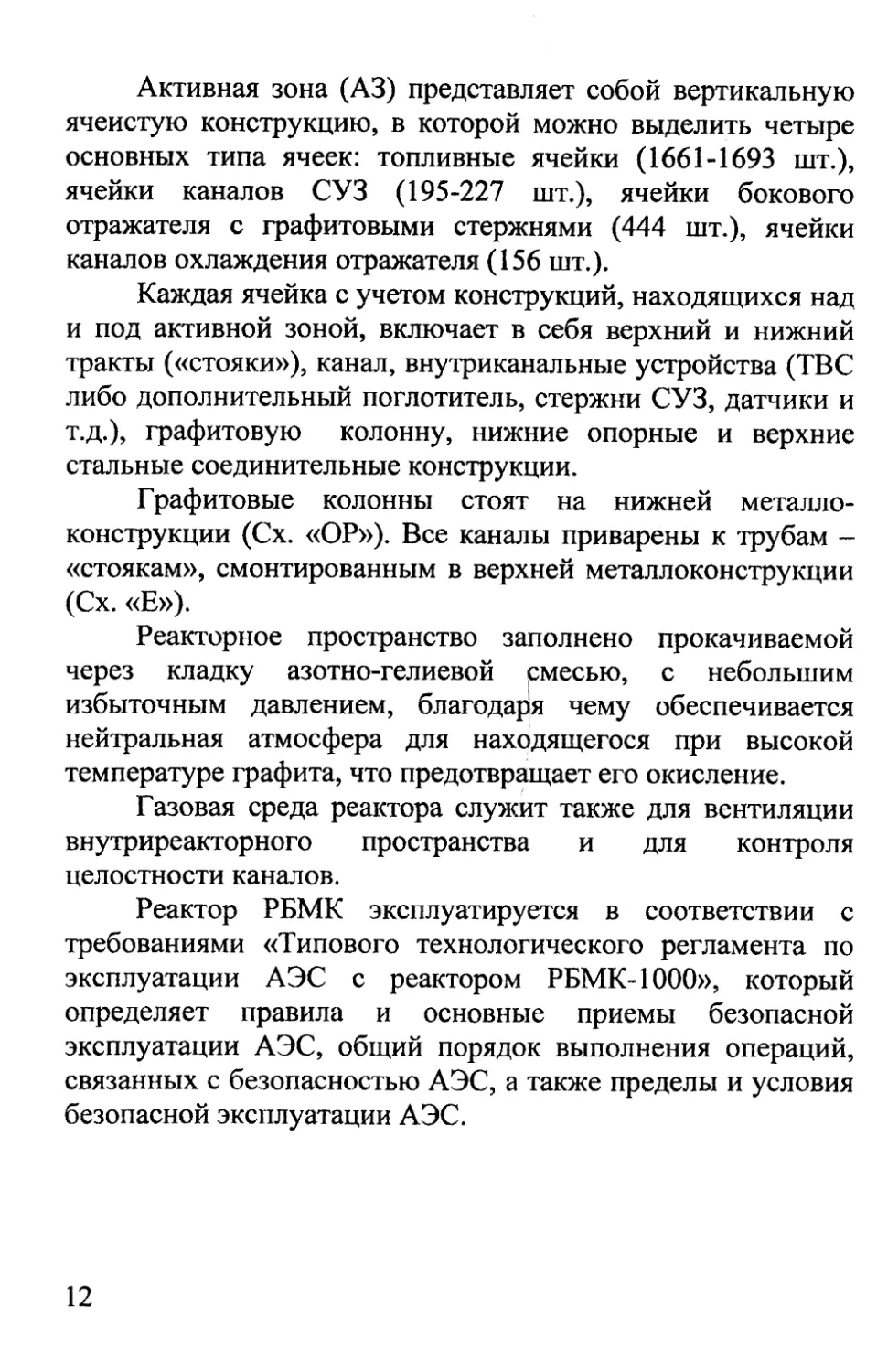
Рис. 1.3. Конструкционная схема РБМК
1 - плитный настил; 2 - пароводяные коммуникации;
3 - трубопроводы СЗРП; 4 - верхняя металлоконструкция;
5 - каналы охлаждения отражателя; 6 - графитовая кладка;
7 - кожух; 8 - боковая биологическая защита; 9 - нижняя
металлоконструкция; 10 - нижние водяные коммуникации;
11 - опорная металлоконструкция.
11
Активная зона (АЗ) представляет собой вертикальную
ячеистую конструкцию, в которой можно выделить четыре
основных типа ячеек: топливные ячейки (1661-1693 шт.),
ячейки каналов СУЗ (195-227 шт.), ячейки бокового
отражателя с графитовыми стержнями (444 шт.), ячейки
каналов охлаждения отражателя (156 шт.).
Каждая ячейка с учетом конструкций, находящихся над
и под активной зоной, включает в себя верхний и нижний
тракты («стояки»), канал, внутриканальные устройства (ТВС
либо дополнительный поглотитель, стержни СУЗ, датчики и
т.д.), графитовую колонну, нижние опорные и верхние
стальные соединительные конструкции.
Графитовые колонны стоят на нижней металло-
конструкции (Сх. «ОР»). Все каналы приварены к трубам -
«стоякам», смонтированным в верхней металлоконструкции
(Сх. «Е»).
Реакторное пространство заполнено прокачиваемой
через кладку азотно-гелиевой рмесью, с небольшим
избыточным давлением, благодар|я чему обеспечивается
нейтральная атмосфера для находящегося при высокой
температуре графита, что предотвращает его окисление.
Газовая среда реактора служит также для вентиляции
внутриреакторного пространства и для контроля
целостности каналов.
Реактор РБМК эксплуатируется в соответствии с
требованиями «Типового технологического регламента по
эксплуатации АЭС с реактором РБМК-1000», который
определяет правила и основные приемы безопасной
эксплуатации АЭС, общий порядок выполнения операций,
связанных с безопасностью АЭС, а также пределы и условия
безопасной эксплуатации АЭС.
12
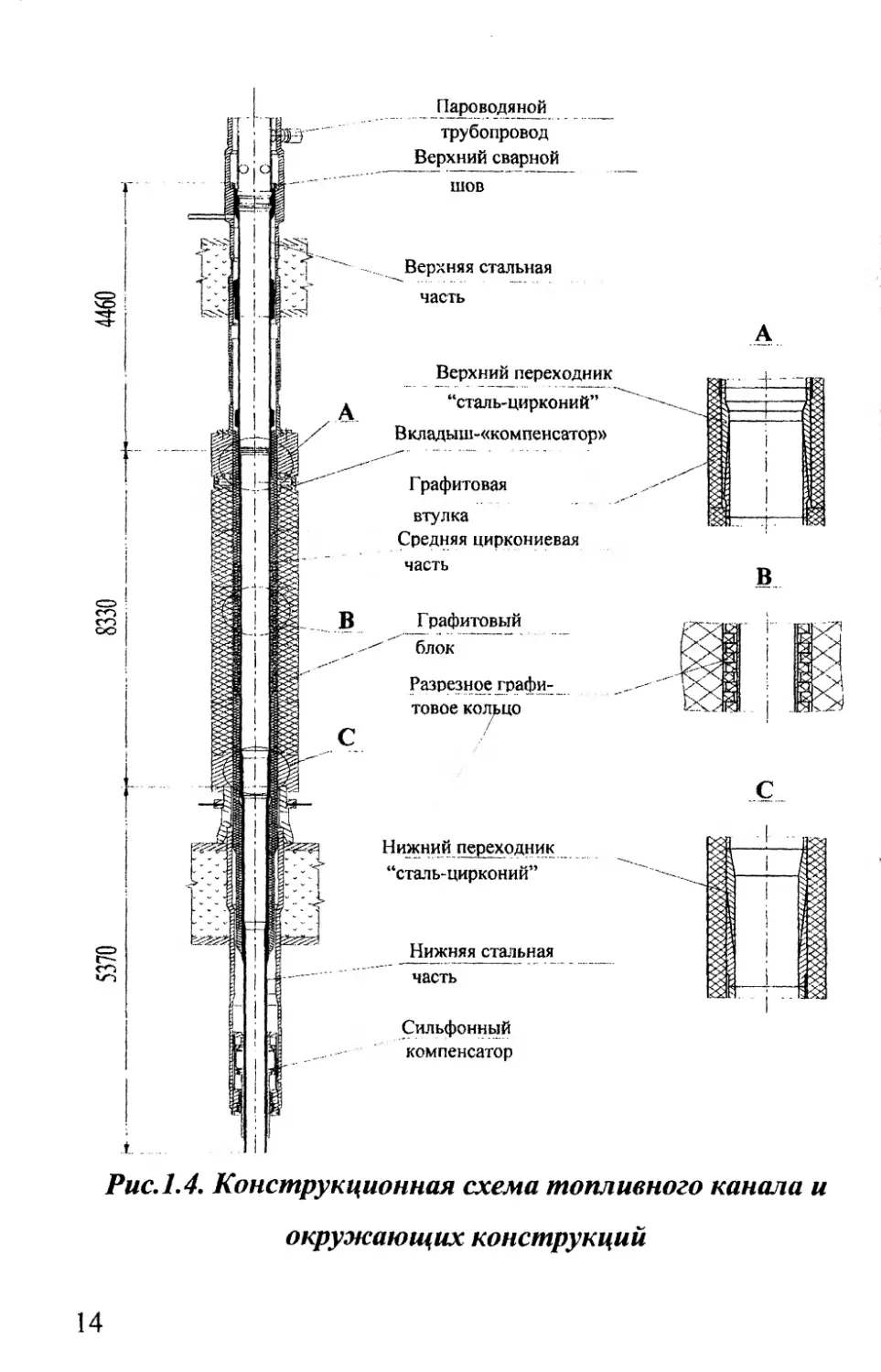
1.2. Топливный канал
Топливный или, согласно конструкторской документ-
ации, технологический канал (ТК) представляет собой
трубную конструкцию длиной 18340 мм и весом 260 кг.
Основные элементы топливного канала изображены на
рис. 1.4.
Расположенная в активной зоне и торцевых отража-
телях центральная часть ТК изготовлена из сплава циркония
с 2,5% ниобия. Размеры циркониевой трубы и их предельные
отклонения:
наружный диаметр
допуск на наружный диаметр
внутренний диаметр
допуск на внутренний диаметр
толщина стенки трубы
Трубы из сплава Zr -
соответствии с требованиями
88 мм
от -0,1 до +0,7 мм
79,5 мм‘
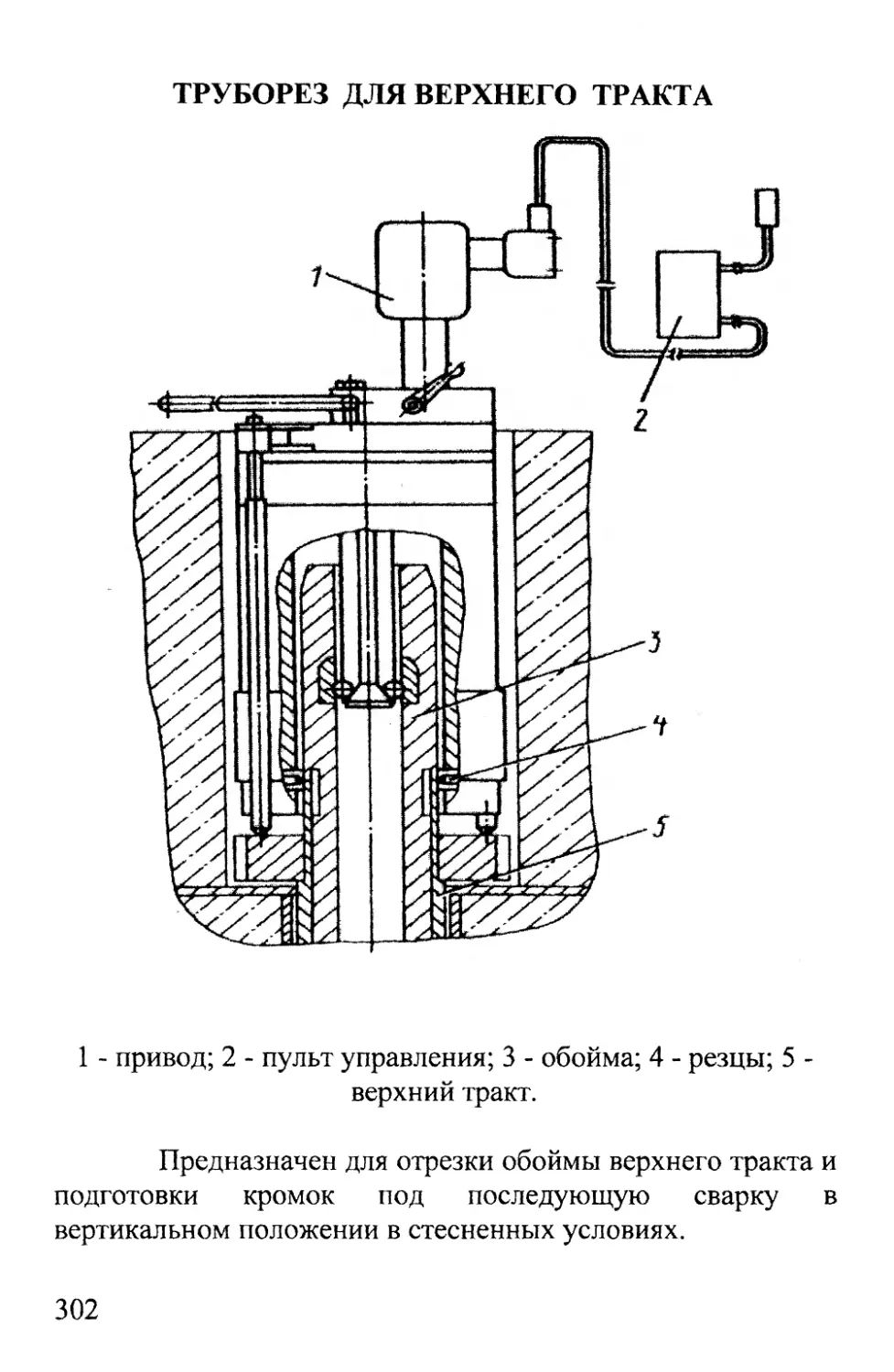
от 0 до +0,8 мм
3,8 - 4,6 мм.
2,5% Nb поставляются в
технических условий ТУ
95.535-78. Верхняя и нижняя части ТК изготавливаются из
аустенитной стали марки 08Х18Н10Т. Их соединение с
циркониевой частью осуществлено с помощью
переходников «сталь - цирконий», выполненных методом
диффузионной сварки. Соединение переходников с
циркониевой трубой производится электронно-лучевой
сваркой. Электронно-лучевая сварка переходников с трубами
и их дальнейшая обработка проводится по серийной
технологии с соблюдением требований отраслевых
стандартов. Циркониевая труба с двумя переходниками
образует среднюю часть ТК. В районе активной зоны на
трубу надеты графитовые кольца и втулки, обеспечивающие
отвод тепла от графитовой кладки к теплоносителю, а в
верхней части к ней приварены стальные втулки, служащие
биологической защитой.
13
Пароводяной
трубопровод
Верхний сварной
шов
Верхняя стальная
часть
Верхний переходник
“сталь-циркон ий”
Вкладыш-«компенсатор»
Графитовая
втулка
Средняя циркониевая
часть
Графитовый
блок
Разрезное графи-
товое кольцо
Нижний переходник
“сталь-цирконий”
Нижняя стальная
часть
Сильфонный
компенсатор
Рис. 1.4. Конструкционная схема топливного канала и
окружающих конструкций
14
ТК поставляется на АЭС в собранном виде и, после
установки в ячейку кладки, приваривается к верхнему тракту
‘‘усиковым швом”, а в нижней части приваривается
стыковым швом к подводящему воду трубопроводу. Нижняя
часть ТК приваривается также к сильфонному компенсатору,
герметизирующему газовую полость реактора. ТК 2-ого
комплекта, устанавливаемого при реконструкции, оснащены
графитовыми кольцами уменьшенной толщины.
Конструктивным отличием ТК второго комплекта от
первого является применение усовершенствованных
переходников “сталь-цирконий” с утолщенной стенкой
штуцера. Перечисленные изменения конструкции явились
результатом модернизации каналов на базе опыта их
эксплуатации. Выбор сплава циркония' с 2,5% ниобия для
изготовления средней части ТК обусловлен хорошим
сочетанием его «прозрачности» для нейтронов с высокими
характеристиками механических свойств и коррозионной
стойкости в условиях эксплуатации в реакторах РБМК.
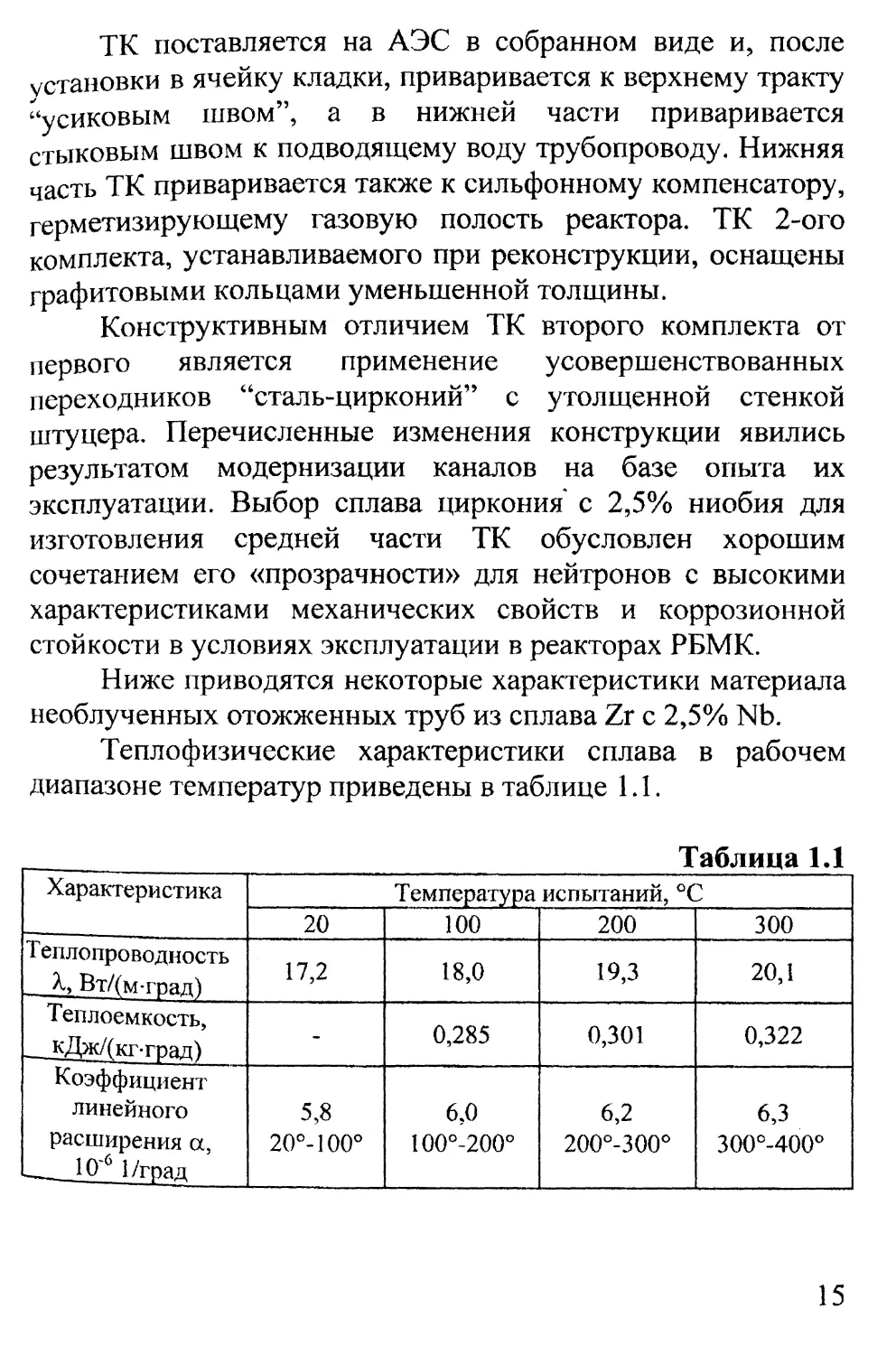
Ниже приводятся некоторые характеристики материала
необлученных отожженных труб из сплава Zr с 2,5% Nb.
Теплофизические характеристики сплава в рабочем
диапазоне температур приведены в таблице 1.1.
Таблица 1.1
Характеристика Температура испытаний, °C
20 100 200 300
Т еплопроводность . К Вт/(м-град) 17,2 18,0 19,3 20,1
Теплоемкость, _ кДж/(кг-град) - 0,285 0,301 0,322
Коэффициент линейного расширения а, Ю~6 1/град 5,8 20°-100° 6,0 100°-200° 6,2 200°-300° 6,3 300°-400°
15
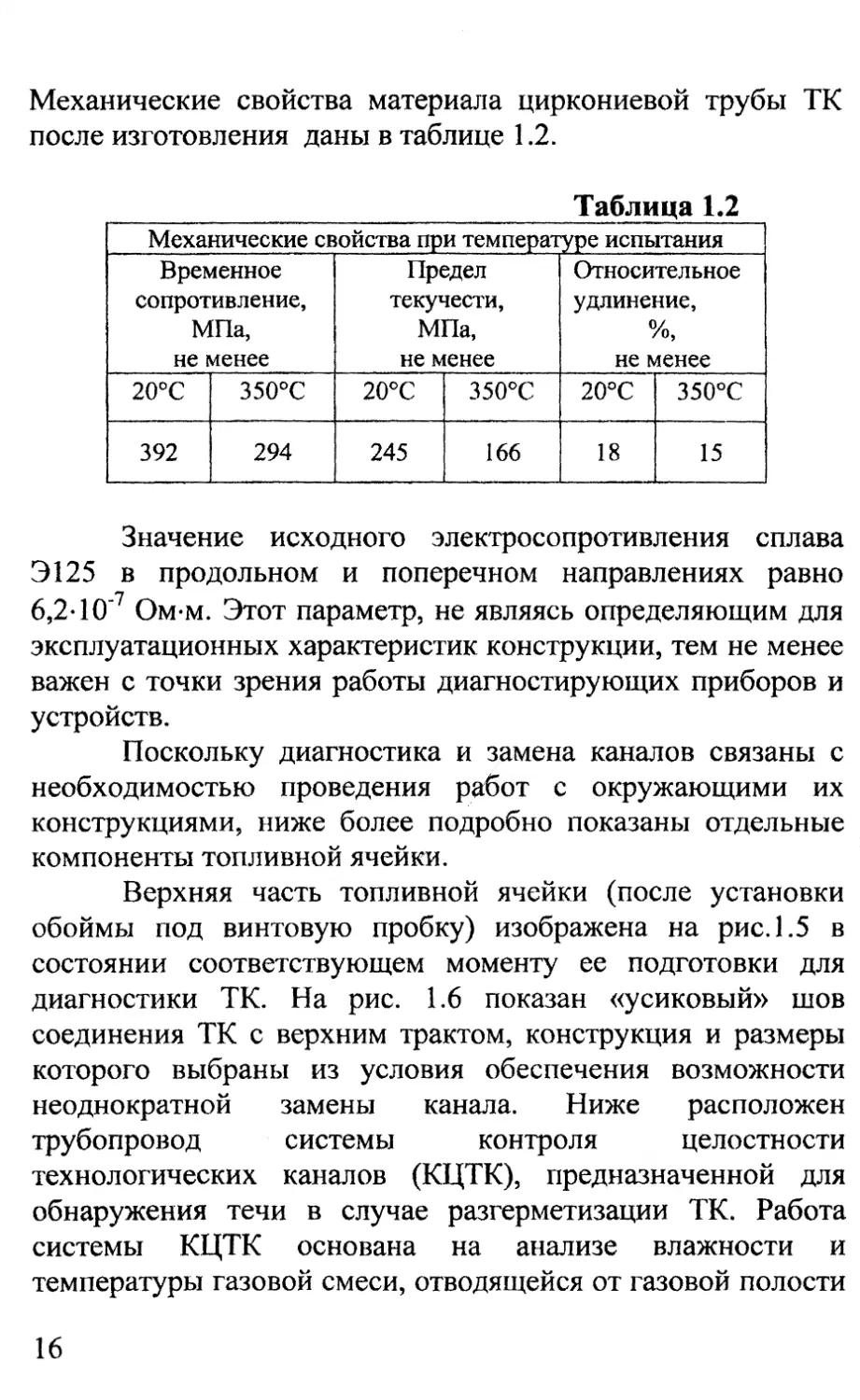
Механические свойства материала циркониевой трубы ТК
после изготовления даны в таблице 1.2.
Таблица 1.2
Механические свойства при температуре испытания
Временное сопротивление, МПа, не менее Предел текучести, МПа, не менее Относительное удлинение, %, не менее
20°С 350°С 20°С 350°С 20°С 350°С
392 294 245 166 18 15
Значение исходного электросопротивления сплава
Э125 в продольном и поперечном направлениях равно
6,2-10'" Ом-м. Этот параметр, не являясь определяющим для
эксплуатационных характеристик конструкции, тем не менее
важен с точки зрения работы диагностирующих приборов и
устройств.
Поскольку диагностика и замена каналов связаны с
необходимостью проведения работ с окружающими их
конструкциями, ниже более подробно показаны отдельные
компоненты топливной ячейки.
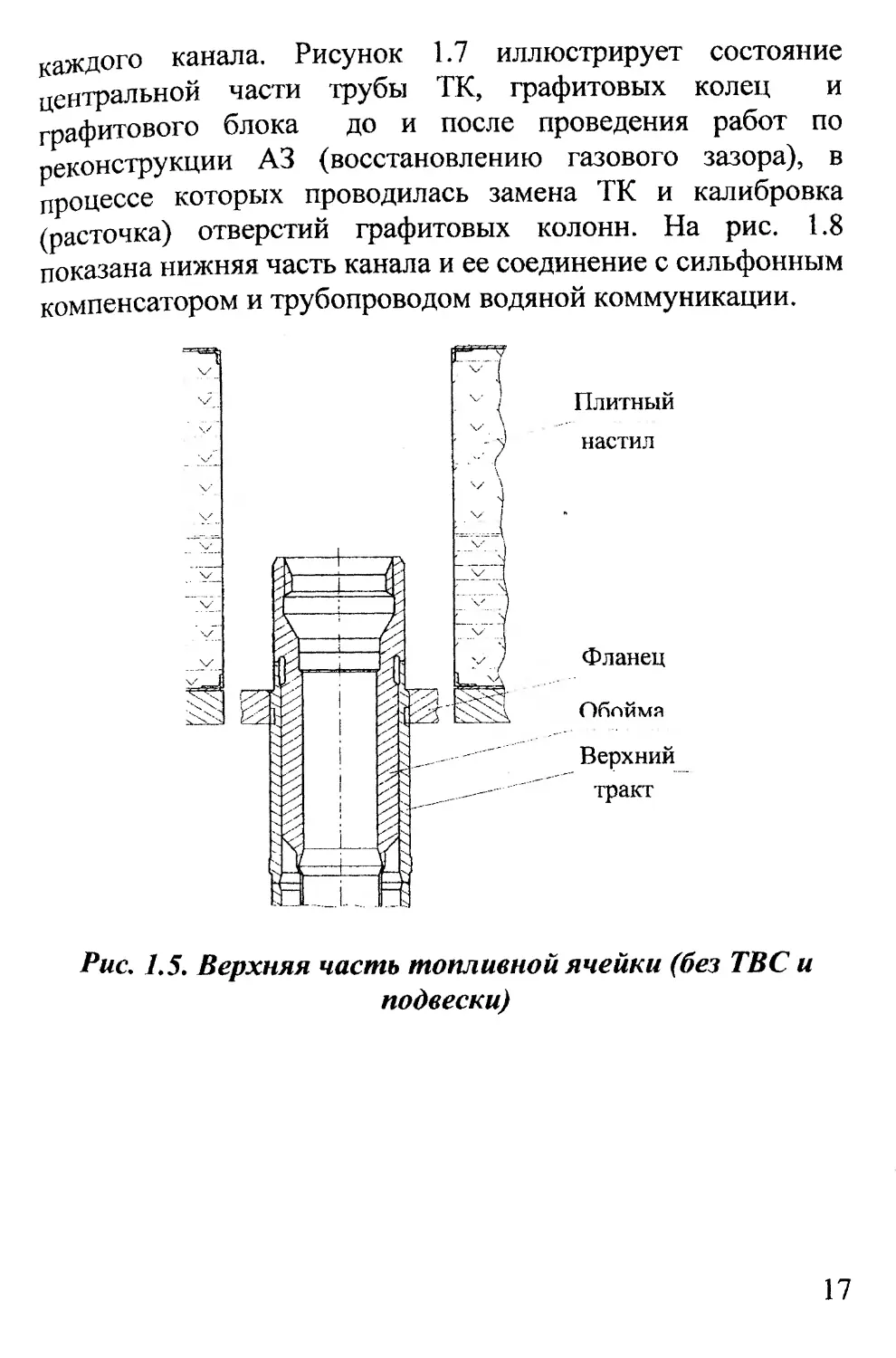
Верхняя часть топливной ячейки (после установки
обоймы под винтовую пробку) изображена на рис. 1.5 в
состоянии соответствующем моменту ее подготовки для
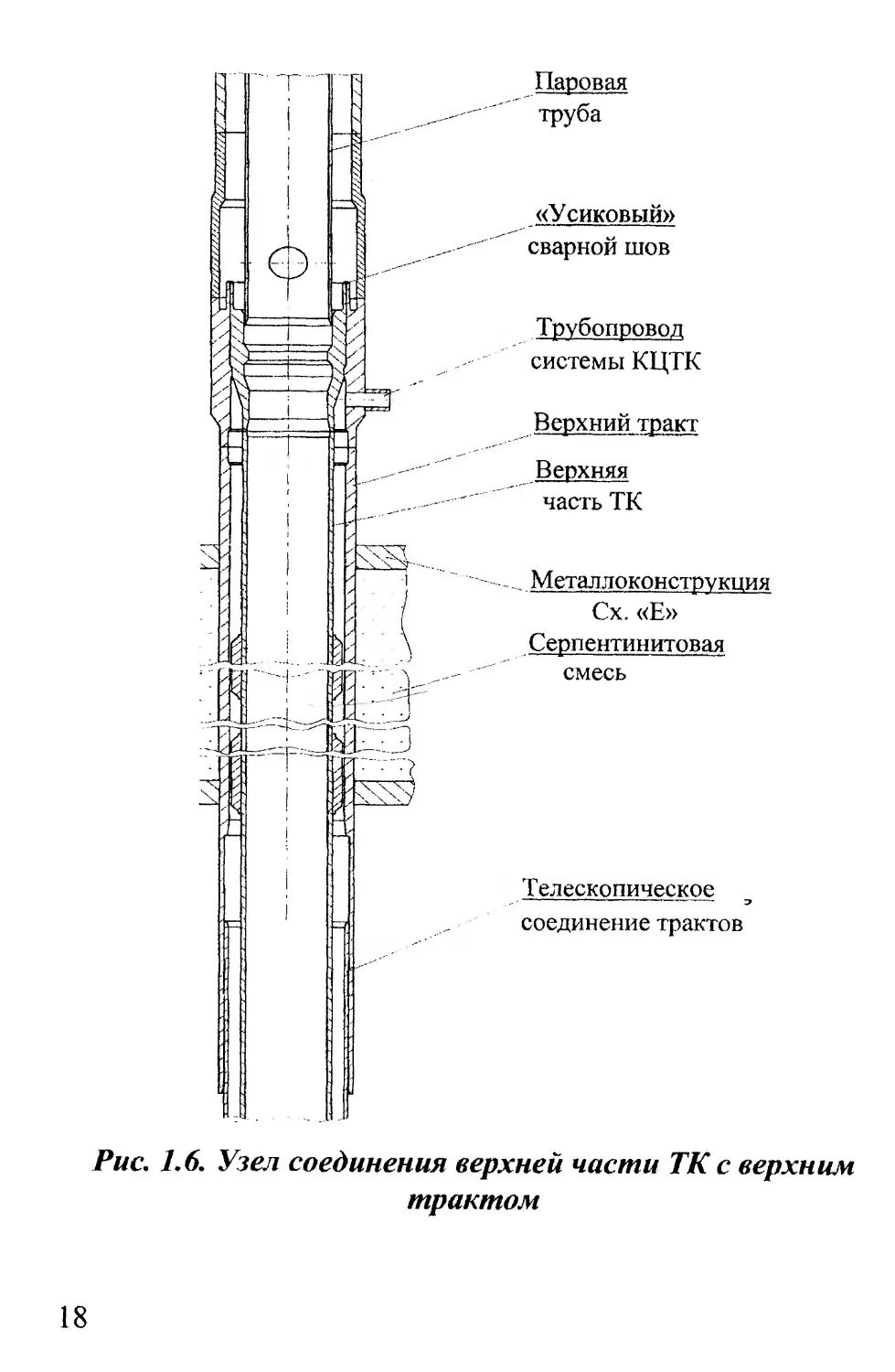
диагностики ТК. На рис. 1.6 показан «усиковый» шов
соединения ТК с верхним трактом, конструкция и размеры
которого выбраны из условия обеспечения возможности
неоднократной замены канала. Ниже расположен
трубопровод системы контроля целостности
технологических каналов (КЦТК), предназначенной для
обнаружения течи в случае разгерметизации ТК. Работа
системы КЦТК основана на анализе влажности и
температуры газовой смеси, отводящейся от газовой полости
16
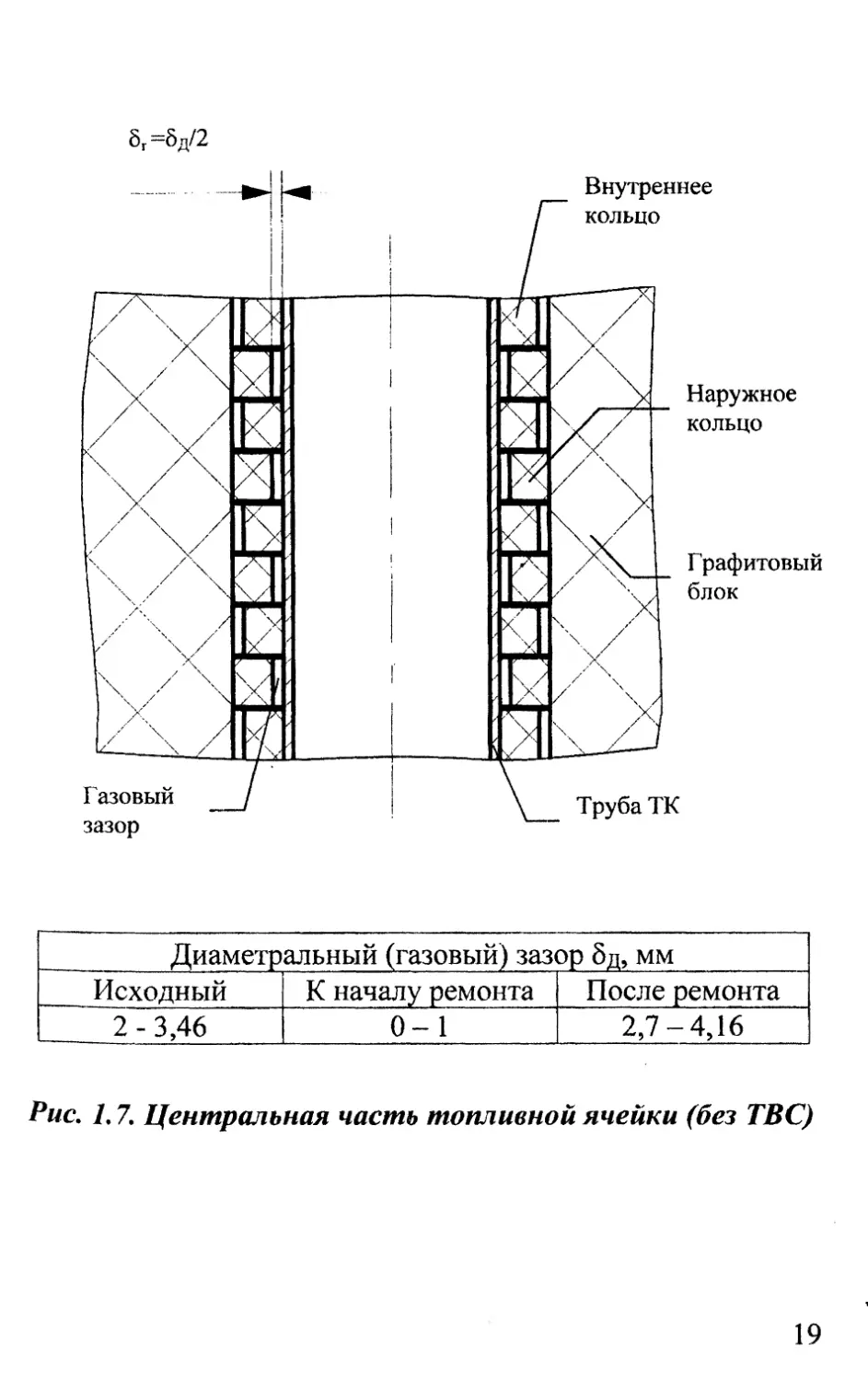
каждого канала. Рисунок 1.7 иллюстрирует состояние
центральной части трубы ТК, графитовых колец и
графитового блока до и после проведения работ по
реконструкции АЗ (восстановлению газового зазора), в
процессе которых проводилась замена ТК и калибровка
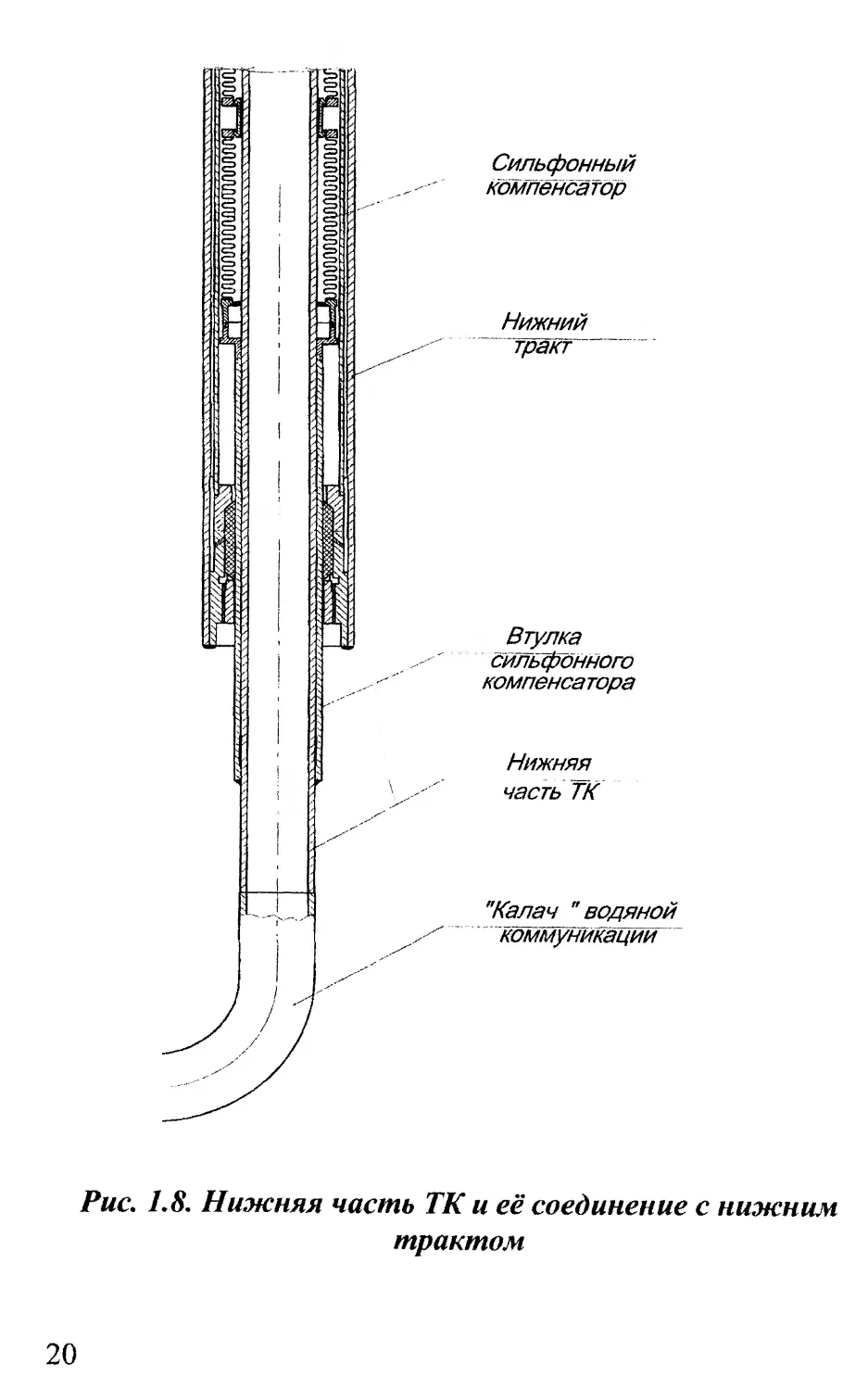
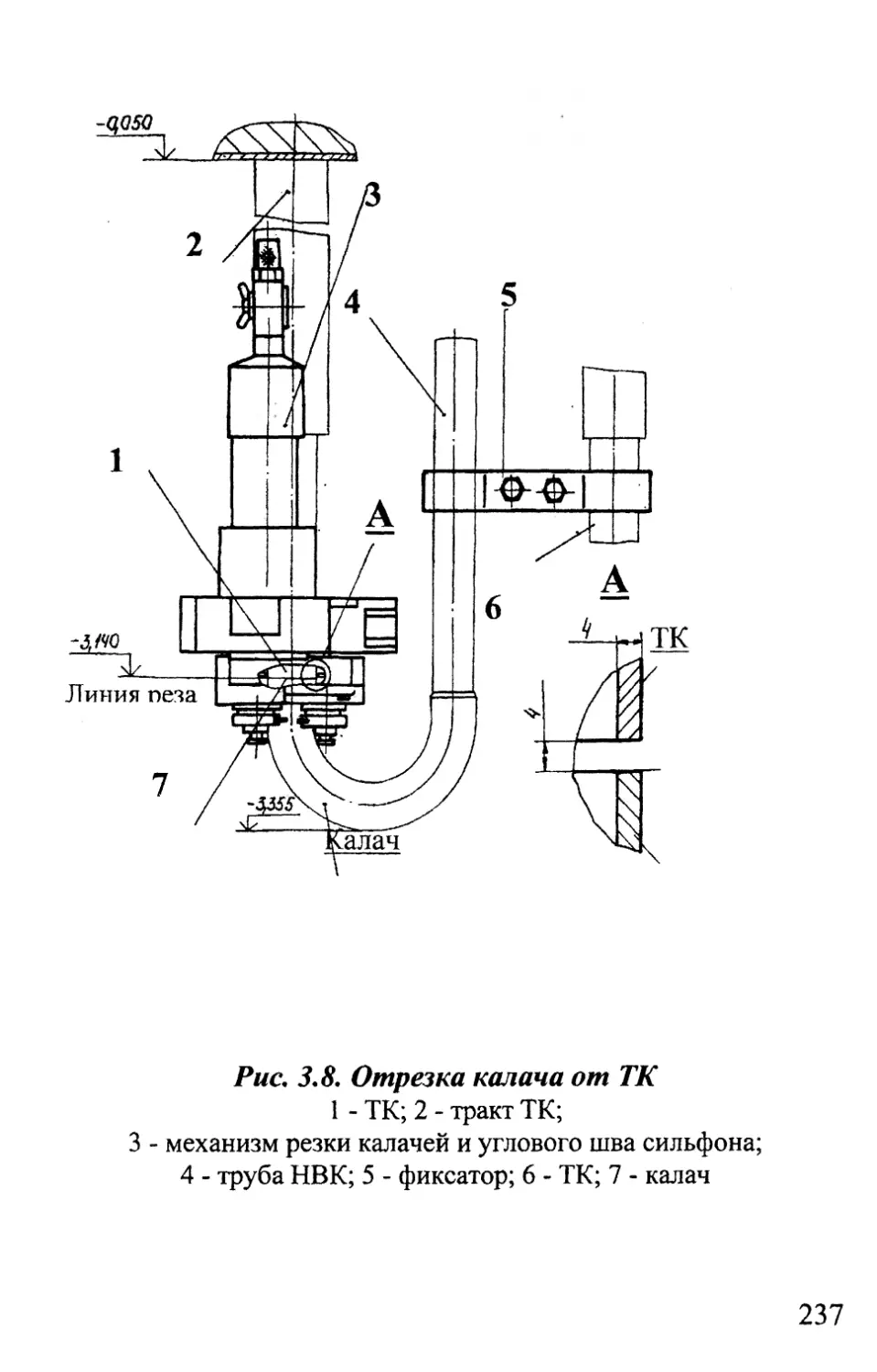
(расточка) отверстий графитовых колонн. На рис. 1.8
показана нижняя часть канала и ее соединение с сильфонным
компенсатором и трубопроводом водяной коммуникации.
Плитный
настил
Фланец
Обойма
Верхний
тракт
Рис. 1.5. Верхняя часть топливной ячейки (без ТВС и
подвески)
17
Паровая
труба
«Усиковый»
сварной шов
Трубопровод
системы КЦТК
Верхний тракт
Верхняя
часть ТК
Металлоконструкция
Сх. «Е»
Серпентинитовая
смесь
Т елескопическое
—------------
соединение трактов
Рис. 1.6. Узел соединения верхней части ТК с верхним
трактом
18
8г=5д/2
Диаметральный (газовый) зазор 5д, мм
Исходный К началу ремонта После ремонта
2 - 3,46 0-1 2,7-4,16
Рис. 1.7. Центральная часть топливной ячейки (без ТВС)
19
Сильфонный
компенсатор
Втулка
сильфонного
компенсатора
Нижняя
час ть ТК
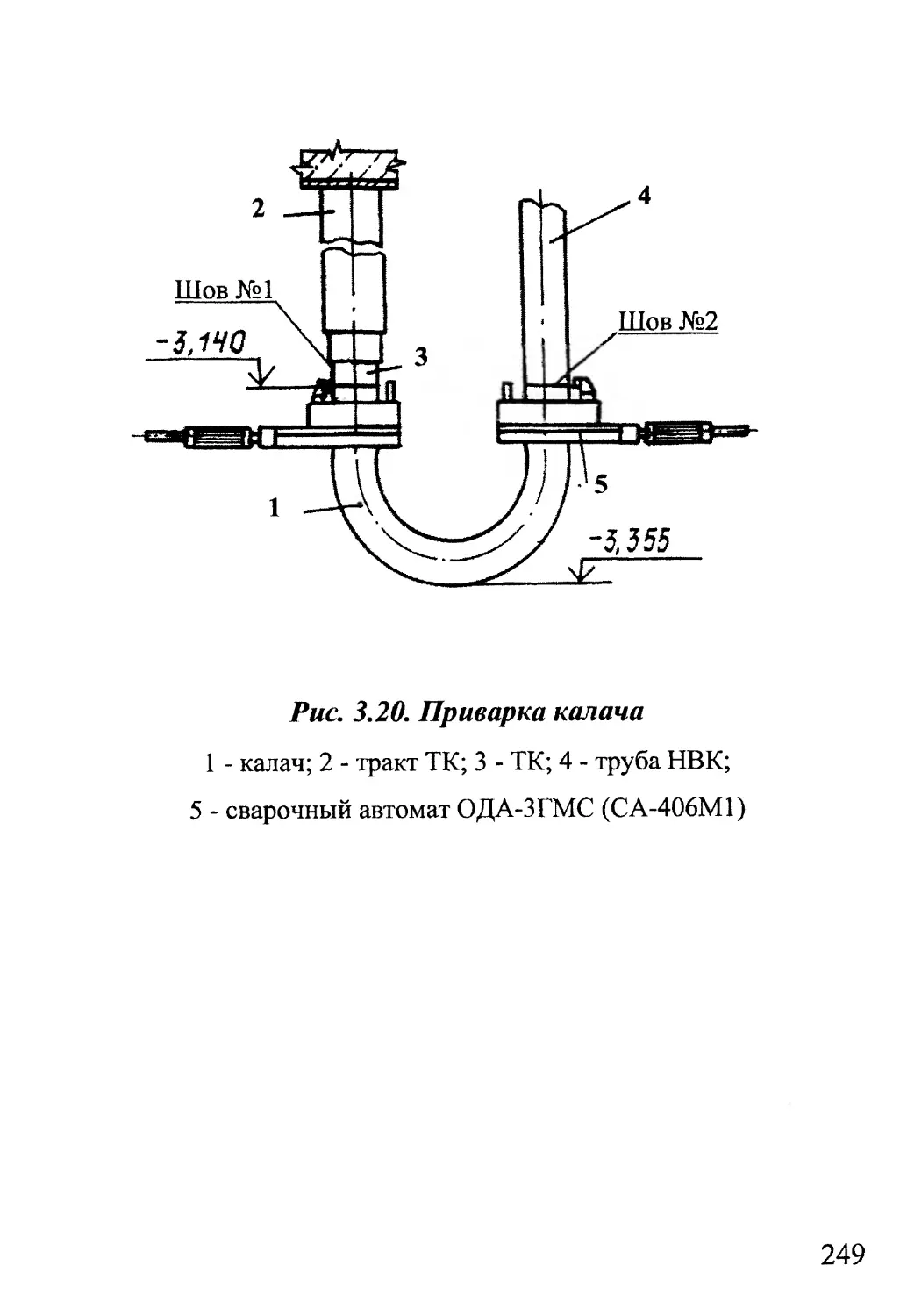
"Калач "водяной
коммуникаций
Рис. 1.8. Нижняя часть ТК и её соединение с
трактом
Нижний
тракт
нижним
20
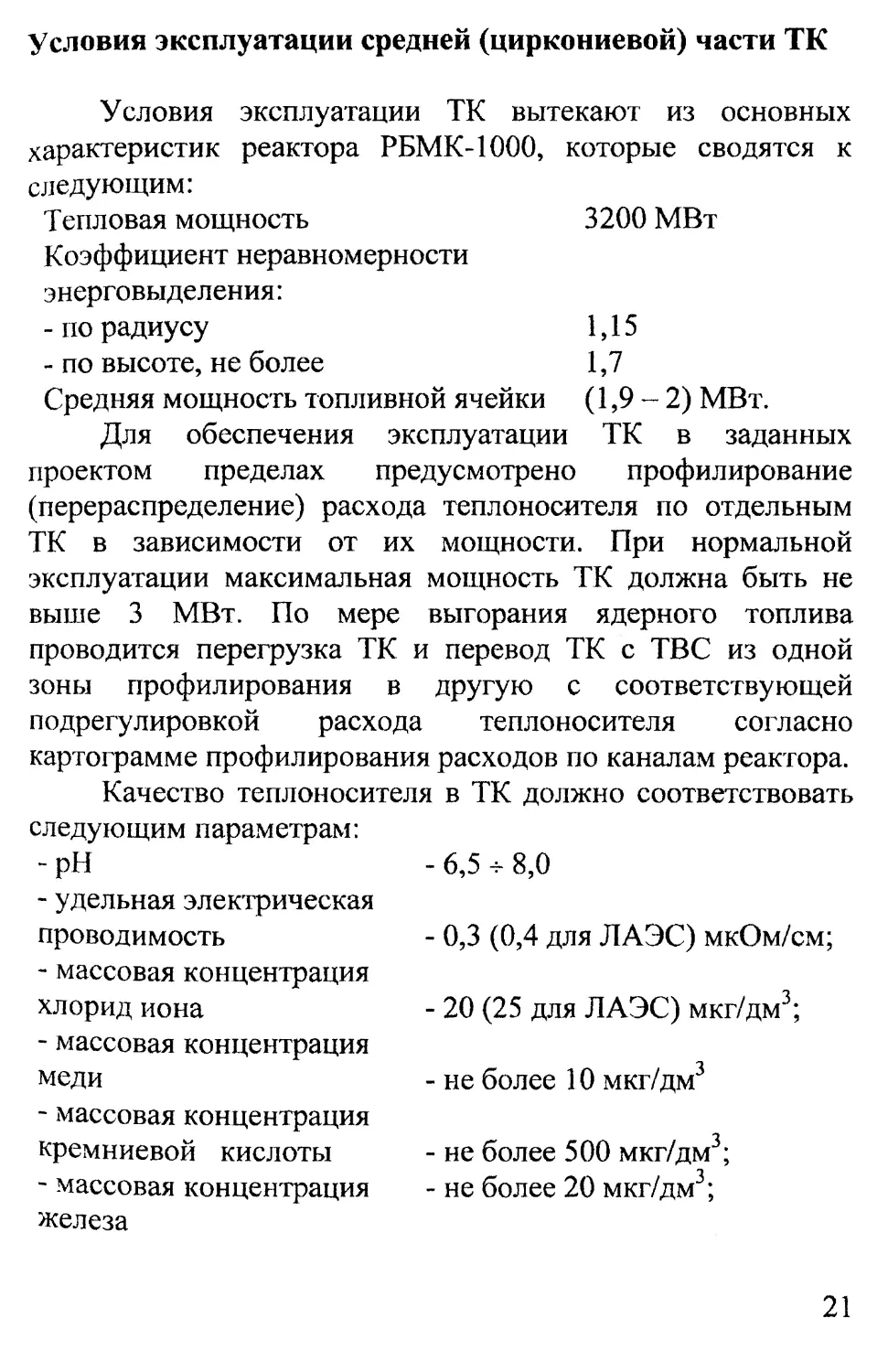
Условия эксплуатации средней (циркониевой) части ТК
Условия эксплуатации ТК вытекают из основных
характеристик реактора РБМК-1000, которые сводятся к
следующим:
Тепловая мощность 3200 МВт
Коэффициент неравномерности
энерговыделения:
-по радиусу 1,15
- по высоте, не более 1,7
Средняя мощность топливной ячейки (1,9-2) МВт.
Для обеспечения эксплуатации ТК в заданных
проектом пределах предусмотрено профилирование
(перераспределение) расхода теплоносителя по отдельным
ТК в зависимости от их мощности. При нормальной
эксплуатации максимальная мощность ТК должна быть не
выше 3 МВт. По мере выгорания ядерного топлива
проводится перегрузка ТК и перевод ТК с ТВС из одной
зоны профилирования в другую с соответствующей
подрегулировкой расхода теплоносителя согласно
картограмме профилирования расходов по каналам реактора.
