/

































































































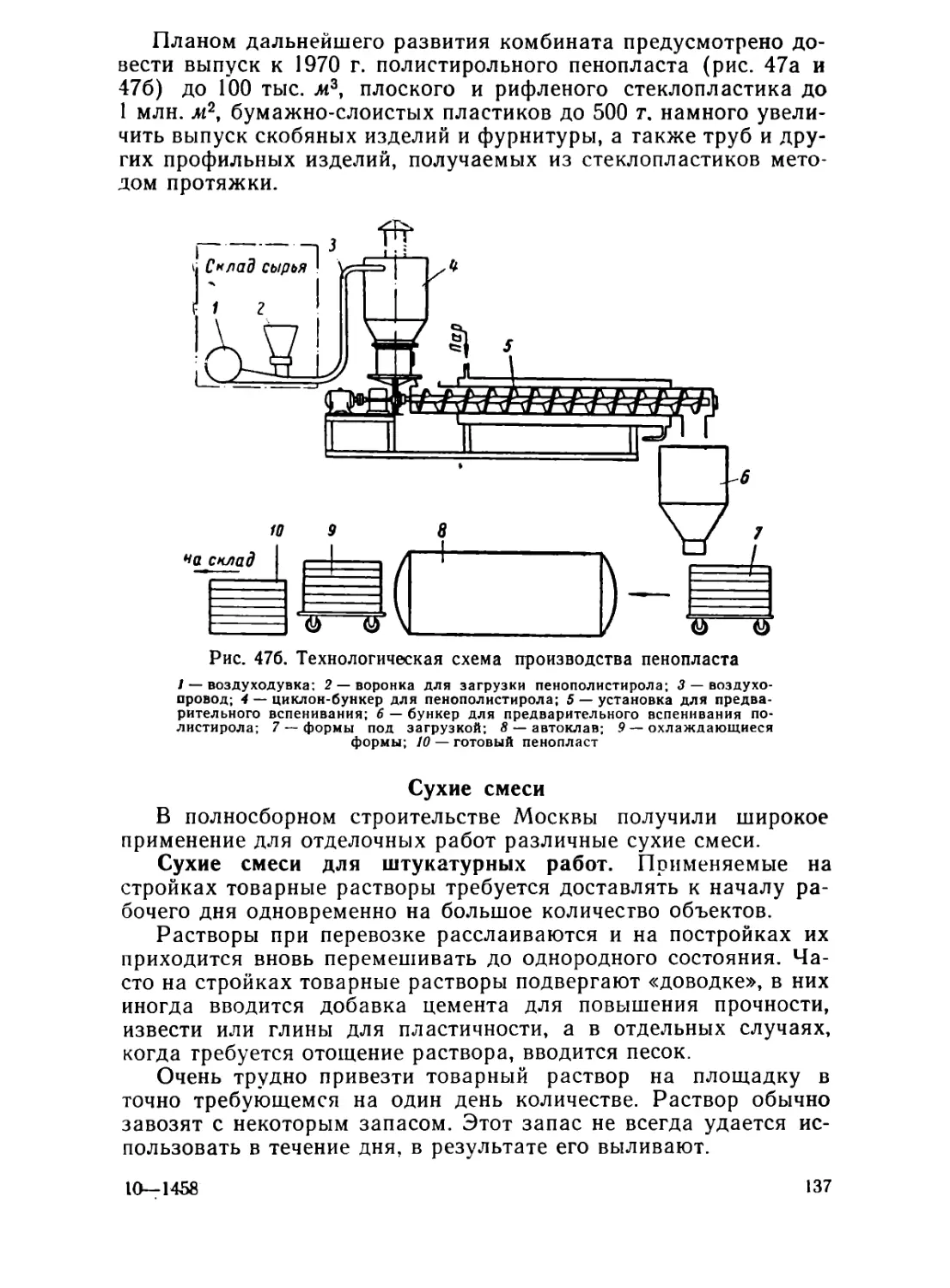
































































































Текст
I
МАССОВОЕ
ПОЛНОСБОРНОЕ
ДОМОСТРОЕНИЕ
В МОСКВЕ
УПРАВЛЕНИЕ ПО ПРОЕКТИРОВАНИЮ ЖИЛИЩНО-ГРАЖДАНСКОГО
И КУЛЬТУРНО-БЫТОВОГО СТРОИТЕЛЬСТВА Г. МОСКВЫ
МОСПРОЕКТ-1
ДЫХОВИЧНЫЙ Ю. А., КРАВЦОВ Д. М„ ЛЕВИТАН Е. П..
МАКРУШИН М. М.. ТАРГАНСКИЙ Н. Л.
МАССОВОЕ ПОЛНОСБОРНОЕ
ДОМОСТРОЕНИЕ В МОСКВЕ
< . t
t I
ИЗДАТЕЛЬСТВО ЛИТЕРАТУРЫ ПО СТРОИТЕЛ frO’T Bit
Москва — 1965
УДК 69.002.2(470-20)
Научный редактор инж. С. И. Балашов
В книге обобщается разносторонний опыт проектирования,
строительства и эксплуатации полносборных жилых домов,
получивших массовое применение в жилищном строительстве
Москвы.
Рассмотрены вопросы совершенствования проектных ре-
шений, создания базы индустриального домостроения, инду-
стриализации строительства с сопоставлением технико-эконо-
мических показателей различных типов полносборных зданий.
Приведены основные факторы, определяющие целесооб-
разность применения отдельных конструкций, узлов и матери-
алов, принятых для массового строительства с учетом резуль-
татов научных исследований их эксплуатационных качеств и
долговечности и использования имеющихся резервов полно
сборного домостроения.
Освещаются недостатки проектирования, строительства
и технической эксплуатации полносборных домов и приводят-
ся рекомендации по их совершенствованию.
Книга предназначается для широкого круга проектиров-
щиков, инженерно-технического персонала строительных орга-
низаций и работников, ведающих вопросами технической экс-
плуатации жилых зданий.
ПРЕДИСЛОВИЕ
Книга «Массовое полносборное домостроение в Москве»
обобщает опыт проектирования и строительства индустриаль-
ных типов зданий, накопленный за последние годы проектными,
научно-исследовательскими и строительными организациями, а
также московскими предприятиями промышленности строитель-
ных материалов и деталей.
Объем книги не позволил авторам охватить все вопросы
развития и совершенствования строительства, однако основные
из них, относящиеся к улучшению качественных показателей и
повышению уровня индустриализации, в книге освещены.
Книга предназначена для широких кругов инженерно-техни-
ческих работников, занимающихся вопросами жилищного и
гражданского строительства. Отдельные главы книги написаны:
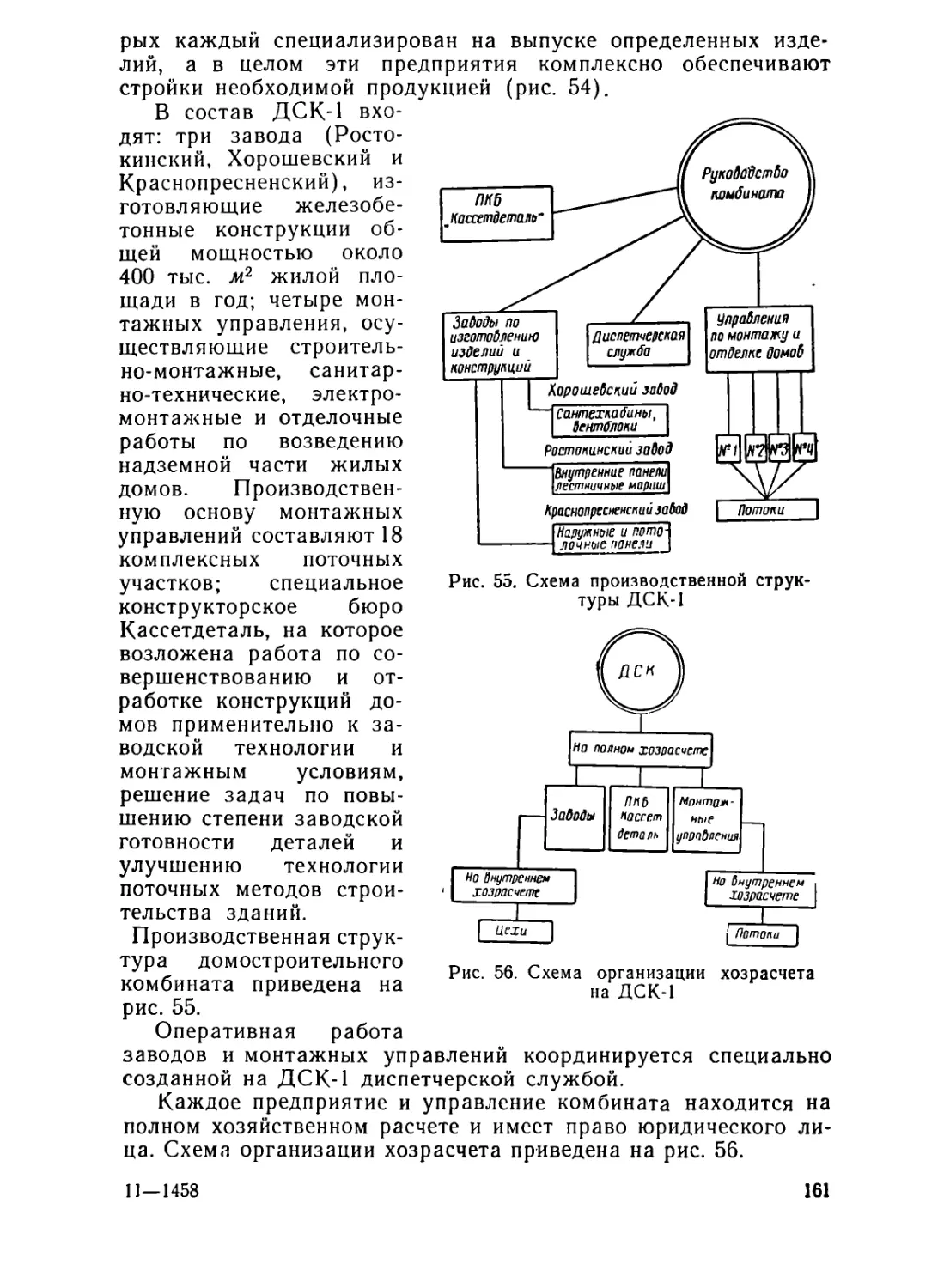
инж. Макрушиным М. М. — план книги, введение и заключение,
инж. Дыховичным Ю. А. — глава I, канд. техн, наук Левита-
ном Е. П. — главы II и IV, инж. Тарганским Н. Л. — глава III,
инж. Кравцовым Д. М. — глава V.
Авторы выражают благодарность профессору, доктору техни-
ческих наук Шишкину А. А., инженерам Дроздову А. Г., Де-
ментьеву С. Т., Шуру А. И., Кириллову Е. А. и канд. техн, наук
Пермякову С. И. за ряд ценных рекомендаций, сделанных ими
при рецензировании рукописи книги.
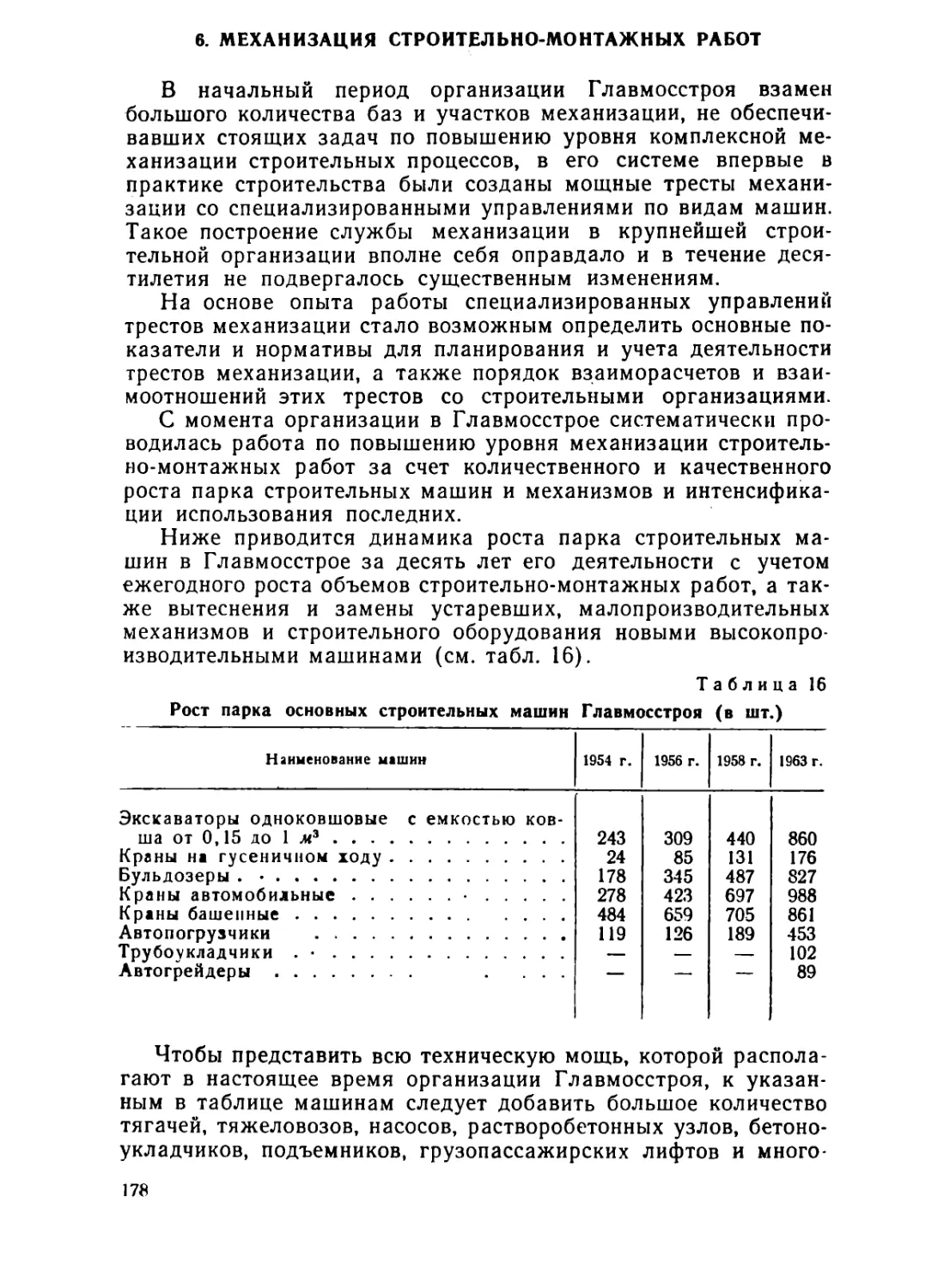
ВВЕДЕНИЕ
Принятая XXII съездом КПСС величественная Программа
Коммунистической партии Советского Союза, предусматриваю-
щая построение материально-технической базы коммунизма
в нашей стране за 20 лет, уделяет огромное внимание решению
одной из важнейших проблем благосостояния советского наро-
да— обеспечению населения нашей страны благоустроенным
жильем.
Постановление ЦК КПСС и Совета Министров СССР от
31 июля 1957 г. «О развитии жилищного строительства в СССР»
поставило задачу: «... в кратчайшие сроки достигнуть значитель-
ного прироста жилищного фонда, чтобы в ближайшие 10—12 лет
покончить в стране с недостатком в жилищах».
Для решения этой проблемы партия и правительство прила-
гают большие усилия, оказывая широкую помощь развитию
строительной индустрии.
За шесть лет, прошедших со времени принятия ЦК КПСС и
Советом Министров СССР постановления о развитии в стране
жилищного строительства, в СССР были улучшены жилищные
условия около 75 млн. человек, или одной трети населения.
Такой размах жилищного строительства оказался возмож-
ным благодаря переходу на индустриальные методы строитель-
ства и применению экономичных типовых проектов жилых до-
мов.
За последние годы в нашей стране создана и успешно разви-
вается новая отрасль строительной индустрии — промышлен-
ность железобетонных деталей для полносборного домострое-
ния. Производство сборного железобетона увеличилось с
8,8 млн. м3 в 1956 г. до 50 млн. м3 в 1963 г.
Практика крупнопанельного (полносборного) домостроения
убедительно показала его преимущества перед традиционными
способами строительства: затраты труда на возведение крупно-
панельных домов снизились, по сравнению с кирпичными, на
35—40%, а сроки сократились в 1,5—2 раза.
Крупнопанельное (полносборное) домостроение стало основ-
ным направлением технического прогресса в массовом жилищ-
ном строительстве.
4
В стране продолжает развиваться промышленность крупно-
панельного домостроения. До 1962 г. было построено 164 завода
суммарной мощностью более 13 млн. м2 жилой площади в год.
К 1963 г. мощность предприятий достигла почти 17 млн. м2 жи-
лой площади, а в 1965 г. она превысит 30 млн. м2.
Если в 1962 г. удельный вес полносборного домостроения по
стране составлял около 15% к общему объему государственно-
го жилищного строительства, то в 1965 г. уровень полносборного
домостроения намечено довести до 30%.
Московские строительные организации одними из первых
вступили на путь качественных преобразований строительства.
Разработка проектными организациями сборных конструкций и
массовое изготовление их на предприятиях промышленности
обеспечили строителям Москвы переход на индустриальные ме-
тоды возведения зданий. Благодаря этому удалось значительно
снизить стоимость строительства.
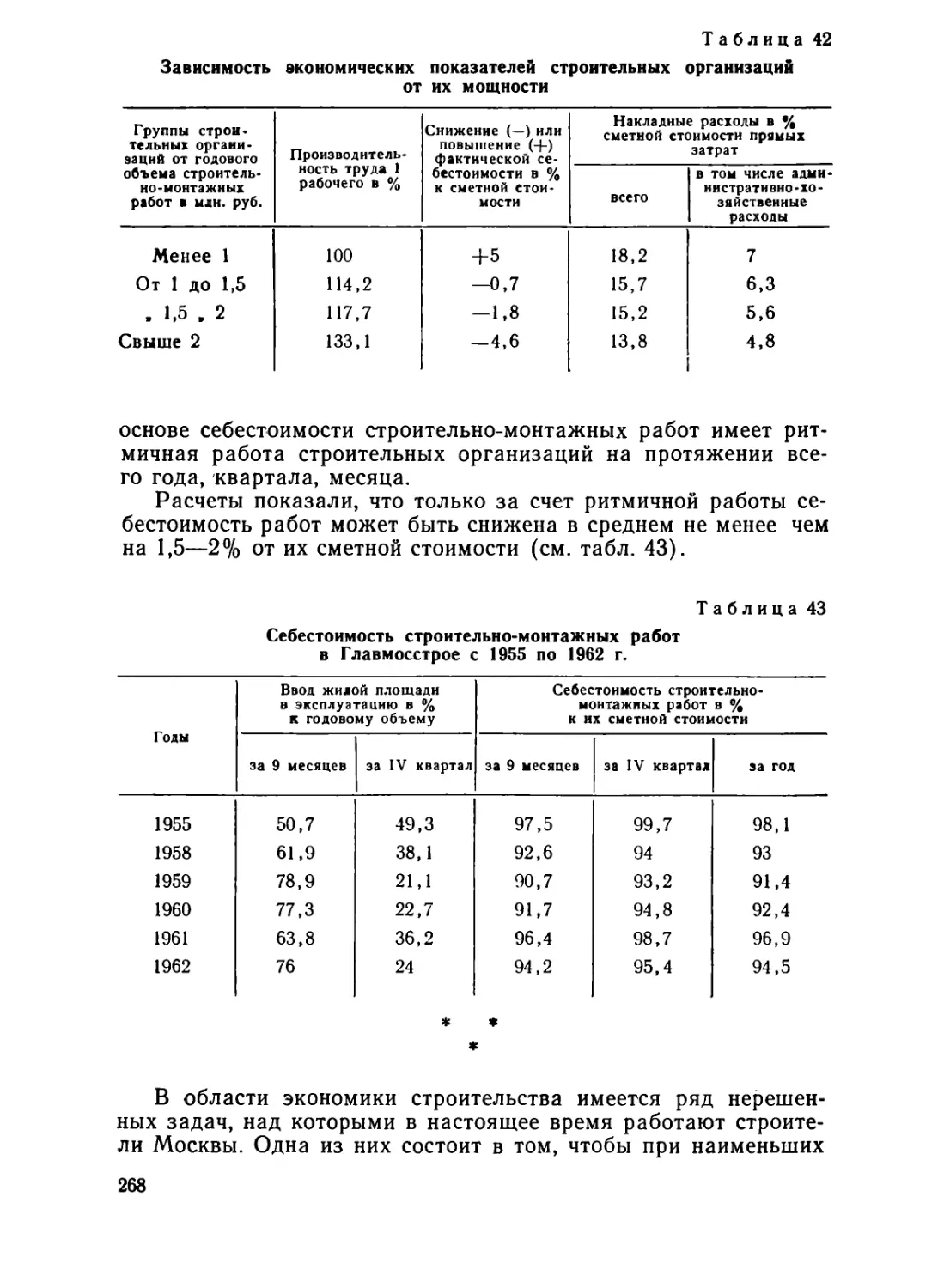
Динамика снижения стоимости в московском строительстве
характеризуется следующими данными.
Мощные промышленные предприятия по изготовлению дета-
лей и конструкций, созданные в Москве за последние годы, обес-
печивают ежегодно строительство домов с жилой площадью бо-
лее 3 млн. м2.
Основным направлением в жилищном строительстве Москвы
стало полносборное домостроение, уровень которого в 1963 г.
достиг 65% от общего объема строительства.
Достигнутые по Москве успехи являются прежде всего ре-
зультатом коренной реорганизации строительства, начатой
в 1954 г.
Все проектные организации, ранее разобщенные, объедине-
ны в Москве в единую систему Главного архитектурно-планиро-
вочного управления; производство конструкций, изделий и мате-
риалов сконцентрировано в Главном управлении московской
промышленности строительных материалов; строительные орга-
низации Москвы, ранее входившие в состав различных мини-
стерств и ведомств и разрозненные почти по 400 самостоятель-
ным трестам, управлениям, конторам, объединены в крупнейшую
5
в нашей стране организацию по жилищному и гражданскому
строительству—Главмосстрой.
Благодаря концентрации общих усилий московских органи-
заций, направленных на решение основных задач в строитель-
стве, созданию новых форм строительного производства, внед-
рению новой техники и ускорению развития технического про-
гресса, стало возможным более успешно проводить единую
техническую политику в московском строительстве.
Основы этой технической политики заложены в следующем:
переходе на массовое строительство только по типовым, эко-
номичным и рациональным проектам;
внедрении полносборных типов зданий в массовое строитель-
ство;
укрупнении и специализации строительных организаций с пе-
реходом на новые формы строительства — силами домострои-
тельных комбинатов;
внедрении методов поточного строительства;
развитии новых, прогрессивных технологий изготовления кон-
струкций, в том числе метода вибропроката, кассетной техноло-
гии, конвейерного производства и других высокоэффективных и
производительных методов.
По существу за последние 4—5 лет панельное домостроение
вышло из стадии эксперимента на широкую дорогу массового
строительства.
’ Вместе с тем опыт показал, что применяемые в строительстве
проектные решения жилых и гражданских зданий неравноценны
как по конструктивным, экономическим, так и по эксплуатаци-
онным качествам.
Следует отметить, что потенциальные возможности крупно-
панельного домостроения до сих пор используют еще не в пол-
ной мере. В частности, еще недостаточна заводская готовность
конструкций зданий: в крупнопанельных зданиях около 60% за-
трат труда еще приходится на ручные процессы (по монтажу
мелких элементов, заделке стыков, отделочным работам и др.).
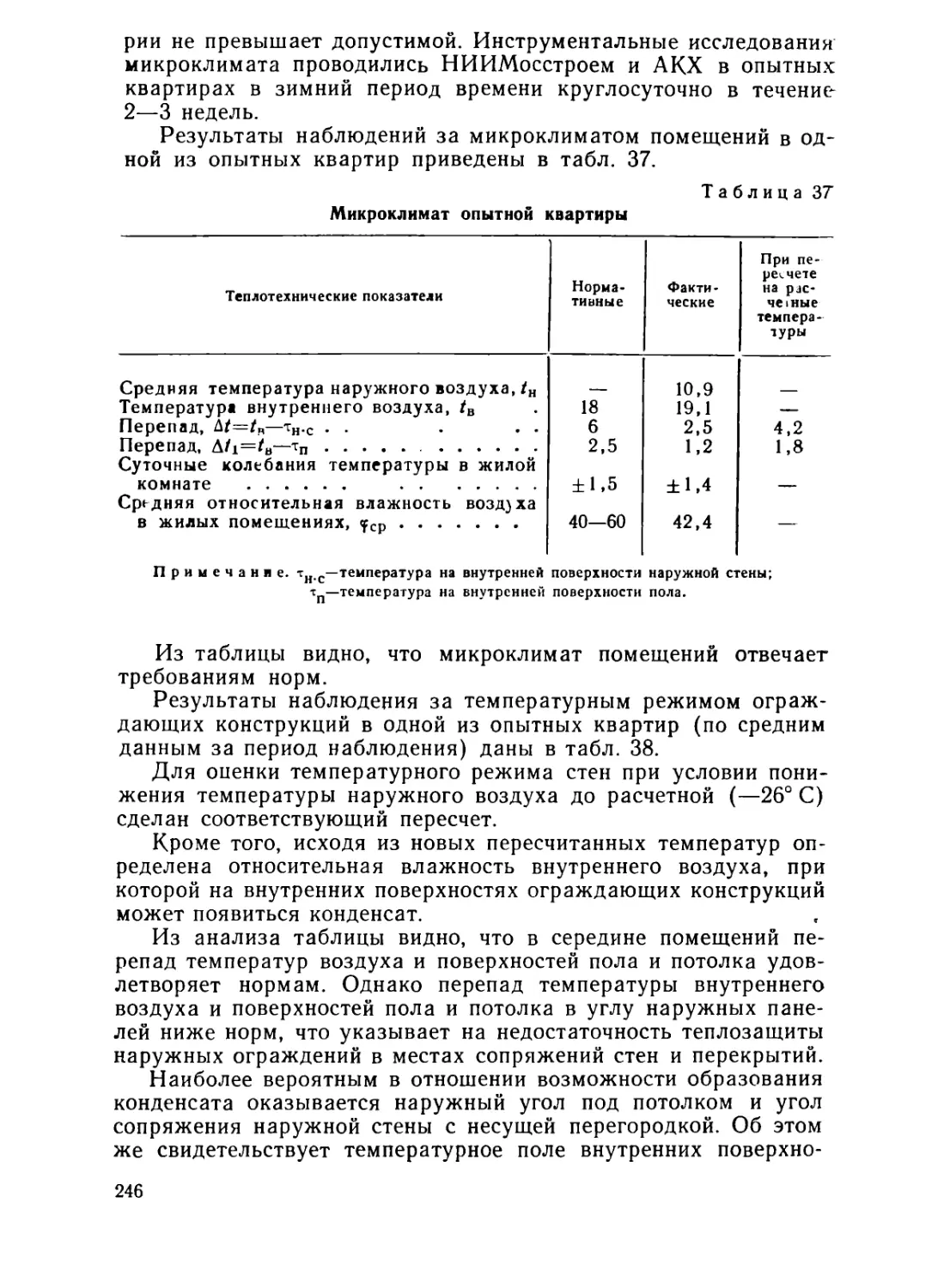
Эксплуатационные качества крупнопанельных домов в ряде
случаев не отвечают требованиям, предъявляемым к массовому
строительству.
В целях дальнейшего совершенствования полносборного до-
мостроения необходимо:
устранить в кратчайшие сроки имеющиеся недостатки в круп-
нопанельных зданиях, отработать конструкции действующих
проектов, улучшить технологию производства сборных деталей
и повысить качество монтажных и отделочных работ в строи-
тельстве;
повысить уровень заводской готовности сборных элементов
до степени, исключающей необходимость их доводки и отделки
на стройке;
разработать проекты новых, более совершенных типов зда-
&
ний, провести тщательную экспериментальную проверку их в
строительстве с учетом требований, отвечающих эксплуатацион-
ным качествам; новые проектные решения должны предусматри-
вать максимальную унификацию объемно-планировочных и кон-
структивных параметров;
использовать для нужд полносборного домостроения новые
эффективные конструктивные и отделочные материалы, в том
числе высокопрочные бетоны, искусственные легкие заполните-
ли, армоцемент, асбестоцемент и эффективные теплоизоляцион-
ные материалы, герметики, лакокрасочные, пленочные и другие
синтетические материалы.
В строительстве должны быть снижены расходы материалов,
в первую очередь металла, путем применения новых эффектив-
ных строительных материалов и наиболее совершенных конст-
руктивных схем.
Основным направлением технического прогресса в полно-
сборном строительстве должно явиться максимальное разнооб-
разие зданий, сооружаемых из ограниченного набора стандарт-
ных деталей массового производства, на базе унификации объ-
емно-планировочных и конструктивных схем.
При выборе оптимальных конструктивных и планировочных
схем жилых зданий для строительства 1970—1980 гг. необходи-
мо на основе широкого развития экспериментального строитель-
ства провести тщательное технико-экономическое сравнение
преимуществ и недостатков различных типов бескаркасных
крупнопанельных зданий, каркасно-панельных систем и других.
Следует иметь в виду, что основное направление технической
политики — замена устаревших конструкций более прогрессив-
ными и совершенными — является процессом постепенным и свя-
зано во времени со сроками амортизации действующего обору-
дования, так как переоснащение и техническое перевооружение
заводов требует больших материальных затрат.
Поэтому наряду с созданием и внедрением новых типов пол-
носборных зданий должна последовательно проводиться работа
по совершенствованию действующих типов крупнопанельных
зданий в направлении:
совершенствования конструкций стеновых панелей, перекры-
тий, совмещенных крыш, а также санитарно-технического обо-
рудования и других элементов зданий с целью повышения эко-
номичности, эксплуатационных качеств, снижения трудоемкости
работ и повышения заводской готовности изделий;
обеспечения более высокого качества класса точности изго-
товления деталей и более качественного монтажа элементов зда-
ния, с применением фиксирующих приспособлений, специальной
оснастки и других средств;
дальнейшего развития новой формы организации строитель-
ства методами домостроительных комбинатов, повышающих
эффективность крупнопанельного домостроения.
Т
При подготовке настоящей книги авторы ставили перед со-
бой задачу провести анализ и обобщение опыта массового стро-
ительства полносборных жилых домов в Москве. Этот опыт мо-
жет быть отнесен ко всему полносборному домостроению,
осуществляемому в нашей стране, так как московское строи-
тельство по своему характеру и масштабам опередило другие
города нашей страны. Поэтому выявленные недоработки про-
ектных решений, недостатки в технологии изготовления и мон-
тажа конструкций являются характерными для других типов
крупнопанельных зданий, строящихся в нашей стране. Следова-
тельно, предложения по дальнейшему совершенствованию и
развитию полносборного домостроения, сделанные на основе
обобщения московского опыта строительства, в равной степени
могут быть отнесены к другим городам и районам, где ведется
подобное строительство.
Выявленные положительные стороны и недостатки полно-
сборного строительства, правильный анализ опыта этого нового
вида домостроения должны позволить сделать вывод по даль-
нейшему совершенствованию проектных решений, технологии
изготовления и монтажа и разработать рекомендации по направ-
ленности дальнейшего развития крупнопанельного строитель-
ства, созданию новых прогрессивных индустриальных типов жи-
лых зданий.
Качественно новым изменением в московском строительстве
является переход на возведение зданий повышенной этажности:
9, 16 и более этажей.
В настоящее время в Москве проводится подготовка к раз-
вертыванию работ по строительству многоэтажных зданий на
новом техническом уровне. Это не возврат к прежним типам
многоэтажных кирпичных зданий. Вопрос ставится о создании
прогрессивных, индустриальных полносборных домов большой
этажности из железобетона, по своим техническим качествам и
трудоемкости не уступающим лучшим современным конструк-
циям пятиэтажных зданий.
При работе над книгой авторы использовали фактический
материал, накопленный в течение последних лет проектными,
строительными и научно-исследовательскими организациями, а
также предприятиями промышленности стройматериалов, зани-
мавшимися вопросами индустриального строительства.
Глава I
РАЗВИТИЕ И СОВЕРШЕНСТВОВАНИЕ
КОНСТРУКТИВНЫХ РЕШЕНИЙ
ПОЛНОСБОРНЫХ ЖИЛЫХ ДОМОВ
1. КОНСТРУКЦИИ ПОЛНОСБОРНЫХ жилых домов,
ПРИМЕНЯЕМЫХ В МОСКОВСКОМ СТРОИТЕЛЬСТВЕ
Основные направления сборного домостроения
Начало полносборного домостроения в Москве относится к
1949—1950 гг. В это время были построены первые крупнопа-
нельные жилые дома на Хорошевском шоссе, Соколиной горе,
Октябрьском поле. Этот период характеризуется поисками прин-
ципиальных конструктивных схем индустриальных типов зда-
ний. Следует отметить, что первые типы сборных зданий были
построены в каркасной системе. Даже первый дом на Октябрь-
ском поле, относящийся к крупнопанельной структуре, является
по своей статической работе каркасным, так как конструктив-
ная основа панелей поперечных стен стержневая и состоит из
колонн и ригелей, которые воспринимают действующие верти-
кальные и горизонтальные усилия, а остальная часть попереч-
ной панели из шлакобетона является заполнением этого кар-
каса.
Такое начало можно было объяснить осторожностью в под-
ходе на первом этапе к конструктивным решениям зданий ново-
го типа и стремлением использовать в качестве конструктивной
основы проверенные в других видах строительства каркасные
системы.
Одновременно с созданием принципиально новых типов пол-
носборных жилых зданий в эти годы значительное развитие
получает и другое направление — внедрение сборных железобе-
тонных элементов в массовое кирпичное строительство.
В 1956 г. появляются первые серии типовых проектов пяти-
этажных крупноблочных жилых домов, а в 1957 г. — девяти-
этажных. С точки зрения принципов конструктивного решения
эти дома являлись развитием традиционных схем домов с про-
дольными кирпичными стенами.
2—1458 9
Дальнейшей эволюцией конструктивной схемы этого типа
домов с несущими продольными стенами является переход от
блочной конструкции стен к панельным ограждениям (серия
домов 1-515),
Одновременно возникает и второе направление индуст-
риального строительства, которое характеризуется повторени-
ем на новом этапе ранее применяемых каркасных схем
зданий.
Строятся шести- и десятиэтажные каркасно-панельные дома
на 1-й Хорошевской улице.
Однако эта конструкция дома, состоящая из малогабарит-
ных элементов каркаса и тяжелых наружных приставных пане-
лей, которые по своей несущей способности сами вместо карка-
са способны были нести нагрузку от перекрытий, отличалась
многодельностью, трудоемкостью, большим расходом стали и
цемента, высокой стоимостью. Неудовлетворительные конструк-
тивные и технико-экономические показатели этой схемы дома
сделали нецелесообразным ее дальнейшее применение в строи-
тельстве.
Вместе с тем, каркасная структура здания способствовала
новому решению каркасно-панельного дома, предусматри-
вающему применение тонкостенных железобетонных элемен-
тов, изготовляемых в специальных кассетных установках (се-
рия К-7).
Третье направление панельного домостроения — это появле-
ние домов панельной структуры с поперечными несущими круп-
нопанельными стенами, крупнопанельными перекрытиями и на-
ружными панелями размером на комнату (серия 1605 или
1-464).
Эволюция конструктивных схем была связана с созданием
принципиально новых технологических линий производства, ко-
торые начали развиваться в 1958—1960 гг. Это — кассетная тех-
нология Гипростройиндустрии и НИАТа и технология прокатно-
го железобетона, предложенная и разработанная инж. Н. Я. Коз-
ловым.
Технология изготовления деталей методом вибропроката оп-
ределила создание крупнопанельных зданий с новыми конст-
руктивными формами его элементов (серия П-35), а в послед-
ние годы, начиная с 1963 г., позволила получить новые системы
многоэтажных полносборных зданий.
В 1960—1963 гг. были построены дома из виброкирпичных
панелей.
Новым направлением последних лет является многоэтажное
крупнопанельное и каркасно-панельное строительство, которое
проходит сейчас этап становления.
Общая картина развития полносборного строительства в
Москве показана в табл. 1.
10
Таблица I
Строительство полносборных жилых домов в Москве
(в тыс. м2 жилой площади по годам)
№ п/п 1 Типы домов Серии Фактический выпуск 1 План
1956 1957 1958 1959 1960 1961 1962 1963 1964 1965
1
2
3
4
5
6
7
8
Крупноблочные:
пятиэтажные . . .
девятиэтажные (баш-
ни) ... ...
12-этажные (башни)
Крупнопанельные
керамзитобетонпые
Крупнопанельные
из виброкирпичных
панелей .........
Крупнопанельные
виброгрокатные:
пятиэтажные . . . .
денятиэтажные . .
Крупнопанельные
кассетные пятиэтаж*
ные
Крупнопанельные
кассетные:
пятиэтажные . . .
Крупнопанельные
девятиэтажные
К аркасно-панель-
ные 16-этажные
1-510
П-18-01
II 18-12
1-515
П-32
II -35
11-57
1605
К-7
МГ-300
П-49
1-601
90 160 401 442
390 489 454
55 178 285
43,5 169
— 14
— 2
320 564 662
68 322 312
54 13
66 88 83
27 78 228 357
385
288
50
700
194
142
400
400 70
200 200
200 350
880 1200
70
50 100
160 160
500 450
180 400
100 200
Итого
90 116о[444,5*68э! 103111882 2153 2159 27403130
Illi I I । I I
Конструктивные решения основных типов
полносборных жилых домов, строящихся в Москве
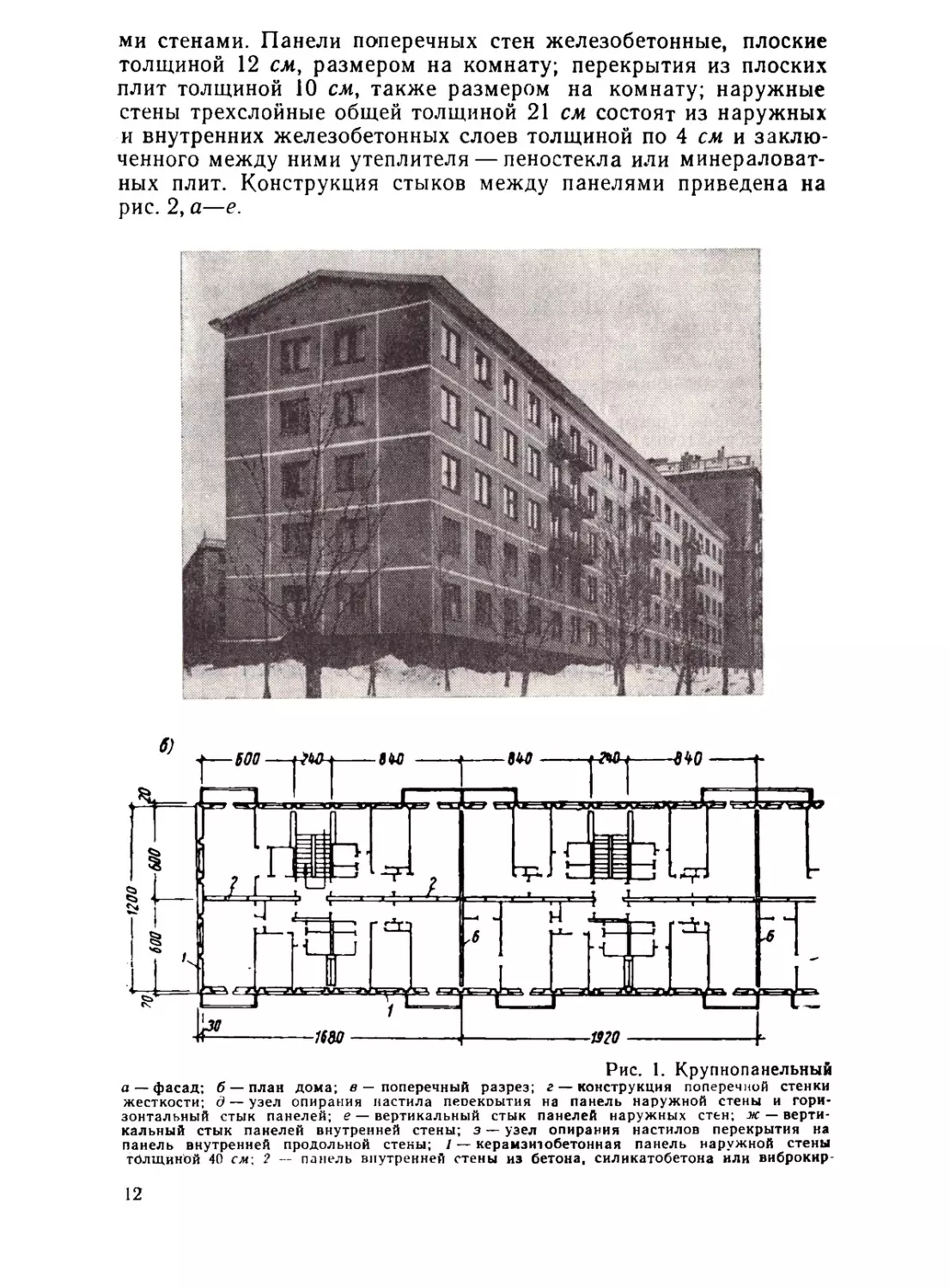
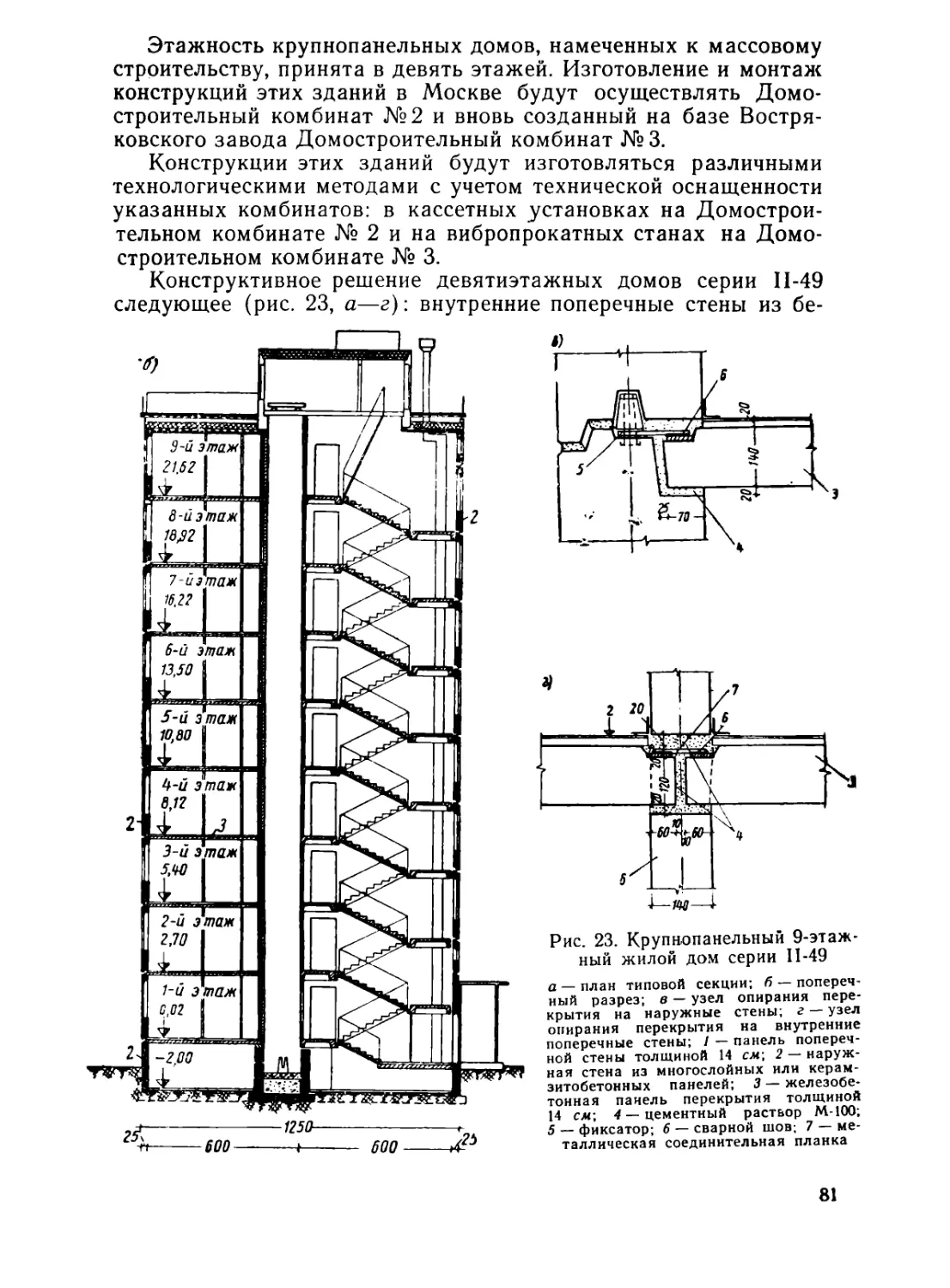
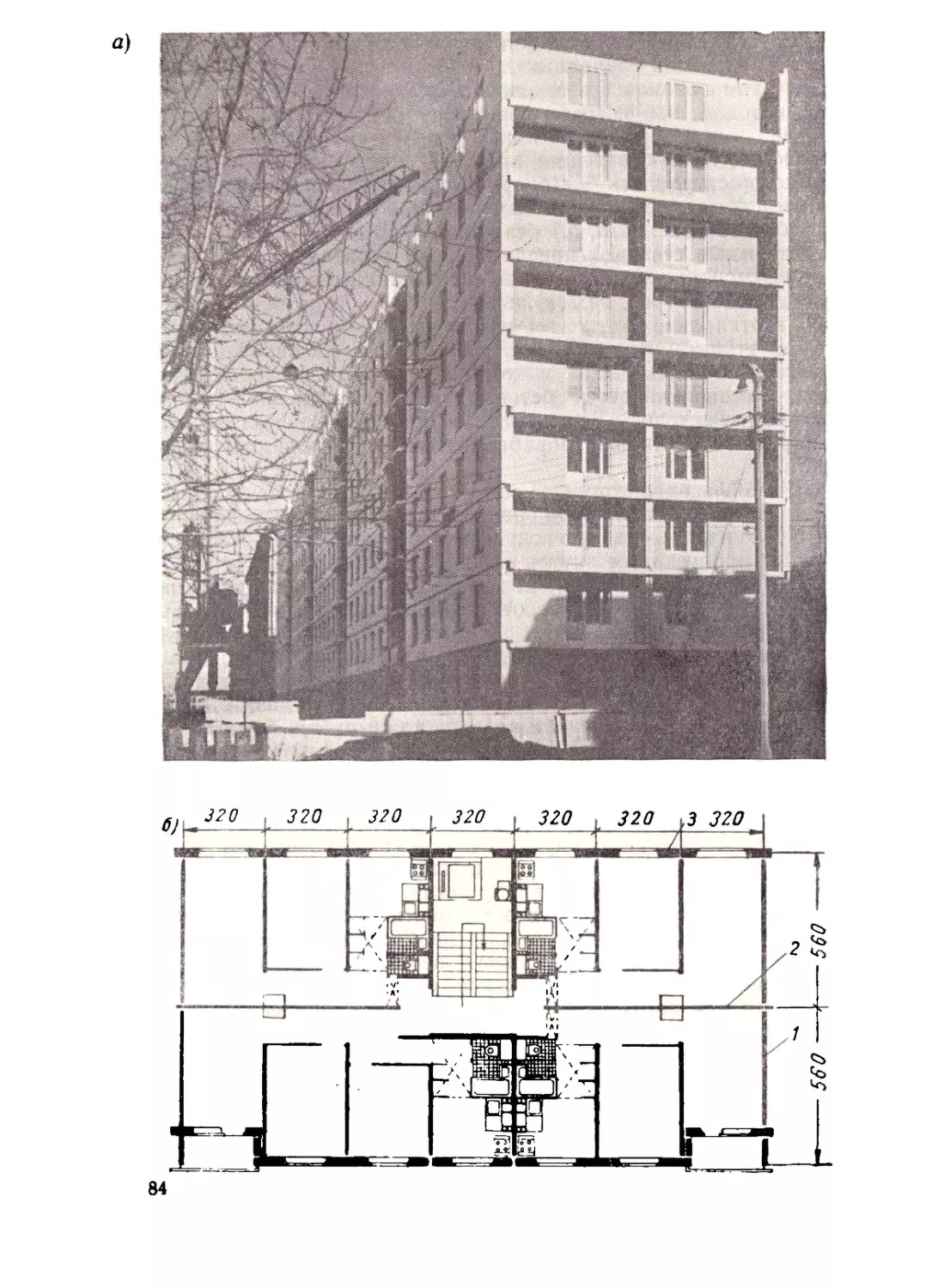
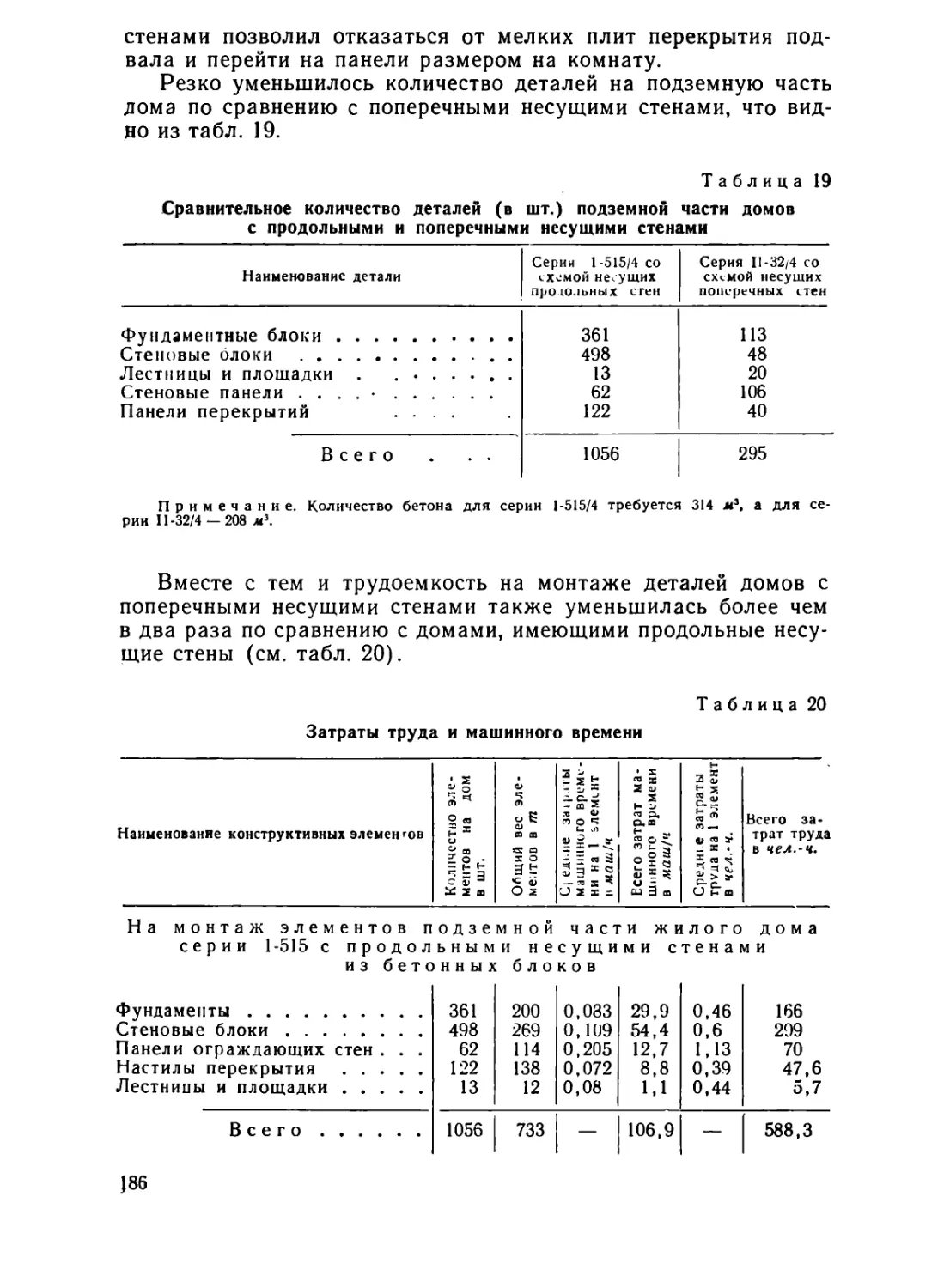
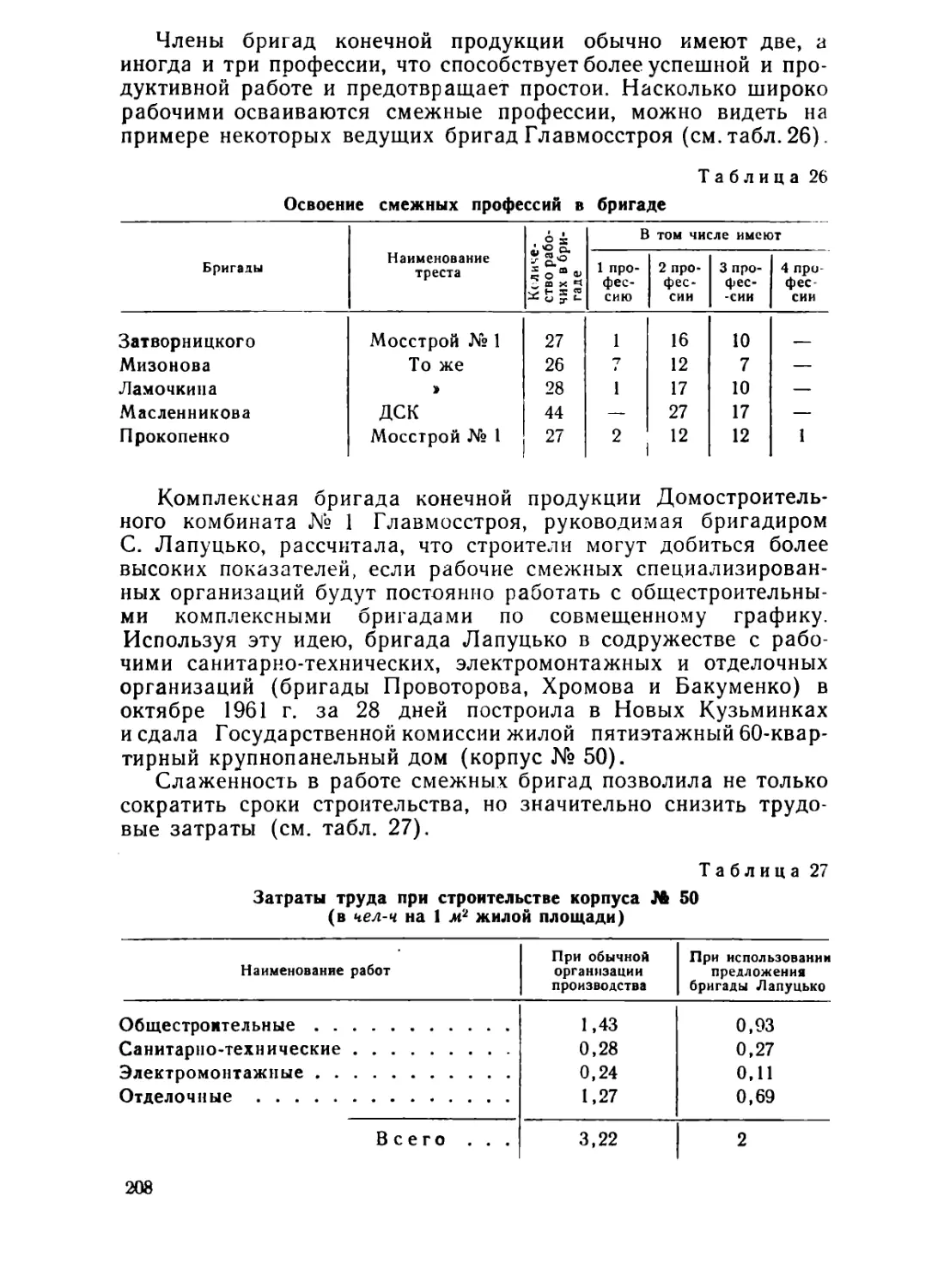
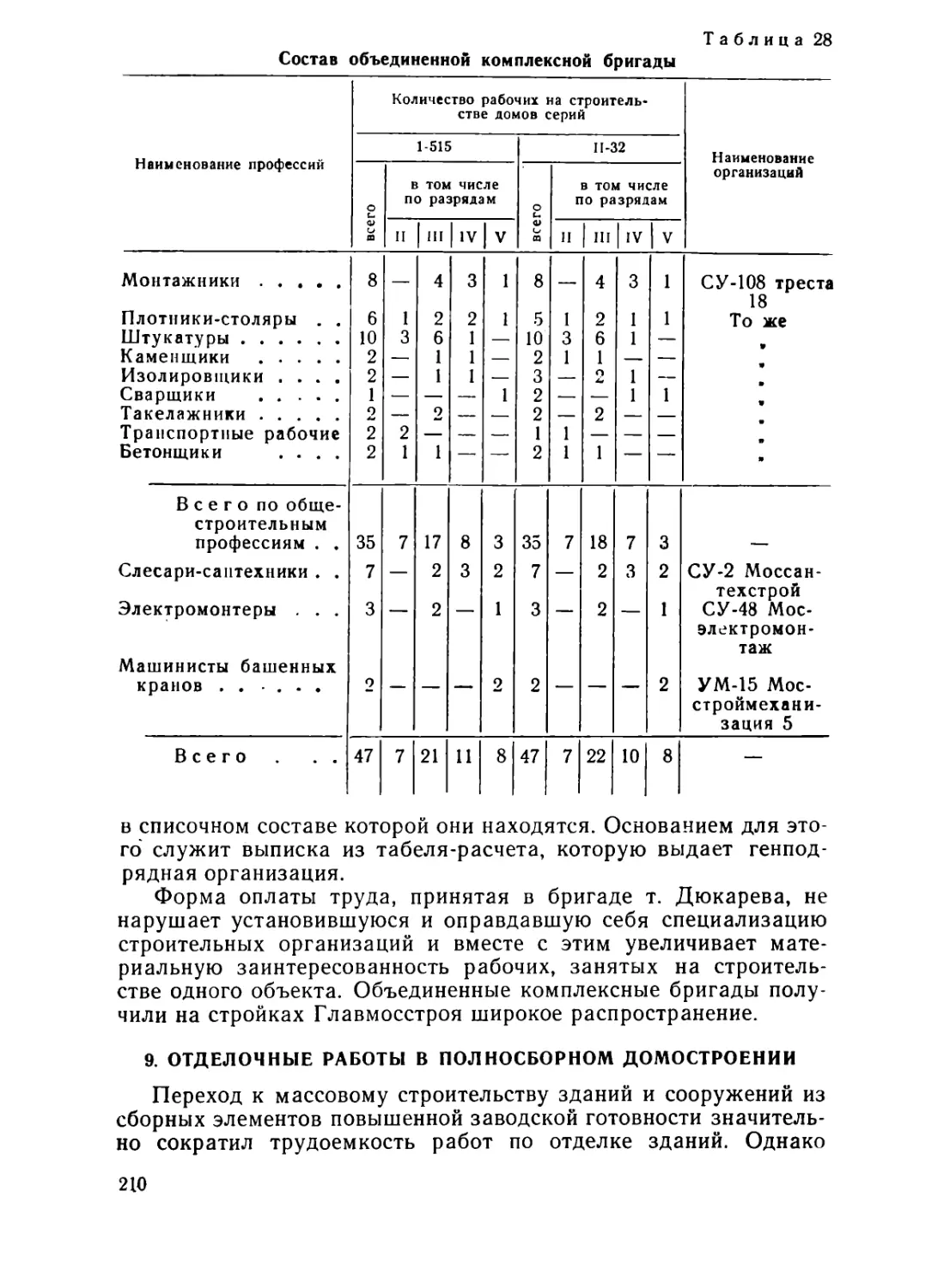
Серия 1-515 (рис. 1, а—з). Конструктивная схема домов этой
серии с продольными несущими стенами. Наружные и внутрен-
ние стены выполнены из крупных панелей: наружные — из ке*
рамзитобетонных размером на комнату толщиной 40 см, внут-
ренние— из бетонных толщиной 27 см. Поперечную жест-
кость здания обеспечивают поперечные стены из бетонных пане-
лей толщиной 14 см.
Основные технико-экономические показатели этой конструк-
ции приведены в табл. 2.
Серия 1605. В основе этой серии лежит принципиально иная
конструктивная схема: с несущими поперечными и продольны-
2*
II
ми стенами. Панели поперечных стен железобетонные, плоские
толщиной 12 см, размером на комнату; перекрытия из плоских
плит толщиной 10 см, также размером на комнату; наружные
стены трехслойные общей толщиной 21 см состоят из наружных
и внутренних железобетонных слоев толщиной по 4 см и заклю-
ченного между ними утеплителя — пеностекла или минераловат-
ных плит. Конструкция стыков между панелями приведена на
рис. 2, а—е.
Рис. 1. Крупнопанельный
а — фасад; б — план дома; в — поперечный разрез; г — конструкция поперечной стенки
жесткости; д — узел опирания настила пеоекоытия на панель наружной стены и гори-
зонтальный стык панелей; е — вертикальный стык панелей наружных стен; ж — верти-
кальный стык панелей внутренней стены; з — узел опирания настилов перекрытия на
панель внутренней продольной стены; 1 — керамзиюбетонная панель наружной стены
толщиной 40 см; 2 — панель внутренней стены из бетона, силикатобетона или виброкир-
12
жилой дом серии 1-515
пичная; 3 — панель подвала из керамзитобетона; 4 — настил перекрытия; 5—крыша из
прокатных часторебристых плит по железобетонным прогонам; 6 — панели поперечной
стены из бетона толщиной 14 см; 7 — шпонка между панелями; 8 — утепляющий пакет
из битуминизированного войлока; 9 — оклейка руберойдом на битуме; 10 — заполнение
керамзитобетоном; 11 — цементный раствор; 12 — металлические соединения между пане-
Л Я МП 7
13
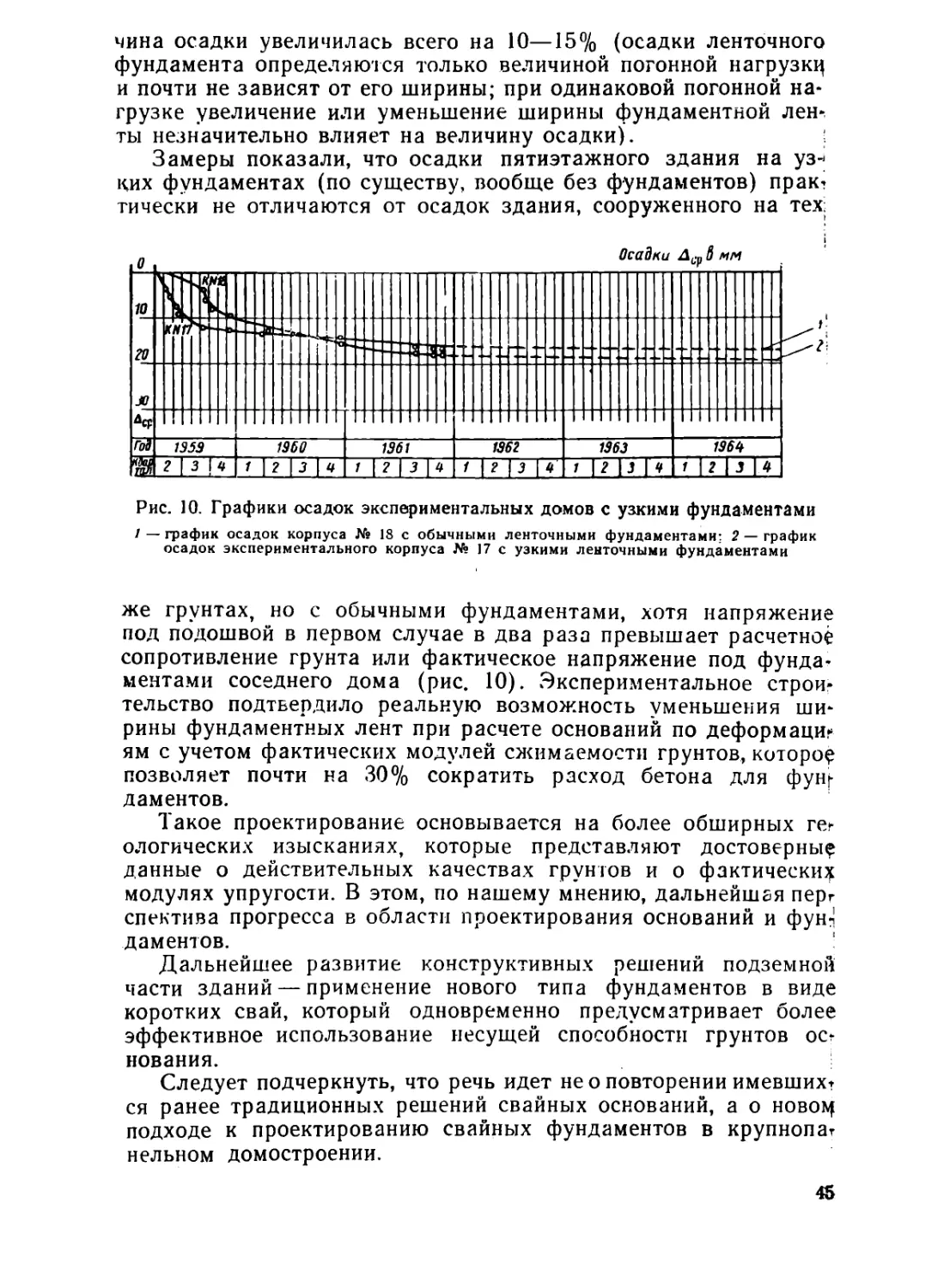
Таблица!
Технико-экономические показатели различных серий полносборных домов
(на 1 м2 жилой площади)
Типы домов
е
С
£
1
2
3
4
5
Крупнопанельные и
керамзитобетонные . .
То же, из плоских
железобетонных пане-
лей .................
То же, из тонко-
стенных панелей . . .
То же, из прокатных
панелей ............
То же, из виброкир-
пичных панелей . .
Серия Жилой площади в м‘ Расход основных матери- алов Вес в т Трудоемкость в человеке днях
бетона тяжелого В JK3 бето- на лег- кого В JK1 ста- ли в кг це- мен- та в кг
1-515 2529 0,54 0,19 40 270 2,46 4,2
1605 2518 0,6 0,02 25,3 192,4 1,53 3,48
К-7 1900 0,34 0,01 38 240 1 3,2
II 35 2130 0,43 — 38 270 1,51 3,1
П-32/в 1851 Кирпи- ча 86 шт. и бетона 0,5 л3 0,2 43 243 1,91 3,3
106
103
109
112
104
мерной подготовки!
14
(Подпись см. на стр. 17)
О)
(Подпись см. на стр. 17)
16
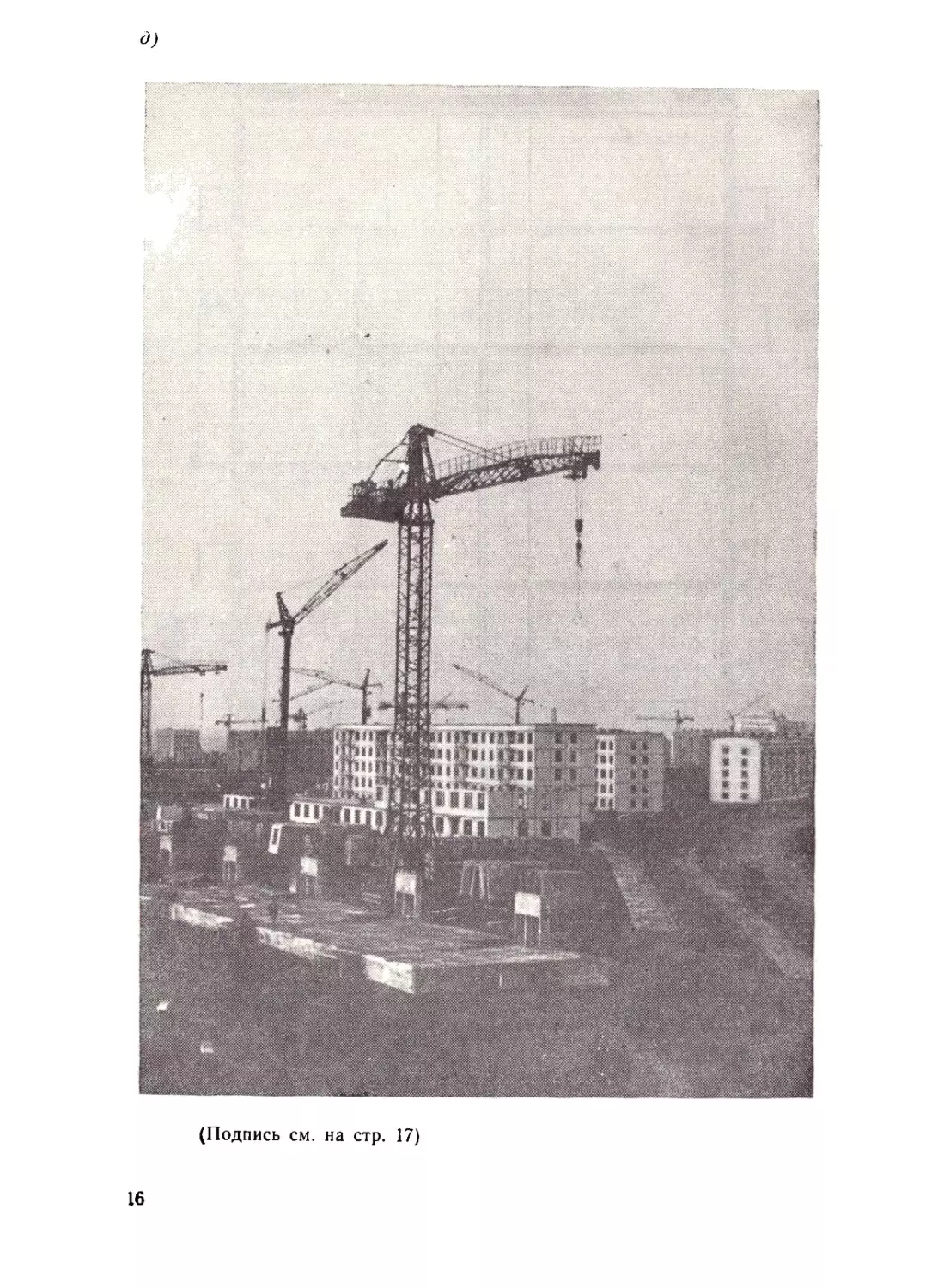
Рис. 2. Крупнопанельный жилой дом серии 1605 (см. стр. 14—17)
а — фасад, б — поперечный разрез, в — вертикальный стык панелей наружной ст
ны; г — узел опирания панелей перекрытия на внутреннюю несущую перегородку,
д — застройка квартала домами серии 1605; е — фрагмент фасада; 1 — панель по-
перечной несущей стены; 2 — панель продольной несущей стены; 3—многослой-
ная наружная панель; 4— сборный вентиляционный блок; 5 — санитарно-техниче-
ская кабина; 6 — панель перекрытий; 7 — утепляющий пакет из минераловатных
плит толщиной 70 мм, обернутый руберойдом; 8 — заполнение бетоном; 9 — запол-
нение керамзитобетоном; /0 — цементный раствор; 11— упругая прокладка;
12 — проклейка руберойдом на битуме; 13 — плинтус из ПХВ
17
Плиты перекрытий опираются на поперечные и продольные
стены, т. е. по четырем сторонам. Узел опирания панелей пере-
крытий на поперечные стены решен по принципу платформен-
ных стыков: плоские плиты перекрытия опираются на верхнюю
кромку панелей, а вышерасположенные панели передают на-
грузку через опорные части этих плит.
Пространственная жесткость здания обеспечивается систе-
мой продольных и поперечных стен.
Кровля — совмещенная; осуществляется по плоской несущей
плите с применением утеплителя из пеностекла и гидроизоляци-
онного ковра, наклеенного по цементной стяжке. Тепло- и гид-
роизоляция кровли выполняется непосредственно на стройке.
Технико-экономические показатели домов этой конструкции
приведены в табл. 2.
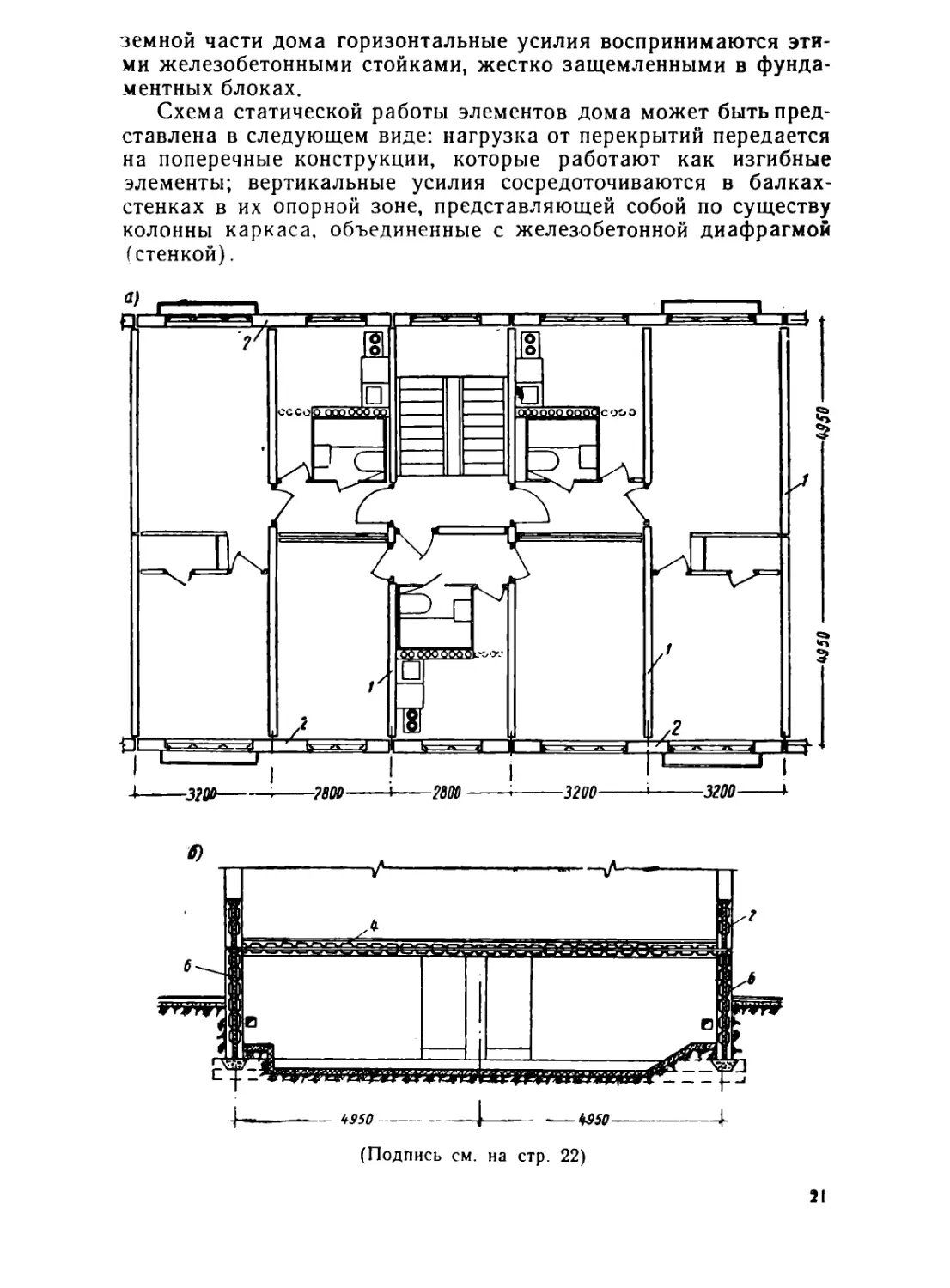
Дома серии К-7 (рис. 3, а—о). Конструктивная структура
этого типа дома отличается от других типов. Основной несущей
конструкцией дома является поперечная система в виде балок-
стенок, расположенных с шагом 3,2 м, имеющих двутавровое
сечение (межкомнатные перегородки) или швеллерное сечение
(межквартирные перегородки). Перекрытия — раздельной кон-
струкции: железобетонная несущая плита пола представляет со-
бой часторебристую конструкцию размером на комнату, опираю-
щуюся на нижнюю полку балок-стенок, и отслойный потолок.
