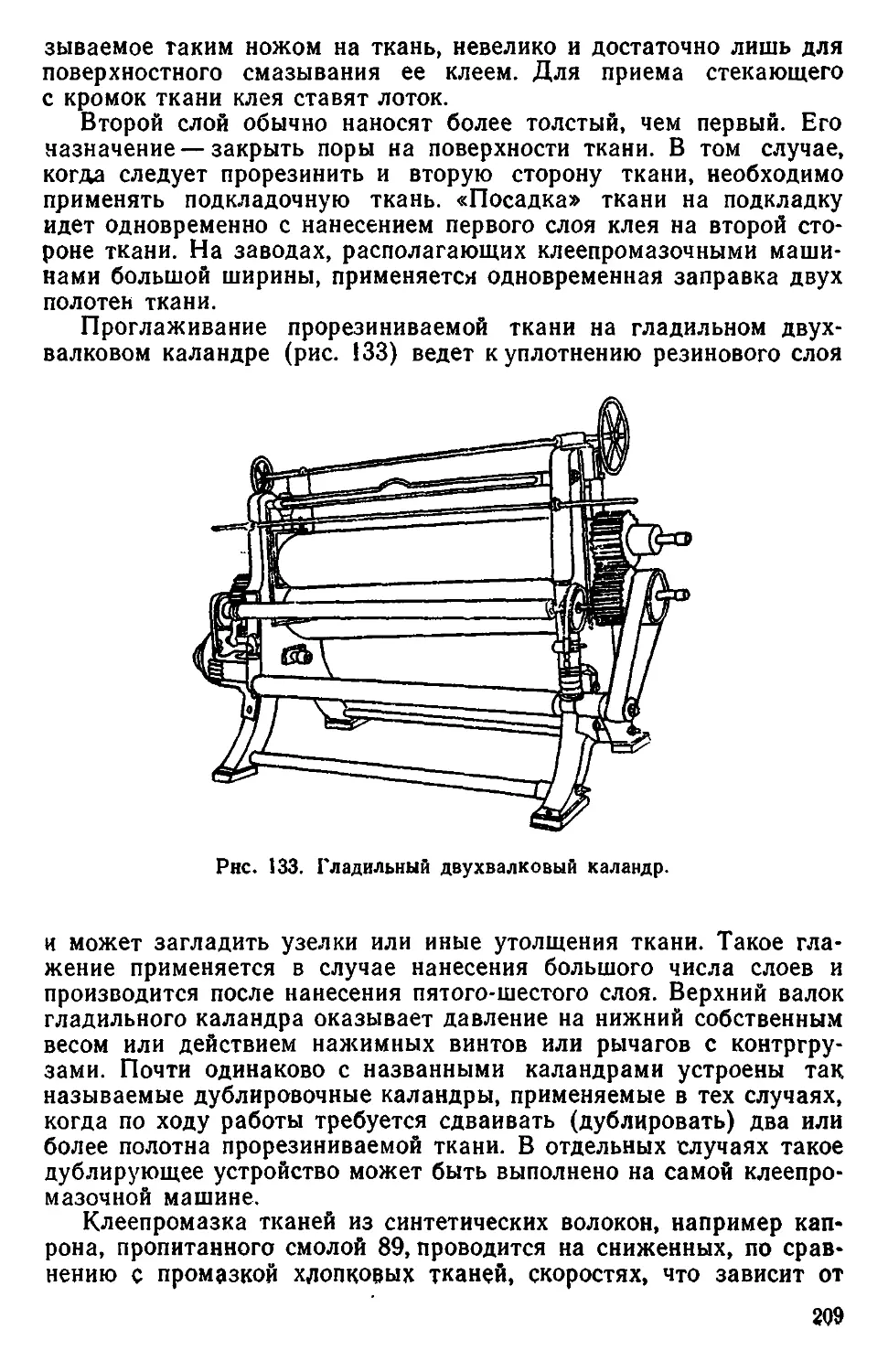
/
























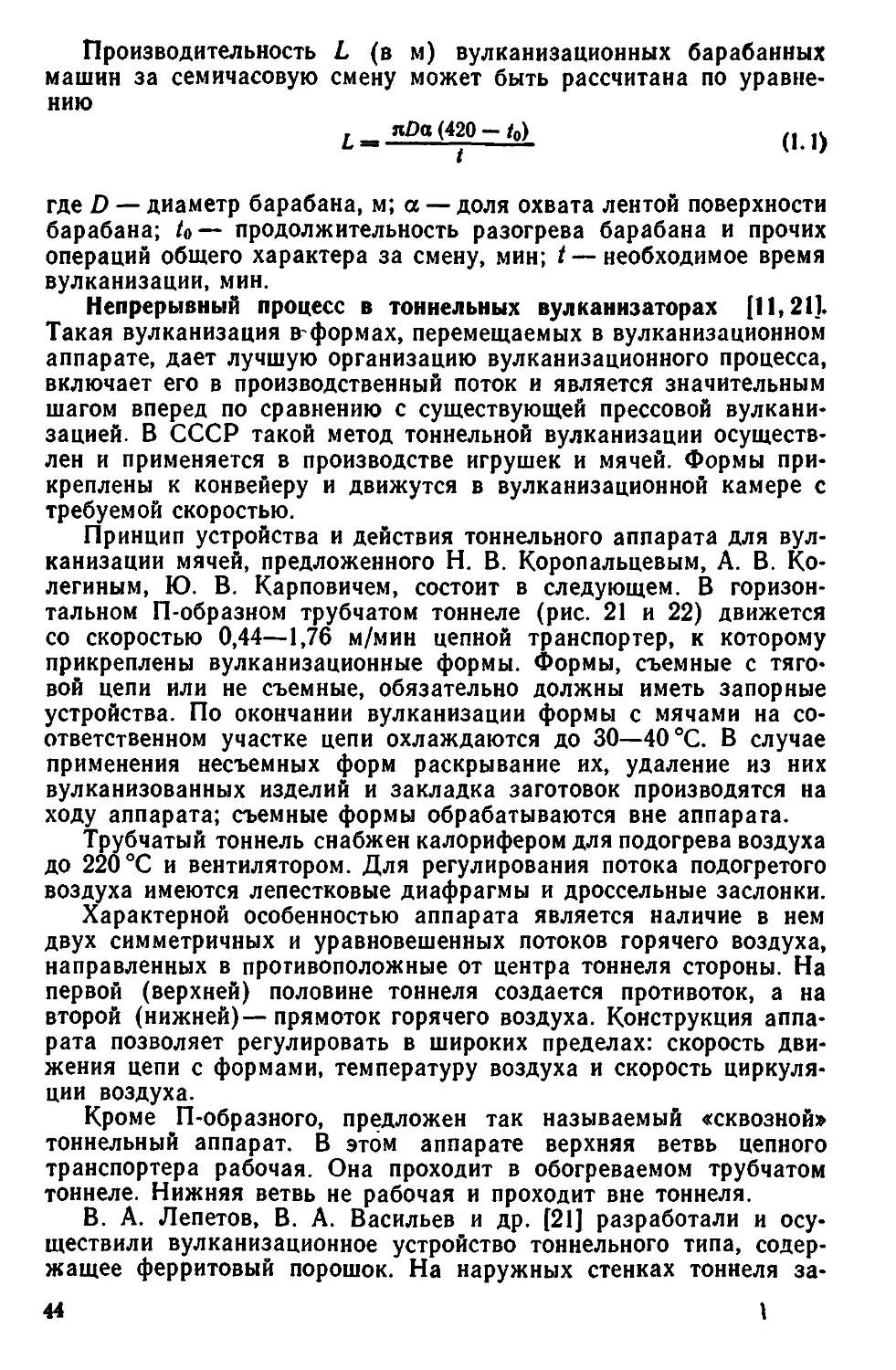
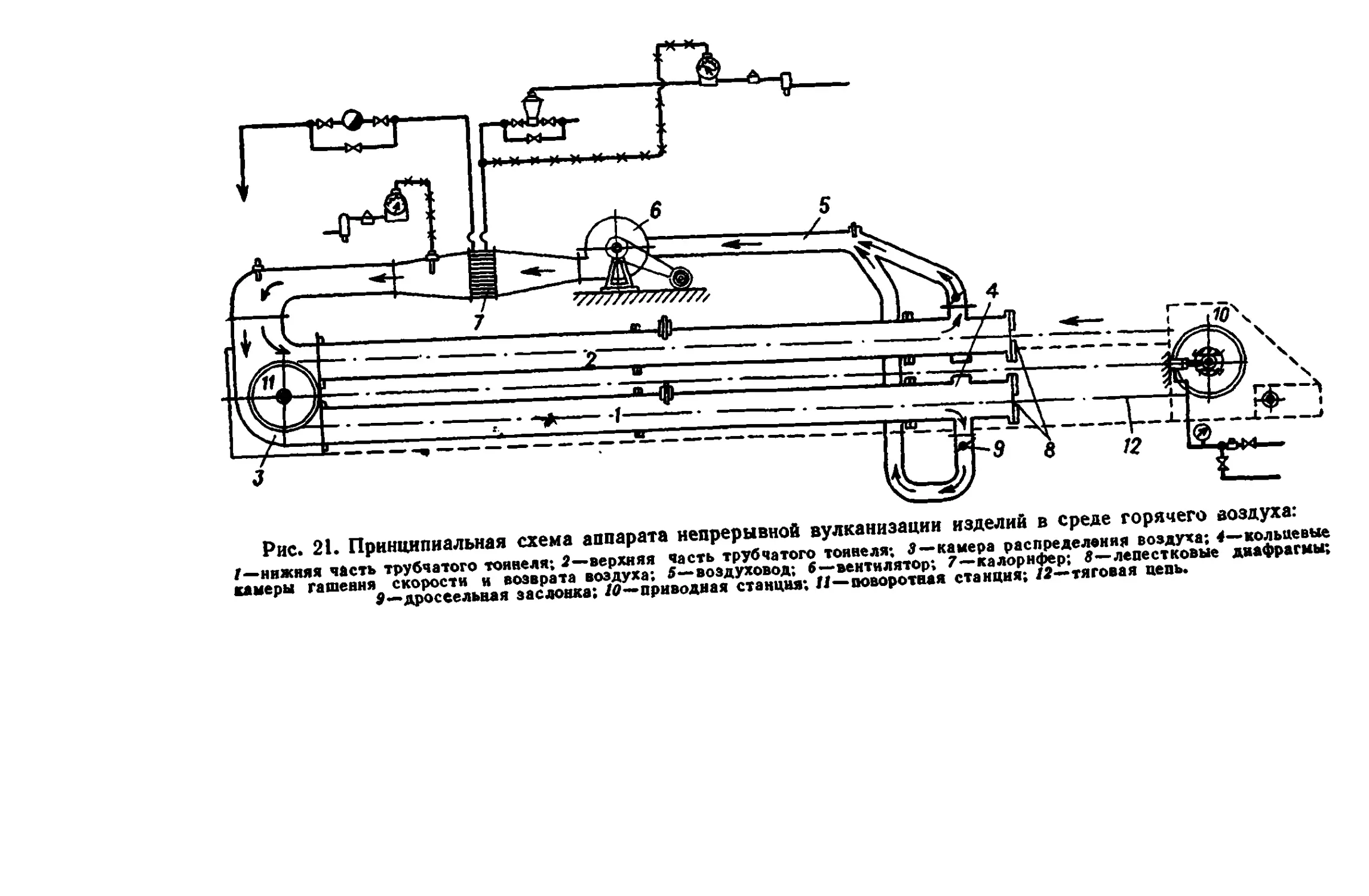



















































































































































































































Автор: Лепетов В.А.
Теги: промышленность высокомолекулярных веществ резиновая промышленность промышленность пластмасс резина
Год: 1976




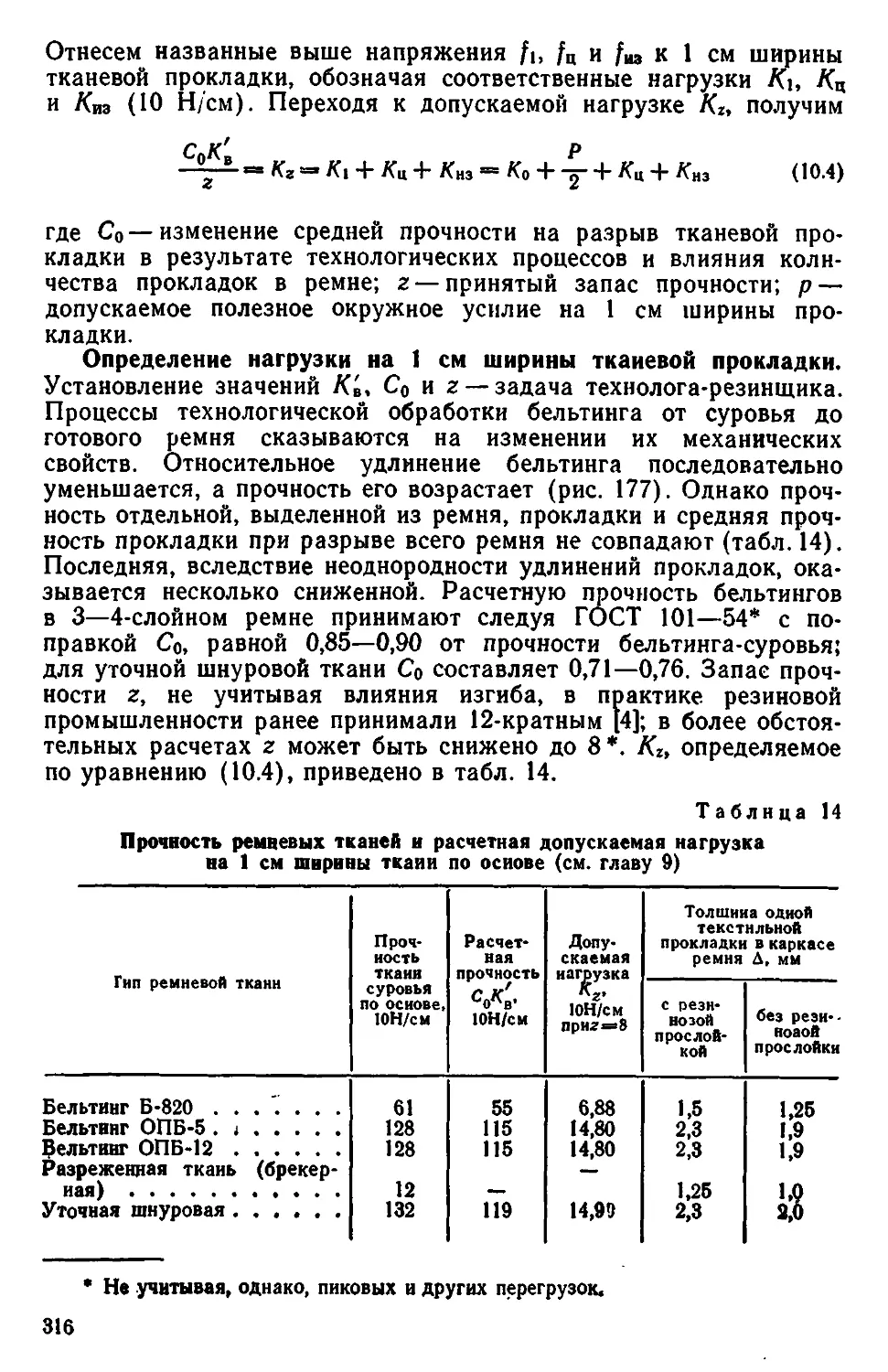
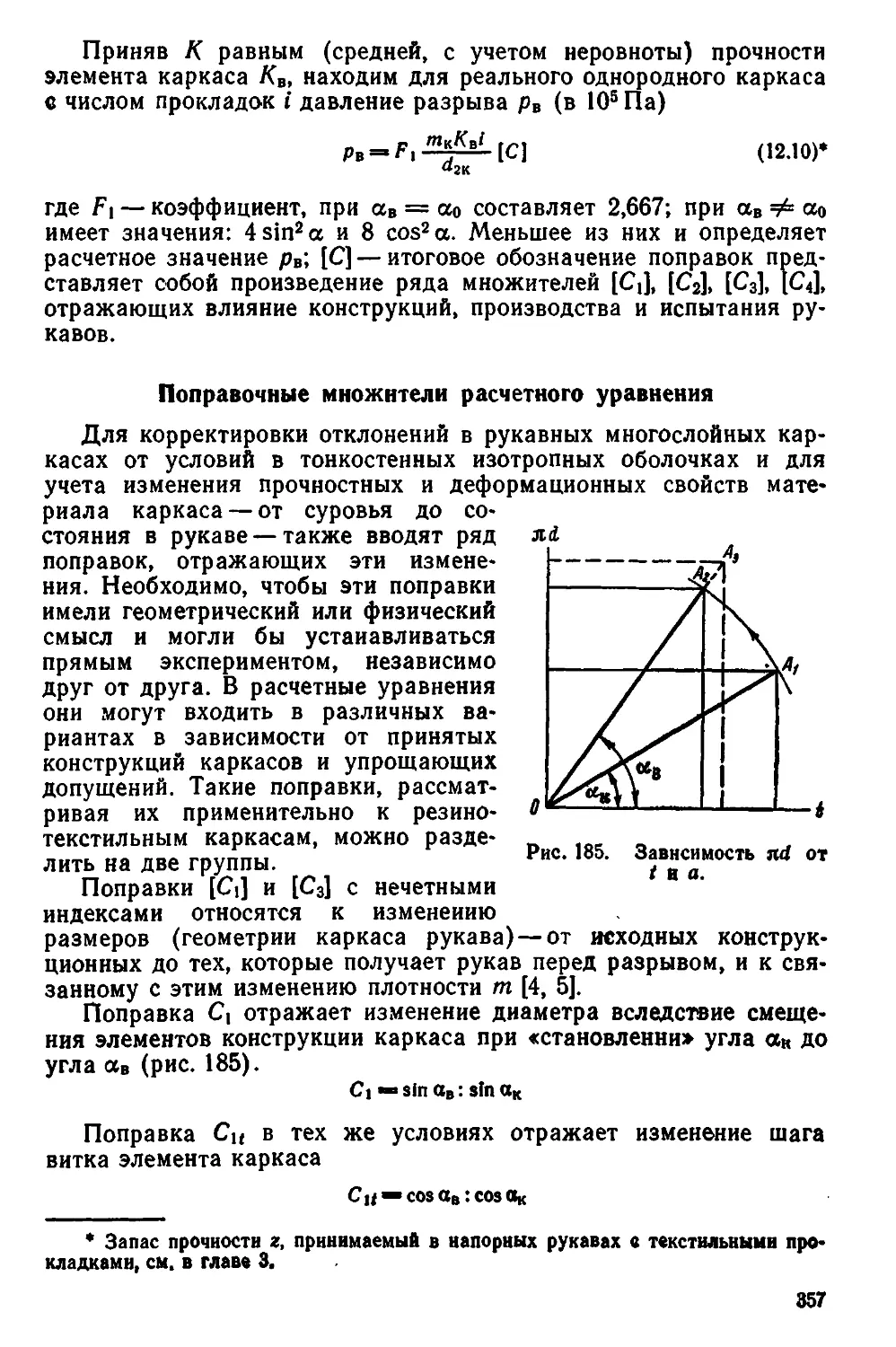
Текст
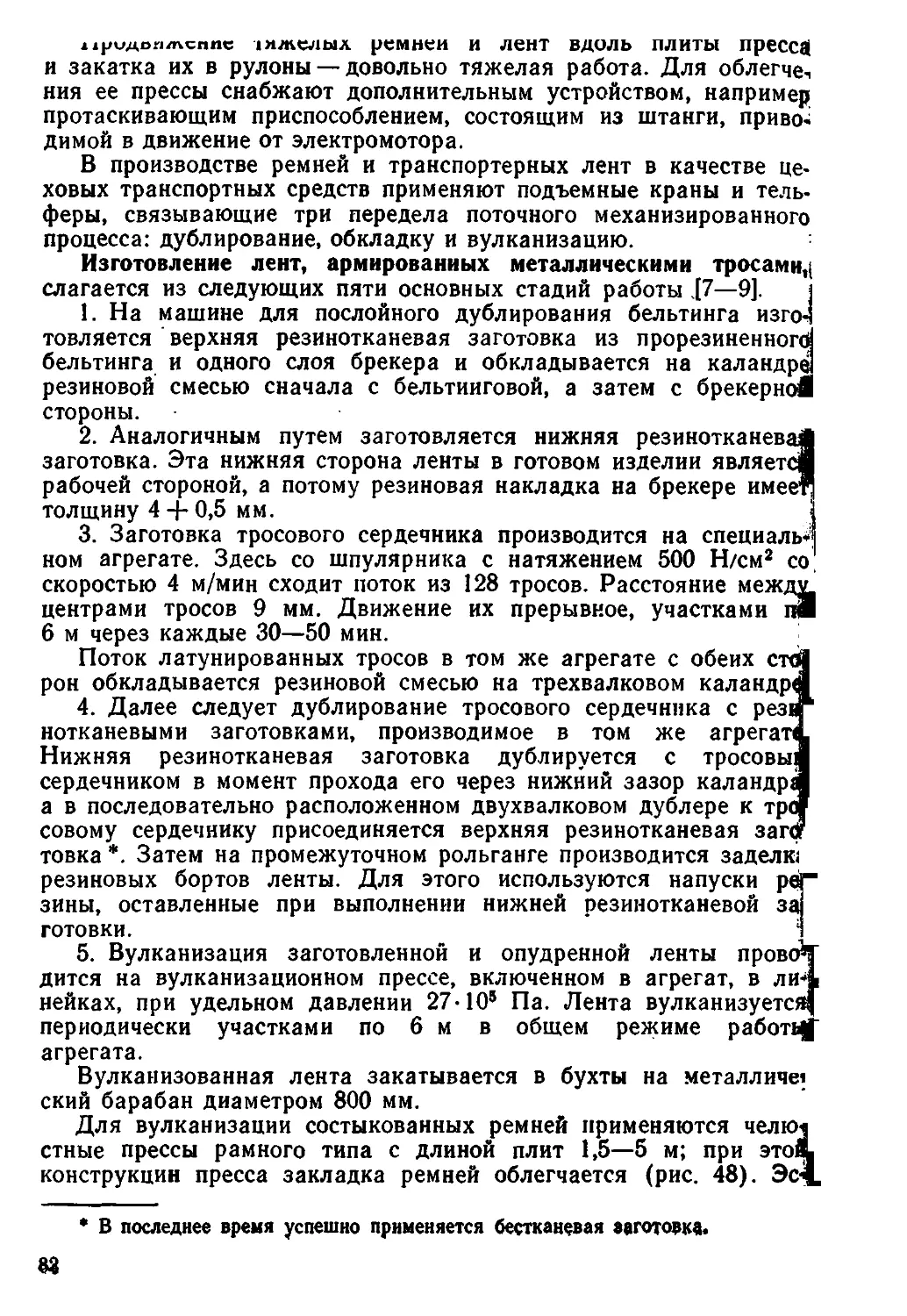
«
в. А. ЛЕПЕТОВ
РЕЗИНОВЫЕ
ТЕХНИЧЕСКИЕ
ИЗДЕЛИЯ
Издание третье, исправленное
Допущено Министерством высшего и среднего специ-
ального образования СССР в качестве учебного посо-
бия для студентов химико-технологических специаль-
ности высших учебных заведений
ИЗДАТЕЛЬСТВО «ХИМИЯ»
Ленинградское отделение
1976
6П7.54
Л48
УДК 678.06(075.8)
Лепетов В. А.
Л48 Резиновые технические изделия. Изд. 3-е, испр.
Л., «Химия», 1976.
440 стр., 237 рис., 31 табл., список литературы 310 ссылок.
В книге даются сведения о конструкциях, применяемом оборудова-
нии н технологических процессах производства основных видов резино-
вых технических изделий (приводные ремнн. ленты, рукава, детали для
машин, изделия нз эбонита н прорезиненных тканей, губчатые н полые).
Приведены также данные о конструкционных материалах (резина, тек-
стильные н металлоизделия) н о проектных расчетах конструкций рези-
новых технических изделий промышленного назначения.
Кинга является учебным пособием для студентов хнмнко-техноло-
гнческнх вузов по специальности технология резины, а также представ-
ляет интерес для инженерно-технических работников резиновой про-
мышленности.
Л
31411-062
050(01 )-76
62-76
6П7.54
Рецензент: Кафедра „Технологии резины** ЛТИ
им. Ленсовета
© Издательство «Химия», 1976
ПРЕДИСЛОВИЕ К 3-МУ ИЗДАНИЮ
Ускоренное развитие химической промышленности возлагает
на высшую школу задачу подготовки высококвалифицированных
специалистов, способных не только полностью использовать совре-
менную технику, но и создавать технику будущего. Для дальней-
шего развития научной и проектно-конструкторской работы боль-
шое внимание следует уделять подготовке инженерных кадров.
Предлагаемое учебное пособие «Резиновые технические изде-
лия» (третье издание) содержит три части *.
В первой части сокращенно изложены общие методы и особен-
ности производства важнейших видов РТИ и по основным видам
изделий описаны: конструкции, применяемое оборудование и тех-
нологические приемы. Следуя учебному плану и программам в из-
ложении этой части, автор избегает дублирования материалов
смежных учебных дисциплин.
Современное значение РТИ требует, чт<§бы инженер-технолог-
резинщик, будучи хорошим специалистом-химиком в области ре-
зины и смежных высокополимерных продуктов, столь же хорошо
знал механические свойства изделий, изготовляемых резиновой
промышленностью для различных отраслей машиностроения. По-
этому во второй части приводятся методы расчета напряжений и
Деформаций резины как конструкционного материала, а также
данные о текстиле и металлоарматуре как об элементах армиро-
ванных конструкций РТИ.
будут обозначатьсяМр'?ИИН0Вые техиические изделия, ввиду частого повторения,
I*
3
В третьей части сообщаются материалы по проектным расчетам
конструкций различных видов РТИ. Всюду, где это возможно, об-
щие методы расчета автор предпочитал частным. В случае других
оригинальных решений, предложенных отдельными исследовате-
лями, автором сделаны дополнительные разъяснения. Поскольку
для сложных резино-текстильно-металлических комплексов еще не
всюду предложены рациональные аналитические расчеты, в ряде
случаев даны приближенные или технологические решения, или,
для заданных конкретных конструкций, расчетные задачи упро-
щены.
Все единицы измерения в книге даны по Международной си-
стеме (СИ).
ВВЕДЕНИЕ
ОБЩАЯ ХАРАКТЕРИСТИКА РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Среди ряда отраслей резиновой промышленности выделяется
производство РТИ. В связи с широким ассортиментом изделий
этому производству свойственно разнообразие применяемых мате-
риалов, технологических приемов обработки, оборудования и про-
изводственных процессов.
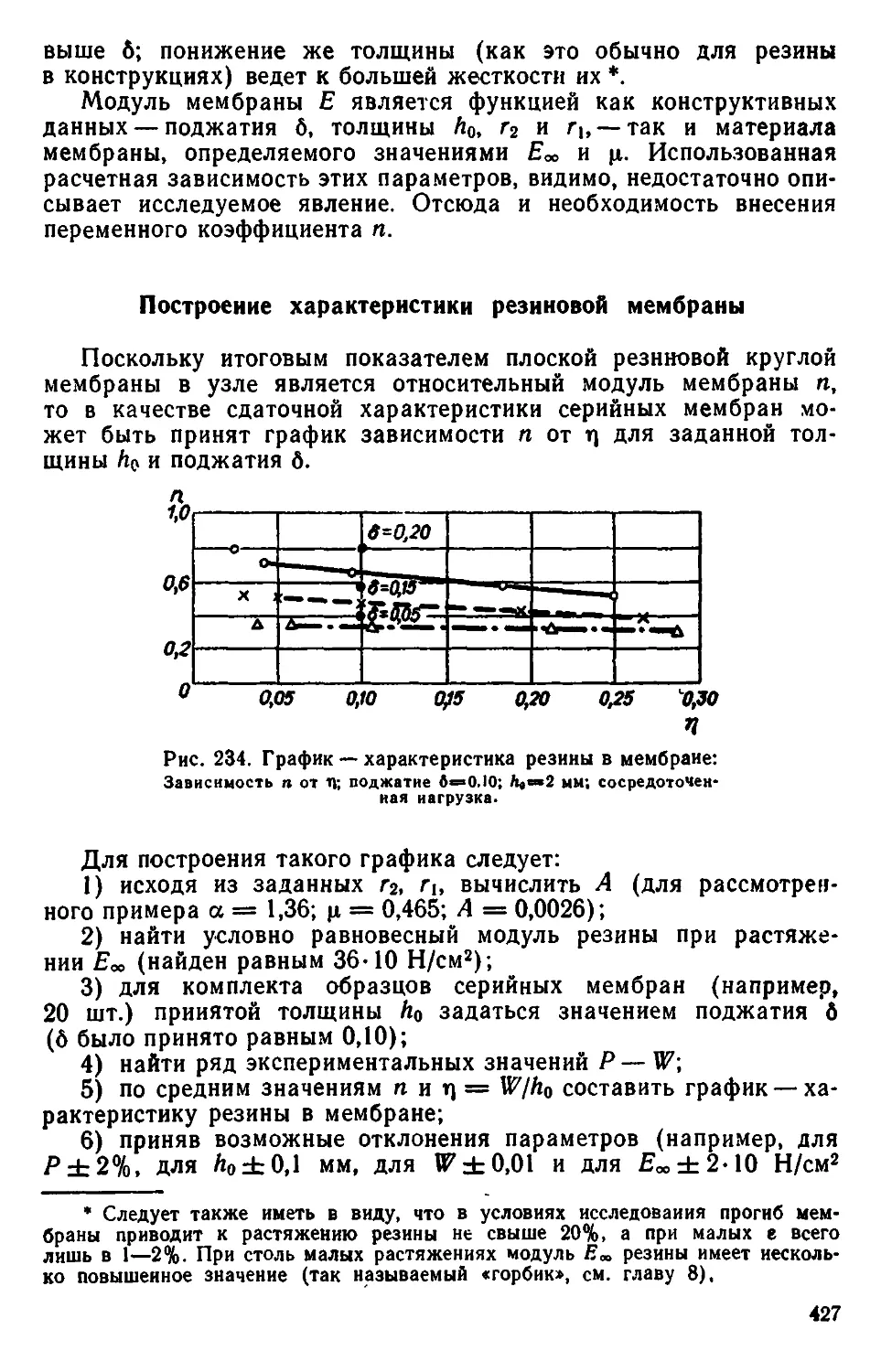
Резиновые технические изделия по их назначению можно ус-
ловно разделить на следующие группы:
1. Оснащение движущихся устройств — ремни приводные, ленты
(транспортерные, элеваторные, эскалаторные, гусеничные и др.).
2. Оснащение передаточных устройств, работающих под давле-
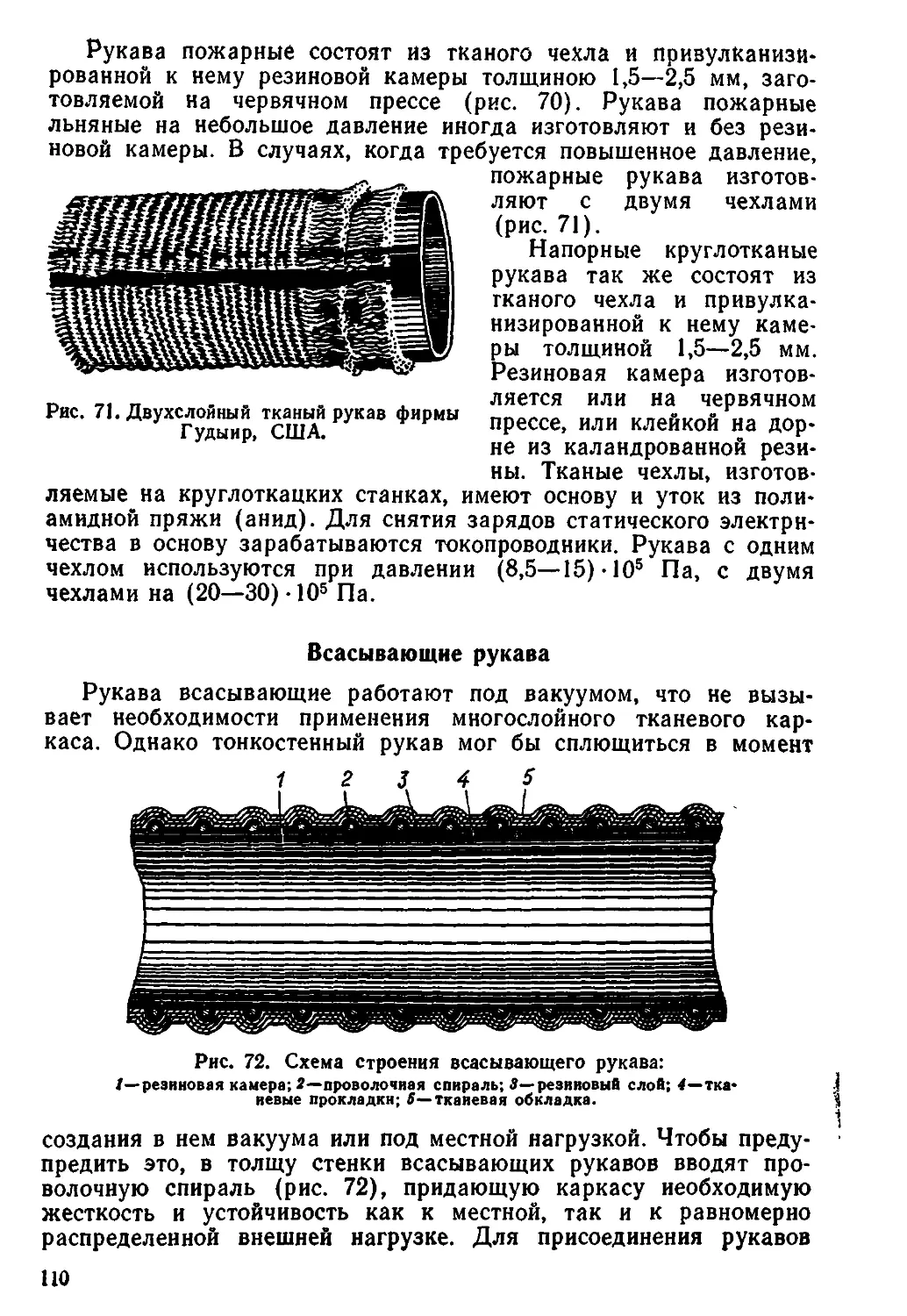
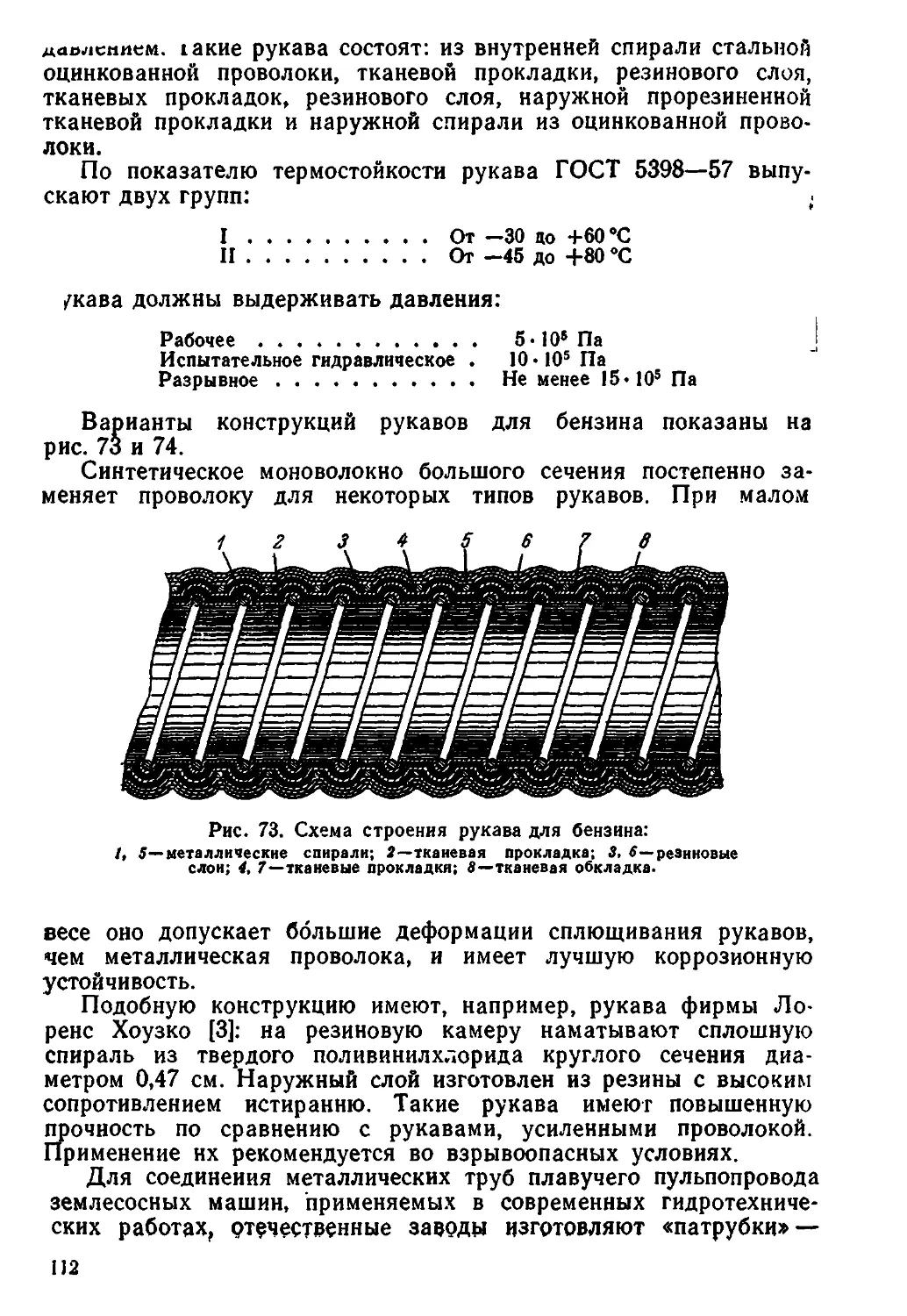
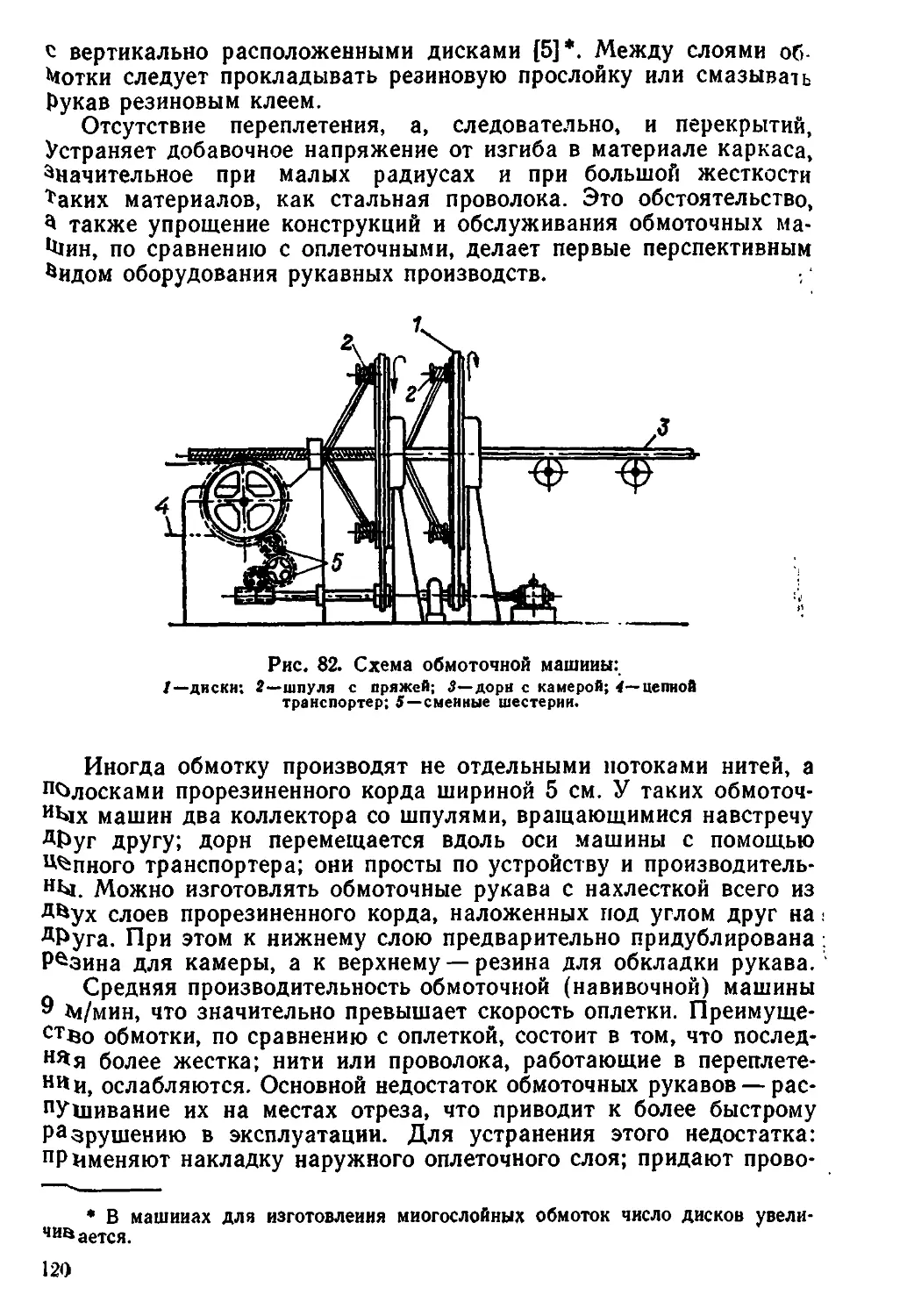
нием или разрежением, — рукава напорные и всасывающие.
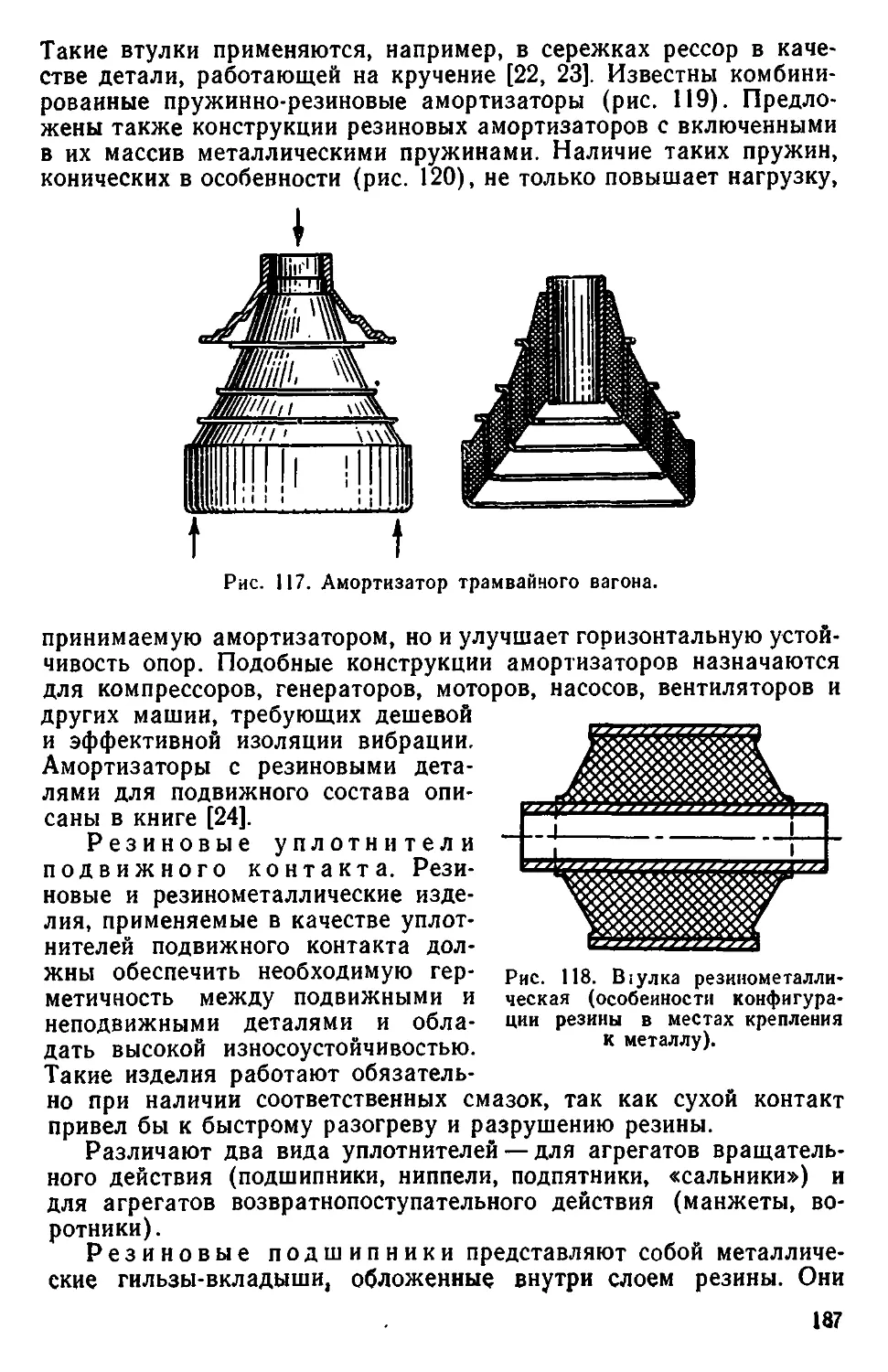
3. Эластичные конструкции, несущие нагрузки, — резиновые
подвески, опоры и подшипники, резиновые амортизаторы и бу-
феры; уплотнители подвижных контактов; «сальники», манжеты,
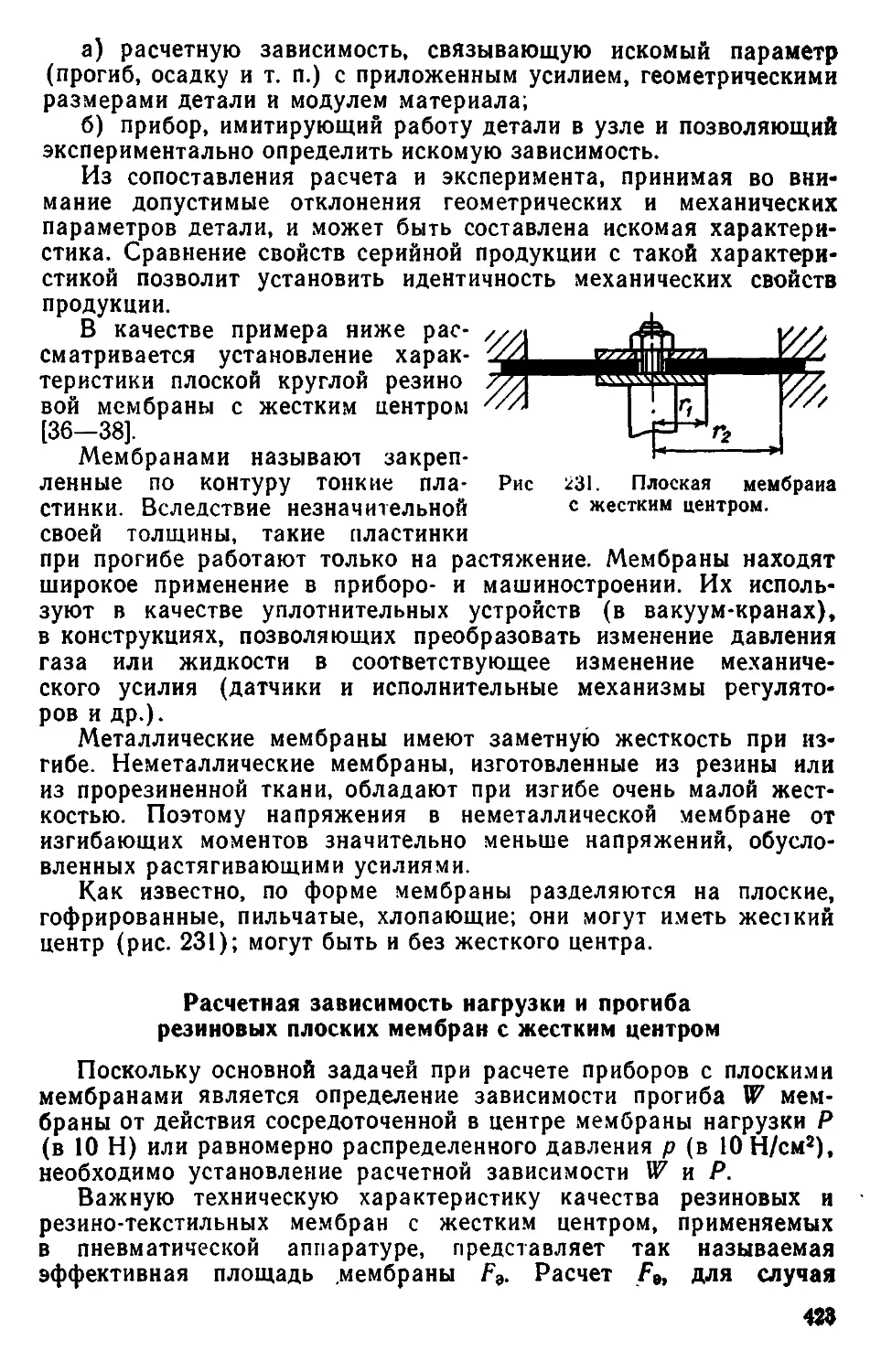
клапаны; мембраны, резиновые обкладки валов.
4. Резиновые уплотнители неподвижных контактов — прокла-
дочные кольца, шнуры, пластины.
5. Электроизоляционные материалы и изделия— баки аккуму-
ляторные, детали слаботочной и высокочастотной аппаратуры,
эбонит поделочный, полутвердые изоляционные трубки, изоляцион-
ная лента.
6. Резиновые защитные покрытия (обкладки) химической аппа-
ратуры.
7. Воздухо- и водоплавательные средства, строительные кон-
струкции, изготовляемые из прорезиненных тканей.
8. Полые и губчатые резиновые и ла^ксные изделия (губки,
мячи, игрушки, средства санитарии и гигиены).
Как видно из приведенного выше, РТИ в основном представ-
ляют собой детали для машин или отдельные инженерные объ-
екты.
В соответствии с особенностями их применения РТИ работают
в условиях различных нагрузок и вызываемых ими деформаций.
Для обеспечения прочности и постоянства размеров конструкций
РТИ выполнению их должен предшествовать инженерный расчет.
5
При расчетах прочности частей обычных сооружений и машин ис-
ходят в основном из того, что форма этих сооружений и деталей
для машин в условиях работы остается неизменной, поскольку это
обеспечивается жесткостью применяемых материалов. Иное поло-
жение наблюдается в области конструкций, создаваемых в рези-
новой промышленности. При общем требовании прочности и дли-
тельной работоспособности эти изделия должны обладать рядом
специфических особенностей: гибкостью, эластичностью и др.
Для изготовления РТИ применяют резины, текстиль и металли-
ческую арматуру. Эти материалы обладают различными механи-
ческими свойствами. Отсюда, при разработке конструкций и
выполнении расчетов РТИ, исходя из общих закономерностей зави-
симости между размерами конструкций, приложенными нагруз-
ками и вызываемыми ими деформациями, необходимо знать и учи-
тывать специфические особенности резины и армирующих материа-
лов и их конструктивных комплексов.
При всем значительном разнообразии видов РТИ в основе их
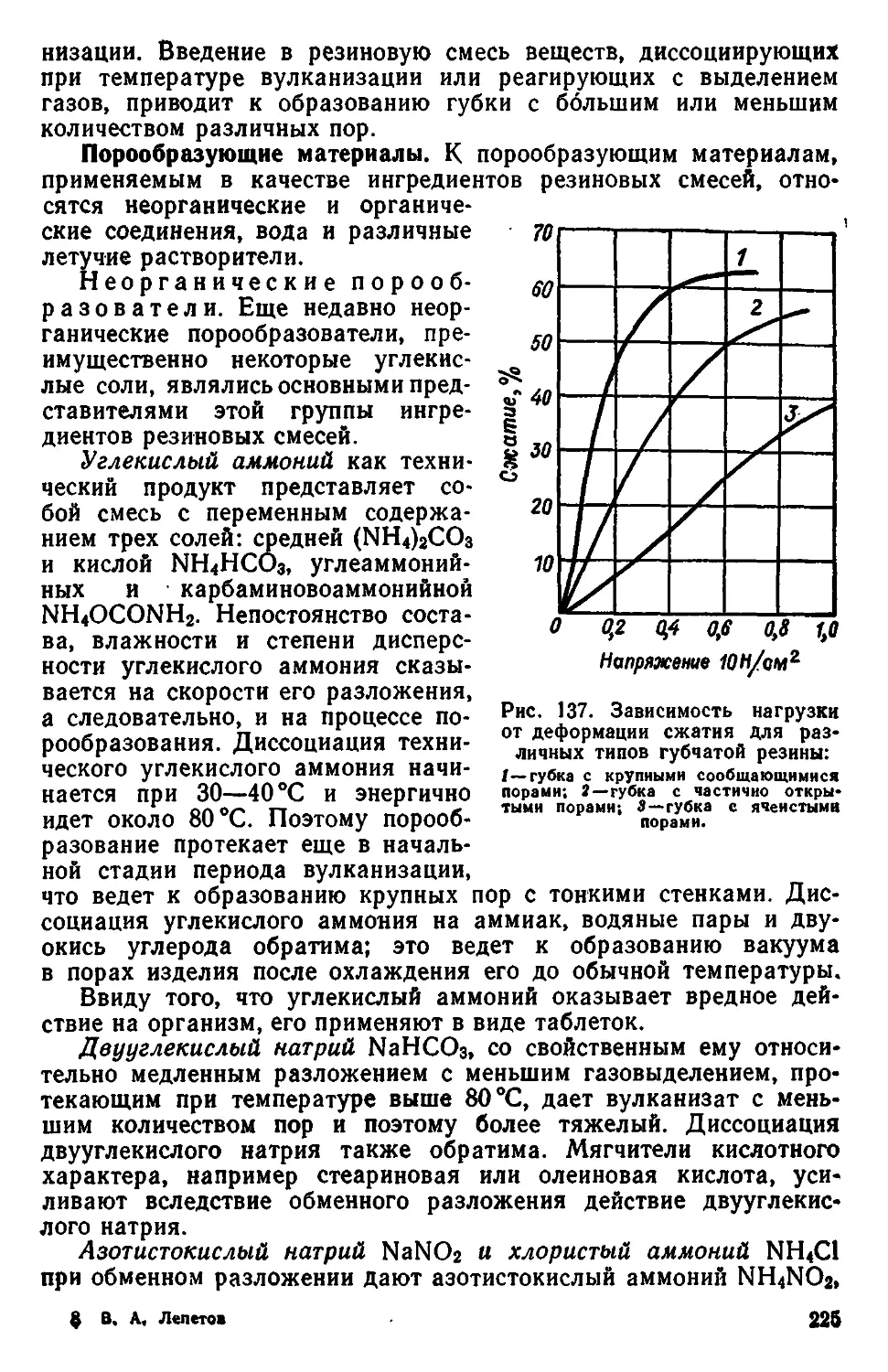
производства заложено единство технологической схемы: изготов-
ление полуфабрикатов, выполнение заготовок, осуществление вул-
канизации. В то же время обширность и разнообразие ассорти-
мента РТИ ведут к существенным различиям по видам их произ-
водства.
Объединяемые общностью подготовительного производства, они
различны по стадиям выполнения изделий. Приготовление и обра-
ботка резиновых смесей, приготовление клеев и прорезиненных
тканей — начальные звенья в технологической схеме производства.
Следующие же этапы, включающие выполнение заготовок, вулка-
низацию их и отделку изделий, различны в каждом из видов про-
изводства, а иногда и при выработке отдельных групп изделий
того же вида. Различие наблюдается в применяемых полуфабри-
катах, в оборудовании и приемах обработки.
ЧАСТЬ ПЕРВАЯ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Глава 1
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ПРОИЗВОДСТВА РТИ
Основные применяемые материалы и процессы подготовитель-
ного производства шин, РТИ и резиновой обуви, а также обору-
дование, приборы контроля, автоматического регулирования и
управления, обслуживающие эти процессы, — однотипны. Общие
вопросы технологии резины и оборудования резиновой промышлен-
ности в настоящей книге не рассматриваются. Следует лишь отме-
тить, что особенности современного производства РТИ требуют
наряду с обычным оборудованием применения малоемкостных
закрытых резиносмесителей с камерами на 45—60 дм3; автомати-
ческих линий изготовления резиновых смесей, агрегированных с
отдельными видами производств; многовалковых каландров, исклю-
чающих подогрев резиновых смесей на вальцах, а также малогаба-
ритных каландров и вальцов для установки на этажных пере-
крытиях.
Поскольку различные виды производства РТИ, отличающиеся
как по ассортименту изделий, так и по деталям технологии произ-
водства, имеют в своей основе и ряд общих процессов обработки,
представляется целесообразным рассмотреть вначале общие про-
цессы: обработку тканей и резиновых смесей на каландрах; обра-
ботку резиновых смелей давлением, вулканизацию и послевулкани-
зациониую обработку, а также вопросы формового хозяйства.
ОБРАБОТКА ТКАНЕЙ И РЕЗИНОВЫХ СМЕСЕЙ НА КАЛАНДРАХ
Сушка и промазка тканей. Ткани, применяемые в производстве
ремней, рукавов и других изделий, промазывают резиновой смесью.
Если для промазки на каландр поступает относительно толстая
ткань, например, бельтинг или чефер, то необходимо ткань предва-
рительно нагреть и просушить. Нагрев ткани облегчает процесс
промазки, так как размягченная резиновая смесь легче проникает
«теплую ткань. Удалением влаги улучшают адгезию резиновой
еси к ткани и предупреждают расслаивание изделия, возможное
7
8 результате выделения водяных паров в процессе вулканизации.
Сушат ткани на сушильных барабанах, монтируемых из 6 или
8 барабанов в комплекте. Над барабанами, на расстоянии 2 м от
пола, следует устанавливать зонты вытяжной вентиляции. Для за-
правки ткани на барабаны применяют заправочные тканевые по-
лосы или ленты, оставляемые в машине по окончании работы. Су-
шильные барабаны обогреваются паром. Обычно ткани сушат при
температуре на поверхности барабана около 115°С и скорости
движения ткани 25—28 м/мин. В этих условиях, в зависимости от
количества пропусков через барабаны, влажность ткани снижается
с 8—7 до 2,5—2,0%.
Для осуществления непрерывного процесса сушки два, а иногда
и три комплекта сушильных барабанов целесообразно соединять
в один агрегат. Для обеспечения соединения кусков ткани в общий
рулон, не останавливая работы агрегата, второй конец каждого
куска ткани на длине 5—6 м должен быть предварительно на ткац-
кой фабрике сложен вдвое. Таким образом, конец ткани освобож-
дается несколько раньше раскатки всего рулона ее и создается
возможность соединения этого конца с передним концом следую-
щего рулона ткани. Концы их сшивают однониточным швом встык
на специальной швейной машине, позволяющим легко разделить
сшитые куски при выходе ткани с агрегата, или склеивают резино-
вым клеем с последующей вулканизацией шва. Накатку просушен-
ной ткани необходимо вести с той же скоростью, с какой ткань
проходит по барабанам. Контроль влажности ткани производят
или периодически, досушивая образцы определенное время до по-
стоянной массы, или непрерывно — посредством специальных элек-
тровлагомеров. Сушка, однако, понижает прочность ткани.
При промазке ткани разогретую резиновую смесь наносят на
поверхность ткани и втирают в нее на трехвальных промазочных
каландрах. Отношение окружных скоростей валков каландра ко-
леблется в пределах от 1 :1,3 до 1 :1,7, но обычно равно 1:1,5.
Ткань промазывают с обеих сторон; лишь в отдельных случаях,
например при изготовлении одного из видов изоляционной ленты,
применяют одностороннюю промазку. Если вторая сторона ткани
промазывается на том же каландре, где обрабатывалась первая
ее сторона, применяют промазку по схемам, приведенным на рис. 1.
Для этого необходимо кроме роликов 1 и 2 иметь добавочный
приемный ролик 3, направляющий ролик 4 и тормозное приспособ-
ление у приемного ролика 2. На каландрах с валками большой
длины можно одновременно обрабатывать две полосы ткани. За-
правку их производят по приведенной схеме, но ие синхронно по
фазам обработки, а смещая их.
Иногда сушильные барабаны устанавливают в агрегате с ка-
ландром, помещая между ними компенсатор. В этом случае про-
сушенная ткань незамедлительно поступает на промазку. Если же
между сушкой и промазкой ткани имеется разрыв во времени
30—60 мин, ткань следует сохранять в особых камерах с темпера-
турой 50—60 °C. Иногда у промазочных каландров для дополни*
8
^апй подсушки ткани, поступающей в каландр, устанавливают
обогреваемыеУ паром барабаны.
Особенности обработки текстиля из вискозы и синтетических
волокон. Применение вискозных и синтетических текстильных
изделий (ткани, корда, пряжи) (см. главу 9) в производстве РТИ
требует предварительной их обработки для создания системы
текстиль — адгезив — резина, так как адгезия к резине гладких
цилиндрических волокон недостаточна. Образование такой адге-
зивной пленки производится при помощи пропитки текстиля в со-
ответствующих составах и последующей механической и тепловой
обработок.
Пропитка вискозных материалов производится латексно-резор-
цин-формальдегидиым комплексом. Применяется бутадиен-стироль-
ный или наиритовый латекс. Резорцин-формальдегидная смола
Рис. ]. Схема заправки ткани на промазочиом каландре.
а—Промазка первой стороны; б—промазка второй стороны; 1-3— ро-
лики для ткани; 4—направляющий ролик.
Стрелки указывают наличие резиновой смеси на ткани.
приготовляется непосредственно перед применением путем конден-
сации резорцина и формальдегида в водной среде в присутствии
едкой щелочи. Пропитка и последующ^ сушка при повышенной
АЛТ°22 ТеМПеРЭТУРе производится на агрегатах типа ИРУ-18,
Пропитка полиамидных материалов —изделий из капрона и
анида — проводится в подобных же составах, но с применением ак-
тивных латексов: бутадиен-метилпиридииАого или же карбокси-
латного, а также наиритового. Ввиду свойственной полиамидным
материалам усадки при тепловых обработках, пропиточные агре-
гаты усложняются наличием камер горячей вытяжки и камер фик-
сации материала.
Применяются, но менее эффективны, пропитки полиамидного
текстиля в водных растворах смолы Э-89, получаемой путем кон-
денсации эпихлоргидрина и .и-фенилендиамина в эквимолекуляр-
ных соотношениях в водной среде. Более целесообразно применять
такую пропитку для резин из полярных каучуков, например иаи-
9
Являются перспективными и разрабатываются способы повы-
шения прочности связи, непосредственно между текстилем и рези-
ной, путем введения в состав резиновых смесей низкомолекуляр-
ных соединений некоторых фенолов с уротропином (например, «ре-
зотропин»).
Пропитка полиэфирных материалов — текстильных изделий, из-
готовленных из лавсана, — представляется более трудной. Вслед-
ствие высокой гидрофобности этих волокон латексно-резорцинфор-
мальдегидная пропитка мало успешна, а поэтому применяется про-
питка органическими 20% растворами полиизоцианатов, например
лейконата [2] (см. главу 5).
Ввиду значительной, до 15%, усадки полиэфирного волокна при
150 °C, необходима термофиксация таких изделий. Поскольку поли-
эфирные волокна и изделия из них имеют высокий модуль, наи-
более целесообразно термофиксацию проводить сразу после изго-
товления пряжи, до операции ткачества.
Пожаро- и взрывоопасность, а также и токсичность пропиток
на органических растворителях ведет к поискам приемов пропитки
модифицированными изоцианатами. Такие «блокированные» изо-
цианаты дают водные эмульсии, пригодные для пропитки. После
сушки при 130—140 °C следует нагрев до 180—200°C, при котором
блокированные изоцианаты разлагаются, выделяя активную форму.
Применяется двусторонняя клеепромазка полиэфирного тек-
стиля,— вначале клеем, содержащим изоцианат в составе резино-
вой смеси, а затем резиновым клеем без изоцианата; одним из
недостатков этого способа является структурирование каучука изо-
цианатом, приводящее к быстрой желатинизации клея. При про-
питке полиэфирных материалов применяется так называемая
двухстадийная пропитка: вначале в 3—5% растворе изоцианата в
органическом растворителе, затем сушка и вторая пропитка в ла-
тексно-резорцинформальдегидном составе.
Расправители и вводчики ткани. Для расправления продоль-
ных складок на ткани и уменьшения усадки ткани по ширине
и вытяжки по длине перед сушильным барабаном и каландром
устанавливают ширительные приспособления. Имеются ширители
(вводчики), которые одновременно направляют, центрируют ткань.
В автоматическом вводчике ткани системы Фоксвел кромки ткани
зажимаются между двумя парами наклонно расположенных роли-
ков. Пневматический прижим обеспечивает контакт нижнего ро-
лика с верхним. При отклонении ткани в ту или другую сторону
соответственная кромка ткани задевает рычаг, связанный с клапа-
ном пневматического устройства, воздух выходит и нижний ролик
освобождает ткань. Тогда ткань, оставшаяся под действием второй
пары роликов, перемещается к центру. Для работы этого вводчика
обязательно наличие достаточно жестких кромок ткани.
Применяется также устройство, состоящее из ролика, подшип-
ники которого смонтированы на раме, имеющей ось вращения. Ось
вращения рамы выбрана такой, что при качании рамы, а следова-
тельно и ролика, ткань, проходящая через ролик в зазор ка-
10
aDa приподнимается по краям. Оси ролика и валков каландра
Л это время скрещиваются; вследствие этого одна сторона ткани
’стягивается больше другой, и ткань стремится переместиться
в этом направлении. За перемещением ткани следит щуп, по-
стоянно касающийся кромки ткани. Щуп связан с регулирующим
устройством типа сопло-заслонка. Это устройство передает им-
пульс на регулирование к исполняющему органу — пневмоклапану,
связанному своим штоком с роликом качающейся рамы; ролик по-
ворачивается в другую сторону, ткань начинает перемещаться
в противоположном направлении. Таким образом рамка с роликом,
непрерывно качаясь, не дает ткани отойти от центральной оси.
Применяется также и фотоэлектрический контроль правильного
положения кромки раскатываемой ткани (3].
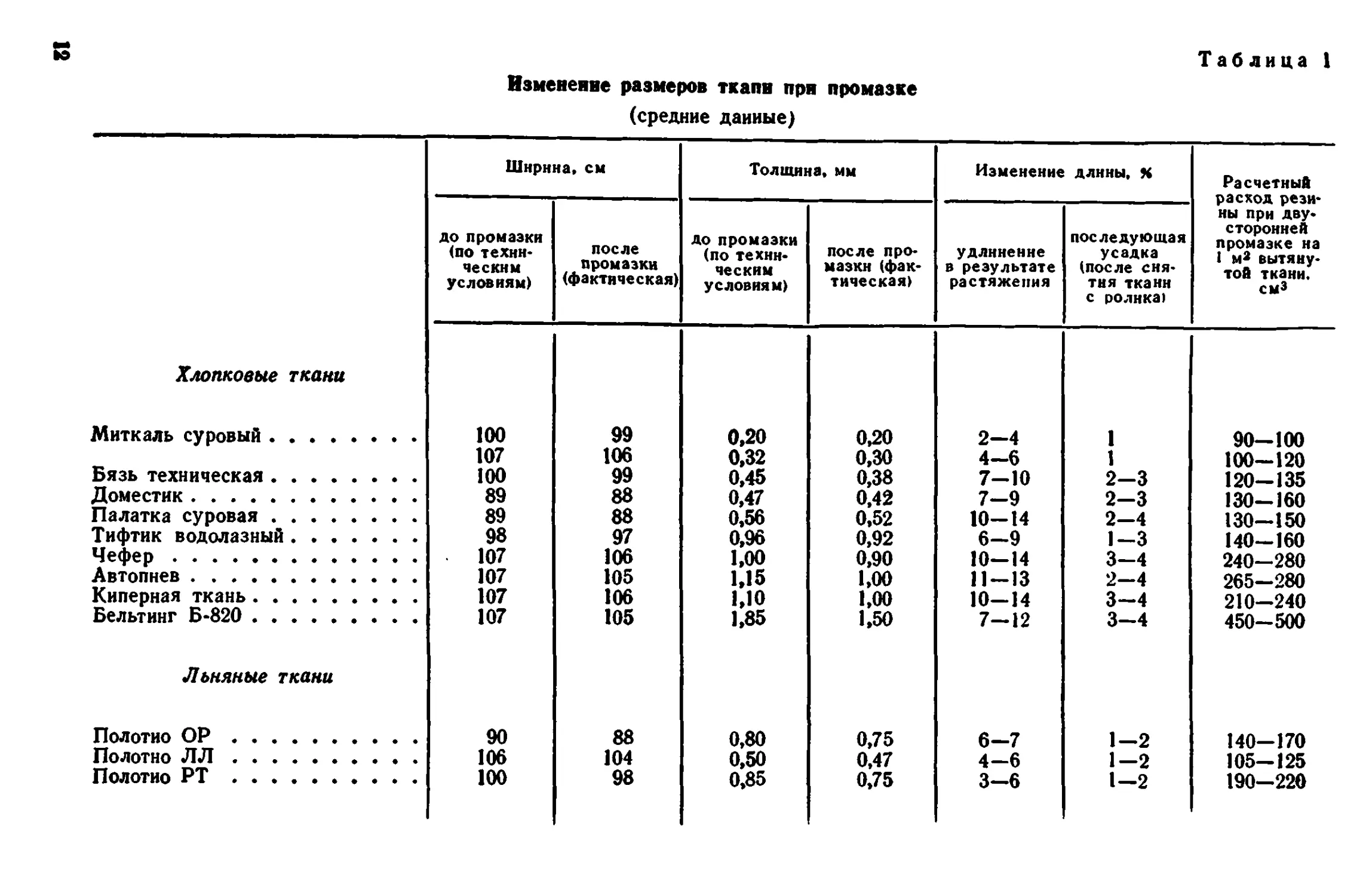
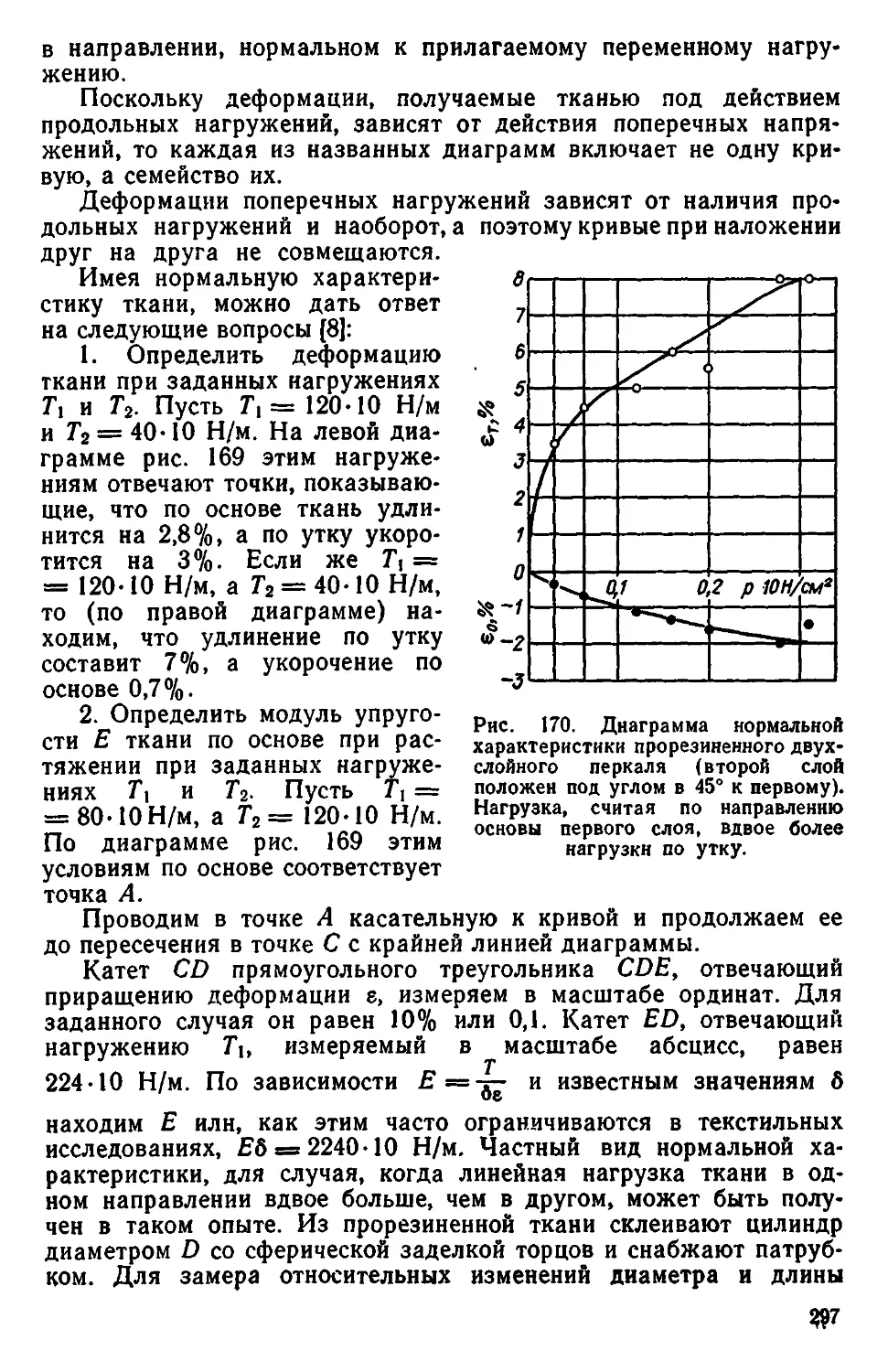
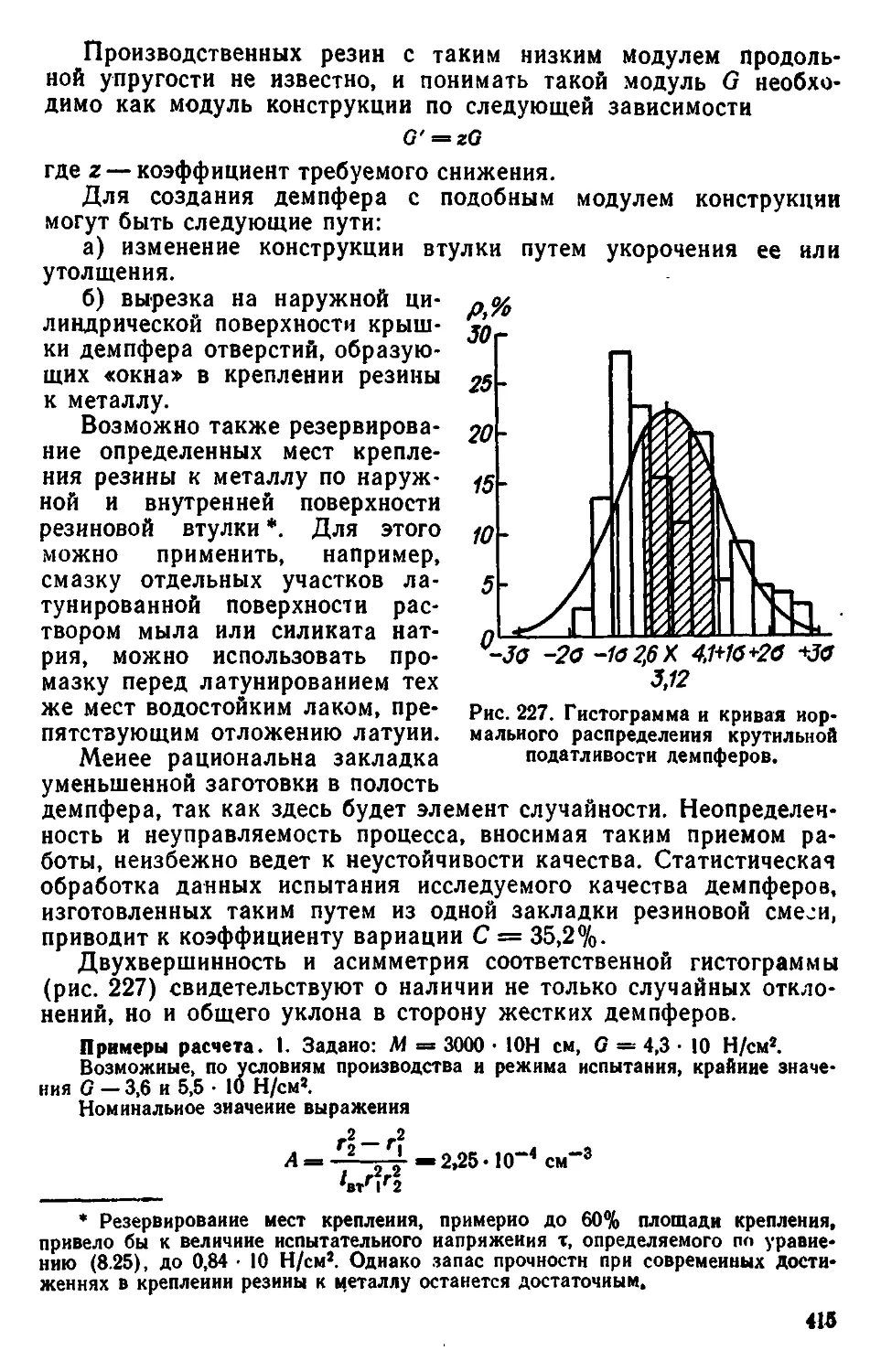
Изменение размеров ткани при промазке. В процессе промазки
ткань вытягивается и сдавливается, значительно изменяясь по
длине и толщине. Как видно из табл. 1, ткань, растянутая во время
промазки, в последующем дает усадку 1—4%, но все же сохраняет
значительную часть полученного удлинения. Увеличение длины
промазанной ткани объясняется тем, что вытяжка идет, в основ-
ном, за счет остаточного удлинения ткани; заполнение же ткани
резиновой смесью механически препятствует возврату упругих рас-
тяжений. Величина вытяжки ткани и последующей усадки зависят
от вида ткани, сорта резины и режима работы каландра. Данные
табл. 1 относятся к смеси с содержанием до 50% каучука. Смеси
с большим содержанием каучука труднее проникают в толщу
ткани, дают меньший расход на промазку 1 м2 ткани; одно-
временно обнаруживается большая усадка ткани после про-
мазки.
Увеличение длины промазанной ткани имеет существенное зна-
чение в планировании расхода текстильных материалов. Поскольку
нормы расхода составляются по данным закроя в основных цехах,
потребность тканей суровья (непрорезиненных) должна исчис-
ляться с учетом изменения их площади*при операциях обработки
гканей на каландрах. Одновременно с увеличением длины ткань
становится уже и плотнее по основе, нити основы выпрямляются,
их натяжение становится равномернее, прочность ткани возра-
стает. Это увеличение может перекрыть то снижение прочности,
которое получила ткань вследствие предшествующей просушки
(см. главу 9). Однако относительное удлинение ткани при этом
снижается, ее продольная жесткость возрастает.
Расход резиновой смеси на промазку тканей. Тканевые эле-
менты конструкции резинотканевых изделий более жестки, чем ре-
зиновые, а поэтому воспринимают основную долю нагрузки, кото-
рая возникает в изделии в условиях эксплуатации. Однако если
бы элементы, например слои бельтинга в ремнях, не были соеди-
нены в одно целое резиновой массой, они работали бы не одновре-
менно, а следовательно, не эффективно. К тому же, если тканевые
слои не были изолированы друг от друга резиновыми про-
л°иками, они весьма быстро износились бы вследствие трения.
П
Таблица 1
Изменение размеров ткани при промазке
(средние данные)
Ширина, см Толщина, мм Изменение длины, % Расчетный расход рези- ны при дву- сторонней промазке на 1 м3 вытяну- той ткани. см3
до промазки (по техни- ческим условиям) после промазки (фактическая) до промазки (по техни- ческим условиям) после про- мазки (фак- тическая) удлинение в результате растяжения последующая усадка (после сня- тия тканн с ролика)
Хлопковые ткани
Миткаль суровый 100 99 0,20 0,20 2—4 1 90—100
Бязь техническая 107 106 0,32 0,30 4-6 1 100-120
100 99 0,45 0,38 7-10 2-3 120—135
Доместик 89 88 0,47 0,42 7-9 2-3 130-160
Палатка суровая 89 88 0,56 0,52 10-14 2-4 130—150
Тифтик водолазный 98 97 0,96 0,92 6-9 1-3 140—160
Чефер 107 106 1,00 0,90 10-14 3-4 240—280
Автопнев 107 105 1,15 1,00 11-13 2-4 265—280
Киперная ткань 107 106 1,10 1,00 10-14 3-4 210—240
Бельтинг Б-820 107 105 1,85 1,50 7-12 3-4 450-500
Льняные ткани
Полотно ОР 90 88 0,80 0,75 6-7 1—2 140-170
Полотно ЛЛ 106 104 0,50 0,47 4-6 1—2 105-125
Полотно РТ 100 98 0,85 0,75 3-6 1—2 190-220
возникающего при многократном изгибе, которому подвергаются
изДдолжная изоляция может быть достигнута лишь при наличии
достаточного резинового слоя между тканевыми слоями и при ус-
ловии проникновения резины в ткань между нитями основы и утка
и в толщу самих нитей. Количество резиновой смеси, которое
можно нанести при промазке на ткань, зависит от вида смеси и от
характера ткани. Более пластичная смесь легче проникает в
толщу ткани; более рыхлая, менее гладкая ткань принимает боль-
шее количество резиновой смеси, обладает большей резиноем-
костью (см. главу 9).
Все поры ткани заполнить резиновой смесью не удается, по-
этому фактический расход резиновой смеси при промазке тканей
ниже теоретической ее резиноемкости. Практически при промазке
ткань в среднем принимает лишь 32—43% теоретически возмож-
ного количества резиновой смеси (считая на первоначальные габа-
риты ткани). Если же поглощение резиновой смеси тканью оце-
нивать с учетом уменьшения толщины ткани после промазки, то
заполнение ткани составит 45—50%. Из общего количества рези-
новой смеси, расходуемой на промазку ткани, около 60—65% за-
трачивается при обработке первой стороны ткани и 40—35% —
второй.
Накладка резиновой смеси на ткань. Накладка утолщенного
слоя резиновой смеси необходима для усиления сцепления проре-
зиненных тканевых слоев (прослойки в некоторых видах плоских
приводных ремней и в транспортерных лентах) для защиты тка-
невого слоя или для создания наружного покровного слоя. Допол-
нительные, толщиной около 0,3 мм, резиновые прослойки (сквид-
жи) между тканевыми слоями увеличивают прочность сцепления
последних и обеспечивают большую гибкость изделия. Толщина,
большая 0,3 мм, не рекомендуется, так как при этом увеличивается
возможность расслоения из-за напряжения сдвига.
Дополнительную резиновую прослойку на ткань калибром
9>2—0,3 мм можно наложить, применяя третий пропуск через ка-
ландр с фрикцией или через листовальиый каландр. Известен
также способ наложения так называемой «фрикционной накладки».
Достоинство этого способа состоит в возможности выполнения ра-
боты всего лишь за два прохода ткани через каландр. За первый
проход промазывается одна сторона ткани, за второй — другая,
с одновременной накладкой дополнительной прослойки. При этом
отпадает операция отбора кромки резиновой смеси, неизбежная
при работе на листовальном каландре. Однако этот способ требует
применения мало распространенных каландров с небольшой фрик-
цией (около 1:1,2 — 1; 1,3). н н
Накладка резиновой смеси на ткань для создания защитного
ли покровного слоев (например, при изготовлении различных ви-
в кожзаменителей) производится так же, как и накладка про-
оек. Пропуск же ткани через каландр связан со значительной
13
ее вытяжкой и сдавливанием, а также с искажением рисунка
ткани, что не всегда допустимо.
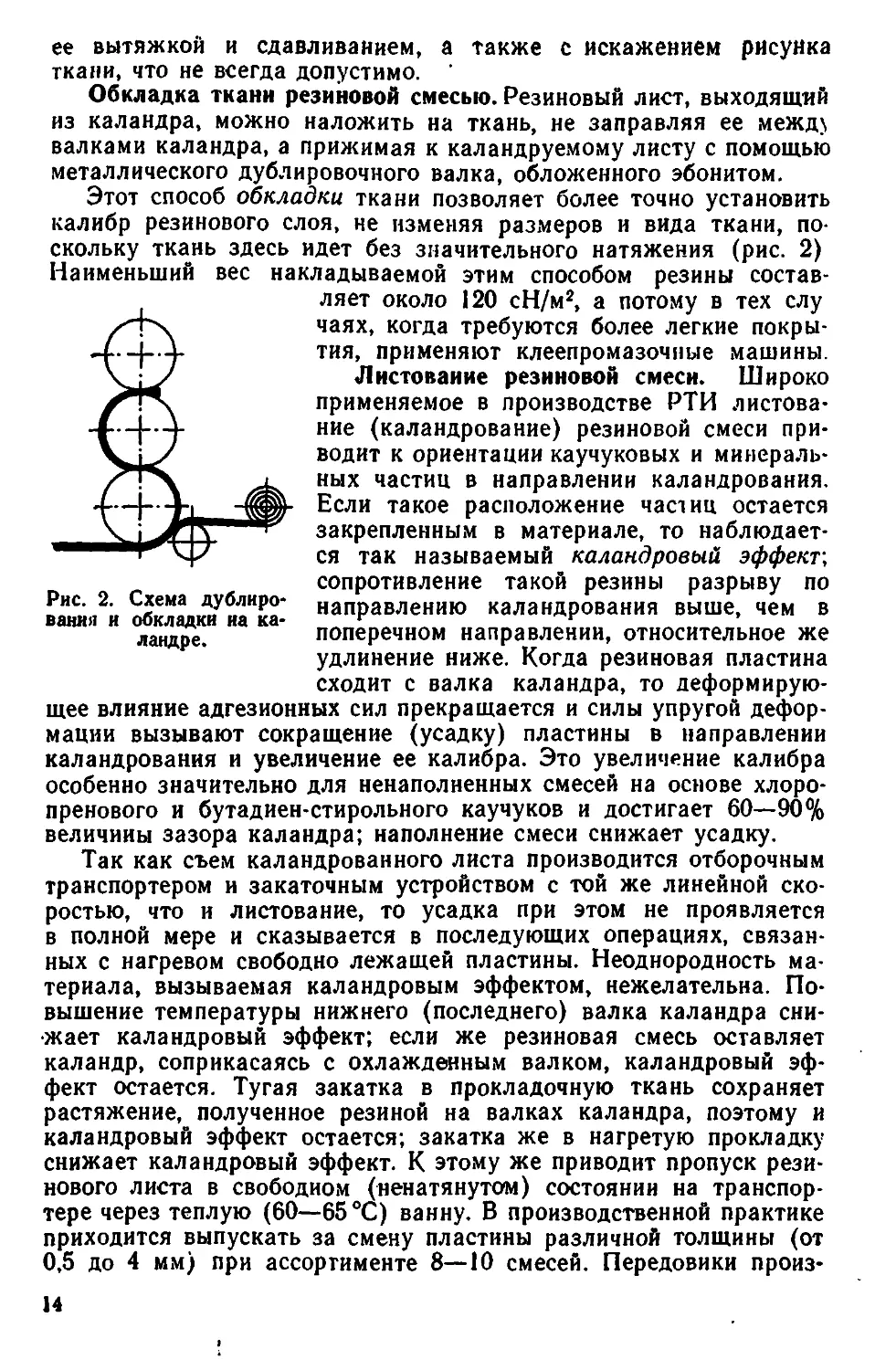
Обкладка ткани резиновой смесью. Резиновый лист, выходящий
из каландра, можно наложить на ткань, не заправляя ее межд>
валками каландра, а прижимая к каландруемому листу с помощью
металлического дублировочного валка, обложенного эбонитом.
Этот способ обкладки ткани позволяет более точно установить
калибр резинового слоя, не изменяя размеров и вида ткани, по-
скольку ткань здесь идет без значительного натяжения (рис. 2)
Наименьший вес накладываемой этим способом резины состав-
ляет около 120 сН/м2, а потому в тех слу
х-тх чаях, когда требуются более легкие покры-
-4-тия, применяют клеепромазочные машины.
у; у Листоваиие резиновой смеси. Широко
применяемое в производстве РТИ листова-
+ ние (каландрование) резиновой смеси при-
\. i_y водит к ориентации каучуковых и минераль-
/< ных частиц в направлении каландрования.
Т—TI Если такое расположение частиц остается
К \ закрепленным в материале, то наблюдает-
""“гчр ся так называемый каландровый эффект,
сопротивление такой резины разрыву по
ЙкладкиУ5аИка- направлению каландрования выше, чем в
ландре. поперечном направлении, относительное же
удлинение ниже. Когда резиновая пластина
сходит с валка каландра, то деформирую-
щее влияние адгезионных сил прекращается и силы упругой дефор-
мации вызывают сокращение (усадку) пластины в направлении
каландрования и увеличение ее калибра. Это увеличение калибра
особенно значительно для ненаполненных смесей на основе хлоро-
пренового и бутадиен-стирольного каучуков и достигает 60—90%
величины зазора каландра; наполнение смеси снижает усадку.
Так как съем каландрованного листа производится отборочным
транспортером и закаточным устройством с той же линейной ско-
ростью, что и листоваиие, то усадка при этом не проявляется
в полной мере и сказывается в последующих операциях, связан-
ных с нагревом свободно лежащей пластины. Неоднородность ма-
териала, вызываемая каландровым эффектом, нежелательна. По-
вышение температуры нижнего (последнего) валка каландра сни-
жает каландровый эффект; если же резиновая смесь оставляет
каландр, соприкасаясь с охлажденным валком, каландровый эф-
фект остается. Тугая закатка в прокладочную ткань сохраняет
растяжение, полученное резиной на валках каландра, поэтому и
каландровый эффект остается; закатка же в нагретую прокладку
снижает каландровый эффект. К этому же приводит пропуск рези-
нового листа в свободном (ненатянутом) состоянии на транспор-
тере через теплую (60—65 °C) ванну. В производственной практике
приходится выпускать за смену пластины различной толщины (от
0,5 до 4 мм) при ассортименте 8—10 смесей. Передовики произ-
14
а разработали последовательность выполнения наряда, обес-
в0ДИваюшУю высокий коэффициент машинного времени при точном
'«полпенни технологических регламентов. Работа начинается с вы-
8 лнения белее тонких калибров, что позволяет подогревалыцику-
спезчику иметь резерв времени на разогрев очередной смеси, вы-
пускаемой в более толстых листах. Переход от тонких к более
толстым листам, учитывая при этом очередность резин по возра-
станию температур обработки, облегчает труд и сокращает время
на перестройки режимов.
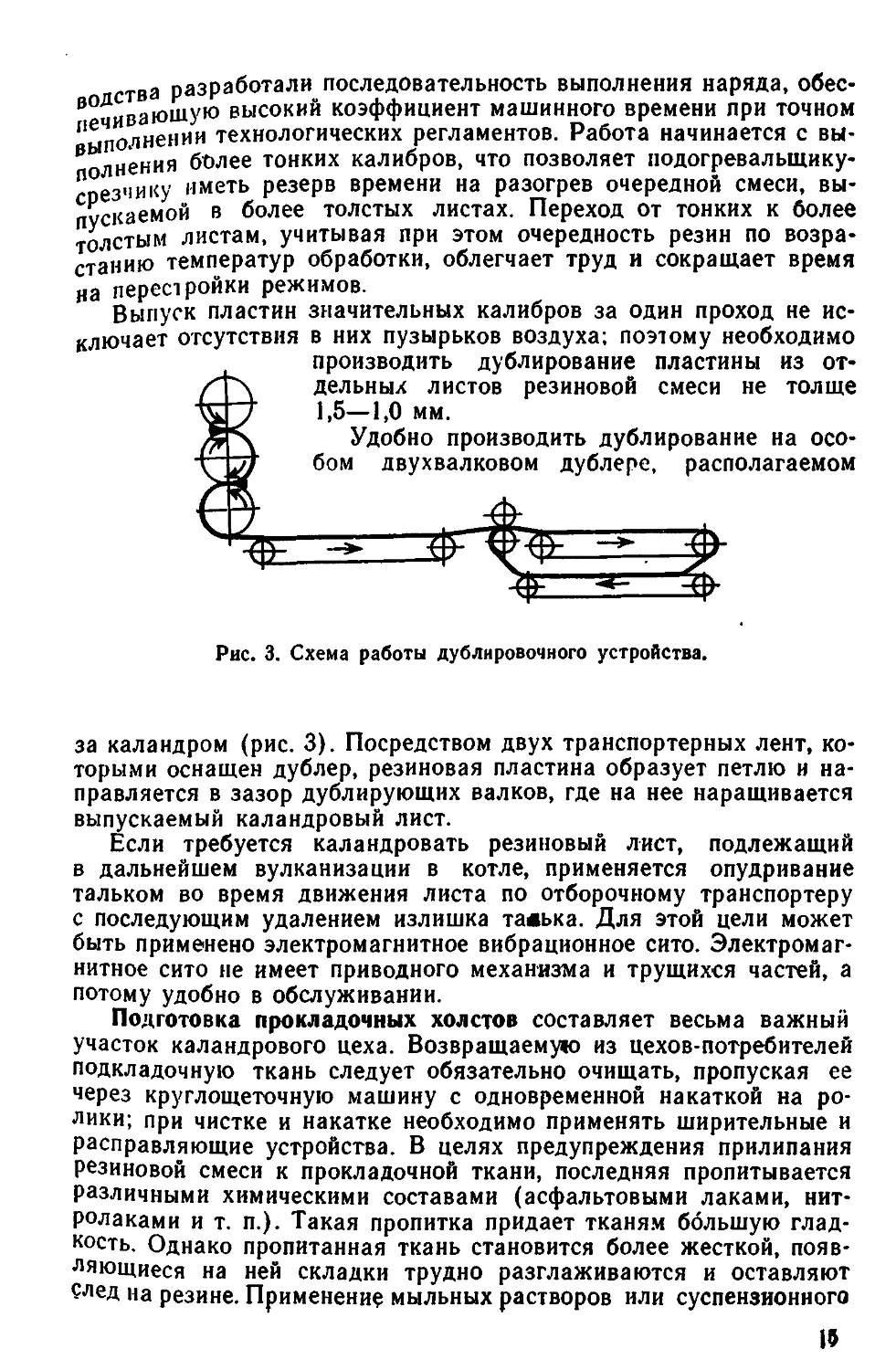
Выпуск пластин значительных калибров за один проход не ис-
ключает отсутствия в них пузырьков воздуха; поэтому необходимо
, производить дублирование пластины из от-
дельных листов резиновой смеси не толще
1,5—1,0 мм.
Удобно производить дублирование на осо-
бом двухвалковом дублере, располагаемом
Рис. 3. Схема работы дублировочного устройства.
за каландром (рис. 3). Посредством двух транспортерных лент, ко-
торыми оснащен дублер, резиновая пластина образует петлю и на-
правляется в зазор дублирующих валков, где на нее наращивается
выпускаемый каландровый лист.
Если требуется каландровать резиновый лист, подлежащий
в дальнейшем вулканизации в котле, применяется опудривание
тальком во время движения листа по отборочному транспортеру
с последующим удалением излишка тааька. Для этой цели может
быть применено электромагнитное вибрационное сито. Электромаг-
нитное сито не имеет приводного механизма и трущихся частей, а
потому удобно в обслуживании.
Подготовка прокладочных холстов составляет весьма важный
участок каландрового цеха. Возвращаемую из цехов-потребителей
подкладочную ткань следует обязательно очищать, пропуская ее
через круглощеточную машину с одновременной накаткой на ро-
лики; при чистке и накатке необходимо применять ширительные и
расправляющие устройства. В целях предупреждения прилипания
резиновой смеси к прокладочной ткани, последняя пропитывается
различными химическими составами (асфальтовыми лаками, нит-
ролаками и т. п.). Такая пропитка придает тканям большую глад-
кость. Однако пропитанная ткань становится более жесткой, появ-
ляющиеся на ней складки трудно разглаживаются и оставляют
след на резине. Применение мыльных растворов или суспензионного
15
опудривания каландрованных листов тальком или каолином мо-
жет устранить необходимость прокладочных тканей.
Агрегирование каландров с оборудованием сборки заготовок.
До последнего времени территориальное разграничение каландро-
вых и сборочных цехов, связанное с необходимостью межцехового
транспорта и значительным прокладочным хозяйством, было обыч-
ным на заводах РТИ. Теперь же каландры и обслуживающие их
вальцы в ряде случаев устанавливаются в непосредственной бли-
зости с оборудованием, использующим каландрованные листы Или
промазанную ткань. Облегчая и упрощая транспорт и способствуя
улучшению качества, подобное агрегирование ставит, естественно,
съем с каландра в зависимость от производительности сборочного
оборудования. Такое агрегирование осуществлено на ряде заводов
в производствах: резиновой подошвы, напорных рукавов, привод-
ных ремней и транспортерных лент, мячей и игрушек.
Контрольные и вспомогательные устройства у каландров.
Для электрометрического определения влагосодержания могут
быть использованы замеры объемного сопротивления ткани, вели-
чины, зависящей от влажности ткани. Возможна конструкция элек-
тровлагомера, основанная на измерении емкости и сопротивления.
Такой прибор разработан и успешно применяется на заводе «Кау-
чук» [4]. Датчик представляет плоскопараллельный конденсатор,
состоящий из двух пластинок: неподвижной размером 110 X 70 мм
и подвижной диаметром 10 мм, между которыми и помещают сре-
занный с рулона образец ткани. Влажность бельтинга таким при-
бором определяется с точностью ±0,1%.
Рулоны прорезиненной ткани следует контролировать как по
длине, так и по массе. Для промера ткани промазочные каландры
снабжаются измерительными каретками. Массу прорезиненной
ткани или каландрованного листа рекомендуется проверять непре-
рывно на автоматических весах. Весы состоят из двух деревянных
или металлических роликов, расположенных на расстоянии около
2 м, определяющих длину взвешиваемого куска. Посредине между
этими роликами расположен металлический валик меньшего раз-
мера, связанный с коромыслом весов. Весы снабжены электриче-
скими контактами и стрелкой, сигнализирующими об отклонениях
в массе каландруемого материала.
Автоматический контроль толщины листа. Толщину каланд-
руемого листа можно контролировать автоматически. Электромаг-
нитные или индуктивные калибромеры основаны на принципе из-
менения магнитного поля прибора в результате отклонения в тол-
щине каландруемого листа, проходящего через прибор; точность
замеров ±0,03 мм. Применяются также калибромеры механиче-
ского действия, непосредственно замеряющие величину отклонения
калибра листа или с электрической передачей замера на рас-
стояние.
В настоящее время для бесконтактного непрерывного контроля
толщины резиновых листов находят применение радиоактивные
изотопы, в частности криптон 85. Измерение основано на том, что
10
с изменением толщины каландруемого листа изменяется интенсив-
ность проникающей через него радиации.
Автоматические калибромеры могут быть снабжены записываю-
щим прибором. При оснащении каландров приборами автоматиче-
ского регулирования зазора валков сущность устройства сводится
к следующему: малые токи, протекающие в электрической цепи ка-
либромера, с помощью электронных преобразователей и усилите-
лей превращаются в токи большой величины, способные воздей-
ствовать на магнитные устройства, управляющие работой моторов,
производящих перемещение подвижных подшипников валков ка-
ландра. Автоматический калибромер-регулятор, применяющий
пневматический датчик, создан в Научно-исследовательском ин-
ституте резиновой промышленности [5].
Температурные условия переработки резиновых смесей на ва-
куум-машинах рассмотрены в работе [6].
ОСНОВНЫЕ ПРИЕМЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК РТИ
В ряде случаев технологические схемы производства включают
операции по изменению формы и вида полуфабрикатов, получен-
ных каландровой обработкой. Сюда относятся: операции обра-
ботки резиновых смесей давлением, резка и склеивание. Общее на-
значение всех подобнах операций — выполнение заготовок РТИ.
Механизация производственного процесса и организация его не-
прерывным потоком ведут к сокращению и ускорению этих опера-
ций; однако в настоящее время применение заготовок еще доста-
точно велико. Если для придания требуемого внешнего вида изде-
лия можно ограничиться операциями заготовки и применить вул-
канизацию без употребления форм, то изделия носят название
неформовых. Если сложность конфигурации изделий и необходи-
мая точность их требуют запрессовки в формы, то изделия носят
название формовых.
Дублирование. Под дублированием ил# изготовлением пластин
понимается соединение двух и более каландрованных листов или
слоев прорезиненной ткани в одну пластину'большей толщины или
соединение резиновых и тканевых слоев в различных комбинациях
по числу и очередности.
Дублирование тканевых и резиновых слоев в различных комби-
нациях применяется при изготовлении плоских приводных ремней,
транспортерных лент, технической пластины и др. Такая пластина
назначается для вырезки из нее самими потребителями уплотняю-
щих прокладок для фланцевых соединений труб, люков и т. п.
Приемы дублирования резины на каландре были рассмотрены
выше. В тех случаях, когда требуется изготовить пластину и заго-
товку без каландрового эффекта, используют отрезки одинаковой
Плицу и ширины. Дублирование их производят перекрестным на-
калыванием с последующей прикаткой роликами.
17
Накатка. Операция накатки по существу представляет собой!,
то же дублирование, но проводимое на цилиндрической поверхно-
сти металлического дорна. Накатывают листы резиновой смеси,
прорезиненную ткань или их комбинацию. В результате такой опе-
рации на дорне образуется труба с более или менее толстой стен-,
кой; если накатка производилась без дорна, то получается массив-1
ный стержень. Накаточное устройство может быть агрегировано,
с каландром. Калаидрованная резина накатывается под давлением
дублирующего обложенного резиной ролика на барабан, установ»:
ленный вблизи каландра. Накатная заготовка по достижении тре-
буемой толщины может быть срезана с барабана по образующей
цилиндра. Относительно небольшая длина пластины (4—5 м), не-
достаточная точность калибра и перерывы в
работе при снятии пластины с барабана сни-
жают значение этого метода по сравнению с
дублированием. Цельнорезиновые трубчатые
и массивные накатные заготовки выполняют-
ся в цехах технических и эбонитовых изделий
для изготовления колец прямоугольного или
фосонного сечения. Путем накатки производят
обкладку валов резиновым слоем, изготавли-
вают рукава с тканевыми прокладками и за-
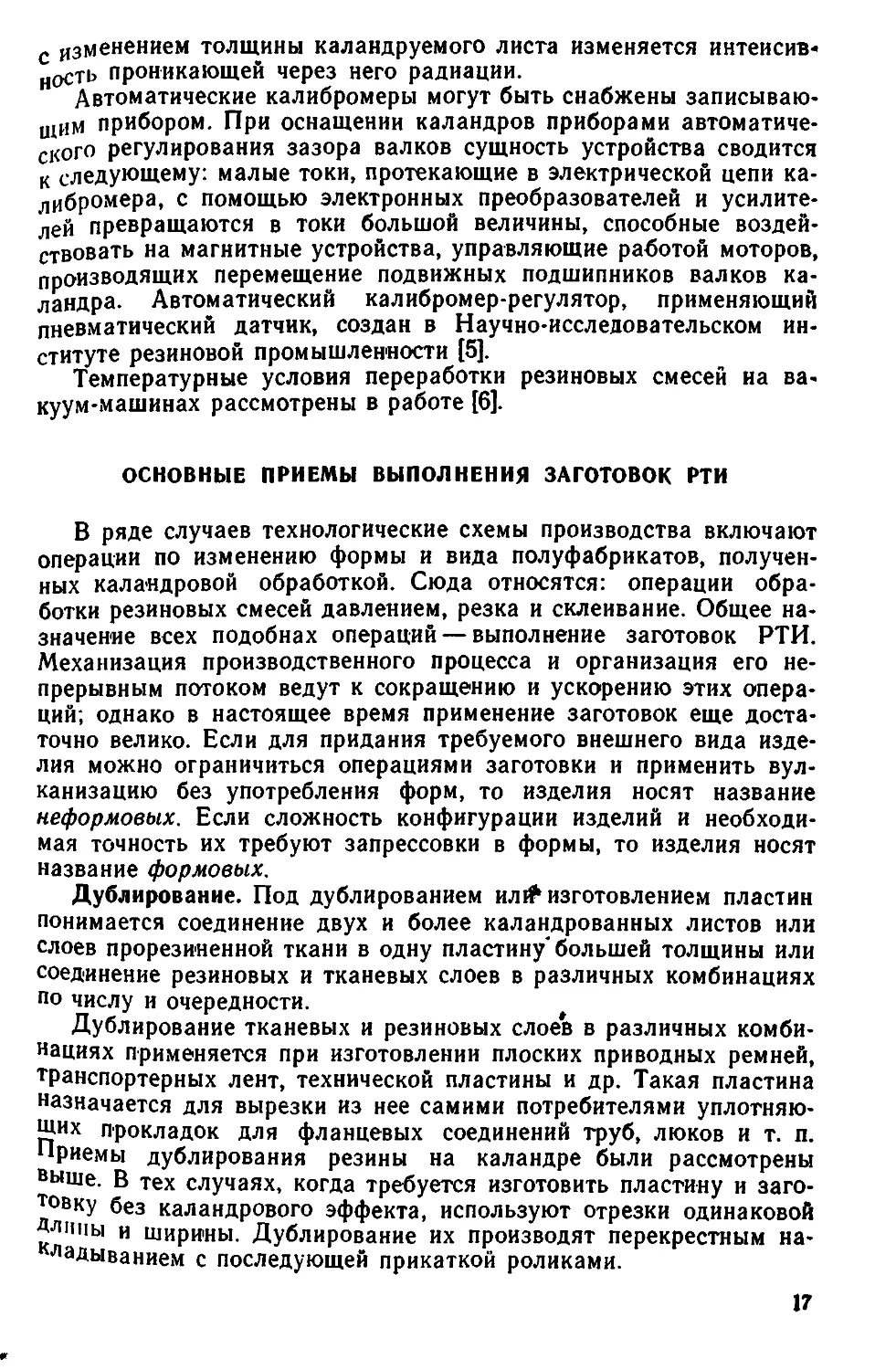
Pjic. 4. Т-образиая го-
ловка червячного
пресса (сечение гори-
зонтальное):
/—корпус головки
У—полый дорн; 3— ка-
либровочный мунд-
штук; «—упорное коль-
цо; компенсирующая
шайба
готовки для клиновых ремней.
Профилирование резиновых смесей. Про-
филирование (шприцевание) состоит в про-'"
давливании на червячных прессах (шприц-ма-
шинах) подогретой резиновой смеси через вы-;
пускные отверстия соответствующей формы и,-
размера.
Цельнорезиновые заготовки (изделия), вы-*
пускаемые червячным прессом, характери-)
зуются определенным профилем поперечного сечения, любой отно-1
сительио большой длиной и хорошим внешним видом. Методом
профилирования в основном изготавливают различные шнуры, по-:
лосы и трубки. Заготовки для названных изделий по выходе из]
червячного пресса направляют на вулканизацию, чем и заканчи-
вается процесс изготовления. Особо большое значение имеет этЛ"
операция заготовки полуфабриката или деталей для различныХ^
сложных видов резиновых изделий. Профилированные червячнымс
прессом заготовки находят широкое применение в цехах, выпу-
скающих технические изделия, рукава, изделия широкого потребле-!-
ния и т. п. К числу таких изделий и заготовок относятся: различу
иые кольца, пробки, детали машин, внутренние резиновые камеры?,,
и наружные слои в рукавах, обкладка валов диаметром до 120 мм.]
и т. п.
Машины, назначаемые для покрытия стержневых, массивных!”
или трубчатых заготовок резиновой смесью, имеют Т-образную го-.'
ловку (рис. 4); с боковых сторон сменной головки расположены4
вход и выход для заготовки, а в торцовом отверстии головки —
18
м,пенсирук>тая Шайба с небольшим отверстием для выхода из-
К°ц1ка смеои. Обкладываемые заготовки пропускают через головку
ЛИпвячного пресса в направлении, перпендикулярном оси червяка.
Имеются прессы, где оси червяка и обкладываемого сердечника
асположены под некоторым углом. Если требуется обеспечить
большую подачу резиновой смеси, устранить эффект прохода через
порнодержатель, дать двухцветную (или двухслойную) заготовку,
применяются прессы с двойной головкой. Оси червяков такой ма-
шины располагаются под углом. Известны и трехчервячные прессы.
Пластичная резиновая смесь, находящаяся в головке в сдавлен-
ном состоянии, по выходе через выпускное отверстие формующей
части увеличивается в сечении и дает усадку по длине. Увеличение
размера поперечного сечения значительно колеблется а зависи-
мости от количества каучука в смеси и типа его, от пластично-
сти смеси, условий работы и конфигурации отверстия. Если отвер-
стия в шайбе ограничены плоскостями, заготовки получаются не
Риг. 5. Поперечное сечение шнура и-соответствующее
ему отверстие шайбы.
с плоскими гранями, а с выпуклыми в наружную сторону. Поэтому
в случае необходимости изготовить изделие с поперечным сече-
нием, включающим прямые линии, следует иметь формующее от-
верстие соответственно искаженного очертания и уменьшенных раз-
меров (рис. 5). *
Точной формулы для определения изменения профиля резины
по выходе из червячного пресса не установлено, несмотря на ряд
работ. В случае выпуска заготовок для трубок подбирают наибо-
лее эффективную комбинацию мундштука и дорна; при изгото-
влении шайб для заготовки фасонных стержней большое значение
имеет опыт наладчика, обслуживающего машины. Так как измене-
ние сечения заготовки зависит и от пластичности смесей, то при
смеие их требуется соответственная замена или пригонка шайб.
Небольшая толщина шайб облегчает эту работу. Усадка заго-
товки по длине составляет примерно 2% и аналогична усадке, по-
лучаемой при листовании резиновой смеси на каландре. При обра-
отке на червячном прессе также наблюдается ортотропия, вы-
анная ориентацией каучуковых и минеральных элементов смеси,
пРимеР трубчатая заготовка легче рвется вдоль (по образую-
щеи). чем поперек.
.19
Рецептура смесей и режим работы существенно влияют на ха-
рактер, вид и состояние получаемой заготовки. Мало наполненная
резиновая смесь (особенно из натурального, бутадиен-стирольного
и хлоропренового каучуков) не дает гладкой поверхности заго-
товки. Для таких смесей характерна значительная волнистость по-
верхности. Добавление мягчителей или наполнителей в эти смеси
облегчает получение гладкой поверхности.
На скорость выхода заготовки влияют состав смеси и величина
давления в головке. Резиновые смеси с большим или малым содер-
жанием каучука обрабатываются на малой скорости (5—8 м/мин),
средне наполненные смеси — на большой (15—30 м/мин и выше).
Воски, органические жирные кислоты и ряд минеральных ма-
сел, применяемые в качестве составных частей резиновых смесей,
приводят к ускорению выхода заготовки из головки машины. Смо-
лы, битумы, пек и другие мягчители увеличивают липкость резино-
вой смеси к оборудованию, что приводит к уменьшению скорости
выхода резины из машины. Особенно ценным ингредиентом для
таких смесей является темный фактис, представляющий собой не
только эффективный мягчитель, но одновременно придающий за-
готовке «каркасность» и устраняющий опадание вулканизованных
трубок. Состав рецепта смеси и природа составных ее частей яв-
ляются существенными факторами, влияющими как на успешный
ход процесса профилирования, так и на качество заготовки и го-
тового изделия.
Условия правильной обработки на червячном прессе. Правиль-
ный и постоянный режим работы определяет лучшее качество про-
филируемой заготовки. Это требование относится к питанию
машины и к ее температурному режиму. Червячный пресс необхо-
димо питать таким количеством резиновой смеси, какое он выпу-
скает, и с той же равномерностью. В том случае, когда подогре-
вом обслуживаются одновременно 2—3 червячных пресса, в комп-
лекте следует ставить питательные вальцы. В новых видах червяч-
ных прессов подогрев на вальцах и профилирование агрегируются
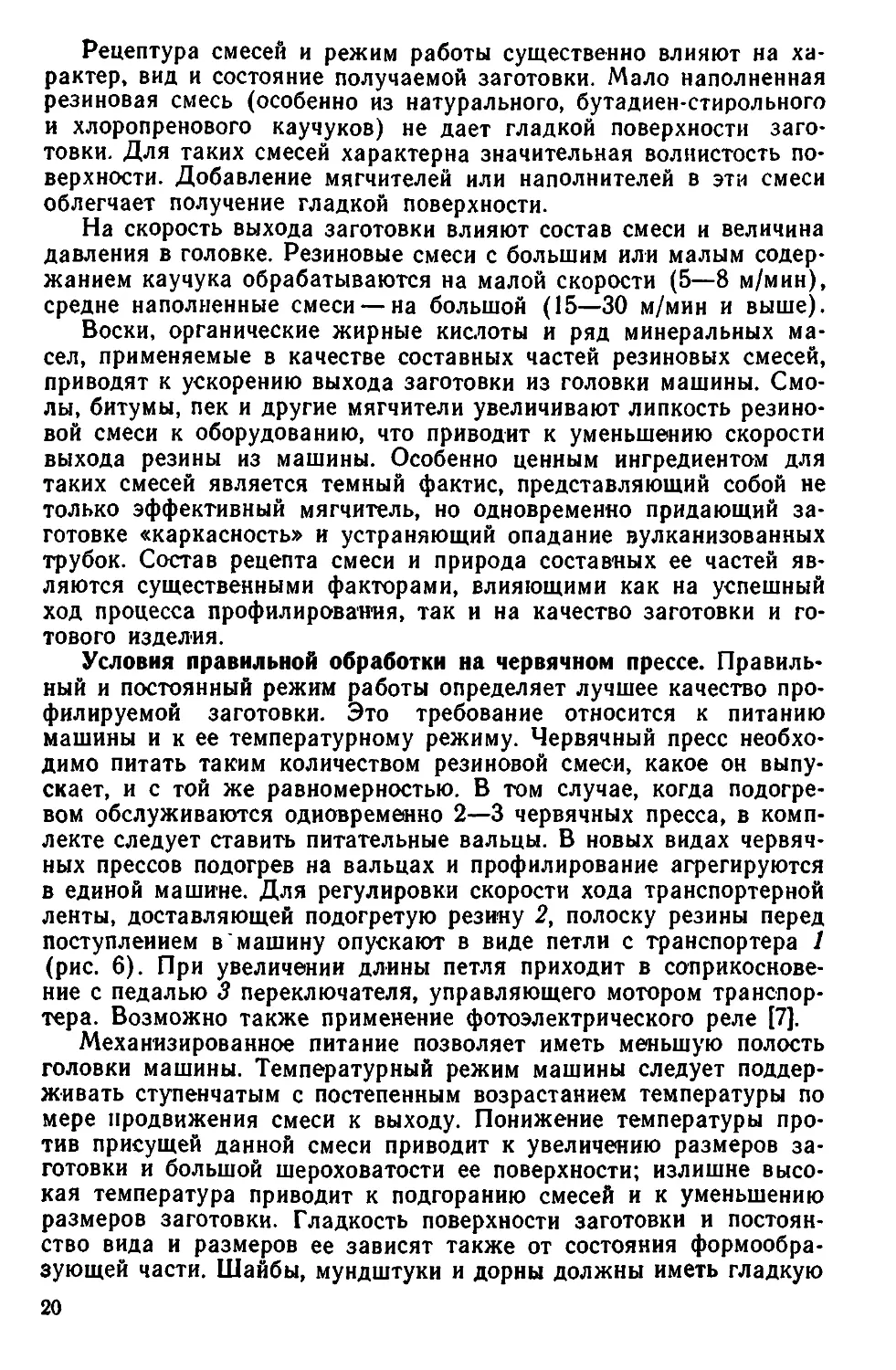
в единой машине. Для регулировки скорости хода транспортерной
ленты, доставляющей подогретую резину 2, полоску резины перед
поступлением в машину опускают в виде петли с транспортера 1
(рис. 6). При увеличении длины петля приходит в соприкоснове-
ние с педалью 3 переключателя, управляющего мотором транспор-
тера. Возможно также применение фотоэлектрического реле [7].
Механизированное питание позволяет иметь меньшую полость
головки машины. Температурный режим машины следует поддер-
живать ступенчатым с постепенным возрастанием температуры по
мере продвижения смеси к выходу. Понижение температуры про-
тив присущей данной смеси приводит к увеличению размеров за-
готовки и большой шероховатости ее поверхности; излишне высо-
кая температура приводит к подгоранию смесей и к уменьшению
размеров заготовки. Гладкость поверхности заготовки и постоян-
ство вида и размеров ее зависят также от состояния формообра-
зующей части. Шайбы, мундштуки и дорны должны иметь гладкую
20
шлифованную поверхность; утолщенная шайба (15—18 мм) дает
значительно более гладкое изделие, чем тонкая шайба, но замел-
ляет выход смеси. Одна и та же машина при сменных шайбах или
мундштуках может дать заготовки весьма различных профилей, но
по мере уменьшения отверстия формующей части повышается дав-
ление в головке машины. Это повышение давления может достичь
опасных размеров и повести к отрыву головки. Одновременно по-
вышение давления ведет к
увеличению расхода элект-
роэнергии.
Для предупреждения
склеивания профилирован-
ных заготовок их опудрива-
ют тальком тотчас по вы-
ходе из червячного пресса.
Однако это ведет к запыле-
нию рабочего помещения.
Применяется также провод-
Рис. 6. Автоматически регулируемое не-
прерывное питание червячного пресса:
t—транспортер; 2—резина; 3—педаль; 4— электро-
мотор
ка заготовок через ваниу с
раствором мыла. Заготовки
сложной конфигурации це-
лесообразно опрыскивать
этим раствором, подводя его
непосредственно к профили-
рующей шайбе. В этом слу-
чае раствор нужно подогре-
вать до температуры шайбы. Добавками к хлоропреновому каучуку
бутадиен-стирольного или регенерата удается получать смеси, не
требующие опудривания. Приближенная гидродинамическая тео-
рия шприцевания резиновых смесей, позволяющая рассчитать дав-
ление смеси, развиваемое в червячном прессе, и производитель-
ность этого пресса разработаны Р. В. Торнером и М. М. Май-
зелем [8].
Охлаждение шприцованных изделий проводят в ваннах, агре-
гированных в потоке с червячными прессами. Расчет охлаждения
(на основе дифференциального уравнения тейлопроводности) при-
водит Шварцбург [9]. Известны шприц-машины, к которым обра-
батываемый материал продвигается не червяком, а гидравличе-
ским плунжером. *
Агрегирование червячных прессов с оборудованием
последующей обработки резиновых смесей
В настоящее время все чаще применяется агрегирование профи-
лирования на червячных прессах с последующими операциями,
аппаратами непрерывной вулканизации шнуров и трубок агре-
гированы червячные прессы на заводе «Каучук». С устройствами
Для поперечной резки профилированной заготовки, взвешивания
и сортировки получаемых каблучных заготовок осуществлено
21
агрегирование на Ярославском заводе РТИ. В последнем случае
червячный пресс непрерывно питают резиновой смесью непосред-
ственно с 84 листовальных вальцов. Иногда шприцуют и неподо-
гретые резиновые смеси, если они достаточно пластичны.
Автоматический контроль и регулирование температуры. Для
контроля и регулирования температуры резиновой смеси в головке
червячного пресса просверливается отверстие, в которое встав-
ляется термопара. Резиновая смесь, проходя головку машины, со-
прикасается с местом горячего спая. Регулирование температуры
возможно осуществить и по изменению температуры отходящей
охлаждающей воды. Для этого применяется терморегулятор, свя-
занный с мембранным клапаном прямого действия, установленным
на линии подачи пара. Чтобы повысить производительность труда
на червячных прессах, применяют шайбы с несколькими отвер-
стиями, а также увеличивают число оборотов червяка машины.
Рнс. 7. Схема поперечной резки каландруемых листов:
/—отборочный транспортер; 2—барабан; 3—нож; /—упор; 5—направляющие
доски; S—каландруемый лист.
Резка заготовок резиновой смеси и прорезиненной ткани.
Способы резки заготовок различаются в зависимости от направле-
ния отреза, требуемых очертаний деталей и вида материала. При-
меняется резка: продольная, поперечная, под углом, по кругу и
фасонная. Продольную резку каландруемого листа производят ди-
сковыми ножами, прижимаемыми к валку каландра одновременно
с каландрованием. Для поперечной резки каландруемого листа 6
над отборочным транспортером / устанавливается барабан 2 с но-
жом 3, расположенным по образующей барабана; под ножом по-
мещается деревянный упор 4 (рис. 7). Справа и слева от упора
располагаются гладкие направляющие доски 5, которые подни-
мают каландруемый лист с транспортера и направляют его на
упор. За каждый оборот барабана ударом по листу отрезается
пластина, по длине равная окружности барабана. Другое устрой-
ство состоит из металлических планок с режущим выступом, при-
крепляемых на определенных расстояниях к транспортерной ленте,
И нажимного валика, соприкасающегося с резиновым листом,
транспортируемым лентой. Отрез производится давлением на лист
валика в момент прохождения под ним планки транспортера.
Для продольной, поперечной и фасонной резки цельнорезино-
вых, тканевых или комбинированных пластин, как невулканизован-
ных, так и вулканизованных, применяют дисковые клинковые и
циркульные ножи и сверлильные станки. Во время резки передняя
22
режущая часть инструмента смачивается водой. Для продольного
закроя ткани на полосы, а также каландрованной пластины при-
меняют полосорезальные машины, в которых ткань перекаты-
вается с одного ролика на другой, проходя над или под ножами,
расположенными на требуемом расстоянии один от другого. Ткань
идет в натянутом состоянии, что обеспечивает правильность и чет-
кость разреза. Различные типы этих машин отличаются видом но-
жей (дисковые или клинковые), расположением их по отношению
к ткани (сверху или снизу) и способом закатки разрезанных по-
лос ткани.
Резку ткани или резины, свернутой в рулон, производят на то-
карных станках. Для поддержки режущего инструмента на станке
имеется суппорт, закрепляемый в требуемом положении. В токар-
ных станках с самоходом суппорт имеет механизированное движе-
ние вдоль станка. Станки с механическим движением суппорта и
станки-автоматы с комбинированным движением суппорта и ножа
обладают большой производительностью и большой точностью ра-
боты.
В рукавном и ремневом производствах для закроя ткани под
углом (обычно 45°) применяют диагонально-резательные машины.