Качество теплоносителя в ТК должно соответствовать
следующим параметрам:
-pH
- удельная электрическая
проводимость
- массовая концентрация
хлорид иона
- массовая концентрация
меди
- массовая концентрация
кремниевой кислоты
- массовая концентрация
железа
- 6,5 + 8,0
- 0,3 (0,4 для ЛАЭС) мкОм/см;
- 20 (25 для ЛАЭС) мкг/дм3;
- не более 10 мкг/дм3
- не более 500 мкг/дм3;
- не более 20 мкг/дм3;
21
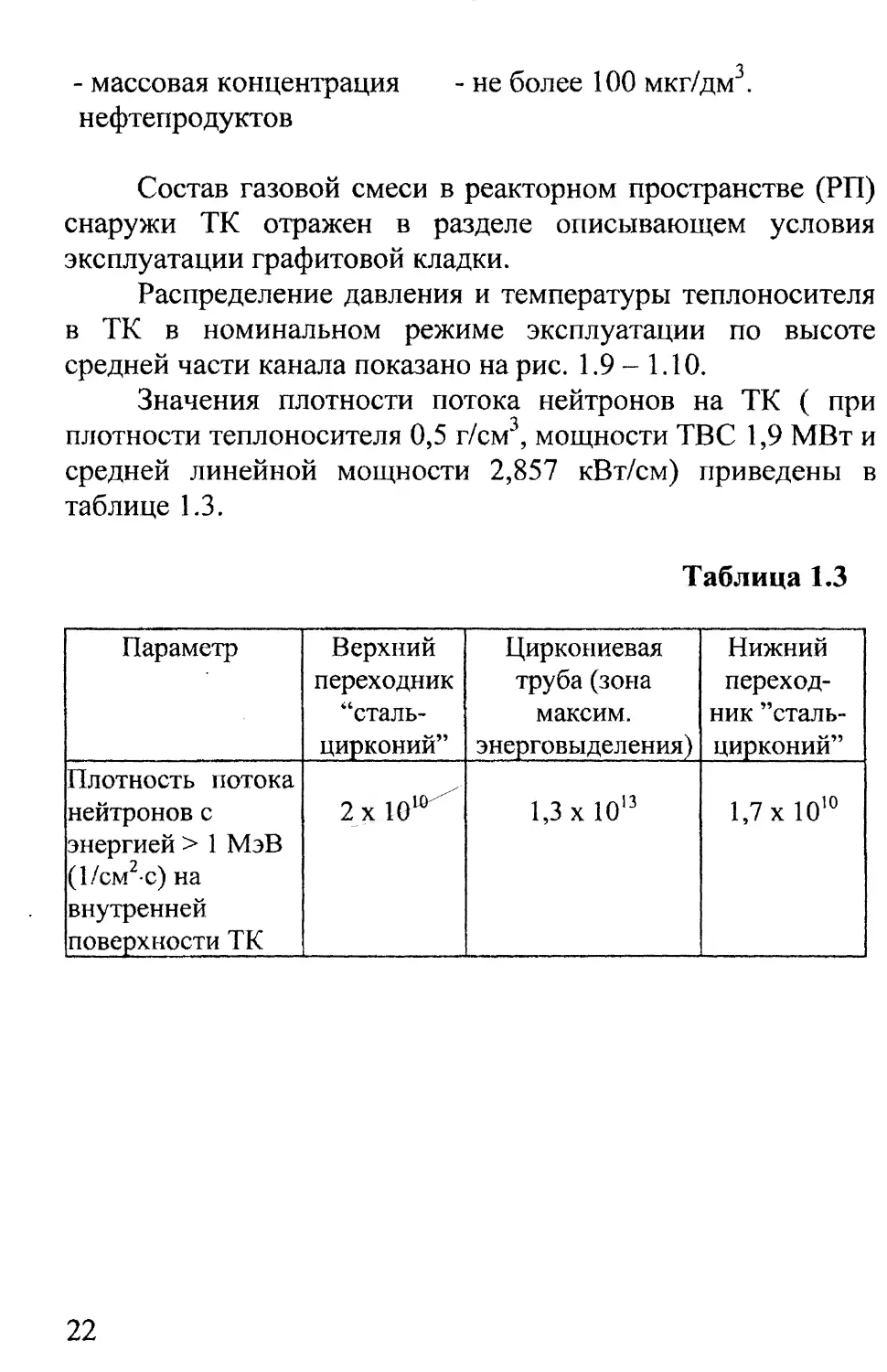
- массовая концентрация - не более 100 мкг/дм3,
нефтепродуктов
Состав газовой смеси в реакторном пространстве (РП)
снаружи ТК отражен в разделе описывающем условия
эксплуатации графитовой кладки.
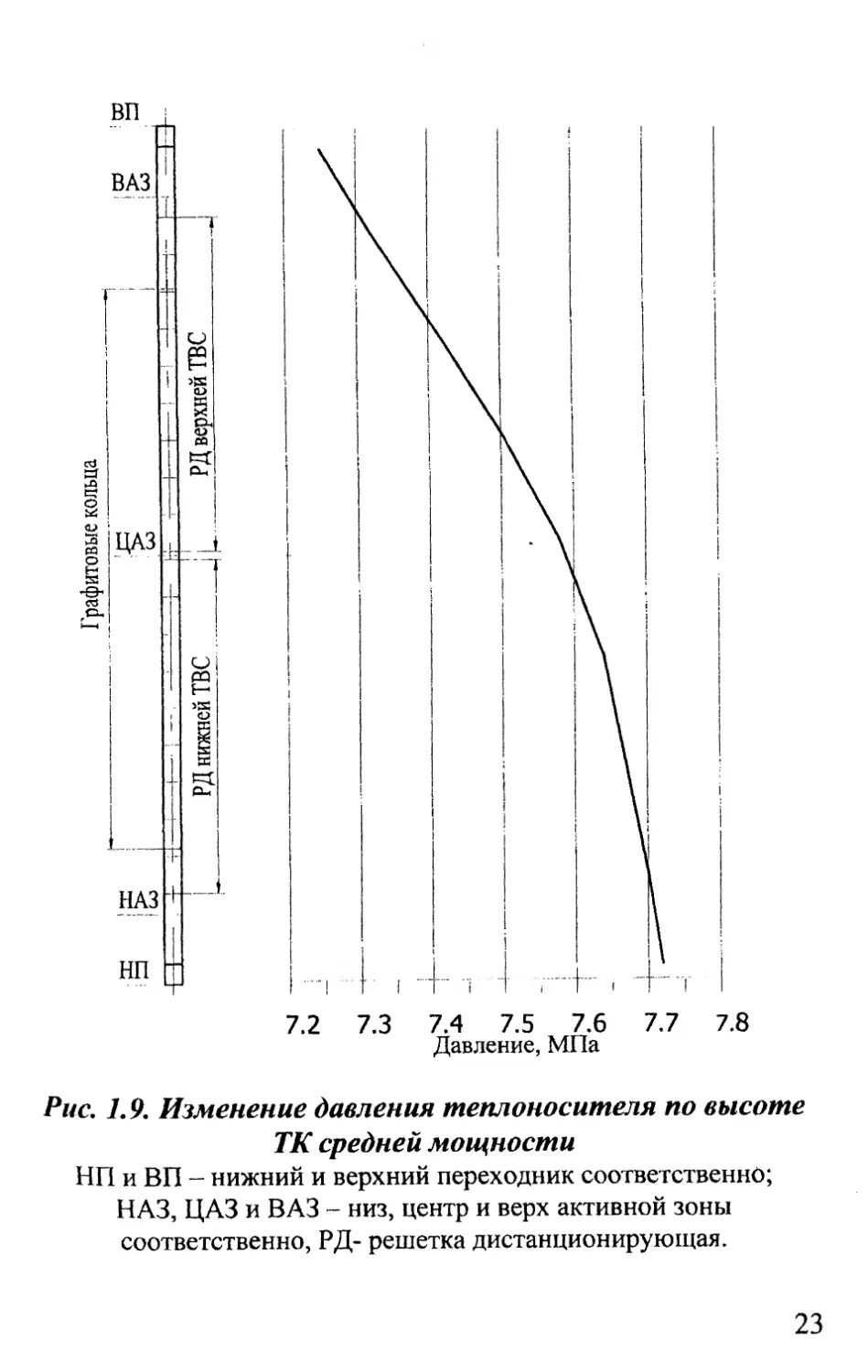
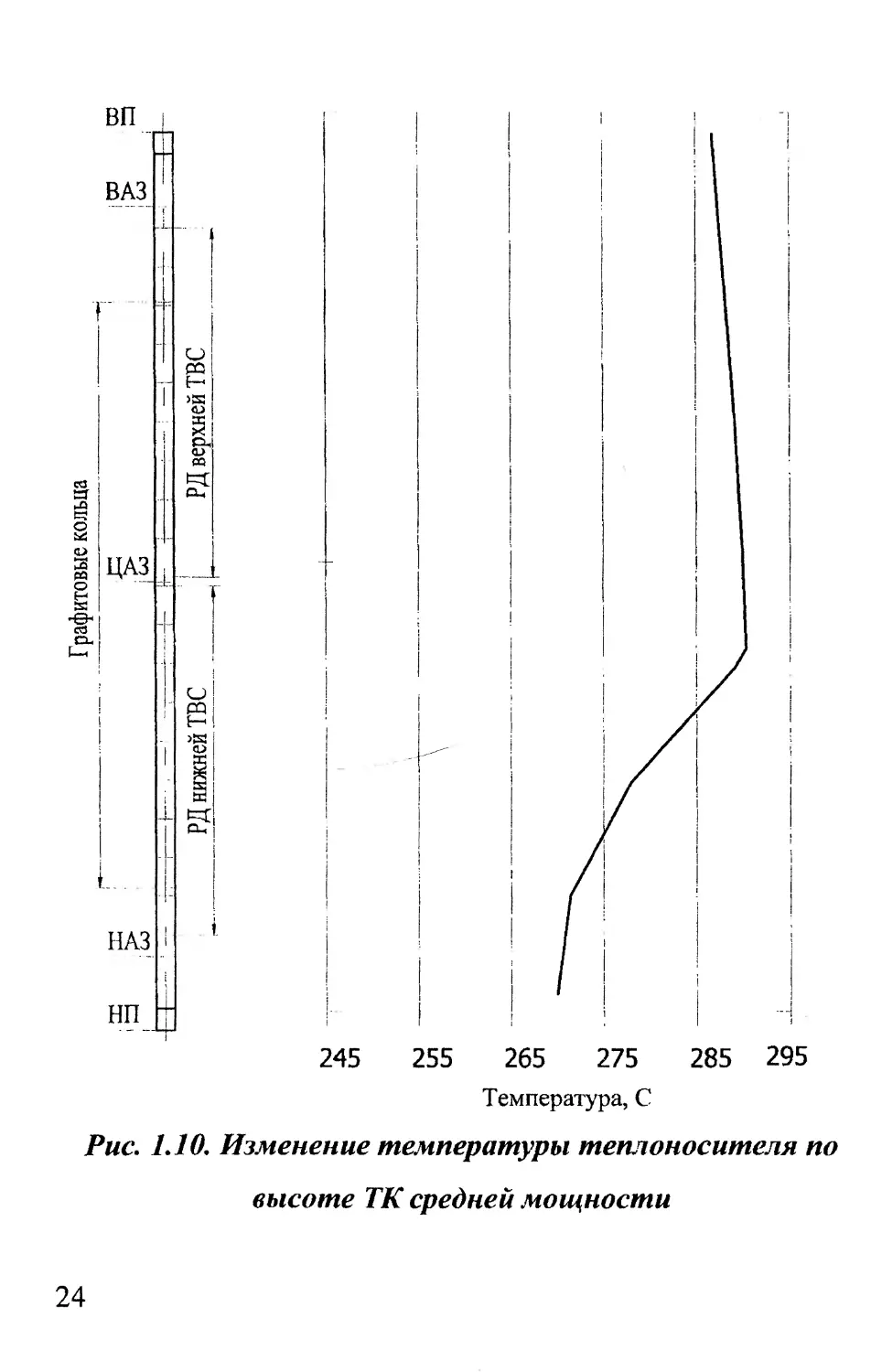
Распределение давления и температуры теплоносителя
в ТК в номинальном режиме эксплуатации по высоте
средней части канала показано на рис. 1.9-1.10.
Значения плотности потока нейтронов на ТК ( при
плотности теплоносителя 0,5 г/см3, мощности ТВС 1,9 МВт и
средней линейной мощности 2,857 кВт/см) приведены в
таблице 1.3.
Таблица 1.3
Параметр Верхний переходник “сталь- цирконий” Циркониевая труба (зона максим, энерговыделения) Нижний переход- ник ”сталь- цирконий”
Плотность потока нейтронов с энергией > 1 МэВ (1/см2-с) на внутренней поверхности ТК 2 х 10ш 1,3 х Ю13 1,7 х Ю10
22
Графитовые кольца
Рис. 1.9. Изменение давления теплоносителя по высоте
ТК средней мощности
НП и ВП - нижний и верхний переходник соответственно;
НАЗ, ЦАЗ и ВАЗ - низ, центр и верх активной зоны
соответственно, РД- решетка дистанционирующая.
23
Графитовые кольца
245 255
Рис. 1.10. Изменение температуры теплоносителя по
высоте ТК средней мощности
24
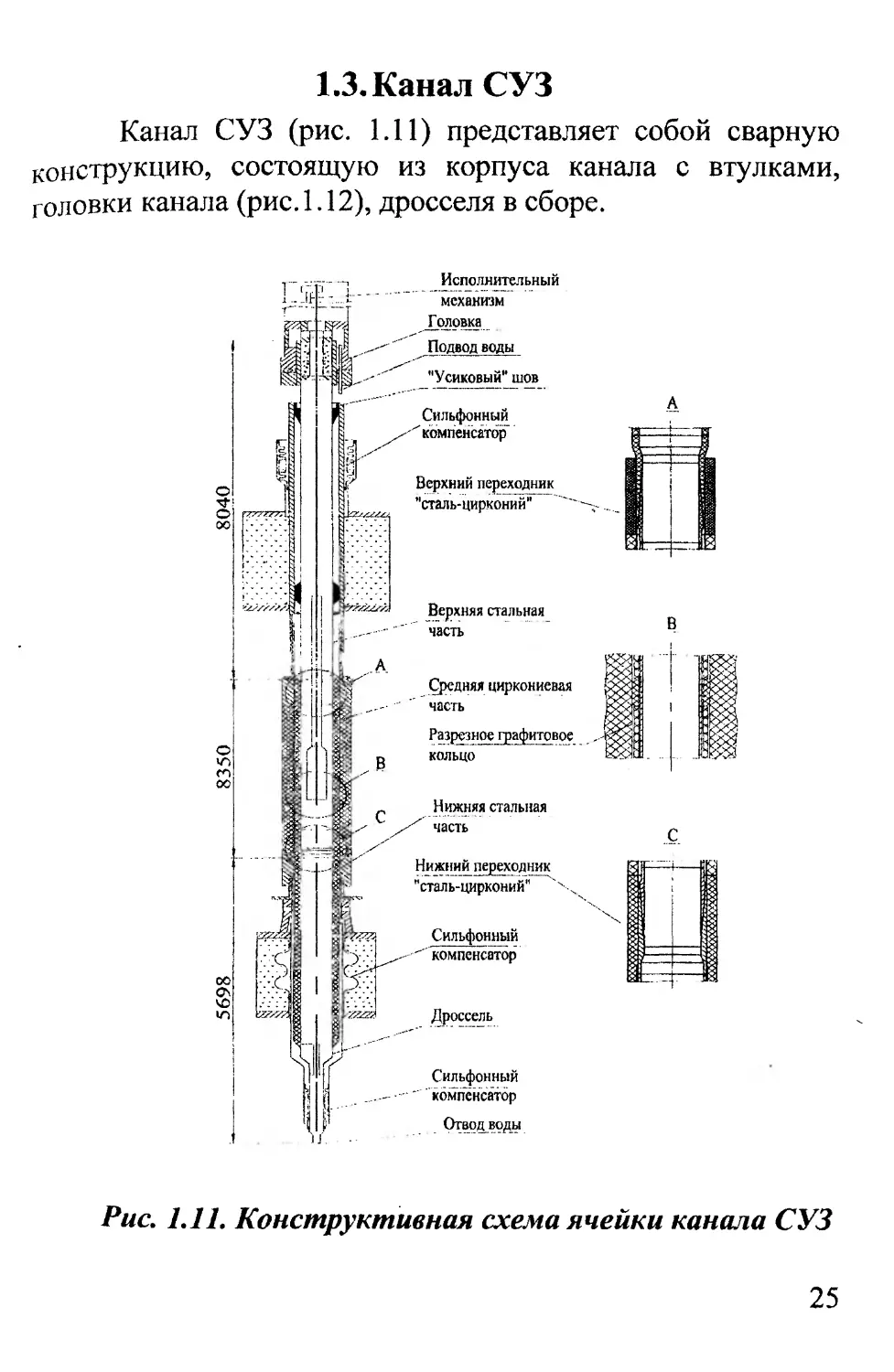
1.3. Канал СУЗ
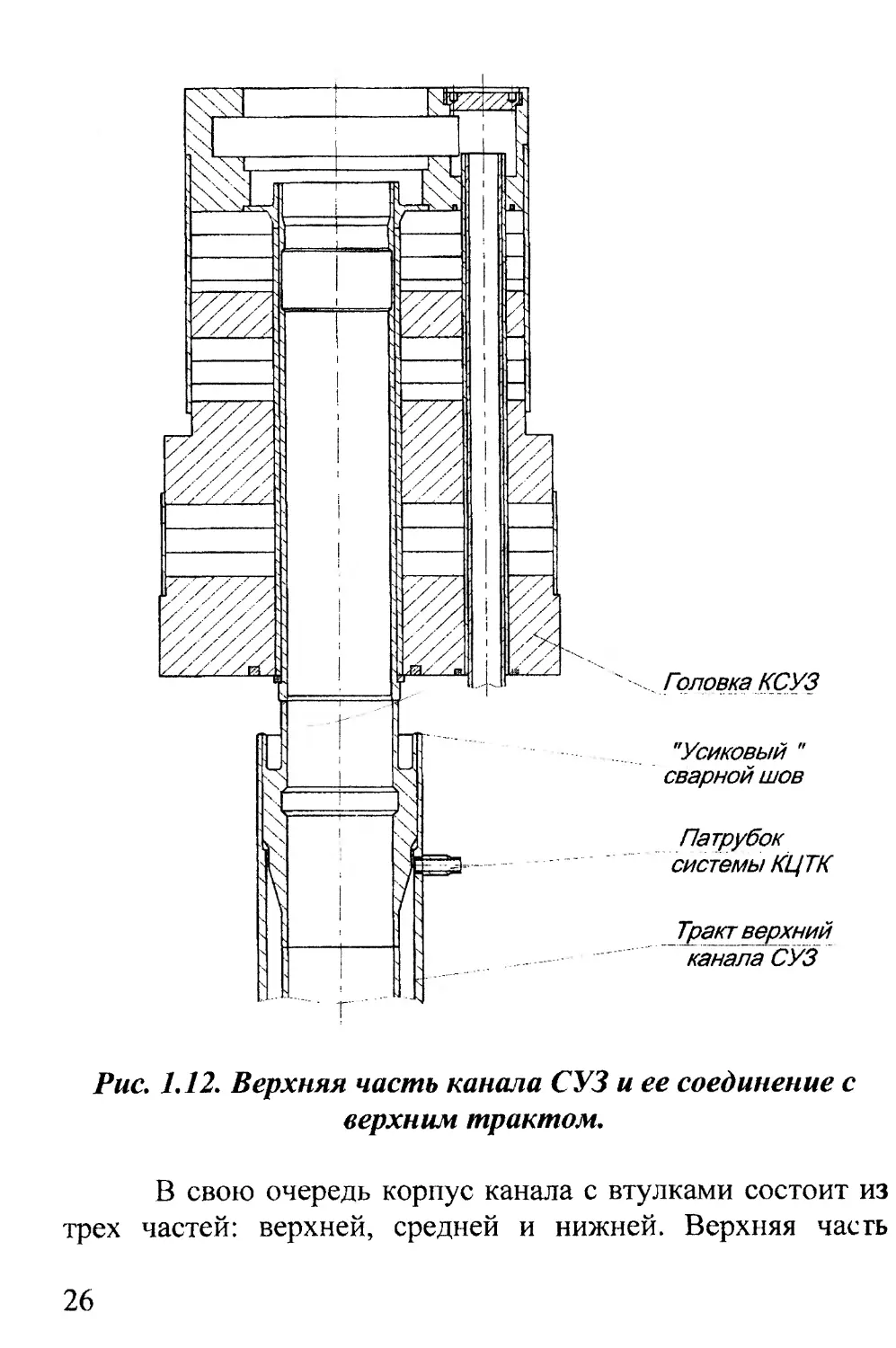
Канал СУЗ (рис. 1.11) представляет собой сварную
конструкцию, состоящую из корпуса канала с втулками,
головки канала (рис. 1.12), дросселя в сборе.
Исполнительный
механизм
Головка
Подвод воды
"Усиковый'’шов
Сильфонный
'"компенсатор
Верхний переходник
"сталь-цирконий"
Верхняя стальная
часть
Средняя циркониевая
часть
Разрезное графитовое
кольцо
Нижняя стальная
х часть
Нижний переходник
"сталь-цирконий" \
Сильфонный
"'компенсатор'
Дроссель
Сильфонный
' компенсатор
Отвод воды
Рис. 1.11. Конструктивная схема ячейки канала СУЗ
25
Головка К СУЗ
"Усиковый "
сварной шов
Патрубок
системы КЦТК
Тракт верхний
канала СУЗ
Рис. 1.12. Верхняя часть канала СУЗ и ее соединение с
верхним трактом.
В свою очередь корпус канала с втулками состоит из
трех частей: верхней, средней и нижней. Верхняя часть
26
канала - это трубная конструкция, состоящую из двух труб и
«стакана», изготовленных из коррозионно-стойкой стали
марки 08Х18Н10Т. На наружную поверхность трубы надеты
и приварены к ней две втулки, выполняющие функцию
биологической защиты. Детали нижней части канала
изготовлены из коррозионно-стойкой стали марки
08Х18НЮТ. Средняя часть канала СУЗ изготовлена с
использованием отожженных труб из сплава циркония и
2,5% ниобия.
На корпус канала попеременно надеты графитовые
втулки и дистанционирующие графитовые кольца, которые
обеспечивают теплоотвод от графита кладки реактора к воде
канала СУЗ. Всего на канал СУЗ надето 158 втулок.
Внутренний диаметр всех втулок равен 91,5 мм. В исходном
состоянии торцевые поверхности втулок имеют плотный
контакт между собой.
Столб графитовых втулок опирается через опорную
втулку на упор, который крепится к корпусу канала тремя
винтами.
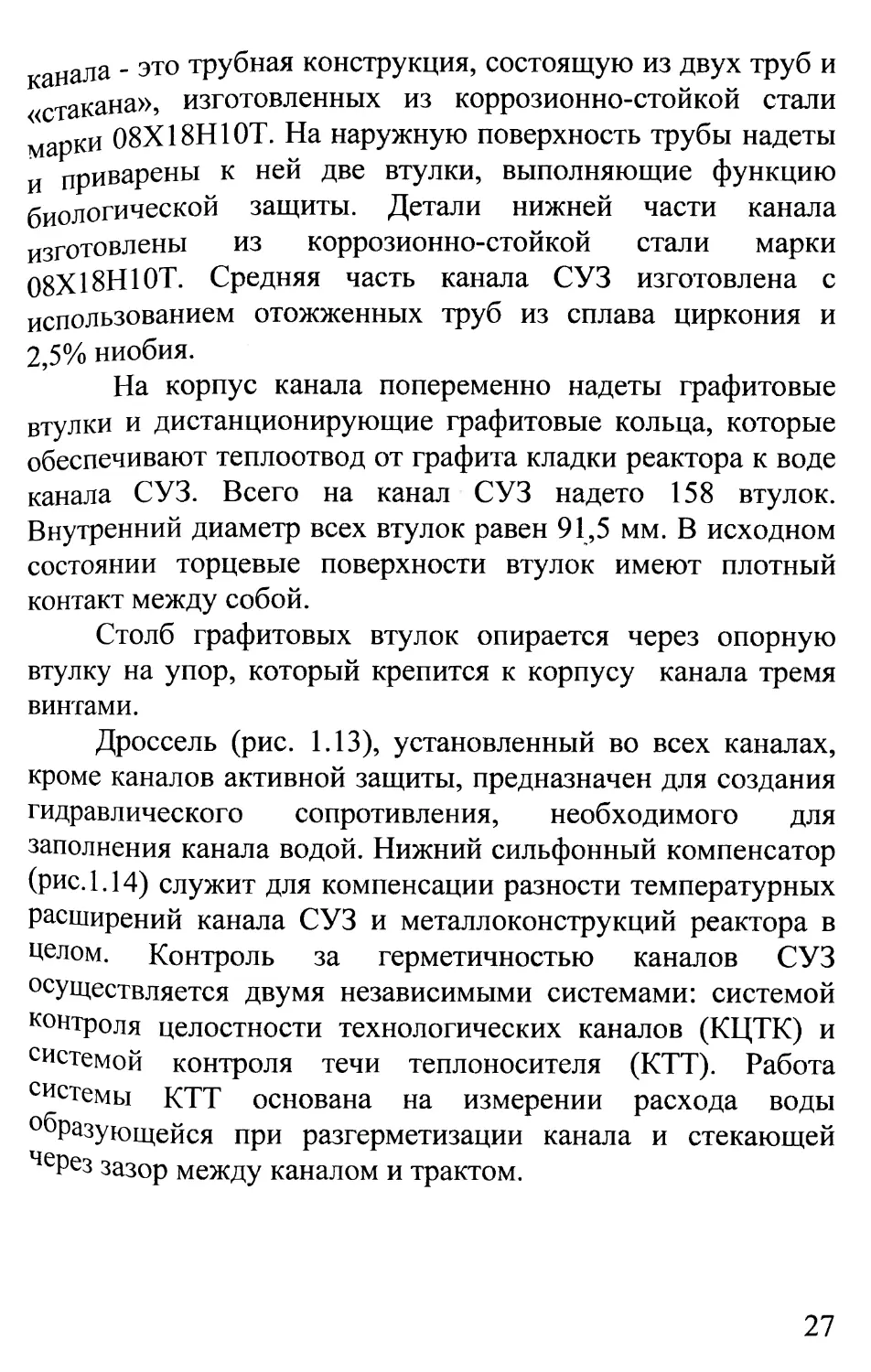
Дроссель (рис. 1.13), установленный во всех каналах,
кроме каналов активной защиты, предназначен для создания
гидравлического сопротивления, необходимого для
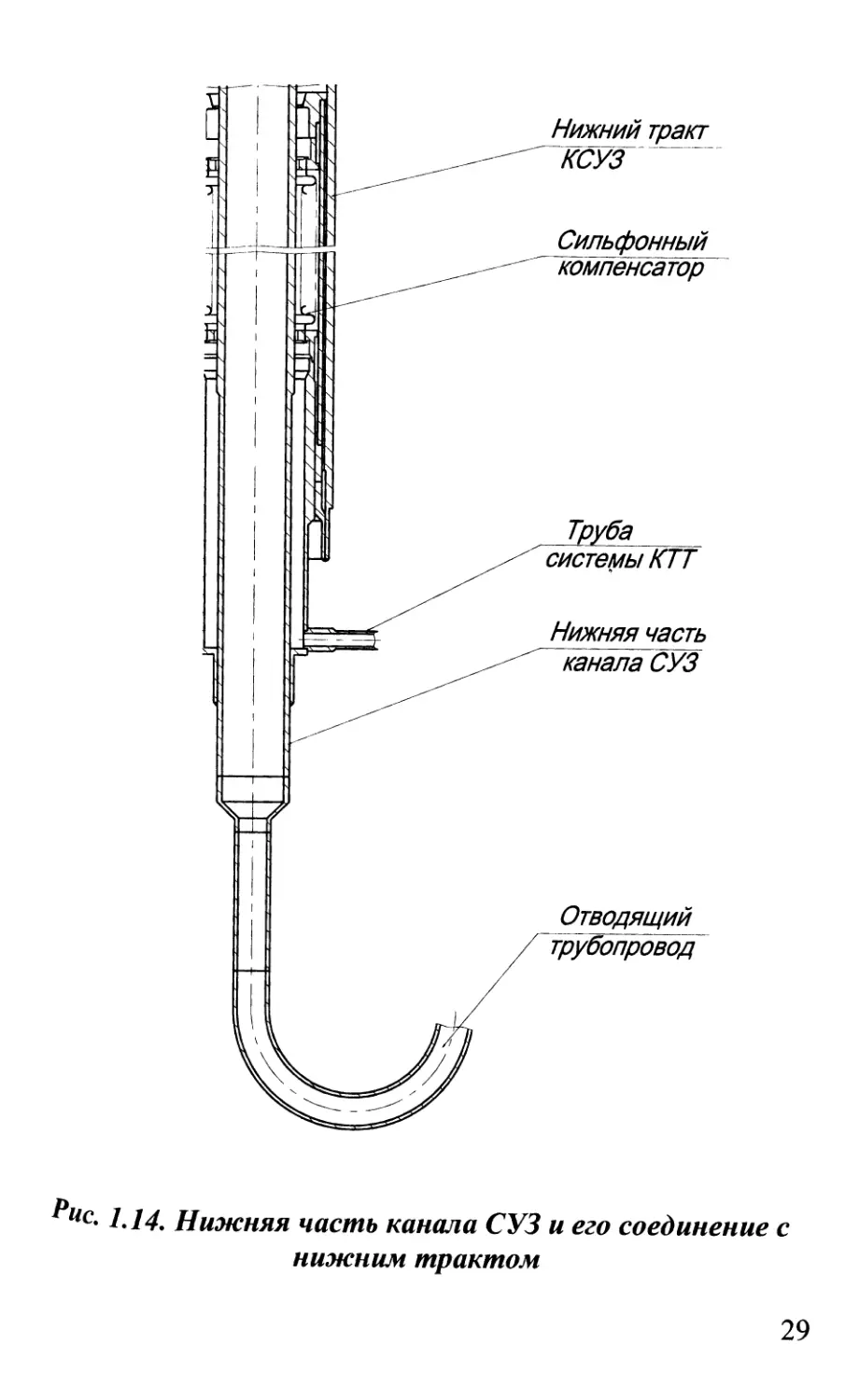
заполнения канала водой. Нижний сильфонный компенсатор
(рис. 1.14) служит для компенсации разности температурных
расширений канала СУЗ и металлоконструкций реактора в
Целом. Контроль за герметичностью каналов СУЗ
осуществляется двумя независимыми системами: системой
контроля целостности технологических каналов (КЦТК) и
системой контроля течи теплоносителя (КТТ). Работа
системы КТТ основана на измерении расхода воды
образующейся при разгерметизации канала и стекающей
ЧеРез зазор между каналом и трактом.
27
Исполнительные механизмы
крепятся к головке канала с
соединения.
и сервоприводы СУЗ
помощью фланцевого
Нижняя
Дроссель
Рис. 1.13. Нижняя часть канала СУЗ с дросселем
металлоконструкция
СХ. "ОР"
Нижний тракт
канала СУЗ
Нижняя
часть канала
Сильфонный
(линзовый)
компенсатор
Графитовые
втулки
ТТТТ1 НИХ
28
Отводящий
трубопровод
Сильфонный
компенсатор
Нижняя часть
канала СУЗ
Труба
системы КТТ
Нижний тракт
КСУЗ
1.14. Нижняя часть канала СУЗ и его соединение с
нижним трактом
29
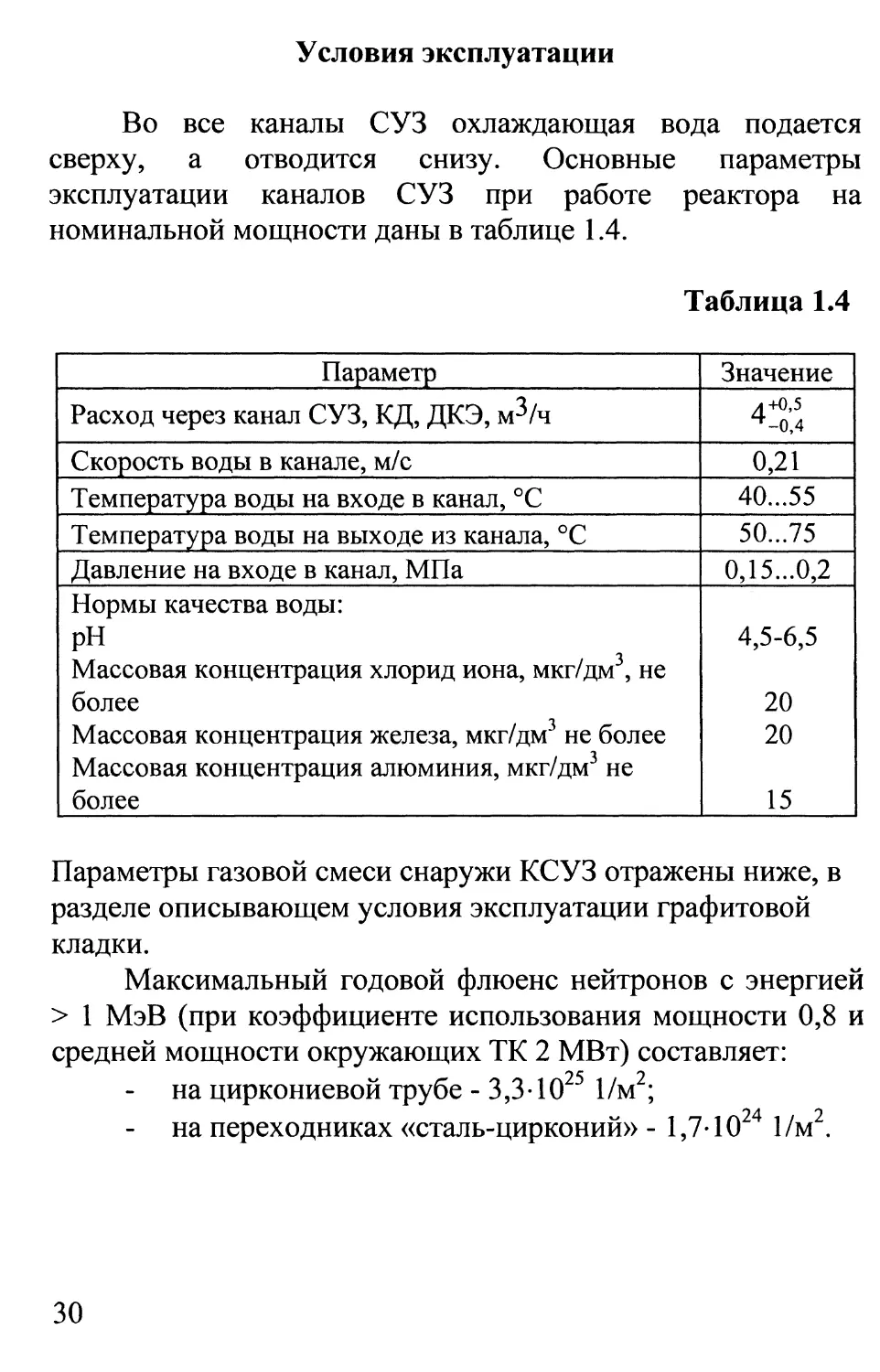
Условия эксплуатации
Во все каналы СУЗ охлаждающая вода подается
сверху, а отводится снизу. Основные параметры
эксплуатации каналов СУЗ при работе реактора на
номинальной мощности даны в таблице 1.4.
Таблица 1.4
Параметр Значение
Расход через канал СУЗ, КД, ДКЭ, м^/ч д+0,5 -0,4
Скорость воды в канале, м/с 0,21
Температура воды на входе в канал, °C 40...55
Температура воды на выходе из канала, °C 50...75
Давление на входе в канал, МПа 0,15...0,2
Нормы качества воды: pH Массовая концентрация хлорид иона, мкг/дм3, не более Массовая концентрация железа, мкг/дм3 не более Массовая концентрация алюминия, мкг/дм3 не более 4,5-6,5 20 20 15
Параметры газовой смеси снаружи КСУЗ отражены ниже, в
разделе описывающем условия эксплуатации графитовой
кладки.
Максимальный годовой флюенс нейтронов с энергией
> 1 МэВ (при коэффициенте использования мощности 0,8 и
средней мощности окружающих ТК 2 МВт) составляет:
на циркониевой трубе - 3,3-1025 1/м ,
на переходниках «сталь-цирконий» - 1,7-1024 1/м2.
30
1.4. Графитовая кладка
Графитовая кладка используется в реакторе в качестве
замедлителя и отражателя нейтронов, а также как кожух для
внутриреакторных устройств. Графитовая кладка
монтируется внутри реакторного пространства на нижней
металлоконструкции (рис. 1.15). Она представляет собой
вертикальный цилиндр, собранный из отдельных колонн
(2488 шт.), состоящих из графитовых блоков. Каждая
графитовая колонна установлена на стальной опорной плите
(Сб.18), которая, в свою очередь, опирается на “стакан”,
приваренный к верхней плите нижней металлоконструкции
(Сх.”ОР”). В верхней части закрепление и центрирование
колонн по трубам-трактам, вваренным в верхнюю
металлоконструкцию (Сх.”Е”), осуществляется с помощью
защитных плит и соединительных патрубков, образующих
так называемое телескопическое соединение трактов (ТСТ).
Защитные и опорные плиты, в основном, идентичны по
конструкции. Изготовленные из стали, они, кроме
выполнения функций промежуточных элементов крепления
колонн, обеспечивают тепловую защиту плит верхней и
нижней металлоконструкции и являются частью
биологической защиты реактора.
На опорных «стаканах» шайбами крепится диафрагма,
назначение которой, во-первых, создать сопротивление
потоку гелиево-азотной смеси, подаваемой в реакторное
пространство через трубопроводы в нижней
металлоконструкции, в целях направления его через
отверстия в опорных стаканах в зазор между каналами и
блоками кладки и, во-вторых, уменьшить
31
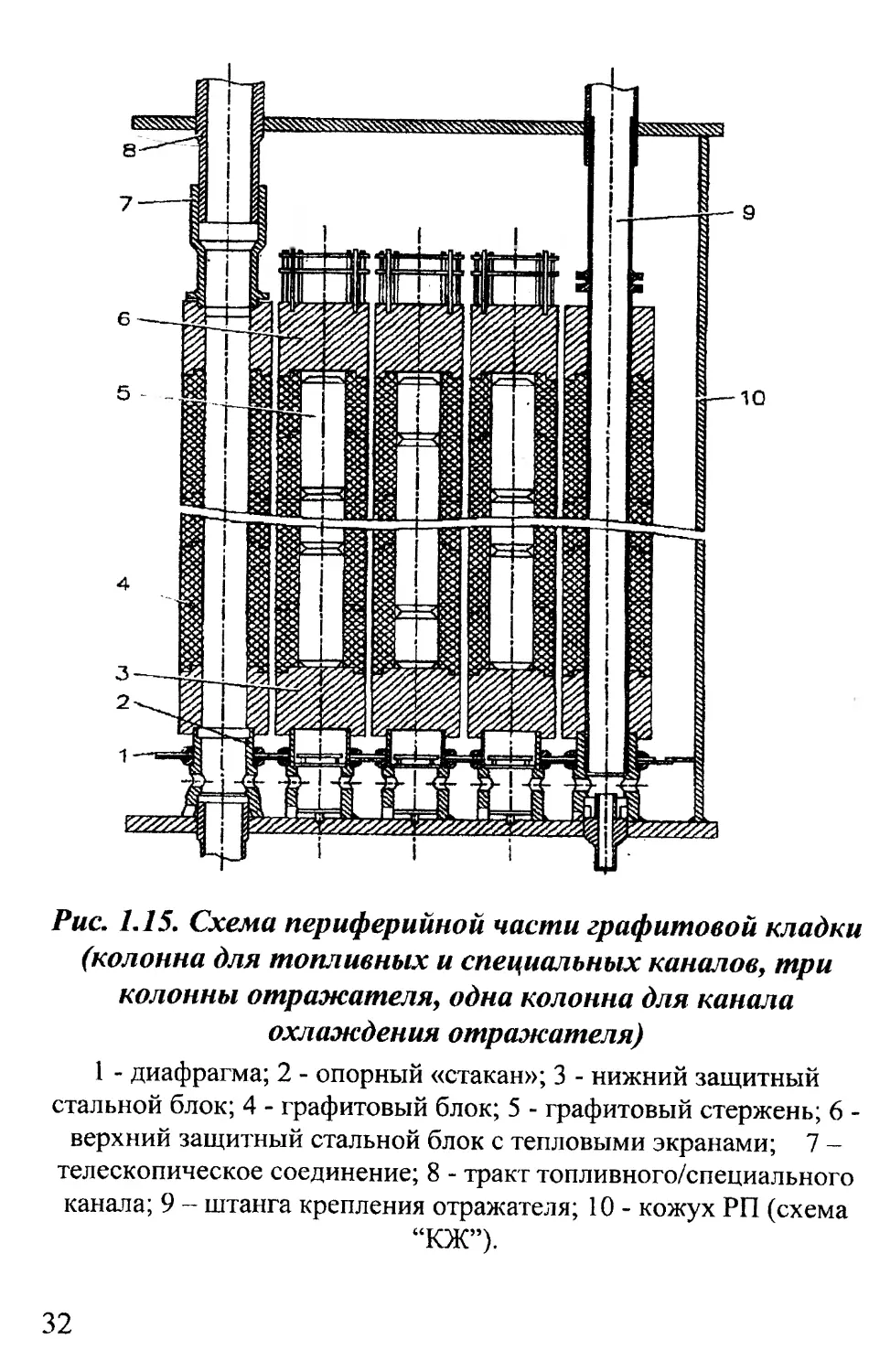
Рис. 1.15. Схема периферийной части графитовой кладки
(колонна для топливных и специальных каналов, три
колонны отражателя, одна колонна для канала
охлаждения отражателя)
1 - диафрагма; 2 - опорный «стакан»; 3 - нижний защитный
стальной блок; 4 - графитовый блок; 5 - графитовый стержень; 6 -
верхний защитный стальной блок с тепловыми экранами; 7 -
телескопическое соединение; 8 - тракт топливного/специального
канала; 9 - штанга крепления отражателя; 10 - кожух РП (схема
“КЖ”).
32
теплопередачу излучением от опорных плит к верхней плите
нижней металлоконструкции. Диафрагма выполнена в виде
отдельных листов из коррозионно-стойкой стали 08Х18Н10Т
толщиной 5 мм. Зазор между диафрагмой и внутренней
поверхностью кожуха кладки закрывается кольцом.
Крепление графитовой кладки от перемещений в
радиальном направлении осуществляется штангами,
расположенными в периферийных колоннах бокового
отражателя. Внизу штанга приварена к опорному «стакану»,
а вверху подвижно соединена с трубой тракта, вваренной в
нижнюю плиту
телескопическое
температурным
устанавливается
Изготавливается
толщиной стенки 5 мм. Материал - сталь 08Х18Н10Т.
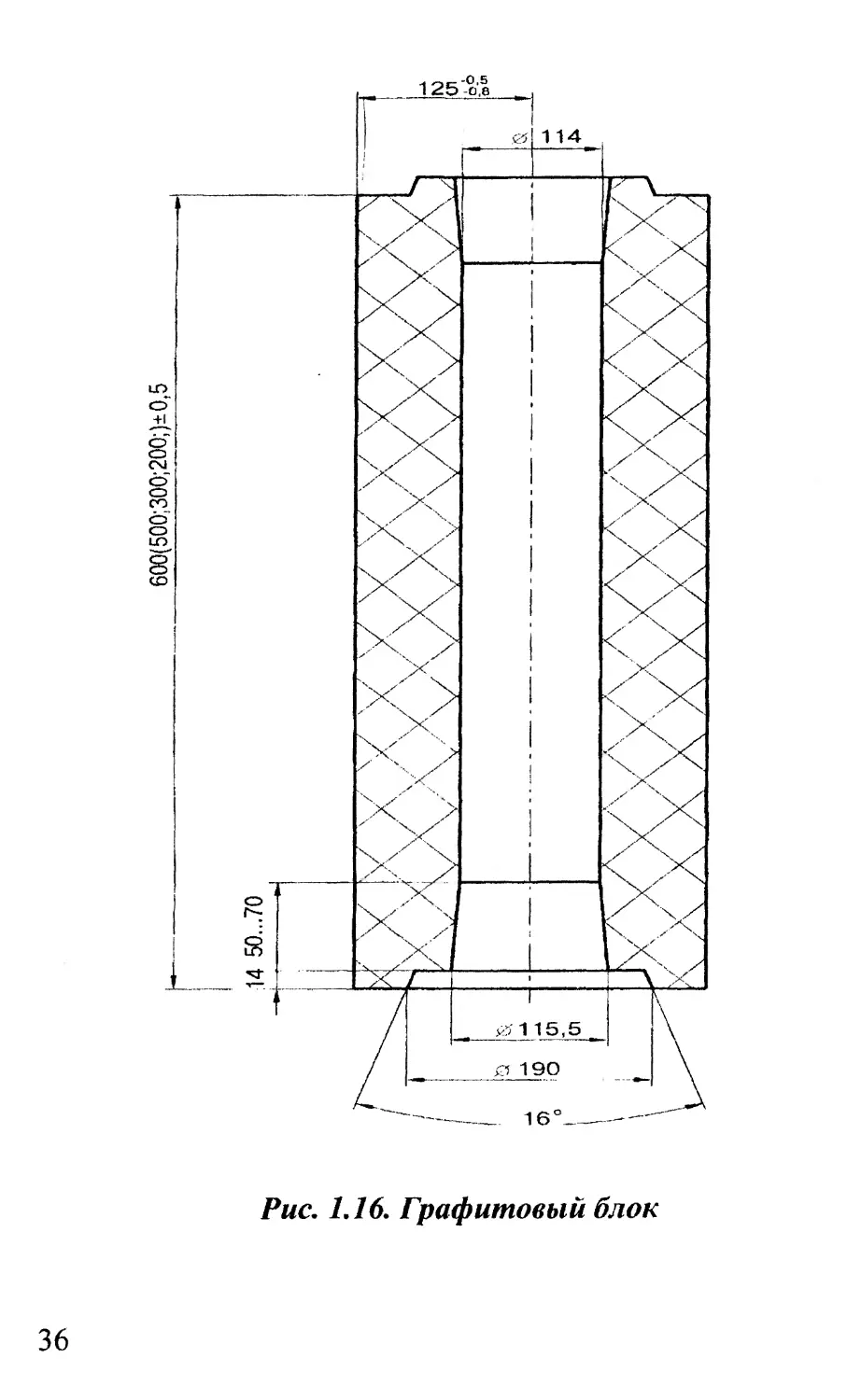
Графитовый блок (рис. 1.16) имеет форму
параллелепипеда сечением 250x250 мм и высотой 200, 300,
500 и 600 мм. Основными являются блоки высотой 600 мм, а
металлоконструкции Сх
соединение обеспечивает
перемещениям штанги. 1
канал охлаждения
она из трубы наружным диаметром 110 и
“Е”. Верхнее
свободу
В штангу
отражателя.
укороченные устанавливаются только в верхнем и нижнем
торцевых отражателях для смещения стыков блоков
соседних колонн по высоте реактора. По оси блоков имеются
отверстия диаметром 114 мм, для размещения в колоннах
топливных каналов и каналов СУЗ. В отверстиях колонн
бокового отражателя вместо каналов установлены
графитовые стержни.
Масса кладки около 1700 т. Блоки изготовлены из
графита марки ГР-280, втулки и кольца каналов из графита
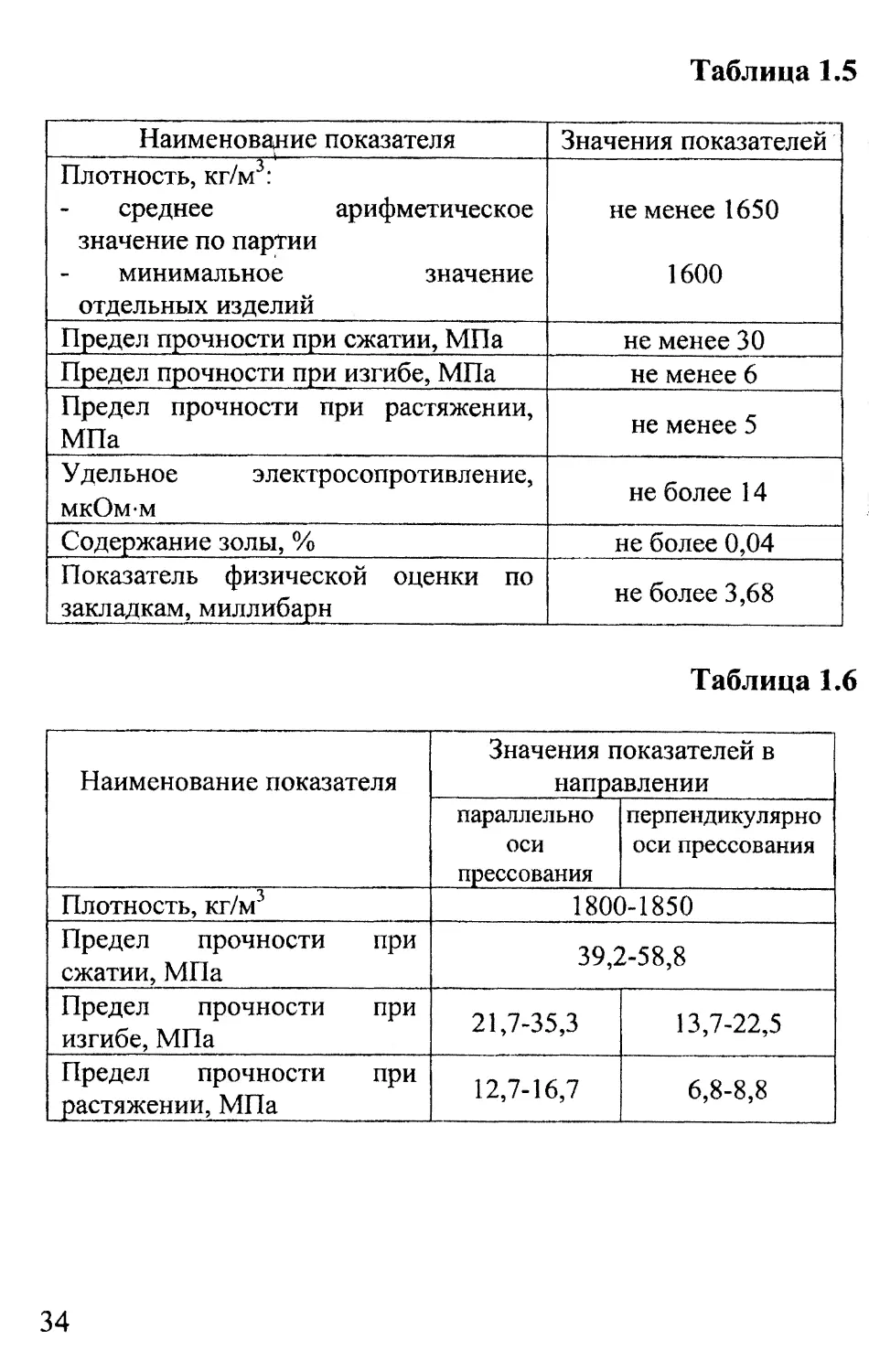
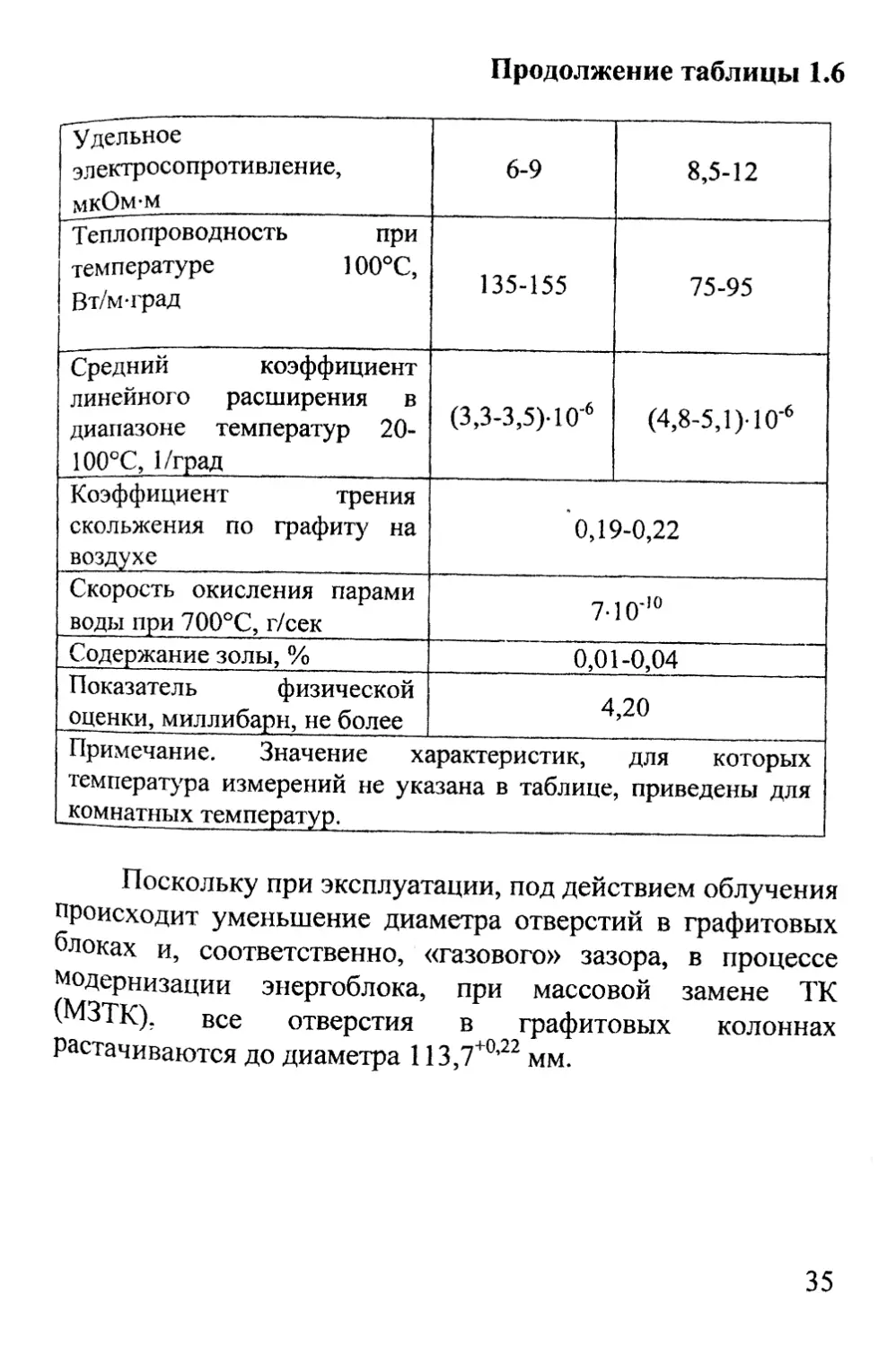
Для графитов ГР-280 (по ТУ 48-20-83-76) и ВПГ (по
ТУ 48-20-49-90) значения физико-механических свойств в
исходном состоянии показаны в таблицах 1.5 и 1.6
соответственно.
33
Таблица 1.5
Наименование показателя Значения показателей
Плотность, кг/м3: среднее арифметическое значение по партии минимальное значение отдельных изделий не менее 1650 1600
Предел прочности при сжатии, МПа не менее 30
Предел прочности при изгибе, МПа не менее 6
Предел прочности при растяжении, МПа не менее 5
Удельное электросопротивление, мкОмм не более 14
Содержание золы, % не более 0,04
Показатель физической оценки по закладкам, миллибарн не более 3,68
Таблица 1.6
Наименование показателя Значения показателей в направлении
параллельно оси прессования перпендикулярно оси прессования
Плотность, кг/м3 1800-1850
Предел прочности при сжатии, МПа 39,2-58,8
Предел прочности при изгибе, МПа 21,7-35,3 13,7-22,5
Предел прочности при растяжении, МПа 12,7-16,7 6,8-8,8
34
Продолжение таблицы 1.6
Удельное электросопротивление, мкОм-м 6-9 8,5-12
^Теплопроводность при температуре 100°С, Вт/м-граД 135-155 75-95
"Средний коэффициент линейного расширения в диапазоне температур 20- 100°С, 1/град (3,3-3,5)-10‘6 (4,8-5,1)10’6
Коэффициент трения скольжения по графиту на воздухе 0,19-0,22
Скорость окисления парами воды при 700°С, г/сек 7-10'10
Содержание золы, % 0,01-0,04
Показатель физической оценки, миллибарн, не более 4,20
Примечание. Значение характеристик, для которых
температура измерений не указана в таблице, приведены для
комнатных температур._______________________________________
«газового» зазора, в процессе
замене ТК
колоннах
Поскольку при эксплуатации, под действием облучения
происходит уменьшение диаметра отверстий в графитовых
блоках и, соответственно,
модернизации энергоблока, при массовой
(МЗТК). все отверстия в графитовых
Растачиваются до диаметра 113,7+0,22 мм.
