





















































































































































































































































































































































































































































































































































Автор: Вереина Л.И. Краснов М.М.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства станки станочные конструкции
ISBN: 978-5-7695-5470-4
Год: 2008



ый комплект учебников
Начальное
профессиональное
образование
Металлообработка
1 Учебное пособие
Л.И.Вереина
М.М. Краснов
Справочник
станочника
ACADEMA
НАЧАЛЬНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
Л.И.ВЕРЕИНА, М.М. КРАСНОВ
СПРАВОЧНИК
СТАНОЧНИКА
Допущено
Министерством образования Российской Федерации
в качестве учебного пособия для образовательных учреждений,
реализующих программы начального профессионального образования
2-е издание, исправленное
ACADEMA
Москва
Издательский центр «Академия »
2008
УДК 621.941(083.131)
ББК 34.632я2
B3I3
Рецензенты:
преподаватель высшей категории специальных предметов ГОУ СПО
политехнический колледж № 31 г. Москвы Т. А. Богдасарова;
ведущий научный сотрудник ОАО «ЭНИМС» д-р техн, наук М. П. Козочкин
ВерешшЛ.И.
В313 Справочник станочника : учеб, пособие для нач. проф.
образования / Л.И.Вереина, М.М. Краснов. — 2-е изд.,
испр. — М.: Издательский центр «Академия», 2008. — 560 с.
ISBN 978-5-7695-5470-4
Изложены основы обработки металлов резанием. Рассмотрены уст-
ройство токарных, сверлильных и- фрезерных станков; режущий инстру-
мент, применяемый на этих станках; типовые способы обработки с вы-
бором режимов резания, припусков и необходимого режущего и мери-
тельного инструментов. Описана плазменно-механическая обработка. Уде-
лено внимание организации рабочего места станочника.
Для учащихся учреждений начального профессионального образова-
ния. Может быть полезно студентам машиностроительных средних и выс-
ших учебных заведений, а также специалистам.
УДК 621.941(083.131)
ББК 34.632я2
Оригинал-макет данного издания является собственностью
Издательского центра «Академия», и его воспроизведение любым способом
без согласия правообладателя запрещается
© Вереина Л. И., Краснов М.М., 2006
© Образовательно-издательский центр «Академия», 2006
ISBN 978-5-7695-5470-4 С) Оформление. Издательский центр «Академия», 2006
ПРЕДИСЛОВИЕ
На машиностроительных предприятиях зачастую работают
станочники-универсалы, обслуживающие токарные, сверлиль-
ные, фрезерные и другие станки.
Станочник должен не только уметь работать на разнооб-
разном оборудовании, но и самостоятельно налаживать обо-
рудование, выбирать оптимальные режимы резания, устра-
нять неполадки, контролировать качество продукции. Поэто-
му в период обучения учащийся должен стремиться углублять
свои знания, приобретать навыки работы на различных ме-
таллорежущих станках.
В справочнике изложены основы обработки металлов реза-
нием, рассмотрены устройство токарных, сверлильных, фре-
зерных и других станков, а также режущий инструмент, при-
меняемый на этих станках, описаны типовые способы обра-
ботки с выбором режимов резания, припусков и необходи-
мого режущего и мерительного инструментов.
Настоящий справочник является учебным пособием для
подготовки квалифицированных станочников широкого про-
филя.
РАЗДЕЛ I
ОБЩИЕ СПРАВОЧНЫЕ СВЕДЕНИЯ
ГЛАВА 1
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ
1.1. Основные понятия и элементы резания
Резание металлов представляет собой такой вид формообразо-
вания, при осуществлении которого поверхности детали форми-
руются методом удаления с заготовки припуска путем пластичес-
кого деформирования и последующего срезания его в результате
движений режущей кромки инструмента и заготовки относитель-
но друг друга.
Стружка — это слой металла, деформированный и отделен-
ный в результате обработки резанием. Различают следующие типы
стружки: скалывания, сливная и надлома. Стружка скалывания
(рис. 1.1, а), состоящая из отдельных элементов, образуется при
Рис. 1.1. Виды стружки при резании:
а — скалывания; б — сливная; в — надлома; v —
скорость резания; Dr — направление главного дви-
жения резания; Ds — направление движения по-
дачи; t — глубина резания
4
обработке твердых металлов с низкой скоростью резания v при
большой толщине срезаемого слоя и малом переднем угле лезвия
резца. Увеличение вязкости обрабатываемого материала, умень-
шение толщины срезаемого слоя, увеличение скорости резания
и увеличение переднего угла лезвия резца приводят к постепен-
ному переходу стружки скалывания в сливную стружку (рис. 1.1, б).
При таких условиях резание происходит с меньшими усилиями,
а обрабатываемая заготовка имеет более чистую поверхность. Слив-
ная стружка отделяется в виде длинной винтообразной ленты.
Стружка надлома (рис. 1.1, в) образуется при обработке твердых
и хрупких металлов (например, чугун, бронза). Срезаемая струж-
ка в виде отдельных кусочков, совершенно не связанных между
собой, легко рассыпается.
Процесс резания сопровождается выделением теплоты; более
всего нагревается стружка, которая воспринимает около 75 % вы-
деляющейся теплоты, до 20 % теплоты воспринимает резец, око-
ло 4 % — обрабатываемая заготовка и около 1 % расходуется на
нагревание окружающей атмосферы; постепенно вся теплота пе-
реходит в окружающую среду. При затуплении резца распределе-
ние теплоты, выделяющейся в процессе резания, резко меняется:
в большей степени нагреваются резец и заготовка.
Режущий инструмент деформирует не только срезаемый слой,
но и поверхностный слой обрабатываемой заготовки: увеличива-
ется его твердость и уменьшается пластичность, т.е. происходит
наклеп обрабатываемой поверхности. Чем мягче и пластичнее об-
рабатываемый металл, тем интенсивнее происходит образование
наклепа. Глубина и степень упрочнения при наклепе увеличивают-
ся с увеличением подачи и глубины резания; при затуплении рез-
ца глубина наклепа увеличивается в 2—3 раза. Применение смазоч-
но-охлаждающей жидкости (СОЖ) значительно уменьшает глу-
бину и степень упрочнения поверхностного слоя обрабатываемой
заготовки.
При обработке заготовок (особенно из пластических металлов)
на передней поверхности резца, вблизи режущей кромки, образу-
ется нарост, причем наиболее интенсивно в диапазоне скоростей
резания 10...20 м/мин. При малых скоростях резания (у< 5 м/мин)
температура в зоне резания недостаточна для образования нароста,
а при больших скоростях (свыше 50 м/мин) нарост не успевает
привариваться к передней поверхности резца. В условиях наростооб-
разования невозможно получить обработанную поверхность высо-
кого качества, поэтому при повышенных требованиях к ее качеству
нежелательно работать в диапазоне скоростей 7...50 м/мин.
Снятие стружки на станках осуществляется сочетанием главно-
го движения и движения подачи. Главное движение резания, обо-
значаемое Dr (см. рис. 1.1), обеспечивает отделение стружки от за-
готовки с наибольшей скоростью в процессе резания. Движение
5
подачи, обозначаемое Ds, позволяет подвести под режущую кром-
ку инструмента новые участки заготовки и тем самым обеспечить
снятие стружки со всей обрабатываемой поверхности.
Различают скорость резания v (скорость главного движения
резания) и скорость движения подачи vs. При лезвийной обработ-
ке скорость резания задается в метрах в минуту (м/мин), а ско-
рость подачи в миллиметрах в минуту (мм/мин). Если главное дви-
жение является вращательным, то скорость резания равна линей-
ной скорости точек заготовки (или сверла, зенкера, развертки) и
определяется по формуле
ndn
v =-----,
1000
где d — диаметр заготовки (инструмента), мм; я — частота враще-
ния заготовки (инструмента), мин-1.
Скорость резания при круглом центровом шлифовании являет-
ся суммой скорости круговой подачи vs кр заготовки и скорости
круга Цф. Учитывая, что г5крна порядок меньше vw, принимают
скорость резания v равной гкр. При обработке абразивным инстру-
ментом скорость резания v задается в метрах в секунду (м/с), по-
этому с большой степенью приближения можно скорость резания
связать с частотой вращения круга п (мин-1) следующей зависи-
мостью:
_ ^ш.к”
1000-60’
где е/ш к — диаметр шлифовального круга, мм.
Скорость круговой подачи, м/мин, при абразивной обработке
(при круглом шлифовании) определяется по формуле
Я тор Л
Vskp = 1 000 ’
где dxr — диаметр заготовки, мм; л — частота вращения заготов-
ки, мин-1.
Подачей У называется отношение расстояния, пройденного рас-
сматриваемой точкой режущей кромки (или заготовки) вдоль тра-
ектории этой точки в движении подачи, к соответствующему чис-
лу циклов Или долей цикла другого движенияво время резания.
Под циклом движения понимают полный оборот, двойной ход
или ход режущего инструмента (заготовки), а под долей цикла —
например угловой поворот на один зуб. В связи, с этим используют
следующие понятия: подача на один зуб Sz, подача на оборот Уо,
подача на ход Ух, подача на двойной ход S2jl. .
6
1
2
Рис. 1.2. Поверхности в процессе
обработки заготовки резцом:
1 — обрабатываемая; 2 — поверхность
резания; 3 — обработанная; 4 — плос-
кость резания; 5 — основная плоскость
Рис. 1.3. Поперечное сечение сре-
заемого слоя:
t — глубина резания; — подача на
оборот; /, а и b — соответственно пло-
щадь, толщина и ширина срезаемого
слоя; <р — главный угол в плане
На обрабатываемой заготовке различают обрабатываемую и об-
работанную поверхности, а также поверхность резания (рис. 1.2).
Расстояние между обрабатываемой и обработанной поверхностя-
ми, измеренное по перпендикуляру к обработанной поверхности,
называется глубиной резания. Глубина резания измеряется в мил-
лиметрах и обозначается буквой / (см. рис. 1.1).
Площадь поперечного сечения, мм2, срезаемого слоя (рис. 1.3)
определяют по формуле
/= Sot.
Кроме того, ее можно определить по формуле
/= ob,
где ан Ь — соответственно толщина и ширина срезаемого слоя, мм.
Совокупность значений скорости резания, глубины резания,
скорости движения подачи или подачи составляет режим резания
(см. ГОСТ 25762—83 «Обработка резанием. Термины, определения
и обозначения общих понятий»).
1.2. Геометрия токарного резца
Резец состоит из лезвия 1 и стержня 5 (рис. 1.4). Лезвие — это
режущая часть резца, а стержень предназначен для закрепления
резца. По передней поверхности 4 (Л0 лезвия сходит стружка; глав-
ная задняя поверхность 7 (Л„) лезвия обращена к обрабатываемой
7
Рис. 1.4. Элементы токарного резца:
I — лезвие; 2, 3 — соответственно вспо-
могательная и главная режущие кром-
ки; 4 — передняя поверхность Л, лез-
вия; 5 — стержень; 6 — опорная (ос-
новная) плоскость; 7 — главная задняя
поверхность лезвия 8 — вершина
лезвия; 9— вспомогательная задняя по-
верхность А!а лезвия
поверхности заготовки; главная 3 и вспомогательная 2 режущие
кромки образованы пересечением передней поверхности с задними.
Для изучения геометрии резца вводят условные плоскости —
Pv, Р„ и Рх (рис. 1.5). Основная плоскость Pv — это координатная
плоскость, проведенная через рассматриваемую точку режущей
кромки перпендикулярно направлению скорости главного движе-
Рис. 1.5. Геометрия резца
8
Рис. 1.6. Токарный резец
с отрицательным передним
углом
ния резания в этой точке. У резцов с
прямоугольным поперечным сечением
за основную плоскость принимают
плоскость, параллельную его опорной
поверхности, т.е. установочной базе.
Плоскость резания Р„ — это координат-
ная плоскость, касательная к режущей
кромке в рассматриваемой точке и пер-
пендикулярная основной плоскости.
Главная секущая плоскость Рх — это ко-
ординатная плоскость, перпендикуляр-
ная линии пересечения основной плос-
кости и плоскости резания.
Геометрические параметры режу-
щей части инструмента оказывают су-
щественное влияние на производительность и экономичность про-
цесса резания и качество поверхности обработанной детали.
Передним углом лезвия у называется угол в секущей плоскости
между передней поверхностью лезвия и основной плоскостью, а
главным передним углом у — угол в главной секущей плоскости. От
величины переднего угла зависит сход стружки: при увеличении
угла у сход стружки облегчается, однако ослабляется режущая кром-
ка. Если в секущей плоскости поверхность лезвия направлена вниз
от основной плоскости, то передний угол считается положитель-
ным, как это показано на рис. 1.5, если же вверх, то отрицатель-
ным. Резцы с отрицательными передними углами (рис. 1.6) приме-
няются при обдирочных работах по стали, наличии ударной на-
грузки, неравномерном припуске и обычно оснащаются пласти-
нами из твердого сплава.
Значение переднего угла зависит от следующих факторов: типа
инструмента, формы передней поверхности резца, характеристик
материала заготовки и режущего инструмента (точнее, его лез-
вия).
Задним углом а называется угол в секущей плоскости между зад-
ней поверхностью лезвия и плоскостью резания, а в главной секу-
щей плоскости этот угол называется главным задним углом а. Зад-
ний угол в основном предназначен для обеспечения свободного
перемещения инструмента по обрабатываемой поверхности и
уменьшения износа по задней поверхности лезвия инструмента.
Увеличение заднего угла приводит к уменьшению угла заостре-
ния р, а следовательно, к ослаблению режущей кромки, а иног-
да — к ее выкрашиванию и преждевременному выходу инструмен-
та из строя.
Для резцов, предназначенных для обработки заготовок из ста-
ли и чугуна точением и растачиванием, значения передних и зад-
них углов назначаются в пределах, указанных в табл. 1.1.
9
Таблица 1.1
Рекомендуемые значения передних у и задних а углов резцов
при точении и растачивании заготовок из стали и чугуна
Материал заготовки Материал режущей части резца
Сталь быстроре- жущая Твердый сплав Сталь быстрорежущая Твердый сплав
Обработка
черно- вая чисто- вая черно- вая чисто- вая
Передний угол у,...° Задний угол а,..."
Сталь конструкционная 25 12...15 6 12 8 12
Сталь легированная 20 10 6 12 8 12
Сталь жаропрочная 20 10 8 8 10 10
Чугун серый — 5 — — 8 10
Чугун ковкий — 8 — — 8 10
Для формирования направления сбега стружки особое значе-
ние имеет угол наклона главной режущей кромки X (угол в плоско-
сти резания между главной режущей кромкой й основной плоско-
стью). Угол X считается отрицательным (рис. 1.7, а), когда верши-
на лезвия является наивысшей точкой режущей кромки, как по-
казано на рис. 1.5 (вид по стрелке А), и положительным (рис. 1.7, б),
если вершина лезвия — самая низкая точка режущей кромки. Этот
угол равен нулю в том случае, когда главная режущая кромка па-
раллельна основной плоскости (рис. 1.7, в). При положительных
значениях угла X место первоначального контакта резца с заготов-
кой удаляется от вершины. Это повышает стойкость резца, особен-
но при обработке заготовок с прерывистой поверхностью или не-
равномерным припуском (табл. 1.2).
Рис. 1.7. Угол X наклона главной режущей кромки:
а — отрицательный; б — положительный; в — равный нулю
10
Таблица 1.2
Угол наклона главной режущей кромки
Условия работы резца Угол А.,...°
Точение прерывистых поверхностей 12...15
Черновое точение и .растачивание заготовок из чугуна 10
Черновое точение и растачивание заготовок из стали 0...5
Точение и растачивание заготовок из жаропрочных сталей и сплавов 0
Чистовое точение и растачивание -2 ...-4
Угол между передней поверхностью лезвия и плоскостью реза-
ния называется углом резания 8 (см. рис. 1.5).
Важным геометрическим параметром резца является главный угол
в плане <р, заключенный между проекцией главной режущей кром-
ки на ее основную плоскость и направлением вектора скорости
подачи. Вспомогательный угол в плане <р' — это угол между проек-
цией вспомогательной режущей кромки на ее основную плоскость
и направлением, противоположным вектору скорости подачи (см.
рис. 1.5). При малом угле ф в работе участвует большая часть режу-
щей кромки резца, вследствие этого улучшается отвод теплоты и
увеличивается период стойкости резца. При большом угле <р шири-
на среза уменьшается, т. е. уменьшается активная длина той части
режущей кромки, которая непосредственно соприкасается с заго-
товкой, увеличивается износ резца и поэтому снижается его период
стойкости. При обработке длинных нежестких валов применяют
резцы с большими углами в плане (60...90°), так как при меньших
углах возможно появление вибраций и недопустимых прогибов
заготовки. При обработке жестких заготовок угол <р составляет
30...45°. Главный угол в плане для точения и растачивания реко-
мендуется выбирать в зависимости от обрабатываемого материала
и степени жесткости системы станок — приспособление — инст-
румент — заготовка (СПИЗ) (табл. 1.3).
Вспомогательный угол в плане ф' составляет 10...30°. Если угол
<р' мал, то при отжатии резца вспомогательная кромка может вре-
заться в обработанную поверхность. Большой угол ф' ослабляет
вершину резца. Кроме того, угол ф' оказывает влияние на шерохо-
ватость обработанной поверхности — появляются значительные
остаточные гребешки.
В табл. 1.4 приведены рекомендуемые значения для вспомога-
тельных углов в плане.
Углом при вершине в плане, е называется угол между проекциями
режущих кромок на основную плоскость. Значение угла е зависит
11
Табл и на 1.3
Рекомендации по выбору главного угла в плане <р
Назначение и условия работы резца Угол <р, ...°
Обтачивание с малой глубиной резания; особо жесткая система СПИЗ 30
Растачивание и точение заготовок из стали; малая жесткость системы СПИЗ 60
Растачивание и точение заготовок из чугуна; малая жесткость системы СПИЗ 70... 75
Подрезание, обтачивание и растачивание ступенчатых поверхностей в упор; нежесткая система СПИЗ 90
Точение; жесткая система СПИЗ 45
только от заточки резца. Углы <р и <р' могут изменяться в зависимо-
сти от установки резца (при отклонении оси стержня резца от
перпендикуляра к оси обрабатываемой заготовки).
На геометрию углов у и а также влияет установка резца в зави-
симости от положения вершины резца относительно оси враще-
ния заготовки (выше или ниже линии центров токарного станка).
При отрезании, обработке конических и фасонных поверхностей,
чистовом нарезании резьбы вершину резца следует устанавливать
строго по центру заготовки (рис. 1.8, а). При установке вершины
резца выше линии центров станка (рис. 1.8, б) увеличивается перед-
ний угол у и уменьшается задний угол а, а при установке ее ниже
линии центров (рис. 1.8, в) передний угол уменьшается, а задний
увеличивается. Практически при наружной токарной обработке
допускается установка резца выше центров станка на величину
й = О,О1е/ (d — диаметр обрабатываемой заготовки), так как сила
Таблица 1.4
Рекомендации по выбору вспомогательного угла в плане <р'
Вид обработки Угол <р', ..."
Чистовая обработка 5... 10
Черновое точение 10...15
Черновое растачивание 15...20
Обработка с подачей в обе стороны без перестановки резца 30
Обработка широкими резцами или резцами с дополнительным режущим лезвием 0
12
Рис. 1.8. Изменение углов в зависимости от положения резца относитель-
но линии центров:
а — на линии центров; б — выше линии центров; в — ниже линии центров
резания отжимает резец вниз и режущая кромка устанавливается
на линии центров станка.
1.3. Заточка резцов
Износ резцов. В процессе резания металлов происходит износ
режущего инструмента. Причиной износа резцов является трение
сбегающей стружки о переднюю поверхность лезвия и задних по-
верхностей — о заготовку. Интенсивность износа зависит от мно-
гих причин: механических свойств заготовки, силы и скорости ре-
зания, наличия СОЖ. Следы износа наблюдаются на передних и
задних поверхностях, но за критерий износа принимается наи-
большая высота изношенной контактной площадки на задней по-
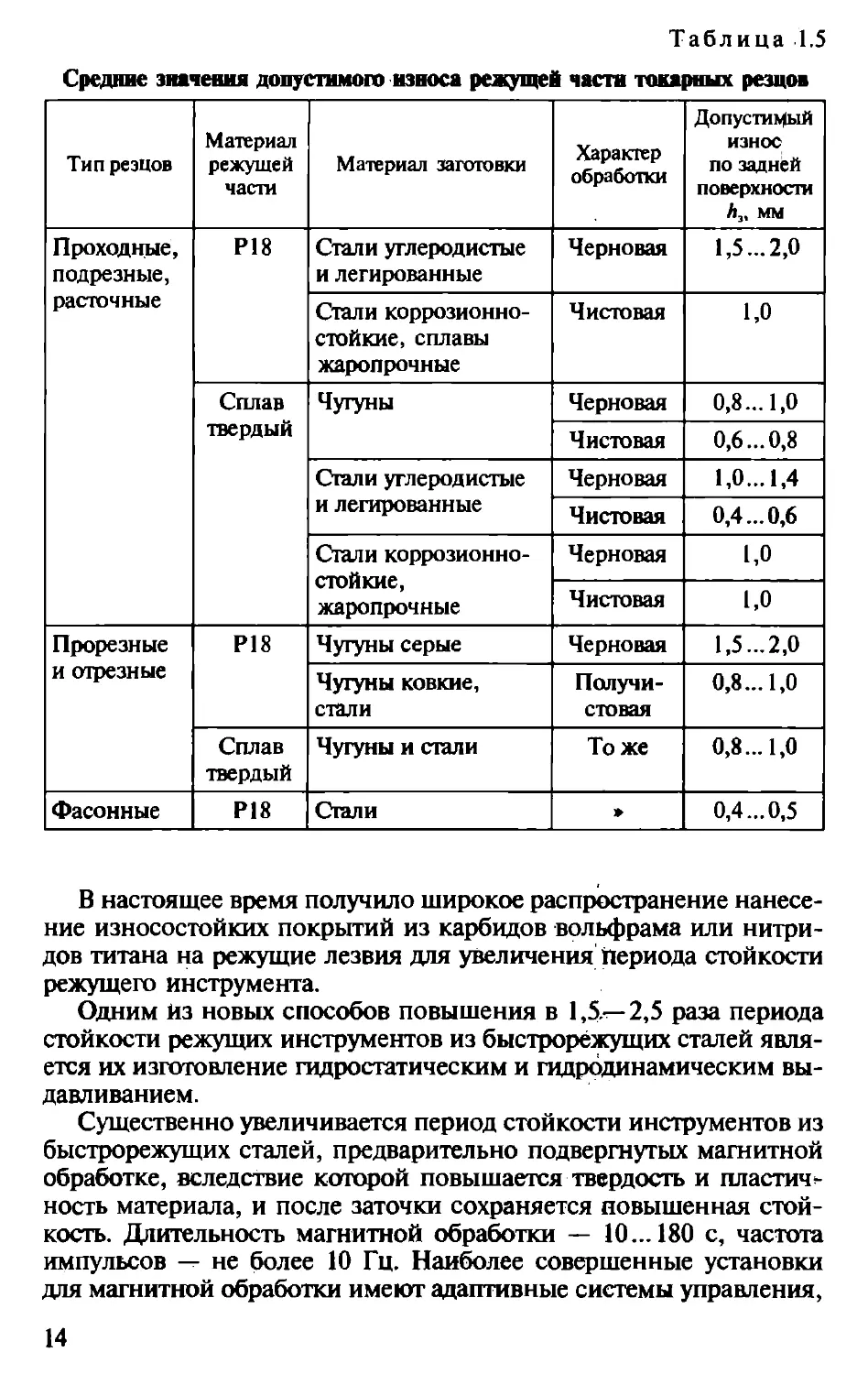
верхности Л3 [1]. В табл. 1.5 приведены средние значения допустимо-
го износа режущей части резцов из быстрорежущей стали или ос-
нащенных пластинами из твердого сплава.
Период стойкости резца Т определяется временем непосред-
ственной работы инструмента (исключая время перерывов) до
очередной переточки, измеряется в минутах и может быть различ-
ным для разных случаев обработки. Период стойкости резца повы-
шается при уменьшении скорости резания, подачи и глубины ре-
зания, однако при этом снижается производительность станка.
Существует понятие экономичного периода стойкости Тэк, при ко-
тором себестоимость изготовления деталей является минимальной.
При этом скорости резания называются экономичными скоростями
резания (табл. 1.6). Экономичной скорости резания соответствует
экономичный период стойкости режущего инструмента (табл. 1.7).
Существует несколько способов повышения периода стойкости
режущего инструмента. Чем выше износостойкость, тем медлен-
нее изнашивается инструмент и выше его размерная стойкость, а
детали, последовательно обработанные одним и тем же инстру-
ментом, будут иметь минимальный разброс размеров.
13
Таблица 1.5
Средние значения допустимого износа режущей части токарных резцов
Тип резцов Материал режущей части Материал заготовки Характер обработки Допустимый износ по задней поверхности Л„ мм
Проходные, подрезные, расточные Р18 Стали углеродистые и легированные Черновая 1,5 ...2,0
Стали коррозионно- стойкие, сплавы жаропрочные Чистовая 1,0
Сплав твердый Чугуны Черновая 0,8... 1,0
Чистовая 0,6...0,8
Стали углеродистые и легированные Черновая 1,0... 1,4
Чистовая 0,4 ...0,6
Стали коррозионно- стойкие, жаропрочные Черновая 1,0
Чистовая 1,0
Прорезные и отрезные Р18 Чугуны серые Черновая 1,5...2,0
Чугуны ковкие, стали Получи- стовая 0,8... 1,0
Сплав твердый Чугуны и стали Тоже 0,8... 1,0
Фасонные Р18 Стали » 0,4...0,5
В настоящее время получило широкое распространение нанесе-
ние износостойких покрытий из карбидов вольфрама или нитри-
дов титана на режущие лезвия для увеличения периода стойкости
режущего инструмента.
Одним Из новых способов повышения в 1,5.—2,5 раза периода
стойкости режущих инструментов из быстрорежущих сталей явля-
ется их изготовление гидростатическим и гидродинамическим вы-
давливанием.
Существенно увеличивается период стойкости инструментов из
быстрорежущих сталей, предварительно подвергнутых магнитной
обработке, вследствие которой повышается твердость и пластич-
ность материала, и после заточки сохраняется повышенная стой-
кость. Длительность магнитной обработки — 10... 180 с, частота
импульсов — не более 10 Гц. Наиболее совершенные установки
для магнитной обработки имеют адаптивные системы управления,
14
Таблица 1.6
Средние значения экономичной скорости резания
Материал заготовки Скорость резания, м/мин
Быстрорежущий резец, Р9К5 Стали 15...50
Твердосплавные резцы: Т15К6 ВК8 Стали 100...350
Чугуны серые 50...200
Алмазный резец Бронза 500... 800
Резец из минералокерамики Медь и ее сплавы 400... 700
Стали конструкци- онные и низко- углеродистые 250...500
Чугуны серые 150...600
Чугуны ковкие 200...350
Стали закаленные 70... 300
Режущий инструмент на основе эльбора-Р Стали закаленные 80... 160
Стали нетермо- обработанные 60...300
Чугуны 300...500
Быстрорежущее сверло (</=20...60 мм), Р9, Р6М5, 11РЗАМЗФ2 Стали 10...40
Твердосплавное сверло (</= 8...3O мм), ВК8 Чугуны серые 50... 100
Быстрорежущий зенкер (</=36...80 мм), Р6М5, Р6М5К5 Стали 10...40
Твердосплавный зенкер (</=14...80 мм), ВК8 Чугуны серые 50... 175
Быстрорежущая развертка (</=21...80 мм), Р6М5, Р12ФЗ, Р6М5ФЗ Стали 2... 15
позволяющие автоматически изменять режим обработки в зависи-
мости от размеров инструмента.
Повышение стойкости инструментов из быстрорежущей стали
может быть достигнуто термодиффузионным упрочнением, при
котором на рабочие поверхности инструмента за счет диффузии
15
Таблица 1.7
Средние значения экономичного периода стойкости режущих '
инструментов I
Режущий инструмент Стойкость, мин
Быстрорежущие проходные резцы 30... 60
Твердосплавные проходные резцы 60...90
Отрезные и резьбовые резцы 20...60
Быстрорежущие сверла (d = 5 ...60 мм) для обработки заготовок из стали 15...ПО
Быстрорежущие сверла (d- 5 ...60 мм) для обработки заготовок из серого чугуна 20... 170
Твердосплавные сверла для обработки заготовок из чугуна 40... 80
Зенкеры 30... 100
Развертки из инструментальной стали для обработки заготовок из стали 40... 120
Развертки из инструментальной стали для обработки заготовок из чугуна 60... 80
Твердосплавные развертки для обработки заготовок из стали 20... 180
Твердосплавные развертки для обработки заготовок из чугуна 30...240
наносится слой хрома (или молибдена, или ванадия), обеспечива-
ющий повышение твердости и износостойкости.
Существует ряд установок «Булат», служащих для нанесения
износостойких покрытий на быстрорежущие и твердосплавные
инструменты методом ионной бомбардировки. Материал покры-
тий (титан, молибден, бор и др.) испаряется и в среде азота кон-
денсируется на инструменте, вследствие чего образуется пленка
(например, нитрида титана). При толщине пленки 5...7 мкм пери-
од стойкости инструмента повышается в среднем в 2 —6 раз в за-
висимости от обрабатываемого материала и условий обработки. Ши-
рокое распространение получили многослойные покрытия. После
каждой переточки инструмента покрытие нужно наносить заново.
Повысить стойкость резцов в 2 — 2,5 раза можно нанесением
покрытия из дисульфида молибдена. Самым простым способом
нанесения такого покрытия является натирание режущего лезвия
карандашом из дисульфида молибдена (натираемую поверхность
предварительно необходимо обезжирить). Другой способ — окуна-
16
ние обезжиренной поверхности в жидкий дисульфид молибдена с
последующим выдерживанием в печи при температуре 100... 150 °C.
После каждой переточки инструмента необходимо заново нано-
сит^ покрытие.
Лазерное упрочнение резцов из быстрорежущих и других инст-
рументальных сталей обеспечивает высокую твердость и стойкость
за счет фазовых превращений металла поверхностного слоя на за-
данном участке. При этом свойства основного материала сохраня-
ются неизменными.
При необходимости срезания больших припусков с заготовок
из высокопрочных и труднообрабатываемых материалов повыше-
ние производительности обработки и стойкости инструментов
может быть достигнуто за счет применения терморезания, т. е. об-
работки нагретой заготовки. В результате нагрева поверхностного
слоя уменьшается его сопротивление резанию, снижаются нагруз-
ки на инструмент.
Нагрев заготовки может быть общим или локальным (в зоне
резания). Локальный нагрев может быть выполнен: токами высо-
кой частоты (индукционный способ); электроконтактным спосо-
бом (низковольтным переменным током, подводимым к заготов-
ке специальными вращающимися роликами); инфракрасным из-
лучением; электролитическим нагревом; плазменной струей. На-
грев плазменной струей позволяет обрабатывать и токонепроводя-
щие материалы, а нагрев с использованием электрического тока —
только токопроводящие.
Заточка и доводка резцов. Изношенный режущий инструмент
необходимо перетачивать. Заточку резцов можно производить на
точильно-шлифовальных и универсально-заточных станках. Для за-
точки резцов из быстрорежущей стали на точильно-шлифовальных
станках используют шлифовальные круги из электрокорунда и чер-
ного карборунда (для заточки твердосплавных резцов).
Заточка твердосплавных резцов производится в два приема: пред-
варительная — кругом зернистостью 25—40 и твердостью М3 — СМ 1;
окончательная — кругом зернистостью 16 —22 и твердостью СМ1.
Окружная скорость вращения у заточного круга 12... 15 м/с. При
заточке вручную на точильно-шлифовальном станке (рис. 1.9) ре-
зец 1 устанавливают на подручник 3, после чего прижимают с
усилием 20...30 Н к шлифовальному кругу 2. Заточку передней
поверхности производят торцом шлифовального круга, а резец ук-
ладывают на подручник, базируя его на боковую плоскость. При
заточке резца по задней поверхности подручник 3 поворачивают
на угол а, а резец кладут на него опорной поверхностью так, что-
бы его режущая кромка располагалась горизонтально. Заточку осу-
ществляют периферией шлифовального круга, поэтому поверхность
резца получается не плоской, а вогнутой (величина вогнутости
при диаметре круга 300...400 мм незначительная). Круг должен
17
a
б
Рис. 1.9. Заточка передней (а) и задней (б) поверхностей резца на то-
чильно-шлифовальном станке:
1 — резец; 2 — шлифовальный круг; 3 — подручник; Ds — направление движе-
ния подачи; Dr — направление главного движения резания; а — угол поворота
подручника в вертикальной плоскости
вращаться в направлении на «резец». В этом случае сила резания
дополнительно прижимает резец к подручнику, обеспечивая бо-
лее высокое качество режущей кромки — меньшую шероховатость
и незначительное выкрашивание.
После заточки осуществляют доводку (притирку) главной зад-
ней и передней поверхностей резца вдоль режущих кромок. Для
доводки твердосплавных резцов используют пасту из карбида бора с
добавлением 30 % парафина. Наиболее качественные заточка и до-
водка твердосплавных резцов достигаются на специальных заточ-
18
Таблица 1.8
Режимы заточки и доводки твердосплавных резцов алмазными кругами
Марка твердого сплава Скорость резания V, м/с Заточка Доводка
Скорость продольной подачи 1^5пр, мм/мин Поперечная подача, мм/дв.х Скорость продольной подачи t^5np, мм/мин Поперечная подача, мм/дв.х
Т30К4 30...35 1... 1,5 0,01.-0,02 0,3 ...0,8 Не более 0,1
Т15К6, Т14К8 30... 35 1... 1,5 0,01-0,03 0,3 ...0,8 0,01
ВК8, ВК6 30...35 1... 1,5 0,01 ...0,04 0,3.„0,8 0,01-0,02
ВКЗ 30...35 1... 1,5 0,01-0,02 0,3 ...0,8 0,01
ных станках мод. ЗБ632В с помощью алмазных кругов (табл. 1.8),
обеспечивающих получение параметра шероховатости поверхно-
сти Ra 0,16...0,08 мкм и повышение долговечности резца в 1,5 раза.
Для заточки минералокерамических резцов используют шлифо-
вальные круги из зеленого карборунда на керамической связке.
Заточку резцов следует производить с непрерывным обильным
охлаждением во избежание их растрескивания.
Доводка минералокерамических резцов производится на чугунном
диске пастой из карбида бора.
Таблица 1.9
Допускаемые отклонения геометрических параметров лезвия резца
при заточке
Геометрические параметры лезвия резца Значения заданных углов, ...° Допускаемые отклонения, ...°
Передний угол у Меньше 12 ±1
Больше 12 ±2
Главный задний угол а От 6 до 15 ±1
Вспомогательный угол а. Меньше 2 ±0,5
Больше 2 ±1
Главный угол в плане <р От 30 до 100 ±2
Вспомогательный угол в плане <р' Меньше 2 ±0,5
От 2 до 5 ±1
Угол наклона главной режущей кромки X От-5 до +5 ±1
Больше 5 ±2
19
Таблица 1.10
Шероховатость поверхности резцов Ra, мкм
Затачиваемая поверхность Резец
быстрорежущи й твердосплавный
Задняя по фаске 0,32...0,16 0,32.„0,16
Задняя по пластине 0,63...0,32 1,25 ...0,63
Задняя по державке 2,50...0,63 2,50... 1,25
Передняя по фаске 0,32.„О,16 0,32.„0,16
Передняя по плоскости 0,63.„О,32 1,25 ...0,63
Передняя криволинейная 1,25...0,32 1,25 ...0,32
Передняя по лунке 1,25.„0,63 1,25.„0,63
Поверхность стружколома 1,25.„0,63 1,25.„0,63
Заточку алмазных резцов осуществляют на специальных заточ-
ных станках с помощью чугунных дисков, шаржированных алмаз-
ным порошком. Правильность заточки резцов проверяют угломе-
ром и шаблонами. Допускаемые отклонения геометрических пара-
метров лезвия резца при заточке приведены в табл. 1.9.
Заточка и доводка резцов должны обеспечивать получение ше-
роховатости обрабатываемых поверхностей в пределах, указанных
в табл. 1.10.
1.4. Сила резания
Для осуществления процесса резания к резцу необходимо при-
ложить определенную силу, которая должна преодолеть сопротив-
ление материала разрушению, т.е. образованию стружки. Сила со-
противления резанию является результатом действия различных
сил: упругой и пластической деформации, трения стружки о перед-
нюю поверхность резца, трения задних поверхностей о поверх-
ность резания и обрабатываемую поверхность. В соответствии с ГОСТ
25762—83 силу сопротивления резанию Р(рис. 1.Ю) раскладывают
на составляющие по трем взаимно-перпендикулярным направле-
ниям. Направление главной составляющей силы резания /7. совпа-
дает с направлением скорости главного движения. Составляющая
силы резания Рх направлена параллельно продольному движению
подачи, а радиальная составляющая Ру — параллельно поперечно-
му движению подачи.
В процессе резания на значения составляющих Рх, Ру и Р^ влия-
ют: механические характеристики материала обрабатываемой за-
20
готовки, глубина резания, пода-
ча, значения переднего и главно-
го углов в плане, радиус скругле-
ния режущей кромки, вид СОЖ,
вибрация, скорость резания и из-
нос резца. Для одного и того же
обрабатываемого материала при
одинаковых условиях обработки
справедливо следующее утвержде-
ние: чем больше площадь срезае-
мого слоя f мм2, тем больше со-
ставляющая Рг. Зная коэффициент
резания К (табл. 1.11) материала,
обрабатываемого в конкретных
условиях, можно вычислить при-
ближенное значение составляю-
щей силы резания Рг, Н, по фор-
муле
P,= Kf.
Рис. 1.10. Силы, действующие на
резец:
Ds — направление движения пода-
чи; Dr — направление главного дви-
жения резания
Таблица 1.11
Коэффициенты резания К для токарной обработки
Обрабатываемый материал Механические характеристики Коэффициент резания К, Н/мм2
Предел прочности при растяжении ц„ р, МПа
Сталь 400... 500 1 500
500...600 1 600
600... 700 1 780
700... 800 2 000
800...900 2 200
900... 1 000 2 350
1 100... 1 150 2 550
Алюминий и силумин — 400
Дуралюмин 250 600
350 800
Свыше 350 1 100
Бронза средней твердости — 550
Бронза свинцовая — 350
21
Окончание табл. 1.11
Обрабатываемый материал Механические характеристики Коэффициент резания К, Н/мм2
Медь — 950... 1 150
Твердость обрабатываемого материала НВ
Чугун 140... 160 1 000
160... 180 1 080
180...200 1 140
200...220 1 200
Примечание. Коэффициент резания К измерялся при следующих условиях
резания: глубина резания / = 5 мм; подача 50 = 1 мм/об; у = 15°; <р = 45°; радиус при
вершине лезвия r= 1 мм; Л. = 0; обработка без охлаждения.
Для определения других составляющих силы резания использу-
ют следующие соотношения:
Л=(0,з...0,4)Л;
Ру = (0,4...0,5)Рг.
Равнодействующую силу, действующую на резец, определяют
по формуле
= 7л2+л? + л2-
На практике по значению составляющей силы резания Pz, Н,
определяют эффективную мощность резания, кВт,
N^= Лг/103,
где v — скорость резания, м/с.
Осевую составляющую Рх силы резания используют при опре-
делении допустимой нагрузки на резец и механизмы станка при
продольном движении подачи. Радиальная составляющая Ру, воз-
действуя на резец, отжимает его. Составляющую Ру учитывают при
расчете прочности инструмента и механизма поперечного движе-
ния подачи станка.
1.5. Материалы, обрабатываемые резанием,
и их свойства
Материалы, применяемые в машиностроении, подразделяют
на конструкционные и инструментальные. Конструкционные мате-
риалы можно подразделить:
• на металлические — сплавы на основе железа, никеля, меди,
алюминия, магния, титана и других металлов;
22
• неметаллические — пластмассы, керамика, стекло, резина и т.д.;
• композиционные — соединения разнородных материалов, при-
чем свойства компонентов резко отличаются от свойств композици-
онных материалов. Размеры частиц компонентов колеблются в широ-
ких пределах — от нескольких долей микрометров (порошковые на-
полнители) до нескольких миллиметров (волокнистые наполнители).
В чистом виде металлы для изготовления деталей применяются
гораздо реже, чем их сплавы. О составе сплава можно судить по
Таблица 1.12
Условные обозначения химических элементов в марках сплавов
Элемент Сплавы Элемент Сплавы
железа цветных металлов железа цветных металлов
Алюминий го А Олово — о
Барий — Бр Осмий — Ос
Бериллий л — Палладий — Пд
Бор р — Платина — Пл
Ванадий ф Вам Рений — Ре
Висмут Ви Ви Родий — Rg
Вольфрам В — Ртуть — Р
Галлий Ги Ги Рутений — Ру
Германий — Г Свинец — с
Европий — Ев Селен Е СТ
Железо — Ж Серебро — Ср
Золото — Зл Скандий — Скм
Индий — Ин Сурьма — Су
Иридий — И Таллий — Тл
Кадмий Кд Кд Тантал — тт
Кобальт К К Титан т тпд
Кремний с Кр(К) Углерод У —
Литий — Лэ Фосфор п ф
Магний ш Мг Хром X Х(Хр)
Марганец Г Мц (Мр) Церий — Се
Медь д М Цинк — Ц
Молибден м — Цирконий ц ЦЭВ
Никель н н Эрбий — Эрм
Ниобий Б Нл
23
символам (табл. 1.12), которые входят в обозначения марок маши-
ностроительных материалов.
Обработке резанием подвергают следующие металлические ма-
териалы: чугуны, спали, цветные металлы и их сплавы.
Чугун — это сплав железа, углерода, кремния, марганца и дру-
гих веществ, причем содержание углерода составляет 2,14...4,5 %.
Различают серый, высокопрочный, ковкий чугун и чугун легиро-
ванный со специальными добавками. Серый чугун маркируют бук-
вами СЧ, обозначающими его название, и двумя цифрами, харак-
теризующими предел его прочности при растяжении (табл. 1.13).
Например, СЧ10 — серый чугун, обладающий пределом прочно-
сти при растяжении 100 МПа.
Высокопрочный чугун получают введением в жидкий чугун
0,3... 1,0% магния или его сплава с никелем, медью, алюминием
или кремнием и маркируют буквами ВЧ, обозначающими его на-
звание, и двумя цифрами, которые характеризуют предел проч-
ности при растяжении. Например, ВЧ 40 — высокопрочный чу-
гун, имеющий предел прочности при растяжении 400 МПа.
Таблица 1.13
Условные обозначения марок материалов
Материал Обозначение
Чугун с пластинчатым графитом — серый чугун (ГОСТ 1412-85) Буквы СЧ и число — предел прочности при растяжении в даН/мм2, 1 даН/мм2 = 10 МПа (СЧ20)
Чугун с шаровидным гра- фитом — высокопрочный чугун (ГОСТ 7293—85) Буквы ВЧ и число — предел прочности при растяжении в даН/мм2 (ВЧ 45)
Чугун ковкий (ГОСТ 1215-79**) Буквы КЧ; первое число — предел прочности при растяжении в даН/мм2, второе — отно- сительное удлинение в процентах (КЧ 30-6)
Чугун легированный со специальными свойства- ми: жаростойкий, изно- состойкий, жаропроч- ный (ГОСТ 7769-82**) Буква Ч; последующие буквы указывают на наличие легирующих элементов, а число за ними — соответствующее содержание этих элементов в процентах. Буква Ш в конце обо- значения марки указывает на то, что чугун с шаровидным графитом (ЧС5Ш)
Сталь углеродистая обыкновенного качества (ГОСТ 380-94) Буквы Ст и числа 0, 1,2, ..., 6. Увеличение числа означает повышение содержания угле- рода и предела прочности при растяжении (Ст1, Ст2). Степень раскисления стали обо- значается буквами после числа : кп — кипя- щая, пс — полуспокойная, сп — спокойная
24
Продолжение табл. 1.13
Материал Обозначение
Сталь углеродистая каче- ственная конструкцион- ная (ГОСТ 1050-88**) Две цифры (05; 08; 10; И; 15; 18; 20; 25; 30; 35; 40; 45; 50; 55; 60) — среднее содержание углерода в сотых долях процента. Буквы кп или пс после цифр соответствуют кипящей или полуспокойной стали (08 пс)
Сталь низколегированная конструкционная (ГОСТ 19281—89*), сталь леги- рованная конструкцион- ная (ГОСТ 4543-71*), сталь рессорно-пружин- ная (ГОСТ 14959-79*), стали высоколегирован- ные и сплавы коррозион- но-стойкие, жаростойкие и жаропрочные (ГОСТ 5632-72*) Первые две цифры — среднее содержание уг- лерода в сотых долях процента; буквы за циф- рами указывают на наличие легирующих эле- ментов, а цифры после букв — их содержа- ние в процентах (35Г2, 20Н2М). Если содер- жание легирующих элементов менее 1,5%, то цифра отсутствует (50Х, I5XM). Буквы А, Ш в конце обозначений марок указывают на то, что сталь соответственно высококаче- ственная (15ХА, 20ХНЗА) и особовысокока- чественная (95X18-Ш)
Сталь углеродистая ин- струментальная (ГОСТ 1435-99) Буква У и число — среднее содержание угле- рода в десятых долях процента (У7, У10). Бук- ва А после числа обозначает, что сталь высо- кокачественная (У8А)
Сталь легированная ин- струментальная (ГОСТ 5950-2000) Первое число — среднее содержание углерода в десятых долях процента, если оно более 0,1 % (9X1, 9ХС); число после букв, обозначающих легирующий элемент, — его среднее содер- жание в процентах (XI2, 8X3)
Сталь подшипниковая (ГОСТ 801-78*) Буквы ШХ и число — содержание хрома в де- сятых долях процента. Последующие буквы указывают на наличие дополнительных леги- рующих элементов (ШХ15СГ)
Сталь конструкционная высокой обрабатывае- мости резанием (ГОСТ 1414-75*) Буква А и число — среднее содержание угле- рода в сотых долях процента (А12). Последую- щие буквы указывают на наличие легирую- щих элементов (АС40ХГНМ)
Сплавы алюминиевые: литейные (ГОСТ 2685-75) деформируемые (ГОСТ 4784-97) Буквы АЛ — литейные сплавы; последующее число — номер сплава (АЛ2) Буквы Д, АК, АН, ВД, В — деформируемые сплавы; последующее число — номер сплава (Д16)
Сплавы магниевые: литейные (ГОСТ 2856-79*) Буквы МЛ — литейные сплавы; последующее число — номер сплава (МЛ5)
25
Окончание табл. 1.13
Материал Обозначение
деформируемые (ГОСТ 14957-76*) Буквы МА — деформируемые сплавы, после- дующее число — номер сплава (МА 15)
Сплавы медно-цинковые (латуни): обрабаты ваем ые давлением (ГОСТ 15527-70*) литейные (ГОСТ 17711-93) Буква Л; последующие буквы указывают на наличие легирующих элементов. Первое чис- ло — содержание меди в процентах, осталь- ные числа, соответствующие последователь- ности букв, — содержание легирующих эле- ментов в процентах (ЛЦ38Мц2С2)
Бронзы литейные: безоловянные (ГОСТ 493-79) оловянные (ГОСТ 613-79) Буквы Бр; последующие буквы указывают на наличие легирующих элементов, а числа — их содержание в процентах (БрОбЦбСЗ)
Сплавы медно-никеле- вые (ГОСТ 492-73) Буквы МН; последующие буквы указывают на наличие легирующих элементов. Первое чис- ло — содержание никеля в процентах, осталь- ные числа, соответствующие последователь- ности букв, — содержание легирующих эле- ментов в процентах (МНЖМцЗО-1-1)
Баббиты (ГОСТ 1320-74*) Буква Б и число — содержание олова в про- центах (Б88)
Стали вольфрамсодер- жащие быстрорежущие (ГОСТ 19265-73*) Буква Р и числа, показывающие среднее со- держание вольфрама в процентах. Буквы за числами указывают на наличие других легиру- ющих элементов, а числа после них — содер- жание этих легирующих элементов (Р9М4К8)
Сплавы твердые спечен- ные (ГОСТ 3882-74*) Буквы ВК — вольфрамовые сплавы; последу- ющее число — содержание кобальта в про- центах; остальное — карбид вольфрама в про- центах (ВК6). Буква Т — титановольфрамовые сплавы; пос- ледующее число — содержание карбида тита- на в процентах; буква К после числа — содер- жание карбида кобальта в процентах; осталь- ное — карбид вольфрама в процентах (T5K.I0). Буквы ТТ — титанотанталовольфрамовые сплавы; число — суммарное содержание кар- бидов титана и тантала в процентах; буква К означает наличие кобальта, а последующие числа — его содержание в процентах; осталь- ное — карбид вольфрама в процентах (ТТ8К.6)
26
Ковкий чугун отличается высокой вязкостью и маркируется
буквами КЧ и двумя группами цифр: первая означает предел проч-
ности при растяжении, а вторая — относительное удлинение. На-
пример, КЧ 60-3 — ковкий чугун, имеющий предел прочности
при растяжении 600 МПа и относительное удлинение 3 %.
Легированные чугуны со специальными свойствами подразде-
ляют на хромистые, кремнистые, алюминиевые и никелевые. Не-
которые из них обладают жаростойкостью до температуры 1 130 °C
(ЧХ16, ЧХ32, ЧС5Ш, ЧЮ7Х2), другие — высокой жаропрочно-
стью (например, чугун ЧН11Г7Ш при температуре 600 °C имеет
предел прочности при растяжении 300 МПа). Чугуны ЧН15ДЗШ и
ЧН19ХЗШ — коррозионно-стойкие, причем последний сохраняет
это свойство в серной кислоте любой концентрации. Чугуны ЧХЗ,
ЧХЗГ, ЧЮ6С5 обладают высокой износостойкостью даже при тем-
пературах 700... I 000 °C. Механические свойства отливок из чугуна
различных марок приведены в табл. 1.14.
На обрабатываемость резанием литых заготовок из чугуна боль-
шое влияние оказывает поверхностный слой металла — литейная
корка, толщина которой составляет 0,15...0,50 мм, а твердость —
285...321 НВ. По мере удаления от поверхности твердость чугуна
снижается (187... 229 НВ). Скорость резания в зоне литейной кор-
ки должна быть на 20...30 % меньше рекомендуемой для обработ-
ки чугуна данной марки.
Сталь — это сплав железа с углеродом, содержащий углерода
до 2%.
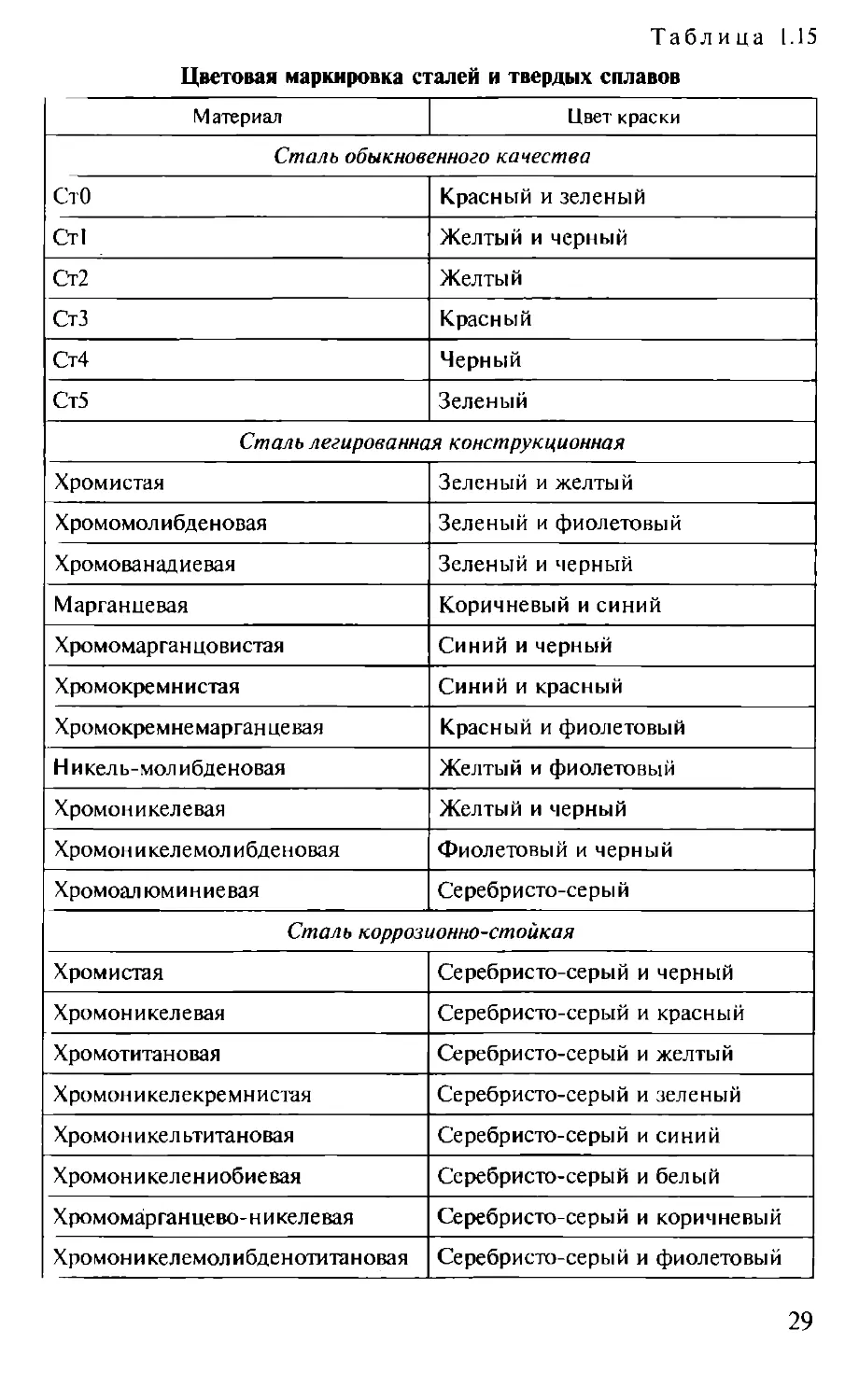
Для того чтобы при хранении стальных заготовок (прутки, бол-
ванки и др.) на складах не спутать, например, прутки из углеро-
дистой и легированной стали, их маркируют краской определен-
ного цвета, а иногда используют краску двух цветов (табл. 1.15).
Если цветовая маркировка нарушена или отсутствует, то вид стали
можно ориентировочно установить по характеру искрения (табл. 1.16)
при проверке образца с использованием шлифовального круга.
Механические свойства сталей, сплавов цветных металлов и
твердых сплавов приведены в табл. 1.17 — 1.32, неметаллов — в табл.
1.33 и 1.34.
К физическим величинам, характеризующим эти свойства, от-
носятся:
• предел прочности при растяжении (временное сопротивление
разрыву) овр;
• предел прочности при сжатии овс;
• предел прочности при изгибе сти;
• предел текучести от;
• относительное удлинение образца при разрыве 8;
• относительное удлинение при разрыве образца с 5-кратным
отношением длины к диаметру 35;
• относительное сужение образца у;
27
• твердость по Бринеллю НВ и Роквеллу: HRA (шкала A), HRC
(шкала С);
• ударная вязкость а„;
• модуль упругости Ё;
• коэффициент трения скольжения/р;
• плотность р;
• теплопроводность X;
• коэффициент линейного расширения а.
Таблица 1.14
Механические свойства отливок из чугуна
Марка чугуна а„р, МПа Марка чугуна о„р, МПа
Чугун серый
СЧ10 100 СЧ24 240
СЧ15 150 СЧ25 250
СЧ18 180 счзо 300
СЧ20 200 СЧ35 350
СЧ21 210
Чугун высокопрочный
ВЧ 35 350 ВЧ 60 600
ВЧ 40 400 ВЧ 70 700
ВЧ 45 450 ВЧ 80 800
ВЧ 50 500 ВЧ 100 1 000
Чугун ковкий
КЧ 30-6 294 КЧ 55-4 539
КЧ 33-8 323 КЧ 60-3 588
КЧ 35-10 333 КЧ 65-3 637
КЧ 37-12 362 КЧ 70-2 686
КЧ45-7 441 КЧ 80-1,5 784
КЧ 50-5 490
Чугун жаропрочный (с шаровидным графитом) при температуре 600 °C, не менее
ЧН19ХЗШ 250 ЧН11Г7Ш 300
Чугун жаростойкий (с шаровидным графитом) при температуре 600 °C, не менее
ЧЮ22Ш 350 - —
Чугун износостойкий
ЧХЗ 150 ЧХ28 370
ЧХЗТ 200 ЧХ32 390
ЧХ16 350 ЧЮ6С5 120
ЧХ22С 290
28
Таблица 1.15
Цветовая маркировка сталей и твердых сплавов
Материал Цвет краски
Сталь обыкновенного качества
СтО Красный и зеленый
Ст1 Желтый и черный
Ст2 Желтый
СтЗ Красный
Ст4 Черный
Ст5 Зеленый
Сталь легированная конструкционная
Хромистая Зеленый и желтый
Хромомолибденовая Зеленый и фиолетовый
Хромованадиевая Зеленый и черный
Марганцевая Коричневый и синий
Хромомарганцовистая Синий и черный
Хромокремнистая Синий и красный
Хромокремне марган це вая Красный и фиолетовый
Никель-молибденовая Желтый и фиолетовый
Хромоникелевая Желтый и черный
Хромоникелемолибденовая Фиолетовый и черный
Хромоал юм и н ие вая Се ребр исто-се р ы й
Сталь коррозионно-стойкая
Хромистая Серебристо-серый и черный
Хромоникелевая Серебристо-серый и красный
Хромотитановая Серебристо-серый и желтый
Хромоникелекремнистая Серебристо-серый и зеленый
Хромоникельтитановая Серебристо-серый и синий
Хромоникелениобиевая Серебристо-серый и белый
Хромомарганцево-никелевая Серебристо-серый и коричневый
Хромон и келемол ибденотитановая Серебристо-серый и фиолетовый
29
Окончание табл. 1.15
Материал Цвет краски
Сталь быстрорежущая
Р18 Бронзовый и красный
Р9 Бронзовый
Сплавы твердые спеченные
вкз-м Черный с оранжевой полосой
ВК6 Синий
ВК6-М Синий с белой полосой
ВК6-В Фиолетовый
ВК8 Красный
ВК8-В Красный с синей полосой
ВК10 Красный с белой полосой
Т15К6 Зеленый
Т30К4 Голубой
Таблица 1.16
Определение вида стали по характеру искрения
Сталь Характеристика пучка искр
Низкоуглеродистая нелегированная (до 0,15% углерода) Короткий темно-желтый пучок искр в форме по- лосок, которые становятся более светлыми в зоне сгорания; мало звездообразных разветвлений
Среднеуглеродистая нелегированная (0,15... 1,0% углеро- да) С увеличением содержания углерода образуется более плотный и светлый желтый пучок искр с многочисленными звездочками и ответвлениями лучей
Высокоуглеродистая нелегированная (более 1 % углерода) Очень плотный желтый пучок искр с многочис- ленными звездочками. При увеличении содержа- ния углерода уменьшается яркость искр и укора- чивается их пучок
Нелегированная с повышенным со- держанием марганца Широкий плотный ярко-желтый пучок искр; внешняя зона линий искр особенно яркая; мно- гочисленные разветвления лучей
Марганцовистая (12% марганца) Преобладание зонтообразных искр
30
Окончание табл. 1.16
Сталь Характеристика пучка искр
Конструкционная (до 5 % никеля) Яркие желтые линии искр в виде язычков, рас- щепленных на конце; увеличение яркости в зоне сгорания. При повышении содержания углерода на концах линий искр появляются звездочки
Хромистая с низким содержанием углеро- да и высоким со- держанием хрома Короткий слабо разветвленный темно-коричне- вый пучок искр без звездочек; искры прилипают к поверхности шлифовального круга
Никелевая высоко- легированная При содержании никеля 35 % пучок искр имеет красно-желтую окраску. При более высоком со- держании никеля (около 47 %) яркость искр зна- чительно снижается
Хромоникелевая Желто-красные искры с наиболее яркими поло- сами в зоне сгорания. При повышенном содержа- нии хрома и никеля пучок искр более темный
Вольфрамовая Красные короткие искры; линии искр отчетливо изгибаются вниз. Разветвление звездочек отсут- ствует. Чем выше содержание вольфрама, тем сла- бее образование искр
Молибденовая Ярко-желтые искры в виде язычков. При низком содержании кремния язычки видны перед звез- дочками, при повышенном содержании — за звез- дочками
Таблица 1.17
Механические свойства углеродистых сталей обыкновенного качества
Марка стали овр, МПа От, МПа 8, % Марка стали овр, МПа «г, МПа 6, %
СтО 310 — 23 СтЗГпс 380...500 250 26
Ст1кп 310...400 — 35 СтЗГсп 380...500 250 —
Ст1пс 320...420 — 34 Ст4кп 410...540 260 25
Ст1 сп 320...420 — 34 Сг4Гпс 410...540 270 24
Ст2кп 330...420 220 33 СтЗсп 490...635 290 20
Ст2сп 340...440 230 32 Ст5Гпс 450...590 290 20
Ст2пс 340...450 230 32 Стбпс 590 320 15
СтЗпс 380... 500 250 26
31
Таблица 1.18
Механические и физические свойства углеродистых качественных
конструкционных сталей
Марка стали МПа G,, МПа 65, % а,„ кДж/м2 V, % НВ, не более Р. г/см3 К Вт/(м °C) а- 106, °C'
08 320 196 33 — 60 131* 7,83 81 11,6
10 330 205 31 — 55 143* 7,83 81 11,6
15 370 225 27 — 55 149* 7,82 78 11,9
20 410 245 25 — 55 163* 7,82 78,5 11,1
25 450 275 23 882 50 170* 7,82 75,7 11.1
30 490 295 21 783 50 179* 7,817 75,7 12,6
35 530 315 20 686 45 207* 7,817 75,7 11,09
40 570 335 19 586 45 187**. 217* 7,815 60 12,4
45 600 355 16 490 40 197** 229* 7,814 60 11,65
50 630 375 14 380 40 207**, 241* 7,811 60 12,0
55 650 380 13 — 35 217**, 255* 7,8 60 11,0
58 600 315 12 — 28 217**, 255* 7,8 60 —
60 680 400 12 — 35 229**. 255* 7,8 59 11.1
* Твердость НВ для горячекатаной стали.
** Твердость НВ для отожженной стали.
Таблица 1.19
Механические свойства проката из низколегированных конструкционных
сталей
Марка стали р, МПа с,, МПа з5, % Марка стали о,, р, МПа МПа а5, %
12ГС 461 312 26 15ГФ 510 372 21
15ХСНД 490 343 21 14Г2 461 333 21
09 Г2 441 305 21 18Г2АФпс 588 441 19
32
Окончание табл. 1.19
Марка стали ®в.р> МПа МПа 8„ % Марка стали рч МПа Oq, МПа 8„ %
17ГС 510 353 23 16ГС 490 322 21
09Г2Д 441 305 21 14ХГС 490 343 22
10Г2С1 490 353 21 юхснд 530 392 19
Таблица 1.20
Механические свойства проката из легированных сталей
Марка стали Оц р, МПа МПа 85, % «н, кДж/м2 Марка стали Оц р, МПа МПа 8„ % "и, кДж/м2
Стали хромистые
15Х 735 490 12 686 35X 910 735 И 686
I5XA 735 490 12 686 38ХА 932 786 12 882
20Х 786 638 11 587 40Х 980 786 10 587
30Х 884 735 12 686 45Х 1 030 835 9 490
30ХРА 1 570 1 280 9 1470 50Х 1 080 884 9 391
Стали марганцовистые
20Г 451 274 24 — 10Г2 422 245 22 —
25 Г 490 295 22 882 30Г2 588 343 15 —
ЗОГ 540 315 20 783 35 Г2 618 363 13 —
35 Г 560 333 18 686 40Г2 658 382 12 —
40Г 583 353 17 587 45 Г2 686 402 11 —
45 Г 569 372 15 490 50Г2 735 421 11 —
50Г 648 392 13 391
Стали хромомарганцовистые
18ХГ 884 735 10 — 40ХГТР 980 786 И 783
18ХГТ 980 884 9 783 35ХГФ 912 786 14 783
20ХГР 980 786 9 783 20ХГМ 1 178 1 080 10 783
27ХГР 1 375 1 178 8 587
Стали хромокремнистые
ззхс 884 686 13 783 40ХС 1 225 1 080 12 343
33
Продолжение табл. 1.20
Марка стали Пвр > МПа от, МПа % кДж/м2 Марка стали О.р, МПа От, МПа з5, % а„, кДж/м2
38ХС 932 735 12 686 — — — — —
Стали хромомолибденовые и хромомолибденованадиевые
15ХМ 441 275 21 1176 35ХМ 932 835 12 783
20ХМ 786 638 12 882 38ХМ 980 884 11 686
ЗОХМ 932 735 11 783 30X3 МФ 980 835 12 980
ЗОХМА 932 735 12 882 40ХМФА 1 030 932 13 882
Стали хромованадиевые
15ХФ 735 540 13 783 40ХФА 884 735 10 882
Стали никель-молибденовые
15Н2М 835 638 11 783 20Н2М 884 686 10 783
Стали хромоникелевые, в том числе с бором
2ОХН 786 586 14 783 12ХНЗА 932 686 И 882
40ХН 980 588 11 686 20ХНЗА 932 735 12 1 078
45ХН 1 030 835 10 686 12Х2Н4А 1 128 932 10 882
50ХН 1 080 884 9 490 20X2 Н4А 1 280 1 080 9 783
20ХНР 1 178 980 10 882 ЗОХНЗА 980 786 10 783
12ХН2 786 588 12 882
Стали хромокремнемарганцевые и хромокремнемарганцево-никелевые
2ОХГСА 786 638 12 686 ЗОХГСА 1080 835 10 490
25ХГСА 1 080 835 10 686 35ХГСА 1 616 1280 9 391
зохгс 1 080 835 10 441 30ХГСН2А 1616 1375 9 586
Стали хромомарганцево-никелевые, в том числе с титаном и бором
15ХГН2ТА 932 735 и 980 20ХГНТР 1 178 980 9 783
2ОХГНР 1280 1080 10 882 38ХГН 786 686 12 980
Стали хромоникелемолибденовые
14Х2НЗМА 980 884 10 783 30ХН2МА 980 786 10 783
20ХН2М 884 686 11 783 38Х2Н2МА 1 080 932 12 783
40ХН2МА 1 080 932 12 783 18Х2Н4МА 1 128 835 12 980
34
Окончание табл. 1.20
Марка стали «пр, МПа ат, МПа 8„ % кДж/м-’ Марка стали °вр’ МПа ат, МПа 65, % °!.’ кДж/м2
40ХН2МА 1080 932 12 783 18Х2Н4МА 1 128 835 12 980
40Х2Н2МА 1 080 932 10 783 25Х2Н4МА 1080 932 11 882
38XH3MA 1 080 980 12 783
Стали хромоникелемолибденованадиевые и хромоникелеванадиевые
30ХН2МФА 884 786 10 882 45ХН2МФА 1420 1280 7 391
36Х2Н2МФА 1 178 1 080 12 783 20ХН4ФА 884 686 12 980
28ХНЗМФА 1 178 1 080 12 783
Стали хромоалюминиевые, в том числе с молибденом
38X2 ГО 884 735 10 783 38Х2МЮА 980 835 14 882
Таблица 1.21
Механические свойства проката из высоколегированных
и подшипниковых сталей
Марка стали о„р, МПа от, МПа 6, % а„, кДж/м2 НВ, не менее
Стали коррозионно-стойкие, жаростойкие и жаропрочные
12X13 588 415 20 882 116...179
20X13 647 441 16 783 126...197
08X13 421 295 23 686 —
20Х23Н13 478 — 35 686 —
12Х18Н9 528 220 38 — —
17Х18Н9 588 260 35 — —
20X18Н9Т 528 220 38 — 140... 170
12Х18Н10Т 528 285 38 — —
Стали подшипниковые
ШХ4 — — — — 107...207
ШХ15 715 412 21 441 179... 207
ШХ15СГ 715 412 15...25 441 170...207
35
о\
Таблица 1.22
Механические свойства проката из конструкционных сталей высокой обрабатываемости резанием
Сталь авр, МПа от, МПа з5, % V, % НВ. не менее
Группа Марка
Прокат горячекатаный и калиброванный, термически не обработанный
Углеродистая сернистая АН 410/490 -/390 22/10 34/— 160/207
А12 410/(460...510) -/- 22/7 34/- 160/217
А20 450/530 -/- 22/7 30/- 168/217
АЗО 510/540 -/- 15/6 25/- 185/223
АЗ 5 510/570 -/- 15/6 23/- 200/229
Сернисто-марганцовистая А40Г 590/- -/- 14/- 20/- 207/-
Сернисто-марганцовистая свинецсодержащая АС14 410/490 -/390 20/10 30/- 170/207
Прокат горячекатаный и калиброванный, термически обработанный
Сернисто-марганцовистая А40Г 590 — 17 — 229
Сернисто-марганцовистая свинецсодержащая АС35Г2 740 590 14 — 277
АС45Г2 640 440 6 — 255
Легированная свинецсодержащая АСЗОХМ 780 630 12 3,6 285
АС40ХГМ — — — — 262...300
Примечание. В числителе приведены данные по горячекатаному прокату, в знаменателе — по калиброванному.
Таблица 1.23
Механические и физические свойства литейных алюминиевых сплавов
Мирка °|) р ’ МПа 8, % НВ р, г/см3 к, Вт/(м°С) а - 10(’. °C-'
АЛ 1 206 1,0 95 2,78 168 22,3
АЛ 2 147 2,0 50 2,64 176 21,1
АЛЗ 167 0,5 65 2,70 151 22,1
АЛ 4 196 1,5 70 2,65 159 21,7
АЛ 5 157 0,5 64 2,68 151 23,1
АЛ 6 147 1,0 45 2,7 146 22,9
АЛ 7 206 6,0 60 2,8 138 23
АЛ 8 285 9,0 60 2,6 84 24,5
АЛ 9 206 2,0 60 2,66 151 23,0
АЛ 11 245 1,5 90 2,94 — 24
АЛ 13 157 1,0 55 2,63 105 22,0
АЛ 19 333 4,0 90 — — —
АЛ23 216 6,0 60 — — —
АЛ27 343 15,0 14 — — —
АЛ 34 295 3,0 90 — — —
Таблица 1.24
Механические свойства литейных латуней
Марка латуни Способ литья анр, МПа 8S, % НВ
Не менее
ЛЦ40С п 215 12 70
К, Ц 215 20 80
ЛЦ40Сд д 196 6 70
к 264 18 100
ЛЦ40Мц1,5 п 372 20 100
к, ц 392 20 НО
ЛЦ40МцЗЖ п 441 18 90
к 490 10 100
д 392 — —
ЛЦ40МцЗА к, д 441 15 115
37
Окончание табл. 1.24
Марка латуни Способ литья о,Р, МПа 85, % НВ
Не менее
ЛЦ38Мц2С2 п 245 15 80
к 343 10 85
ЛЦ37Мц2С2К к 343 2 110
ЛЦЗОАЗ П 294 12 80
К 392 15 90
ЛЦ25С2 П 146 8 60
Л Ц23А6ЖЗМц2 П 686 7 160
К 705 7 165
ЛЦ16К4 П 294 15 100
К 343 15 110
ЛЦ14КЗСЗ п 294 15 100
к 245 7 90
Примечание. Условные обозначения способов литья: П — в песчаную фор-
му; К — в кокиль; Д — литье под давлением; Ц — центробежное.
Таблица 1.25
Механические свойства литейных безоловянных бронз
Марка а„р, МПа 85, %, не менее НВ
БрА9Мц2Л 392 20 80
БрА10Мц2Л 490 12 110
БрА9ЖЗЛ 490 10...12 100
БрА10ЖЗМц2 490 10...12 120
БрСуЗНЗЦЗС20Ф 157 2 637
БрА10Ж4Н4Л 587 6 170
БрАИЖбНб 587 2 250
БрА9Ж4Н4Мц1 587 12 160
БрСЗО 58,7 4 245
БрА7Мц15ЖЗН2Ц2 607 18 —
Таблица 1.26
Механические свойства литейных оловянных бронз
Марка овр, МПа 8, %, не менее НВ
БрОЗЦ12С5 176,2...206 5 60
БрОЗЦ7С5Н1 176,2-206 5 60
38
Окончание табл. 1.26
Марка о„р, МПа S, %, не менее НВ
БрО4Ц7С5 147... 176,2 4 60
БрО4Ц4С17 147 5 60
БрО5Ц5С5 147... 176,2 4 45...60
БрОбЦбСЗ 147... 176,2 4 60
БрО8Ц4 196 10 75
БрО10Ф1 215,5...245 3 80... 90
БрО10Ц2 215,5...225,5 10 65...75
БрОЮСЮ 176,2... 196 6 65...75
Таблица 1.27
Механические свойства медно-никелевых сплавов
Наименование Марка сплава авр , МПа £, МПа 8, %
Мельхиор МНЖМц30-1-1 292...588 142 000 3...5
МН19 490... 588 137 500 2,5...5
Нейзильбер МНЦ15-20 588... 707 137 500 2...3
КуниальА МНА13-3 884 ...935 — 2...4
Куниаль Б МНА6-1,5 636 ...735 — 4 ...6
Таблица 1.28
Механические свойства антифрикционных цинковых сплавов
Марка сплава МПа 8, % НВ 4 Примечание
со сма- зочным материа- лом без сма- зочного материа- ла
ЦАМ10-5 322 1,0 105 0,01 0,35 Нестойкий в смазочных маслах
ЦАМ9-1,5 292 5,2 85 0,12 0,18 Нестойкий в парах воды, кислот и щелочей
39
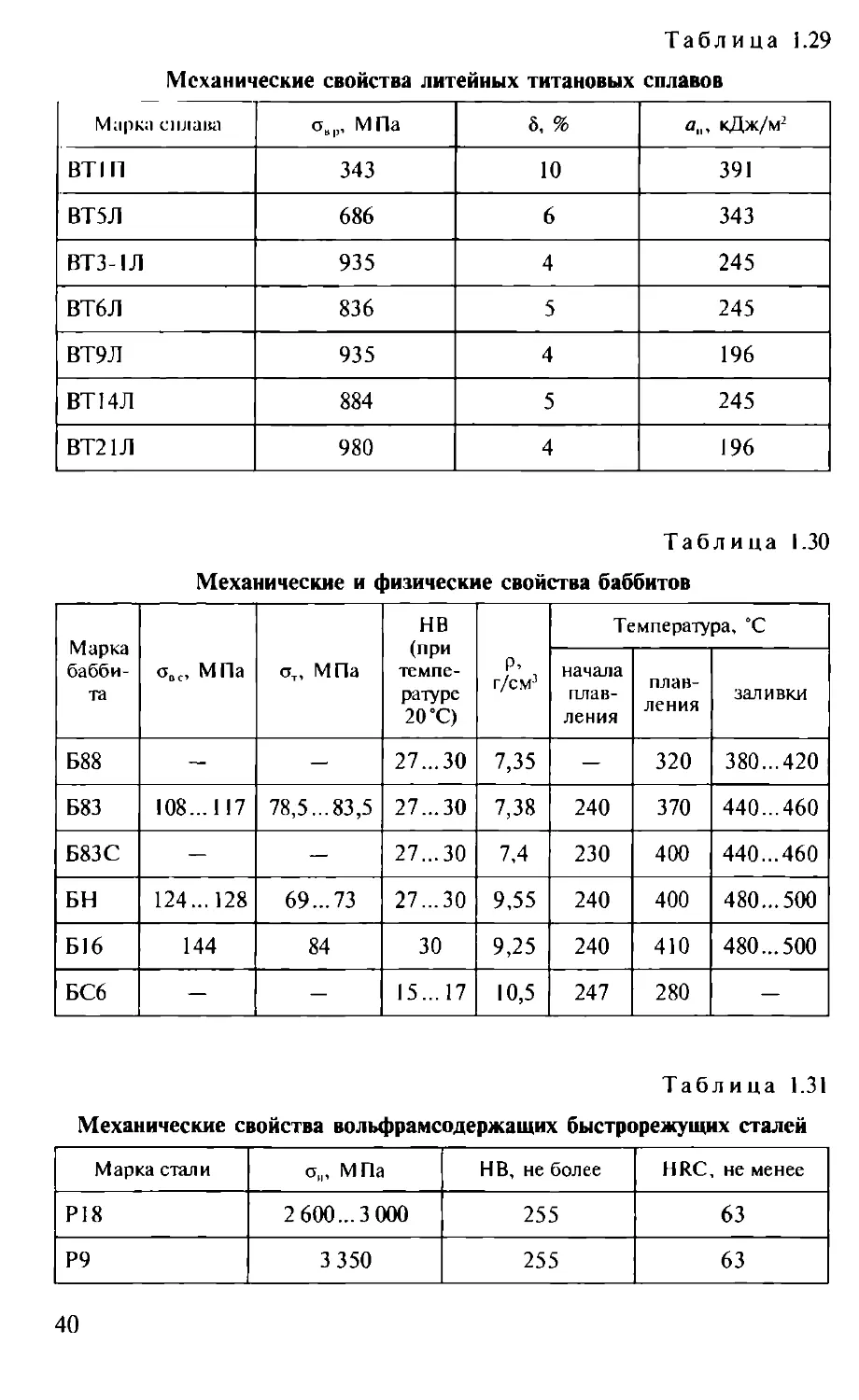
Таблица 1.29
Механические свойства литейных титановых сплавов
Мирка сплава ав|„ МПа 5, % а„, кДж/м2
ВТ1П 343 10 391
ВТ5Л 686 6 343
ВТЗ-1Л 935 4 245
ВТ6Л 836 5 245
ВТ9Л 935 4 196
ВТ14Л 884 5 245
ВТ21Л 980 4 196
Таблица 1.30
Механические и физические свойства баббитов
Марка бабби- та аос, МПа ат, МПа НВ (при темпе- ратуре 20 °C) Р- г/см3 Температура, °C
начала плав- ления плав- ления заливки
Б88 — — 27...30 7,35 — 320 380...420
Б83 108... 117 78,5...83,5 27...30 7,38 240 370 440...460
Б83С — — 27...30 7,4 230 400 440...460
БН 124... 128 69... 73 27...30 9,55 240 400 480... 500
Б16 144 84 30 9,25 240 410 480... 500
БС6 — — 15...17 10,5 247 280 —
Таблица 1.31
Механические свойства вольфрамсодержащих быстрорежущих сталей
Марка стали а„, МПа НВ, не более HRC, не менее
Р18 2 600... 3 000 255 63
Р9 3 350 255 63
40
Окончание табл. 1.31
Марка стали ст„, МПа НВ, не более Н R.C, не менее
Р6М5 3 300... 3 400 255 64
1 1 РЗАМЗФ2 — 255 64
Р6М5ФЗ 3 300... 3 500 269 65
Р12ФЗ 2 400...2 800 269 64
Р18К5Ф2 2 900... 3 000 285 64
Р9К.5 2 300...2 700 269 64
Р6М5К.5 3 300... 3 400 269 65
Р9М4К8 2 200...2 600 285 65
Р2АМ9К5 — 285 65
Таблица 1.32
Механические и физические свойства спеченных твердых сплавов
Марка сплава ан, МПа, не менее HRA, не менее р, г/см-1
вкз 1 176 89,5 15,0... 15,3
вкзм 1 176 91 15,0...15,3
ВК4-В 1 470 88,0 14,9... 15,2
ВК6 1 519 88,5 14,6... 15,0
ВК6-М 1 421 90,0 14,8... 15,1
ВК6-ОМ 1 274 90,5 14,7... 15,0
ВК6-В 1 666 87,5 14,6... 15,0
ВК8 1 666 88,0 14,5... 14,8
ВК8-В 1 813 86,5 14,4... 14,8
ВК8-ВК 1 764 87,5 14,5 ...14,8
ВК10 1 764 87,0 14,2 ...14,6
вкю-хом 1 470 89,0 14,3 ...14,7
41
Окончание табл. 1.32
Марка сплава аи, МПа, не менее HRA, не менее р, г/см3
ВК10-КС 1 862 85,0 14,2... 14,6
ВК11-В 1 960 86,0 14,1... 14,4
вки-вк 1 862 87,0 14,1... 14,4
ВК15 1 862 86,0 13,9... 14,4
ВК20 2 058 84,0 13,4... 13,7
ВК20-КС 2 107 82,0 13,4... 13,7
Т30К4 980 92,0 9,5 ...9,8
Т15К6 1 176 90,0 11,1...11,6
Т14К8 1 274 89,5 11,2...11,6
Т5К10 1 421 88,5 12,5... 13,1
ТТ7К12 1 666 87,0 13,0...13,3
ТТ8К6 1 323 90,5 12,8... 13,3
ТТ10К8-Б 1 617 89,0 13,5...13,8
ТТ20К9 1 470 91,0 12,0...12,5
Таблица 1.33
Механические и физические свойства термореактивных пластмасс
с наполнителем
Наименование или марка Предел прочности, МПа Плотность р, г/см3 Рабочая температу- ра, °C
при растя- жении о)1р при сжа- тии онс при из- гибе ои
Текстолит конст- рукционный 120 155 150 1,3... 1,4 —
АГ-4С 550...670 200 450...600 1,7... 1,9 —
АГ-4В10 — 130 120 1,7...1,8 -60...+120
Стеклотекстолит фольгированный — 200 — 1,60... 1,85 —
К-114-35 50 180...200 90 1,75... 1,90 -60...+100
42
Табл и u а 1.34
Механические и физические свойства термопластов
Наименование авр, МПа ^вс> МПа <ти, МПа р, г/см3 а-105, °C-' X, Вт/(М’°С) Рабочая температура, °C
Оргстекло конструкционное 71 ...92 130... 150 99... 121 1,18 7,1...7,7 0,181...0,186 -60...+60
Капролон В 90...95 100... ПО 120... 150 1,15 6,6...9,8 0,27...0,34 -60...+60
Фторопласт-3 35...45 55...60 60...80 2,09...2,16 6...10 0,23 -195... + 130
Фторопласт-4 14...35 10...12 14...18 2,19...2,20 8...21 0,24 -296...+260
1.6. Области применения
инструментальных материалов
Материалы, способные осуществлять резание, называют инст-
рументальными и подразделяют на следующие группы: инстру-
ментальные стали, спеченные твердые сплавы (металлокерамика),
минералокерамика, синтетические композиции на основе нитри-
да бора и синтетические алмазы.
Инструментальные стали могут быть углеродистыми, легиро-
ванными и быстрорежущими.
Углеродистые инструментальные стали используют для изготов-
ления инструментов, работающих при малых скоростях резания
(8... 10 м/мин). Области применения этих сталей указаны в табл. 1.35.
Их основными свойствами являются высокая твердость (табл. 1.36)
и низкая теплостойкость. Так, стали УЮА—У13А не меняют свои
свойства лишь до температуры 220 °C.
Легированные инструментальные стали делят на две группы. Ста-
ли I группы предназначены для изготовления инструментов, ис-
пользуемых при обработке материалов в холодном состоянии, ста-
ли II группы — инструментов, используемых для обработки ме-
таллов давлением при температурах более 300 °C. По уровню леги-
рования эти стали подразделяются:
Таблица I.35
Области применения углеродистых инструментальных сталей
Марки стали Области применения
У7, У7А Слесарно-монтажные инструменты: молотки, кувалды, отвертки, плоскогубцы, острозубцы, боковые кусачки
У8, У8А, У8Г, У8ГА, У9, У9А Инструменты, работающие в условиях, не вызывающих разогрева режущих кромок: фрезы, зенковки, цековки, стамески — для обработки дерева; слесарно-монтажные инструменты (кернеры, отвертки, острозубцы, комбини- рованные плоскогубцы, боковые кусачки)
УЮ, УЮА, УП, УИА Инструменты, работающие в условиях, не вызывающих разогрева режущих кромок: ручные столярные пилы для обработки дерева, калибры простой формы, накатные ролики, слесарные шаберы, напильники
У12, УЮА Ручные метчики, напильники, слесарные шаберы, ка- либры простой формы
У13, У13А Инструменты с пониженной износостойкостью при уме- ренных и значительных удельных давлениях (без разогре- ва режущей кромки): напильники, шаберы, гравироваль- ные инструменты
44
Таблица 1.36
Механические свойства углеродистых инструментальных сталей
Марки стали МПа НВ
У7, У7А, У8, У8А, У8Г, У8ГА 650 187
У9, У9А 650 192
У10, У10А 750 207
У11, УНА, У12, У12А 750 212
У13, У13А 750 217
• на низколегированные (8ХФ, 9ХФ, 9ХФМ, 11ХФ, 13Х, В2Ф,
9X1, X, 12X1, 9ХС, ХГС, 9ХВГ, ХВГ, ХВСГФ, 9Г2Ф, 4ХС, 6ХС
и 6ХВГ);
• среднелегированные (9Х5ВФ, 8Х6НФГ, Х6ВФ, Х12Ф1,
7ХГ2ВМФ, 6Х6ВЗМФС, 6Х4М2ФС, 11Х4В2МФЗС2, 8Х4В2МФС2,
7X3, 8X3, 5ХНМ, 5ХНВ, 5ХНВС, 4ХМФС, 4Х5В2ФС, 4Х5МФС,
4Х5МФ1С, 4ХЗВМФ, 4Х4ВМФС, ЗХЗМЗФ, 4Х2В5МФ,
5ХЗВЗМФС, 5ХВ2СФ, 6ХВ2С, 5Х2МНФ и 6ХЗМФС);
• высоколегированные (XI2, Х12ВМФ, Х12МФ, Х12Ф1 и
05Х12Н6Д2МФСГТ).
Значения твердости по Бринеллю сталей I группы и области их
применения приведены в табл. 1.37.
Теплостойкость легированных инструментальных сталей обес-
печивает стабильность их характеристик вплоть до температур
350...400°C, поэтому допустимые скорости резания для режущих
инструментов из этих сталей в 1,2 — 1,5 раза выше, чем для инст-
рументов из углеродистых инструментальных сталей.
Быстрорежущие стали (вольфрамсодержащие) подразделяют на
стали нормальной и повышенной производительности. Стали нор-
мальной производительности имеют стабильные характеристики
до температуры 620 °C. К ним относятся вольфрамовые (Р9 и Р18),
а также вольфрамомолибденовые (Р6М5) стали. Быстрорежущие
стали повышенной производительности, дополнительно легиро-
ванные кобальтом и ванадием, обладают теплостойкостью до тем-
пературы 640 °C. К ним относятся стали марок Р9К5, Р2АМ9К.5,
Р6М5К5 и Р18К5Ф2.
Области применения вольфрамсодержащих быстрорежущих ста-
лей приведены в табл. 1.38, а их механические свойства — в табл. 1.31.
Спеченные твердые сплавы (металлокерамические) выпускают
в виде пластин разной формы. Инструменты, оснащенные пласти-
нами из твердых сплавов, позволяют применять более высокие
скорости резания по сравнению с инструментами из быстрорежу-
щей стали.
45
Таблица 1.37
Твердость легированных инструментальных сталей
и области их применения
Марки стали НВ Области применения
8ХФ, 9ХФ 241 Кернеры
11ХФ 229 Метчики диаметром до 30 мм, закаливаемые с ох- лаждением в горячих средах
13Х 248 Шаберы и гравировальный инструмент
ХВ4Ф 255 Резцы, фрезы (для обработки с небольшой скоро- стью резания, например, валков с закаленной по- верхностью), гравировальные инструменты
9ХВГ 241 Резьбовые калибры, лекала сложной формы
ХВГ 255 Измерительные и режущие инструменты, для кото- рых повышенное коробление при закалке недопу- стимо; резьбовые калибры, протяжки, длинные мет- чики и развертки, плашки
ХВСГФ 241 Круглые плашки, развертки
9Х5ВФ, 8Х6НФГ 241 Режущий инструмент для деревообрабатывающих станков: фрезы, строгальные пилы
Х6ВФ 241 Резьбонакатный инструмент: ролики, плашки
6Х6ВЗМФС 255 Резьбонакатные ролики, ножи гильотинных ножниц для резки заготовок из высокопрочных сталей и спла- вов
ВФ2 229 Ленточные пилы по металлу и ножовочные полотна
X 229 Зубила, применяемые при насечке напильников; очень твердые кулачки, эксцентрики и пальцы; глад- кие цилиндрические калибры и калиберные кольца; токарные, строгальные и долбежные резцы для ре- монтных работ
12X1 241 Измерительные инструменты: плитки, калибры, шаблоны
9ХС 241 Сверла, развертки, плашки, гребенки, фрезы
ХГС 241 Режущие инструменты (за исключением рекомендо- ванных для изготовления из сталей марок ХВГ, 9ХС и ХВСГФ)
5ХВ2ФС 229 Ножи для холодной резки заготовок из металла, резь- бонакатные плашки, деревообделочные инструменты
Примечание. Области применения указаны только для режущих инстру-
ментов, используемых при холодной обработке резанием.
46
Таблица 1.38
Области применения вольфрамсодержащих быстрорежущих сталей
Марки стали Области применения
Р18 Фрезы, долбяки, протяжки, метчики для черновой и чи- стовой обработки заготовок из цветных сплавов и сталей с пределом прочности овр < 900 МПа
Р9 Режущие инструменты простой формы, не требующие большого объема шлифования, предназначенные для чисто- вой и получистовой обработки заготовок из конструкци- онных материалов с пределом прочности овр < 1 000 МПа; сверла, изготовляемые методом пластического деформи- рования; деревообрабатывающие инструменты
Р6М5 Резцы, фрезы, сверла, зенкеры, развертки, протяжки, прошивки, метчики, резьбонарезной и зуборезный ин- струмент для обработки заготовок из сплавов цветных металлов и сталей (в том числе коррозионно-стойких) с пределом прочности овр < 1 000 МПа
11РЗАМЗФ2 Ножовочные полотна, сверла, фрезы, метчики для обра- ботки заготовок из углеродистых, низколегированных конструкционных сталей и серого чугуна. Период стой- кости этих инструментов такой же, как и инструментов из стали Р6М5, но они имеют более высокую износо- стойкость
Р6М5ФЗ Чистовые фасонные резцы, развертки, протяжки, зубо- резный инструмент, метчики для обработки заготовок из сплавов цветных металлов и сталей (в том числе корро- зионно-стойких и жаропрочных)
Р12ФЗ Чистовые и получистовые фрезы, резцы, протяжки, про- шивки, развертки для обработки на средних режимах ре- зания заготовок из легированных сталей и сплавов цвет- ных металлов
Р18К5Ф2 Резцы, фрезы, сверла для получистовой и черновой об- работки заготовок из углеродистых и легированных кон- струкционных сталей на повышенных режимах резания и конструкционных материалов с повышенной твердостью, коррозионно-стойких, жаростойких и жаропрочных ста- лей
Р9К5 Фрезы, долбяки, метчики для получистовой и черновой обработки заготовок из углеродистых и легированных ста- лей на повышенных режимах резания, а также различ- ных труднообрабатываемых материалов; период стойко- сти этих инструментов более низкий, чем инструментов, изготовленных из стали Р6М5К5
47
Окончание табл. 1.38
Марки стали Области применения
Р6М5К5 Фрезы, долбяки, зенкеры, метчики, плашки для полу- чистовой и черновой обработки заготовок из углероди- стых и легированных сталей на повышенных режимах ре- зания, а также для обработки заготовок из коррозионно- стойких, жаростойких, жаропрочных сталей. Инструмен- ты, изготовленные из стали Р6М5К.5, имеют лучшие ре- жущие свойства по сравнению с инструментами из стали Р9К5
Р9М4К8 Различные виды инструментов для обработки заготовок из жаропрочных и жаростойких сталей, легированных кон- струкционных сталей с повышенной твердостью, а так- же коррозионно-стойких, углеродистых и легированных сталей на повышенных режимах резания; высокопроиз- водительный зуборезный инструмент (когда применение сталей Р6М5К5 и P9KI0 недостаточно эффективно)
Спеченные твердые сплавы подразделяют на вольфрамовые,
титановольфрамовые и титанотанталовольфрамовые. Механичес-
кие и физические свойства спеченных твердых сплавов приведены
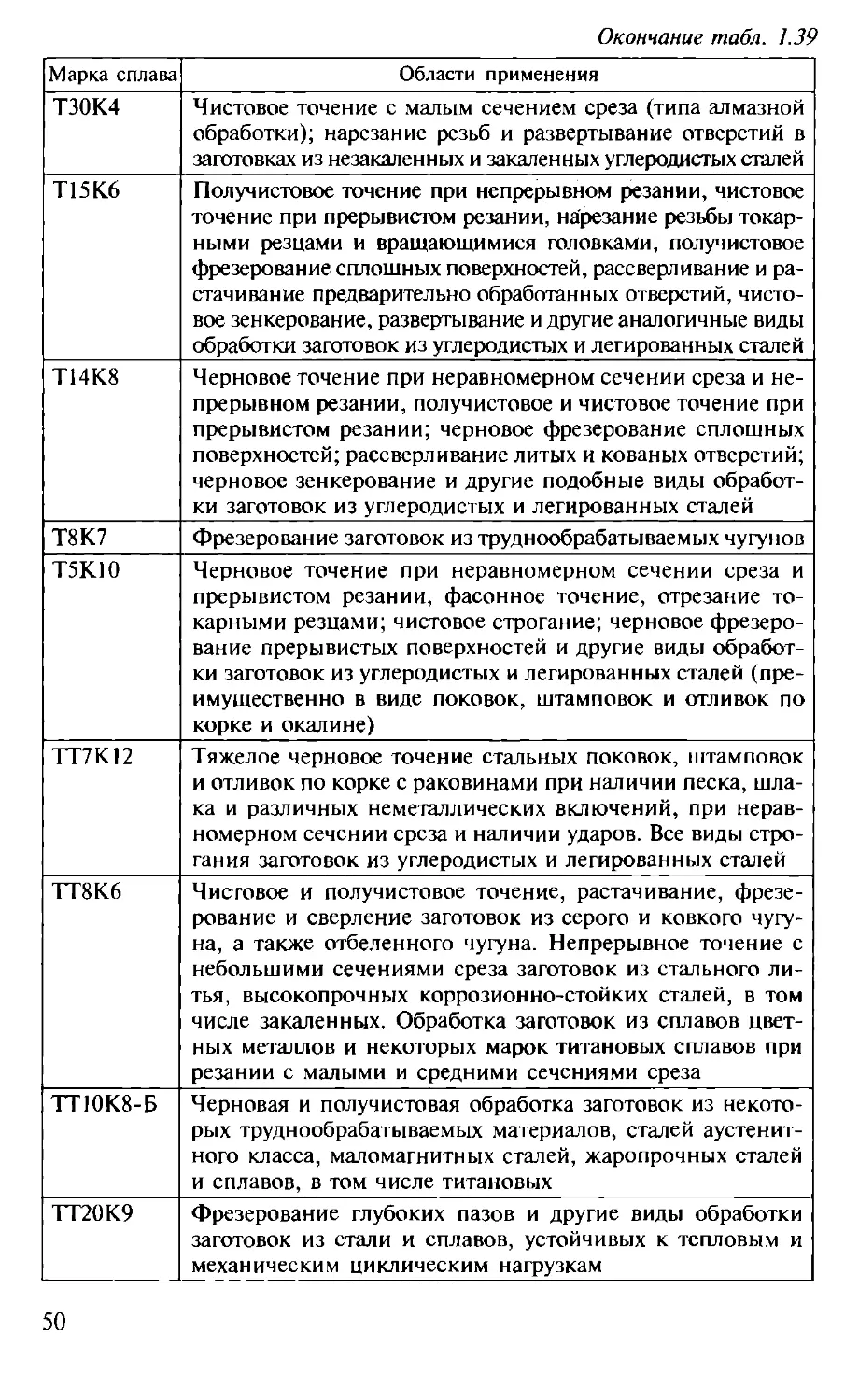
в табл. 1.32, а области их применения — в табл. 1.39.
Твердые мелкозернистые сплавы группы ОМ предназначены
для обработки заготовок из жаропрочных труднообрабатываемых
сталей и сплавов. Наиболее эффективными для этой цели являют-
ся инструменты, изготовленные из твердых сплавов группы ХОМ,
в которых карбид тантала заменен карбидом хрома. Легирование
сплавов карбидом хрома увеличивает жаропрочность инструмента.
В качестве инструментального материала применяют минерало-
керамические материалы на основе оксида алюминия с добавками
вольфрама, титана, тантала и кобальта. В промышленности исполь-
зуют минералокерамику марки ЦМ-332, которая отличается вы-
сокой теплостойкостью (твердость 89...95 HRC при температуре
1200 °C) и износостойкостью, что позволяет обрабатывать заго-
товки из стали, чугуна и сплавов при высоких скоростях резания
(например, чистовое обтачивание заготовок из чугуна при скоро-
сти резания 370 м/мин, которая в 2 раза выше скорости резания
при обработке заготовок твердосплавным инструментом). Недостат-
ком минералокерамики марки ЦМ-332 является повышенная хруп-
кость.
Для обработки заготовок из закаленных сталей (40...67 HRC),
высокопрочных чугунов (200...600 НВ), твердых сплавов типа ВК20
и стеклопластиков применяют инструменты, режущая часть кото-
рых изготовлена из сверхтвердых материалов (СТМ). К этой груп-
пе относятся материалы на основе нитрида бора, в частности,
48
Таблица 1.39
Области применения спеченных твердых сплавов для обработки резанием
Марка сплава Области применения
В КЗ Чистовое точение заготовок с малым сечением среза, окон- чательное нарезание резьбы, развертывание отверстий и другие аналогичные виды обработки заготовок из серого чугуна, цветных металлов и их сплавов и неметаллических материалов (резина, фибра, пластмасса, стекло, стекло- пластик); резка листового стекла
ВКЗ-М Чистовая обработка (точение, растачивание, нарезание резьбы, развертывание) заготовок из твердых легирован- ных и отбеленных чугунов, цементированных и закален- ных сталей, а также труднообрабатываемых неметалличес- ких материалов
I3K6-OM Чистовая и получистовая обработка заготовок из твердых, легированных и отбеленных чугунов, -закаленных сталей и некоторых марок высокопрочных и жаропрочных сталей и сплавов, особенно сплавов на основе титана, вольфрама и молибдена (точение, растачивание, развертывание, наре- зание резьбы, шабрение)
ВК6-М Получистовая обработка заготовок из жаропрочных ста- лей и сплавов, сталей аустенитного класса, специальных твердых чугунов, закаленного чугуна, твердой бронзы, сгекла. Обработка заготовок из закаленных сталей, а также сырых углеродистых и легированных сталей при тонких сечениях среза на весьма малых скоростях резания
В Кб Черновое и получерновое точение, предварительное наре- зание резьбы токарными резцами, нолучистовое фрезеро- вание сплошных поверхностей, рассверливание и раста- чивание отверстий, зенксрование заготовок из серого чу- гуна, цветных металлов и их сплавов, неметаллических материалов
ВК8 Черновое точение при неравномерном сечении среза и пре- рывистом резании, строгании, черновое фрезерование, сверление, черновое рассверливание, черновое зенкеро- вание заготовок из серого чугуна, цветных металлов и их сплавов, неметаллических материалов. Обработка загото- вок из высокопрочных и жаропрочных труднообрабатыва- емых сталей и сплавов, в том числе титановых
ВКЮ-ХОМ Сверление, зенкерование, развертывание, фрезерование, зубофрезерование заготовок из стали, чугуна, некоторых труднообрабатываемых металлов и неметаллов твердосплав- ным мелкоразмерным инструментом
ВК15 Режущий инструмент для обработки заготовок из дерева
49
Окончание табл. 1.39
Марка сплава Области применения
Т30К4 Чистовое точение с малым сечением среза (типа алмазной обработки); нарезание резьб и развертывание отверстий в заготовках из незакаленных и закаленных углеродистых сталей
Т15К6 Получистовое точение при непрерывном резании, чистовое точение при прерывистом резании, нарезание резьбы токар- ными резцами и вращающимися головками, получистовое фрезерование сплошных поверхностей, рассверливание и ра- стачивание предварительно обработанных отверстий, чисто- вое зенкерование, развертывание и другие аналогичные виды обработки заготовок из углеродистых и легированных сталей
Т14К8 Черновое точение при неравномерном сечении среза и не- прерывном резании, получистовое и чистовое точение при прерывистом резании; черновое фрезерование сплошных поверхностей; рассверливание литых и кованых отверстий; черновое зенкерование и другие подобные виды обработ- ки заготовок из углеродистых и легированных сталей
Т8К7 Фрезерование заготовок из труднообрабатываемых чугунов
Т5К10 Черновое точение при неравномерном сечении среза и прерывистом резании, фасонное точение, отрезание то- карными резцами; чистовое строгание; черновое фрезеро- вание прерывистых поверхностей и другие виды обработ- ки заготовок из углеродистых и легированных сталей (пре- имущественно в виде поковок, штамповок и отливок по корке и окалине)
TT7KI2 Тяжелое черновое точение стальных поковок, штамповок и отливок по корке с раковинами при наличии песка, шла- ка и различных неметаллических включений, при нерав- номерном сечении среза и наличии ударов. Все виды стро- гания заготовок из углеродистых и легированных сталей
ТТ8К6 Чистовое и получистовое точение, растачивание, фрезе- рование и сверление заготовок из серого и ковкого чугу- на, а также отбеленного чугуна. Непрерывное точение с небольшими сечениями среза заготовок из стального ли- тья, высокопрочных коррозионно-стойких сталей, в том числе закаленных. Обработка заготовок из сплавов цвет- ных металлов и некоторых марок титановых сплавов при резании с малыми и средними сечениями среза
ТТ10К8-Б Черновая и получистовая обработка заготовок из некото- рых труднообрабатываемых материалов, сталей аустенит- ного класса, маломагнитных сталей, жаропрочных сталей и сплавов, в том числе титановых
ТТ20К9 Фрезерование глубоких пазов и другие виды обработки заготовок из стали и сплавов, устойчивых к тепловым и механическим циклическим нагрузкам
50
)льбор-Р, который по твердости приближается к алмазу, а по теп-
лостойкости в 2 раза выше. Эльбор-Р химически инертен к мате-
риалам на основе железа. Предел прочности поликристаллов при
сжатии составляет 4000...5000 МПа, при изгибе — 700 МПа; теп-
лостойкость — I 350... I 450 °C.
Следует также отметить применяемые для обработки резанием
синтетические алмазы типов баллас (марка АСБ) и карбонадо
(марка АСПК). Карбонадо химически более активен по отноше-
нию к углеродсодержащим материалам, поэтому его следует при-
менять для точения заготовок из цветных металлов, высококрем-
нистых сплавов, твердых сплавов ВК10 —ВК20, неметаллических
материалов. Период стойкости резцов из карбонадо в 20 — 50 раз
больше, чем у резцов из твердых сплавов.
ГЛАВА 2
ОБЩИЕ СВЕДЕНИЯ
О МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
2.1. Классификация
металлорежущих станков
Металлорежущий станок — это технологическая машина,
предназначенная для обработки материалов резанием с целью
получения деталей заданных размеров и формы (с требуемыми
точностью и качеством обработанной поверхности). На станках
обрабатывают заготовки не только из металла, но и из других
материалов, поэтому термин «металлорежущий станок» устаре-
вает и становится условным. Станки классифицируют по раз-
личным признакам, основные из которых будут рассмотрены
далее.
По характеру выполняемых работ станки распределены соглас-
но классификации Экспериментального научно-исследовательского
института металлорежущих станков (ЭНИМС) по девяти груп-
пам, каждая из которых подразделяется на девять типов, объеди-
ненных общими технологическими признаками и конструктивны-
ми особенностями (табл. 2.1). Станки, выпускаемые серийно, в
соответствии с этой таблицей получают индекс модели, состоя-
щий из трех или четырех цифр с добавлением в некоторых случаях
букв.
Первая цифра в наименовании модели означает номер груп-
пы, вторая — номер типа, а третья (может быть и четвертая)
характеризует один из важных параметров станка или заготовки
(высота центров, диаметр прутка, размеры стола и т.п.). Напри-
мер, наименование модели 7А36 означает: 7 — строгально-про-
тяжная группа; 3 — поперечно-строгальный станок; 6 — макси-
мальная длина обрабатываемой заготовки 600 мм; буква А свиде-
тельствует о модернизации станка базовой модели. Если буква
проставлена в конце индекса модели, то она указывает класс
точности станка (например, 16К20П — станок повышенного клас-
са точности); нормальный класс точности в наименовании моде-
ли не указывается.
В моделях станков с числовым программным управлением
(ЧПУ) в конце шифра вводят букву Ф с цифрой, обозначаю-
щей: I — станок с цифровой индикацией и предварительным
набором координат; 2 — с позиционной системой управления;
3 — с контурной системой управления; 4 — с комбинированной
системой управления для позиционной и контурной обработки.
Например, зубофрезерный полуавтомат с комбинированной
52
системой ЧПУ обозначают 53А20Ф4, вертикально-фрезерный
станок с крестовым столом и устройством цифровой индика-
ции — 6560Ф1.
Станки с цикловыми системами управления в конце обозначе-
ния модели имеют букву Ц, а с оперативной системой управле-
ния — Т (например, 1713Ц — токарный многорезцово-копиро-
вальный полуавтомат с цикловым программным управлением;
I6K20T1 — токарный станок с оперативной системой управле-
ния).
Наличие в станке инструментального магазина отображается в
обозначении модели буквой М (например, 2350ПМФ2 — свер-
лильный станок с позиционной системой управления, повышен-
ной точности, с магазином инструментов).
По степени универсальности станки подразделяют на универ-
сальные, специализированные и специальные.
Универсальные станки предназначены для обработки деталей
широкой номенклатуры. Для этих станков характерен широкий
диапазон регулирования скоростей и подач. К универсальным стан-
кам относятся токарные, токарно-винторезные, токарно-револь-
верные, сверлильные, фрезерные, строгальные и др. (как с руч-
ным управлением, так и с ЧПУ).
Специализированные станки используют для обработки деталей
одного наименования, но разных размеров, и применяют в серий-
ном и крупносерийном производстве. К специализированным от-
носят станки для обработки труб, муфт, коленчатых валов, а так-
же зубо- и резьбообрабатывающие, токарно-затыловочные и др.
Для специализированных станков характерна быстрая переналад-
ка сменных устройств и приспособлений.
Специальные станки используют для обработки детали одного
наименования и размера; их применяют в крупносерийном и мас-
совом производстве.
В обозначение специализированных и специальных станков пе-
ред номером модели вводят индекс завода-изготовителя из одной
или двух букв. Например, специализированный токарный станок
.шя обработки дисков памяти ЭВМ, изготовленный Московским
станкостроительным ОАО «Красный пролетарий», обозначен
МК65-11.
По точности обработки станки подразделяют на пять классов:
• Н — нормальной точности; к этому классу относится большин-
ство универсальных станков;
• П — повышенной точности; станки данного класса изготовля-
ют на базе станков нормальной точности, но с повышенными тре-
бованиями к точности обработки ответственных деталей станка,
качеству сборки и регулировки;
• В — высокой точности, обеспечиваемой благодаря специаль-
ной конструкции отдельных узлов, высоким требованиям к точ-
53
Классификация металле
Наимено- вание Труп- па Тип
1 2 3 4
Токарные 1 Автоматы и полуавтоматы Токарно-ре- вольверные Сверлиль- но-отрез- ные
одношпин- дельные многошпин- дельные
Сверлильные и расточные 2 Настольно- и вертикаль- но-сверлиль- ные Полуавтоматы Координат- но-расточ- ные
одношпин- дельные многошпин- дельные
Шлифоваль- ные, полиро- вальные, дово- дочные, заточ- ные 3 Круглошли- фовальные, бесцентро- во-шлифо- вальные Внутришли- фовальные, координат- но-шлифо- вальные Обдирочно- шлифоваль- ные Специали- зированные шлифоваль- ные
Электрофизи- ческие и элек- трохимические 4 — Светолуче- вые, в том числе лазер- ные — Электрохи- мические
Зубо- и резь- бообрабатыва- юшие 5 Зубодол- бежные для обработки цилиндри- ческих колес Зуборезные для обра- ботки ко- нических колес Зубофрезер- ныс для обработки цилиндри- ческих ко- лес и шли- цевых валов Для нареза- ния червяч- ных колес
Фрезерные 6 Вертикаль- но-фрезер- ные, кон- сольные Фрезерные непрерыв- ного дейст- вия Продольные одностоеч- ные Копирова- льные и гравиро- вальные
Строгальные, долбежные, протяжные 7 Продольные Поперечно- строгальные Долбежные
одностоеч- ные двухстоеч- ные
Разрезные 8 Отрезные, оснащенные Правильно- отрезные
токарным резцом шлифоваль- ным кругом гладким или насеченным диском
Разные 9 Муфто- и трубообраба- тывающие Пилонасе- кательные Правил ьно- и бесцен- трово-обди- рочные —
54
Таблица 2.1
обрабатывающих станков
станков
5 6 7 8 9
Карусельные Токарно-вин- торезные, токарные, лоботокарные Многорезцо- вые и копиро- вальные Специализи- рованные Разные токар- ные
Радиально-и координатно- сверлильные Расточные Отделочно- расточные Горизонталь- но-сверлиль- ные Разные сверлильные
Продольно- шлифоваль- ные Заточные Плоскошли- фовальные Притирочные, полироваль- ные, хонинго- вальные, доводочные Разные станки, работающие абразивом
Электро- искровые — Электроэро- зионные, уль- тразвуковые прошивочные Анодно-меха- нические от- резные —
Для обработ- ки торцов зубьев колес Резьбофрезер- ные Зубоотделоч- ные, прове- рочные и об- катные Зубо- и резь- бошлифоваль- ные Разные зубо- и резьбообраба- тываюшие
Вертикально- фрезерные бесконсоль- ные Продольные двухстоечные Широкоуни- версальные фрезерные инструмен- тальные Горизонта- льно-фрезер- ные консоль- ные Разные фрезерные
Протяжные горизонталь- ные Протяжные вертикальные для протягивания — Разные строгальные
внутреннего наружного
Ленточно- пильные Отрезные с дисковой пилой Отрезные ножовочные — —
Для испыта- ния инстру- ментов Делительные машины Балансиро- вочные — —
55
ности изготовления деталей, качеству сборки и регулировки стан-
ка в целом;
• А — особо высокой точности; при изготовлении станков данно-
го класса предъявляют еще более жесткие требования, чем при
изготовлении станков класса В;
• С — особо точные, или мастер-станки; на станках данного класса
изготовляют детали для станков классов точности В и А.