Наружные стены дома серии К-7 навесные. Их конструкция
принята трехслойной: два слоя плит из цементного раствора
толщиной по 3 см и заключенный между ними утеплитель из
18
woo
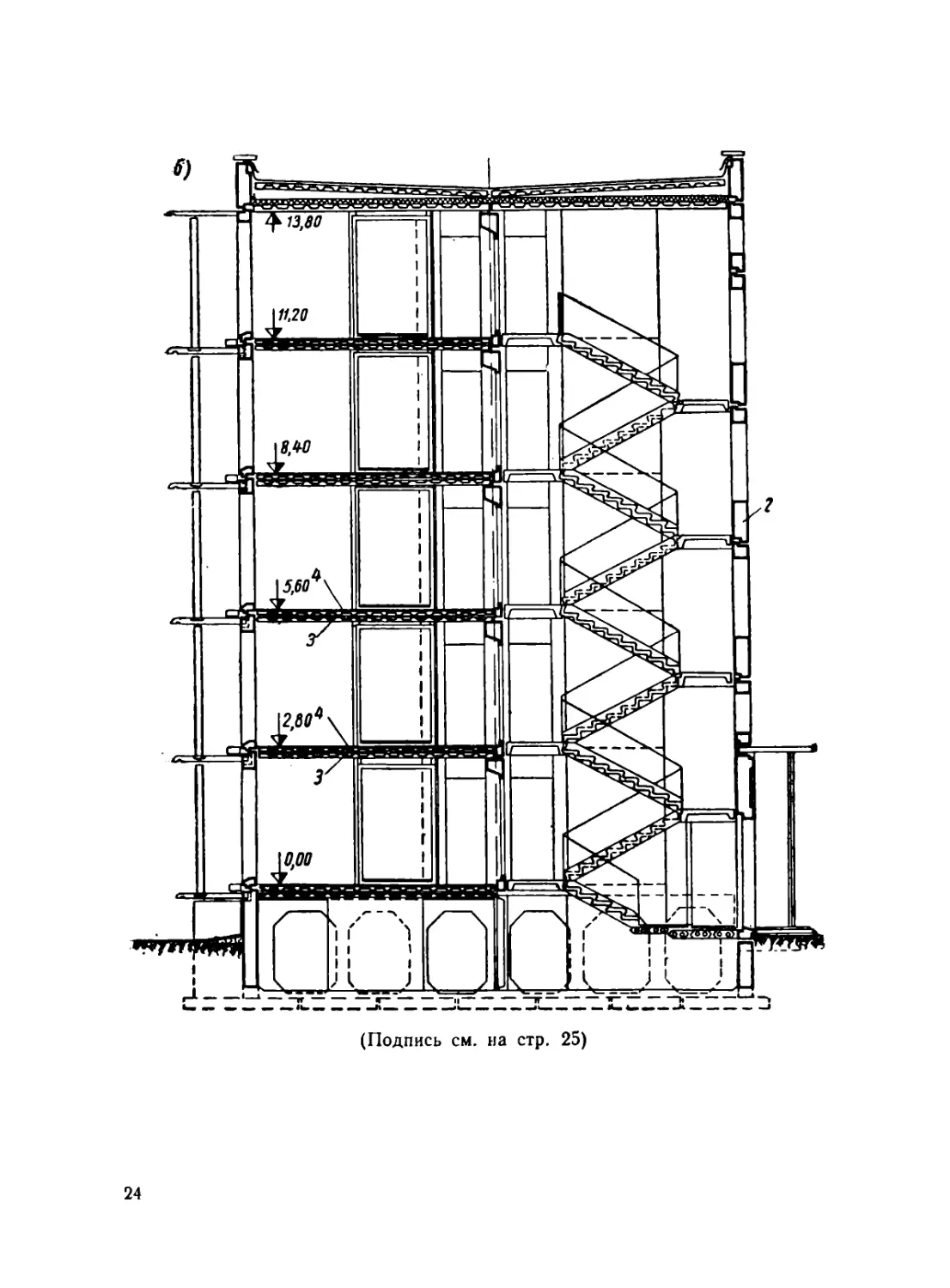
Рие. 3, а и б. Крупнопанельный жилой дом из тонкостенных элементов
серии К-7
а — план конструкции типовой секции; б — поперечный разрез; в — узел опирания
перекрытий на балки-стенки; г — вертикальный стык наружных панелей; — горизон-
тальный стык наружных панелей; / — балки-стенки двутаврового течения (межкомнат-
--- ------------>. о *------ —----- ------------- ------- пер'егород-
прокатная
нляционный
ы балок-
— совме-
ные перегородки); 2—балки-стенки швеллерного сечения (межкв;
ки); 3—многослойная наружная навесная панель; 4 — нижня^д
панель; 5 — верхняя часторсбристая панель перекрытия; 6 —
блок; 7 — санитарно-техническая кабина, 8 — стойки нулевой
стенок; 9 — сваи; 10—ростверки; // — цокольная многосло]
щепная крыша; 13— фризовая панель; 14 — упругие nd
раствор; 16 — заполнение керамзитобетоном; 17 — металличе<!
к закладным деталям
ные
млжла гмдТ^й
IgaViKH-— Дементны!
пМнгкй, приваренные
л <
Рис. 3, в, г, д. Крупнопанельный жилой дом из тонкостенных элементов
серии К-7
(Экспликацию см. на стр. 19)
пеностекла или минераловатных плит; общая толщина наруж
ных панелей 16 см.
Наружные панели крепятся к торцовым элементам балок-
стенок посредством металлических планок, приваренных к за-
кладным деталям. Торцовые наружные стены — раздельной
конструкции: в виде несущей балки-стенки и утепленной наруж-
ной панели.
Крыша бесчердачная с внутренним водостоком раздельной
конструкции: потолочная прокатная панель и самостоятельная
кровельная часторебристая плита, по которой укладывается
утеплитель и наклеивается гидроизоляционный ковер.
Пространственная жесткость здания обеспечивается в по-
перечном направлении балками-стенками, а в продольном — тор-
цовыми стенами лестничных клеток. Решения фундаментов отве-
чают каркасной структуре дома; они столбчатого типа в виде
колонн, заделанных в фундаментные башмаки. В пределах под-
20
земной части дома горизонтальные усилия воспринимаются эти-
ми железобетонными стойками, жестко защемленными в фунда-
ментных блоках.
Схема статической работы элементов дома может быть пред-
ставлена в следующем виде: нагрузка от перекрытий передается
на поперечные конструкции, которые работают как изгибные
элементы; вертикальные усилия сосредоточиваются в балках-
стенках в их опорной зоне, представляющей собой по существу
колонны каркаса, объединенные с железобетонной диафрагмой
(стенкой).
(Подпись см. на стр. 22)
21
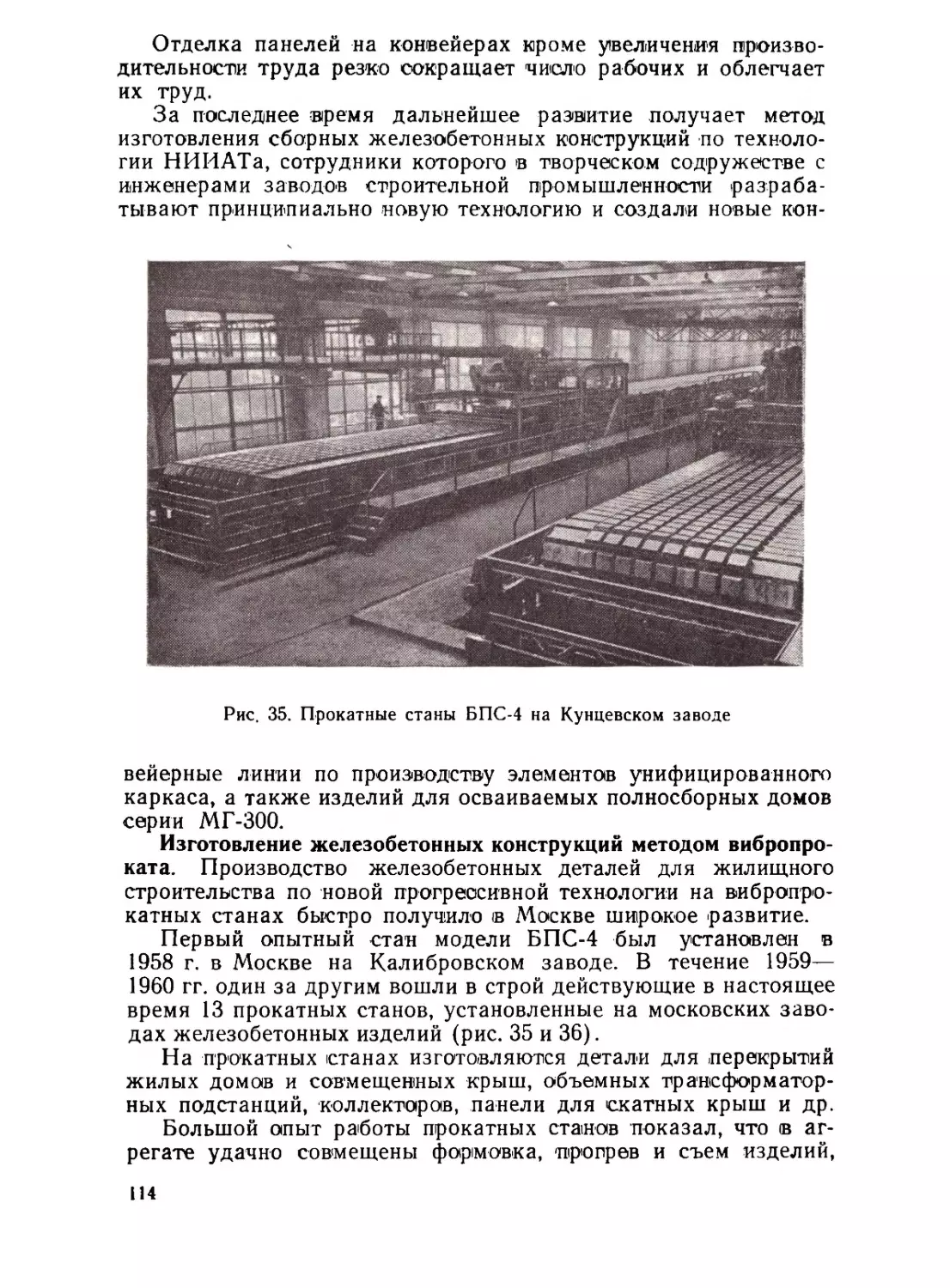
Рис. 4. Крупнопанельный жилой дом из прокатных железобетонных
элементов серии 11-35 (см. стр. 21 и 22)
«'—типовая секция; б — разрез; в — панель наружной стены; г — вертикальный
стык наружных панелей; d — горизонтальный стык наружных панелей; / — попе-
речные несущие стены из двух прокатных часторебристых панелей; 2 — наружные
стены из двух прокатных часторебристых панелей с утеплителем из минераловат-
ных плит: 3 — нижняя потолочная панель перекрытия; 4 — панель пола; 5 — совме-
щенная комплексная крыша с утеплителем из минераловатных плит; 6 — наружная
стеновая панель подземной части; 7 — металлические связи между прокатными
панелями; & — цементный раствор
Основные технико-экономические показатели дома этой кон-
струкции приведены в табл. 2.
Дома из прокатных панелей серии П-35 (рис. 4, а—д) про-
ходили широкую экспериментальную проверку. В этом типе до-
ма всё основные конструкции были выполнены из железобетон-
ных часторебристых панелей, изготовленных методом вибропро-
ката. Конструктивная схема дома была принята в виде
поперечных несущих стен, расположенных с шагом 3,2 м. Попе-
речные стены состояли из двух прокатных скорлуп, перекрытия
раздельного типа также состояли из двух скорлуп, из которых
9
нижняя (потолочная) опирается на несущие поперечные стены,
а верхняя (плита пола) опирается через упругие прокладки на
нижнюю плиту. Наружные стены — самонесущие, двухскорлуп-
ные, между которыми заключен утеплитель из минераловатных
плит. Крыша совмещенная; по своей конструкции она анало-
гична решению наружных стен. Водоотвод с кровли — внут-
ренний.
Соединяются прокатные плиты между собой и с дру-
гими элементами здания с помощью сварки закладных де-
талей.
Дома серии ll-32/в из виброкирпичных панелей (рис. 5, а—г\
выполняли в следующем конструктивном решении: внутренние
поперечные стены — виброкирпичные толщиной 0,5 кирпича; на-
ружные самонесущие стены — многослойной конструкции, осно-
ву которой составляет виброкирпичная панель толщиной в
0,5 кирпича, с утеплителем из пеностекла и с наружной факту-
рой из керамической плитки на растворе; перекрытия и крыша
выполнены из прокатных железобетонных плит и повторяют
указанную выше конструкцию в домах серии П-35.
Конструкция подземной части осуществлена в виде попереч-
ных железобетонных рам, опирающихся на ленточные фунда-
менты. Стены цокольной части здания—из керамзитобетонных
панелей, которые жестко связаны с поперечными рамами.
Технико-экономические показатели домов этой серии приве-
дены в табл. 2.
(Подпись см. на стр. 25)
(Подпись см. на стр. 25)
ПО
24
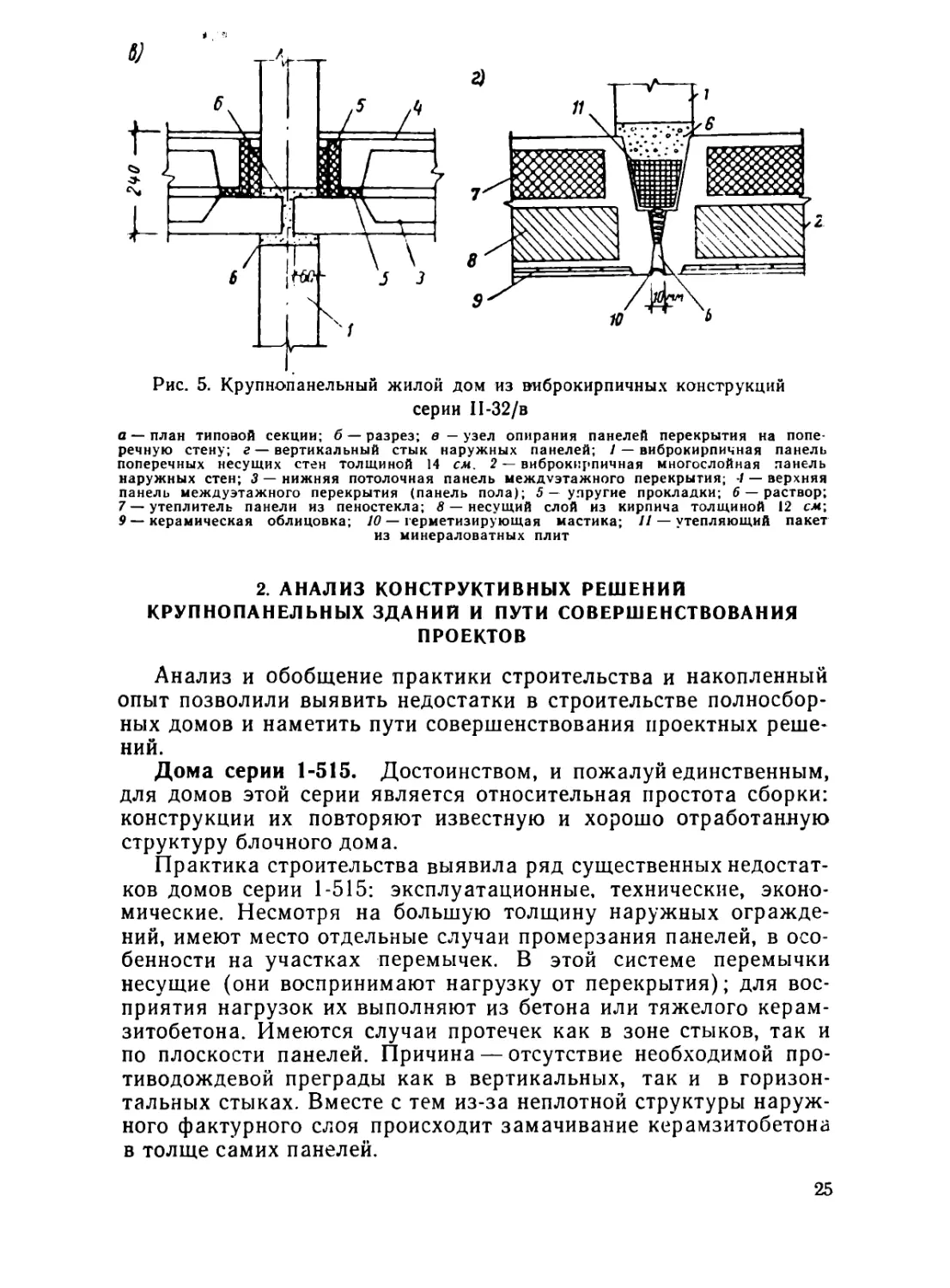
Рис. 5. Крупнопанельный жилой дом из виброкирпичных конструкций
серии II-32/в
а — план типовой секции; б — разрез; в — узел опирания панелей перекрытия на попе-
речную стену; г — вертикальный стык наружных панелей; 1 — виброкирпичная панель
поперечных несущих стен толщиной 14 см. 2 — виброкирпичная многослойная панель
наружных стен; 3 — нижняя потолочная панель междуэтажного перекрытия; 4 — верхняя
панель междуэтажного перекрытия (панель пола); 5 — упругие прокладки; 6 — раствор;
7 — утеплитель панели из пеностекла; 8 — несущий слой из кирпича толщиной 12 см-,
9 — керамическая облицовка; 10 — герметизирующая мастика; 11— утепляющий пакет
из минераловатных плит
2. АНАЛИЗ КОНСТРУКТИВНЫХ РЕШЕНИЙ
КРУПНОПАНЕЛЬНЫХ ЗДАНИЙ И ПУТИ СОВЕРШЕНСТВОВАНИЯ
ПРОЕКТОВ
Анализ и обобщение практики строительства и накопленный
опыт позволили выявить недостатки в строительстве полносбор-
ных домов и наметить пути совершенствования проектных реше-
ний.
Дома серии 1-515. Достоинством, и пожалуй единственным,
для домов этой серии является относительная простота сборки:
конструкции их повторяют известную и хорошо отработанную
структуру блочного дома.
Практика строительства выявила ряд существенных недостат-
ков домов серии 1-515: эксплуатационные, технические, эконо-
мические. Несмотря на большую толщину наружных огражде-
ний, имеют место отдельные случаи промерзания панелей, в осо-
бенности на участках перемычек. В этой системе перемычки
несущие (они воспринимают нагрузку от перекрытия); для вос-
приятия нагрузок их выполняют из бетона или тяжелого керам-
зитобетона. Имеются случаи протечек как в зоне стыков, так и
по плоскости панелей. Причина — отсутствие необходимой про-
тиводождевой преграды как в вертикальных, так и в горизон-
тальных стыках. Вместе с тем из-за неплотной структуры наруж-
ного фактурного слоя происходит замачивание керамзитобетона
в толще самих панелей.
25
Серьезный недостаток домов этой серии — низкий уровень
индустриальное™ конструкций, в первую очередь подземной ча-
сти здания, которая монтируется из мелкоштучных элементов:
из 1200 монтажных элементов, составляющих фундаменты и сте-
ны подвала, 55% имеют вес до 250 кг, а 37% —до 1,5 т.
Невысок уровень индустриальности и в надземной части зда-
ния: перекрытия из настилов обладают малой степенью завод-
ской готовности и весь комплекс работ, связанных с устройством
полов, выполняется на месте строительства. Большое количество
отделочных работ на постройках значительно повышает общую
построечную трудоемкость этого типа дома (см. табл. 2).
На современном уровне развития панельного домостроения
конструкции этого типа дома нецелесообразны с экономической
точки зрения: расход основных материалов (стали и цемента)
на 50—60% превышает показатели для домов серии 1605 (ко-
торую мы принимаем условно как эталон).
Следует также отметить, что недостатки домов этой серии
вызваны в основном сложившейся конструктивной схемой, с при-
менением несущих наружных стен из керамзитобетонных пане-
лей, в которых совмещены несущие и ограждающие функции.
Это привело к увеличению толщины стен до 40 см, повышению
расхода стали, особенно за счет тяжелонагруженных перемычек
и расхода цемента.
Дома этой серии вследствие невысокой степени индустриаль-
ности, неэкономичности, повышенного расхода стали и цемента
не могут рассматриваться как перспективные. Поэтому модерни-
зация конструкций этого дома охватила только отдельные улуч-
шения, не связанные с большими капиталовложениями в про-
мышленное производство:
увеличена высота перемычек, что позволяет выполнять их из
обычного керамзитобетона и тем самым исключается возмож-
ность промерзания;
введено замоноличивание стыков со сваркой выпусков арма-
туры для уменьшения величины температурных деформаций и
увеличения общей жесткости здания (изменение стыков выпол-
няется без существенной переделки форм);
усилена гидроизоляционная способность наружных слоев па-
нелей путем создания более плотной структуры фактурного слоя и
строгого обеспечения заданной его толщины;
повышена индустриальность решений сантехустройств: при-
меняются сантехкабины и отопительные панели;
полы выполняются из паркетных досок, укладываемых непо-
средственно по песчаной засыпке, что исключает устройство стя-
жек;
улучшена конструкция крыши за счет сборных надстроек:
вентиляционных шахт, люков и т. п.
Дома серии 1605. Дома этой серии, выпускаемые домострои-
тельным комбинатом № 2, обладают хорошими экономическими
26
данными, простотой изготовления деталей и монтажа их, четко-
стью и ясностью статической работы. Изучение большого опыта
строительства домов этого типа подтверждает полную надеж-
ность конструкций с точки зрения прочности, жесткости и устой-
чивости.
Однако практика строительства выявила ряд проектных не-
достатков и в этом типе дома.
Многослойные конструкции наружных ограждений, состоя-
щие из двух железобетонных слоев и заключенного между ними
мягкого утеплителя (минераловатной плиты) с соединяющими
бетонными ребрами, являются многодельными в производстве,
требующими большого количества ручного труда. Применение
для наружных панелей мягкого утеплителя в виде минераловат-
ных плит приводит к частичному уплотнению этого утеплителя
при изготовлении панелей, что нарушает теплотехнические ка-
чества стен.
Теплотехнические качества панелей ухудшаются также вслед-
ствие включения холодных мостиков в виде ребр, соединяющих
наружную и внутреннюю скорлупы панели. Эти ребра, которые
при изготовлении панелей образуются в зазорах между краем
утеплителя и бортом формы, получаются произвольной толщи-
ны. Размеры же их оказывались, как правило, выше проектных
вследствие неровных кромок плит утеплителя и его деформатив-
ности.
Неудовлетворительной оказалась конструкция наружного
угла между панелями, в котором прерывается утеплитель и об-
разуются холодные мостики по бетонному обрамлению.
Кроме того, в принятой конструкции панели с применением
мягкого утеплителя трудно обеспечить заданную проектную тол-
щину железобетонных слоев (оболочки панели), особенно слоя,
расположенного с внутренней стороны панели. Произвольное
уменьшение толщины недопустимо, так как в принятой схеме
дома эти панели несут нагрузку от перекрытий: частично в про-
дольных стенах и полностью в торцовых.
Сопряжение наружного и внутреннего железобетонных слоев
в панели при помощи 4-мм проволоки, расположенной в керам-
зитобетонных ребрах, недостаточно долговечное.
Неудачно в этой серии домов решение совмещенной крыши,
которая сооружается непосредственно на постройке кустарными
методами.
До последнего времени не удавалось получить в строитель-
стве этого типа дома индустриальных решений конструкций
полов. Они выполнялись на месте строительства и не отличались
от аналогичных конструкций в традиционных кирпичных
домах.
Таким образом, в этом проекте индустриальной была только
сама несущая основа дома, а его детали, составляющие удель-
ный вес по трудоемкости около 60%, значительно отставали по
27
уровню индустриальное™, повторяя обычные традиционные ре-
шения.
Анализ выявленных недостатков показывает, что эти отста-
вания проектных решений можно устранить без изменения в
целом правильной и рациональной конструктивной схемы дома.
Основные направления по совершенствованию домов этой
серии состоят в следующем (рис. 6, а—е).
Конструкция наружных стен переработана путем увеличения
общей толщины наружной стены с 21 до 25 см и применением
только жесткого утеплителя, в частности из плит фибролита
(объемный вес не более 400 кг!м3, толщина — два слоя по
7,5 см). При этом обеспечиваются заданные толщины бетонных
ребер и обрамлений и, как показали проверочные теплотехниче-
ские расчеты, полностью исключается опасность промерзания.
Разработаны варианты разрезки наружных стен размером на
две комнаты, что в два раза уменьшает количество швов и по-
вышает заводскую готовность. Стыки наружных панелей выпол-
няются с конструктивным замоноличиванием (рис. 6, а).
Разработана индустриальная конструкция полов в виде ком-
плексной панели, которая состоит из несущей плоской железобе-
Слой бронированного рубероида
на битумной мастике
Ц слоя рубероида на битумной
мастике
28
Слой бронированного рубероида
целая рубероида я а битумной
мастика
Жел.бет ребристая памела
Керамзитобетонная па не ла
Рис. 6. Конструкции домов серии 1605
а — конструкция вертикального стыка наружных панелей с замоноличипанием:
б — комплексная конструкция междуэтажного герекрытия; в — вариант совмещенной
крыши с утепляющей керамзитобетонной панелью; г — вариант совмещенной крыши
с ребристой панелью; д — индустриальная конструкция «надстройки» над кровлей для
выхода вентиляционных каналов; е — панель поперечной стены полной заводской го
товности; / — утеплитель (плиты фибролита); 2 — утеплитель (стиропор по слою ру-
беройда, наклеенному на стыкуемые поверхности); 3 — герметизирующая мастика
УМ-40; 4 — замоноличенный стык; 5 — гнпсобетонные или керамзит.,бетонные панели
пола; 6 — упругие прокладки; 7 — панель перекрытия; 8 — железобетонный короб;
9—панель крыши; /0 — вентиляционный блок: // — гидроизоляционный ковер;
/2 — скооа 0 12 мм; /5 — анкер 0 12 мм; /4 — анкерная петля; /5 — регистр отопления;
16 — подъемная петля; /7 — деревянные пробки; 18 — регулировочный кран; /9 — ро-
зетка; 20—выключатель; 21 - электрический канал 0 20 мм; 22 — дверной проем
29
тонной плиты и гипсобетонной плиты пола, уложенной на упру-
гих прокладках (рис. 6,6). Гипсобетонная плита может изготов-
ляться на прокатных станах. Так как элемент комплексной
конструкции весит 6,5 т, т. е. превышает грузоподъемность 5-тон-
ного крана, укладку плит пола можно осуществлять на построй-
ке непосредственно перед монтажом панели перекрытия выше-
лежащего этажа.
Вместо гипсобетонных плит можно применять плиты из
керамзитобетона толщиной 50—60 мм, изготовляемые в кассе-
тах.
Для повышения индустриальности совмещенной крыши раз-
работан ряд конструктивных решений, которые проходят экспе-
риментальную проверку.
Первый вариант проекта крыши рассчитан на применение до-
полнительных утепляющих панелей, укладываемых поверх несу-
щей плоской плиты перекрытия верхнего этажа. Утепляющую
панель можно выполнять из керамзитобетона (рис. 6, в). Арми-
рование утепляющей панели предусматривается только на мон-
тажные усилия.
Возможно также решение крыши (рис. 6, а) со щелевым про-
духом, образованным ребристой железобетонной плитой. Крыша
состоит из двух панелей, монтируемых последовательно. Ниж-
няя несущая панель представляет собой двухслойную керамзи-
тобетонную плиту постоянной толщины Нижний слой панели
выполнен из плотного керамзитобетона с ребрами, армирован-
ными рабочей арматурой. Верхний слой из легкого керамзито-
бетона служит утеплителем и в статической работе не участву-
ет. Сверху с уклоном укладывается железобетонная ребристая
плита, которая служит основанием под гидроизоляционный ко-
вер.
Разработаны и внедряются новые индустриальные решения
«надстроек» над крышей, исключающие трудоемкие ручные ра-
боты (рис. 6, д).
Большие изменения вносятся в систему инженерного обору-
дования, что резко повысит степень индустриальности этих весь-
ма трудоемких элементов жилого дома.
Разработана система панельного отопления с расположени-
ем отопительных регистров в поперечных железобетонных стен-
ках. Это позволяет все монтажные работы по системе отопления
перенести на завод (оставив на строительной площадке только
соединение отдельных узлов между собой), эта система дает эко-
номию металла около 3 кг на 1 м2 площади.
В массовом строительстве по домам этой серии уже осуще-
ствляется метод скрытой электропроводки с прокладкой электро-
проводов в каналах, образуемых в панелях поперечных стен и
перекрытий в процессе формования их в кассетах на заводах
(рис. 6, е).
Внедрение перечисленных мероприятий снижает затраты тру-
зо
да на стройплощадке на 37%. Трудозатраты распределяются: на
заводах — 58%, на стройке — 42%.
Дома серии К-7. Эта конструкция обладала рядом недостат-
ков, которые не удалось полностью преодолеть даже при на-
стойчивой модернизации отдельных конструктивных узлов дома.
С точки зрения экономической целесообразности, т. е. по рас-
ходу основных материалов (стали и цемента), а также по стои-
мости дома этого типа существенно уступают домам серии 1605.
Из табл. 2 видно, что расход стали здесь на 50%, цемента на
25%, а стоимость на 6% выше, чем в домах серии 1605. Эти пос-
ледние данные получены после ряда технологических и конст-
руктивных улучшений дома.
Обобщение результатов наблюдений за состоянием конструк-
ций домов этого типа для оценки прочности и устойчивости по-
казывает следующее:
а) осадки несущих конструкций дома, в частности неравно-
мерные осадки, замеренные в натуре на ряде домов, построен-
ных в различных, в том числе и неблагоприятных грунтовых ус-
ловиях, оказались меньше расчетных. Эти осадки не оказали
влияния на статическую работу конструкций зданий, однако сни-
зили их эксплуатационные качества. Они привели к некоторому
раскрытию вертикальных и в ряде случаев горизонтальных сты-
ков между наружными панелями;
б) металлические связи, состоящие из отдельных планок,
приваренных к закладным деталям, на которых навешены на-
ружные панели, требуют повышенной защиты от коррозии;
в) усадочные трещины в балках-стенках, возникающие в
процессе изготовления, получают развитие при работе конструк-
ций, что снижает звукоизоляционные качества перегородок. Не
удалось полностью избежать этих деформаций и при увеличении
армирования балки-стенки;
г) фактурный слой панелей наружных стен требует повыше-
ния гидроизоляционных качеств для более надежной защиты
ограждающей части панелей.
Применение отслойного потолка в виде железобетонной про-
катной плиты не рационально как с точки зрения расхода ма-
териалов (стали и бетона), так и конструктивной целесообраз
ности.
Попытки найти другое, более конструктивное и логичное ре-
шение потолка не дали положительных результатов. Примене-
ние потолка из щитов оргалита, гипсобетонных и других плит
оказалось неприемлемым либо по противопожарным требова-
ниям, либо по эксплуатационным качествам. Таким образом,
из-за отсутствия строительного материала, который отвечал бы
всему комплексу требований, предъявляемых к задуманному
решению раздельного перекрытия, пришлось применять полиа-
тивное и нерациональное решение акустического потолка из тя-
желых железобетонных плит.
31
Многослойная конструкция наружных стен нетехнологична и
многодельна. Тонкие наружные панели толщиной 16 см облада-
ют неустойчивым термическим сопротивлением.
Конструктивное решение торцовых стен весьма сложно в
монтаже, так как эти стены выполняются раздельно из двух эле-
ментов: сначала устанавливается несущая балка-стенка, потом
с наружной стороны на нее навешивается утепленная трехслой-
ная панель.
Проверка звукоизоляции ограждающих конструкций дома се-
рии К-7 показала ее недостаточность как от ударного, так и от
воздушного шума. Звукоизоляция перекрытий от воздушного
шума составляет 45 дб, что на 3 дб ниже нормы; звукоизоляция
межквартирных перегородок — 42 дб.
Анализ причин пониженных звукоизолирующих качеств пока-
зывает, что недостатком раздельных конструкций является боль-
шое количество стыкований по контуру перекрытий. Исправле-
ние проектных недоработок дома серии К-7 требует коренного
изменения его основы и отдельных элементов.
На период освоения на действующих предприятиях домостро-
ительного комбината нового более прогрессивного типа дома
взамен серии К-7 рекомендованы следующие пути совершенст-
вования:
а) несущие балки выполнять из цементно-гравийного бетона
вместо цементно-песчаного с армированием сеткой из стержней
периодического профиля. Как показали исследования, эти меро-
приятия значительно уменьшают усадочные деформации в кон-
струкции и повышают трещиностойкость тонкостенных элемен-
тов;
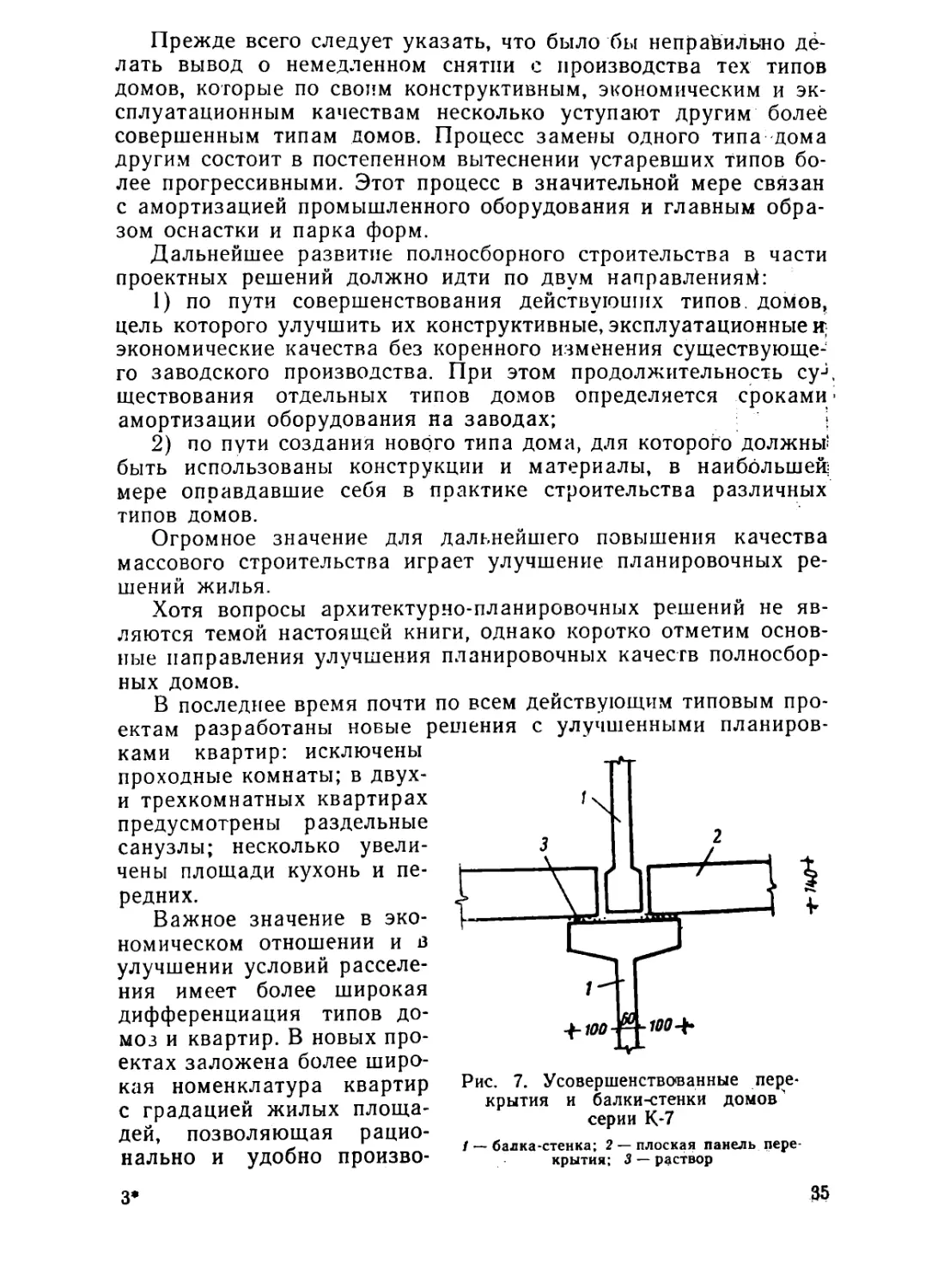
б) опирание перекрытий осуществить на верхнюю полку ба-
лок-стенок, исключив потолочные плиты (рис. 7, см. стр. 35);
перекрытие выполнять в виде плоской плиты толщиной 14 см
(эта конструкция плиты будет использована в новом типе дома
МГ-300, осваиваемом комбинатом);
в) изменить конструкцию панелей наружных стен, увеличив
толщину наружного слоя и выполняя его из железобетона с
гидрофобизирующими добавками; усилить анкеровку закладных
деталей; в качестве утеплителя использовать только жесткие ма-
териалы (например, плиты фибролита); общая толщина пане-
ли должна быть доведена до 25 см;
г) заменить конструкцию торцовых стен, состоящих из
несущих ограждающих панелей, единой комплексной па-
нелью.
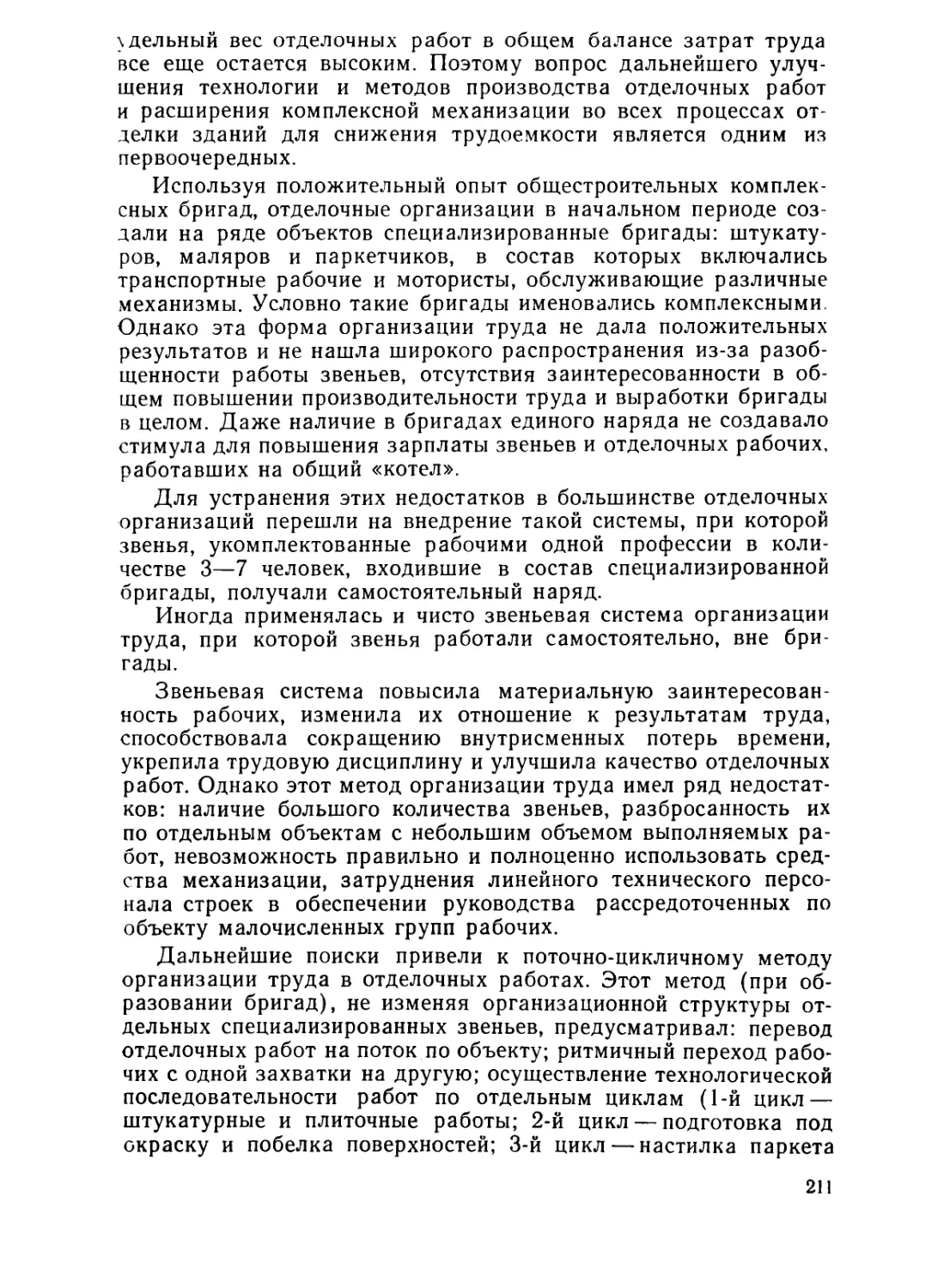
Дома серии II-32/в. Практика строительства домов из вибро-
кирпичных конструкций выявила существенные недостатки это-
го типа крупнопанельного дома.
Изготовление виброкирпичных конструкций, осуществляемое
по кустарной технологии с применением ручного труда, отличает-
ся большой трудоемкостью.
.32
Расход стали на внутренние панели нижних этажей в три
раза выше, чем в аналогичных железобетонных панелях домов
серии 1605 (см. табл. 3).
Таблица 3
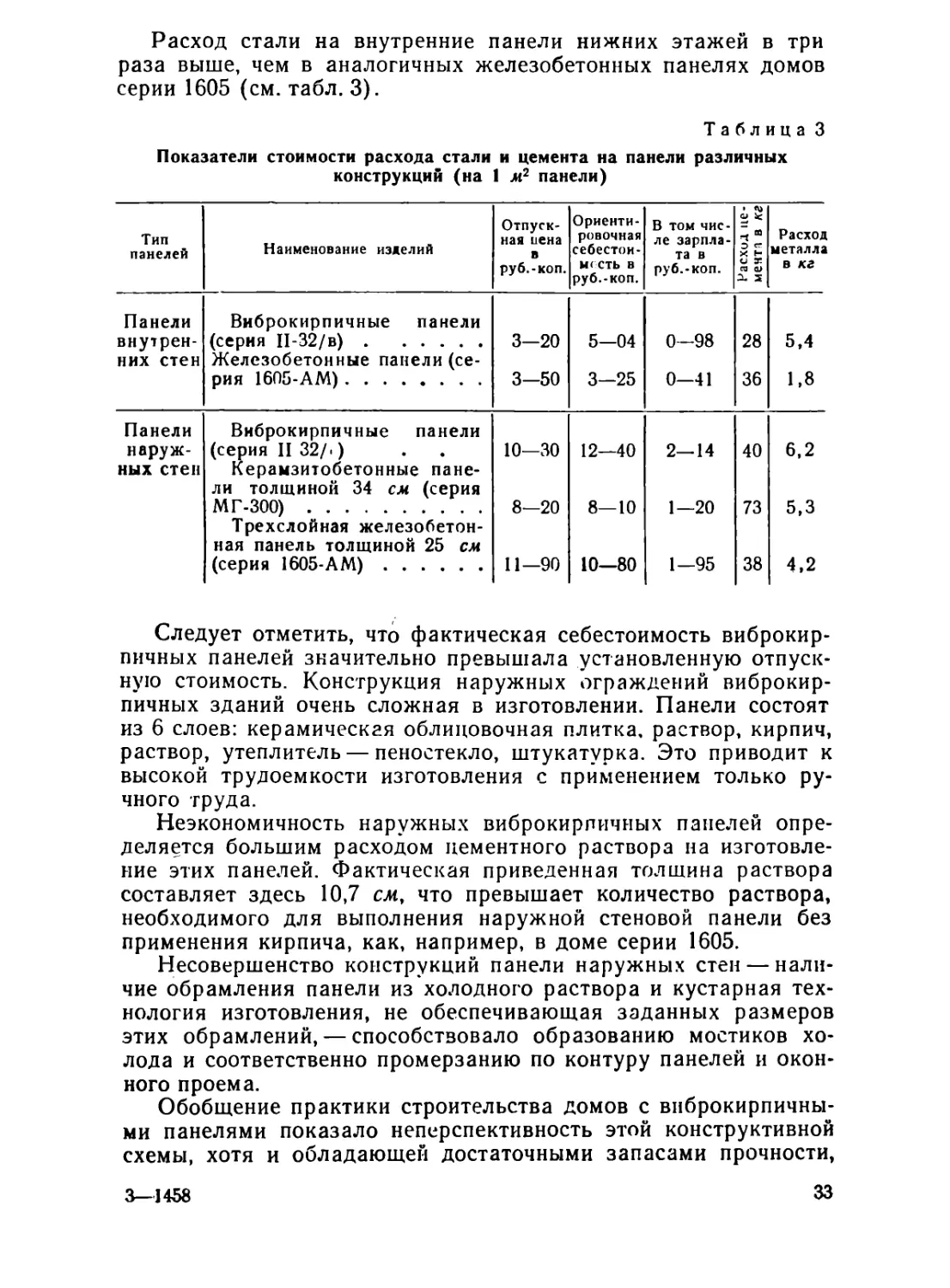
Показатели стоимости расхода стали и цемента на панели различных
конструкций (на 1 м2 панели)
Тип панелей Наименование изделий Отпуск- ная пена в руб.-коп. Ориенти- ровочная себестои- мость в руб.-коп. В том чис- ле зарпла- та в руб.-коп. Расход це- мента в кг Расход металла в кг
Панели внутрен- Виброкирпичные панели (серия II-32/в) 3—20 5—04 0—98 28 5,4
них стен Железобетонные панели (се- рия 1605-АМ) 3—50 3—25 0—41 36 1,8
Панели наруж- Виброкирпичные панели (серия II 32/) 10—30 12—40 2—14 40 6,2
ных стен Керамзитобетонные пане- ли толщиной 34 см (серия М Г-300) 8—20 8—10 1—20 73 5,3
Трехслойная железобетон- ная панель толщиной 25 см (серия 1605-АМ) 11—90 10—80 1-95 38 4,2
Следует отметить, что фактическая себестоимость виброкир-
пичных панелей значительно превышала установленную отпуск-
ную стоимость. Конструкция наружных ограждений виброкир-
пичных зданий очень сложная в изготовлении. Панели состоят
из 6 слоев: керамическая облицовочная плитка, раствор, кирпич,
раствор, утеплитель — пеностекло, штукатурка. Это приводит к
высокой трудоемкости изготовления с применением только ру-
чного труда.
Неэкономичность наружных виброкирпичных панелей опре-
деляется большим расходом цементного раствора на изготовле-
ние этих панелей. Фактическая приведенная толщина раствора
составляет здесь 10,7 см, что превышает количество раствора,
необходимого для выполнения наружной стеновой панели без
применения кирпича, как, например, в доме серии 1605.
Несовершенство конструкций панели наружных стен — нали-
чие обрамления панели из холодного раствора и кустарная тех-
нология изготовления, не обеспечивающая заданных размеров
этих обрамлений, — способствовало образованию мостиков хо-
лода и соответственно промерзанию по контуру панелей и окон-
ного проема.
Обобщение практики строительства домов с внброкирпичны-
ми панелями показало неперспективность этой конструктивной
схемы, хотя и обладающей достаточными запасами прочности,
3—1458
33
но более низкими, чем другие схемы панельных домов, трудоем-
кой и неиндустриальной в изготовлении, нецелесообразной по
расходу стали и в целом недостаточно экономичной.
Было принято решение заменить дома серии II-32/в новой
более прогрессивной серией МГ-300.
Дома серии 11-35 (из прокатного железобетона) проходили
экспериментальную проверку в строительстве. В результате об-
наружилось, что конструкции из прокатного железобетона при
существующем в то время способе изготовления обладали ря-
дом недостатков.
Несущие поперечные стены из двух раздельных скорлуп
(рис. 4) нецелесообразны как по расходу стали и цемента, ко-
торый в этом решении почти на 30% выше, чем на сплошные
железобетонные панели толщиной 14 см, так и с точки зрения
использования жилой площади (толщина спаренных скорлуп
24 см вместо 14 см при плоской панели), что приводит к удоро-
жанию жилой площади почти на 3%.
Звукоизолирующие качества таких перегородок оказались
также пониженными вследствие значительного количества уса-
дочных трещин в тонких прокатных скорлупах.
Обобщение опыта экспериментального строительства домов
этого типа, в которых все основные конструкции (поперечные
стены, наружные ограждения, перекрытия) выполнены из спа-
ренных «вафельных» элементов, показывает, что это решение как
по эксплуатационным качествам, так и по расходу стали, цемен-
та и стоимости значительно уступает другим типам домов. По
указанным выше причинам серия П-35 была снята с про-
изводства.
Вместе с тем этот опыт определил пути дальнейшего разви-
тия конструкций из прокатного железобетона, технология про-
изводства которого в настоящее время наиболее прогрессивна с
точки зрения производительности, уровня механизации и авто-
матизации и универсальности.
Модернизация конструкции прокатного стана, проведенная
инженером Козловым Н. Я., привела к созданию новой совер-
шенной модели стана БПС-6.
Одновременно поиски новых конструктивных форм изделий
из прокатного железобетона позволили сделать вывод, что опти-
мальными являются плоские железобетонные панели для стен и
междуэтажных перекрытий.
По этому пути и была направлена разработка нового типа
крупнопанельного дома из прокатных железобетонных конструк-
ций, который сейчас осваивается промышленностью.
Анализ положительных качеств и недостатков типов круп-
нопанельных домов, применяемых на первом этапе полносбор-
ного строительства в Москве, позволяет сделать ряд выводов и
рекомендаций по дальнейшему развитию и совершенствованию
полносборного домостроения.
34
Прежде всего следует указать, что было бы неправильно де-
лать вывод о немедленном снятии с производства тех типов
домов, которые по своим конструктивным, экономическим и эк-
сплуатационным качествам несколько уступают другим более
совершенным типам домов. Процесс замены одного типа дома
другим состоит в постепенном вытеснении устаревших типов бо-
лее прогрессивными. Этот процесс в значительной мере связан
с амортизацией промышленного оборудования и главным обра-
зом оснастки и парка форм.
Дальнейшее развитие полносборного строительства в части
проектных решений должно идти по двум направления^:
1) по пути совершенствования действующих типов, домов,
цель которого улучшить их конструктивные, эксплуатационные и
экономические качества без коренного изменения существующе-
го заводского производства. При этом продолжительность cyJ
шествования отдельных типов домов определяется сроками
амортизации оборудования на заводах; •
2) по пути создания нового типа дома, для которого должны;
быть использованы конструкции и материалы, в наибольшей
мере оправдавшие себя в практике строительства различных
типов домов.
Огромное значение для дальнейшего повышения качества
массового строительства играет улучшение планировочных ре-
шений жилья.
Хотя вопросы архитектурно-планировочных решений не яв-
ляются темой настоящей книги, однако коротко отметим основ-
ные направления улучшения планировочных качеств полносбор-
ных домов.
В последнее время
ектам разработаны
ками квартир: исключены
проходные комнаты; в двух-
и трехкомнатных квартирах
предусмотрены раздельные
санузлы; несколько увели-
чены площади кухонь и пе-
редних.
Важное значение в эко-
номическом отношении и в
улучшении условий расселе-
ния имеет более широкая
дифференциация типов до-
моз и квартир. В новых про-
ектах заложена более широ-
кая номенклатура квартир
с градацией жилых площа-
дей, позволяющая рацио-
нально и удобно произво-
почти по всем действующим типовым про
новые решения с улучшенными планиров
Рис. 7. Усовершенствованные пере-
крытия и балки-стенки домов"
серии К-7
/ — балка-стенка; 2— плоская панель пере-
крытия; 3 — раствор
3*
35
дить расселение. Улучшенные проекты отвечают по площадям и
набору квартир демографическому составу населения города.
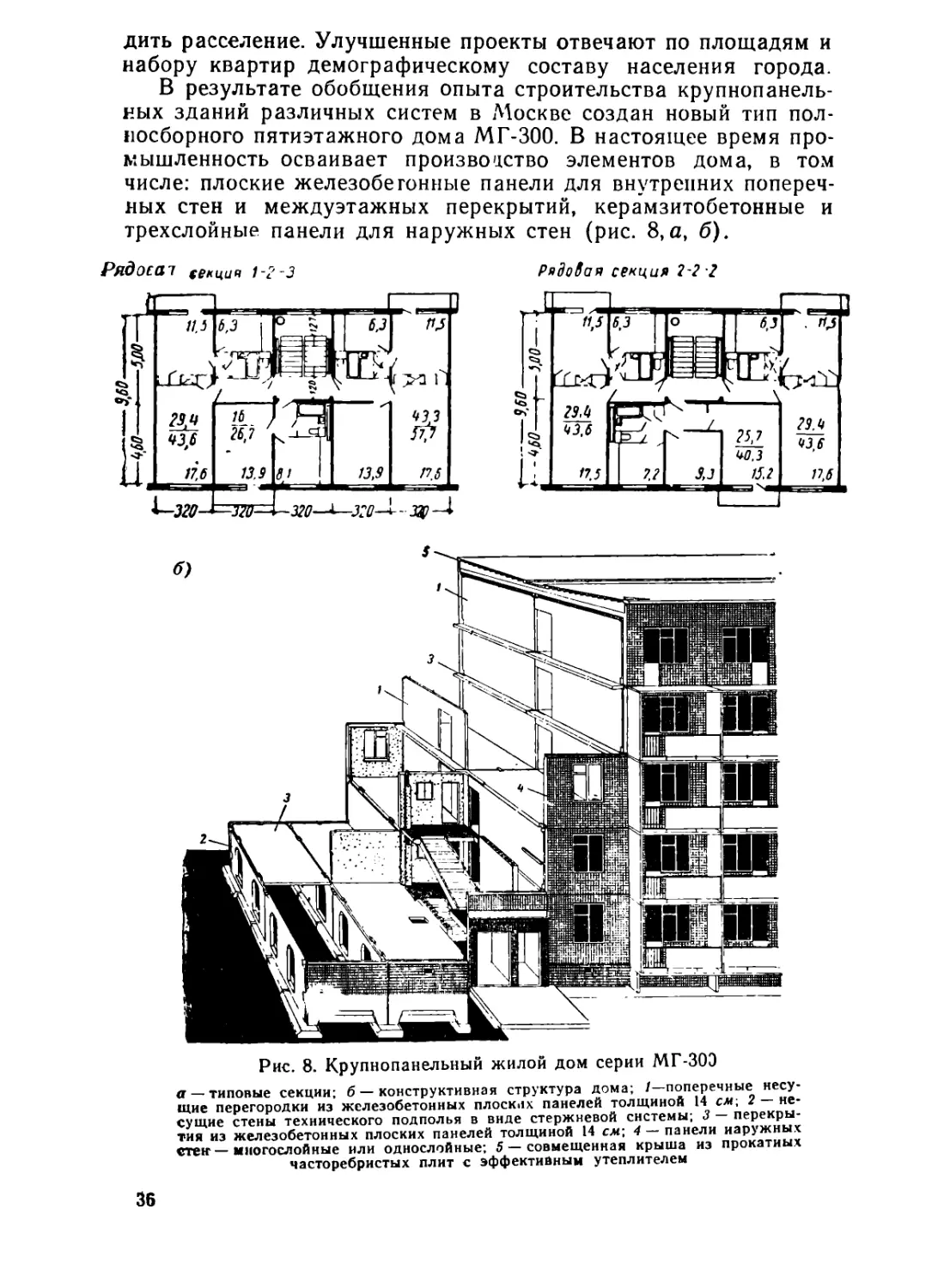
В результате обобщения опыта строительства крупнопанель-
ных зданий различных систем в Москве создан новый тип пол-
носборного пятиэтажного дома МГ-300. В настоящее время про-
мышленность осваивает производство элементов дома, в том
числе: плоские железобетонные панели для внутренних попереч-
ных стен и междуэтажных перекрытий, керамзитобетонные и
трехслойные панели для наружных стен (рис. 8,а, б).
Рядоссп секция /-p-j
РядоВая секция 2-2 2
Рис. 8. Крупнопанельный жилой дом серии МГ-ЗОЭ
а — типовые секции; б — конструктивная структура дома; 1 поперечные несу-
щие перегородки из железобетонных плоских панелей толщиной 14 см; 2 — не-
сущие стены технического подполья в виде стержневой системы; 3 — перекры-
тия из железобетонных плоских панелей толщиной 14 см; 4 — панели наружных
стен- — многослойные или однослойные; 5 — совмещенная крыша из прокатных
часторебристых плит с эффективным утеплителем
36
Выпуск элементов домов в новой серии намечен Домострой*
тельным комбинатом № 1.
Объем строительства этих домов в 1965 г. составит прибли-
зительно 400 тыс. м2 жилой площади. Дома серии МГ-300 заме-
нят дома серии К-7 и дома серии П-32 из виброкирпичных кон-
струкций. Таким образом, удастся унифицировать и сократить
номенклатуру заводских изделий.
Следует отметить, что действующие в Москве пять серий ти-
повых проектов индустриальных сборных пятиэтажных домов,
которые мало отличаются друг от друга, увеличили число типо-
размеров изделий в настоящее время до 350.
Подсчет показал, что первоочередная замена только двух
действующих серий снижает стоимость жилой площади пример-
но на 5%, расход стали до 30—35%, сокращает на 50 типораз-
меров количество марок железобетонных изделий.
В перспективе серия МГ-300 постепенно вытеснит устарев-
шие конструкции крупноблочных зданий серии 1-510 (действу-
ющую с 1956 г.) и дома с несущими керамзитобетонными пане-
лями серии 1-515.
В 1963—64 гг. дома серии МГ-300 проходят проверку и окон-
чательную отработку в экспериментальном строительстве в
квартале 10 Новых Черемушек. В новом типе дома, который
станет более массовым и стабильным для ближайшего периода,
должны быть всесторонне продуманы и тщательно отработаны
все конструктивные решения.
В связи с этим следует более подробно остановиться на кон-
структивных решениях основных элементов крупнопанельного
дома: подземной части, панелей наружных стен и стыков между
панелями, панелей внутренних стен, конструкций перекрытий и
совмещенных крыш и на основе этого наметить рекомендации
по наиболее рациональным типам конструкций.
Остановимся прежде всего на выборе принципиальной кон-
структивной схемы крупнопанельного дома.
Выбор конструктивной схемы крупнопанельного дома
Для пятиэтажных крупнопанельных домов в настоящее вре-
мя нашли применение пять основных конструктивных схем: с
продольными несущими стенами (серия 1-515); с поперечными
и продольными несущими стенами (серия 1605); с наружными
несущими стенами и внутренним рядом колонн (серия 1-335);
с поперечными несущими стенами, работающими на сжатие
(П-32); с поперечными несущими конструкциями в виде балок-
стенок, работающих как изгибные элементы (К-7).
Первый вывод, который может быть сделан в результате со-
поставления этих схем, говорит о нерациональности схемы с про-
дольными несущими стенами (серия 1-515).
Как видно из табл. 2, конструктивные схемы домов с несу-
37
щими поперечными стенами выгоднее по сравнению с конструк-
тивными схемами домов с продольными стенами как с точки зре-
ния экономической целесообразности, так и снижения трудоем-
кости.<
В домах с продольными несущими стенами приходится иметь
дело с более примитивной схемой, повторяющей традиционные
формы кирпичных домов, отличающихся только стеновым ма-
териалом: бетонные блоки (серия 1-510), панели (серия 1-515),
которые заменяют мелкоштучный кирпич. Здесь остается боль-
шой объем доводочных построечных работ, который повышает
трудоемкость строительства; применение несущих конструкций
из шлакобетона или керамзитобетона, материалов с относитель-
но небольшой прочностью при высоком объемном весе вызывает
значительное развитие сечений несущих блоков или панелей на-
ружных и внутренних стен, что связано с увеличением расхода
материалов.
Совмещение в наружных стенах несущих и теплотехнических
функций, определяющих противоположные требования к конст-
рукции, значительно увеличивает толщину наружных огражде-
ний (которая приближается здесь к толщине кирпичной стены).
Большой шаг продольных стен исключает возможность вы-
полнения элементов перекрытий размером на комнату, что вы-
рывает значительный объем дополнительных ручных работ на
(Постройке. Низкая заводская готовность элементов дома, неиз-
бежная при применении разнотипных и малогабаритных изде-
лий, определяет в целом высокую трудоемкость этой системы.
< Схема с наружными несущими стенами и внутренним рядом
колонн также не оправдала себя в практике строительства и по
своим показателям уступает системе с поперечными и продоль-
ными несущими стенами.
Система с изгибными элементами в виде балок-стенок с
пролетом 5 м, расположенных одна над другой, не рациональ-
на как с точки зрения экономичной целесообразности (см. табл.
2), так и по своим конструктивным и статическим качествам. По
сравнению с конструкциями несущих поперечных панельных
стен, работающих на сжатие, в элементах, работающих на из-
гиб, увеличивается расход стали в 2 раза, а цемента в 1,5 раза
(4,5 кг стали на 1 м2 изделия против 2—2,5 в сжатых панелях).
1 Удорожание по указанной конструктивной схеме только за
'счет конструктивного решения составляет около 6%. Если, на-
Цримёр, себестоимость комплекта плоских изделий домов серии
1605 не превышает 25—30 руб.,/м2 жилой площади, то себесто-
имость изготовления комплекта тонкостенных конструкций до-
стигает 35—37* руб.!м2.
Опирание Двух примыкающих друг к другу балок-стенок на
три опоры создает неопределенность работы системы, а необ-
ходимость устройства проемов у опор (в местах максимального
значения поперечных сил) вызывает концентрацию напряжений,
38
требует устройства специальных металлоемких обрамлений, ус-
ложняет конструктивную форму изделий и уменьшает общую
жесткость элементов. Именно на этих участках возможно обра-
зование трещин при работе конструкции.
Не случайно в последнее время наметилась тенденция к сбли-
жению отдельных конструктивных решений по различным сери-
ям крупнопанельных домов и постепенному переходу на систе-
му с несущими поперечными плоскими стенами. Так, например,
по серии 1-335, строящейся в Ленинграде, разработан вариант
замены внутреннего каркаса на поперечные несущие стены с
шагами 3,2 и 2,6 м, т. е. конструктивная схема ее стала идентич-
ной серии 1605. По домам серии К-7, строящимся в Ленинграде
и Московской области, разработаны новые варианты с несущи-
ми поперечными стенами, работающими на сжатие, и плоскими
панелями перекрытий.
Во всех сериях вводятся сейчас конструкции замоноличен-
ных стыков, комплексных панелей крыш и другие конструктив-
ные элементы, основанные на одном принципе — замене на луч-
шие решения. Это явление — своего рода «естественный отбор»
наиболее рациональных конструкций, продиктованный практи-
кой строительства, — создает предпосылки к разработке единой
унифицированной серии типовых проектов полносборных
зданий.
Анализ опыта крупнопанельного строительства показывает,
что с точки зрения ведущих требований — экономичности, вы-
сокой степени индустриальности, технологичности изготовления
и монтажа— оптимальной является схема с несущими попереч-
ными и частично продольными стенами.
В силу высказанных соображений, именно эта схема приня-
та в качестве конструктивной основы домов новой серии МГ-300.
Конструкции подземной части зданий
В последние годы усилия проектировщиков всемерно направ-
ляются на поиски рациональных решений конструкций подзем-
ной части зданий. И это не случайно: решения конструкций под-
земной части здания оказывают большое влияние на экономику
строительства; подземные работы всегда отличались большой
трудоемкостью и значительными расходами материалов. На-
пример, до 1960 г. на строительстве пятиэтажного дома серий
1-510 и 1-515 расход бетона на фундаменты и стены подвала со-
ставлял 35% от расхода бетона, потребного на все здание.
Стены подземной части выполнялись из массивных бетонных
блоков с развитыми цокольными частями. Толщина бетонных
блоков стен подвалов принималась, согласно установившимся
многолетним традициям, большей, чем толщина цокольной части
стены первого этажа. Такой прием проектирования не вызывал-
ся требованиями расчета; он обосновывался «конструктивными
39
соображениями». В связи с этим в
строительстве нашли массовое приме-
нение бетонные блоки толщиной 58 см
под стену первого этажа в 51 см; тол-
щиной 78 см под стену в 64 см и 98 см
под стену в 78 см. Прочностные каче-
ства бетонных блоков использовались
здесь на 10—15%.
Значительным шагом по пути ра-
ционализации в решении подземной
части зданий явилось применение в
московском строительстве (начиная с
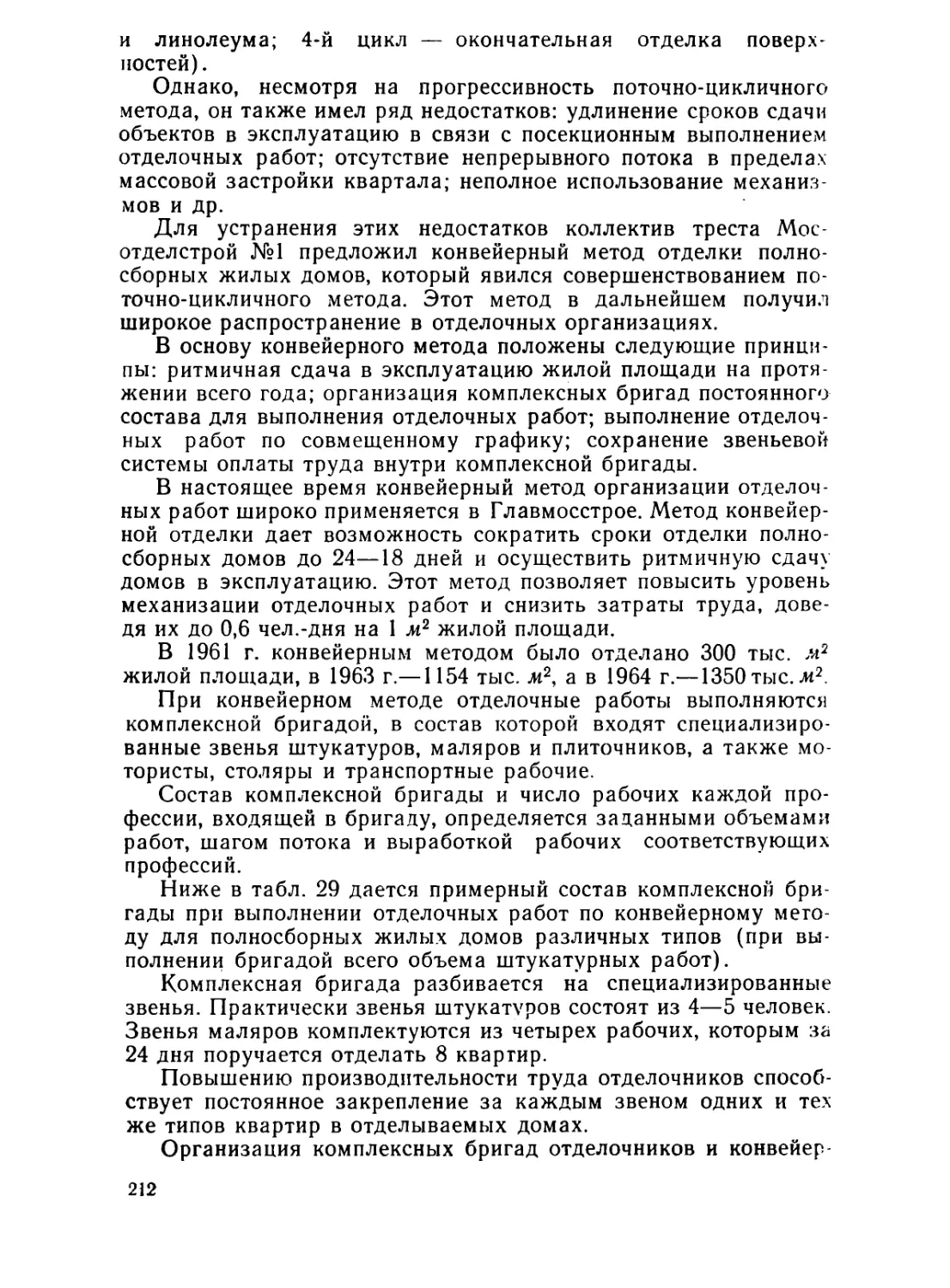
1959 г.) тонких стен подвалов (рис.
9,а). Это предложение предусматри-
вало значительное уменьшение толщи-
Рис. 9. Конструкции нулевого цикла
а — конструкция стен из тонких блоков (толщина 38 см); б — конструкция в виде
железобетонных рам; в — стык цокольных панелей с замоноличиванисм; г — преры-
вистые фундаменты; / — бетонные блоки толщиной 38 см; 2 — сборные фунтаментные
железобетонные блоки; 3 — опорные блоки под цокольные панели; 4 — сборная желе-
зобетонная рама; 5 — цокольная панель из керамзитобетона; 6 — перекрытие из часто-
ребристых железобетонных плит; 7 — монтажные связи — металлические планки, при-
варенные к закладным деталям; 8 — арматурные петли, выпущенные из панелей;
9 — замоноличивание бетоном марки 200
40
ны бетонных стен подземной части и, следовательно, более эф-
фективное использование несущей способности блоков. Внедре-
ние этой конструкции позволило на 30% снизить расход бетона
на подземную часть здания.
Стены подземной части зданий с несущими продольными
стенами (серии 1-510, 1-515 и кирпичные дома) стали выполнять
в последние годы из тонких (толщиной 38 см) бетонных блоков.
Другим усовершенствованием конструкций стен подземной
части зданий явилось укрупнение размеров блоков. В результа-
те в домах серии 1-515 применяют сейчас крупные керамзитобе-
тонные блоки весом до 3,5—4 т.
Переход на систему с поперечными несущими стенами, рас-
положенными с относительно малым продольным шагом (до
3—3,2 м), характеризуется значительным уменьшением нагру-
зок и соответственно облегчением конструкций подземной части
зданий. В этих условиях существенно изменились решения кон-
струкций фундаментов и стен подвала. Рассмотрим развитие
этих решений.
Как уже отмечалось, в домах серии 1605 конструкции подзем-
ной части приняты в виде плоских железобетонных поперечных
стенок толщиной 14 с.и, являющихся опорой поперечных стен
вышерасположенной коробки здания. Фундаментами под попе-
речными стенами служат узкие сборные ленты. Наружные сте-
ны подвала выполнены из трехслойных (утепленных) панелей,
опирающихся на самостоятельный ленточный фундамент. Осу-
ществление этой конструкции требует значительного расхода
бетона — 0,04 м3 на 1 м2 жилой площади (т. е. 7% от общего
расхода бетона).
В новой серии полносборных домов МГ-300 поперечные сте-
ны в пределах технического подполья приняты в виде железо-
бетонных рам, опирающихся на ленточные фундаменты, т. е.
вместо плоских железобетонных панелей опорами под несущие
поперечные стены зданий служат стержневые системы типа ба-
лок Виранделя (рис. 9,6). Толщина бетона такого элемента со-
ставляет всего 5 см, т. е. почти в три раза меньше, чем на любую
сплошную конструкцию.
Цокольные панели имеют здесь концевое опирание на вы-
пуски поперечных фундаментов. Такое решение позволило пол-
ностью исключить фундаменты под продольными стенами. В ре-
зультате расход стали и бетона на указанную конструкцию под-
земной части удалось значительно уменьшить по сравнению с
другими решениями.
Правильный выбор конструкции наружных стен цокольного
этажа в значительной мере определяет качество, надежность и
долговечность всего здания.
Действительно, в принятой конструктивной схеме здания с
несущими поперечными стенами и системой относительно лег-
ких наружных панелей наружные стены подземной части долж-
4—1458
41
ны обеспечивать продольную жесткость здания и соответствен-
но сопротивляемость возможным неравномерным осадкам.
Эти требования усугубляются большой протяженностью зданий,
при которой возрастает вероятность неравномерных осадок и
возрастают требования к жесткости конструкций здания и его
подземной части. Этим определяется необходимость выбора на-
иболее надежной конструкции самих панелей и их узловых со-
пряжений. Конструкция стен из керамзитобетонных панелей
позволяет успешно решить одну из главнейших задач — увели-
чить продольную жесткость цокольных стен путем выполнения
надежных стыковых сопряжений со сваркой арматурных выпу-
сков и замоноличиванием (рис. 9, в).
В применении стержневой конструкции поперечных опор кро-
ме уменьшения расхода бетона по сравнению со сплошными
конструкциями заложено еще одно ценное качество: возмож-
ность более гибкой организации эксплуатируемых помещений
подземной части зданий.
Эти вновь открывающиеся возможности использования цо-
кольных частей зданий представляют несомненный интерес (хо-
тя пока еще мало используются). Они позволяют с минималь-
ными затратами организовать целый ряд различных помеще-
ний. Рамная конструкция стен позволяет увеличивать высоту
помещений (часто в процессе привязок) с минимальным увели-
чением расхода материалов на стойки.
Одним из важнейших требований, заложенных в основу кон-
струкции, является возможность рационального приспособления
подземной части здания к условиям рельефа участка. Пра-
вильное решение этой задачи оказывает большое влияние на
экономику строительства. Требования унификации и индустри-
ализации здесь возможно будут вступать в противоречие с
бесконечным разнообразием встречающихся условий рельефа и
характера грунтов.