35
600(500; 300;200;)±0,5
Рис. 1.16. Графитовый блок
36
На реакторах ЛАЭС реализованы мероприятия по
предотвращению расстыковки телескопического соединения
трактов (ТСТ), путем развальцовки нижнего торца верхнего
тракта, вваренного в металлоконструкцию Сх.«Е» Сб.25-25
или установки компенсаторов между верхней защитной
плитой и графитовым блоком. На Курской и Смоленской
АЭС эти работы не проводились.
При проектировании реактора 5-го энергоблока
Курской АЭС «газовый» зазор был увеличен за счет
увеличения диаметра отверстий в графитовых колоннах до
115 мм. Изменена также конструкция графитовых блоков
активной зоны: они сделаны восьмигранными, а в теле
каждого блока, для улучшения работоспособности системы
КЦТК предусмотрены 4 отверстия диаметром 16 мм.
Необходимо особо отметить, что каналы СУЗ при
реконструкции не заменяются, поэтому калибровка
отверстий в их графитовых колоннах и развальцовка торцов
трактов не выполняются. Согласно регламенту эксплуатации
реактора для графитовой кладки реакторов РБМК-1 000
должны поддерживаться следующие значения
теплотехнических характеристик:
- максимальная расчетная температура графита кладки
реактора, на основе измерений штатной системы контроля
температуры графита, не выше 730 °C. Рекомендуемая
температура эксплуатации графитовой кладки,
обеспечивающая ее оптимальную работоспособность,
составляет 650 °C по измерениям термопар в углах блоков.
- качество азота, продуваемого через РП, должно быть не
хуже 99,99 %. Допускается работа реактора на мощности при
качестве продуваемого через РП азота 99,98% при
максимальной температуре графита не выше 500°С по
измерениям штатными термопарами в углах блоков;
lib.wwer.ru
37
- содержание гелия в газовой смеси, продуваемой через РП,
может составлять от 0 до 90 % (объемных). Допустимое
содержание примесей на входе и выходе из РП при расходе
газовой смеси 400 нм3/ч должно соответствовать таблице 1.7;
расход газа через РП 200 - 400 нм3/ч. Допускается
увеличение расхода газа до 700 - 900 нм3/ч;
- влажность газа на входе в РП не более 0.1 г/ м3;
- избыточное давление газа на входе в РП составляет 50-200
мм вод.столба.
Таблица 1.7
Место контроля содержания примесей Содержание примесей, % объемные, не более
о2 СО+СО2 н2 СН4 NH3 С12
Вход в РП 0,01 0,01 0,3 0,1 0,001 -
Выход из РП - 0,02 0,6 0,2 0,1 0,001
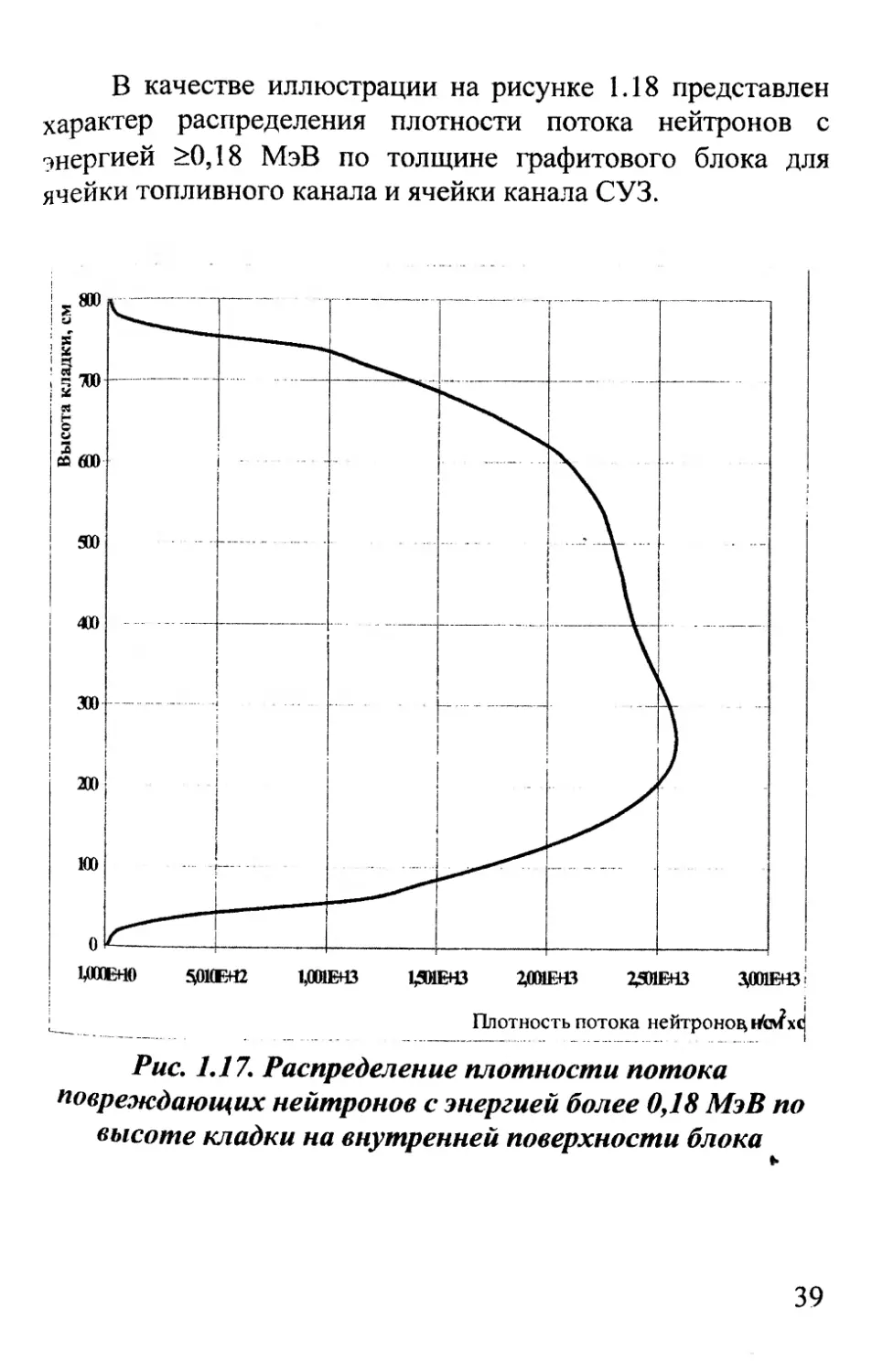
Распределение по высоте плотности потока
повреждающих нейтронов с энергией более 0,18 МэВ,
определяющих формоизменение графитовой кладки,
приведено на рис. 1.17. Данные получены для ячейки, в
которой эксплуатируется ТК средней мощности. Отсчет
высоты ведется от нижнего торца верхней защитной плиты
(Сб.07). Что же касается ячейки КСУЗ, то температура
графитовых блоков в ней из-за разницы в энерговыделениях
и условиях теплоотвода будет несколько отличаться. С точки
зрения распределения плотности потоков нейтронного
потока по сечению, графитовые блоки ячеек каналов СУЗ
работают в гораздо более щадящих условиях, чем блоки
ячеек топливных каналов, поскольку градиент плотности
потока по блоку существенно меньше.
38
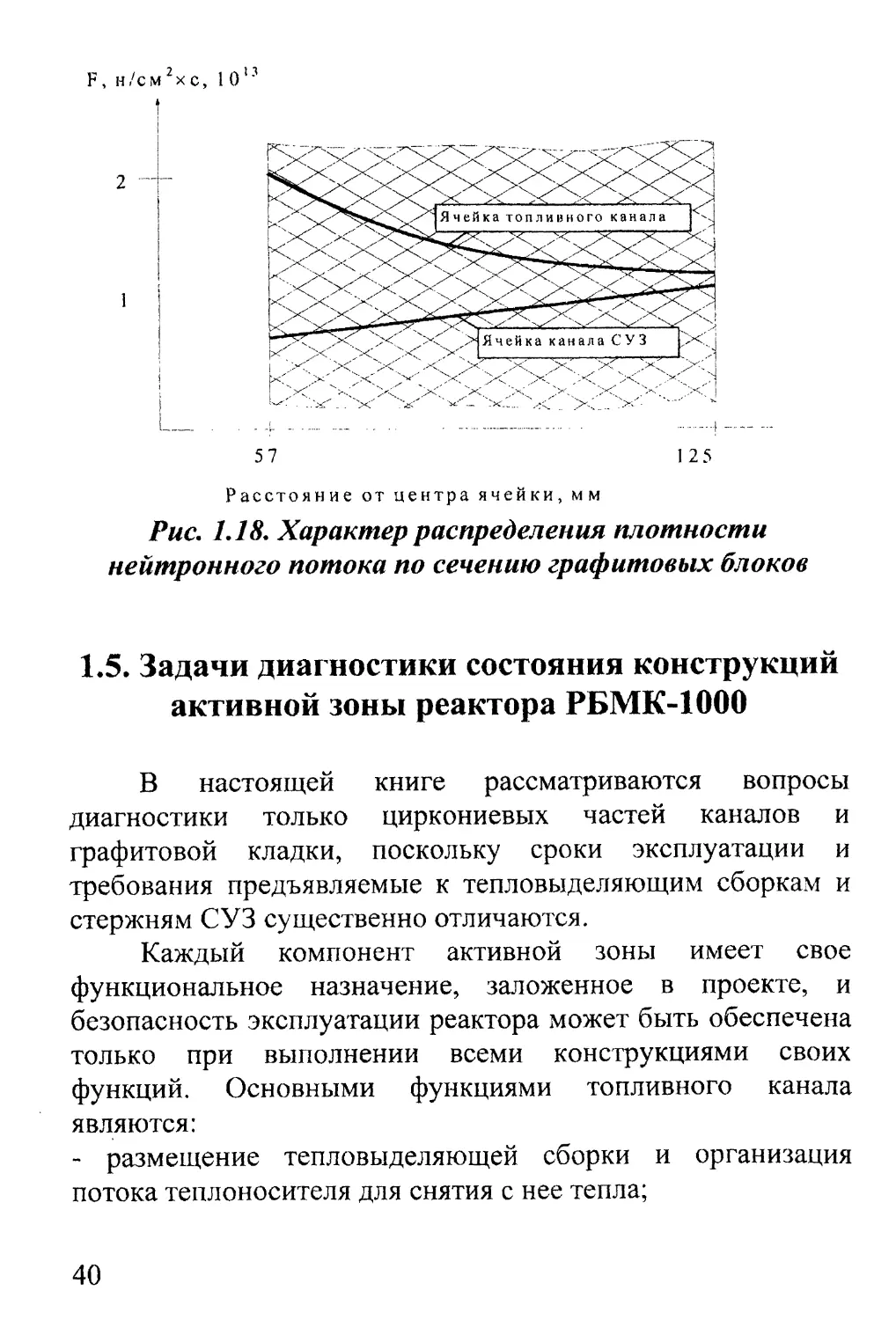
В качестве иллюстрации на рисунке 1.18 представлен
характер распределения плотности потока нейтронов с
энергией >0,18 МэВ по толщине графитового блока для
ячейки топливного канала и ячейки канала СУЗ.
Рис. 1.17. Распределение плотности потока
повреждающих нейтронов с энергией более 0,18 МэВ по
высоте кладки на внутренней поверхности блока
39
F, н /с м2 x с, 1 013
Расстояние от центра ячейки, мм
Рис. 1.18. Характер распределения плотности
нейтронного потока по сечению графитовых блоков
1.5. Задачи диагностики состояния конструкций
активной зоны реактора РБМК-1000
В настоящей книге рассматриваются вопросы
диагностики только циркониевых частей каналов и
графитовой кладки, поскольку сроки эксплуатации и
требования предъявляемые к тепловыделяющим сборкам и
стержням СУЗ существенно отличаются.
Каждый компонент активной зоны имеет свое
функциональное назначение, заложенное в проекте, и
безопасность эксплуатации реактора может быть обеспечена
только при выполнении всеми конструкциями своих
функций. Основными функциями топливного канала
являются:
- размещение тепловыделяющей сборки и организация
потока теплоносителя для снятия с нее тепла;
40
- обеспечение третьего барьера безопасности между
делящимся элементом и окружающей средой;
- отвод тепла, выделяющегося в графитовой кладке к
теплоносителю;
- обеспечение конструктивной целостности активной зоны
в нормальных условиях эксплуатации в случае протекания
аварийных ситуаций.
Эти функции определяют требования, предъявляемые к
ТК: обеспечение целостности (сплошности) материала,
ограничения по изменению размеров (диаметра и длины) и
формы (прямолинейности). Есть и технологические
требования по обеспечению заменяемости ТВС и ТК.
Основная функция графитовой кладки - замедление и
отражение нейтронов или, иными словами, обеспечение
необходимых нейтронно-физических характеристик
активной зоны. Кроме этого, кладка выполняет функцию
конструктивного элемента реактора, в связи с чем, к ней
предъявляются следующие требования:
- обеспечение работоспособности внутризонных устройств
(каналы, ТВС, стержни СУЗ, датчики и т.д.);
- обеспечение зацепления в телескопическом соединении
трактов;
- обеспечение газовых трактов системы КЦТК.
Канал СУЗ предназначен для размещения в нем
исполнительных механизмов СУЗ, гильз камер деления и
измерительных датчиков и для организации потока воды для
охлаждения перечисленных устройств, самого канала и
отвода тепла от графитовой кладки. По аналогии с
топливными каналами, к каналам СУЗ предъявляются
требования в части сохранения целостности, размеров и
формы.
В случае, если состояние конструкции таково, что она
не может выполнять хотя бы одну из своих функций, эта
конструкция должна ремонтироваться или заменяться.
41
Определение текущего состояния конструкций активной
зоны и запасов до его предельного уровня и является задачей
диагностики состояния АЗ.
Топливный канал и канал СУЗ являются заменяемыми
конструкциями. По проекту ТК может заменяться до 5 раз.
Графитовая кладка - это практически не заменяемая и
ограничено ремонтируемая конструкция, поэтому ее срок
службы определяет срок службы реактора в целом.
При создании реактора закладывались определенные
значения исходных свойств материалов и размеров
конструкций. Используемые материалы анизотропны и их
свойства различны в осевом и радиальном направлениях.
Под действием температуры, облучения, а для
каналов и влияния теплоносителя, происходит изменение
структуры и свойств материала или, иными словами, его
старение. Изменяются и размеры конструкций.
Известны несколько механизмов старения
циркониевых сплавов:
радиационное упрочнение и охрупчивание;
ползучесть (радиационная и термическая);
радиационный рост;
усталость;
коррозия;
наводороживание и водородное охрупчивание.
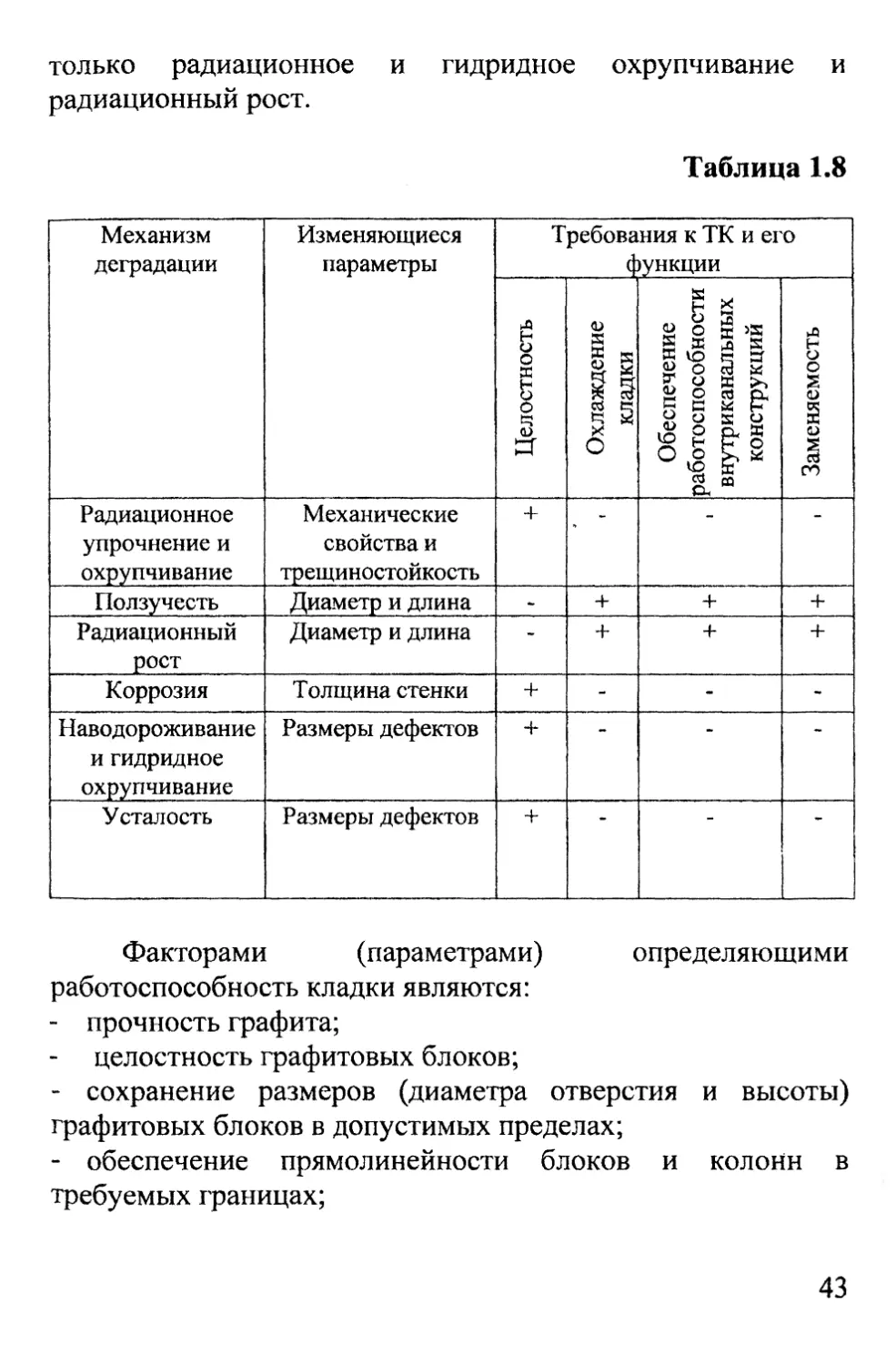
Для трубы топливного канала связь между различными
механизмами старения и выполнением функций ТК и
требований к нему проиллюстрирована в таблице 1.8. Для
переходника "сталь-цирконий" к перечисленным выше
механизмам может быть добавлено межкристаллитное
коррозионное растрескивание под напряжением (МКРПН),
которое может влиять на целостность стальной части ТК.
Для средней части канала СУЗ ввиду низких
эксплуатационных параметров существенным может быть
42
только радиационное и гидридное охрупчивание и
радиационный рост.
Таблица 1.8
Механизм деградации Изменяющиеся параметры Требования к ТК и его функции
Целостность Охлаждение кладки Обеспечение работоспособности внутриканальных конструкций Заменяемость
Радиационное упрочнение и охрупчивание Механические свойства и трещиностойкость -4- - - -
Ползучесть Диаметр и длина •» 4- + +
Радиационный рост Диаметр и длина - 4* 4- +
Коррозия Толщина стенки - - ->
Наводороживание и гидридное охрупчивание Размеры дефектов - —
Усталость - . - - .... - - Размеры дефектов -4- * - *
Факторами (параметрами) определяющими
работоспособность кладки являются:
- прочность графита;
целостность графитовых блоков;
- сохранение размеров (диаметра отверстия и высоты)
графитовых блоков в допустимых пределах;
- обеспечение прямолинейности блоков и колонн в
требуемых границах;
43
- наличие «газового зазора» между циркониевой трубой
канала, графитовыми кольцами и графитовыми блоками
ячейки.
Анализируя приведенные данные, можно выделить
контролируемые параметры, которые определяют
работоспособность конструкций. Проведение необходимых
расчетов дают их предельные значения, превышение
которых является недопустимым.
Основные требования к диагностике состояния
конструкций АЗ в виде нормативного документа изложены в
регламенте эксплуатационного контроля, который является
обязательным для исполнения на всех АЭС с реакторами
РБМК.
Регламент включает в себя обобщенные критерии
работоспособности конструкций, перечень контролируемых
параметров, методы, объемы и периодичность контроля, а
также критерии предельного состояния по определенным
параметрам. В нем разделены внутриреакторный контроль,
выполняемый на остановленном энергоблоке, и
исследования участков каналов, извлеченных из реактора,
проводимые в защитных камерах специализированных
организаций. Он является основой для системного подхода в
исследовании состояния активной зоны.
Регламент определяет минимальный объем контроля,
который конкретизируется при составлении ежегодных
рабочих программ работ с учетом результатов
предшествующих обследований и условий эксплуатации.
Разработка и внедрение системы эксплуатационного
контроля в виде регламента явилось результатом
многолетних исследований поведения конструкций.
Совершенствование регламента продолжается и в настоящее
время. Соответствие состояния конструкций обобщенным
критериям регламента обуславливает выполнение ими своих
функций. Так, например, целостность канала не может быть
44
гарантирована без выполнения критерия «сопротивления
разрушению».
Основу критерия «сопротивления разрушению»
составляет подтверждения выполнения принципа «течь
перед разрушением» (ТПР) и предупреждение
разгерметизации. Концепция (принцип) течи перед
разрушением, как известно, предполагает, что развитие
обнаруженного в процессе эксплуатации несквозного
дефекта и превращение его в сквозной не приведет к
полному разрушению, если длина сквозного дефекта не
будет превышать критического значения. При этом
одновременно предполагается, что штатная система
обнаружения течей позволяет обнаружить течь и безопасно
остановить реактор до момента достижения дефектом
критических размеров. Эта концепция в строгом понимании,
как, например, это используется для трубопроводов
большого диаметра реакторов PWR, не применима для ТК
реактора РБМК, поскольку имели место случаи их
разрушения в аварийных ситуациях при превышении
параметров теплоносителя допустимых пределов.
Применительно к работе ТК реактора РБМК-1000 в
нормальных условиях эксплуатации подтверждение
сохранения принципа «течь перед разрушением» означает,
что состояние материала ТК характеризуется таким уровнем
свойств и дефектности, которые при нормальных условиях
эксплуатации обуславливают образование течи перед
полным разрушением.
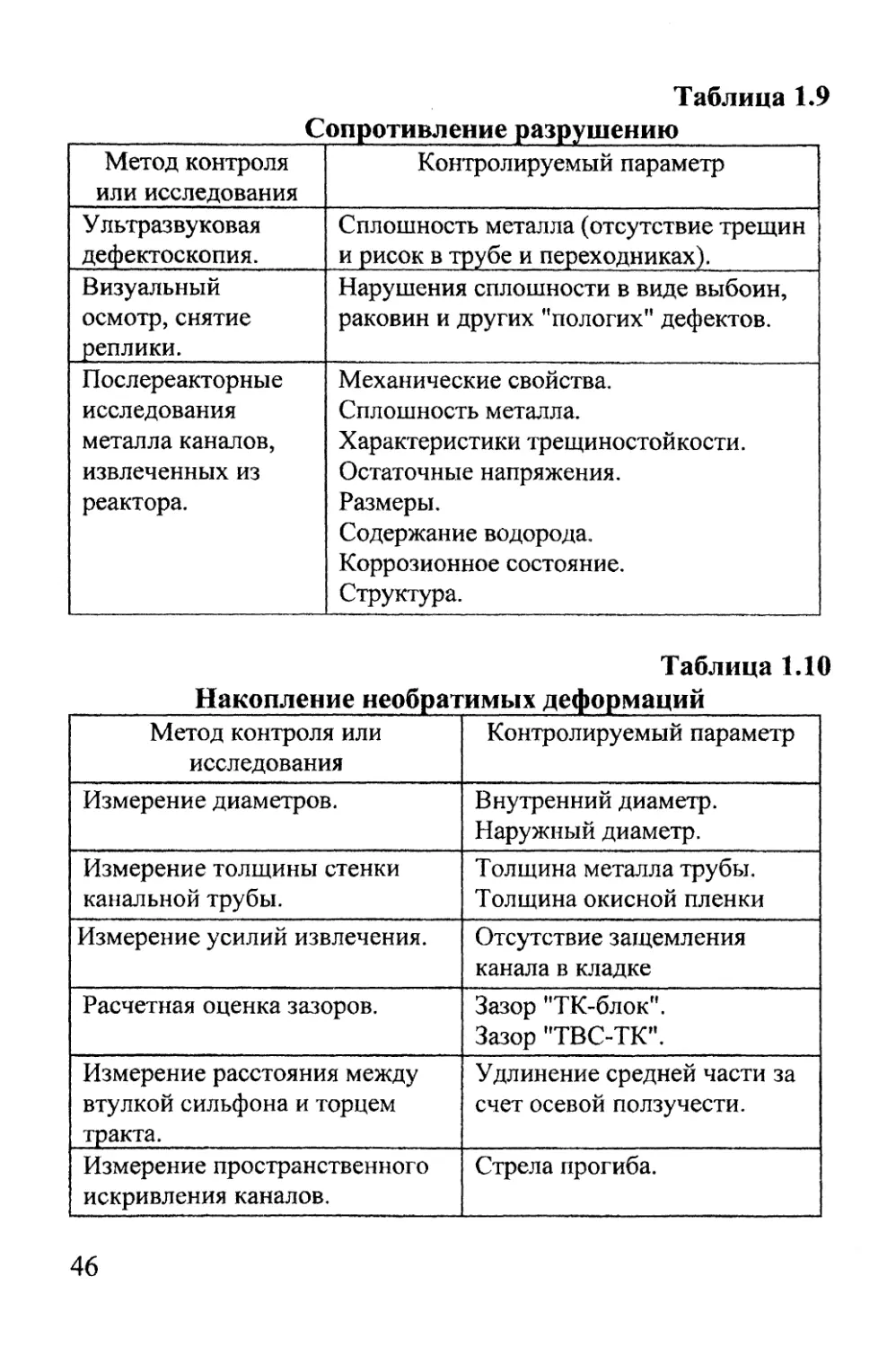
Перечень методов контроля и исследований и
контролируемых параметров, используемых при оценке
работоспособности ТК и КСУЗ по критерию сопротивления
разрушению приведены в таблице 1.9, а по критерию
накопления необратимых деформаций в таблице 1.10.
45
Таблица 1.9
Сопротивление разрушению
Метод контроля или исследования Контролируемый параметр
Ультразвуковая дефектоскопия. Сплошность металла (отсутствие трещин и рисок в трубе и переходниках).
Визуальный осмотр, снятие реплики. Нарушения сплошности в виде выбоин, раковин и других "пологих" дефектов.
Послереакторные исследования металла каналов, извлеченных из реактора. Механические свойства. Сплошность металла. Характеристики трещиностойкости. Остаточные напряжения. Размеры. Содержание водорода. Коррозионное состояние. Структура.
Таблица 1.10
Накопление необратимых деформаций_______
Метод контроля или исследования Контролируемый параметр
Измерение диаметров. Внутренний диаметр. Наружный диаметр.
Измерение толщины стенки канальной трубы. Толщина металла трубы. Толщина окисной пленки
Измерение усилий извлечения. Отсутствие защемления канала в кладке
Расчетная оценка зазоров. Зазор "ТК-блок". Зазор "ТВС-ТК".
Измерение расстояния между втулкой сильфона и торцем тракта. Удлинение средней части за счет осевой ползучести.
Измерение пространственного искривления каналов. Стрела прогиба.
46
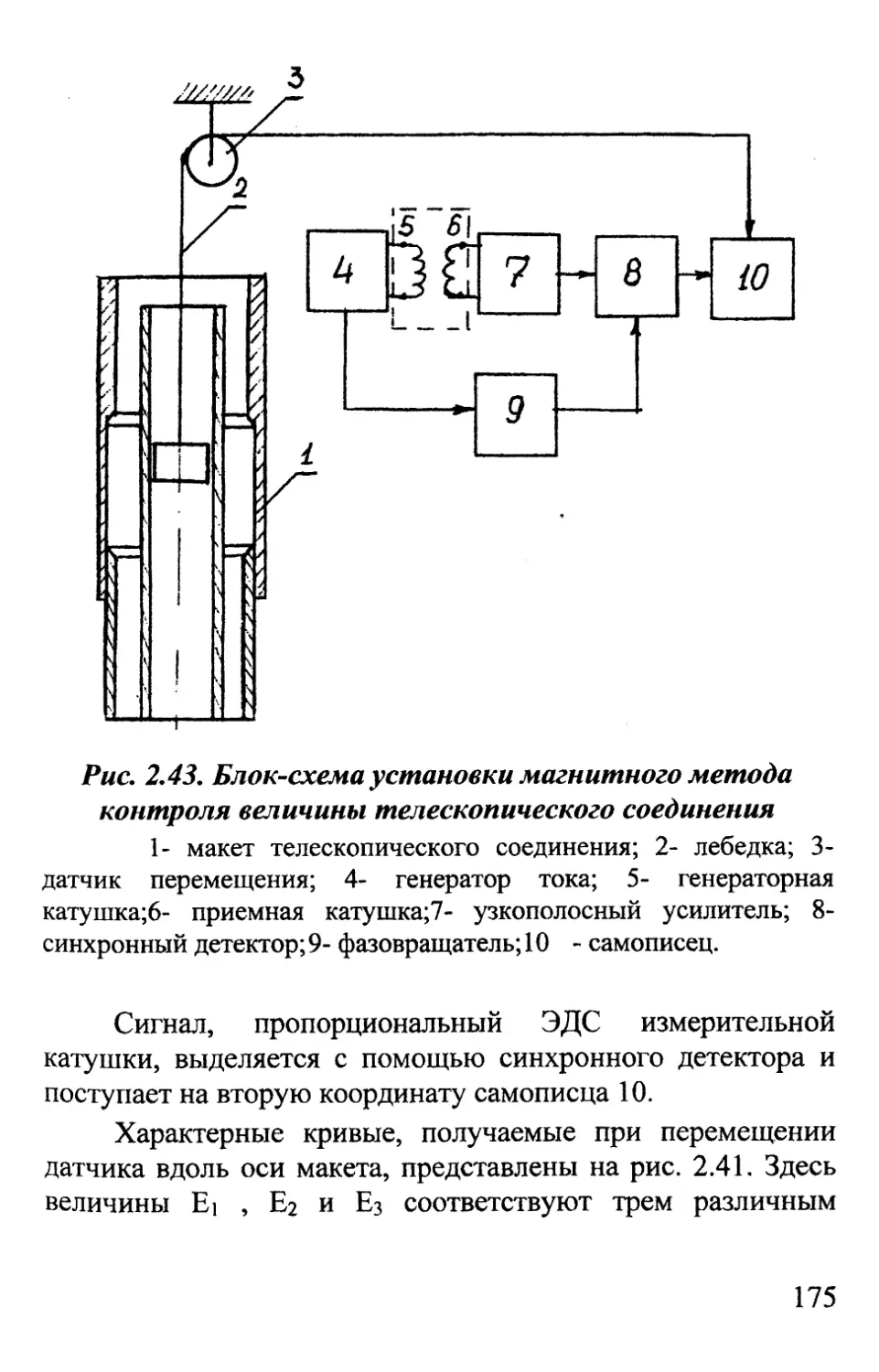
Для более детальной иллюстрации задач диагностики
ниже рассматривается поведение конструкций в процессе
эксплуатации реактора на основе описания изменения
основных контролируемых параметров в процессе
эксплуатации реактора. Описание параметров приводится в
порядке их перечисления в таблицах 1.9, 1.10.
Сплошность (или целостность) металла — один из
основных факторов определяющих работоспособность
конструкции. Среди всех видов нарушения целостности
таких как: поры, раковины, риски, несплавления, пологие
надиры, трещины - последние являются для каналов
наиболее опасными.
Согласно технической документации при изготовлении
труб ТК в настоящее время допускаются поверхностные
несплошности глубиной до 120 мкм. При изготовлении
переходников также допустимы ограниченные
несплошности в виде недопрессовок в вершине зубьев.
Предельно допустимые дефекты при эксплуатации
определены в регламенте. Это:
- для переходников - при контроле наружных стыков
переходников допускается раскрытие стыка по всей длине
окружности на глубину первого циркониевого зуба и
наличие трещины в циркониевом ниппеле глубиной не более
0,5 мм;
- для единичных несплошностей в трубах ТК и КСУЗ
допускаются дефекты глубиной до 1,2 мм (включительно)
протяженностью до 8 мм (включительно) и до 0,7 мм
(включительно) протяженностью более 8 мм, при этом
единичными считаются дефекты, расстояние между
которыми превышает 8 мм.
Потенциальные механизмы роста трещин для труб и
переходников ТК различны, однако необходимо отметить,
что и в том, и в другом случае можно выделить три
общепринятые стадии развития дефектности металла:
47
приработочные отказы, стадия стабильной эксплуатации и
стадия начала износных отказов. Учитывая применения
принципа ТПР, основной задачей внутриреакторной
дефектности является своевременное предупреждение
массовых износных отказов ТК.
В отличие от дефектов типа трещин, "пологие"
поверхностные дефекты с плавным рельефом менее опасны.
К таким несплошностям в основном можно отнести
"задиры", которые иногда возникают на внутренней
поверхности ТК при извлечении ТВС в случае попадания
между ними каких-либо посторонних частиц, или "выбоины"
в местах контакта дистанционирующих решеток ТВС, или
стержня СУЗ с поверхностью канала. При разгерметизации
канала его идентификация производится с помощью
системы КЦТК и КТТ.
В истории эксплуатации российских реакторов РБМК-
1000 были случаи разгерметизации каналов и образования
течей, которые по сути являлись приработочными отказами,
проявлявшимися на ранних стадиях эксплуатации. Их
причиной были дефекты металла при изготовлении изделий.
В результате усовершенствования технологического
процесса изготовления каналов возможность появления
таких дефектов в дальнейшем была устранена.
К механическим свойствам материала каналов
относятся предел прочности, предел текучести и
относительное удлинение. Как известно, у циркониевых
сплавов под облучением происходит радиационное
упрочнение со снижением пластичности. После
кратковременного периода увеличения значений пределов
прочности и текучести и снижения относительного
удлинения наблюдается их стабилизация, однако
имеющийся существенный разброс исходных значений
требует проведения периодического контроля этих свойств.
48
Характеристиками трещиностойкости могут быть
раскрытие трещины, коэффициент интенсивности
напряжений или J-интеграл в зависимости от принятой в
дальнейшем методики оценки критической длины сквозной
трещины. Их определение важно с точки зрения
подтверждения принципа ТПР в том понимании, в каком
этот принцип используется для топливных каналов.
В российских методиках оценки критической длины
сквозной трещины используется величина раскрытия в
вершине трещины, которая определяется отдельно для
радиального направления (прорастание трещин из
поверхностной в сквозную) и для осевого направления.
Характер изменения критического раскрытия трещин
под облучением аналогичен изменению величины
относительного удлинения.
Остаточные напряжения появляются на трубах каналов
на заключительной стадии изготовления, в процессе их
правки на косовалковом стане. Они распределяются
неравномерно как по длине и окружности трубы, так и по
толщине стенки. На наружной поверхности остаточные
напряжения максимальные растягивающие, а на внутренней
сжимающие.
В начале производства канальных труб остаточные
напряжения на наружной поверхности могли достигать 300
МПа. В восьмидесятых годах прошлого века, после перехода
на валки с полиуретановым покрытием, уровень остаточных
напряжений был снижен. Величина остаточных напряжений
может оказать существенное влияние на начальное развитие
трещин на наружной поверхности труб. В процессе
эксплуатации ТК под действием облучения и температуры
они достаточно быстро релаксируются. На трубах каналов
СУЗ релаксация происходит существенно медленнее.
Диаметр трубы является основным параметром,
изменение которого характеризует степень радиальной
49
деформации канала в результате ползучести и
радиационного роста. Очевидно, что для оценки зазора
"ТВС-ТК" определяющим параметром является внутренний
диаметр, а для "газового" зазора "ТК - графитовый блок" -
наружный диаметр. При оценке "газового" зазора по
величине внутреннего диаметра ТК необходимо учитывать
толщины стенок трубы и графиковых колец. Скорость
диаметральной деформации ТК изменяется во времени.
После короткого начального периода ускоренной
деформации наступает стадия увеличения диаметра с
практически одинаковой скоростью. Теоретически, перед
наступлением разрушения трубы она должна снова
увеличиваться, однако реально, в нормальных условиях
эксплуатации реактора РБМК, до этой стадии процесс дойти
не может.
При одинаковых условиях эксплуатации (плотности
нейтронного потока и температуре) для отдельных труб ТК
скорость деформации может отличаться очень сильно,
иногда в несколько раз. Она зависит от фактических свойств
металла, толщины стенки (поскольку она определяет
напряжения в стенке трубы) и текстурных характеристик.
Определение содержания водорода требуется для
оценки возможности протекания замедленного гтдридного
растрескивания (ЗГР) как основного механизма развития
трещин в циркониевых сплавах. Известно, что цирюниевые
сплавы хорошо поглощают водород, который в зависимости
от его концентрации и температуры при которой
эксплуатируется конструкция находится в металле либо в
растворенном состоянии, либо в виде твердых пластин
гидридов циркония. При этом при его переходе в твердое
состояние гидриды циркония располагаются в местах
концентраторов напряжений, приводя к появлению и росту
дефектов. Водород в небольших количествах имеется в
сплаве уже при изготовлении. Дополнительными
50
источниками поступления водорода при эксплуатации
каналов являются коррозионные процессы и процесс
радиолиза теплоносителя. Предельно-допустимое
содержание водорода в материале ТК составляет 70 ppm.
Коррозия циркониевого сплава, в основном
проходящая с внутренней стороны ТК, контактирующей с
теплоносителем, оказывает влияние как на утонение стенки
канала, так и на степень наводороживания металла.
При изготовлении ТК, в результате автоклавирования,
труба средней части покрывается тонкой, глянцевой пленкой
черного цвета. Толщина окисла циркония при этом
составляет 1-2 мкм. Такая пленка обладает защитными
свойствами. По мере эксплуатации цвет, толщина и характер
окисной пленки меняются от черного к серому. Появляются
отдельные утолщенные пятна - модули белого цвета,
которые постепенно сращиваются, образуя в итоге
неравномерную пленку окисла циркония, толщина которого
может составлять 100 микрон и более. Структура пленки
тоже изменяется от плотной, крепко сцепленной с
поверхностью металла, до рыхлой слоистой, склонной к
отслаиванию. Эта пленка белого цвета из-за отложения на
ней окислов железа, привнесенных теплоносителем из
других частей контура, становится коричневой или бурой.
Наличие окисной пленки и коррозионных железно-окисных
отложений затрудняет контроль параметров трубы ТК.
В отличие от ТК, уровень коррозии труб каналов СУЗ
существенно меньше.
Знание толщины металла стенки ТК необходимо как
для оценки запасов прочности, так и для определения
критической длины сквозной трещины. Ее измерение внутри
реактора затруднено наличием неравномерной пленки
окисла циркония на внутренней поверхности ТК. Утонение
стенки трубы ТК в процессе эксплуатации происходит в
разные периоды времени с разными скоростями.
51
Наибольшее внимание должно уделяться местам контакта
дистанционирующих решеток ТВС с поверхностью ТК, где в
результате фреттинг-коррозии утонение может достигать
максимальной величины.
Измерение толщины окисной пленки может быть
необходимым при внутриреакторном контроле, для более
точной оценки "газового" зазора через расчет наружного
диаметра ТК с использованием замеров внутреннего
диаметра и толщины стенки.
Измерение длины средней части канала необходимо
для оценки осевой деформации ползучести и определения
имеющегося запаса хода сильфонного компенсатора.
Для ТК ход сильфонного компенсатора составляет
около 105 мм. Из них » 63 мм - это температурное
удлинение канала при разогреве, а остальное - запас на
допуски при изготовлении и монтаже и деформацию осевой
ползучести. На практике в последнее время на энергоблоках
измерение длины средней части заменено контролем
нормированного расстояния между втулкой сильфона
приваренной к ТК и торцем нижнего тракта.
В связи с особенностью изготовления и, как следствие,
текстуры «труб давления» канадских реакторов CANDU,
осевая ползучесть для них была доминирующей, что
привело к необходимости преждевременной замены труб на
некоторых энергоблоках.
Для ТК реакторов РБМК осевая ползучесть
существенно меньше, однако существующий разброс
текстурных характеристик требует тщательного контроля
удлинения канала, особенно, после 15-20 лет его
эксплуатации.
Отклонение от прямолинейности канала, как уже было
сказано, определяет работоспособность внутриканальных
устройств. Стрела прогиба - это высота сегмента
образованного осью искривленного канала и вертикалью. По
52
регламенту предельно-допустимое значение стрелы прогиба
канала составляет 50 мм.
Второй характеристикой искривленного канала
является азимутальное направление искривления.
В исходном состоянии после монтажа реактора
искривление канала определяется отклонением от
прямолинейности самого канала и допусками на вварку
трактов в металлоконструкции и монтаж самих
металлоконструкций. Теоретически оно может быть до 5-^6
мм. При эксплуатации основной причиной возникновения и
роста искривления каналов может являться повреждение и
деформация графитовых блоков кладки.
Теперь вкратце о контролируемых параметрах
состояния графитовой кладки, блоков и самого графита.
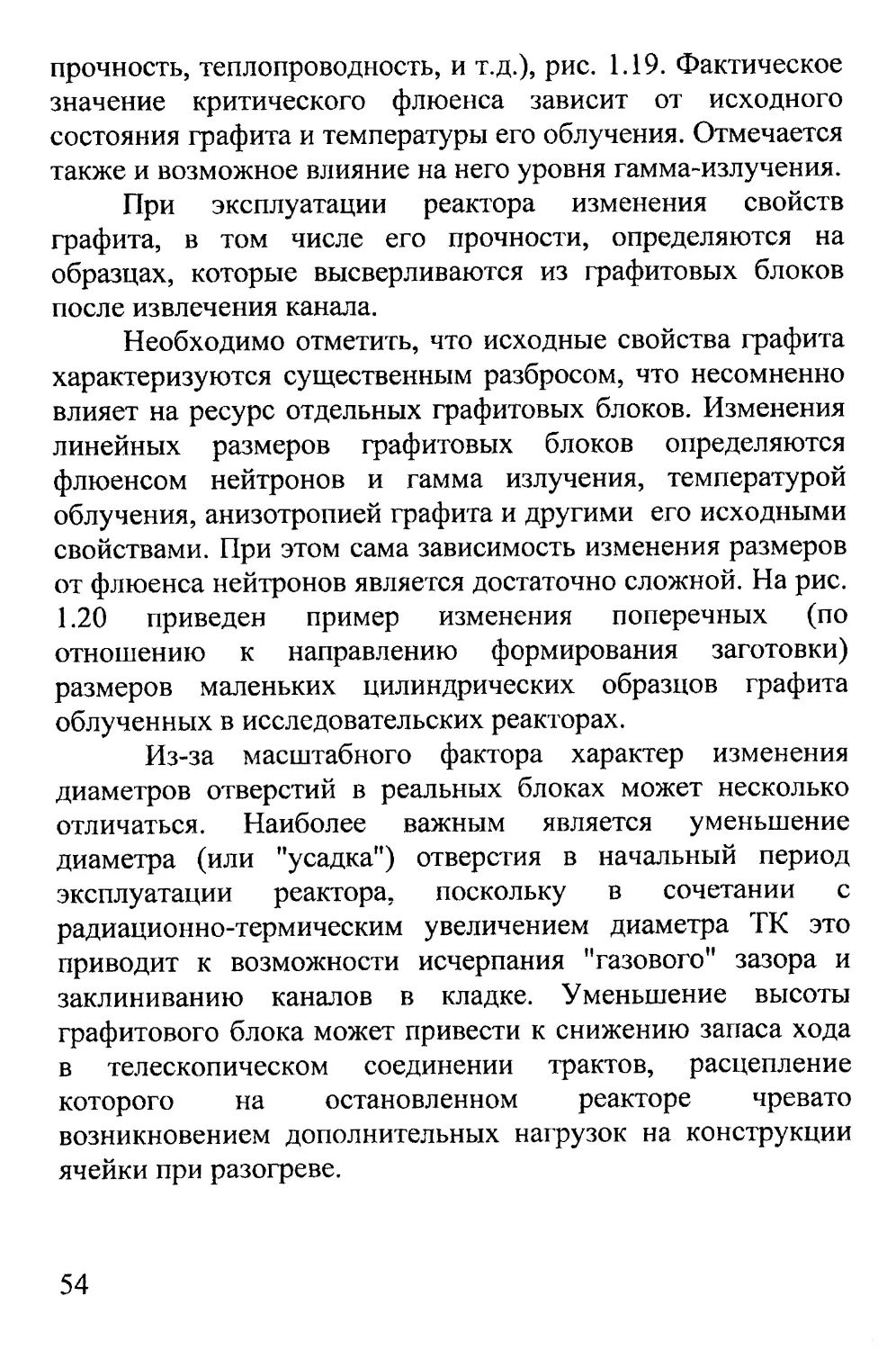
Взаимосвязь контролируемых параметров и критериев
работоспособности графитовой кладки приведена в таблице
1.11.
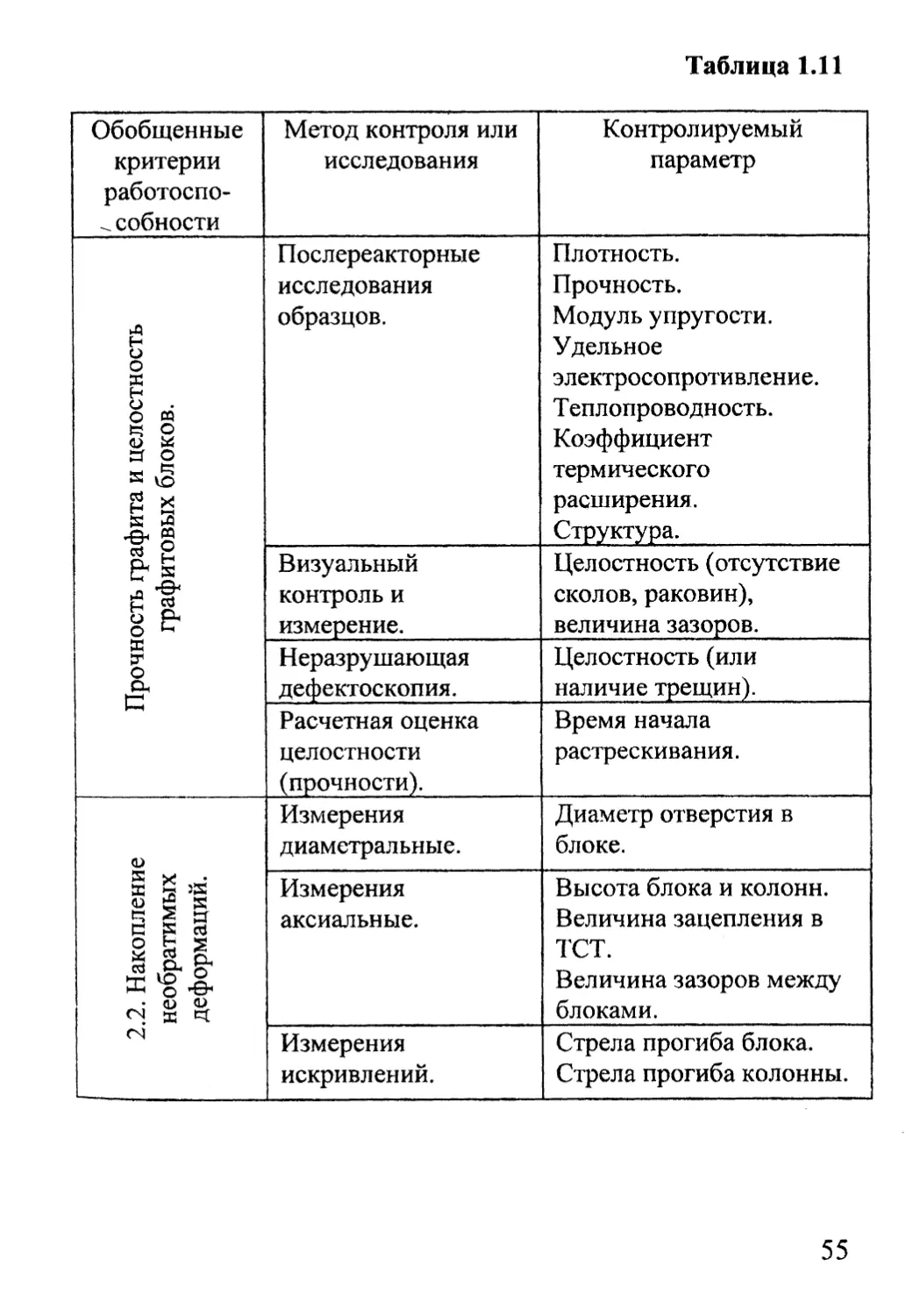
На стадии проектирования реактора и при
планировании программ обследования кладки в качестве
вспомогательного критерия, позволяющего оценить
работоспособность графита как конструкционного
материала, используется достижение нейтронным
облучением (с энергией нейтронов более 0,18 МэВ) значения
повреждающей дозы равного критическому флюенсу (Ркр).
Критический флюенс определяется как флюенс нейтронного
облучения, при котором образец графита после стадии
усадки переходит в стадию распухания и его объём
возвращается к исходному значению. При критических
флюенсах нейтронного облучения графит находится по
существу в стадии внутреннего растрескивания (образуется
сеть микротрещин, в основном по границам "наполнитель -
связующее"), что и приводит к резкому уменьшению его
радиационной стойкости, и графит теряет работоспособность
как конструкционный материал (резко ухудшается
53
прочность, теплопроводность, и т.д.), рис. 1.19. Фактическое
значение критического флюенса зависит от исходного
состояния графита и температуры его облучения. Отмечается
также и возможное влияние на него уровня гамма-излучения.
При эксплуатации реактора изменения свойств
графита, в том числе его прочности, определяются на
образцах, которые высверливаются из графитовых блоков
после извлечения канала.
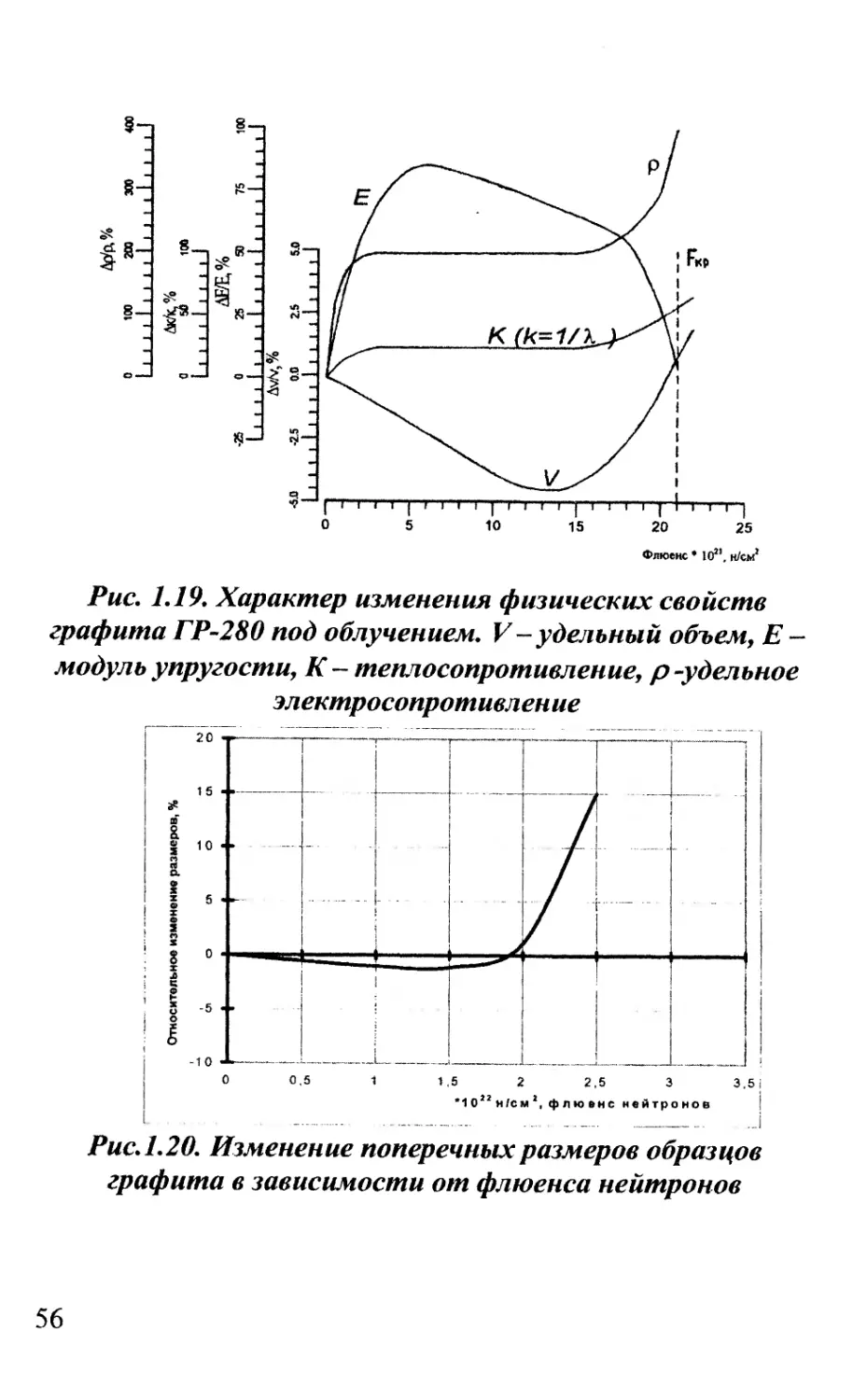
Необходимо отметить, что исходные свойства графита
характеризуются существенным разбросом, что несомненно
влияет на ресурс отдельных графитовых блоков. Изменения
линейных размеров графитовых блоков определяются
флюенсом нейтронов и гамма излучения, температурой
облучения, анизотропией графита и другими его исходными
свойствами. При этом сама зависимость изменения размеров
от флюенса нейтронов является достаточно сложной. На рис.
1.20 приведен пример изменения поперечных (по
отношению к направлению формирования заготовки)
размеров маленьких цилиндрических образцов графита
облученных в исследовательских реакторах.
Из-за масштабного фактора характер изменения
диаметров отверстий в реальных блоках может несколько
отличаться. Наиболее важным является уменьшение
диаметра (или "усадка") отверстия в начальный период
эксплуатации реактора, поскольку в сочетании с
радиационно-термическим увеличением диаметра ТК это
приводит к возможности исчерпания "газового" зазора и
заклиниванию каналов в кладке. Уменьшение высоты
графитового блока может привести к снижению запаса хода
в телескопическом соединении трактов, расцепление
которого на остановленном реакторе чревато
возникновением дополнительных нагрузок на конструкции
ячейки при разогреве.