При массовом раскрое тканей на одинаковую ширину целесооб-
разно применять резательные машины роторного типа. Режущей
частью этих машин являются ленточные ножи, спирально располо-
женные на поверхности вращающегося барабана. Подаваемая
транспортером ткань поступает под барабан и разрезается на по-
лосы определенной ширины с углом закроя в зависимости от рас-
положения ножей. Изменение ширины полос и угла закроя требует
смены барабана с иным расположением ножей. Отрезанные по-
лосы ткани выносятся ленточным транспортером из зоны резки и
поступают на швейную машину. Сшитые и закатанные в рулоны
«косяки» подаются к сборочным машинам.
Для непрерывной безотходной резки резиновых заготовок на
заводах, изготовляющих резиновые подошвы, применяют роторный
нож, поверхность которого покрыта соответственным набором
штанцев. Роторный нож с нажимным ваДиком над ним распола-
гается в непосредственной близости с листовальным каландром.
Для поперечной резки резиновых пластин, например в произ-
водстве стиральной резины, применяются машины, работающие на
принципе гильотинной резки. Гильотинны^ нож движется в на-
правляющих вверх и вниз посредством тяг, связанных с эксцентри-
ками, расположенными на ведущем валу. Стол, на котором поме-
щается разрезаемая пластина, имеет прерывнопоступательное дви-
жение. Чтобы предупредить порчу ножа о поверхность стола, под
пластину подкладывают слой плотного, но нежесткого материала,
например пластины из гуттаперчи. После того как поверхность та-
кой пластины будет изрезана, гуттаперчевую подкладку можно
восстановить размягчением и прессовкой.
Поперечная резка в случае потребности в коротких отрезках
^готовки, выпускаемой червячным прессом, как уже указано,
99
может быть агрегирована с работой этой машины. Транспортер
для приема и усадки заготовки в этом случае снабжают гильотин-
ным ножом автоматической резки. Транспортер, подающий заготов-
ку, движется непрерывно, с прекращением подачи в момент резки.
Величина подачи, а следовательно, и длина отрезаемых заготовок
устанавливаются действием контактного приспособления, связан-
ного с ведущим барабаном транспортера. Регулирование длины
заготовок осуществляется изменением числа оборотов вала преры-
вателя ведущего барабана. Известно также приспособление к го-
ловке червячного пресса, состоящее из двух горизонтальных ди-
сков, снабженных радиально расположенными торцовыми ножами.
Расстояние между концами ножей точно отвечает длине требуемой
заготовки (но не менее 30 мм). Синхронность работы ножей обес-
печивается тем, что диски, несущие их, прикреплены к ведущим
шестерням, находящимся в зацеплении одна с другой. Для каж-
дого размера заготовки необходимы отдельные такие приспособле-
ния. Однако смена их непродолжительна.
Сложные фасонные заготовки вырубают посредством штанце-
вых ножей (штанцев, резаков) или вырезают, применяя закройные
шаблоны. Штанцевый нож представляет рамку соответствующей
конфигурации, согнутую из стальной полосы и сваренную по стыку.
Высота штанца 40—80 мм, толщина 4—5 мм. Нижний край штанца
с наружной стороны остро отточен. Штанец накладывают сверху
пластины, помещенной на гуттаперчевой подкладке, и надавли-
вают по верхнему его краю. Работа коротким ударом и наличие
упругой подкладки — характерные особенности штанцевой рубки.
Для лучшей амортизации удара штанцевание производят на «тор-
цовых досках» — деревянных блоках, составленных из призмати-
ческих поставленных на торец брусьев, связанных обручами. За-
готовку следует вырубать штанцем из остывшей пластины, которая
предварительно пропудрена или переложена изолирующими про-
кладками; иногда смачивают листы водой. Штанцевый нож с на-
ружной заточкой дает заготовки с наклонным во внутрь срезом;
нож с двусторонней заточкой дает вертикальный срез.
Известно несколько конструкций прессов для штанцевой вы-
рубки. В прессах с неподвижной нижней плитой и подвижной верх-
ней траверсой пластинный материал помещается на нижней плите,
штанец накладывается на него или закрепляется в патроне с нижней
стороны траверсы. Штанец, укрепленный на траверсе, снаб-
жается пружиной или иным буферным приспособлением для вы-
талкивания вырубленной детали. Вырубка идет периодически; ма-
териал автоматически продвигается во время подъема штанца. Для
устранения возможности попадания рук рабочего под штанец пресс
блокируется так, чтобы в период опускания траверсы были заняты
обе руки рабочего. В тарелочных вырубных прессах (рис. 8) шта-
нец не закрепляется и материал вынимается из пресса после каж-
дого хода гарелки. Менее употребительны штанцевые прессы с не-
подвижной верхней плитой и поднимающейся посредством эксцент-
рика нижней.
24
Вырубать резйновыё заРоТойкй возможно также штампом, со-
т0Ящим из неподвижной матрицы с отверстием требуемого раз-
мера и очертания и подвижного пуансона, точно входящего в маг
оииу- Если резиновая полоса помещена на поверхности матрицы,
,}.о пуансон при опускании продавит соответственную часть полосы
резины через отверстие матрицы, давая требуемую заготовку. По-
верхность среза, сделанного штампом, не плоская, как в случае
резки штанцем, а слегка вогнутая. Если заготовки назначаются
для вулканизации в формах, это не представляет существенного
недостатка. Никакой подкладки под матрицу не требуется, деталь
Рис. 8. Тарелочный вырубной пресс:
Z—тарелка; 3—стол.
падает в приемный лоток, а отход (шлейка) при поднятом пуан-
соне продвигается на установленный размер подачи. Штампы де-
лают до 2500 ударов в 1 ч. Отсутствие опорной подкладки харак-
терно для способа штампования.
Склеивание деталей. Иногда заготовленные детали перед
вулканизацией подвергают склейке (сборке). Основной операцией
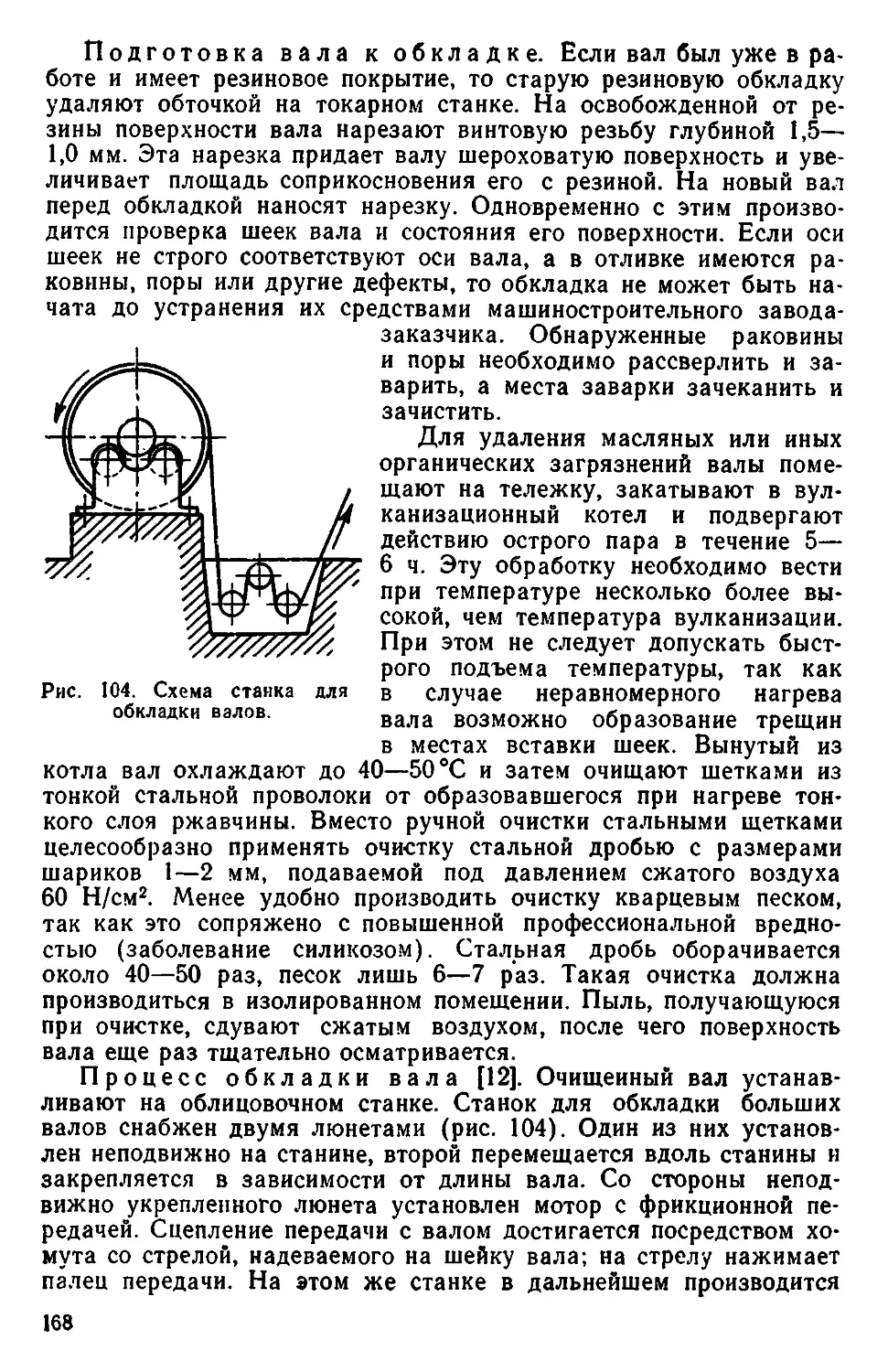
при склейке деталей является изготовление стыка или шва. Дорны
и модели служат основанием, на которое в процессе ручной клейки
последовательно накладывают заготовленные детали. Дорны на-
значаются для изготовления заготовок и изделий трубчатой формы
(прямых, конических, гладких или рифленых), модели исполь-
зуются для изготовления изделий сложного очертания. Из мягкой
резины и прорезиненной ткани на моделях клеят части водолазных
костюмов, прокладки для шляпных прессов, полые амортизаторы,
Различные манжеты и т. д. Ручная склейка в настоящее время со-
хранилась лишь в мелкосерийном производстве. В производстве же
массовых изделий, например тонкостенных игрушек, применяют
Штанцевание, сопровождаемое одновременным соединением шва.
25
Формование. При формовании резиновую заготовку помещают
в полость формы и запрессовывают. В результате этого заготовка
принимает требуемое очертание. Наиболее употребительна запрес-
совка заготовок в формах, помещаемых между плитами гидравли-
ческого пресса. Применяются также автоклавы и индивидуальные
одно- или многогнездные вулканизаторы. Различают запрессовку,
производимую в формах с одновременным обогревом форм, и за-
прессовку без подогрева форм. Первый способ можно назвать го-
рячим формованием изделий; он наиболее распространен на заво-
дах РТИ. Запрессовка без подогрева форм сопровождается после-
дующим перемещением заготовок для нагрева в вулканизационные
котлы. Таким способом холодного формования изготовляют эбони-
товую арматуру для изделий широкого потребления и санитарии
(краны, наконечники для спринцовок и т. п.).
Приемы выполнения заготовок для формовых изделий зависят
от вида изделий и конструкции вулканизационных форм. Чтобы
хорошо заполнить резиновой смесью полость формы, следует заго-
товке придать конфигурацию, возможно близкую к очертанию этой
полости (гнезда формы), обеспечивая при этом выход воздуха из
формы. Для деталей из жестких, малотекучих смесей, например
эбонитовых, наполненных асбестом, тальком, каолином или сажей,
создание заготовок близкой к изделию конфигурации особенно
важно. Заготовки, выполненные из дублированных или каландро-
ванных листов, применяются для изготовления пластин, для фор-
мовых тонкостенных изделий и для изделий, вулканизуемых в мно-
гогнездных формах. Такие заготовки назначаются для пластин
старательной резины, пластин для подошв, формовых грелок для
горячей воды, пузырей для льда, а также для пробок, набоек и
т. п. Заготовки, нарезаемые из профилированных червячным прес-
сом полос и шнуров, применяются для изготовления деталей ма-
шин, массивных игрушек, уплотнительных колец круглого и прямо-
угольного сечения, муфт и т. п. Заготовки более сложных видов
изделий выполняют из резиновых, тканевых и металлических ча-
стей, применяя различные, в зависимости от конструкции и вида
изделия, способы работы. Сюда относятся заготовки для водоподъ-
емных лент, клиновых ремней, полых игрушек и тому подобных
изделий.
Выполнение заготовок обязательно сопровождается контролем
их массы, которая должна быть равна массе изделия с допуском
3—5% на запрессовку. Снижение допуска вызывает недопрес-
совку; излишняя масса приводит к искажению размеров изделия
и большим выпрессовкам. Заготовки упрощенных очертаний имеют
массу выше нормальной, величина вулканизированных отходов
достигает 5—8% и более.
Заготовки принято сравнивать по массе с эталонами, выбран-
ными из вулканизованных, хорошо оформленных изделий, с нор-
мальными заусенцами. Для мелких массовых изделий, например
каблучных набоек, особенно удобен автоматический контроль мае-
26
заготовок с одновременной сортировкой их на заготовки нор-
мальной массы, неполновесные и тяжелые.
М Гранулирование резиновых смесей. Разновидностью формова-
ла является запрессовка с применением вместо заготовок грану-
лированных резиновых смесей.
к Резиновая смесь посредством гранулятора размельчается на
мелкие (длиной 3—5 мм) цилиндрические кусочки. Полученный
охлажденный и сыпучий материал можно перемещать пневмотран-
спортером в бункера, а из их, с помощью дозаторов, самоте-
ком в пресс-формы. Грануляторы представляют собой червячные
прессы, снабженные цилиндрическими перфорированными голов-
ками для выпуска тонких круглых шнуров с одновременной резкой
их на короткие отрезки. Применяют также порошкообразный кау-
чук и резины, получаемые механическим измельчением как охлаж-
денных продуктов, так и без предварительного охлаждения [10].
Литье резиновых смесей под давлением
Литье в плунжерных прессах [11]. Н. В. Коропальцевым был
предложен, разработан и введен в производство метод выполнения
заготовок путем продавливания резиновой смеси в вулканизацион-
ную форму на плунжерных литьевых прессах с одним рабочим гид-
равлическим цилиндром. Разогретую резиновую смесь (рис. 9) за-
гружают в литьевой цилиндр 1. Отсюда смесь давлением напор-
ного штока 2 вытесняется в помещенную под цилиндром форму 3.
В дне цилиндра и в крышке формы имеются литьевые каналы 4 и
5. Для облегчения центровки их между формой и цилиндром поме-
щается центрующая шайба 6. Напорный шток прикреплен к верх-
ней траверсе пресса 7; форма устанавливается на нижней плите
пресса 8. Поступательное движение нижней плиты приводит в со-
прикосновение форму и шайбу с дном цилиндра, а затем вводит
напорный шток в литьевой цилиндр. Резиновая смесь сдавли-
вается, текучесть ее повышается и через литьевое отверстие смесь
в виде тонкого шнура поступает в полость формы. Подъем нижней
плиты продолжают до тех пор, пока вся полость формы не будет
заполнена резиновой смесью. Этот момент определяется выходом
смеси через контрольное отверстие в форме. Количество отливок,
которые можно сделать из одной закладки в литьевой цилиндр,
зависит от емкости форм; возможна точная дозировка закладки
в сменный контейнер для заполнения одной формы. Состав резино-
вой смеси и вид каучука в ней влияют на условия литья; но и
применение метода литья сказывается на свойствах резины. Мо-
дуль бутадиен-нитрильных резин увеличивается при этом методе
обработки; модуль резин из бутилкаучука уменьшается. Поскольку
пРи литье на вулканизацию поступают горячие отливки — цикл
вулканизации сокращается в отдельных случаях до 20 с.
Литьевые прессы в 1000 и 3000 кН (рис. 10) в своей основе
олизки к гидравлическим вулканизационным прессам, но вместо
нагревательных плит в них вмонтирована подвижная траверса с
27
литьевым цилиндром, движущаяся в направляющих. Рама уравнса
вешивается противовесом; для возвращения ее в исходное полая
жение с боков пресса имеются ретурные цилиндры.
Двухцилиндровый литьевой пресс [12] отличается от одноци]
линдрового следующим. Рама литьевого цилиндра укреплена не-,,
подвижно, напорный же шток, прикрепленный к верхней траверсе
Рис. 9. Принципиаль-
ная схема процесса
литья резины под да-
влением:
/—литьевой цилиндр;
3— напорный шток;
3— форма; 4—литьевой
канал в дне цилиндра;
5—литьевой канал в
крышке формы; 6— цен-
трующая шайба;7—верх-
няя траверса пресса;
8—нижняя плита пресса;
S—резиновая -смесь.
подвижен и представляет собой плунжер верхнего гидравлической
цилиндра. Подъем плунжера в нижнем цилиндре и связанной <
ним плиты используется для подъема и замы!
кания формы, прижимаемой к неподвижно!
раме. Опусканием плунжера верхнего гид^
равлического цилиндра производится выпреем
совка резиновой смеси из литьевого цилиндра'
в форму. Плунжер верхнего цилиндра имеет
обратный ход для смены закладок в литьевом;
цилиндре.
Резиновая смесь, сдавливаемая в литьевом
цилиндре напорным штоком, смещается по
направлению к литьевому отверстию. Ско--
рость и характер вытекания смеси из ци--
линдра в литьевое отверстие и дальнейшее ее.
течение в форме зависят от ряда произвол-;
ственных факторов. Когда резиновая смесь,’
выдавливаемая в форму в виде одного или’
нескольких шнуров, заполнит полость формы,
течение смеси прекращается; давление внутри,
отлитой заготовки повышается и действует на J
стенки формы. Если горизонтальная проек-
ция полости формы меньше площади напор-1
ного штока, то давление резиновой смеси на^
форму будет ниже рабочего усилия, и дви-
жение гидравлического плунжера автоматиче-,
ски прекратится. Если же горизонтальное се-:
чение полости формы больше площади штока, j
то развивающееся внутри формы давление:
может повести к раскрытию формы. Отсюда :
для выполнения больших отливок необходимо
или увеличивать диаметр напорного штока,
или снабжать формы механическими затворами, или приме-
нять не одно-, а двухцилиндровые прессы. В форме, вынутой из
литьевого пресса, снятие давления, возникшего в отлитой заго-
товке, иногда ведет к тому, что форма раскрывается расширяю-
щейся резиновой смесью. Последующая запрессовка формы при
вулканизации вызовет образование заусенцев. Этого можно избе-
жать, если практиковать отливку в прочно замкнутые заранее
формы и тотчас по отливке заглушать литьевой канал. Подобный
прием «уплотненного литья», обеспечивая высокое давление в фор-
ме во время вулканизации, повышает качество изделий. Для за-
полнения формы достаточно одного литникового канала в крышке
28
Рис. 10. Рамный литьевой пресс с нижним расположением главного цилиндра
(рабочее усилие 1000 кН):
'—рама; 3—главный цилиндр; 3—стол; 4— верхняя траверса; S— шток; 6—подвижная тра-
верса; 7—напорная камера; 8 —литник; 9—направляющая колонка; 10— ограничительная
1яга; //—подпорный цилиндр; 13— рстуриый цилиндр; /3—коллектор для подвода пара и
воды.
29
формы. Для больших или сложных отливок делают несколько лит*
никовых каналов. Наличие нескольких литниковых каналов при*
водит к соответственному количеству спаев резины в отлитой заго-
товке. Сцепление по поверхности зависит не только от свойства ре-
зины и чистоты поверхности каналов, но и от формы их. При
наличии загрязнений (смазкой, тальком и т. п.) место спая может
оказаться недостаточно прочным. Поэтому для отливок кольцевых
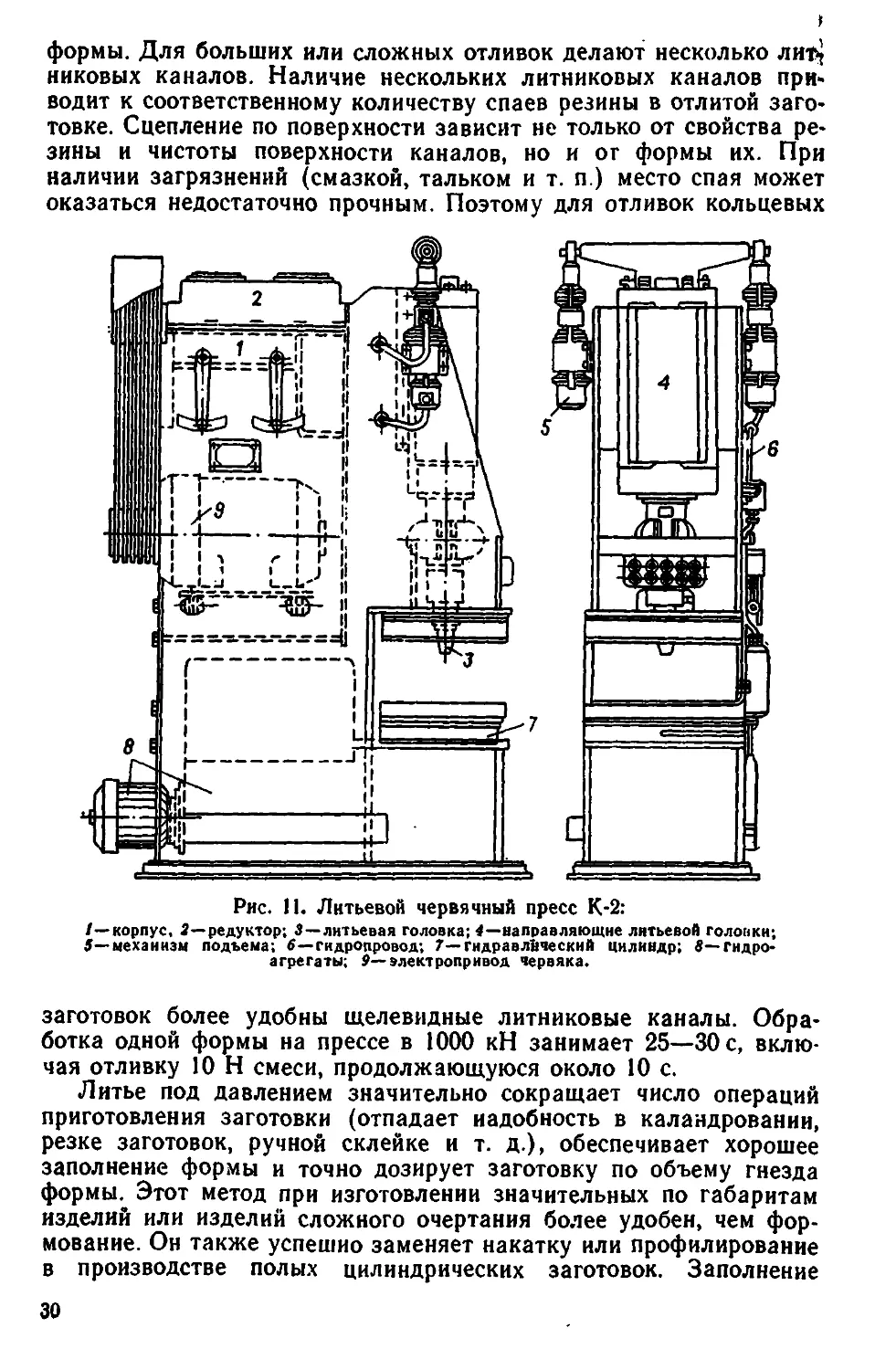
Рис. 11. Литьевой червячный пресс К-2:
/—корпус, 2—редуктор; 3—литьевая головка; 4—направляющие литьевой головки;
S— механизм подъема; б—гидропровод; 7—гидравлический цилиндр; 8—гидро-
агрегаты; 9— электропривод червяка.
заготовок более удобны щелевидные литниковые каналы. Обра-
ботка одной формы на прессе в 1000 кН занимает 25—30 с, вклю-
чая отливку 10 Н смеси, продолжающуюся около 10 с.
Литье под давлением значительно сокращает число операций
приготовления заготовки (отпадает надобность в каландровании,
резке заготовок, ручной склейке и т. д.), обеспечивает хорошее
заполнение формы и точно дозирует заготовку по объему гнезда
формы. Этот метод при изготовлении значительных по габаритам
изделий или изделий сложного очертания более удобен, чем фор-
мование. Он также успешно заменяет накатку или профилирование
в производстве полых цилиндрических заготовок. Заполнение
30
*ормы горячей (80—100 °C) резиновой смесью ведёт К Сокращё-
нню времени вулканизации по сравнению с формованием без пред-
варительного нагревания заготовок.
В изготовлении крупногабаритных или особо сложных отливок
мелкосерийного производства литье под давлением имеет иное тех-
ническое оформление. Для этого применяют рассматриваемые
ниже формы с литьевыми надставками. В производстве эбонитовых
аккумуляторных баков применяются специальные вулканиза-
ционно-литьевые прессы.
Литье в червячных прессах-агрегатах. Затруднение в исполь-
зовании обычных червячных прессов в качестве литьевых машин
для непосредственного наполнения форм состоит в недостаточном
Рис. 12. Червячный литьевой агрегат.
а—в раскрытом состояние; б—в рабочем состоянии:
/—мотор; 2—коробка передач; 3—переключатель; 4—червяк; S— устройство, блокирующее
давление; б—сопло; 7—форма; в—плунжер прижима формы; 9—электрообогрев плит при-
жимного пресса; 10—устройство для опускания червячного пресса.
давлении резиновой смеси внутри головки. Для создания монолит-
ной, плотной заготовки таким путем необходимо давление не ниже
(5,0—6,0) • 107 Па для смесей из синтетических каучуков и свыше
8,0-107 Па для смесей из натурального каучука. Однако обычный
червячный пресс дает давление в головке порядка (1,2—
1,4)-107 Па.
Для устранения этого недостатка создан автоматизированный
литьевой пресс К-2.
Литьевая головка его (рис. 11) имеет *двухзаходный червяк,
механизм для предотвращения обратного возврата резиновой сме-
си, охлаждаемый корпус, на конце которого укреплено сопло. Рези-
новая смесь подается в пресс через окно в корпусе, захватывается
На форму и для держания ее в закрытом состоянии при заполне-
нии резиновой смесью и во время вулканизации.
Гидравлический пресс служит для создания внешнего давления
на форму и для держания ее в закрытом состоянии при заполне-
нии резиновой смесью и во время вулканизации.
Литье в шнек-плунжерных машинах исследовали А. Р. Галле
и Др. [13].
31
В зарубежной практике резинового производства и пластмасс
Нашли применение червячные литьевые машины с блокирующим
устройством [14J. Такой агрегат, выполняющий операции литья и
вулканизации, состоит из двух частей: а) червячного пресса, по»
дающего смесь и сообщающего ей необходимое давление; б) прес-,
са, с помощью которого половинкй,
формы прижимаются одна к другой!
во время операций литья и вулкани-|
зации.
На рис. 12 этот агрегат показан в
раскрытом (нерабочем) состоянии и в
закрытом (рабочем). Существенной
особенностью агрегата червячного
пресса является блокирующее устрой-
ство у выхода смеси в головку и
контрольный клапан в сопловой части
камеры. В качестве устройства, блоки-
рующего давление, применены зубча-
тые колеса (рис. 13), посредством ко-
торых в червячной камере, ниже этого
устройства поддерживается давление
порядка 15,0-107 Па. Наличие этого
устройства препятствует также враще-
нию резины вместе с червяком или
выдавливанию обратно в загрузочное
отверстие. Основной червяк оканчива-
ется вспомогательным червяком мало-
го диаметра, работающим сопряженно
с кольцевым зазором. Выходящая
смесь имеет вид трубки наружного
диаметра 11,1 мм с толщиной стенки
1,6 мм. В сопловой части червячной
камеры имеется автоматический конт-
рольный клапан. Когда червяк оста-
навливают, пружина в верхней части
прижимает клапан в конической части
сопла. Этот клапанный затвор открыт
лишь во время вращения червяка.
Плунжер для прижатия формы обеспечивает давление порядка
4,0 • 107 Па, считая на площадь сечения по линии разъема форм.
Необходимое для этого осевое усилие составляет 2000—5000 кН.
Плиты пресса, к которым прикреплена форма, обогреваются эле-
ментами сопротивления. Поскольку резиновая смесь, наполняющая
форму, уже нагрета, вулканизация изделий, например, из хлоро-
пренового каучука при 176 °C длится 3 мин, при 182 °C — 2 мин.
Весь процесс работы автоматизирован и начинается, когда опера-
тор нажимает на пусковую кнопку начала работы.
Описание агрегата для автоматического производства резине^
вых колец круглого сечения, подошв и других изделий имеется в
32
7 8 9
Рнс. 13. Устройство, блокирую-
щее давление в головке чер-
вячного пресса:
/—червяк, приводимый в движение
мотором; 2—загрузочное отверстие;
3— блокирующее устройство;
4— контрольный клапан; 5—обогрев
головки; 6—вспомогательный чер-
вяк; 7—форма раскрыта; в—форма
закрыта, наполняется резиновой
смесью; 9—форма закрыта, напол-
нена.
литературе [15). Такой агрегат выполняет следующие технологиче*
сипе операции: разогрев смеси на вальцах; каландрование; вы-
рубку заготовок; прессование; вулканизацию; удаление заусенцев;
раньше все эти операции производились отдельно.
Резиновая смесь из резиносмесителя Бенбери поступает на разо-
гревательные вальцы агрегата, где нагревается до 65 °C. Срезанная
с вальцов полоса по транспортеру подается к вулканизацион-
ным пресс-формам, которые вырезают заготовки нужного размера.
Вулканизация осуществляется при 143—176°С во время передви-
жения форм между нагревательными элементами. По окончании
вулканизации готовые изделия выталкиваются из пресс-форм на
другом конце агрегата при помощи плунжеров. Там же произво-
дится чистка пресс-форм щетками, а затем их используют в сле-
дующем цикле.
Изделия получаются с минимальными заусенцами, так как
формой вырезаются из ленты заготовки нужных размеров. За-
усенцы удаляются методом замораживания. Перемещение пресс-
форм осуществляется цепью.
В настоящее время создана модель агрегата, приспособленная
для изготовления разинометаллических деталей.
ВУЛКАНИЗАЦИЯ РТИ
В производстве РТИ применяются все практически известные
способы вулканизации. Основное значение имеет горячая вулкани-
зация.
Вулканизация под атмосферным давлением
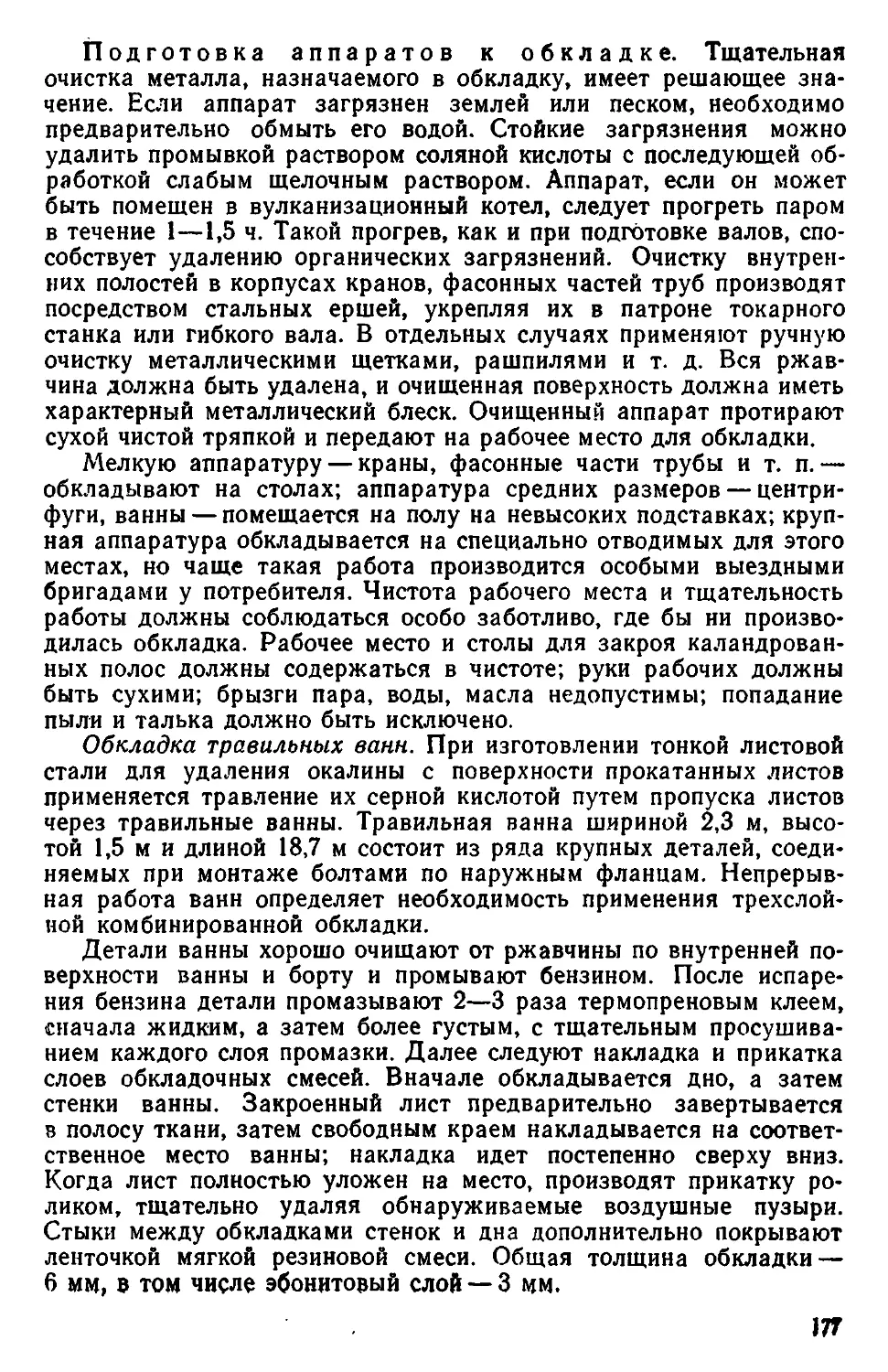
Прерывная вулканизация в ваннах. Таким образом производят
вулканизацию резиновых обкладок резервуаров большой вмести-
мости. Когда размеры аппарата столь велики, что поместить его
в вулканизационный котел не представляется возможным, можно
осуществить вулканизацию, помещая аппарат в открытую ванну,
наполненную раствором хлористого кальция, и подогревая этот
раствор 106—108 °C.
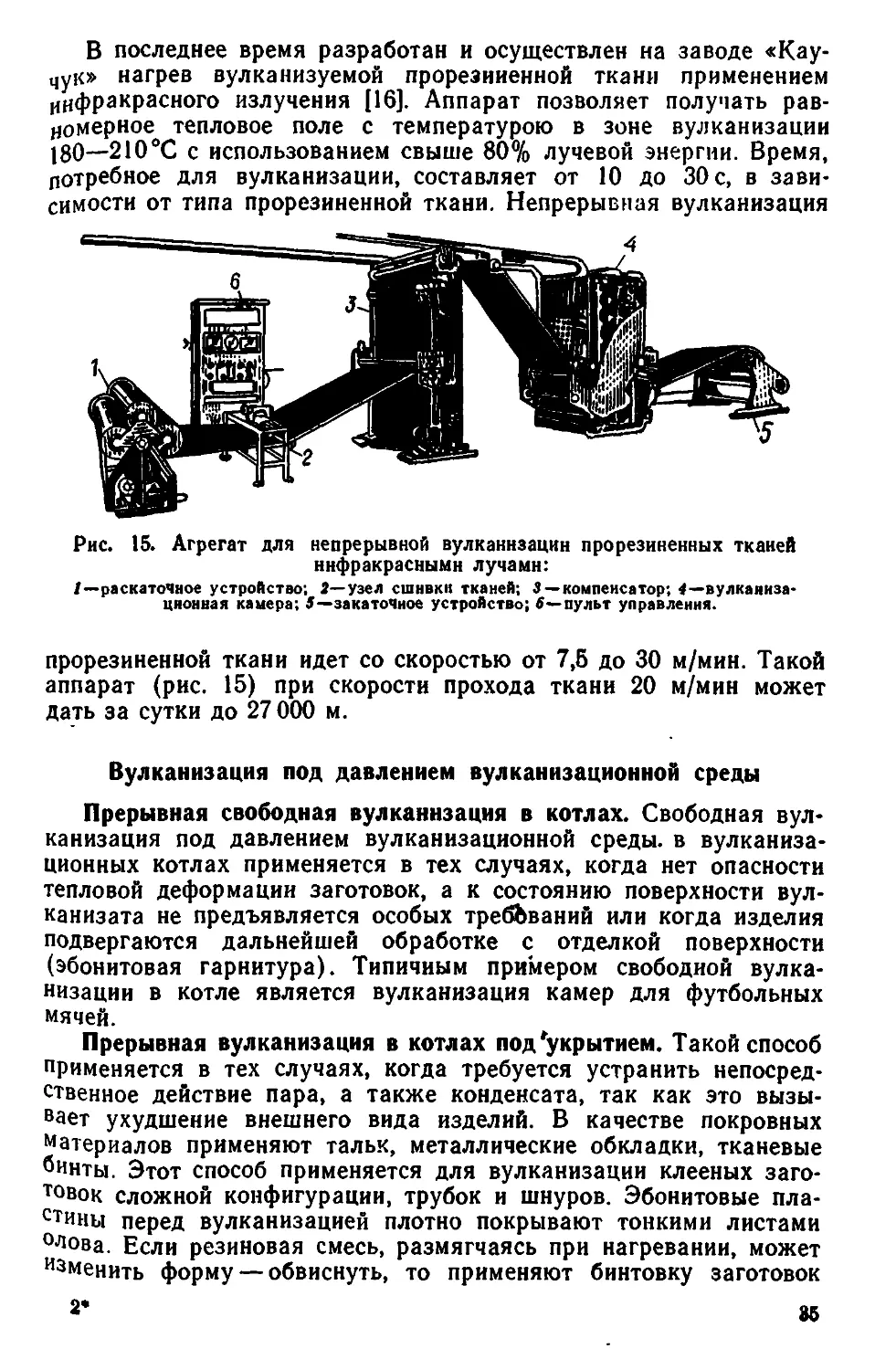
Непрерывная вулканизация в камерах. Горячую вулканизацию
прорезиненных тканей непрерывным процессом осуществляют в
роликовых вулканизационных камерах (рис.44) с тремя отсеками.
В первом отсеке 1 ткань подогревается до температуры вулканиза-
ции, во втором 2, занимающем большую часть камеры, прорези-
ненная ткань вулканизуется; здесь устанавливается и точно под-
держивается требуемая температура. В третьем отсеке 3, не нагре-
ваемом, ткань подвергается обдувке воздухом и охлаждается
настолько, что при закатке ее в рулоны ие будет перевулкаиизована.
Калориферы помещаются в особых устройствах вне камеры. На-
гретый воздух подается в камеру вентиляторами; для равномер-
ного распределения нагретого воздуха имеются вентиляторы и в
самой камере. Нагревательная система обслуживается терморегу-
2' В. А. Лепетов
83
Ляторами. Вулканизуемую ткань для обеспечения равномерной!
вулканизации следует накатывать с постоянной линейной ско-j
ростью. Перед перерывом в работе камеры к концу куска вулкан
низуемой ткани прикрепляют заправочную ткань или ленту, кото'
рая постепенно, по мере выхода вулканизованной ткани, заполняет
камеру. При этом заправка нового куска подлежащей вулканиза-
ции ткани после перерыва работы не встретит затруднений.
Если на ткани имеется тисненый резиновый слой (иногда с ла ,
ковым покрытием), то для ее вулканизации применяют специаль-'
ные камеры. Ткань в такой камере располагается свободно вися-|
Рис. 14. Роликовая камера для непрерывной вулканизации:
'/—3—отсеки; 4— вентилятор.
щи ми петлями-фестонами. Петли помещаются на роликах, переме-
щаемых в верхней части камеры. Для этого оси роликов закреп-
ляют на двух параллельных цепных транспортерах, расположен-
ных в вертикальной плоскости по продольным сторонам камеры.
Цепи имеют периодическое поступательное движение. Ткань, пода-
ваемая на очередной остановившийся ролик, образует петлю; сле-
дующим перемещением цепи ролик, принявший ткань, уносит петлю
в глубь камеры. Вулканизованная ткань выкатывается непрерывно,
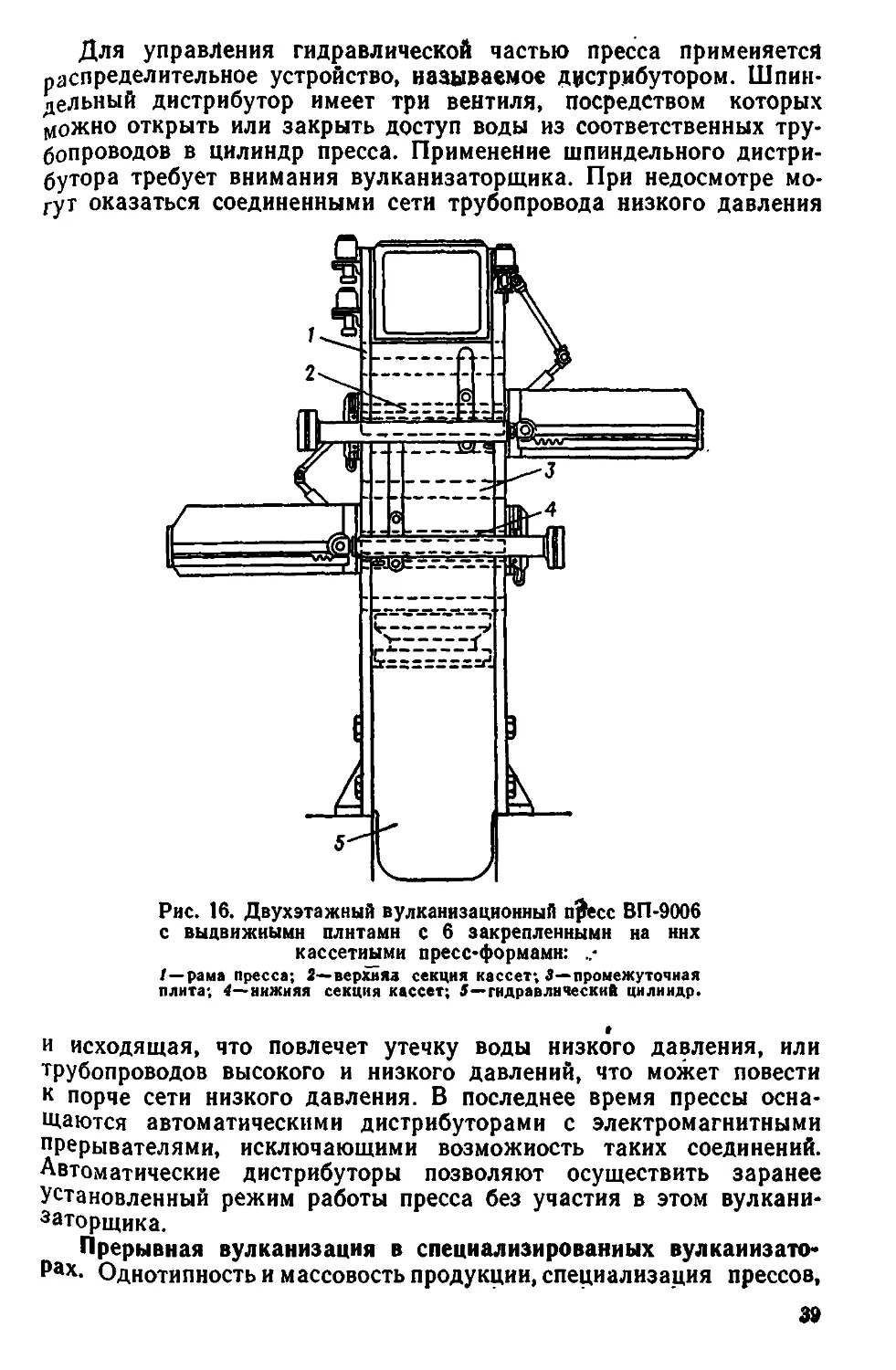
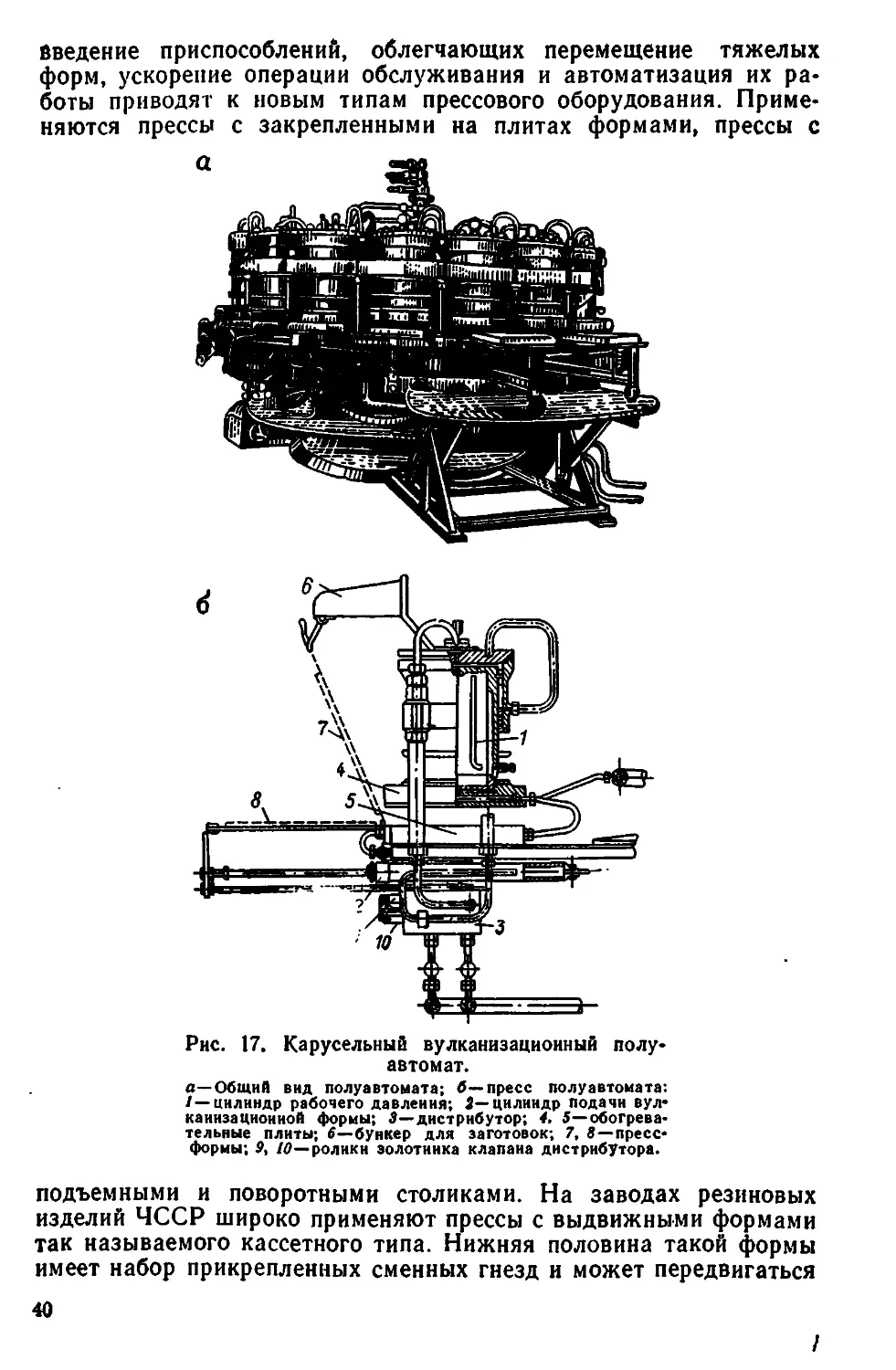
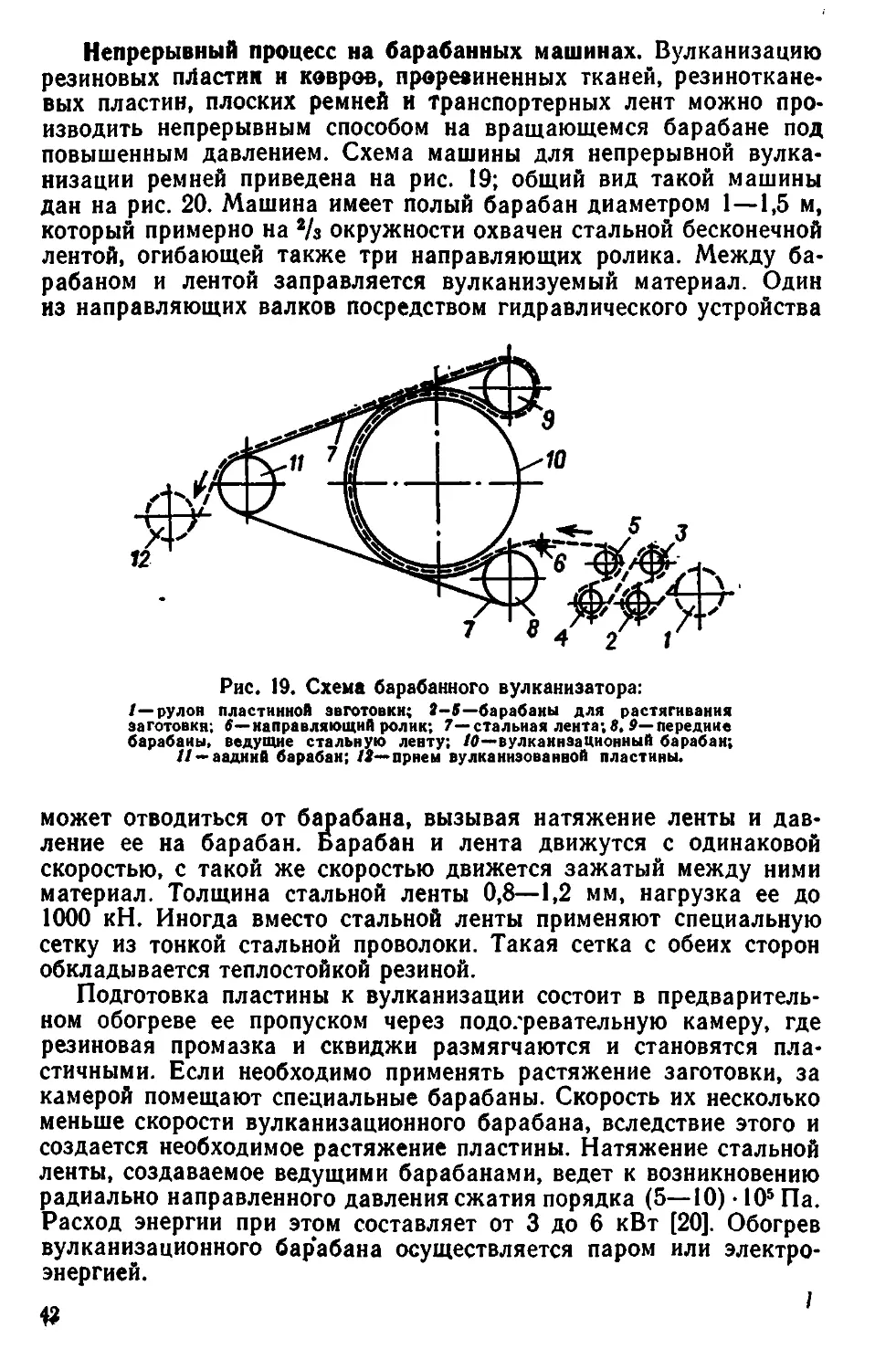
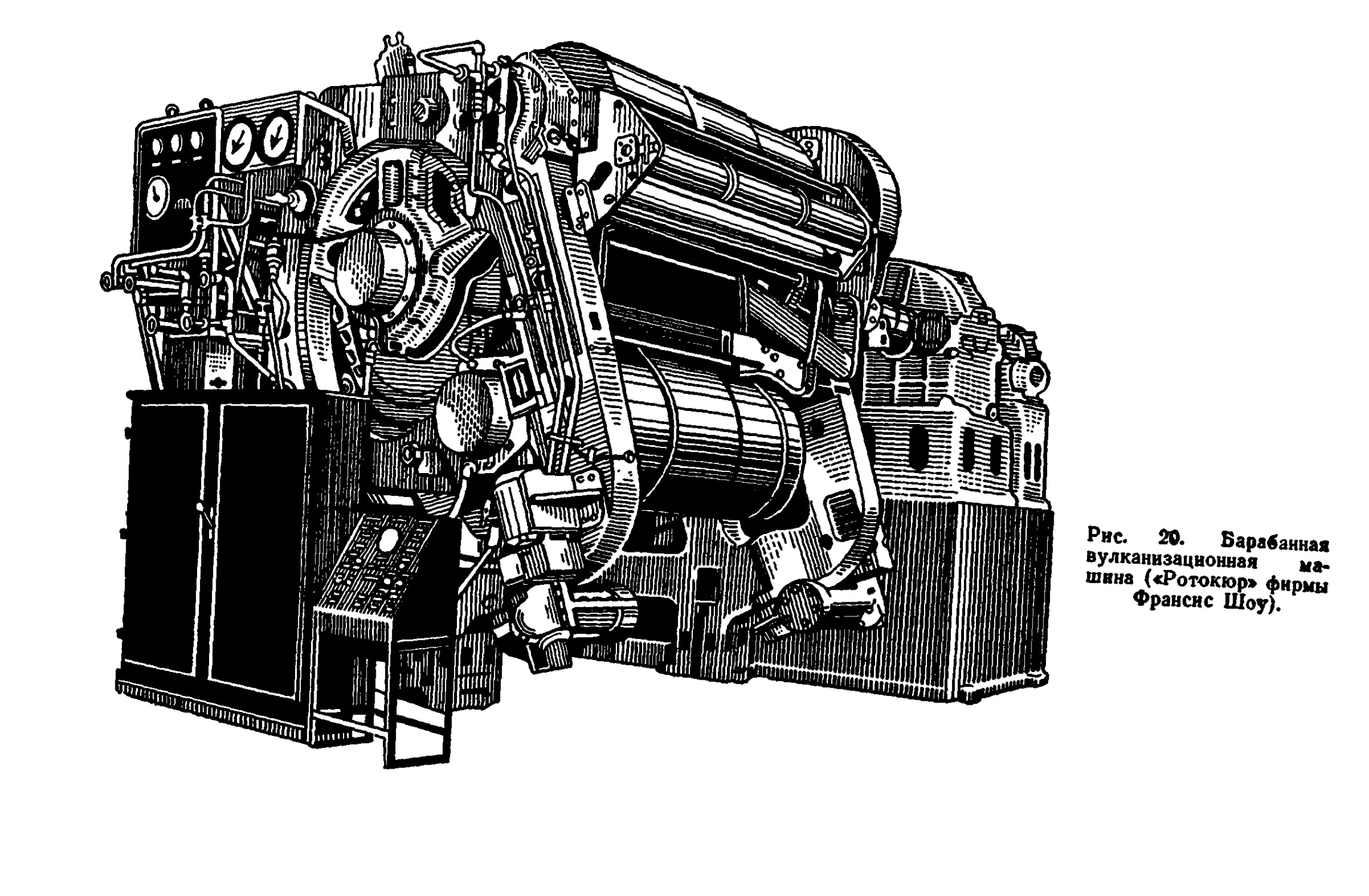
а образование петель и передвижение роликов с петлями ткани
идут прерывно. Имеются камеры промежуточного фестонно-роли-
кового типа. Такие камеры требуют синхронизации ряда движений,
достаточно сложны в эксплуатации и не устраняют неудобств,
свойственных роликовым камерам.
В камерах непрерывного действия ткань движется со ско-
ростью 6—12 м/мин; продолжительность пребывания ткани в ка-
мере 30—60 мин; примерные габариты таких камер 24ХЗ,6Х
X 2,6 м, производительность 360—720 м/ч.
84
В последнее время разработан и осуществлен на заводе «Кау-
чук» нагрев вулканизуемой прорезиненной ткани применением
инфракрасного излучения (16]. Аппарат позволяет получать рав-
номерное тепловое поле с температурою в зоне вулканизации
180—210°С с использованием свыше 80% лучевой энергии. Время,
потребное для вулканизации, составляет от 10 до 30 с, в зави-
симости от типа прорезиненной ткани. Непрерывная вулканизация
Рис. 15. Агрегат для непрерывной вулканизации прорезиненных тканей
инфракрасными лучами:
/—раскаточное устройство; 2—узел сшнвкн тканей; 3 — компенсатор; вулканиза-
ционная камера; S—закаточное устройство; 3—пульт управления.
прорезиненной ткани идет со скоростью от 7,5 до 30 м/мин. Такой
аппарат (рис. 15) при скорости прохода ткани 20 м/мин может
дать за сутки до 27 000 м.
Вулканизация под давлением вулканизационной среды
Прерывная свободная вулканизация в котлах. Свободная вул-
канизация под давлением вулканизационной среды, в вулканиза-
ционных котлах применяется в тех случаях, когда нет опасности
тепловой деформации заготовок, а к состоянию поверхности вул-
канизата не предъявляется особых требований или когда изделия
подвергаются дальнейшей обработке с отделкой поверхности
(эбонитовая гарнитура). Типичным примером свободной вулка-
низации в котле является вулканизация камер для футбольных
мячей.
Прерывная вулканизация в котлах под’укрытием. Такой способ
применяется в тех случаях, когда требуется устранить непосред-
ственное действие пара, а также конденсата, так как это вызы-
вает ухудшение внешнего вида изделий. В качестве покровных
материалов применяют тальк, металлические обкладки, тканевые
бинты. Этот способ применяется для вулканизации клееных заго-
товок сложной конфигурации, трубок и шнуров. Эбонитовые пла-
стины перед вулканизацией плотно покрывают тонкими листами
олова. Если резиновая смесь, размягчаясь при нагревании, может
изменить форму — обвиснуть, то применяют бинтовку заготовок
2* 85
тканевыми бинтами. Винтовка одновременно предохраняет заго-
товки от слипания во время вулканизации и, производя некоторую
прессовку, обеспечивает лучшее соединение слоев. Такой способ
применяется при вулканизацйи накатных заготовок, толстых
стержней, рукавов, резиновой обкладки валов и других изделий,
а также при вулканизации в котлах прорезиненных тканей и тех-
нической пластины.
Повышение производительности вулканизационных котлов в
значительной мере зависит от сокращения времени, необходимого
на загрузку и разгрузку, и может быть достигнуто следующими
мероприятиями:
а) применением котлов с крышками, снабженными байонет-
ными затворами;
б) применением котлов, снабженных крышками на обоих дни-
щах;
в) устройством обходного рельсового пути, параллельного кот-
лу, для маневров запасных вулканизационных тележек. Такой
путь, оборудованный стрелочным переводом, на требует поворот-
ных кругов;
г) устройством вдоль фронта параллельно расположенных кот-
лов передвижной платформы для приема и перемещения тележек.
Прерывная вулканизация подачей пара внутрь изделия. Спо-
соб вулканизации подачей пара внутрь изделия применяется в
производстве некоторых видов рукавов и резиновых обкладок
больших емкостей (железнодорожные цистерны, мерники и др.).
В этом случае емкость становится пароприемником, а потому к ней
необходимо предъявлять соответствующие требования по технике
безопасности.
Непрерывная вулканизация в камерах под давлением вулкани-
зационной среды еще не получила практического осуществления,
хотя имелся ряд оригинальных проектов. Предлагавшиеся про-
цессы состоят в перемещении заготовок, загруженных в люльки
или на каретки, в трубчатой конечной или замкнутой камере.
В соответственных участках камеры создается повышенное дав-
ление нагретого воздуха или пара. Практическая трудность состоит
в конструктивном оформлении затворов камеры в местах загрузки
заготовок и разгрузки вулканизованных изделий.
Вулканизация под повышенным давлением
Прерывная вулканизация в формах —в котлах н автоклавах,—
широко применявшаяся еще в недавнем прошлом, в настоящее
время сохранилась только на небольших участках, в тех частных
случаях, когда габариты форм исключают применение пресса.
Формы заполняют резиновой смесью на литьевых прессах или в
них вкладывают заготовки. Для предупреждения раскрытия форм
от теплового расширения смеси их снабжают замками (так назы-
ваемые формы-контейнеры) или зажимают в струбцины (металли-
ческие рамки с клиновым, винтовым или иным зажимом). Как бо-
36
лее удобную предпочитают вулканизацию в автоклавах’ (пресс-
котлах).
Гидравлическим давлением плунжер автоклава прижимает за-
груженные формы к крышке автоклава и тем создает необходимое
давление на форму, а подача пара внутрь автоклава обеспечивает
равномерный прогрев заготовок независимо от высоты форм.
Прерывная вулканизация в прессах. Способ вулканизации
изделий в формах в прессе или без форм, непосредственно на
плитах пресса, наиболее распространен в производстве РТИ. Вул-
канизационные прессы различаются по размерам плит, числу меж-
дуплитных пространств (этажей) и особенностям конструктивного
оформления (табл. 2).
Таблица 2
Размеры вулканизационных прессов
Размер плит, мм
Изделия
ширина длина
Число этажей
в прессе
Массовые техничес-
кого назначения,
эбонитовые и ши-
рокого потребле-
ния ...............
Отдельные виды РТИ
Ремни плоские при-
водные, ленты
транспортерные,
элеваторные и др.
400-600-800 400-600-800 1, 2, 4, 6 и более
1 000-1 200- 1000-1 200- 1, 2, 3, 4
-1 500-2000 -1500-2 000
1200-3800 10000-10 350 1-2
Прессы, в которых применяются громоздкие тяжелые формы,
имеют один этаж. Прессы, назначаемые для вулканизации неболь-
ших изделий массового характера, имеют 2,* и 6 этажей. Двух-
этажные прессы рекомендуется применять, когда производится
частая смена ассортимента при ограниченной числе форм; четы-
рех- и шестиэтажные прессы лучше применять при устойчивом
однотипном ассортименте. Прессы для вулканизации резиновых
пластин площадью до 1 м2 имеют от 1 до 15 этажей. Для ремней и
транспортерных лент применяются одно- и двухэтажные прессы.
Обогрев плит пресса. В эксплуатации прессов особого внимания
технолога требуют: обогрев плит и управление гидравлической
коммуникацией. Основным условием нормальной работы прессов
является равномерность прогрева плит. С ?той целью каналы для
прохода пара или перегретой воды устраиваются так, чтобы
заставить теплоноситель двигаться по зигзагообразному пути.
При неправильном расположении каналов теплоноситель, прохо-
дя кратчайшим путем, не дает равномерного нагрева поверхности
плит и, следовательно, отдельные участки изделия окажутся
37
вулканизованными в неодинаковой степени. Образование водной
пленки конденсата при паровом обогреве, отложение солей и скоп-
ление воздуха в каналах плит ведут к понижению температуры
поверхности плит, иногда очень неравномерному. Целесообразнее
обогрев плит производить перегретой водой (давлением до9-105 Па).
Прогрев плит четырехэтажного пресса размером 600X600 мм от 30
до 144 °C такими способами длится 18—20 мин. Можно также про-
изводить электрообогрев плит, но при этом время начального про-
грева несколько удлиняется (до 50 мин при сомкнутых плитах и
до 55 мин при раскрытом прессе). Элементы сопротивления для
электрообогрева плит изготовляют путем намотки спирали на фар-
форовые или иные изоляторы. Медленный и неравномерный кон-
вективный прогрев, свойственный таким элементам, может быть
улучшен применением таких конструкций, которые обеспечивают
контактную передачу генерируемого тепла поверхностям плит
пресса. Во всех случаях весьма целесообразно применение тепло-
изолирующих кожухов к прессам.
Контроль и регулирование температуры плит пресса и продол-
жительности вулканизации. Нормальная работа вулканизационных
прессов включает постоянный контроль и регулирование темпера-
туры. Температура внутри парового пространства плит опреде-
ляется посредством термографов (регистрирующих термометров),
гильзы которых помещаются в гнездах плит. Термографы ряда
прессов могут быть сосредоточены в одном месте. Постоянный
температурный режим работы вулканизационных прессов упро-
щает автоматическое регулирование температуры плит. Управле-
ние электрообогревом большого комплекта прессов осуществляется
специальной станцией терморегулирования (МАРС). Последняя
представляет собой электронный потенциометр типа ЭЛД-07 с на-
бором шаговых искателей и телефонных реле. Специальный им-
пульсный механизм переключает потенциометр с одной точки на
другую, подключая его к каждой на 1 с. За это время прибор из-
меряет температуру и подает команду на включение или снятие
обогрева. Через 1 мин прибор снова возвращается к данной точке.
Широкое применение нашел способ регулирования температуры
и давления пара путем установки регуляторов на паровых линиях,
обслуживающих группу прессов.
Управление гидравлической частью пресса сводится к пуску
в цилиндр пресса воды низкого давления (10—20-105 Па), воды
высокого давления (1,0; 1,25; 2,0-107 Па) и к спуску воды из ци-
линдра пресса. Сжатой водой низкого давления пользуются для
подъема плит пресса и предварительной запрессовки; высокое
давление является рабочим, оно поддерживается все время, пока
длится вулканизация. Вода из цилиндра пресса отводится в сбор-
ный бак или в канализацию *.
• В качестве рабочей жидкости при давлении 2,0 • 107 Па применяется вод-
ная эмульсия омыленных нефтепродуктов, уменьшающая ржавление аппаратуры.
Отработанная жидкость возвращается в сборный бак.
88
Для управления гидравлической частью пресса применяется
распределительное устройство, называемое дистрибутором. Шпин-
дельный дистрибутор имеет три вентиля, посредством которых
щожно открыть или закрыть доступ воды из соответственных тру-
бопроводов в цилиндр пресса. Применение шпиндельного дистри-
бутора требует внимания вулканизаторщика. При недосмотре мо-
гут оказаться соединенными сети трубопровода низкого давления
Рис. 16. Двухэтажный вулканизационный гфесс ВП-9006
с выдвижными плитами с 6 закрепленными на них
кассетными пресс-формами:
/—рама пресса; 2— верхняя секция кассет; 3— промежуточная
плита; 4— нижняя секция кассет; S—гидравлический цилиндр.
и исходящая, что повлечет утечку воды низкого давления, или
трубопроводов высокого и низкого давлений, что может повести
к порче сети низкого давления. В последнее время прессы осна-
щаются автоматическими дистрибуторами с электромагнитными
прерывателями, исключающими возможность таких соединений.
Автоматические дистрибуторы позволяют осуществить заранее
Установленный режим работы пресса без участия в этом вулкани-
заторщика.
Прерывная вулканизация в специализированных вулканизато-
рах. Однотипность и массовость продукции, специализация прессов,
3»
Введение приспособлений, облегчающих перемещение тяжелых
форм, ускорение операции обслуживания и автоматизация их ра-
боты приводят к новым типам прессового оборудования. Приме-
няются прессы с закрепленными на плитах формами, прессы с
Рис. 17. Карусельный вулканизационный полу-
автомат.
а—Общий вид полуавтомата; б—пресс полуавтомата:
/—цилиндр рабочего давления; J—цилиндр подачи вул-
канизационной формы; 3—дистрибутор; 4. 5—обогрева-
тельные плиты; б—бункер для заготовок; 7, 8—пресс-
формы; 9, 10—ролики золотника клапана дистрибутора.
подъемными и поворотными столиками. На заводах резиновых
изделий ЧССР широко применяют прессы с выдвижными формами
так называемого кассетного типа. Нижняя половина такой формы
имеет набор прикрепленных сменных гнезд и может передвигаться
40
/
по нижней плите пресса в направляющих уголках. Для облегчения
ее служат стальные шарики диаметром 3—4 мм, помещаемые ме-
жду нижней плитой пресса и нижией половиной формы. Выдвиже-
ние ее ограниченное, но достаточное для проведения перезарядки.
Верхняя половина формы не несет гнезд, крепится на уголках,
но выдвигается лишь для очистки от выпрессовок. Для направле-
ния обеих половин формы при смыкании в них имеются штыри и
втулки.
Полуавтоматический пресс
(рис. 16) подобного же кас-
сетного типа, но с автома-
тическим раскрытием плит
на угол 45° изготовляется в
СССР [17].
Предложены прессы для
формования резиновых из-
делий с наклонными пли-
тами.
Такая особенность кон-
струкции облегчает доступ
ко всем участкам пресс-фор-
мы, ускоряет загрузку и раз-
грузку. Просвет и угол на-
клона плит можно регулиро-
вать, но пресс не закрыва-
ется до тех пор, пока цен-
тральная плита не примет
горизонтального положения.
После закрытия пресса пли-
ты не могут принимать на-
клонного положения или оп-
Рис. 18. Вулканизационный пресс фир-
мы Мак Нейл (США).
рокидываться.
В легкой промышленности применяются^прессы, объединенные
в карусельные агрегаты (рис. 17) [18]. Следуя этому опыту, и в
производстве РТИ применяют карусельные.-агрегаты из 18 и 36
прессов для одной вулканизационной формы каждый; агрегат
снабжен полуавтоматом для заполнения форм и разгрузочно-за-
грузочных операций [19]. Известны также прессы с автоматическим
раскрытием форм, производимым одновременно с выдвижением
форм из пресса (рис. 18). В прессах с автоматическим открытием
форм время на перезарядку сведено к минимуму, формы остаются
горячими при перезарядке, доступны для осмотра и замены. Уве-
личивается коэффициент использования оборудования, облегчают-
ся условия труда. Однако и такой вулканизатор не свободен от
основного недостатка, свойственного аппаратам с паровым обогре-
вом,—низкого коэффициента теплоиспользования. В целом же эта
3аДача может быть решена введением автоматов непрерывного
Действия, включающих отливку и вулканизацию с применением
иных, более эффективных средств обогрева форм.
Непрерывный процесс на барабанных машинах. Вулканизацию
резиновых пЛастим и ковров, првревиненных тканей, резиноткане-
вых пластин, плоских ремней и транспортерных лент можно про-
изводить непрерывным способом на вращающемся барабане под
повышенным давлением. Схема машины для непрерывной вулка-
низации ремней приведена на рис. 19; общий вид такой машины
дан на рис. 20. Машина имеет полый барабан диаметром 1—1,5 м,
который примерно на 2/з окружности охвачен стальной бесконечной
лентой, огибающей также три направляющих ролика. Между ба-
рабаном и лентой заправляется вулканизуемый материал. Один
из направляющих валков посредством гидравлического устройства
Рис. 19. Схема барабанного вулканизатора:
/— рулон пластинной заготовки; 7—5—барабаны для растягивания
заготовкн; 6—направляющий ролик; 7—стальная лента; 8,9—передние
барабаны, ведущие стальную ленту; to—вулканизационный барабан;
П —задний барабан; ti— прием вулканизованной пластины.
может отводиться от барабана, вызывая натяжение ленты и дав-
ление ее на барабан. Барабан и лента движутся с одинаковой
скоростью, с такой же скоростью движется зажатый между ними
материал. Толщина стальной ленты 0,8—1,2 мм, нагрузка ее до
1000 кН. Иногда вместо стальной ленты применяют специальную
сетку из тонкой стальной проволоки. Такая сетка с обеих сторон
обкладывается теплостойкой резиной.
Подготовка пластины к вулканизации состоит в предваритель-
ном обогреве ее пропуском через подогревательную камеру, где
резиновая промазка и сквиджи размягчаются и становятся пла-
стичными. Если необходимо применять растяжение заготовки, за
камерой помещают специальные барабаны. Скорость их несколько
меньше скорости вулканизационного барабана, вследствие этого и
создается необходимое растяжение пластины. Натяжение стальной
ленты, создаваемое ведущими барабанами, ведет к возникновению
радиально направленного давления сжатия порядка (5—10) • 105 Па.
Расход энергии при этом составляет от 3 до 6 кВт [20]. Обогрев
вулканизационного барабана осуществляется паром или электро-
энергией.
Рис. 20. Барабанная
вулканизационная ма-
шина («Ротокюр» фирмы
Франсис Шоу).
Производительность L (в м) вулканизационных барабанных
машин за семичасовую смену может быть рассчитана по уравне-
нию
L nPa (420 - /0) । j
где D — диаметр барабана, м; а — доля охвата лентой поверхности
барабана; to— продолжительность разогрева барабана и прочих
операций общего характера за смену, мин; t — необходимое время
вулканизации, мин.
Непрерывный процесс в тоннельных вулканизаторах [11,211.
Такая вулканизация вформах, перемещаемых в вулканизационном
аппарате, дает лучшую организацию вулканизационного процесса,
включает его в производственный поток и является значительным
шагом вперед по сравнению с существующей прессовой вулкани-
зацией. В СССР такой метод тоннельной вулканизации осуществ-
лен и применяется в производстве игрушек и мячей. Формы при-
креплены к конвейеру и движутся в вулканизационной камере с
требуемой скоростью.
Принцип устройства и действия тоннельного аппарата для вул-
канизации мячей, предложенного Н. В. Коропальцевым, А. В. Ко-
легиным, Ю. В. Карповичем, состоит в следующем. В горизон-
тальном П-образном трубчатом тоннеле (рис. 21 и 22) движется
со скоростью 0,44—1,76 м/мин цепной транспортер, к которому
прикреплены вулканизационные формы. Формы, съемные с тяго-
вой цепи или не съемные, обязательно должны иметь запорные
устройства. По окончании вулканизации формы с мячами на со-
ответственном участке цепи охлаждаются до 30—40 °C. В случае
применения несъемных форм раскрывание их, удаление из них
вулканизованных изделий и закладка заготовок производятся на
ходу аппарата; съемные формы обрабатываются вне аппарата.
Трубчатый тоннель снабжен калорифером для подогрева воздуха
до 220 °C и вентилятором. Для регулирования потока подогретого
воздуха имеются лепестковые диафрагмы и дроссельные заслонки.
Характерной особенностью аппарата является наличие в нем
двух симметричных и уравновешенных потоков горячего воздуха,
направленных в противоположные от центра тоннеля стороны. На
первой (верхней) половине тоннеля создается противоток, а на
второй (нижней)—прямоток горячего воздуха. Конструкция аппа-
рата позволяет регулировать в широких пределах: скорость дви-
жения цепи с формами, температуру воздуха и скорость циркуля-
ции воздуха.
Кроме П-образного, предложен так называемый «сквозной»
тоннельный аппарат. В этом аппарате верхняя ветвь цепного
транспортера рабочая. Она проходит в обогреваемом трубчатом
тоннеле. Нижняя ветвь не рабочая и проходит вне тоннеля.
В. А. Лепетов, В. А. Васильев и др. [21] разработали и осу-
ществили вулканизационное устройство тоннельного типа, содер-
жащее ферритовый порошок. На наружных стенках тоннеля за-
I
44
Рис. 21. Принципиальная схема аппарата непрерывной вулканизации изделий в среде горячего воздуха:
/—нижняя часть трубчатого тоннеля; 2—верхняя часть трубчатого тоннеля; 3 —камера распределения воздуха; 4—колыгевые
камеры гашения скорости и возврата воздуха; 5—воздуховод; б—вентилятор; 7—калорифер; 8—лепестковые диафрагмы;
9—дроссельная заслонка; 10—приводная станция; //—поворотная станция; /2—тяговая цепь.
Рис. 22. Аппарат непрерывной вулканизации изделий в среде горячего воздуха (общий вид):
1—рама; 2—нижний тоннель; 3—верхний тоннель; 4—камера распределения воздуха; 5—камера разрежения воздуха; S—воз-
духовод; 7—вентилятор; 8—калориферная группа; 9—электромотор; 10—лепестковая диафрагма; // — дроссельная заслонка;
/2—приводная станция; /8—поворотная станция; 14—тяговая цепь.
креплены электрические обмотки постоянного тока, а на крышке
индукционные катушки с магнитопроводами. В создающихся маг-
нитных полях частицы ферритного порошка нагреваются, вибри-
руют, образуют псевдокипящнй слой и, перемещаясь, несут вул-
канизуемые длинномерные изделия.
Способы обогрева форм. Для осуществления непрерывной вул-
канизации в формах, перемещаемых в тоннелях, необходимо обес-
печить требуемую температуру воздуха в тоннеле или индивиду-
альный обогрев форм или их содержимого. Нагрев воздуха в тон-
неле производится элементами сопротивления или калориферами,
обогреваемыми паром. Индивидуальный нагрев форм можно осу-
ществить следующими способами:
1. Посредством нагревания электрическим током элементов со-
противления, помещенных в стенках формы. Питание элементов
сопротивления, снабженных скользящими контактами, может быть
обеспечено проложенными в тоннеле шинами.
2. Посредством индукционных токов, возникающих в металле
форм, если формы находятся в переменном высокочастотном поле.
Для этого формы необходимо поместить внутрь соленоида, питае-
мого переменным током.
3. Помещая формы в переменном электрическом поле высокой
частоты, вызывающем непосредственный нагрев резиновой заго-
товки. Такие условия могут быть созданы, если заготовка будет
помещена в качестве диэлектрика между пластинами конденса-
тора.
Индивидуальный обогрев форм электрическим током по пер-
вому способу имеет неудобство, связанное с применением сколь-
зящих контактов; обогрев форм по второму способу лишен этого
недостатка. Устройство, предложенное для этой цели, представляет
соленоид, через который проходит конвейер, несущий формы.
В СССР вулканизация индукционным током промышленной ча-
стоты опытно проверена Н. Масловым [22]. Предложенный им
вулканизационный аппарат представляет собой длинную спираль,
внутри которой на конвейере медленно двинется формы. При про-
пускании через спираль переменного тока в металле возникают
индукционные токи, которые нагревают форму, а через них и ре-
зиновую смесь до требуемой температуры. Такая спираль может
быть изготовлена из медной или алюминиевой трубки и охлаж-
дается водой; таким образом вулканизационный аппарат имеет
нормальную температуру, нагреты лишь формы. Третий способ
(непосредственный нагрев содержимого форм) может быть при-
менен для пластин; при изделиях сложной конфигурации равно-
мерный нагрев обеспечить труднее. Вместо металлических форм
можно применять текстолитовые или из иного диэлектрика доста-
точной прочности.
Условия правильного осуществления вулканизационного про-
цесса. Прессовая вулканизация — один из наиболее ответственных
Участков на заводах РТИ. Удельное давление на плитах пресса
при вулканизации изделий в формах составляет (20—40)-105Па;
47
удельное давление на опорной поверхности формы, а тем боле|
на контактной поверхности резины, значительно выше *.
По исследованиям В. А. Пинегина, С. А. Васильевой i
Л. М, Кеперши [24], повышение во время вулканизации давления
на резиновую заготовку, дублированную из ряда слоев, значитель*
но улучшает прочность сцепления составляющих ее слоев. Опт»
мальное давление составляет (2,0—3,0) • 107 Па. Дальнейшее по-
вышение давления ведет к снижению прочности связи. Весьма
полезен предварительный, перед вулканизацией, подогрев загото-
вок. Однако подогрев на паровых плитах или горячим воздухом
в шкафах-термостатах может вести к подвулканизации. Более удо-
бен подогрев в высокочастотном поле. Применение высокой астот-;
ного нагрева значительно сокращает время прогрева вулканизуе-
мых заготовок и поэтому особенно важно в производстве губчатых
изделий. Высокочастотный нагрев используется также для пред-
варительного подогрева заготовок из жестких, например нитриль-
ных, резин перед вулканизацией. Это позволяет обеспечить хоро-
шее заполнение форм, сократить время вулканизации и улучшить
качество изделий. По исследованию К. Э. Малкиной и А. Н. Пу-
хова [25], содержание до вулканизации заготовок (автопокрышек)
в теплом состоянии способствует снятию напряжений, созданных
предшествующими механическими операциями. В результате про-
исходит значительное улучшение эксплуатационной выносливости
изделий. '
В начальный период вулканизации резиновая смесь размяг-
чается; вдавливание размягченной резиновой смеси в микроско-
пические поры металла формы вызывает приваривание резины
к форме. Для предупреждения приваривания применяют опудри-.
вание заготовок (тальком, графитом) или смазку поверхности
гнезд форм растворами, образующими по испарении тонкую плен-
ку материала, изолирующего резину от формы. Опудривание таль-
ком, графитом, резиновой пудрой ** применяется при вулканизации
пластин (заготовок для стиральной резины), приводных ремней/
транспортерных лент и полых изделий. Фасонные заготовки опуд-
ривать не следует, так как значительное смещение смеси в про-
цессе формования может привести к образованию складок, про-
пудренных по внутренней поверхности. Такие складки останутся
в виде трещин на поверхности изделия. Для смазки применяют
слабые (3—4%) растворы гипосульфита натрия, калийного мыла,
комбинированные смазки из гипосульфита натрия и мыла, а также
силоксановые смолы в форме водных эмульсий. Смазывать сле-
дует горячие формы, применяя кистевание или распыление рас-
твора сжатым воздухом. Заготовки можно помещать в формы
лишь после испарения воды из смазки. При размещении форм на
* Внутреннее давление резины в герметизированных формах может превос-
ходить внешнее п 10—20 раз [23].
** Получается размолом резиновых отходов на специальных размольных ма-
шинах, а также в процессе шлифовки и обточки резиновых изделий,
г
плнтах пресса необходимо следить за равномерностью нагрузки
площади плит, так как концентрация нагрузки ведет к изгибу
ПЛИТ.
Запрессовка заготовок в формах производится постепенно. Вна-
чале прессуют под низким давлением; после распределения заго-
товки в форме переходят на прессовку под высоким давлением.
Целесообразно применять повторные прессовки (подпрессовки),
состоящие в том, что пресс слегка раскрывают, а затем снова
сближают плиты. При повторных прессовках из полости формы
удаляется остаток воздуха, образовавшиеся летучие продукты и
выходит излишек смеси, вследствие ее объемного расширения
из-за разогрева. Повторные прессовки улучшают прочность связи
между элементами конструкции изделий. Подпрессовку производят
как при низком, так и высоком давлении, но лишь в начальный
период вулканизации, пока резиновая смесь еще обладает теку-
честью. Подпрессовка предупреждает образование вмятин, пор и
прочих дефектов, вызываемых остатком воздуха в вулканизацион-
ных формах или наличием летучих веществ в смеси и влажности
ткани, и составляет обязательную часть автоматического регули-
рования процесса.
Характер заполнения заготовкой полости формы зависит от
вида и температуры формы и заготовки и скорости прессования.
Большое значение имеет расширение резиновой смеси при нагре-
вании.
При изготовлении изделий массой 200 сН и выше иногда на-
блюдается значительный выход резины в выпрессовки, что вызы-
вает даже недопрессовку изделия. Происходит это потому, что
термический коэффициент объемного расширения резины выше
коэффициента объемного расширения стали. По мере нагрева
смеси от 20 до 120 °C объем смеси увеличивается; это увеличение
ведет к постепенной утечке смеси под покровным листом за края
формы и мешает своевременному и полному закрытию формы.
Термическое расширение может быть рационально использовано
в смесях, имеющих малую усадку; если заготовка помещена в
прочно замкнутую форму, термическое расширение поведет
к оформлению такой заготовки и без применения прессования.
После вулканизации изделие извлекают из формы. Раскрытие
формы производится с некоторым усилием, а* при извлечении из-
делия из горячей формы следует проявлять осторожность, чтобы
избежать повреждения как формы, так и изделия.
В производстве однотипных массовых изделий разъем форм
осуществляется посредством специальных механических или элек-
тромагнитных разъемников, располагаемых у прессов или по пути
следования форм с изделиями. При извлечении изделий из формы
применяют сжатый воздух давлением (1,5—2)-105 Па. Резиновый
Рукав, подводящий воздух к прессам, имеет металлическое сопло,
снабженное Ираном. Сопло подводят под пленку заусенца вул-
канизованных изделий, под давлением воздуха изделия легко
49
отделяются от формы. Одновременно сжатый воздух очищает фор-
му от приставших заусенцев.
Сжатый воздух применяется и для снятия изделий с сердечни-
ков формы. Известен также способ съемки изделий путем впрыски-
вания воды между резиновым изделием и горячим сердечником.
Испаряющаяся вода раздувает изделие, которое поэтому легко
снимается.
Организация работы на прессах. Производительность прессов
определяется степенью использования плит, продолжительностью
вулканизации и перезарядки пресса (разгрузка и загрузка форм).
Если плиты использованы полностью, но перезарядка форм (руч-.
ное время) занимает 15 мин при длительности вулканизации
30 мин, то коэффициент аппаратного (машинного) времени соста-
вляет лишь 0,6—0,7. Отсюда правильная организация работы на
прессах является основной задачей. На двух- и четырехэтажных
прессах возможно вести загрузку плит с одной или с обеих стррон.
При двустороннем обслуживании нижние плиты отводятся одному
вулканизовщику, а верхние—другому, при этом столы для приема
форм располагаются на различной высоте. Подобная организация,
ускоряя перезарядку пресса и облегчая работу, требует слажен-
ности от обоих рабочих.
При наличии запасных форм прессы (с учетом режима вулка-
низации, длительности перезарядки и особенности конструкции)
распределяются по группам, 3—5 прессов в каждой. На группу
прессов дается добавочный комплект форм.
Загрузив последовательно все прессы, вулканизаторщики за-
кладывают заготовки в запасной комплект формы. Этим ком-
плектом заменяют формы, выходящие из первого по очереди
загрузки пресса, а освободившиеся из него формы подготовляют
для загрузки второго пресса. Такой способ работы при условии
одинаковой высоты форм, механизированного передвижения форм,
механизированной подачи заготовки и приема вулканизованных
изделий значительно повышает степень использования прессов.
Применение прессов с выдвижными кассетными формами, с авто-
матическим раскрытием форм приводит к увеличению съема вул-
канизуемых изделий на 30—40%.
Прессы более удобно располагать вдоль здания, по направле-
нию производственного потока. Организация работы на прессах
являлась предметом специальных исследований. А. В. Мышкисом
(26], Б. М. Гореликом и А. В. Ратнер (27] предложены расчеты
производительности прессов при различных системах обслужи-
вания.
Брак изделий при прессовой вулканизации
Наиболее распространенный вид брака изделий при прессовой
вулканизации — «недопрессовка» — возникает в результате сле-
дующих причин:
I) неудовлетворительной по качеству резиновой смеси (жест-
кая, плохо растекающаяся смесь, с большим содержанием асбеста,
W
талька и каолина, или слишком мягкая свежевальцованная смесь
с большим количеством обрезков);
2) недостаточного давления на заготовки, что вызывается ма-
лым удельным давлением на плите пресса;
3) местного скопления воздуха в полости форм, возникающего
вследствие неудовлетворительной конструкции формы; неудовле-
творительной конфигурации заготовки; недостаточной по объему
заготовки; отсутствия подпрессовки; слишком быстрой прессовки.
Наличие летучих веществ в смеси приводит к образованию пу-
зырей, появляющихся преимущественно в нижней части изделия.
Повышенная влажность ингре-
диентов ведет к образованию
пор в толще изделий и углуб-
лений на поверхности их. Не-
Рис. 23. Часть формы для
крышек малых аккумулятор-
ных баков:
а—заготовка сделана правильно;
б—заготовка сделана неправильно»
удовлетворительная очистка
Рис. 24. Поперечный раз-
рез одного гнезда много-
местной формы для под-
ставок щелочных аккумуля-
торов:
а—заготовка сделана непра-
внльно; б—заготовка сделана
правильно.
форм вызывает неровную шершавую и шероховатую поверхность
изделий. Излишний объем заготовки ведет к большой выпрессовке
и отклонению размера по высоте изделия.
Брак изделий из-за неправильной конфигурации формовых за-
готовок иллюстрируют такие примеры. На рис. 23 показан разрез
части многоместной формы для крышек м^лых аккумуляторных
баков, заготовка состоит из прямоугольного куска резины, к ко-
торому приклеен отрезок трубки. Если наружный диаметр трубки
меньше гнезда формы (рис. 23, а), то зазор, образующийся между
наружной поверхностью трубки и стенкой формы, позволяет воз-
духу свободно выходить из гнезда формы. Если же для заготовки
применена трубка с более толстой стенкой, то зазор с момента
вставки заготовки в форму (рис. 23,6) окажется закрытым. Сжа-
тый в форме воздух вызовет в готовом изделии губчатость, пузыри
или недопрессовку на концах трубок. На рис. 24 приведен разрез
одного гнезда многоместной формы для подставок щелочных ак-
кумуляторов. Если шприцованная цилиндрическая заготовка имеет
несколько больший диаметр (рис. 24,а), чем нижняя часть гнезда
Формы, то, несмотря на значительное увеличение заготовки, брак
по недопрессовке низа изделия неизбежен. Правильно выполнен-
ная заготовка должна иметь меньший диаметр, чем нижняя часть
П'езда (рис. 24,6).
61
ВУЛКАНИЗАЦИОННЫЕ ФОРМЫ
Конструкции вулканизационных форм. Вулканизационный
формы должны отвечать определенным производственным требд,
ваниям. При выборе материала для них необходимо учитывая
устойчивость к сжатию формы между прессующими поверхн^
стями и давлению, развивающемуся внутри формы, стойкое»,
к химическому действию резиновой смеси на металл форм;
и склонность смеси в большей или меньшей степени привару
ваться к форме. Идеальный материал для изготовления фор|
должен обладать прочностью, твердостью, химической инерт.
ностью, хорошей теплопроводностью, удобством его обработку
и низкой стоимостью. ;
Основным материалом для изготовления форм является угле
родистая сталь марок 30, 35 и 45, также применяются легирован
ные стали. Устойчивая против коррозии хромоникелевая стал}
особенно пригодна как материал форм для вулканизации изделий
из хлоропреновых смесей. Изготовление форм из хромоникелё
вых сталей с применением последующей поверхностной закалк!
может значительно удлинить срок службы формового парка)
Для форм большого размера применение термической обра*
ботки ввиду возможности деформаций затруднительно; в таких
случаях целесообразно производить электрическую поверхности
ную закалку. Хромирование вновь изготовленных стальных
форм значительно повышает стойкость их в эксплуатации н
обеспечивает гладкость поверхности изделий без применения)
смазки, но для форм с гнездами сложного очертания оно за^
труднительно.
Трудность обработки стальных форм осложняет изготовление
их, когда полость формы имеет особенно сложную конфигурацию^
В этих случаях применяются формы, изготовляемые путем от»
ливки под давлением из сплавов алюминия или путем так назы-
ваемого уплотненного литья [28, 29]. Последний способ состоит!
в следующем: расплавленный металл, залитый обычным литей-i
ным способом в предварительно подогретую форму, подвергается’
в период кристаллизации прессованию на гидравлическом прессе.
Применяемое при этом удельное давление составляет для алюми-.
ниевых сплавов 1 •107 Па. По другому способу матрицы вдавли-
ваются под нагрузкой 1,4—2,1 • 107 Па в налитый в изложницы
и застывающий алюминий. Ценным качеством алюминия является
его стойкость против действия серы и соединений, содержащих
серу. Теплопроводность алюминия почти в 5 раз выше теплопро-
водности стали, что ведет к сокращению цикла вулканизации.
Алюминий стоек к атмосферному воздействию, а потому хранение
таких форм не требует особых условий; достаточно обычных
складских сухих помещений. Стальные же формы, сохраняемые,
на складах, в целях предохранения от ржавления необходимо по-
крывать густой смазкой.
52
Конструкция вулканизационных форм должна обеспечить:
1) быструю и удобную сборку и разборку формы, закладку
заГотовки, выемку вулканизованного изделия и очистку формы;
2) возможность быстрого и полного заполнения полости
формы резиновой смесью в период запрессовки и удаления при
этом воздуха из полости формы, а также правильную конфигура-
цию и размеры изделия;
3) прием выпрессовок и по-
ложение заусенцев (пленок)
на таких местах изделия, что-
бы снятие их было наиболее
удобно, с достаточным удале-
нием их от рабочих кромок из-
Рис. 25. Форма для пробок (открытая).
делия.
Конструктивно следует различать три основных типа форм:
открытые, закрытые или плунжерные и формы с литьевыми над-
ставками. Примером открытых форм могут служить рамки для
вулканизации различного вида клапанов, формы (рис. 25) для
конических пробок аптечной и химической посуды и т. п. Для
предупреждения растекания резины по плитам вулканизацион-
ного пресса формы сверху и снизу покрывают стальными листами.
Заготовки помещаются в каждое гнездо формы; заусенцы высту-
Рис. 26. Форма для колец круглого сече-
ния (открытая).
пают вверху и внизу из-
делия. К открытым фор-
мам могут быть отнесены
плоские гравированные
плитки для придания риф-
леного рисунка резино-
вым коврикам или матам
различного вида и фасо-
на, линейки для вулкани-
зации некоторых видов
ремней и лент. Формы, в
которых имеется только
одна поверхность разъ-
ема.* (рис. 26), относят-
ся также к типу откры-
тых.
Формы плунжерного типа выполняются таким образом, что
нижняя часть крышки входит как плунжер в расширение полости
Формы (рис. 27), плотно замыкает ее и выпрессовывает заготовку
в полость формы. Плунжерные формы дают возможность полу-
чать изделия с меньшим числом выходов заусенцев и применять
Упрощенные пластинные заготовки для многогнездных форм вме-
сто индивидуальных заготовок на каждое гнездо. Плунжерные
°Дногнездные формы обеспечивают заданное давление по кон-
Тактной поверхности вулканизуемых изделий. Если конфигурация
Изделия может затруднить выемку его из формы, то средняя часть
Формы изготовляется составной из двух половин; эти разъемные
53
части вкладываются в наружную обойму формы (рис. 28). Есл!
требуется обеспечить замкнутую полость в формуемом изделия
то форма снабжается соответственным сердечником, укрепляемы!
в деталях формы в требуемом положении.
Учитывая усадку резины при вулканизации*, гнездо форм^
в горизонтальном направлении изготовляют несколы^э больши]
размеров в сравнении с
назначается. По высоте
размерами изделия, для которого форм!
гнездо формы с учетом выпрессовки ува
личивают лишь в случае изготовлений
больших по высоте изделий. Объем за:
готовки должен быть несколько больш|
объема полости формы, чтобы можнс
было создать достаточное давление в<
время запрессовки. Излишек объема за!
готовки, выходящий в виде выпрессовки)
приподнимая крышку формы, може1
повлечь за собой большее или меньше!
изменение высоты изделия. Чтобы из!
бежать связанного с этим искажения
размеров изделия, формы по плоскостй
разъема снабжают канавками, расположенными концентрически/
ми по отношению отверстия гнезда. Радиус сечения канавок — 2 мм;
а ширина фаски, отделяющей их от отверстия, 3 мм. В этих ка-
навках и собирается вытесняемый из формы излишек заготовке!
резины. Для снижения толщины пленки (заусенцев) между
Рис. 28. Форма для буфера.
обрезами гнезда и канавки
формы в так называемых фор-
мах с режущей кромкой де-
лают на верхней части формы
небольшой выступ шириной
0,5—0,8 мм. Пленка в этом ме-
сте уменьшается до 0,2 мм и
уже при выемке из формы из-
делие освобождается от вы-
прессовки и заусенцев. В фор-
мах с гнездами сложных кон-
фигураций, имеющих несколь-
ко граней разъема, взамен од-
ной кольцевой канавки иногда устраивают несколько пунктов при-
ема выпрессовок, отделенных от изделия острыми режущими или
очень узкими кромками. Расчленение выпрессовок ведет к отрыву
их в момент выемки изделия из формы, но усложняет изготовле-
ние форм.
На рис. 29 показано изделие в момент нахождения в подобной
форме с неснятыми заусенцами и выпрессовками [30, 31].
* Усадка зависит от ряда факторов: состава резиновой смеси, конфигурации
и габаритов полости в форме н направленности течения смеси. Усадка резины,
вулканизуемой в формах и без форм, различна; превалирующей является тепло-
вая усадка [29].
54
Легкость и быстрота закрывания и разъема форм зависят от
конструкции замка формы. В формах, изготовляемых токарной
Обработкой, замок составляют две конически обточенные соприка-
сающиеся детали. В формах прямоугольного очертания замок
состоит из штифтов, находящихся на одной части формы, и соот-
ветствующих им втулок на другой ее части. Особое внимание
должно быть обращено на обеспечение удобного выхода воздуха
из полости формы. Следует
предусматривать смыкание де-
талей формы в тех именно ме-
стах, где возможно скопление
воздуха, при этом поверхность
разъема должна, обеспечивая
выход воздуха, затруднять вы-
прессовку резины.
На рис. 30 даны разрезы
гнезда формы неудовлетвори-
тельной и хорошей конструк-
ций для уплотнительных колец
к гайкам пожарных рукавов
(рис. 31). Вследствие возмож-
ности свободного выхода резины при запрессовке в форме по
Рнс. 29. Каркасная самоподжнмная ман-
жета с прнвулканнзнрованным коль-
цом с неснятыми еще заусенцами и вы-
прессовками.
рис. 30, а наблюдается утечка резины, приводящая к недопрессов-
ке изделия. Изменение замка формы, приведенное на рис. 30, б,
обеспечивает плотное закрытие формы, не допускающее утечку
резины. В отдельных случаях для выхода воздуха целесообразно
просверливать небольшое отверстие в нижней части формы. Полу-
чающийся на конце изделия небольшой отросток резины удаляется
последующей операцией отделки.
Рис. 30. Форма для уплотнительных колец:
а—неправильная конструкция; б—правильная конструкция
Применение литья под давлением привело к видоизменению
вулканизационных форм путем высверливания двух или несколь-
ких литьевых каналов в крышке формы. Для одкогнездных форм
весьма удобно иметь одну такую «литьевую крышку», закрывая
наполненные резиновой смесью формы их обычными крышками.
Дальнейшая .разработка метода литья под давлением привела
к формам с литьевыми надставками. В верхней крышке такой
формы закрытого типа (рис. 32) растачивается литьевой цилиндр
с литьевым отверстием в дне. Помещенная в этот цилиндр дози-
рованная закладка резиновой смеси продавливается в полость
И
формы специальной плунжерной крышкой формы. Точная дозт
ровка закладки дает изделие правильной высоты при малой вц
прессовке. Применение таких форм —один из путей к организЦ
Рис. 31. Уплотнительное кольцо для соединительных гаек
пожарных рукавов.
пни поточного производства на автоматизированных линиях;
В плунжерных литьевых формах (рис. 32) можно изготовлят!
Рис. 32. Плунжерная форма для литья и
вулканизации со съемной напорной каме-
рой н кольцевыми запорами:
/—нижняя часть формы; 2—корпус составной;
3— винтовой сердечник; 4— верхняя часть формы;
5—кольцевой запор; 6—затяжной болт; 7—коль-
цевой запор крепления напорной камеры; 3—на-
порная камера; 9— шток; 10—металлоарматура;
//—резиновая смесь.
также изделия больших раз
меров и сложных очерта
ний [II].
Очистка форм. Безукб
ризненная чистота форм —
основное средство предупре
ждения приваривания к ним
изделий. Если от смазок i
опудривающих материале!
образовались хотя бы не
большие налеты, их следует
незамедлительно удалит^
протиркой гнезд формы
При образовании устойчи-
вой пленки нагара форм]
следует передавать в чистку'
Нагар не только загрязняет!
поверхность изделий, hoJ
снижая теплопроводность
формы, может повести к не-
довулканизации изделий.
Очистку стальных и алюми-
ниевых форм производят с
помощью металлических ще-
ток, укрепляемых в патро-
не гибкого вала, приводи*
мого в движение от элек-
тромотора. Более произво-
дительна очистка песко-
струйным прибором с применением мелкого песка, молотой скор-
лупы орехов или иного нестойкого абразива. Однако очистка с
помощью механических средств неизбежно связана с разработкой
еЗД формы. Поэтому более целесообразно производить химиче-
rKV10 очистку стальных форм в горячем растворе щелочи. Формы
по1РУжают на З—Ю ч в горячий 15—20% раствор NaOH, обогрев
ванны производится глухим паром.
в Щелочная очистка значительно ускоряется, если через ванну
пропускать постоянный ток. Формы подвешивают на аноде, но
через каждые 3 мин меняют направление тока. После электроли-
тической очистки форм следует проводить 2—3-минутную обра-
ботку их 5% раствором НС1 с последующей смывкой, нейтрали-
зацией и сушкой. Способы химической и электрохимической очи-
стки достаточно просты и недороги, но мало применимы при очень
Рнс. 33. Кольцевая вулканиза-
ционная рамка.
Рнс. 34. Круглая обойма.
загрязненных формах, поэтому очистку последних следует произ-
водить своевременно. Есть основания полагать, что для очистки
форм найдут применение генераторы ультразвука.
Расчет на прочность деталей вулканизационных форм [32, 33].
Резиновая смесь при отливке и вулканизации оказывает значи-
тельное давление на стенки деталей вулканизационных форм.
Удельное давление при отливке достигает (4,3—4,5) -10' Па,
а при вулканизации — до 8,0-107 Па. В соответствии с этим
должны быть рассчитаны минимальные размеры стенок форм,
обеспечивающих при малой массе и габаритах форм достаточную
прочность. Е. Г. Копаневич приводит основы расчета на прочность
Деталей форм по опыту производства пластмасс [32]. Приводимые
им примеры имеют значение и для расчета вулканизационных
форм производства РТИ.
Расчет стенок вулканизационных рамок. Кольцевые вулкани-
зационные рамки (рис. 33), а также детали форм с цилиндриче-
скими полостями должны быть рассчитаны не прочность стенки.
Расчет допустимого напряжения производят по уравнению
Ламе по теории наибольших нормальных напряжений
Г| + г|
а-2)
Ч ~ Г2
где /?г — допускаемое напряжение, 10 Н/см2; р — удельное давле-
ние в форме, 105 Па; г2 и п —наружный и внутренний радиусы
Рамки (или соответственной части формы с цилиндрической по-
лостью) ,
57
Уравнение (1.2) не учитывает осевое нагружение рамки а
стороны плит вулканизационного пресса. Однако| эта нагрузи
скажется лишь некоторым увеличением запаса прочности кругло!
рамки.
Допустимое напряжение на разрыв Rz для закаленной сталя
принимают равным 9,0 кН/см2, а для незакаленной стали 20 рая
ным 4,0 кН/см2.
Расчет стенок круглых и прямоугольных обойм. В ряде случаев
детали форм помещаются в обойму (как это показано на рис. 28И
Напряжение на разрыв стенки обоймы определяется следующим
уравнением
f = P:2s (1.#
где f — напряжение, 10 Н/см2; Р — усилие, вызывающее разрыв
обоймы, 10 Н; 2s —площадь опасного сечения, нагруженная нор|
мально усилием Р.
Для круглой обоймы (рис. 34)
о-4
25 = [(/?_*) + (/?-И)] л (1.5
где S s— сумма проекций сечений полости внутренних деталей на
плоскость их разъема, см2; R— наружный, и и г2 — внутренни!
нижний и внутренний верхний радиусы обоймы, см; h — высот!
обоймы, см.
Для прямоугольной обоймы
2s = 2M (1.6
где b — толщина торцовой стенки обоймы.
ОТДЕЛКА РТИ
Процесс изготовления РТИ заканчивается отделкой. Характер
отделки и приемы этой работы для различных видов из дели!
весьма разнообразны. Для изделий технического назначения
особо важным является точное соответствие размеров изделия
требованиям технических условий. В случае отклонений в размер
рах, превышающих допуски, изделия попадают в брак. Для изде^
лий широкого потребления гладкость или четкий рисунок по-
верхности и эффективная расцветка являются обязательными..
Здесь наличие видовых (поверхностных) дефектов, не влияющих
по существу на поведение изделий в эксплуатации, переводит их
во второй сорт.
Отделка включает ряд операций из следующего комплекса:
удаление выпрессовки и заусенцев, обработка поверхности, резка,
лакирование, раскраска изделий и монтаж гарнитуры.
Удаление заусенцев и выпрессовки. Причина образования
заусенцев и выпрессовки заключается в несоответствии объема
заготовки и полости формы и в конструктивных недостатка^
формы. Избежать их трудно, так как уменьшение заготовки свя-
68
Рис. 35. Общий вид обрезателя заусенцев.
аНо с риском недопрессовки; приходится, как это уже указыва-
лось, стремиться к тому, чтобы толщина заусенцев была мини-
мальной. Среди механических приспособлений для удаления зау-
сендев большое распространение имеют так называемые обреза-
тели заусенцев. Режущая
часть такой машины состоит
из ДВУХ круглых ножей, вра-
щающихся навстречу один
другому; оси вращения но-
дей расположены под пря-
мым углом. Верхний нож
с вертикальной осью вра-
щения представляет полый
цилиндр, чашку, а ниж-
ний — массивный диск с
односторонней конусной за-
точкой (рис. 35, 36). Иног-
да массивный диск заменя-
ется полым конусом. Ниж-
ний нож прижимается к
верхнему пружиной. На
уровне зева ножей имеется
приемная доска, на которую
помещают изделия. Доска устанавливается с небольшим накло-
ном к ножам. Величина наклона зависит от угла между заусен-
цами и кромкой изделия. Кромку изделия прижимают к верхнему
ножу, а выпрессовку направляют на зев ножей. Для облегчения
повертывания и продвижения изде-
лия поверхность приемной доски хо-
рошо отполирована. Обычно машины
обслуживают вручную. В случае об-
резки однотипных массовых изде-
лий подводка их к ножам и продви-
жение по лини^ обрезки автоматизи-
рованы.
Имеются такуе автоматы для вы-
рубки изделий из отформованного ком-
плекта, например, пробок АБ (для
флаконов, в которых хранят пеницил-
лин), представляющие собой гидрав-
лический пресс, оснащенный штанце-
выми ножами. За один ход пресса вы-
рубается 109 пробок.
Обработка поверхностей изделий и резка. Когда необходимо
снять весь поверхностный загрязненный вулканизационной фор-
м°й слой резины, применяют обточку на матерчатых кругах. Ста-
*J°K Для обточки состоит из горизонтально расположенной метал-
лической оси диаметром 40—50 мм, вращающейся в двух шари-
Ковых подшипниках. На оси станка между подшипниками
Рис. 36. Схема режущей части
обрезателя заусенцев:
^цилиндрический нож; 1—диско-
вый нож; 3—стол.
59
расположен шкив, делающий 1200—1500 об/мин. Концы оси вы-
ходят из подшипников на 30—40 см. На обеих концах оси между
двумя стальными круглыми шайбами диаметром 150—180 мм
зажимают стопки кругов диаметром 350—400 мм, вырезанных из
мягкой ткани (фланели). Общая толщина матерчатого круга
50—60 мм. При окружной скорости 30 м/с трение, создаваемое
между вращающимся кругом и прижимаемым к нему изделием,
достаточно для обдирки заусенцев, а при длительной и последо-
вательной обработке ведет к обточке всей поверхности. Резиновая
пыль и текстильные волокна удаляются местным отсосом вытяж-
ной вентиляции. Помимо вредности, пыль эта взрывоопасна, а по-
тому чистота вентиляционной сети — строго обязательное условие
работы.
Для обработки цилиндрических и плоских поверхностей изде-
лий снятием небольшого количества материала применяют ци-
линдрические и дисковые деревянные шайбы, оклеенные наждач-
ным полотном. Цилиндрическую шайбу укрепляют в патроне
передней бабки токарного станка, а подлежащую обработке труб-
чатую заготовку, надетую на дорн-оправку, прижимают к поверх-
ности шайбы, постепенно повертывая. Такой шайбой можно снять
заусенцы, расположенные на внутренней стороне колец. Дисковые
шайбы применяют для обработки плоскостей, например для шли-
фовки торцов стенок аккумуляторных баков. Диаметр дисковых
шайб достигает 500 мм при 800—1200 об/мин. Ввиду больших
окружных скоростей, развивающихся при работе, следует хорошо
балансировать шайбы. Для поддержания обрабатываемого изде-
лия впереди шлифовальной шайбы по ее диаметру помещают
небольшой столик.
Шлифовка изделий сыпучим абразивным материалом произ-
водится в шлифовальных барабанах. Для этой обработки приме-
няют цилиндрические деревянные барабаны, вращающиеся во-
круг горизонтальной оси. Барабан имеет плотно закрывающийся
люк и делает 12—30 об/мин. Размеры барабанов различны —
в зависимости от вида шлифуемых изделий барабаны достигают
2 м в длину и 1,5 м в диаметре. В качестве шлифующего мате-
риала применяют для изделий из мягкой резины молотый кирпич
и опилки, для эбонитовых изделий пемзовый порошок, пемзовые
или эбонитовые шарики, кусочки кожи. Обрабатываемые изделия
загружают одновременно с абразивным материалом, и барабан
приводится в движение. Обработка в барабанах ведет не только
к удалению заусенцев, но также и к снятию слоя материала по
всей поверхности изделий. Если необходимо усилить эффект шли-
фовки, футеруют барабан наждачной бумагой, ось вращения рас-
полагают не по геометрической оси барабана, а под углом к ней.
В этом случае идет особо энергичное перетряхивание содержи-
мого барабана.
В последнее время для снятия заусенцев малогабаритных
изделий из мягкой резины, изготовленных на синтетическом кау-
чуке, успешно применяют обработку охлаждением. Для этого
60
р барабан, делающий 35—50 об/мин, закладывают изделия, под-
лежащие обработке, фарфоровые шары и сухой лед (двуокись
углерода). Общая загрузка составляет 75—80% вместимости бара-
бана. Вначале, при остановленном барабане, охлаждают изделия,
а затем приводят барабан во вращение. Замерзшие заусенцы при
таком перетряхивании содержимого барабана легко и чисто обла-
мываются. Однако удалять этим способом возможно лишь отно-
сительно тонкие заусенцы. Применение планетарного вращения
или футеровки барабана наждачной бумагой № 24—36 сокращает
рремя обработки и позволяет уменьшить количество загружаемых
в барабан фарфоровых шаров. Применение вместо СО2 жидкого
азота может существенно снизить эксплуатационные расходы.
Жидкий азот подают в рубашку барабана *. При хорошем встря-
хивании и применении дробеструйной обработки полное удаление
заусенцев достигается при —20 °C. В этом случае массив изделия
остается эластичным и поверхность изделий не повреждается.
Предложена также камера [34], с расположенным в ней пла-
стинчатым транспортером, собранным из стальных пластинок.
Транспортер огибает три ролика, размещенных в вершинах
прямоугольного треугольника. Ветвь его, приходящаяся на гипо-
тенузу, удлинена, свободно провисает и несет на себе барабан,
заполняемый обрабатываемыми изделиями. Движение транс-
портера приводит барабан во вращение; соскальзывание с транс-
портера свободно вращающегося барабана предупреждается
пластиной с пружиной, нажимающей на барабан при закрытии
дверцы камеры; После кратковременного «подмораживания»
охлажденным в криогенном устройстве воздухом (или же угле-
кислым газом, или азотом) в барабан засыпают стальные шарики
диаметром 0,28 мм.
Обработка изделий на токарном станке (в центрах или в пат-
роне передней бабки) применяется в тех случаях, когда необхо-
димо произвести обточку, снимая слой относительно большой
толщины, или выполнять точную шлифовку цилиндрической по-
верхности, или производить разрезку трубчатых заготовок на
кольца. Для резки колец малой высоты, изготовляемых в массо-
вом количестве, применяют станки-автомауы, по своему устрой-
ству близкие к суппортным токарным станкам, но имеющие пе-
риодическое прерывное движение каретки суппорта. Нож может
быть клинковый или дисковый, вращающийся или неподвижный.
Подача ножа к заготовке и отвод его после отреза осуще-
ствляются с помощью эксцентрика и пружины. В момент, сле-
дующий за возвратом ножа в исходное положение, каретка пере-
двигается ходовым винтом на расстояние, точно соответствующее
* Обработка холодом успешно применяется также в использовании брака
Резинометаллических деталей и отходов мягкой резины. Обработка состоит в
Размоле отходов в порошок во вращающихся барабанах с шарами. Металли-
ческая арматура высвобождается, а резина, обращенная в порошок, использует-
ся как наполнитель резиновых смесей [35] и как опудривающий материал.
61
ширине отреза. Подбором сменных шестерен величина подачи ка-
ретки может быть установлена в 1 мм и больше.
Монтаж. Операция сборки изделия, состоящего из отдельных
резиновых деталей и металлической, стеклянной или иной арма-
туры, носит название монтажа изделий. Соединение деталей из-
делий достигается плотной посадкой, обжимом, оберткой изоли-
ровочной лентой или креплением проволокой. Монтаж проходят
изделия санитарии и гигиены: различного рода спринцовки и бал-
лоны, грелки для горячей воды, пузыри для льда и т. п. Реже
применяется монтаж в производстве РТИ, в частности отдельных
видов рукавов.
ЛИТЕРАТУРА
1. Горелик Б. М., Соколовская Ф. М. «Труды НИИРП», 1957, № 4, с. 11—15. I
2. Узина Р. М. Хим. наука и пром., 1959, т. 4, № 1, с. 42—49.
3, «Каучук и резина», 1941, № 5, с. 57—59.
4. Троянкер С. Ц. Рационализаторская и изобретательская работа на заводе
«Каучук». М., Госхимиздат, 1957. 51 с,
б. Гельфрейх С. В., Федоров П. С., Старав И. М. Бюллетень по обмену опытом
в производстве резинотехнических изделий. М., Госхимиздат, 1957. 51 с.
6. Вострокнутов Е. Г., Прозоравская Н. В., Смирнова Н. М. Производство шин,
РТИ и АТИ (ЦНИИТЭнсфтехим), 1974, № 4, с. 17—20.
7. Willshaw Н. Trans. Inst. Rubb. Ind., 1934, v. 10 № 2, p. 176—188.
8. Торнер P. В., Майзель H. M. В кн.: Научные труды Московского технологи-
ческого института легкой промышленности. Гизлегпром., 1958, с. 89—104.
9. Шварцбург А. М. Производство шин, РТИ и АТИ (ЦНИИТЭнефтехим), 1972,
№ 2, с. 15—17.
10. Соловьев Е. М., Захаркин О. А., Захаров Н. Д. и др. Производство шин,
РТИ и АТИ (ЦНИИТЭнефтехим), 1973, № 3, с. 7—9.
11, Коропальцев Н. В., Карпович Ю. В. Производство резиновых изделий мето-
дом литья под давлением. Л., Госхимиздат, 1959. 163 с.
12. Фримерман Б. И., Маргулис Р. Г. «Каучук и резина», 1940, № 11, с. 19—21.
13. Галле А. Р., Шварц А. И., Городничев Ю. И. Производство шин, РТИ и АТИ
(ЦНИИТЭнефтехим), 1974, № 4, с. 9—11.
14. Rubb. Age a. Synt, 1948, v. 29, № 3, р. 94.
15. «Каучук и резина», 1961, Ns 2, с. 56.
16. Горелик Б. М., Майзель М. Г., Паршина Е. А. «Труды НИИРП», 1958, Ns 5,
с. 62—71.
17. Писаренко А. П., Алексеенко В. И. Производство шин, РТИ и АТИ
(ЦНИИТЭнефтехим), 1974, Ns 4, с. 41.
18. Матвеев В. В. «Каучук и резина», 1958, Ns 12, с. 17—21.
19. Буров С. В. Там же, 1957, Ns 10, с. 26—31.
20. Змий П. И., Барское И. М. Машины и аппараты резиновой промышленно-
сти. М., Госхимиздат, 1951. 600 с.
21. Лепетав В. А., Васильев В. А. Авт. свид. 306023; Бюлл. изобр., 1971, Ns 19;
Производство шин, РТИ и АТИ (ЦНИИТЭнефтехим), 1974, № 11, с. 23—
28.
22. Маелов Н. «Каучук и резина», 1939, Ns 10, с. 75—82.
23. Охрименко Н. С., Беленький И. А., Потапенко М. И. и др. Там же 1960,
№ 7, с. 39—44.
24. Пинегин В. А., Васильева С. А., Кеперша Л. М. В кн.: Прочность связи ме-
жду элементами резинотканевых многослойных изделий в производстве и
эксплуатации. М., Госхимиздат, 1956. с. 87.
25. Малкина X. Э., Пухов А. П. Там же, с. 158.
26, Мышкис А. В. Техническое нормирование при вулканизации формовых ре-
зиновых изделий, М., Госхимиздат, 1955, 67 с.
63
„ Горелик Б. М., Ратнер А. В. «Каучук и резина», 1957, № 1, с. 36—49.
ой Поснов /7. И., Павлов Г. И. Там же, 1933, № 6, с. 45—49.
оо Скордзиевский С. М. Там же, 1963, № 2, с. 28—31.
ол Лепетов В. А. Расчеты и конструирование резиновых технических изделий
d ' и форм. Л., «Химия», 1972. 302 с.
о] Павлов В. В. «Каучук и резина», 1959, № 2, с. 41—43.
32 Копаневич Е. Г. Основы конструирования пластмассовых деталей и форм.
М-, Машгиз, 1950. 163 с.
33 Зуев В. П. Проектирование пресс-форм для резиновых деталей низа обуви.
М., Гостехиздат, 1960. 203 с.
34 Watson F. D. Rubb. Age, 1964, v. 95, № 1, p. 88—91.
35 Гуль В. E., Вильниц С. А., Гельперин Н. И. и др. «Каучук и резина», 1958,
№ 10, с. 22—28.
Глава 2
ПРИВОДНЫЕ РЕМНИ,
ТРАНСПОРТЕРНЫЕ И ДРУГИЕ ЛЕНТЫ
ПЛОСКИЕ ПРИВОДНЫЕ РЕМНИ И ЛЕНТЫ
Плоские тканевые прорезиненные ремни (ГОСТ 101—54*)
применяют в качестве гибкой тяговой связи между ведущим
и ведомым шкивами ременных передач*. В конвейерах и элева-
торных установках используют тканевые прорезиненные ленты
(ГОСТ 20—62*). Они достаточно гибки и служат передающим
груз транспортным средством. Для успешной работы передач
и транспортирующих установок необходимо, чтобы ремни и ленты
были надлежаще прочны, гибки и ограниченно растяжимы. В про-
изводстве прорезиненных ремней и лент в качестве материала,
принимающего на себя нагрузку, применяют специальные ткани,
так называемые бельтинги. Средством скрепления тканевых слоев,
одновременно изолирующим их нити, а также защиты ткани про-
тив влияния сырости, газов и механических воздействий служит
резина. Резиновые смеси ремчевого производства изготовляют из
бутадиен-стирольного и натурального каучуков из наирита и др.
В зависимости от особенностей передач приводные ремни изго-
товляют или в кусках длиною около 100 м и больше, или же со
стыкованными в кольцо требуемой длины. Конвейерные, элева-
торные и другие ленты изготовляют в кусках длиною 25—400 м.
Плоские приводные ремни
Условия работы. Плоские приводные ремни применяются на
различных установках мощностью до 1500 кВт и обслуживают
открытые, перекрестные, полуперекрестные, угловые и иного вида
передачи. При коротких осевых расстояниях на открытых ремен-
ных передачах, а также на наклонных, для увеличения угла об-
хвата меньшего шкива устанавливают нажимные ролики.
* Номера ГОСТов, в том числе и отмеченные одной или двумя звездочками,
соответствуют «Указателю ГОСТ 1972/.
64
Приводной ремень, огибающий шкивы, осуществляет передачу
!работы вследствие трения ремня о поверхность шкивов. Натяже-
ние ведущей ветви ремня больше ведомой. Разница между этими
натяжениями и составляет полезное усилие, передаваемое ремнем.
Натяжение ведущей ветви ремня определяет основное требование,
предъявляемое к ремню, — прочность. При заданной ширине
прочность ремня определяется количеством и типом тканевых
прокладок. Повторные напряжения приводят к тому, что он не-
сколько вытягивается. Увеличение длины ремня вызывает прови-
сание ведущей (нижней) ветви и ослабление трения ремня
0 шкивы. Для восстановления условий работы увеличивают осе-
вое расстояние шкивов (если мотор помещается на особых салаз-
ках) или удлиняют дугу обхвата шкивов (применением нажимных
роликов), или укорачивают ремень посредством перешивки.
Каждый участок работающего ремня, проходя путь, равный
длине ремня, входит на шкивы и сходит с них, дважды изгибается
и выпрямляется. Этот изгиб особенно значителен в период на-
хождения ремня на меньшем шкиве. Изгиб и выпрямление ремня
приводят к тому, что тканевые прокладки наружной стороны
ремня получают периодически повторяемое дополнительное рас-
тяжение и последующее сокращение, а прокладки стороны, при-
легающей к шкиву, — сокращение и восстановление. Лишь про-
кладки, приходящиеся на нейтральную поверхность, не имеют
дополнительных деформаций. Прокладки при этом изменении
длины несколько скользят одна по другой; связь между ними со-
храняется лишь вследствие работы упругих деформаций проме-
жуточного эластичного резинового слоя. Сопротивление ремня
расслаиванию прокладок является вторым существенным усло-
вием, определяющим эксплуатационные качества ремня. Пра-
вильно изготовленные, установленные и содержащиеся в должном
порядке ремни работают в течение ряда лет. Так как преждевре-
менный износ ремней является следствием расслоения прокладок,
то увеличение числа прокладок (толщины ремня)—неблагоприят-
ный фактор, способствующий этому расслоению. Отсюда следует
основное требование — увеличивать мощиесть установок не за
счет утолщения ремней, а за счет увеличения их удельной
прочности и ширины шкивов. Широкие ремни, но с меньшим
числом прокладок будут работать более надежно, чем узкие и
толстые.
Если ремни работают в обычных заводских или сельскохозяй-
ственных установках, то для защиты тканевых прокладок от ат-
мосферного влияния достаточно слоя резины, нанесенного при
промазке бельтинга. Когда ремень работает в условиях повышен-
ной' влажности или возможного воздействия газов, необходима
Дополнительная защита ткани резиновой обкладкой.
Конструкции. Многослойная резинотканевая пластина, пред-
ставляющая плоский ремень, может быть выполнена различно.
За многие десятилетия существования производства плоских
приводных прорезиненных ремней изменялась и совершенствова-
3 В. Д„ Лепетов
65
лась их конструкция. На рис. 37 приведены три основных вида
таких ремней.
Ремни типа В (спирально завернутые) (рис. 37, В)—ремни
наиболее старой конструкции. Их изготовляли из промазанного
на фрикционном каландре резиновой смесью бельтинга типа
Б-820. Заготовка ремня состояла из загибания «на кромку» по-
. лосы бельтинга с последующей прикаткой
— = А вручную каждого последовательно нара-
щиваемого таким путем слоя. Далее сле-
I, ” - 6 довала вулканизация в прессе. Введение
----------------- механизированных приемов заготовки рем-
-----------------, ней и вместе с этим новых типов кон-
11 —-т.— — З] В струкции вытеснило производство ремней
типа В.
Рис. 37. Основные типы
ремней:
А—ремень нарезной; Б—ре-
мень послойно завернутыйv
В—ремень спирально завер-
нутый.
На смену им, следуя зарубежной прак-
тике, были введены ремни типа Б (послой-
но завернутые) (рис. 37, Б). Заготовку та-
ких ремней производили путем одновремен-
ного загиба обоих кромок, предварительно
закроенных на требуемую ширину полос бельтинга. За один про-
пуск через машину получали двух- или трехпрокладочную заго-
товку. В последнем случае на середину обрабатываемой полосы
следовало укладывать добавочную полосу вдвое меньшей ширины.
Каждый повторный пропуск (с применением обертывающей поло-
сы) и добавлял две прокладки.
Ремни типа А (нарезные) (рис. 37,Л) заготовляют послойным
дублированием полос прорезиненной ремневой ткани. Получен-
ные многослойные пластинные за-
готовки вулканизуют, после чего
разрезают вдоль на ремни тре-
буемой ширины. При таком спо-
собе изготовления ремни имеют
оголенные тканевые кромки. Для
Рис. 38. Плоский ре'мень с корд-
шнуровым сердечником:
/—текстильная обертка; 2—кордшнур;
3—резина; 4—тканевый слой;5—резиновый
слой; 6—резиновая ленточка.