Задача может быть более актуальной и сложной еще и по-
тому, что новая серия панельных домов включает многосекцион-
ные дома (в 5—6 секций) большой длины (80—100 л<), которые
будет труднее «привязывать» к условиям рельефа, чем малосек-
ционные. Однако применение в застройке многосекционных до-
мов позволяет на 3—5% снизить стоимость строительства.
Первое решение в условиях малоразвитого рельефа участ-
ка— применение несущих поперечных рам разной высоты.
В этом случае цокольный этаж будет значительно выступать
из земли на участках падения рельефа. Целесообразность тако-
го решения определяется в значительной мере рациональным
использованием образующейся здесь развитой высоты цоколь-
ного этажа.
Второй вариант блокировки секций на рельефе может осу-
ществляться путем решения перепада на границах между сек-
циями дома или, например, через две секции. Такое решение
42
связано с некоторым увеличением типоразмеров панелей попе-
речных стен. Однако создание ограниченного набора таких до-
полнительных. панелей позволяет более экономично и «гибко»
расположить здание на рельефе. В настоящее время такие при-
емы проходят экспериментальную проверку.
Дальнейшим этапом совершенствования подземной части
зданий явились поиски более рациональных и экономичных кон-
струкций фундаментов. Эти поиски идут по двум основным на-
правлениям: по пути изыскания новых конструктивных решений
фундаментов и по пути более полного использования действи-
тельной несущей способности грунтов основания.
Остановимся на возможностях каждого из этих направле-
ний, выявленных в процессе проектирования и строительства.
Для первого направления характерно широкое внедрение в
практику массового строительства сборных железобетонных фун-
даментов. Однако, оценивая существующие решения сборных
железобетонных ленточных фундаментов, следует отметить, что
их конструктивные формы повторяют традиционные формы мо-
нолитных железобетонных фундаментов. Попытки применения
более рациональных конструктивных форм (например, ребри-
стых, плоских преднапряженных плит, пустотных фундаментов)
не привели к положительным результатам. Дело в том, что сни-
жение расхода стали и бетона в этих решениях было связано со
значительным усложнением технологии изготовления сборных
элементов, которое сводило на нет экономические преимущества
этих решений.
Второе направление связано с более глубоким изучением фак?
тической несущей способности грунтов. В московском строи?
тельстве получили распространение так называемые прерыви-
стые фундаменты (рис. 9,г). Это предложение основывалось на
результатах, проведенных в «НИИ оснований и подземных со-
оружений» исследований, показавших, что при использовании
прерывистых фундаментов можно увеличить расчетное сопро-
тивление грунтов на 10—15%.
Осадка прерывистого фундамента зависит от расстояния
между блоками-подушками и отношения сторон блока-подушки.
При определенных расстояниях между блоками-подушками
осадка прерывистых фундаментов равна осадке непрерывного
ленточного фундамента при меньшей площади подошвы. Эко-
номичность прерывистых фундаментов объясняется более вы-
годным распределением напряжений под их подошвой, которое
приближается к пространственному, и большим периметром
фундамента. Это приводит к увеличению несущей способности
грунта от сопротивления его срезу, более равномерным распреде-
лениям контактных напряжений (по подошве блоков-подушек),,
благодаря чему уменьшаются пластические деформации грунта
по краям блока.
4
43
Практика массового применения прерывистых фундаментов
доказала экономию бетона при использовании этого решения
примерно на 10%. Однако повышение давления под подошвой
фундаментов требует увеличения армирования фундаментных
блоков, т. е. увеличения расхода стали. В связи с этим преры-
вистые фундаменты применяются в пределах использования
расчетной несущей способности стандартных фундаментных
блоков (без увеличения их армирования).
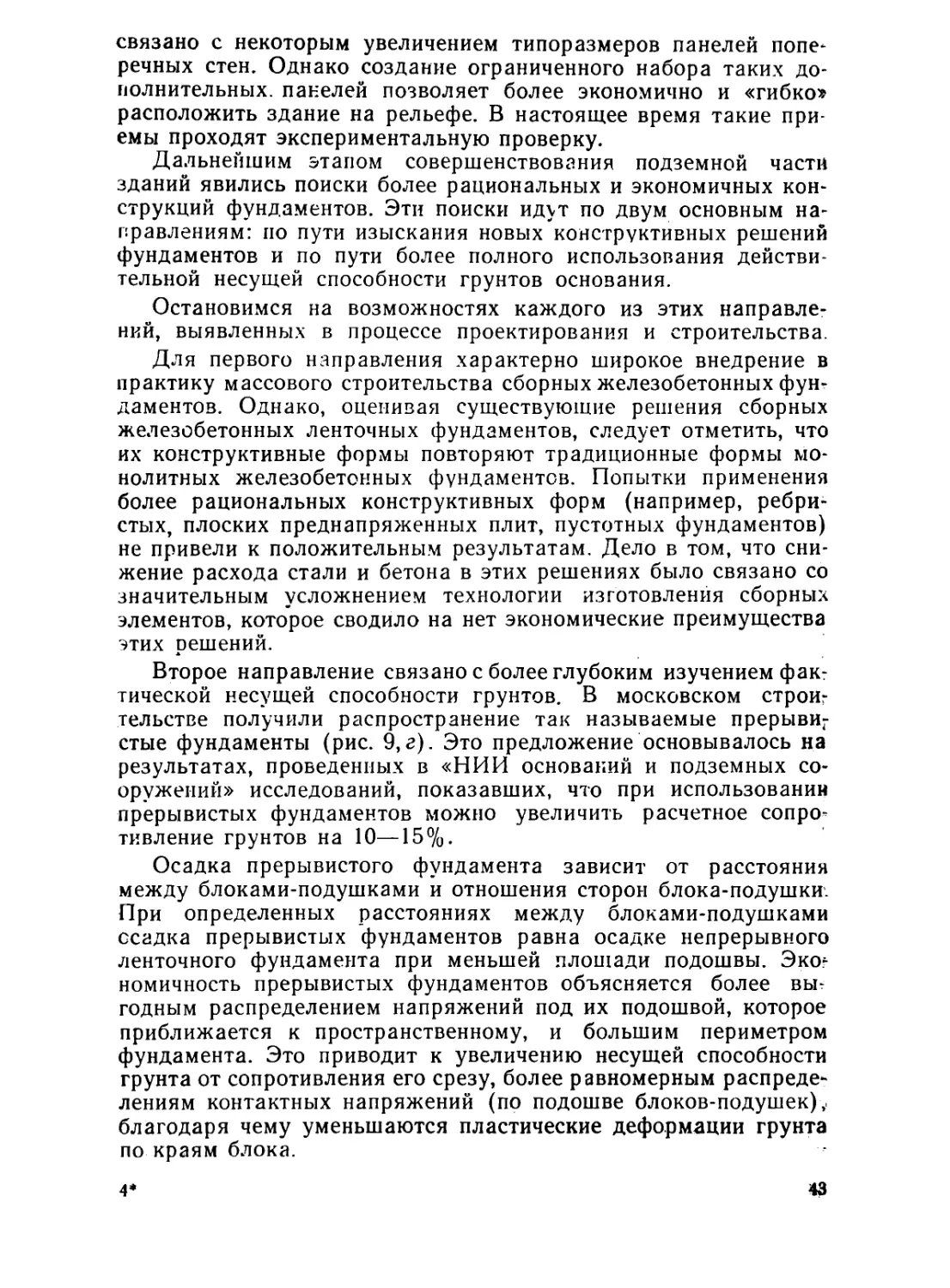
Более существенный экономический эффект может быть до-
стигнут при переходе на расчет фундаментов по деформациям
с учетом фактических модулей сжимаемости грунтов. Регламен-
тированное нормами расчетное сопротивление грунтов, по ко-
торому определяются размеры подошвы фундаментов пятиэтаж-
ных зданий, представляет собой величину условную, поскольку,
во-первых, грунты являются не упругими телами и могут воспри-
нимать внешнюю нагрузку и после достижения ими расчетного
сопротивления; во-вторых, на основании опытных исследований
установлено, что несущая способность грунта зависит не только
от его физических свойств, но и от форм фундаментов и конст-
руктивных особенностей сооружения. Более полно использовать
несущую способность грунта позволяют расчеты по деформа-
циям (осадкам), которые в соответствии с новыми нормами и
техническими условиями проектирования оснований становятся
основным методом.
Институт Моспроект еще в 1959 г. выдвинул предложение
вести проектирование фундаментов с учетом действительных
модулей сжимаемости грунтов без ограничения величины дав-
ления под подошвой фундамента и тогда же приступил к опыт-
ному проектированию таких фундаментов. При этом методе
проектирования удалось достичь значительного экономического
Эффекта — резко снизить ширину фундаментов. Так, например,
в пятиэтажных зданиях с продольными несущими стенами ши-
рина фундаментов при определенных условиях может быть
уменьшена в 2—2,5 раза, что позволяет перейти к строительству
бесфундаментных зданий.
Чтобы получить представление о величине фактических де-
формаций, а также выявить влияние этих деформаций на рабо-
ту сооружения, было проведено экспериментальное строитель-
ство зданий трех пятиэтажных домов серии 1-510 в различных
грунтовых условиях с фундаментами в виде узких лент, рассчи-
танных по методу предельных деформаций, и полученные факти-
ческие осадки сопоставлены с соответствующими теоретически-
ми осадками.
Предпосылкой для повышения расчетного давления под по-
дошвой фундамента в этих случаях является то, что увеличение
осадок не пропорционально увеличению давления под подошвой
фундамента, т. е. уменьшению ширины фундаментов. Так, при
уменьшении ширины ленточного фундамента в 2—2,5 раза вели-
44
чина осадки увеличилась всего на 10—15% (осадки ленточного
фундамента определяются только величиной погонной нагрузкц
и почти не зависят от его ширины; при одинаковой погонной на-
грузке увеличение или уменьшение ширины фундаментной лен-
ты незначительно влияет на величину осадки).
Замеры показали, что осадки пятиэтажного здания на уз-'
них фундаментах (по существу, вообще без фундаментов) прак?
тически не отличаются от осадок здания, сооруженного на тех;
д Осадки ACfl 6 мм
пМ ? I з !» Н I ? I з | з р | 2 | з | 4 I г | г | з | 4 I z 12 | j | > г | г I J |7
Рис. 10. Графики осадок экспериментальных домов с узкими фундаментами
/ — график осадок корпуса Ns 18 с обычными ленточными фундаментами: 2 — график
осадок экспериментального корпуса № 17 с узкими ленточными фундаментами
же грунтах, но с обычными фундаментами, хотя напряжение
под подошвой в первом случае в два раза превышает расчетное
сопротивление грунта или фактическое напряжение под фунда-
ментами соседнего дома (рис. 10). Экспериментальное строи-
тельство подтвердило реальную возможность уменьшения ши-
рины фундаментных лент при расчете оснований по деформаци*
ям с учетом фактических модулей сжимаемости грунтов, которое
позволяет почти на 30% сократить расход бетона для фунг
даментов.
Такое проектирование основывается на более обширных ге?
ологических изысканиях, которые представляют достоверные
данные о действительных качествах грунтов и о фактически^
модулях упругости. В этом, по нашему мнению, дальнейшая перг
спектнва прогресса в области проектирования оснований и фун^
даментов. '
Дальнейшее развитие конструктивных решений подземной
части зданий — применение нового типа фундаментов в виде
коротких свай, который одновременно предусматривает более
эффективное использование несущей способности грунтов oct
нования.
Следует подчеркнуть, что речь идет не о повторении имевших?
ся ранее традиционных решений свайных оснований, а о hoboi^
подходе к проектированию свайных фундаментов в крупнопат
нельном домостроении.
45
Эк
г)
Устанавливается
трубчатый ростверк
По А-А
Вид S 5
Рис. 11. Конструкции короткосвайных фундаментов
а — схема прокладки коммуникаций в пределах технического подполья с мини-
мальным объемом земляных работ; б — конструкция короткосвайных фундаментов
для дома с несущими поперечными стенами; в — конструкция короткосвайного
фундамента из железобетонных труб для домов серии К-7; г — конструкция сваи
с забивным трубчатым ростверком; / — траншея для прокладки коммуникаций;
2 — сваи сечением 30X30 см; 3 — сборный железобетон ростверк; 4 — сборно-
монолитный оголовок; 5 — цокольная панель в роли продольного ростверка;
6— перекрытие над техническим подпольем; 7 — трубчатые сваи; 8 — монолитный
оголовок; 9 — трубчатая насадка
Применение короткосвайных фундаментов для панельных
зданий позволяет более кардинально решить одну из важнейших
проблем полносборного строительства — увеличить жесткость
конструкции здания и тем самым значительно снизить вероят-
ность неравномерных осадок, к которым очень чувствительны
все существующие конструкции крупнопанельных домов. Наря-
ду с конструктивными преимуществами применение коротких
свай дает и экономические выгоды. В связи с этим в московском
строительстве в последние годы широко внедряются коротко-
свайные фундаменты для полносборных домов.
47
В результате проработки различных вариантов конструкций
свайных фундаментов удалось получить такое решение, при ко-
тором резко снижается (более чем вдвое) объем земляных ра-
бот (рис. 11, а). Особенностью новой конструкции является
исключение поперечных несущих конструкций в пределах под-
полья и расположение ростверков непосредственно под полом
первого этажа. Это позволило резко уменьшить объем потреб-
ного бетона.
Новым является также решение в виде однорядной системы
свай, расположенных под поперечными несущими стенами с ша-
гом 2—2,5 м (рис. 11,6). По сваям укладывается сборный желе-
зобетонный ростверк сечением 25x35 см, соединенный с голо-
вками свай через специальную сборно-монолитную опорную по-
душку. Размеры ростверка удается уменьшить благодаря учету
жесткости панелей поперечных стен. Цокольные панели наруж-
ных стен крепятся к торцам поперечного ростверка и сами при-
обретают значение продольного ростверка. Таким ббразом.
исключается необходимость в устройстве специальных продоль-
ных ростверков в плоскостях наружных и внутренних продоль-
ных стен.
В домах серии К-7, которые имеют принципиально отличную
от других типов полносборных домов конструкцию, сваи рас-
полагаются непосредственно под опорами балок-стенок
(рис. 11, в).
Для этих домов предусмотрены два типа свай — прямоуголь-
ные сечением 25X25 или 30X30 см и трубчатые диаметром 400
и 600 мм. Трубчатые сваи начали применять по периметру ленин-
градских строителей. Как показали исследования, внутри труб-
чатых свай после их забивки остается грунтовое ядро, которое
воспринимает часть нагрузки, приходящейся на сваю. Роствер-
ки приняты в виде опорных подушек и запроектированы в двух
вариантах: сборными и монолитными.
Стоимость подземной части здания с новым типом коротко-
свайных фундаментов для домов серий МГ-300 и 1605 на 10—
15% ниже, чем стоимость с обычными фундаментами.
Стоимость же короткосвайных фундаментов для домов серии
К-7 на 10% выше, чем обычных столбчатых фундаментов. Од-
нако это удорожание компенсируется повышением конструктив-
ных качеств дома.
Практика строительства подтвердила более высокую инду-
стриальность короткосвайных фундаментов по сравнению с
ленточными. Это качество приобретает особую роль при вы-
полнении работ в зимних условиях. При этом, что очень важно,
исключается вероятность промерзания оснований зданий, по-
следствия которого при пучинистых (глинистых и суглинистых)
грунтах крайне неприятны и опасны для конструкций па-
нельного дома, весьма чувствительных к неравномерным
осадкам.
48
Совершенствование конструкций свайных фундаментов в
процессе их массового применения осуществляется как в на-
правлении сознания высокопроизводительного и мобильного
сваебойного оборудования, так и дальнейшей обработки самих
конструкций фундаментов. Здесь заслуживает внимания предло-
жение использовать сваи с трубчатыми насадками (рис. И,г).
Трубчатая насадка позволяет на 30—40% увеличить несущую
Рис. 12. Графики испытаний свай с забивным трубчатым ростверком
способность сваи и получить значительную экономическую вы-
году.
Повышение несущей способности одиночной сваи после за-
бивки трубы (устройства трубчатого оголовка) происходит за
счет увеличения силы трения вдоль боковой поверхности сваи и
в результате уплотнения грунта под подошвой трубчатого рост-
верка.
На рис. 12 показаны графики испытаний пробной нагрузкой
одиночных свай и свай с забивным трубчатым ростверком. Не-
сущая способность сваи с трубчатым ростверком значительно
выше, чем одиночной сваи.
Новый вид фундаментостроения — короткосвайные фунда-
менты— находится только в начальной стадии развития. Этой
конструкции предстоит большой путь дальнейшего совершенст-
вования. Важно, что само направление на использование этого
типа фундаментов в полносборном домостроении технически оп-
равдано и перспективно.
49
Наружные ограждения и стыки между панелями
Панели наружных стен являются наиболее важным и от-
ветственным элементом в конструкции крупнопанельных домов.
Именно от них, в первую очередь, зависят эксплуатационные ка-
чества жилого дома. Удельный вес наружных ограждений в об-
щем объеме работ по сооружению крупнопанельного дома со-
ставляет 20—25% по стоимости и 15—18% по трудоемкости.
Прежде всего остановимся на выборе типа конструкции на-
ружных ограждений многослойных или однослойных панелей.
Обе конструкции получили применение в массовом полносбор-
ном строительстве.
Основным недостатком многослойных панелей по сравнению
с однослойными является сложность и трудоемкость их изго-
товления, в процессе которого в форму должны быть уложены
три различных материала — тяжелый бетон на нижнюю и верх-
нюю плиты, утеплитель между плитами и легкий бетон в ребра,
соединяющие железобетонные плиты. Для обеспечения требуе-
мых эксплуатационных качеств панелей все эти материалы
должны быть уложены с точным соблюдением проектных раз-
меров. Отклонения от требований проекта и технических усло-
вий резко снижают теплотехнические качества панелей. Эти
нарушения могут быть вызваны рядом причин, поэтому конт-
роль за качеством изготовления трехслойных панелей и за их
применением в строительстве должен быть повышенным.
Нетехнологичность многослойных панелей определяется тем,
что их изготовление практически не поддается механизации.
Ряд мероприятий по совершенствованию конструкции много-
слойных панелей: применение сборных ребер, жесткого плитно-
го утеплителя, разделение технологического процесса формов-
ки бетона и укладки утеплителя, исключение термообработки
острым паром и др. позволит повысить качество панелей этого
типа.
Преимуществами многослойной конструкции панелей явля-
ются:
надежная защита от коррозии рабочей арматуры, распола-
гаемой в слое бетона; возможность разнообразно решать отдел-
ку фасадных поверхностей с применением различных мате-
риалов.
Наиболее уязвимы в конструкции многослойных панелей реб-
ра жесткости, соединяющие наружную и внутреннюю железобе-
тонные плиты. Ребра жесткости должны по проекту выполняться
из плотного легкого бетона толщиной 40 мм.
Увеличение толщины ребер или значительное повышение
объемного веса бетона приводят к образованию мостиков холо-
да. Этот недостаток можно ликвидировать путем применения
сборных армоцементных ребер жесткости толщиной 20 мм с от-
верстиями. Для соединения панелей целесообразно применение
50
хомутов из нержавеющей стали. Однако из-за дефицитности
этой стали такое решение не может быть принято для массового
строительства на ближайший период.
Наиболее важным вопросом в теплотехническом отношении
является предохранение от промерзания наружных углов. Прак-
тика показывает, что в углах необходимо располагать стояк ото-
пления. При отсутствии стояка отопления углы должны допол-
нительно утепляться.
Серьезные меры должны быть приняты по повышению тре-
щиностойкости наружного слоя панелей. Многочисленные обсле-
дования показали, что в панелях, имеющих толщину наружной
железобетонной плиты от 25 до 40 мм, были обнаружены тре-
щины. Было установлено, что степень коррозии арматуры зави-
сит от толщины защитного слоя и характера раскрытия трещин.
При толщине защитного слоя менее 5 мм коррозия арматуры
возможна даже при наличии волосных трещин. При толщине за-
щитного слоя 5—10 мм коррозия арматуры может происходить
только при раскрытии трещин 0,1—0,2 мм. Раскрытие трещин
в значительной степени зависит от величины ячеек арматурных
сеток. При применении сетки с шагом 100X 100 мм трещины по-
являются только в единичных случаях. Применять сетки с ша-
гом больше 100X100 мм не рекомендуется.
Следовательно, для защиты арматуры и связей от коррозии
необходимо увеличить толщину слоя бетона до 40—50 мм и при-
менять арматурные сетки с размером ячеек 100X100 мм из про-
волоки диаметром 3 мм. Толщина внутреннего слоя бетона
должна быть принята 50 мм.
Необходимо обращать внимание на армирование панелей в
зоне оконных проемов; оконные проемы по периметру должны
быть армированы сварными каркасами из продольных стержней
диаметром не менее 6 мм. Это позволит исключить появление
трещин в углах проемов.
Однослойные панели. Основным массовым типом однослой-
ной панели в московском строительстве является панель из ке-
рамзитобетона. Однослойная панель может быть изготовлена
механизированным способом с минимальным использованием
ручного труда. С технологической точки зрения керамзитобетон
обладает легкостью механизированного формования, быстротой
твердения, полной заводской готовностью изделия и возмож-
ностью конвейерного или другого поточного способа изготовле-
ния. По стоимости эта конструкция несколько выгоднее, чем
многослойная (см. табл. 4).
Керамзитобетон как материал для однослойной конструкции
среди других материалов является оптимальным. Легкий керам-
зит имеет наименьший объемный вес при заданной прочности.
В настоящее время керамзитовый гравий стал основным и луч-
шим по качеству искусственным пористым заполнителем бетон-
ной смеси.
51
Таблица 4
Технико-экономические показатели конструкции наружных стен
(на 1 м2 панелей за вычетом проема)
Серия
домов
Конструкция наружных
панелей
Расход ма-
териалов
стали цемента
в кг в м3
Стоимость
в руб.-кол.
1605
К-7
П-35
1-515
Экспери-
менталь-
ный дом
То же
Многослойная с
утеплителем из мине-
раловатных плит . . .
То же . . . • • . .
Трехслойная из двух
прокатных скорлуп с
утеплителем из мине-
раловатных плит . . .
Однослойная несу-
щая из керамзитобе-
тона (1200 кг/мл) . . .
Однослойная из ке-
рамзитобетона (900—
1000 кг/м2 ).........
Однослойная из ке-
рамзитобетона (800—
850 кг/м?) .......
21
16
26
40
26
270
I 140
I I
240
480
4,2
3,1
7,5
11,6
34
36
75
107
0,55
0,58
0,37
300 8,2
250 8,7
58 0,55
11—90
13—80
15—90
11—60
11—00
10—40
3
О =5
Примечание. Показатели взяты по отчетным данным заводов.
Успехи в освоении керамзитобетона повысили его конкурен-
тоспособность по сравнению с ячеистыми бетонами. Толщина на-
ружных стен из керамзитобетона практически почти одинакова
с толщиной панелей из ячеистых бетонов и не намного отлича-
ется от толщины трехслойных панелей. Преимуществами керам-
зитобетонных панелей перед панелями из ячеистого бетона яв-
ляются меньшая усадка, большая трещиностойкость, простота
технологии изготовления (без автоклавов).
В теплотехническом отношении однослойная конструкция вы-
годно отличается от многослойной отсутствием теплопровод-
ных включений в виде железобетонных ребер.
Большое достоинство однослойных конструкций — лучший,
по сравнению с многослойными, температурно-влажностный ре-
жим. При одинаковых климатических условиях и одинаковых
параметрах внутреннего воздуха продолжительность конденса-
ции составила для однослойных конструкций из керамзитобето-
на 3 месяца, а для многослойных панелей 6—7 месяцев. В од-
нослойных панелях исключается возможность влагонакопления
в процессе эксплуатации здания.
Однако качество керамзитобетонных панелей во многом оп-
ределяется осуществлением требуемой технологии изготовления
52
и, прежде всего, правильным гранулометрическим подбором ке-
рамзитового гравия, четкой дозировкой инертных и качествен-
ным уплотнением бетонной смеси. При употреблении несортово-
го керамзита и отсутствии пригрузки при вибрационном уплот-
нении панелей может произойти расслоение бетона с разбросом
прочности и теплозащитных свойств панели.
Совершенствование конструкции керамзитобетонной панели
с целью получения наиболее эффективного элемента стены
должно идти по пути применения заполнителей с минимальным
объемным весом при заданной прочности, т. е. по пути соблюде-
ния определенных требований, предъявляемых к керамзитовому
гравию и технологии получения керамзитобетона. Эти требова-
ния следующие:
объемный вес керамзитового гравия должен быть 300—
500 кг/м3;
следует строго соблюдать требования в отношении грануло-
метрического состава как керамзита, так и бетонной смеси в це-
лом; это влияет на улучшение свойств керамзитобетона;
обеспечить надлежащее уплотнение жестких смесей вибриро-
ванием с пригрузом.
Проведенные исследования позволили установить оптималь-
ный гранулометрический состав керамзитового гравия для бе-
тона, который, удовлетворяя требованиям прочности, будет об-
ладать высокими теплозащитными качествами. Подобранный
таким образом состав керамзитобетона применялся при экспе-
риментальном строительстве крупнопанельных домов в Москве.
Минимальная толщина наружных стен этих зданий равна 26 см
при расчетной зимней температуре наружного воздуха —26°.
Для стеновых панелей применили следующий состав бетона: це-
мент марки 400—200 кг\ керамзит с фракциями 10—20 мм—
234 кг, с размерами гранул 0,5 мм— 186 кг, вода— 145 л Объ-
емный вес такого состава в сухом состоянии изготовленной де-
тали 760 кг/м3.
Благодаря указанным выше мероприятиям удается постепен-
но уменьшать толщину керамзитобетонных панелей и получать
дополнительный экономический эффект от применения однослой-
ных панелей. Уменьшение толщины с 40 до 34 см (как это при-
нято для домов серии МГ-300) позволит на 10—15% снизить
стоимость панелей. Ведутся работы над дальнейшим уменьше-
нием толщины панелей до 22—26 см.
Панель следует выполнять размером на два модуля. Укруп-
нение панелей позволяет значительно сократить количество сты-
ков, снизить объем работ по их заделке и сварке, улучшить эк-
сплуатационные качества стен, резко повысить степень завод-
ской готовности, улучшить использование монтажных кранов.
Рекомендуется также с целью повышения сопротивления возду-
хе- и влагопроницаемости увеличить наружный плотный отделоч-
ный слой однослойной панели до 2 см, а внутренний до 3 см.
53
В результате изложенного можно сделать вывод, что одно-
слойные панели имеют преимущества по сравнению с много-
слойными по простоте конструктивного решения, технологично-
сти изготовления, затратам труда и стоимости. Однослойные
панели в большей мере поддаются механизации изготовления, а
в перспективе — автоматизации. Они могут изготовляться по
вибропрокатной, кассетной или другой технологии.
Учитывая реальные возможности московской промышленно-
сти на ближайшие годы, наружные ограждения для домов серии
МГ-300 приняты в двух вариантах: в виде однослойной керам-
зитобетонной панели толщиной 34 см и многослойной панели
толщиной 25 см с утеплителем из фибролита.
Конструктивные решения наружных стеновых панелей не
должны быть оторваны от требований архитектурной вырази-
тельности фасадов зданий.
Разнообразие архитектурных решений фасадов крупнопа-
нельнах зданий (при унифицированных заводских конструкциях
и планировочных решениях) может быть достигнуто:
изменением композиционной схемы фасадов путем различно-
го размещения балконов, их группировки, изменением сетки про-
емов, применением различных материалов для балконных ог-
раждений (рис. 13);
применением различных решений деталей входов, цоколей,
цветочниц;
созданием вариантов домов с лоджиями;
использованием различных фактур в отделке панелей; для
однослойных керамзитобетонных панелей — присыпка дробле-
ным камнем различных пород, отделка эрклезом и цветными це-
ментами; для железобетонных панелей — отделка керамикой,
литой керамикой, стекломозаикой и цветными бетонами; окрас-
ка различными погодостойкими, в частности, синтетическими
красками;
применением новых материалов в отделке фасадов, например
пластиков.
Конструкции стыков между наружными панелями. Одна из
основных проблем в конструкции панельных домов — качест-
венное решение стыковых соединений между наружными пане-
лями. Существующая конструкция стыков, даже при отличном
качестве выполнения, не может быть признана оптимальной й
требует дальнейшей доработки с обеспечением полной гермети-
зации и требуемых теплотехнических качеств в местах сопряже-
ний панелей.
За последние годы были проведены массовые инструменталь-
ные обследования состояния стыков. Выявлено, что фактическая
величина коэффициента воздухопроницаемости в стыках панелей
во многих случаях выше расчетной.
Проведенные в последние годы ЦНИИСКом (проф. Шишки-
ным, канд. техн, наук Емельяновым и др.) исследования дейст-
54
Рис. 13. Варианты решений фасадов для домов серии МГ-300
56
Рис. 14. Температурные деформации наружных панелей
а—схема температурных деформаций наружных стен дома се-
рии 1-515; б — схема деформации панели из плоскости; в — схема
образования перекоса панелей зимой (верхняя схема) и летом;
г — график «раскрытия» вертикальных стыков в зависимости от из-
менений наружной температуры
вительной работы стыковых соединений показали, что они испы-
тывают постоянные обратимые, а также необратимые деформа-
ции. Обратимые деформации вызываются колебаниями темпера-
туры, вследствие этого стыки находятся в постоянном движении,
испытывая деформации растяжения и сжатия (рис. 14, а). Рас-
крытие трещин в вертикальных стыках иногда достигает
значительных величин — порядка 1—2 мм. При отсутствии не-
обходимых связей в стыках, которые могли бы погашать темпе-
ратурные деформации, происходит постепенное разрушение
цементного раствора в стыках, стык «раскрывается» и создает
доступ для атмосферной влаги (рис. 14,г).
Температурные деформации имеют развитие по высоте зда-
ния и достигают максимума в верхних этажах. Измерения тем-
пературных деформаций наружных стен одного из панельных
домов серии 1-515 в Новых Кузьминках показали, что в более хо-
лодные дни (при наружной температуре —18°) общая длина
57
стены в верхнем этаже сокращалась на 6,5 мм (рис. 14, а), а в
более жаркие дни (при температуре +22°) стена удлинялась на
2 мм. Таким образом, при разнице наружных температур в 40°
длина стены изменилась на 8,5 мм.
В то же время имели место деформации панелей вследствие
их изгиба из плоскости (рис. 14, б), в результате которых при
температуре —18° толщина шва между панелями с наружной
стороны увеличивалась до 1 мм (при длине панелей 3,2 м).
Так как фундаменты здания практически не испытывают
температурных деформаций из-за большой стабильности темпе-
ратур в грунте, то стена на границе с фундаментами почти не
изменяет свою длину. В результате этого контуры стены по фа-
саду принимают форму, близкую к трапециям, и панели, осо-
бенно находящиеся вблизи к торцам здания, испытывают зна-
чительный перекос (рис. 14, в).
Необратимые деформации вызываются усадкой, ползучестью
и неравномерной осадкой зданий как следствие развития в сты-
ках растягивающих или сжимающих усилий.
Наиболее действенной мерой борьбы с этими деформациями
являются повышение общей пространственной жесткости па-
нельных домов.
Раскрытие стыков наружных панелей или появление в стыках
трещин при существующих решениях связей может вызвать кор-
розию металла, поэтому защита последнего во время монтажа
наружных панелей является важным и ответственным процес-
сом.
Произведенные, в порядке проверки, вскрытия стыков и изу-
чение состояния металлических связей в домах серий К-7;
1-515; 1605; П-35 показали, что антикоррозийная защита свя-
зей различными средствами и методами дает различные ре-
зультаты.
Наименее эффективной защитой металлических связей оказа-
лась защита обмазочного типа: масляной покраской или це-
ментным молоком. Не может быть рекомендована в качестве
защиты связей от коррозии и битумная обмазка, которая со
временем отслаивается от металла.
Вполне надежные результаты защиты металла от коррозии
были достигнуты путем тщательной обработки связей цемент-
ным раствором марки не ниже 100 или бетоном с хорошим уп-
лотнением последнего.
Известно, что сталь с чистой поверхностью, заключенная
в плотный бетон или раствор без добавок солей, не разрушает-
ся и длительное время остается блестящей. Такая стойкость
стали обусловлена щелочной средой, которая создается в про-
цессе твердения бетона или раствора при условии их плотного
прилегания к металлу. Поэтому при обработке связей бетоном
или раствором обязательно их уплотнение, во избежание досту-
па к металлу влаги и кислорода.
58
Применяемая в настоящее время антикоррозийная защита
связей электрохимическим методом (путем металлизации ста-
ли цинком) может быть достаточно надежной при условии пре-
дохранения оцинковки от прожогов при монтажной сварке вы-
пусков или нанесения цинка вновь на место, где защита была
прожжена дугой сварочного аппарата.
Важным требованием к конструкции стыковых соединений,
которому ранее не придавали должного значения, является
обеспечение совместной работы панелей внутренних и наруж-
ных стен в местах их сопряжений.
Вопросы пространственной работы конструкций панельных
зданий, количественный и качественный характер распределе-
ния усилий между сопрягающимися конструкциями стен и пред-
посылки, обеспечивающие надежную совместную работу этих
конструкций, до последнего времени были недостаточно изуче-
ны, что привело в ряде случаев к появлению трещин в местах
сопряжений стен.
Только в последние годы ЦНИИСКом были проведены ши-
рокие натурные, экспериментальные и теоретические исследова-
ния этого вопроса, которые позволили уточнить действительную
картину работы конструкций, а также разработать методику ра-
счета совместной работы поперечных и продольных стен в мес-
тах их сопряжений.
Это привело к выводу, что основная причина возникновения
трещин — различные величины деформаций внутренних и на-
ружных стен, вызванные применением для этих стен разнотип-
ных материалов, например керамзитобетона или силикатобето-
на для наружных стен и железобетона — для внутренних. Эти
материалы обладают различными упруго-пластическими свойст-
вами. Вследствие этого деформации сжатия таких стен даже
при одинаковых напряжениях различны по величине. Сущест-
венное влияние на величину деформаций оказывает напряжен-
ное состояние стен. Так, например, напряжение в панелях внут-
ренних поперечных стен в несколько раз выше, чем в наружных.
Если бы между стенами отсутствовали связи, разница де-
формаций стен была бы очень значительной и достигла бы в
конструкции пятиэтажного панельного дома 10 мм (рис. 15, а).
Наличие связей между стенами в виде шпонок, замоноличенных
арматурных связей и т.п. препятствует свободной деформации,
в результате чего создается в зоне сопряжений стен напряжен-
ное состояние, характеризующееся напряжениями сдвига и рас-
тяжения (рис. 15, б,в). Таким образом, прочность стыка должна
быть достаточной для восприятия возникающих касательных и
главных растягивающих напряжений.
Основным мероприятием, способным препятствовать разви-
тию взаимных деформаций и обеспечить надежную совместную
работу стен, служит замоноличивание соединений между пане-
лями, т. е. устройство железобетонного стыка (рис. 16).
59
Условия пространственной работы панельного дома значи-
тельно улучшаются, когда перекрытия надежно связаны не
только с поперечными, но и с продольными стенами. Последнее
обеспечивается заводкой кромки перекрытия в наружную про-
дольную стену.
Рис. 15. Схема статической работы стен в зоне
их сопряжений
а — модель статической работы поперечной стены;
б — характер распределения главных растягивающих на-
пряжений; в — характер распределения скалывающих
напряжений
Для обеспечения долговечности и капитальности крупнопа-
нельных домов стыковые соединения между панелями должны
иметь одинаковую прочность и жесткость с панелями и выпол-
няться с замоноличиванием конструктивным бетоном с устрой-
ством надежных связей арматуры панелей, способных воспри-
нимать действующие усилия в стыках.
В настоящее время конструкции замоноличенных стыков
приняты в Москве для полносборных домов основной серии
60
МГ-300 (рис. 16 а, б), серий 1605 и 1-515 и для новых серий мно-
гоэтажных крупнопанельных домов.
Принципы, заложенные в конструкции замоноличенного
стыка, заключаются в следующем:
стык равнопрочен панели, т. е. он способен воспринимать те
же усилия, которые действу-
ют в самой панели;
рабочая зона стыка рас-
полагается с внутренней
стороны панели, где в тече-
ние почти всего периода экс-
плуатации здания сохраня-
ется положительная темпе-
ратура;
обеспечивается непре-
рывность передачи возника-
ющих в арматуре панели
усилий путем устройства
петлевого или сварного сты-
ка арматуры;
рабочая зона стыка с
расположенной в ней арма-
турой замоноличивается
тяжелым бетоном марки 200,
что обеспечивает достаточ-
ную защиту арматуры от
коррозии и надежную пере-
дачу возникающих в стыке
сдвигающих усилий;
для многослойных желе-
зобетонных панелей рабо-
чая зона стыка защищается
от промерзания эффектив-
ным утеплителем.
В результате поисков и
проработки различных ва-
риантов решений замоноли-
Рис. 16. Конструкция замоноличен-
ных стыков между панелями наруж-
ных стен в доме серии МГ-300
а — вертикальный стык; б — горизонталь-
ный стык; 1 — мастика типа УМ-40; 2—пер-
гамин; 3 — стиропор; 4 — фибролит; 5 — мо-
нолитный бетон марки 200; 6 — раствор
ченных стыков для серии до-
мов МГ-300 приняты следу-
ющие конструкции стыков:
для варианта дома с трех-
слойной конструкцией наружных панелей принят стык с замоно-
личиванием по всей высоте, с усиленной бетонной шпонкой и с
петлевыми соединениями арматуры; бетон — марки 200; утепли-
тель— в виде поропласта;
для варианта дома с однослойными керамзитобетонными
панелями принято аналогичное решение, но без прокладки утеп-
лителя.
61
В том и в другом решении применяются герметики для соз-
дания водонепроницаемой пленки, преграждающей доступ воды
в стык. Новое здесь то, что в стыке запроектирован декомпрес-
сионный вертикальный канал для защиты от капиллярного под-
соса воды при косом дожде.
Соединения арматурных выпусков из панелей выполнены в
двух уровнях — в верхней и нижней частях панелей. Ранее
предусмотренные в проектах дополнительные соединения ар-
матуры в уровне подоконника и перемычки были исключены
как лишние. Как показали расчеты, соединения арматурных
выпусков только в двух уровнях достаточны по условиям
прочности.
Для обеспечения прочности и устойчивости панельного дома
на время монтажа, когда стыки между панелями еще не замо-
ноличены, в узлах предусмотрено устройство жестких сварных
накладок и анкеров, воспринимающих монтажные усилия.
В горизонтальном стыке предусмотрено устройство противо-
дождевого барьера-гребня: в трехслойных панелях высотой
70 мм, в однослойных керамзитобетонных панелях высотой
40 мм (сниженная высота гребня здесь принята во избежание
разрушения его при транспортировке и монтаже).
Обжатие горизонтальных стыков от вертикальных нагрузок
не предотвращает появления в них трещин, так как темпера-
турные воздействия значительно превосходят их. Поэтому вы-
полнение профильных горизонтальных стыков с устройством бе-
тонного гребня является обязательным.
Испытания стыков подтвердили правильность принципов,
заложенных при их проектировании. Так, при испытании на
сдвиг поперечных и продольных стеновых панелей со стыком, за-
моноличенным в пределах этажа бетоном марки 100, несущая
способность его равна 13,5 т. При испытании на растяжение
вдоль наружных стен общее усилие, воспринимаемое в стыке,
составляло около 10 т.
Испытания наружных образцов с соединением арматурных
выпусков на скобах и замоноличиванием их бетоном марки 200
показали, что замоноличенные стыки выдерживают горизон-
тальное отрывающее усилие от 2,2 до 4 т, т. е. имеют запас проч-
ности в 2, 3 или 4 раза больше нормы. Действительный запас
прочности будет выше, так как в этих испытаниях не учтена ра-
бота анкерной заделки панелей перекрытия в стене, которая соз-
дает дополнительную прочность в креплении наружной панели
и активно препятствует ее отрыву.
Испытания горизонтальных стыков с гребнем на прочность
показали, что разрушающая нагрузка при прочности раствора
в шве 100 кг!см2 составляет около 45—60 т!пог.м и превышает
расчетную нагрузку в 4—5 раз. Испытания на водо- и воздухо-
проницаемость подтвердили значительное уменьшение прони-
цаемости стыка благодаря наличию гребня. При высоте гребня
62
6 см и ветровом напоре 50 мм водяного столба стык показал
полную водонепроницаемость.
Проблема обеспечения необходимых теплотехнических ка-
честв наружных стен в зоне замоноличенного стыка оказалась
серьезной. Проведенные исследования стыков в однослойных
керамзитобетонных панелях выявили ряд новых явлений и поз-
волили выдвинуть теорию подачи в стык тепла, аккумулирован-
ного перегородкой, примыкающей к стыку. Оказалось, что пере-
городка и холодная зона бетонного стыка являются своеобраз-
ным тепловым насосом, который как бы нагнетает в стык тепло,
повышая температуру во внутренней зоне стыка и тем самым
отодвигая к наружной плоскости стены точку росы. Этим предо-
храняются внутренние плоскости панелей от выпадения конден-
сата. Проведенные в зимний период 1962—1963 гг. наблюдения
за состоянием таких замоноличенных стыков подтвердили пра-
вильность выдвинутого положения.
В многослойных панелях обязательна укладка в стык
утеплителя. Испытания подтвердили, что стык полностью
удовлетворяет теплотехническим требованиям. При наружной
температуре—30° С температура на внутренней поверхности
в районе замоноличенного стыка не опускается ни-
же + 12°.
Существовало мнение, что введение процесса замоноличи-
вания стыка значительно увеличивает трудоемкость монтажа
(особенно в зимних условиях) и снижает темпы строительства.
Практика монтажа домов зимой 1962—1963 гг. (не говоря уже
о летних условиях) опровергла эти предположения и показала,
что комплексная бригада по монтажу дома против обычного
численного состава не увеличивалась и полностью справлялась
со своими обязанностями, включая замоноличивание стыка. На-
оборот, по мере освоения метода монтажа нового типа дома
численность бригады сокращалась. Непосредственно монтажом
элементов дома было занято в смену 4—6 постоянных кадровых
рабочих (1—2 сварщика и 3—4 монтажника), специализировав-
шихся на одних и тех же операциях, а на обработке и бетониро-
вании стыка работало 2 человека (изолировщик и бетонщик),
получивших новую профессию стыковщиков.
Опыт показал, что на замоноличивание одного вертикаль-
ного стыка уходит 5 —8 мин. Расход раствора на один этаж —
2,7 м3. На монтаж одного этажа 60-квартирного дома серии
МГ-300 с транспортных средств, при соблюдении почасового
графика завоза конструкций, бригада указанного состава за-
трачивала 6—7 дней.
Одна из мер, повышающих защитную способность стыка, за-
моноличенного бетоном, — герметизация. В качестве гермети-
зирующих средств применяются тиоколовые мастики черного
и светлого цветов У-ЗОМ и УТ-35, полиизобутиленовые мастики
черного и светлого цветов УМ-40 и УМС-50.
63
Величина инфильтрации воздуха через вертикальные стыки,
защищенные герметиком, меньше нормативной в 3—4 и более
раз. Влажность бетона в стыках с применением полимерных
герметиков до дождевания и после оставалась постоянной.
(В стыках без герметиков влажность материалов увеличивалась
до 12—14% по весу).
В порядке эксперимента на двух домах серии 1МГ-300 при-
менили пороизол в виде жгутов и мастику изол, изготовляемые
Московским руберойдным заводом, а три других дома были
смонтированы на растворе с последующей герметизацией сты-
ков герметиком. Опыт показал, что жгуты пороизола становят-
ся герметизирующей прокладкой с наружной стороны панели
при условии обжатия их в стыках на 45—50% от первоначаль-
ного объема. Так, круглый жгут диаметром 40 мм должен быть
обжат в стыках между панелями шириной в 20 мм. Расход по-
роизола на герметизацию стыка шириной 20—25 мм составляет
(с учетом отходов) 0,6 кг на 1 пог. м шва. На 1 м2 жилой пло-
щади расход пороизола составляет 0,5 кг, а мастики изол —
1 —1,5 кг.
Экспериментальной проверке подвергли гернит и пороизол
с мастикой изол для уплотнения стыков; клеящую мастику
УМН-5 для приклейки гернита; уплотнительную мастику УМ-40;
герметизирующие мастики У-ЗОМ и УТ-35, а также пенополиу-
ретановый уплотнитель для оконных блоков.
Уплотнительная мастика УМ-40 представляет собой высоко-
вязкую смесь полиизсбутилена с раствором резины и тонкоиз-
мельченным наполнителем (угольный порошок и др.). Мастика
УМ-40 отличается влаго- и воздухонепроницаемостью и сохра-
няет пластичность при температурах от — 40 до +50°. Мастика
может заполняться в стык на требуемую глубину при помощи
пневматического шприца и обеспечивает надежное сцепление
с торцами бетонных панелей.
Тиоколовые мастики, введенные в стык, вулканизируются,
превращаясь в искусственную резину, обладающую большой
пластичностью, при этом стык надежно герметизируется от про-
никновения влаги и воздуха.
Для предохранения от воздействия ультрафиолетовых лу-
чей, значительно ускоряющих старение мастики, последнюю ре-
комендуется вводить в глубь стыка и покрывать светлой крас-
кой или каким-либо другим составом.
Внутренние стены
Для поперечных несущих конструкций в практике москов-
ского панельного строительства применены три разновидности
стен, отличающихся между собой материалами и конструктив-
ными формами:
из бетонных панелей толщиной 12 см (серия 1605); в виде
64
железобетонных балок-стенок (серия К-7); из виброкирпичных
стенок(серия П-32).
Выше при анализе конструктивных схем была доказана не-
рациональность конструкций в виде балок-стенок как с точки
зрения экономической целесообразности, так и эксплуатацион-
ных качеств. Был сделан аналогичный вывод и по отношению
к виброкирпичным конструкци-
ям. Таким образом, единственны-
ми, завоевавшими право на при-
менение в массовом крупнопане-
льном строительстве, конструк-
циями для поперечных стен явля-
ются бетонные слабоармирован-
ные панели.
Дальнейшее совершенствова-
ние этой конструкции должно
учитывать ликвидацию усадоч-
ных трещин и сокращение расхо-
да стали. Панели должны арми-
роваться двойной (разреженной)
арматурной сеткой или каркасом,
что более рационально по техно-
логическим соображениям и не
вызывает дополнительного рас-
хода стали.
Многочисленные замеры зву-
коизоляционных качеств межквартирных перегородок показали,
что бетонные панели толщиной 12 см не полностью удовлетворя-
ют нормативным требованиям. Их звукоизоляционный уровень
на 3 дб ниже нормы. Поэтому толщину бетонных поперечных
стен необходимо увеличить до 14 см. Как показывает опыт изго-
товления, это не вызовет существенного увеличения расхода
цемента, учитывая возможности рационального подбора грану-
лометрического состава заполнителей бетона.
Для повышения общей жесткости здания необходимо заво-
дить панель поперечной стены в замоноличиваемый стык в мес-
те соединений поперечных стен с наружными панелями.
Узлы опирания плит перекрытия на поперечные стены для
пятиэтажных домов можно выполнять «насухо». Для обеспече-
ния необходимой звукоизоляции зазор в узле следует заполнять
раствором после укладки плит перекрытий (рис. 17).
Рис. 17. Узел опирания панели пе-
рекрытия на внутреннюю попереч-
ную стену
1 — железобетонная плоская панель пе-
рекрытия; 2 — железобетонная плоская
панель внутренней поперечной стены;
3 — раствор замоноличивания
Конструкции крыш
В московском полносборном строительстве получили при-
менение два принципиально отличных типа крыш: чердачные и
бесчердачные; последние применяются в двух конструктивных
разновидностях — вентилируемые и невентилируемые.
5—1458
65
Из двух указанных типов крыш бесспорным преимуществом
обладает бесчердачный тип; стоимость его ниже на 25—40%;
трудоемкость меньше на 20—30%; значительно ниже расход ма-
териалов— стали и бетона. Поэтому в последних решениях для
домов серий К-7, П-32, 1605 получил применение бесчердачный
тип крыши.
Для того чтобы выявить преимущества и недостатки венти-
лируемой и невентилируемой крыш, рассмотрим условия работы
совмещенного покрытия (крыши).
Совмещенная крыша как ограждение отличается от наруж-
ных стен наличием мощного гидроизоляционного слоя (ковра),
расположенного с наружной стороны. Гидроизоляционный слой
(практически паронепроницаемый) создает условия для накоп-
ления влаги непосредственно в слое утеплителя под гидроизо-
ляцией вследствие диффузии водяного пара, проникающего из
помещения. Поступающая влага задерживается в конструкции,
в результате в условиях эксплуатации здания в зимний период
наблюдается значительное снижение теплозащитных качеств
крыши, расслоение и нарушение гидроизоляционного ковра,
разрушение утеплителя.
Положение усугубляется высокой начальной влажностью
теплоизоляционных материалов, газобетона, фибролита, стил-
лита и других пористых материалов, легко поглощающих и
медленно отдающих влагу. Повышенная влажность теплоизо-
ляционного слоя совмещенных крыш увеличивает теплопровод-
ность конструкций, что может вызывать промерзание крыши и
появление конденсата на потолке жилых помещений верхнего
этажа.
Вентилируемые крыши, как показали обследования, просы-
хают быстро: после года эксплуатации влажность снижалась
с 13% до нормативной 3%. Движение воздуха в вентилируемых
крышах происходило постоянно; скорость этого движения в за-
висимости от скорости и направления ветра составляла от 0,08
до 1 м/сек. и более.
В процессе развития и усовершенствования конструкций
совмещенных крыш было разработано много разнообразных ре-
шений, однако до сих пор крыши все еще остаются тяжелыми,
многодельными и обладают невысокими эксплуатационными
качествами.
К числу неудачных тяжелых, неиндустриальных и, следова-
тельно, дорогостоящих относится конструкция крыш на домах
серии 1605. Не случайно она оказалась на 18% дороже и в 2,5
раза более трудоемкой, чем конструкция крыши дома се-
рии П-32.
Значительно лучшими оказались крыши, состоящие из двух
железобетонных прокатных скорлуп, между которыми заклю-
чен утеплитель. Благодаря продуху в этом типе кровли обеспе-
чивается нормальный температурно-влажностный режим. В свя-
66
зи с этим для домов серии МГ-300 разработали конструкцию
совмещенной вентилируемой крыши, являющуюся развитием
предыдущего типа (рис. 18).
По сравнению с прежним решением улучшена конструкция
железобетонных прокатных элементов, которые стали более
трещиностойкими и жесткими; удачнее решен элемент ендовы,
по которому к внутренним водостокам отводятся дождевые во-
ды. Преимуществом этого решения кроме надежных эксплуата-
Рис. 18. Вариант конструкции совмещенной крыши для дома
серии МГ-300
/ — потолочная часторебристая прокатная плита; 2 — утеплитель из минераловат-
ных плит, стилита или фибролита; 3 — кровельная часторебристая плита с гидро-
изоляционным ковром; 4 — железобетонная плита водосточного лотка; 5 — панель
наружной стены 5-го этажа
ционных качеств является высокая степень заводской готовно-
сти; действительно, все основные работы по устройству и ком-
плектации крыши выполняются на заводе, а на постройке
производится лишь заделка швов между плитами и наклейка
последних слоев гидроизоляционного ковра.
Водостоки с кровель приняты внутренними. Следует отме-
тить, что наружный водоотвод (как организованный, так и не-
организованный) является неприемлемым в условиях москов-
ского климата. Недостатки организованного наружного отвода
воды зимой присущи и неорганизованному отводу воды, с той
только разницей, что в последнем случае наледи образуются по
всему периметру крыши и на балконах.
За последнее время в Москве успешно прошли эксперимен-
тальную проверку внутренние водостоки с открытыми выпуска-
ми, которые безотказно действуют уже в течение нескольких лет
(рис. 19,а, б). Удачным является расположение водосточных
стояков по продольной оси здания между маршами лестничных
клеток с поворотом внизу в сторону наружной стены. Для ис-
ключения образования наледей в открытом выпуске, на тротуа-
рах и отмостках целесообразно переключать на зимний период
спуск, по существу, очень незначительного количества талых
вод в городскую канализацию.
Стоимость устройства внутренних водостоков при открытом
выпуске воды на тротуар примерно равна стоимости наружных
организованных водостоков и в три раза дешевле их при при-
менении для внутренних водостоков асбестоцементных труб.
5*
67
a)
Рис. 19. Конструкция внутреннего
водостока
а — схема водостока; б — выпуск на тротуар
и в канализацию; 1 — выпуск водосточного
стояка на тротуар; 2 — резервный выпуск во-
достока в канализацию на зимний период
Важное значение для обеспечения высоких эксплуатацион-
ных качеств крыш имеет правильное конструктивное решение
различного вида надстроек, имеющихся на крышах: вентиля-
ционных каналов, люков и т. п. В настоящее время разработаны
индустриальные решения указанных надстроек, которые одно-
временно предусматривают
надежное решение заводки
и крепления гидроизоляци-
онного 1ковра (рис. 6,д).
Они предусматривают, в ча-
стности, объединение в од-
ном комплексном блоке вен-
тиляционных каналов, кана-
лизационных вытяжек и ра-
диотелевизионных антенн.
Такое решение помогло со-
кратить большое количест-
во мест пересечения крыши
с надстройками и исклю-
чить возможные поврежде-
ния рулонной гидроизоля-
ции, которые происходят на
участках около пересечений.
Следует обратить особое
внимание на необходимость
утепления вентиляционных
шахт. В противном случае
неизбежно образование конденсата на внутренней холодной по-
верхности шахты, который вызывает мокрые потеки на стенках
вентиляционных каналов и на перекрытиях.
Значительно снижают качества крыш такие недолговечные
гидроизоляционные материалы, как руберойд, пергамин и т. д
Эти материалы, изготовляемые на бумажной основе, обладают
большим водопоглощением, хрупкостью при низких температу-
рах, подвергаются постепенному разрушению на солнце и гние-
нию и совершенно не отвечают требованиям, предъявляемым к
гидроизоляционным кровельным материалам. Долговечность
этих материалов не превышает 5—8 лет.
Наиболее надежны рулонные гидроизоляционные материалы,
изготовляемые на базе асбеста, стекловолокна и пластиков, дол-
говечность которых значительно выше.
Междуэтажные перекрытия
Междуэтажные перекрытия — один из наиболее ответствен-
ных элементов крупнопанельного дома. Их удельный вес, вклю-
чая устройство полов, составляет в среднем около 25% по стои-
68
мости и примерно 20% по трудоемкости от всех строительно-
монтажных работ, а по расходу бетона около 20% от общей
потребности в нем на здание.
Конструктивные решения междуэтажных перекрытий, по-
лучившие распространение в полносборном строительстве
Москвы в зданиях с поперечными не-
сущими стенами, имеются двух вари-
антов:
1) перекрытие в виде плоской сбор-
ной железобетонной плиты толщиной
10 см, поверх которой в условиях по-
стройки устраивается засыпная звуко-
изоляционная диафрагма с цементной
стяжкой и настилается пол из линоле-
ума (серия 1605);
2) перекрытие в виде раздельной
конструкции, состоящей из двух про-
катных железобетонных скорлуп, ниж-
няя из которых несущая, а верхняя —
панель пола — опирается на ниж-
нюю через упругие прокладки (рис.
20, а).
Разновидностью второго типа пере-
крытия, которое проходит сейчас эк-
спериментальную проверку, является
комплексная конструкция с верхней
гипсобетонной прокатной плитой тол-
щиной 8 см (рис. 20,6, в).
Конструкция междуэтажного пере-
крытия должна отвечать целому ком-
плексу различных и притом зачастую
противоречивых требований.
Полы должны быть износоустойчи-
выми, иметь достаточную твердость,
ударную вязкость, влагостойкость, об-
ладать хорошими декоративными свой-
ствами, а также обеспечивать необхо-
димые требования по теплоусвояемо-
сти. Звукоизолирующая прослойка
должна обеспечить звукоизоляцию пе-
Рис. 20. Варианты перекры-
тий раздельного типа из
прокатных элементов
а — из двух железобетонных ча-
сторебристых прокатных скор-
луп: б — из железобетонной ча-
сторебристой плиты ребрами
рверх, и .гипсобетопной плиты
’ пола; в — из усиленной железо-
бетонной плиты и гипсобетонной
плиты пола; 1 — чистый пол;
2 — гипсобетонная плита: 3—зву-
коизоляционная упругая про-
кладка; 4 — железобетонная пли-
та; 5 — воздушный зазор и зву-
коизоляционная прокладка по
контуру плиты
рекрытия от ударного шума и воздуш-
ного шума, быть биостойкой и не из-
менять своих свойств во времени. Несущая часть перекрытия
должна удовлетворять требованиям прочности и жесткости при
наименьшем расходе бетона и стали.
К перекрытию в целом предъявляются требования огнестой-
кости, горизонтальной жесткости, наибольшей заводской готов-
ности, транспортно-монтажной сохранности и надежности мон-
69
тажных стыков. Общей оценкой перекрытия является его техни-
ко-экономическая эффективность.
Рассматривая применяемые типы перекрытий, следует отме-
тить, что серьезный недостаток первого типа — его низкая за-
водская готовность. На заводе изготовляется только несущая
часть перекрытия — железобетонная плита, а устройство пола —
наиболее трудоемкий процесс — осуществляется на строитель-
ной площадке вручную.
Из табл. 5 видно, что этот тип перекрытия не только более
трудоемкий, но и более дорогой.
Недостатком раздельной конструкции перекрытия, состоящей
из двух железобетонных прокатных скорлуп, является высокий
расход стали (почти в два раза больше, чем на плоскую плиту)
и более высокий расход цемента.
Таблица 5
Технико-экономические показатели конструкции перекрытий в домах
различных серий (на 1 ж2 жилой площади)
Наименование Единица измере- ния Типы домов и характеристики перекрытий
П-32, ком- плексные панели из двух про- катных скорлуп К-7, раз- дельные панели пола и потолка 1605, плоские панели толщиной 10 см МГ-300, плоские панели толщиной 14 см
• Построечная трудоем-
кость . • В том числе: чел/дн. 0,214 0,32 0,446 —
несущая часть . . • 0,057 0,158 0,059 —
полы . . 0,157 0,162 0,387 —
Сметная стоимость . . В том числе: руб. 12,81 14,3 15,4 —
несущая часть . . . а 6,42 7,65 4,86 --
полы 6,39 6,65 10,54
Расход стали кг 8,7 9,9 4,8 —
. цемента Приведенная толщина • 70 76 48,5 42
бетона • см 9,9 12,7 10 14
Вес перекрытия . . . • кг 270 380 390 350
Хотя панели раздельной конструкции перекрытий при много-
численных испытаниях показали удовлетворительные результа-
ты по прочности и жесткости, в условиях эксплуатации в ряде
^случаев наблюдались повышенные прогибы и трещины на ниж-
ней потолочной плите. Основными причинами появления трещин
и деформативности панелей являются неотработанная техноло-
гия их изготовления, неправильное складирование и транспорти-
ровка.
70
Исследования показали, что в цементно-песчаном бетоне
значительно снижается модуль упругости. Пониженные модули
упругости приводят к повышенным изгибным деформациям плит
перекрытия. Эти прогибы увеличиваются во времени вследствие
развития деформаций ползучести, которые для цементно-песча-
ных бетонов оказались почти в два раза выше, чем для обычных
бетонов.
Необходимые звукоизолирующие свойства могут быть обес-
печены при качественном выполнении как в первом, так и во
втором типах перекрытия.
В первом случае звукоизоляция от воздушного шума обеспе-
чивается весом перекрытия, а от ударного шума — звукоизоля-
ционными плитами из слоев мягкого оргалита. Удовлетвори-
тельная звукоизоляция во втором случае достигается за
счет применения в перекрытии слоев с разной частотой соб-
ственных колебаний и воздушной прослойкой, которые в со-
вокупности обеспечивают требуемое погашение звуковой
энергии.
Для обеспечения необходимых звукоизолирующих качеств
во втором типе перекрытия пол из линолеума необходимо вы-
полнять по древесно-волокнистой плите. Перекрытия с полом из
линолеума, наклеенного непосредственно по железобетонной па-
нели без древесно-волокнистой плиты, имеют недостаточную зву-
коизоляцию от ударного шума (отклонение от нормативной кри-
вой больше 2 дб). Кроме того, для полов из линолеума по желе-
зобетонной плите коэффициент теплоусвоения не соответствует
нормативным требованиям.
Совершенствование раздельной конструкции перекрытия
должно идти за счет:
усиления конструкции несущей железобетонной потолочной
панели путем увеличения толщины нижней плиты до 40 мм и
применения армирования сварной сеткой, располагаемой в этой
плите;
использования песчано-гравийных смесей с содержанием гра-
вия не менее 30%;
поисков методов предварительного напряжения при изготов-
лении прокатных панелей;
применения для пола верхней гипсобетонной плиты вместо
железобетонной.
Следует отметить, что технология изготовления панелей зна-
чительно улучшена на новом прокатном стане марки БПС-6.
Термопригруз в начале зоны пропаривания нового стана лик-
видирует трещины в первый период при твердении бетона, а
добавление щебня сокращает расход цемента. Усиление кон-
струкции вибробалки позволяет получать более плотный и од-
нородный бетон. В новом стане значительно усилена конструкция
формующей ленты.
Как показывают проектные проработки, при применении
71
предварительно напряженного армирования прокатных панелей
можно не только сократить расход стали, повысить жесткость и
трещиностойкость панелей, но и снизить заводскую трудоем-
кость за счет рациональных методов арматурных работ. По
сравнению с армированием сварными каркасами предваритель-
но напряженное стержневое армирование может дать экономию
стали на 35%, а армирование высокопрочной проволокой —
на 60%. Однако технология предварительного напряжения на
прокатных станах пока еще не создана, работы находятся в ста-
дии эксперимента.
Следует отметить, что перечисленные выше мероприятия по
улучшению раздельной конструкции перекрытия (без примене-
ния предварительного напряжения) сопряжены с увеличением
расхода стали и цемента. Так, расход стали по сравнению с су-
ществующей конструкцией двухскорлупного перекрытия повы-
шается на 15—20%.
В связи с этим в последнее время возникло предложение
применить в качестве конструкции междуэтажного перекрытия
плоскую железобетонную плиту толщиной 14 см с наклеенным
непосредственно по плите линолеумом на упругой основе типа
«Тапифлекс». Звукоизоляция от воздушного шума надежно обес-
печивается самой железобетонной плитой, вес которой 350 кг/м2
погашает энергию воздушного шума; энергия ударного шума по-
гашается упругим слоем рулонного ковра линолеума на мягкой
основе.
Эта конструкция перекрытия — наиболее индустриальная из
всех известных конструкций и сокращает трудозатраты на стро-
ительстве с 2,4 чел.-ч для двухслойной конструкции до 0,5 чел.-ч.
т. е. почти в пять раз. Стоимость такого перекрытия остается
примерно на том же уровне (см. табл. 5).
Такие панели перекрытий можно изготовлять на прокатных
станах или в кассетных установках, получая точные размеры и
гладкие поверхности, на которые без всякой подготовки можно
наклеивать звукоизоляционный линолеум.
В отношении расхода цемента и стали более предпочтительны
плоские плиты толщиной 14 см, чем ребристые. При этом сле-
дует еще учитывать, что применение плоских железобетонных
плит позволяет уменьшить высоту этажа с 2,85 до 2,7 м, т. е.
снизить стоимссть на 1,5% от общей стоимости строительства и
соответственно снизить расход стали и цемента на вертикальные
элементы.
Опирание панелей перекрытий рекомендуется осуществлять
по трем сторонам — на поперечные и наружные стены. Опирание
на наружные стены обеспечивает надежную связь перекры-
тий со стенами и увеличивает пространственную жесткость
здания. Поэтому такие перекрытия стали применять в новой се-
рии домов МГ-300 и в девятиэтажных домах серий П-49
и П-57.
72
3. МНОГОЭТАЖНОЕ ПАНЕЛЬНОЕ И КАРКАСНО-ПАНЕЛЬНОЕ
ДОМОСТРОЕНИЕ
На основе проведенных технико-экономических исследований
оптимальной целесообразности застройки принято решение пе-
рейти на строительство в Москве зданий повышенной этажности,
т. е. 9, 16 и более этажей.
Переход на строительство зданий повышенной этажности
должен осуществиться на новом техническом уровне. Это не
возврат к решениям многоэтажных кирпичных домов, которые
строились 10—15 лет назад, с их высокой стоимостью, кустар*
ными методами возведения, трудоемкостью и, соответственно,
замедленными темпами строительства. Основная задача состо-
ит в том, чтобы создать прогрессивные типы зданий повышенной
этажности, которые, с точки зрения экономической целесообраз-
ности, инженерным качествам, уровню индустриальности и тру-
доемкости, не уступали бы современным прогрессивным решени-
ям полносборных пятиэтажных домов. Переход на современное
прогрессивное многоэтажное строительство стал возможным
благодаря достигнутому уровню строительной техники и инду-
стрии.
Серьезным условием, определяющим успешный переход на
заводское производство многоэтажных зданий, является прове-
дение четкой унификации основных параметров всего широкого
набора зданий с тем, чтобы получить наименьшую номенклатуру
новых заводских изделий.
Выбор конструктивной схемы многоэтажных зданий
Практика проектирования многоэтажных зданий определила
две принципально различные конструктивные схемы — каркас-
но-панельную и панельную. Каркасная схема характеризуется
передачей всех действующих нагрузок на каркас, который обес-
печивает прочность и устойчивость зданий. В бескаркасной схе-
ме вся нагрузка воспринимается системой панелей (в основном
панелями поперечных стен). Вопрос о преимуществе каркасной
или панельной схемы непосредственно связан с этажностью зда-
ний (т. е. с величиной действующих нагрузок) и во многом до
сих пор еще не ясен, так как имеющийся опыт возведения мно-
гоэтажных зданий различных конструктивных схем недостато-
чен для определения более целесообразных решений.
Существенными преимуществами зданий панельной конст-
рукции по сравнению с каркасной являются: меньший расход
стали (примерно на 15—20%); простота обеспечения жесткости
и устойчивости здания; повышенная заводская готовность эле-
ментов; меньшее количество монтажных элементов; лучшая зву-
коизоляция ограждающих конструкций.
6—1458
73
В крупнопанельных домах при настоящем уровне развития
промышленности эффективных материалов в качестве между-
квартирных перегородок наиболее рационально применение бе-
тонных стен толщиной 14 см, которые совмещают несущие и
ограждающие функции; это также является преимуществом
крупнопанельных домов.
Вместе с тем, выполнение межкомнатных перегородок из
железобетонных панелей принципиально не может оцениваться
как конструктивно-логичное и экономически оправданное ре-
шение.
Неоправдан и достаточно высокий расход цемента на эти
здания, вызванный выполнением всех ограждающих конструк-
ций в бетоне, хотя перегородки могли бы, например, успешно вы-,
подняться из гипсобетонных прокатных панелей.
Оценивая существующие панельные конструкции (например,
типа домов серии 1605) с точки зрения прочности и надежности,
следует отметить серьезные недостатки основных узлов кон-
струкций— опирания перекрытий на несущие панели. Основной
узел передачи усилий в несущих панелях через опорные участ-
ки плит перекрытий «насухо» (без растворного шва) недоста-
точно надежен при тех величинах усилий, которые имеют место
в многоэтажных зданиях высотой в 9—12 этажей.
Сечение в зоне горизонтального стыка является более ответ-
ственным, нежели сечение в середине высоты панели, так как
трещины, а затем отслаивание бетона панелей стен появляются
обычно по косым площадкам в зоне стыков.
На прочность этого стыка влияют возможный эксцентриси-
тет продольной силы за счет смещения панелей стен; эксцентри-
ситет продольной силы вследствие отклонений по толщине и
глубине опирания настилов перекрытий (эксцентриситет в 2 см
уменьшает несущую способность панели на 20—25%); неполно-
та заполнения шва раствором в поперечном сечении; неравно-
мерность толщины и сжимаемости растворного шва по его дли-
не; концентрация напряжений в зоне стыка.
Экспериментальные исследования таких узлов при «сухом»
опирании перекрытий на панели стен, проведенные в ЦНИИСКе
докт. техн, наук проф. А. А. Шишкиным, показали, что из-за
неполного контакта между поверхностями в «сухом» стыке (не-
плотное опирание плит перекрытий, через которые должна пе-
редаваться вся вертикальная нагрузка) в опорной части несу-
щих панелей развиваются местные неравномерные напряжения,
значительно ослабляющие опорное сечение.
Так, трещины в опорной части панелей начинают появляться
при напряжениях, составляющих всего около 20% от призмен-
ной прочности бетона панелей. Такие напряжения отвечают
погонной нагрузке на панель, равной 30 т, что соответствует на-
грузке первого этажа девятиэтажного дома, при шаге попереч-
ных стен 3,2 м. Значительно осложняется возведение крупнопа-
74
цельных конструкций в зимних условиях, где прочность слабого
растворного шва ограничивает повышение этажности.
Необходимую прочность опорных узлов получают различны-
ми путями:
1) коренной переработкой самой конструкции узла — выпол-
нением его с выносными консолями (рис. 21, в и г), на которые
опираются плиты перекрытий и обеспечивается непосредствен-
Рмс. 21. Варианты конструкций узлов многоэтажных крупнопа-
нельных зданий
а — опирание панелей перекрытий на половину толщины стены с передачей
усилий через растворные швы; б — опирание панелей перекрытий на пол-
ную толщину стены; в — опирание панелей перекрытий на консольные
волки со стыком в уровне низа панелей; г — опирание панелей перекрытий
на консольные полки со стыком в уровне верха панелей
ная «чистая» передача усилий со стенки на стенку, через ра-
створный шов. При такой конструкции этажность панельного
дома регламентируется только прочностью растворного шва и
практически может быть доведена до 16 и более этажей;
2) усилением существующего стыка платформенного типа
(рис. 21,6) путем армирования опорной зоны вертикальных па-
нелей и применением плит перекрытий со строго калиброван-
ными по толщине опорными частями (что исключает появление
эксцентриситетов), с передачей усилий через растворные швы
(рис. 2L а).
В настоящее время .крупнопанельный тип дома с такой кон-
струкцией узлов высотой 9, 12 и 16 этажей проходит проверку
в экспериментальном строительстве.
В связи с изложенным было принято решение применить
крупнопанельные конструкции с обычными платформенными
б* 75
узлами в массовом строительстве домов высотой до девяти эта-
жей, проверяя эти конструкции в порядке эксперимента для
зданий большей этажности.
Каркасно-панельная конструкция многоэтажных зданий
Для решения задачи перехода на многоэтажное индустри-
альное строительство прежде всего необходимо провести четкую
унификацию систем каркасно-панельных жилых и обществен-
ных зданий.
Оптимальным в каркасном строительстве является ис-
пользование модульной сетки 600—450—300 см, которая
позволяет создать необходимый набор различных типов
квартир.
Исследования компоновок каркасных зданий приводят к
выводу о необходимости иметь две системы каркаса — с про-
дольными и с поперечными расположениями ригелей, — что
обеспечивает гибкость планировочных решений.
Следующим шагом в направлении унификации конструкций
этого типа зданий является выбор параметров основных эле-
ментов каркаса. В качестве геометрической основы каркаса
приняты: колонны двухэтажные сечением 40X40 слг; ригели
каркаса таврового сечения с нижними полками для опирания
настилов; перекрытия из многопустотных настилов высотой
22 см и плоских плит толщиной 14 см.
В практике многоэтажного строительства нашли применение
разновидности конструктивных схем каркасов, отвечающих раз-
личным условиям его статической работы: рамная, рамносвязе-
вая и связевая. В первом случае рамы воспринимают все верти-
кальные и горизонтальные нагрузки; во втором случае в
восприятии ветровых и вертикальных нагрузок участвуют как
связевая система, так и рамы, и степень их участия определяет-
ся соотношением жесткостей связевых стенок и рам; в связевой
системе вся ветровая нагрузка воспринимается связями, а рамы
работают только на вертикальную нагрузку.
Проведенный анализ конструктивных и технико-экономических
качеств этих систем позволяет рекомендовать для применения в
многоэтажном строительстве связевую систему каркаса. При оди-
наковом объемно-планировочном решении здания каркас связе-
вой системы требует на 10—15% меньше расхода стали, чем рам-
ной, обладая при этом более высокой жесткостью.
Увеличение жесткости рамных каркасов в целях повышения
капитальности и долговечности здания вызывает значительное
увеличение расхода стали. К недостаткам рамных систем отно-
сится усложнение конструкции узлов, которое существенно уве-
личивает трудоемкость изготовления и монтажа каркаса. Раз-
личные величины узловых моментов в ригелях на разных этажах
приводят в рамных каркасах к резкому увеличению типоразме-
76
ров ригелей, а при унификации — к неоправданному перерасходу
стали.
Важным качеством связевых решений является повышенная
жесткость каркасов, снижающая величины перекосов и деплана-
ции перекрытий на участках, примыкающих к связям.
Четкое расчленение работы каркаса на ветровую и вертикаль-
ную нагрузки и сосредоточение всех горизонтальных усилий на
системе связей — наиболее экономичное решение конструкции.
Принципиально по-новому решены основные узлы каркаса. Уз-
ловое соединение ригеля с колонной, принятое «со скрытой» кон-
солью (рис. 22, а), просто и надежно. Жесткое защемление риге-
ля в колонне позволяет значительно облегчить ригель, сечение
которого при шарнирном опирании подбирается по расчету на
жесткость.
В целях упрощения узлов и уменьшения сечений соединитель-
ных элементов величины опорных моментов, получаемые при рас-
чете рам на вертикальную нагрузку по упругой стадии, снижены
на 30% за счет учета развития пластических деформаций.
Горизонтальные составляющие опорного момента восприни-
маются: верхняя — через стальную накладку, привариваемую
фланговыми швами к закладным деталям ригеля и швом в стык
к закладной детали колонны; нижняя — на консоль через гори-
зонтальные фланговые швы между закладными деталями ригеля
и консолью колонны. Перерезывающая сила в узле передается
на колонну через консоль.
Простая форма колонны и ригеля предопределяет технологич-
ность этих конструкций. Положительным качеством этого ре-
шения является малый расход стали (на 30% ниже, чем в
аналогичных узлах сборных железобетонных каркасов, приме-
нявшихся в московском строительстве в 1950—1955 гг.). Жест-
кое рамное решение узлов повышает надежность каркаса и в
монтажный период.
По-новому решены стыки колонн. Однако серьезным недос-
татком прежних решений стыков со стальными опорными плита-
ми является сложная и недостаточно надежная передача усилий,
которая значительно ухудшается при снижении качества изготов-
ления и монтажа конструкции. Вследствие перекоса торцовых
поверхностей в стыках (рис. 22,6) происходит концентрация на-
пряжений в периферийной зоне стыка; возникают случайные экс-
центриситеты, ведущие к значительному перенапряжению колон-
ны в зоне стыка.
Передача усилий в стыке через металлические опорные пли-
ты противоречит природе работы железобетона. Кроме того, эти
решения стыков очень металлоемки: расход стали на стык равен
весу всей арматуры ствола двухэтажной колонны.