54
Таблица 1.11
Обобщенные критерии работоспо- собности Метод контроля или исследования Контролируемый параметр
Прочность графита и целостность графитовых блоков. Послереакторные исследования образцов. Плотность. Прочность. Модуль упругости. Удельное электросопротивление. Т еплопроводность. Коэффициент термического расширения. Структура.
Визуальный контроль и измерение. Целостность (отсутствие сколов, раковин), величина зазоров.
Неразрушающая дефектоскопия. Целостность (или наличие трещин).
Расчетная оценка целостности (прочности). Время начала растрескивания.
2.2. Накопление необратимых деформаций. Измерения диаметральные. Диаметр отверстия в блоке.
Измерения аксиальные. Высота блока и колонн. Величина зацепления в ТСТ. Величина зазоров между блоками.
Измерения искривлений. Стрела прогиба блока. Стрела прогиба колонны.
55
Рис. 1.19. Характер изменения физических свойств
графита ГР-280 под облучением. V-удельный объем, Е —
модуль упругости, К — теплосопротивление, р -удельное
электросопротивление
Рис. 1.20. Изменение поперечных размеров образцов
графита в зависимости от флюенса нейтронов
56
Нарушения целостности графитовых блоков в
незначительных объемах в виде отдельных раковин, пор и
сколов допускались при их изготовлении. Их размеры
ограничивались описанными в технических условиях на
поставку блоков и специальными эталонами. При
эксплуатации появление дополнительных дефектов такого
вида обусловлено в основном механическими
повреждениями в процессе каких-либо инцидентов или
замен каналов. Они не являются опасными до тех пор пока
не оказывают влияние на нейтронно-физические
характеристики зоны и не нарушают несущую способность
графитовой колонны. Трещины могут возникать на самых
поздних стадиях эксплуатации реактора в результате роста
радиационно-термических напряжений. После прорастания
этих трещин из поверхностных в сквозные, они могут
раскрываться. При этом грани блока начинают давить на
соседние колонны, приводя к их искривлению.
Таким образом, процессы образования трещин и
искривления колонн взаимосвязаны.
Различия в плотности нейтронного потока и
температуре облучения разных граней блока,
обусловленные особенностями расположения ячеек, по мере
увеличения времени эксплуатации приводят к различным
изменения высоты этих граней. Это, в свою очередь, ведет к
искривлению блока. Искривления отдельных блоков,
складываются с искривлением колонны, вызванным
растрескиванием блоков. Как уже отмечалось ранее, эти
параметры напрямую влияют на работоспособность и
заменяемость внутризонных устройств и на последних
стадиях эксплуатации реактора их контроль чрезвычайно
важен.
Более подробно о влиянии облучения на изменения
свойств графита и размеров изделий из него можно
ознакомиться в работе.
57
Как видно из таблиц 1.9, 1.10 и 1.11 методы контроля и
исследований состояния конструкций можно разделить на
три группы: внутриреакторный контроль, исследование
образцов в «защитных» камерах специализированных
предприятий, расчетные исследования и оценки.
Приведенные в главах 2 и 3 описания приборов и методик
касаются только внутриреакторной диагностики.
1.6. Состояние контрольно-измерительного
оборудования на российских и зарубежных АЭС
Формирование парка оборудования для диагностики
состояния конструкций АЗ в части контрольно-
измерительной аппаратуры в начальный период происходило
на каждой АЭС по-своему. Так, на Ленинградской АЭС для
измерения диаметров отверстий графитовых блоков до и
после калибровки применяли установку ЦИПК («Размер»),
разработанную и изготовленную ЛАЭС и Ленинградским
горным институтом. В состав установки входит самописец,
лентопротяжный механизм которого связан с ручным
приводом перемещения измерительной головки по высоте.
Масштаб получаемых профилограмм вдоль оси ячейки не
зависит от скорости перемещения головки и равен 1:10.
Погрешность измерения диаметра составляет 50 мкм и, как
показал анализ, не зависит от температуры кладки в
диапазоне 20-80 °C. В комплект установки входят также
сменные измерительные головки, позволяющие измерять
внутренние диаметры средней части ТК. Отверстия в
графитовых блоках после расточки контролировали на
проходимость лотом ПР593, а установленные ТК -
имитатором рабочей сборки СМ436. Для осмотра блоков
кладки, положения защитных плит (Сб. 07), состояния
телескопического соединения трактов после развальцовки
применяли телевизионную установку ТСУ-24М. Для осмотра
58
усикового шва «ТК - тракт» до и после заварки, контроля
зазора между паровой трубой и трактом и контроля
отсутствия стружки в зоне «уса» тракта использовали
перископы РВП-451, РВП-489. Несколько позже появилась
специализированная телевизионная установка черно-белого
изображения СТС-4504.
На Курской и Смоленской АЭС в первое время
использовались диаметромеры разработки предприятия
«Атомспецконтроль». Затем, в конце 80-ых годов, началось
внедрение оборудования, разработанного Обнинским
институтом атомной энергетики. О нем подробно излагается
в главе 2. Оборудование для ультразвуковой дефектоскопии
каналов разрабатывалось и совершенствовалось НИКИМТом
по техническому заданию НИКИЭТ. Подробное описание
этой установки представлено в главе 3.
На Курской АЭС успешно эксплуатируется установка
АСК.415.000 для отбора (высверливания) образцов кернов из
графитовых блоков, разработанная и изготовленная
предприятием «Атомспецконтроль». Она позволяет получать
цилиндрические образцы диаметром 10 мм и длиной 30-40
мм.
В 80-тых годах группой специалистов институтов:
НИКИМТ, НИКИЭТ, ИАЭ и ЦКБМ была предпринята
попытка использования для дефектоскопии топливных
каналов разгрузочно-загрузочной машины (РЗМ). По ряду
организационно-технических причин эта работа не была
завершена. Тем не менее сама идея использования РЗМ не
только для дефектоскопии, но и для измерения ряда
параметров остается привлекательной, поскольку она
позволяет существенно увеличить объемы контроля,
сократить простои реактора и, кроме того, получить
информацию по состоянию ТК именно в рабочем режиме.
В рамках международного сотрудничества в 90-х годах
зарубежными фирмами были разработаны и изготовлены
59
единичные экземпляры систем контроля каналов. В
частности, компания «Marubeni Utility Services, Ltd» в
кооперации с компаниями «PESCO Со., Ltd» и «Krautkramer
Japan Со., Ltd», в рамках финансирования ЕБРР, поставила
на Ленинградскую АЭС «Систему контроля топливного
канала». Основными функциями этой системы являются
ультразвуковая дефектоскопия топливного канала и
измерение искривления каналов и графитовой колонны.
Дефектоскопия канала осуществляется с помощью шести
датчиков установленных в инспекционной «головке»,
которая в рабочем режиме поднимается вверх с
одновременным вращением со скоростью 120 об/мин. В этой
же системе сделана попытка измерения толщины стенки и
внутреннего диаметра циркониевой части ТК. Для контроля
коррозионного состояния и оценки величины наружного
диаметра циркониевой части ТК предусмотрено измерение
толщины окисной пленки с помощью вихретокового
датчика.
Целесообразно отметить, что непосредственный заказ у
западных кампаний единичных образцов оборудования
имеет смысл только в том случае, если отечественные
предприятия в состоянии изготовить аналогичные системы.
В противном случае, после первой же поломки, либо оно
будет стоять «мертвым» грузом, либо АЭС будет вынуждена
заключать постоянный дорогостоящий контракт с западным
производителем.
Одним из «узких» мест внутриреакторного контроля
каналов РБМК является определение размеров дефектов
типа выбоин, раковин и плавных рисок на внутренней
поверхности, а также оценка в циркониевых деталях
содержания водорода, от концентрации которого в
существенной мере зависит сопротивление материала
хрупкому разрушению. В настоящее время для получения
данных по концентрации водорода требуются
60
дорогостоящие работы по извлечению канала, его разрезке,
изготовлению образцов и проведению исследований в
«горячих камерах». В то же время канадскими
специалистами освоена и внедрена на реакторах CANDU
методика по-снятию стружки с внутренней поверхности ТК и
ее анализ на содержание водорода без извлечения из
реактора самого канала. В 1996-97 годах канадскими и
российскими специалистами была выполнена работа по
созданию оборудования и методик для снятия стружки с
внутренней поверхности топливного канала РБМК для
определения концентрации водорода в циркониевом сплаве
канальной трубы, а также оборудования для снятия
отпечатков, позволяющих определять размеры «плавных»
дефектов. Работы осуществлялись специалистами AECL
(Канада) и НИКИЭТ с привлечением на последней стадии
специалистов Курской АЭС и СФ НИКИЭТ. Комплект
такого оборудования имеется сейчас на Курской АЭС.
Как уже отмечалось ранее, ближайшими аналогами
реактора РБМК являются канадские реакторы CANDU и
японский реактор FUGEN. При их эксплуатации накоплен
большой опыт в части диагностики состояния компонентов
активной зоны. При освидетельствовании состояния
топливных каналов («труб давления») реакторов CANDU
канадские специалисты преимущественно базируются на
неразрушающих методах контроля. Так называемая система
CIGAR (Chanhel luspection and Gauging Apparatus for
Reactors) является основной системой для дефектоскопии и
измерения ТК. Как известно, каналы реакторов CANDU
расположены горизонтально и дистанционируются от
каландровых труб специальными пружинами. Такая
конструкция вносит определенную специфику в перечень
контролируемых параметров.
Функционально система CIGAR обеспечивает
проведение следующих видов контроля:
61
- определение с помощью вихретоковых датчиков
положения дистанционирующих пружин через стенку
канала;
- измерение инклинометром величины прогиба топливного
канала;
- измерение ультразвуковыми датчиками внутреннего
диаметра и толщины стенки;
- ультразвуковую дефектоскопию материала трубы;
- снятие отпечатков (реплик) с дефектов на внутренней
поверхности трубы;
- телевизионный осмотр под водой внутренней
поверхности циркониевой трубы и концевых соединений.
Конструкция и функциональные возможности системы
CIGAR постоянно совершенствуются. В дополнение к
перечисленным функциям штатной системы в конце 90-х
годов разрабатывались новые методы контроля такие, как:
- измерение зазора между «трубой давления» и
каландровой трубой;
- оптическая профилометрия дефектов на внутренней
поверхности трубы (OPIT);
- оценка содержания гидридов в материале трубы путем
измерения изменения в нем скорости звука или
электросопротивления.
Необходимо отметить, что внутриреакторная
диагностика каналов реакторов CANDU, в основном,
осуществляется централизованно, специально
организованной для этого группой. В нее же входят
сотрудники, которые занимаются ремонтом и
совершенствованием системы. Очевидно, что такой подход
имеет свои преимущества.
Что касается Японии, то в отличие от Канады, она
имеет только один канальный реактор FUGEN. Реактор
FUGEN (ATR) - тяжеловодный кипящий реактор
мощностью 165 МВт (эл) с вертикальным расположением
62
каналов. Для дистанционной инспекции состояния «труб
давления» (внутренний диаметр 117,8 мм, толщина стенки
4,3 мм, длина 4,8 м) было создано специальное
оборудование, которое управлялось снизу реактора с
помощью перегрузочной машины. Основными функциями
этого оборудования являлись: ультразвуковая
дефектоскопия, измерение внутреннего диаметра и толщины
стенки, а также телевизионный осмотр внутренней
поверхности. Оно разрабатывалось для эксплуатации при
температуре окружающей воды от 10 до 40°C. Для
дефектоскопии использовалась частота 10 Мгц, а для
измерения внутреннего диаметра-15 Мгц. Заданные
минимальные размеры выявляемых дефектов: длина-5 мм,
глубина- 0,1 мм, ширина (раскрытие).- 0,1 мм. Заданная
точность измерения диаметра - ±0,02 мм. В 1989 году это
оборудование впервые было использовано для
внутриреакторного обследования 15 «труб давления».
Что касается контроля состояния графитовой кладки,
то, за исключением России и Литвы (Игналинская АЭС),
наибольшего успеха в этой области достигли английские
специалисты при эксплуатации газографитовых реакторов
типа Magnox и AGR/ 10 /.
Реакторы типа Magnox относятся к более ранним
английским реакторам. Для внутризонного контроля
геометрических характеристик их графитовых кладок в 1985
году была разработана и внедрена установка “Norebore”.
Впервые она была использована на АЭС “Transfynydd”. Для
ее перемещения в зоне использовались пневматические
цилиндры. Измерительные щупы были соединены с
линейными потенциометрами. С помощью этой установки
измерялся диаметр отверстия и искривление ячейки.
К еще более ранним, 60-м годам относится время
создания устройства для выбуривания или, иными словами,
трепанации образцов из графитовых блоков. Впервые такое
63
устройство использовалось на плутониевых реакторах Pile 1
и Pile 2 в Виндскейле, через 10 лет после пожара на первом
из них. Первые устройства были несовершенны, и не всегда
отвечали требованиям безопасности. Так, одно из них
осталось навсегда в реакторе на АЭС “Chapelcross”.
Корпус современного устройства представляет собой
цилиндр длиной около 1,3м и диаметром 85мм. Внутри него
расположена режущая головка, приводимая в движение
пневмомотором и снабженная двумя парами пневматических
домкратов для ее поджатия к стенке колонны. В центре
фрезы имеется отверстие диаметром 12мм, в которое
попадает отрезанный образец. Фреза вращается со скоростью
300 об/мин. На вырезку образца тратится от 1 до 2 минут.
Пыль, образующаяся во время резки, отсасывается к
специальным фильтрам.
На реакторах AGR для измерения геометрических
размеров используется установка CBMU (Channel Bore
Measuring Unit). Концептуально она похожа на установку
Norebore, а по размерам представляет собой трубную
конструкцию диаметром 200мм и приблизительно 2м
длиной. Она оборудована электроприводом.
Четыре датчика дают информацию по диаметру,
овальности отверстия и изгибу блока, а инклинометры
замеряют угол наклона.
Установка CMBU и устройство для выбуривания
образцов были сконструированы для одновременной работы,
чтобы уменьшить время, потребное на эти операции. Обе эти
установки подвешиваются на штанге, перемещаемой краном
центрального зала, либо специальной лебедкой.
Устройство для выбуривания образцов способно
отбирать за один раз до 16 кернов. Это достигается
использованием вакуумной системы для транспортировки
образцов от места вырезки наверх. Чтобы избежать
повторения негативного опыта работы на реакторе
64
Chapelcross, предусмотрено три независимых системы для
извлечения устройства из реактора.
Одна из проблем, которые пришлось решать, это
обеспечение азимутальной ориентации. Она выполнялась
путем установки ограничителей вращения штанги на крышке
реактора и, дополнительно, с помощью установки
видеокамеры непосредственно на устройстве. Последнее,
впрочем, создавало свои проблемы, связанные с
ограничением продолжительности работы камеры в зоне.
Понимание того, что при больших флюенсах
повреждающих нейтронов, из-за появления внутренних
напряжений, может начаться растрескивание графитовых
блоков, инициировало в компании Nuclear Electric
дополнительные проекты создания устройств по измерению
напряжений и выявления треснувших блоков.
В середине 90-х годов рассматривались три метода
оценки внутренних напряжений в графитовых блоках:
метод основанный на анализе акустической эмиссии;
измерение изменения овальности отверстия после
высверливания образца;
измерение локальной деформации блока в процессе
вырезки образца.
В Великобритании технология контроля состояния
графитовых кладок реакторов постоянно совершенствуется.
Например, все внутризонные измерения и работы по отбору
образцов выполняются после телевизионного осмотра на
предмет выявления каких-либо аномалий или дефектов.
Однако, как уже отмечалось, сама процедура телевизионного
обследования далеко не проста. Срок службы видеокамер
внутри зоны AGR исчисляется часами или, в лучшем случае
днями, для наиболее радиационно-стойких типов. Они
требуют очень яркого освещения и специального
видеооборудования для получения картин без помех. Для
выявления трещин среди похожих на них царапин и/или
65
следов от механической обработки необходима высокая
квалификация и большой опыт работы специалистов.
Поэтому, с середины 80-х годов компания Nuclear
Electric начала исследование других методов обследования
графита, таких как ультразвуковая визуализация дефектов и
электрические методы выявления трещин. Рассмотренные
электрические методы основаны на использовании
графитового компонента как элемента сопротивления в
электрической цепи. Они оценивались как наиболее
перспективные. Применение вихревых токов, хорошо
показавших себя в случае обследования графитовых
топливных втулок, для графитовых блоков оказалось
затруднительным.
Из-за сложной геометрии графитовых блоков
реакторов AGR, зернистой структуры графита и наличия
обратного эхо от метановых пор, ультразвуковая
визуализация дефектов оказалась очень сложной задачей.
Исследования показали, что выбор частот и углов наклона
лучей должен быть очень точным, чтобы можно было
добиться надежных результатов инспекции.
Как ультразвуковой, так и электрический методы
инспекции имеют потенциал для дальнейшего развития.
Приведенный краткий обзор состояния контрольно-
измерительного оборудования не претендует на полноту,
однако он позволяет сделать вывод о необходимости
расширения, совершенствования и унификации парка
оборудования российских АЭС с реакторами РБМК.
Необходимость совершенствования систем контроля
состояния конструкций активных зон реакторов РБМК
диктуется эволюцией подхода к диагностике АЗ и
появлением новых задач, которые не могут быть решены с
помощью имеющегося на АЭС набора оборудования.
Изменение подхода выражается в увеличении регламентных
объемов неразрушающего контроля с одновременным
66
уменьшением объемов, чрезвычайно затратного,
разрушающего, связанного с заменой работоспособных
каналов. Это совпадает с необходимостью введения
дополнительных объемов контроля, обусловленных
переходом от единовременной на поэтапную замену ТК по
критерию исчерпания зазора «ТК-кладка».
Вытекающие отсюда требования включают две задачи.
Первая это - это повышение производительности,
надежности и достоверности контроля на базе унификации и
совершенствования лучших образцов существующих систем,
а также разработка оборудования, позволяющего правильно
выбрать очередность замены каналов.
Вторая — выполнение комплекса контроля для
обеспечения продления срока службы реакторов РБМК-1000.
Ее реализация требует более широкого внедрения устройств
для контроля состояния графитовой кладки, как конструкции
определяющей срок службы реактора в целом.
Создаваемое оборудование должно соответствовать
современным мировым требованиям и обеспечивать
адекватную оценку состояния компонентов активной зоны
реакторов РБМК-1000.
67
2. Оборудование и системы
внутриреакторной диагностики состояния
каналов и графитовой кладки
2.1. Системы измерения искривления и диаметра
технологических каналов, каналов СУЗ и
графитовых колонн
2.1.1. Общие сведения
Технологические каналы и каналы СУЗ расположены в
графитовых ячейках. Между ними помещены пружинные
графитовые кольца, обеспечивающие зазор «3 мм. Под
действием радиационного облучения и температуры
канальные трубы претерпевают деформацию. Диаметр
каналов увеличивается. Одновременно действие облучения
приводит к разбуханию графита. В результате зазор между
каналом и графитовой ячейкой уменьшается вплоть до
полного обжатия и заклинивания канала.
На рис. 2.1 показано изменение зазора между каналом и
графитовой ячейкой одного из технологических каналов 4
блока Курской АЭС. Большой объем исследований по
изменению параметров технологических каналов и
графитовой кладки проведен на Ленинградской АЭС.
В настоящее время проводятся исследования по
разработке методов измерения зазора «канал-графит».
Однако на данный момент времени об изменении зазора
судят только косвенно по результатам измерения
внутреннего диаметра канала и диаметра отверстия
графитовой колонны. Разработаны системы одновременного
68
измерения искривления и диаметра канала и методика
компьютерной обработки результатов измерения
геометрических параметров позволяющие проводить оценку
изменения зазора «канал-графит».
Система контроля состоит из диагностирующего зонда
- блока измерительных преобразователей (датчиков) угла
наклона и диаметра, который перемещается с помощью
штанги (рис. 2.2), измерительного блока, блока накопителя и
персонального компьютера. В измерительном блоке
производится обработка сигналов измерительной
информации, поступающих с датчиков.
Рис.2.1. Изменение зазора «канал - графит» по
высоте активной зоны
69
Кран-балка ЦЗ
_ технологический канал
« Кл-’
измерительный блок
блок - накопитель
датчик глубины
крышка
ориентирующая штанга
- центрирующий механизм штанги
карданный узел
верхний датчик измерения диаметра
верхний центрирующий механизм торпеды
датчик углов наклона
нижний датчик измерения диаметра
нижний центрирующий механизм торпеды
Рис. 2.2. Структурная схема системы контроля с
транспортировочной штангой
Программа обработки информации включает в себя
синхронизацию выходных сигналов с датчиков угла наклона
и диаметра с метками глубины перемещения, представления
данных, построения плана искривлений в полярных
координатах, введение температурной коррекции.
Информация с измерительного блока в цифровой форме
поступает в блок-накопитель. Отображение информации
производится на персональном компьютере.
Разработаны также автономные системы контроля, в
которых транспортировка диагностирующего зонда
осуществляется с помощью спуско-подъемного устройства с
автоматизированным позиционным электроприводом (рис.
2.3). Задача позиционирования содержит три составляющих:
по высоте канала, относительно оси канала и по азимуту.
Для решения задач позиционирования разработаны
специальные методики, которые с целью повышения
точности измерений вводят коррекцию нецентровки зазора
отклонения диаметра по высоте канала и другим параметрам.
70
На рис. 2.4. показана структурная схема автономной системы
контроля. В состав электропривода входит сервомотор серии
ROTES и-система управления Simovert SC фирмы SIMENS.
Система контроля содержит блок измерительных модулей
(БИМ), которая производит обработку информации,
поступающей с диагностических зондов. В БИМ
производится анализ результатов измерений. В случае
отклонений значений измеряемого параметра компьютер
управления выдает команду на электропривод для
проведения повторных замеров данного параметра.
Рис. 2.3. Спуско-подъемное устройство с
автоматизированным позиционным электроприводом
71
Рис. 2.4. Структурная схема автономной системы
контроля с автоматизированным позиционным
электроприводом
2.1.2. Анализ геометрических характеристик
искривлений технологических каналов и каналов
СУЗ
Пространственное положение тракта технологического
канала определяется углом наклона (зенитным углом),
азимутальным углом, расстоянием от нулевой отметки
канала до точки измерения углов (рис.2.5). Угол наклона т| -
угол между осью ТК или касательной к ней и горизонталью,
а зенитные углы 0, 01 - углы между этой же осью или
касательной к ней и вертикалью. Сумма этих углов всегда
составляет 90°, и лежат они в вертикальной плоскости,
называемой зенитной или апсидальной. Азимутальный угол
а или азимут технологического канала - угол между
определенным направлением (ориентированным, например,
на точку севера или репориентир) и проекцией оси канала
или касательной к ней (заданное или фактическое
72
направление) на горизонтальную плоскость. Этот угол
изменяется от 0 до 360° и отсчитывается всегда от
ориентированного направления по часовой стрелке (a, al).
Ось технологического канала или его тракта - это
траектория, которую описывает по мере углубления корпус
прибора, принимаемый с некоторым допущением за
материальную точку. Расстояние от нулевой отметки канала
до точки измерения углов может определяться по тракту ОВ,
ОВ1, что будет характеризовать длину или глубину канала
по его оси L, L1 или по вертикали Н (проекция оси канала на
вертикаль OG). Длина отрезков GB, GB1 или OD определяет
смещение оси канала в измеряемой точке от вертикали S,S1.
ТК работающего реактора со временем отклоняется от
первоначального положения, вследствие чего изменяются
угол наклона его оси и азимут, т. е. изменяется его
траектория. В случае одновременного изменения зенитного
угла и азимута ось канала имеет вид пространственной
кривой. Изменение кривизны траектории или оси канала в
пространстве считается искривлением технологического
канала, которое может быть пространственным или
плоскостным. Проекция оси канала на ту или иную
плоскость будет характеризовать его профиль. Проецируется
ось канала обычно на вертикальную плоскость (разрез
канала) и на горизонтальную плоскость (план канала).
73
Гопизонтальная плоскость
Рис.2.5. Элементы, определяющие пространственное
положение оси ТК
Если ось канала совпадает с плоскостью разреза или
проходит вблизи ее, то профиль и траектория канала
практически совпадают и тогда говорят только о профиле
канала. Очевидно, что при сильном пространственном
искривлении профиль канала не будет характеризовать его
положение в пространстве или его траекторию.
Количественно изменение траектории характеризуется
кривизной или интенсивностью искривления кривой линии в
некотором интервале (рис.2.6,а):
кср = Р/АВ, (2.1)
74
где кер - средняя кривизна дуги АВ; р - угол смежности,
образованный двумя касательными. Очевидно, что чем
больше угол смежности р, тем сильнее изогнута кривая. Но
для одной и той же кривой средняя кривизна различных
участков может быть различной.
Так, на рис. 2.6,а средняя кривизна дуги АВ не равна
средней кривизне дуги А1В1, хотя длины дуг могут быть
равны между собой. Для характеристики степени
искривленности данной линии вблизи данной точки А
пользуются понятием кривизны кривой в данной точке:
kA = lim кер = р / АВ (2.2)
АВ —> О
Для искривленного в одной плоскости канала
угол смежности представляет собой разность между
зенитными углами в точках А и В (рис.2.6, б). Обозначив
длину дуги АВ через AL, разность между зенитными углами
00 и 01 через ДО, выражение для определения средней
кривизны канала на участке АВ можно представить в виде:
kcp= A0/AL. (2.3)
Из выражения (2.3) следует, что кривизна данного
участка - отношение приращения зенитного угла А0 к длине
этого участка, если канал искривляется только в зенитной
плоскости.
На схеме искривления канала АВ - некоторое
начальное положение оси канала в вертикальной плоскости I
с зенитным углом 00 и азимутом а0; ВС - новое положение
оси отклонившегося канала в вертикальной плоскости II с
зенитным углом ©1 и азимутом al. Угол между BD и ВС
характеризует общее или пространственное искривление.
75
Рис.2.6. Характеристики искривлений
Из рис.2.7 видно, что между зенитным, азимутальным
и общим искривлением имеется определенная связь:
cos р = cos0O cosOl + sin01 cosAa, (2.4)
где Да = аО - а1.
В общем случае искривления каналов абсолютные
значения зенитного и азимутального углов могут как
увеличиваться, так и уменьшаться по отношению к
первоначальным значениям, т. е. приращение углов может
быть положительным и отрицательным. При незначительных
изменениях общего угла искривление канала можно
характеризовать только по изменению зенитного угла 0.
Кривую, в которую обращается прямолинейная до
деформации ось ТК, называют изогнутой или упругой
линией. Таким образом, в случае искривления ТК его
упругая линия совпадает с его траекторией. Чтобы
определить положение упругой линии, необходимо
76
составить ее уравнение, т. е. выразить ее координаты в
функции положения точек упругой линии по длине трубы.
Рис.2.7. Схема общего искривления ТК
Искривление оси трубы сопровождается двумя видами
перемещений: прогибом трубы в данной точке, которое
обозначают у, и угловым перемещением, которое
характеризуется полным углом (3 и вычисляется по формуле
(2.4). Полное представление о пространственной форме
искривления оси канала получают по двум ее проекциям на
вертикальную и горизонтальную плоскости.
77
2.1.3. Датчики угла наклона на основе маятника
Датчики измерения искривлений ТК практически
измеряют угол наклона. Для измерения угла наклона
существуют различные методы. Простейшим из них является
метод на основе маятника. При отклонении корпуса датчика
от вертикали маятник остается в вертикальном положении
под действием силы тяжести. Измерительный
преобразователь измеряет смещение корпуса датчика
относительно маятника.
Разработаны различные конструкции измерительных
преобразователей на основе маятника с пьезоэлектрическими
элементами. На рис.2.8,а показана конструктивная схема
измерительного преобразователя с пьезоэлектрическими
преобразователями контактного типа. Внутри корпуса 1
свободно подвешен маятник 4. Верхняя часть маятника
выполнена в виде П - образного коромысла, вертикальные
плечи которого представляют собой пьезоэлектрические
бруски (пьезоэлементы) 3. Перемещение плеч коромысла
ограничивается винтами 2. При отклонении корпуса прибора
от вертикали маятник стремится сохранить вертикальное
положение и создает сжимающее усилие на пьезоэлемент,
соответствующее знаку отклонения. На выходе
пьезоэлемента происходит изменение сигнала,
соответствующее создаваемому маятником усилию.
В данном приборе практически исключено
перемещение маятника, что дает возможность применять его
для измерения малых углов отклонения в диапазоне 0 ± 1°
при малых диаметрах канала.
На рис. 2.8,6 показана схема прибора с
пьезоэлектрическим акустическим преобразователем на
поверхностных волнах. Маятник 6 закреплен на упругом
чувствительном элементе 5, верхняя часть которого является
акустическим трактом поверхностных волн между
78
излучающим 2 и приемными 1 и 4 пьезоэлементами. Нижняя
часть маятника находится в демпфере 7. При отклонении оси
корпуса от вертикали маятник 6 создает напряженное
состояние (деформацию) в чувствительном элементе 5, что
приводит к изменению выходного сигнала.
Рис.2.8. Датчики угла наклона с пьезоэлектрическими
преобразователями: а - контактного типа, б - на
поверхностных волнах, в - ультразвуковые
На рис.2.8,в показана схема угломера с
пьезоэлектрическим ультразвуковым преобразователем. В
корпусе 1 шарнирно подвешен маятник с пьезоэлементом
П2. Другой пьезоэлемент Ш укреплен на стенке корпуса.
При отклонении оси корпуса от вертикали маятник
сохраняет вертикальное положение. При этом изменяется
расстояние между пьезоэлементами П1 и П2, которое
измеряется преобразователями как время между излучением
и приемом ультразвуковых импульсов. Для настройки
79
шкалы и контроля прибора дополнительно введены три пары
пьезоэлементов на кронштейнах 2,3 и 4. Пьезоэлементы ПЗ,
П4 соответствуют началу, пьезоэлементы П5,П6- середине,
пьезоэлементы П7, П8 - концу шкалы прибора.
Разработан измерительный преобразователь угла
наклона, в котором используются два взаимосвязанных
разнопериодных маятника. В устройстве, зона
нечувствительности хорошо демпфированного
короткопериодного маятника 1, перекрывается точным
длиннопериодным маятником 2, максимальная амплитуда
которого задается посредством ограничивающих рычагов 3,4
в пределах зоны нечувствительности а короткопериодного
маятника, (рис.2.9,а). Так как резонансные частоты таких
маятников различны, устройство не имеет четко
выраженного резонансного пика. Кроме того, уменьшается
постоянная времени измерений за счет того, что точный
длиннопериодный маятник в пределах зоны
чувствительности короткопериодного маятника, движется со
скоростью короткопериодного
значительно менее инертен.
маятника, так как
а)
Рис.2.9. Датчики угла наклона: а - на принципе маятника,
б - на принципе буйка
80
Принципиально роль маятника может выполнять
поплавок или буек в жидкости, закрепленный на нитях (рис.
2.9,6). Буек 2 подвешен на нерастяжимых нитях 4 в корпусе
1, который заполнен жидкостью 5.
На боковых стенках корпуса размещены
пьезоэлементы 3. При наклоне корпуса происходит
смещение буйка относительно пьезоэлементов, которое
фиксируется вторичным измерительным прибором. Данный
прибор отличается простотой конструкции.
2.1.4. Датчики угла наклона на основе уровня
жидкости
В 1977 г. А.И. Трофимовым и В.В. Поповым [18] был
предложен ультразвуковой датчик угла наклона на основе
уровня жидкости. Датчик выполнен в виде стакана 1 с
жидкостью 2 (рис. 2.10), к дну которого приклеены
пьезоэлементы 3 и 4. При наклоне корпуса датчика
поверхность жидкости остается горизонтальной, а
измеряется высота столба жидкости над пьезоэлементами 3 и
4. Измерение изменения высоты столба жидкости
производится одним из ультразвуковых методов
(импульсным, фазовым или интерферометрическим).
Позднее способ уровня жидкости был реализован А.И.
Трофимовым с сотрудниками в виде U - образных
сообщающихся сосудов. Сообщающиеся сосуды выполнены
в корпусе 1 (рис.2.11,а) и заполнены жидкостью. На дне
сосудов закреплены пьезоэлементы 3 и 4, подключенные к
измерительной схеме. На поверхности жидкости размещены
81
поплавки 2 и 5, нижняя часть которых выполнена в виде
сферы ДЛЯ улучшения отражающей способности по
отношению к ультразвуку.
1
2
3
рцс. 2.10. Датчик угла наклона на основе уровня
жидкости
82
a)
Рис.2.11. Принципиальные схемы датчиков угла наклона с
сообщающимися сосудами: а- с поплавками, б - на основе
капиляров
На рис. 2.11, б показана схема угломера с капилярами.
Сообщающиеся сосуды выполнены в виде измерительных
трубок 1 и 4, которые в нижней части имеют диаметр,
83
примерно равный диаметру пьезоэлементов 2 и 3, а верхние
части трубок выполнены в виде капилляров. При этом
материал капилляра и состав жидкости выбираются таким
образом, чтобы мениск имел куполообразную форму. Длина
широкой части измерительной трубки выбирается исходя из
величины мертвой зоны, которая имеет место при
ультразвуковом эхо - методе. Длина капилляра выбирается с
учетом так называемой дальней зоны ультразвукового поля.
Эффект капилляра состоит в том, что мениск в нем не
изменяет свою форму при наклоне корпуса измерительного
преобразователя. Эксперименты показали, что мениск
сохраняет свою форму при углах наклона близких к 90°.
Чувствительность измерительных преобразователей
угла наклона на принципе уровня жидкости определяется
величиной изменения высоты столба жидкости над
пьезоэлементами. При измерении малых углов наклона для
повышения чувствительности разработаны
пьезоэлектрические гидротрансформаторы. На рис.2.12,а
показана схема гидротрансформатора на принципе
выталкивания жидкости с малым удельным весом
жидкостью с большим удельным весом из сосуда, имеющего
широкое сечение в сосуд с узким сечением. Корпус 1
гидротрансформатора содержит два сообщающихся сосуда.
Нижняя часть сообщающихся сосудов имеет широкое, а
верхняя часть - узкое сечения. На дне узкой части сосудов
закреплены пьезоэлектрические преобразователи 4. Широкая
часть сосудов заполнена жидкостью 2 с большим удельным
весом и жидкостью 3 с малым удельным весом. При
изменении угла наклона корпуса гидротрансформатора
жидкость 2 в широкой части сосуда выталкивает жидкость 3
в узкую часть сосуда. При этом высота столба жидкости
сосуда увеличивается пропорционально отношению
площадей поперечных сечений в узкой и широкой частях
сосуда, что и определяет коэффициент трансформации.
84
В гидротрансформаторе, приведенном на рис.2.12,6,
повышение чувствительности происходит за счет
выталкивания жидкости из большего объема в меньший
массивным маятником. Гидротрансформатор выполнен в
виде корпуса 1, разделенного перегородкой 2 на две
одинаковые части, каждая из которых содержит маятник 3.
Внутри маятника расположены измерительные трубки
4 с пьезоэлектрическими преобразователями 5.
а)
Рис.2.12. Повышающие гидротрансформаторы
При изменении угла наклона корпуса массивный
маятник вытесняет жидкость в измерительную трубку.
Коэффициент трансформации определяется соотношением
геометрических параметров отсека с жидкостью 6 и
измерительной трубки 4.
На рис. 2.13,6, показана рабочая схема конструкции
датчика угла наклона с гидротрансформатором и
капиллярами.
85
Рис. 2.13. Схема конструкции датчика измерения
искривлений технологических каналов (а) и датчика угла
наклона (б)
Корпус датчика выполнен в виде сферы, до половины
заполненной жидкостью 2 с большим удельным весом и
жидкостью 3 с малым удельным весом. Корпус разделен
перегородкой 3 на две равные части с возможностью
перетекания жидкости 2 из одной части в другую. В верхней
части корпуса расположены измерительные капиллярные
трубки 7 и 8, частично заполненные жидкостью 3. В
основании трубок 7 и 8 расположены пьезоэлектрические
преобразователи 6, укрепленные на выступах 5.
Конструкция датчика для измерения искривления
технологических каналов показана на рис. 2.13,6. Датчик
содержит корпус 4, в котором установлен датчик угла
наклона 3. В верхней и нижней частях корпуса имеются
опорно - центрирующие механизмы, выполненные в виде
86
контактных onojy 1, укрепленных на упругих пластинах 2.
Опорно - центрирующие механизмы обеспечивают
ориентацию корпуса датчика в технологическом канале.
Контактные опоры имеют твердотельную наплавку, через
которую осуществляется контакт со стенками канала.
2.1.5. Датчики измерения диаметра
Принцип работы датчиков измерения диаметра
основан также на ультразвуковом методе. На рис. 2.14
приведены три варианта построения ультразвуковых
диаметромеров.
Рис. 2.14. Схемы конструкций ультразвуковых
диаметромеров: а- с локацией от стенки канала, б- с
локацией от стенки контактного щупа, в - с сильфонами
Диаметромер содержит корпус с обтекателем 1 (рис.
2.14,а), центрирующие устройства 3,7, разнесенные по
высоте корпуса 1 и выполненные в виде контактных опор 3
на упругой подвеске 2, пьезоизлучатели - приемники 6,
87
размещенные в корпусе 1 плоскостью излучения к стенке
трубы 4. Измерение осуществляется посредством
ультразвуковой локации между пьезоэлементами и стенками
трубы через жидкость 5. Время распространения ультразвука
от правого и левого пьезоизлучателей до стенки трубы и
обратно, с поправкой на расстояние между
пьезоизлучателям, соответствует диаметру трубы.
Преимуществом такой конструкции является бесконтактное
измерение диаметра. Возможно также проведение измерений
без центраторов 3, 4. Недостатком конструкции является
нестабильность отраженного сигнала при наличии
шероховатости стенки или различных грязевых отложений,
поглощающих большую часть энергии ультразвукового
импульса.
На рис. 2.14,6 показана схема конструкции
диаметромера, в котором ультразвуковая волна отражается
от обратной поверхности контактного щупа 9, размещенного
на упругой рессоре 10. Диаметромер имеет значительно
более стабильный и четкий сигнал отражения, однако общим
недостатком обоих типов датчиков является сравнительно
низкая точность- 0.3 и 0,2 мм соответственно, из-за
нестабильности физических свойств проводящей ультразвук
жидкости 5, которая находится в хаотическом турбулентном
движении и содержит множество включений, начиная от
пузырьков воздуха и кончая технологическими
загрязнениями, которые также постепенно загрязняют
открытую поверхность излучения пьезоэлементов.
На рис. 2.14,с показана схема конструкции датчика
измерения диаметра ТК реакторов, с использованием
упругих сильфонных камер И, позволяющих отделять
проводящую ультразвук жидкость внутри диаметромера от
воды внутри ТК. Такое решение гарантирует неизменность
физических свойств проводящей ультразвук жидкости в
процессе эксплуатации, что предопределяет высокую
88
точность измерений. Для компенсации внутреннего давления
внутри сильфонного узла служит компенсирующий сильфон
12. Датчик отличает высокая надежность и точность.
Метрологические характеристики пьезоэлектрических
диаметромеров с сильфонами зависят, главным образом, от
свойств проводящей ультразвук жидкости, а также от
точности вторичной электрической схемы. Надежность
диаметромеров также является не менее важным
параметром, который должен учитываться при
проектировании измерительных преобразователей.
Наиболее уязвимым элементом диаметромеров
являются сильфоны. Основным критерием выбора
сильфонов является соответствие их жесткости и
циклической прочности ожидаемым нагрузкам.
Первоначальные параметры для расчета принимаются
исходя из предполагаемой конфигурации измерительного
узла диаметромера, которая определяется диаметром ТК.
Для внутриреакторных диаметромеров наиболее
приемлемым является сильфон из нержавеющей стали по
причине ее высокой коррозионноустойчивости в
теплоносителе. При использовании сварных сильфонов
возможно применение более пластичных материалов
(бериллиевая бронза, сталь 40X13 с антикоррозионным
покрытием).
Режим нагружения сильфонов характеризуется двумя
параметрами: средней величиной рабочего хода и величиной
внутреннего или наружного давления. Рабочий диапазон
давления внутри сильфонов зависит от типа и исходных
параметров компенсатора объема внутри сильфонного узла.
Так как сильфонный измерительный узел представляет собой
герметичную оболочку с жидкостью, уменьшение ее объема
при одновременном сжатии всех четырех сильфонов в
процессе ввода диаметромера в ТК, неизбежно приводит к
вытеснению жидкости в компенсатор объема. В
89
диаметромерах возможно использование двух основных
типов компенсаторов объема: воздушного и сильфонного.
Воздушный компенсатор используется в диаметромерах с
малым рабочим ходом контактных опор. Он одновременно
является достаточно жесткой пневматической пружиной и
требует использования транспортировочной штанги при
транспортировке диаметромера вдоль ТК, которая развивает
значительное транспортировочное усилие. Исходную
жесткость компенсатору придает начальное сжатие
сильфонов при входе в устье ТК, которое должно сразу
создать давление внутри компенсатора не менее 2 атмосфер
для компенсации внешнего давления столба воды в ТК.
На рис.2.15,а показан диаметромер с компенсатором
объема в виде воздушной подушки над уровнем жидкости,
выполненный из расчета хода контактных опор от исходного
диаметра порядка 83 мм до минимального диаметра 77 мм.
Жидкость, вытесняемая сильфонными камерами 1 поступает
в воздушный компенсатор объема 2.
Значение давления Рраб, возникающего при этом внутри
жидкости, определяется по формуле:
Рраб ~ Рисх исх I (Vцех * S ДХ),
где Рисх - исходное давление, VHCX - исходный объем
компенсатора объема, S - суммарное поперечное сечение
сильфонных камер, ДХ - суммарная величина поджатия
сильфонных камер. Для Рисх порядка 2 атм. перепад давления
ДР внутри сильфонов находится в пределах 2-3 атм.
90
Рис.2.15. Диаметромеры с компенсатором объема:
а- в виде воздушной подушки, б - сильфонного типа
При более высоком значении начального давления,
перепад ДР будет существенно выше, что создает
значительное усилие прижатия контактных опор
диаметромера к стенкам ТК и затрудняет его движение. На
рис,2.15,б показан диаметромер с компенсатором объема
сильфонного типа. При уменьшении объема сильфонных
камер 1, вытесняемая жидкость поступает в сильфонный
компенсатор 2. Усилие разжатия контактных опор
диаметромера определяется коэффициентом жесткости
компенсирующего сильфона, коэффициентом жесткости
сильфонных камер и может также регулироваться
посредством дополнительной пружины 3. Зависимость
давления внутри компенсатора от величины поджатия
сильфонных камер носит линейный характер во всем
диапазоне измеряемого диаметра. Компенсация наружного
давления в данном типе диаметромера достигается не за счет
растяжения (сжатия) компенсатора, а путем уравнивания
91
Давлений внутри и снаружи полости диаметромера
Посредством перепускного канала 4.
2.1.6. Промышленные образцы устройств
измерения искривления и диаметра
Разработаны устройства измерения геометрических
Параметров технологических каналов ядерных реакторов,
которые содержат датчики угла наклона и диаметра в одном
корпусе. Такая конструкция измерительного устройства
Имеет существенные положительные эффекты. Во-первых,
Сокращается время измерения, т.к. за один проход по
Технологическому каналу производится измерение и
Искривления, и диаметра. Во-вторых, информационно-
вычислительное устройство производит корректировку
выходного сигнала датчика угла наклона, что повышает
Точность измерений диаметра за счет снижения
Погрешности, вызванной, например, наличием
бочкообразного изменения диаметра канала, а также при
контроле искривлений графитовой колонны, содержащей
фаски на стыках между графитовыми блоками.
На рис. 2.16,а приведена конструкция измерительного
Устройства. В его корпусе смонтированы датчик угла
Наклона 5 и датчик измерения диаметра 28. Датчик
Измерения диаметра 28 выполнен на основе заполненной
Жидкостью 26 сильфонной камеры 2 с пьезоэлементом 1.
Корпус датчика измерения диаметра 28 соединен с
корпусом датчика угла наклона 3 с помощью гайки 24 с
кольцевой прокладкой 25. Датчик угла наклона
Зафиксирован в корпусе с помощью упора 4. В верхней части
Устройства контроля находится опорно - центрирующие
Механизмы 9, соединенные с корпусом датчика угла наклона
t помощью втулки 6, стопорного кольца 7, кольцевых
92
прокладок 21, 22 и зажимных болтов 8 и 20. Корпус
измерительного устройства соединяется с
транспортирующей штангой с помощью центрирующего
механизма И, который соединен с датчиком через
карданный узел 10, помещенный в герметизирующий
сильфон 18. Центрирующий механизм также имеет опорно -
центрирующий механизм, состоящий из упругой пластины
17, закрепленной с помощью болтов 15 с накладками 13, и
контактных опор 16 с твердосплавной накладкой 12.
Соединение пьезоэлектрических измерительных
преобразователей датчиков угла наклона и диаметра с
информационно-вычислительной системой осуществляется
через электрические разъемы 14, 19, 23.
Измерительное устройство угла наклона и диаметра,
приведенное на рис. 2.16,6 содержит два датчика измерения
диаметра 1 и 4, расположенные в нижней частях корпуса 3.
Компенсация погрешности угловых измерений (введение
поправок) производится в информационно-вычислительной
системе.
Многолетний опыт эксплуатации диаметромеров
выявил ряд недостатков, присущих сильфонам. Они имеют
сравнительно низкую механическую прочность. В процессе
длительной эксплуатации возникают изгибающие моменты,
которые после большого количества циклов приводят к
деформации сильфонов, что может привести к заклиниванию
датчика в канале. Кроме того сильфоны требуют
осторожного обращения при работе с датчиком.
Повреждение сильфона, герметизирующего шарнир зонда,
приводит к перекосу корпуса датчика в канале, что создает
погрешность измерения искривления. В последнее время
разработана конструкция устройства измерения диаметра и
искривления без сильфона (рис. 2.17). Щупы датчика
измерения диаметра выполнены в виде качающихся рычагов.
Усилие прижатия щупов к стенке канала создается
93
специальными плоскими пружинами. Уплотнение щупов
осуществляется с помощью мембран, выполненных из
вакуумной резины. Шарнир выполнен в виде шаровой
гантели. Уплотнение обеспечивается также резиновыми
мембранами. Кроме того в измерительном устройстве
дополнительно смонтирован толщиномер. Он содержит
четыре пьезоэлектрических преобразователя,
расположенные по двум перпендикулярным осям.
Рис. 2.16. Измерительное устройство:
а)- с датчиками угла наклона и диаметра;
б)- с двумя датчиками измерения диаметра
94
Шарнир
Инклинометр
Толщиномер
Нижний
диаметромер
Верхний
диаметромер
Рис. 2.17. Устройство измерения угла наклона, диаметра
и толщины стенки технологических каналов
95
2.1.7. Информационно - вычислительная система
обработки измерительной информации датчиков
угла наклона и диаметра
Основной задачей при разработке информационно -
вычислительной системы (ИВС) является задача повышения
скорости обработки и объема информации полученной от
датчиков искривления и диаметра, содержащих от 6 до 20
излучающих пьезоэлементов, работающих при частоте
опроса до 50 Гц. Функциональная схема ИВС приведена на
рис. 2.18.
ИВС содержит пьезоизлучатель, возбуждаемый
генератором импульсов, экран, служащий для качественного
отражения ультразвука, на который передается измеряемое
смещение, квантователь интервалов времени прохождения
ультразвука от пьезоизлучателя до экрана и обратно,
который служит для преобразования временного интервала в
последовательность импульсов, счетчик импульсов,
процессорный модуль, синхронизирующий работу
генератора возбуждения, квантователя интервалов времени и
счетчика импульсов.
Генератор импульсов по сигналу от процессора
возбуждает пьезоизлучатель, в результате генерируется
ультразвуковая волна, которая за время Т проходит путь от
пьезоизлучателя до экрана и обратно. Одновременно с
генератором возбуждения, процессор запускает квантователь
интервалов времени и счетчик импульсов. Квантователь
интервалов времени начинает делить время, текущее от
момента возбуждения пьезоизлучателя на промежутки
длительностью То=10 нс, а счетчик импульсов считать число
этих промежутков.
96
Рис. 2.18. Функциональная схема информационно-
вычислительной системы
Выбранная длительность То задает ступень квантования
измеряемого расстояния, равную 0.01 мм, что является
порогом чувствительности ИВС. Величина порога
чувствительности ИВС соответствует одному дискрету
счетчика импульсов. При попадании отраженной волны на
пьезоэлемент, он вновь возбуждается, что приводит к скачку
напряжения на его обкладках. Некоторое пороговое значение
этого напряжения фиксируется компаратором и служит
сигналом процессору на останов квантователя интервалов
времени и счетчика импульсов, а также на повторный запуск
генератора импульсов для проведения следующего опроса.
97
Последовательность цифровых кодов, выдаваемая счетчиком
импульсов, синхронизируется с пространственно
временными характеристиками процесса измерения и
обрабатывается на персональной ЭВМ.
Основным параметром измерительной схемы является
интервал времени одного измерения. В наиболее общем
случае интервал времени одного измерения складывается из
времени ультразвуковой локации и времени обработки и
передачи измеренного параметра в то или иное
запоминающее устройство (рис. 2.19).
Для измерительных преобразователей
внутриреакторного контроля время ультразвуковой локации
определяется скоростью ультразвука и расстоянием от
пьезоизлучателя до экрана и составляет 20 - 60 мкс, в
зависимости от требуемого диапазона измерения.
импульс
i возбуждения
диапазон измерения (40 мкс)
«--------------------—--41
импульс
Лотражения
шум (10 мкс)
*----------*1 время
ультразвуковой локации (40 мкс)
шум
»—-
(5 мкс)
время
обработки
(30 мкс)
интервал времени одного измерения (95 мкс)
Рис. 2.19. Интервалы времени одного измерения
Время обработки и записи сигнала существенно
зависит от типа передающего порта и запоминающего
устройства.
Установлено, что в случае использования
параллельного порта передачи информации и встроенного
98
оперативно - запоминающего устройства (ОЗУ), процесс
передачи информации емкостью в 1 байт в ОЗУ займет не
более 1 мкс, что вместе со временем обработки сигнала
составит 30 мкс. Следовательно, интервал времени одного
измерения с учетом зон ультразвуковых шумов составит 95 -
100 мкс. В случае использования последовательного порта
передачи информации по длинному кабелю на ПЭВМ или в
блок - накопитель, скорость передачи уменьшается в 1000
раз и процесс передачи 1 байта информации займет не менее
1000 мкс, а время одного измерения составит не менее 1100
мкс, что на порядок больше, чем в случае использования
параллельного порта и внутреннего ОЗУ. Таким образом,
простейшая схема обработки сигналов ИВС позволяет
МПК состоит
запоминающего
запоминающего
и
прерываний
из микропроцессора,
устройства
устройства
последовательного портов,
и таймера. Все
(ОЗУ),
(ПЗУ),
блока
блоки
достигнуть скорости последовательного опроса одного
пьезоизлучателя от 1000 до 10 000 опросов в секунду.
Структурная схема ИВС приведена на рис. 2.20. Она
состоит из двух частей: микропроцессорного контроллера
(МПК) и счетчика интервалов времени (СИВ) со схемами
управления,
оперативного
постоянного
параллельного
приоритетных
взаимодействуют через шину процессора, состоящую из
адресных линий, линий передачи данных и линии
управления. Для инициализации блоков, входящих в состав
МПИ служит дешифратор. К зоне обслуживания МПК также
относятся блоки клавиатуры и индикации. После включения
ИВС МПК работает по программе в двух основных режимах
в режиме установки начальных параметров
функционирования и в режиме фоновой задачи.
99
Рис. 2.20. Структурная схема информационно-
вычислительной системы
В режиме установки начальных параметров
функционирования МПК осуществляет установку
конфигурации портов ввода - вывода и таймера. По сигналу
прерывания осуществляются следующие процедуры:
- определение состояния "пуск" или "стоп";
- определение частоты опроса измерительных
преобразователей;
- запуск через параллельный порт процесса опроса
измерительных преобразователей;
- считывание данных со счетчика через драйвера;
100
- загрузка массива измеренных значений в ОЗУ.
После выполнения начальной установки МПК
переходит в режим фоновой задачи. В рамках этого режима
производится обслуживание блока индикации, сканирование
блока клавиатуры, расчет параметров индикации с
использованием блока арифметических операций ПЗУ,
обслуживание последовательного порта и вывод данных в
ПЭВМ при их наличии. Запуск процесса опроса
измерительных преобразователей требует осуществления
следующих процедур:
- обнуление счетчиков;
- запуск формирователя импульсов;
- запуск и останов компаратора;
запуск квантователя интервалов времени. ,
Для повышения скорости измерения, за счет разгрузки
основного процессора, все указанные процедуры по опросу
измерительных преобразователей переназначены блоку
микропрограммного управления (БМУ), который полностью
обслуживает процесс опроса, что позволяет свести время
одного измерения до 100 мкс. Установка в БМУ автономного
ОЗУ позволяет при многократной реализации поднять
скорость опроса измерительных преобразователей до
максимума. Техническая реализация ИВС проведена с
учетом особенностей ее эксплуатации в пределах
центрального зала реактора. Основными требованиями к
системе являются портативность, герметичность корпуса,
ударопрочность. С учетом указанных требований
разработаны два основных варианта компоновки ИВС в
режиме измерения. Первый вариант: блок измерительных
преобразователей (БИП) ПВЭМ. Второй вариант: блок
измерительных преобразователей; блок-накопитель.
В первом случае запись цифровой информации,
поступающей с БИП осуществляется прямо в центральном
зале реактора посредством персональной ЭВМ (IBM PC/AT),
101
после чего возможен оперативный просмотр результатов
измерения. Во втором случае информация с БИП
записывается на переносной портативный блок - накопитель,
посредством которого переносится к месту установки
ПЭВМ, в которую загружается и посредством которой
обрабатывается по программе.
Преимуществом первой компоновки измерительной
системы является возможность оперативной оценки
результатов измерений в ходе замеров. Неудобством является
необходимость транспортировки компьютера в центральный
зал реактора, что удлиняет процесс разворачивания
измерений и требует повышенной осторожности. Во втором
случае вся электронная аппаратура измерений не требует
специальной упаковки и легко транспортируется одним
оператором. В обоих случаях передача информации
осуществляется через последовательный порт по
двужильному кабелю, длина которого может доходить до
1000 м.
На рис. 2.21. показан общий вид передней панели блока
измерительных преобразователей, входящего в состав
информационно - вычислительной системы, выполненный из
расчета 6 измерительных каналов и частоты опроса от 1 до
50 ГЦ.
подъем спуск вкл въжл 1 ю 20 30 40 50 пуск стоп
Рис. 2.21. Общий вид передней панели БИП
102
БИП оснащен сенсорной клавиатурой управления и
выполнен во влагопыленепроницаемом варианте, что
позволяет производить его эффективную дезактивацию
после эксплуатации в центральном зале реактора.
БИП обеспечивает следующие режимы работы. После
подачи питания микро - контроллер БИП запускает
тестирование основных аппаратных и программных средств
прибора, что отражается на индикаторах передней панели в
виде последовательного засвечивания светодиодов и
перебора цифр на индикаторах. По окончании тестирования
БИП переходит в режим задания начальных установочных
параметров. Основные режимы работы задаются с
клавиатуры БИП и осуществляются под управлением
микропроцессорного контроллера ' по программе,
расположенной в постоянном запоминающем устройстве
(ПЗУ). В процессе измерения БИП осуществляет
параллельный опрос 6 пьезопреобразователей и запись
данных опроса в ОЗУ. После окончания цикла замера на
одном ТК, информация из ОЗУ в автоматическом режиме
сбрасывается через последовательный порт в переносной
блок - накопитель.