защиты их от проникновения и
разрушающего действия смазоч-
ных масел и влаги применяют
промазку специальным водоупор-
ным составом. Прокладки нарез-
ного ремня, не связанные жестко
по кромкам, при изгибе ремня могут легче смещаться одна по дру-
гой. Возможность такого смещения обеспечивает большую гиб-
кость нарезных ремней, составляющую их ценное преимущество,
но одновременно требует усиления резиновой прослойки между
тканевыми прокладками. Это усиление обеспечивается путем на-
кладки резиновых слоев на прокладках.
При изготовлении ремней с резиновой обкладкой толщина этой
обкладки для всех названных типов ремней составляет 1 мм, но
может иметь 1,5; 2; 3; 4; 5 и 6 мм; толщина резиновых прослоек
0,28 -0,35 мм.
60
Новые виды приводных ремней. Применение в рези-
новой промышленности новых материалов: кордных шнуров, вис-
козной ткани и тканей из синтетических полиамидных и поли-
эфирных волокон, а также металлических стальных тросов позво-
лило решить задачу улучшения эксплуатационных качеств и
разработать новые виды ремней.
Плоский ремень для вентилятора, охлаждающего мотор трак-
тора, изготовляют с сердечником из кордного шнура (рис. 38).
Поскольку ни сшивка, ни стыковка таких ремней механическими
способами неприменимы, их изготавливают «бесконечными» (со-
стыкованными в процессе заготовки*).
В ремнях с металлическим тросом для уравновешивания на-
пряжений часть нитей имеет левую крутку, а часть — правую.
Тросовый каркас покрывают резиновой обкладкой. Сопротивле-
ние разрыву такого ремня и теплостойкость выше, чем ремней из
текстильных материалов. Ремни с металлотросом практически не-
растяжимы и менее склонны к вибрациям, чем резинотекстильные.
В зарубежной практике имелись предложения применять для изготовления
плоских приводных ремней хлопковые круглотканые заготовки, состоящие из
двух или более слоев, соединенных между собой и пропитываемых латексной
смесью; избыток последней удаляется отжатием. Предлагалось также [1] при-
менять бельтинг, имеющий две системы основных нитей и одну — уточных, что
приводит к двулицевой конструкции ткани. Прокладки такой ткани комбини-
руются с гибкой композицией из поливинилхлорида, сополимеров его с винилаце-
татом и подходящим пластификатором, например со смесью трикрезил- и ди-
етилфосфата. Гибкая композиция может также содержать натуральный каучук
и поливинилхлорид.
Конвейерные, элеваторные, гусеничные и другие ленты
Особенности работы. Для конвейерных и элеваторных устано-
вок характерны большие натяжения ведущей и ведомой ветвей
и меньшие окружные скорости. Большее натяжение ведет к при-
менению бельтинга повышенной крепости и к увеличению числа
прокладок. Поверхность транспортерных лент, перемещающих
грузы абразивного характера с острыми краями — руду, камень,
битое стекло и другие материалы, подвергается особенно силь-
ному износу. В этом случае применяется утолщенная резиновая
обкладка. Нагрузка лент сбрасыванием на них грузов вызывает
толчки и сотрясения и требует особенно прочного крепления об-
кладки к каркасу ленты. Кромки таких лент, обложенные резиной,
нуждаются в усиленном креплении к каркасу. Конвейерные ленты,
применяемые в литейных цехах для перемещения горячей формо-
вочной земли и отливок, должны снабжаться особо теплостойкой
резиновой обкладкой; ленты, назначаемые для работы при низких
температурах, изготовляются с применением морозостойких ре-
зин. Элеваторные ленты, ослабленные прикреплением металличе-
* Современные плоские приводные прорезиненные скоростные ремни (рабо-
тающие со скоростью до 60 м/с) имеют конструкцию, близкую к вентилятор-
ным.
8* «7
ских ковшей, испытывают добавочное натяжение и абразивное
действие от кусков материала, иногда попадающих между ниж-
ним барабаном и лентой.
Конструкции конвейерных, элеваторных и других лент в основ*
ном близки к конструкциям ремней типов А и В. Большая ши-
рина лент и названные особенности условий их эксплуатации вно-
сят некоторые изменения в оформление каркаса и обкладок
(ГОСТ 20—62).
Относительно небольшая прочность бельтингов Б-820 и даже
Б-930 вызвала применение для транспортерных лент бельтингов
особо прочных ОПБ-5 и ОПБ-12. Однако недостаточная стойкость
к многократным деформациям и ударным нагрузкам и в 2—3 раза
меньший предел их прочности на разрыв, по сравнению с синте-
тическими текстильными материалами, привели ныне к замене
хлопковых бельтингов тканями из синтетических волокон [2].
Ввиду значительной растяжимости, свойственной тканям из
таких волокон, Научно-исследовательским институтом резиновой
промышленности разработан новый тип тканей из синтетических
волокон: основной и уточной тканей с относительно небольшими
удлинениями (см. главу 9, табл. 10)*.
Лавсан, представляющий собой перспективный материал для
транспортерных лент, применяется в комбинированной ткани:
основа из лавсана, а уток из хлопка. В каркасах лент используют
широкий ассортимент тканей **, различающихся по виду волокон,
структуре пряжи и конструкции ткани [3], например:
Полиамидные ткани, основные и уточные:
анидные ткани — А-10-2-ЗТ, TA-100, TA-150, ТА-300
капроновые ткани — К-Ю-2-ЗТ, ТК-300, ТК-400
Полиэфирные ткани из термофиксированных нитей, основные и уточные:
ткань лавсановая — ТЛ150, ТЛ-200
Комбинированные ткани:
хлопок и лавсан — ЛХ-120, ЛХ-120-2
Бельтинг, комплектованный из нитей лавсана, БКНЛ-60,
БКНЛ-150, а также вискозную ткань ТВ-80
Толщина резиновой обкладки транспортерных лент зависит от
типа и назначения ленты. На рабочей стороне ленты обкладка
составляет 2,0—6,0 мм, на нерабочей—1,0—2,0 мм. Для особо
тяжелых условий работы ленты толщина резиновой обкладки до-
пускается до 10 мм как для рабочей, так и для нерабочей стороны.
В зависимости от назначения и условий применения заводы
отечественной промышленности серийно изготавливают резино-
тканевые конвейерные ленты как общего, так и специализирован-
* В основных тканях нити основы значительно плотнее и прочнее нитей
утка, а в уточных тканях нити утка значительно плотнее и прочнее нитей основы
(см. гл. 9, табл. 10). Применение двух видов тканей вместо одной — бельтин-
га — усложняет технологический процесс. Поэтому представляет существенный
интерес серийный выпуск капроновой ткани типа бельтинга.
** Цифры, сопровождающие буквенные обозначения тканей, показывают
прочность на рызрыв полосок тканей (в 10 Н/5 см).
68
цого назначения. В зависимости от конструкции различают четыре
типа лент.
Конвейерная лента типа «а» (или тип I), с послойно дублиро-
ванным нарезным сердечником (рис. 39), усиливается разрежен-
ной тканью, брекером, заложенным между каркасом и верхней
резиновой обкладкой. Такая конструкция ленты снижает дей-
ствие ударной нагрузки и предупреждает отслоение обкладки
при транспортировании круп-
нокускового груза.
При постоянном воздей-
ствии больших ударных нагру-
зок применяют ленты типа «б»
(или тип 2) с брекером, рас-
положенном в толще резино-
вой обкладки (рис. 39). Тяго-
вые усилия в такой ленте вос-
принимают основные проклад-
ки каркаса. Для создания по-
перечной жесткости в ленты
вводят уточные прокладки,
располагаемые по верхней и по
нижней сторонам тягового эле-
мента каркаса (рис. 39), а ино-
гда в толщу резиновой обклад-
ки дополнительно включают
слой уточной ткани. В целях
надежного обеспечения цен-
трирования ленты на кон-
вейере применяют ленты с
усиленным бортом. Такое уси-
лие борта создается огиба-
нием его уширенной нижней
или верхней обкладкой карка-
са (рис. 39).
Иногда требуется усилить
а
Рис. 39. Конструкции конвейерных лент:
/—рабочая обкладка; 2—брекер; 5—тканевые
прокладки; 4—нерабочая обкладка; 5—уточ-
ная ткань; 6—основная ткань; 7—усиленный
борт.
обкладйу рабочей поверхности
ленты в средней ее части. Именно здесь концентрируется абра-
зивное действие переносимого лентой груза, поскольку при уста-
новке ленте обычно придают лоткообразный вид. Усилить об-
кладку в средней части ленты можно следующим путем: при
изготовлении каркаса ленты две или три верхние прокладки
укладывают уступами и лишь по краям ленты. Разрыв между
лентами заполняют обкладочной резиной, утолщая таким обра-
зом обкладку в той части, где они отсутствуют. Если же снижение
прочности тканевого каркаса, вызываемое при этом способе, не-
желательно, то резиновая обкладка в средней части ленты может
быть усилена специальной резиновой накладкой.
Транспортерные ленты специального назна-
чения. Ленты специального назначения теплостойкие, изготов-
ляются той же конструкции, что и ленты общего назначения. При
69
пространение открытых разработок
Рис. 40. Резинотросовая конвейерная лента:
1—обкладки; 2—тросовый сердечник.
этом в качестве обкладки применяют теплостойкую резину с при-
менением тканевых прокладок из теплостойкого материала.
Ленты морозостойкие изготовляются по типам лент общего
назначения с применением для обкладки морозостойкой резины
(до —45 °C).
Ленты маслостойкие, — с применением для обкладки масло-
стойкой резины. Ленты, назначаемые для транспортирования пи-
щевых продуктов, изготовляют с применением обкладки из «пище-
вой» резины, не содержащей вредных примесей (свинец, мышьяк,
ртуть, барий).
Новые виды транспортерных лент. Широкое рас-
и увеличение длин конвей-
ерных установок предъяв- j
ляют новые повышенные
требования к транспортер-
ным лентам. Ныне задачей
производства РТИ является
изготовление лент весьма
большой удельной прочно-
сти, большой длины и ши-
рины; лент трехмерно гиб-
ких, лент, стойких к по-
вышенной температуре и
огнестойких; лепт с уширен-
ными бортами за счет вве-
дения резиновых шнуров.
Для конвейеров большой
длины и особо тяжелых ус-
ловий работы применяют ленты, армированные стальными тросами
(или металлической сеткой). По конструкции такая лента пред-
ставляет собой резинометаллический сердечник, состоящий из
одного ряда параллельно расположенных и запрессованных в ре-
зину латунированных тросов. Такой сердечник с верхней и нижней
сторон и с боков закрыт резиновой обкладкой (рис. 40). Известны
резинотросовые ленты, имеющие в толщине резины, для придания
поперечной жесткости, сверху и снизу по два слоя бельтинга и по-
верх них (рис. 41) по одному слою брекерной ткани. Существен-
ным преимуществом резинотросовых лент является, наряду с их
высокой прочностью, малое относительное удлинение. Ленты имеют
наружную резиновую обкладку. Лента шириной 1200 мм и толщи-
ной 20 мм, армированная 120 тросами, имеет разрывное усилие
не менее 1400 кН. Сопротивление троса вырыву —не менее 400 Н
на 1 см длины троса. В лентах подобного типа, изготовляемых в
ФРГ, применяют ткани, имеющие большую прочность по утку, не-
жели на основе *.
* Однако поперечная прочность армированных лент может быть обеспечена
резиной ^без применения тканевых слоев,
70
Известны транспортерные ленты, изготовляемые из нескольких
слоев прорезиненного корда. Необходимая прочность в попереч-
ном направлении в таких лентах создается наложением слоев раз-
реженного корда или в этом направлении или под углом к про-
дольному.
Ленты, назначаемые для узких штреков, должны обладать
гибкостью и в плоскости их бортов (трехмерно гибкие). Для этого
ленты должны быть достаточно растяжимы в длину и в ширину.
Такие ленты изготовляют из тканей большей растяжимости, чем
обычный бельтинг, или же из промазанного и закроенного на ко-
сяки бельтинга. В последнем случае ленты имеют конструкцию
Рис. 41. Конвейерная лента, армированная стальными
тросами.
типа В с резиновой обкладкой. Для таких лент применяют также
бельтинг с так называемой «эластичной кромкой». Кромки такого
бельтинга по растяжимости близки к растяжимости фона ткани.
Для работы при 150 °C и в требованиях огнестойкости ленты из
ткани на хлопковой пряже непригодны. Для таких условий при-
меняют ленты с тканью из стеклянного волокна или из металло-
ткани, соединяемых теплостойкими прослойками из кремнийорга-
нической резины, полихлорвинила или резины из полихлоропрено-
вого каучука [4]. Для снижения заряда статического электричества
применяют электропроводящие обкладочные резины.
При транспортировке пылящих материалов, например сажи,
находят применение ленты небольшой толщины, свертываемые
в нагруженном состоянии в трубу, запираемую застежкой «мол-
ния». Такая застежка расположена по кромкам ленты.
Особый вид представляют собой транспортерные ленты для
канатно-ленточных конвейеров [5, 6]. В канатно-ленточных кон-
вейерах функции тягового органа и транспортного средства раз-
делены: роль тяговых органов выполняют стальные канаты, лента
опирается на них и перемещается вместе с транспортируемым
грузом. В таких условиях возможно увеличить длину лент и со-
кратить количество прокладок в ленте.
71
Лента КЛК-2-10 (рис. 42), разработанная институтом «Гипро-
углеавтоматизацпя», состоит из двух прокладок бельтинга Б-820,
между которыми с шагом в 100 мм по всей длине ленты положены
стальные рессоры сечением 5Х 12 мм. Они и являются основным
элементом жесткости конструкции и назначены для поддержания
транспортируемого материала. Тканевые же прокладки фикси-
руют положение рессор. Лента имеет двустороннюю резиновую
обкладку и утолщенный, специального вида, борт. Таким желоб-
чатым бортом лента опирается на тяговые стальные канаты,
охватывает их и перемещается вместе с ними.
Максимально допустимый угол наклона гладкой ленты при
транспортировании насыпных материалов составляет 17—25 °C.
В целях увеличения угла подъема и, следовательно, уменьшения
Рис. 42. Транспортерная лента КЛК-2-10:
/—стальная рессора; 2—две тканевые прокладки;
3—фигурный резиновый борт.
протяженности конвейерных линий на шахтах и в карьерах при-
меняют транспортерные ленты, имеющие специальные резиновые
выступы на рабочей поверхности. Такие выступы, получаемые вы-
давливанием на червячном прессе и последующей вулканизацией
в котле, наклеивают на поверхность ленты клеем 88-Н.
Элеваторные ленты с нарезным сердечником
в отличие от транспортерных лент типа 2 имеют тканевый кар-
кас, обернутый брекером. Такие ленты применяются в установках
для подъема тяжелых, мокрых и сильно истирающих материалов
с острыми краями: руда, камень, уголь, стекло и т. п. [2].
У элеваторных лент, применяемых для подъема мелкокуско-
вых истирающих материалов (дробленый уголь, сырая соль
и т. п.), брекер скрепляет лишь края тканевого каркаса.
Элеваторные ленты с каркасом по типу В изготовляются
обычно без резиновой обкладки, так как служат для подъема
материалов со слабо выраженными абразивными свойствами
(песок, цемент, мука, сухие химикалии и т. п.).
Гусеничные ленты. Значительная масса тракторов, тан-
ков и автомобилей-тягачей современных систем требует большой
опорной поверхности их колес. Это требование при проходе ма-
шин по мягким или сырым грунтам превышает возможности,
представляемые пневматическими шинами. Задача разрешается
применением вместо колес на шинах так называемых «гусенич-
ных движителей». Корпус машины, снабженный таким движите-
72
лем, перемещается не по грунту непосредственно, а по двум ши-
роким бесконечным гусеничным лентам, которые тяжестью ма-
шины прижимаются к грунту. В то же время лента, воспринимая
вращение от ведущих колес машины и передавая его ведомым,
перемещается подобно приводному ремню. На нижнюю часть
внутренней поверхности ленты опираются металлические катки
с прочно привулканизованными к ним массивными резиновыми
шинами. На каретках этих катков монтирован корпус машины.
Гусеничная лента, перемещаемая ведущими колесами, приводит
в движение катки. Вследствие вращения катков вся машина пере-
мещается по ленте. Такие гусеничные ленты иногда находят при-
менение и в самолетах.
Резиновые гусеничные ленты состоят из прорезиненного тка-
невого каркаса и резиновой обкладки. Такие ленты обладают
большой гибкостью. Практически нерастяжимые ленты можно по-
лучить, вводя в конструкцию ленты продольно расположенные
стальные тросы. Для получения лучшего сцепления резиновой
ленты с грунтом к наружной поверхности ленты прикрепляют
(болтами) особые резиновые «башмаки», усиленные для прочно-
сти болтового крепления металлическими прокладками.
Ленты для эскалаторов. Ленты-поручни в эскалаторах
(движущихся лестницах метрополитенов) состоят из нескольких
слоев бельтинга, загнутых в форме скобы и обложенных с наруж-
ной стороны резиновой обкладкой. Верхняя ведущая ветвь эска-
латорной ленты надевается на чередующиеся отрезки неподвижных
латунных направляющих. Если лента вытягивается в эксплуа-
тации, она одновременно сужается в поперечном сечении. Это
ведет к более тесному обхвату ею направляющих, к большому
трению о них и, в конечном счете, к дальнейшему удлинению.
Компенсаторные устройства могут отказать в работе, и лента
провиснет. В нижней ведомой ветви лента не имеет направляю-
щих, а лежит на опорных роликах. Удлинившаяся лента может
соскользнуть с роликов и запутаться, что приведет к разрыву
ленты. Отсюда для изготовления поручней следует применять
бельтинг с малым относительным удлинением.
Изготовление плоских приводных ремней,
транспортерных и прочих лент
Заготовка сердечников. Сердечники для плоских прорезиненных
ремней типа А и ряда конструкций транспортерных лент пред-
ставляют собою пластины, дублированные из нескольких слоев
бельтинга. Для дублирования бельтинга применяются различные
Устройства. Основную часть таких устройств составляет двухвал-
ковый дублировочный каландр (дублер). В зависимости от спо-
соба питания дублирующего устройства можно получить пластину
или за один проход, или путем послойного наложения.
Дублирующее устройство первого типа, применявшееся в те-
чение ряда лет, было разработано па Ленинградском заводе РТИ
73
и применялось на других заводах [2, 7, 8]. Такой дублер обору-
дуется стойками для раскатки рулонов прорезиненного бельтинга
и для приема прокладочных холстов. Соотвегственное количество
полос бельтинга (обычно от 2 до 5 даже до 8) одновременно на-
правляется в зазор дублировочного каландра.
Полученная заготовка, в зависимости от назначения, или про-
ходит через опудривающее устройство (ремни без обкладки), или
по обрезке кромок закатывается с прокладочной тканью (сердеч-
ники ремней и лент с обкладкой) (рис. 43).
Устройство второго типа для послойного дублирования бель-
тинга, предложенное на Курском заводе резинотехнических изде-
лий Е. И. Чижовым, агрегируется с промазочно-листовальным ка-
ландром и состоит: из дублировочного каландра, системы транс-
портеров и направляющих роликов. Известны два варианта этого
Рис. 43. Схема устройства для одновременного дублирования до 5 слоев бель-
тинга:
Z—раскатка рулонов бельтинга и прием прокладочных холстов; 2—приспособление для
выравнивания кромок; 3—подача полос резины; 4—дублировочные каландры; 5—подача
резиновых шнуров; 6— рольгаиги; 7—ролики для заделки кромок; 8—опудривающее устрой-
ство; 9—закатка рулонов заготовки.
дублирующего устройства: двухпетлевая дублирующая машина с
заправочными транспортерами и четырехпетлевая с заправочными
цепями (так называемый восьмиэтажный дублер). Схема послед-
ней установки дана на рис. 44.
Такой агрегат общей длиной до 13 м включает: подогреватель-
ные вальцы, промазочно-листовальный каландр, дублировочный
каландр и транспортерную установку, способную принять до 95 м
дублированной заготовки.
Заправочное устройство четырехпетлевого дублера состоит из
направляющих барабанов и двух цепей, идущих параллельно по
обводу контура петель. К планке, соединяющей обе цепи, при-
крепляют первый слой бельтинга. Цепи обводят его по всему
контуру петель. Затем снимают планку, отключают цепи и перед-
ний конец бельтинга направляют в зазор дублирующего каландра
между приводным барабаном и прикатывающим валом (рис. 45)
и смыкают с другим концом бельтинга, образуя петлю. Дублиро-
вание последующих слоев бельтинга идет без участия цепного
механизма со скоростью до 55 м/мин.
На описанном агрегате возможно осуществить ряд вариантов
производственных операции с рабочей скоростью до 28—Збм/миц.
74
1. Каландр производит промазку
цервой стороны первого слоя бель-
тинга; дублер остановлен. Далее
следует промазка второй стороны
(например, по схемам рис. 44) с
одновременной заправкой бельтин-
га в дублер. Затем производят про-
мазку первой стороны второго слоя
бельтинга, далее второй его сторо-
ны, также с включением в работу
дублера. Таким путем может быть
заготовлен сердечник транспортер-
ной ленты с требуемым количе-
ством прокладок, не имеющих доба-
вочных резиновых прослоек. Далее,
если ширина слоя бельтинга не
была одинаковой, следует обрезка
кромок и разрезка заготовки вдоль
на полосы, если ширина транспор-
терных лент меньше ширины бель-
тинга. При наличии достаточного
ассортимента ширин бельтинга за-
готовки сердечников лент от 75 до
120 см можно изготовлять без об-
резки кромок (см. главу 9).
2. Если промазка первой сторо-
ны бельтинга произведена на от-
дельно стоящем каландре, то при
выполнении заготовок лент без до-
бавочных резиновых прослоек одно-
временно ведут промазку второй
стороны и дублирование очередного
слоя бельтинга.
3. Если выполняют заготовку с
резиновыми прослойками и агрегат
питают двусторонне промазанным
бельтингом, — на каландре на-
кладывают резиновую прослойку *.
В этом случае, однако, целесообраз-
нее включать в агрегат еще один
каландр — для промазки второй сто-
роны бельтинга.
В новых установках агрегат для
изготовления приводных ремней
* Резиновая прослойка может быть на-
ложена (в виде фрикционной накладки),
если валки каландра агрегированы с дуб-
лером и имеют фрикцию 1,0 : 1,4,
75
включает в производственный поток: сушильные барабаны, три
каландра, дублер и компенсаторы между машинами самостоятель-
ных приводов.
Существенное преимущество описанного дублирующего устрой-
ства и процесса состоит в том, что дублирование свежепромазан-
ной ткани дает более прочное сцепление тканевых слоев ремня,
устраняет необходимость применения прокладочных холстов при
промазке и межоперационный транспорт. Однако, обеспечивая
поточность производственного процесса, такая установка для
своего размещения требует довольно большой площади. При про-
дольной разрезке вулканизованных многослойных пластин с со-
блюдением точной ширины нарезаемых ремней и возможно ми-
нимальными отходами применяется станок, на котором пластина
Рис. 45. Схема четырехиетлевого дублирующего устройства:
I—прикатывающий вал; 2—приводной барабан; 3—поддерживающие ролики; 4—прижим-
ные ролики; 5—поперечнорезательные приспособления; 6—натяжной ролнк; 7—приводные
ролики; 8—вертикальные трансмиссионные валы; 9—горизонтальный трансмиссионный вал;
10 —главный вал; //—фрикционная передача; 12— продольнорезательиые приспособления;
13—выносной ролик.
раскатывается посредством двух валков, обложенных резиной.
Пластина со скоростью 20—30 м/мин проходит через ряд парал-
лельно размещенных клинковых ножей, устанавливаемых на об-
щей металлической штанге в наклонном положении и на опреде-
ленном расстоянии один от другого. Штанга-держатель ножей
может быть поднята или опущена с помощью расположенных у ее
концов пневматических цилиндров. Это приспособление позволило
исключить применявшиеся ранее ручные операции по пробивке
пластин ножами и по последующему удалению ножей из зоны
резки. Рулоны нарезанных ремней при закатке отделяются один
от другого сепараторными линейками. Основное требование при
работе на этом станке — недопущение боковых сдвигов разрезае-
мого рулона. Несмотря на относительную простоту и высокую
производительность, изготовление ремней типа А вначале было
связано со значительными отходами отрезаемых кромок. Ныне,
при наличии бельтингов различной ширины, отходы снизились.
Заготовки сердечников послойно завернутых ремней и лент
резиновые предприятия США производят на ремнеклеечной ма-
7<о
шине. Эта машина представляет собою стол, по поверхности кото-
рого движется заранее закроенная полоса бельтинга требуемой
ширины. Системой вертикально расположенных свободно вра-
щающихся роликов кромки протягиваемой полосы корытообразно
загибаются, а затем прижимаются к ткани, образуя заготовку
двухпрокладочного ремня (нижняя прокладка цельная, а верхняя
имеет продольный шов). Далее заготовка проходит в зазор дуб-
лировочных валков, где слои бельтинга спрессовываются. Для
удаления воздуха, сгоняемого дублировочными валками к кром-
кам, заготовка вслед за дублировочным устройством проходит
между двух вертикальных игольчатых роликов. На приемной
стойке заготовка закатывается в рулон с применением прокладоч-
ной ткани.
Для изготовления ремня с тремя прокладками на заправочной
стороне машины, поверх первого рулона с закроенной полосой
бельтинга, помещают второй рулон с полосой бельтинга половин-
ной ширины. При заправке в машину вторая полоса помещается
на первой. Для изготовления ремня в четыре или пять прокладок
сердечник заготовки ремня, полученный за первый проход, пере-
мещают тельфером на заправочную сторону машины и повто-
ряют работу в той же последовательности, как и при изготовле-
нии трехпрокладочного ремня. При последнем проходе через
машину склеенная заготовка пропускается через опудривающее
приспособление машины. Продольные швы необходимо пооче-
редно располагать на обеих сторонах заготовки симметрично по
отношению к оси ремня и в пределах средней трети его ширины.
Необходимость повторного пропуска для наращения каждой
дополнительной пары прокладок весьма ограничивает производи-
тельность таких машин, особенно при изготовлении ремней не-
большой ширины. Отходы бельтинга при тщательно проведенном
раскрое и правильном подборе длины кусков невелики.
Обкладка резиной сердечников ремней и лент производится на-
ложением резиновых листов на нижнюю и верхнюю стороны сер-
дечника, причем резиновый лист на нижне# стороне последнего
должен быть шире его. Загиб их на обкладываемый сердечник
производят приемом, близким к описанному в машинах для заго-
товки каркасов послойно завернутых ремней. Приведенный на
рис. 44 агрегат для дублирования заготовок сердечников снабжен
приспособлениями для такой обкладки. В этрм случае верхний
бельтинговый слой сердечника должен быть заранее обложен
резиной.
Более рациональна схема, применяющая каландр для об-
кладки заготовленного сердечника. Если применяется четырех-
валковый каландр (рис. 46), то зазоры нижней пары валков
устанавливают с учетом толщины обкладки на рабочей стороне
ленты, а верхней пары с учетом толщины обкладки на нерабочей
ее стороне. Рабочая сторона обкладывается резиной с припуском
(напуском) по обеим сторонам сердечника, а нерабочая — точно
по ширине ленты. Обложенный сердечник по выходе из каландра
77
поступает на заделку кромок путеэд подъема боковых напусков
и загиба их на нерабочую сторону. Общая длина такого агрегата
17—18 м.
В случае применения трехвалкового каландра процесс услож-
няется. Вначале производится обкладка рабочей стороны ленты
(с напуском для заделки кромок). Затем заготовка вновь посту-
пает в каландр для обкладки нерабочей стороны и заделки
кромок.
Состыкованные («бесконечные») плоские приводные ремни
применяются при относительно небольших расстояниях между
НеоВ/юженный сердечник
транспортерной ленты
Рис. 46. Схема двусторонней обкладки сердечника транспортер-
ной ленты:
/-—рас даточное устройство; 2—дисковые ножи для закроя обкладочной
резины; 3—четырехвалковЫй каландр; 4—поддерживающий ролик; 5—при-
жимной ролик; 6—приспособление для заделки кромок; 7—протаскиваю-
щий валок; 8—опудривающее устройство; Р—закатка рулонов заготовки;
10—приемный транспортер.
шкивами. Так как подобные ремни не допускают перешивки, при-
меняемой по растяжении конечных ремней, то при изготовлении
состыкованных ремней применяют бельтинг с меньшим удлине-
нием или производят специальную вытяжку его. Для этого бель-
тинг намачивают в воде, отжимают и высушивают в растянутом
состоянии в особых камерах.
Состыкованные ремни могут быть изготовлены по любому из
приведенных выше типов. При изготовлении стыка ремня или
ленты концы полосы бельтинга срезают под углом 45°, наклады-
вают с нахлесткой 100—150 мм и заделывают тем же порядком,
что и основную часть ремня. Диагональная закройка концов поз-
воляет распределить стык на большой длине ремня. Так как
состыкованные ремни надевают на шкивы с некоторым натяже-
нием, то их следует изготовлять на 1—2% короче длины, изме-
ряемой по обводу шкивов. Поэтому, устанавливая длину заготовки
ремня, необходимо учесть те изменения длины, которые будет
претерпевать ремень в процессе вулканизации. Поскольку при
изготовлении состыкованных ремней большой длины точно рас-
считать размер заготовки трудно, состыковку таких ремней про-
изводят после вулканизации основной части ремня. Состыкован-
78
ные ремни можно изготовлять также путем накатной заготовки.
Для этого можно использовать оборудование (станки СКР-1),
применяемое в производстве клиновых ремней.
Вулканизация плоских приводных ремней транспортерных и
других лент. Вулканизация ремней и лент производится в гидра-
влических прессах участками, соответствующими длине пресса, по
10,35 м. Полезная ширина таких прессов, полученных из ГДР,
1,2—2,9 м.
Для широких транспортерных лент завод «Уралхиммаш» из-
готовляет прессы с размерами нагревательных плит 2,5ХЮ м
(рис. 47). Перед зажатием между плитами пресса ремни и ленты
вытягивают примерно на 2,0—2,5%, а ремни и ленты из синтети-
ческих тканей на 3,0—3,5%. Вытяжкой достигается распрямление
прокладок, выравнивание их натяжения и уменьшение остаточ-
ного удлинения в готовом изделии *. Для этого на вулканизацион-
ном прессе с обеих торцовых сторон или с одной из них (рис. 47)
имеются каретки, снабженные зажимными приспособлениями.
Каретки эти можно отводить по особым направляющим на рас-
стояние до 1 м от плит пресса. Зажимание, раскрытие и переме-
щение кареток производят посредством гидравлических устройств.
Удельное давление на плите пресса, необходимое для ремней
в 3—5 прокладок, составляет 15-105 Па, для ремней и лент боль-
шей толщины (20—30) • 105 Па. Излишне высокое удельное дав-
ление может повести к выдавливанию резиновой смеси из. ремне-
вой заготовки, к нарушению структуры и прочности ткани. Это
приведет к снижению средней величины толщины прокладки, уве-
личению изгибной жесткости ремня и уменьшению его прочности.
Выходной конец плиты пресса полезно охлаждать, что уменьшит
возможность перевулканизации участков ремня, дважды заправ-
ляемых в прессе **. В прессах больших размеров для облегчения
опускания плит, выравнивания хода их и для облегчения отрыва
ремней от плит устраиваются возвратные цилиндры. Распредели-
тельное пневматическое устройство управляет рабочими и воз-
вратными цилиндрами; в новых прессах вводится автоматизация
управления таким устройством.
Для нагрева плит прессов применяют электрообогреватели.
Ремни и ленты, не имеющие резиновой обкладки, укладывают
вдоль плиты пресса в таком количестве, которое позволяет ши-
рина пресса и вулканизуемых изделий, но уе ближе 50 мм от
края верхней плиты пресса. Толщина всех уложенных в пресс
ремней должна быть одинаковой, иначе более тонкие ремпи не
* Величина вытяжки, применяемой при вулканизации, зависит от условий
предшествующей обработки бельтинга. Быстроходные промазочные каландры,
многопетлевые компенсаторы и дублеры значительно снижают растяжимость
бельтинга и тем самым приводят к необходимости применения малых вытяжек
на вулканизационных прессах.
** С применением тканей из синтетических волокон становится особенно не-
обходимым перевод с парового обогрева плит прессов на обогрев перегретой во-
дой, с последующим охлаждением плит после каждого цикла вулканизации.
79
Рис. 47. Вулканизационный пресс с размерами плит 3,8X10,0 м:
1» 3—растяжные устройства; 2—-гидравлические цилиндры; 8—колонки? 4—верхняя траверса; 5—нчжини подвижной стол;
? 8—водяной бак; 7—нагревательные плиты; У—гидроустановка.
будут надлежаще спрессованы и вытянуты. При вулканизации
ремней и лент с резиновой обкладкой необходимо обеспечить
гладкую поверхность изделий, точную ширину и высоту их
и правильность кромок. Это достигается прокладыванием между
ремнями и по краям пресса специальных стальных или дюралю-
миниевых линеек. Смещение крайних линеек предупреждается
постановкой упорных закладок на нижней плите прессов.
Для обеспечения должной прессовки высоту линеек прини-
мают на 1 или 2 мм меньше требуемой толщины изделия (в за-
висимости от толщины заготовки). Подпрессовка на низком
и высоком давлениях ремней и лент с обкладкой предупреждает
образование вздутий. Коэффициент использования ширины плит
пресса при вулканизации ремней без обкладки составляет 0,85—
0,95, но для ремней и лент с обкладкой, вследствие наличия ли-
неек, он снижается. Производительность вулканизационных прес-
сов зависит от количества прокладок и наличия или отсутствия
обкладки, рецептуры резиновых смесей и температуры плит [при
давлении пара (4 и 5) • 105 Па].
Вытяжка, произведенная в период вулканизации, не остается
постоянной — вынутые из прессов ремни и ленты дают усадку
примерно до 0,5%.
Небольшая пропускная способность ремневых прессов и отно-
сительно простая форма вулканизуемых изделий позволяют пе-
рейти к вулканизации непрерывным способом на барабанных вул-
канизационных машинах.
Для предупреждения приваривания ремней и лент к плитам
пресса применяют опудривание поверхности изделий. Обычное
опудривание тальком связано с загрязнением рабочих помещений
тальковой пылью. Были предложены различные жидкие смазки,
например раствор, содержащий жидкое техническое мыло (олеи-
новокислый калий), тальк и воду. Жидкие смазки позволяют
содержать в большой чистоте рабочее место, однако они должны
применяться с известной осторожностью и лишь для ремней
и лент с резиновой обкладкой. Попадание водяной смазки в толщу
необложенных ремней вызывает образование пузырей и рас-
слоений.
Чтобы удалить с плит пресса образующийся на них нагар, не-
обходимо производить периодическую их очистку посредством
шлифовального прибора, состоящего из электромотора с верти-
кально расположенным валом, на концах которого находятся го-
ловки с шлифовальными дисками. Головка с верхним диском
может в определенных пределах изменять высоту своего положе-
ния. Диски установлены на спиральных пружинах, обладающих
Достаточной упругостью для прижимания кругов к плитам пресса.
Шлифовальный прибор установлен на роликах и может передви-
гаться в междуплитном пространстве. Верхняя и нижняя плиты
пресса очищаются от нагара одновременно. В практике отече-
;твенных заводов применяется устройство для механизированной
последовательной очистки верхней и нижней плит.
81
iipvAon/ncnne 1мжслыл ремней и лент вдоль плиты прессу
и закатка их в рулоны — довольно тяжелая работа. Для облегчен
ния ее прессы снабжают дополнительным устройством, например
протаскивающим приспособлением, состоящим из штанги, привод
димой в движение от электромотора.
В производстве ремней и транспортерных лент в качестве це-
ховых транспортных средств применяют подъемные краны и тель-
феры, связывающие три передела поточного механизированного
процесса: дублирование, обкладку и вулканизацию.
Изготовление лент, армированных металлическими тросами,;
слагается из следующих пяти основных стадий работы [7—9]. ।
1. На машине для послойного дублирования бельтинга изго4
товляется верхняя резинотканевая заготовка из прорезиненногсй
бельтинга и одного слоя брекера и обкладывается на каландра
резиновой смесью сначала с бельтинговой, а затем с брекерноя
стороны.
2. Аналогичным путем заготовляется нижняя резинотканевая
заготовка. Эта нижняя сторона ленты в готовом изделии является
рабочей стороной, а потому резиновая накладка на брекере имее™
толщину 4 + 0,5 мм. |
3. Заготовка тросового сердечника производится на специальЯ
ном агрегате. Здесь со шпулярника с натяжением 500 Н/см2 со
скоростью 4 м/мин сходит поток из 128 тросов. Расстояние между
центрами тросов 9 мм. Движение их прерывное, участками im
6 м через каждые 30—50 мин.
Поток латунированных тросов в том же агрегате с обеих ст<Я
рон обкладывается резиновой смесью на трехвалковом каландре
4. Далее следует дублирование тросового сердечника с резит
нотканевыми заготовками, производимое в том же агрегат!
Нижняя резинотканевая заготовка дублируется с тросовыя
сердечником в момент прохода его через нижний зазор каландря
а в последовательно расположенном двухвалковом дублере к тря
совому сердечнику присоединяется верхняя резинотканевая загс?
товка *. Затем на промежуточном рольганге производится заделк:
резиновых бортов ленты. Для этого используются напуски реГ"
зины, оставленные при выполнении нижней резинотканевой за
готовки.
5. Вулканизация заготовленной и опудренной ленты провор
дится на вулканизационном прессе, включенном в агрегат, в ли-4
нейках, при удельном давлении 27-10® Па. Лента вулканизуется^
периодически участками по 6 м в общем режиме работы^
агрегата.
Вулканизованная лента закатывается в бухты на металличе;
ский барабан диаметром 800 мм.
Для вулканизации состыкованных ремней применяются челки
стные прессы рамного типа с длиной плит 1,5—5 м; при это!
конструкции пресса закладка ремней облегчается (рис. 48). Эс<,
* В последнее время успешно применяется бестканевая заготовка.
83
КЗЛа «ivuiw ujnnannojiv j d nwicvuinotA прислал d шсцпалв*
НЫХ формах.
Дефекты ремней и лент в виде пузырей и отслоений резиновой
обкладки происходят: от недостаточной просушки бельтинга, на-
личия летучих веществ в резиновой смеси, вследствие нетщатель-
ной работы по клейке, обкладке и опудриванию ремней или при
вулканизации без подпрессовки и ряда иных причин. Вздутия
обкладки объясняются недостаточной просушкой смазанной ре-
зиновым клеем поверхности каркаса и обкладочной резины или
же загрязнением тальком мест, подлежащих обкладке. Для ис-
правления обнаруженных дефектов обкладочная резина сни-
мается, место вздутия очи-
щается, смазывается клеем,
вновь обкладывается рези-
ной с более коротким сро-
ком вулканизации и повтор-
но вулканизуется. Для про-
ведения такой местной вул-
канизации используют не-
большие челюстные, так
называемые починочные
прессы.
Очередная задача в про-
изводстве плоских привод-
ных ремней и транспортер-
ных лент — агрегирование в
единый поток всех опера-
ций: от просушки бельтинга
Рис. 48. Челюстной пресс для вулканиза-
ции состыкованных ремней.
до закатки в рулоны вулка-
низованных изделий.
Измерение длины ремней малой и средней ширины производят
на станке для резки пластин или же на браковочном столе по-
средством измерительных кареток. Осмотр и промер тяжелых
ремней и лент и обрезку заусенцев ремней с обкладкой произво-
дят одновременно с закаткой этих изделий в рулоны по мере
вулканизации.
Лабораторные методы испытаний плоских ремней и лент. Конт-
роль качества плоских ремней и лент включает определение сле-
дующих показателей (ГОСТ 101—54* и ГОСТ 20—62*):
1) сопротивления разрыву по направлению основы и утка
бельтинга;
2) прочности связи между прокладками, а также между об-
кладкой и тканевым каркасом;
3) стойкости обкладки по отношению к смазочному маслу
и истиранию.
Прочность на разрыв определяется разрывом образцов на ры-
чажной разрывной машине.
Прочность связи между прокладками и прочность крепления
обкладки определяются отслаиванием прокладок под действием
83
для динамического действия сил, проявляющегося в работе рем’
ней и лент. Для установления прочности связи прокладок в усло-
виях, близких к эксплуатационным, применяется испытание на
многократный изгиб.
Расчет режимов вулканизации транспортерных лент и плоских
ремней [10, 11]. Расчет режима вулканизации, обеспечивающего
оптимум свойств резино-текстильной пластины, производят для
середины пластины. Поскольку последняя представляет собой не-
однородное изделие в расчете температур составную неоднород-
ную пластину заменяют эквивалентной однородной. Для темпе-
ратурного коэффициента, равного 2, рассчитана и графически
интерпретирована зависимость эквивалентного времени Sf от тем-
пературы вулканизации. По этой кривой можно рассчитать экви*
валентное время для назначенных температур и, по приведенным!
уравнениям, исходя из эквивалентной площади и температурь^
плит пресса, рассчитать продолжительность вулканизации. I
Для практического пользования предложена номограмма, по4|
строенная на основании этих расчетов (рис. 49) [11].
Расчет н построение номограммы основаны на применении теории теплопро
водности к нестационарному режиму нагрева резино-текстильиых пластин. В этом
случае процесс нагрева можно разделить на две стадии: начальную н регуляр-
ного режима. Они характеризуются соответственными значениями критерия
Фурье.
Безразмерный критерий Фурье Fo определяется соотношением коэффициен-
тов температуропроводности пластин а продолжительности иагрева т и полутол-jl
шиной пластины о: >
Fo = ^- (2.1)|
Для слойной резнно-текстильной конструкции следует принимать эквива-
лентное (приведенное) значение критерия Фурье:
FoSKB = -g- (2.2)-
В уравнение (2.2) входит эквивалентное время вулканизацнн S (оптимум
времени вулканизации) слоя резины, находящегося в середине пластины при
143 °C. Здесь время S тождественно равно оптимуму времени вулканизации ре-
зины, устанавливаемому в лабораторных условиях. Естественно, что в других
зонах резино-текстильиой пластины (например, на поверхности), или в иной ста-
дии нагрева эквивалентное время, как н эквивалентный критерий Фурье, будет
иметь иные значения в зависимости от температуры tw, температурного коэффи-
циента вулканизации k и критерия Фурье Fo. Так, в частности, эквивалентное
время для поверхности 5П0в пластины может оказаться значительным, а потому
и должно быть рассчитано и сопоставлено с предельным значением времени
вулканизации резины. i
Для построения номограммы (рис. 49) и были вычислены значения Fouobbkb
и Focep. вив для от 140 до 160 °C и для значений Fo от 0 до 5 при k = 2. При-
веденная номограмма состоит из четырех квадрантов.
В первом верхнем квадранте дана зависимость FoCep экв от температуры
плит пресса и критерия Фурье Fo, в правом нижнем квадранте — зависимость
Fodob. экв и 5пов/т от тех же величин; в левом верхнем квадранте — зависи-
мость Fo/Focep. экв = т/Зоер от Focep. экв и температуры плит пресса; в левом .
нижнем квадранте приведены поправочные коэффициенты 3»/3* = 2 для под-’*
84
tw~ieo°c1
-г I I 1120
(7 2fl 2,3
К
Рис. 49. Номограмма для расчета продолжительности вулканизации резиновых и
резиио-текстильных пластин в прессах с постоянной температурой плит (температур-
ный коэффициент вулканизации k = 2, оптимум времени вулканизации S отнесены
к 143 °C) н поправочные коэффициенты для А = 2.
времени вулканизации в случае, если температурные ко
эффициеиты вулканизации ие равны двум (k^2).
Примеры. 1. Определить продолжительность вулканизации резнно-текстиль
ной пластины, состоящей из 11 слоев хлопкового бельтинга с расчетной толщи-
ной одного слоя 1 мм и двух резиновых обкладок толщиной 3 и 1 мм; рассчи
тать пределы плато вулканнзацни для резин, входящих в состав этой пластины
За эквивалентный коэффициент принимаем температуропроводность проре-
зиненного бельтинга при 100 "С а = 3,44 • 10"4 мг/ч; эквивалентная полутолщина
пластины * бек в = 7,32 мм, температуру плит пресса полагаем равной tw *=
«= 151 °C; принимаем оптимум вулканизации резины при 143 °C 5 = 20 ми ,
температурный коэффициент вулканизации k = 2.
Рассчитываем величину эквивалентного критерия Фурье для середины пла-,
стниы: ’>
_ а5сер 3.44-10-4-20 ,i
Focep. экв--^- = 7>322.lo-6.eo -2-14
Пользуясь левым верхним квадрантом номограммы (см. пунктирные линии),
находим для этого значения FoCep >ак и tw = 151 °C отношение x/Scep = 1,13.
Отсюда необходимая продолжительность вулканизации пластины т = 1,13 20 =-
= 22,6 мин.
Пользуясь правым нижним квадрантом номограммы, для той же темпера-
туры плит, находим отношение 5П0в/т = 1,741; эквивалентное (суммарное) вре-
мя вулканизации поверхности пластины Sdob = 1,741 • 22,6 = 39,4 мин.
Таким образом, плато вулканизации для резин, входящих в состав пла-
стины, должно лежать в пределах 20—40 мнн.
2. Определить эквивалентное (суммарное) время вулканизации середины, а
также поверхности резнно-текстильной пластины, состоящей из 6 слоев хлопко-
вого бельтинга и двух резиновых обкладок толщиной 6 и 2 мм.
Принимаем а = 3,44 • Ю-4 мг/ч, эквивалентную полутолшину пластины (в
мм) подсчитываем согласно уравнению (2.3) [11]:
бркв = 0,5 ^бельт + бОбкл йовы ) (2.3)
«экв - 0,5 (б + 8 д/4ту) = 6,65
Пусть заданы: производственно принятый режим вулканизации рассматри-
ваемой пластины (т = 18 мин при tw — 158 °C) и температурный коэффициент,
вулканизации k = 2.
Находим значение критерия Фурье в конце процесса вулканизации:
р ат 3,44 • 10~4 • 18 0 ,,
Fo = —;— = —“ 2,33
Св 6,652 • 10-6 • 60
Пользуясь правым верхним квадрантом номограммы (см. пунктирные лн-|
нин), находим для этого значения критерия Фурье при tw — 158 °C величииуи
Focep- вкв — 3,14. В левом верхнем квадранте номограммы этому соответствуем
отношение т/5«ер = 0,74, откуда суммарное время вулканизации середины пла--
17
стииы Seep =-^^-= 24,3 мнн. В правом нижнем квадранте находим при том
же значении ta отношение 5во»/т = 2,828. Потому суммарное время вулканизат;
ции поверхности пластины 5П0в = 2,828 • 18 = 50,8 мии.
Таким образом плато вулканизации для резни, входящих в состав пластины,
должно лежать в пределах 20—55 мин.
При k = 2, задаваясь величиной температурного коэффициента вулканиза-
ции, в левом ннжнем квадранте номограммы находим для середины пластины и
для ее поверхности отношение 5«/5а = 2 и соответствующее эквивалентное время
вулканизации середины пластины (5Сер) и поверхности пластины ($пов).
* Расчет эквивалентной полутолщины пластины для этого примера см. [10],
86
Рис. 50. Клнноременная передача.
КЛИНОВЫЕ РЕМНИ
Основные типы клиновых ремней. В последнее время большое
распространение получил новый вид ременной передачи (рис. 50) —
клиновыми ремнями с трапециевидным поперечным сечением
(рис; 51). В отличие от плоских приводных ремней, работающих
на плоских или слабо выпуклых шкивах, клиновые ремни рабо-
тают на шкивах, имеющих соответственные канавки. В эти ка-
навки ремни вклиниваются своими
боковыми гранями, чем создается
необходимое трение.
Клиновые ремни в зависимости
от их применения разделяются на
две группы: ремни станочные и рем-
ни вентиляторные. Ремни первой
группы устанавливаются по два и
более на шкивах, имеющих соответ-
ственное количество канавок, при-
меняются на передачах мощностью
до 900 кВт. Клиновые станочные
приводные ремни изготовляются со-
гласно ГОСТ 1284—68 и ГОСТ
10286—62 (для сельскохозяйствен-
ных машин). Ремни второй группы,
изготовляемые по ГОСТ 5813—64,
устанавливаются по одному (реже
по два) на шкиве. Такие ремни
применяются для передачи движе-
ния от вала двигателя к вентиля-
тору, насосу и генератору в авто-
мобилях, тракторах и комбайнах.
Клиновые ремни изготовляются
бесконечными как штучные изде-
лия в установленном ассортименте
длин и профилей. Значительно
меньшее применение имеют конечные ремни, стыкуемые при по-
становке на привод.
Различают внутреннюю длину ремня, соответствующую длине
по внутренней его окружности, и расчетную. За расчетую длину
ремня принимают длину на уровне расчетной его ширины (см.
главу 10). Клиновые станочные ремни изготовляют семи профи-
лей и различных, но ограниченного ассортимента, внутренних
длин (от 500 до 14 000 мм). Размеры вентиляторных клиновых
ремней для автомобилей и тракторов включают пять профилей
(с ассортиментом внутренних длин от 560 до 1682 мм).
Особенности работы клиновых ремней. Передача клиновыми
ремнями имеет следующие особенности по сравнению с передачей
плоскими приводными ремнями:
1. Упрощение монтажа и ухода, так как клиновые ремни не
требуют сшивкц.
«7
ремни допускают передачи с минимальным расстоянием межд^
шкивами и большим передаточным числом (до 7 и даже до 10);
Компактность установки — ценная особенность клиноременной пе-
редачи. Именно по этой причине клиновые ремни вытеснили дру.
гие виды передач в прядильных и иных машинах с индивидуаль-
ными приводами от быстроходных моторов.
3. Меньшее давление на валы, так как клиновые ремни
обеспечивают передачу при меньшем натяжении.
4. Передача клиновыми ремнями отличается большим по-
стоянством передаточного числа, бесшумностью, большей без-
опасностью, чистотой и надежностью работы.
Для нормальной работы клиновых ремней необходимо соблю-
дение ряда условий. Недопустимо ставить ремни излишне боль-
шого или, наоборот, недостаточного
профиля. В первом случае погружение
в канавку будет неполным и боковые
стороны ремня быстро сработаются.
клинового ремия в канавке шки-
вов.
Во втором случае ремень будет лежать на дне канавки, скользить
и нагреваться, что также поведет к преждевременному износу.
Лишь правильно выбранные ремни, полностью прилегающие ра-
бочими сторонами к канавкам шкива без излишнего погружения
в них (рис. 52) и соответственной длины, будут работать нор-
мально. Расстояние между нижним основанием и дном канавки
устанавливается, следуя рискам на шкиве, но должно быть не
менее 5 мм. Диаметры шкивов и профили их канавок должны со-
ответствовать сечениям ремней.
Вследствие относительно большой высоты клиновых ремней
при огибании ими шкива наблюдаются значительные деформации
поперечного сечения ремней. Растяжение материала по верхнему
основанию трапеции сопровождается поперечным сжатием, т. е.
уменьшением ширины верхнего основания. Сжатие материала по
нижнему основанию ведет к увеличению ширины нижнего осно-
вания, в результате чего угол клина уменьшается (рис. 53). По-
этому для обеспечения работы и равномерного снашивания боко- .
шкивов по сравнению с углом клина ремней.
Конструкции клиновых ремней. Первая по времени освоения
конструкция клиновых ремней представляла накатное кольцо
с сердцевиной из кордткани и с тканевой оберткой, закроенной
диагонально. Вулканизацией в соответствующих формах ремню
придавалось требуемое сечение. Ремни этой конструкции обнару-
живали в эксплуатации ряд недостатков. Нити корда, закатывае-
мого вручную в жгут, располагались в ремне непараллельно, бес-
порядочно. Вследствие этого напряжение распределялось нерав-
номерно; более короткие и, следовательно, более нагруженные
нити разрывались раньше других, что
вело к быстрому износу ремня. Относи-
тельно большие размеры сердечника вы-
зывали отслаивание нитей корда, распо-
ложенных выше или ниже нейтрального
слоя. Эти недостатки были устранены
введением слойной конструкции клино-
вых ремней. В таких ремнях минималь-
но необходимое количество параллель-
ных несущих нагрузку кордных слоев
располагается в срединной зоне сечения
ремня, во всю его ширину. Кордовый
сердечник ремня принимает на себя
натяжение, возникающее при работе
Ряс. 53. Изменение угла
шкива ремия при огибании
шкива.
ремня. Так как небольшая толщина кор-
дового слоя не могла бы обеспечить должное положение его
в канавках шкива и достаточную поверхность трения, то, в целях
необходимого развития боковых граней, в ремень вводятся до-
полнительные резиновые и тканевые слои, а также тканевая за-
щитная обертка. Верхний слой, прилегающий к широкому осно-
ванию трапеции и работающий в момент прохода ремня по
шкивам на добавочное растяжение, носит название слоя растя-
жения-, нижний, в этих условиях работающий на сжатие, назы-
вается слоем сжатия. Большая высота клиновых ремней ведет
к некоторому скольжению верха и низа боковых граней по по-
верхности канавок; скольжение вызывает нагревание ремней и из-
нос их боковых граней. По этой причине высоту клиновых ремней
ограничивают 30 мм.
Клиновые ремни с кордтканью в срединном слое имеют сле-
дующие детали (рис. 54,а): слой сжатия из резины; сердечник из
нескольких слоев корда; слой растяжения из резины или из не-
скольких слоев специальной ткани, закроенной под углом 45°.
Толщина кордового слоя должна быть минимальной по сравнению
с высотой ремня. Наружную обертку ремня составляют один или
два слоя прорезиненной ткани (возможно большей резиноемко-
сти), закраиваемой под углом 45°. Способствуя лучшему оформ-
лению ремня и устойчивой посадке в канавке шкива, обертка, од-
нако, ведет к некоторому увеличению жесткости ремня на изгиб.
89
nvnvtpyлини ллипиошл pcivincn ocHVid усо-
вершенствована и кордткань заменили кордшнуром структуры
37/27/3, который располагается в эластичном резиновом слое
в одни ряд (рис. 54,6) по низу зоны растяжения. В таких ремнях
расслоение по несущему нагрузку слою исключается. Т
Рис. 54. Цельнопрофильные клиновые ремни:
а—с кордом в нейтральном слое; б—с кордшнуром в нейтраль-
ном слое.
В новых видах клиновых вентиляторных ремней вводится при]
менение сердечника из металлокорда [12]. Ремни с таким карка!
сом растягиваются меньше и показывают большую выносливости
по сравнению с ремнями из хлопкового корда. Также вдвое болеет
стойки и имеют меньшее поперечное сечение клиновые ремни, из]
готовленные из анидного кордшнура структуры 34/12/3, распола]
гаемые из-за малой их жесткости по верху зоны растяжения
Рис. 55. Зубчатые клниовые ремни.
а—Формовой ремень; б—нарезной ремень: /—ткань слоя растяжения;
3— кордшнур; а—резина слоя сжатия.
Однако значительная деформируемость и изменение механических
свойств текстильных материалов из синтетических волокон с поЧ
вышением температуры требует проведения предварительной спе-'
циальной термической обработки. ’
Разработаны и уже производятся клиновые ремнн с лавсано-
вым кордшнуром в сердечнике с основаниями меньшей ширины,
так называемые узкие клиновые ремни [13].
Зубчатые клиновые ремни. Для работы на шкивах
малых диаметров требуются особенно гибкие ремни. Этим свой-
ством обладают клиновые ремни с зубчатой внутренней поверх-
90
HOL 1DIV wf • xivnv^vTnv ^aviivt»jvmvnnuiv qjvuih vuvvnvTrioaivi
должную поперечную жесткость, а снижение высоты ремня на
участках между зубцами ведет к значительному уменьшению про-
дольной жесткости. Известны также ремни с зубцами на обеих
сторонах; в таких ремнях сердечник может быть расположен наи-
более рационально. Зубчатые клиновые ремни, предназначаемые
для приводов генераторов, вентиляторов и т. п. в железнодорож-
ных вагонах, стыкуются на месте, а потому изготовляются конеч-
ными, каркас их почти целиком состоит из ткани гарнитурового
переплетения с нормальным закроем.
Известны так называемые сдвоенные клиновые ремни с шести-
гранным сечением профиля, а также ремни не клинового, а круг-
лого сечения диаметром 9,5 мм.
Плоско-зубчатые ремни. Изготавливают зубчатые
ремни, имеющие не клиновое, а
ремни используются в передачах
с зубчатыми шкивами (рис. 56).
Зубчато-ременная передача
является своеобразным «гибри-
дом» ременной и зубчатой пере-
дач. Зубцы ремня находятся в
зацеплении с выступами-зубцами
на поверхности шкивов. Этим
обеспечивается строгое постоян-
прямоугольное сечение. Такие
Рис. 56. Плоско-зубчатые ремни,
а—Изготовлен сборкой на барабане;
б—изготовлен лнтьем под давлением:
/—слой резины; 2— металлотрос; 3—ре-
зиновый зуб; /—оберточная ткаиь.
ство передаточного числа и от-
сутствие проскальзывания. В то
же время тяговое усилие воспри-
нимается сердечником ремня, из-
готовляемым из металлических
тросов или кордшнура. Ремни подобных передач не требуют зна-
чительного первоначального натяжения и работают на скоростях
до 60—80 м/с с коэффициентом полезного действия, близким к 1,00.
Области применения зубчатоременных передач крайне разнооб-
разны: от швейных машин до установок в 750 кВт.
Плоско-зубчатые ремни [14], в зависимости от способа изго-
товления имеют две несколько различающиеся конструкции
(рис. 56). Деталью, несущей нагрузку в обоих конструкциях, яв-
ляется спирально навитый металлокорд.
Изготовление клиновых ремней. Известно несколько механизи-
рованных способов сборки заготовок клиновых ремней: групповая
(прямая и обратная), раздельная и индивидуальная; ряд осо-
бенностей имеет сборка зубчатых ремней.
Групповая прямая сборка применяется лишь при из-
готовлении станочных ремней с кордтканевым сердечником. За-
готовки таких ремней получают путем последовательной накатки
слоев: промежуточной ткани, резины н прорезиненной ткани, на-
чиная со слоя сжатия. Полученную цилиндрическую заготовку
разрезают на отдельные кольца, каждое кольцо обертывается
отдельно оберточной тканью.
91
Рис. 57. Станок СКР-2А для сборки клиновых ремней:
1—станина; 2— прикаточный валнк; 3—сборочный барабан; 4— электродвигатель.
меняют однобарабанный накатчик заготовок — станок СКР-1Л,
состоящий из сменного разъемного барабана (дорна), над кото-
рым помещается массивный прикаточный ролик, опускаемый
и поднимаемый при помощи сжатого воздуха. Давление прикатки
На 1см длины заготовки 50—100 Н. Для разрезки заготовки на
кольца станок снабжен специальной штангой-суппортом, по кото-
рому в особой каретке передвигается нож, устанавливаемый под
требуемым углом к образующей заготовки.
Станки СКР-1 последних выпусков имеют ряд улучшений
(рис. 57). В них устранено консольное крепление сменных разъем-
ных барабанов, вызывавшее неточность резки накатной заго-
товки. Взамен консольного крепления введена вторая опора для
Рис. 58. Схема расположения станка СКР-2А и его деталей:
/—питатель СКРП-60; 2— станок СКР-2А; 3— поддерживающая стойка; /—стойка второго
барабана; 5—общий вид.
оси барабана. На этих станках вследствие применения ножей,
поставленных под соответственным углом, резка заготовки про-
изводится за один проход.
Изготовление ремней длиною 2500—14 000 мм потребовало бы
значительного увеличения барабанов. Вместо этого к станку
СКР-2А добавлен (рис. 58) второй, выносной барабан, ось кото-
рого может быть установлена на требуемом расстоянии от пер-
вого барабана. Для состыковки полос и для предупреждения
провисания заготовки между первым и вторым барабанами по-
мещается поддерживающая стойка. Прикатка слоев произво-
дится на первом барабане.
Если разрезка заготовки производится ножом, расположенным
нормально к поверхнссти заготовки, то получают кольца прямо-
угольного сечения и, тем самым, полностью используют мате-
риал. Однако придание ремню во время вулканизации трапецие-
видной формы ведет к некоторому искривлению кордового слоя.
Более предпочтительна резка под углом, дающая клиновидные
93
заготовки ремней. В ремнях с такой заготовкой сохраняется npil
вильное положение несущего нагрузку слоя ремня.
Для обертки заготовок сердечников клиновых ремней прим4
няют оберточные станки ОКР-1 (рис. 59). Заготовку ремня над]
вают на консольно укрепленные шкивы 1 и 2. Затем для вытяжи
заготовки несколько отодвигают шкив 2, а ролики 3 и 4 поди!
мают, прижимая к заготовке. Между роликом 3 и шкивом / з!
правляют ленточку оберточной ткани. Нажимом педали стан«
включают в работу: ленточку подают вручную с некоторым на
тяжением. Ролик 3 прикатывает ленточку к заготовке; ролик
загибает ее, а звездочки 5 завертывают кромки ленточки на прй
легающую к шкивам сторону заготовки, ролики 6 уплотняют при
катку ленточки. Обертку заготовки второй ленточкой производя
Рис. 59. Оберточный станок ОКР-1:
/—ведущий шкив; 2—ведомый шкив; 3. /—прикаточные ро-
лики; J—звездочки, загибающие кромки; б—боковые прика-
точные ролики.
на втором таком же станке; стыки на первой и второй ленточка!
не должны совпадать, наружный стык располагается на широкой
основании трапеции.
Станок ОКР-2, применяемый для обертки ремней большой
длины, имеет в основном то же устройство, но снабжен желобча-
тыми роликами для поддержания длинных ремней.
Групповая обратная сборка заготовок разработана
и нашла широкое применение в производстве кордшнуровых рем-
ней. В этом случае на сборный барабан, покрытый предохрани-
тельной рубашкой, изготовляемой из резиновой смеси без ускори-
тельной и вулканизующей групп, первым накладывают один так
называемый промежуточный слой — ткань, закроенную под углом
45°. Далее следует накатка: материалов, составляющих слой рас-
тяжения (резины или прорезиненной ткани); резинового слоя,
служащего для обкладки кордшнурового слоя; навддка кордшнура,
предварительно пропитанного резиновым клеем или латексной
резорцинформальдегидной смесью; накатка второго слоя резино-
вой обкладки кордшнура; резиновых слоев сжатия и иногда вто-
рого промежуточного тканевого слоя. Для увеличения прочности
связи обкладочной резины с кордшнуром применяется также
пульверизационное покрытие заготовки одновременно с наводкой
кордшнура. Кордшнур укладывают спирально, виток к витку, под
достаточным натяжением. Отсутствие стыка в этом слое пред-
94
ставляет существенную особенность кордшнуровых^ремней. Резку
заготовок на кольца осуществляют так, что профилю заготовок
сразу же придается трапециевидное или шестигранное сечение.
Узкое основание трапеции при этом оказывается по наружной
стороне кольцевой заготовки; при последующей обертке заготовку
необходимо вывернуть.
Имея ряд преимуществ перед способом прямой сборки, обрат-
ная сборка все же сохраняет основной недостаток, свойственный
обоим этим методам — недифференцированность операций и не-
производительную трату времени на сушку после промазки клеем
слоев, включающих кордшнур.
Групповая сборка заготовок с разделением
операций имеет следующие переделы и обслуживающее их
оборудование [2]:
1) сборка заготовки от первого промежуточного слоя до на-
кладки первого слоя резиновой обкладки кордшнура (включи-
тельно) на станке СКРВ-1;
2) наводка кордшнура (на станке СКРН-1) с одновременным
покрытием поверх наводки клеем;
3) сборка заготовки от второго слоя резиновой обкладки
кордшнура до второго промежуточного слоя (включительно) на
станке СКРВ-1;
4) резка заготовки на кольца на станке СКРО-1 и пневмати-
ческий съем с барабана.
Станки СКРВ-1, применяемые на операциях 1 и 3, одинаковы
и однотипны с оборудованием, применяемым для групповой
сборки, но без накаточного устройства. Все станки агрегата груп-
повой раздельной сборки связаны кольцевым монорельсом
с двумя тельферами. Упрощение и специализация станков позво-
лили увеличить скорости, ввести автоматический останов и авто-
матическое торможение барабана.
Групповая сборка с разделением операций является в настоя-
щее время наиболее прогрессивным поточным методом и будет
иметь наибольшее распространение.
Индивидуальная сборка каждого ремня в отдельности
имеет несколько иную организацию работы [2]. Предварительно
заготовляют ленточки оберточной ткани, нарезанные под углом
45°; профилируют цельнорезиновый слой сжатия и дублируют его
с ленточками обертки; заготовляют из прорезиненной ткани лен-
точки слоя растяжения.
Сборка заготовок производится непосредственно в вулканиза-
ционной (разборной) форме и состоит в последовательном нало-
жении: обкладки с лежащим на ней слоем сжатия, полосы корд-
ткани, ленты слоя растяжения и завершается стыковкой оберточной
ткани. Подобным же способом производится сборка и кордшну-
ровых ремней.
Вулканизация клиновых ремней. Точную длину и размеры про-
филя ремни получают в процессе вулканизации. Вулканизацию
небольших ремней внутренней длины до 1700 мм производят на
95
боковую поверхность барабана
Рис. 60. Звенья составного барабана
для вулканизации клиновых ремней.
или наблюдалось отклонение в
разъемных барабанах, состоящих из отдельных звеньев (рис. 60).
При сборке барабана заготовку надевают на звено с небольшим
натяжением. Собранный барабан покрывают верхним диском,
подпрессовывают в гидравлическом или пневматическом прессе
и скрепляют болтом. Канавки на боковой поверхности бара-
бана, образуемые наложением звеньев одно на другое, имеют
размеры, соответствующие профилю и длине вулканизуемых
ремней.
Для придания заготовкам точного профиля их впрессовывают
в канавки барабана путем обкатки на трехвалковой обкаточной
машине. Опускание и прижим верхнего валка, а также подъем
его производятся пневматическим устройством. Перед обкаткой
обертывают мокрой тканью. Об-
катка заканчивается бинтовкой
барабана тканевым бинтом. Если
объем заготовок немного больше
объема канавок, узкое основание
и боковые грани ремня полу-
чают прямолинейные очертания,
верхнее же основание — харак-
терную для этого способа вул-
канизации небольшую выпук-
лость (порядка 1 мм).
Если же не были соблюдены
калибры прорезиненных тканей
ширине резки заготовок сердеч-
ников и объемы заготовок ремней оказались разными, то при об-
катке ремень излишне большого объема не уместится в канавке
и будет иметь заусенцы, а ремень малого объема окажется недо-
прессованным. Возможно также образование волнистости в сер-
дечнике ремня. Поэтому перед закаткой обязателен контроль
веса каждой заготовки. Вулканизация клиновых ремней на
разъемных барабанах производится в котлах острым паром.
Ремни этого способа вулканизации имеют устойчивую кривизнуГ
Для транспортирования барабанов между производственным»
операциями применяют тельфер с замкнутым подвесом.
Для вулканизации кордтканевых ремней длиной свыш<
1700 мм принят способ, несколько напоминающий вулканизаций
плоских ремней и лент. Для этого применяют челюстной npeccj
между паровыми плитами которого подвешена особая профильная
плита с продольно простроганными канавками (рис. 61). В каж^
дую пару противолежащих канавок одновременно закладываю1*
два противоположных участка вулканизуемого ремня, последо^
вательным передвижением ремень вулканизуют по всей длине."
Плиты для ремней больших профилей имеют внутренний паровой
обогрев. Пресс имеет растяжное приспособление, состоящее из
двух барабанов с канавками, на которые надеваются вулканизуе-
мые ремни. Стойки барабанов можно устанавливать на требуе-
мом расстоянии от пресса. Один из барабанов может дополни-
96
00
Лепетов
Ряс. 61. Схема установки для вулканизации длинных клиновых ремней на челюстном прессе БП-9008 с плитами
размером 400X600 мм:
1 - рама пресса; 3—4 — обогреваемые влиты; 5 — гидравлический цилиндр; б —привод.
тельно перемещаться при помощи гидравлического или механи-
ческого устройства.
В отличие от плоских ремней, где в растянутом состоянии на-
ходится лишь вулканизуемый участок, в данном случае перед
зажимом в прессе ремень растягивается по всей длине на 4—6%.
В первой закладке вытяжка составляет 60—75% от всей пола-
гающейся вытяжки; при вулканизации последующих участков
вытяжка доводится до нормы.
Подобно вулканизационным машинам непрерывного действия,
известным в производстве плоских приводных ремней и лент,
применяются непрерывные вулканизаторы для клиновых ремней.
Сменные барабаны таких машин имеют канавки соответственного
профиля.
В ЧССР изготовляются машины двух типов для непрерывной
вулканизации ремней длиной от 800 до 1800 мм и от 4,5 до 22 м.
Ротационные прессы для вулканизации клиновых ремней раз-
работаны также в УкрНИИпластмаш [7] для одновременной вул-
канизации группы ремней одинаковых профилей длиной до 20 м.
Ремни группового привода необходимо выпускать в комплек-
тах, точно подобранными по длине, профилю и по величине
упругого растяжения; лишь при соблюдении этого условия все
ремни привода будут работать одинаково.
Изготовление зубчатых клиновых ремней с формовым зубом
до недавнего еще времени производилось по следующей схеме.
В специальной плоской с поперечными зубцами форме заготов-
лялась и вулканизовалась резиновая матрица, покрытая снаружи
тканевым слоем из бязи или доместика. Полученная матрица
наклеивалась зубом наружу на сборочный барабан и стыкова-
лась на нем. В той же плоской форме, но в холодном прессе,
формовалась заготовка зубчатой части, состоящей из слоя проч-
ной ткани и резиновой накладки требуемой толщины. На зубча-
тую поверхность матрицы накладывали зубом вниз зубчатую
часть заготовки ремня, далее слой сжатия, кордшнур и тканевые
полосы слоя растяжения. Затем заготовку разрезали на кольца
и вместе с матрицей помещали в вулканизационную форму.
Описанный процесс сборки заготовок зубчатых ремней с фор-
мовым зубом достаточно сложен. Поиски более простых приемов
привели к новой технологии изготовления зубчатых клиновых
ремней с нарезным зубом путем механической обработки — про-
резки пазов на цельнопрофильных ремнях.
Для нарезки зубьев на вулканизованных ремнях применяются
специально приспособленные зубонарезные станки, известные
в машиностроительной практике. Долговечность ремней с нарез-
ным зубом в 2 раза больше, чем цельнопрофильных, из которых
они получены. Такие преимущества, как увеличение длительности
работы, повышение на 5% к. п. д. и уменьшение на 10—15%
массы зубчатых клиновых ремней поставили перед конструкто-
рами машиностроения задачу создания аппарата непрерывной
вулканизации клиновых зубчатых ремней. Такой вулканизатор
98
ПрСДЛи/iwn i’x. х» lana^/vijunu г* л *. -.........
зубчатые ремни по этому предложению можно вулканизовать на
нагретом до 180—190 °C барабане, имеющем спиральную трапе-
циевидную канавку с зубчатым дном. При вращении барабана
(или системы из двух спаренных барабанов) ремень перемещается
по спиральной канавке. При этом ремень сначала формуется,
а затем вулканизуется. Давление прессования составляет (20—
25) -Ю5 Па и создается, как обычно, в барабанных вулкани-
заторах натяжной стальной лентой. Длительность вулканизации
10 мин; годовая производительность аппарата 6 млн. шт. ремней.
Ремни можно изготовлять как с оберткой, так и без нее.
Изготовление зубчатой части плоско-зубчатых ремней не-
сколько напоминает описанное выше изготовление ремней с фор-
мовым зубом. И в этом случае зубчатую часть ремня, состоящую
из прорезиненной ткани и резины, заготовляют отдельно. Сборка
же заготовки ремней производится на станках СКР-1.
Лабораторные испытания клиновых ремней. Принятое для пло-
ских ремней и лент испытание на сопротивление растяжению не
показательно для клиновых ремней. В соответствии с небольшими
размерами этих ремней предпочитают специальные установки,
позволяющие испытывать эти ремни как штучные изделия в ус-
ловиях, близких к эксплуатационным. Примером подобной уста-
новки может служить следующее устройство. Два шкива, имеющие
канавки профиля, отвечающего испытуемому ремню, распола-
гаются один над другим в вертикальной плоскости. Нижний шкив
нагружают грузом, подвешиваемым на оси шкива; верхний шкив
помещают на оси электромотора. На такой установке, как пока-
затель качества, определяют длительность работы ремня (ходи-
мость) в часах. Ползучесть клиновых ремней при переменной или
при постоянной нагрузке может быть определена по методу, опи-
санному в работе [16]. Ползучесть ремней выражается в уменьше-
нии предварительного натяжения, с которым установлен ремень,
или в удлинении ремня (в передачах с автоматическим натяже-
нием). После снятия нагрузки с ремня наблюдается обычное
частичное сокращение удлинения, не доходящее все же до перво-
начальной длины ремня.
ЛИТЕРАТУРА
1. Англ. пат. 71505, 1954.
2. Челюк А. П., Соколовская Ф. М., Позин А. А. Производство приводных рем-
ней, транспортерных лент и рукавов. М., Госхимиздат, 1954. 244 с.
3. Инструкция по выбору, монтажу и эксплуатации конвейерных лент. Под ред.
И. И. Леонова и Л. Б. Томчина. М., «Химия», 1971. 76 с.
4. Кирёенкова П. Н. «Каучук и резина», 1974, № 4, с. 40.
5. Фадеев Б. В., Шибакина А. М. Там же, 1962, № 3, с. 54—56.
6. Шибакина А. М., Ольха Р. И. Там же, № 4, с. 43.
7. Пумпянский И. М., Иванов И. А. Новое оборудование для промышленности
резиновых технических изделий, М., Госхимиздат, 1963. 62 с.
4* 99
о. ттшычлмш д. ш., ryuun.ua и. т. состояние и пути совершенствовании
оборудования для сборки резинотканевых конвейерных лент. М., изд. Цнн-
тихнмнефтемаш, 1974. 31 с.
9. Троянкер С. У. Рационализаторская н изобретательская работа на заводе
«Каучук». М., Госхнмиздат, 1957. 51 с.
10. Лепетов В. А., Фогель В. О., Томчин Л. В. и др. «Каучук и резина», 1962
№ 10, с. 36—39.
11. Фогель В. О., Томчин Л. Б. Там же, 1963, № 3, с. 33—35. _
12. Горелик Б. М., Соколовская Ф. М., Григорьева Е. Д. «Труды НИИРЯ
1957, вып. 4, с. 3—10. Т
13. Овчинникова В. А. Автореф. канд. дисс. М., Московский автомеханический
ин-т, 1974.
14. Соколовская Ф. М., Гураевская В. Н. «Каучук и резина», 1964, № 2, с. 35—
38.
15. Макаров М. М., Сафонов А. А. В кн.: Тезисы докладов IX научной конферен-
ции. Ярославль, 1957, с. 14—16.
16. Галаджев Р. С. «Каучук и резина», 1964, № 6, с. 47—50,
Глава 3
РУКАВА
И ТРУБЧАТЫЕ РЕЗИНОВЫЕ ТЕХНИЧЕСКИЕ ИЗДЕЛИЯ
ОСНОВНЫЕ ВИДЫ И КОНСТРУКЦИИ РУКАВОВ
Рукава различных видов служат для передачи жидких, сы-
пучих, вязких веществ и газов. Передача этих материалов по
рукавам осуществляется или под давлением, оказываемым на ма-
териал, или под действием вакуума, создаваемого в соединенном
с рукавом аппарате. От металлических, деревянных, керамиче-
ских, асбоцементных и иных труб рукава (их иногда тоже назы-
вают трубами) отличаются значительной гибкостью. Эта особен-
ность рукавов является ценным их преимуществом, поскольку по
условиям работы они подвергаются изгибу.
В зависимости от конструкции и условий работы рукава де-
лятся на ряд групп и видов. Рукава, назначаемые для работы
под давлением, носят общее групповое название напорные ру-
кава. Рукава, работающие под вакуумом, называются всасываю-
щими рукавами. Некоторые виды рукавов (напорно-всасываю-
щие, тендерные, нефтяные, металлорезиновые) могут применяться
как напорные и как всасывающие, что обеспечивается особенно-
стями их конструкции.
Резина, текстиль и металлоарматура представляют основные
детали, обеспечивающие прочность, устойчивость и герметичность
конструкций рукавов. Давление жидкости или газов внутри на-
порного рукава, в зависимости от вида, его назначения и вели-
чины диаметра, достигает нескольких 107 Па, тогда как цельно-
резиновые трубки, даже при относительно небольшом наружном
или внутреннем давлении, легко изменяют форму и размеры. Ре-
зиновые слои в рукаве выполняют ряд функций. Внутренний рези-
новый слой — камера — обеспечивает герметичность рукава и за-
щищает деталь, несущую нагрузку — каркас, — от воздействия
передаваемых по рукаву материалов. В зависимости от размеров,
особенностей конструкции, рабочего давления и вида рабочей
среды толщина камеры составляет 1,2—12,3 мм. В каркасе резина
соединяет отдельные детали его в одно целое; заполняет пустоты
101
в ткани и плетеных прокладках, а также между металлическими
и текстильными прослойками. Наружный резиновый слой защи-
щает рукав от воздействия внешней среды.
При изготовлении рукавов применяют обычные резиновые
смеси для горячей и холодной воды или смеси масло- или бензи-
ностойкие, тепло- или морозостойкие, кислотостойкие и т. п. Для
изготовления резин применяют каучуки общего назначения и спе-
циальные их виды.
Виды текстиля, используемого в производстве рукавов, весьма
разнообразны. Здесь находят применение: плоско- и круглотка-
ные чехлы; хлопковые, льняные, асбестовые и другие ткани; ткани
из синтетических волокон; пряжа и корд для изготовления обмо-
ток и оплеток и трикотаж.
Текстильные прокладки и оплетки, применяемые раздельно
или комбинированно, составляют каркас рукава; в отдельных
случаях они образуют -наружный поверхностный слой или внут-
ренний. Введение в конструкцию рукавов тканевых и иных тек-
стильных прокладок, как материала менее растяжимого, чем ре-
зина, обеспечивает прочность и стабильность размеров рукава,
находящегося под гидравлической нагрузкой. Для обеспечения
прочности при повышенном давлении усиливают каркас рукава
увеличением числа таких прокладок. Последнее, однако, ведет
к уменьшению гибкости рукава. Повышенную прочность и одно-
временно гибкость рукава с текстильными прокладками можно,
в известной мере, обеспечить, применяя более прочные и тонкие
материалы. Однако эта возможность ограничена: уже при давле-
нии (20—30) -105 Па и при внутреннем диаметре рукава выше
50 мм необходимо проводить армирование рукава введением ме-
таллических элементов.
Чтобы обеспечить необходимую прочность и гибкость рукава,
предназначаемого для работы при высоких давлениях, применяют
спиральную обмотку металлической плетенкой, металлокордом
или металлическим канатиком (тросом), укладывая их виток
к витку. Второй слой такой обмотки укладывают под углом, до-
полнительным к углу первого слоя. Хорошее усиление дает при-
менение оплетки стальной проволокой диаметром 0,3 мм, выпол-
няемой теми же приемами, как и для текстильной оплегки.
В зарубежной практике известно применение латунированной
стальной проволоки диаметром 0,2—0,4 мм с пределом прочности
2,8—1,7 кН/см2 [1].
В отдельных случаях применяются гибкие металлические ка-
меры, образуемые путем свертывания в спираль специально про-
филированной оцинкованной ленты. |
Во всасывающих рукавах применение металлических спиралей
и текстильных прокладок обеспечивает сопротивление рукава смя-
тию местной внешней нагрузкой и придает устойчивость рукаву
под действием наружного давления. Для армирования по внут-
ренней или наружной поверхности рукава употребляют оцинко-
ванную проволоку, а в толще стенки рукава — обычную (ГОСТ
102
3282—46). Диаметр проволоки принимают в соответствии с раз-
мерами и особенностями изготовляемого рукава. Для спирального
наложения арматуры наиболее употребительна проволока диа-
метром 0,8—7 мм. Иногда вместо круглой проволоки применяют
проволоку сплющенную (плоскую и овальную), последнее способ-
ствует снижению толщины стенки рукава.
Основные требования, предъявляемые к рукавам, сводятся
к обеспечению прочности, герметичности, гибкости, возможно ма-
лой, но иногда и надлежаще большой массы, стойкости к воздей-
ствию материалов, передаваемых по рукаву, стойкости к внешним
воздействиям, правильности и стабильности размеров. В зависи-
мости от назначения, условий эксплуатации и особенностей тех-
нологических процессов детали конструкций рукавов сочетаются
в различном расположении и количестве. Ассортимент рукавных
изделий весьма обширен, основные виды их приводятся ниже.
Напорные текстильно-резиновые рукава
Напорные рукава с тканевым каркасом состоят из внутреннего
слоя резины (резиновой камеры), двух или более слоев прореэв-
ненной ткани и наружного резинового слоя (обкладки).
Рукава резинотканевые напорные, изготовляемые согласно
ГОСТ 8318—57*, применяются в качестве гибких трубопроводов
для подачи под давлением жидкостей, газов и сыпучих материа-
лов. В зависимости от назначения и условий работы рукава изго-
тавливаются следующих шести типов:
Б —для бензина, керосина, нефти н минеральных масел;
В — для воды н слабых растворов неорганических кислот и
щелочей концентрацией до 20%;
ВГ —для горячей воды с температурой до 100 °C;
Г —для воздуха, кислорода, ацетилена, углекислого газа,
азота и инертных газов;
П —для пищевых веществ: спирта, вина, пива, молока, сла-
бокислых органических и других веществ;
Ш — для подачи слабощелочных и слабокислых водных рас-
творов при штукатурных работах и песка от песко-
струйных аппаратов.
Рукава всех названных типов по размерам выпускаются в со-
ответствии с табл. 3.
На рис. 62 и 63 показана типовая конструкция и вид напорных
рукавов с тканевыми прокладками. Прокладки составляются из
полос-косяков, нарезанных под углом 45° и соединенных стыком
внахлестку. Таким образом, нити как основы, так и утка ткани
располагаются в каркасе рукава симметрично по отношению его
оси, под углом 45°.
Длина рукавов оговаривается потребителями и согласовы-
вается с заводом-изготовителем.
Рукава типов Б, В, П и Ш имеют не менее чем трехкратный
запас прочности, а рукава типов ВГ и Г — пятикратный. При
103
гидравлическом испытании на герметичность рукава всех типой
должны выдерживать давление, равное двойному рабочему. При
изгибе рукава в кольца диаметром, равным 20-кратному внут-
реннему диаметру рукава, не должно быть разрывов и трещин.
Таблица 3
Рукава резинотканевые напорные (ГОСТ 8318—57*) ji
Внутренний диаметр, мм Рабочее давление, 10® Па
номинальный допускаемое отклонение
9 ±0,5
12 ±0,5
16 ±1,0 1,5; 3; 5; 10; 16; 20; 25
18 ±1,0
25 ±1»0
32 ±1,5 1
38 ±1,5 | 1,5; 3; 5; 10; 15; 20
50 ±1,5 1
65 ±2,0 1,5; 3; 5; 10; 15
75 ±2,0
100 ±3,0 t г. о. к
125 ±3,0 1,о: о, о
150 ±3,0
Названные выше требования обеспечиваются выбором надле-’
жащих видов резиновых смесей и тканей для изготовления ру-
кавов и применением соответственно рассчитанного количества
Рис. 62. Схема строения напорного рукава с тканевым
каркасом:
/—резиновая камера; 2—тканевые прокладки; S— резиновая
Обкладка.
тканевых прокладок. Применяются следующие виды рукавных
тканей: Р-2, Р-3, Р-4 и кордпнев. Следующие специальные виды
напорных рукавов по конструкции близки к описанным.
Тормозные рукава (ГОСТ 1335—51 *) служат для со-
единений трубопроводов воздушных тормозов между вагонами
на рельсовом транспорте; изготовляются длиной 610—1750 мм.
104
Тормозные рукава в эксплуатации испытывают значительные из-
гибы и должны быть особенно гибкими и стойкими к расслоению.
Для улучшения гибкости тормозных рукавов уместно применять
ткань саржевого переплетения (киперную ткань). Торцы тормоз-
ных рукавов доступны влиянию масла и влажности. Поэтому тор-
мозные рукава имеют резиновые
дующей вулканизацией в прессе.
Паропроводные рука-
ва (ГОСТ 90—61), применяемые
в качестве гибких соединений в
паропроводах для насыщенного
пара до 16-105 Па рабочего дав-
ления, должны быть стойки при
температуре до 175 °C, их проч-
ность на разрыв должна быть не
ниже 40-105 Па. Рукава состоят
из резиновой камеры, нескольких
тканевых прокладок (в том чис-
ле двух прокладок из брекерной ткани — на камере и под резино-
вой оболочкой) и наружной резиновой обкладки.
Трубки для авиа- и велонасосов (ГОСТ 235—67) со-
стоят из резиновой камеры с толстой стенкой (изготовляются
и с однослойным текстильным каркасом).
патрубки, изготовляемые после-
Рис. 63. Напорный рукав с ткане-
вым каркасом. Обозначения см. на
рис. 62.
(изготовляются
Рис. 64. Схема строения напорного рукава с плетеным
каркасом:
/—резиновая камера: 2, 4—плетеные прокладки; 3— промежу-
точный резиновой слой; 5—резиновая обкладка.
Рукава (шланги) и муфты дюритовые для бензина
изготовляются по ГОСТ В—1819—42*, а для масла — по ГОСТ
2299—43 *.
Напорные рукава с плетеным каркасом. В последнее время
получили широкое распространение рукава с плетеными проклад-
ками (оплетками) вместо тканевых. Применение оплеток из су-
ровой непрорезиненной пряжи требует введения добавочной ре-
зиновой прослойки или клеевой промазки между оплетками
(рис. 64, 65). Рукава с плетеными прокладками в сравнении с ру-
кавами, изготовленными с тканевыми прокладками, обладают
10ft
рядом преимуществ. Они более гибки; вследствие рационального
расположения нитей в соответствии с направлением действующих
усилий эти рукава значительно более выгодно используют тек-
стиль; методы производства рукавов с оплетками позволяют из-
готовлять их как на дорнах, так и без дорнов, в последнем случае
в отрезках значительной длины.
Рукава с нитяными оплетками, вулканизуемые на дорнах, из-
готовляются по ГОСТ 10362—63.
Назначаемые для рабочих давлений в 15; 30; 50; 70 и
100-105 Па рукава имеют число оплеток от 1 до 3, в зависимости
от величины внутреннего диаметра и давления, для которого ру-
кав назначается. Для давлений до 15* 105 Па изготовляют рукава
Рис. 65. Напорный рукав:
а—с хлопковым плетеным каркасом (обозначения см. на рнс. 64); б—струк-
тура оплетки.
диаметром 4—50 мм; для больших давлений величины диаметров
снижаются и при давлении 100-105 Па не превышают 10 мм при
трех оплетках. Номинальная длина рукавов 400—4200 мм. Рукава
(ГОСТ 10362—63) работают при температуре окружающей среды
—50-s--|-70oC в следующих средах:
Температура
рабочей среды.
Топливо......................От —50 до +70
Масла и гидравлические жид-
кости .......................От —50 до +100
Воздух.......................От —50 до +60
Вода........................... До +100
Рукава оплеточной конструкции, изготовляемые по ТУ 1707—62,
назначаются для более жестких условий работы и в некоторых
конструкциях для обеспечения необходимой гибкости имеют про-
волочную спираль.
Рукава для газовой сварки и резки металлов (ГОСТ 9356—60)
оплеточные, изготовляются трех типов: для подачи ацетилена
и городского газа, для жидкого топлива (рабочее давление, не
более 6-105 Па) и для кислорода (рабочее давление не более
15-105Па).
106
Напорные тканевые рукава
с металлической арматурой в каркасе
Рукава для рабочего давления 10-105 Па при внутреннем диа-
метре от 65 мм требуют не менее 7—8 тканевых прокладок; гиб-
кость таких рукавов значительно снижается. В конструкцию ру-
кавов, назначаемых для средних [(30—60) • 105 Па] и высоких
(1,0-107 Па и выше) рабочих давлений для разгрузки текстильных
слоев, вводятся спирали и плетенки из стальной проволоки. Коли-
чество текстильных слоев, помещаемых под металлической арма-
турой, можно существенно снизигь. Однако полностью исключить
их нельзя — они приобретают иное конструктивное назначение.
Резино-текстильная часть каркаса, лежащая под металлической
арматурой, обеспечивая герметичность рукава, одновременно слу-
жит для передачи гидравлической нагрузки на металлические де-
тали конструкции.
Рукава для торфяных гидромониторов (ГОСТ
4792—49) применяются в качестве гибких водопроводов. Эти ру-
кава состоят из внутренней резиновой камеры, 6—10 тканевых
прокладок, промежуточного слоя резины, проволочной спирали
(с малым шагом), резинового слоя и тканевой обкладки. Прово-
лочная спираль накладывается не по всей длине рукава, с концов
его оставляются участки без спирали — манжеты, для того, чтобы
имелась возможность надеть конец рукава с некоторым натяже-
нием. Для предохранения наружной поверхности рукава от ца-
рапин и порезов вместо резиновой обкладки ставят тканевую.
Тендерные рукава (ГОСТ 1331—53) — прямые и кри-
вые— применяют для соединения частей водопровода между тен-
дером и паровозом. Проволочная спираль, накладываемая
с шагом 15—18 мм, ведет к характерной рубчатости тендерного
рукава, что, в свою очередь, улучшает его гибкость.
Близки по конструкции к названным: вентиляционные рукава
(ГОСТ 3551—47*) и рукава для гидромониторов (ГОСТ 3156—46),
предназначаемые для подводно-технических и аварийно-спаса-
тельных работ. Наличие металлической спирали в таких рукавах
обеспечивает не только требуемую прочность к гидравлическому
давлению, но и должную гибкость и необходимую устойчивость
под внешней гидростатической нагрузкой.
Рукава для бурения скважин (ГОСТ 5232—53; внут-
ренний диаметр 76 мм) служат для подвода глинистого раствора
в буровую скважину. При турбинном бурении нефтяных скважин
глинистый раствор, нагнетаемый под рабочим давлением
1,0-107 Па, проходит через турбину турбобура, приводя в движе-
ние бурильный инструмент. Обработанный глинистый раствор
выносит наружу пробуренную породу. Внутреннюю резиновую ка-
меру ввиду возможности соприкосновения с нефтью изготовляют
из резиновой смеси, стойкой к нефтепродуктам. На камеру на-
кладывают 6—7 тканевых слоев. В качестве армирующего эле-
мента этих рукавов применяют стальную плетенку. Последняя
107
наводится в два (иногда в четыре) слоя — виток к витку под углом
55°; при этом один слой идет слева направо, другой — справа
налево. Между слоями плетенки и тканевого каркаса проклады-
вают резиновые прослойки 1,0—1,5 мм. Затем следуют две ткане-
вые прослойки и резиновая обкладка. Взамен стальной плетенки
в буровых рукавах, работающих под давлением до 2,0—-2,5- 10г Па,
4 6
4
2 1
Рис. 66. Буровой рукав с металличе-
скими штуцерами:
/—резиновая камера; 2—брекерная тканевая
прокладка; 3—тканевые прокладки; 4—рези-
новый слой; 5—металлическая плетенка;
б—штуцер; 7—проволочная спираль, закреп-
ляющая штуцер в стенке рукава; 3—резино-
вая обкладка.
применяют стальные тросы, а в последнее время оплетку из сталь-
ной проволоки. Буровые рука-
ва для упрощения их монтажа
на буровых установках снаб-
жаются по концам металличе-
скими штуцерами. Штуцеры
надевают на заготовку с по-
мощью гидравлического уст-
ройства и укрепляют в стенке
рукава одновременно с изго-
товлением его (рис. 66).
Рукава высокого дав-
ления сметаллическими
оплетками (ГОСТ 6286—
68). Рукава с металлическими
оплетками, применяемые в ка-
честве соединительных гибких трубопроводов гидравлических
и смазочных систем (для наземного оборудования), изготовляются
на значительное рабочее давление (0,7—1,5-107 Па), имеют внут-
ренний диаметр 4—38 мм. Количество проволочных оплеток от 1
до 3. Наложение слоев при изготовлении этих рукавов идет в та-
Рис. 67. Напорный рукав высокого давления с плете-
ными проволочными прокладками.
кой последовательности: резиновая камера; текстильная оплетка
(для защиты камеры от повреждения ее проволочной оплеткой
и для передачи гидравлического давления на оплетку); одна
или несколько металлических оплеток (с резиновыми между
ними прослойками); резиновая прослойка (поверх металли-
ческой оплетки); текстильная оплетка (для лучшего крепления
последующей резиновой обкладки); резиновая обкладка рукава
(рис. 67). Для оплетки применяется тонкая стальная углеродис-
тая проволока.
Близки к названным рукава для подачи топлива, гидравличе-
ских жидкостей и сжатого воздуха в системе самолетов. Такие
рукава изготовляют по ТУ МХП 1515—56, с одной и двумя ме-
108
таллическими оплетками, с внутренним диаметром 4—17 мм на
рабочее давление, в зависимости от конструкции, в пределах
(1,0—2,11) • 107 Па. Фирмой Клебер — Коломб (Франция) для за-
правки самолетов топливом изготовляются рукава с двумя слоями
металлокордной обмотки (рис. 68).
К группе металлоармированных рукавов можно отнести ру-
кава-оболочки, предназначаемые для зашиты гибких валов от
Рнс. 68. Рукав для заправки са-
молетов:
/—резиновая камера; 2, 3—обмотки
из металлокор да; 4—резиновая обклад-
ка (фирма Клебер—Коломб, Франция).
Рис. 69. Рукав с металлической гиб-
кой камерой:
/—металлическая гибкая камера; 2—резино-
вый слой; 3—круглотканый чехол.
иных назначений. Они состоят из
внешних воздействий и для
2
Рис. 70. Схема строения
тканого рукава:
/—резиновая камера; i-кругло-
тканый чехол.
гибкой металлической камеры, промежуточного слоя резины и на-
ружного тканого чехла (рис. 69). Гибкие металлические камеры
изготовляются заводами металлических изделий на станках, вы-
полняющих профилирование ^стальной ленты толщиной 0,2—
0,6 мм и спиральную сверт-
ку ее с прокладкой в
шов хлопчатобумажного
шнура.
Резиновый промежуточ-
ный слой из каландрован-
ной нефте- и маслостойкой
смеси накладывают ручной
клейкой или же наносят на
червячном прессе с Т-образ
ной или скошенной голов-
кой. Наружный чехол изготовляют на круглоткацком станке, а на
рукавах малых диаметров — оплеткой.
В иных конструкциях рукавов гибкую камеру из нержавею-
щей стали помещают в слое резины.
Рукава [2] для подачи воздуха, жидкостей и полутвердых ма-
териалов изготовляют из трех слоев стеклянной ткани и резни из
неопрена, между которыми помещены силовые элементы из сталь-
ной проволоки. Указывают, что рукава эти выдерживают давле-
ние до 35-105 Па при диаметрах до 762 мм и более и работоспо-
собны в диапазоне температур от —40 до 4-140 °C.
109
Рукава пожарные состоят из тканого чехла н привулканизи-
рованной к нему резиновой камеры толщиною 1,5—2,5 мм, заго-
товляемой на червячном прессе (рис. 70). Рукава пожарные
льняные на небольшое давление иногда изготовляют и без рези-
новой камеры. В случаях, когда требуется повышенное давление,
пожарные рукава изготов-
ляют с двумя чехлами
(рис. 71).
Напорные круглотканые
рукава так же состоят из
тканого чехла и привулка-
низированной к нему каме-
ры толщиной 1,5—2,5 мм.
Резиновая камера изготов-
Рис. 71. Двухслойный тканый рукав фирмы
Гудыир, США.
ляется или на червячном
прессе, или клейкой на дор-
не из каландрованной рези-
ны. Тканые чехлы, изготов-
ляемые на круглоткацких станках, имеют основу и уток из поли-
амидной пряжи (анид). Для снятия зарядов статического электри-
чества в основу зарабатываются токопроводники. Рукава с одним
чехлом используются при давлении (8,5—15) • 105 Па, с двумя
чехлами на (20—30) • 105 Па.
Всасывающие рукава
Рукава всасывающие работают под вакуумом, что не вызы-
вает необходимости применения многослойного тканевого кар-
каса. Однако тонкостенный рукав мог бы сплющиться в момент
1 2 3 4 5
Рис. 72. Схема строения всасывающего рукава:
/—резиновая камера;/—проволочная спираль; 3— резиновый слой; 4—тка- J
иевые прокладки; f—ткаиевая обкладка. j
создания в нем вакуума или под местной нагрузкой. Чтобы преду-
предить это, в толщу стенки всасывающих рукавов вводят про-
волочную спираль (рис. 72), придающую каркасу необходимую
жесткость и устойчивость как к местной, так и к равномерно
распределенной внешней нагрузке. Для присоединения рукавов
110
к металлической арматуре концы рукавов снабжают мягкими
манжетами или же соединительными штуцерами. Немногочислен-
ные тканевые слои таких рукавов дают ограниченное сопротив-
ление их внутреннему гидравлическому давлению. Увеличение
количества тканевых слоев, при соответственном подборе ткани,
упрочняет рукава и позволяет применять их как напорные (на-
порно-всасывающие).
Рукава резинотканевые с металлическими спиралями
(ГОСТ 8496—57). В зависимости от назначения и условий работы
эти рукава разделяются на две группы: всасывающие, предназна-
ченные для работы под разрежением, и напорно-всасывающие,
предназначенные для работы под давлением и под разрежением
В зависимости от перекачиваемого вещества рукава подразде-
ляются на следующие типы:
Б — бензомаслостойкие для бензина, керосина, нефти и минераль-
ных масел;
В —для воды;
Г — для газов: воздуха, кислорода и нейтральных газов;
КЩ — для слабых растворов неорганических кислот и щелочей кон-
центрацией до 20%;
П — для пищевых веществ: спирта, вина, пива, молока и других
веществ.
Рукава всасывающие и напорно-всасывающие изготовляются
в значительном размерном ассортименте — внутренним диаметром
от 16 до 325 мм. Рабочее давление для группы напорно-всасываю-
щих рукавов составляет 3,5 или 10-105 Па. Испытательное давле-
ние для рукавов всасывающих с внутренним диаметром до 75 мм
составляет 3-105 Па, а свыше 75 мм — 2-Ю5 Па. Для рукавов
напорио-всасывающих с диаметром до 75 мм испытательное дав-
ление отвечает двойному рабочему, а для рукавов с диаметром
свыше 75 мм — полуторному рабочему. Запас прочности в напор-
но-всасывающих рукавах типов Б, В, КЩ и П не менее трехкрат-
ного, а в рукавах типа Г не менее пятикратного. Рукава обеих
групп должны выдерживать без деформаций и расслаивания раз-
режение не менее 600 мм рт. ст.
Расположение конструкционных элементов во всех типах этих
рукавов отвечает следующей схеме: внутренняя резиновая камера,
одна или несколько тканевых прокладок, одна проволочная спи-
раль, промежуточный резиновый слой, одна или несколько ткане-
вых прокладок. На рукавах типа КЩ, кроме того, имеется наруж-
ная резиновая обкладка. Помещение не менее одной тканевой
прокладки под проволочной спиралью устраняет возможность
повреждения камеры при последующих операциях.
Для изготовления рукавов применяют ткани: Р-2, Р-3, Р-4
и кордпнев. Диаметр проволоки для спиралей и шаг спиралей
принимают в зависимости от диаметра изготовляемых рукавов.
Рукава напорно-всасывающие для жидких топлив и масел
(ГОСТ 5398—57) применяют для перекачки бензина, топлива Т-1,
дизельного топлива и масел как под вакуумом, так и под
1П
давлеиием. гакие рукава состоят: из внутренней спирали стальной
оцинкованной проволоки, тканевой прокладки, резинового слоя,
тканевых прокладок, резинового слоя, наружной прорезиненной
тканевой прокладки и наружной спирали из оцинкованной прово-
локи.
По показателю термостойкости рукава ГОСТ 5398—57 выпу-
скают двух групп:
I.................От -30 до +60’С
II................От -45 до +80 °C
/кава должны выдерживать давления:
Рабочее....................... 5-10® Па
Испытательное гидравлическое . 10 * 10s Па
Разрывное..................... Не менее 15* 10s Па
Варианты конструкций рукавов для бензина показаны на
рис. 73 и 74.
Синтетическое моноволокно большого сечения постепенно за-
меняет проволоку для некоторых типов рукавов. При малом
Рис. 73. Схема строения рукава для бензина:
/, 5— металлические спирали; 2—тканевая прокладка; S, S— резиновые
слои; 4, 7—тканевые прокладки; 8—тканевая обкладка.
весе оно допускает большие деформации сплющивания рукавов,
чем металлическая проволока, и имеет лучшую коррозионную
устойчивость.
Подобную конструкцию имеют, например, рукава фирмы Ло-
ренс Хоузко [3]: на резиновую камеру наматывают сплошную
спираль из твердого поливинилхлорида круглого сечения диа-
метром 0,47 см. Наружный слой изготовлен из резины с высоким
сопротивлением истиранию. Такие рукава имеют повышенную
прочность по сравнению с рукавами, усиленными проволокой.
Применение нх рекомендуется во взрывоопасных условиях.
Для соединения металлических труб плавучего пульпопровода
землесосных машин, применяемых в современных гидротехниче-
ских работах, отечественные заводы изготовляют «патрубки» —
112
рукава диаметром 810 мм и длиной 3 м на рабочее давление
10* 105 Па, а также всасывающие рукава диаметром 950 мм и
длиной 3,5 м. В целях придания необходимой радиальной устойчи-
вости такие рукава оборудуются металлическими кольцами, рас-
положенными в каркасе рука-
ва на расстоянии 100—200 мм
друг от друга; всасывающие
рукава оснащаются металли-
ческими штуцерами.
К группе рукавных изделий
можно отнести трубку гофри-
рованную для противогаза и
иные подобные изделия. Со-
Рис. 74. Рукав для бензина (внешний
вид и вырез).
противление смятию и повы-
шенная гибкость создаются
текстильно-резиновыми
а иногда и усиливающими их
металлическими кольцами.
гофрами,
ОСНОВНОЕ ОБОРУДОВАНИЕ ПРОИЗВОДСТВА РУКАВОВ
В производстве рукавов в соответствии с конструктивными
особенностями и размерами изделий применяются специальные
виды оборудования. За последние годы в этом производстве про-
ведена значительная модернизация оборудования, обусловленная
введением текстильных и металлических оплеток в качестве кон-
структивного элемента, и механизация ряда процессов изготов-
ления рукавов с тканевым каркасом.
Закаточная головка. Старым универсальным, но пока еще со-
хранившим свое значение и в настоящее время, является дорновый
метод производства рукавов, связанный с применением тканевых
прокладок. Металлические дорны служат опорой для накатки
тканевых и резиновых слоев, наводки спирали и плетенки, за-
катки рукава бинтом и прессовки его шнуром.
Длина дорнов, а вместе с этим и длина соответствующих машин
отвечают возможности выпуска рукавов с тканевыми прокладками
длиною до 20 м.
Накатку резины и ткани при изготовлении всасывающих рука-
вов производят при относительно медленном повертывании дорна.
Наводка же спирали, плетенки, бинта и шнура требует быстрого
вращения дорна. Для этой операции применяется закаточная
головка. Последняя представляет собой кулачковый или самоцен-
трирующийся патрон, приводимый в движение от электромотора
с четырьмя скоростями, электротормозом и обратным ходом. В та-
ком патроне закрепляется один конец дорна, другой помещается
в специальной опоре, позволяющей быстрое вращение дорна. На
промежуточных опорах, расположенных иа расстоянии 4—8 м
одна от другой, дорн лежит свободно. Закаточная головка уста-
навливается у торца рабочего стола.
При иаводке проволоки и плетенки должны соблюдать необхо-
димое натяжение, правильный угол и требуемую величину шага.
m
оа.ишьпи проволочной свооодно лежащей спирали приме-
няют станки, известные в производстве витых пружин [4]. Осо-
бенно необходима механизация наводки плетенки в буровых рука-
вах, когда одновременно укладывают поток в 18—20 витков пле-
тенки.
Закаточные машины. Механизированная спиральная закатка
тканевых прокладок и резиновых слоев выполняется закаточной
машиной (рис. 75). Один или оба нижних валка закаточной
машины имеют принудительное движение; верхний валок имеет
свободное вращение и может перемещаться вверх и вниз. Когда
верхний валок опущен и прижат к дорну, помещенному на нижние
валки, система этих валков и дорн вращаются в направлении,
Рис. 75. Схема работы закаточной машины:
а—закатка тканевой прокладки; б—обертка рукава бинтом.
указанном на рис. 75, а стрелками. Этим вращением осущест-
вляется накатка на дорн тканевой и резиновой заготовок. На этой
же машине можно произвести закатку тканевого бинта на рукав
по схеме б, приведенной на том же рисунке.
Закаточную и бинтовальную машины иногда соединяют на об-
щей станине (рис. 76). Накатка тканевой и резиновой заготовок
производится одновременно по всей длине дорна. Давление верх-
него валка на дорн осуществляется нажимом штоков воздушных
цилиндров на концы рычагов, несущих подшипники валка. Подъем
этого валка (при спуске давления в воздушном цилиндре) выпол-
няется контргрузами. Давление воздуха в воздушных цилиндрах
(5—6) . Ю5 Па; на 1 см рукава нагрузка составляет 15—40 Н, в за-
висимости от диаметра рукава и положения его в зазоре нижних
валков. Аналогично работает винтовочная сторона машины. Так
как забинтовка (прессовка) рукава бинтами происходит ие по всей
длине рукава одновременно, то бинтовальная часть машины, чтобы
обслуживать закаточную часть, должна иметь большую скорость
вращения валков; иногда необходимо иметь в агрегате добавоч-
ную бинтовальную машину.
Работа иа закаточной машине имеет ряд опасных моментов:
возможно попадание пальцев между валками, искривленные дор-
ны могут при пуске машины выпасть из зазора между валками.
114
Поэтому на машине имеется двойная пусковая сигнализация: све-
товая и звуковая.
Длина валков закаточной машины соответственно равна длине
изготовляемых на них рукавов. Для принятия дорнов различного
диаметра передний нижний валок машины может отодвигаться
от заднего, сохраняя параллельность оси.
Для тормозных и радиаторных рукавов с заделанными кон-
цами применяется комплект, состоящий из двух машин: зака-
Рис. 76. Закаточная и винтовальная машина (схе-
матический разрез):
I—верхний валок закаточной стороны; 2—нижние валки
закаточной стороны; 8, 18—столы; 4— рукоятка для
подачи и выпуска воздуха в воздушный цилиндр;
в, 13—рукоятки для установки зазора между иижиими.
валками;б—станина; 7—воздушный цилиндр; 8—противо-
вес на рычаге подъема и опускания верхнего валка;
9— стеллаж для дорнов с рукавами; /0—верхний валок
винтовальной стороны; 11—иижиие валки винтовальной
стороны.
точной и бинтовальной. Малая длина таких штучных изделий
упрощает конвейеризацию производства.
Оплеточные машины. Оплетка рукава состоит в образовании
на рукаве плетенки из двух систем «потоков» нитей, взаимно пере-
крывающих друг друга под тем или иным углом. Для получения
таких потоков пряжа или проволока предварительно подвергается
трощению, которое производится на так называемых тростильных
станках и состоит в перемотке пряжи или проволоки с несколь-
ких отдельных бобин на общую катушку или шпулю. Нити или
проволока в полученном такой операцией «потоке» лежат парал-
лельно и имеют одинаковые натяжения *.
* Проволоку перед трощением промывают от покрывающего ее масла, пре-
дохранявшего от ржавления.
115
Можно производить оплетку рукавов как находящихся на дорне,
так и не имеющих жесткой опоры. Продвижение рукава при без-
дорновой оплетке осуществляется накаткой оплетенной части
рукава на барабан, вращающейся с определенной скоростью. Ру-
кава, оплетаемые на дорнах, перемещают транспортным устрой-
ством. Оплеточные машины бывают двух типов. В современных
коклюшечных машинах основную часть ее представляет горизон-
тальная направляющая плита-плетельщик. Через отверстие в цен-
тре ее равномерно поступательно движется оплетаемый рукав.
В этих машинах катушки с намотанной на них трощеной пряжей
или проволокой помещаются на подвижных коклюшках, располо-
женных перпендикулярно плоскости плетельщика и составляющих
Рис. 77. Схема хода коклюшек по диску опле-
точной машины.
две отдельные системы. Коклюшки, благодаря наличию направ- ’
ляющих пазов на плетельщике, а под ним шестереночных зацеп-
лений, могут перемещаться по замкнутым синусоидальным кри-
вым. При этом одна система коклюшек движется в направлении
часовой стрелки, а другая в обратном, вследствие чего и создается
взаимное переплетение нитей (рис. 77). При подходе к рукаву
потоки нитей пропускают в сменное направляющее кольцо, (огра-
ничительную шайбу). Диаметр кольца лишь на 1—2 мм больше’-
наружного диаметра оплетения. Вследствие этого переплетенные !
нити, меняя направление, плотно ложатся на рукав. Сложность
пути, проходимого коклюшками, ограничивает скорость движения,
рукава при оплетке. Производительность коклюшечных машин —<
до 80 м оплетки в 1 ч.
Современные быстроходные шпульные (катушечные) оплеточ-
ные машины имеют две системы шпуледержателей, расположен-
ных на двух параллельных частях машины (рис. 78). Задние шпу-
ледержатели укреплены на кольцевом поясе диска "оплетчика,
соединенного с приводным валом, и движутся по часовой стрелке.
От этого диска посредством конического шестеренчатого зацепле-
116
Ния приводятся в движение промежуточные шестерни, располо-
женные по окружности между обеими частями машины [5}. Про-
межуточные шестерни, входя в соприкосновение с зубчатыми
секторами колодок передних шпуледержателей, вращают их в
направлении против часовой стрелки. Таким образом создается
разнонаправленное круговое движение двух систем нитей оплеточ-
ной машины. В процессе такого движения потоки нитей с заднего
диска посредством механических нитеводителей попеременно на-
правляются то выше, то ниже потоков нитей передних шпуледер-
жателей. Нити же этих шпуледержателей сохраняют постоянство
своего положения по отношению к оси машины.
Рис. 78. Шпульная оплеточная машина.
а—общий вид; б—схема шпульной оплеточной машины: /—передний и задний диски;
2—катушки; 3—центральный направляющий стакан; 4—отборочный барабан; 5—отбороч-
ный транспортер.
Ведомый соответственным нитеводителем, и будучи поднятым,
поток нитей заднего ряда перекроет два потока нитей переднего
ряда, а затем, будучи опущен нитеводителем, пройдет под двумя
потоками переднего ряда. Так как в это же время рукав имеет
поступательное движение, то такие перекрытия ведут к образова-
нию переплетения из обоих систем нитей (см. рис. 65,6) по типу
саржи с раппортом, равным 4 (см. главу 9). Возможно также пле-
тение гарнитурового типа.
Число шпуль в переднем и заднем рядах одинаково, как и число
промежуточных шестерен. Оси шпуль параллельны плоскости зад-
него диска. В процессе кругового движения поток нитей заднего
диска посредством механических нитеводителей попеременно на-
правляется выше и ниже потоков нитей передних шпуледержате-
лей. Ведомый нитеводителем и будучи поднят им, поток нитей
заднего ряда перекрывает два потока нитей переднего ряда, а за-
тем опускается нитеводителем. Тогда очередной поток нитей перед-
него ряда пройдет над двумя потоками заднего ряда. Этим со-
здается характерное двухпрядное переплетение оплетки рукава.
117
Пряжа или проволока укладывается в оплетку под некоторым
натяжением. Успешность работы машины в значительной степени
зависит от равномерности натяжения нитей, а последнее — от рав-
номерной строго параллельной намотки (трощения) потоков нитей
на шпули. Нити сбегают с заторможенной шпули через натяжное
устройство, которое при помощи регулирующей пружины может
быть установлено на любое натяжение потока нитей. Во время
плетения
столько,
что шпуля
на
ма-
Рис, 79. Схема оплетки
двухъярусной оплеточной
шине:
1 — противень с камерой; 2—ка-
мера; 3, в—направляющие кольца;
4—первый оплеточный ярус;
5—шпули; 7—второй оплеточный
ярус; в—резиновая ленточка для
прослойки; 9—«улитка». напра-
вляющая резиновую ленточку;
to— приемный противень.
натяжное устройство шпули ослабляет ее тормоз на-
спускает достаточное количество нитей. Это
устройство обеспечивает должное на-
тяжение, вплоть до израсходования
всего запаса нитей на шпуле. Так как
потоки нитей заднего диска, направ-
ляемые нитеводителями, имеют ме-
няющийся ход и при этом значитель-
но вибрируют, то натяжение их долж-
но быть несколько слабее, чем у по-
токов нитей переднего диска [5].
Оплеточные машины снабжаются
автоматическим остановом на случай
обрыва или израсходования потока
нитей на любой шпуле с одновремен-
ной световой сигнализацией. Оплеточ-
ные машины различаются по чис-
лу шпуль, иначе говоря, количеством
потоков оплетки; применяются 12-,
24-, 32-, 36-, 48-, 64-, и даже 96-шпуль-
ные машины. Число нитей, одновре-
менно намотанных на шпуле (число
нитей в потоке), колеблется от одной
и выше.
Двухъярусные оплеточные машины
за один проход рукава выполняют на
нем две оплетки (рис. 79). На этих
машинах одновременно с оплеткой
накладывают промежуточную резину.
Для этого применяется смазка клеем, пастой или накладка по-
лоски каландрованной резиновой смеси с помощью особого «улит-
кового» или желобчатого приспособления. Такая полоска направ-
ляется поверх оплетки и тут же покрывается второй оплеткой
(рис. 80).
Рукава оплеточные (дорновые) длиною до 18 м изготовляют на
горизонтальных машинах, имеющих одну, две или три оплеточных
головки. Бездорновые рукава изготовляют на вертикальных опле-
точных машинах с одной или двумя головками, в отрезах до 152 м;
рукава диаметром до 6 мм даже до 300 м длиной (6].
Скорость оплетения зависит от величины шага оплетки и числа
оборотов плетельщика. Шаг оплетки определяется диаметром на-
ложения оплетки и углом, под которым поток нитей оплетки рас-
118
полагается по отношению к ооразующеи ишклаеммп цплпадЕ..-.ч.
ской поверхности. На рис. 81 представлена развертка витка I при
длине шага t на плоскость, касательную оплетаемой поверхности.
Угол а определяется наклоном потока нитей оплетки к линии, по
которой плоскость развертки ка-
сается цилиндрической поверх-
ности.
Скорость оплетения v (в
см/мин) составляет
о = nt = nnd ctg а (3.1)
РиС. 80. Оплетка рукава, произве-
денная иа двухъярусной оплеточной
машине:
/—первая оплетка; резиновая "прослой-
ка; 3—вторая оплетка.
плетель-
оплетки,
где п — число оборотов
шика в 1 мин; t — шаг
см; d— диаметр наложения оп-
летки, см; а — угол оплетения.
Из уравнения (3.1) видно,
что при постоянном для данной
машины числе оборотов п плетельщика скорость оплетения v яв-
ляется величиной переменной и зависит от диаметра наложения
оплетки d и угла оплетения а. Поэтому, исходя из заданных d и а,
устанавливают полагающуюся скорость оплетения путем регули-
рования, посредством сменных шестерен, окружной скорости при-
емного барабана или транспортера
(при оплетке на дорне). Изменяя
число оборотов приемного бараба-
на, можно при заданном диаметре
d иметь различную величину шага
оплетки и угла а.
Скорость прохода рукава и чис-
ло нитей в потоке оплетки позво-
ляют регулировать плотность опле-
тения. Производительность шпуль-
ной оплеточной машины L (в м/ч),
считая на один слой накладывае-
мой оплетки, определяется уравне-
нием (3.2)
Рис. 81. Развертка витка оплетки
на плоскость, касательную опле-
таемой поверхности.
£ = 60 • 0,01 knnd ctg а (3.2)
где k — коэффициент машинного
времени (0,7—0,8); п — число обо-
ротов плетельщика в 1 мин (19,5—
26); d — диаметр наложения оплет-
ки, см.
Производительность оплеточной машины достигает 300 м/ч.
Обмоточные машины. Для изготовления рукавов с обмоточным
каркасом применяются специальные обмоточные машины
(рис. 82), несколько напоминающие двухъярусные оплеточные, но
119
с вертикально расположенными дисками [5]*. Между слоями об-
Мотки следует прокладывать резиновую прослойку или смазывать
Рукав резиновым клеем.
Отсутствие переплетения, а, следовательно, и перекрытий,
Устраняет добавочное напряжение от изгиба в материале каркаса,
Значительное при малых радиусах и при большой жесткости
Т'аких материалов, как стальная проволока. Это обстоятельство,
3 также упрощение конструкций и обслуживания обмоточных ма-
Ртин, по сравнению с оплеточными, делает первые перспективным
Зидом оборудования рукавных производств.
Рис. 82. Схема обмоточной машины:
/—диски: Я—шпуля с пряжей; 3— дорн с камерой; 4— цепной
транспортер; 5—сменные шестерни.
Иногда обмотку производят не отдельными потоками нитей, а
полосками прорезиненного корда шириной 5 см. У таких обмоточ-
иМх машин два коллектора со шпулями, вращающимися навстречу
Др>уг другу; дорн перемещается вдоль оси машины с помощью
Цепного транспортера; они просты по устройству и производитель-
нЬч. Можно изготовлять обмоточные рукава с нахлесткой всего из
ДЬух слоев прорезиненного корда, наложенных под углом друг на:
ДРуга. При этом к нижнему слою предварительно придублирована;
Разина для камеры, а к верхнему — резина для обкладки рукава.
Средняя производительность обмоточной (навивочной) машины
9 Ш/мин, что значительно превышает скорость оплетки. Преимуще-
ство обмотки, по сравнению с оплеткой, состоит в том, что послед-
няя более жестка; нити или проволока, работающие в переплете-
нии, ослабляются. Основной недостаток обмоточных рукавов — рас-
пушивание их на местах отреза, что приводит к более быстрому
разрушению в эксплуатации. Для устранения этого недостатка:
применяют накладку наружного оплеточного слоя; придают прово-
__________
♦ В машинах для изготовления многослойных обмоток число дисков увели-
чивается.
120
локе начальную спиральность с тем же шагом и диаметром; исполь-
зуют специальные машины *.
Круглоткацкие станки [7]. Круглоткацкий станок в отличие от
оплеточной машины изготовляет
llllllllllllllllll
ткань, имеющую основу и уток.
Этот станок (рис. 83) по суще-
ству представляет собой ряд
узких ткацких станков, ремиз-
ки которых расположены по
периметру правильного много-
угольника. Катушки с основой
помещаются на шпулярнике,
расположенном под эстакадой,
на которой установлен кругло-
ткацкий станок, или
ва наматывается на
л
же осно-
ткацкий
Рис. 83. Круглоткацкий станок.
навой. Челнок-катушка круглоткацкого станка движется по кругу,
последовательно переплетая нити основы. Одновременно работают
два диаметрально расположенных челнока, прокладывая соответ-
ственное количество уточных нитей (рис. 84). Нити основы направ-
ляющим кольцом сводятся к центру станка, куда одновременно
подается заготовка рукава. Внутренний диаметр круглотканого
* В машине фирмы Картер в Богтоие основной частью является ротор, со-
стоящий из 160 илн 240 шпуль. Каждая шпуля, несущая одну проволоку, вра-
щается вокруг своей оси с той же скоростью, ио в направлении, противополож-
ном вращению ротора, что позволяет шпулям оставаться в той же плоскости и
устраняет кручение, которое происходит в результате разматывания проволоки
или распушивания [6].
121
чехла, отвечающий наружному диаметру камеры, на которую на-
рабатывается чехол, определяется формующим конусом. Схема
расположения деталей круглоткацкого станка приведена на
рис. 85. На шпулярнике 1 расположены бобины 2, сходящие с них
Рис. 84. Схема строения ткани
круглотканого рукава:
/—нити основы (количество их за-
висит от размера рукава и номера
пряжи); 2—две иити утка, иакла-
нити основы через направляющие глаз-
ки 3 выходят на эстакаду. Здесь они
огибают покрытый фетром тормозной
валик 4, проходят через глазки пружи-
ны 5 и направляющую гребенку 6. От-
сюда, переменив вертикальное направ-
ление хода на горизонтальное, нити
основы проходят через глазки 7 реми-
зок 8, огибают направляющее кольцо
и формующий конус. Приемное уст-
ройство 9 непрерывно уводит рукав
10. Уток, намотанный на катушку (за-
дываемые спирально. меняющую челнок), проходит по кру-
гу в проходе челноков 11, образован-
ном схождением нитей основы. Станок имеет 8—12 пар ремизок
и от 12 до 24 глазков в каждой ремизке; через эти глазки прохо-
дят нити основы. Однако такое полное количество нитей основы
необходимо лишь в случае изготовления чехла предельно большего
Рис. 85. Схема расположения де-
талей круглоткацкого стайка:
1—шпулярник; 2—бобины; 3—ните-
водители (глазки); 4—тормозной валик;
5—пружина; ^-направляющая гребенка;
7—глазок ремизки;8—ремизки;9—при-
емное устройство; 10— рукав, покры-
тый тканью; 11—нроход челноков.
диаметра. При изготовлении чехлов меньших размеров число ни-
тей основы снижается с равномерным распределением ее по всем
ремизкам. Перемещение ремизок регулируется таким образом, что
подъем и опускание каждой следующей друг за другом пары реми-
зок совпадают с ходом челноков. В целом создается непрерывное
волнообразное перемещение всего ремизного аппарата.
Челноки, расположенные один против другого на внутренней
стороне станка, движутся по жестким направляющим, Передви-
122
жение челноков осуществляется шестернями, зацепляющими чел-
ночные рейки. Каждая шестерня находится в сцеплении с рейкой
челнока до тех пор, пока с ним не войдет в контакт следующая.
Уточная нить сходит с катушки с некоторым торможением, обес-
печивающим натяжение нити. Роль «берд» ткацких станков здесь
выполняют особые прикрепленные к челнокам «клювы», уклады-
вающие нити утка между нитями основы. При замене катушки
с уточной нитью связывают новую нить с остатком работающей
и тем предупреждают необходимость длительной новой заправки
нити. Основой служит крученая пряжа любых видов; уток — такая
же пряжа или проволока, или тросы. В отличие от оплеточных
машин, накладывающих проволоку, деформированную практиче-
ски в пределах ее упругости, круглоткацкий станок кладет прово-
лочный уток, деформируя его в устойчивую спираль.
На круглоткацких станках (ТКМ-125Р) можно изготовлять
чехлы для рукавов диаметром до 125 мм как с мягким из пряжи,
так и с проволочным утком. В последнем случае «клювы» у кату-
шек, прокладывающих уток, не обязательны.
Производительность круглоткацкого станка L (в м/ч) опреде-
ляется уравнением (3.3)
L — 2 • 60 • O.OOlfcnf (3.3)
где 2 — число катушек с утком; k — коэффициент машинного вре-
мени; п — число оборотов в 1 минуту (80—100); t — шаг наложе-
ния утка (3—7 мм).
В текстильном производстве при изготовлении чехлов для по-
жарных рукавов пока еще применяют плоские ткацкие станки;
в качестве основы здесь предпочитается льняная пряжа.
ИЗГОТОВЛЕНИЕ РУКАВОВ
Технологический процесс изготовления рукавов определяется
особенностями их конструкций и применяемого оборудования. Бо-
лее или менее типовыми являются приводимые ниже примеры.