В новом решении каркаса передача усилий в стыке осуществ-
ляется непосредственно с бетона на бетон через бетонные сфери-
ческие поверхности (рис. 22, в). Испытания этих стыков показа-
77
ли их высокую несущую способность, которая даже при искус-
ственно заданных эксцентриситетах величиной до 8 см оказалась
в 1,35—1,8 раза выше несущей способности сечения ствола ко-
лонны. Стыки арматуры выполняются здесь с помощью ванной
сварки или с применением накладок из стержней, соединяющих
специальные закладные детали.
Рис. 22. Конструкция унифицированного каркаса многоэтажных зданий
а — узел сопряжения ригеля с колонной; б — характерный дефект стыка с металлически-
ми опорными плитами; в — стык колонн унифицированного каркаса; / — колонна сече-
нием 400 x 400 мм\ 2 — ригель таврового сечения; 3 — «скрытая» консоль; 4 верхняя
стальная накладка; 5 — горизонтальный фланговый шов между закладной деталью риге-
ля и колонны; 6—стальные опорные плиты; 7 — центрирующая стальная прокладка,
8 — сварной шов по контуру плиты; 9 — стальные клинья, заполняющие зазор между
стальными плитами; 10 — сферические бетонные поверхности; 11 — накладки из круглых
стержней; 12 — закладные детали и виде полутрубок; 13 — сварные швы
78
Эти стыки позволяют выполнять колонны с предельной несу-
щей способностью до 600 т, что вполне достаточно для колонн
16-этажных зданий при максимальном размере шага 600X600 см.
Основной элемент связевой системы — железобетонные стен-
ки жесткости. Оптимальным решением является компоновка свя-
зей в виде пространственной системы, а не отдельными плоскост-
ными связями. Расчеты показывают, что по сравнению с плоской
системой связей при одинаковой жесткости пространственная
компоновка требует на 40% меньше расхода бетона. В ряде слу-
чаев по планировочным и конструктивным соображениям прихо-
дится компоновать связи плоскими, что возможно для зданий вы-
сотой до 16 этажей. Однако следует плоские связевые стенки
развивать по всей ширине корпуса, а не выполнять их в виде
узких вертикальных консолей.
Конструкция связевых стенок принята в виде плоских железо-
бетонных панелей, которые устанавливаются между колоннами и
соединяются с ними путем сварки закладных деталей.
С применением каркасных систем изменяется значение пере-
крытий в статической работе зданий. Здесь перекрытие обеспечи-
вает жесткость и неизменяемость здания в горизонтальной пло-
скости и осуществляет передачу и распределение усилий от
ветровых нагрузок на стенки жесткости. Это условие требует
превращения сборного перекрытия в жесткий горизонтальный
диск.
Для типовых проектов многоэтажных каркасных зданий при-
нята система перекрытий из крупногабаритных плоских плит с
размерами на комнату толщиной 14 см, аналогичных описанным
выше.
Важным вопросом, определяющим в значительной мере об-
щую экономичность многоэтажного здания, является выбор чис-
ла пролетов каркаса. В частности, было проведено сопоставление
двух- и трехпролетной системы. Анализ показал, что трехпро-
летная система более органично связана с планировочным реше-
нием жилого дома, основой которого является здесь коридорная
схема (внутренние ряды колонн располагаются по границам ко-
ридора).
В пролет 4,5 м хорошо и экономически выгодно вписывается
планировка квартиры. Кроме того, рабочий пролет перекрытий
4,5 м позволяет использовать конструкцию из плоских плит, до-
стоинства которых отмечены были выше; для пролета в 6 м при
заданной грузоподъемности кранов до 5 т не могут быть приме-
нены элементы перекрытия размером на комнату.
Недостаток трехпролетной системы — несколько повышенный
общий расход стали на 4% и бетона на 7%, а также увеличение
на 30% количества монтажных элементов, что повышает трудо-
емкость монтажа. Однако несмотря на эти недостатки, имею-
щееся на заводах железобетонных изделий и на стройках
крановое оборудование грузоподъемностью до 5—8 т предопре-
79
делило выбор трехпролетной схемы здания. По мере модерниза-
ции кранового оборудования с повышением грузоподъемности
до 8 т будет осуществлен переход на более крупную, т. е. более
совершенную двухпролетную систему каркаса.
Наружные стены на первом этапе приняты в двух разновид-
ностях: однослойные керамзитобетонные панели толщиной 28—
30 см с ленточной разрезкой; многослойные панели с внутренним
и наружным слоями из железобетона и эффективным утеплите-
лем в виде пеностекла, фибролита, стиропора и т. п. Однако оба
предлагаемые решения для каркасных зданий далеко не опти-
мальные и определяются сегодня только реальными возможно-
стями московской промышленности. Значительный вес наружных
ограждений противоречит самому характеру каркасного строи-
тельства, особенностью которого являются наружные огражде-
ния легкого типа. Поэтому в настоящее время активно ведутся
экспериментальные работы по созданию легких навесных пане-
лей, в частности на основе пластмасс.
Перегородки намечено выполнять прокатными крупногаба-
ритными гипсобетонными. Строителям предстоит отработать тех-
нологию индустриальной механизированной заделки швов меж-
ду перегородками и каркасом, которая до сих пор выполняется
вручную.
Крупнопанельная конструкция многоэтажных зданий
Конструктивная схема многоэтажных крупнопанельных зда-
ний является развитием схем пятиэтажных зданий. Она принята
с несущими поперечными стенами и частично несущими (вернее,
самонесущими) наружными стенами.
80
Этажность крупнопанельных домов, намеченных к массовому
строительству, принята в девять этажей. Изготовление и монтаж
конструкций этих зданий в Москве будут осуществлять Домо-
строительный комбинат №2 и вновь созданный на базе Востря-
ковского завода Домостроительный комбинат № 3.
Конструкции этих зданий будут изготовляться различными
технологическими методами с учетом технической оснащенности
указанных комбинатов: в кассетных установках на Домострои-
тельном комбинате № 2 и на вибропрокатных станах на Домо-
строительном комбинате № 3.
Конструктивное решение девятиэтажных домов серии П-49
следующее (рис. 23, а—г): внутренние поперечные стены из бе-
Рис. 23. Крупнопанельный 9-этаж-
ный жилой дом серии 11-49
а — план типовой секции; б — попереч-
ный разрез; в — узел опирания пере-
крытия на наружные стены; г — узел
опирания перекрытия на внутренние
поперечные стены; 1 — панель попереч-
ной стены толщиной 14 см; 2 — наруж-
ная стена из многослойных или керам-
зитобетонных панелей; 3 — железобе-
тонная панель перекрытия толщиной
14 см; 4 — цементный раствор М-100;
5 — фиксатор; 6 — сварной шов; 7 — ме-
таллическая соединительная планка
81
тонных панелей толщиной 14 см; перекрытия также из плоских
панелей толщиной 14 см размером на комнату с наклейкой не-
посредственно по плите звукоизоляционного ковра типа «Тапиф-
лекс»; наружные стены запроектированы в виде многослойных
панелей.
Новым в конструкции многослойной наружной панели явля-
ется применение внутреннего слоя увеличенной толщины. При
доведении внутреннего бетонного слоя до 8—10 см он становится
своего рода тепловым насосом, который как бы нагнетает тепло
из помещения внутрь панели, перемещая тем самым точку росы
ближе к наружной грани ограждения. Ребра, соединяющие
наружные и внутренние слои панели, можно выполнять из холод-
ного бетона толщиной до 4 см.
Таким образом, получено новое качество многослойной пане-
ли, из которой исключен легкий бетон. Такое решение позволяет
найти новые индустриальные методы изготовления панелей. В
этой конструкции значительно улучшен и температурно-влажно-
стный режим, так как со стороны помещения создан плотный па-
ронепроницаемый слой.
Конструкция крыши в девятиэтажных домах серии П-49 при-
нята бесчердачной и запроектирована из двух железобетонных
прокатных скорлуп по типу пятиэтажного дома серии МГ-300.
Значительный интерес представляет разработка принципи-
ально новой конструкции девятиэтажного панельного дома из
прокатных деталей (серия П-57), в которой предусмотрены повы-
шенная точность изготовления элементов и возможность осуще-
ствлять монтаж дома на более качественном уровне.
Первый крупнопанельный дом в 9 этажей из изделий, изготов-
ленных методом проката, построен в Москве на пр. Ольминского.
Чтобы обеспечить более эффективную производительность
прокатного стана и ограничить количество типоразмеров изделий,
в доме принят единый шаг поперечных несущих стен 3,2 м и про-
дольный — 5,6 м.
Конструктивную основу дома составляют внутренние попе-
речные несущие перегородки из плоских железобетонных пане-
лей толщиной 14 см и сплошные, размером на комнату панели
перекрытий такой же толщины.
Наружные ограждающие стены — самонесущие, из офакту-
ренных белым цементом керамзитобетонных прокатных панелей
толщиной 32 см, размером на две комнаты (длина их 6,4 .и), с
двумя оконными проемами. Эти панели отличаются высокой за-
водской готовностью.
Крыша — совмещенная, с внутренним водостоком и воздуш-
ным продухом; монтируется из комплексных (утепленных) про-
катных панелей размером на комнату.
В проекте дома заложен ряд принципиально новых решений,
эффективность которых подтверждена опытом эксперименталь-
ного строительства.
В2
Благодаря высокой точности размеров прокатных панелей и
строгой фиксации закладных деталей на формующей ленте ста-
на впервые появилась возможность вести монтаж принудитель-
ным методом, при котором фиксаторы обеспечивают установку
панелей стен и перекрытий в строго проектное положение.
Второе, предусмотренное проектом новое решение, реализа-
ция которого удалась благодаря высокой точности изготовления
панелей, это — соединение элементов стен и перекрытий с помо-
щью болтов (рис. 24, а, б,) без какой-либо сварки.
Наружные стеновые панели в доме этого типа стыкуются
путем замоноличивания бетоном в сочетании с надежной герме-
тизацией швов (рис. 24, в,г).
В вертикальном стыке герметизирующая прокладка вставля-
ется изнутри и до монтажа поперечных стеновых панелей произ-
водятся ее проклейка и установка утепляющего пакета.
Стык замоноличивается бетоном после соединения скобами
петлевых выпусков. Вертикальные кромки стеновых панелей
у наружной части шва обрабатываются на заводе тиоколовой
мастикой.
Швы с фасадной стороны остаются открытыми, не заделыва-
ются и не расшиваются. Они запроектированы так, что случайно
попавшую в них дождевую воду можно отводить в наружную сто-
рону, не пропуская ее внутрь стены (рис. 24,в).
Для отвода дождевой воды в вертикальном стыке предусмот-
рен канал, сообщающийся с открытой полостью горизонтально-
го шва.
Герметизирующая прокладка в горизонтальном шве приклеи-
вается по верху панели на заводе. В заводских условиях также
ведется обработка тиоколовой мастикой верха и низа стеновой
панели у наружной части стыка, где укладывается герметизиру-
ющая прокладка.
При изготовлении прокатных панелей заподлицо с их граня-
ми закладываются специальные гайки, надежно заанкеренные в
бетон. Гайки закрепляются на оснастке формующей ленты и
поэтому положение их определено с высокой точностью.
На период складирования и монтажа панелей в гайки вверты-
ваются специальные инвентарные петли. После монтажа петли
возвращаются на завод, а в оставшиеся гнезда ввертываются
специальные шпильки-фиксаторы, необходимые при установке
панелей перекрытий и внутренних несущих панелей, а также
фиксаторные конусы и монтажные оцинкованные болты с на-
кладками для монтажа наружных стеновых панелей.
Экспериментальное строительство дома серии П-57 подтвер-
дило его высокие экономические качества. Расход стали состав-
ляет : на 1 м2 внутренних стеновых панелей 1,5 кг; на 1 м2 пане-
лей перекрытий — 3,5 кг и наружных стеновых панелей — 6 кг.
Общий расход стали на 1 м2 жилой площади равен 32,6 кг, а це-
мента — 360 кг.
83
84
Стоимость 1 м2 жилой площади в доме с общеплощадочными
расходами определена в 134 р. 90 к.
В Москве на ул. Чкалова экспериментальную проверку про-
ходит также крупнопанельный 12-этажный дом из прокатных
деталей, являющийся следующим шагом в развитии крупнопа-
нельного домостроения. Конструктивное решение этого дома
аналогичное с домом из прокатных деталей на пр. Ольминского.
Ведется подготовка к опытному строительству дома такой же
конструкции высотой 16 этажей.
Многоэтажное каркасно-панельное и панельное строительст-
во находится на первом этапе развития. Вопрос о целесообраз-
ных конструктивных схемах для многоэтажного индустриально-
а — вид с натуры; б — типовая секция;
в — узлы сопряжения панелей наружных
и внутренних стен; г — аксонометрия креп-
ления несущих перегородок и наружных
стеновых панелей; 1 — поперечные несущие
стенки толщиной 14 см\ 2—продольные же-
лезобетонные стенки толщиной 14 см:
3 — наружные керамзитобетонные панели
размером на два модуля; 4 — совмещенная
крыша из прокатных часторебристых плит
с эффективным утеплителем; 5 — плиты
перекрытия толщиной 14 см с полом из
линолеума на упругой основе; 6 — герметик
в специальной обмазке; 7 — утепляющий
пакет из стиропора или стекловолокна,
обернутый руберойдом; 8 — заполнение бе-
тоном марки 200; 9— болты; 10 — накладки
из оцинкованной стали; 11 — арматурные
скобы, вставленные в петли, выпущенные
из панелей; 12 — монтажный фиксатор,
ввернутый в заранее заложенную в бетон
гайку; 13 — гайки, заделанные в бетон;
14 — стояк отопления; 15 — гнездо фиксато-
ра шпильки
85
го строительства и о пределе этажности бескаркасных (крупно-
панельных) жилых зданий должен быть решен путем дальней-
ших экспериментальных разработок и опытного строительства.
4. ПРИМЕНЕНИЕ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ
В ЖИЛИЩНОМ СТРОИТЕЛЬСТВЕ
Современная техника открывает широкие перспективы для
применения в строительстве нового материала — пластических
масс. Это будет способствовать дальнейшему совершенствова-
нию строительства, повышению его технического уровня, сниже-
нию стоимости, улучшению эксплуатационных качеств.
Реальность постановки вопроса о применении новых матери-
алов в строительстве определяется бурными темпами развития
химической промышленности в СССР и особенно развитием про-
мышленности полимерных материалов. Достаточно сказать, что
за семилетие с 1959 по 1965 г. общая мощность промышленности
по синтетическим смолам и пластическим массам возрастет поч-
ти в 8 раз. Планируется дальнейшее развитие производства син-
тетических материалов. Предполагается, что из намеченного к
выпуску объема синтетических материалов 20—25% будет выде-
лено для нужд строительства.
Поэтому уже сегодня перед строителями стоит важная зада-
ча— правильно определить области, где более целесообразно
применять новые пластмассовые материалы, и разработать кон-
струкции, в которых применение пластмасс даст наибольший
экономический и конструктивный эффект.
В целях создания новых строительных конструкций и изделий
из пластических масс в последние годы в Москве развернута
большая научно-исследовательская и практическая работа, ко-
торая уже переходит из стен лаборатории в область эксперимен-
тального строительства.
Для проверки конструктивных, технологических и эксплуата-
ционных качеств изделий из полимеров в Москве в 1962 г. пост-
роен опытный одноэтажный дом с широким применением пласт-
масс, как фрагмент будущего пятиэтажного дома (рис. 25).
Строительством этого экспериментального дома преследова-
лись следующие цели: определить круг конструктивных решений,
для которых целесообразно использовать пластмассы; выбрать
из различных вариантов конструктивных решений и узлов более
рациональные из них; провести технико-экономическое сопостав-
ление предложенных конструкций из пластмасс с традиционными
решениями аналогичных элементов зданий; разработать и прове-
рить различные методы и технологию изготовления запроекти-
рованных конструкций из пластмасс, чтобы выбрать оптимальное
оборудование и более целесообразные технологические режимы
изготовления пластмассовых изделий; проверить эксплуатаци-
онные качества принятых конструкций, в частности прочностные
86
теплотехнические и звукоизолирующие свойства конструкций,
физико-механические качества отдельных изделий и санитарно-
гигиенические данные при использовании новых материалов и
изделий.
Экспериментальный дом-секция состоит из двух квартир (в
две и три комнаты) с полным набором современного инженер-
ного оборудования. В качестве несущей основы дома использова-
ны сборные железобетонные конструкции. Пластические массы
применены в опытном доме для навесных панелей наружных
Рис. 25. Монтаж первого этажа пятиэтажного жилого дома из прокат-
ных конструкций серии П-57
87
стен, оконных переплетов и дверей, перегородок, крыши, полов,
сантехнических кабин и оборудования, каналов воздушного отоп-
ления и вентиляции, козырьков входов и т. д.
Наружная многослойная панель толщиной 100 мм состоит из:
наружного слоя, обращенного в сторону улицы, из стеклопласти-
ка толщиной 2—3 мм.Стеклопластик изготовлен на вакуумфор-
мовочном столе из стекломатов на полиэфирных смолах методом
контактного формования;
внутреннего теплоизоляционного слоя — сотопласт на мочеви-
но-формальдегидных смолах. Сотовые блоки укладывают ячей-
ками, расположенными параллельно тепловому потоку, и запол-
няют мипорой. Расположенные таким образом соты придают
конструкции панели большую жесткость;
слоя, обращенного в сторону помещения из древесно-стружеч-
ных плит толщиной 12 мм, покрытых лаком или полимерной
пленкой для обеспечения необходимой пароизоляции.
Вес такой панели — 15 кг/м2, т. е. в 20 раз ниже, чем наруж-
ной многослойной панели, выполненной на основе железобетона.
Водо- и воздухонепроницаемость стыков надежно обеспечена
здесь укладкой упругих прокладок из пороизола и пенополиуре-
тана с герметизацией сопряжений снаружи путем заполнения ти-
околовой мастикой и наклейкой специальных пластмассовых на-
личников из цветного стеклопластика.
Оконные блоки выполнены из створок пустотелого профиля,
изготовленных за один прием как цельное изделие методом раз-
дува из стеклопластика. Традиционная оконная коробка отсут-
ствует. Проем в основной панели наружной стены отделан «на-
чисто», включая четверти и импосты. Остекление окна выполне-
но стеклопакетами.
Наружная дверь — трехслойной конструкции, состоящей из
двух слоев прозрачного стеклопластика толщиной по 3 мм и за-
ключенного между ними сотопласта. Входная дверь в квартиру
выполнена из древесно-стружечной плиты толщиной 40 мм. Эта
плита состоит из наружных слоев большой плотности и внутрен-
него слоя малой плотности. По контуру дверь окантована бруском
из твердой древесно-стружечной плиты. Межкомнатные двери из-
готовлены из древесно-стружечных плит толщиной 20 мм. Дверь
окантована по контуру профилем из ударнопрочного полистиро-
ла. Для двери в кухне применен прозрачный стеклопластик.
Санитарные узлы (ванная и уборная) выполнены в виде объ-
емной кабины, в которой заранее до ее установки на место смон-
тировано все оборудование. Сантехкабина — сборная клееной
конструкции из древесно-стружечных плит, покрытых изнутри
меламиновой пленкой. Приборы изготовлены из стеклопластика,
а водопроводные и канализационные коммуникации — из полиэ-
тилена и поливинилхлорида. Вес сантехкабины с приборами и
оборудованием 360—400 кг.
Кроме строительства одноэтажного дома-фрагмента в Моск-
88
ве в 1963 г. закончен экспериментальный пятиэтажный жилой
дом с широким применением пластмасс. Целью этого экспери-
мента была, в основном, проверка новых архитектурно-планиро-
вочных и конструктивных решений и определение возможностей
широкого применения синтетических материалов в жилищном
строительстве. Проект дома отличается от типовых проектов
крупнопанельных домов тем, что несущие поперечные железобе-
тонные стены толщиной 12 см расположены не на границе ком-
нат, а по границам квартир с шагом 5,2 м.
Замена межкомнатных перегородок шкафами-перегородками
позволяет жильцам планировать квартиру в зависимости от со-
става семьи и ее запросов.
Конструкция панелей наружных стен пятиэтажного экспери-
ментального дома выполнена из синтетических материалов. Раз-
мер панели 520X265 см; толщина 10 см; вес ее около 250 кг. На-
ружный слой представляет собой стеклопластик на полиуретано-
вой смоле толщиной 3 мм; слой утеплителя из пенополивинил-
хлорида толщиной 8 см; внутренний слой состоит из древесно-
волокнистой плиты толщиной 2 см и фольги в качестве пароизо-
ляции.
Большая часть полов в доме выполнена путем укладки лино-
леума на мягкой основе по железобетонной плите.
Проведенные испытания показали высокие теплотехнические
качества наружных ограждений, термическое сопротивление ко-
торых (напомним, что толщина наружной панели всего 10 см)
характеризуется коэффициентом 7?0 = 3,5, что в 2,5 раза выше
нормативного. Также вполне благоприятным оказался темпера-
турно-влажностный режим внутри помещений.
Средняя весовая влажность панелей увеличилась незначи-
тельно: влажность пенопласта на 1,8%, минеральной ваты —
на 0,5%, внутренней облицовки на 1%. На внутренних поверх-
ностях панелей влага не конденсируется, не наблюдается увлаж-
нения и на ребрах жесткости; внутренний слой обладает высо-
ким сопротивлением паропроницанию.
Исследования воздействия солнечной радиации на ограж-
дение в летнее время показали, что на внутренней поверхности
пластмассовой панели толщиной 6 см амплитуды колебаний
температуры в наиболее жаркое время (для климатических
условий Москвы) составляют в течение суток ±1,6°. Отсюда
следует вывод, что тонкие ограждающие панели из пластмасс
могут обеспечить необходимую защиту помещений от солнечного
перегрева.
Предварительная проверка санитарно-гигиенических качеств
воздуха внутри помещений показала, что содержание химиче-
ских примесей (выделений из пластмассовых материалов) не
превышало регламентированного нормативами. Замеры уровня
шума в помещениях показали достаточные звукоизолирующие
качества наружных ограждений.
89
Рис. 26. Экспериментальный пяти-
этажный дом с широким приме-
нением пластмасс
а — конструкция навесной панели и
оконного переплета: б — крепление на-
весных панелей к железобетонной кон-
струкции; 1 — наружный слой из стек-
лопластика толщиной 5 мм: 2 — утепли-
тель из пенополихлорвиниловых плит;
3 — внутренний слой из древесно-стру-
жечных плит; 4 — элемент оконной ко-
робки; 5 — упругая прокладка из пено-
полиуретана; 6 — декоративные вставки
из цветного стеклопластика; 7 — втулка
из пенопласта; 8 — стальная муфта;
9 — болт; 10 — стальной уголок, прива-
ренный к закладной детали колонны;
// — упругие прокладки; /2 —заполне-
ние тиоколовой мастикой; 13 — створки;
14 — оконная коробка; 15 — рояльные
петли из стеклопластика; 16 — стекло-
пакеты
Подтверждена целесообразность изготовления цельных, а не
составных в сечении оконных коробок. Полностью оправдала
себя навеска оконных створок на рояльных петлях, обеспечива-
ющая жесткое крепление створки.
Нельзя признать удачным применение пластмассовых кон-
струкций для изгибаемых элементов — для панелей совмещенной
крыши. Вследствие недостаточной жесткости эти элементы по-
лучили в одноэтажном доме-фрагменте значительный провис.
В целях дальнейшего развития экспериментального строи-
тельства с широким применением пластмассовых материалов
намечается построить в Москве опытные жилые дома, в которых
пластмассовые материалы должны получить самое широкое ис-
пользование. Первым из этих зданий будет пятиэтажный жилой
дом (рис. 26,а—б). В качестве несущей конструктивной основы
дома приняты железобетонные крупнопанельные конструк-
ции.
Программа этого эксперимента предусматривает применение
следующих конструкций из пластических масс: навесные панели
наружных стен и оконные переплеты, гидроизоляционный ковер
и утеплитель крыши, санитарно-техническое оборудование (ус-
тройства и кабины), ограждения лестницы, двери, полы, пого-
нажные изделия, электроосветительную арматуру, кухонное обо-
рудование, элементы отделочных работ.
Конструктивные решения этих деталей для новых домов за-
проектированы в следующем виде.
Навесные панели наружных стен (рис. 26, а) трех-
слойной конструкции: наружный слой из стеклопластика толщи-
ной 5 мм (т. е. увеличенной толщины) на самозатухающей поли-
эфирной смоле и жестком стеклохолсте; внутренний (в сторону
комнаты) слой из древесно-стружечных плит на водостойкой
смоле; теплоизоляционный слой из плит пенополивинилхлорида.
Размер панелей — 3180X2700 мм (на размер комнаты), толщи-
на 120 мм.
Особое внимание при выборе материалов обращено на повы-
шение их огнестойкости, для чего в качестве компонента смол
включены антипирены, которые в значительной мере ликвиди-
руют серьезный недостаток синтетических материалов — их воз-
гораемость. Применение здесь пенополивинилхлорида, в отли-
чие от прежних решений внутреннего слоя панели, повышает
конструктивные качества панели и значительно снижает трудо-
емкость изготовления.
Архитектурно-художественный образ зданий создается пу-
тем использования интенсивной цветовой гаммы панелей и раз-
личными решениями оконных проемов в сочетании с использова-
нием цветных раскладок и нащельников.
Наружная панель изготовляется на вакуумформовочном сто-
ле методом контактного формования. Для получения гладкой
фактуры наружного слоя панели формующая плоскость стола
91
покрыта зеркальным стеклом. Крепление панели к конструкциям
здания осуществляется с помощью специальных муфт и болтов
(рис. 26, б).
Конструкции оконных блоков, как и в опытном
одноэтажном доме, включают в себя элементы коробки, импос-
тов и створок, которые также изготовляются из стеклопластика.
Створки и импосты имеют пустотелые профили с толщиной сте-
нок 2—3 мм. Оконные переплеты изготовляют в специальных
стальных формах методом «раздува».
Р.ис. 27. Погонажные из-
делия из пластмасс
/ — нащельник между бор-
том ванны и стеной; 2—на-
кладная проступь на лест-
ничные ступени; 3—поручень;
4 — дверной наличник;
5 — плинтус, б — трехканаль-
ный плинтус для размеще-
ния электро- и слаботочной
проводки
Изготовление оконных переплетов из пластических масс
представляет большой практический интерес. Такие переплеты
просты в конструкции, удобны и надежны в эксплуатации, в них
отсутствуют недостатки, присущие деревянным переплетам, —
рассыхание и коробление; переплеты не требуют окраски, об-
ладают малым весом и при налаженном производстве в буду-
щем станут дешевле деревянных переплетов.
Сантехническая кабина выполняется в виде объем-
ного блока, ограждения которого запроектированы из древесно-
стружечных плит на водостойких смолах с облицовкой изнутри
инсулаком или пленкой; поддон кабины выполняется из железо-
бетона. Все оборудование изготовляется из синтетических мате-
риалов. Технология изготовления санитарно-технического обору-
дования, успешно прошедшая экспериментальную проверку, ре-
комендована для организации массового выпуска этих изделий.
Большой экономический эффект достигается заменой чугун-
ных и стальных сантехнических коммуникаций и фасонных час-
тей пластмассовыми. В частности, более чем в 4 раза снижает-
ся расход металла.
Полы. В жилых комнатах полы запроектированы из пласти-
ка на упругой основе «Тапифлекс». Укладка пола непосред-
92
ственно по железобетонной плите обеспечивает необходимую
звукоизоляцию перекрытия. Отдельные полосы этого рулонного
материала сваривают при укладке. Электропровода располагают-
ся в полом (трехканальном) пластмассовом плинтусе (рис. 27).
В качестве утеплителя в совмещенной крыше приняты плиты
пенополивинилхлорида, обладающие малым объемным весом
(до 100 к.г!м?) и крайне низкой влагоемкостью (до 1%). Гидро-
изоляционный ковер создается путем напыления стеклопластика.
В целях достижения высокой степени заводской готовности па-
нель совмещенной крыши, выполненная размером на комнату,
решена комплексной и полностью выполняется в заводских усло-
виях. На месте строительства будет осуществляться только гер-
метизация швов между отдельными панелями, также путем на-
пыления стеклопластика.
Для отделки бетонных поверхностей внутренних несущих пе-
регородок и потолков широко используются синтетические лако-
красочные покрытия, обладающие устойчивостью, долговеч-
ностью и высокими художественными качествами.
Следующий этап развития эксперимента по применению
пластмасс — строительство многоэтажного каркасно-панельного
дома, в котором пластмассовые материалы будут применены на
более высоком техническом уровне. Разработка конструкций
для этого дома будет осуществлена на основании результатов
строительства экспериментального пятиэтажного дома.
Проектирование конструкций, материалов и изделий для эк-
спериментального строительства ориентировано на применение
следующего ассортимента пластических масс:
стеклопластиков, изготовляемых методами прессования, кон-
тактного формования и раздува, в том числе прозрачных и полу-
прозрачных;
древесно-стружечных плит разной плотности, изготовленных
с применением различных марок фенолоформальдегидных смол
и облицованных различными синтетическими пленками;
композиции на основе поливинилхлорида; полиолефины (по-
лиэтилен и полипропилен); пенопласты; слоистые пластики
и др.
Предварительный анализ, проведенный после сооружения
опытных домов, показывает, что на 1 м3 многоэтажного жилого
здания при широком применении строительных пластмассовых
конструкций и изделий (в перечисленном ассортименте) тре-
буется примерно 4—5 кг полимерных материалов, что составляет
20—25 кг смол на 1 м? жилой площади. Из них около одной тре-
ти смол идет на полы и одна треть на наружные стены.
Важным вопросом, определяющим перспективность приме-
нения пластмасс в строительстве, является их технико-экономи-
ческая основа. В настоящее время еще нет достаточных данных,
позволяющих судить об экономичности применения пластмассо-
вых материалов в строительстве.
93
В табл, б приведены некоторые соотношения исходных стои-
мостей 1 м2 изделий из пластмасс.
Таблица 6
Технико-экономические показатели изделий из пластмасс
Элементы здания Стоимость в руб/м?
вариант из пластмасс с перспективны- ми ценами вариант из пластмасс с действующи- ми ценами обычный вариант типового проекта
Стены 8 45 12
Окна • 10 28 17
Двери • • • • 3 3 7
приближенные, показывают.
и
Приведенные данные, хотя
насколько необходимо во всех направлениях работать над кон-
струкциями из пластических масс, так как в будущем они ока-
жутся не только конкурентноспособными, но и более дешевыми,
чем конструкции из традиционных строительных материалов.
Одной из основных предпосылок к этому является нарастающий
объем производства смол и высокий уровень механизированного
изготовления конструкций из пластмасс, что позволит постепен-
но снизить до минимума стоимость конструкций.
В направлении работы по внедрению строительных изделий
и конструкций из пластмасс необходимо отметить следующее:
все конструкции и изделия по очередности их внедрения в
строительство можно условно разделить на три основные
группы.
К первой группе относятся те изделия, которые по наличию
производственной базы и технико-экономическим соображениям
уже сейчас получают широкое применение. В основном это мел-
кие изделия и материалы: различные облицовочные изделия, ма-
териалы для полов, некоторые скобяные и погонажные изделия,
а также набор герметиков.
Ко второй группе относятся изделия и конструкции, которые
будут применяться в самое ближайшее время. Это изделия сани-
тарной техники, оконные блоки и двери. Положительные резуль-
таты экспериментальных работ и хорошие технико-экономиче-
ские данные уже сейчас ставят вопрос об организации для них
производственной базы.
К третьей группе могут быть отнесены детали и конструкции
ближайшей перспективы. Это панели навесных стен, кров-
ли и т. п.
Рациональные конструкции могут быть получены в сочета-
нии пластмасс с другими материалами, т. е. комбинированными,
состоящими из комплексов пластмассовых и других материалов,
94
оптимальных для каждого случая. В сочетании с пластмассами
применяются асбестоцемент, древесно-стружечные плиты, фане-
ра, древесно-слоистые пластики.
В качестве примера такой комбинированной конструкции
могут быть приведены трехслойные плиты и панели, состоящие
из тонких, но прочных наружных обшивок из асбестоцемента,
стеклопластика и др.
Новой областью применения синтетических материалов яв-
ляется введение их в состав традиционного материала — бетона.
Перспективными оказались пластобетоны на основе синтетиче-
ских смол и пористых заполнителей, например керамзита. Они
легкие, обладают высокими теплозащитными качествами и ря-
дом других свойств, весьма ценных для крупнопанельного строи-
тельства.
Положительные свойства пластобетона позволяют получать
композиции, пригодные для создания как однослойных, так и
многослойных стеновых панелей с несущими и утепляющими
слоями. В зависимости от назначения каждого слоя в огражда-
ющих конструкциях должны применяться пластобетоны с опре-
деленными физико-техническими характеристиками.
Одним из таких утеплителей, который может и должен найти
широкое применение в крупнопанельном домостроении, является
крупнопористый керамзитопластобетон. Это легкий материал,
получаемый связыванием термореактивными смолами (напри-
мер, фенольной) керамзитового гравия.
Небольшой расход смолы 35—50 к.г[м3 делает керамзито-
пластобетон экономически вполне конкурентным с такими жест-
кими утеплителями, как ячеистые бетоны и пеностекло, при
более высоких, чем у этих материалов, строительных свойствах.
Первые шаги применения пластмасс в строительстве откры-
вают широкие перспективы использования указанного материала
и связанного с этим дальнейшего совершенствования строитель-
ства, снижения его стоимости и повышения качества. Можно
сказать, что от того, как широко будут применяться полимеры
в строительстве, во многом зависит его дальнейший прогресс
Г л а в a II
ПРОИЗВОДСТВО МАТЕРИАЛОВ, КОНСТРУКЦИЙ
И ДЕТАЛЕЙ ДЛЯ ПОЛНОСБОРНЫХ ЖИЛЫХ ДОМОВ
НА ПРЕДПРИЯТИЯХ ПРОМЫШЛЕННОСТИ
МОСГОРИСПОЛКОМА
I. ПРОИЗВОДСТВЕННАЯ БАЗА СБОРНОГО ДОМОСТРОЕНИЯ
В МОСКВЕ
Происходившие на протяжении многих лет в Москве коли-
чественные и качественные изменения в развитии производства
и применения сборного железобетона привели в конечном резуль-
тате к созданию мощной и всесторонне развитой промышленной
базы, которая в настоящее время позволяет осуществлять в
Москве в широких масштабах полносборное домостроение инду-
стриальными методами.
Решающее значение для развития производственной базы
сборного строительства имело постановление ЦК КПСС и Со-
вета Министров СССР от 19 августа 1954 г. «О развитии произ-
водства сборных железобетонных конструкций и деталей для
строительства», а также Всесоюзное совещание строителей, со-
стоявшееся в декабре 1954 г. в Кремле.
Всесоюзное совещание в своих решениях отметило необходи-
мость более интенсивно развивать изготовление и применение
сборного бетона, особенно укрупненных железобетонных элемен-
тов для крупнопанельного домостроения.
Московские строители одни из первых встали на путь совер-
шенствования заводской технологии изготовления конструкций
и деталей для нужд строительства.
Дальнейшее развитие строительства, особенно полносборно-
го, потребовало коренного изменения организационных форм
управления промышленностью строительных материалов.
В 1955 г. при Мосгорисполкоме было организовано специа-
лизированное Главное управление предприятий сборных железо-
бетонных конструкций — Главмосжелезобетон.
Все карьерное хозяйство, поставляющее нерудные строитель-
ные материалы, было подчинено вновь созданному Главному уп-
96
равлению нерудной промышленности при Мосгорисполкоме —
Главмоснерудпрому. Предприятия, производящие строительные
материалы, были объединены в Главном управлении промыш-
ленности строительных материалов — Главмосстройматериалы
Мосгорисполкома.
В системе Главмосстроя в начальный период его деятельности
было организовано Управление производственных предприятий,
в состав которого входили деревообрабатывающие предприятия,
заводы товарного бетона и некоторые предприятия сборного
железобетона, заводы по производству гипсовых перегородоч-
ных панелей и др.
Сбыт продукции, выпускаемой предприятиями главных уп-
равлений строительных материалов и деталей, был возложен на
специальное Управление по сбыту местных строительных мате-
риалов Мосгорисполкома.
Объединение и реконструкция заводов позволили намного
увеличить выпуск строительных материалов и снизить их себесто-
имость. Однако, несмотря на значительное улучшение работы
промышленности, деятельность строительных организаций ус-
ложняло наличие нескольких самостоятельных управлений, обес-
печивавших материалами и деталями; элементы параллелизма в
их работе, многоступенчатость системы снабжения и сбы-
та и др.
Это привело в дальнейшем к необходимости объединения ор-
ганизаций, производящих стройдетали и материалы. В 1958 г. в
Москве было создано единое Главное управление промышлен-
ности строительных материалов и строительных деталей — Глав-
моспромстройматериалы при Мосгорисполкоме.
Перестройка управления промышленностью строительных ма-
териалов и деталей быстро дала действенные результаты и позво-
лила организовать в короткие сроки массовое производство и
внедрение в строительство наиболее экономичных конструкций,
материалов и изделий для обеспечения значительно возросших
в Москве объемов жилищного строительства при одновременном
снижении его стоимости.
Увеличению выпуска изделий и снижению их стоимости спо-
собствовала специализация предприятий, обеспечившая переход
от малосерийного к массовому производству. Специализация
предприятий позволила сочетать стабильность продукции одних
предприятий с непрерывно расширяющейся номенклатурой сбор-
ных изделий на других. Опыт показал, что мощности предприя-
тий сборного железобетона возрастают за счет специализации на
25—30%, а себестоимость продукции снижается на 20—25%.
Процесс специализации вызвал появление новых предприятий
и отраслей промышленности стройматериалов.
Создание Главмоспромстройматериалов позволило перестро-
ить организацию материально-технического снабжения в услови-
ях развития сборного домостроения, т. е. перейти от системы
7—1458
97
Рис. 28. Цех керамзитогравия на Бескудниковском заводе
«снабжения» к системе комплектации строящихся объектов не-
обходимыми материальными ресурсами.
На основе индустриализации жилищного строительства в
Москве по опыту ленинградских строителей созданы и внедрены
новые организационные формы строительной индустрии — домо-
строительные комбинаты (ДСК) с единым технологическим про-
цессом, направленным на выпуск конечной продукции — готово-
го дома.
На предприятиях Главмоспромстройматериалов возникло
производство ряда совершенно новых видов материалов, выпуск
которых вызван требованиями индустриализации строительства.
Это теплоизоляционные материалы на базе минерало- и стекло-
ватного волокна, синтетические теплоизоляционные материалы,
искусственные пористые заполнители для бетонов, новые виды
бетонов — ячеистые и легкие, новые отделочные материалы на
основе полимеров и др.
Мероприятия по перестройке управления промышленностью
98
строительных материалов и изделий обеспечили рост ее произ-
водственной мощности. На основе внедрения машинной техники
и поточной технологии, специализации и кооперации предприя-
тий промышленности строительных материалов и изделий про-
изошли не только большие количественные, но и коренные ка-
чественные изменения. Средний размер предприятий по выпуску
продукции увеличился по сравнению с 1954 г. почти в 4 раза,
а по сборному железобетону — в 8 раз; производительность тру-
да выросла в 1,7 раза, а на заводах сборного железобетона —
в 3,5 раза.
В 1963 г. на предприятиях Главмоспромстройматериалов и
Главмосстроя производство сборных железобетонных конструк-
ций составило свыше 3200 тыс. м3, в том числе панелей, блоков
и других конструкций для полносборного домостроения на
2400 тыс. м2 жилой площади.
На предприятиях Главного управления работает по различ-
ным отраслям производства более 300 механизированных поточ-
ных и автоматизированных линий и около 50 комплексно-механи-
зированных и автоматизированных участков и цехов (рис. 28).
2. СОВЕРШЕНСТВОВАНИЕ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
НЕСУЩИХ И ОГРАЖДАЮЩИХ КОНСТРУКЦИИ
ПОЛНОСБОРНЫХ жилых домов
Переход к полносборному строительству, предусматривающе-
му применение укрупненных элементов жилых зданий, вызвал
изменение профиля производства деталей и конструкций на пред-
приятиях Главмоспромстройматериалов. Изменились и сами
конструкции, размеры и формы деталей и изделий. Основным ви-
дом стенового материала стала крупная панель. Возросло про-
изводство сборных железобетонных и бетонных деталей, выпуск
которых в Москве достиг почти 4 млн. м3 в год.
Все это стало возможным благодаря внедрению на предприя-
тиях промышленности строительных материалов новых техноло-
гических линий и прогрессивных видов оборудования.
За период 1952—1959 г. были разработаны основные спосо-
бы изготовления элементов домов; стендовая, агрегатно-поточ-
ная, конвейерная, кассетная технология и вибропрокат. Все эти
способы получили в Москве широкое распространение, а выбор
того или иного способа изготовления различных видов деталей в
значительной мере определялся конструкциями, степенью раз-
вития техники, наличными материалами и конъюнктурными осо-
бенностями периода внедрения. Кратко остановимся на каждом
из них.
Стендовый способ. Стендовый способ изготовления железо-
бетонных конструкций как наиболее простой начал применяться
еще в годы первой пятилетки. Сущность этой технологии заклю-
чается в том, что все процессы изготовления деталей выполняют-
ся на неподвижных рабочих местах.
7* 99
Стендовый способ применяется преимущественно на заводах
и полигонах, которые могут изготовлять крупноразмерные желе-
зобетонные конструкции и детали весом до 5 т, а в отдельных
случаях и более. Этот способ позволяет при небольших затратах
изготовлять крупные строительные детали высокого качества с
достаточно большой степенью готовности их.
При этом способе изготовления деталей применяются непод-
вижные железобетонные матрицы или металлические формы,
а также бетонные площадки-стенды, на которых располагаются
металлическая или деревянная бортоснастка. Применение же-
лезобетонных форм-матриц и поддонов дает большую экономию
металла.
Тепловая обработка деталей осуществляется путем прогрева
изделий теплом нагреваемого стенда или матриц и дополнитель-
ной подачи острого пара под крышки или колпаки, устанавли-
ваемые над изделиями. Стендовым способом наиболее рацио-
нально изготовлять панели наружных и внутренних стен, панели
перекрытий, колонны, балки, ригели.
Изготовление изделий этим методом осуществляется как на
полигонах, так и в закрытых цехах. При этом широко приме-
няется напряженное армирование крупноразмерных железобе-
тонных конструкций (балки прямоугольного таврового и дву-
таврового сечения, плиты покрытий).
Агрегатно-поточный и конвейерный способы. При агрегатно
поточной (рис. 29) и конвейерной организации производства
формы перемещают, а технологические машины и приспособле-
ния устанавливают стационарно на специальных рабочих местах,
называемых постами, каждый из которых обслуживает звено
рабочих, и на каждом из постов выполняют строго определен-
ное количество операций.
Сущность агрегатно-поточной технологии состоит в том, что
в процессе производства и тепловой обработки изделий метал-
лические формы последовательно проходят все отдельные посты
технологической линии (рис. 30а). Эта технология рекомендует-
ся при изготовлении изделий по широкой номенклатуре, посколь-
ку в этом случае для перехода с одного типа деталей на другой
не требуется большой переналадки технологических линий.
Материалы или полуфабрикаты подаются на места, где про-
изводятся операции по их укладке. Формы с одного поста на
другой перемещаются через определенные промежутки времени,
равные наибольшей продолжительности выполнения всех опе-
раций на одном из постов, так называемым тактом потока.
При агрегатно-поточной организации производства панели
изготовляют на 2—4 постах. Их форм-уют в специализирован-
ных по видам изделий стальных формах, перемещаемых краном;
возможно также перемещение изделий с одного формовочного
поста на другой вагонетками.
100
Рис. 29. Схема агрегатно-поточной организации производства панелей на заводе
§
Рис. 30а. Агрегатно-поточная линия формовки наружных стеновых панелей
103
Рис. 306. Схема конвейерной организации производства панелей
/ — закрытый траншейно-эстакадный склад щебня; 2 — закрытый траншейно-эстакадный склад песка; 3 — склад белого цемента; 4 — разда-
точные бункера: 5 — бетоноукладчики; 6 — кран-балка для выемки деталей из формы; 7 — распалубка и выемка; 8 — сборка и смазка форм;
9 — укладка закладных элементов; 10 — укладка подстилающего слоя; 11 — укладка арматуры; /2 — укладка бетона; —,вибрирование и
планировка
Уплотнение бетона чаще всего производят на виброплощад-
ках с пригрузом или без него, а термовлажностную обработку —
в камерах периодического действия ямного типа или в штабе-
лях из поддонов с отформованными изделиями.
Агрегатно-поточный способ изготовления деталей получил
на заводах железобетонных изделий большее распространение.
Это объясняется универсальностью, благодаря чему агрегатно-
поточный метод применяется для изготовления самых разнооб-
разных конструктивных элементов зданий (панелей наружных и
внутренних стен, элементов лестниц, деталей каркасов, фунда-
ментов).
Агрегатно-поточная технология позволяет без больших зат-
рат средств и времени изменять номенклатуру изделий. Однако
при этом способе производства ряд процессов выполняется вруч-
ную, а отсутствие принудительного цикла и непрерывности в
осуществлении технологических процессов создает значительные
трудности для внедрения автоматизации. Речь идет о создании
автоматизированных линий, дающих экономический эффект, поз-
воляющих резко повысить производительность труда, улучшить
качество продукции и условия работы людей. Вот почему для
изготовления массовых деталей жилищного строительства в
этом отношении следует отдать предпочтение непрерывной по-
точной конвейерной технологии.
При конвейерной организации производства панели изготов-
ляют на поддонах, совмещенных с вагонетками, либо установ-
ленных на них. Операции по формованию производятся на 8—
12 постах, а термовлажностная обработка —в тоннельных каме-
рах непрерывного действия.
При конвейерном производстве благодаря выполнению тех-
нологических операций на большем количестве постов уровень
специализации работ, выполняемых на отдельных рабочих ме-
стах, выше, чем при поточно-агрегатном способе.
Конвейерный способ изготовления сборных железобетонных
конструкций и деталей применяется на мощных заводах типа
комбината № 2 в Москве, на котором по этой технологии орга-
низован также выпуск наружных керамзитобетонных панелей
для пятиэтажных домов серии 1-515 (рис. 306).
Новые конвейерные линии, создаваемые в настоящее вре-
мя на ряде предприятий Главмоспромстройматериалов, проек-
тируются с учетом положительных сторон и недостатков конвей-
ерных технологий, действующих в Москве в течение ряда лет.
Практически установлено, что более узкими местами в этих ли-
ниях являются:
различный тепловлажностный режим по высоте многоярус-
ной тоннельной камеры ускоренного твердения, что может сни-
жать качество изделий;
изменения в направлении и скорости при перемещении отфор-
мованного изделия, во время которого бетон в процессе тверде-
104
ния испытывает вредные для него инерционные и ударные воз-
действия;
недостаточная в ряде случаев жесткость формообразующих
плоскостей, что нарушает заданные геометрические размеры из-
делия.
Вместе с тем неоспоримым преимуществом конвейера являет-
ся возможность расчленения отдельных технологических опера-
ций, выполняемых на необорудованных постах, связанных в еди-
ном непрерывном потоке с ритмом движения конвейера. Это осо-
бенно важно при изготовлении многослойных изделий, состоя-
щих из различных материалов, а также для осуществления опе-
раций по фактурной отделке поверхностей.
Изготовление железобетонных конструкций кассетным спо-
собом. Панельное строительство получило сравнительно быст-
рое и массовое распространение не только в Москве, но и по все-
му Советскому Союзу на основе технологии кассетного произ-
водства.
В Москве по этой технологии изготовляют две серии жилых
домов с совершенно различными конструктивными схемами: по
технологии института Гипростройиндустрии выпускаются изде-
лия для домов серии 1605, ДСК-2 (рис. 31а и 316) и по техноло-
гии НИИАТа — дома серии К-7, ДСК-1 (рис. 32).
Большим преимуществом кассетной технологии является воз-
можность производства крупнопанельных конструкций с повы-
шенной заводской готовностью в вертикально-кассетных установ-
ках; совмещение формования и тепловой обработки изделий без
применения виброплощадок и пригрузочных устройств. Все это
исключает необходимость строительства громоздких камер про-
паривания и почти в два раза сокращает площадь под оборудо-
вание.
Формование изделий в вертикальных кассетно-формовочных
машинах обеспечивает:
получение изделий с максимальной заводской готовностью
всех поверхностей, не требующих дополнительных затрат ручно-
го труда на их выравнивание, а также с минимальными допус-
ками по геометрическим размерам;
точную фиксацию закладных стальных деталей;
получение тонкостенных железобетонных изделий прямо-
угольного сечения, а также двутавровых, швеллерных ребри-
стых и складчатых сечений с толщиной стенки в 40—60 мм при
высоте панелей до 3,4 м\
ускорение тепловой обработки изделий и их съема с формо-
вочного оборудования;
сокращение производственных площадей для размещения
оборудования.
Опыт изготовления крупных панелей в кассетных формах
показал перспективность этого способа производства. На ДСК-2
стоимость 1 м2 панелей перекрытий составляет 2,8 руб., в то
8—1458
105
Рис. 31а. Цех кассетного производства ДСК-2
Рис. 316. Распалубка панелей в цехе ДСК-2
106
время как 1 м2 настилов перекрытий, изготовляемых на этом же
заводе в горизонтальном положении, обходится в 3,7 руб. Уже
на первом этапе освоения производства панели, изготовляемые в
кассетных формах, стоят дешевле, чем изделия, формуемые в
горизонтальном положении на агрегатно-поточных формовочных
постах.
Рис. 32. Технологическая линия кассетных машин ДСК-1
Эффективность кассетного метода производства панелей по
сравнению с поточно-агрегатным и конвейерным методами вид-
на из табл. 7, составленной по материалам НИИЖелезобетона.
Таблица 7
Технико-экономические показатели изготовления однослойных
железобетонных панелей различными методами
Наименование показателей Методы производства
кассетный поточно-агре- гатный конвейерный
Затраты труда на формование 1 л2 панели в чел.-мин 11 16 13,5
Съем изделий с 1 .и2 формовоч- ного цеха в м2 273 200 НО
Капитальные затраты на 1 м3 изделий в руб 15,8 16,5 24
8* L°7
Однако еще ряд вопросов кассетного способа производства
требует дальнейшей проработки и совершенствования техно-
логии.
Например, при кассетном способе изготовления деталей при-
меняются пластичные и даже литые бетонные смеси. На ДСК-2
для изделий домов серии 1605-АМ применяются бетоны с осад-
кой конуса 13—15 см, а на Ростокинском заводе (ДСК-1) для
домов серии К-7—24—27 см. Применение пластичных и литых
смесей приводит не только к большому перерасходу цемента, но
и к снижению качества самих изделий: усадочным деформаци-
ям, а в более неблагоприятных условиях к трещинообразованию
и пониженной морозостойкости бетона конструкций. Ис-
следования показали, что повышение подвижности бетон-
ной смеси на 1 см (при сохранении заданной марки 200)
может быть достигнуто путем увеличения расхода цемен-
та на 10 кг/м3.
При переходе же от осадки конуса 15 см к осадке 5 см воз-
можна реальная экономия цемента— 100 кг на 1 м3 бетона.
Подсчитано, что замена песчано-бетонных тонкостенных кас-
сетных изделий домов К-7 на бетонные плоские изделия, из-
готавливаемые по кассетной технологии Гипростройиндустрии,
уменьшит расход цемента на 64 кг на 1 >t2 жилой площади и
увеличит трещиностойкость конструкций.
При кассетном способе изготовления железобетонных изде-
лий удельная металлоемкость форм и оборудования в 2—3 раза
выше, чем при агрегатно-поточном способе. Это значительно
увеличивает стоимость оборудования. Поэтому вопрос увеличе-
ния оборачиваемости кассетных форм в настоящее время при-
обретает особо важное значение.
Режимы тепловой обработки бетона в кассетах конструкции
Гипростройиндустрии, применяемые на заводах сборного желе-
зобетона, составляют 8—16 ч и более. В результате этого кас-
сеты делают один, полтора и редко два оборота в сутки. Оче-
редной задачей является значительное сокращение продолжи-
тельности твердения бетона и доведение оборачиваемости кас-
сет до 2,5—3 оборотов в сутки. Следовательно, бетон за 5—6 ч
твердения должен приобрести прочность 80 кг!см2. Такая проч-
ность позволяет свободно извлекать изделия из форм и пере-
мещать их для дальнейшего твердения и приобретения бетоном
отпускной прочности, составляющей 70—100% от проектной.
Здесь приходится учитывать и то, что при кассетном способе
производства применяются весьма пластичные бетонные смеси
с достаточно высоким значением В/Ц = 0,5—0,6 и расходе це-
мента 350 кг/м3. Применяемый состав бетонной смеси создает
невыгодные условия для высокого темпа нарастания прочности
бетона в начальные сроки его твердения. Для получения требуе-
мой прочности в раннем возрасте необходимо обратить особое
внимание на применение высококачественного быстротверде-
108
ющего цемента надлежащего минералогического состава и тон-
кости помола.
Разработанные требования к цементу для кратковременной
тепловой обработки бетонов полностью отвечают и условиям
применения цементов в кассетном производстве, при котором
значительная доля проектной прочности бетона должна быть
получена в первые 5—6 ч прогрева. Таким цементом является
высокомарочный портландцемент марки 600, удовлетворяющий
требованиям ГОСТ 970—41, с тонкостью помола не менее
4000 см21г.
В целях экономии цемента и повышения темпа твердения в
начальные сроки необходимо добиться понижения пластичности
бетонной смеси. Это может быть достигнуто применением чи-
стых заполнителей, цементов с густотой теста не более 27%, а
также более интенсивным уплотнением смеси при укладке.
Наряду с применением высокосортных быстротвердеющих
портландцементов для ускорения твердения бетона необходимо
большое внимание уделить установлению оптимального режима
твердения, обеспечивающего быстрый и равномерный прогрев
изделий до температуры 80—90° С по всему сечению.
Существующие кассеты не имеют обогреваемого пола и обо-
гревающих колпаков сверху. Это приводит к образованию тем-
пературных перепадов в бетоне по высоте изделия и замедляет
равномерный его прогрев.
Быстрому и равномерному прогреву изделия по всему сече-
нию способствуют: правильная организация подачи пара в теп-
ловой отсек и поддержание в нем температуры не ниже 85—95°;
устройство обогреваемого пола и обогреваемых колпаков; пред-
варительный подогрев формы до температуры 40—50° С. Возни-
кает также необходимость в укладке подогретых бетонных
смесей. При применении теплых кассет большое внимание не-
обходимо уделить качественной обработке составом смазки,
наносимой на вертикальную плоскость формы.
В Москве крупнопанельные тонкостенные конструкции вы-
пускают Домостроительный комбинат № 2 и Домостроительный
комбинат № 1. Строится завод в Тушино. Общая мощность этих
предприятий в ближайшие годы будет доведена до 1 млн.
200 тыс. м2 жилой площади в год. Поэтому вопрос ускорения
оборачиваемости кассет приобретает первостепенное значение.
В настоящее время на ДСК-2 для улучшения производства
деталей по кассетной технологии ведутся работы по дальнейше-
му снижению расхода цемента за счет улучшения уплотнения
бетонной смеси; проведению вторичной вибрации; двухстадий-
ного пропаривания; внедрению системы автоматики тепловой
обработки, что значительно повышает стабильность процесса и
равномерность подогрева изделий, улучшает их прочностные,
показатели и снижает трещинообразование.
Для производства визуальной шлифовки кассетных листов
109
конструкторское бюро ДСК-2 разработало стенд для шлифовки.
Стенд предусматривает вертикальную шлифовку листов до 9-го
класса точности при помощи полуавтоматического шлифоваль-
ного станка конструкции завода. ,
Кроме того, намечено покрывать поверхности листов бе-
тоноотталкивающим слоем, который обеспечит длительную ра-
боту кассет без смазки и чистки. На ДСК-2 было осуществлено
опытное покрытие кассетного листа бетоноотталкивающим сло-
Рис. 33. Конвейер отделки лестничных маршей
ем; лист выдержал НО формовок без чистки и смазки. В насто-
ящее время бетоноотталкивающим слоем покрываются целиком
шестиотсечные кассеты в новом кассетном цехе.
При пуске нового кассетного цеха была проведена опытная
формовка кассет с укладкой бетона послойно, с высотой слоя
20—25 см, с вибрацией во время укладки и с повторной вибра-
цией после окончания формовки всей кассеты; при этом приме-
нялся обычный бетон с осадкой конуса 8—10 см.
Повторная вибрация проводилась по следующей программе:
через 30 мин после окончания формовки первая вибрация про-
должалась 30 сек, далее через 20 мин возникла вторая вибра-
ция, продолжавшаяся 90 сек, а на 75-й минуте после окончания
формовки произошла последняя вибрация, продолжавшаяся
120 сек. Тройной цикл повторной вибрации способствует удале-
нию из бетона излишков воды, уплотняет изделие и удаляет по-
мо
павший при заливке воздух. В результате были получены изде-
лия с хорошей поверхностью: 70% поверхностей получались
отличного качества без раковин и пузырьков, а в остальной
партии только в верхней части панелей имелись раковины глу-
биной до 2—3 мм.
Опыт работы Домостроительного комбината № 2 показал,
что при кассетном производстве для улучшения качества изде-
лий, попадающих на конвейер отделки, необходимо провести
следующие мероприятия:
улучшить геометрические размеры форм-отсеков кассетно-
формовочных машин;
улучшить поверхности кассетных листов и покрыть их бето-
ноотталкивающими слоями;
внедрить послойную укладку бетона и повторную вибрацию
после окончания формовки.
Ростокинский завод железобетонных конструкций ДСК-1
выпускает для домов серии К-7 тонкостенные балки-стенки и
ребристые панели междуэтажных перекрытий, изготовляемые
в кассетных установках, а также лестничные марши и площад-
ки (рис. 33).
На заводе разработаны, изготовлены и успешно работают
конвейеры по отделочным работам с использованием механизи-
рованного инструмента и специальных отделочных агрегатов.
В процессе отделки железобетонных изделий происходит за-
полнение известково-песчаным раствором пор, раковин и дру-
гих дефектов, образовавшихся при изготовлении панелей. Этот
раствор удобен для производства работ механизированным спо-
собом. Полученная оштукатуренная поверхность не нуждается
в отделке шпаклевкой под клеевую и масляную окраску
(рис. 34 а).
Для отделки балок-стенок на ДСК-1 работают две конвей-
ерные линии. Отделка панелей производится в вертикальном
положении. Конвейер представляет собой рольганг, на котором
одновременно отделываются шесть панелей. Ритм работы кон-
вейера — пульсирующий, с циклом 25—30 мин. Скорость пере-
движения панелей — 0,5 м/мин. Время отделки одного
изделия — около трех часов. Металлоемкость одной линии кон-
вейера 5 т.
Каждая линия такого отделочного конвейера состоит из
шести постов:
I пост — установка двух панелей и их фиксация относитель-
но друг друга. Очистка производится быстровращающимися
щетками, работающими от пневматического привода.
II и III посты — затирка плоскостей панели. На этих постах
установлены полумеханические затирочные машины для пло-
скостей марки МЗП-1. Затирка панелей производится следу-
ющим образом: на панель наносится раствор при помощи шпак-
левочного агрегата С-562 через бескомпрессорное сопло мало-
111
го диаметра, предложенное инженером треста Киевотд ел строй
Н. И. Стоицким. Процесс затирки происходит за два прохода
затирочными дисками и длится 15—20 мин. Поверхность панели
после отделки чистая и гладкая;
IV пост — затирка колонок и верхнего пояса. Этот процесс
производится вручную.
V пост — сушка панелей горячим воздухом;
VI пост — съем отделанных панелей.
Рис. 34а. Конвейер заводской отделки наружных стеновых панелей
на ДСК^2
При проектировании отделочных конвейеров доводки пане-
лей междуэтажных перекрытий была выбрана усовершенство-
ванная схема тележечного конвейера. Конвейеры тележечного
типа позволяют автоматизировать возврат тележек (рис. 346).
Механизм передвижения состоит из привода с цепью, на которой
установлены два толкателя. Скорость передвижения 0,5 м[мин-,
ритм 25—30 мин.
На втором посту этого конвейера установлены полуавтомати-
ческие машины для затирки плоскостей марки МЗП-2. В машине
марки МЗП-2 перемещение затирочных дисков относительно па-
нели происходит автоматически. Машина обслуживается с пуль-
та управления одним оператором. Пульт управления имеет кно-
почное управление электрической схемы машины, предусматри-
вающей работу в автоматическом режиме и на наладке, а также
крановое управление подачей раствора, воздуха и воды.
112
Процесс затирки производится следующим образом: зати-
рочные диски подводятся в любое крайнее верхнее положение,
после чего оператор, включив механизм вращения дисков и от-
крыв кран подачи раствора, подводит диски к панели. Сила
прижатия дисков определяется по давлению, указанному на ма-
нометре. После этого оператор включает автоматическую схему
работы машины и поворотом крана регулирует величину подачи
Рис. 346. Принципиальная схема автоматического возврата тележек
/ — тележка-спутник; 2 — цепь; 3 — приводная станция; 4 — захваты; 5 — ме-
ханизм установки тележек на конвейер
раствора. После окончания затирки кран подачи раствора за-
крывают, затирочная головка отводится, и машина останавли-
вается.
Время одного цикла затирки на автоматическом режиме
плоскости размером 12,5 м2 около 3,5 мин.
Сравнительные данные ручной и механизированной отделки
приведены в табл. 8.
Таблица 8
Показатели отделки панелей
Показатели Отделка
ручная механизированная
Расход раствора в кг/м* 0,8 1
Выработка на одного рабочего за смену в мг .......... 64 232
Стоимость 1 ла отделочных работ в коп • 0,134 0,033
11J
Отделка панелей на конвейерах кроме увеличения произво-
дительности труда резко сокращает число рабочих и облегчает
их труд.
За последнее время дальнейшее развитие получает метод
изготовления сборных железобетонных конструкций по техноло-
гии НИИАТа, сотрудники которого в творческом содружестве с
инженерами заводов строительной промышленности разраба-
тывают принципиально новую технологию и создали новые кон-
Рис. 35. Прокатные станы БПС-4 на Кунцевском заводе
вейерные линии по производству элементов унифицированного
каркаса, а также изделий для осваиваемых полносборных домов
серии МГ-300.
Изготовление железобетонных конструкций методом вибропро-
ката. Производство железобетонных деталей для жилищного
строительства по новой прогрессивной технологии на вибропро-
катных станах быстро получило в Москве широкое развитие.
Первый опытный стан модели БПС-4 был установлен в
1958 г. в Москве на Калибровском заводе. В течение 1959—
1960 гг. один за другим вошли в строй действующие в настоящее
время 13 прокатных станов, установленные на московских заво-
дах железобетонных изделий (рис. 35 и 36).
На прокатных станах изготовляются детали для перекрытий
жилых домов и совмещенных крыш, объемных трансформатор-
ных подстанций, коллекторов, панели для скатных крыш и др.
Большой опыт работы прокатных станов показал, что в аг-
регате удачно совмещены формовка, прогрев и съем изделий,
114
использован сокращенный тепловой режим, созданы большие
возможности дальнейшей механизации производства сборного
железобетона. В период освоения прокатных станов и выпуска
серийной продукции выполнялись работы по их конструктивно-
му усовершенствованию, подбору более рациональных бетонов
и растворов, разработке новых технологических режимов.
До середины 1961 г. изделия на вибропрокатных станах из-
готовлялись на смесях, состоящих из цемента, песка и воды.
Расход цемента превышал 700 кг/лс3, что вызывало образование
усадочных трещин. Основная причина появления трещин, а так-
же повышенной дефор мативности прокатных часторебристых
панелей — неотработанная технология их изготовления. Иссле-
дования выявили, что цементно-песчаные бетоны имеют пони-
женный модуль упругости и приводят к повышенным против
допустимых изгибным деформациям прокатных изделий.
В результате применения на Востряковском комбинате и за-
воде № 6 в бетоне до 30—40% мелкого щебня расход цемента
снизился до 500—600 кг!м3 и заметно уменьшилось усадочное
трещинообразование. Однако предстоят еще дальнейшие рабо-
ты по улучшению качества прокатных изделий и повышению
степени их заводской готовности на прокатных станах модели
БПС-4.
Продолжая работы по совершенствованию технологии изго-
товления железобетонных изделий методом вибропроката спе-
циальное конструкторское бюро Прокатдеталь под руководст-
вом инженера Н. Я. Козлова создало прокатный стан новой се-
рийной модели БПС-6.
Стан новой модели имеет ряд значительных преимуществ
по сравнению с действующими станами модели БПС-4.
Разрабатывая новую модель для серийного изготовления,
конструкторы и технологи СКБ Прокатдеталь учли опыт эксплу-
атации первой модели стана, который показал, что все основные
технологические принципы изготовления железобетонных конст-
рукций в непрерывном потоке со сверхускоренной тепловой об-
работкой полностью себя оправдывают.
Новый стан, в котором полностью сохраняется основной
принцип работы прокатной машины, конструктивно отличается
от прежней модели. Изменена конструкция формующей ленты
стана. Новые звенья этой ленты более жесткие и прочные и,
следовательно, более долговечны.
Изменена конструкция виброагрегата стана, что обеспечива-
ет надежное интенсивное уплотнение бетонной смеси при повы-
шенных скоростях формования и значительно увеличивает срок
службы вибрационного механизма.
Улучшена конструкция ряда рабочих органов установки:
бетоноукладчика, фрезы, вибрационных заглаживающих реек.
Модернизирован главный привод и введены системы автомати-
ческого контроля и регулирования подачи воды в бетонную
115
Рис. 36а. формуюшая секция прокат стана
Рис. 366. склздироаание прокатных панелей
116
смесь и тепловой обработки бетона. Значительно улучшена тех-
нология сверхускоренной тепловой обработки бетона, для чего
введен специальный механизм—термопригруз. В новой модели
рабочая по»верхность формующей ленты ih тяговые цепи смазы-
ваются автоматически.
Эти усовершенствования обеспечивают устойчивую работу
технологической линии на заданных режимах, значительно по-
вышают качество изготовляемых деталей и увеличивают срок
службы основных агрегатов стана.
Производительность нового стана, по сравнению с действую-
щими, значительно увеличена. Стан модели БПС-6 может за
год выдавать прокатных изделий на 80 тыс. м2 жилой площади.
Все рабочие органы установки позволяют переходить на изго-
товление панелей различной толщины и ширины, не останавли-
вая процесса.
Вибропрокатные конструкции имеют высокую степень завод-
ской готовности; поверхности их не нуждаются в затирке
раствором и полностью пригодны под последующую ок-
раску.
Более совершенный режим термической обработки бетона и
применение крупного заполнителя позволяют уменьшить расход
цемента на 1 м3 бетона до 400 кг, в результате помимо экономии
получается прокатный железобетон высокого качества без уса-
дочных трещин.
В процессе наладки головного образца прокатного стана
новой модели наряду с производством часторебристых скорлуп
освоен выпуск сплошных железобетонных ровных, гладких па-
нелей толщиной 14 см для несущих внутренних и междуэтаж-
ных перекрытий жилых зданий. Освоено производство керамзи-
тобетонных наружных стеновых панелей толщиной 320 мм с
объемным весом 900 кг/м3 при прочности 50—60 кг/см2
(рис. 37).
После создания новой модели прокатного стана появилась
возможность внести изменения в конструкцию узлов и механиз-
мов действующих прокатных станов модели БПС-4. С этой
целью СКБ Прокатдеталь разработало проект такой модерниза-
ции, где используются основные агрегаты новой установки
БПС-6.
После модернизации действующих станов на заводах, где
они установлены, появится возможность улучшить качество и
расширить ассортимент выпускаемых прокатных деталей с ос-
воением изготовления плоских железобетонных панелей. Благо-
даря устойчивой работе всех механизмов модернизированных
станов и дальнейшей автоматизации технологических процессов
значительно улучшатся и технико-экономические показатели
вибропрокатного производства.
Прокатная технология в силу своей универсальности позво-
лит сравнительно быстро и с небольшими затратами организо-
117
вать выпуск различных крупнопанельных конструкций для до-
мов повышенной этажности.
На базе модернизированных станов БПС-4 и новых станов
БПС-6 предполагается организовать массовое изготовление де-
талей для многоэтажного строительства. Только один Востря-
ковский домостроительный комбинат на имеющихся в его рас-
Рис. 37. Стеновая самонесущая керамзитобетонная панель, изготовлен-
ная методом вибропроката
поряжении 8 прокатных станах обеспечит строительство 425 тыс.
м2 жилой площади в год.
С этой целью закончено строительство первого опытного
девятиэтажного крупнопанельного дома из вибропрокатных
элементов, которые изготовлялись на прокатном стане БПС-6
Опытного завода СКВ Прокатдеталь.
Изготовление изделий из бетонных и силикатных смесей мето-
дом силового вибропроката. При полносборном строительстве
особое значение приобретает производство высокопрочных бе-
тонных, железобетонных и других калиброванных элементов с
точным соблюдением проектных размеров, полной заводской
готовностью и максимальной отделкой.
Такие элементы можно получить силовым способом на уни-
версальном профильно-обжимном вибропрокатном стане
(рис. 38а).
Метод силового вибропроката и конструкцию стана разра-
ботали инженеры В. Н. Рябченко и Л. А. Непомнящий.
118
Опытный стан для изготовления изделий методом силового
вибропроката установлен на Краснопресненском комбинате
строительных материалов. На этом стане в экспериментальном
порядке выпущены образцы широкой номенклатуры изделий и
отработана технология их изготовления (см. рис. 386).
Рис. 38а. Силовой вибропрокатный стан
Рис. 386. Технологическая схема изготовления керамзитобетонных изделий
на универсальном профильно-обжимном прокатном стане
/ — вибропресс-форма; 2 — ленточный автоматический дозатор для наружного лицевого
слоя; 3 — шнековое устройство для удаления излишней смеси в местах проемов и для
возврата ее в бункер; 4 — укладка арматурной сетки; 5 — ленточный автоматический
дозатор для керамзитобетонной смеси
Исследования ряда советских и зарубежных ученых и инже-
неров установили, что если бетонную смесь с оптимальным водо-
цементным отношением, не вызывающим перехода ее в пластич-
ное состояние, подвергнуть предварительному вибрированию, а
затем вибрированию, совмещенному с обжатием, то качество
119
бетона резко улучшится. Такое силовое воздействие обеспечи-
вает быстрый рост прочности.
Силовой вибропрокатный стан с рабочим органом в виде виб-
рационных валков и междувалковых устройств (виброплит) со-
здает условия для последовательного вибрирования смеси с на-
растающим давлением. Процесс уплотнения дополняется уст-
ройством нагрева по периметру изделий. -
Универсальный силовой вибропрокатный сган включает: сме-
сительный агрегат с подачей материалов; автоматические весо-
вые дозирующие устройства; формовочно-вибропрокатный агре-
гат, катучие вибропресс-формы; механизмы, регулирующие сте-
пень уплотнения изделий и заданную толщину прокатки; при-
водную станцию и рельсовые пути; транспортно-передающие
устройства; парк поддонов и арматурное хозяйство; тоннель те-
пловой обработки.
Рабочим органом силового вибропрокатного агрегата явля-
ются вибрационные валки и междувалковые устройства, снаб-
женные вибрационными механизмами и расположенные в жест-
кой станине. Этот орган обеспечивает непрерывный процесс
структурообразования и нарастающее уплотнение бетонной
смеси.
При перемещении смеси в катучей вибропресс-форме через
агрегат автоматически включается рабочий орган, формующий
изделия. Снизу смесь подвергается виброустройством катучей
вибропресс-формы направленному вибрированию; сверху — виб-
ровалками и междувалковыми виброплитами; сбоку — продоль-
ной вибробортоснасткой, проходящей внутри стана и по всей
технологической линии.
Технологической особенностью стана является также воз-
можность всестороннего теплового воздействия на формуемое
изделие в самом стане путем нагрева снизу (от поддона с тепло-
носителем), сверху (междувалковыми плитами, имеющими по-
лость для теплоносителя) и с боковых сторон (термополостью
продольной бортовой оснастки).
Формование изделий и придание им необходимого профиля в
стане осуществляется вибрационными валками с надетыми на
них профилирующими кольцами и вибрационными междувалко-
выми плитами.
Конструктивную особенность стана составляет его универ-
сальность. На одном стане могут быть изготовлены различные
конструкции: несущие внутренние и наружные панели стен раз-
личной толщины и длины, плиты перекрытий, керамзитобетон-
ные панели, лестничные марши, площадки и ограждения, бал-
конные плиты и другие элементы.
Метод силового вибропроката проходит в настоящее время
экспериментальную проверку, в процессе которой выявляются
производственные возможности стана и отрабатывается его кон-
струкция.
120
Изготовление керамзитобетонных панелей. В главе I мы ос-
танавливались на принципах выбора конструкций наружных ог-
раждений полносборных жилых домов. Поэтому, не затрагивая
здесь вопросов сравнения
тельстве различных типов
что однослойным керам
зитобетонным наружным
стеновым панелям при-
надлежит большое буду-
щее. Быстрое развитие
производства керамзита,
его хорошие теплозащит-
ные качества при доста-
точной прочности, относи-
тельно невысокая себе-
стоимость производства и
невысокие капиталовло-
жения в предприятия для
производства керамзи-
та — все это создает тех-
нические и экономические
предпосылки для всемер-
ного внедрения керамзи-
тобетонных изделий в
полносборное жилищное
строительство.
Лианозовский, Бескуд-
никовский и другие заво-
ды Главмоспромстройма-
териалов уже сейчас вы-
рабатывают до 1 МЛН. Л13
применяемых в московском строи-
панелей. следует лишь подчеркнуть,
Рис. 39. Сорокаметровая вращающаяся
печь для обжига керамзитового гравия
и холодильник на Лианозовском заводе
кеоямзита в год, а завод
№ 10 и комбинат № 2 вы-
пускают комплектные сте-
новые керамзитобетонные
панели на 600—700 тыс. м2
жилой площади (рис. 39).
В строительстве Москвы крупнопанельные дома с наружны-
ми и внутренними несущими стенами из керамзитобетонных па-
нелей серии 1-515 пока занимают значительное место среди пол-
носборных домов и составляют более 600 тыс. м2 жилой пло-
щади в год.
Керамзитобетонные несущие наружные и внутренние стено-
вые панели изготовляют на заводе железобетонных изделий
№ 10 с 1957 г. и на комбинате железобетонных конструкций
№ 2 с 1959 г. При производстве керамзитобетонных панелей в
качестве крупного заполнителя бетонной смеси применяется ке-
рамзитовый гравий. Процессы приготовления керамзитобетона.
121
формования панелей, разравнивания бетона в формах и загла-
живания поверхностей механизированы.
Несущие панели наружных стен изготовляют толщиной
400 мм при марке керамзитобетона 60 и объемном весе до
1200 кг/м3. Все наружные стеновые панели имеют фасадный
фактурный слой толщиной 30 мм из цементного раствора марки
150.
Рис. 40. Универсальный бетоноукладчик
На заводе № 10 применяется агрегатно-поточная технология.
Панели формуются в металлических формах на виброплощад-
ках. Вибропригрузочные щиты обеспечивают давление 40кг/(ш2.
Это позволяет использовать жесткие керамзитобетонные смеси
и исключает их расслоение. На предприятии разработано специ-
альное оборудование: универсальный бетоноукладчик с тремя
видами перемещений (рис. 40), затирочная машина для получе-
ния ровной поверхности фактурного слоя, комбинированные ви-
бропригрузочные щиты (рис. 41).