Прецизионные станки (классов точности В, А и С) должны
эксплуатироваться в термоконстантных цехах, в которых автома-
тически регулируется температура и влажность.
По массе станки подразделяют на три группы: легкие — массой
до 1 т, средние — до Юти тяжелые — свыше 10 т.
По степени автоматизации различают станки с ручным управле-
нием цикла, полуавтоматы и автоматы. При наличии ручного управле-
ния пуск и останов станка, переключение скоростей и подач, подвод
и отвод инструментов, установку заготовок и снятие обработанных
деталей и другие вспомогательные операции выполняет рабочий.
Полуавтомат — станок, работающий в автоматическом цикле,
для повторения которого требуется вмешательство рабочего; обычно
установку заготовки и снятие обработанной детали рабочий осу-
ществляет вручную. После включения рабочим станка цикл обра-
ботки повторяется.
Автомат осуществляет все рабочие и вспомогательные движе-
ния цикла технологической операции и повторяет их без участия
рабочего, который лишь наблюдает за работой станка, контроли-
руя качество обработки и, при необходимости, подналаживает
станок, т. е. регулирует его для восстановления достигнутых при
первоначальной наладке точности взаимного расположения инст-
румента и заготовки, а также качества обрабатываемой заготовки.
Под циклом понимают промежуток времени от начала до конца
периодически повторяющейся операции независимо от числа од-
новременно обрабатываемых заготовок.
По расположению шпинделя станки подразделяют на горизон-
тальные, вертикальные и наклонные.
По степени концентрации операций различают однопозицион-
ные и многопозиционные станки.
Концентрация операции — возможность одновременной обра-
ботки на станке различных поверхностей многими инструмента-
ми — получила развитие по двум направлениям: создание однопо-
зиционных многоинструментальных станков, одновременно обра-
батывающих разные поверхности заготовки несколькими режущи-
ми инструментами, и многопозиционных, одновременно обрабаты-
вающих не менее двух заготовок.
Особую группу составляют многофункциональные станки, на-
пример токарно-шлифовальные, строгально-фрезерные, строгаль-
но-шлифовальные.
56
2.2. Размерные ряды основных
технологических групп станков
Размерным рядом называется совокупность числовых величин
основного размера станков, от наименьшего до наибольшего.
При разработке размерных рядов учитывается, что необосно-
ванное расширение номенклатуры выпускаемых станков, анало-
тчных по своему назначению, приводит к уменьшению серийно-
сти выпуска, возрастанию себестоимости и цены станков и повы-
шению расходов на их эксплуатацию.
Размерные ряды станков строятся по принципу геометричес-
кой прогрессии, в которой основной размер станка является ее
членом. В табл. 2.2 представлены размерные ряды основных техно-
логических групп металлорежущих станков.
Таблица 2.2
Размерные ряды основных технологических групп
металлорежущих станков
Технологическая группа металлорежущих станков Главный параметр Пределы изме- нения главного параметра типажных станков, мм Знаме- натель размер- ного ряда
Токарно-винторезные станки, токарные патронно-центровые и патронные станки Наибольший диаметр устанавливаемого из- делия над станиной 125...5000 V2
Токарно-карусельные станки Наибольший диаметр изделия 1 250... 20 000 Л
Токарные многошпин- дельные прутковые гори- зонтальные автоматы Диаметр прутка 12...160 У2
Вертикально-сверлиль- ные станки Наибольший услов- ный диаметр отвер- стия при сверлении 3...12 Л
Координатно-расточ н ые и координатные свер- ли л ьн о-фрезерно-расточ - пые вертикальные станки Ширина стола 50...2 000 Л
Сверлильно-фрезерно- расточные станки То же 200...2 000 Л
Круглошлифовальные станки Наибольший диаметр изделия 100...800 Л
57
Окончание табл. 2.2
Технологическая группа металлорежущих станков Главный параметр Пределы изме- нения главного параметра типажных станков, мм Знаме- натель размер- ного ряда
Плоскошлифовальные станки Ширина поверхности стола 160... 800 %/2
Электроэрозионные вырезные станки Длина вырезаемого контура 160...800
Электрохимические копировально-проши- вочные станки Ширина стола 200... 630 1/2
Зубофрезерные верти- кальные полуавтоматы для цилиндрических колес Наибольший диаметр обрабатываемого зуб- чатого колеса 80... 12 500 ^2
Фрезерные широкоуни- версальные инструмен- тальные станки Ширина стола 200... 800
П родол ьно-фрезерн ые станки То же 500... 4 500 Л
Продольно-строгальные станки Ширина изделия 1 000... 3 150 У2
2.3. Условные обозначения элементов
на кинематических схемах станков
В машиностроении при вычерчивании различных кинематических
схем используют условные обозначения их элементов, утвержденные
ГОСТ 2.770-68*, ГОСТ 2.721-74* и ГОСТ 2.782-68* (табл. 2.3).
Таблица 2.3
Условные обозначения элементов кинематических схем
Наименование Условные обозначения
Подшипники скольжения и качения на валу без уточнения типа: радиальные упорные II
58
Продолжение табл. 2.3
Наименование Условные обозначения
Подшипники скольжения: радиальный радиально-упорные: односторонний двусторонний упорные: односторонний двусторонний i ш к
Подшипники качения: радиальный радиально-упорные: односторонний двусторонний упорные: односторонний двусторонний о о ~б~1 О 1 Гб~1 1 О 1 о 1 о | 1 о 1 1 О 1
Муфта (общее обозначение без уточнения типа) —1 1—
Муфты нерасцепляемые (неуправляемые): глухая упругая компенсирующая 1-* *-|— —— —1-1 0-1—
Муфты сцепляемые (управляемые): общее назначение односторонняя двусторонняя -Ев- 4S-
59
Продолжение табл. 2.3
Наименование Условные обозначения
Муфты сцепляемые механические: синхронная(например, зубчатая) асинхронная(например, ГТ гТ
фрикционная)
Муфта сцепляемая электрическая -Е~
Муфта сцепляемая гидравлическая или пневматическая —ЕС в—
Муфты автоматические (самодействующие): общее назначение НН
обгонная (свободного хода) п“п
ц°и
центробежная фрикционная ПнД
IJIIJ
предохранительная с разрушу- пЦ~|
ютим элементом
предохранительная с неразруша- п'|д-
юшим элементом цц
Тормоз (общее обозначение без уточнения типа) ± 3
Храповые зубчатые механизмы:
с наружным зацеплением (односторонний) X —
с внугренним зацеплением (односторонний) -г- X
Шкив ступенчатый, закрепленный на валу
60
Продолжение табл. 2.3
Наименование Условные обозначения
( оединения детали с валом:
свободное вращение
подвижное без вращения
с помощью вытяжной шпонки
глухое -Jx
Передачи фрикционные: - x —i—
с цилиндрическими роликами
- X
J Il ♦
с киническими роликами > /
— к
с коническими роликами 4 /1^
регулируемыми —[2 —Ч"*"
Передачи ременные:
без уточнения типа ремня
t- -4-4 1 1
X X
плоским ремнем V+7 —Cy
клиновидным ремнем -—(y
61
Продолжение табл. 2.3
Наименование Условные обозначения
круглым ремнем зубчатым ремнем (ВТЭ ^4- АА/
Передача цепью (общее обозначение без уточнения типа цепи) 4х Q । и; 4 W
Передачи зубчатые цилиндрические: с внешним зацеплением: общее обозначение без уточне- ния типа зубьев прямыми, косыми и шеврон- ными зубьями с внутренним зацеплением: общее обозначение без уточне- ния типа зубьев
\ \ i - я /' \ -£ ГТ II 1 1 и- к
Передачи зубчатые с пересекающи- мися валами (конические без уточ- нения типа зубьев) i i i V-1-7 " Hl if f X
1
Передачи зубчатые со скрещиваю- щимися валами (червячные с цилин- дрическим червяком) т 6
62
Окончание табл. 2.3
Наименование Условные обозначения
Передачи зубчатые реечные (общее обозначение без уточнения типа >убьев) -
1
Передачи зубчатым сектором (общее обозначение без уточнения типа зубьев) тт J $
Винт, передающий движение
Винт — гайка качения
Винт — гайка скольжения: гайка неразъемная гайка разъемная
Электродвигатель (^м)—
Насос (без уточнения типа)
2.4. Настройка кинематических цепей станка
Для обеспечения требуемых режимов резания производят на-
стройку станка. Настройкой станка называется подготовка к вы-
полнению определенной операции по заданным режимам резания
согласно технологическому процессу. Для этого настраивают ки-
нематические цепи станка.
Способы настройки кинематических цепей зависят от необхо-
димой точности получения передаточного отношения гитар.
63
Приближенная настройка применяется в основном для цепей
главного движения и подач, так как точность подбора заданных
частоты вращения и подачи не будет влиять на точность размеров
обработанной детали. В этих кинематических цепях устанавливают
однопарную гитару либо ременную передачу со сменными шкива-
ми. Гитара — это узел, расположенный на внешней стенке шпин-
дельной бабки, коробки передач или станины станка. В корпусе
гитары устанавливают сменные зубчатые колеса, с помощью ко-
торых настраивается заданное передаточное отношение конкрет-
ной кинематической цепи. Гитару после подбора сменных зубча-
тых колес и их закрепления плотно закрывают крышкой.
Пример 2.1. Настроить кинематическую цепь главного движения верти-
кально-сверлильного станка мод. 2М112 для сверления отверстия </.„ = 10 мм
глубиной 15 мм. Материал заготовки - сталь45.
Решение.
1. В соответствии с рекомендациями [2] для заданного материала и сверла
d= 10 мм из быстрорежущей стали при подаче 5о = 0,2 мм/обс примене-
нием охлаждения выбираем скорость резания v = 25 м/мин.
2. Вычисляем требуемую частоту вращения, мин-1, сверла для обеспе-
чения выбранной скорости резания
1000v 1 000 25
п,„ ------=--------= 796.
С“ 7t<h Л- 10
3. Настраиваем на данном станке главное движение (вращение шпин-
деля вместе со сверлом) перебрасыванием ремня через шкивы (всего пять
пар шкивов диаметром, мм: 135; 115; 85; 55 и 35). В данном случае от
двигателя на шпиндель можно передать только пять скоростей вращения
и реализовать пять различных передаточных отношений:
135 . _Н5_ЭП0 . 85 .
'цф1 - '«ф2 - '«фЗ “ 35 “ ’
55 35
/и"’4=ТТ5=0’48; /"ф5 = Т35 = 0,26
Требуется настроить передаточное отношение iT= ncJnM. Частота вра-
щения вала электродвигателя этого станка пм = 1450 об/мин, следова-
тельно, й = 796/1 450 = 0,55.
Мы не можем точно настроить заданную частоту вращения, так как
ближайшее передаточное отношение /,,,и = 0,48, а следовательно, факти-
ческая частота вращения, мин-1, сверла ncuil> = 0,48- 1 450 = 696.
Точная настройка передаточных отношений используется для
цепей: винторезных, обкатки, деления и дифференциальных. Обыч-
но такие кинематические цепи имеют двухпарные гитары, реже —
трехпарные. Последовательность подбора сменных колес следующая:
• подставляют в формулу настройки исходные данные;
64
• сокращают дробь на общие множители. После сокращения
может получиться целое число или несократимая дробь, в послед-
нем случае переводить ее в десятичное число запрещается',
• числитель и знаменатель дроби раскладывают на множители,
после чего их группируют таким образом, чтобы в числителе и
шаменателе осталось по два множителя, соответствующих смен-
ных зубчатым колесам набора данной кинематической цепи.
В примере 2.2 приводится точный способ настройки.
Пример 2.2. Настроить винторезную цепь для нарезания резьбы с ша-
гом Рн = 10 мм. Шаг ходового винта станка, на котором будет произво-
диться обработка, Рх „= 12 мм. Формула настройки винторезной цепи дан-
ного станка iv = PJP,n. Для точной настройки винторезной цепи исполь-
зуем набор сменных зубчатых колес двухпарной гитары с числом зубьев:
20; 23; 25; 30; 34; 35; 40; 45; 50 (2 шт.); 55; 58; 60; 65; 70; 71; 75; 80 (2 шт.);
S3; 85; 90; 92; 95; ИЗ; 127. Условия сцепляемости сменных колес двухпар-
ной гитары: Л+В>С+15и С + D> В + \5.
Решение.
I. Подставляем в формулу настройки исходные данные и сокращаем
на общие множители:
]0_ 5
12 " 6'
2. Выбираем из набора две пары сменных зубчатых колес (4 и В, С и D),
АС' 5 и
используя точный способ подбора: I, = = у Числитель и знамена-
В I) 6 _ _
, . 5 5 23
1ель формулы умножим на одинаковый множитель: = -- = —• Колеса
6 5 30
с таким числом зубьев в наборе имеются. Умножим правую часть равен-
ства на единицу, которую можно получить из соотношения двух сменных
колес из набора, например —; тогда iy
25 50
30 50’
Перепишем это равен-
ство, переставив в числителе множители местами:
50 25
30 50'
Теперь смен-
ные колеса удовлетворяют условиям сцепляемости : 50 + 30 > 25 + 15 и
25 + 50 > 30 + 15. Итак, подобраны сменные колеса винторезной гитары
точным способом: А = 50, В = 30, С = 25 и D = 50.
Табличный способ подбора сменных колес применяется, когда
невозможно применить точный. При табличном способе после под-
становки исходных данных в формулу настройки передаточное
отношение представляют десятичной дробью. После этого исполь-
!уют таблицы для подбора сменных зубчатых колес.
Пример 2.3. Подобрать сменные колеса двухпарной гитары винторез-
ной цепи токарно-затыловочного станка мод. КТ151 для нарезания винто-
вой линии червячно-модульной фрезы с числом зубьев z = 9 и осевым
шагом резьбы Рос= 10,2283 мм. Заданы: комплект сменных зубчатых колес:
65
25 (2 шт.); 30; 33; 34; 36 (2 шт.); 40; 41; 43; 45; 47; 48; 50; 53; 55; 57; 58; 59;
60; 62; 66; 69; 70; 73; 75; 79; 80; 83; 85; 90; 92; 95; 97; 98; 100; 127; формула
настройки гитары винторезной цепи iv =
Решение.
1. Учитывая, что после термообработки червячно-модульной фрезы
резьба «разбухает», настраивать винторезную цепь необходимо с поправкой
на 0,021 мм (по экспериментальным данным): Р„= Рх - 0,021 = 10,2073 мм.
2. Подставляем исходные данные в формулу настройки
iy = -’j7- = 0,8506083.
3. По таблицам [9] находим ближайшее значение десятичной дроби
,^бл = 0,850241 = gg.
_ с 66 80 А С
Таким образом, /уф = - - = - -.
Автоматизированный способ подбора сменных колес с исполь-
зованием персональных ЭВМ эффективен для наиболее точного
подбора заданного передаточного отношения гитары в случае, если
применить точный метод не представляется возможным. В работе
[2] подробно изложена методика использования персональных ЭВМ
и приведен алгоритм подбора сменных зубчатых колес.
ГЛАВА 3
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ОСНАСТКА
3.1. Виды технологических документов
К основным технологическим документам относятся маршрут-
ная карта, карта технологического процесса и ведомость деталей
(сборочных единиц) к типовому технологическому процессу. На-
ряду с этим существуют и другие технологические документы,
определенные ГОСТ 3.1102—81.
Маршрутная карта (МК) — технологический документ, содер-
жащий описание технологического процесса изготовления или ре-
монта изделия (включая контроль и перемещения) по всем опера-
циям различных видов работ в технологической последовательно-
сти с указанием данных об оборудовании, оснастке, материальных
и трудовых нормативах в соответствии с установленными нормами.
Карта эскизов (КЭ) — графический документ, содержащий
эскизы технологического процесса, схемы и таблицы, необходи-
мые для выполнения этого процесса, операции или перехода из-
готовления или ремонта изделия, включая контроль и перемеще-
ния.
Технологическая инструкция (ТИ) — технологический документ,
содержащий описание приемов работы или технологических про-
цессов изготовления, или ремонта изделия (включая контроль и
перемещения), правил эксплуатации средств технологического
оснащения, описания физических и химических явлений, возни-
кающих при отдельных операциях.
Карта технологического процесса (КТП) — технологический
документ, содержащий описание технологического процесса из-
готовления или ремонта изделия (включая контроль и перемеще-
ния) по всем операциям одного вида работ, выполняемым в од-
ном цехе в технологической последовательности, с указанием дан-
ных о средствах технологического оснащения, материальных и тру-
довых нормативах. Для отдельных видов работ (например, обра-
ботки резанием, холодной штамповки), связанных технологичес-
ким маршрутом изготовления изделия с другими видами работ
(термообработкой, обезжириванием), допускается соответствую-
щую карту технологического процесса разрабатывать с указанием
всех видов работ, выполняемых в разных цехах.
Операционная карта — технологический документ, содержащий
описание технологической операции с указанием переходов, режи-
мов обработки и данных о средствах технологического оснащения.
67
К технологическим документам относятся: технологическая ве-
домость (ТВ), комплектовочная карта (КК), ведомость оснастки
(ВО), ведомость материалов (ВМ), карта типового (группового)
технологического процесса (КТТП), карта типовой операции
(КТО), ведомость деталей (сборочных единиц) к типовому техно-
логическому процессу (или операции) (ВТП или ВТО), ведомость
технологических документов на изготовление данного изделия
(ВТД), ведомость операций (ВОП), ведомость сборки изделия
(ВСИ) и др.
3.2. Основные термины и определения
Термины, установленные ГОСТ 3.1109—82*, обязательны для
применения в документах всех видов, а также в научно-техничес-
кой. учебной и справочной литературе. Указанный стандарт уста-
навливает применяемые в науке, технике и на производстве тер-
мины и определения основных понятий в области технологичес-
ких процессов изготовления и ремонта изделий машиностроения
и приборостроения.
Технологическим процессом называется часть производственного
процесса, содержащая целенаправленные действия по изменению
и (или) определению состояния предмета труда. Технологический
процесс может быть отнесен к изделию, его составной части или к
методам обработки, формообразования и сборки.
Технологическая операция — это законченная часть технологи-
ческого процесса, выполняемая на одном рабочем месте.
Технологическая база — это поверхность, сочетание поверхно-
стей, ось или точка, используемые для определения положения
предмета труда в процессе его изготовления.
Технологический документ (графический или текстовый) опре-
деляет (отдельно или в совокупности с другими) технологический
процесс или операцию изготовления изделия.
Типовым технологическим процессом называется технологичес-
кий процесс изготовления группы изделий с общими конезрук-
тивными и технологическими признаками.
Групповой технологический процесс — это технологический про-
цесс изготовления группы изделий с разными конструктивными,
но общими технологическими признаками.
Рассмотрим термины, относящиеся к методам обработки, фор-
мообразования, сборки и контроля.
Формообразование — это изготовление заготовки (изделия) из
жидких, порошковых или волокнистых материалов.
Литье — это изготовление заготовки (изделия) из жидкого ма-
териала путем заполнения полости заданных размеров и формы с
последу юши м загверде ван нем.
68
Формованием называется формообразование из порошкового или
волокнистого материала путем заполнения полости заданных раз-
меров и формы с последующим сжатием.
К механической обработке относится обработка давлением или
резанием.
Обработка резанием заключается в образовании новых поверх-
ностей отделением поверхностных слоев с образованием стружки.
Обработка, выполняемая ручным инструментом или машиной
ручного действия, называется слесарной.
Сборкой называется образование соединений составных частей
изделия. Примером видов сборки является клепка, сварка загото-
вок и т.д. Соединение может быть разъемным или неразъемным.
Законченная часть технологической операции, выполняемая
одними и теми же средствами технологического оснащения при
постоянных технологических режимах и установе, называется тех-
нологическим переходом.
Существует понятие вспомогательного перехода: закрепление
киотовки, смена инструмента, т. е. часть технологической опера-
ции, не связанная с изменением свойств предмета труда, но необ-
ходимая для выполнения технологического перехода.
Установ — это часть технологической операции, выполняемая
при неизменном закреплении обрабатываемых заготовок или со-
бираемой сборочной единицы.
Позицией называется фиксированное положение, занимаемое
неизменно закрепленной обрабатываемой заготовкой или собира-
емой сборочной единицей совместно с приспособлением относи-
тельно инструмента или неподвижной части оборудования при
выполнении части операции.
Существуют понятия рабочего и вспомогательного хода. Рабо-
чий ход сопровождается изменением формы, размеров, качества
поверхности и свойств заготовки. Вспомогательный ход необходим
для подготовки рабочего хода.
Наладка — это подготовка технологического оборудования и
1ехнологической оснастки к выполнению технологической опера-
ции. К наладке относятся установка приспособления, переключе-
ние скорости или подачи и т.п.
Дополнительная регулировка технологического оборудования и
технологической оснастки при выполнении операции для восстанов-
ления достигнутых при наладке параметров называется подналадкой.
Слой металла, удаляемый с поверхности заготовки в целях до-
стижения заданных свойств обрабатываемой поверхности, назы-
вается припуском. Различают операционный припуск, удаляемый
при выполнении технологической операции, и промежуточный,
который удаляется при выполнении одного технологического пе-
рехода. К свойствам обрабатываемого предмета труда или его по-
верхности относятся: размеры, форма, шероховатость, твердость.
69
Допуск припуска — это разность между наибольшим и наимень-
шим значениями размера припуска.
Существуют понятия заготовки и исходной заготовки. Предмет
труда, из которого путем изменения формы, размеров, а также
свойств поверхности и материала изготавливают деталь, называ-
ется заготовкой. Исходной заготовкой называется заготовка перед
первой технологической операцией.
В данном подразделе приведены термины, наиболее часто встре-
чающиеся при токарной обработке. Стандартом определены также
средства технологического оснащения, технологическое оборудо-
вание, технологическая оснастка, приспособление, нормы штуч-
ного и вспомогательного времени, расценки и т.д.
3.3. Графические обозначения опор, зажимов
и установочных устройств
Графические обозначения опор, зажимов и установочных уст-
ройств, применяемых в технологической документации, установ-
лены ГОСТ 3.1107—81. Обозначения опор приведены в табл. 3.1,
зажимов — в табл. 3.2, установочных устройств — в табл. 3.3. Неме-
ханические устройства зажимов обозначаются латинскими буква-
ми: Р— пневматическое; Н — гидравлическое; Е — электричес-
кое; М — магнитное; ЕМ — электромагнитное.
Табл и ца 3.1
Обозначения опор
Наименование опоры Вид спереди, сзади Вид сверху Вид снизу
Неподвижная /\ о
Подвижная /\ -(♦>- -О
Плавающая -ф- -ф-
Регулируемая /\ ф р
Таблица 3.2
Обозначения зажимов
Наименование зажима Вид спереди, сзади Вид сверху Вид снизу
Одиночный ® о
Двойной О—о О—0
70
В табл. 3.4 приведены примеры обозначений опор, зажимов и
установочных устройств в технологических документах.
Таблица 3.3
Обозначения установочных устройств
Наименование установочного устройства Вид спереди, сзади, сверху, снизу Вид слева Вид справа
Центр непод- вижный Без обозначения
Центр враща- ющийся <0 Без обозначения
Оправка ци- линдриче- ская
Оправка шариковая (роликовая)
Патрон по- водковый 1 1 1
Цанговая оправка
Г идроплас- говая оправка г^_
Таблица 3.4
Примеры обозначений опор, зажимов и установочных устройств
Наименование Условное обозначение на схемах
Центр неподвижный гладкий
Центр рифленый
Центр плавающий -I—к
Центр обратный вращающий-
ся с рифленой поверхностью
Патрон поводковый 1
-1 -1-
71
Окончание табл. 3.4
Наименование Условное обозначение на схемах
Люнет подвижный “"д.
Оправка цилиндрическая — —
Оправка шлицевая
Зажим пневматический с рифленой рабочей поверхностью
Оправка цанговая -
Установка в тисках с призматическими губками и пневматическим зажимом — <—
3.4. Условные обозначения допусков формы
и расположения поверхностей
обрабатываемого изделия
Условные обозначения допусков формы и расположения по-
верхностей деталей на чертеже установлены ГОСТ 2.308—79*. Для
каждого вида допуска формы и расположения поверхностей опре-
делен соответствующий знак (табл. 3.5). Условное изображение до-
пуска содержит знак, числовое значение и буквенное обозначение
базы измерения (А, В и т.д.). Эти данные в указанном порядке
вписывают в рамку, разделенную на две или три части.
Примеры простановки условных обозначений допусков на чер-
теже приведены в табл. 3.6. Рамку соединяют стрелкой с контурной
линией изделия (примеры I —5). Можно соединять рамку и с вы-
носной линией (примеры 6—13). Допуски могут быть заданы на
72
Таблица 3.5
Условные обозначения допусков формы и расположения поверхностей
обрабатываемого изделия
Группа Допуск Знак
Допуски формы Прямолинейности —
Плоскостности / /
Круглости о
Цилиндричности
Профиля продольного сечения —
Допуски располо- жения поверх- ностей Параллельности /у.
Перпендикулярности 1
Наклона
Соосности ©
Симметричности
Позиционный
Пересечения осей X
Суммар- ные допуски формы и распо- ложения поверх- ностей Радиального и торцового биения; биения в заданном направлении у/
Полного радиального и торцового биения //
Формы заданного профиля г\
Формы заданной поверхности
ограниченной длине (0,1 мм на 100 мм длины, см. пример 2) или
на всей длине и на ограниченном участке (см. пример 6). Зависи-
мые допуски расположения и формы обозначают условно буквой
М, которую помещают в рамке вместе с допуском или базой (при-
мер 13). В необходимых случаях рядом с рамкой помещают надписи
с дополнительными данными (см. пример 2).
Допуски формы и расположения поверхностей не должны пре-
вышать допуска размеров Т.
Базы изображают зачерненным треугольником и соединяют с
рамкой, в которой дано буквенное обозначение этой базы (см. при-
меры 6—10) или численное значение допуска (см. пример 7).
73
Таблица 3.6
Примеры простановки допусков формы и расположения поверхностей
на чертеже
Пример Допуск Обозначения на чертеже
1 Плоскост- ности
п 0,005
/77777/7/7777777777777777
2 Прямолиней- ности Вогнутость не допускается
— 0,1/100
/////////////////////////
Цилиндрич-
ности
Круглости
6
Профиля
продольного
сечения ци-
линдриче-
ской поверх-
ности
Параллель-
ности
0,06
0,01/100
7777777?,
77777//7/7//777/777777/77/
74
Продолжение табл. 3.6
Пример
Допуск
Обозначения на чертеже
Перпендику-
лярности
8 Соосности
9 Торцового биения
10 Радиального биения
11 Пересечения осей
12 Симметрич- ности
75
Окончание табл. 3.6
ГОСТ 24643—81 устанавливает 16 степеней точности формы и
расположения поверхностей. В практике установления требований
к точности формы и расположения поверхностей используются и
другие виды отклонений (овальность, огранка, бочкообразность,
конусообразность, седлообразность, вогнутость, выпуклость и др.),
которые являются частными видами рассмотренных отклонений
формы и расположения поверхностей.
Отклонение формы измеряется как на специальных измеритель-
ных приборах, так и на приспособлениях с использованием уни-
версальных средств измерений. Специальные средства измерений,
как правило, обеспечивают высокую точность. К таким средствам
измерений относятся кругломеры. Радиальная погрешность круг-
ломера 1-го класса равна 0,05 мкм, а 5-го класса — 0,8 мкм. Суще-
ствуют кругломеры, позволяющие измерять отклонение от прямо-
линейности образующей. Аналогичные приборы имеются и для
контроля отклонений от прямолинейности плоских поверхностей.
Для контроля овальности, огранки, конусообразности, бочко-
образное™, седлообразное™, выпуклости и вогнутости можно
использовать универсальные средства измерений, в частности с
использованием показывающих приборов с двумя индуктивными
преобразователями, позволяющими автоматически определять раз-
ность диаметров или разность отклонений от установленной плос-
кости в двух точках.
3.5. Обозначение шероховатости
на рабочем чертеже
Под шероховатостью поверхности понимается совокупность
неровностей поверхности с относительно малыми шагами, выде-
ленная с помощью базовой длины /.
В отличие от отклонений формы поверхности и волнистости, к
шероховатости относят отклонения поверхности, для которых вы-
76
Полка знака
Рис. 3.1. Структура условного
обозначения шероховатости
на чертеже
Ra 1,6
а
в
Рис. 3.2. Знак шероховатости в зависимо-
сти от способа обработки поверхности:
а — вид обработки не устанавливается; б —
поверхности, образованные удалением слоя
материала; в — поверхности, не обрабатыва-
емые по данному чертежу и полученные без
удаления слоя материала (литьем, ковкой,
прокатом и т.п.)
полняется условие: S/R < 50, где 5 — средний шаг местных высту-
пов профиля, a R — высота профиля. Параметры и характеристики
шероховатости поверхности установлены ГОСТ 2789—73*, а ус-
ловные обозначения — ГОСТ 2.309—83.
Структура условного обозначения шероховатости на рабочем
чертеже детали приведена на рис. 3.1. На месте цифр конструктор
проставляет следующую информацию: 1 — условное обозначение
направления неровностей; 2 — способ обработки (полировать,
шабрить) и (или) другие дополнительные указания; 3 — базовую
длину, значение которой отличается от стандартной, а затем па-
раметр шероховатости Ra или Rz.
Параметры шероховатости Ra или Rz (табл. 3.7) обязательно
должны быть проставлены на чертеже. Символ Ra в обозначении
шероховатости (так же как и символ Rz) указывают под полкой
знака (рис. 3.2, а). Остальные сведения, которые могут быть указа-
ны над полкой или под полкой знака, могут отсутствовать (по
усмотрению конструктора).
В зависимости от способа обработки поверхностей деталей на
чертеже применяют один из знаков, показанных на рис. 3.2.
Таблица 3.7
Выбор базовой длины в зависимости от параметров шероховатости
Параметр шероховатости, мкм Базовая длина /, мкм
Ra Rz
От 0,006 до 0,02 От 0,025 до 0,1 0,08
Св. 0,02 до 0,32 Св. 0,1 до 1,6 0,25
Св. 0,32 до 2,5 Св. 1,6 до 10,0 0,8
Св. 2,5 до 10,0 Св. 10,0 до 40,0 2,5
Св. 10,0 до 80,0 Св. 40,0 до 320,0 8,0
Св. 80,0 до 100,0 Св. 320,0 до 1 600,0 25,0
77
Параметр Ra называют средним арифметическим отклонением
профиля микронеровностей в пределах базовой длины / и опреде-
ляют по формуле
Л I
где « — число измеренных точек профиля микро неровностей на
базовой длине; |у,| — абсолютное (без учета алгебраического зна-
ка) расстояние любой точки профиля до средней линии.
Параметр — высота микронеровностей по десяти точкам —
представляет собой разность средних расстояний пяти наибольших
высот выступов hi max профиля микронеровностей и пяти наиболь-
ших глубин hi min впадин профиля в пределах базовой длины:
if5 5 А
5^Х1Л/|тах -XNminJ-
Средняя линия профиля делит измеряемый профиль в пределах
базовой длины так, чтобы сумма квадратов расстояний у,- точек
профиля до линии была минимальной.
Параметр Ra служит для оценки чистоты поверхностей с 6-го
по 12-й класс чистоты включительно, a Rz — для классов с 1-го по
5-й, а также 13-го и 14-го классов.
3.6. Приспособления для закрепления
заготовок при токарной обработке
наружных поверхностей
При обтачивании наружных поверхностей на токарном станке,
подрезании торцов, протачивании канавок заготовка устанавли-
вается в приспособлении. Выбор оснастки зависит от многих фак-
торов: жесткости заготовки, точности обработки, соотношения
длины I к диаметру d заготовки и др. Цилиндрические заготовки с
соотношением l/d = 5... 12 устанавливают в центрах (или в патро-
не), нежесткие заготовки с соотношением l/d > 12 — в центрах
(или в патроне) и на люнете. Корпусные заготовки сложной фор-
мы крепят на планшайбе. Способ крепления заготовки влияет на
точность обработки (табл. 3.8).
Центры упорные (ГОСТ 13214—79*) применяют при обработке
на невысоких скоростях резания и изготовляют из инструменталь-
ной углеродистой стали; твердость поверхности конуса с углом 60°
составляет 55...58 HRC. Размеры упорных центров приведены в
табл. 3.9.
Для повышения износостойкости центров на поверхность ко-
нуса с углом 60° наплавляют сормайт (высокохромистые и высо-
78
Таблица 3.8
Установка заготовок на токарном станке
Заготовки Способ установки Точностьобработки, мкм
Жесткие небольшой длины (//rf< 5) В патронах (базиро- вание по наружной и внутренней поверхности) При установке без выверки — 0,1; в термически необработанных ку- лачках — 0,03; с выверкой в четы- рехкулачковом патроне — 0,05
Большого диаметра и длины В патроне и заднем центре 0,05...0,10
Нежесткие W> 12) В патроне и на неподвижном люнете Установка с выверкой — 0,03...0,05
Корпусные На угольнике 0,10
Таблица 3.9
Размеры упорных центров, мм
Конус Морзе D D, d L / /
2 17,981 16 14,534 13 105 69,0 4
3 24,052 22 19,760 18 130 85,5 4
4 31,544 30 25,909 24 160 108,5 5
5 44,732 42 37,470 35 205 138,0 6
6 63,762 60 53,752 50 280 192,0 7
Эскиз /
О Q — — г
_ L -1 / S’
Примечание. D — больший диаметр конуса; D\ — диаметр рабочей части
центра; d — меньший диаметр конуса; d\ — диаметр опорной части центра; L —
длина центра; / — длина хвостовика; t — длина опорной части центра.
коуглеродистые твердые сплавы на основе Fe, содержащие также
Ni и Si; применяются для наплавки на быстроизнашивающиеся
поверхности деталей и инструментов) либо изготовляют центр с
вставкой из твердого сплава, марка которого зависит от вида обра-
ботки (чистовое, получистовое, черновое точение). Размеры вста-
вок центров приведены в табл. 3.10.
79
Таблица 3.10
Размеры вставок центров, мм
Конус Морзе d / Эскиз
3 12 20 —
4 15 24 1 -1 —
5; 6 18 28 z]4
Примечание, d — диаметр расточки; /— глубина расточки.
На рис. 3.3 показана конструкция вращающегося центра, при-
меняемого при легких радиальных нагрузках (до 2 500 Н); при сред-
них радиальных нагрузках используют центр с роликовым под-
шипником вместо шарикового.
При высокой точности обработки следует применять вращаю-
щийся центр повышенной точности (рис. 3.4). При вращении червя-
ка 3 вращается червячное колесо 4, сходя по резьбе с распорного
Рис. 3.3. Вращающийся центр для легких радиальных нагрузок
Рис. 3.4. Вращающийся центр повышенной точности:
1,5- подшипники; 2 — распорное кольцо; .? — червяк; 4 — червячное колесо
80
кольца 2. Наружные кольца под-
шипников 7 и 5 перемещаются
в осевом направлении, устраняя
зазоры и создавая усилия пред-
натяга.
Передний центр с рифленой
поверхностью рабочего конуса
Рис. 3.5. Передний центр с рифле-
ной поверхностью рабочего конуса
применяют для установки заго-
товки с центральным отверстием (рис. 3.5).
При подрезании торца заготовки, поджатой задним центром,
применяют полуцентры (табл. 3.11). В табл. 3.11 приведены также
стандартные упорные центры с отжимной гайкой (для облегчения
демонтажа).
Для закрепления заготовок на наружной поверхности приме-
няются патроны. В табл. 3.12 даны размеры двухкулачковых само-
центрирующих патронов (ГОСТ 14903—69*), применяемых для за-
крепления небольших заготовок, при установке которых не требу-
ется точного центрирования.
Наиболее широко применяется трехкулачковый самоцентриру-
ющий патрон (ГОСТ 2675—80). Расположение зажимных поверх-
ностей уступом по трем различным радиусам увеличивает диапа-
зон зажимаемых заготовок и облегчает переналадку патрона с од-
ного размера на другой. Преимущества универсальных трехкулач-
ковых спиральных патронов — простота конструкции и достаточ-
ное усилие зажима, а недостатки — сильный износ спирали и
Таблица 3.11
Упорные полуцентры и центры упорные с отжимной ганкой
Наименование Эскиз
Полуцентры упорные (ГОСТ 2576-79*) Исполнение 1 ' Исполнение 2
Центры упорные с отжимной гайкой (ГОСТ 2575-79*) /гЯ| Исполнение 1 —г4 J Исполнение 2 —|j~
Примечание. Центры и полуцентры исполнения 2 имеют вставку из твер-
дого сплава.
81
ОС
Таблица 3.12
Основные размеры, мм, двухкулачковых самоцентрирующих патронов
Примечание. D — диаметр корпуса; D[ — диаметр расточки; В — толщина кулачка; Н — ширина патрона.
преждевременная потеря точности патрона. Патроны имеют клас-
сы точности Н, П, В, А; буквенный индекс класса точности Н в
обозначении патрона не указывается. Трехкулачковые самоцент-
рирующие патроны изготавливают трех типов (1, 2 и 3), в двух
исполнениях каждый: патроны исполнения 1 — с цельными ку-
лачками, а исполнения 2 — с сборными кулачками. Основные раз-
меры трехкулачковых самоцентрирующих патронов приведены в
табл. 3.13.
Токарные патроны клиновые и рычажно-клиновые (ГОСТ 24351 —80*)
изготовляют двухкулачковыми (тип А) и трехкулачковыми (тип Б).
В зависимости от способа крепления к шпинделю существует три
исполнения клиновых и рычажно-клиновых токарных патронов:
1 — с креплением на шпинделе станка через переходной фланец;
2 — с креплением непосредственно на фланцевом конце шпинде-
ля по ГОСТ 12595—85*; 3— с креплением непосредственно на флан-
цевом конце шпинделя по ГОСТ 12593—93.
В обозначении патронов указывают цифровой индекс испол-
нения по конструкции: 1 — клиновые; 2 — рычажно-клиновые.
Кроме того, указывают цифровой индекс исполнения крепления
кулачков: 1 — с помощью крестового шпоночного паза; 2 — зуб-
чато-реечным зацеплением с мелким зубом; 3 — зубчато-рееч-
ным зацеплением с мелким зубом безвинтовое. В обозначении
патрона обязательно указывают класс точности П, В или А (класс
точности Н не указывают). Основные размеры токарных само-
центрирующих клиновых и рычажно-клиновых патронов приве-
дены в табл. 3.14.
Заготовки произвольной формы устанавливают в четырехкулач-
ковом патроне с индивидуальным приводом кулачков, что позво-
ляет их центрировать. Четырехкулачковые патроны с независимым
перемещением кулачков (ГОСТ 3890—82) крепят непосредственно
на фланцевых концах шпинделя (тип 1 по ГОСТ 12595—2003 и
тип 2 по ГОСТ 12593—93) или через переходной фланец (тип 3).
В обозначении патронов указывают классы точности патрона П, В
или А (класс точности Н не указывают). В табл. 3.15 приведены
основные размеры четырехкулачковых патронов.
При обработке заготовки в центрах применяют поводковые пат-
роны (ГОСТ 2571—71). Основные размеры поводковых патронов
представлены в табл. 3.16 и 3.17.
Хомутики для закрепления валов при обработке в центрах изго-
товляют в двух исполнениях (табл. 3.18); при использовании хому-
тиков исполнения 2 применяют патроны, основные размеры ко-
торых приведены в табл. 3.16 и 3.17.
При базировании заготовок по отверстию используют цельные
оправки, оправки с разрезными цангами для точных работ (ГОСТ
31.1066.02—85), шлицевые центровые (ГОСТ 18437—73—18439—73)
и шлицевые шпиндельные (ГОСТ 18440—73) оправки.
83
00
Таблица 3.13
Основные размеры, мм, трехкулачковых самоцентрирующих патронов
Примечания: 1. D — диаметр корпуса; D\ — посадочный диаметр; Н — ширина патрона типа 1; Н\ — ширина патрона типов 2 и 3.
2. Патроны типа 1 — с цилиндрическим центрирующим пояском, устанавливаемые на шпинделях через промежуточный фланец по
ГОСТ 3889—80; типа 2 — с креплением непосредственно на фланцевых концах шпинделей под поворотную шайбу по ГОСТ 12593—72;
типа 3 — скреплением непосредственно на фланцевых концах шпинделей по ГОСТ 12595—85.
Таблица 3.14
Основные размеры, мм, токарных трех- и двухкулачковых самоцентрирующих клиновых и рычажно-клиновых патронов
Эскизы
Тип А
Тип Б
Исполнение 1
Исполнение 2
Исполнение 3
D д А L d
80 55 — 65 М12
100 72 — 70 М12
125 95 — 80 М12
150 120 — 80 М16
160 130 82, 563 90 MI6
175 130 — 90 М20
200 165 82,563; 106,375 НО М20
250 210 106,375; 139,719 110 М24
315 270 139,719; 196,869 125 М27
400 340 139,719; 196,869 145 М27
500 440 139,719; 196,869; 285,775 175 М36
630 560 196,869; 285,775 210 М36
Примечание. D — диаметр корпуса; D} — диаметр расточки; D2 — диаметр конической расточки; L — ширина патрона; d —
сл размер метрической резьбы.
Таблица 3.15
Основные размеры, мм, четырехкулачковых патронов с независимым перемещением кулачков
Примечание. D — диаметр корпуса; Dq — посадочный диаметр; Н — ширина патрона.
Таблица 3.16
Основные размеры, мм, токарных поводковых патронов
Исполнение 1 Исполнение 2
А—А А—А
D о. d d, d, / Н h
200 108 63,513 61,0 188 10 100 55
112
250 133 82,563 79,6 236 12 112 65
135
315 165 106,375 103,2 298 13 125 70
170
400 210 139,719 136,2 380 14 145 85
220
500 280 196,869 192,9 475 16 165 100
290
Примечание. D — диаметр корпуса; D\ — диаметр ступицы; d — больший
диаметр конуса; d\ — меньший диаметр конуса; d-i — диаметр расточки; / — длина
конуса; И — ширина патрона; h — глубина расточки.
Таблица 3.17
Размеры, мм, поводковых патронов для резьбовых концов шпинделя
87
Окончание табл. 3.17
D £), D, D. Н h
160 148 35 МЗЗ 60 90 50
40 М39 95
200 188 48 М45 85 105 55
55 М52 110
250 236 62 М60 НО 135 65
70 М68 145
315 298 78 М76 135 150 70
92 М90 165
400 380 110 Ml 05 170 210 100
125 М120 225
140 М135 215 235
155 М150 265
Примечание. D — диаметр корпуса; D\ — диаметр расточки; D2 — больший
диаметр конуса; Оз — размер метрической резьбы; О4 — диаметр ступицы; Н —
ширина патрона; h — глубина расточки.
Таблица 3.18
Основные размеры, мм, поводковых хомутиков для токарных работ
Исполнение 1 Исполнение 2
Диаметр d зажимаемой детали D О, L L, Li
наименьший наибольший
5 11 28 14 95 90 70
11 18 36 16 115 100 75
18 25 50 20 135 115 80
25 36 65 24 155 130 85
36 50 85 30 180 145 90
50 65 100 205 165 95
65 80 120 35 230 195 100
80 100 150 260 240 105
100 125 180 270 270 120
Примечание. D — ширина хомутика; — толщина хомутика; L — длина
хомутика исполнения 1; £| — длина хомутика исполнения 2; L2 — длина поводка.
88
3.7. Приспособления для обработки
фасонных поверхностей
Для повышения производительности и точности обработки
фасонных поверхностей заготовки 2 проходным резцом 1 приме-
няют копировальное устройство (рис. 3.6). Копир 5 может распола-
гаться либо спереди поперечного суппорта, либо сзади (как пока-
зано на рис. 3.6). Механическая поперечная подача станка осуще-
ствляется за счет тяги 3 и ролика 4, вставленного в паз копира.
При обработке небольших партий заготовок / с наружными
сферическими поверхностями применяют приспособление, пока-
занное на рис. 3.7. Копир 4 представляет собой диск с радиусом,
Рис. 3.6. Обработка фасонной поверх-
ности по копиру:
7 — резец; 2 — заготовка; 3 — тяга;
4 — ролик; 5 — копир
Рис. 3.7. Приспособление для обра-
ботки наружной сферической по-
верхности:
/ — заготовка; 2 — резец; 3 — копир-
ный палец; 4 — копир
Рис. 3.8. Приспособление для растачивания внутренних сферических фа-
сонных поверхностей:
1 — резец; 2 — державка; 3 — оправка; 4 — колодка; 5 — суппорт; 6 — тяга; 7 —
заготовка; 8 — трехкулачковый патрон
89
равным радиусу R обрабатываемой сферы. Копир закрепляют на
каретке суппорта или в люнете. Резец 2 и копирный палец 3 уста-
навливаются таким образом, чтобы они касались наивысших то-
чек сферы на заготовке и копире. Шаровая поверхность обрабаты-
вается автоматически.
Для растачивания внутренних сферических поверхностей при-
меняют приспособление, показанное на рис. 3.8. Заготовка должна
иметь предварительно расточенное цилиндрическое отверстие.
Приспособление крепят на суппорте, а заготовку — в патроне.
Резец настраивают на радиус сферы. При возвратно-поступатель-
ном движении суппорта вершина резца описывает дугу окружно-
сти, а при сложении с вращательным главным движением заго-
товки в ней формируется сферическая поверхность.
3.8. Приспособления, применяемые
на токарно-затыловочных станках
Затылуемое изделие (фреза) обрабатывается на оправке, кото-
рая должна обеспечивать жесткость крепления и точность враще-
ния. Оправку (рис. 3.9) устанавливают в конической расточке шпин-
деля /. Крутящий момент оправке от шпинделя передается следу-
ющим образом: на торце шпинделя имеется прямоугольный паз, в
который вставляется оправка (лыски 2 на оправке сняты по шири-
не этого паза). Второй конец оправки вводят в втулку 5 из бронзы,
вставленную в пиноль 4 задней бабки. Обрабатываемую фрезу 6
устанавливают на шпонке и закрепляют гайкой 3.
Оправка с разжимными цангами показана на рис. 3.10. Оправку
устанавливают в шпинделе станка коническим хвостовиком 2, фик-
сируя от проворота при помощи лысок 3, которыми оправка встав-
ляется в паз, выфрезерованный на переднем конце шпинделя. За-
готовку фрезы крепят на сменных цангах и поджимают пинолью
задней бабки.
Рис. 3.9. Оправка к токарно-затыловочному станку:
/ — шпиндель; 2 — лыска; 3 — гайка; 4 — пиноль задней бабки; 5 — втулка; 6 —
обрабатываемая фреза
90
Рис. 3.10. Оправка с разжимными цангами:
/ — болт; 2 — конический хвостовик; 3 — лыска; 4 — сменная вставка; 5 — цанга
Пиноль задним центром разжимает лепестки цанги 5, закреп-
ляя фрезу по отверстию. От проворота фрезу предохраняет смен-
ная вставка 4, которую крепят болтами I в корпусе оправки. Раз-
меры оправок с разжимными цангами (табл. 3.19) зависят от мо-
дуля затылуемой фрезы.
Установочные прокладки под затыловочный резец (рис. 3.11)
используют при затыловании червячно-модульных фрез с винто-
выми стружечными канавками. Резец устанавливают в резцедержа-
теле на прокладку, с помощью которой он ориентируется под уг-
Табл и ца 3.19
Основные размеры, мм, оправок с разжимными цангами
для токарно-затыловочного станка
Модуль л? фрезы, мм L d /, /,
4,0...4,5 328 31,4 4 90
5 ...7 348 39,4 5 110
8...9 363 6 125
10 393 49,4 9 155
12...14 418 13 180
16... 18 463 14 225
Примечание. L — длина оправки; d — посадочный диаметр; !\ — величина
жсцентриситета; /2 — длина посадочной поверхности оправки.
91
Рис. 3.11. Установочная прокладка под затыловочный резец
лом со, равным углу наклона спирали стружечной канавки или
углу подъема винтовой линии нарезки фрезы:
sin со = m!Dt,
где т — модуль фрезы; £>, — диаметр делительной окружности фрезы.
Рис. 3.12. Приспособление для затылования резьбовых фрез:
1,4— кронштейны; 2 — набор концевых мер; 3 — штанга; 5 — индикатор
92
Приспособление для затылова-
ния резьбовых фрез (рис. 3.12) по-
зволяет осуществлять точное пе-
ремещение на величину шага
резьбовой фрезы после затыло-
вания каждого витка. Приспособ-
ление используют при затылова-
нии резцом, гребенкой и одно-
ниточным шлифовальным кру-
гом. С помощью этого приспособ-
ления можно обрабатывать резь-
бовые фрезы, перемещая инст-
румент как в сторону задней баб-
ки, так и в противоположную
сторону.
В приспособлении для правки
шлифовального круга (рис. 3.13)
используют алмазный карандаш 10,
установленный в держателе 5.
Правку круга осуществляют вруч-
ную, устанавливая держатель с
помощью упоров 6 и 8, закреп-
ляемых винтами 1. Основание 7
можно поворачивать от нулевого
положения в обе стороны. При ус-
тановке держателя с помощью
упора 2 шлифовальный круг пра-
вят под углом 20°. Для получения
другого угла правки упоры пере-
мещают по пазу и закрепляют в
необходимом месте (по шкале на
корпусе 3 и нониусу). Угол прав-
ки устанавливается с точностью
до 6'. Для правки торца шлифо-
вального круга к приспособле-
нию прилагается удлинитель, ко-
торый крепится на оси 9. Алмаз-
ный карандаш перемещают вдоль
профиля шлифовального круга
рукояткой 4.
Делительное устройство то-
карно-затыловочного станка по-
казано на рис. 3.14. При обработ-
ке многозаходных резьб после за-
тылования зубьев по одной вин-
товой нарезке необходимо заты-
Рис. 3.13. Приспособление для прав-
ки шлифовального круга:
/ — винты; 2, 6, 8— упоры; 3 — корпус;
4 — рукоятки; 5 — держатель; 7 — ос-
нование; 9 — ось; Ю — алмазный ка-
рандаш; II — шлифовальный круг
Рис. 3.14. Делительное устройство
токарно-затыловочного станка:
/ — кольцо; 2 — корпус; 3 — зубчатый
венец; 4 — зубчатое колесо
93
луемое изделие повернуть, чтобы начать обработку со следующего
захода. Для этого открепляют ведущее зубчатое колесо 4винторезной
гитары и выводят из зацепления зубчатый венец 3. Шпиндель вруч-
ную поворачивают на следующий заход. Угол поворота устанавлива-
ют, отсчитывая деления на корпусе 2относительно риски на коль-
це 1. После поворота на заход вводят в зацепление зубчатый ве-
нец 3 и закрепляют сменное зубчатое колесо 4 винторезной гитары.
3.9. Приспособления, применяемые
на токарно-карусельных станках
В условиях единичного и мелкосерийного производства уста-
новку заготовок в зависимости от состояния их опорных поверх-
ностей производят на подкладках, опорных поверхностях кулач-
ков или непосредственно на планшайбе станка. Заготовки закреп-
ляют с помощью кулачков или прихватов.
Специальные приспособления применяют в серийном и массо-
вом производстве, а также при изготовлении особо точных, круп-
ногабаритных и тонкостенных деталей.
Переставные кулачки (рис. 3.15) применяют для закрепления
заготовок, имеющих форму тела вращения. Кроме того, они могут
быть использованы для опоры заготовки и небольших ее переме-
щений в процессе выверки. Кулачки закрепляют на планшайбе
болтами, устанавливаемыми в одном или двух пазах. Кулачки пе-
реустанавливаются независимо друг от друга, поэтому они могут
быть расположены в любом месте планшайбы, что позволяет при-
менять их при закреплении заготовок сложной конфигурации.
Прихваты применяют для закрепления заготовок на планшайбе
станка или в специальном приспособлении. Прихват представляет
собой крепежный комплект (рис. 3.16, а), состоящий из крепеж-
ного болта 5, шайбы 3, гайки 4, прижимной планки 2 и опоры 7,
которая может быть регулируемой или в виде ступенчатых колодок.
Рис. 3.15. Переставной кулачок:
7 — винт; 2 — корпус кулачка; 3 —
подвижная губка (в виде полугайки)
В регулируемых опорах 6
(рис. 3.16, б) дополнительно
используют контргайку 7с вин-
том 8. При закреплении загото-
вок используют также прихва-
ты с ступенчатыми колодками 9
(рис. 3.16, в), в комплект которых
входят шпилька 10 и сухарь 11.
Для установки заготовок на
станке существует комплект уни-
версальных опорных приспособ-
лений, таких как подставки, кли-
нья, домкраты, призмы и уголь-
94
Рис. 3.16. Прихваты:
а, б — с крепежным болтом с квадратной и прямоугольной головкой соответ-
ственно; в — с шпилькой; / — опора; 2 — прижимная планка; 3 — шайба; 4 —
гайка; 5 — болт; 6 — регулируемая опора; 7 — контргайка; 8 — винт; 9 — ступен-
чатая колодка; 10 — шпилька; 11 — сухарь
ники. Габаритные размеры и грузо-
подъемность опорных приспособле-
ний выбирают в зависимости от раз-
меров стола.
Для установки и закрепления раз-
верток применяют плавающие патро-
ны (рис. 3.17) и различные переход-
ные втулки.
При растачивании отверстий резцы
устанавливают и закрепляют на вер-
тикальных суппортах с помощью мно-
горезцовых державок, а в револьвер-
ной головке — с помощью специаль-
ных расточных державок.
Расточные державки выполняют
однорезцовыми (рис. 3.18, а) с пря-
мым креплением резца и двухрезцо-
выми (рис. 3.18, б) с косым крепле-
нием резцов.
Рис. 3.17. Плавающий патрон для развертки:
I — хвостовик; 2 — ролик; 3 — штифт; 4 —
сепаратор; 5 — крышка; 6 — плавающая дер-
жавка; 7 — поводковая шайба
95
Рис. 3.18. Расточные дер-
жавки:
а — однорезцовая; б — двух-
резцовая; D — диаметр хвос-
товика; О, — диаметр консо-
ли державки; L — длина кон-
соли державки; / — расстоя-
ние до паза в однорезцовой
державке
Размеры расточных державок с хвостовиком под поводковый
штифт приведены в табл. 3.20.
Таблица 3.20
Размеры расточных державок с хвостовиком под поводковый штифт
Основные размеры, мм Модель станка
D 0, L 1 Сечение резца
60 30 200 8 8x8 1508 1510 1516 1532 1525 1540 1550
40 250 10 Юх 10
50 300 12x12
60 350 16x16
80 50 300 12 12х 12 1516 1525
60 350 16 х 16
80 70 400 12 20x20 1550 1580Л
80 500
Примечание. Обозначения параметров см. на рис. 3.18.
3.10. Приспособления многократного
применения
Приспособления многократного применения обеспечивают ре-
гулирование подвижных элементов, замену сменных наладок, ус-
тановку и закрепление заготовок различной формы и размеров или
сходных по конфигурации заготовок различных типоразмеров.
96
Стандарты предусматривают пять систем приспособлений мно-
гократного применения: универсально-безналадочные (УБП); уни-
версально-наладочные (УНП); специализированные наладочные
(СНП); универсально-сборные (УСП); сборно-разборные (СРП).
Области эффективного применения этих систем в механосбороч-
ном производстве указаны ниже.
Серийность производства
Вид приспособлений
Единичное.....
Мелкосерийное..
Серийное......
Крупносерийное
УБП, УСП
УБП, УСП, СРП
СРП, УНП
УНП, СНП
На рис. 3.19 показано переналаживаемое приспособление для
станков с ЧПУ, позволяющее обрабатывать заготовки различной
конфигурации.
В условиях единичного и мелкосерийного производства эффек-
тивно применение УБП. К УБП относятся машинные тиски, по-
воротные столы, стойки и т.п.
Пневматические регулируемые тиски (рис. 3.20) также отно-
сятся к УБП. На основании 7 тисков смонтированы поворотный
корпус 2 с встроенным пневмоцилиндром 10. При повороте руко-
ятки 9распределительного крана в положение зажима сжатый воздух
поступает в штоковую полость
пневмоцилиндра, в результате
чего поршень 12 с штоком 11
опускается вниз, поворачивая по
часовой стрелке рычаг 5, кото-
рый перемещает подвижную губ-
ку 4 вправо, прижимая заготов-
ку 5 к неподвижной губке 6. Бы-
струю переналадку подвижной
губки осуществляют поворотом
рукоятки 8против часовой стрел-
ки; при этом выступ планки 7
выходит из паза корпуса тисков.
После этого губку перемещают в
гребуемое положение до тех пор,
пока выступ планки 7 не войдет
в соответствующий паз корпуса.
Приспособления системы
УНП применяют для токарных,
фрезерных, сверлильных и дру-
гих операций. На рис. 3.21 пока-
заны упорные 1 и опорные 2
планки УНП для расточного
станка и его различные устано-
Рис. 3.19. Переналаживаемое при-
способление для станков с ЧПУ:
1, 2, 3, 4 — заготовки
97
5
6
7
Рис. 3.20. Пневматические регулируемые тиски:
7 — основание; 2 — корпус; J — рычаг; 4, 6 — губки; 5 — заготовка; 7 — планка;
S, 9 — рукоятки; 10 — пневмоцилиндр; 1 7 — шток; 12 — поршень
вочные элементы. Стол станка имеет пять Т-образных пазов и пер-
пендикулярный к ним призматический паз. На торцах стола пре-
дусмотрены резьбовые отверстия для крепления упорных планок.
Упоры устанавливают выступами в Т-образных пазах стола и за-
Рис. 3.21. Упорные и опорные план-
ки универсально-наладочного при-
способления для расточного станка:
7 — упорная планка; 2 — опорная
планка
Рис. 3.22. Тиски со сменными губ-
ками:
7 — заготовка; 2 — сменная губка
98
крепляют болтами. На боковых сторонах упорных планок выполне-
ны резьбовые отверстия для закрепления сменных наладок.
Другой пример УНП — тиски со сменными губками 2 (рис. 3.22),
используемые при обработке заготовок I широкой номенклатуры.
Приспособления, отнесенные к СНП, предназначены для ус-
тановки родственных по конфигурации заготовок различных габа-
ритных размеров с идентичными схемами базирования. Такие при-
способления состоят из специализированного (по схеме базирова-
ния и виду обработки типовых групп заготовок) базового агрегата
и сменных наладок.
Каждый базовый агрегат рассчитан на установку заготовок од-
ного и того же типа. Во многих случаях применяются многомест-
ные СНП. Как правило, СНП снабжены гидравлическим или пнев-
А—А О
Рис. 3.23. Многоместное с пневматическим приводом специализирован-
ное наладочное приспособление для сверлильных работ:
7 — стакан; 2 — шайба; 3 — тяга; 4, 5 — рычаги; 6 — пневмоцилиндр
99
матическим приводом и применяются в качестве приспособлений
для обработки заготовок по групповой технологии.
Для установки и закрепления деталей типа фланцев и стаканов
при обработке отверстий на сверлильных станках применяют СНП
с пневматическим приводом (рис. 3.23). В корпусе приспособления
Рис. 3.24. Базовый набор деталей и сборочных единиц универсально-
сборных приспособлений:
а — проставки; б — плиты; в — различные механизмы; г — корпус приспособ-
ления; д — прихваты; е — элементы крепления
100
выполнены 12 отверстий, в ко-
юрых установлены стаканы /
для базирования заготовок по
внутренней цилиндрической по-
верхности. Расстояние между
осями стаканов соблюдается с
точностью ±0,01 мм. Заготовки
шкрепляют с помощью регули-
руемых резьбовых тяг 3 с быст-
росъемными шайбами 2.
На торце корпуса приспособ-
ления закреплены два пневмо-
цилиндра 6, штоки каждого из
которых через систему рычагов 5
и 4 соединены с шестью тяга-
ми 3.
Набор переходных втулок
(сменная наладка) позволяет ус-
танавливать в приспособлении
6— 12 заготовок различных типо-
размеров. Благодаря быстродей-
ствующему механизированному
Рис. 3.25. Сборно-разборное при-
способление для обработки кор-
пусных деталей:
1,2— базовые элементы; 3 — заго-
товка
приводу сокращается время на закрепление и раскрепление заго-
ювок. При этом чем больше заготовок одновременно закрепляют в
приспособлении, тем меньше время, затрачиваемое на закрепле-
ние одной заготовки.
Приспособления, отнесенные к УСП, собирают из стандарт-
ных универсальных деталей и сборочных единиц без последующей
механической обработки вследствие их высокой точности.
Базовый набор деталей (рис. 3.24) позволяет получать многова-
риантные конструктивные исполнения установочных, зажимных
и корпусных элементов, обеспечивая обратимость приспособле-
ний.
На рис. 3.25 показано приспособление, относящееся к СРП.
Элементы 1 и 2 являются базовыми и сохраняются при переналад-
ке на обработку других заготовок 3.
ГЛАВА 4
ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
4.1. Измерительный инструмент
для наружных поверхностей
В процессе обработки заготовки необходимо постоянно осуще-
ствлять контроль размеров будущей детали. Измерительный инст-
румент настраивают на размер, близкий к наибольшему предель-
ному наружному размеру детали, при этом следует помнить, что
погрешности измерения должны быть в несколько раз меньше до-
пуска на размер. Чем чище обработанная поверхность, тем меньше
погрешность измерения.
Штангенциркуль относится к наиболее распространенным ин-
струментам для измерения размеров деталей, полученных после
черновой и чистовой обработки.
ГОСТ I66—89* «Штангенциркули. Технические условия» вво-
дит следующие обозначения штангенциркулей; ШЦ — с отсчетом
по нониусу; ШЦТ — с отсчетом по нониусу и с измерительными
поверхностями из твердого сплава; ШЦК — с отсчетом по круго-
вой шкале; ПЩЦ — с цифровым отсчетным устройством. Этот же
стандарт устанавливает следующие типы штангенциркулей: 1 —
двусторонние с глубиномером; Т-1 — односторонние с глубино-
мером; 11 — двусторонние; 111 — односторонние.
Приведем несколько примеров обозначения штангенциркулей
в технологической документации.
Штангенциркуль типа 1 с диапазоном измерений 0... 150 мм и
ценой деления круговой шкалы 0,02 мм:
Штангенциркуль ШЦК-1-150-0,02 ГОСТ 166-89.
Штангенциркуль типа I с диапазоном измерений 0... 125 мм и
шагом дискретности цифрового отсчетного устройства 0,01 мм:
Штангенциркуль ШЦЦ-1—125—0,01 ГОСТ 166—89.
Штангенциркуль типа II с диапазоном измерений 0...250 мм и
значением отсчета по нониусу 0,05 мм:
Штангенциркуль ШЦ-П—250—0,05 ГОСТ 166—89.
Штангенциркуль типа II с диапазоном измерений 250...630 мм
и значением отсчета по нониусу 0,1 мм, класс точности 1:
Штангенциркуль ШЦ-П-250-630-0,1-1 ГОСТ 166-89.
Основные характеристики штангенциркулей отечественного про-
изводства приведены в табл. 4.1.
На рис. 4.1, а показан штангенциркуль ШЦ-1 с двусторонним
расположением губок, с помощью которого измерение наружных
размеров производится губками 9 и 10, а внутренних — губками 1
102
Таблица 4.1
Основные характеристики штангенциркулей
Диапазон измерений, мм Значения отсчета по нониусу, мм Цена деления круго- вой шкалы отсчетного устройства, мм Шаг дискретности цифрового отсчетного устройства, мм
0...125 0... 135 0... 150 0...160 0...200 0...300 0,05; 0,1 0,02; 0,05; 0,1 0,01
0...400 0...500 250...630 250...800 320... 1 000
500... 1 250 500... 1 600 800...2 000 0,1 —
Примечания: 1. Нижний предел диапазона измерений у штангенциркулей
с верхним пределом до 400 мм установлен для измерения наружных размеров.
2. У штангенциркулей типа Т-1 диапазон измерений относится только к изме-
рениям наружных размеров.
3. Верхний предел измерений штангенциркулей типов I и Т-1 должен состав-
лять не более 300 мм.
и 2. На штанге 5 нанесена шкала 7, по которой отсчитывают мил-
лиметры, а по нониусу 8 — доли миллиметров. После выполнения
замера рамку 4 закрепляют винтом 3.
Штангенциркуль ШЦ-1П (рис. 4.1, б) снабжен устройством 12
для тонкой установки рамки 4. Микрометрическая подача осуще-
ствляется вращением гайки 14 по винту 13, при этом рамка уст-
ройства 72 должна быть закреплена винтом //. По окончании из-
мерения рамку 4 закрепляют винтом 3. Мертвый ход микрометри-
ческой пары устройства для тонкой установки рамки не должен
превышать 1/3 оборота. Штангенциркуль ШЦ-Ш отличается от
штангенциркуля ШЦ-1 еще и тем, что он не имеет глубиномера 6.
На рис. 4.1, в изображен штангенциркуль ШЦЦ-П с электрон-
ным цифровым отсчетным устройством и выводом результата из-
мерения на панель цифровой индикации 15.
У штангенциркулей любой конструкции рамка не должна пере-
мещаться по штанге под действием собственного веса при их вер-
тикальном положении. Кроме того, штангенциркули должны быть
размагничены.
103
Рис. 4.1. Штангенциркули ШЦ-I (а), ШЦ-Ш (б) и ШЦЦ-П (в):
/, 2 — губки для внутренних измерений; 3, 11 — зажимные винты; 4 — рамка;
5 — штанга; 6 — глубиномер; 7 — шкала штанги; 8 — нониус; 9, 10 — губки для
наружных измерений; 12 — устройство тонкой установки рамки; 13 — винт ми-
крометрической подачи; 14 — гайка; 15 — панель цифровой индикации
104
Таблица 4.2
Пределы допускаемой погрешности измерении, мм, штангенциркулями
Измеряемая длина, мм При значении отсчета по нониусу, мм При цене деления круговой шкалы отсчетного устройства, мм При шаге дискретно- сти цифро- вого отсчет- ного устрой- ства 0,01 мм
0.05 0,1 для классов точности 0,02 0,05 0,1 для классов точности
1 2 1 2
Менее 100 ±0,05 ±0,05 ±0,10 ±0,03 ±0,04 ±0,05 ±0,08 ±0,03
100...200
200...300 ±0,04 ±0,04
300... 400 ±0,10
400... 600 ±0,10 ±0,05
600... 800 ±0,06
800... 1000 ±0,07
1 000... 1 100 ±0,15
1 100... 1 200 ±0,16
1 200... 1 300 ±0,17
1 300... 1 400 ±0,18
1 400... 1 500 ±0,19
1 500...2 000 ±0,20
Примечания: 1.3а измеряемую длину принимают номинальное расстояние
между измерительными поверхностями губок.
2. У штангенциркулей с одним нониусом погрешность проверяют по губкам
для измерения наружных размеров.
Пределы допускаемой погрешности измерений штангенциркуля-
ми при температуре окружающей среды (20 ± 5) °C (ГОСТ 166—89*)
должны соответствовать указанным в табл. 4.2.
Микрометры (рис. 4.2) относятся к микрометрическим измери-
тельным средствам; они предназначены для измерения наружных
размеров до 600 мм. Характеристики микрометров отечественного
производства приведены в табл. 4.3.
Рычажные микрометры (рис. 4.3) предназначены как для абсо-
лютных измерений длины, так и для относительных измерений
при их установке по концевым мерам. Рычажные микрометры с
ценой деления 0,01 мм помимо микрометрической пары винт —
гайка имеют шкальное устройство. Выпускается несколько типов
рычажных микрометров: MP, МРК, МРИ, МРИК.
105
Рис. 4.2. Микрометр:
/ — пятка; 2 — установочная мера; 3 — микрометрический винт; 4 — стебель;
5 — барабан; 6 — трещотка; 7 — стопор; 8 — скоба
Микрометры типа МР (нормальное исполнение) и МРК (по-
вышенного качества), оборудованные встроенным в корпус от-
счетным устройством с ценой деления 0,002 мм, имеют два ис-
полнения: с пределами измерений O...25 и 25...50 мм и погреш-
ностью измерений ±0,003 и ±0,002 мм соответственно.
Микрометры с пределами измерений 50...400 мм, снабжен-
ные измерительной головкой 2ИГ с ценой деления 0,002 мм,
бывают двух типов: нормальные (МРИ) и повышенного качества
(МРИК).
Микрометры с пределами измерений 400... I 000 мм также вы-
пускают двух типов: с индикатором часового типа ИЧ10 (цена де-
ления 0,01 мм) и повышенного качества с измерительной голов-
кой 2ИГ (цена деления 0,002 мм).
Диапазон измерений и допускаемые погрешности измерений
приведены в табл. 4.4.
Рычажные микрометры с пределами измерений 1 000...2 000 мм
выпускают с интервалом 200 мм по особым заказам.
Табл и ца 4.3
Характеристики микрометров с ценой деления 0,01 мм
Наименование микрометра Диапазон из- мерений, мм Допускаемая погреш- ность измерений, мм
Микрометр 0-го и 1-го классов точности, модель МК 0...25 ±0,003
±0,004
Микрометры 1-го класса точности, выпускаемые с интервалами между диапазонами измерений 25 мм 25.„300 ±0,005
100...300 ±0,006
Микрометры, выпускаемые с интервалами между диапазонами измерений 100 мм 300...600 ±0,008
106
Рис. 4.3. Рычажный микрометр МР:
/ — шкала; 2 — подвижная пятка; 3 — установочная мера; 4 — микрометричес-
кая головка; 5 — ключ для установки поля допуска на шкале; 6 — скоба; 7 —
защитный крлпачок; 8 — указатели пределов поля допуска; 9 — кнопка отвода
подвижной пятки
Индикаторы часового типа (рис. 4.4) выпускают четырех видов:
нормального размера с диаметром ободка 58 мм и пределами из-
мерений 0...5 и 0...10 мм; малогабаритные с диаметром ободка
42 мм и пределами измерений 0...2 мм; для торцовых измерений
с диаметром ободка 42 мм и пределами измерений 0...2 мм; с уве-
личенной шкалой, диаметром ободка 90 мм и пределами измере-
ний 0...5 мм при цене деления 0,1 мм. Выпускаются индикаторы и
с пределами измерений 25...50 мм (последние имеют большой ин-
тервал между делениями, широкие четкие штрихи и крупные циф-
ры на циферблате, что значительно облегчает отсчет показаний и
снижает утомляемость при непрерывных измерениях).
Таблица 4.4
Диапазоны и допускаемые погрешности измерений рычажных микрометров
Диапазон измерений, мм Погрешность измерений, мм Диапазон измерений, мм Погрешность измерений, мм
МРИ МРИК МРИ МРИК
50...75 ±0,004 ±0,003 300... 400 ±0,007 ±0,005
75... 100 ±0,004 ±0,003 400...500 ±0,008 ±0,006
100... 125 ±0,005 ±0,003 500... 600 ±0,010 ±0,008
125...150 ±0,005 ±0,003 600... 700 ±0,012 ±0,010
150...200 ±0,005 ±0,003 700... 800 ±0,014 ±0,012
200...250 ±0,006 ±0,004 800... 900 ±0,016 ±0,014
250...300 ±0,006 ±0,004 900... 1 000 ±0,018 ±0,016
107
Рис. 4.4. Индикатор часового типа:
/ — корпус; 2 — стопор ободка; 3 — цифер-
— 2 блат; 4 — ободок; 5 — стрелка; 6 — указатель
полных чисел оборотов стрелки; 7 — гильза;
- '? 5— измерительный стержень; 9 — наконечник;
... 4 Ю — шарик; 11 — головка
\ -5
/ 6 Основные данные об индикаторах
часового типа, выпускаемых отечествен-
ными заводами, приведены в табл. 4.5.
В условиях серийного производства
и при массовом выпуске изделий, ког-
да на заводе ежедневно вынуждены из-
мерять детали одного и того же разме-
ра, широко применяют измерительные
инструменты жесткой конструкции —
предельные калибры, с помощью кото-
рых определяется только годность де-
тали, а не ее размер.
Для измерения валов используют скобы (рис. 4.5), с помощью
которых оценивают два размера обработанной детали: первый с
наибольшим, а второй с наименьшим отклонениями. Размер ка-
либр-скобы с наибольшим отклонением обозначается «ПР» (про-
ходной), а размер с наименьшим отклонением — «НЕ» (непро-
ходной). Предельные размеры рабочих калибр-скоб для номиналь-
ных размеров валов до 180 мм можно определить по формулам
^ПР(наиб) — Дг1ах“-^1 ± ^|/2, ^ПР(наим) — Дпах “-^1 ~ ^6/2,
^ПР(иэн)- ^тах ^НЕ(наиб) ~ ^min ± ^1/2, ^НЕ(наим) = ^min — ^l/2,
где ЯПр(наибн 5пр(,<аим), ^пр(из.|) — размеры проходного калибр-ско-
бы соответственно наибольший, наименьший и изношенный;
Таблица 4.5
Индикаторы часового типа с ценой деления 0,1 мм
Тип индикатора Модель Диапазон измерений, мм
С указателем числа оборотов ИЧ2-2 0...2
Нормальные ИЧ-10 0...10
Брызгозащитные ИЧ-10Б 0...10
Пылезащитные ИЧ-10 0...10
С предохранением от ударов ИЧ-5Р 0...5
С торцовым расположением шкалы ИТ2-2 0...2
Примечание. Погрешность показаний составляет ±0,012 мм.
108
Рис. 4.5. Предельная скоба нерегулируемая (а) и регулируемая (б):
I, 2, 3 — винты; 4, 5 — измерительные головки; 6 — опорная поверхность
^нЕ(наиб)> ^нЕ(наим)— размеры непроходного калибр-скобы соответ-
ственно наибольший и наименьший; Z)max, Z)min — наибольший и
наименьший предельные размеры вала; Z, — отклонение середи-
ны поля допуска на изготовление проходного калибра относитель-
но наибольшего предельного размера вала £>гпах; Я, — допуск на
изготовление проходного и непроходного калибров; К| — допусти-
мый выход изношенного калибра за границу поля допуска.
Для измерения углов у деталей чаще всего используют универ-
сальные угломеры: нониусные (рис. 4.6) с величиной отсчета 2',
оптические с величиной отсчета 5' и индикаторные с величиной
отсчета 5'.
Рис. 4.6. Угломер с нониусом
типа УН:
/ — лимб; 2 — угольник; 3 —
нониус; 4 — стопор; 5 — сек-
iop; 6 — основание; 7 — съем-
ная линейка; 8 — державка
109
Рис. 4.7. Набор радиусных шаб-
лонов
Контроль конусов чаще всего
осуществляют косвенными метода-
ми: с помощью синусной линей-
ки, калиброванных колец, роликов
и шариков. При этом измеряют не
углы конусов, а линейные разме-
ры, геометрически связанные с
углами. После определения этих
размеров путем расчета находят
значения углов.
В серийном и массовом производстве контроль конусов осуще-
ствляют калибр-втулками и калибр-скобами двумя методами: про-
веркой отклонений базорасстояния по осевому перемещению ка-
либра относительно проверяемой детали или проверкой по краске.
Такие методы контроля не показывают величин отклонений. С по-
Таблица 4.6
Характеристики радиусных шаблонов
Но- мер шаб- лона Толщина, мм Ширина, мм Номинальный измери- тельный радиус, мм Число шаблонов в наборе
выпуклых вогнутых
1 0,6 12 1; 1,2; 1,6; 2; 2,5; 3; 4; 5; 6 9 9
2 20 8; 10; 12; 16; 20; 25 6 6
3 7; 8; 9; 10; 11; 12; 14; 16; 18; 20; 22; 25 12 12
Рис. 4.8. Измерение глубины канавки линейкой (а), штангенциркулем
(б), штангенглубиномером (е) и шаблоном (г)
НО
мощью первого метода определяют, выходит ли угол конуса дета-
ли за установленные пределы, а с помощью второго — степень
прилегания конических поверхностей.
Для проверки сложных профилей деталей применяются шабло-
ны. Для измерения отклонений размеров выпуклых и вогнутых по-
верхностей деталей используют радиусные шаблоны (рис. 4.7), раз-
меры которых приведены в табл. 4.6.
Измерения внутренних размеров (уступы и канавки, рис. 4.8), к
точности которых нс предъявляют высокие требования, осуществ-
ляют линейкой (точность измерений ±0,5 мм). Для точного измере-
ния внутренних размеров в условиях единичного и мелкосерийного
производства применяют штангенциркули и штангенглубиномеры,
а в условиях серийного и массового производства — шаблоны.
4.2. Измерительный инструмент для отверстий
К распространенным средствам измерения внутренних разме-
ров относятся различные штангенинструменты: штангенциркуль (см.
рис. 4.1 — измерение губками 1 и 2), штангенглубиномер (см. рис. 4.8, в
и 4.9), штангенрейсмас (рис. 4.10). Последний используют при из-
Рис. 4.9. Штангенглубиномер:
/ — основание; 2 — зажим рамки;
3 — рамка; 4 — зажим рамки мик-
рометрической подачи; 5 — рам-
ка микрометрической подачи; 6 —
штанга; 7 — гайка и винт микро-
метрической подачи; 8 — нониус
Рис. 4.10. Штангенрейсмас:
/ — основание; 2 — измерительная ножка;
3 — разметочная ножка; 4 — рамка; 5 —
нониус; 6 — винт и гайка микрометричес-
кой подачи; 7 - штанга; 8 — рамка микро-
метрической подачи; 9— зажим рамки мик-
рометрической подачи; 10— зажим рамки
111
Таблица 4.7
Основные характеристики штангенглубнномеров
Тип штангенглуби номера Диапазон измерений, мм Значение отсчета по нониусу, мм
шг 0...250 0,05
0...400 0,05
Примечание. Нормальные штангенглубиномеры обозначают Ш Г, с остри-
ем - 2ШГ, с уступом — ЗШГ.
Таблица 4.8
Основные характеристики штангенрейсмасов
Тип штангенрейсмаса Диапазон измерений, мм Значение отсчета по нониусу, мм
ШР 0...250 0,05
40...400 0,05
60...630 0,10
100... 1 000 0,10
600... 1 600 0,10
1 500...2 500 0,10
мерении отверстий больших размеров (до 2,5 м). Основные харак-
теристики штангенциркулей приведены в табл. 4.1, штангенглуби-
номеров — в табл. 4.7, штангенрейсмасов — в табл. 4.8.
Рис.4.11. Микрометрический глуби-
номер:
/ — основание; 2 — микрометрическая
головка; 3 — стопор; 4 — сменные из-
мерительные стержни; 5 — установоч-
ная мера
К микрометрическим сред-
ствам измерения, используемым
для контроля внутренних разме-
ров, относятся микрометрический
глубиномер (рис. 4.11) и микро-
метрический нутромер (рис. 4.12).
Микрометрические нутромеры,
предназначенные для измерения
отверстий больших размеров,
имеют относительно большую
массу, поэтому процесс измере-
ния проводят двое рабочих.
В табл. 4.9 приведены основ-
ные параметры микрометричес-
ких нутромеров.
Для измерений отверстий
диаметром до I 000 мм выпус-
кают индикаторные нутромеры.
112
Рис. 4.12. Микрометрический нутромер:
7 — измерительный наконечник; 2 — микрометрическая головка; 3 — удлини-
тели; 4 — установочная мера
В табл. 4.10 приведены основные параметры индикаторных нутро-
меров.
Индикаторные нутромеры повышенной точности (рис. 4.13) пред-
назначены для более точного измерения отверстий диаметром от
1.5 до 200 мм. Основные параметры индикаторных нутромеров по-
вышенной точности приведены в табл. 4.11.
Таблица 4.9
Основные параметры микрометрических нутромеров
с ценой деления 0,01 мм
Наименование нутромера Модель Диапазон измерений, мм Допускаемая погрешность, мм
М икрометрические нутромеры НМ-75 50... 75 0,006
НМ-175 75... 175 0,008
НМ-600 75...600 0,006... 0,015
НМ-1250 150... 1 250 0,008.-0,020
НМ-2500 800...2 500 0,020...0.040
Нутромеры с индика- торной головкой Н МИ-4000 1 250...4 000 0,025.-0,060
Н МИ-6000 2 500...6 000 0,050 - 0.090
113
Таблица 4.10
Основные параметры индикаторных нутромеров с ценой деления 0,01 мм
Диапазон измерений, мм Наибольшая глубина измерения, мм Перемещение измерительного стержня, мм Допускаемая погрешность, мм
6... 10 50 0,6 0,015
10... 18 130 0,8 0,015
18...50 150 1,5 0,015
50... 100 200 4,0 0,020
100... 160 300 4,0 0,020
160...250 400 4,0 0,020
250...450 500 6,0 0,025
450... 700 — 8,0 0,025
700... 1 000 — 8,0 0,025
А~А
Калибр-пробки применяют в серийном
и массовом производстве для контроля
отверстий. Их изготовляют двусторонни-
ми (полными) для отверстий до 100 мм
(рис. 4.14) и односторонними (неполны-
ми) для отверстий свыше 100 мм. Пре-
дельные размеры рабочих калибр-пробок
определяют по следующим формулам,
приведенным для номинальных размеров
отверстий до 180 мм:
^ПР(наиб) — ^min + ^ + Н/^., ^НЕ(наиб) —
- Цпах + Н/2',
^ПР(наим) ~ Anin + % — Н/1\ 5НЕ(наим) =
= £>тах-Я/2;
^ПР(изн) — ^min — К
1де ^пр(иаиб), А1Р(нлим>» ^пр(изн) размеры
проходного калибр-пробки соответствен-
но наибольший, наименьший и изношен-
ный; ДнЕ(наиб), ^нЕ(наим) — размеры непро-
Рис. 4.13. Индикаторный нутромер повышен-
ной точности:
/ — упор; 2 — корпус; 3 — разрезное кольцо; 4 —
гайка; 5— стопорный винт; 6 — игла; 7— измери-
тельная вставка; 8 — центрирующие шарики; 9 —
измерительные шарики
114
Таблица 4.11
Основные параметры нццикаторных нутромеров повышенной точности
Модель нутромера Измеритель- ная головка Цена деления, мм Диапазон измерений, мм Глубина измерения, мм Допускаемая погрешность, мм
153 2ИГ 0,001 1,5...2,0 8 0,003
116 1ИГ 0,001 2...3 12 0,003
103 1ИГ 0,002 3...6 20 0,003
104 1ИГ 0,001 6...10 30 0,003
105 2 ИГ 0,002 10... 18 50 0,005
109 2ИГ 0,001 18... 50 150 0,005
154 2ИГ 0,002 50... 100 200 0,006
155 2ИГ 0,002 100... 160 300 0,006
156 2ИГ 0,002 160...260 300 0,006
ходного калибр-пробки соответственно наибольший и наимень-
ший; Z)mjn, Z)max — наименьший и наибольший предельные размеры
отверстия; Z — отклонение середины поля допуска на изготовле-
ние проходного калибра относительно наименьшего предельного
размера отверстия Z>min; У— допустимый выход изношенного ка-
либра за границу поля допуска; Н — допуск на изготовление про-
ходного и непроходного калибров.
Контроль конических отверстий осуществляют конусными ка-
либр-пробками (рис. 4.15). Со стороны большего диаметра конус-
ного калибр-пробки наносят риски на расстоянии от торца калиб-
ра, равном допуску базорасстояния. Торец проверяемой коничес-
кой втулки при сопряжении с калибром не должен выходить за
пределы рисок на калибре. Если это условие нарушено, то угол
конуса детали выходит за установленные пределы.
На практике применяют комплексный метод контроля конус-
ности и отклонений от прямолинейности и круглости внутренних
конусов калибрами с помощью краски. На калибр-пробку наносят
слой краски и вводят в коническое отверстие. Поворачивая калибр
ПР НЕ
Рис. 4.14. Калибр-пробка двусторонний с насадками (а) и вставками
с коническим хвостовиком (б)
115
Риеки
Рис. 4.15. Калибр-пробка для контроля конического отверстия
на 3/4 оборота, по отпечатку краски (т.е. по степени прилегания
конических поверхностей) определяют правильность изготовле-
ния конуса втулки. Однако определить величину отклонения с по-
мощью этого метода нельзя.
4.3. Измерительный инструмент
для контроля резьб
Контроль резьбы осуществляют различными средствами измере-
ния. Резьбовые шаблоны предназначены для определения номиналь-
ного размера шага резьбы с малой точностью ее профиля. Суще-
ствуют наборы резьбовых шаблонов (рис. 4.16) для метрической (с уг-
лом профиля 60°) и дюймовой (с углом профиля 55°) резьб. Диапа-
зон значений шага для метрических резьб составляет 0,4... 6 мм, для
дюймовых резьб — от 28 до 11 ниток на 1".
При контроле шаблонами прямоугольной, трапецеидальной и
упорной резьб измерительной базой является наружный диаметр
резьбы.
Цилиндрическими резьбовыми калибрами (пробки — ГОСТ 17756—
72* и ГОСТ 17767-72*, кольца - ГОСТ 17763-72* и ГОСТ 17764-
72*) осуществляют контроль комплексно, проверяя сразу несколько
основных элементов резьбы.
Проходные резьбовые пробки (рис. 4.17, а, б) имеют полный
профиль резьбы и большую длину, а непроходные — укорочен-
ный профиль и длину, что устраняет влияние погрешности угла
профиля и шага при контроле среднего диаметра резьбы.
Рис. 4.16. Набор резьбовых шаблонов:
1 — обойма; 2 — резьбовой шаблон
116
ПР НЕ
б
Рис. 4.17. Резьбовые калибры:
а — предельная пробка с вставками и коническим хвостовиком длиной от I до
100 мм; б — предельная пробка с насадками диаметром от 52 до 90 мм; в —
предельное нерегулируемое кольцо диаметром от 1 до 100 мм
Непроходные кольца (рис. 4.17, в) также короче проходных резь-
бовых пробок и имеют посередине выточку. Кольца бывают нере-
гулируемые (цельные) и регулируемые.
Для измерения среднего диаметра треугольной наружной резь-
бы применяют резьбовой микрометр (ГОСТ 4380—93) с вставками
(рис. 4.18). Метод измерения — прямой, абсолютный, предел из-
мерений — 0...350 мм с интервалом 25 мм.
Для точного измерения среднего диаметра треугольной резь-
бы предназначены проволочки (ГОСТ 2475—88) (рис. 4.19). По
результатам измерения размера М вычисляют средний диаметр
резьбы:
Уста1 ювочная мера
25мм|КИ
б
Рис. 4.18. Резьбовой микрометр с вставками (о), установочная мера (б) и
вставки (в):
1,2 — призматическая и конусная вставки соответственно
117
Рис. 4.19. Схема измерения проволочками
среднего диаметра резьбы:
1,2- измерительные поверхности микрометра
для метрической резьбы
d2 = М- 3Jnp + 0,866Р;
для дюймовой резьбы
d2 = М- 3,165</пр + 0,9605Р,
где </пр — диаметр проволочки; Р — шаг резьбы.
4.4. Средства и методы измерения
крупногабаритных деталей
На токарно-карусельных и токарно-лобовых станках обрабатыва-
ют крупногабаритные детали размером 8 м и более (иногда до 30 м).
При контроле размеров большое значение имеет температурный ре-
жим в цехе. Температура в цехе должна быть 20 °C. В процессе установ-
ки измерительные средства поддерживают за теплоизолирующие про-
кладки. Измерение деталей, имеющих размеры свыше 1 м, выполня-
ют два контролера. Перед измерением деталь должна быть выдержана
в помещении с стабильной температурой не менее 24 ч.
Грубые измерения размеров при черновой обработке поверхно-
стей размером до 500 мм производят с помощью кронциркулей и
линеек, точность измерения при этом составляет 0,2...0,5 мм
(14—16-й квалитеты точности). При измерении точных габарит-
ных размеров деталей в условиях единичного и мелкосерийного
производства используют:
• штангенциркули с односторонним расположением губок и
пределом измерений до 2 м и специальный с устройством для
разметки и пределом измерений до 6 м (см. табл. 4.1);
• микрометр с пределом измерений до 0,6 м (см. табл. 4.3);
• рычажный микрометр с измерительной головкой и пределом
измерений до 1 м (см. табл. 4.4);
• штангенрейсмас с пределом измерений до 2,5 м (см. табл. 4.8);
• микрометрический нутромер с пределом измерений до 2,5 м,
а также нутромер с индикаторной головкой и пределом измере-
ний до 6 м (табл. 4.9);
118
• индикаторный нутромер с пределом измерений до 1 м (см.
габл. 4.10), а также индикаторные скобы.
Проверку прямолинейности плоских поверхностей крупнога-
баритных деталей при длине измерения свыше 1,6 м осуществля-
ют с помощью пузырьковых, индуктивных или гидростатических
уровней, автоколлиматорами, а также лазерными интерферомет-
рами с фотоэлектрическими датчиками.
Для измерения деталей, имеющих размеры 2...30 м, применя-
ют и косвенные методы измерения. Существуют следующие спосо-
бы косвенных измерений наружных размеров, отверстий и пазов:
от дополнительных баз; методом опоясывания; по элементам кру-
га. Точность косвенных измерений, как правило, меньше, чем пря-
мых, поэтому ими пользуются в тех случаях, когда выполнение
прямых измерений невозможно или сложно.
Измерение размеров от дополнительных баз производят как на
станке, так и вне станка. На рис. 4.20 приведены схемы косвенных
измерений цилиндрических поверхностей. Наиболее часто приме-
няют измерение от дополнительных баз (рис. 4.20, а). Для измере-
ния отверстия дополнительную базу можно поставить в центре
отверстия в виде колонки диаметром d, тогда измеряемый диа-
метр D, мм, можно определить по формуле
D = d + 2/,
где / — расстояние от внутренней поверхности измеряемого отвер-
стия до наружной поверхности колонки.
Погрешность измерения
Д = 1,55/,
где 5/ — допуск на размер /, мм.
В качестве дополнительной базы в этом случае можно исполь-
зовать обработанную наружную поверхность. Диаметр отверстия
определяют как разность размера наружного диаметра обработан-
Рис. 4.20. Схемы косвенных измерений цилиндрических поверхностей:
« — от дополнительных баз; б — методом опоясывания; в — по элементам круга;
/, 5 — грузы; 2, 4 — блоки; 3 — лента рулетки; 6 — ролик
119
ной поверхности и удвоенного расстояния между наружной и внут-
ренней поверхностями.
Схема измерения длины окружности методом опоясывания ру-
леткой приведена на рис. 4.20, б. Рулетка при измерении натягива-
ется на измеряемую поверхность с усилием 20...60 Н, создавае-
мым грузиками. Наружный диаметр детали D (после измерения
длины окружности £окр детали рулеткой) определяют по формуле
о = (4кРА) - Л
где t — толщина ленты рулетки.
Предельные погрешности измерений методом опоясывания
приведены в табл. 4.12.
Измерения по элементам круга (рис. 4.20, в) производят с по-
мощью накладных приборов, основное преимущество которых —
малые габаритные размеры и большой диапазон измерений. Диа-
метр детали определяют по формуле
D = О, - d
или
£2
где D\ — диаметр окружности, проходящей через центр роликов,
мм; d — диаметр опорных роликов прибора, мм; L — длина хор-
ды, мм; Н — высота сегмента, мм.
Погрешность измерения диаметра
\D = K\L,
где К - \/2Н — передаточный коэффициент; ДА — отклонение
хорды, мм.
Таблица 4.12
Предельные погрешности измерений наружных диаметров деталей
методом опоясывания с помощью рулетки
Квалитеты точности измеряемого диаметра Способ натяжения Размеры измеряемых деталей, м
От 1,6 до 2 Св. 2 до 2,5 Св. 2,5 до 3,15 Св. 3,15 до 4 Св. 4 до 5 Св. 5 до 6,3 Св. 6,3 до 8 Св. 8 до 10
Предельные погрешности измерений, мкм
7-8 Гирями 0,17 0,18 0,19 0,20 0,23 0,26 0,30 0,36
7-8 Руками 0,19 0,20 0,22 0,25 0,28 0,34 0,42 0,50
120
Рис. 4.21. Схема проверки торцовой поверхности поверочной линейкой:
/, 2 — опоры; 3 — линейка; 4 — проверяемая поверхность; 5 — клин с линейной
шкалой
Рис. 4.22. Схема проверки торцовой
поверхности плоскомером.
/ — измерительная головка; 2— кронш-
тейн; 3 — колонка; 4 — основание
Измерение отклонений от прямолинейности и плоскостности
торцовой поверхности производится поверочными линейками и
плитами, плоскомерами, а также уровнями.
Отклонения от прямолинейности и плоскостности поверхно-
стей определяют поверочной линейкой следующим образом. Ли-
нейку (рис. 4.21) укладывают на две одинаковые опоры, установ-
Таблица 4.13
Основные характеристики плоскомеров
Параметр Тип плоскомера
917 918
Наибольший диаметр окружности, ограничи- вающий проверяемую поверхность, мм 1 800 900
Цена деления отсчетного устройства, мм 0,001; 0,01 0,002
Погрешность прибора (без отсчетного устройства), мм ±0,0025 ±0,0025
Диаметр площадки для установки прибора, мм 440 220
Масса прибора, кг 30 16
121
ленные на проверяемой поверхности. Опоры располагают на рас-
стоянии от краев линейки, равном 0,2 ее длины. Расстояния от
рабочей поверхности линейки до проверяемой поверхности изме-
ряют в нескольких точках с помощью клина с линейной шкалой.
На рис. 4.22 представлен плоскомер, которым проверяют тор-
цовую поверхность. В табл. 4.13 приведены основные характеристи-
ки плоскомеров завода «Калибр».
Отклонение от плоскостности поверхности можно измерить с
помощью щупа или индикатора.
ГЛАВА 5
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ
ТЕХНОЛОГИЧЕСКИЕ СРЕДЫ
5.1. Классификация смазочно-охлаждающих
технологических сред
Улучшение обрабатываемости материалов при использовании
смазочно-охлаждающих технологических сред (СОТС) в процессе
резания является следствием их физико-химического воздействия
на материалы. Ко всем видам СОТС предъявляют следующие тре-
бования:
• отсутствие отрицательного влияния на эксплуатационные ха-
рактеристики деталей и прежде всего на коррозионную стойкость и
прочность при ударных, знакопеременных и статических нагрузках;
• устойчивость при эксплуатации и хранении;
• невоспламеняемость при температурах, характерных для про-
цесса резания;
• отсутствие запаха и вредного воздействия на слизистые обо-
лочки и кожный покров работающих.
Кроме того, СОТС не должны образовывать пену и дым, смеши-
ваться с машинными маслами и вызывать коррозию оборудования.
Существует четыре вида СОТС: твердые, пластичные, жидкие
и газообразные.
В качестве твердых смазочных материалов (ТСМ) используют
различные твердые вещества:
• неорганические материалы (тальк, слюда, графит, дисуль-
фиды молибдена, вольфрама и титана, бура, нитрид бора, бро-
миды олова и кадмия, сульфат серебра, селениды и теллуриды
вольфрама);
• твердые органические соединения (мыло, воск, жиры);
• полимерные пленки и ткани (нейлон, полиэтилен, полиамид,
политетрафторэтилен, полифенилсилоксаны, термопластичные и
фторированные полимеры);
• металлические пленочные покрытия (медь, латунь, свинец,
олово, барий, цинк);
• лед и перешедшие при низких температурах в твердое состоя-
ние жидкости и газы.
Пластичные смазочные материалы (ПСМ) — это густые мазе-
образные продукты, занимающие по консистенции промежуточ-
ное положение между твердыми и жидкими смазочными материа-
лами. Их основным свойством является упруговязкопластичный ха-
рактер деформирования под нагрузкой. Эти материалы получают
шгущением минеральных и синтетических масел, содержание ко-
123
торых в СОЖ колеблется в пределах 5...30 %. Применяют в основ-
ном четыре вида загустителей: мыльные, углеводородные, неорга-
нические и органические.
Жидкие смазочно-охлаждающие материалы, называемые СОЖ, —
самые распространенные технологические среды, обладающие
(в отличие от твердых и пластичных смазывающих веществ) ох-
лаждающей, проникающей и моющей способностью.
В соответствии с физико-химическими особенностями СОЖ их
подразделяют на водные (водосмешиваемые), масляные и специ-
альные (основная фаза — животные и растительные масла), син-
тетические масла, органические жидкости и расплавы металлов.
Водные СОЖ в зависимости от компонентов, вводимых в ос-
новную фазу, разделяют на четыре группы: растворы электроли-
тов, синтетические и полусинтетические СОЖ, а также эмульсии.
В масляные СОЖ входят базовое минеральное масло (в количе-
стве, составляющем 60... 100 % массы СОЖ) и различные присадки.
В качестве смазочно-охлаждающей газообразной среды наиболь-
шее распространение получил атмосферный воздух. Он служит так-
же основой для создания различных аэрозолей. Кроме того, для
охлаждения используют пары сжиженных газов (диоксид углеро-
да, азот, кислород, воздух), а также пары твердых и жидких ве-
ществ, образующихся при их нагреве и разложении.
5.2. Характеристики и области применения
основных марок смазочно-охлаждающих
технологических сред
Твердые и пластичные смазочные материалы. Ниже приведены
марки и краткие характеристики наиболее широко применяемых
твердых и пластичных смазочных материалов.
ВНИИНП-118 — смазочные карандаши и брикеты на основе
твердых нефтепродуктов. Рекомендуются для контактно-фрикци-
онного нанесения смазочного материала на режущий инструмент.
МЭ-22 — твердые дисульфидмолибденовые карандаши. Смазку
наносят на режущие лезвия инструмента.
Карбонад — пластичный смазочный материал темно-коричне-
вого цвета, содержащий ряд поверхностно-активных присадок, хо-
рошо смачивается щелочными моющими растворами и углеводо-
родными растворителями. Его целесообразно использовать при ра-
боте на станках, не оснащенных системой подачи СОЖ, а также в
единичном и мелкосерийном производстве, когда применение жид-
ких средств неэкономично.
Аэрол, ВНИИНП-279, -225, графитол, графитная смазка УССА,
солидол УС, ЦИАТИ М-203 — пластичные антифрикционные ма-
териалы общего назначения, успешно используемые при лезвий-
124
ной обработке. Все продукты (кроме солидола УС и ЦИАТИ М-203)
содержат твердые наполнители — дисульфидмолибденовый или
графитовый.
Смазочно-охлаждающие жидкости. СОЖ должна быть безвред-
ной для обслуживающего персонала, устойчивой к коррозии и
пожаробезопасной.
Одни виды СОЖ обладают охлаждающими свойствами, другие —
смазывающими. К первой группе относятся водные растворы соды
или мыла и водные эмульсии с большой теплоемкостью и высокой
теплопроводностью. Водные эмульсии применяют при обдирочных
работах, когда к шероховатости обработанной поверхности не
предъявляют высоких требований. В состав второй группы входят
жидкости, оказывающие главным образом смазывающее действие:
минеральные масла, керосин и осернснныс масла (сульфофрезолы).
СОЖ этой группы используют при чистовых и отделочных работах.
Познакомимся с некоторыми видами СОЖ, в том числе новы-
ми, и областями их применения.
Водные растворы применяют при многих видах обработки заго-
товок из различных конструкционных материалов.
Аквол — концентрат на основе полиэтиленгликолей; содержит
присадки, придающие СОЖ необходимый комплекс свойств. При
смешивании с водой образует прозрачные, бесцветные или слегка
окрашенные растворы, используемые при обработке резанием за-
готовок из черных металлов и сплавов.
Аквол-ЮМ — концентрат на гликолевой основе. Предназначен
для приготовления синтетических СОЖ с широкой областью при-
менения.
Аквол-11 — концентрат для приготовления полусинтетических
СОЖ. Содержит значительное количество различных эмульгато-
ров, органические и неорганические ингибиторы коррозии; ис-
пользуется при обработке заготовок из алюминиевых сплавов.
Аквол-12 — концентрат для приготовления синтетических СОЖ;
применяется при обработке заготовок из медных сплавов.
Карбамол П-1 — сбалансированная смесь эмульгатора с мине-
ральным маслом. Разведением в воде приготовляют полусинтети-
ческие бессульфонатные и безнитритные СОЖ, применяемые при
лезвийной обработке.
Аквапол-1 представляет собой стабильный концентрат на ос-
нове полиэтиленгликолей, содержащий присадки, ингибиторы
коррозии и другие добавки.
Более подробно об использовании водных растворов см. в сле-
дующих подразделах данной главы.
Водные эмульсии, обладающие высокой теплопроводностью,
используют как охлаждающие средства.
Эмульсолы Э-2 (Б) и -3 (В) вырабатывают на основе смеси
стандартных индустриальных масел, масляных щелочных отходов
125
с добавлением едкого натра и отходов производства диэтиленгли-
коля (этиловый спирт, этиленгликоль, полигликоль). Эмульсол
Э-2 (Б) содержит до 0,3 % свободной щелочи, что не позволяет
использовать его при обработке цветных металлов. Основная об-
ласть применения этих СОЖ — обработка заготовок из углеродис-
тых сталей на легких режимах.
Эмульсолы ЭТ-2 и -2У содержат в своем составе талловое масло.
При разбавлении в воде образуют эмульсии молочно-белого цве-
та, применяемые при обработке резанием.
Эмульсол ЭТ-2 ГХФ отличается от эмульсола ЭТ-2 наличием в
качестве добавки препарата гексахлорофена.
Эмульсол ЭГТ предназначен для получения эмульсий общего
назначения, которыми пользуются при обработке резанием и дав-
лением.
Эмульсол НГЛ-205 содержит сульфированное масло АС-6, за-
щелоченное каустической содой, и пассивирующие добавки.
Эмульсол ЭМУС вырабатывается на основе нефтяных сульфо-
натов. По сравнению с эмульсолом НГЛ-205 обладает большей ста-
бильностью при хранении и перевозках, улучшенными смазочны-
ми и защитными свойствами.
Эмульсол СДМУ-2 содержит присадки высокодисперсного ди-
сульфида молибдена и большее количество (до 20 %) сульфонатов
натрия, чем эмульсол НГЛ-205.
Эмульсол РЗ-СОЖ 8 — композиция из индустриального мас-
ла, масляного асидола, таллового масла и полигликолей с добав-
ками. Для улучшения смазочных свойств в эмульсол вводится тех-
нический йод (0,3%).
Эмульсол СП-3 состоит из трансформаторного масла, триэта-
ноламина и олеиновой кислоты; используется при токарных рабо-
тах и нарезании резьбы в заготовках из алюминиевых сплавов.
Эмульсол Укринол — композиция минерального масла И-12А,
нефтяных сульфонатов (эмульгаторов), экстракта трансформатор-
ного дистиллята, триэтаноламина, нитрита натрия и других про-
дуктов. Легко эмульгирует с образованием эмульсий молочно-бе-
лого цвета общего назначения.
Эмульсол Укринол-1М — сбалансированная смесь универсаль-
ной эмульгирующей композиции ЭК-1 (25 %) и минерального масла
И-12А (75 %). Композиция ЭК-1, в свою очередь, является смесью
анионоактивных неионогенных эмульгаторов. Эмульсии из эмуль-
сола Укринол-1М предназначены для различных видов обработки.
Эмульсол Аквол-2 специального назначения представляет со-
бой смесь композиции ЭК-1 (40%) и минерального масла типа
И-12А (35 ...41 %). Смесь содержит несколько высокоактивных про-
тивозадирных присадок, таких, как хлорированный парафин
(10... 15%), осерненное масло (5... 10%) и полисульфид ЛЗ-ЗО1.
Смесь серных и хлорных присадок обеспечивает эффективное при-
126
мснение эмульсий из эмульсола Аквол-2 при тяжелых режимах
резания заготовок из труднообрабатываемых материалов.
Эмульсол Аквол-6 представляет собой сбалансированную смесь
И-12А (30%), эмульгатора ЭК-1 (40%) и противозадирных при-
садок (хлорированный парафин). Применяется при тяжелых режи-
мах резания.
Эмульсол Аквемус используется для приготовления эмульсий
общего назначения из воды с высокой жесткостью.
Эмульсол ФМИ-3 предназначен для получения эмульсий, при-
меняемых при обработке резанием заготовок из высокопрочных сталей.
Эмульсол Карбамол Э-1 представляет собой концентрат на ос-
нове минерального масла, эмульгаторов и безнитритных ингиби-
юров коррозии. При смешивании с водой образует эмульсии мо-
лочно-белого цвета. Отсутствие в эмульсоле нитрита натрия спо-
собствует повышению биостойкости эмульсий. Основная область
применения — лезвийная обработка заготовок из общемашиност-
роительных материалов.
Эмульсол Сиптал-2 — сбалансированная смесь минерального
масла, эмульгаторов, ингибиторов коррозии и противозадирных
присадок; при смешивании с водой образует стабильную эмуль-
сию молочно-белого цвета. Использование 5... 10%-ной эмульсии
эффективно при обработке заготовок из подшипниковых сталей и
некоторых других конструкционных материалов.
Эмульсолы серии МХО — обычные эмульгирующие компози-
ции, в которые дополнительно введены полимерные присадки.
Эмульсии применяют при обработке заготовок из конструкцион-
ных сталей некоторых марок.
Масляные СОЖспособствуют уменьшению износа режущих лез-
вий инструмента и увеличению периода его стойкости, поскольку
па входящие в их состав базовые масла приходится более полови-
ны всей массы технологической жидкости.
Масла индустриальные общего назначения получают из мало-
сернистой и сернистой нефти посредством кислотно-щелочной или
селективной очистки. Используются в чистом виде и как основа
для разведения специальных концентратов (МР-5у, -99) или стан-
дартных присадок.
Сульфофрезол — смесь нефтяных масел (И-12А, индустриаль-
ное выщелоченное, цилиндровое 2, масляный асидол), зимних и
летних нигролов, активированная технической природной моло-
той серой (1,4%). Применяется при обработке резанием и давле-
нием. Обработка в среде сульфофрезола сопровождается выделе-
нием неприятного запаха. Сульфофрезол может оказывать токси-
ческое действие на оператора.
В-296, -32к и -35 — химически активные минеральные масля-
ные СОЖ, в состав которых в качестве противозадирных и проти-
ноизносных компонентов входят хлорпарафин и присадка ДФ-11.
127
Обладают специфическим резким запахом. Могут оказывать ток-
сическое действие на организм рабочего. Рекомендуется использо-
вать в случае крайней необходимости при обработке на тяжелых
режимах резания.
В-31 — химически активное маловязкое масло, применяемое
при обработке заготовок из алюминиевых сплавов резанием.
МР-1у — минеральное масло, активированное комплексом при-
садок (природная сера, хлорпарафин, фосфорсодержащие веще-
ства) и загущенное полиизобутиленом.
МР-2 — химически активное масло, содержащее комплекс вы-
сокоактивных серных (4...6 %) и хлорных (1,5...2%) присадок.
МР-2у — средневязкое минеральное масло с добавлением хи-
мически активных, в основном хлорсодержащих, присадок.
МР-3 — маловязкое минеральное масло, в состав которого вхо-
дит небольшое количество растительных масел и высокоактивные
противозадирные присадки, содержащие серу.
МР-4 — маловязкое индустриальное масло, содержащее значи-
тельное количество хлорорганических (35 % хлорпарафина) и других
добавок.
МР-5у — концентрат для приготовления масляных СОЖ путем
разбавления в индустриальных маслах общего назначения (И-5А,
-I2A, -20А, -25А, веретенное АУ). Может применяться в неразбав-
ленном виде. Представляет собой смесь высокоактивных противо-
задирных присадок (хлорсульфидированный жир, молотая сера)
с индустриальным маслом. Используется при обработке заготовок
из легированных сталей.
МР-6 — минеральное высокоактивное масло, применяемое при
обработке заготовок из высокопрочных и высоковязких материа-
лов резанием. Легировано хлорными и серными присадками.
МР-7 — осерненное минеральное масло средней вязкости. Обладает
пониженной склонностью к образованию масляного тумана и дыма.
МР-8 — концентрат присадок неактивного типа, позволяющий
приготавливать масляные СОЖ, используемые при выполнении
операций обработки заготовок из черных и цветных металлов при
скорости резания 70...80 м/мин.
МР-9 — многоцелевая масляная СОЖ неактивного типа с за-
пахом. Пригодна как рабочая среда гидросистем станка и техноло-
гическая среда при лезвийной обработке заготовок из легирован-
ных сталей со скоростью 75 м/мин. Может оказывать токсическое
воздействие на организм рабочего. Рекомендуется применять при
обрабогке на тяжелых режимах резания.
МР-10 — активированное масло, используемое при абразивной
обработке заготовок из инструментальных сталей на тяжелых режи-
мах. Содержит сложный конгломерат противозадирных присадок.
МР-99 — концентрат для приготовления СОЖ разбавлением в
индустриальных маслах общего назначения (И-12А, -20А, -30А). Ана-
128
югичен концентрату МР-5у. Может применяться в качестве СОЖ в
неразбавленном виде. Содержит активные жировые и полимерные
н|юдукты. Используется на многих операциях, связанных с обработ-
кой заготовок из легированных высокопрочных жаростойких сталей.
ОС М-3 — хлорированное трансформаторное масло, содержа-
щее антиоксидантные и противопенные присадки.
ОСМ-5 (ТУ 38 УССР-201249—76) — средневязкое минераль-
ное масло, содержащее 10% хлорпарафина и небольшое количе-
ство полимерных загустителей. Применяется на различных опера-
циях механической обработки.
ЛЗ-СОЖ 1Т — смазочно-охлаждающая жидкость, представля-
ющая собой смесь растительного рапсового масла (78,5%), мине-
ральных индустриальных масел типа И-12А и веретенного масла
АУ, а также химически активных присадок, содержащих серу. Ис-
пользуется при нарезании наружной резьбы.
ЛЗ-СОЖ 1СП — сложный продукт, смесь сульфофрезола (35 %),
индустриального масла И-12А (10,5%), жирного растительного
масла (10%), хлорпарафина ХП-470 (34%) и других активных
присадок. Применяется при ответственных операциях.
ЛЗ-СОЖ 2СИО — масляная СОЖ, используемая при работе на
токарных автоматах и на операциях нарезания резьбы. Представля-
ет собой смесь минеральных масел, активированных серо- и хлор-
содержащими присадками с добавками жиров ЛЗ-26СО (8%).
ЛЗ-СОЖ 1ПО — маловязкая смесь масел И-5А и И8-А, акти-
нированная серо- и хлорсодержащими присадками. Рекомендова-
на для применения на операциях глубокого сверления заготовок
из конструкционных сталей и развертывания отверстий в заготов-
ках из серого чугуна.
Газообразные СОТС. Газообразные среды чаще всего использу-
ют в виде паров, аэрозолей, а также воздушно-масляных и воз-
душно-жидкостных туманов.
Воздух — самая доступная и распространенная газообразная
смазочно-охлаждающая среда. Может применяться под давлением
до 0,5 МПа и в охлажденном состоянии.
Жидкий воздух — голубоватая легкоподвижная жидкость с тем-
пературой кипения -192 °C, содержащая не более 40% кислорода.
Перевозят и хранят в сосудах Дьюара. Чаще всего используют не
сам жидкий воздух, а его пары, образующиеся при вскипании.
Жидкий азот — жидкость без запаха, цвета и вкуса, содержа-
щая до 4% кислорода. Поставляется в сосудах Дьюара; применяет-
ся в виде жидкости и паров.
Жидкая углекислота (сжиженный углекислый газ) — бесцвет-
ная жидкость с температурой кипения -78,5 °C. Техническая жид-
кая углекислота содержит до 2 % примесей. Ее перевозят и хранят
в стальных баллонах, соблюдая меры предосторожности. При об-
работке металлов обычно используют пары жидкой углекислоты.