Напорные рукава с тканевым каркасом. Изготовление напор-
ных рукавов с тканевыми прокладками на дорнах включает сле-
дующие операции: заготовку резиновой камеры, надевание камеры
на дорн, закатку тканевых прокладок и резиновой обкладки, прес-
совку рукава бинтом, вулканизацию рукава, разбинтовку и съемку
рукава с дорна. Заготовка камер выполняется на червячных прес-
сах. Профилируемая камера одновременно пропудривается внутри
тальком; следует при этом избегать загрязнения наружной ее по-
верхности. Заготовки, уложенные на круглых противнях, помещают
для остывания на стеллажи. Остывшая камера надевается на дорн,
который помещается вдоль транспортерной ленты шириной 20 см
с расстоянием между осями барабанов около 20 м. Со стороны
выходного конца транспортера имеется упор, не позволяющий
дорну перемещаться при движении транспортерной ленты. На дорн
с входной стороны транспортера надевают конец камеры; через
123
другой конец в камеру дают сжатый воздух с талько-глицериновой
смесью. Если привести в движение ленту, то камера, передвигае-
мая лентой, наденется на неподвижно лежащий дорн; подача сжа-
того воздуха облегчает эту операцию *. Концы камеры укрепляют
на дорне, плотно обвертывая их полосками промазанной ткани
(например, отходами изоляционной ленты). Это предупреждает
провертывание камеры по дорну при закатке и усадку рукава при
вулканизации.
Дорн с камерой ленточным транспортером передается к зака-
точной машине. Применение резиновых смесей из синтетического
каучука, вследствие недостаточной клейкости, требует иногда
освежения поверхности разбавленным резиновым клеем на основе
натурального каучука. Эта операция осуществляется механически
в период прохождения дорна с камерой через участок промазки
ленточного транспортера. К закаточной машине доставляются за-
готовки тканевых прокладок и каландрованные полосы для об-
кладки рукавов. Ткань для прокладок закраивается на диагональ-
но-резательных машинах под углом 45°, отдельные отрезы, косяки,
состыковываются или сшиваются в ленту по длине изготовляемого
рукава. Дорн с камерой помещают в зазор нижних валков зака-
точной машины. Тканевую ленту накладывают на камеру, а на
свободный конец ленты — резиновую полосу. Когда подготовка
закончена, включают пусковой механизм машины; при этом верх-
ний валок машины опускают и давлением сжатого воздуха при-
жимают к дорну; валки машины, а с ними и дорн начинают
вращаться. Если подготовка и запуск ткани в машину проведены
правильно, то закатка идет успешно. При неправильной работе
образуются складки ткани, разрывы, складки резины и т. п.
Дорн со склеенным рукавом передают на бинтовальную часть
закаточной машины или на отдельную бинтовальную машину.
Здесь дорн помещают в зазор бинтовальных валков; конец бинта,
находящегося на каретке-суппорте, накладывают на рукав, ма-
шину пускают в ход; передвигая каретку по направляющей штанге
вдоль машины, производят закатку рукава бинтом. Для рукавов
с внутренним диаметром до 45 мм принята ширина бинтов 80 мм;
для рукавов большего диаметра бинты имеют 100 мм ширины.
Следует заметить, что в работе закаточной машины операции под-
готовки к сборке деталей рукава и дорна занимают значительно
больше времени, чем самая закатка; производительность закаточ-
ной машины определяется главным образом общей организацией
всего процесса клейки.
Установка подогревательных вальцов и листовального калан-
дра в непосредственной близости с машиной для сборки рукавов
(рис 86) дает возможность лучшей организации работы. Транс-
портерная подача теплых свежекаландрованных и закроенных по-
лос резины к месту накладки их на косяковый слой ткани осво-
* Надевание камеры иа дорн может быть совмещено с выпуском камеры на
червячном прессе со скошенной головкой,
124
бождает рабочих от подноски, раскатки, расправления, а иногда
и от раскроя резины; устраняет потребность в прокладочных хол-
стах. Все это значительно улучшает условия труда клейщиков и
повышает качество продукции.
Вулканизация рукавов производится в котлах относительно
небольшого диаметра 0,9—1 м, но длиной 23—24 м. Дорны с рука-
вами укладывают на тележку котла в несколько рядов. Чтобы
.-беспечить равномерный прогрев загрузки столь длинного котла,
напуск пара производится одновременно в четырех местах с тща-
ельным удалением воздуха. После вулканизации с рукавов сни-
мают бинты. Сухой бинт удалить трудно, поэтому напорные рукава
помещают в плоские желоба, наполненные водой. Для снятия
>инта необходимо привести во вращение дорн в направлении,
Рис. 86. Схема рабочего места при установке каландра в по-
токе с комбинат-машииой:
/—подогревательные вальцы; 2—каландр; S— комбинат-машина; -/—транс-
портер для резины; 5— фотоэлемент для автоматическое остановки транс-
портера.
обратном вращению при забинтовке. Для этого применяется рас-
каточно-съемный станок, оборудованный короткими цилиндриче-
скими роликами-люнетами. Одна группа роликов укреплена на
общей продольной оси; другие ролики, парные первым, —на
пальцах станины. Ось, несущая ролики, имеет принудительное
вращение, а ролики, насаженные на пальцы, вращаются свободно.
Дорн укладывают на ролики и накрывают сверху дужками, рас-
положенными над роликами и укрепленными на общей оси. Дужки
предупреждают соскакивание дорна, вращаемого люнетами. Когда
станок пущен в ход, рабочие, натягивая бинт и передвигаясь вдоль
станка, снимают бинты с рукава. После снятия бинтов концы
рукава надрезают и рукав снимают с дорна. Для облегчения сня-
тия рукава между рукавом и дорном дают сжатый воздух.
Снятые рукава подвергают разбраковке и свертке в бухты.
Раскладку рукавов по браковочному столу удобно производить,
применяя приспособление, состоящее из транспортерной ленты,
расположенной вдоль браковочного стола на одном с ним уровне.
К ленте через каждые 3—4 м прикреплены зажимы. Конец рукава
укрепляют в зажиме, лента уносит рукав и, когда головной конец
рукава достигнет противоположного конца стола, ленту останав-
ливают, а рукав перекладывают на стол.
Описанный метод изготовления рукавов связан с необходимо-
стью перемещений длинных и тяжелых дорнов и требует такого
125
размещения производственных операции, чтооы затруднения дор.
новой работы были минимальны. Для поперечного перемещения
дорнов применяют кран-балку с траверсой, для продольных пере-
мещений— узкие ленточные транспортеры или же рольганги.
Чтобы создать замкнутый цикл дорнооборота, целесообразно при-
менять вулканизационный котел с крышками в обоих днищах.
Такой котел двустороннего обслуживания располагается в сере-
дине цеха; по обе торцовые стороны котла размещается клеечное
оборудование.
В производстве рукавов дорновым способом очень важно пра-
вильное состояние дорнового хозяйства. На искривленный дорн
трудно надеть камеру; такие дорны могут выскочить из зазора
валков при закатке и забинтовке; с кривых и помятых дорнов труд-
нее снимать рукава. Для правки дорнов применяют дорноправиль-
ные станки. Дорноправильный станок состоит из системы валков,
снабженных желобчатыми канавками различного профиля соот-
ветственно размерам дорнов, пропускаемых через станок. Приме-
нение дорнов из дюралюминия значительно облегчает работу
изготовления рукавов; необходимость правки таких дорнов умень-
шается. Цельнотянутые дорны предпочтительнее состыкованных
из отрезков. Для очистки от нагара дюритовые дорны сначала
обезжиривают, протирая ветошью, пропитанной бензином, а затем
обезжиренные дорны помещают в ванну с азотной кислотой, нагар
разрыхляется и легко очищается жесткой волосяной щеткой.
Продольный ручной разрыв ткани на бинты, как и отборка
нитей с краев бинта, является трудоемкой работой. Механизация
раздира ткани на полосы осуществляется пропуском предвари-
тельно надорванной ткани через систему роликов, .с разделением
четных и нечетных полос. Более удобны бинты, представляющие
собой цельнотканую тесьму. Известно применение найлоновых лент
для бинтовки рукавов при оборачиваемости до 60 раз, что в 7—
10 раз больше, чем хлопковых лент. Найлоновые ленты дают
гладкую поверхность рукава, отпадает необходимость последую-
щей зачистки.
Напорные рукава с плетеным каркасом. Возможность изгото-
вления прокладок на оплеточных машинах существенно изменяет
технологию производства. Плетеные прокладки можно применять
и при изготовлении рукавов на дорнах и при исключении дорнов
как жесткой опоры. В последнем случае облегчается организация
внутрицехового транспорта, отпадает необходимость размещения
цеха на одном этаже, не требуется помещений без колонн. Длина
рукавов уже не ограничивается величиной дорнов, так как бездор-
новые рукава небольших диаметров могут быть изготовлены в
отрезах до 100—200 м. При бездорновом производстве для камеры
рукава применяется достаточно жесткая каркасная резиновая
смесь, способная противостоять давлению подаваемого в камеру
сжатого воздуха и давлению, производимому оплеткой [8, 9]. Диа-
метр шприцуемой камеры должен быть несколько меньшим, чем
в готовом изделии, а стенки — толще.
12в
По одному из способов при бездорновом изготовлении рукавов
диаметром до 13 мм предварительно подвулканизованную камеру
смазывают клеем. Далее следуют оплетка, промазка клеем или
пастой наружной стороны оплетки, просушка, накатка на бара-
бан, нанесение обкладки на червячном прессе и вулканизация
в котле. Давление воздуха внутри оплетаемой камеры, в зависи-
мости от диаметра камеры и типа резиновой смеси, составляет
(0,2—0,5) • 105 Па. Это давление во время оплетения поддержи-
вается одинаковым, так как иначе менялся бы диаметр рукава.
Одинаковой должна быть и скорость оплетения, в противном слу-
чае изменится угол положения нитей оплетки к оси рукава.
Чтобы спрессовать детали рукава, необходимо во время вул-
канизации обеспечить надлежащее внутреннее и наружное давле-
ние на рукав. Для этого перед вулканизацией в заготовку рукава,
уложенную на противень или накатанную на барабан, заливают
холодную воду и плотно закрывают отверстия пробками.
На Ленинградском заводе РТИ осуществлено поточное бездор-
новое изготовление рукавов диаметром 2,5 мм. Шприцованные
камерные заготовки накатывают на барабан и подвергают 5-минут-
ной вулканизации. Однослойную оплетку камер производят на
24-шпульной оплеточной машине, и последующие операции —
промазка камеры клеем до и после оплетки, сушка заготовок
горячим воздухом в трубе с паровой рубашкой и накатка на бара-
бан — протекают в едином потоке. Обкладку оплетенных заготовок
резиновой смесью выполняют на червячном прессе со скошенной
головкой с пропуском через охлаждающую ванну и с одновремен-
ной закаткой на барабан. Вулканизацию при названном малом
диаметре проводят в котлах без наполнения рукавов водой и без
поддувки их воздухом.
При изготовлении бездорновых рукавов с текстильной оплет-
кой диаметром 13—38 мм их до вулканизации покрывают свинцом.
Покрытие рукава такой оболочкой производится в прессе. Пресс
для покрытия рукавов свинцом (рис. 87) имеет напорную камеру 5,
вмещающую 6,5 кН расплавленного свинца. Гидравлический ци-
линдр 1 расположен в верху пресса и укреплен на траверсе. Пресс
работает при давлении воды 2,0-107 Па; общее усилие 20—30 кН.
При работе пресса шток 4, связанный с поршнем <?, входит
в напорную камеру и выдавливает затвердевающий свинец через
головку пресса 6 в кольцевое отверстие, образованное мундштуком
и полым дорном. В это же время через канал в дорне протяги-
вается рукав. В рукав, чтобы предупредить его смятие при освин-
цевании, дают сжатый воздух. Дорн и мундштук имеют полые
стенки и охлаждаются проточной водой. Для предупреждения
появления пузырей между оплеткой и обкладкой рекомендуется
накалывать обкладку иглами (пропуском между двумя игольча-
тыми валиками или вручную). Температура свинца у выхода из
пресса регулируется в пределах 200—24041 Скорость освинцева-
ния до 27 м/мин. Свинцовая обкладка по охлаждении плотно
обжимает рукав, Пресс работает до израсходования запаса свинца
127
В напорной камере. Для загрузки камеры свинцом пуансон с по-
мощью ретурного цилиндра поднимают вверх.
Освинцованные рукава накатывают на железные барабаны
(катушки) и вулканизуют в котлах острым паром. При этом внутрь
Рис. 87. Пресс для нанесения свинцовой
обложки на резиновые рукава:
Z—цилиндр; !— крышка цилиндра; S—пор-
шень прямого хода; 4— прессующий шток;
5— напорная камера; S—головка пресса;
7—стол.
рукава подают горячую воду
при температуре вулканиза-
ции и под давлением (7—20)•
•105 Па. После вулканизации
горячая вода из рукавов уда-
ляется и рукава охлаждаются
холодной водой. Затем бара-
бан выкатывают и с рукавов
снимают свинцовую оболочку.
Для снятия свинцовой оболоч-
ки рукав протягивают между
двумя ножами, производящи-
ми продольные надрезы обо-
лочки с двух противополож-
ных сторон. Оболочка распа-
дается на две половины и лег-
ко удаляется; снятый с рукава
свинец направляется в пла-
вильную печь.
Рукава, вулканизованные в
свинцовой оболочке, отличают-
ся хорошим внешним видом.
Таким рукавам может быть
придана цилиндрическая или
граненая поверхность, гладкая
или рифленая, в зависимости
от вида мундштука свинцового
пресса. Рукава, имеющие про-
дольную рифленость, лучше
противостоят износу, так как
выступы рифления служат за-
щитным и амортизирующим
приспособлением.
Однако применение свинцо-
вой оболочки, сопряженное с
профессиональной вредностью,
требует строгого соблюдения
санитарных правил. Этому
методу свойственны также не-
которые недостатки техноло-
гического характера. В случае наличия загрязнений в свинце или
местных утоньшений свинцовой оболочки возможны разрывы ру-
кавов при вулканизации. По съемке оболочки иа рукаве иногда по-
являются царапины и стертые места. Серьезным затруднением яв-
ляется значительная вытяжка камеры в течение всего процесса.
128
Поэтому давление воздуха 6 процессе оплетения рекомендуется
(9] в пределах (0,10—0,15) • 10Б Па и лишь перед наложением об-
кладки может быть увеличено. Угол оплетения должен быть на
3—5° ниже равновесного (54°44'). Толщина свинцовой обкладки
2,0—2,2 мм.
Плетеные прокладки применяются и при изготовлении рукавов
на дорнах. При таком способе возможно использование не только
пряжи, но и стальной проволоки, что позволяет получить особо
прочные рукава. Обычно проволочные плетенки, как указано выше,
комбинируются с текстильными, которые помещаются под и над
проволочными.
Производство армированных металлической оплеткой напорных
рукавов ведется описанными методами с такой последовательно-
стью наложения деталей, какая предусмотрена конструкцией ру-
кавов. Между оплетками вместо клеев или паст применяется на-
кладка резиновой прослойки. Наложение резиновой обкладки тол-
щиной 0,5—0,8 мм производят на червячных прессах со скошенной
головкой. Для защиты камеры от прорезания проволокой при
оплетении применяли текстильную оплетку; рекомендовано [10] по-
высить каркасность камеры охлаждением на 5—10°.
Пожарные рукава. Изготовление прорезиненных пожарных ру-
кавов включает следующие операции: заготовку резиновой камеры,
подготовку тканевого чехла, протаскивание камеры внутрь чехла
и вулканизацию рукава. Вулканизация пожарных рукавов произ-
водится напуском пара внутрь рукава. Для этого концы рукавов
укрепляются на «конусах», расположенных на вулканизационном
столе. Металлические конусы имеют сквозной канал, через который
внутрь рукава подается воздух или пар или выходит конденсат.
Вулканизация, производимая в этих условиях, связана с усадкой
рукавов. Чтобы сохранить нормальную длину, иногда рукава вул-
канизуют с вытягиванием на 10—12%.
Рукава этого же типа изготовляют с применением камер из
резин, стойких к нефтепродуктам, жидкому топливу, а для тканых
чехлов применяют пряжу из синтетических волокон. Вместо про-
таскивания камеры внутрь чехла возможно изготовлять такие ру-
кава наработкой круглотканого чехла на резиновую камеру на
круглоткацком станке.
Всасывающие и напорно-всасывающие рукава. Возможно не-
сколько способов изготовления всасывающих рукавов. Ранее при-
меняли дорны длиной 20 м, на которых изготовляли одновременно
несколько коротких рукавов. Все операции при этом способе про-
изводили на столе, оборудованном закаточной головкой, при этом
прикатку тканевых прокладок, промежуточных и наружного рези-
новых слоев производили вручную роликами. В настоящее время
операции при изготовлении, например, рукавов для бензина сле-
дующие: на закаточных головках на дорн навивается первая спи-
раль и накладывается первая тканевая прокладка. Далее рукав
транспортером передается на клеечную машину, где накладывают
и прикатывают резиновые и тканевые слои. На последующих
5 В. А. Лепетов *129
закаточных головках навивают наружную спираль и производят
прессовку бинтом и шнуром. Далее следуют вулканизация., а затем
расшнуровка, разбинтовка и съемка рукава с дорна.
Изготовление рукавов — тяжелое и небезопасное производство.
Поэтому рационализаторы и передовики производства занялись
усовершенствованием трудоемких процессов. По способу, разра-
ботанному на заводе «Каучук», рукава стали изготовлять с раз-
делением операций.
Большим достижением явилась механизация навивки спирали
с помощью навивочной машины. Вдоль рабочего стола, по ходо-
вому винту с прямоугольной нарезкой, охватывая его полугайкой,
перемещается по продольным направляющим на роликах каретка.
С кареткой через тормозящее устройство сходит проволока и ло-
жится на рукав, вращающийся на дорне, под требуемым углом,
с заданным шагом и натяжением.
На этой же машине производится прессовка рукава шнуром
необходимого натяжения, подаваемым с вращающейся катушки.
Чтобы образовать манжеты, накладку металлической спирали
начинают и заканчивают на расстоянии 100—120 мм от концов
рукава. Чтобы толщины стенок манжет и рукава были одинаковы,
на манжеты перед закалкой обкладочного слоя накладывают до-
полнительные полосы резины. Для вулканизации всасывающих
рукавов применяют такие же котлы, как и для напорных рукавов,
или меньшей длины, в зависимости от длины дорнов, на которых
изготовлялись рукава.
Съемка шнура и бинта с рукавов — длительная и трудоемкая
работа. Предложены станки, приспособленные для одновременной
съемки шнура с двух рукавов, изготовленных на коротких 5-мет-
ровых дорнах, или с одного рукава длиной до 10 м. Такой станок
снабжен подвижной кареткой с катушкой для приема шнура.
Съемка всасывающего рукава с дорна представляет большие труд-
ности, чем съемка напорного рукава. Конец дорна зажимают
в тиски, а противоположный конец рукава с помощью тканевых
лямок прикрепляют к тросу электрической лебедки. Поворачивая
рукав на дорне и давая сжатый воздух между рукавом и дорном,
одновременно пускают в ход лебедку.
О новом в способах изготовления и конструкциях рукавов.
В производстве рукавов еще немало тяжелых ручных операций,
но уже вводятся новые машины и процессы, модернизируются
применявшиеся ранее.
В производстве напорных рукавов значительно возрастает из-
готовление рукавов с каркасом навивочной конструкции по разра-
ботанной нами технологии. Заготовку таких рукавов можно произ-
водить непрерывным процессом, без применения дорна, агрегируя
подачу шприцованной камеры и резиновых прослоек с операциями
навивки нитей. По-видимому, такие рукава займут первое место
среди других видов этих изделий [11].
В новейших оплеточных машинах вместо шпуль, несущих по-
токи трощеных нитей или проволок, применяют катушкн малых
130
VJJVU nu ПЛ IU ~ , naVQ/nnuuviUwiv ««M - . . д
нитей в потоке.
Применение пряжи из синтетических волокон связано с неко-
торыми трудностями, вытекающими из большой тепловой усадки
такой пряжи: в рукавах, изготовляемых на дорнах, это ведет к
выдавливанию резиновых прослоек наружу, а в бездорновых —
во внутрь камеры. Для устранения этого необходима предвари-
тельная термическая обработка пряжи.
В производстве всасывающих рукавов диаметром до 65 мм,
взамен тканевых слоев, возможно применение текстильных опле-
ток, что допускает большую механизацию производства. В связи
с большей гибкостью спиральных рукавов возможно использова-
ние в каркасах этих рукавов специальных видов ткани прямого
закроя вместо косяков.
Вместо проволоки круглого сечения применяют сплющенную,
полукруглую и плоскую проволоку.
В зарубежной практике расширяется производство рукавов с
трикотажным (вязаным) каркасом. Предложена оригинальная
конструкция всасывающего рукава без проволочного усиления
[12]. На камеру (изготовленную из прорезиненной ткани) нало-
жены резиновые трубки, наполняемые (через специальный канал)
воздухом при давлении (6—7) • 105 Па. Изготовляют рукава со
спиралью из пластмассовых шнуров.
В производстве всасывающих рукавов со свободно лежащей
(открытой) спиралью предложен новый способ, исключающий
применение дорнов. Сущность этого способа состоит в следующем.
Отдельно изготовленную спираль помещают на валки клеечной
машины. В концы спирали вставляют металлические патрубки
длиной 30—36 мм; они-то и заменяют отсутствующие дорны. На
спираль и патрубки накладывают и закатывают тканевую заго-
товку, последующие резиновые и тканевые слои, а также наводят
наружную спираль и бинтуют рукав. Наводку спирали производят
при опущенном верхнем валке машины, который прижимает и
направляе-г проволоку, следуя по промежуткам между витками
первой спирали.
Однако наличие открытой спирали и связанной с этим харак-
терно направленной шероховатости приводит к значительному
увеличению гидравлического сопротивления рукава. Применение
резин, стойких к набуханию в нефтепродуктах, текстильных опле-
ток вместо прорезиненной ткани и перенесение металлической
спирали в толщу стенки рукава позволят изготовлять рукава для
жидких топлив и масел с гладкой внутренней поверхностью *.
Цеховые и лабораторные испытания рукавов. Испытание гидра-
влическим давлением является основным видом проверки качества
рукавов. Если такое испытание сопровождается изгибами рукавов,
* Для отвода статического электричества и а резино-текстильные топливные
рукава накладывают спирально гибкую плетенку из тонких проволок; концы
плетенки припаивают к металлическим муфтам на концах рукава. В топливных
круглотканых рукавах включают в основу тонкие металлические канатики.
б* 131
оно наиболее близко соответствует эксплуатационным условиям
и потому является особенно показательным. Рукав, испытываемый
на гидравлическое давление, помешают на испытательном столе.
Один конец рукава присоединяют к водопроводу или нагнетатель-
ному насосу, а другой заглушают; в заглушке имеется спускной
кран. При заполнении рукава водой воздух удаляется через спуск-
ной кран; затем кран закрывают и давление постепенно подни-
мают до испытательного. Испытательное давление поддерживают
в течение 10 мин. Во время испытания не должно наблюдаться
просачивания воды через рукав даже в виде мелкой росы на его
поверхности. Рукава для пневматических инструментов и тормоз-
ные в соответствии с условиями их эксплуатации испытываются
гидравлическим или воздушным давлением.
При исследовании прочности рукавов гидравлическое давление
доводят до величины, при которой происходит разрыв рукава; при
этом производят замеры изменения диаметра и длины рукава.
Помимо испытаний гидравлическим и воздушным давлениями, а
также вакуумом *, при оценке качества рукавов проверяют их гиб-
кость, сопротивление смятию проволочных спиралей, растяжи-
мость манжет, прочность сцепления слоев, стойкость к темпера-
турным изменениям и воздействию химических агрессивных сред.
ТРУБЧАТЫЕ РЕЗИНОВЫЕ ТЕХНИЧЕСКИЕ ИЗДЕЛИЯ
Среди обширного ассортимента РТИ есть объекты, близкие
к рукавам по конструкции, но отличающиеся от них по условиям
применения. Есть изделия, отличающиеся в целом от рукавов, но
имеющие с ними общее в однотипности основных технологических
операций. Ниже будут рассмотрены следующие виды таких изде-
лий: трубки, полые уплотнители и амортизаторы.
Резиновые трубки предназначаются для производственного,
лабораторного и медицинского применения и используются для
провода воздуха, газов, различных растворов. Ассортимент трубок
по размерам определяется их назначением и характеризуется внут-
ренними диаметрами и толщинами стенки. Изготовляются сле-
дующие резиновые трубки: технические (ГОСТ 5496—67), изоля-
ционные полутвердые для дополнительной изоляции проводов по-
стоянного и переменного тока напряжением до 500 В (ГОСТ 3747—
66), для переливания крови (ГОСТ 3399—54*), ирригаторные для
кружек Эсмарха.
В технологический процесс производства всех этих трубок
входит: профилирование на червячном прессе и вулканизация в
котлах на круглых противнях в паровой среде. Изоляционные
полутвердые трубки диаметром от 16 мм и выше вулканизуют
* Рукава всасывающие и напорпо-всасывающие больших диаметров, испы-
тываемые на значительный вакуум, иногда укорачиваются, образуя «гармошку».
Причиной этого является их недостаточная осевая жесткость. При испытании на
гидравлическое давление такие рукава значительно удлиняются.
132
в прямых отрезах длиною до 2 м, иначе они приобретают нежела-
тельное устойчивое искривление. В соответствии с назначением
этот вид трубок проверяют на сопротивление электропробою. Опи-
саны трубки из силиконового каучука для применения в кислород-
ных регенеративных системах (13]. Внутренний диаметр таких
трубок до 76 мм, толщина стенок 0,010—0,015 мм.
Внедрение поточно непрерывных методов в производство РТИ
особенно эффективно сказывается в процессе изготовления цельно-
резиновых трубок и профильных изделий различного назначения.
Рис. 88. Установка для но сочного изготовления резиновых трубок:
Z —питательные вальцы; 2—червячный пресс; 3—аппарат для непрерывной
вулканизации трубок в высококипящей жидкости.
Разработанный Научно-исследовательским институтом резиновой
промышленности такой процесс соединяет в единую операцию
профилирование и непрерывную вулканизацию трубок за несколь-
ко минут при 180—210°С путем пропуска на пластинчатом метал-
лическом транспортере через термоизолированную трубу 20-мет-
ровой длины, обогреваемую излучателями инфракрасного света.
В этом случае для предупреждения пористости, возникающей при
вулканизации без внешнего давления, в смеси для трубки следует
вводить окись кальция.
Научно-исследовательским институтом резиновых и латексных
изделий разработан и освоен производством иной способ для
такого же вида изделий с применением вулканизации в высоко-
кяпящей жидкости (рис. 88, 89).
Профилирование и вулканизация трубок, соединенные в единый
поток, устраняют необходимость применения опудривающих ма-
териалов. Производительность такого агрегата составляет ,5 т
в сутки (при скорости вулканизации 3—5 м/мин) [14].
133
Полые уплотнители и амортизаторы. Трубки резиновые, оклеен-
ные тканью, как н резиновые изделия иных профилей с цилиндри-
ческой полостью, применяются, например, для уплотнения окон
и створок дверей в вагонах и являются примерами простейших
полых уплотнителей. Амортизаторы пневматические резиноткане-
вые швартовочные, применяемые в пришвартовке судов (взамен
деревянных кранцев), изготовляют теми же приемами, как и рези-
нотканевые рукава значительных диаметров, но с полусферической
Рнс. 89. Принципиальная схема агрегата для изготовления
резиновых трубок конструкции НИИР:
I—вулканизационная камера; 2—цилиндр вулканизационной камеры;
3—барабан; 4— шнек; 5—змеевик; 6—очистительный патрон; 7 —подъем-
ный механизм; Я—охладительная камера; 9, /3—ванны; 10—насос;
//—привод; 12— редуктор; 14—сушилка; /5—намоточный барабан.
торцовой заделкой концов. Швартовочные кранцы снабжаются
вставными резиновыми камерами для обеспечения герметичности
при требуемом внутреннем давлении.
К этой группе изделий относятся рукава с заделанными кон-
цами и снабженные вентилем с одного из торцов. Такие рукава
(ТУ МХП 1733—51 р) применяют в качестве съемной опалубки при
некоторых видах бетонных работ: при устройстве бетонной канали-
зации, при прокладке кабелей в бетонном основании, электропри-
водов под штукатуркой, при серийном изготовлении бетонных и
асбестовых труб и т. п. Для изготовления таких изделий приме-
няют прорезиненный корд или оплетку, располагая текстильные
элементы каркаса под углом, значительно меньшим 54°44'. В усло-
134
ВИЯХ раиочеги давлении НЯру/ППЫП Anaravip лд jov^H ««.WWW.
30% против первоначального, обеспечивая требуемую форму и
размеры полости бетонируемого блока. После того как бетон за-
твердеет, рабочее давление стр
бетона [15]. Уплотнительные
рукава-муфты применяют в
буровых работах, когда возни-
кает надобность во временном
перекрытии (пакеровке) сква-
жины (рис. 90).
К трубчатым РТИ отно-
сятся резиновые чехлы (ман-
жеты), представляющие собой
трубы с толщиной стенкн 20—
25 мм, предназначенные для
оснащения машин клееночного
производства.
Полые кольцевые уплот-
нители служат для гермети-
зации затворов в диффузион-
и опалубку извлекают из
Рнс. 90. Схема действия уплотнитель-
ного рукава-муфты:
а*—нерабочее положение; б —рабочее поло-
жение-
ных и вакуум-аппаратах сахар-
ной промышленности (ГОСТ
6051—51). В поперечном (ме-
ридиональном) сечении уплот-
нитель состоит из следующих
слоев (рис. 91): внутренней резиновой камеры, нескольких слоев
прорезиненного трикотажа, наружного слоя резины. Сечение шту-
цера содержит: резиновую камеру, прокладку из доместика, рези-
новый слой и наружную доместиковую обкладку. Сборку заго-
Рис. 91. Полый кольцевой уплотнитель:
а—общий вид; б—разрез по профилю.
товки уплотнителя производят в следующем порядке: камеру наде-
вают на прямой дорн, промазывают клеем и покрывают полосой
трикотажа, закроенного под углом 45°. Далее, чередуя с промаз-
кой клеем, накладывают: резиновый слой, последующие слои три-
котажа и наружный слой резины. Продольный шов заделывается
135
трикотажной и резиновой ленточками; слои заготовки срезают
уступами; по снятии с дорна в стенке заготовки вырезают отвер-
стие и укрепляют в ней штуцер (четырьмя «плечиками» второго
слоя доместика), после этого кольцо состыковывают. Через отвер-
стие штуцера в кольцо наливают раствор углекислого аммония,
отверстие закрывают пробкой и заготовки укладывают в форму.
Вулканизационная форма составная и включает: две полукруглые
концевые части (одна из них с гнездом для штуцера) и две или
несколько соединенных вставок. Такая конструкция формы позво-
ляет изготовлять различные по размеру кольца, если только сече-
ние кольца и вид штуцера одинаковы. Вулканизация производится
Рис. 92. Пневматическая муфта сцепле-
ния обжимного типа.
д— Общий вид муфты в разрезе; б—сечеиие
профиля резинового баллона: I—стальной
обод; 1—диск; 3—съемный резиновый баллон; 4—ниппель с гайкой; 5—металлические пла-
стины. привулкаиизоваииые к резиновому баллону; S— металлические колодки, облицован-
ные фрикционными накладками; 7—шкив;-3—внутренняя резиновая камера; 9— каркас из
прорезиненного корда; 10— протектор; //—сердечник.
в котле с последующим охлаждением формы и изделия водой;
после выемки уплотнителя из формы раствор углекислого ам-
мония удаляют, а выпрессовки зашлифовывают на наждачном
круге.
Цельнорезиновые полые кольцевые уплотнители различных
поперечных сечений применяют в тех случаях, когда требуются
уплотнения небольшой радиальной жесткости, например шланги
для герметизации кабин самолетов.
Полые торообразные цельнорезиновые амортизаторы-предохра-
нители для прессов обувного производства клеят на разборных
моделях приемами, близкими к описанным выше.
Пневматические муфты сцепления представляют собой армиро-
ванные текстилем кольцевые уплотнители (баллоны) овального
поперечного сечения. По конструкции, приведенной на рис. 92,
муфта по наружной поверхности прикрепляется к ободу привода
при помощи болтов и металлических пластин, а с внутренней по-
верхности снабжена металлическими колодками, облицованными
асбофрикционными накладками [16]. В рабочем состоянии муфта
136
обхватывает шкив приводимого в движение вала. Для этого в ка-
меру муфты нагнетается воздух, при этом сегменты плотно при-
жимаются к ведомому ободу, возникающее трение обеспечивает
работу привода. Пневматические муфты сцепления изготовляются
размерами 1070X200; 700X200; 500 X 125 и 300 X 100 мм. Такие
муфты применяются для форсирования турбинного и роторного
бурения нефтяных и газовых скважин до 5000 м; для соединения,
разобщения и торможения вращающихся деталей; для передачи
крутящегося момента в судовых двигателях, в тяжелых промыш-
ленных машинах, в частности в установках вальцов и иного обору-
дования резиновых заводов. Применение пневматических муфт
сцепления обеспечивает амортизацию ударов, компенсирует осе-
вое и радиальное смещение, возникающие вследствие неточности
сборки, демпфирует крутильные колебания и создает возможности
бесшумной работы и дистанционного включения и выключения
механизмов. Являясь одним из видов РТИ, пневматическая муфта
сцепления, по условиям применения, напоминает работу пневма-
тической шины с тем основным отличием, что радиально направ-
ленная нагрузка приложена одновременно по всей цилиндрической
поверхности обкладки резино-текстильного торообразного уплот-
нителя. К числу таких же изделий, смыкающих производство шин
и РТИ, относятся резино-пневматические подвески для автомоби-
лей [17], высокоэластичные муфты [18] и гидравлические захваты
[19].
ЛИТЕРАТУРА
1. Rubb. Age, 1955, v. 76. № 6, р. 866.
2. Rubb. a. Plast. Age, 1963, v. 44, № 1, p. 73.
3. Rubb. Age, 1960, v. 87, № 1, p. 139.
4. Бюлл. no обмену опытом в пром резиновых технических изделий, 1956, № 3,
с. 25.
5. Челюк А. П., Соколовская Ф. М., Позин А. А. Производство приводных рем-
ней транспортных лент и рукавов. М., Госхимиздат, 1954. 244 с.
6. Welsby J A-, Bredshaw № D. Rubb. a. Plast. Age, 1964, v. 45, № 5, p. 527—
535.
7. «Каучук и резина», 1940, № 1, с. 14.
8. Авербух Я. «Промтехника», газета Ленинградского завода РТИ, 1941, № 25;
Технический листок, Ms 4.
9. Лейтман Л. Д., Файман А. В. «Каучук и резина», 1959, № 2, с. 38—40.
10. Позин А. А., Сухарев А. Т., Юрцев Л. Н.' Производство шни, РТИ и АТИ,
1974, с. 7—9.
11. Желтышев, Автореф. канд. дисс. М., МИТХТ им. М. В. Ломоносова, 1969.
12. Rubb. Age, 1962, v. 94, № 6, р. 1013.
13. Ibid., 1961, v. 90, Ms 1, p. 149.
14. Буров С. В. «Каучук и резина», 1957, Ms 10, с. 26—31.
15. Там же, 1964, Ms 2, с. 56.
16. Клав М. Ю. Там же, 1958, Ms 4, с. 14—20.
17. Богаевский А. П., Гуслицер Р. Л., Селезнев И. И. Там же, 1959, Ms 8, с. 14—
19.
18. Равкин Г. О Пневматическая подвеска автомобиля М., Машгиз, 1962. 288 с.
19. Клаз М. Ю., Котельникова Б. Н. «Каучук и резина», 1960, № 11, с. 11—18,
Глава 4
ЭБОНИТОВЫЕ ИЗДЕЛИЯ
ОСОБЕННОСТИ МАТЕРИАЛОВ
И ПРОЦЕССОВ ЭБОНИТОВОГО ПРОИЗВОДСТВА
Эбонитовые смеси. Смешение значительного количества серы
с натуральным каучуком (40—50 масс, ч.) и затем нагревание
смесей ведет к получению твердого роговидного вещества темного
цвета — эбонита. Значительная химическая стойкость эбонита, его
высокие диэлектрические свойства и способность хорошо обраба-
тываться, а также полироваться позволили использовать его для
изготовления изделий, применяемых в аккумуляторной, слаботоч-
ной промышленностях и в различных химических производствах.
Как хорошо полирующийся материал эбонит нашел также приме-
нение для изделий санитарно-гигиенического назначения. Особен-
ностью эбонита является невысокая теплостойкость (точнее, темпе-
ратуростойкость). В зависимости от состава эбонит при нагревании
в пределах 60—120 °C становится менее прочным, размягчается и
тогда легко подвергается деформации, сохраняя после охлажде-
ния приданную ему форму.
Ненаполненная (чистая) смесь каучука и серы дает высоко-
сортный эбонит. Однако требования, предъявляемые к отдельным
видам эбонитовых изделий, и условия обработки делают необхо-
димым добавление в эбонитовые смеси различных ингредиентов.
Важнейший среди них — эбонитовая пыль, представляющая собой
мелко размолотые отходы эбонитового производства. Применение
эбонитовой пыли облегчает приготовление смеси, обеспечивает
более спокойный ход реакции соединения серы и каучука, умень-
шает усадку изделия. Содержание эбонитовой пыли в смесях мо-
жет составить 30—300% (масс.) каучука, в зависимости от назна-
чения изделий и предъявляемых к ним требований.
В производстве ряда эбонитовых изделий широко применяется
регенерат, а в последнее время и полимеризационные смолы. Эбо-
нитовая пыль, регенерат, а также минеральные наполнители, по
существу, являются разбавителями чистой эбонитовой смеси. При-
менение их облегчает каландрование, профилирование, формова-
1ЗД
tine n ViniDe VMVWn, nunvvnivuuuiv ^vvin. • ..J --1 *
тепло, их усадка при вулканизации уменьшается. Для придания
эбониту большей теплостойкости и твердости применяют пемзу,
тальк, асбест и каолин.
В качестве мягчителей используют растительные и минераль-
ные масла, сосновую смолу и воск. При вулканизации эбонита
растительные масла — льняное, рапсовое и другие — реагируют
с серой, образуя фактис. Весьма своеобразна роль восков — пче-
линого, озокерита и церезина, — применяемых в качестве мягчи-
телей. Воски, при значительном их содержании в эбонитовых из-
делиях, мигрируют на поверхность последних и снижают смачи-
ваемость изделий во влажном воздухе, сохраняя этим диэлектри-
ческие свойства эбонита.
Обычно эбонит изготовляется черного цвета. Производство
цветного эбонита сопряжено с некоторыми трудностями, так как
в данном случае необходимо перекрыть свойственный эбониту
черный цвет тем более интенсивный, чем выше качество эбонита.
Для перекрытия черного цвета в цветных эбонитовых смесях при-
меняют сернистый цинк, литопон и титановые белила. Красный
и розовые цвета придают эбониту прибавкой киновари, желтый —
прибавкой сернистого кадмия. В качестве ускорителей вулканиза-
ции эбонитовых смесей употребляют органические ускорители:
дифенилгуанидин, меркаптобензтиазол, альтакс и сульфенамид
ВТ, а также неорганические: углекислый магний, легкую
(жженую) магнезию, известь (гашеную), красную окись же-
леза.
В настоящее время наполненные эбонитовые смеси, но не со-
держащие в своем составе эбонитовую пыль, изготовляют в закры-
тых резиносмесителях, однако серу в них вводят на вальцах. Эбо-
нит образуется как из натурального каучука, так и из синтети-
ческих: СКВ, СКС-ЗОА, СКС-50, СКИ и СКН с теми или иными
особенностями в зависимости от вида каучука [1,2]. Обычные сорта
эбонита из натуральных каучуков размягчаются при 60—70 °C, а
специальные — при 85 °C, но более хрупки. Эбонит из бутадиенсти-
рольного каучука, хотя и более теплостойкий, ввиду свойственной
ему хрупкости, применяется мало. Он более стоек к маслам и
органическим растворителям, по сравнению с эбонитом из других
каучуков, и теплостоек до 150 °C. Эбонит из бутадиен-нктрильного
каучука, содержащего полярные группы, имеет значительные ди-
электрические потери. Ряд эбонитов специального назначения
изготовляются из смеси НК с бутилкаучуком и полихлоропреном,
последние, действуя как пластификаторы, образуют эбониты с вы-
соким сопротивлением удару и с большей эластичностью. Эбонит
из СКИ наиболее близок к эбониту из НК. Химическая его стой-
кость может быть улучшена введением добавок хлорированных и
насыщенных каучуков [2].
В ряде случаев для получения эбонитов ударностойких приме-
няют смеси НК с фенольными или высокостирольными смолами
[3]. Распыл бакелита, вводимый в эбонитовые смеси, отчасти может
139
заменить эбонитовую пыль, но ведет к повышению твердости и
теплостойкости.
В производстве эбонитовых изделий применяют следующие ос-
новные группы эбонитовых смесей: для поделочного формового
эбонита и для клеевых эбонитовых изделий.
Поделочный эбонит (пластины, стержни и трубки) используется
для изготовления различных телефонных, телеграфных и радиоде-
талей. Различают два вида поделочного эбонита: диэлектрический
и технический. Смесь для эбонитов первого вида состоит из кау-
чука, серы, ускорителей и мягчителей. Такой эбонит хорошо обра-
батывается и полируется. Эбониты второго вида, применяемые в
тех случаях, когда от материала не требуется диэлектрических
свойств, содержат меньшее количество каучука и имеют разные
количества наполнителей. У эбонитов этого вида понижены проч-
ность, способность полироваться и обрабатываться.
Эбонитовые смеси, применяемые для изготовления аккумуля-
торных баков, деталей к ним и других формованных или литых
изделий, относятся к наполненным смесям. Аккумуляторные баки
по условиям их работы должны иметь теплостойкость не ниже
50 °C, что достигается прибавлением в смесь пемзы, каолина или
асбестита. Применение последнего весьма вначительно повышает
теплостойкость эбонита. Подобные смеси (вулкан-асбест) находят
применение для изготовления вулканизационных форм (матриц)
в производстве ковриков из мягкой резины. Введение ингредиен-
тов, повышающих теплостойкость, одновременно увеличивает твер-
дость эбонита. Для обработки таких изделий необходимы инстру-
менты из быстрорежущей стали или с наконечниками из твердых
сплавов.
Для клееных эбонитовых изделий применяют соответственно
смеси, менее наполненные.
Особенности вулканизации эбонита. Сложилось и долгое время
держалось представление об эбоните, как о предельно структури-
рованном продукте, в котором все двойные связи насыщены серой.
Вычислявшийся, исходя из этого положения, коэффициент вулка-
низации эбонита представлялся в несколько раз большим, чем
коэффициент вулканизации мягкой резины. Исследования послед-
него времени показали, что хотя для эбонита характерно наличие
достаточно густой сетки, однако в нем далеко не все двойные связи
насыщены; одновременно имеет место содержание значительного
количества химически, но не мостично связанной серы [4].
А. С. Кузьминский и Л. В. Боркова [5] показали, что во всех
эбонитах, образующихся из смеси каучука с серой, происходит
как расходование, так и образование двойных связей. Распад
двойных связей идет тем быстрее, чем выше температура вулка-
низации. На первых стадиях вулканизации эбонита образуются
полисульфидные связи, содержащие до 25 атомов серы; в дальней-
шем степень сульфидности снижается.
Эбонитовые смеси в зависимости от наполнения вулканизуют
прн 120—170 °C. Кинетические кривые образования связанной
140
серы имеют монотонный ход, значительно убыстряющийся в случае
добавки ускорителей процесса эбонигообразования. Одновременно
с присоединением серы изменяется ряд физико-механических
свойств продукта. На рис. 93 показана для эбонита из натураль-
ного каучука зависимость сопротивления разрыву от времени вул-
канизации [6]. Характерно наличие максимума и минимума на
кривой сопротивления разрыву. Когда количество связанной серы
достигает 10—15%, получается гибкий кожистый, но непрочный
продукт. Дальнейшая вулканизация ведет к постепенному образо-
ванию твердого, пружинящего продукта с увеличивающимся со-
противлением разрыву. Физические свойства отдельных образцов
—
асе У'
научук. 1. Сева.... ...лии 50
Окись цинка. 5
Органические ускорители.. .7
Всего... .16 2
700
500 \
Время вулканизации при 150"С, мин
Рис. 94. Зависимость твердости эбо-
нита от продолжительности вулка-
низации (эбонитовая смесь без уско-
рителя).
300
200^
100
О
О 20 40 ВО ВО 100 120 140160180
Время вулканизации при 140’0, мин
Рис. 93. Зависимость предела прочно-
сти о эбонита от продолжительности
вулканизации.
эбонита зависят от состава смеси и длительности вулканизации,
но характер кривых сохраняется. Перевулканизация эбонита вы-
зывает повышенную хрупкость его. В этом состоянии эбонит скло-
нен трескаться и расщепляться. В нормально вулканизованном
продукте сопротивление разрыву достигает 7,0 кН/см2, при очень
небольшом относительном удлинении; последнее снижается по мо-
нотонно падающей кривой.
Кинетика изменения твердости эбонитовой смеси без ускори-
теля показана на рис. 94 [7]. По истечении примерно половины
времени, необходимого для вулканизации эбонита, кривая стано-
вится параллельной оси абсцисс; затем твердость быстро возра-
стает. Применение ускорителей, сокращая время вулканизации,
выравнивает ход кривой твердости; характерный перегиб кривой
исчезает. На рис. 95 нанесены кривые твердости эбонитовой смеси,
которая имела тот же состав, но переменное (0,5—10%) содержа-
ние меркаптобензтиазола (каптакса). Нижняя часть кривой и
плато перехода стушевываются, но наклон верхней части кривой
возрастает с увеличением дозировки ускорителя. Отмечено, что
продолжение сплошных линий на рис. 95 для эбонита из на-
турального каучука приходит почти в начало координат. Иссле-
дование кинетики изменения твердости эбонита, не содержащего
141
Рис. 95. Зависимость твердости эбонита
от времени вулканизации (эбонитовая смесь
с меркаптобензотиазолом от 0,5 до 10%).
ускорителей вулканизации (рис. 94) и с ускорителем меркаптобенз-
тиазолом (каптаксом), обнаруживает (рис. 95) также три этапа в
эбонитообразованни, однако не характерно выраженные. При
большом содержании ускорителя первый и второй этапы практи-
чески проследить невозможно.
Изменения кинетической зависимости количества связанной
серы, прочности и относительного удлинения эбонита из синтетиче-
ского каучука (СКС-30), приведенные [8] на рис. 96, в целом
отвечают сказанному выше. Значительная величина «равновесного
модуля» эбонита, по сравне-
нию с Ех для мягкой рези-
ны, указывает на то, что
плотность сетки, создавшей-
ся к завершению эбонито-
образования, в несколько
раз превосходит по плотно-
сти пространственную сетку
мягкого вулканизата.
Следуя представлениям,
развиваемым Б. А. Догад-
киным [9], для смесей из на-
турального каучука с ма-
лым содержанием серы мак-
симум на кинетической кри-
вой сопротивления разрыву
отражает наличие двух од-
новременно протекающих,
но разно направленных про-
цессов: структурирования
каучуковых цепей серой и деструкции их кислородом. Максимум
прочности вулканизата соответствует тому моменту, когда почти
вся сера присоединится к каучуку.
Иное явление наблюдается для смесей из натурального каучука
с содержанием от 7% серы и более. И в этом случае из молеку-
лярных цепей образуется пространственная сетка, а с увеличением
густоты этой сетки повышается и прочность вулканизата при
растяжении, но лишь до тех пор, пока возрастающая густота сетки
не явится существенным препятствием для ориентации цепей
Максимум прочности наступит, когда к каучуку присоединится
3,5% серы. Вслед за этим при дальнейшем присоединении серы
должно наблюдаться падение прочности при растяжении, что в
действительности и происходит.
При вулканизации смесей с малым содержанием серы из нат-
рнй-бутадиенового и бутадиен-стирольного каучуков, для кото
рых молекулярный кислород является, как и сера, структурирую
щим агентом, — максимум прочности на кинетической кривой по
является значительно позже полного перехода серы в связанное
состояние. Смеси с большим содержанием серы ведут себя так же,
как смеси на натуральном каучуке.
142
На основании исследований Б. А. Догадкина относительно
рассматриваемого случая вулканизации эбонитовых смесей можно
предположить [8], что снижение сопротивления разрыву в проме-
жуточном продукте, постепенно теряющем высокоэластичные свой-
ства, продолжается до тех пор, пока дальнейшее сгущение сетки
не приведет к исчезновению способности образовывать участки
с молекулярными цепями, ориентированными в направлении ра-
стяжения. Такое положение отвечает минимуму на кинетической
кривой сопротивления разрыву вулканизата эбонитовой смеси. За-
тем, поскольку сера, имеющаяся в смеси в достаточном количестве,
Время.ч
Рис. 96. Изменение структуры и свойств эбонита
в процессе вулканизации (при 170 °C) (состав
эбонита: СКС-30 100 масс, ч., сера 40 масс, ч.):
/ — изменение ненасыщенности (Л. X); 2— изменение
«равновесного модуля» (Е^ 10 Н/см’); 3—изменение ко-
личества связанной серы (3. %); /—изменение относи-
тельного удлинения (ft. X).
а также (для смесей из синтетических каучуков) вследствие тер-
мической конденсации каучукового углеводорода (при 170°C),
происходит дальнейшее присоединение серы как в мостичной фор-
ме, так и в ином виде химически связанной серы.
Внешним проявлением этих процессов является монотонно
возрастающее увеличение прочности продукта, но уже не как
высокоэластичного, а как обычного упругого тела. На характере
получаемых структур сказываются: вид примененного каучука,
температура греющей среды, а также повышение температуры
внутри вулканизуемой смеси вследствие экзотермического харак-
тера реакции присоединения серы. Переход от пластичной смеси
к высокоэластичному продукту, а от него, через промежуточ-
ный,— к твердому упругому материалу характеризуется измене-
нием химического состава, в частности, увеличением содержания
Ш
. wi-Kvctrva ^wnnia nu n|ynonanj ну i\
определения количества свободной серы трудоемка и длительн
Исходя из того, что в процессе образования эбонита знач
тельно изменяются упругие свойства материала, характернь
для этого процесса минимум на кинетической кривой наглядт
и удобно можно обнаружить [8] по изменению упругого отскок
Рис. 97. Зависимость величины упругого отскока от
продолжительности вулканизации на пяти эбонитовых
смесях.
состава:
На рис. 97 показана кинетика изменения упругого отскока для
пяти эбонитовых смесей следующего
&
Смокед-шитс . . .
Бутадиен-стирольный
(СКС-30) ....
Натрий-бутадиеновый каучук . . . .
Сера............................
Окись магния.....................
Дибензотиазолдисульфид (альтакс).
Вазелиновое масло................
каучук
100
50
Номер смеси
2
100
з
100
50
10
50
100
50
100
50
5
4
1
5
5
На рис. 98 сопоставлены изменения упругого отскока, твердо-
сти, сопротивления ударному излому и теплостойкости с длитель-
ностью вулканизации (смесь № 1).
Применяя ускорители, можно сократить время процесса вул-
канизации; различные ускорители, взятые в соответственных
количествах, приблизительно до одинаковой степени увеличивают
скорость вулканизации эбонита. Можно полагать, что ускорители
облегчают физические условия взаимодействия реагентов, в част-
ности диффузию серы, и функция их сводится к скорейшему увели-
144
чению содержания связанной серы [10]. Смеси с ускорителями
требуют такого же количества серы, как и смеси без ускорителей.
Температурный коэффициент вулканизации эбонита несколько
выше, чем для мягкой резины, и растет с температурой вулканиза-
ции: при 140—150 °C равен 2,52, а при 160—170 °C достигает
3,13.
В связи с наблюдаемой линейной зависимостью изменения
твердости от длительности вулканизации на стадии завершения
образования эбонита предлагался [11] способ расчета необходи-
мой длительности t времени вулканизации эбонита из натурального
Время вулканизации, ч
Рис. 98 Влияние продолжительности вулканизации на свойства эбони-
товой смеси № 1 (на смокед-шитсе):
/—величина упругого отскока; 2—твердость по ТМ-2 (по Шору); 3— глубина погру-
жения шарика ио ТШМ-2 (по Джойсу); 4— сопротивление ударному излому (хруп-
кость); 5 —теплостойкость по Мартенсу.
каучука до получения твердости, отвечающей 100 единицам (по
Шору), по следующей зависимости
где г — возрастание твердости в единицах твердомера Шора в мин;
f — значение ординаты, в которой продолжение названной прямой
пересекает ось ординат.
Коэффициент г зависит от температуры вулканизации. Для
эбонитовой смеси (типа № 1 с 0,56 масс. ч. окиси цинка) величина
г соответствует 0,30 при 140°С; 0,76 при 150°С и 2,15 при 160°С.
Величина этого коэффициента зависит также от вида и количества
ускорителя и достигает максимума, близкого к 1,9, но при различ-
ных дозировках: от 0,7% для тетраэтилтиурамдисульфида до 7,5%
для меркаптобензтиазола.
Величина коэффициента f в ненаполненных смесях с нормально
пластифицированным каучуком с ускорителем, например окисью
Н5
цинка, фактически близка к нулю. Введение наполнителей
чивает f:
увели-
Объемное наполнение, %......................... 10 20
Величина коэффициента f при наполнении:
окисью магния................................... 38 50
каолином.................................... 13 19
тальком....................................... 8 20
битумом.................................... 6,5 11
40
71
29
30
13
Наибольший эффект дает окись магния, что отвечает и приме-
нению ее как обычного неорганического ускорителя эбонитовых
смесей. Однако уравнение (4.1) не учитывает выделений тепла
при вулканизации эбонита; поэтому применение его сравнительно
ограничено.
Образование химического продукта из смеси, содержащей серу,
является экзотермической реакцией и сопровождается тепловыде-
лением. Количество выделяемой теплоты, момент максимального
поднятия температуры и величина превышения ее над температу-
рой теплоносителя вулканизации являются функциями темпера-
туры вулканизации, толщины образца и наличия ускорителя в
эбонитовой смеси. Тепловыделение не протекает равномерно, ма-
ксимум выделения тепла соответствует тому моменту, когда с кау-
чуком связана примерно половина серы [12]. При теплоемкости
эбонита, равной 1,42 Дж/(г-К), тепловыделение ведет к значи-
тельному нагреву. Необходимость своевременного отвода тепла
составляет характерное отличие вулканизации эбонита. Особенно
обязателен этот отвод тепла в случае толстых эбонитовых изде-
лий. Теплопроводность эбонита составляет 1,62 Дж/(см-с-К). Недо-
статочно быстрый отвод тепла поведет к тому, что нагрев эбонита
будет ускорять вулканизацию во внутренних слоях; свойства вул-
канизата в центре изделия и в наружных слоях будут различны —
получится неоднородный продукт. В более серьезных случаях мо-
жет наступить термическое разложение материала, сопровождаю-
щееся значительным выделением сероводорода [3] и других газов,
образованием пор и даже взрывом. Подобное явление носит на-
звание «горения» смеси. Поскольку нагретый эбонит непрочен и
очень мягок, выделяющиеся газы способствуют порообразованию
во всей массе изделия.
Попадание в воздух сероводорода может вызвать отравление
работающих в цехе. Даже сравнительно невысокая концентрация
его в воздухе, порядка 0,7 сН/м3, при 15—30-минутном воздейст-
вии вызывает ряд болезненных явлений [13]. При более высоких
концентрациях сероводорода в воздухе возможны тяжелые формы
отравления со смертельным исходом. В атмосферу цеха сероводо-
род может проникнуть либо вместе с паром через предохранитель-
ный клапан в случае быстрого повышения давления в котле (вслед-
ствие обильного газообразования), либо при открывании крышки
котла после завершения вулканизации, либо через конденсат —
в случае негерметизированного или неисправного трубопровода.
Горение эбонита обычно наблюдается при высокой температуре
146
вулканизации, при ненаполненных смесях, а также при смесях
с ускорителями.
Температурные режимы вулканизации эбонитовых изделий,
устанавливаемые с учетом названной особенности, отличаются
большим разнообразием. Введение в смесь инертных ингредиентов
или эбонитовой пыли, действующих как разбавители, снижает
опасность горения. Вулканизация таких смесей в металлических
формах, благодаря хорошему отводу тепла металлом формы,
успешно протекает при 160—170 °C. Для чистых эбонитовых сме-
лей, в противоположность этому, характерно применение невысо-
кой температуры вулканизации, значительная длительность ее*,
лтупенчатый нагрев и цикличность (повторность) процесса. Вул-
канизацию толстых эбонитовых стержней диаметром 65—100 мм
ведут часами и даже сутками, распределяя ее на циклы с пере-
рывами. Равномерности прогрева заготовки и значительного улуч-
шения отвода тепла достигают, помещая вулканизуемые в котле
изделия в ванну, наполненную водой.
Начавшуюся экзотермическую реакцию невозможно остановить
снижением температуры в вулканизаторе, ее можно лишь преду-
предить своевременным понижением температуры до начала зна-
чительного теплообразования. Исследуя температуру вулканизуе-
мого изделия с помощью термопар, можно составить такой режим
вулканизации, при котором ход температуры в эбоните будет
почти одинаковым с ходом температуры в котле. Применение
ускорителей требует особо четкого построения вулканизационного
режима.
Вулканизация эбонитовых изделий в котлах требует особого
внимания. Значительное количество серы в эбонитовых смесях
ведет к образованию газообразных сернистых соединений, корро-
дирующих стенки вулканизационных котлов. Для изготовления
котлов следует применять металл, стойкий к коррозии, или покры-
вать стенки котла внутри защитным слоем. Известно, например,
что добавка меди значительно повышает стойкость металла котла
к вулканизационной среде. Кроме медистых сталей, большой
стойкостью отличаются стали хромоникелевые и др. В качестве за-
щитных покрытий применяются свинец и дюралюминий. Гомоген-
ный и достаточно толстый слой свинца может быть прочно нало-
жен или наплавкой свинца на предварительно хорошо очищенную
и луженую оловом поверхность котельных листов, или путем галь-
ванического покрытия [14]. Дюралюминий применяют для футе-
ровки котла. Сточную воду (конденсат) эбонитового производства
следует обязательно очищать от сероводорода и сернистого газа
до спуска в канализацию. Для этого стравливаемые газы и кон-
денсат направляют в специальные очистные устройства — поглоти-
тели. Поглощение газов производят водой или раствором щелочи.
Методы оценки свойств эбонита. В соответствии с разнообразием
* Длительность вулканизации более эффективно влияет на увеличение мо-
дуля, чем содержание серы.
147
предъявляемых к эбониту эксплуатационных требований предло
жен ряд методов для оценки его физико-механических и электриче
ских свойств.
Общепринятыми для оценки физико-механических свойств эбо-
нита являются следующие определения [15]:
а) временное сопротивление при статическом изгибе (ГОСТ
255 — 41); ।
б) твердость на твердомере Шоппера (ГОСТ 254 — 53); d
в) теплостойкость по Мартенсу (ГОСТ 272 — 41); Л
г) хрупкость на маятниковом копре (ГОСТ 258 — 41); ]
д) сопротивление срезу (ГОСТ 211 —41);
е) предел прочности при разрыве. ;
Принципы определений и методы проведения физико-механиче-
ских испытаний эбонита по существу те же, что и для твердых тел
и пластических масс. Более специфичным является определение
теплостойкости эбонита (ГОСТ 272 — 41), основанное на изгиба-
нии образцов стандартного размера под действием постоянного из-
гибающего момента и при равномерном повышении температуры
среды. Однако неопределенность времени, необходимого для долж-
ного нагрева, является недостатком этого метода. Наибольшие из-
менения (меньшую теплостойкость) дает эбонит из натурального
каучука. Эбонит из бутадиен-нитрилакрилового каучука наиболее
теплостоек.
Для оценки диэлектрических свойств эбонита производят опре-
деления:
а) объемного и поверхностного сопротивления (ГОСТ 6433—
65*);
б) среднего пробивного напряжения (ГОСТ 6433—65);
в) диэлектрической проницаемости эбонита при частотах 10е Гц
(ГОСТ 9141 — 65) и 50 Гц (ГОСТ 6433 — 65).
Диэлектрические потери определяются количеством энергии,
выделяемой в диэлектрике, находящемся в электрическом поле.
При постоянном электрическом поле в диэлектрике устанавливает-
ся ток проводимости, т. е. движение электронов и ионов сквозь ди-
электрик. Ток этот для большинства диэлектриков очень мал и
определяет объемное сопротивление диэлектрика. До установления
этого постоянного по величине тока проводимости, начиная с мо-
мента приложения напряжения, наблюдается ток, во много раз
превосходящий ток проводимости, но продолжающийся короткое
время. Это увеличение тока определяется явлениями смещения и
поляризации диэлектрика. При переменном электрическом поле
энергия расходуется не только на перенос электронов и ионов че-
рез диэлектрик, но главным образом на поляризацию диэлектрика
и процессы, связанные с вращением диполей (активная составляю-
щая тока). Ввиду того, что потери, определяемые током проводи-
мости, незначительны, обычно под диэлектрическими потерями по-
нимают потери на поляризацию диэлектрика и вращение диполей.
Поляризация диэлектрика происходит под действием создавае-
мого в диэлектрике электрического поля и представляет собой сме-
148
щение заряженных частиц атомов и молекул диэлектрика. При сня-
тии поля эти заряды, двигаясь в обратном направлении, создают
спадающий до нуля ток. Перемена направления внешнего поля вы-
зывает обратное явление; это ведет к затрате энергии на перегруп-
пировку заряженных частиц. Подобный процесс происходит и в слу-
чае неоднородности диэлектрика. Граница областей с различными
диэлектрическими постоянными служит местом скопления зарядов,
и ток будет возникать за счет изменения величины этих зарядов во
времени. При наличии диполей в диэлектрике энергия расходуется
на вращение (ориентацию диполей), т. е. на преодоление сил тре-
ния, определяемых вязкостью среды.
Если бы в диэлектрике конденсатора не было никаких потерь
энергии, то протекающий ток был бы сдвинут относительно напря-
жения на угол <р = 90°. В этом случае активная мощность Р, по-
требляемая диэлектриком конденсатора, была бы равна нулю, так
как cos ср 90° = 0. Но в реальных условиях потребляемая активная
мощность не равна нулю, а потому и cos ф (коэффициент мощно-
сти) не равен нулю. Поскольку активная мощность, поглощаемая
конденсатором, пропорциональна tg6, т. е. отношению активного
тока »а к реактивному »р, tg б, называемый тангенсом угла диэлек-
трических потерь, является мерой способности диэлектрика преоб-
разовывать подведенную к нему энергию в тепло.
При вулканизации эбонитовой смеси tg б вначале быстро возра-
стает, но при дальнейшей вулканизации, по мере затвердевания
эбонита, уменьшается, достигая к 100—120 мин минимума; далее
наблюдается небольшое повышение tg б. Чем меньше угол б, тем
эбонит (как диэлектрик) лучше. Следует заметить, что напряже-
ние, при котором происходит пробой, не является линейной функ-
цией толщины образца, а по мере увеличения толщины растет за-
медленно; оно зависит также от длительности проведения испы-
тания.
В результате действия света на поверхность эбонита наблю-
дается снижение его удельного поверхностного сопротивления.
Происходит это потому, что под воздействием света образуется
проводящая ток пленка сернистой кислоты. Удаление такой пленки
восстанавливает прежние свойства эбонита. Эффективным сред-
ством защиты, превосходящим, по-видимому, воскование, является
[16] применение ди-0-нафтил-п-фенилендиамина (эджрайт белый).
ПРОИЗВОДСТВО ЭБОНИТОВЫХ ИЗДЕЛИИ
Эбонитовые пластины, стержни и трубки (ГОСТ 2748—53*).
Эбонитовые пластины представляют собой листы длиной
1000—500 мм, шириной 500—250 мм и толщиной 0,5—32 мм. Эбо-
нитовые пластины толщиной свыше 1,5 мм изготовляют дублиро-
ванием необходимого количества листов эбонитовой смеси. Дубли-
рование производят на гладкой, стальной или чугунной плите;
листы прикатывают во всю их ширину тяжелым роликом. На изго-
товленную пластину с обеих сторон накладывают листовое олово
149
. ____ mxu oaontnoiuu I n Ml 1и.1ЩПП1Л ll.'ICIV 1 ППО1/ . AVlfl
лучшего прилегания оловянных листов к поверхности пластин ли
сты эти слегка смазывают керосином.
Тонко прокатанные зеркально гладкие листы олова предохра-
няют пластину от непосредственного действия вулканизационной
среды, обеспечивают гладкую поверхность и хороший отвод тепла.
На поверхности пластин из смесей на синтетическом каучуке иног-
да наблюдается небольшая шагреневость. Применение мягчите-
лей— растительных и минеральных масел — в этих смесях сни-
жает такой дефект. Перед дублированием каландрованные эбони-
товые смеси выдерживают в роликах 8—12 ч. Выдержку (12—24 ч)
применяют и для покрытых оловом пластин, укладываемых друг
на друга. Таким путем пластины подпрессовываются и получают
усадку. Заготовки для эбонитовых пластин толщиной до 3—4 мм
можно выполнять одновременно с листованием и дублированием
смеси на каландре. Олово при этом прокатывают дублирующим
валком со стороны нижнего валка каландра. Затем на другую сто-
рону пластины вручную накладывают второй лист олова, пропу-
скают пластину через дополнительный двухвалковый каландр и
разрезают заготовку на отдельные пакеты.
Пачки эбонитовых пластин загружают в бак из дюралюминия,
помещенный на тележке вулканизационного котла, подвешивают
их на дюралюминиевых рейках или трубках, положенных на
стенки бака, и наполняют водой, соблюдая, чтобы расстояние пла-
стин от поверхности воды, дна и стенок бака составляло 100—
120 мм. Вулканизация в воде обеспечивает равномерный нагрев
пластин и лучший отвод выделяющегося тепла. Режимы вулкани-
зации зависят не только от рецептуры смеси, но также и от разме-
ров пластин и конструктивных особенностей котла. Толстые пла-
стины вулканизуют длительно, применяя цикловую вулканизацию
(прерывную, с промежуточным охлаждением). Однако разрыв про-
цесса вулканизации в начальной стадии недопустим и ведет к от-
рыву олова и порче поверхности пластин. С пластин, выгруженных
из котла, снимают олово. Если при этом возникает необходимость,
пластины подвергают правке, прокладывая между ними хромиро-
ванные стальные листы.
Для удаления с поверхности пластин блесток отслоившегося
олова пластины дополнительно обрабатываются 10—15%-ной со-
ляной кислотой. Остатки кислоты тщательно нейтрализуют и уда-
ляют. Листы олова, снятые с пластин, используются повторно не
более одного раза, а затем направляются в переплавку и прокатку.
При плавке тщательно удаляют окись олова, так как она является
главной причиной образования блесток. Олово отливают в плитки
размером 20 X 30 см и толщиной 10—15 см. Плитки прокатывают
на мощном двухвалковом каландре с гладкой поверхностью валков
без фрикции. Валки постепенно сближают до зазора 2 мм. Оконча-
тельную прокатку с приданием требуемого калибра и блеска целе-
сообразно производить на особом лощильном каландре с зеркально
гладкими валками, применяя смазку их растительным маслом. Не-
150
обходимость частой переплавки олова и связанная с этим потеря
его, достигающая 1,5—2%, заставляет искать новые способы при-
дания гладкости эбонитовой пластине. Рекомендуется применение
алюминиевых листов толщиной 0,2—0,5 мм. Алюминиевые листы
логут применяться повторно, но требуют после снятия их с пла-
(тин правки в прессе. Возможно применять прессовую вулканиза-
цию пластин. Дублированную с некоторым припуском по толщине
пластину, не покрывая оловом, укладывают в нагретую и слегка
смазанную льняным маслом форму. Форма изготовляется из поли-
нованных листов алюминия или стали и окаймляется стальной
рамкой соответственной высоты.
На Ленинградском заводе РТИ операции призводства эбонито-
вых пластин организованы в едином производственном комплексе
117]. Заготовка пластин производится на дублировочном станке,
выполняющем операции: дублирования, обрезки кромок и прикатки
оловянных листов. Подготовленные пластины комплектуются в спе-
циальные рамки и мостовым краном, пачкой, загружаются в ванну,
которая лебедкой закатывается в вулканизационный котел. После
.вулканизации эбонитовые пластины освобождаются от оловянной
фольги и помещаются в кассету из фторопласта. Кассета тем же
краном передается в облицованную фторопластом травильную
ванну с полуавтоматическим управлением процессами: заливки со-
шной кислотой, спуска кислоты, промывки пластин водой, сушки
чх теплым воздухом.
Олово для изготовления фольги плавится в том же помещении,
в поворотной тигельной печи.
Эбонитовые стержни (палки) стандартных размеров
изготовляют диаметром 5—75 мм и длиной до 300 см. Заготовку
стержней производят профилированием на червячном прессе. Да-
лее следует резка заготовок на отрезки требуемой длины и охлаж-
дение в воде. Охлажденные заготовки помещают в трубки из дюр-
алюминия толщиною стенок 1—2 мм и диаметром на 1,5—2 мм
больше, чем выпускаемый стержень. Перед вулканизацией заго-
товки выдерживают в трубках 8—12 ч для завершения усадки.
Вулканизация эбонитовых стержней производится в котлах, в ван-
лах, наполненных водой. Между стенками ванны и дорнами поме-
щают уплотняющий материал.
Еще недавно заготовки вулканизовали, забинтовывая их в мок-
рую ткань и подвешивая в баке, на таком расстоянии одну от дру-
гой, чтобы была обеспечена достаточная водяная прослойка.
Стержни, вулканизованные в подвешенном состоянии, несколько
деформировались при выгрузке и требовали последующей правки.
Поверхностный слой стержней, вулканизуемых в условиях воз-
можного доступа воды, значительно изменяется вследствие набуха-
ния. Отдача тепла таким слоем увеличивается, поэтому он остается
менее вулканизованным, более мягким и рыхлым, чем внутренний
слой, и более светлым. Последнее объясняется тем, что набухшие
при вулканизации частицы дальше отстоят одна от другой. Интен-
сивность цвета ослабляется. Оборачиваемость тканевой обертки
151
J 4
была лишь двукратная, тогда как алюминиевые трубки служат до
полугода. Поскольку стержни применяются в качестве поделочного
материала, поверхностный слой их заводом-изготовителем обычно
не снимается. В случае специальных требований потребителей об-
точка и калибровка стержней производятся обработкой их в спе-
циальных бесцентровых шлифовальных станках.
Эбонитовые трубки стандартных размеров изготовляют
внутренним диаметром 3—50 мм, толщиной стенки 1,1 —12,5 мм и
длиной не менее 400 мм. Трубки этих размеров заготовляют про-
филированием на червячном прессе; трубки большего размера,
с значительной толщиной стенки, изготовляют викелеванием. Заго-
товки надевают на дорны и закатывают в ткань.
Аккумуляторные баки и детали. Эбонит как диэлектрик нашел
особо широкое применение в производстве аккумуляторов. В кис-
лотных аккумуляторах эбонитовыми деталями являются: бак, се-
параторы (прокладки между смеж-
ными пластинами) и формовые де-
тали— крышка с пробками и втул-
ками. В трубчатых аккумуляторах,
применяемых для электровозов, по-
ложительные электроды в своей
основе имеют металлическую рамку
(из сплава свинца с сурьмой) с про-
межуточными вертикальными стер-
жнями, на которых надета перфо-
рированная эбонитовая трубчатая
пластина-панцирь (рис. 99). В про-
странстве между стержнем и пер-
форированной стенкой помещают
активную массу.
Баки. Различают два типа эбо-
нитовых аккумуляторных баков: од-
ногнездные и многогнездные. Одногнездные баки изготовляют
как ручной клейкой, так и формованием. Многогнездные баки (мо-
ноблоки), содержащие 3, 6, 12 и более гнезд, изготовляются фор-
мованием (ГОСТ 6980—54*). Баки больших и некоторых средних
размеров клеят на алюминиевых моделях, соответствующих по
форме и размерам полости баков, с припуском на усадку. В целях
повышения прочности и электроизоляционных свойств стенки ба-
ков иногда армируют, например стеклотканью. Клееные баки вы
ходят из употребления, уступая место моноблокам, как более пор-
тативным в условиях применения, так и более прогрессивным по
технологии их производства. Развитие производства многогнезд-
ных аккумуляторных баков вызвано ростом автомобильной и авиа-
ционной промышленности. В целях снижения себестоимости фор-
мовых аккумуляторных автомобильных баков, ускорения их вулка-
низации и повышения теплостойкости применяют эбонитовые смеси,
содержащие регенерат, минеральные наполнители, а также неко-
торые виды пластмасс и эбонитовую пыль. Вулканизация такцх
152
2 1
Рис. 99 Разрез пластин акку-
мулятора ЭТП-250:
/—эбонитовая гильза; 2—стержень
положительной пластины; 5—отрица-
тельная пластина; 4 — фанерный сепа-
ратор.
за 20—25 мин, в зависимости от введенного в смесь ускорителя и
размеров изделия.
Формование и вулканизация баков производятся на специаль-
ных гидравлических прессах в особых пресс-формах. Форма состоит
из матрицы, определяющей наружные габариты бака, укрепляемой
на нижней плите пресса, и пуансона, оформляющего полость бака
и межгнездные перегородки и прикрепляемого к верхней плите.
Матрица имеет днище и четыре откидные стенки (щеки). Для
удержания в вертикальном положении стенок матрицы в период
формования и вулканизации бака между плитами пресса поме-
щена подвижная траверса, имеющая пирамидальную полость. На
отечественных заводах применяются прессы П-457 Серпуховского
завода с верхним расположением гидравлического цилиндра
(рис. 100). Известны также прессы с обычным, нижним, располо-
жением этого цилиндра и верхней, неразъемной матрицей.
Для изготовления баков малых или средних размеров приме-
няют формы, рассчитанные на выпуск нескольких баков, или поме-
щают в пресс несколько единичных форм.
Испытание аккумуляторных баков. Аккумулятор-
ные баки должны быть герметичны. Отсутствие в них мельчайших
сквозных отверстий определяется испытанием электрическим током.
Для такого испытания берут водопроводную воду. Испытание ба-
ков среднего размера проводится при напряжении 10—15 кВт, дли-
тельность испытания 10—15 с. Баки больших размеров ответствен-
ного назначения испытывают при напряжении 48—50 кВ в течение
15 с. В этих условиях металлические и иные включения выгорают,
и в местах образующихся пустот происходит пробой бака.
При эксплуатации аккумуляторных батарей вследствие тепло-
вых процессов нагревается электролит, а отсюда и баки. Это мо-
жет вызвать выпучивание стенок бака, смещение пластин и порчу
аккумулятора. Поэтому баки, имеющие особое назначение, испы-
тывают на теплостойкость путем измерения величины выпучивания
стенок: первоначально при наполнении бака холодной водой, а за-
тем после подогрева воды до температуры, предусмотренной техни-
ческими условиями.
Сепараторы перфорированные. Для устранения кон-
такта между разноименными пластинами, не нарушая доступа
электролита к пластинам, в электрических аккумуляторах приме-
няют сепараторы. Эбонитовый сепаратор представляет собою тон-
кий перфорированный эбонитовый лист, снабженный упрочняю-
щими продольными ребрами. При сборке аккумулятора он накла-
дывается на положительно заряженную пластину. В блоке с ним
помещают сепаратор с микропорами, примыкающий к отрица-
тельно заряженной пластине. Такие сепараторы изготовляют из
тонких листов ольховой фанеры. В иных случаях применяют ребри-
стый эбонитовый сепаратор и гладкую фанеру. Производство эбо-
нитовых сепараторов близко к изготовлению эбонитовой пластины
тонких калибров. Для изготовления сепараторов без ребер на
153
каландрованные листы эбонитовой смеси сверху и снизу наклады*
вают листы олова и полученные пакеты вулканизуют в котле ост-
рым паром. После снятия олова и усадки эбонитовые листы обре-
зают, согласно требуемым размерам, а затем следует пробивка
отверстий на перфорационной машине. Перфорационная машина)
Рис. 100. Прессы П-457 для вулканизации эбонито-
вых баков с верхним гидравлическим цилиндром.
представляет собою штамп-пресс эксцентрикового типа с прерыв-
ной автоматической подачей материала посредством рифленых ва-
ликов. Штампующую часть пуансона составляют два ряда сталь-
ных закаленных штифтов, расположенных в шахматном порядке.
Матрица имеет два ряда отверстий, соответствующих штифтам
пуансона. Шаг подачи регулируют так, чтобы расстояние между
центрами отверстий по длине листа было одинаково с расстоянием
между штифтами пуансона
154
Ребристые эбонитовые сепараторы заготовляют профилирова-
нием каландрованных листов, дополнительно пропуская их через
профильный двухвалковый каландр. Нижний валок каландра глад-
кий, а верхний имеет узкие канавки. Перед пропуском через про-
фильный каландр лист эбонитовой смеси накладывают на оловян-
ный лист, обеспечивая гладкость сепаратора; толщина листа реб-
ристого сепаратора 0,5—0,6 мм, а высота ребра 2—3 мм. Наличие
ребер сокращает перфорированную площадь сепаратора, поэтому
ребристые сепараторы иногда заменяют гофрированными. Хруп-
кость, свойственная эбонитовым сепараторам, составляет сущест-
венный их недостаток.
Сепараторы микропористые. Действие аккумулятор-
ной кислоты (серная кислота, плотность 1,28 г/см3) и повышен-
ная температура вызывают довольно быстрый износ фанерных се-
параторов. Вместо них в последнее время применяют сепараторы
из микропористого эбонита, более стойкого в условиях работы ак-
кумуляторов [7].
В последнее время на смену микропористым и перфорирован-
ным сепараторам приходят микропористые сепараторы из пласти-
ческих масс, более гибких и менее хрупких, например пластмассо-
вые сепараторы из полихлорвинила.
Формовые эбонитовые изделия. К числу многообразных эбони-
товых изделий относятся: фасонные крышки аккумуляторных ба-
ков, втулки, пробки и гильзы трубчатых пластин, а также детали
для магнето, изделия для предприятий химической промышленно-
сти, производства искусственного шелка и т. п. Заготовки для фор-
мовых эбонитовых изделий выполняются описанными ранее прие-
мами. Значительная усадка, свойственная эбонитовым смесям, тре-
бует соответственного увеличения полости формы. В тех случаях,
когда вулканизованные изделия подвергаются последующей ме-
ханической обработке, необходимо обеспечить достаточные при-
пуски.
Так как процесс вулканизации мало наполненных эбонитовых
смесей отличается большей длительностью, то для ускорения
оборота форм вулканизацию иногда проводят в два приема. Крат-
ковременной подвулканизацией в прессе оформляют изделие,
придавая ему прочность, достаточную для выемки из формы без
повреждений. Последующей свободной вулканизацией в котле при-
дают изделию необходимую твердость. Применение наполненных
смесей с ускорителями при вулканизации в прессах, обогреваемых
до 160—170 °C, позволяет ограничиться вулканизацией в один
прием. При конструировании форм для изделий, вулканизуе-
мых в два приема, необходимо предусматривать припуск на усадку,
несколько больший, чем у изделий одноразовой вулканизации, так
как оба процесса сопровождаются усадкой.
Введение талька и других наполнителей не ухудшает «распрес-
совки», а способствует лучшей текучести эбонитовых смесей при
запрессовке форм.
156
Правка формовых эбонитовых изделий. Каки
в производстве эбонитовых пластин, в ряде случаев применяется
правка формовых аккумуляторных баков и эбонитовых изделий.
Для этого изделия, нагретые в шкафах или на плитах, обогревае-
мых паром, закладывают в соответственную правку, зажимают в
ней и охлаждают затем до 20—25 °C. Особо большое значение
имеет правка в производстве формовых эбонитовых изделий с резь-
бой. Раньше такие изделия изготовляли, применяя станковую об-
работку (обточку, нарезку, шлифовку и т. п.). С введением правки
вулканизованные в соответственных формах изделия по обрезке
заусенцев вновь нагревают, ввертывают в правки с нарезкой и ох-
лаждают в них.
Клееные эбонитовые изделия. Эбонитовые трубы, тройники,
угольники, краны и другие изделия изготовляют преимущественно
ручной клейкой с последующей механической обработкой.
Эбонитовые трубки с фланцами или без них, например полые
цилиндры диаметром 800 мм и длиной 1500 мм с толщиной стенки
30 мм для пусковых реостатов к блюмингам, изготовляют посред-
ством накатки на дорнах. Перед вулканизацией трубы плотно за-
катывают бинтами, применяя спиральную накладку ткани. Иногда
трубы вулканизуют без дорна, наполнив их мелким речным песком
и закрыв концы деревянными пробками. В этих пробках сделаны
небольшие отверстия, чтобы дать возможность воздуху оставше-
муся в трубе, постепенно, по мере его нагревания и расширения,
выйти из трубы. Если требуются изогнутые трубы, то по соответ-
ственным лекалам выгибают наполненные песком и разогретые
трубы. В случае необходимости изготовления труб, изогнутых без
складок или с малым радиусом кривизны, применяют соответст-
вующие цинковые дорны с последующим растворением цинка пу-
тем обработки готового изделия в соляной кислоте.
Однако неформовые, вулканизуемые в котле эбонитовые изде-
лия могут иметь лишь относительно несложную конфигурацию, так
как размягчение эбонита в начальной стадии вулканизации может
повлечь изменение вида и размеров изделия. Отсюда наполнение
эбонита целесообразно не только для удешевления, но и в целях
устойчивости габаритов сырых заготовок, а также для устранения
пор и уменьшения усадки.
Эбонитовая пыль. Эбонитовые лом и отходы поступают
в цех размола эбонитовой пыли, где подвергаются сортировке для
разделения материалов, дающих эбонитовую пыль 1 и 2-го сортов,
а также для устранения посторонних предметов и материалов, не
идущих в размол. Крупные предметы и большие куски лома дро-
бя£ на меньшие куски вначале на щековой, а затем на молотко-
вой дробилках. Далее на магнитном сепараторе отделяют метал-
лические включения. Дробленый материал поступает на рифленые
вальцы, где он размельчается в крупу, а затем передается на глад-
кие вальцы с большой фрикцией, где размалывается в пыль. По-
скольку металлические включения не вполне удаляются при пер-
вом пропуске через магнитный сепаратор или попадают в пыль во
156
время размола вследствие срабатывания поверхности валков, не-
обходимо полностью их удалить. Удаление металлических включе-
ний из эбонитовой пыли производят на втором магнитном сепара-
торе; иногда на первый пропуск направляют крупу, полученную
размолом на рифленых вальцах. Далее следует просев на вибра-
ционных ситах, устанавливаемых под гладкими вальцами. В про-
цессе размола на вальцах эбонитовая пыль сильно нагревается.
Разогретая пыль способна к самовозгоранию; смесь ее с воздухом
может дать взрыв. Нижним пределом взрыва эбонитовой пыли
1-го сорта М. Г. Годжелло [18] называет 7,6 сН/м3, а серы (серного
цвета)—2,3 сН/м3. Так как к 1-му классу (с наибольшей взрыво-
опасностью) относятся аэрозоли (взвеси) с нижним пределом до
15 сН/м3, то размол и просев названных продуктов и улавливание
эбонитовой пыли требуют особой осторожности. Концентрация
эбонитовой пыли в момент взрыва,'при наличии раскаленного тела,
составляет 40 сН/м3. Поэтому размолотую пыль необходимо охла-
дить. Для охлаждения пыль распределяют на гладком полу или
на специальном охлаждаемом снизу железном помосте слоем
5—6 см.
Вместо просева на ситах можно применять отвеивание пыли,
которое необходимо производить в герметизированной аппаратуре
в среде нейтрального газа.
Хранение эбонитовой пыли требует особой осторожности. По-
темнение пыли и образование комков сигнализируют о начинаю-
щемся горении. Влажность пыли, большая 0,5%, благоприятствует
самовозгоранию. Отсюда в помещениях, где перерабатывается и
хранится эбонитовая пыль, следует допускать относительную влаж-
ность воздуха 45—50%. Технические условия на эбонитовую пыль
1-го сорта не допускают зольности свыше 10%, а для пыли 2-го
сорта — свыше 30%.
Иногда потребность в эбонитовой пыли 1-го сорта не обеспе-
чивается наличием соответственных эбонитовых отходов и лома.
В таких случаях практикуют изготовление специальных эбонито-
вых пластин и последующий размол их. Эбонитовую пыль изготов-
ляют из ненаполненных вулканизатов мягкой резины путем раз-
мола их, добавления серы и последующей вулканизации до обра-
зования эбонита. Этот же путь позволяет получить низшие сорта
эбонита из регенерата или из старой резины.
Асбесто-резиновые изделия. Известен ряд твердых изделий,
получаемых на базе каучуковых смесей, но отличающихся от эбо-
нита значительным содержанием волокнистого минерала наполни-
теля-асбеста.
Пластины с волокнистым наполнителем. Паро-
нит — листовой материал, применяемый для изготовления прокла-
док для уплотнений в среде перегретого и насыщенного пара, го-
рячего воздуха и газов, щелочных растворов, слабых кислот, ам-
миака, масел и погонов нефти. Паронит (ГОСТ 481—58) состоит
из 60—70% асбестового волокна, 12—15% каучука, 15—18% ми-
неральных наполнителей и 1,5—2,0% серы.
1В7
Для прокладок применяют также паронит марки Л, изготов4
ляемый из асбеста, латексного каучука и наполнителей. Для при-,
готовления паронита (резинопаронита) в клеемешалке готовя-ц
клей из каучука и бензина, а затем добавляют каолин, красящие
вещества, серу и, наконец, асбест. Полученная густая паста обра-
батывается на так называемых иттовых вальцах, у которых диа-
метр заднего валка значительно больше, чем диаметр переднего.
Задний валок обогревается паром, передний охлаждается. Рези-
новая паста постепенно покрывает задний валок и, по мере нспаре-’
ния бензина, уплотняется на нем. Вальцованную пластину срезают-
в форме листа с заднего валка. Толстые листы паронита получают
из тонких путем склейки и дополнительной прессовки в гидравли-
ческом прессе.
Электронит — листовой материал, изготовляемый из асбесто-
вого волокна и синтетического каучука, применяется для тепло-
стойких электроизоляционных прокладок.
Тормозные асбестовые накладки применяются для обеспечения
необходимой силы трения при торможении автомобилей, автобу-
сов и тракторов, а также для удержания машин на месте во
время стоянок. Такие накладки изготовляют из смесей, содержащих^
асбест, каучук и пластические массы. <
Асбоцементные плитки для полов промышленных сооружений'
относятся к числу многих изделий, изготовляемых на основе отхо-'
дов старой резины. Им свойственны значительная химическая стой- ;
кость и высокая износостойкость, превышающая истираемость мет-!
лахских плиток. . .*
ЛИТЕРАТУРА i
1
1. Бородина И. В., Никитин А. К. Технические свойства синтетических каучуков.
М., Госхимиздат, 1952. 196 с.
2. Богаевский А. П., Жеребков С. К., Грожан Р М. и др. «Каучук и резина»,
1964, Xs 3, с. 3—7.
3. Абашкина Р. Ф-, Гридунова Е. Б., Лысенко А. В. В кн.: Рецептурно-техноло-
гические исследования в области резинотехнических изделий. М., Госхимиз-
дат, 1960, с. 52—66.
4. Догадкин Б. А., Резниковский М. М. Усп. хим., 1955, т. 24, № 7, с. 801—
814.
5. Кузьминский А. С., Боркова Л. В. «Каучук и резина», 1957, Xs 1, с. 14—22.
6. Sheppard N. A. Ind. Eng. Chem., 1933, v. 25, Xs 1, p. 35—41.
7. Davies B. L. Trans. Inst. Rubb. Ind., 1934, v 10, Xs 2, p. 176—188.
8. Лепетов В. А. Труды МИТХТ им. М. В. Ломоносова, 1955, вып. 5, с. 59—65.
9. Догадкин Б. А. В ки.: Исследования по физике и химии каучука и резины.
М., Госхимиздат, 1950, с. 26—41.
10. Гридунова Е. Б. «Труды НИИРП», 1958, вып. 5, с. 141—155.
11. Ind. Eng. Chem., 1949, v. 41, № 4, p. 1286—1290.
12. Кошелев Ф. Ф., Занемонец Н. А. «Каучук и резина», 1961, Х« 7, с. 15—18.
13. Антонова 3., Лифшиц И., Соболев Б. Там же, № 2, с. 48—55.
14. Гоголицин. Цит. по «Каучук и резина», 1940, № 6, с. 87.
15. Резина, методы испытаний. М., Изд. стандартов, 1968. 331 с.
16. Whorlow R. W. J. Rubb. Res., 1950, v. 19, № 11, p. 115—124.
17. Опенов Г. А. Производство шин, РТИ и АТИ (ЦНИИТЭнефтехим), 1973,
№ 1, с. 4.
18. Годжелло М. Г. Взрывы промышленных пылей и их предупреждение. М.,
изд. Московск. ком. хоз., 1952. 143 с.
Глава 5
РЕЗИНОВЫЕ ДЕТАЛИ МАШИН, ПРИБОРОВ
И УСТРОЙСТВ
ОБЩИЕ ЗАМЕЧАНИЯ
Производство РТИ включает большой ассортимент разнообраз-
ных по виду и назначению деталей для машин промышленного и
бытового назначения. Основным потребителем различных резино-
вых деталей является машиностроительная промышленность и,
в первую очередь, авто- и авиастроение. Разнообразие требований,
предъявляемых условиями эксплуатации к изделиям промышлен-
ного назначения, вызывает соответственные требования к свойствам
и качеству резины. Именно для этих изделий характерны обшир-
ность рецептуры резин и применение, наряду с каучуками общего
назначения, ряда специальных синтетических каучуков: бутадиен-
нитрильного (СК — Н), полисилоксанового (СК — Т), фторкаучука
(СК—Ф) и др.
Для потребителей РТИ и для заводов, изготовляющих эти из-
делия, очень важна классификация резин по техническим требова-
ниям на группы резиновых изделий. Но разработке такой класси-
фикации должна предшествовать работа по составлению система-
тизированного перечня групп РТИ по их назначениям и условиям
применения. В качестве примера из числа многих видов РТИ ма-
шиностроительного назначения уместно выделить следующие
группы.
Резиновые покрытия (обкладки) металлоизделий, где резина
применяется как средство для создания эластической поверхности
на жесткой металлической базе (валы различного назначения),
как защита аппаратов от химически агрессивных сред или как ди-
электрик.
Резинометаллические изделия, в которых резина является ос-
новной несущей нагрузку деталью (амортизаторы, уплотнители).
Металлическая арматура, прочно прикрепленная к резине в про-
цессе ее вулканизации, назначена для обеспечения монтажа такой
резиновой детали.
159
незиновые и резино-текстильные изделия, в которых исполь-
зуется основное свойство резины — эластичность (уплотнители).
В конструктивных комплексах «резина — металл — текстиль» ре-
зина является средством для обеспечения эластических свойств из-
делия в целом, средством связи конструктивных деталей и защиты
их от вредного действия агрессивных сред и условий. Практически
почти во всех этих случаях успешность применения изделий зави-
сит от прочности связи резины с металлом или резины с текстилем.
ОСНОВНЫЕ СПОСОБЫ КРЕПЛЕНИЯ РЕЗИНЫ К МЕТАЛЛУ
Принятые в настоящее время способы крепления резины к ме-
таллам сводятся к образованию промежуточной пленки между
ними, прочно соединяющей оба эти материала [1]. В промышлен-
ности РТИ применяются несколько видов крепления:
а) эбонитом в качестве промежуточного слоя;
б) термопреновым клеем;
в) нанесением тонкого слоя латуни на поверхность металла;
г) специальными клеями (из производных каучука, изоцианат-
ными и др.).
Прочность крепления зависит также от характера подготовки
металлической поверхности, от состава резиновой смеси и условий
выполнения технологического процесса.
Крепление через эбонитовую прослойку — наиболее старый
метод, сохранивший в ряде случаев свое значение и в настоящее
время; применяется для крепления многих видов резин к стали и
чугуну. При этом способе, как и при всех иных, поверхность ме-
талла предварительно должна быть очищена до металлического
блеска и обезжирена. Подготовленную поверхность металла по-
крывают 2—3 раза тонким слоем клея, приготовленного из эбони-
товой смеси, в состав которой введена окись железа (Fe2O3), зна-
чительно увеличивающая прочность и теплостойкость крепления
эбонита с металлом. Вначале наносится более жидкий, затем гу-
стой слой клея. В помещении цеха должна быть небольшая отно-
сительная влажность воздуха, в противном случае температурная
депрессия испарения растворителя, вызывая охлаждение металла
и прилегающего слоя воздуха, может повести к образованию водя-
ной пленки. Растворители и клей, применяемые при обкладке боль-
ших поверхностей, создают опасность пожаров и взрывов на про-
изводстве. Поэтому во всех случаях выполнения обкладок обяза-
тельно соблюдение соответствующих правил техники безопасности
и промышленной санитарии. Надлежащее устройство и правильное
действие вентиляционной системы — основные условия работы.
На просохший клеевой слой накладывают каландрованные ли-
сты эбонитовой смеси, а на эбонитовую прослойку — листы мяг-
кой резиновой смеси. Последующая вулканизация приводит к проч-
ному соединению металла с эбонитом, а последнего — с мягкой ре-
зиной. Механизм процесса крепления этих разнородных материа-
лов еще не выяснен с необходимой полнотой. По-видимому, сцеп-
160
ЛеНйе эбонита и металла представляет собой явление адгезиойноГд
характера, хотя возможность образования сульфидов позволяет
допустить здесь наличие химической связи. Хрупкость эбонита, осо-
бенно сказывающаяся при низких температурах, и размягчение
при нагревании ограничивают применение этого метода; он исклю-
чается в случае динамической нагрузки.
Видоизменение этого способа, используемое иногда при ремонт-
ных работах, состоит в применении только одного эбонитового клея,
без накладки эбонитовой прослойки, а также в применении полу-
эбонитовой прослойки между металлом и эбонитовым слоем [4].
Термопреновый клей получают, растворяя термопрен * в бен-
зине в обогреваемой клеемешалке при 50 °C. Соотношения термо-
прена и бензина в термопреновом клее 1:8 и 1:12. Подготовлен-
ный к обкладке металл промазывают 2—3 раза термопреновым
клеем, сначала жидким, а затем более густым, с тщательным про-
сушиванием каждого слоя промазки. Далее следуют накладка и
прикатка обкладочных смесей. Обкладку на термопреновой про-
слойке целесообразно вулканизовать в котле. Вулканизация произ-
водится при давлении пара 2,5—3-Ю® Па, затем следует охлажде-
ние в котле под давлением, достигаемое подачей в котел сжатого
воздуха и вбрызгиванием холодной воды. Давление воздуха дово-
дится до 6-Ю5 Па и поддерживается, пока температура не пони-
зится до 60—70 °C, т. е. до температуры затвердевания термопрена,
при которой и происходит сцепление термопрена с резиной и ме-
таллом.
Применение термопренового клея позволяет прикрепить пред-
варительно вулканизованную пластину мягкой резины к металлу
или дереву. Чтобы обеспечить лучшее сцепление вулканизованной
резиновой обкладки с термопреновым слоем, поверхность пластины
делают шероховатой, закатывая пластину перед вулканизацией на
барабан с прослойкой грубой ткани. На швы обкладки наклады-
вают ленточки из сырой, быстро вулканизующейся смеси. Разог-
рев термопренового слоя и вулканизацию швов производят при
100 °C.
Недостаточная температуроустойчивость обоих названных спо-
собов ограничивает их применение. Однако несложность, свойствен-
ная этим способам, и, в частности, возможность термопренового
крепления вулканизованной мягкой резины к металлу, с проч-
ностью на отрыв порядка 100 Н/см2, сохраняют за ними некоторую
практическую зависимость. Прибавление 8% гексаметилентетра-
мина (в пересчете на сухое вещество в термопреновом клее) повы-
шает прочность крепления до 130 Н/см2.
Латунирование. Достаточно прочное крепление резины к ме-
таллу (стали, алюминиевых сплавов, бронзы и др.), надежно
работающее при переменных нагрузках, толчках и вибрациях.
* Термопрен изготовляют путем нагрева натурального каучука с паоафеиол-
сульфоновой кислотой и последующей промывки водой иа вальцах до нейтраль-
ной реакции.
t I, А, Леоетоа 1$|
обеспечивается применением латунной прослойки между металлом
и резиной из различных каучуков. Метод крепления резины к ме-
таллу с помощью латунирования состоит в нанесении на поверх-
ность деталей, изготовляемых главным образом из стали горячей
или холодной прокатки, тонкого прочнолежащего слоя латуни
с 70% меди и 30% цинка (или 75 и 25%). Латунирование состоит
из трех основных операций: обезжиривания, травления и электро-
отложения, сопровождаемых промывками водой. Для удаления уг-
лерода, остающегося на поверхности металла после травления,
применяется механическая обработка стальными щетками (так на-
зываемое крацевание). Для удаления пленки окислов применяется
химическая обработка (так называемое декапирование). Основные
операции проводятся в электролитических ваннах при определен-
ных режимах. Промывка производится в горячей (40—80 °C) н хо-
лодной проточной воде, а сушка — в термостате при 80—100°С
с продувкой воздуха. Электролитические и промывные ванны из-
готовляют из стальных листов. Ванны для латунирования и про-
мывок имеют резиновую обкладку. Ванны для обезжиривания и
латунирования, кроме того, имеют змеевики для обогрева *.
Питание ванн током производится от динамомашины постоян-
ного тока напряжением 6—12 В и силой тока 500—1000 А. Детали
различных размеров подвешивают в ваннах на крючках; мелкие
детали обрабатывают в сетчатых вращающихся барабанах.
Совместное отложение меди и цинка идет удовлетворительно
лишь в растворах комплексных солей этих металлов и при условии
близких потенциалов их выделения. Электролит для латунирования
содержит раствор комплексной соли цианистой меди и цинка. Та-
кой раствор приготовляют на месте из сернокислых меди и цинка,
углекислого натрия (для перевода сернокислых солей в углекис-
лые) и цианистого калия (работу следует проводить очень тща-
тельно ввиду того, что соли цианистой кислоты токсичны). Анодом
служат латунные пластины, содержащие определенные количества
меди и цинка. Латунирование происходит лучше из уже работав-
ших ванн, так как такие ванны имеют установившиеся концентра-
цию и характеристику. В последнее время Научно-исследователь-
ским институтом резиновой промышленности разработаны и
успешно применяются электролиты, не содержащие цианистого ка-
лия, но включающие пирофосфорнокислый натрий [2]**. Связь ла-
туни с резиной вначале проходит через стадию образования полу-
сернистой меди, которая реагирует дальше с молекулой каучука,
присоединяясь по месту двойных связей. Цинк латуни служит как
бы разбавителем, регулирующим основной химический процесс,
который должен протекать так, чтобы скорости вулканизации ре-
зины и образования сернистого соединения меди шли одновре-
* Ответственный и трудоемкий процесс очистки и обезжиривания деталей
может быть ускорен применением ультразвуковых установок. Ультразвук также
позволяет интенсифицировать и процесс собственно латунирования.
•* В ЧССР разработан нетоксичный способ латунирования с применением
виннокислых солей [3].
162
менно. Эта теория не распространяется на случаи кренлсппи ме-
талла к резине, приготовленной из хлоропренового каучука.
Тщательность всех операций процесса и контроля (состава
анода, плотности тока, величины напряжения, состава и темпера-
туры ванны, концентрации ионов водорода и длительности про-
цесса) — обязательное условие хороших результатов.
Крупнокристаллическое, пористое, с бархатистым налетом отло-
жение латуни обеспечивает наибольшую прочность крепления ре-
зины к металлу [4].
Нормальная толщина слоя латуни (0,00125—0,0015 мм) из циа-
нистого электролита образуется за 15—20 мин и за 5 мин из элект-
ролита, не содержащего цианистых солей. Ручные операции по
перемещению деталей представляют собой значительную труд-
ность, поскольку работу приходится вести очень осторожно. По-
этому для массовых работ по латунированию деталей применяются
автоматические конвейерные установки. Полуавтоматическая по-
точная линия для латунирования в бесцианистом электролите дей-
ствует на Ленинградском заводе РТИ. Вся последовательная пере-
дача арматуры из одной ванны в другую (обезжиривание, травле-
ние, латунирование, промежуточные промывки, сушка обдувкой
подогретым воздухом) механизирована с помощью манипуляторов
и автоматизирована по заданной программе. Поверхность свежеот-
ложенного латунного слоя под влиянием кислорода воздуха окис-
ляется, а это приводит к уменьшению прочности крепления. По-
этому латунированные детали, если не поступают немедленно на
обкладку, покрываются жидким (1:20) резиновым клеем. Такой
клей можно наносить пульверизатором в вытяжном шкафу, приме-
няя двукратное покрытие. Если есть опасность сдвига клеевой
пленки во время запрессовки, то по просохшему клею следует до-
полнительно наложить полоску резиновой смеси толщиной 1,0—
1,5 мм. Места, где латунированную поверхность необходимо пре-
дохранить от привулканизации затеков резины, следует покрывать
раствором кремнекислого натрия или целлюлозным лаком. Резино-
вая смесь, применяемая для соединения с латунированными дета-
лями, должна содержать не менее 2—3% серы и ограниченное
количество мягчителей. Наполненные канальной сажей смеси
с твердостью по ТМ-2 60—75 [4] прикрепляются к металлу лучше,
чем смеси мягкие; прочность крепления резины из различных кау-
чуков и разной степени наполнения к металлу различна и практи-
чески достигает величины 600 Н/см2. Если слой латуни нанесен ме-
тодом распыления расплавленного металла (шоопирования), то
прочность крепления не превышает 180—250 Н/см2.
Специальные клеи. Сложность осуществления процесса латуни-
рования, особенно в случае больших поверхностей изделий, и мень-
шая прочность такого крепления к алюминию и некоторым спла-
вам (по сравнению с креплением к стали) повели к поискам новых
средств. Первыми по времени широко известны клеи из хлориро-
ванного каучука. Значительная прочность крепления клеями из
хлоркаучука объясняется тем, что высокое содержание хлора
6*
163
создает сильную поляризацию каучуковых молекул, образующих
прослойку между металлом и резиной. Для крепления резины из
бутадиен-нитрильного каучука рекомендован клей из хлоркаучука
с содержанием хлора 65—68%, дающий прочность крепления
300—400 Н/см2 при температуре до 100 °C; с дальнейшим повыше-
нием температуры прочность такого клея сильно падает. Известно
применение так называемых клеев Тай-Плай. Для крепления резин
на натуральном каучуке применяют клей Q; для резин нефтестой-
ких— клей S; имеются и другие виды этого клея, в том числе и для
крепления без вулканизации. Базой этих клеев является гидрохло-
рид каучука. Ряд клеев рекомендован Научно-исследовательским
институтом резиновой промышленности, в том числе клей 88Н для
крепления резины к металлу без нагрева {5] и лейконат для кре-
пления в процессе вулканизации. Лейконат представляет собой
раствор триизоцианаттрифенилметана в дихлорэтане. Раствор
этого же изоцианата в метиленхлориде известен под названием
десмодура R. Прочность связи с применением изоцианатов дости-
гает 500—1000 Н/см2. Крепление мягких резин с помощью изо-
цианатов достаточно прочно и устойчиво к теплу, растворителям,
к ударной нагрузке. Известно также применение клеев из хлори-
рованных каучуков и фенольных смол [6] и клеев из хлорирован-
ных каучуков и изоцианатных растворов *.
Клей 201 на основе хлорированных эластомеров (как и его раз-
новидность клей 615), предложенный в МИТХТ Н. С. Ильиным и
Ф. Ф. Кошелевым, успешно применяется для тяжелых условий ра-
боты [7]. Этими же авторами, Л. Н. Курдиным и Институтом орга-
нической химии АН Армянской ССР разработан и исследован клей
на основе хлорированного политетрахлоргексатриена (ХПТ). Этот
клей (20% раствор ХПТ в смеси ксилола с толуолом 1 : 1) в стан-
дартных условиях испытания (ГОСТ 209—62), при толщине пленки
2—2,5 мкм (два слоя) дает прочность крепления к стали до
900 Н/см2 при комнатной температуре и 430 Н/см2 при 150 °C. Клей
из ХПТ индиферентен к влажности воздуха, не требует пескоструй-
ной обработки металла (отличие от клея лейконат) и характери-
зуется универсальностью в отношении резин из полярных и непо-
лярных каучуков.
Использование названных клеев требует строгого соблюдения
соответственных прописей [8, 9]. Сущность действия, в основном,
сводится к созданию тонкой пленки промежуточного слоя, прочно
соединяющегося как с резиной, так и с металлом. В месте контакта
резины и клея происходит взаимная диффузия, возникают связи
и закрепляются вулканизацией. Лейконат в процессе крепления,
по-видимому, химически взаимодействует с активными наполните-
лями, входящими в состав резиновой смеси [6].
* Крепление резин посредством латексиоальбуминиых клеев к металлам ны-
не утратило свое значение. Этот способ применяется для пропитки вискозных
текстильных изделий перед промазкой их на каландре.
164
Как уже отмечалось, большое практическое значение имеет
сохранение темпер ату ростойкости крепления. Это особенно важно,
если эксплуатация аппаратов, обложенных резиной, идет при повы-
шенной температуре или вследствие трения или вибраций проис-
ходит нагревание резинометаллических деталей. Результаты испы-
тания температуростойкости ряда видов крепления даны на
рис. 101 [10].
Из рис. 101 следует, что прочность крепления, достигаемая ме-
тодом латунирования, незначительно изменяется в пределах 20—
Рнс. 101. Влияние температуры на
прочность прикрепления резины из
натурального каучука к металлу:
/—изоцианат (десмодуур R); 2 —латуниро-
вание; 3—клей Тай-Плай Q; 4— эбонит;
5— латексно-альбумииовый клей; 6-термо-
преиовый клей; 7—нижний предел практи-
ческого применения.
Рис. 102. Влияние температуры на
прочность крепления резины клеями
Тай-Плай:
/—клей Тай-Плай Q; 2—клей Тай-Плай S.
НО °C, что свидетельствует о возникновении химических связей
каучука в резине с латунью. Прочность крепления, достигаемая при
помощи клеев, с повышением температуры постепенно снижается
и при 80 °C значительно ниже, чем при латунировании. Из клеевых
методов наибольшей температуростойкости достигает крепление
с применением изоцианатов и клея ХПТ.
Прочность крепления эбонитовой прослойки достаточна лишь до
точки размягчения эбонита; далее следует довольно резкое падение
прочности [10]. Пример зависимости прочности крепления клеями
от температуры испытания приведен на рис. 102 [11]*.
• Одиако последнее слово в области крепления резины к металлу будет,
видимо, принадлежать способу крепления без применения латунирования или
клеев. О возможности такого крепления $ помощью специального ускорителя
На основе кобальта в меркйВтобензтиазола см. [11].
1в&
РЕЗИНОВЫЕ ПОКРЫТИЯ МЕТАЛЛОИЗДЕЛИЙ
Обкладка валов. Условия эксплуатации валов с резиновой об-
кладкой разнообразны, различны поэтому и требования к свой-
ствам обкладок.
Твердость резиновых обкладок валов. Определен-
ная, постоянная для всей поверхности данного типа твердость ре-
зиновой обкладки—основное и важнейшее требование. Особенно
строго это требование предъявляется со стороны бумажной про-
мышленности к валам для отжатия воды из тонкого слоя бумаж-
ной массы. В производственной практике резиновые заводы и
заводы-потребители для определения твердости пользуются методи-
кой ГОСТ 253—53, при этом обычно ограничиваются установле-
нием величины погружения шарика диаметром 5 мм под грузом
10 Н в резину, выражая эту величину в целых числах, числом со-
тых долей миллиметра или дробным — в сантиметрах.
Валы для бумажной промышленности, назначаемые для от-
жима воды и работающие в блоке с нагружающими их гранит-
ными или металлическими валами, имеют твердость резиновых об-
кладок, изготовленных на СК-Б 0,07—0,03 см. Заданная твердость
должна быть обеспечена в пределах ±0,010—0,005 против указан-
ных норм и по всей поверхности вала.
Прочность обкладки должна быть достаточной для нагрузки
200—400 Н на 1 см длины вала; повышенные требования — до
1,0 кН/см — предъявляются к обкладкам валов для быстроходных
бумажных машин. Если нагрузки выходят за эти пределы, то на
валах образуются волнообразные углубления, а иногда наступает
отслоение обкладки.
Повышенная стойкость к химическим реагентам обязательна
для обкладки валиков в машинах по изготовлению пергамента,
целлофана, а иногда и химического производства. Если темпера-
тура среды не превышает 55—60 °C, то возможна обкладка эбони-
том. Эбонитовой обкладкой следует защищать также торцовую
сторону валов и части шеек, не соприкасающихся с подшипни-
ками. В отбельных и отделочных цехах текстильного производства
применяются отжимные валы и ширильные шкивы, обложенные
резиной белого цвета. Такое же требование предъявляют пищевое
и кондитерское производства. Резиновые покрытия валиков, роти-
рующих краску для типографских печатных машин (выпуклая пе-
чать) и офсетных (плоская печать), должны быть стойки к маслам
и органическим растворителям. Твердость их обкладок не высока:
для офсетной печати 30—40 по ТМ-2, а для типографской даже
25—30 единиц.
Для твердых обкладок применяют резину с повышенной дози-
ровкой серы, для обкладок средней твердости — с применением
мела и окиси цинка; мягкие обкладки валов изготовляют без ми-
неральных наполнителей, с уменьшенной дозировкой серы и с при-
менением фактиса. Небольшие переходы в твердости, требуемые
для обкладок прессовых валов бумажных машин, обеспечиваются
166
комбинированием дозировки серы и извести с сохранением основы
рецепта неизменной [12].
Средством крепления мягкой резины к металлическому сердеч-
нику вала обычно служит эбонитовая лодслойка, хотя это и свя-
зано с отмеченными выше недостатками. Для тяжело нагружен-
ных стальных валов небольшого размера рекомендуют применять
латунирование. Ряд преимуществ может дать применение специ-
альных клеев.
Для полых валов из сплавов цветных металлов, например брон-
зовых перфорированных, известно так называемое механическое
крепление. Последнее состоит в том, что на поверхности вала про-
тачиваются канавки трапециевидного сечения с широким нижним
основанием. Вследствие свойственной эбониту большой усадки
эбонитовая обкладка прочно удерживается этими канавками.
б
Рис. 103. Валы, обложенные резиной (разрез):
а—вал с отверстиями в торцах; б—вал с центральным отвер-
стием.
Наибольшие по размерам валы требуются бумажной промыш-
ленности. Валы современных машин для производства бумаги при
общей длине 8 м имеют резиновое покрытие на длине 6 м, диаметр
вала по резиновому покрытию 0,8 м. Вес резинового покрытия
такого вала составляет 6,5 кН, общий вес вала до 120 кН.
Сердечники валов. Металлические валы (сердечники), по-
ступающие в обкладку, бывают массивными или полыми. Послед-
ние более удобны для работы благодаря их меньшему весу и воз-
можности осуществления лучшего обогрева металла и резины во
время вулканизации. На рис. 103 изображены два вида полых ва-
лов. Валы с отверстиями в торцах (рис. 103,а), но с глухой шей-
кой, более удобны, чем валы с центральным отверстием в шейке
(рис. 103,6), так как из первых легче удалить конденсат. При
транспортировке и в эксплуатации валов эти отверстия должны
быть закрыты пробками на резьбе. Вал не должен иметь раковин,
трещин и пор, так как наличие их вызовет дефекты обкладки.
В качестве примера ниже описывается процесс обкладки боль-
шого вала.
167
Рис. 104. Схема станка для
обкладки валов.
Подготовка вала к обкладке. Если вал был уже в ра-
боте и имеет резиновое покрытие, то старую резиновую обкладку
удаляют обточкой на токарном станке. На освобожденной от ре-
зины поверхности вала нарезают винтовую резьбу глубиной 1,5—
1,0 мм. Эта нарезка придает валу шероховатую поверхность и уве-
личивает площадь соприкосновения его с резиной. На новый вал
перед обкладкой наносят нарезку. Одновременно с этим произво-
дится проверка шеек вала и состояния его поверхности. Если оси
шеек не строго соответствуют оси вала, а в отливке имеются ра-
ковины, поры или другие дефекты, то обкладка не может быть на-
чата до устранения их средствами машиностроительного завода-
заказчика. Обнаруженные раковины
и поры необходимо рассверлить и за-
варить, а места заварки зачеканить и
зачистить.
Для удаления масляных или иных
органических загрязнений валы поме-
щают на тележку, закатывают в вул-
канизационный котел и подвергают
действию острого пара в течение 5—
б ч. Эту обработку необходимо вести
при температуре несколько более вы-
сокой, чем температура вулканизации.
При этом не следует допускать быст-
рого подъема температуры, так как
в случае неравномерного нагрева
вала возможно образование трещин
в местах вставки шеек. Вынутый из
котла вал охлаждают до 40—50 °C и затем очищают щетками из
тонкой стальной проволоки от образовавшегося при нагреве тон-
кого слоя ржавчины. Вместо ручной очистки стальными щетками
целесообразно применять очистку стальной дробью с размерами
шариков 1—2 мм, подаваемой под давлением сжатого воздуха
60 Н/см2. Менее удобно производить очистку кварцевым песком,
так как это сопряжено с повышенной профессиональной вредно-
стью (заболевание силикозом). Стальная дробь оборачивается
около 40—50 раз, песок лишь 6—7 раз. Такая очистка должна
производиться в изолированном помещении. Пыль, получающуюся
при очистке, сдувают сжатым воздухом, после чего поверхность
вала еще раз тщательно осматривается.
Процесс обкладки вала [12]. Очищенный вал устанав-
ливают на облицовочном станке. Станок для обкладки больших
валов снабжен двумя люнетами (рис. 104). Один из них установ-
лен неподвижно на станине, второй перемещается вдоль станины и
закрепляется в зависимости от длины вала. Со стороны непод-
вижно укрепленного люнета установлен мотор с фрикционной пе-
редачей. Сцепление передачи с валом достигается посредством хо-
мута со стрелой, надеваемого на шейку вала; на стрелу нажимает
палеи передачи. На этом же станке в дальнейшем производится
168
бинтовка вала. Для подготовки обкладочного материала около об-
лицовочного станка помещается стол, покрытый цинком.
Вал, остывший до 30—35 °C, 2 раза обмывают бензином и за-
тем 2—3 раза покрывают тонким слоем эбонитового клея. На про-
сохшую клеевую пленку вдоль вала накладывают слабо крученую
пряжу или шнуры на расстоянии 70—100 или 120 мм один от дру-
гого, прикатывая их к валу и выводя концы на торцы вала. Шиуры
обязательно следует помещать над теми местами, где имелись за-
деланные или закрытые пробками поры и раковины. По этим шну-
рам выходят газы, развивающиеся в эбонитовом слое обкладки
в период вулканизации. После этого накладывают первый слой
каландрованной эбонитовой смеси (рубашку), тщательно прика-
тывая роликом и добиваясь, чтобы были заполнены все канавки
резьбы на поверхности вала. Концы рубашки соединяют внах-
лестку. При накладке необходимо следить, чтобы не было воздуш-
ных пузырей между рубашкой и валом. По месту образования
этих пузырей рубашку обкладки прокалывают иглой для выхода
воздуха, а лист тщательно прикатывают роликом. На первый слой
эбонитовой смеси накладывают спирально еще три слоя до общей
толщины 5—6 мм, после чего переходят к накладке мягкой резино-
вой смеси. Иногда между эбонитом и мягкой резиной проклады-
вают «блокирующий» слой резиновой смеси, не содержащий серы.
Поскольку ширина каландрованных листов не превышает 1,1 —
1,2 м, то при обкладке валов больших диаметров неизбежны про-
дольные стыки. При такой стыковке применяют стыки внахлестку.
Накладку мягкой резины производят дублированными заготовками
до получения заданного диаметра обкладки с припуском на об-
точку по диаметру 6—8 мм. Так как резиновая смесь различных
партий может иметь отклонения в цвете, то для последних 3—4
оборотов следует применять материал обязательно из одной пар-
тии. По краям вала на ширине 100—150 мм накладывают допол-
нительно 2—3 оборота резины, утолщая здесь обкладку на 3—
3,5 мм; этим предупреждается возможность утончения обкладки
концов валов при забинтовке. Перед обкладкой полезно нагревать
резину на обогреваемом столе. Излишек резины с торцов вала
обрезают, оставляя лишь 5-миллиметровый припуск на обточку.
Известны, но недостаточно распространены способы обкладки: пу-
тем накатки на трехвалковой машине, а также спиральной навив-
кой на вал профилированной на червячном прессе резиновой смеси.
В этом случае червячный пресс устанавливается вблизи обкладоч-
ного станка.
Винтовку обкладки большого вала ведут от середины вала
к его концам. Бинт заготовляется из плотной и прочной ткани, на-
пример бельтинга, шириной 120—180 мм, заправляется вокруг
труб, помещенных в углублении перед обкладочным станком, и на-
кладывается на вал с некоторым натяжением. Обычно наклады-
вают не менее 3—4 слоев бинта, последовательно меняя шаг бин-
товки от 25—30 до 100—105 мм. Давление на обкладку, оказы-
ваемое биитовкой, вытесняет пузыри воздуха к концам вала,
169
обеспечивает прочное соединение листов резиновой смеси в об-
кладке, предупреждая отвисание обкладки и перевулканизацию на-
ружных ее слоев. Пузыри воздуха, обнаруженные под бинтом,
прокалывают иглой через бинт. Если длина рабочей части вала не
превышает ширины каландрованных листов, накладка их идет по
направлению каландрования, а не поперек него.
Толщина промежуточного эбонитового слоя обкладки валов со-
ставляет 1,5—6 мм, в зависимости от общей толщины обкладки:
толщина слоя мягкой резины определяется требованиями заказ-
чика и колеблется в пределах 5—40 мм. При обкладке валов только
эбонитом толщина обкладки составляет 6—10 мм*.
Вулканизация обкладок валов. Забинтованный вал
помещают на тележку вулканизационного котла, снабженную
люнетами, на которые опирается шейка вала. Тележку с валом
подают в вулканизационный котел и выкатывают оттуда электри-
ческой лебедкой. Количество резины на больших валах очень зна-
чительно; несмотря на плотную бинтовку, разогретая во время
вулканизации резиновая смесь может под действием собственной
массы отвиснуть и отстать от вала. Чтобы предупредить это, а
также для обеспечения равномерной вулканизации обкладки боль-
шие валы в процессе вулканизации поворачивают. Для этого сзади
котла устанавливают электромотор с редуктором, вал которого че-
рез сальник заднего днища котла входит в котел; на конце этого
вала надета планка с пальцем. На шейку обложенного резиной
вала, ближайшую к заднему днищу котла, надевают разрезную
муфту со стрелкой. Нажимая на эту стрелку, палец вала редуктора
вращает вал. В непрерывном вращении вала нет необходимости,
достаточно делать повороты на 90—180°, повторяя это несколько
раз через 2—3 ч в процессе вулканизации.
Чтобы обеспечить одинаковую твердость поверхности обкладки
вала, требуется равномерный прогрев его. При больших размерах
вала и наличии разнородных элементов (металла, эбонита, мягкой
резины и тканевых бинтов) равномерный прогрев осуществить
трудно. Для обеспечения равномерной температуры во всех пунк-
тах вулканизационного котла имеется несколько паровпускных вен-
тилей. Напуск пара производят не сразу до требуемого давления,
а ступенями; давления пара выше (2,8—3,0) • 105 Па не применяют.
Спуск давления пара также осуществляют ступенчато. Вулканиза-
ция обкладки большого вала длится 18—20 ч.
При установлении режима вулканизации или при желании про-
контролировать температуру этого процесса применяют термопары,
монтированные в слоях обкладки. Концы проводов, выходящие из
торцов обкладки и находящиеся в котле, изолируют асбестовой оберт-
кой и выпускают наружу через втулку,- ввернутую в стенке котла.
* Процесс обкладки валов средних и малых диаметров несколько упрощен н
в отдельных случаях механизирован путем применения накаткн на трехвалко-
вых машинах или обкладки на червячных прессах с Т-образной головкой. В по-
следнем случае вместо эбонита применяют клеевое крепление.
170
После спуска пара вал при открытой крышке котла оставляют
в котле на 2 ч для равномерного остывания. Лишь после того как
эбонитовый слой вала остынет ниже температуры размягчения эбо-
нита, возможны дальнейшие перемещения вала в цехе без риска
повредить прочность обкладки. С остывшего вала снимают бинты
и вал направляют на обточку.
Учитывая влияние давления на поверхность вулканизуемого
изделия, иногда при обкладке валов для печатных машин не про-
изводят забинтовки, а вулканизуют валы в перегретой воде под
повышенным давлением. Котел наполняют теплой водой с таким
расчетом, чтобы весь вал находился под водой. Нагрев воды до
130 °C производится бойлером, установленным рядом с вулкани-
зационным котлом, и регулируется автоматически. Давление
в котле создается подачей сжатого до 15-105 Па воздуха и регу-
лируется также автоматически. Когда вулканизация закончена,
горячую воду перекачивают в смежный котел, а вал охлаждают
разбрызгиваемой холодной водой.
Обточка и шлифовка обкладок валов. Для цилинд-
рической обточки и последующей шлифовки обкладок валов рези-
новые заводы применяют токарные станки. Для дополнительного
придания бомбировки обточенному валу заводы-по гребители
имеют специальные точильные машины. Бомбировка особенно не-
обходима для отжимных валов бумажных машин. Обложенные
резиной валы в этих машинах работают в блоках с гранитными ва-
лами. Гранитный вал располагается вверху, а обложенный рези-
ной— внизу. Вследствие значительного собственного веса и давле-
ния верхнего вала нижний вал несколько провисает. Бомбировка
этого вала устраняет возможность образования просвета и обеспе-
чивает нормальный отжим воды из бумажной массы.
Перед обточкой необходимо вновь проверить правильность цен-
тровки шеек валов. Верхний слой обкладки снимают резцом, укреп-
ляемым в суппорте токарного станка. Последующую обточку и
шлифовку производят с помощью шлифовального устройства. По-
следнее состоит из небольшого электромотора, установленного на
суппорте, и шлифовального круга, насаженного на валу этого элек-
тромотора. Ток к электромотору подводится гибким кабелем. Шли-
фовальные круги различаются по твердости, по роду и величине
режущих зерен и связывающему их материалу. Для шлифовки ва-
лов применяют круги средней твердости. Для точной шлифовки
лучше брать более мягкие круги. Окружная скорость шлифоваль-
ных кругов составляет 30—40 м/с, а скорость шлифуемых валов
9—12 м/мин. Шлифовку мягких обкладок валов производят на
меньших из названных скоростях станка; такие же скорости при-
меняют в случае требования особо точной шлифовки. Шлифоваль-
ному кругу дают то же направление вращения, что и валу, поэтому
в точке соприкосновения круга н вала, где происходит шлифов-
ка, направления их движения противоположны. При шлифовке не
следует допускать нагревания обкладки вала; шлифовка твердых
валов сопровождается охлаждением их поверхности водой. Имеют-
171
ся токарные станки с таким устройством суппорта, что на нем поме-
щают и резец и шлифовальный камень с электромотором, но с раз-
ных сторон вала. На таком станке обточка и шлифовка произво-
дятся одновременно. Передовики производства завода «Каучук»
производят обточку и одновременно двукратную шлифовку валов,
применяя для последней две полосы наждачного полотна, охваты-
вающие вал и закрепляемые в специальном приспособлении на
суппорте, вслед за резцом.