На комбинате железобетонных конструкций № 2 производ-
ство несущих стеновых керамзитобетонных панелей организова-
но по конвейерному способу. Комбинат представляет собой круп-
ное механизированное предприятие по производству железобе-
122
тонных и керамзитобетонных деталей для сборного домострое-
ния. Мощность комбината — 270 тыс. м3 изделий в год.
Стеновые панели формуются на крупных конвейерных ваго-
нетках (по два изделия на вагонетке) с применением малопод-
вижных смесей. Вагонетка с двумя формами, заряженными ар-
матурой, и с уложенным нижним фактурным слоем поступает
на вибростол, где формы заполняются керамзитобетонноп сме-
Р.ис. 41. Уплотнение наружных панелей с помощью виброп.ригрузочного
щита
сью. Уплотнение смеси производится одновременно от вибросто-
ла и вибронригрузочных щитов. Затем бетоноукладчик раскла-
дывает верхний растворный фактурный слой, который затирает-
ся с помощью машины.
Для повышения долговечности крупнопанельных домов ука-
занной серии на комбинате № 2 применяется антикоррозийная
защита стальных закладных деталей методом металлизации, при
котором сталь покрывается расплавленной смесью цинка и алю-
миния.
Комбинат железобетонных изделий № 2 одним из первых
предприятий Главмоспромстроймагериалов добился повышения
заводской готовности наружных стеновых керамзитобетонных
панелей для домов серии 1-515. Комбинатом было разработано,
изготовлено и введено в действие технологическое оборудование
горизонтального шагового конвейера для отделки наружных сте-
новых керамзитобетонных панелей, на котором проводятся опе-
рации по отделке и сушке поверхности, а также установка окон-
123
них и дверных остекленных блоков, подоконных досок и обшив-
ка наличниками.
Конвейер оборудован абразивно-шлифовальной машиной для
зачистки фасадной поверхности, тремя кантователями, двумя ус-
тановками для ускоренной сушки инфракрасными лучами за-
тирочного слоя и тремя затирочными машинами ПЗМ-1. На кон-
вейере отделываются панели девяти типоразмеров. Мощность
конвейера при трехсменной работе — 1650 панелей общей пло-
щадью 20 тыс. м2 в месяц, что составляет 4—5 домов с жилой
площадью 10—12,5 тыс. м2.
Конвейер имеет 10 постов (5 вагонеток, на которых распола-
гается по две панели). Передвижение панелей на конвейере
с поста на пост осуществляется следующим образом. После того,
как закончен очередной цикл работ, все панели приподнимают
над вагонетками на 50 мм в горизонтальном положении с помо-
щью двух пневморукавов, уложенных по продольным опорам
конвейера. В эти рукава нагнетается воздух под давлением 6—
7 ат. Когда панели приподняты, вагонетки конвейера возвратным
движением передвигаются на один шаг и панели снова опуска-
ются на вагонетки в рабочее положение.
Временные технологические правила по отделке панелей на
горизонтальном конвейере составлены в соответствии с техниче-
скими условиями Главмоспромстройматериалов, которые предъ-
являют к керамзитобетонным стеновым панелям повышенной
заводской готовности следующие основные требования:
наружные поверхности стеновых панелей должны быть под-
готовлены под окраску водостойкими красками без шпаклевки;
внутренние поверхности наружных стеновых панелей должны
быть подготовлены под клеевую окраску или обои.
Примерное количество рабочих в смену по обслуживанию го-
ризонтального конвейера составляет 15 человек (2 плотника,
4 штукатура, 2 маляра, 1 такелажник, 1 крановщик, 1 электро-
слесарь и 4 подсобных рабочих).
При отделке наружных поверхностей стеновых керамзитобе-
тонных панелей проделываются следующие операции:
вся поверхность панели выравнивается с помощью абразив-
но-шлифовальной машины; при необходимости ремонта отдель-
ных мест панели применяется раствор;
фаски по контуру панели обрабатывают с помощью ручной
обдирочной машинки типа И-54;
наружные откосы затираются сложным раствором, а после
просушки белятся известью;
фасадная поверхность панели грунтуется силикатными крас-
ками светлого тона;
металлический слив устанавливается на бысгротвердеющем
растворе с применением переносных электроэкранных нагрева-
телей, создающих температуру 60—80° С за 20—40 мин.
При отделке внутренних поверхностей керамзитобетонных
стеновых панелей проделываются следующие операции:
124
поверхности под обои и клеевую окраску затираются с отдел-
кой «на сдир» известково-песчаной смесью или сложным раст-
вором с частичной шлифовкой.
внутренние откосы ремонтируются сложным раствором и
после кратковременной просушки шлифуются наждачной бума-
гой;
оконные и балконные остекленные блоки устанавливают с
помощью захвата и поворотного крана укосины. Блок крепится
ершами к деревянным пробкам проема с последующей конопат-
кой антисептированной паклей и обшивкой наличником по пери-
метру блока.
В результате дальнейшего совершенствования технологии на
комбинате разработан проект вертикального конвейера отделки
панелей на катучих траверсах с подъемными площадками и зах-
ватными устройствами для установки остекленных блоков, что
позволяет отделывать панели сразу с двух сторон. Ритм рабо-
ты конвейера — 15 мин.
Освоение и наладка работы двух технологических линий вер-
тикального конвейера на комбинате резко повысит выпуск ком-
плектов стеновых панелей повышенной заводской готовности.
Однако главным в работе комбината является совершенствова-
ние технологии изготовления, исключающее доводочные работы
после формования панелей и их термообработки. Упорные поиски
в этом направлении уже дали ряд положительных результатов.
Значительные трудовые затраты на конвейерах отделки для
подготовки внутренней поверхности панелей под обои или кле-
евую окраску вызывались тем, что применявшаяся на комбинате
смазка форм из смеси машинного и солярового масла, а также
укладываемый обычный жесткий цементный раствор нижнего
фактурного слоя не обеспечивали требуемой по техническим ус-
ловиям гладкой поверхности панелей.
Проведенные на комбинате в течение длительного периода
опыты по применению различных смесей показали большую эф-
фективность смазки на основе эмульсола «ЭКС», состоящего из
95% веретенного масла и 5% высокомолекулярных жирных син-
тетических кислот.
Применение смазки на основе эмульсола улучшило поверх-
ность панелей, но все же значительная часть поверхностей требо-
вала перетирки. Для получения требуемой поверхности панели
были проведены опыты применения новой смазки и различных
составов раствора нижнего фактурного слоя панелей (на комби-
нате панели формуются лицом вверх).
В результате исследований с учетом фактической амплитуды
колебаний вибростолов были выявлены следующие три опти-
мальных состава пластичного раствора нижнего фактурного слоя
по объему:
1) цемент М-400— 1; известковое тесто (50% влажности) —
1; зола—1,5; люберецкий песок—1,5;
125
2) цемент М-400— 1; известковое тесто (50% влажности) —
1; зола — 3;
3) цемент М-400— 1; известковое тесто (50% влажности) —
1; люберецкий песок — 2,5.
Раствор пластичный (осадка конуса Стройцнила 14—16 см).
Объемный вес нижнего фактурного слоя после термообработки
составил 1600 к,г!м\ прочность — 75 кг/см2.
Применение указанных пластичных растворов в сочетании со
смазкой на основе эмульсола «ЭКС» дает хорошую гладкую по-
верхность панелей после термообработки, исключающую какие-
либо доводочные работы.
3. ПРОИЗВОДСТВО ГИПСОВЫХ ПАНЕЛЕЙ
И САНИТАРНО-ТЕХНИЧЕСКИХ КАБИН ПОЛНОЙ ЗАВОДСКОЙ
ГОТОВНОСТИ
Один из важнейших факторов успешного развертывания пол-
носборного строительства — организация массового производ-
ства гипсовых перегородочных панелей и санитарно-технических
кабин.
В 1957 г. был построен Магистральный завод крупнопанель-
ных прокатных перегородок мощностью 800 тыс. м2 продукции
в год, который вместе с другими предприятиями в 1958 г. обеспе-
чил массовое производство прокатных перегородок до 2 млн. м2
в год. Метод проката позволил организовать непрерывный полу-
автоматический процесс изготовления перегородочных панелей
размером на комнату, полностью подготовленных под окраску
или оклейку обоями.
Сырьем для производства гипсобетонных перегородок слу-
жат: гипс варочный Павшинского и Даниловского заводов; пе-
сок горный или речной с влажностью не более 10%; опилки хвой-
ных пород с влажностью не менее 40%.
Дозируемые по объему компоненты подаются в горизонталь-
ную растворомешалку непрерывного действия. Выходящий го
товый гипсобетон поступает на заливку каркасов. Каркас из де-
ревянных брусков и реек обеспечивает прочность панелей при
перевозке и монтаже, а также надежность крепления перегоро-
док к примыкающим конструкциям. В панели с дверными прое-
мами устанавливаются черновые коробки. В верхнем и нижнем
поясах каркаса закрепляются монтажные петли (проволока
0 6 мм).
Основным агрегатом в производстве гипсобетонных прокат-
ных перегородок служит стан конструкции Козлова и Больша-
кова (рис. 42). Стан состоит из приемного стола, собственно про-
катного стана, промежуточного конвейера и опрокидывателя. Де-
ревянные реечные каркасы поступают на прокатный стан и за-
полняются гипсобетоном. Затем отформованные перегородки
126
Рис. 42. Прокатный стан для изготовления гипсобетонных перегородок
Рис. 43. Выход отформованной панели
127
прокатываются между двумя прорезиненными лентами и выда-
ются на промежуточный конвейер, с которого поступают на оп-
рокидыватель (рис. 43). В вертикальном положении перегород-
ки мостовым краном устанавливаются в кассетную вагонетку и
с влажностью 35—37% отправляются на сушку в камеры тон-
Рис. 44а. Санитарно-техническая ка-
бина из плоских вибропрокатных па-
нелей
нельного типа.
Сушильные камеры ском-
понованы в два блока (по пять
камер в каждом), где прохо-
дит прямоточная сушка пане-
лей. Высушенные панели на
вагонетках подаются на склад
и там с помощью мостовых
кранов выгружаются и уста-
навливаются в кассеты.
Для повышения качества
выпускаемой продукции в фор-
мовочном цехе установлены
посты по заделке дефектов от-
формованных панелей. На ста-
не в месте подачи панелей на
промежуточный конвейер уста-
новлен затирочный аппарат.
Отделка нижней поверхности
панелей производится в спе
циально установленных кассе-
тах.
Заводы освоили выпуск во
достойких прокатных панелей для сантехкабин. В состав бетона
для изготовления этих панелей входят гипс, пуццолановый це-
мент, гидравлическая добавка (зола ТЭЦ) и песок.
Большой опыт по технологии производства санигарно-техни-
ческих кабин имеет Калибровский завод крупнопанельных про-
катных перегородок.
Калибровским заводом совместно с лабораторией вяжущих
НИИЖелезобетона была разработана и освоена конструкция
санитарно-технической кабины из тонкостенных прокатных гип-
собетонных панелей на деревянном каркасе. Санитарно-техниче-
ская кабина представляет собой законченный объемный элемент
с вмонтированным инженерным оборудованием. В объем работ
по изготовлению кабин входят прокат тонкостенных панелей,
бетонные, сантехнические, столярные, малярные, изоляционные
и другие работы (рис. 44а).
Тонкостенная прокатная панель для санитарно-технических
кабин двухслойной конструкции. Лицевой слой кабины — дре-
весно-волокнистая плита толщиной 3,5—4 мм; второй слой — во-
достойкий гипсобетон толщиной 27 мм. Общая толщина панели
30—31 мм.
128
Связующим звеном между слоями является деревянный кар-
кас, который приклеивается к древесно-волокнистой плите кле-
ем К-17 и крепится гвоздями. Деревянный каркас для панелей
состоит из обвязочных брусков сечением 27X40 мм, располо-
женных по периметру, и решетки из реек 6X20 мм, расстояние
между которыми в обоих направлениях по осям 200 мм. В об-
вязочных брусках выбирается шпунт глубиной 10—15 мм для
закладки реек решетки.
С внутренней стороны кабина отделана сверхжесткой водо-
стойкой древесно-волокнистой плитой. Конструкция кабин эко-
Рис. 446. Узлы сопряжений санитарно-
технической кабины
/ — обрамляющий брусок стеновых панелей;
2 — кант ПХВ; 3 — сверхжесткая древесно-во-
локнистая плита; 4 — древесно-стружечная пли-
та панели потолка; 5—панель стены санитар-
но-технической кабины
номична и выгодно отли-
чается от других, находя-
щихся в настоящее время
в производстве, кабин по-
вышенными эксплуатаци-
онными качествами и
применением менее де-
фицитных материалов.
Большим преимуществом
при изготовлении таких
кабин является возмож-
ность механизации тех-
нологических процессов
производства и организа-
ции поточно-конвейерно-
го выпуска изделий.
При изготовлении гип-
собетонных кабин приме-
няется более прогрессив-
ная технология сборки, которая отличается от технологии сборки
кабин из асбестоцементных листов.
Если технологией сборки других конструкций кабин преду-
смотрена их отделка после сборки и монтажа оборудования, то
сборку кабин из тонкостенных гипсобетонных панелей можно
производить, имея полностью отделанные плоскости. При этом
создаются условия для механизации сборочных работ, включая
работы по монтажу систем водопровода и канализации. По по-
следней технологии панель поступает в отделку сразу же после
съема ее с прокатного стана, минуя термообработку, так как в
процессе проката сторона панели, обращенная во внутрь кабины,
облицовывается водостойким оргалитом с прокладкой в швы
перхлорвинилового канта (ПХВ).
Вертикальный короб, закрывающий стояки канализационной
и водопроводной систем, изготавливается из двух слоев древес-
но-волокнистых плит, склеенных клеем К-17. При монтаже коро-
ба в угловых соединениях прокладывается кант ПХВ. Кант ПХВ
прокладывается также в местах соединения стен с потолком
(рис. 446).
9—1458
129
Водостойкие древесно-волокнистые плиты можно заменить
такими же плитами, но покрытыми лаком «Инсулак». Выпуск
плит, обработанных лаком «Инсулак», освоен на ДОКе № 4
Главмоспромстройматериалов.
Стоимость плиты, обработанной лаком «Инсулак», несколько
выше стоимости водостойкой древесно-волокнистой плиты, но со-
кращение трудоемкости отделочных работ и расхода красителей
компенсирует эту разницу. Например, трудоемкость окраски
санитарно-технической кабины, отделанной оргалитом, состав-
ляет 7,8 чел.-ч, а трудоемкость отделочных работ кабин, изготов-
ленных из плит «Инсулак», сокращается на 6 чел.-ч.
Калибровский завод полностью перешел на выпуск кабин из
прокатных гипсобетонных панелей и в 1962 г. снял с производ-
ства кабины из асбоцементных листов на металлическом кар-
касе.
Следует привести несколько важных показателей, характе-
ризующих экономическую выгодность конструкций кабин из
прокатных гипсобетонных панелей:
на каждой кабине из прокатных гипсобетонных панелей эко-
номится, по сравнению с кабиной из асбоцементных листов,
ПО—130 кг мелкосортного металлопроката (в зависимости от
типа кабин);
дефицитные асбоцементные плиты заменены на более эконо-
мичный стеновой материал на основе гипса;
трудоемкость при изготовлении кабин сокращается; затраты
труда на изготовление одной раздельной кабины (по нормам Ка-
либровского завода) из асбоцементных листов составляют
48,7 ч, а из гипсобетонных панелей — 37,5 ч.
Процесс изготовления кабин из гипсобетонных прокатных па-
нелей сокращается на 12,8 чел.-ч, затрачиваемых ранее на об-
шивку асбоцементных кабин с наружной стороны после их уста-
новки на строительстве.
Стоимость кабин (отпускная цена) значительно снижается,
что видно из данных табл. 9.
Стоимость кабин разных типов
Таблица 9
Конструкция кабины Стоимость В руб.
асбоцементиая гипсобетонная
Раздельная кабина 350 300
Совмещенная кабина 300 268,5
130
4. СПЕЦИАЛИЗАЦИЯ ПРЕДПРИЯТИЙ
ДЕРЕВООБРАБАТЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ
И ПОВЫШЕНИЕ УРОВНЯ ОТДЕЛКИ СТОЛЯРНЫХ ИЗДЕЛИЙ
До 1954 г. в Москве насчитывалось более 60 деревообраба-
тывающих предприятий, изготовлявших столярные изделия полу-
кустарными способами.
Использование оборудования в связи с отсутствием должной
кооперации составляло по лесопилению 35—40%, сушильному
хозяйству 8% и выпуску изделий 60%. После укрупнения в
1954—1958 гг. эти предприятия были объединены в 18 деревооб-
рабатывающих комбинатов, что позволило без расширения об-
щей производственной площади значительно увеличить выпуск
столярных изделий.
Специализация комбинатов на массовом изготовлении сто-
лярных изделий по ограниченной номенклатуре позволила осу-
ществить переход их на поточную технологию с высокомеханизи-
рованными линиями.
Основной продукцией деревообрабатывающих комбинатов
Главмоспромстройматериалов являются оконные блоки, щито-
вые двери, погонажные и другие столярные изделия. Значитель-
ная часть изделий выпускается облегченной конструкции с ок-
лейкой шпоном твердолиственных пород; с отделкой имитацией
некоторых изделий под ценные породы древесины. Мощность
деревообрабатывающих комбинатов позволяет выпускать около
2,5 млн. м2 столярных изделий.
На предприятиях деревообрабатывающей промышленности
освоено производство новых изделий и материалов на базе ис-
пользования отходов и низкосортной древесины.
Только за 1960—1961 гг. построены и введены в эксплуата-
цию цехи клееной фанеры мощностью 12 тыс. м3 в год, древесно-
стружечных плит годовой производительностью 30 тыс. м3 и дре-
весно-волокнистых плит мощностью 5 млн. м2 в год, паркетной
доски годовой производительностью 720 тыс. м2.
На предприятиях широко внедряется новая технология с по-
луавтоматическими и автоматическими линиями. Для улучшения
качества выпускаемых изделий и повышения степени заводской
готовности механизируются лесопильные цехи, реконструируют-
ся сушильные хозяйства, расширяются отделочные цехи, в том
числе малярные. Проведена работа по дальнейшему развитию
и специализации деревообрабатывающей промышленности Мо-
сквы с охватом в ней лесопильного и перевалочного хозяйства,
а также переработки древесных отходов.
В жилищном строительстве Москвы расходуется огромное ко-
личество изделий из древесины: оконных и дверных блоков,
полового бруса, паркетных досок и погонажных изделий.
9*
131
О необходимости совершенствования технологии производ-
ства изделий из древесины и их заводской отделки можно судить
по тому, что стоимость столярных изделий в крупнопанельном
строительстве составляет до 15% стоимости здания.
Большая работа за последние годы проведена на деревооб-
рабатывающих и мебельных предприятиях по механизации и ав-
томатизации производства. В результате внедрения этих меро-
приятий уже значительная часть столярных изделий поступает
на строительство полносборных домов с повышенным качеством
и заводской готовностью.
На деревообрабатывающих комбинатах (ДОКах) № 3, 4, 6
и 7 введены в эксплуатацию автоматизированные малярные це-
хи (рис. 45) и цехи по выпуску дверных фанерованных блоков
щитовой конструкции, паркетных досок, оконных блоков повы-
шенной заводской готовности, а во многих случаях полной готов-
ности, не требующих отделки на стройплощадках.
Отделка столярных изделий на деревообрабатывающих ком-
бинатах ведется несколькими способами.
Отделка дверных фанерованных блоков и паркетных досок
лаконамазывающей машиной. На комбинате № 6 смонтирована
автоматическая линия по лакировке щитовых фанерованных
дверей, а на комбинате № 13 — линия по лакированию паркет-
ных досок.
Отделка дверей осуществляется следующим образом. При
помощи специального устройства двери складываются на пода-
ющий стол нагревательной печи, в которой они нагреваются ин-
фракрасными лучами при температуре 410° С. За 64 сек, темпе-
ратура на поверхности двери достигает 105° С. После этого дверь
передвигается к лаконамазывающей машине, которая наносит
грунтовку с двух сторон. Затем за 40 сек дверь высушивается в
сушильном канале и шлифуется на первом щеточно-шлифоваль-
ном станке. Далее дверь при помощи специального устройства
поворачивается и другая ее сторона шлифуется на втором ще-
точно-шлифовальном станке.
Отшлифованная дверь вторично нагревается во второй нагре-
вательной печи при температуре 320° С в течение 32 сек и посту-
пает на следующую лаконамазывающую машину. Затем дверь
закладывается на 60 сек в сушильный канал. Расход лака на
первой лаконамазывающей машине составляет 45 гДи2, а на вто-
рой — 60 г/ж2. Дверь по автоматической линии движется со ско-
ростью 3,75 м/мин. На продольные кромки дверей лак наносится
пистолетами-распылителями. Паркетные доски на автоматиче-
скую линию подают по четыре штуки, и таким образом достига-
ется полное использование рабочей ширины лаконамазывающей
машины. Лак в данном случае наносится только с лицевой сто-
роны доски.
Лаконамазывающая машина работает по принципу станков
для нанесения клея. Лак поступает на два вращающихся нав-
132
Рис. 45. Окраска оконных блоков в автоматизированном малярном цехе
133
стречу друг другу валика. Имеющиеся в машине Две пары таких
валиков позволяют наносить лак сразу на обе стороны обраба-
тываемого изделия. Если требуется нанести лак только на одну
сторону, одна пара валиков отключается. В каждой паре один
валик (рабочий, т. е. наносящий лак) покрыт рифленой резиной,
другой (дозировочный) покрыт металлом и регулирует количе-
ство наносимого лака.
Отделка оконных и дверных блоков. Основные процессы
отделки и окраски столярных изделий выполняются в механизи-
рованных и рационально размещенных малярных цехах. Напри-
мер, малярный цех в ДОКе № 3 размещен на двух этажах; пло-
щадь каждого из них 3 тыс. jw2; на каждом этаже смонтированы
два подвесных цепных транспортера.
Обрабатываемый оконный или дверной блок устанавливает-
ся на люльку непрерывно движущегося конвейера. По пути дви-
жения блока на определенных постах его покрывают олифой,
шпаклюют, грунтуют и по операциям окрашивают, подвергая за-
тем искусственной сушке в камерах.
С введением в эксплуатацию нового малярно-отцелочного це-
ха на комбинате оконные и дверные блоки стали окрашивать го-
товой масляной краской. Это повысило качество блоков и способ-
ствовало росту производительности труда.
Имитационная отделка щитовых дверных блоков текстурной
бумагой. Начиная с 1959 г. деревообрабатывающие комбинаты
начали применять имитационную отделку дверей под ореховое
или красное дерево (для этих целей на ДОКе № 3 организован
специальный цех для печатания текстурной бумаги).
Технология отделки дверей имитацией следующая: на глад-
кую поверхность древесно-волокнистой плиты наклеивают лист
бумаги, на котором напечатан рисунок, воспроизводящий тексту-
ру натуральной древесины ценных пород. Между древесно-во-
локнистой плитой, прокладочной бумагой и текстурной бумагой
для их склеивания наносится бакелитовая пленка на водной или
спиртовой основе. Такой же пленкой накрывают текстурную бу-
магу сверху. Пленки необходимы для получения прочной и бле-
стящей поверхности изделия.
На собранный таким образом пакет укладывают стальную
полированную накладку с зеркальной поверхностью. Пакет вме-
сте с накладкой запрессовывается в горячем прессе. Под дейст-
вием высокой температуры пленка плавится, а затем затвердева-
ет. Благодаря применению стальных накладок, а также высокому
удельному давлению при прессовании, на изделии получается
полированная с красивой текстурой поверхность, обладающая
высокой твердостью и стойкостью.
Деревообрабатывающей промышленностью Москвы, изготов-
ляющей изделия для полносборного домостроения, проводятся
дальнейшие мероприятия, обеспечивающие повышение качест-
венно нового уровня работы:
134
1) столярные изделия во все возрастающих количествах вы-
пускают полной заводской готовности. Они оснащены скобяны-
ми изделиями, фурнитурой, уплотняющим шнуром и другими
деталями;
2) деревообрабатывающее оборудование, не отвечающее сов-
ременным требованиям, заменяют более совершенным с высоки-
ми скоростями обработки. Внедряются новые процессы нанесе-
ния лакокрасочных материалов методом налива и в поле токов
высокого напряжения;
3) намечено осуществить интенсификацию процессов сушки
лакокрасочных покрытий за счет применения терморадиацион-
ных сушильных установок; монтируются дополнительные поточ-
ные автоматизированные технологические линии для выпуска
оконных и дверных блоков высокого качества.
5. ПРОИЗВОДСТВО НОВЫХ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ
И ИЗДЕЛИИ ДЛЯ ПОЛНОСБОРНОГО СТРОИТЕЛЬСТВА
Развитие полносборного строительства в Москве потребовало
организации производства новых отделочных материалов на ба-
зе синтетических смол.
Мытищинский комбинат синтетических материалов и изде-
лий Главмоспромстройматериалов — один из первенцев промыш-
ленности строительных материалов и деталей из пластмасс. Ком-
Рис. 46. Изготовление линолеума на Мытищинском заводе синтети
ческих изделий
135
бинат выпускает новые отделочные материалы, в том числе: пли-
точные изделия, поливинилхлоридный линолеум на тканевой ос-
нове и безосновный (рис. 46).
Линолеум на тканевой основе изготавливается в виде полот-
нищ шириной 1,6 м, длиной не менее 12 м и толщиной 2 и 2,5 мм,
а также в виде дорожек шириной 0,75—1,6 м. Линолеум выпу-
скается коричневого, желтого, зеленого и других цветов.
Линолеум безосновный
(ТУ № 74—62 ГМПСМ) из-
готовляется в виде полотнищ
шириной 1 — 1,6 х, длиной не
менее 12 м и толщиной 1,2—
2 мм, а также в виде доро-
жек шириной 0,8—1 м.
Плитки поливинилхло-
ридные для полов (ТУ
№ 96—62, ГМПСМ) вы-
пускают различных типо-
размеров и цветов (красный,
черный, белый и др.), глад-
ких и мраморовидных рисун-
ков со следующими, показа-
телями. Толщина плиток 2,
2,5 и 3 мм, водопоглощение
не выше 3%, а потеря в ве-
се при истирании 0,06 г/см2.
Погонажные изделия
(плинтусы, карнизы, рас-
кладки и т. п.) изготовляют
на Мытищинском комбинате
Рис. 47а. Укладка плит из полисти- из ПЗСТООбразуЮЩеЙ ПОЛИ-
рольного пенопласта винилхлоридной смолы, пла-
стификатора (дибутилфто-
лата), наполнителя (талька) и различных цветов красителя.
На комбинате выпускают стеклопластик листовой гладкий и
волнистый — красного, желтого и других цветов, размером
1900X850 мм и толщиной от 1,5 до 2,5 мм. Удельный вес его
1,1—1,6 г/см3, водопоглощение не более 1%, предел прочности
на изгиб — не менее 1000 кг/см2, объемный вес 1,6—2,2 г/см3,
морозоустойчивость — 60°, теплостойкость 80°.
С 1961 г. комбинат на базе отечественных полиэфирных смол
(ПН-1, ПН-2) ежегодно контактным методом выпускает сотни
тысяч квадратных метров стеклошифера.
На комбинате освоен также выпуск труб из стеклопластиков.
Эти трубы обладают рядом преимуществ по сравнению с метал-
лическими трубами: абсолютной противокоррозийной устойчи-
востью, высокой удельной ударной вязкостью, дешевизной и лег-
костью (в 4—5 раз) по сравнению со стальными трубами.
136
Планом дальнейшего развития комбината предусмотрено до-
вести выпуск к 1970 г. полистирольного пенопласта (рис. 47а и
476) до 100 тыс. м3, плоского и рифленого стеклопластика до
1 млн. At2, бумажно-слоистых пластиков до 500 т. намного увели-
чить выпуск скобяных изделий и фурнитуры, а также труб и дру-
гих профильных изделий, получаемых из стеклопластиков мето-
дом протяжки.
1— воздуходувка: 2 — воронка для загрузки пенополистирола; 3 — воздухо-
провод; 4 — циклон-бункер для пенополистирола; 5 — установка для предва-
рительного вспенивания; 6 — бункер для предварительного вспенивания по-
листирола; 7 — формы под загрузкой; 8 — автоклав; 9 — охлаждающиеся
формы; 10 — готовый пенопласт
Сухие смеси
В полносборном строительстве Москвы получили широкое
применение для отделочных работ различные сухие смеси.
Сухие смеси для штукатурных работ. Применяемые на
стройках товарные растворы требуется доставлять к началу ра-
бочего дня одновременно на большое количество объектов.
Растворы при перевозке расслаиваются и на постройках их
приходится вновь перемешивать до однородного состояния. Ча-
сто на стройках товарные растворы подвергают «доводке», в них
иногда вводится добавка цемента для повышения прочности,
извести или глины для пластичности, а в отдельных случаях,
когда требуется отощение раствора, вводится песок.
Очень трудно привезти товарный раствор на площадку в
точно требующемся на один день количестве. Раствор обычно
завозят с некоторым запасом. Этот запас не всегда удается ис-
пользовать в течение дня, в результате его выливают.
10—1458 137
В условиях полносборного строительства, когда товарный ра-
створ расходуется небольшими дозами, применение его нецеле-
сообразно. Более правильно готовить на заводах сухие смеси,
привозить их на стройку в крафт-мешках и, по мере необходимо-
сти затворять смеси водой.
С 1961 г. в общестроительных трестах и домостроительных
комбинатах Главмосстроя сухие смеси нашли широкое примене-
ние для затирки и накрывки поверхностей. В настоящее время
сухими смесями пользуются для этих же целей и на заводах же-
лезобетонных конструкций Главмоспромстройматериалов.
Сухие смеси для накрывочного раствора и затирки поверх-
ности выпускаются Люберецким заводом силикатного кирпича
Главмоспромстройматериалов. Завод выпускает два вида сме-
сей: для затирки — из молотой извести-кипелки, молотого изве-
стняка и люберецкого песка по объему в соотношении 1:1:1;
для накрывочного слоя — из тех же компонентов, но в соотно-
шении 1:1:2.
Сухая смесь поступает на стройки в крафт-мешках весом
40 кг. Хранение ее допускается в сухих помещениях в течение 7—
10 дней. Затворение смеси производится водой в количестве 16—
17 л на 1 мешок, с тщательным перемешиванием в течение 10—
15 мин. Приготовленный раствор перед употреблением выдержи-
вается в течение 30—40 мин.
Сухие смеси для малярных работ. Развитие полносборного
домостроения и выпуск панелей стен с высокой степенью завод-
ской готовности показали целесообразность применения (наря-
ду с оклейкой обоями) клеевой окраски. Стоимость клеевой ок-
раски и затраты труда ниже, чем при оклейке обоями, при этом
экономится большое количество бумаги и муки (крахмала).
НИИМосстрой разработал рецептуру и способы приготовле-
ния грунтовок, шпаклевок и колеров для клеевой окраски в виде
сухих смесей-порошков, требующих лишь затворения их на
стройках водой до рабочей консистенции. Изготовлять смеси
стало возможным на высокопроизводительном стационарном
оборудовании, что снижает стоимость и повышает качество ма-
лярных работ. Выпуск сухих смесей полностью освободил от пе-
ревозки автотранспортом воды для грунтовок и шпаклевок, поз-
волил заготавливать смеси впрок и завозить их на стройки в не-
обходимом количестве.
Обеспечение объектов Главмосстроя готовыми отделочными
полуфабрикатами производится по системе централизованных
поставок уже в течение ряда лет. Опыт полностью подтвердил
целесообразность такого порядка для производства малярных
работ. Введение этой прогрессивной системы имело большое зна-
чение в упорядочении и улучшении материального снабжения
строек.
В настоящее время на стройках Москвы внедряются новые,
более совершенные формы обеспечения и комплектации объек-
138
tqbl разнообразными материалами и изделиями для отделочных
рабрт, По некоторым видам отделочных работ поставка требу-
емых материалов осуществляется в контейнерах или специаль-
но^ таре и в количествах, строго отвечающих заданному объему
работ. ।
Например, централизованный раскрой обоев и доставка на
стройки комплектов обоев на каждую отдельную квартиру поз-
волили намного сократить расход материалов и трудовых затрат
(расход обоев сокращается на 6%, а переход на этот метод вы-
свобождает много маляров для использования их на другой ра-
боте) .
6. ПУТИ ПОВЫШЕНИЯ КАЧЕСТВА И СТЕПЕНИ
ЗАВОДСКОЙ ГОТОВНОСТИ СБОРНЫХ ДЕТАЛЕЙ
Качество изделий заводского изготовления — понятие общее
и многогранное. Оно включает:
соответствие конструкций или деталей техническим услови-
ям, заложенным в проекте дома: прочности^ жесткости, теплоза-
щитным, гидроизоляционным свойствам и др,;
соблюдение определенных геометрических форм и заданной
степени точности размеров сборных элементов; .<
характеристику состояния лицевых поверхностей изделий с
учетом сведения к минимуму отделочных работ на объектах
строительства, причем степень качества изделий зависит от, с ret
пени их заводской готовности.
Последнее понятие, включая отделку на заводах лицевых
поверхностей деталей, предусматривает также максимально#
укрупнение изделия (панели перекрытий на комнату, стеновые
панели размером на две комнаты и т.п.) и предельную комп-
лектность (стеновые панели с остекленными и окрашенными
оконными блоками, со сливом и подоконниками и др.).
Повышение качества изделий во многом зависит от довышег
ниц их заводской готовности и, наоборот, повышение степени
заводской готовности немыслимо без коренного улучшения ка-
чества изготовления изделий. Решение этих задач знаменуем
собой новый этап последовательного развития промышленности
строительных материалов и деталей, отвечающего требованиям
индустриального строительства.
Практика и анализ работы предприятий строительной индут
стрии установили, что:
степень заводской готовности не является понятием стабиль-
ным. Она должна определяться на каждом отрезке времени с
учетом достигнутой технической оснащенности заводов-изгото-
вителей, транспортных средств и условий монтажа;
только та степень заводской готовности, при которой дости-
гается суммарная экономия трудозатрат на предприятии, на,
транспорте и на строительстве, может и должна быть признана
целесообразной. Простой перенос трудозатрат со стройки нд
10* 139
завод, если он в перспективе не сулит повышения производи-
тельности труда за счет более высокой формы организации про-
изводства, не может считаться эффективным;
повышение степени заводской готовности не должно вызы-
вать удорожания стоимости строительства.
В числе технических мероприятий, направленных на повыше-
ние качества изделий, следует широко внедрять в производство
пластичные бетоны для формования железобетонных изделий
с целью получения гладких лицевых поверхностей; мягкие ре-
жимы тепловой обработки бетонов с целью улучшения их
свойств; новые методы изготовления изделий, устраняющие об-
разование неровностей на поверхностях деталей.
При проектировании новых технологических линий изготов-
ления конструкций и деталей следует добиться возможности
собирать элементы без дополнительной подгонки, т. е. обеспе-
чить взаимозаменяемость, что очень важно для крупнопанельно-
го домостроения.
Повышение качества сборных деталей, в первую очередь
снижение допусков в размерах изделий, в основном зависит от
парка металлических форм. Значительная часть их требует за-
мены не только в связи с выпуском новых изделий, но и в связи
с повышением требований к качеству и степени заводской готов-
ности. Чтобы удовлетворить таким требованиям, формы должны
быть более жесткими с тщательно обработанными формовочны-
ми плоскостями. Этого можно достичь применением литых
строганых форм, форм с винтовыми запорами, герметизирующих
прокладок в соединениях и т. п.
Предприятиям промышленности строительной индустрии в
1964—1965 гг. предстоит решить ряд важных задач по произ-
водству материалов, деталей и конструкций для строек Москвы,
комплектации объектов строительства, повышению качества и
заводском готовности изделий.
В разработанном плане развития и внедрения новой техники
на предприятиях Главмоспромстройматериалов основными за-
дачами являются:
организация выпуска более прогрессивных конструкций,
изделий и материалов для массового строительства новых типов
жилых домов, в том числе панельных и каркасно-панельных
повышенной этажности (9, 16 и более этажей), а также для
строительства зданий культурно-бытового назначения, промыш-
ленных и инженерных сооружений индустриальными методами
из сборных элементов;
значительное повышение степени заводской готовности и
качества деталей заводского изготовления; резкое расширение
производства новых строительных материалов, и в первую оче-
редь, из синтетического сырья, стекла и тонкой керамики;
выполнение установленного плана повышения производи-
тельности труда на предприятиях.
Глава III
ПРАКТИКА СТРОИТЕЛЬСТВА ПОЛНОСБОРНЫХ
ЖИЛЫХ ЗДАНИИ В МОСКВЕ НА ОПЫТЕ РАБОТЫ
ГЛАВМОССТРОЯ
1. ПЕРЕСТРОЙКА СТРОИТЕЛЬНОГО ДЕЛА В МОСКВЕ
До 1954 г. жилищное и культурно-бытовое строительство
в Москве осуществляли большое количество строительно-мон-
тажных организаций, находившихся в ведении 44 различных
министерств и ведомств. Распыление средств по многочисленным
объектам приводило к неудовлетворительному использованию
рабочих кадров, механизмов, транспорта и других материально-
технических ресурсов.
Разрозненность строительных организаций мешала широко-
му распространению передового опыта, ограничивала маневри-
рование механизмами, рабочей силой и другими ресурсами.
Создался разнобой в приемах и методах производства строи-
тельных и отделочных работ, способов транспортирования ма-
териалов. Парк строительных машин использовался неудовле-
творительно.
Использование чрезмерного количества проектов индивиду-
альной разработки, фактическое отсутствие типовых проектов,
а также унифицированных каталогов на детали вызывали огром-
ные излишества в проектировании и строительстве, затрудняли
деятельность предприятий строительных деталей и препятство-
вали улучшению качественных показателей строительства.
Огранизация Главмосстроя создала условия для ликвидации
распыленности материально-технических ресурсов и способство-
вала широкому развитию жилищного и гражданского строитель-
ства. За первые четыре года деятельности Главмосстроя ликви-
дировано 396 организаций, что сократило численность админи-
стративно-управленческих работников более чем на 3500 единиц
при увеличении общего объема работ за этот период времени на
98%. Ежегодный ввод Главмосстроем в эксплуатацию жилой
площади увеличился в три раза.
Организационная перестройка всей системы московского
строительства, выявив значительные резервы, создала реальную
141
• • >• г
возможность осуществления единой технической политики в за-
стройке города Москвы и подвела прочную базу для выполне-
ния и перевыполнения плана семилетки.
Для обеспечения выполнения планов и заданий Главмосстро-
ем ежегодно разрабатывались комплексные и конкретные орга-
низационно-технические мероприятия, направленные на разви-
тие индустриальных методов строительства, всемерное внедре-
ние комплексной механизации, снижение стоимости работ, повы-
шение производительности труда и улучшение качества строи-
тельства.
При образовании Главмосстроя в его состав были включены
53 строительно-монтажных треста, 255 управлений и более
600 различных производственных организаций. Они имели
109 тыс. рабочих, 15,6 тыс. инженерно-технических работников и
4,2 тыс. служащих. Коренная реорганизация строительного дела
не отразилась Отрицательно на выполнении годовых планов
строительства Москвы. Наоборот, с самого начала перестройки
на ходу вскрывались неиспользованные резервы, упрощалась
структура управления, улучшалось обеспечение строек всеми ре-
сурсами.
Вместо большого количества самостоятельных строительных
организаций Главмосстрой образовал пять общестроительных
территориальных управлений, закрепив за ними определенные
районы застройки. В этих управлениях было сосредоточено
39 укрупненных общестроительных трестов, что позволило
уменьшить количество подсобно-вспомогательных рабочих на
6 тыс. человек.
Из 40 контор и баз механизации были созданы 5 трестов Мос-
строймеханизация и специализированные предприятия по цен-
трализованному ремонту машин, изготовлению строительного
инвентаря и оборудования. При этом оказалось возможным за
счет ликвидации мелких мастерских высвободить около 1000 ква-
лифицированных работников для других участков производства.
Существовавшие 50 разрозненных автохозяйств Главмос-
строя, поступивших от различных организаций, были переданы
Главмосавтотрансу, который взял на себя перевозки материа-
лов, изделий и других грузов для строек. Централизация перево-
зок и укрупнение транспортных хозяйств высвободили более
500 непроизводительно использовавшихся автомашин, содержа-
ние и эксплуатация которых ежегодно обходились около 3,5 млн.
рублей (в новых ценах).
Для упрощения организационной структуры и сокращения
Промежуточных звеньев Главмосстрой в 1957 г. ликвидировал
территориальные управления, приняв непосредственно на себя
руководство трестами.
Одновременно было вновь проведено укрупнение строитель-
ных трестов и входящих в их состав строительных управлений.
Структура управления значительно упростилась, были ликвиди-
142
рованы промежуточные звенья на пути к строительным площад-
кам.
Правильная организационная структура, выявление и исполь-
зование резервов производства, подъем творческой активности
рабочих ИТР и служащих позволили Главмосстрою увеличить
с 1954 по 1959 г. объем строительно-монтажных работ почти в
два с половиной раза (с 182 млн. руб. до 554 млн. руб.) при
увеличении количества рабочих всего лишь на 14%.
Наряду с укрупнением строительных организаций Главмос-
строй последовательно осуществлял их специализацию по основ-
ным видам строительно-монтажных и специализированных работ.
Уже первый опыт работы показал, что в специализированных
организациях рабочие повышают свою квалификацию, у них
растет производительность труда, а следовательно, и зарабо-
ток. Специализация способствовала совершенствованию техники
выполнения работ, применению наиболее высокопроизводитель-
ных механизмов; она позволила сократить сроки производства
работ, улучшить качество и снизить стоимость строительства
Специализированные организации стали лучше маневрировать
материально-техническими ресурсами и полнее использовать ра-
бочие кадры.
Значительный рост объема строительства, повышение уров-
ня индустриализации, повсеместное применение типовых проек-
тов, ускорение ввода в эксплуатацию строящихся объектов, тре-
бования по повышению качества строительства — все это спо-
собствовало расширению специализации и новым изменениям
в структуре управления строительством, что было последова-
тельно (в течение 1962 и 1963 г.) проведено Главмосстроем.
В результате новой перестройки в настоящее время Главмос-
строй в своем составе имеет управления, которые самостоятель-
но и комплексно руководят основными видами строительства:
два управления по жилищному строительству, управление по
промышленному строительству и управление по культурно-бы-
товому строительству. В состав Главмосстроя входит также
управление, которое руководит застройкой города Зелено-
града.
За каждым управлением закреплены группы общестроитель-
ных трестов, а также тресты по специальным работам: фунда-
ментостроения, подземных и дорожных работ, механизации, от-
делочных, сантехнических, электромонтажных и других работ.
Создание в Главмосстрое управлений по основным видам
строительства значительно улучшило общую организационную
направленность, позволило в большей мере сосредоточить вни-
мание на решении основных задач строительства, внедрять тех-
нику на более высоком уровне и повысить ответственность за
выполнение заданий.
Перестройка позволила также улучшить работу центрально-
го аппарата Главмосстроя, его функциональных управлений и
143
отделов и более оперативно решать важнейшие вопросы строи-
тельства, как планирование, развитие технического и экономиче-
ского прогресса на текущий отрезок времени и на перспективу.
В 1964 г. Главмосстрою исполнилось 10 лет. Огромный опыт,
накопленный за это время, свидетельствует о бесспорных преи-
муществах укрупнения и специализации.
За 10 лет Главмосстрой сдал в эксплуатацию 17,1 млн. м2
жилой площади, 399 школьных зданий, больницы на 21 тыс.
коек, детских учреждений на 98 тыс. мест, а также много объ-
ектов культурно-бытового и промышленного значения.
В 1954 г., в первый год организации Главмосстроя, было
сдано в эксплуатацию 550 тыс. м2 жилой площади, а в 1963 г.—
2616 тыс. м2, т. е. в 4,7 раза больше. Если в 1954 г. строительные
организации имели убыток в 5,3% против сметы, то за дальней-
ший период себестоимость строительно-монтажных работ сниже-
на против сметы на 4,4%.
Среднегодовая выработка на строительно-монтажных рабо-
тах на одного работающего (в новом масштабе цен) составила:
в 1954 г. — 2435 руб.; в 1963 г. — 5222 руб.
За 10 лет производительность труда рабочих увеличилась
в 2,3 раза, средняя заработная плата — в 1,5 раза. Это дало воз-
можность Главмосстрою, почти не повышая общую численность
рабочих, ежегодно увеличивать объем выполняемых строитель-
но-монтажных работ, который в 1963 г. по сравнению с 1954 г.
увеличился в 2,6 раза, что видно из табл. 10.
Таблица 10
Показатели выполнения плана в 1954—1963 гг.
Показатели Год
1954 1955 1956 1957 1958 1959 1960 1961 1962 1963
Объем строительно-мон- тажных работ в млн. руб. 279 353 405 517 562 594 645 636 672 740
Общее количество рабо- чих в тыс. чел. 114 124 125 138 137 131 132 128 123 119
Количество рабочих на 1 млн. руб.строительно-мон- тажных работ 410 352 310 267 244 220 204 201 183 161
Систематическое совершенствование руководства строитель-
ством, повышение уровня индустриализации полносборного до-
мостроения (с 5% в 1954 г. до 80% в 1963 г.), специализация и
внедрение передовых методов производства способствовали
улучшению всей деятельности Главмосстроя, снижению стоимо-
сти и сокращению сроков возведения жилых домов.
В последние годы Главмосстрой проделал значительную ра-
боту по созданию и внедрению новой эффективной системы опе-
ративного планирования, организации и управлению строитель-
ством, основанной на применении электронной вычислительной
техники и современных средств связи.
144
Первым шагом в этом направлении было детальное исследо-
вание всех сторон строительного производства для определения
областей, где электронная техника и математические методы
могут применяться с наибольшим эффектом.
Эти работы позволили перейти к широкому эксперименту с
использованием вычислительных машин в планировании строи-
тельства, расчету потребности рабочих и строительных деталей,
определению оптимальных планов перевозок строительных гру-
зов.
По графикам, составленным машинным способом, уже смон-
тировано непосредственно с транспортных средств свыше
1 млн. м2 жилой площади, что дало экономию около 3 млн. руб-
лей.
Оптимальные планы перемещения грунта от экскавации и
закрепление растворных узлов за районами застройки позволили
снизить объемы перевозок более чем на 10 млн. тонно-километ-
ров в год. Как показали расчеты, перевозка грузов по оптималь-
ным планам дает снижение стоимости перевозок не менее чем
на 12—15%.
В порядке экспериментов на электронной машине «Урал-4»
были изучены методы планирования строительства и проекти-
рования технологии производства работ.
В настоящее время закладываются основы централизованно-
го управления строительной индустрией Москвы с помощью ука-
занной техники. Для этого выполнен проект электронной управ-
ляющей машины, проектируются связь, датчики, диспетчерская
аппаратура.
Централизованная диспетчерская система управления долж-
на объединить и координировать работу 120 промышленных
предприятий и 60—80 баз снабжения, около 1 тыс. одновремен-
но строящихся объектов, 4 тыс. тяжелых строительных машин и
механизмов, более 10 тыс. автомобилей, перевозящих грузы.
Подсчитано, что централизованное управление строительством,
промышленностью строительных материалов и деталей, а также
транспортом снизит издержки производства минимум на 5—6%.
2. РАЦИОНАЛЬНЫЕ МЕТОДЫ ЗАСТРОЙКИ ТЕРРИТОРИЙ
Концентрация жилищного строительства в новых районах
массовой застройки и в сложившейся части Москвы способство-
вала улучшению организации строительства. Это позволило за-
крепить мощные строительные организации за определенными
районами города на весь период их застройки.
Сосредоточение в одном районе строительных объектов, со-
оружаемых одним и тем же трестом, значительно улучшило по-
казатели работы этих трестов. В трестах, ведущих застройку в
закрепленных за ними районах, годовая выработка на одного
списочного рабочего на 25—30% выше, чем в трестах, строящих
объекты одновременно во многих районах города.
145
Концентрация жилищного строительства в новых районах
массовой застройки создает благоприятные условия для органи-
зации поточных линий сборного домостроения. Подсчитано, что
поточная линия значительно повышает производительность тру-
да, на 10—15% сокращает сроки строительства и позволяет
снизить стоимость строительства не менее чем на 5%. Успешная
работа потока зависит от следующих положений:
1) поток по возможности следует организовывать на базе
зданий одного типа;
2) обязательной должна быть комплексная застройка. Сроки
и очередность строительства определяются так, чтобы с вводом
в эксплуатацию жилых зданий одновременно вступали в строй
школы, магазины, детские сады, ясли, кинотеатры, больницы и
другие объекты обслуживания;
3) строительные организации должны быть заранее обеспе-
чены необходимой комплексной проектно-сметной документа-
цией;
4) в опережающем порядке должна быть своевременно и
полностью выполнена подготовка участка к застройке.
В таком плане работы поточными методами осуществлялись
во многих районах и кварталах города. На застройке одного из
кварталов, например 37-го Юго-Западного района Москвы, сле-
дует кратко остановиться как на типичной и для других квар-
талов массовой застройки.
Квартал занимает площадь 37 га. На этой территории было
предусмотрено строительство 40 жилых корпусов, в том числе
36 домов серии К-7 и четырех домов серии 11-18-01. Общая жи-
лая площадь всех домов этого квартала — 82 тыс. м2. В квартале
предусмотрено строительство здания торгового центра, прачеч-
ной, кафе, ресторана, детских учреждений, школ, кинотеатра,
гостиниц.
В феврале 1962 г. на площадке развернули свои работы трес-
ты Мосстроймеханизация № 1 и Мосфундаментстрой № 1, ко-
торым в сжатые сроки предстояло выполнить инженерную под-
готовку территории квартала.
Проектом организации производства работ вся площадка
условно была разбита на четыре технологические зоны (рис. 48).
В каждую зону включалась группа домов, связанных общими
линиями коммуникаций, трансформаторными подстанциями и
центральными тепловыми пунктами. Прокладка магистральных
подземных коммуникаций велась с опережением против строи-
тельства надземной части зданий.
Работы по комплексу нулевого цикла для всех домов выпол-
няло СУ-28 треста Мосфундаментстрой № 1. Применение высо-
копроизводительных механизмов, сборных железобетонных кон-
струкций и монтаж укрупненных узлов оборудования позволили
значительно сократить сроки окончания работ и обеспечить
своевременное развитие строительства надземных частей зда-
146
ния. При сооружении подземной части домов в 37-м квартале в
больших масштабах применялись свайные основания. Это по-
зволило повысить уровень индустриализации работ и значитель-
но сократить трудовые затраты.
Строительство надземной части всех жилых зданий кварта-
ла серии К-7 осуществлялось семью поточными линиями домо-
Рис. 48. Разбивка 37-го квартала на технологические зоны
строительного комбината № 1. За каждым потоком по проекту
организации работ были закреплены определенные дома.
Это позволило систематически следить за выполнением ра-
бот по нулевому циклу, принимать законченные подземные ча-
сти зданий и заблаговременно готовить монтажную площадку
и хозяйство для начала работ по надземной части здания.
При производстве работ по надземной части монтажные по-
токи двигались в строгом соответствии с проектом организации
работ и графиком.
Квартал застраивали поточным методом по весьма сжатым
во времени часовым графикам. Четырехсекционный 60-квартир-
147
ный пятиэтажный дом монтировали за 18 дней, а пятисекцион-
ный 75-квартирный — за 23 дня. В указанные сроки заканчивал-
ся не только монтаж самой коробки здания, но и выполнялись
внутренние санитарно-технические и электромонтажные работы.
Это позволяло на 19-й и 24-й день после начала монтажа по-
давать на корпус тепло и воду и приступать к отделочным ра-
ботам.
Окончание монтажа корпусов в такой короткий срок стало
возможным благодаря прогрессивной технологии, разработан-
ной домостроительным комбинатом и внедренной на всех пото-
ках; взаимной увязке работы заводов железобетонных конструк-
ций, автотранспорта и монтажных бригад; высокой степени
заводской готовности и хорошему качеству поставляемых на
площадку деталей и изделий; четко продуманной организации
производства; широкому применению средств механизации, а
также использованию эффективных материалов и изделий.
Монтаж домов велся круглосуточно в три смены с подъемом
элементов непосредственно с панелевозов к месту установки без
разгрузки их на приобъектных площадках.
При монтаже домов применялись мобильные башенные кра-
ны типа МБТК-80 грузоподъемностью 5 т. Весь профилактичес-
кий ремонт, осмотр и испытания крана проводились в период
перебазировки его с корпуса на корпус.
Наряду с графиком движения потоков строительно-монтаж-
ных работ по 37-му кварталу был разработан специальный гра-
фик перебазирования башенных кранов. При наличии семи по-
точных линий по возведению надземных частей зданий на
квартале имелось девять башенных кранов, два из которых были
резервными. Наличие резервных кранов позволяло полностью
ликвидировать простои монтажных бригад в период перебазиро-
вания кранов.
Важным мероприятием по обеспечению установленных сро-
ков строительства явилось внедрение при застройке 37-го квар-
тала системы «маятниковых» перевозок.
Сущность этой системы заключается в следующем: каждый
автомобиль-тягач работает с тремя полуприцепами-панелевоза-
ми. С одним полуприцепом тягач находится в пути, в то время
как другой полуприцеп стоит под погрузкой, а третий — на
строительстве под разгрузкой. При такой системе перевозок по-
ток деталей и монтажные операции проходят более ритмично,
улучшается использование тягачей, сокращается время нахож-
дения их под погрузкой и разгрузкой; стоимость перевозок сни-
жается до 25—30%.
Соблюдению технологии строительства и графика монтажа
домов во многом способствовала организация служб комплек-
тации, материально-технического снабжения и диспетчерской
связи.
148
Потоки и монтажные бригады обеспечивались железобетон-
ными деталями в соответствии с часовыми графиками монтажа
домов. В этих графиках указывался порядок монтажа дома и
очередность доставки конструкций. Практическое значение этих
графиков заключалось в том, что монтажники знали не только
когда прибудет следующая машина с деталями, но и какие
именно детали будут доставлены на ней. Это давало возмож-
ность соответствующим образом подготовиться к приемке и
монтажу прибывающих деталей.
Руководство строительством квартала осуществлялось шта-
бом, состоявшим из представителей ведущих строительно-мон-
тажных организаций, во главе с представителем генерального
подрядчика — треста Мосстрой № 4. Систематическая, непре-
рывная проверка штабом хода поточного строительства и увяз-
ка им всех встретившихся вопросов позволяла выравнивать
график и не допускать отступлений от принятого ритма и по-
тока.
В целях взаимной увязки в работе и сотрудничества на об-
щественных началах в решении общих задач, стоящих по строи-
тельству 37-го квартала, и оказания помощи руководству по
инициативе рабочих возникла творческая форма их участия в
управлении строительством — совет бригадиров. В него вошли
представители рабочих от всех организаций, принимающих
участие в строительстве квартала.
На заседаниях совета бригадиров рассматривались важные
вопросы стройки, например о работе механизаторов, качестве
строительных работ, культуре производства, снабжении строек
материалами, об общественном питании на стройке и др. Все
решения совета бригадиров, согласованные с руководством, до-
водились до общего сведения коллективов через многотираж-
ную газету Главмосстроя, а также специальными «Молниями»
и «Тревогами».
Застройка 37-го квартала Юго-Западного района поточным
методом дала положительные результаты; технико-экономичес-
кие показатели оказались более высокими, чем в районах строи-
тельства, где застройка велась отдельными объектами или груп-
пами зданий без использования метода поточной застройки.
По кварталу 37 средняя продолжительность строительства
одного дома, исчисленная от начала монтажа корпуса до сдачи
его государственной комиссии, составила 53 дня, т. е. в два раза
меньше, чем строительство таких же домов в других районах,
где не применялся поточный метод застройки.
Суточная производительность башенных кранов, измеряемая
в кубометрах железобетонных конструкций, поднятых и уста-
новленных на здание, более высокая, чем на стройках с обычны-
ми методами работы. Например, средняя производительность
монтажных кранов в 37-м квартале Юго-Запада составила
149
49,9 м3 переработанных конструкций в сутки, а в 75-м квартале
района Хорошево—Мневники на домах того же типа всего 15,4 м2.
Затраты машино-смен кранов на возведение домов в 37-м
квартале по сравнению с затратами, например на строитель-
стве домов такого же типа 32—33-м кварталах Юго-Запада, бы-
ли меньше на 15%.
Достигнутые показатели по трудозатратам в сравнении с
застройкой 32—33-го кварталов Юго-Западного района, где дома
такого же типа сооружались на высоком уровне организации
монтажных работ, но без комплексной застройки кварталов по-
точным методом, оказались также лучшими (см. табл. 11).
Таблица 11
Фактические трудовые затраты на один дом (в чел.-днях)
Наименование показателей 37-й квартал Юго-Западного района 32—33-й кварталы Юго-Западно- го района (1962 г.) Снижение > трудовых затрат в %
Трудовые затраты:
всего 2673 4096 —
на 1 м* жилой площади .... Общестроительные работы: 1,78 2,2 19
всего 1463 1709 — /
на 1 л1 жилой площади . . Из них: 0,71 0,97 27
Монтаж конструкций:
всего 1254 1445 —
на 1 м2 жилой площади .... Сантехнические работы: 0,6 0,84 28,5
всего . • 302 429 —
на 1 мг жилой площади ...» Электромонтажные работы: 0,14 0,22 36
всего • 216 227 —
на 1 мг жилой площади . . • • Отделочные работы: 0,1 0,11 9
всего . . . . • • 1692 2462 —
не 1 лса жилой площади .... 0,83 0,9 8
Московские строительные организации накопили достаточно
большой опыт применения поточных методов строительства.
В 1963 г. по Главмосстрою охват поточным строительством со-
ставил 1343 тыс. м2 жилой площади против 80 тыс. м2 в 1954 г.,
при этом была достигнута экономия средств, превышающая
2 млн. рублей. Подсчеты показали, что перевод 50% всего жи-
лищного строительства в Москве на поток может дать годовую
экономию средств не менее 3,5 млн. руб. Отсюда видно, что эта
форма организации строительства безусловно передовая и про:
грессивная.
150
3. МОНТАЖ ЖИЛЫХ ДОМОВ ПО ЧАСОВЫМ ГРАФИКАМ
С ТРАНСПОРТНЫХ СРЕДСТВ
Весьма важным направлением в улучшении организации
строительства явился монтаж домов с транспортных средств.
Лабораторией организации и механизации строительства
НИИМосстрой совместно с трестом Мосжилстрой впервые в
практике строительства в 1958 г. был разработан и внедрен про-
Рис. 49. Монтаж полносборных домов с транспортных средств
грессивный метод монтажа зданий по часовым графикам непо-
средственно с транспортных средств, именуемый также методом
монтажа «с колес» (рис. 49).
В 1958 г. в квартале 11 Новых Черемушек трестом Мосжил-
строй по часовому графику был смонтирован первый крупнопа-
нельный жилой дом. В том же году этим методом было смонти-
ровано 25 зданий в различных районах города, в числе которых
10 зданий в квартале 11 Новых Черемушек. В 1959 г. указанным
способом были построены дома с жилой площадью в 300 тыс. м2,
а в 1963 г. 617 тыс. м2.
Отвечая в наибольшей мере требованиям организации мас-
сового жилищного строительства, метод монтажа «с колес» поз-
воляет осуществлять организационную четкость всех процессов
и обеспечивать контроль на любом этапе по каждой операции
151
в отдельности. Этот метод повышает темпы возведения зданий
и общую культуру строительства существенно снижает трудо-
вые и денежные затраты.
В табл. 12 показано преимущество монтажа панельного до-
ма серии 1-515 с транспортных средств по сравнению с монта-
жом деталей с приобъектного склада.
Трудовые затраты на выполнение всех работ по надземной
части зданий при монтаже с транспортных средств на 1 м3 зда-
ния составили всего 0,67 чел.-дня, а на 1 м2 жилой площади —
3,81 чел.-дня против, соответственно, 0,84 и 4,75 чел.-дней, до-
стигнутых при монтаже с приобъектного склада.
Таблица 12
Технико-экономические показатели монтажа дома серии 1-515
Показатели Средние данные при мон- таже деталей
с приобъект- ных складов с транспорт- ных средств
Сроки монтажа жилого дома в днях» .... Трудовые затраты на монтаж корпуса и вы- полнение сопутствующих работ (безсубпод- 84 54
рядных) в чел.-днях . . • Затраты времени работы башенного крана в 3653 2551
Стоимость аренды башенных кранов в 236 114
тыс. руб Средняя дневная выработка на одного рабо- 102,9 49,8
чего комплексной бригады в руб • Средний дневной заработок одного рабочего 364 490
комплексной бригады в руб 4,07 4,87
Трудовые затраты на каждые 1000 м2 жилой площади при
использовании этого прогрессивного метода снижаются на 283
чел.-дня: монтаж «с колес» снижает стоимость 1 м2 жилой пло-
щади на 1 р. 33 к.
При монтаже с транспортных средств исключаются непроиз-
водительные затраты машинного времени, сборные детали и
конструкции доставляются с заводов на стройку в установлен-
ной и точно выдерживаемой технологической последователь-
ности и прямо « с колес» подаются краном на здание.
При этом методе монтажа не нужны приобъектные склады
деталей. Использование кранов на основных монтажных рабо-
тах значительно повышается и исключаются непредусмотренные
технологическими процессами погрузо-разгрузочные работы.
Если при работе с приобъектного склада кран в среднем занят
на монтаже конструкций 58% рабочего времени, а остальные 42%
выполняет вспомогательные работы, то при монтаже «с колес»
152
81% времени крана используется на основных монтажных опе-
рациях.
Для успешного производства монтажа зданий с транспорт-
ных средств особо важно предварительное создание условий,
обеспечивающих бесперебойное производство строительно-мон-
тажных работ. Основные из них:
качественно и детально разработанная, взаимоувязанная тех-
ническая документация;
подготовленная строительная площадка для беспрепятствен-
ного движения транспортных средств с грузами и надежная ра-
бота монтажных механизмов;
постоянный оперативный контроль сменным диспетчером за
поставкой на строительную площадку по графику всех необхо-
димых материальных ресурсов.
Монтаж полносборных зданий с транспортных средств про-
изводится по специально разработанным проектам производст-
ва работ, которые должны иметь: план-схему этажа с монтаж-
ными номерами сборных элементов; ведомость комплектования
изделий на заводе и поставки их на строительную площадку с
расписанием по рабочим дням; транспортно-монтажный график.
Повторяя монтажную схему технологической карты (без
обозначения марок элементов), план-схема призвана обеспечи-
вать быстрый самоконтроль для монтажников на всех этажах
сборки.
Ведомость комплектования изделий на заводах и поставки
их к объекту составляется так:
Форма ведомости комплектации изделий на заводах и поставки их
к объекту по рабочим дням
Комплектация изделий на заводах производится исходя из
потребности их (по маркам) на каждый день монтажа.
В транспортно-монтажном грифике строго увязываются
итоговые сроки с назначениями календарного плана на строи-
тельно-монтажные работы, а также с графиками процессов тех-
нологических карт поэтажного монтажа. Он предусматривает
точное почасовое время доставки каждого из сборных элемен-
153
юв по взаимной увязке со всеми другими процессами, преду-
смотренными в технологической карте. В транспортно-монтаж-
ном графике указаны нормативные данные на транспортные,
погрузо-разгрузочные и монтажные работы.
В Москве метод монтажа с транспортных средств зачастую
применяется при комплектации домов сборными деталями с
нескольких заводов. Такая комплектация весьма осложняет ор-
ганизацию монтажных работ и требует надежной диспетчерской
связи со всеми предприятиями, с которых поступают сборные
детали.
Оперативное руководство по исполнению почасовых графи-
ков транспортирования изделий и монтажа осуществляется дис-
петчерской службой, поддерживающей постоянную связь с за-
водами-поставщиками. Хорошо налаженная диспетчерская связь
позволяет определять состояние работ на отдельных участках
строительства в любой момент и принимать действенные меры
по устранению перебоев в работающем «конвейере». Диспетчер-
ская служба выполняет также контроль за поставками материа-
лов и изделий для строительных и специальных работ, прово-
димых внутри зданий вместе с монтажом.
Добиться высоких показателей на монтаже можно лишь при
хорошо налаженной и четкой работе автотранспорта. В задачи
автотранспорта входит не только доставка изделий на строи-
тельные площадки в заранее установленные сроки, но и обеспе-
чение при транспортировке полнейшей сохранности изделий,
так как отбраковка поврежденного в пути какого-либо сборного
элемента может вызвать не только нарушение ритма, но и ос-
тановить монтаж дома.
При выполнении монтажных работ с транспортных средств
большое внимание следует уделять правильному выбору перево-
зочных средств и полноценному использованию наличного парка
автомашин, в том числе: настиловозов, панелевозов, блоко-
возов и др., с учетом в каждом случае особенностей монтаж-
ных работ на объектах и характеристики доставляемых кон-
струкций.
Например, универсальные тяжелые автомашины имеют свои
недостатки: большие габариты и вес, плохую маневренность
и высокую стоимость. Чтобы избежать этих недостатков, необ-
ходима специализация средств грузового парка. В этом направ-
лении важным мероприятием является переход от полуприце-
пов к прицепам.
Применение прицепов при челночных перевозках позволяет
значительно уменьшить потребность в тягачах (одному тягачу
придаются три специализированных прицепа).
Применение прицепов при «маятниковой» перевозке позво-
ляет улучшить использование кранового оборудования, так как
обеспечивает непрерывную работу крана по монтажу оставлен-
ных на прицепе изделий.
154
Расходы на транспорт в строительстве составляют 14—15%.
Поэтому крайне важно снизить транспортные расходы. Один из
основных путей для этого — широкое распространение центра-
лизованных перевозок.
Централизованные перевозки строительных материалов и
изделий позволили значительно укрупнить автомобильные хо-
зяйства Москвы. Управление Мосстройтранс Главмосавтотран-
са, обслуживающее более 90% всего строительства в Москве,
в настоящее время имеет 21 укрупненное автохозяйство.
Для перевозки деталей применяются грузовые автомобили
общего назначения грузоподъемностью от 4 до 12 т и автопоез-
да, составленные из грузовых автомобилей одноосных и двух-
осных прицепов грузоподъемностью от 4 до 12 т; из тягачей и
полуприцепов грузоподъемностью от 4 до 13 т; тягачей и при-
цепов-тяжеловозов грузоподъемностью от 16 до 40 т.
За последние пять лет коллективами Главмосавтотранса
разработаны конструкции и освоено изготовление свыше 30 раз-
личных типов специализированных машин для перевозки строи-
тельных грузов.
Для транспортирования панелей стен и перегородок в верти-
кальном положении в Москве применяются универсальные по-
луприцепы-панелевозы типа УПП-9, УПП-9МО и УПП-9М. Их
технические данные следующие.
Марка панелевозов УПП-9 УПП-9МО УПП-9М
Грузоподъемность в m 8 8 12,5
Собственный вес в m 4,6 Около 4 Около 6
Тягач ЗИЛ-120Н ЗИЛ-ММЗ- МАЗ-200В
Габаритные размеры в м: длина . . . . • ЗИЛ-ММЭ- 164Н 9,7 164Н 9,461 10,46
ширина • . . 2,6 2,6 2,63
высота с каркасом 3,125 2,85 2,6
База (расстояние между задней осью тягача и осью полуприцепа) в М • • • .... 7,826 6,718 7,627
Внутренние размеры каркаса (кассет) в м: длина 6,496 6,8 7,8
ширина . 0,7 0,915 0,715
высота . . • 2,465 2,06 1,9
Общая длина автопоезда с тяга- чом в м 13,58 13,696 15,41
Наибольшее распространение в Москве в настоящее время
получили панелевозы типа УПП-9М. Для обеспечения наимень-
шей базы в УПП-9М предусмотрено использование межрессор-
155
кого пространства для полезного объема, занимаемого панеля-
ми. Это дает возможность иметь внутреннюю длину кассеты
большую, чем база (рис. 50).
Наряду с универсальными полуприцепами-панелевозами
создано несколько опытных образцов полуприцепов-панелево-
Рис. 50. Универсальный полуприцеп-панелевоз УПП-9М
с тягачом МАЗ-200В, нагруженный стеновыми панелями
общим весом 12,5 т
Рис. 51. Полуприцеп-панелевоз КМ-2 с тягачом МАЗ-200В,
нагруженный стеновыми панелями общим весом 16 т
зов КМ-2. Эти панелевозы не имеют съемных кассет и предназ-
начены для перевозки стеновых панелей длиной до 4 м. Они
также не имеют отдельных рам; кассеты состоят из двух про-
дольных плоских форм (рис. 51),соединенных между собой
поперечными элементами, воспринимающими нагрузку.
Приводим некоторые технические данные полуприцепа-па-
нелевоза КМ-2.
156
Грузоподъемность в т.............• . 16
Собственный вес в т................. около 4,5
Тягач............................... МАЗ-200В
Габаритные размеры в м:
длина.............•.................. 7,55
ширина............................ 2,36
высота ... -.............• • . . . 2,72
Внутренние размеры кассет в м:
длина......................• • . . . 4,08
ширина........................... около 2,3
высота............................ 2
База (расстояние между задней осью
тягача и осью полуприцепа) в м . . . 6,28
Общая длина автопоезда с тягачом
МАЗ-200В в м........... ........ 11 765
Выпускаемые заводами промышленности полуприцепы
МАЗ-5203 имеют ширину платформы 3 м. Это не позволяет пе-
ревозить панели крыши без дополнительных устройств. Для
укладки панелей крыш изготовлен и установлен на МАЗ-5203
специальный каркас, в стойках которого шарнирно закреплены
откидные кронштейны. При погрузке панель укладывается на
три правых и три левых кронштейна, расположенных в одной
горизонтальной плоскости.
Объемные санитарные кабины перевозятся в проектном по-
ложении, т. е. в таком положении, в котором их устанавливают
при строительстве дома. При значительных габаритных разме-
рах кабины имеют относительно малый вес (не более одной
тонны). В кузове автомобиля ЗИЛ-164 грузоподъемностью 4 т
нельзя устанавливать более двух кабин. В целях повышения ко-
эффициента использования грузоподъемности автомобиля сани-
тарные кабины перевозятся автопоездами (рис. 52а). Они со-
стоят из автомобиля ЗИЛ-164 и прицепа, изготовленного на ба-
зе полуприцепа ММЗ-584, для которого сделана специальная
подкатная тележка с дышлом. Подвеска задней оси и привод
к тормозной системе остались без изменения.
В целях снижения общей высоты при перевозке санитарных
кабин изготовлен специальный низкорамный полуприцеп, на
котором можно перевозить по четыре кабины одновременно
(рис. 526). На этом полуприцепе можно перевозить и другие
грузы.
Рационализаторы Главмосавтотранса создали конструкции
и наладили серийное изготовление самосвальных прицепов
к автомобилям ЗИЛ-585 и МАЗ-205 (рис. 53). Это позволило
при перевозках нерудных материалов повысить производитель-
ность труда на 78% и снизить себестоимость перевозок на 36%.
В настоящее время в Москве эксплуатируется около 800 само-
свальных автопоездов на базе автомобиля ЗИЛ-585 и 200
самосвальных поездов МАЗ-205. Только за этот счет достигнута
экономия более 2 млн. руб. в год и высвобождено 900 автомо-
билей.
157
В перевозках строительных грузов все большее применение
находят специализированные поезда. Практика показала, что
поезда значительно повышают использование автомобилей и
снижают стоимость перевозок.
Использование седельных тягачей с полуприцепами позво-
ляет успешно преодолевать сезонность в перевозке грузов, так
как одни и те же тягачи работают с различными специализиро-
ванными прицепами.
Рис. 52а. Автопоезд, состоящий из автомобиля ЗИЛ-164
и полуприцепа ММЗ-584 с подкатной тележкой, загру-
женный санитарными кабинами
Рис. 526. Полуприцеп с
тягачом ГАЗ-51 П, гру-
женный санитарными
кабинами
Рис. 53. Самосвальный автопоезд без открывающихся бортов, со-
стоящий из автомобиля ЗИЛтММЗ-585И и двух прицепов АСП-4
158
4. ДОМОСТРОИТЕЛЬНЫЕ КОМБИНАТЫ — ПЕРЕДОВАЯ ФОРМА
ОРГАНИЗАЦИИ СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Наиболее прогрессивной формой организации строительства,
при которой весь процесс производства (от начала изготовления
изделия до сдачи объекта заказчику) протекает более интенсив-
но, в четкой последовательности и повторяемости, явились до-
мостроительные комбинаты.
В домостроительном комбинате разрозненные производст-
венные операции объединены в единый поток. Вместо обезли-
ченной товарной продукции заводы, входящие в состав комби-
ната, выпускают столько определенных деталей и узлов,
сколько требуется строителям, и в таких сочетаниях, которые
необходимы для конкретного типа дома, собираемого в данный
момент на определенной монтажной площадке по действующе-
му комплексному графику.
Детали заводского изготовления поступают из цехов на
транспорт и далее идут непосредственно на монтаж. Исключает-
ся не только существовавшее ранее многообразие операций
(выгрузка на приобъектном складе, погрузка с приобъектного
склада и т. д.), но и отпадает необходимость сооружения са-
мих приобъектных складов. Все это в совокупности упрощает
организацию работ и снижает стоимость строительства.
При организации строительного производства силами домо-
строительных комбинатов исчезает прежняя ведомственная спе-
циализация. Формовщики, бетонщики, монтажники, шоферы,
крановщики, отделочники, сантехники, электромонтеры работа-
ют в общем потоке. Тем самым утверждается специализация бо-
лее высокого класса — технологическая специализация, созда-
ются наилучшие условия для широкого развития новаторства,
проявления творческой инициативы для повышения качества
продукции и внедрения комплексной механизации всех процес-
сов труда на высоком уровне.
В обычных условиях жилищно-гражданского строительства,
в частности строительства жилых зданий из крупных элементов,
высшей формой организации является поточное строительство с
транспортных средств. Однако его осуществление требует весь-
ма сложной и многогранной проверки исполнения всех решений,
заложенных в проект организации производства работ. При ма-
лейшем ослаблении внимания к потоку, последний теряет строй-
ность, ритм и неизбежно нарушается в целом.
Поточное строительство, монтаж с транспортных средств и
комплексная механизация в работе домостроительных комбина-
тов стали основой непрерывного и единого технологического про-
цесса.
Домостроительный комбинат (ДСК-1), созданный в 1961 г. в
системе Главмосстроя, отличается большим объемом работы. Он
имеет в своем составе не один, а три крупных завода, из кото-
159
Ростокинский филиал
Ростокинский завод
Мосотделпром
Цементный
фибролит
Мытищин-
ский заВод
синтетич
материалов
Завод
минеральной
воды
ЙсОодемёнт
ные плиты
(Гзи
Доки/И3,13
цтт*п
Двки/гуп
Рис. 54. Схема комплектации деталями и изделиями строящегося дома ДСК-1
Краснопресненский заВод
1-й мои'
томный за-
вов УПП
Главмосстроя
Филиал ПаВшинский Воскресен-
Карачаробского и Куниебский ский асбо-
завода заводы цементн.з-д
Плиты из
минваты
гичковскиа
завод I
(кервмичёв-
- Шобли-
ЯВгцовоч-
ная плитка
'лестничные ог-
(дения
италлургии
г\метам
Ярматцрная
сталь
прием-
ный
\клапан
дверь
скм-1
Пластик
рых каждый специализирован на выпуске определенных изде-
лий, а в целом эти предприятия комплексно обеспечивают
стройки необходимой продукцией (рис. 54).