129
Кислород — бесцветный газ без запаха. Технический газообраз-
ный кислород поставляют трех сортов: с содержанием чистого
кислорода не менее 99,7: 99,5 и 99,2 %. Содержание влаги в кисло-
роде всех трех сортов не должно превышать 0,07 г/м3. Кислород
хранят в стальных баллонах (с надписью «Кислород») под давле-
нием 15 и 20 МПа при температуре 20 °C.
Жидкий кислород — светло-синяя жидкость; выпускают трех
сортов. Транспортируют в специальных емкостях и сосудах Дьюара.
Воздушно-жидкостные туманы образуются в результате диспер-
гирования в сжатом воздухе обычных водных СОЖ, чаше всего
водомасляных эмульсий. Давление сжатого воздуха обычно не пре-
вышает 0,2 МПа. Особые меры предосторожности должны быть
приняты при распылении эмульсий, содержащих химически ак-
тивные вещества (эмульсии из эмульсолов Аквол-2, -6; РЗ-СОЖ 8).
В процессе обработки на станке приготовление туманов осуществ-
ляется непрерывно вблизи зоны резания. Характеристики туманов
зависят от конструкции распыляющих устройств и режима про-
цесса диспергирования жидкости.
Воздушно-масляные туманы образуются в результате дисперги-
рования в сжатом воздухе масляных СОЖ. Обычно диспергируют
средневязкие индустриальные масла общего назначения. Давление
сжатого воздуха при этом не превышает 0,2 МПа. Приготовление
туманов, как и в предыдущем случае, осуществляется непосред-
ственно на станке.
Сложные туманы образуются при диспергировании в воздухе
одновременно водных и масляных СОЖ с помощью специальных
распыляющих устройств. Туманы, одновременно содержащие кап-
ли масел и водных растворов, обладают ценными технологичес-
кими свойствами.
Фреоновые аэрозольные средства в баллонной упаковке — перс-
пективные продукты, используемые при ремонтных и слесарных
работах, производимых на малогабаритном и прецизионном обо-
рудовании в специальном производстве. Отечественные баллоны
«Аэрографит» содержат высокодисперсный графит в смеси с ци-
линдровым маслом и фреоновой композицией.
5.3. Смазочно-охлаждающие жидкости,
применяемые при токарной обработке
наружных поверхностей
Смазочно-охлаждающие жидкости относятся к комплексу
средств, обеспечивающих эффективную эксплуатацию режущего
инструмента, станка и оказывающих влияние на успешное освое-
ние новых прогрессивных методов обработки металлов. Выбор СОЖ
130
итисит от вида обработки (черновая или чистовая), обрабатывае-
мого материала (сталь, чугун, цветные металлы), требований к
качеству обрабатываемой поверхности, вида обработки (точение,
сверление, развертывание, резьбонарезание). Смазочно-охлажда-
ющие жидкости снижают интенсивность силовых и тепловых на-
1рузок на режущий инструмент и обрабатываемую заготовку, по-
шоляют удалять из зоны резания стружку и продукты износа, бла-
। оприятно воздействуют на процесс резания металлов: значитель-
но уменьшается износ инструмента, наростообразование, повы-
шается качество обработанной поверхности, снижаются затраты
•лектроэнергии на резание. Наиболее эффективно применение СОЖ
при обработке пластичных и вязких материалов; наименьший эф-
фект дает применение СОЖ при обработке заготовок из чугуна и
других хрупких материалов.
Некоторые виды СОЖ имеют только охлаждающие свойства
или только смазывающие. К СОЖ с охлаждающими свойствами
относятся водные растворы соды или мыла, водные эмульсии,
обладающие большой теплоемкостью и теплопроводностью. Вод-
ные эмульсии применяют при обдирочных работах, когда к шеро-
ховатости обработанной поверхности не предъявляют высоких тре-
бований. К СОЖ, обладающим смазывающими свойствами, отно-
сятся минеральные масла, керосин, осерненные масла (сульфо-
фрезолы), применяемые на чистовых и отделочных операциях.
Кроме общеизвестных СОЖ (сульфофрезол, эмульсии ЭТ-2,
)ГТ), разработаны новые прогрессивные СОЖ: Укринол-Г, Ак-
вол-2; Аквол-6; НСК-5У; ИХП-45Э; РЗ-СОЖ 8; НГЛ-205 и др.
(табл. 5.1 —5.7), повышающие период стойкости режущих инстру-
ментов — коэффициент изменения стойкости К\ колеблется в пре-
делах 1,2... 1,9 (см. табл. 5.1 — 5.2). Новые СОЖ способны заменить
неудовлетворительные в технологическом и санитарно-гигиени-
ческом отношении эмульсии Э, ЭГТ, сульфофрезол, а также по-
жароопасные керосиномасляные смеси.
В единичном и мелкосерийном производстве, а также при ра-
боте на станках, не оснащенных системой подачи СОЖ, вслед-
ствие неэкономичности использования жидких СОЖ применяют
пластичный смазочный материал Карбонад.
В зону резания СОЖ может подаваться тремя способами: сво-
бодной струей — через систему шлангов в направляющее сопло
непосредственно на стружку; высоконапорной струей — через со-
пло диаметром 0,2...0,4 мм под давлением 2... 2,4 МПа со стороны
задней поверхности резца; при помощи специальной установки в
виде воздушно-жидкостных туманов (аэрозолей) со стороны зад-
ней поверхности резца. В последнем случае распыленная эмульсия
подается со скоростью 300 м/с, что обеспечивает интенсивный
отвод теплоты от резца, повышая период стойкости инструмента
из быстрорежущей стали в 1,5 — 2 раза.
131
Таблица 5.1
LU
NJ
Выбор смазочно-охлаждающей жидкости при токарной обработке наружных поверхностей
Область применения СОЖ Материал заготовки Коэффициент увеличения периода стойкости режущего инструмента Кт Заменяемая СОЖ
Точение: 3...5%-ная и 5... 10%-ная эмульсии Укринол-1 2... 5%-ная НГЛ-205 Сталь конструкционная 1,3-1,5 5%-ные эмульсии ЭТ-2 и ЭГГ
Чугун серый 1,3-1,5
Сплавы алюминиевые 1,3
Точение, отрезание на токарных автоматах, v > 30 м/мин: масляная СОЖ МР-1 Сталь конструкционная 1,2...1,4 Сульфофрезол
Сталь коррозионно-стойкая 1,4-2,0 Сульфофрезол, ИС-20, олеиновая кислота
Сплавы титановые 1,3 Сульфофрезол
Точение, отрезание на токарных автоматах: масляная СОЖ М Р-4 Сталь коррозионно-стойкая 1,3 То же
Точение, отрезание на токарных автоматах, v < 30 м/мин: масляная СОЖ ОСМ-3 Сталь конструкционная 1,3... 1,6 »
Тл0.1 и 5.2
Смазочно-охлаждающе жидкости, рекомендуемые при обработке отверстий
Область применения СОЖ Материал заготовки Технологические показатели Заменяемая СОЖ
Масляная ОСМ-3
Сверление на токарных автоматах (v < 30 м/мин) Сталь конструкционная Кт = 1,3...1,5 Сульфофрезол
Развертывание (v = 3 м/мин; материал инструмента Р6М5) То же Ra 1,25 мкм То же
Развертывание (v= 16...24 м/мин; Р6М5) Сплавы титановые Ra 0,63 мкм »
Развертывание: ВК6 Р18 Сплавы алюминиевые: литейные деформируемые Ra 0,63... 1,25 мкм Керосиномасляная смесь
Масляная МР-1
Сверление на токарных автоматах (v > 30 м/мин) Сталь конструкционная Кт= 1,2...1,4 Сульфофрезол
Сталь коррозионно-стойкая Кт= 1,4...2,0 ИС-20, сульфофрезол, олеиновая кислота
Сверление Сталь высокомарганцовистая типа 45Г17ЮЗ Кт = 1,3 Сульфофрезол
Сплавы титановые Кт = 1.5 То же
Глубокое сверление Сталь конструкционная легированная Кт = 1,3 »
Развертывание: V — 3 м/мин, Р6М5 V- 11 м/мин, Р6М5 v = 4...32 м/мин, ВК6 v= 16...24м/мин, Р6М5 v= 4. ..24 м/мин, ВК6 Сталь конструкционная Сталь коррозионно-стойкая типа 12Х18Н10Т То же Сплавы титановые типа ВТ14 То же Ra 2,5 мкм Ra 0,63 .мкм Ra 0,63 мкм Ra 0,63 мкм Ra 0,63 мкм »
Окончание табл. 5.2
Область применения СОЖ Материал заготовки Технологические показатели Заменяемая СОЖ
Масляная МР-4
Сверление на токарных автоматах Сталь коррозионно-стойкая Кг= 1,3 Сульфофрезол
Сверление Сплавы титановые типа ВТ5, ВТ 14 КТ= 1,3... 1,5 То же
Масляная ОСМ-5
Сверление, развертывание на токарных автоматах Сталь конструкционная КТ= 1,5... 1,7 Сульфофрезол
2... 5%-ная и 3... 5%-ная эмульсии Укринол-1 и Укринол- 1М, НГЛ-205
Сверление Сталь конструкционная Кт= 1,3... 1,9 5%-ные эмульсии ЭТ-2 и ЭГТ
Чугун серый Кт= 1,3
Развертывание: v ~ 3 м/мин, Р6М5 и = 6 м/мин, Р6М5 v = 8 м/мин, Р6М5 v= 12 м/мин v = 20 м/мин Сталь конструкционая То же » Чугун серый Тоже Ra 0,32 мкм Ra 1,25 мкм Ra 2,5 мкм Ra 0,63 мкм Ra 1,25 мкм 5%-ные эмульсии ЭТ-2 и ЭГТ
10%-ная эмульсия Укринол-1
Развертывание: v- 6 м/мин, Р6М5 Сталь коррозионно-стойкая типа 12Х18Н10Т Ra 1,25 мкм 10%-ная осернен- ная эмульсия ЭТ-2
Таблица
Смазочно-охлаждающие жидкости, используемые при нарезании резьб
Материал заготовки Смазочно-охлаждаюшие жидкости
Стали конструкционные и инструментальные Эмульсия, сурепное масло, компаундированное масло, сульфофрезол
Стали легированные и литье стальное Эмульсия, сурепное масло
Литье чугунное Без охлаждения, сурепное масло, керосин
Бронза, латунь Без охлаждения, сурепное масло
Алюминий Без охлаждения, эмульсия
Таблица 5.4
Прогрессивные смазочно-охлаждающие жидкости, применяемые при нарезании резьб
Область применения СОЖ Материал заготовки Коэффициент увеличе- ния периода стойкости режущего инструмента Кт Заменяемая СОЖ
Масляная ОСМ-3
Нарезание внутренней резьбы Сталь конструкционная углеродистая 1,5 Сульфофрезол
Чугун серый 1,1 Керосин
Масляная МР-1
Нарезание резьбы метчиком и плашкой на токарных автоматах Сталь конструкционная 1,2... 1,4 Сульфофрезол
Сталь коррозионно-стойкая 1,4...2,0 Сульфофрезол, ИС-20, олеиновая кислота
Окончание табл. 5.4
Область применения СОЖ Материал заготовки Коэффициент увеличе- ния периода стойкости режущего инструмента КТ Заменяемая СОЖ
Сплавы титановые 1.3 Сульфофрезол
Нарезание внутренней резьбы Сталь конструкционная 1.2 То же
Сталь коррозионно-стойкая 1.5 ...3.0
Стали высокомарганно- висгые типа 45Г17ЮЗ 1.3
Нарезание наружной резьбы плашкой Сталь конструкционная 1.2 »
Сталь коррозионно-стойкая 2.0 »
Масляная ОСМ-5
Нарезание внутренней резьбы на токарных автоматах Сталь углеродистая 1.5...1,7 Сульфофрезол
3... 5%-ная эмульсия Укринол-1
Нарезание внутренней резьбы Чугун серый 1,3 3%-ные эмульсии ЭТ-2 и эгт
Сплавы алюминиевые 1.2
Масляные МР-6, ЛЗ-СОЖ1Т, ЛЗ-СОЖПИО
Нарезание мелких резьб в глухих отверстиях Сталь конструкционная 1.9 3%-ные эмульсии ЭТ-2 и ЭГТ
Таблица 5 5
Рекомендации по выбору смазочно-охлаждающих жидкостей, используемых на токарно-карусельных станках
Вид обработки Материал заготовки
Сталь углеродистая Сталь легированная Чугун серый, латунь Бронза Алюминий и его сплавы
Наружное точение Эмульсии ЭТ и ЭГТ, сульфофрезол Эмульсии ЭТ и ЭГТ, сульфофрезол, смешанные масла Всухую, керосин, эмульсии ЭТ-2 и ЭГТ Всухую, эмульсии ЭТ-2 и ЭГТ Всухую, керосин
Растачивание Эмульсии ЭТ и ЭГТ, сульфофрезол, сурепное масло Эмульсии ЭТ и ЭГТ, льняное масло, смешанные масла Всухую, сурепное масло Тоже Скипидар с керосином
Сверление и зенкерование Эмульсии ЭТ-2 и ЭГТ То же Всухую, керосин, эмульсии ЭТ-2 и ЭГТ » Всухую, эмуль- сии ЭТ и ЭГТ, сурепное масло с керосином
Развертывание Эмульсии ЭТ и ЭГТ, сульфофрезол, растительные масла » Всухую, сурепное масло Сурепное масло Скипидар с керосином, сурепное масло
Нарезание резьбы Эмульсии ЭТ и ЭГТ, сульфофрезол, растительные и смешанные масла » Всухую, керосин, сурепное масло для латуни Всухую, сурепное масло Всухую, керосин, сурепное масло
Таблица 5.6
Рекомендации по применению смазочно-охлаждающих жидкостей
при шлифовании
Рекомендуемые СОЖ Область применения Материал заготовки
Эмульсии: 3...5%-ные Укринол-1 и 1 М; 5... 10%-ная ИХП-45Э; Карбамол-С1; 2...5%-ная НГЛ-205; Синтал-2; ОСМ-3; 3...5%-ная ЭМУС; 3...5%-ная СДМУ 2; 1 ...3%-ная ВНИИНП 117Г Плоское, круглое, внутреннее, бесцен гро- вое шлифо- вание Стали углеродистые и подшипниковые, чугуны, сплавы цветных металлов
2...3%-ная эмульсия Укринол-1 То же Стали конструкцион- ные, чугуны высоко- прочные
Растворы: 2...3%-ный, 3...5%-ный Аквол-5; 3...5%-ный Аквол-6; 3...5%-ный Аквол-15; 1 ...3%-ный Карбамол-С1 Скоростное шлифование Стали легированные
Масляные СОЖ: МР-10, Укринол-14, ЛЗ-СОЖ ПИО Обдирочное шлифование Стали инструменталь- ные
Аквол-1, -5, -6; Карбамол-С1; МР-2У; ОСМ-1 Плоское шлифование Стали коррозионно- стойкие
Масляные СОЖ: МР-3, -4; шп Ленточное шлифование
Растворы: Аквол-1, -2, -4; ФМИ-3 Круглое шлифование Сплавы магнитные
Масляные СОЖ: МР-2, -2У, -7; ОСМ-3 Плоское и круглое шлифование
Растворы: Аквол-1, -ЮМ, -И, -14 Плоское шлифование Керамика и сплавы полупроводниковые
Эмульсии: Аквол-11, -12; Карбамол-С 1 Плоское шлифование Сплавы алюминиевые
Раствор Аквол-14 То же Сплавы медные
Растворы: Аквол-5, -ЮМ, -14 Шлифование алмазными кругами Сплавы безвол ьфрамовые твердые
Аквол-1, -14; ВНИИНП-117Г Шлифование эльборовы- ми кругами Стали быстрорежущие
138
Окончание табл. 5.6
Рекомендуемые СОЖ Область применения Материал заготовки
Масляная СОЖ ОСМ-4 Ленточное шлифование Сплавы цинковые
Возду ш но-жидкостн ые туманы (аэрозоли эмульсий) Плоское, круглое, внутреннее, бесцентро- вое шлифо- вание Стали углеродистые и легированные, чугуны, сплавы цветных металлов
Таблица 5.7
Смазочно-охлаждающие жидкости для труднообрабатываемых материалов
Рекомендуемые СОЖ Области применения
Растворы: 3...5%-ный Аквол-1; 1...3%-ный Аквол-2; 5... 10%-ный Аквол-1 ОМ; 1 ...3%-ный Аквол-14 Обработка лезвийны- ми инструментами всех видов легиро- ванных, коррозион- но-стойких, жаро- стойких, жаропроч- ных сталей и сплавов
Эмульсии: 1,5...3%-, 3... 10%-, 10...20%-ные Аквол-2; 1,5... 3%-ная, 10... 20%-ная Аквол-6; 3... 10%-ная серии МХО; 3... 10%-ная ФМИ-3
Масляные СОЖ: МР-4, -6; растворы в индуст- риальных маслах: 10...20%-, 20...50%-, 50... 100%-ные ЛЗ-СОЖ 1Т, -СОЖ 1СП, СОЖ ПИО
5... 10%-ный раствор Аквол-1 ОМ Обработка лезвий ны- ми инструментами всех видов титановых сплавов
Эмульсии: 3... 10%-ная, 10...20%-ная Аквол-2; 10...20%-ная Аквол-6; 3...7%-ная, 7... 10%-ная РЗ-СОЖ 8
Растворы: 1 ...3%-ный Аквол-2; 2...5%-ный, 5... 10%-ный Аквол-1 ОМ; 1 ...3%-ный Аквол-14; 1...3%-ный Карбамол С-1 Обработка закален- ных сталей резцами из сверхтвердых материалов
Эмульсии: 1,5... 3%-ная, 3... 10%-ная Аквол-6; 3... 10%-ная ФМИ-3
Масляная СОЖ МР-1У
Эмульсии: 3...10%-ная, 10...20%-ная Аквол-2; 10...20%-ная Аквол-6 Обработка отверстий малого диаметра в труднообрабатыва- емых материалах
Масляные СОЖ: МР-3, -4; растворы МР-99 в индустриальных маслах; 5... 10%-, 10...20%-, 20...50%-, 50... 100%-ные ЛЗ-СОЖ 1Т
139
Окончание табл. 5.7
Рекомендуемые СОЖ Области применения
Растворы: 3... 5%-ный Аквол-1: 1... 3%-ный Аквол-2; 2...3%-ный, 3...5%-ный Аквол-5; 1 ...3%-ный. 10... 15%-ный Аквол-14: 3... 5%-ный Аквол-15; 1... 3%-ный Карбамол С-1 Плоское, круглое, внутреннее и бес- центровое шлифова- ние жаростойких и жаропрочных сталей и сплавов
Эмульсии: 10... 15%-ная НГЛ-205; 5... 10%-ная СДМУ-2; 7... 10%-ная РЗ-СОЖ 8; 5... 10%-ная Укринол-1
Масляные СОЖ: МР-3; 5... 10%-ные, 10... 20%-ные растворы МР-5У в индустриаль- ных маслах; 5... 10%-, 10...20%-, 20...50%-ные растворы МР-99 в индустриальных маслах
Эмульсии: 3... 10%-ная, 10...20%-ная Ак- вол-2; 10...20%-ная Аквол-6; 3...7%-ная РЗ СОЖ 8 Плоское, круглое, внутреннее и бесцент- ровое шлифование титановых сплавов
Растворы: 2...3%-ный, 3...5%-ный Аквол-5; 3...5%-ный Аквол-15; Карбамол С-1 Алмазное шлифова- ние труднообрабаты- ваемых сталей
Масляные СОЖ: МР-10, Укринол-14, ЛЗ-СОЖ ПИО Обдирочное шлифо- вание жаропрочных сталей
5.4. Применение смазочно-охлаждающих
жидкостей при затыловании режущих
инструментов
При токарном затыловании резцом дисковых фрез СОЖ выби-
рают по табл. 5.1 и 5.5 (точение наружных поверхностей); червяч-
ных фрез — по табл. 5.3 и 5.4 (нарезание наружных резьб).
Затылование шлифованием дисковых фрез выполняют с исполь-
зованием СОЖ, рекомендуемых для круглого шлифования (см. табл.
5.6 и 5.7). При затыловании фрезами применяют СОЖ в соответ-
ствии с табл. 5.7 (для многолезвийной обработки).
5.5. Выбор смазочно-охлаждающих жидкостей
при обработке отверстий
При обработке отверстий рекомендуется применять смазывающие
СОЖ: индустриальные масла общего назначения, Укринол-1М;
140
ОСМ-3; ОСМ-5; МР-1 и др. При использовании этих прогрессив-
ных СОЖ обеспечивается снижение шероховатости обработанной
поверхности. В табл. 5.2 указаны значения параметра шероховато-
сти обработанной поверхности для чистовых операций и коэффи-
циента увеличения периода стойкости Кт.
5.6. Смазочно-охлаждающе жидкости,
применяемые при нарезании резьб
При нарезании наружных и внутренних резьб в зависимости от
материала заготовки используются общеизвестные СОЖ — эмуль-
сии, сурепное масло, сульфофрезол, керосин (см. табл. 5.3). Одна-
ко в настоящее время разработаны и применяются новые, про-
|рессивные СОЖ, повышающие период стойкости резьбонарез-
ного инструмента в среднем в 1,5 раза. В табл. 5.4 приведены реко-
мендации по использованию новых СОЖ и приведены коэффи-
циенты изменения стойкости резьбонарезного инструмента.
5.7. Смазочно-охлаждающие жидкости,
применяемые на токарно-карусельных станках
На токарно-карусельных станках обрабатывают крупногабарит-
ные заготовки, поэтому время, затрачиваемое на процесс резания
на этих станках, превосходит время резания на токарно-винторез-
ных и токарно-затыловочных станках и, следовательно, СОЖ зна-
чительно больше расходуется. В связи с этим рекомендуется приме-
нять более дешевые смазочно-охлаждающие жидкости (см. табл. 5.5).
В случаях если требуется повысить период стойкости режущего
инструмента и уменьшить шероховатость обработанной поверхно-
сти, следует для соответствующего вида обработки и обрабатывае-
мого материала использовать более дорогостоящие СОЖ (см. табл.
5.1, 5.2 и 5.4).
5.8. Смазочно-охлаждающие жидкости,
применяемые при шлифовании
Использование СОЖ при шлифовании способствует снижению
гсплонапряженности в зоне резания, созданию защитной пленки
между обрабатываемой поверхностью заготовки и зернами абра-
швного инструмента (это предохраняет абразивные зерна от на-
липания частиц металла), вымыванию и отводу из зоны резания
отходов шлифования.
141
В качестве СОЖ используют масла и водные растворы эмульсий
(синтетические и полусинтетические). К синтетическим и полу-
синтетическим СОЖ относятся растворы Акволов (1; 5; ЮМ; 11;
12; 14; 15) и Карбамола С-1. При плоском, круглом, внутреннем и
бесцентровом шлифовании используют также эмульсии: НГЛ-205;
СДМУ-2; Карбамол Э-1; ВНИИНП-НТ; ИХП-45Э; Синтал-2;
ФМИ-3 и др.
К масляным относятся СОЖ: МР-2; МР-2У; МР-3; МР-4; ШП;
ОСМ-3; ЛЗ-СОЖ П ИО и др. В табл. 5.6 даны общие рекомендации
по применению СОЖ при шлифовании заготовок из различных
материалов.
На процесс шлифования оказывает влияние не только состав
СОЖ, но и способ ее подачи. Наиболее распространенным спосо-
бом является подача СОЖ свободно падающей в зону резания струей
или под напором. При подаче СОЖ через поры шлифовального
круга необходима тонкая очистка отработанной СОЖ, для того
чтобы мельчайшие частицы не забивали поры круга.
Грубую очистку СОЖ осуществляют в магнитных сепараторах,
а тонкую — в фильтрах. При прецизионном шлифовании необхо-
димо охлаждать СОЖ, чтобы в зону резания попадала охлажден-
ная жидкость, не вызывающая температурных деформаций обра-
батываемой заготовки. В этом случае шлифовальные станки осна-
щают холодильными установками.
5.9. Применение смазочно-охлаждающих
жидкостей в отделочных операциях
Отделку поверхностей чистовыми резцами (тонкое обтачива-
ние и растачивание) или шлифовальными кругами (тонкое шли-
фование) осуществляют с обильной подачей СОЖ, рекомендо-
ванной для точения, растачивания или шлифования (см. табл. 5.1,
5.2 и 5.6).
При полировании заготовок из стали, чугуна, алюминия и мед-
ных сплавов используют полировальные пасты или абразивные зер-
на, смешанные со смазочным материалом. В этом случае охлаждаю-
щие жидкости не применяют. Смазочный материал состоит из сме-
си воска, сала, парафина и керосина. Пасты могут содержать и мяг-
кие абразивные материалы: крокус, оксид хрома, венскую известь.
При абразивно-жидкостной отделке (жидкостном полировании)
объемно-криволинейных поверхностей применяют водно-абразив-
ную суспензию, которая, создавая эффект полирования, одно-
временно является и охлаждающей СОТС. Водная эмульсия может
подаваться одновременно с воздухом.
При притирке (доводке) заготовок из стали и твердых сплавов
в качестве СОЖ применяют керосин, машинные масла, содовую
142
иоду. При особо точной притирке шаржирующимися абразивами
СОТС служит бензин.
Увеличению съема металла при притирке способствуют поверх-
ностно-активные добавки — олеиновая и стеариновая кислоты, а
1акже канифоль, которые добавляют в керосин. Оптимальное ко-
личество активных добавок в керосин — по 2,5 % олеиновой и
стеариновой кислот и 7 % канифоли.
При притирке нешаржирующимися абразивами заготовок из
медных сплавов СОТС является смесь свиного сала с машинным
маслом. При доводке с подачей абразивов в виде жидкой смеси
применяется следующий состав: керосин — 20 л; гарное масло —
5 л; стеарин — 0,5 кг; абразивный порошок — I кг.
Наиболее распространенными являются готовые смеси абрази-
ва с смазкой — пасты ГОИ (см. табл. 12.3), которые непосредствен-
но перед применением смешивают с керосином.
Обкатывание и раскатывание поверхностей заготовки ролика-
ми выполняют при обильном смазывании масляными СОЖ с це-
лью уменьшения их износа.
Хонингование осуществляют при обязательном применении охлаж-
дения: керосин, смесь керосина (80...90%) и веретенного масла
(20... 10%). водно-мыльные эмульсии, масляная СОЖ ОСМ-3, ко-
торая обеспечивает получение высоты микронеровностей Ла 0,32 мкм.
При суперфинишировании в качестве СОЖ применяют смесь ке-
росина с веретенным и турбинным маслами.
5.10. Смазочно-охлаждающие жидкости
для труднообрабатываемых материалов
При обработке заготовок из закаленных сталей, титановых спла-
вов. жаростойких и жаропрочных сталей инструмент быстро теря-
ет свои режущие свойства. Применение рекомендуемых в табл. 5.7
СОЖ при резании труднообрабатываемых материалов позволяет
повысить период стойкости режущих инструментов в 2 раза и более.
ГЛАВА 6
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
i
6.1. Общие положения
Единая система допусков и посадок, общие положения, ряды
допусков и основных отклонений определены ГОСТ 25346—89
«Единая система допусков и посадок. Общие положения, ряды
допусков и основных отклонений».
Допуск Т — разность между наибольшим и наименьшим пре-
дельными размерами или алгебраическая разность между верхним
и нижним отклонениями. Допуск — это абсолютная величина без
знака.
Поле допуска — поле, ограниченное наибольшим и наимень-
шим предельными размерами.
Квалитет (степень точности) — совокупность допусков, рас-
сматриваемых как соответствующие одному уровню точности для
всех номинальных размеров.
Единица допуска i, I — множитель в формулах допуска, являю-
щийся функцией номинального размера и служащий для опреде-
ления числового значения допуска: i — единица допуска для но-
минальных размеров до 500 мм, 1 — единица допуска для номи-
нальных размеров свыше 500 мм.
Посадка — характер соединения двух деталей, определяемый
разностью их размеров до сборки.
Поминальный размер посадки — номинальный размер, общий
для отверстия и вала, составляющих соединение.
Зазор — разность между размерами отверстия и вала до сборки,
если размер отверстия больше размера вала.
Патяг — разность между размерами отверстия и вала до сбор-
ки, если размер вала больше размера отверстия.
Посадка с зазором — посадка, при которой всегда образуется
зазор в соединении.
Посадка с натягом — посадка, при которой всегда образуется
натяг в соединении.
Переходная посадка — посадка, при которой возможно получе-
ние как зазора, так и натяга в соединении, в зависимости от дей-
ствительных размеров отверстия и вала.
Квалитеты обозначают порядковыми номерами, например 01;
7; 14.
Допуски по квалитетам обозначают сочетанием прописных букв
IT с порядковым номером квалитета, например IT0I.
144
6.2. Допуски, отклонения и посадки
ГОСТ 25346—89 устанавливает 20 квалигстов: 01; 0; I; 2; 18,
которые определяют уровень точности. Квалитеты 01; 0 и 1 пред-
назначены для плоскопараллельных концевых мер длины; 2; 3;4 —
для калибров; 5—12 — для сопрягаемых поверхностей, а осталь-
ные (по 18-й) — для несопрягаемых поверхностей. Числовые зна-
чения допусков для размеров до 500 мм приведены в табл. 6.1,
числовые значения основных отклонений размеров — в табл. 6.2 и
6.3, а значения поправок Д — в табл. 6.4.
Основное отклонение — это одно из двух отклонений (верхнее
или нижнее), которое служит для определения положения поля
допуска.
Основные отклонения обозначают буквами латинского алфа-
вита: прописными для отверстий (A—ZC) и строчными для валов
(a—zc) (рис. 6.1).
Поле допуска обозначают сочетанием букв основного отклоне-
ния и порядкового номера квалитета, например g6; js7; Н7; Hl 1.
Поле допуска указывают после номинального размера элемента,
например 40g6; 40Н7; 40Н11.
Посадки обозначают в виде дроби, в числителе которой указы-
вают обозначение поля допуска отверстия, а в знаменателе — обо-
А
Отверстия
Для посадок
с натягом
Нулевая линия
Для пере-
ходных
Рис. 6.1. Схема расположения основных отклонений
145
Таблица 6.1
Допуски для размеров до 500 мм
Интервалы номинальных размеров, мм Квалитеты
01 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Свыше До мкм мм
— 3 0,3 0,5 0,8 1,2 2,0 3 4 6 10 14 25 40 60 0,10 0,14 0,25 0,40 0,60 1,00 1,40
3 6 0,4 0,6 1,0 1,5 2,5 4 5 8 12 18 30 48 75 0,12 0,18 0,30 0,48 0,75 1,20 1,60
6 10 0,4 0,6 1,о 1,5 2,5 4 6 9 15 22 36 58 90 0,15 0,22 0,36 0,58 0,90 1,50 2,20
10 18 0,5 0,8 1,0 2,0 3,0 5 8 11 18 27 43 70 ПО 0,18 0,27 0,43 0,70 1,10 1,80 2,70
18 30 0,6 1,0 1,5 2,5 4,0 6 9 13 21 33 52 84 130 0,21 0,33 0,52 0,84 1,30 2,10 3,30
30 50 0,6 1,о 1,5 2,5 4,0 7 11 16 25 39 62 100 160 0,25 0,39 0,62 1,00 1,60 2,50 3,90
50 80 0,8 1,2 2,0 3,0 5,0 8 13 19 30 46 74 120 190 0,30 0,46 0,74 1,20 1,90 3,00 4,60
80 120 1,о 1,3 2,5 4,0 6,0 10 15 22 35 54 87 140 220 0,35 0,54 0,87 1,40 2,20 3,50 5,40
120 180 1,2 2,0 3,5 5,0 8,0 12 18 25 40 63 100 160 250 0,40 0,63 1,00 1,60 2,50 4,00 6,30
180 250 2,0 3,0 4,5 7,0 10,0 14 20 29 46 72 115 185 290 0,46 0,72 1,15 1,85 2,90 4,60 7,20
250 315 2,5 4,0 6,0 8,0 12,0 16 23 32 52 81 130 210 320 0,52 0,81 1,30 2,10 3,20 5,20 8,10
315 400 3,0 5,0 7,0 9,0 13, 18 25 36 57 89 140 230 360 0,57 0,89 1,40 2,30 3,60 5,70 8,90
400 500 4,0 6,0 8,0 10,0 15,0 20 27 40 63 97 155 250 400 0,63 0,97 1,55 2,50 4,00 6,30 9,70
Примечание. Для размеров до 1 мм квалитеты 14—18 не применяются.
Таблица 6.2
Основные отклонения размеров для переходных посадок
Интервалы номинальных размеров, мм Нижние отклонения валов, мкм Верхние отклонения отверстий, мкм
js к m п JS К М N
Для всех квалитетов Для квалитетов 4-7 Для всех квалитетов Для всех квалитетов По 8-й квалитет
Свыше До
— 3 Предельные отклонения ±1Т/2 0 +2 +4 Предельные отклонения ±1Т/2 0 -2 -4
3 6 +1 +4 +8 -1 +д -4 + Д -8 + Д
6 10 +1 +6 +10 -1 + д -6 + Д -10 + д
10 18 +1 +7 +12 -1 + д -7 + Д -12 + Д
18 30 +2 +8 +15 -2 + Д -8 + Д -15 +Д
30 50 +2 +9 +17 -2 + Д -9 + Д -17 + Д
50 80 +2 +11 +20 -2 + Д -И + Д -20 + Д
80 120 +3 +13 +23 -3 + д -13 4- А -23+ Д
120 180 +3 +15 +27 -3 + д -15 4- Д -27+Д
180 250 +4 +17 +31 -4 +Д -17 + Д -31 +Д
250 315 +4 +20 +34 -4 + Д -20 + Д -34+ Д
315 400 +4 +21 +37 -4 + Д -21 + Д -37 +Д
400 500 +5 +23 +40 -5 + Д -23+ Д -40 + Д
Примечание. Значения поправки Дданы в табл. 6.4.
Основные отклонения размеров
Интервалы номинальных размеров, мм Основные
а b С cd d e ef f fg g
А В с CD D E EF F FG G
Свыше До Абсолютные значения
— 3 270 140 60 34 20 14 10 6 4 2
3 6 270 140 70 46 30 20 14 10 6 4
6 10 280 150 80 56 40 25 18 13 8 5
10 14 290 150 95 — 50 32 — 16 — 6
14 18
18 24 300 160 110 — 65 40 — 20 — 7
24 30
30 40 310 170 120 — 80 50 — 25 — 9
40 50 320 180 130
50 65 340 190 140 — 100 60 — 30 — 10
65 80 360 200 150
80 100 380 220 170 — 120 72 — 36 — 12
100 120 410 240 180
120 140 460 260 200 — 145 85 — 43 — 14
140 160 520 280 210
160 180 580 310 230
180 200 660 340 240 — 170 100 — 50 — 15
200 225 740 380 260
225 250 820 420 280
250 280 920 480 300 — 190 110 — 56 — 17
280 315 1 050 540 330
315 355 1 200 600 360 — 210 125 — 62 — 18
335 400 1 350 680 400
400 450 1 500 760 440 — 230 135 — 68 — 20
450 500 1 650 840 480
Примечание. Для основных отклонений отверстий от Р до ZC квалитетов
148
Таблица 6.3
для посадок с зазором и натягом
огклонения
11 р Г S t U V X У Z za zb zc
н р R S т и V X Y Z ZA ZB zc
основных отклонений, мкм
0 6 10 14 — 18 — 20 — 26 32 40 60
0 12 15 19 — 23 — 28 — 35 42 50 80
0 15 19 23 — 28 — 34 — 42 52 67 97
0 18 23 28 — 33 — 40 — 50 64 90 130
0 39 45 — 60 77 108 150
0 22 28 35 — 41 47 54 63 73 98 136 188
0 41 48 55 64 75 88 118 160 218
0 26 34 43 48 60 68 80 94 112 148 200 274
0 54 70 81 97 114 136 180 242 325
0 32 41 53 66 87 102 122 144 172 226 300 405
0 43 59 75 102 120 146 174 210 174 360 480
0 37 51 71 91 124 146 178 214 258 335 445 585
0 54 79 104 144 172 210 254 310 400 525 690
0 43 63 92 122 170 202 248 300 365 470 620 800
0 65 100 134 199 228 280 340 415 535 700 900
0 68 108 146 210 252 310 380 465 600 780 1 000
0 50 77 122 166 236 284 350 425 520 670 880 1 150
0 80 130 180 258 310 385 470 575 740 960 1 250
0 84 140 196 284 340 425 520 640 820 1 050 1 350
0 56 94 158 218 315 385 475 580 710 920 I 200 1 550
0 98 170 240 350 425 525 650 790 1 000 I 300 1 700
0 62 108 190 268 390 475 590 730 900 1 150 1 500 1 900
0 114 208 294 435 530 660 820 1 000 1 300 1 650 2 100
0 68 126 232 330 490 595 740 920 1 100 1 450 1 850 2 400
0 132 252 360 540 660 820 1000 1 250 1 600 2 100 2 600
ио 1Т7 включительно следует брать поправку Д со знаком «плюс» из табл. 6.4.
149
Таблица 6.4
Поправки Д, мкм
Интервалы номинальных размеров, мм К валите ты
Свыше До 4 5 6 7 8
— 3 0 0 0 0 0
3 6 1,5 1 3 4 6
6 10 1,5 2 3 6 7
10 18 2 3 3 7 9
18 30 2 3 4 8 12
30 50 3 4 5 9 14
50 80 3 5 6 11 16
80 120 4 5 7 13 19
120 180 4 6 7 15 23
180 250 4 6 9 17 26
250 315 4 7 9 20 29
315 400 5 7 И 21 32
400 500 5 7 13 23 34
значение поля допуска вала, например H7/g6 или ——. Обозначе-
g6
ние посадки указывают после номинального размера элемента,
Н7
например 40H7/g6 или 40-—. Посадки бывают основными, ре-
g6
комендуемыми, предпочтительными и комбинированными. Для
каждой системы вала и отверстия существует по 27 основных от-
клонений, а квалитетов — 20, следовательно, основных посадок
будет более тысячи. Поэтому существуют рекомендуемые посадки,
из числа которых предпочтительные в таблицах выделены рамка-
ми (табл. 6.5 —6.8).
Предельные отклонения линейных размеров от 1 до 3 150 мм
приведены в ГОСТ 25347—82. Значения предельных отклонений
указывают одним из трех способов:
• условными обозначениями полей допусков, например: 18Н7;
12е8;
• числовыми значениями предельных отклонений, например
10+0,018. 1Э-0,032.
• условными обозначениями полей допусков с указанием спра-
ва в скобках числовых предельных отклонений, например:
’2е8(:^).
150
Таблица 6.5
Рекомендуемые и предпочтительные поля допусков отверстий (ГОСТ 25347—82)
Квали- тет Основные отклонения
А В С D Е F G Н JS К М N Р R S Т и V X Y Z
5 G5 Н5 JS5 К5 М5 N5
6 G6 Н6 JS6 Кб Мб N6 Р6
7 F7 G7 Н7 JS7 К7 М7 N7 Р7 R7 S7 Т7
8 D8 Е8 F8 Н8 JS8 К8 М8 N8 U8
9 D9 Е9 F9 Н9 JS9
10 D10 НЮ JS10
11 АН В11 СП D11 НИ JS11
12 В12 Н12 JS12
Примечание. Предпочтительные поля допусков заключены в рамки.
Рекомендуемые и предпочтительные поля допусков валов (ГОСТ 25347—82)
Таблица 6.6
Квали- тет Основные отклонения
а b с d e f g h .is k m n P г s t u V X У z
4 g4 h4 js4 k4 m4 n4
5 85 h5 js5 k5 m5 n5 P5 r5 s5
6 f6 g6 h6 js6 k6 m6 n6 P6 гб s6 t6
7 e7 (7 g7 h7 is7 k7 m7 n7 s7 u7
8 с8 d8 e8 fB h8 js8 u8 x8 z8
9 d9 e9 f9 h9 js9
10 dlO hlO jslO
11 all Ы1 сП dll hll jsl 1
12 Ы2 hl2 jsl 2
Примечание. Предпочтительные поля допусков заключены в рамки.
Таблица 6.7
Рекомендуемые и предпочтительные посадки в системе отверстия (ГОСТ 25347—82)
Основное Основные отклонения валов
отверстие а b с d е f § h js k m п Р Г S t и X Z
Н5 Н5 g4 Н5 h4 Н5 "js4 H5 k4 Н5 ш4 Н5 п4
Н6 Н6 f6 Н6 - g5 Н6 h5 Н6 js5 H6 k5 Н6 т5 Н6 п5 Н6 р5 Н6 г5 Н6 s5
Н7 Н7 с8 Н7 d8 ну. е7 ' Н7 е8 Н7 f 7 Н7 gfe Н7 h6 Н7 js6 H7 |k6 Н7 тб Н7 пб Н7 1 Рб 1 Н7 гб Н7 . s6 ’ Н7 s7~ Н7 t6 Н7 u7
Н8 Н8 с8 Н8 d8 Н8 е 8 Н8. f7 ’ Н8 f8 Н8 . 117 ’ Н8 h8 Н8 js7 Н8 к7 Н8 ш7 Н8 п7 Н8 s7 HS u8 Н8 х8 Н8 z8
Н8 d9 1 Н8 е9 Н8 Г9 Н8 h9
Н9 Н? d9 Н9. е8 ’ Н9 е9 Н9. f8 ' Н9 f9 Н9. h8' Н9 h9
НЮ НЮ dlO НЮ. Ь9 ’ НЮ hlO
НИ НИ all ни ЬТ1 НИ сП ни dll ни hl 1
Н12 HJ2 Ы2 Н12 Ы 2
Примечание. Предпочтительные посадки заключены в рамки.
Таблица 6.8
Рекомендуемые и предпочтительные посадки в системе вала (ГОСТ 25347—82)
Основной вал Основные отклонения отверстий
A В C D E F G H JS К M N P R S T 0
h4 G5 h4 H5 h4 JS5 h4 K5 h4 M5 h4 N5 h4
h5 F7 h5 G6 h5 H6 h5 JS6 h5 K6 h5 M6 h5 N6 h5 P6 h5
h6 D8 h6 E8 h6 F7. h6’ F8 1 h6 1 G7 h6 H7 h6 JS7 Ih6 К? h6 M7 h6 N7~ h6 P7 h6 R7 h6 S7 h6 T7 h6
h7 D8 h7 E8 h7 F8 h7 H8 h7 JS8 h7 K8 h7 M8 h7 N8 h7 U8 h7
h8 D_8. h8 ’ D9 h8 E8. h8 ’ E9 h8 F8. h8’ F9 h8 H8 . h8T H9 h8
h9 D9. h9 ’ DIO h9 E9 h9 F9 h9 H8. h9 ’ H9 h9 ’ HlO h9
hlO DIO hll HU) hlO
hl 1 All hll В11 hll Cll hll Dll hll H1_L hll
Ы2 B12 Ы2 H12 hl2
Примечание. Предпочтительные посадки заключены в рамки.
6.3. Применение стандартных посадок
Основными характеристиками посадок с зазором являются мак-
симальный зазор 5тах, который должен обеспечивать устойчивость
соединения, и минимальный зазор 5rnin, обеспечивающий относи-
тельное перемещение и наименьшую толщину смазочного мате-
риала. Для установки сменных зубчатых колес назначают посадку
с зазором Н7/И6, в соединениях плунжера с втулкой — H7/g6,
в подшипниках скольжения — Н7/(7.
В посадках с натягом выбранный наибольший натяг 7Vmax дол-
жен обеспечивать прочность неразъемного соединения, а мини-
мальный зазор ;Vrnin — его неразъемность. Для установки кондук-
торных втулок в приспособлениях назначают посадку с натягом
Н7/г6, венца (обода) зубчатого колеса в ступицу — H7/s6.
Переходные посадки обеспечивают зазор/натяг, величина ко-
торого меньше, чем в посадках с зазором или натягом. Например,
в подшипниках качения рекомендуется назначать посадки H7/js6,
а для подшипников, работающих с ударами и вибрациями, —
Н7/п6; для муфт — Н7/т6.
6.4. Определение допусков размеров,
отклонений, зазоров, натягов и посадок
Рассмотрим примеры определения допусков размеров, основ-
ных и предельных отклонений, зазоров, натягов и посадок.
Пример 6.1. Заданы предельные размеры вала: максимальный диаметр
<fmax= 20,010 мм, минимальный — <fmin = 19,989. Определить допуск размера d.
Решение.
Определяем допуск размера d как разность между наибольшим и наи-
меньшим диаметрами вала
Td = dmax-dmin = 20,010 - 19,989 = 0,021 мм = 21 мкм,
что соответствует 7-му квалитету точности (см. табл. 6.1).
Пример 6.2. Заданы верхнее отклонение вала, диаметр которого 20 мм,
es = 10 мкм и нижнее — ei = -11 мкм. Определить допуск размера d.
Решение.
Вычисляем допуск размера d как разность между верхним и нижним
отклонениями диаметра вала
Td = es - ei = 10 - (-11) - 21 мкм.
Пример 6.3. Заданы диаметры: вала 22отверстия 2O4fl 021; вала 8O_o,o3.
Определить их номинальные и предельные размеры, отклонения и допуски.
154
Решение.
I. На чертеже размеры всегда указывают в миллиметрах, поэтому у
нала 0 22^;^? верхнее отклонение es = +0,015 мм = +15 мкм, нижнее от-
клонение ei = +0,002 мм = +2 мкм и номинальный размер d = 22 мм.
Предельный максимальный размер вала
<fmax = d + es = 22,000 + 0,015 = 22,015 мм,
а предельный минимальный размер
<fmin = d+ei = 22,000 + (+0,002) = 22,002 мм.
Допуск вала можно определить по формуле
Т</ = dmax - dmin = 22,015 - 22,002 = 0,013 мм
или
Td = es - ei = 15 - (+ 2) = 13 мкм.
2. У отверстия 02О+П'021 номинальный размер D= 20 мм, верхнее откло-
нение ES = + 0,021 мм = +21 мкм, а нижнее отклонение Ef = 0. Предель-
ный максимальный размер
£>тах= £>+ ES = 20 + (+0,021) = 20,021 мм,
а предельный минимальный размер
£>min = Е) + Е1 = 20 + 0 = 20 мм.
Допуск отверстия
TD = Dmax - £>тш = 20,021 - 20 = 0,021 мм
или
TD = ES - Е1 = 21 - 0 = 21 мкм.
3. Вал 080.003 имеет: номинальный диаметр d = 80 мм; es = 0; ei =
-0,03 мм - -30 мкм; dm3X = 80 мм; </min = 79,97 мм; Td = 0 - (-30) = 30 мкм.
Пример 6.4. Вал 0Ю^о|4 расположен в отверстии 01О+0,015 корпуса
редуктора. Определить наибольший и наименьший зазоры в соединении.
Решение.
Наибольший зазор можно определить как разность предельного мак-
симального размера отверстия и предельного минимального размера вала
5 max = Дпах ~ 4nin = 10,015 - 9,986 = 0,029 мм = 29 мкм.
Тогда наименьший зазор определяют как разность между предельным
минимальным размером отверстия и максимальным предельным разме-
ром вала
‘Sinn = Е)тп - dmM = 10 - 9,995 = 0,005 мм = 5 мкм.
Предельные зазоры можно определить и через отклонения. В этом слу-
чае наибольший зазор будет равен разности между верхним отклонением
<нверстия ESD и нижним отклонением вала eid\
5max = ESD - eid = 15 - (-14) = 29 мкм.
Наименьший зазор определяют как разность между нижним отклоне-
нием отверстия EID и верхним отклонением вала esd:
5mm = ЕЮ - esd = 0 - (-5) = 5 мкм.
155
Пример 6.5. Вал 08^019 расположен в отверстии 08+0,015 рукоятки. Оп-
ределить предельные натяги в соединении.
Решение.
Наибольший натяг NmM можно определить как разность наибольшего
предельного размера вала и наименьшего предельного размера отверстия:
/Упах= dmax - Dmi„ = 8,028 - 8 = 0,028 мм = 28 мкм.
Наименьший натяг TV,,,,,, тогда будет равен разности между наимень-
шим предельным размером вала и наибольшим предельным размером
отверстия:
Wmin = ^min - Дпах = 8,019 8,015 = 0,004 мм = 4 мкм.
Предельные натяги, как и предельные зазоры, удобно вычислять че-
рез предельные отклонения:
/Vmiix = esd- EID = 28 - 0 = 28 мкм;
/Vmin = eld - ESD = 19 - 15 = 4 мкм.
Пример 6.6. Определить допуск посадки с зазором для условия приме-
ра 6.4.
Решение.
Допуск посадки с зазором Т5 равен допуску зазора или разности пре-
дельных зазоров
Т5= 5,гах - 5,nin = 29 - 5 = 24 мкм.
Пример 6.7. Определить допуск посадки с натягом для условия приме-
ра 6.5.
Решение.
Допуск посадки с натягом Т/V равен допуску натяга или разности пре-
дельных натягов:
IW = /Vmi,x - Wmin = 28 - 4 = 24 мкм.
Пример 6.8. Необходимо осуществить сборку вала 016^оо!о1 с отвер-
стием 016+ад21. Определить тип и допуск посадки.
Решение.
1. Определяем максимальный зазор в соединении
5max = ESD - eid= 21 - (-10,5) = 31,5 мкм.
2. Определяем максимальный натяг в соединении
^max= e$d~ EID= 10,5 - 0 = 10,5 мкм.
3. Тип посадки — переходная, так как в соединении имеет место зазор
и натяг.
4. Определяем допуск переходной посадки
Т5’(Л') = + ЛГтах = 31,5 + 10,5 = 42 мкм
или
T5(/V) = ТЙ + 4d= 21 + 21 =42 мкм.
Пример 6.9. Для двух соединений с посадками 020 Н7/г6 и 020 H7/g6
определить допуски и предельные отклонения.
156
Решение,
1. Определяем, к какой системе относятся эти соединения вала с отвер-
стием. В числителе заданных посадок указано поле допуска отверстия Н7,
следовательно, соединения выполнены в системе отверстия, а валы имеют
отклонения г и g. Если бы запись посадок имела вид F8/h6 или DIO/hll
(в знаменателе записано поле допуска основного пала), то соединения
выполнены в системе вала и отверстия имеют отклонения F и D.
2. Далее необходимо установить тип посадки (с зазором, переходная
пли с натягом). Из рис. 6.1 видно, что вал с полем допуска гб для первого
соединения образует в системе отверстия посадку с натягом (нижнее от-
клонение вала — положительное). Во втором соединении вал имеет поле
допуска g6, которое в системе отверстия образует посадку с зазором (верх-
нее отклонение вала — отрицательное).
3. Из табл. 6.1 для квалитета 7 определяем допуск отверстия диаметром
20 мм: для диапазона 18... 30 мм TD = 21 мкм. Для квалитета 6 допуск вала
для этого же диапазона Td = 13 мкм.
4. Определяем отклонения отверстия из зависимости
TD = ESD - ЕГО.
Нижнее отклонение ЕН) основного отверстия равно нулю. Подставив
и эту зависимость EID = 0, получим TD = ESD - 0 или 21 = ESD - 0, откуда
ESD = +21 мкм.
5. Предельные отклонения определяют по ГОСТ 25347—89 или вычис-
1яют следующим образом: вначале по таблице находят основное отклоне-
ние вала (отверстия); второе отклонение поля допуска вала (отверстия)
определяют из основного отклонения и допуска IT по рис. 6.2. а (рис. 6.2, б).
Определяем предельные отклонения валов. Для вала первого соедине-
ния абсолютное значение основного отклонения (см. табл. 6.3) составляет
। = 28 мкм (для диапазона номинальных размеров 18...24 мм). На рис. 6.1
показано, что г — нижнее отклонение, имеющее знак «плюс», т.е. eid =
128 мкм. На рис. 6.2, а показано, что для отклонений от к до zc допуск IT =
es - ei. Тогда допуск диаметра вала Td= esd - eid или 13 = esd - 28. откуда
верхнее отклонение вала первого соединения esd - +41 мкм.
Отклонения
от а до h
Нулевая линия
Отклонения
от к до zc
Рис. 6.2. Определение вторых отклонений поля допуска вала (а) и отвер-
стия (б) из основных отклонений и допусков IT
а
157
Вал второго соединения также имеет допуск Td = 13 мкм (см. табл. 6.1).
Но его верхнее отклонение g — отрицательное (см. рис. 6.1) и равно esd =
= -7 мкм (см. табл. 6.3). На рис. 6.2, а показано, что для отклонений от а до h
допуск IT = es - ei, т.е. Td = esd - eld или 13 = -7 - esd, откуда нижнее
отклонение вала второго соединения eid =-20 мкм.
6.5. Единица допуска — мера точности
Единица допуска i (1) выражает зависимость допуска от номи-
нального размера и служит базой для определения стандартных
допусков. В системе допусков и посадок единицу допуска, мкм,
вычисляют по формулам:
для размеров до 500 мм
i = 0,45^ + 0,001/);
для размеров свыше 500 до 10 000 мм
I = 0,004/) + 2,1.
Величина D = yjDm3XDmin, где Z)max, Z)min — максимальный и
минимальный размеры в интервале номинальных размеров.
В формулах определения единицы допуска первое слагаемое
учитывает влияние погрешностей обработки, а второе — влияние
погрешностей измерения и температурных погрешностей.
Допуск определяют по формуле
Т = fli(I),
где а — число единиц допуска.
В пределах одного и того же квалитета число единиц допуска а
постоянно, поэтому все номинальные размеры в каждом квалите-
те имеют одинаковую степень точности. Однако допуски в одном и
том же квалитете для разных размеров все же изменяются, так как
с увеличением размеров увеличивается единица допуска. При пе-
реходе от квалитетов высокой точности к квалитетам грубой точ-
ности допуски увеличиваются вследствие увеличения числа еди-
ниц допуска, поэтому в разных квалитетах изменяется точность
одних и тех же номинальных размеров.
В табл. 6.9 приведены значения единиц допуска для различных
интервалов номинальных размеров до 500 мм.
Пример 6.10. На размер 023 мм установлен допуск Т = 52 мкм. На размер
0280 мм установлены разные допуски: в первом случае — 81 мкм, во вто-
ром — 130 и в третьем — 210 мкм. Определить, в каких случаях на размер
0280 мм установлены более точный и менее точный допуски, чем на размер
023 мм.
Решение.
1. Из табл. 6.9 выписываем единицы допуска:
158
Таблица 6.9
Значения единицы допуска i
Интервалы размеров, мм Единица допуска i, мкм Интервалы размеров, мм Единица допуска i3 мкм
ДоЗ 0,55 Свыше 80 до 120 2,17
Свыше 3 до 6 0,73 Свыше 120 до 180 2,52
Свыше 6 до 10 0,90 Свыше 180 до 250 2,90
Свыше 10 до 18 1,08 Свыше 250 до 315 3,23
Свыше 18 до 30 1,31 Свыше 315 до 400 3,54
Свыше 30 до 50 1,56 Свыше 400 до 500 3,89
Свыше 50 до 80 1,88
для размера 023 мм — 1,31 мкм;
для размера 0280 мм — 3,23 мкм.
2. Находим число единиц допуска для размера 023 мм при Т = 52 мкм:
щ = Т/1 = 52/1,31 = 40.
3. Находим числа единиц допусков, установленных для размера 0280 мм
(для трех случаев), и сопоставляем их с числом единиц допуска для раз-
мера 023 мм:
1) Т = 81 мкм; а2 = 81/3,23 = 25,1 < ah следовательно, допуск на
размер 0280 мм точнее, чем допуск на размер 023 мм;
2) Т = 130 мкм, а3 = 130/3,23 = 40 = а( — допуски обоих размеров имеют
одинаковую точность;
3) Т = 210 мкм, а4 = 210/3,23 = 65,1 > а1 — допуск на размер 0280 мм
। рубее, чем допуск на размер 023 мм.
На примере 6.10 мы проследили, что единица допуска зависит
только от размера и не зависит от назначения, условий работы и
способов обработки деталей, т. е. единица допуска позволяет оце-
нивать точность различных размеров и является общей мерой точ-
ности или масштабом допусков разных квалитетов.
Допуски одинаковых размеров в разных квалитетах различны,
1ак как зависят от числа единиц допуска а, т. е. квалитеты определя-
ют точность одинаковых номинальных размеров.
6.6. Допуски и посадки метрических резьб
с зазором
Допуски размеров метрических резьб с зазором в соответствии с
ГОСТ 16093—81 устанавливают в зависимости от степеней точно-
сти, обозначенных цифрами.
159
Степени точности метрических резьб с зазором
Диаметр резьбы: Степень точности
болта
наружный d.................................4; 6; 8
средний d2........................3; 4; 5; 6; 7; 8; 9; 10*
гайки
внутренний Р|..........................4; 5; 6; 7; 8; 9*
средний Л)2...........................4; 5; 6; 7; 8
Примечание. Допуски внутреннего диаметра болта d\ и наружного диаметра
гайки D не устанавливаются.
* Только для резьб на деталях из пластмасс.
Поле допуска диаметра резьбы образуется сочетанием допуска и
основного отклонения, например 4h; 6g; 6Н. Запись 6g означает:
поле допуска болта степени точности 6 с основным отклонением g.
По длине свинчивания резьбовые изделия подразделяют на ко-
роткие 5, нормальные N и длинные L.
Поля допусков сгруппированы в трех классах точности: точ-
ном, среднем, грубом. Понятие о классах точности — условно, на
чертежах не указывается.
Точный класс применяется в ответственных, статически нагружен-
ных соединениях; средний — используется для резьб общего назна-
чения, а грубый — при пониженных требованиях к точности, напри-
мер на горячекатаных заготовках или в длинных глухих отверстиях.
В одном и том же классе точности допуск среднего диаметра по
сравнению с допусками, установленными для нормальной длины
свинчивания N, рекомендуется на одну степень точности увели-
чивать при длине свинчивания L и уменьшать при длине свинчи-
вания S. Например, следует принимать для длины 5 степень точно-
сти 5, для /V — степень точности 6 и для L — степень точности 7.
Посадки образуют сочетанием полей допусков, которые приве-
дены в табл. 6.10 с учетом примечания 3 к этой таблице. В первую
очередь следует применять предпочтительные поля допусков, ко-
торые обеспечивают посадки с небольшими наименьшими зазо-
рами, определенность характера соединений и облегчают свинчи-
вание резьб или позволяют применять тонкие антикоррозийные
покрытия резьб.
В табл. 6.10 запись поля допуска, например 7g6g, означает, что
приняты поля допусков: 7g для d2 и 6g для d. Если на оба диаметра
резьбы установлены одинаковые поля допусков, то в условном
обозначении символы не повторяются. Например, запись 7Н озна-
чает, что на диаметры резьбы гайки Л2 и D} установлены одинако-
вые поля допусков.
Посадки резьб обозначают в виде дроби: в числителе — поле
допуска гайки, в знаменателе — поле допуска болта, например
Ml 2-6H/6g.
160
Таблица 6.10
Поля допусков для посадок метрических резьб с зазором
Класс точности Длина свинчивания
5 N L 5 N L
Поле допуска болта Поле допуска гайки
Точный (3h4h) 4g; 4h (5h4h) 4H 4Н5Н;5Н 6Н
(Средний 5g6g; (5h6h) 6d; 6c; 6П[б£]; (7e6e); 7g6g; (7h6h) (5G); 5Н 6G;|6H] (7G); 7Н
Грубый — 8g; (8h)* (9g8g) — 7G; 7Н (8G); 8Н
Примечания: 1. Поля допусков, заключенные в рамки, являются предпоч-
।тельными, а в круглые скобки — ограниченного применения.
2. В посадках допускаются любые сочетания полей допусков наружной и внут-
|к-нней резьб, установленные ГОСТ 16093—81. Однако рекомендуется сочетать поля
попусков одного класса.
* Для резьб с шагом Р> 0,8 мм. При Р < 0,8 мм применяют поле допуска 8h6h.
РАЗДЕЛ II
ТОКАРНАЯ ОБРАБОТКА
ГЛАВА 7
КОНСТРУКЦИЯ И КИНЕМАТИКА СТАНКОВ
7.1. Технические характеристики
токарных станков, выпускаемых
отечественной промышленностью
Основные технические характеристики токарных, токарно-вин-
торезных, токарно-карусельных, токарно-револьверных и токар-
но-затыловочных станков с ручным и числовым программным
управлением приведены в табл. 7.1. В этой таблице не приводятся
данные по токарным прутковым и патронным автоматам, так как
их обслуживает не токарь-универсал, а наладчик.
В табл. 7.2 приведены основные технические характеристики
специализированных и комбинированных токарных станков.
7.2. Токарно-револьверный станок мод. 1341
На токарно-револьверном станке мод. 1341 можно обрабатывать
пруток и штучные заготовки, закрепляемые в патроне. Станок ос-
нащен гидравлическим приводом, обеспечивающим подачу и за-
жим прутка в цанговом патроне (с допуском прутка +1 мм). Ста-
нок дополнительно оснащен патроном для зажима штучных заго-
товок.
Кинематическая схема станка приведена на рис. 7.1. Шпиндель
станка имеет правое и левое вращения (последнее осуществляется
реверсом вращения вала электродвигателя). Изменение частоты вра-
щения шпинделя производится включением электромагнитных
муфт 1—4, а также ручным перемещением двойного блока на
валу IV.
Торможение шпинделя осуществляется вручную рукояткой,
расположенной на лицевой стороне корпуса шпиндельной бабки,
при этом одновременно включаются электромагнитные муфты 1
и 4, а остальные муфты выключаются, но электродвигатель оста-
ется включенным.
Продольное перемещение револьверного суппорта осуществ-
ляется от зубчатого колеса z = 40, закрепленного на валу V. Дви-
жение через двойной блок (на валу VI) передается зубчатым ко-
162
Таблица 7.1
Основные технические характеристики токарных, токарно-винторезных, токарно-карусельных, токарно-затыловочных
и токарно-револьверных станков
Модель станка Наибольшие размеры обра- батываемой заготовки, мм Диапазон частот вращения шпинделя, МИН'1 Скорость движения подачи, мм/мин Подача, мм/об Мощность электро- двигателя главного привода, кВт Габаритные размеры (длина х ширина х х высота), м Масса стан- ка, т
Диа- метр Длина
Токарно-карусеяьные станки одностоечные
1508 800 630 10...500 — — 22 2,37x2,27x3,20 9,5
1510 1000 800 8...400 — — 22 2,37x2,37x3,20 10,5
1512 1250 1 000 5.:. 250 — 0,035... 12,5 30 2,88x 2,66 x4,10 16,5
1512ФЗ 1250 1000 5...250 3...300 — 30 2,88x3,61x5,62 18,5
1516 1600 1000 4...200 — 0,03 ...12,5 30 3,17x3,03x4,10 20
1516Ф1 1600 1000 1 ...200 0,3 ...900 0,01 ...90 42 4,51x3,44x4,10 22,5
1516ФЗ 1 600 1000 4...200 0,05 ...40 — 30 3,19x2,96x4,73 17,5
1А516МФЗ 1800 1000 0,8...278 0,05... 40 — 55 5,20x3,95x4,80 21,5
Токарно-карусельные станки двухстоечные
1525 2 500 1600 1,6...80 — 0,045 ...16 40 5,07x 5,34 x4,91 35,5
1Л532 3 200 1600 1,25 ...63 — 0,045... 16 55 5,49x6,12x4,91 43,0
1532Т 3 200 2000 0,66 ...61,10 0,059...470 — 63 5,10x9,30x7,20 90,4
Продолжение табл. 7. /
Модель станка Наибольшие размеры обра- батываемой заготовки, мм Диапазон частот вращения шпинделя, МИН'1 Скорость движения подачи, мм/мин Подача, мм/об Мощность электро- двигателя главного привода, кВт Габаритные размеры (длинах ширинах х высота), м Масса стан- ка, т
Диа- метр Длина
1540 4000 2 500 0,52.„48,70 0,059 ...470 — 63 5,90x10,10x7,70 100
1540Т 4000 2 500 0,46... 31.20 0,044... 352 — 125 6,10x10,40x8.40 134,2
1550 5 000 3 200 0,34.„31,20 0,044...352 — 125 6.60x11,40x9,10 140,5
1550Т 5 000 3 200 0,27 ...24,80 0,035.„285 — 125 7,30x12,90x9,80 190
КУ-50 5 000 2 000 0,46... 43,40 0,059 - 470 — 63 6,17x11,16x7,15 116,5
КУ-63 6 300 2 500 0,30... 27,60 0,044-352 — 125 7,50x12,70x7,50 190
1563 6 300 3 200 0,28... 25,50 0,035-285 — 125 8,20x14,20x8,20 233
КУ-64 6 300 5000 0,28...23,20 0,0352-285 — 125 8,22x14,2x12,10 (высота над уровнем пола 10,51) 251
1580Л 8000 3 200 0,22... 18,30 0,035-285 — 125 8,60x17,60x8,60 248
КУ-65 8000 5 000 0,29... 19.30 0,0352-235 — 125 8,62x17,60x12,06 280
КУ-101 8000 5 000 0,23 ...19,30 0,03 - 285 — 125 8,62x17,60x12,06 282
КУ-107 6 300 3 200 0,28-23,20 0,03-265 — 125 8,22x14,20x9,70 247
КУ-152 12 500 5 000 0,112...11,20 0,022-160 — 160 22,80x12,33x13,50 580
КУ-153 16 000 5000 0,28...23,20 0,022 ...160 — 125(160) 25,30x19,38x13,30 800
1А580 8000 4000 0,177... 17,70 — — 160 18,30x10,98x12,40 381
1А591 10000 5000 0,112... 11,20 — — 160 22,80x13,80x15,50 602
1Б591 10000 5 000 0,112...11,20 — — 160 22,80x13,80x15,50 610
1А592 12 500 5 000 0,051...23,20 — — 285 25,30x13,80x18,77 780
1Б592 12 500 5 000 0,051...23,20 — — 285 25,30x19,38x18,77 807
1А594 16000 6 300 0,041 ...12,70 — — 320 28,80x 20,68x 20,04 1285
1А596 20000 6 300 0,03... 9,80 — — 320 37,00x24,00x20,50 1 700
Токарные и токарно-винторезные станки
1600 100 125 600...6000 — — 0,12 0,50x0,47x0,20 0,02
1600В 100 125 320...3 200 — — 0,12 0,50x0,47x0,20 0,02
1Д601 125 180 700...2 800 — — 0,18 0,68x0,20x0,22 0,03
16Т02 125 250 400...4000 — — 0,27 0,69x0,52x0,30 0,035
16Т02А 125 250 400.„4000 — — 0,27 0,69x0,52x0,30 0,04
16Т02П 125 250 400...4000 — — 0,27 0,69x0,52x0,30 0,04
1Д603 160 350 56...3 150 — — 1,1 1,12x0,60x1,16 0,47
16Т03 160 250 80...4 000 — — 0,6 1,20x 0,72x1,19 0,56
16Т03А 160 250 80...4 000 — — 0,6 1,20x0,72x1,19 0,56
16Т03П 160 250 80.„4000 — — 0,6 1,20x0,72x1,19 0,56
Продолжение табл. 7.7
Модель станка Наибольшие размеры обра- батываемой заготовки, мм Диапазон частот вращения шпинделя, мин-1 Скорость движения подачи, мм/мин Подача, мм/об Мощность электро- двигателя главного привода, кВт Габаритные размеры (длина х ширина х х высота), м Масса стан- ка, т । 1
Диа- метр Длина
16У03П 160 250 80...4 000 — — 0,6 1,20x0,72x1,19 0,50
16Т04 200 250 70.„3 500 — — 0,8 1,38x0,73x1,20 0,62
16Т04А 200 350 70.„3 500 — — 0,8 1,38x0,73x1,20 0,62
16Т04П 200 350 70...3 500 — — 0,8 1,38x 0,73x1,20 0,62
16У04П 250 500 30.„3 000 — — 1,5 1,50x0.73x1,36 0,715
16Б04 200 350 32.„3 200 — 0,01 ...0,175; 0,005 ...0,09 1.1 1,31x0,69x1,36 1,30
16Б05А 250 500 25...2500 — 0,01 ...0,175; 0,005 ...0,09 1,5 1,52x0,85x1,39 1,30
16Б05П 250 500 30...3000 — 0,02...0,35; 0,01.-0,175 1,5 1,51x0,73x1,36 0,715
16С05АФ1 250 500 25 ...5000 — — 1.5 1,70x0.96x1.43 1,30
16Б05ВФЗ 250 350 20...4 000 — — 2,35 — 1,40
1И611П 250 500 20.„2 000 — 0,01-3,0 3 1,77x0,97x1,30 1,12
1612П 260 500 33,5... 1 520 — 0,008 - 0,2 1,5 — —
ТС-135 270 500 33,5...2 000 — 0,008 - 0,2 2,8 — —
1615М 320 750 44... 1000 — 0,006 - 2,72 2,8 — —
16Б16 320 710 20...2000 — 0,01-0,70 2,8 2,28x1,06x1,49 2,1
1Б61 320 750 16...2 000 — 0,041-1,082 4,5 — —
1В61 320 500; 710 35 ...1200 — — 2,2 1,88x1,09x1,45 1,2; 1,275
1М61 320 710; 1000 12,5.-1600 — 0,08-1,20; 0,12-1,90 4 2,36x1,06x1,45 1,3; 1,37
1М61П 320 1000 12,5...1600 — 0,08-1,20; 0,12-1,90 4 2,06x1,095x1,45 1,3
1Л61 320 500 10...1250 — 0,041-1,082 2,8 — —
ТВ-320 320 500 36...2000 — 0,03-0,49 2,8 — —
16Б16П 320 1000 20 - 2000; 16...1600 — 0,05 - 2,80; 0,025-1,40 3,8 2,27x1,11x1,50 2,15
1616 320 750 44...1980 — 0,06-3,60 4,5 — —
16Б16А 320 710 20...2 000 — 0,01-0,70; 0,01-0,35 3; 4,8 2,28x1,06x1,49 2,11
16Б16ФЗ 320 710 45...2 000 1... 1 200; 1...600 — 3,8 3,29x3,14x1,86 2,25
16Б16Т1 320 750 40...2000 2...1200; 1...1200 — 4,2 3,10x2,30x1,87 2,86
16М16 320 500 20...2 000 — 0,05-2,8; 0,025-1,4 3,8 3,40x1,60x1,50 2,23
Продолжение табл. 7.1
Модель станка Наибольшие размеры обра- батываемой заготовки, мм Диапазон частот вращения шпинделя, МИН"’ Скорость движения подачи, мм/мин Подача, мм/об Мощность электро- двигателя главного привода, кВт Габаритные размеры (длина х ширина х х высота), м Масса стан- ка, т
Диа- метр Длина
1А62 400 750; 1000; 1500; 2 000 11,5...12ОО — 0,082-1,59 7,0 — —
1Д62М 410 750; 1000; 1500 11,5-600 — 0,082-1,59 4,3 — —
1К62 400 1 000 12,5-2000 — 0,07-4,16 10 2,81x1,17x1.32 3,1
1К62Б 400 710 12,5-2000 — 0,075-4,16 7,5 2,52x1,17x1,32 3
1Л620 320 500 10-1250 — 0,041-1,082 2,8 — —
1М620 400 710 12 - 3 000 — 0,075 - 4,46 14 — —
16К20 400 2 000 12,5-1600 — 0,05-2,8 10 3,76x1,20x1,60 3,2
16Л20П 400 1500 16-1600 — 0,05-2,8 3,8 2,30x1,10x1.78 2,2
16К20П 400 1000 12,5-1600 — 0,05-2,8 10 2,50x1,20x1.50 2,8
16Л20 400 1500 16-1600 — 0,05-2,8 3,8 2,28x1,11x1,78 2,2
16Д20П 400 2 000 20-2 500 — — 5,5 — 2,5
16К20В 400 1000 16...2 000 — 0,025...2,8 5,5 2,79x1,20x1,50 2.9
16К20ВФ1 400 1000 12,5...6 000 — — 1,0 2,79x1,20x1,81 3,08
16К20М 400 1400 12,5... 1600 — 0,05-2,80 1,0 3,77x1,56x1,50 3,69
16К20Т1 500 1000 10,5... 2 000 — 0,01-2,80 10 2,80x1,20x1,50 3,0
16К20ФЗ 400 1000 35... 1600 3...700 — 10 3,50x1,48x1,74 5,2
16К20ФЗС5 400 1000 12,5 - 2 000 3...1200 — 10 3,36x1,71x1,75 4
16К20РФЗ 400 900 35...1 600 3...700 — 11 3,36x1,71x1,75 4,25
16К20РФЗС5 400 150 12,5-2000 3...1200 — 10 3,36x1,71x1,75 4,0
16Е20Ф1-02 400 1400 20...1600 — — 4-5,5 2,40x1,30x1,50 2,0
ИТ1 400 1000; 1400 28...1 250 — — 3 2,20x0,96x1,50 1,2; 1,34
1624 500 1000 10...1 400 — 0,07...2,00 7 — —
16К20Г 400 710; 1000; 1400; 2000 16-1600 — 0,05-2,80 7,5; 10 2,80x1,19x1,50 2,95; 3,1; 3,33; 3,77
16К25 500 2 000 12,5-1600 — 0,05-2,80 И 3,80x1,24x1,50 3,8
1М63 630 2 800 10...1250 — 0,064...3,60 13 4,95x1,80x1,45 5,0
1М63Ц 630 1400; 2 800 5...1250 — 0,06-1,40 9,2; 10,7; 13,5 3,50x1,80x1,45 3,8; 5
1Д63А 615 1500 14...750 — 0,15-2,65 10 — —
о
Продолжение табл. 7.7
Модель станка Наибольшие размеры обра- батываемой заготовки, мм Диапазон частот вращения шпинделя, мин1 Скорость движения подачи, мм/мин Подача, мм/об Мощность электро- двигателя главного привода, кВт Габаритные размеры (длина х ширина х х высота), м Масса стан- ка, т
Диа- метр Длина
1МФ3101 630 1400 10... 1250 — 0,064... 1,025 15 3,55x1,68x1,29 4,3
16К30П 630 4000 6,3... 1250 — 0,055... 1,20 18,5 5,55x2,01x1,55 6,9
1А64 800 2 800 7,1...750 — 0,20... 3,05 17 5,82x2,00x1,66 11,7
16К40 800 6000 6,3... 1,4 — 0,06... 1,40 18,5 5,46x1,88x1,60 7,5
1Д64 1200 3 000 8...362 — 0,225 ...3,15 10,4 — —
РТ-74С 800 11720 7,1 ...750 — 0,20... 3,05 17 15,10x2,0x1,60 21,9
165 1000 2 800 5...500 — 0,20... 3,05 22 5,80x2,10x1,76 12,5; 15,65
РТ-25СЗ 630 10000 10... 1250 — 0,10...320 14 12,20x1,84x1,35 12,4
1658 1000 8000 5...500 — 0,20...3,05 22 11,38x2,10x1,76 13,8
РТ-25 630 8000 10... 1250 — 0,10... 320 14 10,20x1,84x1,35 9,358
1660 1250 6 300 3,15...200 — 0,19... 11,4 60 — —
РТ-436 1200 11 720 5 ...500 — 0,20... 3,05 22 15,00x 2,00x1,96 23,744
РТ-539 1400 220 5...500 — 0,20... 3,05 22 3,95x1,95x1,70 10,025
1А681 4000 24000 0,65...80 — 0,10...27 160 30,03 x 7,25 x4,50 360
КЖ-1614 2000 8000 1,6...200 — 0,064...27,2 55 13,90x3,85x2,86 54,5
КЖ-1623 5 000 16 000 0,8...50 0,8-2125 — 125 24,34x7,01x4,60 275
КЖ-1626 1250 18000 1,6...200 0,7-2 400 — 55 24,10x2,85x2,32 64
Токарно-затыловочные станки
К96 290 800 4,5 ...49; 9 ...98 — — 2,3 — 2,8
1А81 400 1000 4,6...200; 9...400 — 0,10-0,75 2,3 — —
1810 50 80 3,26...24,4 — — 0,5/1,5 — 0,4
1811 240 710 2,8...63; 8,4... 188 — 0,1 ...1,0 3,3/3,8 — 3
1Б811 240 710 2.8...63; 5.6... 126 — 0,10...0,64 3/4,5 2,85x1,50x1,80 3,25
1Е811 250 630 2,24...56 — 0,075-1,20 4 2,75x1,58x1,80 3,6
1Е811Ф10 250 630 1...56 — 0,075-1,20 11 2,90x1,80x1,80 —
1812 330 1000 1,9-21,2 — 0,1 ...1,0 4 — 5
1Е812 360 630 1.9-47,5; 9-56 — 0,075... 1,2 5,5 2,75x1,63x1,80 5,5
1813 500 1225 1,36-23 — 0,1 ...1,0 7 — 10,1
КТ-150 200 630 2,24-45 — 0,075-1,20 5,5 2,80x1,85x1,90 3,7
КТ-151 280 630 1...54 — 0,075-1,20 — 2,90x1,70x1,90 4
Окончание табл. 7. /
Модель станка Наибольшие размеры обра- батываемой заготовки, мм Диапазон частот вращения шпинделя, миьг1 Скорость движения подачи, мм/мин Подача, мм/об Мощность электро- двигателя главного привода, кВт Габаритные размеры (длина х ширина х х высота), м Масса стан- ка. т
Диа- метр Длина
Токарно-револьверные станки
1Е316П 18 55 100...4 000 — 0,04...0.40 1,6/2,5 2,75x0,92x1,25 1.9
1Е316 18 55 100...4 000 — 0,04...0,40 1,6/2,5 2,75x0,92x1,25 1,26
1Е316ПЦ 18 100 100...4000 10... 1 500 — 1,6/2,5 3,75x0,92x1,25 1,46
1Д316П 18 — 100...4000 — 0,04...0,40 1,7/2,2 3.66x0,94x1,61 1,26
1Н318 18 100 100...4000 — 0,05... 0,30 2,6/3 2,99 x0,83x1,55 —
1Н318Р 18 100 100...4000 — — — 2,90x0,83x1,55 —
1325ФЗ 25 100 90...4000 — — 4,7 2,40x1,08x1,81 2,2
1325Ф30 25 320 50...5 000 2...2500 — 4/4,5 4,80x1,77x1.67 2,7
1Е325П 25 — 71 ...3 150 — — 3,7 2,30x1,14x1,60 1,75
1Е325ПЦ 25 — 80... 3 550 — — 3,7/3,7 2,46x1,38x1,41 1,96
1Н325 25 100 80... 3 150 — 0,05... 0,30 2,6/3 3,91x0,92x1,55 —
1Д325 25 100 71 ...3 150 — — 3,7 2,46x1,38x1,41 1,96
1Д325П 25 100 80... 3 550 — — 3,7 2,58x1,30x1.40 1,65
1В340Ф30 40 120 63...3150 1...2 500 — 4,2 2,84x1,77x1,67 2,7
1В340ПФЦ 40 — 45 ...2 000; 56...2500 — 0,35 ...1,60; 0,02... 0,80 4,2/6,3 3,00x1,56x1,60 3
1Г340ПЦ 40 100 45...2 000; 56...2500 — 0,35... 1,60; 0,02...0,60 4,2/6,3 3,10x1,30x1,60 3
1341 40 — 60...2000; 100...265 — 0,05... 1,60 — 3,00x1,32x1,60 —
1П365 65 — 34...1500 — 0,09...2,70 14 3,32x1,50x1,65 —
1365 65 — 34... 1500 — 0,09...2,70 — 3,32x1,50x1,50 —
1А365 65 — 34... 1 500 — 0,09...2,70 — 3,32x1,50x1,50 —
1Б365 65 — 34... 1 500 — 0,09...2,70 — 3,32x1,89x1,68 —
1Е365П 65 — 30... 1 500 — — 15 5,00x1,56x1,75 4,25
1Е365 65 — 30... 1 500 — — 15 5,00x1,56x1,75 4,3
1Е365ПФЗ 65 500 30... 1500 3...2 5OO; 2... 1200 — 15 3,42x1,70x1,95 4,2
1Е365Б 65 500 24... 1 500 — 0,025... 1,60 15 4,40x1,52x1,80 5,2
1Е365БП 65 — 30... 1500 — — 15 3,90x1,50x1,40 4,3
1М365 65 500 34... 1 500 — 0,09...2,70 15 5,00x1,50x1,74 4,5
1Е365БПЦ 65 500 30... 1500 — — 15 — 4,9
1П371 100 — 20...893 — 0,09...2,70 — 4,23x1,89x1,68 —
1371 100 — 20...893 — 0,09...2,70 — 6,60x1,89x1,68 —
1Е371 100 — 18...900 — — 18,5/30 5,93x1,89x1,68 6,5
Таблица 7.2
Основные технические характеристики специализированных и комбинированных токарных станков
Наимено- вание станка Модель станка Наибольшие размеры обрабатываемой заготовки, мм Диапазон частот вращения шпинделя, мин-1 Мощность электро- двигателя главного привода, кВт Габаритные размеры (длинах шири- нах высота), м Мас- са стан- ка, т Примечание
Диаметр Длина
Винторез- ный станок высокой точности 1622 20... 85 2 500 4...40; 8...80 3 4,42x1,34x1,25 3,3 Предназначен для чисто- вого нарезания ходовых винтов диаметром 20... 85 и 48... 120 мм (второе испол- нение станка)
48... 120 5 000 4...40; 8...80 4 6,92x1,34x1,47 5,16
Токарный станок для обработки дисков памяти ЭВМ МК6511 400 2,5 500...2 200 3,8 2,2x1,56x1,41 (без приставных устройств) 3 Предназначен для обра- ботки алмазным инстру- ментом торцов дисков памяти электронных машин; зажим заготовки — вакуумный. Шпиндель станка, направляющие поперечного и врезного суппортов имеют гидро- статические опоры
Токарные станки попутного точения ЕТ-50 120 50 500... 1400 20 1,76x1,23x1,65 2 —
ЕТ-60 120 60 710... 1400 17 1,74x1,35x1,63 2,5
Специаль- ный станок для вихре- вого наре- зания винтов ЕТ28М 40 510; 800; 1200 4...40 1,5 Частота вращения вихре вой головки 1 240 и 1 840 мин-1, число резцов 1—4
Токарно- комбини- рованный станок 1Д95 400 1000; 1400 16... 1250 4 3,34x1,20x1,61 2,2 Имеет вертикально- фрезерную головку, долбежное и заточное приспособления, сверлильный агрегат
1Е95 400 1000 20... 1600 5,5 3,00x1,20x1,64 2,47 Предназначен для выпол- нения токарных, сверлиль- ных, фрезерных, шлифо- вальных и заточных работ
Станок для обработки коренных и шатунных шеек ко- ленчатых валов КЖ-16- 29 4000 (из- делия); 80 обра- батывае- мой ша- тунной шейки 600 (ша- тун- ной шей- ки) 0,63... 80 125 22,50x11,10x4,74 Частота вращения вертлюга 1,6... 16 мин-1
Специаль- ный токар- но-копиро- вальный карусель- ный станок КС-16 1600 1000 4...200 30 3,38x3,92x4,15 18,5 Предназначен для обработки поршневых колец некруглой формы больших судовых двигателей
Окончание табл. 7.2
Наимено- вание станка Модель станка Наибольшие размеры обрабаты ваемой заготовки, мм Диапазон частот вращения шпинделя, мигг' Мощность электро- двигателя главного привода, кВт Габаритные размеры (длинах шири- нах высота), м Мас- са стан- ка, т Примечание
Диаметр Длина
Специаль- ный токарный станок КЖ-1627 1600 12 500 0,5 ...63 100 21,70x3,31x2,45 по Предназначен для обди- рочных работ заготовок из чугуна резцами: быстроре- жущими и оснащенными пластинами из твердого сплава. Установка специ- ального приспособления обеспечивает обработку сложного профиля электрокопированием
Многоце- левой токарный станок ТМЦ-200 250 50... 3 000 11 Предназначен для токарной обработки, фрезерования лысок и пазов, а также фре- зерования резьбы. Возмож- ность обработки вращаю- щимся инструментом па- раллельно и перпендику- лярно оси шпинделя
иссам 31/66 (или 47/50). При включении электромагнитных муфт
11—14 изменяется частота вращения выходного вала IX коробки
подач, далее при включенной зубчатой муфте 10 от вала X через
>убчатые колеса 35/40 (или 48/27) и червячную пару 1/33 переда-
ется вращение реечному колесу г= 16 (на валу XIII). Таким обра-
зом, реечное колесо, перемещаясь по рейке, обеспечивает дви-
жение продольной подачи фартука вместе с револьверным суп-
портом.
Круговая подача револьверной головки осуществляется от хо-
дового вала X через зубчатые колеса 48/68 и конические колеса
22/22. Далее с помощью механизма реверса из конических колес
z = 22 включением муфты 9 меняется направление круговой по-
дачи револьверной головки. При включении электромагнитной
муфты 7 можно осуществлять ручной поворот револьверной го-
ловки маховиком, находящимся на валу XVII, при этом муфта 9
отключается.
Технические характеристики токарно-револьверного станка мод. 1341
Наибольший диаметр обрабатываемой заготовки
в патроне, мм:
над верхней частью суппорта..............................310
над станиной .........................................400
Наибольший диаметр обрабатываемого прутка, мм:
круглого...................................................40
шестигранного..........................................35
квадратного............................................27
Высота центров над станиной, мм..........................200
Расстояние от торца шпинделя до револьверной
головки, мм......................................... 120... 600
Диамегр отверстия в шпинделе, мм..........................62
Число гнезд для инструментов в револьверной головке.......16
Число упоров револьверного суппорта.......................16
Наибольшее продольное перемещение револьверного
суппорта, мм.............................................540
Число скоростей шпинделя:
правое вращение............................................<8
левое вращение..........................................2
Частота вращения шпинделя, мин-1:
правое вращение.....................................60...2000
левое вращение..................................100...265
Число подач револьверного суппорта:
продольных..................................................6
круговых................................................5
Подача револьверного суппорта, мм/об:
продольная.......................................0,05... 1,60
круговая........................................0,03... 0,48
Габаритные размеры, мм:
длина х ширина х высота.....................3 000 х 1 320 х 1 660
177
Коробка скоростей
Рис. 7.1. Кинематическая схема
/— 4У 7, 9— 14 — муфты; 5 — резьбовая гребенка (копир); 6 — резьбовой
178
токарно-револьверного станка мод. 1341
барабан (копир); 8 — рейка; М — электродвигатель; I —XVII — валы
179
7.3. Одностоечный токарно-карусельный
станок мод. 1512
На одностоечном токарно-карусельном станке мод. 1512 (рис. 7.2)
осуществляют токарную обработку крупногабаритных заготовок
диаметром до 1 250 мм: обтачивание и растачивание цилиндричес-
ких и конических поверхностей, сверление, зенкерование, развер-
тывание, прорезание канавок, обтачивание плоских торцовых по-
верхностей, отрезание, а при наличии специальных приспособле-
ний — нарезание резьбы и обработку фасонных поверхностей.
Технические характеристики станка мод. 1512
Наибольший диаметр обрабатываемой заготовки, мм ..... I 250
Диаметр планшайбы, мм................................. I 120
Наибольшая высота обрабатываемой заготовки, мм....... 1 000
Наибольшая масса заготовки, кг....................... 4 000
Крутящий момент на планшайбе, кН • м...................20
Сила резания на вертикальном суппорте, кН..............28
Ход ползуна вертикального суппорта, мм ...............700
Рис. 7.2. Одностоечный токарно-карусельный станок мод. 1512:
а - общий вид; б — подвесной пульт управления; 1 — планшайба; 2 — пульт;
3 — пятипозиционная револьверная головка; 4 — лампа местного освещения;
5 - вертикальный суппорт; 6 — поперечина (траверса); 7 — коробка подач вер-
тикального суппорта; 8,9— маховики ручного перемещения вертикального суп-
порта; 10 — станина; 11 — боковой (горизонтальный) суппорт; 12 — коробка
подач бокового суппорта; 13 — четырехпозиционный резцедержатель; 14, 15 —
маховики ручного перемещения бокового суппорта; 16 — направляющие станка;
17— стол; 18— кнопка аварийной остановки станка; 19— сигнальная лампочка;
20 — кнопка останова двигателя главного привода; 21 — кнопка «Пуск двигате-
ля»; 22 — включение и отключение тормоза перемещений верхнего суппорта;
23 — кнопка поворота револьверной головки на другую позицию; 24— переклю-
чатель рабочих подач и установочных перемещений вертикального суппорта; 25 —
рукоятка установки величины подачи верхнего суппорта; 26 — кнопка включе-
ния выбранной подачи верхнего (вертикального) суппорта; 27 — переключатель
направления перемещения вертикального суппорта; 28 — сигнальная лампочка
верхнего суппорта (горит, когда суппорт работает); 29 — включение местного
освещения; 30 — сигнальная лампочка бокового суппорта (горит, когда суппорт
работает); 31 — переключатель направления перемещения бокового суппорта;
32— кнопка включения выбранной подачи бокового суппорта; 33 — рукоятка
установки величины подачи бокового суппорта; 34 — переключатель рабочих по-
дач и установочных перемещений бокового суппорта; 35— включение и отключе-
ние тормоза перемещений бокового суппорта; 36 — рукоятка вращения планшай-
бы в толчковом режиме; 37 — переключатель для включения (отключения) скоро-
сти резания (сразу или постепенно); 38— кнопка пуска планшайбы; 39— кнопка
останова планшайбы; 40 — переключатель с нормального режима на толчковый
180
181
Ход ползуна горизонтального суппорта, мм................630
Частота вращения планшайбы, мин-1....................5...250
Число различных частот вращения планшайбы................18
Пределы регулирования рабочих подач, мм/об....... 0,035... 12,5
Число ступеней подач.....................................18
Скорость установочных перемещений, м/мин........ 0,005... 1,8
Электродвигатель главного привода:
мощность, кВт........................................30
частота вращения, мин-1............................. 1 460
Габаритные размеры, мм:
длина х ширина х высота....................2 880x2 660 х 4 100
Масса станка, кг...................................... 16 500
7.4. Одностоечный токарно-карусельный
станок с числовым программным управлением
мод. 1512ФЗ
Станок предназначен для токарной обработки деталей сложной
конфигурации: обтачивания и растачивания поверхностей с кри-
волинейными и прямолинейными образующими, сверления, зен-
керования, развертывания центральных отверстий, прорезания
кольцевых канавок, нарезания резцами различных резьб. Основные
механизмы станка аналогичны механизмам базовой модели (мод.
1512), однако у станка мод. 1512ФЗ отсутствует боковой суппорт.
Устройство ЧПУ типа Н55-2 по заданной программе обеспечи-
вает автоматическое управление вертикальным суппортом и при-
водом главного движения. Программа записывается на восьмидо-
рожковой перфоленте, код ISO; управление может осуществлять-
ся одновременно по двум координатам. Дискретность отсчета по
осям X и / равна 0,01 мм. Предусмотрена коррекция положения
инструмента, величин подач и частот вращения планшайбы. По
программе осуществляется: автоматическое изменение частот вра-
щения шпинделя, управление продольными и поперечными дви-
жениями инструмента верхнего суппорта, выбор подач, нареза-
ние резьб, установка инструмента в нулевое положение, поворот
и фиксация револьверной головки.
Технические характеристики станка мод. 1512ФЗ
Система ЧПУ......................................... Н55-2
Класс точности.......................................... П
Максимальные размеры обрабатываемой заготовки, мм:
диаметр.................................................. I 250
высота................................................. 1 000
Максимальная масса обрабатываемой заготовки, кг.... 4 000
Диаметр планшайбы, мм................................... 1 120
Число скоростей планшайбы...............................18
182
оо
Рис. 7.3. Кинематическая схема токарно-карусельного станка с ЧПУ мод. 1512ФЗ
Частота вращения планшайбы, мин-1 ...................5...250
Пределы горизонтальных и вертикальных скоростей
движения подачи суппорта, мм/мин.....................3...300
Регулирование скорости движения подачи
суппорта......................................бесступенчатое
Скорость установочных перемещений суппорта
по каждой оси, мм/мин...............................до 3 000
Перемещения суппорта, мм:
по оси X............................................775
по оси Z..............................................700
Пределы шагов нарезаемых резьб, мм ................0,05...40
Электродвигатель главного привода:
мощность, кВт........................................30
частота вращения, мин’1 ........................... 1 460
Масса станка с электрооборудованием и ЧПУ, т............18,5
Габаритные размеры, мм:
длина х ширина х высота....................2880 х 3 610 х 5 615
Кинематическая схема токарно-карусельного станка с ЧПУ
мод. 1512ФЗ приведена на рис. 7.3.
7.5. Токарно-винторезные станки
Токарно-винторезный станок мод. 16К20 (рис. 7.4) предназна-
чен для выполнения различных токарных и резьбонарезных работ.
На станке можно нарезать резьбу различного профиля на наруж-
ных и внутренних цилиндрических и конических поверхностях с
помощью резцов, резьбовых гребенок, плашек и метчиков. При
нарезании резьбы резцом и резьбовой гребенкой на станке ис-
пользуют цепь главного движения и винторезную цепь, а при
нарезании резьбы метчиком и плашкой — только цепь главного
движения, так как подача инструмента осуществляется самозатя-
гиванием.
Промышленность выпускает станки с расстоянием между цент-
рами 710; 1 000; 1 400 и 2 000 мм.
Технические характеристики токарно-винторезного станка мод. 16К20
Класс точности...................................... П
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной ....................................400
над поперечными салазками суппорта...............220
Наибольший диаметр обрабатываемого прутка,
проходящего через отверстие шпинделя, мм............50
Расстояние между центрами, мм.......710; 1 000; I 400; 2 000
Наибольшая длина обтачивания, мм..... 645; 935; 1 333; I 935
Частота вращения шпинделя, мин-1...........12,5... 1 600
Число скоростей шпинделя............................22
184
28 29 30
Рис. 7.4. Общий вид токарно-винторезного станка мод. 16К20:
/ — станина; 2 — рукоятка включения и выключения подачи; 3 — рукоятка
включения и выключения маточной гайки; 4 — фартук; 5 — рукоятка размыка-
ния реечного колеса с рейкой; 6 — маховик ручного перемещения каретки; 7 —
кнопка золотника смазки направляющих каретки и салазок суппорта; 8— попе-
речные салазки суппорта; 9 — коробка подач; 10, 43 — рукоятки управления
фрикционной муфтой в коробке скоростей (реверсируют вращение шпинделя,
сблокированы между собой); 11 — установка шага резьбы и отключение коробки
подач при нарезании резьбы напрямую; 12 — рукоятка установки подачи и типа
нарезаемой резьбы; 13 — настройка величины подачи и шага резьбы; 14 — на-
стройка станка на нарезание правой и левой резьб; 15 — установка нормального
или увеличенного шага резьбы; 16 — рукоятки изменения частоты вращения
шпинделя; 17 — кожух ременной передачи главного привода; 18 — передняя
бабка (с коробкой скоростей); 19 — электрический пульт; 20 — автоматический
вводный выключатель; 21 — сигнальная лампа; 22— выключатель подачи насоса
охлаждающей жидкости; 23 — указатель нагрузки станка; 24 — патрон; 25-
рукоятка ручного перемещения поперечных салазок; 26 — резцедержатель; 27 —
кнопочная станция включения и выключения электродвигателя главного приво-
ла; 28— защитный щиток; 29— выключатель местного освещения; 30— рукоят-
ка поворота и зажима резцедержателя; 31 — верхние салазки; 32 — рукоятка
ручного перемещения верхних салазок суппорта; 33 — рукоятка зажима пиноли
ыдней бабки; 34 — кнопка включения электродвигателя привода ускоренного
перемещения каретки и поперечных салазок суппорта; 35 — рукоятка изменения
направления перемещения каретки и поперечных салазок суппорта: 36— задняя
бабка; 37 — рукоятка крепления задней бабки к станине; 38 — маховик ручного
перемещения пиноли задней бабки; 39 — каретка суппорта; 40 — направляю-
щие станины; 41 — ходовой винт; 42 — ходовой вал
185
Пределы подач, мм/об:
продольных......................................0,05...2,8
поперечных................................... 0,025... 1,4
Пределы шагов нарезаемых резьб:
метрических, мм....................................0,5... 112
модульных (модуль, мм)..........................0,5... 112
дюймовых (число ниток на 1")...........................56 — 0,5
питчевых, питч.........................................56 — 0,5
Электродвигатель главного привода:
мощность, кВт........................................10
частота вращения, мин1.............................. 1 460
Габаритные размеры, мм:
длина х ширина х высота............(2 505... 3 795) х 1 198 х 1 600
Масса станка, т..........................................3,2
Токарно-винторезный станок мод. 16К25, предназначенный для
выполнения различных токарных операций, нарезания правых и
левых метрических, дюймовых, модульных и питчевых резьб, спро-
ектирован на базе станка мод. I6K20 с максимальной унификацией
деталей и узлов для обработки заготовок диаметром до 500 мм. Про-
мышленность выпускает станки с наибольшей длиной обрабатыва-
емой заготовки 710 мм (исполнение I) и до 2 000 мм (исполнение II).
Технические характеристики станка мод. 16К25
Класс точности..........................................Н
Наибольшая длина обрабатываемой заготовки, мм........710
Высота оси центров над плоскими направляющими
станины, мм...........................................250
Частота вращения шпинделя, мин’1................12,5... 1 600
Подачи, мм/об:
продольная.......................................0,05... 2,8
поперечная..................................... 0,025... 1,4
Наибольшее усилие механизма подач, Н:
продольного перемещения:
на упоре................................................ 7 845
на резце........................................... 5 884
поперечного перемещения:
на упоре...............................................4 510
на резце........................................... 3 530
Наибольший диаметр изделия, мм:
над станиной .......................................500
над поперечными салазками суппорта..................290
при установке в отверстии шпинделя...................53
Наибольшая длина обтачивания, мм......................645
Пределы шагов нарезаемых резьб:
метрических, мм...................................0,5... 112
модульных (модуль, мм).........................0,5... 112
дюймовых (число ниток на 1").....................56...0,5
питчевых, питч...................................56...0,5
186
Максимальная масса изделия, кг:
в патроне........................................300
в центрах........................................650
Электродвигатель главного привода:
мощность, кВт.....................................11
частота вращения, мин-1......................... 1 460
Габаритные размеры, мм:
длина х ширина х высота...............2 505 х 1 240 х 1 500
Масса станка, кг.................................. 2 925
Шаг нарезаемой метрической модульной резьбы Р = пт; шаг
дюймовой резьбы определяется числом ниток на 1". Например: Р=
0,5"= 0,5 • 25,4 мм = 12,7 мм; дюймовая модульная резьба вычис-
ляется в питчах (р), причем pm = 1 " = 25,4 мм (т — модуль).
Кинематическая схема станка приведена на рис. 7.5. Токарно-
винторезный станок мод. 16К25 рекомендуется использовать в еди-
ничном и мелкосерийном производстве.
Винторезный станок высокой точности мод. 1622 предназначен
для чистового нарезания ходовых винтов металлорежущих станков.
Высокая точность профиля и шага нарезаемой резьбы достигается
за счет конструктивных и кинематических особенностей станка:
• коробка скоростей установлена отдельно от шпиндельной бабки
па фундаменте; шпиндель получает вращение через клиноремен-
ную передачу, которая гасит вибрации, возникающие в зубчатых
зацеплениях коробки скоростей;
• коробка подач отсутствует, что позволило сократить кинема-
тическую цепь от шпинделя до ходового винта станка; таким обра-
зом устранено влияние накопленных погрешностей от неточности
шагов в зубчатых зацеплениях коробки подач на точность шага
нарезаемой резьбы;
• каретка суппорта имеет удлиненные направляющие, а непо-
средственно суппорт не имеет верхних поворотных салазок; это
позволило увеличить жесткость суппортной группы и, следователь-
но, повысить точность обработки;
• ходовой винт расположен между направляющими, вследствие чего
устраняется перекос каретки суппорта при продольном перемещении;
• на станке установлена коррекционная линейка 1 (рис. 7.6),
которая через рычаг 2 воздействует через маточную гайку 3 ходо-
вого винта станка и сообщает ей дополнительный поворот, устра-
няя влияние погрешностей шага ходового винта станка на точ-
ность шага нарезаемой резьбы.
Промышленность выпускает станки в двух исполнениях (I и II).
Технические характеристики станка мод. 1622
I II
Класс точности........................................В В
Диаметр нарезаемого ходового винта, мм........20...85 48... 120
187
Рис. 7.5. Кинематическая схема
188
189
z=29 z=37 z=47 z=20
Рис. 7.6. Кинематическая схема винторезного станка мод, 1622:
1 — коррекционная линейка; 2 — рычаг; 3 — маточная гайка
Расстояние между центрами, мм................. 2 500 5 000
Высота центров, мм..............................225 225
Частота вращения шпинделя, мин'1:
рабочий ход.......................................3 4
обратный ход.................................4,5 5,5
Электродвигатель главного привода:
мощность, кВт:
рабочий ход...................................710 710
обратный ход............................. 1 400 1 400
Габаритные размеры, мм:
длина........................................4 420 6 920
ширина..................................... 1 340 1 340
высота..................................... 1 250 1 470
Масса, кг..................................... 3 300 5 160
7.6. Универсальный токарно-затыловочный
станок мод. 1Е811
Универсальный токарно-затыловочный станок мод. 1Е811 пред-
назначен для затылования червячно-модульных (одно- и многоза-
ходных, правых, левых, право- и леворежущих), дисковых и фасон-
ных фрез с зубьями, затылуемыми радиально, под углом и вдоль оси.
В конструкции станка предусмотрена возможность насечки шеверов.
Технические характеристики станка мод. 1Е811
Класс точности..........................................П
Наибольший диаметр устанавливаемой над суппортом
заготовки, мм...........................................250
190
Наибольшее расстояние между центрами, мм ...............630
Наибольшая длина хода каретки, мм.......................600
Упорный центр Морзе в шпинделе передней бабки.............6
Условный размер переднего конца шпинделя изделия .......6К
Наибольший ход затылования, мм...........................20
Число затылусмых зубьев.............................. I ...40
Наибольший крутящий момент на шпинделе
изделия, кН • м ........................................2,1
Число продольных подач..................................3
Пределы продольных подач, мм/об................ 0,075... 1,2
Пределы шагов нарезаемых резьб:
метрических. м.м................................0,5...250
модульных (модуль, мм)..........................0,5...250
дюймовых (число ниток на 1").......................28...2
Пределы шагов спиральных канавок при затыловании
фрез с винтовой стружечной канавкой, мм ......... 100...4800
Частота вращения шпинделя изделия, мин-1 ...........2... 115
Диаметр отверстия в шпинделе изделия, мм.................42
Наибольшее поперечное перемещение суппорта
по винту, мм ............................................50
Угол поворота суппорта, ...°...........................±180
Цена одного деления шкалы поворота, ...°..................1
Цена одного деления лимбов, мм.........................0,02
Наибольший диаметр шлифуемой заготовки, мм.............180
Наибольший диаметр шлифовального круга, мм.............125
Число скоростей шлифовального шпинделя....................3
Частота вращения шлифовального
шпинделя, мин1................................5600... 11200
Наибольший угол подъема шлифуемой резьбы, ...°...........25
Число заходов затылуемой резьбы...........2; 3; 4; 5; 6; 10; 12
Подача насоса смазки, л/мин...............................5
Марка масла.........................индустриальное ИГП-18
Электродвигатель привода изделия:
мощность, кВт........................................11
частота вращения на станках с приводом
постоянного тока, мин-1:
минимальная............................................10
номинальная..................................... 1000
максимальная.................................... 3 500
Электродвигатель привода шлифовального круга:
мощность, кВт.......................................1,1
частота вращения, мин"1...............................3000
Электродвигатель насоса смазки на станках с приводом
постоянного тока:
мощность, кВт........................................0,25
частота вращения (синхронная), мин-1............... 1 500
Электродвигатель коррекции отбоя:
мощность, кВт......................................0,75
частота вращения (синхронная), мин"1............... 1 000
191
Рис. 7.7. Общий вид универсального токарно-затыловочного станка
мод. 1Е811 и расположение рукояток управления:
1 - станина; 2 — коробка подач; 3 — рукоятка переключения на нарезание
резьбы или точение; 4 — рукоятка управления цепи спиралей (цепи дифферен-
циала); 5 — коробка передач; 6 — передняя бабка; 7 — рукоятка установки на-
правления нарезаемой резьбы; 8 — рукоятка управления цепи затылования; 9 —
рукоятка включения ручного поворота шпинделя изделия; 10 — рукоятка звена
увеличения шага; // — квадрат ручного поворота шпинделя; 12 — рукоятка пе-
реключения частоты вращения рабочего хода шпинделя изделия; 13 — рукоятка
переключения частоты вращения обратного хода шпинделя изделия; 14 — дели-
тельная планшайба; 15 — кнопка аварийной остановки; 16, 26 — винты регули-
рования усилия отбойной плиты; 17— привод шлифовального шпинделя; 18 —
резцедержатель; 19 — рукоятка быстрого отвода поперечных салазок суппорта;
20 — электропульт; 21 — задняя бабка; 22 — маховик перемещения пиноли
задней бабки; 23 — рукоятка подачи поперечных салазок; 24 — винт отвода от-
бойной плиты от кулачка; 25 — винт поперечного смещения задней бабки; 27 —
кнопка включения электродвигателя привода шлифовального круга; 28 — ходо-
вой винт; 29 — кнопка отключения электродвигателя привода шлифовального
круга; 30 — кнопка пуска электродвигателя привода шпинделя изделия; 31 —
толчковая кнопка привода шпинделя изделия; 32 — сигнальная лампа; 33 —
кнопки включения коррекции отбоя и наладочного перемещения каретки; 34 —
фартук; 35 — рукоятка управления станком; 36 — каретка; 37 — суппорт
192
Габаритные размеры, мм:
длина х ширина х высота.................2 900 х 1 750 х I 900
Масса станка (без выносного электрооборудования), кг.. 3 630
Уровень звука на рабочем месте, дБА................. 80/82
Общий вид универсального токарно-затыловочного станка мод.
11:811 и расположение рукояток управления представлены на рис. 7.7.
7.7. Специальный станок
для вихревого нарезания резьбы мод. ЕТ28М
Резьбонарезной станок мод. ЕТ28М предназначен для скоростно-
lo нарезания резьбы на длинных винтах с использованием резцовой
(вихревой) головки 1 (рис. 7.8) в условиях серийного производства.
Резцовая головка смонтирована на поперечном суппорте 2, который
вместе с кареткой 3 перемещается по направляющим станины. Рез-
цовую головку устанавливают на угол подъема нарезаемой резьбы,
। юворачивая вокруг оси 6, и в этом положении закрепляют. На задан-
ную глубину резания резцовую головку перемещают винтом 5.
При нарезании резьбы реечное зубчатое колесо z = 12 (т = 2 мм)
кнопкой 8 выводят из зацепления с рейкой.
Перемещение резцовой головки вручную осуществляют с по-
мощью рукояток 4 и 9. От рукоятки 9 вращение передается зубча-
той паре 20/60 и реечному колесу z = 12, которое сообщает каретке
с резцовой головкой продольное движение. Рукояткой 4 вращают
поперечный винт, который перемещает суппорт с резцовой го-
ловкой в поперечном направлении.
Включение ускоренного хода каретки сблокировано с разъем-
ной маточной гайкой 7 ходового винта: перед включением уско-
ренного хода (от двигателя М3) половинки гайки разводятся, ос-
вобождая ходовой винт.
Технические характеристики станка мод. ЕТ28М
Наибольший диаметр обрабатываемой
заготовки, мм..........................................40
Наибольшая длина нарезаемой резьбы, мм.......510; 800; 1 200
Расстояние между центрами, мм..............710; 1 000; 1 400
Частота вращения шпинделя изделия, мин 1 ............4...40
Число частот вращения шпинделя изделия ................12
Шаги нарезаемой метрической резьбы, мм...3; 4; 5; 6; 8; 10; 12
Частота вращения вихревой головки, мин 1........1 240; 1 640
Число резцов в вихревой головке .....................1 —4
Наибольшее поперечное перемещение вихревой
головки, мм...........................................200
Установка резцовой головки на угол нарезаемой
резьбы, ...°...........................................±6
193
чр
Рис. 7.8. Кинематическая схема специального станка для вихревого нарезания резьбы мод. ЕТ28М:
1 — резцовая головка; 2 — суппорт; 3 — каретка; 4, 9 ~ рукоятки; 5 — винт; 6 — ось; 7 — маточная гайка; 8 — кнопка
Электродвигатель привода изделия:
мощность, кВт.........................................1,5
частота вращения, мин'1...............................950
Электродвигатель привода вихревой головки:
мощность, кВт.........................................1,5
частота вращения, мин-1.............................. 2 800
Электродвигатель ускоренных перемещений суппорта:
мощность, кВт.........................................0,4
частота вращения, мин 1 ............................. 1 400
Электродвигатель насоса охлаждения:
мощность, кВт........................................0,12
7.8. Токарный патронно-центровой станок
с числовым программным управлением
мод. 16К20ФЗС5
Станок предназначен для токарной обработки наружных и внут-
ренних поверхностей заготовок типа тел вращения со ступенча-
тым или криволинейным профилем, а также для нарезания резьб
в единичном, мелкосерийном и серийном производстве. Обработ-
ка происходит за один или несколько проходов в замкнутом полу-
автоматическом цикле. Установка заготовок осуществляется в пат-
роне, а длинномерных заготовок — в центрах.
Станок разработан на базе токарного станка мод. 16К20 и имеет
традиционную для токарных станков компоновку (рис. 7.9). Осно-
вание представляет собой монолитную отливку. Станина — короб-
чатой формы с поперечными ребрами; направляющие станины —
термообработанные, шлифованные. Каретка суппорта с поворот-
ным резцедержателем перемещается по неравнобокой призмати-
ческой передней и плоской задней направляющим, а задняя баб-
ка — по передней плоской и задней неравнобокой призматичес-
кой направляющим. Автоматическая коробка скоростей (АКС) со-
общает шпиндельной бабке девять скоростей, которые переклю-
чаются в цикле обработки за счет включения электромагнитных
муфт 1—6. Инструмент получает движение подачи от приводов
продольных 8 и поперечных 7подач. При нарезании резьбы датчик
резьбонарезания ВЕ-51 осуществляет связь между шпинделем и
ходовым винтом через беззазорную зубчатую пару 60/60.
Приводы подач имеют два исполнения: первое — с электрогид-
равлическим шаговым двигателем ШД и гидроусилителем момен-
тов ГУ (как показано на рис. 7.9); второе — с электродвигателем
постоянного тока. При использовании двигателей постоянного тока
(А = 1 кВт, лэд = 3 000 мин-1) на ходовые винты продольного и
поперечного движения подач устанавливают датчики обратной
связи.
195
чО
О
0130
Рис. 7.9. Кинематическая схема токарного патронно-центрового станка с числовым программным управлением мод. 16К20ФЗС5:
1—6— муфты; 7. 8 — приводы поперечных и продольных подач соответственно; АКС — автоматическая коробка скоростей; Ml,
М2 — электродвигатели: ЦЩ — шаговый двигатель; ГУ — гидроусилитель моментов; ВЕ-51 — датчик резьбонарезания
Станок оснащен различными устройствами ЧП У. Модифика-
ции станка 16К2ОФЗ в зависимости от комплектации устройством
ЧПУ имеют разные индексы.
Контурное устройство ЧПУ обеспечивает движение формооб-
разования, изменение в цикле обработки значений подач и частот
вращения шпинделя, индексацию поворотного резцедержателя,
нарезание резьбы по программе. Число одновременно управляе-
мых координат — 2, всего управляемых координат — 2. Дискрет-
ность задания поперечных перемещений (по оси X) — 0,005 мм,
продольных перемещений (по оси Z) — 0,01 мм.