2.1.8. Методика расчета отклонений оси
технологических каналов и каналов СУЗ
Наиболее простым методом построения профиля при
многоточечных измерениях является метод хорд, описанный
в работе. Вдоль ТК транспортируется угломер, который на
каждом участке погружения (длина участка равна базе
угломера) показывает значение зенитного угла в двух
взаимно перпендикулярных плоскостях. Таким образом,
рассчитанное по каждому из углов смещение относится к
длине базы угломера, а линия оси ТК в проекции на
103
фиксированную плоскость представляется ломанной линией,
составленной из примыкающих друг к другу отрезков (хорд),
равных длине базы угломера. Схема измерений представлена
на рис. 2.22. Измерение осуществляется ходом угломера
снизу - вверх. Измеряемый профиль изображен слева с
точками замера 1,3,5,7 и т.д.
Смещение ДЗ точки 3 относительно точки 1
определяется через зенитный угол по формуле
тангенциального метода
A3=Z/sma31. (2.5)
Смещение следующей за ней точки Д5 находится как
сумма абсолютного смещения ДЗ точки 3 и относительного
смещения Д5 точки 5 относительно точки 3. Таким образом,
смещение Дк к - ой точки замера определяется по формуле:
N
Дк = Н / , sinai, (2.6)
k= i
где Н - база угломера, ai - текущий угол наклона.
Метод хорд является методически абсолютно точным
в отношении координат базовых точек замера (реперные
точки), поскольку точки по концам базы угломера находятся
в плоскостях центраторов угломера, которые обеспечивают
их точное расположение на оси технологического канала.
Предполагается, что в силу жесткости измерительного
инструмента (корпуса угломера) точки, не лежащие в
плоскости расположения центраторов, не попадают на ось
ТК. По этой причине интерполяция профиля ТК между
реперными точками прямыми отрезками является
достаточно грубым приближением. Метод хорд накапливает
погрешность измерения NA с ростом номера точки
измерения, которая складывается из погрешностей пД в
каждой точке измерения.
Для повышения разрешающей способности метода
хорд, разработан метод наложенных хорд, который
104
позволяет получить фактические координаты точек,
расположенных в промежутках между базовыми точками
замера. Метод реализуем в случае, если в промежутке между
базовыми точками замера производятся дополнительные
замеры зенитных углов.
Указанное условие легко реализуется в системах
многоточечного опроса, в том числе во внутриреакторных
угломерах, где шаг между опросами может достигать 5 и
менее мм.
Суть метода заключается в том, что исходный массив
данных зенитных углов разбивается на n-ое число
подмассивов, нулевые точки которых отстоят друг от друга
на величину требуемого шага измерений (рис.2.23).
Максимальное число подмассивов не может превышать
число опросов между точками базы корпуса угломера, а
точки внутри каждого из подмассивов отстоят друг от друга
на величину базы корпуса угломера. Приращение
отклонений оси по вертикали внутри подмассивов
определяется по методу хорд (рис.2.23, кривая 1, кривая 2).
Кривые разных подмассивов накладываются друг на друга
(рис.2.23, кривая 3). Наложение кривых друг на друга дает
визуальную картину дисперсии исходного массива. В случае
наличия в каком-нибудь из подмассивов аномальных
значений профили, построенные по точкам таких
подмассивов, имеют значительный уход от основного пучка
кривых, что делает удобным визуальную оценку
достоверности проведенных измерений.
105
Рис. 2.22. Метод хорд
Метод позволяет получить существенно более плотное
заполнение профиля канала расчетными точками (рис. 2.23,
кривая 3).
106
кривая 1 кривая 2 кривая 3
Рис.2.23. Метод наложенных хорд для случая деления
основного массива на два подмассива
Возможность осуществления многоточечного опроса с
шагом 5 и менее миллиметров, существенно расширило
возможности применения тангенциального метода.
Установлено, что при многоточечных измерениях
метод имеет достаточную точность для его эффективного
использования. Основная погрешность метода имеет
методический характер. На рис.2.24 слева изображен участок
ТК с радиусом кривизны R, разбитый на точки опроса
угломера. Справа изображен механизм построения профиля
и показан источник методической погрешности.
Построение профиля осуществляется с шагом h.
Каждый новый отрезок [ВС], затем [CD] строится из конца
предыдущего [АВ] под текущим углом ji по касательной к
фактической траектории ТК, которая в правой части рисунка
условно обозначена окружностью с центром в точке О и
радиусом R. Длина отрезков [ВС], [CD] при скорости
107
движения угломера 20 см/с и скорости опроса 10 опр./с,
составляет 2 см. Так как касательная расходится с
окружностью, отрезок [ВС] профиля строится с
погрешностью Д2, которая является собственной
погрешностью тангенциального метода и существенно
зависит от величины шага измерения, а также от радиуса
кривизны ТК. Величина этой погрешности пД определяется
из треугольника О,С1,С2 по формуле:
пД = R - л/,( R2 - h2 ). (2.7)
Суммарная погрешность метода NA для всего
технологического канала с длиной L определяется по
формуле:
ЫД = L / h • [ R - д/,( R2 - h2 ) ]. (2.8)
На рис.2.25 представлены значения суммарной
погрешности МД тангенциального метода для ТК длиной 8 м
в зависимости от величины шага h измерения и радиуса R
искривления ТК. Для шага измерения 2 см и радиуса
искривления 150 м, суммарная погрешность метода составит
около 0.5 мм. Среднестатистический прогиб ТК имеет
радиус 200 - 250 м.
Кроме того, указанная погрешность является максимально
возможной, вследствие того, что реальный ТК имеет
переменные и разнонаправленные деформации профиля, что
приводит к частичной компенсации погрешности.
108
Рис.2.24. Тангенциальный метод при многоточечных
измерениях
Для повышения точности тангенциального метода
целесообразно увеличивать частоту опроса угломера до 20 -
30 Гц, что позволяет уменьшить шаг измерений. Это
усложняет процедуру вычислений, но вполне оправдывается
при контроле сильно искривленных ТК.
Таблица 2.1
Ь~1мм h=5 мм h=l 0 мм Ь=20мм h=100мм
R=150 мм 0,026 0,13 0,26 0,52 2,6
R-I00 _мм 0,04 0,2 0,4 0,8 4
R^SO мм 0,08 0,4 0,8 1,6 8
При увеличении шага измерения более половины
базы корпуса угломера, методическая погрешность
109
тангенциального метода начинает уменьшаться и при h = Н
метод редуцируется к методу хорд и не имеет методической
погрешности. При h » Н, погрешность вновь возрастает и
целесообразно использование уточненных вариантов
тангенциального метода (балансный тангенциальный
метод и др.). Метод наложенных хорд имеет одинаковую
суммарную погрешность измерений с методом хорд, так как
каждая из налагаемых кривых строится по тем же 20
реперным точкам. Для реальных ТК, где максимальный
радиус искривлений не превышает 50 м, оказалось вполне
достаточно двухкратного разбиения основного массива,
чтобы в графическом представлении получить плавно
меняющийся профиль. При частоте опроса 10 Гц, каждый из
подмассивов содержит порядка 200 значений углов, что
позволяет использовать эффективные методики усреднения с
целью компенсации динамического разброса измерителя
углов. Усреднение осуществляется в зоне заштрихованных
участков (рис.2.24).
Для сравнения восприимчивости тангенциального
метода и метода наложенных хорд к сильно
деформированным профилям, разработана теоретическая
модель время - скорость движения угломера - угол наклона
угломера для имитации профиля с заданным радиусом
прогиба. На основе модели на стенде произведена имитация
движения угломера с базой измерения Н - 400 мм вдоль
технологического канала с радиусами прогиба 50, 20 и 5 м.
Данные угловых измерений независимо обработаны методом
наложенных хорд и тангенциальным методом. На рис.2.25
показаны результаты обработки методом хорд (слева) и
тангенциальным методом (справа). Как видно из рисунка,
при радиусе прогиба профиля 50 м и более (нижняя часть
профиля), метод наложенных хорд имеет достаточно
высокую чувствительность, что доказывает его полное
соответствие различным вариантам искривлений профилей
110
ТК ядерных реакторов. Метод имеет ограничения на
чувствительность только при значительном (радиус менее 50
м) изгибе профиля ТК. Повышение чувствительности метода
наложенных хорд возможно в направлении уменьшения базы
измерения. Однако при базе измерения менее 200 мм
начинаются эффекты нарушения центрирования корпуса
угломера в ТК вследствие близкого расположения верхнего
и нижнего центрирующих механизмов друг к другу.
Тангенциальный метод имеет значительно более
высокую чувствительность и применим для радиусов
искривления до 5 м.
Основным условием для проведения точных замеров
посредством угломера и выше описанных методов является
точная калибровка прибора относительно вертикали. Для
осуществления указанной процедуры прибор помещается в
стенд, имитирующий участок ТК и выставленный строго
вертикально. Затем снимаются показания угломера в двух
взаимно ортогональных плоскостях, которые принимаются
за нулевые и задают исходную вертикаль, относительно
которой вычисляются все текущие углы. Опыт
многочисленных измерений искривлений ТК реакторов
показал, что угломер, откалиброванный в стенде и
помещенный в устье даже идеально вертикального ТК,
фактически вертикаль не покажет.
111
Рис.2.25. Сравнительная чувствительность
тангенциального метода
и метода наложенных хорд
гэ -Г.
Н~РРм
R-БОм
Данный эффект обусловлен не идеальностью
центровки (позиционирования) корпуса угломера в ТК.
Величина этой нецентровки от 1 до 10 угловых минут. Это
означает, что для длины ТК порядка 8 м (циркониевая
часть), даже при минимальном несоответствии показаний
угломера в устье ТК калибровочным данным в 1 угловую
минуту, фактически идеально вертикальный ТК будет
проинтерпретирован как наклонный с величиной "ухода"
"верха" и "низа" друг относительно друга порядка 2 мм.
Указанный недостаток угломеров приводит к значительным
погрешностям при определении координат "верха" и "низа"
ТК, по которым судят о смещении верхней (схема "Е") и
нижней (схема "ОР") металлоконструкций реактора. Как
известно из норм монтажа реакторной установки,
допускаемое смещение верхней и нижней
112
металлоконструкций реактора составляет 2 мм. При
известном методе измерений несовпадение координат
"верха" и "низа" ТК на величину более 2 мм носит
систематический характер. Более того, величина этого
смещения может иметь разные значения при повторных
измерениях на одном и том же ТК, что подтверждает
необходимость разработки более точных методов измерения.
В основу уточненной методики заложена идея
осуществления непрерывного измерения величины
нецентровки корпуса угломера в процессе его движения
вдоль ТК, с последующей математической компенсацией
влияния эффекта нецентровки на угловые показания.
Причинами, нарушающими центровку корпуса угломера в
ТК, являются: механические поперечные перемещения
массивной (более 100 кг) транспортировочной штанги,
передающиеся на верхнюю половину корпуса угломера;
гидромеханические вибрации корпуса угломера при
движении в воде технологического канала; неоднородность
внутреннего диаметра технологических каналов и
графитовых колонн реакторов РБМК, приводящая к
непрерывному смещению точки равновесия между
противоположными опорами верхнего и нижнего
центрирующих механизмов корпуса угломера в процессе
измерения; постепенный износ контактных поверхностей
центрирующих механизмов.
Высокая восприимчивость центрирующего аппарата
угломера к внешним возмущающим воздействиям
объясняется тем, что все центрирующие элементы угломера
(по 4 в каждой из базозадающих плоскостей) находятся в
равноподжатом состоянии, а следовательно, при статическом
расположении в ТК корпус угломера находится в состоянии
неустойчивого равновесия. Восстанавливающая сила
появляется только при наличии смещения, вызванного
внешней силой. Достоинством такой системы центрирования
113
является существенно меньшая зависимость качества
центрирования от флуктуаций диаметра ТК, чем в случае
одностороннего поджатия корпуса угломера к одной из
образующих ТК. В случае одностороннего поджатия,
помимо наложения на результирующий профиль осевой
линии ТК профиля образующей ТК, имеют место
интенсивные вибрации корпуса угломера при наездах на
характерные нодульные образования на стенках ТК, толщина
которых доходит до 0.2 мм. Привязка координат осевой
линии ТК к системе координат гравитационного поля
осуществляется автоматически при обработке данных на
каждом шаге измерений путем внесения поправки в текущие
угловые показания ср, измерителя углов на величину ai
по формуле:
(рист = Ф, ± ctj, (2.9)
где ср, - текущие показания угломера; <рист - истинный угол
наклона оси ТК. Метод позволяет отделить спектр колебаний
чувствительного элемента угломера от спектра колебаний
его корпуса, что расширяет возможности анализа и
компенсации динамических погрешностей.
При калибровке угломера с системой компенсации
нецентровки наряду со статической характеристикой
угломера фиксируется исходный угол нецентровки а° и
текущие значения нецентровки ai, при которых была
получена данная статическая характеристика. Учет
параметра ai позволяет получить точную статическую
характеристику угломера. Относительно значений а°
определяются фактические значения текущей нецентровки
корпуса угломера в процессе измерения.
114
2.1.9. Методика определения погрешностей
датчиков угла наклона (угломеров)
Рассмотренные методики построения профилей
технологических каналов ядерных реакторов, основаны на
предположении, что показания угломеров в точках опроса
являются абсолютно точными.
Реальные показания угломеров в одних и тех же точках
опроса могут отличаться. Указанные отличия вызваны
целым рядом погрешностей систематического и случайного
характера.
Систематические погрешности обусловлены
различными отклонениями в работе подвижных элементов
датчика, в основном трением между двйжущимися частями,
а также внешними условиями работы.
Случайные погрешности обусловлены прежде всего
колебательными свойствами гравитационно-чувствительных
элементов, их высокой восприимчивостью к ударам и
сотрясениям корпуса и погрешностями вторичной
измерительной схемы. Существенный вклад в случайную
составляющую погрешности вносят эффекты нецентровки
корпуса угломера в технологических каналах.
При низкочастотном опросе угломера практически
невозможно точно определить ошибку измерения угла,
вследствие отсутствия необходимых статистических данных.
Статистической базой измерения, в данном случае, могут
служить лишь данные опроса в точках замера, полученные в
результате прямого и обратного хода угломера,
Получение точных количественных характеристик о
погрешностях угловых измерений возможно только на
основе высокочастотного опроса. Изучение колебательных
свойств гравитационно-чувствительных элементов
позволило обосновать частоту такого опроса F = 7-10 f, где f-
собственная частота колебаний гравитационно-
115
чувствительного элемента. На рис. 2.26 показана диаграмма
кодов угловых величин, полученных в процессе измерения
искривлений реального технологического канала в двух
плоскостях измерений при 10 опросах угломера за 1 сек. и
скорости движения 20 см/с. На диаграмме 5 ед. кода NX
примерно соответствуют 1 угловой минуте.
Рис. 2.26. Диаграмма кодов угловых показаний угломера
при движении
Диаграмма получена при частоте опроса угломера
заведомо выше частоты вибраций его корпуса и
чувствительного элемента. Из диаграммы видно, что
средний период наиболее ярко выраженных колебаний
составляет примерно 1 Гц, а их амплитуда достигает 6', На
основании этих данных за угол а; в точке измерения профиля
целесообразно принять среднее значение углов, полученных
в течение 1 сек. (метод скользящего интервала). Полученное
среднее значение принимается за характеристику угла
наклона в точке измерения. Относительно полученного
116
среднего значения, по методу наименьших квадратов (МНК)
определяется среднеквадратичное отклонение
(2.10)
и ошибка измерений an=<jkl fn , (2.11)
для каждого из опросов внутри интервала усреднения
Полученные характеристики ошибок измерения допускают
эффективное использование методик оценки погрешностей
расчета отклонений оси технологических каналов.
Погрешность угловых измерений А представляет собой
разность между показаниями прибора а (град) и
действительным значением измеряемого угла ft (град).
Средство угловых измерений представляет собой
измерительный преобразователь, который преобразует
входной сигнал р в некоторый выходной сигнал U = f ( р ),
Зависимость U = f ( р ) представляет собой действительную
(реальную) характеристику измерительного
преобразователя. Зная эту зависимость, можно восстановить
действительное значение измеренного угла р по значению
выходного сигнала U, производя его градуировку в единицах
выходного сигнала. В результате экспериментального
определения зависимости U = f ( р ) становится известным не
точное, а лишь приближенное ее значение, выраженное
аналитически или графически. Эта приближенная
характеристика, используемая для градуировки диапазона
выходного сигнала в единицах входного сигнала, называется
номинальной статической характеристикой измерительного
преобразователя. Если выходной сигнал U пересчитывать в
единицы входного (согласно номинальной статической
характеристике), то получим приближенное значение и
измеряемого угла р. Таким образом, погрешность А = а - f
есть погрешность номинальной статической характеристики.
117
Ниже рассматривается методика расчета номинальной
статической характеристики (п.1), методика расчета
параметров погрешности угловых измерений (п.2) и расчет
погрешности счетчика временных интервалов (п.З).
1. Диапазон измеряемых углов Д, представляющий собой
отрезок Рмин < Д < рмакс, разбивается на некоторое число m
частей точками деления, Д^ где к = 0,1,2-..,т, причем
Р^ = Рмин, Р^-Рмакс- Последовательно воспроизводятся
дискретные нарастающие значения входного сигнала
Р°,Р',Р^ (прямой ход), а затем те же значения
воспроизводятся в обратном порядке (обратный ход).
Последовательное выполнение прямого и обратного ходов
составляет один цикл наблюдений. Всего производится п
циклов наблюдений, которые занумерованы индексами i =
1,2,3,..п. В каждом текущем цикле регистрируются
показания измерительного преобразователя:
значение выходного сигнала U, отвечающее значению Д^
выходного сигнала Д в процессе прямого хода цикла i
(индекс "М" указывает на подход со стороны меньших
значений Д); U^& - значение выходного сигнала U,
отвечающее значению р^ входного сигнала в процессе
обратного хода цикла i (индекс " S" указывает на подход со
стороны больших значений Д). В каждом цикле измерений
получаем две (в прямом и обратном ходах) действительных
точечных характеристики измерительного преобразователя.
Всего имеется 2п точечных характеристик, по которым
следует определить номинальную статическую
характеристику. В каждой точке Р^ диапазона измерений
получено 2п отвечающих ей значений выходного сигнала U:
и U^& i= 1,2,3...п. Эти результаты наблюдений
можно рассматривать как две независимые выборки объема
118
п (или одну выборку объема 2п) из генеральной
совокупности, подчиненной нормальному закону
распределения. По результатам наблюдений вычисляются
следующие характеристики в каждой точке /3^ диапазона
измерений;
о
и^и = (i/n)2>wmi - среднее значение наблюдений в
ы
прямых ходах в
о
точке = (1/п)£17(Ч® - тоже при обратных ходах;
1=1
и[к) = (1/2)(^М)м +U^s']- выборочное среднее значение
результатов наблюдений выходного сигнала U в точке /3^’
диапазона измерений. Величина U^’ принимается в качестве
оценки результата измерения входного сигнала U в точке
/3. В качестве оценок дисперсий результатов наблюдений
в точках принимаются величины:
[о О 1
S2 = (1/(2и-1)ИУ -U(k})2 +Y(U^Si -U{k})2 м2.12)
I i=i ;=1 J
где к = 0,1,2,...ш. Величины Рк, обратно пропорциональные
дисперсиям наблюдений, называют относительными весами
измерений (весовыми коэффициентами). Весовые
коэффициенты определяются с точностью до множителя
пропорциональности, поэтому их удобно выбирать
нормированными так, чтобы их сумма РО + Р1 + + Рт
равнялась единице. Если измерительный преобразователь
характеризуется одинаковой точностью измерений во всем
диапазоне, то дисперсии измерений и, следовательно,
весовые коэффициенты должны быть одинаковы
практически для всех точек к = 1,2,...,т и равными 1/(т+1)
(случай равноточных измерений). Точнее говоря, если
119
отклонение всех весовых коэффициентов Рк от их среднего
значения 1/(т+1) не превышает установленной величины
Q(%), то измерения во всех точках к = 1,2,...,т считаются
равноточными и различие их весовых коэффициентов в
дальнейшем не учитывается. Если же отклонение некоторых
весовых коэффициентов Рк от их среднего значения
превышает установленный предел Q (%), то измерения в
различных точках считаются неравноточными и при их
обработке целесообразно учитывать индивидуальные веса
этих измерений. Зависимость от р^ (к = 0,1,2,....т)
представляет собой экспериментально найденную точечную
характеристику измерительного преобразователя. По этим
данным требуется построить номинальную статическую
характеристику в виде аналитической зависимости f (р)
выходного сигнала U от входного Р. Вид этой
аналитической зависимости подбирают так, чтобы она
наилучшим образом (в смысле метода наименьших
квадратов) приближала экспериментально найденную
точечную характеристику. Функцию f (р), сглаживающую
результаты дискретных измерений, подбирают с точностью
до некоторого числа неизвестных параметров С1,С2,..Су в
виде U - f (Р, Cl, С2, Су). Таким образом, нахождение
характеристики сводится к оценке параметров С1,С2,...Су из
условия минимизации взвешенной суммы квадратов невязок
измерений в различных участках диапазона:
т
-ЛА,Cl,С2,Су)}2 -> min , (2.13)
*=о
Здесь Рк - веса измерений: Рк = Р^ - величина входного
сигнала в точке к = 0, 1,2,.-.,т диапазона измерений,
принимаемое за результат измерения выходного сигнала.
Приведем расчетные формулы для метода
наименьших квадратов для случая линейной аналитической
120
зависимости U = f (£): U = Cl £ + +C2 - линейная средняя
квадратическая регрессия, где неизвестные постоянные
коэффициенты (параметры) С1 и С2 должны быть
определены из условия минимизации:
m
£Pk(Cl£k,+C2-Uk)2-> min (2.14)
k=0
Дифференцируя минимизирующую функцию по Cl и С2 и
приравнивай полученные производные к нулю, получаем
условия, которым должны удовлетворять искомые
параметры С1 и С2:
m
2£рк(С1₽м+С2-и,)₽,=о
< к=0 (2.15)
m "
2£PR(Ciptl+C2-Uk) = 0
_ к=0
Можно показать, что через эти величины искомые
коэффициенты С1 и С2 выражаются следующим образом: С1
= М / S 2 2 ; С2 ~U /С1 (3 . Тогда линейная характеристика
примет вид:
U = Cl/7 -С2-М/5/?2 + U - /7M/S/?2. (2.16)
Уравнение характеристики удобно записать в виде
U -U= (/? - Д)М/Б/? 2. (2.17)
Величина г = М / S (3 Su представляет собой
эмпирический коэффициент корреляции, абсолютное
значение которого служит для оценки силы корреляционной
линейной связи: чем ближе | г | к единице, тем связь сильнее,
чем ближе г| к нулю, тем связь слабее. Это проявляется в
том, что эмпирическая остаточная дисперсия связана с г
формулой:
121
sL = DX -Gift -C2)2 = S„2(l-r2) , (2.18)
k=0
Эта остаточная погрешность характеризует
погрешность, допускаемую при использовании
приближенной характеристики U = С1 + С2.
2. Диапазон измерения измеряемых углов Рмт < /? < /Змакс
разбивается на некоторое число m поддиапазонов. В каждом
поддиапазоне выбирается по одной точке /3 к, где к =
0,1,2,...,ш, так, что ртн < Д(1) < /?(2) <.... < Д(т) < рмакс. Точки
Р к могут выбираться в середине поддиапазона или на
одном из его концов. Характеристики погрешности,
найденные в точке р к поддиапазона, будут отнесены ко
всему этому поддиапазону. Предполагается, что
поддиапазоны достаточно малы и характеристики
погрешности принимаются практически одинаковыми для
всех точек одного поддиапазона. Выполняется некоторое
количество циклов наблюдений, занумерованных индексами
i = 1.2,.. ,п. в каждом из которых воспроизводятся
последовательно нарастающие значения измеряемых углов
Р^,Р,...Р'т>1 (прямой ход), а затем эти же значения
воспроизводятся в обратном порядке (обратный ход). В
каждом таком цикле номера i = 1,2,.,.,п регистрируются
измеренные значения этих углов а^’ьп (в прямом ходе) и
a^'si (в обратном ходе) для к = 1.2,.т. Под измеренным
значением а измеренного угла Р имеется в виду показание
измерительного преобразователя, отвечающее измеряемому
углу Р. Измеренное значение а есть результат пересчета
выходного сигнала преобразователя U в единицы
размерности входного сигнала согласно номинальной
статической характеристике. Ввиду того, что номинальная
статическая характеристика отличается от реальной,
122
измеренное значение а содержит систематическую
погрешность, величина которой зависит от величины
исходного угла (3. Разумеется, что результат измерения а
содержит и некоторую случайную погрешность, параметры
которой также в общем случае зависят от величины угла Р .
Систематическая составляющая погрешности оценивается
следующим образом. В каждой точке рк (к = 0,1,2,....т)
вычисляют абсолютные погрешности каждого цикла:
= а$ ~ Р^ ( прямой ход) и A^8i = a^~P^
(обратный ход), а затем их средние значения во всех п
циклах
о о
д«л/=(1/«Е4! (в прямых ходах) и А^А = (1/и (в
/=1 * 1=1
обратных ходах).
Далее находится оценка систематической
составляющей погрешности в поддиапазоне, содержащем
точку = 1/2 (д(^ + А^). Оценка дисперсии
случайной составляющей погрешности в поддиапазоне,
содержащем точку р^' вычисляется по формуле
Вычисляя значения параметров А^ и S2 для всех к =
0,1,2,....т, получим распределение параметров погрешности
вдоль диапазона измеряемых углов. Значения этих
параметров используются для компенсации погрешностей
угловых измерений при расчете отклонений профилей
технологических каналов от вертикали.
3. Счетчик интервалов времени (СИВ) является достаточно
распространенным устройством в измерительной технике.
Структурная схема СИВ представлена на рис. 2.27.
123
Генератор
опорной
Рис. 2.27. Счетчик интервалов времени
Преобразуемый интервал времени Т,
представленный импульсом соответствующей
длительности, поступает на вход 1 схемы совпадений. На
вход 2 этой же схемы поступает непрерывная
последовательность импульсов стабильной частоты Fo,
вырабатываемая генератором опорной частоты. Схема
совпадений пропускает импульсы частоты Fo в течение
времени Т. Число импульсов, следующих с частотой Fo,
проходящих на выход схемы совпадений за время Т и
поступающих на вход счетчика импульсов, и есть
фиксируемая величина. На рис. 2.27 показана импульсная
последовательность частоты Fo с наложенным на нее
интервалом времени Т. Поскольку импульсная
последовательность не имеет синхронизации с моментом
начала интервала Т, начало этого интервала (момент Т1)
может занимать любое положение между двумя соседними
импульсами последовательности частоты Fo. Иными
словами, интервал времени т от момента появления
импульса, ближайшего к началу измеряемого интервала,
до момента Т1 является случайной величиной,
распределенной по закону равной плотности в пределах от
О до То = 1/Fo. Отсюда можно написать выражение для
124
числа NX импульсов последовательности Fo , сосчитанным
счетчиком импульсов за время Т:
NX = Int [(Т + т)/ То], (2.20)
где Int - функция "целая часть", откуда, полагая То = То(1-а),
где а - относительная погрешность опорной частоты Fo, Tos
- номинальный период частоты генератора опорной частоты,
получаем, пренебрегая слагаемым второго порядка малости,
выражение для оценки длительности интервала Т по
выходному коду реального квантователя (показаний СИВ):
где т - случайная величина, распределенная по закону
равной плотности в пределах от нуля до Tos.
Из (2.21) легко получить выражение для погрешности т|
рассматриваемого СИВ:
г| = У- Т = аТ + т + 0,5TOS -
-TosF, [((1 + «}T + t)/Tos ч 0,5] ' <2'22)
Здесь Fr - функция "дробная часть".
Первое слагаемое формулы (2.22) - систематическая
мультипликативная погрешность, обусловленная
отличием действительного значения частоты генератора
(опорной частоты) от номинального, вызвана чисто
инструментальными причинами (неидеального
генератора). Значение погрешности обычно указывается в
паспорте прибора.
Второе слагаемое - случайная аддитивная
погрешность, значение которой распределено по закону
равной плотности в пределах от -0.5 Tos до +0,5 Tos,
вызвана также инструментальными причинами
отсутствием синхронизации импульсов, вырабатываемых
генератором ГОЧ. с моментом начала интервала Т.
Полученные значения погрешностей учитываются при
расчете параметров номинальной статической
125
характеристики угломера, а также при построении
профилей ТК.
2.1.10. Температурная погрешность датчиков
угла наклона и диаметра
Температурный режим в процессе измерения задается
температурой охлаждающей жидкости, циркулирующей в
ТК в период остановки реактора между напорным и сборным
коллекторами. Как правило, разность температур
охлаждающей воды на входе и выходе из ТК составляет 30 -
40°С, за счет остаточного энерговыделения в активной зоне
реактора. При малоинтенсивном режиме подпитки ТК
охлаждающей водой ее температура может достигать 90 -
100°С. Таким образом, практический интерес представляет
исследование температурной стабильности показаний
угломеров и диаметромеров в диапазоне температур от 20 до
100 °C.
К числу основных температурных эффектов,
влияющих на точность угломеров и диаметромеров,
относится эффект изменение скорости ультразвуковой волны
в жидкости с ростом температуры. Так как конструкции
измерительных преобразователей угла и диаметра позволяют
использовать жидкости с постоянным химическим составом,
в том числе чистые жидкости, рассмотрим закономерности
распространения ультразвука в чистых жидкостях. Скорость
ультразвука в жидкостях определяется диабатической
сжимаемостью рад и плотностью р:
с=Лр- •
(2.23)
126
При изменении температуры, в основном, изменяется
сжимаемость. Во всех жидкостях, кроме воды, с
увеличением температуры сжимаемость растет и скорость
ультразвука падает. Аналитическое выражение скорости С
ультразвука в функции температуры t имеет вид:
С = Со + b (t - to), (2.24)
где b - абсолютный температурный коэффициент скорости
ультразвука.
Для всех жидкостей, кроме воды, температурный
коэффициент b отрицателен. Сжимаемость воды с
увеличением температуры до некоторой величины Тт
падает, а скорость ультразвука растет. При дальнейшем
увеличении температуры выше Тт сжимаемость начинает
расти, а скорость ультразвука падет. С практически
достаточной степенью точности (до 0.02%) температурная
зависимость скорости ультразвука в воде в интервале
Тт = ±2°С описывается уравнением:
С = Cm [1 - y(t)], (2.25)
в котором Ст - максимум скорости ультразвука при данном
давлении Р, а
y(t) - функция температурной зависимости, имеющая вид
асимметричной параболы:
y(t) = A (t - tm)2 [ 1 + В (t - tm)], (2.26)
где А - 1.52-10'5 _ П0СТ0Янная;
□
В = 3.5-10 - коэффициент асимметрии параболы.
Таким образом для проведения точной температурной
коррекции в измерительных преобразователях с водой
необходимо использовать нелинейную зависимость C(t).
В отличие от воды, значение коэффициента b в
органических жидкостях, в частности маслах, остается
постоянным в широком диапазоне температур. К примеру, в
трансформаторном масле b - - 3.78 (м/с)/град, что позволяет
легко корректировать показания измерительных
127
преобразователей, а также по изменению скорости
ультразвука определять температуру внутри измерительных
преобразователей. В процессе контроля измеряется время
прохождения ультразвуком фиксированной дистанции. В
жидкостном угломере фиксированной дистанцией является
полусумма расстояний от левого и правого пьезоэлементов
до уровня жидкости S. Расстоянию S соответствует код
температуры N(t) в программе расчета. Приведение
показаний угломера N(x,y) в нагретом состоянии к истинным
показаниям осуществляется через коэффициент
k = N(t)/N(20°) по формуле:
Ы(х,у)ист = N(x,y) / к . (2.27)
Однако экспериментальные исследования эффективности
такой компенсации в трансформаторном масле показали, что
не смотря на простоту расчетных формул, погрешность
измерения углов и диаметра достигает 10%. На рис.2.28
приведены экспериментальные кривые зависимости от
температуры кода температуры N(t), который измеряется на
пьезоэлементах, расположенных в плоскости х-х угломера,
кода Nx угла наклона в плоскости х-х, кода Ny угла наклона
в плоскости Ny, скорректированных значений кодов угла
наклона Nxhct и Куист, а также кода диаметра в одной из
плоскостей NDx без коррекции и NDxhct с коррекцией на
основе значение коэффициента к, взятого на угломере.
Кривые сняты при фиксированных диаметре и угле наклона.
На графиках 10 единицам кода Nx соответствует 100 Нс. Из
анализа кривых можно сделать заключение, что средний
прирост времени распространения ультразвука в
трансформаторном масле составляет 14 имп/град, что в
переводе в единицы длины составит 0.14 мм/град, что сразу
дает погрешность 0.3% (кривые N(t), Nx).
128
5600 г
5400 -
5200 -
5000
Ы,имп 4800
4600
4400
4200 -
4000 -
20 30 40 50 60 70 80 90 t, С
N(t)
Ыуист
- - О - - Nxmct
—•— NDxmct
*—NDx
Рис.2.28. Экспериментальные кривые температурной
зависимости показаний угломеров и диаметромеров в
трансформаторном масле
Компенсация погрешности дает наилучший результат
в плоскости измерения х-х, в которой измеряется скорость
ультразвука, - 1% во всем диапазоне температур (кривая
Nxhct). В плоскости у-у компенсация уже менее эффективна
и позволяет снизить погрешность только до 3% (кривая
NyHCT). Наихудшие результаты компенсации получены для
диаметромера - погрешность 5% (кривая NDxhct).
Экспериментальным путем установлено, что полученные
расхождения в эффективности компенсации погрешности
объясняются, в основном, неравномерностью процессов
прогрева - охлаждения проводящей ультразвук жидкости в
разных измерительных каналах одного и того же
измерительного преобразователя, и тем более, в разных
измерительных преобразователях, объединенных в одном
корпусе. Так, к примеру, температура диаметромера,
расположенного ниже угломера на 0.5 м по высоте ТК,
129
только за счет градиента температуры воды по высоте ТК
может быть на 2 - 3 °C выше температуры угломера.
Линейный характер зависимостей N(t), Nx, Ny, NDx
позволил экспериментальным путем подобрать вид
аналитической зависимости, позволяющей производить
более точную корректировку показаний диаметромера на
основе кода температуры, замеренного в угломере.
Коэффициент для температурной компенсации
показаний диаметромера определяется по формуле:
N(t}-N(2Q°}
kd = (N(t) - ——---—L )/ N(20°), (2.28)
где kd - коэффициент компенсации для диаметромера;
Q - коэффициент кратности.
Для измерительных преобразователей с
трансформаторным маслом значение Q составляет порядка
1.2 - 1.3. Полученное аналитическое выражение
соответствует какому - то определенному соотношению
температурных режимов угломера и диаметромера в
процессе измерения и позволяет снизить погрешность
измерения до 1%. В режиме стационарного разогрева
корпуса измерительного преобразователя (колебания
температуры ±5 °C) эта погрешность находится в пределах
0.4% или 0.2 мм.
Требования к точности измерения диаметра дают
допуск на погрешность не более 0.05 мм.
Для достижения указанной величины погрешности
была исследована температурная ползучесть скорости
ультразвука в растворах этилового спирта. Установлено, что
в 16 % растворе этилового спирта при изменении
температуры в пределах 15-25°С скорость ультразвука
изменяется всего лишь на 0.025%.
На рис.2.29 приведены кривые зависимости скорости
ультразвука от температуры для различных жидкостей.
130
Как видно из графиков, 16%-ый раствор этилового
спирта в сравнении с другими жидкостями обладает
практически уникальной стабильностью в отношении
скорости ультразвука в диапазоне температур вплоть до 90°
С. Это означает, что использование указанного раствора в
измерительных преобразователях практически снимает
проблему температурной компенсации измерений в пределах
погрешности 0.1%.
Реальные испытания ультразвуковых дальномеров с
16% раствором этилового спирта при измерении диаметра
ТК ядерных реакторов показали, что при разогреве корпуса
торпеды от 20 до 90°С, температурная погрешность не
превышает 5-6 импульсов или 0.06 мм в нестационарном
температурном режиме, и 2 импульсов или 0.02 мм в
стационарном температурном режиме.
0 10 20 30 40 50 60 70 80 90 t. С
Спирт
Вода
Трансф. масло
16% раствор спирта
Рис. 2.29. Температурная зависимость скорости
ультразвука в жидкостях
131
2.1.11. Методика метрологической поверки
датчиков угла наклона и диаметра
Параллельно с разработкой конструкций угломеров и
диаметромеров создавались различные методики их
метрологической поверки. Для поверки скважинных
инклинометров в 1980 г. разработан ГОСТ СЭВ 2612-80
«Метрология. Инклинометры. Методы и средства поверки».
Кроме того разработан ГОСТ 8.447-81 «Государственная
система обеспечения единства измерений. Инклинометры.
Методы и средства поверки». При метрологической поверке
внутриреакторных угломеров, датчики угла наклона и
диаметра помещаются в калибровочный стенд, где
последовательно вводятся весь необходимый диапазон углов
и диаметров с несколькими повторами. Одновременно
фиксируются показания вторичной аппаратуры,
соответствующие вводимым первичным параметрам. В
результате получается статическая характеристика
измерительных преобразователей, которая в графическом
виде аппросимируется линией или кривой. Статическая
характеристика угломеров и диаметромеровс достаточно
высокой точностью описывается линейной функцией вида:
Z=AN+B, (2.29)
Где Z- первичный вводимый параметр (угол или диаметр),
N- соответствующий код вводимого параметра, А -
переводной коэффициент (тангенс угла наклона а отрезка
С-С к оси N), В - линейный коэффициент установки «нуля»
(рис. 2.30). Значение коэффициентов А и В определяются из
статистической характеристики и заносятся в программу
расчета.
В процессе эксплуатации производится
периодическая перепроверка статистической характеристики
измерительных преобразователей, особенно в части
132
коэффициента В, по причине механического износа
контактных опор диаметромера, или изменения геометрии
чувствительного элемента угломера
Рис. 2.30. Статическая характеристика
В процессе проверки определяют как систематическую,
так и случайную составляющую основной погрешности.
Основную погрешность измерения зенитного угла находят
следующим образом. Задают значение зенитного угла
посредством образцового средства измерения,
соответствующее началу измерения, и снимают показания
угломера. Задают также не менее пяти значений зенитных
углов, распределенных по диапазону измерений, включая
крайние значения диапазона. В каждой точке проводят не
менее четырех измерений, подходя к заданному значению со
стороны как меньших, так и больших углов. Для каждого
зенитного угла вычисляют среднее арифметическое
показаний угломера:
т
(2.30)
7=1
133
где m- число измерений заданного зенитного угла; Q HHJ - j -е
значение показаний угломера.
Оценку систематической погрешности результата
измерения t±Q ин для каждого зенитного угла определяют по
формуле:
ле„=е„-с.о. (2.31)
( Qhom номинальное значение зенитного угла).
Граница случайной погрешности измерения для
каждого заданного зенитного угла:
т
де» = ‘р. £<е.„ - е„)2 /(»- >), (2.32)
где tp- коэффициент Стьюдента для ш измерений при
достоверной вероятности р=0,95.
Значения коэффициента Стьюдента для вероятности
р=0,95 приведены в табл. 2.2. Основную погрешность
измерения A.QUH для каждого заданного значения зенитного
угла находя путем суммирования значений систематической
\Q‘ т и случайной составляющей погрешности :
(2-33)
При проверке угломера основная погрешность
измерения зенитного угла не должна превышать паспортного
значения основной погрешности прибора.
Таблица 2.2
m 1 2 3 4 5 6 7 8
6,314 2,92 2,353 2,132 2,015 1,943 1,895 1,860
Точность угломера можно повысить за счет
исключения систематических составляющих погрешности. С
этой целью строят график поправок. В качестве поправок к
показаниям угломера принимают оценки систематической
составляющей погрешности, взятые с обратным знаком.
134
Например, график поправок с показаниями зенитных углов
представляет собой зависимость поправок AQUH от значения
зенитных углов во всем диапазоне измерений. В качестве
величин зенитных углов по горизонтальной оси
откладывают средние арифметические показания угломера
QVH. Границы погрешности угломера в случае, если
используется график поправок определяются по формуле:
А0ИН = + A J (2.34)
где &Qm - поправка; Л(УН2 - граница максимальной
случайной погрешности измерения зенитного угла; -
основная допускаемая погрешность оптического квадранта
или угломера - квадранта с поверочным приспособлением.
При определении границы погрешности
диаметромеров в процессе измерения диаметра в
аналогичную формулу в качестве Досн подставляется
основная допускаемая погрешность нониусов с поверочным
приспособлением. Для градуировки и поверки угломеров и
диаметромеров разработаны специальные поверочные
установки. Коме того, в процессе градуировки и поверки
используется ряд приборов широкого применения:
квадранты, нониусы и др. Для поверки диаметромеров
используются нониусы с чувствительностью 10 мк.
135
2.2. Система контроля сплошности металла
технологических каналов и каналов СУЗ
2.2.1. Технические требования к системе
ультразвукового контроля состояния металла
технологических каналов и каналов СУЗ
Условия применения системы характеризуются
следующими основными параметрами:
1) температура окружающей среды, °C от 20 до 40;
2) температура воды в каналах, °C от 20 до 80;
3) относительная влажность в ЦЗ
при температуре 25 0 С,% 90;
4) освещенность, лк 300;
5) мощность дозы в ЦЗ, мЗв/час до 0,3;
6) мощность дозы в каналах, р/час 10;
7) гидростатическое давление, не более кгс/см2 2.
К системе контроля предъявляются следующие
технические требования:
Метод контроля ультразвуковой, эхо - импульсный.
Пространственное расположение вертикальное.
Температура воды в канале, град. С, не более плюс 70.
Внутренний диаметр
контролируемого канала, мм, от 72 до 85.
Толщина стенки контролируемого канала, мм, от 3,8 до 4,6.
Количество преобразователей 14 шт.
Скорость
вертикального перемещения, мм/с, от 0,5 до 50,00.
Частота вращения преобразователя, об/с, от 0,01 до 1,5.
Частота преобразования, МГц 5,0(± )10%,10.0(± )10%.
136
Запас условной чувствительности системы, дБ, не менее 12.
Погрешность отсчета:
1 вертикального перемещения, мм, 2)углового перемещения, градус, Время контроля одного канала, ч, Электрическое питание системы: не более 6 не более 2. не более 1.
напряжение, В частота, Мц общая потребляемая мощность, кВА, не более Давление воздуха в пневмосети, кг/см*см Размеры габаритные системы: 220 50(+_)1 2. 3...6
длина без кабелей, мм, не более ширина, мм, не более высота, мм, не более Длина токоподвода: 1360 320 1700
от аппаратуры управления до автомата контроля каналов
РБМК, м от автомата контроля каналов РБМК контрольного, м Масса системы, кг, не более 70 до модуля 25 170
2.2.2. Устройство системы контроля
сплошности металла
Система (рис. 2.31) состоит из следующих основных
узлов:
автомата контроля каналов РБМК-1000; многоканального
ультразвукового дефектоскопа СК26-2; устройства
управления - 3; аппаратуры управления, сбора и обработки
137
информации системы ультразвукового контроля - 4; стойки
- 5; стенда для настройки - 6; узла подготовки воздуха - 7.
Автомат контроля каналов РБМК предназначен для
обеспечения необходимых перемещений преобразователя
вдоль контролируемого канала согласно методике
ультразвукового контроля. Многоканальный ультразвуковой
дефектоскоп предназначен для:
- генерации импульсов возбуждения пьезоэлементов
преобразователя головки УЗК;
- приема и усиления поступающих на пьезоэлементы
сигналов УЗ колебаний.
Устройство управления предназначено для
управления перемещениями механизмов автомата контроля
каналов РБМК, определения координат перемещений и
передачи их на аппаратуру управления, сбора и обработки
информации системы ультразвукового контроля.
Рис. 2.31. Общий вид системы контроля состояния
технологических каналов
1- автомат УЗК, 2-многоканальный УЗ-дефектоскоп, 3-
аппаратура управления, 4-устройство регистрации, 5- стойка,
6- стенд для настройки и дезактивации, 7- узел подготовки
воздуха.
138
В состав устройства управления автоматизированной
системы контроля входят:
1) Блок управления;
2) Пульт управления;
3) Коробка коммутационная;
4) Пульт местный;
5) Комплект кабелей.
Аппаратура управления, сбора и обработки
информации системы ультразвукового контроля
предназначена для управления работой блоков УЗ-
дефектоскопа в соответствии с методикой контроля;
отображения на экране дисплея параметров настройки
блоков дефектоскопа; построения изображения разверток
типа «А», «С» и «МНЕМО»; обработки сигналов от
дефектов, накопления результатов контроля на жестком
диске.
В состав аппаратуры управления входят:
1) Компьютер;
2) Модуль ввода аналогового сигнала;
3) Модуль вывода установок;
4) Модуль регистрации максимумов;
5) Кабель межплатный.
Стенд для настройки предназначен для настройки
чувствительности преобразователя перед контролем и
проверки чувствительности при контроле.
Система контроля каналов РБМК состоит из
следующих основных сборочных единиц:
основания; модуля контрольного; механизма вертикального
перемещения модуля контрольного; кабелеукладчика;
механизма слежения; ловителя с направляющей; груза.
Основание является базовой частью системы контроля
каналов РБМК, на которой установлены и закреплены все
сборочные единицы, входящие в состав автомата контроля
каналов РБМК.
139
Блок ультразвуковых преобразователей (УЗП)
присоединяется к модулю контрольному и выполнен в виде
металлического корпуса, в котором размещены
пьезоэлементы из керамики, залитые демпфирующей массой
(рис. 2.32)
Рис. 2.32. Блок ультразвуковых преобразователей
Блок ультразвуковых преобразователей предназначен
для контроля циркониевой части ТК и каналов СУЗ с целью
выявления в них различно ориентированных трещин,
которые могут зарождаться в процессе эксплуатации
140
реактора, как с внутренней, так и с наружной поверхности
каналов, а также предназначен для:
1) контроля переходников (сталь - циркониевый сплав);
2) выявления и анализа вертикально - и горизонтально-
ориентированных трещин в средней части каналов;
3) контроля сварных швов в нижней части каналов СУЗ.
Механизм вертикального перемещения контрольного
модуля предназначен для его перемещения вдоль оси
контролируемого канала.
Необходимость выполнения большого объема
контроля определила следующие принципы проведения
контроля:
1) весь процесс контроля разбивается на две независимые
процедуры - процедуру сбора и накопления и процедуру
обработки и анализа данных УЗК;
2) сбор, накопление и предварительная обработка данных
УЗК осуществляется в реальном времени;
3) обработка и анализ данных УЗК осуществляется в
отложенном времени.
При определении состава и выборе технических средств
устройства были сформулированы следующие основные
требования, выполнение которых должна обеспечить
система:
1) система должна обеспечивать контроль труб ТК и КСУЗ.
Настройка системы на объект контроля должна
производиться по вводу идентификатора, присвоенного
каждому объекту контроля;
2) система должна обеспечить сбор данных УЗК в виде и
объеме, достаточном для воспроизведения процесса
контроля в отложенном времени. Для этого траектория
движения механизма и алгоритм функционирования должны
обеспечить плотность посылок УЗ импульсов, позволяющую
зафиксировать полную информацию о состоянии объекта,
причем в пределах каждого отдельного зондирования
141
должны быть зафиксированы все данные, относящиеся к
зоне контроля, величина которых превосходит
установленный порог;
3) достоверность собранной информации, для чего должен
быть обеспечен контроль работоспособности основных
узлов системы;
4) накопление данных контроля для последующей обработки
и анализа;
5) отображение в процессе контроля оперативной
информации о ходе процесса, а также отображение
предварительных результатов контроля, включающих
информацию о предполагаемых дефектах, уровень сигналов
от которых превысил браковочный;
6) возможность изменения параметров и алгоритма
контроля, а также возможность командного управления
процессом контроля;
7) воспроизведение процесса контроля любой точки или
фрагмента объекта в отложенном времени с отображением
А и АВ развертки;
8) обработка и анализ данных контроля в отложенном
режиме с представлением псевдографических изображений
дефекта и его проекций.
В соответствии с принятым методом УЗК и
сформулированными требованиями к системе в ней должны
быть реализованы следующие функции:
1) генерирование УЗ импульсов и возбуждение
ультразвуковых преобразователей (УЗП) в соответствии с
общим алгоритмом контроля;
2) прием любым УЗП возможного отраженного УЗ сигнала и
регистрация его амплитуды и формы;
3) регистрация времени прихода отраженного УЗ сигнала;
4) фильтрация отраженных от дефектов сигналов от помех;
142
5) перемещение УЗП по заданной траектории в
автоматическом и командном режимах и отработка
блокировок;
6) регистрация координат УЗП;
7) обработка принятой информации и определение
координат, эквивалентной площади, условной
протяженности и ширины дефекта;
8) вывод обработанной информации в символьной и
графической форме, а также в виде протокола;
9) накопление информации, архивацию и сохранение ее в
течение всего времени работы объекта, к которому данная
информация относится;
10) восстановление результатов контроля по архивным
данным;
11) тестирование электронных узлов системы.
Структурная схема системы отражает иерархический
двух уровневый принцип построения, что позволяет
распределить функции установки между его составными
частями. Верхний уровень иерархии представляет ЭВМ,
которая задает режим работы блокам, находящихся на
нижнем уровне, в соответствии с основным алгоритмом
контроля, определяемым объектом контроля. Кроме того,
ЭВМ осуществляет обработку данных контроля с
определением параметров дефектов, визуализацию
процесса контроля в виде условной развертки трубы,
накопление и долговременное хранение данных контроля,
восстановление результатов контроля по архивным данным,
а также тестирование отдельных узлов системы.
2.2.3. Подготовка системы контроля к работе
При вводе оборудования системы в эксплуатацию,
обслуживающий персонал должен пройти специальное
143
обучение и получить допуск для работы на этом
оборудовании.
Подготовка оборудования системы к контролю
производится в реакторном зале. При открытии крышек
ящиков и контейнеров и извлечении оборудования системы:
автомата контроля каналов РБМК, стенда для настройки,
узла подготовки воздуха, шланга и комплекта инструментов
требуется провести визуальный осмотр состояния всего
оборудования, узлов механизмов, кабелей и убедиться в их
целостности.
Устройство управления, дефектоскоп, аппаратуру
управления, сбора и обработки информации, комплект
кабелей распаковывается из транспортной тары и
устанавливается в пультовую. Проводится визуальный
осмотр кабелей и они прокладываются для подключения к
выносному оборудованию и сети электропитания.
Подготовка стенда для настройки проводится
установкой и подключением соответствующих стандартных
образцов предприятия (СОПы) и заливкой в стенд
дистиллированной воды на 100 мм выше верхнего СОПа.
Производится монтаж кабельной сети согласно схеме
электрической общей.
В дальнейшем требуется:
1) Подключить узел подготовки воздуха к пневмосети
станции и токоподводу модуля контрольного и подать в
модуль воздух под избыточным давлением 1,5 кг/см2.
2) В наладочном режиме от пульта управления,
проверить перемещение подвижных частей автомата
контроля каналов РБМК.
3) Проверить регулирование скоростей перемещения от
минимальной до максимальной.
4) В реакторном зале, вне площади поверхности
реактора, сделать постамент высотой около 1400мм
(возможно использование в два ряда защитных блоков,
144
демонтированных с аппарата), установить на этот постамент
автомат контроля каналов РБМК и зафиксировать; подать
стенд для настройки и установить его так, чтобы совпали
вертикальные оси стенда и модуля контрольного.
5) Произвести настройку центрирующих роликов.
На стенде, руководствуясь методикой ультразвукового
контроля требуется провести настройку преобразователя и
аппаратуры управления, сбора и обработки информации
системы ультразвукового контроля.
Для проведения контроля, необходимо выставить
контрольный модуль автомата контроля каналов РБМК
напротив контролируемого канала на защитных блоках и
застопорить автомат от перемещений. В случае если
значительная часть защитных блоков вокруг
контролируемого канала демонтирована нужно выставить
контролируемый модуль с контролируемым каналом
соостно. Для этого можно воспользоваться металлическим, с
отбортовкой, настилом размером 2200* 1000мм и толщиной
2...Змм, оперев этот настил на оставшиеся защитные блоки.
2.2.4. Порядок работы и демонтаж системы
контроля
После проведения операций по подготовке системы к
работе, при исправности оборудования, можно начинать
работы по контролю каналов.
Перед началом контроля подать в полость
контролируемого модуля избыточное давление равное
1,5кг/см2.
Ультразвуковой контроль каналов осуществляется по
методике ультразвукового контроля. Результаты контроля
записываются и хранятся на дискетах.
145
После проведения контроля все оборудование системы
необходимо перенести к месту подготовки к контролю. На
элементах автомата контроля каналов РБМК произвести
замер активности. При необходимости, провести
дезактивацию.
Демонтировать кабели, протереть и уложить их в
установленные для хранения и транспортировки места.
Разобрать автомат контроля каналов РБМК на
составные части и уложить их в тару на свои места.
Разобрать стенд для настройки и подготовить к
хранению. Отключить узел подготовки воздуха и шланги, и
подготовить к хранению.
В пультовой всю аппаратуру уложить в укладочные
места и контейнеры, и подготовить к хранению.
2.2.5. Программное обеспечение сбора и
накопления данных
Программное обеспечение состоит из нескольких
частей, которые осуществляют:
1) тестирование аппаратуры;
2) формирование файлов системных данных;
3) управление механизмом, съем, предварительную
обработку данных УЗК, отображение процесса контроля.
Комплекс программ по тестированию аппаратуры
состоит из двух основных модулей:
1) модуля предварительного тестирования электронных
блоков;
2) модуля тестирования электронных блоков в реальном
времени.
Комплекс программ по формированию файлов
системных данных предназначен для ввода, корректировки
146
и чтения данных, описывающих объект контроля и
механизм транспортирования УЗП.
Ввод данных идет в диалоге с оператором через
видеотерминал ЭВМ. Результатом ввода являются файлы
системных данных: файл механизма и файл объекта
контроля, которые являются входной информацией для
программ чтения и корректировки данных.
Входной информацией для создания файла,
описывающего механизм, являются:
1) тип механизма торпеды, включая количество приводов и
УЗП;
2) относительные координаты УЗП по осям сканирования и
перемещения;
3) угол ввода УЗ луча;
4) направление ввода УЗ луча;
5) время прохождения луча в призме УЗП. Относительные
координаты УЗП по осям сканирования и перемещения
показывают координату по соответствующим осям
конкретного УЗП относительно реперной точки трубы.
Угол ввода УЗ луча есть положительная величина
между направлением ввода луча и нормалью к
контролируемой поверхности.
Направление ввода луча показывает величину угла
между направлением ввода и положительным направлением
поперечного перемещения УЗП.
Информация по пп. 2 - 5 вводится для каждого УЗП.
Входными данными для создания файла, описывающего
объект контроля, являются:
1) наименование и номер контролируемой трубы;
2) количество фрагментов контроля;
3) описание каждого фрагмента контроля. Под фрагментом
контроля понимается участок поверхности трубы,
подлежащий УЗК по заданному режиму с заданными
входными характеристиками.
147
Количество участков, подлежащих контролю,
составляет количество фрагментов контроля.
При описании фрагментов контроля задается:
1) период дискретизации УЗ сигнала;
2) значение амплитуды поискового уровня;
3) номер блока УЗП;
4) номер и угол ввода луча каждого УЗП;
5) режим контроля;
6) количество каналов и описание каждого канала;
7) исходная координата начала контроля;
8) шаг и глубина сканирования;
9) длина, угол поворота и скорость перемещения;
10) количество и описание элементов траектории контроля;
11) шаг и скорость перемещения при исследовательском
режиме. Период дискретизации УЗ сигнала задает время
аналогово-цифрового преобразования УЗ сигнала. Значение
амплитуды поискового уровня указывает величину
напряжения в милливольтах, которая соответствует УЗ
сигналу от минимального обнаруживаемого дефекта.