Характер бомбировки валов различен; обычно обточка ведется
по катенарной кривой; величина бомбировки зависит от длины
вала, с увеличением диаметра обкладки вала бомбировка умень-
шается. Возможна и вогнутая обточка вала.
Средние и малые валы изготовляют с меньшим припуском по
диаметру и шлифуют по цилиндрической поверхности. Для пере-
мещения больших и средних валов цех оборудуют мостовыми кра-
нами. Помещение, где производится обкладка валов, должно быть
изолировано от остальных участков цеха, так как попадание пыли,
резинового шлифа или других загрязнений поведет к браку об-
кладки. Отопление и вентиляция цеха должны обеспечивать отно-
сительную влажность воздуха, не превышающую 50—55%, так как
в более влажном воздухе может последовать осаждение влаги на
поверхности вала.
Несмотря на большую эластичность резиновые обкладки валов
обладают некоторым пластическим течением и необратимой оста-
точной деформацией. Поэтому при хранении обложенных резиной
валов их следует опирать на шейки сердечников и не допускать
контакта обкладки с полом. При длительном хранении следует пе-
риодически поворачивать валы на одну четверть оборота *.
Обкладка роликов, колес и шкивов. Ролики, колеса и бандажи
для электровозов и тележек, катки для танков, шкивы для шириль-
ных машин и фрикционных приводов обкладывают резиной в ос-
новном по описанным выше порядку и приемам. Нажимные вы-
тяжные валики прядильных машин обкладывают полуэбонитом.
Поверхность бандажей и колес вместо токарной нарезки, а иногда
в дополнение к ней, имеет канавки различной формы. Обкладку
катков и съемных бандажей колес для больших нагрузок произво-
дят непосредственно с каландра теплой резиной с прикаткой при'
помощи механических прикатчиков. Для придания эбонитовому
слою лучшей теплопроводности в эту смесь рекомендуют иногда
вводить алюминиевый порошок. Между слоями эбонита и мягкой
резины иногда помещают тонкую прослойку резиновой смеси без
серы. Применение изоцианатных клеев, а также клея 201, значи-
* Средн многих попыток к отысканию мягкого и эластичного покрытия для
типографских валиков известен способ изготовления полиуретанового покрытия.
Смесь полиэфира н динзоинаната, при надлежащих условиях обработки и при
нагревании в результате конденсации приводит к получению полиуретанового по-
крытия металлического сердечника вала. В зависимости от соотношения исход-
ных материалов можно получить покрытия твердостью от 10 до 30 по ТМ-2,
172
тельно упрощает процесс. В первом случае поверхность должна
быть обработана на дробеструйной установке, а во втором—долж-
на быть гладкой и слегка выпуклой. Такие обкладки вулканизуют
в формах, помещаемых в автоклавы.
Контроль качества обкладок валов. В правильно
вулканизированной обкладке вала не должно быть вздутий, от-
слоений и поверхностных дефектов. Для проверки отсутствия
отслоений поверхность вала простукивают небольшим молот-
ком. Твердость обкладки вала определяют по ГОСТ 253—53.
Промеры диаметров вала производят кронциркулем; диаметр мяг-
ких и эластичных обкладок лучше проверять измерением длины
окружности вала стальной лентой.
Обкладка химической аппаратуры. Применение резиновых и
эбонитовых защитных обкладок [13]. В зависимости от характера
агрессивных жидкостей, температуры и материала аппарата при-
меняют различные виды защитных покрытий как металлические,
так и неметаллические. Одно из первых мест среди неметалличе-
ских покрытий занимают эбонит и мягкая резина как материалы,
стойкие в отношении значительного ряда химических реагентов.
Корродирующие среды и условия воздействия их на резину
различны. Во всех случаях повышенная температура усиливает
воздействие корродирующих сред.
К коррозии металла химической аппаратуры ведут и электриче-
ские токи, образующиеся между отдельными точками поверхности
металла; цепь при этом замыкается через электролит, наполняю-
щий аппарат. Эти токи своим происхождением обязаны разности
электрических потенциалов, возникающих по ряду причин: двух-
фазной структуры металла в случае сплавов; наличия механиче-
ских напряжений в металле вследствие холодной обработки по-
верхности металла и т. п. Покрытие резиной или эбонитом металла
аппаратуры предупреждает образование этих токов.
Относительно большей устойчивостью обладают вулканизаты
мягкой резины с наименьшим коэффициентом вулканизации. По
мере увеличения этого коэффициента стойкость мягкой резины па-
дает. В эбонитовых смесях, вулканизованных с содержанием серы
30—50% на каучук, особой разницы в стойкости к корродирующим
средам не наблюдается. Так как присоединение серы вначале идет
по месту двойных связей в концах углеродной цепи, то в этих усло-
виях система оказывается относительно устойчивой, поскольку
внутренние двойные связи, уравновешиваясь, обладают малой ак-
тивностью. Но дальнейшее присоединение серы идет уже по месту
внутренних двойных связей: взаимное равновесие нарушается;
остающиеся двойные связи приобретают большую активность, боль-
шую склонность к окислению и воздействию корродирующих аген-
тов. Следовательно, по мере присоединения серы (в пределах мяг-
кой резины) система становится все менее устойчивой. При пере-
ходе же к эбониту устойчивость системы повышается и становится
максимальной.
173
поскольку все разнообразие требований к химической стойко-
сти обкладок не может быть удовлетворено ограниченным ассор-
тиментом резин, очень важно для каждого случая выбрать
подходящую резину. В основном для специальных целей, помимо
натурального каучука, применяют: хлоропрен, бутиловый и нит-
рильный каучуки и хайпалон (хлорсульфополиэтилен).
Резины из хлоропрена более теплостойки, чем из натурального
каучука, и более стойки к солнечному свету, озону, атмосферному
воздействию и светопогоде. Хлоропреновые обкладки применяют
в разбавленной серной кислоте при 80 °C и в соляной, когда при-
сутствуют следы органических растворителей; в процессах обра-
ботки урановых, титановых, ванадиевых и кобальтовых руд горя-
чей серной кислотой; для обработки жирных кислот и жиров 10 %-
ной серной кислотой до 10 ч и более.
Нитрильные резины более стойки к углеводородным маслам,
в частности, если содержание в них ароматических углеводородов
высокое, обкладки из нитрильного каучука применяют во флота-
ционных установках с масляным слоем на поверхности. Такой слой
предупреждает жидкость от окисления, сохраняет тепло и снижает
испаряемость. Мягкие нитрильные резины очень стойки к истира-
нию и пригодны для защиты дна аппарата, в котором подают за-
масленные стальные шарики.
Резины из бутилкаучука исключительно стойки к проникнове-
нию газов и адсорбции воды; стойки к 30%-ной азотной кислоте
при комнатной температуре; к солнечному свету, озону; к живот-
ным и растительным маслам. Такие обкладки применяются в пи-
щевой промышленности. Однако они не достаточно устойчивы
к минеральному маслу и не рекомендуются к применению с хло-
ром или другими галогенами или хлорированными углеродами.
Обкладки из хайпалона стойки к сильным окисляющим кисло-
там, к солнечному свету и озону. Их, в основном, применяют при
обкладке ванн для хромирования, так как это единственный эла-
стомер, противостоящий хромовой кислоте. Кроме того, их исполь-
зуют при обкладке реакторов и емкостей для 95%-ной серной и
30—40%-ной азотной кислот при комнатной температуре.
Эбонитовые обкладки применяю! для транспортных средств и
емкостей, назначенных для хранения на открытом воздухе. Бутил-
каучук, хлоропрен и хайпалон не образуют с серой (20—30%) эбони-
тов, но прослойки из таких резин применяют для крепления к стали
таких обкладочных материалов, как полиэтилен и полипропилен.
Для аппаратов, в которых обработка изделий производится при
повышенной температуре, резиновые обкладки применять не сле-
дует, если только обкладка не может быть изолирована от среды
с помощью достаточной теплоизолирующей прослойки. Эбонит, как
материал химически более стойкий, может быть применен в каче-
стве защитной обкладки против 60%-ной серной кислоты, 8%-ной
азотной кислоты, уксусной кислоты, хлористого цинка, раствора
аммиака в любых концентрациях. Стойкость эбонитовых покрытий
зависит от температуры размягчения эбонита [14].
174
Конструкции и методы крепления обкладок.
Высокая химическая стойкость эбонита, несложность и надежность
крепления его к стали уже давно определили эбониту должное ме-
сто в обкладке резервуаров, центрифуг, мешалок, рамок фильтр-
прессов и т. п. Ввиду того, что эбонит хорошо поддается механиче-
ской обработке, его широко используют в обкладках кранов, насо-
сов и вентиляторов.
Однорядная (однослойная) эбонитовая или полуэбонитовая
обкладка дублированной эбонитовой зоготовкой толщиной 3—4 мм
применяется для стационарной аппаратуры простой формы — ба-
ков, ванн, мерников. Однорядную обкладку также применяют в слу-
чае трудностей, вызываемых наличием узких проходов, как, напри-
мер, при обкладке корпусов и пробок кранов. Каландрованная за-
готовка для такой обкладки дублируется из нескольких слоев; при
соединении листов применяется простой шов внахлестку.
Реже применяется двухрядная (двухслойная) эбонитовая об-
кладка толщиной каждой заготовки по 2 мм. Последовательная
прикатка двух тонких листов хотя и требует больше времени, но
лучше гарантирует качество покрытия. При двухрядных обкладках
применяется соединение листов встык (с разбежкой стыков),
обеспечивающее большую прочность, чем шов внахлестку. Хруп-
кость эбонита требует особо осторожного обращения с эбонито-
выми обкладками: толчки, удары и сотрясения недопустимы; при
резких переменах температуры наблюдаются случаи отрыва эбо-
нита от металла.
Открытие методов крепления мягкой резины к металлу вытес-
нило эбонитовые обкладки в тех случаях, когда хрупкость и исти-
раемость обкладки недопустимы. Однорядная мягкая резиновая об-
кладка дублированной заготовкой толщиной 2—3 мм, наложенная
по прослойке термопренового или специального клея, успешно за-
меняет эбонитовую обкладку в металлических и деревянных реак-
торах.
Двухрядная обкладка, состоящая из слоя мягкой резины, при-
крепленной к металлу при помощи клея, и наружного эбонитового
слоя, хорошо противостоит ударам по наружной поверхности аппа-
рата и обеспечивает большую химическую стойкость. Толщина слоя
мягкой резины 1,5—2 мм, толщина эбонитового слоя 3—5 мм. Двух-
рядная обкладка, состоящая из эбонитового слоя, прикрепленного
к металлу, и наружного слоя мягкой резины (старый тип об-
кладки), пригодна в тех случаях, когда требуется особо прочное
крепление. Толщина эбонитового слоя составляет 1,5 мм, мягкой
резины 3 мм.
Трехрядная обкладка, состоящая из слоя мягкой резины, при-
крепленной к металлу с помощью клея, промежуточного слоя, эбо-
нитовой резины и наружного слоя мягкой резины, наиболее на-
дежна как со стороны химической стойкости и сопротивления исти-
ранию, так и по амортизирующему действию при толчках и уда-
рах. Слои мягкой резины имеют толщину 1,5—2 мм; заключен-
ный между ними эбонитовый слой — 3—4 мм. Чтобы обеспечить
175
расширение эоонитового слоя, он разоощен в швах про-
слойкой мягкой резины (рис. 105).
Требования к аппаратуре, предназначенной к
обкладке. Химическая аппаратура, подлежащая обкладке рези-
ной, должна удовлетворять следующим требованиям: поверхность
металла аппарата должна быть ровной, без пор, трещин и рако-
вин. Как и при обкладке валов, незаваренные металлом поры яв-
ляются причиной вздутий и отрыва обкладок. Все подлежащие по-
крытию места должны быть доступными для осмотра и работы;
в аппаратах не должно быть острых углов. Соединения жела-
тельны сварные, хорошо зачищенные. Во избежание пористости
в сварном шве рекомендуется соединение встык, со сваркой по на-
ружной и внутренней сторонам соединяемой стенки; с резиновой
обкладкой должен соприкасаться узкий конец сварки. Если же
сварка производится за одну операцию, ее следует вести со сто-
роны, прилегающей к резиновой обкладке. Стык затем шерохуют
Рис. 105. Трехрядная обкладка:
/—мягкая резина; 2— эбонит: 8— металл.
в уровень с поверхностью стенки. Резиновая обкладка помещается
на зашерохованную сторону стыка.
Большие резервуары следует изготовлять разъемными на флан-
цах, обращая борта фланцев наружу. При монтаже обложенной
аппаратуры между фланцами помещают прокладочное кольцо из
мягкой резины. Если внутренний диаметр резервуаров не превы-
шает 180 см при толщине стенки до 15 мм, то борта резервуара
могут быть отогнуты в горячем состоянии. При большем диаметре
применяется сварная конструкция соединения. Если аппарат
нельзя сделать разъемным, необходимо обеспечить наличие в нем
люка диаметром не менее 800 мм.
Иногда аппарат имеет столь значительные размеры, что поме-
стить его в вулканизационный котел не представляется возможным
(железнодорожные цистерны, большие заводские емкости и т. п.).
Если подобные аппараты могут быть герметически закрыты, то
вулканизацию производят напуском пара внутрь аппарата. В та-
ком случае к аппарату предъявляются те же требования, как к па-
роприемникам. Такие аппараты и цистерны должны иметь паспорт
на металл, из которого они сделаны. Необходима также справка
о разряде сварщика и акт гидравлического испытания. Так как
вулканизация протекает при давлении пара 3-105 Па, то гидравли-
ческое испытание следует производить при давлении 4,5-105 Па.
476
Подготовка аппаратов к обкладке. Тщательная
очистка металла, назначаемого в обкладку, имеет решающее зна-
чение. Если аппарат загрязнен землей или песком, необходимо
предварительно обмыть его водой. Стойкие загрязнения можно
удалить промывкой раствором соляной кислоты с последующей об-
работкой слабым щелочным раствором. Аппарат, если он может
быть помещен в вулканизационный котел, следует прогреть паром
в течение 1—1,5 ч. Такой прогрев, как и при подготовке валов, спо-
собствует удалению органических загрязнений. Очистку внутрен-
них полостей в корпусах кранов, фасонных частей труб производят
посредством стальных ершей, укрепляя их в патроне токарного
станка или гибкого вала. В отдельных случаях применяют ручную
очистку металлическими щетками, рашпилями и т. д. Вся ржав-
чина должна быть удалена, и очищенная поверхность должна иметь
характерный металлический блеск. Очищенный аппарат протирают
сухой чистой тряпкой и передают на рабочее место для обкладки.
Мелкую аппаратуру — краны, фасонные части трубы и т. п.—
обкладывают на столах; аппаратура средних размеров — центри-
фуги, ванны — помещается на полу на невысоких подставках; круп-
ная аппаратура обкладывается на специально отводимых для этого
местах, но чаще такая работа производится особыми выездными
бригадами у потребителя. Чистота рабочего места и тщательность
работы должны соблюдаться особо заботливо, где бы ни произво-
дилась обкладка. Рабочее место и столы для закроя каландрован-
ных полос должны содержаться в чистоте; руки рабочих должны
быть сухими; брызги пара, воды, масла недопустимы; попадание
пыли и талька должно быть исключено.
Обкладка травильных ванн. При изготовлении тонкой листовой
стали для удаления окалины с поверхности прокатанных листов
применяется травление их серной кислотой путем пропуска листов
через травильные ванны. Травильная ванна шириной 2,3 м, высо-
той 1,5 м и длиной 18,7 м состоит из ряда крупных деталей, соеди-
няемых при монтаже болтами по наружным фланцам. Непрерыв-
ная работа ванн определяет необходимость применения трехслой-
ной комбинированной обкладки.
Детали ванны хорошо очищают от ржавчины по внутренней по-
верхности ванны и борту и промывают бензином. После испаре-
ния бензина детали промазывают 2—3 раза термопреновым клеем,
сначала жидким, а затем более густым, с тщательным просушива-
нием каждого слоя промазки. Далее следуют накладка и прикатка
слоев обкладочных смесей. Вначале обкладывается дно, а затем
стенки ванны. Закроенный лист предварительно завертывается
в полосу ткани, затем свободным краем накладывается на соответ-
ственное место ванны; накладка идет постепенно сверху вниз.
Когда лист полностью уложен на место, производят прикатку ро-
ликом, тщательно удаляя обнаруживаемые воздушные пузыри.
Стыки между обкладками стенок и дна дополнительно покрывают
ленточкой мягкой резиновой смеси. Общая толщина обкладки —
6 мм, в том числе эбонитовый слой — 3 мм.
177
Рнс. 106. Травильная ванна с рези-
новой обкладкой:
/ — жидкость в ванне; 2—кислотоупорный
кирпич (100 мм); 3 — стальная стенка ванны
(6,4 мм); 4—трехрядная резиновая обкладка
(6 мм).
u;..nu.uiuuunn иипладли lipni MlМОЛСИПу tU гакпм WpiMUM де-
таль травильной ванны помещают в открытый, специально для
этого изготовляемый металлический резервуар определенных раз-
меров. Последний наполняется остуженной кипяченой водой, в ко-
торой растворен хлористый кальций. Применение кипяченой воды
предупреждает осаждение на стенках ванны пузырьков воздуха,
выделяющихся при нагревании некипяченой воды. Наличие воз-
душных пузырьков замедляло бы вулканизацию соответственных
мест обкладки. Обогрев ванны производят глухим паром. Вулка-
низация в такой открытой ванне протекает при 106—108 °C.
Температура травильного раствора не допускает возможности
непосредственного контакта раствора и резиновой обкладки, по-
этому по внутренней поверхности'
ванны производится футеровка
кислотостойким кирпичом по ки-
слотоупорной замазке (рис. 106).
Вследствие этой теплоизолирую-
щей футеровки температура у по-
верхности резины не превышает
70 °C. Кирпичная футеровка од-
новременно предохраняет резино-
вую обкладку от порезов сталь-
ными листами и может быть сме-
нена в порядке предупредитель-
ного ремонта.
Если обложенный резиной ап-
парат может быть использован
как открытый резервуар, то вул-
канизация производится путем
наполнения аппарата раствором
хлористого кальция и обогрева
раствора змеевиком. Чтобы прогреть резину, наложенную на бор-
тах аппарата, необходимо уровень раствора поднять выше борта.
Для этого верхнюю часть аппарата окружают специальным кожу-
хом, прикрепляя его к аппарату хомутами на уплотняющей рези-
новой прокладке.
Обкладка центрифуг. Корпус центрифуги и перфорированный
барабан (корзину) обкладывают эбонитом или полуэбонитом, при-
меняя двухслойную обкладку. Очищенный и промытый бензином
корпус центрифуги промазывают эбонитовым клеем, сначала жид-
ким (с отношением резиновой смеси и растворителя 1:6), а затем
более густым (1:4), каждый раз тщательно просушивая. Об-
кладку производят листами, закроенными по соответственным шаб-
лонам. Некоторые особенности представляет обкладка перфориро-
ванного барабана центрифуги, так как отверстия в стенках бара-
бана также должны быть обложены резиной. На внутреннюю и
наружную поверхности барабана накладывают листы обкладки и
хорошо прикатывают роликом. Под прикатанными листами доста-
точно заметно выступают места отверстий. В этих местах листы
178
прорезают круглым сверлом. Поверхность отверстий смазывают
клеем и после испарения бензина в отверстия вставляют отрезки
трубок из эбонитовой смеси, предварительно смоченные бензином.
Трубки внутри должны быть хорошо пропудрены тальком. Внут-
ренний диаметр трубок должен соответствовать заданному размеру
отверстий; толщина стенок 2—3 мм. С учетом этих данных и сле-
дует рассверлить отверстия в стенке барабана. Когда клей вполне
просохнет и бензин улетучится, концы трубок осторожно срезают
заподлицо с обкладкой. В образовавшиеся сквозные отверстия
вставляют гвозди или шпильки соответственного диаметра.
Вулканизацию центрифуг производят в котлах, располагая
корпус и барабан центрифуги вертикально. Применяются два спо-
соба вулканизации: за один цикл и за два цикла. В случае вулка-
низации за два цикла во время перерыва между циклами изделие
вынимают из вулканизационного котла и тщательно осматри-
вают. Если обнаруживаются вздутия обкладки, то производят по-
чинку, вырезая дефектные места и накладывая новый слой об-
кладки. Хотя вулканизация за два цикла требует значительно
больше времени, но ввиду возможности своевременного исправле-
ния дефектов она оправдывается. При обнаружении вздутий и раз-
рывов в готовой обкладке пришлось бы снять все эбонитовое по-
крытие, а это представляет далеко не легкую задачу.
Обкладка закрытых аппаратов большой вместимости. Обкладка
железнодорожных цистерн, мерников, монжюсов и иных аппаратов
большой вместимости связана с необходимостью пребывания ра-
бочего внутри аппарата. Ручная или механическая очистка подоб-
ных аппаратов не представляет особых осложнений. Промывка же
их бензином и промазка клеем, как операции особо опасные и
вредные, обязывают к соблюдению специальных правил.
Ранее обкладку железнодорожных цистерн и иных подобных
аппаратов производили, применяя эбонитовый слой, на который
накладывалась предварительно дублированная мягкая резина.
В настоящее время ограничиваются однослойной обкладкой из по-
луэбонитовой смеси. Вулканизация осуществляется подачей пара
внутрь закрываемого наглухо аппарата. Как пароприемники, такие
аппараты должны быть снабжены предохранительным клапаном,
и процесс вулканизации следует вести, соблюдая все требования
Котлонадзора, предъявляемые к пароприемникам. Чтобы преду-
предить смятие обкладки на бортах люка, крышку люка ставят на
дополнительную бельтинговую или свинцовую кольцевую про-
кладку, которая принимает на себя усилие от затяжки болтов.
Иногда рекомендуют применять вулканизацию проточным паром,
чтобы избежать недовулканизации у нижнего штуцера. Полости
насосов и вентиляторов, обложенных резиной, а также корпуса
кранов, отверстия в пробках, патрубки, тройники и другие фасон-
ные части целесообразно перед вулканизацией набивать баритом.
Такое заполнение предупреждает образование вздутий.
Среди специальных видов резиновых обкладок следует назвать
обкладку баков для горючего, применяемых на самолетах и
179
танках. В таких обкладках поверхность бака покрывается слоем
губчатой резины, затем слоем резины особого состава, а сверх по-
следней— прорезиненной тканью. Резиновая обкладка особого
состава предохраняет от утечки содержимого бака; в случае проби-
вания пулями стенок бака отверстие быстро закупоривается рези-
ной, набухающей в вытекающем бензине.
Применяются резиновые покрытия и для палуб морских кора б-;
лей. Высокая стойкость мягкой резины к истиранию используется'.'
для защиты роторов водяных турбин и лопастей корабельных вин-’
тов от вредных последствий кавитации. В результате быстрого вра-;
щения роторов и винтов создаются мощные вихревые потоки. В тех
местах потока, где давление понижено, образуются пузырьки (ка-
верны), наполненные водяным паром малой упругости. Эти пу-
зырьки , отрываясь от вращающихся деталей и попадая в слой
с большим давлением, смыкаются, что вызывает водяные удары,
ведущие к постепенному изнашиванию деталей. Эластичная рези-
новая обкладка, положенная на эбонитовый подслой, предупреж-
дает такой износ, а также защищает детали от действия раство-
ренного в воде кислорода.
Поскольку равномерная вулканизация как эластичных, так и
эбонитовых обкладок названных объектов ввиду значительности их
размеров затруднительна, целесообразно применять эбонитовую
«наплавку». Последняя состоит в нанесении эбонитовой пыли (а
также тиокола, пластмасс) путем факельного разогрева, соединен-
ного с воздухоструйной распыляюш.ей установкой [15].
При химической деструкции низкомолекулярного хлоропрена
(«жидкого» наирита) получают высококонцентрированные рас-
творы, которые могут быть применены в качестве материала для
гуммирования. Такие растворы наносят кистью, окунанием или
пульверизацией. Обычно наносят три слоя, но можно покрывать
одним слоем толщиной до 3 мм; существует и вулканизация горя-
чим воздухом (при 100°С) [16]. Этот способ нанесения обкладок
прост и может быть осуществлен на любом предприятии. Покрытие
жидким неопреном однородно, не имеет стыков и швов и обладает
хорошей адгезией к металлу.
Контроль качества и ремонт резиновых обкла-
док. Проверка качества обкладки путем осмотра покрытия не
всегда позволяет обнаружить дефекты. Небольшие отверстия и
проколы могут остаться незамеченными. Поэтому необходимо ис-
пытывать обкладку на сопротивление электрическому току, соеди-
няя один из полюсов с металлом аппарата и подводя другой полюс
к тем местам обкладки, где можно предполагать присутствие де-
фектов; падение напряжения указывает на наличие отверстия. Для
такого контроля предложены переносные аппараты.
Небольшие дефекты обкладки можно устранить при ремонте.
Для этого дефектное место вырезают, металл зачищают и накла-
дывают свежий слой резиновой смеси. Вулканизацию осуществ-
ляют местным нагревом посредством электронагревательных при-
боров или производят повторно, но в более короткое время. Хо-
180
рошо выполненные и правильно эксплуатируемые обкладки служат
годами. Периодический, не реже 3—4 раз в год, осмотр обкладки,
а также систематическое наблюдение за надлежащей притиркой
кранов и герметичностью соединений своевременно укажут начало
малейших повреждений. Обнаруженные повреждения должны быть
немедленно исправлены.
Резииометаллические формовые детали
Резинометаллические детали, несущие нагрузку, состоят из двух
или более металлических частей, прочно скрепленных промежуточ-
ным слоем резины. Такие детали нашли широкое применение в со-
временных конструкциях автомобилей, самолетов и т. п. Резина
в этих деталях используется как амортизатор толчков и вибраций
и одновременно как средство прочного соединения двух металличе-
ских частей, как глушитель звука или как уплотнитель.
Наряду с резинами из натурального и бутадиен-стирольного
каучуков, а также их заменителями, в зависимости от требований
эксплуатации применяют хлоропреновые (наиритовые), нитриль-
ные, бутил-каучуковые, хлорсульфополиэтиленовые резины и ре-
зины из насыщенных полимеров, отличающиеся особой устойчи-
востью.
Уретановые резины [17], обладающие высокой прочностью
(2,8—4,9 кН/см2), твердостью (78—96 по ТМ-2) и исключительной
износостойкостью, применяются для изготовления амортизаторов и
фрикционов.
Резины из фторкаучука [17] обладают высокой стойкостью
к действию масел, ряда растворителей и химическим агрессивным
средам, включая азотную кислоту. В последнем применении фтор-
каучуковые резины превосходят все иные, имеющиеся в настоящее
время.
Силиконовые (полидиметилсилоксановые) резины [18] пригодны
к эксплуатации при температурах от —56 °C и, в зависимости от
длительности применения, до -J-280 °C. Силиконовым резинам и де-
талям, из них изготовленным, свойственны также следующие осо-
бенности: значительная усадка, достигающая при формовой вулка-
низации 6%; хорошая стойкость к кислороду и озону, спиртам и
кетонам.
В конструкциях силиконовых деталей следует применять воз-
можно более простые геометрические конфигурации; предпочти-
тельны детали, изготовленные формованием.
Обычно в резинометаллических деталях прочное крепление слоя
резины достигается путем латунирования поверхности металла или
применением специальных клеев. Дробеструирование при крепле-
нии посредством лейконата во всех случаях значительно увеличи-
вает прочность крепления и является обязательной операцией. Это
объясняется, по-видимому, происходящим качественным измене-
нием поверхности металла, приводящим к резкому изменению взаи-
модействия металла с клеем.
181
В отдельных конструкциях находят применение резинометал-
лические детали, в которых сцепление резины с металлом обеспе-
чивается применением сжатия резиновой детали при монтаже
блока из резиновых и металлических частей и возникающим при
этом трением. Таким способом удобно и надежно укрепляются
«пальцы» в шарнирных соединениях, например в резинометалличе-
ских гусеницах, в рулевом управлении автомобиля и т. п. Резино-
вые втулки таких шарниров прочно привулканизованы к пальцам и
имеют наружный диаметр, больший, чем отверстие в шарнире. По-
саженные под значительным осевым давлением в шарнир втулки
деформируются в радиальном и осевом направлениях и вследствие
возникновения трения обеспечивают работу шарнира.
Резинометаллические детали представляют собой формовые
фасонные изделия заданного вида и размеров и изготовляются
в
Рис. 107. Резиновый амортизатор, ра-
ботающий на сжатие:
а —со смазкой; б—без смазки (в обоих слу-
чаях груз одинаковый); в—резиновый блок.
т
литьем или формованием. Фор-
мы с литьевыми надставками
удобно применять в случаях
изделий значительных габари-
тов, а также при создании по-
точных автоматизированных
участков. В отдельных случаях
(например, при изготовлении
резиновых подшипников) ме-
таллическая часть изделия мо-
жет сама служить частью
вулканизационной формы, что
упрощает и удешевляет изготовление формы. В группу резино-
металлических, несущих нагрузку деталей, входят: амортизаторы,
уплотнители и подшипники.
Резиновые амортизаторы служат для уменьшения
амплитуды усилий, передаваемых в режиме вынужденных колеба-
ний, от стационарных неуравновешенных машин на фундаменты
(активная изоляция) или для уменьшения амплитуды вынужден-
ных колебаний на автомашинах, самолетах и на морских судах —
от вибрирующего корпуса к прикрепленному к нему оборудованию
или приборам (пассивная изоляция). Амортизаторы работают на
сжатие, на сдвиг, на кручение или на сочетание этих видов дефор-
маций. Резиновые амортизаторы, работающие на растяжение, при-
меняются редко. Резина, сжимаемая между двумя металлическими
плитами, проявляет различную жесткость в зависимости от того,
имеется или отсутствует смазка. В практических условиях смазка
не применяется; но резина, зажатая между двумя металлическими
листами, все же имеет некоторое скольжение, и потому края ее
истираются. Во избежание этого применяют привулканизацию к ра-
бочим поверхностям резины тонких металлических листов. Такой
резиновый блок используется как конструктивная деталь аморти-
затора (рис. 107). В тех случаях, когда необходимо обеспечить до-
статочную осадку и притом должйую жесткость конструкции, лри-
182
Относительная линейная де$ор~
нация, %
Рис. 108. Длительность сопро-
тивления динамическому утом-
лению в осевом колебатель-
ном цикле (с амплитудой, рав-
ной 25% начальной длины).
же деталями, что и прихо-
меняют амортизаторы, составленные из нескольких, наложенных
один на другой, таких резиновых блоков.
Гистерезисные потери, свойственные резине, определяют ее спо-
собность к быстрому затуханию собственных колебаний, т. е. спо-
собность резинового амортизатора проявлять самоторможение.
Большими гистерезисными потерями обладают высокоэластичные
мягкие (низкомодульные резины), но амортизаторы из таких резин
имеют большую осадку и значительное теплообразование. В суще-
ственно различных частотных режимах как жесткость, так и гисте-
резисные свойства резины оказываются разными. При деформа-
циях, протекающих с большой часто-
той, способность резины гасить коле-
бания будет меньшей. Для глушения
периодических колебаний поршневых
и роторных машин, приборных панелей
и других целесообразно применять ре-
зиновые амортизаторы с возможно
меньшей собственной частотой. Для
этого следует применять мягкую эла-
стичную резину (типа № 1847). Погло-
щение же буферами ударного возбуж-
дения связано с рассеянием больших
количеств энергии. Для этой цели наи-
более подходят высокомодульные ма-
лоэластичные резины (типа № 2959).
Однако практически обе эти функции
нередко выполняются одними и теми
дится учитывать при выборе типа резины. К числу немногих при-
меров лишь антивибрационных амортизаторов колебаний можно
отнести подушки для опор двигателей.
Столь же важной характеристикой при оценке резин для амор-
тизаторов является способность ее к многократным деформациям.
Однако стойкость резинометаллических изделий в эксплуатации
в большой степени зависит не только о’т состава резины, но и от
особенностей конструкции, условий нагружения и правильного вы-
бора конфигурации резиновой детали. В особенности важна пра-
вильность конфигурации детали вблизи металлических деталей
(панелей), к которым привулканизована резина. Практические ука-
зания по конструктивному обеспечению эксплуатационной выносли-
вости резинометаллических изделий сводятся к следующему.
1. Резина (из натурального каучука) должна находиться в та-
ких условиях, чтобы в ходе циклических деформаций не было бы
нулевого напряжения (рис. 108). Для этого, например, резине, ра-
ботающей на сдвиг [19], дают небольшое начальное сжатие или
растяжение (рис. 109).
2. Должна быть предусмотрена возможность боковых деформа-
ций резины в амортизаторах. Именно поэтому конструкция, приве-
денная на рис. НО, а, является правильной, а конструкция, приве-
денная на рис. 110,6, неправильна из-за чрезмерной ее жесткости.
183
боковая деформация
Деформация сдвига Нулевая деформация 127г У. сжатия 257. растяжения
От -25 до+257. 1 7млн. 20 млн. 7 12млн.
ОтОдовО) 2 /млн. 5 2млн. 2млн.
От 75 до 125 7. 3 15 млн. 6 2млн. 9 90млн.
Рис. 109. Длительность сопротивления динамиче-
скому утомлению сдвига при одновременной боко-
вой деформации.
Рис. 110. Схемы конструкции амортизатора, рабо-
тающего на сжатие:
а —правильно; б—неправильно.
Рис. 111. Подушка опоры автомобильного
мотора.
3. Конфигурация резины в подвесках, втулках или других изде-
лиях должна быть такой, чтобы не было входящих углов и закруг-
лений малых радиусов (мест), где возможна концентрация напря-
жений. В особенности это недопустимо в местах соприкосновения
резины с металлическими панелями.
Ниже приводится ряд примеров различного вида резиновых
амортизаторов сжатия, сдвига и кручения *.
Резинометаллические подушки опор автомобильного мотора,
показанные на рис. 111, создают такую подвеску его, при которой
мотор может несколько колебаться вокруг своего центра тяжести
и легче воспринимать толчки, опасные при жестком способе креп-
ления.
На рис. 112 приведен пластинчатый приборный амортизатор.
На рис. 113 показан амортизатор, относящийся к типу так на-
зываемых амортизаторов со страховкой (АСС). Последняя состоит
в том, что при разрушении резины сочленение металлических дета-
лей такого амортизатора не нарушается. Тем самым исключается
возможность внезапных разрушений объектов, подрессоренных та-
ким амортизатором.
На рис. 114 показан амортизатор мостичного типа (AM), со-
стоящий из двух спаренных резиновых блоков, применяемый для
изоляции колебаний небольших частот.
На рис. 115 приведен амортизатор фермообразный, а на рис. 116
амортизатор трубчатый, малой жесткости (в разработке В. А. Ле-
петова, Б. X. Аврущенко, И. С. Лень). Примером трубчатых буфе-
ров являются так называемые «отбойные устройства» — толсто-
стенные длинные резиновые трубы, подвешиваемые на тросах
к стенкам пристаней в местах швартовки судов. Размеры таких
трубчатых амортизаторов достигают 400 мм по наружному диа-
метру, при 200 мм по внутреннему, и до 4000 мм длины. Такне
амортизаторы радиального сжатия обладают различной конструк-
ционной жесткостью. На начальном участке, пока еще полость
трубы не сомкнулась, жесткость амортизатора мала. Далее сле-
дует переходная область с возрастающей жесткостью. После того
как полость трубы сомкнулась в дальнейшем сжатии образовав-
шейся пластины жесткость амортизатора резко возрастает. Допу-
стимым считают сжатие до '/з наружного диаметра трубы [21].
На рис. 117 приведен резиновый амортизатор трамвайного
вагона, работающий на круговой сдвиг. Расчленение резины на не-
сколько соосных втулок придает большую жесткость такому амор-
тизатору. Рессорная втулка (рис. 118) представляет собой два кон-
центрически расположенных металлических полых цилиндра, ме-
жду которыми находится слой резины со скошенными торцами или
с торцами, ограниченными гиперболой. Наружный металлический
цилиндр изготовляется разрезным из двух или трех сегментов.
* Опыт систематизации некоторых наиболее важных принципов конструиро-
вания формовых резиновых деталей, основанный на анализе физических, физико-
механических и тепловых свойств резины, проведен Б. М. Горелик [20].
186
?ис 112. Пластинчатый приборный
амортизатор.
Рис. 114. Амортизатор мостичный.
Рис. 113. Амортизатор корабельный
со страховкой, бескозырьковый.
'Зотв.07
Рис. 115. Амортизатор фермообразный.
Рис. 116. Амортизатор трубчатый?
I—резина; i—накладка; 3—втулка.
Такие втулки применяются, например, в сережках рессор в каче-
стве детали, работающей на кручение [22, 23]. Известны комбини-
рованные пружинно-резиновые амортизаторы (рис. 119). Предло-
жены также конструкции резиновых амортизаторов с включенными
в их массив металлическими пружинами. Наличие таких пружин,
конических в особенности (рис. 120), не только повышает нагрузку,
Рис. 117. Амортизатор трамвайного вагона.
принимаемую амортизатором, но и улучшает горизонтальную устой-
чивость опор. Подобные конструкции амортизаторов назначаются
для компрессоров, генераторов, моторов, насосов, вентиляторов и
других машин, требующих дешевой
и эффективной изоляции вибрации.
Амортизаторы с резиновыми дета-
лями для подвижного состава опи-
саны в книге [24].
Резиновые уплотнители
подвижного контакта. Рези-
новые и резинометаллические изде-
лия, применяемые в качестве уплот-
нителей подвижного контакта дол-
Рис. 118. В<улка резинометалли-
ческая (особенности конфигура-
ции резины в местах крепления
к металлу).
жны обеспечить необходимую гер-
метичность между подвижными и
неподвижными деталями и обла-
дать высокой износоустойчивостью.
Такие изделия работают обязатель-
но при наличии соответственных смазок, так как сухой контакт
привел бы к быстрому разогреву и разрушению резины.
Различают два вида уплотнителей — для агрегатов вращатель-
ного действия (подшипники, ниппели, подпятники, «сальники») и
для агрегатов возвратнопоступательного действия (манжеты, во-
ротники).
Резиновые подшипники представляют собой металличе-
ские гильзы-вкладыши, обложенные внутри слоем резины. Они
187
. ... ..UMUVV 1>U llVV~~ll)f НД
землечерпалках, в гидротурбинах, в шахтных насосах, в аппаратах
мокрого обогащения руды, в турбинах бурильных машин
(ГОСТ 4671 —63), т. е. там, где опора вала соприкасается с водой
Рис. 119. Пружииио-резииовый амортизатор:
I —пружина; 2— резиновое кольцо-ограинчитель; 3—кор-
пус; 4— стержень; S— резиновая втулка; 6—эбонит.
Рис. 120. Кониче-
ский пружииио-
резииовый аморти-
затор.
[25]. Для подвода воды в целях смазки и охлаждения на внутрен-
ней поверхности резинового подшипника имеются канавки. При го-
ризонтальном положении подшипника канавки располагаются по
образующим (рис. 121); при вертикальном — применяется как спи-
Рис. 121. Радиальная опора турбобура (ниппель):
/ — резина; 2—арматура.
ральное расположение канавок, так и продольное [26]. В тех слу-
чаях, когда смазку производят забортовой водой, загрязненной
илом или песком, канавки служат также для отвода загрязнений:
жесткие частицы вдавливаются в (резину, перемещаются вследствие
вращения вала в ближайшую канавку и вымываются из подшип-
188
ника. При диаметре вала, большем 400—500 мм, вкладыши соби-
рают из стальных обрезиненных секторов. Диаметры резиновых
подшипников достигают весьма больших размеров: для Куйбы-
шевской ГЭС, например, 1420 мм.
Толщина резиновой обкладки подшипника зависит от диаметра
и степени балансировки~вала, числа оборотов вала, сечения кана-
вок и составляет 8 мм и больше. Когда подшипники работают
в загрязненной воде, необходимо применять резиновую обкладку,
стойкую к истиранию, и несколько увеличивать толщину обкладки.
Так как крепление резины к латуни наиболее надежно и просто по
выполнению, то латунные гильзы имеют преимущественное приме-
нение. Стальные гильзы необходимо латунировать или обрабаты-
вать иным способом, обеспечивающим прочность крепления ре-
зины к металлу на отрыв не ниже 400 Н/см2. Заготовки резиновых
подшипников производят отливкой. Вулканизация проводится
в котле или в автоклаве в индивидуальной форме, но рекомен-
дуется дополнительная тщательная шлифовка на специальных то-
карных станках.
Коэффициент трения в резиновых подшипниках с водяной смаз-
кой понижается с увеличением окружной скорости вала. При низ-
кой окружной скорости воду следует подводить под давлением
(0,5—2,5) • 105 Па. Известны случаи хорошей работы резиновых
подшипников при окружной скорости до 22 м/с и при нагрузках до
57-105 Па, считая на диаметральное сечение. Резиновые под-
шипники особенно пригодны для быстроходных валов не только
вследствие низкого коэффициента трения, но также и потому, что
резиновая обкладка поглощает вибрации вала и агрегата в целом.
Чтобы резиновый подшипник соответствовал назначению, необхо-
димо при монтаже и уходе за ним соблюдать определенные требо-
вания. Поверхность цапф вала должна быть совершенно гладкой и
свободной от масла. Вал при монтаже должен легко и с определен-
ным зазором входить в подшипник; последний укрепляется и цент-
рируется установочными болтами. Для предупреждения коррозии
цапфы вала следует хромировать или применять втулки из бронзы
или монельметалла. Если естественная циркуляция воды через ка-
навки подшипника недостаточно обеспечена, то необходимо также
применять принудительную подачу чистой воды *. Не следует до-
пускать нагрева подшипника выше 50—70 °C.
Различные несущие нагрузку резинометаллические детали сле-
дует проверять на отсутствие возможных дефектов крепления ре-
зины к металлу. Ряд таких дефектов (трещины, пустоты, сдиры
клея и т. д.) может быть обнаружен применением ультразвукового
дефектоскопа, не вызывающего нарушения целости образца при
испытании. Так, например, ультразвукоскоп, при растяжении образ-
ца на 10%, позволяет отчетливо обнаружить места заранее нане-
сенных дефектов в резине или в местах слущенной клеевой пленки.
* О резиновых подшипниках для гидротурбин см. работу [26], о гидродина-
мической теории смазки — [27].
18»
Резинометаллические манжетные уплотнения
(«сальники)» предназначаются для предотвращения перетека-
ния смазки из одного пространства в другое при вращательном
движении подвижной детали. Они весьма успешно заменяют кожа-
ные сальники и в настоящее время изготовляются в больших коли-
чествах как массовая серийная продукция. Применяемое для этой
цели уплотнение надежно обеспечивается самоподжимными арми-
Рис. 122. Схема литьевого вулканизацион-
ного автомата ЛМЖ.:
/—вулканизационный барабан; 2—механизм для по-
ворота вулканизационного барабана; 3—литьевая
форма; 4—цилиндр для перемещения; 5—приспо-
собление для срезания литников; б —механизм для
подъема сердечника формы; 7—кожух; в—дозатор;
9—лоток для сброса готовых изделий; 10—литьевой
плунжерный пресс; //—приспособление для укладки
арматуры: /2—приспособление для съема изделий.
рованными манжетами
(ГОСТ 8752—70), состоя-
щими из резиновой ман-
жеты, металлического
каркаса в ней и пружин-
ного кольца (см. рис. 29).
Последнее или привулка-
низовано к манжете или
же может быть съем-
ным. Этим кольцом соз-
дается необходимое на-
чальное, посадочное на-
пряжение резин в зоне
контакта манжеты и ва-
ла. Манжеты этого типа
успешно заменяют при-
менявшиеся ранее кожа-
ные сальники, вытеснили
последние и изготовля-
ются резиновыми завода-
ми в громадных количе-
ствах.
Для производства этих
манжет применяют фор-
мы с режущей кромкой
и кассетные прессы. Опи-
сан [28] вулканизацион-
ный автомат (рис. 122)
ротационного типа с го-
ризонтальной осью вра-
щения, совмещающий в од-
ном агрегате литье пред-
варительно гранулирован-
ных резиновых смесей и
вулканизацию отливок.
Для уплотнений, работающих при больших скоростях вращения
и при значительных давлениях рабочей среды, применяют уплот-
нительные торообразные кольца (круглого сечения) из относи-
тельно твердой резины. В целях предупреждения перегревания та-
кие кольца имеют свободную посадку на валы, а для создания
необходимого начального контакта в канавке помещают второе
обжимное кольцо, изготовляемое из мягкой резины.
190
Резиновые и резино-текстильные формовые детали
Резиновые и резино-текстильные формовые детали изготовляют
обычными приемами формовой работы, рассмотренными выше.
В групповой перечень этих изделий входят: уплотнители, буфера,
диафрагмы и ряд других видов.
Манжеты и воротники, резиновые уплотнители
(ГОСТ 6678—53) (рис. 123) предназначены для обеспечения гер-
Рис. 123. Резиновые уплотнители:
а—чашечная манжета; б—воротник.
метичности в пневматических устройствах при давлении не свыше
10-105 Па и при температуре от 4-80 до —35 °C для возвратно-по-
ступательного движения. Манжеты
V-образные (ГОСТ 6969 — 54) (рис.
кой же цели в гидравлических уст-
ройствах при давлении до 3,2-107
Па. Уплотнения резинотканевые
шевронные многорядные (ГОСТ
9041—59) (рис. 125) назначаются
для работы при давлении до 5,0-107
Па и при температуре от —30 до
4-50 °C и состоят из опорного коль-
ца, ряда манжет и нажимного коль-
ца. Торообразные резиновые кольца
(наряду с формовыми плоскими
прокладками) применяются в уст-
ройствах вращательного и возврат-
но-поступательного движения, а так-
же и в сочленениях неподвижного
контакта: в уплотнениях стыков асбоцементных водопроводных
труб, во фланцевых уплотнениях и являются, таким образом, уп-
лотнителем универсального типа.
Резиновые кольца для бурильных труб
(ГОСТ 6365—52) служат направляющими (буферами) в трубах,
применяемых при бурении нефтяных скважин, и представляют со-
бой втулки с толстой стеикой (рис. 126), надеваемые на буровой
инструмент. Такие кольца различных размеров заготовляют отлив-
кой на литьевых прессах и вулканизуют в формах, в автоклавах
или в прессах.
резиновые уплотнительные
124) предназначены для та-
Рнс. 124. V-образная резиновая
манжета.
191
Резиновые шаровые клапаны изготовляются двух
типов: с тяжелым внутри ядром и с легким ядром. Шаровые кла-
паны первого вида применяются при перекачивании поршневыми
насосами крахмало-паточных, свекловичных, бумажных, каолино-
вых и других подобных жидких масс большей плотности или
высокой вязкости. Внутренние ядра этих клапанов чугунные или
свинцовые. Толщина наружного резинового слоя, стойкого к воз-
действию названных жидких сред, 10 мм. Удельный вес клапа-
нов с тяжелым ядром — от 2,6 до 5,2.
Шары резиновые плавающие приме*
няются в воздушных плапанах водопро-
водов, пожарных гидрантов и в автома-
тических затворах канализационных и
Рис. 125. Уплотнитель резинотканевый шевронный. Рис. 126. Кольцо для об-
садной трубы.
дренажных устройств. Ядра для таких шаров приготовляются вы-
резкой из пробковых пластин с приданием им сферической формы
или путем формовки пробковых опилок, покрытых клеем. Менее
удобны точеные деревянные ядра, так как при вулканизации они
неравномерно изменяют свои размеры. Для плавающих шаров при-
меняется мало наполненная резиновая смесь возможно небольшой
плотности. Плавающий шар должен выступать над поверхностью
воды настолько, чтобы диаметр сегмента выступающей части был
не менее 0,87 диаметра шара, т. е. удельный вес шара должен
быть не более 0,844.
Правильный подбор внутреннего ядра по весу и размерам — ре-
шающий фактор в выполнении заготовки для шаровых клапанов;
особенно большое значение это имеет для плавающих шаров. По-
верхность подобранных ядер покрывают резиновым клеем. По ис-
парении растворителя ядра оклеивают дублированной заготовкой,
192
излишек заготовки обрезают, стремясь ооеспечить центральное по-
ложение ядра. Далее следует вулканизация в форме, состоящей
из двух половин с полусферическими гнездами.
Диафрагмы (мембраны) цельнорезиновые или с тканевыми про-
кладками для приборов дозаторов, насосов, фильтрпрессов; резино-
тканевые водоподъемные ленты и другие изделия заготовляют пу-
тем клейки и вулканизации в прессах.
Неформовые изделия
в железнодорожных и трам-
Рис. 127. Поперечное сечение
желобчатого уплотнителя:
/—перфорированная стальная лепта;
2—резина; 3—фетр;4-ворсовая тесьма;
5—проволока; S— полоска нержавею-
щей стали.
вулканизации оклеивают вор-
каркаса в прокладках из ре-
качестве направляющих для
Неформовые изделия выполняют из профилированных или ка-
ландрованных заготовок. Ниже приводятся примеры производства
некоторых видов неформовых изделий.
Резиновые прокладки и уплотнители, применяе-
мые для уплотнения оконных двереГ
вайных вагонах, в автобусах, авто-
мобилях, самолетах и в ряде дру-
гих случаев, имеют П-образное се-
чение различных вариантов. Такие
прокладки заготовляют на червяч-
ных прессах и вулканизуют в котле
на противнях свернутыми спираль-
но. В последнее время изготовление
таких прокладок, а также шнуров
круглого или иного поперечного се-
чения (ГОСТ 6467—69) осуще-
ствляется по тому же способу непре-
рывного процесса, как и поточное
изготовление резиновых трубок.
В целях лучшей изоляции вагонов
от пыли и атмосферных осадков
некоторые прокладки иногда после
совой тканью. Отсутствие жесткого
зины затрудняет их применение в
разъемных и периодически открывающихся соединений и проемов,
например для стекол в автомобилях. Для этого применяют желоб-
чатые уплотнители, состоящие из каркаса и отделочных деталей.
В зависимости от особенностей назначения уплотнителей кон-
струкции их различны. Желобки, предназначаемые для уплотне-
ния фасонных стекол, изготовляются на перфорированном каркасе,
что обеспечивает большую их гибкость.
Технологические операции изготовления уплотнителя, приве-
денного на рис. 127, следующие: 1) перфорация стальной ленты;
2) закатка проволоки в края стальной ленты; 3) обкладка каркаса
резиновой смесью; 4) наклейка ворсовой тесьмы и фетра; 5) об-
кладка бортов ленты полосками нержавеющей стали; 6) разрезка
на заданные размеры; 7) изгиб желобка по профилю.
Первая и вторая операции производятся на агрегате, состоя-
щем из перфорационной и закаточной машин. Протаскивающие
7 В. А. Лепетов
193
валики перфорационной машины вращаются периодически и
отрегулированы так, что при ходе пуансона вверх валики про-
тягивают ленту на определенную величину. При ходе пуансона
вниз валики неподвижны, — в это время происходит перфорация
ленты.
Третья и четвертая операции производятся агрегатом, состоя-
щим из червячного пресса с Т-образной головкой и из обкладоч-
ной машины. На случай остановки агрегата или нарушения син-
хронности в головке червячного пресса имеется отверстие, через
которое можно выпустить избыток подаваемой червяком резины.
Резиновая смесь для обкладки каркаса содержит большое коли-
чество регенерата. Вследствие пластичности такой смеси обкладка
идет легко. Ворсовая тесьма предварительно обрабатывается на
клеепромазочной машине. Режущим приспособлением обкладочной
машины тесьма разрезается на полоски и затем прикатывается
к резиновой обкладке. Фетр поступает на обкладочную машину
разрезанным на полоски. Лента, выходящая из обкладочного агре-
гата, закатывается на катушку.
Пятая операция выполняется формовочной машиной, установ-
ленной в агрегате с вырубным эксцентриковым прессом, осуще-
ствляющим шестую операцию.
Седьмая операция — П-образный изгиб уплотнителя — произ-
водится пропуском ленты через систему роликов. Желобочные
уплотнители этого типа выпускаются невулканизованными.
Кольца уплотнительные, изготовляемые неформован-
ными способами, обычно имеют прямоугольное сечение; реже та-
ким путем изготовляют кольца круглого или фасонного сечения.
Одним из крупнейших потребителей уплотнительных колец
является консервная промышленность. Она применяет три вида
колец: а) кольца для стеклянной тары с обжимаемой металличе-
ской крышкой; б) кольца для стеклянной тары с навертываемой
на резьбе металлической крышкой; в) кольца для жестяной тары,
помещаемые в месте стыков корпуса с дном и крышкой. Во всех
случаях резиновые кольца-уплотнители должны быть стойки
к маслам и органическим кислотам и не должны оказывать вку-
сового и цветового воздействия на содержимое консервных банок
(в частности, не должны выделять сероводорода). При изготов-
лении резиновых смесей для этих колец нельзя применять мате-
риалы, содержащие соединения свинца, ртути, мышьяка и раство-
римые в кислотах соединения бария.
Рамки и решетки, назначаемые в качестве уплотнитель-
ных прокладок для выпарной и иной аппаратуры, изготовляются
перекрестным дублированием каландрованных листов, иногда
с применением промежуточных тканевых прокладок. Вырезка ра-
мок круговой формы производится циркульным ножом. В случае
изготовления рамок сложного очертания чертеж переносят по
шаблону на поверхность дублированной пластины и вырезают
вручную остро отточенным ножом. Заготовленные рамки опудри-
вают тальком и вулканизуют в котле,
194
Резиновые пластины и изделия из них. Резиновая
пластина различного вида и назначения и изделия, изготовляемые
путем дальнейшей обработки пластин, составляют обширную
группу, объединяемую общностью основных производственных опе-
раций.
Техническая пластина без прокладок (ГОСТ 7338—55)
применяется в качестве уплотняющего и амортизирующего про-
кладочного материала и используется потребителем путем вы-
резки из нее различного вида прокладок, рамок и клапанов и т. п.
Для трубопроводов и аппаратов с повышенным внутренним дав-
лением [(6—10) -105 Па и более] применяют пластины с тканевыми
прокладками. Благодаря наличию каркаса такие пластины имеют
пониженное растяжение в продольном и поперечном направле-
ниях. В качестве прокладок применяют миткаль или доместик,
а иногда трикотаж. В отдельных случаях для повышения жестко-
сти каркаса применяют латунную сетку. Техническая пластина
без прокладок изготовляется толщиной 0,5—50 мм и шириной
200—1750 мм. Толщина пластины с прокладкой не ниже 2,0 мм;
ширина, в зависимости от ширины прокладочного материала,
обычно 840 мм.
Агрегат для производства технических пластин включает заго-
товку пластины и вулканизацию, осуществляемые в едином потоке.
Для заготовки можно применять дублирование каландруемой
резины или же мощный червячный пресс с раскалыванием шпри-
цуемой трубы по образующей цилиндра, а для вулканизации —
барабанный вулканизатор.
Перфорированная пластина, применяемая в пневма-
тических флотационных машинах для обтяжки барабанов, через
которые вдувается воздух, имеет во всей поверхности сквозные
отверстия диаметром 0,6—0,7 мм в количестве 23—25 на 1 см2,
толщина этой пластины 2,5 мм. Для пробивки отверстий в вулка-
низованной пластине применяют перфорационные машины, одно-
типные с машинами эбонитового производства. По другому
способу невулканизованную пластину накладывают на игольчатую
поверхность кардо-ленты и вулканизуют в прессе. Вулканизован-
ную пластину снимают с кардо-ленты с помощью сжатого воздуха.
Резина для штампов. Резиновые пластины применяют
в качестве эластичного средства для штампов в автомобильной,
авиационной и ряде других отраслей промышленности. Сущность
штамповки резиной сводится к тому, что один из жестких формо-
изменяющих элементов пресса, матрицу или пуансон, заменяют
резиновой подушкой, помещаемой в высокопрочном контейнере.
При рабочем ходе пресса подштамповая плита с установленным
на ней жестким формоизменяющим элементом входит в контейнер
и деформирует резиновую подушку, которая обжимает заготовку,
выполняя роль универсальной матрицы или пуансона (рис. 128).
Методом штамповки резиной можно выполнять: вырезку по
контуру, просечку отверстий, гибку бортов, формовку (полупат-
рубков), вытяжку, иногда совмещая ряд этих операций. При
7* 195
штамповке резиной и гидрорезиновой штамповке применяют
деформации при низких скоростях; ударная штамповка резиной
идет при скоростях падающих деталей в момент касания с резиной
480—550 м/с.
Хотя резина, подобно вязкой жидкости, передает давление во
все стороны, — в отдельных зонах резиновой подушки давления
различны и зависят от ряда факторов. Такими факторами яв-
ляются: твердость резины, коэффициент трения между резиной и
внутренней поверхностью контейнера, соотношение толщины рези-
новой подушки и высоты жесткого элемента, отношение объема
резиновой подушки к объему, заполняемому резиной при рабочем
ходе и др.
Резиновая подушка имеет высоту 200—250 мм, обычно склеена
из нескольких пластин толщиной 25—60 мм и может состоять из
а
б
Рис. 128. Принципиальная схема штамповки резиной.
а—До штамповки; б—после штамповки: /—контейнер; 2—резиновая
подушка; 3—заготовка детали; 4— подштамповая плита; 5—жесткий
элемент штампа; 6—стол пресса.
резины одинаковых или различных по твердости сортов. Выбор
сорта резины зависит от вида обрабатываемого материала, при-
меняемой схемы, температуры, при которой происходит штам-
повка, и формы штампуемой детали. К штампуемой детали при-
легает та часть подушки, которая имеет резину повышенной
твердости.
Для штампов применяют резины: твердые 65—90 по ТМ-2
(ГОСТ 263—53), средней твердости 45—60 и мягкие, ниже 45.
Минимальная нагрузка на резиновую подушку 1 кН, но дости-
гает 12 кН, что требует гидравлических прессов с усилием, дохо-
дящим до 750 кН и выше. Такие прессы громоздки и неудобны
для производства.
В прессах нового типа, осуществляющих гидрорезиновую
штамповку, применяются резиновые мешки-диафрагмы, контакти-
рующие с резиновыми дисками значительно меньшей толщины.
Прессы для такой штамповки значительно компактнее [29].
Маты и коврики. Маты — резиновые пластины с рельеф-
ным рисунком на лицевой стороне — применяются для покрытия
полов. Поэтому к ним в части физико-механических показателей
резины предъявляются относительно невысокие требования. При
изготовлении их возможно использовать мелкоразмолотые вулка-
низованные отходы. Для настила перед распределительными щи-
196
тами СИЛОВЫХ станций применяют ииолет -----
(ГОСТ 4997—68) с повышенным сопротивлением пробою электри-
ческим током. Повышенное сопротивление достигается примене-
нием в качестве наполнителя белой сажи или других наполнителей
минерального происхождения.
Маты изготовляют, вулканизуя каландрованные заготовки
в гидравлическом прессе, на нижней плите которого помещены
гравированные металлические плитки. В зависимости от рисунка
плиток и принятой их комбинации лицевая сторона матов может
быть самой различной. Для увеличения прочности и уменьшения
скольжения матов изнаночную их сторону покрывают тканью
с малой плотностью по основе и утку, например пеньковым там-
пером. Для вулканизации матов удобны гидравлические прессы
с выдвижными плитами. Возможность выдвигать плиты из пресса
значительно облегчает работу по смене рисунка и перезарядке
пресса. Применение барабанных вулканизационных машин позво-
ляет создать непрерывный производственный процесс.
Коврики — штучные изделия, предназначаемые для настила
в кузовах и кабинах водителей автомобилей и в местах общего
пользования. Заготовки для ковриков вырубают на штанцевых
прессах и вулканизуют в формах на прессах. Для теплоизоляции
и придания мягкости на нижнюю изнаночную сторону ковриков
для автомобилей иногда наклеивают войлок или пластину из губ-
чатой резины. Если сложность и разнообразие очертаний ковриков
и рисунков на их поверхности затрудняют изготовление стальных
вулканизационных форм, то задача разрешается применением фор-
мовых пластин из теплостойкого эбонита. Эбонитовые заготовки
накладывают на стальные матрицы с позитивным рисунком ков-
риков и вулканизуют в прессе; таким путем получают негативное
изображение рисунка. Заготовки ковриков накладывают на эбо-
нитовые формовые пластины и вулканизуют в этажных прессах.
Продолжительность службы эбонитовой формовой пластины со-
ставляет 400—1000 вулканизационных циклов.
К группе резиновых пластин относятся: покрытия для полов,
изготовляемые в виде цветных плиток, приклеиваемых к половому
иастилу, и так называемый «релин» — двухслойные резиновые
пластины, нижний слой которых изготовляют из размолотых ре-
зиновых отходов, а верхний —лицевой — наложением тонкого слоя
более качественной цветной резины.
Амортизационный резиновый шнур (ГОСТ
1788—42) представляет собой цилиндрический пучок резиновых
нитей прямоугольного сечения, туго затянутый, в растянутом
предварительно состоянии, двойной хлопчатобумажной оплеткой.
Наличие этой оплетки и способ ее наложения сближают произ-
водство амортизационных шнуров (как равно и асбестовых уплот-
нительных прокладок) с рукавным; наличие сердечника в виде
пучка резиновых нитей, находящихся и вне рабочих условий в на-
пряженном состоянии и заполняющих полость оплетки, — суще-
ственное отличие амортизационных шнуров от рукавных изделий.
197
резиновых нитей: нарезкой из вулканизованных резиновых плас-
тин соответствующей толщины и получением из латексных смесей.
Резиновые нарезные нити имеют квадратное поперечное сечение*
и сравнительно ограниченную длину (30—80 м).Толщина пластины
определяет калибр или номер нитей, получаемых из нее. Калибр
резиновых нитей выражают в метрической нумерации; номер со-
ответствует ширине нити, выраженной числом сотых долей мил-
лиметра. Отечественными заводами изготовляются резиновые нити
номеров: 60, 65, 70, 80, 100 и 200. Большое относительное удлине-
ние, высокая прочность и исключительная однородность, требуе-
мые от резиновых нитей, обязывают применять лучшее сырье и
особо строго соблюдать постоянство и тщательность всех произ-
водственных операций.
Содержание каучука в смеси для нитей составляет 90—92%.
Вся работа по приготовлению смеси и ее обработке на каландре
требует исключительного внимания. Помол ингредиентов должен
быть наиболее тонким; просев весьма тщательным. Особое внима-
ние должно быть проявлено при смешивании каучука с ингредиен-
тами— необходимо достичь равномерного распределения ускори-
теля и серы в смеси. Прилипание ускорителя к каучуку затруд-
няет это распределение и ведет к неоднородности нитей. Эта
особенность поведения ускорителей при смешивании с каучуком
не столь резко сказывается при изготовлении обычных резиновых
изделий, но весьма ощутима в производстве тонких пластин
из мало наполненных смесей. Каландрование пластин производят
на пятивалковом каландре с валками хорошей и точной шлифовки.
Для устранения пузырьков воздуха и соблюдения требуемой тол-
щины пластину для нитей больших калибров следует дублировать.
Каландрованные листы накатывают на вулканизационные ба-
рабаны, применяя прокладку тканью, и вулканизуют в котлах
в паровой среде.
Процесс вулканизации требует особо тщательного соблюдения
установленного режима. Незначительные отклонения в давлении
пара могут сказаться на качестве пластины. Вулканизацию сле-
дует проводить не до максимальной прочности продукта, а лишь
до технического оптимума (начало плато вулканизации). Этим
обеспечивается большая длительность срока службы нитей. Ино-
гда применяют вулканизацию пластин в горячей воде. При такой
вулканизации необходимо создать циркуляцию воды между вул-
канизационным котлом и бойлером, так как этим обеспечивается
большая равномерность обогрева.
Вулканизованные листы подвергают резке. Если применяются
спирально-нитерезные станки (рис. 129,а), резиновый лист нака-
тывают на металлический барабан станка диаметром 1400 мм и
длиной 1000 мм. Предварительно барабан покрывают в несколько
оборотов подкладочной невулканизованной резиновой смесью.
* Нити для летающих авиамоделей имеют сечение 1 X4 мм.
198
C7LU1 U1UH ирсду ирсл\даС1 tnuviD/ncnnc оу rfinannouDannuxi
по барабану и проникновение режущего инструмента до металла,
что могло бы повлечь порчу инструмента и барабана. Резиновый
лист, накатанный на барабан, забинтовывают полосами невулка-
низованной каландрованной смеси; эта бинтовка удерживает на-
резанные нити на барабане. Режущий инструмент этого станка —
вращающийся дисковый нож диаметром 300 мм. Нож помещается
на суппорте станка и имеет продольно-поступательное движение
с шагом, соответствующим калибру нарезаемой нити. Во время
резки нож находится в непрерывном соприкосновении с резиной,
что приводит к спиральному разрезу резиновой накатки. За каж-
дый оборот барабана отрезается одна нить во всю длину листа
Рис. 129. Схемы нитерезных станков.
а—Спирально-резного; б—окружно-резного: /—барабан; 2—резина;
3— нож; 4— станина.
резины. Готовые нити перекатывают с барабана на ролик и затем
на длинных столах разбирают на отдельные пряди с требуемым
количеством нитей. Правильный счет нитей имеет существенное
значение для дальнейшего их использования.
Несколько иначе осуществляется резка на окружно-нитерезных
станках (рис. 129,6). В центрах станка укрепляется съемный
алюминиевый барабан диаметром 500 мм и длиной 1150 мм. Перед
накаткой на барабан поверхность резины покрывают лаком, кото-
рый склеивает отдельные обороты в массивный рулон. Эта склейка
облегчает резку и предохраняет срезы от рассыпания как во время
резки, так и при последующей разборке нитей. Клинковый нож,
помещенный на суппорте, имеет автоматическое прерывное посту-
пательно-возвратное движение по направлению к резине и соот-
ветствующее периодическое движение вдоль барабана. Вследствие
этого отрез производится не спирально, а отдельными параллель-
ными кольцами.
Снятые со станка срезы, представляющие собой спирально
накатанную и склеенную лаком нить, надеваются на легкие бара-
баны-вертушки, укрепленные на рабочих столах. На каждом
из барабанов помещается 50—60 срезов. Из этого количества
199
разделение нитей производят с помощью гребня или металличе-
ских спиц. Для удаления лака, покрывающего нить с двух сторон,
нити промывают в слабом (до 5%) растворе едкого натра, затем
ополаскивают водой и просушивают. Щелочная обработка нитей
отчасти удаляет и свободную серу*.
Более широкое применение имеет способ, несколько напоми-
нающий изготовление вискозного шелка [30]. Латексная смесь
надлежащего состава продавливается через соответствующие
фильеры в коагулирующую ванну. Получаемая нить промывается
водой, вытягивается, просушивается и вулканизуется. Очень
важно, чтобы латекс был свободен от загрязнений, сгустков и
других включений. Необходимые ингредиенты добавляют в виде
растворов или водных дисперсий. Перемешивание латекса и доба-
вок следует производить осторожно, чтобы исключить введение
в смесь воздуха в виде пузырьков. Латексную смесь контроли-
руют по содержанию в ней сухого вещества, щелочности и вяз-
кости. Затем смесь фильтруют через тонкую ткань (например,
марлю) и подают в резервуар формующей машины. Для удаления
пузырьков воздуха из латексной смеси резервуар этот на некото-
рое время соединяют с вакуумом.
Перед употреблением смесь повторно фильтруют и передают
в открытый резервуар, из которого она самотеком поступает через
фильеры в коагулянт. Высота уровня смеси в открытом резервуаре
поддерживается автоматически действующим устройством и за-
висит от калибра изготовляемой нити. Резервуар снабжен внизу
рядом трубок, оканчивающихся фильерами и погруженных в ванну.
В зависимости от конкретных условий в качестве коагулирующей
среды применяются электролиты (в виде кислот и солей), содер-
жащие одно- или двухвалентные элементы.
Фильеры представляют собой тонкие точно калиброванные
стеклянные трубки, впаянные в более широкие трубки. Для тон-
ких нитей применяют ванны сравнительно небольшой длины, так
как в данном случае, пройдя лишь несколько сантиметров в рас-
творе коагулянта, нить становится достаточно прочной, чтобы
следовать на дальнейшие операции. Для толстых нитей требуется
не менее минуты пребывания в коагулянте. Так как свежие нити
обладают значительной липкостью, то особыми сепараторами
предупреждается соприкосновение их в ванне.
Формующая установка имеет набор фильер различных разме-
ров. Однако из одних и тех же фильер могут быть получены нити
различного сечения в зависимости от ряда факторов. Основными
условиями, определяющими диаметр нитей, являются: природа
латекса, уровень латексной смеси в открытом резервуаре, размер
* Выдавливание смеси на червячном прессе производится через перфориро-
ванную шайбу на транспортерную ленту. Здесь нити посыпаются серой и затем
следуют в вулканизационную камеру. Известен также метод изготовления нитей
круглого сечения.
200
отверстии в фильерах и вязкость смеси, а также, vuviud, Липщ.п-
трация и температура коагулянта, глубина погружения фильер
в ванну, скорость отвода от них нитей, концентрация смеси и
степень растяжения нитей. Из ванны нити следуют на промывку
холодной водой; при этом они одновременно подвергаются вытя-
гиванию. Из промывной ванны транспортерная лента уносит нити
в камеру, в которой циркулирует горячий воздух. В первой части
камеры происходит высушивание нитей. Для тонких нитей доста-
точно однократного прохода; толстые нити должны пройти ряд
этажио расположенных транспортерных лент, так как перед по-
ступлением в вулканизационную часть камеры нити должны быть
просушены. Температура воздуха в последующих частях камеры
повышается. Сушка начинается при 93 °C, вулканизация заканчи-
вается при 149 °C. Нити по выходе из вулканизационной части
камеры опудривают тальком, просматривают на освещенном
столе и накатывают на барабан. Скорость выпуска составляет
9—12 м/мин. Производство резиновых нитей из латекса ведется
непрерывно; одна фильера за сутки выпускает нить длиной
13000—16000 м.
Нити в процессе изготовления неоднократно подвергаются
контролю проверкой калибра. В готовых нитях проверяют вес,
эластичность и гистерезис. Так как изготовление нитей из латек-
сов исключает процессы механической обработки каучука и рези-
новых смесей и дает гладкую без надрезов поверхность, то проч-
ность таких нитей на разрыв значительна. Эта повышенная
прочность важна, в частности, для галантерейных и трикотажных
изделий из резиновых нитей, так как способствует продолжитель-
ности службы таких изделий.
Способ получения нитей круглого сечения, разработанный
в СССР, основан на применении латексной смеси из синтетиче-
ского латекса. По выходе из ванны с коагулянтом нити попадают
в емкость с мыльным раствором, в котором в дальнейшем проте-
кает вулканизация в котле.
Изготовление амортизационных шнуров. Для амортизационных
шнуров применяются резиновые нити квадратного сечения с номи-
нальным размером поперечного сечения 1,0 X 1>0 мм, изготовляе-
мые из резиновой смеси на натуральном каучуке. Для изготовле-
ния шнуров по требованиям ГОСТ 1788—42 важно надлежащее
растяжение пучков нитей перед оплеткой. Этим определяются
как наружный диаметр шнура, так одновременно и его эластиче-
ские свойства. Сердечник шнуров, представляющий собой пучок
растянутых резиновых нитей, удерживается в этом состоянии
двумя хлопчатобумажными оплетками. Нагруженной деталью
является первая оплетка. Вторая оплетка служит для защиты
первой от внешних воздействий. Конструктивные различия пер-
вой и второй оплеток поясняет рис. 130. Для показа характера
переплетения нитей оплеток на этих рисунках нами принят метод
построения, применяемый в ткацких рисунках (см. главу 9). По
аналогии с переплетениями в тканях первая оплетка (четырех-
201
прядная) может быть определена как саржевая с раппортом 4,
а вторая (восьмипрядная)—как саржевая с раппортом 8. После-
довательное наложение первой и второй оплеток производится
на агрегате, состоящем из двух коклюшечных оплеточных машин.
а б
Рис. 130. Плетения оплеток амортизационного шнура:
а—рисунок первой оплетки; б—рисунок второй оплетки.
Схема прохода амортизационного шнура через оплеточный
агрегат приведена на рис. 131. Перед оплеткой шнур растягивается
грузом Р\ передней стойки, перед второй оплеткой — грузом Р\
задней стойки. Отборка шнура после каждой оплетки произво-
дится системами отборочных роликов, связанных шестереночными
Рис. 131. Схема прохода амортизационного шнура через оплеточный агрегат и
пункты приложения растягивающих нагрузок:
/—катушка с нитями сердечника; 2—растягивающее приспособление и груз Pi передней
стойки; 3— первая оплетка; 4—отборочный ролик первой оплетки; 5— прижимной рычаг;
б—растягивающее приспособление и груз Р, задней стойки; 7—вторая оплетка; в—отбо-
рочный ролик второй оплетки; 5— компенсатор отбора шнура после второй оплетки.
устройствами с оплеточными механизмами. Скорость отбора
шнура, определяющая величину шага, а тем самым и угла опле-
тения, устанавливается соответственным подбором двух сменных
шестерен в каждом таком устройстве. Величина угла оплетения
может контролироваться измерением шага оплетки. Для оплете-
ния амортизационных шнуров применяется крученая пряжа 30
в три сложения или одинарная пряжа 10. Диаметр такой пряжи
202
в свободном ее состоянии 0,35—0,39 мм, в напряженном (5—10 Н)
0,30—0,25 мм. Прочность одиночной нитки — 20 Н. Средняя проч-
ность ниток в потоке или в нескольких одновременно идущих
потоках снижается и в группе из 16 ниток составляет 16 Н.
Применение резиновых нитей в изделиях бытового назначения.
В галантерейной промышленности резиновые нити применяют для
изготовления различных эластичных изделий бытового назначе-
ния— подтяжек, подвязок, шнуров, башмачной резины, а также
трикотажных медицинских чулок и двумерно растяжимых тканей.
Применяются как нарезные нити квадратного сечения из нату-
рального каучука, так и круглого сечения из синтетического ла-
текса. На лентоткацких, тесемочных и иных станках, изготовляю-
щих такие изделия, резиновые нити предварительно располагаются
в определенной последовательности с текстильными. После сня-
тия изделия со станка резиновые нити (а с ними и изделие)
получают усадку. Однако резиновые нити, будучи связаны с
тканью, не возвращаются полностью к исходной длине; в изделии
они остаются растянутыми.
Как известно, растянутая резина стареет быстрее нерастяну-
той; на ней образуется неэластичная растрескивающаяся пленка.
Максимальное образование трещин наблюдается при сравнительно
небольшом растяжении порядка 10—20%. При удлинениях
свыше 100%, имеющихся в галантерейных изделиях с примене-
нием резиновых нитей, значительного образования трещин не на-
блюдается.
Натяжение резиновых нитей в готовом изделии влияет на внеш-
ний вид изделия. Если резиновые нити не вполне однородны по
их физико-механическим свойствам и размерам сечения, то ре-
зультатом будет неудовлетворительный вид изделия — наличие на
нем закрученных неравномерно гофрированных мест и т. п.
Резиновые нити, применяемые для трикотажных изделий, предварительно
в растянутом состоянии обматывают двойной разнонаправленной обмоткой. Та-
кая обмотка, помимо конструктивных целей, способствует сохранению свойств
резины в операциях отделки и последующей эксплуатации трикотажных изделий.
Резиновые пластины н е в у л к а н и з о в а н н ы е. На-
ряду с обычными вулканизованными изделиями резиновая про-
мышленность выпускает ряд материалов в невулканизованном
состоянии.
Штемпельная пластина для изготовления резиновых штемпе-
лей представляет собою каландрованные листы мягкой резиновой
смеси. Эта пластина выпускается в рулонах или разрезанной на
квадратные листы.
Гуттаперчевая лента применяется в бумажном производстве
для склейки листов в рулонах бумаги. Для этого оторванные
концы бумаги накладывают один на другой, помещая между
ними гуттаперчевую ленту. Прокатывая горячим роликом по
верхнему листу, гуттаперчу размягчают; застывая, тонкая гутта-
перчевая пленка склеивает бумагу. При изготовлении гуттапер-
чевой пленки смесь каландруют в листы толщиной до 0,08 мм
203
.. na pjnunw ширпиии о—iu мм. 1 утгаперчеиая пленка
в рулонах толщиной 0,10—0,14 мм, шириной 150 мм (ГОСТ
4493—48) применяется в обувной промышленности для приклейки
резиновых подошв или подметок к верху обуви.
Починочные материалы — каландрованная резина и промазан-
ная ткань в рулонах или в штучном виде (заплаты) применяется
для производства самими потребителями аварийного или профи-
лактического ремонта резиновых изделий или для монтажных ра-
бот. Такие материалы применяют при состыковке приводных
ремней и транспортерных лент, при ремонте обкладки химиче-
ской аппаратуры, автомобильных и велосипедных камер и т. п.
ЛИТЕРАТУРА
1. Жеребков С. К. Крепление резины к металлу. М., Госхимиздат, 1966. 374 с.
2. Степанюк Н. В. «Труды НИИРП», 1956, вып. 3, с. 29—46.
3. «Каучук и резина», 1962, № 5, с. 52.
4. Степанюк Н. В. «Труды НИИРП», 1955, с. 109—122.
5. Гамаюнова А. П., Новикова А. Г. «Каучук и резина», 1963, № 12, с. 36-—39.
6. Медведева А. М., Дерягин Б. В., Жеребков С. К. Коллоидн. ж., 1957, т. 19,
№ 4, с. 412—420.
7. Ильин Н. С. «Каучук и резина», 1959, № 2, с. 44—47.
8. Липкина В. Г., Тимофеева М. В. Там же, 1960, № 3, с. 29—37.
9. Палехова С. Г., Кандидова Е. В. Там же, 1961, № 5, с. 56—58.
10. Адгезия, клеи, цементы, припои. Пер. с англ. Под ред. Н. Дебройн и В. Гу-
винк. М., ИЛ, 1954. 584 с.
11. Rubb. a. Plast. Age, 1963, v. 44, № 6, р. 690.
12. Fullsack L. Gummi Z., 1929, Bd. 44, № 12, S. 523—524; 634—637.
13. Стивенс Г., Дональд M. Резина как материал химической аппаратуры. Пер.
с англ. Под ред. А. В. Буштуева. М., Госхимиздат, 1934. 83 с.
14. Лепетав В. А. Производство резиновых технических изделий. М. — Л., Гос-
химиздат, 1947. 374 с.
15. Лабутин А. Л., Федоров Н. С. «Каучук и резина», 1963, № 9, с. 27—30.
16. Лабутин А. Л., Клебанский А. Л., Чукерман И. Я. «Каучук и резина», 1961,
Ns 6, с. 5—8.
17. Новые каучуки. Сборник переводов. Под ред. В. Ф. Евстратова и Ф. И. Яшун-
ской. М., ИЛ, 1958. 498 с.
18. Пени В. С. Технология переработки синтетических каучуков. М., «Химия»,
1964. 403 с.
19. Cadwall S. М. Ind. Eng. Chem., 1941, v. 33, № 3, p. 370—374.
20. Горелик Б. M. «Каучук и резина», 1962, Ns 10, с. 7—14.
21. Груздев Н. И., Волков П. И. Подвески и амортизаторы. Ташкент. Изд. ака-
демии механизации и моторизации. 1942. 192 с.
22. Goble Е. F. Berechnung und Gestaltung von Gummifedern. Heidelberg, Zweite
Auflag, 1955. 186 S.
23. Славин И. И. Производственный шум и борьба с ним. М., Профиздат, 1955.
390 с.
24. Блинова 3. А., Виницкий Л. Е., Деркасов Г. М. Амортизаторы с резиновыми
деталями для подвижного состава. М., Трансжелдориздат, 1962. 24 с.
25. Лепетов В. А. ЖРП, 1935, № 3, с. 253.
26. Давыдов А. П. Резиновые подшипники в машиностроении. М., «Машино-
строение», 1968. 186 с.
27. Архангельский Б. А. Неметаллические судовые подшипники. М., Судпромгиз,
1957. 129 с.
28. Локтьев В. И., Мардоньев С. Н. Вести, техн, и эконом, ниформац., 1960, № 1,
с. 26—29.
29. Бутузов Е. А. Специальные виды штамповки. М., Изд. Высшей школы, 1963.
204 с.
30. James R. О. Trans. Inst, Rubb, Ind., 1936, v. 12, № 2, p. 106—123.
Глава 6
ИЗДЕЛИЯ ИЗ ПРОРЕЗИНЕННЫХ ТКАНЕЙ
ПРОРЕЗИНЕННЫЕ ТКАНИ
Многие РТИ изготовляют из прорезиненных тканей. Последние
получают нанесением тонких пленок резины на ткань различными
способами *. Ниже будут рассмотрены некоторые особенности тех-
нологии производства клеев и прорезиненных тканей, а также из-
делий из них.
Клеи и прорезинивание тканей. Производственно-технологиче-
скими показателями клея являются: концентрация, указывающая
количество каучука или резиновой смеси в клее; вязкость, опреде-
ляющая его рабочие свойства, и клеящая способность, определяю-
щая прочность соединения склеенных деталей. Концентрация клея
в производственных условиях определяется процентным содержа-
нием сухой смеси в клее или отношением веса этой смеси к весу
растворителя, принимая содержание смеси за единицу. Концентра-
ция клея зависит от его назначения и состава резиновой смеси, из
которой он изготовлен. Резиновые смеси с большим содержанием
каучука требуют большего количества растворителя. Клеи, приго-
товляемые из различных видов каучуков, при одинаковых рабочих
свойствах (вязкости) значительно отличаются по расходу раство-
рителя. В клеевых смесях, приготовленных на натуральном кау-
чуке, особенно важна предшествующая его обработка. Степень
пластикации натурального каучука, которая отражает глубину его
деструкции, влияет на вязкость клеев, и с увеличением времени
пластикации каучука клей на его основе приобретает заданную
вязкость при меньшем расходе растворителя. Однако клеящая спо-
собность таких клеев значительно ниже в сравнении с клеями, при-
готовленными из менее пластицированного каучука.
Рабочие свойства клея, зависящие от концентрации и условий
обработки (густота, текучесть, однородность), оцениваются вяз-
костью клея. Вязкость клея, приготовляемого в постоянных
* Материалы, оборудование и процессы приготовления клеев, герметизирую-
щих паст и клеепромазки тканей подробно рассматриваются в курсе «Общей
технологии резины»,
205
Рис. 132. Схема вискози-
метра В. А. Лепетова и
М. В. Константинова:
/—стержень электромагнита;
2—обмотка электромагнита;
3—батарея напряжением 4-8 В;
4—цилиндрический стакан для
клея; 5—стальной шарик диа-
метром 17 мм; 6— уровень клея
в стакане; 7—сигнальная лампа;
8—источник тока напряжением
120 В; 9—провода контактной
доски; 10— медные контактные
штифты; 11 — контактная доска;
12—штатив.
условиях технологического процесса, достаточно постоянна и мо-
жет однозначно характеризовать основные рабочие свойства клея.
В заводской практике применяют ряд упрощенных методов
контроля вязкости клеев. Вискозиметром А. И. Светлова (1] отно-
сительную вязкость определяют по продолжительности вытекания
определенного объема клея через отверстие в дне сосуда. Напол-
нение и отмеривание клея производится погружением вискозиметра
в клей. Вытекание клея начинается сразу
же после извлечения вискозиметра; ко-
нец вытекания — это момент образова-
ния характерной воронки на поверхности
вытекающего клея.
Вискозиметр с падающим шариком,
предложенный автором и М. В. Констан-
тиновым |2], применяется для оценки
вязкости клея, изготовляемого по ГОСТ
2199—66 и других клеев (рис. 132). Вяз-
кость клея определяется временем паде-
ния в среде клея стального шарика. Мо-
мент падения шарика отмечается авто-
матически вследствие того, что шарик,
попадая на металлические штифты кон-
тактной доски, замыкает электрическую
цепь сигнальной лампы. В последнее
время для непрозрачных и очень концен-
трированных клеев и других систем ре-
комендовано применение вискозиметров
с падающим радиоактивным шариком.
Для проверки клеящей способности
клея наносят его в определенных усло-
виях на поверхность миткалевых поло-
сок с последующим, по испарении рас-
творителя, дублированием этих полосок.
Склеенные полоски подвергаются затем
расслаиванию на рычажной разрывной
машине или на гистерезисной машине
(ГОСТ 264—69*) или на приборе Бера.
В качестве растворителей резиновых
смесей применяются: бензин, бензол, ди-
также смеси растворителей. Этилацетат
хлорэтан, этилацетат, а
применяется для производства клеев на основе хлоропренового и
нитрильного каучуков. Однако смеси на основе полихлоропрена
растворяются в этилацетате лишь в присутствии небольшого ко-
личества бензина. Применяются также дисперсии полярных поли-
меров в бензине, получаемые за счет присадок небольших коли-
честв полимеров, растворимых в бензине [3].
Приготовление клея производится в лопастных или роторных
клеемешалках. В соответствии с емкостью клеемешалки и соста-
вом резиновой смеси отвешивается определенное количество смеси,
206
достаточное для заполнения готовым клеем всей полезной емкости
клеемешалки. Растворитель перед загрузкой клеемешалки сухой
разогретой резиновой смесью и в последующем подается в клееме-
шалку небольшими порциями. Применяется также непрерывная
многочисленными струйками подача с равномерным распределе-
нием растворителя по поверхности разрабатываемой массы.
Институтом Автоматики Госплана УССР и заводом «Красный
резинщик» разработан автоматизированный процесс изготовления
клея в герметически закрываемых клеемешалках. В целях пожар-
ной безопасности в клеемешалку под давлением в 2-Ю5 Па по-
дается углекислый газ. Одновременно это давление достаточно для
выдавливания клея в трубопровод. Обогрев клеемешалки произво-
дится отработанным паром.
Все основные элементы автоматической схемы осуществляются
по установленному регламенту с сигнализацией о готовности
клея.
Процесс приготовления клея достаточно длителен. Исследова-
ния последнего времени показывают возможность ускорения его
применением ультразвуковых вибраторов.
Для разведения густых клеев применяют клеемешалки, обеспе-
чивающие хорошее перемешивание клеевой массы с добавляемым
растворителем [4]. При заданной концентрации и известной вмести-
мости клеемешалки загрузку сухой смеси можно приближенно вы-
числить по зависимости
l/Pc + Z’/Pp^
где q — вес смеси, ЮН; а — коэффициент использования вмести-
мости клеемешалки (0,80—0,90); и — вместимость клеемешалки, л,
рс — плотность смеси; рр — плотность растворителей; k — относи-
тельные количества каждого из растворителей, принимая количе-
ство сухой смеси за единицу (так называемая величина разведе-
ния); 0 — поправка, учитывающая потерю растворителя в процессе
приготовления клея вследствие испарения.
По приведенной формуле определяют вес загруженной смеси,
исходя из соотношения емкости клеемешалки и объема готового
клея, который принят равным сумме объемов смеси и растворите-
лей. В действительности, вследствие контракции, объем клея (по-
лученного из 10 Н смеси) несколько меньше объема его компо-
нентов.
Виды клеев. Наряду с различными клеями для крепления ре-
зины к металлам в цехах резиновых заводов (см. главу 5), заводы
РТИ изготовляют ряд клеев для промышленности, сельского хозяй-
ства и потребительского назначения. Изготовляются клеи для креп-
ления вулканизованных резин к металлам, резин к резине н к дру-
гим материалам (клеи CH-57; СН-58); самовулканизующиеся клеи
для ремонта изделий из вулканизованных резин или прорезинен-
ных тканей (клеи СВ-1; СВ-2).
207
В последнее время приобрели большое значение резиновые па-
сты (герметики), получаемые путем химического соединения пласт-
масс с резиновыми материалами. Эти пасты имеют консистенцию
от жидкотекучей до пастообразной. Особенно широко используют
герметики, получаемые на основе жидкого тиокола (8]. При добавке
соответствующих агентов (перекись марганца, двуокись свинца
и др.) они способны вулканизоваться при комнатной температуре,
переходя при этом в резиноподобное состояние без заметной
усадки.
Ненаполненные вулканизаты жидкого тиокола имеют малую
прочность и недостаточную адгезию к металлам. Введение напол-
нителей (например, ламповой сажи, литопона, двуокиси титана)
и адгезионных присадок (эпоксидной смолы Э-40) повышает проч-
ность и адгезионную способность герметиков. Тиоколовые герме-
тики выпускают комплектно: герметизирующая паста, вулканизую-
щая паста и ускоритель, которые смешивают непосредственно пе-
ред применением.
Такие пасты, несмотря на отсутствие растворителей, способны
прилипать и прочно связываться при комнатной температуре с мно-
гими материалами в авиационной промышленности, в строитель-
стве и других отраслях промышленности.
Герметики применяются для уплотнения в самых различных ус-
ловиях; так в емкостях, аппаратах и приборах ими уплотняют за-
зоры; в болтовых, заклепочных, фланцевых, резьбовых и других
сочленениях они обеспечивают уплотнение во время работы на воз-
духе или в топливах; ими герметизируют штепсельные разъемы,
конопатку палубных швов, заделку наружных стыков крупнопа-
нельных зданий и т. п.
Клеепромазкой, или прорезиниванием, называют
процесс нанесения на клеепромазочной машине тонких слоев ре-
зинового клея на ткань: после удаления растворителя на ткани
остается плотно прилипшая очень тонкая пленка резиновой смеси.
Нанесение таких слоев повторяют несколько раз. Последующей
вулканизацией обеспечивается малая водо- и газопроницаемость
прорезиненной ткани при относительно небольшом весе резинового
покрытия.
Нанесение первого слоя — наиболее ответственный момент
клеепромазки; в случае сильного нажима ножа на ткань или при
использовании жидкого клея возможно продавливание (пробивка)
клея на лицевую сторону ткани, что повлечет за собой неисправи-
мый брак. Практикой выработаны некоторые приемы, устраняю-
щие названную опасность. Например, в случае прорезинивания
перкаля, миткаля или шелка целесообразно заправляемый конец
обвести сначала вокруг резинового вала, затем вокруг товарного
ролика и снова направить на резиновый вал. В этом случае ниж-
ний слой ткани служит добавочной эластичной подкладкой. При
обработке ткани жидкими клеями (1:10) какая-либо опора для
ткани недопустима. В этом случае нож поднимают и перед валом
машины устанавливают деревянный нож (раклю). Давление, ока-
208
зываемое таким ножом на ткань, невелико и достаточно лишь для
поверхностного смазывания ее клеем. Для приема стекающего
с кромок ткани клея ставят лоток.
Второй слой обычно наносят более толстый, чем первый. Его
назначение — закрыть поры на поверхности ткани. В том случае,
когда следует прорезинить и вторую сторону ткани, необходимо
применять подкладочную ткань. «Посадка» ткани на подкладку
идет одновременно с нанесением первого слоя клея на второй сто-
роне ткани. На заводах, располагающих клеепромазочными маши-
нами большой ширины, применяется одновременная заправка двух
полотен ткани.
Проглаживание прорезиниваемой ткани на гладильном двух-
валковом каландре (рис. 133) ведет к уплотнению резинового слоя
Рнс. 133. Гладильный двухвалковый каландр.
и может загладить узелки или иные утолщения ткани. Такое гла-
жение применяется в случае нанесения большого числа слоев и
производится после нанесения пятого-шестого слоя. Верхний валок
гладильного каландра оказывает давление на нижний собственным
весом или действием нажимных винтов или рычагов с контргру-
зами. Почти одинаково с названными каландрами устроены так
называемые дублировочные каландры, применяемые в тех случаях,
когда по ходу работы требуется сдваивать (дублировать) два или
более полотна прорезиниваемой ткани. В отдельных случаях такое
дублирующее устройство может быть выполнено на самой клеепро-
мазочной машине.
Клеепромазка тканей из синтетических волокон, например кап-
рона, пропитанного смолой 89, проводится на сниженных, по срав-
нению с промазкой хлопковых тканей, скоростях, что зависит от
209
удлинения времени смачивания синтетических волокон (как и
стекловолокна) клеевыми растворами [6]. Оптимальная скорость
клеепромазки составляет 12—15 м/мин. Вулканизация промазан-
ных тканей проводится на барабанных вулканизаторах, а также
в вулканизационных камерах и котлах (длительностью 30—40 мин
при 143°C). Газо- (по водороду) и паропроницаемость прорези-
ненных резино-капроновых конструкций, изготовленных с приме-
нением пропитки водным раствором смолы 89, в 1,5—2,0 раза
ниже, чем исходных резин.
Противоположиые меры при изготовлении
клеев и клеепромазки. Большая огнеопасность бензина и
других растворителей требует особо строгого соблюдения противопо-
жарных мер в цехах приго-
товления клея. Иногда бы-
вали вспышки паров рас-
творителя при закрывании
или открывании лопастных
клеемешалок. Вследствие
высокой концентрации па-
ров в рабочей зоне клееме-
шалки вспышки редко со-
провождаются взрывом, од-
Рис. 134. Пункты (1—5) образования
зарядов статического электричества.
нако такие случаи возмож-
ны. При пожаре клеемешалку следует немедленно закрыть крыш-
кой и накрыть асбестовым одеялом. Асбестовые одеяла^ войлоч-
ные кошмы и пеногонные огнетушители должны всегда иметься
в клеемешальном цехе. Жидкие клеи можно транспортировать
по трубам при помощи шестереночных насосов. Чтобы избежать
высыхания клея на стенках труб и засоса воздуха, вся разводя-
щая линия все время должна быть заполнена клеем.
Трение прорезиниваемой ткани о нож и другие части машины
вызывает образование зарядов статического электричества. То же
происходит при раскатке прорезиненных слоев и при вытяжке тка-
ни, производимой задним барабаном. Заряды эти достигают весьма
высокого потенциала (10—15, а иногда и 30 кВ) и сопровождаются
искрообразованием. При наличии значительного количества бензи-
новых паров над плитой машины такое искрообразование может
вызвать пожар; поэтому необходимо принять меры, чтобы не до-
пустить образования зарядов, а если они возникли, то ликвидиро-
вать их.
Так как заряды статического электричества возникают в случаях
отрыва одной от другой разнородных поверхностей, то пункты 1
у товарного ролика и 2 за ножом машины (рис. 134) являются
основными местами образования зарядов. Заряды также обра-
зуются в пункте 3 при сходе ткани с заднего барабана вследствие
разницы окружных скоростей этого барабана и переднего вала ма-
шины и возникающего от этого трения барабана о ткань. Воз-
можно образование зарядов при сходе ткани с поддерживающих
роликов в пунктах 4, особенно если валики вращаются недоста-
210
точно свободно; при накатке ткани на приемный ролик также воз-
можно образование зарядов в пункте 5.
Для снятия зарядов металлические части машины (станину,
плиту, нож) тщательно заземляют, а поддерживающие металли-
ческие ролики снабжают скользящими контактами. Однако отвод
зарядов через заземление может быть осуществлен лишь при до-
статочно высокой проводимости материала. Как диэлектрики рези-
новые смеси в ткани обладают малой объемной проводимостью.
Применение таких наполнителей, как сажа или окись цинка, не-
сколько увеличивает объемную проводимость резиновой смеси. Од-
нако, чтобы обратить ее хотя бы в полупроводник электричества,
необходимо очень большое количество наполнителей, при ротором
эластические свойства резины в значительной мере теряются. Воз-
можно сделать полупроводником бензин, растворяя в нем олеат
магния, но выделение последнего на каучуковой пленке после испа-
рения бензина значительно снижает клейкость пленки.
Отвод зарядов можно обеспечить, если увеличить поверхност-
ную проводимость материала. Так как заряды на поверхности про-
резиненной ткани хотя и высоки по потенциалу, но ничтожны по
количеству электричества, то даже небольшое уменьшение поверх-
ностного сопротивления поведет к возможности образования по-
верхностных токов и, следовательно, к снижению потенциала. По-
верхностная проводимость может увеличиться при увлажнении ре-
зинового слоя, однако в воздушной зоне, примыкающей к горячей
плите клеепромазочной машины, относительная влажность воздуха
низка (30—40%). Лишь очень значительное увлажнение воздуха,
поступающего в цех, могло бы повести к соответственному повыше-
нию влажности в указанной зоне. Из практики известно, что в сы-
рые летние дни и в зимние оттепели, когда воздух более насыщен
влагой, вспышек обычно не наблюдается. В холодные же зимние
дни и в часы, следующие за быстрым снижением температуры,
приходится наибольшее количество пожаров.
Увлажнение воздуха вблизи мест образования зарядов может
значительно улучшить поверхностную проводимость резинового
слоя. Автором в 1929 г. были выведены на клеепромазочных маши-
нах паровые увлажнители в пункте 2 (см. рис. 134), представляю-
щие собой паропроводную трубку, расположенную параллельно
ножу машины и снабженную тонкими отверстиями для выхода
пара.
Возможен третий путь снижения зарядов — увеличение электро-
проводности воздуха для лучшего стекания через него зарядов. Су-
хой воздух — плохой проводник, а потому увлажнение воздуха по-
лезно и в этом случае. Однако ионизация воздуха путем увлажне-
ния недостаточна, требуется местная ионизация в пунктах, где
необходимо отводить скопившиеся заряды. Простейший ионизатор
представляет собой заземленную латунную или медную полосу,
к которой припаяны тонкие штифты или металлическая бахрома,
своими остриями обращенные к поверхности резины и отстоящие
211
от нее не более чем на 10 мм. Проходя под таким разрядником,
резиновый слой, заряженный отрицательно, возбуждает в разряд-
нике положительные заряды. Воздух в зоне разрядника ионизи-
руется, происходит явление так называемого «тихого разряда», и
потенциал на резиновом слое снижается. Однако эффект иониза-
ции, создаваемый разрядником, невелик; для полного снятия за-
ряда необходимо подведение к разрядникам извне зарядов высо-
кого напряжения от высокочастотных установок. Накопление ста-
тистических зарядов предотвращается источниками ионизирующего
излучения, расположенными на расстоянии нескольких сантимет-
ров от заряженного тела.
Тушение вспышек паров бензина на клеепромазочных машинах
производится с помощью пеногонных огнетушителей. Если машина
покрыта вентиляционным кожухом, целесообразно люки в кожухе
прикрывать металлической сеткой. В этом случае горение происхо-
дит над поверхностью сеток. Люки должны быть легко откидываю-
щимися, иначе в случае взрыва под кожухом последний может
быть сорван с машины.
Возможности улучшения клеепромазочных ма-
шин. Процесс промазки тканей резиновым клеем — один из ста-
рейших в резиновом производстве. Он непрерывно улучшается и
совершенствуется. Известны клеепромазочные машины, в которых
задний вал заменен барабаном, обложенным резиной, с располо-
женным над ним ножом (раклей). На этой же стороне машины
устанавливается второе приемно-раскаточное приспособление. Ма-
шина снабжается индивидуальным приводом от электромотора
с реверсивным управлением хода. На такой машине после на-
кладки одного слоя клея можно, не переставляя рулона с тканью,
дать обратный ход и накладывать второй слой клея. Известны
двухвальные (двухэтажные) клеепромазочные машины, позволяю-
щие вести клеепромазку двух рулонов ткани одновременно, а так-
же машины для двухсторонней промазки.
Имелось предложение валы машины — передний металлический,
обложенный резиной, и задний — деревянный, обтянутый тканью,—
заменить металлическими. При этом ролики, направляющие ткань,
устраняются, а обогреваемая паром плита заменяется стальной
бесконечной лентой, проходящей через металлические валы. Обо-
грев ленты производится электрическим током, пропускаемым через
подшипники переднего и заднего валов. Необходимый для этого
ток низкого напряжения и большой силы получается от специаль-
ного монтируемого на машине трансформатора. Подлежащая про-
резиниванию ткань направляется по наружной стороне бесконеч-
ной ленты как в верхней, так и в нижней ее ветвях; ткань и сталь-
ная лента движутся синхронно. Вследствие синхронного движения
ленты и лежащей на ней ткани трение устраняется, а возникающие
при разматывании (отрыве) ткани с валика электрозаряды легко
стекают через стальную ленту, соприкасающуюся с тканью на боль-
шой поверхности.
212
Предлагалось также заменить плиту вращающимся и обогре-
ваемым внутри металлическим барабаном. Поскольку в данном
случае ткань движется с барабаном, все время к нему прилегая,
отвод статического электричества улучшается.
Рекуперация растворителей. Применение в производ-
стве резиновых клеев связано с испарением растворителей. Имеется
несколько путей рекуперации легко летучих растворителей. Для ре-
зинового производства были предложены аппараты: а) действую-
щие на принципе выделения растворителя из воздушно-бензиновой
смеси путем охлаждения и б) основанные на поглощении паров
растворителя твердыми адсорбентами. В рекуперационных устрой-
ствах с применением охлаждения, действующих без принудитель-
ной циркуляции, возврат растворителя (бензина) составляет лишь
15—30% количества, испарившегося на плите машины. Система
рекуперации с принудительной циркуляцией воздуха по замкну-
тому циклу дает возврат растворителя порядка 50%.
Значительно большие возможности представляет собой второй
метод рекуперации, основанный на применении твердых адсорбен-
тов. Для этого используется активированный уголь или силикагель.
Силикагель — гидратная форма коллоидной SiO2 и получается
осаждением минеральными солями и кислотами из разбавленных
растворов кремнекислого натрия. Объемная поглотительная спо-
собность их почти одинакова, весовая же — резко разнится; акти-
вированный уголь при равном насыпном весе поглощает примерно
вдвое больше паров растворителя, чем силикагель. Влажность
значительно понижает поглотительную способность силикагеля в
отношении летучих растворителей, что не наблюдается в случае
применения активированного угля. Возможность применения влаж-
ного активированного угля снижает пожарную опасность рекупе-
рационной установки и упрощает эксплуатацию ее. Количество
поглощенных паров бензина зависит от концентрации воздушно-
бензиловой смеси. В случае рекуперации бензина в целях безопас-
ности следует работать с концентрациями порядка 20—25 сН/м3.
Активированный уголь помещают в стальных поглотителях-ад-
сорберах. Обычно ставят три адсорбера; в то время как через пер-
вый и второй просасывается воздух с парами растворителя, третий
освобождается от него. Десорбция производится путем продувки
адсорбера острым паром. Испаряющийся растворитель вместе с па-
рами воды направляется в конденсатор, затем в отделитель, от-
куда через контрольное устройство следует в приемник. На погло-
щение ставят второй и третий адсорберы, а первый переключается
на десорбцию.
Поглощение бензина в адсорберах и последующая десорбция
его дают выход до 97%, считая на количество растворителя, испа-
ряемого на плите машины, и до 80% от общего расхода на произ-
водство. Невозвратные потери слагаются из потерь при изготовле-
нии клея, при хранении и транспортировании его, при испарении
под ножом, вне кожуха машины и в остатке растворителя, уноси-
мого резиновым слоем на ткани.
213
По расчетным данным, затраты на 10 кН рекупированного бен-
зина в зависимости от системы рекуперационных устройств, опре-
деляются следующими цифрами:
Расход, электроэнергии ................. 300 кВт • ч
> воды............................... 500 м’
> пара............................. 30—45 кН
» активированного угля................ ЮН
Хотя практические данные оказывались примерно вдвое боль-
шими, все же стоимость рекуперационных установок амортизи-
руется уже на первом году их работы.
КОНСТРУКЦИИ И ВИДЫ ПРОРЕЗИНЕННЫХ ТКАНЕЙ
Рис. 135. Виды прорезиненных
тканей.
а —Однослойная односторонняя
ткань; б—однослойная двухсто-
ронняя ткань (подкладная клеенка);
в—двухслойная ткань (дубле одеж-
ное); а—многослойная ткань (кош-
ма войлочная):
1—резина; 2—ткань; 3— войлок.
При изготовлении прорезиненных тканей резиновая смесь на-
носится на одну сторону ткани, с той или иной обработкой рези-
нового покрытия, или на обе стороны ткани, или посредством рези-
нового слоя склеиваются два или несколько слоев ткани. Может
осуществляться и комбинированная обработка: нанесение на дуб-
лированную заготовку наружного ре-
зинового слоя, дополнительная обра-
ботка этого слоя, наложение лаковых
и иных покрытий и т. п. (рис. 135).
Все известные способы нанесения ре-
зины на ткань — прорезинивание, про-
мазка на каландрах и каландровая
обкладка — применяются при изготов-
лении прорезиненных тканей и изде-
лий. Выбор способа определяется ви-
дом изделия и характером предъяв-
ляемых требований.
Прорезиненные ткани являются
или полуфабрикатом, потребляемым
в цехах данного завода, или товарной
продукцией, направляемой потребите-
лям. Одно-, двух- и многослойные тка-
ни, имеющие промышленно-техническое или специальное назначе-
ние, составляют группу технических прорезиненных тканей и
изделий. Одно- и двухслойные ткани, предназначаемые для по-
шива верхней одежды, летней обуви или различных галантерей-
ных изделий, относятся к продукции широкого потребления.
Прорезиненные ткани технического назначения. Баллонные
ткани являются важнейшим видом тканей технического назначе-
ния. Эти ткани применяют для оболочек аэростатов, дирижаблей
и стратостатов; приготовляют их прорезиниванием перкаля
(ГОСТ 694 — 70) или шелка и последующим дублированием.
В производстве баллонных тканей исключительно строгие требова-
ния предъявляются в части тщательного и систематического лабо-
раторного и межоперационного контроля: тканей, материалов,
214
полуфабрикатов и готовых изделий, норм расхода резиновой смеси
на I м2 количества наносимых штрихов и равномерности рас-
пределения резинового покрытия. Эти требования следует из тех-
нических условий на баллонные материи, определяющих малую
газопроницаемость их, малый вес и большую прочность. Контроль
количества наносимой резиновой смеси может быть осуществлен
непрерывно измерением возрастающего объемного электрического
сопротивления. Все дефекты поверхности ткани необходимо устра-
нять: концы ниток обрезать, складки ткани расправлять.
Для лучшего сцепления резины с тканью первые три штриха
наносят жидким клеем, последующие — клеем нормальной густоты.
Иногда наносят 15 и больше слоев клея, так как большее количе-
ство тонких слоев дает материи с меньшей газопроницаемостью.
В процессе прорезинивания ткани следует гладить. Вулканизация
баллонных тканей производится в котлах. При непрерывном про-
цессе используют барабанные машины и вулканизационные ка-
меры. В главе 1 описан вулканизатор для прорезиненных тканей
непрерывного действия с трубчатыми генераторами инфракрасных
лучей.
В соответствии с назначением изготовляются одно-, двух- и
трехслойные баллонные ткани. В то время как в одежных тканях
слои всегда дублируют параллельно, для изготовления баллонных
тканей применяют параллельное дублирование и дублирование под
углом 45°. Последнее имеет целью увеличение сопротивления тка-
ней раздиранию и увеличение сопротивления касательным уси-
лиям. При дублировании под углом 45° на нормально расположен-
ный слой накладывают слой «косяковый». Для приготовления этого
слоя прорезиненную ткань закраивают на отрезы под углом 45°
(«косяки») с таким расчетом, чтобы ширина косяков соответство-
вала ширине нормального слоя. Косяки (лишенные кромок) после-
довательно склеивают друг с другом, неровности кромок обрезают
ножницами. Однако косяковый слой заметно не увеличивает проч-
ности материи на растяжение по основе или по утку. Поэтому
в трехслойных баллонных материях лишь средний слой косяковый,
наружные же слои — параллельные.
Однослойные баллонные ткани, которым свойственна сравни-
тельно большая газопроницаемость, обыкновенно используются для
стабилизаторов привязных аэростатов. Двухслойные ткани, имею-
щие меньшую газопроницаемость, применяются для газовместилищ
аэростатов и газгольдеров. Трехслойные ткани, обладающие очень
малой газопроницаемостью и высокой прочностью, предназна-
чаются для аэростатов большой кубатуры и для дирижаблей мяг-
кой системы. Аэростаты и дирижабли в условиях эксплуатации
подвергаются воздействию солнечного света и кислорода воздуха.
Это ведет к перегреву газа и нагреву оболочки и вызывает старе-
ние резины и ослабление прочности материала оболочки. Для за-
щиты оболочек в качестве светофильтра применяется та или иная
окраска баллонных тканей или нанесение на наружную поверх-
ности» баллонной ткани резинового слоя с порошком алюминия.
215
Ткани для водоплавательных средств и емко-
стей. Для изготовления надувных лодок, понтонов, водоплава-
тельных и водолазных костюмов и других изделий подобного назна-
чения и для различных емкостей (для воды, горючего ит. п.) приме-
няют материи, изготовляемые каландровой обработкой тканей. Для
лодок и понтонов большого водоизмещения применяют ткани, изго-
товляемые промазкой и обкладкой кордпнева. Для более мелких
объектов применяют дублированные легкие технические ткани.
Прорезиненные ткани, стойкие к химическим соединениям, а
также к высоким и низким температурам, изготовляют нз стекло-
ткани или ткани из полиэфирного волокна.
В качестве защитного покрытия, наносимого пропиткой, приме-
няется фторэластомер, являющийся теплостойким и высокофтори-
рованным СК. Такие ткани выдерживают действие многих видов
топлив, растворителей и кислот; не горят, стойки к окислительному
воздействию, озону и погоде; сохраняют эксплуатационные свой-
ства от —73 до 204 °C. Они могут применяться для химически стой-
ких прокладок, диафрагм и рукавов.
Контроль качества прорезиненных тканей.
Оценка физико-механических свойств вулканизата по определению
сопротивления разрыву, относительного и остаточного удлинений
при наличии тканевых слоев оказывается мало пригодной. Реко-
мендуется определять оптимум вулканизации по набуханию образ-
цов прорезиненной материи в амилацетате, бензине, бензоле или
ксилоле. Набухание, проводимое при постоянной температуре и
продолжающееся 6—12 ч, позволяет установить оптимум вулкани-
зации по минимуму увеличения веса. Следует также производить
контроль правильности вулканизации, определяя свободную серу
в образцах вулканизата и проверяя физико-механические свойства
отдельных образцов резины, вулканизованной в котле параллельно
с тканью (так называемые образцы-свидетели).
Водопроницаемость прорезиненных тканей проверяют, наливая
воду на ткань, собранную в виде мешка; испытывают при повышен-
ном давлении, создаваемом столбом воды определенной высоты, и
в условиях искусственного дождевания. Стандартным методом яв-
ляется испытание на приборе типа Шоппера (ГОСТ 413—41). Во-
допроницаемость определяется количеством минут, прошедших
с начала испытания до появления первых трех капель на поверх-
ности образца испытываемой ткани. На комбинированном приборе
этого же типа можно испытывать ткани на воздухопроницаемость
(ГОСТ 417—41).
Газопроницаемость — один из важнейших показателей качества
баллонных тканей. Величина проницаемости газа зависит от при-
роды газа, температуры и давления. Газопроницаемость баллонных
тканей измеряется по объему в литрах водорода, проходящего че-
рез 1 м2 испытуемой ткаии за сутки при 15 °C. В современной прак-
тике для испытания проницаемости водорода через баллонные
ткани применяют электроанализатор ГЭБ-32. При испытании на
этом приборе одна сторона материи омывается водородом, другая
216
обращена к камере с воздухом, куда диффундирует водород. По
мере изменения состава воздушно-водородной смеси меняется ее
теплопроводность. Это изменение теплопроводности и используется
для количественного определения состава смеси.
Жесткость на изгиб — весьма чувствительный показатель старе-
ния резинового слоя прорезиненных тканей. Особенно значительно
проявляется старение под влиянием ультрафиолетового облучения,
но для получения образцов с одинаковым эффектом, изменения
жесткости необходимо соблюдать постоянство светового и тепло-
вого полей.
Для оценки жесткости производят исследование величины про-
гиба полоски прорезиненной ткани под действием приложенной
к ней нагрузки. Полоска может быть закреплена консольно или
свернута в кольцо {см. главу 8, а также [7]}.
Пластины из прорезиненных тканей. Основания
для кардных лент. Кардной лентой (кардой) называется род ще-
ток из стальных игл или скобок, применяемых для покрытия рабо-
чих поверхностей кардочесальных машин. Кардные ленты разли-
чаются как по характеру металлического их покрытия, так и по
структуре резинотканевой пластины, на которой набирается карда.
Кардные основания состоят из нескольких слоев саржи, склеенных
резиновым клеем. Если кардная лента предназначается для про-
чеса шерсти, то верх кардного основания покрывают слоем вой-
лока, если для прочеса хлопка — то верх покрывают резиновым
слоем (для основных сортов пряжи между слоями саржи прокла-
дывают слои полульняной ткани). Кардное основание с войлочным
верхом изготовляется из пяти или семи слоев саржи. В первом слу-
чае к ним добавляют слой тонкого белого войлока толщиной 2,5 мм,
во втором — слой войлока толщиной 4 мм.
Перед промазкой клеем войлок необходимо тщательно просу-
шить, пропуская его на медленном ходу клеепромазочной машины.
Промазка войлока также производится на медленном ходу. Вна-
чале накладывают два штриха жидкого клея, а затем четыре
штриха клея нормальной густоты. При изготовлении кардного ос-
нования с резиновым слоем накладку резинового слоя толщиной
0,3 мм производят на каландре на тот слой саржи, который дол-
жен быть дублирован последним.
Пластины для печатных работ (офсетные, ГОСТ 6451—53).
Офсетный способ печати на ротационных машинах состоит в сле-
дующем: печатная форма, закрепляемая на поверхности цилиндра,
покрывается печатной краской. Краска воспринимается резиновой
поверхностью печатной пластины, натянутой на второй, переда-
точный, цилиндр. Оттиск краски печатной пластиной передается на
бумагу. Современные ротационные машины офсетной печати де-
лают до 13500 об/ч; столько же раз печатная пластина должна
на одни и те же места принять краску и равномерно передать ее
бумаге. Чтобы обеспечить выполнение таких требований, печатная
пластина должна иметь малое растяжение, постоянную толщину,
гладкую поверхность и надлежащую стойкость к печатной краске
217
и промывке, производимой при смене рисунка или загрязнений
пластины (к керосину, скипидару и жирам).
Печатные пластины состоят из двух или четырех слоев проре-
зиненной, дублированной материи и покрыты с верхней рабочей
стороны слоем резины толщиной 0,6 мм. Для изготовления печат-
ных пластин применяются доместик или перкаль, как ткани, обла-
дающие малым удлинением, достаточно прочные и гладкие. Проре-
зинивают ткани на клеепромазочной машине; все слои промазы-
вают с обеих сторон, кроме нижней стороны последнего в пластине
слоя. На прорезиненную верхнюю сторону пластины накладывают
каландрованную резиновую смесь (с тиоколом). Дублированную
заготовку разрезают на отдельные пластины требуемой длины.
Вулканизация печатных пластин производится в прессах, причем
каждая пластина покрывается гладким полированным листом не-
ржавеющей или вороненой стали; применяют также барабанные
вулканизационные машины. На нижней стороне готовой пластины
отмечают направление промазывания и дублирования; именно
в этом направлении растяжимость пластины минимальна.
Прорезиненные ткани широкого потребления.
Подкладная клеенка (ГОСТ 3251 — 46*), применяемая в больнич-
ном обиходе, представляет собой миткаль, покрытый с двух сторон
резиновым слоем светло-серого или белого цвета. Изготовляется
подкладная клеенка двух видов. Маркой А обозначается отбель-
ный миткаль, с обеих сторон покрытый резиновой обкладкой; вес
1 м2 такой ткани 600—750 сН. Маркой Б обозначают отбельный
миткаль, с одной стороны покрытый резиновой обкладкой, а с дру-
гой — промазанный резиной; вес его 400—550 сН/м2.
Миткаль применяется отбельный, свободный от шлихты, торча-
щих волокон, узелков и других дефектов. Необходимо, чтобы под-
кладная клеенка была водонепроницаемой и плотно укладывалась
на постели. Для этого ткань покрывают резиновой смесью большой
плотности, наносимой в количестве до 450 сН/м2 клеенки. Чтобы
обеспечить меньшую водопроницаемость и предупредить отстава-
ние (слущивание) резинового слоя, прорезинивание производят на
клеепромазочных машинах, накладывая 5—6 слоев (штрихов) на
каждую сторону ткани. Перед накладкой последних 2—3 слоев сле-
дует прогладить миткаль на гладильном каландре. Глажение уп-
лотняет резиновый слой, сглаживает утолщения отдельных нитей
и улучшает внешний вид изделий *.
Дубле одежное изготовляют путем одностороннего прорезини-
вания двух тканей — лицевой и подкладочной — и последующего
соединения их на дублировочном каландре. На лицевую сторону
ставят различные ткани саржевого или другого переплетения
(трико> диагональ, репс, молескин и др.); подкладкой обычно слу-
жит более редкая ткань с цветным рисунком, например шотландка.
Обычно применяют два клея: один, приготовленный из смеси с ус-
* Изготовляется также цельнорезиновая подкладная клеенка — тонкие ка-
ландроваииые и вулканизованные листы из белой или цветной резины.
218
корителем или комбинации ускорителей, другой — из смеси с акти-
ватором и серой; оба клея наносят на ткань послойно. Чтобы
удобно было различать клей, одну из смесей окрашивают каким-
либо красителем. При хорошем охлаждении клеемешалок воз-
можно изготовлять и применять один клей, а не два. На каждый
кусок ткани накладывают по 2—3 штриха клея с таким расчетом,
чтобы общий расход резиновой смеси не превышал 100—120 сН на
1 м2 готового дубле. Излишняя толщина резинового слоя повела
бы к нежелательной жесткости материи. При изготовлении дубле
одежного применяют вулканизацию одно- или двухкратным про-
пуском на сушильных барабанах, после чего ткань оставляют вы-
леживаться. Непрерывная вулканизация инфракрасным излуче-
нием дает более равномерное качество изделий и большую произ-
водительность. Применение ускорителей, обладающих низкой
критической температурой (типа дитиокарбаматов), позволяет
произвести вулканизацию прорезиненной ткани без специального
нагрева. Вулканизация свернутой в рулон ткани заканчивается
в течение 12—24 ч при обычной температуре.
ПРОИЗВОДСТВО ВОЗДУХО- И ВОДОПЛАВАТЕЛЬНЫХ СРЕДСТВ
И СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Баллонные изделия, или воздухоплавательные средства,
представляют собой летательные аппараты, которые поднимаются
и поддерживаются в воздухе, вследствие подъемной силы заклю-
ченного в них газа с плотностью, меньшей, чем плотность воздуха.
Дирижабли и сферические аэростаты изготовляются в различных
конструкциях и, по существу, представляют собой единичные изде-
лия. В серийном порядке изготовляются привязные аэростаты,
представляющие собой наиболее обширную группу этого вида из-
делий. В годы войны привязные аэростаты широко применялись
как средства противосамоле ной обороны и как высотные пункты
наблюдения и корректировки огня. Этим, однако, не исчерпы-
ваются возможности их использования (7]. Привязные аэростаты
способны поднять на высоту порядка 10 км, в тропопаузу, ветро-
вые электростанции, а там имеются постоянные ветровые потоки
со скоростью десятков метров в секунду. Поднятое на такую же
высоту оборудование радиорелейной станции способно обеспечить
ретрансляцию телепередач на сотни километров. Дирижабли, усту-
пая в скорости самолетам, могут без заправки горючим более 10
суток летать над землей и перевозить сверхтяжелые грузы [8—10].
Дирижабли можно использовать в сельском хозяйстве для транс-
портировки удобрений, борьбы с вредителями полей.
Привязной аэростат, представляющий собой газонепроницае-
мую тканевую оболочку (баллон), наполненную газом, не сохра-
няет постоянным свой газовый объем. В этом и состоит характер-
ное отличие аэростата, «плавающего» в воздухе, от твердого тела,
плавающего в воде. Известны два варианта привязных аэростатов:
с неизменяемым объемом оболочки, так называемые баллонетные
219
аэростаты, и с переменным объемом, так называемые аэростаты со
стягивающей системой. В первом случае внутри аэростата поме-
щается баллонет, заполненный воздухом, объем которого меняется
в соответствии с изменением объема газа в оболочке. Во втором
случае в оболочке в продольном направлении образуются складки,
края которых стягиваются резиновыми шнурами (рис. 136). Рас-
ширение газа в оболочке ведет к увеличению объема аэростата,
складки расходятся, но форма аэростата изменяется не произ-
вольно, а согласно расчетным условиям. При сжатии газа складки,
стягиваемые резиновым шну-
ром, соответственно умень-
шают объем оболочки.
Баллонетный аэростат на-
блюдения состоит из оболочки
с деталями, баллонета и опе-
рения и оснащается такела-
жем и гондолой. Оболочка
служит вместилищем газа и
одновременно корпусом аэро-
стата, на котором размещают-
ся детали оборудования обо-
лочки и детали силовых эле-
Рис. 136. Аэростат наблюдения со стя-
гивающей системой:
/—оболочка; 3— оперение; 3— узел уздечки
привязного такелажа; 4—резиновые шнуры;
5—пояски стягивающей системы; 6— боковые
стабилизаторы; 7—рулевой мешок; 3-воздухо-
улавливатель.
ментов конструкции. Оболочка
составляется из нескольких
меридионально расположен-
ных полотнищ из прорезинен-
ного, дублированного перкаля;
каждое полотнище образовано
из ряда трапеций, ширина которых определяется шириной при-
меняемой прорезиненной ткани. В носовой части оболочки, в месте
схода полотнищ, укрепляется круглая тканевая шайба. Внизу но-
совой части оболочки имеется отверстие, к которому присоеди-
няется цилиндрический рукав из прорезиненной ткани — аппен-
дикс. Последний служит для наполнения оболочки газом. Аппен-
дикс также используется для наполнения оболочки воздухом и
для входа внутрь оболочки — при проверке. В оболочку на флан-
цах вклеиваются одна или две резиновые манометрические трубки,
служащие для замера избыточного давления.
Крепление оболочки к тросу и гондолы к оболочке производят
при помощи такелажа. Привязной такелаж, несущий трос, состоит
из строп, расположенных по сторонам оболочки. Стропы, подходя
к оболочке, переходят в спуски, прикрепляемые к оболочке. Под-
весной такелаж, несущий гондолу, имеет такое же устройство. Би-
вачный такелаж, предназначенный для.приема и крепления при-
земляемого аэростата, состоит из строп. Крепление спусков к обо-
лочке производится посредством лап, распределяющих нагрузку
спуска на достаточную длину оболочки, или посредством поясов.
Баллонет служит средством компенсации изменения газового
объема аэростата при спуске с высоты, при охлаждении, при утечке
220
газа и других процессах, позволяя сохранить необходимое давле-
ние газа при неизменном объеме оболочки. Баллонет расположен
в нижней части оболочки и отделяется от газовместилища диаф-
рагмой. Баллонет наполняется воздухом; избыточное давление воз-
духа в баллонете поддерживается напором воздушного потока, об-
текающего аэростат. Для выпуска воздуха из баллонета служит
воздушный клапан, автоматически стравливающий давление, пре-
вышающее установленную норму.
Аэростат, для придания ему устойчивости в воздухе, снаб-
жается устанавливаемым на корме оперением. Оперение обычно
состоит из трех стабилизаторов.
Изготовление аэростатов. Прорезиненная ткань, удов-
летворяющая техническим требованиям, поступает на раскрой.
Возможны два вида раскроя ткдяи для оболочки: меридиональный
и трапециевидный. Первый состоит в закрое целого полотнища (по
основе) из одного куска ткани. Этот способ устраняет поперечные
швы, но сопряжен с большим количеством отходов и практически
не применяется. Второй, трапециевидный, является общеприня-
тым. Раскрою предшествует разметка ткани с нанесением контуров
трапеций или иных деталей и с показанием мест приклейки дета-
лей на данной трапеции. Для разметки применяют или рельефные,
или прорезиненные шаблоны. В первом случае (так называемый
плазовый способ) на доске или на полу наклеивают шнуры, обра-
зующие рельефный контур, посредством копировальной бумаги
этот контур переводят на ткань. Во втором случае на толстой про-
резиненной материи или на рулонном картоне вычерчивают полот-
нище с припуском на продольные швы, затем размечают и раз-
резают шаблон на отдельные трапеции, к которым приклеивают
с краев плотную ленту (припуск на поперечные швы). На шаблоны
трапеции наносят линии склейки швов и приклейки деталей и пер-
форируют шаблон по этим линиям. Разметку деталей, представ-
ляющих зеркальное изображение друг друга, производят одним и
тем же шаблоном, применяя его то верхней, то нижней стороной.