Технические характеристики станка мод. 16К20ФЗС5
Класс точности станка................................... П
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной .......................................400
над суппортом ......................................220
Наибольший диаметр прутка, проходящего через отверстие
в шпинделе, мм..........................................50
Наибольшая длина обрабатываемой заготовки, мм......... I 000
Наибольшая длина продольного перемещения каретки, мм...900
Наибольший ход суппорта, мм:
продольный..........................................900
поперечный..........................................250
Число рабочих скоростей шпинделя........................22
Число автоматически переключаемых скоростей..............9
Частота вращения шпинделя, мин1................. 12.5...2000
Наибольшая скорость движения продольной подачи
при нарезании резьбы, мм/мин........................ I 200
Наибольшая величина шага нарезаемой резьбы, мм.........20
Скорость движения подачи, мм/мин:
продольной ....................................3... I 200
поперечной .................................... 1,5...600
Скорость быстрых ходов, мм/мин:
продольных...............................................4 800
поперечных............................................ 2 400
Дискретность перемещений, мм:
продольных.........................................0,01
поперечных........................................0,005
Электродвигатель главного привода:
мощность, кВт........................................10
частота вращения, мин-1............................ I 460
Габаритные размеры, мм:
длина х ширина х высота................3 360 х 1 710 х I 750
Масса, кг............................................. 4 000
Устройство ЧПУ:
число координат (управляются одновременно)............2
разрешающая способность системы по координатам:
продольным......................................0,01
поперечным.....................................0,005
197
Тип датчика «нулевого» положения....................... КВД 3-24
Тип резьбонарезного датчика.............................ВЕ-51
7.9. Токарный патронно-центровой станок
с оперативной системой управления
мод. 16К20Т1
Станок предназначен для полной токарной обработки наружных,
внутренних и торцовых поверхностей в патроне или центрах деталей
типа тел вращения различного профиля. Обработку осуществляют в
один или несколько рабочих ходов в замкнутом полуавтоматическом
режиме. На станке можно нарезать крепежные резьбы.
Токарный патронно-центровый станок (рис. 7.Ю), выполнен-
ный на базе станка с ЧПУ мод. 16К20ФЗС5, оснащен оперативной
системой управления (ОСУ). Программа перемещений инструмен-
та и вспомогательные команды в память ОСУ вводятся с клавиату-
ры или кассеты внешней памяти.
Промышленность выпускает станки в двух исполнениях: 16К20Т1
и 16К20Т1.01. Станок мод. 16К20Т1 оснащен шпиндельной бабкой
с ручной установкой скоростей и возможностью их изменения по
программе в 2 раза через электромагнитные муфты / и 2 (рис. 7.11).
Рис. 7.10. Общий вид токарного патронно-центрового станка с оператив-
ной системой управления мод. 16К20Т1:
/ — шпиндельная бабка; 2 — патрон; 3 — шестипозиционный резцедержатель;
4— лампа местного освещения; 5 — суппорт; 6 — задняя бабка; 7 — шаговый
двигатель, перемещающий пиноль задней бабки; 8 — панель УЧПУ; 9 - педаль
отжима пиноли задней бабки; Ю — педаль, включающая перемещение пиноли
задней бабки к шпинделю (педаль зажима заготовки в центрах); // — кнопочная
станция включения (выключения) привода главного движения; 12 — фартук;
13 — шариковый ходовой винт; 14 — станина; 15 — защитный кожух
198
Рис. 7.11. Кинематическая схема токарного патронно-центрового станка с оперативной системой управления мод. 16К20Т1:
3 7—5 — муфты; М, Ml—М4 — электродвигатели; Д1— Д4 — датчики; I —XI — валы
В станке мод. 16К20Т1.01 (как и в станке мод. 16К.20ФЗС5) уста-
новлена АК.С, на электромагнитные муфты которой поступают
команды от УЧПУ на изменение частоты вращения.
Оперативная система управления станком обеспечивает ввод,
отладку и редактирование программ обработки с клавиатуры. Кон-
троль программы осуществляют с помощью цифровой индикации,
а ее корректировку — непосредственно на станке с клавиатуры
панели управления.
Устройство ЧПУ — контурное, оперативно управляет следя-
щими приводами подач по двум координатным осям. Интерполя-
ция — линейная и круговая. В память устройства введены стандарт-
ные рабочие циклы: точение конусов, обработка любых дуг ок-
ружности, нарезание резьбы, продольное и поперечное точение с
разделением величины припуска на рабочие ходы, что упрощает
работу оператора и уменьшает время ввода программы в память
устройства. Разрешающая способность по координате Z— 0,01 мм,
по координате X — 0,005 мм.
Технические характеристики станка мод. 16К20Т1
Класс точности станка....................................П
Наибольшие размеры обрабатываемой заготовки, мм:
диаметр над станиной.................................500
диаметр над поперечными салазками....................220
длина............................................... 1 000
Наибольший диаметр прутка, проходящего через
отверстие в шпинделе, мм................................53
Число частот вращения шпинделя..........................24
Диапазон частот вращения шпинделя, мин-1......... 10,5...2000
Число позиций автоматического резцедержателя.............6
Пределы рабочих подач (бесступенчатое
регулирование), мм/об:
продольных.......................................0,01 ...2,8
поперечных..................................... 0,005... 1,4
Скорость быстрых ходов суппорта, мм/мин:
продольных (вдоль оси Z)........................... 6000
поперечных (вдоль оси X) ........................... 5 000
Величина шага нарезаемых резьб, мм.............0,01 ...40,959
Дискретность перемещений, мм:
продольных..........................................0,01
поперечных.........................................0,005
Электродвигатель главного привода:
мощность, кВт.........................................10
частота вращения, мин 1 ............................ 1 460
Габаритные размеры (без электрошкафа привода
подач), мм:
длина х ширина х высота.................2 795 х 1 190х I 500
Масса станка, кг...................................... 3 000
200
Токарные станки с ЧПУ могут оснащаться электродвигателями
и устройствами ЧПУ как отечественного (/VC-110, /VC-2I0), так и
шрубежлого производства (Simens. Heidnhain, FANUC).
Устройство числового программного управления NC-110 произ-
водства ООО «Балтсистем» (Россия, Санкт-Петербург) является
дальнейшим развитием серии УЧПУ /VC-I00, отличается уникаль-
ным сочетанием многофункциональности, надежности и просто-
ры изготовления, построено по модульному принципу и позволя-
ет удовлетворять растущие требования потребителей путем встра-
ивания дополнительных модулей.
Мощное программное обеспечение позволяет управлять стан-
ками всех основных типов: токарными, фрезерными, многоцеле-
выми, копировальными, шлифовальными, лазерной резки и др.
Графическая поддержка обеспечивает просмотр реального дви-
жения инструмента, проверку элементов траектории инструмента
при отключенном станке, точную настройку приводов в режиме
осциллоскопирования.
Устройство ЧПУ NC-\ 10 изготовляют с использованием по-
операционного контроля (от подготовки производства и до вы-
пуска готового изделия, включая температурный прогон с после-
дующей функциональной проверкой работы всех модулей).
В комплект УЧПУ УС-110 входят: блок управления (процессор-
ный модуль Pentium II, Flash-память 8 Мб, датчик касания, под-
ключаемые фотоимпульсные датчики); пульт оператора 2 (рис. 7.12);
станочный пульт 3; релейные модули; кабели связи между блоком
управления и пультом оператора длиной 10 м и между пультом
оператора и станочным пультом длиной I м; разъемы датчиков;
программа связи с персональным компьютером и др.
Рис. 7.12. Устройство числового программного управления УС-110:
I — дисплей; 2 — пульт оператора; 3 -- станочный пульт; 4 — электронный
штурвал; 5 — кнопка «Стоп»
201
Пульт оператора имеет герметизированную мембранную алфа-
витно-цифровую клавиатуру с тактильным эффектом, клавиатуру
«Меню» и дисплей 1 с размером экрана 10,4".
Станочный пульт, имеющий 38 свободно программируемых кно-
пок и электронный штурвал 4, включает в себя: герметизирован-
ную мембранную алфавитно-цифровую клавиатуру с тактильным
эффектом и светодиодной индикацией; восемь клавиш выбора ре-
жима работы; корректоры подачи и оборотов шпинделя; кнопку 5
«Стоп».
При технологическом программировании используется встроен-
ный язык описания графических объектов, позволяющий програм-
мировать сложные 2.0-контуры непосредственно с чертежа без
использования САПР. Устройство ЧПУ само вычисляет точки пе-
ресечения и касания геометрических элементов, что позволяет легко
ориентироваться в выборе функций для составления управляющих
программ вручную, а также осуществляет полный контроль за вы-
полняемыми операциями и состоянием комплекса УЧПУ — ста-
нок. Управление устройством ЧПУ выполнено в диалоговом режи-
ме с использованием меню, позволяющим легко ориентироваться
в выполняемых операциях.
Устройство числового программного управления NC-210 представ-
ляет собой малогабаритное моноблочное устройство, включающее
в себя блок управления, станочный пульт и пульт оператора с
клавиатурой и дисплеем (размер экрана 10,4"). Габаритные разме-
ры УЧ ПУ (высота х ширина х глубина) — 340 х 432 х 140 мм. Устрой-
ство предназначено для управления станками простой конфигура-
ции с количеством управляемых осей не более четырех и дискрет-
ными входами/выходами не более 64/48. Для удобства работы опе-
ратора устройство оснащено корректором выбора режимов работ.
Программное обеспечение предоставляет возможность использо-
вать множество постоянных циклов, позволяющих эффективно
решать задачи программирования типовых движений: черновые/
чистовые токарные циклы точения, резьбонарезания, сверления/
растачивания и измерения.
ГЛАВА 8
ТОКАРНАЯ ОБРАБОТКА НАРУЖНЫХ
ПОВЕРХНОСТЕЙ
8.1. Токарные резцы
При токарной обработке наружных поверхностей (обтачивание
цилиндра и конуса, протачивание канавок, подрезание торца и
отрезание) применяются резцы, размеры поперечных сечений стер-
жня которых приведены в табл, 8.1. Основные размеры токарных
резцов из быстрорежущей стали (ГОСТ 18868—73*, ГОСТ 18869—
73, ГОСТ 18871—73*, ГОСТ 18884—73*), с пластинами из твердо-
Табл и ца 8.1
Размеры поперечных сечений, мм, стержней токарных резцов
Поперечное сечение, мм
Круглое Квадратное Прямоугольное (при отношении высоты Н к ширине В)
1,25 1,6 2,0
— 4x4 — — —
6 6x6 6x5 6x4 6x3
8 8x8 8x6 8x5 8x4
10 10х 10 10x8 10x6 10x5
12 12х 12 12х 10 12x8 12x6
16 16x16 16х 12 16х 10 16x8
20 20x20 20х 16 20х 12 20x10
25 25x25 25x20 25 х 16 25х 12
32 32x32 32x25 32x20 32х 16
40 40x40 40x32 40x25 40x20
50 50x50 50x40 50x32 50x25
63 63x63 63x50 63x40 63x32
80 80x80 80x63 80x50 80x40
203
го сплава (ГОСТ 18877—73*—ГОСТ 18882—73*) и сборных с меха-
ническим креплением пластин приведены в табл. 8.2—8.5; размеры
алмазных вставок (ГОСТ 13297—86*) — в табл. 8.6. Формы заточки
режущей части резцов указаны в табл. 8.7, передний и задний углы —
в табл. 1.1, угол наклона главной режущей кромки — в табл. 1.2,
главный угол в плане — в табл. 1.3, вспомогательный угол в пла-
не — в табл. 1.4. Геометрические параметры режущей части резцов
для обработки пластмасс приведены в табл. 8.8.
Таблица 8.2
Основные размеры, мм, токарных резцов из быстрорежущей стали
Резцы Диапазон размеров поперечного сечения стержня Длина резца
Высота Н Ширина В
Проходные правые и левые: отогнутые с пластина- ми из быстрорежущей стали: прямые (<р = 45°) прямые (<р = 60°) 16...40 10...25 100; 120; 140; 170; 200
4...32 4...20 50; 60; 70; 80; 100; 120; 140; 170
8...32 8...20 50; 60; 70; 80; 100; 120; 140; 170
Проходные упорные: точение в условиях жесткой системы точение при малой жесткости системы 4...32 4...20 50; 60; 70; 80; 100, 120; 140
16...40 10...25 100; 120; 140; 170; 200
Подрезные торцовые с пластинами из быстро- режущей стали 16...40 10...25 100; 120; 140; 170; 200
Прорезные 4...16 4... 16 50; 60; 70; 80
Отрезные 6...32 6...20 50; 60; 70; 100; 120; 140; 170
Примечание. Размеры сечений стержня приведены в табл. 8.1.
204
Таблица 8.3
Основные размеры, мм, токарных резцов с пластинами из быстрорежущей стали
для обработки заготовок из пластмасс
4£ L ii н L ? Г1 в
а б
Резцы Размеры поперечного сечения стержня Длина L резца Расстояние от вершины лезвия до державки т
Высота Я* Ширина В
Проходные отогнутые правые и левые (эскиз а) 16...40 10...25 100; 120; 140; 170; 200 7... 18
Подрезные торцовые правые и левые (эскиз б) 16...40 10.„25 100; 120; 140; 170 4...10
Прорезные и отрезные правые и левые (эскиз в) 4.„32 4...20 50; 60; 70; 80; 100; 120; 140; 170; 200 —
* На эскизах высота Н поперечного сечения стержня не показана.
о
Таблица 8.4
Основные размеры, мм, токарных сборных резцов с механическим креплением
многогранных пластин (без отверстия) из твердых сплавов
/ / в 11 _ *>1 1 вы
М !! Гол0 г ! Г^~ 1 21 L 1
L ~ а б 6Z' г
Резцы Высота Н Ширина В Установочный размер В} Длина головки / Длина резца L
Проходные (эскизы а, б) 12...40 I2...2O 16...40 25 ...36 80... 200
Подрезные (эскизы в, г) 12...40 12...20 20...40 16...28 80...200
Примечания: 1. Резцы изготовляют 20 типов: типы 1 — 12 с пластинами трехгранной формы (угол (р равен 45; 60; 75 и 90°); типы
13—20 — с пластинами квадратной формы (угол <р равен 45; 60 и 75е).
2. На эскизах в и г высота Яне показана.
Таблица 8.5
Основные размеры, мм, токарных резцов с пластинами из твердого сплава
Резцы Диапазон размеров поперечного сечения стержня Длина резца L
Высота Н Ширина В
Проходные правые и левые: отогнутые (<р = 45°) прямые (<р = 45; 60°) прямые (<р = 75°) 10...50 10...50 90; 100; 110; 120; 125; 140; 170; 200; 240
8...50 8...40 50; 60; 70; 80; 100; 120; 140; 170; 200; 240
8...32 8...20 50; 60; 70; 80; 100: 120; 140
Проходные упорные 8...50 8...40 50; 60; 70; 80; 100; 110; 120; 125; 140; 170; 200; 240
Чистовые широкие 10...50 10...32 90; 100; 110; 120; 125; 140; 170; 200; 240
Отрезные правые и левые 16... 50 10...32 100; НО; 125; 140; 170; 200; 240; 280
Примечания: I. Размеры поперечных сечений стержней резцов приведены
в табл. 8.1.
2. Шероховатость передних и задних поверхностей лезвия, подвергавшихся
доводке, Ra 0,32 мкм, не подвергавшихся доводке — Ra 1,25 мкм.
Таблица 8.6
Основные размеры, мм, алмазных вставок
Алмазные вставки Диаметр держав- ки резца Размер лыски на хвостовике державки Длина держав- ки в сборе с резцом Масса алмаза, карат
Цилиндрические расточные с напа- янным алмазом 5 4 10,16 0,11 ...0,20
6 5 10,16 0,21...0,30
Треугольные для токарных резцов 3 9 0,21...0,30
12
4 15 0,31...0,40
5 0,41...0,60
6
7
5 15 0,61 ...0,85
6
7
Примечание. Масса одного карата составляет 0,2 г.
207
Таблица 8.7
Форма заточки режущей части резцов
Форма клочки передней поверхности Эскиз Материал заготовки
Быстрорежущие резцы
Плоская с по- ложительным передним углом . -Hf”- i н>° L-UL- Г771 УПУ Чугуны серые, бронза, стали с пределом прочности при растяжении оир> 800 МПа, другие хрупкие материалы
8 Л
10”
зС( 8’Л I 14° rw. /Т16" 0“ Стали с пределом прочности при растяжении ствр< 800 МПа, чугуны с твердостью НВ < 200
Криволиней- ная с фаской . 0—5“ Металлы вязкие цветные, сплавы легкие, стали с пре- делом прочности при растя- жении ствр< 800 МПа при необходимости завивания стружки
8" иг
Криволиней- ная .4. Материалы с пределом прочности при растяжении овр= 900... 1 000 МПа
/0 R \
^9^ ° \\ 1У
Резцы с пластинами из твердого сплава
Плоская с по- ложительным передним углом 2 6= UO У Чугуны серые, бронзы, другие хрупкие материалы
208
Окончание табл. 8.7
Форма заточки передней поверхности Эскиз Материал заготовки
Плоская с по- ложительным передним углом и отри- цательной фаской Чугуны ковкие, стали и литье стальное с пределом прочности при растяжении овр<800 МПа, а также стали с пределом прочности при растяжении овр> 800 МПа при недостаточно жесткой технологической системе. Для отвода и дробления стружки применяется стружколом
-5"l /1<>"
6“
Плоская с отрицатель- ным перед- ним углом йй 8“ Стали и литье стальное с пре- делом прочности при растя- жении о„р> 800 МПа, загряз- ненное неметаллическими включениями. Работа с уда- рами в условиях жесткой технологической системы; черновая обработка
Плоская с мелкоразмер- ной лункой: у=-5° 6° Стали и литье стальное с пре- делом прочности при растя- жении овр= 600...800 МПа
у= 0 8° Стали и литье стальное с пре- делом прочности при растя- жении о„р< 600 МПа
Криволиней- ная с отрица- тельной фаской 0.2...0,3 -4г ' Э 1 /о» ' 12 Л О Стали коррозионно-стойкие с пределом прочности при рас- тяжении о„р< 850 МПа, другие материалы с пределом прочности при растяжении о„р= 700...900 МПа
Примечания: 1. Радиус, мм, выемки на токарных резцах с криволинейной
формой заточки передней поверхности в зависимости от подачи 50 принимают
R=(IO... 15)5О; у прорезных и отрезных резцов — Л = (50...60)5о.
2. Допуск на заточку углов принимается ±Г.
3. Доводку передней и задней поверхностей необходимо производить вдоль
главной режущей кромки и по радиусу Л.
209
Таблица 8.8
Геометрические параметры режущей части резцов
для обработки пластмасс
Пластмасса Марка режущей части инстру- мента Углы лезвия, ...”
передний Y задний а в плане
главный (р вспомога- тельный ср'
Оргстекло ВК8 10... 20 15...20 45 15
Фторопласт 0... 10 20 45 15
Сте кл оте кстол ит 5 25 45 15
Гетинакс ВК6-М 8... 12 20 45 12
Волокнит ВКЗ 5 25 45 15
8.2. Припуски на токарную обработку
наружных и торцовых поверхностей
Припуски на черновое и чистовое обтачивание цилиндри-
ческих поверхностей, подрезание торцов и уступов в зависимо-
сти от диаметра и длины обрабатываемой заготовки указаны в
табл. 8.9—8.12.
Таблица 8.9
Припуски, мм, на черновое обтачивание валов из проката
Диаметр детал и, мм Длина детали, мм
До 100 100...400 400... 800 800... 1 200 1 200... 1 600 1 600...2 000
8...18 3,0 3,5 4,0 — — —
18... 30 3,5 3,5 4,0 4,5 — —
30... 50 4,0 4,5 5,0 5,5 6,0 7,0
50...80 4,0 4,5 5,5 6,0 6,5 7,0
80... 120 5,5 6,0 7,0 7,5 8,5 9,0
120...200 6,0 7,0 7,5 8,5 9,0 10,0
Примечание. Диаметр заготовки, полученный путем прибавления припус-
ка к диаметру детали, округляется до ближайшего стандартного размера проката.
210
Таблица 8.10
Припуски, мм, на чистовое обтачивание заготовок
Диаметр детали, мм Длина детали, мм
До 100 100...400 400... 800 800... 1 200 1 200... 1 600 1 600... 2 000
6...18 1,2 1,5 1,5 — — —
18...30 1,5 1,5 2,0 2,0 2,5 —
30...50 1,5 1,5 2,0 2,0 2,5 3,0
50... 80 2,0 2,0 2,0 2,5 3,0 3,0
80... 120 2,0 2,0 2,5 2,5 3,0 3,5
120... 200 2,0 2,5 2,5 3,0 3,0 3,5
Табл и ца 8.11
Припуски, мм, на круглое шлифование в центрах сырых валов
Диаметр детали, мм Припуски на диаметр при длине, мм, детали Допуск по 11-му квалитету, мкм
До 100 100...250 250... 500 500...800 800... 1 200
До 10 0,2 0,3 0,3 0,4 — 90
10... 18 0.3 0,3 0,4 0,4 0,5 110
18...30 0,3 0,3 0,4 0,5 0,6 130
30...50 0,4 0,4 0,5 0,5 0,6 160
50... 80 0,4 0,4 0,5 0,6 0,7 190
80... 120 0,5 0,5 0,6 0,6 0,7 220
120... 180 0,5 0,6 0,6 0,6 0,7 250
180...250 0,5 0,6 0,6 0,7 0,8 290
Примечание. Припуск на шлифование закаливаемых валов длиной до 100 мм
принимается таким же, как и для сырых валов. При большей длине закаливаемого
нала припуск на его шлифование берется на 0,1 мм больше припуска для сырого вала.
Таблица 8.12
Припуски, мм, на чистовое подрезание торцов и уступов
Диаметр детал и, мм Длина детали, мм
До 18 18...50 50... 120 120...260 260...500 Св. 500
До 30 0,4 0.5 0,7 0,8 1,0 1,2
30...50 0,5 0,6 0,77 0,8 1,0 1,2
50... 120 0,6 0,7 0,8 1,0 1.2 1,3
211
Окончание табл. 8.12
Диаметр детали, мм Длина детали, мм
До 18 1«... 50 50... 120 120...260 260... 500 Св. 500
120...260 0,7 0,8 1.0 1.0 1,2 1,4
Св. 260 0,8 0,9 1,0 1.2 1,4 1.5
Примем а и и с. При обработке налов с уступами припуск берется на каждый
уступ в зависимости от его диаметра и общей длины обрабатываемой детали.
8.3. Режимы резания при токарной обработке
наружных и торцовых поверхностей
Выбор режимов резания при точении осуществляют в опреде-
ленной последовательности.
1. Определяют глубину резания t исходя из физико-механиче-
ских свойств обрабатываемого материала, припуска и характера
обработки. Минимальное число рабочих ходов определяется мощ-
ностью станка и заданной точностью обработки. При черновом
точении глубину резания назначают максимальной, равной всему
припуску (см. табл. 8.9). При чистовой обработке глубину резания
назначают в зависимости от требуемых точности и шероховатости
обработанной поверхности.
В табл. 8.13 приведены рекомендации по выбору глубины реза-
ния. Относительно небольшое влияние глубины резания на период
стойкости резцов при точении позволяет при черновой обработке
весь припуск снимать за один рабочий ход (кроме снятия повы-
шенных припусков при обработке на маломощных станках). При
чистовом точении число рабочих ходов зависит от требуемых па-
раметров шероховатости и точности обработанной поверхности.
При тонком точении с высоким качеством поверхностного слоя
и шероховатостью поверхности от Ra 0,32...0,16 мкм до Rz
0,050...0,025 мкм глубина резания может составлять 0,03 мм.
2. Выбирают геометрические параметры режущей части резца
(см. табл. 1.1 —1.4).
3. Выбирают подачу (учитывая размеры заготовки и попе-
речное сечение стержня резца), глубину резания и инструмен-
тальный материал. При чистовом точении на выбор подачи по-
мимо материала обрабатываемой заготовки влияет состояние по-
верхности (шероховатость) после обработки. Для чернового, по-
лучистового и чистового точения значения подачи выбирают по
табл. 8.14-8.20.
4. Корректируют подачу по паспорту станка (берут фактически
имеющуюся на станке, близкую к табличному значению).
5. Назначают период стойкости резца (см. табл. 1.7).
212
Табл и ца 8.13
Выбор глубины резания в зависимости от параметров шероховатости,
точности, припуска на обработку и жесткости технологической системы
Параметр шероховато- сти, мкм Квалитст Технологи- ческая система Припуск на обработку, мм
3 5 10 15 20 30 50
Число рабочих ходов
Rz 80...40 11-12 Жесткая 1 1 2 3 3 4 4
Средняя 2 2 3 4 4 5 5
Нежесткая 3 3 4 5 5 6 6
Яг 40... 10 8-10 Жесткая 2 2 3 4 4 5 5
Средняя 3 3 4 5 5 6 6
Нежесткая 4 4 5 6 6 7 7
Rz 2,50... 1,25 6-7 Жесткая 3 3 4 5 5 6 —
Средняя 4 4 5 6 6 — —
Нежесткая 5 5 6 7 — — —
Таблица 8.14
Подача, мм/об, при черновом обтачивании заготовок из стали
твердосплавными и быстрорежущими резцами
Попереч- ное сече- ние стерж- ня резца В*НЧ мм Диаметр заготовки, мм, не более Глубина резания Г, мм
3 5 8 12
16x25 40 0,4 ...0,5 0.3...0.4 — —
60 0,5...0,7 0,4...0,6 0,3...0,5 —
100 0,6...0,9 0,5...0,7 0,5 ...0,6 0,4...0,5
400 0,8... 1,2 0,7... 1,0 0,6...0,8 0,5...0,6
20x30 40 0,4...0,5 0.3...0,4 — —
60 0,6...0,7 0.5...0,7 0,4...0,6 —
25x25 100 0,8... 1,0 0,7...0,9 0,5 ...0,7 0,4...0,7
600 1,2... 1,4 1,0... 1,2 0,8... 1,0 0,6...0,9
25x40 60 0,6...0,9 0,5 ...0,8 0,4 ...0,7 —
Более 25x40 100 и более 0,8... 1,2 0,7... 1,1 0,6...0,9 0,5 ...0,8
213
Примечания: I. При работе по корке табличные значения подач следув,
умножить на коэффициент 0,8.
2. Меньшие значения подач соответствуют более прочным материалам.
3. При обработке поверхностей с неравномерным припуском, а также преры
вистых поверхностей, табличные значения подач следует умножать на коэффици-
ент 0,75..0,85.
4. При обтачивании фасонных поверхностей значения подач следует умножать
на коэффициент 0,85.
5. При обработке с глубиной резания до 8 мм быстрорежущими резцами таб-
личные значения подач можно увеличить в 1,3 — 1,5 раза.
6. При обработке заготовок из жаропрочных сталей и сплавов подачи свыше
1 мм/об не применять.
7. При обработке заготовок с припуском 5 мм твердосплавными резцами с
дополнительной режущей кромкой (при ср' = 0) табличные значения подач могут
быть увеличены в 2 раза.
Таблица 8.15
Подача, мм/об, при чистовом обтачивании заготовок твердосплавными
и быстрорежущими резцами
Параметр шероховатости, мкм Материал заготовки Радиус при вершине резца, мм
0,5 1,0 2,0
Rz 40... 20 Сталь 0,40...0,55 0,55...0,65 0,65...0,70
Чугун и спла- вы медные 0,25...0,40 0,40... 0,50 0,50
Rz. 20... 10 Сталь 0,20...0,30 0,30...0,45 0,35...0,50
Чугун и спла- вы медные 0,15...0,25 0,20...0,40 0,35...0,50
Ra 2,5... 1,25 Сталь 0,11 ...0,18 0,14.„О,24 0,18...0,32
Чугун и спла- вы медные 0,10...0,15 0,12...0,20 0,20...0,35
Ra 1,25...0,63 Сталь 0,06...0,12 0,11...0,16 0,12...0,18
Чугун и спла- вы медные 0,05...0,10 0,09...0,14 0,1 1 ...0,16
Примечания: I. Значения подач даны для резцов е вспомогательным углом
в плане ср' = 10... 15°, при уменьшении его до 5° величина подачи может быть
повышена (до 20%).
2. При чистовой обработке заготовок из стали со скоростью резания менее
50 м/мин табличное значение подачи следует умножать на коэффициент 0,8; при
скоростях резания свыше 100 м/мин (также при обработке заготовок из стали)
табличное значение подачи следует увеличить в 1,2 раза.
3. В зависимости от предела прочности заготовки из стали табличное значение
подачи корректируют умножением на коэффициент 0,7 при о|)рдо 500 МПа, на
0,75 — при овр = 500...700 МПа, на 1,25 при <твр = 900... I 100 МПа.
214
Таблица 8.16
Подача, мм/об, при черновом обтачивании заготовок из стали и чугуна
минералокерамическими резцами
Материал заготовки Главный угол в плане Ф, ...° Глубина резания г, мм
2 4 7
Сталь: о„р<750 МПа 30...45 0,4...0,7 0,3...0,6 0,3.„О,5
60 0,3 ...0,6 0,3...0,5 0,2...0,4
90 0,2...0,4 0,2...0,3 0,1 ...0,3
о„п>750 МПа н р 30...45 0,4...0,6 0,3...0,5 0,2...0,4
60 0,2...0,4 0,1 ...0,3 0,1 ...0,3
90 0,1 ...0,3 0,1...0,2 0,1 ...0,2
Чугун: НВ < 200 30...45 0,5...0,9 0,4...0,7 0,3...0,6
60 0,5...0,8 0,3 ...0,6 0,3...0,5
90 0,3 ...0,6 0,2...0,5 0,2...0,4
НВ> 200 30...45 0,4...0,7 0,3 ...0,6 0,2...0,5
60 0,4...0,6 0,3...0,5 0,2...0,4
90 0,3...0,5 0,2...0,4 0,1 ...0,3
Таблица 8.17
Подача, мм/об, при чистовом обтачивании заготовок из стали и чугуна
минсралокерамическими резцами
Материал заготовки Параметр шероховатости, мкм Вспомога- тельный угол в плане <р', ...° Радиус при вершине резца, мм
1,0 1,5
Сталь Rz 20... 10 5 0,45 ...0,50 0,50...0,60
10... 15 0,40...0,45 0,45...0,50
Ла2,5... 1,25 >5 0,25...0,30 0,33...0,37
Чугун Az 20... 10 5 0,25...0,30 0,35...0,55
10... 15 0,20... 0,25 0,30...0,50
Ла 2,5... 1,25 >5 0,12...0,25 0,15...0,30
Примечание. В зависимости от предела прочности материала заготовки таблич-
ное значение подачи корректируют умножением на коэффициент 0,7 при с„р =
= 500 МПа, на 0,75 — при овр = 500... 700 МПа, на 1,25 — при овр = 500... I 100 МПа.
215
Таблица 8.18
Поперечная подача при черновом подрезании торцов и уступов
Глубина резания, мм 2 3 4 5
Подача, мм/об 0,40... 1,00 0,35...0,60 0,30-0,50 0,30...0,40
Примечание. Меньшие значения подач необходимо использовать для более
твердых материалов.
Таблица 8.19
Подача, мм/об, при чистовом подрезании торцов и уступов
(при глубине резания до 2 мм)
Пара- метр шерохо- ватости, мкм Диаметр обрабатываемой заготовки, мм
До 30 31 ...60 61 ... 100 101...150 151 ...300 301 ...500 Св. 500
Яг 40...20 0,08... 0,15... 0,25... 0,30... 0,35... 0,40... 0,45...
...0,20 ...0,30 ...0,40 ...0,50 ...0,70 ...0,80 ...0,90
Примечание. Меньшие значения подач необходимо использовать для полу-
чения меньшей высоты микронеровностей.
Таблица 8.20
Подача, мм/об, при вытачивании наружных канавок и отрезании
Диаметр обрабаты- ваемой заготовки, мм Ширина резца, мм Материал заготовки
Прокат и литье стальное Чугун и сплавы медные
он„< 800 МПа о„р> 800 МПа
До 20 3 0,08...0,10 0,06-0,08 0,11 ...0,14
20...30 3 0,01 ...0,12 0,08-0,10 0,13-0,16
30...40 3...4 0,12-0,14 0,10-0,12 0,16-0,19
40... 50 4...5 0,15...0,18 0,13-0,16 0,20...0,22
60...80 5-6 0,18...0,20 0,16.„0,18 0,21.„0,25
80... 100 6...7 0,20...0,25 0,18-0,20 0,26.„0,30
100...125 7...8 0,25...0,30 0,20-0,22 0,30...0,35
I25...150 8...10 0,30...0,35 0,22-0,25 0,35-0,40
6. Выбирают скорость резания. В табл. 1.6 приведены средние зна-
чения экономичных скоростей резания. Если в расчете учитывают
материал заготовки, глубину резания, материал режущей части
резца и вид обработки, то необходимо использовать данные, при-
веденные в табл. 8.21—8.39.
216
7. Вычисляют расчетную частоту вращения шпинделя (с учетом
диаметра обрабатываемой заготовки J3ar) по формуле
лрае = 1 000г/(л(/заг).
8. После определения расчетной частоты вращения ее уточняют
по паспорту станка, т.с. принимают фактически имеющуюся час-
юту вращения шпинделя, близкую к расчетной.
9. По принятой частоте вращения шпинделя уточняют скорости
резания по каждому обрабатываемому диаметру и определяют эф-
фективную мощность резания
= Р.п/10’.
В данной формуле использованы следующие единицы измере-
ния: /Уэ, кВт; Р-, Н; v, м/с.
При больших скоростях подачи необходимо рассчитать эффек-
тивную мощность резания с учетом составляющей силы резания
Рх. Если заданы скорость резания v, м/мин, скорость подачи vs,
мм/мин, составляющие Pv Рх, Н, то эффективную мощность реза
пия, кВт, можно определить по формуле
N = P<V । P*Vs
3 103 60 10б 60'
Очень часто в справочниках или паспорте станка задается не
скорость подачи vs, а подача 5О, мм/об; в этом случае необходимо в
формулу для определения Мэ подставить
VS~ ^O^IIIIO
где лЦ|П — частота вращения шпинделя, мин-1.
10. Проверяют возможность обработки заготовки на выбранной
модели станка:
где N.M — мощность электродвигателя, кВт; р — КПД главного
привода станка. Для новых станков обычно принимаютр = 0,85.
Таблица 8.21
Скорость резания, м/мин, при обтачивании заготовок из стали
быстрорежущими резцами
Материал заготовки Глубина резания, мм Подача, мм/об
0,1 ...0,2 0,2 ...0,4 0.4...0.6 0,6... 1,0 1.0... 1,5
Сталь углеро- дистая 0,1 ...1,0 80...53 65...42 32 — —
1,0...3,0 66... 39 53...30 41 ...23 32... 17 —
3,0...6,0 48...32 39 ...27 30...19 23... 14 17...И
6,0... 10,0 40...28 32...21 27...17 19... 12 14...10
217
Окончание табл. 8.21
Материал заготовки Глубина резания, мм Подача, мм/об
0,1 ...0,2 0,2.„0,4 0,4...0,6 0,6... 1,0 1,0... 1,5
Сталь хромистая 0,5... 1,0 50...34 41 ...26 21 — —
1,0...3,0 42 ...26 34...20 26... 16 21... 12 —
3,0...6,0 31...22 26... 17 20... 13 16...10 12.„8
6,0... 10,0 26.„20 22... 14 17.„12 13...9 10.„7
Примечания: 1. Скорость резания дана для обработки заготовки без корки
резцом марки Р18 (период стойкости резца 60 мин; ср = 45°, радиус закругления
2...3 мм, сечения стержня 20x30 и 25x25 мм, без охлаждения).
2- При работе по корке табличные значения скорости умножают на 0,9 (про-
кат) или 0,8 (поковка).
3. Для других условий работы скорость резания корректируют по формуле
р = К'^К-.К-Кс,. Поправочные коэффициенты К приведены в табл. 8.23.
Таблица 8.22
Скорость резания, м/мин, при обтачивании заготовок из чугуна
быстрорежущими резцами
Материал заготовки Глубина резания, мм Подача, мм/об
0,1 ...0,2 0.2.„0,4 0,4... 0,6 0.6... 1,0 1,0... 1.5
Чугун серый 0,5... 1,0 46...35 40...28 25 — —
1,0...3,0 40... 28 32.„22 28... 19 25.„26
3,0...6,0 32.„24 28.„20 22... 17 19...14 16...12
6,0... 10,0 28...22 24...18 20... 15 17...12 14... 10
Чугун ковкий 0,5... 1,0 67...47 56...37 30 — —
1,0...3,0 56...36 47...28 37...23 30... 18 —
3,0...6,0 43.„30 36...23 28...19 23.„15 18... 12
6,0... 10,0 36...27 30.„21 23.„17 19...13 15...И
Примечания: 1. Скорость резания дана для работы без охлаждения резцами
с сечениями стержня 25x25 и 20x30 мм, главным углом в плане <р = 45° и пери-
одом стойкости 60 мин.
2. При работе по корке табличное значение скорости умножают на 0,85 (для
чугунов средней твердости) и 0,9 (для твердых чугунов).
3. Для других условий работы скорость резания корректируют по формуле
v - Vy^KyKiKyK^K^,. Поправочные коэффициенты К приведены в табл. 8.23.
218
Таблица 8.23
Поправочные коэффициенты к скорости резания при работе
быстрорежущими резцами
(в зависимости от материала заготовки)
Материал заготовки Механические характеристики к,
Сталь углеродистая о,.р, МПа 400... 500 2,63
500... 700 1,70
700... 900 1,00
Стал ь хромистая 500...700 2,20
700...900 1,40
900... 1 100 1,00
Сталь хромоникелевая 500... 700 2,20
700... 900 1,45
900... 1 100 1,00
Чугун серый НВ 150... 160 1,67
160... 200 1,30
200...220 1,00
Чугун ковкий 120... 140 1,85
140... 180 1,34
160...200 1,00
К2 (в зависимости от периода стойкости резца)
Период стойкости Грезца, мин 30 40 90 120 180 240
1,09 1,05 0,95 0,92 0,87 0,84
Кл (в зависимости от поперечного сечения стержня резца)
Поперечное сечение стержня резца ВхН, мм2
Материал заготовки
Сталь Чугун
12x12;10x16 0,85 0,90
16x16; 12x20 0,90 0,94
20x20; 16x25 0,95 0,97
30x30; 25x40 1,06 1,03
40x40; 30x33 1,12 1,06
40x60 1,18 1,10
219
Окончание табл. 8.23
Kt (в зависимости от главного угла в плане)
Главный угол в плане <р, ...°
Материал заготовки
Сталь Чугун
30 1,30 1,25
60 0,83 0,85
75 0,72 0,75
90 0,64 0,68
К5 (при работе с охлаждением)
Материал заготовки Меха нические ха ракте ристи ки Ks
Сталь углеродистая о, р, МПа 300...600 1,25
600... 800 1,20
800... 900 1.15
Сталь хромистая и хромоникелевая 500...600 1,25
600... 800 1,20
800... 1 100 1,15
Чугун ковкий НВ 100... 120 1,20
120... 160 1,15
160...200 1,10
Таблица 8.24
Скорость резания, м/мин, при обтачивании заготовок
из цветных металлов быстрорежущими резцами
Матери- ал заго- товки Глубина резания, мм Подача, мм/об
0,1...0,2 0,2...0,4 0,4...0.6 0,6... 1,0 1.0... 1.5
Бронза 0,5... 1,0 214... 123 164...87 — — —
1.0...3.0 162...79 123...56 87...44 68...32 —
3,0...6.0 105...60 79...42 56...33 44...24 32...19
6,0... 10,0 79...49 60... 34 42...27 33...20 24... 16
220
Окончание табл. 8.24
Матери- ал заго- ловки Глубина резания, мм Подача, мм/об
0.1 ...0.2 0,2...0,4 0,4...0,6 0,2... 1,0 1.0... 1.5
Латунь 0,5... 1,0 329...189 249...133 105 — —
1,0... 3,0 249...122 189...86 133...67 105...50 —
3,0...6,0 161...92 122...65 86...51 67...38 50...29
122...75 92...52 72...42 51 ...31 36...24
Алюми- ний 0,5... 1,0 778...447 589... 315 247 — —
1,0... 3,0 589...288 447... 203 315... 159 247... 117 —
3,0...6,0 380...218 288... 154 203... 121 159...89 117...69
6,0... 10,0 287... 178 218... 126 154...89 121 ...72 89...57
Примечания: I. При работе с охлаждением табличные значения скорости
резания умножают: для латуни на 1,15 (при о0р = 220...360 МПа) или 1,1 (при
%р = 360...480 МПа); для алюминия на 1,2 (при овр = 600...800 МПа) или 1,15
(при о„р = 800... 1 000 МПа).
2. Значения скорости резания даны для резцов с главным углом в плане q> = 45°,
сечениями стержня резца 25x25 и 20x30 мм, периодом стойкости, равным 60 мин.
Для измененных условий работы табличное значение скорости резания умножают
на коэффициенты Ку, Кт, и Кд (см. табл. 8.23); коэффициенты Л/ и Кд такие же, как
для чугуна.
3. При обработке заготовок из бронзы по корке табличное значение скорости
резания умножают на коэффициент 0,85.
Таблица 8.25
Скорость резания, м/мин, при отрезании резцами из быстрорежущих сталей
Подача, мм/об Сталь (работа с охлаждением) Чугун серый (190 НВ, работа без охлаждения)
углеродистая хромоникелевая
Предел прочности при растяжении о„„, МПа
450 750 850 750 850
Ширина резца, мм
2 4 8 2 4 2 4
0,04 92 56 35 56 36 — 60
0,06 73 43 28 45 38 75 50
0,08 62 36 23 38 24 65 40
0,10 55 31 21 34 21 57 30
0,15 44 23 17 27 17,5 50 25
0,20 38 19,5 14,5 23 14,5 43 22
0,25 33 17 12,5 21 12,5 39 20
221
Таблица 8.26
Скорость резания, м/мин, при черновом обтачивании резцами
с пластинами из твердого сплава заготовок из углеродистой, хромистой,
хромоникелевой сталей и стального литья
Глубина резания, мм Подача, мм/об
0,3 0,5 0,6 0,8 1,0 1,2 1,5
3 198 166 157 140 127 — —
4 190 160 150 134 122 117 —
6 178 150 141 126 ИЗ 112 98
8 — 144 131 121 НО 105 94
10 — — 127 117 106 100 90
12 — — — 113 103 98 88
Примечания: 1. При обработке по корке табличные значения скорости ре-
зания умножают на 0,8.
2. Значения скорости резания даны для резцов с главным углом в плане <р = 45°
и ф' > 0. Период стойкости резца принят равным 60 мин.
3. Материал заготовки — сталь, овр = 700...800 МПа.
4. Для измененных условий работы табличное значение скорости резания ум-
ножают на поправочные коэффициенты К, (см. табл. 8.28).
Таблица 8.27
Скорость резания, м/мин, при чистовом обтачивании углеродистой,
хромистой, хромоникелевой стали и стального литья
твердосплавными резцами
Глубина резания, мм Подача, мм/об
0,15 0,20 0,30 0,40 0,50 0,60
1,0 270 235 222 — — —
1,5 253 220 208 199 — —
2,0 244 211 199 191 176 166
Примечания: 1. Значения скорости резания даны для резцов с пластиной
из твердого сплава: главный угол в плане <р = 45° и <р’ > 0, период стойкости
принят равным 60 мин; овр = 700...800 МПа (для материала заготовки).
2. Для измененных условий работы табличное значение скорости резания ум-
ножают на поправочные коэффициенты Л, (см. табл. 8.28).
222
Таблица 8.28
Поправочные коэффициенты к скорости резания при обтачивании
твердосплавными резцами
(в зависимости от обрабатываемого материала)
Материал заготовки Механические характеристики
Сталь а, ,, МПа 400...500 1,65
500...600 1,35
600...700 1,15
800...900 0,88
900... 1 000 0,75
Чугун НВ 120... 140 1,6
140... 160 1,34
160...180 1,14
200...220 0,88
220...250 0,77
К2 (в зависимости от периода стойкости резца)
Материал заготовки Период стойкости Т резца, мин к2
Сталь и чугун (<р'> 0) 30 1,15
45 1,06
90 0,92
120 0,87
180 0,80
Сталь (<р'- 0) 20 1,16
30 1,08
60 0,95
75 0,91
90 0,88
223
Окончание табл. 8.28
Kj (в зависимости от главного угла в плане)
Главный угол в плане ф, ...° К,
Материал заготовки
Сталь Чугун
30 1,13 1,20
60 0,92 0,88
75 0,86 0,83
90 0,81 0,79
КА (в зависимости от инструментального материала)
Материал заготовки Марка инструмен- тального материала
Сталь Т30К4 1,40
Т15К6 1,00
Т14К8 0,80
Т5К10 0,65
Чугун ВКЗ 1,15
ВК6 1,00
ВК8 0,83
Таблица 8.29
Скорость резания, м/мин, при черновом обтачивании заготовок
из углеродистой и легированной сталей и стального литья
твердосплавными резцами с дополнительной режущей кромкой (<р' = 0)
Глуби- на реза- ния, мм Подача, мм/об
0,1 1,5 2,0 2,5 3,0
3 125 Н1 101 95 90
'4 120 106 97 91 80
5 116 103 94 88 —
Примечания: I. При обработке по корке табличные значения скорости ум-
ножают на 0,8.
2. Значения скорости резания даны для резцов с главным углом в плане <р = 45°,
период стойкости принят равным 45 мин.
3. Материал заготовки — сталь, авр = 700...800 МПа.
4. Для других условий работы табличное значение скорости резания умножают
на поправочные коэффициенты Л, (см. табл. 8.28).
224
Таблица 8.30
Скорость резания, м/мин, при чистовом обтачивания заготовок из стали
твердосплавными резцами с дополнительной режущей кромкой (<р' = 0)
Глубина резания, мм Подача, мм/об
2 3 4 5
0,5 161 153 — —
1,0 — — 119 115
Примечания: 1. Скорости резания даны для резцов с главным углом в пла-
не <р = 45’, период стойкости принят равным 45 мин.
2. Материал заготовки — сталь, авр = 700...800 МПа.
3. Для других условий работы табличное значение скорости резания умножают
па поправочные коэффициенты К, (см. табл. 8.28).
Таблица 8.31
Скорость резания, м/мин, при черновом обтачивании заготовок
из серого чугуна твердосплавными резцами
Глубина ре- зания, мм Подача, мм/об
0,3 0,5 0,6 0,8 1,0 1,2
3 138 121 111 100 91 —
4 132 115 107 95 87 80
6 124 109 100 89 82 76
8 — 104 96 86 78 73
10 — — 93 83 76 70
12 — — — 80 74 68
Примечания: 1. При работе по корке табличные значения скорости реза-
ния умножают на коэффициент 0,8.
2. Значения скорости резания даны для резцов с главным углом в плане <р = 45°,
период стойкости принят равным 60 мин; <р' > 0.
3. Твердость материала заготовки — 180...200 НВ.
4. Для других условий работы табличное значение скорости резания умножают
на поправочные коэффициенты К, (см. табл. 8.28).
Таблица 8.32
Скорость резания при чистовом обтачивании заготовок из серого чугуна
твердосплавными резцами
Глубина ре- зания, мм Подача, мм/об
0,15 0,20 0,30 0,40 0,50 0.60
1,0 167 176 162 — — —
1,5 175 165 152 144 — —
2,0 168 158 145 138 127 118
225
Примечания: I. Значения скорости резания даны для резцов с главным
углом в плане <р = 45°; <р' > 0; период стойкости принят равным 60 мин.
2. Твердость материала заготовки — 180. .200 НВ.
3. Для других условий работы табличное значение скорости резания умножают
на поправочные коэффициенты Л) (см. табл. 8.28).
Таблица 8.33
Скорости резания, м/мии, при отрезании заготовок из стали, чугуна
и алюминиевых сплавов твердосплавными резцами
Материал заготовки Механические характеристики Подача, мм/об
0,08 0,12 0,16 0,20 0,30 0,40
Сталь конструк- ционная: углеро- дистая и легиро- ванная о..р, МПа 440...490 245 193 153 120 95 75
500...550 218 172 136 107 85 67
560...620 193 153 120 95 75 59
630... 700 172 136 107 85 67 53
710...790 153 120 95 75 59 47
800... 890 136 107 85 67 53 42
900... 1000 120 95 75 59 47 37
Сплавы алюминиевые 300 250 210 195 160 138 132
400 212 180 155 128 НО 105
Чугун серый НВ 150...156 105 95 84 75 66 66
157... 164 100 89 79 70 62 55
165 ...172 95 84 75 66 59 52
173...181 89 79 70 62 55 49
182... 190 84 75 66 59 52 46
Примечание. В таблице даны скорости резания при обработке заготовок из
стали резцами с пластинами марки Т5К10 (при использовании пластин марки Т15К6
умножают табличное значение скорости на коэффициент 1,54), а также заготовок
из чугуна и алюминиевых сплавов резцами с пластинами марки ВК6 (при работе
резцами с пластинами марки ВК8 умножают табличное значение скорости на 0,89).
Таблица 8.34
Скорость резания, м/мин, при обтачивании заготовок
из конструкционных сталей мииералокерамическими резцами
Глубина резания, мм Подача, мм/об
0,16 0,22 0,30 0,70
1,1 488 434 385 —
2,0 434 385 342 304
4,0 385 342 304 287
7,0 323 304 287 270
226
Примечания: 1. Скорости резания даны для главного угла в плане <р = 45°;
для <р = 60° табличное значение умножают на 0,8, для ф = 90° — на 0,7.
2. Период стойкости резца принят равным 60 мин.
3. Для измененных условий обработки скорость резания определяют с учетом
поправочных коэффициентов v = vls^nK\K2- Коэффициенты К\ и приведены в
К|бл. 8.35.
Таблица 8.35
Поправочные коэффициенты к скорости резания при обработке заготовок
из стали минералокерамическими резцами
Л) (в зависимости от прочности обрабатываемого материала)
Материал заготовки авр, МПа К,
Сталь 490...550 1,25
560...610 1,10
620...690 . 1,00
700... 790 0,90
800... 890 0,80
900... 1 000 0,70
Кг (в зависимости от периода стойкости)
Период стойкости Трезца, мин
Материал заготовки
Сталь
углеродистая легированная
15 1,39 1,51
30 1,18 1,23
90 0,91 0,88
120 0,85 0,81
180 0,77 0,72
Таблица 8.36
Скорость резания, м/мин, при обтачивании заготовок из серого чугуна
минералокерамическими резцами
Глубина резания, мм Подача, мм/об
0,14 0,25 0,45 0,70
1,2 434 385 343 —
2,2 385 343 304 270
4,0 343 304 270 243
7,0 — 270 240 210
227
Примечания: I. Скорости резания даны для периода стойкости резца, ран
него 60 мин, и главного угла в плане <р = 45° (при <р = 60° табличное значение
скорости умножают на 0,7; при <р = 90"- на 0,8).
2. При обработке по корке табличное значение скорости умножают на 0,6.
3. Для других условий обработки скорость резания определяют по формуле
v = гтоб1 К\К2, значения коэффициентов К\ и К2 приведены в табл. 8.37.
Таблица 8.37
Поправочные коэффициенты к скорости резания при обработке заготовок
из серого чугуна минералокерамическими резцами
Период стойкости Грезца, мин 30 90 120 180
Поправочный коэффициент Kt 1,35 0,84 0,74 0,62
Т всрдость обрабаты- ваемого материала НВ 151 ... 165 166... 181 182... 199 200.„219 220...240
Попра вечный коэффициент К2 1,25 1,10 1,00 0,99 0,80
Таблица 8.38
Скорость резания, м/мин, при точении заготовок из пластмасс
твердосплавными резцами
Тип пластмассы Глубина ре- зания, мм Подача, мм/об
0,1 0,15 0,20 0,25 0,30 0.40
Оргстекло 0,5 1 10 93 82 74
1,0 87 74 65 58
1,5 78 65 57 51
2,0 70 59 51 46
2,5 66 55 48 43
3,0 61 51 45 41
4,0 55 47 41 37
Фторопласт 0,5 251 196 160 135
1,0 197 153 125 106
1,5 169 131 108 91
2,0 153 119 97 82
2,5 141 110 90 76
3,0 132 103 84 67
4,0 119 92 76 64
228
Окончание табл. 8.38
Тип пластмассы Глубина ре- зания, мм Подача, мм/об
0,1 0,15 0,20 0,25 0,30 0,40
Гетинакс 0,5 540 375 300 261
1,0 375 256 205 174
1,5 300 205 166 140
2,0 261 174 141 120
3,0 205 139 112 100
4,0 177 122 98 83
Стеклотекстолит 0,5 284 264 212 173
1,0 281 262 199 164
1,5 278 259 191 158
2,0 278 259 188 154
2,5 275 257 183 150
3,0 275 257 181 148
4,0 270 252 176 144
Стеклопластик 0,5 62 48 41 37
1,0 48 37 32 29
1,5 41 32 27 25
2,0 37 28 24 22
2,5 34 26 22 20
3,0 31 24 21 19
4,0 28 22 19 17
Фенопласт 0,5 466 362 310 279
1,0 389 300 257 232
1,5 351 269 232 209
2,0 326 250 215 193
2,5 307 237 203 183
3,0 293 226 194 174
4,0 273 210 179 160
ВолокиИТ 0,5 190 167 152 145
1,0 168 147 134 127
1,5 155 136 124 118
2,0 148 129 118 113
2,5 142 124 113 108
3,0 138 120 ПО 104
4,0 131 115 105 99
229
Таблица 8.39
го
о
Припуск, режимы резания и шероховатость поверхностей после обработки резцами из природных алмазов, карбонадо,
эльбора-Р, композита 05 и гексанита-Р
Материал заготовки Марка инструменталь- ного материала Припуск на обработку, мм, или вид обработки Режимы резания Шерохова- тость поверхности Afl. мкм
Скорость резания, м/мин Подача, мм/об Глубина резания, мм
Алюминий и сплавы алюминиевые Природный алмаз А 0,05...0,30 250... 700 0,01 ...0,05 0,03...0,30 5,08. „0,02
Карбонадо 0,2...0,1 300... 700 0,02... 0,07 0,2... 1,0 1,00...0,25
Медь и сплавы медные Природный алмаз А 0,05...0,30 250...700 0,01 ...0,07 0,05 ...0,40 3,08... 0,02
Карбонадо 0,1 ...0,5 300...400 0,02...0,07 0,2 ...0,6 1,00.„0,25
Сплавы титановые Природный алмаз А 0,05...0,30 100...300 0,02... 0,05 0,03... 0,06 1,00...0,32
Карбонадо 0,1.„0,5 80... 100 0,02 ...0,07 0,1...0,2 1,00.„0,32
Керамика полуспеченная Карбонадо 0,2...0,5 150.„200 0,02... 0,07 0,2 ...0,5 2...1
Стеклопластики и другие пласт- массы Природный алмаз А 0,2... 1,5 600... 700 0,02 ...0,05 0,03 ...0,05 2,5... 1,6
Карбонадо 0,5... 1,5 400... 500 0,02...0,07 0,5 ...1.5 5...2
Стали закаленные, 40...60 HRC Композит 05, гексанит-Р Получистовая 40... 100 0,1.„0,2 0,8.„2,0 2.0... 1,0
Эльбор-Р, композит 05, гексанит-Р Ч истовая 50...120 0,04... 0,08 0.3... 1.0 1 .и...0.5
Эльбор-Р, гексанит-Р Тонкая 60... 160 0,005... 0,020 0,05...0,20 0,250...0,125
Стали закаленные, 50...68 HRC Эльбор-Р, гексанит-Р Чистовая 40... 120 0,03... 0,07 0.2...0,8 1,0...0,5
Эльбор-Р, гексанит-Р Тонкая 50...ПО 0,005... 0,020 0,05...0,10 0,250...0,125
Чугуны серые и высокопрочные, 150...270 НВ Композит 05, гексанит-Р Получистовая 300...600 0,1...0,3 0,8...3,0 1О...2,О
Эльбор-Р, композит 05, гексанит-Р Чистовая 300...900 0,02... 0,08 0,2... 0,6 2,0...0,5
Сплавы твердые, 88...90 HRA (ВК20 и др.) Карбонадо, гексанит-Р 0,1...0,2 15...40 0,02... 0,07 0,1...0,15 1,0...0,25
Чистовая (без удара) 5...10 0,04... 0,08 0,4...0,8 1,0...0,5
Эльбор-Р, гексанит-Р Тонкая (без удара) 8...12 0,005... 0,002 0,05...0,1 0,5...0,2
Примечания: 1.Допустимый износ резиа (по задней поверхности) из природных алмазов марки А — 0,1 мм.
2. Большие значения скоростей резания, подач и глубин резания назначают при обработке резцом из композита 05 при работе без
ударов, меньшие — при работе с ударами.
3. При обработке прерывистых поверхностей глубину резания не назначать более 0,02 мм.
4. Отклонение формы поверхностей не более 0,002 мм.
5. Глубина нарушенного поверхностного слоя не более 0,01 мм.
ю
8.4. Шероховатость поверхности
и точность обработки
Ориентировочные данные по точности и шероховатости обра-
ботки наружных поверхностей тел вращения приведены в табл. 8.40
и 8.41.
Таблица 8.40
Точность размеров и шероховатость наружных цилиндрических
поверхностей нри обработке на токарных станках
Вид обработки Квалитет Параметры шероховатости, мкм
Rz Ra
Обтачивание: черновое получистовое чистовое тонкое 13-12 80...60 —
11-9 40...20 —
8-7 — 2,5
7-6 — 1,25...0,63
Подрезание торца резцом: черновое чистовое тонкое 12 40 —
11 20 —
8-7 — 2,50...1,25
Таблица 8.41
Отклонение от соосности поверхностей тел вращения,
обработанных на токарных станках
Способ обработки поверхности Отклонение от соосности, мм
В центрах: с одного установа с двух установов 0,008...0,004
0,015...0,008
На оправке: проточенной по месту (на том же станке) при отклонении от соосности оправки, шпинделя и заготовки не более ±0,002 мм 0,008...0,004
0,012...0,008
ГЛАВА 9
ТОКАРНАЯ ОБРАБОТКА ОТВЕРСТИЙ
9.1. Режущий инструмент
Токарные расточные резцы из быстрорежущей стали для обра-
ботки сквозных отверстий с наименьшим диаметром 14 мм (ГОСТ
18872—73) и глухих отверстий с наименьшим диаметром 6 мм
(ГОСТ 18873—73) изготовляют с углами в плане <р = 60° и <р' = 5°
(табл. 9.1); поперечное сечение стержня резца — квадратное. То-
карные расточные резцы с пластинами из твердого сплава для об-
работки сквозных (ГОСТ 18882—73) и глухих отверстий (ГОСТ
18883—73) изготовляют с такими же углами в плане, но попереч-
ное сечение стержня выполняют не только квадратным, но и пря-
моугольным (табл. 9.2 и 9.3). При растачивании отверстий использу-
ют также державочные резцы с пластинами из твердого сплава (ГОСТ
9795—84), основные размеры которых представлены в табл. 9.4.
Таблица 9.1
Основные размеры, мм, токарных расточных резцов
из быстрорежущей стали
Резцы Размеры поперечного сечения стержня Длина резца L Расстоя- ние от вершины лезвия резца до державки т Эскиз
Высота Н Шири- на В
Для сквоз- ных отвер- стий 16...25 16...25 120...240 3,5...8,0 ' L н
Для глу- хих отвер- стий 12...25 12...25 100...240 1,5 ...8,0 5,J 30° L □U «0
233
Таблица 9.2
Основные размеры, мм, токарных расточных резцов с пластинами
из твердого сплава для обработки сквозных отверстий (эскиз см. в табл. 9.1)
Наименьший диаметр обрабаты пае мою отверстия Размеры поперечного сечения стержня Длина резца L Расстояние от вершины лезвия резца до державки т
Высота Н Ширина В
14 16 16 120 3,5
14 16 16 140 3,5
18 16 16 140 4,5
18 16 16 170 4,5
21 20 20 140 5,5
21 20 20 170 12,0
27 20 20 170 6,0
27 20 20 200 6,0
34 25 25 200 8,0
34 25 25 240 8,0
40 16 12 170 6,0
55 20 16 200 8,0
70 25 20 240 10,0
80 32 25 280 12,0
1 10 40 32 300 16,0
Примечание. Тип пластин 02 по ГОСТ 25395— 90.
Таблица 9.3
Основные размеры, мм, токарных расточных резцов с пластинами
из твердого сплава для обработки глухих отверстий (эскиз см. в табл. 9.1)
Наименьший диаметр обрабатываемого отверстия Размеры поперечного сечения стержня Длина резца L Расстояние от вершины лезвия резца до державки т
Высота Н Ширина В
10 12 12 100 2,5
14 16 16 120 3,5
14 16 16 140 3,5
18 16 16 140 4,5
21 20 20 140 6,0
21 20 20 170 6,0
234
Окончание табл. 9.3
1 кшменьший диаметр обрабатываемого отверстия Размеры поперечного сечения стержня Длина резца L Расстояние от вершины лезвия резца до державки т
Высота Н Ширина В
27 20 20 170 6,0
27 20 20 200 6,0
34 25 25 200 8,0
34 25 25 240 8,0
40 16 12 170 6,0
55 20 16 200 8,0
70 25 20 240 '10,0
80 32 25 280 12
НО 40 32 300 16
Примечания: I. Угол врезки пластины из твердого сплава в стержень равен 10°.
2. Тип пластины — по ГОСТ 2209—82.
Таблица 9.4
Основные размеры, мм, токарных расточных державочных резцов
с пластинами из твердого сплава
Размеры поперечно- го сечения стержня резца НхВ Длина резца L Расстояние от вершины лезвия резца до державки т Тип пластин по ГОСТ 25396-90 при угле врезки, ...° Тип 1
10 0
10x10 40 5 10 10
Юх 10 50
12x12 40 7 Е КП L ~3>0° '1
12x12 50
12x12 63
16x16 63 10 70
16х 16 80
20x20 70 13
20x20 80
20x20 КМ)
25x25 100 18
25x25 125
235
Продолжение табл. 9.4
Исполнение L Исполнение 2 L . Тип 2
1 й; К
ЮГ 10°
' L / J
Размеры поперечного сечения стержня резца Длина резца L Длина главной режущей кромки лезвия резца / Тип пластин по ГОСТ 25396-90 (ГОСТ 25426-90) при угле врезки, ...°
квадратного круглого
Ну. В d 10 0
6x6 — 20 5 10
6x6 — 25
— 6 20
— 6 25
8x8 — 25 6 (07)
8x8 — 32
8x8 — 40
— 8 25
— 8 32
— 8 40
10x10 — 32 8
10x10 — 40
10x10 — 50
— 10 32
— 10 40
— 10 50
12x12 — 40 10
12x12 — 50
12x12 — 63
— 12 40
— 12 50
— 12 63
236
Продолжение табл. 9.4
Размеры поперечного сечения стержня резца Длина резца L Длина главной режущей кромки лезвия резца / Тип пластин по ГОСТ 25396-90 (ГОСТ 25426-90) при угле врезки, ...°
квадратного круглого
/7x5 d 10 0
16x16 — 50 12 (07)
16x16 — 63
16x16 — 80
— 16 50
— 16 63
— 16 80
20x20 — 63 16 (07) (67)
20x20 — 80
20x20 — 100
— 20 63
— 20 80
— 20 100
25x25 — 100 20
25x25 — 125
— 25 80
32x32 — 125 25
32x32 — 140
— 32 100
40x40 — 160
40x40 — 180
237
Продолжение табл. 9.4
Размеры поперечного сечения стержня резца Длина резца L Длина главной режущей кромки лез- вия резца / Расстояние от вершины лезвия резца до державки т Тип пластин по ГОСТ 25396-90 при угле врезки, ...°
квадратного круглого
НкВ d 10 0
6x6 — 20 5 2,5 10
6x6 — 25 5
6x6 — 32 5
8x8 — 25 6 3,5
8x8 — 32 6
8x8 — 40 6
— 8 25 5
— 8 32 5
— 8 40 5
10x10 — 32 8 4,5
10x10 — 40 8
10x10 — 50 8
— 10 32 8
— 10 40 8
— 10 50 8
12x12 — 40 10 5,0
12x12 — 50 10
12x12 — 63 10
— 12 40 8
— 12 50 8
— 12 63 8
16x16 — 63 12 6,0
16x16 — 80 12
— 16 63 10 10 70
— 16 80 10
20x20 — 80 16 8,0
20x20 — 100 16
— 20 80 12 10
— 20 100 12
238
Продолжение табл. 9.4
Исполнение 1 Исполнение 2
Размеры поперечного сечения стержня резца Длина резца L Длина главной режущей кромки лез- вия резца / Расстояние от вершины лезвия резца до державки т Тип пластин по ГОСТ 25396-90 (ГОСТ 25426-90) при угле врезки, ...”
квад разного круглого
НхВ d 10 0
6x6 — 20 5 3 10
6x6 — 25
— 6 20
— 6 25
8x8 — 25 6 4
8x8 — 32
8x8 — 40
— 8 25
— 8 32
— 8 40
10x10 — 32 8 5 (07)
10x10 — 40
10x10 — 50
— 10 32
— 10 40
— 10 50
12x12 — 40 10 6
12x12 — 50
12x12 — 63
— 12 40
— 12 50
239
Окончание табл. 9.4
Размеры поперечного сечения стержня резца Длина резца L Длина главной режу шей кромки лез- вия резца / Расстояние от вершины лезвия резца до державки т Тип пластин по ГОСТ 25396-90 (ГОСТ 25426-90) при угле врезки, ..."
квадратного круглого
н*в d 10 0
— 12 63 10 6 (07)
16x16 — 63 12 8
16x16 — 80
— 16 63
— 16 80
20x20 — 80 16 10 (07) (67)
20x20 — 100
— 20 80
— 20 100
25x25 — 100 20 14
25x25 — 125
32x32 — 140 25 18
32x32 — 160
40x40 — 180 26
40x40 — 200
Размеры поперечно- го сечения стержня резца НхВ Длина резца L Расстояние от вершины лезвия резца до державки т Тип пластин по ГОСГ25396—90 при угле врезки, ..."
10 0 1 L ип 5 3
12x12 40 4 10 15“
50
63
16x16 63 6 10 70
80
16x16 63 8 10 Тип 6
80 L,
30°
20x20 80 10 10 70 S
100 «о!
25x25 100 13
125
240
9.2. Типовые способы обработки отверстий
При обработке отверстий используют различные виды режуще-
ю инструмента, в том числе резцы и осевой инструмент. Последо-
вательность и число выполняемых операций зависят от требуемой
ючности отверстия, его диаметра, шероховатости поверхности, а
также от того, какое обрабатывается отверстие: в сплошном мате-
риале, в литой или штампованной заготовке.
В табл. 9.5 представлена последовательность обработки нормаль-
ных отверстий (7 — 11-й квалитеты допуска размера); нормальные
отверстия (в отличие от глубоких) имеют глубину, не превышаю-
щую пяти его диаметров.
Таблица 9.5
Последовательность обработки нормальных отверстий
Диаметр отверстия, мм Заготовка под отверстие Квалитет
7; 8 9; 10 II
До 10 Сплошной материал Сверление и развертывание получистовое и чистовое Сверление и развертыва- ние Сверление
От 10 до 30 То же Сверление, зен- керование или растачивание, развертывание получистовое и чистовое Сверление, растачивание или зенкеро- вание, раз- вертывание Сверление, зенкерова- ние или раз- вертывание
Отлитое или прошитое отверстие с припуском на диаметр до 4 мм Растачивание или зенкерова- ние, разверты- вание получис- товое и чистовое Растачивание или зенкеро- вание, раз- верты ванис Растачива- ние или зен- керование
Отлитое или прошитое отверстие с припуском на диметр свыше 4 мм Растачивание или зенкерова- ние черновое, зенкерование или растачива- ние получисто- вое, развертыва- ние чистовое Растачивание или зенкеро- вание черно- вое, развер- тывание Растачивание или зенкеро- вание черно- вое, зенке- рование или растачивание чистовое
От 30 до 100 Сплошной материал Сверление, рассверливание, Сверление, рассверлива- Сверление, рассверлива-
241
Окончание табл. 9.5
Диаметр отверстия, мм Заготовка под отверстие Квалитст
7; X 9; 10 II
зенкерование или растачива- ние черновое (вместо рассвер- ливания и зен- керования), развертывание получистовое и чистовое ние, зенкеро- вание или растачивание (вместо рас- сверливания и зенкерова- ния), развер- тывание ние или рас- тачивание (вместо рас- сверливания)
Отлитое или прошитое отверстие с припуском на диаметр до 6 мм Растачивание или зенкерова- ние, разверты- вание получис- товое и чистовое Растачивание или зенкеро- вание, развертыва- ние Растачива- ние или зенкерова- ние
Отлитое или прошитое отверстие с припуском на диаметр свыше 6 мм Растачивание или зенкерова- ние черновое, зенкерование и растачивание получистовое, развертывание чистовое Растачивание или зенкеро- вание черно- вое, зенкеро- вание или растачивание получисто- вое, развер- тывание Растачива- ние или зен- керование получистовое
Свыше 100 То же Растачивание черновое и получистовое, растачивание чистовое и разве рты вание специальной разверткой Растачивание черновое и получисто- вое, растачи- вание чисто- вое или раз- вертывание специальной разверткой Растачива- ние черновое и чистовое
9.3. Припуски на обработку
Припуски на зенкерование и развертывание приведены в гл. 15.
При растачивании припуск на диаметр принимают исходя из сле-
дующего: при черновом растачивании глубина резания не дол-
жна превышать 3 мм, при чистовом — 1 мм. Величина припуска
242
Таблица 9.6
Припуски, мм, на диаметр при тонком растачивании
Обрабатываемый материал Диаметр, мм
До 30 Св. 30 до 100 Св. 100
Сталь 0,2/0,1 0,3/0,1 0,4/0,1
Чугун и бронза 0,2/0,1 0,3/0,1 0,5/0,2
Баббит 0,3/0,1 0,5/0,1 0,6/0,2
Сплавы легкие 0,2/0,1 0,4/0,1 0,5/0,1
Примечания: I. В числителе приведены припуски на предварительную об-
работку, в знаменателе — на окончательную.
2. В случае применения только одного растачивания припуск определяется как
сумма припусков на предварительное и окончательное растачивание.
зависит от диаметра обрабатываемого отверстия, состояния его по-
верхности, обрабатываемого материала и вида обработки (черно-
вая или чистовая). Ниже приведены припуски на чистовое раста-
чивание:
Диаметр отверстия, мм.18...30 32...50 50...80 80...100 100...200
Припуск на диаметр, мм 0,7 1,0 1,2 1,5 2,0
В табл. 9.6 приведены значения припусков на диаметр при тон-
ком растачивании заготовок из различных материалов.
9.4. Выбор режимов резания
Рекомендуемые значения подачи в зависимости от различных
технологических условий обработки приведены в табл. 9.7 и 9.8.
В табл. 9.8 приведены значения подач для диаметров обрабатывае-
мой поверхности свыше 150 мм. Для меньших размеров нужно вво-
дить поправочный коэффициент: 0,45 — для диаметров до 20 мм;
0,62 — до 50 мм; 0,83 — до 150 мм.
В зависимости от материала заготовки значения подач необхо-
димо скорректировать, умножив на коэффициент: при обработ-
ке заготовок из магниевых, алюминиевых и медных сплавов, а
также чугунов — на 1,25; углеродистых сталей (конструкцион-
ных, качественных, высокой обрабатываемости, инструменталь-
ной) и легированных сталей (низколегированных, среднелегиро-
ванных и инструментальных легированных) — на 1,07; теплостой-
ких и коррозионно-стойких с пределом прочности при растяже-
нии ствр < 900 МПа, жаростойких и жаропрочных сталей — на 1,0;
теплостойких и коррозионно-стойких с пределом прочности при
растяжении овр > 900 МПа, а также высокопрочных сталей с пре-
243
Таблица 9.7
Подача, мм/об, при черновом растачивании быстрорежущими резцами
Диаметр сечения стержня резца, мм Вылет резпа, мм Материал заготовки
Прокат из стали и литье стальное Чугун и сплавы медные
Глубина резания, мм
2 3 5 2 3 5
10 50 0,08 — — 0,12...0,16 — —
12 60 0,1 0,08 — 0,12...0,20 0,12...0,18 —
16 80 0,1...0,2 0,15 0,1 0,2...0,3 0,15...0,25 0,10...0,18
20 100 0,15...0,30 0,15...0,25 0,12 0,3... 0,4 0,25...0,35 0,12...0,25
25 125 0,25 ...0,50 0,15...0,40 0,12...0,20 0,4...0,6 0,3...0,5 0,12...0,35
30 150 0,4... 0,7 0,2... 0,5 0,12...0,30 0,5...0.8 0.4...0,6 0,25...0,45
40 200 — 0,25...0,60 0,15...0,40 — 0,6... 0.8 0,3... 0,6
Примечания: 1. Верхние пределы подач рекомендуются для меньшей глубины резания при обработке заготовок из менее
прочных материалов, нижние — для большей глубины резания и более прочных материалов.
2. При обработке заготовок с прерывистыми поверхностями табличные значения подач следует умножать на 0,75...0,85.
Таблица 9.8
Подача, мм/об, при черновом растачивании резцами с пластинами
из твердого сплава
Размеры попереч- ною сечения стержня (или оправки), мм Вылет резца (или оправки), мм Глубина резания, мм
2 3 5 8
</ = 10 50 0,19 — — —
</ = 16 80 0,25 0,19 0,13 —
(1=25 125 0,4) 0,31 0,21 -
d =40 200 0,61 0,46 0,31 0,18
«хЯ= 60x60 (150) — 1,00 0,83 0,71
(300) — 0,80 0,65 0,56
ВуН = 75x75 (300) — 1,20 1,00 0,86
(500) — 1,00 0,85 0,72
Ву Н= ЮОх 100 (300) — 1,40 1,20 1,00
(500) — 1,20 1,00 0,82
(800) — 1,00 0,82 0,70
Примечания: J. При обработке по корке табличные значения подачи умно-
жают на коэффициент 0,8.
2. При растачивании заготовок из закаленных сталей твердостью 44...46 HRC
табличные значения умножают на коэффициент 0,8; твердостью 57...62 HRC —
па 0,5.
делом прочности при растяжении овр > I 600 МПа — на 0,9; тита-
новых сплавов — на 0,8; жаропрочных и жаростойких сталей на
никелевой основе — на 0,78. Для получения обработанной поверх-
ности высокого качества резание необходимо осуществлять за не-
Табл и ца 9.9
Подача, мм/об, при растачивании в зависимости
от заданной шероховатости поверхности при обработке
резцами с пластинами из твердого сплава
Радиус при вершине лезвия, мм Шероховатость Ra, мкм
20... 10 10...5,0 5,0...2,5 2,5... 1,25 1,25...0,63
0,5 0,45 0,24 0,13 0,08 —
1,0 0,60 0,33 0,19 0.11 0,07
2,0 0,87 0,47 0,26 0,14 0.09
4,0 — 0,55 0,30 0,16 0,11
245
сколько рабочих ходов с малыми подачами, обеспечивающими ше-
роховатость Ra обработанной поверхности не менее 0,63 мкм.
Рекомендуемые подачи в зависимости от заданного параметра
шероховатости приведены в табл. 9.9.
Скорость резания при обработке отверстий зависит от материа-
ла заготовки и инструмента, глубины резания, подачи и ряда дру-
гих факторов.
Значения скоростей резания в зависимости от различных усло-
вий обработки отверстий и материала заготовки приведены в табл.
9.10-9.12.
Рекомендуемые режимы резания в зависимости от параметра
шероховатости приведены в табл. 9.13.
Таблица 9.10
Скорости резания, м/мин, при чистовом растачивании заготовок
из углеродистой, хромистой, хромоникелевой сталей и стальных отливок
резцами из твердого сплава Т15К6 с углом в плане <р' > 0
Глубина резания, мм Подача, мм/об
0,15 0,20 0,30 0,40 0,50 0,60
1,0 270 235 222 — — —
1,5 253 220 208 199 — —
2,0 244 211 199 191 176 166
Примечание. Поправочные коэффициенты на условия работы приведены
в табл. 9.12.
Таблица 9.11
Скорости резания, м/мин, при чистовом растачивании заготовок
из серого чугуна резцами из твердого сплава ВК6 с углом в плане <р' > 0
Глубина резания, мм Подача, мм/об
0,15 0,20 0,30 0,40 0,50 0,60
1,0 187 176 162 — — —
1,5 175 165 152 144 — —
2,0 168 158 145 138 127 118
Примечание. Поправочные коэффициенты на условия работы приведены
в табл. 9.12.
246
Таблица 9.12
Поправочные коэффициенты к табличным значениям скоростей резания
при растачивании резцами из твердого сплава
К, (в зависимости от материала заготовки)
Материал заготовки Механические характеристики К.
Сталь а, р, МПа 400... 500 1,65
500...600 ,35
600... 700 1,15
700... 800 ,00
800... 900 0,88
900... 1 000 0,75
Чугун НВ 120...140 1,6
140... 160 ,34
160... 180 ,15
180... 200 ,00
200...220 0,88
220...250 0,77
К7 (в зависимости от состояния обрабатываемой поверхности)
к2 Обрабатываемая поверхность
Без корки С коркой Загрязненная
1,0 0,88...0,85 0,56...0,60
К, (в зависимости от инструментального материала)
«1 Материал заготовки
Марка твердого сплава Сталь Чугун
Т30К4 1,40 —
Т14К8 0,80 —
Т5К10 0,65 —
вкз — 1,15
ВК8 — 0,83
247
Окончание табл. 9.12
Kt (в зависимости от главного угла и плане)
Главный угол в плане <р, ..." к.
Материал заготовки
Стал i> Чугун
30 1.13 1,20
45 1,00 1,00
60 0.92 0,88
75 0,86 0,83
90 0,81 0,79
Таблица 9.13
Режимы резания в зависимости от требуемой шероховатости
поверхностей при растачивании резцами из быстрорежущей стали
Параметр шероховато- сти, мкм Материал заготовки Скорость резания, м/мин Радиус при вершине резца, мм
0.5 1,0 2.0
Подача, мм/об
Rz. 40...20 Стали углеро- дистая и ле- гированная До 50 0,30...0,50 0,45 ...0,60 0,55.„0,70
Св. 50 0,40...0,55 0,55.„0,65 0,65.„0,70
Чугуны, брон- зы, сплавы алюминиевые Весь диапа- зон 0,25...0,40 0,40... 0,50 0,50... 0,60
Rz 20... 10 Стали углеро- дистая и ле- гированная До 50 0,18.„0,25 0,25...0,30 0,30... 0,40
Св. 50 0,25.„0,30 0,30... 0,35 0,35.„0,50
Чугуны, брон- зы, сплавы алюминиевые Весь диапа- зон 0,15.„0,25 0,25.„0,40 0,40... 0,60
Rz. 2,5... 1,25 Стали углеро- дистая и ле- гированная До 50 0,10 0,11 ...0,15 0,15.„0,22
50... 100 0,1 1 ...0,16 0,16.„0,25 0,25.„0,35
Св. 100 0,16.„0,20 0,20.„0,25 0,25.„0,35
Чугуны, брон- зы, сплавы алюминиевые Весь диапа- зон 0,10... 0,15 0,15.„0,20 0,20...0,35
248
9.5. Шероховатость поверхности
и точность обработки
Ориентировочные данные поточности размеров и шероховато-
сти обработанных внутренних поверхностей приведены в табл. 9.14.
Таблица 9.14
Точность размеров и шероховатость внутренних цилиндрических
поверхностей при обработке заготовок на токарных станках
Вид обработки Квалитет Параметры шероховатости, мкм
«г Ra
Сверление 12-11 40...20 —
Зенкерование: черновое получистовое чистовое 12-11 40 —
1 1 20 —
9-8 — 2,50
Развертывание: черновое чистовое тонкое 9-8 — 2,50... 1,25
7-6 — 0,63 ...0,32
6 — 0,16
Растачивание: черновое получистовое чистовое тонкое 13-12 80...40 —
11-10 40...20 —
9-7 — 2,50...0,63
6-5 — 0,32...0,08
ГЛАВА 10
ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
10.1. Способы обработки
На токарных станках фасонные поверхности получают различ-
ными способами:
• с использованием ручной или механической продольной по-
дачи резца относительно заготовки с подгонкой профиля обраба-
тываемой поверхности по шаблону. Этот способ применяется при
небольшом числе обрабатываемых заготовок, когда не оправдано
применение фасонных резцов и копировальных приспособлений.
Способ малопроизводительный, требует высокой квалификации
токаря. Точность обработки невысокая;
• обработкой фасонными резцами. Способ производительный,
может применяться для изготовления больших партий деталей,
так как изготовление фасонных резцов, профиль которых соответ-
ствует профилю готовой детали. — трудоемкая и сложная работа.
Фасонными резцами обрабатывают поверхности небольшой дли-
ны (до 50 мм);
• с использованием специальных приспособлений и копирных
устройств. Способ производительный, обеспечивает высокую точ-
ность обработки и чистоту поверхности. Возможна обработка раз-
личных фасонных поверхностей.
В единичном производстве основным способом обработки слож-
ных фасонных поверхностей является обработка на станках с ЧПУ.
10.2. Фасонные резцы
Для обработки поверхностей сложного профиля наиболее ши-
роко применяют фасонные резцы, закрепляемые на суппорте в
специальных державках; круглые (дисковые), призматические
(рис. 10.1) и стержневые. Фасонные резцы предназначены для ра-
боты с поперечной подачей. Значение переднего угла фасонных
резцов зависит от обрабатываемого материала: у = 20...30° — для
алюминия и меди; у = 20° — для мягкой стали; у = 15° — для
труднообрабатываемой стали и чугуна; у = 0 — для бронзы и лату-
ни. Задний угол выбирается в зависимости от конструктивных
особенностей резцов: а = 10... 15° — для дисковых фасонных рез-
цов; а = 12... 14° — для призматических. Приведенные значения
углов относятся только к наружным точкам профиля резца; с при-
250
Рис. 10.1. Фасонные резцы:
ii — круглый (дисковый); б — призматический; Dr, Ds — направления главного
движения и движения подачи
Рис. 10.2. Схемы работы круглого (о) и призматического радиального (б)
фасонных резцов:
/ — заготовка; 2 — резец; Л — высота установки оси круглого резца по отноше-
нию к оси заготовки; а — задний угол; у — передний угол; остальные обозначе-
ния — см. рис. 10.1
ближением к центру дискового фасонного резца передний угол
уменьшается, а задний увеличивается. Для образования заднего
угла круглого (дискового) фасонного резца необходимо его ось
располагать выше оси обрабатываемой заготовки (рис. 10.2). Режу-
щая кромка передней поверхности резца располагается по центру
заготовки. В табл. 10.1 приведены рекомендации по расположению
оси круглого резца (см. рис. 10.2) по отношению к оси обрабатыва-
емой заготовки для обеспечения необходимого заднего угла.
Таблица 10.1
Расстояния й, мм, от оси заготовки до оси круглого фасонного резца
Задний угол резца а, ...° Диаметр круглого резца, мм
20 25 30 35 40 45 60
10 1,8 2,2 2,6 3,0 3,5 3,9 4,4
12 2,0 2,6 3,1 3,7 4,2 4,7 5,2
251
10.3. Режимы резания
Обтачивание фасонных поверхностей по копиру рекомендуется
[I | производить с подачей 0,3...0,4 мм/об при глубине резания / до
2 мм и 0,2...0,3 мм/об при большей глубине резания.
Подача для обработки фасонными резцами должна быть равно-
мерной и не превышать 0,05 мм/об при ширине резца до 20 мм.
Величина подачи зависит от жесткости системы станок — инстру-
мент — заготовка. В конце рабочего хода подачу рекомендуется
уменьшать до 0,02 мм/об и производить зачистку профиля без по-
перечной подачи. В табл. Ю.2 приведены рекомендации по выбору
поперечной подачи при точении фасонными резцами из быстро-
режущей стали.
Период стойкости копировального резца при обработке фасон-
ной поверхности рассчитывается по формуле
Ткр= КТ,
где Т — период стойкости (обычно принимают равным 50 мин);
К— коэффициент, учитывающий неравномерность изнашивания
резца на различных участках обрабатываемой фасонной поверхно-
сти.
Если разбить всю длину обрабатываемой поверхности L на не-
сколько ступеней длиной /, каждая, то на ступени диаметром dt
Таблица 10.2
Подачи, мм/об, при точении фасонными резцами
из быстрорежущей стали
Ширина резиа, мм Диаметр обработки, мм
Ю 20 30 40...50 60... 100
8 0,02...0,04 0,03... 0,08 0,04...0,09 0,04... 0,09 0,04 ...0,09
I0 0,01 5...0,035 0,03... 0,07 0,040... 0,085 0,040... 0,085 0,040.„0,085
20 0,010...0,025 0,02... 0,05 0,03 5... 0,070 0,04.„0,08 0,04.„0,08
30 0,01 ...0,02 0,02...0,04 0,020...0,055 0,035 ...0,070 0,035.„0,070
40 — 0,015...0,035 0,02...0,045 0,03... 0,06 0,03 ...0,06
50 — 0,01 ...0,03 0,02... 0,04 0,025.„0,055 0,025.„0,050
Примечание. Меныпис значения подач брать для сложных профилей и проч-
ных металлов, большие — для простых профилей и менее прочных металлов.
252
Таблица 10.3
Поправочные коэффициенты для определения периода стойкости
токарно-копировального резца
Коэффициент Ки
djd, До 0,5 0,6 0,7 0,8 0,9 1,0 1,2 1,4 1,6 1,8 2.0
к.., 0,07 0,15 0,25 0,4 0,6 1,0 2,0 3,5 4,5 9,0 10,0
Коэффициенты К,. и К„
•У,/5,; 6/6 0,2 0,4 0,7 1,0 1,2 1,4 1,6 1,8 2.0 2,5 3,0
K,s 0,07 0,22 0,55 1,0 1,3 1,7 2,0 2,7 3,0 4,5 6,0
к„ 0,2 0,4 0,7 1,0 1,2 1,4 1,6 1.8 2,0 2,5 3,0
будет разная глубина резания и может быть назначена разная
подача Si0. Ступени наибольшего диаметра присваивают индекс
«1» и определяют соотношения djd\, Si0/Sh) и /;//, для каждой сту-
пени. Затем по табл. 10.3 определяют Kid, KiS и и вычисляют
коэффициент
К = тХ/, К.шкiSк,.
L ;=i
После этого рассчитывают период стойкости, мин, копироваль-
ного резца
= 50 К.
к.р
Скорость резания копировального резца будет выбираться с уче-
том периода стойкости Ткр по таблицам, рекомендуемым для на-
ружной обработки токарными проходными резцами:
— ^табл ^2 *3
Коэффициент К, зависит от обрабатываемого материала, К2 —
от периода стойкости резца, К3 — от вида обработки. Значения
поправочных коэффициентов приведены в табл. 10.4. Ниже приве-
дены значения скорости резания при точении фасонными резца-
ми из быстрорежущей стали в зависимости от подачи:
Подача, мм/об...... 0,01 0,03 0,04 0,06 0,08 0,10 0,15
Скорость резания,
м/мин..............54 53 50 42 35 32 27
Скорости резания даны для точения заготовок из стали с уче-
том охлаждения эмульсией.
253
Таблица 10.4
Поправочные коэффициенты к скоростям резания при обработке
фасонными резцами из быстрорежущей стали
Марка стали Т вердость Н В
10, 15, 20, 25, 30, 35, 150 1,55
40, 45, 50 156...170 1,00
170...229 0,85
207...269 0,65
269...302 0,55
285 ...321 0,50
15Х, 20Х, ЗОХ, 35Х, 137... 179 1,05
38ХА, 40Х 156...207 0,85
170...217 0,75
207... 255 0,60
255...285 0,50
286...332 0,40
45Г2, 50Г 170...229 0,70
229...269 0,55
269.„285 0,50
12Х2НЗА 156.„217 0,75
12Х2Н4А 179.„255 0,60
20ХНМ 156.„207 0,80
40ХНМА 197...269 0,55
35ХГС 170...241 0,55
269.„321 0,35
321.„375 0,30
18ХГТ 149... 187 0,90
25ХГТ, ЗОХГТ 170... 197 0,60
Материал заготовки Период стойкости, мин
Сталь конструкционная До 30 60 100 200 300 400
Коэффициент К2 1,4 1,15 1,0 0,85 0,8 0,75
Коэффициент А-, при точении
Профиль резца
предварите;! ьном ЧИСТОВОМ
Простой 1,0 0,8
Глубокий и сложный 0,85 0,7
ГЛАВА 11
НАРЕЗАНИЕ РЕЗЬБЫ
11.1. Элементы и классификация резьб
В машиностроении применяют различные резьбовые соедине-
ния. Резьбы имеют ряд общих признаков (рис. Н. I). Наиболее рас-
пространенными являются цилиндрические крепежные резьбовые
соединения с треугольным профилем. Рассмотрим элементы тре-
угольного профиля резьбы.
Профиль метрической цилиндрической резьбы (рис. 11.2) пред-
ставляет собой равносторонний треугольник с углом при вершине
(I = 60°. Профиль резьбы задается в плоскости се осевого сечения.
Основными параметрами резьбы, общими для наружной резьбы
(например, болта) и внутренней резьбы (гайки), соответственно
являются: d и D — наружные диаметры болта и гайки; d{ и D, —
внутренние диаметры болта и гайки; d2 и Л2 — средние диаметры
болта и гайки; Р — шаг резьбы; а — угол профиля резьбы; а/2 —
угол между боковой стороной профиля и перпендикуляром к оси
резьбы; Н — теоретическая высота профиля (высота исходного
профиля); h — рабочая высота профиля.
При измерении угла профиля необходимо учитывать угол а/2,
так как при нарезании резьбы угол профиля а с правой стороны
может быть больше или меньше, чем с левой стороны, а в целом
а = 60°.
Шаг резьбы Р — это расстояние между параллельными сторона-
ми или вершинами двух рядом лежащих витков, измеренное вдоль
оси резьбы.
Ось резьбы болта
а
Впадина
/Вершина N Боковые
‘------стороны
Ось резьбы гайки
б
Рис. H.I. Элементы профиля наружной (а) и внутренней (б) резьбы:
а — угол профиля резьбы
255
Рис. 11.2. Профиль (а) метрической цилиндрической резьбы и ее раз-
вертка (б):
d, d}, А — соответственно наружный, внутренний и средний диаметры болта;
D, £>|, Л — соответственно наружный, внутренний и средний диаметры гайки;
Р — шаг резьбы; — угол подъема; а — угол профиля резьбы; Н — теоретиче-
ская высота профиля; h — рабочая высота профиля
Угол подъема резьбы (о — угол, образованный направлением вы-
ступа резьбы и плоскостью, перпендикулярной к оси резьбы; оп-
ределяется по формуле Igo) = P/ind-,).
Ход резьбы при однозаходной резьбе равен ее шагу. Если же резьба
имеет к заходов, то ход резьбы Ph = Рк, т. е. за один оборот гайка
переместится в осевом направлении в к раз дальше.
Резьбы подразделяют:
• по виду поверхности, на которой образована резьба, на ци-
линдрические и конические',
• расположению резьбы на наружные и внутренние',
• направлению винтового выступа резьбы на правые и левые',
• числу заходов на однозаходные (образованные одним выступом
резьбы) и многозаходные (образованные двумя и более выступами
резьбы);
• профилю на треугольные, трапецеидальные, упорные, треуголь-
ные для трубной цилиндрической резьбы (рис. 11.3) и др.;
• назначению на крепежные и ходовые',
• системе размерности на метрические (а = 60°) и дюймовые (а = 55°).
Исходный профиль метрической резьбы — треугольник высо-
той Н с углом а = 60°; вершина треугольника срезана по прямой.
Впадина профиля резьбы (см. рис. 11.2) может иметь плоскую
или закругленную форму. Метрическую резьбу выполняют с круп-
ным и мелким шагом. Каждому наружному диаметру резьбы соот-
ветствует только один крупный шаг и несколько мелких шагов.
256
Рис. 11.3. Профили стандартных резьб:
и — треугольной; б — трапецеидальной; в — упорной; г — треугольной для труб-
ной цилиндрической резьбы
Диаметры и шаги метрической резьбы регламентируются ГОСТ
8724—81, а профиль и его размеры — ГОСТ 9150—81. Дюймовую
резьбу измеряют в дюймах (один дюйм равен 25,4 мм); исходный
профиль дюймовой резьбы — треугольник с углом при вершине 55°.
11.2. Способы нарезания резьбы.
Режущие инструменты
Наружные резьбы нарезают плашками, резцами, многониточ-
ными резьбонарезными головками, резцовыми головками, а так-
же получают пластическим деформированием, т. е. накатыванием.
Плашками нарезают наружную резьбу на винтах, болтах, шпиль-
ках (диаметром от I до 52 мм) вручную или на токарных станках.
В промышленности применяют плашки различных типов: круглые,
трубчатые, квадратные, шестигранные, клупповые (раздвижные).
Наиболее широко применяются круглые плашки. Для нареза-
ния метрической, дюймовой (d = '/4...2"), трубной (d = 'Д...2")
резьб и калибрования предварительно нарезанной резьбы исполь-
зуют круглые плашки для нарезания цилиндрических резьб (ГОСТ
9740—71). Основные размеры круглых плашек для нарезания мет-
рической резьбы приведены в табл. 11.1.
Круглые плашки для нарезания конических резьб (ГОСТ
6228—80) применяют для нарезания трубной конической резьбы
(d = '/8...2") и конической дюймовой резьбы (табл. 11.2) с углом
профиля 60° (d = '/16...2").
Диаметр обработанной поверхности стержня должен быть не-
сколько меньше диаметра нарезаемой резьбы (табл. 11.3 и 11.4), а
на торце обрабатываемой заготовки должна быть снята фаска, со-
ответствующая высоте профиля резьбы.
При нарезании резьбы резцами используют стержневые, приз-
матические и круглые резцы с углом при вершине, равным углу
профиля нарезаемой резьбы ±10'. Боковые задние углы резца долж-
ны быть одинаковыми (с правой и левой сторон) и равными 3...5°
(при нарезании резьбы с углом подъема со < 4°) или 6...8° (при
нарезании резьбы с углом подъема со > 4°). Значение боковых зад-
них углов выбирают таким образом, чтобы при нарезании резьбы
257
Табл и ца 11.1
Основные размеры, мм, круглых плашек для нарезания метрической резьбы
258
Окончание табл. 11.1
Номинала- ньгй диаметр резьбы d Шаг резьбы Р D L 1
крупный мелкий
27 3,0 — 65 — 25 — 8
27 — 2,0 65 — 18 14 8
30 3,5 — 65 — 25 — 8
30 — 2,0 65 — 18 — 8
30 — 1,5 65 54 18 12 8
Таблица 11.2
Основные размеры, мм, круглых плашек для нарезания
конической дюймовой резьбы
—* А 2^\ м 11 ОI А—А о| : 16
ч 4 отв
(Г^ р/2
Обозначение резьбы Число ниток на 1" Шаг резьбы Р D D, L
К'/16" 27 0,941 25 8,4 И
К7Г 27 0,941 30 10,7 12
К'/4" 18 1,411 38 14,2 18
К’// 18 1,411 45 17,7 18
К'/2" 14 1,814 45 22,1 24
К74" 14 1,814 55 27,4 24
КГ 1 172 2,209 65 34,3 28
К174" 1 l'/2 2,209 75 43,1 30
К1'/2" 1 1% 2,209 90 49,2 30
К2" П'Л 2,209 105 61,2 32
259
Таблица 11.3
Диаметры стержней под нарезание плашкой метрической резьбы
Диаметр, мм Допуск на диаметр стержня, мм Диаметр, мм Допуск на диаметр стержня, мм
резьбы стержня резьбы стержня
Резьба с крупным шагом Резьба с мелким шагом
3 2,94 0,06 4 3,96 0,08
3,5 3,42 0,08 4,5 4,46 0,08
4 3,92 0,08 5 4,96 0,08
4,5 4,42 0,08 6 5,96 0,08
5 4,92 0,08 7 6,95 0,10
6 5,92 0,08 8 7,95 0,10
7 6,9 0,10 9 8,95 0,10
8 7,9 0,10 10 9,95 0,10
9 8,9 0,10 11 10,94 0,12
10 9,9 0,10 12 11,94 0,12
И 10,88 0,12 14 13,94 0,12
12 11,88 0,12 15 14,94 0,12
16 15,88 0,12 16 15,94 0,12
18 17,88 0,12 17 16,94 0,12
20 19,86 0,14 18 17,94 0,12
22 21,86 0,14 20 19,93 0,14
24 23,86 0,14 22 21,93 0,14
27 26,86 0,14 24 23,93 0,14
30 29,86 0,14 25 24,93 0,14
34 32,83 0,17 26 25,93 0,14
36 35,83 0,17 27 26,93 0,14
39 38,83 0,17 28 27,93 0,14
30 29,93 0,14
32 31,92 0,17
33 32,92 0,17
35 34,92 0,17
260
Таблица 11.4
Диаметры стержней под нарезание плашкой дюймовой резьбы
Диаметр резьбы, дюйм Диаметр стержня, мм Допуск на диаметр стержня, мм Диаметр резьбы, дюйм Диаметр стержня, мм Допуск на диаметр стержня, мм
7,6 4,53 0,16 7. 21,74 0,28
'А 6,10 0,20 1 24,89 0,28
7,6 7,68 0,20 г А 28,00 0,34
7, 9,26 0,20 ГА 31,16 0,34
7,6 10,80 0,20 г/2 37,47 0,34
'А 12,34 0,24 ГА 40,55 0.50
7,6 13,92 0,24 ГА 43,72 0,50
78 15,49 0,24 ГД 46,85 0,50
% 18,65 0,24 2 50 0,52
исключить трение боковых поверхностей резца о винтовую поверх-
ность резьбы. При нарезании наружной метрической резьбы на
заготовках из незакаленных сталей задний угол резца а = 10... 15°,
из закаленных сталей — а = 6°.
Передний угол резьбонарезных резцов у = 0...25° (зависит от
материала заготовки). Для твердых и хрупких материалов выбира-
ют меньшие значения у, для вязких металлов — большие. При на-
резании резьбы на заготовках из высоколегированных жаропроч-
ных сталей для черновых и чистовых резцов у = 5... 10°. При нареза-
нии чистовыми резцами резьбы на заготовках из конструкцион-
ной стали у = 0. Основные размеры резьбовых резцов с пластинами
из быстрорежущей стали (ГОСТ 18876—73) приведены в табл. 11.5,
с пластинами из твердого сплава (ГОСТ 18885—73*) — в табл. 11.6.
Перед нарезанием резьбы заготовку предварительно обтачива-
ют таким образом, чтобы диаметр был меньше наружного диамет-
Таблица 11.5
Основные размеры, мм, резьбовых резцов с пластинами
из быстрорежущей стали для нарезания наружной резьбы
Резцы Диапазон размеров поперечного сечения стержня резца Длина резца L
Высота Н Ширина В
Для метрических резьб 16...32 10...20 100; 120; 140; 170
Для трапецеидальных резьб 20...40 12...25 120; 140; 170; 200; 240
Примечание. Размеры сечений стержня резца приведены в табл. 8.1.
261
Таблица 11.6
Основные размеры, мм, резьбовых резцов с механическим креплением
пластин из твердых сплавов для нарезания метрических резьб
Резцы Диапазон раз- меров попе- речного сечения стержня резца Длина резца L Расстоя- ние от вершины лезвия до державки Я, Эскиз
Высота Н Шири- на В
Для на- резания наружной резьбы 25...32 20...32 150... 170 20... 32
oq )) О >. 11 <*|
Для на- резания внутрен- ней резьбы 25...32 20...32 150... 170 20...32 «г
Примечания: 1. Размеры сечений стержня резца приведены в табл. 8.1.
2. Ряд шагов резьб: 0,5; 0,75; 0,80; 1,00; 1,25; 1,50; 1,75; 2,00.
ра нарезаемой резьбы. Для метрической резьбы с крупным шагом
диаметры стержней приведены в табл. 11.7, а для метрических резьб
с мелким шагом — в табл. 11.8.
В конце резьбового участка необходимо проточить канавку для
выхода резца. Ширина канавки должна быть больше шага резьбы
на 0,1 ...0,2 мм.
Более производительным способом является нарезание резьбы
многониточными резцами (гребенками). Для того чтобы при наре-
зании резьбы припуск распределялся на большее число зубьев,
часть из них срезают под углом <р = 25... 30°, образуя заборную часть,
остальные зубья образуют калибрующую часть (рис. 11.4). Полный
профиль резьбы получают за один-два рабочих хода.
Рис. 11.4. Резьбовые гребенки:
а — стержневая; б— призматическая; в — круглая; а — задний угол; <р — главный
угол в плане
262
Таблица 11.7
Диаметры стержней под нарезание резцом метрических резьб
с крупным шагом
Диаметр, мм Допуск на диаметр стержня, мм Диаметр, мм Допуск на диаметр стержня, мм
резьбы стержня резьбы стержня
10 9,92 0,12 33 32,83 0,17
11 10,92 0,12 36 35,83 0,17
12 11,92 0,12 39 38,83 0,17
14 13,92 0,12 42 41,83 0,17
16 15,92 0,12 45 44,83 0,17
18 17,92 0,12 48 47,83 0,17
20 19,86 0,14 52 51,80 0,20
22 21,86 0,14 56 55,80 0,20
24 23,86 0,14 60 59,80 0,20
27 26,86 0,14 64 63,80 0,20
30 29,86 0,14 68 67,80 0,20
Таблица 11.8
Диаметры стержней под нарезание резцом метрических резьб
с мелким шагом
Диаметр, мм Допуск на диаметр стержня, мм Диаметр, мм Допуск на диаметр стержня, мм
резьбы стержня резьбы стержня
Шаг резьбы Р= 1 мм 24 23,93 0,14
10 9,94 0,12 25 24,93 0,14
11 10,94 0,12 27 26,93 o;i4
12 11,94 0,12 28 27,93 0,14
14 13,94 0,12 30 29,93 0,14
16 15,94 0,12 33 32,93 0,14
17 16,94 0,12 36 35,92 0,17
18 17,94 0,12 39 38,92 0,17
20 19,93 0,14 42 41,92 0,17
22 21,93 0,14 45 44,92 0,17
263
Продолжение табл. 11.8
Диаметр, мм Допуск на диаметр стержня, мм Диаметр, мм Допуск на диаметр стержня, мм
резьбы стержня резьбы стержня
Шаг резьбы Р= 1 мм Шаг резьбы Р= 1,5 мм
48 47,92 0,17 38 37,92 0,17
52 51,92 0,17 39 38,92 0,17
56 55,90 0,20 40 39,92 0,17
60 59,90 0,20 42 41,92 0,17
64 63,90 0,20 45 44,92 0,17
68 67,90 0,20 48 47,92 0,17
72 71,90 0,20 50 49,92 0,17
76 75,90 0,20 52 51,92 0,17
80 79,90 0,20 55 54,90 0,20
Шаг резьбы Р= 1,5 мм 56 55,90 0,20
12 11,94 0,14 58 57,90 0,20
14 13,94 0,14 60 59,90 0,20
15 14,94 0,14 62 61,90 0,20
16 15,94 0,14 64 63,90 0,20
17 16,94 0,14 65 64,90 0,20
18 17,94 0,14 68 67,90 0,20
20 19,92 0,14 70 69,90 0,20
22 21,92 0,14 72 71,88 0,20
24 23,92 0,17 75 74,88 0,20
25 24,92 0,17 76 75,88 0,20
26 25,92 0,17 80 79,88 0,20
27 26,92 0,17 85 84,88 0,20
28 27,92 0,17 90 89,88 0,20
30 29,92 0,17 95 94,88 0,20
32 31,92 0,17 100 99,88 0,20
33 32,92 0,17 Шаг резьбы Р= 2 мм
35 34,92 0,17 18 17,92 0,14
36 35,92 0,17 20 19,92 0,14
264
Продолжение табл. 11.8
Диаметр, мм Допуск на диаметр стержня, мм Диаметр, мм Допуск на диаметр стержня, мм
резьбы стержня резьбы стержня
Шаг резьбы Р= 2 мм Шаг резьбы Р= 2 мм
22 21,92 0,14 80 79,90 0,20
24 23,92 0,14 82 81,90 0,20
25 24,92 0,14 85 84,88 0,23
27 26,92 0,14 90 89,88 0,23
28 27,92 0,14 95 94,88 0,23
30 29,92 0,14 100 99,88 0,23
32 31,92 0,14 105 104,88 0,23
33 32,92 0,14 110 109,88 0,23
36 35,90 0,20 115 114,88 0,23
39 38,90 0,20 120 119,88 0,23
40 39,90 0,20 125 124,88 0,23
42 41,90 0,20 130 129,88 0,23
48 47,90 0,20 135 134,88 0,23
50 49,90 0,20 140 139,88 0,23
52 51,90 0,20 150 149,88 0,23
55 54,90 0,20 Шаг резьбы Р = 3 мм
56 55,90 0,20 30 29,90 0,17
58 57,90 0,20 33 32,90 0,17
60 59,90 0,20 36 35,90 0,17
62 61,90 0,20 39 38,90 0,17
64 63,90 0,20 40 39,90 0,17
65 64,90 0,20 42 41,90 0,17
68 67,90 0,20 45 44,90 0,17
70 69,90 0,20 48 47,90 0,17
72 71,90 0,20 50 49,90 0,17
75 74,90 0,20 52 51,90 0,17
76 75,90 0,20 55 54,90 0,17
78 77,90 0,20 56 55,88 0,23
265
Продолжение табл. U.S
Диаметр, мм Допуск на диаметр стержня, мм Диаметр, мм Допуск на диаметр стержня, мм
резьбы стержня резьбы стержня
Шаг резьбы Р= 3 мм Шаг резьбы Р= 3 мм
58 57,88 0,23 180 179,87 0,27
60 59,88 0,23 185 184,87 0,27
62 61,88 0,23 190 189,87 0,27
64 63,88 0,23 195 194,87 0,27
65 64,88 0,23 200 199,87 0,27
68 67,88 0,23 Шаг резьбы Р- 4 мм
70 69,88 0,23 42 41,80 0,20
72 71,88 0,23 45 44,80 0,20
75 74,88 0,23 48 47,80 0,20
76 75,88 0,23 52 51,80 0,20
80 79,88 0,23 55 54,80 0,20
85 84,88 0,23 56 55,80 0,20
90 89,88 0,23 58 57,80 0,20
95 94,88 0,23 60 59,80 0,20
105 104,88 0,23 62 61,80 0,20
НО 109,88 0,23 64 63,80 0,20
115 114,88 0,23 65 64,80 0,20
120 119,88 0,23 68 67,80 0,20
125 124,87 0,27 70 69,80 0,20
130 129,87 0,27 72 71,80 0,20
135 134,87 0,27 75 74,80 0,20
140 139,87 0,27 76 75,80 0,20
150 149,87 0,27 80 79,80 0,20
155 154,87 0,27 85 84,80 0,20
160 159,87 0,27 90 89,80 0,20
165 164,87 0,27 95 94,80 0,20
170 169,87 0,27 100 99,80 0,20
175 174,87 0,27 105 104,80 0,20
266
Окончание табл. 11.8
Диаметр, мм Допуск на диаметр стержня, мм Диаметр, мм Допуск на диаметр стержня, мм
резьбы стержня резьбы стержня
Шаг резьбы Р= 4 мм Шаг резьбы Р= 6 мм
НО 109,80 0,20 85 84,77 0,23
115 114,80 0,20 90 89,77 0,23
120 119,80 0,20 95 94,77 0,23
125 124,80 0,20 100 99,77 0,23
130 129,80 0,20 105 104,77 0,23
135 134,80 0,20 НО 109,77 0,23
140 139,80 0,20 115 114,77 0,23
145 144,80 0,20 120 119,77 0,23
150 149,80 0,20 125 124,74 0,26
155 154,80 0,20 130 129,74 0,26
160 159,80 0,20 135 134,74 0,26
165 164,80 0,20 140 139,74 0,26
170 169,80 0,20 145 144,74 0,26
175 174,80 0,20 150 149,74 0,26
180 179,80 0,20 155 154,74 0,26
185 184,77 0,23 160 159,74 0,26
190 189,77 0,23 165 164,74 0,26
195 194,77 0,23 170 169,74 0,26
200 199,77 0,23 175 174,74 0,26
Шаг резьбы Р= 6мм 180 179,74 0,26
70 69,80 0,20 185 184,70 0,30
72 71,80 0,20 190 189,70 0,30
76 75,80 0,20 195 194,70 0,30
80 79,80 0,20 200 199,70 0,30
Высокую производительность нарезания наружной резьбы обес-
печивает применение резьбонарезной головки (рис. 11.5), в кото-
рой используются четыре круглые гребенки. Каждая гребенка пред-
ставляет собой круглый многопрофильный фасонный резьбовой
резец. Для образования на заготовке винтовой поверхности резьбы
267
Рис. 11.5. Резьбонарезная головка:
/ — круглая резьбовая гребенка; 2 — обойма; 3 — хвостовик
гребенки последовательно смещены (вдоль оси головки) на 1/4
шага резьбы и развернуты на угол, равный углу подъема резьбы по
ее среднему диаметру.
Резьбонарезные головки применяют для нарезания метрических
резьб с наружным диаметром 4...90 мм и шагом 0,5...4 мм.
Гребенки изготовляют из быстрорежущей стали, обладающей
высокими режущими свойствами; резьбовой профиль кольцевых
выступов гребенки шлифуют; поверхности контакта гребенки с резь-
бой заготовки уменьшены по сравнению с круглой плашкой. После
нарезания резьбы головка открывается и ускоренно отводится от
детали (в отличие от плашки, которую нужно вывернуть из резьбы).
В серийном и массовом производстве при изготовлении длинных
ходовых винтов с трапецеидальным профилем применяют скорост-
ное вихревое нарезание резьбы на специализированных станках (мод.
ЕТ28М) при помощи вихревой резцовой головки (см. рис. 7.8) или
на универсальных токарных станках. В последнем случае на попереч-
ных салазках суппорта станка вместо поворотной плиты и верхних
салазок устанавливают шпиндельную головку, в которой закрепля-
ют четырехрезцовую головку с твердосплавными резцами.
Шпиндель резцовой головки приводится во вращение от элек-
тродвигателя через клиноременную передачу. Электродвигатель
устанавливают на каретке суппорта. Нарезаемый винт закрепляют
в патроне, пропускают через отверстие шпинделя головки и под-
жимают задним центром. Ось вращения головки смещена относи-
тельно оси нарезаемого винта, поэтому резцы на коротких участ-
ках последовательно касаются заготовки. Резцовую головку уста-
навливают под углом, равным углу подъема винтовой линии резьбы.
Шпиндель резцовой головки имеет частоту вращения до 2 000 мин-1,
а заготовка — до 20 мин-1. Подача суппорта осуществляется так же,
как при обычном нарезании резьбы. Сочетание этих трех движе-
ний обеспечивает высокопроизводительное нарезание резьбы за
один рабочий ход на полную глубину профиля резьбы.
На токарных станках можно получать резьбу методом накатыва-
ния. При накатывании резьбы диаметром 5... 25 мм используют ролик.