Чтение системных данных, описывающих механизмы
и объекты контроля осуществляться с помощью программ
чтения файлов объекта и механизма, а коррекция -
редактированием соответствующего файла средствами
операционной системы.
Комплекс программ по управлению сбором
информации УЗК состоит из следующих основных модулей:
1) модуля управления механизмом торпеды;
2) модуля управления съемом и предварительной обработки
данных УЗК;
3) модуля отображения информации о ходе процесса
контроля.
Управление механизмом заключается в
формировании траектории движения УЗП в соответствии с
алгоритмом и методикой контроля и реализации этого
148
движения через блок управления и блок приводов. В
зависимости от степени сложности траектории движения
предусмотрено два способа задания траектории. Простая
траектория задается в упакованном виде, который
включает в себя координаты начала контроля, конечные
координаты и шаг сканирования. При распаковке она
представляется в виде ряда последовательных элементов
перемещения (элементов траектории), которые задаются
координатами изменения движения. Сложная траектория
изначально представляется в виде элементов траектории,
которые формируются в виде последовательного массива
данных.
Процедура съема и предварительной обработки
данных УЗК заключаться в перезаписи оцифрованных
значений амплитуды УЗ сигнала из модуля сбора данных в
оперативное запоминающее устройство ЭВМ и
формировании массива первичных данных, который
переписывается в выходной файл.
В процессе перезаписи первичной информации из
модуля сбора данных в оперативное запоминающее
устройство ЭВМ определяются максимальные значения
амплитуд и значения времени, соответствующие этим
амплитудам. При превышении амплитудой установленного
контрольного уровня формируется массив дефектных
данных.
Отображение процесса контроля заключаться в
выводе на экран видеотерминала ЭВМ информации о
текущем положении механизма торпеды и о наличии и
параметрах обнаруженных предполагаемых дефектов.
Алгоритм функционирования программы управления
съемом информации УЗК приведен ниже. Программа
функционирует следующим образом:
1) задается команда установки механизма торпеды в
исходное положение, при этом значение исходной
149
координаты считывается из файла, описывающего объект
контроля;
2) анализируется выполнение указанной команды, и, если
время ее выполнения превышает максимальное время
ожидания Тож, программа формирует отказ в работе и
выходит на диалоговый режим с оператором;
3) считывается первый элемент траектории из файла,
описывающего объект контроля;
4) определяются координаты перемещения и рабочий
привод;
5) задается команда перемещения механизма торпеды с
помощью рабочего привода по локальной траектории на
расстояние, заданное абсолютной координатой;
6) анализируется время выполнения команды, и
формируется отказ, если время выполнения команды больше
максимального ожидаемого;
7) анализируется заполнение буфера данных, считываемых
из оперативного запоминающего устройства данных и если
буфер заполнится до истечения максимального времени
ожидания Тож, данные УЗК записываются на диск, если
время заполнения буфера превышает Тож, формируется
отказ;
8) перед записью данных на диск дается команда на останов
работы механизма торпеды;
9) выполняется поблочная запись данных УЗК на диск;
10) анализируется, прошла ли торпеда траекторию
перемещения, если нет - дается команда на продолжение
перемещения;
11) на экран видеотерминала выводятся данные о
местоположении устройства;
12) анализируется время заполнения буфера данных;
13) выполняется проверка на конец контроля;
150
14) если механизм прошел не все заданные элементы
траектории, из файла, описывающего объект контроля,
считывается следующий элемент траектории.
Ввод данных идет в диалоге с оператором через
дисплей и клавиатуру. Результатом ввода являются файлы
системных данных: файл механизма и файл объекта
контроля, которые являются входной информацией для
программ чтения и корректировки данных.
Отображение процесса контроля заключается в
выводе на экран дисплея информации о текущем положении
механизма и о наличии и параметрах обнаруженных
дефектов.
Процедура формирования протокола контроля
заключается в анализе массива дефектных данных и
представлении результатов контроля на экране дисплея и в
виде бумажной копии.
Программа графического отображения дефектов на
основании базы данных единичных дефектов осуществляет
по командам оператора пофрагментное отображение
дефектов в трех проекциях. По команде оператора по
любому дефекту текущего фрагмента контролируемого
объекта выводится отраженный ультразвуковой сигнал из
базы данных ультразвуковых сигналов.
Выходные данные - графическое изображение
единичных дефектов в трех проекциях фрагмента
контролируемого объекта - выводятся на экран дисплея.
2.2.6. Методика ультразвукового контроля
состояния металла ТК и каналов СУЗ
Обеспечение требуемой достоверности контроля
средней части ТК и каналов СУЗ достигается прежде всего за
счет применения специальных методик контроля
позволяющих с высокой вероятностью обнаруживать в
151
металле каналов эксплуатационных дефектов типа трещин
при любой их пространственной ориентации относительно
оси канала.
Настоящая методика является руководством для
проведения работ по контролю состояния технологических
каналов (ТК) и каналов СУЗ (КСУЗ) реакторов РБМК
ультразвуковым (УЗ) методом в условиях планово-
предупредительного и капитального ремонтов (ПНР и КР).
Методика разработана с учетом результатов
исследований, выполненных НИКИМТ, и результатов
промышленной эксплуатации систем контроля СК 06 и СК
06М2 на АЭС с реакторами РБМК.
Контроль выполняется с помощью системы контроля
каналов РБМК СК26 (система), разработанной НИКИМТ и
предназначенной для контроля циркониевой части ТК и
каналов СУЗ, верхнею и нижнего переходников "сталь -
цирконий" ТК.
Ультразвуковой контроль ТК и КСУЗ проводится с
целью выявления:
-нарушения сплошности металла циркониевой части
каналов,
-отсутствия сплошности по внутренней границе
первого зубца соединения "сталь-цирконий" в верхнем и
нижнем переходниках ТК.
-трещин, развивающихся из несплошности на
внутренней границе первого зубца соединения в верхнем и
нижнем переходниках ТК
Настройка аппаратуры проводится по стандартным
образцам предприятия (СОП), установленным в стенде для
настройки.
Чувствительность контроля определяется размерами
искусственных отражателей, выполненных в СОИ.
Контроль выполняется со стороны внутренней
поверхности контролируемого канала в иммерсионном
152
варианте на частоте 5 и 10 МГц. В качестве контактной
жидкости используется дистиллированная вода
(теплоноситель). Перед проведением контроля АЭС должна
выполнить мероприятия по удалению отложений на
внутренней поверхности каналов, мешающих вводу
ультразвуковых колебаний в металл. УЗ преобразователь
состоит из 14 пьезоэлементов (ПЭ), расположенных в
едином корпусе. Схема расположения пьезоэлементов
представлена на рис 2.33. УЗ контроль может проводиться в
двух режимах управления механизмами (автоматическом и
ручном) с управлением как от вычислительного комплекса,
так и от выносного пульта. При контроле ТК возможен как
комплексный контроль всей средней части канала, так и
отдельных его частей (ВПТК, циркониевая часть, НПТК).
Рис. 2.33. Схема расположения пьезоэлементов в блоке
ультразвуковых преобразователей
В процессе контроля вся информация, поступающая с
ПЭ преобразователя, записывается в память персонального
153
компьютера и после окончания контроля выдается в виде
трех проекций контролируемого канала с указанием
местоположения и условных размеров обнаруженных
несплошностей.
Контроль проводится из специально подготовленного
помещения при расположении оператора - дефектоскописта,
электронных блоков аппаратуры управления и дефектоскопа
вне "плато" реактора на расстоянии не более 100 м от места
контроля.
К проведению контроля допускаются ИТР,
аттестованные в соответствии с ПНАЭ Г-7-010-89,
прошедшие специальное обучение и получившие
удостоверение на право проведения работ с системой
контроля каналов по настоящей методике в организации,
имеющей разрешение ГАН.
Все операторы, выполняющие контроль и расшифровку
результатов контроля один раз в год должны проходить
периодическую аттестацию по проверке теоретических
знаний и практических навыков.
Для проведения подготовительных, поверочных работ,
а также для хранения аппаратуры, стандартных образцов и
другого инвентаря администрация АЭС должна выделить
соответствующие площади и помещения.
Место работы оператора должно быть обеспечено:
- подводкой сети переменного тока напряжением 220В
частотой 50Гц. Колебания напряжения в электросети не
должны превышать значений, указанных в технических
условиях СК 26 ТУ;
- шиной заземления;
- радио и телевизионной связью с местом проведения
контроля.
154
Место контроля должно быть обеспечено подводкой
сжатого воздуха (давлением не менее 2 кг/см') и подводкой
воды. Автомат УЗК. расположенный на "плато", реактора
должен сохранять устойчивость положения и быть
зафиксирован тормозом. При отсутствии защитных сборок
№11 необходимо использовать поддоны или настилы.
Автомат УЗК, аппаратура управления, ультразвуковой
дефектоскоп и дополнительные устройства, входящие в
систему, должны быть подготовлены к работе в соответствии
с руководством по эксплуатации на систему контроля
каналов.
При проведении контроля должны соблюдаться
следующие условия:
температура окружающей среды, °C,.........25 ± 5;
относительная влажность, %, не более....80:
температура воды в канале, °C, не более...70.
В процессе контроля не должны проводиться работы,
вызывающие резкие колебания напряжения в питающей сети
и работы вызывающие вибрацию автомата УЗК.
Для настройки режимов работы, дефектоскопа при
контроле используется комплект СОП, который
устанавливается в стенд для настройки.
Контроль циркониевой части ТК и каналов СУЗ
обеспечивает выявление несплошностей, расположенных на
наружной и внутренней поверхностях канала, эквивалентных
по своей отражающей способности искусственному
отражателю типа “риска” глубиной 0.5 мм. Плоскости
сечений прозвучивания относительно оси каналов
составляют 0, 45, 90 и 135 градусов. В каждом сечении
контроль проводится прямым и однократно отраженным
155
лучами в двух взаимно противоположных направлениях
(рис. 2.34).
Контроль осуществляется в автоматическом режиме
при перемещении преобразователя снизу-вверх и
одновременном его вращении вокруг своей оси.
Рис.2.34. Схема проведения контроля
УЗ контроль циркониевой части ТК и КСУЗ
проводится с помощью ПЭ 1,2,3,4,5,6,8,9,10,11,12,13,14, где
ПЭ 3,4,6,9,11,12,13,14, служат для поиска и исследования
дефектов, а ПЭ 1,2,5,8,10 - только для исследования.
156
Перемещение преобразователя вдоль и вращение его
вокруг своей оси в процессе настройки аппаратуры
осуществлять в ручном режиме управления.
При настройке режимов работы дефектоскопа
необходимо пользоваться "Руководством оператора
ультразвукового дефектоскопа" СК 26.
При подготовке к работе установить общий цикл
работы дефектоскопа для настройки тактов контроля
циркониевой части каналов - цикл 7 (см. СК 26).
Настройка задержки и длительности развертки каждого
такта цикла работы дефектоскопа проводится так чтобы
наибольшая часть развертки на экране дефектоскопа
соответствовала пути ультразвукового импульса в
контролируемом металле.
Настройка чувствительности проводится в целях
обеспечения выявления несплошностей, подлежащих
фиксации.
При настройке устанавливают следующие уровни
чувствительности:
Контрольный уровень - уровень чувствительности при
котором проводится оценка допустимости обнаруженной
несплошности по амплитуде эхо-сигнала и по условной
протяженности. Контрольный уровень соответствует
амплитуде эхо-сигнала от искусственного отражателя типа
"риска" глубиной 0.5 мм.
Поисковый уровень - уровень чувствительности на
котором проводится поиск и фиксация обнаруженных
несплошностей.
Контроль каналов начинать с нижней отметки и
заканчивать на верхней.
Доставить преобразователь на нижнюю отметку
циркониевой части канала. Установить максимальную
скорость вращения и соответствующую ей скорость
157
перемещения преобразователя по вертикали, так чтобы шаг
сканирования составил 4 мм.
Провести контроль циркониевой части канала в
автоматическом режиме, предварительно установив режим
работы дефектоскопа на цикл поиска несплошностей в
циркониевой части канала.
Признаком обнаружения несплошностей в
контролируемом канале ТК (СУЗ) является наличие в зоне
действия строб - импульса 2 любого такта цикла поиска эхо-
сигнала, амплитуда которого равна или превышает величину
поискового уровня чувствительности. При этом срабатывает
автоматический сигнализатор дефекта (АСД) и система
останавливается с указанием по какому ПЭ поступил сигнал.
При необходимости исследовать поступивший эхо-
сигнал, необходимо отключить остановку по АСД и перейти
в ручной режим управления направлениями и скоростями
движения ПЭП.
Для записи дефектной зоны, в зависимости от
ориентации обнаруженной несплошности, необходимо
включить соответствующий цикл работы дефектоскопа (2,3
или 4) с установкой соответствующих скоростей
сканирования ПЭП.
После окончания цикла записи дефектной зоны канала
(по показаниям индикаторов АСД) включить режим поиска и
продолжить контроль циркониевой части канала.
При достижении верхней отметки циркониевой части
канала система остановится и УЗ контроль будет закончен.
После окончания контроля вся записанная информация
выдается в виде разверток канала типа А, В, С и Д.
При расшифровке записанной информации оценивается
условная протяженность и глубина обнаруженных
несплошностей.
Условная протяженность оценивается на контрольном
уровне чувствительности, в зависимости от ориентации и
158
месторасположения несплошности (на внутренней или
наружной поверхности канала).
Глубина обнаруженных несплошностей оценивается по
их отражающей способности сравнением полученных эхо-
сигналов с эхо-сигналами от искусственных отражателей
типа риска в СОП. Глубина несплошностей, обнаруженных
на внутренней поверхности канала оценивается также с
помощью ПЭ 10 по разнице во времени прихода максимума
эхо-сигнала от внутренней поверхности и максимума эхо-
сигнала от "дна" дефекта.
Результаты контроля фиксируются в протоколе
контроля-с указанием местоположения и условных размеров
обнаруженных несплошностей.
Оценка результатов контроля • проводится в
соответствии с нормами, указанными в п. 4.4.2 табл.6 "
Регламента эксплуатационного контроля технологических
каналов, каналов СУЗ и графитовой кладки реакторов РБМ-
К".
Несплошность считается недопустимой, если:
- амплитуда эхо-сигнала, полученного от
несплошности, равна или превышает амплитуду эхо-сигнала
от риски глубиной 1.0 мм;
- амплитуда эхо-сигнала, полученного от
несплошности, равна или превышает амплитуду эхо-сигнала
от риски глубиной 0.5 мм и при этом протяженность ее
составляет 8 мм и более.
Контроль верхних переходников ТК (ВПТК) и нижних
переходников ТК (НПТК) обеспечивает выявление
несплошности по первому зубцу соединения "сталь-
цирконий" (раскрытие стыка) (рис. 2.35), а также выявление
трещин, развивающихся из вершины "раскрытого" стыка
(рис. 2.36, 2.37а, 2.376), а также для НПТК сборки сб. 31-6 -
выявление трещин, развивающихся из зоны внутренней
границы соединения "сталь-цирконий" (рис. 2.38а, 2.386).
159
Контроль осуществляют при ручном управлении
движениями преобразователя. Оценка результатов контроля
проводится оператором в процессе контроля, а также в
отложенном времени по зарегистрированным сигналам.
При контроле ВПТК или НПТК организуются
отдельные циклы работы дефектоскопа. Каждый цикл
состоит из отдельных тактов последовательной работы. При
УЗ контроле ВПТК используется цикл, в котором
последовательно работают - ПЭ 5, 6, 8, 9, где:
- ПЭ 5 используется для выявления "раскрытия" стыка
и включается по совмещенной схеме;
- ПЭ 6, 8, 9 используются для выявления трещин и
включаются по совмещенной схеме.
При УЗ контроле НПТК сборки сб. 31-2 используется
цикл, в котором последовательно работают - ПЭ 8, 6, 7-6, 9, |
при контроле НПТК сборки сб. 31-6 - ПЭ 6,7-6,9 где:
- ПЭ 8 используется для выявления "раскрытия" стыка
и включается по совмещенной схеме;
- ПЭ 6, 9 используются для выявления трещин й
включаются по совмещенной схеме;
- ПЭ 7-6 используются для выявления трещин и
включаются по методу "тандем", где ПЭ 7 - излучатель, а ПЭ
6 - приемник.
160
верхний ПТК
Рис. 2.35. Схема выявления несплошностей по
первому зубцу соединения "сталъ-цирконий " (раскрытие
стыка)
161
ПЭ 8
Рис.2.36. Схема выявления трещин, развивающихся
из вершины "раскрытого" стыка
162
б) Метод «тандем»
Рис. 2.37. Схема выявления трещин, развивающихся
из вершины "раскрытого" стыка эхо - методом и
методом «тандем»
163
Рис. 2.38. Схема выявления трещин, развивающихся
из зоны внутренней границы соединения "сталь-
цирконий"
При настройке режимов работы дефектоскопа
необходимо пользоваться руководством оператора
ультразвукового дефектоскопа СК 26.
164
Перемещение преобразователя вдоль и вращение его
вокруг своей оси в процессе настройки аппаратуры
осуществлять в ручном режиме управления.
При проведении контроля установить преобразователь
в контролируемый канал так, чтобы уровень акустической
оси ПЭ 10 преобразователя совпал с верхним срезом канала.
Установить координату " Y " нижней отметки НПТК -
16573 мм. Провести контроль НПТК на выявление
отсутствия сплошности соединения по границе внутреннего
стыка соединения “сталь- цирконий” в ручном режиме
управления, установив для этого удобные для наблюдения за
сигналами скорости перемещения-преобразователя:
1) включить цикл контроля НПТК,
2) включить такт работы ПЭ . 8 для выявления
"раскрытия" НПТК;
3) переместить преобразователь до появления
характерных эхо-сигналов от зубцов соединения "сталь -
цирконий";
4) получить максимальный эхо-сигнал от первого зубца
соединения "сталь-цирконий" и остановить перемещение
преобразователя по вертикали;
5) провести контроль, перемещая преобразователь по
окружности на 360 градусов и сделать выводы о состоянии
сварного соединения по первому зубцу.
6) зафиксировать амплитуду максимального эхо-
сигнала и протяженность "раскрытой" части стыка в
градусах.
Соединение считается "раскрытым" по первому зубцу,
если амплитуда эхо-сигнала от него превышает контрольный
уровень чувствительности. После окончания контроля ВПТК
вся записанная информация расшифровывается и
фиксируется в протоколе контроля. По результатам УЗ
контроля каналов на основании протоколов контроля
составляется заключение.
165
2.3. Система контроля величины зацепления в
телескопическом соединении верхнего тракта
технологических каналов
2.3.1. Анализ параметров контроля
телескопического соединения верхнего тракта
технологических каналов
Элементы узла телескопического соединения трактов
топливной ячейки могут иметь 2 варианта сочетания
материалов, из которых они изготовлены (рис. 2.39):
1-й вариант для реактора РБМ-К1 (КАЭС-1) и РБМ-К2
(КАЭС-2):
- труба в сборе тракта верхнего (сб.25-25) изготовлена из
магнитной перлитной стали 10ХСНД (непосредственно в
телескопическое соединение входит втулка 146x18 (дет.25-
30);
- фланец в сборе (сб.21-6) изготовлен из немагнитной
нержавеющей стали 0Х18Н10Т (непосредственно в
телескопическое соединение входит труба 133x6 (дет.21-27);
2-й вариант для реактора РБМ-К2 (КАЭС-2) и РБМ-К5
(КАЭС-3, КАЭС-4 и КАЭС-5):
- труба в сборе тракта верхнего (сб.25-25) из магнитной
перлитной стали 10ХСНД (для РБМ-К2 и РБМ-К5 до
внесения изм. №9 от 11.12.87 г.) или из магнитной перлитной
стали 10ХН1М (для РБМ-К5 после внесения изм. №9 от
11.12.87 г.);
166
Конструкция СХЕМЫ «Ен
Расстояние от верхнего
края тракта ТК
6890
7785
R 7895
i*>
ю
см
см
7515
7155
Фланец в сборе (сб .21-26)
Верхняя часть ТК(сб.ЗО)
В врхняя плита (сБ. 07)
Графитовая колонна (сб.05)
8
СМ
II 8440
Рис. 2.39. Узел телескопического соединения верхнего
тракта ТК
Втулка усиления верхней
части ТК (дет. 30-4)
Труба верхнего тракта ТК в
сборе (сб. 25-25)
7290
8190
Втулка усиления верхней
части ТК (дет. 30-3)
167
- фланец в сборе (сб.21-6) из магнитной перлитной стали
10ХСНД для РБМ-К2 и 10ХН1М для РБМ-К5.
Труба 95x5 верхней части технологического канала
(сб.ЗО) изготовлена из нержавеющей стали 06Х18Н10Т или
08Х18Н10Т в соответствии с требованиями ТУ 95.5111-79.
Для реакторов КАЭС телескопическое соединение
верхнего тракта состоит из трубы (дет.21-27) фланца в сборе
(сб.21-6), которая охватывает по легкоходовой посадке
втулку (дет.25-30) трубы тракта в сборе (сб. 25-25) (рис.
Рис. 2.40. Геометрические параметры объекта контроля
168
При этом в исходном состоянии перед пуском реактора
в эксплуатацию проектное значение перекрытия между
трубой и втулкой равно 225мм. Внутри телескопического
соединения находится верхняя часть ТК (Сб.ЗО).
Контролируемыми параметрами являются:
- положение верхнего торца фланца в сборе (сб.21-6), 1-й
контролируемый параметр - сечение I -1;
- положение нижнего края верхней трубы тракта в сборе
(Сб.25-25), 2-й контролируемый параметр - сечение II - II;
- положение начала первого конусного перехода втулки дет.
25-30, 3-й контролируемый параметр - сечение III - III;
Расстояние между положением верхнего торца фланца
в сборе (сб.21-6) и положением нижнего края верхней трубы
тракта в сборе (Сб.25-25), который обозначается размер «А»,
является основным контролируемым параметром.
Расстояние между положением верхнего торца фланца
в сборе (сб.21-6) и положением начала первого конусного
перехода втулки дет. 25-30, который обозначается размер
«Б», является вспомогательным контролируемым
параметром. Используя измеренное значение размера «Б»
можно путём пересчёта получить размер «А», а именно
вычитая из известного конструкционного размера «В»
(330+2) размер «Б» получается расчётное косвенное значение
величины зацепления ТСТ - размер «А» (В-Б=А). Этот
размер используется в качестве дублирующего при оценке и
анализе результатов прямых измерений величины
зацепления ТСТ.
Так как была поставлена задача контроля величины
зацепления ТСТ неразрушающим методом через стенку ТК,
соответственно блок измерительных преобразователей при
контроле должен находиться внутри канальной трубы.
В данном случае пространство от исходной точки
контроля (внутренней поверхности верхней части трубы ТК)
169
до контролируемого параметра имеет следующие
особенности:
- «стенка трубы ТК толщиной 5мм - прослойка толщиной
13мм, заполненная азотно-гелиевой смесью - верхний торец
фланца в сборе (сб.21-6)» - 1-й контролируемый параметр,
сечение I -1;
- «стенка трубы ТК толщиной 5мм - прослойка толщиной
13мм расположенная между трубой ТК и трубой фланца в
сборе, заполненная азотно-гелиевой смесью - стенка трубы
толщиной 4 мм (дет.21-27) фланца в сборе (сб.21-6)» - 2-й
контролируемый параметр, сечение II - II;
- «стенка трубы ТК толщиной 5мм - прослойка толщиной
13 мм, заполненная азотно-гелиевой смесью - положение
начала первого конусного перехода втулки (дет. 25-30)»
- 3-й контролируемый параметр, сечение III - III
2.3.2. Метод измерения величины зацепления в
телескопическом соединении верхнего тракта
путем извлечения технологического канала из
графитовой ячейки
До 2001 года величина зацепления в телескопическом
соединении оценивалась по результатам контроля размеров,
при этом, выполнение этих работ связано с вырезкой,
извлечением и заменой технологических каналов.
При этом измерение величины зацепления в
телескопическом соединении фланца в сборе с трубой
верхнего тракта производится в следующем порядке:
- выгрузка ТВС из обследуемой топливной ячейки;
- извлечение ТК из топливной ячейки;
- измерение с помощью специального перископа или
телевизионной камеры расстояния между верхним торцом
170
фланца в сборе (сб. 21-6) и началом первого конусного
перехода втулки (дет.25-30) трубы верхнего тракта в сборе
(сб. 25-25) (размер "Б" в соответствии с п.3.2. Регламента);
- расчётная оценка величины зацепления (размер «А») на
основании измеренного размера "Б", которая производится
путём вычитания из известного проектного размера «В»
(330+2) измеренного размера «Б» и получают искомое
значение величины зацепления «А» (В - Б = А).
Таким образом, величина зацепления трактов
оценивается расчётным путём на основании результатов
измерения косвенных размеров, при этом может иметь место
расхождение с фактическими значениями зацепления ТСТ.
Кроме того, данная методика оценки величины зацепления
ТСТ связана с вырезкой и утилизацией «старого» канала и
установки в ячейку нового ТК. Это также связано с
выполнением трудоёмких и дорогостоящих ремонтных
работ, с большими дозозатратам для персонала и с простоем
энергоблока. При этом из-за малого массива данных
невозможно достоверно оценить состояние ТСТ в остальных
топливных ячейках. Требования безопасной эксплуатации
АЭС с РБМК-1000 диктуют прямой контроль зацепления
ТСТ, а это возможно только с помощью неразрушающего
контроля величины зацепления верхних трактов (контроль
без вырезки ТК, через стенку канала).
2.3.3. Магнито-индукционный метод контроля
величины зацепления
Магнитно-индукционный метод выбран ввиду хорошей
проникающей способности магнитного поля через стенку
ТК. Он содержит систему отстройки от основных мешающих
факторов типа коррозионных отложений на внутренней
171
поверхности ТК. На рис.2.41 приведена схема
телескопического соединения с участком канала. Искомый
размер х телескопического соединения связан с размером b
соотношением: х + Ь= 330 (мм). Поэтому задача измерения
телескопического зацепления может быть сведена к
измерению координат сечений А и В и определения по ним
размера Ь. При этом узел ТСТ изготовлен по 1-му варианту
(фланец в сборе изготовлен из нержавеющей стали и труба в
сборе верхнего тракта из магнитной перлитной стали).
Схема магнитно-индукционного датчика приведена
на рис.2.42. Здесь катушка возбуждения 4 с диаметром
намотки D и длиной L генерирует магнитное поле,
замыкающееся через трубу 2. Измерительная катушка 5
расположена соосно с генераторной в непосредственной
близости от внутренней стенки канала. Часть магнитного
потока, проходящего вблизи оси катушек и замыкаемого
через диаметрально противоположные участки трубы 2,
возбуждает в обмотке измерительной катушки ЭДС Е ,
величина которого связана с током I в генераторной катушке
соотношением:
*
Еп= М jwln, (2.35)
где М - величина взаимной индукции измерительной
и генераторной катушек,
w - частота возбуждаемого магнитного поля.
Тогда, если пренебречь рассеянием магнитного поля в
стенках канала, и считать, что генерируемое магнитное поле
имеет осевую симметрию, то можно получить, что модуль
величины М обратно пропорционален диаметру трубы 2 Dx
в месте пересечения с осью катушек.
172
Рис. 2.41. Схема участка ТК с телескопическим
соединением
1 - ТК; 2 - сборка 07; 3 - направляющий патрубок сб. 21-6.
173
Рис. 2.42. Схема датчика, реализующего магнитно-
индукционный метод контроля
Отработка методики контроля проводилась на макете,
содержащем отрезок ТК длиной 2м и участок
телескопического соединения длиной 1,5м. Блок-схема
установки представлена на рис. 2.43. Магнитно-
индукционный датчик перемещается с помощью лебедки 2
по оси канала. Осевая координата датчика определяется с
помощью датчика перемещения 3, сигнал с которого
поступает на самописец 10.
174
Рис. 2.43. Блок-схема установки магнитного метода
контроля величины телескопического соединения
1- макет телескопического соединения; 2- лебедка; 3-
датчик перемещения; 4- генератор тока; 5- генераторная
катушка;6- приемная катушка;7- узкополосный усилитель; 8-
синхронный детектор; 9- фазовращатель; 10 - самописец.
Сигнал, пропорциональный ЭДС измерительной
катушки, выделяется с помощью синхронного детектора и
поступает на вторую координату самописца 10.
Характерные кривые, получаемые при перемещении
датчика вдоль оси макета, представлены на рис. 2.41. Здесь
величины Е] , Ег и Ез соответствуют трем различным
175
диаметрам сечения магнитной части телескопического
соединения. Наибольший интерес представляет характер
изменения регистрируемого сигнала при прохождении
датчика участков, соответствующих сечениям А и В.
Рассмотрим подробнее распределение магнитных
силовых линий измерительной катушки при прохождении
датчиком участка изменения диаметра контролируемой
трубы (рис. 2.44).
Рис. 2.44. Схема распределения магнитных силовых линий
1 - ТК; 2 - датчик; S - ширина участка изменения
магнитного поля; Д - изменение диаметра контролируемой трубы;
h - расстояние от датчика до внутренней поверхности трубы.
176
Для упрощения предположим, что изменение диаметра
происходит в одном сечении на величину A«h. Наибольшее
изменение сигнала, связанное с искривлением магнитных
силовых линий будет наблюдаться на участке, имеющем
размер S, связанный с А и h соотношением:
S = (2.36)
Точка перегиба регистрируемой кривой находится в
сечении, соответствующем скачку диаметра трубы.
Однако экспериментальные результаты показали, что
вследствие рассеяния магнитного поля генераторной
катушки, реальная ширина переходной области в 3 - 3,5 раза
превышает приведенную величину. В целях улучшения
точностных характеристик была проведена оптимизация
параметров датчика. Для этого опробовано несколько
вариантов датчиков, в результате чего найдено оптимальное
соотношение основных размеров L, D, d, 1, позволяющее
снизить в 2 раза ширину переходной зоны.
Предварительные испытания первого опытного
варианта датчика с модификацией были проведены на
полномасштабном стенде в ЦЗ-1 Смоленской АЭС.
Регистрация результатов измерений производилось на
самопишущем приборе типа КСПП-4. Устройство
зарегистрировало непосредственно размер зацепления и
сб.07, а также верхнюю, среднюю и нижнюю втулки ТК,
приваренные с внешней стороны ТК. Отметки от втулок
использовались в качестве реперных при расчёте линейных
размеров величины зацепления в телескопическом
соединении верхних трактов.
В связи с тем, что в устройстве отсутствовала
аттестованная система определения линейных размеров,
поэтому были произведены ориентировочные расчёты
величины зацепления исходя из известных размеров втулки
усиления ТК (нижняя дет.30-3 -ПО мм, средняя дет.30-4 -
177
265мм и верхняя дет.30-5 - 680 мм). Измеренный в данном
случае размер зацепления в телескопическом соединении
стенда совпал с исходным (проектным по чертежу) размером
зацепления, устанавливаемого при монтаже реактора (225
мм).
Выполненные испытания показали принципиальную
возможность измерения величины зацепления
телескопического соединения верхних трактов с помощью
выбранного метода контроля, но в установке требовалось
доработать датчик и ввести аттестованную систему
считывания линейных размеров.
Опробование усовершенствованного варианта датчика
(модификация "Оз") проводилось также в ЦЗ-1 на
полномасштабном стенде Смоленской АЭС. Положение
датчика определяли с помощью датчика вертикального
перемещения, совмещенного с лебедкой. Известно, что зона
сплавления сварных швов вследствие ликвации содержит
повышенное количество ферритной фазы, что обуславливает
местное увеличение магнитной восприимчивости. При
совпадении оси датчика с зоной расположения втулок
усиления ТК наблюдалось характерное изменение
регистрируемого сигнала в виде колоколообразной кривой.
Разность между длиной трубы нижнего фланца и
указанной величиной дает величину телескопического
зацепления.
Для реализации возможности прямой регистрации
величины телескопического соединения была
модифицирована схема измерения. Известно, что при
прохождении магнитного поля через проводящую среду
происходит генерация вихревых токов, и, как следствие,
изменяется фаза регистрируемого сигнала. При этом в
зависимости от соотношения фаз между током генераторной
катушки и принимаемого сигнала амплитуда
178
регистрируемого сигнала изменяется при прохождении
датчиком зоны перехлеста, (что наблюдается, однако не
столь значительно).
Модифицированный вариант датчика, позволяющий
зарегистрировать ординату верхнего торца трубы нижнего
фланца, был опробован в экспериментах, проведенных на
КАЭС на каналах I блока во время проведения КПР-96. С
целью оценки влияния коррозионных отложений на
внутренней поверхности каналов на результаты измерения
были проведены сравнительные измерения на каналах,
отработавших 19 лет и на новых каналах. Здесь, в
дополнение к ранее полученным эффектам, наблюдается
перегиб 1 кривой, обусловленный входом в область
телескопического зацепления. Таким образом, расстояние от
точки перегиба А до точки перегиба В позволяет напрямую
получить значение величины "перехлеста" труб. Однако в
приведенных измерениях был использован датчик
вертикального перемещения реохордного типа менее
совершенный по сравнению с использованным на С АЭС.
Ввиду этого точность полученных диаграмм несколько
ниже. Сравнение диаграмм, полученных на "старых" и
"новых" каналах, подтвердило работоспособность методики
в условиях наличия коррозионных магнитных отложений.
Устройство внутриканального позиционирования
блока измерительных преобразователей показано на рис.
2.45. Устройство состоит из корпуса 1 с фиксирующим
винтом 2. С корпусом 1 шарнирно связаны откидные
опорные лапы 3 с винтовыми опорами 4. На верхней части
корпуса 1 установлено опорно-поворотное устройство 5 с
датчиком азимутального положения. На подвижной части
опорно-поворотного устройства 5 закреплены привод
вертикального перемещения 6 с датчиком вертикального
положения и с направляющей 7 шарнирно - сочленённой
штанги 8, а также опорное устройство барабана 9. БарабанЮ
179
связан с опорным устройством барабана 9 параллелограмной
шарнирной подвеской 11 и снабжён накопителем кабеля 12
спирально-упругого типа. Сигнальные кабели проходят
внутри штанги 8.
Рис 2.45. Устройство внутриканального
позиционирования датчиков (лебедка)
На конце штанги 8 шарнирно закреплён датчик 13. На
конце штанги также имеется герметичный универсальный
разъём (кабельный разъём и разъём штанга-датчик),
позволяющий при необходимости оперативно производить
замену датчиков (измерителя зазора, зацепления, толщины
стенки, механических свойств и др.). Обработка информации
с датчиков, а также управление электроприводами
позиционирования осуществляется от персонального
компьютера IBM PC. Перемещение лебедки к месту
180
контроля осуществляется автономно с помощью специально
разработанной тележки без использования крана ЦЗ.
По результатам испытания установки измерения
величины зацепления можно сделать следующие выводы:
1. Разработаны и прошли предварительные
испытания на КАЭС и САЭС опытные образцы устройств
контроля величины зацепления в телескопическом
соединении верхних трактов. Преодолены технические
трудности контроля величины зацепления в условиях
коррозионных отложений на внутренней поверхности
рабочих ТК.
2. Разработана информационно-измерительная система
на базе IBM PC позволяющая контролировать, управлять,
анализировать, обрабатывать и выдавать информацию в
реальном масштабе времени.
3. Разработан головной образец опытной установки.
4. Уровень состояния НИР и ОКР по разработке
опытных устройства измерения величины зазора и
зацепления в телескопическом соединении верхних трактов
позволяет перейти на стадию изготовления промышленного
образца, проведения ведомственных приёмо-сдаточных
испытаний и внедрения установки в качестве штатного
средства контроля на АЭС с РБМК-1000 с реакторами, у
которых узел ТСТ изготовлен по 1-му варианту .
5. Недостатком метода является большое значение
переходных процессов в первичных сигналах от измеряемых
параметров, в связи с чем была неопределенность при
определении значений зацеплений ТСТ. Но в связи с тем, что
с помощью этого метод контроля на той стадии разработки не
удалось контролировать величину зацепления по 2-му
варианту сочетания материалов ТСТ (труба в сборе и фланец
в сборе изготовлены из магнитной перлитной стали) работы с
этим методом контроля были приостановлены.
181
В итоге из-за плохого пространственного разрешения и
низкой чувствительности метода при контроле величины
зацепления ТСТ в ходе поисковых работ все ранее
разрабатываемые устройства не нашли дальнейшего
развития.
2.3.4» Магнитный метод контроля величины
телескопического зацепления
Магнитный метод основан на измерении магнитного
сопротивления участка ферромагнитной поверхности и
используется при контроле материалов с магнитными
свойствами.
Рассмотрим П-образный ферритовый магнитопровод
большого сечения, сравнимого с толщиной исследуемого
изделия. В средней части магнитопровода имеется катушка
возбуждения, по которой протекает переменный ток силой I
Ампер. Число витков катушки - N. Эта катушка создает
магнитодвижущую силу
= 4тг А • /0 • sin cot = £й sin ot. (2.37)
На каждом из полюсов магнитопровода намотаны
сигнальные катушки. Обозначим через R и г (z) - магнитные
сопротивления магнитопровода и участка z исследуемой
металлической поверхности. При
магнитопровода исследуемой металлической
поток индукции, проходящей через
магнитопровод, будет равен.
Ф = = - ——- • sin cot.
R + r(z) R + r(z)
замыкании
поверхностью
ферритовый
(2.38)
ЭДС индукции, возникающей в каждой из сигнальных
обмоток, будет равна:
182
Sig
d<b e.-co
— =---------------cos cot.
dt R + r(z)
(2.39)
Если собственное магнитное сопротивление
магнитопровода мало по сравнению с измеряемым
сопротивлением, то
Е.„ = - -- а • cos cot (2.40)
s,s r(z)
т.е. ЭДС индукции будет обратно пропорциональна
магнитному сопротивлению внешней цепи.
При прохождении магнитного потока Ф через
исследуемый образец часть потока рассеивается на
магнитных неоднородностях внешней цепи (проточки,
уступы и т.д.). Для эффективного выделения сигнала,
связанного с рассеянием магнитного потока, ферритовый
магнитопровод датчика имеет полюса разного сечения, а
сигнальные катушки, размещенные на каждом полюсе,
включены встречно друг другу и скомпенсированы на
воздухе на ноль. В случае если образец однородный, ЭДС
сигнальных катушек полностью вычитается и суммарная
ЭДС равна 0. При наличии неоднородностей, ЭДС катушек
будет отличаться, и возникает разностная ЭДС,
пропорциональная величине магнитной неоднородности
исследуемой металлической поверхности.
Телескопическое соединение верхнего тракта
выполнено: по 1-му варианту (труба в сборе из магнитной
перлитной стали, а фланец в сборе из немагнитной
нержавеющей стали) и по 2-му варианту (труба в сборе и
фланец в сборе изготовлены из магнитной перлитной стали).
Внутри ТСТ расположена труба технологического
канала изготовленная из немагнитной нержавеющей стали.
Величина магнитного сопротивления телескопического
соединения зависит от координаты Z, поскольку суммарная
183
толщина обеих стальных труб зависит от взаимного
перекрытия труб. Поэтому при перемещении блока
измерительных преобразователей по координате Z будет
регистрироваться электрический сигнал, создаваемый
магнитными неоднородностями телескопического
соединения.
Для уменьшения влияния вихревых токов на показания
датчика рабочие частоты в обмотке возбуждения выбраны
низкими в пределах 50 - 500 Гц.
Исходными данными при разработке установки для
неразрушающего контроля ТСТ являлись результаты
поисковых научно-исследовательских работ во ВНИИАЭС и
МИФИ, проведения предварительных испытаний макетных
образцов на стенде, а также испытания опытных образцов
установок на КАЭС и САЭС.
Поставленная цель работы была достигнута за счёт
использования современных технологий при разработке
преобразователя, электронных блоков, а также разработки
специального программного обеспечения для анализа и
обработки данных контроля. В результате разработки
создана установка УКТСТ 11. Структурная схема установки
и узла телескопического соединения верхнего тракта
топливной ячейки РБМК-1000 приведены на рис. 2.46.
Установка УКСТ-11 для измерения величины зацепления
телескопического соединения верхнего тракта
технологического канала состоит из магнитного
преобразователя, электронного блока с платами сопряжения,
устройства позиционирования и персонального компьютера.
Преобразователь установлен в блоке измерительного
преобразователя в специальном гнезде, позволяющем
проводить точную установку и регулировку положения
преобразователя в пространстве.
184
ПК
иллыллиииллы.
БЭО
БУД
Схема «Е»
СК
Верхняя часть ТК
(сб.ЗО)
Верхняя плита
(сб.07)
Рис. 2.46. Структурная схема установки для контроля
величины зацепления в телескопическом соединении
верхних трактов топливных ячеек реактора РБМК-1000
(УКТСТ11)
Труба сборе
(сб.25-25)
Фланец в сборе
(сб.21- 6)
Трос
уд
Графитовая колонна
(сб.05)
Поз. Наименование
1 Устройство датчиковое (УД)
2 Устройство позиционирования(УП)
3 Блок электронной обработки (БЭО)
4 Кабели связи и убавления
5 Блок управления двигателем (БУД)
б Персональный компьютер (ПК)
7 Стенд калибровоч- ный (СК)
185
Точность определения размеров и положения
магнитных неоднородностей зависит от стабильности
скорости перемещения блока измерительного
преобразователя, так как в конструкции установки УКТСТ-
11 на данной стадии разработки не предусмотрен датчик
определения высотной отметки блока измерительного
преобразователя. Задача стабилизации скорости решается с
помощью высоко стабилизированного импульсного
источника питания электропривода, в котором электромотор
сам используется в качестве измерителя скорости вращения
в промежутках между питающими его импульсами тока.
Для дополнительного уточнения линейных координат
измеряемых параметров используются опорные контрольные
точки, расстояния между которыми заданы в чертеже ТК -
это нижняя (дет.30-3), средняя (дет.30-4) и верхняя (дет.30-5)
втулки усиления (размеры 110, 265 и 680 мм соответственно)
и расстояния между этими втулками, а также расстояние
между верхним торцом фланца в сборе (сб.21-6) и его
нижней проточкой (340 мм). Все эти магнитные
неоднородности хорошо видны на осциллограмме и
позволяют уменьшить ошибку измерения размеров А и Б,
связанную с возможной неравномерностью скорости
вращения электродвигателя. Абсолютная погрешность
определения размеров А и Б не превышает 2 мм.
Установка для контроля ТСТ предназначена для
неразрушающего регламентного контроля величины
зацепления в телескопическом соединении верхних трактов
без вырезки каналов через стенку ТК. Установка рассчитана
для применения на АЭС с РБМК при расхоложенном
реакторе и выгруженных ТВС.
186
Установка сохраняет свои технические
характеристики при следующих условиях работы:
1) Требования к объекту контроля:
- реактор остановлен, расхоложен до температуры
графита 55°С;
- ТВС из обследуемого ТК выгружена;
- контроль ведётся при заполненном водой ТК или
опорожненном сухом канале.
2) Условия работы узлов установки, работающих выше
пола центрального зала
(блок электронной обработки, блок управления двигателем,
механизм перемещения и другие узлы средства доставки
блока измерительного преобразователя):
- среда - • воздух;
-температура - 10-40°С;
- относительная влажность при температуре 20°С- 80%;
- мощность ионизирующих излучений, не более - 0,01 Р/ч.
3) Условия работы узлов установки, загружаемых в канал
(блок измерительного преобразователя, кабель и другие
вспомогательные узлы):
- среда - вода;
- температура - до 100°С;
- гидростатическое давление - до 0,2 МПа (2 атм);
- мощность ионизирующих излучений - до 200 Р/с.
4) На внутренней поверхности верхней части канала
(сб.ЗО) возможно наличие слоя накипи и продуктов
коррозии.
5) Максимальное значение мощности дозы гамма-
излучения в контролируемом канале через 3 суток после
остановки реактора составляет 200 Р/с, через 10 суток - 140
Р/с, через 30 суток - 85 Р/с.
187
Технические характеристики
Блок измерительного преобразователя
- метод контроля - магнитный;
- преобразователь - магнитный;
- количество, шт. - 1;
- частота колебаний, КГц - 0,05-6;
- ширина зоны контроля, мм - 20 ±2.
- диапазон измеряемых значений величины
зацепления, мм - 0 - 225.
Устройство позиционирования
Скорость вертикального перемещения, мм/сек - 10 - 100.
Погрешность определения высотной координаты
верхней части ТК, мм - ±2.
Устройство и принцип работы установки
Величина зацепления в ТСТ ТК измеряется с помощью
магнитного преобразователя (МП). Этот преобразователь
состоит из трех катушек (возбуждающей, приёмной и
компенсирующей), намотанных на ферритовом сердечнике и
размещенных в едином корпусе.
Установка состоит из следующих основных узлов:
- блока измерительного преобразователя (БИП);
- устройства позиционирования (УП);
- блока электронной обработки (БЭО);
- стенда калибровочный (СК) со стандартными образцами
предприятия (СОП);
- блока управления двигателем (БУД);
- персонального компьютера (ПК);
- кабелей связи, управления и питания.
Суть заключается в регистрации магнитных полей
рассеяния от участков телескопического соединения
верхнего тракта после воздействия на них переменного
188
электромагнитного поля. При этом в качестве
информативных параметров используются изменения
амплитуды сигнала в местах расположения верхнего торца
фланца в сборе (сб.21-6) и нижнего торца трубы в сборе
(сб.25-25) (Рис. 2.40). Данные параметры характеризуют
величину зацепления ТСТ (размер «А»). Кроме этого
установка позволяет регистрировать размер «Б» между
верхним торцом фланца в сборе (сб.21-6) и началом первого
конусного перехода втулки детали 25-30, входящей в сб.25-
25. На основании результатов измерения размера «Б» можно
получить расчётным путём значение величины зацепления
ТСТ т.е. из известного проектного размера «В»(330+2)
вычитают размер «Б» и получают размер «А». Таким
образом, с помощью установки мОжно производить
измерение величины зацепления прямым измерением
(размер «А») или получать косвенное подтверждение о
значении величины зацепления через пересчёт из размера
«Б». При измерении величины зацепления в качестве
базовых реперных размеров используют также проектный
размер нижней дет. 30-3(110-0,87 мм), средней дет.30-4 (265
-0,1 мм) и верхней дет.30-5(680 -0,2 мм) втулок усиления, а
также проектный размер (2065 +0,1 мм) между верхними
торцами средней и верхней втулок усиления. Границы этих
втулок, а также другие неоднородности тракта (сб.07,УШ и
др.) фиксируются установкой и их проектные размеры при
необходимости используются как базовые при
корректировке «масштабной линейки» ПК, на основании
которой производится измерение величины зацепления ТСТ
с требуемой точностью. Значения проектных размеров
втулок усиления, расстояния между втулками и другие
базовые размеры заносятся в программу перед началом
измерений как постоянные величины. Данные о скорости
перемещения блока измерительного преобразователя,
значения измеренных величин перехлёста (размер «А»),
189
размер «Б» и базовых размеров поступают на ПК в процессе
измерения. На основании анализа измеренной величины
ТСТ, а также сравнения измеренных базовых размеров с
проектными, ПК производит корректировку «масштабной
линейки» и выдаёт окончательное значение величины
зацепления.
Контроль величины зацепления ТСТ производится
путём сканирования блоком измерительных
преобразователей участка трубы (сб.ЗО) в месте
расположения телескопического соединения верхнего
тракта ТК, который закреплён на тросе и равномерно
перемещается с помощью устройства позиционирования.
Блок схема регистрирующего устройства установки
представлена на рис. 2.47 и состоит из следующих блоков:
- блока электронной обработки;
- блока измерительного преобразователя;
- устройства позиционирования;
- блока управления двигателем;
- персонального компьютера.
Блок электронной обработки осуществляет связь
устройств установки с ПК и предназначен для управления
работой установки, регистрации, анализа, обработки
результатов контроля по специальной программе с
отображением полученной информации на мониторе ПК и на
индикаторе блока.
В состав блока входят:
- микроконтроллер МК-51;
- программируемый генератор сигналов (ПГС);
- предварительный усилитель (ПУ);
- декодирующий усилитель (ДУ);
- аналого-цифровой преобразователь (АЦП);
- источник стабилизированного питания (ИСП);
- жидкокристаллический индикатор.
190
Рис. 2.47. Блок - схема регистрирующего устройства
1- блок электронной обработки (ПГС - программируемый
генератор сигналов, Пр.У - предварительный усилитель, ДУ -
декодерный усилитель, АЦП — аналого-цифровой
преобразователь, ИСП - источник стабилизированного питания),
2- устройство датчиковое, 3 - устройство позиционирования, 4-
блок управления двигателем, 5- персональный компьютер.
191
ПГС, работающий под управлением МК-51,
вырабатывает переменное синусоидальное напряжение для
подачи на обмотку возбуждения (ИП). Предварительный
усилитель усиливает входной сигнал, поступающий с
преобразователя, для его дальнейшей обработки и
декодирования с помощью ДУ. Обработанный сигнал по
командам с микроконтроллера оцифровывается с помощью
АЦП с частотой повторения 20 Hz. Цифровой сигнал с
выхода АЦП считывается МК-51, выводится на индикатор
БЭО и подаётся на вход RS-232 персонального компьютера
для дальнейшей обработки. ИСП вырабатывает
стабилизированные напряжения +5В,+15В, +30В для
питания электрических схем установки.
Блок измерительного преобразователя состоит из
корпуса, в котором расположена юстировочная платформа с
магнитным преобразователем. С помощью юстировочных
винтов можно регулировать положение платформы
относительно объекта контроля. ИП выполнен в виде трёх
катушек (возбуждающей, приёмной и компенсирующей),
намотанных на ферритовом сердечнике и размещённых в
одном корпусе. Преобразователь предназначен для
возбуждения магнитного поля в стенках элементов ТСТ и
регистрации ответного сигнала. Конструктивно УД
выполнено в виде цилиндра диаметром 79 +.0,2, в котором
имеются подвижные ролики служащие для его центровки
относительно вертикальной оси ТК. В корпусе блока
измерительного преобразователя имеется также узел для
крепления его к тросу УП.
Устройство позиционирования осуществляет доставку
блока измерительного преобразователя к месту контроля и
его вертикальное перемещение со строго постоянной
скоростью в процессе измерения ТСТ. Управление УП и
измерение вертикальной координаты точки контроля
осуществляется с помощью ПК и БУД.
192
Устройство позиционирования состоит из механизма
перемещения и стартового устройства.
Механизм перемещения предназначен для
транспортировки блока измерительного преобразователя по
высоте ТК с помощью электромеханического привода и
лебёдки с тросом. В этот механизм также входит датчик
перемещения, который производит отсчёт высотной
координаты нахождения БИП в ТК с точностью - +2мм.
МП обеспечивает:
- автоматический подъём или опускание БИП на заданную
высотную отметку ТК;
- автоматическое отключение МП при достижении БИП
крайних положений (верхний переходник - верхний край
тракта);
- постоянную и стабильную скорость перемещения БИП.
Электромеханический привод ЭПВ-150 МТ состоит из
двигателя Д14ФГ, который позволяет изменять скорость
перемещения блока измерительного преобразователя в
диапазоне скоростей от 0 до 100 мм/с. Управление
электроприводом позиционирования осуществляется от ПК
и БУД. При необходимости в МП предусмотрен ручной
привод.
Лебёдка с тросом для вертикального перемещения
блока измерительного преобразователя состоит из двух
барабанов, на которые укладывается кабель связи и
грузонесущий трос с системой фрикционных тормозов для
обеспечения плавности перемещения. Она также
обеспечивает подмотку кабеля без силового на него
воздействия, и исключает его провисание и затирание между
блоком измерительного преобразователя и трубой ТК.
В стартовое устройство входит стыковочный узел и
направляющая труба.
Стыковочный узел предназначен для соединения
стартового устройства с верхом тракта (обоймы) топливной
193
ячейки. В нижней части стыковочного узла находится
безлюфтовое устройство для стыковки с обоймой верхнего
тракта, обеспечивающее лёгкую и быструю стыковку и
расстыковку стартового устройства с верхним краем тракта.
Направляющая труба служит для направления
движения блока измерительного преобразователя в ТК и
предохранения его от механических повреждений в
процессе проведения контроля и при хранении.
Направляющая труба также может служить для
дезактивации блока измерительного преобразователя после
проведения контроля.
Блок управления двигателем предназначен для
дистанционного управления механизмом перемещения УП.
В состав БУД входят:
- схема стабилизатора напряжения;
- схема управления электроприводом;
- схема коммутации приводом.
Стабилизатор напряжения вырабатывает
стабилизированное напряжение +30В, необходимое для
питания схемы управления электроприводом. Он собран по
схеме параметрического стабилизатора с эмиттерным
повторителем на выходе.
Схема управления электроприводом предназначена
для формирования сигналов «пуск - стоп», «реверс» привода
МП. Регулировка скорости вертикального перемещения
осуществляется изменением скважности управляющих
импульсов.
Схема коммутации предназначена для выработки и
коммутации напряжений питания привода механизма
перемещения.
БУД содержит переключатели, обеспечивающие
переключение движения БИП вниз, вверх и останов с
соответствующей светодиодной индикацией, регулятор
изменения скорости перемещения БИП, а также разъём для
194
соединения блока с УП. Внешний вид блока представлен на
рис. 2.48.
Стенд калибровочный (рис. 2.49) предназначен для
поверки и настройки работы установки перед разовым
контролем партии каналов, повторной проверки установки
после контроля, проверки режимов работы измерительной
аппаратуры установки, а также для отработки навыков
обслуживающего персонала АЭС в проведении контроля.
В соответствии с особенностями конструкции узла ТСТ
калибровочный стенд комплектуется стандартными
образцами предприятия (СОП) с двумя вариантами сочетания
материалов ТСТ.
Стенд состоит из следующих узлов:
- метрологически аттестованные стандартные образцы
предприятия (СОП);
- корпус стенда с механизмом установки образцовых
значений величины зацепления в телескопическом
соединении верхнего тракта ТК.
Основным узлом стенда является комплект СОП,
который в сборе соответствует натурному фрагменту
конструкции ТСТ.
В комплект входят пять образцов СОП:
- СОП 1, СОП 2, СОП 3 - фрагменты верхней части ТК
(рис. 4.13);
- СОП 4 - труба в сборе (сб.25-25) изготовлена из стали
10ХСНД (рис.4.14);
Стандартные образцы в сборе должны имитировать
изменение величины зацепления ТСТ в процессе
эксплуатации от исходного значения 225мм до 80мм
(предельно допустимое значение в соответствии с
требованиями регламента).
195
1
4
Рис, 2.48. Внешний вид блока управления двигателем
(БУД)
1- тумблер начала и окончания измерения; 2- тумблер управления
режимами перемещения БИП; 3- регулятор скорости движения
БИП; 4- разъём для подключения блока к УП; 5-9 - индикаторы
режимов работы механизма перемещения УП; 10- выключатель
сетевого питания; 11- индикатор сетевого питания; 12- держатель
предохранителя.
196
Рис. 2.49. Структурная схема стенда калибровочного
установки для контроля величины зацепления в
телескопическом соединении верхних трактов ТК
реакторов РБМК-1000
197
Рис. 2.50. Стандартный образец предприятия СОП-1,
СОП-2, СОП-3. Фланец в сборе «РБМ-К Сб. 26-1»
198
Ф140X4
Ф133
Ф123А4
Ф117AS
Ф124А7
Ф134А7
I
Рис. 2.51. Стандартный образец предприятия СОП-4.