На каждый вид изделий и на каждую деталь его должна быть со-
ставлена схема последовательного раскроя.
К подготовленным полотнищам приклеивают детали. Вслед за
этим склеивают полотнища, прошивают продольные швы и накла-
дывают на них усилительные ленточки. Прошивка швов имеет
целью дать добавочное усиление прочности. Однако применяемые
пересклейки шириной 15—20 мм сами по себе достаточны для обес-
печения требуемой прочности. К веревочным петлям поясов обо-
лочки крепят такелаж.
При изготовлении аэростатов и других изделий из прорезинен-
ных тканей клей наносили кистью. Этот малопроизводительный
способ к тому же не дает равномерной пленки, что приводит к
неодинаковому качеству склейки. Нанесение резинового клея ме-
тодом пульверизации [11] устраняет эти недостатки, вдвое повы-
шает производительность и позволяет снизить расход сухого
клея.
221
мер водорода, применяемого для наполнения аэростатов. Резино-
тканевые газгольдеры, изготовляемые из прорезиненной ткани,
представляют собой оболочки, имеющие форму цилиндра с полу-
сферами в основаниях (ГОСТ 2687—55). Газгольдер для наполне-
ния его газом или воздухом и для возможности проникновения
внутрь в целях его осмотра и ремонта снабжается двумя аппенди-
ксами. Аппендиксы имеют тканевые завязки. Завязанный аппен-
дикс проталкивается внутрь газгольдера и закрывается покрышкой.
Для изготовления газгольдеров применяется дублированная
прорезиненная ткань с резиновым слоем, находящимся между двух
тканевых слоев. Первый слой ткани имеет направление нитей па-
раллельно оси газгольдера; второй — изготовляется из косяков, за-
кроенных под углом 45°. На наружном слое ткан;и нанесен резино-
вый слой, содержащий краситель, придающий оболочке защитный
цвет; внутренний тканевый слой имеет резиновою обкладку. На-
ряду с малой газопроницаемостью к тканям для газгольдеров
предъявляют требования значительной механической стойкости
в условиях эксплуатации.
Полотнища для деталей газгольдера раскраиваются так, чтобы
смежные детали имели различные направления косякового слоя.
Сферические полотнища раскраивают также с уч етом необходимо-
сти чередования направления косякового слоя и? составляются из
установленного количества трапеций. Раскрой деталей (шайб, по-
крышек, клапанов) производится по соответствующим шаблонам.
Сборка газгольдера ведется в соответствии с разработанной схе-
мой склейки, в определенной последовательности .
Водоплавательные изделия. Резинотканевые надув-
ные лодки, понтоны, плоты, поплавки, различнь^е водоплаватель-
ные костюмы входят в группу так называемых ^одоплавательных
средств, широко используемых в экспедициях, на охоте, в спортив-
ных и оборонных целях. Небольшая собственная; масса таких из-
делий и малый объем в сложенном и упакованном; состоянии имеют
ценное преимущество их по сравнению с жесткими водоплаватель-
ными средствами.
Надувная лодка (ТУ№ОШ 297—55) представляет собою полое
удлиненное кольцо-камеру (так называемый борт- лодки), изготов-
ленное из прорезиненной водонепроницаемой ткани, закрытое
внизу непроницаемым матерчатым дном-мостикоем. Жесткость мо-
стика лодки усиливается прикрепляемым к н;ему деревянным
днищем. Борт (камера) лодки наполняется сжатым воздухом, а
в отдельных случаях (спасательные лодки и плоты .) двуокисью угле-
рода, сохраняемой в особом резервуаре на борту лодки. Для изго-
товления бортов и мостиков надувных лодок и наложения усиления
применяют равнопрочную по основе и утку одинарную прорезинен-
ную ткань. Требование равнопрочности объясняется соображе-
ниями закроя деталей борта лодки. Изготовление лодок включает:
раскрой по шаблону, шероховку, сборку (склейку и сшивку) дета-
лей борта лодки, прикрепление мостика и деталей к борту лодки.
222
лодка является океанским тендерным судном, применяемым при
водолазных работах для подводных исследований. Несущая обо-
лочка ленты трехслойная, из найлона, прорезиненного неопреном;
наружный слой из хайпалона.
Строительные конструкции и емкости. В совре-
менной строительной технике нашли применение тонкостенные ре-
зинотканевые конструкции, наполняемые воздухом.
Разработаны буксируемые емкости для транспортировки нефти
в море и плоские резиновые контейнеры для наземного хранения
и подвозки питьевой воды и топлива на грузовиках вместимостью
100 дм3 — 45 м3 различных конструкций. Применяется способ под-
водного хранения горючего и других материалов. Предложены: на-
дувная плотина и надувные межпланетные станции [13].
Баллоны полусферической или полуцилиндрической формы, из-
готовленные из.прорезиненной ткани, используются вместо жест-
кой опалубки при постройке железобетонных бараков, ангаров и
складов.
Баллоны соответственной формы из прорезиненного найлона,
вискозного шелка или стеклянного волокна применяются для за-
щиты радарных установок от атмосферного влияния.
Из прорезиненных тканей изготовляют трубы и фасонные ча-
сти для шахтных вентиляторов (ГОСТ 6397—56*). Для таких из-
делий применяют прочные ткани, например ткань Р-3, так как
трубы должны выдерживать рабочее давление 500 мм вод. ст.
ЛИТЕРАТУРА
1. Светлов А. И. ЖРП, 1935, № 4, с. 368—370.
2. Лепетов В. А., Константинов М. В. Там же, 1928, № 10, с. 539—542.
3. Эсман П. И. «Каучук и резина», 1958, № 3, с. 20—23.
4. Лепетов В. А., Шехлевич Н. Г. Изготовление прорезиненных тканей на шпре-
динг-машинах. М. — Л., Госхимиздат, 1932. 96 с.
5. Федорова В. Г., Смыслова Р. А. «Каучук и резина», 1964, Ns 8, с. 28—32.
6. Майзель М. Г., Раевский В. Г., Гридунов И. Т. и др. Там же, 1961, № 2,
с. 11—15.
7. Кобылянский А. К., Шпайер А. М. Легкая пром., 1951, № 4, с. 26.
8. Полозов Н. П. Баллонные материн и веревочный такелаж. М. — Л., ОНТИ.
Главн. ред. авиац. лит., 1934. 73 с.
9. Катанский В. В. Проектирование баллонно-такелажных конструкций и обо-
рудования оболочек воздушных судов. М. — Л., ОНТИ главн. ред. авиац. лит.
1936. 374 с.
10. Полозов Н. В., Сорокин М. А. Воздухоплавание. Л., Воениздат, 1940. 376 с.
11. Василова Н. В., Затеев В. С. «Каучук и резина», 1961, № 4, с. 55.
12. Rubb. a. Plast. Age, 1962, v. 43, № 1, р. 67.
13. Rubb. Age, 1961, v. 89, № 5, p. 830.
Глава 7
ГУБЧАТЫЕ И ПОЛЫЕ РЕЗИНОВЫЕ
И ЛАТЕКСНЫЕ ИЗДЕЛИЯ
ОБЩИЕ ЗАМЕЧАНИЯ
Для многих видов резиновых изделий характерно наличие по-
ристости или значительной полости в изделии. Особенности прие-
мов образования пор и полостей, формы и вида их определяют
отличия в методах изготовления таких изделий, имеющих как тех-
ническое, так и потребительское назначение.
ПРОИЗВОДСТВО ГУБЧАТЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ
Резиновые губки характеризуются наличием значительного
количества пор. Поры эти, большего или меньшего размера, могут
сообщаться между собой или быть изолированы друг от друга
тонкими резиновыми стенками. Губчатая резина с большими со-
общающимися порами может поглотить значительное количество
воды; она применяется как туалетная губка. Губчатая резина
с небольшими или средними замкнутыми порами (так называемая
«ячеистая») воду не поглощает; она применяется для технических
целей: звуко- или теплоизоляции, амортизации вибраций.
Различие этих двух видов губчатой резины наглядно сказы-
вается на поведении ее при сжатии между двумя параллельными
плоскостями [1]. Губки с крупными сообщающимися порами ока-
зывают малое сопротивление сжатию, поскольку воздух легко
выходит из пор (рис. 137, кривая /). После выхода воздуха сопро-
тивление сжатию возрастает, но этим уже характеризуется свой-
ство самой резины, а не губки. При сжатии губок с явно
выраженным ячеистым строением преобладающую роль играет
заключенный в ячейках воздух, стенки ячеек работают на растя-
жение— кривая сжатия 3 выпрямляется (рис. 137). Губки с порами,
частично замкнутыми и частично открытыми, занимают среднее
место, на что указывает и кривая их сжатия 2.
Характер и размер пор зависят от вида порообразующих мате-
риалов, условий их применения и особенностей процесса вулка-
224
низации. Введение в резиновую смесь веществ, диссоциирующих
при температуре вулканизации или реагирующих с выделением
газов, приводит к образованию губки с большим или меньшим
количеством различных пор.
Порообразующие материалы. К порообразующим материалам,
применяемым в качестве ингредиентов резиновых смесей, отно-
сятся неорганические и органиче-
ские соединения, вода и различные
летучие растворители.
Неорганические порооб-
разователи. Еще недавно неор-
ганические порообразователи, пре-
имущественно некоторые углекис-
лые соли, являлись основными пред-
ставителями этой группы ингре-
диентов резиновых смесей.
Углекислый аммоний как техни-
ческий продукт представляет со-
бой смесь с переменным содержа-
нием трех солей: средней (NH4)2CO3
и кислой NH4HCO3, углеаммоний-
ных и карбаминовоаммонийной
NH4OCONH2. Непостоянство соста-
ва, влажности и степени дисперс-
ности углекислого аммония сказы-
вается на скорости его разложения,
а следовательно, и на процессе по-
рообразования. Диссоциация техни-
ческого углекислого аммония начи-
нается при 30—40 °C и энергично
идет около 80 °C. Поэтому порооб-
Рис. 137. Зависимость нагрузки
от деформации сжатия для раз-
личных типов губчатой резины:
I—губка с крупными сообщающимися
порами; 2—губка с частично откры-
тыми порами; 3—губка с ячеистыми
порами.
разование протекает еще в началь-
ной стадии периода вулканизации,
что ведет к образованию крупных пор с тонкими стенками. Дис-
социация углекислого аммония на аммиак, водяные пары и дву-
окись углерода обратима; это ведет к образованию вакуума
в порах изделия после охлаждения его до обычной температуры.
Ввиду того, что углекислый аммоний оказывает вредное дей-
ствие на организм, его применяют в виде таблеток.
Двууглекислый натрий NaHCO3, со свойственным ему относи-
тельно медленным разложением с меньшим газовыделением, про-
текающим при температуре выше 80 °C, дает вулканизат с мень-
шим количеством пор и поэтому более тяжелый. Диссоциация
двууглекислого натрия также обратима. Мягчители кислотного
характера, например стеариновая или олеиновая кислота, уси-
ливают вследствие обменного разложения действие двууглекис-
лого натрия.
Азотистокислый натрий NaNO2 и хлористый аммоний NH4C1
при обменном разложении дают азотистокислый аммоний NH4NO2,
$ В. А. Лепето*
225
который легко разлагается на воду и азот. Эта реакция необра-
тима. Азот после охлаждения остается в газообразной форме, дав-
ление, создаваемое им после остывания изделия, может быть
рассчитано заранее. Необратимость реакции разложения азотисто-
кислого аммония выгодно выделяет названную смесь порообра-
зователей от других неорганических соединений. Эти соли широко
применяют в производстве мячей — изделий с замкнутой полостью.
Кроме всех перечисленных выше солей используют и некоторые
кристаллогидраты, например, сернокислые натрий, алюминий и
магний, выделяющие гидратную воду при температуре вулкани-
зации.
Органические по ро о б р а з о в а т е л и (порофоры).
В зарубежной практике и на отечественных заводах находят
применение некоторые легко разлагающиеся органические веще-
ства различного характера, так называемые порофоры.
В отличие от углекислых солей порофоры характеризуются:
большой способностью к газообразованию, необратимым течением
химической реакции и хорошей смешиваемостью с резиновыми
смесями. К сожалению, за малым исключением, порофоры окра-
шены и обладают токсичностью или раздражающим действием и
потому имеют ограниченную область применения.
Представителями порофоров являются различные группы орга-
нических соединений: диазоамины, гидразины, азонитрилы, произ-
водные азодикарбоксиловой кислоты, нитрозамины.
Диазоаминобензол (порофор ДАВ) С6Н5—N = N—NH—СвН5
плавится при 96—98°C, склонен к сублимации и разлагается при
150—160°С с энергичным выделением азота. Среди продуктов
разложения могут быть также анилин, дифенил и дифениламин.
Диазоаминобензол стабилен до температуры вулканизации; он
хорошо диспергируется в смеси и дает губку с мелкими порами.
Недостаток диазоаминобензола — раздражающее действие на
кожу рук.
Порофор N — азодинитрилизомасляной кислоты относится
к числу наиболее доступных. Порофор N бесцветен, плавится при
104—106°С; разложение его протекает довольно бурно и закан-
чивается к 160 °C. Для резиновых смесей он является универсаль-
ным порообразователем, однако токсичен.
Порофор 254 — динитрилазогексагидробензойной кислоты имеет
температуру плавления 114—115 °C, разложение его начинается
ниже 100 °C, постепенно растет и заканчивается около 200 °C.
Порофор 476 — диэтиловый эфир азодикарбоксиловой кислоты
С2Н5ООС—N=N—COOCjHs и порофор 505а — диамид этой же
кислоты H2N—ОС—N = N—СО—NH2 хорошо растворяются в по-
лярных каучуках и дают микроячеистые или микропористые
структуры.
Из этих порофоров наиболее широко применяют диазоамино-
бензол и азодинитрил йзомасляной кислоты.
Проникновение газов через эластичные оболочки характери-
зуется тремя факторами: а) растворением газа в твердом веще-
226
стве, б) диффузией его в направлении меньшей концентрации и
в) улетучиванием с противоположной стороны оболочки.
Пористая структура получается тем легче, чем лучше раство-
ряется газ в смеси и чем легче проникает он через материал, осо-
бенно при повышенной температуре. Именно поэтому в производ-
стве губчатой резины хорошие результаты дают материалы, выде-
ляющие углекислый газ, аммиак, водяные пары; микропоры
можно получить, применяя такую смесь, которая составила бы
газ различных технических свойств с соответственно подобранной
пропорцией.
Туалетная губка — наиболее известный представитель
резиновых губчатых изделий. Производство туалетной губки впер-
вые было поставлено в России на заводе «Треугольник» (ныне
ДенРТИ), который в течение ряда лет являлся единственным
в мире изготовителем этой продукции. Изготовление туалетных
губок с постоянным размером пор и большой эластичностью
требует внимательного выполнения ряда производственных усло-
вий. Три этапа работы определяют качество туалетных губок:
1) приготовление резиновой смеси достаточно высокой и по-
стоянной пластичности;
2) равномерное распределение в смеси порообразующего
агента;
3) строгое соблюдение подготовки и проведения специального
режима вулканизации.
Для изготовления губок важно, чтобы пластичность значитель-
ной партии смеси была одинаковой. Неравномерность пластич-
ности ведет к неравномерному вздуванию во время вулканизации.
По одному из современных методов газообразователем (вздувате-
лем) служит углекислый аммоний, а в качестве химического пла-
стификатора применяется дифенилгуанидин.
Резиновая смесь выпускается с вальцов в виде пластины
толщиной 35 мм и с четырехкратным пропуском при этом зазоре
валков. Далее следует прессование в холодном прессе до высоты
25 мм и обрезка кромок. Вулканизация проводится на открытых
противнях в котлах. Режим вулканизации рассчитан так, что к мо-
менту обильного газовыделения образующиеся стенки пор обла-
дали достаточной прочность!©. Если газовыделение запаздывает,
то завулканизованная резина не даст пор достаточно большого
размера; если запаздывает вулканизация, газ диффундирует через
стенки, не создавая необходимого давления и достаточного поро-
образования. Далее температуру в котле понижают для того,
чтобы давление газа не повело к разрыву стенок; вулканизация
завершается при этой сниженной температуре.
Вулканизованные, значительно увеличившиеся по высоте плас-
тины («караваи») пропускают 4—5 раз через двухвалковый ка-
ландр с 20—25 мм зазором между валками каландра. При этом
часть стенок пор разрывается — поры становятся сообщающимися
между собой, водоемкость губки возрастает. Поверхность пластин,
вследствие давления вулканизационной среды, имеет вид кожи.
8*
227
Этот поверхностный слой срезают ленточным ножом, а пластину
разрезают на куски установленных размеров.
Применяется также вулканизация туалетных губок в формах
в обогреваемых прессах. Нижнюю плиту пресса покрывают асбес-
том или в верхнюю плиту дают пар несколько более высокого
давления, так как с этой плитой смесь приходит в соприкоснове-
ние лишь после вздувания. По окончании процесса вулканизации
пар перекрывают и плиты охлаждают подачей в них холодной
воды. Однако в условиях прессовой вулканизации трудно добиться
равномерной и мягкой структуры, столь характерной для этого
рода изделий. Вулканизацию губок в формах можно производить
и в котле. В этом случае применяют формы из сплава легких ме-
таллов с замком. Такой способ приводит к снижению отходов из-за
образования более ровной пленки.
Техническая губка. Технические губчатые резиновые
изделия — амортизирующие прокладки и подкладки различного
назначения, дверные уплотнители, рельефные модели местности,
ушные закладки для рабочих шумных профессий и другие изде-
лия— изготовляются так же, как и туалетная и формовая губки.
В качестве порообразующего материала для технических изде-
лий из губчатой резины применяют двууглекислый натрий, угле-
кислый аммоний, смесь азотистокислого натрия и хлористого
аммония. Успешно также применяются углекислый натрий и уксус-
ная кислота. В этом случае в смесь вводится лигнин в качестве
адсорбента уксусной кислоты. В процессе вулканизации уксусная
кислота десорбирует и тогда она вступает во взаимодействие с
углекислым натрием.
Прессовые вулканизаты получаются с мелкими порами доста-
точно однородной пористости. Обильное применение молотой
слюды для опудривания изделий снижает брак по недопрессовкам
формовых губок. Если требуется губчатое изделие с гладкой по-
верхностью, то заготовку обкладывают каландрованной резиной
или формы смазывают клеем. Для облегчения монтажа губчатых
прокладок внизу заготовки помещают ткань. В производстве рези-
новых губчатых прокладок, заготовка которых производится про-
филированием на червячных прессах, разработан и в настоящее
время отечественными заводами применяется поточный непрерыв-
ный метод производства. Для этого служит агрегат, состоящий
из червячного пресса, вулканизационной ванны с нагретой до
120—130°С высококипящей жидкостью и устройства для после-
дующего охлаждения прокладок. В состав резиновой смеси входит
порофор, являющийся одновременно и вулканизующим средством.
Возможна вулканизация губчатых и пористых резин в тон-
нельных вулканизаторах; применима вулканизация и в расплаве
ннтритнитратных солей [2]. Сложные губчатые профили изготов-
ляют шлифовкой заготовок.
Термостойкую губчатую резину получают из диметилсилокса-
нового каучука, вводя в смесь в качестве наполнителей окислы
щелочноземельных металлов или же слюду, асбестовую муку или
228
фторопласт и порофор N. Технологический процесс включает:
вальцевание резиновой смеси; вспенивание, подвулканизацию
в прессе и термостатирование в свободном состоянии. Термостой-
кая губчатая резина применяется в уплотнительных прокладках
и как виброизоляционный материал в приборах специального на-
значения [3] и имеет следующие свойства:
Кажущаяся плотность, сН/см3............... 0,3—0,5
Рабочий интервал температур, 'С............от —60 до +300
Эластическое восстановление, %.................. 0,85
Относительное сжатие, %......................... 50—60
Относительная остаточная деформация,-% . . . 0,5—1,0
Температура хрупкости, 'С........................ —70
Набухание в воде, %:
через I сутки................................ 2—3
> 10 суток................................. 5—7
Получение уретановых губок не требует применения газообра-
зователей. Пенистая масса получается уже при смешивании поли-
эфиров с изоцианатами и заканчивается термической обработкой,
при которой завершается процесс трехмерной конденсации и
«Отверждение» пены, т. е. перевод пластика в неплавкое и нерас-
творимое состояние [4]. Если в резиновую смесь вместе с наполни-
телем ввести инертный газ, равномерно распределяя его в массе
смеси, то выделение этЬго газа в условиях вулканизации поведет
к образованию мелкопористой ячеистой структуры. Ввести газ
можно, применяя в качестве наполнителя прокаленный уголь,
насыщенный двуокисью углерода или азотом. Однако ограничен-
ность объема газа, вводимого таким способом, не может дать
губки с достаточным количеством и с большими размерами пор.
Это достигается при достаточно большом давлении газа на рези-
новую смесь для введения его в последнюю перед вулканизацией.
Ячеистая губка оназот. Резиновую смесь загружают
в автоклав, обогреваемый паровой рубашкой. Через 30 мин при
112°С (давление пара 0,56-10® Па) в автоклав подают азот под
давлением 1,8* 10г Па. Подача газа и нагрев при той же темпера-
туре продолжаются от 4 до 7 ч. После этого впуск пара и газа
прекращают, а в рубашку автоклава дают охлаждающую воду.
После охлаждения давление газа стравливают. Полуфабрикат,
выгруженный из автоклава, закладывают в формы и помещают
в вулканизационные прессы, где и заканчивают процесс при дав-
лении пара 6-Ю5 Па. Следовательно, порообразование и первое
вздувание, при котором объем материала увеличивается в 6 раз,
протекают в свободном состоянии, но при большом внешнем дав-
лении. Второе же вздувание, при котором материал увеличивается
в объеме до 13,5 раз против начального, осуществляется в период
вулканизации в формах.
Этот вид губчатой резины может быть приготовлен как из
смесей для мягкой резины, так и из эбонитовых смесей. В пер-
вом случае кажущаяся плотность составляет 0,12—0,15, а во вто-
ром случае только 0,06—0,09. Малая плотность и большое газо-
наполнение при замкнутых порах определяют высокие тепло- и
229
звукоизоляционные свойства этого материала. Оназот применяется
в установках для глубокого охлаждения, для обивки кабин само-
летов, для обивки стен в ателье звукозаписи и т. п.
В последнее время получили распространение твердые ячеи-
стые силиконы плотностью 0,13—0,30, теплостойкие до 300°С.
ФОРМОВЫЕ ПОЛЫЕ ИЗДЕЛИЯ
В производстве разнообразных полых изделий — мячей, бал-
лонов и игрушек — много общего. Заготовки выполняют с замкну-
той полостью (пустотелые), в которую помещают газообразующие
вещества (вздуватели). Для вулканизации заготовки вкладывают
в формы. В процессе вулканизации, вследствие давления, созда-
ваемого в полости заготовки газообразующими средствами, про-
Рис. 138. Лепестковая машина:
/—стальные сегменты (лепестки); 2— си-
стема тяг. обеспечивающая сближение
сегментов; 3—ручной рычаг, приводящий
в движение тяги; 4— приспособление для
регулирования положения сегментов;
5—к вакуум-насосу.
исходит оформление как внеш-
него вида, так и полости изделия.
Выбор газообразователя зависит
от вида изделия и условий вул-
канизации и, в свою очередь,
определяет характер последую-
щих операций отделки изделия.
Детские мячи. Резиновые
полые мячи (ТУ РТИ 560—57)
одноцветные или, чаще, раскра-
шенные имеют правильную сфе-
рическую форму и изготовляются
диаметром 65—300 мм. Поверх-
ность мячей обычно гладкая, но
иногда с рельефным рисунком.
Упругость мяча составляет его
основную характеристику. При
свободном падении мяча с вы-
соты 1,5 м на асфальтированную
или керамическую площадку количество отскоков детского мяча
должно быть не ниже шести. Для выполнения заготовок мячей
применяют так называемые лепестковые машины. Лепестковая
машина состоит из станины и укрепленной на ней стальной го-
ловки. Рабочая часть машины (рис. 138) имеет четыре (в некото-
рых конструкциях три) подвижных стальных сегмента — лепест-
ковые штанцы. Эти лепестки в закрытом положении образуют ва-
куумную полость, определяющую наружный вид заготовок, и
своим внешним видом напоминают бутон цветка перед его рас-
крытием. Оформление полости заготовки на лепестковой машине
производится посредством вакуума. В средней части каждого сег-
мента есть отверстие, а против него с наружной стороны сегмента
прикреплен патрубок, который соединен с вакуум-насосом. Ва-
куум не прекращается в течение всего времени работы и обеспе-
чивает плотное прилегание листа резиновой заготовки к внутрен-
ней стороне сегмента. В раскрытые сегменты машины вкладывают
230
квадратную пластинку каландрованной резиновой смеси толщиною
3 мм и газообразователь. При нажатии рычага машины сегменты
сближаются, кромки их сжимают лист заготовки и вытесняют
в виде складок ее излишки. Так как осуществить четкий сход
четырех граней в одной точке трудно, то было предложено два
противоположно лежащих сегмента несколько укоротить так,
чтобы они не смыкались при закрытии; два других (удлиненных)
сходятся по прямой, к концам которой подходят вершины двух
первых сегментов. Вследствие этого получается линейный стык.
Заготовки, получаемые на лепестковой машине, имеют относи-
тельно близкие меридиональный и экваториальный диаметры.
При этом способе заготовки обычен большой отход резиновой
смеси, до 200% от массы заготовки. Эти отходы повторно обра-
щают в листы либо как таковые, либо смешивая со свежеприготов-
ленной резиновой смесью в различных соотношениях. Заготовки
опудривают шлифом, получаемым на последующей операции
отделки*.
В поточном производстве лепестковые машины оборудуют кон-
вейерными установками для подачи материала и приема загото-
вок. Производственный комплекс также включает ряд машин
подготовительного производства, например, подогревательно-пита-
тельные вальцы, червячный пресс и гильотинный нож для попе-
речной резки профилируемой заготовки. Последняя при выходе
из пресса раскалывается вдоль и распластывается в ленту. При-
меняется и другой вариант: агрегат включает подогревательные
вальцы (с валками 300X600 мм), каландр (с валками 150X
Х400 мм) и последующую продольную и поперечную резки листа
дисковым ножом с электрообогревом.
При составлении смеси газообразующих агентов необходимо
учитывать температуру диссоциации и скорость ее на участке
температурных изменений, соответствующих циклу вулканизации.
Поскольку скорость разложения смеси азотистокислого натрия
и хлористого аммония при нагревании в пределах 20—70 °C
невелика, давление газа на стенки мяча к моменту начала вулка-
низации может оказаться недостаточным, что поведет к недопрес-
совке. Поэтому в заготовки мячей больших размеров названную
смесь дают в водном растворе, а иногда добавляют также и угле-
кислый аммоний (в таблетках). Практически применяемые дози-
ровки названных газообразователей приводят к тому, что давле-
ние газа в готовом мяче наружного диаметра 7 см составляет
1,4-105 Па. Давление же газа в мяче в условиях вулканизации
при 150 °C достигает (8—8,5) -105 Па [5, 6].
* На внутренней стороне заготовки мячей больших размеров (диаметром
125—200 мм) дополнительно помещают так называемую «пробку». Пробка пред-
ставляет собой отрезок шнура круглого сечения, профилированного из резино-
вой смеси, не содержащей вулканизующей группы. В случае потерн мячом его
формы и упругости через пробку (как через обратный клапан) производят под-
дувание мяча воздухом.
231
Вулканизация мячей производится в стальных или
алюминиевых формах прерывно в котлах и прессах или вулкани-
заторах. На Ленинградском заводе РТИ создан (см. главу 1)
агрегат для поточно-непрерывной вулканизации мячей и других
полых формовых изделий. Такой вулканизационный аппарат пред-
ставляет собой трубчатый туннель, в котором принудительно и
замкнуто циркулирует объем воздуха, нагреваемый калорифером,
расположенным вне этого туннеля. Внутри туннеля движется
замкнутая тяговая цепь с прикрепленными к ней стальными
штампованными формами. Формы для больших мячей состоят
из двух полых полушарий каждая, а формы для мячей малых
размеров из двух-четырех гнезд полушарий. На одном из пунктов
Рис. 139. Двухэтажный туннельный вулканизационный аппарат:
/—верхний туннель;/—нижний туннель; S— приводная звездочка;/— звездочка
поворотная; в—цепь с двумя рядами форм; в—вентилятор № б; 7—калори-
фер Б-6; в—охладитель; 9—помост.
прохода цепи производится открывание форм, выемка изделий и
закладка заготовок [7].
Туннельный вулканизатор особенно способствует нормальному
прохождению двух последовательных этапов вулканизации мячей.
На первом этапе формы и заготовки нагреваются от 20—30 до
80—100 °C, при этом происходит разложение смеси азотистокис-
лого натрия и хлористого аммония и создается давление газов,
прижимающее изнутри заготовку к форме. На втором этапе, когда
формы и заготовки нагреваются до 135—140 °C, происходит про-
цесс вулканизации. Формы с изделиями проходят перед съемом
участок пути, где осуществляется охлаждение их до 30—35 °C.
Необходимость охлаждения форм с изделиями объясняется тем,
что давление горячих газов и паров в полости мяча может повести
к разрыву стенки при выемке мяча из формы. Агрегирование
подогревательных вальцов, каландра, лепестковых машин, аппа-
рата для непрерывной вулканизации мячей и удобное обслужива-
ние процессов раскрытия и сборки форм полностью механизирует
производство мячей. На Курском заводе РТИ освоен новый, более
производительный вариант такого агрегата; последнее дости-
гается тем, что аппарат сделан двухэтажным (рис. 139): два
туннеля расположены один над другим, в каждом движутся пря-
мая и обратная ветви двух параллельных цепей; рабочие места
перезарядка форм нижнего и верхнего туннелей находятся на
232
противоположных сторонах агрегата. Обогрев обоих туннелей
идет по единой замкнутой циркуляции воздуха с двухкратным
подогревом в общем цикле.
В зарубежной практике до настоящего времени вулканизация
мячей в основном осуществляется прерывным процессом в специ-
альных вулканизаторах. Нижняя плита такого вулканизатора
неподвижна, верхняя же открывается под углом 45°. Вулканиза-
тор снабжен регуляторами температуры и времени вулканизации,
что вполне автоматизирует процесс. Заготовки в формы вулкани-
затора закладывают вручную так, чтобы шов заготовки не совпа-
дал с плоскостью смыкания форм, и затем вынимают вулканизо-
ванные изделия. Все остальные операции — закрытие форм, впуск
пара, вулканизация, охлаждение форм и открывание их — про-
исходят автоматически. Для охлаждения форм дают холодную
воду в каналы плит вулканизатора. В случае значительной жест-
кости охлаждающей воды может, одиако, последовать быстрое за-
соление этих каналов.
Для удаления вулканизационных швов (выпрессовок), загряз-
нений с поверхности мячей и для придания им характерного
бархатистого вида мячи больших размеров полируют, шлифуют
в станках-полуавтоматах, полусферические гнезда которых футе-
рованы наждачным полотном, или на матерчатых шайбах. Мячи
малых размеров иногда обтачивают во вращающихся барабанах,
также футерованных наждачным полотном. Далее следует об-
мывка в решетчатых барабанах поверхности мячей от резинового
шлифа и наждачной пыли и обдувка нагретым воздухом. В изго-
товлении мячей малых размеров иногда даже ограничиваются
только обточкой шва на матерчатых шайбах. Для окраски мячей
применяют быстровысыхающие краски, основой которых яв-
ляются различные полимеры, в качестве пленкообразующих, спо-
собных образовывать эластичные пленки, например, натураль-
ный и синтетические каучуки, нитроклетчатка, полимеризованные
масла и др. Для улучшения внешнего вида окрашенных мячей
часто прибегают к покрытию их лаками на основе полиамидных,
полиуретановых, эпоксидных и других смол, способных образо-
вать прозрачные или пигментированные блестящие покрытия. На-
несение таких покрытий производят путем погружения в ванну
или опрыскиванием (пульверизацией) мячей, распыливая раствор
аэрографом в застекленном вытяжном шкафу.
Аэрограф (рис. 140) устроен таким образом, что сжатый воз-
дух, выходящий через коническое сопло /, проходит мимо ка-
нала 2, подводящего краску, поток которой регулируется иголь-
чатым клапаном 3. Струя воздуха увлекает краску и распыляет
ее. Для одноцветной раскраски мяч помещают на подставке
с тремя штифтами; для двухцветной раскраски —в круглом вы-
резе, сделанном в металлическом листе. Для наложения рисунков
применяется экранирование мяча соответствующими трафаретами.
Известно применение двукратной окраски. Сначала мяч грун-
туют белой краской, а затем окрашивают цветной. Грунтовка
233
Рнс. 140. Аэрограф для окраски
мячей:
/—коническое сопло для выхода воздуха
и краски; 2— канал для подвода краски
к соплу; 3—игольчатый клапан; /—регу-
лятор подачн воздуха; 5—канал для по-
дачи воздуха; в—инппелы 7—спиральная
пружина; в—спуск; У—резервуар для
краски.
всей поверхности мяча белой краской производится автоматически
на особом агрегате, снабженном транспортером. Когда держатель
мяча, укрепленный на транспортере, проходит возле аэрографа,
то, вследствие трения подвижного шнура о шайбу держателя
мяча, держатель, а вместе с ним и мяч начинают вращаться.
Одновременно начинает работать аэрограф, нанося равномерную
окраску на всю поверхность мяча. Грунтованные и просушенные
мячи затем механически покрывают цветной краской и в дальней-
шем при надобности лаком (по-
средством аэрографа и полусфе-
рических трафаретов). Примене-
ние белой грунтовки способ-
ствует яркости и хорошему тону
цветной окраски при меньшем
расходе лака.
Для закрытия переходной зо-
ны при двухцветной окраске мя-
чей применяют нанесение узких
цветных полосок или по экватору
мяча, или в виде системы пере-
секающихся линий. Такой способ
расцветки носит название «ци-
ровки». Мяч для цировки укреп-
ляется в патроне токарного стан-
ка. В торце патрона сделана сфе-
рическая впадина, соединенная
с вакуум-насосом; легким при-
жимом к патрону мяч укрепляют
на нем. Цировку производят по-
средством тонкой кисточки или
особым рейсфедером. Снабжая
цировочный станок двумя укреп-
ляемыми в центрах полусфериче-
скими трафаретами, можно зна-
чительно упростить ручную окрас-
ку пульверизацией.
Резиновые баллоны.
Изготовление резиновых балло-
нов для спринцовок, а также длй пульверизаторов, ирригаторов,
крове- и молокоотсосных банок и для звуковых сигналов одно-
типно с производством детских мячей. Спринцовки выпускаются
двух видов: с твердым наконечником и с мягким. В пределах
того и другого вида спринцовки различаются по емкости (от 30
до 180 см3). Заготовки для спринцовок с твердым наконечником
по форме близки к грушевидной, а для спринцовок с мягким.'
наконечником отличаются от первых удлиненной горловиной. За-
готовки для спринцовок производят на лепестковых машинах
из листов резиновой смеси толщиной 2,8—3,4 мм. Вздувателем
при котловой вулканизации служил углекислый аммоний, а в на-
234
стоящее время, когда вулканизация спринцовок осуществляется
в туннельных аппаратах непрерывного действия, в качестве взду-
вателя применяется вода. Для сообщения полости спринцовок
с атмосферой на сверлильном станке прорезают круглое отверстие
в горловине вулканизованных изделий. Для сглаживания вулка-
низационного шва и подтачивания мягкого наконечника сприн-
цовки и ирригаторы обтачивают на мягких матерчатых шайбах.
Изделия, снабжаемые твердыми наконечниками или арматурой,
дополнительно проходят монтаж, состоящий в укреплении изоля-
ционной лентой и обжимными кольцами арматуры в горловине
баллона. В соответствии с назначением изделий применяют нако-
нечники и арматуру, изготовленные из пластмасс, эбонита, стекла,
дерева, металла и т. д.
Формовые игрушки. Резиновые формовые игрушки —
полые изделия различных конфигураций и размеров: куклы, жи-
вотные, погремушки — по технологии производства близки к рас-
смотренным выше изделиям, отличаясь лишь в конфигу-
рациях.
На Ленинградском заводе РТИ производство формовых игру-
шек организовано в потоке, включающем все операции от разо-
грева смеси для заготовок на вальцах до вулканизации игрушек
в аппарате непрерывного действия. Пятивалковый каландр выпу-
скает одновременно две полосы, а последующее дублировочное
устройство дублирует их в профилированную пластину. По одной
стороне ширины пластина имеет толщину 3,0 мм, по другой —
3,5 мм. Резка пластин поперек на заготовки производится диско-
вым ножом с электрообогревом. Ленточным транспортером заго-
товки передаются к штанцевый прессам. Здесь, при оформлении
заготовки игрушки, внутрь ее помещают в качестве вздувателя
воду. Утолщенная часть заготовки приходится на то место иг-
рушки, где требуется большее количество резины, например ножки
кукол. Вулканизация заготовок осуществляется в туннельных ап-
паратах фирмы «Тупол» (ЧССР) непрерывного действия с обо-
гревом воздуха элементами накала. Алюминиевые формы для
игрушек в количестве 30 шт. прикреплены к металлической дви-
жущейся конвейерной цепи; цепь конвейера делает один оборот
за 30 мин. Закладка заготовок производится в горячую форму
на верхней ветви конвейера. Здесь же происходит раскрытие
форм и выемка игрушек. Перед открытием формы, через имею-
щееся в ней небольшое отверстие, игрушка прокалывается для
стравливания давления паров вздувателя. Этим исключается не-
обходимость охлаждения форм. Далее следует удаление вулкани-
зационного шва обточкой на матерчатой шайбе и просверливание
отверстия на месте прокола и промывка игрушек. В отверстие
вставляется пищик, и игрушка следует на конвейер, где произво-
дится окраска маканием, пульверизацией или кистеванием. Завер-
шающая операция — сушка лака или краски — производится об-
лучением инфракрасными лучами при 90—100 °C.
235
ФОРМОВЫЕ ИЗДЕЛИЯ О ОТКРЫТОЙ полостью
Формовые изделия с открытой полостью, если размеры послед-
ней невелики, а стенки изделия достаточно толсты, например
накостыльники, изготовляются из мягкой резины обычными
приемами формовой работы. Некоторыми особенностями отли-
чается производство тонкостенных изделий, имеющих открытую
полость значительных размеров. Сюда относится ряд изделий:
грелки, пузыри для льда, средства индивидуальной защиты и т. п.
Грелки (ГОСТ 3303—46), пузыри для льда и другие
изделия представляют собой тонкостенные (1—2 мм) резиновые
мешки прямоугольной, круглой или иной формы различной емко-
сти. В производстве этих изделий к качеству и состоянию формо-
вого хозяйства предъявляются строгие требования. Здесь приме-
няют стальные гравированные и хромированные формы, а также
формы из алюминиевых сплавов, получаемые отливкой под давле-
нием в специальных изложницах. Для образования полости в из-
делии формы имеют соответственные сердечники. Последние
должны быть точно центрированы в форме.
Для этих формовых изделий используют цветные резиновые
смеси. Заготовки, имеющие определенную толщину и размеры,
укладывают в форму с обеих сторон сердечника. В местах утол-
щений накладывают дополнительные полоски. Вулканизация про-
изводится в двух- или четырехэтажных прессах.
Подобными же приемами изготовляют маски и шлемы проти-
вогазов. Возможно изготовление грелок и иных изделий в фор-
мах без сердечников. В этом случае в полую заготовку заклады-
вают газообразователь или при вулканизации внутрь формуемой
заготовки подают пар.
ПЕНИСТЫЕ И ПОЛЫЕ ЛАТЕКСНЫЕ ИЗДЕЛИЯ
Пенистые и полые изделия разных видов и назначе-
ний могут быть также получены из натурального или из соответ-
ственных видов синтетических латексов, с применением различ-
ных методов переработки.
Латекс, представляющий собой водную дисперсию отрица-
тельно заряженных каучуковых частиц, очень чувствителен к раз-
личным химическим, физическим и электрическим изменениям.
Введение ингредиентов, необходимых для образования рабочей
смеси, связано с изменением этих факторов и может вызвать
преждевременную коагуляцию смеси. Например, излишнее при-
бавление аммиака вызывает образование пленки на поверхности
латекса и ухудшает старение изделий; увеличение кислотности
ускоряет коагуляцию. Существенной трудностью в работе с ла-
тексными смесями является отстаивание смесей. Отстаивание
влечет за собой постепенное или быстрое повышение вязкости;
при нагревании отстаивание смеси увеличивается,
236
Латексная губка представляет собой ячеистый материал
с небольшой объемной массой, с высокими тепло- и звукоизоля-
ционными свойствами. В основном изготовляется мягкая эластич-
ная губка с высокой амортизирующей способностью. В зависи-
мости от состава и условий производства может быть получен
эбонит с микроскопически малыми порами. Латексная губка, по-
лучаемая способом вспенивания латекса, имеет большие и малые
частично сообщающиеся поры; губка, получаемая по способу об-
разования пластин геля с последующей вулканизацией этого геля,
дает эбонит с микроскопически малыми сообщающимися порами.
Способы эти основаны на применении сенсибилизирующих доба-
вок к латексным смесям, ведущих к тому, что смеси при
последующем нагревании или охлаждении, спустя определенное
время, загустевают в компактную массу. Дальнейшая обработка
и вулканизация таких заготовок дает губчатые изделия. Сенсиби-
лизирующими добавками являются соединения двух- или трех-
валентных металлов, обычно применяемые вместе с аммоний-
ными или щелочными солями кремнефтористоводородной кис-
лоты.
Пенистые изделия из вспененного латекса по одному из мето-
дов производятся следующим образом. Заготовляется латексная
смесь, содержащая серу, диэтилдитиокарбамат цинка, минераль-
ное масло, едкое кали, казеин и олеиновую кислоту. Смесь выли-
вают в ковши с полусферическим дном, одновременно добавляя
в качестве пенообразователя касторовое масло. Специальным
приспособлением вся находящаяся в ковше масса сбивается в пену.
Большое количество поглощаемого при этом воздуха равномерно
распределяется в виде небольших пузырьков. В качестве коагу-
лянта замедленного действия в смесь в виде водной дисперсии
прибавляют кремнефтористоводородный натрий и небольшое ко-
личество окиси цинка. Образовавшаяся пена вскоре начинает пе-
реходить в гелеобразную массу, тогда ее разливают в формы.
Формы укреплены на ленточном транспортере, который проходит
в вулканизационной водяной ванне, нагретой до 96 °C. Вулкани-
зованные изделия вынимают из форм; воду и растворимые части
латекса удаляют отжимом, промывкой в проточной воде и центро-
фугированием. Затем следует просушивание изделий на теплом
воздухе. Несложность заполнения форм подвижной пенистой мас-
сой позволяет изготовлять любые фасонные изделия: различного
вида подушки и сиденья для машин безрельсового транспорта и
мебели, матрацы и т. п. Призматические впадины с нижней сто-
роны сиденья (рис. 141) не только облегчают вес, но также дают
добавочный амортизующий эффект. Так как при вулканизации нет
значительного внутреннего давления, прижимающего резину к
стенкам формы, как это имеет место в случае применения газо-
образователей, то вместо грубой кожистой корки на поверхности
изделия образуется тонкая пористая кожица. Для увеличения мо-
дуля сжатия губки в латексную смесь вводят измельченное сте-
клянное волокно.
237
Пенистая резина, изготовленная из хлоропренового или бута-
диен-стирольного латексов в 1 см3, содержит до 15000 воздушных
микропор. Объем воздуха в них составляет 85% всего объема
пенистой резины, тогда как в обычной губчатой резине объем пор
не превышает 65%.
В СССР осуществлено поточное производство пенистых латекс-
ных изделий с открытыми полостями [8] (рис. 142). В латексную
смесь при непрерывном действии вспенивателя подается воздух
и желатинирующая композиция.
Основным узлом современного вспенивателя является головка,
состоящая из двух вертикально расположенных дисков диаметром
Рис. 141. Изделие из вспененного латекса.
306 мм, между которыми вращается диск-ротор диаметром 300 мм.
На внутренней поверхности дисков статора и на рабочих поверх-
ностях ротора расположены концентрическими кольцами зубья.
Зазор между зубьями статора и ротора 1,5 мм. Полученная пена
заливается в формы, закрепленные на транспортере. Формы по-
следовательно проходят участки желатинизации и вулканизации.
Вынутые из форм изделия поступают на промывку, отжим и сушку
током высокой частоты [9]. Для производства латексной губки
применяется латекс СКС-50 ПГ — водная дисперсия сополимеров
бутадиена со стиролом.
Микропористые эбонитовые сепараторы. По од-
ному из способов микропористый эбонит изготовляют из латексной
смеси, содержащей необходимое количество серы, стабилизаторы,
вулканизующую группу и раствор солей щелочноземельных ме-
таллов. Смесь эта разливается в формы, движущиеся на конвейер-
ной ленте, образует в них тонкий и ровный слой и вслед за тем
подвергается коагуляции. При образовании геля твердые коллои-
дальные частицы смеси дают чрезвычайно мелкую сетчатую
структуру, промежутки которой заполнены жидкостью. Далее сы-
238
рой гель вулканизуют в водяном баке в вулканизационном котле.
После окончания вулканизации пластины микропористого эбонита
высушивают и обрабатывают на фуговочном станке для придания
ребристости, что, однако, связано с большими отходами мате-
риала. Средний диаметр пор составляет 0,4 мкм. Общая пори-
стость в среднем 55—60%, но если работать на разбавленном
до 10—20% содержания каучука латексе, то общая пористость
может достичь 75—80%. Кажущаяся удельная масса колеблется
от 0,5 до 0,2.
Рнс. 142. Схема агрегата для вулканизации губчатых латексных
изделий:
1 — конвейер; 3—камера желатинирования; 3—камера вулканизации; 4— ка-
мера охлаждения; 5—привод конвейера; «—натяжное приспособление;7,8— ка-
лориферная установка для камеры вулканизации; 3— вытяжная установки
для камеры охлаждения.
Особенностью микропористого эбонита является его относи-
тельно малое электрическое сопротивление и значительная стой-
кость против серной кислоты даже при 80 °C. Батареи, снабжен-
ные сепараторами из микропористого эбонита, дают напряжение
примерно на 75% больше, чем батареи с сепараторами, состоя-
щими из фанеры и перфорированного листового эбонита.
Микропористый эбонит высокого качества может быть изго-
товлен из синтетического латекса. В зависимости от состава смеси
и времени вулканизации можно получить материал с желаемой
твердостью стенки ячеек от микропористого эбонита до микро-
пористой мягкой резины. Последнюю применяют в качестве адсор-
бирующего и фильтрующего средства в различных отраслях про-
мышленности. Вследствие малых размеров таких фильтров весь
осадок остается на поверхности фильтра, не засоряя его пор.
При достаточно сильном сдавливании из микропористого эбо-
нита, как из губчатого материала, можно вытеснить почти весь
воздух. Вследствие происходящего при этом сближения частиц
?39
изменяется цвет материала. Светло-коричневый цвет микропори-
стого эбонита переходит в черный; ярко-желтый цвет мягкой мик-
ропористой резины становится коричневым.
Малая гибкость и хрупкость микропористых сепараторов яв-
ляются значительным их недостатком *. В последнее время с ми-
кропористыми эбонитовыми сепараторами успешно конкурируют
более гибкие микропористые пластмассовые сепараторы.
Латексные смеси, содержащие наряду с каучуком все необ-
ходимые ингредиенты, можно применять для создания защитных
покрытий металлоаппаратуры. Смеси можно наносить пульвери-
зацией, наливом, погружением, применяя для коагуляции каучука
методы желатинирования, ионного отложения или электрофорез.
Латексные тонкостенные изделия. Применение ла-
текса в производстве тонкостенных полых изделий, перчаток, обо-
лочек метеорологических шаров-зондов, сосок и других изделий,
успешно вытесняет производство таких изделий из клеев.
Помимо улучшения санитарных условий и устранения пожаро-
и взрывоопасности, применение латексных смесей значительно
снижает энергетические расходы производства, ускоряет произ-
водственный процесс и обеспечивает большую прочность и эла-
стичность изделий при меньшей толщине стенок [10].
Известен ряд методов получения резиновых изделий маканием
из латексных смесей. Наиболее распространенным является метод
ионного отложения. Для изготовления латексных изделий этим
методом применяют фарфоровые или алюминиевые модели. По-
следние для облегчения снятия изделий покрывают теплостойким
лаком.
Метод ионного отложения состоит в погружении моделей пер-
чаток в раствор коагулирующего агента (фиксатора) и последую-
щего погружения в латексную смесь [11]. В качестве коагулянта
применяют раствор хлористого кальция с добавкой к нему као-
лина для загущения раствора.
Для изготовления перчаток методом ионного отложения ис-
пользуют наиритовые латексы Л-3, Л-4, Л-7. Нагретые модели
макают в раствор коагулянта, а затем в латексную смесь. Про-
должительность пребывания в латексной смеси зависит от кон-
центрации смеси, характера коагулянта и желаемой толщины
слоя. Далее следует уплотнение структуры полученной пленки
(так называемый синерезис), проводимое в воде или в растворе
электролита, а затем тщательная промывка для удаления всех
растворимых продуктов и сушка в горячем воздухе при 40—60 °C.
Просушенные перчатки проходят промежуточный контроль; края
их обрезают, а для усиления кромки накладывают ленточку. Вул-
канизация производится в горячем воздухе при 125—130 °C или
в горячей воде, если прозрачность изделий не обязательна. Необ-
* Изготовление эбонитовых микропористых пластин возможно и другим спо-
собом с примеиеиием натурального каучука и введением в смесь геля кремневой
кислоты в качестве порообразователя.
240
ходимость тщательной промывки геля вызывается тем, что прак-
тически все промышленные коагулянты, присутствующие в пленке,
ухудшают старение, исключение составляет уксуснокислый цинк.
Этим методом может быть получена пленка толщиной до 1,0—
1,2 мм, что вполне достаточно даже для таких изделий как
бутылочные соски, оболочки метеорологических шаров [12].
Масло-бензостойкие перчатки изготовляют из бутадиен-нитриль-
ного латекса СКН-40 ПН или СКН-40 К [13].
Разработан способ изготовления латексно-трикотажных перча-
ток с применением смеси, предотвращающей проникновение ла-
текса сквозь трикотаж [14].
ЛИТЕРАТУРА
1. Вразьв С. А. Губчатая резина. В ки.: Гайзер Э. Технология резины. Пер. а
англ. Под ред. М. Л. Геселева и А. Д. Маркина. Т. 2. М., ОНТИ, гл. рад.
хим. лит., 1937, с. 978—1028.
2. Беляева В. А., Горелик Р. А., Рождественский О. И. и др. Производство шии,
РТИ и АТИ, 1971, № 11, с. 12—14.
3. Козловская Л. Н., Руденко Н. И. «Каучук и резина», 1962, № 4, с. 19.
4. Домброу Б. А. Полиуретаны. Пер. с англ. Под ред. А. А. Благонравовой. М.,
«Химия», 1964, 152 с.
5. Панова А. В., Дубровина Г., Казаков А. В. «Каучук и резина», 1939, № 8,
с. 80—84.
?. Федулов Н. Ф. Там же, 1940, № 9, с. 38.
. Коллегии А. В., Коропальцев Н. В. Непрерывно-поточная вулканизация ре-
зиновых изделий. М., Госхимиздат, 1956. 33 с.
8. Ангерт Т. Г. «Каучук и резина», 1960, № 2, с. 11—16.
9. Короткова А. Л. Там же, 1957, № 9, с. 9—11.
10. Ладнее Р. Я., Гаврилов Б. М., Шумчуров В. Т. Там же, 1962, № 8, с. 45—47.
11. Балабкин П. И. Производство маканых резиновых изделий. М., Госхимиздат,
1960. 232 с.
12. Каменщикова Т. Н., Лепетов В. А., Буканов А. М. и др. Производство шин,
РТИ и АТИ, 1974, № 5, с. 35.
13. Марголина Ю., Генель М. «Каучук н резина», 1958, № 10, с. 15—17.
14. Абрамова Е. Н. Производство шин, РТИ и АТИ, 1973, № 1, с. 22—24.
ЧАСТЬ ВТОРАЯ
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
ПРОИЗВОДСТВА РТИ
Глава 8
РЕЗИНА
ОБЩИЕ ЗАМЕЧАНИЯ
По условиям эксплуатации РТИ к резине предъявляются раз-
личные требования. Резиновая обкладка транспортерных лент, пе-
редающих руду или каменный уголь, при низкой температуре
должна быть морозостойкой и хорошо противостоять истиранию;
резиновая камера в рукавах для нефтепродуктов должна быть
стойкой к набуханию; резиновая обкладка железнодорожных ци-
стерн для перевозки соляной кислоты — стойкой к ее химическому
действию и т. д.
Особые требования предъявляются к резиновым изделиям, при-
меняемым в самолетах, в конструкциях которых имеются сотни
разнообразных резиновых деталей. Такие изделия, наряду с ком-
пактностью и малым весом, должны быть эластичны и прочны.
Очень важно сохранение деталями их свойств в широких пределах
температур и в ряде случаев при воздействии различных жидких и
газовых сред. При полете со скоростью 3600 км/ч даже на высоте
5000 м температура нагрева обшивки доходит до +400 °C; детали
же, находящиеся в узлах двигателей, должны сохранять свои свой-
ства при температуре, доходящей до +500 °C. В то же время ряд
деталей подвергается воздействию температур порядка минус 60 °C
и ниже. Поскольку габариты деталей самолетов должны оста-
ваться практически постоянными в продолжение всего срока
службы, малые остаточные деформации сжатия являются необхо-
димым качеством таких резин. Еще большие требования предъ-
являются к резинам для ракетостроения.
Разнообразие предъявляемых к резине требований ведет к раз-
работке соответственных резиновых смесей; количество видов сме-
сей, имеющихся на заводах РТИ, значительно. Условия обработки
смесей в подготовительных и сборочных цехах, в свою очередь,
предъявляют специфические требования к рецептуре. Наряду с ши-
роко применяемыми в резиновом производстве каучуками об-
щего назначения — натуральным (НК) и бутадиен-стирольными
(СКС-ЗОА, СКС-30, СКМС-30 и др.) используются и специальные:
хлоропреновые каучуки (А, Б, С, НТ), бутадиен-нитрильные
(СКН-18, СКН-26, СКН-40, СКН-40Т), бутилкаучук, химически
стойкие фторкаучуки (СКФ-32-12, СКФ-62-13), теплостойкие крем-
нийорганические полимеры (СКТ). Осваиваются стереорегулярные
каучуки: полибутадиеновый (СКД) и изопреновые (СКИ). Ве-
дутся поиски новых каучуков на основе соединений, содержащих
бор, фосфор, азот и другие элементы. Для резиновых смесей РТИ
помимо ингредиентов, обычных в резиновом производстве, приме-
няются и специальные. К их числу относятся: эбонитовая пыль,
окись свинца, аброзивы, синтетические пластики и др.
Характеристики резин по их основным физико-механическим
свойствам указываются в соответственных ГОСТах на РТИ. В ка-
честве примера приводятся данные из технических условий
№ 233—54—Р МХП на РТИ (табл. 4 и 5). __
Назначение и характеристика резни
Таблица 4
Группа резины Температурные условна работы, °C
Для воды, воздуха, слабых раство- ров кислот и щелочей (20%), кроме уксусной и азотиой кислот: а) мягкая б) средней твердости в) повышенной твердости I От —30 до ~^50
Теплостойкие резины: II В среде водяного пара до
а) мягкая б) средней твердости в) повышенной твердости +140; в среде воздуха от —30 до +90
Морозостойкие резины: а) мягкая б) средней твердости в) повышенной твердости III В среде воздуха от —45 до +50
Масло- и беизостойкие резины: а) мягкая б) средней твердости в) повышенной твердости IV От —30 до +50
Резины с повышенной маслобеизо- стойкостью: а) мягкая б) средней твердости в) повышенной твердости V От —30 до +50
Резины, соприкасающиеся с пище- выми веществами: а) мягкая б) средней твердости в) повышенной твердости VI От —30 до +50
Резины газойлестойкие для работы в среде дизельного топлива, керо- сина и бензина VII От —30 до +50
243
Физико-механические
Группа резн ны Предел прочности на разрыв, 10 Н/см2, не менее (ГОСТ 270-64) Относи тельное удлине- ние, %, не менее (ГОСТ 270 - 64) ОстатоЧ' ное удли- нение, %, не более (ГОСТ 270-64) Коэффициент старения за 96 ч при+70 °C, не менее Твердость в пределах единиц по ТМ-2 (ГОСТ 263-53) Коэффициент теплостой- кости за 48 ч прн 140 °C, не менее
1 2 3 4 5 6 7»
1-а 30 350 35 0,60 35-50 —
1-6 45 250 35 0,65 45-65 —
1-в 45 200 35 0,65 60—80 —
П-а 40 300 30 0,75 35-60 0,5
П-б 35 200 30 0,75 50-70 0,5
П-в 50 100 30 0,60 65-90 0,5
Ш-а 35 350 30 0,75 30-50 —
Ш-б 35 200 30 0,75 45-65 —
Ш-в 50 175 25 0,70 60-80 —
IV-a 50 350 45 0,60 30-50 —
IV-6 50 250 45 0,70 45-66 —
IV-b 55 180 40 0,70 55-85 —
V-a 50 250 30 0,60 35-60 —
V-б 70 200 20 0,70 55—45 —
V-в 90 100 20 0,70 70-90 —
VI-a 25 300 40 0,70 35-50 —
VI-б 30 200 35 0,70 45-60 —
VI-в 35 150 25 0,70 55-70 —
VII 45 200 20 0,70 60—75 —
Примечания. 1. Для резин группы I-в, имеющих твердость выше 70 единиц по
2. При набухании в бензине и масле допускается уменьшение массы.
3. Резины Групп VI-VII не должны иметь солей тяжелых металлов.
* Резины для деталей авиационной промышленности определяются техническими уело
244
Таблица 8
свойства резин *
Температура хрупкости при за- мораживании, не менее, °C Коэффициент кис- лото- и щелочестой- кости за 24 ч прн 15-20 °C Набухание по массе за 24 ч при 15-20 °C, % к первоначальной массе
в 20 %-ной серной или соля- ной кис- лоте, не менее в 20% растворе едкого натра или кали, не менее в масле «К» ГОСТ 1013-49 *, не больше в бензине «галоша* ГОСТ 448-53 *, не больше в тракторном керосине ГОСТ 1842-52*, не больше в газойле, не больше
8 9 10 11 12 13 14
— 0,75 0,75 — — — —
— 0.75 0,75 — — — —
— 0,75 0,75 — — — —
— — — — — — —
— — — — — — —
— — — — — — —
45 — — — — — —
45 — — — — — —
45 — — — — — —
— — — 5 35 — —
— — — 3 30 — —
— — — 3 25 — —
— — — 1,5 10 — —
— — — 1,5 10 — —
— — — 1,5 10 — —
— — — — — — —
— — — — — — —
— — — — — — —
— — — — 30 15 10
ТМ-2, относительное удлинение при
разрыве может быть не менее 100%, а твердость до 9,5.
виями.
245
Однако физико-механические характеристики резин, приведен-
ные в графах 2, 3, 4, 5 табл. 5, недостаточны для оценки механиче-
ских конструкционных свойств, так как испытания по ГОСТ 270—64
и 263—53 не воспроизводят реальных условий эксплуатации из-
делий.
Резина как конструкционный материал в ряде ее свойств суще-
ственно отлична от металлов и других материалов. Важнейшая
особенность ее состоит в способности к перенесению под действием
внешней нагрузки значительных деформаций без разрушения. К ос-
новным особенностям резины также относятся: малые величины
модулей при сдвиге, растяжении и сжатии; большое влияние дли-
тельности действия приложенной нагрузки и температурного фак-
тора на зависимость напряжение—деформация; практически по-
стоянный объем при деформации; почти полная обратимость де-
формации; значительные механические потери при циклических
деформациях.
Вулканизаты мягкой резины под влиянием ряда складских или
эксплуатационных факторов, действующих изолированно или чаще
комплексно, изменяют свои технически ценные свойства. Измене-
ние сводится к снижению эластичности и прочности, к появлению
затвердения, хрупкости, трещин, изменению окраски, увеличению
газопроницаемости, т. е. к большей или меньшей потере изделиями
их технической ценности. Влияние кислорода воздуха, и в особен-
ности озона, ведет к старению и утомлению резины. Этому способ-
ствуют: тепло и свет, напряжения, возникающие при динамическом
или статическом нагружении, включая и нерациональное склади-
рование, влияние агрессивных сред или каталитическое действие
солей металлов (в частности, марганца и меди).
Низкие температуры ведут к снижению эластичности резины,
к повышению ее хрупкости. Эти изменения углубляются с длитель-
ностью охлаждения. Однако с возвращением к нормальным тем-
пературам первоначальные свойства восстанавливаются. Влияние
размеров и особенностей формы изделия в резине сказывается зна-
чительно больше, чем в других конструкционных материалах. Ста-
билизация в резине ее технически ценных свойств, борьба с явле-
ниями старения, утомления и замерзания представляют в настоя-
щее время одну из важных задач современной технологии резины.
Деформация высокомолекулярных материалов (каучука, рези-
ны, различных текстильных волокон и других) — под воздействием
приложенных внешних сил — это следствие величины этих сил и
условий их приложения: длительности, повторности, частоты и тем-
пературы. Свойственная каучуку и резине высокоэластическая де-
формация зависит от гибкости и длины молекулярных цепей кау-
чука, от величины и роли внутри- и межмолекулярных связей и от-
личается от упругой деформации кристаллических тел большим
пределом. При этом проявляется свойственная высокомолекуляр-
ным материалам способность принимать различные физические со-
стояния: стекловидное при низких, высокоэластическое при обыч-
ных и вязкотекучее при высоких температурах.
246
Исследование высокоэластической деформации каучука и ре-
зины, как обратимого изотропного процесса при малых скоростях
деформации, приводит к установлению зависимости напряжений и
деформации в так называемых равновесных условиях, когда за
время деформации успевают пройти основные релаксационные про-
цессы. В реальных же условиях, вследствие релаксационной спо-
собности высокомолекулярных материалов, проявляется то или
иное из названных выше физических состояний, как следствие со-
отношения между временем действия внешних сил и временем, не-
обходимым для достижения равновесия их с внутренними силами, и
сказываются несовершенною упругостью резин. Изучение термо-
динамической и кинетической сущности высокоэластической дефор-
мации, проведенное в СССР А. П. Александровым, П. П. Кобеко,
Я. И. Френкелем, В. А. Каргиным, Б. А. Догадкиным и продол-
жаемое другими исследователями, внесло значительную ясность
в освещение явлений, происходящих при деформации резин. Успехи
этих работ, а также исследования механических свойств резино-
вых и текстильных изделий дают широкую основу для создания
учения о прочности и сопротивлении как высокоэластических, так
и структурных материалов и изделий из них. Практическим след-
ствием является возможность осуществления рациональных инже-
нерных расчетов в области и резино-текстильных конструкций.
ОСОБЕННОСТИ СВОЙСТВ РЕЗИНЫ ПРИ ДЕФОРМАЦИИ
В практике применения РТИ имеют место релаксационные яв-
ления, степень которых зависит от времени и условий деформации,
проявляющиеся в таких релаксационных процессах как ползучесть,
падение напряжения, восстановление, гистерезисные потери и др.
Ползучесть (крип) представляет собой увеличение относи-
тельной деформации е со временем т приложения постоянной на-
грузки Р. Ползучесть в РТИ ведет к существенному изменению
конструктивных размеров вследствие растяжения в ремнях, сжа-
тия в уплотнительных и амортизационных подкладках, сдвига
в подвесках. Значительная вначале ползучесть замедляется с тече-
нием времени. С повышением температуры ползучесть ускоряется.
Характер ползучести резины при растяжении зависит от вида
каучука. Кривые зависимости времени (абсцисса)—и степени пол-
зучести (ординаты) для резин из синтетического каучука обращены
выпуклостью к оси ординат, для резин из натурального каучука —
к оси времен.
Релаксация напряжения представляет собой снижение
с течением времени напряжения * условного f или истинного а при
сохранении приданной образцу постоянной деформации е. Значи-
тельная вначале релаксация напряжения постепенно замедляется.
* Условные напряжения рассчитывают по начальной площади сечения об-
разца, истинные — по текущей (переменной) в момент замера нагрузки. Приня-
тые здесь обозначения f и а применяются в последующих главах.
247
Для описания кинетического хода процесса, приводящего к равно-
весному состоянию, предложены [1] уравнения с характеристикой
т (период релаксации). По исследованиям Б. А. Догадкина,
Г. М. Бартенева, М. М. Резниковского {2], т не постоянна, а зави-
сит от напряжения в образце. Снижение температуры замедляет
релаксацию, повышение — ускоряет ее. При высоких температурах
время релаксации мало и, следовательно, напряжение близко
к равновесному. Релаксация напряжения в РТИ практически про-
является в сжатых до постоянной величины уплотнительных флан-
цевых прокладках, в уплотнительных поршневых кольцах и т. п.
Релаксация напряжения в уплотнительных деталях может в опре-
деленных условиях повести к потере герметичности, к так называе-
мому «разуплотнению».
Для приближенной оценки величины ползучести и релаксации
напряжения во времени предложены [1] эмпирические зависимости.
Определение релаксации напряжения при осевом сжатии произво-
дится по ГОСТ 9982—62.
Время начального хода релаксации, соответствующее достиже-
нию равновесного напряжения <т<ю, является временем завершения
процессов, связанных с разрушением и перегруппировкой сравни-
тельно слабых связей. Вторая стадия замедленного (линейного)
снижения напряжения — химическая релаксация напряжения —
характеризует процесс разрушения и перегруппировки сравни-
тельно прочных связей. Для резин из обычных каучуков быстрый
(нелинейный) и медленный (линейный) процессы разделимы до-
статочно четко. Для резин из фторкаучука химическая релаксация
практически не обнаруживается [3].
Восстановление представляет собой изменение величины
деформации во времени после снятия нагрузки с образца. Так как
внутренние силы в резине, освобожденной от внешней нагрузки,
приходят в равновесие медленно, то упругое последействие в ста-
тических условиях (особенно в наполненных резинах) проявляется
длительно. Наблюдаемая величина остаточной деформации зависит
от ряда факторов: от состава резиновой смеси и условий обра-
ботки, от величины деформации и температуры, от продолжитель-
ности, величины и повторности деформаций, от температуры, в ко-
торой осуществляется деформация, а также от длительности и тем-
пературы периода между снятием нагрузки и замером образца.
Уменьшение восстанавливаемости в условиях опыта или эксплу-
атации, или, иначе, накопление остаточных деформаций (до 100%
от принятой начальной), характеризует понижение эксплуатацион-
ного качества резины как материала.
Для резин, набухающих в рабочей среде, увеличение объема
уплотнительной детали и создаваемое этим некоторое увеличение
давления изделия на контакте с металлом может способствовать
сохранению герметичности. Но если рабочая среда экстрагирует
какие-либо компоненты из резины, что, естественно, ведет к умень-
шению объема, то будет происходить снижение давления уплотни-
теля и, следовательно, разуплотнение.
249
Гистерезис. Кривая цикла растяжение — сокращение ре*
зины, так называемая гистерезисная петля, показывает, что обра-
зец, подвергаемый растяжению-внешним усилием, достигающим
некоторого значения Рк, и получивший относительное удлинение
«к, при сокращении, проводимом при постепенном снижении вели-
чины растягивающего усилия, не проходит через те же значения в,
а имеет большее относительное удлинение. В результате этого при
снижении усилия Р до нуля образец имеет некоторое остаточное
удлинение. Освобожденный от нагрузки' образец со временем,
вследствие восстановления, частично снижает остаточное удлине-
ние. Положение и конфигурация гистерезисной петли зависят от
особенностей резины и от величины деформации, достигаемой
в цикле. Повышение температуры и снижение скорости деформа-
ции уменьшают напряжение деформируемой резины. Площадь ги-
стерезисной петли определяет величину энергии рассеяния ДЦ7
в цикле деформации, проходящем с затратой энергии W на цикл.
Величина Д№ представляет собой существенную характери-
стику резины и входит в следующие показатели:
Д1Г
Относительный гистерезис......... ~Ц?"
дц7
Удельный гистерезис.............. <р = —у—
П7—A1F ДП7
Полезная упругость................ т]к =—-------100 -^--100 [%]
у___ДЦ7
Удельная энергия (сокращения).... vc --------
(здесь V — объем образца, q — масса 4
образца).
С увеличением растяжения относительный, гистерезис растет.
При повторных значительных растяжениях резины из кристалли-
зующихся каучуков (натурального, хлоропренового, бутилового)
обнаруживают гораздо большие гистерезисные потери, нежели ре-
зины из некристаллизующихся каучуков {бутадиенового, бутадиен-
стирольного, бутадиен-нитридьного [4]}.
АНАЛИТИЧЕСКАЯ ЗАВИСИМОСТЬ МЕЖДУ НАПРЯЖЕНИЕМ
и деформацией резины и ее механические свойства
Растяжение в одноосном нагружении. При одноосном растя-
жении с постоянной скоростью кристаллических материалов до ве-
личины деформации, отвечающей пределу упругости (пропорцио-
нальности), наблюдается линейная зависимость между условным
напряжением f (в 10 Н/см2) и соответствующей ему относительной
деформацией 8. Для различных материалов их пределы пропорцио-
нальности различны как абсолютно, так и относительно к их пре-
дельной деформации при разрыве.
Материалы, обладающие (наряду с упругой) высокоэластиче-
ской деформацией — каучук, резина, некоторые пластмассы, а
также текстильные изделия, способные при одноосном нагружении
249
к значительно большим растяжениям, Чём, например, Сталь и раз
личные металлы — линейную зависимость f — е показывают лиш1
на весьма небольших начальных растяжениях. В целом у этил
материалов, несмотря на большую обратимость деформации, за-
висимость f — е нелинейна и обычно не монотонна. Следовательно,
такие материалы, как не отвечающие известному положению Гука,
нельзя охарактеризовать одним постоянным значением модуля
продольной упругости Ef, рассчитываемого по условному напряже-
нию f. На участке нелинейной зависимости модуль материала Et
можно определять лишь в дифференциальной форме.
Применяемый иногда местный модуль (модуль по хорде) как
отношение //в/ не дает конструкционно значащей оценки мате-
риала. Столь же несостоятельна применяемая в лабораторной
практике оценка свойств резины условным напряжением, отвечаю-
щим растяжению на 100, 300 или 500% против начальной длины
образца. Эти так называемые «модули» представляют собой лишь
ординаты некоторых промежуточных точек кривой f — е, но не
константы материала.
Для расчетно-конструкторских целей желательно, чтобы анали-
тическая зависимость напряжений и соответствующих им дефор-
маций резины была выражена через одну, имеющую физический
смысл, характеристику материала, не зависящую от деформации.
Практически удобно определять деформацию не относительным
удлинением в, а величиной Л, отношением текущей и начальной
длин образца (относительной длиной образца):
Л = /:/0 = в + 1 (8.1)
Так как объем резины при деформации изменяется незначи-
тельно, то между размерами поперечного сечения — начальным $0
и истинным (текущим) з и длинами /0 и I — может быть с достаточ-
ным приближением * принята следующая зависимость:
ЗоА> — $1 (8.2)
Откуда
Истинное напряжение а, отвечающее истинной величине пло-
щади поперечного сечения, составляет:
= (8.3)
«о
Установление, с большим или меньшим приближением, зависи-
мости между f (или о) и Л для материалов, обладающих высоко
эластическими свойствами, возможно: или теоретически, путем вы
числения искомой зависимости из свойств той или иной механиче
ской модели высокомолекулярного соединения, или путем
подыскания уравнения экспериментально найденной зависимости.
* Приведенная зависимость точна для ненаполненных резин из некристалли-
зующихся каучуков. - - -
250
Теоретическое установление зависимости напряжение — дефор-
мация резины для высокоэластического ее состояния исходит из
положения, что равновесное деформированное состояние опреде-
ляется высокоэластической составляющей и что величиной упругой
энергетической составляющей деформации можно пренебречь.
Рассматривая равновесную высокоэластическую деформацию
резины как явление ориентации цепей молекулярных звеньев кау-
чука в силовом поле, Г. М. Бартенев [5] предложил для одноосной
деформации растяжения резины следующее уравнение
о — Е«,е = Е«, (Я, — 1) (8.4)
где Г» — равновесный высокоэластический модуль продольной уп-
ругости, определяемый по равновесному истинному напряжению о«>
и являющийся основной константой (модулем) материала.
Уравнение (8.4) применимо для мягких резин с содержанием
связанной серы до 8% [6], но без учета влияния химических про-
цессов в период нахождения образца под нагрузкой; последнее при-
водит к условно равновесному модулю. Показано также [7], что
уравнение пропорциональности о и е в ограниченных, но практи-
чески достаточных пределах деформации с достаточным при-
ближением может быть принято не только для равновесной де-
формации, но и для статической, а равно и для непериодической
динамической, но с другим в каждом конкретном случае модулем
материала, зависящим от режима деформации и температуры. Под
статической деформацией здесь понимается деформация в равно*
временном режиме, когда независимо от величины принятой де-
формации одинаково время действия силы; под непериодической —
динамический равноскоростной режим.
С учетом сказанного, для условного напряжения f при растя-
жении справедлива будет приближенная зависимость
f = Ee:(e + l) = E(l-К"1) (8.5)*
где Е — модуль по истинному напряжению, зависящий от харак-
тера (режима) деформации, определяемый по экспериментально
найденным значениям о и е.
По числовому значению модуль Е занимает некоторое проме-
жуточное место между мгновенным модулем Ео, определяющим уп-
ругие свойства резины в начальный период деформации, и высоко-
эластическим равновесным модулем Е«>. Следуя уравнению (8.5),
найдем дифференциальный модуль как производную от напряже-
ния по деформации:
£f = -^--£X-2 (8.6)
* Или, определяя Е по f, lo и Д/.
(8.5)'
251
Относительная длина Л.
Рис. 143. Зависимость между о
и X для вулканизата из бутадиен-
стирольного каучука:
/—по уравнению (8.8); 2—по уравне-
нию (8.4).
В физическом смысле Е по уравнению (8.6) при X 1 представ-
ляет модуль начальной деформации в соответственном режиме (то
же относится и кЕ/ при этом значении X).
Уолл [8] предложил следующее уравнение зависимости /— X
для ненаполненной резины из натурального каучука
f = lVW(X-X”2) (8.7)
где N—количество молекулярных цепей, см3; k — константа Больц-
мана, равная 1,38-10-23 Дж-К-1; Т— абсолютная температура, К.
Если это уравнение привести к эмпирическому виду, позво-
ляющему проверить его в статиче-
ской или непериодической динами-
ческой деформации, то получим
f=G(X-X“2) (8.8)
где G определяется по эксперимен-
тально найденным f и X и зависит,
как и Е, от характера (режима) де-
формации, 10 Н/см2.
Аналогично уравнению (8.6) из
(8.8) следует:
Е/ — О(1 + 2Х_3) (8.9)
По физическому смыслу О в
уравнении (8.9) при Х^+1 представ-
ляет собой модуль сдвига, равный
'/з Е для начальной деформации,
как это и следует из зависимости
О = Е: 2 X (1 + н) для изотроп-
ных материалов при малых дефор-
мациях и коэффициенте Пуассона
у. = 0,5.
При растяжении ненаполненного вулканизата из бутадиен-сти-
рольного каучука до X = 4 — 5 линейное уравнение (8.4) лучше
согласуется с экспериментом (рис. 143), чем уравнение (8.8) [5]*.
Для наполненных вулканизатов уравнение (8.4) применимо при-
мерно до X = 1,5.
Предел прочности резины при разрыве (как ус-
ловный /в, так и истинный ов) зависит от ряда факторов. Поэтому
в лабораторных испытаниях резины, следуя ГОСТ 270—64, приме-
няют образцы установленной формы и размеров в виде двухсто-
ронней лопатки, и испытание ведут со скоростью перемещения ниж-
него зажима 500 мм/мин. Для инженерных расчетов необходимо
было бы уяснение зависимости между пределом прочности резины
в стандартных условиях испытания и в изделиях в условиях экс-
плуатации. Некоторое представление об ожидании такой зависи-
* Хотя в начальной стадии деформации линейность все же несколько нару-
шается наличием «горбика» на кривой о — е. В равноскоростиом режиме, обыч-
но осуществляемом на разрывных машинах [1], линейность по уравнению (8.8)
соблюдается лишь до г « ОД
962
мости следует из данных Г. М. Бартенева [9], полученных при
испытании на разрыв образцов резины в форме стандартных двух-
сторонних лопаток различной толщины: 2,2; 1,2 и 0,4 мм. В каж-
дой из таких серий испытывалось не менее 100 образцов. Резуль-
таты испытаний приведены на рис. 144, где по оси абсцисс откла-
Рис. 144. Кривые распределения предела прочности для
бутадиен-стирольной резины.
а— Ненаполненной трех толщин (в ни):
/—2.2; 2—1,2; 3—0.4; б—наполненной толщиной 1 им; пунктир-
ная кривая отсекает неснииетрнчную часть кривой.
дывался найденный предел прочности, а по оси ординат функция
распределения предела прочности р(/в), рассчитываемая по формуле
<»’<»
где п — число образцов в серии; Дп— число образцов с пределом
прочности в интервале от fB до fB 4- Д/в-
Как видно из рис. 144, с уменьшением толщины кривые сме-
щаются в сторону больших величин предела прочности, но разброс
данных при этом увеличивается. Кривые для ненаполненной ре-
зины отвечают нормальному распределению, и наивероятнейшая
прочность может быть рассчитана как средняя арифметическая
при заданной толщине образцов. В то же время относительный
разброс прочности практически не зависит от толщины образцов *.
* Корреляция между пределом прочности н толщиной образца (с величи-
ной коэффициента г, близкого к единице) имеет место лишь для образцов из
ненаполненной резины, вулканизованных в обычных 4-гиездных формах (ASTM-
D15). Большая прочность образцов из тонких пластин здесь объясняется луч-
шим устранением пор и иных дефектов в мелкогнездных формах. Применение
взамен обычных форм новых плунжерной конструкции, в которых давление
прессования передается непосредственно на резиновую смесь (с усилием порядка
3,0—4,0 кН/см2) и не происходит посадки металла на металл, устраняет наличие
корреляции
253
При очень медленном растяжении, отвечающем установлению
состояния, близкого к равновесному, предел прочности резины за-
висит от степени поперечного «сшивания» и от прочности химиче-
ских связей. При конечной же скорости растяжения решающее
значение имеют связи межмолекулярного взаимодействия. При
прочих равных условиях
Рис. 145. Зависимость ме-
жду Р и е при растяжении
резиновых цилиндров (прн-
в ул каннзо ванных основа-
ниями к металлическим
«грибкам»).
Длина резиновых цилин-
дров (в мм):
/—25,4; 2—12,7; 5-3,2; 4—1,6;
5-0,8.
чем полярнее каучук, тем прочнее мягкий
вулканизат. Чем выше скорость растя-
жения, тем выше предел прочности
(табл. 6).
В конструкции и эксплуатации РТИ
могут быть различны не только скорость
деформации и толщины образцов, но
также другие геометрические размеры,
форма образцов, виды и режимы дефор-
мации и возможность концентрации на-
пряжений. Все это в той или иной мере
влияет на величину предела прочности
в изделии и на срок службы изделия.
На рис. 145 показана зависимость
между нагрузкой Р и относительным
удлинением е при растяжении цилиндри-
ческих образцов резины одного диамет-
ра, но различной толщины (длины),при-
вулканизованных к металлическим шай-
бам (так называемым «грибкам») [10].
Из рис. 145 видно, что чем тоньше
образец, тем меньше его относительное
удлинение при заданном Р; чем толще образец, тем относительное
его удлинение больше и тем сильнее сказывается появление на
нем «шейки» при растяжении. Одновременно с появлением шейки
возникает и растет составляющая напряжения среза. Образец не
имеет одинакового напряжения по сечениям, нормальным к на-
правлению растягивающей силы. Разрыв начинается там, где
снаружи или внутри образца было раньше какое-либо ослаблен-
ное место (надрезы, трещины, полости); затем такой разрыв раз-
растается и приводит к разрушению образца.
Таблица 6
Влияние скорости растяжения на предел прочности
резины
Скорость растяжения,
мм/мин
Предел прочности,
10 Н/см»
1.2
10,3
100
1000
35
45
100
155
Расчеты одноосного статического растяжения резины относи-
тельно редко применяются к реальным конструкциям, так как кон-
254
Рис. 146. Цилиндри-
ческий образец ре-
зины с конусными впа-
динами на опорных
поверхностях.
струкции, работающие на растяжение, мало употребительны
(характерное исключение составляют амортизационные шну-
ры).
Сжатие. Конструкции, в которых резина подвергается одно-
осному статическому или динамическому сжатию, находят более
широкое применение. Сжатие образца резины при одноосном на-
гружении, проводимое между двумя параллельными плитами, мо-
жет осуществляться в двух различных условиях: со смазкой или
без смазки опорных поверхностей. Так как трение опорных поверх-
ностей образца по плитам препятствует свободному расширению
образца в боковом направлении, то боковая поверхность частично
изгибается и приходит в контакт с плитами.
Применяя смазку опорных поверхностей
и плит, можно облегчить скольжение образца
по плитам. В этом случае, даже до значитель-
ного уменьшения высоты, образец все же
сохраняет форму цилиндра. То же происхо-
дит в случае применения цилиндрических об-
разцов с конусными впадинами на опорных
поверхностях (рис. 146) [11]. Некоторую ана-
логию сжатия без трения можно видеть на
примере уменьшения толщины тонкостенного
)езинового надувного шара (шара пилота),
>астягиваемого внутренним давлением газа.
Лодобное этому напряженное состояние
можно наблюдать при двуосном растяжении
тонких крестообразных образцов резины.
Экспериментальная кривая зависимости
f— е сжатия, в отличие от кривой при рас-
тяжении, монотонна. Эту кривую Ариано [12] принимал за равно-
бокую гиперболу с асимптотами, параллельными осям напряжений
и деформаций.
Отсюда
f(l-b) + fa + C(l -Л)=0
или
f = C(X-l):(A,-l-a)
(8.11)
где С —материальная характеристика размерности, 10 Н/см2; а —
безразмерная характеристика, по своему физическому смыслу
представляющая максимально возможную деформацию сжатия
(изменение высоты); ее предел равен— 1.
Действительно, при растяжении стенок резинового полого шара,
когда диаметр шара увеличивается, например до семикратного
размера, толщина стенки уменьшается до 0,02 начальной, что дает
а = —0,98. Если в уравнении (8.11) принять а == — 1, то приходим
к уравнению (8.5) с Е = С. Для a = fX уравнение (8.11) линейно.
Напряжение f (или <г) имеет знак минус.
255
Линейная зависимость по уравнению (8.4) сохраняется и для
случаев равновесного и статического сжатия резины с применением
смазки; сохраняется зависимость и по уравнению (8.5) *.
Величины значений Е для некоторых производственных резин
приведены в табл. 7 (11].
Таблица 7
Модуль В и твердость некоторых видов резины
Эластичная ненаполненная на смокед-шитсе резина № 1 Эластичная средней жестко- сти на смокед- шитсе с мелом и ламповой сажей резина № 2 Жесткая на смокед-шнтсе и полнбутаднено- вом каучуке с ламповой сажей резина № 3 Мягкая на поле* бутадиеновом каучуке н реге- нерате с лампо- вой сажей резина № 4
В, 10 Н/см2 Твердость: 18 36 35 20
ГОСТ 253-62,10’ Па 4,3 7,1 9,4 4,4-5,0
ГОСТ 253-53 .... 30 50 60 30-35
Данные табл. 7 были получены при исследовании на сжатие
образцов резины со смазкой их опорных поверхностей. Исследова-
Рис. 147. Зависимость между f н К.
Сжатие при трении со смазкой. Ре-
зина № 2.
О. •. X — экспериментальные значения К—f
для трех различных образцов;---расчет
по уравнению (8.5).
На рис. 147 приведены экспериментальные и расчетные значе-
ния X по заданным f для трех различных видов цилиндрических
лись шесть видов круговых ре-
зиновых цилиндров диаметром
31 мм и высотой от 38 до 5 мм
и три вида образцов цилин-
дрических резиновых колец
наружным диаметром 31 мм,
внутренним — 14,7 мм и высо-
той от 11 до 5 мм. Сжатие
производилось в равноскорост-
ной деформации до 1 в преде-
лах 0,90—0,50 с замерами че-
рез 1 мин после приложения
последовательно возраставшей
нагрузки.
Несмотря на значительное
различие габаритов исследо-
ванных образцов, ширина пуч-
ка зависимости f — X незначи-
тельна, и разброс эксперимен-
тальных значений, по сравне-
нию с рассчитанными по урав-
нению (8.5), невелик.
* Различие условий определения Е« при сжатии и растяжении ведет к не-
сколько большему его значению для сжатия. Имеется возможность [15] видо-
изменения методики сжатия, которая приводит к равенству обоих значений мо-
дулей,
256
образцов из исследованной серии. Как уже было замечено, явле-
ние сжатия при сухом трении более сложно. Цилиндрический об-
разец резины, подвергаемый одноосному нагружению между двумя
сухими плитами пресса, испытывает (в направлении, перпендику-
лярном нагружению) двухосное растяжение, а по плитам и вблизи
них, вследствие возникновения трения — сдвиг. Совместный эффект
сжатия, двухосного растяжения и сдвига ведет к изгибу (выпучи-
ванию) боковой поверхности образца. Вертикальная ось сохраняет
свое положение,’ но лишь при условии ограниченной высоты об-
разца, например в отношении 1,5. В образцах большой
Рис. 148. Зависимость между f и Л.
Сжатие при сухом трении (%сух. тр)
и при тренни со смазкой (Л).
Ф .
Рнс. 149. Зависимость между Ф и
М для образцов цилиндрической
формы (кольца, прокладки, ци-
линдры и диски).
высоты наблюдается продольный изгиб и образец, теряя устойчи-
вость, иногда выскакивает из междуплитного пространства. Наи-
большее напряжение растяжения создается в сечении, лежащем
посредине высоты образца на его периферии. В центре опорных
поверхностей образец частично испытывает трехосное сжатие.
Нахождение расчетной зависимости напряжение — деформация
сжатия при сухом трении затрудняется из-за неоднородности рас-
пределения нормальных напряжений и возникающего объемного
напряжения, связанного с формой и габаритами образца. Исследо-
вание распределения нормальных напряжений резины с учетом
трения могло бы дать правильное понимание явления, но оно еще
недостаточно изучено. В обход этого затруднения, для практиче-
ской оценки поведения резины при сжатии, условно заменяют слож-
ное напряженное состояние простым сжатием с учетом формы
образца.
В качестве условного обобщающего измерителя влияния формы
принимают коэффициент формы Ф. Коэффициент Ф понимают как
отношение опорной поверхности образца к той или иной части ее,
обычно к полной боковой поверхности. Отсюда для круговых ци-
линдров Ф имеет следующее значение
Ф « о,25 -2 ~ dt « о,5 А (8.12)
«о
9 В, А» Лепетов 257
где d] и d2— внутренний и наружный диаметры цилиндра; и Ь —
высота и толщина стенки цилиндра.
Для решения подобных задач может быть принят такой общий
метод. Допускается (рис. 148), что при равных напряжениях f
между величиной относительной высоты образца при сжатии в ус-
ловиях сухого трения Хсух.тр и величиной относительной его вы-
соты X при сжатии со смазкой есть достаточно постоянная зависи-
мость, выражаемая коэффициентом затрудненности скольжения М:
Хсух. Тр — X 8 — 8сух. Тр
М-------------------в----
(8.13)
Этот коэффициент для серии однотипных, но разногабаритных
образцов можно найти экспериментально и связать его с коэффи-
. циентом формы Ф в табличной
Рнс. 150. Зависимость между f и
Хсух. тр- Сжатие при сухом трении.
Резина № 3:
©—коэффициент формы образца Ф=3,46,
М—0,56; •—коэффициент формы образца
Ф«»0,36, М—0.13.
или графической зависимости.
Из уравнения (8.13) находят
относительную высоту X образца,
сжимаемого при трении со смаз-
кой
*-4^ «,з'>
Теперь от уравнения (8.5)
сжатия при трении со смазкой
можно перейти к уравнению сжа-
тия при сухом трении. Для этого
в уравнении (8.5) достаточно за-
менить X ее обозначением из
уравнения (8.13')
fcyx. тр — Е (Хсух. тр — 1) (ХСух. тр — Af ) *
(8.14)
отсюда
Ef = Е(1 - Af) (Хсух. тр - Af)"2 (8.15)
На рис. 149 дана зависимость М от Ф для ряда массивных и полых цилинд-
ров и дисков с коэффициентом формы 0,20—3,25.
Как видно из рис. 149, зависимость М от Ф нелинейна и отвечает двум кри-
вым, переходящим одна в другую при Ф« 1,35. Эти кривые достаточно близко
описываются следующими уравнениями:
Л4ф<1>з5 = О,339Ф01950
А4ф>|,з5 = О,417Ф0’24*
Графическое сопоставление расчетных и экспериментальных
значений Хсух.тр по заданным напряжениям f для двух видов об-
разцов дано на рис. 150. Для круговых цилиндров из ненаполнен-
ной резины при сжатии без смазки линейность зависимости о и в
приводит [13—15] к следующему уравнению:
£сж.к=£(1 +аФ)
(8.16)
258
где ЕСж. к — условно принимаемый модуль сжатия конструкции по
истинному напряжению, зависящий, как и статический модуль сжа-
тия Е резины, от характера деформации, а также от габаритов
образца и условий на опорных поверхностях; а — постоянная,
зависящая от трения по опорным поверхностям.
Здесь а приближенно равна удвоенному коэффициенту трения
р.т резины по металлу, из которого изготовлены сжимающие плиты;
удвоение р,т отвечает количеству трущихся пар.
Рис. 151. Зависимость напряжений-
деформаций сжатия подобных образ-
цов (куб. Ф = 0,25).
Кубы изготовлены склеиванием из одинаково
вулканизованных пластинок.
Рнс. 152. Зависимость напряже-
ния f н относительного сжатия е
деформации сжатия резиновых
пластин различной толщины, с ос-
нованиями 297X146 мм. Толщина
образцов (в мм):
/—6,3; 2—12,7; 3—19,0; 4-25.4; 5-25,4;
(образец 5—перфорированный).
При наличии надлежащей смазки, когда а может быть при-
нята близкой к нулю, ЕСж. к независимо от величины Ф становится
равным Е. С увеличением Ф значительно возрастает и ЕСж. к- Для
случая прочного крепления опорных поверхностей образца резины
к металлическим прокладкам а, независимо от коэффициента Ф,
может быть принято равным 4,67 *. Наличие «выкружки» по боко-
вой поверхности может вести к устранению бочкообразности.
При постоянстве Ф уравнение (8.16) показывает возможность
моделирования: точки зависимости f и 8 для геометрически подоб-
ных образцов из одной и той же резины хорошо ложатся на одну
кривую (рис. 151) [17]. Однако при значительных деформациях,
или для образцов больших размеров, или же сложных конфигура-
ций, названные зависимости недостаточны.
* При расчете исходят из экспериментальной зависимости [16] Ес ж = 6.5G
и считают, что Е = 30. Тогда по уравнению (8.16) а == 4,67.
9*
259
В зависимости от особенностей формы, наличия отверстий или
ребер в резиновых пластинах жесткость их, являющаяся очень
важной технической характеристикой, может быть различной.
На рис. 152 приведена зависимость между условным напряже-
нием сжатия f и относительным сжатием (осадкой) е для пластин,
имеющих одинаковые опорные поверхности, но различную тол-
щину (высоту). По мере увеличения толщины (иначе — с уменьше-
нием коэффициента формы) относительное сжатие возрастает,
жесткость уменьшается, резиновая пластина становится «мягче».
При наличии отверстий или пор в пластинах это сказывается более
значительно (кривая 5 на рис. 152). С уменьшением же толщины
пластина становится жестче *. Применение смазки, нивелируя
Рис. 153. Образцы для испытания резины на сдвиг:
а—одинарный; б—двойной.
влияние коэффициента формы Ф, приводит к объемлющей кривой,
лежащей ниже кривой 4 (а возможно и кривой 5).
Примером резиновых изделий, работающих на сжатие, являют-
ся уплотнительные прокладки и амортизаторы.
Сдвиг. В практических условиях работы резины при так назы-
ваемом простом (плоском) сдвиге (рис. 153, а) напряжение сдвига
т приложено на двух параллельных сторонах образца резины, к ко-
торым привулканизована металлическая арматура. Отношение
смещения Дй к начальной толщине образца а представляет собой
относительный сдвиг у. Поскольку площадь плоскости сдвига по-
стоянна, понятия условного и истинного напряжений сдвига т со-
впадают. Материальной константой зависимости т и у является
модуль сдвига G, зависящий от характера деформации резины
т = Су (8.17)
* Диалогично этому на рис. 145 сказывалось нзмененне длины цилиндриче-
ских образцов, подвергаемых растяжению. Однако модуль резины при растяже-
нии значительно меньше зависит от размеров и конфигурации образца, чем мо-
дуль сжатия.
260
Графическая зависимость т и у (рис. 154) при деформации
сдвига малонаполненных резин до у порядка 0,7—0,8 практически
линейна. Осевое растяжение может заметно сказаться и осложнить
эту зависимость в том случае, если размер а превышает 0,25 h0.
При сдвиге в образце одновременно проявляются: растяжение по
одной из диагоналей и сжатие по другой. При этом относительные
деформации диагоналей е меньше относительного сдвига у [18].
Кроме напряжения сдвига т резиновый блок испытывает и нор-
мальное напряжение растяжения по оси у (рис. 153) (19]:
fjr * GyJ (8.18)
Это нормальное напряжение, будучи пропорциональным квад-
рату относительного сдвига, незначительно лишь тогда, когда сдвиг
Рис. 154. Зависимость между у
и т при сдвиге резины.
Рис. 155. Резинометаллические
втулки:
а—с прямоугольным сечением; б—с се-
чением в форме параллелограмма.
при его большой величине. По
мал, но становится существенным
оси г нормальное напряжение может быть принято равным нулю.
В конструкциях цилиндрических резиновых втулок (рис. 155) пло-
ский сдвиг обращается в круговой. Напряжение в круговом сдвиге
прямоугольной резиновой втулки при малой деформации:
' <8Л9)
Максимальное его значение отвечает внутренней поверхности
резинового массива. Осевое смещение Д/i в круговом сдвиге состав-
ляет:
AA=2^lnf
Для конструктора, относящего расчетные напряжения к началь-
ным площадям нагружаемых сечений, важно относительное по-
стоянство модуля сдвига G, по сравнению с переменным и
261
возрастающим дифференциальным модулем сжатия Ef. Суще-
ственно также и то, что модуль сдвига втрое ниже модуля сжатия.
Размеры и формы монолитных образцов резины, прочно (полно-
стью) прикрепленных к металлической базе, практически не влияют
на модуль сдвига конструкции, тогда как габариты и вид образцов,
работающих на сжатие, значительно сказываются на модуле сжа-
тия конструкции.
Модуль сдвига в приближенной зависимости от твердости ре-
зины характеризуется следующими данными [20]:
Твердость резины (ГОСТ
263-53).................... 40±3 50±4 60±4 70±4
G, 10 Н/см2 ................ 4,9 6,7 9,8 13,7
а
Р
М
Рис. 156. Виды деформации сдвига:
а—плоский простой сдвиг; б—торцовый сдвиг;
в—коицеитрическнй сдвиг.
Практические пределы О для производственных резин состав-
ляют (3,5—20)-10 Н/см2.
На сдвиг работают многие резиновые конструкции, в частности
пластинчатые амортизаторы. Максимально допустимое т состав-
ляет (3,9—4,2)-10 Н/см2, а
в тяжелых условиях дина-
мических режимов даже
(2,1—2,4) >10 Н/см2, а макси-
мальное у не должно пре-
вышать 0,5.
Кручение. Различают два
вида скручивания резины:
торцовое и концентрическое.
Эти виды кручения можно
рассматривать как явление
торцового и концентриче-
ского сдвигов. Последний
наблюдается в резиновых
втулках (рис. 156), заклю-
ченных между двумя метал-
лическими деталями (так
называемых
блоках).
Расчетная
полного углового смещения
<р в радианах и крутящего момента М торцового кручения при ма-
лых деформациях определяется уравнением
Ml 32
G л(<4-<4)
бесшумных
зависимость
(8.21)
где I — длина резинового цилиндра; di и d2— внутренний и наруж-
ный диаметры.
Максимальное касательное напряжение т составляет:
16ЛМ2
Тмакс “ —т~4----“тг
(8.22)
262
В случае рассматриваемого торцового кручения резины, кроме
касательного напряжения т, имеется нормальное fz по свободной
торцовой поверхности (по оси z) [19]. Это нормальное напряжение
зависит от квадрата величины углового смещения ф//, неоднородно
и распределено по торцовой поверхности по параболическому за-
кону:
keO’6('S‘)2(r2“r')0 (823)
Угловое смещение при концентрическом кручении цилиндриче-
ских резиновых прямоугольных втулок при малых деформациях
определяется следующим уравнением:
м г j________L.1
4л/об [г? rj J
Касательное напряжение т составляет
" 5лг2/0
(8.24)
(8.25)
и достигает максимума по внутренней поверхности втулки. Пример
резиновых изделий, работающих на кручение, — демпфер крутиль-
ных колебаний коленчатого вала.
Изгиб. При значительном изгибе гибких металлических дета-
лей— тонких полос и стержней, имеющих (вследствие малой вели-
чины их момента инерции /) малую изгибную жесткость EI,—
неприменимо известное упрощенное уравнение упругой линии:
d2y . (М)
dx2 " * El
(8.26)
Для этого случая Е. П. Поповым [21] подробно разработана
теория изгиба, позволяющая вести расчет брусьев малой жесткости
в случае любых больших прогибов и перемещений точки приложе-
ния нагрузки. Для практического применения общих решений этой
теории им дан графоаналитический метод расчета по диаграммам
упругих параметров и таблицам для построения этих диаграмм.
Теория расчета изгиба при больших перемещениях представ-
ляет интерес и для исследования изгиба резиновых и резино-тек-
стильных слойных конструкций. В этих случаях, вследствие малой
величины модуля Е, условная жесткость их Е1 также мала. Такие
изделия могут иметь значительный прогиб, а при консольном на-
гружении их также и со значительным смещением точки приложе-
ния нагрузки.
Исходя из таблиц и уравнений упругих параметров Е. П. По-
пова, могут быть даны графические построения для расчета эффек-
тивного модуля изгиба таких конструкций в частных задачах, со-
ответствующих нагружению консоли и кольца [22].
Кривая 1 рис. 157, соответствующая нагружению по приведен-
ной, на рисунке схеме, позволяет по экспериментально определен-
ному отношению прогиба консоли у к длине I найти величину р,
263
так называемый силовой коэффициент подобия. Зная р, можно по
заданным нагрузке Р, длине I и моменту инерции I из уравнения
Pl3
(8.27)
вычислить Еиз — материальную характеристику изгибоспособности
конструкции (эффективный
Рис. 157. График для расчета
условной жесткости Евз1 в слу-
чае больших перемещений при
изгибе консольно-укрепленного
образца (кривая /).
Пунктирная кривая 3 построена
по обычному уравнению сопроти-
вления материалов:
РР
“-ЗЁГ
модуль при изгибе) и условную при
изгибе жесткость конструкции Евз1
(принимая ее в пределах экспери-
мента постоянной).
Кривая 1 рис. 158, отвечающая
нагружению по приведенной на ри-
Рис. 158. График для расчета услов-
ной жесткости Евз1 в случае боль-
ших перемещений при изгибе кольца
(кривая /).
Пунктирная кривая 2 построена по обыч-
ному уравнению сопротивления материалов:
PR*
У-0Л49
сунке схеме, позволяет найти р как функцию отношения y/R.
Аналогично уравнению (8.27), но заменив в нем I на R, а Р на
0,5 Р, можно найти Евз. Пунктирные линии на рис. 157 и 158 соот-
ветствуют зависимости, вытекающей из обычных уравнений сопро-
тивления материалов. Нагружение по схеме изгиба консоли
рис. 157 удобно для исследования изгиба резино-текстильных пла-
стин. По схеме рис. 158 ведут исследования радиального прогиба
резины, имеющей форму кольца прямоугольного сечения среднего
радиуса /?, или резино-текстильной полоски, свертываемой в такое
кольцо. Если применяется схема рис. 158, EI следует заменять ци-
линдрической жесткостью:
Е bh3
Аиалитический метод определения жесткости гибких материа-
лов при консольном изгибе дал также Г* М. Капелевич [23].
264
Метод экспериментального определения жесткости при изгибе, удобно при-
менимый для резино-текстнльных изделий (плоских и клиновых ремней, рукавов,
технической пластины), предложен Штекертом [24]. Прямой участок испытывае-
мого изделия изгибают U-образно по схеме рис. 159 в приспособлении, состоя-
щем из двух параллельных планок пантографа. Усилие Р (в ЮН) и расстояния
а (в см) измеряют; расстояние между ней-
тральными поверхностями b (в см) рассчи-
тывают, исходя из геометрических размеров
Рис. 159. Схема пантографа для ис-
пытания на изгиб.
Рис. 160. Расчетная схема при
испытании на пантографе.
поперечного сечения исследуемого изделия. Из теоретических положений, следуя
схеме обозначений на рис. 160, Штекертом найдены следующие зависимости:
£7 = 0,34830РЬ2 (в ЮН/см2)
уа == 0,83463b (в см)
s0 = 1,09422b (в см)
гаг= 0,41731b (в см)
ОАВ (вдоль изделия) = 2sa = 2,18844b (в см)
(8.28)*
Следует доводить изгиб до кривизны, отвечающей условиям эксплуатации,
так как жесткость Е1 зависит от величины изгиба изделия. Замеры следует про-
изводить через определенные промежутки времени после приложения нагрузки,
например через 30 с. Перегибать изделия до «залома» ие следует.
Сложные виды деформаций. Основные виды деформации —
растяжение, сжатие, сдвиг и кручение — в реальных конструкциях
резиновых деталей осложняются взаимным наложением в различ-
ных комбинациях, что приводит к сложным видам деформаций,
например вдавливанию. Обычно сжатие сопровождается сдвигом,
а иногда — кручением. Результат комбинированных нагружений
выражается в изменении характера кривых на диаграммах зави-
симости условное напряжение — деформация конструкции. В от-
дельных случаях зависимость принимает линейный характер. Од-
нако необходимо учитывать, что отношение напряжения к дефор-
мации в линейной их зависимости представляет собой модуль
лишь при упругой деформации. Условием этого можно считать,
что деформации при последующей разгрузке вполне или в значи-
тельной степени, например на 90—95%, обратимы.
Двухосное растяжение резины, являющееся аналогом чистого
одноосного сжатия, было предметом ряда исследований [25]-?-
[28]. Модуль резины при двухосном растяжении для равновесной
* Радиус кривизны изогнутого изделия приближенно равен 0,5b; минималь-
ный же радиус изогнутого образца в средней точке равен га.
265
деформации, при растяжении 10—100%, в 1,57 раза выше модуля
одноосного растяжения [29, 30]. Случай чистого двухосного сжа-
тия не исследован. Более доступен для изучения относительно
близкий к нему случай одноосного удлинения резины, сжимаемой
в канале заданной ширины [1]. Поскольку при такой деформации
значительно проявляется объемное напряжение, коэффициент за-
трудненности скольжения М получает иное значение, зависящее от
габаритов и конфигурации канала и длины образца.
Трехосное растяжение резины практически неосуществимо; тео-
ретически такой случай близок к свободному набуханию резины
в подходящей жидкости. Трехосное сжатие, например, представ-
ляет собой случай осевого нагружения резиновой прокладки в же-
стком гнезде с размерами, равными наружным размерам образца.
В подобных условиях резина, не имея возможности деформации по
двум остальным осям, ведет себя как малосжимаемый материал.
Модуль резины при трехосном сжатии, или так называемый объем-
ный модуль, весьма значителен [около (2,7—3,8) • 10 Н/см2].
Усталость резины. В зависимости от особенностей назна-
чения резиновые детали подвергаются различным условиям дли-
тельного нагружения. Длительное приложение нагрузки ведет
к усталости материала. Способность материала сопротивляться
усталости — выносливость — может быть определена длительностью
в зависимости от величины нагружения и величины деформации.
Применение длительных статических нагрузок встречается при ис-
пользовании резины в качестве уплотнительных прокладок в не-
подвижных узлах. Находящийся в длительном статическом нагру-
жении постоянным грузом (даже значительно меньшим «мгно-
венно» разрушающего) образец резины все же разорвется. Разрыв
наступит за время, тем более короткое, чем больше нагружен обра-
зец. Эта статическая усталость проявляется как в массе исследуе-
мого образца резины, так и в тонком слое, соединяющем, напри-
мер, резину с металлической арматурой. Ближайшей причиной
разрушения при статической усталости, как уже указывалось, яв-
ляется наличие в материале беспорядочно размещенных относи-
тельно слабых мест и надрывов, вызывающих концентрацию на-
пряжений или связанных с значительными местными отклонениями
в свойствах материала.
Резина, по сравнению со сталью, способна вынести деформации
во много раз больше, так как пределы (хотя и несовершенной) уп-
ругости и прочности резины практически совпадают. При этом, если
рабочие деформации растяжения не превышают 10% от деформа-
ций, происходящих при разрушении образца, то после прекращения
действия деформирующих усилий образец резины почти полностью
возвращается в исходное состояние и принимает свои прежние раз- !
меры.
Разрыв под влиянием статической усталости иногда происхо-
дит внезапно, без предшествующего указания на близкое разруше- !
ние. Зависимость приложенного условного напряжения и длитель- i
ность сопротивления разрыву следуют кривой, асимптотически 1
266 »
приближающейся к оси абсцисс. Разные типы резины при испыта-
нии в одинаковых условиях дают различные результаты. Пре-
дельно допустимым в рассмотренном нами случае (рис. 161) (ре-
зина для грелок) является для f 70% от предела прочности резины
на разрыв. В логарифмических координатах эта зависимость ли-
нейна. Чаще, однако, резина работает в периодических, динами-
ческих (шины, амортизаторы, уплотнители подвижных узлов) или
ударных (буферы) режимах нагружения.
Динамические режимы могут быть различны по виду нагруз-
ки (циклическая, переменная, пульсирующая и др.) и по частоте,
а следовательно, различны и по
длительности приложения нагруз-
ки. В том случае, когда эта дли-
тельность приближается ко вре-
мени, необходимому для релак-
сации напряжения, последнее,
замеряемое в конце цикла дефор-
мации, близко к равновесному.
Чем меньше длительность прило-
жения нагрузки, тем замеряемое
напряжение ближе к начально
приложенному. Сопротивление
резины динамическому утомле-
нию (проявлению динамиче-
ской усталости) зависит от
Рис. 16]. Зависимость напряжения и
выносливости образца резины для
грелок при статическом иагружеиии.
потерь на внутреннее трение.
При значительном напряжении в этом сопротивлении преобладает
физический фактор — прочность резины. При малом напряжении
и отвечающей ему длительности сопротивления существенное зна-
чение имеет химическая стойкость резины. Уменьшение внутрен-
него трения, наблюдающееся, например, при набухании, снижает
интенсивность хода химических реакций и ведет к увеличению
динамического сопротивления [31, 32].
Выносливость к многократным деформациям резиновых изде-
лий зависит не только от вида резины и характера деформаций, но
в большей степени от размеров [33] и конфигурации деталей, а
также от характера цикла (т. е. от условий нагружения). Предел
усталости в знакопостоянном цикле меньше, чем в знакоперемен-
ном (ср. 2 и 1 на рис. 109). Отсюда усталостное поведение резины
в образцах в условиях лабораторных испытаний нельзя, безотно-
сительно к конкретным условиям работы изделий, распространять
на поведение резины в эксплуатации.
При расчетах резины в динамических циклах рекомендации сво-
дятся главным образом к установлению эмпирической зависимости
между напряжением или деформацией и количеством циклов де-
формации, перенесенных образцом до разрушения или до опреде-
ленной величины потери начальных прочностных свойств. Более
широко применяются расчеты резины как внброизолирующего
средства.
267
МЕХАНИЧЕСКИЕ И ФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ РЕЗИНЫ
КАК КОНСТРУКЦИОННОГО МАТЕРИАЛА
Коэффициент Пуассона. Отношение относительной поперечной
деформации к относительной продольной в сопротивлении мате-
риалов называется коэффициентом Пуассона, представляющим
третью константу материала, взаимосвязанную с Е и G. Для ре-
зины, в широких пределах возможности ее деформации, коэффи-
циент Пуассона ц, вычисляемый по этому определению из уравне-
ния
не будет константным. В зависимости от X в этом вычислении ц
изменялось бы, увеличиваясь при сжатии от 0,5 при % = 1 до 9, 10
при Х = 0,01. Соответственно при растяжении р. изменялось бы от
0,5, уменьшаясь с увеличением растяжения. Коэффициент Пуассона
I*', определяемый в дифференциальной форме, с учетом изменения
объема и в предположении, что в заданных граничных условиях
или в пределах двух текущих их значений р' является величиной
постоянной, имеет реальное значение. Такое определение можно
произвести по уравнениям
или
►'-«•Ч1-!$] (8 30'’
В том случае, когда dv/dh исчезающе мало, оба эти уравнения
дают ц' = 0,5. Определения ц' в условиях сжатия при сухом тре-
нии, произведенные автором и Н. В. Лепетовой [34], дали для про-
изводственных резин следующие значения: резина № 1 р' =
= 0,483 4- 0,485; резина № 2 р' = 0,465 -j- 0,480.
Твердость резины, как и других материалов, определяется по
сопротивлению вдавливанию более твердого тела *. Твердость ре-
зины измеряется различными методами, оценивается различными
величинами и сама по себе не является расчетно-конструкторским
показателем. Однако между твердостью резин и напряжением
есть некоторая, хотя и ограниченная, корреляция. Так, разброс f
при сжатии до X — 0,80 (замер твердости по Шору) не превышает
±20% [17]. Для резин из натурального каучука предложена [36]
зависимость по следующему уравнению
Е = 3G = 3,57еО1ОЗЗЯ (8.31)
где Н—твердость по Шору. Кривая рис. 162 позволяет находить
* Иногда для определения того же свойства применяют термин «мягкость
резины», определяя «число мягкости» как глубину погружения в резиновую пла-
стинку толщиной 6 мм [35] стального шарика d = 10 мм при нагрузке 10 Н за
10 с в сотых долях мм.
268
Е по твердости для резин на основе каучуков: СКС-30, СКН-26
и НК [37].
Зависимость динамического модуля при ударе от числа твер-
дости по ТМ-2 на ряде резин и различных каучуков показана на
рис. 163.
В соответствии с методом испытания твердости вулканизатов
международному стандарту,
натурального и синтетического по
в практику отечественной резиновой
промышленности входит примене-
ние твердомера ИСО с замерами
глубины погружений в резину сталь-
ного шарика диаметром 2,5 мм и
Твердость поТМ 2 ч
Рис. 162. Кривая для опреде-
ления статического модуля
(5 мии) по твердости резины
при растяжении.
Рис. 163. Зависимость дина-
мического модуля при ударе
от числа твердости Нш
(прибор В. Л. Бидермаиа).
Резины производственные и
стандартные иа НК, СКН-18,
СКМС-Ю, СКС-30, наприте Б.
с переводом этих показаний в шкалу градусов международной
твердости от 1 до 100 (относительно близких к показаниям ТМ-2).
Наряду с этим находят применение микротвердомеры для кон-
троля качества готовых малогабаритных резиновых и резиноме-
таллических деталей. Индентором служит стальная игла с полу-
сферическим наконечником. Возможность осуществления надеж-
ного и несложного контроля продукции микротвердомером может
сделать необязательным практикуемую в настоящее время косвен-
ную оценку качества изделий с ссылкой на сдаточные нормы тех-
нических условий или же сопровождение изделий образцами-
спутниками для проверки по ним качества резины [38].
Жесткость резины. Жесткостью материала называют сопроти-
вление образца деформации. Жесткость определяется следующими
Е* ^0
величинами: EfS0 — —^—при растяжении и сжатии; Gs0—при
сдвиге; EI — при изгибе; GIP— при торцовом кручении (/р —по-
лярный момент инерции).
269
При растяжении и сжатии часто пользуются понятием отно-
сительной жесткости С (или так называемым коэффициентом
жесткости), представляющей собой жесткость, отнесенную к на-
чальной длине стержня
с-дг~ST <832>
Уравнение (8.32) позволяет экспериментально найтн как отно-
1сительную жесткость С, так и жесткость образца EfS0, минуя
определение модуля Ef. Для этого при заданном /0 достаточно
определить Р и А/. Как величина, прямо пропорциональная мо-
дулю, жесткость является материальной характеристикой образца,
имеет расчетное значение. Величина, обратная жесткости, назы-
вается податливостью.
Относительная жесткость С, будучи, в свою очередь, отнесена
к весу образца Q, дает его удельную жесткость.
При постоянстве $о и /0 (или h0 при сжатии), но переменном
значении Ef относительная жесткость С образца резины является
переменной величиной, зависящей, как и Ef, от формы и габа-
ритов образца, от величины напряжения (или амплитуды в цикло-
вой деформации), от скорости (или частоты) и температуры.
Относительная жесткость С, как и модуль Ej, а также и зави-
сящие от модуля гистерезисные параметры <р, т)к, vc изменяются
(возрастают) с увеличением коэффициента формы Ф. Однако
характер их изменения различный (как по видам этих параметров,
так и по видам режимов) и не всегда монотонный. Увеличение
коэффициента Ф характеризует возрастание жесткости образца
в зависимости от его формы в любых условиях деформации, тогда
как коэффициент М в уравнениях (8.14) и (8.15) отражает воз-
растание жесткости образца в сложном напряженном состоянии
сжатия.
Коэффициент внешнего трения резины. Механизм трения ре-
зины по металлическим и другим подкладкам и величины расчет-
ного коэффициента трения у,т (как отношения силы трения к на-
грузке Р), в зависимости от условий трения, был в последнее
время предметом внимательного изучения.
По экспериментальным данным, приводим следующие формулы:
-р-^ва + b/Р (Тирион)
F**A + ВР (Кулой, Ратнер и Сокольская) [39—41J
Р = СР (Амоитон; Харрн я Прок)
Определяемый по этим формулам коэффициент трения рт
стремится к постоянным значениям: или к 1/а при Р—>0, или
к А при Р->оо. В теории, рассматривающей трение как молеку-
лярно-кинетический процесс, предложенной Г. М. Бартеневым [41],
учитывающей влияние скорости скольжения, температуры и вели-
270
чины, отражающей зависимость площади фактического контакта
от нагрузки, дано новое полное уравнение
£ = с15ф + с25ф®/’ф
(8.33)
где 5ф—площадь фактического контакта; р$—фактическое нор-
мальное давление (в местах фактического контакта); <о
(« — энергетический барьер, преодолеваемый мелекулярной цепью
при отрыве и перескоке от одного равновесного положения к дру-
гому вдоль твердой поверхности); с( и с2 — коэффициенты, зави-
сящие от скорости скольжения, тем-
пературы и молекулярных констант.
Заменой v = -g-, учитывая, что
рф = p/v, и принимая во внимание, что
простейшая интерполяционная функ-
ция, удовлетворяющая граничным
условиям, имеет вид
V = (v0 + ар): (1 4- ар)
уравнение (8.33) приводим к виду:
F = C1S (Vo 4- ар): (1 + ар) 4- c2Sa>p (8.34)
где vo — величина, пропорциональная
площади фактического контакта при
отсутствии внешней нагрузки; а —
постоянная, зависящая от модуля и
характера рельефа поверхности ре-
зины.
При (о = О и vo = 0 формула (8.34)
силы трения F/S' (1) и обрат-
ного коэффициента треиия —
Мт
(2) от нормальной нагрузки р
для резины из СКН-26 по стали
(начальное трение).
переходит в формулу Тириона для
давлений р (0,01—100)-105 Па; при малых нагрузках, когда
р 1/а переходит при vo ¥= 0 в формулу Кулона
F CjSvo 4- {ci/1 — Vo/a 4- cjco) Sp
а при vo = 0 — в закон Амонтона.
Экспериментальная проверка В. В. Лаврентьевым [42] урав-
нения Г. М. Бартенева показывает применимость его во всей об-
ласти нагрузок р от 1 до 200- 10s Па (рис. 164).
Наличие смазки значительно снижает коэффициент трения.
При водяной смазке коэффициент трения в резиновых подшип-
никах составляет 0,058—0,012. Для сравнения уместно заметить,
что коэффициент трения стали при нагрузке 2,45-10 Н/см2 равен
0,25. В условиях не загрязненной абразивом смазки получены [43]
следующие данные при трении резины по стали со скоростью
скольжения 0,4 м/с (табл. 8).
871
Таблица 8
Коэффициент трения резины для уплотнителей [45]
Тип резины* ** Род смазки 18 »с 100 °C
колияест во смазки
обильная скудная обильная скудная
Неопреновая Масло вязкости 0,02 0,07 0,12
Специальная 30 «10“* м2/с при 50 °C 0,09 0,06 0,16 0,17
Неопреновая Гипоидная смазка вяз- 0,01 —> — —
Специальная костью 60 • 10~8 м2/с при 50 °C 0,02 — 0,15 —°
Неопреновая Редукторное масло с 10% сурепного. Вяз- кость 130 • 10~8 м2/с прн 50 °C 0,01 0,06
* Резиновые уплотнители эффективны при комнатной температуре; при температуре
свыше 100 °C они быстро изнашиваются.
Влияние температуры и напряжения на свойства резины
Температурная усадка резины значительно выше усадки ме-
талла и идет в массив изделия. Например, свободно вулканизуемый
полый цилиндр дает уменьшение наружных диаметра и высоты
и увеличение внутреннего диаметра. Эта особенность резины имеет
практически важные последствия. Габариты цельнорезиновых из-
делий меньше, чем габариты полости вулканизационных форм;
в резинометаллических изделиях после вулканизации возникают
значительные внутренние напряжения, понижающие прочность
крепления резины с металлом и т. д.
Температурные коэффициенты расширения
а — линейный
Р — объемный
Резина
1,6-10~4 (4,7 -10-4) *
(4,7+6,7) 10~4
Эбонит
8,3 •10~5
(1,9+2,4) 10~4
Сталь
1,24-10~6
(3,0+4,2) 10~8
С возвращением к нормальной температуре эластические свой-
ства восстанавливаются
Попытки теоретического и экспериментального исследований
усадки размеров тонкого резинового диска, привулканизованного
* Если резина прнвулканизована к металлу и ее тепловое расширение в од-
ном из направлений ограничено.
** В интервале температур от 0 до —125 “С у резин нз силоксанового каучука
коэффициент линейного расширения изменяется не один, а 2 раза [44]. Такое
изменение коэффициентов линейного расширения этчх резин объясняется тем,
что они из аморфного состояния переходят в частично-кристаллизованное (в
пределах —60—80 ЪС, а затем скачком —в стеклообразное около —НО °C).
272
к металлу по одному наружному или внутреннему периметру,
а также усадки свободного диска были предприняты Е. С. Экель [45].
Потеря резиной эластичности, т. е. способности накапливать
и возвращать энергию при быстрой деформации, наступает при
охлаждении ранее, чем резкое ухудшение других ее свойств (хи-
мической сопротивляемости, электрической стойкости и пр.).
Влияние температуры на модуль резины № 2959 показывают
следующие данные [20]:
Температура................+20 °C 0°С —20 °C -40 “С
Отношение статических моду-
лей....................... I 1,05 1,43 6,7
Отношение дниамнческих моду-
лей ...................... 1 1,4 6,7 —
В динамических режимах больших частот или при больших
скоростях деформации в одноразовых циклах напряжение, возни-
кающее в резине, оказывается большим, чем наблюдаемое в тех
же деформациях в обычных лабораторных определениях механи-
ческих свойств резины. Для ряда производственных резин отно-
шение динамического модуля (Един), определяемого при частоте
7—8 Гц, к статическому (ЕСтат) характеризуется следующими
данными [20]:
Твердость резины (ГОСТ
263-53).................... 30±3 45±3 50±3 60±4 65±4 70±5
£дин/£стат.................. 1,5 1,32 1,22 1,18 1,21 1,30
Однако величина этого отношения зависит от метода измере-
ния и определения обоих модулей и, по другим данным, в ряде
случаев динамического сдвига достигает 4:1, но чаще колеблется
в пределах 1,7—3,6.
При обычных условиях (выше температуры стеклования)
упругая составляющая деформации резины ничтожно мала по
сравнению с высокоэластической. Однако при низких темпера-
турах (или при больших деформациях) упругой составляющей
пренебрегать нельзя. Упругий модуль резины Ео может быть из-
мерен в застеклованном состоянии; он близок к (2-104) -10 Н/см2
[41, 46, 47].
Влияние напряженного состояния. Длительное состояние сжа-
тия статически напряженных резин ведет не только к релаксации
напряжения, но также к потере эластических свойств, вследствие
так называемого накопления остаточных деформаций. Кривые
временной зависимости приближения остаточной деформации (по
снятии напряжения) к начально заданной дают наглядное пред-
ставление о времени работоспособности резины в заданных усло-
виях и являются оценкой гарантийных сроков хранения резин [48].
ЛИТЕРАТУРА
1. Ратнер С. Б., Зуев Ю. С. «Труды НИИРП», 1954, вып. 1, с. 32—52.
2. Догадкин Б. А., Бартенев Г. М., Резниковский М. И. В кн.: Исследования в
области высокомолекулярных соединений. М. — Л., Изд. АН СССР, 1949,
с. 297—307,
273
3. Вишницкая Л. А. «Каучук и резина», 1964, № 2, с. 17—20.
4. Кусов Л. Б., Воронович Н. И. Там же, 1958, X» 2, с. 18—22.
5. Бартенев Г. М. Коллоид, ж., 1951, т. 13, № 14, с. 235—241.
6. Резниковский М. М., Юровский В. С., Догадкин Б. А. Там же, 1952, т. 14,
№ 6, с. 444—455.
7. Бартенев Г. М. ДАН СССР, 1952, т. 83, № 4, с. 689—692.
8. Wall F. Е. Rubb. Chem. Techno!., 1942, v. 15, № 4, p. 806—811.
9. Бартенев Г. M. ДАН СССР, 1952, т. 82, № 1, с. 49-52.
10. Buist J. М., Now nt on W. S. Trans. Inst. Rubb. Ind., 1950, v. 25, № 6, p. 378—
406.
11. Лепетов В. А. Труды МИТХТ им. М. В. Ломоносова, 1953, вып. 4, с. 56—65.
12. Ariano R. Ind. Rubb. J., 1928, v. 76, № 6, Цит. по Израелит Г. Ш., Руд-
ник Л. Н., Шанников В. М. В ки.: Механические испытания каучука, резины
и пластмасс. М., Госхимиздат, 1940, с. 146—183.
13. Бартенев Г. М„ Новиков В. И. ДАН СССР, 1953, т. 91, № 5, с. 1027—1030.
14. Бартенев Г. М., Лепетов В. А., Новиков В. И. Там же, т. 93, № 1, с. 15—18.