268
Табл и и а 1 1.9
Размеры, мм, стержней под накатывание метрической резьбы
Номиналь- ный диаметр резьбы Шаг резьбы Р Поле допуска резьбы
4h 6h 6g бе 6d 6h; 6g; бе; 6d 8h 8g 8h;8g
Номи- нальный диаметр стержня Пре- дельное откло- нение Номинальный диаметр стержня Пре- дельное откло- нение Номинальный диаметр стержня Предель- ное откло- нение
С крупным гш ГОМ
5 0,8 4,48 -0,04 4,47 4,45 4,41 — -0,06 4,45 4,42 -0,09
6 1,0 5,36 -0,05 5,34 5,32 5,28 5,25 -0,07 5,32 5,29 -0,11
8 1,25 7,20 -0,05 7,18 7,15 7,12 7,08 -0,07 7,15 7,12 -0,11
10 1,5 9,04 -0,06 9,02 8,99 8,96 8,93 -0,08 8,99 8,96 -0,12
12 1,75 10,88 -0,07 10,86 10,83 10,80 10,76 -0,09 10,82 10,78 -0,13
14 2,0 12,72 -0,07 12,70 12,66 12,63 12,60 -0,1 12,66 12,62 -0,14
16 2,0 14,72 -0,07 14,70 14,66 14,63 14,60 -0,1 14,66 14,62 -0,14
18 2,5 16,40 -0,07 16,38 16,34 16,30 16,27 -0,1 16,34 16,29 -0,14
20 2,5 18,40 -0,07 18,38 18,34 18,30 18,27 -0,1 18,34 18,29 -0,14
22 2,5 20,40 -0,07 20,38 20,34 20,30 20,27 -0,1 20,34 20,29 -0,14
24 3,0 22,08 -0,09 22,05 22,00 21,96 21,94 -0,13 22,0 21,95 -0,18
27 3,0 25,08 -0,09 25,05 25,00 24,96 24,94 -0,13 25,0 24,95 -0,18
Продолжение табл. 11.9
Номиналь- ный диаметр резьбы Шаг резьбы Р Поле допуска резьбы
4h 6h 6g бе 6d 6h; 6g; бе; 6d 8h 8g 8h;8g
Номи- нальный диаметр стержня Пре- дельное откло- нение Номинальный диаметр стержня Пре- дельное откло- нение Номинальный диаметр стержня Предель- ное откло- нение
30 3,5 27,76 -0,09 27,73 27,68 27,64 27,61 -0,13 27,68 27,62 -0,19
33 3,5 30,76 -0,09 30,73 30,68 30,64 30,61 -0,13 30,68 30,62 -0,19
36 4,0 33,44 -0,09 33,41 33,35 33,31 33,28 -0,13 33,35 33,29 -0,19
39 4,0 36,44 -0,09 36,41 36,35 36,31 36,28 -0,13 36,35 36,29 -0,19
42 4,5 39,42 -0,10 39,09 39,03 38,99 38,96 -0,14 39,03 38,96 -0,20
45 4,5 42,12 -0,10 42,09 42,03 41,99 41,96 -0,14 42,03 41,96 -0,20
48 5,0 44,80 -0,10 44,77 44,70 44,66 44,64 -0,15 44,7 44,63 -0,21
52 5,0 48,80 -0,10 48,77 48,70 48,66 48,64 -0,15 48,70 48,63 -0,21
64 6,0 60,17 -0,12 60,13 60,05 60,01 59,98 -0,17 60,05 59,97 -0,24
68 6,0 64,17 -0,12 64,13 64,05 64,01 63,98 -0,17 64,05 63,97 -0,24
С мелким шагом
5 0,50 4,67 -0,03 4,66 4,65 4,62 — -0,05 4,66 — -0,09
6 0,50 5,67 -0,04 5,66 5,65 5,62 — -0,06 5,66 — -0,11
0,75 5,51 -0,04 5,50 5,48 5,45 — -0,07 5,50 — -0.13
8 0,75 7,51 -0,04 7,50 7,48 7,45 — -0,07 7,50 — -0.13
1,о 7,36 -0,05 7,34 7,32 7,28 7,25 -0,07 7,32 7,29 -0,11
10 0,75 9,51 -0,04 9,50 9,48 9,45 — -0,07 9,50 — -0,13
1,0 9,36 -0,05 9,34 9,32 9,28 9,25 -0,07 9,32 9,29 -0,11
1,25 9,2 -0,05 9,18 9,15 9,12 9,08 -0,07 9,15 9,12 -0,11
12 0,75 11,51 -0,05 11,50 11,48 11,45 — -0,08 11,50 — -0,13
1,0 11,35 -0,06 11,33 11,31 11,27 11,24 -0,08 11,31 11,28 -0,12
1,25 11,20 -0,06 11,18 11,15 11,12 11,08 -0,09 11,15 11,12 -0,13
1,5 11,03 -0,06 11,01 10,98 10,95 10,92 -0,09 10,98 10,95 -0,14
14 0,75 13,51 -0,05 13,50 13,48 13,45 — -0,08 13,50 — -0,14
l,o 13,35 -0,06 13,33 13,31 13,27 13,24 -0,08 13,31 13,28 -0,12
1,25 13,20 -0,06 13,18 13,15 13,12 13,08 -0,09 13,15 13,12 -0,13
1,5 13,03 -0,06 13,01 12,98 12,95 12,92 -0,09 12,98 12,95 -0,14
16 0,75 15,51 -0,05 15,50 15,48 15,45 — -0,08 15,50 — -0,14
1,0 15,35 -0,06 15,33 15,31 15,27 15,24 -0,08 15,31 15,28 -0,12
1,5 15,03 -0,06 15,01 14,98 14,95 14,92 -0,09 14,98 14,95 -0,14
18 0,75 17,51 -0,05 17,50 17,48 17,45 — -0,08 17,50 — -0,14
1,0 17,35 -0,06 17,33 17,31 17,27 17,24 -0,08 17,31 17,28 -0,12
1,5 17,03 -0,06 17,01 16,98 16,95 16,92 -0,09 16,98 16,95 -0,14
NJ
Окончание табл. 11.9
Номиналь- ный диаметр резьбы Шаг резьбы Р Поле допуска резьбы
4h 6h 6g бе 6d 6h; 6g; бе; 6d 8h 8g 8h; 8g
Номи- нальный диаметр стержня Пре- дельное откло- нение Номинальный диаметр стержня Пре- дельное откло- нение Номинальный диаметр стержня Предель- ное откло- нение
18 2,0 16,72 -0,07 16,70 16,66 16,63 16,60 -0,1 16,66 16,62 -0,15
20 1,о 19,35 -0,06 19,33 19,31 19,27 19,24 -0,08 19,31 19,28 -0,12
1,5 19,03 -0,06 19,01 18.98 18,95 18,92 -0,09 18,98 18,95 -0,14
2 18,72 -0,07 18,70 18,66 18,63 18,60 -0,10 18,66 18,62 -0,15
22 1 21,35 -0,06 21,33 21,31 21,27 21,24 -0,08 21,31 21,28 -0,12
1,5 21,03 -0,06 21,01 20,98 20,95 20,92 -0,09 20,98 20,95 -0,14
2 20,72 -0,07 20,70 20,66 20,63 20,60 -0,10 20,66 20,62 -0,15
24 1 23,35 -0,06 23,33 23,31 23,27 23,24 -0,09 23,31 23,28 -0,13
1,5 23,02 -0,07 23,00 22,97 22,94 22,91 -0,10 22,97 22,94 -0,15
2 22,71 -0,08 22,69 22,65 22,62 22,59 -0,11 22,65 22,61 -0,17
27 1 26.35 -0,06 26,33 26,31 26,27 26,24 -0,09 26,31 26,28 -0,13
1,5 26,02 -0,07 26,00 25,97 25,94 25,91 -0,1 25,97 25,94 -0,15
2 25,71 -0,08 25,69 25,65 25,62 25,59 -0,11 25,65 25,61 -0,17
30 1 29,35 -0,06 29,33 29,31 29,27 29,24 -0,09 29,31 29,28 -0.13
1,5 29,02 -0,07 29,00 28,97 28,94 28,91 -0,1 28,97 28,94 -0,15
2 28,71 -0,08 28,69 28,65 28,62 28,59 -0,11 28,65 28,61 -0,17
33 1,5 32,02 -0,07 32,00 31,97 31,94 31,91 -0,10 31,97 31,94 -0,15
2 31,71 -0,08 31,69 31,65 31,62 31,59 -0,11 31,65 31,61 -0,17
36 1,5 35,02 -0,07 35,00 34,97 34,94 34,91 -0,10 34,97 34,94 -0,15
2 34,71 -0,08 34,69 34,65 34,62 34,59 -0,11 34,65 34,61 -0,17
3 34,08 -0,09 34,05 34,00 33,96 33,94 -0,13 34,00 33,95 -0,18
39 1,5 38,02 -0,07 38,00 37,97 37,94 37,91 -0,1 37,97 37,94 -0,13
2 37,71 -0,08 37,69 37,65 37,62 37,59 -0,11 37,65 37,61 -0,17
3 37,08 -0,09 37,05 37,00 36,96 36,94 -0,13 37,00 36,95 -0,18
42 2 40,71 -0,08 40,69 40,65 40.62 40,59 -0,11 40,65 40.61 -0,17
3 40,08 -0,09 40,05 40,00 39,96 39,94 -0,13 40,00 39,95 -0,18
4 39,44 -0,09 39,41 39,35 39,31 39,28 -0,13 39,35 39,29 -0,19
45 2 43,71 -0,08 43,69 43,65 43,62 43,59 -0,11 43,65 43,61 -0,17
3 43,08 -0,09 43,05 43,00 42,96 42,94 -0,13 43,00 42,95 -0,18
4 42,44 -0,09 42,41 42,35 42,31 42,28 -0,13 42,35 42,29 -0,19
bJ
Резьбу накатывают при вращении заготовки и поступательном пере-
мещении суппорта станка вместе с накатником, в который вмонти-
рован ролик. Накатывание резьбы до диаметра 50 мм осуществляют с
помощью резьбонакатных головок с тремя и более роликами.
При накатывании резьбы поверхность получается уплотненной
и без микронеровностей, характерных для обработки резанием.
Размеры стержней под накатывание метрической резьбы при-
ведены в табл. 11.9.
Внутренние резьбы нарезают метчиками, резцами, резьбонарез-
ными головками, а также получают методом пластической дефор-
мации при использовании раскатников. Метчики подробно рас-
смотрены в гл. 14.
Резьбовые резцы для нарезания внутренних резьб применяют как
с пластинами из быстрорежущей стали (табл. 11.10), так и с пласти-
нами из твердых сплавов (см. табл. 11.6). Диаметры растачиваемых от-
верстий под нарезание резьбы резцом приведены в табл. 11.11 и 11.12.
Таблица 11.10
Основные размеры, мм, резьбовых резцов с пластинами
из быстрорежущей стали для нарезания внутренней резьбы
Резвы Размеры поперечного сечения стержня резца Длина резца L
Высота Н Ширина В
Для метрических и трапецеидальных резьб 10...25 10...25 120; 140; 170; 200; 240
Примечание. Размеры сечений стержня резца см. в табл. 8.1.
Таблица 11.11
Диаметры растачиваемых отверстий под нарезание резцом
метрических резьб с крупным шагом
Диаметр, мм Допуск на диаметр отверстия, мм Диаметр, мм Допуск на диаметр отверстия, мм
резьбы отверстия под резьбу резьбы отверстия под резьбу
10 8,3 о,3 22 19,1 0,4
1 1 9,3 0,3 24 20,5 0,4
12 10,0 0,3 27 23,5 0,4
14 11,7 0,3 30 25,9 0,5
16 13,7 0,3 33 28,9 0,5
18 15,1 0,4 36 31,3 0,5
20 17,1 0,4 39 34,3 0,5
274
Окончание табл. 11.11
Диаметр, мм Допуск на диаметр отверстия, мм Диаметр, мм Допуск на диаметр отверстия, мм
резьбы отверстия под резьбу резьбы отверстия под резьбу
42 36,7 0,6 56 49,5 0,7
45 39,7 0,6 60 52,9 0,7
48 42,1 0,6 64 56,9 0,7
52 46,1 0,6 68 60,9 0,7
Таблица 11.12
Диаметры растачиваемых отверстий под нарезание резцом
метрических резьб с мелким шагом
Диаметр, мм Допуск на диаметр отверстия, мм Диаметр, мм Допуск на диаметр отверстия, мм
резьбы отверстия под резьбу резьбы отверстия под резьбу
Шаг резьбы Р= 1 мм Шаг резьбы Р= 1 мм
20 18,9 0,2 68 66,9 0,2
22 20,9 0,2 72 70,9 0,2
24 22,9 0,2 76 74,9 0,2
25 23,9 0,2 80 78,9 0,2
27 25,9 0,2 Шаг резьбы Р= 1,5 мм
28 26,9 0,2 14 12,3 0,2
30 28,9 0,2 15 13,3 0,2
33 31,9 0,2 16 14,3 0,2
36 34,9 0,2 17 15,3 0,2
39 37,9 0,2 18 16,3 0,2
42 40,9 0,2 20 18,3 0,2
45 43,9 0,2 22 20,3 0,2
48 46,9 0,2 24 22,3 0,2
52 50,9 0,2 25 23,3 0,2
56 54,9 0,2 26 24,3 0,2
60 58,9 0,2 27 25,3 0,2
64 62,9 0,2 28 26,3 0,2
275
Продолжение табл. 11.12
Диаметр, мм Допуск на диаметр отверстия, мм Диаметр, мм Допуск на диаметр отверстия, мм
резьбы отверстия под резьбу резьбы отверстия под резьбу
Шаг резьбы Р = 1,5 мм Шаг резьбы Р = 1,5 мм
30 27,3 0,2 90 88,3 0,2
32 30,3 • 0,2 95 93,3 0,2
33 31,3 0,2 100 98,3 0,2
35 33,3 0,2 Шаг резьбы Р = 2 мм
36 34,3 0,2 24 21,7 0,2
38 36,3 0,2 25 22,7 0,2
39 37,3 0,2 27 24,7 0,2
40 38,3 0,2 28 25,7 0,2
42 40,3 0,2 30 27,7 0,2
45 43,3 0,2 32 29,7 0,2
48 46,3 0,2 33 30,7 0,2
50 48,3 0,2 36 33,7 0,2
52 50,3 0,2 39 36,7 0,2
55 53,3 0,2 40 37,7 0,2
56 54,3 0,2 42 39,7 0,2
58 56,3 0,2 45 42,7 0,2
60 58,3 0,2 48 45,7 0,2
62 60,3 0,2 50 47,7 0,2
64 62,3 0,2 52 49,7 0,2
65 63,3 0,2 55 52,7 0,2
68 66,3 0,2 56 53,7 0,2
70 68,3 0,2 58 55,7 0,2
72 70,3 0,2 60 57,7 0,2
75 73,3 0,2 62 59,7 0,2
76 74,3 0,2 64 61,7 0,2
80 78,3 0,2 65 62,7 0,2
85 83,3 0,2 68 65,7 0,2
276
Продолжение табл. 11.12
Диаметр, мм Допуск на диаметр отверстия, мм Диаметр, мм Допуск на диаметр отверстия, мм
резьбы отверстия под резьбу резьбы отверстия под резьбу
Шаг резьбы Р= 2 мм Шаг резьбы Р= 3 мм
70 67,7 0,2 45 41,5 0,3
72 69,7 0,2 48 44,5 0,3
75 72,7 0,2 50 46,5 0,3
76 73,7 0,2 52 48,5 0,3
78 75,7 0.2 55 51,5 0,3
80 77,7 0,2 56 52,5 0,3
82 79,7 0,2 58 54,5 0,3
85 82,7 0,2 60 56,5 0,3
90 87,7 0,2 62 58,5 0,3
95 92,7 0,2 64 60,5 0,3
100 97,7 0,2 65 61,5 0,3
105 102,7 0,2 68 64,5 0,3
ПО 107,7 0,2 70 66,5 0,3
115 112,7 0,2 72 68,5 0,3
120 117,7 0,2 75 71,5 0,3
125 122,7 0,2 76 72,5 0,3
130 127,7 0,2 80 76,5 0,3
135 132,7 0,2 85 81,5 0,3
140 137,7 0,2 90 86,5 0.3
145 142,7 0,2 95 91,5 0,3
150 147,7 0,2 100 96,5 0,3
Шаг резьбы Р= 3 мм 105 101,5 0,3
36 32,5 0,3 110 106,5 0,3
39 35,5 0,3 115 11 1,5 0,3
40 36,5 0,3 120 116,5 0,3
42 38,5 0,3 125 121,5 0,3
277
Продолжение табл. 1 /. 12
Диаметр, мм Допуск на диаметр отверстия, мм Диаметр, мм Допуск на диаметр отверстия, мм
резьбы отверстия под резьбу резьбы отверстия под резьбу
Шаг резьбы Р= 3 мм Шаг резьбы Р= 4 мм
130 126,5 0,3 75 70,3 0,5
135 131,5 0,3 76 71,3 0,5
140 136,5 0,3 80 75,3 0,5
145 141,5 0,3 85 80,3 0,5
150 146,5 0,3 90 85,3 0,5
155 151,5 0,3 95 90,3 0,5
160 156,5 0,3 100 95,3 0,5
165 161,5 0,3 105 100,3 0,5
170 166,5 0,3 110 105,3 0,5
175 171,5 0,3 115 110,3 0,5
180 176,5 0,3 120 115,3 0,5
185 181,5 0,3 125 120,3 0,5
190 186,5 0,3 130 125,3 0,5
195 191,5 0,3 135 130,3 0,5
200 196,5 0,3 140 135,3 0,5
Шаг резьбы Р= 4мм 145 140,3 0,5
55 50,3 0,5 150 145,3 0,5
56 51,3 0,5 155 150,3 0,5
58 53,3 0,5 160 155,3 0,5
60 55,3 0,5 165 160,3 0,5
62 57,3 0,5 170 165,3 0,5
64 59,3 0,5 175 170,3 0,5
65 61,3 0,5 180 175,3 0,5
68 63,3 0,5 185 180,3 0,5
70 65,3 0,5 190 185,3 0,5
72 67,3 0,5 195 190,3 0,5
278
Окончание табл. 11.12
Диаметр, мм Допуск на диаметр отверстия, мм Диаметр, мм Допуск на диаметр отверстия, мм
резьбы отверстия под резьбу резьбы отверстия под резьбу
Шаг резьбы Р = 4 мм Шаг резьбы Р= 6 мм
200 195,3 0,5 105 97,9 0,7
Шаг резьбы Р= 6 мм НО 102,9 0,7
70 62,9 0,7 115 107,9 0,7
72 64,9 0,7 120 112,9 0,7
76 68,9 0,7 125 117,9 0,7
80 72,9 0,7 130 122,9 0,7
85 77,9 0,7 135 127,9 0,7
90 82,9 0,7 140 132,9 0,7
95 87,9 0,7 145 137,9 0,7
100 92,9 0,7 150 142,9 0,7
При нарезании резьбы в сквозных отверстиях для увеличения
производительности применяют резьбонарезные головки с приз-
матическими гребенками, режущие кромки которых располагают-
ся по одной окружности и имеют заборный конус. Число гребенок
зависит от размера головки. Гребенки смещены относительно друг
друга в соответствии с углом подъема винтовой линии нарезаемой
резьбы.
Рис. 11.6. Раскатникдля внутренней резьбы:
/| — заборный конус; /2 — калибрующая часть; ф — главный угол в плане; К —
величина огранки
279
Наладку резьбонарезной головки осуществляют по рабочему
резьбовому калибру, эталонной детали или кольцу, внутренний
диаметр которого равен наружному диаметру резьбы.
Для получения резьбы методом пластической деформации на
внутренней поверхности применяют раскатники (рис. 11.6). Рас-
катник имеет заборную часть с конической резьбой длиной /, = ЗР
(Р — шаг резьбы) для глухих отверстий и /, = (1О...2О)Рдля сквоз-
ных отверстий. На калибрующей части раскатника нарезана ци-
линдрическая резьба длиной /2 = (5...8)Р. По всей рабочей части
раскатника выполнена огранка К = 0,2...0,6 мм для уменьшения
сил трения при нарезании резьбы. В процессе работы раскатник
вращается относительно заготовки и имеет принудительную пода-
чу вдоль оси резьбы.
11.3. Припуски на обработку резьбовых
поверхностей
Припуск при нарезании резьбы плашками равен разности между
наружным диаметром стержня, подготовленного под резьбу (см.
табл. 11.3 и 11.4), и внутренним диаметром резьбы; припуск сни-
мается плашкой за один рабочий ход.
Припуск при нарезании резьбы резцом снимают за несколько ра-
бочих ходов. Число черновых и чистовых ходов зависит от мате-
риала заготовки, шага и типа резьбы.
Метрическую наружную и внутреннюю резьбы нарезают по
многопроходной профильной схеме с радиальной и радиально-
осевой подачами (рис. 11.7, а, б) или по генераторной схеме (рис.
11.7. в). Трапецеидальные резьбы нарезают по профильной схеме
резания (рис. 11.7, г, д).
Рекомендуемое число рабочих ходов при нарезании наружной
резьбы приведено в табл. 11.13 и 11.14.
При нарезании резьбы резцы устанавливают по центру заготов-
ки: при нарезании мелких резьб с углом подъема со < 4° — под
углом 90° к оси заготовки, а с углом подъема со > 4° — под углом,
соответствующим углу подъема резьбы.
Рис. 11.7. Снятие припуска при нарезании резьбы резцом:
а — с радиальной подачей; б — с радиально-осевой подачей; в — генераторная
схема; г, д — профильные схемы
280
Т аблица 11.13
Число рабочих ходов при нарезании резцом наружной метрической резьбы
Материал заготовки Шаг Р, мм
0,75 1,0 1,25 1.5 1.75 2,0
Стали углеродистые 2-3 2-3 2-3 3-4 3-4 4-5
(ств р< 700 МПа) 1-2 1-2 1-2 2-3 2-4 2-4
Стали легированные 2-3 3-4 3-4 4-5 4-5 5-7
(овр> 700 МПа) 1-2 1-2 1-2 2-3 2-3 3-4
Стали высокопрочные 2-3 2-3 3-4 3-4 4-5 4-5
и коррозионно-стойкие 1-2 1-2 1-2 2-3 2-3 2-3
Стали жаропрочные 3-4 3-4 3-5 4-5 5-6 6—7
1-2 1-2 1-2 2-3 2-3 2-3
Сплавы титановые 2-3 2-3 3-4 3-4 4-5 4-5
1-2 1-2 1-2 2-3 2-3 2-3
Бронзы, латуни 3-4 3-4 3-4 4-5 5-6 5-6
2-3 2-3 2-3 2-3 3-4 3-4
Примечания: 1. Над чертой указано число черновых рабочих ходов, под
чертой — чистовых.
2. Меньшие значения используют для резцов, оснащенных пластинами из твер-
дых сплавов, большие — для резцов из быстрорежущей стали.
3. При нарезании точной резьбы число рабочих ходов увеличивают на 2—3
зачистных хода (с нулевой глубиной резания) при низкой скорости резания.
4. При нарезании многозаходных резьб число рабочих ходов увеличивают на
1—2 хода для каждого захода резьбы.
Таблица 11.14
Число рабочих ходов при нарезании резцом наружной
трапецеидальной резьбы
Материал заготовки Шаг Р, мм
4 6 8
Стали углеродистые 8-10 5-7 10-12 6 — 9 12-14 7-9
Стали легированные 10-12 12-14 14-17
6-8 8-10 8-10
Бронзы, латуни 6-8 5-6 7-9 5-7 8-11 6-8
Примечание. См. примечания к табл. 11.13.
Диаметры стержней и отверстий под нарезание резцом наруж-
ных и внутренних резьб приведены в табл. 11.7, 11.8, 11.11, 11.12 и
11.15-11.17.
281
Таблица 11.15
Диаметры стержней под нарезание резцом
трубной цилиндрической резьбы
Номинальный размер резьбы, дюйм Число ниток на 1" Шаг /*, мм Диаметр стержня под резьбу, мм
7,6; 78 28 0,907 9,67
74 19 1,337 13,10
7« 16,61
72 14 1,814 20,90
5А 22,86
74 26,39
7s 30,15
1 11 2,309 33,19
17s 37,84
1% 41,86
17s 44,27
172 47,75
174 53,69
2 59,56
274 65,66
272 75,13
274 81,84
3 87,83
374 93,93
372 100,28
374 106,63
4 112,98
472 125,68
5 138,38
572 151,08
6 163,78
Примечание. В таблице указаны диаметры стержней под нарезание трубной
цилиндрической резьбы (ГОСТ 6357—81), изготовляемых из сталей по ГОСТ 380—94,
ГОСТ 4543—71, ГОСТ 1050—88, ГОСТ 5632—72 (кроме сталей на никелевой ос-
нове) и меди по ГОСТ 859—2001.
282
Таблица 11.16
Диаметры растачиваемых отверстий под нарезание резцом
трубной цилиндрической резьбы
Номинальный размер резьбы, дюйм Число ниток на 1" Шаг Р, мм Диаметр отверстия под резьбу, мм
2 1) 2,309 56,70
2'Л 62,80
2'Л 72,27
23Л 78,62
3 84,97
з'Л 91,07
з‘Л 97,42
ззЛ 103,77
4 110,12
4'Л 122,82
5 135,52
57г 148,22
6 160,92
Примечание. См. примечание к табл. 11.15.
Таблица 11.17
Диаметры растачиваемых отверстий под нарезание резцом
трапецеидальной резьбы (все размеры в мм)
Диа- метр резь- бы Шаг резь- бы Диа- метр рас- точки До- пуск Шаг резь- бы Диа- метр рас- точки До- пуск Шаг резь- бы Диа- метр рас- точки До- пуск
10 3 7 0,15 2 8 0,10
12 9 10
14 11 12
16 4 12 0,20 14
18 14 16
20 16 18
22 8 14 0,4 5 17 0,25 20
24 16 19 22
26 18 21 24
28 20 23 26
283
Продолжение табл. 11.17
Диа- метр резь- бы Шаг резь- бы Диа- метр рас- точ ки До- пуск Шаг резь- бы Диа- метр рас- точки До- пуск Шаг резь- бы Диа- метр рас- точки До- пуск
30 10 20 0,5 6 24 0,30 3 27 0,15
32 22 26 29
34 24 28 31
36 26 30 33
38 28 32 35
40 30 34 37
42 32 36 39
44 12 32 0,6 8 34 0,40 41
46 34 38 43
48 36 40 45
50 38 42 47
52 40 44 49
55 43 47 52
60 48 52 57
62 16 46 0,8 10 52 0,50 4 58 0,20
65 49 55 61
70 54 60 66
75 59 65 71
78 62 68 74
80 64 70 76
85 20 65 1,0 12 73 0,60 5 80 0,25
90 70 78 85
95 75 83 90
100 80 88 95
НО 90 98 105
120 24 96 1,2 16 104 0,80 6 114 0,30
130 106 114 124
140 116 124 134
150 126 134 144 0,40
160 136 144 8 152
170 146 154 162
284
Окончание табл. П.17
Диа- метр резь- бы Шаг резь- бы Диа- метр рас- точки До- пуск Шаг резь- бы Диа- метр рас- точки До- пуск Шаг резь- бы Диа- метр рас- точки До- пуск
180 32 148 1,6 20 160 1,00 10 170 0,50
190 158 170 180
200 168 180 190
210 178 190 200
220 188 200 210
240 40 200 2,0 24 216 1,20 12 228 0,60
250 210 226 238
260 220 236 248
280 240 256 268
300 260 276 288
320 48 272 2,4 308
340 292 328
360 312 348
380 332 368
400 352 388
420 16 404 0,80
440 424
460 444
480 464
500 484
520 20 500 1,00
540 520
560 540
580 24 1,20
600 576
620 596
640 616
В табл. 11.13 и 11.14 указано число рабочих ходов при нарезании
резцом наружных резьб; при нарезании внутренних резьб число ра-
бочих ходов следует увеличить на 20... 25 %. Меньшие значения сле-
дует применять для резцов, оснащенных пластинами из твердых
285
сплавов, большие — для резцов из быстрорежущей стали. При наре-
зании точной резьбы число рабочих ходов необходимо увеличить на
2 — 3 зачистных хода (с нулевой глубиной резания) при малой ско-
рости резания. При нарезании многозаходных резьб число рабочих
ходов следует увеличить на 1—2 хода для каждого захода резьбы.
При черновых рабочих ходах глубину резания задают следующим
образом: резьбовой резец перемещают в радиальном направлении
на 0,4...0,7 мм, в осевом направлении — на 0,10...0,15 мм; при
чистовых рабочих ходах радиальное перемещение резьбового резца
составляет 0,25...0,40 мм.
Припуск под нарезание резьбы резьбонарезными головками зависит
от материала заготовки. В связи с этим диаметр заготовки опреде-
ляют следующим образом:
для заготовки из ковкого чугуна
<4, = 4-0,1 Л
где d — наружный диаметр резьбы; Р — шаг резьбы;
для заготовок из конструкционной и легированной сталей типа
20; 45; 40Х
4,г = J-0J5P;
для заготовок из бронзы и твердой латуни
J3ar = d - 0,2Л
Припуск под накатывание (например, наружной резьбы) оп-
ределяют как разность между диаметром стержня (см. табл. 11.9) и
внутренним диаметром нарезаемой резьбы.
11.4. Режимы резания при резьбообразовании
При нарезании резьбы плашками обработку ведут с охлаждением.
Скорости резания выбирают в зависимости от материала заготов-
ки. При работе плашками скорости резания составляют: для заго-
товок из стали 3...4 м/мин, для заготовок из чугуна — 2...3, для
заготовок из латуни — 9...15 м/мин; подача равна шагу нарезае-
мой резьбы.
При нарезании круглыми плашками скорости резания уточня-
ются по табл. 11.18 в зависимости от шага нарезаемой резьбы.
При нарезании резьб резцами значение подачи равно шагу наре-
заемой резьбы. Работу ведут с охлаждением.
Скорость резания выбирают в зависимости от материалов заго-
товки и инструмента, а также шага нарезаемой резьбы.
В табл. 11.19 указаны рекомендуемые скорости резания при на-
резании резьбы быстрорежущими резцами в зависимости от шага
нарезаемой резьбы; в табл. 11.20 приведены рекомендации по вы-
286
Табл и ца 11.18
Скорости резания при нарезании резьбы круглыми плашками
в зависимости от материала заготовки и шага нарезаемой резьбы
Диаметр резьбы d, мм Шаг резьбы Р, мм Скорость резания г, м/мин
Стали конструкционные легированные с пределом прочности при растяжении о„р = 670...750 МПа
4 0,7 2,3
6 1,0 2,45
8 1,25 2,65
10 1,5 2,75
12 1,75 2,85
16 2,0 3,45
20 2,5 3.45
24 3,0 3,45
30 3,5 3,45
36 4,0 4,0
Сплавы алюминиевые
4 0,7 10,2
6 1,0 10,8
8 1,25 11,7
10 1,5 12,3
12 1,75 12,8
16 2,0 13,3
20 2,5 14,5
24 3,0 15,3
30 3,5 16,6
36 4,0 17,6
Латуни и бронзы
4 0,7 7,6
6 1,0 8,1
8 1,25 8,8
10 1,5 9,2
12 1,75 9,6
16 2,0 10,0
20 2,5 10,5
24 3,0 11,5
30 3,5 12,5
36 4,0 13,2
Примечание. Значения скоростей резания указаны для периода стойкости
плашек Т = 90 мин.
287
Таблица 11.19
Скорости резания при нарезании резьбы быстрорежущими резцами
Метрическая резьба
Шаг резьбы Р, мм 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0
Скорость резания, м/мин: черновых ходов чистовых ходов 36 31 30 27 25 24 22 22
64 56 50 48 44 42 41 38
Дюймовая резьба
Число ниток на 1" И 10 9 8 7 6 5 4,5 4 3
Скорость резания, м/мин: черновых ходов чистовых ходов 40 38 34 31 28 27 25 23 21 19
65 58 57 55 49 47 42 39 37 31
Трапецеидальная резьба
Шаг резьбы Р, мм 5 6 8 10 12 16 20 24
Скорость резан ия, м/мин: черновых ходов чистовых ходов 37 32 25 21 18 15 14 13
64 52
Примечания: 1. Скорости резания указаны для обработки заготовки из ста-
ли 45 быстрорежущими резцами марки Р9; работа с охлаждением.
2. При обработке заготовки из стали с меньшей прочностью, чем сталь 45,
значения скорости резания следует увеличить, при обработке заготовки из стали с
большей прочностью — уменьшить.
3. При нарезании внутренней резьбы числовые значения скорости умножают
на поправочный коэффициент 0,75.
Таблица 11.20
Скорости резания, м/мин, при нарезании резьбы резцами в заготовках
из различных материалов
Материал заготовки Шаг резьбы Р, мм
1 2 3
Стали углеродистые конструкционные с пределом прочности при растяжении <у„р < 750 МПа 20...40 20...40 20...40
80...120 80...120 70...90
Стали легированные с пределом прочности при растяжении ст„ р < 1000 М Па 20...25 20...40 20...25
65...90 65...80 60...70
288
Окончание табл. 11.20
Материал заготовки Шаг резьбы Р. мм
1 2 3
Стали инструментальные и быстрорежущие 15...25 30...50 15.„25 30.„50 I5...25 30...50
Стали коррозионно-стойкие 6...10 20...40 6.„8 20.„30 5„.7 18...25
Стали высокопрочные и жаропрочные с пределом прочности при растяжении о„р < 1 400 М Па 2...4 I5...20 2...3 15.„25 1,5... 2 12... 20
Сплавы титановые 6...I0 25...40 6...8 25...35 5...7 20.„30
Чугуны 20,„30 40.„50 20.„40 45-55 25.„40 45...60
Примечания: I. Над чертой указаны скорости резания при нарезании резь-
бы резцами из быстрорежущей стали, под чертой — резцами из твердого сплава.
2. Скорости резания для нарезания внутренней резьбы уменьшаю! на 20... 30 %.
бору скорости резания при нарезании резьбы резцами в заготовках
из различных материалов. Скорости резания при нарезании мо-
дульных резьб (червяков, червячно-модульных фрез) приведены в
табл. 11.21.
Таблица 11.21
Рекомендуемые скорости резания, м/мин, при нарезании модульных резьб
твердосплавными резцами
Материал заготовки Шаг резьбы Л, мм
Я 2л Зя 4л 5л
Число рабочих ходов
черно- вых чисто- вых черно- вых чисто- вых черно- вых чисто- вых черно- вых чисто- вых черно- вых чисто- вых
4 2 7 3 10 5 25 — 30 —
Стали с пределом проч- ности при растяжении о|;р~ 650 МПа 160 130 но 104 99
Стали с пределом проч- ности при растяжении а„р = 750 МПа 130 105 88 — —
289
Примечания: I. Скорости резания указаны для обработки заготовки из кон-
струкционной незакаленной стали резцами из твердого сплава Т15К6; работа без
охлаждения.
2. Период стойкости резца принят Т = 30 мин. При другом периоде стойкости
значения скорости резания умножают на коэффициенты: 1,25 — при Т= 10 мин;
1,08 — при Т = 20 мин; 0.92 — при Т = 45 мин; 0,87 — при Г = 60 мин; 0,8 — при
Т- 90 мин.
3. При нарезании резьб с модулем больше 3 мм, т.е. с шагом Р > Зге, твердый
сплав Т15К6 применяют для предварительных рабочих ходов.
Нарезание резьб резьбонарезными головками. На токарных станках
применяют резьбонарезные головки для нарезания наружной и внут-
ренней резьб. Скорость резания выбирают в зависимости от диаметра
нарезаемой резьбы, материала заготовки и шага резьбы (табл. 11.22).
В условиях серийного производства вихревое нарезание резьбы на
длинных ходовых винтах осуществляют на винторезном токарном
станке мод. ЕТ28М с частотой вращения вихревой резцовой голов-
ки 1 240 и 1 840 мин1.
Продольную подачу на станке настраивают на шаг нарезаемой
резьбы.
Заготовка (нарезаемый ходовой винт) осуществляет круговую
подачу с частотой вращения шпинделя 4...40 мин-1. Глубину реза-
Таблица 11.22
Рекомендуемые скорости резания, м/мин, при нарезании резьбы
резьбонарезными головками с гребенками
Диаметр нарезаемой резьбы, мм Материал заготовки Скорость резания для метрической резьбы с шагом
крупным мелким
6...14 Сталь45 7,0 10
16...22 9,5 16
24...60 9,5 17
6...14 Стали 20 и 40Х 5,5 8
16...22 7,0 12
24...60 7,5 14
6...14 Чугуны ковкие 12 17
16...22 14 26
24...60 16 30
6...14 Бронзы, латуни твердые 14 20
16...22 16 30
24...60 19 34
290
Таблица 11.23
Рекомендуемые скорости накатывания резьбы накатным роликом
Материал заготовки Скорость накатывания, м/мин
Стали с пределом прочности при растяжении о„р, МПа: до 400 400...500 600... 800 60...80
40...60
20...40
Латуни и сплавы легкие 40...90
Сплавы коррозионно-стойкие типа 08X18Н1 ОТ 10...20
ния, равную высоте профиля нарезаемой резьбы, устанавливают
смещением суппорта с резцовой головкой в поперечном направ-
лении (см. рис. 7.8).
Накатывание резьбы. Скорость накатывания резьбы зависит от ма-
териала заготовки (табл. 11.23). Подачу осуществляют накатным ро-
ликом в радиальном направлении. Значения рекомендуемых подач
приведены в табл. 11.24, припуски под накатывание — в табл. 11.9.
Таблица 11.24
Рекомендуемые радиальные подачи, мм/об, при накатывании резьбы
накатным роликом
Материал заготовки Шаг накатываемой резьбы, мм
1,0 1,5 2.0 2,5 3,0
Стали с пре- делом проч- ности при растяжении о„р, МПа: 400...500 550... 800 0,06... 0,08 0,10...0,12 0,12...0,13 0,15-0,17 0,17-0,20
0,04... 0,06 0,075... 0,09 0,09...0,13 0,13-0,15 0,15-0,20
Латунь и сплавы легкие 0,04...0,175 0,05... 0,20 0,06...0,23 0,07-0,27 0,08-0,30
Сплавы кор- розионно- стойкие типа 08Х18Н10Т 0,015...0,02 0,02 ...0,025 0,025-0,03 — —
291
В качестве СОЖ при накатывании резьбы на заготовках из угле-
родистой и легированной сталей используют жидкости на масля-
ной основе марки ОСМ-3; при накатывании на заготовках из кор-
розионно-стойких сталей — марок МР-1У и МР-3, а на заготовках
из латуни или алюминиевых сплавов — марки МР-2У или ОСМ-3.
11.5. Шероховатость поверхности
и точность обработки
Для достижения требуемых точности получаемых размеров и
шероховатости обработанной поверхности при обработке загото-
Таблица 11.25
Параметры шероховатости резьбовой поверхности в зависимости
от способа обработки
Способ рсзьбообразо- вания Резьбообразуюший инструмент Параметр сти Ra, мкм
Тип Рабочая часть
Нарезание Резец Шлифованная 3,20... 1,25
Доведенная на притире 2,50...0,63
Плашка Нешлифованная 12,5...2,5
Доведенная на притире 3,20... 1,25
Фреза Нешлифованная 6,30...2,50
Шлифованная 3,20... 1,25
Резьбонарезная головка Нешлифованная 3,20...2,50
Шлифованная 2,50... 1,25
Метчик Нешлифованная 6,30...3,20
Шлифованная 3,20... 1,25
Абразивный круг — 1,25...0,32
Накатывание заготовки: нешлифованной шлифованной Ролик Нешлифованная 3,20... 1,25
Шлифованная 2,50...0,63
То же 1,25...0,32
Раскатывание Метчик-раскатник » 2,50...0,63
292
вок необходимо правильно выбрать режущий инструмент и способ
обработки. В табл. 11.25 приведены параметры шероховатости резь-
бовой поверхности в зависимости от способа резьбообразования.
11.6. Специальные приспособления
для нарезания многозаходных резьб
Деление на заходы можно производить при помощи градуиро-
ванного патрона (рис. Н.8). Патрон устанавливают на шпинделе
станка. В начале обработки первой винтовой канавки резьбы нуле-
вые риски на обеих частях патрона должны совпадать. При нареза-
нии следующей винтовой канавки нужно ослабить гайки 3 и 4 и
повернуть поворотную часть 1 патрона вместе с поводковым паль-
цем на соответствующий угол.
Рис. 11.8. Градуированный поводко-
вый патрон:
/ — поворотная часть; 2 — корпус;
3, 4 — гайки
Рис. 11.9. Поводковый патрон:
1— 6 — прорези
При делении на заходы применяют также поводковый патрон с
прорезями (рис. I 1.9). После нарезания одной нитки резьбы заго-
товку поворачивают (освободив из центров) и вставляют отогну-
тый конец хомутика в соответствующую прорезь. При нарезании
двухзаходной резьбы используют прорези 7 и 3 или 2 и 4\ при
нарезании трехзаходной резьбы — прорези 5, 6 и 3; при нарезании
четырехзаходной резьбы — прорези /, 2, 3 и 4.
ГЛАВА 12
ОТДЕЛОЧНАЯ ОБРАБОТКА
12.1. Отделка поверхностей чистовыми резцами
Отделочную обработку проводят для повышения точности,
уменьшения шероховатости поверхностей или придания им осо-
бого вида исходя из эстетических соображений.
Для отделочных методов характерны малые силы резания, не-
большая толщина срезаемого слоя металла, незначительное теп-
ловыделение. Поскольку обработку проводят с приложением от-
носительно малых по величине сил закрепления заготовок, послед-
ние деформируются незначительно.
Тонкое обтачивание применяют вместо шлифования. Этот про-
цесс происходит при высоких скоростях главного движения, ма-
лых глубинах резания и подачах. Для отделки поверхностей приме-
няют токарные резцы с широкими режущими кромками, которые
расположены строго параллельно оси обрабатываемой заготовки.
Подача должна составлять не более 0,6 ширины режущей кромки
на оборот заготовки, а глубина резания — не более 0,5 мм. Это
позволяет уменьшить шероховатость поверхности обрабатываемой
заготовки.
Для обтачивания заготовок из цветных металлов и сплавов, а
также пластмасс и других неметаллических материалов применя-
ют алмазные резцы. Высокий период стойкости алмазных резцов
обеспечивает работу без подналадки в течение длительного време-
ни и высокую точность обработки.
Для тонкого обтачивания необходимы быстроходные станки
высокой жесткости и точности; немаловажное значение имеет ка-
чество предварительной обработки поверхности заготовки.
Тонкое растачивание также часто используют вместо шлифова-
ния, особенно в тех случаях, когда тонкостенные заготовки вы-
полнены из вязких цветных сплавов либо из стали. Кроме того,
оно используется при точной обработке глухих отверстий и в тех
случаях, когда по условиям эксплуатации детали недопустимо на-
личие абразивных зерен в порах обработанной поверхности, что
характерно для шлифования.
Припуски на диаметр при тонком растачивании отверстий при-
ведены в табл. 12.1.
Параметр шероховатости Ra при тонком (алмазном) обтачива-
нии — 1,6...0,2 мкм, при тонком (алмазном) растачивании —
3,2... 1,6 мкм.
294
Таблица 12.1
Припуски, мм, на диаметр при тонком (алмазном) растачивании
отверстий
Диаметр обрабаты ваемого отверстия, мм Обрабатываемый материал
Сплавы легкие Баббит Бронза и чугун Сталь
До 30 0,2/0,1 0,3/0,1 0,2/0,1 0,2/0,1
Св. 30 до 50 0,3/0,1 0,4/0,1 0,3/0,1 0,2/0,1
Св. 50 до 80 0,4/0,1 0,5/0,1 0,3/0,1 0,2/0,1
Св. 80 до 120 0,4/0,1 0,5/0,1 0,3/0,1 0,3/0,1
Св. 120 до 180 0,5/0,1 0,6/0,2 0,4/0,1 0,3/0,1
Св. 180 до 250 0,5/0,1 0,6/0,2 0,4/0,1 0,3/0,1
Св. 250 до 360 0,5/0,1 0,6/0,2 0,4/0,1 0,3/0,1
Св. 360 до 400 0,5/0,1 0,6/0,2 0,5/0,2 0,4/0,1
Св. 400 до 500 0,5/0,1 0,6/0,2 0,5/0,2 0,4/0,1
Примечания: 1. В числителе приведены припуски на предварительную об-
работку, в знаменателе — на окончательную.
2. В случае применения только растачивания припуск определяется как сумма
припусков на предварительное и окончательное растачивание.
12.2. Алмазное выглаживание
Для получения деталей с высокой точностью и малой шерохо-
ватостью поверхности применяют алмазное выглаживание, с по-
мощью которого достигается шероховатость поверхности Ra 0,1 мкм.
В этом случае обработанная поверхность упрочняется.
Сущность метода алмазного выглаживания состоит в том, что ос-
тавшиеся после обработки резанием микронеровности поверхности
выравнивает перемещающийся по ней прижатый алмазный инстру-
мент. Алмаз, закрепленный в лержавке, не вращается, а скользит по
поверхности. Рабочая часть инструмента выполнена в виде полусфе-
ры, цилиндра или конуса. Чем тверже материал обрабатываемой за-
готовки, тем меньше радиус скругления рабочей части алмаза.
Достоинствами алмазного выглаживания являются снижение
шероховатости поверхности, отсутствие переноса на обрабатывае-
мую поверхность посторонних частиц, возможность обработки тон-
костенных заготовок и заготовок сложной конфигурации, просто-
та конструкции выглаживателей. Державку с подпружиненным
наконечником с алмазом (0,5... 1,0 карат) устанавливают в резце-
держателе вместо резца; движения заготовки и инструмента ана-
логичны движениям при обтачивании на токарном станке.
295
12.3. Полирование
Полирование применяют для уменьшения шероховатости по-
верхностей заготовок. С помощью этого метода можно получить
либо высокую точность и зеркальный блеск ответственных деталей
(дорожки качения подшипников), либо отделку поверхности для
декоративных целей. На токарных станках полирование чаще всего
осуществляют при помощи шлифовальной (наждачной) шкурки
или шлифовальной ленты. Абразивную ленту прижимают к поверх-
ности детали, закрепляя концы в резцовой головке поперечного
суппорта, либо применяют деревянные державки с углублением
по форме детали, в которое закладывают абразивную ленту. Поли-
рование обеспечивает шероховатость обработанной поверхности
Ra 1,6. .0,2 мкм при окружной скорости заготовки 30...35 м/мин,
продольной подаче 0,4 мм/об и применении абразивной ленты с
зернистостью 8...5. Чем меньше номер зернистости абразивной лен-
ты, тем меньше шероховатость полированной поверхности. Абра-
зивные ленты с зернистостью 50... 25 применяют для зачистки по-
верхностей, имеющих шероховатость Ra 12,5...6,3 мкм; зернисто-
стью 25... 16 — для поверхностей, имеющих шероховатость
Ra 3,2... 1,6 мкм; зернистостью 16... 8 — для поверхностей, имею-
щих шероховатость Ла 0,8 мкм. При полировании заготовок из ста-
лей и цветных металлов применяют абразивные ленты с покрыти-
ем электрокорундом, а при обработке заготовок из чугуна и дру-
гих хрупких металлов — с покрытием карбидом ВЗ или К4.
12.4. Притирка
Поверхности деталей машин, обработанные на металлорежу-
щих станках, имеют отклонения от правильных геометрических
форм и заданных размеров. Волнистость, овальность, отклонение
от плоскостности, цилиндричности и другие отклонения от за-
данной формы детали, возникающие после обработки и не види-
мые невооруженным глазом, могут быть уменьшены с помощью
притирки (доводки), т.е. обработки с использованием мелкозер-
нистых шлифпорошков, микропорошков (табл. 12.2) и паст (табл.
I2.3). Процесс осуществляют с помощью притиров, имеющих со-
ответствующую форму. На притир наносят мелкий абразивный
порошок или пасту со связующей жидкостью. Для обработки на-
ружной поверхности на токарном станке (рис. 12.I, а) применяет-
ся притир 2 в виде втулки, имеющей ряд прорезей, необходимых
для обеспечения полного его прилегания под действием силы Fk
обрабатываемой поверхности. Притиру одновременно сообщают воз-
вратно-вращательное движение £>|Пр и возвратно-поступательное
движение D2np. Заготовке / сообщают равномерное вращательное
296
Таблица 12.2
Марки шлифпорошков и микрошлифпорошков для притирки
Характер притирки Номера зернистости Размер зерен, мкм Параметр шерохо- ватости Ra, мкм
Г рубая Шлифпорош- ки 240 63...53 0.8... 0,4
280 53...42
320 42...28
Предварительная Микро шлиф- порошки М28 28...20 0,2...0,1
М20 20... 14
М14 14... 10
Окончательная То же М10 10...7 0,08... 0,02
М7 7...5
М5 5...3,5
движение D,ai. Аналогичные движения осуществляются при при-
тирке отверстий (рис. 12.1, б); при этом притир должен равномер-
но разжиматься силой F.
Припуск на притирку составляет 0,020...0,005 мм на диаметр;
окружная скорость заготовки при притирке —10...30 м/мин. Для
получения повышенной точности во избежание перегрева заготовки
и искажения ее формы окружную скорость снижают до 5 м/мин.
Перед притиркой поверхность заготовки должна иметь шерохова-
тость Ra 0,8 ...0,4 мкм. При чистовой обработке рабочий диаметр при-
тира не должен отличаться от диаметра обрабатываемой поверхно-
сти заготовки более чем на 0,02 мм. Для обработки заготовок из
Таблица 12.3
Состав притирочных паст ГОИ, %
Компоненты Г рубая Средняя Тонкая
Оксид хрома (специально приготовленный как абразив) 81 76 74
Сел и ка гель 2 2 1,8
Стеарин 10 10 10
Олеиновая кислота — — 2
Сода двууглекислая — — 0,2
Расщепленный жир 5 10 10
Керосин 2 2 2
297
Рис. 12.1. Схемы притирки наружных (а) и внутренних (б) цилиндриче-
ских поверхностей:
1 — заготовка; 2 — притир
стали и твердых сплавов применяют притиры, шаржированные аб-
разивом. При этом используют следующие микропорошки:
• для притирки заготовок из стали: электрокорунд белый; элек-
трокорунд нормальный; естественный корунд (наждак);
• для притирки заготовок из твердых сплавов: карбид бора; кар-
бид кремния зеленый.
Притиры изготовляют из серого чугуна с перлитной структу-
рой. Смазочная среда — керосин, машинное масло или бензин
(при особо тонкой притирке).
Обработку заготовок из цветных металлов и сплавов, а также,
изделий из стали при необходимости получения наименьшей ше-
роховатости поверхности выполняют притиркой нешаржирующи-
мися абразивами. В этом случае притиры выполняют из твердоза-
каленной стали, хромированной стали, реже из чугуна. Применя-
емые абразивы: оксид хрома, крокус (оксид железа). Смазочные
среды: керосин, машинное масло. Для заготовок из медных спла-
Таблица 12.4
Припуск на сторону поверхности, подвергаемой доводке, в зависимости
от требуемых точности и параметра шероховатости поверхности
Характер доводки Точность обработки, мкм Шероховатость Ra, мкм Припуск, мм
Черновая (предварительная) 3...5 0,63...0,16 0,02... 0,05
Получистовая 1 ...2 0,16...0,08 0,005... 0,015
Чистовая (окончательная) 0,5... 1,0 0,08...0,02 0,002... 0,005
Тонкая 0,1...0,5 0,100...0,025 0,0002...0,0010
298
нов в качестве смазочной среды используют смесь свиного сала с
машинным маслом. Наибольшее распространение получили гото-
вые смеси абразива со смазкой — пасты ГОИ (см. табл. 12.3). Пасты
ГОИ перед употреблением разводят в керосине.
Для высокоточных деталей притирку (доводку) осуществляют
за 2 —5 рабочих ходов (или операций), последовательно уменьшая
зернистость абразивных паст. Припуски на сторону поверхности,
подвергаемой доводке, рассчитывают по табл. 12.4.
12.5. Чистовая обработка
пластическим деформированием
Для отделки и упрочнения цилиндрических, конических и фа-
сонных наружных и внутренних поверхностей применяют обкаты-
вание и раскатывание. Инструментами являются ролики (рис. 12.2)
и шарики (рис. 12.3). Под действием приложенных усилий ролик 1
(см. рис. 12.2) (или шарик) внедряется в обрабатываемую поверх-
ность. Суппорт, в держателе 2 которого закреплен ролик (или ша-
рик), перемещается относительно заготовки в указанных на рис.
12.2 направлениях D^, В^о„, DSup. Поверхность пластически де-
формируется: микронеровности сглаживаются в результате смятия
микровыступов и заполнения микровпадин. Образуется наклепан-
ный слой металла глубиной до 3 мм, который обеспечивает повы-
шение твердости поверхности детали примерно на 30 %.
Обработку заготовок обкатыванием и раскатыванием чаще все-
го производят на универсальных токарных станках. Деформирую-
щий инструмент устанавливают вместо режущего инструмента в
резцедержателе хвостовиком 72 (см. рис. 12.3). После соприкосно-
вения шарика 8 с поверхностью заготовки, предварительно обра-
ботанной до Ra 2,50...0,16 мкм, винтом поперечной подачи суп-
порта обеспечивают натяг 0,5...0,8 мм (отсчет производят по лимбу).
Устанавливают частоту вращения шпинделя 1 200... 1 500 мин-1 и
продольную подачу 0,3... 1,5 мм/об, включают станок и выполня-
ют 2—4 рабочих хода вправо и влево. Припуск на обработку не
Рис. 12.2. Схемы обкатывания (а, 6) и раскатывания (в):
/ — ролик; 2 — держатель
299
Рис. 12.3. Инструмент для обкаты-
вания наружной поверхности ша-
риком на токарном станке:
7 — пробка; 2 — стопорящий винт;
3 — пружина; 4 — корпус: 5 — под-
пятник; 6 — пиноль; 7 — винт; 8 —
шарик; 9 — подшипник; 10 — ось;
11 — колпачок; 72 — хвостовик
оставляют. Обкатывание произво-
дят при обильном смазывании
веретенным маслом с целью
уменьшения износа ролика. Ша-
рики для обкатывания изготов-
ляют из закаленной стали или
твердого сплава. Обкатывание обеспечивает получение шерохова-
тости поверхности Ra 0,40...0,05 мкм.
Раскатывание принципиально не отличается от обкатывания.
12.6. Накатывание
Процесс получения рифленой поверхности деталей называется
накатыванием. При накатывании наружных поверхностей приме-
няют прямую и перекрестную (сетчатую) накатки (рис. 12.4). Шаг
накатки выбирается в зависимости от диаметра заготовки и шири-
ны накатывания, а для перекрестной накатки — еще и от матери-
ала заготовки (табл. 12.5 и 12.6).
Рис. 12.4. Накатки:
а -- прямая (Р — шаг накатки); б —
перекрестная
При накатывании ролики должны быть расположены строго
параллельно обрабатываемой поверхности. Перед работой ролики-
накатки тщательно прочищают проволочной щеткой, а во время
накатывания рифлений смазывают машинным или веретенным
маслом. Режимы накатывания рифлений приведены в табл. 12.7.
300
Таблица 12.5
Величина шага, мм, прямой накатки для всех материалов
Диаметр заготовки, мм Ширина накатывания, мм
До 2 Св. 2 до 6 Св. 6 до 14 Св. 14 до 30 Св. 30
До 8 0,5
Св. 8 до 16 0,5 0,6
Св. 16 до 32 0,5 0,6 0,8
Св. 32 до 64 0,7 0,8 1,0
Св. 64 до 100 0,8 1,0 1,2
Таблица 12.6
Величина шага, мм, перекрестной накатки
Диаметр заготовки, мм Ширина накатывания для обрабатываемых материалов, мм
До 2 Св. 2 Св. 6 до 6 до 14 Св. 14 до 30 Св. 30 Св. 2 до 6 Св. 6 до 14 Св. 14 до 30 Св. 30
Латунь, алюминий Фибра, сталь
До 8 0,6 0,6
Св. 8 до 16 0,6 0,6 0,8
Св. 16 до 32 0,6 0,8 0,8 0,1
Св. 32 до 64 0,6 0,8 1,0 0,8 1,0 1,2
Св. 64 до 100 0,8 1,0 1,2 0,8 1,0 1,2 1,6
Таблица 12.7
Режимы накатывания рифлений
Шаг накатки, мм 0,5 0,6 0,8 1,0 1,2
Число рабочих ходов 3- -5 4-6 5- -6 6-8 7 — -10
Диаметр заготовки, мм 5 10 15 20 30 50 75 100
Продольная подача, мм/об 0,7 1,0 1,25 1,5 1,7 2,0 2,5 2,5
Материал заготовки Сталь мягкая Сталь твердая Бронза Латунь Алюми- ний
Окружная ско- рость заготовки, м/мин 20. .25 10...15 25. .40 40...50 80.. 100
РАЗДЕЛ III
СВЕРЛИЛЬНЫЕ РАБОТЫ
ГЛАВА 13
КОНСТРУКЦИЯ И КИНЕМАТИКА СТАНКОВ
13.1. Назначение и классификация
Сверлильные станки предназначены для сверления глухих и
сквозных отверстий в сплошном материале, рассверливания, зен-
керования, развертывания, нарезания внутренних резьб, выреза-
ния дисков из листового материала. Для выполнения подобных
операций используют сверла, зенкеры, развертки, метчики и дру-
гие инструменты. Формообразующими движениями при обработке
отверстий на сверлильных станках являются главное вращательное
движение инструмента и поступательное движение подачи инст-
румента по его оси.
Основной параметр станка — наибольший условный диаметр
сверления отверстия (по стали). Кроме того, станок характеризу-
ется вылетом и наибольшим ходом шпинделя, скоростными и дру-
гими показателями.
В зависимости от области применения различают универсаль-
ные и специальные сверлильные станки. Находят широкое приме-
Рис. 13.1. Одношпиндельные (а, б) и многошпиндельные (в, г) верти-
кально-сверлильные станки:
а — настольный; б — среднего размера; в — на общей станине; г — с регулиру-
емыми шпинделями
302
Рис. 13.2. Радиально-сверлильные станки:
а — стационарный; б — передвижной по рельсам; в — переносной
нение и специализированные станки для крупносерийного и мас-
сового производства, которые создаются на базе универсальных
станков путем их оснащения многошпиндельными сверлильными
и резьбонарезными головками и автоматизации цикла работы.
Из широкой номенклатуры сверлильных станков можно выде-
лить следующие основные типы универсальных станков: верти-
кально-сверлильные одно- и многошпиндельные (рис. 13.1); ради-
ально-сверлильные (рис. 13.2); горизонтально-сверлильные для
глубокого сверления (рис. 13.3).
Рис. 13.3. Горизонтально-сверлильные станки для глубокого сверления
вращающихся (а) и неподвижных (б) заготовок:
Dr. Ds — направления главного движения и подачи соответственно
303
Вертикально-сверлильные станки можно подразделить на три
группы: легкие (настольного типа) — с наибольшим диаметром
сверления 3; 6 и 12 мм; средние — с наибольшим диаметром свер-
ления 18; 25; 35 и 50 мм; тяжелые — с наибольшим диаметром
сверления 75 мм.
13.2. Технические характеристики
отечественных сверлильных станков
Основные модификации средних и тяжелых вертикально-свер-
лильных станков приведены в табл. 13.1, а их технические ха-
рактеристики — в табл. 13.2. Технические характеристики новых
моделей вертикально-сверлильных станков, выпускаемых с 2004 г.,
представлены в табл. 13.3. Технические характеристики радиаль-
но-сверлильных станков приведены в табл. 13.4, а новых моде-
лей радиально-сверлильных станков, выпускаемых с 2004 г., —
в табл. 13.5.
Таблица 13.1
Основные модификации средних и тяжелых
вертикально-сверлильных станков
Наименование стан ка Модели станков с наибольшим условным диаметром сверления, мм
18 25 35 50 75
Универсальный: основное исполнение с автомати- зированным циклом 2HI18 2HI25 2Н135 2Н150 —
2Н118А 2HI25A 2HI35A 2HI50A 2Г175
Облегченно- упрощенный — 2Н125Л; 2Н125У 2Н135Л; 2Н135У 2Н150Л; 2Н150У —
С фланцевой пинолью для наладок: однопозици- онных многопози- ционных 2Н118С 2HI25C 2Н135С 2Н150С —
2HII8H 2Н125Н 2HI35H 2Н150Н —
304
Окончание табл. 13. /
Наименование станка Модели станков с наибольшим условным диаметром сверления, мм
18 25 35 50 75
С самоходной юловкой для многошпин- дельных сверл ильных станков 2Н135Б 2Г175Б
Повышенной точности с крестовым столом 2Н118К 2Н125К 2Н135К 2Н150К 2Г175К
Одношпин- дельный координатно- сверл ильный: с ЦПУ ЧПУ ЦПУ и ре- вольверной головкой ЧПУ и ре- вольверной головкой ЧПУ и ав- томатиче- ской сме- ной инст- румента 2HI18Ц 2Н135Ц 2Г175Ц
2Е! 18Ф2 — 2Е135Ф2 — 2Г175Ф2
2PI18Ц — 2Р135Ц — —
2PI18Ф2 — 2Р135Ф2 — —
2Н118МФ2 — 2135МФ2 — 2175МФ
Многоколон- ные с различны- ми комбинаци- ями сверлиль- ных головок 2Н118-2; 2Н118-3; 2Н118-4 2Н125-2; 2Н125-3; 2Н125-4 2HI35-2; 2Н135-3; 2Н135-4 — —
Многоколон- ный с раздвиж- ными шпинде- лями (коло- кольного типа) — — 2Н135М — 2Г175М
305
о
О
Таблица 13.2
Технические характеристики средних и тяжелых вертикально-сверлильных станков
Модель станка Наибольший диаметр сверления, мм Наибольший ход шпинделя, мм Вылет шпинделя, мм Конус Морзе шпинделя Диапазон частот вращения шпинделя, мин-1 Подача шпинделя, мм/об Мощность электродвига- теля главного привода, кВт Масса станка, кг
2Н118 18 150 200 2 180... 2 800 0,1 ... 1.56 1,5 450
2Н125 25 200 250 3 45 ...2 000 0,1... 1.6 2,2 880
2Н125Л 25 150 250 3 90... 1 400 0,1.„0,3 1,5 620
2Г125 25 200 260 3 63 ...2 000 0.1 ... 1.6 2.2 780
2HI35 35 250 300 4 31.5... 1400 0,1 ... 1,6 4.0 1200
2Н135Б 35 500 400 4 31,5 ...1400 0,1... 1,6 4.0 3 500
2Н150 50 300 350 5 22,4... 1 000 0,05 ...2,24 7.5 1 870
2Н175Б 75 500 500 6 56 ...710 0,05 ...2,24 11,0 3 600
Таблица 13.3
Технические характеристики новых моделей вертикально-сверлильных станков, выпускаемых с 2004 г.
Модель станка Наиболь- ший диаметр сверления, мм Наиболь- ший ход шпинделя, мм Габаритные размеры станка, мм Мощность эле ктрод ви гате л я главного привода, кВт Примечание
Вертикально-сверлильные настольные
2С08 8 70 750x325x530 0,37 —
ЗИМ445-01 6 — 635x395x920 0,18 —
К801 10 70 620x380x645 0,75 —
CH-12 12 80 400x270x710 0,18 —
EHC-12A 12 100 770x350x 1050 0,75 Возможность нарезания резьбы М18
EHC-12A-01 12 100 880x860x 1 050 0,75 То же
БС-01 12 100 796x370x955 0.55 —
CHC-12 12 100 750x350x980 0,55 —
ГС2112 12 100 780x440x960 0,55 —
ГС2116 12 100 785 x430x975 0,55 —
МП8-1655 12 100 750x435 х 1 000 1,32 —
НС-16 16 100 525x270x565 0,55 —
ГС2116М 16 100 785x535 x975 0,55 Возможность нарезания резьбы М12
ГС2116К 18 100 785x535 x975 0,75 То же
МН16 16 100 840 х 500 х 1 050 М —
24С112 16 100 780x380x820 0,75 Возможность нарезания резьбы М12
МЕ420СО 16 100 815x365x895 0,55 —
СН-16 16 100 650х510х 1 270 1,1 Переносной с креплением с помощью магнитной плиты
ОВН-16 16 100 850x430x860 0,55 —
ЛТ-506 16 80 850x430x860 0,55 —
ОВВС32 32 — 1 235x835x2 635 3,75 Наличие наклонного стола с горизонтальной осью
Окончание табл. 13.3
Модель станка Наибольший диаметр сверления, мм Размеры стола Габаритные размеры станка, мм Мощность электродвигателя главного привода, кВт Примечание
Длина, мм Ширина, мм
Вертикал ъно-сверл ил ъные
МН25Л 25 500 500 770x780x2285 1,5 Наличие поворотного стола и плиты
МН25Н-01 25 360 320 730x650x1 980 1,5 Наличие механизма подачи
2С125 25 420 300 800 x 500 x 2 050 1,3 —
КА-232 32 500 500 1030x600x2 450 2,2 —
2Т140 40(45) 500 500 950x560x2 200 2,2 Возможность нарезаниярезьбы М24
2С132 50 500 500 1 105 x 800 x 2 680 4,0 —
SB50/60 50 500 500 1 105 x 860 x 2 680 4,0 —
2С132К 50 630 500 1 080x 1 470x2 880 4,0 Наличие поворотного и глобусного столов
2C135L 50 630 500 1 080x1 470x2 720 4,0 Наличие вертикальной колонны
2C132LK 50 630 500 1800 x 2000 x 2720 4,0 Наличие поворотного и глобусного столов
2С163БМ 80 — — 2400x2550x3940 11,0 Наличие стационарного и раздвижных шпинделей и поворотного стола
Модель станка Наибольший диаметр сверления, мм Размеры стола Наиболь- ший ход шпинделя, мм Габаритные размеры станка, мм Мощность электродви- гателя глав- ного при- вода, кВт
Длина, мм Ширина, мм Примечание
Вертикальные сверлильно-фрезерные
СФ-1 10 220 120 55 560 x 300 x 760 0,37 Настольный
ГС520 16 500 200 60 690x690x1280 0,75 Настольный. Поворот головки в вертикальной плоскости. Возможность нарезания резьбы М16
НСФ1 12 75 — — 1 135x350x 790 0,75 —
ГС522 25 900 320 160 1065x1 350x 1290 1,5 Наличие крестового стационарного стола
ГС522М 25 900 320 150 — — Наличие крестового стола с механической продоль- ной подачей
ЛТ-505 25 640 250 120 — — —
6Д10 20 800 200 — 1 180х 1215х 1 140 1,5 —
СФ16-02 31 990 320 100 1 045 х 1 062 х 1421 1,3 —
СФ16-04 31 630 250 100 1055x1062x 1 145 1,3 —
СФ32 32 630 250 — 1 850x1300x 1060 1,5 —
ВШ-029 16 580 180 100 716x808x975 0,75 —
О
Таблица 13.4
Технические характеристики радиально-сверлильных станков
Модель станка Наибольший диаметр сверления, мм Вылет шпинделя, мм Диапазон подач, мм/об Конус Морзе шпин- деля Диапазон частот вращения шпинделя, мин-1 Наиболь- шее усилие подачи, Н Расстояние от торца шпинделя до поверх- ности плиты, мм Мощность электродви- гателя главного привода, кВт Масса станка, т
2К52 25 300...800 0,125...0,315 — 63... 1600 — 0...1000 1,5 1,03
2Р53 35 750...3 150 0,056...2,500 5 20...2000 1600 815...2265 5,5 12,6
2М55 50 375... 1 600 0,056...2,500 5 20...2000 20000 450... 1600 5,5 4,7
2М58-1 100 500...3 150 0,063...3,150 6 10... 1 250 50000 370... 2 500 13,0 18,0
Таблица 135
Технические характеристики новых моделей радиально-сверлильных станков, выпускаемых с 2004 г.
Модель станка Наибольший диаметр сверления, мм Длина стола, мм Ход шпинделя, мм Габаритные размеры станка, мм Мощность электродвигателя главного привода, кВт Примечание
2К522 32 800 — 1480x940x1990 1,5 Переносной; поворот головки в двух плоскостях. Возможность нарезания резьбы М16
2А532 32 — 320 1 850 x 800 x 2 500 3,75 Наличие наклонного стола с горизонтальной осью
2А532-1 32 — 320 1850 x 800 x 2 600 3,75 Тоже
ГС544 40 1000 710 1 790x950x2 040 2,2 Поворот головки в двух плоскостях
2542 40 — 320 1 850x800x2 500 2,5; 2,8 Наличие наклонного стола с горизонтальной осью
2543 40 — 320 2 100 x 800 x 2 500 3,0 —
2532Л 45 — — 1 850 x 800 x 2 600 3,0 Наличие поворотно-подъем- ного стола
2532Л-АС 45 — — 1 710x1 340x2 300 2,2 Переносной
ГС545 45 1250 760 1 800 x 925 x 2 260 3,0 Возможность нарезания резьбы М24
2С550 50 — 630 2 370x800x2 570 4,0 —
2553 50 — 320 2 100 x 800 x 2 660 4,0 —
13.3. Вертикально-сверлильный станок
мод. 2Н135
Станок предназначен для сверления, рассверливания, зенкс-
рования, зенкования, развертывания, нарезания резьбы машин-
ными метчиками, цекования заготовок в единичном и мелкосе-
рийном производстве.
На станине 1 станка (рис. 13.4) размещены основные узлы. Ста-
нина имеет вертикальные направляющие, по которым перемеща-
Рис. 13.4. Вертикально-свер-
лильный станок мод. 2Н135:
/ — станина; 2 — электродви-
гатель; 3 — сверлильная голов-
ка; 4 — рукоятки переключе-
ния скоростей и подачи; 5 —
штурвал ручной подачи; 6 —
лимб контроля глубины обра-
ботки; 7 — шпиндель; 8 —
шланг для подачи СОЖ; 9 —
стол; 10 — рукоятка подъема
стола; II — фундаментная пли-
та; 12 — шкаф электрообору-
дования
ется стол 9 и сверлильная головка 3,
несущая шпиндель 7 и электродвига-
тель 2. Заготовку устанавливают на сто-
ле 9 станка, причем соосность отвер-
стия заготовки и шпинделя достигает-
ся перемещением заготовки.
Управление коробками скоростей и
подач осуществляется рукоятками 4,
ручная подача — штурвалом 5. Глуби-
ну обработки контролируют по лим-
бу 6. Противовес размещают в нише, а
электрооборудование — в отдельном
шкафу 12. Фундаментная плита /Услу-
жит опорой станка.
В средних и тяжелых станках ее верх-
няя плоскость используется для уста-
новки заготовок. Внутренние полости
фундаментной плиты в отдельных кон-
струкциях станков служат резервуаром
для СОЖ.
Стол 9 станка служит для закреп-
ления заготовки или приспособления;
вращением рукоятки 10его можно пе-
ремещать по вертикальным направля-
ющим вручную с помощью ходового
винта. В некоторых моделях стол быва-
ет неподвижным (съемным) или по-
воротным (откидным).
Охлаждающая жидкость подается
электронасосом по шлангу 8. Узлы свер-
лильной головки смазывают с помощью
насоса, остальные узлы — вручную.
Сверлильная головка 3 представля-
ет собой чугунную отливку, в которой
смонтированы коробка скоростей, ме-
ханизмы подачи и шпиндель. Коробка
312
скоростей содержит двух- и трехвенцовый блоки зубчатых колес,
переключениями которых с помощью одной из рукояток 4 шпин-
дель получает различные угловые скорости. Шпиндель станка име-
ет 12 скоростей, обеспечиваемых коробкой скоростей и двухско-
ростным электродвигателем 2.
13.4. Радиально-сверлильный станок
мод. 2М55
В радиально-сверлильных станках в отличие от верти кал ьно-свер-
нильных совмещение осей отверстия заготовки и шпинделя дости-
। астся перемещением шпинделя относительно неподвижной заго-
товки в радиальном и круговом направлениях (в полярцых коор-
динатах). По конструкции радиально-сверлильные станки подраз-
деляют на станки общего назначения (рис. 13.5), переносные для
обработки отверстий в заготовках больших размеров (станки пере-
носят к заготовке подъемным краном и обрабатывают вертикаль-
ные, горизонтальные и наклонные отверстия) и самоходные, смон-
тированные на тележках и закрепляемые при обработке с помо-
щью башмаков.
Заготовку на радиально-сверлильном станке общего назначения
мод. 2М55 закрепляют на фундаментной плите / или приставном
столе 9; очень крупные заготовки устанавливают на полу. В цоколе
плиты смонтирована тумба 2, в которой может вращаться пово-
ротная колонна 3. Зажим колонны — гидравлический.
Рукав 6 перемещается по колонне от механизма 4 подъема и
ходового винта 5. Шпиндельная бабка /смонтирована на рукаве и
может перемещаться по нему вручную. В шпиндельной бабке раз-
мещены коробки скоростей, подач и органы управления. Шпин-
дель 8 с инструментом устанавли-
вают относительно заготовки пово-
ротом рукава и перемещением по
нему шпиндельной бабки.
Рис. 13.5. Общий вид радиально-свер-
лильного станка мод. 2М55:
/ — фундаментная плита; 2 — тумба; 3 —
колонна; 4 — механизм подъема; 5 — хо-
довой винт; 6 — рукав; 7 — шпиндельная
бабка; 8 — шпиндель; 9 — приставной стол
313
13.5. Вертикально-сверлильный станок
с числовым программным управлением
мод. 2Р135Ф2
Станок (рис. 13.6) предназначен для сверления, зенкерования,
развертывания, нарезания резьбы и легкого прямолинейного фре-
зерования заготовок из стали, чугуна и цветных металлов в усло-
виях мелкосерийного и серийного производства. Револьверная го-
ловка 3 с автоматической сменой инструмента и крестовый стол 4
позволяют производить координатную обработку заготовок (типа
крышек фланцев, панелей) без предварительной разметки и при-
менения кондукторов. Класс точности станка — П
Управление процессом позиционирования и обработки в пря-
моугольной системе координат осуществляет устройство ЧПУ. Име-
ется цифровая индикация, предусмотрен ввод I5 коррекций на
длину инструмента. Система ЧПУ — замкнутая, в качестве датчи-
ков обратной связи используют сельсины. Точность позициониро-
вания стола и салазок 0,05 мм, дискретность задания перемеще-
ний и цифровой индикации 0,01 мм. Число управляемых коорди-
нат (всего/одновременно) — 3/2. Устройство ЧПУ смонтировано в
шкафу /, содержит считывающее устройство 10, кодовый преобра-
зователь 9, блок 8технологических команд, блоки управления при-
Рис. 13.6. Вертикально-сверлильный станок с Ч ПУ мод. 2Р135Ф2:
1 — шкаф с электронным оборудованием; 2 — шкаф силового электрооборудо-
вания; 3 - револьверная головка; 4 — стол; 5 — шаговый электродвигатель; 6 —
блок управления приводом стола; 7— блок управления приводом салазок; 8 —
блок технологических команд; 9 — кодовый преобразователь; 10— считывающее
устройство; 11 — блок ручного управления и сигнализации
314
видами салазок 7и стола 6. Для удобства визуального наблюдения
ia работой механизмов предусмотрен блок 11 ручного управления
и сигнализации. Устройство ЧПУ оснащают различными дополни-
|сльными блоками: устройствами коррекции радиуса, длины и
положения инструмента, значений подачи, скорости резания;
индикации перемещений, устройствами для нарезания резьбы;
блоками контроля останова на рабочих и вспомогательных ходах
ит. п. Получив информацию через считывающее устройство 10,
устройство ЧПУ выдает команды на автоматический привод пе-
ремещения исполнительных механизмов станка, например на ша-
говые электродвигатели 5 привода салазок или привода стола 4.
Передача команд на электрооборудование станка осуществляется
через силовое электрооборудование, размещенное в шкафу 2. Ис-
полнительный механизм станка — револьверная головка 3 с набо-
ром инструментов — обеспечивает обработку различными инстру-
ментами (до шести) в заданной программой последовательности.
Кинематическая схема вертикально-сверлильного станка с ЧПУ
мод. 2Р135Ф2-1 приведена на рис. 13.7. На основании установлена
колонна, по вергикальным направляющим которой перемешается
суппорт с револьверной головкой (подача по оси Z). На колонне
скреплены автоматическая коробка скоростей (АКС), передаю-
щая главное движение шпинделю, и коробка подач суппорта. Кре-
стовый стол с салазками совершает два взаимно-перпендикуляр-
ных движения подачи по осям X', Y' от редукторов.
Главное движение шпиндель револьверной головки получает от
асинхронного двухскоростного электродвигателя Ml через АКС.
обеспечивающую шесть частот вращения за счет переключения
электромагнитных муфт 7— //, и далее через коническую переда-
чу 21/21 и передачи 37/37, 37/42, 31/49, 49/47, 47/35 (зубчатое
колесо < = 35 установлено на каждом из шести шпинделей, но
вращение получает только зубчатое колесо, расположенное на ра-
ботающем шпинделе). Отверстие в шпинделе для установки инст-
румента выполнено под конус Морзе 4.
Минимальную частоту вращения шпинделя, мин'1, рассчиты-
вают по формуле
29 14 14 21 37 37 31 49 47
«min- UU 4! 5б5б 21 37 42 49 47 35 ' ’’
Смазывание коробки скоростей происходит с помощью насо-
са, получающего вращение от электродвигателя Ml через клино-
ременную передачу.
Вертикальная подача суппорта с револьверной головкой осуще-
ствляется от электродвигателя М2 постоянного тока. Ходовой винт
XXXIII с шагом Рхв = 8 мм соединен крестовой муфтой с валом
бесконтактного сельсина, являющегося датчиком обратной связи
с устройством ЧПУ по координате Z.
315
o\
к
XXXI
XXX
Д
P=8 мм
:=30
I ~x~"l
ЭЗ II
XXIT1
Рис. 13.7. Кинематическая схе-
ма вертикально-сверлильного
станка с ЧПУ мод. 2Р135Ф2-1:
7, 72 — рейки т = 2 мм; 2—11,
13— 16 — муфты; А КС — автома-
тическая коробка скоростей;
Ml — М5 — электродвигатели;
Д— датчики; Э1 — ЭЗ — эксцен-
трики; I —XXXXI — валы
А2=2,2 кВт
/72=3 000 мин 1
А3=0,75 кВт АКС
/73=1 500 мин 1 /
7 <=36 / 8
XXXIV
М2
= 16
11 10
9
Z-49|
=37
Mil
XIII
М =4/4,5 кВт
П] =1 000/1 500 мин 1
Суппорт 12 +z| Колонна
2
XIV \ <-57
:=37
:=37
XXXI1
XIX
XXII t
Г х„ 1 I
XV
XVIII
z=58
xvT
<=47
XI
23
= 18
=36Х_
=56
Рабочие подачи суппорта происходят при включении электро-
магнитной муфты 6 через зубчатые передачи 13/86, 37/37, 37/37 и
4/25. Быстрое перемещение суппорта осуществляется при включе-
нии муфты 5 через передачи 37 /37 и 4 /25. Скорость ускоренного
перемещения, м/мин, суппорта
37 4
rVCK =3000-----8-0,001 = 4.
уск 37 25
На валу XXXI1 установлена электромагнитная муфта, осуще-
ствляющая торможение рабочей подачи по координате Z. На валу
XXXIV размещена крыльчатка для разбрызгивания масла.
Поворот револьверной головки осуществляется автоматически в
соответствии с управляющей программой от электродвигателя М3
через зубчатые колеса 52/17 и 18/52 при включенной муфте 4, чер-
вячную пару 1/28, зубчатую пару 16/58. Головка закреплена под-
пружиненными тягами суппорта, находящимися в пазах револь-
верной головки. При включении муфты 4 червяк z = 1 не может
провернуть червячное колесо z = 28 и поэтому, вращаясь, переме-
щается вниз. Движением вниз через реечную пару с реечным коле-
сом z = 27 вращается вал XX с эксцентриком Э1, который через
систему рычагов освобождает револьверную головку. Одновремен-
но второе реечное колесо z= 27 перемещает рейку на валу XVI, тем
самым выводя из зацепления колесо z = 47 на валу X. Кинемати-
ческая цепь, соединяющая привод вращения со шпинделем, раз-
мыкается. Червяк z = 1 доходит до жесткого упора, и начинается
вращение револьверной головки для смены инструмента.
При вращении револьверной головки позиционный командо-
аппарат через передачи 16/58 и 30/30 дает команды на выбор
рабочей позиции револьверной головки, остановку прямого вра-
щения и включение обратного вращения (включается муфта 3,
отключается муфта 4). При обратном вращении револьверная
головка доходит до жесткого упора суппорта и останавливается.
При этом червяк z - 1 выходит из зацепления с червячным коле-
сом z = 28 и перемещается вверх; вал XX вращается в обратном
направлении, зубчатое колесо z = 47 входит в зацепление с коле-
сом z = 35. Головка фиксируется, и шпиндель получает рабочее
вращение.
Удаление инструмента из шпинделя револьверной головки осу-
ществляется от электродвигателя М3 через зубчатые колеса 18/52
при включенной муфте 2, червячную передачу 1/28, зубчатую пару
21/21 и эксцентрик ЭЗ, установленный в пазу оси поворота ре-
вольверной головки.
Смазывание револьверного суппорта осуществляется с помощью
электродвигателя М3 через зубчатые колеса 18/52 и 52/75 и вал XV,
на котором установлен эксцентрик, приводящий в действие плун-
жерный насос.
318
Позиционирование осуществляется перемещением стола и сала-
ки; по команде от устройства ЧПУ. Редукторы продольного и по-
перечного перемещений (одинаковой конструкции) обеспечива-
к>1 быстрое, среднее и медленное перемещение стола и салазок.
В конструкции станка использован электропривод со ступенчатым
регулированием, подход к заданной точке происходит сначала
иыстро, а потом медленно, на «ползучей» скорости. На средней
скорости производится фрезерование. Быстрое перемещение сала-
юк происходит при включении муфты 15, тогда движение от элек-
фодвигателя М4 через зубчатые пары 40/40, 34/26, 26/22, 22/55 и
V5/34 передается на винт—гайку качения XXXIX с шагом Р= 5 мм.
Скорость ускоренного перемещения, м/мин,
^уск
= 1500
40 34 26 22 55
40 26 22 55 34
5 0,001 = 7,5.
Медленное перемещение салазок происходит при включении
муфты 16. Тогда движение от вала электродвигателя передается
ходовому винту через передачи 16/64, 25/55, 25/55, 16/64, 22/55 и
55/34. Среднее перемещение стола осуществляется от электродви-
гателя М4 через зубчатые колеса 16/64, 25/55, 25/55, 38/42 (при
включенной муфте /4), 22/55, 55/34. Средняя скорость перемеще-
ния стола, мм/мин,
v
ср
= 1500
16 25 25 38 22 55 _
64 55 55 42 55 34 ~
На ходовом винте XXXI расположен электромагнитный тормоз.
Через кулачковую муфту 13 ходовой винт соединен с датчиком
обратной связи — сельсином.
Резьбонарезной патрон позволяет нарезать резьбу от Мб до М24.
При нарезании резьбы необходимо, чтобы подача станка на один
оборот шпинделя была несколько меньше шага Р|| р нарезаемой
резьбы. Например, при нарезании резьбы М12х 1,75 в заготовках
из чугуна выбираем скорость резания v = 4,7 м/мин, тогда частота
вращения шпинделя п = 125 мин1, а скорость подачи, мм/мин,
метчика vimin = nP„v= 125 • 1,75 = 220. Ближайшая меньшая скорость
подачи на станке vs= 200 мм/мин. Разность подач метчика и шпин-
деля станка компенсируется патроном.
13.6. Радиально-сверлильный станок
с числовым программным управлением
мод. 2554Ф2
Станок предназначен для обработки отверстий в крупногаба-
ритных заготовках, а также для легкого фрезерования поверхно-
319
стей и пазов, в том числе криволинейных. Класс точности стан-
ка — Н. Точность обработки отверстий — Н7, резьб — 7Н.
Число управляемых координат (всего/одновременно) — 3/2.
Точность установки координат — 0,001 мм. Программируется пе-
ремещение по координатам X, К, Z, режимы резания и номер инст-
румента; смена инструмента осуществляется оператором.
Основные механизмы и движения станка показаны на кинема-
тической схеме (рис. 13.8). Деталь располагают на столе, закреплен-
ном на фундаменте. На салазках, перемещающихся по станине (ко-
ордината Т), установлена колонна, по вертикальным направляю-
щим которой выполняет установочное перемещение рукав. По на-
правляющим рукава движется сверлильная головка (подача по оси X)
с размещенными в ней коробкой скоростей и приводом подач. На-
правляющие сверлильной головки и салазок — комбинированные
(скольжения—качения). Передняя поверхность направляющих шпин-
дельной бабки — лента из фторопласта, работающая в паре с пере-
дней направляющей рукава, изготовленной из термообработанного
чугуна. Шпиндель имеет осевую подачу по оси Z.
Около станка установлен стеллаж вместимостью 18 инструмен-
тов, обеспечивающих работу станка по программе. У каждой ячей-
ки с инструментом имеется лампочка, которая сигнализирует о том,
какой инструмент по программе оператор должен установить в
шпиндель. Ячейки снабжены микропереключателями, которые
срабатывают, если извлечен незапрограммированный инструмент
или отработавший инструмент вставлен не в свою ячейку.
Главное движение шпиндель (вал VII) получает от электродви-
гателя MI через передачу 29/35, коробку скоростей, состоящую
из пяти двойных блоков Б1 —Б5. Блок Б5 может занимать положе-
ние, показанное на рис. 13.8, или, перемещаясь, входить в зацеп-
ление с колесом z = 28. Все блоки и фрикционная муфта 2 пере-
ключаются гидросистемой станка по команде от устройства ЧПУ.
Муфта 2 предназначена для плавного пуска привода, реверсиро-
вания шпинделя и предохранения элементов привода от перегруз-
ки. Муфта 2сблокирована с тормозом. Минимальная частота вра-
щения, мин-1, шпинделя
= 1 son 322212221212 = 18
„я., зии 35 42 42 39 50 65
Шпиндель установлен в подшипниках повышенной точности и
связан роликовой цепью с механизмом ограничения хода. Зажим
инструмента осуществляется пакетом тарельчатых пружин. В станке
предусмотрено устройство для удаления инструмента. На штан-
гу-толкатель, проходящую через центральное отверстие шпинделя,
воздействует рычаг, передающий усилие гидроцилиндра. Управля-
ют гидроцилиндром с пульта управления. Датчик нарезания резьбы
получает вращение от вала VII через зубчатую передачу 42/42.
320
Рис, 13.8. Кинематическая схема радиально-сверлильного станка с ЧПУ
мод. 2554Ф2:
/, 2 — муфты; 3 — рейка (т = 3 мм); Ml —М4 — электродвигатели; Б1 —Б5 —
двойные блоки зубчатых колес коробки скоростей; Д — датчик нарезания резьбы
321
Существует другое исполнение привода главного движения — с
двигателем постоянного тока; коробка скоростей упрощается: в
ней отсутствуют блоки Б1—Б5 и муфта 2.
Движения подач осуществляются от высокомоментных двигате-
лей постоянного тока, обеспечивающих как рабочие подачи, так и
ускоренные перемещения. В двигатели встроены тахогенератор и
резольвер (датчик обратной связи).
Подача шпинделя по оси Z происходит от двигателя М2 через
передачи 19/38, 1/48 и реечную пару. Реечное колесо z = 13 распо-
ложено на одном валу с червячным колесом, а рейка служит гиль-
зой шпинделя.
Подача шпиндельной головки по рукаву (координата У) про-
исходит от двигателя М3 через передачу винт—гайка качения ХШ.
Перемещение салазок (координата X) происходит от двигателя
М4 через передачу винт—гайка качения XIV.
Перемещение рукава по колонне осуществляется от двигателя
М5 через шариковую предохранительную муфту 1, зубчатые пере-
дачи 35/55, 16/48 и винт с шагом Р= 6 мм. Рукав зажимается под
действием пружин, которые толкают клиновый шток, воздейству-
ющий через толкатель и рычаги на прижимные планки. Зажимное
устройство мгновенно срабатывает при выключении станка. От-
жим рукава происходит с помощью гидроцилиндра (на рис. 13.8 не
показан).
ГЛАВА 14
РЕЖУЩИЕ И ВСПОМОГАТЕЛЬНЫЕ ИНСТРУМЕНТЫ
14.1. Спиральные сверла
Наиболее распространенным методом получения отверстий в
сплошном материале является сверление. К основным типам сверл
относятся спиральные (рис. 14.1), комбинированные (рис. 14.2),
перовые, кольцевые и др. В вертикально-сверлильных станках ис-
пользуют главным образом спиральные сверла. Сверла с коничес-
ким хвостовиком устанавливают непосредственно в конусном от-
верстии шпинделя. При несовпадении размеров конусов использу-
ют переходные втулки.
Диаметры, мм, спиральных сверл стандартизованы (ГОСТ
885-77): 0,25; 0,28; 0,30; 0,32; 0,35; 0,38; 0,40; 0,42; 0,45; 0,48; 0,50;
0,52; 0,55; 0,58; 0,60; 0,62; 0,65; 0,68; 0,70; 0,72; 0,75; 0,78; 0,80;
0,82; 0,85; 0,88; 0,90; 0,92; 0,95; 0,98; 1,00; 1,05; 1,10; 1,15; 1,20;
1,25; 1,30; 1,35; 1,40; 1,45; 1,50; 1,55; 1,60; 1,65; 1,70; 1,75; 1,80;
Рис. 14.1. Типовая конструкция спирального сверла:
а — основные элементы; б — геометрия заточки; L — длина сверла; d — диаметр
сверла; со — угол наклона винтовой стружечной канавки; у — угол наклона
поперечной кромки; 2ф — угол при вершине сверла; у,— — передние углы;
а,— а3 — задние углы
323
Рис. 14.2. Комбинированные центровочные сверла:
а — тип А для центровых отверстий без предохранительного конуса; б— тип В для
центровых отверстий с предохранительным конусом; L — длина сверла; / — длина
рабочей части; d — диаметр сверла; D — наружный диаметр центровочного сверла
1,85; 1,90; 1,95; 2,00; 2,05; 2,10; 2,15; 2,20; 2,25; 2,30; 2,35; 2,40;
2,45; 2,50; 2,55; 2,60; 2,65; 2,70; 2,75; 2,80; 2,85; 2,90; 2,95; 3,00;
3,10; (3,15); 3,20; 3,30; (3,35); 3,40; 3,50; 3,60; 3,70; 3.80; 3,90; 4,00;
4,10; 4,20; (4,25); 4,30; 4,40; 4,50; 4,60; 4,70; 4,80; 4,90; 5,00; 5,10;
5,20; 5,30; 5,40; 5,50; 5.60; 5,70; 5,80; 5,90; 6,00; 6,10; 6,20; 6,30;
6.40; 6,50; 6,60; 6,70; 6,80; 6,90; 7,00; 7,10; 7,20; 7,30; 7,50; 7,60;
7,70; 7,80; 7,90; 8,00; 8,10; 8,20; 8,30; 8,40; 8,50; 8,60; 8,70; 8,80;
8,90; 9,00; 9,10; 9.20; 9.30; 9,40; 9,50; 9,60; 9,70; 9,80; 9,90; 10,00;
10,10; 10,20; 10,30; 10,40; 10,50; 10,60; 10,70; 10,80; 10,90; 11,00;
11,10; 11,20; 11,30; 11,40; 11,50; 11,70; 11,80; 11,90; 12,00; 12,10;
12,20; 12,30; 12,40; 12,50; 12,60; 12,70; 12,80; 12,90; 13,00; 13,10;
13,20; 13,30; 13,40; 13,50; 13,60; 13,70; 13,75; 13,80; 13,90; 14,00;
14,25; 14,50; 14,75; 15,00; 15,25; (15,40); 15,50; 15;75; 16,00; 16,25;
16,50; 16,75; 17,00; (17,40); 17.50; 17,75; 18,00; 18,25; 18,50; 18,75;
19,00; 19,25; (19.40); 19,50; 19,75; 20.00; 20,25; 20,50; 20,75; (20,90);
21,00; 21,25; 21,50; 22,00; 22,25; 22,50; 22,75; 23,00; 23,25; 23,50;
23,75; (23,90); 24,00; 24,25; 24,50; 24,75; 25,00; 25,25; 25,50; 25,75;
26,00; 26,25; 26,50; 26.75; 27,00; 27,25; 27,50; 27,75; 28,00; 28,25;
28,50; 28,75; 29,00; 29,25; 29,50; 29,75; 30,00; 30,25; 30,50; 30,75;
31,00; 31,25; 31,50; 31,75; 32,00; (32,25); 32,50; 33,00; (33,25); 33,50;
34,00; 34,50; 35,00; (35,25); 35,50; (35,75); 36,00; (36,25); 36,50; 37,00;
37,50; 38,00; (38,25); 38,50; 39,00; (39,25); 39,50; 40,00; 40,50; 41,00;
(41,25); 41,50; 42,00; 42,50; 43.00; (43,25); 43,50; 44,00; 44,50; 45,00;
(45,25); 45,50; 46,00; 46,50; 47,00; 47,50; 48,00; 48,50; 49,00; 49,50;
50,00; 50,50; 51,00; (51,50); 52,00; 53,00; 54,00; 55,00; 56,00; 57,00;
58.00; 60,00; 61,00; 62,00; 63,00; 64,00; 65,00; 66,00; 67,00'; 68,00; 69,00;
70,00; 71,00; 72,00; 73,00; 74,00; 75,00; 76,00; 77,00; 78,00; 79,00; 80,00.
Типы и размеры спиральных сверл определены различными
ГОСТами (табл. 14.1, 14.2).
Формы заточки сверл из быстрорежущей стали в зависимости от
применения приведены в табл. 14.3, параметры заточки — в табл.
14.4; формы заточки сверл, оснащенных пластинами из твердого
сплава, и параметры заточки даны в табл. 14.5. Геометрические па-
324
Таблица 14.1
Стандартизованные типы и основные размеры, мм, спиральных сверл
Тип сперла гост Диаметр сверла <1 Длина сверла L Длина рабочей части /
С цилиндрическим хвостовиком серии: длинной средней короткой 886-77 1,0...31,5 56...316 33-207
10902-77 0,25...20 19-205 3... 140
4010-77 0,5...40 20...200 3... 100
С цилиндрическим хвос- ювиком для труднооб- рабатываемых материалов серии: средней короткой 20695-75 3.0... 10 60...I35 32...90
20694-75 3,О...1О 45...90 I6...45
С коротким цилиндриче- ским хвостовиком длинной серии 12122-77 1,0... 10,6 48...I62 26-116
Малоразмерные диамет- ром 0,1... 1.5 мм с утол- щенным цилиндрическим хвостовиком 8034-76 0,1... 1,5 14...32 0,6...9,0
С коническим хвостовиком: удлиненные длинные нормальные 2092-77 6...30 225...395 145...275
12121-77 5...50 155...470 74... 321
10903-77 5...80 133...514 52...260
С коническим хвостови- ком для труднообрабаты- ваемых материалов серии: средней короткой 20697-75 6...20 I40...240 60... 140
20696-75 6...20 105... 180 30...80
С коническим хвостовиком цельные твердосплавные 17276-71 6... 12 120... 170 40... 70
С цилиндрическим хвостовиком цельные твердосплавные серии: средней короткой 17275-71 3... 12 55...I20 24...70
17274-71 1,0... 12 32... 100 6,0-50
325
Таблица 14.2
Типы и основные размеры, мм, конических спиральных сверл, цилиндри-
ческих, оснащенных пластинами из твердого сплава, и центровочных
Тип сверла ГОСТ Диаметр сверла d Длина сверла L Длина рабо- чей части /
Конические (конус- ность 1:50) с хвосто- виком: цилиндрическим коническим ОСТ 2 1420-11-87 3...10 80... 300 —
ОСТ 2 И20-12-87 12...32 290... 545 —
Цилиндрические с пла- стинами из твердого сплава с хвостовиком: цилиндрическим коническим 22735-77 5... 16 85... 178 52...120
22736-77 10...30 168...324 87... 175
Центровочные ком- бинированные типа: А В С R 14952-75 0,5 ...10,0 21... 103 1,0... 14,2
0,8... 10,0 33,5... 128 1,5...14,2
0,8... 2,5 21...47 1,5 — 4,1
0,5... 10,0 21...103 2,0...26,5
Таблица 14.3
Формы заточки сверл из быстрорежущей стали
Наименование формы заточки Эскиз Применение
Одинарная заточка
Нормальная (Н) Sss 2ф=(1 IS Лг Vr t3)° 40... 5 э Сверление отвер- стий диаметром d~ 0,25... 12 мм в заготовках из стали, чугуна и медных сплавов
С подточкой поперечной кромки (НП) 118 VZ. ±3)° 40...6 г/ Сверление отвер- стий диаметром <7- 12...80 мм при работе по корке в заготовках из стального литья (овр< 500 МПа)
326
Окончание табл. 14.3
Наименование <|юрмы заточки Эскиз Применение
Одинарная заточка
С подточкой поперечной кромки и Сверление отвер- стий диаметром d = 12... 80 мм при
П _ т > '
ленточки (НПЛ) Б^/ A— — AJ> -40...61Г' 0.2..0,4 работе по снятой корке в заготовках из стального литья (о,р< 500 МПа)
Двойная заточка
С подточкой поперечной кромки (ДП) 2<р=<118±3)-’ \ Ъг Сверление отвер- стий диаметром d = 12...80 мм в заготовках из стального литья (онр> 500 МПа) и чугунного литья по корке
V \Х~1 _ г •>,
1 Д/ 1 1 ч ,.6o\
\ 21ро=(7О+5)° *х ц/ - 40
а
С подточкой поперечной кромки и ленточки (ДПЛ) 2<р=(1)8±3)" \ Tv " ^O...6O'> A—A /„=0,2...0,4 Сверление отвер- стий диаметром d = 12...80 мм в заго- товках из стали (овр> 500 МПа) и чугунного литья без корки
\ 2<po = (70i5)
-l-r К о.п^6^лЦ
Примечание. 2q>o — угол двойной заточки; а — ширина перемычки;/п —
ширина подточки ленточки; ап — задний угол на подточке ленточки; Ь — длина
двойной заточки главной режущей кромки. Обозначения остальных параметров см.
на рис. 14.1.
327
Таблица 14.4
Параметры, мм, заточки быстрорежущих спиральных сверл
Диаметры сверл d, мм Задний угол а±3° Длина двойной заточки главной режущей кромки b Ширина перемычки а
Одинарная заточка
0,25.„0,60 25
0,6... 1,0 22
1,0... 1,6 20
1,6.„2,95 17
2,95...8,0 16 —
8...10 12 1
10...12 —
12...16 1,5
16.„20 И 2,0
20...25 2,5
25 ...32 3,0
32.„40 3,5
40...50 5,0
50.„63 6,0
63.„70 7,0
70... 80 8,0
Двойная заточка
12...16 12 2,5 1,5
16...20 3,5 2,0
20...25 4,5 2,5
25.„32 11 5,5 3,0
32.„40 7,0 3,5
40...50 9,0 5,0
50...63 11,0 6,0
63.„70 13,0 7,0
70... 80 15,0 8,0
328
Таблица 14.5
Формы заточки сверл, оснащенных пластинами из твердого сплава
Диаметры сверл d, мм Наименование формы заточки Эскиз
До 12 Нормальная (Н) А—А & 2(Г 2ф=(118±3)° жп \ TbU 20 а = (16±3)°
До 12 Нормальная с подточкой поперечной кромки (НП) /1-/1 / 20^^ У 2ф = (|18±3)" ---Z~ - \ ISJ 20 Б—Б а = (16±3)° ^28% А 15°
12...30 Двойная (Д) 2Ф=<|18±3>» 2ф0 = (70±5)° ЖЖ KaCZIXJ 2o°rsd А~Л V<iU2,5...5.5 ' а = (16±3)° 2(К^ 5 тз
12...80 Двойная с подточкой поперечной кромки (ДП) 2ф=(118±3)° 3/ 2ч>„=(70±5)° А—А / ъ<*=2,5...5,5 4 а = (16±3)° 2(Г^ 0 = 1.. ад -ъ 15е 2
Примечания: I. Угол при вершине сверла 2<р дан для обработки заготовок
из конструкционной стали; при обработке заготовок из других материалов прини-
мают значения, рекомендуемые в табл. 14.8.
2. Значения угла наклона поперечной кромки у в зависимости от материала
заготовки см. в табл. 14.8.
3. Обозначения остальных параметров см. в примечании к табл. 14.3.
329
раметрьг быстрорежущих и твердосплавных сверл для обработки за
готовок из пластмасс приведены в табл. 14.6, для заготовок из ло -
ких сплавов — в табл. 14.7. В табл. 14.8 приведены значения углов 2q>,
а, у, w и у спиральных сверл в зависимости от материала заготовки.
Сверла из быстрорежущей стали при обработке заготовок из
коррозионно-стойких и жаропрочных сталей и сплавов должны
обладать повышенной прочностью и жесткостью по сравнению со
стандартизованными сверлами, поэтому толщина их сердцевины
увеличена и составляет (0,3... 0,4)<У, адлина режущей части умень-
шена — менее 10rf; большие значения угла 2ср и меньшие значения
заднего угла а следует принимать для более твердых материалов;
значение угла w наклона винтовой канавки приведены для вновь
проектируемых сверл; для стандартизованных сверл диаметром
d = 0,25...50 мм угол w = 19...34° (меньшие значения w соответ-
ствуют меньшим значениям d).
Таблица 14.6
Углы, ...°, режущей части спиральных сверл для обработки заготовок
из пластмасс
Пластмасса Материал режущей части сверла Угол при вершине сверла 2<р Передний угол у Задний угол а
Акрилат ВК6, ВК8 90...! 18 0...-10 12... 15
Фторкарбонат 0...-I0 20
Поликарбонат 118 0...-5 15
Текстолит Р9, Р6М5 70 — 16
Сте клоте кстол ит ВК6, ВК8 70...90 15 25...30
Стекловолокнит 70 10-12
Оргстекло Р9, Р6М5 118... 120 0 10... 12
Гетинакс В Кб 90
Полиамид Р9, Р6М5 120 8... 10
Пенопласт У8А, У10А — 10...25
Полиэтилен Р9, Р6М5 но
Эбонит 80...90 12... 15
Примечания: I. При глубине отверстия более 2d заточку заднего угла сверл,
начиная е диаметра d > 5 мм, необходимо выполнять по двум плоскостям.
2. Для обработки гетинакса и текстолита с направлением волокон, перпенди-
кулярным к оси отверстия, применяют сверла с углом 2<р = 70...80°.
3. Для обработки стеклотекстолита при параллельном расположении волокон
относительно оси отверстия применяют сверла с углом 2<р > 80... 100°.
330
Таблица 14.7
Формы заточки и геометрические параметры режущей части сверл
для обработки заготовок из легких сплавов
Наименование формы заточки Эскиз Применение
Нормальная (Н) 130+3)' (12... 14)- Сверление отверстий диаметром d = 1... 30 мм глубиной до 4d
Нормальная с подточкой попереч- ной кромки (НП) 2Ф -(130 । 3)° V=5 \g=(l2... 14)° д' Сверление отверстий диаметром d = 6... 30 мм глубиной до 4d в заготов- ках из алюми- ниевых сплавов (кроме Д16)
С подточкой по режущей поверхности а угла 2<р = 130° X 5 12° Сверление отверстий диаметром d = 3... 30 мм глубиной до 4d в заготов- ках из алюми- ниевых сплавов типа Д16
d, мм а, мм -X
3... 10 0,4.-0,8 <А \2<р=(130±3)°
10...20 1,0... 1,5
20...30 1,5...2,0 ф = 50°/ ~\g - (12... 14)”
С подточкой по режущей поверхности угла 2<р = 90° А- 1. А -у.15" 12° zS 2ф = (90±3)° 1.5 Ч VC ч>=5 \а = (2...6)° (Г/ Сверление отверстий диаметром d = 1 ...30 мм в заготовках из магниевых сплавов типа МЛ5
Примечание. Обозначения параметров см. на рис. 14.1.
331
У Таблица 14.8
Углы, ...°, спиральных сверл в зависимости от материала заготовки
Материал заготовки Материал режущей части сверла
Быстрорежущая сталь Твердый сплав
2<р а (0 Y 2<р 2<Ро
Сталь конструкционная с твердостью 170... 196 НВ 118 45...55 12...15 24...32 0 120... 140 —
Сталь инструментальная с твердостью 240...400 НВ 118...150 45...55 7...15 24...32 0 120...140 —
Сталь коррозионно-стойкая и сплавы 127 50...55 12...14 31 ...35 0 120 —
Сплавы: медные и алюминиевые титановые 90...150 45...55 12...17 10...50 -(5...15) 130...135 —
135... 140 50...55 12 30 0 — 50
Чугун с твердостью 200...400 НВ 90... 150 45...55 7...15 24...32 0...7 120... 140 70... 75
Пластмассы: порошковые волокнистые слоистые 30...35 45...55 14...16 8...20 0...2 50...60 —
45...50 45...55 14...16 8...20 0...2 60... 70 —
70...80 45...55 14... 16 8...20 0...2 90... 100 —
Примечание. 2ср0 - угол двойной заточки. Обозначения остальных параметров см. на рис. 14.1.
Для твердосплавных сверл: задний угол а стандартизованных
сверл диаметром d = 5...30 мм такой же, как у спиральных сверл
из быстрорежущей стали; винтовая канавка у конца пластины имеет
угол наклона w, а на пластине выполнены прямые канавки; для
стандартизованных сверл диаметром 5...30 мм угол со = 15...20";
вспомогательный угол в плане <р' выполнен с обратной конуснос-
тью на пластинах из твердого сплава; для сверл диаметром до 30 мм
разница между диаметрами в начале рабочей части и в конце пла-
стины равна 0,01... 0,08 мм; двойную заточку выполняют надлине
переходного лезвия b = Q,2d.
Сверла диаметром до 2,95 мм имеют плоскую заточку, диамет-
ром более 2,95 мм — коническую. Подточку поперечной кромки
(НП) выполняют у сверл диаметром 8... 10 мм с увеличенной серд-
цевиной. Около поперечной режущей кромки задний угол а = 26... 35°
в зависимости от диаметра. Вспомогательный угол в плане ср' вы-
полняют с обратной конусностью на рабочей части сверла в пре-
делах 0,03...0,10 мм на 100 мм длины для сверл диаметром I... 18 мм
и 0,05...0,12 мм для сверл диаметром более 18мм. Угол наклона
поперечной кромки у для сверл диаметром 0,25...2,95 мм не рег-
ламентируется, а для сверл диаметром 2,95... 10 мм v составляет
40...60°.
14.2. Зенкеры и зенковки
Зенкер предназначен для обработки отверстий, предваритель-
но штампованных, литых или просверленных. Особенностями зен-
кера по сравнению со сверлом являются наличие трех или четырех
зубьев, меньшие углы в плане и большая жесткость. Для обработки
торцов у литых бобышек и отверстий под цилиндрические голов-
ки винтов применяют цилиндрические зенковки; конические зен-
ковки используют для растачивания конических гнезд и центро-
вых отверстий в заготовках.
По способу крепления зенкеры подразделяют на хвостовые и
насадные. Основные типы спиральных зенкеров (рис. 14.3) приве-
дены в табл. 14.9, а геометрические параметры их режущей час-
ти — в табл. 14.10; типы и основные размеры конических зенковок
(рис. I4.4) приведены в табл. 14.11. Для увеличения периода стой-
кости зенкеров длину переходной режущей кромки выполняют
равной трем глубинам резания / под углом <р0 У быстрорежущих
зенкеров с этой же целью подтачивают ленточки на 1,5...2,0 мм от
вершины зенкера. Заднюю поверхность затачивают на длине
0,6... 1,5 мм, а остальную часть под углом а, = 15...20°; при обра-
ботке заготовок из чугуна твердосплавными зенкерами выполняют
угол а । = 20...25°. Отрицательный передний угол у твердосплавных
зенкеров образуется за счет создания фаски шириной 1,5...3,0 мм
333
Рис. 14.3. Типовая конструкция спирального зенкера:
а — основные элементы: L — длина зенкера; / — рабочая часть; /, — режущая
часть; /2 — калибрующая часть; Л — шейка; /4 — хвостовик; е — лапка; z — число
зубьев; б — режущая часть: / — глубина резания; D — диаметр зенкера; <о — угод
наклона винтовой стружечной канавки; у — передний угол; а — задний угод; <р —
половина угла при вершине зенкера; ч>0 — угол наклона в плане переходной
кромки; в — углы X, наклона главной режущей кромки
Рис. 14.4. Конические зенковки:
а — тип I; б — тип 8; О — диаметр зенковки; L — длина зенковки; / - длина
рабочей части; 2<р — угол при вершине
334
Таблица 14.9
Типы и основные размеры, мм, стандартизованных зенкеров
Типы ГОСТ Диаметр зенкера D Посадочный диаметр d Длина зенкера L Длина режу- щей части /
Насадные с вставными ножами из быстроре- жущей стали 2255-71 50... 100 22...40 60...76 —
Оснащенные пластинами из твердого сплава: с коническим хвостовиком насадные 3231-71*
11,75...5О — 175-355 94...210
31,6-80 13...32 45...65 —
С вставными ножами, оснащенные пластинами из твердого сплава: с коническим хвостовиком насадные ОСТ 2 И23-3-87
30...50 — 262,5-308 —
50... 100 22...40 58...74 —
Цельные: с коническим хвостовиком насадные с цилиндрическим хвостовиком 12489-71 7,8...50 — 156...369 75...220
24,7...5О 13...19 45-56 —
3-19,7 — 61 ...206 33...135
Торцовые с коническим хвостовиком для обработки заготовок из легких сплавов 2182-76 18...35 — 168-339 87... 190
С коническим хвостовиком, оснащенные пластинами из твердого сплава для обработки заготовок из легких сплавов 2183-76 18...35 — 228...339 130...190
Окончание табл. 14.9
Типы ГОСТ Диаметр зенкера D Посадочный диаметр d Дчина зенкера L Дчина режу- щей части /
Насадные: для обработки заготовок из легких сплавов оснащенные пластинами из твердого сплава для обработки заготовок из легких сплавов 21584-76 36...80 16...32 50...80 —
21585-76 36...80 16...32 50...80 —
С вставными ножами, оснащенные пластинами из твердого сплава для обработки заготовок из коррозионно-стойких и жаропрочных сталей и сплавов: с коническим хвостовиком насадные 21541-76* 30...50 262,5...308
50...80 22...32 58...69 —
Цельные твердосплавные: с коническим хвостовиком для обработки заготовок из коррозионно-стойких и жаро- прочных сталей и сплавов цилиндрическим хвостовиком для обработки заготовок из коррозионно-стойких сталей и сплавов 21544-76* 7,8...12 — 156...182 18...22
21543-76* 3...10 — 61 ...133 12...20
Оснащенные пластинами из твердого сплава для обработки заготовок из коррозионно- стойких и жаропрочных сталей и сплавов: с коническим хвостовиком насадные 21540-76 12...50 182... 369 101 ...220
32...80 16...40 50...90 —
С цилиндрическим хвостовиком для обработки заготовок из легких сплавов 21579-76 3...9 — 61...125 33...81
Торцовые с цилиндрическим хвостовиком для обработки заготовок из легких сплавов 21580-76 3...9 — 61 ...125 33...81
С коническим хвостовиком для обработки заготовок из легких сплавов 21581-76 10...35 — 168...339 87... 190
Таблица 14.10
Геометрические параметры, ...°, режущей части зенкеров
Материал режущей части Материал заготовки Y а ф Фо со
Сталь быстрорежущая Сталь конструкционная, стальные отливки с твер- достью НВ: до 180 180...225 225...270 15...20 8...10 60 30 25...30
12...15 8...10 60 30 10...20
5...10 8...10 60 30 10...20
Сплавы: жаропрочные титановые алюминиевые и медные магниевые 10 8...10 30 — 10...20
4...6 9...11 45 — 20
25...30 10 60 — 10...20
25...30 10 45...60 — 20...25
Твердый сплав Сталь закаленная с пределом прочности при растя- жении оар= 1 600... 1 800 МПа и твердостью 51 HRC Чугун Сплавы алюминиевые и медные -15 10 60 15 10...20
8 10...17 60 30 10... 15
10...20 10 60 — 10...20
Примечание. Обозначения параметров см. на рис. 14.3.