В состав ДСК-1 вхо-
дят: три завода (Росто-
кинский, Хорошевский и
Краснопресненский), из-
готовляющие железобе-
тонные конструкции об-
щей мощностью около
400 тыс. м2 жилой пло-
щади в год; четыре мон-
тажных управления, осу-
ществляющие строитель-
но-монтажные, санитар-
но-технические, электро-
монтажные и отделочные
работы по возведению
надземной части жилых
домов. Производствен-
ную основу монтажных
управлений составляют 18
комплексных поточных
участков; специальное
конструкторское бюро
Кассетдеталь, на которое
возложена работа по со-
вершенствованию и от-
работке конструкций до-
мов применительно к за-
водской технологии и
монтажным условиям,
решение задач по повы-
шению степени заводской
готовности деталей и
улучшению технологии
поточных методов строи-
тельства зданий.
Производственная струк-
Рис. 55. Схема производственной струк-
туры ДСК-1
Рис. 56. Схема организации хозрасчета
на ДСК-1
тура домостроительного
комбината приведена на
рис. 55.
Оперативная работа
заводов и монтажных управлений координируется специально
созданной на ДСК-1 диспетчерской службой.
Каждое предприятие и управление комбината находится на
полном хозяйственном расчете и имеет право юридического ли-
ца. Схема организации хозрасчета приведена на рис. 56.
11—1458
161
Конечной продукцией домостроительного комбината являет-
ся готовый дом.
Ростокинский завод железобетонных конструкций
выпускает тонкостенные балки-стенки для внутренних попереч-
ных несущих стен, ребристые панели междуэтажных перекры-
тий, лестничные марши и площадки с отделанными поверхно-
стями.
В качестве формовочного оборудования на заводе примене-
ны механизированные кассетные установки, а для изготовления
арматурных каркасов — контактно-точечные сварочные полу-
автоматы. Особенностью завода является наличие отделочного
цеха, обеспечивающего повышенную степень готовности изделий.
Краснопресненский завод железобетонных конст-
рукций выпускает на четырех конвейерных линиях многослой-
ные наружные стеновые панели, а на двух прокатных станах
конструкции инженера Н. Я. Козлова — ребристые потолочные
железобетонные панели. На заводе также оборудован отделоч-
ный цех. Все отформованные детали поступают на склад только
через этот цех.
Хорошевский завод изготовляет санитарно-техни-
ческие кабины, железобетонные колонны и подколонники для
подземной части дома, балки для крыши и доукомплектовочные
детали.
В результате внедрения новой прогрессивной технологии воз-
ведения домов силами домостроительного комбината удалось
сократить общий срок сборки и сдачи в эксплуатацию пятиэтаж-
ного 60-квартирного дома серии К-7 с трех месяцев в 1961 г. до
двух и менее месяцев в 1962 г. Пятиэтажный дом с внутренним
оборудованием монтируется за 24 дня и сдается под отделку с
подготовительными мероприятиями на 29-й день.
Каждый комплексный поточный участок ведет работы одно-
временно на двух домах. Один дом монтируется и подготовляет-
ся под отделку, а второй отделывается и подготовляется к сдаче
в эксплуатацию. В каждом потоке строительство осуществляется
четырьмя специализированными бригадами. К ним относятся:
1) комплексная бригада, выполняющая основной монтаж
здания, работы по заделке швов в стыках панелей и столярные
работы. Бригада состоит из монтажников (15 чел.), электросвар-
щиков (4—5 чел.), бетонщиков-штукатуров (10—12 чел.), плот-
ников-столяров (7—8 чел.) и прочих рабочих (4—5 чел.). Всего
в бригаду входят 40—45 чел.;
2) бригада сантехников (12 чел., в том числе 10 слесарей и
2 газосварщика);
3) бригада электромонтеров (6—8 чел.);
4) бригада отделочников (65 чел., в том числе 60 маляров и
5 кровельщиков).
В каждом потоке имеется звено механизаторов, в которое
входят 4 слесаря, 3 электромонтера, 2 моториста и 10 разно-
162
рабочих. Это звено обслуживает основные бригады. Таким обра-
зом, в каждом потоке одновременно занято от 130 до 150 чело-
век. Во главе потока стоит начальник со штатом линейных ра-
ботников. В соответствии со структурой в штате линейного пер*-
сонала поточного участка имеются прорабы: строители, сантех-
ники, электрики и отделочники; механик потока; старший инже-
нер-геодезист и техник-геодезист. Общая численность линейного
персонала на одном потоке ДСК-1 достигает 15 человек.
Д- диспетчерская; —z-----х-*- Радиосвязь;-------Телефонная сВязь
Рис. 57. Схема диспетчерской службы на ДСК-1
В домостроительном комбинате большое внимание уделено
правильной организации и бесперебойной деятельности диспет-
черской службы (рис. 57). На нее возлагаются: оперативное ру-
ководство комплектацией строительных объектов, непрерывный
контроль за выполнением технологических графиков комплекта-
ции, оперативный учет поступления на объекты ДСК-1 железо-
бетонных конструкций и прочих элементов, контроль за готов-
ностью объектов к приему конструкций и деталей, обеспечение
монтажных управлений автотранспортом и погрузочными сред-
ствами для перебазирования материалов.
Доставка деталей и материалов поточным участкам осущест-
вляется комплексно по четкому плану, чему в большой степени
способствует хорошо налаженная двухсторонняя радио- и теле-
фонная связь.
Для установления единой системы комплектации объектов
строительства в составе домостроительного комбината создано
самостоятельное управление комплектации, которое обеспечива-
11*
163
ет объекты строительства ДСК-1 всеми необходимыми материа-
лами, оборудованием и изделиями.
Технологический график монтажа с транспортных средств
становится единственным документом, регламентирующим поря-
док, сроки и обоюдную ответственность монтажных управлений
и управления комплектации за производство работ и обеспече-
ние графика ввода объекта в эксплуатацию.
Объекты потока полностью комплектуются за счет двух ис-
точников поставки: заводов комбината — железобетонными кон-
струкциями; управления комплектации — всеми остальными
комплектующими изделиями, заготовками, оборудованием и ма-
териалами. Монтажные управления ведут расчеты за все мате-
риальные ресурсы только с заводами железобетонных изделий и
управлением комплектации комбината.
С созданием управления комплектации отпала необходимость
иметь в монтажных управлениях отделы снабжения и складские
хозяйства. Одновременно монтажные управления освободились
от работ, связанных с переработкой материалов на объектах.
Динамика снижения трудоемкости при изготовлении железо-
бетонных изделий на заводах ДСК-1 и возведении жилых домов
показана в табл. 13.
Таблица 13
Затраты труда на предприятиях и стройках ДСК-1
Наименование показателей Трудовые затраты в 41л. днях на 1 м жилой пло- шали Удельный вес в об- щих трудовых затра- тах в %
1961 г. | 1962 г. |1к6“19бГ г* 1961 г. | 1962 г.
Изготовление сборных деталей и конструкций • . . Строительно-монтажные рабо- ты • • 2,2 2,5 1.9 2,1 86,4 84 46,7 53,3 47,5 52,5
Всего 4,7 4 — 100 100
На объектах строительства домостроительного комбината
значительно повысилась производительность башенных кранов.
Из данных табл. 14 видно, что количество сдаваемой ДСК-1 в
эксплуатацию жилой площади в расчете на один башенный кран
почти в два раза больше, чем в общестроительных трестах, а ко-
личество машино-смен, затрачиваемых на возведение одного до-
ма, в два раза меньше.
Оборачиваемость (перебазирование) башенного крана дове-
дена на ДСК-1 до 12 раз в год. Выработка на одного работаю-
щего в основном и подсобном производстве за 1962 г. по ДСК-1
составила 9574 руб. Выпуск валовой продукции заводами ДСК-1
в 1962 г. увеличился по сравнению с 1961 г. на 45,4%, а затраты
164
Таблица 14
Эффективность использования башенных кранов на стройках ДСК-1
Наименование показателей ДСК-1 Глав- мосстроя Трест Мос- жилсз рой
Количество сданной жилой площади на один башенный кран в тыс.м2 Количество машино-смен, затраченных на возведение одного дома 16 77 10 167
на 1 рубль товарной продукции снизились на 7,5%. Коэффициент
ритмичной сдачи жилой площади в эксплуатацию по кварталам
в ДСК-1 в 1963 г. составил 0,82 против 0,75 в 1962 г.
Сооружение домов в ДСК-1 проводится не в три цикла (мон-
таж— послемонтажные работы — отделочные работы), а в два
цикла (монтаж, совмещенный со всеми внутренними работами,
малярные работы). В этом и заключается коренное отличие тех-
нологии строительства полносборных жилых домов, принятой в
комбинате, от технологии, применяемой в других строительных
организациях.
1963 год показателен для ДСК-1 переходом на новую форму
расчета с заказчиком за полностью готовый объект без промежу-
точных платежей. Сущность этой системы состоит в том, что
комбинат рассчитывается с заказчиком не ежемесячно за отдель-
ные конструктивные элементы здания, а сразу за полностью за-
конченный и сданный государственной комиссии жилой дом. В
этих условиях строители заинтересованы в том, чтобы всемерно
форсировать работы, своевременно заканчивать строительство
объектов и сдавать их под заселение без недоделок.
Новая форма расчетов освободила производственный персо-
нал строек от сложного порядка оформления промежуточных
платежных документов и позволила больше времени уделять ор-
ганизации производства. Как бы развитием этой формы расче-
тов с заказчиком явилось внедрение новой системы оплаты тру-
да. Расчеты с комплексной монтажно-строительной бригадой
производятся по аккордно-премиальным нарядам за полностью
смонтированный дом, подготовленный под малярные работы и
сданный бригаде маляров по акту для отделки.
Освоение и совершенствование поточной технологии, переход
на единую систему комплектации по суточным графикам в соче-
тании с новой формой расчета с заказчиком и оплаты труда ра-
бочим — вот те основные факторы, которые обеспечили беспре-
рывную поточную работу строительных подразделений и сущест-
венное улучшение технико-экономических показателей всей ра-
боты комбината.
Домостроительный комбинат ДСК-2, созданный в июле
1962 г. на базе бывшего завода железобетонных изделий № 12
165
0 Очакове, двух строительно-монтажных управлений бывшего
треста Мосстрой № 11 и комбината подсобных предприятий
треста Мосстрой № 6, в сентябре 1962 г. приступил к производ-
ственно-хозяйственной деятельности.
Конечная продукция ДСК-2 в настоящее время — пятиэтаж-
ный панельный жилой дом типовой серии 1605АМ из деталей
кассетного производства. Мощность комбината — 220 тыс. м2 жи-
лой площади в год.
Структура ДСК-2 отличается от ДСК-1. Она предусматрива-
ет непосредственное руководство всем производством: с одной
стороны, промышленным сектором — сферой изготовления дета-
лей, -а с другой, строительным сектором — сферой монтажа и
отделки зданий без промежуточных звеньев: заводоуправлений
и монтажных управлений.
Промышленный сектор возглавляется начальником производ-
ства комбината, а строительный — главным строителем комби-
ната. Эти два сектора и призваны обеспечить принятый ритм из-
готовления, транспортировки конструкций, монтажа, отделки и
сдачи готовых домов в эксплуатацию.
,. При этой структуре обеспечивается единое, гибкое и опера-
тивное руководство всеми звеньями комбината; полная ликвида-
ция организационных барьеров между сферой изготовления кон-
струкций и сферой монтажа домов; значительное сокращение уп-
равленческого аппарата и высвобождение большого числа инже-
нерно-технических работников для непосредственного участия
в, производстве. Благодаря этому накладные расходы в 1963 г.
составили 14,1 %, т. е. оказались почти на 15% ниже сметного
норматива к прямым затратам.
ДСК-2 работает по единому поточному графику, предусмат-
ривающему изготовление сборных железобетонных конструкций,
монтаж;-отделку и сдачу пяти жилых 80-квартирных домов в ме-
сяц, что составляет 12,5 тыс. м2 жилой площади. Объем произ-
водства и монтажа, определяемый нынешней мощностью заво-
да, должен расширяться по мере реконструкции цехов завода.
Всю программу ДСК-2 по строительному производству обе-
спечивают пять монтажных и три специализированных потока:
сантехнических, электромонтажных и отделочных работ.
Детали в комплектах на дом изготовляются в трех основных
формующих цехах Очаковского завода железобетонных изделий.
Панели внутренних стен и перекрытий выпускают по кассет-
ной технологии на кассетно-формовочных машинах типа «Гипро-
стройиндустрия».
Панели наружных стен изготовляют по поточно-агрегатной
схеме с пропариванием в ямных камерах. В одном из пролетов
цеха расположены 10 формовочных постов и ямные пропарочные
камеры, а в другом — конвейер отделки и склад выдержки пане-
лей. Наружные панели выпускают двух видов: с облицовкой мел-
коразмерной керамической плиткой (формуются «лицом вниз»,
166
с укладкой плитки на днище формы) и с декоративным фактур-
ным бетонным слоем (эти панели формуются «лицом вверх»).
Строительство домов ДСК-2 также осуществляется поточным
методом с транспортных средств по типовому «Проекту произ-
водства работ». Каждый монтажный поток одновременно ведет
работу на трех корпусах. Первый корпус находится в монтаже,
второй — в отделке, третий — подготовляется к сдаче.
Все потоки работают в строгом ритме, обеспечивающем ввод
в эксплуатацию каждым потоком ежемесячно одного дома.
Работающая на доме монтажная бригада конечной продук-
ции выполняет кроме монтажных столярные и штукатурные ра-
боты, ведет подготовку под полы и затем в установленный гра-
фиком срок передает по акту дом отделочному потоку.
Параллельно с монтажной бригадой, строго по совмещенному
графику, работы выполняют бригады по производству санитар-
но-технических и электромонтажных работ, участвующие в пере-
даче дома отделочному потоку.
ДСК-2 — один из молодых коллективов Главмосстроя. Ре-
зультаты его работы в 1963 г. свидетельствуют о правильности
направления, принятого комбинатом в организации потока про-
изводства деталей и строительства жилых домов.
Так, по сравнению с 1962 г. более чем в два раза увеличи-
лась сдача жилой площади, в 2,2 раза повысилась производи-
тельность труда. Выработка на одного рабочего составила: в
строительном секторе—11812 руб., а в промышленном —
12 474 руб.
Стоимость строительства в 1963 г. снизилась на 10,2% против
7,3% по плану. Снижение трудовых затрат по всему циклу домо-
строения составило 14% (см. табл. 15).
Таблица 15
Затраты труда на сооружение 1 jh2 жилой площади по ДСК-2 (в чел.-днях)
Направление затрат труда По нормам Фактически за 1963 год
I квартал II квартал III квартал IV квартал за год
Изготовление конст- рукций и деталей . . Строительство .... 1,64 2,52 1,16 2,5 1,46 2,22 1,32 2,22 1,32 2,01 1,38 2,1
Всего ... 4,16 3,96 3,63 3,54 3,33 3,58
Совершенствование потока и соблюдение ритмичности обес-
печили постепенное сокращение сроков возведения надземной ча-
сти здания. Продолжительность строительства одного дома в
1963 г. по ДСК-2 составляла: в I квартале — 145 календарных
дней, во II — 113, в III — 107 и в IV — 93 календарных дня.
167
* *
*
Учитывая положительный опыт домостроительных комбина-
тов, Мосгорисполком принял решение об организации в Москве
третьего домостроительного комбината на базе Востряковского
завода мощностью 400 тыс. м2 жилой площади в год, специали-
зировав его на выпуск девятиэтажных жилых домов, монтируе-
мых из изделий прокатного производства.
Коллективы комбинатов находятся накануне больших пере-
мен. Перед ними поставлена задача, не снижая объема производ-
ства, в короткие сроки перейти на выпуск новых (1МГ-300) и
улучшенных (1605АМ) типов пятиэтажных, а также новых девя-
тиэтажных домов серий 11-49 и П-57. Выполнение этой задачи
связано с реконструкцией заводов и соответствующей переос-
насткой производства.
Чтсбы не снизить на комбинатах выпуск деталей для выпол-
нения плана домостроения и одновременно обеспечить переход
на выпуск элементов для домов по новым проектам, часть кон-
вейерных линий и кассетных установок переводится на более ин-
тенсивные режимы работы, с расчетом максимального увеличе-
ния с них съема изделий. За счет этого другую часть технологи-
ческого оборудования должны переоснащать на выпуск выше-
указанных новых типов домов.
Дальнейшее развитие домостроительных комбинатов должно
способствовать укреплению взаимосвязи между стройками и за-
водами. Именно поэтому в Москве уделяется большое внима-
ние совершенствованию работы домостроительных комбинатов,
увеличению их мощности.
5. ИНЖЕНЕРНАЯ ПОДГОТОВКА ТЕРРИТОРИИ
В комплекс инженерной подготовки кварталов, отводимых
для массовой застройки, входят: срезка, вывозка или укладка в
штабеля растительного слоя земли; вертикальная планировка
территорий; прокладка подземных коммунальных сетей; строи-
тельство временных и постоянных внутриквартальных дорог.
В практике застройки Москвы, когда территория отдельных
микрорайонов, кварталов или их блоков зачастую измеряется
десятками гектаров, подготовка ее для производства в последую-
щем порядке основных наземных работ превращается в сложную
инженерную задачу.
Решающим условием успешного и качественного выполнения
основного поточного метода работ по застройке районов являет-
ся заблаговременная инженерная подготовка новых территорий.
Один из основных вопросов, стоящих на пути образования
опережающего задела по инженерной подготовке территории,—
это всемерное повышение уровня индустриализации строительст-
ва инженерных сооружений.
168
Главмосстроем совместно с I лавАПУ и Главмоспромстрой-
материалами разработаны мероприятия по заблаговременному
обеспечению инженерными сооружениями районов массового
строительства в 1962—1965 гг. Мероприятия предусматривают
применение на этих работах в широких масштабах сборных же-
лезобетонных конструкций и прокатных изделий; развитие ком-
плексной механизации, направленное на резкое сокращение и
ликвидацию ручных работ; создание ритмичного потока в строи-
тельстве подземных коммуникаций и инженерных сооружений.
За счет этих мероприятий запланировано повысить уровень инду-
стриализации работ с 12 до 90—95%.
Наращивание мощностей специализированных трестов, соз-
данных в Главмосстрое, производится в основном за счет повы-
шения уровня механизации, разработки и внедрения новых ти-
пов машин и оборудования для выполнения тяжелых и трудоем-
ких работ.
За последние годы в Москве заново организовано и продол-
жает развиваться массовое производство объемных железобетон-
ных элементов для общих проходных коллекторов, каналов и
камер различного назначения, газорегуляторных и трансформа-
торных станций, железобетонных плит для дорог и тротуаров,
сборных колодцев и др.
Новые методы проектирования подземных коммуникаций,
разработка и внедрение индустриальных конструкций инженер-
ных сооружений решительно вытесняют из практики строитель-
ства монолитный железобетон, кирпич, мелкисборные элементы.
Интересна сборная конструкция общих подземных коллекто-
ров из объемных секций с применением железобетонных вибро-
прокатных ребристых панелей (рис. 58, а, б, в).
Конструкция запроектирована в виде четырехшарнирной пря-
моугольной рамы, устойчивость которой под воздействием рас-
четных нагрузок в засыпанном состоянии обеспечивается реак-
тивным отпором грунта. Такое решение позволяет применить в
конструкции железобетонные изделия простой формы, в частно-
сти высокоэффективные часторебристые панели, изготовляемые
на прокатных станах инж. Н. Я. Козлова.
Отдельные объемные секции коллекторов собираются на за-
водах из железобетонных панелей в специальных кондукторах,
обеспечивающих необходимую точность сборки. Впервые в конст-
рукциях подобного типа сопряжение панелей осуществлено на
болтовых соединениях, без применения сварки.
Эта конструкция соединения панелей позволяет вести сборку
объемных секций быстро, без мокрых процессов по замоноличи-
ванию узлов бетоном, что особенно важно для работ в зимнее
время. Расход металла на болтовые соединения вдвое меньше,
чем это требуется при сварных соединениях.
Объемные секции поставляются на стройплощадку с нане-
сенной на их поверхность гидроизоляцией. Предусматривается
12—1458
169
Рис. 58. Конструкция подземного коллектора из объ-'
емных элементов
а — секция коллектора; 6 — болтовое соединение; в — собран-
ные элементы; г — деталь соединения панелей; 1 —плитка
ЛКК-2; 2 — упругая продольная плоская прокладка; 3 — гай-
ка М22; 4 — шайба (£> = 75 мм, d0=25 jhjh): 5 — упругая про-
кладка (изоляция); 6 — анкер (d = 22 jhjh); 7 — оклеенная гид-
роизоляция; в —стяжная шпилька (d=22, Z-=530 jhjh); 9 — об-
жатая круглая резина (d=25<-30 мм)
выпускать на заводах пять типов объемных секций поперечного
сечения следующих размеров: 2,1 Х2,1; 2,1X2,4; 2,4X2,4; 3x2,4
и 3x2,7 м (первый размер — высота в свету, второй — ширина).
Высота ребер прокатных панелей — 100 мм с шагом 300X300 леи,
толщина 105—115 мм. Вес объемных секций — 6 т при сечении
2,1 Х2,1 м и 10 т при сечении секции 3x2,7 м.
Рис. 60. Совмещенная прокладка не-
скольких коммуникаций в одной
траншее
Рис. 59. Вид коллектора с частично
уложенными коммуникациями
Указанные типоразмеры объемных секций коллекторов обес-
печивают совмещенную прокладку в них различных сочетаний
городских подземных сетей теплопроводов, водопроводов и ка-
белей (рис. 59).
Высокая заводская готовность объемных секций позволяет
вести монтаж коллекторов непосредственно с транспортных
средств. Работы по устройству основания под коллектор в тран-
шее состоят в выравнивании грунтовой постели слоем песка в
5—10 см и в укладке под стыки секций заподлицо с грунтом (по
нивелиру) монтажных бетонных прокладок шириной 40 см.
Приведенная конструкция сборных каналов сокращает рас-
ход сборного железобетона в среднем на 25—30%, бетона в ос-
нованиях коллектора — в четыре раза, затраты труда — втрое.
Метод прокладки коммуникаций в коллекторах по сравне-
нию с прокладками в грунте снижает объемы земляных работ до
20%, уменьшает ширину полос, занимаемых коммуникациями на
городской территории, улучшает условия эксплуатации сооруже-
ний и повышает их долговечность.
В проектировании и строительстве наружных сетей водопро-
вода, газа, канализации, водостоков и теплосети в Москве широ-
ко осуществляется метод совмещенных прокладок нескольких
12*
171
коммуникаций в одной траншее (рис. 60). Максимальное совме-
щение трубопроводов позволило сократить объем разрытий и
уменьшить количество колодцев и камер. Совмещенные про-
кладки по сравнению с раздельными дают значительный эконо-
мический эффект.
Однако несмотря на совмещение прокладок внутрикварталь-
ных подземных коммуникаций и кабельных прокладок, разме-
Рис. 61. Внутриквартальные коммуникации «в сцепках>
щаемых в грунте, объем разрытий все еще составляет большую
площадь. Часто после обратной засыпки получаются просадки
грунта, а вместе с ними и дорожных покрытий.
Большой практический интерес представляет разработанный
на основе опыта экспериментального строительства в кварталах
26-6 и 30 Новых Черемушек, а сейчас применяемый в районах
массовой застройки новый индустриальный метод создания
внутриквартальных коммуникаций «в сцепках» (рис. 61). Он за-
ключается в следующем.
Одновременно со строительством фундаментов между здани-
ями прокладываются проходные каналы. Это позволяет сразу
производить работы по планировке и благоустройству террито-
рии квартала. Внутри проходных каналов и технических подпо-
лий зданий (независимо от работ на поверхности земли) про-
кладываются подводящие сети и вводы: теплосеть, газопровод.
172
трубопроводы горячего и холодного водоснабжения, электрока-
бели, телефон, радио. Канализация и водостоки прокладываются
в грунте совмещенно.
Строительная конструкция проходных каналов из объемных
секций, собираемых в заводских условиях из прокатных часто-
ребристых железобетонных панелей, такая же, как и конструк-
ция общих магистральных коллекторов, но отличается по раз-
мерам и способу соединений. Сборка секций из панелей на заво-
де производится не на болтах, а путем сварки специальных
металлических выпусков, заложенных в панелях при их изготов-
лении.
Длина готовой секции 3,2 м, поперечное сечение в свету
1,87x1,42 м. Объем бетона в одной секции— 1,88 At3, вес секции
4,7 т.
В настоящее время массовый выпуск таких секций с нанесе-
нием в заводских условиях гидроизоляции организован на Вост-
ряковском домостроительном комбинате Главмосстроя.
Для обеспечения нормальной эксплуатации каналы и техни-
ческие подполья зданий оборудуются электроосвещением, вен-
тиляцией, приборами автоматического контроля и дистанцион-
ной сигнализацией на случай загазованности каналов.
В 1961 —1963 гг. строительство внутриквартальных сетей по
новому методу велось в кварталах 41 и 42 района Зюзино, Де-
гунино, Медведково и других районах массовой застройки. Все-
го было проложено за этот период более 15 км каналов. Прй
этом сокращение земляных работ составило более 70 тыс. м3.
Подсчитано, что прокладка внутриквартальных подземных
коммуникаций в проходных каналах между зданиями позволяет
сократить объем земляных работ почти в полтора раза и сни-
зить стоимость строительства на 10%.
По сравнению с обычным совмещенным способом прокладки
трубопроводов в грунте, применение проходных каналов только
в одном районе застройки Медведково сократило длину трубо-
проводов на 8%, длину электрокабелей и кабелей связи до 16%;
объем земляных работ на 13%, а трудовые затраты — до
10%.
До последнего времени крупные коллекторы для канализа-
ции и водостоков выполнялись прямоугольной формы из сбор-
ных железобетонных элементов (стеновых панелей, плит пере-
крытия и днища) с большим объемом трудоемких работ по сое-
динению и замоноличиванию узлов.
С 1962 г. по предложению Мосинжпроекта в строительстве
указанных подземных сооружений нашли широкое применение
железобетонные трубы диаметром 1,5; 2,5 и 3 At (рис. 62). В бли-
жайшее время намечено освоить производство и применение
труб диаметром 1,7, 2 и 3,5 м.
Длина труб при диаметре 3 м составляет 2,5 м, а при диа-
метре 1,5 и 1,7 — 4 ас. Полутораметровые трубы изготавливают-
173
ся с раструбом, а трубы с диаметром более 1,5 м — с фальцевы-
ми торцами.
Применение труб в строительстве коллекторов улучшает
гидравлические качества сооружений, а надежное соединение
Рис. 62. Прокладка железобетонных труб
стыков трубопроводов в большинстве случаев позволяет отка-
заться от устройства сплошного бетонного основания под кол-
лекторы, которое ранее было необходимо как по монтажным
условиям, так и для обеспечения герметичности многочисленных
швов — соединений плит и панелей. Внедрение железобетонных
труб больших диаметров в строительство канализационных и
водосточных самотечных коллекторов позволит за год сэконо-
мить 9 тыс. л3 сборного железобетона, 1500 т металла, 5 тыс. м3
174
бетона и снизить трудозатраты на 70 тыс. чел.-дней про-
тив коллекторов прямоугольного сечения из сборных эле-
ментов.
До последнего времени строительство колодцев и камер на
подземных коммуникациях осуществлялось большей частью из
кирпича, монолитного бетона и редко из мелкосборных железо-
бетонных элементов. Из таких конструкций в Москве ежегодно
строилось до 30 тысяч различных
смотровых колодцев.
В настоящее время на строи-
тельстве уже применяются объ-
емные элементы. Организация
выпуска на заводах и внедрение
в строительство новых конструк-
ций смотровых колодцев — зна-
чительный шаг вперед в повыше-
нии уровня индустриализации
этих работ.
Конструкции колодцев унифи-
цированы (для сетей канализа-
ции, водостоков, водопровода и
газа) и представляют единый
объемный элемент, устанавливае-
мый на подготовленное место од-
ной операцией крана (рис. 63).
Применение новых колодцев со-
кращает трудоемкость работ бо-
лее чем в два раза.
Намного снижают трудоем-
кость и сроки строительства но-
вые индустриальные конструкции
подземных камер для размеще-
ния арматуры и узлов оборудо-
Рис. 63. Унифицированный железо-
бетонный колодец
эания водопроводных, газовых и
тепловых сетей. Камера является
также объемным элементом, пол-
ностью собранным на заводе из
вибропрокатных часторебристых
панелей с установленным в нем оборудованием. Общий вес ка-
меры— 10 г. Монтаж камеры на строительной площадке сво-
дится к установке ее непосредственно «с колес» на грунтовое
основание.
В последние годы уровень индустриализации в дорожном
строительстве значительно повысился за счет механизации ра-
бот, однако трудоемкость его все еще высокая.
Изготовление на заводах и укладка дорожных и тротуарных
покрытий из сборных железобетонных плит на песчаное основа-
ние показали свое несомненное преимущество и перспективность
175
и позволили добиться повышения уровня индустриализации в
дорожном строительстве.
В Институте Мосинжпроект разработаны конструкции плит
для дорожных покрытий: железобетонные прямоугольные пане-
ли размером 3,5X3,2 м, с приведенной толщиной бетона 11 см.
изготовляемые методом вибропроката (рис. 64); железобетон-
ные шестигранные плиты с обычной и напряженной арматурой
толщиной 18 см и размером в плане, эквивалентным плитам с
диаметром круга 2,1 м (рис. 65, а, б).
Рис. 64. Железобетонные прямоугольные панели дорожного
покрытия, изготавливаемые методом вибропроката
Для тротуарных покрытий: железобетонные прямоугольные
панели размером в плане 1,6x3,2 м, с приведенной толщиной
бетона 7,5 см, изготовляемые на прокатных станах инж.
Н. Я. Козлова.
Покрытия из сборных плит по сравнению со старыми кон-
струкциями дорог и тротуаров требуют значительно меньшего
расхода бетона, затрат труда и транспортных средств. Расчеты
подтвердили, что внедрение сборных прокатных покрытий толь-
ко на 50% годового объема работ в Москве позволит сэкономить
около 50 тыс. Л13 бетона и 100 тыс. т асфальтобетона.
Для опытного строительства разработана полносборная кон-
струкция дорог из железобетонных плит большого размера,
укладываемых на свайные опоры. Применение такой конструк-
ции позволит полностью отказаться от земляных работ по уст-
ройству корыта и песчаного основания, что особенно важно в
зимнее время. Общий расход инертных материалов на 1 м2 та-
176
кои дороги втрое меньше, чем
на обычной, что дает немалую
экономию на автоперевозках.
Сборные конструкции нахо-
дят все большее применение и
при возведении сложных голов-
ных сооружений водопроводов '*
и канализации.
С пуском в 1964 г. в Москве
Калошинского завода строи-
тельных деталей, который еже-
годно будет выпускать из же-
лезобетона методом проката
4 км городских коллекторов,
10 км проходных и 50 км не-
проходных каналов, 500 уни-
фицированных камер, 60 цент-
ральных тепловых пунктов,
200 объемных трансформатор-
ных подстанций и много дру-
гих конструкций,— уровень ин-
дустриализации работ по инже-
нерной подготовке строительст-
ва еще больше возрастет.
Лпан
б)
Рис. 65. Укладка железобетонных шестигранных плит толщиной 18 см
а — план и разрез; б — монтаж плит
177
6. МЕХАНИЗАЦИЯ СТРОИТЕЛЬНО-МОНТАЖНЫХ РАБОТ
В начальный период организации Главмосстроя взамен
большого количества баз и участков механизации, не обеспечи-
вавших стоящих задач по повышению уровня комплексной ме-
ханизации строительных процессов, в его системе впервые в
практике строительства были созданы мощные тресты механи-
зации со специализированными управлениями по видам машин.
Такое построение службы механизации в крупнейшей строи-
тельной организации вполне себя оправдало и в течение деся-
тилетия не подвергалось существенным изменениям.
На основе опыта работы специализированных управлений
трестов механизации стало возможным определить основные по-
казатели и нормативы для планирования и учета деятельности
трестов механизации, а также порядок взаиморасчетов и взаи-
моотношений этих трестов со строительными организациями.
С момента организации в Главмосстрое систематически про-
водилась работа по повышению уровня механизации строитель-
но-монтажных работ за счет количественного и качественного
роста парка строительных машин и механизмов и интенсифика-
ции использования последних.
Ниже приводится динамика роста парка строительных ма-
шин в Главмосстрое за десять лет его деятельности с учетом
ежегодного роста объемов строительно-монтажных работ, а так-
же вытеснения и замены устаревших, малопроизводительных
механизмов и строительного оборудования новыми высокопро-
изводительными машинами (см. табл. 16).
Таблица 16
Рост парка основных строительных машин Главмосстроя (в шт.)
Наименование машин 1954 г. 1956 г. 1958 г. 1963 г.
Экскаваторы одноковшовые с емкостью ков- ша от 0,15 до 1 м3 243 309 440 860
Краны на гусеничном ходу 24 85 131 176
Бульдозеры . • 178 345 487 827
Краны автомобильные 278 423 697 988
Краны башенные 484 659 705 861
Автопогрузчики 119 126 189 453
Трубоукладчики . • — — — 102
Автогрейдеры . ... — — — 89
Чтобы представить всю техническую мощь, которой распола-
гают в настоящее время организации Главмосстроя, к указан-
ным в таблице машинам следует добавить большое количество
тягачей, тяжеловозов, насосов, растворобетонных узлов, бетоно-
укладчиков, подъемников, грузопассажирских лифтов и много-
178
численных средств малой механизации для общестроительных,
санитарно-технических и электромонтажных работ.
Только в 1963 г. с помощью машин выполнено: 42,4 млн. м*
земляных работ; 21,4 млн. т погрузо-разгрузочных работ;
7,2 млн. т монтажа сборных конструкций; 12,8 млн. м2 штука-
турки; 33,7 млн. м2 малярных работ и много других.
В результате ежегодного выполнения организационно-техни-
ческих мероприятий, направленных на улучшение использова-
ния средств механизации, значительно повысился уровень меха-
низации отдельных видов работ (см. табл. 17).
Таблица 17
Повышение уровня механизации отдельных процессов и комплексной
механизации по видам работ в %
Вид работ Степень механизации отд льных процессов Степень комплексно* механизации по вадам работ
1954 г. 1963 г. 1954 г. 1963 г.
Земляные работы Погрузка и разгрузка металличес- 86,5 94,3 76 90
ких и бетонных конструкций . . Монтаж бетонных, железобетонных 82,5 97,5 — —
и стальных конструкций . . . 96,8 98 89 98
Приготовление раствора и бетона — — 82 99,8
Районирование строительства, застройка участков больши-
ми жилыми массивами, установление хозрасчетных взаимоотно-
шений между механизаторами и строителями, планирование ра-
боты машин, повышение уровня их эксплуатации и другие меро-
приятия позволили значительно лучше использовать механизмы
по времени и повысить их выработку (см. табл. 18).
Таблица 18
Использование машин по времени и выработка их в 1954 и 1962 гг.
Наименование 1954 г. 1962 г. 1962 г. в % к 1954 г
Выработка одноковшовых экскаваторов с
ковшом емкостью 1 м3 в тыс. м3 . ... . Использование машин в часах в год: 104 152 146,1
одноковшовые экскаваторы 2523 2710 107,4
бульдозеры .... • 2801 3181 12«,9
башенные краны • . . • . • 2801 3501 125
автомобильные краны гусеничные краны на пневмоходу и 2516 3014 119,8
краны-экскаваторы • • • 2325 4030 173,3
автопогрузчики 1520 2476 167,6
*79
Рис. 66. Башенный кран МБТК-8Э
с системой программно-дистанцион-
ного управления
Выработка на один башенный кран за последнее время воз-
росла с 4680 до 7000 м2, а на объектах домостроительных ком-
бинатов до 15 тыс. м2 жилой площади в год.
Концентрация огромного парка строительной техники в спе-
циализированных трестах и управлениях механизации вызвала
необходимость организации
централизованного ремонта
машин и механизмов.
Четыре действующих в
Главмосстрое предприятия по
ремонту техники организованы
по принципу специализации
по ремонту автомобильных
кранов и автопогрузчиков; по
ремонту экскаваторов; по ре-
монту бульдозеров и тракто-
ров; по ремонту башенных
кранов.
Централизация 'капитально-
го ремонта на заводах и спе-
циализация последних по ви-
дам машин обеспечили сокра-
щение сроков нахождения ма-
шин в ремонте и повышение
качества; внедрение совершен-
ной оснастки и передовой тех-
нологии ремонтных работ;
организацию производства за-
пасных частей; применение но-
вых материалов; механизацию
и автоматизацию многих ре-
монтных операций.
В связи с непрерывно воз-
растающим объемом работ и
изменением характера строи-
тельства, а также с переходом
на полносборное домострое-
ние, принявшим массовый характер, потребовались новые произ-
водительные машины и механизмы, маневренные при перебази-
ровках.
Однако не все выпускаемые промышленностью механизмы
удовлетворяют этим требованиям, особенно башенные и пневмо-
колесные краны и смесительные машины.
В связи с этим Главмосстрой организовал проектирование
и изготовление ряда нового строительного оборудования. Толь-
ко за последние два года механизаторы и СКБ-Мосстрой модер-
низировали и создали заново много машин и приспособлений.
180
применение которых позволило повысить уровень комплексной
механизации и снизить трудоемкость строительных работ.
К ним относится мобильный кран МБТК-80 (рис. 66).
Кран МБТК-80 предназначен для монтажа полносборных
зданий высотой до 8 этажей.
Он оснащен автоматическими защитными и блокировочными
ограничителями грузоподъемности, высоты подъема груза, угла
наклона стрелы, поворота и передвижения, световой и звуковой
сигнализацией, предупреждающей крановщика о подходе меха-
низмов вращения и подъема стрелы к крайним положениям. При
Рис. 67. Положение башенного крана МБТК-80 при перевозке
перебазировании кран на отдельные элементы не разбирается:
стрела, колонна и другие конструкции крана складываются в
транспортное положение (рис. 67). При монтаже и демонтаже
используются собственные механизмы крана и пятитонный авто-
кран.
Управление механизмами крана производится из кабины.
Кран снабжен также системой программно-дистанционного
управления (ПДУ), что обеспечивает автоматическое управле-
ние башенным краном на транспортных операциях при переме-
щении грузов со склада на здание и дистанционное управление
механизмами крана при строповке и установке элементов на
монтаже дома.
Получил признание строителей при возведении зданий повы-
шенной этажности грузопассажирский подъемник ПГС-80, ко-
торый в сопровождении лифтера поднимает 800 кг материалов
и мелких деталей или десять рабочих на высоту до 45 м. Ско-
рость подъема — 30 м/мин. Подъемник состоит из машинного
отделения кабины, мачты, этажных площадок и головки. Он
имеет рычажное управление из кабины и снабжен световой и
звуковой сигнализацией.
В связи с развертывающимся в Москве строительством зда-
ний повышенной этажности на заводе Главмосстроя изготовлен
опытный образец нового башенного крана КБ-160 1/М (грузо-
подъемностью на всех вылетах стрелы 8 т) для монтажа зданий
высотой 9—12 этажей (рис. 68). Ведутся также работы по про-
181
Рис. 68. Башенный строительный
кран КБ-160-1/М
ектированию и изготовлению крана для строительства зданий
высотой 16 и более этажей и по грузопассажирскому лифту для
подъема людей и мелких грузов на высоту до 100 м.
Оснащение строительных организаций крупными механизма-
ми в сочетании с внедрением прогрессивных методов по многим
видам работ позволило Главмосстрою за последние годы резко
повысить производительность
труда.
Однако на строительно-мон-
тажных работах все еще остается
много трудоемких и недостаточно
механизированных процессов.
Практический интерес представ-
ляют разработанные конструктор-
ским бюро СКБ-Мосстрой Глав-
мосстроя и внедренные в практи-
ку строительства некоторые об-
разцы средств малой механиза-
ции, значительно снижающие за-
траты ручного труда.
Инструмент для резки витрин-
ного стекла. При остеклении
разного рода витражей наиболее
сложной операцией является рез-
ка стекла. Для механизации этой
работы сконструированы и изго-
товлены образцы специального
инструмента.
Инструмент (рис. 69) состоит
из направляющей каретки с дву-
мя пинолями, двух рукояток с
приводными ручками и двумя
присосками. Вес инструмента око-
ло 20 кг.
Скорость резания стекла мо-
жет быть доведена до 4,9 м!мин.
Кронштейны с присосками передвигаются по трубе и закрепля-
ются на ней в зависимости от размеров разрезаемого стекла.
Инструмент для сверления отверстий в глазурованных плит-
ках. Предложенный инструмент (рис. 70) предназначен для
сверления отверстий в плитках диаметром от 24 до 62 мм. Он
представляет собой устройство, похожее на коловорот, в кото-
ром вместо сменяемой в последнем центровой перки устанавли-
вается сверло, являющееся центром при сверлении отверстий.
Электрический молот малой модели. Предназначен для за-
бивки электродов заземления подкрановых путей и различных
электроустановок. Молот приводится в движение от высокоча-
стотного (200 гц) электродвигателя мощностью 2,5 кет, с чис-
182
Рис. 69. Инструмент для резки витринного стекла
Рис. 71. Электрический
молот малой модели
I
Рис. 70. Инструмент для
сверления отверстий в гла-
зурованных плитках
183
лом оборотов 11 500 в минуту (рис. 71). Молот состоит из кри-
вошипного механизма, цилиндра и бойка, входящего в цилиндр,
однако механически не связанного с ним.
Эта простая конструкция электрического молота в 4—5 раз
сокращает время на заглубление электродов и в несколько раз
снижает затраты труда.
Малогабаритный компрессор КМ-70. Вместо неудобных н
громоздких ручных гидравлических прессов, применяемых для
испытания систем внутренних трубопроводов, предложен весьма
простой, легкий и удобный в эксплуатации компрессор КМ-70
(рис. 72).
Компрессор-одноцилиндровый с электродвигателем типа
АОЛ-31-4 мощностью 0,6 кет с 1410 об/мин. Картер компрессо-
ра прикреплен в передней части электродвигателя. На верхней
плоскости картера установлен цилиндр диаметром 52 мм, имею-
щий ребристую наружную поверхность. Агрегат размером
405X200X350 мм весит 21 кг и обслуживается одним челове-
ком. Компрессор КМ-70, используя вместо жидкости сжатый воз-
дух, развивает давление до 10 атм.
Кроме перечисленного на московских стройках применяется
огромное количество разнообразных средств малой механиза-
ции.
Конструкторы из СКБ-Мосстроя вместе со специалистами-
механизаторами продолжают работать над проблемами обес-
печения строек Москвы строительными машинами, оснащенны-
ми автоматикой и электронными устройствами. К их числу от-
носятся: экскаваторы с элек-тронным уровнем, бульдозеры со
следящей системой, башенные краны с программным управле-
нием и большое количество средств малой механизации.
184
7. ВОЗВЕДЕНИЕ ПОДЗЕМНОЙ ЧАСТИ ЖИЛЫХ ДОМОВ
Конструктивные решения, индустриализация изготовления
элементов и методы возведения подземной части зданий по не-
которым типовым проектам панельных и блочных домов, при-
меняемых в массовом строительстве Москвы, отстают от уров-
ня индустриализации, достигнутого в надземной части зданий.
Особенно это относится к пятиэтажным домам серий 1-510
и 1-515 с конструктивной схемой трех продольных несущих стен,
общие сведения о которых подробно приводятся в главе I.
Стоимость работ по возведению подземной части при лен-
точных фундаментах достигает 12% от общей стоимости зданий.
Устройство таких фундаментов требует выполнения больших
объемов работ по выемке и перемещению грунта из котлованов.
При рытье котлована под панельный дом серии 1-515 общий
объем перебрасываемого грунта около 3200 м3. Из этого коли-
чества 66,3% (2100 м3) вынимается экскаватором, бульдозером
и автосамосвалами; 21,9% (700 м3) идет на обратную засыпку,
выполняемую также механизированным способом, а 11,8%
(370 м3) составляют доборы грунта в траншеях перед укладкой
фундаментных блоков, значительная часть которого перерабаты-
вается вручную.
Продолжительность возведения подземных частей домов
этих серий несоразмерно велика и составляет 40—50% от про-
должительности строительства всего дома.
Хотя внедрение сборных фундаментов вместо бутовых сок-
ратило сроки работы и уменьшило трудовые затраты,дальнейшая
практика показала, что применение тяжелых фундаментных и
стеновых блоков при явных тенденциях развития полносборного
домостроения, направленных на применение тонкостенных эле-
ментов с высокими прочностными характеристиками, нецелесо-
образно.
При существующих в Москве условиях, когда строительство
подземной части выполняется специализированными организа-
циями отдельно от надземной части и эти организации вынуж-
дены применять для монтажа механизмы и инвентарь, отлич-
ные от механизмов для возведения надземной части, — эти про-
тиворечия заметно влияют на ход строительства.
Появление домов каркасно-панельной (К-7) и панельной
(1605-А, П-32) структуры с меньшим продольным шагом позво-
лило уменьшить нагрузки и облегчить конструкции подземной
части зданий. Вместо тяжелых фундаментных блоков в этих до-
мах запроектированы железобетонные подушки шириной 70 и
высотой 30 см-, вместо отдельных бетонных блоков стен подва-
лов приняты крупноразмерные индустриальные тонкостенные
элементы несущих и ограждающих конструкций подземной ча-
сти домов.
Переход на конструктивную схему с поперечными несущими
185
стенами позволил отказаться от мелких плит перекрытия под-
вала и перейти на панели размером на комнату.
Резко уменьшилось количество деталей на подземную часть
дома по сравнению с поперечными несущими стенами, что вид-
но из табл. 19.
Таблица 19
Сравнительное количество деталей (в шт.) подземной части домов
с продольными и поперечными несущими стенами
Наименование детали Серия 1 -515/4 со схемой несущих продольных стен Серия 11-32/4 со схемой несущих поперечных стен
Фундаментные блоки 361 113
Стеновые блоки 498 48
Лестницы и площадки . 13 20
Стеновые панели . . . . • 62 106
Панели перекрытий .... 122 40
Всего 1056 295
Примечание. Количество бетона для серии 1-515/4 требуется 314 м\ а для се-
рии 11-32/4 — 208 м3.
Вместе с тем и трудоемкость на монтаже деталей домов с
поперечными несущими стенами также уменьшилась более чем
в два раза по сравнению с домами, имеющими продольные несу-
щие стены (см. табл. 20).
Таблица 20
Затраты труда и машинного времени
Наименование конструктивных элементов Количество эле- ментов на дом в шт. Общий вес эле- ментов в т 1 С| едоие за i р.п ы машинного време- ни на 1 элемент п маш/ч Есего затрат ма- шинного времени в маш/ч Среднее затраты труда на 1 элемент в чел.-ч. Всего за- трат труда в чел.-ч.
На монтаж элементов подземной части жилого дома
серии 1-515 с продол ь н ы м и несущи ми стенами
из бетонных блоков
Фундаменты 361 200 0,033 29,9 0,46 166
Стеновые блоки 498 269 0,109 54,4 0,6 299
Панели ограждающих стен . . . 62 114 0,205 12,7 1,13 70
Настилы перекрытия 122 138 0,072 8,8 0,39 47,6
Лестницы и площадки 13 12 0,08 1,1 0,44 5,7
Всего 1056 733 106,9 — 588,3
186
Продолжение табл. 20
Фундаменты Панели несущих поперечных 113 127 0,094 106 0,52 58,7
стен 48 134 0,226 10,8 1,26 60,48
Панели ограждающих стен . . 58 98 0,205 11,9 1,13 65,5
Плиты перекрытия 36 98 0,08 2,9 0,44 15,8
Лестницы и площадки 40 10 0,098 1,96 0,54 10,8
Всего 295 467 — 39,16 — 211,28
Примечание. В общее количество сборных элементов на дом 1-515 не вклю-
чены нестандартные детали.
Но наряду с известными достижениями в связи с разработ-
кой и внедрением новых типов полносборных домов конструк-
тивные решения по подземной части зданий и методы строитель-
но-монтажных работ все еще отстают от требуемого уровня ин-
дустриализации строительства.
Отрывка котлована под всем зданием до подошвы ленточных
фундаментов вызывает значительные объемы земляных работ,
при которых доборы и зачистка не всегда поддаются механи-
зации.
При закладке фундаментов в зимнее время разработка мерз-
лых грунтов—процесс довольно трудоемкий и неэкономичный.
Практика монтажа панельных домов последних лет показа-
ла, что строители должны в течение длительного осенне-зимне-
го периода принимать ряд дополнительных мер с целью предо-
хранения грунтов от промерзания, особенно оснований под фун-
даменты.
При наличии высокого уровня стояния грунтовых вод стои-
мость возведения подземной части возрастает иногда до 20%.
Перечисленные недостатки конструктивных решений подзем-
ных частей проектов домов, основанных на ленточных или столб-
чатых фундаментах, приводят к тому, что продолжительность
их возведения и материальные затраты занимают большой
удельный вес в строительстве.
В этом отношении достаточно обнадеживающей конструкцией
фундамента жилого дома, технически и экономически себя оп-
187
равдавшей, является свайный фундамент, который может быть
перспективным при дальнейшем совершенствовании в подборе
оптимального типа свай и методов их забивки с использованием
нового высокопроизводительного сваебойного оборудования.
В Москве свайные фундаменты получили широкое примене-
ние с 1961 г. в основном для жилых домов серии К-7.
В районах Свиблово, Медведково, Химки—Ховрино, Хороше-
во—Мневники, кварталах 37—38 Юго-Запада большинство жи-
лых домов выстроено на свайных фундаментах (рис. 73).
Рис. 73. Забивка трубчатых свай на строительстве корпуса № 22
на Бутырском хуторе
В настоящее время на свайных фундаментах строится ряд
зданий серий П-32 и 1-515, в районах массовой застройки (Пе-
рово, Дегунино—Бескудниково, Новое шоссе и др.).
Опыт строительства жилых зданий на свайных фундаментах
в различных районах Москвы показал следующее.
Значительный эффект получается при забивке свай непо-
средственно с земли, так как при отрывке котлована усложня-
ется производство сваебойных работ, особенно при использова-
нии копров на рельсовом ходу. При бойке свай непосредственно
с земли значительно увеличиваются мобильность и производи-
тельность оборудования.
Достаточно экономичной и в настоящее время наиболее рас-
пространенной в массовом строительстве в Москве является
призматическая свая, способная воспринимать нагрузки поряд-
ка 50—70 т.
188
Необходимо отказаться от применения традиционных копров
и до разработки и выпуска промышленностью совершенных
сваебойных установок временно перейти на использование экс-
каваторов или тракторов с навесным сваебойным оборудова-
нием. Большая мобильность экскаваторов позволяет в настоя-
щее время сократить сроки производства работ и удешевляет их
стоимость.
Для забивки свай прямоугольного или квадратного сечения
более приемлем сборномонолитный узел, при котором продоль-
ная арматура свай пропускается в отверстие ростверка для по-
следующего замоноличивания.
Во всех случаях плотность грунтов и однородность их зале-
гания должны быть уточнены в процессе изысканий системати-
ческим зондированием. Все испытания свай следует проводить в
период изысканий, что позволит избежать бросовые затраты по
срубке недобитых свай.
Объемы и последовательность производства земляных работ
при возведении подземной части зданий зависят от рельефа
местности, характера грунта, уровня грунтовых вод, типа и ха-
рактера вертикальной привязки каждого здания.
Спокойный рельеф местности позволяет рыть котлованы под
здания после прокладки инженерных сетей. При пересеченном
же характере местности рекомендуется сначала отрывать кот-
лованы в пониженных местах, затем снимать излишний грунт
при вертикальной планировке территории с использованием его
для подсыпки пониженных мест.
На срезанной части территории отрываются траншеи с вво-
дами инженерных сетей (с последующей засыпкой и уплотнени-
ем), а затем котлованы под здания.
Самой распространенной схемой комплексной механизации
земляных работ, дающей высокие технико-экономические пока-
затели, является экскаватор-автосамосвал-бульдозер.
При разработке котлованов под фундаменты чаще всего ис-
пользуются экскаваторы Э-505, Э-302 (Э-255, Э-258).
С целью увеличения производительности экскаваторов в
Главмосстрое внедрены уширенные ковши увеличенной емко-
сти, позволившие повысить выработку на 30% (рис. 74). Для
отрыва котлованов под здания применяются и скреперы. Разра-
ботка траншей под фундаментные блоки производится как экс-
каваторами с обратной лопатой, так и бульдозерами.
В Главмосстрое траншеи для фундаментных лент разрабаты-
вают экскаватором Э-303 (Э-257), оборудованным специальным
ковшом с гладкой режущей кромкой.
Механизация монтажных работ по возведению подземной
части зданий претерпела большие изменения. В начальный пе-
риод деятельности Главмосстроя основным монтажным меха-
низмом являлся автокран. Подача деталей в котлован произво-
дилась автокраном и им же (либо с бровки, либо с заездом в
189
котлован) производилась установка фундаментных и стеновых
блоков.
Малая маневренность и ограниченная проходимость авто-
кранов, а также недостаточная грузоподъемность создавали не-
выгодные условия их использования, особенно в весеннее и
осеннее время.
Рис. 74. Уширенный ковш к экскаваторам Э-255, Э-277 и Э-258
для зачистки траншей под фундаментные блоки
Автокраны в дальнейшем были вытеснены кранами на гу-
сеничном ходу. Эти краны открыли дорогу для широкого внед-
рения индустриальных конструкций, значительно упростили
производство работ и сократили их сроки. Монтаж подземной
части стал осуществляться захватками по горизонтали, что по-
ложительно повлияло на качество выполняемых работ. Склади-
рование деталей и вся организация площадки в период возве-
дения подземной части зданий приобрели четкий характер, мало
отличающийся от организации возведения надземной части.
Для монтажа конструкций подземной части зданий обычно
применяются экскаваторные и пневмоколесные краны К-123
(К-102), Э-801 (Э-754), Э-1004 (Э-1254), размещаемые на днев-
ной поверхности площадки.
На зданиях, подземная часть которых закладывается в кот-
ловане глубиной до 2,5 м, целесообразнее применять краны-
190
экскаваторы Э-651 (Э-505) и Э-754 (Э-801) с максималь-
ным вылетом стрелы 18 или 16 м и грузоподъемностью на этих
вылетах соответственно 1 и 2,7 т. Краны устанавливают-
ся на дне котлована с захватом монтажных элементов с
бровки.
Поиски дальнейшего совершенствования средств механиза-
ции для возведения подземной части зданий привели к созда-
нию монтажного крана на рельсовом ходу марки МСТК-90.
В настоящее время этот кран широко внедрен и является ос-
новным видом монтажного механизма на работах по возведению
подземной части зданий. Применение этих кранов способствует
более четкой организации работ, организованному складирова-
нию деталей на приобъектном складе, сводит к минимуму влия-
ние сезонных факторов на работу монтажного механизма. Кран
имеет малую посадочную скорость и оснащен сменным навес-
ным оборудованием, позволяющим выполнять некоторые сопут-
ствующие работы.
В настоящее время на стройках Главмосстроя работает бо-
лее 200 кранов МСТК-90.
Мобильный рельсовый кран МСТК-90 весом в 20 т с вылетом
стрелы до 20 м, грузоподъемностью 5 т имеет следующий комп-
лект сменного оборудования:
набор одноковшовых грейдеров емкостью от 0,15 до 0,5 м3;
виброуплотнитель; падающую плиту; планировочный механизм;
гидроснижатель; универсальную траверсу с полуавтоматичес-
ким захватом для подъема и установки конструкций; набор на-
кидных струбцин; вибробункер для раствора; грязевой насос;
установку для механического нанесения битума; набор инстру-
ментов монтажника.
Механизмы крана имеют отдельные электрические двигатели
с общей установленной мощностью 34 кет. На строительных пло-
щадках, где нет электроэнергии, кран может быть оборудован
дизель-электрическим приводом.
Кран снабжен комплектом навесного оборудования для вы-
полнения различных операций при производстве: земляных, мон-
тажных, сваебойных и других работ (рис. 75).
Как показали подсчеты, применение указанной комплексной
машины позволяет вдвое сократить трудовые затраты по рабо-
там нулевого цикла, снизить на 10—15% стоимость работ и на
20% сократить срок их выполнения.
Кран передвигается вдоль монтируемого корпуса по рельсо-
вым путям и после окончания монтажа технического подполья и
каналов-сцепок перебазируется на новый объект, а на его под-
крановых путях устанавливается башенный кран для работ по
надземной части здания, при этом рихтовки путей не требуется,
так как в зону действия стрелы башенного крана длиной 20 .и
свободно вписываются габариты здания в плане, подъездные пу-
ти и склады деталей.
191
Комплексно-механизированные участки для выполнения
комплекса работ нулевого цикла. До последнего времени спе-
циализированные тресты Главмосстроя, выполняющие комплекс
работ нулевого цикла, несмотря на наличие значительных ресур-
сов, не всегда обеспечивали своевременную подготовку фронта
работ общестроительным трестам и домостроительным комбина-
там для монтажа надземной части здания.
Рис. 75. Монтажный кран МСТК-90 с комплектом навесного оборудования
для забивки свай
Одна из причин этих отставаний относится к трудностям в
координации производственной деятельности многочисленных
субподрядных организаций, работающих на одном объекте, по
различным видам специальных работ, в том числе: на земляных
работах, прокладках внутриквартальных сетей, на возведении
подземной части зданий и др.
Создавшееся положение потребовало найти пути улучшения
организации по комплексу работ нулевого цикла.
В связи с этим трестом Мосгорстрой была осуществлена
проектная разработка по созданию комплексно-механизирован-
ного участка для выполнения указанных работ.
В дальнейшем такой опытный участок был организован в
СУ-28 треста Мосфундаментстрой № 1 и ему были поручены
работы в квартале № 18а Кунцева, застраиваемого домами се-
рии 1605-АМ.
На этот опытный участок, схема организации которого по-
казана на рис. 76, возлагалось комплексное выполнение всех
192
работ по устройству нулевого цикла: прокладка внутрикварталь-
ных подземных сетей и дорог, возведение подземной части зда-
ний, выполнение вертикальной планировки, устройство тротуа-
ров, отмосток и др.
Число рабочих, включенных в состав участка, было опреде-
лено в соответствии с разработанными ЦНИБ-Мосстрой
калькуляциями трудовых затрат на весь объем работ по устрой-
ству нулевого цикла. Перечень рабочих бригад опытного комп-
Рпс. 76. Схема организации комллексно-механизированного участ-
ка для выполнения работ нулевого цикла
лексно-механизированного участка и их численность приведены
в табл. 21.
Все перечисленные в таблице рабочие, оставаясь в списках
своих специализированных организаций, были переданы в опе-
ративное подчинение начальника комплексно-механизированно-
го участка. Ему же для использования были переданы экскава-
торы, бульдозеры и краны, остающиеся на балансе Упарвления
механизации № 2 треста Мосстроймеханизация № 1. Количе-
ство выделенных участку строительных машин определилось
расчетом в зависимости от их производительности, а также
объема предстоящих работ и сроков их выполнения.
Для рытья котлованов и траншей под сцепки участку прида-
вался экскаватор Э-505, а для отрытия траншей канализации,
водостоков и газа — экскаватор Э-255. Планировка территории,
устройство корыт под дороги и засыпка траншей осуществля-
лись бульдозерами Д-259 и Д-159Б. Для монтажа конструкций
подземной части зданий были выделены четыре крана на рель-
совом ходу МСТК-90 и два автомобильных крана К-51 для вы-
полнения работ по разгрузке доставляемых на объекты деталей,
монтажу сцепок и др.
Комплексно-механизированный участок выполняет все ра-
боты поточным методом. В проекте производства работ опреде-
13—1458
193
Таблица 21
Перечень и численность бригад опытного комплексно-
механизированного участка
№ бри- гады Наименование бригады Количество рабо- чих в бригаде Организация, выделяющая рабочих в состав участка
1 2 3 4 5 6 Бригада по строительству подземной части зданий То же Бригада по устройству ка- нализации Бригада по сооружению не- проходных каналов (сцепок) и прокладке в них сетей отопления, газа, холодного и горячего водоснабжения Бригада по устройству до- рог, тротуаров и отмосток Бригада механизаторов, включающая: экскаваторщиков .... бульдозеристов машинистов крана К-51 . дежурных слесаря и электрика 35 (в том чис- ле 4 крановщи- ка, работаю- щих на кранах МСТК-90) 35 12 22 20 4 3 4 2 СУ-28 треста Мос- фундаментстрой № 1 То же СУ-25 треста Мос- фундаментстрой № 1 СУ-40 треста Мос- фундаментстрой № 1 Управление механи- зации № 2 треста Мос- строймеханизация № 1
Всего 137
лен шаг потока — 10 дней. Каждая из двух бригад, занятых со-
оружением подземной части зданий, одновременно работает на
двух домах двумя звеньями. Первое звено ведет монтаж фунда-
ментных блоков и через 10 дней переходит на следующий дом, а
ее место занимает второе звено, которое заканчивает монтаж
технического подполья и через 10 дней в свою очередь перехо-
дит на новый дом. Такая технология производства работ позво-
ляет более широко осуществить специализацию внутри бригады.
Фундаментные блоки завозятся и складируются на приобъ-
ектном складе согласно стройгенплану. Монтаж их производит-
ся «со склада». Монтаж кассетных элементов подземной части
зданий ведется непосредственно с транспортных средств; заво-
зятся они по часовым графикам в соответствии с технологичес-
кой картой монтажа. Все остальные бригады (№ 3, 4, 5 и 6),
входящие в состав участка, работают в ритме с бригадами
№ 1 и 2 (см. табл. 22). Таким образом, после разворота потока
участок через каждые 10 дней сдает под монтаж надземной ча-
сти два дома с полностью завершенными работами нулевого
цикла.
Оформление нарядов всех комплексных бригад участка про-
изводится в установленном порядке. Рабочие получают зарпла-
194
Таблица^
Затраты по восьми корпусам серии 1605-АМ квартала 18а района Кунцева,
Наименование работ Сумма с наклад- ными расходами и зимним удоро- жанием в тыс. руб. В том числе по исполнителям
СУ-28 МФС-1 в тыс. руб. СУ-25 МФС-1 в тыс. руб. СУ-40 МФС-1 В ТЫС. руб. Управление механизации । J4 2 МСМ-1 в тыс. руб.
Монтаж подземной части домов .... 202,28 195,55 6,37
Прокладка транзитных трубопроводов 15,49 — 15,49 — , ’
Прокладка теплосети . . . 10,27 — 9,49 —. 0,78
Прокладка канализации . 16,19 13,26 — — 2,93
Прокладка газопровода . 7,35 — 6,67 — 0,68
Благоустройство 26,64 — — 24,76 1,88
Вертикальная планировка 4,67 — — — 4,67
Монтаж элеваторных уз- лов 1,78 — 1,78 -- —
Итого . . . 284,67 208,81 33,43 24,76 17,67
Усредненная стоимость одного корпуса .... 35,58 26,1 4,18 3,09 2,21 :
ту в организациях, где они состоят в списочном составе, на осно-1
вании соответствующих документов, подписанных начальника-
ми комплексно-механизированного участка и спецуправленияч
в котором этот участок организован.
Оплата за выполненные строительно-монтажные работы про-
изводится за полностью готовый для каждого дома комплекс
нулевого цикла. При этом начальник комплексно-механизиро-
ванного участка должен распределить суммы между специали-
зированными управлениями по распроцентовке, заранее состав-
ляемой на весь объем работ по застраиваемому кварталу.
В табл. 22 показано распределение затрат по восьми корпусам
серии 1605-АМ квартала 18а района Кунцева.
Проектом производства работ были предусмотрены следую-
щие технико-экономические показатели работы участка:
годовая мощность потока — комплексное выполнение работ
нулевого цикла для домов общей жилой площадью 126 тыс. м2;
объем работ участка в год— 1770 тыс. руб.; трудоемкость
работ на 1 м2— 0,231 чел.-дня (в том числе на устройство ком-
муникаций, дорог, тротуаров, отмосток и вертикальную плани-
ровку— 0,103 чел.-дня).
Опытный комплексно-механизированный участок успешно
завершил первый комплекс работ нулевого цикла в квартале
18а Кунцева.
За период с 11 июля по 30 сентября 1963'г. (70 рабочих дней)
участком были выполнены работы по сооружению подземной
13* 195
части семи жилых домов серии 1605-АМ. За это же время про-
ложено 910 пог. м канализации, 560 пог. м газопровода,
169 пог. м водопровода и теплосети, 2310 jw2 дорог и 1230 м2 тро-
туаров.
Уже первые результаты деятельности механизированного
участка подтвердили, что такая форма организации работ по
инженерной подготовке территории строительства является про-
грессивной й должна всемерно распространяться.
Продолжительность возведения подземной части дома сокра-
тилась на 18% против установленных сроков (вместо 31 дня по
графику работа фактически выполнена за 25,4 дня).
Уменьшились и затраты машинного времени, что видно из
табл. 23.
Таблица 23
Сравнительные затраты машинного времени на работах нулевого цикла
Наименование машин При выполнении работ
обычным способом комплексно- механизиро- ванным участком снижение в %
Краны МСТК-90 машино-смен 52,1 44,5 15
Краны К-51 > 17,8 11,7 33
Бульдозеры » . ... 10,1 9,3 8
Прочие машины » .... 2,2 0,9 59
Всего . . . 82,2 66,4 19
Необходимо отметить, что эффективному использованию ме-
ханизмов на работах комплексно-механизированного участка
способствовало включение машинистов в единый комплексный
наряд бригады.
Выработка на одного обезличенного рабочего при плане в
580 руб. достигла 980 руб. Производительность труда на раз-
личных видах работ составила от 130 до 150 %.
Достигнуто снижение затрат по заработной плате, эксплуа-
тации механизмов и накладным расходам. Себестоимость работ
за| 1 дом получена в 30,4 тыс. руб. при сметной стоимости
35,6 тыс. руб., т. е. снижена на 14,5%.
При этом новом методе работ, как показал опыт, изменяются
взаимоотношения между бригадами различных субподрядных
организаций, объединенных под единым руководством и мате-
риально заинтересованных в успехе участка в целом.
С учетом результатов работы первого комплексно-механизи-
рованного участка в Главмосстрое завершается разработка ти-
пового положения организации работ и ведется подготовка к
формированию комплексно-механизированных участков во всех
трестах фундаментостроения.
F96
8. МОНТАЖ НАДЗЕМНОЙ ЧАСТИ ЖИЛЫХ ДОМОВ
Монтаж полносборных жилых домов в Москве ведется с по-
мощью башенных кранов. Основной и неотъемлемой частью
монтажа элементов здания является оснастка.
Правильный выбор
и рациональное приме-
нение оснастки улуч-
шает технологию и ме-
тоды монтажа, повы-
шает использование
монтажных кранов по
времени и грузоподъ-
емности и снижает тру-
доемкость работ.
Монтажное обору-
дование делится на че-
тыре группы:
захватные приспо-
собления (стропы, тра-
версы) для подъема
монтируемых элемен-
тов (рис. 77, а, б);
инвентарь для вы-
верки временного за-
крепления монтируе-
мых элементов (рис.
78);
оборудование для
заделки стыковых сое-
динений смонтирован-
ных конструкций (рис.
79);
вспомогательные при-
способления для мон-
тажа (консольные пло-
щадки, лестницы).
Монтажная оснаст-
ка изготовляется на за-
водах Главмосстроя и
поступает на строи-
тельные площадки с
гарантийным паспор-
том.
Для улучшения
эксплуатации монтаж-
ной оснастки, своевре-
менной ее проверки и
197
Узел л
198
отбраковки Главмосстроем утверждены сроки службы монтаж-
ных приспособлений и инвентаря для строительства полносбор-
ных жилых зданий (см. табл. 24).
Таблица 24
Сроки службы некоторых грузозахватных приспособлений и инвентаря
для строительства полносборных жилых зданий
№ п/ и Наименование Срок службы в месяцах
1
2
4
5
6
7
8
9
10
11
12
13
14
15
16
Склад-пирамида для хранения внутренних желе-
зобетонных панелей ............................
Бункер-сигара для подъема сыпучих материалов
(песка, керамзитобетона).............
Ящик-контейнер для раствора, металлический,
емкостью 0,3 м3 . . . . ......
Кантователь для панелей перекрытия ..........
Стропы балансирные ..........................
Захват для подъема лестничных маршей без пе-
тель (за отверстия).............................
Траверса для подъема панелей перекрытия ....
Струбцины подкосные и угловые ...............
Прижим для монтажа внутренних панелей . . . .
Приспособление для временного крепления бал-
конных плит....................................
Площадка для сварщика и монтажника...........
Подмости складные для монтажа стен подземной
части .........................................
Столик-стремянка для разделки внутренних стыков
Лестница для подъема на вышележащий этаж . . .
Навесная площадка для расшивки наружных сты-
ков ...........................................
Инвентарная меоллическая опалубка для замоно-
личивания вертикальных стыков полносборных зда-
ний ...........................................
36
24
24
24
12
12
24
24
24
24
24
24
24
24
24
12
Опыт показал, что применяемые на многих стройках Москвы
различные захватные приспособления и инвентарь при монтаже
полносборных домов в отдельных случаях устарели и являются
тормозом на пути дальнейшего повышения производительности
труда.
Существующие методы монтажа, особенно крупнопанельных
домов с так называемым платформенным опиранием перекры-
тий на несущие поперечные стены (серия 1605-А, 1 МГ-300), и
применяемая оснастка не позволяют в процессе возведения кон-
струкций быстро и просто контролировать соосность по верти-
кали для обеспечения устойчивости дома. Соблюдение соосности
превращается в трудоемкую работу, связанную иногда с неодно-
кратной перестановкой на место сборной детали.
Качество монтажа находится в прямой зависимости от инду-
стриальности конструкции, технологии монтажа, совершенства
оснастки, квалификации исполнителей, подготовленности рабо-
чего места.
199
Одним из важных вопросов, относящихся к дальнейшему
повышению качества монтажа, над которым в настоящее время
работают конструкторы и строители, является принудительная
фиксация сборных элементов при установке их краном в проект-
ное положение.
В этом отношении интерес представляет разработанный в
Главмосстрое проект, предусматривающий новые методы и но-
вую оснастку для монтажа домов серии 1605-АМ.
Рис. 80. Проект технологии принудительного монтажа домов серии 1605-АМ
а — общий вид монтажа панелей стен; б — схема расположения штанг для крепления
панелей стен и фиксаторов панелей стен и перекрытий: 1 — фиксатор ФЗ; 2 — подкосные
штанги для крепления наружных панелей; 3 — винтовой зажим; 4 — штанги для крепле-
ния продольных панелей; 5 — штанги-фиксаторы для крепления поперечных панелей;
6 — фиксатор Ф1; 7 — фиксатор Ф2; в — узел А. Крепление фиксатора в перегородке:
1 — шайба; 2 — клин; 3 — штанга фиксатора; 4 — панель; 5—зажим фиксатора; г—узел Б.
Крепление подкосных штанг к универсальному захвату: 1 — универсальный захват Гипро-
стройиндустрии; 2 — подкосные штанги; д — фиксаторы 1, 2, 3: 1 -стеновая панель:
2 — панель перекрытия; е — узел В. Крепление наружной панели подкосной штангой:
/ — подкосная штанга; ж — общий вид штанги фиксатора; з — узел Г. Крепление про-
дольных панелей
Новый метод достаточно хорошо обеспечивает принудитель-
ную фиксацию при установке в проектное положение вертикаль-
ных стеновых панелей и горизонтальных панелей перекрытий
(рис. 80).
Проектом предусматривается ведение монтажа здания при
помощи башенного крана МБТК-80 по двухзахватной системе.
Работы на захватке начинаются с установки панелей наруж-
ных стен, точное положение низа которых строго фиксируется
специальными стальными деталями, привариваемыми на заводе
к плитам перекрытий. Каждая панель временно закрепляется
двумя подкосными штангами нового типа. Они крепятся к спе-
циальному зажиму конструкции Гипростройиндустрии, который
вставляется в отверстие, оставляемое в панели при ее изготовле-
нии. Для крепления штанг к стеновым панелям в последних раз-
200
мещаются две монтажные петли на высоте 1,7 м от уровня пола.
Подкосные штанги имеют длину 2,6 м и вес 8,1 кг. При помощи
имеющихся на штангах муфт можно легко и быстро довести
панели до строго вертикального положения. Применение таких
штанг исключает пользование тяжелыми накидными струбцина-
ми с длинными и неудобными подкосами, для установки и сня-
тия которых монтажнику каждый раз приходится подниматься
на столик или стремянку, чтобы достать до верха панели.
Вслед за монтажом панелей наружных стен производится
сварка закладных деталей и выполняется изоляция вертикаль-
ных стыков. Затем устанавливаются и при помощи теодолита
выверяются «базовые» (маячные) поперечные стеновые панели
(по две панели на этаж), которые крепятся к панелям перекры-
тия подкосными штангами.
Далее приступают к последовательному монтажу всех внут-
ренних поперечных стеновых панелей. Принудительная фикса-
ция и крепление их производятся следующим образом. Нижняя
часть панелей, в том числе и «базовых», фиксируется при помо-
щи специальных деталей, приваренных на заводе к закладным
деталям нижестоящих панелей. Верхняя часть панелей фикси-
руется и крепится к «базовым» панелям при помощи штанг-
фиксаторов. Каждая из штанг-фиксаторов состоит из двух ча-
стей: зажима, устанавливаемого на заводе в отверстие на вы-
соте 1,7 At от уровня пола, и собственно штанги на месте монтажа.
Изготовляются штанги-фиксаторы из труб диаметром 50 мм, с
толщиной стенки 2 мм. Они имеют точные размеры по длине,
соответствующие размерам пролетов. Конструкция их проста и
удобна в пользовании.
Установка внутренних продольных стеновых панелей произ-
водится с использованием фиксаторов, точно определяющих по-
ложение низа панелей, и специальных связей, при помощи ко-
торых панели временно закрепляются в вертикальном положе-
нии. Связи крепятся одним концом к штангам-фиксаторам, а
другим — к зажиму, установленному на заводе, в имеющееся в
панели отверстие.
Предусмотренные проектом технология монтажа, облегчен
ная оснастка и способы принудительной фиксации панелей по-
зволяют сократить срок сборки этажа с 6—8 до 3 дней. Продол-
жительность работ по монтажу надземной части дома установ-
лена в 18 дней, с одновременным выполнением совмещенных
работ, установленных графиком.
По предварительным данным предлагаемый способ монтажа
повысит качество и снизит на 10% трудоемкость монтажных
работ.
При монтаже панели наружных стен крепятся подкосными
струбцинами за верх панелей на высоте 2,6—2,7 м. Это удлиня-
ет монтажный цикл и ведет к излишним трудовым затратам.
При креплении подкосных струбцин за верх панелей мон-
14—1458
201
тажникам приходится затрачивать время на переноску столи-
ков, подъем на них, закрепление струбцины и спуск со столиков.
Для снятия струбцин все эти процессы приходится снова по-
вторять.