15. Бартенев Г. М., Лепетов В. А., Новиков В. И. «Труды НИИРП», 1957, вып. 4,
с. 105—124.
16. Haushalter Е. L. J. Soc. Automat Eng., 1939 v. 44, № 1, p. 15—22.
17. Kimtnich E. O. Ind. Rubb. World., 1940, v. 103, Xs 3, p. 45-50.
18. Лепетов В. А. «Каучук и резина», 1957, № 6, с. 18—22.
19. Rivlln R. S. Phil. Trans., 1948, A241, p. 297; цит. no Treloar L. Trans. Inst. Rubb.
Ind., 1949, v. 25, № 4, p. 248—264.
20. Горелик Б. M. «Труды НИИРП», 1955, вып. 2, с. 3—13.
21. Попов Е. П. Теория и расчет гибких упругих деталей. Л., изд. ЛК ВВИА,
1947. 303 с.
22. Лепетов В. А., Шляхман А. А. Труды МИТХТ им. М. В. Ломоносова, 1953,
вып. 4, с. 66—79.
23. Капелевич Г. М. Труды Н.-и. ин-та швейной промышленности, 1953, сб. 3,
с. 19—42.
24. Shechert D. О. Rubb. Age, 1954, v. 76, № 3, р. 416—453.
25. Treloar L. Rubb. Chem. Technol., 1944, v. 17, № 4, p. 957—967.
26. Treloar L. Ibid., p. 843 -853.
27. Догадкин Б. А., Бартенев Г. M., Новикова Н. Коллоид, ж., 1948, т. 10, № 2,
с. 94—102.
28. Sheppard J. R„ Clapson W. J. Ind. Eng. Chem., 1932, v. 24, Xs 7, p. 782—790.
29. Бартенев Г. M. Коллоид, ж., 1955, т. 17, № 1, с. 18—23.
30. Бартенев Г. М. ЖТФ, 1954, т. 24, № 10, с. 1773—1785.
31. Гуль В. Е., Дороховская Т. В., Догадкин Б. А. Коллоид, ж., 1951, т. 13, Xs 5,
с. 339—345.
32. Гуль В. Е., Федюкин Д. Л., Догадкин Б. А. Там же, 1953, т. 15, Xs 1, с. 11—
33. Бартенев Г. М., Галил Оглы Ф. А. ДАН СССР, 1955, т. 100, Xs 3, с. 477—
480.
34. Лепетов В. А., Лепетова Н. В. Труды МИТХТ им. М. В. Ломоносова, 1952,
вып. 3, с. 74—80.
35. Goble Е. F. «Kautschuk», 1941, Bd. 17, № 9, S. 104.
36. Downie Smith J. E. Appl. Meeh., 1938, v. 5, № 1, p. A13—A23.
37. Бартенев Г. M., Захаренко Н. В. «Каучук и резина», 1958, № 1, с. 10—12.
38. Ратнер С. Б. ДАН СССР, 1952, т. 83, Xs 3, с. 443—446.
39. Ратнер С. Б., Сокольская В. Д. Там же, т. 86, № 1, с. 121—124.
40. Ратнер С. Б., Сокольская-В. Д. Хим. пром., 1955, № 1, с. 27—34.
41. Бартенев Г. М. ДАН СССР, 1955, т. 103, № 6, с. 1017—1020.
42. Лаврентьев В. В. Там же, 1957, т. 115, № 4, с. 717—720.
43. Крагельский И. В., Виноградова И. Э. В кн.: Коэффициенты трения. Изд. 2-е.
М., Машгиз, 1962. 218 с.
44. Вишницкая Л. Н. «Каучук и резина», 1964, № 2, с. 17—20.
45. Экель Е. С. Там же, 1961, № 10, с. 23—28.
46. Резниковский М. М. Хим. наука и порм., 1959, т. 4, Xs 1, с. 79—89.
47. Аврущенко Б. X., Лепетов В. А. «Каучук и резина», 1964, № 1, с. 21—24.
48. Любчанская Л. И., Фельдштейн А. С., Кузьминский А. С. Там же, 1962, № 1,
р. 23—29.
Глава 9
АРМИРУЮЩИЕ МАТЕРИАЛЫ РТИ
В резиновом производстве, наряду с резиной, применяют раз-
личные материалы, используя их в качестве армирующего сред-
ства, усиливающего конструкцию. К таким материалам относятся
разнообразные текстильные изделия — пряжа, ткани, трикотаж и
другие материалы, а также различные металлоизделия — прово-
лока, плетенка, тросы.
Наиболее целесообразное совместное использование этих ма-
териалов, столь различных по своим свойствам, — проблема, стоя-
щая перед конструкторами и технологами-резинщиками, которые
обязаны знать и учитывать особенности материалов, образующих
конструктивные элементы изделий.
Армирующие материалы используют:
а) для создания прочных каркасов заданных габаритов при
изготовлении рукавов, приводных ремней, оболочек аэростатов
и др.; с этой целью применяют пряжу, ткань и проволоку (содер-
жание текстиля в ремнях и лентах иногда достигает 60—70%
веса изделий);
б) для обеспечения определенных конфигураций резины в ре-
зинометаллических втулках и подвесках, в резиновых подшипни-
ках, резиновых обкладках валов и др.; для этого применяют метал-
лические втулки, обоймы, сердечники;
в) для упрощения монтажа резиновых деталей: буферов, под-
весок и других деталей применяют металлические основания,
штуцеры и пр.
Наиболее ответственным является выбор и применение арми-
рующих каркасных материалов.
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
Виды волокнистых материалов
Длинные нитеобразные или короткие штапельные волокна яв-
ляются исходным материалом для производства пряжи и тканей.
По происхождению волокнистые материалы, используемые для
275
резиновой промышленности, могут быть подразделены на три
группы: природные, искусственные и синтетические. К природным
материалам относятся: растительные (целлюлозные)—хлопок и
лен; минеральные — асбест; животные — шелк и шерсть. К искус-
ственным относятся продукты переработки целлюлозы (вискозное
и ацетатное волокна); продукты переработки минерального сырья
(силикатное, стеклянное волокно). В последнее время значительно
возросло применение группы синтетических волокнистых мате-
риалов (полиамиды, полиэфиры, производные этилена).
Волокна растительного происхождения. Основу важнейших
растительных волокнистых материалов, как и ряда искусственных,
составляет целлюлоза. Растительные волокнистые материалы (и
их производные) отличаются своей способностью поглощать влагу
из окружающей среды. Содержание влаги в волокнистом мате-
риале зависит от относительной влажности окружающего воздуха.
Нормальными условиями принимают: 65 ±5% относительной
влажности при 20 ±5°. Изменение влагосодержания волокон ска-
зывается на их физико-механических свойствах. У хлопка с уве-
личением влажности повышается прочность волокна. Максималь-
ная прочность соответствует 70—80% относительной влажности
воздуха; далее прочность несколько падает. Влагосодержание
хлопка в нормальных условиях составляет 7—8%. У льна с увеличе-
нием влажности также наблюдается повышение прочности, особенно
значительное при 70% относительной влажности. Нормальное
влагосодержание льноволокна — 12%.
Минеральные волокна. А сбест — волокнистый мате-
риал минерального происхождения, влажность его 2—3%. Основ-
ное значение имеет асбест змеевиковый или хризотиловый, пред-
ставляющий собой водный силикат магния. Подвергнутый скру-
чиванию асбест теряет до половины своей прочности. Асбест
обладает ценными техническими свойствами как огнестойкий,
нетеплопроводный, щелочестойкий материал. Будучи расщеплен
на тонкие волокна, асбест в смеси с 15—20% хлопка может быть
переработан в пряжу. Текстильные сорта асбеста имеют длину
волокон 9—15 мм. Коротковолнистый (1—9 мм) асбест приме-
няется как наполнитель в пароните и смесях для изготовления
теплостойкого эбонита. Асбестовые ткани и пряжа применяются
в производстве теплостойких технических изделий, некоторых ви-
дов паропроводных рукавов и транспортерных лент.
Искусственные волокна получают при химической переработке
высокомолекулярных соединений, в первую очередь целлюлозы.
Среди нескольких видов искусственных волокон наибольшее зна-
чение имеет вискозное волокно (искусственный шелк) с элемен-
тарным звеном —СбНюО5—. Это гидратцеллюлозное волокно по-
лучают путем продавливания щелочного раствора натриевой соли
тиокарбонового эфира целлюлозы (ксантогенат целлюлозы)
в осадительную подкисленную ванну через фильеры из химически
стойкого сплава. Фильеры имеют вид колпачков, в донышках ко-
торых имеются тонкие отверстия. В осадительной ванне проис-
276
ходит регенерация целлюлозы в форме тонких непрерывных ни-
тей (филаментов).
Характерной особенностью вискозного волокна является сни-
жение его прочности на 40—50% с увеличением влажности.
Даже у новейших типов сверхпрочного вискозного волокна это
снижение составляет 20—30%. В присутствии окислительных и
гидролизующих агентов при повышенной температуре происхо-
дит значительная деструкция вискозного волокна.
Поэтому механическая обработка влажных вискозных изделий
с применением к тому же щелочей или кислот недопустима. Нор-
мальное влагосодержание вискозного волокна—11%. В условиях
хранения или эксплуатации приводных ремней, транспортерных
лент или шин, изготовленных с применением вискозных мате-
риалов, влагосодержание последних повышается, и, следова-
тельно, прочность их может стать ниже расчетной.
В правильно проведенном технологическом процессе проч-
ность нитей, вынутых из вискозного каркаса, незначительно от-
личается (при одинаковой влажности) от исходного суровья.
Однако теплостойкость и удлинение их снижается, неровность
толщины нити по удлинениям возрастает [1].
Некоторое промышленное применение получило ацетатное
волокно, представляющее собой уксуснокислый эфир целлюлозы.
Разновидность частично омыленного ацетатного волокна, форти-
зан, обладает значительной прочностью.
Стеклянное волокно представляет собой тонкие стек-
лянные нити, получаемые при вытекании расплавленной стеклян-
ной массы через фильеры. Вытекающую вязкую стеклянную
массу с большой скоростью вытягивают в тонкие волоски. Хруп-
кость, свойственная стеклу в массе, в этом тонковолокнистом
виде уступает место гибкости. Застывшие стеклянные нити за-
масливают смесью парафина и жирных кислот. При этом элемен-
тарные нити склеиваются в пряди, взаимное трение их умень-
шается. Прочность стеклянного волокна на единицу поперечного
сечения тем выше, чем тоньше волокно; влажность стеклянного
волокна около 0,2%. Изготовляется также и штапельное стеклян-
ное волокно. Ткани из стеклянных волокон применяют для теп-
лостойких транспортерных лент, рукавов, назначаемых для пере-
дачи агрессивных сред, и ряда других изделий.
Синтетическими волокнами называют нитевидные продукты,
получаемые переработкой органического сырья. Для резиновой
промышленности наибольшее значение имеют гетероцепные поли-
амидные волокна: анид (найлон), капрон, энант — продукты по-
ликонденсации диаминов и аминокислот и полиэфирное волок-
но— лавсан (терилен) [2]. Полиамидное волокно — капрон —
с элементарным звеном —NH(CH2)6CO— получают путем слож-
ной химической переработки фенола в лактон аминокапроновой кис-
лоты и последующей конденсации этого продукта; анид (найлон)
с элементарным звеном —СО—(СН2)4—СО—NH— (СН2)6—NH—
из гексаметилендиамина и адипиновой кислоты; энант с элемен-
277
тарным звеном —NH—(СН2)6—СО— из аминоэнантовой кис-
лоты. Полученное полиамидное волокно подвергают вытяжке
в 3,5—4,5 раза. Создаваемая таким образом ориентация молекул
приводит к значительному упрочнению, так как чем больше ориен-
тация, тем больше волокон, одновременно участвующих в раз-
рыве. Стойкость полиамидных волокон к кислотам при кипении
невелика, но к щелочам значительна; влагосодержание при 60%
относительной влажности воздуха около 3,5%. В отличие от
вискозного волокна, прочность полиамидных волокон при увлаж-
нении снижается очень мало; полиамидные волокна не
подвергаются гниению. Перспективным является полиэфирное
волокно лавсан (полиэтилентерефталат) с элементарным звеном
—СН2—СН2ООС—С6Н4—СОО—, получаемое из терефталевой
кислоты и этиленгликоля, обладающее хорошим сопротивлением
к растяжению и к термообработке; оно размягчается лишь при
260 °C. Значительный интерес может представить полипропиле-
новое волокно, получаемое конденсацией изотактического поли-
пропилена, более дешевого исходного материала, нежели мате-
риалы для полиамидных волокон и карбоцепные волокна: хлорин
(хлорированный полихлорвинил) и полифен с элементарным зве-
ном —CF2—CF2—.
Следует иметь в виду, что некоторые синтетические волокна
способны реагировать с пластификаторами и мягчителями рези-
новой смеси, а это может вести к снижению прочности таких во-
локон. В табл. 9 приведены некоторые данные по физико-механи-
ческим свойствам волокнистых материалов.
Таблица 9
Физико-механические свойства волокнистых материалов
в филаментных нитях [2]
Волокно Удельный вес волокна у, сН/см3 Предел прочности при разрыве <ТВ 10 Н/мм2 Разрывная длина L, км Разрывное удлинение «а. *
Хлопок 1,50 52 34 8
Леи 1,48 60 40,0 3
Асбест 2,8 70 26
Вискоза (обычное) .... 1,53 27 18,0 25
Вискоза (упрочненное) . . 1,53 41 27,0 18
Стеклянное 2,69 220 84 2
Капрон (обычное) 1,14 57 50 32
Капрой (упрочненное). . . 1,14 86 75 16
Анид (обычное) 1.14 44 38 32
Анид (упрочненное).... Эиант (обычное) 1.14 1,10 78 52 69 47 16 26
Энант (упрочненное) . . . 1,10 87 79 17
Лавсан (обычное) 1,38 50 36 17
Лавсан (упрочненное). . . 1,38 62 45 12
Хлорин 1,47 22 15 18
Полифен ч 2,3 24 16 43
При м е ч а в н е. Приведенные цифры отвечают округленным верхним пределам
соответственных параметров.
278
С конструкционной точки зрения не только f или е волокон
определяют их механические свойства, а также их разрывная
длина и величина начального модуля продольной упругости Е[3].
Для расчета модуля продольной упругости волокон может
быть принят только такой прямой участок на кривой напряже-
ние— деформация, который . отвечает обратимой деформации.
При малых нагрузках, действующих на волокна кратковременно,
из трех видов деформации, составляющих полную, преобладает
обратимая ее часть — упругая, а также эластичная с малым
(10—15 с) периодом релаксации. При больших нагрузках зна-
чительно возрастает доля пластической деформации. Модуль Е
вычисляют [4] по зажимной длине /о, поперечному сечению s0,
условному упругому удлинению Д/ (состоящему из истинно
упругого, совместно с названной частью эластичного и истинно
эластичного) и нагрузки Р. Минимальная величина нагрузки Р
принимается такой, чтобы названная обратимая часть составляла
в полной деформации не менее 90%. Рекомендуется предвари-
тельная запарка волокон в горячей воде, сушка и кондициониро-
вание, однократная (не постепенно возрастающая) нагрузка.
Площадь поперечного сечения волокон определяется расчетным
путем из их длины, массы и уплотненности (в 0,001 сН/мм3) *.
Величина начального модуля Е волокон составляет [4]:
Капроновой элементарной нити........... (240—270) • 10 Н/мм2
Шерсти тонкой........................... (340—360) • 10 »
Вискозного штапельного волокна......... (470—500) • 10 »
Хлопка.................................... (500—550) -10 »
Стеклянного волокна ...................• (1300—2000) -10 »
Начальный модуль волокна лавсана при е = 1 % составляет
1080-10 Н/мм2.
ПРЯЖА
Пряжа и крученые нити, составляющие исходный материал
для изготовления тканей, в резиновом производстве находят и
самостоятельное применение. Различные виды корда исполь-
зуются в шинном производстве как основной конструкционный
материал, различная пряжа применяется для изготовления рука-
вов с обмоточными и оплеточными каркасами и рукавов с круг-
лотканым чехлом; кордшнур применяется для рукавов и клино-
вых ремней. Пряжа — это изделие нитевидной формы произ-
вольно большой длины, изготовленное прядением из относительно
короткого материала (из штапельного волокна). В отличие от нее
нить скручивается из материала неограниченно большой длины
(из пряжи, из натурального шелка, искусственных и синтетиче-
ских волокон). Поэтому крученую пряжу тоже называют нитью.
* Кажущаяся плотность, определенная по габаритному объему волокна
(т. е, без вычета в нем полости).
Я»
Основные технические характеристики пряжи и нитей
Основные технические характеристики пряжи определяются
испытанием образцов по ГОСТ 6611—72.
Метрический номер пряжи характеризует тонину пряжи
отношением ее длины I к весу G. При этом длину выражают в мм,
м или км, а вес, соответственно, 0,001 сН, сН или 10 Н:
Nm = l:G (9.1)
Фактический номер крученой пряжи, а также и целлюлозных
волокон определяют этим же соотношением. Если номер круче-
ной пряжи необходимо рассчитать по характеристикам исходной
однониточной пряжи, то, кроме номера последней и числа сло-
жений, необходимо знать величину так называемой укрутки—
относительного укорочения пряжи в процессе кручения. Метри-
ческий номер исходной пряжи (номинальный номер), количество
и порядок сложений определяют структуру пряжи. Например, для
корда обычной является структура 37/5 >< 3, гда цифра 5 пока-
зывает количество нитей номера 37 в стренге, а цифра 3 — коли-
чество стренг в нити корда.
Наряду с нумерацией пряжи метрическим номером новую си-
стему дает ГОСТ 10878—64 «Система текс, толщина волокон и
нитей». В этой системе принято такое определение толщины:
_ m Г сН 1
Перевод из номерной системы в систему текс следует из за-
висимости Т = 1000/М По первому сроку введения (1/1 — 1965—
31/ХП—1966) следует, продолжая употреблять метрическую си- i
стему нумерации, в скобках указывать толщину в текс; например 1
№ 20 (50 текс).
Тонину непрерывной нити (шелк, натуральное, вискозное и син-
тетические волокна) принято определять весовым номером или
титром Т, показывающим отношение веса к длине нити. Весовой
номер представляет вес (в сН) мотка длиной 9000 м или вес в
денье (денье равно 0,05 сН) мотка длиной 450 м, т. е. весовой
номер нити (или волокна) —это количество денье в 450 м длины.
Отсюда следует зависимость:
NmT = 9000 (9.2)
Крутка пряжи t определяется числом витков, приходящихся |
на длину в 1 м. Получение уравновешенной нити — одно из I
требований правильного проведения крутки. В такой нити оста-
точные напряжения, вызванные прядильной и последующими
крутками, должны быть минимальными. Нить правильной крутки
самостоятельно не раскручивается и не дает петель. Отсюда сле-
дует практическое правило определения равновесной крутки:
если отрезок крученой нити длиной 1 м подвесить за оба конца
в виде петли, то на нормально крученой нити не должно образо-
ваться более шести витков (для нити корда — более двух витков).
280
Разрывная нагрузка (прочность, крепость) пряжи, являющаяся
важнейшей характеристикой прочностных свойств этого матери-
ала, измеряется в сН или 10 Н. В нитях шелка, искусственных и
синтетических волокнистых материалов, где крутка не имеет зна-
чения упрочняющего фактора, прочность зависит от механических
свойств элементов, составляющих нить. Прочность пряжи Р опре-
деляют на разрывной машине с вертикальным движением зажи-
мов. Применяются два способа: разрыв одиночной нити и разрыв
пасмы (мотка). Разрыв метрической пасмы, состоящей из 100обо-
ротов по 1 м, одновременно позволял бы определить среднюю ве-
личину прочности 200 нитей. Однако эта величина не одинакова
с прочностью, определяемой при разрыве одиночных нитей, а все-
гда ниже последней, составляя лишь 68—75% Объясняется это
тем, что при разрыве пасмы не все нити рвутся одновременно;
вначале разрываются нити более натянутые или обладающие
меньшим удлинением.
На величине прочности пряжи существенно сказывается ско-
рость раздвижения зажимов (длительность разрыва); чем выше
эта скорость, тем выше разрывающее усилие. Поскольку проч-
ность пряжи зависит от ее влажности, а последняя — от относи-
тельной влажности помещения, в котором хранится или иссле-
дуется пряжа, то лишь в случае, когда влажность пряжи соответ-
ствует норме (для хлопчатобумажной — 6,5%), показание
измерителя силы определяет нормальную прочность пряжи. При
отклонении влагосодержания от нормы прочность хлопковой
пряжи следует рассчитывать с поправкой на влажность по сле-
дующему уравнению
р __________122,75 р
^норм. вл. - 100 + 3 5да ?
где w — влажность пряжи, %; 122,75 и 3,5 — эмпирически най-
денные величины.
Измерение влажности воздушно-сухой пряжи может быть
произведено электровлагомером по изменению диэлектрической
ее постоянной или высушиванием навески пряжи до постоянного
веса.
Одновременно с определением прочности пряжи находят пол-
ное относительное удлинение ее при разрыве, слагающееся из
упругого (исчезающего) и остаточного (пластического).
Прочность непрерывных нитей обычно выражают количе-
ством сН, приходящихся на одно денье. Для правильной оценки
прочности и удлинения пряжи в РТИ следует определять эти
свойства при той влажности и температуре, какие имеет текстиль
в изделиях.
Прочность пряжи и нитей, ввиду особенностей их структуры,
трудно рассчитать математически, исходя из прочности волокон
их составляющих. Технические же характеристики, получаемые
оценкой образцов определенной длины, ие дают общей зависи-
мости для суждения по ним о механических свойствах материала
281
в образцах иных габаритов или в иных конструкционных формах.
Поэтому для оценки свойств текстильных конструкций недоста-
точно характеризовать их лишь геометрическими параметрами,
а следует принимать во внимание также массу материала. На
этой базе и могут быть даны добавочные (удельные) характери-
стики пряжи: расчетный диаметр пряжи, разрывная длина
и другие.
Расчетный диаметр пряжи d — измеритель толщины пряжи.
Если в формуле (9.1) масса отрезка пряжи 6 выразить через ее
диаметр d, длину Z в мм и кажущуюся удельную массу ук> так
называемая уплотненность, то для определения d получим урав-
нение
N 41
т лЦ2/ук-100
откуда
где К = -у/4: лук • 100—коэффициент, зависящий от рода волок-
нистых материалов и степени крутки.
Численное значение К для однониточной пряжи из хлопка
принимают равным 1,26, для корда соответственно, можно при-
нимать К = 1,386.
Непосредственное измерение диаметра пряжи производят, при-
меняя текстильную измерительную лупу. Для измерения диаметра
крученой пряжи возможно также пользоваться толщиномером.
Чтобы не смять нити, следует одновременно помещать в аппарат
не менее 5—6 нитей, а корд — петлей.
Разрывная длина пряжи L. Общепринятое измерение прочности .
пряжи величиной ее разрывной нагрузки без отнесения послед-
ней к площади поперечного сечения образца пряжи объясняется
трудностью определения размера этой площади. Измерителем,
учитывающим размеры сечения образца пряжи, является разрыв-
ная длина. Если образец пряжи длиной I и весом G имеет проч-
ность Р (в сН), а образец той же пряжи весом Р имеет длину L,
то, из допущения постоянства массы единицы длины, следует
l.L^G.P
что, учитывая определение номера, дает:
L~NmP (9.5)
Размерность величины, определяющей разрывную длину
пряжи, как это следует из уравнения (9.5), — метры; из прак-
тических соображений, принимая Р в 10 Н, разрывную длину
исчисляют в километрах*. Пересчет разрывной длины L км на
* Разрывная длина L Гкм] представляет величину удельной прочности, вы-
ражаемую через с» (10 H/mm’J : у [сН/см’] (ср, с табл, 9).
282
измерение прочности в сантиньютон на денье производится по
следующему уравнению
£ = 9000* (9.6)
где k — относительная прочность, сН/денье.
Разрывная длина как измеритель прочности пряжи * более
объективно заменяет предел прочности, поскольку при разрыве
пряжи, кроме сил сопротивления каждого отдельного волокна,
действуют также силы трения и сцепления между волокнами.
Эти силы зависят не от прочности волокон, но от характера по-
верхности и расположения волокон в поперечном сечении пряжи,
а также от величины напряжения в волокнах.
Модуль продольной упругости пряжи как отношение между
напряжением / и соответственной обратимой деформацией е мо-
жет быть определен на начальном участке кривой зависимости
f—е или же в дифференциальной форме, но на любом ее участке
лишь условно, принимая поперечное сечение пряжи «о, отвечаю-
щим площади сечения круга диаметра d. Жесткость пряжи, как
и резины, Est а относительная жесткость с = ESo : I =
= Р:Д/[10 Н/см].
Статистическая оценка свойств пряжи
Номер пряжи, сопротивление ее разрыву и другие характери-
стики определяются как средние арифметические значения из
установленного ГОСТ 6611—55* количества замеров. Для оценки
этих средних значений, следуя названному ГОСТ, необходимо
дополнительно характеризовать их показателями: неровноты Н,
среднего квадратического отклонения а и коэффициента вариа-
ции С.
Неровнота (в %) определяется по следующему уравнению:
Н = 100 (9.7)
Среднее квадратическое отклонение определяется по уравнению:
VY(MX-M)2
~п-\ - <98>
Коэффициент вариации (в %):
С = -Д--100 (9.9)
* Сопоставление как метрических номеров ЛГт, так и разрывных длин £,
возможно лишь для пряжи, изготовленной из волокон одного вида, с одинаковым
удельным весом. Точнее характеризует тонину пряжи так называемый объемный
номер Nv, определяемый произведением Nmy. Соответственно, для характеристики
разрывной длины пряжи уместно применять условную разрывную длину, опре-
деляемую произведением птуР,- что отмечает размерности 10 Н/см2. .
383
В этих уравнениях:
М — среднее арифметическое из всех найденных значений; Afj —
среднее арифметическое из всех значений ниже М; П — общее ко-
личество испытаний; /71— количество испытаний с результатами
ниже М; Мх— отдельные результаты испытаний.
Отклонение О среднего арифметического М от заданной нормы
/Ин вычисляется по следующему уравнению:
О = ^Чт7^",0° (9.10)
Нередки случаи, когда статистической обработке подлежит вы-
борка с малым числом наблюдений (п ^10). При условии, что
генеральная совокупность, из которой взята выборка, имеет нор-
мальное распределение, может быть применен следующий метод,
рекомендуемый для таких выборок [5]. Данные наблюдений распо-
лагают в порядке увеличения X. Вычисление среднего арифметиче-
ского X из всех найденных значений производится обычным
порядком. Далее находят размах варьирования Рх из выражения:
Рх = ^шах — ^mln (а)
Средние квадратические отклонения: выборочное Snp и гене-
ральное ор могут быть найдены по уравнениям (б) и (в), а коэф-
фициент вариации vp по уравнению (г)
Snp = КрРх (б)
<Тр = Snp: 's/п (в)
vp = <тр: X (г)
где Кр — коэффициент, принимаемый по табл. 10.
Среднее арифметическое X для генеральной совокупности и до-
верительные его пределы находят по зависимости
X-X±tpPx (д)
где /р — коэффициент, принимаемый по табл. 10.
Таблица 10'
Значения коэффициентов Кр, tp для нахождения Snp
в X на основе размаха Рх
Число наблюдений п КР Число наблюдений п КР fP
2 0,71 6,35 7 0,36 0,333
3 0,52 1,30 8 0,345 0,288
4 0,45 0,717 9 0,33 0,255
5 0,41 0,507 10 0,32 0,230
6 0,38 0,399
Коэффициенты /Ср и tp зависят от той степени вероятности,
с которой желают определить Snp и доверительный интервал для
234
X. Для большинства технических задач достаточна вероятность
а ==0,95 (т. е. 95 случаев из 100). Для этой вероятности и со-
ставлена табл. 10.
Факторы прочности пряжи. В отличие от характера разрыва
монолитно-материальных тел, в том числе искусственных и синте-
тических волокон, разрыв штапельной пряжи представляется более
сложным. Здесь наблюдаются два явления: разрыв некоторого ко-
личества волокон, расположенных в поперечном сечении пряжи, и
расползание остальных. Отсюда факторами, определяющими проч-
ность пряжи, являются не только природные свойства волокна, но
и процессы прядения, в частности крутка.
Чем больше длина волокна (при равномерности длины) и чем
тоньше эти волокна, тем больше (при одинаковой степени крутки)
проявляется действие сил трения и, следовательно, тем прочнее
пряжа. По этой причине для корда высших сортов и ответствен-
ных технических тканей применяют более длинноволокнистый
хлопок.
Среди операций прядильного производства наибольшая роль
в создании прочности пряжи принадлежит крутке. По мере повы-
шения степени крутки и увеличения создаваемого этим давления
наружных слоев пряжи на внутренние увеличивается трение между
волокнами, лежащими во внутреннем сердцевинном слое. Возмож-
ность скольжения волокон сердцевинного слоя затрудняется, проч-
ность пряжи повышается. Вместе с этим растет степень использо-
вания в пряже прочности волокнистого материала. Однако опти-
мальное значение величины крутки лежит между некоторыми
пределами, определяемыми назначением пряжи и природой волокни-
стого материала. Степень крутки не должна быть ниже предела,
необходимого для предупреждения скольжения волокон, возникаю-
щего в процессе переработки пряжи, и в то же время не должна
превосходить предел, при котором мог бы начаться разрыв пере-
напряженных круткой волокон. Величина крутки влияет и на
упругие свойства пряжи. Полное удлинение пряжи зависит от сколь-
жения волокон, от распрямления и удлинения самих волокон. По-
скольку последнее относительно невелико, значительная крутка,
увеличивая прочность пряжи, снижает ее упругость, приводит
к большей жесткости.
Волокна наружного, более нагруженного круткой слоя пряжи,
наиболее вытянутые и напряженные, мало способны к удлинению и
потому принимают на себя значительную долю напряжения рас-
тяжения. При недостаточной прочности их разрыв может начаться
с разрыва наружных волокон и закончиться расползанием средин-
ных, давление на которые будет ослаблено. Для технических це-
лей преимущественно применяется крученая пряжа, так как в ней
несущий слой располагается более равномерно по всей площади
сечения. Чтобы уменьшить жесткость крученой пряжи, ее скручи-
вают в направлении, обратном крутке однониточной пряжи.
Поглощение и отдача влаги волокном, отвечающие изменению
температурно-влажностных атмосферных условий, также приводят
285
к изменению прочности и упругих свойств пряжи. Пряжа из цел-
люлозных волокон при увлажнении (до 11%) повышает прочность;
изделия из шерсти, натурального и искусственного шелка при ув-
лажнении снижают прочность. При 120 °C в пряже из льняного во-
локна снижаются прочность и удлинение *; сопротивляемость мно-
гократным нагрузкам падает; у хлопчатобумажной пряжи разрыв
происходит на удлинениях ниже 5%. При нагреве выше 160—
170 °C резко возрастает деструкция целлюлозы. При низких тем-
пературах (—60 °C) прочность пряжи повышается, удлинение из-
меняется незначительно. Вискозная
нить при 120 °C, в отличие от хлоп-
чатобумажной пряжи, сохраняет,
а иногда даже несколько увеличи-
вает прочность и уменьшает растя-
жимость; при одинаковой нагрузке
дает увеличение упругих свойств;
при —60 °C показывает снижение
прочности и удлинения. Сохранение
вискозной нитью прочности при по-
вышенной температуре и является
одной из причин введения вискоз-
ного корда в практику резинового
производства. Нити из синтетиче-
ских волокон при повышении темпе-
ратуры несколько снижают проч-
ность, а при понижении — повы-
шают.
В статических условиях испыта-
ния капроновый корд показывает,
по сравнению со сверхпрочным вис-
козным, большую прочность, боль-
шее разрывное удлинение и лучшую
теплостойкость, но имеет меньшие модуль и температуростойкость.
Капроновый корд также более вынослив к многократным знако-
постоянным деформациям и ударным нагрузкам.
Среди возможных пороков пряжи следует отметить один из
наиболее вредных, свойственный крученой пряже, — штопорность.
Правильное строение и работа крученой пряжи определяется оди-
наковой длиной скручиваемых нитей и связанной с этим равно-
мерностью их натяжения. При штопорности это условие нару-
шается. Из рис. 165 видно, что углы pi и рг наклона витков к оси
крученой пряжи неодинаковы. Поэтому проекции усилий, воспри-
нимаемых каждой нитью, приведенные на ось сложной нити, бу-
дут также неодинаковы. Чем больше угол р, тем меньше доля
участия составляющей нити в общей прочности. Если нить 2 сво-
* Помимо потери влажности здесь, возможно, сказывается и размягчение
восковидных веществ (на хлопке) и пектиновых (иа льняных волокнах),
286
бодно обвисает, например при штопорности, то разрыв восприни-
мается только нитью /; в этом случае прочность сложной нити бу-
дет вдвое ниже номинала.
Усталость пряжи статическая и динамическая
Длительность и в особенности повторность действия нагрузки
ведет к изменению упругих свойств пряжи, установленных испы-
таниями однократной нагрузкой. В зависимости от условий экс-
плуатации изделий могут наблюдаться следующие случаи:
а) пряжа находится под длительным действием постоянной на-
грузки, т. е. испытывает статическую усталость; такое состояние
наблюдается в оплетке амортизационных шнуров при хранении их
или в каркасе полых уплотнителей, нагруженных постоянным гид-
равлическим давлением;
б) пряжа подвергается многократной повторной деформации
по циклу нагрузка-разгрузка, испытывает динамическую усталость;
такой случай отвечает работе нитей основы бельтинга, кордткани
или кордшнура в приводных ремнях, а также работе нитей корда
в каркасе покрышек.
Статическая усталость пряжи. Если пряжа нагружена дли-
тельно действующей растягивающей нагрузкой при постоянной ве-
личине деформации, то, вследствие свойственной волокнистым ма-
териалам релаксации напряжения, будет наблюдаться снижение
нагружения, необходимого для поддержания заданной величины
удлинения. Длительное действие постоянной по величине нагрузки
ведет к росту деформации нагруженной пряжи (к ползучести) и
к разрыву образца. Разрушение пряжи при этом связано с вязкой
или пластичной текучестью волокна и почти не зависит от эффекта
трения волокон в пряже. Достаточно показательные результаты
статической усталости пряжи под непрерывным действием нагрузки
могут быть получены при испытании образцов пряжи и нитей под-
весным грузом, составляющим 10, 20, 30, 40 и 50% их прочности.
Динамическая усталость пряжи. Многократное нагружение
растяжения или изгиба ведет к динамической усталости мате-
риала, сказывающейся в разрушении материала при нагрузке,
меньшей разрывной, растяжимость при этом снижается примерно
вдвое. Если, при различных величинах нагрузки, амплитуда дефор-
мации, частота и температура испытания остаются постоянными,
то наблюдается линейная зависимость между логарифмом дли-
тельности сопротивления и нагрузкой, что происходит и при ста-
тическом утомлении пряжи и других материалов. Поскольку
пластические остаточные удлинения пряжи появляются уже в не-
больших нагружениях, связанных с изменением ее формы и струк-
туры и, аккумулируются при повторных нагружениях, испытание
пряжи на разрывных машинах недостаточно для оценки ее свойств
в условиях, отвечающих ее рабочему состоянию в изделии; необ-
ходимо эти испытания дополнять показателями усталостнрй проч-
ности и ползучести.
287
Пряжа, применяемая в производстве РТЙ
В табл. 11 приведены характеристики крученой хлопковой
пряжи, применяемой в производстве РТИ (кондиционная влаж-
ность пряжи 7%) и анидного кордшнура.
Таблица 11
Пряжа крученая и корды, применяемые для изготовления плетеных
прокладок и круглотканых чехлов рукавов н в ремневом производстве [в]
Структура пряжи (номер и количество сложений* Толщина в мм, ие более (при измерении «петлей») Разрывная нагрузка в ЮН ие меиее (иа длине 200 мм) Удлииеине при разрыве в И, не более Крутка на 1 м
Пряжа крученая хлопковая
40/6 0,45 2,2 9,0 350
20/3 0,49 2.1 6,5 380
12/2 0,51 2,5 9,0 300
12/3 0,55 3,0 9,0 220
12/4 0,70 4,0 11,0 200
12/5 0,75 5,3 11,0 160
12/6 0,80 6,5 11,0 150
37/17 0,80 8,5 11,0 130
37/17 «0. П.» 0,75 9,5 11,5 130
Корд хлопковый
37/5/3 «10ТМ» I 0,80 | 10,0 I 13 I 810/390
28/5/3 «11ТМ» | 0,87 | и.о | 13 | 780/320
Кордшнур хлопковый
37/27/3 «3» I
37/27/7 «7» I
Кордшнур анидный
34/12/3 1,60 56 I 29,3 —
34/8/3 1,46 43 21,7 —
ТКАНИ
Структура тканей
Ткани, изготовляемые на ткацких станках, образуются перепле-
тением двух систем взаимно перпендикулярных нитей основы и
утка, перекрывающих друг друга в определенной закономерности.
Если исследовать порядок чередования перекрытий в ткацком пе-
реплетении и нанести его в условном обозначении на бумагу, то
получим так называемый ткацкий рисунок. На рис. 166 показан
канвовый способ изображения ткацкого рисунка; известны и иные
способы.
При ближайшем рассмотрении ткацкого рисунка можно уста-
новить, что он состоит из повторяющихся элементов, включающих
некоторое количество нитей и перекрытий их. Такой повгоряю-
288
щийся элемент рисунка, определяемый наименьшим до повторения
числом нитей, называют раппортом. Простейший раппорт будет
образован двумя основными и двумя уточными нитями (рис. 167,а).
Ткань, построенная таким переплетением, наиболее проста по ри-
сунку. Такое простейшее переплетение называется гарнитуровым
(миткалевым, полотняным). Преобладающая масса тканей, при-
Рис. 166. Тканевое переплетение,
а—вид ткани; б—ткацкий рисунок; О—ос-
нова; У—уток,
меняемых в резиновом производ-
стве, относится к этому классу пе-
реплетений.
С увеличением числа нитей в
раппорте расширяются возможности
комбинирования по взаимному сме-
щению перекрытий и сдвигам. Если
число нитей в раппорте по основе
и утку будет равно трем, а сдвиги
как по основе, так и по утку равны
единице (например, влево на одну
клетку, а вправо на две), то обра-
зуется саржевое переплетение
(рис. 167,в). Другая разновидность
саржевого переплетения с раппор-
Рис. 167. Ткацкие рисунки
переплетений:
а— гарннтуровое; б—производ-
ное от гарннтурового (гродету-
ровое); в—саржевое (саржа
трехремизиая); а—саржевое
(саржа четерехремнзная); б—ат-
ласное (атлас пятнремнэный);
1X1—выход основы на лицевую
сторону ткани; □—выход утка
на лицевую сторону ткани.
том 4 приведена на рис. 167, г. Перекрытия одноименные (основ-
ные или уточные), имеющиеся в раппорте саржевого переплетения,
соприкасаются друг с другом лишь в одном, диагональном направ-
лении. Ткани саржевого переплетения с раппортом 3 и более
нитей применяются в производстве резиновых изделий, но в мень-
шем, по сравнению с тканями гарннтурового переплетения, коли-
честве и ассортименте, в тех именно случаях, когда требуется
дать возможно более гибкие конструкции. Примерами таких
тканей являются: тифтик для водолазных костюмов, саржа для
кардных лент, ткани для мембран. Дальнейшее увеличение нитей
в раппорте и при этом рассеяние количественно меньших в рап-
порте одноименных перекрытий по всему раппорту, без контакта
между такими перекрытиями, приводит к атласному переплете-
нию (рис. 167,д). Видоизменения и усложнения переплетений
Ю В. А. Лепетов
289
одного класса (например, по рис. 167,6), представляющего собой
производное от гарнитурового, и комбинации переплетений раз-
личных классов ведут к мелкоузорчатым, сложным и фасонным
переплетениям, определяющим рисунки поверхностей тканей и су-
щественно влияющим на структуру, а следовательно на прочность
и на растяжимость ткани.
Показателями структуры тканей, кроме величины раппорта и
сдвигов, являются: структура пряжи —основы и утка — и плот-
ность ткани, т. е. число нитей, приходящихся на 100 мм по основе
и по утку. Плотность ткани существенно влияет на механические
свойства ткани и на рисунок поверхности ткани. В особо плотных
тканях число нитей в рассматриваемом направлении может ока-
заться больше числа, представляющего частное от деления линей-
ного измерения на толщину (диаметр) свободной нити. В этом
случае происходит сжатие нитей.
Для суждения о структуре ткани необходимо также знать так
называемую уработку, являющуюся следствием взаимного пере-
плетения нитей; уработка тем больше, чем плотнее ткань. Уработка
по основе (или укорочение начального размера основы) представ-
ляет собой процентное превышение длины оси пряжи сравни-
тельно с длиной ткани.
Основные технические характеристики тканей
Основные технические характеристики тканей определяются
регламентированными методами (ГОСТ 3810—72, 3811—47,
3812—72, 3814—60 и 3815—47).
Ширину ткани устанавливают промером линейкой с делениями
1 мм, измеряя полную ширину ткани, включая кромки; одновре-
менно следует проверить, не имеет ли ткань искривлений по направ-
лению основы. Толщину ткани измеряют толщиномером (микро-
метром); сжимающие плоскости должны быть не менее 30 мм в
диаметре. Вес 1 м2 воздушно-сухой ткани определяют взвешива-
нием образца ткани полной ширины или взвешиванием меньшего,
вырезанного нз ткани по шаблону, квадратного или прямоуголь-
ного образца, с пересчетом полученного веса на 1 м2. Вес воздуш-
но-сухой ткани, однако, величина переменная, зависящая от со-
держания влажности в ткани. Более определенными характери-
стиками веса ткани являются: постоянный вес 1 м2 ткани, устанав-
ливаемый после высушивания ткани, и кондиционный вес ткани,
равный постоянному весу плюс норма влажности. Норма влажно-
сти хлопковой ткани принимается равной 6,5%. Плотность ткани,
характеризуемая количеством нитей на 100 мм ткани по основе
или по утку, устанавливается подсчетом нитей не менее чем
на 50 мм.
Прочность (крепость) ткаии. Для технической оценки
ткани применяется метод определения сопротивления разрыву
путем одноосного растяжения полоски ткани. Такой метод испы-
тания далек от реальных условий работы ткани в изделиях и мало
290
показателен для анизотропного структурного материала, каким
является ткань. Однако этот метод, будучи достаточно простым,
удерживается до настоящего времени. Разрываемая полоска имеет
ширину 50 мм и длину между зажимами 200 мм (зажимная длина
образца); по ГОСТ 3810—53 допускаются полоски с зажимной
длиной 100 мм. Полученную нагрузку разрыва ( прочность относят
к ширине полоски в 5 см, иногда прочность пересчитывают на ши-
рину 1 см, либо 1 м ткани. Сопротивление разрыву ткани, как и
других текстильных изделий, зависит от ее влажности, а поэтому
образцы предварительно выдерживают в кондиционных камерах
с относительной влажностью воздуха 65 ± 5% при 20 ± 5°. Наи-
большая величина прочности хлопковой ткани наблюдается при
11%-ном содержании влаги. Такое влагосодержание достигается
при 85% относительной влажности воздуха. С дальнейшим ростом
влажности прочность хлопковых тканей остается практически по-
стоянной. Прочность льняных тканей с увеличением в них влаги
возрастает очень быстро и превышает начальную прочность, опре-
деленную при 65% относительной влажности воздуха, на 40% и
более. Одновременно с определением прочности ткани определяют
(как и для пряжи) ее полное относительное удлинение, складываю-
щееся из относительного упругого и относительного остаточного
удлинения.
Для ткани, представляющей собой, по сравнению с пряжей
и тем более с волокном, значительно усложненную текстильную
конструкцию, особо большое значение имеют характеристики, свя-
занные с массой 1 м2 ткани и ее структурой.
Вес 1 м2 ткани G (в сН/м2), исходя из структуры ее, может
быть определен следующим выражением
Юло(1 + со) , 10rtF (1 + Су)
°” -----N-o---+------/Гу--- <9Л »
где п0 и пу — плотность нитей основы и угка; со и су— уработка
ткани; No и Ny — номера основы и утка.
Степень заполнения ткани К представляет собой от-
ношение покрытой основой и утком части площади ткани к общему
размеру этой площади. Величина, дополняющая К до единицы,
представляет собой относительную величину просветов в ткани.
Коэффициент К может быть определен следующим порядком.
На площади 10X10= 100 см3 может быть покрыто: основными нитями
noXdo X 1/10X 10 [см2] и уточными нитями пУХ4у X 1/ЮХ Ю [см2], ио за
вычетом взаимных перекрытий основных нитей уточными
ПоХ«дХ4оХ4уХ-^-Х-^-
Отсюда „ л . npnydody v Mo+Mj, 1оо (9.12)
или иначе К 100 /( » Ко + Ку — КоКу
10* 2W
где
tinda
*0=-ймГ; к» = ~ймГ
В приведенных уравнениях:
1/10—множитель для перевода величины диаметра нити, см; 10 см — множитель
для определения площади ткаии, занятой соответственными нитями.
Резиноемкость ткани. Теоретическая величина пористо-
сти или, с точки зрения резинщика, резиноемкость ткани Срез в см3
(либо в %) определяется как разность между габаритным объе-
мом 1 М2 ТКаНИ (Огаб) И ИСТИННЫМ ОбъеМОМ (С'ист) волокнистого
материала, образующего ткань
ирез = угаб — 11 ист (9.13)
ИЛИ
0—2£a<LZ Ряст .юс (9.13')
^габ
здесь 1>габ = 6-103; иИст = ~; 6 — толщина ткани, мм; у —истин-
ный удельный вес волокна, сН/см3.
В приведенном определении теоретическая резиноемкость ткани
понимается как объем впадин и пор — в ткани, в пряже и в во-
локнах этой пряжи. Поскольку весь этот объем нельзя заполнить
резиновой смесью при промазке ткани, различают теоретическую
(табл. 12) и практическую резиноемкость. Непосредственная за-
висимость между коэффициентом заполнения ткани и величиной
ее резиноемкости пока еще не установлена.
Т аблица 12
Резиноемкость тканей
Ткань Тол- щина 6, мм Вес О 1 м2, сН Габарит- ный объем 1 м2 ”габ' см3 Истинный удельный вес волок* на у, сН/см3 Истинный объем волокни- стого мате- риала РИСТ’ СМ3 Теоретическая резиноемкость ирез
см"' %
Полотно ОР . . . 0,7 455 700 1,50 307 393 56
Полотно ЛЛ . . . 0,47 280 470 1,50 189 281 60
Чефер 1 510 1000 1,52 340 660 66
Бельтинг Б-820 . 1,85 820 1850 1,52 546 1304 70
Разрывная длина ткани. Расчетное определение раз-
рывной длины ткани возможно при том допущении, что образец
имеет правильную форму, постоянный вес на единицу длины (в км)
и что качество материала по всей длине одинаково.
При таких условиях
ip
(9.14)
292
где р — прочность ткани в 10 Н на ширине 1 м; G—вес 1 м2
ткани в сН, т. е. вес полосы шириной 1 м и длиной / = 1 м.
Эта формула по существу однотипна с уравнением (9.5) и от-
ношение 1/G, по аналогии с пряжей, определяет как бы «номер
ткани».
Для полной оценки разрывной длины ткани следует опреде-
лять разрывную длину и по основе и по утку. Разрывная длина
волокон при постоянной плотности стоит в прямой зависимости от
предела их прочности, в пряже соотношение ее разрывной длины
к разрывной длине составляющих
ее волокон значительно сложнее.
Еще более усложняется это соотно-
шение для ткани и составляющих
ее элементов.
Зависимость нагрузка — дефор-
мация растяжения ткани как по ос-
нове, так и по утку (рис. 168) нели-
нейна и описывается кривыми вида
е = аРп, направленными вогнуто-
стью к оси нагрузок. Эти кривые не
совмещаются при наложении, что
свидетельствует об анизотропии ма-
териала, а равно о несоответствии
его положениям закона Гука. Так
же как и зависимость Р— &.1 для
пряжи, подобные кривые характери-
зуют жесткость ткани; их вид и по-
ложение меняются с изменением
скорости испытания и габаритов об- Рнс. 168. Диаграмма растяжения
разца. Дифференциальный модуль £ прорезиненного двухслойного пер-
продольной упругости ткани, опре- , кала А:
деляемый на начальном или на лю- "° ocнoвe’ по утку-
бом ограниченном участке зависи-
мости f — е, как и модуль пряжи, величина, принимаемая условно
и зависящая от величины деформации е. Поперечное сечение рас-
тягиваемого образца ткани вычисляется также условно, по его
ширине и толщине.
Необходимо отметить, что пределы прочности штапельной пря-
жи и вырабатываемой из нее ткани по условному напряжению
значительно ниже соответственного предела прочности волокон, из
которых ткань изготовлена. Так, для хлопковой ткани это отноше-
ние составляет 10—12, а для льняной ткани 7,5—10. Основные
причины потери прочности следующие:
а) механическое разрушение части волокон в процессах тек-
стильной переработки;
б) неодновременность работы всех волокон в материале, вслед-
ствие неравномерности натяжения их в крученых и переплетенных
в ткань нитях;
в) изгиб волокон при переплетении нитей в ткани.
293
Понижение пределов прочности f и одновременное увеличение
относительных удлинений е пряжи и тканей ведут к уменьшению
их модулей упругости Е и разрывных длин L по сравнению с ис-
ходным волокнистым материалом. Применение специальных струк-
тур пряжи и тканей может несколько изменить, но не исключить
этот разрыв. В то же время в изделиях из непрерывных искусст-
венных и синтетических волокон потери прочности, модуля и раз-
рывной длины менее значительны.
Прочность группы нитей
Натяжения, возникающие в нитях, составляющих крученую
пряжу, аналитически могут быть определены лишь для случая
крутки из двух нитей (см. рис. 165). Если же крученая пряжа
составлена из трех и более нитей, то система статически неопре-
деленна. В резино-текстильных изделиях нити работают не оди-
ночно, а группами. В параллельном расположении нитей воз-
можны два случая: нити в группе свободны и нити в группе кон-
структивно связаны между собой. Первый случай соответствует
работе нитей в каркасах рукавов, изготовленных обмоткой, или ра-
боте корда в каркасах покрышки. Второй случай — работа нитей,
соединенных в ткань или оплетку.
При испытании на разрывной машине свободных нитей они
подвергаются одинаковому удлинению, поэтому между прочно-
стью на разрыв Q группы нитей и составляющих группу отдель-
ных нитей q имеется зависимость
Q = (9.15)
где с С 1 — коэффициент, зависящий от степени однородности
нитей по разрывному удлинению в группе.
Так как с увеличением числа п нитей в группе степень неод-
нородности нитей возрастает, то максимальное значение с — 1
имеется лишь при п = 1.
С увеличением числа одновременно нагружаемых параллельно
расположенных свободных нитей средняя прочность нити в группе
нелинейно снижается и может предельно, по нашим наблюдениям,
достичь даже 0,64 от исходной [7] (см. главу 12). Иное положение
наблюдалось бы в том случае, когда разрывные удлинения всех
нитей были одинаковы; тогда при растяжении на величину раз-
рывного удлинения, при одновременном обрыве всех нитей, сум-
марное их нагружение равнялось бы разрывной нагрузке
Q = 2> (9-16)
Средняя прочность группы нитей в ткани не является только
функцией прочности Q и однородности с составляющих ее нитей.
Значительно сказываются: вид переплетения, плотность ткани,
изогнутость нитей в двух направлениях (зависящая от плотности),
крутка пряжи и ширина исследуемой на растяжение полоски.
Названные факторы влияют на величину силы трения между
294
волокнами и нитями и на внутреннее напряжение в волокнах
пряжи. При одной и той же плотности и добротности нитей со-
ответственная прочность: группы свободных параллельных нитей,
полосок атласного, саржевого и гарнитурового переплетений —
характеризуется, как пример следующим рядом; 76,6; 88,0; 91,6 и
100,0. Но одновременно при гарнитуровом переплетении возникают
и большие внутренние напряжения в волокнах пряжи. Последнее
обстоятельство в практике учитывается тем, что крутка пряжи,
назначенной для гарнитурового переплетения, принимается мень-
шей, чем для саржевого, атласного или для их производных.
При предельно высоких плотностях увеличение средней проч-
ности пряжи по основе в тканях прекращается и даже наблю-
дается некоторое ее понижение. Происходит это потому, что рас-
прямление, при растяжении такой сильно изогнутой нити, вызы-
вает такое значительное давление, что волокна перенапрягаются.
Обычно при слабо скрученной уточной пряже некоторое
увеличение плотности утка приводит к небольшому увеличению
средней прочности пряжи и ткани по основе.
Деформация ткани при растяжении
Деформация ткани, подвергаемой растяжению, состоит в из-
менении формы и размеров клеток, образованных нитями. Если
к зажатому с одного конца образцу ткани приложить силу, на-
правленную под углом к направлению системы нитей, то послед-
ние будут подвергаться различным деформациям.
1. Сдвиг нитей происходит вследствие того, что клетки
ткани не имеют жестких узлов и диагоналей, и продолжается
до тех пор, пока направление нитей не совпадает с направлением
равнодействующих сил, приложенных к нитям;
2. Выпрямление нитей состоит в том, что волнообразно
изогнутая нить любой системы при напряжении ее выпрямляется,
но одновременно увеличивает крутизну волн нитей другой си-
стемы (при двуосном растяжении меняются крутизны волн
обоих направлений);
3. Растяжение нитей постоянно сопровождает сдвиг и
выпрямление их и отражает изменения, происходящие с самой
нитью под влиянием приложенных напряжений. Растяжение нити
состоит в удлинении ее по всей длине, в сужении по диаметру
и в сплющивании и мало доступно теоретическому исследованию.
Положение еще более усложняется для прорезиненных тканей;
в которых резиновый слой между клетками ткани действует как
упругое заполнение при сдвиге, при выпрямлении и растяжении
нитей. Отсюда реальные деформации при повышении напряже-
ния ниже теоретически вычисленных, а при снятии растяжения
выше последних; остающееся удлинение обусловливается равно-
весием между упругими силами и внутренним трением материала.
Поскольку в условиях эксплуатации рукавов, аэростатов,
газгольдеров и других резиновых изделий ткани подвергаются
295
двуосному растяжению, для правильного суждения о взаимоза-
висимости между напряжениями и деформациями в ткани в целом
необходимо также изучать их в условиях и двуосного растяжения
и сдвига. Методику такого исследования и построения так назы-
ваемых «нормальной» и «касательной» характеристик ткани пред-
ложили Р. Гаас и А. Дитциус [8], а также А. М. Гаврилов и
А. С. Константинов [9]; Гогешвили А. А. [10].
Нормальная и касательная характеристики
двуоснорастягиваемой ткани
Нормальная характеристика ткани определяет отношение на-
гружения Т (по линейному измерению) к соответственному отно-
сительному удлинению е двуоснорастянутой ткани. Такая ха-
Рнс. 169. Диаграмма нормальных характеристик ткани по основе и по
утку.
Отметки на абсциссах показывают величины переменного нагружения исследуе-
мого направления, а сплошные линии—значения отвечающих им удлиненна.
, Пунктирные линии показывают удлинения второго направления, на котором дей-
ствует постоянная нагрузка. Цифры у кривых обозначают величины отвечающих
нм постоянных нагрузок.
рактеристика может быть представлена графиком изменения е
ткани при переменном нагружении 7\ в направлении одной си-
стемы нитей и постоянном Та в направлении другой системы. Для
каждой системы нитей необходимо построение отдельных диаг-
рамм (рис, 169). Значения е ниже нуля отвечают сокращению
296
Рис. 170. Диаграмма нормальной
характеристики прорезиненного двух-
слойного перкаля (второй слой
положен под углом в 45° к первому).
Нагрузка, считая по направлению
основы первого слоя, вдвое более
нагрузки по утку.
в направлении, нормальном к прилагаемому переменному нагру-
жению.
Поскольку деформации, получаемые тканью под действием
продольных нагружений, зависят от действия поперечных напря-
жений, то каждая из названных диаграмм включает не одну кри-
вую, а семейство их.
Деформации поперечных нагружений зависят от наличия про-
дольных нагружений и наоборот, а
друг на друга не совмещаются.
Имея нормальную характери-
стику ткани, можно дать ответ
на следующие вопросы [8]:
1. Определить деформацию
ткани при заданных нагружениях
Ту и Т2. Пусть Ту = 120-10 Н/м
и Т2 = 40-10 Н/м. На левой диа-
грамме рис. 169 этим нагруже-
ниям отвечают точки, показываю-
щие, что по основе ткань удли-
нится на 2,8%, а по утку укоро-
тится на 3%. Если же Ту =
= 120-10 Н/м, а Т2 = 40-10 Н/м,
то (по правой диаграмме) на-
ходим, что удлинение по утку
составит 7%, а укорочение по
основе 0,7%.
2. Определить модуль упруго-
сти Е ткани по основе при рас-
тяжении при заданных нагруже-
ниях Ту и Т2. Пусть Т1 =
= 80-10 Н/м, а Т2= 120-10 Н/м.
По диаграмме рис. 169 этим
условиям по основе соответствует
точка А.
Проводим в точке А касательную к кривой и продолжаем ее
до пересечения в точке С с крайней линией диаграммы.
Катет CD прямоугольного треугольника CDE, отвечающий
приращению деформации е, измеряем в масштабе ординат. Для
заданного случая он равен 10% или 0,1. Катет ED, отвечающий
нагружению Ть измеряемый в масштабе абсцисс, равен
224-10 Н/м. По зависимости Е и известным значениям 6
находим Е илн, как этим часто ограничиваются в текстильных
исследованиях, £6 = 2240-10 Н/м. Частный вид нормальной ха-
рактеристики, для случая, когда линейная нагрузка ткани в од-
ном направлении вдвое больше, чем в другом, может быть полу-
чен в таком опыте. Из прорезиненной ткани склеивают цилиндр
диаметром D со сферической заделкой торцов и снабжают патруб-
ком. Для замера относительных изменений диаметра и длины
цилиндра наносят линии: I, по его окружности и /0 по образующей.
Подавая в цилиндр замеряемое воздушное давление р (в 105 Па),
можно рассчитать отвечающие ему значения ет и ео. Пример * •*
построенной по таким данным нормальной характеристики двух-
слойного прорезиненного перкаля приведен на рис. 170. Второй
слой ткани был положен под углом 45° к первому, направление
основы первого слоя следовало базе /т, направление утка — базе/о.
Касательная характеристика ткани определяет отношение ка-
сательного нагружения при сдвиге ткани к угловой деформации.
Для лабораторных определений касательной характеристики
применяют цилиндры, изготовляемые из прорезиненной (баллон-
ной) ткани, наполняемые водой под некоторым давлением н скру-
чиваемые действием грузов [9, 10].
СОПРОТИВЛЕНИЕ ТКАНЕЙ РАСТЯЖЕНИЮ
В РАЗЛИЧНЫХ НАПРАВЛЕНИЯХ
Полоска ткани, испытываемая на растяжение, может быть
укреплена в зажимах прибора так, что направление утка (или
основы) будет образовывать некоторый угол с линией зажима.
В этом случае зажатой одновремен-
но в обоих зажимах окажется лишь
часть нитей. Разрыв каждой из
этих нитей, расположенных под уг-
лом к направлению действия силы,
потребует большего усилия, чем
прочность нити. По существу, здесь
будут наблюдаться, как это видно
на рис. 171, и разрыв, силою G,
и срез, силою t. Часть нитей, не за-
жатая в тисках аппарата, не будет
нормально участвовать в разрыве.
Однако вытаскивание или разрыв
их, а также срез потребуют затра-
ты некоторых усилий.
Определение сопротивления тка-
Рис. 171. Схема действия сил на
пряжу в полоске ткани, укреп- ни нормально направленному ирав-
лениой в зажимах динамометра, номерно распределенному давле-
нию (сопротивление «лопанию»)
проводится на отрезках ткани, имеющих форму круга ♦*.
Отрезки зажимают по периферии и подвергают возрастающему
воздушному давлению. В этом случае в разрыве принимают
участие обе системы нитей. Для герметизации купола, образуемого
тканью, применяется тонкая резиновая подкладка. Расчет сопро-
тивления ткани разрыву в названных условиях проводится по
* По уравнениям, приведенным в главе 11, можно рассчитать соответствен-
ные значения Гт и То (в 10 Н/м).
•* Не следует смешивать с сопротивлением «продавливанию» ткани метал-
лическим нагруженным шариком.
298
замеренным величинам: воздушного давления р (в 105 Па), за-
жимного радиуса г (в см) и стрелы подъема тканевого купола h
(в см), принимая форму последнего в виде сферического сегмента.
Линейное натяжение Т (10 Н/см) образца в момент продав-
ливания определяется уравнением
т p~~4h~
(9.17)
Относительная длина растянутого образца
(Ы8>
где a = arc sin
Линейное натяжение (в 10 Н/см), отнесенное к начальным
габаритам образца, составляет:
Т0 = ХТ (9.19)
Напряжение в 10 Н/см2 образца в момент продавливания f,
отнесенное к поперечному сечению при начальной толщине b
(в см), определяется зависимостью
f = То: b [105 Па] (9.20)
Разрывная длина L (в км) составляет
L = 0,l-^- (9.21)
где G — вес в 10 Н на 1 м2 материала образца.
Сопротивление тканей раздиранию
Раздирание тканей происходит в тех случаях, когда в направ-
лении, перпендикулярном приложенным усилиям, заранее сде-
лан небольшой надрез ткани. Разрыв в этом случае происходит
по месту надреза и является продолжением его. Сопротивление
тканей раздиранию ниже сопротивления разрыву неповрежден-
ной ткани и является важной технической характеристикой тка-
ней (ГОСТ 3813—47*). Если сопротивление ткани раздиранию
недостаточно, то в проектировании изделий необходимо приме-
нять те или другие меры конструктивного порядка. Так, при
изготовлении аэростатов для повышения сопротивления раздира-
нию баллонных тканей и локализации разрывов оболочек приме-
няют так называемое косяковое дублирование прорезиненных
тканей.
Динамическая усталость ткани
Многократное приложение растягивающей нагрузки постоян-
ной или переменной величины ведет к усталости ткани. Такой же
эффект производит и многократное приложение изгибающей на-
грузки. Обычно при динамической нагрузке более слабым
299
оказывается направление по основе. Это обстоятельство объяс-
няется тем, что для основы применяется пряжа с большой круткой.
Такая пряжа при повторных деформациях ослабляется значи-
тельно сильнее, чем более рыхлая уточная пряжа. Графическое
изображение результатов подобных испытаний приводят к кри-
вым типа кривых Веллера. Линия асимптоты такой кривой, па-
раллельная оси абсцисс, пересекает ось ординат на нагрузке,
которая называется пределом выносливости. Величина, обратная
пределу выносливости, выраженная в долях единицы, представ-
ляет собой коэффициент безопасности динамической усталости.
Чем выше температура испытания, тем меньше повторных циклов
выдерживает ткань.
Ткани, применяемые в производстве РТИ
В связи с разнообразием конструктивных и эксплуатационных
особенностей различных РТИ ассортимент тканей, применяемых
в производстве этих изделий, обширен и специфичен. Свойства
технических тканей и других текстильных изделий определяются
соответственно ГОСТами или техническими условиями. В табл. 13
приведены основные данные по тканям, наиболее употребитель-
ным в производстве РТИ [6].
Ткани для рукавного производства. Многообразие рукавов и
различные условия их работы вызвали применение значитель-
ного ассортимента текстильных изделий. Наряду с тканями из
хлопковой пряжи все шире стали применять ткани вискозные,
из синтетических волокон, асбестовые и льняные ткани, а также
тканые чехлы и трикотаж. Так как применяемые при изготовле-
нии рукавов ткани закраиваются под углом 45° к направлению
основы и под таким же углом к оси рукава располагаются в нем
нити основы и утка, то для одинаковой их работы в рукаве необ-
ходимы равная прочность и одинаковая растяжимость ткани,
промазанной резиновой смесью, по основе и утку. Отсюда вы-
тяжка ткани по длине и усадка ее по ширине, происходящие при
каландровой обработке, должны быть учтены в заправочных дан-
ных по изготовлению ткани. Если ткани не вполне удовлетворяют
этому требованию, это приводит к понижению прочности рука-
вов и перекручиванию их в работе. Основными видами рукавных
тканей, применяемых в настоящее время, являются рукавные
ткани Р-1 — Р-4, а также чефер, полотна, автопнев и кордпнев.
Ткани для производства плоских приводных ремней, транспор-
терных и других лент. Основной тканью этого производства
является бельтинг, представленный несколькими видами, разли-
чающимися по прочности и весу (ГОСТ 2924—67). Характерная
особенность бельтингов — большая прочность и значительное от-
носительное удлинение по основе при меньшей прочности и плот-
ности по утку. Однако снижение прочности и плотности утка
бельтинга ограничивается требованием сохранения возможности
обеспечить надежную сшивку концов ремня или транспортерной
800
ленты. Полное относительное удлинение бельтинга, составляю-
щее при разрыве 24—32%, несколько снижается в процессе тех-
нологической обработки и в готовом ремне составляет 15—17%.
Это растяжение позволяет ремню переносить временные пере-
грузки (пики), при которых преждевременно изнашивались бы
ремни более жесткие. Бельтинг имеет различную ширину. В на-
стоящее время применяют бельтинг шириной: 75, 80, 85, 95, 100,
105, НО, 120, 128 и 145 см. Именно это разнообразие и позволяет
снизить до минимума отходы ткани, изготовляя сердечники тран-
спортерных лент без обрезки кромок или подбора ширины заго-
товок ремневых пластин. Однако обязательным условием этого
способа работы является применение бельтинга с так называемой
эластичной кромкой. При нали-
чии такой не жесткой (не уплот-
ненной) кромки не будет нерав-
номерности напряжений в сере-
дине и по краям ленты или рем-
невой пластины.
Зависимость нагрузок — де-
формаций различных видов тек-
стиля, применяемого в ремневом
производстве, не одинакова. На
рис. 172 даны диаграммы растя-
жения бельтинга 1, кордпнева 2
и кордшнура 3, приведенные к
ширине полосок 50 мм. Наиболее
жесткой из этих трех полосок
Рис. 172. Диаграмма нагрузок —де-
формаций тканей ремневого произ-
водства:
/—бельтинг; 2—кордпиев; 3—кордшнур.
является кордшиуровая; изделия,
изготовленные из кордшнура, значительно меньше растягиваются,
чем бельтинговые.
Наряду с бельтингом для ремневого производства применяются
разработанные Научно-исследовательским институтом резиновой
промышленности новые виды тканей: высокопрочная уточная
шнуровая ткань, а для транспортерных лент так называемые ос-
новная и уточная капроновая и анидная ткани. Основу уточной
шнуровой ткани составляет кордшнур, ее уток — крученая нить
структуры 37/23. Эта ткань, будучи примерно в 2,5 раза прочнее
бельтинга, позволяет снизить количество прокладок в приводных
ремнях, сохраняя необходимую прочность и одновременно улуч-
шая гибкость ремней, и, следовательно, увеличивает их выносли-
вость.
Основная и уточная ткани отличаются тем, что имеют значи-
тельную прочность и плотность только в одном направлении
(отвечающим их наименованию). Совместное применение таких
тканей позволяет получить ленты из синтетических волокон не
только значительной прочности, но также с небольшим относи-
тельным удлинением.
Ткани для производства клиновых ремней. Для изготовления
сердечников состыкованных клиновых, так называемых
801
Ткапи, применяемые в производстве резиновых изделий
Таблица 13
Круппы и вады тканей Вес ткани. сН/м2 Толщина ткани, мм Структура пряжи (номер и число сложений) Плотность ткани (число нитей иа 100 мм) Прочность полоски 50X200 мм, I0H/5 см, не менее Удлинение при разрыве, % Разрывная длина ткани, км
основа уток основа уток основа уток основа уток основа уток
Ткани для рукавного производства
Хлбпковые ткани: автопнев .... 590±30 1,25±0,05 20/6 20/6 84±2 88±3 160 190 32±3 16+2 5,4 6,4
брекерная . . . 230±12 1,1 ±0,1 17/4 17/4 44±1 44±2 57 57 12+4 12±4 5,0 5,0
кордпнев .... 710±35 1,3±0,04 37/13 37/13 90±2 84±3 215 235 34±3 15±2 6,0 6,6
рукавная Р-1 . . 260±12 0,7±0,05 37/2 20/2 196 ±4 130±5 60 70 24±3 12+3 4,6 5,4
рукавная Р-2-20. 350±18 0,95±0,05 20/3 20/3 104±2 104±3 85 94 24±3 14±3 4,9 5,4
рукавная Р-2-40. 350±18 0,95±0,05 40/6 40/6 104 ±2 104±3 85 94 24±3 14±3 4,8 5,4
рукавная Р-3. . 515±25 1,1 ±0,05 12/3 12/3 90±2 95±3 125 140 26±3 13±3 4,8 5,4
рукавная Р-4 . . 620±30 1,2±0,1 12/4 12/4 84±2 88±3 155 175 29±3 15±3 5,0 5,6
Льняные ткани: полотно ОР . . . 455±30 0,6-0,8 5/1 5/1 108±2 114+4 106 113 10-15 7-12 4,9 5,2
полотно ЛЛ . . 280±20 0,4-0,5 Н/1 11/1 158±2 114±4 81 81 10-12 10-12 6,4 6,4
Ткани для производства приводных ремней, транспортерных и элеваторных лент
Хлопковые ткани: бельтинг Б-820 . 820 1,9+0,1 12/6 12/5 100±2 48+2 305 134 24-32 8-12 4,4 4,3
бельтинг ПМ . . 820±16 <2,1 12/6 12/6 100±2 44+2 370 150 22—32 8-12 9,0 3,6
бельтинг ОПБ-6 1100±150 2,3+0,3 35/30 35/24 74±2 34±2 480 210 <30 12 8,7 3,8
бельтинг ОПБ-12 1400+ 200 2,4±0,3 35/30 35/24 98±2 52±2 640 350 <32 14 9.1 4,0
бельтинг ОПБ-5. 1500±200 2,5±0,3 35/30 35/24 98±2 52±2 640 420 <32 14 8,5 4.7
уточная шнуро- вая 1600+80 <2,85 37/27/3 37/23 45+2 <45 660 250 28-34 <20 8,2 3.1
Капроновые ткани:
основная К-Ю-2-ЗТ. . . 665±20 <1,35 10,7/2/3 34,5/1 100±2 35±2 1600 —• <28 — 48,0 —
К-10-2-ЗТ . . 575±20 <1,1 ; 34,5/3 10,7/2/3 95±2 70±2 210 1200 — <28 7,3 41,7
Ткани для производства клиновых ремней
Хлдпковые ткани: брекерная КР . 171 0,57±0,03 12/1 20/1 110±2 110±2 55 25 12±2 13±2 6.4 2,9
ткань слоя рас- тяжения ДСР 212±5 0,7 20/2 12/1 90±2 120+2 47 50 8-12 4-18 4,4 4,7
оберточная ОТ-40 300±10 0,7 ±0,05 40/4 40/4 124+2 143±9 77 97 18±3 15±3 5,1 6,5
Ткани для изделий промышленной техники
Хлбпковые ткани:
доместик арт. 2020 . . . 262+12 0,55±0,1 37/2 37/2 224±4 196+6 65 65 31 14 4,9 4,9
доместик арт. 2024 . . . 240±12 0,55±0,1 37/2 20/1 208±4 180±6 60 60 30 14 5,0 5,0
миткаль суровый перкаль А1 рас- 105±5 — 52/1 60/1 277 ±6 260±6 45б±16 31 22 — — 6,6 9,0 4,8
шлихтованный 100±3 — —. 476±10 43 39 8-13 8-20 8/
перкаль Б-2 рас- шлихтованный мембранное по- 61±2 — — 93/2 432 ±8 500±20 24 23 4,5-7 7-10 8,2 8,!
лотно Т ... 150±10 <0,25 93/2 325±6 320±8 70 70 15±3 15±3 9,3 9,
<0
кордтканевых ремней применяют ремневую кордткань с меньшим
относительным удлинением, чем бельтинг. В качестве добавочных
конструктивных деталей используются: брекерная ткань КР;
ткань для слоя растяжения ДСР и оберточная ткань ОТ-40.
Ткани для изделий промышленной техники и широкого потреб-
ления. Для пластин, обладающих значительной эластичностью
по толщине, но мало растягивающихся по длине и ширине, в ка-
честве армирующих прослоек или оснований применяют различ-
ные ткани: полотно, бязь и миткаль для технической пластины;
доместик для типографских (офсетных) пластин, саржа КЛ
(кардолентная) для оснований кардных лент. Среди тканей для
технических изделий особое место занимает перкаль. Различные
марки (артикулы) этой ткани применяют в производстве воздухо-
плавательных средств. Для изготовления водоплавательных средств
и емкостей применяют кордпнев и палатку. В качестве основы
для резиновых плиток иногда применяют грубую редкую ткань,
например пеньковый гампер. Хорошей заменой его может быть
нетканый текстильный материал *.
Для изделий широкого потребления и санитарии и для обув-
ного производства применяют: миткали, саржу набивную, тиф-
тик, байку галошную и другие ткани.
Технические ткани в основном изготовляют из крученой пряжи.
Вследствие гладкости, свойственной крученой пряже, крученая
основа не нуждается в специальной проклейке (шлихтовке) ее
перед заправкой на ткацкий станок, что обязательно при ткаче-
стве из основы не крученой (полотна, перкали). Поскольку
шлихта затрудняет промазку тканей резиной и, вследствие раз-
ложения, сопровождаемого выделением газа в условиях вулкани-
зации, может ухудшать качество изделий, следует такие ткани
расшлихтовывать до поставки их на резиновые заводы. Расшлих-
товка, делая нити ткани более рыхлыми, снижает прочность ткани.
Обычно это требование учитывается изготовителями технических
тканей, и последние поставляются на резиновые заводы расшлих-
тованными.
Технологические операции обработки ткани, применяемые
в подготовительном производстве на резиновых заводах (просу-
шивание, промазка ткани резиновой смесью, накладка резиновой
смеси на ткань), сказываются на габаритах ткани, на ее механи-
ческих показателях и должны учитываться конструктором-ре-
зинщиком.
Прочие виды конструкционных текстильных изделий. Тканые
чехлы (рукава) представляют собой ткань, имеющую обычную
основу, но замкнутый по спирали уток. Для изготовления тканых
* Технология изготовления нетканых материалов включает следующие про-
цессы: трепание, процесс образовавшегося ватного холста, сброс холста на дви-
жущуюся сетку, пропитку в клеевой ванне, отжим холста, подсушивание при
60—70 °C, глажение, выравнивание, термическую обработку для фиксации клея.
Все эти операции выполняются агрегатом АНМ-110, заменяющим примерно сто
обычных ткацких станков.
304
чехлов применяют крученую пряжу различной структуры и кре-
пости; число сложений основы — ие менее трех, утка — значительно
больше. Плоскотканые рукава изготовляют на так называемых
плоскоткацких станках. Для изготовления круглотканых чехлов
применяют круглоткацкие станки, на которых изготовляют или
свободные чехлы, или нарабатывают чехол на заготовку рукава.
Обычно в чехлах применяется гарнитуровое переплетение, из-
вестно применение и саржевого переплетения. Нити основы в по-
следнем случае располагают преимущественно на наружной по-
верхности рукава, а более нагруженный уток — на внутренней.
Чехлы большей прочности иногда изготовляют двухслойными,
выполняя второй слой на первом (см. рис. 71, глава 3). Для
устранения скручивания рукава, наполненного водой, четный слой
изготовляют на стайке правого вращения (движение челноков
по часовой стрелке).
Оплетка и обмотка. Оплетка — текстильная поверхность,
полученная на цилиндрической заготовке (рукав, амортизацион-
ный шнур) и состоящая из двух одинаковых систем нитей, взаимно
переплетающихся (образующих плетенку) под тем или другим
углом. Переплетение нитей оплетки может быть выполнено раз-
лично. В резиновом производстве чаще применяется саржевое
переплетение, менее жесткое и потому более подвижное.
В обмотках, выполняемых на обмоточных машинах, потоки
нитей укладывают без переплетения. Второй слой обмотки нано-
сят под углом к первому *.
Ценную особенность обмотки и оплетки представляет возмож-
ность такого расположения нитей этих конструкций, когда совпа-
дает направление действующих усилий и воспринимающих их
нитей. В ткацких тканях, с фиксированным расположением нитей
основы и утка, такая возможность очень ограничена. Однако из-
вестны другие виды текстильных изделий, например сетное по-
лотно (сеть рыболовная), в которых также имеется возможность
расположения элементов под желаемым углом. Подобные мате-
риалы еще недостаточно использованы конструкторами-резин-
щиками.
Трикотаж. Простейшие трикотажные или вязаные изделия
изготовляются из одной системы нитей (рис. 173). Петли, идущие
горизонтальными рядами, продеваются в петли предыдущего
ряда. Та сторона ткани, на которую вытаскиваются петли, яв-
ляется лицевой. На этой стороне особенно заметно выступают
боковые части петель ab (петельные столбики); на изнаночной
стороне заметнее выступают поперечные дуги cd, составляющие
головки петель. Трикотажное переплетение, обеспечивая доста-
точную связь между рядами, дает возможность значительных
растяжений материала при одноосном нагружении, с одновре-
менным значительным сокращением в другом направлении.
* Применение круглоткацких станков, оплеточных м обмоточных машин в
резиновом производстве см. главу 3.
805
Трикотаж кулирная гладь растягивается в ширину вдвое
больше, чем в длину; изнаночный трикотаж дает одинаковое рас-
тяжение в ширину и в длину; ластик растягивается вдвое
больше, чем кулирная гладь. Трикотажная ткань применяется
Рис. 173. Схема строения трикотажа:
а—лицевая сторона ткани; 2—изнаночная сторона тканн>
в качестве прокладок как средство, ограниченно изменяющее
эластичность. Трикотажные чехлы, подобно круглотканым или
оплетке, можно выполнять непосредственно на рукавных заго-
Рис. 174. Схема строения трикотажной обвязки рукавов.
товках. Такого рода трикотажная обвязка используется как спо-
соб ограниченного текстильного усиления в рукавах.
На рис. 174 и 175 приведены схема и внешний вид возможной
трикотажной обвязки. В таком материале прочность в направле-
нии параллельных нитей (располагаемых в рукаве по окружно-
сти) выше, чем в перпендикулярном ему, что соответствует услО’
30$
вию напряженного состояния в продольном и поперечном сече-
ниях рукава *.
Сеть или сетное полотно представляет собой конструк-
цию, в которой нити в местах перекрытий сплетены узлами и об-
разуют глазки или ячеи в виде ромбов. Изготовляются сети и
с квадратными ячеями. Для сетей применяют преимущественно
пеньковую пряжу одинарного или двойного кручения, а также
хлопчатобумажную. Сетное полотно является армирующим мате-
риалом при изготовлении полых резиновых шаров-поплавков.
Шну ры и веревки. Веревочный такелаж (веревки) при-
меняются в конструкциях воздухо- и водоплавательных изделий
и различного рода емкостей.
Шнуры применяются в ру-
кавном производстве как
вспомогательный материал
для прессовки рукавов,
имеющих рубчатую (спи-
ральную) поверхность. Ве-
ревки также изготовляются
скручиванием трех н более
прядей, получаемых, в свою
очередь, путем скручивания
пряжи (здесь «каболок»).
Различают: крученые ве-
ревки, шнуры плетеные (фа- Рис. 175. Трикотажная обвязка (полотно),
лы) и крученые. Преимуще-
ственно применяются льняные и хлопчатобумажные крученые
технические веревки. Направление скручивания веревок прини-
мается обратным направлению скручивания составляющих их
прядей, а направление скручивания прядей — обратным направ-
лению скручивания «каболок». Главным образом применяются
трех- и четырехпрядные веревки правого кручения или так назы-
ваемой правой свивки.
Прочность веревки всегда ниже суммы прочности слагающих
ее прядей или (тем более) слагающих пряди каболок. Расхожде-
ние достигает 15—25%. Поэтому прочность всегда определяется
разрывом целой веревки, но не слагающих ее прядей. Узлы на ве-
ревках ведут к значительным перерезывающим усилиям. Прочность
веревки с узлами снижается на 30—40%, в зависимости от рода
веревок и вида узлов; разрыв почти всегда происходит в узлах.
Разрывную длину веревки получают делением прочности ве-
ревок в 10 Н на вес 1 м веревки в 10 Н. Это определение
* Применение трикотажной вязки в производстве рукавов, видимо, увеличи-
вается [11]. В зависимости от размеров рукава и типа требуемой обвязки приме-
няют вязку: гладкую, машинным швом и с обвязкой игл. Вязка машинным швом
дает экономию 5—10%, а с обвязкой игл даже до 35%, по сравнению с гладкой.
Трикотаж, выполненный с обвязкой игл, снижает тенденцию рукава к перекру-
чиванию под давлением. Утверждают, что применение такой вязки в один слой
может дать сопротивление разрыву рукава диаметром 16 мм порядка 42 • 106 Па,
а рукаву диаметром 9,5 мм даже 112 • 10s Па,
807
отвечает частному случаю уравнения (9,5) при 1=1. Происходя-
щее под нагрузкой растяжение веревок ведет в эксплуатации
к нарушению расчетных данных для длин такелажных конструк-
ций и вызывает нежелательные отклонения от конструктивных
расчетов. В частности, смоченные веревки принимают под нагруз-
кой значительно большие удлинения н показывают большее, чем
сухие, остаточное удлинение по разгрузке. Наименьшим относи-
тельным удлинением обладает веревка смоченная, а затем вытя-
нутая и в растянутом состоянии высушенная перед применением [20].
МЕТАЛЛОИЗДЕЛИЯ
Металлическая плетенка и проволока различных сортов и раз-
меров широко используются в конструкциях шин и рукавов. В про-
изводстве клиновидных ремней и транспортерных лент в послед-
нее время применяют металлический канатик (трос). Тросы
соответственных калибров используют для привязных аэростатов.
При изготовлении некоторых видов транспортерных лент и тех-
нической пластины в качестве прокладок применяют металличе-
скую сетку.
Различного вида металлические штампованные детали приме-
няются при изготовлении формовых резиновых изделий. Прово-
лока, плетенка и трос входят в конструкции резиновых изделий
как элементы, несущие нагрузку, и принимаются по данным пред-
варительных расчетов.
Проволока получается горячей прокаткой или холодной
обработкой — так называемым волочением. Волочение состоит
в протяжке заготовок диаметром 5—15 мм последовательно умень-
шающихся в сечении, через конические глазки волочильных до-
сок. Образование проволоки из заготовки и последовательное
уменьшение размеров ее сечения совершается за счет обжатия
ее. Применяемое при волочении проволоки растягивающее усилие
создает при проходе ее через глазок напряжение, соответствую-
щее давлению при истечении металла. Последний приводится
в пластическое состояние и деформируется. В результате этой об-
работки образуется наклеп, обусловливающий неравномерность
свойств проволоки от периферии до центра поперечного сечения.
Возрастают твердость и предел прочности, снижаются удлинение
и гибкость проволоки. Для устранения жесткости, возникающей
в проволоке под влиянием волочения, иногда применяется после-
дующая термическая обработка — отжиг проволоки. После отжига
твердость и предел прочности уменьшаются; удлинение, гибкость
(скручиваемость) и предел усталости возрастают. Однако прово-
лока малых диаметров, изготовленная из того же сырья, что и
проволока больших диаметров, из-за наклепа всегда обладает
большим пределом прочности и меньшим удлинением. Поэтому
точной и единой средней оценки прочности проволоки по всему
ассортименту ее диаметров дать нельзя. Свежеволочная железная
и стальная проволока вначале блестит, но скоро тускнеет и на-
чинает ржаветь. Для защиты от коррозии железная проволока под-
308
вергается отделке. Наиболее распространенным видом отделки
проволоки является цинкование, проводимое или погружением
проволоки в расплавленный цинк, или электролитическим спосо-
бом. Цинкование, однако, ведет к уменьшению сопротивления раз-
рыву и удлинения и к снижению предела усталости. Низкоуглеро-
дистая проволока (ГОСТ 3282—46) применяется в качестве ар-
матуры (спиралей) всасывающих рукавов, а также арматуры для
напорных рукавов повышенного давления. Проволока, применяе-
мая для спирали, лежащей на внутренней поверхности, а также
для брони (наружной спирали), должна быть оцинкована; в ос-
тальных случаях цинкование не обязательно. Плотность железной
проволоки — 7,6—7,7.
Проволока стальная углеродистая бывает двух видов: мягкая
и твердая. Мягкая стальная проволока изготовляется обычным
а
Рис. 176. Проволочная плетенка:
а—АПЛ-2; б—АПЛ-1.
путем, но подвергается повторному отжигу. Твердая стальная
проволока, применяемая для изготовления пружин и канатов, про-
ходит особую операцию патентирование, представляющую собой
комбинированный процесс закалки с одновременным отпуском
в ванне из расплавленного свинца. В рукавах с металлической
оплеткой применяют стальную проволоку, изготовляемую холод-
ным волочением. Проволока диаметром 0,3 мм по ТУ 4918—54
имеет предел прочности 2,10—2,55 кН/мм2.
В зарубежной практике известно применение стальной лату-
нированной проволоки диаметром 0,2—0,4 ±0,15 мм с пределом
прочности 1,68—2,8 кН/мм2 [13].
Плетенка. Резиновая промышленность использует металли-
ческую плетенку различных видов. Для рукавного производства
применяется плетеная тесьма АПЛ-2 (рис. 176,а). Разрывное
усилие такой плетенки в 13 проволок 7,0 кН, а в 17 проволок
9,1 кН и в 21 проволоку 11,82 кН. По специальным требованиям
поставляется плетенка прочностью не ниже 13,0 кН, изготовляе-
мая из проволоки диаметром 0,8 мм с сопротивлением разрыву
1,5 кН/мм2. Плетенка, применяемая в шинном производстве, из-
готовляется, согласно ГОСТ 5195—50, из светлой стальной про-
волоки диаметром 1,0 мм с пределом нормальной прочности на
разрыв 1,4 и повышенной прочности— 1,8 кН/мм2. Такую пле-
тенку типа АПЛ-1 (рис, 176,6) изготовляют из 4, 6, 8 и 10
309
продольных проволок, переплетенных поперечной проволокой диа-
метром 0,5, с шагом переплетения 45—65 мм.
Сетка. В качестве арматуры (прокладок), ограничивающей
деформации тканевой или резиновой пластины в продольном
и поперечном направлениях, иногда применяют стальную или
латунную сетку. Проволочная сетка применяется также для сит
в подготовительном производстве; номером сетки принимается
размер ячеек в свету в мм (ГОСТ 3584—53).
Тросы, или стальные канаты, изготовляемые машинной свив-
кой стальных проволок, имеют различное применение в производ-
стве РТИ.
Для армирования буровых рукавов применяют тросы диа-
метром 4,0—4,2 мм. Для изготовления таких тросов свивают
13 проволок диаметром 0,70—0,95 мм.
Для изготовления высокопрочных транспортерных лент при-
меняют стальной трос номинального диаметра 4,2 мм, изготовляе-
мый из углеродистой стальной оцинкованной проволоки; такой
трос состоит из 7 прядей по 19 проволок в каждой. Предел проч-
ности при растяжении отдельных проволок не менее 1,6 кН/мм2,
а разрывное усилие троса — 12,7 кН. Тросы также применяют для
закрепления и буксировок привязных аэростатов. В последнее
время тонкие стальные тросы (металлокорд) находят применение в
каестве сердечников клиновых ремней. Такие тросы толщиной 0,6 мм
состоят из проволок диаметром 0,13 мм и имеют прочность 0,6 кН.
Стальные канаты (ГОСТ 3063—63) различаются по количеству
и направлению свивок; по типу и количеству сердечников и ряду
других признаков. Точный расчет прочности и удлинения тросов
требует установления напряжения в отдельных составляющих
его проволоках. Но это довольно сложно, так как уже в процессе
свивки троса возникают неравномерные напряжения в отдельных
его проволоках. При растяжении троса рабочей нагрузкой каж-
дая составляющая его проволока растягивается, изгибается и
скручивается. Наибольшее значение имеет растяжение. Централь-
ная проволока троса или каждой его пряди, как наиболее корот-
кая, при растяжении вытягивается сильнее и рвется раньше дру-
гих. Суммарное напряжение стального каната, огибающего блоки
или барабаны, складывается из напряжения в проволоках от рас-
тяжения и от изгиба.
ОБ ОСОБЕННОСТЯХ СВОЙСТВ МАТЕРИАЛА,
ОБРАЗОВАННОГО ИЗ РЕЗИНЫ И ТЕКСТИЛЬНЫХ ИЗДЕЛИЙ
ИЛИ ИЗ РЕЗИНЫ И МЕТАЛЛОИЗДЕЛИЙ
Резина и текстиль, используемые для образования плоско-
слойных, соосных или иных видов резино-текстильных конструк-
ций, обладают высокоэластическими свойствами и характерно
выраженной релаксационной способностью. Значительная зависи-
мость их механических свойств от скорости деформации или час-
тоты в периодических циклах и от температуры существенно
отличает их от обычных упругих материалов. Количественно эти
810
же свойства ведут к различию конструкционных особенностей
резиновых и текстильных изделий. В резине, рассматриваемой
как однородный химический продукт, зависимость условных на-
пряжений— деформаций не линейна, и характер деформаций
количественно и качественно зависит от напряжения приложен-
ной нагрузки. Это различие сказывается и при растяжении (на-
пример, вследствие так называемого каландрового эффекта) и
при сжатии и изгибе (вследствие различия модулей упругости при
растяжении и сжатии). Материалы с такими свойствами назы-
ваются анизотропными. Анизотропность не следует смешивать
с неоднородностью, характеризуемой различием механических
свойств в различных местах образца материала.
В текстильных изделиях анизотропия сказывается еще значи-
тельнее, но, в отличие от резины, это анизотропия не механиче-
ского, а, в основном, конструкционно-структурного происхожде-
ния, зависящая от особенностей пряжи, тканей и других текстиль-
ных поверхностей. Текстиль, в сравнении с резиной, более жесткий
материал. Его модуль продольной упругости примерно на 2—3 по-
рядка выше модуля резины.
Сочетание резины и текстиля в той или иной конструкции, теми
или иными технологическими приемами приводит к новому мате-
риалу. Это и не текстиль с его первичными свойствами, соединен-
ный резиной, и не резина, армированная текстилем (здесь, напри-
мер, нет сходства с железобетоном). Правильно будет понимать
резино-текстильную конструкцию, как особый структурнослойный
материал со своими специфическими свойствами, определяемыми
его механической и конструкционной анизотропией. Установление
показателей механических свойств такого материала, исходя лишь
из свойств исходного текстиля и резины, затруднительно. Про-
цессы технологической обработки в резиновом производстве
(сушка, вытяжка, нагрев) и в эксплуатации (повышение темпера-
туры, влажности) вносят существенные изменения в исходные пока-
затели. Учесть эти изменения можно лишь, вводя ряд поправочных
коэффициентов, определяемых экспериментально, независимо друг
от друга и притом в условиях, отвечающих эксплуатации.
Некоторую аналогию этому представляют широко применяе-
мые в настоящее время структурнослойные пластики — текстолит,
стекловолокнистые и другие подобные материалы.
С известным приближением, особенно в тех случаях, когда
резино-текстильные конструкции создаются путем прессования,
можно допускать достаточную их однородность. Если для описа-
ния упругих свойств изотропных материалов, свойства которых
одинаковы во всех измерениях и не зависят от направления при-
ложения нагрузки, достаточно модуля упругости Е и коэффи-
циента Пуассона р, то для характеристики упругих свойств
анизотропных материалов необходимо знать: модули Е в трех
направлениях и коэффициент Пуассона р в каком-либо одном.
К сожалению, так обстоятельно разнообразные резиио-текстиль-
ные конструкции еще не изучены.
311
Зависимость нагрузка — деформация резино-текстильных кон-
струкций обычно нелинейна, деформации не полностью обратимы.
Однако на отдельных участках этой зависимости, в конкретно
малых пределах деформаций, можно допускать, что материал сле-
дует закону Гука [14].
Отсюда следует возможность определения:
а) приведенного условного напряжения fnpi
б) приведенных модулей: продольной упругости Еар и
сдвига ОпР;
в) жесткости изделия Esq',
г) относительной его жесткости.
В отдельных случаях, когда однородность в сечении резино-
текстильного изделия явно недостаточна (например, некоторые
виды каркасов рукавов), возможно названные показатели отно-
сить лишь к текстильной детали, включенной в конструкцию.
Но в тех конструкциях, где наряду с резиной (и текстилем)
используются металлоизделия (проволочные спирали, плетенки,
оплетки, сетки) с модулем Е, на 5—6 порядков превышающем
модуль резины, нет оснований допускать даже условно однород-
ность материала. В этом случае жесткость металлических деталей
столь велика, что даже при ограниченных размерах их в попереч-
ном сечении изделия они принимают на себя основную долю при-
ложенной нагрузки и именно они являются конструкционно не-
сущей частью в изделии. Те положения расчета и поправочные
множители, которые были уместны в расчете резино-текстильных
конструкций, здесь становятся несостоятельными; расчеты пере-
ходят в область металлических прерывных, статически не всегда
определимых конструкций.
ЛИТЕРАТУРА
1. Роговин А. А. «Каучук и резина», 1957, № 3, с. 18—22.
2. Демина Н. В., Горбатова В. О., Котина В. Р. и др. Хнм. волокна, 1960, № 5,
с. 40—55.
3. Струсевич С. Е., Вяткина Н. Л., Гельтищева О. И. «Труды НИИРП», 1958,
вып. 5, с. 109—120.
4. Садыкова Ф. X. Труды Московск. текстильн. ин-та, 1954, т. 14, с. 161—171.
5. Алявдин Н. А., Лепетов В. А. «Каучук и резина», 1964, № 9, с. 32—34.
6. Соколовская Ф. М., Струсевич С. Е., Вяткина Н. А. «Труды НИИРП», 1958,
вып. 5, с. 121—130.
7. Лепетов В. А. Труды МИТХТ им. М. В. Ломоносова, 1956, вып. 6, с. 141—158.
8. Гаас Р-, Дитциус А. Растяжение материи и деформации оболочек мягких
воздушных кораблей. Пер. с ием. Под ред. А. В. Воробьева. М., Изд. ин-та
граждаиск. воздушного флота, 1931. 130 с.
9. Гаврилов А. М., Константинов А. С. В ки.: Информационный сборник ВИМА,
№ 10. М., ОНТИ, гл. ред. авиациои. лит., 1936, с. 160—237.
10. Гогешвили А. А. В ки.: Сообщения ДВВИМУ по судовым мягким оболоч-
кам. Вып. 26. Владивосток, ДВВИМУ, 1974, с. 52—59.
11. Welsby J. A., Bredshaw W. D. Rubb. a. Plast, Age, 1964, v. 45, № 5, p. 527—
528.
12. Полозов H. И. Баллонные материи и веревочный такелаж. М., ОНТИ, гл.
ред. авиациои. лит., 1934. 73 с.
13. Rubb. Age, 1955, v. 76, № 6, р. 866.
14. Горелик Б. М., Соколовская Ф. М. «Каучук и резина», 1957, № 3, с. 24—28.
ЧАСТЬ ТРЕТЬЯ
ПРОЕКТНЫЕ РАСЧЕТЫ КОНСТРУКЦИЙ
РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Глава 10
РАСЧЕТЫ ПРИВОДНЫХ РЕМНЕЙ И ЛЕНТ
' ОБЩИЕ ЗАМЕЧАНИЯ
Среди многочисленных видов РТИ основное место занимают
разнообразные детали для машин, обладающие прочностью, гиб-
костью, упругостью, стойкостью к износу и агрессивным средам.
Так как влияние динамических нагрузок на различные РТИ
исследовано еще недостаточно, при расчете ряда изделий при-
ходится, в основном, ограничиваться рассмотрением статических
нагружений при обычной температуре. Поскольку при статических
режимах нагружения напряжения и деформации непосредственно
измеримы, создается возможность количественного истолкования
исследования прочности и деформируемости изделий В динамиче-
ских же режимах приходится ограничиваться установлением вы-
носливости или теплообразования.
В ряде случаев зависимости напряжений и деформаций исход-
ных материалов и готовых конструкций нелинейны, перемещения
порой значительны, а главное, механические свойства пряжи, тка-
ней, резины изменяются в процессах производства и в результате
создаваемых конструкций. Поэтому ход расчетов усложняется,
возникает необходимость введения уточняющих поправок, а иногда
приходится ограничиваться лишь технологическими расчетными
сопоставлениями.
А. РАСЧЕТ ПЛОСКИХ ПРИВОДНЫХ ТКАНЕВЫХ
ПРОРЕЗИНЕННЫХ РЕМНЕЙ
Приводной ремень представляет собой слойную тканерезино-
вую пластину, которая в эксплуатации подвергается переменному
по величине осевому растяжению, совмещаемому с многократным
изгибом. Рациональное использование ремня обеспечивается пра-
вильным применением типа, размеров и числа прокладок в ремне,
наиболее отвечающим заданным условиям работы. Поскольку
прорезиненные тканевые прокладки представляют собой основу
конструкций ремней, —в практике резиновой промышленности
принято производить проектные расчеты конструкций ремней по
допускаемому полезному окружному усилию, передаваемому рем-
313
нем и относимому к 1 см ширины одной прокладки. Этот путь
расчета позволяет учесть особенности конструкций и свойства
новых текстильных и резиновых элементов, включаемых в кон-
струкцию.
Названный путь расчета не единственный [1]. Известен метод
расчета ременных передач на тяговую способность (работоспо-
собность) на основе характеристик, получаемых эксперименталь-
ным путем при испытании ремней серийного производства [2].
Разработана [3] аналитическая форма расчета по наивыгодней-
шему коэффициенту полезного действия передачи; в зарубежных
материалах также приводится ряд методов расчета.
Рассмотрим первые два из названных способов расчета. При-
мем следующие обозначения и размерности:
N — мощность, передаваемая ремнем, кВт/(или‘ кН • м/с);
Di', —диаметры ведущего (малого) ведомого шкивов, мм, см;
Р — окружное усилие (передаваемое полезное усилие), 10 Н;
То — начальное натяжение ветвей ременной передачи в состоянии по-
коя или при холостом ходе, 10 Н;
Г>; Т2 — натяжение ведущей (набегающей) и ведомой ветвей при рабочем
ходе, 10 Н;
Гц—натяжение, развивающееся от центробежной силы, 10 Н;
toi ft! fa /ц — напряжения, соответствующие натяжениям То; Гь Т2\ Гц, 10 Н/см2;
/из — напряжение в ремне от изгиба, 10 Н/см2;
пц л2 — количество оборотов ведущего и ведомого шкивов в 1 мин;
v — скорость ремня, м/с;
О — вес 1 м ремня, считая на сечение 1 см2 10 Н;
g— ускорение силы тяжести, равное 9,81 м/с;
1° — число тканевых прокладок, приходящихся на 1 см толщины кар-
каса (сердечника) ремня;
I — число тканевых прокладок в каркасе ремня;
Д — толщина одной тканевой прокладки в каркасе ремня, мм;
д — общая толщина (безобкладочиого) ремня, мм;
s — площадь поперечного сечения ремня, см2;
а; а° —дуга обхвата ремнем малого шкива, радианы, градусы;
0; fl—дуга (упругого) скольжения на малом шкиве, радианы, градусы;
b — ширина ремня, см, мм;
р — допускаемое полезное окружное усилие на 1 см по ширине на
одну текстильную прокладку, 10 Н/см одной прокладки;
I — расстояние между центрами шкивов, м;
L — длина ремня, м, мм;
Кд — прочность ткани суровья на 1 см по ширине, 10 Н/см;
<р — коэффициент тягн (или тяговая способность передачи), равный
Р: 2Г0 =! Р:
I) — коэффициент полезного действия передачи;
ее — коэффициент скольжения.
Расчет плоских приводных ремней
по окружному усилию на 1 см ширины прокладки
Окружное усилие (в 10 Н), передаваемое ремнем, связано
с мощностью передачи следующей зависимостью:
лг
Р — Г1-Г,— 102-у- (Ю.1*)
* Из соотношения 7540 Н-м (I л. с.) « 0,736 кВт или 1 кВт •= 10240 Н-м,
314
Натяжение ветвей ремня ведет к возникновению силы трения
и, следовательно, к передаче ведомому шкиву крутящего момента.
Чтобы в работающей передаче возникла необходимая разность
натяжения, ремеиь должен быть поставлен с начальным натяже-
нием То. тогда
П + Гг-аТо и 7-, = Го + 4 (ЮЛ)
В реальных условиях, вследствие наличия массы и скорости
ремня, развивается центробежная сила, стремящаяся удалить ре-
мень от шкива, что ведет к уменьшению передаваемой ремнем
мощности. Ремень, состоящий из
тканевых прокладок и резиновых
прослоек между ними, имеет неко-
торую толщину и не является аб-
солютно гибким, а это ведет к умень-
шению передаваемой мощности.
Если учесть эти три фактора, то
можно написать следующее урав-
нение для суммарного напряжения
максимально загруженной ветви
ремня (на малом шкиве):
/общ — Il + In + 1нз (10.3)
Так как резинотканевый ремеиь
в своем поперечном сечении неодно-
роден, а представляет собой струк-
турно-слойную конструкцию, то сле-
довало бы напряжение растяжения
ремня рассчитывать по отдельным
элементам этой конструкции, с уче-
том различных величин модулей,
составляющих ремень.
Практически для плоских при-
водных ремней, в которых величи-
Рис. 177. Изменение прочности и
удлинения бельтинга Б—820 в про-
цессе изготовления ремией:
/-суровая ткань; 2- промазанная ткань:
3—ткань после вулканизации* 4—про-
кладка в пятислойном ремие.
ны модуля и площади сечения резиновых прослоек очень малы,
расчет можно относить только к тканевым (прорезиненным)
деталям.
Вследствие нелинейной зависимости нагрузки — деформации
бельтинга с вогнутостью, обращенной к оси нагрузок, и система-
тическим уменьшением относительного удлинения е на переделах
величина модуля растяжения прокладки fp.np не является по-
стоянной, особенно в начальной стадии растяжения (рис. 177).
Поскольку прорезиненные ремни работают с достаточно большим
запасом прочности, правильно будет принимать Ер. пр не на край-
нем верхнем, относительно линейном, участке зависимости Р— е,
а на участке, отвечающем заданной нагрузке или деформации.
315
Отнесем названные выше напряжения ft, /ц и /из к 1 см ширины
тканевой прокладки, обозначая соответственные нагрузки Kt, Кц
и Кт (Ю Н/см). Переходя к допускаемой нагрузке Кг, получим
Сок' Р
—-— Кг » Kt + Кц + /Сиз == Ко + ~2~ + Кц + Кнз (10.4)
где Со — изменение средней прочности на разрыв тканевой про-
кладки в результате технологических процессов и влияния коли-
чества прокладок в ремне; z — принятый запас прочности; р —
допускаемое полезное окружное усилие на 1 см ширины про-
кладки.
Определение нагрузки на 1 см ширины тканевой прокладки.
Установление значений К'в, Со и z —задача технолога-резинщика.
Процессы технологической обработки бельтинга от суровья до
готового ремня сказываются на изменении их механических
свойств. Относительное удлинение бельтинга последовательно
уменьшается, а прочность его возрастает (рис. 177). Однако проч-
ность отдельной, выделенной из ремня, прокладки и средняя проч-
ность прокладки при разрыве всего ремня не совпадают (табл. 14).
Последняя, вследствие неоднородности удлинений прокладок, ока-
зывается несколько сниженной. Расчетную прочность бельтингов
в 3—4-слойном ремне принимают следуя ГОСТ 101—54* с по-
правкой Со, равной 0,85—0,90 от прочности бельтинга-суровья;
для уточной шнуровой ткани Со составляет 0,71—0,76. Запас проч-
ности z, не учитывая влияния изгиба, в практике резиновой
промышленности ранее принимали 12-кратным [4]; в более обстоя-
тельных расчетах г может быть снижено до 8*. Кг, определяемое
по уравнению (10.4), приведено в табл. 14.
Таблица 14
Прочность ремневых тканей и расчетная допускаемая нагрузка
на 1 см ширины ткани по основе (см. главу 9)
Гип ремневой ткани Проч- ность ткани суровья по основе, ЮН/см Расчет- ная прочность ЮН/см Допу- скаемая нагрузка ЮН/см приг=8 Толшииа одной текстильной прокладки в каркасе ремня Д, мм
с резн- НОЗОЙ прослой- кой без рези-- ноаой прослойки
Бельтинг Б-820 ....... 61 55 6,88 1,5 1,25
Бельтинг ОПБ-5 . t 128 115 14,80 2,3 1,9
Бельтинг ОПБ-12 128 115 14,80 2,3 1,9
Разреженная ткань (брекер- иая) 12 __ — 1,25 1,0
Уточная шнуровая ...... 132 119 14,99 2,3 2,0
* Не учитывая, однако, пиковых и других перегрузок.
316
Для установления К\ (в 10 Н/см прокладки) нагрузки ведущей
ветви в зависимости от передаваемого окружного усилия следует
исходить из зависимости между натяжением ведущей и ведомой
ветвей ремня. В предположении постоянства коэффициента трения
цт между ремнем и шкивом связь между Ti и Тг определяется
уравнением Эйлера:
(10 5)
Из уравнений (10.1) и (10.5) можно написать
е**т^
- <io.e>-
е * — 1
откуда
Р е*т&
= ------= - (в 10 н/см прокладки) (10.7)
Для определения Кц—нагрузки, являющейся результатом дей-
ствия центробежной силы, исходят из следующего уравнения:
Гц =-у 1,2
Так как среднее количество i° прокладок, приходящихся на
10 мм толщины ремня, равно 10/Д, то нагрузка на 1 см одной
прокладки от центробежной силы составит:
K« = -^-n2 = W (10.9)
Величина ko зависит: от вида резиновой смеси, толщины рем-
невой ткани, наличия резиновых прослоек и резиновой обкладки
(табл. 15).
Напряжение изгиба /из распределено неравномерно в попереч-
ном сечении ремня и различно по знаку; на наружной поверхно-
сти напряжение изгиба ведет к увеличению нагрузки растяжения
ремня, на внутренней — к уменьшению. Напряжения, вызываемые
изгибом, в изотропном материале определяются следующей зави-
симостью:
(,0Л0)
Для структурно-слойной анизотропной конструкции, какую
представляет собой ремень из прорезиненной ткани, зависимость
эта усложняется особенностями конструкции и материала ремня.
* Уравнения (10.2), (10.5) и определение коэффициента тяги <р, приведен-
ные выше, приводят к зависимости
Л” -1
ф=> + 1
•♦Уравнения (10.8) и (10.9) отвечают Кц = -^ •где Ор —вес, а
Gp/g — масса отрезка ремня длиною в радиусе соответственного шкива (условно
включаемого в расчет). Правильнее, однако, принять касательную силу
dv dv
Л„ = m -т—, где -----касательная ускорения,
и ат ат ,
317
В слойных ремневых пластинах модуль растяжения Ер и мо-
дуль сжатия (смятия) Ес различны. Величина Ер в зависимости
от степени растяжения е и от вида конструкции пластины состав-
ляет 3—35 кН/см2. Ес значительно меньше Ер [5]. Вследствие
малой жесткости ремней на сжатие, положение нейтральной по-
верхности при изгибе несколько смещается от положения центра
тяжести сечения в зону растяжения. Наличие резиновой промазки
и в особенности резиновых прослоек ведет к тому, что текстиль-
ные слои изгибаются отчасти независимо друг от друга, несколько
смещаясь, скользя один по другому; поэтому они располагаются
по поверхности относительно близкой кривизны. (Подобное явле-
ние, например, наблюдается при сгибе проволок в стальном тросе).
Таблица 15
Значения k0 для Б-820
Ремиа Толщина текстильной прокладки в каркасе Д, мм Среднее число прокладок на 1 см толщины каркаса ремня, 10: Д . ЮН-с* fc0, см-мг
Без резиновых прослоек (удельный вес 1,1 сН/см8) 1,25 8,00 0,0014
С резиновыми прослойками (удель- ный вес 1,25 сН/см8) 1,50 6,65 0,0019
По этим причинам для гибких структурно-слойных ремневых
конструкций вряд ли правильно принимать в уравнении (10.10) Е
равным модулю растяжения Ер.
Более целесообразно напряжение по уравнению (10.10') рас-
считывать по эффективному или по приведенному модулю изгиба
конструкции Ет
(10.10')
Экспериментально определяемый модуль изгиба конструкции
или вычисляемый по модулям изгиба элементов конструкции мо-
жет быть различным в зависимости от вида ремневой конструкции
(от количества и порядка чередования слоев ткани и резины
и степени упрессовки пластины при вулканизации) и от условий
ее работы (температуры и радиуса кривизны при изгибе)*. При
* Приведенный модуль изгиба может быть вычислен также [3] по уравне-
нию (10,11)
2£р
^И3= >_
1 + V£p: Ес
(10.11)
Величина Eat для ремневых пластин ниже Ер. При Ер порядка 12,0 кН/см1
(что отвечает е = 4Ц>) и, принимая Ер близким к модулю жесткой резины,
1,0 кН/см2, £и> по урдвдеддю (10.11) будет радио 5,36 кН/см8 (сц, тдад уравне-
ние (8.28)].
318
20* С для пластин в 4—8 тканевых слоев без резиновых прослоек,
с упрессовкой 0,35—0,43 Виз, по данным автора и А. А. Шляхман
[6], при консольном изгибе составляет 5,0 кН/см2; для таких же
пластин с резиновыми прослойками — лишь 3,4 кН/см2. Повыше-
ние температуры снижает эти величины.
Величина упрессовки определяется отношением:
6 до вулкаввз — ®вулканнз
^до вулкаввз
Теперь /(из (условное) составит (в 10 Н/см)
Хиз = 0,1Д/:из-5-А-у (10,10")
В табл. 16 приведены минимальные размеры шкивов, а также
число прокладок ремня в сопоставлении со скоростью ремня.
Таблица 16
Минимальные диаметры шкивов (OCT 1655) (в мм) и число прокладок
при ремнях нарезной конструкции [4]
Скорость ремия о, м]с Число
5 10 1В 20 25 30 прокладок
80 100 112 125 140 160 9
112 125 160 180 200 220 4
160 180 200 225 250 250 6
250 280 320 360 400 450 6
360 400 450 500 560 630 7
400 450 560 630 710 800 8
500 560 630 710 800 900 9
630 710 800 900 1000 1120 10
С учетом сказанного -Кц-Киз е^-1 > (10.12)
Для расчета допускаемого полезного усилия на 1 см ширины
прокладки р (в 10 Н/см прокладки) в последнем множителе пра-
вой части уравнения (10.12) приближенно принимают:
а) коэффициент трения рт, не зависящим от скорости и рав-
ным 0,4 *.
б) дугу скольжения 0 на малом шкиве, равной 0,8 дуги об-
хвата 3,14 радиана на этом же шкиве, т. е. 2,5;
в) скорость ремня о, равной 10 м/с.
* Иногда также принимают в эмпирической зависимости от о по сле-
дующему уравнению: Цт = 0,25 +0,012 о (где v в м/с). Некоторое увеличение
цт возможно за счет введения в обкладочную смесь ингредиентов с абразивными
свойствами.
819
Расчет числа прокладок плоского приводного ремня. Вводя
в уравнение (10.1) величину р, напишем:
Откуда
N
р = рЫ = \02-~-
_ 102 N
~ р vb
(10.13)
(10.14)
С учетом реальных условий работы передачи в знаменатель
уравнения (10.14) следует ввести поправку [С], включающую ряд
множителей:
Ci — на угол обхвата, отличный от 180°; Сг — на условия ра-
боты передачи: характер нагрузки, вид машин, род двигателя на
ведущем валу и сменность; Сз — на скорость, превышающую
10 м/с (если расчет Кц и, следовательно, р был сделан при
v = 10 м/с).
Уточненное
расчетное уравнение
102#
= pvbCiCiCs
(10.15)
Заданными для расчета величинами и условиями обычно при-
нимают:
N — передаваемую мощность;
D — диаметр, мм;
п — число оборотов ведущего или ведомого шкива;
b — ширину ремня, мм;
условия: род передачи и угол наклона ее *.
Технологическим фактором является тип ремневой ткани, опре-
деляющий величину р.
Скорость ремня (в м/с) определяется по следующему урав-
нению:
wiD
60
(10.16)
Учитывая наличие некоторого скольжения ремня при переходе
из ведущей ветви в ведомую, иногда несколько увеличивают диа-
метр ведущего шкива D\ (или уменьшают диаметр ведомого шкива
О2) против того, что дает теоретическое соотношение, т. е. при-
нимают
D1=-^-(!,01 - 1,02) (10.17)
Вычисленные значения диаметров шкивов следует округлять
до ближайших меньших, согласно размерам диаметров шкивов
по ОСТ 1655 (см. табл. 16)
а» = 180 - .5212121211 (10.18)
* В зависимости от рода передачи (простая, открытая, перекрестная, полу-
перекрестиая н угловая) и от угла наклона ее к горизонту (от 0 до 90°) иногда
вводят еще поправку С<, варьирующую от 1,0 до 0,6.
320
Ci принимают по зависимости!
С1 = 1-0,003(180-а0) или С( = 1-0.172(3,14 - а) (10.19)
Сг принимают по зависимости:
от 1 —0,9 до 0,7—0,6 при односменной работе
> 0,9—0,8 до 0,6—0,5 » двухсменной работе
» 0,8—0,7 до 0,5—0,4 » трехсменной работе
С» принимают по уравнению:
С» = 1,04 - 0,0004»’ (10.20)
Для лучшей работы передачи отношение не следует
брать большим, чем шестикратное, а а0 меньшим 120°, так как
при дальнейшем снижении а0 передаваемая ремнем мощность су-
щественно снижается.
Определив потребное число i прокладок и округлив его, если
дробная часть больше 0,2—0,3, до ближайшего большего целого
числа, следует сравнить в табл. 17 соответствие ширины ремня
и найденного числа прокладок (ГОСТ 101—54*).
Если проверка укажет на завышенное число прокладок, сле-
дует взять ремень из более прочной ткани или же перед потреби-
телем поставить вопрос об изменении конструкции передачи,
в частности об увеличении ширины ободов шкивов, и повторить
расчет числа прокладок при измененных данных.
Передаваемую ремнем мощность N, следуя уравнениям (10.12) и (10.15), мо-
жно рассчитать по обобщенному уравнению, написанному в форме
где f — допускаемое напряжение в безобкладочном ремне с числом прокладок i
. Ж
f-----—~S
К — коэффициент, учитывающий сцепление ремня со шкивом
Величина К при цт = 0,04 и 0 = 0,8 • 3,14 равна примерно 0,63; [С] •= Сг.
Для определения длины ремня L открытой передачи приме-
няется уравнение [4]:
£ = 2/ + 1,57 (D| + Da) + (10.21)
Для расчета L, а также а° и 0° необходимо знать межцентро-
вое расстояние I. При выборе этого расстояния следует учитывать
количество Н пробегов ремня в 1 с, определяемое следующим
уравнением:
(10.22)
И В, А, Лепетов
821
Таблица 17
Ремни ио ширине и числу ирокладок в зависимости от типа применяемой ткани н типа ремней
(ГОСТ 101-54*)
Ширина ремней, мм Рекомендуемое число прокладок в аависимости от типа применяемой ткани
Типы ремней Ремни типа А Ремни типа Б Ремни типа В
А Б в ОПБ-5 ОПБ-12 Б-820 уточная шнуровая Б-820 Б-820
—— 20, 25, 30. 40, 45 — — 2 _ *
— — 20, 25, 30, 40 — — — — —• 3
20, 25, 30, 40, 45, 50, 60, (65), 70, 75 — 50,'60, (65), 70,75 — — 3-5 — — 3-5
80, 85, 90, 100 — 80, 85, 90, 100 — — 3-6 — —• 3-6
(115), (120), 125, 150, (175), 200, (225), 250 150, 200, 250 125, 150, 200, 250 3 3 4-6 3 4—6 4-6
250, (275), 300, (350) 250, 300 250, 300 3 3 4-8 3 4—8 4-8
400, 450 375, 400, 425,450 375, 400, 425,450 3-4 3-4 5-8 3-4 5-8 4-8
500 500 500 3-4 3-4 5-9 3-4 5-9 5-9
(550), 600, 700 — — 5 5 — 5 — —
800, 900 — —• 5-8 5-8 — 5-8 — —
1000, 1100, (1200) —— — 5-8 5-8 — 5-8 — —
Примечания- 1. Ремии, размеры которых указаны в скобках* не рекомендуется выбирать для новых передач. 2. Ремни шириной более
1200 мм изготовляют по специальным заказам потребителей. 3. В настоящее время ГОСТ 101—54* пересматривается.
Так один пробег в 1 с — легкие условия работы; три пробега—
средние; выше пяти пробегов — тяжелые.
В работающем с полезной нагрузкой ремне, вследствие дина-
мических и температурных факторов, может последовать увеличе-
ние Ti и снижение Кь» а также снижение упругих и гистерезисных
потерь растяжения и изгиба. Учесть детально и отразить эти
факторы в аналитическом расчете пока не представляется воз-
можным.
Факторами, определяющими выносливость ремня, также яв-
ляются:
а) способность нагруженных тканевых прокладок ремневой
пластины противостоять многократным деформациям дополнитель-
ного растяжения и изгиба (особенно в наружном слое ремня);
б) способность растянутого тонкого резинового слоя (промазки
и прослоек) противостоять многократным деформациям сдвига
при одновременном сжатии.
Остаточные деформации в резиновом слое наступают вслед за
образованием остаточных удлинений в тканевых слоях. Если де-
формации ткани только упругие, то и в резиновом слое не будет
обнаруживаться остаточных сдвиговых деформаций. Значитель-
ные запасы прочности z в ремнях и назначаются для того, чтобы
не вызывать в работающем ремне больших остаточных удлинений
ткани. Для этого же используют и другие технологические приемы
улучшения качества ремней, как-то: применение прочных и ма-
лорастяжимых текстильных материалов, практиковавшаяся вы-
тяжка смоченного бельтинга и сушка его в растянутом состоянии;
вытяжка ремней перед вулканизацией.
Расчет плоских приводных ремней по тяговой способности
Прокладки в ремне работают в динамическом переменном ре-
жиме нагружения, и влияние этого режима на р, z, Еиз и р.т выяс-
нено недостаточно. С другой стороны, прочность бельтинга К'я
расчетом не связана непосредственно с его тяговой способностью.
Отсюда в последнее время получил широкое применение метод
расчета ременных передач, базирующийся на опытных данных по
установлению тяговой способности ремней серийного производ-
ства в лабораторных условиях и экспериментально найденных
при этом характеристиках передач. Будучи не пригодным для
разработки проектных конструкций ремней, такой эмпирический
метод удобен для расчетов передач с применением ремней изве-
стных и исследованных уже типов. Расчет ремней по тяговой спо-
собности разработан В. Н. Беляевым [2]. В основе расчета лежит
использование экспериментально найденной зависимости коэффи-
циента скольжения ес от коэффициента тяги <р
—(‘-т^)"» (10.23)
II* 323
Коэффициент скольжения ес зависит от величины диаметра
меньшего шкива Dt. С уменьшением этого диаметра уменьшаются
ес и ф, следовательно, работоспособность ремня падает.
Вспомогательный характер имеет зависимость ф от коэффи-
циента полезного действия т]
АЛ
п = ±1-100 (10.23')
Рис. 178. Зависимость коэффициента
полезного действия т| и коэффициента
скольжения te от коэффициента тяги <р.
Графическая зависимость ес, т| и ф дана на рис. 178.
Линейный участок кривой ес — ф отражает упругое скольже-
ние, обусловленное разностью натяжений, а следовательно, и упру-
гих удлинений ведущей и ве-
домой ветвей ремней. Когда
упругое скольжение, неизбеж-
ное при наличии полезной на-
грузки, достигает некоторого
предела — критической точки
Фо, — прямолинейный участок
переходит в криволинейный.
Именно в этот период появ-
ляется вредное скольжение,
буксование, обычно на малом
шкиве. Оно быстро возрастает
с ростом полезной нагрузки
и, наконец, ремень начинает
полностью буксовать. Кривая
т| — ф повторяет изложенное —
ее максимум относительно
близок к фо. Отсюда предел
использования кривой скольжения — критическая точка фо. Этот
предел в данном методе расчета определяет рациональный режим
рабОТЫ — Лучшую ТЯГОВуЮ СПОСОбНОСТЬ. ПрИНЯВ фо и f0, можно
рассчитать К — практическое допускаемое (полезное) напряже-
ние ремня, а следовательно, и Р = Ks.
Так как
K = 2<pofo (10.24)*
то
Р — Ks — 2g>ofos
Согласно заданного окружного усилия Р или передаваемой
мощности N, можно по уравнению (10.24) рассчитать площадь
поперечного сечения ремня s и установить размеры b и б.
Как практически наиболее оправданное предлагается принимать
в среднем /о = 18-10 Н/см2 и контролировать натяжение, обеспе-
чивающее это напряжение, по провесу ветви ремня в состоянии
покоя под действием определенного груза.
* При fo = const зависимость е0 и я от К однотипна с приведенной на
рис. 178.
324
В результате обработки [2] опытных материалов по кривой
скольжения установлена следующая зависимость
/Со = а-и>-^- (10.25)
где Ко — допускаемое полезное напряжение, приведенное к а =
— 180° и v — 10 м/с; а—переменный параметр (10 Н/см2), зави-
сящий от fo и от ширины ремня b\ w—100-10 Н/см2 —параметр,
принимаемый постоянным.
Значение допускаемого приведенного полезного напряжения
Ко Дано в табл. 18.
Таблица 18
Допускаемое приведенное полезное напряжение Ко
при f0 «• 18 • 10 Н/см2 [2]
е/Dl Ко, IOH/cmS при ,6 <300 мм Ко (I0H/CM2) при b > 300 мм
0,040 21,0
0,033 21,7 —•
0,028 22,1
0,025 22,5 (20,5)
0,022 22,8 20,8
0,020 23,0 21,0
0,017 23,3 21,3
0,013 23,7 21,7
0,010 24,0 22,0
Пр и не ча иве. Здесь Ь—ширина ремня. Ремни шири-
ной Ь<300 мм изготовлены на бельтинга Б-820, а ремнн шири-
ной Ь > 300 мм —из бельтинга В-930 (теперь не применяется).
Величина а зависит (как и Р) от материала и конструкции тек-
стильного каркаса ремня, по-вндимому, от этих же факторов
зависит и w.
Значение практического допускаемого полезного (рабочего)
напряжения К может быть получено по уравнению
К — КоСАС» (10.26)
где С|, С2 и Сз —те же корректирующие множители, что приве-
дены в разделе А.
Итоговые расчетные уравнения имеют вид:
а) по заданному полезному передаваемому усилию Р
66 —(Ю.27)
AoG |С2Сз
б) по заданной мощности и скорости
IQ2W
адгасэ
Отношением б/Dj задаются или вычисляют его, предварительна
задаваясь б из ряда стандартных толщин ремней. Для этого, по
(10.27')
325
принятому типу и конструкции ремня, рекомендуемому числу про-
кладок i для ремней данной ширины и средним толщинам про-
кладок в ремне, устанавливают значение б. Приняв б или опреде-
лив его из принятого отношения б/Di по уравнениям (10.27) или
(10.27') находят ширину ремня Ь, округляют ее до стандартных
размеров и проверяют совместную применимость b и б. При не-
совместимости этих размеров расчет производят вновь, принимая
иные значения D( или v.