Таблица 14.1/1
Типы и основные размеры конических зенковок (ГОСТ 14953—80) /
Тип Диаметр зенковки D, мм Длина зенковки L, мм Длина рабочей части /. мм Угол при вершине 2<р, ..." Примечание
I 5 50 10 60 —
8 60 12
2 5... 16 45...7) 3...9,5 60
3 5...25 35,5...71 0,82...6,5 60 Имеется предохрани- тельный конус (120°)
4 6,3 45 3,1 75 —
8,0 50 3,9
5 8...25 48...69 16...33 60 Зенковки с цилиндри- ческим хвостовиком
6 44...65 12...29 90
7 120
8 16... 80 97...215 24 ...73 60 Зенковки с коническим хвостовиком (конус Морзе 1; 2 и 3)
9 127...192 35...50 75
I0 93... 196 20...54 90
11 120
на передней поверхности. Угол наклона режущего лезвия X нужно
принимать следующим: для обработки заготовок из стали и брон-
зы — равным нулю; для создания лучших условий отвода струж-
ки — +3...5”; для усиления режущего лезвия твердосплавных зен-
керов — + 12...20°. В случае обработки заготовок из твердых матери-
алов принимают меньшие значения углов а, со и X, а для обработ-
ки заготовок из мягких материалов — большие. При зенкеровании
отверстий с прерывистыми стенками независимо от материала за-
готовки угол подъема винтовой линии со = 20...30°.
14.3. Развертки
Для получения отверстий высокой точности и качества обраба-
тываемой поверхности применяют развертывание.
Развертка (рис. J4.5) имеет значительно больше режущих кро-
мок, чем зенкер, поэтому при развертывании снимается более
тонкая стружка и получаются более точные отверстия. При работе
чистовыми развертками применяют качающиеся оправки, кото-
рые компенсируют несовпадение оси отверстия с осью развертки.
Для обеспечения высокого качества обработки сверление, зенке-
рование и развертывание отверстия производят за один установ
338
в
Рис. 14.5. Развертка:
а — элементы развертки: L — длина развертки; /, — рабочая часть; /2 — режущая
часть; — калибрующая часть; /4 — шейка; /5 — хвостовик; 2<р — угол при вер-
шине заборного конуса развертки; б — элементы режущей части; в — зубья
развертки в поперечном сечении: а — задний угол; у — передний угол; г —
элементы резания развертки: D — диаметр развертки
заготовки. Основные размеры и геометрические параметры режу-
щей части разверток приведены в табл. 14.12 и 14.13 соответственно.
Для разверток, используемых при черновой обработке заготовок
и обработке заготовок из особо вязких металлов, угол у = 5... 10°
(коррозионно-стойкие стали и др.); регулируемые твердосплавные
(котельные) развертки имеют угол у = 12... 15°; у твердосплавных
разверток отрицательный передний угол выполняют надлине фаски
7ф = 0,2...0,3 мм (для обработки заготовок из закаленных сталей
/ф- 2...3 мм), а на остальной части передней поверхности у=0“.
Большие значения а назначают для черновых разверток и раз-
верток малого диаметра, меньшие — для чистовых разверток. На
калибрующей части оставляют цилиндрическую ленточку, шири-
на которой составляет: для машинных разверток — 0,05...0,3 мм
(при обработке вязких металлов — 0,05...0,08 мм, для ручных раз-
верток — 0,15...0,18 мм); для регулируемых твердосплавных
(котельных) — 0,2...0,3 мм. Угол а на калибрующей части такой
же, как на режущей.
339
о
Таблица 14.12
Основные размеры, мм, стандартизованных разверток
Типы ГОСТ D L 4 d
Машинные цельные: с цилиндрическим хвостовиком коническим хвостовиком насадные 1672-80 2...16 49... 170 11 ...52 — —
5,5...50 138...344 26...86 — —
25...50 45...63 32...45 — 13...22
Машинные с вставными ножами из быстрорежущей стали: с коническим хвостовиком насадные 883-80 32...50 292...340 38...45 — —
40... 100 63...90 40...56 — 16...40
Машинные, оснащенные пластинами из твердого сплава: с коническим хвостовиком насадные 11175-80 10...32 140...240 16...22 — —
32...50 40...55 32 — 16...22
Машинные с ножами, оснащенными пластинами из твердого сплава 11176-71 52...300 55...100 25...58 — 22...80
Машинные с удлиненной рабочей частью: с цилиндрическим хвостовиком коническим хвостовиком: длинные короткие 11172-70 3...10 80... 140 25...80 — —
8...36 135...380 100...210 — —
8...36 145...295 60... 130 — —
Ручные: цилиндрические разжимные 7722-77 1...77 38...406 18...203 — —
3509-71 8...50 НО...380 50... 150 — —
Машинные конические (конусность 1:50): с цилиндрическим хвостовиком коническим хвостовиком 11177-84 0,6...50 38...460 20...360 5...15 —
10081-84* 5...50 155...550 73...360 5...10 —
Конические (конусность 1:30): с цилиндрическим хвостовиком коническим хвостовиком 11184-84* 13...59 120...250 80... 168 62... 138 —
10082-71 13...100 160...460 80...216 62... 180 —
Конические (под конусы Морзе): с цилиндрическим хвостовиком коническим хвостовиком 11182-71 9,722...65,016 93...300 61 ...208 48... 172 —
10079-71 9,045...63,348 137...389 61...208 48... 176 —
Конические (под укороченные конусы Морзе) 11181-71 7,067... 44,399 55...170 24...90 13...65 —
Конические (под метрические конусы с конусностью 1:20): с цилиндрическим хвостовиком коническим хвостовиком 11183-71* 4...100 48...385 38...260 22... 214 —
10080-71 4... 100 105...505 32...260 22.„214 —
Конические (конусность 1:10) 11179-71 38...95 160...300 90... 180 75... 150 —
Конические (конусность 1:7) 11180-71 18...65 100...240 60... 145 40... 112 —
Под коническую резьбу (конусность 1:16) 6226-71 6,389...56,659 100...230 20...52 10.„34 —
Примечания: 1. Для конических разверток диаметр D указан на расстоянии /о от заборной части.
2. L — длина развертки; /] — длина режущей части; d — диаметр отверстия насадной развертки.
Таблица 14.13
Углы передний у, задний а, наклона спинки зуба а(
режущей и калибрующей частей развертки, ...°
Материал заготовки Y а «1
Материал режущей часта инструмента
Сталь быстро- режущая Сплав твердый Сталь быстро- режущая Сплав твердый
Сталь: незакаленная закаленная с пре- делом прочности при растяжении р = = 1 600... 1 800 МПа и твердостью 52 HRC корроз ионно- сто й кая, жаропрочная и жаро- стойкая 0 0...-5 6...12 6...8 10...20
-10. ..-15 6 10...15
0 — 5...8 — 10... 15
Сплавы: жаропрочные титановые алюминиевые, мед- ные и магниевые 0 — 6...10 — 10...15
0 0 8... 10 10 10...15
0 — 10...12 — 15...20
У ручных разверток для обработки сквозных отверстий принима-
ют угол в плане ф = 0,5... 1,5°; у машинных разверток для обработки
заготовок из вязких металлов — <р = 12... 15°; при обработке заготовок
из хрупких, твердых и труднообрабатываемых металлов и сплавов —
Ф = 3,..5°; у котельных разверток — <р = 1,5...3°. У ручных разверток
для обработки глухих отверстий в заготовках из любых материалов
принимают угол в плане <р = 45°; у машинных разверток — <р = 60°,
у твердосплавных — <р = 15° с заточкой фаски на торце под углом 45°
(при обработке заготовок из закаленных сталей твердосплавными
развертками переходное лезвие выполняют длиной 1,5...2 мм под
углом ГЗО'...2°). У регулируемых разверток при обработке заготовок
из стали главный угол в плане ф =45°, при обработке заготовок из
чугуна — ф = 5°. Стандартизованные развертки имеют прямые стру-
жечные канавки (угол наклона стружечной канавки <в = 0).
Для получения отверстий повышенной точности с низкой ше-
роховатостью поверхности, а также для развертывания отверстий с
продольными пазами применяют развертки с винтовой стружечной
канавкой: для обработки заготовок из твердой стали ю = 7... 8°, заго-
товок из мягкой стали и стали средней твердости — to = 12...20°,
заготовок из алюминиевых и других легких сплавов — <в = 35...45°;
342
Рис. 14.6. Типы разверток:
а — машинная с цилиндрическим хвостовиком; б — машинная с коническим
хвостовиком; в — машинная с вставными ножами; г — насадная, оснащенная
пластинами из твердого сплава
у котельных разверток — со = 25... 30°, у регулируемых разверток —
со = 3°. Если диаметр отверстия превышает диаметр стандартных
сверл или зенкеров, то такое отверстие растачивают. Растачивание
применяют также при обработке отверстий с неравномерным при-
пуском или непрямолинейной образующей.
По конструкции и назначению развертки подразделяют на ручные
и машинные, цилиндрические и конические, насадные и цельные.
Ручные развертки для обработки отверстий диаметром 3... 50 мм
изготовляют с цилиндрическим хвостовиком.
Машинные развертки выпускают с цилиндрическими (рис. 14.6, а)
и коническими (рис. 14.6, б) хвостовиками, в том числе с встав-
ными ножами (рис. 14.6, в), и используют для развертывания от-
верстий диаметром 3...100 мм. Машинные развертки отличаются
от ручных более короткой рабочей частью. Машинными развертка-
ми отверстия обрабатывают на сверлильном или токарном станке.
Насадные развертки (рис. 14.6, г), предназначенные для раз-
вертывания отверстий диаметром 25... 300 мм, насаживают на спе-
циальную оправку, имеющую конический хвостовик для крепле-
ния на станке. Насадные развертки изготовляют из быстрорежу-
щей стали или оснащают пластинами из твердых сплавов.
Конические развертки применяют для развертывания коничес-
ких отверстий. Обычно в комплект входят две развертки: черновая
и чистовая.
343
Цельные развертки изготовляют из инструментальной углеро-
дистой легированной или быстрорежущей стали.
14.4. Метчики
Метчик является основным инструментом для нарезания внут-
ренних, преимущественно крепежных, резьб с наружным диамет-
ром до 52 мм в глухих и сквозных отверстиях. Метчик представляет
собой винт с продольными прямыми или винтовыми канавками,
образующими режущие кромки и служащими одновременно для
вывода стружки.
В зависимости от конструкции и назначения метчики подразде-
ляют:
• на ручные (слесарные) для нарезания метрических, дюймовых
и трубных резьб вручную; в комплект входят два или три метчика;
• гаечные (длинные и короткие) для нарезания метрических и
дюймовых резьб в гайках и сквозных отверстиях различных загото-
вок преимущественно на сверлильных станках;
• машинные для нарезания метрических дюймовых и трубных резьб
в сквозных или глухих отверстиях с механизмом изменения на-
правления вращения шпинделя на сверлильных и токарных станках.
Метчик (рис. 14.7) имеет рабочую часть и хвостовик. Рабочая
режущая часть метчика имеет заборную и калибрующие части.
Метчиками нарезают однозаходные резьбы вручную, на свер-
лильных и токарных станках. В единичном и мелкосерийном про-
изводстве для нарезания резьб используют ручные метчики. Для
слесарно-сборочных работ предназначены комплекты метчиков, в
состав которых входят два или три метчика. В комплекте, состоя-
щем из трех метчиков, первый (черновой) выполняет 60 % всей
работы, средний (получистовой) — 30 % и третий (чистовой) —
10%. На хвостовике первого, второго и третьего метчиков комп-
Квадрат I
Канавки Хвостовик
Калибрующая
WiiiiiiiiH
часть
\ \Рабочая режущая часть
уЗаборная часть
Рис. 14.7. Элементы метчика
Затылованнная
Передняя
поверхность
344
чскта нанесено соответствующее число
кольцевых рисок. Кроме того, их можно раз-
личить по заборной части, наибольшая дли-
на которой у чернового метчика (рис. 14.8).
Для нарезания за один проход сквозных
резьб диаметром 2...52 мм применяют га-
ечные метчики (рис. 14.9).
В отверстиях с прерывистой поверхностью
(с пазом, канавкой) резьбу нарезают метчи-
ками с числом стружечных канавок, не крат-
ным числу пазов на обрабатываемой поверх-
ности; для этой же цели и для нарезания от-
верстий длиной более двух диаметров при-
меняют метчики с винтовыми стружечными
канавками. Направление винтовой канавки
Рис. 14.8. Комплект руч-
ных метчиков из трех
штук
метчика должно быть таким же, как и у нарезаемой резьбы (правая
канавка для правой резьбы, левая — для левой). Для нарезания в
заготовках из пластичных материалов коротких сквозных метричес-
ких резьб (диаметром 1,5...8 мм) и длиной до двух диаметров приме-
няют бесканавочные метчики, обладающие большей прочностью и
обеспечивающие более высокое качество резьбы, однако в началь-
ный момент резания ими требуется усиленное осевое нажатие.
При нарезании коротких сквозных резьб в заготовках из вязких
материалов применяют метчики с расположением зубьев в шах-
матном порядке. Преимущество таких метчиков заключается в том,
что в процессе их работы снижается трение, улучшается процесс
стружкообразован ия и облегчается подвод СОЖ.
В табл. 14.14 приведены размеры гаечных метчиков (ГОСТ
1604—71) для нарезания метрической и дюймовой цилиндричес-
ких резьб, в табл. 14.15 — для нарезания конических резьб (ГОСТ
6227—80). Следует иметь в виду, что у всех метчиков для облегчения
входа метчика в обрабатываемое отверстие передний торец имеет
диаметр на 0,1 ...0,3 мм меньше внутреннего диаметра резьбы.
Рис. 14.9. Гаечный метчик:
L — длина метчика; d — диаметр резьбы; </, — диаметр хвостовика; / — резьбовая
рабочая часть; /, — заборный конус; /2 — длина хвостовика
345
Таблица 14.14
Основные размеры, мм, гаечных метчиков
Метчики для метрической резьбы
Номинал ь- ный диа- метр резьбы d, мм Шаг резьбы Р, мм Длина мет- чика L Длина режу- щей части / Длина заборного конуса /, Длина хвосто- вика /2 Диаметр хвосто- вика </,
круп- ный мел- кий
3 0,5 — 70 10 6 20 2,24
3 0,5 — 120 10 6 20 2,24
4 0,7 — 90 14 8 20 2,80
4 0,7 — 160 14 8 20 2,80
5 0,8 — 110 16 10 22 3,55
5 0,8 — 180 16 10 22 3,55
6 1,0 — 120 20 12 22 4,5
6 1,0 — 200 20 12 22 4,5
8 1,25 — 140 25 16 25 6,3
8 1,25 — 220 25 16 25 6,3
10 1,5 — 160 30 18 32 8,0
10 1,5 — 250 30 18 32 8,0
10 — 1,0 160 20 12 32 8,0
10 — 1,0 250 30 12 32 8,0
12 1,75 — 180 36 21 32 9,0
12 1,75 — 280 36 21 32 9,0
12 — 1,0 180 20 12 32 9,0
12 — 1,0 280 20 12 32 9,0
16 2,0 — 200 40 24 40 12,5
16 2,0 — 320 40 24 40 12,5
16 — 1,5 200 30 18 40 12,5
16 — 1.5 320 30 18 40 12,5
20 2,5 — 220 50 30 40 16,0
20 2,5 — 360 50 30 40 16,0
20 — 1,5 220 30 18 40 16,0
20 — 1 ,5 360 30 18 40 16,0
346
Окончание табл. 14.14
Метчики для метрической резьбы
11оминаль- ный диа- метр резьбы d, мм Шаг резьбы Р, мм Длина мет- чика L Длина режу- щей части / Длина заборного конуса /, Длина хвосто- вика /, Диаметр хвосто- вика d.
круп- ный мел- кий
24 3.0 — 250 60 36 40 18,0
24 3,0 — 360 60 36 40 18,0
24 — 2,0 250 40 24 40 18,0
24 — 2,0 360 40 24 40 18,0
Метчики для дюймовой цилиндрической резьбы
Номинальный диаметр резьбы d Шаг резьбы Р, мм Число ниток на 1" Длина метчика 1. Длина режущей части / Длина заборного конуса /, Диаметр хвосто- вика б/.
ДЮЙМЫ мм
74 6,350 1,270 20 120 25 15 4,5
'А 6,350 1,270 20 200 25 15 4,5
’/16 7,938 1,41 1 18 140 28 17 5,6
716 7,938 1,41 1 18 220 28 17 5,6
7» 9,525 1,538 16 160 32 19 7,1
3А 9,525 1,538 16 250 32 19 7,1
7> 12.700 2,117 12 180 40 25 9,0
'А 12,700 2,117 12 280 40 25 10,0
5А 15,875 2,309 1 1 200 45 28 12,5
7# 15,875 2,309 11 320 45 28 12,5
74 19,050 2,540 10 200 50 32 14,0
74 19,050 2,540 10 320 50 32 14,0
7А 22,225 2,822 9 220 45 34 18,0
7„ 22,225 2,822 9 360 45 34 18,0
1 25,400 3,175 8 250 60 38 18,0
1 25,400 3,175 8 360 60 38 18,0
1'А 28,575 3,629 7 280 70 45 22,4
1'А 28,575 3,629 7 360 70 45 22,4
174 31,750 3,629 7 ' 280 70 45 25,0
174 31,750 3,629 7 360 70 45 25,0
347
Таблица 14.15
Основные размеры, мм, метчиков для конической резьбы
<31:16 Основная плоскость А—А
/ с 4i_
7 .1 ' -L 3
-Г
_
/о / Л 1.
Обозначение резьбы Число ниток на 1" L / 4 А а D
Метчики для конической дюймовой резьбы
К'/16" 27 50 16 10 2,8 5 8,3
К7,6" 27 50 16 10 2.8 6,3 8,3
К'Л" 27 55 18 11 2,8 6,3 10,7
К'Л" 27 55 18 1) 2,8 9,0 10,7
К'/4" 18 65 24 15 4,2 4,0 14,1
к'/4" 18 65 24 15 4,2 11,2 14,1
К’А" 18 75 26 16 4,2 11,2 17,7
к'// 14 85 30 21 5,5 14,0 21,8
К’Л" 14 95 32 31 5,5 18,0 27,3
КГ' И Л 110 40 26 6,6 22,4 34,1
к 17л" 1 1 Л 120 42 27 6,6 25,0 42,9
К1'//' 11 Л 140 42 27 6.6 28,0 49,0
К2" 1 1 Л 140 45 28 6,6 33,5 61,2
Метчики для конической трубной резьбы
К71(," 28 52 14 10,1 2,7 4,5 7,9
К'Л" 28 59 15 10,1 2,7 6,3 10,0
К7/ 19 67 19 15,0 4,0 8,0 13,4
К7/ 19 75 21 15,4 4,0 10,0 17,0
IW 14 87 26 20,5 5,5 12,5 21,3
RJA" 14 96 28 21,8 5,5 16,0 26,8
RJ" 11 109 33 26,0 70 20,0 33,7
RJ7/' 11 119 36 28,3 70 25,0 42,4
RJ7;" II 125 37 28,3 70 28,0 48,3
Rc2" 11 140 41 32,7 70 31,5 60,1
Примечание. L — длина метчика; / — длина режущей части; /о — расстоя-
ние от торца до основной плоскости; 6 . длина заборного конуса; а — размер
стороны квадрата; D — максимальный диаметр режущей части метчика.
348
14.5. Вспомогательные инструменты
Для крепления сверл, зенкеров и разверток в шпинделе свер-
лильного станка применяют сверлильные патроны, переходные
втулки и другие вспомогательные инструменты.
Переходные конические втулки служат для крепления осевого
режущего инструмента с коническим хвостовиком, когда номер
конуса хвостовика инструмента не соответствует номеру конуса в
шпинделе станка. Наружные и внутренние поверхности переход-
ных втулок выполняют с конусом Морзе семи размеров (от Одо 6).
Если одной втулки недостаточно, то применяют несколько пере-
ходных втулок, которые вставляют друг в друга.
Сверлильные патроны используют для закрепления осевого ре-
жущего инструмента с цилиндрическим хвостовиком диаметром
до 20 мм. На рис. I4.10 изображен трехкулачковый сверлильный
патрон, в котором инструмент закрепляют ключом. Внутри корпу-
са патрона наклонно расположены три кулачка 3, имеющие резь-
бу, связывающую их с гайкой 4. Обойма / вращается ключом 2,
который вставляется в отверстие корпуса патрона.
При вращении обоймы (а вместе с ней и гайки) кулачки либо
сходятся, опускаясь вниз и зажимая инструмент, либо расходятся,
поднимаясь вверх и разжимая инструмент.
Для зажима сверл малого диаметра с цилиндрическими хвосто-
виками часто используют цанговые патроны. Корпус такого пат-
рона (рис. 14.11) с одной стороны имеет конический хвостовик 1
для закрепления патрона в шпинделе сверлильного станка, а с
другой — утолщенную цилиндрическую часть 2 с наружной резь-
бой и конической выточкой внутри.
Рис. 14.10. Сверлильный патрон для закрепления сверл с цилиндриче-
ским хвостовиком:
/ — обойма; 2 — ключ; 3 — кулачок; 4 — гайка
349
Рис. 14.11. Цанговый
сверлильный патрон:
7 — конический хвосто-
вик; 2 — цилиндричес-
кая резьбовая часть; 3 —
цанга; 4 — кольцо
Рис. 14.12. Быстросменный сверлильный пат-
рон (а) и коническая втулка для крепления
сверл с цилиндрическими хвостовиками (б):
7 — корпус; 2 — сменная втулка; 3 — шарик; 4 —
кольцо; 5 — выточка; 6 — коническое отверстие
На резьбовую часть патрона навертывают кольцо 4, внутри ко-
торого имеется коническая расточка, а снаружи — рифление (на-
катка), облегчающее ручное закрепление сверл. В коническую рас-
точку корпуса патрона и наружного кольца вставляют разрезную
коническую цангу 3 с цилиндрическим отверстием, диаметр ко-
торого соответствует диаметру зажимного инструмента. Наверты-
ванием кольца на резьбовую часть корпуса патрона обжимают ко-
ническую поверхность цанги, которая вследствие сближения раз-
резанных частей зажимает хвостовик инструмента. При свертыва-
нии кольца цанга разжимается и освобождает инструмент.
Быстросменные сверлильные патроны, позволяющие быстро
менять режущий инструмент, не выключая станок, применяют для
сокращения вспомогательного времени при работе на сверлиль-
ных станках. Один из таких патронов, предназначенный для креп-
ления режущих инструментов с коническими хвостовиками, изоб-
ражен на рис. 14.12, а. В коническое отверстие 6 сменной втулки 2
вставляют режущий инструмент с коническим хвостовиком соот-
ветствующего размера конуса, после чего втулку заводят в цилин-
350
дрическое отверстие корпуса 1 патрона. При этом кольцо 4 пере-
мещается в верхнее положение и два шарика 3 углубляются в от-
верстие корпуса и выточку 5 кольца.
При опускании кольца шарики попадают в выемки сменной
втулки 2, прочно закрепляя ее вместе с инструментом в корпусе
патрона.
Инструмент меняют, не выключая станок. Для этого левой ру-
кой поднимают наружное кольцо 4 в верхнее крайнее положение,
и шарики под действием центробежной силы расходятся. Затем
сменную втулку 2 с закрепленным в ней инструментом легко вы-
нимают правой рукой из корпуса патрона. В комплекте вместе с
патроном должен быть набор сменных конических втулок различ-
ных номеров.
В серийном и массовом производстве широко применяют раз-
резные конические втулки для крепления сверл с цилиндричес-
кими хвостовиками диаметром до 10 мм. Эти втулки имеют конус-
ную поверхность и прорезь, проходящую через центр отверстия
(рис. 14.12, б). Втулка, вставленная в шпиндель сверлильного стан-
ка, обеспечивает прочное закрепление сверла.
Самоустанавливающиеся сверлильные патроны применяют при
обработке предварительно просверленных отверстий. Такие патро-
ны позволяют центрировать режущий инструмент по оси обраба-
тываемого отверстия.
Корпус патрона (рис. 14.13), имеющий ко-
нический хвостовик 1 для крепления в шпин-
деле станка, передает вращательное движение
оправке 6через поводок 3, помещенный в глу-
хих шестигранных отверстиях. Между торцо-
выми поверхностями корпуса патрона и оп-
равки установлен упорный шариковый под-
шипник 4. Оправка и корпус патрона соеди-
нены между собой муфтой 7, навернутой на
резьбовую часть оправки. Стопорное кольцо 5
предохраняет муфту от проворачивания на оп-
равке патрона. Внутри оправки расположена
спиральная пружина 2, которая, упираясь од-
ним концом в нижний поясок корпуса патро-
на, а другим в дно муфты, прижимает оправ-
ку к нижней торцовой части корпуса патрона.
Рис. 14.13. Самоустанавливающийся сверлильный
патрон:
7 — конический хвостовик; 2 — сменная пружина; 3 —
поводок; 4 — шариковый подшипник; 5 — стопорное
кольцо; 6 — оправка; 7 — муфта
351
Рис. 14.14. Предохранительный патрон для наре-
зания резьбы в глухих и сквозных отверстиях:
1 — кольцо; 2, 4, 5 — полумуфты; 3 — выступ; 6 —
пружина; 7 - оправка
Рис. 14.15. Реверсивный патрон
для нарезания резьбы:
1 — корпус головки; 2 — хвостовик;
3, 6, 7 — конические зубчатые ко-
леса; 4 — муфта; 5 - вал
Такое устройство позволяет оправке патрона в процессе работы
самоустанавливаться в предварительно обработанном отверстии от-
носительно оси вращения корпуса патрона.
Предохранительные патроны служат для крепления метчиков
при нарезании резьбы на сверлильных станках. Применение таких
патронов улучшает качество нарезаемой резьбы и предохраняет
метчик от поломок. Пружина 6 (рис. 14.14) прижимает ведущую
кулачковую полумуфту 5 к ведомым полумуфтам 2 и 4, свободно
352
сидящим на оправке 7. При этом выступы 3, расположенные на
горце полумуфты 4, входят во впадины полумуфт 2, 5 и приводят их
в движение. Кольцо 1 служит для закрепления метчика в патроне.
По окончании нарезания резьбы в отверстии полумуфты 2 и 4
вместе с метчиком прекращают вращение, а полумуфта 5, выйдя
из зацепления с полумуфтами 2, 4 и продолжая вращаться, начи-
нает проскальзывать. Из нарезанного отверстия метчик выверты-
вают обратным вращением шпинделя станка.
Если сверлильный станок не имеет реверса (устройства для пе-
реключения на обратное вращение шпинделя), применяют ревер-
сивные патроны. Корпус 1 головки реверсивного патрона (рис. 14.15)
закрепляют на шпинделе станка. При нарезании резьбы враща-
тельное движение от шпинделя передается на хвостовик 2 патро-
на, а от него — через муфту 4 на вал 5. При подъеме головки в
начале обратного хода муфта переключается в нижнее положение
и передача вращения на вал 5 происходит в обратном направле-
нии через конические зубчатые колеса 3, 7 и 6.
Рис. 14.16. Резьбонарезное устройство
для высокоскоростного нарезания
резьбы на сверлильных станках с ЧПУ:
/ — метчик; 2 — патрон; 3 — хвостовик;
4 — рычаг
Рис. 14.17. Качающаяся оправка
для разверток:
/ — конический хвостовик; 2 —
подпятник; 3 — шарик; 4 — кор-
пус; 5 — штифт; 6 — оправка
353
Рис. 14.18. Устройства для удаления осевого инструмента из шпинделя
станка:
а, б — плоский и радиусный клинья; в — эксцентриковый ключ
Высокоскоростное нарезание резьбы метчиком на сверлильных
станках с ЧПУ стало возможным при использовании резьбонарез-
ного устройства (рис. 14.16), которое устанавливается в шпинделе
станка с помощью хвостовика 3 оправки. Метчик, закрепленный в
патроне 2, вращается в прямом направлении вместе с шпинделем
станка с ЧПУ и нарезает резьбу. Шпиндель получает обратное на-
правление движения подачи, когда от заданной глубины нареза-
ния остается 2,5 мм. Поскольку метчик продолжает вращаться в
прямом направлении и нарезать резьбу, то цанга с метчиком вы-
тягивается из корпуса устройства на 2,5 мм, а сам корпус переме-
щается в обратном направлении на такую же величину. Как только
метчик выйдет из корпуса на 5 мм, в устройстве срабатывает ре-
верс вращения метчика. Метчик начинает вращаться в обратном
направлении и вывинчивается из отверстия. Применение резьбо-
нарезного устройства позволяет нарезать резьбу Мб глубиной 10 мм
от точки подвода до точки отвода за 0,33 с при частоте вращения
шпинделя до 4000 мин-1. Рычаг 4 для передачи вращающего момента
фиксирует устройство при автоматической смене инструмента.
На рис. 14.17 изображена качающаяся оправка для разверток,
закрепляемая в шпинделе сверлильного станка коническим хвос-
товиком 1. В отверстии корпуса 4 штифтом 5 крепится с зазором
качающаяся часть оправки 6, шарик 3 которой упирается в под-
пятник 2. Развертка, вставленная в качающуюся часть оправки,
может легко принимать положение, совпадающее с осью развер-
тываемого отверстия.
Удалять режущий инструмент, переходные втулки и сверлиль-
ные патроны из конического отверстия шпинделя рекомендуется
только с помощью специальных клиньев (рис. 14.18, а, б) или экс-
центрикового ключа (рис. 14.18, в).
ГЛАВА 15
РЕЖИМЫ РЕЗАНИЯ И ТОЧНОСТЬ ОБРАБОТКИ
15.1. Припуски на обработку
Припуск на зенкерование (после сверления) составляет 0,5... 3 мм
на сторону:
Диаметр зенкера, мм.. I5...20 25...30 40...45 50...60 70 80
Припуск на сторону, мм .... 0,5 0,75 1,0 1,5 1,75 2,0
Припуск под развертывание составляет 0,15...0,5 мм для черно-
вых разверток и 0,05...0,25 мм для чистовых (табл. 15.1).
Поскольку припуск на зенкерование и развертывание задан на
сторону, то глубина резания, мм, будет равна припуску и опреде-
ляется по формуле
где D — диаметр отверстия, мм, полученного после обработки;
d — диаметр, мм, отверстия до обработки.
При сверлении отверстия в сплошном материале глубина реза-
ния равна половине диаметра сверла (/= dcJ2), а при рассверлива-
нии отверстия диаметром d, мм, глубина резания, мм, определяет-
ся по формуле
t/CB - d
~ 2 ’
где dCB — диаметр сверла, мм.
Припуск при работе ручными метчиками снимают за два или три
рабочих хода (в зависимости от используемого комплекта), а при
работе машинными и гаечными метчиками — за один рабочий ход.
Таблица 15.1
Припуски, мм, на развертывание
Припуск Диаметр обрабатываемого отверстия, мм
12... 18 18...30 30... 50 50... 75 100
Общий (на черновое и чистовое развертывание) 0,15 0,20 0,25 0,30 0,40
На черновое развертывание 0,10...0,11 0,14 0,18 0,20...0,22 0,30
На чистовое развертывание 0,04...0,05 0,06 0,07 0,08...0,10 0,10
355
Диаметр просверленного отверстия должен быть больше внутрен-
него диаметра резьбы (табл. 15.2—15.7).
Таблица 15.2
Диаметры сверл под нарезание метрической резьбы с крупным шагом
(ГОСТ 9150-81)
d d d d
1 0,75 3 2,5 10 8,5 27 23,9
1.1 0,85 3,5 2,9 11 9,5 30 26,4
1,2 0,95 4 3,3 12 10,2 33 29,4
1,4 1,1 4,5 3,8 14 12 36 31,9
1,6 1,25 5 4,2 16 14 39 34,9
1.8 1,45 6 5 18 15,4 42 37,4
2 1,6 7 6 20 17,4 45 40,4
2,2 1,75 8 6,7 22 19,4 48 42,8
2,5 2,05 9 7,7 24 20,9 52 46,8
Примечание, d — наружный диаметр резьбы, мм; Дев — диаметр сверла, мм.
Таблица 15.3
Диаметры сверл под нарезание метрической резьбы с мелким шагом
(ГОСТ 9150-81)
d d d 4. d d 4,
0,20 P = 0,50 P = 0,50 P = 0,75 P = 1,00
1 0,8 4 3,5 18 17,5 18 17,25 14 13
1,1 0,9 4,5 4 20 19,5 20 19,25 15 14
1,2 1 5 4,5 22 21,5 22 21,25 16 15
1,4 1,2 5,5 5 P = 0,75 24 23,25 17 16
1,6 1,4 6 5,5 6 5,2 27 26,25 18 17 .
1,8 1,6 7 6,5 7 6,2 30 29,25 20 19
P = 0,25 8 7,5 8 7,2 33 32,3 22 21
2 1,75 9 8,5 9 8,2 /»= 1,00 24 23
2,2 1,95 10 9,5 10 9,2 8 7 25 24
P = 0,35 ' 11 10,5 11 10,2 9 8 27 26
2,5 2,15 12 11,5 12 H,2 10 9 28 27
3 2,65 14 13,5 14 13,2 11 10 30 29
3,5 3,15 16 15,5 16 15,25 12 11 33 32
356
Окончание табл. 15.3
d d 4. d d d
р= 1,00 Р = 1,50 Р = 1,50 Р = 2 Р = 3
36 35 17 15,5 39 37,5 32 30 40 36,9
39 38 18 16,5 40 38,5 33 31 42 38,9
42 41 20 18,5 42 40,5 36 34 45 41,9
45 44 22 20,5 45 43,5 39 37 48 44,9
48 47 24 22,5 48 46,5 40 38 50 46,9
52 51 25 23,5 50 48,5 42 40 52 48,9
Р = 1,25 26 24,5 52 50,5 45 43 Р = 4
10 8,7 27 25,5 Р=2 48 46 42 37,9
12 10,7 28 26,5 18 16 50 48 45 40,9
14 12,7 30 28,5 20 18 52 50 48 43,9
Р = 1,50 32 30,5 22 20 Р = 3 55 47,9
12 10,5 33 31,5 25 23 30 26,9
14 12,5 35 33,5 27 25 33 29,9
15 13,5 36 34,5 28 26 36 32,9
16 14,5 38 36,5 30 28 39 35,9
Примечание. Шаг резьбы Р, наружный диаметр резьбы d и диаметр сверла
</св даны в мм.
Таблица 15.4
Диаметры сверл для обработки отверстий под нарезание
дюймовой резьбы в зависимости от материала заготовки
Обозначе- ние резьбы Диаметр сверла, мм Обозначе- ние резьбы Диаметр сверла, мм
Материал заготовки Материал заготовки
Сталь, латунь Чугун, бронза Сталь, латунь Чугун, бронза
'Л" 5,1 5,0 1" 22,3 21,8
7,6" 6,5 6,4 178" 25,0 24,6
7/ 8,0 7,8 1'//' 28,0 27,6
72" 10,5 10,3 172" 33,7 33,4
7/ 13,5 13,3 2" 44,6 43.7
7/' 19,5 19,0 — — —
357
Таблица 15.5
Диаметры сверл для обработки отверстий под нарезание
трубной цилиндрической резьбы (ГОСТ 6357—81)
Номинальный размер резьбы, дюйм Диаметр сверла, мм Номинальный размер резьбы, дюйм Диаметр сверла, мм
'/» 8,9 1 31
'Л 11,9 1'4 35,75
3Л 15,4 1'Л 39,75
'Л 19,25 17я 42,2
7х 21,25 1% 45,6
7< 24,75 1% 51,6
% 28,5 2 57,5
Таблица 15.6
Диаметры сверл для обработки отверстий без последующего
развертывания на конус под коническую резьбу с углом профиля 60°
Номинал fa- ный размер резьбы, дюйм Диаметр сверла при числе полных ниток резьбы, мм Номиналь- ный размер резьбы, ДЮЙМ Диаметр сверла при числе полных ниток резьбы, мм
1-2 3-4 1 — 2 3-4
1 /16 6,3 6,2 74 23,5 22,75
7» 8,7 8,4 1 29,5 29
74 11,2 10,7 174 38,5 37,5
7« 14,75 14,25 172 44,5 43,5
Чг 18,25 17,5 2 57 56
Таблица 15.7
Диаметры сверл для обработки отверстий с последующим развертыванием
на конус под коническую резьбу с углом профиля 60°
Номинальный размер резьбы, дюйм Диаметр сверла, мм Номинальный размер резьбы, дюйм Диаметр сверла, мм
7,6 6 3Л 22,75
7S 8,4 1 28,5
74 10,7 174 37,5
7я 14 1% 43,5
Чг 17,5 2 55
358
15.2. Режимы резания
Рекомендуемые значения подачи в зависимости от различных
технологических условий обработки приведены в табл. 15.8— 15.17.
Если глубина сверления превышает значение, равное трем диа-
метрам, табличные значения подач следует умножать на попра-
вочные коэффициенты, которые принимают равными 0,9; 0,8; 0,75
при глубине сверления до пяти, семи и десяти диаметров соответ-
ственно. При рассверливании величина подачи увеличивается
в 1,5 — 2 раза по сравнению с табличной. При сверлении заготовок
из закаленной стали следует принимать следующие значения подач:
при твердости до 40 HRC — 0,04...0,05 мм/об; 40 HRC — 0,03 мм/об;
55 HRC — 0,025 мм/об; свыше 55 HRC до 64 HRC — 0,02 мм/об.
Значения подач при сверлении заготовок из стали даны для работы
с охлаждением эмульсией, при сверлении заготовок из чугуна —
без охлаждения.
Скорость резания при обработке отверстий зависит от типа ре-
жущего инструмента, материалов заготовки и инструмента, глу-
бины резания, подачи, диаметра осевого инструмента и ряда дру-
гих факторов.
Таблица 15.8
Подачи и скорости резания при сверлении сверлами
из быстрорежущей стали
Диаметр сверла, мм Материал заготовки
Сталь, о„р=750 МПа Чугун серый, 190 НВ
Подача, мм/об Скорость резания, м/мин Подача, мм/об Скорость резания, м/мин
5...10 0,05...0,15 50... 30 0,10...0,20 45-30
10... 15 0,10...0,20 40...25 0,15-0,35 35...25
15...20 0,15...0,30 35...23 0,30...0,60 27.„21
20...25 0,20.„О,35 30...20 0,40-0,80 24...20
25 ...30 0,25 ...0,50 25... 18 0,50-1,00 23... 18
Примечания: I. Подачи даны для сверления отверстий глубиной не более
трех диаметров. При более глубоком сверлении подачи и скорости следует уменьшать.
2. Отверстия в заготовках из стали сверлят с охлаждением эмульсией, из чугу-
на — без охлаждения.
3. При работе сверлами из инструментальной углеродистой стали табличные
значения скорости уменьшают в 2 раза.
4. С увеличением (уменьшением) твердости обрабатываемого материала ско-
рость резания следует уменьшить (увеличить), но не более чем в 2 раза.
5. При работе сверлами с двойной заточкой скорость резания можно увеличить
на 20 %.
359
Таблица 15.9
Подачи и скорости резания при рассверливании отверстий
быстрорежущими сверлами
Диаметр обрабаты- ваемого отверстия, мм Материал заготовки
Сталь, овр= 750 МПа Чугун серый, 190 НВ
Подача, мм/об Диаметр предварительно просверленного отверстия, мм Подача, мм/об Диаметр предварительно просверленного отверстия
10 15 20 30 10 15 20 30
Скорость резания, м/мин Скорость резания, м/мин
25 0,2 35 40 — — 0,2 38 40 — —
о,з 30 32 — — 0,3 32 35 — —
0,4 26 28 — — 0,5 27 28 — —
30 о,з 30 32 34 — о,з 34 35 37 —
0,4 25 27 29 — 0,4 30 31 32 —
0,6 21 22 24 — 0,6 25 26 27 —
40 0,3 — 27 28 32 0,3 — 31 32 32
0,4 — 24 25 28 0,5 — 28 29 29
0,6 — 19 20 23 0,7 — 23 24 26
50 0,3 — — 26 29 0,3 — — 30 31
0,4 — — 23 25 0,5 — — 25 26
0,6 — — 19 20 0,7 — — 21 22
Примечание. С увеличением (уменьшением) твердости материала заготовки
следует уменьшить (увеличить) табличные значения подач и скоростей резания.
Рекомендуемые скорости резания при обработке осевым инст-
рументом в зависимости от различных условий обработки приве-
дены в табл. 15.18 — 15.20, а также в табл. 5.8, 5.9, 5.12—5.14.
При нарезании резьбы метчиками скорости резания принима-
ют: для стали — 3... 15 м/мин, для чугуна, бронзы, алюминия —
4...22 м/мин. Подача равна шагу нарезаемой резьбы. При нареза-
нии резьбы в сквозных отверстиях заготовок из труднообрабатыва-
емых материалов могут быть использованы гаечные метчики при
условии, что длина отверстия не превышает десяти шагов. Реко-
мендуемые скорости резания при нарезании резьбы гаечными мет-
чиками приведены в табл. 15.21.
360
Таблица 15.10
Подачи, мм/об, при сверлении отверстий твердосплавными сверлами
Диаметр сверла, мм Материал заготовки
Сталь, свр = 550...850 МПа Чугун, НВ < 170 Чугун, НВ > 170
10 0,12...0,16 0,25...0,45 0,20-0,35
12 0,14...0,20 0,30...0,50 0,20-0,35
16 0,16...0,22 0,35...0,60 0,25...0,40
20 0,20...0,26 0,40-0,70 0,25-0,40
23 0,22...0,28 0,45-0,80 0,30-0,45
26 0,24...0,32 0,50...0,85 0,35-0,50
29 0,26...0,35 0,50...0,90 0,40-0,60
Примечание. Подачи приведены для сверления отверстий глубиной до трех
диаметров.
Таблица 15.11
Подачи, мм/об, при центровании
Характер работы Диаметр центрового отверстия, мм
1,0... 1,5 2,0 2,5 3,0 4,0 5,0 6...8
Сверление центрового отверстия центровочным сверлом: без предохранитель- ного конуса 0,02 0,04 0,05 0,06 0,08 0,10 0,12
с предохранитель- ным конусом 0,01 0,02 0,03 0,03 0,04 0,06 0,08
Таблица 15.12
Подача и скорость резания при зенковании
Диаметр центрового отверстия, мм Подача, мм/об Скоростьрезания, м/мин
1,6...2,0 0,015-0,02 8... 10
2,15; 3,15 0,02...0,04 10... 12
5...10 0,05...0,08 12...14
Св. 10 0,08...0,10
361
Таблица 15.13
Подача и скорость резания при обработке заготовок из углеродистой
стали быстрорежущими зенкерами (работа с охлаждением)
Пода- ча, мм/об Диаметр зенкера, мм
15 18 20 25 30 35 40 45 50 60
Припуск на сторону, мм
0,50 0,50 0,50 0,75 0,75 0,75 1,00 1,25 1,50
Скорость резания, м/мин
0,2 43,8 —
0,3 31,2 35,6 34,7 — — — — — — —
0,4 30,6 30,4 30,1 29,9 28,4 — — — — —
0,5 27,8 27,4 26,9 26,2 25,4 25,2 — — — —
0,6 25,5 25,1 24,5 24,1 23,4 22,8 — — — —
0,7 23,5 23,2 22,7 22,5 21,7 21,0 16,7 15,8 — —
0,8 — 21,8 21,2 20,3 19,3 18,8 15,7 14,8 13,7 —
1,0 — 19,4 18,9 18,1 17,3 16,8 14,1 13,2 12,3 11,0
1,2 — — 17,3 16,3 15,6 14,2 12,9 12,0 11,1 10,4
1,4 — — — 15,4 14,5 13,1 11,5 11,2 10,4 9,3
1,6 — — — — — — 10,3 10,3 9,7 8,7
1,8 — — — — — — 9,8 9,8 9,2 8,2
2,0 — — — — — — 9,4 9,4 8,7 7,8
2,2 — — — — — — 8,9 8,9 7,4 7,2
362
Таблица 15.14
Подача и скорость резания при обработке заготовок из серого чугуна
быстрорежущими зенкерами (без охлаждения)
Пода- ча, мм/об Диаметр зенкера, мм
15 18 20 25 30 35 40 45 50 60
Припуск на сторону, мм
0,50 0,50 0,50 0,75 0,75 0,75 1,00 1,25 1,50
Скорость резания, м/мин
0,4 32,4 — — — — — — — — —
0,6 28,5 27,4 — — — — — — — —
0,7 26,8 26,7 25,8 — — — — — — —
0,8 25,0 25,0 25,0 24,5 — — — — — —
1,0 24,0 23,2 23,2 22,8 22,7 22,4 — — — —
1,2 22,8 21,6 21,6 21,6 21,6 21,0 18,5 17,9 17,4 —
1,4 — 20,3 20,3 20,3 20,3 20,0 17,6 17,2 16,4 16,0
1,6 — — 19,6 19,5 19,4 18,8 16,7 16,4 15,6 15,0
1,8 — — — 18,7 18,4 18,0 16,0 15,6 14,8 14,6
2,0 — — — 17,3 17,0 15,9 14,8 14,3 14,2 14,0
2,2 — — — — — 15,8 14,3 13,8 13,7 13,6
2,4 — — — — — 15,8. 13,9 13,4 13,3 13,3
2,6 — — — — — — 13,5 13,0 12,8 12,5
2,8 — — — — — — 13,0 12,6 12,3 12,3
3,0 — — — — — — — 12,5 12,2 12,1
363
Таблица 15.15
Подачи, мм/об, при обработке сквозных отверстий
твердосплавными зенкерами
Диаметр зенкера, мм Материал заготовки
Сталь незакаленная Сталь закаленная Чугун, НВ< 170 Чугун, НВ> 170
До 15 0,40... 0,55 0,20-0,40 0,60...0,90 0,45...0,65
20 0,50... 0,70 0,30-0,55 0,75-1,10 0,55-0,75
25 0,60... 0,90 0,35...0,60 0,85-1,20 0,60-0,80
30 0,65... 1,00 0,40-0,65 0,95-1,30 0,65...0,90
35 0,70... 1,10 0,40-0,70 1,05-1,50 0,70-1,00
40 0,70-1,10 0,45-0,80 1,15-1,70 0,80-1,20
50 0,80... 1,30 — 1,35-2,00 0,90-1,40
60 0,80-1,30 — 1,40-2,10 1,00-1,50
70 0,90... 1,40 — 1,50-2,20 1,10...1,60
80 1,00... 1,50 — 1,60-2,40 1,10-1,70
Таблица 15.16
Подачи, мм/об, при развертывании твердосплавными развертками
Диаметр развертки, мм Материал заготовки
Сталь незакаленная Сталь закаленная Чугун, НВ< 170 Чугун, НВ> 170
10 0,35-0,50 0,20...0,30 0,85-1,30 0,65... 1,00
15 0,35-0,55 0,25...0,33 0,90-1,40 0,70... 1,10
20 0,40-0,60 0,30...0,37 1,00-1,50 0,80... 1,20
25 0,45-0,65 0,32-0,40 1,10-1,60 0,85... 1,30
30 0,50...0,70 0,35-0,43 1,20... 1,80 0,90... 1,40
35 0,55-0,75 0,37...0,47 1,25... 1,90 0,95... 1,45
40 0,60... 0,80 0,40-0,50 1,30-2,00 1,00-1,50
50 0,65...0,85 — 1,40-2,10 1,10...1,60
60 0,70-0,90 — 1,60-2,40 1,25-1,80
80 и более 0,90... 1,20 — 2,00-3,00 1,50-2,20
364
Таблица 15.17
Подачи, мм/об, при развертывании сквозных отверстий развертками из быстрорежущей стали
Материал заготовки Диаметр развертки, мм
5 8 10 15 20 25 30 35 40 50 60 70 80
Сталь: овр < 650 МПа овр = 650...950 МПа ов р > 950 МПа 0,45 0,65 0,80 1,10 1,35 1,50 1,70 1,85 2,00 2,30 2,60 2,80 3,00
0,40 0,55 0,65 0,90 1,10 1,20 1,40 1,50 1,60 1,90 2,10 2,20 2,40
0,30 0,45 0,50 0,80 0,90 1,00 1,10 1,20 1,30 1,50 1,70 1,80 1,90
Чугун, НВ < 170; бронза, латунь, сплавы алюминиевые 0,95 1.35 1,60 2,00 2,40 2,80 3,20 3,60 4,00 4,50 5,10 5,60 6,00
Чугун, НВ> 170 0,65 0,90 1,05 1,30 1,60 1,80 2,10 2,30 2,50 2,90 3,40 3,60 4,00
Примечание. При развертывании глухих отверстий следует выбирать подачи 0,1 ...0,5 мм/об.
Таблица 15.18
Скорость резания, м/мин, при сверлении отверстий в заготовках
из углеродистой и легированной сталей быстрорежущими сверлами
(работа с охлаждением)
Диаметр сверла, мм Подача, мм/об
0,11 ...0,16 0,17.„0,27 0,28...0,49 0,50.„0,88
До 5 32...34 24... 18 18... 13 13...10
10 32 28... 20 20... 15 15...11
20 — 32...24 24... 18 18...13
30 — 32 28 ...20 20... 15
60 — — 32.„24 24... 16
Примечания: 1. Большие значения интервала скоростей соответствуют мень-
шим значениям подач.
2. Значения скоростей резания даны для заточек сверл: нормальной (Н) и
нормальной с подточкой поперечной кромки (НП).
3. Для двойной заточки сверл с подточкой поперечной кромки (ДП) диамет-
ром 20 мм и более приведенные значения скоростей увеличивают на 20...30%.
4. В таблице приведены значения скорости резания для сверл с периодом стой-
кости. равным: 20; 45; 50; 70; 90 и 100 мин, что соответствует следующим диамет-
рам сверл: до 10; 11 ...20; 21 ...30; 31 ...40; 41 ...50 и 51 ...60 мм.
Таблица 15.19
Скорость резания, м/мин, при сверлении отверстий в заготовках
из серого чугуна сверлами из быстрорежущей стали
Чугун серый твердостью Н В Подача, мм/об Диаметр сверла, мм
ДоЗ 3...8 8...20 Св. 20
До 200 До 0,13 40...31 45...35 51 ...40 55...47
0,14...0,5 40...20 45...22 51 ...25 55.„30
0,6... 1,3 25... 14 28...15 31...12 37...21
Св. 200 До 0,13 30...28 35...31 40...35 47...42
0,14.„О,40 28...И 31... 12 35... 14 42... 16
0,41... 1,30 18...9 20... И 22... 12 26... 14
Примечания: 1. Большие значения интервала скоростей соответствуют мень-
шим значениям подач и твердости чугуна.
2. Значения скоростей резания даны для заточек сверл: нормальной (Н) и
нормальной с подточкой поперечной кромки (НП).
3. Для двойной заточки сверл приведенные значения скоростей увеличивают
на 15...20 %.
4. В таблице приведены значения скорости резания для сверл с периодом стой-
кости, равным: 20; 35; 60; 75; 110; 140 и 170 мин, что соответствует следующим
диаметрам сверл: до 3; 3...8; 8...20; 21...30; 31...40; 41 ...50 и 51...60 мм.
366
Таблица 15.20
Скорость резания, м/мин, при развертывании отверстий развертками
из быстрорежущих сталей
Подача, мм/об Диаметр развертки, мм
10 ‘5 20 . 25 30 40 50 60 80
Сталь углеродистая, а„р = 750 МПа
0,5 17,4 — — — — — — — —
0,6 15,5 — — — — — — — —
0,7 14,0 13,4 — — — — — — —
0,8 12,7 12,3 11,7 11,0 — — — — —
1,0 — 10,6 10,1 9,5 9,0 — — — —
1,2 — 9,4 9,0 8,4 8,0 7,4 — — —
1,4 — — 8,1 7,6 7,2 6,7 6,7 — —
1,6 — — — 7,0 6,6 6,1 6,1 6,1 —
1,8 — — — — 6,1 5,7 5,7 5,6 5,6
2,0 — — — — — 5,4 5,4 5,4 5,3
2,2 — — — — — — 5,2 5,0 5,0
2,5 — — — — — — 4,8 4,6 4,5
3,0 — — — — — — — 4,2 4,1
Чугун, 190 НВ
0,5 15,5 — — — — — — — —
0,6 14,2 — — — — — — — —
0,7 13,1 — — — — — — — —
0,8 12,3 12,1 — — — — — — —
1,0 11,0 10,9 — — — — — — —
1,2 10,0 9,7 9,7 — — — — — —
1,4 9,4 9,1 9,0 — — — — — —
1,6 8,7 8,6 8,5 8,2 — — — — —
1,8 — 8,1 8,0 7,7 — — — — —
2,0 — 7,6 7,5 7,4 7,1 — — — —
2,2 — — 7,1 7,0 6,6 — — — —
2,5 — — 6,7 6,6 6,4 6,0 5,7 — —
3,0 — — — 6,0 5,7 5,5 5,4 5,2 5,0
4,0 — — — — — 5,0 4,8 4,6 4,5
5,0 — — — — — — 4,4 4,2 4,0
Примечания: I. Скорости резания даны для обработки заготовок из стали
с охлаждением, из чугуна — без охлаждения.
2. С увеличением (уменьшением) твердости обрабатываемого материала следу-
ет уменьшить (увеличить) табличные значения скоростей резания.
367
£ Таблица 15.21
Скорость резания, м/мин, при нарезании резьбы гаечными метчиками в заготовках из труднообрабатываемых материалов
Материал заготовки Диаметр нарезаемой резьбы, мм
6 8 10 12 16 20 24
Шаг нарезаемой резьбы, мм
0,5; 0.75 1,0 0,5; 0,75 1,0; 1,25 0,5; 0,75 1,0; 1,5 0.5; 1,0 1,25; 1,75 0,5; 1,0 1,5: 2,0 0,5; 1,0 1,5; 2.5 0,75; 1,5 2,0; 3,0
Стали корро- зионно- стойкие типа 20X13 4,8 4,0 6,0 5,0 6,0 5,0 7,2 6,0 8,4 7,0 9,6 8,0 12,0 10,0
Стали жаро- прочные типа 12Х18Н9Т 3,6 3,0 4,8 4,0 4,8 4,0 6,0 5,0 7,2 6,0 7,2 6,0 9,6 8,0
Примечание. Скорости резания установлены из расчета периода стойкости метчиков Т= 20 мин (увеличение скорости резания
на 30% уменьшает стойкость приблизительно в 2 раза) и обработки заготовок из сталей с пределом прочности при растяжении
овр < 850 МПа. При ов р = 850... 1 200 МПа скорость резания следует уменьшать на 25 %.
15.3. Шероховатость поверхности
и точность обработки
Данные по точности размеров и шероховатости обработанных
внутренних цилиндрических поверхностей приведены в табл. 15.22.
Параметры шероховатости резьбовой поверхности, нарезанной
метчиком, зависят от состояния рабочей части метчика: при не-
шлифованной рабочей части метчика параметр шероховатости Ra
6,3...3,2 мкм, а при шлифованной — Ra 3,20... 1,25 мкм. Шерохо-
ватость поверхности будет увеличиваться по мере изнашивания ин-
струмента.
Таблица 15.22
Точность размеров и шероховатость внутренних цилиндрических
поверхностей при обработке на сверлильных станках
Вид обработки Квалитет Шероховатость, мкм
Rz Ra
Сверление и рассверливание 12-11 40...20 2,5...12,5
Зенкерование: черновое получистовое чистовое 12-11 40 12,5 ...6,3
11 20 6,3...3,2
9-8 — 2,50
РАЗДЕЛ IV
ФРЕЗЕРНЫЕ РАБОТЫ
ГЛАВА 16
КОНСТРУКЦИЯ И КИНЕМАТИКА СТАНКОВ
16.1. Общие сведения
Фрезерные станки имеют весьма широкую область применения.
Они предназначены для обработки плоских и фасонных поверхно-
стей, прямых и винтовых канавок, резьб, зубчатых колес, муфт и
Рис. 16.1. Основные типы (а —ж) фрезерных станков
370
кулачков цилиндрическими, концевыми, торцовыми, шпоночны-
ми, фасонными, модульными (концевыми и дисковыми) фрезами.
Типоразмеры фрезерных станков характеризуются площадью
рабочей поверхности стола или габаритными размерами обраба-
тываемой заготовки и имеют пять градаций:
Типоразмер Площадь поверхности стола, мм
О............................200x800
1 ....................... 250х 1 000
2 ....................... 320х 1 250
3........................400 х 1 600
4 ....................... 500x2 000
Классификация фрезерных станков приведена в табл. 2.1. Пред-
ставленные на рис. 16.1 фрезерные станки относятся к следующим
типам: 1 — консольные вертикальные (рис. 16.1, а); 2 — непре-
рывного действия (рис. 16.1, б); 4 — копировальные (рис. 16.1, в)
и гравировальные; 5 — вертикальные бесконсольные (рис. 16.1, г)
с крестовым столом; 6 — продольные двухстоечные (рис. 16.1, д);
7 — широкоуниверсальные (рис.16.1, е); 8 — консольные горизон-
тальные (рис. 16.1, ж).
16.2. Технические характеристики
отечественных фрезерных станков
Основные технические характеристики станков фрезерной груп-
пы приведены в табл. 16.1 — 16.4, а характеристики новых моделей
отечественных станков фрезерной группы, выпускаемых с 2004 г., —
в табл. 16.5— 16.9.
16.3. Горизонтальный
консольно-фрезерный станок
Горизонтальный консольно-фрезерный станок предназначен для
фрезерной обработки заготовок из чугуна, стали и цветных метал-
лов твердосплавным инструментом в условиях мелко- и крупносе-
рийного производства. Наличие в станке возможности поворота
стола вокруг вертикальной оси обеспечивает фрезерование винто-
вых канавок сверл и других аналогичных изделий.
На рис. 16.2 показан общий вид горизонтального консольно-
фрезерного станка. Станина 7 станка установлена на фундамент-
ной плите 13. На вертикальных направляющих станины располо-
жена консоль 11 с горизонтальными поперечными направляющи-
ми 10 для перемещения салазок 9, на которых размещена пово-
ротная плита 8с горизонтальными продольными направляющими.
371
Таблица 16.1
CM
ю
Основные технические характеристики горизонтальных и универсальных консольно-фрезерных станков
Параметры Модель
Универ- сальный 6М82 6М82Г 6М82ГБ Универ- сальный 6Н81 6Н81Г Универ- сальный 6Н80 6Н80Г
Рабочая поверхность стола, мм 1 250x320 1 250x320 1 000x250 800 x 200
Наибольшее перемещение стола, мм: продольное вертикальное поперечное 700 700 560 500
380 420 350 300
240 240 190 160
Наибольший угол поворота стола, ...° ±45 — — ±45 — ±45 —
Число скоростей 18 18 16 12
Частота вращения шпинделя, мин-1 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1 000; 1 250; 1 600 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1 000; 1 250; 1 600; 2 000; 2 500; 3 150 65... 1 800 50; 71; 100; 140; 200; 280; 400; 560; 800; 1 120; 1 600; 2 240
Число подач 18 18 16 12
Скорость подачи стола, мм/мин: продольная 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 35... 1 020 25; 35,5; 50; 71; 100; 140; 200; 280; 400;
поперечная вертикальная 250; 315; 400; 500; 630; 800; 1 000; 1 250 400; 500; 630; 800; 1 000; 1 250; 1 600; 2 000 560; 800; 1 120
— — 28... 790 18; 25; 35,5; 50; 71; 100; 140; 200; 280; 400; 560; 800
8,3; 10; 5; 13,3; 16,6; 21; 26,6; 33,3; 41,6; 53,3; 66,6; 83,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 416,6 13,3; 16,6; 21; 26,6; 33,3; 41,6; 53,3; 66,6; 83,8; 105; 133,3; 166,6; 210; 266,6; 333,3; 416,6; 533,3; 666,6 14...390 9; 12,5; 18; 25; 35,5; 50; 71; 100; 140; 200; 280; 400
Скорость быстрого перемещения стола, мм/мин: продольная вертикальная поперечная 3000 4 600 2 900 2 300
3 000 4600 2 300 1600
1000 1 530 1 150 800
Мощность электродвигателя главного привода, кВт 7,5 7,5 10 4 4 3 3
Частота вращения вала электродвигателя, мин1 1440 1440 1460 1450 1450 — —
Габаритные размеры станка, мм 2 260х 1 745 х х 1 600 2 395х 1 745 х х 1 660 2 060х 1 940х х 1 600 1 340x 1 785 х х 1530
Масса, кг 2 800 2 700 2 750 2 100 2000 1 150 1 130
374
Окончание табл. 16.1
Параметры Модель
6Н83Г Универсаль- ный 6Н83 6Н82 6М83 6М81Г
Рабочая поверхность стола, мм 1 600x400 1 250x320 1600x400 1000 x 250
Наибольшее перемещение стола, мм: продольное вертикальное поперечное 900 700 900 580
300 320 350 450
160 260 300 200
Наибольший угол поворота стола, ...° — ±45 — ±45 —
Число скоростей 18 18 18 18
Частота вращения шпинделя, мин1 30... 1 500 30... 1 500 31,5 ...1 600 40... 2 000
Число подач 18 18 18 18
Скорость подачи стола, мм/мин: продольная поперечная вертикальная 23,5... 1 180 23,5... 1 180 25... 1 250 20... 1000
23,5... 1 180 23,5... 1 180 25... 1 250
8...390 8...390 8,3...416,6 6,5...333
Скорость быстрого перемещения стола, мм/мин: продольная вертикальная поперечная 700...2 300 770...2 300 3000 2 300
— — 3 000 2 300
— — 1 000 765
Мощность электродвигателя главного привода, кВт 10 10 7 10 4
Частота вращения вала электродвигателя, мин*1 1460 1460 1460 — —
Габаритные размеры станка, мм 2 370x2 140х 1 760 2 100х 1 740х х 1 615 2 565x2 135 х х 1 770 2 020х2 020х х 1 700
Масса, кг 3 700 = 2 800 3 750 2 200
Таблица 16.2
Основные технические характеристики вертикальных консольно-фрезерных станков
Параметры Модель
6Н11 6Н10 6Н12 6Н13 6М11 С поворотной головкой 6А12ПБ Про- граммный 6А12П
Рабочая поверхность стола, мм 1 000 x 250 800 x 200 1 250x320 1600 x 400 1000x250 1 250x320 1 250x320
Наибольшее перемещение стола, мм: продольное вертикальное поперечное 560 500 700 900 580 700 760
340 300 370 420 415 370 400
190 160 260 320 200 240 260
Частота вращения шпинделя, мин-1 65... 1 800 50; 71; 100; 140; 200; 280; 400; 560; 800; 1 120; 1 600; 2 240 30... 1 500 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950; 1 180; 1 500 40... 2 000 50...2 500 40... 2 000
Число скоростей 16 12 18 18 18 18 18
Скорость подачи стола, мм/мин: продольная 35... 1 020 25; 35,5; 50; 71; 100; 140; 200; 280; 400; 23,5... 1 180 23,5; 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235; 300; 20... 1000 40...2 000 20... 1 000
Окончание табл. 16.2
Параметры Модель
6НИ 6Н10 6Н12 6Н13 6MU С поворотной головкой 6А12ПБ Про- граммный 6А12П
поперечная вертикальная 560; 800; 1 120 375; 475; 600; 750; 950; 1 180
28... 790 — 23,5... 1 180 20... 1000 40...2 000 20... 1000
14...390 9; 12,5; 18; 25; 35,5; 50; 71; 100; 140; 200; 280; 400 8...390 8...390 6,5...333 13,5...666,6 8...400
Скорость быстрого переме- щения стола, мм/мин: продольная вертикальная поперечная 2 900 2 300 770...2 300 770...2 300 2 300 4 600 2 500
2 300 1 600 — — 2 300 4600 2 500
1 150 800 — — 765 1 533 1000
Мощность электродвигателя главного привода, кВт 4 — 7 10 4 10 5,5
Частота вращения вала электродвигателя, мин-1 1450 — — — — — —
Габаритные размеры станка, мм 2 060х х 1 530х х2 300 1 340 х х 1 785х х 1 730 2 100х х 1 740х х 1 875 2 370х х2 140х х2 245 2 020х х2 020х х 1900 2 395х х 1 745 х х2 000 1 765 х х2315х Х1950
Масса, кг 2 100 1 160 2 900 4 300 2 200 3 065 2 500
Таблица 16.3
Основные технические характеристики продольно-фрезерных одностоечных станков
Параметры Модель
6304 6305 6306 6308 6310 6316 6320 6325
Рабочая поверхность стола, мм 400 х х 1250 500 х х 1600 бЗОх х2 000 800 х хЗООО 1000х х4000 1600х х5 000 2 000х хбЗОО 2 500х х8000
Наибольшее перемещение стола, мм 1250 1250 2 000 3 555 4 550 5 500 6 800 8 500
Число скоростей 18 21 16 16 16 — — —
Частота вращения шпинделя, мин-’ 40...2 000 16... 1 600 I диапазон 20...630; II диапазон 40... 1250 25...800 25...800 25... 1 250 20... 1000 20... 1000
Скорость подач, мм/мин: стола фрезерной бабки 20... 1000 I диапазон 10... 1 500; II диапазон 20...3 000 I диапазон 10... 100; II диапазон 60...600; III диапазон 300...3000 20...2 000 20...2000 5...500 10... 1000 10...1000
1 ...5 000 10...750 10...750 20... 1250 20... 1 250 10...800 10... 800 10...800
Окончание табл. 16.3
Параметры Модель
6304 6305 6306 6308 6310 6316 6320 6325
Скорость быстрого перемеще- ния, мм/мин: стола фрезерной бабки 3 000 I диапазон 2 250; II диапазон 4 500 4 500 3 200 3 200 5 500...6 000 5 500...6 000 5 500...6 000
1500 1 200 1200 1500 1500 2 000 2 000 2 000
Мощность электродвига- теля главного привода, кВт 4 7,5 10 13 13 22 30 30
Габаритные размеры станка, мм 3 635х х 1690х х2 050 4 320х х2 140х х2 330 бОООх х2 925х х3 800 8060х х 2 800 х х4 000 10390х хЗ 135 х х4 350 13 420х х4335х х5 500 19000х х7870х х7200 22 460 х х7870х х7200
Масса, кг 5 000 9 400 19000 29 500 37 500 57 700 121 200 133 500
Таблица 16.4
Основные технические характеристики продольно-фрезерных двухстоечных станков
Параметры Модель
6604 6605 6606 6Г608 6608 6Г610
Рабочая поверх- ность стола, мм 400 х Х1250 500 х х 1 600 бЗОх х2 000 800 х х2 500 800 х хЗООО 1000х х3200
Наибольшее пере- мещение стола, мм 1 250 1 600 2 000 2 500 3 550 3 200
Число скоростей 18 21 21 20 16 20
Частота вращения шпинделя, мин-1 40...2 000 16... 1600 16...1 600 16... 1 250 25...800 16... 1 250
Регулирование подач: стола фрезерной бабки Бесступенчатое
То же
Скорость подач, мм/мин: стола фрезерной бабки 20... 1000 I диапазон 10... 1 500; II диапазон 20... 3 000 I диапазон 10...750; II диапазон 750... 3 000 I диапазон 10...750; II диапазон 750... 3 000 20...2000 I диапазон 10...750; 11 диапазон 750...3000
10...500 10...750 10...750 10...750 20... 1 250 10...750
Скорость быстрого перемещения, мм/мин: стола 3 000 4 500 4 500 4 500 3 200 4 500
Окончание табл, 16.4
Параметры Модель
6604 6605 6606 6Г608 6608 6Г610
фрезерной бабки поперечины 1500 1200 1200 1200 1500 1200
— — 120 120 — 120
Мощность электро- двигателя главного привода, кВт 4 7 10 13 13 17
Габаритные размеры станка, мм 3 635х2 650х х2 050 5 200х х 3 520х х2 330 5 850х х4100х хЗбОО 7 300х х4 100х х3 800 8290х х4100х х3 780 8750х х4400х х4 050
Масса, кг 6 350 13 600 22 500 28000 31000 35000
Наименование параметров Модель
6610 6610Б 6У612 6620 6662 6625
Рабочая поверх- ность стола, мм 1000х х 4 000 1000х х4000 1 250х х4000 2000х хбЗОО 1 800х хбООО 2 500х х8000
Наибольшее пере- мещение стола, мм 4 550 4 550 4 500 6 800 6 500 8500
Число скоростей 16 16 18 18 12 18
Частота вращения шпинделя, мин-1 25...800 25...800 25 ...1 250 20...1000 (с перебором); 5 500 (без перебора) 37,5... 475 20...1000
Регулирование подач: стола фрезерной бабки Бесступенчатое
Тоже
Скорость подач, мм/мин: стола фрезерной бабки
20...2 000 20 - 2 000 5...500 10...1000 8.„1000 I диапазон 5.„500; II диапазон 10„. 1 000
20-1250 20... 1250 10...800 10...800 — 10...800
Скорость быстрого перемещения, мм/мин: стола фрезерной бабки поперечины
3 200 3 200 6 000 6 000 — 5 500 - 6 000
1500 1500 2 000 2 000 — 2000
— — 520 585 — 585
Мощность электро- двигателя главного привода, кВт 13 13 22 30 28 30
Габаритные размеры станка, мм 10 490 X х4 360 х х4 075 10390х х4 360 х х4 075 10900х хб 500 х х5 200 19460х х ЮОООх х6 700 14 750х х6170х х5 440 22 570 х х ЮОООх х6700
Масса, кг 39 000 37600 64 000 120 000 76 700 136 000
Технические характеристики новых моделей
Модель Основные параметры Габаритные размеры станка, мм
Ширина стола, мм Длина стола, мм
ЛФ200 200 320 —
МРФ 250 630 1 700х 700х 1 700
ИРФ250 250 630 1 700x 1 210x 1 790
6К11 250 1 000 2 135x 1 725 x 2 290
ЛФ3204 250 1 200 1 560х 1 570x2 100
МРФ-3 250 1 000 1 700x 1060x1 818
6Т12 320 1 250 2 280х 1 965x2 265
6К12 320 1 250 2 135x 1 865x2 290
ОРША-32У 320 1 400 2 427х 1 890 x 2 060
ОРША-Ф32ВФЗ 320 1 400 3 000 x 2 900 x 2 450
ВМ127М 400 1 600 2 680x2 260x2 500
6ДМ13ФЗ 400 1 600 2 620x2 800x2 600
6Т13 400 1 600 2 570x2 252x2 430
6М13У 400 1 600 4 000 x 2 500 x 3 045
6М13НЦ 400 1600 —
ФП17ВСЗ 500 1 600 6 162x4715x3345
ФП7ВС2 500 3 000 8800x4715x3345
ФП17ВС2 500 1600 6474x4715x3345
ФП7ВС1 500 3 000 8800 x 4 420 x 3050
ФП7ВСЗ 500 3000 8800x4715x3 345
ФП17НЦ 500 1 600 5 190x4 565x3 895
ФП7НЦ 500 3 000 8300x4555x3895
ФП27НЦ 800 2 000 6200x4940x3 185
ФП27ВС 800 3000 6200x4940x3 185
ФП37НЦ 800 3000 8200x4940x3 185
ФП37СП 800 3 500 8710x4080x4350
ФП14В6 800 1 300 5950x4610x4550
382
Таблица 16.5
вертикально-фрезерных консольных станков, выпускаемых с 2004 г.
Мощность электродвигателя главного привода, кВт Примечание
— —
1,5 —
1,5 —
5,5 —
5,5 (7,5) —
1,5 —
7,5 Наличие поворотного стола и делительной головки
5,5 —
7,5 Наличие УЧПУ
4,0 То же
11,0 —
7,5 Наличие УЧПУ
11,0 Наличие поворотного стола и делительной головки
7,5 Обработка деталей сложной формы; 3-координатное управление УЧПУ
—- То же
45,0; 71,0 —
30,0; 45,0 Обработка деталей сложной формы из легких сплавов; 3-координатное управление УЧПУ
30,0; 45,0 То же
25,0 —
30,0; 45,0 —
— —
— —
— Обработка деталей сложной формы; 3-координатное управление УЧПУ
— То же
— »
30,0 »
30,0 Обработка деталей сложной формы; 5-координатное управление УЧПУ
383
Технические характеристики новых моделей
Модель Основные параметры Габаритные размеры станка, мм
Ширина стола, мм Длина стола, мм
ОНФ-1 85 250 —
6Т80 200 800 1 бООх 1 875х ! 528
6ДМ80Г 200 800 —
6К81Г 250 1 000 2 135х 1 865 х 1 695
6ДМ81Г 250 1 000 —
FU350R (FU315R) 315 1 250 2 800х2 880х 1 995
FW350R (FW315R) 315 1 250 2 800x2 420 х 1 995
6Т82Г 320 1 250 2 280х 1 965 х 1 690
6Т82 320 1 250 2 280х 1 965 х 1 690
6К.82Г 320 1 250 2 135х 1 865 х 1 695
FU450R (FU400R) 400 1 600 3 500x3 520x2 160
FW450R (FW400R) 400 1 600 3 500x3 520x2 160
6Т38Г 400 1 600 2 570x2 252 х 1 770
6Т83 400 1 600 2 570x2 252 х 1 770
КА-683 Г 400 1 600 2550х2260х 1 865
384
Таблица 16.6
горизонтально-фрезерных консольных станков, выпускаемых с 2004 г.
Мощность электродвигателя главного привода, кВт Примечание
— Настольный
3,0 Наличие поворотного стола
— —
5,5 —
— —
1,5 Наличие крестового и поворотного столов и вертикально-фрезерного приспособления
1,5 Наличие крестового стола
7,5 Наличие крестового и поворотного столов
7,5 Универсальный
5,5 —
2,2 Наличие крестового и поворотного столов и вертикально-фрезерного приспособления
2,2 Наличие крестового стола
11,0 Наличие крестового и поворотного столов
11,0 Универсальный
11,0 —
385
Технические характеристики новых моделей
Модель Основные параметры Габаритные размеры станка, мм
Ширина стола, мм Длина стола, мм
6ДМ08Ш 125 400 —
ВМ132 160 500 1 400х 1 100х 1 720
КФПЭ-250МСТ-90М 200 500 2 000 х2 000х 1 600
B3-371 220 (размер заготовки) 280 (размер заготовки) 1 250х 1 160х 1 700
ВМ130М 160/250 500/630 1 400х 1 100х 1 720
ФС-250/300 195/250 533/620 1 150х 1 100х 1 600
ФС-250/400 195/250 533/620 1 150х 1 100х 1 600
67K25PR 250 630 1 685х 1 655х 1 865
67K25PF1 250 630 1 685х 1 655х 1 890
67K25PF2 250 630 1 685х 1 655х1865
67K.25PF3-01 250 630 2 225x1 650х 1 990
67K25PF3-03 250 630 2 225x1 650 х 1 990
6K81LU 250 1 000 2 135 х 1 725x 2015
6М81Ш 250 1 000 2 135 х 1 865x2 520
6М81Ш-1 250 1 000 2 135 х 1 725 x2015
ДФ67Г25 250 1 250 1420x1 400х 1 765
ДФ6725 250 630 1420x 1 400x 1 765
ДФ6725Ф1 250 630 1420x1400x1765
6М81Ш-1Ф1 250 1 000 2 135 х 1 725x2015
386
Таблица 16.7
широкоуниверсальных фрезерных станков, выпускаемых с 2004 г.
М ощность электро- двигателя главного привода, кВт Примечание
3,0 —
3,0 —
2,2 Наличие горизонтального и вертикального шпинделей, горизонтального и вертикального съемных столов и УЧ ПУ
1,5 Наличие горизонтального и вертикального шпинделей
3,0 —
2,3 Наличие горизонтального и вертикального шпинделей, ход стола — 300 мм
2,3 Наличие горизонтального и вертикального шпинделей, ход стола —400 мм
3,0 Наличие горизонтального и вертикального шпинделей, горизонтального и вертикального съемных столов
3,0 Наличие УЦИ, горизонтального и вертикального шпинделей и съемных столов
3,0 Наличие позиционного УЧ ПУ, горизонтального и вертикального шпинделей, горизонтального и вертикального съемных столов
3,0 Наличие контурного УЧ ПУ, горизонтального и вертикального шпинделей, горизонтального и вертикального съемных столов
— Бесступенчатое регулирование скорости фрезерования
5,5 —
5,5 Наличие горизонтального и вертакального поворотных шпинделей в двух плоскостях
5.5 —
2,2 Наличие горизонтального и вертикального шпинделей
2,2 —
2,2 Наличие УЦИ
W То же
387
Модель Основные параметры Габаритные размеры станка, мм
Ширина стола, мм Длина стола, мм
6T80SHC218 250 1 250 1 925 х 1 835x2 090
BMI33M-02 250 500 1 400х 1 500х 1 860
ГФ3202 320 1 250 2 280x1 965x1 870
ОММ64 320/250 800/630 1 680х 1 400х 1 820
ОММ65 320 1 250 —
ОММ67 320 1 250 1 680x1400x1 820
ОММ67Н 320 1 250 —
OMM67V 320 1 250 —
6Т82Ш 320 1 250 2 280х 1 965 х 1 970
6К82Ш 320 1 250 2 135 х 1 865x2015
6М82Ш 320 1 250 2 135х 1 865x2015
6М82Ш-1 320 1 250 2 135 х 1 865x2015
6М82Ш-1Ф1 320 1 250 2 135 х 1 865x2 015
ЛФ320Ш 320 1 250 1 650х 1 бООх 1 700
ОРН1А-Ф32Ш 320 1 400 2454х 1 890x2495
ГФ3203 400 1 600 2 570x2 252x 1 940
6532-01 400 1 500 2 100x2 070x2 450
6Т83Ш 400 1 600 2 570x2 252x2 040
6ДМ83Ш 400 1 600 —
6ДМ83ШФ2 400 1 600 —
FU450RAUG (FU400RAG) 400 1 600 3 500x3 615x2 720
МС630ПМФ4 630 — 3020х 1 650x2 НО
388
Окончание табл. 16. 7
Мощность электро- двигателя главного привода, кВт Примечание
3,0 Наличие горизонтального и вертикального шпинделей
2,2 —
7.5 —
5,5 Наличие горизонтального и вертикального выдвижных шпинделей, горизонтального и вертикального столов
5,0 Наличие горизонтального и вертикального шпинделей и горизонтального стола
6,9 Наличие горизонтального и вертикального выдвижных шпинделей и горизонтального стола
11,0 Наличие горизонтального шпинделя и горизонтального стола
11,0 Наличие вертикального шпинделя и горизонтального стола
7,5 —
5,5 —
5,5 —
5,5 С автоматическими циклами
5,5 Наличие УЦИ
7.5 Наличие поворотной шпиндельной головки
12,5 —
11,0 —
18,5 Наличие шпинделя с автоматическим поворотом и фиксацией в вертикальном и горизонтальном положениях
11,0 —
7,5 —
2,2 Наличие трех электродвигателей (суммарная мощность 6,6 кВт)
2,2 —
20,0 Наличие пяти одновременно управляемых координат
389
Технические характеристики новых моделей
Модель Основные параметры Грузоподъ- емность, Ki Габаритные размеры станка, мм
Ширина стола, мм Длина стола, мм
6Е463 250 500 1 040х 1 ОООх 1 260
6А464 250 250 — 1 640х 1 130x730
6Е463 250 500 — 1 040х 1 ОООх 1 260
6А464 250 500 — 1 640х 1 1 ЗОх 1 730
ЛФ250ФЗ 250 500 — 1 940х 1 025х 1 660
6465 250 710 — 1 680х 1 300х 1 940
6В443ФЗ 630 1 250 3 000 4 000x3 300x3 250
6В443КФЗ 630 1 250 3 000 4 000x3 300x3 250
6В444ФЗ 1 000 2 000 7 000 5 000x4 200x3 850
6В444КФЗ 1 000 2 000 7 (ХЮ 5 000x4 200x3 850
ЛД1100 1 100 1 650 — -
УФ5944 I 500 2 200 2 000 9 000x8 800x5 240
УФ5934 1 600 2 000 2 000 9460x8260x5 125
ЛР212КФЗ 2 500 5 000 — 10770x8640x5 760
ЛР213КФЗ 2 800 7 500 — 12 775 х 10090x675
УФ5942 1 600 4 000 10000 11 000x7000x5 150
УФ5943 1 600 6 000 10000 13 100x7000x5 150
6441 КФ4-5 320 — — 2 500 x 95 0 x 2 500
6А440КФЗ 300 450 — 1 000x800x600
6441ПКФ4 320 500 — 2 300x2 150x2 720
390
Таблица 16,8
копировально-фрезерных станков, выпускаемых с 2004 г.
Мощность электродвигателя главного привода, кВт Примечание
0,25 —
0,37 —
0,25 Ранее выпускались мод. 6Л463, 6Г463
0.37 Ранее выпускалась мод. 6464
0,55 Гравирование по программе текстов, фрезерование сложных деталей
1,5; 2,0 Производство штампов, пресс-форм, сложных деталей
5.5 Наличие связи с системой CAD/CAM
5.5 Модернизация
7,3 Наличие связи с системой (. ЛО/САМ
7,3 Модернизация
0,74 Наличие двух шпинделей
10,5 Обработка неметаллических материалов и алюминиевых сплавов, 5-координатное управление УЧ ПУ
10,5 То же
17,0 Модернизация
17,0 То же
22,0 Наличие двух шпинделей, 5-координатное управление УЧПУ
30,0 3-координатное управление УЧПУ
4,8 5-координатная обработка сложных поверхностей; связьс системой CAD/CAM
1.0 Обработка сложных поверхностей с использованием УЧПУ
7,5... 1 1,0 То же
391
Технические характеристики новых моделей
Модель Основные параметры Габаритные размеры станка, мм
Ширина стола, мм Длина стола, мм
6М310Ф11-20 1 000 3 150 10550x7000x5 500
6М610ФИ-20 1 000 3 150 10 5 5 0 x 7 000 x 5 500
6М610Ф11-20.3 1 000 3 150 10 5 50 x 7 000 x 5 500
МС6104 1 000 3 150 —
6М610Ф4 1 000 3 150 10 550x7000x5 500
6М610Ф4-20 1 000 3 150 10550x7000x5 500
МСГП 6101Ф13-6 1 030 6 000 8400x4400x3 800
МСГ1200Ф13-1 1 200 3 100 8 375x4 750x3 930
МСГ1200Ф13-10 1 200 3 100 8 375x4 750x3 930
МСГ1200Ф4-1 1 200 3 100 8375x4750x3 930
66К25ПМФ4-05 2 500 По заказу 14 100 (18 100; 22 100)х 8 600x7080
66К35ПМФ4 3 550 12 000 40600x11 200x12 300
МС620МФ4 2000 6 000 —
МС625МФ4-08 2 500 8 000 —
МСГ6062Ф4 630 630 —
ФР-1 2000 2 000 —
МСГ1200Ф4-10 1 200 3 100 8 375x4 750x 3 930
УФ5221 1 250 4 000 12 170x6 640x5 970
УФ5221-06 1 250 4 000 12 170x6640x5970
392
Таблица 16.9
продольно-фрезерных станков, выпускаемых с 2004 г.
Мощность эл е ктрод ви гател я главного привода, кВт Примечание
40,0 Одностоечный
40,0 Двухстоечный
40,0 Наличие трех бабок
— Наличие четырех бабок
40,0 Двухстоечный
40,0 То же
31,5 Одностоечный с подвижной стойкой и поворотной головкой в двух плоскостях
31,5 Одностоечный с ползунами и головками
31,5 Одностоечный с подвижным столом и поворотной головкой в двух плоскостях
31,5 Одностоечный с ползунами и головками
40...55 Наличие подвижного стола; возможность растачивания; управление ЧПУ; магазин инструментов
120... 150 То же
— Наличие автоматической смены инструментов
— То же
— Наличие двух ползунов между стойками; автоматическая смена инструментов и столов- спутников; два магазина инструментов; контроль детали и инструментов
— Наличие поворотного стола с круговой интерполяцией; контрольдетали и инструментов
31,5 Одностоечный с подвижным столом и поворотной головкой в двух плоскостях
22,0 Наличие подвижного стола; управление УЦИ
22,0 Наличие подвижного стола; управление УЦИ; бесступенчатое управление частотой вращения шпинделя
393
Модель Основные параметры Габаритные размеры станка, мм
Ширина стола, мм Длина стола, мм
66К12Ф4 1 250 4 000 12 900x6 190x6000
6М612Ф11-20 1 250 4 000 12 500x6500x5 800
6М612Ф11-20.3 1 250 4000 12 500 x 6 500 x 5800
6М612Ф11-20.2 1 250 4 000 —
6М612Ф4 1 250 4 000 12 500x6 500x5 800
6М612Ф4-20 1 250 4 000
МС6203 1 250 4 000 —
2ФП131-О5 1 400 31 800 4 1 400 x 5 400 x 3 700
ФП-9ТС 1 600 3 000 8890x6000x5000
УФ5222 1 600 4 000 12 170x6 790x5 970
УФ5222-06 1 600 4000 12 170x6790x5970
66К16Ф4 1 600 4 000 12 900 x 6 365 x 6 000
6М616Ф11-20 1 600 5 000 14 200 x 6 900 x 5 800
6М616Ф11-20.2 1 600 5000 —
6М616Ф1 1-20.3 1 600 5 000 14200x7900x5800
6М616Ф4 1600 5000 14200x7900x5800
6М616Ф4-20 1600 5 (ХЮ —
МС6303 1 600 6 ОСЮ —
ФП-93НЦ 1 600 7000 18200x6300x5400
ФП-93Э 1 600 7000 18200x6 300x5 400
6М616Ф4-008 1 600 8000 22 500x6 300x5 800
2ФП-231 1 750 40 320 42 300x6 050x3 860
6718 4 500 28000 35 000x8000x6 250
394
Продолжение табл. 16.9
Мощность электродвигателя главного привода, кВт Примечание
40,0 Наличие подвижного стола; возможность растачивания; управление ЧПУ
40,0 Двухстоечный
40,0 Наличие трех бабок
— Наличие двух бабок
— Двухстоечный
— То же
— Наличие трех бабок
55,0 Наличие подвижных порталов с двумя поворотными бабками
7,0; 10,5 --
22,0 Наличие подвижного стола: управление УЦИ
22,0 Наличие подвижною стола; управление УЦИ; бесступенчатое управление частотой вращения шпинделя
40,0 Наличие подвижного стола; возможность растачивания; управление ЧПУ
40,0 —
— Наличие двух бабок
40,0 Наличие грех бабок
— 1 Двухстоечный
45,0 То же
— Наличие трех бабок
45,0 Наличие подвижного стола
45,0 Наличие электро£ипинделя
— —
55,0 Наличие подвижных порталов с поворотными головками
40,0 Наличие подвижного портала; возможность растачивания; управление ЧПУ
395
Модель Основные параметры Габаритные размеры станка, мм
Ширина стола, мм Длина стола, мм
УФ5220 2 000 6 000 16 500 x 8 600 x 7 2 50
У5220-01 2000 6 000 16500x8600x7250
УФ5220-06 2 000 6 000 16500x8600x7435
РФП2А-1 2 100 8400 —
66К20Ф4 2000 6 000 18 100x7300x7080
МС620Ф11 2 000 6 000 18 500x7 800x5 800
МС620Ф4 2 000 6 000 18500x7800x5 800
РФП6К 2 000 6 700 10 365x4700x3 280
2ФП-241С 2 060 35 240 42 300x6 050x3 860
РФП2А-1 2 100 8400 10365x4700x3280
ВФ-ЗМ8 2 500 4000 —
ВФ-ЗМ12ВС 2 500 4 000 —
ВФ-5Н 2 500 7 000 18 130x6260x6000
ВФ-5Н2 2 500 7000 18 130x6 260x6 000
ВФ-5И 2 500 4 000 13 250x5915x5 200
УФ5225 2 500 8000 21 700x8850x7250
УФ5225-01 2 500 8 000 21 700x8850x7250
УФ5225-06 2 500 8000 21 700x8850x7435
66К25Ф4 2 500 По заказу 21 700x7800x7080
396
Продолжение табл. 16.9
Мощность электродвигателя главного привода, кВт Примечание
30,0 Наличие подвижного стола; управление УЦИ
30,0 —
30,0 Наличие подвижного стола; управление УЦИ; бесступенчатое управление частотой вращения шпинделя
— Раскрой листовых заготовок
40...55 Наличие подвижного стола; возможность растачивания; управление ЧПУ
— Наличие торцовой поворотной головки
— То же
7,5 Обработка деталей сложной формы; 5-координатное управление УЧ ПУ
30,0 Обработка деталей сложной формы; 4-координатное управление УЧПУ
7,5 Обработка листов сложной формы; 3-координатное управление УЧПУ
— 3-позиционная обработка; 3-координатное управление УЧПУ
— То же
30,0 —
30,0 Обработка деталей сложной формы; 5-координатное управление УЧПУ
30,0 Наличие 2-координатной поворотной головки; 5-координатное управление УЧПУ
30,0 Наличие подвижного стола; управление УЦИ
30,0 —
30,0 Наличие подвижного стола; управление УЦИ; бесступенчатое управление частотой вращения шпинделей
40... 55 Наличие подвижного стола; возможность растачивания; управление ЧПУ
397
Модель Основные параметры Габаритные размеры станка, мм
Ширина стола, мм Дл ина стола, мм
МС625Ф11 2 500 8 000 22 500x8 200x5 800
МС625Ф4 2 500 8 000 22 500x8 200x5 800
66К45ПФ4 4 500 12 000 40 600x12 200x 12 300
ФРС-5 — — 58080x4513x8200
6М310Ф1 1 000 3 150 10550x7000x5500
6М610Ф1 1 000 3 150 10550x7000x5500
6М612Ф1 1 250 4000 12 500x6 500x5 800
6М616Ф1 I 600 5 000 15 500x6900x5800
НС345Ф11 2 800 80000 —
НС345-12Ф11 2 800 120000 —
На этих направляющих монтируют стол 7. Такая компоновка узлов
обеспечивает столу перемещение в трех направлениях: продоль-
ном, поперечном и вертикальном. В станине рассоложены коробка
12
Рис. 16.2. Горизонтальный кон-
сольно-фрезерный станок:
/ — станина; 2 — хобот; — шпин-
дель; 4, 6 — подвески; 3 — оправка;
7— стол; 8 — поворотная плита; 9 —
салазки; 10 — поперечные направля-
ющие; // - консоль; 12 — колонка;
13 — фундаментная плита
398
Окончание табл. 16.9
Мощность электродвигателя главного привода, кВт Примечание
— Наличие торцовой поворотной головки
— То же
120... 150 Наличие подвижного сюда; возможность растачивания; управление ЧПУ
18,5 Обработка деталей сложной формы; 5-координатное управление УЧПУ
37...45 Модернизация. Длина стола по заказу 1 600...6 600 мм
37...46 Модернизация. Длина стола по заказу 1 600...6 600 мм
37...47 Модернизация. Длина стола по заказу 2 500... 6 300 мм
37...48 Модернизация. Длина стола по заказу 3 150...8000 мм
— —
— —
скоростей и привод с электродвигателем, обеспечивающим глав-
ное вращательное движение шпинделя 3. Над шпинделем располо-
жен хобот 2, на направляющих которого закреплены подвески 4 и 6,
служащие опорами для фрезерной оправки 5.
В консоли размещена коробка подач, позволяющая изменять
скорость движения подачи стола в горизонтальном и поперечном
направлениях.
Установочное перемещение стола в вертикальном направлении
осуществляют вручную от ходового винта, расположенного в ко-
лонке 12.
16.4. Бесконсольный
вертикально-фрезерный станок
Особенностью конструкции бесконсольного вертикально-фре-
зерного станка с крестовым столом (рис. 16.3) является более же-
сткая станина и стойка, червячно-реечный привод стола и отсут-
ствие консоли. Все это позволяет обрабатывать крупные заготовки
с большими припусками на высоких режимах резания.
399
Рис. 16.3. Вертикально-фрезерный
бесконсольный станок:
1 — станина; 2 — направляющие; 3 —
салазки; 4 — стол; 5 — пульт; 6 — шпин-
дель; 7— шпиндельная бабка; 8 — элек-
тродвигатель; 9— стойка; 10— короб-
ка подач
Фрезерование осуществляется в основном торцовыми головка-
ми и торцовыми фрезами (с твердосплавными пластинами).
На неподвижной станине 1 размещен крестовый стол 4, имею-
щий возможность перемещения по направляющим салазок 3 в про-
дольном направлении и по направляющим 2 станины — в попе-
речном. Шпиндельная бабка 7с коробкой скоростей монтируется
на вертикальных направляющих стойки 9станины /. Главное вра-
щательное движение шпинделю 6 сообщается от электродвигате-
ля 8; продольное и поперечное движения подачи стола — от ко-
робки подач 10, находящейся в станине. Управление станком про-
исходит обычно от подвесного пульта 5. У некоторых станков шпин-
дельную бабку можно поворачивать в вертикальной плоскости.
ГЛАВА 17
СИЛА РЕЗАНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ
17.1. Способы фрезерования
и элементы режимов резания
Фрезерование может производиться двумя способами:
• против направления движения подачи Ds, или способом встреч-
ного фрезерования (рис. 17.1, а), когда фреза в своем главном дви-
жении Dr против направления движения подачи снимает стружку
толщиной от а до «тах. Встречное фрезерование применяется в ка-
честве черновой обработки заготовок при наличии корки или ока-
лины;
• по направлению движения подачи, или способом попутного
фрезерования (рис. 17.1, б), когда вращение фрезы и направление
движения подачи совпадают, при этом каждый зуб фрезы снимает
стружку толщиной от ЯптахДо о. Попутное фрезерование применяют
при чистовой обработке, когда требуется высокая точность обра-
ботки, а также при обработке тонких заготовок.
Глубина резания I, мм, — толщина срезаемого слоя материала за
один рабочий ход (рис. 17.2). Ширина фрезерования В, мм, — шири-
на поверхности, обрабатываемой за один рабочий ход. Толщина
срезаемого слоя а, мм, — расстояние между поверхностями реза-
Рис. 17.1. Встречное (а) и попутное (б) фрезерование:
Dr — направление главного движения; Z)v — направление движения подачи; I —
глубина резания; 5, — подача на зуб; а,„.1Х — максимальная толщина стружки;
ц/к — угол контакта фрезы
401
Рис. 17.2. Фрезерование цилиндрическими (а), торцовыми (б), дисковы-
ми (в), прорезными (г), концевыми (д), угловыми (е) и фасонными
(ж) фрезами:
В — ширина фрезерования; г — глубина резания; — диаметр фрезы; /ф —
длина режущей части фрезы
ния, образованными двумя последовательными положениями ре-
жущих кромок фрезы в радиальном направлении, нормальном к
поверхности резания. Ширина срезаемого слоя Ь, мм, — длина уча-
стка соприкосновения режущей кромки зуба с обрабатываемой
заготовкой. Для прямозубой фрезы ширина срезаемого слоя равна
ширине фрезерования. Площадь поперечного сечения срезаемого слоя,
мм2, для одного зуба f - ab.
Скорость резания, м/мин, определяют по формуле
геОфЛ
г = —— ,
1000
где Дф— диаметр фрезы, мм; п — частота вращения фрезы, мин-1.
402
Подача — отношение расстояния, пройденного рассматривае-
мой точкой режущей кромки (или заготовки) вдоль траектории
этой точки в движении подачи, к соответствующему циклу друго-
го движения во время резания. При фрезеровании различают пода-
чи: S, — на один зуб фрезы, мм/зуб; — на один оборот фрезы,
мм/об. Между этими подачами существует зависимость
Sz = SJz,
где z — число зубьев фрезы.
Скорость движения подачи vs, мм/мин, — скорость рассматри-
ваемой точки режущей кромки в движении подачи — определяют
по формуле
vs= S7nz.= s„n.
17.2. Сила резания при фрезеровании
На каждый зуб фрезы действует сила резания, которую можно
разложить на составляющие: Рокр — окружная, действующая по
касательной к траектории вращения зуба фрезы (рис. 17.3), и Ррял —
радиальная, направленная по радиусу фрезы. Равнодействующую R
этих сил можно разложить на горизонтальную (Лор) и вертикаль-
ную (Лерт) силы. Основную работу резания выполняет окружная
сила Л>кр1 по ее значению определяют эффективную мощность ре-
зания и мощность электродвигателя главного привода.
По значению горизонтальной составляющей Лор определяют
усилие, которое необходимо приложить к столу станка для осуще-
ствления движения подачи. При встречном фрезеровании направ-
ление действия ЛоР противоположно направлению движения сто-
ла станка (рис. 17.3, а). При попутном фрезеровании Лор направле-
на в сторону движения стола (рис. 17.3, б).
а
Рис. 17.3. Схемы действия составляющих силы резания при встречном
(а) и попутном (5) фрезеровании цилиндрической фрезой
403
По значению вертикальной составляющей />|)срт определяют уси-
лие, которое при встречном фрезеровании стремится поднять за-
готовку вместе со столом и консолью, вызывая вибрации станка.
При попутном фрезеровании Рверт прижимает обрабатываемую за-
готовку к столу, улучшая условия обработки.
Радиальная сила Ррал изгибает оправку, на которой установлен
инструмент.
При обработке заготовки фрезами с винтовыми зубьями воз-
никает осевая составляющая силы резания Рос, направленная
вдоль оси фрезы в зависимости от направления винтовой нарез-
ки зубьев.
Окружную силу Рокропределяют по удельной силе резания. Под
удельной силой резания р, МПа, понимают силу резания, прихо-
дящуюся на единицу общей площади срезаемого слоя Fcp, мм2:
Р ~ ^окр/^ср-
Для определения площади поперечного сечения срезаемого
слоя f необходимо знать угол контакта фрезы (см. рис. 17.1, 17.3),
значение которого можно установить по формулам:
для фрезерования цилиндрической фрезой
cosVk = 1 -
для фрезерования торцовой фрезой
sin^?) = В/ £>ф.
Максимальную толщину атах, мм, срезаемого слоя определяют
по формуле
"max = ^'по-
следовательно, максимальная площадь поперечного сечения
среза для одного зуба
Утах — iSjSin V|/K.
Среднее значение общей площади срезаемого слоя зависит от
числа зубьев, одновременно участвующих в резании:
Fcp = BtSJ(nDfil).
В табл. 17.1 приведены значения удельной силы резания для раз-
ных материалов в зависимости от наибольшей толщины срезаемо-
го слоя. Определив по табл. 17.1 удельную силу резания, можно
приближенно рассчитать окружную силу резания
^окр — Р^Ср-
Другие составляющие силы резания определяются в зависимо-
сти от окружной силы:
404
Таблица 17.1
Удельная сила резания р, МПа, при фрезеровании
Наиболь- шая толщина срезае- мого слоя ЯппиСН ММ Механические характеристики материала заготовки
а,р стали, МПа НВ чугуна
До 600 600... 1 000 Си. 1 000 До 180 180... 200 Св. 200
0,02 3 160...4200 5 250...6 350 7 400... 8 500 2 100 3 050 4 200
0,03 2 850... 3 800 4750...5 700 6 700...7 600 1 840 2 640 3 670
0,04 2 670... 3 560 4 550...5 350 6200...7 100 1 630 2 350 3 260
0,05 2 560... 3 400 4 250...5 100 5 960...6 800 5 140 2 220 3 080
0,06 2400...3 200 4 000...4 800 5 600...6 400 1 420 2 050 2 850
0,07 2 350...3 140 3920...4700 5 990...6 270 1 350 1 950 2710
0,08 2 260... 3 020 3 760...4 520 5 300... 6 040 1 290 1 860 2 590
0,09 2 180...2 920 3 640...4320 5 100... 5 840 1 260 1 820 2 530
0,1 2 140... 2 860 3 580...4 280 5 000... 5 420 1 220 1 750 2 440
• при встречном фрезеровании цилиндрическими, дисковыми,
фасонными и работающими периферией концевыми фрезами
Лор= (1 - 1,2)ЛкР; Лерт = (0,2...0,3)Л,кР; Ррла = (0,35...0,4)/^;
• при попутном фрезеровании
Р<ор = (0,8...0,9)/^; Рвсрг = (0,75... О,8)7’окр; Рра>1 = (0,5...0,55)^;
• при фрезеровании торцовыми фрезами и работающими тор-
цом концевыми фрезами
Ртр = (0,4...0,5)Рокр; Р|)Ср| = (0,85...0,95)/>окр; (0,5...0,55)Рокр.
Осевая составляющая Рж силы резания для всех фрез с винто-
выми зубьями определяется из соотношения
Рж = 0,28/^ptgo),
где о» — угол наклона винтовой канавки.
17.3. Основные элементы фрез
На рис. I7.4 показаны основные элементы цилиндрической и
торцовой фрез. Передняя поверхность / зуба — поверхность, по ко-
торой сходит стружка. Задняя поверхность 2 зуба — поверхность,
405
I 3 4 5
Рис. 17.4. Элементы и геометрические параметры фрез:
а -- цилиндрическая с прямыми зубьями; б — торцовая с винтовыми зубьями;
1,2— передняя и задняя поверхность зуба соответственно; 3 — режущая кром-
ка; 4 — ленточка; 5 — впадина; d — посадочный диаметр; D — диаметр фрезы
которая обращена в процессе резания к обрабатываемой поверх-
ности заготовки. Режущая кромка (лезвие) 3 образована пересече-
нием передней и задней поверхностей. Режущая кромка в отдель-
ных случаях может иметь ленточку 4, ширина которой /определя-
ется назначением и условиями работы фрезы. Впадина 5 предус-
мотрена для размещения и выхода стружки.
Передний угол у — угол между передней поверхностью зуба и
диаметральной плоскостью фрезы.
Задний угол а — угол между задней поверхностью зуба и плоско-
стью, перпендикулярной диаметральной плоскости фрезы.
Угол заострения р — угол между передней и задней поверхнос-
тями зуба фрезы.
Главный угол в плане <р на угловой кромке — угол между проек-
цией угловой кромки на осевую плоскость и направлением движе-
ния подачи.
Главный угол в плане <р() на переходной режущей кромке, опре-
деляемой величиной/;, — угол между проекцией переходной кром-
ки на осевую плоскость и направлением движения подачи.
Вспомогательный угол в плане <р' — угол между проекцией торцо-
вой кромки на осевую плоскость и направлением движения подачи.
Угол наклона зубьев фрезы (о — угол между винтовой кромкой,
полученной при ее развертывании, и осью фрезы.
По направлению зубьев различают фрезы с прямыми и винто-
выми зубьями. Зубья фрезы могут быть цельными, с напаянными
режущими пластинами и сборные, у которых режущие элементы
крепятся в корпусе механически.
406
17.4. Выбор материала режущей части фрезы
и ее геометрических параметров
Рекомендации по выбору материала режущей части фрезы при-
ведены в табл. 17.2 — 17.4, а диаметры фрезы и геометрические па-
раметры ее режущей части — в табл. 17.5 и 17.6.
Таблица 17.2
Выбор марки быстрорежущей стали режущей части фрезы
в зависимости от материала заготовки
Материал заготовки Марка быстрорежущей стали
Стали: углеродистые конструкционные конструкционные легированные коррозионно- и жаростойкие жаропрочные Р6М5; I0P6M5; Р6МЗ; PI8; Р9; Р12
10Р6М5; Р6М5К5
Р6М5К5; Р9Ф2К10
Р9М4К8; Р18Ф2К5; Р10Ф5К5;
Чугуны Р6М5
Сплавы алюминиевые, медные и магниевые Р6М5; I0P6M5
Таблица 17.3
Выбор марки твердого сплава в зависимости от материала заготовки
и характера обработки
Материал заготовки Характер обработки
Черновая Пол уч истовая и чистовая
Стали углеродистые и легированные Т15К6; ТТ7К12; Т14К.8; ТТ20К9; Т5К10; T5KI2B Т30К4;Т15К6; Т14К8;ТТ8К6
Стали и сплавы жаро- прочные и жаростойкие Т5К10; ВК4; ВК8; ВК10-М Т15К6;Т14К8; Т5К10
Стали коррозионно- стойкие Т5К12В; Т5К10; Т14К8; ТТ10КВ-Б Т15К6;Т14К8
Титан и сплавы на его основе ВК4; ВК8 ВК8В
Чугуны: 240 НВ 400 НВ ВК4; ВК6; ВК8 ВК4; ВК6
BKIO-OM ВК6М
Металлы цветные и их сплавы ВК4; ВК6; ВК5М; ВК8 ВК2; ВКЗМ; ВК6; ВК4; ВК6М
Материалы неметал- лические ВК2; ВК4: ВК6; ВК8 ВК2; ВКЗМ; ВК4; ВК6М
407
Таблица 17.4
Области применения режущих инструментов, оснащенных сверхтвердыми
материалами
Марка СТМ Область применения
Композиты 01 и 02 Торцовое фрезерование заготовок из закаленных сталей и чугунов любой твердости с глубиной резания 0,05... 1 мм
Композит 05 Торцовое фрезерование заготовок из чугунов любой твердости (в том числе по корке) с глу- биной резания 0,05...6 мм
Композиты 10 и 10Д Торцовое фрезерование заготовок из сталей и чугунов любой твердости с глубиной резания 0,05... 3 мм, а также обработка прерывистых поверхностей
Таблица 17.5
Выбор диаметра фрез
Цилиндрические фрезы
Ширина В фрезерования, мм Диаметр D фрезы, мм, при глубине / фрезерования, мм
2 5 8 10
70 63 80 100 100
100 80 100 125
150 100 125 125 160
200 160 200
Дисковые фрезы (быстрорежущие)
Ширина В фрезерования, мм Диаметр D фрезы, мм, при глубине / фрезерования, мм
5 8 15 20 30 45 60 75
10 50 63 80 100 125 180 200 224
16
20
25
28
32
36 160
40 —
45
50
408
Продолжение табл. 17.5
Дисковые фрезы (твердосплавные)
Ширина В фрезерования, мм Диаметр D фрезы, мм, при глубине / фрезерования, мм
5 10 15 20 25 30 50 75 100
14...22 100 —
12...25 125
14...28 160
12...32 180
12...40 200
14...36 224
— 250
16...40 315
Торцовые фрезы
Ширина В фрезерования, ММ Диаметр D фрезы, мм
50 63 80 100 125 160 200 250 315 400 500 630
До 40 + + —
40...60 + +
60... 80 -1- + +
80... 100 + + +
100... 120 + +
120... 140 + +
140... 160 + +
160... 180 + +
180...200 + + +
200...250 + + +
300... 350 - + + +
Прорезные и отрезные фрезы
Ширина В фрезерования, мм Диаметр Dфрезы, мм, при глубине / фрезерования, мм
5 10 15 20 30 40 60 70 80
0,5...0,6 50 100 — — —
0,8... 1,4 63 100 160 200
1.6...2.8 50 125 160 200 250 315
3...6 — 63 100 125 160 200 250 315
409
Окончание табл. 17.5
Пазовые фрезы
Ширина В фрезерования, мм Диаметр D фрезы, мм, при глубине / фрезерования, мм
3 5 10 15
3...6 50 50 — —
6...8 — 63 —
8... 12 — 80 100
Таблица 17.6
Рекомендуемые значения геометрических параметров режущей части
фрезы в зависимости от материала заготовки
Передние углы у, ...°, для различных фрез (кроме концевых)
Материал заготовки Фрезы
из быстрорежущей стали твердо- сплавн ые оснащен- ные стм, торцовые
торцовые цилиндри- ческие дисковые пазовые и отрезные фасонные торцовые дисковые
Стали конструкционные углеродистые и легиро- ванные с пределом прочности при растяже- нии овр, МПа: 600 600... 1 000 1 000 20 20 10 5 15 10 -5 -6...-10
15 12 5...-5 -10
10 8 10 -10
Сплавы и стали жаропрочные 12 15 12 5 8 -5
Чугуны: 150 НВ 150...200 НВ 200 НВ
15 10 15 5 5
10 10 10 0
5 5 -5
Сплавы медные 10 10 — — —
Сплавы алюминиевые 25 25 25 25 —
Пластмассы 8 8 10 8
410
Окончание табл. 17.6
Задние углы а, ...°, для твердосплавных фрез (кроме концевых) и фрез, оснащенных СТМ
Материал заготовки Фрезы
твердосплавные оснащен- ные СТМ
торцовые при подаче У, мм/зуб диско- вые
до 0,25 свыше 0,25
Стали конструкционные углеродистые и легированные 12... 15 6...8 5 6... 12
Чугуны 4
Сплавы и стали жаропрочные 10 10 5
Углы в плане <р, ...°, для твердосплавных торцовых фрез и фрез, оснащенных СТМ
Материал заготовки Фрезы
твердосплавные оснащенные СТМ
ф Фо ф' Ф ф'
Стали конструкционные углеродистые и легированные 45...75 0.5 5 30...75 10... 15
Сплавы и стали жаропрочные 30...60 — 10
Чугуны 75...90 0,5 5
Параметры концевых фрез
Материал заготовки Материал инструмента Твердость НВ Перед- ний угол у, ...° Диа- метр D фрезы, мм Зад- ний угол а, ..." Углы по торцу, ...л
Yi а, ф|
Стали угле- родистые и легиро- ванные Стали быстро- режущие До 179 20 До 10 25 0 6 3
179...285 15 10...20 20
Стали быстро- режущие Свыше 285 10 Свыше 20 16 0 6 3
Сплавы твердые -5 10...50 20 6
Чугуны Стали быстро- режущие До 150 15 8...63 14 5 3
Свыше 150 10
Сплавы твердые -5 10...50 12 0 4
Сплавы алюминие- вые Стали быстро- режущие — 15 8...63 20 6 15 4
411
17.5. Период стойкости фрезы
Стойкость фрезы определяется допустимым износом зубьев по
задней грани (Л,). Промежуток времени, в течение которого износ
зубьев фрезы находится в допустимых пределах, называется перио-
дом стойкости, мин, и обозначается Т. Средние значения периода
Таблица 17.7
Средние значения периода стойкости Т, мин, фрез
Тип фрез Диаметр D фрезы, мм Твердосплавные фрезы для обработки за готовок Быстрорежущие фрезы для обработки заготовок
из стали из чугуна из стали из чугуна
Торцовые 40...63 — 120 —
80... 100 120 180 —
I25... I50 150 180
200...250 240
Цилиндриче- ские с мелки- ми зубьями 40...63 — 120
80... I00 180
Цилиндриче- ские с встав- ными ножами 80... I00 120
105... 125 180 —
Концевые 3...12 — 45
I4...20 90 60
25...40 120 90
50...63 180 120
70...80 240 180
Дисковые 50...63 — 120 120
80... 100 150
I25... I50 180 180 150 180
200... 250 240 180 240
Прорезные и отрезные 63... I00 60 90
125... I50 90 120
200... 250 120 180
315 180 240
Примечание. Значения периода Т стойкости приведены для быстрорежу-
щих фрез при фрезеровании заготовок из стали с охлаждением.
412
стойкости фрез приведены в табл. 17.7, а величины допустимого
износа поверхности зуба фрезы — в табл. 17.8.