В новых монтажных проектах домов серий МГ-300, 1605-АМ
и 1-515 предусматривается крепление панелей наружных стен
не за их верх, а на уровне человеческого роста (1,7 лс) за
Рис. 81. Струбцины и подкос для крепления наружных стеновых
панелей
спиральные петли, закладываемые в панели при формовании.
Одновременно предусматриваются и способы крепления низа
подкосов, более близкого к наружной стене. Длина подкос-
ных штанг сокращается до 2—2,6 м, а вес их до 6,6—8,1 кг
(рис. 81).
Комплект новой оснастки на один дом уже изготовлен, и до-
мостроительный комбинат № 2 Главмосстроя приступает копыт-
ному монтажу нескольких домов в квартале 95 в Кунцеве по
новой технологии. После окончательной проверки и отработки
оснастки она будет применена на всех домах.
Основные методы монтажа конструкций жилых зданий
Вместе с совершенствованием конструкций жилых домов
улучшаются и методы их возведения.
За последние годы в Москве накоплен опыт монтажа зданий
с различной технологической последовательностью установки
элементов.
Основные методы монтажа надземной части зданий в москов-
202
ской практике: монтаж замкнутыми ячейками без захваток:
посекционно-раздельный метод, при котором (в пределах одной
секции) конструкции монтируются раздельно; метод монтажа
захватками, когда здание делится на две захватки; поопераци-
онный и раздельно-пооперационный метод.
Монтаж замкнутыми ячейками без деления на захватки.
Такой метод монтажа крупнопанельных конструкций приме-
няется при тонкостенных элементах, обладающих относитель-
но малой собственной устойчивостью. При этом методе вслед за
установкой и временным закреплением одного стенового эле-
мента конструктивной ячейки (например, комнаты) монтируют-
ся три остальных элемента стен, соединяемые с ранее установ-
ленным с помощью металлических накладок электросваркой.
После окончательного соединения элементов между собой вре-
менные крепления снимают и переносят в следующую конструк-
тивную ячейку.
Такая последовательность приводит к частой смене монтаж-
ной оснастки, так как одновременно монтируются панели на-
ружных и внутренних стен, перегородок, санитарно-технических
кабин (блоков) и других элементов. Монтажники выполняют в
течение смены разнородные операции, и это снижает их произ-
водительность.
Другой недостаток указанного метода — невозможность
вести монтаж здания с транспортных средств, при котором на
машинах могут доставляться только однородные элементы, по-
ступающие с одного завода-поставщика. Сроки работ при методе
монтажа замкнутыми ячейками без захваток, рассчитанном на
монтаж с приобъектного склада, на 25—30% выше, чем на зда-
ниях, монтируемых с транспортных средств.
Посекционно-раздельный метод монтажа. Захваткой при
этом методе является одна секция этажа.
На каждой захватке в определенный период времени (сутки,
смену) выполняется весь комплекс монтажа конструкций с окон-
чательной их выверкой, креплением и замоноличиванием стыков
всех элементов.
Этот метод монтажа детально разработан трестом Мосорг-
строй для домов серии К-7. Первоначально на всей секции мон-
тируются поперечные несущие стены, лестничные площадки и
марши, затем плиты пола, устанавливаемые на нижние полки
балок-стенок, и плиты потолка — на верхние полки и, наконец,
устанавливаются панели наружных стен. Все это выполняется
за три смены одного рабочего дня. Панели поперечных несущих
стен монтируются с помощью одноэтажных кондукторов, уста-
навливаемых на панель потолка нижележащего этажа. Кондук-
тор позволяет с одной стоянки установить две несущие панели,
после чего он переставляется в следующую ячейку. Установлен-
ные панели временно удерживаются распорками с винтовыми
струбцинами.
14
203
Строгая очередность и цикличность операций позволяют при
сравнительно небольших трудовых затратах сократить продол-
жительность монтажных работ с 42 до 24 дней. Разбивка этажа
на монтажные секции затрудняет пользование методом монтажа
с транспортных средств, так как при доставке на площадку чет-
ного количества элементов (два контейнера одновременно) па-
нелевозы имеют недогруз на 35—40%. Разбивка здания на за-
хватки, равные одной секции, сужает фронт работ и не позволя-
Рис. 82. Смонтированные стеновые панели
ет быстро приступить к послемонтажным работам: заделке
стыков бетоном, конопатке швов, расшивке и т. п.
Метод монтажа захватками. В полносборное строительство
этот метод был перенесен из практики кирпичного строительст-
ва, где он широко применялся в целях совмещения строительных
и специальных видов работ для ускорения ввода здания в экс-
плуатацию.
Нередко крупнопанельные здания при монтаже надземной
части разбиваются на две захватки. Это позволяет более эконо-
мично применять инвентарь и монтажные приспособления. Мон-
таж конструкций осуществляется по совмещенной или по раз
дельной схемам. В первом случае методы монтажа почти не
отличаются от монтажа замкнутыми ячейками, по выполняются
в пределах половины зданий.
Геодезическая выверка установленных элементов ослож-
няется. Все недостатки метода монтажа замкнутыми ячейками,
204
включая невозможность монтажа «с колес», присущи данному
методу.
Раздельный (пооперационный) метод. Впервые эту техно-
логию монтажа жилого дома в 1960 г. применила комплексная
бригада конечной продукции, руководимая Г. И. Ламочкиным,
на строительстве жилого дома 14 в 75-м квартале района Вол-
хонка—ЗИЛ.
При этом методе монтаж здания производился без разделе-
ния каждого этажа на захватки, с установкой в каждой смене
только однотипных деталей (рис. 82). Метод оказался весьма
производительным. Уже на строительстве первого дома се-
рии 1-515 по новому принципу сроки его монтажа сократи-
лись на 30%, затраты рабочего времени составили 1430 чел.-дней
вместо 2590 чел.-дней по плану, а затраты машинного времени
(время работы крана на установку детали) уменьшились в два
раза.
Пооперационный метод открывает широкие возможности для
ведения монтажа с транспортных средств. Однако здесь исклю-
чается возможность совмещенных работ на нижележащих эта-
жах. Это требует ведения бригадой работ на двух корпусах
одновременно.
Наиболее рационален раздельно-пооперационный метод мон-
тажа с захватками, при котором каждый этаж здания делится
на две захватки с монтажом конструкций на этих захватках
поочередно.
Сохраняя все преимущества пооперационного метода монта-
жа, раздельно-пооперационный метод создает условия для сов-
мещения различных видов работ и еще больше сокращает сроки
ввода домов в эксплуатацию. При этом достигаются:
1) четкая доставка элементов по часовому графику и мон-
таж элементов непосредственно с транспортных средств;
2) возможность использования двух монтажных звеньев при
работе одного башенного крана;
3) резкое увеличение производительности труда монтажни-
ков и сменной выработки башенного крана за счет выполнения
однородных операций и использования крана только для уста-
новки и предварительной выверки элементов на обоих участках
работы монтажников. В этом случае окончательная выверка
элементов производится с помощью инвентарных приспособле-
ний (подкоса с регулирующей муфтой и винтовой струбциной
и рейки отвеса);
4) развертывание широкого фронта ведения монтажных ра-
бот, позволяющего быстро освобождать часть этажа для выпол-
нения послемонтажных операций (заделка стыков бетоном, ко-
нопатка и др.).
Раздельно-пооперационный метод разработан трестом Мос-
горстрой по предложению и при участии Г. Ламочкина и широ-
ко применяется многими бригадами Главмосстроя.
205
Монтаж в течение каждой смены однотипных элементов со-
здает своеобразный конвейер, при котором монтажники, выпол-
няя однородные операции, не теряют времени на замену одних
монтажных приспособлений другими и на свое передвижение с
позиции на позицию. Это повышает производительность их труда.
Осуществление монтажа полносборных домов указанным ме-
тодом дало возможность бригадам коммунистического труда
Г. Ла мочкина, В. Затворницкого, И. Мизонова и другим значи-
тельно сократить сроки возведения домов, увеличить выполне-
ние норм на 150—170%, добиться экономии машинного времени
башенных кранов и улучшения их использования в целом.
Организация труда на монтаже полносборных жилых домов
Основным фактором, решающим успех возведения жилых
домов, является прогрессивная организация труда, соответству-
ющая достигнутому уровню индустриализации строительства.
Наиболее эффективной формой организации труда на пол-
носборном домостроении в Москве следует считать бригаду
широкого профиля, выполняющую собственными силами весь
комплекс работ по возведению дома и подготавливающую его
под окончательную отделку.
С 1955 г. повсеместное распространение в Москве получили
комплексные строительные бригады. В этих бригадах объеди-
нилось большинство строительных профессий, что привело к
значительному сокращению вспомогательных работ.
Оплата труда комплексной бригады вначале производилась
по комплексным расценкам за единицу конструктивных элемен-
тов (кубометр кирпичной кладки, кубометр железобетона и пр.).
В дальнейшем получила развитие и аккордная система опла-
ты (за единицу измерения конечной продукции — за этаж
или здание в целом). В такой бригаде уже обеспечивается об-
щая материальная и деловая заинтересованность всех рабочих
в повышении производительности труда, в конечном итоге рабо-
ты, в рациональном использовании своего рабочего времени, в
максимальном использовании строительных машин.
Переход на работу комплексными бригадами обеспечил по-
вышение производительности труда не менее чем на 15—20%
по сравнению с производительностью в узкоспециализированных
бригадах.
В дальнейшем эта новая прогрессивная форма организации
труда получила в Главмосстрое широкое распространение. Если
в 1957 г. количество комплексных бригад в Главмосстрое со-
ставляло 698, то в 1959 г. их было уже 1375, в 1961 г.— 1750,
в 1962 г. —2010, а в 1963 г. — 2300.
Дальнейшим этапом развития комплексных бригад явились
бригады конечной продукции, число которых к 1964 г. состави-
ло 1015.
206
В состав работ, выполняемых бригадами, кроме монтажа
основных конструкций здания вошли: устройство перегородок,
заполнение оконных и дверных проемов, установка встроенных
шкафов, подготовка под полы, транспортные работы на площад-
ке и др.
В последнее время в состав работ бригад конечной продук-
ции включают штукатурку, выравнивание и затирку плоскостей.
У отделочных бригад в основном остаются: малярные работы,
устройство чистых полов и др.
Большое значение в организации бригад конечной продукции
имеет правильный подбор рабочего состава (см. табл. 25).
Таблица 25
Состав бригад конечной продукции
Специальность рабочих Количество человек в бригадах на общестроительных работах при возведении надземной части жилых димов и школ
Тип зданий
при двухсменной работе при трехсменной работе
1-510, 11-18-01 1605, 11-32 ШКОЛЫ на 880 учащихся 1-510. 11-18-01 1005, 11-32 школы на 880 учащихся
Монтажники по конст- рукциям 8 8 8 12 12 12
Электросварщики . . . 2 2 о 3 3 3
Столяры-плотники . . 6 5 8 9 7 12
Штукатуры 10 8 12 15 12 18
Каменщики 2 1 4 3 1 5
Бетонщики 4 4 5 6 6 6
Транспортные рабочие и изолировщики . . 8 7 8 12 11 12
Всего ... 40 35 47 60 52 68
Создание комплексных бригад конечной продукции потребо-
вало улучшения системы выдачи нарядов и учета работ. Приме-
нение типовых калькуляций и аккордных нарядов способствова-
ло упорядочению нормирования и оплаты труда рабочих, а
также создавало условия для дальнейшего повышения произ-
водительности труда.
В связи с тем, что бригадам вместо обычных нарядов вы-
дается наряд-задание, на оформление которого требуется зна-
чительно меньше времени, инженерно-технический персонал мо-
жет больше уделять внимания организации строительства,
механизации процессов производства, внедрению передовых ме-
тодов труда и контролю за качеством работ.
207
Члены бригад конечной продукции обычно имеют две, а
иногда и три профессии, что способствует более успешной и про-
дуктивной работе и предотвращает простои. Насколько широко
рабочими осваиваются смежные профессии, можно видеть на
примере некоторых ведущих бригад Главмосстроя (см. табл. 26).
Таблица 26
Освоение смежных профессий в бригаде
Бригады Наименование треста К< личе- ство рабо- чих в бри- гаде В том числе имеют
1 про- фес- сию 2 про- фес- сии 3 про- фес- -сии 4 про- фес- сии
Затворницкого Мосстрой № 1 27 1 16 10 —
Мизонова То же 26 12 7 —
Ламочкина 28 1 17 10 —
Масленникова дек 44 — 27 17 —
Прокопенко Мосстрой № 1 27 2 12 12 1
Комплексная бригада конечной продукции Домостроитель-
ного комбината № 1 Главмосстроя, руководимая бригадиром
С. Лапуцько, рассчитала, что строители могут добиться более
высоких показателей, если рабочие смежных специализирован-
ных организаций будут постоянно работать с общестроительны-
ми комплексными бригадами по совмещенному графику.
Используя эту идею, бригада Лапуцько в содружестве с рабо-
чими санитарно-технических, электромонтажных и отделочных
организаций (бригады Провоторова, Хромова и Бакуменко) в
октябре 1961 г. за 28 дней построила в Новых Кузьминках
и сдала Государственной комиссии жилой пятиэтажный 60-квар-
тирный крупнопанельный дом (корпус № 50).
Слаженность в работе смежных бригад позволила не только
сократить сроки строительства, но значительно снизить трудо-
вые затраты (см. табл. 27).
Таблица 27
Затраты труда при строительстве корпуса № 50
(в чел-ч на 1 м2 жилой площади)
Наименование работ При обычной организации производства При использовании предложения бригады Лапуцько
Общестромтельные 1,43 0,93
Санитарно-технические 0,28 0,27
Электромонтажные 0,24 0,11
Отделочные 1,27 0,69
Всего ... 3,22 2
208
При работе бригад по совмещенному графику в случае, когда
связующим звеном в деятельности смежных бригад является
график совмещенного выполнения общестроительных, санитарно-
технических и электромонтажных работ — заработная плата ра-
бочих, занятых на специальных работах, определяется по раз-
дельным нарядам.
В случае, когда рабочие общестроительной, санитарно-техни-
ческой и электромонтажной организаций, а также машинисты
башенных кранов входят в состав так называемой объединенной
комплексной бригады — оплата труда рабочим производится на
основе единой калькуляции трудовых затрат с выдачей бригаде
общего наряда.
Первая объединенная комплексная бригада была организо-
вана в СУ-108 треста Мосстрой № 18. Возглавил ее опытный
строитель-бригадир И. Дюкарев. Организация объединенной
комплексной бригады явилась по существу развитием опыта
работы бригадира С. Лапуцько по слаженной работе смежных
бригад.
Большое значение имело правильное формирование рабочими
объединенной комплексной бригады как по квалификации, так
и по численности с учетом необходимости при внедрении новой
формы организации труда добиться повышенных показателей по
выработке, трудозатратам, срокам строительства и качеству
(см. табл. 28)
Объединенная комплексная бригада работает под общим
руководством бригадира и линейного инженерно-технического
персонала генподрядной организации. Техническое руководство
и контроль за качеством работ, выполняемых специализирован-
ными звеньями объединенной бригады, а также обеспечение их
соответствующими материалами и деталями по-прежнему осу-
ществляет технический персонал специализированной организа-
ции. Линейный персонал генподрядной организации выдает за-
дания объединенной комплексной бригаде и ведет учет всех
выполненных работ и отработанного времени.
Закрытые наряды подписываются бригадиром от обще-
строительной и звеньевыми от специализированных органи-
заций.
Перечень работ, включаемых в калькуляцию, определяется
генподрядным трестом по согласованию со специализированными
организациями, в соответствии с разработанной технологией и
совмещенным графиком производства работ.
Распределение заработной платы между членами объединен-
ной комплексной бригады производит генподрядная организация
в общем порядке, в соответствии с присвоенными разрядами и
фактически отработанным временем.
Выплата заработной платы строителям, слесарям-сантехни-
кам, электромонтерам и машинистам кранов, работающим в
объединенной комплексной бригаде, производится организацией,
209
Таблица 28
Состав объединенной комплексной бригады
Количество рабочих на строитель-
стве домов серий
1-515
Наименование профессий
в том числе
по разрядам
Наименование
организаций
II | III | IV | V
Монтажники
8—43
18—4
Плотники-столяры ..61
Штукатуры...........10 3
Каменщики ........... 2 —
Изолировщики .... 2 —
Сварщики ............ 1 —
Такелажники.......... 2 —
Транспортные рабочие 2 2
Бетонщики .... 2 1
2
6
1
1
о
1
5 1
10 3
2 1
3 —
2 -
2 -
1 1
2 1
2
6
1
2
1
3 1
1 1
1 -
1 -
1 1
СУ-108 треста
18
То же
2
1
1
1
Всего по обще-
строительным
профессиям . .
Слесари-сантехники . .
Электромонтеры . . .
Машинисты башенных
кранов . . -...
7 18 7
-23
- 2 —
3 —
2 СУ-2 Моссан-
техстрой
1 СУ-48 Мос-
электромон-
таж
2 УМ-15 Мос-
строймехани-
зация 5
Всего . . . 47 7 21 11 8 47 7 22 10 8
в списочном составе которой они находятся. Основанием для это-
го служит выписка из табеля-расчета, которую выдает генпод-
рядная организация.
Форма оплаты труда, принятая в бригаде т. Дюкарева, не
нарушает установившуюся и оправдавшую себя специализацию
строительных организаций и вместе с этим увеличивает мате-
риальную заинтересованность рабочих, занятых на строитель-
стве одного объекта. Объединенные комплексные бригады полу-
чили на стройках Главмосстроя широкое распространение.
9. ОТДЕЛОЧНЫЕ РАБОТЫ В ПОЛНОСБОРНОМ ДОМОСТРОЕНИИ
Переход к массовому строительству зданий и сооружений из
сборных элементов повышенной заводской готовности значитель-
но сократил трудоемкость работ по отделке зданий. Однако
210
сдельный вес отделочных работ в общем балансе затрат труда
все еще остается высоким. Поэтому вопрос дальнейшего улуч-
шения технологии и методов производства отделочных работ
и расширения комплексной механизации во всех процессах от-
делки зданий для снижения трудоемкости является одним из
первоочередных.
Используя положительный опыт общестроительных комплек-
сных бригад, отделочные организации в начальном периоде соз-
дали на ряде объектов специализированные бригады: штукату-
ров, маляров и паркетчиков, в состав которых включались
транспортные рабочие и мотористы, обслуживающие различные
механизмы. Условно такие бригады именовались комплексными.
Однако эта форма организации труда не дала положительных
результатов и не нашла широкого распространения из-за разоб-
щенности работы звеньев, отсутствия заинтересованности в об-
щем повышении производительности труда и выработки бригады
в целом. Даже наличие в бригадах единого наряда не создавало
стимула для повышения зарплаты звеньев и отделочных рабочих,
работавших на общий «котел».
Для устранения этих недостатков в большинстве отделочных
организаций перешли на внедрение такой системы, при которой
звенья, укомплектованные рабочими одной профессии в коли-
честве 3—7 человек, входившие в состав специализированной
бригады, получали самостоятельный наряд.
Иногда применялась и чисто звеньевая система организации
труда, при которой звенья работали самостоятельно, вне бри-
гады.
Звеньевая система повысила материальную заинтересован-
ность рабочих, изменила их отношение к результатам труда,
способствовала сокращению внутрисменных потерь времени,
укрепила трудовую дисциплину и улучшила качество отделочных
работ. Однако этот метод организации труда имел ряд недостат-
ков: наличие большого количества звеньев, разбросанность их
по отдельным объектам с небольшим объемом выполняемых ра-
бот, невозможность правильно и полноценно использовать сред-
ства механизации, затруднения линейного технического персо-
нала строек в обеспечении руководства рассредоточенных по
объекту малочисленных групп рабочих.
Дальнейшие поиски привели к поточно-цикличному методу
организации труда в отделочных работах. Этот метод (при об-
разовании бригад), не изменяя организационной структуры от-
дельных специализированных звеньев, предусматривал: перевод
отделочных работ на поток по объекту; ритмичный переход рабо-
чих с одной захватки на другую; осуществление технологической
последовательности работ по отдельным циклам (1-й цикл —
штукатурные и плиточные работы; 2-й цикл — подготовка под
окраску и побелка поверхностей; 3-й цикл — настилка паркета
211
и линолеума; 4-й цикл — окончательная отделка поверх-
ностей) .
Однако, несмотря на прогрессивность поточно-цикличного
метода, он также имел ряд недостатков: удлинение сроков сдачи
объектов в эксплуатацию в связи с посекционным выполнением
отделочных работ; отсутствие непрерывного потока в пределах
массовой застройки квартала; неполное использование механиз-
мов и др.
Для устранения этих недостатков коллектив треста Мос-
отделстрой №1 предложил конвейерный метод отделки полно-
сборных жилых домов, который явился совершенствованием по-
точно-цикличного метода. Этот метод в дальнейшем получил
широкое распространение в отделочных организациях.
В основу конвейерного метода положены следующие принци-
пы: ритмичная сдача в эксплуатацию жилой площади на протя-
жении всего года; организация комплексных бригад постоянного
состава для выполнения отделочных работ; выполнение отделоч-
ных работ по совмещенному графику; сохранение звеньевой
системы оплаты труда внутри комплексной бригады.
В настоящее время конвейерный метод организации отделоч-
ных работ широко применяется в Главмосстрое. Метод конвейер-
ной отделки дает возможность сократить сроки отделки полно-
сборных домов до 24—18 дней и осуществить ритмичную сдачу
домов в эксплуатацию. Этот метод позволяет повысить уровень
механизации отделочных работ и снизить затраты труда, дове-
дя их до 0,6 чел.-дня на 1 м2 жилой площади.
В 1961 г. конвейерным методом было отделано 300 тыс. м2
жилой площади, в 1963 г.—1154 тыс. м2, а в 1964 г.—1350 тыс. м2.
При конвейерном методе отделочные работы выполняются
комплексной бригадой, в состав которой входят специализиро-
ванные звенья штукатуров, маляров и плиточников, а также мо-
тористы, столяры и транспортные рабочие.
Состав комплексной бригады и число рабочих каждой про-
фессии, входящей в бригаду, определяется заданными объемами
работ, шагом потока и выработкой рабочих соответствующих
профессий.
Ниже в табл. 29 дается примерный состав комплексной бри-
гады при выполнении отделочных работ по конвейерному мето-
ду для полносборных жилых домов различных типов (при вы-
полнении бригадой всего объема штукатурных работ).
Комплексная бригада разбивается на специализированные
звенья. Практически звенья штукатуров состоят из 4—5 человек.
Звенья маляров комплектуются из четырех рабочих, которым за
24 дня поручается отделать 8 квартир.
Повышению производительности труда отделочников способ-
ствует постоянное закрепление за каждым звеном одних и тех
же типов квартир в отделываемых домах.
Организация комплексных бригад отделочников и конвейер-
212
Таблица 29
Состав комплексной бригады при отделке зданий конвейерным методом
Тип дома 1-515 1-510 К-7 П-32 16С5
Общее количество ра- бочих в бригаде .... 75 79 49 62 64
В том числе: штукатуров 18 21 8 17 16
плиточников . ... 6 6 — 5 2
маляров 45 45 35 34 39
прочих рабочих . . . 6 7 6 6 7
ный метод отделки создают большой фронт работ, а вместе с тем
и реальную заинтересованность отделочников в применении ме-
ханизмов.
Нормирование и оплата труда в комплексных бригадах отде-
лочников производится но звеньям за единицу конечной продук-
ции. Измерителями обычно являются квартира и лестничная
клетка, на основании которых делается расчет на эгаж или сек-
цию. Затраты труда и фонд заработной платы определяются по
типовым калькуляциям на отделочные работы. Калькуляция со-
держит подробное описание работ, нормативное время и сумму
заработной платы по видам работ соответствующего комплекса.
Окончательный расчет с бригадой производится ежемесячно
в соответствии с фактическим сроком выполнения задания.
* *
*
Большое количество строящихся в Москве объектов с огром-
ным объемом отделочных работ потребовало решения одного из
наиболее серьезных вопросов — своевременного и рационального
обеспечения строек потребными отделочными материалами, по-
луфабрикатами и изделиями.
Практика строительства показала, что ранее сложившийся
порядок обеспечения объектов отделочными материалами, когда
переработка сырья для получения масляных и клеевых составов,
шпаклевок, различных эмульсий, замазки и др. производилась
в построечных условиях, в многочисленных полукустарных ко-
лерных мастерских, при массовом строительстве оказался совер-
шенно неприемлем.
Поэтому в московском строительстве большое внимание бы-
ло уделено созданию специальных предприятий по изготовлению
полуфабрикатов, имеющих наиболее массовое применение во
всех видах отделочных работ.
Централизованное изготовление шпаклевочных паст, масля-
ных и клеевых составов, в том числе колерных эмульсий, клея-
213
щих материалов, организованное Главмосстроем на комбинате
«Стройдеталь», резко улучшило материально-техническое снаб-
жение отделочных трестов.
Централизованное производство москательных товаров поз-
волило ликвидировать на стройках более 200 так называемых
колерных мастерских с кустарным изготовлением полуфабрика-
тов для отделочных работ. Расход сырья резко сократился, а ка-
чество готовой продукции улучшилось.
Рис. 83. Контейнер для перевозки обоев
Не менее важным вопросом явилась организация централи-
зованной доставки полуфабрикатов, изделий и материалов к ме-
сту работ на многочисленные объекты строительства, рассредо-
точенные по различным районам города, так как при этом необ-
ходимо было решить сложные задачи по тарированию, упаковке
и контейнерной доставке разнообразных отделочных материалов
к месту потребления.
В настоящее время работы по комплектации отделочных ма-
териалов проводятся во многих направлениях. По некоторым ма-
териалам процесс комплектации и доставки их на объекты в ос-
новном закончен, по другим идет экспериментальная проверка.
В трестах Мосотделсгрой № 2, 3, 4 и 5 созданы централизо
ванные цехи заготовки и раскроя обоев на комнату и квартиру
с выпуском продукции от 600 до 800 тыс. м2 в год, а в тресте
Мосотделстрой № 1 разработан и смонтирован агрегат по заго-
товке и раскрою обоев производительностью до 1500 тыс. м2 в
год (при односменной работе). Заготовка выполняется по специ-
альным альбомам раскроя и типам обоев.
Доставка укомплектованных партий обоев из цехов раскроя
на объекты строительства производится в контейнерах (рис. 83).
214
на автомашинах ЗИЛ-164 с гидрокраном или на машинах-фурго-
нах (рис. 84).
Битум в горячем виде при температуре 170—200° С (в опыт-
ном порядке) доставляется на объекты в автогудронагорах. На
Чагинской нефтебазе подготовлено оборудование специального
раздаточного устройства для выдачи горячего битума в автогу-
дронаторы.
Холодные мастики и синтетические краски на стройки отправ-
ляются в металлической таре весом 20—30 кг.
Рис. 84. Автомашина-фургон для контейнеризации и перевозки обоев
Растворы из сухой смеси транспортируются в крафт-мешках.
Для контейнеризации и транспортировки основных отделочных
материалов (глазурованной и метлахской плитки, штучного пар-
кета, шпаклевки, меловой пасты, замазки и масляных колеров)
применяется крупный унифицированный контейнер (рис. 85).
рассчитанный на транспортировку автомашиной МАЗ-200, обо-
рудованной погрузочно-разгрузочным устройством. Этот контей-
нер удобен для загрузки готовой продукции на заводах и склад-
ских базах, облегчает механизацию погрузочно-разгрузочных ра-
бот, требует относительно небольшой площади на объектах
строительства.
Известно, что шпаклевки, замазки, меловые пасты и готовые
масляные кодеры поступают из централизованных цехов полу-
фабрикатов в металлической оборотной таре. Это очень невыгод-
но из-за частых повреждений тары и связанных с ними гнилост-
ных процессов, замораживания зимой и высыхания в летних ус-
ловиях. Металлическая оборотная тара дорога и практически не
выдерживает положенного срока эксплуатации. Поэтому боль-
шое значение для улучшения комплектации тарирования и кон-
тейнерной доставки имеет замена металлической тары для ос-
новных москательных материалов бумажной безвозвратной
тарой (крафт-бумага, покрытая пленкой полиэтилена). В насто-
ящее время внедряется затаривание москательных товаров в бу-
мажную тару (пакетами весом 30 кг}.
Успешное решение всей проблемы комплектной доставки от-
делочных материалов в контейнерах имеет исключительно важ-
215
ное значение для московского строительства. Оно позволит рез-
ко сократить затраты на строительство, повысить его качество
и сократить сроки ввода зданий в эксплуатацию.
Для снижения трудовых затрат при производстве отделочных
работ Главмосстрой непрерывно вводит в строй большое количе-
ство различных механизмов, машин, оборудования, инвентаря и
инструментов (в том числе электрифицированных), в основном
Рис. 85. Контейнер для перевозки глазурованней и метлахской плитки
новой модификации, высокопроизводительных и рациональных.
Много внимания уделяется разработке и применению разно-
образных средств малой механизации собственного изготовле-
ния, которые в значительной мере способствуют повышению
уровня комплексной механизации.
Например, созданный в тресте Мосотделстрой № 1 на базе
краскопульта С-491 окрасочный агрегат позволяет производить
побелку в пятиэтажных домах без пользования растворонасосом
и компрессором, не перемещая агрегат по этажам (рис. 86).
Агрегат создан на базе краскопульта, имеет сблокированные
узлы, состоящие из бачка, электромешалки и устройства для
фильтрации раствора. От агрегата, установленного вне корпуса
или в помещении первого этажа, одновременно могут работать
2—3 удочки. Производительность агрегата в смену — 2100 -и2
площади окраски, вес его — 63,5 кг.
Для отделки паркетных полов широко применяется паркетно-
шлифовальная машина нового типа с кардолентой. Машина со
216
стоит из корпуса, двух барабанов, натяжного устройства, пыле-
соса, ходовой части, механизма подъема и электродвигателя.
Производительность паркетно-шлифовальной машины — 35—
40 ж2/ч, скорость движения кардоленты — 22 м/сек, вес маши-
ны — 50 кг (рис. 87).
Значительно снижают трудоемкость различные затирочные
машины для отработки штукатурки или, например, виброкатки.
применяемые при насти-
лке линолеума (рис. 88k
Для производства от-
делочных работ внедрены
новые складывающиеся
подъемники для подачи
материалов при строи-
тельстве пятиэтажных
домов. Подъемники эти—
отдельностоящие и не
требуют крепления к зда-
нию; они легко транспор-
тируются.
Для окрасочных ра-
бот незначительного объ-
ема используется диаф-
рагмовый компрессор
С-511 с пистолетом-крас-
кораспылителем (рис. 89).
Широкое применение
средств механизации по
всем видам отделочных
Рис. 86. Окрасочный агрегат для побел-
ки стен и потолков
работ оказало свое влияние на повышение производительности
труда отделочников и сокращение сроков работ.
Уровень охвата механизацией основных видов отделочных ра-
бот последовательно возрастает. Так, по штукатурным работам
с 56% в 1954 г. уровень механизации повысился до 74,6% в
1963 г., а по малярным работам соответственно с 65% до 74,4%.
10. СВАРОЧНЫЕ РАБОТЫ
В крупнопанельном домостроении Москвы связи между сбор-
ными элементами осуществляются при помощи соедини-
тельных планок и стержней, привариваемых к закладным
деталям.
Долговечность жилых домов с точки зрения прочности во мно-
гом зависит от качественной сварки металлических закладных
деталей и защиты их от коррозии. Под качеством соединений уз-
лов примыканий понимается не только качество выполнения
сварного шва, но и качество узла в целом.
217
Рис. 87. Паркетно-шлифовальная
машина на кардоленте
Рис. 88. Вибрационный каток
С-661 для прокатывания рулонных
материалов при устройстве покры-
тий пола (производительность
100 м2/ч)
Рис. 89. Диафрагмовый компрессор С-511 для получения сжатого
воздуха при небольших объемах окрасочных работ (производи-
тельность — 0,04 м3!мин)
218
Контроль качества сварных соединений узлов примыкания
сборных элементов действующих проектов при монтаже затруд-
нен. Они могут контролироваться только со стороны своей от-
крытой части, так как другая часть узла обычно заделана в бе-
тоне и доступ к ней невозможен.
Механические испытания образцов таких соединений, выре-
занных из элементов, неосуществимы, в частности, из-за того, что
они не могут быть восстановлены в месте вырезки. Между тем
объективные данные о поведении металлических соединений в
условиях эксплуатации могут быть получены именно таким пу-
тем.
Возможности широкого применения современных физических
методов (рентгеновского, гамма-лучами или ультразвуком) конт-
роля качества сварных швов и соединений даже в условиях Мо-
сквы ограничены. Следует учесть и высокую стоимость указан-
ных методов контроля и опасность некоторых приборов для здо-
ровья окружающих.
В практике московского строительства применяется поопера-
ционный контроль за соблюдением технологии и обязательных
требований на всех этапах работы по соединению узлов примы-
кания, начиная от приемки готовых железобетонных элементов
с завода и кончая сваркой.
Качество сварных соединений узлов примыкания элементов
полносборных домов зависит от следующих факторов: качества
сборных железобетонных элементов, поставляемых заводами-из-
готовителями; качества сборки этих элементов при монтаже; ус-
ловий подготовки под сварку и, наконец, выполнения условий
собственно сварки при завершении монтажа. В связи с этим при-
водятся некоторые требования, которые предъявляются в мо-
сковской практике строительства, на каждом из этапов выполне-
ния соединений узлов примыкания:
а) сборные железобетонные элементы изготовляются на за-
водах в соответствии с проектами и техническими условиями.
Закладные детали должны располагаться строго в местах, ука-
занных в чертежах, при этом закладные детали, так же как и
промежуточные стальные элементы, должны быть свободны от
заусениц, ржавчины, битума, краски, масла и других загрязне-
ний. Закладные детали в железобетонных элементах должны
быть надежно заанкерены;
б) стальные элементы закладных деталей, собираемые вна-
хлестку или в тавр, должны плотно прилегать друг к другу. За-
зор в местах сварки между прилегаемыми элементами не дол-
жен превышать 0,5 мм. Величина перекрытия соединяемых внах-
лестку стальных элементов, свариваемых лобовыми швами,
должна равняться пяти толщинам соединяемых деталей, но не
менее 30 мм.
Не допускается применения подкладок, прокладок или вста-
вок, не предусмотренных чертежами. При невозможности выпол-
219
нить удовлетворительно сборку железобетонных элементов без
подкладок, прокладок или вставок последние могут быть допу-
щены производителем работ по монтажу здания после предвари-
тельного согласования с представителями проектной организа-
ции. Недопустимо применение более одной подкладки, проклад-
ки или вставки, изготов-
ленной из стали Ст. 3
(при сборке деталей из
сортового проката), из
стали Ст. 5 или 85ГС при
сборке арматурных стер-
жней) ;
в) кромки и поверхно-
сти, находящиеся по обе
стороны на расстоянии
15 мм от кромок, соеди-
няемых и промежуточных
стальных элементов в уз-
лах примыкания железо-
бетонных элементов, не-
обходимо тщательно очи-
стить от грязи, заусениц,
ржавчины, битума, крас-
ки, шлака и наплыва бе-
тона.
Если на поверхности
соединяемых или проме-
жуточных стальных эле-
ментов имеется влага,
снег или иней, поверх-
ность следует очистить и
осушить, нагревая ее па-
яльными лампами или га-
зовыми горелками до
температуры выше 100° С.
Пригнанные при сборке узлов примыкания стальные элемен-
ты закладных деталей и промежуточные стальные элементы, ес-
ли таковые предусмотрены чертежами, скрепляются при помощи
прихваток;
г) в узлах примыканий в настоящее время применяются глав-
ным образом нахлесточные и лишь иногда тавровые соединения.
Соединения в стык применяют при сварке узлов примыканий на
выпуске арматуры. В узлах примыканий железобетонных эле-
ментов применяют валиковый (угловой) шов, а на выпусках ар-
матуры, соединяемых в стык накладками, — протяженный флан-
говый шов (рис. 90).
Внешний осмотр и обмер в настоящее время самый доступ-
ный метод контроля сварки узлов примыканий. Этот метод име-
220
ет целью обнаружение дефектов сварного узла, а также преду-
преждение их.
Внешнему осмотру подвергаются материалы, детали соедине-
ний и сборка их под сварку. В процессе сварки проверяется пра-
вильность наложения прихваток и швов; после сварки контроли-
руются готовые швы. Внешний осмотр совмещается с промера-
ми заготовок, собранных узлов и швов измерительными инстру-
ментами; проверяется также чистота кромок, отсутствие ржавчи-
ны, заусенцев.
Внешний осмотр готового сварного соединения после очистки
поверхности швов от шлака и загрязнений производится нево-
оруженным глазом или с помощью лупы двух- или пятикратного
увеличения. При таком контроле обнаруживаются дефекты фор-
мы шва, подрезы и трещины.
Правильность оценки величины дефектов и свойств соедине-
ний, сделанной в результате наружного осмотра, при не-
обходимости может проверяться другими методами конт-
роля: физическими, механическими, металлографическими
и др.
В Главмосстрое по каждому строящемуся крупнопанельному
дому, как правило, мастером или инженером по сварке ведется
отдельный журнал сварочных работ.
Записи в журнале сварочных работ делаются в конце каж-
дой смены. В этих записях отражаются: перечень выполненных
сварочных работ, данные о качестве основных материалов, роде
тока и марке электродов, оценка качества сварочных работ, ха-
рактер и качество антикоррозийной защиты. Правильность за-
писей в журнале сварочных работ контролируется производи-
телем работ или старшим производителем работ не реже одного
раза в неделю (по окончании сварки узлов примыкания сборных
элементов каждого этажа или секции), о чем делается отметка в
журнале сварочных работ.
Сварку соединений в крупнопанельных зданиях выполняют
электросварщики, прошедшие испытания в соответствии с прави-
лами Госгортехнадзора и имеющие специальные удостоверения
квалификационной комиссии.
Каждому сварщику присваивается условный буквенный или
цифровой знак (клеймо) для установления его личной ответст-
венности за качество сварки. Сварщик проставляет свое клеймо
на соединительном элементе после проверки выполненной рабо-
ты и последующей тщательной очистки сварных швов от шлака
и загрязнения.
Приемка сварных соединений узлов примыканий элементов
полносборного домостроения и оформление документов на эти
работы осуществляются в соответствии с «Указаниями» (СИ
180—61) и «Временными техническими указаниями по сварке
узлов примыкания элементов полносборных жилых и общест-
венных зданий» (ВСН 6—62).
221
11. ДОПУСКИ И ИХ ЗНАЧЕНИЕ В ПОВЫШЕНИИ КАЧЕСТВА
СТРОИТЕЛЬСТВА
Внешние хорошие очертания полносборного жилого дома и
качество его интерьера в значительной мере зависят от геомет-
рической точности изготовления и монтажа элементов. С точно-
стью размеров элементов связана и еще одна важнейшая задача
крупнопанельного домостроения — возможность собрать элемен-
ты без дополнительной подгонки по месту, т. е. решить задачу
взаимозаменяемости элементов, что исключительно важно при
массовом применении сборных конструкций в строительстве.
На заводах детали должны быть выполнены так, чтобы уста-
новка их в проектное положение на стройках не вызывала каких-
либо пригоночных операций.
Однако на стройках Москвы встречаются случаи, когда мон-
тажный элемент нуждается в пригонке по месту, так как он не
обладает необходимой габаритной взаимозаменяемостью—свой-
ством занимать при сборке заданное проектное положение без
дополнительных работ. Избежать этого можно введением систе-
мы определенных допусков. Следует отметить, что взаимозаме-
няемость более строго ограничивает верхний предел габарита
изделия, чем нижнее допустимое отклонение.
Например, в зданиях с поперечными несущими стенами се-
рий 1605-АМ и П-32 при монтаже панелей перекрытий с плюсо-
выми отклонениями от конструктивного размера в результате
суммирования отклонений по горизонтали панели сдвигаются с
опор, величина их опирания становится недостаточной, условия
статической работы конструкции ухудшаются.
В данном примере неудовлетворительна не столько величина
допуска, сколько метод его назначения. Если бы панель была ко-
роче на величину допуска, т. е. при минусовом отклонении, на-
дежность конструкции могла бы быть обеспечена. Из-за отсутст-
вия заранее принятой системы допусков без расчета сборной
конструкции на точность нельзя определить некоторые геометри-
ческие величины, влияющие на статическую работу и эксплуа-
тационные качества здания, и гарантировать работу конструкций
в рамках параметров, принятых в расчете (величина опирания
панелей перекрытий, эксцентрицитет приложения нагрузки, воз-
можность опирания перекрытия по контуру, надежное заполне-
ние швов и пр.).
В последние годы московские строители уделяют все больше
внимания точности изготовления крупноразмерных деталей и
узлов, из которых собираются полносборные жилые дома. Повы-
шаются также требования к точности разбивки осей и качеству
монтажа зданий.
Главмоспромстройматериал разработал «Технические усло-
вия на изготовление, хранение и транспортировку стеновых пане-
лей, плит перекрытий и других крупноразмерных элементов», ко-
222
торые уже несколько лет применяются на предприятиях. Для
каждой детали в технических условиях установлены допускае-
мые отклонения от проектных размеров.
Однако разработанные допуски на изготовление деталей в
первую очередь отражают возможности промышленных предпри-
ятий, их наличное оборудование и не всегда учитывают особен-
ности монтажа каждого типа жилого дома.
Как показала практика полносборного домостроения в Мо-
скве, установленные допуски на поставку деталей в отдельных
случаях не обеспечивают нормального хода монтажа. При таком
положении затрудняется применение кондукторов, предназначен-
ных для быстрого и точного крепления деталей в заданном поло-
жении. Каждое изделие в этом случае устанавливается индиви-
дуально (после производства дополнительных операций) при
помощи струбцин, подкосов и другой тяжелой монтажной ос-
настки.
Для упорядочения вопроса о допусках, имеющего огромное
значение для строительства по стране в целом, Государственный
комитет Совета Министров СССР по делам строительства в кон-
це 1962 г. утвердил нормы и правила применения единой модуль-
ной системы при назначении размеров сборных конструкций и
изделий (СНиП I-A.3-62), а также систему допусков (основные
положения СНиП I-A.4-62).
Система строительных допусков на изготовление, увязанная
с системой, действующей в машиностроении, базируется на сле-
дующих условиях:
а) допуски должны быть едиными для всех сборных конст-
рукций, независимо от материала;
б) измерительный инструмент, монтажные и разбивочные
приспособления, так же как и металлические формы для изго-
товления конструкций, выполняются на механических заводах,
работающих по системе допусков и посадок машиностроительной
промышленности. При этом точность размеров форм должна
быть задана на один-два класса выше требуемой точности фор-
муемых в них изделий.
Изготовительные допуски линейных размеров сборных эле-
ментов (в зависимости от установленного класса точности изго-
товления) должны устанавливаться в пределах величин, приве-
денных в табл. 30.
Система допусков построена на принципе группировки пог-
решностей отдельных производственных процессов в классе точ-
ности. Назначение класса точности производится на осно-
ве расчета точности конструкции (в зависимости от вида
и назначения этой конструкции) с учетом технологии про-
изводства.
Одним из основных технологических процессов индустриаль-
ного строительства является разбивка установочных осей эле-
ментов и высотных отметок. Разбивочные (геодезические) допу-
223
Таблица 30
Допуски линейных размеров элементов в мм
Интервалы номинальных размеров в мм Класс точности
5 6 7 8 9 10 11 12
До 1500 0,9 1,4 2 4 6 9 14 22
От 1500 до 2500 . • 1,2 1,9 3 5 8 12 19 30
, 2500 , 4 500 . . 1,5 2,4 4 6 9 15 24 38
, 4500 , 9 000 . . 2,3 3,5 6 9 14 23 35 56
, 9000 „ 15 000 . . 3,4 5,3 9 14 21 34 53 86
, 15 000 „ 21 000 . . 4 6,3 10 16 25 40 63 100
. 21 000 , 27 000 . . 4,6 7,1 11 18 28 46 71 —
, 27 000 , 33 000 . . 5 7,8 13 20 31 50 78 —
Таблица 31
Допуски осевых разбивочных размеров в мм
Интервалы размеров между осями Допуск при классе точности разбивки
> 2 3
До 9000 2 5 6
Свыше 9 000 до 15 000 3 6 8
. 15 000 , 21 000 4 7 10
, 21 000 . 27 000 4 8 12
. 27 000 , 33 000 5 9 14
. 33 000 4п 8ц 11п
Примечание, п— количество промеров 20-метровой ленты.
Таблица 32
Допуски отметок уровенных маяков в мм
Название Допуск при классе точности разбивки
1 2 3
Разность высотных отметок уста- новленных маяков в пределах од- ной станции технического ниве- лирования То же, маяков для двух сосед- них элементов 6 2 10 4 20 10
ски назначаются в зависимости от принятого класса точности,
показанного в табл. 31 и 32.
Назначаемые допуски и установленные отклонения должны
обеспечивать индустриальный метод монтажа конструкций без
дополнительной обработки и пригонки деталей, т. е. допуски
должны обеспечивать взаимозаменяемость элементов конструк-
ций.
224
12. ВНЕДРЕНИЕ В ЖИЛИЩНОЕ СТРОИТЕЛЬСТВО
УЛУЧШЕННЫХ САНИТАРНО-ТЕХНИЧЕСКИХ УСТРОЙСТВ
Большое значение в практике массового полносборного домо-
строения в Москве имеют вопросы дальнейшего повышения уров-
ня индустриализации санитарно-техничсских устройств.
Пересмотру и совершенствованию подверглись все виды са-
нитарно-технических устройств жилых домов, в том числе: ото-
пления, вентиляции, газо- и водоснабжения, канализации и др.
Системы центрального отопления жилых ломов, как наиболее
отставшие по техническому уровню и вместе с тем имеющие наи-
больший удельный вес в стоимости и трудозатратах в общем объ-
еме санитарно-технических устройств, требовали от проектных и
монтажных организаций улучшить технические решения и вне-
дрить индустриальные методы монтажа отопительных систем.
Пересмотр проектных решений по действовавшим системам
центрального отопления начался с унификации узлов, изделий и
трубопроводов и разработки типовых монтажных чертежей, с
учетом централизованной заводской поставки деталей и сборки
систем укрупненными элементами.
Была пересмотрена двухтрубная разводка системы отопле-
ния, вместо которой появилась однотрубная система с нижней
разводкой, П-образными стояками и установкой трехходовых
кранов. Такой системой до начала 1964 г. уже оборудовано более
1000 жилых зданий.
Однотрубная система отопления имеет преимущество относи-
тельно двухтрубной. Трудоемкость монтажных работ снизилась
до 25%, а стоимость — на 7—10%.
Наиболее узким местом до последнего времени в оборудова-
нии систем центрального отопления жилых домов были нагрева-
тельные приборы в виде чугунных секционных радиаторов. Эти
приборы имели ряд недостатков: большую металлоемкость, от-
носительно низкий теплосъем на единицу металла, высокий уро-
вень трудовых затрат при сборке, невозможность использовать
индустриальные методы монтажа приборов.
Поискам рациональных решений по замене чугунных нагре-
вательных приборов в Москве уделялось много внимания. В ре-
зультате были созданы принципиально новые узлы отопления.
С 1955 г. получили широкое применение отопительные панели в
виде железобетонных элементов с вмонтированными в них зме-
евиками из труб и комплектно изготовляемыми на заводах. Па-
нели с отопительными приборами устанавливаются в перегород-
ках и наружных стенах жилых домов серии 1-515 одновременно
с несущими и ограждающими конструкциями зданий. Трудовые
затраты слесарей сводятся к присоединению выпусков змеевика
панелей к стояку отопления.
Наряду с высокой индустриальностью отопительные панели
имеют выгодные показатели. По сравнению с отоплением радиа-
15-1458 оое
торами панели снижают стоимость на 9%, сокращают расход
металла на 60% и трудовые затраты на монтаж на 32%.
Дальнейшим шагом в направлении вытеснения чугунных ра-
диаторов в системах отопления явилось применение новых на-
гревательных приборов в виде конвекторов плинтусного типа
(рис. 91).
6)
Рис. 91. Конвекторы плинтусного отопления
а — вид сбоку; б — вид сверху
Конвектор состоит из двух конструктивных элементов: сталь-
ной трубы для циркуляции теплоносителя и унифицированных
стальных элементов оребрения, образующих основную поверх-
ность теплоотдачи. Простота конструкции и несложность техно-
логии изготовления позволили без больших затрат применить
полную механизацию всего цикла производственных процессов
как при изготовлении элементов конвекторов, так и при комп-
лектовании из них различных типов нагревательных приборов.
В настоящее время в Москве для оборудования систем ото-
пления нагревательными приборами применяются 15 типоразме-
ров конвекторов, которые показаны в табл. 33.
Скомплектованные на заводе конвекторные блоки доставля-
ют на объекты в специальных контейнерах.
Конвекторы плинтусного типа имеют ряд положительных
свойств:
226
Таблица 33
Размеры конвекторов в мм
Диаметр условно- го прохода трубы Шаг opeoj епия Длина конвектора
15 20 750 1000 1250 1500 1750
20 15 750 1000 1250 1500 1750
20 20 750 1000 1250 1500 1750
1) применение конвекторов снижает трудовые затраты при
монтаже (относительно чугунных радиаторов) на 40%. Монтаж
конвекторов сводится к присоединению их к отопительным стоя-
кам с закреплением на стойках к плитам перекрытий или к сте-
новым панелям с помощью кронштейнов;
2) при небольшом расходе металла конвектор имеет сравни,-
тельно высокий коэффициент теплопередачи, определяющий зна-
чительный теплосъем с единицы веса прибора.
Сравнительные показатели металлоемкости отопительных си-
стем с чугунными радиаторами и конвекторами плинтусного ти-
па на примере пятиэтажного 60-квартирного дома даны в
табл. 34;
Таблица 34
Сравнительные данные металлоемкости систем отопления с применением
конвекторов на один пятиэтажный дом (вес в кг)
Расход материала С чугунными радиаторами С конвекто- рами Разница в %
Металла па изготовление при- боров 9 042 2540 28
Стальных труб 3 102 2155 68
Всего металла па систему отоп- ления 12 144 4685 39
3) несложная технология изготовления конвекторов позволя-
ет организовать их производство на металлообрабатывающих
предприятиях или заводах широкого профиля;
4) незначительная металлоемкость конвекторов и сокращен^-
ные трудовые затраты в целом приводят к снижению стоимости
отопительной системы дома;
5) конвекторы имеют достаточно хорошие гигиенические ка-
чества: поверхности конвекторов доступны для очистки от пыли;
значительная длина отопительного прибора и наличие радиапи-
ональной поверхности теплоотдачи обеспечивают более равно-
мерную температуру в отапливаемых помещениях.
15* 227
В московском строительстве нашли применение воздушные
системы отопления, совмещенные с вентиляцией, разработанные
и осуществленные на ряде жилых домов. Важным их преимуще-
ством являются значительное уменьшение расхода металла и
улучшение микроклимата в жилых помещениях. Воздухоподаю-
щие каналы выполнены из асбоцементных труб. Следует отме-
тить, что устройство каналов из отдельных участков труб связа-
но со значительными трудовыми затратами на объектах строи-
тельства и может быть оправдано только на этапе внедрения
воздушных систем отопления в практику строительства.
Для повышения уровня сборности воздушных систем отопле-
ния специально разработаны и поставляются приставные блоки
с каналами высотой на этаж. Блоки являются самостоятельными
элементами и совместно со строительными конструкциями не ра-
ботают.
Новые возможности технического прогресса в санитарно-тех-
ническом оборудовании открыли достижения в нашей стране хи-
мии. В 1963 г. строители Москвы впервые в СССР применили
трубопроводы из полиэтилена высокой плотности (ПВП) для
устройства внутренних систем водопровода и канализации.
Трубы ПВП выгодно отличаются от труб металлических: они
легко обрабатываются, имеют незначительный вес, обладают мо-
розостойкостью, устойчивостью против коррозии, большой про-
пускной способностью и, что очень важно, трубы ПВП гигие-
ничны.
В 1963 г. Главмосстроем было смонтировано десять внутрен-
них систем хозяйственно-фекальной канализации с применением
труб и фасонных частей из полиэтилена высокой плотности.
При строительстве полносборных жилых домов, в порядке
широкого эксперимента, домостроительный комбинат № 1 при-
менил эти трубы вместо чугунных канализационных в сани гар-
но-технических кабинах.
Трест Моссантехстрой № 1 совместно с НИИМосстроя в опыт-
ном порядке применил также в санитарно-технических кабинах
трубы и фитинги из полиэтилена низкой плотности (ПНП) для
систем внутреннего водопровода при строительстве жилых кор-
пусов в квартале 10 Новых Черемушек.
В одном из корпусов этого квартала был осуществлен новый
метод прокладки стояков. На монтажном заводе № 2 Главмос-
строя, где изготовляют узлы трубопроводов путем сварки от-
дельных участков труб малого диаметра с фитингами методом
контактного нагрева, заготавливались стояки водопровода на
всю высоту пятиэтажного дома, которые свертывались в бухты.
При монтаже такой стояк постепенно сматывали с бухты и
спускали через отверстия в междуэтажных перекрытиях до под-
вального этажа. По ходу монтажа стояк закреплялся скобами,
заранее установленными на стенах шахт санитарно-технических
кабин. В результате отпала необходимость в поэтажном соеди-
228
нении стояков и намного упростились монтажно-сборочные ра-
боты.
В 1963 г. на стройках Главмосстроя установлено свыше
20 тыс. полиэтиленовых сифонов для умывальников, моек и ра-
ковин, а также большое количество смывных бачков с корпу-
сами и крышками из полиэтилена и арматурой из полиэтилена
и вторичного капрона.
Вместо стальных жалюзийных решеток широкое применение
в московском строительстве получили решетки из ударопрочно-
го полистирола.
Уже в настоящее время строительная себестоимость пласт-
массовых трубопроводов на 14—18% ниже чугунных. Примене-
ние тонкостенных пластмассовых труб в системах внутренней
канализации снижает вес трубопроводов в 14—17 раз.
При применении пластмассовых трубопроводов повышается
уровень индустриализации за счет укрупнения монтажных эле-
ментов и сокращения (почти на 35%) количества соединений.
Применение полиэтиленовых труб позволяет уменьшить на 1 м2
жилой площади расход металла на Зкг и сократить трудозатрат
ты на заводе на 40% и на монтаже — до 50%.
Все санитарно-технические работы в домах ведутся парал-
лельно со строительно-монтажными на основе совмещенного
поточно-цикличного графика.
Комплекс санитарно-технических работ делится на два по-
следовательно выполняемых цикла, технологически увязанных с
выполнением монтажных и отделочных работ: монтаж узлов
трубопроводов и испытание систем; установка санитарных при-
боров и пуск систем.
Несмотря на имеющиеся достижения во внедрении прогрес-
сивных санитарно-технических систем, механизация санитарно-
технических работ отстает от общего уровня индустриализации
стровтелы'о-монтажных работ.
Для устранения отставания в последнее время в специаль-
ных организациях Главмосстроя разработаны и выполнены схе-
мы комплексной механизации монтажа санитарно-технических
конструкций и оборудования типовых жилых домов.
13. ПРОИЗВОДСТВО РАБОТ В УСЛОВИЯХ ЗИМНЕГО ВРЕМЕНИ
Выполнение работ в зимних условиях в Москве, как и в дру-
гих районах нашей страны, является одной из наиболее слож-
ных задач строительного производства. В настоящем разделе бу-
дет рассмотрен опыт московских строек по выполнению наибо-
лее трудоемких видов зимних работ: земляных, по устройству
фундаментов, монтажу панельных зданий и отделочных работ.
Из всех видов производства строительно-монтажных работ в
зимних условиях, как показал опыт, земляные работы, в случае
неправильной их организации, связаны с наибольшим удорожа-
229
нием стоимости строительства и резко удлиняют сроки его осу-
ществления.
Известно, что первые признаки замерзания грунта появляют-
ся уже при температуре —1°С, а начало активного замерзания
происходит при температуре —5—6° С и ниже.
Производство земляных работ при наличии отрицательных
температур и замерзании грунтов значительно осложняется. В
связи с этим московские тресты механизации и фундаментостро-
ения по действующим в Главмосстрое положениям в зимнее вре-
мя производят, как правило, те земляные работы, выполнение
которых экономически оправдывается, например:
разработку котлованов, траншей и выемок в сухих песчаных
грунтах и в грунтах, предохраненных ог промерзания;
разработку котлованов и траншей глубиной не менее полуто-
ра-двукратной глубины промерзания.
Решающее значение при этом приобретает быстрота разра-
ботки и транспортировки грунта при максимальной концентра-
ции работ. Перевозка грунта зимой, как правило, выполняется с
таким расчетом, чтобы вынутый из забоя влажный грунт был
доставлен к месту выгрузки и разгрузки раньше, чем произойдет
его смерзание.
Чтобы предохранить грунт от промерзания, проводятся
вспахивание и боронование, обвалование или окучивание;
обеспечивается теплозащита горизонтальных поверхностей
грунта.
Вспашка земли производится на глубину не менее 30 см с по-
следующим боронованием на глубину 15—20 см. Такой метод
предохранения грунта от промерзания целесообразен при усло-
вии проведения вспашки и боронования до наступления морозов
и, в крайнем случае, в течение первой трети зимы.
Обвалование заключается в том, что при помощи землерой-
ных машин грунт разрыхляется на глубину 50— 60 см и распре-
деляется на поверхности в виде отдельных валиков.
Способ обвалования и окучивания обеспечивает от промерза-
ния как глинистые, так и песчаные грунты на протяжении всего
зимнего периода.
При необходимости отепления больших площадей в отдель-
ных случаях применяется метод перелопачивания грунта на всей
площади, которую следует предохранить от замерзания путем
взрыхления грунта экскаватором и укладки его на той же пло-
щади с глубиной не менее 1 м.
Метод механизированного перелопачивания грунтов оказал-
ся эффективным. Он позволяет сохранить грунт от промерзания
на протяжении всей зимы.
Предварительное отепление забоев теплоизоляционными ма-
териалами в организациях Главмосстроя производится при не-
больших объемах земляных работ на ограниченных площадях
отепления и при условии, что отепленный грунт будет разраба-
230
тываться в начальный период зимы. В качестве отеплителей при-
меняют опилки или шлак с толщиной слоя от 20 до 40 см.
Стоимость работ по предохранению от промерзания 1 ,и3
грунта выемки (срезки), по имеющимся в Москве опытным дан-
ным, составляет (в руб.): вспашка и боронование—0,015; пред-
варительное рыхление и перелопачивание экскаватором — 0,24;
предохранение теплоизоляционными материалами — 0,12.
Перечисленные мероприятия, так же как и метод снегозадер-
жания, позволяют в дальнейшем разрабатывать грунт при отри-
цательных температурах обычными средствами механизации.
Наряду с ними в Москве проходили опытную проверку раз-
личные методы отогрева грунтов. Оттаивание грунтов достига-
лось с применением электропрогрева, с помощью пара, горячей
воды, огня.
В 1960—1961 гг. в Главмосстрое прошли экспериментальную
проверку теплоэлектронагреватели (ТЭН) и короба для электро-
прогрева мерзлого грунта непосредственно перед разработкой.
Прогревание грунта этим методом делалось лишь в исключи-
тельных случаях, на небольших площадках для столбчатых фун-
даментов, смотровых колодцев, кабельной канализации и др.
Использование пара, горячей воды и электроэнергии для от-
таивания мерзлого грунта в московской практике производилось
при помощи погружаемых в грунт игл, изготовляемых из труб
или стальных стержней. Однако эти методы не нашли широкого
применения, так как они обладали существенными недостатками.
При использовании пара часто происходит насыщение осно-
вания котлована и траншей конденсатом. К тому же метод про-
грева паром не экономичен: на 1 м3 отогретого грунта требуется
до 100 кг пара.
Недостатком способа электропрогрева грунта является его
большая энергоемкость. Так, для прогрева 1 м3 грунта расходу-
ется 25—30 квт-ч электроэнергии.
Большое распространение в московском строительстве полу-
чили ударные приспособления к кранам и экскаваторам для рас-
калывания или разрушения мерзлого грунта ударом. К ним от-
носятся клин-баба, клин-лом и шар-баба.
Для рыхления и взлома мерзлого грунта на стройках Глав-
мосстроя применяются также дизель-молоты, рыхлители ковров-
ского завода, специальные гуськи к стрелам экскаватора с)-255.
* *
*
Монтаж фундаментных блоков при отрицательных температу-
рах трестами Мосфундаментстрой осуществляется вслед за под-
готовкой для них траншей. Разрывы во времени между этими
процессами не превышают 2 ч. Для предупреждения промерза-
ния грунта дно котлованов, разрабатываемых в осенних услови-
ях для последующего монтажа фундаментов зимой, утепляют
231
изоляционными материалами — матами, опилками, шлаком —
слоем толщиной не менее 10 см.
Основание смонтированных фундаментов и стен подвалов
также утепляют слоем разрыхленного грунта минимальной
влажности или слоем сухого котельного шлака.
Толщина термоизоляционных материалов определяется теп-
лотехническими расчетами. Наибольшая толщина зимних песча-
ных подсыпок под фундаменты, которая не приводит к заметным
просадкам при оттаивании, не должна превышать 10 см.
Большое внимание в московском строительстве уделялось
в ьоследние годы отработке монтажа надземной части панель-
ных домов в зимних условиях.
Как известно, при монтаже панельных зданий во время сред-
них (от —10 до —20° С) и сильных (от —20° С и ниже) морозов
обыкновенный цементный раствор получает значительное изме-
нение своей структуры, что ведет к уменьшению его плотности
и прочности после оттаивания. Поэтому для защиты этого рас-
твора от повреждения при замерзании в него добавляют поташ
или нигрит натрия: при средних морозах—10—15% нитрита
натрия от веса цемента; при сильных морозах— 15% поташа от
веса цемента.
Особое внимание при монтаже зданий в зимних условиях
обращается на тщательность заполнения бетоном вертикальных
стыков между панелями и на устройство в них тепло- и гидро-
изоляции.
• Наклейка полос из гидроизоляционных материалов требует
наличия на месте достаточно разогретого битума. Перед нак-
лейкой гидроизоляции на бетонную поверхность ее прогревают
паяльными лампами или теплым воздухом.
Заполнение вертикального стыка бетоном производится
после устройства гидроизоляции и установки теплоизоляционно-
го вкладыша. Во избежание засорения и попадания в стыки сне-
га их закрывают специальными инвентарными щитками.
При отрицательных температурах нормальное твердение и
прочность уложенного в стык бетона обеспечиваются путем его
термообработки или за счет применения бетонных смесей с про-
тивоморозными добавками. Термообработка производится ме-
тодом электропрогрева с помощью стержневых плавающих или
струнных электродов. Практика выработала следующие методы
бетонирования (обеспечение твердения бетона) в зимних усло-
виях, которые регламентированы теперь специальными указа-
ниями (табл. 35).
Количество противоморозных добавок при бетонировании в
зимних условиях показано в табл. 36.
Исследования показали, что бетоны с добавкой поташа за
28 сут. твердения при отрицательной температуре приобретают
прочность, равную 50—70% от твердения бетонов в нормальных
условиях без добавок.
232
Таблица 35
Рекомендуемые методы бетонирования в зимних условиях
Температура наружного воздуха в Рекомендуемые методы
От Д-5 до 0 Применение бетона на высокоактивных и быстротвердеюших портландцементах без прогрева. Применение бетонов с добавкой нитрита натрия. Обогрев бетона в местах выпуска заклад- ных деталей
От 0 до —5 Обогрев бетона. Применение бетона с добавкой поташа или нитрита натрия
От —5 до —25 Электропрогрев или обогрев бетона. Применение бетонов с добавкой поташа или нитрита натрия
Ниже —25 Электропрогрев бетона
Таблица 36
Количество противоморозных добавок
Средняя температура наружного воздуха в °C Количество нитрита нат- рия в % от веса цемента Количество поташа в % от веса цемента
От Д-5 ДО —5 5 5
„ -5 , -15 10 10
До -25 15 —
Для заделки вертикальных стыков в московском строитель-
стве применяют бетонные смеси М-200, приготовленные на порт-
ланд- или шлакопортландцементах. что обеспечивает надлежа-
щую защиту закладных стальных частей от коррозии. Бетонная
смесь, обладающая достаточной подвижностью (с осадкой
стандартного конуса 8—10 см), укладывается в стык слоями
высотой 50 см с обязательным вибрированием.
Температура бетонной смеси при укладке в стык должна
быть не ниже 20° С. При добавке поташа температура бетонной
смеси при выходе из бетономешалки составляет от +5 до —5° С.
Монтажники обычно наблюдают за твердением бетона и стара-
ются, чтобы к концу прогрева бетон приобрел 25—40% прочно-
сти от нормального твердения. При марке бетона 200 это будет
равно 50—80 кг!см2.
16—1458
233
При монтаже в зимнее время перекрытий, укладываемых на
раствор, слой последнего, как правило, быстро и тщательно вы-
равнивают, чтобы посадка произошла до замерзания рас-
твора.
Перед укладкой плит перекрытия следующего пролета на
несущие поперечные стены опорная полоса стены предваритель-
но очищается от затеков раствора, образующихся на концах
ранее уложенных плит. Затем на полосу укладывается слой вы-
ровненного раствора, который быстро обжимается уложенными
плитами перекрытий. Не допускается, чтобы закладные детали
и связи выступали за поверхности опор и препятствовали плот-
ному обжатию раствора в горизонтальных швах.
При укладке плит перекрытий на четверти панелей наруж-
ных стен следят за тем. чтобы верхние поверхности плит не "бы-
ли выше выступающей части торцовой панели. В противном
случае панель следующего этажа будет опираться на выступаю-
щий край плиты перекрытия и не обожмет раствор в наружной
части горизонтального шва. Линейный персонал трестов наблю-
дает за выполнением этого условия, иначе может произойти
протекание горизонтальных швов и неравномерная передача
нагрузки.
Расшивка наружной части стыков, выполняемая в зимних
условиях обыкновенным цементным раствором, держится не-
прочно. Она часто выпадает после оттаивания из-за недостаточ-
ного сцепления и температурно-влажностных деформаций
панелей, вызывающих суточные и сезонные колебания в толще
наружных швов. Поэтому на стройках Москвы расшивка этих
швов в зимних условиях производится цементными растворами
с химическими добавками.
При слабых морозах расшивка швов ведется раствором не
ниже марки 50 с введением в него 5% поташа или нитрита нат-
рия от веса цемента; при средних морозах — раствором марки
100 с введением в него соответственно 5% поташа или нитрита
натрия; при сильных морозах — раствором марки 100 с введени-
ем в него 10% поташа или нитрита натрия. Приведенные здесь
данные, выработанные в результате проверки различных спосо-
бов производства работ в зимних условиях, обеспечивают беспе-
ребойный и эффективный монтаж зимой крупнопанельных домов
высотой 5 и 9 этажей.
Производство отделочных работ в зимних условиях приоб-
ретает важное значение и требует своевременной и тщательной
подготовки. Этому Главмосстрой уделяет особое внимание при
разработке планов оргтехнических мероприятий по подготовке
отделочных работ в зимних условиях.
Стройгенпланом на период производства отделочных работ
в зимнее время определяется наиболее рациональное размеще-
ние инвентарных складов, механизированных установок, средств
вертикального транспорта и других устройств.
234
Во всех внутренних помещениях, подготовленных для произ-
водства отделочных работ в зимнее время, включая лестничные
клетки, санузлы, тамбуры и пр., действует, как правило, цент-
ральное отопление и оно постоянно поддерживает температуру
не ниже 10° С. Относительная влажность воздуха с помощью
проветривания удерживается на уровне не более 70%. Та-
кие условия приняты как обязательные на стройках Глав-
мосстроя.
Для избежания промерзания межсекционных стен, образова-
ния инея и переохлаждения помещений, что обычно наблюдает-
ся при наступлении устойчивых морозов (—15° С и ниже), в
смежной секции, граничащей с той, где ведется подготовка к
штукатурным работам, включается отопление, чтобы иметь плю-
совую температуру за 3—5 дней до начала штукатурных работ.
Существующие способы дополнительного обогрева зданий,
сушки штукатурки и ограждающих конструкций основаны на
подаче в помещения теплого воздуха, подогретого в паровых,
газовых и электрических калориферах.
В зависимости от объема и сроков выполнения работ и на-
личия теплоносителя применяют различного вида калориферы
и воздухонагревательные установки: нефтегазовая печь инж.
Локтюхова, калорифер «Донецкжилстрой», калориферно-венти-
ляционная установка конструкции инж. Айтова, газовая су-
шильная установка, разработанная Мосподземпроектом, перед-
вижной газовый агрегат МПШ-1, газовый воздухонагреватель
«Киеворгтехстрой», воздухонагреватели на жидком топливе
ОП-7 и ОП-10, отопительный агрегат МП-44Б и др.
Качество выполнения малярных работ зависит от температу-
ры и влажности воздуха внутри отделываемых помещений, от
степени подготовки под отделку поверхностей стен и потолков.
С понижением температуры против установленной и с повы-
шением относительной влажности воздуха более 70—75%
внутри помещения в осенне-зимний сезон выполнение малярных
и обойных работ становится затруднительным, так как грунтов-
ки и малярные составы медленно просыхают, кодеры при накры-
тии их валиками или обработке торцовками оползают и расплы-
ваются. На окрашенных поверхностях, особенно в углах, высту-
пают пятна, которые в большинстве своем остаются и после
высыхания; местами появляется плесень. Поэтому к малярным
работам приступают только после того, как в помещениях за-
кончены все предшествующие работы, временное отопление пе-
реведено на постоянное и сушильные агрегаты введены в дейст-
вие для удаления сырости и мокрых пятен с отделываемых по-
верхностей.
Образование прочных красочных пленок, затвердение обой-
ного клейстера происходит только при температуре не ниже
10° С, которую нужно сохранять после окончания работ. При
работе масляными красками и другими безводными составами
16а—1458
235
температура внутри помещений не должна снижаться во избе-
жание образования конденсата на окрашенных поверхностях.
Четко отработанная технология отделочных работ в зимних
условиях обеспечивает ритмичное возведение и сдачу в эксплу-
атацию жилых домов без снижения темпов. В этом — большое
достижение московских строителей.
14. ЭКСПЕРИМЕНТАЛЬНОЕ СТРОИТЕЛЬСТВО
Успехи в создании и освоении новых типов зданий в значи-
тельной степени обеспечены быстрым развитием в Москве экспе-
риментального строительства — важнейшего фактора, без кото-
рого немыслим прогресс в строительстве, как и любой другой
области техники.
Перед экспериментальным строительством ставится широкий
комплекс разносторонних задач. Целью экспериментального
строительства является: разработка и проверка в натуре прог-
рессивных форм организации жилого района, рациональных
приемов планировки и застройки с учетом создания наибольших
удобств для населения и повышения градостроительной эконо-
мики; разработка новых приемов внешнего благоустройства и
озеленения, новых систем и форм инженерного оборудования и
благоустройства района; новых рациональных типов жилых
домов, отличающихся высокой индустриальностью и экономич-
ностью.
В основу проектирования жилых зданий положен принцип
дальнейшего повышения экономичности и качества массового
жилья. Основными в области конструктивных решений являют-
ся поиски и отработка конструкций домов повышенной этажно-
сти по пути дальнейшей индустриализации и значительного по-
вышения заводской готовности деталей. Новые конструкции
должны способствовать решительному улучшению качества
строительства.
В конструктивном решении экспериментальных крупнопа-
нельных зданий заложен ряд новых конструкций и типов узло-
вых соединений, представляющих тему эксперимента. Проверку
в экспериментальном строительстве должны пройти конструк-
тивные решения, новые в практике крупнопанельного домостро-
ения.
Крупным экспериментом стал квартал 10 в Новых Черемуш-
ках. Квартал 10 занимает участок в 22 га. Жилая площадь
квартала — 76 тыс. м2. Население — 8500 чел. (рис. 92).
Наличие здесь различных типов зданий позволяет уточнить
принципы смешанной застройки квартала с преобладанием жи-
лых домов повышенной этажности и созданием развитой систе-
мы общественно-бытового обслуживания. Широко проверяются
новые методы озеленения и разнообразные решения архитек-
туры малых форм.
236
Рис. 92. Панорама строительства квартала 10 в Новых Черемушках
В застройке квартала применяются индустриальные типы
зданий высотой 5, 9, 12 и 16 этажей. С точки зрения задач эк-
спериментального строительства эти здания можно подразде-
лить на три основные группы.
К первой группе относятся различные типы пятиэтажных
домов: образцы крупнопанельных домов типа МГ-300 (новой
массовой серии) и дома из объемных элементов в трех принци-
пиально отличных конструктивных разновидностях. В пятиэтаж-
ных жилых домах типа МГ-300 предусмотрены новые планиров-
ки квартир, более совершенные конструктивные решения замо-
ноличенных стыков, применение плоских поперечных несущих
железобетонных стен и перекрытий, керамзитобетонных самоне-
сущих наружных стеновых панелей и совмещенных крыш.
При строительстве домов серии МГ-300 осуществлялась от-
робогка планировочных и конструктивных решений, приемов и
приспособлений для монтажа, т. е. проводилась подготовка к
массовому применению домов этого типа.
Строительство домов из объемных элементов преследовало
иную задачу: цель состояла в проверке технико-экономических
и конструктивных качеств этого нового вида строительства.
Ко второй группе относятся крупнопанельные дома высотой
9 и 12 этажей — прообразы массовых типов многоэтажных зда-
ний. Это двеятиэтажные дома типа П-49 и разновидность дома
высотой 12 этажей, а также крупноблочный дом-башня высо-
той 12 этажей. Одновременно для сопоставления конструктив-
ных, монтажных и технико-экономических качеств осуществля-
ется строительство девятиэтажного дома каркасно-панельной
конструкции.
К третьей группе относятся новые типы каркасно-панельных
зданий высотой 16 этажей, в которых, предшествуя началу мас-
сового строительства, проходят проверку как архитектурно-пла-
нировочные и конструктивные решения, так и новая технология
монтажа, т. е. весь комплекс проблем, связанных с освоением
и становлением нового вида строительства, отличающегося бо-
лее высоким уровнем техники и индустриализации.
В экспериментальном квартале кроме жилых широко пред-
ставлены здания культурно-бытового назначения: школа на 960
учащихся, детский сад-ясли на 280—310 детей, торговый центр,
хозяйственный блок и блок обслуживания жилого квартала. Эти
здания осуществляются в новых унифицированных панельных
и каркасно-панельных конструкциях.
Следует подчеркнуть, что в процессе экспериментального
строительства проверяются основные, решающие вопросы инду-
стриального домостроения. В области инженерных решений
это — различные типы подземных частей зданий, в том числе
свайных фундаментов; наружные ограждения однослойные —
керамзитобетонные и многослойные как на основе железобетона,
так и легкие навесные панели из асбестоцементных листов с эф-
238
фективным утеплителем из стекловолокна или минераловатных
плит на фенольной связке, наружные панели из синтетических
материалов (стеклопластика и пенопласта); перекрытия из
плоских плит размером на комнату с коврами (чистыми пола-
ми) из синтетических материалов; стыковых соединений наруж-
ных панелей с замоноличиванием с обработкой различными
герметизирующими мастиками; новые типы совмещенных крыш
полной заводской готовности; новые типы сборных железобетон-
ных каркасов с новыми решениями узловых соединений; новые
решения санитарно-технических и электротехнических устройств.