Втулка (дет. 25-30) трубы в сборе (Сб.25-25)
199
При изменении величины зацепления использовалось
специальное устройство для имитации усадки графитовой
колонны. Это устройство перемещает вниз верхнюю плиту
(сб.07) с фланцем в сборе (сб.21-6) относительно
неподвижной системы (труба в сборе (сб.25-25) с верхней
частью ТК (сб.ЗО).
Испытания показали, что установка УКТСТ 11
пригодна для проведения измерения в реакторных условиях
величины зацепления ТСТ в ячейках, в которых фланец в
сборе (сб. 21-6) изготовлен из нержавеющей стали, а труба в
сборе (сб. 25-25) изготовлена из перлитной стали.
Таким образом, система УКТСТ-11 позволяет в реакторных
условиях измерять величину телескопического зацепления
верхних трактов ТК, а также контролировать положение
сборки 07 и оценивать смещение графитовой кладки в
процессе эксплуатации реактора.
200
2.4. Система визуального контроля
технологических каналов и каналов СУЗ
2.4.1. Техническое описание
Система визуального контроля технологических
каналов и каналов СУЗ представляет собой оптико-
телевизионный прибор эндоскоп ПВК-58 радиационно-
стойкого, водонепроницаемого исполнения, состыкованный
со средствами видеозаписи.
Ранее выпускался прибор модели ПВК-2М. Данная
модификация отличается от предшествующей следующим:
а) предусмотрена возможность телескопического
наблюдения. Комплект длиннофокусных объективов (f = 130
и 70 мм) позволяет вести детальный осмотр элементов
реакторного пространства, находящихся на расстоянии до
пяти метров от оси прибора;
б) изменена конструкция выходной сборки. Теперь она
включает в себя зрительную трубу с 14-ти кратным
увеличением для визуального наблюдения;
в) упразднен лимбовый узел, а ориентация
изображения на экране монитора осуществляется
дистанционно (с панели управления коммутационного
блока) вращением призмы Довэ;
г) вместо видеокамеры применена
высокочувствительная малогабаритная телекамера Watec
902Н;
д) телекамера работает совместно с объективом-
трансфокатором Yamano. Управление трансфокацией,
201
диафрагмой и настройкой на резкость осуществляется
дистанционно с панели управления коммутационного блока.
2.4.2. Назначение эндоскопа
Эндоскоп ПВК-58 предназначен для дистанционного
визуального контроля технологических каналов РБМК-1000,
а также может быть использован для контроля оборудования
атомных электростанций в условиях затрудненного доступа,
в сильных радиационных полях, в жидких и воздушных
средах. Имеется опыт использования прибора для
дистанционного визуального контроля следующих
элементов и конструкций ядерных реакторов канального
типа:
- реакторного пространства (пространства между кожухом
графитовой кладки и баками боковой защиты через
специальную проходку или обрезанную трубу боковой
ионизационной камеры);
- внутренней поверхности технологических каналов;
- элементов графитовой кладки;
- несущих металлоконструкций и технологических
пространств.
Основной целью дистанционного визуального
контроля является обнаружение:
- коррозионных разрушений основного материала и
сварных соединений;
- изменений геометрических параметров оборудования;
- поверхностных повреждений и дефектов;
- посторонних предметов внутри осматриваемых объектов.
ПВК-58 может найти применение для контроля
трубопроводов, сосудов, полостей и т.п., а также для
наблюдения за технологическими операциями в бассейнах
выдержки топлива, технологических шахтах, хранилищах
радиоактивных отходов и т.д.
202
2.4.3. Технические данные
Основные технические характеристики смотрового
прибора ПВК-58 приведены в таблицах 2.3,2.4 и 2.5.
Таблица 2.3.
Общие параметры
№ п/п Параметр Единицы измерения Значение
1 Длина эндоскопа: - максимальная - минимальная м м 21,2 1,8
2 Диаметр смотровых оптических насадок мм 78
3 Размеры передающего звена: - рабочая длина - диаметр мм мм 1400 58
4 Длина кабеля питания и связи м 30
5 Параметры сети для питания смотрового прибора: - напряжение - частота в Гц 220+10% 50 ±10%
6 Максимальный вес смотрового прибора: - в режиме видеонаблюдения - в упакованном для транспортировки виде КГ кг 47 140
203
Таблица 2.4.
Оптические параметры
№ i/n Параметр Значение
1 Фокусное расстояние формирующего объектива, мм 20 40 70 130
2 Поле зрения эндоскопа, град 60 30 20 10
3 Расстояние от объектива до объекта, мм: минимальное максимальное 1 00 8 ОО 70 со 287 00
Таблица 2.5.
Условия эксплуатации
№ п/п Параметр Единицы измерения Значение
1 Температура окружающей среды °C От +5 до +100
2 Внешнее давление Па Не более 2,5x105
3 Интегральная поглощенная доза у-излучения Гр Не более 106
204
2.4.4. Устройство и принцип работы эндоскопа
Оптико-механический тракт прибора (эндоскоп)
собирается из отдельных звеньев, соединяемых между собой
посредством резьбовых стыковочных узлов,
обеспечивающих жесткость и герметичность (за счет
использования уплотнительных колец из радиационно-
термостойкой резины).
Оптические элементы звеньев изготовлены из
радиационно-стойкого стекла.
Все элементы электрической цепи эндоскопа (провода
и контактные кольца) конструктивно расположены внутри
оптических насадок, звеньев и видеомодуля.
Оптическая схема прибора ПВК-58 (Рис. 2.52)
представляет собой систему микроскопа-телескопа (в
зависимости от расстояния до исследуемого объекта) и
состоит из следующих узлов:
- объектива 7; формирующего звена 2; передающего
звена 3; зрительной трубы 4; призмы 5; объектива-
трансфокатора б; телекамеры 7; зеркала ^измерительной
шкалы 9.
Схема работает следующим образом: объектив и
формирующее звено строят изображение предмета в
бесконечности, передающие звенья переносят изображение с
увеличением ±1Х на необходимое расстояние. Поворотное
зеркало позволяет визуально рассматривать изображение
предмета через зрительную трубу. В отсутствие зеркала
изображение передается на видеомодуль, где призма Довэ
обеспечивает вращение изображения вокруг оптической оси
эндоскопа, объектив-трансфокатор формирует изображение
на плоскости светочувствительной матрицы телекамеры.
205
Рис. 2.52. Схема оптическая.
Варианты стыковки звеньев и узлов прибора
представлены на рис. 2.57. Эндоскоп укомплектован
четырьмя сменными объективами с фокусными
расстояниями f = 20, 40, 70 и 130 мм (Рис. 2.53 - 2.56).
Формирующие объективы
Д-58/20 Д-58/40 Д-58/70 Д-58/130
Рис. 2.53. Рис. 2.54. Рис. 2.55. Рис. 2.56.
206
образное
окулярного
наблюдения
Передаю
щее звено
Формирую
щее звено
Объективы
(f=l30, 70 ,40 и 20
Торцевая и
боковая
Рис. 2.57. Варианты стыковки узлов и звеньев эндоскопа
207
Объектив Д
58/20
Объектив
Д-58/130
10° \
Объектив Д- | Объектив
58/40 I 58/70
Д
min = 287 мм
Рис. 2.58. Примеры использования объективов
Такой набор позволяет осуществлять как
микроскопическое, так и телескопическое наблюдение (рис.
2.58). В комплект оптических насадок входят две насадки
диаметром 78 мм с расположенными в них лампами
подсветки типа КГМ 24-150: насадка для бокового
208
наблюдения НОБ-78 (рис. 2.59) и насадка для торцевого
наблюдения НОТ-78 (рис. 2.60). Насадки выполняют
функции осветителей и защитных окон. Боковая насадка
позволяет вести наблюдение под углом 90°. Формирующее
звено (рис. 2.61) с объективом строят изображение в
бесконечности, а передающее звено (рис. 2.62) обеспечивает
его перенос на заданное расстояние.
Рис. 2.61.
Формирующее звено
Рис. 2.59.
Оптическая
насадка для
бокового
наблюдения
НОБ-78
Рис. 2.60.
Оптическая
насадка для
торцевого
наблюдения
НОТ-78
Рис. 2.62. Передающее звено
Телекамера, трансфокатор и призма установлены в
разборном корпусе видеомодуля (рис. 2.63).
209
Рис. 2.63. Видеомодуль
Зрительная труба является телескопической системой,
позволяющей рассматривать изображение предмета с
увеличением -14х. (рис. 2.64).
Т- образное звено (рис. 2.65) предназначено для
одновременной стыковки эндоскопа со зрительной трубой и
видеомодулем. Установка зеркала 7 (рис. 2.52) обеспечивает
поворот оптической оси на 90°, что позволяет оперативно
перестроится из режима видеонаблюдения в режим
окулярного наблюдения.
Рис. 2.64. Зрительная труба
210
Для телевизионного наблюдения следует убрать
поворотное зеркало (снять крышку с зеркалом с Т- образного
звена и установить обычную крышку из ящика с рабочей
оснасткой).
Рис. 2.65. Т- образное звено
При работе в водной среде на формирующее звено
насаживаются утяжелители (рис. 2.66) для того, чтобы
эндоскоп не всплывал.
В комплект прибора входят также:
- набор монтажных ключей (рис. 2.67);
- штуцер для проверки звеньев на герметичность (рис.2.68);
211
- индикатор цепи для контроля цепи питания ламп
подсветки при сборке эндоскопа сверху и индикатор
подсветки для контроля питания ламп подсветки при сборке
эндоскопа снизу (рис. 2.69).
Рис. 2.69.
Индикаторы
цепи и
подсветки
Рис. 2.66.
Утяжелитель
Рис. 2.67.
Монтажные
ключи для
Рис. 2.68.
Штуцер
насадок, звеньев
и
утяжелителей
Коммутационный блок с кабелем питания и связи
(рис. 2.70) обеспечивает:
- подачу питающего напряжения 24В на лампы подсветки;
- подачу питания на телекамеру;
- передачу видеосигнала от телекамеры на
видеоаппаратуру;
- дистанционное управление вращением призмы;
- дистанционное управление диафрагмой, трансфокацией и
настройкой на резкость.
212
Рис. 2.70. Коммутационный блок
213
2.4.5. Инструкция по эксплуатации
Перед началом монтажа эндоскопа необходимо
подготовить рабочую площадку, подогнать крюк крана и
опустить его на высоту, удобную для работы оператора;
Поднести к месту сборки упаковочные ящики с
составными частями прибора, распаковать и проверить
комплектность, убедиться в отсутствии внешних
повреждений узлов и деталей;
Соединить коммутационный блок кабелем питания и
связи с видеомодулем, соответствующими видеошнурами
видеомагнитофон соединяется с телевизором и
коммутационным блоком. Подключить сетевой шнур
телевизора к коммутационному блоку, а сетевой шнур
коммутационного блока к сети 220 В. Включить телевизор и
видеомагнитофон, выбрать режим АЛ/ - на экране должно
появиться изображение с телекамеры;
Включить тумблер «Сеть» коммутационного блока,
при этом подается напряжение на блок питания видеомодуля
и тумблер регулятора подсветки. Тумблер подсветки
обеспечивает два режима: регулируемый (при вращении
ручки регулятора сигнальная лампа на крышке блока
показывает относительный уровень напряжения на выходе
блока питания ламп подсветки) и нерегулируемый
(максимальная яркость). В среднем положении тумблера
блок питания ламп подсветки отключен;
Перед полной сборкой прибора проверить
работоспособность оптического и видео трактов (для
телевизионного способа наблюдения) путем сборки
упрощенного варианта прибора: на крюк крана с помощью
стропа и страховочного троса подвешивается видеомодуль, к
214
которому пристыковываются формирующее звено, объектив
и оптическая насадка (все звенья затягиваются ключом из
набора инструментов);
Каждое оптическое звено перед установкой следует
внимательно осмотреть: проверить наличие уплотнительных
колец и смазки на них;
Любым удобным способом смоделировать условия
контроля (приблизительное расстояние до осматриваемой
поверхности);
Тумблерами «трансфокация» и «фокус» добиться
максимально развернутого и резкого изображения на экране
телевизора. При сильной засветке изображения следует
пользоваться кнопкой «диафрагма», нажатие и временное
удержание которой (вначале диафрагма быстро закрывается и
сразу начинает плавно открываться до максимума) позволяет
установить наилучшую контрастность изображения;
После проверки работоспособности прибора в режиме
теленаблюдения необходимо отсоединить от видеомодуля
формирующее звено с насадкой и начать установку
передающих звеньев (стыковочные узлы звеньев должны
затягиваться ключом из набора инструментов);
Индикатором цепи проверять наличие напряжения на
выходе каждого наращиваемого звена (при включенном
блоке питания ламп подсветки и исправной цепи на
индикаторе загорается светодиод);
Последними пристыковываются формирующее звено -
объектив - насадка (боковая или торцевая). Перед установкой
(снятием) насадки, во избежание ожогов от ламп,
рекомендуется выключать питание ламп подсветки;
Перед погружением в воду для предотвращения
всплытия эндоскопа на его нижней части устанавливают
четыре утяжелителя: замки утяжелителей открываются
ключом-съемником из набора инструментов;
215
По окончании работ выключить коммутационный блок
и отсоединить его от сети внешнего источника питания,
очистить и дезактивировать загрязненную поверхность
эндоскопа спиртом (ГОСТ 18300-87 Спирт этиловый
ректификованный технический высшего сорта); Норма
расхода спирта на одну протирку ПВК-58 составляет 0,56 л.
Демонтировать эндоскоп в порядке, обратном сборке,
оптические звенья закрыть предохранительными крышками
и поместить в соответствующую транспортировочную тару.
В данной модели прибора в зрительной трубе
установлена измерительная шкала, позволяющая с
достаточно высокой точностью производить измерение
линейных размеров наблюдаемого объекта в окулярном
режиме работы.
Для ведения окулярного наблюдения и измерения
размеров обнаруженного дефекта между видеомодулем и
передающим звеном устанавливают Т- образное звено (с
поворотным зеркалом), на боковом стыковочном узле
которого крепится зрительная труба.
Чтобы не находиться в опасной зоне при ведении
окулярного наблюдения, горизонтальное плечо эндоскопа
удлиняют, устанавливая между Т- образным звеном и
зрительной трубой необходимое количество передающих
звеньев.
Для того, чтобы произвести измерение, необходимо
знать расстояние S (рис. 2.71) от оптической насадки до
измеряемого предмета. Если возможно, расстояние S
измеряется непосредственно, в противном случае
определяется из конструкторской документации на
обследуемое устройство.
216
Рис. 2.71.
Определение
расстояния S
Тубус окуляра
Втулка
Окуляр
Рис. 2.72. Зрительная труба
В таблице 2.6 приведены значения погрешности
измерений для нескольких значений расстояния S:
Таблица 2.6
Объектив S, мм. Погрешность, %
Боковая насадка Торцевая насадка
Д-58/20 1 4 5,1
408 411 П,1
Д-58/40 8 12 4,9
392 396 2,9
Д-58/70 70 75 4,5
343 348 1,2
Д-58/130 287 297 1,2
217
2.4.6. Техника безопасности при работе с
прибором
В процессе эксплуатации смотровой прибор ПВК-58
требует аккуратного обращения и правильного хранения.
При работе с прибором следует соблюдать следующие
правила:
- не использовать не предусмотренные настоящим
описанием инструменты и приспособления;
- монтаж прибора производить силами не менее двух
человек;
- ограничивать время использования прибора при
максимальной яркости подсветки в воздушной среде, ввиду
опасности перегрева оптической насадки;
- руководствоваться соответствующими разделами
отраслевых правил специальной техники безопасности;
- оберегать эндоскоп от прогиба, который уменьшает
поле зрения и может нарушить герметичность стыковочных
узлов прибора, тем самым привести его в негодность. Для
предотвращения деформации стыковочных узлов, полную
сборку эндоскопа следует производить в вертикальном
положении, с использованием подъемных механизмов.
218
3. Замена технологических каналов и
ремонт канальных ячеек на реакторах
РБМК-1000
3.1. Общие методические подходы к разработке
технологий и специального оборудования для
ремонта и замены радиоактивного оборудования
на ядерных объектах
При разработке технологий и оборудования общая
идеология и подходы к созданию технологий и
оборудования учитывает специфические условия таких
объектов и заключается в следующем:
В зависимости от радиационной обстановки и
трудоемкости выполнения работ выбираются методы
производства работ. Их можно условно разделить на
дистанционные, полу дистанционные и обычные.
Под дистанционными методами понимаются такие
методы, когда персонал не может находиться
непосредственно в зоне выполнения той или иной операции.
Под полу дистанционными методами понимаются
такие методы, когда персонал находится в зоне производства
работ только часть времени (как правило минимальную),
требующегося для выполнения данной операции. Например,
установка того или иного механизма с непосредственным
заходом персонала в зону производства работ, а
обслуживание этого механизма в процессе выполнения
операции (резка, сварка) осуществляется с помощью
дистанционного пульта управления вне рабочей зоны.
219
Под обычными методами понимаются такие методы,
когда персонал находится непосредственно в зоне
производства работ в течение всего времени, требующегося
для выполнения данной операции. При мощностях
эквивалентной дозы в зоне производства работ от 100 мбэр/ч
и выше применяются только дистанционные методы
ремонта. В диапазонах мощностей 28 - 100 мбэр/ч
применяются полу дистанционные методы. Обычные методы
применяются в диапазоне мощностей 2,8 мбэр/ч и менее и
только при небольших значениях трудоемкости работ.
При значительной трудоемкости работ от 1000 чел/ч и
более, дозозатраты уменьшаются различными способами
(дезактивация, введение радиационной защиты) до значений
2,8 мбэр/ч или переходом на полу дистанционную
технологию, если нет возможности снизить мощность дозы.
Кроме мощности дозы излучения и трудоемкости работ
на выбор методов влияют и другие факторы.
К их числу можно отнести:
- возможность физического доступа к месту выполнения
той или иной технологической операции;
- возможность снижения мощности дозы за счет
дезактивации или применения различных видов
радиационной защиты;
- квалификационный уровень работ;
- организационные возможности использования персонала,
получившего дозу 3 бэра за квартал, на “чистых” работах в
остальное время календарного года.
Поэтому при разработке основных технологических
решений учитываются все перечисленные факторы,
прорабатывается несколько вариантов технологии и
организации работ и выбирается оптимальный, что является
сложной задачей, но во многом определяющей конечный
успех.
220
Общими правилами для разработчиков
технологических процессов являются:
анализ конструкции с точки зрения доступа и
выполнения технологических операций с применением
простых механизмов, как стандартизированных, так и
специально разрабатываемых. При этом анализу и
проработке подвергаются технология и объем
подготовительных работ, обеспечивающих доступ для
выполнения основной операции наиболее простыми
приемами и оборудованием, а также оценка дозозатрат при
выполнении работ по различным вариантам;
анализ исходных данных по радиационной обстановке
и возможности ее улучшения за счет дезактивации и
применения радиационной защиты. . При этом всегда
помнили, что дезактивация дает эффект только в случаях
поверхностного загрязнения оборудования радионуклидами,
а учитывая, что при ремонте оборудования приходится часто
сталкиваться с наведенной активностью, дезактивация в этих
случаях не дает результата. Применение радиационной
защиты для улучшения радиационной обстановки
рассматривают всегда, так как это один из самых простых и
доступных способов снижения мощности дозы, достигаемый
затратами низко квалифицированного труда и дающий
существенную экономию по дозозатратам при выполнении
работ высокой квалификации.
При применении радиационной защиты значительно
упрощаются приемы работ и конструкция оборудования и
оснастки.
Квалификационный уровень работ должен учитываться
с той точки зрения, что любой ядерный объект имеет больше
возможностей привлечения персонала низкой квалификации
и всегда ощущает дефицит персонала для выполнения работ
высокой квалификации (операторов, слесарей высокого
разряда, сварщиков и т.п.).
221
На основании выбранного и принятого варианта
технологического процесса приступают к конструированию
оборудования и оснастки.
В зависимости от функционального назначения все
оборудование и специальную оснастку возможно разделить
на следующие классы:
оборудование для механической и термической
разделительной резки (труборезы, фаскорезы, устройства для
сверления, фрезерования, приспособления для
дистанционной и полу дистанционной плазменной и
элекгроконтактной резки);
специальное сварочное оборудование (различные
сварочные автоматы для сварки и приварки труб, других
узлов);
грузозахватное и такелажно-транспортное
оборудование (захваты, автоматические и
полуавтоматические строповочные устройства, подрывные
устройства, кантователи, ловители);
защитные средства и защитные транспортные
контейнеры (специальные защитные кабины, различные
виды локальных средств защиты, скафандры, контейнеры
транспортные, легкие защитные чехлы и т.п.);
механизмы для разборки и ремонта резьбовых
соединений (специальные ключи, гайковерты,
шпильковерты, устройства для вытяжки шпилек, кондукторы
и приспособления для восстановления и зачистки резьб);
специальное агрегированное оборудование
(манипуляторы, роботы, специальные защитные кабины с
многофункциональным набором оборудования);
контрольное оборудование и средства наблюдения
(устройства и приспособления для контроля, перископы,
телевизионные средства наблюдения и т.п.);
прочее оборудование и оснастка (вальцовки,
специальный мерительный инструмент, заглушки,
222
различные зачистные устройства и другая вспомогательная
оснастка).
Все виды перечисленного оборудования и оснастки в
большинстве случаев не являются универсальными.
Вся история создания специального оборудования для
ядерных реакторов характерна тем, что как сами
конструктивные решения отдельных узлов Я.Р. даже одного
типа были индивидуальными, так и само оборудование
получалось сугубо индивидуальным. Но упомянутые выше
специфические условия проведения работ наложили
определенные общие требования для разработки этого
оборудования. К числу таких требований относятся:
1. Минимально возможная загрязняемость
оборудования радионуклидами и его легкая
дезактивируемость. Это требование реализуется за счет
выполнения следующих решений:
- применения в качестве защитного покрытия оборудования
легкодезактивируемых материалов;
- широкого использования в конструкциях нержавеющих и
коррозионно-стойких материалов с чистыми обработанными
(полированными) поверхностями, или хромированием,
никелированием деталей из углеродистых сталей;
- предельно возможного сокращения в конструкции “глухих”
мест и зон, труднодоступных для дезактивации;
- применения полиэтиленовых сильфонов, чехлов и других
защитных конструкций для винтовых пар, направляющих и
других открытых движущихся узлов оборудования;
- надежно гарантированной герметизацией редукторов,
коробок передач, других подобных узлов от попадания
загрязнений во внутренние полости.
2. Легкого или автоматического отсоединения рабочих
органов и узлов оборудования, подверженных наиболее
интенсивному радиоактивному загрязнению, от остального
механизма, устройства.
223
3. Компоновочные решения механизма должны
использовать массивные корпуса станины и другие узлы в
качестве радиационной защиты оператора, когда в этом
имеется необходимость.
4. Конструктивное решение узлов крепления, фиксации
механизма в рабочем положении, обеспечивающее
минимально возможное время пребывания персонала в
“грязной” рабочей зоне.
5. Гарантированная возможность извлечения
механизма из рабочей позиции в случаях отказа его в
процессе работы (дублирование механических приводов
ручными, ручной вывод режущего инструмента из зоны реза
и т.п.).
6. Применения в гидравлических приводах в качестве
рабочей среды-воды, а не масла.
7. Применения материалов и комплектующих изделий,
устойчивых к радиационному излучению для конкретных
дозовых нагрузок.
8. Гарантированной надежности работы оборудования
независимо от характера его работы - разовое применение
или кратковременная работа.
9. Обязательной проверки работоспособности
механизма на макетах и стендах, имитирующих полную или
частичную рабочую обстановку.
10. Поставки оборудования комплектно со стендами-
макетами, с целью обязательной повторной проверки его
работоспособности перед использованием по прямому
назначению и подготовки и обучения персонала приемам
работы на данном механизме.
1. Поставки оборудования в герметичных ящиках-
контейнерах, которые обеспечивают его сохранность.
224
3.2. Замена обойм
Такая операция предусматривалась в технологическом
процессе замены ТК, как предшествующая извлечению ТК
из ячейки. Кроме того, замена обойм была вызвана также
переходом на более надёжные винтовые пробки вместо
шариковых, поставленных на первые блоки РБМК.
Технология замены обоймы является одной из
наиболее простых ремонтных операций, выполняемых на
реакторе, так как производится практически полностью из
ЦЗ на небольших глубинах и требует очень краткого
пребывания ремонтного персонала в «грязных» зонах
нижней части реактора.
Разработана следующая технологическая
последовательность работ по замене обоймы.
Все работы выполняются на остановленном реакторе.
Ячейки, на которых необходимо заменить обоймы,
разгружаются от ТВС с помощью машины РЗМ, а затем ТК
отсекаются от подачи охлаждающей воды со стороны РГК
путём закрытия клапана ЗРК. Оставшуюся в ТК воду
удаляют, а канал просушивают продувкой сжатым воздухом
(рис. 3.1-г3.4). После установки внутрь ячейки защитной
пробки приступают к работам по демонтажу обоймы. Эти
работы выполняют в следующей последовательности:
определяют место расположения сварного шва приварки
обоймы и регистрируют размер от торца обоймы до сварного
шва в журнале, настраивают механизм резки обоймы на этот
размер, устанавливают механизм на тракт, фиксируют его и
производят отрезку обоймы. После удаления механизма
резки и очистки места реза от стружки, с помощью
специального захвата подрывают и извлекают обойму из
тракта мостовым краном. Транспортируют её к месту
складирования.
225
После этого в тракт устанавливают специальную
заглушку, а затем фаскорезом производят обработку кромки
на тракте под сварку (рис. 3.5). Очищают место реза от
стружки и загрязнений, контролируют обработанную кромку
на соответствие чертежам, а в случае необходимости
дорабатывают кромку (рис. 3.6). После сдачи этой операции
ОТК заменяют заглушку на защитную пробку и приступают
к монтажу новой обоймы. Учитывая, что обоймы поступают
с завода с монтажным припуском, они проходят
предварительную механическую обработку с учётом того,
чтобы отметка торца обоймы после её приварки к тракту
соответствовала проекту. Далее очищенную и обезжиренную
обойму устанавливают с помощью захвата и электрического
мостового крана на штатное место и удаляют захват. После
проверки проходимости обоймы калибром, проверяют
отметку торца обоймы и всю операцию сдают ОТК.
Устанавливают сварочный автомат и заваривают сварной
шов и после удаления сварочного автомата зачищают
усиление сварочного шва и проверяют размер усиления
калибром (рис. 3.7). Затем качество сварочного шва
контролируют у - просвечиванием и УЗК. При
удовлетворительных результатах на этом работы по замене
обоймы заканчиваются. В случае обнаружения дефектов их
исправляют. Аналогичным образом заменяют другие
дефектные обоймы, включенные в план данной остановки
реактора на ремонт.
226
с обоймой
Заглушка
<WV5
без обоймы
Рис. 3.1. Установка заглушки на верхний тракт.
227
Рис. 3.2. Осушение ТК с обоймой верхнего тракта
1 - обойма верхнего тракта;
2 - приспособление для удаления воды из ТК
228
Рис. 3.3. Отсечение ремонтируемой ячейки от барабан-
сепаратора
229
Рис. 3.4. Осушение ТК через корпус расходомера.
1 - заглушка; 2 - корпус расходомера; 3 - ЗРК; 4 - РГК
230
Рис. 3.5. Обработка торца тракта
231
'Фт/7е. №)
Рис. 3.6. Соединение обоймы с трактом
(разделка кромок под сварку)
232
Рис. 3.7. Контроль проходным калибром
233
3.3. Замена сильфонных компенсаторов
Замена сильфонных компенсаторов не носит массового
характера в планах ремонтных работ на реакторах РБМК и
выполняется в единичных случаях.
Технологическим процессом на замену сильфонных
компенсаторов предусматривается два варианта:
1-ый вариант — СК заменяется при сохранении ТК;
2-ой вариант — СК заменяется при замене ТК.
Оба варианта нашли применение в практике ремонтных
работ, хотя технология имеет некоторые различия при
производстве работ. Рассмотрим технологическую
последовательность работ при замене СК по 1-му варианту,
когда ТК остается в реакторе. После разгрузки топлива из
ячейки, где намечена замена СК, ТК отсекается от подачи в
него охлаждающей воды путём закрытия ЗРК и осушается по
одному из принятых способов. Все дальнейшие работы
выполняются из подаппаратного помещения в следующей
технологической последовательности.
С помощью специальных труборезов отрезают калач от
ТК, а затем от трубы НВК на её вертикальном участке (рис.
6.8, 6.9). После удаления калача, внутрь ТК и трубы НВК
устанавливают специальные заглушки и подготавливают
механизмы для резки углового шва приварки сильфона к ТК
и усового соединения «СК — нижний тракт». Перед срезкой
углового шва на ТК устанавливают специальный фиксатор,
удерживающий втулку СК от её сползания вниз после срезки
шва. Для срезки углового сварного шва используются
несколько модификаций резательных механизмов, хотя они
и предназначены для выполнения одной операции, но они
учитывают варианты замены СК, когда ТК сохраняется и
когда заменяется. Для варианта, когда ТК сохраняется,
234
врезание резцов в тело ТК допускается не более 0,3 мм, а в
случае замены ТК механизм обеспечивает сквозную
разделительную резку сварного шва и тела канальной трубы.
После отрезки углового шва и удаления фиксатора, с
помощью уже другого механизма срезают усовый шов
приварки сильфона к нижнему тракту (рис. 3.10, 3.11). Далее
с помощью специального устройства захватывают,
подрывают и извлекают СК (рис. 3.12), выгружают СК из
устройства и транспортируют к контейнеру для
последующего захоронения. После этого зачищают места
резки и проверяют калибрами посадочные места для нового
СК (рис. 3.13, 3.14). При зачистке мест резки тщательно
удаляют специальные защитные покрытия (краска,
металлизационное покрытие алюминием),' так как остатки
покрытий приводят в последующем к дефектам сварных
швов. Новый СК после расконсервации и входного контроля
устанавливают в упомянутое ранее устройство, подают к
ремонтируемой ячейке, центрируют его с трактом,
устанавливают в проектное положение и прихватывают его к
тракту в 2-х точках электросваркой, после чего устройство
удаляют из зоны работ. Установку СК сдают ОТК и с
помощью специального автомата или ручной аргонодуговой
сварки заваривают усовый сварной шов «тракт — сильфон»
(рис. 3.15). Затем с помощью специального подъёмника
выполняют растяжку сильфона и после этого прихватывают
втулку сильфона к ТК. Удаляют подъёмник и заваривают
сварной угловой шов. Сварку углового шва выполняют или
специальным сварочным автоматом или вручную. Качество
сварных швов проверяют внешним осмотром и на гелиевую
плотность, а при обнаружении дефектов их исправляют.
После окончательной приёмки качества сварных швов
приступают к сборке и приварке калача, для чего вначале
удаляют заглушку из ТК и специальным фаскорезом
производят разделку кромок и обработку ТК под сварку (рис.
235
3.16, 3.17), удаляя металлизационный слой покрытия с
наружной стенки ТК на величину 7 — 10 мм от торца канала.
Аналогичным образом подготавливают и обрабатывают
трубу НВК (рис. 3.18). После сдачи подготовки кромок под
сварку ОТК калач состыковывают с трубой НВК и ТК при
помощи центраторов (рис. 3.19) и прихватывают
электросваркой и снимают центраторы. После этого
устанавливают сварочный автомат и поочередно выполняют
сварку швов сначала калач — ТК, а затем калач — труба
НВК (рис. 3.20). Проводят внешний осмотр и у - контроль
сварных швов, гидравлические испытания сварных швов
совместно с контуром МПЦ.
236
Рис. 3.8. Отрезка калача от ТК
1 - ТК; 2 - тракт ТК;
3 - механизм резки калачей и углового шва сильфона;
4 - труба НВК; 5 - фиксатор; 6 - ТК; 7 - калач
237
Рис. 3.9. Отрезка калача от трубы НВК
1 - механизм резки; 2 - калач; 3 - тракт ТК; 4 - труба НВК
238
-<№50
-3,flQ
Рис. 3.10. Срезка усового соединения сильфона с трактом
1 - сильфон сб. 26-3; 2 - упор; 3 - тракт ТК;
4 - резец; 5 - механизм резки нижнего тракта
-2,920
Установка заглушки
в трубу НВК
;ТрубаНВК 057x3,5
аглушка
239
Рис. 3.11. Срезка шва приварки сильфона к ТК
1 - фиксатор; 2 - втулка сильфона; 3 - механизм резки
240
-ППАГ)
Рис. 3.12. Демонтаж сильфонного компенсатора ТК
сб. 26-3
241
тракта
Рис. 3.13. Зачистка посадочного места под сильфон в
нижнем тракте
242
-0,050
Рис. 3.14. Контроль посадочного места под сильфон в
нижнем тракте
243
Рис. 3.15. Приварка сильфона ТК сб. 26-3 к тракту ТК
сб.26
1 - тракт ТК сб. 26;
2 - сильфонный компенсатор ТК сб. 26-3;
3 - сварочный автомат ОДА-3 ГМС (СА-406М2)
или СА-161М2, или СА 576.08
244
воздуха
Рис. 3.16. Разделка низа ТК под сварку с калачом
1 - фаскорез для ТК и труб НВК; 2 - ТК;
3 - сильфон ТК; 4 - Тракт ТК; 5 - труба НВК
245
Вариант 1
Вариант 2
Под ручную сварку
Вариант 1
Вариант 2
Под автоматическую сварку
Рис. 3.17. Разделка фасок под сварку
246
Ручная сварка
056,7h3^,<nt)
Рис. 3.18. Разделка фасок под сварку на трубе НВК
1 - фаскорез для ТК и НВК; 2 - ТК; 3 - тракт ТК; 4 - труба НВК
247
Рис. 3.19. Центровка и прихватка калача с ТК и трубой
НВК
1 - калач (труба 060x5,5 мм - 08Х18Н10Т, масса 3,6 кг);
2 - ТК; 3 - сильфонный компенсатор; 4 - тракт ТК;
5 - труба НВК, 6 - центратор
248
Рис. 3.20. Приварка калача
1 - калач; 2 - тракт ТК; 3 - ТК; 4 - труба НВК;
5 - сварочный автомат ОДА-3 ГМС (СА-406М1)
249
3.4. Замена технологических каналов
Замена каналов на реакторах РБМК является одной из
самых сложных и объёмных ремонтных работ в процессе
эксплуатации реакторов.
Технология замены ТК в каждом конкретном случае
имеет ряд существенных отличий, учитывающих исходное
состояние ТК перед его заменой, а также принципиальные
отличия по организации ремонтных работ для случаев
единичной и массовой замены ТК.
В данном разделе рассматривается штатная технология
единичной замены ТК.
Все работы по замене ТК осуществляются на
остановленном реакторе после выгрузки ТВС из
заменяемого ТК.
Первой операцией является отсечение ТК от контура
МПЦ. Эта операция осуществляется по нескольким
вариантам:
- установкой заглушки в патрубок ПВК изнутри тракта;
- установкой заглушки на соответствующую трубу ПВК
изнутри барабана-сепаратора;
- вырезкой в свободном месте трубы ПВК (катушки) и
установкой заглушки на трубу ПВК со стороны барабана-
сепаратора;
- созданием ледяной пробки в трубе ПВК.
После этого проводят подготовительные работы в ЦЗ,
включая установку пластикового или пленочного лотка от
заменяемого ТК до БВК, и подготовку средств технического
оснащения. Затем ТК освобождают от заполненной в нём
воды и осушают. Удаление воды из ТК осуществляют или
через проходную заглушку, устанавливаемую вместо ШАДР,
или выдавливают воду из ТК через верхнюю заглушку,
устанавливаемую в ТК (рис. 3.21). Осушку ТК производят
путём продувки через канал сжатого воздуха.
250
Следующей крупной операцией в общем
технологическом процессе замены ТК является демонтаж
обоймы верхнего тракта. Эта операция осуществляется в
соответствии с технологией, описанной в разделе 4 «Замена
обоймы». После демонтажа обоймы приступают к
демонтажу ТК. Эти работы выполняются в следующей
последовательности: в подреакторном помещении в зоне
производства работ замеряют уровень у - излучения и, при
необходимости, устанавливают дополнительную
биологическую защиту на калачи, соседние с заменяемым
ТК; подготавливают и доставляют к месту производства
работ механизмы и оснастку, необходимую для этой работы.
Первой операцией является отрезка ТК от трубы НВК.
Эту операцию осуществляют по двум Вариантам: первый —
с сохранением калача (в этом случае делают только один рез:
калач — ТК); второй — с заменой калача (в этом случае
делают два реза: ТК—калач, труба НВК—калач). Затем с
помощью резательного механизма срезают угловой шов
приварки втулки сильфона к ТК, предварительно фиксируя
втулку сильфона от отскока в процессе срезки углового шва
с помощью специального устройства. После этого свободные
концы ТК и трубы НВК (калача) закрывают заглушками, а на
нижний тракт устанавливают специальный шибер и
полиэтиленовый чехол (мешок) для сбора просыпей,
которые образуются в процессе извлечения ТК из ячейки
реактора. Затем приступают к срезке усового сварного
соединения тракт—ТК (верхняя часть реактора), для чего
вначале удаляют из тракта защитную пробку, затем с
помощью электрического мостового крана устанавливают в
ячейку резательный механизм, настраивают его и срезают
усовый шов приварки ТК к тракту (рис. 3.22). Для
выполнения этой операции станции располагают
механизмами различных конструкций (МР-306, И-550), но
наиболее удобным является механизм Л-550, так как он
251
обеспечивает одновременно подрыв ТК в процессе срезки
шва, что является его преимуществом, несмотря на большую
массу в сравнении с механизмом МР-306.
После срезки шва, механизм удаляют из тракта и
устанавливают в колено трубы ПВК специальную заглушку,
которую вводят через тракт с помощью специального
устройства (рис. 3.23). Затем зачищают кольцевую канавку
(рис. 3.24) и осматривают зону канавки с помощью
телекамеры или перископа на предмет наличия в ней
стружки. Наличие продуктов резки в канавке не допускается,
поэтому эту операцию в случае необходимости повторяют. В
случае, когда срезку усового соединения выполняют
механизмом МР-306 или нет уверенности в подрыве ТК
механизмом Л-550, операцию подрыва ТК со своего
посадочного места осуществляют с помощью специального
подрывного устройства, развивающего усилие до 25 т
(рис.3.25). После подрыва ТК с посадочного места на тракт
устанавливают опорную стойку с защитным чехлом, внутрь
ТК вводят захват (рис. 3.26) и извлекают ТК электрическим
мостовым краном в полиэтиленовый чехол, транспортируют
его к бассейну или к станку рубки, извлекают захват из ТК.
Усилие извлечения ТК ограничивается 10 т, поэтому
для его контроля между крюком крана и захватом
устанавливается динамометр.
Технологическим процессом допускается извлечение
ТК из ячейки в 2 этапа — подъём до уровня пола ЦЗ и
опорой его на вилку, с последующим его извлечением и
транспортировкой в бассейн выдержки. Практика
выполнения работ по замене ТК показала, что основная
часть заменяемых каналов извлекается совместно с
установленными на нём графитовыми втулками и кольцами,
но не редки случаи, когда ТК извлекается «голым», т.е. без
графитовых втулок и колец. В этих случаях выполнению
дальнейших работ по замене ТК предшествует операция по
252
расчистке ячейки от оставшихся в ней графитовых колец и
втулок.
Учитывая, что состояние сорванных с ТК колец и
втулок может быть самым различным, технологическим
процессом предусматривается несколько методов их
удаления и соответствующие средства технического
оснащения этой операции:
- захваты для полного удаления всего столба колец и втулок;
- захваты для частичного по высоте удаления столба;
- захваты, использующие липкие мастики для удаления
осколков различных размеров (рис. 3.27);
- буровой станок и бурильные штанги с различным
инструментом для случаев заклинивания колец и втулок в
ячейке.
В каждом конкретном случае используются или
отдельные методы или их сочетание.
После полного удаления колец и втулок состояние
ячейки и графитовых блоков проверяют путём осмотра
перископом РВП-489 или телевизионной установкой ТСУ-24
(рис. 3.28). Контроль состояния столба графитовых блоков
выполняют во всех случаях, т.е. и тогда, когда ТК извлечён
совместно с втулками и кольцами. При осмотре ячейки
регистрируют в формуляре все обнаруженные дефекты: не
совмещение блоков, сколы, трещины и т.п. Затем с помощью
специальных захватов устраняют обнаруженные смещения
блоков, поочерёдно приподнимая их на высоту 10-15 м и
продувая зазоры сжатым воздухом (рис. 3.29). После
установки столба графитовых блоков в проектное положение
осаживают стальную плиту и фланец в проектное положение
(рис. 3.30). В случае, когда усадка графитовых блоков по
высоте достигла предельной величины, для исключения
расцепления узла соединения фланца с трактом последний
развальцовывают до 0132 (рис. 3.31) с помощью
специальной вальцовки. После этого выполняют
253
контрольные обмеры диаметра ячейки и кривизны
графитовых колонн и регистрируют эти данные в
формуляре. По результатам этих измерений принимается
дальнейшее решение о расточке отверстий графитовых
блоков.
Расточку внутреннего диаметра графитовых блоков
(калибровку) выполняют или с помощью специального
фрезерного устройства или с помощью специальной
протяжки (рис. 3.32, 3.33). В любом случае отсос графитовой
пыли, образующейся в процессе калибровки ячейки,
обеспечивают с помощью вакуумной системы, включающей
в себя насос РМК и соответствующий фильтр.
После этого проверяют проходной диаметр ячейки и
удаляют сборник просыпей в нижней части тракта.
Окончательную проходимость ячейки проверяют калибром,
осматривают и проверяют сильфонный компенсатор. На
этом работы по демонтажу ТК и подготовке ячейки к
монтажу нового ТК заканчиваются и составляется
промежуточный акт.
Учитывая, что в практике работ по демонтажу ТК
могут быть случаи, когда максимально разрешённых усилий
срыва и извлечения ТК 25 т недостаточно, технологическим
процессом предусматривается несколько вариантов удаления
ТК с предварительной его резкой на месте установки в
реакторе. Для этих целей разработано несколько
модификаций механизмов, два из которых обеспечивают
продольную резку циркониевой трубы ТК (рис. 6.34) по всей
длине (высоте), а часть механизмов — поперечную резку
трубы по частям на различных глубинах. Кроме того,
технологией предусматривается также и обуривание
канальной трубы снаружи с помощью бурильного станка и
специального инструмента.
Монтаж нового ТК выполняют в следующей
последовательности. Вначале проверяют и дорабатывают
254
посадочное место в тракте под новый ТК (рис. 3.35 -ь 3.37),
для чего удаляют из тракта защитную пробку, осматривают с
помощью перископа или ТСУ-24 посадочное место в тракте
под ТК проверяют калибром (0121) и, в случае
необходимости, обрабатывают посадочное место
специальным механизмом, предварительно установив в
тракт захватом стружкосборник (рис. 3.38).
После обработки посадочного места его протирают
(обезжиривают), проверяют калибром и удаляют из тракта
стружкосборник предварительно отсосав из него
образовавшиеся продукты обработки вакуумным шлангом,
после чего вновь устанавливают в тракт защитную пробку.
Новому ТК, намеченному к монтажу, проводят входной
контроль и испытания и навешивают его в ЦЗ на гребёнку
над механизмом отрезки концевика ТК. Намечают место реза
концевика, отрезают концевик и проводят обработку кромки
ТК в соответствии с чертежом (рис. 3.39, 3.40). После этого
производят подрезку уса, предварительно замерив и
рассчитав величину подрезки. Эту операцию выполняют
резательными механизмами, когда ТК висит на гребёнке в
ЦЗ или когда его установили в тракт на вилку, т.е. на уровне
пола ЦЗ, при этом принимают соответствующие меры по
обеспечению непопадания стружки внутрь ТК, устанавливая
в него специальную заглушку. После окончательной
подготовки ТК его устанавливают на штатное место в
тракте, досылая его специальным приспособлением для
осаживания, так как на все ТК свободно садятся на
посадочное место. С помощью специального
приспособления замеряют величину превышения уса ТК над
трактом. В случае, если это превышение составляет более 0,5
мм и попытки осадить ТК не приводят к положительному
результату, проводят подрезку уса на величину превышения
кромки. Эту операцию выполняют одним из механизмов,
предварительно устанавливая заглушки, гарантирующие
255
непопадание стружки внутрь ТК. После подрезки кромок и
проверки точности обработки чертёжным допускам,
очищают кольцевую канавку от стружки, и полость
обработки продувают сжатым воздухом при установленной
заглушке на патрубке трубы ПВК, и обезжиривают сварное
соединение. Осматривают полость тракта на отсутствие
стружки перископом или ТСУ-24 и установку ТК сдают
ОТК. С помощью электрического мостового крана подают и
устанавливают в тракт специальный сварочный автомат и
сваривают усовый шов тракт—ТК (рис. 3.41). После заварки
шва извлекают сварочный автомат, осматривают сварное
соединение и сдают сварной шов для у - контроля. После
получения удовлетворительных результатов у - контроля
сварного шва (рис.3.42) удаляют заглушку из патрубка ПВК,
а затем приступают к сборочным и сварочным работам в
нижней части реактора. Вначале собирают и заваривают
угловой шов сильфон—ТК и проверяют его на
герметичность гелием. После этого собирают и сваривают
сварное соединение ТК—калач, предварительно выполнив
разделку и зачистку сварного соединения и сдачу качества
работ ОТК. Затем выполняют у - контроль этого сварного
соединения. В случаях, когда замена ТК выполнялась с
отрезанием калача, новый калач пристыковывают к ТК и
трубе ВК, производят сборку, прихватку и приварку калача к
ТК и трубе НВК и после контроля сварных швов работы
сдают ОТК. После этого систему канал—калач промывают
водой и продувают сжатым воздухом, используя
специальные устройства, удаляют из корпуса расходомера
заглушку и устанавливают на штатное место ШАДР.
Проводят входной контроль новой обоймы, в случае
необходимости её дорабатывают, обеспечивая проектную
отметку торца обоймы, устанавливают, приваривают и
контролируют согласно технологии, изложенной в разделе 4.
Затем восстанавливается система охлаждения ТК (ПВК),
256
проводятся гидравлические испытания новых сварных швов
(ТК, обойма, ПВК, НВК) в соответствии с
эксплуатационным режимом проводятся работы по
восстановлению спецпокрытий в районе сварных
соединений и ТК сдаётся под загрузку в него ТВС.
3.5. Технология замены ТК из ЦЗ
Был разработан технологический процесс и
оборудование, обеспечивающее замену ТК без захода
персонала под аппарат. В соответствии с этим
технологическим процессом все операции по замене ТК
осуществляются из ЦЗ, при этом отрезка ТК в нижней части
выполняется выше шва приварки сильфона к ТК
специальным резательным механизмом изнутри ТК на
глубине ~20 м, а последующая сварка осуществляется
сварочным автоматом изнутри на указанной глубине. Хотя
весь комплект этого сложного оборудования для замены ТК
из ЦЗ был изготовлен, испытан и отлажен на заводе, на
станции в реальных условиях он апробирован не был. Тем не
менее этот технологический процесс и оборудование
являются перспективным для демонтажа ТК при выводе из
эксплуатации реакторов РБМК, если таковая операция будет
признана необходимой.
257
Рис. 3.21. Осушение ТК без обоймы верхнего тракта
258
Рис. 3.22. Срезка усового соединения канала с тактом
1 - технологический канал сб. 12; 2 - усовое соединение канала
с трактом;
3 - тракт ТК сб. 25; 4 - механизм резки шва ТК Л 550.004 или
МР-306
259
Рис. 3.23. Установка заглушки в трубу ПВК
1 - досылатель; 2 - заглушка; 3 - тракт ТК сб. 25;
4 - технологический канал сб. 12.
260
Рис. 3.24. Очистка канавки тракта
1 - устройство для очистки кольцевой канавки тракта;
2 - тракт ТК сб. 25; 3 - кольцевая канавка тракта;
4 - технологический канал сб. 12
261
Рис. 3.25. Подрыв ТК
1 - пневмогайковерт; 2 - устройство для подрыва ТК;
3 - тракт ТК сб. 25; 4 - подрываемый технологический канал сб. 12
262
Рис. 3.26. Демонтаж технологического канала
1 - извлекаемый технологический канал сб. 12; 2 - захват;
3 - стойка опорная с защитным чехлом для ТК;
4 - кольца зажима чехла.
263
Рис. 3.27. Извлечение из кладки боя графитовых колец
захватом ОР 2183
1 - плита; 2 - извлекаемые сколы колец и втулок;
3 - герметик ВГО-1 (ОСТ 38.03238-81); 4 - стакан;
5 - поршень; 6 - крышка; 7 - плита.
264
ft. 622
Рис. 3.28. Осмотр графитовой кладки
1 - тракт ТК сб. 25; 2 - графитовая кладка;
3 - телекамера ТСУ-24 или перископ РВП-489
265
Рис. 3.29. Установка графитовых блоков в проектное
положение
1 - графитовая кладка; 2 - устройство для установки блоков
в проектное положение; 3 - тракт ТК сб. 25
266
г
Рис. 3.30. Установка верхней плиты в проектное
положение
1 - захват для плиты; 2 - тракт ТК сб. 25;
3 - фланец в сборе сб. 21-6; 4 - плита; 5 - графитовая кладка.
267
Рис. 3.31. Развальцовка тракта
1 - Графитовый блок; 2 - защитная плита;
3 - фланец в сборе (сталь 08X18Н10Т);
4 - верхний тракт ТК (сталь 1ОХСНД);
5 - верхняя биологическая защита (сх. «Е»)
/го *
268
; На крюк
Рис. 3.32. Калибровка графитовой кладки
(вариант 1)
1 - тракт ТК сб. 26; 2 - графитовая кладка;
3 - плита; 4 - тракт ТК сб. 25;
5 - инструмент для калибровки ячейки 0114.
269
Рис. 3.33. Калибровка графитовой кладки
(вариант 2).
1 - тракт ТК сб. 26; 2 - прошивка прогрессивно-группового
резания И 706.000; 3 - тракт ТК сб. 25;
4 - став калибровочный ПР 364000.
270
Рис. 3.34. Продольная резка циркониевой части
технологического канала
1 - шиберное устройство; 2 - тракт ТК сб. 26;
3 - графитовая кладка; 4 - фреза 063x2;
5 - головка для резки циркониевой части ТК;
6 - графитовые втулки, кольца.
271
Рис. 3.35. Контроль посадочного места под ТК в верхнем
тракте
1 - калибр для 0121 АЗ; 2 - тракт ТК сб. 25; 3 - захват.
272
Рис. 3.36. Замер посадочного места под ТК
1 - измеритель высоты уса тракта; 2 - тракт верхний сб. 25.
273
Рис. 3.37. Замер высоты уса тракта
1 - устройство замера величины уса тракта; 2 - тракт верхний
сб.25.
274
Рис. 3.38. Зачистка посадочного места под ТК в верхнем
тракте
1 - стружкосборник; 2 - зачистной инструмент; 3 - штанга.
275
резки
Рис. 3.39. Отрезка нижней части ТК в ЦЗ
ОЮ
276
кромок
Рис. 3.40. Разделка кромок ТК под сварку в ЦЗ
277
Рис. 3.41. Заварка усового соединения ТК с верхним
трактом
1 - тракт ТК сб. 25; 2 - технологический канал сб. 12;
3 - головка сварочная СА-378М1 или система «Канал»,
или СА -584.
278
Рис. 3.42. Радиографический контроль приварки ТК к
тракту
1 - тракт ТК сб. 25; 2 - гамма-дефектоскопическая установка
«Дрозд»;
3 - радиационная головка; 4 - технологический канал сб. 12
279
3.6. Массовая замена ТК
Технологией предусматривается выполнение
следующих основных операций:
- демонтаж блоков плитного настила;
- выгрузка ТВС;
- осушение ТК с установкой заглушек в корпус ПТАДР;
- установка заглушек в трубы ПВК с временным понижением
уровня воды (или через верхний тракт при замене ТК с
осушенными барабан-сепараторами);
- срезка и удаление обойм;
- отрезка “калача” от ТК;
- срезка усового шва ТК - тракт;
- очистка канавки тракта;
- извлечение ТК;
- установка защитной плиты в проектное положение;
- расточка или прошивка графитовых блоков до ремонтного
размера;
- восстановление компенсирующей способности верхнего
тракта;
- зачистка посадочного места под новый ТК;
- обработка нового ТК до проектного размера (срезка
припусков);
- установка нового ТК;
- подрезка нового ТК в верхней части до совпадения кромок
ТК - тракт под сварку;
- очистка канавки тракта;
- сварка усового шва ТК - тракт;
- разделка кромок верхнего тракта;
- доработка и очистка калача;
- заварка углового шва ТК - сильфон и приварка калача;
- доработка обоймы в проектный размер;
- промывка ТК и НВК;
280
- замена заглушек на ШАДРы в РГК;
- извлечение заглушек из патрубков ПВК.
Перед началом работ в Центральном зале
монтировались дополнительный мостовой кран,
грузоподъемностью 5 т, на рельсовом пути основного
мостового крана, козловой кран грузоподъемностью 1 т над
реактором, металлоконструкции для развески новых ТК и
длинномерного инструмента. Необходимость монтажа
дополнительных грузоподъемных механизмов в ЦЗ была
вызвана тем, что в случае использования только основного
крана ЦЗ значительно удлиняется время простоя реактора
при выполнении этой работы. В реакторном и
подреакторном помещениях были оборудованы специальные
обслуживающие площадки, смонтированы вспомогательные
устройства и приспособления для выполнения ремонтных
работ, а также коллекторы сжатого воздуха для питания
механизмов резки.
Замена ТК и расточка отверстий в кладке 1-го
энергоблока ЛАЭС выполнялись циклами,
продолжительность которых распределялась следующим
образом:
1-й 4- 7-й циклы 68 - 77 ТК, продолжительность 12 4- 24
суток; 8-й 4- 18-й циклы - 98 - 105 ТК, продолжительность 13
4- 17 суток; 19-й цикл - 69 ТК, продолжительность 13 суток.
В начале каждого очередного цикла, 4 4-5 суток
занимали подготовительные работы, включающие в себя:
демонтаж плитного настила, извлечение ТВС из заменяемых
ТК и установку их в бассейн выдержки ТВС, установку
заглушек в отводы труб ПВК, извлечение расходомеров
ШАДР и установку вместо них проходных заглушек.
По завершении подготовительных операций
приступали собственно к ремонтным работам, которые
выполняли в такой последовательности:
- отрезка и демонтаж обоймы верхнего тракта;
281
- осушение ТК со сбросом воды из них в трапы
спецканализации;
- отрезка калача от ТК;
- срезка углового шва сильфонного компенсатора с
одновременным перерезанием нижней части ТК;
- срезка усового соединения ТК с верхним трактом;
- подрыв, извлечение и установка ТК в станок для
последующей отрезки его нижней части;
- загрузка ТК в БВК (бассейн выдержки каналов);
- очистка кольцевой канавки тракта от стружки;
- проверка состояния защитной стальной плиты, имеющей
толщину 200 мм, и при необходимости установка ее
проектное положение;
крепление на втулке сильфонного компенсатора
пластикового мешка для сброса графитовой крошки;
- осмотр столба графитовой кладки, очистка зазора между
блоками кладки от сколов графита и установка блоков в
проектное положение;
- измерение диаметра отверстий в столбе кладки;
- расточка отверстий в графитовых блоках;
- измерение диаметров расточенных ячеек;
- развальцовка нижнего торца трубы верхнего тракта;
- измерение высоты “уса” тракта и зачистка цилиндрической
поверхности верхнего тракта перед установкой ТК;
- отрезка припусков на нижнем участке нового ТК и
обработка образующихся кромок под сварку;
- обработка кромки калача под сварку и очистка его
внутренней полости;
- установка нового ТК;
- измерение высоты кромки “уса” ТК над трактом;
- подрезка выступающей части кромки “уса” ТК - тракт;
- очистка кольцевой канавки тракта от стружки;
- заварка усовым швом соединения ТК - тракт;
- контроль заваренного шва;
282
- разделка кромок верхнего тракта под сварку;
- подтяжка втулки сильфонного компенсатора и приварка ее
кТК;
- приварка калача к ТК;
- установка обоймы верхнего тракта, вварка ее в тракт и
зачистка сварного шва для обеспечения возможности
проведения УЗД;
- контроль качества углового шва, а также швов приварки
обоймы;
- промывка и продувка ТК и ПВК;
- замена проходных заглушек расходомерами ШАДР;
- извлечение глухих заглушек из патрубков ПВК в барабане-
сепараторе.