Таблица 17.8
Допустимый износ А, поверхности зуба фрезы
Тип фрез Материал заготовки Материал режу- щей части фрезы Характер обработки Л„ мм
Торцовые Сталь Сплав твердый Чистовая 1,0... 1,2
Чистовая 0,8... 1,0
Эльбор, белбор, гексанит Черновая и чистовая 0,4...0,5
Композит Чистовая 0,3...0,4
Получистовая 0,8
Чугун Сплав твердый Черновая и чистовая 1,5...2,0
Дисковые Сталь Черновая 1,0... 1,2
Чистовая 0,8... 1,0
Сталь быстрорежущая Черновая 0,4...0,6
Чистовая 0,15...0,25
Чугун Черновая 0,4... 0,6
Чистовая 0,15...0,25
Цилиндриче- ские Сталь Сплав твердый Черновая и чистовая 0,5...0,6
Сталь быстрорежущая Черновая 0,4...0,6
Чистовая 0,15...0,25
Чугун Сплав твердый Черновая и чистовая 0,7...0,8
Сталь быстрорежущая Черновая 0,5 ...0.8
Чистовая 0,2...0,3
Концевые Сталь Сплав твердый Черновая 0,3...0,5
Чистовая 0,2...0,3
Сталь быстрорежущая Черновая 0,3...0,5
Чистовая 0,1 ...0,2
Чугун Сплав твердый Черновая 0,7...0,8
Чистовая 0,3...0,5
413
Окончание табл. 17.8
Тип фрез Материал заготовки Материал режущей части фрезы Характер обработки А,, мм
Концевые Чугун Сталь быстрорежущая Черновая 0,5...0,8
Чистовая 0,2...0,3
Прорезные и отрезные Сталь Черновая
Фасонные незатылован- ные То же 0,3...0,4
Чистовая 0,2...0,3
Фасонные и пазовые затылованные Черновая 0,3 ...0,4
Чистовая 0,2
Затупившиеся зубья фрезы необходимо предварительно шли-
фовать до полного удаления следов износа, а затем заточить по
передней и задней граням (зубья затылованных фрез — по перед-
ней грани). Общий износ фрезы определяют по среднему значе-
нию износа всех зубьев, если эксплуатируемая фреза имела бие-
ние в пределах допускаемого значения. После заточки осуществля-
ют доводку фрезы. Наилучшие результаты получаются при доводке
алмазными и эльборовыми кругами.
После доводки допускается следующая шероховатость поверх-
ностей (не более):
• для фрез из быстрорежущей стали — на передних и задних
поверхностях режущего лезвия Ra 0,63 мкм, на поверхностях спи-
нок зубьев и винтовых стружечных канавок Ra 2,5 мкм;
• для твердосплавных фрез — на передних и задних поверхнос-
тях режущей части Ra 0,32 мкм (на расстоянии 2... 3 мм от режущей
кромки);
• на вспомогательных передних и задних поверхностях быстро-
режущих и твердосплавных фрез Ra 0,63 мкм, на поверхностях спи-
нок зубьев и винтовых стружечных канавок Ra 2,5 мкм.
Шероховатость и точность обрабатываемых поверхностей, а так-
же работоспособность .многозубого инструмента зависят от точно-
сти взаимного расположения режущих зубьев.
У стандартных фрез регламентируется радиальное биение двух
смежных (8СМ) и двух противоположных (8||р) зубьев, а также
торцовое биение. Допустимые значения радиального и торцово-
го биений зубьев фрез приведены в табл. 17.9 (для фрез, не име-
ющих торцовых зубьев, указано допустимое биение опорных
торцов).
414
Таблица 17.9
Допустимые значения радиального и торцового биений, мм, зубьев фрез
Диаметр D фрезы, мм Фрезы
Цилиндрические Дисковые Торцовые Концевые Прорезные и отрезные Фасонные
5см 5пр 8см 5 пр 8см 5пр 8см 5пр 5цр 8см 8пр
Радиальное биение
До 100 0,03 0,06 0,05 0,1 0,05 0.04 0,03 0,06 0,06 0.1 0.03 0,06
100... 125 0,06 0,12 0,06 0,05
125... 160 0,08 0,12 —
160... 200
250...315 0,08 0,15 0,06 0,1 0,16
Торцовое биение
100...125 0,02* 0.04 0,03 0,05...0,1 0,02*
100...200 0,05 0,04 0,1...0,2
200 и выше 0,06 0,05 0,25-0,28
Примечания: I. При использовании прорезных и отрезных фрез меньшие значения торцового биения принимают для фрез
меньшего диаметра (в пределах рассматриваемого диапазона).
2. Биение двух смежных зубьев обозначено 6СМ, а противоположных — 6лр.
* Значение биения опорных торцов,
сл
17.6. Виды фрез
Цилиндрические фрезы изготовляют из быстрорежущей стали
(табл. 17.10) или оснащают винтовыми пластинами из твердого
сплава (табл. 17.11). Выполняют фрезы как праворежущими, так и
леворежущими.
Таблица 17.10
Фрезы цилиндрические из быстрорежущей стали
Размеры, мм z
D d d, L / h f
С мелкими зубьями
40 16 18 40 10 4 0,6 10
50 12
63 13
50 22 24 50 12 4,5 12
63 13
80 16
63 27 29 50 13 5 14
63 15
80 18
100 22
80 32 34 63 16 5,5 16
80 18
100 24
125 30
100 40 42 80 20 18
100 26
125 32
160 36
416
Окончание табл. 17.10
Размеры, мм
D d d, L > /
С крупными зубьями
50 22 24 50 12 8 1.2 6
63 13
80 16
63 27 29 50 13 1,5 8
63 15
80 18
100 22
80 32 34 63 16 10 10
80 18
100 24
125 30
100 40 42 80 20 12
100 26
125 32
Примечания: 1. D — наружный диаметр фрезы; d — посадочный диаметр;
</| - диаметр расточки; L — длина фрезы; /— длина посадочного отверстия; h —
высота зуба;/ — ширина ленточки; z— число зубьев.
2. Для фрез, изготовленных централизованно, устанавливаются следующие зна-
чения углов в сечении, нормальном к главной режущей кромке: передний угол
Ун = 15°; задний угол ан = 16°; для фрез с мелкими зубьями угол наклона стружеч-
ных канавок со = 30...35°, для фрез с крупными зубьями со = 40°.
Таблица 17.11
Фрезы цилиндрические, оснащенные винтовыми пластинами
из твердого снлава (ГОСТ 8721—69)
417
Окончание табл. 17.11
Размеры, мм £ Угол <в наклона зубьев фрезы, ..."
D Ц d Л L
63 45 27 6 29,8 50 8 24
70 80
96 105
80 45 32 8 34,8 50 30
70 75
96 105
100 45 40 10 43,5 50 10
72 80
100 105
125 70 50 12 53,5 75 12 36
100 105
Примечания: I. L\ — длина нарезки зубьев; b — ширина шпоночного паза;
й — глубина шпоночного паза до внутренней поверхности посадочного отверстия
(обозначения размеров D, d, L и числа г — см. примечание (п. 1) к табл. 17.10).
2. Для фрез, изготовленных централизовано, устанавливаются следующие зна-
чения углов в сечении, нормальном к главной режущей кромке: передний угол
ун= -5°; задний ан = 18°.
Торцовые фрезы цельные насадные быстрорежущие (табл. 17.12)
применяют при сравнительно небольшом их диаметре (до 100 мм).
Фрезы диаметром 40 и 50 мм крепят на продольной шпонке, а
диаметром 63... 100 мм — на торцовой. При большем диаметре при-
меняют торцовые насадные фрезы с вставными ножами из быст-
рорежущей стали (табл. 17.13) или оснащенными пластинами из
твердого сплава (табл. 17.14, 17.15).
Для чистового фрезерования используют фрезы с ножами, име-
ющими зачистные кромки (ср = 0, длина зачистной кромки больше
подачи на зуб 5)). Зачистку можно также осуществлять одним но-
жом с углом ср = 0 и зачистной кромкой, длина которой больше
подачи на оборот фрезы 50. Перспективными являются конструк-
ции торцовых фрез с механическим креплением неперетачивае-
мых многогранных (например, пятигранных; табл. 17.16) или круг-
лых твердосплавных пластин. Возможность перестановки много-
гранных пластин на новую, еще не затупившуюся грань или пово-
рота круглой пластины позволяет их использовать многократно.
Широкое распространение получают торцовые фрезы, ос-
нащенные пластинами из сверхтвердых синтетических материа-
418
Таблица 17.12
Фрезы торцовые насадные (ГОСТ 9304—69)
Тип фрезы Размеры, мм
D d 4, L 1
С мелкими зубьями 40 16 25 32 18 10
50 22 32 36 20 12
63 27 38 40 22 14
80 32 45 45 25 16
100 32 56 50 28 18
С крупными зубьями 63 27 38 40 22 8
80 32 45 45 25 10
100 32 56 50 28 12
Примечания: 1. Обозначения размеров D, d, d\, L, I и числа z — см. приме-
чание (п. 1) к табл. 17.10.
2. Для фрез, изготовленных централизованно, устанавливаются следующие
значения углов в сечении, нормальном к главной режущей кромке: передний
угол на цилиндре уи = 15”, на торце у= 12°; задний угол на цилиндре ан = 14°, на
торце а = 8”; для фрез с мелкими зубьями <в = 25...30°, для фрез с крупными
зубьями <в = 35...40”.
лов (табл. 17.17, 17.18). Такие фрезы применяют при фрезеровании
плоских поверхностей заготовок из чугуна, стали (при твердости
62...64 HRC) и пластмассы, а также из труднообрабатываемых ма-
териалов.
Чистовая обработка торцовыми фрезами, оснащенными плас-
тинами из композита, обеспечивает низкую шероховатость поверх-
ностей, что позволяет для широкой номенклатуры изделий маши-
ностроения заменить шлифование фрезерованием.
Концевые фрезы изготовляют из быстрорежущих сталей. Конце-
вые фрезы большого диаметра оснащают пластинами из твердого
сплава и коронками. Фрезы с цилиндрическим (табл. 17.19) и ко-
ническим (табл. 17.20) хвостовиками выполняют с неравномер-
419
Таблица 17.13
Фрезы торцовые насадные с вставными ножами из быстрорежущей стали
(ГОСТ 1092-80)
Примечания: 1. Обозначения размеров D, d, L — см. примечание (п. I)
к табл. 17.10.
2. Для фрез, изготовленных централизованно, устанавливаю! следующие зна-
чения углов: задний угол ге = 12°, вспомогательный угол в плане ср' = 3...5".
Таблица 17.14
Фрезы торцовые насадные мелкозубые с вставными ножами,
оснащенными пластинами из твердого сплава (ГОСТ 9473—80)
420
Окончание табл. 17.14
Размеры, мм Число ножей
D L г/Н 7 h (не менее)
160 46 50 5 16
200 20
250 47 60 6 24
315 66 30
400 36
500 71 44
630 52
Примечание, h — расстояние между корпусом фрезы и ножом. Обозначе-
ния размеров D, L, d — см. примечание (п. I) к табл. 17.10.
Таблица 17.15
Фрезы торцовые насадные с вставными ножами, оснащенными
пластинами из твердого сплава (ГОСТ 24359—80)
Размеры, мм Число ножей
D L d h (нс менее) при <р, ..."
45; 60; 75 90
100 50 32 10 7 8
125 55 40 12 8,5
160 60 50 10
200 12
250 75 60 15 10 14
315 18
400 85 17 12 20
500 26
Примечание, <р — главный угол в плане. Обозначения размеров D.L,d —
ем. примечание (п. I) к табл. 17.10, а/г — примечание к табл. 17.14.
421
Таблица 17.16
Фрезы торцовые с механическим креплением пятигранных пластин
Размеры, мм Число пластин
</Н7
100 32 8
125 40
160 50 10
200 12
Примечание. D — диаметр фрезы; d — посадочный диаметр фрезы; ф —
главный угол в плане (ф = 67°).
Таблица 17.17
Фрезы торцовые насадные нерегулируемые с механическим креплением
неперетачиваемых прецизионных круглых пластин из композитов 01; 05;
10Д (ТУ 2-035-357-80)
/. А—А 1 1
Размеры, мм Число пластин Масса, кг
D L d
100 40 32+0,025 8 3,5
125 40+0.025 10 4,3
422
Окончание табл. 17.17
Размеры, мм Число пластин Масса, кг
D L d
160 45 40*0.025 16 5
200 6О+°.оз 20 6,9
250 50 24 12
315 55 30 17
Примечание. Обозначения размеров D, L, d — см. примечание (п. 1)
к табл. 17.10.
Таблица 17.18
Фрезы торцовые насадные регулируемые кассетной конструкции
с механическим креплением прецизионных пластин из композитов
01; 05; 10Д
Б-Б
Исполнение II
Г
Варианты
крепления
Вариант 1
Вариант 2
Вариант 3
423
Окончание табл. 17.18
Исполнение Размеры, мм Число кассет (поз. /)
D D, d В ь
1 130 125 40 56 63 16.4й*’1 10
165 160 50 68 18,4й113 14
205 200 18
II 165 160 40 88 16,4Н 12 14
205 200 18
255 250 60 130 25,7Н 12 24
320 315 220 80 30
Примечания: I. D — диаметр корпуса фрезы; D\ — диаметр фрезы; d —
посадочный диаметр; d\ — диаметр расточки; В — ширина фрезы; b — ширина
паза под шпонку.
2. Крепление неперстачивасмой пластины в кассете осуществляется в зависи-
мости от ее формы (вариант крепления 1, 2 или 3).
3. В зависимости от способа крепления фрезы к шпинделю станка используют
I или II ее исполнение.
ным окружным шагом; фрезы с коническим хвостовиком диамет-
ром до 4 мм изготовляют без торцовых зубьев. Угол <в наклона
стружечных канавок концевых фрез с нормальными зубьями со-
ставляет 30...35°, с крупными зубьями — 35...45°. Передний угол
на торце у = 6°, на цилиндре ун = 15°; задний угол на торце а = 8°,
Таблица 17.19
Фрезы концевые с цилиндрическим хвостовиком (ГОСТ 17025—71*)
"S3 | / L — 1
Размеры, мм Число зубьев
d 4, I L нормальных крупных
2,0 4,0 7 39 3 2
2,5 8 40
3,0 4 3
3,5 10 42
4,0 11 43
424
Окончание табл. 17.19
Размеры, мм Число зубьев
d / L нормальных крупных
5,0 5,0 13 47 4 3
6,0 6,0 57
7,0 8,0 16 60
8,0 19 63
9,0 10,0 69
10,0 22 72
11,0 12,0 79
12,0 26 83 5 4
14,0
16,0 16,0 32 92
18,0 6
20,0 20,0 38 104
22,0
25,0 25,0 45 121
28,0
Примечания: 1.<У— диаметр фрезы; d\ — диаметр хвостовика; /— длина
режущей части фрезы; L — длина фрезы.
2. Фрезы диаметром до 4 мм изготавливают без торцовых зубьев.
3. Угол наклона стружечных канавок со = 30...35° — для фрез с нормальными
зубьями и со = 35...40° — для фрез с крупными зубьями.
Таблица 17.20
Фрезы концевые с коническим хвостовиком (ГОСТ 17026—71*)
Конус Морзе — \
тз 1_ J'" L
Размеры, мм Число зубьев Конус Морзе
d / L нормальных крупных
10 И 22 92 4 3 1
425
Окончание табл. 17.20
Размеры, мм Число зубьев Конус Морзе
d / L нормальных крупных
12 26 96 4 3 1
111 2
14 96 1
111 2
16 32 117
18
20 38 123 5
140 3
22 123 2
140 3
25 45 147
28
32 53 155 6 4 3
178 4
36 155 3
178 4
40 63 188
221 5
45 188 4
221 5
50 75 200 4
233 5
56 200 8 5 4
233 5
63 90 248
Примечания: 1. Обозначения размеров d. / и L - см. примечание (п. I)
к табл. 17.19.
2. Угол наклона стружечных канавок со = 30...35° — для фрез е нормальными
зубьями и со = 35...45° — для фрез с крупными зубьями.
426
на цилиндре ан = 14°. У фрез с коническим хвостовиком персдпин
угол на торце у = 15°, на цилиндре у„ = 6...8°, задний угол на торце
га = 8°, на цилиндре а„ = 14°.
Фрезы концевые обдирочные с затылованными зубьями и ко-
ническим хвостовиком (табл. 17.21) изготовляют двух типов: без
торцовых зубьев (исполнение I) и с торцовыми зубьями (испол-
нение II). Для фрез, изготовленных централизованно, устанавли-
вают следующие значения углов: передний угол ум = 15°; для фрез
диаметром 25...32 мм задний угол на торце а = 6°, для фрез диа-
метром 40.. 80 мм а - 8°.
Таблица 17.21
Фрезы концевые обдирочные с затылованными зубьями
из быстрорежущей стали (ТУ 2-035-1001—85)
Исполнение 1 Конус Морзе у—
^(771
/ ние II J Конус Морзе /
Исполне ,30" 7
HIS. —
L
Размеры, мм Конус Морзе Число зубьев
d L 1
25 150 50 3 5
180 80
32 180 55 4
210 85
255 130
40 190 65 6
225 100
265 160
427
Окончание табл. 17.21
Размеры, мм Конус Морзе Число зубьев
d L /
50 225 70 5 6
270 115
335 180
63 225 80 8
280 125
355 200
80 300 90 6 10
350 140
435 224
Примечание. Обозначения размеров d, L и / - см. примечание (п. I)
к табл. 17.19.
Отличительными особенностями концевых шпоночных фрез яв-
ляются специальная форма торцовых зубьев и массивное сечение
перьев. В зависимости от формы торцовых зубьев можно выделить
две разновидности фрез: с симметрично расположенными режу-
щими кромками (табл. 17.22) и несимметричными зубьями (табл.
17.23), один из которых перекрывает по длине центр фрезы на
0,5... 1,0 мм, а второй не доходит до него. Такая форма торца фрез
объясняется необходимостью работы врезанием (с осевой пода-
чей). У шпоночных фрез (ГОСТ 9140—78) на торце передний угол
у = 10°, на цилиндре у„ = 5...8°; на торце задний угол а = 20°, на
цилиндре ан = 12... 14°.
К точности шпоночных фрез предъявляются повышенные тре-
бования. Так, радиальное биение кромок зубьев относительно оси
хвостовика не должно превышать 0,02 мм, торцовое — 0,03 мм
при диаметре фрезы до 18 мм и 0,04 мм — при диаметре фрезы
свыше 18 мм.
Допускаемое уменьшение диаметра фрезы по направлению к
хвостовику (обратная конусность) составляет не более 0,02 мм на
длине рабочей части. Прямая конусность на рабочей части не до-
пускается. На задней поверхности зубьев фрезы вдоль главных ре-
жущих кромок допускается цилиндрическая ленточка шириной не
более 0,05 мм.
Дисковые фрезы применяют для обработки плоских поверхно-
стей (с одной или одновременно с двух боковых сторон), уступов
(двусторонние фрезы), пазов (трехсторонние фрезы) и различных
фасонных поверхностей (угловые и фасонные фрезы).
428
Таблица 17.22
Фрезы шпоночные (ГОСТ 9140—78)
С цилиндрическим хвостовиком (тип 1)
—^4 -
Размеры, мм
—J L d d. L /
С цилиндрическим хвостовиком (тип 1) 22 20 88 22
25 22 98 26
Размеры, мм
d 4, L / С коническим хвостовиком (тип 2)
2 2 4 36 4 Размеры, мм Конус Морзе
d L /
10 12 79 82 13 16 1
3 3 4 37 5
4 4 39 7 98 2
5 5 42 8 14 82 1
6 6 46 10 98 2
16 101 19 22
7 7 6 46 10 18 20 104
8 8 51 1 121 3
10 10 63 13 22 104 121 2 3 4 3
12 12 71 16
25 28 32 125 151 131 26 32
14 14 12
16 16 79 19 157 4
18 18 16 36 131 157 3 4
20 20 88 22 40 163 38
Примечания: I. Обозначения размеров d, d\, L и I — см. примечание (п. I)
к табл. 17.19.
2. Ш поночные фрезы типа 2 отличаются от шпоночных фрез типа I только
коническим хвостовиком, конус Морзе которого указан в таблице.
429
Таблица 17.23
Фрезы шпоночные, оснащенные пластинами из твердого сплава
(ГОСТ 6396-78)
1 Гип 1 Тип 2 к. Конус Морзе
1 Дггу [
2 L J
С цилиндрическим хвостовиком (тип 1) С коническим хвостовиком (тип 2)
Размеры, мм Размеры, мм Конус Морзе
d d, L / d L 1
10 10 62 12 12 82 16 1
98 2
12 12 71 16 14 82 1
14 98 2
16 16 76 16 98 2
18 79 19 18 101 19
20 20 85 20 10! 2
118 3
22 22 101 2
118 3
25 25 94 22 25 121 22
28 121 3
147 4
32 121 3
147 4
36 124 3
150 4
40 150 4
Примечания: I. Обозначения размеров J, d\, L и / — см. примечание (п. I)
к табл. 17.19.
2. На эскизе у шпоночной фрезы типа I показана только хвостовая часть. Раз-
меры d, I и L аналогичны размерам шпоночной фрезы типа 2.
430
Типы и размеры фрез приведены в табл. 17.24— 17.29. При необ-
ходимости получения точных пазов используют дисковые фрезы,
в том числе с затылованными зубьями (табл. 17.30, 17.31).
Дисковые прорезные и отрезные фрезы применяют для фрезеро-
вания пазов, узких плоских поверхностей и уступов, прорезания
шлицов в головках винтов, отрезания заготовок и др. Размеры наи-
Таблица 17.24
Фрезы дисковые трехсторонние (ГОСТ 3755—78)
| 4 Hilt -1—1 _ 1 \ \ \\ ' *Л 1 1 1 — у \в.
Размеры, мм Число зубьев
D В d
50 4 5 6 7 8 9 10 16 14
63 4 5 6 7 8 9 10 12 14 16 22 16
431
Окончание табл. 17.24
Размеры, мм Число зубьев
D В d
80 5 6 7 8 9 10 12 14 16 18 20 27 18
100 6 7 8 9 10 12 14 16 18 20 22 25 32 20
125 8 9 10 12 14 16 18 20 22 25 28 32 22
Примечания: 1. D — диаметр фрезы; В— ширина фрезы; d — диаметр
посадочного отверстия.
2. Торцовые зубья имеют следующие параметры: передний угол у = 15”; задний
угол а = 20°.
432
Таблица 17.25
Фрезы дисковые трехсторонние с вставными ножами
h
~т_
xVasH/ Л~А
гг П °
в .[
D, мм В, мм d, мм h, мм Число ножей
1-й ряд 2-й ряд 1-й ряд 2-й ряд
100 14 — 27 1 8
32 —
18 — 27
32 —
22 — 27 2
32 —
125 12 — 32 1 10
40 —
16 — 32 12
40 —
20 — 32 2
40 —
25 — 32
40 —
160 14 — 40 1
50 —
18 — 40
50 —
22 — 40 2
50 —
433
Продолжение табл. 17.25
D, мм В, мм d, мм Л, мм Число ножей
1-й ряд 2-й ряд 1 -й ряд 2-й ряд
160 — 28 — 40 2 12
50 —
180 12 — 40 1 14
50 —
16 — 40
50 —
20 — 40 2
50 —
25 — 40 2,5 12
50 —
32 — 40 3,5
50 —
200 12 — 50 1 14
60 —
16 — 50 2
60 —
20 — 50 2,5
60 —
25 — 50
60 —
32 — 50 3,5
60 —
224 14 — 50 2 16
60 —
18 — 50
60 —
22 — 50 2,5
60 —
434
Окончание табл. 17.25
D, мм В. мм d, мм h, мм Число ножей
1-й ряд 2-й ряд 1-й ряд 2-й ряд
224 28 — 50 2,5 16
60 —
36 — 50 4 14
60 —
250 14 — 50 2 16
60 —
18 — 50
60 —
22 — 50 2.5
60 —
28 — 50
60 —
36 — 50 4 14
60 —
315 16 — 50 2 20
60 —
20 — 50 2,5
60 —
25 — 50
60 —
32 — 50 3,5
60 —
40 — 50 4
Примечания: 1. h — расстояние между корпусом фрезы и ножом. Обозначе-
ния размеров D, В, d — см. примечание (п. I) к табл. 17.24.
2. Торцовые зубья имеют задний угол а = 15°.
3. Передний угол в сечении, нормальном к главной режущей кромке, у„ = 5°.
4. Угол наклона зуба <в = 10°.
435
Таблица 17.26
Фрезы дисковые трехсторонние с вставными ножами
из быстрорежущей стали (ГОСТ 1669—78)
Размеры, мм
D d В Число ножей
1 -й ряд 2-й ряд
80 27 12 12
14
16 10
18
20
22
25
100 14 12
18
22 10
28
125 32 12 16
16 14
20 12
25
32 10
160 40 14 20
18 18
22
28 16
436
Окончание табл. 17.26
Размеры, мм Число ножей
D d В
1-й ряд 2-й ряд
160 — 40 36 16
180 12 20
16 18
20
25
32 16
200 50 12 24
16 20
20
25
32 18
40 16
224 14 24
18 22
22
28 20
36 18
250 18 26
22 24
28
36 20
45
315 20 30
25 28
32
40 26
50 22
Примечания: I. Обозначения размеров D. d и В — см. примечание (п. 1)
к табл. 17.24.
2. Торцовые зубья имеют задний угол а = 12°.
3. Передний угол в сечении, нормальном к главной режущей кромке, ун = 15°.
437
Таблица 17.27
Фрезы дисковые угловые односторонние
Размеры, мм Главный угол в плане (р, ...°
D d В
80 22 10 30
40
45
50
60
100 27 12 30
40
45
50
60
125 32 16 30
40
45
50
60
Примечания: 1. Обозначения размеров D, d и В — см. примечание (п. I)
к табл. 17.24.
2. В сечении, нормальном к главной режущей кромке, передний угол ун = 10°;
задний угол ан = 18°.
438
Таблица 17.28
Фрезы двуугловые симметричные
ТГ—/J А~А Q \\ // 70° ч 0,8... 1 0 в.
Размеры, мм Угол профиля зуба 0, ...° Число зубьев
D d В
63 16 10 40 20
45
50
60
90
12 00
80 22 10 30 22
40
12 45
14 50
60
18 90
20 100
100 27 12 30 24
14 40
16 45
18 50
24 60
90
26 00
Примечания: 1. Обозначения размеров D, d и В — см. примечание (п. 1)
к табл. 17.24.
2. Передний угол лезвия зуба у = 10°; задний угол а = 15°.
439
Таблица 17.29
Фрезы фасонные полукруглые (ГОСТ 9305—69)
Тип 1 Тип 2
Тип 1
Размеры, мм Число зубьев
/?к 1 1 Djsl6 </Н7 В
1,0 50 16 2,0 14
1,25 2,5
1,6 3,2
2,0 4,0
2,5 63 22 5,0 12
3,0 6,0
3,15 6,3
4,0 8,0
5,0 10,0
6,0 80 27 12,0 10
6,3 12,6
7,0 14,0
8,0 16,0
9,0 100 32 18,0 10
10,0 20,0
11,0 22,0
12,0 24,0
12,5 25,0
14,0 125 32 28,0 10
16,0 32,0
18,0 36,0
20,0 40,0
25,0 130 40 50
440
Окончание табл. 17.29
Тип 2
Размеры, мм Число зубьев
Лк11 Djsl 6 г/Н7 В
1,0 1,25 50 16 6 14
1,5 1,6 8
2,0 9
2,5 63 22 10 12
3,0 3,15 12
4,0 16
5,0 20
6,0 6,3 80 27 24 10
7,0 8,0 32
9,0 10,0 100 32 36
11,0 12,0 12,5 40
14,0 16,0 18,0 20,0 125 48 50 55 60
22,5 25,0 160 40 75
Примечания: 1. Л — радиус профиля (выпуклого — тип I; вогнутого —
тип 2) фрезы.
2. Обозначение размеров D, d, В— см. примечание (п. I) к табл. 17.24.
441
Таблица 17.30
Фрезы дисковые пазовые (ГОСТ 3964—69)
в.
Размеры, мм
Djs 16 В </Н7 d„ нс менее /, не более не более зубьев
50 3 4 16 27 1,0 0,1 14
5 6 8 0,2
10 0,3
63 4 22 34 0,1 16
5 6 8 0,2
10 12 14 0,3
80 5 6 8 27 41 1,5 0,2 18
10 12 14 16 18 0,3
100 6 32 47 0,2 20
8 10 12 14 16 0,3
442
Окончание табл. 17.30
Размеры, мм Число зубьев
Djs 16 В г/Н7 не менее не более с, не более
100 18 32 47 1,5 о,з 22
20 22 25 0,5
125 8 0,2 22
10 12 14 16 18 0,3
20 22 25 0,5
Примечания: I. Геометрические параметры лезвия зуба на цилиндре: перед-
ний угол у= 10... 15°; задний угол а = 20°.
2. Вспомогательные режущие кромки получают затачиванием (угол в плане
<р'= I ...2°).
3. /— высота торцового зуба; с — размер фаски; d\ — диаметр выточки.
4. Обозначение размеров D, Bud — см. примечание (п. I) к табл. 17.24.
Таблица 17.31
Фрезы пазовые с затылованными зубьями (ГОСТ 8543—71)
Г7 А А (2 1)
— г-г ы с fc X
в
Размеры, мм е, ...° Число
D в d К f h зубьев
50 4 5 6 16 25 2,5 1,0 7 22 12
443
Окончание табл. 17.31
Размеры, мм 0, ...“ Число зубьев
D В d d. К f h
63 5 6 7 8 22 35 3,0 1,0 9 22 14
80 7 8 10 12 27 40 4,0 1,5 11 25
100 10 12 14 16 32 45 13 16
Примечания: I. <7 — диаметр выточки; К— спад затылка зуба; f — высота
торцового зуба; h — глубина впадины зуба; 0 — угол профиля стружечной канавки.
2. Обозначение размеров D. В и d — см. примечание (п. 1) к табл. 17.24.
более часто применяемых прорезных и отрезных фрез приведены в
табл. 17.32.
Фрезы для обработки Т-образных пазов изготовляют быстроре-
жущими и твердосплавными (ГОСТ 10673—75). В соответствии
с ГОСТ 7063—72* быстрорежущие фрезы изготовляют двух типов:
1 — с цилиндрическим хвостовиком для пазов с размером а от 5
до 36 мм с углом наклона стружечной канавки со = 10°; 2 — с кони-
Таблица 17.32
Фрезы прорезные и отрезные (ГОСТ 2679—93)
444
Продолжение табл. /7.32
Размеры, мм Число зубьев ф'
ZJjsl 6 В г/Н7 не менее мелких средних крупных
50 1,0 13 25 80 40 20 30'
1,2
1,4 —
1,6 64 32 16
2,0
2,5
2,8
3,0 48 24
4,0
5,0
6,0 40 —
63 1,0 16 32 100 48 24
18
1,2 80 40 20
16
1,4 —
1,6 20
16
2,0 20
14
2,5 64 32 16 1°
14
2,8 —
3,0 16
4,0 —
5,0 48
6,0
80 1,0 22 34 100 48 24 30'
20
445
Продолжение табл. 17.32
Размеры, мм Число зубьев ч>'
Z)jsl 6 В JH7 tfi, не менее мелких средних крупных
80 1,2 22 34 100 48 24 30'
18
1,4 —
1,6 24
18
2,0 80 40 20
16
2,5 20 1°
16
2,8 —
3,0 20
14
3,5 —
4,0 64 32
5,0 —
6,0
100 1,0 128 64 32 15'
22
1,2 32
22
1,4 100 —
1,6 48 24
20
2,0 24
18
2,5 24 30'
18
2,8 —
446
Продолжение табл. 17.32
Размеры, мм Число зубьев ф'
Z>jsl 6 В <7Н7 не менее мелких средних крупных
100 3,0 22 34 80 40 20 30'
16
3,5 —
4,0 80
5,0 —
6,0 64
125 1,6 22 34 128 64 32 15'
22
2,0 32
20
2,5 100 48 24
20
2,8 —
3,0 24
18
3,5 — 24
18
4,0 100 24 30'
18
5,0 80 40 —
6,0
160 1,6 32 47 160 80 40 15'
26
2,0 128 64 32
22
2,5 32
22
2,8 —
447
Окончание табл. 17.32
Размеры, мм Число зубьев ф'
£>js 16 В <2Н7 не менее мелких средних крупных
160 3,о 32 47 128 64 32 30'
20
3,5 — 32
20
4,0 100 48 24
20
4,5 — 24
20
5,0 100
5,5 —
6,0 100
200 1,6 63 160 80 10'
2,0 40 15'
26
2,5 40
26
2,8 —
з,о 128 64 32
22
3,5 128 32
— 22
4 128 32 30'
22
4,5 — 32
22
Примечания: I. г7| — диаметр выточки; <р' — вспомогательный угол в плане.
2. Обозначения размеров D, В и <1 — см. примечание (п. I) к табл. 17.24.
448
ческим хвостовиком (табл. 17.33) для пазов с размером а от 6 до
54 мм.
Для обработки пазов под сегментные шпонки используют хвос-
товые шпоночные фрезы трех исполнений: с прямыми зубьями и
наружными центрами; прямыми зубьями и внутренними центрами;
разнонаправленными зубьями и внутренними центрами (табл. 17.34).
Таблица 17.33
Фрезы из быстрорежущей стали для обработки Т-образных пазов
(ГОСТ 7063-72*)
Конус Морзе
Номинальный размера, мм, Т-образного паза Размеры, мм Конус Морзе Число зубьев
d d, / L Испол- нение 1 Испол- нение 2
6 12,5 5 6 73 1 6 —
8 16,0 7 7 77
10 18,0 8 8 82 4
12 21,0 10 9 98 2 8 6
14 25,0 12 11 ЮЗ
18 32,0 15 14 111
22 40,0 19 18 138 3
28 50,0 25 22 173
36 60,0 30 28 188 8
42 72,0 36 35 229 5
48 85,0 42 40 240
54 95,0 44 44 251
Примечания: I. Угол наклона стружечной канавки для фрез с нормальны-
ми зубьями со = 10° (исполнение 1), а для фрез с крупными зубьями со = 15.. 25°
(исполнение 2).
2. d — диаметр фрезы; d\ — диаметр шейки; I — длина режущей части; L —
длина фрезы.
3. Задний угол на торцовых зубьях а = 15°.
449
Таблица 17.34
Фрезы для пазов под сегментные шпонки (ОСТ 2 И 41-13—87)
Номинальные размеры шпонок (диаметр /)х ширина Л), мм Исполнение фрезы Размеры, мм Число зубьев
L d
4х 1,0 1 40 6 8
7х 1,5
7x2,0
10x2,0
10x2,5
13x3,0 II 60 10
16x3,0
16 х 4,0
16x5,0
19x4,0 16
19x5,0
22x5,0 63 12
22x6,0 111
25x6,0
28x8,0 67 25
32 х 10,0
Примечание. L — длина фрезы; d — диаметр хвостовика.
450
Наряду с этим существуют специальные фрезы для обработки
пазов типа «ласточкин хвост» (табл. 17.35) и других пазов с профи-
лем, отличным от прямоугольного профиля, а также для снятия
фасок (табл. 17.36).
Дисковые модульные фрезы изготовляют для каждого модуля ком-
плектами, состоящими из 8 (грубый комплект), 15 (средний ком-
плект) и 26 (точный комплект) фрез (табл. 17.37), любой из кото-
рых используется для изготовления нескольких зубчатых колес с
разными числами зубьев. На каждой фрезе комплекта маркируют
ее номер и модуль. Значения допустимых биений фрез приведены
в табл. 17.38.
Таблица 17.35
Фрезы концевые угловые для обработки пазов типа «ласточкин хвост»
z"" / CJ |W -Д—
Размеры, мм В, ..." Число зубьев
D L /
10 50 6 70 75 80 85 8
16 60 8 60 65 70 75 80 85 10
25 70 10 55 60 65 70 75 80 85 12
Примечание. D — диаметр фрезы; L — длина фрезы; / — длина режущей
части фрезы; В — уюл профиля фрезы.
451
Таблица 17.36
Фрезы концевые угловые для снятия фасок
О Конус Морз е
/г' ~ L
Размеры, мм 0. ..." Конус Морзе Число зубьев
D L 1
20 120 7,5 4 2 60 90 120 2 8
32 145 10 6 3 60 90 120 3 10
40 170 14 8 4 60 90 120 4 12
Примечания: I. Обозначения размеров D, L и / — см. примечание к табл. 17.35.
2. 0 — угол, под которым формируется фаска.
Таблица 17.37
Число зубьев колес, нарезаемых дисковыми модульными фрезами
Номер фрезы Комплект
из 8 фрез из 15 фрез из 26 фрез
Число нарезаемых зубьев
1 12 и 13 12 12
1 7? — 13 13
2 14- 16 14 14
2 'Л — — 15
2 7: 15 и 16 16
3 17-20 17 и 18 17
3 7з — — 18
3 7г 19 и 20 19
з3Л — 20
4 21-25 21 и 22 21
452
Окончание табл. 17.37
Номер фрезы Комплект
из 8 фрез из 15 фрез из 26 фрез
Число нарезаемых зуб|>ев
4 7 *— — 22
4% 23-25 23
4% — 24 и 25
5 26-34 26-29 26 и 27
5'Л — — 28 и 29
5 7, 30-34 30 и 31
5% — 32-34
6 35-54 35-41 35-37
6 74 — — 38-41
6% 42-54 42-46
6 74 — 47-54
7 55-134 55-79 55-65
7'4 — — 66-79
7% 80-134 80- 102
7 74 — 103-134
8 135—0° (рейка) 135-ос (рейка) 135— «о (рейка)
Таблица 17.38
Наибольшее допустимое биение дисковой модульной фрезы
Модуль, мм Биение, мм
радиальное торцовое
До 2,25 0,06 0,06
2,5...4 0,08
4,5...6 0,09 0,08
6,5 ...8 0,1
ГЛАВА 18
ПРИСПОСОБЛЕНИЯ, РАСШИРЯЮЩИЕ
ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ
ФРЕЗЕРНЫХ СТАНКОВ
18.1. Делительные головки
Делительные головки служат для периодического поворота об-
рабатываемой заготовки вокруг ее оси (при изготовлении много-
гранников, обработке зубьев, шлицов, пазов) на равные или не-
равные утлы, а также для непрерывного вращения заготовки, со-
гласованного с движением продольной подачи стола станка (при
нарезании винтовых стружечных канавок у сверл, фрез, метчи-
ков, разверток и зенкеров).
По принципу деления головки подразделяют на лимбовые и
безлимбовые (простые и дифференциальные), оптические и с дис-
ком для непосредственного деления. При делении длинных загото-
вок используют поддерживающую заднюю бабку, в корпусе кото-
рой установлен центр.
Лимбовая делительная головка показана на рис. 18.1. В корпусе 6
на подшипниках смонтирован шпиндельный узел 3, в котором
устанавливают центр 2, патрон (кулачковый или поводковый) и
диск 4 непосредственного деления (в основном для деления на
неравные части). При делении на равные части используют лимб 8,
линейки 10 раздвижного сектора, фиксатор 9 и рукоятку 11 для
вращения шпинделя. На корпусе 6 расположены нониус 5 и сто-
пор 7, фиксирующий положение заготовки. Все составные части
головки размещены на основании 1.
Лимбовая головка снабжена комплектом сменных зубчатых ко-
лес для настройки сложного (дифференциального) деления.
Кинематическая схема простой лимбовой головки показана на
рис. 18.2, а. Шпиндель головки расположен горизонтально, и де-
лительный процесс производится относительно неподвижного
Рис. 18.1. Лимбовая делительная головка:
1 — основание; 2 — центр; 3 — шпиндель-
ный узел; 4 — диск непосредственного де-
ления; 5 — нониус; 6— корпус; 7— стопор;
8 — лимб; 9 — фиксатор; 10 — линейки;
// — рукоятка
454
лимба 3. Простые делительные головки снабжены тремя съемными
лимбами, на торцах которых по шести концентрическим окруж-
ностям выполнены отверстия с числом а, на каждой. Основная
характеристика /Vделительной головки — отношение числа зубьев
червячного колеса Zo к числу заходов червяка к: N = z^/k.
Рис. 18.2. Кинематические схемы лимбовых (а — простого деления; б —
дифференциального деления; в — при фрезеровании винтовых канавок)
и простой безлимбовой (г) делительных головок:
7 — фиксатор; 2 — рукоятка; 3 — лимб; 4 — стопор; 5 — шпиндель; 6 — ходовой
винт; 7 — одногнездный диск; Zo — число зубьев червячного колеса; zt—z, —
число зубьев колес в передачах делительных головок; к — число заходов червяка;
А, В, С, D — сменные зубчатые колеса гитары
455
Выведем формулу настройки делительной цепи головки. Пусть
необходимо разделить заготовку на гзаг частей. Для поворота заго-
товки на 1/^заг следует повернуть рукоятку 2 на некоторый угол,
который нужно определить. Обозначим угол поворота рукоятки
через Ь/а„ где b — неизвестное число отверстий, которое следует
отсчитать на выбранной окружности с числом отверстий, равным а.
Запишем уравнение баланса делительной цепи головки:
b_Z]_ к_ _ 1
& г2 г ,аг
из которого получим формулу настройки (с учетом, что отноше-
ние — = 1):
z2
b _za 1
й к гК1, ’
Пример 18.1. Необходимо разделить заготовку на za< = 64, используя
простую лимбовую делительную головку, у которой ^о = 80, к = 1. У перво-
го лимба а= 15; 16; 17; 19; 20. У второго лимба а = 21; 23; 27;29; 31; 33.
У третьего лимба а = 37; 39; 41; 43; 47; 49.
Решение.
Подставим исходные данные в формулу настройки делительной цепи
b zu 1 b 80 1 I 1 (. 5 3
— = —----- — =----— = 1— =1+ — =1+ — оборотов рукоятки 2.
а к zw я 1 64 4 4 t 20J
Полученный результат означает: чтобы заготовку повернуть на 1/64
часть, необходимо переместить фиксатор ] на радиус, соответствующий
окружности с числом отверстий а = 20, повернуть рукоятку 2 на полный
оборот и отсчитать еще 5 отверстий на этой окружности, после чего вве-
сти фиксатор 1 в отверстие. Иными словами, мы получили: Ь = 25 и а = 20.
Это не единственное решение. Можно разделить заготовку на 1/64 часть
на другой окружности, у которой число я будет кратным знаменателю,
/> 1/43
т.е. - = 1 + — = 1 + — оборотов рукоятки. Но первое решение предпочти-
я 4 V 16/
тельнее, так как окружность с числом я = 20 находится дальше от центра
лимба и точность делительного процесса будет выше.
Кинематическая схема универсальной дифференциальной лимбо-
вой головки показана на рис. 18.2, б. Шпиндель 5 универсальной
головки может быть повернут в вертикальной плоскости, и поэто-
му на ней можно осуществлять делительный процесс при обработ-
ке конических зубчатых колес. На дифференциальной лимбовой
головке возможно простое деление и сложное (дифференциаль-
ное). При простом делении в лимб вводят стопор 4 и выводят из
зацепления сменные колеса гитары. При дифференциальном деле-
нии в гитару ставят сменные зубчатые колеса и поэтому делитель-
ный процесс происходит относительно вращающегося лимба 3.
456
Составим уравнение баланса делительной цепи:
^IlA + _Lz- Zi £ _ 1
й Z2 Z(| ZJar ?4 Z? Z0 Z иг
В полученном уравнении неизвестны величина углового пово-
рота рукоятки — и передаточное отношение гитары /\.. Добавим к
а 11
правой части уравнения величину, равную нулю: - , и пере-
Z Z
Z | । Z3 i
пишем уравнение, учитывая, что — = I и — = 1:
Z4
b к 1 . к I 1 1
----+ - tx — = —------+ —.
a Zn Z Zo Zm Z* Z*
Приравниваем по частям
b к 1 1 . к 1 1
----= -г и С — =-----------
a Zo Z* Z3M Zo ZMr Z*
откуда получаем две формулы настройки
b __ Zo 1 „ • _ Zo z* - z3;„
а к z* к z*
По первой формуле определяют угловой поворот рукоятки (число
отверстий Ь, на которое необходимо повернуть рукоятку на выб-
ранной окружности с числом а), по второй формуле вычисляют
передаточное отношение двухпарной гитары, после чего подбира-
ют сменные колеса. Число <* выбирают произвольно (z < z* или
z*< г), но желательно, чтобы оно было близким к zwr.
Пример 18.2. Разделить заготовку на г3;|| = 97 зубьев на дифференциа-
льной лимбовой делительной головке, у которой Zo = 40, к = 1. Головка
имеет лимб, на каждой стороне которого по концентрическим окружно-
стям выполнено определенное число отверстий (по а, на каждой окруж-
ности).
На первой стороне лимба а-. 24; 25; 28; 30; 34; 37; 38; 39; 41; 42; 43.
На второй стороне лимба а;. 46; 47; 49; 51; 53; 54; 57; 58; 59; 62; 66.
Прилагается набор сменных колес гитары: 25 (2 шт.); 30; 35; 40; 50; 55;
60; 70; 80; 90; 100.
Решение.
1. Поскольку число zMr= 97 не раскладывается на множители и на лим-
бе нет окружности с соответствующим числом отверстий, то простое де-
ление невозможно, поэтому будем настраивать дифференциальную дели-
тельную головку на сложное деление. В этом случае заготовку можно раз-
делить на любое число.
Запишем формулы настройки этой головки и подставим в них zCH = 97,
Zo= 40, к = 1 и z*, приняв его равным 96:
457
b = ^2. = 40 = ]0.
a к z* 96 24’
, г„ г* - ?И|. (96-97) 5 25 40 /1 С
' к z* 96 12 30 20 ВО'
2. Деление заготовки осуществляют следующим образом. В гитару ставят
сменные зубчатые колеса: сзади на шпиндель - первое ведущее колесо А =
25, с ним соединяют колесо В = 30, после чего устанавливают вторую пару
сменных зубчатых колес, как показано на кинематической схеме.
Далее фиксатор / перемещают Hti окружность с числом а = 24 и за-
крепляют, стопор 4 выводят из лимба, после чего поворачивают рукоят-
ку 2 на 10 отверстий. Лимб 3 в это время будет вращаться в сторону, про-
тивоположную направлению вращения рукоятки (так как при расчете пе-
редаточного отношения /, оно получилось отрицательным), а заготовка
повернется на 1/97 часть окружности.
Фрезерование винтовых канавок, расположенных равномерно по
окружности, выполняют при установке заготовки 2 в делительной
головке / (рис. 18.3) и задней бабке 4 (в центрах 5 и 8). Стол 6 с
помощью поворотной плиты /поворачивают на угол со наклона вин-
товой линии канавки, чтобы дисковая фреза 3 совместилась с на-
правлением канавки. Заготовка 2 получает непрерывное вращение от
ходового винта станка, фреза — главное вращательное движение Dr,
а стол — продольное движение подачи £>Vrip (по направлению канавки).
Схема стыковки делительной головки с ходовым винтом стан-
ка показана на рис. 18.2, в. Вращение ходового винта 6 станка, шаг
которого равен РХ11, используется для вращения шпинделя голов-
ки. За один оборот шпинделя делительной головки стол станка
должен переместиться относительно фрезы на шаг винтовой ка-
Двк
навки PBli. Поэтому ходовой винт станка за это время сделает
* х.в
Рис. 18.3. Схема фрезерования винтовой канавки:
/ — делительная головка; 2 — заготовка; .? — фреза; 4 — задняя бабка; 5, 8 —
центры; 6 — сгол; 7 — поворотная плита
458
оборотов. Запишем уравнение баланса кинематической цепи от
ходового винта продольного движения стола станка до шпинделя
делительной головки:
Р1)К . Zy Zi к
—— — — — = I об. шп.,
Р(,в Zu ^2 Zij
откуда при — = I и — = I получим формулу настройки двухпар-
?-2 Z.4
ной гитары делительной головки
. = ±с=^ Л.,
х в D к /\к •
Следует обратить внимание, что ведущее колесо А гитары уста-
навливают на ходовом винте станка.
Фрезерование плоских кулачков по архимедовой спирали выпол-
няют на вертикально-фрезерном станке. На рис. 18.4, а показан
плоский кулачок, рабочий профиль которого представляет один
полный виток архимедовой спирали. Участок 1—2определяет шаг
спирали И, отнесенный к полной окружности кулачка. На рис. 18.4,
б показан кулачок, рабочая часть профиля которого образована
двумя спиралями. Спираль 1—2ограничена центральным углом <рн
а спираль 3—4 — центральным углом ф2. Нерабочая часть кулач-
ка 1—4 (спад кулачка) образована сочетанием дуг окружностей и
прямой. Расстояния Л, и А2 называют подъемом спирали на участ-
ках, соответствующих центральным углам <р, и (р2. Если известен
подъем спирали h и соответствующий ему центральный угол <р, ...°,
то шаг спирали //, мм, отнесенный к полной окружности, можно
определить по формуле
нА.
<р
Часто центральный угол, ох-
ватывающий спиральный учас-
ток, выражают не в градусах, а
в сотых долях полной окружно-
сти, г. е. при построении профи-
ля кулачка из его центра прово-
дят не 360, а 100 лучей. Тогда
формула принимает вид
Рис. 18.4. Плоские кулачки с про-
филем по архимедовой спирали:
а — одиовитковый; б — образованный
двумя спиралями; 1-4—- участки кулач-
ка; Н, Л,. /ъ - величины подъема спи-
ралей; <рь <р2 — центральные углы, соот-
ветствующие величинам подъема й, и /ъ
„ юо,
Н = —-п,
п
где А — подъем спирали на участ-
ке, содержащем п лучей или со-
тых долей полной окружности.
459
Для обработки кулачков на широкоуниверсальных фрезерных
станках типа 6Р82 используют универсальную делительную голов-
ку и гитару сменных колес. Для закрепления обрабатываемого ку-
лачка в шпинделе делительной головки используют оправку, затя-
гиваемую в конусном отверстии шпинделя с помощью винта.
На рис. 18.5 показано два случая фрезерования кулачка 2. На рис.
18.5, а ось делительной головки / установлена вертикально, а на
рис. 18.5, б — под некоторым углом 0,
При вертикальном расположении оси шпинделя делительной
головки формула настройки гитары сменных колес А, В, С и D
имеет вид
где ix — передаточное отношение сменных колес двухпарной гита-
ры; W — характеристика делительной головки; Рх в — шаг ходового
винта 4 станка, мм; Н — шаг спирали обрабатываемого кулачка,
отнесенный к полной окружности кулачка, мм.
При малых значениях шага спирали Н ведущие сменные зубча-
тые колеса А и С получаются настолько большими, что передача
вращения от ходового винта стола к шпинделю делительной го-
ловки становится невозможной. Поэтому кулачки с такими спира-
лями обрабатывают с наклонным расположением шпинделя дели-
тельной головки (см. рис. 18.5, б). В этом случае передаточное отно-
шение сменных зубчатых колес определяется по формуле
/х = 7V-^-sin0,
Н
где 0 — угол наклона шпинделя делительной головки к направле-
нию движения продольной подачи стола.
Рис. 18.5. Схема наладки станка при фрезеровании плоских кулачков:
а — с вертикальным расположением осей шпинделя делительной головки и фрезы;
d — с наклонным расположением осей шпинделя делительной головки и фрезы;
/ — делительная головка; 2 — кулачок; 3 — фреза; 4 — ходовой винт; А, В, С, D —
сменные зубчатые колеса
460
При обработке кулачка со сравнительно малым значением ша-
га Н необходимо выполнить следующее: установить сменные зуб-
чатые колеса для фрезерования спирали с некоторым произволь-
ным шагом Н', шпиндель делительной головки и ось фрезы 3 рас-
положить по отношению к направлению движения продольной
подачи под углом 0, величина которого рассчитывается по формуле
sin 0 = Н/Н'.
Такой прием удобен потому, что при установлении сменных
зубчатых колес для фрезерования спирали с произвольным шагом
(исходя из наличия сменных колес) можно обработать весь кула-
чок не меняя настройки гитары, а лишь изменяя положение шпин-
деля делительной головки и фрезы при переходе от одного участка
кулачка к другому. Если участок спиральной поверхности на ку-
лачке задан величиной подъема h (см. рис. 18.4), углы наклона
шпинделя головки и фрезы определяют для случаев:
* когда величина спирального участка выражена центральным
углом, по формуле
sin 0 =
360Л
<?Н' ’
где h — подъем спирали на конкретном участке, мм; (р — цент-
ральный угол, соответствующий этому участку, ...°; Н’ — шаг спи-
рали, для которой установлены сменные зубчатые колеса, мм;
• когда величина этого участка выражена в сотых долях полной
окружности, по формуле
100Л
smO = ——,
пН
где п — число лучей (сотых долей окружности), занимаемых кри-
вой с центральным углом (р.
При выборе фрезы необходимо руководствоваться следующим:
фреза по мере углубления в металл заготовки снимает стружку,
вовлекая в процесс все новые участки режущих кромок подлине.
Поэтому длина режущей кромки фрезы должна быть больше тол-
щины кулачка.
Длину режущей части фрезы определяют по формуле
А = о + Л sin 0 + 10 мм,
где L — длина режущей части фрезы, мм; а — толщина кулачка,
мм; Л — подъем спирали на данном участке, мм; 0 — угол наклона
шпинделя делительной головки и фрезы, ...°; 10 мм — запас, учи-
тывающий возможные погрешности установки фрезы.
Пример 18.3. Произвести расчеты, необходимые для настройки стан-
ка при фрезеровании архимедовой спирали на кулачке толщиной 10 мм с
подъемом спирали h = 32 мм на участке, соответствующем центральному
461
углу <р = 200°. Характеристика делительной головки W = 40, шаг ходового
винта станка РХ11 = 6 мм.
Решение.
. ~ и 360“ , 360“ ,, „ .
I. Определяем шаг спирали Н =---п =-----32 = 57,6 мм.
<р <р
2. Принимаем шаг спирали Н' = 60 мм.
3. Определяем числа зубьев сменных колес двухпарной гитары, ис-
пользуя точный метод подбора:
6 100 80
, = /у = 40— =---------.
РГ 40 40 50
4. Определяем угол наклона, ...°, ишинделя делительной головки и
фрезы:
. п 360% 360° 32 .. п.
sin 0 =----=---------= 0,96.
ф/Г 200° • 60
По таблицам тригонометрических функций находим угол 0 = 74°.
5. Определяем длину, мм. режущей части фрезы
L = а + Asin 0 +10 =10 + 32 0,96 + 10 = 50,72.
Деление на безлимбовых головках осуществляется за один поворот
рукоятки с последующей ее фиксацией в единственном отверстии
диска 7(см. рис. 18.2, г), что исключает субъективные ошибки рабо-
чего в процессе деления. Настройка цепи деления в простой без-
лимбовой делительной головке осуществляется подбором сменных
колес гитары, а в дифференциальных головках — двух гитар.
Запишем уравнение баланса кинематической цепи деления про-
стой безлимбовой головки
, .k 1
I об. рук. 1Х-=----,
£() М;ц
откуда получим формулу настройки гитары
‘х В D к г1аг
Оптическую делительную головку применяют для особо точных
работ и контроля выполненных делений при нанесении шкал. Де-
лительную головку выпускают с ценой деления 2... 10".
18.2. Специальные приспособления
Существуют две группы специальных приспособлений: не из-
меняющие основного назначения фрезерного станка и в корне
меняющие характер выполняемых работ (долбежные, сверлиль-
ные и шлифовальные головки).
462
Дополнительная вертикально-фрезерная головка (рис. 18.6, а),
устанавливаемая на горизонтально-фрезерном станке с торца хо-
бота /, делает станок более универсальным. Головку 2 крепят на
Рис. 18.6. Специальные приспособления, расширяющие технологические
возможности фрезерных станков:
а — вертикально-фрезерная головка; 5— приспособление для фрезерования реек;
в — двухшпинделышя фрезерная головка; г — сверлильная головка; <) — шлифо-
вальная головка; е — долбежная головка; ж — ускорительная головка: 1 — свер-
ление; и — фрезерование углового радиуса; к — работа по профилю; л — фрезе-
рование литьевого уклона; / — хобот; 2 — головка; 3 — шпиндель; 4 — фреза;
5— направляющие; 6 — переходная плита; 7— коробка скоростей; 8 — электро-
двигатель; 9 — резеп; 10 — ползун: И — патрон; 12 — заготовка; 13 — сверло
463
переходной плите 6, которая устанавливается на вертикальных на-
правляющих 5 станины. Шпиндель 5, несущий концевую фрезу 4,
приводится во вращение от шпинделя станка через зубчатые колеса.
Приспособление для фрезерования реек (рис. 18.6, б), закрепля-
емое на хоботе / горизонтально-фрезерного станка, приводится в
действие от шпинделя 3. Впадину рейки прорезают дисковой фре-
зой 4 при поперечной подаче стола станка, а смещение рейки на
один шаг выполняется вместе со столом в продольном направле-
нии.
Двухшпиндельную фрезерную головку (рис. 18.6, в) можно ис-
пользовать при фрезеровании ступенчатых поверхностей. Один из
шпинделей 3 имеет осевое установочное перемещение.
Сверлильная головка (рис. 18.6, г), установленная на станке,
имеет привод шпинделя 3 от отдельного электродвигателя 8 через
коробку скоростей 7. Сверлильную головку используют на фре-
зерном станке при сверлении малых отверстий, когда необходима
большая частота вращения инструмента.
Шлифовальную головку (рис. 18.6, д) устанавливают на пере-
ходной плите 6, которую крепят к вертикальным направляющим 5
станины; шпиндель 3, несущий шлифовальный круг, приводится
во вращение шпинделем станка через две ременные передачи, что
повышает частоту его вращения.
Долбежную головку (рис. 18.6, е) используют на фрезерном стан-
ке при отсутствии в цехе долбежного станка. Головку устанавлива-
ют на вертикальных направляющих 5 станины станка с помощью
переходной плиты 6. Ползун 10 с резцом 9 получает возвратно-
поступательное движение от шпинделя станка через кривошипно-
шатунный механизм.
Ускорительная головка (рис. 18.6, ж) планетарного типа позво-
ляет вести высокоскоростную обработку на фрезерных станках,
шпиндели которых имеют низкую частоту вращения. С помощью
ускорительной головки в заготовках 11 обрабатывают малоразмер-
ные отверстия (рис. 18.6, з), фрезеруют угловые радиусы (рис. 18.6, и)
и фасонные профили штампов и пресс-форм (рис. 18.6, к), а также
литьевые уклоны (рис. 18.6, л). Ускорительную головку устанавлива-
ют в шпинделе станка так, чтобы был обеспечен одновременный
контакт по конусу и торцу для создания дополнительной жестко-
сти системы шпиндель станка — ускоритель. Максимальная часто-
та вращения фрез 4 и сверл 12, устанавливаемых в патроне 13,
может быть 8 000...20000 мин-1, скорость резания 80... 120 м/мин
при работе концевым монолитным твердосплавным инструмен-
том диаметром 2...6 мм.
ГЛАВА 19
РЕЖИМЫ РЕЗАНИЯ И ТОЧНОСТЬ ОБРАБОТКИ
19.1. Припуски на обработку
Плоские поверхности обычно фрезеруют торцовыми и цилинд-
рическими фрезами. Диаметр D, мм, торцовой фрезы выбирают в
зависимости от ширины В, мм, фрезерования (см. табл. I7.5) из
соотношения D= (1,3... 1,8)Д. При фрезеровании плоских поверх-
ностей торцовой фрезой ось последней несколько смещается от-
носительно оси симметрии заготовки (рис. 19.1). Смещение оси
фрезы на (0,03...0,06)0 облегчает условия врезания фрезы и обес-
печивает нормальное фрезерование.
При обработке плоских поверхностей цилиндрической фрезой
длина фрезы должна на 10... 15 мм перекрывать ширину обработки.
Значения припусков на обработку плоских поверхностей заго-
товок из стали и чугуна приведены в табл. 19.1, а из цветных метал-
лов и сплавов — в табл. 19.2.
Для фрезерования квадратов припуски в соответствии с разме-
рами настройки станка приведены в табл. 19.3. При обработке пер-
вых двух 1раней со стороной 5 используют размер 5, = 0,854D, при
фрезеровании третьей и четвертой граней — размер 5, который
составляет 0,7070. Величина а, на которую должен быть сдвинут
стол перед обработкой первой грани, составляет 0,1460.
При фрезеровании шестигранников припуски определяют по табл.
19.4 в соответствии с размерами настройки станка. При обработке
первых трех граней используют размер 5| =0,9330, при фрезерова-
нии четвертой, пятой и шестой граней — размер 5, который со-
ставляет 0,8660, а величина а = 0,0670.
Рис. 19.1. Схема торцового фрезерования
465
Таблица 19.1
Припуск на сторону, мм, при обработке плоских поверхностей заготовок
из стали и чугуна
Вид фрезерования Наибольший размер обрабатываемой поверхности, мм
До 50 50... 120 120... 250 250... 500 500... 800 800... 1 250
Черновое после л итья: в песчаные формы кокиль оболочковые формы по выплавля- емой модели 0,9... 1 1 ... 1,4 1,5... 1,6 2...2,5 2,8...3.2 3,8...5
0,6 0,8 1 1,6 2,2 3,1
0,5 0,6 0,8 1,4 2 2,9
0,3 0,4 0,5 0,8 — —
Получ истовое после чернового 0,25 0,3 0,4 0,5
Чистовое после получистового 0,2
Таблица 19.2
Припуск на сторону, мм, при обработке плоских поверхностей
заготовок из цветных металлов и сплавов
Вид фрезерования Наибольший размер обрабатываемой поверхности, мм
До 50 50... 120 120...250 250... 350 350...500 500... 800
Черновое после литья: в песчаные формы кокиль и обо- лом ковые формы по выплавля- емой модели под давлением 0,65 0,75 0,85 0,95 1,1 1,25
0,35 0,45 0,55 0,65 0,85 0,95
0,25 0,3 0,45 0,55 0,7 0,85
0,15 0,25 0,35 0,45 0,6 0,75
Чистовое после чернового 0,1 0,15 0,2 0,25 0,3 0,37
466
Таблица 19.3
Размеры, мм, для настройки станка при фрезеровании квадратов
_а~ D 5 . у -
D 5 .У, и
3 2,12 2,56 0,44
4 2,83 3,42 0,59
5 3,54 4,27 0,73
6 4,24 5,12 0,88
7 4,95 5,98 1,03
8 5,66 6,83 1,17
9 6,36 7,69 1,33
10 7,07 8,54 1,47
11 7,78 9,39 1,61
12 8,48 10,25 1,77
13 9,19 11,1 1,91
14 9,9 1 1,96 2,06
15 10,6 12,81 2,21
16 1 1,31 13,66 2,35
17 12,02 14,52 2,5
18 12,73 15.37 2,64
19 13,43 16,23 2,8
19,8 14 16,85 2,85
20 14,14 17,08 2,94
21 14,85 17,93 3,08
22 15,55 18,79 3,24
23 16,26 19,64 3.38
24 16,97 20,5 3,53
25 17,68 21,35 3,67
26 18,38 22,2 3.82
467
Окончание табл. 19.3
D 5 5, а
26,4 19 22,95 3,95
27 19,09 23,06 3,97
28 19,8 23,91 4,11
30 21,21 25,62 4,41
31,1 22 26,55 4,55
32 22,62 27,33 4,71
33 23,33 28,18 4,85
33,9 24 28,95 4,95
34 24,04 29,04 5
35 24,75 29,89 5,14
36 25,45 30,74 5,29
38 26,87 32,45 5,88
38.2 27 32,6 5,6
40 28,28 34,16 5,88
42 29,69 35,87 6,18
42,4 30 36,2 6,2
44 31,11 37,58 6,47
45 31,82 38,43 6,61
45,4 32 38,7 6,7
46 32,52 39,28 6,76
48 33,94 40,99 7,05
50 35,35 42,7 7,35
51 36 43,5 7,5
55 38,89 46,97 8,08
60 42,42 51,24 8,82
65 45,99 55,51 9,55
70 49,49 59,78 10,29
75 53,03 64,05 11,02
80 56,55 68,32 11,76
85 60,1 72,59 12,49
90 63,63 76,86 13,23
95 67,17 81,13 31,96
100 70,7 85,4 14,7
Примечание. D — диаметр заготовки; 5 — сторона квадрата; 5’, и а — на-
строечные размеры.
468
Таблица 19.4
Размеры, мм, для настройки станка при фрезеровании шестигранников
D
и S _
D 5 5, а
3 2,6 2,8 0,2
4 3,46 3,73 0,27
5 4,34 4,67 0,34
6 5,2 5,6 0,4
7 6,06 6,53 0,47
8 6,93 7,46 0,53
9 7,79 8,4 0,61
10 8,66 9,33 0,67
II 9,53 10,26 0,73
11,5 10 10,75 0,75
12 10,39 11,2 0,81
13 11,26 12,13 0,87
13,8 12 12,9 0,9
14 12,12 13,06 0,94
15 12,99 14 1,01
16 13,86 14,93 1,07
16,2 14 15,1 1,1
17 14,12 15,86 1,14
18 15,59 16,79 1,2
19 16,45 17,73 1,28
19,6 17 18,3 1,3
20 17,32 18,66 1,34
21 18,19 19,59 1,4
21,9 19 20,45 1,45
22 19,05 20,53 1,48
23 19,92 21,45 1,54
469
Окончание табл. 19.4
D 5 5, а
24 20,78 22,39 1,61
25 21,65 23,33 1,68
25,4 22 23,7 1,7
26 22,52 24,26 1,74
27 23,38 25,19 1,81
27,7 24 25,85 1,85
28 24,25 26,12 1,87
30 25,98 27,99 2,01
31,2 27 29,1 2,1
32 27,71 29,86 2,15
33 28,58 30,79 2,21
34 29,44 31,72 2,28
34,6 30 32,3 2,3
35 30,31 32,66 2,35
36 31,18 33.59 2,41
36,9 32 34,45 2,45
38 32,91 35,45 2,54
40 34,64 37,32 2,68
42 36,37 39,19 2,82
44 38,1 41,05 2,95
45 38,97 41,99 3,02
46 39,84 42,92 3,08
48 41,57 44,78 3,21
50 43,3 46,65 3,35
55 47,63 51,52 3,69
60 51,96 55,98 4,02
65 56,29 60,65 4,36
70 60,62 65,31 4,69
75 64,95 69,98 5,03
80 69,28 74,64 5,36
85 73,61 79,31 5,7
90 77,94 83,97 6,03
95 82,27 88,64 6,37
100 86,5 93,3 6,7
Примечание. 5 — размер под гаечный ключ. Обозначение остальных пара-
метров — см. примечание к табл. 19.3.
470
19.2. Режимы резания
Последовательность выбора режущего инструмента и режимов
резания приведена в табл. 19.5. После определения рекомендуемых
значений скорости резания и подач необходимо их скорректиро-
вать по паспорту станка и выбрать ближайшую большую частоту
вращения фрезы (шпинделя станка), которая не должна превы-
шать расчетное значение более чем на 10%, в противном случае
выбирают меньшую частоту вращения.
Таблица 19.5
Последовательность выбора режущего инструмента и режимов резания
Этап Поел ед о вате л ьность Номера таблиц и расчетные формулы Исходные данные
1 Выбор глубины резания /, типа и параметров фре- зы (D, мм; В, мм; z) 17.5 1. Чертежи обрабатываемой заготовки и детали. 2. Конфигурация обрабатываемой поверхности (плоскость, уступ, паз). 3. Ширина В и глубина / фре- зерования, мм. 4. Характер обработки*
2 Выбор материала фрезы 17.2; 17.3; 17.4 1. Обрабатываемый материал и его твердость Н В. 2. Характер обработки. 3. Условия обработки**
3 Назначение геометрических параметров фрезы. Выбор типораз- мера фрезы по ГОСТам 17.6; 17.10-17.36 1. Материал режущей части фрезы. 2. Диаметр D фрезы, мм. 3. Материал заготовки и его твердость Н В. 4. Конструктивные параметры фрезы
4 Назначение пода- чи на зуб .5',, мм/зуб 19.7; 19.8; 19.12; 19.13; 19.18-19.20; 19.28-19.30 1. Материал заготовки и его твердость Н В. 2. Тип фрезы и материал ре- жущей части фрезы. 3. Вид фрезеруемой поверхно- сти. 4. Шероховатость обрабаты- ваемой поверхности. 5. Глубина / резания, мм. 6. Характер обработки. 7. Вылет фрезы, мм
471
Окончание табл. 19.5
Этап Последоватсл ьность Номера таблиц и расчетные формулы Исходные данные
5 Определение пе- риода стойкости Т фрезы, мин 17.7 1. Диаметр D фрезы, мм. 2. Материал режущей фрезы
6 Определение ско- рости v резания, м/мин 19.8-19.11; 19.10-19.17; 19.21-19.26; 19.31-19.35 1. Материал заготовки и его твердость Н В. 2. Глубина t резания, мм. 3. Подача на зуб .S',, мм/зуб. 4. Период стойкости Тфрезы, мин. 5. Условия и характер обра- ботки
7 Определение частоты вращения фрезы дфр, мин 1 1 000f "фр" nD 1. Скорость резания, м/мин. 2. Диаметр D фрезы, мм
8 Определение фак- тической частоты вращения фрезы «факт» мин 1 — Паспорт станка
9 Определение фак- тической скорости резания цк1КГ, мин _ яРЛфакт *акт 1000 Фактическая скорость резания не должна превышать реко- мендованную (см. этап 6)
* Черновая, получистовая или чистовая.
С охлаждением или без него.
Фрезерование цилиндрическими фрезами. В табл. 19.6 и 19.7 приве-
дены значения подач .S’, для обработки заготовок из сталей и чугу-
нов в зависимости от площади сечения снимаемого припуска и
диаметра фрезы. Для конкретных условий обработки табличные
значения корректируйте помощью поправочных коэффициентов,
поэтому подача Sz = Sz ,аб kiSk2Sk3Sk4S. При этом минимальное зна-
чение подачи Sz должно быть не менее 0,02 мм/зуб при обработке
быстрорежущими фрезами и 0,03 мм/зуб — твердосплавными.
В табл. 19.8— 19.11 приведены рекомендуемые скорости резания
vn эффективной мощности резания /Уэф. С учетом конкретных ус-
ловий обработки
г = ггай k\v k2v k3v k4v k5v', = /Vra6 k\Nk2N k^ k4N k^ k^ k1N.
Фрезерование быстрорежущими и твердосплавными торцовыми
фрезами. При выборе диаметра фрезы нужно руководствоваться тем,
472
Таблица 19.6
Подача на зуб Sz, мм/зуб, при фрезеровании цилиндрическими
быстрорежущими фрезами (материалы заготовки — стали и чугуны)
Диаметр D фрезы, мм Средняя площадьсечения снимаемого припуска, мм2
50 100 200 300 400 600 800 1 000
Стали
50 63 80 100 IMS 0,30 0,41 0,16 0,22 0,30 0,41 0,11 0,15 0,21 0,29 0,09 0,12 0,17 0,23 0,06 0,08 0,12 0,16 0,05 0,07 0,09 0,12 0,04 0,05 0,07 0,10
Чугуны
50 63 80 100 0,48 0,28 0,36 0,16 0,21 0,27 0,12 0,15 0,20 0,25 0,09 0,12 0,16 0,20 0,07 0,09 0,12 0,15 0,05 0,07 0,09 0,12 0,04 0,06 • 0,08 0,10
Поправочные коэффициенты
ТвердостьНВ 140 170 203 225 260 280 315 Коэффициент Л, у: для стали : 1,25 1,1 1,0 0,9 0,8 0,7 0,65 чугуна 1,4 1,2 1,1 1,0 0,9 0,85 0,80
Длина L оправки, мм 200 250 300 350 Коэффициент kls 1,0 0,8 0,65 0,5
Фреза: с крупными зубьями kiS = 1,0 с мелкими зубьями &1S= 0,5
Чугун: ковкий и высокопрочный k4S= 1,0 серый kAS = 0,8
Таблица 19.7
Подача на зуб 5'., мм/зуб, при фрезеровании цилиндрическими
твердосплавными фрезами (материалы заготовки — стали и чугуны)
Диаметр D фрезы, мм Средняя площадьсечения снимаемого припуска, мм2
50 100 200 300 400 600 800 1 000
Стали
63 0,49 0,32 0,19 0,15 0,12 0,09 0,07 0,06
80 — 0,42 0,26 0,20 0,16 0,12 0,10 0,08
100 — — 0,34 0,26 0,21 0,16 0,13 0,11
125 — — — 0,34 0,28 0,21 0,17 0,15
473
Окончание табл. 19.7
Диаметр D фрезы, мм Средняя площадь сечения снимаемого припуска, мм2
50 100 200 300 400 600 800 1 000
Чугуны
63 0,6 0,37 0,28 0,19 0,15 0,11 0,09 0,07
80 — 0,52 0,32 0,25 0,20 0,15 0,12 0,10
100 — — 0,42 0,32 0,26 0,20 0,16 0,14
125 — — — 0,42 0,35 0,26 0,21 0,19
Примечание. Поправочные коэффициенты k\S и к2<. аналогичны соответ-
ствующим поправочным коэффициентам, взятым из табл. 19.6 при тех же значе-
ниях твердости материала заготовки и длины оправки.
Таблица 19.8
Скорость резания v, м/мин, и эффективная мощность резания N.^, кВт,
при фрезеровании цилиндрическими быстрорежущими фрезами
(материал заготовки — стали)
Пара- метр i/D 5,, мм/зуб
0,04 0,06 0,10 0,16 0,20 0,25 0,32 0.40
V 0,03 51 47 43 35 32 29 27 24
3,4 3,5 3,7 4,1 4,3 4,5 4,7 4,9
V 0,05 44 40 37 30 28 25 23 21
4,2 4,4 4,6 5,0 5,3 5,5 5,8 6,1
V 0,08 38 35 32 26 24 22 20 18
5,0 5,3 5,5 6,1 6,4 6,7 7,0 7,3
V 0,10 36 33 30 25 22 21 19 17
5,5 5,7 6,0 6,7 7,0 7,3 7,6 8,0
Поправочные коэффициенты
Стали: углеродистая 1,0 1,0 хромистая, хромоникелевая, хромованадиевая 0,8 0,8 прочие легированные, инструментальная углеродистая 0,7 0,9 инструментальная легированная, подшипниковая .... 0,6 1,1 быстрорежущая 0,5 1,3
ТвердостьНВ 140 170 203 225 260 280 315 Коэффициенты: к2„ 1,5 1,2 1,0 0,9 0,7 0,6 0,5 k2N 0,9 0,95 1,0 1,0 1,0 0,95 0,85
474
Окончание табл. 19.8
Состояние обрабатываемой поверхности: без корки с коркой 1,0 0,8
Диаметр Dфрезы, мм 50 63 80 100
Коэффициенты £4„ = kAN 0,9 0,95 0,95 1,0
Период стойкости Тфрезы, мин ... 60 120 180 240 300
Коэффициенты kiv = kiN 1,45 1,15 1 0,9 0,85
Число z зубьев фрезы 6 8 10 12 16 18
Коэффициент kbN 0,55 0,7 0,85 1,0 1,3 1,45
Ширина В фрезерования, мм 25 50 75 100
Коэффициент k1N 0,55 1,0 1,45 1,9
Таблица 19.9
Скорость резания v, м/мин, и эффективная мощность резания кВт,
при фрезеровании цилиндрическими быстрорежущими фрезами
(материал заготовки — чугуны серые)
Параметр t/D S,, мм/зуб
0,04 0,06 0,10 0,16 0,20 0,25 0,32 0,40
V 0,03 61 56 50 45 39 34 30 26
1,0 1,2 1,5 1,8 1,8 1,8 1,8 1,9
V 0,05 47 43 39 35 30 27 23 20
^1, 1,2 1,4 1,7 2,1 2.1 2,2 2,2 2,2
V 0,08 37 34 31 27 24 21 18 16
1,3 1,6 2,0 2,5 2,5 2,5 2,5 2,6
V 0,10 33 31 28 25 21 19 16 14
у«|> 1,5 1,7 2,2 2,6 2,7 2,7 2,7 2,8
Поправочные коэффициенты
Твердость НВ 140 170 203 225 260 280 315 Коэффициенты: к 1,6 1,3 1,1 1,0 0,8 0,7 0,6 kiN 1,3 1,2 1,05 1,0 0,85 0,8 0,7
Состояние обрабатываемой поверхности: k2v = k2N без корки 1,0 с коркой 0,7
Длина L оправки, мм 200 250 300 350 Коэффициенты кУи = kiN 1,0 0,8 0,65 0,5
475
Окончание табл. 19.9
Диаметр D фрезы, мм Коэффициенты kiv = kiN 50 0,85 63 0,9 80 0,95 100 1,0
Число z зубьев фрезы 6 8 10 12 14 16 18
Коэффициенты: U5 1,1 1,0 0,95 0,9 0,85 0,85
«-7 0,85 1,0 1,15 1,25 1,4 1,5
Ширина В фрезерования, мм 25 50 75 100
Коэффициенты: Kv kbN 1,25 0,6 1,0 1,0 0,9 1,35 0,8 1,6
Период стойкости Г фрезы, мин .. 60 120 180 240 300
Коэффициенты k7„ = k1N 1,3 1,1 1,0 1,0 0,9
Таблица 19.10
Скорость резания v, м/мин, и эффективная мощность резания N^, кВт,
при фрезеровании цилиндрическими твердоснлавными фрезами
(материал заготовки — стали)
Параметр t/D 5., мм/зуб
0,04 0,06 0,10 0,16 0,20 0,25 0,32 0,40
V 0,03 301 269 233 204 192 180 168 158
7,8 8,5 9,5 11,8 13,1 14,6 16,4 18,2
V 0,05 248 221 192 168 158 148 138 130
Мф 9,6 10,5 11,8 14,7 16,3 18,1 20,3 22,5
V 0,08 207 185 160 141 132 124 116 109
Н,7 12,8 14,3 17,9 19,8 22 24,7 27,5
V 0,10 190 170 147 129 121 114 106 100
12,9 14,1 15,7 19,6 21,8 24,2 27,2 30,2
Поправочные коэффициенты
^in Стали: углеродистая 1,0 1,0 хромистая, хромоникелевая, хромованадиевая 0,9 1,0 прочие легированные, инструментальная углеродистая 0,8 1,0 инструментальная легированная, подшипниковая ... 0,7 1,15 быстрорежущая 0,5 1,25
476
Окончание табл. 19.10
Твердость НВ 140 Коэффи циенты: k2v 1,45 k-iN 170 1,2 0,95 203 1,0 1,0 225 0,9 1,0 260 0,8 1,1 280 0,7 1,1 315 0,65 1,2
Состояние обрабатываемой поверхности 3N
• без корки с коркой 1,0 0,8
Марка твердого сплава: к^ 4/V
ТТ7К12 T5KI0 Т14К8 Т15К6 0,6 0,65 0,8 1,0
Диаметр D фрезы, мм / число z зубьев . Коэффициенты: а-5„ 63/8 1,15 0,9 80/8 1,1 0,85 100/10 125/12 1,0 0,95 1,0 1,1
Длина L оправки, мм Коэффициенты k(i. = khN 200 1,0 250 0,8 300 0,65 350 0,5
Период стойкости Тфрезы, мин Коэффициенты klv = k1N 60 1,45 120 1,15 180 1 240 0,9 300 0,85
Ширина В фрезерования, мм .... Коэффициент kiN 25 0,5 50 1 75 1,45 100 1,9
Таблица 19.11
Скорость резания v, м/мин, и эффективная мощность резания кВт,
при фрезеровании цилиндрическими твердосплавными фрезами
(материал заготовки — чугуны серые)
Параметр t/D S,, мм/зуб
0,04 0,06 0,10 0,16 0,20 0,25 0,32 0,40
V 0,03 256 237 215 197 189 176 156 141
3,8 4,9 6,7 9 10,3 11,4 12,4 13,3
V 0,05 209 193 176 161 154 143 127 115
5 6,4 8,7 11,6 13,3 19,7 16 17,2
V 0,08 173 160 145 133 127 119 106 95
6,3 8 11 19,6 16,8 18,6 20,2 21,8
V 0,10 158 147 133 122 117 108 97 87
7 9 12,3 16,4 18,7 20,8 22,6 24,3
477
Окончание табл. 19.11
Поправочные коэффициенты
Т вердость НВ 140 170 203 225 260 280 315
Коэффициенты: к,. 1.6 1.3 1,1 1,0 0,8 0,7 0,6
1,3 1.2 1,05 1,0 0,85 0,8 0,7
Состояние обрабатываемой поверхности: без корки k-2v= k™ 1.0
с коркой 0,7
Марка твердого сплава: ВКЮ-ОМ ki,, = kiN 0,7
ВК8 1.0
ВК6, ВК4 1.2
ВКЗМ, ВК6М 1.3
Длина L оправки, мм 200 250 300 350
Коэффициенты Л4[. = kiN 1,0 0,8 0,65 0,5
Период стойкости Тфрезы, мин . 60 120 180 240 300
Коэффициенты k,r = kbN 1,6 1,2 1,0 0,9 0,8
Диаметр D фрезы, мм 63 80 100 125
Коэффициенты kbv = kbN 0,85 0,95 1,0 1,15
Ширина В фрезерования, мм 25 50 75 100
Коэффициенты klv = k1N 0,6 1,0 1,4 1,7
что фрезы меньшего диаметра имеют меньшую стоимость. При вы-
боре материала для торцовых фрез следует отдавать предпочтение
твердым сплавам. Быстрорежущие стали используют в случае, если
применение твердосплавных фрез ограничено невозможностью обес-
печения достаточной скорости резания и низкой жесткостью систе-
мы СПИЗ, а также при обработке заготовок из цветных металлов и
их сплавов. Режимы резания при фрезеровании твердосплавными и
быстрорежущими торцовыми фрезами приведены в табл. 19.12 — 19.17.
Фрезерование торцовыми фрезами, оснащенными композитом
(СТМ) и минералокерамикой. Обработку такими фрезами выполня-
ют с максимально возможной скоростью резания и меньшей по-
дачей на зуб. Наиболее эффективно их применение при чистовом
фрезеровании заготовок из закаленных сталей с твердостью 45 HRC
и более, а также чугунов любой твердости.
В табл. 19.18— 19.20 приведены значения подач Л1,.в зависимости
от требуемого параметра шероховатости обрабатываемой поверх-
ности, конструкции и геометрии торцовых фрез, а также от мате-
риала заготовки.
478
Таблица 19.12
Подача на зуб Sz, мм/зуб, при черновом фрезеровании твердосплавными и быстрорежущими торцовыми фрезами
(материалы заготовки — стали конструкционные, чугуны серые и ковкие, сплавы медные, алюминиевые и магниевые)
Диаметр D фрезы, мм, не более Число зубьев z фрезы, не более Ширина В фрезерова- ния, мм, не более Глубина t фрезерова- ния, мм, не более Материал заготовки
Стали конструкционные Чугуны серые и ковкие Сплавы медные, алюминиевые и магниевые
Группа подач
1 II III I II III I II III
200 20 120 5 8 12 0,16 0,13 0,11 0,12 0,10 0,08 0,08 0,07 0,06 0,34 0,27 0.24 0,26 0,20 0,18 0,17 0,14 0,12 0,56 0,46 0,40 0,42 0,35 0,30 0,28 0,23 0,19
400 36 240 5 8 12 0,22 0,18 0,15 0,16 0,13 0,11 0,11 0,09 0,07 0,46 0,40 0.38 0,36 0,30 0.25 0,23 0,20 0,16 0,81 0,69 0,58 0,60 0,51 0,43 0,40 0,33 0,28
Поправочные коэффициенты
Твердость материала заготовки НВ
Стали Чугуны
130 160 203 225 250 280 310 325 120 140 170 203 225 250
Коэффициент k}S
1,4 1,3 1,2 1.1 1 0,9 0,8 0,7 1.3 1,2 1.1 1,0 0,9 0,8
Сплавы медные Сплавы алюминиевые
Латунь Бронза
59... 162 59...98 98...157 Св. 157 До 79 79... 100 Св. 100
Коэффициент kiS
1.0 0,9 1,0 1.1 0,9 1,0 1.1
Окончание табл, 19.12
Материал заготовки
Стали Чугуны, сплавы медные и алюминиевые
Материал режущей части фрезы
ТТК12 Т15К6 Т5К10 Т14К8 ВК8 Р6М5 ВК8 ВК6 ВК4 вкю ВК34 Р6М5
Коэффициент k2S
1,4 1,о 1,25 1,1 0,8 0,45 1,0 0,74 0,74 1,2 0,65 0,35
Материал заготовки Состояние поверхности заготовки
Без корки Чистая корка Наличие следов ковки или автогенной резки Корка с незначи- тельными шлаковыми включениями Загрязненная корка со зна- чительными шлаковыми включениями
Поковка Отливка
Коэффициент kiS
Стали 1,0 0,9 0,8 0,8 — —
Чугуны — 0,95 — 0,9 0,7
Главный угол в плане ср, ...° 45 60 90 Коэффициент k4s 1,15 1,0 0,7
Твердосплавные пластины:
с механическим креплением........................................... 1,0
напаянная .......................................................... 1,1
с износостойким покрытием........................................... 1,2
Установка фрезы относительно заготовки: k6s
симметричная...................................................... 0,5
смещенная......................................................... 1,0
Отношение нормативной ширины фрезерования В„ к фактической Вф.....
Коэффициент k7S...................................................
1,2 1,0 0,8 0,6 0,4
0,9 1,0 1,1 1,2 1,25
Примечания: I. Характеристика группы подач: I — фрезерование заготовок, использующихся для изготовления жестких дета-
лей и закрепленных непосредственно на столе станка высокой жесткости при небольших вылетах фрезы; II — фрезерование загото-
вок, использующихся для изготовления деталей средней жесткости и закрепленных в жестких приспособлениях на станках средней
жесткости при небольших вылетах фрезы; III — фрезерование заготовок, использующихся для изготовления нежестких деталей и
закрепленных в приспособлениях средней жесткости на станках пониженной жесткости при больших вылетах фрезы.
2. К станкам высокой жесткости относятся продольно-фрезерные и бесконсольные вертикально-фрезерные станки, к станкам
средней жесткости — консольные фрезерные, к станкам пониженной жесткости — широкоуниверсальные инструментальные фре-
зерные станки.
оо
482
Таблица 19.13
Подача на зуб Sz, мм/зуб, при получистовом, чистовом и отделочном фрезеровании твердосплавными
и быстрорежущими торцовыми фрезами (материалы заготовки — стали конструкционные, чугуны серые и ковкие,
сплавы медные и алюминиевые)
Получистовое фрезерование
Диаметр D фрезы, мм, не более Число z зубьев фрезы, не более Ширина В фрезе рова- НИЯ, мм, не более Глубина резания г, мм
До 1,0 Св. 1,0 до 1,5 Св. 1,5 до 2,0 Св. 2,0 до 2,5 Св. 2,5 до 3,5 Св. 3,5 до 4,5 Св. 4,5 до 6,5
Стали конструкционные
200 20 120 0,21 0,19 0,16 0,15 0,13 0,12 0,11
400 36 240 0,28 0,24 0,21 0,20 0,18 0,17 0,14
Чугуны серые и ковкие
200 20 120 0,62 0,58 0,48 0,45 0,39 0,36 0,33
400 36 240 0,88 0,78 0,68 0,65 0,59 0,56 0,42
Сплавы медные и алюминиевые
200 20 120 0,95 0,89 0,76 0,70 0,61 0,57 0,51
400 36 240 1,30 1,17 1,02 0,98 0,89 0,83 0,66
Чистовое фрезерование
Диаметр D фрезы, мм, не более Число z зубьев фрезы, не более Ширина В фрезерова- ния, мм, не более Глубина резания г, мм
До 0,65 Св. 0,65 до 0,85 Св. 0,85 до 1,0 Св. 1,0 до 1,2 Св. 1,2 до 1,4 Св. 1,4 до 1,7 Св. 1,7 до 2,0 Св. 2,0 до 2,7 Св. 2,7 до 3,5
Стали конструкционные
200 20 120 0,15 0,13 0,12 0,12 0,11 0,10 0,09 0,08 0,07
483
400 36 240 0,19 0,18 0,16 0,15 0,14 0,13 0,12 0,11 0,10
Чугуны серые и ковкие
200 20 120 0,50 0,44 0,41 0,40 0,37 0,35 0,32 0,28 0,26
400 36 240 0,67 0,64 0,58 0,54 0,51 0,47 0,44 0,41 0,38
Сплавы медные и алюминиевые
200 20 120 0,75 0.66 0,60 0,58 0,56 0,52 0,47 0,42 0,42
400 36 240 0,97 0.92 0,85 0,80 0,75 0,71 0,66 0,62 0,57
Отделочное фрезерование
Диаметр D фрезы, мм, не более Число z зубьев фрезы, не более Ширина В фрезерова- ния, мм, не более Глубина резания /, мм
До 0,45 Св. 0,45 до 0,6 Св. 0,6 до 0,75 Св. 0,75 до 0,9 Св. 0,9 до 1,1 Св. 1,1 до 1,32 Св. 1,32 до 1,65
Стали конструкционные
200 20 120 0,09 0,08 0,08 0,07 0,06 0,05 0,04
400 36 240 0,13 0,12 0,12 0,10 0,09 0,08 0,07
Чугуны серые и ковкие
200 20 120 0,33 0,29 0,29 0,26 0,23 0,22 0,20
400 36 240 0,44 0,40 0,37 0,36 0,31 0,30 0,27
Сплавы медные и алюминиевые
200 20 120 0,48 0,44 0,44 0,39 0,34 0,32 0,30
400 36 240 0,67 0,61 0,57 0,52 0,47 0,45 0,42
4^
оо
-Рх
Окончание табл. 19.13
Поправочные коэффициенты
Твердость материала заготовки НВ
Сталь Чугун
130 160 203 225 250 280 310 325 120 140 170 203 225 250 280
Коэффициент k}S
1,4 1,3 1,2 1,1 1,0 0,9 0,8 0,7 1,3 1,2 1,1 1,0 0,9 0,8 0,7
Твердость материала заготовки НВ
Сплавы медные Сплавы алюминиевые
Латунь Бронза До 79 Св. 79 до 100 Св. 100
59... 162 59...98 98... 157 Св. 157
Коэффициент k}S
1,0 0,9 1,0 1,1 0,9 1,0 1,1
Материал заготовки
Сталь Чугун
Материал режущей части фрезы
ТТ7К12 Т15К6 Т5К10 Т14К8 ВК8 Р6М5 вкю ВК8 ВК6 ВК4 вкзм, ВК6М Р6М5
Коэффициент k2S
1,4 1,0 1,25 1,1 0,8 0,45 1,2 1,0 0,74 0,74 0,65 0,35
Отношение нормативной ширины фрезерования Вн к фактической Вф 1,2 1,0 0,8 0,6 0,4 Коэффициент k3S 0,9 1,0 1,1 1,2 1,25
Главный угол в плане <р, ...° 45 60 90 Коэффициент k4S 1,15 1,0 0,7
Твердосплавные пластины: k5S
е механическим креплением....................... 1,0
напаянная....................................... 1,1
с износостойким покрытием....................... 1,2
Установка фрезы относительно заготовки: kes
симметричная ................................... 0,5
смещенная....................................... 1,0
Таблица 19.14
Скорость резания v, м/мин, и эффективная мощность резания кВт,
при фрезеровании быстрорежущими торцовыми фрезами
(материал заготовки — стали конструкционные)
B/D Глубина резания /, мм Параметр Sv мм/зуб
0,03 0,05 0,10 0,12 0,15 0,18 0,25 0,35
0,4 1,5 V 68 62 54 52 48 44 39 34
0,2 0,3 0,5 0,6 0,7 0,8 0,9 1,0
3 V 64 57 50 49 44 41 36 32
Мф 0,5 0,7 1,0 1,2 1,3 1,4 1,6 1,8
5 V 60 55 47 46 42 39 34 30
Мф 0,8 1,0 1,6 1,8 2,0 2,2 2,5 2,8
8 V 58 52 45 44 40 37 33 29
/Гдф 1,2 1,6 2,4 2,7 3,0 3,2 3,7 4,2
0,6 1,5 V 63 57 49 48 44 41 36 31
0,4 0,5 0,8 0,9 1,0 1,1 1,3 1,4
3 V 59 53 46 45 42 38 33 29
Мф 0,7 1,3 1,5 1,7 1,9 2,0 2,3 2,6
5 V 56 50 43 43 39 36 32 28
*ЭФ 1,1 1,5 2,3 2,7 2,9 3,1 3,6 4,1
8 V 53 48 42 41 37 34 30 26
*ЭФ 1,7 2,3 3,5 4,0 4,4 4,7 5,4 6,1
0,8 1,5 V 59 54 47 45 41 39 34 29
Мф 0,5 0,7 1,1 1,2 1,3 1,4 1,6 1,9
3 V 55 50 43 42 39 36 31 27
0,9 1,3 2,0 2,2 2,4 2,6 3,0 3,4
5 V 53 47 41 40 37 34 30 26
Л^зф 1,5 2,0 3,1 3,5 3,8 4,1 4,6 5,3
8 V 50 45 39 38 35 33 28 25
Мф 2,2 3,0 4,6 5,2 5,7 6,1 7,0 8,0
486
Окончание табл. 19.14
Поправочные коэффициенты
Стали: k\v~
углеродистая хромистая, хромоникелевая, хромованадиевая прочие легированные, инструментальная углеродистая инструментальная легированная, подшипниковая .... быстрорежущая 1,0 0,85 0,7 0,6 0,5
Твердость НВ Коэффициенты: k2v k2H 160 1,26 1,1 203 1,0 1,0 225 0,9 0,98 250 0,8 0,95 280 310 0,63 0,52 0,85 0,76
Состояние обрабатываемой поверхности: k3v = k2N
без корки, прокат поковка очищенная отливка 1,0 0,9 0,8
Характер обработки: k4v = ktN
черновая получистовая, чистовая 1.0 0,8
Главный угол в плане ф, ... Коэффициенты k5v = kiN .... 0 30 1,15 60 90 1,0 0,85
Число z зубьев фрезы k(,v kbN 8 1,0 0,82 10 1,0 1,0 12 • 1,0 1,17 14 0,95 1,35 16 0,95 1,52 18 0,95 1,7 20 26 0,93 0,9 1,86 2,3
Период стойкости Т фрезы, мин Коэффициенты klv = k1N ... 30 1,3 60 1,15 120 1,0 180 0,92 240 0,87 400 0,8 600 1 000 0,72 0,65
487
Таблица 19.15
Скорость резания v, м/мин, и эффективная мощность резания кВт,
при фрезеровании твердосплавными торцовыми фрезами
(материал заготовки — стали конструкционные)
B/D Глубина резания t, мм Параметр Sv мм/зуб
0,05 0,08 0,12 0,15 0,18 0,20 0,25 0,35
0,4 1,5 V 400 382 308 282 262 251 229 200
3,4 4,6 5,0 5,4 5,8 6,0 6,5 7,3
3 V 373 356 287 263 244 234 214 187
*эф 6,3 8,3 9,4 10,2 10,8 11,2 12,2 13,7
5 V 355 339 273 250 232 222 203 178
10 13,6 14,9 16,1 17,2 17,8 19,3 21,7
8 V 339 323 260 238 221 212 194 169
*эф 15,3 20,8 22,8 24,6 26,3 27,2 29,5 33,1
0,6 1,5 V 369 352 284 260 241 231 211 185
4,9 6,6 7,2 7,8 8,3 8,7 9,4 10,5
3 V 344 328 265 242 225 216 197 172
Мф 9,1 12,4 13,5 14,7 15,6 16,2 17,5 19,7
5 V 327 312 252 230 214 205 187 164
14,5 19,7 21,5 23,2 24,8 25,7 27,8 31,3
8 V 312 298 240 219 204 196 179 156
^эф 22,1 30 32,8 35,5 37,8 39,3 42,5 47,8
0,8 1,5 V 348 332 268 245 228 218 200 174
6,3 8,6 9,4 10,2 10,8 11,2 12,2 13,7
3 V 325 310 250 229 212 204 186 163
11,8 16,1 17,6 19 20,3 21 22,7 25,6
5 V 309 295 237 217 202 193 177 155
18,8 25,5 27,8 30,1 32,1 33,3 36 40,5
8 V 295 281 227 207 193 185 169 147
МФ 28,7 38,9 42,5 46 49 50,9 55 61,9
488
Окончание табл. 19.15
Поправочные коэффициенты
Стали: — ^-i/v
углеродистая хромистая, хромоникелевая, хромованадиевая прочие легированные, инструментальная углеродистая .... инструментальная легированная, подшипниковая быстрорежущая 1,0 0,9 0,8 0,7 0,6
ТвердостьНВ 160 203 225 250 Коэффициенты: 280 310
k2v 1,26 1,0 0,9 0,8 k2N 1,17 1,0 0,93 0,86 0,73 0,65 0,81 0,74
Материал режущей части фрезы: ТТ7К12, ТТ7К15, Т5К12В Т5К10 Т14К8 Т15К6 0,45 0,65 0,8 1,0
Состояние обрабатываемой поверхности: ^4t> ~ ^4 N
без корки поковка очищенная отливка 1,0 0,9 0,8
Характер обработки: =
черновая получистовая, чистовая 1,0 0,8
Главный угол в плане <р,...° 30 Коэффициенты kbv = k6N 1,1 60 90 1,0 0,9
Тип фрезы: = k"lN
оснащенная многогранными неперетачиваемыми пластинами перетачиваемая 1,1 1,0
Условия обработки: k = k
с охлаждением без охлаждения 1,0 0,85
Число z зубьев фрезы ... 5 8 10 14 16 20 24 Коэффициент k9N 0,5 0,8 1,0 1,4 1,6 2,0 2,4 26 30 2,6 3,0
Период стойкости Гфрезы, мин ... 30 45 60 120 180 Коэффициенты £)o„=£|ow 1,67 1,44 1,3 1,0 0,86 240 400 0,77 0,64
Скорость резания, м/мин 150 200 Коэффициент kt, „ 1,0 0,95 300 400 0,9 0,85
489
Таблица 19.16
Скорость резания v, м/мин, и эффективная мощность резания N^, кВт,
при фрезеровании твердосплавными торцовыми фрезами
(материал заготовки — чугуны серые)
B/D Глубина резания /, мм Параметр S., мм/зуб
0,05 0,10 0,15 0,18 0,20 0,23 0,30 0,35
0,4 1,5 V 214 168 146 137 132 122 114 103
лСф 1,1 1,5 1,7 1,9 2 2,1 2,3 2,4
3 V 193 152 131 123 119 НО 103 98
1,9 2,5 3 3,2 3,3 3,6 3,9 4,2
5 V 179 140 122 114 110 102 95 90
АС* 2,8 3,7 4,4 4,7 4,9 5,4 5,8 6,1
8 V 167 131 113 106 102 95 89 84
4,1 5,3 6,3 6,7 7 7,6 8,2 8,7
0,6 1,5 V 198 155 134 126 122 112 105 100
1,6 2,2 2,5 2,7 2,8 3,1 3,3 3,5
3 V 178 140 121 114 109 101 95 90
2,8 3,7 4,3 4,6 4,8 5,3 5,6 6
5 V 165 129 112 105 101 94 88 83
Мф 4,1 5,4 6,3 6,8 7,1 7,7 8,3 8,8
8 V 154 120 104 98 94 87 82 78
5,9 7,7 9 9,7 10,1 11 11,8 12,6
0,8 1,5 V 187 146 127 119 115 106 99 94
/Уэф 2,1 2,8 3,3 3,5 3,7 4 4,3 4,6
3 V 168 132 114 107 103 96 90 85
3,6 4,8 5,6 6 6,3 6,8 7,3 7,8
5 V 156 122 106 99 96 88 83 79
5,3 7,8 8,2 8,8 9,2 10,8 Н,2 11,5
8 V 145 114 99 92 89 82 77 73
AU 7,6 10 11,7 12,6 13,1 14,3 15,4 16,3
490
Окончание табл. 19.16
Поправочные коэффициенты
ТвердостьНВ.................. 120 140 170 203 225 250 280
Коэффициенты:
kiv......................... 1,9 1,6 1,3 1,1 1,0 0,86 0,74
k}N....................... 1,5 1,33 1,17 0,93 1,0 0,9 0,8
Состояние обрабатываемой поверхности: klv = k2N
без корки ........................................ 1,0
с очищенной коркой........................... 0,8
Материал режущей части фрезы: = ^зл
ВКЮ-ОМ ...................................... 0,7
ВК8В......................................... 0,8
ВК8 .............................................. 1,0
ВК4. ВК6.......................................... 1,2
Характер обработки: kiv = k4N
черновая .................................... 1,0
получистовая, чистовая....................... 0,8
Главный угол в плане <р, ...°................. 30 60 90
Коэффициенты kSv = k5N........................ 1,23 1,0 0,8
Тип фрезы: kbv = kiN
оснащенная многогранными неперетачиваемыми
пластинами ........................................ 1,15
перетачиваемая.................................... 1,0
Условия обработки: klv = k1N
с охлаждением ................................... 1,15
без охлаждения ................................... 1,0
Число z зубьев фрезы .... 5 8 10 12 16 20 24 30 36 44 52
Коэффициент kiN.... 0,5 0,8 1,0 1,2 1,6 2,0 2,4 3,0 3,6 4,4 5,2
Период стойкости Г фрезы, мин .... 30 60 120 180 140 400 600
Коэффициенты k4tI= kgN........ 1,52 1,23 1,0 0,88 0,8 0,7 0,6
491
Таблица 19.17
Скорость резания v, м/мин, и эффективная мощность резания N^, кВт,
при фрезеровании твердосплавными торцовыми фрезами
(материал заготовки — сплавы алюминиевые)
B/D Глубина резания г, мм Параметр Sr, мм/зуб
0,03 0,05 0,1 0,15 0.18 0,24 0,305 0,4
0,4 1,5 V 802 724 630 546 507 452 389 369
МФ 1,5 1,9 2,7 3 3,2 3,5 3,8 4
3 V 748 676 588 509 473 422 363 344
Мф 2,6 3,3 4,6 5,2 5,5 5,9 6,6 6,8
5 V 711 642 559 484 450 401 345 327
3,8 4,9 6,8 7,8 8.1 8,8 9,8 10,1
8 V 678 612 533 462 429 382 329 312
5,6 7,1 9,8 11,2 11,7 12,7 14 14,6
0,6 1,5 V 740 668 581 503 468 417 358 340
2,3 3 4,2 4,7 5 5,4 6 6,2
3 V 690 623 542 470 437 389 334 317
Мф 4 5,1 7,1 8,1 8,5 9,2 10,2 10,8
5 V 656 592 515 446 415 370 318 301
Мф 6 7,6 10,6 12 12,7 13,7 15,1 15,7
8 V 626 565 492 426 396 353 303 287
Мф 8,6 И 15,2 17,3 18,2 19,7 21,8 22,6
0,8 1,5 V 698 630 549 475 442 394 338 321
3,2 4,1 5,7 6,5 6,8 7,4 8,2 8,5
3 V 651 588 512 443 412 367 316 299
^эф 5,5 7 9,7 Н,1 11,6 12,6 13,9 14,5
5 V 619 559 486 421 392 349 300 284
•Чф 8,2 10,4 14,5 16,4 17,3 18,7 20,7 21,4
8 V 591 533 464 402 374 333 286 271
11,8 15 20,8 23,6 24,8 26,8 29,7 30,8
492
Окончание табл. 19.17
Поправочные коэффициенты
Марка алюминиевого сплава: — kiN
АЛ7, АЛ8, АЛ 19, АК5М7, Д16, АК4, АК8 0,85
АЛ2, АЛЗ, АЛ4, АЛ9, АЛ5-1, Д1 1,0
АДО, АД1, АМц, АМцС, АД31, АДЗЗ 1,25
Состояние обрабатываемой поверхности: kiv — kiN
без корки 1,0
поковка 0,9
штамповка 0,95
отливка 0,85
Материал режущей части фрезы: kjv= kJN
ВК8 1,0
ВК4, ВК6 1,2
Характер обработки: k^v= кщ
черновая 1.0
получистовая, чистовая
Главный угол в плане <р, ...
Коэффициенты kiv = k5N..
Число z зубьев фрезы....
Коэффициент keN.........
Период стойкости Т фрезы,
мин.....................
Коэффициенты klv = k1N ....
..... 0,8
30 60 90
1,15 1,0 0,95
6 8 10 12
0,6 0,8 1,0 1,2
30 60 120 180 240 400 600
1,31 1J4 1,0 0,92 0,87 0,78 0,72
Таблица 19.18
Подача на зуб Sz, мм/зуб, при фрезеровании торцовыми фрезами
с регулируемыми вставными ножами из композита (СТМ)
с радиусным сопряжением режущих кромок
Материал заготовки Радиус при вершине лезвия, мкм Параметр Ra шероховатости обработанной поверхности, мкм
0,16 0,32 0,63 0,8 1,25 2,5
Стали: незакаленные, 10...30 HRC закаленные, 40...70 HRC 20...50 — 0,02 0,04 0,06 0,1 0,16
0,02 0,04 0,06 0,1 0,12 —
Чугуны серые, 147...345 НВ — 0,02 0,04 0,06 0,08 0,12
493
Таблица 19.19
Подача на зуб S„ мм/зуб, при фрезеровании торцовыми регулируемыми
фрезами с механическим креплением неперетачиваемых пластин
круглой формы из композита (СТМ)
Материал заготовки Радиус при вершине лезвия, мкм Параметр Ra шероховатости обработанной поверхности, мкм
0,16 0,32 0,63 0,8 1,25 2,5
Стали: незакаленные, 10...30 HRC закаленные, 40...70 HRC 1,2...2,8 — — 0,01 0,03 0,06 0,08
0,01 0,02 0,04 0,06 0,1 0,15
Чугуны серые, 147...345 НВ 2,8...3,5 — 0,01 0,02 0,04 0,06 0,1
Таблица 19.20
Подача на зуб Sz, мм/зуб, при фрезеровании торцовыми фрезами
с регулируемыми вставными ножами из композита (СТМ) с переходной
режущей кромкой, параллельной обрабатываемой поверхности
Материал заготовки Главный угол в плане <р, ...° Параметр Ra шероховатости обработанной поверхности, мкм
0,16 0,32 0,63 0.8 1,25 2,5
Стали зака- ленные, 40...70 HRC 30 0,04 0,06 0,1 0,12 —
45 — 0,02 0,04 0,06 0,08 0,12
60 — 0,02 0,04 0,10
75 0,06 0,08
Чугуны серые, 147...345 НВ 30 0,04 0,06 0,08 0,12 0,24
45 0,02 0,04 0,06 0,1 0,15
60 — — 0,04 0,12
75 0,02 0,06 0,1
Поправочные коэффициенты
Длина переходной режущей кромки, мм Коэффициент ks при обработке
стали чугуна
0,4 1,о 0,5
0,6 0,8 1,0
0,8
1,2 0,5 0,8
494
В табл. 19.21— 19.25 приведены значения скорости и эффектив-
ной мощности резания при фрезеровании торцовыми фрезами,
оснащенными пластинами из композита 01 и 10.