В процессе всего экспериментального строительства прово-
дится всесторонний технико-экономический анализ различных
решений и их вариантов. Этот анализ становится, по существу,
методом всей экспериментальной работы.
С помощью такого метода проанализированы и выявлены
технико-экономические, функциональные и композиционные
преимущества смешанной застройки и оптимальное соотноше-
ние ее по этажности. В соответствии с результатами анализа
принята смешанная застройка домами высотой 5, 9 ,12, 16 эта-
жей, с преобладанием домов повышенной этажности.
Аналогичные сопоставления позволяют найти оптимальные
решения по типам квартир, конструктивным решениям и т. п.
В ближайшие годы объем экспериментального строительства
возрастет. Намечено осуществить строительство новых полно-
сборных домов повышенной этажности. При этом должны быть
проверены и отобраны для массового строительства наиболее
рациональные планировочные и конструктивные решения домов,
проэкспериментированы различные типы стыков и монтажных
узлов, отобраны способы монтажа таких зданий и технология
изготовления для них заводских изделий.
Ведется широкая подготовка к сооружению на Юго-Западе
Москвы нового экспериментального района, где будут отрабо-
таны конструктивные и планировочные решения проектов для
применения в строительстве будущих лет.
В результате этого строительства должен быть создан новый
жилой район с наиболее современными приемами планировки
и застройки, наиболее прогрессивными и экономичными типами
жилых домов и зданий культурно-бытового назначения, которые
должны стать образцами для будущего строительства.
Дома-эталоны. Задачам дальнейшего совершенствования
строительства, повышению его качества служит строительство
домов-эталонов. Главная его цель: внедрение совершенной техно-
логии производства строительно-монтажных работ и широкое рас-
пространение опыта передовиков строительного производства.
Основная идея, положенная в основу строительства домов-
эталонов, состоит в том, чтобы сделать их образцами высокого
качества. В них применяются полностью отделанные на заводах
наружные стеновые панели, панели перекрытий с тщательно от-
239
деланными потолочными поверхностями, панели совмещенных
крыш с уложенным утеплителем и рулонным покрытием, лест-
ничные марши и площадки с чистыми полами, санитарно-техни-
ческие кабины и индустриальные электротехнические устрой-
ства.
Строительство домов-эталонов осуществлялось в пределах
утвержденных прейскурантных цен для типовых домов соответ-
ствующих серий. Они сооружались по типовым проектам из
конструкций и деталей, изготовляемых по действующей техно-
логии, но с максимальной заводской готовностью и на таком
уровне качества выполнения строительно-монтажных работ,
который регламентирован существующими проектами, сметами
и техническими условиями. Усилия архитекторов были направ-
лены на улучшение внешнего вида и качества отделки в преде-
лах общего архитектурного решения и принятой стоимости. Так,
в архитектуру фасадов более активно включены цвет, различные
фактуры, отделки, новые решения входов, различные конструк-
ции балконов и их ограждений.
Особое внимание обращено на повышение уровня отделоч-
ных работ домов-эталонов. Одно из основных условий улучше-
ния качества отделочных работ — строгое выполнение по каж-
дому их виду всех технологических операций.
Высокую оценку заслужили и приняты как эталонные жилой
дом серии МГ-300 — корпус № 2 в квартале 10 Новых Черему-
шек, дом серии К-7—корпус № 181 в квартале Юго-Запада и
ряд других объектов.
Все строительные и отделочные работы в этих корпусах
выполнены в строгой технологической последовательности, с
тщательным подбором цвета и рисунка обоев и материалов для
полов, цвета окраски столярных и других изделий.
Первый опыт возведения домов-эталонов в Москве свиде-
тельствует о том, что имеется реальная возможность значитель-
но улучшить качество полносборного домостроения и повысить
эксплуатационные качества жилых домов без удорожания сто-
имости. Уровень строительно-монтажных и отделочных работ
в этих домах может и должен стать обязательным для всех
крупнопанельных зданий массового строительства.
На основе опыта строительства домов-эталонов в настоящее
время выпущен альбом рекомендуемых решений по отделке
интерьеров жилых домов и деталей внутренней отделки. В них,
в соответствии с утвержденной номенклатурой обоев, линолеу-
ма, пластика, плинтусов, наличников, раскладок, даны примеры
решений интерьеров квартир, комнат лестничных клеток и т. д.
Разработан также обязательный перечень технологических опе-
раций, выполняемых при отделке жилых домов.
Осуществление намеченного плана экспериментального стро-
ительства поможет создать типовые проекты новых высококаче-
ственных жилых и культурно-бытовых зданий.
Глава IV
ОПЫТ ЭКСПЛУАТАЦИИ ПОЛНОСБОРНЫХ ЖИЛЫХ
ЗДАНИЙ И НЕКОТОРЫЕ РЕЗУЛЬТАТЫ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИХ РАБОТ
1. ПРАКТИКА ЭКСПЛУАТАЦИИ ПОЛНОСБОРНЫХ ЗДАНИЙ
При значительном увеличении объема полносборного домо-
строения в Москве в ряде случаев не была проведена предвари-
тельная экспериментальная проверка новых конструкций и ре-
шений. Это привело на некоторых объектах к снижению их
эксплуатационных качеств.
Снижение эксплуатационных качеств жилых домов некото-
рых типов вытекает прежде всего из недоработки проектных
решений, недостаточно налаженной технологии заводского изго-
товления строительных изделий, нарушений правил и техниче-
ских условий, допускаемых при возведении зданий.
В процессе исключительно бурного развития и внедрения
полносборного домостроения научно-исследовательские органи-
зации в ряде случаев оказались недостаточно подготовленными
своевременно и полноценно ответить на вопросы, возникавшие
в период становления этого вида строительства. В связи с этим
в известной мере сдерживались переработка проектных реше-
ний и улучшение отдельных конструктивных узлов жилых
зданий.
Недостатки некоторых конструктивных решений, выявленные
в процессе эксплуатации жилых домов в Москве с 1958 по
1963 гг. и особенно в неблагоприятные необычайно дождли-
вые лето и осень 1962 г., позволили проанализировать их
и наметить пути повышения эксплуатационных качеств вы-
строенных домов.
В связи с последними исследованиями НИИМосстроя, АКХ?
институтов бывшей АСиА и с учетом зарубежной практики
стало возможным избегать в новых типовых проектах полно-
сборных зданий повторения выявленных недостатков. Эти не-
достатки следующие: появление в некоторых помещениях сыро-
сти, неудовлетворительной звукоизоляции, снижение качества
столярных изделий, внутренней отделки зданий.
241
Обобщение и анализ причин появления таких эксплуатацион-
ных недостатков и возможных путей, ведущих к их устранению,
относятся, в первую очередь, к вопросам герметизации стыков
в сопряжениях наружных стеновых панелей.
В практике московского домостроения соединение наружных
стеновых панелей принято по типу «впритык». Горизонтальный
стык обжат и его герметизация зависит от качества исполнения.
Целесообразно применение горизонтального стыка с уступом
или «седлом» и не заполненным раствором участком на подъеме
стыка для разрыва капиллярности с упругой прокладкой по
контуру стены. Для отвода воды от стыка необходимо устрой-
ство капельника.
Более сложно решается конструкция вертикальных стыков,
принципиальная схема которых в действующих типовых проек-
тах принята по типу «рюмки», с конопаткой снаружи просмолен-
ной паклей и расшивкой цементным раствором. Температурные
и усадочные деформации часто нарушают герметичность, рас-
страивают стыки и вызывают появление мелких трещин, через
которые может проникать влага и происходить инфильтрация
наружного воздуха. Это снижает теплозащитные качества ог-
раждений.
Для устранения этих недостатков применяют наружную гер-
метизацию швов тиоколовыми мастиками, герметиками У-ЗОМ,
УТ-35, УМ-40, а также прокладками из пороизола и найрита.
Применение герметиков в виде мастик увеличивает надежность
конструкции стыка, повышает гарантию в отношении водо- и
воздухонепроницаемости.
В результате длительных и интенсивных дождей в летний
период 1962 г. в некоторых полносборных домах появилась сы-
рость на внутренних поверхностях стен.
Следует заметить, что затекание дождевых вод через стыки
и швы — не повсеместное явление. Так, например, в доме № 94
по Ленинскому проспекту, построенному по проекту серии К-7,
протечки были выявлены в некоторых помещениях, а в располо-
женном рядом корпусе той же серии протечек вообще не было.
Это свидетельствует о некотором отступлении по качеству в
сборке отдельных домов.
Случаи плохого качества теплозащитных свойств наружных
стеновых панелей вызываются рядом причин. Некоторые за-
воды, поставляющие крупные блоки и керамзитобетонные па-
нели для полносборных зданий, не всегда точно выдерживали
объемный вес изделий, установленный проектом. Это снижало
теплозащитные свойства ограждающего элемета.
В жилых домах серий 1-515 и 1-510 на внутренних поверхно-
стях перемычек иногда выпадал конденсат в зимнее время, осо-
бенно при повышенной влажности воздуха в жилых помещениях.
Объемный вес керемзитобетона в перемычках толщиной 40 см
достигал 1400 кг/м3, что не могло обеспечить нужного сопротив-
242
ления теплопередаче наружной стены на этих участках. Чтобы
не допустить применения изделий с завышенным против проек-
та объемным весом керамзитобетона, на заводах-изготовителях
целесообразно проводить контрольную проверку веса отпускае-
мых элементов для наружных стен и проверку соответствия их
веса херактеристикам, указанным в проекте.
В домах серий 1605, К-7 и П-32 наблюдалось появление
признаков конденсата в помещениях по периметру наружных
панелей и оконных проемов. Это было следствием произвольно-
го увеличения на заводах толщин окаймляющих ребер из тяже-
лого бетона. Отмечены также отдельные случаи изготовления
наружных панелей с уменьшенным слоем утеплителя и соответ-
ствующим увеличением холодных фактурных слоев.
Анализ натурных исследований показал, что причинами по-
явления сырости на внутренних поверхностях ограждающих
конструкций кроме проникновения влаги через стыки наружных
панелей могут быть:
высокая относительная влажность воздуха в помещениях,
часто значительно превышающая нормальную (55%);
низкие температуры внутренних поверхностей наружных ог-
раждающих конструкций, иногда ниже точки росы (для возду-
ха, имеющего температуру 18° С и относительную влажность
55%, точка росы равна 8,8°);
низкая температура воздуха в помещениях в периоды низких
температур наружного воздуха при излишнем проветривании;
повышенная влажность материалов ограждающих конструк-
ций, особенно в начальный период эксплуатации зданий.
Высокая относительная влажность воздуха, достигавшая
в отдельных комнатах 80%, явилась следствием неправильной
эксплуатации жилых помещений. В результате на поверхности
ограждающих конструкций, особенно в углах, в местах примы-
кания перегородок и перекрытий к наружным стенам, иногда
выпадал конденсат.
Иногда высокая относительная влажность воздуха в комна-
тах появляется вследствие нерегулярного проветривания. При
недостаточной приточно-вытяжной вентиляции это вызывает
снижение воздухообмена и увеличение относительной влажности
воздуха. Особенно сильно увеличивается влажность воздуха при
стирке и сушке белья в помещениях.
Поэтому рекомендуется регулярно проветривать комнаты,
особенно в начальный период эксплуатации зданий, когда кон-
струкции имеют временную повышенную влажность. При регу-
лярном проветривании помещений и повышении температуры
воздуха в них до 20—22° С повышенная влажность конструкций
в течение 1—2 лет, как показала практика, значительно сни-
жается.
Недостаточный учет теплотехнических требований при про-
ектировании и дефекты, допущенные при изготовлении деталей
243
на заводе или на строительстве, не могут быть устранены таки-
ми мерами, как проветривание и поднятие температуры воздуха
в помещениях. В этих случаях требуются дополнительные меро-
приятия по утеплению отдельных мест. Весьма важно, чтобы эти
мероприятия выполнялись технически грамотно как в подборе
материалов, так и в определении размеров утеплителя.
Опыт эксплуатации многих панельных домов показывает,
что в отдельных случаях звукоизоляционные качества перекры-
тий и перегородок отстают от нормативных требований. Это
частично относится к межквартирным перегородкам в домах
серий 1605, К-7, 1-515, 1-510 и перекрытиям в домах серии П-32.
Зачастую такой дефект является результатом недостаточной
проработки принятых проектных решений, не обеспечивавших
необходимую звукоизоляцию помещений.
Во многом качество звукоизоляции зависит от строителей.
Тщательная заделка отверстий и швов в перекрытиях и перего-
родках, аккуратное выполнение звукоизолирующих подкладок
и прокладок в конструкциях, недопущение в процессе производ-
ства работ образования звукопроводных мостиков и каналов —
все это должно строго соблюдаться и контролироваться техни-
ческим персоналом строек.
Недоброкачественно выполненная звукоизоляция может еще
более ухудшиться в процессе эксплуатации здания.
Применение влажной древесины в заполнениях оконных
и дверных проемов вызывает перекосы дверных полотен и окон-
ных переплетов. Через щели и неплотности окон и балконных
дверей поступает холодный воздух, что нарушает температур-
но-влажностный режим помещений. Нижняя часть оконных пе-
реплетов во всех случаях требует отливов во избежание зате-
кания воды между переплетами и на подоконник.
Панельное отопление в перегородочных панелях домов се-
рии 1-515 ухудшает температурно-влажностный режим поме-
щений, так как здесь не устраняются потоки холодного воздуха
от наружных стен.
В домах серий 1-510 и 1-515 на поверхности санитарно-техни-
ческих блоков имелись случаи появления конденсата в связи
с расположением трубы холодной воды вблизи наружной по-
верхности блоков. Для устранения этого дефекта по стене сани-
тарно-технического блока делалось утепление с облицовкой
глазурованной плиткой. В дальнейшем этот недостаток устрани-
ли за счет заглубления труб в толще блока.
В 1962—1963 гг. в Москве были проведены мероприятия по
устранению недостатков и повышению эксплуатационных ка-
честв полносборных домов.
Ниже приводятся данные по эксплуатационным качествам
отдельных серий жилых домов, полученные в результате иссле-
дований НИИМосстроя, ЛКХ им. К.‘ Д. Памфилова, НИИСФ
и МИТЭПа.
244
2. ЭКСПЛУАТАЦИОННЫЕ КАЧЕСТВА
ПОЛНОСБОРНЫХ ЗДАНИИ РАЗЛИЧНЫХ ТИПОВ
Дома серии 1605-АМ. В климатических условиях Москвы
средняя величина сопротивления теплопередаче наружных сте
новых панелей домов серии 1605-АМ по натурным наблюдени-
ям равна 1,37 м2 ч- град/ккал,
наружных стен зданий этой ка-
тегории. При испытании пане-
лей в климатических камерах
величина сопротивления теп-
лопередаче составила 1,23 м2 ч •
* град!ккал, т. е. на 5% выше
требуемой. Разница в величи-
нах сопротивления теплопере-
даче, полученных по натурным
наблюдениям и в климатиче-
ских камерах, явилась следст-
вием различия объемных весов
минераловатных плит, приме-
ненных для утепления пане-
лей, а также большой влажно-
сти плит в панелях, испытан-
ных в климатических камерах.
Однако в обоих случаях полу-
чены данные, подтверждаю-
щие, что теплотехнические ка-
чества наружных рядовых сте-
новых панелей Гипростройин-
дустрии являются удовлетво-
рительными.
Практика эксплуатации по-
. е. на 17% выше требуемой для
Рис. 93. Сопряжение совмещенной
крыши с наружной стеновой па-
нелью дома серии 1605
1 — асфальтовая стяжка; 2—плита утеп-
ления; 3 — крошка пеностекла; 4—сбор-
ная железобетонная плита
казала, что не совсем удачно решены конструкция наружного уг-
ла, в котором отсутствует утеплитель в виде минераловатных
плит, и конструкция сопряжения наружных стен с чердачным пе-
рекрытием (рис. 93).
Сопротивление теплопередаче открытого стыка панелей в
Отдельных случаях оказалось равным 0,79 м2 ч • град/ккал, т. е.
на 10% ниже допустимого. Это объяснялось тем, что поперечные
стенки в панелях выполнялись на заводе из тяжелого, а не из
легкого бетона, как было предусмотрено проектом.
При расчетных температурах внутреннего и наружного воз-
духа температура внутренней поверхности наружных стен рав-
на 11,9° С, что соответствует норме. На поверхности в случае от-
крытого стыка температура снижается до 6,6° С, когда возможно
образование конденсата на поверхности при влажности внутрен-
него воздуха выше 47%.
Воздухопроницаемость стыков панелей Гипростройиндуст-
245
рии не превышает допустимой. Инструментальные исследования
микроклимата проводились НИИМосстроем и АКХ в опытных
квартирах в зимний период времени круглосуточно в течение
2—3 недель.
Результаты наблюдений за микроклиматом помещений в од-
ной из опытных квартир приведены в табл. 37.
Таблица 37
Микроклимат опытной квартиры
Теплотехнические показатели
Норма-
тивные
Факти-
ческие
При пе-
ресчете
на рас-
четые
темпера-
туры
Средняя температура наружного воздуха, /н Температура внутреннего воздуха, /в 18 10,9 19,1
Перепад, —тн.с . . 6 2,5 4,2
Перепад, Д/1=?в—тп Суточные колебания температуры в жилой 2,5 1,2 1,8
комнате Средняя относительная влажность воздуха ±1,5 ±1,4 —
в жилых помещениях, ?ср 40—60 42,4 —
Примечание, т — температура
тп—температура
на внутренней поверхности наружной стены;
на внутренней поверхности пола.
Из таблицы видно, что микроклимат помещений отвечает
требованиям норм.
Результаты наблюдения за температурным режимом ограж-
дающих конструкций в одной из опытных квартир (по средним
данным за период наблюдения) даны в табл. 38.
Для опенки температурного режима стен при условии пони-
жения температуры наружного воздуха до расчетной (—26° С)
сделан соответствующий пересчет.
Кроме того, исходя из новых пересчитанных температур оп-
ределена относительная влажность внутреннего воздуха, при
которой на внутренних поверхностях ограждающих конструкций
может появиться конденсат.
Из анализа таблицы видно, что в середине помещений пе-
репад температур воздуха и поверхностей пола и потолка удов-
летворяет нормам. Однако перепад температуры внутреннего
воздуха и поверхностей пола и потолка в углу наружных пане-
лей ниже норм, что указывает на недостаточность теплозащиты
наружных ограждений в местах сопряжений стен и перекрытий.
Наиболее вероятным в отношении возможности образования
конденсата оказывается наружный угол под потолком и угол
сопряжения наружной стены с несущей перегородкой. Об этом
же свидетельствует температурное поле внутренних поверхно-
246
Таблица 38
Результаты наблюдения за температурным режимом ограждающих конструкций
Места установки датчиков и термопар На полу 0,25 м от пола 1,5 .и от пол> 0 25 м от поголка На потолке
замеряе- мая расчет- ная замеряе- мая расчетная замеряе- мая расчетная замерят- мая расчетная замеряе- мая расчетная
1 2 3 4 5 6 7 8 9 10 11
• По стыку в торцовой стене 15,2* 13,4** 74 14,6 12,2 69 15,5 12,8 70 14,7 9,8 58 14,4 11,7 66
По полю глухой стены (торцовой) 14,4 12,7 71 15,1 13,6 72 16,6 13,7 76 16,2 12,3 69~ 12,9 9,1 56
В углу сопряжения несущей перегородки со стеной 15,2 13,4 74 14,3 11,6 66 13,7 10,3 59’ 12,5 7,2 59 10,4 5,7 51
В наружном углу 17,9 16,3 83 18,2 — 16,9 13,8 78 17,3 13,9 76 9,4 1,1 46
На середине комнаты 17,9 16,2 89 — — — — — — 18,1 16,6 90
Центральная воздушная вертикаль 17,9 — 18,1 — 19,1 — 19,8 — 18,1 —
* В графах 2, 4, 6, 8 и 10 указаны температуры в *С.
м •* в и афах 3, 5, 7, 9 и 11 указаны пересчитанные температуры и влажность воздуха; в числителе — температура в *С, в знаменателе — относи-
тельная влажность воздуха а %.
стей сопряжения совмещенной крыши с наружной стеновой па-
нелью.
Изменение влажности стеновых панелей в течение года
эксплуатации видно из следующих данных: в период монтажа
влажность утеплителя этих панелей из минеральной ваты сос-
тавляет 2,1%, за период эксплуатации влажность утеплителя
понизилась до 0,3%.
Конструкции домов из виброкирпичных панелей серии П-32.
Жилые дома этого типа, построенные в Новых Черемушках, Хо-
рошево — Мневниках, в районе Волхонки — ЗИЛ, в отдельных
случаях имеют в натуре более низкие теплотехнические качества,
чем дома других типов.
Натурные исследования показали, что это вызвано в основ-
ном повышенной начальной влажностью кирпичной кладки и
утеплителя наружных ограждающих конструкций. Кирпич в па-
нелях во время монтажа зданий имел влажность 10%, пеностек-
ло — 8%, керамзитобетон в стыках — 13%, что значительно выше
нормативной. Наружные стены при этом имеют сопротивление
теплопередаче, равное 1 —1,12 м2-ч> град/ккал, что на 5% мень-
ше требуемого.
В холодное время в этих домах иногда имеет место пони-
женная температура внутренней поверхности наружных стен.
Это приводит к появлению конденсата даже при влажности внут-
реннего воздуха порядка 55%. Воздухопроницаемость стыков
виброкирпичных панелей не превышает допустимой величины,
равной 0,25 кг/мч мм вод. ст.
При обследованиях в некоторых помещениях домов этого
типа была обнаружена сырость на внутренней поверхности нару-
жных стен, в углах и у пола. Вскрытия наружной облицовки
стеновых панелей в этих местах показали, что в ряде случаев
толщина утеплителя (пеностекло или пенокералит) меньше, чем
предусмотрено проектом.
При тщательном изготовлении наружных стеновых виброкир-
пичных панелей с укладкой пеностекла толщиной не менее 10 см
без раствора (при нормальной влажности кирпичной кладки
и утеплителя) стеновые панели имеют удовлетворительные теп-
лотехнические качества.
В практике эксплуатации выявлены неудовлетворительные
качества конструкции наружного угла, в котором прерывается
слой утеплителя, имеется холодное включение из кирпича и рас-
твора и неудачно решен горизонтальный стык панелей. Темпе-
ратурные поля отдельных узлов жилых домов из виброкирпич-
ных панелей показаны на рис. 94—96.
В домах, где нормально работает система отопления и часто
проветриваются помещения, влажность воздуха держится в пре-
делах нормы, и сырости на поверхности стен не наблюдается.
Дома, в которых система отопления работает недостаточно
эффективно и жильцы для повышения температуры в помеще-
248
ниях включают газовые приборы, увеличивая при этом темпера-
туру до 20—22°С и влажность воздуха до 70—83%, создаются
условия, при которых температура точки росы будет в пределах
14,7—18,3° С, способная образовать конденсат.
На основе натурных обследований домов из виброкирпич-
ных панелей, проведенных АКХ, МИТЭП и другими организа-
циями, можно сделать вывод, что понижение теплозащитных
качеств ограждающих конструкций может быть вызвано несо-
Рис. 94. Температуры внутренней поверхности наруж-
ного угла дома Из виброкирпичных панелей се-
рии П-32
/ — кирпич; 2 — пеностекло
блюдением заводами-изготовителями проектных и нормативных
требований в части укладки утеплителя в панелях; отступлением
от внутренних допусков в конструкциях; отпуском заводами го-
товой продукции с повышенной влажностью материалов.
Наиболее слабым местом в теплотехническом отношении в
домах из виброкирпичных панелей серии П-32 является сопря-
жение наружной стеновой панели с внутренней перегородкой и
потолком. Отклонение (в сторону увеличения) толщины раствор-
ного обрамления по контуру панели и толщины шва между пане-
лями вызывает переохлаждение поверхности стеновой панели
и отсыревание охлажденных участков.
Расчет влажностного режима виброкирпичных панелей пока-
зал, что влагонакопление в годовом цикле во многом зависит
от материала утепления.
Виброкирпичная панель, утепленная цементным фибролитом
и стиропором с одним слоем пароизоляции из руберойда,
249
имеет отрицательный влажностный годовой баланс (см.
табл. 39).
Расчет показывает, что конструкция отдает влагу в большем
количестве, чем принимает ее за счет влагопоступления. Строи-
Рис. 95. Температурное поле по горизонтальному
стыку виброкирпичных панелей
1— виброкирпич (7 =1800 кг/ж3: Х=0,75); 2 — керамзитобетон
с армированием (7=900 кг/jw3; А=0.4); 3 — цементно-песчаный
раствор (7=1800 кг, л3; Х=0,8); 4 — цементно-песчаный рас-
твор с армированием (7 =1800 кг/м3-, Х = 1,4); 5 — пакля, смо-
ченная в песчаном растворе (Х=0,1); 6—цементный фибро-
лит (7 = 350 кг/м3; Х=0,16); 7—стиропор (7 = 60 кг/м3; X =0,04);
8 — просмоленный пеньковый жгут (Х=0,1)
тельные материалы в такой конструкции имеют тенденцию к
высыханию.
Конструкции домов серии К-7. В домах К-7 для стеновых
панелей в качестве утеплителя применены пеностекло, пено-
кералит и минераловатные изделия.
Натурные наблюдения в зданиях с панелями, утепленными
пенокералитом или пеностеклом, показали, что при правильной
укладке утеплителя сопротивление теплопередаче стеновых па-
250
Таблица 39
Влажностный годовой баланс виброкирпичной стеновой панели (в г Ли2)
Периоды расчета Поступление влаги в кон- струкцию со стороны помещения Удаление влаги из конструкции Годовой ба- ланс влаги в конструкции
в сторону помещения в сторону улицы
Осень . . . . . . . . +308 — — 175 + 133
Зима . . . +863 — — 173 +690
Весна . . . +366 — —205 + 161
Лето . . . — —404 — 1100 — 1504
Всего . + 1537 —404 — 1653 —520
А.^0,08
----- +
Рис. 96. Температурное поле по вертикальному стыку виброкирпичных па-
нелей. Утепление изнутри пеностеклом (левая часть) и стиропором (пра- *
вая часть)
нелей равно 1,28 м.2 • ч • град!ккал, т. е. на 5% выше требуемого
по СНиП.
Вместе с тем, при вполне достаточных теплозащитных ка-
чествах наружных стеновых панелей в некоторых узлах сопря-
жений их с внутренними панелями в ряде случаев наблюдалось
251
понижение температуры внутренней поверхности стен в зимнее
время.
Температура внутренних поверхностей наружных стен при
расчетных для Москвы температурах внутреннего и наружного
воздуха была 12°С (что соответствует норме), но в местах со-
пряжений наружных панелей и внутренних поперечных несущих
стен наблюдались случаи пониженной температуры внутренней
поверхности до 5° С. Это способствовало появлению конденсата
(рис. 97).
Совмещенная крыша дома в целом (с раздельным потолком)
имеет сопротивление теплопередаче, равное 1,47 м2 -ч- град!ккал,
т. е. на 6% меньше требуемого; без раздельного потолка
та же крыша имеет сопротивление теплопередаче, равное
2,41 м2 • ч • град/ккал, т. е. на 54% больше требуемого. Таким
образом, раздельный потолок ухудшает теплозащитные каче-
ства покрытия на 39% из-за дополнительных теплопотерь через
фризовые панели, расположенные над потолком.
Конструкции домов из керамзитобетонных панелей серии
1-515. Наружные стеновые панели дома этой серии имеют при
толщине керамзитобетона 40 см и его объемном весе 1060 кг/м3 со-
противление теплопередаче, равное 1,16 м2 • ч • град!ккал, а при
объемном весе керамзитобетона 1200 кг/м3—0,99 м2 ч град/ккал.
В первом случае сопротивление теплопередаче на 10% боль-
ше, а во втором случае на 7% меньше требуемого. При
снижении влажности керамзитобетона до нормальной сопро-
тивление теплопередаче соответственно повышается до 1,33 и
1,13 м2 • ч • град/ккал, т. е. на 24% и на 7% больше требуемого.
Открытый стык панелей имеет сопротивление теплопередаче,
равное 0,79 м2 - ч - град/ккал, при влажности керамзитобетона в
стыке 13%. Такое сопротивление равно допустимому для местных
теплопроводных включений.
Теплотехнические качества стеновых панелей толщиной 40 см
при объемном весе керамзитобетона 1200 кг/м3 и менее оценива-
ются положительно.
Причиной возникновения отдельных недостатков являются в
основном недочеты производства работ. Отмечены недостатки,
зависящие от качества проектного решения (в частности, недо-
статочная звукоизоляция, недостатки в устройстве сантехничес-
кого и инженерного оборудования дома) и от качества техничес-
кой эксплуатации жилого дома в целом.
Влажностный режим стен и помещений в жилых домах из
керамзитобетонных панелей с обычной начальной влажностью
стен на уровне 18—20% приходит к равновесному только в тече-
ние 4—5 лет даже при нормальных условиях эксплуатации
дома.
При косых дождях трещинообразование в швах крупнопа-
нельных домов способствует миграции влаги непосредственно
через стык к внутренней поверхности.
252
поле вертикального сты-
ка стеновых панелей до-
d—L ма серии К-7
а — при проектной толщине железобетонного обрамления в 5 см; б — при
увеличении толщины обрамления до 9 см; 1 — раствор; 2 — керамзитобетон;
3 — герметизация; 4 — конопатка панелей; 5 — минераловатная плита;
6 — стиропор
253
Горизонтальные стыки в этих зданиях при установке панелей
на чистую растворную «подушку» могут быть влаго- и воздухо-
проницаемыми.
Испытания на воздухопроницаемость, проведенные АКХ, по-
казали, что при некачественной заделке стыков появляется повы-
шенная фильтрация воздуха (сопротивление воздухопроницанию
в отдельных случаях составляло: для вертикальных швов /?н = 1—
2 мм вод. ст.'Ч-м пог/кг; для горизонтальных швов 7?и=О,2—
0,33 мм вод. ст. • ч • м • пог/кг), нарушающая нормальный возду-
хообмен и температурно-влажностный режим жилых помещений
(кратность воздухообмена больше 1; <р близка к 60% и темпера-
тура воздуха в помещении <18° С).
3. УЧЕТ ТРЕБОВАНИЙ СТРОИТЕЛЬНОЙ ТЕПЛОФИЗИКИ
ПРИ ПРОЕКТИРОВАНИИ И ИЗГОТОВЛЕНИИ
ЭЛЕМЕНТОВ КРУПНОПАНЕЛЬНЫХ -ЗДАНИЙ
Натурные обследования и наблюдения, весь опыт строитель-
ства и эксплуатации зданий подтверждают, что без внимательно-
го отношения к требованиям строительной теплофизики невоз-
можно обеспечить необходимые качества крупнопанельного стро-
ительства. В первую очередь необходимо повысить качество
проектирования, так как недочеты, допускаемые в проекте, труд-
но исправлять в процессе строительства и эксплуатации зданий.
При проектировании сборных жилых зданий, особенно в пер-
вые годы, имелась недооценка отдельных требований строитель-
ной теплофизики: не всегда учитывалось, что при изготовлении
конструкций в реальных условиях в нее вносится влага, снижаю-
щая теплотехнические качества конструкций. Повышенная влаж-
ность материалов, проникновение раствора или бетона в утепли-
тель, утолщение местных или образование новых теплопровод-
ных включений часто меняют температурно-влажностный режим
конструкций во время ее эксплуатации.
Недостаточно учитывалась и специфика изготовления отдель-
ных элементов зданий с применением новых эффективных утеп-
лителей на заводах Главмоспромстройматериалов.
Так, для утепления панелей домов серии К-7 и П-32 применя-
ли пеностекло, позднее минераловатные плиты. В проектах пено-
стекло показывается как слой определенной толщины. На заво-
ды же эти материалы поступают в виде небольших блоков или
брусков неправильной формы. При раскладке утеплителя во вре-
мя изготовления панели часто практически невозможно выдер-
живать равномерно по всей площади необходимую толщину слоя.
Поэтому следует обратить особое внимание на тщательную рас-
щебенку пустот и неплотностей между кусками утеплителя.
Теплотехнический расчет ограждения, как правило, проводит-
ся только в отношении поля стены или покрытия. Углы, места
примыканий внутренних конструкций к наружным (например,
254
яримыкание перегородки к наружной стене или примыкание пок-
рытия к стенам) расчетом не всегда проверялись, поэтому ис-
правления зачастую вносились на месте.
4. ПОВЫШЕНИЕ ЗВУКОИЗОЛЯЦИОННЫХ КАЧЕСТВ
ЖИЛЫХ ЗДАНИЙ
Проблема звукоизоляции в жилых зданиях Москвы встала
особенно остро за последние годы в связи со значительным уве-
личением шумов, возникающих в результате развития транспор-
та, массового распространения радио и телевидения, а также
роста числа машинного оборудования, применяемого для улуч-
шения эксплуатации домов.
Практика последних лет показала, что большинство упущений
<в вопросах звукоизоляции зданий вызвано недоучетом некоторых
особенностей этой важной области многими проектировщиками,
строителями и эксплуатационниками. Поэтому полезно привести
некоторые основные положения из области строительной акус-
тики.
Известно, что человеком воспринимаются звуковые колеба-
ния, начиная с 20 гц, т. е. с 20 колебаний в сек, до 20 000 гц. Коле-
бания определенной частоты воспринимаются как отдельный тон.
При возбуждении тонов различных беспорядочных частот и их
одновременном звучании в воздухе возникает неприятный шум.
Такой шум, содержащий все частоты звукового диапазона от 20
до 20000 гц, называют «белым» шумом.
В строительной акустике чаще всего сталкиваются с шумами
100—3200 гц. Все шумы бытового характера (в частности, чело-
веческая речь) имеют наиболее ярко выраженные составляющие
именно в этой области звукового диапазона.
Согласно нормам СНиП все конструкции должны оценивать-
ся с точки зрения соответствия их частотных характеристик зву-
коизоляции нормативным кривым.
Поскольку инженерные методы расчета звукоизоляции (с уче-
том частотной зависимости ее для любой конструкции) еще не-
достаточно разработаны, основным методом исследований и
оценки звукоизолирующей способности ограждений является эк-
спериментальное изучение их свойств в натурных условиях.
С этой целью определяется частотная характеристика звукоизо-
ляции ограждения, которая наносится на бланки с нормативны-
ми кривыми. Только таким путем можно относительно правильно
оценить все достоинства и недостатки любой конструкции.
Количество жалоб на плохую звукоизоляцию современных
зданий в городах, в том числе и в Москве, пока еще значитель-
ное. Это объясняется рядом причин, в том числе применением но-
вых строительных материалов и конструкций без тщательной
экспериментальной проверки в условиях строительства.
255
Внедрение крупнопанельных элементов в строительство жи-
лых домов с малым количеством соединяющих промежуточных
швов создает благоприятные условия для распространения шу-
мов по всему зданию. Уровни шумов, распространяющихся по
конструкциям в зданиях, выполненных из железобетонных пане-
лей, теряют на пути в 10 м только около 10 дб, а амплитуда ко-
лебаний. характеризующая интенсивность шума, теряет всего
лишь 30% своей первоначальной величины, в то время как эти
потери на затухание должны быть в 2—3 раза больше.
Вторая причина — недостаточная звукоизоляция отдельных
конструкций как от воздушного шума (радио и телевизоры, гром-
кая речь и т.п.), так и от ударного, возникающего при ударах по
перекрытию, например при передвижении мебели. К ударным
шумам можно отнести и шумы, возникающие в доме при работе
различных механизмов (лифтов, насосных агрегатов, вентилято-
ров и т. д.), а также шумы, вызываемые сотрясениями или виб-
рацией этих механизмов.
Недостаточная звукоизоляция конструкций объясняется не-
которыми неточностями, допущенными при проектировании, и
недочетами, возникающими в процессе строительства.
Большое значение в звукоизоляции зданий имеют конструк-
ции междуэтажных перекрытий. Важной характеристикой каж-
дого типа перекрытия является его звукоизолирующая способ-
ность от ударного шума. Наиболее успешно вопрос изоляции от
ударных шумов можно решить путем применения акустически хо-
рошего пола. Хорошим решением, например, является примене-
ние «плавающего» пола (щитовой паркет или пол из досок по ла-,
гам на упругих прокладках); удовлетворительно применение в
качестве упругого слоя засыпок под полы из песка или шлака.
В некоторых случаях линолеум или другие рулонные матери-»
алы наклеивают непосредственно на железобетонную поверх-
ность перекрытия, в результате резко ухудшается звукоизоляция
от ударного шума у таких перекрытий.
Практика строительства и эксплуатации жилых домов в
Москве показала, что имеется еще ряд факторов, которые в не-
которых случаях ухудшают звукоизоляционные свойства кон-
струкций. К ним относится устройство каналов естественной вен-
тиляции, которые не имеют специальных глушителей и проходят
через все этажи здания. В результате по таким каналам в квар-
тиры нижележащих этажей проникает шум из квартир, располо-
женных на 2—3 этажа выше.
Часто возникновение шумов связано с сотрясениями и вибра-
циями, возникающими при работе различных двигателей. Обыч-
но там, где в квартирах отмечаются повышенные уровни шумов,
все механизмы связаны с ограждающими конструкциями здания
и при работе возбуждают в них звуковые колебания, распрост-
раняющиеся в материале конструкции по всему зданию как в
вертикальном, так и в горизонтальном направлениях.
256
Эта сторона вопроса часто остается без внимания при проек-
тировании, но после окончания всех строительных работ достав-
ляет много хлопот строителям и связана с большими дополни-
тельными расходами по виброизоляции в период эксплуа-
тации.
Решение этой проблемы достаточно просто, если заранее пре-
дусмотреть и рассчитать все необходимые так называемые вибро-
изоляционные мероприятия. В каждом отдельном случае требу-
ется свой подход к тому или иному виду оборудования, но прин-
цип осуществления виброизоляции прост и един для всех
источников вибраций.
В проекте необходимо предусмотреть установку агрегата на
железобетонную плиту или конструкцию из стальных балок с
правильно рассчитанными (с учетом веса установки, числа обо-
ротов двигателя, выбора материала и т. д.) амортизаторами из
резины, пробки или стальных пружин.
Все места соприкосновения вибрирующих частей установки
должны быть отделены от ограждающих конструкций зданий
упругими прокладками. Особое внимание следует обратить на
подводку проводов питания, неправильное выполнение которой
(например, жесткое соединение с плитой и с полом помещения)
резко снижает эффективность виброизоляции.
Иногда из-за нехватки или отсутствия материалов и деталей,
предусмотренных проектом, строительные организации неоправ-
данно заменяют предполагавшуюся конструкцию другой без рас-
четной проверки и согласования. Это ухудшает звукоизоляцион-
ные качества конструкций и требует значительных дополнитель-
ных затрат на исправление недостатков.
Часто нарушается принцип раздельности в двойных конст-
рукциях перекрытий и перегородок. Например, выбор конструк-
ции перекрытия из двух железобетонных прокатных панелей
(скорлуп), разделенных упругими прокладками из древесно-во-
локнистых полужестких плит, был недостаточно обоснован, так
как обе скорлупы обладают одинаковым весом и одинаковой
жесткостью.
Звукоизолирующая способность здесь была снижена в ре-
зультате нарушения принципа раздельности двух скорлуп. Меж-
ду панелью перекрытия и перегородкой оставлялся зазор, кото-
рый заполнялся затем шлаковатой или древесно-волокнистыми
плитами. Но в процессе монтажа в эти зазоры у наружной стены
попадал цементный раствор и, проникая в пространство между
перекрытиями, образовывал акустические «мостики», соединяю-
щие обе скорлупы. Нарушение раздельности за счет акустических
«мостиков» отмечалось и в месте прохождения электроарматуры,
так как обе панели соединялись металлической гильзой.
Еще более низкая звукоизолирующая способность получается
в том случае, когда замоноличивается верхняя панель по конту-
ру и жестко соединяется с перегородками.
257
Часто в дверях образуются щели и неплотности, на которые
не обращается внимания. Изготовленные из материала повышен-
ной влажности двери в дальнейшем ссыхаются, в них появляются
трещины. Это еще больше снижает и без того низкую звукоизо-
ляцию дверей, и шум с лестничной клетки может беспрепятст-
венно проникать в квартиры.
Для повышения звукоизолирующей способности в проемах
необходимо применять двери (особенно наружные) специальной
конструкции с заполнением звукопоглощающими материалами,
избегать возникновения неплотностей и щелей и применять к
дверям уплотняющие прокладки в притворах.
Следует больше обращать внимания и на такие, кажущиеся
незначительными, факторы, как различного рода отверстия в кон-
струкциях, которые пробиваются для проведения отопительных
стояков, электроарматуры и т. д. и которые в дальнейшем заде-
лываются очень небрежно (иногда только тонким слоем рас-
твора).
Звукоизоляция снижается также в перегородках, устанавли-
ваемых из одной или нескольких панелей, т. е. там, где имеют»-
ся швы, достигающие в- отдельных случаях нескольких сантиг
метров. Некачественная конопатка, а иногда и просто небрежная
заделка швов раствором способствуют снижению звукоизоляции
конструкции. Еще хуже, когда эти швы бывают «нулевыми»,
т. е. панели устанавливаются вплотную друг к другу. f
Применение новых облегченных конструкций предъявляет
новые требования к качеству работ, так как только квалифици-
рованное и тщательное выполнение всех необходимых меро-
приятий может обеспечить достаточную звукоизоляцию в жи-
лых квартирах новых домов.
Качество выполняемых на стройках работ — один из решаю-
щих факторов для обеспечения удовлетворительной звукоизо-
лирующей способности конструкций. Особо тщательно следует
выполнять двойные и раздельного типа конструкции, так как не-
брежность в выполнении всегда приводит к нежелательным по-
следствиям.
Особое внимание при проектировании и изготовлении сле-
дует уделять звукоизолирующим свойствам дверей и окон, от
которых во многом зависит акустическое благоустройство жилых
квартир.
5. МОРАЛЬНЫЙ ИЗНОС СОВРЕМЕННЫХ ЖИЛЫХ ЗДАНИЙ,
МЕРЫ ЕГО ПРЕОДОЛЕНИЯ И ПОВЫШЕНИЯ
ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ ПОЛНОСБОРНЫХ ДОМОВ
Опыт эксплуатации крупнопанельных жилых домов показы-
вает, что требования по повышению благоустройства жилья не-
прерывно возрастают, в связи с чем в жилищном хозяйстве име-
ется явление морального износа зданий. ,
258
С инженерной точки зрения моральный износ жилых домов
выражается в постепенном появлении несоответствия планиров-
ки, конструктивных решений и инженерного оборудования
зданий новым возрастающим требованиям населения, а
также пересматриваемым вновь техническим условиям и
нормам.
К факторам морального износа домов, построенных в после-
военный период, относятся:
отсутствие лифтов и мусоропроводов в пятиэтажных жилых
домах, устаревшие виды и конструкции инженерного оборудо-
вания (центрального отопления, канализации, газоснабжения,
электропроводок, отсутствие коллективных теле- и радиоантенн
и др.);
несоответствие планировки возросшим требованиям — недо-
статочная площадь отдельных комнат, наличие проходных, не-
достаточные по площади кухни, отсутствие или недостаточная
площадь балконов, недостаточная освещенность помещений, на-
личие совмещенных санузлов и их неудобное расположение в
многокомнатных квартирах, узкие и небольшие по площади ко-
ридоры, наличие неиспользуемых подвалов и т. п.;
несоответствие конструкций стен, перекрытий, лестниц, крыш
и других элементов современным требованиям теплозащиты,
звукоизоляции, гидроизоляции, климатическим условиям и эк-
сплуатационным требованиям (водоотвод с крыш, удобство
уборки и мытья лестниц, окон и др.).
Практика показывает, что в отдельных проектных решениях
и даже типовых проектах жилых домов факторы морального
износа начинают действовать значительно раньше, чем начина-
ется физический износ здания, и в дальнейшем усиленно про-
грессируют, вызывая необходимость дополнительных переобо-
рудований и переустройств, что обычно связано с большими ма-
териальными и денежными затратами.
В проектах должна быть заложена возможность дальнейше-
го совершенствования выстроенных зданий. Это положение
можно пояснить на примерах практики строительства в Москве
за последние годы.
Лифтами и мусоропроводами в настоящее время оснащают-
ся дома выше пяти этажей. В будущем нормы могут быть изме-
нены в сторону снижения этажности для домов с указанными
видами инженерного оборудования. Это следует предвидеть.
Уже сейчас в некоторых странах строительство жилых зданий
без лифтов и мусоропровода ограничено четырьмя этажами.
В домах с кирпичными стенами устранение этого дефекта до-
стигается путем пристройки или подвески лифтовых шахт и обо-
рудования мусороприемных камер в подвалах. В домах же с
железобетонными несущими ограждениями такие работы труд-
но осуществимы из-за специфичности несущих конструкций и
ограниченной площади лестничных клеток и технических подпо-
259
лий. Между тем возможность таких изменений в старых проек-
тах не была предусмотрена.
Чтобы предупредить преждевременный моральный износ
жилых домов массовой застройки, необходимо придать больше
гибкости конструктивно-планировочным решениям. Одним из
направлений в этой работе может быть увеличение размеров
площади, ограниченной несущими ограждающими конструкция-
ми, т. е. применение конструктивной схемы с широким шагом
опор. Это создаст возможность применения вариантов в плани-
ровке жилых зданий.
* *
*
На основании проведенных исследований эксплуатационных
качеств крупнопанельных типовых жилых домов были разра-
ботаны предложения по улучшению типовых проектов жилых
домов, вытекающие из условий их эксплуатации, которые ча-
Рис. 98. Расчет карнизного угла совмещенной крыши на электроинте-
граторе
260
стично уже осуществлены в 1962—1964 гг. в практике москов-
ского строительства.
При разработке новых проектов жилых зданий проектиров-
щики широко внедряют следующие решения:
ширина лестничных маршей увеличена до 1,2 м, ширина ко-
ридоров до 1,3 м, а площадь прихожей принимают не менее
5 м2, в зависимости от количества комнат в квартире;
допускают совмещенные санузлы лишь в однокомнатных
квартирах;
определение термического сопротивления наружных ограж-
дений жилых крупнопанельных домов проводится исходя не
только из принятого в настоящее время теплотехнического рас-
чета, а путем выявления оптимального, с экономической точки
зрения, варианта.
При проектировании крупнопанельных зданий производит-
ся поверочный теплотехнический расчет наружных ограждаю-
щих конструкций не только в отношении поля стены или покры-
тия, но и в наружных углах, в местах примыкания внутренних
конструкций к наружным и у оконных откосов (рис. 98).
17—1458
Глава V
НЕКОТОРЫЕ ВОПРОСЫ
СЕБЕСТОИМОСТИ СТРОИТЕЛЬСТВА
И РЕЗЕРВЫ ЕЕ СНИЖЕНИЯ
1. СБОРНОСТЬ СТРОИТЕЛЬСТВА
Принцип метода сборности заключается в том, что процесс
строительства, представляющий собой организационное, тех-
нологическое и территориальное единство производства всех
работ, начиная с обработки сырья и материалов и кончая от-
делкой готового объекта, разделяется на две основные стадии:
заготовительные и монтажно-сборочные операции. Вся совокуп-
ность заготовительных процессов обособляется в самостоятель-
ное производство. Последнее имело для строительства в Москве
огромное значение. Замена трудоемких заготовительных работ,
проводимых на строительных площадках, на которых преобла-
дал ручной труд, заводскими, где эти работы механизируются,
значительно улучшила показатели строительного производ-
ства.
Прогрессивное значение метода сборности заключается в
том, что он приблизил процесс строительства к условиям пере-
дового заводского производства.
Сборность позволила ликвидировать сезонность строитель-
ства и многообразие строительной продукции. Сборность сокра-
тила длительность производственного цикла строительства и во
многом облегчила введение в практику строительства обяза-
тельных норм его продолжительности. В свою очередь нормиро-
вание продолжительности строительства создало прочную базу
для правильного планирования капиталовложений с целью обе-
спечения их максимальной эффективности и создания нормаль-
ного задела в строительстве.
Практика строительства в Москве показала, что сборность,
способствуя росту производительности труда, резко уменьшает
долю тяжелых и трудоемких работ, значительно облегчает труд
рабочих.
262
2. СТРУКТУРА СЕБЕСТОИМОСТИ
Экономическая эффективность сборного строительства по
сравнению с обычным проявляется в повышении производитель-
ности труда. В сфере строительства она выражается в улучше-
нии показателей, как выработка рабочих, трудоемкость, расход
основных строительных материалов, сроки строительства и др.
Себестоимость является основным показателем, характери-
зующим качество всей работы строительных организаций и пред-
приятий промышленности строительных материалов. Поскольку
на себестоимость влияет ряд факторов, различных по характе-
ру своего воздействия, анализ ее по отдельным элементам за-
трат имеет важное значение.
Уровень себестоимости строительно-монтажных работ зависит
от состояния всех сторон производственной, хозяйственной и фи-
нансовой деятельности строительной организации. Чем лучше ис-
пользуются в процессе производства техника, материальные,
трудовые и денежные ресурсы, чем совершеннее методы руко-
водства всеми участками производственно-хозяйственной дея-
тельности, тем больше может быть снижена себестоимость.
Структура себестоимости отдельных видов строительно-мон-
тажных работ весьма различна. Как показал опыт московского
строительства, она зависит также от их трудоемкости и материа-
лоемкости.
Трудоемкость и материалоемкость определяются уровнем
сборности конструкций и деталей, применяемых при строительст-
ве различного рода сооружений.
Изменение структуры себестоимости строительно-монтажных
работ в Главмосстрое показано в табл. 40.
Таблица 40
Затраты в строительно-монтажных работах
Статьи затрат Удельный вес затрат в % к себестоимости Увеличение (4-) или умень- шение (—) удельного веса в % к себестоимости
1964 г. 1962 г.
Прямые затраты 87 90 +3
Из них: материалы 64 70 +6
основная заработная плата рабочих 17 12 —5
расходы по эксплуатации строитель- ных машин 4 7 +3
прочие затраты 2 1 —1
Накладные расходы 13 10 — 3
Итого . . 100 100 —
17'
263
Из таблицы видно, что в результате внедрения новых эконо-
мичных типов зданий и перехода на полносборное домостроение
удельный вес затрат на материалы и расходы по эксплуатации
машин увеличились, а доля заработной платы и накладных рас-
ходов уменьшилась.
Увеличение материальных затрат обусловлено тем, что часть
их из различных статей себестоимости обычного строительства
перешла при полносборном домостроении в статью «материалы».
Более высокий уровень материальных затрат в ряде случаев объ-
ясняется повышенными отпускными ценами на отдельные виды
сборных деталей.
Отпускные цены на некоторые детали и конструкции часто
устанавливаются первоначально, исходя из себестоимости в пери-
од освоения нового производства, и в течение ряда лет сохраня-
ются высокими, несмотря на резкое снижение себестоимости дан-
ной продукции в процессе освоения и массового производства.
Величина издержек на материалы, детали и конструкции во
многом не зависит от строительных организаций, поскольку цены
на них складываются в промышленности строительных материа-
лов. С развитием же индустриальных методов возведения зданий
влияние строительных организаций на ценообразующие факторы
конечной продукции строительства (дома, школы, больницы
и др.) в известной мере снижается.
Расходы по эксплуатации строительных машин возросли в
связи с повышением уровня механизации работ, а также повы-
шением грузоподъемности монтажных средств, с чем связана
стоимость машино-смены. Однако при сохранении неизменной
грузоподъемности башенных кранов затраты на механизацию в
полносборном домостроении снижаются в результате интенси-
фикации монтажных процессов и повышения выработки маши-
нами.
Сокращение объема внутрипостроечных перевозок и различ-
ного рода производственных услуг, ликвидация приобъектных
складов при монтаже «с колес» — все это снижает расходы по
статье «прочие прямые затраты».
Накладные расходы, как и заработная плата, уменьшаются
за счет снижения численности рабочих, роста производительно-
сти труда и сокращения сроков строительства.
3. РЕЗЕРВЫ СНИЖЕНИЯ СЕБЕСТОИМОСТИ СТРОИТЕЛЬСТВА
Анализ структуры себестоимости показывает основные резер-
вы и пути снижения издержек строительного производства при
полносборном домостроении. Так как в сборном строительстве
одни виды затрат возрастают, а другие уменьшаются, общий
уровень себестоимости зависит от того, насколько экономия по
одним статьям перекрывает удорожание по другим и наоборот.
Из табл. 40 видно, что экономичность полносборного домострое-
264
ния зависит от величин, определяющих затраты труда и затраты
на материалы. Однако решающее влияние на уровень себестои-
мости оказывают затраты на материалы, имеющие наибольший
удельный вес.
Снижение затрат по виду «материалы». Структура баланса
строительных материалов в значительной мере отражает уровень
строительной техники. Внедрение индустриальных методов су-
щественно изменяет виды и ассортимент потребляемых в строи-
тельстве материалов. Относительная стоимость их переработки
на стройках постепенно уменьшается. В то же время непрерывно
повышается удельный вес изделий, поставляемых со специаль-
ных промышленных “предприятий с высокой степенью готовности.
Снижение затрат на материалы в полносборном домостроении
имеет важное значение. Если учесть, что удельный вес затрат на
материалы в полносборном домостроении составляет до 70% к
общей стоимости, то экономия только 1% материалов снижает
стоимость строительно-монтажных работ более чем на 0,7%.
Основными направлениями дальнейшего снижения затрат на
материалы являются:
снижение отпускных цен на изделия и конструкции заводско-
го изготовления за счет совершенствования технологии производ-
ства, применения новых эффективных материалов, снижения
отходов сырья и материалов, а также за счет специализации
производства;
замена дорогостоящих и дефицитных материалов, как металл,
цемент, лесоматериалы и др., на материалы синтетические.
По предварительным подсчетам Госстроя СССР применение
полимеров в строительстве позволит уменьшить в 1959—1965 гг.
по всему Союзу расход пиломатериалов на 12 млн. м3, кирпи-
ча— почти на 2 млрд, шт., цемента — на 180 тыс. т, что снизит
стоимость строительства за этот период примерно на 1,2 млрд,
рублей.
Применение эффективных материалов и сборных конструк-
ций снижает вес здания. Это ведет к экономии материалов,
поскольку затраты материалов в известной мере характеризуют-
ся весом здания, приходящимся на единицу его измерения. Вес
1 м2 жилой площади в пятиэтажном крупнопанельном жилом
доме, например серии 1605, составляет 1,7 против 3,1 т в пяти-
этажном кирпичном доме серии 1-511.
Технический прогресс московского строительства за послед-
ние четыре года выразился в экономии более 10 млн. т различ-
ных материалов, без снижения прочности и долговечности
домов.
Снижение веса сборных конструкций и деталей в свою оче-
редь является важным фактором уменьшения транспортных
расходов в строительстве, если учесть, что в среднем каждый
четвертый строительный рабочий занят на погрузке, разгрузке и
транспортировке материалов.
265
Снижение веса зданий позволило Главмосстрою сократить
объем перевозок строительных материалов и конструкций на
1 млн. рублей стоимости строительно-монтажных работ с
150 тыс. т в 1954 г. до 94 тыс. т в 1962 г. Следовательно, даль-
нейшая замена строительства домов из кирпича полносборным
домостроением из рациональных и эффективных изделий и кон-
струкций явится источником снижения стоимости строительства.
Большое значение при снижении затрат на материалы игра-
ет качество материалов и сборных деталей, поставляемых на
стройку. От качества изделий зависят не только внешний вид
готовых зданий и степень их долговечности, но также темпы
монтажа и стоимость строительства.
Отклонения от технических условий помимо перерасхода ма-
териалов затрудняют монтаж, увеличивают трудоемкость работ
и вызывают дополнительные расходы на зарплату по «доводке»
сборных изделий кустарными методами на площадке.
Рост производительности труда и снижение расходов на зара-
ботную плату. Рост производительности труда является веду-
щим и определяющим фактором снижения себестоимости
строительства. По мере внедрения индустриальных методов и
повышения степени сборности строительства затраты труда на
возведение домов неуклонно снижаются.
Если в 1954—1958 гг. затраты труда в жилищном строитель-
стве Москвы составляли 1,6—1,8 чел.-дня на 1 Л13 здания, то в
1962 г. эти затраты по крупноблочным домам составили 0,5—
0,7 чел.-дня, а по крупнопанельным 0,3—0,5 чел.-дня на 1 м3
здания.
В условиях непрерывного технического прогресса строитель-
ного производства в Москве рост производительности труда опе-
редил рост заработной платы. Это относительно сократило за-
траты по заработной плате на единицу законченной строитель-
ной продукции (жилой дом).
Таким образом, индустриализация строительства и достигае-
мый на ее основе опережающий рост производительности труда
по сравнению с ростом заработной платы — один из главных
путей снижения себестоимости строительно-монтажных работ.
При разработке планов организационно-технических меро-
приятий в московском строительстве ежегодно изыскиваются
пути последовательного повышения производительности труда.
Например, по установленному на 1963 г. Государственным пла-
ном уровню роста производительности труда в 6,9% Главмос-
строем были разработаны и проделаны мероприятия по сниже-
нию затрат труда в строительстве (см. табл. 41).
Рост производительности труда происходит за счет: улучше-
ния организации производства; дальнейшего повышения уровня
индустриализации строительства; увеличения объема полно-
сборного домостроения; повышения уровня механизации трудо-
емких процессов и массового внедрения средств малой механи-
266
Таблица 41
Перечень основных мероприятий по снижению затрат труда
по Главмосстрою на 1963 г.
Наименование мероприятий Единица измерения Рост объема внедрения по сравнению с 1962 г. Снижение затрат труда
на едини- цу изме- рения общее в тыс. чел,- дней
Увеличение бригад конечной продукции Организация комплексных бригад на от- бригада 300 897 269,1
делочных работах Включение машинистов башенных кра- — 200 544 108,8
нов в состав комплексных бригад .... Обучение передовым методам труда не- человек 175 272 47,6
посредственно на объектах Внедрение рационализаторских и изобрета- тыс.чел. 6 — 81
тельских предложений тыс. чел.- дней — 410
Поточное строительство жилых домов . . . тыс. м2 жилой площади 20 520 140
Монтаж жилых домов с транспортных средств то же 100 283 28,3
Строительство полносборных домов .... Централизованное изготовление схем груп- повых электросетей для домов различных млн. руб. 22 10 000 220
серий Применение объемных саннтарно-техниче- тыс. схем 30 1 30
ских кабин тыс. шт. 10 2500 25
зации; сокращения внутрисменных простоев; применения в
строительстве сборных железобетонных изделий повышенной
заводской готовности.
Сокращение административно-управленческих и других рас-
ходов. Создание мощных территориальных организаций и их
всемерная специализация позволили Главмосстрою добиться
положительных результатов. Практика убедительно показала,
что многие виды накладных расходов (например, администра-
тивно-хозяйственные, содержание охраны и некоторые другие)
распределяются в крупных организациях на большой объем вы-
полняемых работ. Этим достигается абсолютное сокращение
накладных расходов на единицу выполненных работ (табл. 42).
Эти данные показывают, что производительность труда ра-
бочих в крупных организациях выше на 33%, а себестоимость
строительно-монтажных работ ниже на 10%, чем в организаци-
ях с небольшими объемами работ.
Обеспечение ритмичной работы строительных организаций.
Большое значение для рационального использования всех про-
изводственных ресурсов в строительстве и снижения на этой
267
Таблица 42
Зависимость экономических показателей строительных организаций
от их мощности
Группы строи- тельных органи- заций от годового объема строитель- но-монтажных работ в млн. руб. Производитель- ность труда 1 рабочего в % Снижение (—)или повышение (+) фактической се- бестоимости в % к сметной стои- мости Накладные расходы в % сметной стоимости прямых затрат
всего в том числе адми- нистративно-хо- зяйственные расходы
Менее 1 100 +5 18,2 7
От 1 до 1,5 114,2 —0,7 15,7 6,3
, 1,5 . 2 117,7 — 1,8 15,2 5,6
Свыше 2 133,1 — 4,6 13,8 4,8
основе себестоимости строительно-монтажных работ имеет рит-
мичная работа строительных организаций на протяжении все-
го года, квартала, месяца.
Расчеты показали, что только за счет ритмичной работы се-
бестоимость работ может быть снижена в среднем не менее чем
на 1,5—2% от их сметной стоимости (см. табл. 43).
Таблица 43
Себестоимость строительно-монтажных работ
в Главмосстрое с 1955 по 1962 г.
Годы Ввод жилой площади в эксплуатацию в % к годовому объему Себестоимость строительно- монтажных работ в % к их сметной стоимости
за 9 месяцев за IV квартал за 9 месяцев за IV квартал за год
1955 50,7 49,3 97,5 99,7 98,1
1958 61,9 38,1 92,6 94 93
1959 78,9 21,1 90,7 93,2 91,4
1960 77,3 22,7 91,7 94,8 92,4
1961 63,8 36,2 96,4 98,7 96,9
1962 76 24 94,2 95,4 94,5
* *
а
В области экономики строительства имеется ряд нерешен-
ных задач, над которыми в настоящее время работают строите-
ли Москвы. Одна из них состоит в том, чтобы при наименьших
268
затратах средств, материальных и трудовых ресурсов построить
больше жилья, школ, больниц и других зданий.
Эффективность использования средств, выделяемых на строи-
тельство и реконструкцию Москвы, зависит во многом от пра-
вильного размещения застройки территории, улучшения исполь-
зования городских земель и коммуникаций.
Особую актуальность приобретает вопрос о рациональной
плотности застройки. До недавнего времени проектные органи-
зации Москвы предусматривали заниженные плотности застрой-
ки. В отдельных случаях не учитывались особенности некоторых
районов города, их природные условия, уровень инженерного и
транспортного обеспечения, близость к местам трудоуст-
ройства.
Придавая этому вопросу исключительно важное значение,
исполком Московского Совета депутатов трудящихся за 1962
и 1963 гг. пересмотрел ранее утвержденные проекты детальной
планировки и застройки. В результате удалось дополнительно
разместить на территориях, обеспеченных инженерными комму-
никациями, около 2 млн. м2 жилой площади. При этом стои-
мость 1 м2 сокращается на 3,5 руб. Отпадает необходимость в
дополнительном освоении территории в 200 га — это высвобож-
дает примерно 25 млн. руб.
Немалый резерв в экономии средств представляет строитель-
ство домов повышенной этажности. Расчеты показывают, что
если учитывать затраты на подводящие инженерные коммуника-
ции, дороги, транспорт и благоустройство территории, то стои-
мость 1 м2 жилой площади в домах в 5 и 9 этажей примерно
одинакова, а в некоторых районах в девятиэтажных домах ни-
же, чем в пятиэтажных.
Важнейшее значение для дальнейшего совершенствования
строительства имеет обеспечение непрерывности в планировании
строительного производства путем составления в каждом тресте
перспективных планов по вводу в действие объектов и
заделам, объему строительно-монтажных работ, техническо-
му развитию, обучению кадров, повышению производитель-
ности труда.
В условиях непрерывно возрастающего объема индустриаль-
ного строительства основой к дальнейшему повышению произ-
водительности труда, снижению стоимости и эффективному ис-
пользованию капитальных вложений является широкое приме-
нение современных достижений науки и техники. Московские
строители совместно с научно-исследовательскими организа-
циями города работают над дальнейшим совершенствованием
технологии и организации строительного производства с при-
менением вычислительной техники. Разрабатываются и изготов-
ляются новые типы машин, механизмов и приборов для ком-
плексной механизации и автоматизации производственных про-
цессов.
269
Заключение
Приведенные в книге материалы освещают основные направ-
ления и результаты массового полносборного домостроения в
Москве, выработанные и достигнутые в практике развития ин-
дустриального строительства.
Разносторонний и огромный по своим масштабам опыт мос-
ковского строительства позволяет считать, что Москва являет
собой подлинную лабораторию полносборного домостроения.
Анализируя и оценивая достигнутые в московском строи-
тельстве положительные результаты, можно сделать вывод, что
они подготовлялись в течение последнего десятилетия и были
предопределены коренными преобразованиями всего характера
строительства: созданием в Москве мощной базы строительной
индустрии, организацией в широких масштабах промышленно-
го производства и применения сборного железобетона, укрупне-
нием и специализацией строительных и проектных организаций,
коренной перестройкой всего строительного дела в Москве, по-
зволившей на новой индустриальной основе ускоренными тем-
пами достичь современного технического уровня и расширения
масштабов строительства.
Настойчиво проводимая в последние годы политика внедре-
ния в жилищное строительство индустриальных конструкций
обеспечила в Москве переход на массовое полносборное домо-
строение.
Главной задачей на всем протяжении развития нового ин-
дустриального строительства являлось повышение его качества;
поэтому основным направлением новой техники в полносборном
домостроении стали отработка и совершенствование конструк-
тивных решений полносборных типов зданий.
Благодаря этому в настоящее время внедрены новые конст-
рукции стыков с замоноличиванием соединений с уплотнением
и герметизацией; значительно улучшены теплотехнические
качества наружных стен; разработаны новые надежные ре-
шения совмещенных крыш; улучшены звукоизоляционные каче-
ства перекрытий и межквартирных стен; усовершенствованы
несущие конструкции зданий. В результате этой работы в ос-
новном ликвидированы недостатки полносборного домострое-
ния, имевшиеся на первом этапе применения новых типов до-
мов, с конструктивными решениями, отвечающими индустриаль-
ному строительству.
Второе направление — создание новых более прогрессивных
типов домов массового строительства. В результате обобщения
опыта строительства крупнопанельных зданий различных систем
создан новый тип полносборного пятиэтажного дома серии
МГ-300, в котором применены конструктивные решения, наибо-
лее оправдавшие себя в практике строительства с точки зрения
расхода материалов, стоимости, конструктивных и эксплуата-
270
ционных качеств. Эта серия приходит на смену устаревшим кон-
струкциям пятиэтажных домов. Основное направление техни-
ческой политики в строительстве — замена устаревших конст-
рукций более прогрессивными совершенными типами зданий,
при одновременном уменьшении количества действующих типо-
вых проектов.
Важнейшим этапом является переход на возведение жилых
домов повышенной этажности, целесообразность которых про-
диктована градостроительной экономикой. Создаются новые
типы полносборных домов повышенной этажности, по своим тех-
ническим качествам превосходящие существующие конструктив-
ные решения зданий. Строительство полносборных домов подни-
мет отечественную строительную технику на новый, более высо-
кий уровень.
Успехи в создании и освоении новых типов зданий в значи-
тельной, степени обеспечены настойчивым развитием в Москве
экспериментального строительства — важнейшего фактора, без
которого невозможен прогресс в строительстве.
В процессе этого строительства проходят проверку и отра-
батываются новые типы домов для строительства будущих лет.
Значительных успехов добились предприятия московской
промышленности строительных материалов. Дальнейшее ее раз-
витие направлено на решение следующих основных задач:
освоение выпуска новых конструкций, изделий и материалов
для массового строительства новых типов зданий и прежде все-
го полносборных повышенной этажности, крупных обществен-
ных и инженерных сооружений;
значительное повышение степени заводской готовности и
улучшения качества изделий;
расширение производства новых эффективных материалов
и в первую очередь отделочных из синтетического сырья, стек-
ла и тонкой керамики.
Основу производства сборных железобетонных конструкций
составят такие высокопроизводительные методы, как техноло-
гия вибропроката на станах инж. Козлова, кассетная техноло-
гия, усовершенствованная конвейерная технология, по которым
начатые работы всемерно и непрерывно продолжаются.
Настойчиво претворяется в жизнь ведущая линия индустри-
ального домостроения — повышение заводской готовности изде-
лий. Это означает не только улучшение качества лицевых по-
верхностей панелей (с тем, чтобы на строительной площадке
выполнялись лишь малярные работы), повышение заводской го-
товности заключается также в укрупнении деталей и увеличе-
нии их монтажной готовности с тем, чтобы ускорить монтаж-
ные процессы и сократить объем послемонтажных общестрои-
тельных работ.
Важным направлением в деле перевооружения промышлен-
ности является замена старой оснастки новыми калиброванны-
271
ми формами, обеспечивающими жесткие допуски и точность из
готовляемых изделий.
Для полносборного домостроения в более широких масшта-
бах будут применяться экономичные конструкции из керамзи-
тобетона, наружные стеновые панели и предварительно напря-
женные панели перекрытий. Будут также внедрены изделия из
плотного силикатобетона для внутренних несущих панелей и
наружные панели из газосиликатобетона.
Особое значение приобретает производство строительных из-
делий из пластических масс, внедрение которых во многом оп-
ределяет дальнейший прогресс в строительстве.
Качественные изменения происходят и в организации самого
строительства.
Практика московского строительства доказала, что домо-
строительные комбинаты — наиболее прогрессивная и высокая
форма организации строительства. За счет более четкой коор-
динации всех звеньев строительного процесса, четкого ритма и
слаженности сроки ввода домов, строительство которых осу-
ществляется силами ДСК, значительно короче, выработка на од-
ного работающего выше, а трудозатраты ниже, чем в обще-
строительных трестах.
В настоящее время в Москве проводится твердая линия на
дальнейшее развитие домостроительных комбинатов; создан
третий домостроительный комбинат на базе Востряковского за-
вода железобетонных изделий, который будет изготовлять и
монтировать девятиэтажные и другие крупнопанельные дома из
прокатных конструкций, изготовляемых на станах инж. Козлова.
Широкое развитие получит наиболее совершенный поточный
метод строительства, который явится основным при застройке
крупных жилых массивов.
Поточная технология строительства обеспечивает непре-
рывность возведения зданий и ввода их в эксплуатацию. Осу-
ществление этой новой и прогрессивной формы полносборного
домостроения стало возможным после тщательного изучения на-
копленного большого опыта, рациональной расстановки мощ-
ностей строительно-монтажных организаций Главмосстроя, осу-
ществления строгой технологической последовательности в орга-
низации производства работ.
Значительно совершенствуется система управления строи-
тельством. Новые организационные формы строительства тесней-
шим образом связаны с использованием современных средств
электронной вычислительной техники. В Москве создается цент-
рализованная диспетчерская система управления строительст-
вом, промышленностью стройдеталей и транспортом (рис. 99).
В этом направлении большой эффект дадут нормативно-ка-
лендарные расчеты и графики, составленные по новому так на-
зываемому «методу критического пути». В этом способе прак-
тически реализуется принцип непрерывности планирования.
272
Рис. 99. Электронно-вычислительная машина типа «Урал-2»
Непрерывная корректировка плана по возникающим отклоне-
ниям подчиняется задаче безусловного завершения строитель-
ства объекта в заданные сроки с наименьшими затратами.
Таким образом, задача московских строителей заключается
в том, чтобы отобрать типы жилых зданий и выбрать методы их
изготовления на заводе и монтажа на строительных площадках,
которые позволят в короткие сроки и с наименьшими затрата-
ми выполнить намеченную нашей Партией программу по лик-
видации недостатка в жилищах.
ЛИТЕРАТУРА
1. Промыслов В. Ф. Индустриализация жилищного строительства
Москвы. Госстройиздат, 1959.
2. Косоруков И. И. Опыт организации строительства гражданских
зданий из деталей заводского изготовления. Профтехиздат, 1960.
3. Журналы «Строительство и архитектура Москвы», 1960—1964.
4. Научно-технические отчеты НИИМосстроя, МИТЭПа, АКХ им.
К. Д. Памфилова, НИИСФ Госстроя СССР, 1962—1963.
5. Журналы «Промышленность строительных материалов Москвы»,
1961—1962.
ОГЛАВЛЕНИЕ
Стр.
Предисловие . 3
Введение 4
Глава I
Развитие и совершенствование конструктивных решений
полносборных жилых домов
1. Конструкции полносборных жилых домов, применяемых в москов-
ском строительстве..............।.................................. 9
2. Анализ конструктивных решений крупнопанельных зданий и пути
совершенствования проектов . ................................... 25
3. Многоэтажное панельное и каркасно-панельное домостроение . . . 73
4. Применение синтетических материалов в жилищном строительстве . 86
Глава II
Производство материалов, конструкций и деталей для полносборных
жилых домов на предприятиях промышленности Мосгорисполкома
1. Производственная база сборного домостроения в Москве ..... 96
2. Совершенствование промышленного производства несущих и ог-
раждающих конструкций полносборных жилых домов.................... 99
3. Производство гипсовых панелей и санитарно-технических кабин
полной заводской готовности . ।........................... 126
4. Специализация предприятий деревообрабатывающей промышлен-
ности и повышение уровня отделки столярных изделий............... 131
5. Производство новых синтетических материалов и изделий для пол-
носборного строительства........................................ 135
6. Пути повышения качества и степени заводской готовности сборных
деталей.......................................................... 139
Глава III
Практика строительства полносборных жилых зданий в Москве
на опыте работы Главмосстроя
1. Перестройка строительного дела в Москве....................... 141
2. Рациональные методы застройки территорий...................... 145
3. Монтаж жилых домов по часовым графикам с транспортных
средств........................................................ 151
4. Домостроительные комбинаты — передовая форма организации
строительного производства .............. . .................. 159
5. Инженерная подготовка территории.............................. 168
6. Механизация строительно-монтажных работ....................... 178
7. Возведение подземной части жилых домов........................ 185
275
Стр.
8. Монтаж надземной части жилых домов............................ 197
9. Отделочные работы в полносборном домостроении................. 210
10. Сварочные работы........................................... 217
11. Допуски и их значение в повышении качества строительства. . . 222
12. Внедрение в жилищное строительство улучшенных санитарно-техни-
ческих устройств................................................. 225
13. Производство работ в условиях зимнего времени............... 229
14. Экспериментальное строительство........................... 236
Глава IV
Опыт эксплуатации полносборных жилых зданий
и некоторые результаты научно-исследовательских работ
1. Практика эксплуатации полносборных зданий............... . 241
2. Эксплуатационные качества полносборных зданий различных типов 245
3. Учет требований строительной теплофизики при проектировании
и изготовлении элементов крупнопанельных зданий................ . 254
4. Повышение звукоизоляционных качеств жилых зданий........... 255
5. Моральный износ современных жилых зданий, меры его преодоле-
ния и повышения эксплуатационных качеств полносборных домов 258
Глава V
Некоторые вопросы себестоимости строительства и резервы
ее снижения
1. Сборность строительства . . .. ............................... 262
2. Структура себестоимости......................................... 263
3. Резервы снижения себестоимости строительства.................... 264
Заключение....................................................... 270
Литература......................................................... 274
Дыховичный Юрий Абрамович и др.
МАССОВОЕ ПОЛНОСБОРНОЕ ДОМОСТРОЕНИЕ В МОСКВЕ
Тем. план 1965 г. № 109
* * *
Стройиздат
Москва, Третьяковский проезд, д. 1
Редактор издательства Ю. П. Шабалин
Переплет художника М. Г. Шаклейна
Технический редактор А. А. Михеева
Корректор Е. К. Кудрявцева
Сдано в набор 31/VIII 1964 г. Подписано к печати 11/1 1965 г
Т-02308 Бумага 60x 90‘/ie д. л,—8,62 бум.л.=17,25 печ.л. (18,24 уч. -
изд. л.) Тираж 2000 экэ. Изд. № VI-8029 Заказ № 1458 Цена 1 р.11 к.
Владимирская типография Главполиграфпрома
Государственного комитета Совета Министров СССР
по печати
Гор. Владимир, ул. Б. Ременники, д. 18-6