Первоначально демонтированные. ТК (всего 700 штук)
после отрезания нижних частей помещались в БВК. В
дальнейшем был задействован комплекс для рубки ТК, с
помощью которого производились отрезка нижней части ТК
и рубка центральной части на отрезки длиной по 0,4 м.
Графитовые втулки и кольца снимали с
демонтированных ТК в специальном контейнере,
размещенном в БВК. Отрезки центральной части ТК
складывали в “могильник”. Верхние и нижние части ТК
(длиной по 3 м) отправляли на дезактивацию. Одновременно
с заменой ТК предусматривалась и замена нижних
сильфонных компенсаторов. Однако, поскольку, результаты
оценки состояния четырех демонтированных сильфонов
показали, что они сохранили свою работоспособность, было
решено остальные компенсаторы не заменять.
Надо отметить, что непосредственно перед началом
ремонта и в процессе выполнения первых циклов замены в
технологический процесс и в проект производства работ
было внесено много изменений и уточнений. Необходимость
в этом определялась фактическим наличием ремонтного
оборудования на станции, степенью его готовности,
283
уточнением условии его применения, а также опытом
проведения первых циклов замены. Изменения в
технологическом процессе оформлялись в виде специальных
извещений, а в отдельных случаях в виде технических
решений. При выполнении работ по замене Т К и расточке
отверстий в блоках графитовой кладки использовалось
большое количество (более 150 наименований) резательного
и сварочного оборудования, ремонтной оснастки и
контрольно-измерительной аппаратуры.
Так, для подрыва технологического канала
применялось выполненное на базе пневмогайковерта
специальное устройство, развивающее усилие подрыва до
300 кН, для извлечения старого, установки и осаживания
нового канала специальный захват, развивающий усилие до
150 кН, захват для извлечения графитовых втулок, подтяжки
сильфонного компенсатора, очистки кольцевой канавки от
стружки после срезки усового соединения и среза
выступающей кромки уса канала и т.д.
Для расточки отверстий в графитовых блоках
применялось, как устройство с электроприводом мощностью
2 кВт, специальной фрезой и отсосом продуктов резания
(графитовая крошка, пыль), так и метод калибровки ячеек
прошиванием, который выполнялся с использованием
специальных прошивок и груза.
Измерение полученных диаметров отверстий в блоках
осуществлялось специальным механизмом с погрешностью ±
50 мкм.
Кроме того, проходимость отверстий в графитовых
блоках после расточки (прошивки) контролировалась
специальным калибром, а визуальный осмотр производился
с помощью телевизионных систем.
Во избежание расстыковки труб верхнего тракта и
фланца в сборе, что возможно при усадке графитовых
284
блоков, был применен метод развальцовки нижнего конца
втулки верхнего тракта.
В результате этого наружный диаметр нижних концов
втулок увеличился со 130 до 131 - 131,8 мм.
Качество выполнения каждой операции
контролировалось с помощью специальных контрольных
приспособлений.
Массовая замена каналов на 1 блоке Ленинградской
АЭС с полным восстановлением диаметральных зазоров
между топливными каналами и графитовыми блоками
выполнялась с 28 июля 1989 г. по 23 июня 1990 г.
Благодаря постоянной работе занятых в решении задач
специалистов по оптимизации технологического процесса,
продолжительность ремонта была сокращена до 291 суток,
по сравнению с расчетными 341 сутками.
Непосредственно на реакторе в 5-ти сменах работало
около 150 человек, задействовано более 130 видов
ремонтного оборудования и оснастки. Средняя
продолжительность ремонта одной ячейки составила 4,1
часа.
Опыт ремонта показал полную возможность его
проведения и возможность совмещения этой работы с
модернизацией и реконструкцией другого оборудования
энергоблока.
Впоследствии аналогичная работа при замене каналов
была успешно осуществлена на других блоках ЛАЭС и
Курской АЭС.
3.7. Радиационная ситуация и дозозатраты
После остановки реактора на ремонт радиационную
обстановку формировало у - излучение радиоактивных
продуктов коррозии конструкций основного
285
технологического контура. Значения мощности дозы в
Центральном зале имели порядок десятых долей и единиц
мкбэр/с, в основных помещениях КМПЦ - десятков и сотен
мкбэр/с, а в отдельных точках (подреакторное помещение)
до тысяч и десятков тысяч мкбэр/с.
Для улучшения радиационной обстановки в
помещениях провели кислотную дезактивацию КМПЦ, а на
“калачи” установили свинцовую защиту. Дезактивацию по
ходу ремонта повторяли несколько раз.
Кроме того для улучшения радиационной обстановки
были предусмотрены:
- система отсоса графитовой пыли;
- съемные покрытия Центрального зала и подреакторного
помещения пластикатом;
- очехловка извлекаемых ТК пластикатом;
- пластиковый желоб по пути транспортировки извлекаемых
технологических каналов.
Для предотвращения образования “горячих” точек в
калачах нижней водяной коммуникации предусматривалось
включение ГЦН на время работы в подреакторном
помещении.
В процессе ремонта распределение мощности дозы у-
излучения в Центральном зале (ЦЗ) было достаточно
стабильно. Наименьшее значение мощности дозы у входа в
ЦЗ, а наибольшее над БВК. Значение мощности дозы от
ремонтного инструмента, побывавшего в реакторе (30 - 40)
мкр/с, а отдельных случаях и до 2000 мкр/с (шланг отсоса
графитовой пыли).
Вблизи станка рубки ТК мощность дозы достигла 7000
мкр/с.
Мощность дозы у-излучения в подреакторном
помещении определялась радиоактивными продуктами,
находящимися в пленке отложений и в “горячих” точках
калачей НВК, а также радиоактивными продуктами деления
286
топливной композиции, находящейся в графитовой пыли,
собираемой пылесборниками.
Для улучшения радиационной обстановки в
подреакторном помещении провели кислотную
дезактивацию и установили съемную свинцовую защиту.
Эти мероприятия понизили значение мощности дозы в 25
раз. Для удаления “горячих” точек, появляющихся в калачах
при прекращении циркуляции теплоносителя применяли
схему осушения ТК. По этой схеме воду из ТК и связанного
с ним трубопровода НВК вытесняли сжатым воздухом в
трап. К примеру, максимальное значение дозы '/-излучения в
“горячей” точке, обнаруженное после продувки через день,
уменьшилось до 30 мкр/с.
В процессе производства работ загрязнение
происходило так же при извлечении фрагментов графитовой
кладки и работающего в ней инструмента.
Например, a-загрязненность фрезы составляла 1200
част/ см2мин., кабеля - до 6000 част/см2 мин. При извлечении
графитовых колец «-загрязненность пластиката в месте
выемки колец до 7000 част/см2 мин., поддон - 4500 - 7000 а-
част/сммин. В начале ремонта основная доля дозозатрат
приходилась на работу под реактором, затем на работу по
верху реактора. Наиболее опасными в этом плане работами в
Центральном зале явились работы по извлечению ТК, а под
реактором - работы по отрезке ТК от калача НВК. В
результате вышеупомянутых мероприятий по дезактивации
удалось добиться уменьшения дозовых затрат в 3 - 4 раза по
сравнению с расчетными. В процессе ремонта выполнялись
измерения нуклидного состава и объемной активности
аэрозолей и содержания. изотопа С14 в воздухе. В
полученных пробах воздуха не показано превышения
допустимых концентраций радионуклидов.
287
Приложение
СХЕМЫ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
НЕКОТОРОГО РЕМОНТНОГО ОБОРУДОВАНИЯ
ДЛЯ ЗАМЕНЫ ТК И РЕМОНТА КАНАЛЬНЫХ
ЯЧЕЕК
РЕАКТОРОВ РБМК-1000
288
сварочный автомат
Предназначен для аргонодуговой сварки
неплавящимся электродом без применения присадочной
проволоки поворотных кольцевых соединений изнутри
трубы на глубине до 4 м при вертикальном расположении
оси трубы; разработан для сварки стыкового соединения
гильзы с трактом наращивания схемы «Е» с целью его
восстановления.
Управление процессом настройки, сварки и
наблюдение - дистанционное.
1 - сварочный автомат, 2 - тракт, 3 - гильза, 4 -
токогазопроводы.
289
Техническая характеристика
Минимальный проходной диаметр
сварного узла и штанги, мм
Расположение оси электрода и оси
трубы .
Максимальный сварочный ток, А
Скорость сварки соединения диаметром
120 мм, м/ч
Перемещение электрода, мм:
- радиальное (механическое),
осевое (ручное)
Режим сварки
Скорость перемещения горелки в
режиме АРНД, мм/с, не более
Тип источника питания дуги
Габариты штанги с головкой и
вращателем, мм
Масса сварочной головки, кг
108
90°
200
2- 15
20
50
непрерывный,
импульсный
4
ТИР-300ДМ1
5950x290x730
85
СВАРОЧНЫЙ АВТОМАТ
Предназначен для сварки стыкового кольцевого
соединения изнутри трубы на длине до 7 м неплавящимся
электродом без применения присадочной проволоки при
горизонтальном расположении оси трубы; разработан для
сварки труб ПВК.
Управление процессом настройки, сварки и
наблюдение - дистанционное.
290
Техническая характеристика
Минимальный проходной диаметр сварного
узла и штанги, мм
Минимальный внутренний диаметр
свариваемых труб, мм
Максимальный сварочный ток, А
Скорость сварки, м/ч.
Перемещение электрода, мм:
радиальное (механическое)
осевое(ручное)
Тип источника питания дуги
Максимальная длина, мм
Масса сварочной головки, кг
64
68
200
2-20
10
40
ТИР-
300ДМ1
8281
70
1 - оптико-телевизионная система; 2 - центратор автомата; 3
- труба ПВК; 4 - сварной узел; 5 - направляющий конус.
291
сварочный автомат
Предназначен для сварки неплавящимся электродом
без применения присадочной проволоки неповоротных
кольцевых соединений изнутри трубы на глубине до 21 м
при вертикальном расположении оси трубы.
Управление процессом настройки, сварки и
наблюдение -— дистанционное.
1 - привод,
2 - направляющая,
3 - штанга, 4 - горелка,
5 - сварной шов,
6 - технологический канал.
292
Техническая характеристика
Минимальный внутренний диаметр
свариваемых труб, мм
Расположение оси электрода к оси трубы
Максимальный сварочный ток, А ...
Скорость сварки соединения диаметром
50 мм, м/ч
Перемещение горелки, мм:
радиальное (механическое)
осевое(ручное)
Скорость перемещения горелки в
режиме АРНД, мм/с, не более
Режим сварки
50
90°
150
3—15
10
100
5
Тип источника питания дуги
Габариты штанги с головкой и
вращателем, мм
Масса сварочной головки, кг
непрерывный
импульсно-
шаговый
ТИР-300ДМ1
24325x750x3
00
270
СВАРОЧНЫЙ АВТОМАТ
Предназначен для аргонодуговой сварки
неплавящимся электродом с применением присадочной
проволоки неповоротных кольцевых соединений изнутри
трубы на глубине (3,5±О,1) м при вертикальном
расположении оси трубы. Исполнение сварочного узла
293
обеспечивает центровку и установку автомата в районе
торцового соединения верхней обоймы и технологического
канала.
Управление процессом настройки, сварки и
наблюдение — дистанционное.
1 - корпус
2 - направляющая
3 - привод
4 - горелка
294
Техническая характеристика
Максимальный внутренний диаметр
свариваемых труб, мм
Минимальный проходной диаметр
сварного узла и штанги, мм
Максимальный сварочный ток, А
Скорость сварки соединения диаметром
132 мм, м/ч
Диаметр присадочной проволоки, мм
Скорость подачи присадочной проволоки,
м/ч
Перемещение горелки:
радиальное (механическое), мм •
осевое (ручное), мм
угловое (механическое)
Скорость перемещения горелки в режиме
АРНД, мм/с, не более
Режим сварки
Тип источника питания дуги
Габариты штанги с головкой и
вращателем, мм
Масса сварочной головки, кг
140
108,5
200
3—15
1,0—1,2
10—40
20
120
60—90 0
6
непрерывный,
импульсный
ТИР-300ДМ1
5750x290x747
100
295
сварочный автомат
Предназначен для
аргонодуговой сварки
неплавящимся электродом
без применения
присадочной проволоки
неповоротных торцовых
соединений из
коррозионностойкой стали
на глубине до 4 м при
вертикальном расположении
оси соединяемых элементов.
Конкретное исполнение
сварочной головки
предусматривает центровку
по внутреннему диаметру
технологического канала с
установкой на буртик и
сварку торцового
соединения верхнего тракта
и технологического канала.
Управление
процессом настройки,
сварки и наблюдение -
дистанционное.
1 - смотровое устройство;
2 - сварочная головка;
3 - тракт;
4 - технологический канал; 5 - горелка.
296
Техническая характеристика
Средний диаметр торцового единения, 121
мм
Минимальный проходной диаметр
сварочной головки, мм
Максимальный сварочный ток, А
Скорость сварки соединения диаметром
121 мм, м/ч
Перемещение электрода, мм:
- радиальное (механическое)
осевое:
установочное
предварительное (ручное)
установочное (механическое)
Режим сварки
Тип источника питания дуги
Габариты головки, мм.
Масса, кг:
сварочной головки
оптического смотрового
устройства
81,5
150
3—15
4
30
8
непрерывный,
импульсный
ТИР-300ДМ1
1144x131x105
37
14
297
СВАРОЧНЫЙ АВТОМАТ
Предназначен для аргонодуговой сварки стыковых и
угловых неповоротных кольцевых соединений
неплавящимся электродом без применения присадочной
проволоки. Конкретное исполнение сварочной головки
предусматривает сварку углового кольцевого соединения
сильфонного компенсатора с технологическим каналом.
Управление процессом настройки, сварки и
наблюдение - дистанционное.
1- технологический канал; 2 - сварочная головка; 3 - система
наблюдения (телевизионная); 4 - сварочный автомат; 5 -
втулка сильфона.
298
Техническая характеристика
Диаметр кольцевого соединения, мм Максимальный радиус вращающихся частей, мм Максимальный сварочный ток, А Скорость сварки соединения диаметром 58 мм, м/ч Расположение оси электрода к оси трубы Установочная длина трубы, мм Перемещение горелки осевое (механическое), мм Режим сварки 58 100 200 2—15 60°; 90° 107 10 непрерывный, импульсный
Тип источника питания дуги ТИР-300ДМ 1
Габариты сварочной головки, мм: диаметр длина Масса сварочной головки, кг 200 484 9
299
ТРУБОРЕЗ ДЛЯ КАЛАЧЕЙ
1 - вращатель;2 - режущая струбцина; 3 - привод.
Предназначен для отрезки калачей, соединяющих
каналы с трубами нижних водяных коммуникаций (НВК) в
300
вертикальном положении в стесненных условиях. Труборез
изготовлен в двух вариантах (правом и левом), одинаковых
по технической характеристике, но отличающихся один от
другого зеркальной компоновкой узлов и направлением
вращения.
Техническая характеристика
Материал обрабатываемых труб коррозионно- стойкая сталь
Диаметр обрабатываемых труб, мм Толщина стенок обрабатываемых труб, мм Привод 28; 57; 58 2; 3,5; 4,5 Пневматический ЧУ 159.00.00-01
Мощность, кВт (л.с.) Частота вращения вала, об/мин. Давление в сети, МПа (кгс/см2), не менее Частота вращения планшайбы, об/мин Подача режущего ролика, мм/об Инструмент 0,955 (1,3) 380 0,5 (5) 51 0,16 режущий ролик из стали ШХ15
Габариты, мм Масса, кг 573x202x238 29,3
301
ТРУБОРЕЗ ДЛЯ ВЕРХНЕГО ТРАКТА
1 - привод; 2 - пульт управления; 3 - обойма; 4 - резцы; 5 -
верхний тракт.
Предназначен для отрезки обоймы верхнего тракта и
подготовки кромок под последующую сварку в
вертикальном положении в стесненных условиях.
302
Техническая характеристика
Материал обрабатываемых труб коррозионно-
стойкая сталь
Диаметр обрабатываемых труб, мм
Толщина стенок обрабатываемых труб, мм
Привод
Мощность, кВт (л. с.).
Частота вращения шпинделя, об/мин
Частота вращения планшайбы, об/мин
Подача режущего инструмента, мм/об
Режущий инструмент
Габариты, мм
Масса, кг.
145
6,5
электродвигат
ель
ДПТ22-2С
0,75 (1)
2850
20
0,08
9
резец из стали
Р9К5
350x248x1140
144
303
ТРУБОРЕЗ ДЛЯ СИЛЬФОНА
1 - привод; 2 - резцовая головка; 3 - зажим; 4 - труба ВК; 5 -
нижний тракт.
Предназначен для резки технологического канала и
канала СУЗ по угловому шву соединения сильфонного
компенсатора с соответствующим каналом при замене
304
последнего в вертикальном положении в стесненных
условиях. Операция производится после отрезки калача.
Техническая характеристика
Материал обрабатываемых труб коррозионно-
стойкая сталь
Диаметр обрабатываемых труб, мм 70; 63
Толщина стенок обрабатываемых труб, 11; 8,5
мм
Привод
Мощность, кВт (л. с.)
Давление в сети, МПа (кгс/см2), не менее
Частота вращения планшайбы,об/мин
Подача режущего инструмента, мм/об
Рабочий ход резца, мм
Режущий инструмент
Габариты, мм
Масса, кг
пневматический
0,59 (0,8)
0,5 (5)
56
0,051
13
резец из стали
Р9К5
664x190x190
26
305
МЕХАНИЗМ ДЛЯ СРЕЗКИ «УСОВОГО» ШВА
СИЛЬФОНОВ
1 - привод; 2 - резец; 3 - зажим; 4 - «усовый» шов; 5 -
сильфон; 6 - нижний тракт.
Предназначен для срезки сварного соединения
сильфонов с нижними трактами в вертикальном положении в
стесненных условиях.
306
Техническая характеристика
Материал обрабатываемых труб коррозионно- стойкая и углеродистая стали
Диаметр обрабатываемых труб, мм Толщина обрабатываемых труб, мм Привод Мощность, кВт (л.с.) Частота вращения, об/мин. Давление в сети, МПа (кгс/см2), не менее Частота вращения шпинделя, об/мин Подача режущего инструмента, мм/об Рабочий ход шпинделя, мм Режущий инструмент 118 6 пневматический 0,59 (0,8) 600 0,5 (5) 34,5 0,058 10 резец из стали Р9К5
Габариты, мм Масса, кг 810x190x190 34
307
КОМПЛЕКТ РЕЖУЩЕГО
И МЕРИТЕЛЬНОГО ИНСТРУМЕНТА
1 - штанга; 2 - опора; 3 - шибер;4 - тракт.
Предназначен для контроля поверхности Н8 верхнего
тракта после извлечения технологического канала,
308
калибровки размера или ликвидации повреждений (задиров)
на этой поверхности, а также для контроля поверхностей Н8
иН12 технологического канала, калибровки размеров или
ликвидации повреждений на этих поверхностях. Зачистной
инструмент применяется со штангами.
Техническая характеристика
Габариты, мм:
зачистной головки для тракта (Н8):
диаметр 121
длина 221
зачистной головки для канала (Н8;Н12):
диаметр • 82; 92
длина 227;192
штанги:
диаметр 80
длина 5100
ширина по ручке 400
Масса, кг:
зачистной головки 4,3; 4,4
штанги 34
309
МЕХАНИЗМ ДЛЯ СРЕЗКИ «УСОВОГО» ШВА
ТЕХНОЛОГИЧЕСКОГО КАНАЛА
1 - привод; 2 - бортштанга; 3 - резцы;4 - аппаратный шкаф.
Предназначен для срезки торцового соединения
вертикально расположенных труб из коррозионно-стойкой
стали изнутри на глубине до 4 м.
310
Техническая характеристика
Материал обрабатываемых швов сталь 12Х18Н10Т
Привод электродвигатель АОЛ2-12-2М301
Мощность, кВт (л. с.) Частота вращения, об/мин Частота вращения борштанги, об/мин Скорость резания, м/мин Подача инструмента (ручная), мм/об 1,1 (1,5) 2830 27 10,3 1,44
рукоятки..
Режущий инструмент.
Габариты, мм
Масса, кг
резцы из стали
Р9К5
785x325x4465
173
311
МЕХАНИЗМ РЕЗКИ ТЕХНОЛОГИЧЕСКОГО
КАНАЛА
1 - привод; 2 - пульт управления; 3 - отрезная бортштанга; 4 -
подрезная бортштанга; 5 - резец; 6 - технологический канал.
Предназначен для резки технологического канала
при его замене и подготовке под сварку оставшейся части из
центрального зала. Резка производится в вертикальном
положении на глубине до 20 м.
312
Техническая характеристика
Материал обрабатываемых труб сталь 12Х18Н10Т
Диаметр, обрабатываемых труб, мм. 58
Толщина стенок обрабатываемых труб, мм 4,5
Привод двигатель
4А71В2УЗ,
МЗОО
Мощность, кВт (л.с.) 1,1 (1,5)
Частота вращения, об/мин 2830
Скорость резания, м/мин 12
Частота вращения борштанги, об/мин. 62
Подача радиальная автоматическая, мм/об 0,1 -0,05
Подача ручная вдоль оси борштанги, мм/об 4
рукоятки
Рабочий ход борштанги, мм 80
Число сменных борштанг 2
Режущий инструмент резец из
стали Р9К5
Габариты, мм 512x390x231
45
Масса, кг:
без борштанги 220
с отрезной борштангой 197
с подрезной борштангой 195
313
МЕХАНИЗМ ДЛЯ РЕЗКИ СВАРНОГО ШВА
СИЛЬФОНА
1 - привод;2 - вращатель;3 - технологический канал;4 -
втулка сильфона.
Предназначен для срезки углового шва приварки
сильфонного компенсатора к технологическому каналу и
обработки втулки сильфонного компенсатора под сварку в
вертикальном положении в стесненных условиях.
С целью расширения возможности обслуживания
механизмом наибольшего числа каналов он выполнен в двух
вариантах, отличающихся один от другого зеркальным
расположением приводной части.
314
Техническая характеристика
Материал обрабатываемых труб
Привод
Мощность, кВт (л. с.).
Давление в пневмосети, МПа, не менее
Расход воздуха, м3/мин
Подача режущего инструмента, мм/об
Величина хода каретки суппорта, мм
Режущий инструмент
Габариты, мм
Масса, кг
коррозионно-
стойкая сталь
пневматический
ЧУ 158.00.00
0,75 (1)
0,44
8,35
0,075
25
резец из стали
Р9К5
490x283x281
42
315
МЕХАНИЗМ ОТРЕЗКИ КОЛЕНА
1 - привод; 2 - редуктор; 3 - механизм зажима; 4 - кольцо; 5 -
резцовая головка; 6 - стояк.
Предназначен для отрезки дефектных труб
пароводяных коммуникаций (ПВК) из коррозионно-стойких
316
сталей изнутри трактов на глубине до 4 м с угловым
расположением режущих элементов.
Техническая характеристика
Привод пневматический,
ЧУ 159.00.00
Мощность, кВт (л.с.) 0,96 (1,3)
Частота вращения выходного вала, 550
об/мин
Рабочее давление воздуха,
(кгс/см2), не менее
Расход воздуха, м3/мин
Число специальных резцов
Габариты, мм
Масса, кг
МПа 0,5(5)
1,3
2
4665x555x310
123
317
МЕХАНИЗМ ОТРЕЗКИ СТОЯКА
1 - привод; 2 - зажим; 3 -
резцы; 4 - бортштанга;
5 - верхний тракт.
Предназначен для
резки труб из
коррозионно-стойкой
стали, подготовки фаски
под сварку, проточки по
наружной поверхности
оставшейся части трубы,
снятия усиления сварного
шва и выборки дефектных
швов на трубах в
вертикальном положении
на глубине до 4 м.
Техническая
характеристика
Привод двигатель 4 А71В2У 3
Мощность, кВт (л. с.) 1,1 (1,5)
Частота вращения, об/мин
Скорость резания, м/мин
Режущий инструмент
Габариты, мм
Масса, кг
3000
13,5
резец из стали Р18
1015x325x5148
228
318
МЕХАНИЗМ РЕЗКИ
1 - механизм резки; 2 -
секция; 3 - резцовая
головка.
Предназначен для
резки на части труб из
коррозионно-стойкой стали
и циркониевых сплавов с
диапазоном резки на
глубине от 9 до 19 м, с
шагом до 800 мм, с
последующей разделкой
кольцевой проточки под
захват.
1 - механизм резки; 2 -
секция; 3 - резцовая
головка.
319
Техническая характеристика
Максимальное расстояние до реза, мм 19100
Привод электродвигатель
4А71В2УЗ
Мощность, кВт (л. с.) 1,1 (1,5)
Частота вращения выходного вала, 3000
об/мин
Частота вращения резцовой головки,
об/мин
Скорость резания, м/мин
Режущий инструмент
Габариты, мм
Масса, кг
33,8
10,1
резец из стали Р18
19498x325x785
520
МЕХАНИЗМ ОТРЕЗКИ ТРУБ ПВК
Предназначен для отрезки дефектных труб
пароводяных коммуникаций в зоне технологических каналов
на расстоянии от 360 до 7935 мм от торца трубы (на любом
участке).
1 - привод; 2 - резцовая головка; 3 - резец; 4 - труба ПВК.
320
Техническая характеристика
Материал обрабатываемых труб. коррозионно- стойкая сталь
Диаметр отрезаемых труб, мм: 68
внутренний Привод 77,15 пневматический ЧУ 159.00.00
Мощность, кВт (л. с.) Частота вращения выходного вала, об/мин. 0,96(1,3) 470
Давление воздуха в пневмосети, МПа •
(кгс/см2), не менее Расход воздуха, м3/мин Режущий инструмент Скорость резания, м/мин Габариты, мм Масса, кг 1,5 резец из стали Р18 13,3 8325x257x538 106
321
МЕХАНИЗМ ДЛЯ ОБРАБОТКИ ТРУБ ПВК
Предназначен для обточки, расточки, подрезки
торца и снятия фасок на внутреннем диаметре труб
пароводяных коммуникаций после отрезки участков этих
труб при их замене во время ремонта.
txaсаz//
,--ч-эд-------—fess
zzzz?^.
1 - привод подачи; 2 - удлинитель; 3 - резцовая головка; 4 -
труба ПВК.
Техническая характеристика
Материал обрабатываемых труб сталь
08Х18Н10Т
Максимальный наружный диаметр труб, 79,4
мм
Вид обработки точение
322
Тип привода главного движения
Мощность, кВт (л. с.)
Давление сжатого воздуха, МПа
(кгс/см2), не менее
Расход сжатого воздуха, м3/мин
Частота вращения резцовой головки на
холостом ходу, с' (об/мин)
Тип привода подачи
Подача инструмента (ручная), мм/об
рукоятки
Режущий инструмент
Габариты механизма с опорой
и максимальным количеством
удлинителей, мм
Масса, кг:
механизма без секций ложемента
механизма с ложементом и опорой
резцовой головки
одного удлинителя (наружного)
привода подачи комплекта в
упаковке, не более
пневматическ
ий
0,75(1)
0,5 (5)
1
1,63 (98)
ручной
1
5
5
резец с
пластинами
из твердого
сплава ВКВ
8590x850x415
79,0
96,5
11,4
3,5
8,4
270
323
МЕХАНИЗМ РАСТОЧКИ ШВА ПРИВАРКИ
КОЛЕНА
Предназначен для снятия
внутреннего усиления и наплывов
сварного шва приварки колена к
патрубку стояка верхнего тракта
изнутри на глубине до 4 м с
угловым расположением режущих
элементов.
1 - механизм установки;
2 - механизм расточки;
3 - механизм подачи;
4 - стояк
Техническая характеристика
Материал обрабатываемых труб
Растачиваемый диаметр, мм
Привод
коррозионно-
стойкая сталь
68—72
пневматический
ЧУ 159.00.00
324
Частота вращения выходного вала,
об/мин
Рабочее давление воздуха, МПа
(кгс/см2), не менее
Расход воздуха, м3/мин, не более
Мощность, кВт (л. с.)
Режущий инструмент
Режимы резания под нагрузкой:
частота вращения шпинделя,
об/мин
подача инструмента, мм/об
рукоятки
ход резца, мм, не более.
Габариты механизма, мм
Масса, кг.
550
0,5 (5)
1,0
0,96(1,3)
резец из стали
Р18
ГОСТ 19265-73
52
0,8
45
4665x370x555
200
325
устройство для замены выемной части
РАСХОДОМЕРА
1 - устройство для подрыва;2 - манометр;3 - регулятор
давления;4 - переходная коробка;5 - расходомер.
Предназначено для замены выемной части узла
датчика шарикового расходомера раздаточного группового
коллектора при наличии в системе теплоносителя.
326
Техническая характеристика
Давление, МПа, (кгс/см2):
воды в системе. воздуха в сети. Усилие подрыва, кН (кгс) Крутящий момент при подрыве, кН-м (кгс-м) Габариты, мм: 0,22 (2,2) 0,6 (6) 25 (2500) 12 (1200)
- длина ширина Высота 385 205 1060+480 (ход) = 1540
Масса, кг 20
327
УСТРОЙСТВО ДЛЯ ЗАМЕНЫ
ВЫЕМНОЙ ЧАСТИ КЛАПАНА
1 - регулятор давления; 2 - устройство для подрыва; 3 -
клапан; 4 - переходная коробка.
Предназначено для замены дросселя запорно-
регулирующего клапана раздаточных групповых
коллекторов при наличии в системе теплоносителя.
328
Техническая характеристика
Давление, МПа (кгс/см2):
- воды в системе 0,22 (2,2)
воздуха в сети 0,6 (6)
Усилие подрыва, кН (кгс) Крутящий момент при подрыве, в (кгс-м) Габариты, мм: - длина ширина высота Масса, кг 30 (3000) Дм 13 (1300) 510 220 1065+420 (ход)=1485 40
329
ПРИСПОСОБЛЕНИЕ
ДЛЯ ЗАМЕРА ВЕЛИЧИНЫ СМЕЩЕНИЯ ТОРЦОВ
Предназначено для
замера превышения кромки
канала СУЗ над трактом в
районе «усового» шва при
замене канала изнутри на
глубине до 1500 мм.
1 - рукоятка;
2 - штанга;
3 - щуп;
4 - стойка;
5 - индикатор
Техническая характеристика
Контролируемый диаметр, мм
Точность замера, мм
Габариты, мм:
ширина
высота
Масса, кг
119; 133
0,2
500
2000
11,7
330
ЗАХВАТ ДЛЯ ТЕРМОПАРЫ
Предназначен для
извлечения термопар из
термопарного канала.
1 - корпус;
2 - сухарь',
3 - термопара
Техническая
характеристика
Грузоподъемность, т
Габариты, мм:
диаметр
высота
Масса, кг
1
180
1485
9
331
УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ТЕРМОПАРЫ
Предназначено для
извлечения оторвавшейся части
блока термопар БТ-0170 из
термопарного канала.
1 - рукоятка;
2 - центратор
3 - цанга;
4 - разжимной конус
Техническая характеристика
Внутренний диаметр извлекаемого канала, 9—10
мм
Усилие подрыва, кН (кгс) 11 (1100)
Усилие на рукоятке зажима цанги, Н (кгс) 85 (8,5)
Габариты, мм:
- длина 1790
ширина 300
Масса, кг 70
332
устройство для извлечения
И УСТАНОВКИ ТЕХНОЛОГИЧЕСКОГО КАНАЛА
Предназначено для
подрыва технологического
канала, извлечения его,
установки в камеру хранения
и установки нового канала в
аппарат. Захват изделия
производится изнутри тракта
на глубине до 4500 мм.
1 - верхний тракт;
2 - замок;
3 - технологический канал
Техническая
характеристика
Максимальный диаметр
разжимной
части захвата
при выдвинутых шариках, мм
Усилие подрыва, кН (кгс)
Ход конуса, мм
Габариты, мм
92
150(15000)
30
4860x440x180
333
ЗАГЛУШКА
Предназначена для
гидроиспытаний на прочность и
плотность швов приварки калача к
технологическому каналу и к трубе
водяной коммуникации при замене
сильфонного компенсатора
технологического канала.
1 - штанга;
2,5 - прокладки;
3 - корпус;
4 - шарик.
Техническая характеристика
2
Давление гидроиспытания, МПа (кгс/см ) 11,5 (115)
Глубина установки заглушки, мм
4500
Привод
Габариты, мм:
диаметр
длина
винтовой,
ручной
400
6120
Масса, кг
80
334
Удерживающий элемент
Привод
Габариты, мм:
длина
ширина
УСТРОЙСТВО для
УСТАНОВКИ
И ИЗВЛЕЧЕНИЯ
КОЛЕНА
1 - гидронасос; 2 -
штанга; 3 - колесо; 4 -
стояк; 5 - конус.
Предназначено
для извлечения
отрезанного колена и
подачи в проектное
положение нового
колена при ремонте
труб ПВК. Работа
производится на
глубине в диапазоне
3500—1400 мм в
стесненных условиях.
Техническая
характеристика
цанга
гидроцилиндр от
ручного
гидронасоса
5845-8402
440
335
ЗАХВАТ ДЛЯ ИЗВЛЕЧЕНИЯ ГРАФИТОВЫХ
ВТУЛОК И КОЛЕЦ
Предназначен для извлечения
графитовых втулок и колец из канальной
ячейки.
Захват втулок производится кулачками
автоматически за имеющиеся фаски на
графитовых втулках.
1 - штанга;
2 - пружина;
3 - кулачок;
4 - упор
Техническая характеристика
Максимальная глубина извлечения, мм
Привод сбрасывания втулок
Допустимое усилие подрыва, кН (кгс)
Габариты, мм:
диаметр
- длина
Масса, кг
18 000
ручной,
эксцентриковый
1,5(150)
136
22 350
152
336
УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЗАГЛУШКИ
Предназначено для
дистанционной установки заглушки
диаметром 10,4 мм для отключения
системы контроля целостности
технологических каналов при выходе
ее из строя.
1 - гидроцилиндр;
2 - фиксатор;
3 - корпус;
4 - заглушка
Д=0121 (ОР1244)
Д=0126 (ОР1245)
Техническая характеристика
Рабочее давление воды при запрессовке 17 (170)
заглушки, МПа (кгс/см2)
Усилие на рукоятке при установке 0,3 (30)
заглушки, кН (кгс)
Максимальное перемещение заглушки по 15
горизонтали, мм
Габариты, мм:
- диаметр 370
- длина 4820
337
УСТРОЙСТВО ДЛЯ ЗАМЕНЫ
СИЛЬФОННЫХ КОМПЕНСАТОРОВ
гюдреакторного помещения.
Предназначено для
подрыва и извлечения
сильфонных компенсаторов
из труб нижних частей
трактов, а также установки
новых сильфонных
компенсаторов в проектное
положение. Работы
производятся в потолочном
положении в стесненных
условиях с пола
1 - нижний тракт; 2 - устройство для замены сильфонов.
Техническая характеристика
Усилие подрыва, кН (тс) 35 (3,5)
Рабочее давление сжатого воздуха, кПа 500 (5)
(кгс/см2)
Время подрыва и извлечения, мин 8
Высота подъема механизма подрыва и 1200
извлечения, мм
Обслуживающий персонал, чел. 2
Габариты, мм 1865x630x1950
Масса, кг 360
338
устройство для заглушения ТРУБ ПВК
Предназначено для
заглушения труб пароводяных
коммуникаций (ПВК) верхних
трактов технологических каналов от
попадания воды из сепаратора в
технологический канал. Установка
заглушки производится изнутри под
углом 90° к осевой линии тракта.
1 - ориентирующий стакан;
2 - редуктор;
3 - труба ПВК; 4 - пробка;
5 - заглушка.
Техническая характеристика
Диаметр труб, мм 68
Ход заглушки, мм 58
Глубина установки заглушки, мм 1400-3500
У сил ие на рукоятке, кН (кгс) 0,1 (10)
Давление воды, удерживаемое заглушкой 0,15(1,5)
ПВК, МПа (кгс/см2)
Температура воды, °C 70-90
Габариты, мм:
длина 5825
ширина 435
339
устройство для очистки калача
Предназначено для
очистки калачей нижней водяной
коммуникации от засорения.
1 - устройство для очистки калача;
2 - гибкий шланг;
3 - калач;
4 - наконечник
Техническая характеристика
Номинальное расстояние от базовой
поверхности до удаляемых частиц, мм 22 550
Размеры удаляемых частиц, мм:
- максимальная длина 1000
диаметр 3-—10
Усилие на рукоятках, кН (кгс), не более 0,5 (5)
Габариты, мм:
- длина 24 800
ширина 385
Масса, кг 278
340
ФИКСИРУЮЩЕЕ УСТРОЙСТВО
Предназначено для
удержания оставшейся
части канала после отрезки
его верхней части и для
установки допустимого
зазора под сварку между
калачом и новым
технологическим каналом.
Устанавливается и
закрепляется на нижнем
тракте и технологическом
канале.
Перемещение
нижней (оставшейся) части
канала для установки зазора
осуществляется с помощью электрического привода.
1 - нижний тракт;
2 - канал;
3 - фиксирующее устройство;
4 - электрический гайковерт
Техническая характеристика
Перемещение калача, мм:
вверх 20
вниз 20
Усилие перемещения калача, кН (кгс) 10 (1000)
Усилие на рукоятках, необходимое для 0,15 (15)
зажима кулачков, кН (кгс)
Величина перемещения кулачков, мм 1,6—2,5
341
Электрический гайковерт ИЭ-3114А:
наибольший крутящий момент, Н-м 125
- напряжение, В 36
частота тока, Гц 200
масса, кг 3,5
Габариты, мм:
- длина 1175
- ширина 800
Масса, кг 62
ФИКСИРУЮЩЕЕ УСТРОЙСТВО
1 - нижний тракт; 2 - канал; 3 - фиксирующее устройство; 4 -
электрический гайковерт.
342
Предназначено для удержания оставшейся части
канала после отрезки его верхней части и для установки
допустимого зазора под сварку между калачом и новым
технологическим каналом.
Устанавливается и закрепляется на нижнем тракте и
технологическом канале.
Перемещение нижней (оставшейся) части канала для
установки зазора осуществляется с помощью электрического
привода.
Техническая характеристика
Перемещение калача, мм:
вверх • 20
- вниз 20
Усилие перемещения калача, кН (кгс) 10 (1000)
Усилие на рукоятках, необходимое для 0,15 (15)
зажима кулачков, кН (кгс)
Величина перемещения кулачков, мм 1,6—2,5
Электрический гайковерт ИЭ-3114А:
наибольший крутящий момент, Н-м 125
напряжение, В 36
частота тока, Гц 200
масса, кг 3,5
Габариты, мм:
- длина 1175
ширина 800
Масса, кг 62
343
ЗАГЛУШКА
Предназначена для
гидравлических испытаний шва
приварки технологического
канала к оставшейся его части.
1 - заглушка;
2 - тракт канала;
3 - технологический канал;
4 - испытуемый шов
Техническая характеристика
Глубина установки заглушки, мм
Диаметр уплотнения, мм
Давление воды, удерживаемое заглушкой,
МПа (кгс/см2)
Габариты, мм:
длина
ширина
Масса, кг
4200
85
7,8 (80)
5960
400
37
344
ЗАГЛУШКА-КАМЕРА
Номинальное
поверхности
Предназначена для
создания вакуумной камеры в зоне
сварного шва, соединяющего калач
с технологическим каналом, при
контроле шва на плотность. При
контроле используется газ —
гелий, подводимый снаружи
технологического канала.
1 - заглушка-камера;
2 - новый технологический канал;
3 - тракт канала; 4 - вакуумная
камера.
Техническая характеристика
расстояние от базовой
18010
до сварного шва, мм
Максимальное усилие на ключе при разжиме 0,1 (10)
заглушки, кН (кгс)
Внутренний диаметр рукава для 10
присоединения к вакуум-насосу, мм
Габариты вакуумной камеры, мм:
диаметр 50
- длина 100
345
НАПРАВЛЯЮЩИЙ КОНУС
Предназначен для
обеспечения соосности вертикально
устанавливаемых труб в стесненных
условиях при стыковке их с
неподвижными патрубками на
глубине до 3500 мм.
1 - штанга;
2 - стояк;
3 - центровочное кольцо ОР1968;
4 - конус.
Техническая характеристика
Габариты, мм:
- диаметр 92
- длина 3900
ширина 127
Масса, кг 11,35
346
ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО
Предназначено для измерения
превышения кромок торцов
вертикально расположенных труб
изнутри на глубине до 4500 мм.
1 - измерительное устройство;
2 - тракт;
3 - технологический канал.
Техническая характеристика
Длина кромки канала, мм
Превышение кромок канала и тракта, мм
Габариты устройства, мм:
- диаметр
- длина
Масса, кг
0—35
1—10
128
5980
20
347
ПОДЪЕМНИК
Предназначен для подъема в
стесненных условиях плит
биологической защиты, подачи
механизмов в зону работ, поджима
втулки сильфонного компенсатора
технологического канала.
1 - подъемник;
2 - втулка сильфонного компенсатора;
3 - технологический канал.
Техническая характеристика
Масса поднимаемых грузов, кг. 50
Привод ручной
Усилие поджима сильфона, кН (кгс) 1,2 (120)
Высота подъема, мм 2190
Усилие на рукоятке лебедки при 70 (7)
поджиме сильфона, Н (кгс)
Габариты, мм 930x456x1255
Масса, кг 50
348
УСТРОЙСТВО
ДЛЯ ОЧИСТКИ КОЛЬЦЕВОЙ КАНАВКИ ТРАКТА
Предназначено для
удаления стружки и
расчистки кольцевой
канавки тракта
технологического канала
изнутри на глубине до 4200
мм.
1 - устройство для очистки;
2 - тракт;
3 - кольцевая канавка
тракта.
Техническая характеристика
Диаметр кольцевой канавки, мм
Глубина кольцевой канавки, мм
Принцип очистки и расчистки
канавки
128—140
35
пневмомеханиче
ский
Давление воздуха, подводимого к 0,5 (5)
2
соплу, МПа (кгс/см )
349
Привод механической очистки и
расчистки канавки
Отсос воздуха пылесосом, м3/мин, не
менее
Контроль уровня кольцевой канавки.
Ход инструмента, мм:
вверх
вниз
Усилие обеспечения хода
инструмента, кН (кгс)
Габариты, мм:
максимальный диаметр
- длина
Масса, кг.
ручной
0,8
светосигналом
90
35
0,5 (50)
225
5500
29
350
КАМЕРА
Предназначена для испытания сварного шва
приварки обоймы к стояку на вакуумную плотность.
1 - камера;
Давление разрежения, Па 3,99
6,65
Давление разрежения, Па 3,99
6,65
Габариты, мм:
диаметр 195
ширина 285
высота 140
Масса, кг 10,3
351
ШТАНГА
Применяется для удержания в
заданном положении дефектного
колена пароводяных коммуникаций во
время его отрезки от патрубка тракта и
установки в проектное положение
нового колена. Штанга
устанавливается со стороны барабана-
сепаратора, максимальное расстояние
до дефектного колена 7500 мм.
1 - державка;
2 - цанга;
3 - колено.
Техническая характеристика
Диаметр цанги, мм:
в рабочем положении 68
в свободном положении 65
Габариты, мм:
- длина
ширина
Масса, кг
950-8850
275
26,3
352
ЗАХВАТ С КОЖУХОМ
Применяется для извлечения
канала с застрявшей кассетой, а также
для извлечения канала по частям и
предотвращения просыпания частиц
твэлов при транспортировании
технологического канала к месту
хранения.
1,2- кожухи;
3 - штанга;
4 - технологический канал;
5 - направляющая
Техническая характеристика
Максимальная глубина измерения, мм. 10
Привод разжима кулачков захвата ручной
винтовой
Усилие подрыва канала, кН (тс) 75 (7,5)
Габариты, мм:
- длина 580
ширина 300
высота:
без сменных частей 10875
со сменными частями. 17025
353
ЗАХВАТ ДЛЯ ИЗВЛЕЧЕНИЯ
ГРАФИТОВЫХ ВТУЛОК И КОЛЕЦ
Применяется для извлечения из
канальной ячейки графитовых втулок и
колец.
Извлечение осуществляется с
помощью сухарей, разводимых рабочей
пружиной фиксатора.
1 - штанга;
2 - насадка;
3 - фиксатор;
4 - графитовая кладка
Техническая характеристика
Привод сбрасывания колец
Габариты, мм
Масса, кг
ручной
эксцентриковый
155x110x20550
125
354
УСТРОЙСТВО ДЛЯ ЗАМЕРА
Предназначено для замера расстояния от патрубка
оставшейся части стояка до верхнего уровня стояков при
подготовке нового стояка к монтажу.
1 - линейка;
2 - опора;
3 - подвеска;
4 - тракт ТК
Техническая характеристика
Габариты, мм:
- диаметр 150
- ширина 560
высота 4317
Масса, кг. 8,5
355
ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ ШВА ПВК
Предназначено для ультразвукового контроля
сварного шва приварки трубы пароводяной коммуникации к
верхнему тракту.
1 - штурвал;
2 - труба ПВК;
3 - стояк;
4 - упор;
5 - искательная
головка;
6 - пружина.
Техническая характеристика
Внутренний диаметр контролируемых 68
труб, мм
Расстояние до сварного шва, мм. 3435
3625
Количество стыкуемых секций 6
Частота колебания пьезопластин, МГц 5
Габариты, мм:
диаметр 160
длина 7500
Масса, кг 27,5
356
ЗАГЛУШКА
Предназначена для установки в технологический
канал при вакуумировании тракта. Устанавливается ключом
ОР1812 на глубине до 5 м.
1 - ось;
2 - прокладка;
3 - шайба;
4 - гайка
Техническая характеристика
Давление, Па (мм рт. ст.)
Габариты, мм:
- диаметр
длина
Масса, кг.
6,65 (5-10'2)
81,5
175
1,7
357
СТРАНИЦА ПОТЕРЯНА
358
СТРАНИЦА ПОТЕРЯНА
359
ЗАХВАТ
1 - штанга;
2 - канал СУЗ;
3 - упор;
4 - стакан;
5 - конус
Предназначен для подрыва
канала, извлечения его и установки в
бассейн выдержки.
Техническая характеристика
Усилие подрыва, кН (тс). 50 (5)
Максимальный диаметр стакана при 95
выдвинутых шариках, мм
Ход конуса, мм 30
Габариты, мм:
- длина 2270
ширина 240
Масса, кг 45
360
ЗАХВАТ
1 - штанга;
2 - обойма;
3 - стакан;
4 - конус;
5 - упор
Применяется для подрыва
обоймы верхнего тракта, извлечения его и
установки в бассейн выдержки.
Техническая характеристика
Усилие подрыва, кН (тс)
Максимальный диаметр
выдвинутых шариках, мм
Ход конуса, мм
Габариты, мм:
длина
Масса, кг
50 (5)
стакана при 101
30
1830
38
361
Литература
1. Доллежаль Н.А., Емельянов И.Я. Канальный
ядерный энергетический реактор. - М.: Атомиздат,
1980.
2. Емельянов И.Я., Михан В.И., Солонин В.И. и др.
Конструирование ядерных реакторов. Учебное
пособие. Москва, Энероиздат, 1982.
3. Адамов Е.О., Балдин В.Д., Черкашов Ю.М. и др.
Замена топливных каналов на 1-ом энергоблоке
Ленинградской АЭС. Атомная энергия, т. 72, вып.З,
1992.
4. Ривкин Е.Ю., Родченков Б.С., Филатов В.М.
Прочность сплавов циркония. Москва. Атомиздат.
1974.
5. Балдин В.Д., Клыпина Г.П. Полная замена каналов
на первом и втором энергоблоках АЭС «Пикеринг».
Атомная техника за рубежом №7,1987.
6. Платонов П.А., Николенко В.А., Балдин В.Д. и др.
Влияние состава излучения на повреждаемость
графита. Атомная энергия. Том 87. Вып. 1. 1999.
7. Виргильев Ю.С., Балдин В.Д. Влияние вариации
свойств на работоспособность реакторного графита
ГР-280. Атомная энергия. Том 88. Вып. 2. 2002.
8. Platonov Р.А., Baldin V.D. е.а. The state of graphite
stack of Leningrad NPP, unit 2, after 16,5 years of
operation Proceedings of a Spec. Meeting held in Bath,
UK, 24-27 sept, 1995, IAEA-TECDOG-901, 1996, p. 161 -
165.
9. Гончаров B.B., Бурдаков H.C., Виргильев Ю.С. и
др. Действие облучения на графит ядерных
реакторов. М., Атомиздат, 1978.
362
10. Curtis R.F., Jones S.: The development of direct core
monitoring in Nuclear Electric pic. Proceeding of a
specialists Meeting held in Bath, UK, 24-25 sept. 1995.
11. Белянин Л.А, Лебедев В.И. Адамов Е.О. и др.
Безопасность АЭС с канальными реакторами. М.
Энергоатомиздат, 1997г.
12. Белянин Л.А., Лебедев В.И., Шмаков Л.В. и др.
Безопасность АЭС в изобретениях. Энергоатомиздат,
1998.
13. Трофимов А.И., Кербель Б.М., Коробейников
М.Ю. и др. Техника измерения искривлений
технологических каналов ядерных реакторов. Москва.
Энергоиздат, 1981.
14. Трофимов А.И. Ультразвуковые системы контроля
искривлений технологических каналов ядерных
реакторов. Москва. Энергоатомиздат, 1994.
15. Трофимов А.И., Виноградов С.А. Техника
измерений искривления и диаметра технологических
каналов ядерных реакторов. Обнинск, ИАТЭ, 1994.
16. Трофимов А.И., Виноградов С.А., Балдин В.Д. и др.
Техника многофункциональной диагностики
топливных каналов ядерных реакторов РБМК с
использованием автоматизированного позиционного
электропривода. Известия ВУЗов. Ядерная
энергетика. 1997, №6, с. 3-7.
17. Трофимов А.И., Виноградов С.А., Стасенко В.В.
Комплексная диагностика технологических каналов
ядерных реакторов в России и за рубежом. И Известия
Вузов. Ядерная энергетика. Обнинск, ИАТЭ, 1994,
№6, с. 44-54.
18. Трофимов А.И., Попов В.В. Ультразвуковой
индикатор наклона. А.с. № 554545 (СССР). Открытия.
Изобретения. 1997, № 11.
363
ОГЛАВЛЕНИЕ
Предисловие 3
Введение 4
1. Активная зона реактора РБМК-1000
и задачи диагностики состояния
ее компонентов 8
1.1. Конструкция активной зоны 8
1.2. Топливный канал 13
1.3. Канал СУЗ 25
1.4. Графитовая кладка 31
1.5. Задачи диагностики состояния конструкций
активной зоны реактора РБМК-1000 40
1.6. Состояние контрольно-измерительного
оборудования на российских
и зарубежных АЭС 58
2. Оборудование и системы
внутриреакторной диагностики состояния
каналов и графитовой кладки 68
2.1. Системы измерения искривления
и диаметра технологических каналов,
каналов СУЗ и графитовых колонн 68
2.1.1. Общие сведения 68
2.1.2. Анализ геометрических характеристик
искривлений технологических каналов
и каналов СУЗ 72
364
2.1.3. Датчики угла наклона
на основе маятника 78
2.1.4. Датчики угла наклона
на основе уровня жидкости 81
2.1.5. Датчики измерения диаметра 87
2.1.6. Промышленные образцы устройств
измерения искривления и диаметра 92
2.1.7. Информационно - вычислительная
система обработки измерительной
информации датчиков
угла наклона и диаметра 96
2.1.8. Методика расчета отклонений оси
технологических каналов и каналов СУЗ 103
2.1.9. Методика определения погрешностей
датчиков угла наклона (угломеров)115
2.1.10. Температурная погрешность
датчиков угла наклона и диаметра 126
2.2. Система контроля сплошности металла
технологических каналов и каналов СУЗ 136
2.2.1. Технические требования к системе
ультразвукового контроля состояния
металла технологических каналов
и каналов СУЗ 136
2.2.2. Устройство системы контроля
сплошности металла 137
2.2.3. Подготовка системы контроля
к работе 143
2.2.4. Порядок работы и демонтаж
системы контроля 145
365
2.2.5. Программное обеспечение сбора
и накопления данных 146
2.2.6. Методика ультразвукового контроля
состояния металла ТК и каналов СУЗ 151
2.3. Система контроля величины
зацепления в телескопическом соединении
верхнего тракта технологических каналов 166
2.3.1. Анализ параметров контроля
телескопического соединения
верхнего тракта технологических каналов 166
2.3.2. Метод измерения величины зацепления
в телескопическом соединении
верхнего тракта путем извлечения
технологического канала
из графитовой ячейки 170
2.3.3. Магнито-индукционный метод
контроля величины зацепления 171
2.3.4. Магнитный метод контроля
величины телескопического зацепления 182
2.4. Система визуального контроля
технологических каналов и каналов СУЗ 201
2.4.1. Техническое описание 201
2.4.2. Назначение эндоскопа 202
2.4.3. Технические данные 203
2.4.4. Устройство и принцип работы
эндоскопа______________________________205
2.4.5. Инструкция по эксплуатации 214
366
3. Замена технологических каналов
и ремонт канальных ячеек
на реакторах РБМК-1000 219
3.1. Общие методические подходы
к разработке технологий и специального
оборудования для ремонта и замены
радиоактивного оборудования
на ядерных объектах 219
3.2. Замена обойм 225
3.3. Замена сильфонных компенсаторов 234
3.4. Замена технологических каналов 250
3.5. Технология замены ТК из ЦЗ 257
3.6. Массовая замена ТК 280
3.7. Радиационная ситуация и дозозатраты 285
Приложение 288
Литература 362
367
А.И. ТРОФИМОВ, В.Д. БАЛДИН, М.В. ГРИГОРЬЕВ
ДИАГНОСТИКА И РЕМОНТ
КОНСТРУКЦИЙ АКТИВНОЙ ЗОНЫ
ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ
РЕАКТОРОВ РБМК-1000
ИЗДАНИЕ ВТОРОЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Под редакцией доктора технических наук, профессора,
заслуженного деятеля науки РФ А.И. Трофимова
Изд. лиц №010256 от 07.07.97г.
Подписано в печать 26.03.02
Формат 60x90x1/16. Усл.печ.л. 27,66.
Гарнитура «Таймс»
Тираж 200 экз. Заказ №
Издательство «Энергоатомиздат»
113114, Москва М-114, Шлюзовая наб.,10
Оригинал-макет подготовлен в ОИАТЭ
249030, г. Обнинск, Калужская обл.
Компьютерная верстка: Минин С.И., Трофимов М.А.
Отпечатано с готовых оригинал-макетов в ООО ПКФ «Эндемик»
249030, г. Обнинск, Калужская обл.