Таблица 19.21
Скорость резания v, м/мип, и эффективная мощность резания Л^, кВт,
при фрезеровании торцовыми фрезами, оснащенными регулируемыми
вставками из композита 01
(материал заготовки — чугуны серые твердостью 147 ...345 НВ)
Глубина резания /, мм Параметр 5,, мм/зуб
0,02 0,04 0,08 0,12 0.16
0,05 V 2 389 1 849 1430 1 231 1 107
Ъф 0,1 0,1 0,2 0,3 0,3
0,1 V 2 139 1655 1 280 1 102 990
0,2 0,3 0,4 0,5 0,6
0,2 V 1914 1 481 1 146 986 886
^эф 0,4 0.6 0,9 1.1 1,3
0,3 V 1 794 1 388 1 074 924 831
0,6 0,9 1,3 1,6 1,9
0,4 V 1 713 1 325 1025 883 793
Мф 0,8 1,1 1,7 2,1 2,4
0,5 V 1 653 1 279 989 852 766
Мф 0,9 1,4 2,0 2,6 3,0
Поправочные коэффициенты
Твердость НВ 147 196 245 294 345 Коэффициенты: Л,„ 1,0 0,84 0,77 0,5 0,35 k\N 1,0 0,84 0,9 0,65 0,5
Отношение ширины В фрезеро- вания к диаметру D фрезы 0,8 0,6 0,4 0,2 Коэффициенты: kiv 0,93 1,0 1,1 1,3 kw 1,2 1,0 0,77 0,52
Число z зубьев фрезы 8 10 12 14 Коэффициент kiN 0,8 1,0 1,2 1,4
Период стойкости Т фрезы, мин 120 180 240 300 600 Коэффициенты = kA„... 2,8 1,7 1,28 1,0 0,46
495
Таблица 19.22
Скорость резания v, м/мин, и эффективная мощность резания N^, кВт,
при фрезеровании торцовыми фрезами, оснащенными регулируемыми
вставками из композита 01
(материал заготовки — стали незакаленные и закаленные)
Материал заготовки Глубина/ резания, мм Параметр .У„ мм/зуб
0,02 0,04 0,06 0,08 0,10
Стали незакаленные, 10...30 HRC 0,05 V 677 546 481 440 411
0,1 0,2
о,1 V 645 520 459 419 391
Мф 0,2 0,3 0,4 0,5
0,2 V 614 495 437 400 373
Мф 0,3 0,5 0,7 0,9 1,0
0,3 V 597 482 425 388 362
Л^ф 0,5 0,8 1.1 1,3 1,5
0,4 V 585 472 416 381 355
Л^ф 0,7 1.1 1,4 1,7 2,0
0,5 V 576 465 410 375 350
Л'зф 0,9 1,4 1,8 2,2 2,5
Стали закаленные, 35...55HRC 0,05 V 466 365 317 287 265
МФ 0,1 0,2
0,1 V 426 334 290 262 242
0,2 0,3 0,4
0,2 V 389 305 265 239 221
Мф 0,3 0,5 0,6 0,7 0,8
0,3 V 369 289 251 227 210
0,5 0,7 0,9 1,0 1,2
0,4 V 355 279 242 219 202
0,7 1,0 1,2 1,4 1,5
0,5 V 345 271 235 212 196
^Эф 0,9 1,2 1,5 1,7 1,9
496
Продолжение табл. 19.22
Материал заготовки Глубина / резания, мм Параметр 5',, мм/зуб
0,02 0,04 0.06 0,08 0.10
Стали закаленные, 55 ...70 HRC 0,05 V 327 239 199 175 158
0,2 0,3
0,1 V 300 220 183 161 145
0,4 0,5 0,6
0,2 V 276 202 169 148 134
0,7 0,9 1,0 1.1
0,3 V 263 193 160 141 127
7V..I. 1,0 1,2 1,4 1,5
0,4 V 254 186 155 136 123
1,4 1,6 1,8 1,9 2
0,5 V 248 181 151 132 120
1,7 2 2,1 2,3 2,4
Поправочные коэффициенты
Материал заготовки Твердость Н RC ^I.V
Стали незакаленные 10 1,0
20 0,9 1,05
30 0,8 1,03
Стали закаленные 35 1,0
40 0,95 1,2
45 0,9 1,4
50 0,8 1,5
55 0,7
1,5 1,3
60 1,0
65 0,8 0,92
70 0,7 0,9
Материал заготовки Отношение ширины В фрезерования к диаметру D фрезы ^2» kin
Стали незакаленные, 10... 30 HRC и зака- ленные, 35...70 HRC 0,8 0,93 1,2
0,6 1,0 1,0
0,4 1.1 0,77
0,2 1,3 0,52
497
Окончание табл. 19.22
Материал заготовки Т вердость Н RC Число z зубьев фрезы
Стали незакален ныс 10...30 8 0,8
10 1,0
12 1,2
20 2
24 2,4
36 3,6
Стали закаленные 35...55 8 0,8
10 1,0
12 1,2
14 1,4
55 ...70 10 1,0
12 1,2
14 1.4
18 1,8
24 2,4
32 3,2
36 3,6
42 4,2
Материал заготовки Твердость HRC Период стойкости Тфрезы, мин V
Стали неза каленные 10...30 60 1,65
90 1,23
120 1,0
180 0,75
240 0,6
300 0,5
Стали закаленные 35...55 60 1,55
90 1,2
120 1,0
180 0,77
240 0,64
55... 70 60 1,3
90 1.1
120 1,о
180 0,85
240 0,76
300 0,7
498
Таблица 19.23
Скорость резания v, м/мин, и эффективная мощность резания 7У,ф, кВт,
при фрезеровании торцовыми фрезами, оснащенными регулируемыми
вставками из композита 10
(материал заготовки — чугуны серые твердостью 147.„345 НВ)
Глубина t резания, мм Параметр 5’., мм/зуб
0,02 0,04 0.06 0,08 0,12 0.16 0.2
0.2 V 3516 2 304 1 799 1 509 1 178 989 863
0,4 0.6 0,7 0,8 0,9 1,0 1,1
0,3 V 3 377 2212 1 727 1 449 1 132 949 828
0,6 0,9 1.0 1.2 1,4 1,5 1,7
0,4 V 3 281 2 149 1 678 1 408 1 099 922 805
0,9 1.1 1,4 1,5 1,8 2,0 2,2
0,6 V 3 150 2 064 1 612 1 352 1 056 886 773
Л^ф 1.3 1,7 2,0 2.3 2,7 3,0 3,3
0,8 V 3061 2 005 1 966 1 314 1 026 861 751
1,6 2.3 2,7 3,0 3,6 4,0 4,4
1,0 V 2 294 1 961 1 531 1 285 1 003 842 734
2,1 2,8 3,3 3,7 4,4 5,0 5,4
Поправочные коэффициенты
Т вердость НВ Коэффициенты: А. к । к- .................................................. 147 196 245 294 345 1,0 0,84 0,78 0,5 0,35 1,0 0,96 0,9 0,65 0,5
Отношение ширины В фрезерования к диаметру D фрезы Коэффициенты: Л, Л,, 0,8 0,6 0,4 0,2 0,93 1,0 1.1 1,3 1,29 1,0 0,7 0,4
Число z. зубьев фрезы 8 10 12 14 Коэффициент k.N 0,8 1,0 1,2 1,4
Период стойкости Гфрезы, мин 120 180 240 300 600 Коэффициент к}, = А:4Л, 2,45 1,65 1,24 1,0 0,5
499
Таблица 19.24
Скорость резания v, м/мин, и эффективная мощность резания /У,ф, кВт,
при фрезеровании торцовыми фрезами, оснащенными
регулируемыми вставками из композита 10
(материал заготовки — стали закаленные)
Т всрдость материала заготовки HRC Глубина резания, мм Параметр 5,, мм/зуб
0,01 0.02 0,04 0,06 0,08 1,0
35...55 о,1 V 481 286 170 125 101 85
0,1
0,2 V 431 256 152 112 90 76
0,2 0,3
0,3 V 403 240 142 105 84 71
0,3 0,4 0,5
0,4 V 385 229 136 100 81 68
0,4 0,5 0,6
0,6 V 361 214 127 94 76 61
Л\|( 0,7 0,8 0,9
0,8 V 345 205 122 90 —
0,9 1,0 1,1
55...70 0,05 V 245 167 114 91 78 69
0,1
0,1 V 230 157 107 86 73 65
0,2
0,3 V 209 142 97 78 66 58
/к 0,5 0,6 0,7
0.4 V 203 139 95 76 64
0,7 0,8 0,9' 1,0
0,5 V 199 136 93 74
/V,» 0,9 1,0 1,1
0,8 V 191 130 89 —
Л\|, 1,4 1,5 1,8
500
Окончание табл. 19.24
Поправочные коэффициенты
Материал заготовки Твердость Н RC &\л/
Стали закаленные: 35...55 HRC 35 1,7 0,92
40 1,4 0,95
45 1,2 1,0
50 1,0
55 0,9 1,05
1,44 0,96
55...70 HRC 60 1,33 1,0
65 1,2
70 1,0
Материал заготовки Отношение ширины В фрезерования к диаметру D фрезы к2„
Стали закаленные, 35... 70 ИКС __ 0,8 0,93 1,2
0,6 1,0 1,0
0,4 1.1 0,77
0,2 1,3 0,52
Материал заготовки Число < зубьев фрезы fc.v
Стали закаленные, 35...70 HRC 8 0,8
_ 10 1,0
12 1,2
14 1,4
Материал заготовки Период стойкости Тфрезы, мин А-
Стали закаленные: 35...55 HRC 60 1,54
90 1,2
120 1,0
180 0,77
240 0,65
300 0,56
55...70 HRC 60 1,25
90 1.1
120 1,0
180 0,88
240 0,80
300 0,75
501
Таблица 19.25
Скорость резания и, м/мин, и эффективная мощность резания N^, кВт,
при фрезеровании торцовыми фрезами с механическим кренлением
пластин круглой формы из композита 10
(материал заготовки — стали незакаленные твердостью 10...30 HRC)
Глубина резания t, мм Параметр У, мм/зуб
0,01 0,02 0,04 0,06 0,08 0,10
0,05 V 650 543 453 408 378 357
V» 0,05 0,08 0,1 0,15 0,2 0,25
0,1 V 590 492 411 370 343 324
0,1 0,15 0,20 0,30 0,35 0,4
0,2 V 535 447 373 336 311 294
0,1 0,3 0,4 0,6 0,7 0,8
0,3 V 486 405 388 305 283 267
0,3 0,5 0,9 1,1 1,4 1,6
0,4 V 441 368 307 276 256 242
0,7 1.1 1,7 2,2 2,7 3,1
0,5 V 387 232 270 243 225 213
1,6 2,5 4,0 5,2 6,3 7,2
Поправочные коэффициенты
Твердость HRC 10 20 30 к{, 1,0 0,9 0,8 klN 1,0 1,05 1,03
Отношение ширины В фрезерования к диаметру D фрезы 0,8 0,6 0,4 0,2 Коэффициенты: кг, 0,93 1,0 1,1 1,3 к-,» 1,2 1,0 0,77 0.52
Число z зубьев фрезы 8 10 12 20 24 36 Коэффициент kyN 0,8 1,0 1,2 2,0 2,4 3,6
Период стойкости Тфрезы, мин ... 60 90 120 180 240 300 Коэффициенты k-.v = kAN 1,5 1,2 1,0 0,76 0,63 0,55
502
Режимы резания при фрезеровании торцовыми фрезами, осна-
щенными минералокерамикой, приведены в табл. 19.26.
Фрезерование концевыми и шпоночными фрезами применяют для
обработки контуров, уступов, открытых и закрытых пазов и шпо-
ночных канавок. Если произведение глубины t фрезерования на
его ширину В не превышает предельных значений, то обработку
осуществляют за один рабочий ход. Предельные значения произ-
ведения /х2? приведены в табл. 19.27. Если фрезерование за один
Таблица 19.26
Режимы резания для торцовых фрез, оснащенных минералокерамикой
Марка минерало- керамики Материал за готовки Параметры режима обработки Параметр Ra шероховатости обработанной поверхности, мкм
V, м/мин У, мм/зуб Z, мм
ВОК-60, В-3 Сталь40Х, 35...45 HRC 150...200 0,03-0,05 0,5-1 0,63
ВШ-75 120... 180 0,02... 0,04
ВОК-60 Чугун серый, 190...200 НВ 350...400 0,12...0,15 1,25
В-3 0,04...0,10 1 ...2
ВШ-75
Таблица 19.27
Предельные значения произведения Гх В, мм2, при фрезеровании
концевыми и шпоночными фрезами
Диаметр D Материал заготовки
Стали конструкционные и чугуны Сплавы алюминиевые
фрезы, мм Материал режущей части фрезы
Стал ь б ыстроре жущая Сплав твердый Сталь быстрорежущая
8 65 — 100
12 100 65 140
16 140 100 200
20 200 140 300
25 300 200 400
32 400 300 600
36...63 600 400 1 000
Примечание. При встречном фрезеровании и обработке удлиненными фре-
зами (отношение вылета фрезы к диаметру более 3) предельное значение произ-
ведения /х£ необходимо снижать на 25 %, а при обработке пазов — в 2 раза.
503
Таблица 19.28
IZl
о
Подача на зуб Sz9 мм/зуб, при фрезеровании концевыми быстрорежущими фрезами
(материал заготовки — чугуны)
/х В, мм2 Диаметр D, мм, фрезы
быстрорежущей твердосплавной
8 12 16 20 25 32 36...63 10 12 16 20 25 32 36...50
5 0,09 0,15 0,21 0,29 — — — 0,10 0,12 0,17 0,23 — — —
10 0,08 0,12 0,18 0,3 0,08 0,10 0,15 0,19 0,24
15 0,07 0,11 0,16 0,22 0,26 0,29 0,07 0,09 0,13 0,17 0,21 0,23
20 0,10 0,14 0,20 0,24 0,26 0,29 0,08 0,12 0,15 0,19 0,20 0,23
30 0,06 0,09 0,13 0,19 0,22 0,24 0,26 0,06 0,07 0,10 0,13 0,17 0,17 0,20
40 0,05 0,08 0,12 0,16 0,19 0,22 0,24 0,05 0,08 0,12 0,15 0,15 0,18
50 0,04 0,07 0,10 0,14 0,17 0,19 0,22 0,04 0,06 0,07 0,10 0,13 0,14 0,16
65 0,06 0,09 0,12 0,15 0,17 0,19 0,05 0,06 0,08 0,11 0,12 0,14
80 0,05 0,08 0,11 0,13 0,15 0,18 0,04 0,05 0,07 0,10 0,11 0,12
100 0,04 0,07 0,09 0,12 0,13 0,16 0,04 0,06 0,08 0,10 0,11
140 0,06 0,08 0,10 0,12 0,14 0,05 0,07 0,09 0,10
200 0,06 0,07 0,08 0,10 0,06 0,08 0,09
300 — 0,06 0,07 0,08 — 0,07 0,08
400 — 0,05 0,07 — 0,07
600 — 0,05 —
Поправочные коэффициенты
Отношение вылета фрезы к ее диаметру ... До 2 Св. 2 до 3 Св. 3 до 5
Коэффициент k} 5 1,0 0,9 0,8
Конструкция фрезы: ^25
с крупными зубьями 1,0
мелкими зубьям 0,7
Форма обрабатываемой поверхности: ^35
плоскость, уступ, контур 1,0
паз 0,8
Таблица 19.29
LZ1
О
c\
Подача на зуб Sz, мм/зуб, при фрезеровании концевыми быстрорежущими и твердосплавными фрезами
(материал заготовки — стали твердостью 179 ...229 НВ)
Гх В, мм2 Диаметр D, мм, фрезы
быстрорежущей твердосплавной
8 12 16 20 25 32 36...63 10 12 16 20 25 32 36...50
5 0,08 0,12 0,17 0,24 — — — 0,08 0,10 0.14 0,19 — — —
10 0,07 0,10 0,15 0,20 0,25 0,07 0,08 0,12 0,16 0,20
15 0,06 0,09 0,13 0.18 0,22 0,24 0,06 0,07 0,11 0,14 0,18 0,19
20 0,05 0,12 0.17 0,20 0,22 0,29 0,05 0,10 0,13 0,16 0,17 0.19
30 0,04 0,08 0.11 0.16 0.18 0,20 0,22 0,04 0,06 0,09 0,12 0,14 0,16 0,17
40 0,07 0.10 0.13 0,16 0.18 0,20 0,08 0,11 0,13 0,14 0,15
50 0,03 0,06 0,09 0.11 0.14 0.16 0.18 0,03 0.05 0.07 0,09 0,11 0,13 0.14
65 0.05 0,08 0,10 0,12 0,14 0,16 0.04 0,06 0,08 0,10 0,11 0.13
80 0.07 0,09 0,11 0,12 0,15 0,05 0,07 0.09 0,10 0,12
100 0,04 0,06 0,08 0,10 0.11 0.13 0,04 0.06 0,08 0,09 0.11
140 0,05 0,07 0,09 0,10 0,12 0,05 0,07 0,08 0,09
200 0,06 0,08 0,09 0,10 0,06 0,07 0,08
300 — — 0,07 0,09 — 0,06 0.07
400 0,06 0,07 — 0,06
600 ' — 0,05
При м е ч а н и е. Поправочные коэффициенты соответствуют ириведсным в табл. 19.28.
рабочий ход невозможно, то припуск, оставленный под чистовую
обработку, не должен превышать 0,2 мм. Черновую обработку вы-
полняют концевыми фрезами с крупными зубьями, а чистовую —
с нормальными.
Длина /ф режущей части фрезы должна удовлетворять условию
/ф> Втах + А, гДе Втах — максимальная ширина фрезерования; А —
запас по длине режущей части, зависящий от диаметра D:
Диаметр D фрезы, мм...12 12... 18 20...25 32 40 50
Запас по длине А, мм .2 4 5 8 10 14
В табл. 19.28— 19.30 приведены рекомендованные подачи 5гпри
обработке заготовок из сталей, чугунов и алюминиевых сплавов
Таблица 19.30
Подача на зуб мм/зуб, при фрезеровании концевыми быстрорежущими
фрезами
(материал заготовки — сплавы алюминиевые)
гх В, мм2 Диаметр D, мм, фрезы
8 12 16 20 25 32 36...63
5 0,10 0,16 0,22 0,32 — — —
10 0,09 0,13 0,19 0,30
15 0,08 0,11 0,17 0,23 0,29 0,31
20 0,07 0,10 0,16 0,22 0,27 0,30 0,31
30 0,06 0,09 0,14 0,21 0,23 0,27 0,29
40 0,05 0,08 0,13 0,17 0,21 0,23 0,26
50 0,07 0,07 0,12 0,14 0,18 0,21 0,23
65 0,03 0,06 0,10 0,13 0,16 0,18 0,21
80 0,09 0,12 0,14 0,16 0,19
100 0,05 0,08 0,10 0,13 0,14 0,17
140 0,04 0,05 0,09 0,12 0,13 0,16
200 0,04 0,08 0,10 0,12 0,13
300 0,06 0,08 0,10 0,12
400 — 0,06 0,08 0,09
600 — 0,05 0,08
1 000 — 0,04
Примечание. Поправочные коэффициенты соответствуют приведенным
в табл. 19.28.
507
Таблица 19.31
Скорость резания v, м/мин, и эффективная мощность резания N^, кВт,
при фрезеровании быстрорежущими концевыми фрезами
(материал заготовки — стали конструкционные)
t/D Параметр 5., мм/зуб
0,02 0,04 0,06 0,08 0.10 0,16 0,20 0,25
0,1 V 54 47 43 41 39 35 34 32
/V.,. 0,8 0,9 1.1 1,2 1,3
0,25 V 44 38 35 33 32 29 28 26
№.. 1,2 1,3 1,3 1,4 1,4 1,7 1,9 2,0
0,5 V 38 33 30 29 27 25 24 23
АС* 1,7 1,8 1,9 2,0 2,4 2,6 2,8
0,75 V 34 30 28 26 25 23 22 21
/V,!, 2,2 2,4 2,5 2,6 3,2 3,4 3,8
1 V 26 22 21 20 19 17 16 16
/V.,, 2,2 2,3 2,4 2,5 3,1 3,4 3,7
Поправочные коэффициенты
&IN Стали: углеродистая 1,0 1,0 хромистая, хромоникелевая, хромованадиевая 0,8 0,8 прочие легированные, инструментальная углеродистая 0,7 0,9 инструментальная легированная, подшипниковая .... 0,6 1,1 быстрорежущая 0,5 1,3
ТвердостьНВ 140 170 203 225 260 280 315 Коэффициенты: k2v 1,5 1,2 1,0 0,9 0,7 0,6 0,5 k7N 0,9 0,95 1,0 1,0 1,0 0,95 0,85
Состояние обрабатываемой поверхности: = k3N без корки 1,0 с коркой 0,8
Диаметр Dфрезы, мм 4...5 6...8 10... 12 16...25 32...36 Коэффициенты k4v = kiN 0,85 1,0 1,0 1,0 1,1
Период стойкости Т фрезы, мин 20 35 60 100 150 200 300 Коэффициенты kSv=k3N 1,6 1,25 1,0 0,8 0,7 0,6 0,5
Число z зубьев фрезы 3 4 5 6 8 Коэффициент kbN 1,0 1,3 1,6 1,9 2,4
Ширина В фрезерования, мм 5 10 20 40 80 Коэффициент k1N 0,26 0,5 1,0 2,0 3,90
508
быстрорежущими и твердосплавными фрезами в зависимости от
диаметра фрезы и максимального значения произведения /хй.
Другие условия фрезерования концевыми фрезами учитывают
с помощью коэффициентов, на которые умножают табличное зна-
чение подачи: 5.= 5П,|6 к^. Подача 5. должна быть не менее
0,02 мм/зуб для быстрорежущих фрез и 0,03 мм/зуб для твердо-
сплавных.
Значения скорости резания и мощности для концевых фрез с пе-
риодом стойкости 7=40...60 мин приведены в табл. 19.31 — 19.35.
Таблица 19.32
Скорость резания v, м/мин, и эффективная мощность резания N^, кВт,
при фрезеровании быстрорежущими концевыми фрезами
(материал заготовки — чугуны серые)
z/D Параметр Л’;, мм/зуб
0,02 0,04 0.06 0,08 0,10 0,16 0,20 0,25
0,1 V 66 58 53 50 48 42 37 32
/V,., 0,2 о,з 0,4 0,5 0,6
0,25 V 44 32 35 33 32 28 25 21
0,3 0,4 0,5 0,6 0,8
0,5 V 32 28 26 24 23 21 18 16
/V,!, 0,4 0,6 0,7 0,8 1.0
1 V 22 19 18 17 16 12 II 9
/V,„ 0,5 0,7 0,8 0,9 1,0 1,1
Поправочные коэффициенты
Твердость НВ 140 170 203 225 260 280 315 к,и 1,6 1,3 1,1 1,0 0,8 0,7 0,6 ktN 1,3 1,2 1,1 1,0 0,9 0,8 0,7
Состояние обрабатываемой поверхности: klv = k1N без корки 1,0 с коркой 0,7
Период стойкости Г фрезы, мин 20 35 60 100 150 200 300 Коэффициенты к,„= к^ 1,3 1,15 1,0 0,9 0,8 0,75 0,7
Число z зубьев фрезы 3 4 5 6 8 Коэффициент k4N 1,0 1,3 1,6 1,9 2,4
Ширина В фрезерования, мм 5 10 20 40 80 Коэффициент^ 0,3 0,5 1,0 1,9 3,5
509
Таблица 19.33
Скорость резания v, м/мин, и эффективная мощность резания /у,ф, кВт,
при фрезеровании быстрорежущими концевыми фрезами
(материал заготовки — сплавы алюминиевые)
t/D Пара- метр У, мм/зуб
0,02 0,04 0.06 0,08 0,10 0,16 0.20 0,25
0,1 V 183 160 147 139 133 121 1 16 1 1 1
о,з 0,4 0,4 0,5 0,6 0,7 0,8 0,9
0,25 V 139 121 112 106 101 92 88 84
0,4 0,6 0,7 0,9 1,0 1,2 1,4 1,6
0,5 V 113 99 91 86 82 75 71 68
0,6 0,9 1,1 1,3 1,4 1,8 2,1 2,3
0,75 V 100 87 80 76 73 66 63 60
0,8 1.1 1,4 1,6 1,8 2,3 2,6 2,9
1 V 74 64 59 56 53 49 46 44
N* 0,7 1,0 1,3 1,5 1.7 2.2 2.4 2,7
Поправочные коэффициенты
Марка алюминиевого сплава: klt, = Al/V АЛ7, АЛ8, АЛ 19, АК5, М7, ДК, АК4, АК6, АК8, В93, В95 0,85 АЛ2, АЛЗ, АЛ4, АЛ9, АЛ5-1, Д1 1,0 АДО, АД1, АМц, АМцС, АД31, АДЗЗ 1,25
Состояние обрабатываемой поверхности: А2„ = k1N без корки 1,0 с коркой 0,9
Диаметр D фрезы, мм 4...5 6... 12 16...25 32...40 50...63 Коэффициенты А,,. = A,,v 0,4 0,9 1,0 1,1 1,15
Период стойкости Г фрезы, мин 20 35 60 100 150 200 300 Коэффициенты k„ = kiN 1,45 1,20 1,0 0,85 0,75 0,65 0,60
Число z. зубьев фрезы 3 4 5 6 8 Коэффициент As v 1,0 1,3 1,6 1,9 2,4
Ширина /? фрезерования, мм ... 5 10 20 40 80 Коэффициент kbfJ 0,3 0,5 1,0 1,9 3,5
510
Таблица 19.34
Скорость резания v, м/мин, и эффективная мощность резания N^, кВт,
при фрезеровании твердосплавными концевыми фрезами
(материал заготовки — стали конструкционные)
I/O Пара- мс гр 5., мм/зуб
0.02 0.04 0.06 0.08 0,10 0.16 0,20 0.25
0,1 и 180 145 128 117 109 94 88 82
^1. 1,2 1,4 1,5 1,5 1,6 2,0 2,2 2,4
0,25 V 167 135 119 109 101 88 82 76
/V,,. 2,3 2,6 2.8 3,0 3.1 3,8 4,2 4,6
0,50 и 158 127 112 103 96 83 77 72
^4 3,8 4,3 4,6 4,9 5,1 6,3 6,9 7,7
0,75 и 153 123 109 100 93 80 75 70
*4 5,3 6,1 6,5 6,9 7,2 8,8 9,8 10,8
1,0 и 120 96 85 78 73 63 59 55
^4 5,4 6,3 6,6 7,0 7.3 9,0 9,9 10,9
Поправочные коэффициенты
Стали: klv klN углеродистая 1,0 1,0 хромистая, хромоникелевая, хромованадиевая 0,9 1,0 прочие легированные, инструментальная углеро- дистая 0,8 1,0 инструментальная легированная, подшипниковая .... 0,7 1,15 быстрорежущая 0,65 1,2
ТвсрдостьНВ 140 170 203 225 260 280 315 Коэффициенты: А,,. 0,45 1.2 1,0 0,9 0,8 0.7 0.65 A?v 0,9 0,95 1,0 1,0 1,1 1.1 1,2
Состояние обрабатываемой поверхности: k3l.= k^N без корки 1,0 с коркой 0,8
Материал режушей части фрезы: kAv = клх TT7KI2, Т5К12Б 0,6 T5KI0 0,65 TI4K8 0,8 Т15К6 1,0
511
Окончание табл. 19.34
Диаметр D фрезы, мм Коэффициенты 10... 16 0,9 20...25 1,0 32... 50 1-2
Период стойкости Гфрезы, мин 20 35 60 100 150 200 300
Коэффициенты k„„=k„N 1,6 1,25 1,0 0,8 0,7 0,6 0,5
Число < зубьев фрезы 2 3 4 6
Коэффициент Л,Л. 0,7 1,0 1,3 1,9
Ширина В фрезерования, мм.... 5 10 20 40 80
Коэффициент kSN 0,3 0,5 1,0 1,9 3.5
Таблица 19.35
Скорость резания v, м/мин, и эффективная мощность резания Л^, кВт,
при фрезеровании твердосплавными концевыми фрезами
(материал заготовки — чугуны серые)
t/D Пара- метр 5„ мм/зуб
0,02 0.04 0,06 0,08 0,10 0,16 0,20 0,25
0,10 V 199 173 159 150 144 127 1 1 1 97
0,8 1,1 1,4 1,6 1,7 2,1
0,25 V 131 114 106 100 95 84 74 64
1,2 1,6 1,9 2,2 2,4 2,9 3
0,50 V 96 84 77 73 70 62 54 47
ли 1,5 2,1 2,5 2,9 3,2 3,8 3,8 3,9
0,75 V 89 77 71 67 64 51 45 39
ли 2 2,7 3,2 3,7 4,1 4,4 4,5
1,0 V 67 58 54 51 49 36 32 28
1,9 2,6 3,1 3,5 3,9 4
Поправочные коэффициенты
Твердость НВ 140 170 203 225 260 280 315 Коэффициенты: kt„ 1,6 1,3 1,1 1,0 0,8 0,7 0,6 kt„ 1,3 1,2 1,1 1,0 0,9 0,8 0,7
Состояние обрабатываемой поверхности: k,L, = kM без корки 1,0 с коркой 0,7
512
Окончание табл. 19.35
Материал режущей части фрезы: А,г =А,Л
BKIO-OM ....................................... 0.7
ВК8В........................................... 0,8
ВК8............................................ 1,0
ВК4. ВК6....................................... 1,2
ВКЗМ. ВК6М .................................... 1,3
Период стойкости Г
фрезы, мин....... 20 35 60 100 150 200 300
Коэффициенты
A4t. = A4V......... 1,3 1.15 1.0 0,9 0.8 0.75 0.7
Число <; зубьев фрезы............... 2 3 4 6
Коэффициент ........................ 0.7 1.0 1.3 1.9
Ширина В фрезерования, мм.... 5 10 20 40 80
Коэффициент A„.v............. 0,3 0.5 1,0 1,9 3,5
19.3. Шероховатость поверхности
и точность обработки
В зависимости от способа изготовления и точности размеров и
формы заготовки, а также необходимости получения заданной
точности размеров готовой детали может осуществляться черно-
вое, получистовое, чистовое и отделочное фрезерование.
Черновая обработка поверхности с большим и неравномер-
ным припуском (/= 5... I2 мм) или с коркой позволяет получить
14— 16-й квалитеты точности линейных размеров и шероховатость
поверхности Ra 25 мкм. Получистовая обработка поверхности с
равномерным непрерывным припуском (/ < 4 мм) обеспечивает
12—13-й квалитеты точности и шероховатость поверхности Ra
12,5 мкм. При чистовой обработке поверхности с равномерным не-
прерывным припуском (/ < 2 мм) можно получить 10—11-й ква-
литеты точности и шероховатость Ra 6,3 мкм. Отделочное фрезеро-
вание обеспечивает получение 7 —9-го квалитетов точности и ше-
роховатости Ra 3,2 мкм.
В табл. 19.36 приведены данные поточности размеров, получае-
мых при фрезеровании плоских поверхностей, а в табл. 19.37 — по
точности формы и взаимного расположения плоских поверхно-
стей, достигаемой при фрезеровании на станках различных типов.
Основным дефектом при обработке плоских поверхностей яв-
ляется отклонение от плоскостности, которое возникает, если ось
вращения торцовой фрезы нс перпендикулярна обрабатываемой
поверхности. Плоская поверхность имеет вогнутость S (рис. 19.2, а),
513
Таблица 19.36
Точность размеров, получаемых при фрезеровании плоских поверхностей
Номинальные размеры заготовки (высота или тол шина), .мм Вид фрезерования
Черновое Получ истовое Чистовое Отделочное
Предельные отклонения, .мкм. для квалптетов
14 12 11 12 11 10 9 7 6
Св. 10 До 18 430 240 120 240 120 70 35 18 12
18 30 520 280 140 280 140 84 45 21 14
30 50 620 340 170 340 170 100 50 25 17
50 80 700 400 200 400 200 120 60 30 20
80 120 870 460 230 460 230 140 70 35 23
120 180 1 000 530 260 530 260 160 80 40 27
180 260 1 150 600 300 600 300 185 90 47 30
260 360 1 350 680 340 680 340 215 100 54 35
360 500 1 550 760 380 760 380 250 120 62 40
Пр имечан и я: 1. Данные относятся к случаю обработки заготовки жесткой детали размерами менее I 000 мм при базировании
по чистообрабо ганной поверхности и использовании ее в качестве измерительной базы.
2. Точность обработки торцовыми фрезами при сопоставимых условиях выше, чем цилиндрическими (ориентировочно на один
квалитет).
3. Точность обработки заготовок из чугуна и цветных металлов несколько выше точности обработки заготовок из стали.
4. Отделочное фрезерование (с малыми глубинами резания и подачами на зуб) выполняют только торцовыми фрезами.
Таблица 19.37
Точность формы и взаимного расположения плоских поверхностей при фрезеровании
Станки Вид фрезеро- вания Отклонение, мкм
от плоскост- ности и пря- молиней- ности от параллельности по отношению от перпендикулярности по отношению
к устано- вочной по- верхности к другой поверхности, обрабатываемой с этой же установки к устано- вочной по- верхности к другой поверхности, обрабатываемой с этой же установки
Г оризонтал ьно-фрезер- ные и универсальные: нормальной точности повышенной точности Черновое 60... 160 60... 100
Чистовое 25...60 16...60 16...40 16...60 16...40
Отделочное 16...40 10...25
Черновое 60... 100 60... 160
Чистовое 25...40 16...40
Отделочное 16...25 10...16
Вертикал ьно-фрезер- ные: нормальной точности повышенной точности Черновое 60... 100 60...200 100...250 100...200 100...250
Чистовое 25...60 25 ...30 25 ...60
Отделочное 16...40 16...25
Черновое 40... 100 60... 160
Чистовое 16...40 16...60
Отделочное 10...25 10... 16 16...25
Продол ьно-фрезерные Черновое 40... 100 60... 160 60... 100
Чистовое 16...40 10...40 10...25
Отделочное 10...25 6...16 1.5 ...6 2.5...6
Барабанно-фрезерные Черновое 60... 160 60... 100
Чистовое 25...60 10...40 10... 25 10...40
Карусельно-фрезерн ые Черновое 60... 160 60... 100
Рис. 19.2. Обработанная поверхность с отклонением от плоскостности (а)
и схема контроля отклонения от перпендикулярности оси вращения тор-
цовой фрезы (б):
I — стол; 2 — щуп; 5 — контрольная плита; 8 - величина вогнутости; [i — уюл
наклона оси вращения фрезы
тем большую, чем больше угол р наклона оси вращения фрезы и
меньше диаметр D торцовой фрезы.
Правильность положения оси вращения фрезы (шпинделя)
проверяют следующим образом. На стол / станка (рис. 19.2, б)
ставят плоскопараллельную контрольную плиту 3, затем опускают
ползун (или гильзу) шпинделя так, чтобы между плитой 3 и вер-
шинами зубьев фрезы оставался зазор 0.1...0,2 мм. После этого
щупом 2 измеряют ([тактический зазор по одному из зубьев с точ-
ностью, обеспечиваемой набором пластин (0,02...0,03 мм). Зуб от-
мечают мелом, поворачивают фрезу со шпинделем на 180° и вновь
измеряют зазор между вершиной зуба и плитой. Разность измере-
ний будет равна длине наименьшего катета b прямоугольного тре-
угольника, гипотенуза с которого равна диаметру фрезы D. Зная
гипотенузу с и катет Ь, находим угол наклона оси шпинделя 0:
sin 0 = b/c.
При фрезеровании плоской поверхности цилиндрической фре-
зой (или набором фрез) погрешность плоскостности может быть
вызвана так называемым подрезанием (появление лунки на обра-
ботанной поверхности). Подрезание является результатом времен-
ного прекращения подачи, вследствие чего фреза некоторое вре-
мя работает на одном месте заготовки. Упругие силы, действую-
щие между фрезой и заготовкой, стремятся сблизить их. что при-
водит к непроизвольному появлению лунки — гем большей, чем
меньше жесткость технологической системы, больше усилие реза-
ния и время нахождения фрезы на одном месте.
РАЗДЕЛ V
ПЛАЗМЕННО-МЕХАНИЧЕСКАЯ ОБРАБОТКА
ГЛАВА 20
КЛАССИФИКАЦИЯ
ПЛАЗМЕННО-МЕХАНИЧЕСКОЙ ОБРАБОТКИ
20.1. Общие положения и понятия
Плазма — это четвертое состояние вещества, представляющее
собой ионизированный газ, который содержит электроны, поло-
жительно заряженные ионы, нейтральные и возбужденные атомы
и молекулы.
Плазменно-механическая обработка (ПМО) относится к комби-
нированным методам обработки металлов, в которых резание сов-
мещается с плазменным подогревом. Плазменно-механическую об-
работку применяют при обработке высокопрочных, маломагнит-
ных и коррозионно-стойких сталей, а также гитановых и некоторых
жаропрочных сплавов. Принципиальная схема ПМО представлена
на рис. 20.1. Плазматрон 5, а также обрабатываемая заготовка 3 через
патрон 2 и токоподводящее коль-
цо / включены в цепь источника
электрического тока. При замы-
кании цепи возникает электри-
ческая дуга, ионизирующая газ,
подаваемый в плазматрон. Плаз-
менная дуга 4, выходящая из соп-
ла плазматрона, направляется на
поверхность обрабатываемой за-
готовки перед резцом 6. Воду,
подаваемую в плазматрон, ис-
пользуют для охлаждения его ра-
бочей части. Плазменная дуга, со-
прикасаясь с поверхностью об-
рабатываемого материала, оказы-
вает на него комплексное влия-
ние: нагревает, насыщает поверх-
ность газами, а также воздейству-
ет частицами ионизированного
газа, обладающими высокой ки-
нетической энергией.
Рис. 20.1. Схема процесса ПМО:
/ — юконронодящее кольцо; 2 — пат-
рон; .? — (агогоцка: 4 — плазменная
душ; 5— пая литрон; 6 резец; Оу||р —
направление движения продольной
нодаяи: 1\ - направление главного
движения решния
517
На токарных, токарно-карусельных, строгальных и фрезерных
сганках ПМО применяют для обработки цилиндрических, кони-
ческих, плоских и фасонных поверхностей, а также для растачи-
вания отверстий диаметром, значительно превышающим размеры
плазматрона. В зависимости от теплофизических свойств обрабаты-
ваемого металла, мощности теплового источника, диаметра пятна
контакта и скорости перемещения плазменной дуги относительно
заготовки нагрев последней может происходить как с расплавле-
нием поверхности, так и без него.
Процессы ПМО классифицируют по следующим основным
признакам:
• вид обработки (точение, строгание, фрезерование);
• состояние удаляемого материала (с оплавлением металла и
его сдуванием плазменной струей; с оплавлением, частичным сду-
ванием металла плазменной струей и удалением нагретого металла
лезвийным инструментом; с нагревом срезаемого слоя и ограни-
чением зоны нагрева посредством водоохлаждаемых экранов; с
нагревом до температуры, меньшей температуры плавления, и
удалением подогретого металла);
• вид плазмообразующего газа (воздушно-, аргоноплазменная
обработка и др.);
• расположение плазменной дуги относительно обрабатываемой
заготовки и режущего инструмента (с накоплением теплоты, вво-
димой плазменной дугой; без накопления теплоты; с дополни-
тельным движением плазменной дуги в направлении, перпенди-
кулярном к ее основному движению).
При ПМО отливок на токарных станках (например, из хромо-
никелевой стали с песчано-керамической коркой) плазматрон
устанавливают так, чтобы плазменная дуга была расположена по
касательной к поверхности резания и под углом к оси отливки.
При этом обеспечивается прогрев заготовки на глубину срезае-
мого слоя и на величину продольной подачи до температуры плав-
ления, частичное сдувание расплавленного металла плазменной
струей с образованием лунки (канавки), площадь которой со-
ставляет 80 % площади снимаемого резцом металла. Образование
канавки способствует увеличению площади поверхности, через
которую подводится теплота, и распространению нагрева в глубь
заготовки.
Размеры канавки и ее положение на поверхности резания оп-
ределяются теплофизическими свойствами обрабатываемого ма-
териала, расположением плазменной дуги и ее направлением от-
носительно обрабатываемой поверхности. Глубина канавки сос тав
ляет несколько десятых долей миллиметра. При этом основная масса
металла выдавливается под воздействием плазменной дуги па сво-
бодную поверхность среза, вследствие чего происходит выравнн
вапие нагрева по ширине. Поэтому режимы нагрева, обусловлпва
518
ющис появление канавки выплавления, целесообразно использо-
вать при грубых, черновых операциях, осуществляемых с большой
глубиной резания. При обработке с подачами менее 0,5 мм/об об-
разование канавки, как правило, является нежелательным явле-
нием, поэтому скорость перемещения теплового источника долж-
на быть увеличена, а его мощность снижена. Такой режим подо-
грева характерен для чистовой и получистовой обработки, осуще-
ствляемой на высоких скоростях резания и малых подачах с при-
менением минералокерамических резцов.
Нагревание заготовки плазменной дугой влечет за собой сни-
жение прочности обрабатываемого металла и возникновение сис-
темы структурных превращений.
Весьма интенсивный локальный нагрев обрабатываемых поверх-
ностных слоев при соприкосновении с плазменной дугой создаст
в заготовке температурное ноле высокой степени неравномерно-
сти. Это может, с одной стороны, привести к микроразрывам и
другим дефектам сплошности в поверхностном слое заготовки, а
с другой — содействует обличению процесса стружкообразова-
п ия.
Кроме нагрева, при ПМО действуют и другие факторы. Поток
раскаленных газов, содержащихся в плазменной дуге, насыщает
этими газами, в частности водородом, поверхности заготовки, что
обусловливает охрупчивание металла и снижение пластического
деформирования при резании.
Процесс резания с плазменным подогревом наиболее произво-
дителен и экономичен при обработке высоколегированных труд-
нообрабатываемых материалов, особенно при больших попереч-
ных сечениях среза и работе по корке.
20.2. Оборудование
для плазменно-механической обработки
Основными элементами оборудования для ПМО являются плаз-
матрон, источник питания, система газо- и водоснабжения и си-
стемы управления с манипулятором.
Плазматрон — специальное устройство, в котором дуговой раз-
ряд от генератора тока G (рис. 20.2) интенсивно обжимается пото-
ком рабочего плазмообразующего газа, вследствие чего удается
получить стабилизированную плазменную лугу, способную сохра-
нить нагревающие свойства при довольно значительном удалении
от поверхности обрабатываемого материала. Плазменная дуга име-
ет следующие участки: закрытый /, сжатый 2. открытый .?, рабо-
чий 4 и факел 5 плазмы.
В качестве плазмообразующего 1аза, обеспечивающего необ-
ходимый подвод энергии, целесообразно применять воздух, ко-
519
Рис. 20.2. Схема плазменной дуги
прямого действия и ее участки:
/ — закрытый; 2 — сжатый; 3 — от-
крытый; 4 — рабочий; 5 — факел
плазмы; G' — юнератор тока
верхностсй необходимо прим
горый наиболее безопасен в ус-
ловиях механических цехов. Его
использование позволяет полу-
чить максимальную силу тока ис-
точника питания (400 А), при ко-
тором могут работать электроды
с активными вставками, выпус-
каемыми промышленностью. На-
пряжение холостого хода долж-
но обеспечивать надежное воз-
буждение дежурной дуги и устой-
чивое горение основной на оп-
тимальном расстоянии 40...60 мм
сопла от заготовки. При нерав-
номерном припуске на обработ-
ку возможно резкое увеличение
длины свободно горящей дуги
(60...80 мм), что приводит в не-
которых случаях к ее обрыву. По-
этому напряжение холостого хода
установки должно быть 320 В, что
позволяет увеличить расстояние
(50...60 мм) устойчивого перехо-
да с дежурной дуги на основную.
Для обработки прерывистых по-
1ЯТЬ только постоянно горящую
дежурную дугу, а не импульсную, так как задержка даже на
ОД с при переходе с дежурной дуги на основную приведет к
тому, что режущий инструмент будет срезать холодный металл.
Плазматрон для ПМО должен быть быстросъемным, чтобы мож-
но было заменять его одновременно с заменой режущего инст-
румента без значительного увеличения вспомогательного вре-
мени. Конструкция плазматрона должна обеспечивать защиту от
короткого замыкания при попадании стружки, а конструкция
манипулятора плазматрона — возможность установки последне-
го относительно поверхности резания, когда при образовании
канавки выплавления осуществляется оптимальное распределе-
ние теплового потока.
Изменение угла наклона плазматрона относительно поверхно-
сти резания существенно влияет на распределение теплового по-
тока в условиях расплавления поверхностных слоев материата,
образования канавки и переноса расплава по поверхности резания.
С расплавом переносится до 40 % эффективной тепловой мощнос-
ти плазменной дуги.
Основные технические характеристики некоторых плазменных
установок представлены в табл. 20.1.
520
Таблица 20.1
Установки, применяемые для плазменно-механической обработки
Модель установки Напряжение ХОЛОСТО1 о хода. В Номинальная мощность душ, кВт Максимальная сила рабочего тока, А Плазмо- образующий газ
АПР-401 300/480 — 450 Воздух
АП Р-402 300 100 500
А ПР-403 300/180 80 450
АПР-404 320 100 400
УМПО-401 320 100 400
ОПР-6-2М 340/180 140 700 Азот, аргон, водород
«Плазма-4» 300 60 300 Азот, аргон, воздух
УПР-201 180 24 250 Воздух
«Кисв-4» 180 50 300
20.3. Металлорежущие станки
для плазменно-механической обработки
и их оснащение
Для ПМО заготовок используют как обычные, так и специаль-
ные металлорежущие станки. Первые требуют некоторой модер-
низации. Мощности привода главного движения существующих
станков в большинстве случаев оказывается достаточно для того,
чтобы обеспечить переход от обычного резания к обработке плаз-
менным нагревом заготовок. Более того, в некоторых случаях умень-
шение сил резания при плазменном нагреве обрабатываемого ма-
териала по сравнению с силами резания при обычной технологии
позволяет применять станки с меньшей мощностью привода. Так,
например, точение заготовок диаметром 2 200 мм из стали 110Г13Л
при обычном резании было возможно только на карусельном станке
мод. 1557 с мощностью привода 125 кВт. Применение ПМО позво-
лило ту же операцию выполнять на станке мод. 1525 с мощностью
главного привода 55 кВт.
Как правило, жесткость технологической системы отечествен-
ных металлорежущих станков оказывается достаточной для осуще-
ствления процесса ПМО, хотя при форсировании режимов и осо-
бенно при перераспределении составляющих силы резания она
может оказаться фактором, ограничивающим производительность
521
процесса. В меньшей степени жесткость технологической системы
может ограничивать режимы ПМО по вибрациям. Процесс реза-
ния с плазменным нагревом обрабатываемого материала создает
условия для повышения виброустойчивости систем. Примером
может служить ПМО дорнов диаметром 150...250 мм и длиной
4000... 5 000 мм на токарном станке без люнета при t= 10... 12 мм,
5/ = 1,5 мм/об и v = 30 м/мин. В процессе резания без подогрева
вибрации, существенно .затрудняющие обработку, возникали уже
при t > 5 мм и 5О > 0,5 мм/об.
Поскольку при ПМО заготовка и плазматрон включены в элек-
трическую цепь источника питания, одним из важных вопросов,
связанных с модернизацией станка, является усовершенствование
системы подвода напряжения к обрабатываемой заготовке и за-
щиты от воздействия электрического тока механизмов станка. При
наличии в электрической цепи перемещающейся заготовки ста-
нок должен быть снабжен токосъемным устройством. В состав та-
кого устройства входят графитовые или металлографитовые щет-
ки, скользящие по хорошо обработанной поверхности одной из
деталей станка, имеющей плотный контакт с заготовкой. Такой
деталью может быть патрон или планшайба станка, шпиндель или
его хвостовая часть, выступающая за пределы корпуса передней
бабки станка. Токосъемник аналогичен щеточным устройствам элек-
трических машин, поэтому к нему предъявляют те же требова-
ния — минимальное электрическое сопротивление и высокая на-
дежность работы.
Наиболее опасными для механизмов станка являются токи,
возникающие не в процессе резания, а при наладке станка или
обработке прерывистых поверхностей, когда дуга между плазмат-
роном и заготовкой горит, а резец (или фреза) не соприкасается с
обрабатываемой заготовкой. В наибольшей мере подвержены воз-
действию токов, текущих во вспомогательном контуре, подшип-
ники шпинделя.
Контроль падения напряжения на подшипниках станка, мо-
дернизированного для ПМО, должен проводиться при максималь-
ной силе тока дуги, наибольшей частоте вращения шпинделя и
неработающем резце. В цепь между шпинделем и корпусом станка
должен включаться вольтметр с внутренним сопротивлением око-
ло I кОм. Измерение падения напряжения необходимо произво-
дить при пуске станка в эксплуатацию, а затем периодически, не
реже одного раза в месяц. В цепь заземления станка следует вклю-
чить реле для защиты станка от тока дуги в случае поломки то-
косъемника.
С высокой производительностью процесса ПМО связана про-
блема уборки стружки от станка. На крупных токарных станках,
например мод. 1А680, предусмотрена система удаления стружки с
помощью конвейера, на станках мод. IА660 стружка должна падать
522
в контейнеры, установленные в кессоне. Однако на других станках
специальные устройства такого типа нс предусмотрены. Поэтому
важной задачей при модернизации оборудования для процесса
ПМО является разработка устройств для автоматической уборки
стружки. Следует также уделить внимание системе охлаждения плаз-
матрона, режущего инструмента, а иногда резцедержателя и не-
которых деталей станка (планшайбы, направляющих). Система ох-
лаждения должна обеспечивать подачу воды в плазматрон и режу-
щий инструмент не менее 5 л/мин при давлении не более 20 МПа.
Необходимо контролировать наличие воды в системе охлаждения
плазматрона. Все плазменные установки оснащены для этой цели
специальным реле протока, выключающим дугу, если подача воды
в систему прекращается.
В соответствии с техническими условиями на плазменное обо-
рудование охлаждающая вода не должна иметь нерастворимых осад-
ков в количестве более 0,05 мг/л, а удельное электрическое сопро-
тивление менее 2 кОм см. В случае если вода не соответствует этим
требованиям, к рабочему месту осуществляют подвод дистиллиро-
ванной воды из бака вместимостью более I м1.
При обработке фасонных поверхностей необходимо автомати-
зировать управление положением плазматрона по отношению к
режущему инструменту. В этом случае применяют автоматические
следящие устройства.
Координация между системами управления станком и включе-
ния плазматрона осуществляется путем согласования электричес-
ких схем привода станка и включения-выключения плазматрона
установкой соответствующих блокировочных устройств и конеч-
ных выключателей.
Для автоматизации управления процессом ПМО при модерни-
зации станков создаются адаптивные системы, аналогичные при-
меняемым в станках с ЧПУ. В качестве управляющего сигнала ис-
пользуется изменение составляющих сил резания или мощности,
потребляемой двигателем станка. Адаптивная система воздейству-
ет на изменение как режима резания, так и режима плазменного
подогрева. В качестве примера можно привести модернизирован-
ный тяжелый токарный станок с ЧПУ мод. КЖ16142Ф1, на кото-
ром осуществляют ПМО резанием заготовок цилиндрической фор-
мы. Этот станок оснащен манипулятором с дистанционным уп-
равлением, системой местной вытяжной вентиляции и защиты от
излучения, телевизионной системой для наблюдения за резцом и
плазматроном, устройством для транспортирования стружки. То-
карный станок мод. РТ5О6 оснащен следящей системой для кор-
ректирования положения плазматрона при обработке конических
слитков, устройством для кинематического дробления стружки.
Технические характеристики станков РТ506 и КЖ16142Ф1 приве-
дены в табл. 20.2.
523
Таблица 20.2
Технические характеристики специальных станков
для плазменно-механической обработки
Параметр Модель станка
1>Т506 ЮК16142Ф1
Наибольший диаметр заготовки, мм 630 2 000
Наибольшая длина заготовки, мм 3 (MX) 12 000
Наибольшая масса заготовки, кг 5 000 100 000
Пределы частоты вращения шпинделя, мин 1 0.5...80 0, J65 ...63
Пределы подач, мм/об (мм/мин): продольной поперечной 0,2... 10 (0,03...230)
0,063...3,15 (0,01 ...58)
Мощность привода главного движения, кВт 30 160
Мощностьнлазмснной установки, кВт 90 140
Плазмообразуюший газ Аргон + азот Воздух
Станки для плазменно-механической обработки располагают в
отдельных помещениях или на отдельных участках цеха, имеющих
ограждение высотой не менее 2,7 м. Полы в этих помещениях долж-
ны быть выполнены из негорючего и неэлектропроводного мате-
риала с гладкой, но не скользкой поверхностью. Стены, потолки
и внутренние конструкции должны иметь звукопоглощающие по-
крытия, окрашенные краской, не дающей бликов (желательно,
чтобы краска поглощала ультрафиолетовое излучение). Площадь
постоянного рабочего места, не занятая оборудованием, зависит
от размеров металлорежущего станка; для крупных станков она
должна быть не менее 10 м2 на одного работающего. Высота поме-
щения — не менее 3,2 м, ширина проходов между оборудовани-
ем — не менее I м. Стандартная планировка участка токарного стан-
ка для ПМО предусматривает размещение источника питания плаз-
матрона и наличие вентиляционной системы. Источник питания
занимает площадь I... 1,5 м2, причем к нему должны быть подведе-
ны силовые кабели и коммуникации для плазмообразующего газа
и воды.
При планировке рабочего места следует обеспечить свободный
доступ оператора к лицевой панели источника питания, на кото-
рой. как правило, располагаются элементы контроля и управле-
ния процессом нагрева.
524
Рис. 20.3. Установка для ПМО на токарно-карусельном станке:
/ — воздуховод; 2 — мшаллоконструкция: 3 — исючник питания; 4 — юкопод-
нодящее устройство; 5— воздухозаборное устройство; 6 — поворотный фланец;
7 — станок
На площадке перед токарно-карусельным станком, предназна-
ченным для плазменно-механической обработки, не допускается
устанавливать какое-либо оборудование (вентилятор, трубопрово-
ды, источник питания), поскольку эта площадка является загру-
зочной. Комплект оборудования для ПМО может быть размешен
так, как показано на рис. 20.3. Источник питания 3установлен сбоку
(может быть позади станка). Токоподводящее устройство 4располо-
жено под планшайбой. К подвижной металлоконструкции 2, уста-
новленной на станине, крепится консольный поворотно-телеско-
пический воздуховод / с поворотным фланцем 6. Воздухозаборное
устройство 5 расположено непосредственно над зоной резания.
20.4. Манипуляторы
Установка и закрепление плазматрона в определенном положе-
нии по отношению к обрабатываемой заготовке осуществляются с
помощью манипуляторов. К манипулятору предъявляют ряд тре-
бований. В частности, его конструкция должна обеспечить:
• точное позиционирование плазматрона (расположение пятна
нагрева) по отношению к заготовке и режущему инструменту;
• жесткое закрепление плазматрона в заданной позиции;
• слабую чувствительность к вибрациям, возникающим в про-
цессе резания;
• обслуживание самого манипулятора при переустановке плаз-
матрона и малые затраты времени на эту операцию.
525
Рис. 20.4. Манипулятор с ручным
перемещением плазматрона к вер-
тикально-фрезерному станку:
/ — фрезерная головка; 2 — консоль;
4 — шгашм; 5 — плазматрон; 6 —
отклоняющая система: 7 — заюювка;
tf — фреза; /)Л — направление движе-
ния подачи
го токарно-винторезного станка,
лить грубую настройку положен
ятки 10 и гайки 9 при отключен!
На рис. 20.4 показан манипу-
лятор с ручным перемещением
плазматрона к вертикально-фре-
зерному станку. Манипулятор,
закрепленный на фрезерной го-
ловке /, оснашен консолью 2 и
штангами 3 и 4, каждая из кото-
рых может перемещаться вдоль
своей оси и поворачиваться вок-
руг нее. Это позволяет размещать
плазматрон 5 в заданном поло-
жении по отношению к заготов-
ке 7 и фрезе 8. На плазматроне
установлена магнитная отклоня-
ющая система 6, позволяющая
качать плазменную дугу, обес-
печивая равномерный нагрев
металла по толщине заготовки.
Амплитуда качания дуги регули-
руется напряжением питания
отклоняющей системы. Переме-
щение и поворот штанг 3 и 4 и
их закрепление в нужном поло-
жении осуществляют вручную.
Манипулятор, показанный
на рис. 20.5, предназначен для
установки на суппорте тяжело-
Манипулятор позволяет произво-
1я плазматрона с помощью руко-
ой дуге. Дальнейшее регулирова-
ние положения плазматрона можно производить перед началом
работы или в процессе точения. Маховик 6 позволяет перемещать
плазматрон, зажатый в держателе /, в горизонтальном направле-
нии на длину до 200 мм. Поворот плазматрона вокруг горизонталь-
ной оси осуществляют с помощью рукоятки 4 и червячной пары с
колесом <?, а вокруг вертикальной оси — рукояткой 7 и червячной
парой с колесом 2. Отсчет углов поворота с точностью до Г про-
водится по лимбам 3 и 5. Все повороты и перемещения осуществ-
ляются независимо друг от друга, что делает манипулятор доста-
точно универсальным.
Дистанционное управление установкой плазматрона на токар-
ном станке и его подналадкой при переходе от одной обрабатыва-
емой поверхности к другой позволяет осуществлять манипулятор,
представленный на рис. 20.6. Дистанционный привод перемешает
плазматрон по угловым координатам р, т], ф' и ф", а также изме-
няет его вылет /. Дуговая направляющая 4. установленная на опор-
526
Рис. 20.5. Манипулятор с ручным регулированием положения плазматрона:
/ — держатель; 2, 8 — червячные колеса; 5 — лимбы; 4, 7, К) — рукоятки; 6 —
маховик; 9 — гайка
Рис. 20.6. Манипулятор к токарному станку с дистационным регулирова-
нием положения плазматрона:
/, 2. 6. 7 — электродвигатели; 3 — каретка; 4 — направляющая; 5 — колонна;
8 — штанга
527
ной колонне 5, может поворачиваться относительно вертикаль-
ной оси колонны, которая крепится на продольном суппорте станка.
Каретка 3 может перемещаться по направляющей 4 с помощью
электродвигателя 7. В радиальном направлении плазматрон пере-
мещается путем поворота штанги 8 на угол р с помощью электро-
двигателя 2. Установка плазматрона под углами у' и у" выполняет-
ся с помощью электродвигателей 2 и 1. Электродвигатель 6 через
винтовой механизм обеспечивает вылет /. Преимуществом конст-
рукции (помимо дистанционного управления плазматроном в про-
цессе точения заготовок) является отсутствие устройств, закреп-
ленных на резцедержателе или поперечном суппорте станка, за-
крывающих от оператора зону резания.
Рассмотренные конструкции манипуляторов сравнительно про-
сты; они могут быть размещены на токарных, карусельных и стро-
гальных станках при обработке наружных и торцовых поверхно-
стей. Сложнее разместить плазматрон с принадлежащими ему при-
способлениями и шлангами при растачивании отверстий, особен-
нодлинных. Поэтому ПМО применяют преимущественно при об-
тачивании наружных цилиндрических и строгании плоских повер-
хностей, обработке торцов заготовок, а также для растачивания
отверстий диаметром нс менее 600 мм.
На станках с ЧПУ при мене-
Рис. 20.7. Сменный плазменно-ин-
струментальный модуль:
/ — модуль; 2—4 короткие шланги;
5— плазматрон; 6 — зажимное устрой-
ство; 7— резец; 8 — суппорт; 9— // —
шлан! и
ние манипуляторов затруднено,
так как шланги и сам плазмат-
рон мешают работе автоопера-
тора, осуществляющего смену
инструментов. В связи с этим на
станках с ЧПУ применяют смен-
ные плазменно-инструменталь-
ные модули, которые налажива-
ют вне станка па одну операцию
(обтачивание, подрезание) для
заготовки одного типоразмера
(рис. 20.7). Внутри модуля 1 вы-
полнены коммуникации для
подвода газа, электроэнергии и
циркуляции охлаждающей воды.
Включение сменного плазмен-
но-инструментальные модуля
происходит только тогда, когда
автооператор станка установит
его на суппорт <У, к которому под-
ведены вода, газ и энергия
(шланги //, К), 9). С помощью
коротких шлангов 3, 2, 4 и про-
стого зажимного устройства 6
528
плазматрон 5 переустанавливают по отношению к инструменту
(резцу) 7 при необходимости перехода к обработке заготовки дру-
гого типоразмера.
20.5. Токарная обработка торцовых
и фасонных поверхностей с плазменным
подогревом
При точении торцов, конических и фасонных поверхностей
заготовок при постоянной частоте вращения шпинделя изменение
диаметра обрабатываемой поверхности влияет на скорость реза-
ния и взаимное расположение резца и плазматрона, что изменяет
условия нагрева материала заготовки и ПМО в целом. Если при
изменении диаметра обработки синхронно изменяется частота вра-
щения шпинделя, то скорость резания остается постоянной, но
взаимное положение инструмента и плазматрона изменяется, что
должно быть учтено при наладке операции.
Существуют три схемы обработки торцов при постоянной ча-
стоте вращения шпинделя. Эти схемы можно использовать и при
фасонном точении, когда одновременно с продольной подачей
инструмент перемешается от периферии к центру заготовки или
наоборот. На рис. 20.8 представлена схема устройства для ПМО
фасонных поверхностей. Заготовка 8 обрабатывается резцом 3,
установленным в верхней каретке 4 суппорта 7. С помощью ро-
Рис. 20.8. Схема устройства для ПМО фасонных поверхностей:
/ — манипулятор; 2 — плазматрон; 3 — резец; 4, 12 — каретки; 5, 14 — ролики;
6, 15 — копиры; 7 — суппорт; 8 — заготовка; 9 — опора; 10 — палец; И —
пружина; /3 — направляющая; 16 — кронштейн
529
лика 5, опирающегося на копир 6, каретка 4 при продольном дви-
жении суппорта 7 получает поперечное перемещение в соответ-
ствии с профилем обрабатываемой поверхности заготовки. Плаз-
матрон 2, закрепленный в многозвенном шарнирном манипуля-
торе 7, перемещается синхронно с резцом к центру заготовки в
направлении, определяемом установочным углом у. Для этого
служит приспособление, основу которого составляют опора 9 с
кольцевым пазом, в котором может перемещаться палец 10, за-
крепляемый в любом положении по отношению к опоре 9. Это
позволяет устанавливать направляющую 13 под заданным углом
7 к горизонту. По направляющей 13 скользит каретка 12, ролик 14
которой под действием пружины 77 непрерывно прижимается к
поверхности копира 75, установленного на станине станка неза-
висимо от суппорта с резцом и плазматроном, но поворачиваю-
щегося вместе с кронштейном 16 вокруг геометрической оси,
совпадающей с осью поворота направляющей 13 по отношению
к опоре 9. При точении поверхностей с переменным диаметром
обработки по такой схеме изменяется не только скорость реза-
ния, но и расстояние между центром пятна нагрева и кромкой
инструмента.
Применение ПМО влияет на порядок операций и переходов
токарной обработки и на закрепление заготовки. Возможны два
варианта технологического процесса. Первый — когда черновую
обработку с плазменным нагревом выделяют в отдельную опера-
цию на отдельном станке, а все последующие виды обработки
выполняют на других рабочих местах. Второй вариант предполага-
ет последовательное выполнение переходов, включая ПМО, на
одном рабочем месте. Каждый из способов имеет свои преимуще-
ства и недостатки. При первом варианте можно оборудовать от-
дельные рабочие места и даже выделить их в отдельный (напри-
мер, заготовительный) участок цеха. Это позволяет на отдельном
участке наиболее рационально разместить оборудование, необхо-
димое для ПМО, обеспечить общую защиту рабочих мест и венти-
ляцию, т. е. изолировать эти места от другого оборудования в цехе.
При этом варианте меньше времени затрачивается на подготовку
и наладку плазменного оборудования, поскольку при обработке
однотипных заготовок положение манипуляторов и режущих ин-
струментов достаточно стабильно. Для черновой обработки могут
быть применены менее точные станки. Однако в рассматриваемом
варианте технологического процесса увеличивается время, расхо-
дуемое на переустановку и транспортирование заготовок со станка
на станок.
При втором варианте технологического процесса необходимы
замена и переналадка режущих инструментов, периодическое от-
ключение системы плазменного нагрева и отвод плазматрона с
манипулятором. На одном станке могут потребоваться различные
530
системы охлаждения — внутреннего (для резцов) при ПМО и на-
ружного (для зоны резания) при других переходах, в которых на-
грев не применяется. Однако при использовании второго варианта
не требуется переустанавливать и транспортировать заготовку, что
обеспечивает преимущества по сравнению с первым вариантом не
только по времени, расходуемому на эти операции, но и по точ-
ности взаимного расположения обработанных поверхностей заго-
товки.
Выбор варианта технологического процесса зависит от конк-
ретных условий производства, массы и размеров заготовок.
Прогрессивным направлением является выделение оборудова-
ния для черновых операций с плазменным нагревом обрабатывае-
мой заготовки в отдельные участки, особенно в случае, когда тех-
нологический процесс предусматривает промежуточную термичес-
кую обработку (отжиг, нормализацию) непосредственно после ков-
ки или штамповки заготовок для снижения напряжений в металле
и улучшения его обрабатываемости. Если для таких заготовок пре-
дусмотрен процесс ПМО, то промежуточную термическую обра-
ботку целесообразно выполнять после черновой плазменно-меха-
нической операции, что позволит устранить и те недостатки струк-
туры материала, которые появились в процессе ПМО. Для загото-
вительных операций, выделенных из остального технологического
процесса, могут быть применены станки с ЧПУ, оснащенные смен-
ными блоками плазматрон — резец.
Крепление заготовок при ПМО должно отличаться надежно-
стью, поскольку, несмотря на нагрев металла, силы резания при
обработке значительны. При установке заготовок в патроне станка
следует обращать внимание на наличие надежного электрического
контакта между кулачками патрона и обрабатываемой заготовкой,
так как электрическая цепь питания дуги проходит через эти уча-
стки заготовки. При точении длинных заготовок необходимо пре-
дусматривать компенсацию удлинения заготовки в связи с расши-
рением металла при плазменном нагреве.
20.6. Особенности фрезерования
с плазменным подогревом
Существует несколько схем фрезерования с плазменным подо-
гревом. Далее будут рассмотрены схемы, которые находят практи-
ческое применение. На рис. 20.9 приведена схема, при работе по
которой часть припуска на обработку заготовки 3 оплавляется и
сдувается плазменной струей, а часть припуска t удаляется фре-
зой 2, работающей по нагретому металлу. Плазматрон 1 медленно
перемещается (а вместе с ним и пятно нагрева) перед фрезой в
направлении движения подачи Ds. Такой вариант наладки целесо-
531
Рис. 20.9. Схема процесса плазмен-
но-механического фрезерования с
частичным сплавлением припуска:
/ — плазматрон; 2 — фреза; 3 — заго-
товка; Ds — направление движения
подачи; Dr — направление главного
движения резания; /, — части при-
пуска; L — расстояние между пятном
нагрева и плоскостью резания
образен при фрезеровании торцовых поверхностей листовых заго-
товок из труднообрабатываемых материалов. Соотношение между
величинами Ц и / должно быть таким, чтобы обеспечивалось уда-
ление фрезой термически измененного слоя металла. Толщина этого
слоя зависит от скорости подачи vs, мощности плазматрона, рас-
стояния L и физико-механических свойств обрабатываемого мате-
риала.
При фрезеровании плоскости торцовой фрезой необходимо
обеспечить нагрев обрабатываемого материала по всей ширине
контакта фрезы с заготовкой. Для этого осуществляют качание
плазматрона, например механическим путем (рис. 20.10, а). Плаз-
матрон / укреплен на кольце с зубчатым сектором 2. Сектор под
Рис. 20.10. Схемы торцового фрезерования заготовки с плазменным на-
гревом качающейся (а) и сканирующей дугой (б):
I — плазматрон; 2 — зубчатый сектор; 3 — рейка; 4 — фреза; 5 — заготовка; 6 —
наконечник; 7— катушка; 8 — втулка; /— глубина фрезерования; В ширина
фрезерования
532
действием рейки 3, движущейся возвратно-поступательно, качает-
ся, обеспечивая заданную амплитуду перемещения дуги.
Наиболее эффективным является нагрев заготовки плазменной
дугой, сканирующей в переменном электромагнитном поле. Схема
устройства для сканирования дуги приведена на рис. 20.10, б. Плаз-
менная дуга перемещается по периодическому закону перпенди-
кулярно направлению движения подачи Dsc амплитудой, равной
половине ширины фрезерования В.
Для создания переменного электромагнитного поля использу-
ется простое отклоняющее устройство, питаемое током промыш-
ленной частоты. Это устройство состоит из незамкнутого магнито-
провода, образованного втулкой 8 из магнитомягкой стали, в ко-
торой закреплен плазматрон /, и двух сердечников с катушками 7
и наконечниками 6. Наконечники имеют водоохлаждаемые кана-
лы. Корпуса катушек / выполнены из термостойкого изолирующе-
го материала, например фторопласта-4.
Применение рассматриваемого устройства в комплекте с плаз-
матроном ПВР-402, имеющим диаметр сопла dc = 6 мм, позволяет
получать амплитуду колебаний до 60 мм и регулировать ее измене-
нием силы тока, питающего магнитную систему.
Значительно большие подачи при таком способе нагрева по
сравнению с подачами, характерными для обычного торцового
фрезерования, обеспечивают существенное повышение произво-
дительности процесса обработки даже при нескольких рабочих ходах
по ширине заготовки. Дальнейшее увеличение ширины пятна на-
грева возможно при сканировании дуги одновременно с медлен-
ным перемещением плазматрона с помощью устройства, схема
которого приведена на рис. 20.10, а.
Фрезерование перлитно-мартенситных сталей следует произво-
дить при температуре 250...450°C. Заготовки из высокомарганцо-
вистых сталей 110Г13Л и 45Г17ЮЗ необходимо обрабатывать, не
допуская охлаждения поверхностного слоя до температуры ниже
250 °C.
Температуру предварительного нагрева срезаемого слоя можно
регулировать, изменяя как параметры дуги, так и расстояние между
пятном нагрева и зоной резания. Режимы фрезерования стальных
заготовок с плазменным подогревом приведены в табл. 20.3 и 20.4.
Эти режимы обеспечивают высокую производительность, которая
не может быть достигнута при фрезеровании без предварительного
нагрева материала заготовки сканирующей дугой в первую очередь
из-за недостаточной стойкости и поломки режущего инструмента.
В табл. 20.5 приведены режимы резания и нагрева различных
материалов, рекомендуемые на основе обобщенного опыта отече-
ственных предприятий; в этой же таблице показано повышение
производительности по основному времени при ПМО по отноше-
нию к работе при обычном резании.
533
Таблица 20.3
Режимы фрезерования с плазменным подогревом листовых заготовок
сканирующей дугой
Материал заготовки Характеристика режущего инструмента Режимы резания
Мате- риал Диаметр фрезы, мм Число зубьев Ширина фрезе- рова- ния, мм Глуби- на ре- зания, мм Пода- ча, мм/зуб Ско- рость резания, м/мин
38ХНЗМФА Т15К.6 80 3 40...50 5 0,3 250
14ХНЗМФА КНТ-16 80 3 30...40 10 0,3 200
45Г17ЮЗ Т15К6 80 3 40...50 5 0,2 300
37XH3A ТН-20 90 4 20... 30 8 0,3 300
Примечание. Режим нагрева: сила тока дуги / = 200 А, напряжение дуги
U= 180 В; ширина пятна нагрева равна ширине фрезерования; плазматрон ПВР-402,
диаметр сопла 6 мм, расход воздуха 2 м3/ч; расстояние между пятном нагрева и
плоскостью резания 120 мм; геометрия резцов: у = -10°, а = 10".
Таблица 20.4
Режимы нагрева и резания при торцовом фрезеровании с плазменным
подогревом стальных заготовок сканирующей дугой
Материал заготовки Режим работы Период стойко- сти фрезы, мин
Сила тока, А Напря- жение дуги, В Шири- на пятна нагре- ва. мм Шири- на фрезе- рова- ния, мм Подача, мм/зуб Скорость резания, м/мин
38ХНЗМФА 180 120 40 100 0.2 200 20... 25
45Г17ЮЗ 150 140 50 0,15 160 15... 20
110Г13Л 150 140 0,1 200 18...22
12Х18Н9Т 200 120 0,2 250 25...30
Примечание. Плазматрон ПВР-402, диаметр сопла 6 мм, расход воздуха
2 м3/ч; расстояние между пятном нагрева и плоскостью резания 120 мм; параметры
фрезы: диаметр 160 мм; число зубьев 5; геометрия резцов: <р = 65°, у = -10°, а = 10°,
X = +6°; материал режущей части пластины Т15К6; глубина фрезерования 5 мм.
534
Таблица 20.5
Режимы плазменно-механической обработки различных материалов
Материал заготовки Вид заготовки Станок Материал режущей пластины Режим работы
г, мм Подача, мм/об Скорость резания, м/мин Сила тока, А Напряже- ние дуги, В п
Сталь марганцо- вистая Отливка Токарный Т5К10 15...20 2,5 ...3,6 20... 25 250 170 7,6
Карусельный Т14К8
Сталь коррозионно- стойкая То же Токарный Т5К10 15...20 2,5...3,0 25 ...30 270 190 5,8
Поковка Строгальный Т5К10 20... 25 3,0...3,5* 25 ...30 270 190 12,4
Сталь хромони- келевая Отливка Токарный Т5К10 17 1,03 12,4 300 200 4,8
Поковка То же Т5К10 25 2,0 16,0 280... 300 180...220 3,3
38XH3BA То же » ВК8 22 2,0 15,5 280... 300 180...220 6,5
20Х12ВНМФ, 38XH3M, 40Х » Карусельный Т5К10 10...30 1 ...2,5 25...45 250...30 150... 180 2,0
Сплав ХН35ВТЮ Отливка Токарный Т15К6 10 3,0 4,0 Лг<90 кВт 6,1
Сплав ХН75МБТЮ То же То же Т15К6 10 2,5 4,0 #<90 кВт 6,3
150ХНМ Поковка » ВК8 5...25 2...3 20...30 200... 300 150... 180 6,0
Окончание табл. 20.5
Материал заготовки Вид заготовки Станок Материал режущей пластины Режим работы
г, мм Подача, мм/об Скорость резания, м/мин Сила тока, А Напряже- ние дуги, В п
Х25Н20С2 Отливка Токарный Т5К10 8...12 1.8...2.2 36...42 200...270 180...200 6,4
Сплав ЖСН5 Наплавка То же ВК8 2,5 1.12 28 250 180 —
ЗХ2В8 То же » ВК8 2,5 1,12 24 250 190 —
45Х25Н20С2 Отливка » ВК8 3,0 2,54 45 N= 25 кВт 5,4
ЗХ2В8 Наплавка » ВК8 1,5 2 1,о 65 N= 23,5 кВт 4,8
25Х5ФМС Отливка >> ВК8 3,0 1,5 19,6 W= 27,5 кВт 4,9
110Г13Л То же Карусельный Т15К6 10 2,5 13,8 270 180 13,8
10Г13Л » То же Т5К10 7...8 2,4 24 180...300 140... 160 9,0
20Х20Н14С2 » Токарный Т5К10 15 1,64 26 350 140... 160 9,0
34X1 МА Поковка То же Т5К10 30 2 25 350 140... 160 1,2
Примечания: 1. Буквой П обозначено повышение производительности по машинному времени при ПМО по отношению к
работе при обычном резании.
2. Размерность подачи, отмеченной *, мм/дв.х.
20.7. Конструктивные особенности режущих
инструментов при плазменно-механической
обработке
К инструменту, используемому для ПМО, предъявляют следу-
ющие требования:
• резцы, особенно их режущая часть, должны обладать доста-
точной прочностью в связи с значительными нагрузками, испы-
тываемыми инструментом;
• передняя поверхность лезвия резцов должна быть по возмож-
ности свободна от прихватов и зажимных элементов, так как их
наличие создает повышенную опасность пакетирования стружки;
• материал режущей кромки должен иметь высокую красно-
стойкость и хорошо выдерживать динамические нагрузки.
При черновой ПМО рекомендуется применять резцы с твердо-
сплавными (Т5К10, ВК8) режущими пластинами. В связи с особен-
ностями ПМО и значительным нагревом стружки при использова-
нии резцов с механическим креплением режущих пластин необходи-
мо уделять особое внимание обеспечению хорошего контакта плас-
тин с опорной поверхностью для улучшения условий отвода теплоты
в резец. Рекомендуется применять твердосплавные пластины боль-
шей толщины по сравнению с пластинами для холодной обработки
резанием или располагать их в корпусе резца тангенциально.
Для ПМО стальных отливок и поковок на режимах резания
р=20...40 м/мин, t< 30 мм, 5О= 1,5 мм/об рекомендуется приме-
нять сборный резец, состоящий из корпуса, режущей пластины,
Рис. 20.11. Сборный резец с внутренним водяным охлаждением:
/ - опорная пластина (вкладыш); 2— режущая пластина; 3 — стружколом; 4, 6—
винты; 5— сухарь; 7, 8 — каналы; 9— штуцер; 10— державка
537
Рис. 20.12. Сборный резец с
креплением режущей пласти-
ны и блока:
I — блок; 2 — вкладыш; 3 —
режущая пластина; 4 — винт; 5 —
болт-прихват; 6 — державка
опорной пластины (вкладыша), эле-
ментов механического крепления и
системы внутреннего охлаждения
проточной водой (рис. 20.11). Режущая
пластина 2 опирается на вкладыш /,
изготовленный из стали Р6М5, и на
установочный сухарь 5, положение ко-
торого регулируют винтом 4. Пласти-
на прижимается к вкладышу с помо-
щью накладного стружколома 3 и вин-
та 6. В державке 10 предусмотрены
каналы 7 и <?для циркуляции охлаж-
дающей воды, которая поступает че-
рез штуцеры 9. В этой конструкции не
выполняется требование свободного
прохода стружки по передней поверх-
ности инструмента. Опыт показыва-
ет, что накладные стружколомы не-
устойчивы в работе, они должны тща-
тельно подгоняться по пластине; воз-
можны случаи пакетирования струж-
ки и разрушения как стружколома, так и пластины.
На рис. 20.12 показан резец с механическим креплением режу-
щей пластины и блока. В этой конструкции сменная неперетачивае-
мая пластина 3 закреплена в блоке 1 винтом 4, который прижимает
опорную поверхность пластины к блоку и одновременно ее боко-
вую поверхность — к вкладышу 2. Блок с помощью зажимного бол-
та-прихвата 5 укреплен в державке 6. В конструкции предусмотрены
упоры, не позволяющие пластине и блоку в процессе резания сме-
щаться в направлении, параллельном кромке инструмента.
Недостатком этой конструкции является трудность создания
каналов внутри инструмента, чтобы подводить охлаждение доста-
точно близко к зоне резания.
В инструментах с напаянной пластиной, предназначенных для
токарно-карусельных работ с плазменным нагревом заготовок,
необходимо обеспечить надежность паяного соединения во избе-
жание отрыва режущей пластины.
В связи с повышенным изнашиванием инструмента в конструк-
ции резца предусмотрена возможность регулирования положения
пластин после их переточки. По ГОСТ 2209—90 рекомендуются
режущие пластины 0125; 0147; 0149; 0151; 0249 толщиной 10 или
12 мм, шириной 18, 20 или 22 мм, длиной 40 или 50 мм. На перед-
ней поверхности пластин должны быть выполнены стружкозави-
вающие канавки.
Для ПМО заготовок из углеродистых и низколегированных ста-
лей рекомендуются пластины из твердых сплавов T5KI0 и Т5К12,
538
Таблица 20.6
Геометрические параметры режущего лезвия
Материал заготовки Вид заготовки (диаметр, мм) Углы. ... 0 Фаска /, мм
Y У/ а X а' Ф
38ХНМФА, 35ХМ Поковки (2 500) 10 -15 8 0 — 60 1,5
38ХНЗМФА Отливки (2 270) 0 -15 6 15 — 60 3,о
110Г13Л Отливки (500) 0 -5 8 0 — 45 1,6
38ХН1МА, 35ХМ Поковки (220...425) 5 -7 10 0 — 60 0,7
35X3H2MA 15Х2Н2МФА Отливки (800) 5 -7 7 0 — 60 0,7
34ХНЗМФА Поковки (800) 12 0 8 0 — 45 0,4
15ХН2МФА Поковки (4 650) 7 -15 12 0 — 45 0,9
35КХ6Ф — 6 0 8 — 8 45 0,5
СП22 — 10 3 8 — 8, 45 0,5
47НД — 8 0 8 — 8 45 0,5
40
а для ПМО заготовок из коррозионно-стойких и легированных
сталей и сплавов — пластины из ВК6М или ВК8.
Рекомендуемые геометрические параметры лезвия резцов с пла-
стинами из твердого сплава, применяемых при ПМО заготовок из
легированных сплавов, представлены в табл. 20.6.
Меньшие силы при фрезеровании с плазменным нагревом, чем
при обычном фрезеровании, позволяют при конструировании фрез
использовать более хрупкие, но более износостойкие режущие ма-
териалы, например твердый сплавТ15К6 или безвольфрамовые твер-
дые сплавы КНТ-16 и TH-20. При обработке заготовок из сталей
оптимальными являются следующие геометрические параметры
фрез, оснащенных твердосплавными пластинами: передний угол
у = -10...0°, задний угол а = 8...20°. Для фрезерования торцовой фре-
зой наилучший результат получается при использовании торцовых
головок, оснащенных пятигранными пластинами с главным углом
в плане <р = 65°. Для фрезерования кромок листов и обработки фасок
целесообразно использовать концевые фрезы (рис. 20.13). Фреза та-
кого типа состоит из оправки 2 с установленными на ней кольца-
ми /, имеющими двусторонние сквозные клиновые пазы. Непере-
тачиваемые твердосплавные пластины 5опираются непосредственно
на цилиндрическую поверхность А оправки, что позволяет обес-
печить минимальное биение режущих кромок при повторной ус-
тановке пластин. Закрепление пластин осуществляют клиньями 4
и винтами 3, которые обеспечивают не только зажатие пластин,
но и препятствуют провороту колец /. Трехзубые фрезы диамет-
ром 80 мм применяют для обработки кромок листов толщиной до
100 мм.
Набор фрез, показанный на рис. 20.14, позволяет эффективно
обрабатывать двусторонние фаски под сварку и промежуточный
участок кромок листов. На оправке 5закреплены конические фре-
зы / и 4 и цилиндрическая фреза 3, режущие пластины которых
Рис. 20.13. Сборная концевая фреза с неперетачиваемыми пластинами из
твердого сплава:
/ — кольцо; 2 — оправка; 3 — винт; 4 — клин; 5 — режущая пластина; А —
цилиндрическая поверхность оправки
Б — Б(2 : I)
540
Рис. 20.14. Набор фрез, оснащенных неперетачиваемыми пластинами из
твердого сплава:
/, 3, 4 — фрезы; 2 — кольцо; 5 - оправка
перекрывают друг друга. Расстояние между фрезами выдерживают
с помощью установочных колец 2. Применение комплекта инст-
рументов (/)фР = 90 мм; число зубьев z = 4) в сочетании с плазмен-
ным нагревом обрабатываемого материала обеспечивает высокую
производительность процесса фрезерования. Так, при обработке
двух фасок 10 ммх30° на листовых заготовках, закаленных до твер-
дости 50 HR.C, фрезы, оснащенные безвольфрамовыми твердо-
сплавными пластинами, позволяют применять скорость подачи до
1 000 мм/мин.
РАЗДЕЛ VI
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
ГЛАВА 21
ПЛАНИРОВКА РАБОЧЕГО МЕСТА
Организация рабочего места предусматривает рациональное
расположение оборудования, оснастки, инструментов, заготовок
и деталей на рабочем месте, наиболее эффективное использова-
ние производственных площадей, создание удобных и безопасных
условий труда.
Все предметы и инструменты на рабочем месте располагают в
пределах досягаемости вытянутых рук, что ведет к снижению на-
пряжения и утомляемости. Все, что берут правой рукой, распола-
гают справа, то, что берут левой рукой, — слева. Материалы и
инструменты, которые берут обеими руками, располагают с той
стороны станка, где во время работы находится рабочий.
Планировка рабочего места токаря, работающего на токарно-
винторезном станке 16К20, приведена на рис. 21.1.
На рис. 21.2 показано рабочее место сверловщика, работающего
на вертикально-сверлильном станке, а на рис. 21.3 — на радиаль-
но-сверлильном станке. Кроме сверлильного станка / (см. рис. 21.2),
на рабочем месте расположен приемный столик 6, на котором
устанавливают тару 7 с заготовками, подлежащими обработке, а
также предусмотрены стеллаж 2 для хранения приспособлений,
инструментальная тумбочка 4 для режущего, измерительного и
вспомогательного инструмента, стеллаж-подставка 8. На инстру-
ментальной тумбочке установлен планшет 3 для рабочих чертежей
Рис. 21.1. Рабочее место токаря:
/ — станок; 2 — урна для мусора; 3 — инструментальная тумбочка; 4 — поднож-
ная решетка; 5— ящичная тара; 6 — приемный столик; 7— планшет для чертежей
542
Рис. 21.2. Рабочее место сверловщика, работающего на вертикально-свер-
лильном станке:
/ — станок; 2 — стеллаж; 3 — планшет; 4 — инструментальная тумбочка; 5 —
подножная решетка; 6 — приемный столик; 7 — тара; 8 — стеллаж-подставка
и технологической документации. Около станка кладут деревян-
ную решетку 5 под ноги, на которой устанавливают вращающийся
стул (с регулируемой высотой) для станочника.
Рабочее место сверловщика, работающего на радиально-свер-
лильном станке (см. рис. 21.3), помимо радиально-сверлильного
станка / оснащено шкафом 2 для хранения инструмента, пере-
движными приемными столиками 4, подставками 5 для корпус-
ных деталей, стеллажами 3 для хранения приспособлений, дере-
вянной решеткой 6 под ноги сверловщика и планшетом 7 для ра-
Рис. 21.3. Рабочее место сверловщика, работающего на радиально-свер-
лильном станке;
/ — станок; 2 — шкаф; 3 — стеллажи; 4 — приемные столики; 5 — подставки; 6 —
подножная решетка; 7 — планшет; 8 — стул
543
Рис. 21.4. Рабочее место фрезеровщика-универсала:
/ — станок; 2 — ограждение; 3 — подставка для инструмента; 4 — инструмен-
тальная тумбочка; 5— урна для мусора; 6— планшет для чертежей; 7— прием-
ный стол; 8 — тара; 9— подножная решетка; 10 — стеллаж
бочих чертежей и технологической документации. На деревянной
решетке установлен вращающийся стул 8 для сверловщика.
На рис. 21.4 приведен пример типовой планировки рабочего места
фрезеровщика-универсала. Около станка должна находиться дере-
вянная подножная решетка. Большинство фрезерных станков име-
ют дублирующие органы управления, поэтому решетка должна быть
удобной для перемещения станочника вдоль фасада станка (спра-
ва и слева).
При групповом расположении фрезерных станков инструмен-
тальные шкафы должны быть вынесены за пределы рабочих мест.
В этом случае на рабочем месте устанавливают стеллаж-этажерку
для подготовленных к работе инструментов, оснастки и деталей.
Такие приспособления, как делительные головки, поворотные
столы, пневмотиски, следует хранить на стеллажах и подставках.
Для предотвращения поломки фрез и порчи поверхности стола
станка тяжелые фрезы предварительно устанавливают на специа-
льную деревянную подставку (в крайнем случае на кусок толстой
доски), расположенную на столе станка.
Для центрирования фрезы со шпинделем ее перемещают вме-
сте с подставкой по поверхности стола (или без подставки, с по-
мощью стола и консоли станка). Затем ручным перемещением
гильзы или ползуна шпинделя (на горизонтальных станках — пе-
ремещениями стола) конус оправки фрезы вводят в конусное
отверстие шпинделя и закрепляют фрезу ручным завинчиванием
(в резьбовое отверстие оправки) штрсбеля или механизирован-
ным зажимом.
544
Набор инструментов и оснастки на рабочем месте фрезеровщи-
ка определяется типом станка, номенклатурой обрабатываемых
заготовок, технологическим процессом и соблюдением требова-
ния о наличии на рабочем месте только самых необходимых, по-
стоянно используемых приспособлений и инструментов.
Обработанные детали по мере их накопления следует увозить с
рабочего места. Пол должен быть ровным, без выбоин и неровно-
стей, на нем не должно быть потеков и капель масла или СОЖ.
Следует своевременно очищать станки от стружки. Уровень шума
на рабочем месте должен быть не выше 70 дБ, оптимальная осве-
щенность — 200 лк. Для защиты глаз от стружки необходимо при-
менять защитные очки, индивидуальные щитки и специальные
кожухи для фрез, устанавливаемых на станке.
Эффективная эксплуатация фрезерного станка обеспечивается
постоянным уходом за рабочим местом: смазыванием узлов станка
в соответствии с требованиями, изложенными в руководстве по
его эксплуатации; периодической проверкой точности перемеще-
ния узлов станка (стола и др.) и при необходимости соответству-
ющей регулировкой. В обязанности фрезеровщика входят уборка
стружки и СОЖ, а также контроль исправности электрооборудо-
вания и электропроводки.
Правильная организация рабочего места принесет положитель-
ные результаты. Фрезеровщик должен быть предельно вниматель-
ным, так как станок является зоной повышенной опасности.
На рис. 21.5 приведен один из возможных вариантов планиров-
ки рабочего места токаря-карусельщика.
Рис. 21.5. Рабочее место токаря-ка-
русельщика:
/ — ящик для стружки; 2 - решетка-
подставка; 3 — станок; 4 — стеллаж
для приспособлений; 5— электрошкаф;
6 — инструментальный шкаф
Рис. 21.6. Рабочее место наладчика
станка с ЧПУ:
/ — слесарный верстак; 2— стул; 3—
передвижной столик; 4 — комплекто-
вочный стенд; 5— стеллаж; 6 — пульт;
7 — телефон; 8 — урна для мусора
545
Следует иметь в виду, что стеллажи нужно располагать с таким
расчетом, чтобы вокруг станка оставались проходы шириной не
менее 1 м.
Специфика организации рабочего места для станка с ЧПУ со-
стоит в том, что, как правило, станки с ЧПУ обслуживают опера-
тор и наладчик, который выполняет наладку, переналадку и под-
наладку станка. Поэтому у наладчика должно быть свое рабочее
место (рис. 21.6). Связь рабочего со службами цеха осуществляется
по телефону 7, а вызов наладчика на рабочие места операторов —
с помощью сигнальных лампочек, расположенных на специаль-
ном пульте 6. В тумбах верстака хранятся режущий, мерительный
и слесарный инструмент, а также предметы ухода за рабочим ме-
стом. Настроечные приспособления и вспомогательный инструмент
находятся в тумбах стенда. При работе весь необходимый инстру-
мент (мерительный, слесарный, электроинструмент), программо-
носители, эталонные детали, а также вспомогательный и режу-
щий инструмент наладчик размещает на передвижном столике, а
на рабочем месте — только программоносители, необходимые в
данной смене. В инструментально-раздаточной кладовой преду-
смотрен шкаф для хранения всех программоносителей и деталей-
эталонов.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
ДОПУСКИ НАРУЖНЫХ ДИАМЕТРОВ d РЕЗЬБЫ БОЛТА, ВНУТРЕННИХ
ДИАМЕТРОВ Dt РЕЗЬБЫ ГАЙКИ И ИХ СРЕДНИХ ДИАМЕТРОВ </2 И D2
(ГОСТ 16093-2004)
Таблица П1.1
Допуски диаметров d и Dt
Наружная резьба Внутренняя резьба
Шаг Р, Степень точности
4 6 8 4 5 6 7 8
ММ
Допуск, мкм
Td TDt
0,20 36 56 — 38 48 60 — —
0,25 42 67 — 45 56 71 — —
0,30 48 75 — 53 67 85 — —
0,35 53 85 — 63 80 100 — —
0,40 60 95 — 71 90 112 — —
0,45 63 100 — 80 100 125 — —
0,50 67 106 — 90 112 140 180 —
0,60 80 125 — 100 125 160 200 —
0,70 90 140 — 112 140 180 224 —
0,75 90 140 — 118 150 190 236 —
0,80 95 150 236 125 160 200 250 315
1,00 112 180 280 150 190 236 300 375
1,25 132 212 335 170 212 265 335 425
1,50 150 236 375 190 236 300 375 475
1,75 170 265 425 212 265 335 425 530
2,00 180 280 450 236 300 375 475 600
2,50 212 335 530 280 355 450 560 710
3,00 236 375 600 315 400 500 630 800
3,50 265 425 670 355 450 560 710 900
4,00 300 475 750 375 475 600 750 950
4,50 315 500 800 425 530 670 850 1 060
5,00 335 530 850 450 560 710 900 1 120
5,50 355 560 900 475 600 750 950 1 180
6,00 375 600 950 500 630 800 1 000 1 250
547
Табл и ца П1.2
Допуски диаметра </2
Номинальный диаметр резьбы d. мм Шаг Р, мм Степеньточности
3 4 5 6 7 8 9 10
Допуск Т<Д, мкм
От 1 до 1,4 0,20 0,25 0,30 24 26 28 30 34 36 38 42 45 48 53 56 (60) (67) (71) (75) (85) (90) —
Св. 1,4 до 2,8 0,20 0,25 0,35 0,40 0,45 0,25 0,35 0,50 0,60 0,70 0,75 0,80 25 28 32 34 36 28 34 38 42 45 45 48 32 36 40 42 45 36 42 48 53 56 56 60 40 45 50 53 56 45 53 60 67 71 71 75 50 56 63 67 71 56 67 75 85 90 90 95 (63) (71) 80 85 90 (71) 85 95 106 112 112 118 (80) (90) (ЮО) (106) (112) (106) (Н8) (132) (140) (140) 150 190 236
Св. 2,8 до 5,6
Св. 5,6 до 11,2 0,25 0,35 0,50 0,75 1,00 1,25 1,50 32 36 42 50 56 60 67 40 45 53 63 71 75 85 50 56 67 80 90 95 106 63 71 85 100 112 118 132 (80) 90 106 125 140 150 170 (132) (160) 180 190 212 224 236 265 280 300 335
Св. 11,2 до 22,4 0,35 0,50 0,75 1,00 1,25 1,50 1,75 2,00 2,50 38 45 53 60 67 71 75 80 85 48 56 67 75 85 90 95 100 106 60 71 85 95 106 112 118 125 132 75 90 106 118 132 140 150 160 170 95 112 132 150 170 180 190 200 212 (140) (170) 190 212 224 236 250 265 236 265 280 300 315 335 300 335 355 375 400 425
548
Окончание табл. П1.2
Номинальный Шаг Степень точности
диаметр резьбы d, мм Р, з 4 5 6 7 8 9 10
Допуск Td2, мкм
Св. 22,4 до 45 0,50 48 60 75 95 118 — — —
0,75 56 71 90 112 140 (180) — —
1,00 63 80 100 125 160 200 250 315
1,50 75 95 118 150 190 236 300 375
2,00 85 106 132 170 212 265 335 425
3,00 100 125 160 200 250 315 400 500
3,50 106 132 170 212 265 335 425 530
4,00 112 140 180 224 280 355 450 560
4,50 118 150 190 236 300 375 475 600
Св. 45 до 90 0,50 50 63 80 100 125 — — —
0,75 60 75 95 118 150 — — —
1,00 71 90 112 140 180 224 280 355
1,50 80 100 125 160 200 250 315 400
2,00 90 112 140 180 224 280 355 450
3,00 106 132 170 212 265 335 425 530
4,00 118 150 190 236 300 375 475 600
5,00 125 160 200 250 315 400 500 630
5,50 132 170 212 265 335 425 530 670
6,00 140 180 224 280 355 450 560 710
Св. 90 до 180 0,75 63 80 100 125 160 — — —
1,00 75 95 118 150 190 — — —
1,50 85 106 132 170 212 265 335 425
2,00 95 118 150 190 236 300 375 475
3,00 112 140 180 224 280 355 450 560
4,00 125 160 200 250 315 400 500 630
6,00 150 190 236 300 375 475 600 750
Св. 180 до 355 1,50 90 112 140 180 224 280 355 —
2,00 106 132 170 212 265 335 425 530
3,00 125 160 200 250 315 400 500 630
4,00 140 180 224 280 355 450 560 710
6,00 160 200 250 315 400 500 630 800
Св. 355 до 600 2,00 112 140 180 224 280 355 450 —
4,00 150 190 236 300 375 475 600 750
6,00 170 212 265 335 425 530 670 850
Примечание. Значения, указанные в скобках, но возможности не применять.
549
Таблица П1.3
Допуски диаметра Ог
Номинальный Шаг Л мм Сте п е н ь точ ности
диаметр резьбы d, мм 4 5 6 7 8 9
Допуск ТД2, мкм
От 1 до 1,4 0,20 40 50 63 — — —
0,25 45 56 71 — — —
0,30 48 60 75 — — —
Св. 1,4 ДО 2,8 0,20 42 53 67 — — —
0,25 48 60 75 — — —
0,35 53 67 85 — — —
0,40 56 71 90 — — —
0,45 60 75 95 — — —
Св. 2,8 до 5,6 0,25 48 60 75 — — —
0,35 56 71 90 — — —
0,50 63 80 100 125 — —
0,60 71 90 112 140 — —
0,70 75 95 118 150 — —
0,75 75 95 118 150 — —
0,80 80 100 125 160 200 250
Св. 5,6 до 11,2 0,25 53 67 85 — — —
0,35 60 75 95 — — —
0,50 71 90 112 140 — —
0,75 85 106 132 170 — —
1,00 95 118 150 190 236 300
1,25 100 125 160 200 250 315
1,50 112 140 180 224 280 355
Св. 11,2 до 22,4 0,35 63 80 100 — — —
0,50 75 95 118 150 — —
0,75 90 112 140 180 — —
1,00 100 125 160 200 250 315
1,25 112 140 180 224 280 355
1,50 118 150 190 236 300 375
1,75 125 160 200 250 315 400
2,00 132 170 212 265 335 425
2,50 140 180 224 280 355 450
550
Окончание табл. П1.3
Номинальный Шаг Р, ММ Степеньточности
диаметр резьбы d, мм 4 5 6 7 8 9
Допуск ТD2, мкм
Св. 22,4 до 45 0,50 80 100 125 — — —
0,75 95 118 150 190 — —
1,00 106 132 170 212 265 335
1,50 125 160 200 250 315 400
2,00 140 180 224 280 355 450
3,00 170 212 265 335 425 530
3,50 180 224 280 355 450 560
4,00 190 236 300 375 475 600
4,50 200 250 315 400 500 630
Св. 45 до 90 0,50 85 106 132 — — —
0,75 100 125 160 — — —
1,00 118 150 190 236 300 375
1,50 132 170 212 265 335 425
2,00 150 190 236 300 375 475
3,00 180 224 280 355 450 560
4,00 200 250 315 400 500 630
5,00 212 265 335 425 530 670
5,50 224 280 355 450 560 710
6,00 236 300 375 475 600 750
Св. 90 до 180 0,75 106 132 170 — — —
1,00 125 160 200 250 — —
1,50 140 180 224 280 355 450
2,00 160 200 250 315 400 500
3,00 190 236 300 375 475 600
4,00 212 265 335 425 530 670
6,00 250 315 400 500 630 800
Св. 180 до 355 1,50 150 190 236 300 375 —
2,00 180 224 280 355 450 560
3,00 212 265 335 425 530 670
4,00 236 300 375 475 600 750
6,00 265 335 425 530 670 850
Св. 355 до 600 2,00 190 236 300 375 475 —
4,00 250 315 400 500 630 800
6,00 280 355 450 560 710 900
551
ПРИЛОЖЕНИЕ 2
ОСНОВНЫЕ ОТКЛОНЕНИЯ ДИАМЕТРОВ </, </2 НАРУЖНОЙ
И />,, />2 ВНУТРЕННЕЙ РЕЗЬБЫ
(ГОСТ 16093-2004)
Таблица П2.1
Наружная резьба Внутренняя резьба
Диаметр резьбы
Шаг Р, d;d2 Al А
ММ Основное отклонение, мкм
es El
d е f g h Е F G Н
0,20 — — -32 -17 0 — +32 + 17 0
0,25 — — -33 -18 0 — +33 + 18 0
0,30 — — -33 -18 0 — +33 + 18 0
0,35 — — -34 -19 0 — +34 + 19 0
0,40 — — -34 -19 0 — +34 + 19 0
0,45 — — -35 -20 0 — +35 +20 0
0,50 — -50 -36 -20 0 +50 +36 +20 0
0,60 — -53 -36 -21 0 +53 +36 +21 0
0,70 — -56 -38 -22 0 +56 +38 +22 0
0,75 — -56 -38 -22 0 +56 +38 +22 0
0,80 — -60 -38 -24 0 +60 +38 +24 0
1,00 -90 -60 -40 -26 0 +60 +40 +26 0
1,25 -95 -63 -42 -28 0 +63 +42 +28 0
1,50 -95 -67 -45 -32 0 +67 +45 +32 0
1,75 -100 -71 -48 -34 0 +71 +48 +34 0
2,00 -100 -71 -52 -38 0 +71 +52 +38 0
2,50 -106 -80 -58 -42 0 +80 — +42 0
3,00 -112 -85 -63 -48 0 +85 — +48 0
3,50 -118 -90 — -53 0 +90 — +53 0
4,00 -125 -95 — -60 0 +95 — +60 0
4,50 -132 -100 — -63 0 + 100 — +63 0
5,00 -132 -106 — -71 0 + 106 — +71 0
5,50 -140 -112 — -75 0 + 112 — +75 0
6,00 -150 -118 — -80 0 + 118 — +80 0
СПИСОК ЛИТЕРАТУРЫ
I. Багдасарова Т.А. Токарь-универсал : учеб, пособие для образоват. уч-
реждений нач. проф. образования / Т.А. Багдасарова. — М. : Изд. центр
«Академия», 2004. — 288 с.
2. ВереинаЛ. И. Справочник токаря : учеб, пособие для образоват. учреж-
дений нач. проф. образования / Л. И. Вереина. — М. : Изд. центр «Акаде-
мия», 2004. — 448 с.
3. Винников И.З. Устройство сверлильных станков и работа на них :
учебник для подготовки рабочих на производстве / И.З. Винников. — 4-е
изд., перераб. и доп. — М.: Высш, шк., 1983. — 240 с.
4. Косовский B.JJ. Справочник молодого фрезеровщика / В.Л. Косов-
ский. — 2-е изд., перераб. и доп. — М.: Высш, шк., 1992. — 400 с.
5. Краткий справочник металлиста / под общ. ред. А. Е.Древаля,
Е. А. Скороходова. — 4-е изд. перераб. и доп. — М.: Машиностроение, 2005. —
959 с.
6. Обработка металлов резанием с плазменным подогревом / А. Н. Резни-
ков, М.А. Шатерин, В. С. Кунин, Л. А. Резников ; под общ. ред. А. Н. Рез-
никова. — М. : Машиностроение, 1986. — 232 с.
7. Петрик М. И. Таблицы для подбора зубчатых колес / М. И. Петрик,
В.А. Шишков. — М.: Машиностроение, 1973. — 287 с.
8. Прогрессивные режущие инструменты и режимы резания металлов :
справочник / В. И. Баранчиков, А. В. Жаринов, Н.Д. Юлина и др.; под рел.
В. И. Баранчикова. — М.: Машиностроение. 1990. — 400 с.
9. Режимы резания металлов : справочник / Ю. В. Барановский,
Л. А. Брахман. А. И. Гдалевич и др. — М. : НИИТавтопром. 1995. — 495 с.
10. Справочник технолога-машиностроителя : в 2 т. — Т. I / под ред.
А. М.Дальского. А. Г. Косиловой. Р. К. Мещерякова. — М.: Машинострое-
ние, 2001. — 910 с.
11. Справочник технолога-машиностроителя : в 2 т. — Т. 2 / под ред.
А. М.Дальского, А. Г. Косиловой, Р. К. Мещерякова. — М.: Машинострое-
ние, 2001. — 944 с.
12. Справочник токаря-универсала / Д.Г. Белецкий, В. Г. Моисеев,
М. Г. Шеметов ; под ред. М. Г. Шеметова. — М.: Машиностроение, 1987. —
560 с.
13. Таблицы для подбора шестерен : справочник / М. В.Сандаков,
В. А. Вегнер, М. К. Вегнер. — 6-е изд., доп. — М.: Машиностроение, 1988. —
571 с.
14. Черпаков Б. И. Технологическая оснастка : учебник для студ. учреж-
дений сред. проф. образования / Б. И. Черпаков. — М. : Изд. центр «Акаде-
мия», 2003. — 288 с.
ОГЛАВЛЕНИЕ
Предисловие................................................. 3
РАЗДЕЛ I. ОБЩИЕ СПРАВОЧНЫЕ СВЕДЕНИЯ
Глава 1. Основы теории резания................................4
1.1. Основные понятия и элементы резания .................4
1.2. Геометрия токарного резца............................7
1.3. Заточка резцов......................................13
1.4. Сила резания........................................20
1.5. Материалы, обрабатываемые резанием, и их свойства...22
1.6. Области применения инструментальных материалов......44
Глава 2. Общие сведения о металлорежущих станках............52
2.1. Классификация металлорежущих станков..................52
2.2. Размерные ряды основных технологических групп станков.57
2.3. Условные обозначения элементов на кинематических схемах
станков..................................................58
2.4. Настройка кинематических цепей станка...............63
Глава 3. Технологический процесс и оснастка.................67
3.1. Виды технологических документов.....................67
3.2. Основные термины и определения......................68
3.3. Графические обозначения опор, зажимов и установочных
устройств................................................70
3.4. Условные обозначения допусков формы и расположения
поверхностей обрабатываемого изделия.....................72
3.5. Обозначение шероховатости на рабочем чертеже........76
3.6. Приспособления для закрепления заготовок при токарной
обработке наружных поверхностей..........................78
3.7. Приспособления для обработки фасонных поверхностей....89
3.8. Приспособления, применяемые на токарно-затыловочных
станках..................................................90
3.9. Приспособления, применяемые на токарно-карусельных
станках..................................................94
3.10. Приспособления многократного применения..............96
Глава 4. Измерительный инструмент..........................102
4.1. Измерительный инструмент для наружных поверхностей....102
4.2. Измерительный инструмент для отверстий................111
4.3. Измерительный инструмент для контроля резьб ..........116
4.4. Средства и методы измерения крупногабаритных деталей..118
554
Глава 5. Смазочно-охлаждающие технологические среды..........123
5.1. Классификация смазочно-охлаждающих технологических сред .... 123
5.2. Характеристики и области применения основных марок
смазочно-охлаждающих технологических сред...............124
5.3. Смазочно-охлаждающие жидкости, применяемые
при токарной обработке наружных поверхностей............130
5.4. Применение смазочно-охлаждающих жидкостей
при затыловании режущих инструментов....................140
5.5. Выбор смазочно-охлаждающих жидкостей
при обработке отверстий ................................140
5.6. Смазочно-охлаждающе жидкости, применяемые
при нарезании резьб.....................................141
5.7. Смазочно-охлаждающие жидкости, применяемые
на токарно-карусельных станках..........................141
5.8. Смазочно-охлаждающие жидкости, применяемые
при шлифовании..........................................141
5.9. Применение смазочно-охлаждающих жидкостей
в отделочных операциях..................................142
5.10. Смазочно-охлаждающие жидкости
для труднообрабатываемых материалов....................143
Глава 6. Основные нормы взаимозаменяемости...................144
6.1. Общие положения......................................144
6.2. Допуски, отклонения и посадки........................145
6.3. Применение стандартных посадок.......................154
6.4. Определение допусков размеров, отклонений, зазоров,
натягов и посадок.......................................154
6.5. Единица допуска — мера точности......................158
6.6. Допуски и посадки метрических резьб с зазором........159
РАЗДЕЛ 11. ТОКАРНАЯ ОБРАБОТКА
Глава 7. Конструкция и кинематика станков....................162
7.1. Технические характеристики токарных станков, выпускаемых
отечественной промышленностью...........................162
7.2. Токарно-револьверный станок мод. 1341................162
7.3. Одностоечный токарно-карусельный станок мод. 1512....180
7.4. Одностоечный токарно-карусельный станок с числовым
программным управлением мод. 1512ФЗ.....................182
7.5. Токарно-винторезные станки...........................184
7.6. Универсальный токарно-затыловочный станок мод. 1Е811.190
7.7. Специальный станок для вихревого нарезания резьбы
мод. ЕТ28М..............................................193
7.8. Токарный патронно-центровой станок с числовым
программным управлением мод. 16К2ОФЗС5..................195
7.9. Токарный патронно-центровой станок с оперативной
системой управления мод. 16К20Т1........................198
Глава 8. Токарная обработка наружных поверхностей............203
8.1. Токарные резцы.......................................203
555
8.2. Припуски на токарную обработку наружных и торцовых
поверхностей............................................210
8.3. Режимы резания при токарной обработке наружных и
торцовых поверхностей...................................212
8.4. Шероховатость поверхности и точность обработки.....232
Глава 9. Токарная обработка отверстий......................233
9.1. Режущий инструмент.................................233
9.2. Типовые способы обработки отверстий................241
9.3. Припуски на обработку..............................242
9.4. Выбор режимов резания..............................243
9.5. Шероховатость поверхности и точность обработки.....249
Глава 10. Обработка фасонных поверхностей..................250
10.1. Способы обработки.................................250
10.2. Фасонные резцы....................................250
10.3. Режимы резания....................................252
Глава 11. Нарезание резьбы.................................255
11.1. Элементы и классификация резьб ...................255
11.2. Способы нарезания резьбы. Режущие инструменты.....257
11.3. Припуски на обработку резьбовых поверхностей......280
11.4. Режимы резания при резьбообразовании..............286
11.5. Шероховатость поверхности и точность обработки....292
11.6. Специальные приспособления для нарезания
многозаходных резьб......................................293
Глава 12. Отделочная обработка.............................294
12.1. Отделка поверхностей чистовыми резцами............294
12.2. Алмазное выглаживание.............................295
12.3. Полирование ......................................296
12.4. Притирка..........................................296
12.5. Чистовая обработка пластическим деформированием...299
12.6. Накатывание.......................................300
РАЗДЕЛ 111. СВЕРЛИЛЬНЫЕ РАБОТЫ
Глава 13. Конструкция и кинематика станков.................302
13.1. Назначение и классификация........................302
13.2. Технические характеристики отечественных сверлильных
станков..................................................304
13.3. Вертикально-сверлильный станок мод. 2Н135.........312
13.4. Радиально-сверлильный станок мод. 2М55............313
13.5. Вертикально-сверлильный станок с числовым программным
управлением мод. 2Р135Ф2.................................314
13.6. Радиально-сверлильный станок с числовым программным
управлением мод. 2554Ф2................................ 319
Глава 14. Режущие и вспомогательные инструменты ...........323
14.1. Спиральные сверла.................................323
14.2. Зенкеры и зенковки................................333
14.3. Развертки.........................................338
556
14.4. Метчики...........................................344
14.5. Вспомогательные инструменты.......................349
Глава 15. Режимы резания и точность обработки..............355
15.1. Припуски на обработку.............................355
15.2. Режимы резания....................................359
15.3. Шероховатость поверхности и точность обработки....369
РАЗДЕЛ IV. ФРЕЗЕРНЫЕ РАБОТЫ
Глава 16. Конструкция и кинематика станков.................370
16.1. Общие сведения....................................370
16.2. Технические характеристики отечественных фрезерных
станков.................................................371
16.3. Горизонтальный консольно-фрезерный станок.........371
16.4. Бесконсольный вертикально-фрезерный станок........399
Глава 17. Сила резания и режущий инструмент................401
17.1. Способы фрезерования и элементы режимов резания...401
17.2. Сила резания при фрезеровании.....................403
17.3. Основные элементы фрез............................405
17.4. Выбор материала режущей части фрезы и ее геометрических
параметров..............................................407
17.5. Период стойкости фрезы............................412
17.6. Виды фрез.........................................416
Глава 18. Приспособления, расширяющие технологические
возможности фрезерных станков...........................454
18.1. Делительные головки...............................454
18.2. Специальные приспособления .......................462
Глава 19. Режимы резания и точность обработки..............465
19.1. Припуски на обработку.............................465
19.2. Режимы резания....................................471
19.3. Шероховатость поверхности и точность обработки....513
РАЗДЕЛ V. ПЛАЗМЕННО-МЕХАНИЧЕСКАЯ ОБРАБОТКА
Глава 20. Классификация плазменно-механической обработки...517
20.1. Общие положения и понятия.........................517
20.2. Оборудование для плазменно-механической обработки.519
20.3. Металлорежущие станки для плазменно-механической
обработки и их оснащение............................521
20.4. Манипуляторы .....................................525
20.5. Токарная обработка торцовых и фасонных поверхностей
с плазменным подогревом.................................529
20.6. Особенности фрезерования с плазменным подогревом .531
20.7. Конструктивные особенности режущих инструментов
при плазменно-механической обработке................537
РАЗДЕЛ VI ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Глава 21. Планировка рабочего места .......................542
Приложения.................................................547
Список литературы .........................................553
Учебное издание
Вереина Людмила Ивановна,
Краснов Михаил Михайлович
Справочник станочника
Учебное пособие
2-е издание, исправленное
Редактор Л.Ю.Кнопов
Технический редактор Н. И. Горбачева
Компьютерная верстка: Д. В. Федотов
Корректоры С. Ю. Свиридова, Т. Н. Морозова
Изд. № 102112390. Подписано в печать 09.06.2008. Формат 60 x90/16.
Гарнитура «Таймс». Бумага тип. № 2. Печать офсетная. Усл. печ. л. 35,0.
Тираж 2 500 экз. Заказ № 2116
Издательский центр «Академия», www.academia-moscow.ni
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.004796.07.04 от 20.07.2004.
117342, Москва, ул. Бутлерова, 17-Б, к. 360. Тел./факс: (495)334-8337, 330-1092.
Отпечатано с электронных носителей издательства.
ОАО «Тверской полиграфический комбинат», 170024, г. Тверь, пр-т Ленина, 5.
Телефон: (4822) 44-52-03, 44-50-34. Телефон/факс: (4822) 44-42-15.
Home page - www.tverpk.ru Электронная почта (E-mail) - sales@tverpk.ru Д
-afcn Издательский центр
ACADEMA _
«Академия»
Учебная литература
для профессионального
образования
Наши книги можно приобрести (оптом и в розницу)
Москва 129085, Москва, пр-т Миро, д. 101 в, стр. 1
(м. Алексеевская)
Тел./фокс: (495) 648-0507, 330-1092, 334-1563
E-mail: sale@academia-moscow.ru
Филиалы: Северо-Западный
198020, Санкт-Петербург, наб. Обводного канала,
д 211-213, литер «В»
Тел.: (812)251-9253, 252-5789, 575-3229
Факс: (812)251-9253, 252-5789
E-mail: fspbacad@peterstor ru
Приволжский
603005, Нижний Новгород, ул Алексеевская, д. 24г и 24д
Тел: (8312)18-1678
E-mail: pf-acodemia@bk ги
Уральский
620144, Екатеринбург, ул Щорса, д. 92а, корп. 4
Тел.: (343)257-1006
Факс: (343)257-3473
E-mail: academia-ural@mail ги
Сибирский
630108, Новосибирск, ул Станционная, д. 30
Тел /факс: (383) 300-1005
E-mail: academia sibir@mail.ru
Дальневосточный
680014, Хабаровск, Восточное шоссе, д. 2а
Тел / факс: (4212) 27-6022,
E-mail: filialdv-academia@yandex.ru
Южный
344037, Ростов-на-Дону, ул. 22-я линия, д. 5/7
Тел : (863)253-8566
Факс:(863)251-6690
E-mail: academia-rostov@skytc.ru
Представительство в Республике Татарстан
420094, Казань, Ново-Савиновский район,
ул. Голубятникова, д 18
Тел / фокс: (843) 520-7258, 556-7258
E-mail: ocademio_kozon@mail.ru
www. academia-moscow. ru