Минимальное рекомендуемое отношение б/О 0,025; мини-
мально допустимое б/D 0,033.
Примеры расчета. Задано: ремень, передающий мощность N = 88 кВт, рабо-
тает на шкивах диаметром £>г = 710 мм и £>| = 450 мм с числом оборотов по-
следнего Л| = 700. Расстояние между осями шкивов I = 2800 мм, ширина рем-
ня b = 300 мм.
Ремеиь назначается для работы в обычных заводских условиях; передача
открытая. Требуется иайти число прокладок г.
Расчет по способу А. Исходя из условий работы, можно предложить нарез-
ной ремеиь с резиновыми прослойками без резиновой обкладки из бельтинга
Б-820. По данным таблицы 18 (при D, = 450 мм) возможно t = 4—8.
Пользуясь вспомогательными формулами и табл. 15 и 16 и предположи-
тельно приняв i = 7, устанавливаем:
nDtni
60
3,14-0,45-700 ... ,
------ад---------16,5 м/с
а° = 180 —60(02 °^- = 180 - 60 (0,7* 0,45) = 174е (или 3,04 радиан)
I 4,0
Кц= йо02 = 0,0019 16,5г = 0,52 • 10 Н/см прокладки
Л 1 С 7
Яиз =0,1Д£из п i \ 0,1 • 1,5 340 - - _ = 1,16-10 Н/см прокладки
“р О “г 1 >0 • /
Приняв z = 8 и СоКв = 55'10 Н/см, находим
СОКВ 55
Кг =-------= —s- = f»88 • 10 Н/см прокладки
2 о
enTf> _ 1 2.7180,4'1
Р - (Кг - *ov2 ~ Киз) --Л-a- - (Ш - 0,52 - 1,16)
еитр 2,718”
= 3,24-10 Н/см прокладки
С| = 1 — 0,003(180— а°) = 1—0,003(180— 174) = 0,98; С2 = 0,9; С3 ие учи-
тывается, так как р найдено для конкретного значения v = 16,5 м/с.
Следовательно
102У 102-88
= vbpCtCt 16,5 • 30 • 3,24 • 0,98 • 0,9 ’ 0
Прн i = 6 КЯг составит 0,99 • 10 Н/см, что незначительно отличается от
1,16 н практически ие изменит расчета.
Вес 1 пог. м ремия рассчитывается по следующему уравнению;
G = 100Wy= 100 - 30 - 0,15 - 6 - 0,0011 =3,0-10 Н/м
Расчет по способу Б [4]. При диаметре шкива D\ = 450 мм можно приме-
нять ремни из бельтинга Б-820 в 4—8 прокладок. Толщина 6 ремия, принимая
его как н в предыдущем расчете в 7 прокладок, составит 7 • 1,50 = 10,5 мм, что
дает 6^1 = 0,0234, Скорость v = 16,5 м/с. Угол обхвата на малом шкиве
825
Приняв /о = 18 • 10 Н/см’, применительно табл. 18 находим приведенное по-
лезное напряжение Ко = 22,7 • 10 Н/см’. Поправочные коэффициенты: Ct = 0,98;
С2 = 0,9 Co = 0,93.
Ширина ремня по уравнению
102* _ Ю2-88 = 979 см
0/СоСАСзб 16^5 • 22,7 • 0,98 • 0,9 • 0,93 • 1,05 z ’ см
Отсюда ремень шириной 300 мм имел бы излишек мощности 7%.
Если же принять к расчету ремень в 6 прокладок, то найдем b « 32,0 см;
его недостаток по ширине составил бы 6%.
Б. РАСЧЕТ КЛИНОВЫХ ПРИВОДНЫХ РЕМНЕЙ
Клиновые приводные ремни, в отличие от плоских, имеют от-
носительно большую высоту при малой ширине и осуществляют
передачу благодаря трению боковых граней о поверхность кана-
вок шкивов. В срединной зоне поперечного сечения таких ремней
располагают материал относительно большой жесткости (корд-
шнур, кордовые нити), а материал малой жесткости (резину или
ткань, закроенную под углом 45°) в крайних зонах. Известны два
метода расчета клиновых приводных ремней: по напряжению пу-
тем установления мощности, передаваемой ремнем, и по тяговой
способности.
Расчет клиновых приводных ремней по напряжению
Расчет мощности, передаваемой клиновым ремнем. Мощность
No, передаваемая одним клиновым ремнем с поперечным сечением
$, определяется по следующему уравнению:
VS __ 1
(10.28)
Напряжение fz для ремня из корд-ткани или кордшнура сле-
дует принимать, исходя из приведенного предела прочности fB
текстильных материалов, составляющих каркас ремня, допускае-
мого запаса прочности z (порядка 8) и коэффициента Со, учиты-
вающего влияние технологических процессов на изменение проч-
ности материалов, составляющих ремень. Напряжение f4 от
центробежной силы определяют, принимая средний удельный вес
клиновых ремней равным 1,25—1,30. Напряжение fm принимают
аналогично уравнению (10.10), найдя предварительным расчетом
или серией экспериментов значение Еиз- Следует иметь в виду,
что в клиновых ремнях разница между Ер и Ес значительнее, чем
в плоских [5] *.
* Клиновые ремни небольших размеров, вулканизуемые на барабанных
формах, имеют начальную кривизну. Такие ремни, по сравнению с прямыми, ис-
пытывают добавочные напряжения от изгиба на прямолинейных участках пере-
дачи, но имеют меньшее напряжение при огибании шкивов. Коэффициент, учиты-
вающий это снижение, по Б, А, Пронину, порядка 0,56—0,78.
327
В уравнении (10.28) vp.T — приведенный коэффициент трення
р. 'ня о стенки канавки шкива*. Он принят с учетом эффекта
вклинивания v ремня в канавку, как следствия радиально направ-
ленного давления ремня Np.
Величина эффекта вклинивания v определяется отношением
Nn +Nn
v __Pl P1
NP
где NPl и JVPa—нормальное давление по
Из рис. 179 видно, что при равенстве
(10.29)
боковым граням ремня.
Л/р, и Np,
(10.30)
1
sin Фо/2
где фо—угол клина ремня в канавке**.
По расчетному уравнению (10.28) можно
определить No, если заданы или рассчитаны:
f в, z, Со, модуль £„3 и геометрические пара-
метры клинового ремня.
Поскольку ЕИз Для рассматриваемой слой-
ной резино-корднотканевой конструкции еще
не выяснен, то для установления No в проект-
ном расчете в первом приближении можно
исключить из расчетов напряжение от изгиба
Рис. 179. Схема уси- мало модульных резиновых слоев и тканевой
лий N р, Npi и NPi обкладки, принимая во внимание лишь корд-
в сечении клииово- ный каркас. Такое положение условно до-
го РеМщкИва каиавке пустимо, поскольку модули изгиба резины
к и диагонально закроенной оберточной ткани
значительно ниже Сиз основного несущего
нагрузку слоя из прорезиненного корда. Это позволяет
приближенно (предварительно) рассчитать No по уравнению
(10.31), представляющему собой развернутую форму уравнения
(10.28)
г
Qv2 hKsK 1 о е^т^ — 1
е к л I
g 1,3 Di J 102 ’
(10.31)’*
где С<ЛвАс—суммарная прочность каркаса ремня, состоящего из
iK кордных нитей (или шнуров); sK — площадь поперечного сече-
ния кордового каркаса; hK — толщина кордового каркаса (прини-
* Так как в случае клиновых ремней мало зависит от скорости, его при-
нимают равным 0,40.
** Разработка конструкции и расчетов узких клиновых ремней для станоч-
ных передач и передаваемой ими мощности с учетом тяговой способности <р и
долговечности выполнена В. А. Овчинниковой [7].
’* При значительной величине йк и трапециевидном сечеиии кордового кар-
каса перед третьим членом первого множителя уравнения (10,31) будет коэффи-
циент 4/3.
328
мая сечение каркаса при малой его толщине прямоугольным);
Ецз—модуль изгиба материала кордного каркса *.
Относительная жесткость С кордшнуровых ремней, при одина-
ковых размерах поперечного сечения, выше, чем кордтканевых
ремней. Однако вытеснять резину кордтканью, в целях увеличе-
ния С, не следует, так как это ведет к снижению продольной
гибкости ремня.
Таблица 19
Сечения (профили) клиновых приводных ремней
Сечение Величины, определяющие размер поперечного сечения Площадь сечения • Допускаемые отклонения Дл-лиа ремней, ММ
*р> мм а, мм h, мм S, СМ2 Дар, мм да, мм
О 8,5 10 6 0,47 +0,4-0,3 ±0,3 500-2 500
А 11 13 8 0,81 +0.6-0.4 ±0,4 500-4 000
Б 14 17 10.5 1,38 +0.7-0.5 ±0,5 630-6 300
В 19 22 13,5 2,30 +0.8-0.5 ±0,5 1 800-9 000
Г 27 32 19 4,76 +0.9-0.8 ±0,6 3 150-11 200
д 32 38 23,5 6,92 + 1.0-0.7 ±0,7 ±0,8 4 500—14 000
Е 42 50 30 11,70 + 1.0-0.8 6 300-14 000
' По уравнению:
s - h (а — h tg -jT-)
Размеры клиновых ремней. Поперечные сечения или
профили клиновых ремней определяются (см. рис. 51) размерами:
верхнего (широкого) основания трапеции а, «расчетной» ширины
Пр, высоты h и угла клина <р°. Чтобы избежать больших напряже-
ний от изгиба, отношение alh принимают порядка 1,6—1,7. Раз-
меры оснований и высот берут по так называемым предпочтитель-
ным (нормальным) рядам чисел (ГОСТ 8032—56*), округляя до
целесообразных целых или дробных значений. Для цельнопро-
фильных клиновых ремней профилей О, А, Б, В, Г, Д и Е размеры
эти установлены ГОСТ 1284—68 (табл. 19).
Расчетная ширина ар соответствует приближенно ширине ремня
по нейтральной линии. Расчетная ширина остается неизменной
при изгибе ремня на шкиве любого диаметра; ее положение опре-
деляет величину расчетных диаметров шкивов, расчетную длину
и скорость ремней.
Угол <р° для всех сечений ГОСТ 1284—68 принят равным
40 ± 1°.
* Модуль Еаз для кордного каркаса, состоящего из нескольких слоев про-
резиненного корда с наложенной иа каждом слое тонкой резиновой прослойкой,
в первом приближении можно принять аналогичным модулю Еял для ремяевых
(бельтинговых) пластин с резиновыми прослойками.
929
Поскольку приводные клиновые ремни изготовляют состыко-
ванными, приняты определенные длины ремней. Так как при про-
мере ремня удобно определять его длину по величине внутренней
окружности, то соответственные, так называемые «внутренние
длины» (500—14 000 мм), принятые по предпочтительным числам,
по 40-му нормальному ряду даны в ГОСТ 1284—68. Там же при-
ведена разность между «расчетной» и внутренней длинами рем-
ня — расчетная длина ремня соответствует длине его иа уровне
расчетной ширины.
Сечения и длины вентиляторных кордшнуровых клиновых рем-
ней даны в ГОСТ 5813—64.
Ремень клиноременной передачи должен свободно сходить со
шкива в точке сбега. Следовательно, усилие Wp в этой точке
(рис. 179) должно обращаться в нуль. Для этого необходимо,
чтобы вертикальная составляющая силы трения по обоим боковым
граням ремня 2pTAfP1 cos -у- была меньше вертикальной состав-
ляющей противодавления 2AfP1 sin-^, т. е. необходимо соблюде-
ние неравенства 2pT^,cos-^-^2A^P1sin-^-, откуда
l*T<‘g-y- (10.32)
Так как цт связан с углом трения р зависимостью ц» “ tgp, то,
следовательно
-£->₽ (10.33)
Если принять коэффициент трения не зависящим от скоро-
сти v, то угол <р° можно бы иметь постоянным. Однако (см. рис. 53)
углы клина ремня изменяются при огибании шкивов ремнями.
Величина изменения Д<р° зависит от отношения h/D. Б. А. Пронин
и Ф. М. Соколовская [8], следуя проверенным экспериментально
своим расчетам, дают такие значения Д<р°:
Для кордтканевых ремней прессовой вулканизации Д<рв = 100 -jj- — 1
Для кордшнуровых ремней котловой вулканизации Д<р° = 87 ~~ 0.5
Для производственно-технологического упрощения угол <р° при-
нимается во всех цельнопрофильных (не зубчатых) ремнях рав-
ным 40°, поэтому необходимо иметь уменьшенные углы <р„ канавок
шкивов в зависимости от профиля ремня и диаметра шкива
(табл. 20).
Выбор расчетных диаметров шкивов. Существен-
ную особенность клиноременной передачи представляет собой
возможность применения значительных передаточных чисел, до 7
и даже до 10, что связано с применением шкивов небольших диа-
330
метров. С увеличением диаметра шкивов возрастает мощность,
передаваемая ремнем, однако существенно и отношение D\lh. От-
сюда при назначении диаметров шкивов приходится принимать
компромиссное решение. Для цельнопрофильных клиновых ремней
принят предел отношения DJh не меньше 12, а для зубчатых
возможно некоторое уменьшение его. В табл. 20 приведены так
называемые расчетные диаметры £>i меньших шкивов, т. е. диа-
метра цилиндра, на котором располагается расчетная линия
ремня.
Таблица 20
Расчетные диаметры меньшего шкива для клиновых ремней
и углы канавок шкивов
Сечение Углы (<₽о) ка- иавок (желобков) шкива, градусы
О А Б в г Д В
63-70 90-112 125-160 200 __ 34
80-100 125-160 180-224 224-315 315-450 500-560 —- 36
112-160 180-400 250-500 355-630 500-900 630-1120 800-1400 38
>180 >450 >560 >710 >1000 >1250 >1600 40
Расчет количества ремней в передаче. Для выбора профиля
ремня по мощности и скорости передачи пользуются табл. 21.
Таблица 21
Выбор сечений ремней в зависимости от передаваемой мощности
и скорости
Передаваемая мощность, кВт Скорость ремня, м/с
до Б свыше 5—10 свыше 10
Рекомендуемые профили ремней
До—1 (включительно) О, Л О, А О
Свыше 1-2 О, А, Б ' О, А О, А
» 2-4 А, Б О, А, Б О, А
» 4-7,5 Б, В А, Б А, Б
» 7,5-15 В Б, В Б, В
» 15-30 —> В, Г В, Г
» 30-60 <* Г, Д В, Г
» 60-120 Д Г, Д
» 100-200 —- Д» Е Г, Д
> 200 — Д, Е
В тех случаях, когда табл. 21 указывает несколько вариантов
решений, следует учесть возможную ширину шкивов передачи
или исходить из примерно допустимого числа ремней. Если задана
мощность передачи N и выбран ремень соответственного попереч-
ного сечения, устанавливают по уравнению (10.31), мощность No,
331
которую он может передать. Количество ремней в передаче ip вы-,
числяется по следующему уравнению g
"034»
Коэффициент Ci зависит от угла обхвата, а коэффициент С2
еще и от характера нагрузки и режима работы (ГОСТ 1284—68).
Так как клиновые ремни изготовляют в определенных стан-
дартных длинах, то при расчете передачи необходимо установить]
вначале приближенную длину ремня £о, следуя уравнению (10.21),'
и затем, округлив ее до ближайшей большей стандартной длины
L, принять по уравнению (10.35) окончательное межцентровое
расстояние I [3, 4]
I ==2__ 0,393(0! + D2) + /^/[-£--0,393(0! + D2)j2 — 0,126 (D2 - D,)2 (10.35)
Количество пробегов ремня .Н (в с) при заданной скорости v
и длине ремня L не должно пре-
вышать 15—20, следуя уравне-
нию (10.22).
Конструктивныеособен-
ности шкивов для клино-
вых ремней. При охвате шки-
вов угол клина ремня уменьшает-
ся. Это уменьшение тем значи-
тельнее, чем больше отношение
h!D\. Чтобы обеспечить плотное
прижатие и равномерное давле-
ние боковых граней ремня на стен-
ки канавок шкивов, необходимо
изготовлять шкивы с канавками
соответственно меньших углов.
Разница между углами клина рем-
ня и канавок шкива принимается
в пределах 4—6° (табл. 20). Прочие размеры шкивов и канавок
приведены в табл. 22 и на рис. 180.
Таблица 22
Размеры каиавок шкивов
Рнс. 180. Схема профиля канавки
шкива для клинового ремня.
Размеры для ремней сечения
О А Б в г Д Е
с 2,5 3,5 5,0 6,0 8,5 10 12,5
е 10 12,5 16 21 28,5 34 43
t 12 16 20 26 37,5 44,5 58
S 8 10 12,5 17 24 29 38
Ширину шкива В рассчитывают по уравнению
В = («р — 1)< + 2s [мм]
(10.36)
332
Расчет клиновых ремней по тяговой способности производят
по тем же основным положениям, как и расчет плоских приводных
ремней [2]. Указывается, что <р для клиновых ремней выше, чем
для плоских, и что ремни разных сечений, поставленные в относи-
тельно одинаковые условия работы, могут передавать одно и то
же полезное (рабочее) напряжение
К = -у- (10.37)
Указывается также, что и для клиновых ремней характерна
зависимость по уравнению (10.25). Но в этом случае а и w, опре-
деляющие Ко, постоянны только для данного профиля и сильно
отличаются для смежных профилей.
Поэтому можно сделать вывод, что величина w такая же, как
и в случае плоских ремней, приведенной характеристикой изгибо-
способности клиновых ремней.
Таблица 23
Мощность для ремня сечения Б (в кВт)
Скорость ремяя, м/с При величине расчетного диаметра меньшего шкива, мм Скорость ремня, м/с При величине расчетного диаметра меньшего шкива, мм
125 140 160 180 и более 125 140 160 180 и более
2 0,43* 0,48* 0,53* 0,58* 14 2,36 2,69 2,94 3,11
3 0,63* 0,70* 0,77* 0,83* 15 • 2,43 2,80 3,08 3,28
4 0,83* 0,91 * 1,01 1,08 16 2,50 2,90 3,19 3,44
5 1,02 1,12 1,25 1,32 17 2,56 2,98 3,29 3,58
6 1,21 1,31 1,45 1,54 18 2,58 3,05 3,38 3,72
7 1,35 1,50 1,65 1,75 19 2,58 3,10 3,47 3,83
8 1,52 1,69 1,85 1,97 20 2,58 3,10 3,54 3,94
9 1,68 1,88 2,05 2,19 21 2,54 3,10 3,60 4,03
10 1,84 2,06 2,23 2,41 22 2,50 3,05 3,64 4,08
11 2,00 2,24 2,41 2,59 23 2,43 2,95 3,60 4,04
12 2,14 2,43 2,59 2,77 24 2,36 2,85 3,56 4,01
13 2,25 2,57 2,77 2,94 25 2,29 2,75 3,52 3,98
Примечание. Для передачи мощностей, отмеченных знаком ♦, натяжение должно
быть увеличено против приведенного в табл. 24 на 20%.
Для расчетов клиновых ремней ГОСТ 1284—68 приводит ряд
таблиц для мощности No (в кВт), передаваемой одним ремнем
при угле обхвата а = 180° и спокойной работе привода, в зависи-
мости от скорости ремня, натяжения и величины диаметра мень-
шего шкива. Расчет No для этих таблиц проведен по эксперимен-
тальному определению тяговой способности с интерполяцией для
промежуточных значений v и Dt.
Пример приводимых значений No приведен в табл. 23, а на-
чальных натяжений ремня То в табл. 24. Число ремней 19
333
рассчитывается также по уравнению (10.34), но с учетом влияния
угла обхвата а коэффициентом С] *.
Таблица 24
Натяжение на ремень Го в зависимости от диаметра меньшего шкива
передачи и сечения ремня
Примеры расчета. Задано: рассчитать привод станка с незначительными ко-
лебаниями рабочей нагрузки, но с пусковой нагрузкой до 150% от нормальной;
передаваемая мощность N = 10,3 кВт; максимальный размер шкива станка
Di sg 400 мм; число оборотов этого шкива п2 = 495; число оборотов шкива мо-
тора tii — 1440; максимально допустимое межцентровое расстояние /0 = 500 мм.
Станок работает 18 ч в сутки. Требуется выбрать и определить: профиль (по-
перечное сечение ремня); L — стандартную длину ремня; ip —число ремней в пе-
редаче.
Расчет по способу А. Исходя из заданных условий, находим:
. «| 1440
а) передаточное число —L = -73=-= 2,91;
Zlj 4 Уо
б) расчетный диаметр меньшего шкива, считая коэффициент скольжения
ес = 0,02; Dt = Р* 2-2 -. = 400:2,91 • 0,98 = 140 мм;
«(1— «с)
, nD2n2 3,14-0,400-495 tno ,
в) скорость ремня v=—------------------------=10,2 м/с.
Следуя табл. 21, принимаем ремень профиля Б. Для цельнопрофильного кли-
нового ремня этого типа минимальный расчетный диаметр может быть принят
140 мм.
* Передаваемую lf клиновыми ремнями мощность N, следуя общей зависи-
мости по уравнению (10.24), можно рассчитать и по уравнению
2
N = |Q2 viptffosCiC2C2 (10.38)
но для этого должны быть известны: коэффициент тяги <р, установленный при
а = 180°, и начальное напряжение ремня /о-
Коэффициент тяги <р также может быть выражен зависимостями
или же
evM-l
evgTS ।
Р
фа 2Ti-P
(10.38')
(10.38")
334
Определяем приближенную длину ремня
Lo - 2/0 + 1,57 (О, + D2) - (Ю.39)
Lo = 2 • 500 + 1,57 (400 + 140) - — 1814 мм
*ж * OUU
Округляя Lo до ближайшей стандартной расчетной длины, находим L =*
= 1800 мм.
По уравнению (10.35), где —0,393 (D1 + D2) = 238 мм и 0,126 (D2—D()2 =
«=8450 ммг, находим точное межцентровое расстояние
I = 238 + д/2382 - 8450 = 458 мм
Проверяем количество пробегов ремня в 1 с Н = -р^ =5,6< 15. Угол
обхвата:
._iw_w(AxPl)_iW- «><».«»-о.ио>
\ I / 0,4оо
Мощность No, передаваемая клиновидным ремнем профиля
конструкции при v = 10,2 м/с и £>| = 140 мм; рассчитанная
(10.31), составляет 2,17 кВт*; коэффициент С> учтен в расчете
маем равным 0,8.
Число ремней
Б кордтканевой
по уравнению
No, а С2 прини-
в передаче:
;______N _ 10,3 _еа
р NoC3 2,17 • 0,8 — 5,9 6
Расчет по способу Б. Примем, как и в предыдущем расчете; ремень
профиля Б и О, = 140 мм; D2 = 400 мм; L — 1800 мм; I = 458 мм, о =
= 10,2 м/с; а = 146°.
Принимаем по табл. 24 No = 2,1 кВт (с учетом экстраполяции от 10 до
10,2 м/с).
Корректирующие коэффициенты Ct = 0,9; С2 = 0,8.
. N 10,3 - -
р= NoCiC2 “ 2,1 • 0,90 • 0,80 ’ “
Расчеты клиновых ремней уменьшенных сечений с анидным
кордшнуром и металлокордом даны в работе [9], а ремней для
сельскохозяйственных машин в ГОСТ 10286 — 62. * **
♦ В этом приближенном (проектном) расчете Vo принято: С® =0,75;
к'в (корд 11ТМ) = 11 • ЮН, /к = 38 нитей; г = 8; з = 1,38 см2; у =1,25 сН/см3;
зк = 0,67 см2; Еиз = 340-10 Н/см2; йк = 1,2 ммХ4 слоя =4,8 мм; <р® = 34;
цт = 0,4; Р = а = 0,8.Тогда- l):eVt*T(* = 0,71;P = 21,7-10H;Ti = 30,6X
X ЮН; Го = Ю,8 • ЮН; / = 15,8 • ЮН/см2; <р = 0,55.
** Если бы заданы были не скорость и передаваемая мощность, а другие
параметры, расчет можно было видоизменить, устанавливая, например, нанвы-
годиейшую скорость передачи, обеспечивающую максимальную мощность рем-
нями принятого сечения,
§35
В. РАСЧЕТ ЛЕНТ
При расчете числа прокладок I транспортерных лент исполь-
зуют те же уравнения, что и при расчете приводных ремней *.
Основное расчетное уравнение для определения числа прокладок
(10.15) предполагает известными N, v, b и р. На величину коэффи-
циента трения цт в данном случае влияет состояние поверхности
различных видов барабанов.
В расчете транспортерных лент потребная мощность /V обычно
не является заданной; ее необходимо определить, исходя из тре-
буемой производительности ленты и учитывая особенности конвей-
ерной установки. Для установления производительности ленты
предварительно требуется принять ширину b и скорость v ленты.
Кроме способа расчета числа прокладок лент по приближенному
определению /V известен и более точный расчет, исходя из уста-
новления максимального натяжения ленты Т'макс-
О расчете числа прокладок транспортерной ленты
по приближенному определению мощности двигателя
Примем следующие дополнительные обозначения:
Q— подача лентой материала, в 10 кН/ч;
а — площадь сечения перемещаемого лентой слоя материала, м’;
у® — насыпная (объемная) масса материала, в 10 кН/м3;
п — высота вертикального перемещения груза, м;
L — длина транспортера (расстояние между осями барабанов), м;
6Л — вес ленты, • 10 Н/м;
Gp — вес рабочих опорных роликов, • 10 Н/м ленты;
Gx — вес холостых опорных роликов, • 10 Н/м ленты.
Часовая производительность (10 кН/ч) транспортерной ленты
перемещаемых сыпучих материалов составляет *
Q = 3600soYo (10.40)
Скорость v транспортерной ленты зависит от назначения и ши-
рины последней и, если обеспечена полная и равномерная загрузка,
то принимается по максимуму. При равномерной загрузке ленты
изнашиваются равномерно. Так как производительность лент соот-
ветствует квадрату их ширины, а износ зависит от ширины при-
легающего к ленге слоя груза, то широкие ленты изнашиваются
медленнее, чем узкие и допускают большую скорость. К тому же
широкие ленты легче центрируются, а поэтому работа ленты воз-
можна на большой скорости.
Наиболее принятые скорости ленты горизонтальных транспор-
теров, в зависимости от вида перемещаемого материала, состав-
ляют 1,0—2,5 м/с; максимальная скорость для лент шириной до
2000 мм не должна превышать 4,5 м/с. Повышение угла наклона
* Расчет числа прокладок транспортерной ленты составляет часть общего
расчета конвейерной установки. Вопросы общего расчета конвейерных установок
рассматриваются в курсах подъемиотранспортиых машни (10], там же приво-
дятся необходимые справочные таблицы, поэтому в данном разделе освещаются
лишь пути установления N и Гмакс-
399
ленты ведет к необходимости понижения скорости до 0,93—0,63
от скорости, принимаемой для горизонтальных транспортеров. Ши-
рину ленты обычно берут на 50—100 мм меньше длины барабана.
Насыпной вес материалов у0 (в 10 кН/м3) принимают по спра-
вочным таблицам.
Для приближенного определения мощности двигателя следует
учитывать отдельно Nf, Afo А/3.
Здесь — мощность, необходимая для работы ленты на холо-
стом ходу, составляет (в кВт):
^“-^•з.в^л + гр + гх)» (10.41)
A/j— мощность, необходимая для перемещения материала на рас-
стояние L, составляет:
(10.42)
ои/
А73— мощность, необходимая для подачи материала на высоту Н,
составляет:
ЛГ3=±-^~- (10.43)*
ОО/
где с — коэффициент, принимаемый в зависимости от длины транс-
портера: от 9 при L — 3 м и до 1,05 для лент длиной 500 м;
— коэффициент трения роликов, принимаемый 0,03—0,04 у под-
шипников качения и 0,05 у подшипников скольжения.
Суммарная мощность Nc определяется уравнением (10.44)
Nc=13,6 (8л + *р + ёх) ° + Q1 ± W (,0-44)*
Величина р определяется по уравнению (10.12). Но из-за малых
скоростей в транспортерных установках в этом уравнении можно
исключить нагрузку Кц (от влияния центробежной силы).
В практике расчета лент не вводят поправок С\, Сг, С3- но не-
равномерность распределения напряжений по сечению ленты, пере-
грузка работающих лент в периоды пуска после остановок, ослаб-
ление прочности ленты в местах стыков обязывают иметь больший
запас прочности z в лентах, чем в ремнях. Если не учитывают на-
пряжение от изгиба, то принимают z = 10 для лент с 3—4 про-
кладками, до z= 12 для лент с 9—12 прокладками. На величину
коэффициента трения цт в данном случае влияет состояние поверх-
ности барабанов. Для чугунных или стальных барабанов, не по-
крытых резиной, цт принимают в зависимости от влажности атмо-
сферы равным 0,10—0,30; для барабанов, покрытых резиной, и
очень влажной атмосферы 0,15, для таких же барабанов и очень
сухой атмосферы 0,40.
Число прокладок i ленты определяется по уравнению
Здесь b выражается в см.
* Знак минус в уравнениях (10.43) и (10,44) отвечает движению груза вниз.
337
Таблица 25s
Видовой и размерный ассортимент транспортерных лент
(ГОСТ 20-62)
Число прокладок в зависимости от типа лент и применяемой ткани
Ширина ленты типа 1 ленты типов 2, 2Р и 2У ленты типа 3«
ленты, мм
уточная уточная
ОПБ шнуровая Б-820 шнуровая В-820 ;
ткань ткань
300 3-4 3-4
400 — — 3-5 3-4
500 — —- 3-6 3-4
(600) — >— — — 3-4
650 3-5 3-5 3-7 3-5 3-5
(700) — — — — 3-5
(750) — — — — 3-5
800 3-6 3-6 4-8 3-6 3-5
(900) — — — —— 3-6
1000 4-8 4-8 5-10 4-8 3-6
(1100) — 3-6
1200 5-9 5-9 6-10 5-9 —
1400 6-10 6-10 7-10 6-10
1600 7-10 7-10 7-10 ——
1800 8-12 8-12 8-12
2000 9-12 9-12 — 9-12 —
Найденное число прокладок следует сверить с табл. 25. В осно->
вании табл. 25 положены те же данные по толщинам прокладок
лент и по физико-механическим их показателям, какие приведены-
в табл. 14. Следует также сопоставить рассчитанное число прокла-
док с диаметрами барабанов конвейера (табл. 26). При транспор-
тировании легких материалов допускается в отдельных случаях
изготовление транспортерных лент с уменьшенным числом ткане-
вых прокладок. Ряд практических рекомендаций по выбору скоро-
сти и ширины лент, по числу прокладок, в зависимости от вида
Таблица 26
Рекомендуемое соотношение диаметров барабанов с числом
прокладок в ленте i
Варабан D (мм), если лента из
ткаии В-820 ткаии ОПБ-12 или уточной шнуровой
Приводной 125г 175/
Натяжной и хвостовой 100/ 125/
Вспомогательные 70/ 100/
9W
транспортируемого материала и размера его кусков и от типа при-
меняемой в ленте ткани, дает специальная инструкция, составлен-
ная Научно-исследовательским институтом резиновой промышлен-
ности [11].
О расчете числа прокладок транспортерной ленты,
исходя из определения максимального натяжения [12]
Приближенный расчет мощности Nc не учитывает всех возмож-
ных особенностей конструкции приводов ленточных конвейеров и
иногда может повести к ошибочному выводу о необходимости по-
становки тяжелых лент. Расчет, производимый путем определения
сопротивлений испытываемых лентой по отдельным точкам обвода
ее контура, и учитывающий особенности приводов, дает указание
пункта и величины максимального натяжения ленты, позволяет бо-
лее обоснованно установить число прокладок i, а также усилие
натяжного устройства и стрелу провеса. Поскольку такой расчет
относится к разработке конструкции конвейера в целом, отметим
лишь, что в отдельных областях обвода контура ленты имеются
следующие сопротивления: от составляющей веса материала и
ленты на наклонных участках; от трения в цапфах приводного и
направляющих барабанов; качения и скольжения на поддержи-
вающих ленту роликах; сопротивление на плужковом сбрасыва-
теле, а также от изгиба резинотканевых лент на барабанах*.
Натяжение ленты в соответственных участках должно обеспе-
чить достаточную силу трения на приводных барабанах. Мини-
мальное натяжение ленты должно быть таким, чтобы провес ленты
между роликами нагруженной ветви не превышал 0,025 величины
расстояния между роликами. Практически минимальное натяже-
ние ленты не меньше 1,0—2,0 кН. Для установления натяжений
ленты на отдельных участках замкнутого контура конвейера, по-
следовательно по ходу ленты, начиная с пункта наименьшего на-
тяжения, нумеруют точки сопряжений прямолинейных и криволи-
нейных участков. Далее, имея в виду, что натяжение в каждой
последующей по ходу точке контура Т\ набегающей ветви равно
сумме натяжений в предыдущей точке сбега Т2 и всех сопротивле-
ний w на рассматриваемом участке, рассчитывают натяжение в
каждой принятой точке.
Сопротивление w на прямолинейных участках от натяжения
ленты не зависит. Сопротивления на криволинейных участках за-
висят от натяжения ленты на этих участках.
Установив 7г и Ti на приводном барабане, можно определить
окружное усилие Р, мощность двигателя No и усилие Тв натяжного
* Для снижения нагрузки на ленту в моменты пуска следует применять
фрикционные предохранительные муфты, отрегулированные на действительную
(нормальную) рабочую нагрузку. Пусковую перегрузку такая муфта примет иа
себя. Для амортизации ударов при падении груза иа ленту иногда применяют
сдвоенные пневматические шины малого размера, расположенные под нагружен-
ной ветвью в пунктах загрузки.
339
устройства. Отсюда по найденному максимальному натяжениКи
Т’макс и напряжению от изгиба определяют число прокладок ленты1
по уравнению
' = + 0,1 Д£из £ (10.46)
где b и 6 — ширина и толщина каркаса ленты, см; Кв — прочность
бельтинга в ленте, 10 Н/см ширины текстильной прокладки; Д —
толщина прокладки в ленте, мм; г — принятый запас прочности. «
Рассчитанное число прокладок необходимо сверить с данными:!
табл. 25 (см. также [13]). ।
.t
О расчете лент ковшевых элеваторов 1
Ковшевые элеваторы назначаются для передачи груза в верти-
кальном или близком к нему направлении. Наполнение ковшей
происходит путем зачерпывания или посредством насыпных лотков.
Эффективность работы элеватора в большей степени зависит от
правильно выбранных форм и размеров ковшей, что, в свою оче-
редь, зависит от формы и степени подвижности частиц транспор-
тируемого материала. Ковши к лентам прикрепляют болтами. Ос-
новными характеристиками элеваторной установки являются: v—
поступательная скорость ленты, м/с; io — вместимость ковшей, л;
а — шаг ковшей, м.
Для элеваторов с центробежной загрузкой скорость v может
быть принята в зависимости от радиуса барабана Re и величины G.
Для зерна и подобных ему легких материалов v—^GRg, для
кускового материала, угля, кокса и других материалов v =
= 0,82 ^GRa.
Для тихоходных элеваторов с гравитационной загрузкой v при-
нимают порядка 0,40—0,48 м/с или порядка половины скорости бы-
строходных элеваторов, разгружающихся вследствие центробеж-
ной силы.
По заданной производительности элеватора Q (10 кН/ч) опре-
деляется вместимость элеватора v'
где io — вместимость ковшей, л; X — коэффициент заполнения ков-
шей; а — расстояние между ковшами (шаг).
Отсюда вес материала на 1 м нагруженной ветви ленты
G = Xv,y0 = -^- (10.48)
Коэффициент заполнения ковшей X зависит от перемещаемого
материала, способа питания ковшей и особенностей их формы и
размеров. Практически величина X лежит в пределах: от 0,4—0,6
для тяжелых и крупнокусковых материалов до 0,8—1,0 для про-
дуктов размола. Шаг ковшей на ленте связан с их высотой и кон-
340
струкцией; он составляет от трех- до однократной высоты ковша
h. Размеры ковша определяют и ширину ленты. Ширина ленты b
должна быть на 40—50 мм больше ширины ковшей
(ГОСТ 2036 — 53*).
Установление максимального натяжения элеваторной ленты
производят, следуя обводу контура элеватора. Для этого необхо-
димо знать вес ленты и ковшей, приходящийся на 1 м ленты, и
определить сопротивления на ленте.
Вес ковша принимают по типовым конструкциям.
Вес ленты <?л принимают, задаваясь примерным числом про-
кладок. Начальное натяжение ленты Тп составляет 0,3—0,8-10 Н/см
прокладки и рассчитывается при наличии натяжного приспособ-
ления.
Выполнив расчет по точкам обвода контура элеваторной ленты,
находят максимальное натяжение ленты Тмакс и напряжение от из-
гиба, по ним и определяют необходимое число прокладок ленты
I = [ -1,1^М‘К9 + 0,1 АНиз -п4т1 (’049)
L V D -г О J д в
где 1,15 — коэффициент, учитывающий ослабление ленты отвер-
стиями болтов.
Следует также, руководствуясь табл. 26, сопоставить рассчитан-
ное число прокладок с диаметрами барабанов, принимая: для при-
водного барабана D= (125 4- 175) i, для отклоняющего барабана
(нижнего) D = (100 4- 125) I.
ЛИТЕРАТУРА
1. Иванов Е. А. Ременные передачи. М., Машгиз, 1948. 182 с.
2. Беляев В. И., Пронин Б. А. В кн.: Детали машин. Расчет н конструирование.
Под ред. Н. С. Ачеркан Т. 3. М., «Машиностроение», 1969, с. 346—409.
3. Гутьяр Е. М. В кн.: Передачи в машиностроении. М„ Изд. АН СССР, 1953,
с. 299—310.
4. Челюк А. П., Лейтес Е. Я. Инструкция по выбору, эксплуатации н ремонту
прорезиненных плоских ремней и транспортерных лент. М., Госхимиздат, 1946.
111 с.
5. Решетов Д. И., Левина 3. М. «Вестник машиностроения», 1952, № 12, с. 14—
26.
6. Лепетов В. А., Шляхман А. А. Труды МИТХТ им. М. В. Ломоносова, 1953,
вып. 4, с. 66—79.
7. Овчинникова В. А. Автореф. канд. днсс. М., Московский автомеханический
нн-т, 1974.
8. Пронин Б. А., Соколовская Ф. М. В кн.: Расчет н конструирование деталей
машин. М., Машгнз, 1956, с. 129—132.
9. Горелик Б. М., Соколовская Ф. М., Григорьева Г. Д. «Труды НИИРП», 1957,
вып. 4, с. 3—10.
10. Бьяжи Л. Конвейеры с резиновой лентой. М., Гостопнздат, 1959. 294 с.
11. Инструкция по выбору, эксплуатации и ремонту прорезиненных транспортер-
ных лент. М., Госхимиздат, 1957. 32 с.
12. Инструкция по выбору, монтажу н эксплуатации конвейерных лент. Под ред.
И. И. Леонова и Л. Б. Томчина. М., «Химия», 1971. 76 с.
13. Спиваковский А. О., Руденко Н. Ф. Подъемно-транспортерные машины. М„
Машгиз, 1949. 916 с.
Глава 11
О РАСЧЕТАХ ПОЛЫХ РЕЗИНОТКАНЕВЫХ
И РЕЗИНОВЫХ ОБОЛОЧЕК
ОБЩИЕ ЗАМЕЧАНИЯ
Как уже отмечалось, расчеты и проектирование, а в ряде слу-
чаев и изготовление баллонных изделий и резинотканевых водо-
плавательных средств и емкостей (резервуаров) представляют осо-
бую область. Расчет на прочность полых оболочек производится
в статических и аэродинамических или, соответственно, гидродина-
мических условиях равновесия. Приводим основы приближенного
расчета на прочность некоторых видов полых оболочек, допуская,
что материал этих оболочек изотропен. Нагруженность резинотка-
невой оболочки принято определять не напряжением f, относимым
к единице площади поперечного сечения, а нагрузкой Т (в 10 Н) на
линейную единицу ширины резинотканевой конструкции [анало-
гично поверхностному натяжению (рис. 181)].
В осесимметричных оболочках вычисляют два значения Тт и
То, соответствующие тангенциальному и меридиональному (осе-
вому) направлениям: Тт = fTb и To = fob. В основе расчета Тт и
То лежат следующих два уравнения.
а) Напряжения /т и f0, возникающие в тонкостенной оболочке
двойной кривизны радиусов рт и р0, при наличии равномерно рас-
пределенного, нормально направленного давления р на внутреннюю
поверхность оболочки, взаимно связаны в уравнении Лапласа.
Если толщина b стенки оболочки достаточно мала, то в ней, как
показывает мембранная (безызгибная) теория оболочек, возни-
кают только растягивающие нагружения
В уравнении (11.1), называемом уравнением равновесия эле-
мента оболочки, два искомых неизвестных Тт и То.
* Вес рабочей среды, наполняющей оболочку, в уравнении (11.1) во вни-
мание не принимается,
342
б) Для оболочки, имеющей форму тела вращения, — одно из
неизвестных может быть определено иным, независимым путем.
Предположим, что осью вращения является ось х (рис. 182). В се-
чении, перпендикулярном к этой оси в направлении меридианов
Рис. 181. Радиальные сечения элемента ds^dsi оболочки двойной
кривизны, нагруженной равномерно распределенным давлением р.
оболочки, действует нагрузка То. По условию равновесия части
оболочки, отсекаемой этим сечением
= 2nrT0 cos у (11.2)
В уравнении (11.2), называемом уравнением равновесия зоны
оболочки в направлении ее оси, одно неизвестное То. В этом урав-
Рнс. 182. Схематический разрез полой обо-
лочки.
г — радиус оболочки по рассматриваемому сечению; у — Угол
между нормалью к плоскости сечения и касательной к поверхности
оболочки в точке пересечения этой нормали с обводом оболочки.
Из уравнений (11.1) и (11.2) н рт — ' находим:
ГТ=ГО(2------г—~ ) (11.4)
\ pocosy )
343
А. ОБОЛОЧКА АЭРОСТАТА
В расчете прочности оболочки аэростат рассматривается как
балка, находящаяся под действием: собственного веса, подъемной
силы, аэродинамической нагрузки и местных нагрузок в пунктах
крепления поясов. По рассчитанным изгибающим моментам в от-
дельных сечениях устанавливают величины минимального избыточ-
ного давления *, необходимого для предотвращения деформации
сжатия. При проектировании стремятся к тому, чтобы обойтись
возможно меньшим избыточным давлением в оболочке.
Нагруженность ткани оболочки. Для расчета применяют урав-
нения (11.3) и (11.4), приведенные выше, относя их к сечению
с наибольшим радиусом (миделевому сечению), где г соответствует
принятому радиусу оболочки гМакс, a cosy= 1.
Из уравнений (11.3) и (11.4) следует:
Гт=в рг^кс.Г2_ П£акс_\ (Ц.5)
2 \ Ро /
(П.6)
В этих уравнениях:
ро — радиус кривизны по обводу оболочки, м; р — избыточное
давление в оболочке, 10 Па.
Так как гМакс и р0 всегда положительны, то Тт будет положи-
тельным, если
2ро > /"макс (11.7)
В ином случае имело бы место недопустимое смятие ткани обо-
лочки, которое ведет к образованию складки, т. е. к изменению
формы оболочки, так как ткань практически не оказывает сопро-
тивления сжатию. Условие (11.6) в обычных оболочках так назы-
ваемой удлиненной формы ** всегда соблюдается; однако и в них
могут возникать напряжения сжатия, если будут иметь место зна-
чительные величины горизонтальных слагающих усилий от натя-
жения в спусках такелажа и др. Оболочка должна противостоять
вмятию от ветра. Вмятие, так называемая «ложка», ведет к значи-
тельному увеличению лобового сопротивления аэростата. Поэтому
необходимо, чтобы р было больше скоростного напора q воздуха
со стороны носа на оси аэростата
(11.8)
где с — коэффициент, зависящий от формы аэростата; рА—мас-
совая плотность воздуха на заданной высоте п (равная весовой
* Понятием избыточное давление обозначается разница между абсолютным
давлением газа в какой-либо точке внутри оболочки и внешнего давления воз-
духа на высоте, соответствующей данной точке. Избыточное давление газа в обо-
лочках невелико, по сравнению с абсолютным давлением газа, и колеблется в
пределах от 0 до 50—60 • 10s Па.
** «Удлинением» X оболочки называют отношение длины оболочки L к мак-
симальному ее диаметру D.
344
плотности ул> Деленной на 9,81 м/с2), 10Н-с2/м4; и —скорость
ветра, м/с.
Применяя уравнение (11.5), находят 7\; приняв запас прочно-
сти и слойность ткани, находят разрушающее нагружение и выби-
рают соответственный тип ткани. Обычно для аэростатов заграж-
дения принимают 4—5-кратный запас прочности. В большинстве
случаев р0 велико, по сравнению с /макс, поэтому величиной гмаКс/ро
часто (особенно в предварительных расчетах) пренебрегают и оп-
ределяют напряжение Тг по следующему уравнению:
Г? = рг макс ( И .9)
Наличие швов в оболочке увеличивает ее жесткость (образуется
своеобразная сетчатая структура оболочек) и усиливает прочность
баллонной ткани примерно на 5%.
Определение деформации оболочки. Наибольшие напряжения
в оболочке Тт и Г» в миделевом сечении, при р0, довольно боль-
шом, по сравнению с гМакс, и при cosy, близком к 1, можно принять
по приближенным формулам (11.9) и (11.6). Исходя из рассчитан-
ных Г, и То и диаграмм нормальных характеристик ткани (см.
главу 9), находят в первом приближении относительное удлинение
8Т ткани по тангенциальному (окружному) направлению и относи-
тельное укорочение 80 по осевому направлению. По этим данным
определяют размеры /макс и Я, которые получит центральный отсек
оболочки, имевший начальные размеры гмакс и /«, а также новую
длину L' всего аэростата
гмакс “'’максО 4" 8т) и h= G 0 ®о) (11.10)
Изменение размеров аэростата по диаметру и по длине приво-
дит *, при том же избыточном давлении, к новым значениям на-
пряжений:
г;=Тт(1 + ет)(1-ео) (11.11)
и
Го=Го(1+ет)2 (11.12)
Исходя из найденных новых значений Тт и То, можно тем же
путем, в порядке второго приближения, определить новые значения
относительных удлинений е( и е'о с точностью, вполне достаточной
для практических целей.
Пример расчета. Задано: скорость ветра у земли v = 20 м/с; /макс = 3,4 м
н ро= 32,5 м.
* Расчет по уравнениям (11.11) и (11.12) [как и расчет по уравнениям
(11.5) н (11.6)] является приближенным, поскольку исходит нз допущения неза-
висимости действия внешних усилий. Последнее, однако, строго приложимо
лишь к изотропному материалу. В слойных же, притом с различным направле-
нием нитей в слоях, резинотканевых оболочках под действием внешних усилий
(избыточного давления и приложенной полезной нагрузки) может иметь место
смещение (сдвиг) нитей ткани. Вследствие этого может произойти дальнейшее
изменение конфигурации оболочки. Об этом, применительно к расчету рукавов,
см, главу 12,
345
Определяем скоростной напор q при рл-о = 0,125 • ЮН * с’/м4 и с = 1
1.0,125-20® „ 1ПП
q =-------------= 25 • ЮПа
При поднятии аэростата избыточное давление р в нем практически может
возрасти до (45—60) • 10 Па. При р = 50 10 Па нагружение ткани оболочки
аэростата составит:
Гт = 0,5-50-3,4(2--^4г) = 160-10 Н/м
\ /
или, по приближенному уравнению (11.9):
Гт = 50-3,4 = 170- 10 Н/м
Б. ОБОЛОЧКА ГАЗГОЛЬДЕРА
Расчет газгольдера заданного объема состоит в определении га-
баритных размеров, необходимого избыточного давления внутри
газгольдера и максимального нагружения в тканевой оболочке газ-
гольдера.
Габаритные размеры газгольдера. Радиус г и длину цилиндри-
ческой части h определяют, рассматривая заданный полный объем
газгольдера и как сумму объемов цилиндра и двух полусфер. Уд-
линение X (отношение длины к диаметру оболочки газгольдера)
принимают, в зависимости от его объема, в пределах от 2 до 3.
Избыточное давление внутри оболочки газгольдера. Иногда
избыточное давление, как и объем газгольдера, бывает задано.
Обычно же это давление требуется определить. Для расчета избы-
точного давления применяют такой путь.
а) Рассчитывают избыточное давление на оси перевозимого ав-
томобилем газгольдера, исходя из лобового сопротивления его воз-
душному потоку. Определяемая таким образом величина должна
быть не менее скоростного напора q воздуха. Скоростной напор q
определяют по уравнению (11.8). Искомое избыточное давление на
оси газгольдера роск и равно q.
б) Учитывая перегрев газа в оболочке и ее объемную деформа-
цию, устанавливают возможное при этих условиях абсолютное дав-
ление газа в оболочке, а по нему и возможное избыточное.
Для определения абсолютного давления р2 в оболочке газголь-
дера в условиях возможного перегрева газа на Д/ исходят из урав-
нения Клапейрона
„ _ „ “1 (А +
где р\ — абсолютное давление на оси газгольдера без учета пере-
грева, т. е. pt = />оси+ Ю5 Па (или 104 мм вод. ст.); и.\— заданный
объем; «2 — равно mut, т. е. начальному объему, увеличенному за
счет возможной деформации ткани при давлении р2 (т из практи-
ческих данных может быть принят равным 1,08—1,10); —по
условиям стандартной атмосферы равно 273 4- 15 = 288 °C; t2 —
равно ti 4- Д(.
Осевое избыточное давление при перегреве составит:
Роси = Рз — Ю5 Па (11.14)
(11.13)
346
Максимальное избыточное давление наверху оболочки будет
Рмакс = Роси + 1>1г = Рг ~ Ю! Па + 1,1г (11.15)
Максимальное нагружение ткани цилиндрической оболочки со-
ставляет Tt = Рмакс<-
Принимая запас прочности равным 3, находим, что прочность
ткани должна быть не ниже ЗрМак</.
Пример расчета. Задано: ut = 100 м3; г = 1,77 м; Д/ — 30 °C.
Примем: U = 288 °C; рОсИ избыточное без учета нагрева равным 35- 10 Па
н т = 1,09.
Находим:
Pi = Роси + 105 Па = 35 + Ю5 Па = 100 350 Па
и2 = ти\ = 1,09 100 = 100 м3
t2 = /, + Д/ = 288 + 30 = 318е
Теперь
Р2 = Р! = 100 350 - 100 350 • 1,013 = 101 654 Па
1*2*1 1UV * 400
Определив
Роси = Ю1 654 - 100 000 = 101 654 Па
находим максимальное избыточное давление при перегреве
Рмакс = Роси + 1.1г = 1654+ 1,1 -1,77—1674 Па
Отсюда
Гт = роси максг = 1674 • 1,77 = 2931 Н/м
При трехкратном запасе прочности требуется ткань прочностью (880—
900) • 10 Н/м.
При необходимости уточнения расчета коэффициент т должен быть опре-
делен с учетом двуосной деформации ткани при избыточных давлениях р0С1| н
Г
Роси'
В. ОБОЛОЧКА НАДУВНОЙ ЛОДКИ
Расчет надувной лодки заданных размеров и конфигураций а
также плота, понтона состоит в установлении: водоизмещения (гру-
зоподъемности) лодки, максимального нагружения в стенках борта
лодки и соответственного запаса прочности прорезиненной ткани,
составляющей борт. Водоизмещение лодки вычисляется по задан-
ным ее размерам и при условии погружения ее в воду до экватора
борта. Лодка, например спортивная, рассматривается состоящей из
отдельных секций: средней, носовой и кормовой (для понтонов но-
совая и кормовая части одинаковы). Поперечное сечение погру-
женной в воду части средней секции лодки ограничивается: с бо-
ков— четвертью окружности сечения борта, снизу — линией мо-
стика.
Если нос лодки и корма состоят из трубчатых цилиндрических
частей, то при определении объема их погруженных в воду частей
вычисляют соответственные объемы призм с трехгранным или тра-
пециевидным основанием и объемы обрамляющих их цилиндриче-
ских вырезок.
347
Для уточнения грузоподъемности следует определить собствен-
ный вес лодки. Для этого необходимо знать поверхность борта
лодки и площадь мостика. Поверхность борта лодки можно уста-
новить, распределяя борт на отдельные прямые и усеченные ци-
линдры и вычисляя их боковую поверхность. Все необходимые раз-
меры могут быть взяты из чертежа лодки.
Собственный вес лодки рассчитывают, исходя из веса 1 м2 про-
резиненной ткани борта и мостика лодки и величины поверхности
борта и мостика лодки (в м2).
В расчет вводят практический коэффициент (равней 1,05), учи-
тывающий утяжеление ткани за счет пересклеек, усилений, шайб
и пр.
Целесообразно проверить (расчетом) объем борта лодки, иначе
говоря, ее водоизмещение в затопленном положении. Для этого
можно использовать те же данные, которые служили для опреде-
ления поверхности борта лодки.
Максимальная нагруженность в стенке борта лодки. Макси-
мальную нагруженность в стенке борта лодки определяют по мак-
симальному избыточному давлению воздуха в камере борта и при
том условии, что внешняя нагрузка на лодку распределена по
верху борта и равна его грузоподъемности. Это означает, что на-
груженная лодка должна сохранить свою форму. Расчетное избы-
точное давление р при этом условии ограничивается высотой стол-
ба воды, равной диаметру борта лодки. Максимальное нагружение
Тт в цилиндрической тканевой оболочке, находящейся под избы-
точным внутренним воздушным давлением р (в Па) действует нор-
мально к плоскости осевого сечения и определяется уравнением
(11.5). Нагруженность в плоскости сечения, перпендикулярного
оси, вдвое ниже. Определив максимальную нагруженность в тка-
невой стенке борта лодки, находят соответственный запас проч-
ности.
Такой путь расчета приводит к значительному запасу прочно-
сти, оправдываемому тем, что упрощенные расчеты не предусмат-
ривают: сосредоточенных нагрузок, усилий, возникающих в местах
соединения под углом цилиндрических секций бортов; динамиче-
ских нагрузок; трения о воду, берег н дно водоема; перегрев воз-
духа в камере борта лодки.
Первое из приведенных условий имеет весьма большое значение
для малых лодок. В этом случае проводят расчет лодки на изгиб,
условно рассматривая, например, борт средней секции лодки как
полую цилиндрическую балку, равномерно нагруженную снизу дав-
лением воды, а сверху, посредине ее длины, сосредоточенным гру-
зом, равным ее водоизмещению.
Г. ОБОЛОЧКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ИНЫЕ
В последние годы получили большое распространение мягкие
оболочки для пневматических строительных конструкций (см.
главу 6). Расчеты подобных конструкций дают Г. А. Гениев [5],
348
С. А. Алексеев (б], А. Р. Ржаницын (7]. Расчеты скорости подъема
и спуска метеорологических шаров-зондов приводят Г. И. Голышев
и Б. А. Местон [8].
ЛИТЕРАТУРА
1. Китайский В. В. Проектирование баллонно-такелажных конструкций н обору-
дования оболочек воздушных судов. М.— Л., ОНТИ, гл. ред. авнацнон. лит.,
1936. 374 с.
2. Полозов Н. П., Сорокин М. А. Воздухоплавание. Л., Военнздат, 1940. 376 с.
3. Берджес Ч. П. Проектирование воздушных судов. Пер. с англ. Под ред.
В. А. Семенова. М. — Л., Оборонгиз, 1938. 264 с.
4. Фомин Н. В. Воздухоплавание. Вып. 1. М., Гостехиздат, 1929. 70 с.
5. Гениев Г. А. В кн.: Исследования по строительной механике. М., Госстройнз-
дат, 1962, с. 46—60.
6. Алексеев С. А. В кн.: Научно-техническая конференция по расчету гибких
пластин и оболочек. М., нзд. ВВИА им. Н. Е. Жуковского. 1952, с. 73—98.
7. Ржаницин А. Р. Там же, с. 161—179.
8. Голышев Г. И., Местон В. Н. Основы воздухоплавания и авиации. М., Гидро-
метеонздат, 1961. 291 с.
Глава 12
РАСЧЕТЫ ТРУБЧАТЫХ КОНСТРУКЦИЙ
ОБЩИЕ ЗАМЕЧАНИЯ
К группе трубчатых конструкций РТИ относятся: рукава напор-
ные и всасывающие, полые уплотнители и амортизаторы, пневма-
тические муфты сцепления, амортизационные шнуры * и др. Хотя
в деталях расчеты названных видов конструкций и различаются,
но в основе ряда методов лежат общие положения.
А. РАСЧЕТЫ НАПОРНЫХ РУКАВОВ [1-14]
Изотропная оболочка двойной кривизны в случае, когда р2 = ос
и cos у = 1 обращается в цилиндрическую; тогда уравнения (11.3)
и (11.4) дают меридиональное (осевое) усилие на единицу длины
То = рг/2-10 Н/см и тангенциальное (окружное) Тт = рг-10 Н/см.
Из этих уравнений следует характерное для тонкостенных цилинд-
рических изотропных оболочек отношение Тт : То = 2. Это констант-
ное отношение не всегда соблюдается для многослойных не одно-
родных по конструкции слоев резинотекстильных стенок рукавов.
В расчете прочности напорных рукавов, определяя количество
слоев, образующих каркас, необходимо учитывать как зависимость
Тт: То от вида материалов, составляющих каркас, так и конструк-
ционные особенности каркаса и вводить отвечающие им поправоч-
ные коэффициенты (особенно если толщина таких стенок больше
0,1 г).
Примем следующие обозначения:
d (г) — диаметр (радиус) рукавов, см;
а—угол положения элементов по отношению к образующей**, градусы;
бк — толщина заготовки резиновой камеры, см;
бп — толщина прокладки в каркасе рукава, см;
др —толщина резиновой прослойки рукава, см;
* Амортизационные шнуры, прн наличии трубчатого текстильного каркаса,
имеют не полость, а напряженный резиновый сердечник, расчет их см. в гла-
ве 13.
** В отличие от производства РТИ в шинном производстве под соответ-
ственными обозначениями понимается угол 90е —а.
150
К — нагрузка на элемент * конструкции каркаса, 10 Н;
т — плотность ** элементов конструкции каркаса, см*1;
I — длина витка элемента конструкции, см;
t — шаг элемента конструкции, см;
Ь — ширина потока, отвечающего углу положения а, см;
р — гидравлическое давление, Ю5 Па;
i — число прокладок в каркасе;
ka, ka — средняя прочность пряжи (нити) или проволоки в каркасе; то же
пряжи в суровье, 10 Н/ннть;
Кв, Кв — средняя прочность потока в каркасе; в суровье, 10 Н/поток;
dnp~ диаметр пряжн нити нли проволоки, мм (см);
е — относительное удлинение материала в каркасе;
е' — то же — суровья;
N — число шпуль (потоков) в машине;
п — число нитей на шпуле;
п{ — число нитей на длине шага.
Примечание. Индексы при d и г означают: 1 — внутренний диаметр резино-
вой камеры, 2 — внутренний (расчетный) диаметр каркаса, 3 — наружный диа-
метр каркаса, 4 — наружный диаметр рукава. Индексы: к —состояние в нор-
мальной конструкции (отсутствие давления); в — состояние в момент разрыва;
о — состояние, отвечающее «равновесному» значению угла а.
Внутренний диаметр каркаса принимаем по формуле:
</2к — <Лк + 2 (бк — <?дп)
здесь q6a— глубина погружения первого слоя прокладки в толщу
заготовки камер; q » 0,5.
Геометрия каркаса напорного рукава
Поведение рукава при гидравлическом испытании. Практика
гидравлического испытания напорных рукавов с небольшим коли-
чеством тканевых прокладок, закроенных под углом 45°, показы-
вает, что при возможности свободного изменения диаметра и длины
рукава с повышением давления вначале происходит некоторое уве-
личение наружного диаметра и уменьшение длины рукава, закан-
чивающееся, в последующем, увеличением обоих этих параметров.
При испытании рукавов с оплеткой наблюдается либо описанное,
либо обратное явление: увеличение длины и уменьшение диаметра
рукава, зависящие от величины угла расположения нитей оплетки
по отношению к образующей. Рукава с оплеткой, положенной под
углом менее 54—55°, при поднятии давления увеличиваются по диа-
метру и уменьшаются по длине; угол оплетки увеличивается. Ру-
кава с оплеткой, положенной под углом, большим 55°, увеличи-
ваются по длине и уменьшаются по диаметру; угол оплетки умень-
шается. Рукава с оплеткой, положенной под углом 54—55°, вначале
мало изменяются по диаметру или по длине. В рукавах с ткане-
выми прокладками, помещенными так, что по окружности рукава
* Под элементом конструкции каркаса здесь понимается: поток нитей в оп-
летках; нити в тканевых прокладках, образующие полоску в 1 см ширины ос-
новы или утка; инти, плетенка или леита в обмотках.
** Количество элементов на 1 см в направлении, нормальном к их положе-
нию (с учетом межпоточных промежутков).
851
располагаются нити утка, а по длине нити основы (или наоборот),
практически не наблюдается заметного изменения угла расположе-
ния нитей; длина и диаметр рукава увеличиваются одновременно.
Описанное изменение размеров рукава в условиях гидростатиче-
ского его нагружения — следствие двух одновременно проявляю-
щихся причин: смещения нитей под влиянием сил, развивающихся
в стенке рукава при повышении в нем давления, и растяжения ни-
тей из-за возрастающего их нагружения. Причиной смещения ни-
тей являются силы, развивающиеся в стенке рукава слоистой
структуры под действием давления на внутреннюю его поверх-
ность. Смещение теоретически продолжается до тех пор, пока нити
не примут направление, совпадающее с направлением внутренних
сил в каркасе. Практически же смещение нитей, так называемое
становление каркаса, проявляется лишь в большей или меньшей
степени в зависимости от сдвиговой жесткости каркаса. Последняя
обусловлена: видом и плотностью m элементов текстильной кон-
струкции, величиной конструкционных (начальных) углов ак; ко-
личеством несущих нагрузку слоев каркаса; типом резины, запол-
няющей клетки между нитями и составляющей резиновые про-
слойки *. Если модуль упругости материала, образующего каркас,
мал, увеличение размеров диаметра, вследствие растяжения нитей
рукава, становится значительным даже в рукавах с элементами,
уложенными под углом, большим 55°.
Геометрическая интерпретация положения элемента каркаса
рукава. Структура каркаса рукава определяет его прочность и воз-
можные изменения геометрических параметров. Применяя метод
развертки на плоскость внутренней поверхности каркаса рукава
(см. рис. 82), можно исследовать геометрию каркаса рукава. Зави-
симость геометрических параметров, определяемая уравнением
tg a в» nd; t, дает:
/ = nd:tg«x (12.1)
1 = nd: sin a (12.2)
=/2 sinacosa (12.3)
I3
Vi =°-^- sin2 a cos a (12.4)
Два последних уравнения позволяют дать геометрическую ин-
терпретацию элемента конструкции каркаса при постоянной длине
этого элемента I и переменном значении угла а. Допустив, что
нити каркаса абсолютно жестки, исследуем зависимость изменения
внутренней поверхности Si каркаса рукава и объема V/ по этой
поверхности от изменения величины угла а. Боковая поверхность
цилиндра, на котором положен трехмерный спиральный виток
длины I, определяется уравнением (12.3). Дифференцируя его, по-
лучаем:
Р (cos a — sin a) (cos a + sin a)
* При ограниченной возможности изменения наружного диаметра или длины
рукава механизм и результаты становления могут быть иными.
352
Экстремальное значение определяется уравнением
cos а ± sin а
откуда критическое значение угла а = ±45°.
Согласно рис. 183, необходимо принять положительное значение
критического угла *. При найденном его значении вторая производ-
ная отрицательна:
— l (sin а + cos а)
ааг
Следовательно, при закрое ткани под углом 45° внутренняя по-
верхность каркаса рукава о» имеет максимальную величину.
При увеличении диаметра такого рукава, происходящем при
гидравлическом испытании, ткань каркаса размещается по мень-
шей поверхности. Это обстоятель- । тг
ство, наряду со сдвиговой жест- J
костью каркаса, затрудняет пере-
мещение элементов конструкции
рукава с тканевыми прокладками,
чем и объясняется обычно наблю-
даемое отставание увеличения диа-
метра рукава с тканевыми про-
кладками при разрыве против ожи-
даемого по расчету.
Объем рассматриваемого цилинд-
ра определяется уравнением (12.4).
Его первая производная по а:
"dta" = "4^ sin °(2 со®2 а — ®in а' Рис. 183. Зависимость Кот ГТ1 Го и а.
По замечанию, приведенному выше, критическое значение опре-
деляется следующим уравнением:
2 cos2 а — sin2 а = О
т. е. tg2 а «= 2, откуда а = 54°44'.
При найденном критическом значении угла а вторая произ-
водная, равная
d2o. I*
——CO32<X(2-7tg2a)
отрицательна, следовательно, при этом значении а объем Vi имеет
максимальную величину.
Строго говоря, изложенные суждения применимы лишь для
«идеального» каркаса, образованного двумя слоями обмотки ни-
тями малой толщины, к смещению которых, из-за наличия резино-
вой прослойки, не встречается внешних препятствий. Эти суждения
не могут быть распространены на случай граничных значений уг-
лов а, равных 0 и 90°.
* Случай (—а) отвечает второй системе элементов каркаса.
12 В. А. Лепетов
353
Расчет напорных рукавов по допускаемой нагрузке 1
на элемент каркаса |
Общие положения. Расчет напорного рукава понимается как
решение задачи по определению числа прокладок рукава с уста-
новлением типа ткани, пряжи или проволоки, наиболее пригодных
как материал для каркаса. Заданными для расчета предпола-
гаются: исходные геометрические параметры рукава, конструктив-
ные особенности каркаса и прочностные характеристики мате-
риала. Предполагается, что разрыв рукава происходит, если дефор-
мация наиболее напряженной его части — первого несущего
слоя — достигает удлинения, равного удлинению материала при
разрыве.
В напорных рукавах первый слой — внутренняя резиновая ка-
мера рукава, прочно соединенная с каркасом, — воспринимает ра-
диально направленное гидростатическое давление р\, приложенное
по поверхности радиуса rt. По наружной поверхности камеры ра-
диуса г2 имеет место давление р2, возникающее в результате воз-
действия каркаса. Резиновая камера образована материалом
с коэффициентом Пуассона, близким к 0,5. Второй слой — кар-
кас— по внутренней своей поверхности радиуса г2 испытывает ра-
диальное давление р2, а по наружной поверхности г3 — давление
рз. Последнее допустимо принять равным нулю, исключая тем са-
мым из расчета наличие и влияние третьего слоя — наружной рези-
новой обкладки.
В отличие от первого, резинового слоя, второй слой — каркас,
состоящий из ряда концентрически или спирально расположенных
прокладок, элементы которых имеют некоторую возможность
сдвига, обладает специфическими свойствами. Такой характер ре-
зино-текстильного каркаса, составленного из материалов, модули
упругости которых различаются примерно на 1—2 порядка, не поз-
воляет рассматривать его (как уже было отмечено в главе 9) ни
как исходный текстиль, лишь соединенный резиновыми прослой-
ками, ни как резину, армированную текстилем. Это особая слойно-
структурная конструкция, представляющая собой неоднородный и
анизотропный материал. Не обращаясь к специальному исследова-
нию такого материала, будем рассматривать каркас напорного
рукава как конструктивную совокупность концентрически располо-
женных текстильно-арматурных слоев, соединенных резиновой мас-
сой. При этом учтем, что исходные свойства текстиля видоизме-
няются в технологических процессах резинового производства (про-
резинивание ткани, трощение нитей, обращение их в оплетки,
склеивание, вулканизация и пр.). Сделав это допущение, исследуем
и оценим все факторы, так или иначе сказывающиеся на прочно-
стных свойствах однородного каркаса*.
* Под однородными понимаются каркасы с одннакозыми углами аК| плот-
ностью тк и прочностью К» во всех слоях.
354
Для упрощения расчетов примем следующие допущения:
а) силы, возникающие в стенке рукава, воспринимаются в ос-
новном каркасом как наиболее жесткой частью рукава;
б) каркас рассматривается как тонкостенный цилиндр, закры-
тый с торцов;
в) наружная резиновая обкладка в расчет не принимается.
Влияние внутренней резиновой камеры. Влияние камеры ру-
кава на передачу гидростатического давления рассматривалось
Фельзенбургом [7] при трактовке камеры как цилиндрической тол-
стостенной трубы, прочно привулканизованной к текстильному кар-
касу и находящейся в условиях трехмерного напряженного состоя-
ния. Поскольку деформации внутренней резиновой камеры, огранн-
Рнс. 184. Зависимость коэффи-
циента Го °т коэффициента Пуас-
сона ц' и отношения diKld2K\
1—ц'—0,5; 3— ц'—0.49; Л—ц'«-0,48 и
4-ц'—0,47.
ченные каркасом рукава, незначительны, к резине здесь приложим
закон Гука и применимы уравнения
Ляме, относящиеся к расчету на-
пряжений в толстостенных трубах
(открытых с концов).
Допустив, что конструкция кар-
каса не позволяет резиновой каме-
ре изменять ее размеры в осевом
и окружном направлениях, можно
[4] найти зависимость:
, г?
2(1-р')-5-
Рг ---------Г Pt = FoPi О2-5)
г.
1-2р' + -~
«2
При коэффициенте Пуассона
р' ев 0,5 величина Fo e I при любом
соотношении радиусов г1 и г2. При
малой толщине резиновой камеры, когда r2 « г{, коэффициент Fo
тоже близок к единице независимо от величины р'. При р' < 0,5
наличие резиновой камеры ведет к некоторому уменьшению на-
грузки на каркас. Это уменьшение тем больше, чем меньше р'
и чем больше толщина резиновой камеры. Однако даже для ру-
кава, имеющего внутренний диаметр о мм, а толщину камеры
2,5 мм и р' = 0,495, коэффициент Fo составит 0,97. Рис. 184 дает
ряд значений Fo в зависимости от р' и отношения dK/d2K.
Определение равновесного направления элементов каркаса.
Для установления равновесного направления элементов в стейке
каркаса примем, что каркас, несущий нагрузку внутреннего давле-
ния, изготовлен из прокладок, нитей или нных элементов, которые,
независимо от вида переплетения, образуют две системы плот-
ностью т, расположенные под одинаковыми углами к образующей
рукава (рис. 183) *. Допустим, что они нерастяжимы до момента
* В целях упрощения на рнс, 183 показана лишь одна из двух систем ни-
тей.
12*
ЗЮ
разрыва, но учтем, как показывает эксперимент, что они могут сме-
щаться, изменяя угол взаимного положения. Допустим также, что
камера рукава является лишь упругой средой, передающей гидро-
статическое давление, которое и действует на каркас (Fo = •) •
Возможность смещения элементов приводит к изменению угла
а. Поскольку нагрузки Тг и То на линейную единицу в слоях кар-
каса, а отсюда и величина слагающейся из них нагрузки К эле-
мента конструкции зависят от значений углов а, то третьим рас-
четным уравнением и будет зависимость отношения Тт: То от а.
Длина, занятая каждым элементом (поток нитей, нить, пле-
тенка, лента и т. п.), в направлении образующей составит — :sina,
а в направлении окружности сечения каркаса — : cos а. При на-
личии двух систем элементов на 1 см длины в направлении обра-
зующей приходится 2m sin a, а в направлении окружности —
2m cos а элементов. Если К.— нагрузка (в ЮН), приходящаяся
на один элемент, то составляющая этой нагрузки в направлении
образующей (ось х) равняется К cos а, а в направлении окруж-
ности (ось у) равна К sin a.
Следовательно, нагрузка Тт одного слоя каркаса, приходящаяся
на 1 см длины образующей, составит
Гт“2КтзГп2а (12.6)
а нагрузка одного слоя каркаса То, приходящаяся на 1 см длины
окружности профиля каркаса:
То = 2Km cos’ a (12.6')
Поделив уравнения (12.6) на (12.6'), получим
Тт-. То = tg2 a (12.7)
Лишь при одном определенном направлении нитей отношение
Тт: То — 2, тогда имеет место зависимость
tg2 a = 2
(12.8)
Следовательно tga= 1,4141 и угол «равновесного» состояния
а0 = 54°44'. Выше было показано, что этот угол отвечает макси-
мальному объему цилиндра Vi при постоянной длине I спираль-
ного витка элемента каркаса.
Расчет нагрузки на элемент каркаса и общее уравнение расчета
напорных рукавов. Из уравнений (12.6) или (12.6') можно опре-
делить нагрузку К, воспринимаемую элементом каркаса, выразив
ее через тангенциальную Тт или же через осевую То нагрузки,
плотность m и угол а наложения этих элементов. Переходя затем
от Тт и То к pi и d2, получим (при ц' = 0,5)
Fim
К
(12.9)
Приняв К равным (средней, с учетом неровноты) прочности
элемента каркаса Кв, находим для реального однородного каркаса
с числом прокладок i давление разрыва рв (в 10® Па)
1—5----[CI
“гк
(12.10)*
где Fi — коэффициент, при ав — ао составляет 2,667; при ав ао
имеет значения: 4 sin2 а и 8 cos2 а. Меньшее из них и определяет
расчетное значение рв, [С] — итоговое обозначение поправок пред-
ставляет собой произведение ряда множителей [С|], [С2], [С3], [С4],
отражающих влияние конструкций, производства и испытания ру-
кавов.
Поправочные множители расчетного уравнения
Для корректировки отклонений в рукавных многослойных кар-
касах от условий в тонкостенных изотропных оболочках и для
учета изменения прочностных и деформационных свойств мате-
риала каркаса —от суровья до со-
стояния в рукаве — также вводят ряд
поправок, отражающих эти измене-
ния. Необходимо, чтобы эти поправки
имели геометрический или физический
смысл и могли бы устанавливаться
прямым экспериментом, независимо
друг от друга. В расчетные уравнения
они могут входить в различных ва-
риантах в зависимости от принятых
конструкций каркасов и упрощающих
допущений. Такие поправки, рассмат-
ривая их применительно к резино-
Рис. 185. Зависимость nd от
t и а.
текстильным каркасам, можно разде-
лить на две группы.
Поправки [Ci] и [С3] с нечетными
индексами относятся к изменению
размеров (геометрии каркаса рукава) — от исходных конструк-
ционных до тех, которые получает рукав перед разрывом, и к свя-
занному с этим изменению плотности т [4, 5].
Поправка Ci отражает изменение диаметра вследствие смеще-
ния элементов конструкции каркаса при «становлении» угла аи до
угла ав (рис. 185).
Ci •“ sin ав: sin ак
Поправка Си в тех
витка элемента каркаса
же условиях отражает изменение шага
С н — cos ав: cos Ок
* Запас прочности z, принимаемый в напорных рукавах с текстильными про-
кладками, см, в главе 3.
357
Отсюда множитель . * , = определяет изменение
(С iC if j sin ав cos <хв
плотности тк элементов каркаса, переходящей в тв по мере ста-
новления каркаса.
При заданных ак и при полном * становлении ав до ао значе-
ния [CJ имеют численные выражения и включаются в коэффи-
циент Fi.
Поправка С3 отвечает относительной длине материала каркаса
в одноосном растяжении в условиях нахождения его в данной кон-
струкции.
Если 8В — одноосное, относительное удлинение материала-
суровья каркаса, а ег — уменьшение этого удлинения, вследствие
Рис. 186. Зависимость на-
грузки нити К от растяже-
ния е:
1—нити суровье; ?—нити из оплет-
ка каркаса рукава.
технологических обработок в резино-
вом производстве (рис. 186), то
С3“1+ев
Поправки [С2] и [С4] с четными ин-
дексами отражают изменение средней
прочности материала каркаса (от су-
ровья до готового изделия), являю-
щиеся результатом конструкции кар-
каса и технологических факторов.
Поправку [С2], отражающую влия-
ние толщины цилиндрической стенки
каркаса и снижение ее прочности из-
за неоднородности составляющих ее
текстильных слоев, можно рассматри-
вать как состоящую из двух сомножи-
телей Сг и С'г. Для установления С2
сделаем следующие допущения:
а) всю нагрузку воспринимают лишь текстильные, сооонорас-
положенные и конструктивно однородные слои каркаса;
б) слои эти прочно соединены резиновыми прослойками;
в) сдвиговые смещения текстильных элементов каркаса завер-
шаются становлением их на равновесный угол ао-
Допустим также, что в такой конструкции происходит послой-
ное снижение нагрузок, отвечающее зависимости Ламе для изо-
тропных толстостенных, открытых с обоих концов труб, нагружен-
ных радиальным внутренним давлением р (в 105Па). Найдя
отсюда [4] отношение тангенциальных напряжений последнего и
первого слоев каркаса и принимая послойное снижение прибли-
* Возможна поправка С#, отражающая неполноту становления элементов
каркаса, если угол ав не достигает а®; последнее зависит: от сдвиговой жест-
кости слойиого каркаса, проклеенного резиновой смесью и вмонтированного в
толщу резиновой камеры и обкладки; от числа прокладок, а также от величины
угла ак (н, возможно, различно в разных слоях каркаса).
858
женно линейным, можем * определить С2 по следующей зависи-
мости:
С'2 = 0,5 [1 + 2d32: (dl + 4)] -
где Д Sn: d2K‘
Одновременно следует учесть, что даже в однородном резино-
текстильном каркасе, как в любой системе с не строго одинако-
выми механическими свойствами, могут обнаружиться слабые
участки, приводящие к изменению названного распределения на-
грузок и к снижению средней прочности слоев. Отсюда возможна
поправка С2 по зависимости
С'з ~
Поправка [С4] отражает влияние:
а) неодновременность разрыва параллельно лежащих нитей
(зависящая от количества их и от качества трощения);
б) вида переплетения;
в) технологических процессов резинового производства (вы-
тяжка, оклеивание, тепловое воздействие).
Этот комплекс влияний в общем можно учесть произведением
ряда ** соответственных множителей С4, С4 и Ci".
Поправка Ci, например в оплетке, приближенно отвечает сле-
дующей зависимости
С4 « 1 — А2(п — 1)р
где р — количество потоков в раппорте плетения. Для обычных
двухпрядных плетений р == 2.
Поправка С?, как результат влияния переплетений, обычно
(см. главу 9) несколько выше единицы. Однако в очень плотных
конструкциях, изготовленных из низких номеров пряжи с высокой
круткой, когда растяжение при разрыве сопровождается значи-
тельным изгибом и сдавливанием нитей, С4 может быть и меньше
единицы. В комплектах, состоящих из попарно разнонаправленных
обмоток, также может обнаружиться упрочняющий эффект, хотя
переплетения, как такового, не имеется.
* Гипотетическая поправка С2 по условиям, положенным в основу ее вы-
числения, не является универсальной. Так, в рукавах с металлической оплеткой
распределение нагрузки между слоями оплетки происходит иначе. Целесооб-
разны н возможны дальнейшие поиски рациональных решений этой задачи
(стр. 376).
** В зависимости от вида конструкции каркаса некоторые из приведенных
множителей могут выпасть или видоизмениться.
359
Поправка Ci" в оплеточных и резино-тканевых каркасах прак-!
тичеоки несколько выше единицы; в каркасах из уплотненного;
текстиля, например в обмотках из корда, несколько ниже*.
Частные приложения общего уравнения расчета
напорных рукавов
В уравнение (12.10) входит плотность тк потоков элементов
каркаса. В резино-тканевых каркасах плотность тк= 1. В прочих1
видах однородных каркасов ширина Ь2 всех потоков (см. рис. 8Ц
линия DC), включая промежутки между ними, на длине шага f
составляет: 1
Z>2 = «d2cosa (12.11)
Делением постоянного для данной конструкции количества по-
токов nt, приходящихся на длину шага t, на ширину Ь2, нахо-
дят ** плотность тк.
Следуя уравнению (12.10) и определив соответственно тк,
можно получить решения для различных частных видов каркасов
рукавов. При этом могут быть рассчитаны или рв по заданной
прочности элемента Кв, или нагрузка его К по заданному гидра-
влическому давлению р.
Рукав с каркасом, изготовленным обмоткой из слабоуточной
(кордной) ткани. Так как в обмоточном каркасе каждые две раз-
нонаправленные обмотки составляют одни прочностной комплекс,
то уравнение (12.10) в этом случае примет вид:
тк .
Pb“F| Uk М (,2Л2)
Прочность К.в такого потока в каркасе плотности тк, изгото-
вленном обмоткой, составляет
Кв = тк.А[сМ"} (12.13)”
* Изменение плотности тс суровья (ткацкой ткани и корда) вследствие
процесса прорезинивания, приводящее к каркасу с плотностью тк, может быть
учтено поправкой С®, равной тк : тс. Поправка С® может быть также найдена
как отношение ширины куска ткани в суровье к ширине того же куска в про-
резиненном виде. Для корда — С® < 1, для ткани — С® > 1.Если прочность мате-
риала каркаса Кв определяют не на образцах суровой ткани (^а), а иа проре-
зиненных и вулканизованных (модельных) ее образцах, поправки С®, С4, С4
и С”' отпадают.
** Для обмотки иа нитей корда получаемая таким путем плотность тк оди-
накова с плотностью тя- к нитей в прорезиненном корде.
•* Если же за исходные величины приняты: плотность корда-суровья тк. с и
поправка С, то Кв — тк ek'B[cj, С'4, С", с"']. Здесь С"--влияние разнона-
правленных слоев, а С4"] относится к числу нитей, равному тц,*.
860
Плотность mBK нитей обмотки в момент разрыва определяется
из зависимости:
sin Фк COS Фк Шц, к
»»в- к — «к. к S|n Qa cos Qb ™ (C|C|t)
л F'
Pa 2C> [C,CH]
Из уравнений (12.12), (12.13) и (12.14) следует:
тк. К*'в«' [Cj] [С4]
<^2К [Сз]
(12.14)
(12.15)
Для случая ак = 54°44/ и ав = ао уравнение (12.15) примет
вид:
рв=1 ,ззз (12.16)
«2К l^sj
Приведенные расчетные уравнения применимы и в случае кар-
каса, изготовляемого закаткой из закроенных под острым углом
полос кордиой ткани.
Рукав с обмотками нз металлокорда
или из проволочной плетенки
Два разнонаправленных слоя металлокорда или проволочной
плетенки принимают [как в уравнениях (12.14) — (12.16)] равно-
значными одному комплексу I. Текстильные (тканевые или плете-
ные) прокладки, помещаемые под металлическими деталями, слу-
жат для передачи на них гидравлического давления. В случае не-
плотной укладки металлических элементов нагрузка на текстиль
значительно повышается.
Поскольку в проектируемой конструкции рукава с проволочной
плетенкой известны диаметры и углы наложения первой и второй
обмоток, можно рассчитать величины шагов первой и второй об-
моток, следовательно, и количество потоков N в каждой из них
у» **^*4 (12.17)
где b — ширина плетенки.
Рукав с каркасом, изготовленным оплеткой. Элемент конструк-
ции в данном случае — поток нитей, выкладываемый шпулей. Ко-
личество потоков одного направления на длине шага равно */з W.
Отсюда плотность потоков с учетом межнитяных и межпоточных
промежутков
_ N N
тк 2Ьгк " 2nd2KcosaK
Зависимость тв и тк определяет уравнение (12.14). Прочность
потока, состоящего из п нитей, составляет:
Кв = лЛ,в[с;с;с/4,/] (12.19)
361
Основное расчетное уравнение (12.10) приводится к виду:
»- f' . ,и«в
2«Cf|C,C„)<»sa,
Для случая ак = 54°44' и ав = ао уравнение (12.20) дает;
„ Nnk'i [С21 [С4]
Р»“ 0,735---(12.21)
“2к 1сз1
Оплетка не применяется как готовая деталь, а изготовляется
в процессе оплетения, отсюда необходимо проверить соответствие
величины шага tK (или диаметра оплетения d2K) половинному коли-
честву потоков N и их плотности тк с учетом необходимых и до-
статочных межпоточных промежутков.
А. А. Позин [3] для оплетки из хлопковой пряжи рекомендует:
Nd„p
/мин =‘ЖГПС (а)
где.с — «условный» коэффициент расплющивания, определяемый эксперимен-
тально на оплетке рукавов [наличие межпоточных промежутков в урав-
нении (а) особо не учитывается];
для металлической оплетки
Nd„p
/мнн= 2^.п-ц (« + *) (б)
где k — коэффициент, учитывающий величину межпоточных промежутков.
Коэффициент расплющивания с для металлической оплетки равен 1.
Добрушкин, Атапов и Попова для металлической оплетки предлагали за-
висимость
Ndnp
</“ин!=25^(я + 0’Ш) (в):
здесь 4мвв = din 4- 2бк + «6п + 0,68 мм; k — коэффициент, равный 1,86—2,65
(рекомендуется принимать k = 2).
Рукав с каркасом, изготовленным закаткой ткани, закроенной
под углом 45°. Каркас такого рукава определяется диаметром с(2к
и углом закроя ак. В расчет же принимается экспериментально
находимое меньшее значение средней прочности Кв в прорезинен-
ной и вулканизированной ткани по основе или утку и соответ-
ствующее ему относительное удлинение ев. Величины плотности
тв и тк связаны по уравнению (12.14).
Прочность ткани лв в каркасе рукава с учетом влияния: изме-
нения плотности тс, прорезинивания и вулканизации — обычно
определяется на модельном образце ткани, тогда тк, а также [С4]
равно единице.
Исходное расчетное уравнение (12.10) в данных условиях имеет
вид:
й e__£l________Кв/ КМ /|9
рв СНС/Ск] d2KKM <1М8)
362
Для случая ав = ао и при обычном угле закроя (ак = 45е)
уравнение (12.22) дает
(ида
«2К
но при ав = ак = 45° (что практически имеет место при i, боль-
шем 7—8) дает: к t rcj
ра~ 2,00 (12Л!4)
«2 К I^SJ
Каркас, изготовленный из парных тканевых полос, закраивае-
мых под углом 0° (или 90°), последующей сборкой их на обмоточ-
ной машине под разнонаправленными углами а, применяют на
некоторых зарубежных предприятиях. Такой каркас отличается от
рассмотренного лишь тем, что нахлестка располагается не по об-
разующей цилиндра, а по винтовой линии. Расчет на прочность
подобного каркаса близок к приведенному выше расчету рукавов
с обмоточным каркасом.
Экспериментальное установление поправок для расчетных урав-
нений [5]. Прямыми определениями можно установить прочность
исходных материалов каркаса и поправочные множители, за ис-
ключением [CJ. При расчете Сг следует исходить из замеров
и 6П и найденных значений d2K, принимаемых, как это уже приво-
дилось, с учетом погружения первого слоя каркаса в толщу ка-
меры или из значений d2K, бп и i.
Поправка Сг, входящая в [С2], не может быть найдена непо-
средственно и устанавливается как «невязка» расчета, т. е. отно-
шение экспериментально найденной прочности рукава к прочности,
рассчитанной по соответствующему уравнению, в котором исклю-
чено С£. В тех же случаях, когда может быть изготовлена плоско-
слойная модель каркаса, возможно прямым определением найти
аналогичную поправку С2 для такой пластины.
Практически нельзя непосредственным замером определить
угол становления ав в момент разрыва рукава. Однако можно
применить косвенные методы замера. Например, определяя ста-
новление на наружной поверхности каркаса рукава (без об-
кладки), наносят в ряде пунктов по образующей белой краской
черту и отмечают на ней пункты замера наружного диаметра кар-
каса рукава. Первый замер производится на рукаве, еще не сня-
том с дорна; последующие — на рукаве, заполненном водой. Гра-
фическая зависимость р и а нелинейна, но монотонна; зависимость
же логарифмов давлений р и логарифмов углов а близка к линей-
ной. Незначительная экстраполяция этой зависимости до абсцисс,
отвечающих 1g рв, позволяет найти 1g ав, а отсюда и ав — на
наружной поверхности каркаса (рис. 187). Однако в рукавах
с числом прокладок 7—8 или большим и в зависимости от вели-
чины угла ак, значительная сдвиговая жесткость многослойного
каркаса затрудняет становление (рис. 187) *.
* Возможно также найти угол аа, используя серию фотоснимков. Однако
углы становления внутренних слоев каркаса могут быть другими, нежели на на-
ружной поверхности диаметра d».
863
Пример определения [С3] для пряжи показан на рис. 186. Если
в оплетке каркаса применяется проволока, изменений ег в усло-
виях технологического процесса производства не имеется
(рис. 188).
Для установления поправочного множителя С< в обмотках
необходимо испытать прочность нитей в комплектах от одной до
nt, отвечающему конструкции каркаса *. Пример графического
определения зависимости прочности kB от числа нитей п для корда
igp
Рис. 187. Зависимость 1g а от 1g р. Рукава с тканевым каркасом;
номера на графике означают число прокладок.
суровья, а также для прорезиненного и вулканизованного дан на
рис. 189. Предельное значение Ci от суровья до нитей в каркасе
[С4, Ci''] составляет 0,64, а предельное значение Ci для проре-
зиненного и вулканизованного корда — 0,77. Пример определения
С* и коэффициента Л2 для оплетки дан на рис. 190.
Определение поправки С4 в каркасах, изготовляемых оплеткой,
приведено на рис. 191.
Поправка Ci" как результат вытяжки при оплетении, склеива-
нии и вулканизации приведена на рис. 192 и 193. Некоторые прак-
тически наблюдавшиеся значения расчетных параметров и попра-
вочных множителей даны в табл. 27.
Примеры расчета напорных рукавов. I. Рукав изготовлен на дорне диамет-
ром du, = 51 мм, на 36-шпульной оплеточной машине, с четырьмя нитями в по-
токе из пряжи 37/17 н с тремя оплетками в каркасе, без наружной резниовой
обкладки.
По данным табл. 27, может быть принято:
) ft'—9,7-ЮН; С3= 1,077; Сч—1,06; cf' = l,07
Замерами на рукаве, наполненном водой (при р — 0), найдено dtK =*
— 5,45 см.
* я/ =» cos а. При ак — ayi* — 2,22 m^d^.
864
Таблица 27
Расчетные параметры текстиля и поправочные множители
Параметры и множители Виды каркасов
обмоточный оплеточный тканевый
корд ЦТМ пряжа 37/17 ткань Р-2
основа уток
Прочность Относительное удлине- ние Плотность нитей в су- ровье Толщина прокладки в каркасе с" С» (С<1 с, €Л *'=11,4 ЮН/иить в'=17,7% ев = 15,0% тс. к = 9,6 нитей/см 5д. к = 0,115 см 1-0,04(1-1) 1,15 [С4С4'] (см. рис. 189) С" = 1,06 -0,02 (1 - 1) Cj = 0,896 *'=9,7- ЮН/нить в'=9,7 % ев = 7,7% бп = 0,127 см 1-0,03(»-1) 1,077 = 1- 0,02(я - 1)р С 4 = 1,06 С4 = 1,07 1-0,021 *'= 18,0 • ЮН/см *в = 23,8 ЮН/см в'-11,6% «в = 6,0% бя = О,С CJ-1 с*-1 [C$Cj'] = 1,320 20,8- ЮН/см 21,4 • ЮН/см 6,75% 10,4% Ю8 см 0,775—0,012(1— 1) (для 1 > 1) 1,104 [<?$<?"] = 1,025 0,976-0,0061 (для 1 > 1>
Рис. 189. Зависимость средней прочности k
нитей корда в однослойных комплектах от
числа нитей п:
/—суровье (приведено к влажности в 6.5); 2—про-
резиненные невулканнзованные; 3—прорезиненные
вулканизованные.
Рис, 188. Зависимость К
и е для стальной прово-
локи диаметром 0,3 мм.
Рис. 190. Зависимость поправки С4 и коэф-
фициента Аг от числа нитей п в потоке:
С\ = 1 — As (п — 1) р
Точки—по экспериментальным данным;
по расчету.
Рис. 191. Зависимость по-
правки с\ от числа нитей п.
Рис. 192. Зависимость средней
прочности нити k от числа
нитей п в комплекте, подвер-
гаемом разрыву:
/— нптн суровье; 2—нити ив оплетки
рукава.
Рис. 193. Зависимость средней прочности
нити k от числа нитей п в комплекте, под-
вергаемом разрыву, и от
плекта:
/—нити суровье*, 3—инти из _______
3—нити нз полос однослойного каркаса рук
4—инти из полос двухслойного каркаса; в—i
из полос трехслойиого каркаса.
характера ком-
оплетки рукава;
’кава;
нити
Вычислено:
25п/ = 2-0,127-3 = 0,76 см
4гк = — 2dnZ = 6,45 — 0,76 = 5,69 см
с1-«-ю+эдгггда-°'94
С2== 1-0,03(3-0=0,94
С4 = 1-0,02(4 -1)2 =0,88
Расчет производим по уравнению (12.20)
0,735• 36• 4• 9,7 • 3[0,94 • 0,94] [0,88-1,06-1,07] „ ... _
Рв ' 1 Л'7'712" ’ """ аЯ lv Ив
5,692 [ 1,077]2
Эксперимент дал р» = 70 10s Па.
2. Рукав наготовлен на дорне диаметром dtK = 51 мм с шестью проклад-
ками из ткани Р-2, закроенными под углом ак = 45е, без наружной резиновой
обкладки; 2бк = 0,64 см. По данным табл. 27, может быть принято и вычис-
лено:
/Св = К в [ФГ] = 20,8 • Ь025 = 21,4 -10 Н/см
2d„j = 2 • 0,08 • 6 = 0,96 см
d2K = diK + 2бк — 6„ = 5,10 + 2 • 0,32 — 0,08 = 5,66 см
А = бп: d2K = 0,08 : 5,66 = 0,014
Г' - t+'A = 1+6-0.014
2 “ 1 + 2tA 14-2-6- 0,014 ’
С'2 = 0,775 - 0,012 (« - 1) = 0,775 - 0,12 • 5 = 0,715
Cs= 1,104
Расчет производим по уравнению (12.22)*
_ 2,45 -21,4-6 [0,92 - 0,715]
Рв---------5766[l,i04j -33,2-10 Па
Эксперимент дал рв = 31,7 • 10s Па
О несущей способности каркаса
Отношение экспериментального или расчетного значения вели-
чины рв к числу прокладок i называется несущей способностью
каркаса [9].
Если несущую способность pB/i рассчитать, исходя в одном
случае из максимальных значений Кв и минимальных Сз, а в дру-
гом из минимальных значений Кв и максимальных С3, можно бу-
дет показать пределы несущей способности каркаса с учетом от-
клонений прочности удлинения текстильного материала.
Сопоставление несущей способности каркаса при любом за-
данном числе прокладок с несущей способностью каркаса, при-
нимаемом за единицу для сравнения, дает относительную несу-
щую способность каркаса т].
* Результат может быть уточнен введением поправки Ct по табл, 27. Тогда
рв = 33,2 • 0,94 = 31,2 • 105 Па. .
867
Для оценки показателем л рукавов с тканевым каркасом еле
дует принять за единицу для сравнения каркаса с двумя проклад-
ками.
Тогда
1Р» U-2]
(12.25)
Относительная несущая способность, будучи безразмерной ве-
личиной, представляет собой характеристику конструкции каркаса
рукава и, как таковая, безразлична к прочности материала.
Пользуясь графической зависимостью t] и i, можно прибли-
женно рассчитать то число прокладок, за которым будет исполь-
зоваться лишь ограниченная заранее относительная несущая спо-
собность [8]. Для рукавов различных диаметров значения t] будут
отклоняться лишь постольку, поскольку будут различны соответ-
ственные значения Сг.
О расчете тканых рукавов
В каркасах (чехлах), изготовляемых на круглоткацких или
плоскоткацких станках, положение элементов отвечает направле-
нию окружных и осевых усилий, развивающихся при нагружении
рукава. В таких каркасах сдвиговое смещение становления эле-
ментов практически не имеет места, нагрузки их /СВ(Т) и /Св(0) в мо-
мент разрыва можно принять отвечающими усилиям Тм и То и
ПЛОТНОСТЯМ /И(Т) И /П(0) *.
Коэффициент Fi в уравнении (12.10) принимает постоянные
значения — в окружном направлении: 2 sin®090° = 2 и в осевом
4cos2ao = 4, так как множитель 2 в уравнениях (12.6) и (12.7)
отпадает.
Основное расчетное уравнение (12.10) в случае однослойного
тканого рукава приводится к двум следующим.
Для расчета рв (106Па) в окружном направлении
п _ „ feB(T)tC4(T)] m(o)
₽в(т) 2 МС3(Т)] [Сз(о)]
(12.26)
Для расчета усилия отрыва (в 10 Н) в осевом направлении:
₽в(о) = 3-
feB(o) [С4(О>] "W1K
^2К
(12.27)
Здесь Ш(о): [Сз«»] — плотность уточных нитей в момент разрыва
в результате разрежения их вследствие удлинения рукава по
основе; т&: [Сз<т)] — то же нитей основы (осевого направления)
из-за увеличения диаметра рукава; d2K: [C^tJ — величина диа-
метра djK в момент разрыва; [С^т)] — изменение средней прочности
нитей утка под влиянием конструкции (аналогично [С4]) или
* Здесь индексы (т) и (о) определяют тангенциальное (окружное) и осевое
направления.
368
эксплуатационных условий (например, вследствие смачивания во-
дой рукава без камеры); [С4(0)] — то же нитей основы.
В случае увеличения числа прокладок до i в уравнение (12.21)
входит поправочный множитель [С2] * **.
Линия разрыва рассматриваемых рукавов обычно направлена
по образующей. Однако увеличение диаметра такого рукава под
нагрузкой не достигает разрывного удлинения нитей утка. Одно-
временно наблюдающееся увеличение длины рукава меньше, чем
удлинение основы при разрыве. Это обстоятельство объясняется
неодинаковым двумерным растяжением ткани (см. главу 9).
Каркас, изготовленный из закраиваемых под углом 0° (или
90°) тканевых полос путем сборки на закаточных машинах, на-
ходит применение при изготовлении коротких соединительных
рукавов в тех случаях, когда требование гибкости не является
существенным. Подобный каркас отличается от рассмотренного
выше лишь наличием нахлестки по образующей. Расчет такого
каркаса однотипен с приведенным
Расчет тканого рукава по заданному его весу и разрывной
длине пряжн. Иногда для расчета тканого рукава указывается пре-
дельный вес Gp на 1 м. Технической характеристикой такого ру-
кава является вес От уточной пряжи и вес Go основной, исполь-
зуемых для изготовления 1 м рукава.
Заданными величинами являются: d2K — внутренний диаметр3*
рукава (в см); рв — разрывное давление (в 105 Па); £(Т) —раз-
рывная длина уточной пряжи (в км); £(0)—разрывная длина
основной пряжи (в км).
Определение массы уточной и основной пряжи.
Прочность пряжи k'B может быть выражена через ее вес в сН и
длину I в м;
*в ” Nm “ I (,2ф28)
Из уравнения (12.26) определяют вес уточной пряжи О(т)
где (С]— итоговое значение поправок, входящих в уравнение
(12.26).
Количество уточной пряжи 1т для изготовления 1 м рукава
составит
/(т) = 0,01 100zn(o)nd2K (12.30)
* Все упоминаемые здесь поправочные множители следует находить опыт-
ным путем с учетом двумерности нагружения тканого рукава.
** Для такого способа закроя была предложена ткань с утком, вдвое более
прочным, чем основа [2].
8* При отсутствии резиновой камеры dtK = dlK.
869
Подставляя это значение /т в уравнение (12.29), находят GT
(в 10 Н на 1 м):
Л Рв<йк
°<т> = 2000 [СТ' (,2’31)
Аналогично изложенному находят G(0)— вес основной пряжи
в 1 м пожарного рукава
°«о.= 40001сГ-С (,W)
где [С] — итоговое значение относящихся сюда поправок.
Определение структуры уточной и основной
пряжи. Если для расчета рукава заданы вес 1 м рукава Gp и ра-
бочее давление pz, то по уравнению (12.29) определяют вес уточ-
ной пряжи GT. При этом разрывное давление принимают в сле-
дующей зависимости от рабочего: рв=2(/?2+1). Определив G(T)
и /(Т), находят номер уточной пряжи Л^т). Задаваясь числом сло-
жений и величиной укрутки пряжи, определяют номер исходной
однониточной пряжи, округляя его до ближайшего (более высо-
кого) из существующих в ассортименте. Установив таким путем
фактический номер уточной пряжи, рассчитывают диаметр пряжи
dnp (в мм) и плотность т(т)*.
По разности Gp — G(T) находят массу G(0) основной пряжи.
Далее определяют (таким же, как и для уточной пряжи, путем)
ее структуру, фактический номер и плотность т(0).
Необходимое количество пряжи /т в уравнении (12.30) рас-
считано без учета усадки ее при ткачестве рукава; для GT и G(o},
рассчитанных по уравнениям (12.31) и (12.32), должны быть
сделаны соответственные поправки.
Б. РАСЧЕТ НАПОРНЫХ РУКАВОВ ПО РАСПРЕДЕЛЕНИЮ НАГРУЗКИ
МЕЖДУ СЛОЯМИ КАРКАСА
Рукава с металлической оплеткой
Наблюдениями А. Т. Сухарева и автора по тензометрическому
исследованию гидравлического нагружения рукавов с металличе-
ской оплеткой выявлено значительное различие в нагрузках,
воспринимаемых от первой оплетки к последней [10]. Такое разли-
чие нельзя объяснить ни теорией толстостенных сосудов, ии техно-
логическими причинами, а потому нельзя признать достаточным
применение здесь поправки С2[=С2С2]. Необходимо, по-видимому,
предположить, что в лежащих ниже металлических оплетках, при
действии на рукав гидравлического нагружения, под влиянием
взаимного давления слоев изменяются углы начального положе-
ния потоков оплеток. Исходя из сказанного, следует представить
* Плотность рассчитывают по методам, принятым в проектировании тьяней,
с учетом заполнения тканн нитями основы и утка [9].
370
распределение нагрузок в каркасе рукава, имеющего I однород-
ных оплеток, в следующем виде:
Р == Pi + Р2 + Р3 + • • • + (12.33)
где pi, р2, рз ... Pi — доли гидравлического давления р, восприни-
маемые соответственными металлическими оплетками.
При таком допущении уравнение совместности деформаций и
перемещений оплеток в рукаве с двумя металлическими оплетками
будет иметь вид [11]:
₽<*!=₽!-г (4 +2<*?) (12.34)
где d\ и d2—средние расчетные диаметры наложения первой и
второй оплетки, см; pi-2— промежуточное давление между первой
и второй оплетками, 10б Па.
Из этого уравнения следует, что
Отсюда:
и
Или, выразив р2 через р\, получим:
d?
Поскольку (как и для одноплеточного каркаса)
то
(12.35)
(12.36)
(12.36а)
(12.37)
(12.38)
Pi = 0,735KBNn±-
di
Подставляя значение pi и в уравнение (12.33), получим рас-
четное уравнение для рукава с двумя металлическими оплет-
ками:
рв = 0,735KBVn (-L + 1 -Л [С] (12.39)
Vdf d? + ^J
Соответственно для рукава с тремя металлическими оплетками:
/ 1 2dl + dl \
P-0.7^(? + ^+^^;+.j8)1C| <.W>
Поправочный множитель [С], вводимый в уравнения (12.39)
и (12.40) (а равно и в уравнение для одноплеточного каркаса),
состоит из двух сомножителей:
[С] = Cj 2с>
871
где Сз — коэффициент, учитывающий удлинение материала прово-
локи в в оплетке; С3 = 1 + -у; — коэффициент, учитывающий
неодновременность разрыва параллельно идущих проволок в по-
токе; С1 = 1-0,015(л-1).
Если условно допустить, что в «тонкослойных» (оплетках) величины сред-
них диаметров наложения оплеток близки между собой, то расчетные уравне-
ния (12.37), (12.39) и (12.40) примут несколько упрощенный вид. В частности
при d| = dt = dz = ... di эти
уравнения могут иметь такой внд:
Рис. 194. Зависимость nk нагрузки потока
проволок в оплетке рукава от давления р.
Рукав с четырьмя оплетками; п =10:
линии—расчет; точки—эксперимент; цифры —но-
мера оплеток.
i
I ~
(12.41)
илн
(,2-42>
Величины коэффициента t)<
соответственно составят:
т)<“1 в 0,735; Т|<—j = 1,103;
т)<—s = 1,287 н т)<_4 = 1,378.
Соотношения этих коэффи-
циентов, принимая т)>~1 за *>00,
будут следующими: 1,00:1,52:
: 1,75: 1,87, т. е. четвертая оплетка
добавляет, по сравнению с треть-
ей, лишь 0,13 от нагрузки первой
оплеткн.
Пользуясь приведенными выше уравнениями, можно для за-
данных kB и запаса прочности z(3—4) рассчитать разрывное да-
вление рв и рабочее pz или для заданных р найти соответственные
значения k (в 10 Н).
Текстильные оплетки, помещаемые под металлическими и рас-
полагаемые под углом, меньшим ао, в расчете прочности рукава
условно не принимают во внимание. Однако в пределах удлинения
металлической оплетки текстильная часть несет свою долю на-
грузки рв. Эта величина приближенно может быть рассчитана,
следуя уравнению (12.20), с учетом k, отвечающим удлинению
металлической проволоки.
На рис. 194 показана расчетная и экспериментальная зависи-
мости р — nk для рукава диаметром diK = 38 мм с четырьмя ме-
таллическими оплетками. Величина nk определялась в отдельных
потоках каждой оплетки тензометрическим замером при п = 10.
Рукав был разорван давлением (2,60—2,80) • 107 Па; расчет же
был 2,65- 107 Па ♦.
* Этот метод расчета может быть распространен также на случай расчета
рукавов с неоднородным каркасом (различные N, п, модули Е н сечения F
проволоки в слоях каркаса), но с одинаковыми углами наложения оплеток
372
Рукава с текстильной оплеткой из полиамидных волокон
Оплетки из полиамидных нитей по структуре последних ближе
отвечают оплеткам проволочным, нежели оплеткам из штапельных
материалов, поэтому была предпринята попытка применения рас-
чета гидравлической прочности по изложенному выше методу
к рукавам с каркасом изготовленными оплеткой из нитей энант
структуры 34,5/4/3.
Однако изготовление рукавов и проведение расчета требовало
предварительного исследования и установления свойств таких
Рис. 195. Распределение нагрузок
по оплеткам нз нитей энант струк-
туры 34,5/4/3 в трехоплеточном
рукаве диаметром 25 мм н зави-
симости от давления (— — расчет-
ная прямая; О — эксперименталь-
ные точки):
I —первая оплетка; 2— вторая оплетка;
3— третья оплетка.
Рис. 196. Зависимость изменения гео-
метрических размеров рукава (—шага
и----------диаметра) от нагрузки:
/—для однослойного рукава; 2—для двух-
слойного рукава; 3—для трехслойного ру-
кава.
нитей и поправочного коффициента [С] с учетом особенностей
этих свойств [12]. Относительное удлинение в нитей энанта струк-
туры 34,5/4/3 составляет 16%; в условиях вулканизации оно сни-
жается до 10—12%, но возрастает при последующем разрыве, про-
тив начального (в суровье) примерно на 5%. Рукава изготовляли
на дорнах. Под оплеткой из энаита помещали на камеру предо-
хранительную (от пореза) оплетку из хлопковых крученых нитей
структуры 54/3.
Расчет рукавов производили по уравнению (12.41) с видоизме-
ненной поправкой (CJ, состоящей из трех сомножителей:
[С1-С3“2С^
где Сз — коэффициент, учитывающий удлинение материала нити
8 в оплетке, С3 = 1 + (здесь поправка 0,05 отражает после-
дующее увеличение относительного удлинения нитей вследствие
873
вулканизации); Ct—коэффициент, учитывающий неодновремен-
ность разрыва нитей в потоке, = 1 — 0,02 (п — 1); Ci — коэффи-
циент, учитывающий влияние вулканизации и других технологи-
ческих операций на прочность нити (С" ~ 0,9).
На рис. 195 приведено распределение нагрузки по оплеткам,
расчетное и экспериментальное, найденное тензометрическими за-
мерами для рукава внутреннего диаметра 25 мм с тремя оплет-
ками нз эн анта структуры 24,5/4/3, N = 32 и п = 5. Рукав был
разорван давлением 3,83-107Па; расчет же дал 3,87-107Па.
Непосредственные замеры изменения шага и диаметра наруж-
ной оплетки показали, что удлинение по этим параметрам к мо-
менту разрыва далеко не достигает предельного, свойственного
нитям, и тем меньше, чем больше количество оплеток (рис. 196).
Это обстоятельство также подтверждает значительную неравно-
мерность распределения нагрузок по оплеткам рукава, находяще-
гося под гидравлическим давлением, и влияние двумерного нагру-
жения каркаса.
Т1
О расчете напорных рукавов по нагрузкам, деформациям |
и перемещениям несущих элементов слоев каркаса .(
Многослойные рукава изготовляют иногда с неоднородными
каркасами:
а) резинотканевые: из различных тканевых слоев; с утолщен-
ной резиновой прокладкой разобщающей (для повышения гиб-
кости) тканевые прокладки;
б) оплеточные: с различным количеством п нитей в потоке;,
с различными углами а в каждой оплетке; с применением значи-
тельных по толщине резиновых прослоек 6Р;
в) комбинированные из основных видов: с текстильными
оплетками, положенными поверх тканевых прокладок; с проволоч-
ными оплетками или плетенками, положенными поверх плетеных
или тканевых прокладок; с проволочной спиралью, положенной
поверх тканевых прокладок под углом, близким к 90°, и другие.
Различие в структурах и прочности элементов усложняет рас-
чет. Особенно это сказывается в конструкциях, где жесткие эле-
менты, например металлические спирали, расположены среди
более растяжимых тканевых прокладок. В приближенном расчете
таких рукавов сопротивление их разрыву принимали равным
сумме сопротивлений отдельных несущих его слоев, относя нагру-
жение каждого несущего слоя к тому моменту* когда разрывается
наиболее жесткий из них.
Как пример приводим расчет напорных рукавов, усиленных
проволочной спиралью.
В приближенном расчете рукавов с проволочными спиралями,
положенными под углом, близким к 90е (поверх тканевых прокла-
док, закроенных под углом в 45°), полагали, что такие спирали
увеличивают прочность рукава вдвое. Это основано на том, что
радиальная жесткость проволочной спирали принудительно удер-
374
живает стабильность диаметра с^к- В результате этого угол ак
остается постоянным и, независимо от числа прокладок I, расчет
текстильной части каркаса приводится к уравнению (12.24).
Однако, вследствие одновременного бандажирующего эффекта
спирали, фактическое разрывное давление может возрасти, по
крайней мере, до величины, отвечающей разрывной прочности
этого же резинотканевого каркаса рукава в осевом направлении,
т. е. примерно вдвое.
Дополнительное сопротивление р резинотканевого каркаса ру-
кава разрыву, создаваемое одним витком из проволоки проч-
ностью k, положенной с шагом t, под углом а, близким к 90°
к образующей, составляет
₽=w <12-43>
Выразив k через предел прочности проволоки <тв и ее диаметр
dnp, найдем
_ 0,5яав^р
р tdtK
(12.44)
где dtK — диаметр наложения спирали (примерно равный 4?зк).
Значение р в уравнениях (12.43), (12.44) целесообразно при-
нимать равным 1,1 рв по уравнению (12.24). В сопоставлении их
можно найти требуемую прочность проволоки на разрыв k и ее
диаметр. Такой рукав, двойной прочности по окружному направ-
лению, имел бы прежнюю прочность по оси, если вплоть до раз-
рыва сохраняются в нем стабильными угол ак и диаметр d^.
Из уравнения (12.45) следует, что это условие может быть
обеспечено лишь при ак = 45°
р _ 2 ±sin>^ [С]«(С]
djK dtK.
(12.45)
При другом начальном ак, большем 45°, достигаемое таким
путем усиление будет меньше и, в частности, при оплетке с углом
ак = 54°44"; когда Тт = 2Т0, спираль как стабилизатор угла ак
будет бесполезна. Однако, действуя как бандаж, спираль одно-
временно окажет некоторое сопротивление увеличению диаметра,
возникающему за счет растяжения текстильного материала кар-
каса. Следовательно, усиливающее действие спирали и в этом
случае может иметь некоторое значение. Точный расчет усиления
прочности рукава спиралью потребовал бы: учета распределения
нагрузки между прокладками и спиралью (или спиралями), учета
добавочного осевого сопротивления, вводимого жесткостью спи-
ральной пружины, влияния ее как бандажа иа резинотканевом
каркасе; установления угла ав и влияния его на осевую проч-
ность.
375
В ряде работ В. И. Трещалова и автора [13, 14] ведется разработка такого
обобщенного расчета по нагрузкам, деформациям н перемещениям несущих эле-
ментов слоев каркаса, с учетом двумерностн нх нагружения гидравлическим да-
влением и возможных добавочных осевых н других нагружений. Поскольку та-
кой расчет должен учитывать ряд параметров, не представляется возможным
вводить в уравнение механические характеристики исходного текстиля (су-
ровья) н поправки, показывающие изменение его в условиях изготовления ру-
кавов. По этой причине в уравнении (12.46) первый множитель, названный «не-
сущей способностью потока», следует определять в соответственных условиях
двумерного нагружения н увеличения диаметра слоя оплеткн по результатам
испытаний однослойных модельных рукавов нли, в возможных случаях, по дан-
ным двумерного растяжения прорезиненного н вулканизованного текстиля.
где VB —нагрузка на поток прн разрыве модельного образца рукава, с одно-
слойным каркасом;
еэ.в — относительное удлинение материала потока в двумерном нагружении;
В — функция ряда конструкционных параметров каркаса рукава [14].
Величина несущей способности потока, определяемая на модельном образце,
составляет:
NB 2pBnr|sinPlc(l + By)
(l+es.B)2= JV cos2 Рк
(12.46a)
где r2 — средний радиус наложения потоков;
рк — угол положения потоков в каркасе, равный 35* 16'(90е — 54е 44');
еу — относительное удлинение слоя оплеткн в осевом направлении;
N — число шпуль оплеточной машины.
В расчетные уравнения сопротивления напорных рукавов гидравлической на-
грузке не входит длина рукавов. Однако практические испытания показывают,
что с увеличением длины рукавов средняя величина прочности их уменьшается
Причина этого — влияние на прочность масштабного фактора, сказывающееся г
в других видах РТИ. Величину снижения прочности по этой причине можно
учесть лишь статистически. Обычно увеличение длины ведет к уменьшении
среднего значения прочности прн одновременном снижении разброса данных;
уменьшение длины — к увеличению средней прочности, но прн этом увелнчн
вается н разброс данных.
В. РАСЧЕТЫ ВСАСЫВАЮЩИХ РУКАВОВ [15-18]
Для обеспечения необходимой радиальной жесткости под мест
ной нагрузкой, а также устойчивости под действием внешнегс
давления всасывающие рукава снабжаются проволочной спиральк
с углами наложения* спирали до 10° или другими видами армиро
вания. До последнего времени в этой области расчетные обосно
вания конструкций отсутствовали. Расчет радиальной жесткосп
всасывающих рукавов разработан А. А. Познным и автором.
* Здесь понимаются углы подъема винтовой линии к направлению дна
метра в сечеиин рукава,
376
Сопротивление всасывающих рукавов смятию
под действием местной внешней нагрузки *
Поскольку радиальная жесткость резино-текстильного каркаса
всасывающих рукавов мала, по сравнению с жесткостью стальной
проволочной спирали, в расчете на сопротивление смятию рукавов
условно принято, что сопротивление рукава смятию под действием
местной внешней нагрузки определяется лишь радиальной жест-
костью стальной проволочной спирали.
Если спираль, с достаточно большим количеством витков из
стальной проволоки круглого сечения, сжимать между двумя
параллельными упорными плитами, то прогиб 6 (в мм) любого
среднего витка под действием приходящейся на него средней на-
грузки Р (в 10 Н) определяется [15] уравнением
Рг® Г 3,04 + 16,7 tg2 а + 13,2 tg4 а
L Vl+tg»a
(12,47)
где б — уменьшение вертикального диаметра (прогиб), мм; гс —
радиус осевой линии спирали, мм; Е — модуль продольной упру-
гости проволоки, 10 Н/мм~ dnp —диаметр проволоки, мм; а —угол
подъема винтовой линии.
При а = 0 уравнение (12.47) превращается в известную фор-
мулу для расчета сжатия кругового кольца двумя силами Р, дей-
ствующими по диаметру [16]
Рг®
б-0,149-gf-
где / — момент инерции, равный - .
Для расчета прогиба б спирали в целом следует заменить
в уравнении (12.47) силу Р ее выражением через общую нагрузку
на рукав РОбт и принять во внимание число нагруженных витков п.
Обозначив при этом через С выражение, стоящее в скобках в урав-
нении (12.47), получим
р
(12.47')
* Расчет налорно-всасывающих рукавов на сопротивление гидравлическому
давлению производят так же, как и рукавов напорных, но принимая во вни-
мание лишь прокладки, лежащие под спиралью; отсюда фактическая прочность
таких рукавов оказывается несколько больше расчетной.
Всасывающие и иапорио-всасывающие рукава (спиральные), а также гофри-
рованные трубки, вследствие малой осевой жесткости металлических спиралей,
резнио-текстильного рнфлеиия их и гофр, значительно удлиняются под гидравли-
ческой нагрузкой. Прн испытании таких рукавов иа вакуум они укорачиваются
и тем значительнее, чем больше шаг спирали.
877
Прогиб одиночного витка спирали, в случае отсутствия жест-
кой заделки концевых сечений витков, определяется уравнением:
Рг3 Г 16,0 + 7,9 tg2 с + 15,6 tg4 а
Vl+tg2a
(12.48)
При а = 0 уравнение (12.48) обращается в известную фор-
мулу для расчета прогиба полуциркульного стержня, жестко
закрепленного одним концом и нагруженного на другом конце
диаметрально направленной силой Р/2:
Рис. 197. Типовая диаграм-
ма деформации рукава под
местной нагрузкой.
Рг3
5 = 0,785—--
С1
Из уравнений (12.47) и (12.48) сле-
дует, что при отсутствии жесткой задел-
ки концевых сечений спирали жесткость
концевого витка, по сравнению с про-
межуточными, снижается более чем
в 5 раз.
Экспериментальная проверка приве-
денных формул показала, что на кривой
нагрузка — деформация (уменьшение
вертикального диаметра рукава, рис. 197)
имеется участок ОА, в пределах кото-
рого деформация возрастает прямо про-
порционально нагрузке.
При возрастании нагрузки кривая
отклоняется от прямой линии, что яв-
ляется следствием появления, наряду
с упругими, остаточных деформаций проволоки, а также увели-
чившейся овальности спирали. За пределами участка ОВ оси
абсцисс наблюдается остающаяся радиальная деформация смя-
тия рукава, нарушение конструкции его. Следовательно, этот
участок является пределом практически допустимой деформации
рукава.
Показано далее, что во всасывающих рукавах с закрытой
спиралью условия работы концевых полувитков нагруженного
местной нагрузкой участка спирали практически одинаковы
с условиями работы промежуточных витков спирали, т. е. все
витки нагруженного участка спирали имеют одинаковую жест-
кость. Таким образом, для расчета всасывающих рукавов, неза-
висимо от длины нагруженного участка, может быть применено
уравнение (12.47').
Сопоставление расчетных и экспериментальных данных можно
исследовать по вытекающей из уравнения (12.47') зависимости
Ed*Bffin
Prices а *
у = 3,04 + 16,7x4- 13,2хг
X «= tg2a.
(12.49)
где у
378
Возможна несколько меньшая в эксперименте, по сравнению
с расчетной, жесткость стенки рукава, объясняемая тем, что рас-
чет произведен для «идеального» рукава, спираль которого имеет
строго цилиндрическую форму, одинаковый по всей длине шаг,
одинаковый диаметр всех витков, постоянный размер проволоки
и т. д. В реальных же рукавах неизбежны отклонения в диа-
метре витков, шаге спирали, размерах проволоки, модуле ее упру-
гости. Возможно, что некоторые витки спирали имеют овальность;
допустимы и небольшие смещения отдельных витков в направле-
нии, параллельном оси рукава, что приводит к некоторому увели-
чению действительной деформации рукава по сравнению с рас-
четной.
Результаты опытов подтверждают и предположение о незна-
чительной жесткости резино-тканевого каркаса по сравнению
с жесткостью спирали.
Величина прогиба 6, соответствующая линейному участку
кривой (участок О В на рис. 197), составляет 0,017—0,021 dc для
рукавов диаметром 45 мм и 0,013—0,021 dc для рукавов диа-
метром 65 мм. Поэтому деформация рукавов в условиях эксплуа-
тации не должна превышать 1,5% от диаметра спирали.
Подставим в уравнение (12.47') б = 0,015dc н п = -у, где
I — длина загруженного участка рукава; I — шаг спирали.
Тогда из уравнения (12.47') получим формулу для расчета диа-
метра проволоки спирали при условии, что рукав должен выдер-
жать нагрузку Робщ без заметной деформации
♦
d"Pe/\/ о,ОЗЕ/ (12.50)
„ 3,04+16,7 tg2 а
где С?! =----. — — коэффициент, учитывающий влияние
-V1 + tg2 а
на прогиб б угла наклона винтовой линии.
Коэффициент С] упрощен по сравнению с коэффициентом С
уравнения (12.47'), ввиду незначительности третьего члена*, со-
держащего tg4». Модуль Е проволоки по экспериментальным дан-
ным в среднем (1,83« 10*) • 107Па.
Устойчивость рукавов, армированных проволочной спиралью,
под равномерной внешней нагрузкой
Иногда требуется, чтобы рукава обладали достаточной устой-
чивостью к равномерной внешней нагрузке. Подобное требование
* Еслй прн малой величине шага принять tg а близким к нулю, т. е. перейти
от спирали к усилению каркаса рукавэ «кольцами жесткости», н считать, что
кольца сохраняют плоскость начального положения, то уравнение (12.50) упро-
стится до следующего:
4 ,
VP
- (12.60')
879
предъявляется, например, к рукавам вентиляционным для отвода
воздуха из аварийной подводной лодки (ГОСТ—47*).
Такая устойчивость рукава, армированного проволочной спи-
ралью, определяется, в основном, устойчивостью проволочной спи-
рали, на которую резино-текстильный каркас передает внешнюю
нагрузку. Для приближенного нахождения критического внешнего^’
давления рКр условно принимают проволочную спираль расчленен-!
ной на кольца среднего радиуса гс, расположенные в нормальных
сечениях оси рукава на расстоянии шага t, и не учитывают в рас
чете малую устойчивость резино-текстильного каркаса.
В этом случае нагрузку Р, равномерно распределенную поя
поверхности рукава наружного диаметра dt, на длине рукава /,
условно заменяют эквивалентной нагрузкой G на единицу длины
проволочного кольца.
Зависимость эта определяется уравнением
iknrcG = 2nPr,t (12.51)j
где k — экспериментально определяемый коэффициент, учитываю-
щий принятые в расчете упрощения, а также возможную неравно-
мерность размеров и овальность проволочной спирали.
Критическое значение нагрузки G составляет [17]
EI
Gnp = 3^- (12.52)
ГС
Из уравнений (12.51) и (12.52) приближенное значение р1ф
составит
рг
pKp^k-^— (12.53)
W
Экспериментальная поправка k для уравнения (12.53), найден-
ная А. А. Позиным [18] для всасывающих рукавов внутреннего
диаметра 25—65 мм, в среднем составляет 0,71.
Отсюда
EI
*р",7’°-^77 <’2-54)
Уместно принять примерно 4-кратный запас устойчивости.
О потере напора во всасывающих рукавах
Разработка новых конструкций рукавов не может быть огра-
ничена лишь обеспечением их необходимой прочности и устой-
чивости формы. Важным эксплуатационным фактором является
потеря напора, определяющая расход энергии на перекачку жид-
кости по рукавам. Потеря напора зависит от шероховатости внут-
ренней поверхности рукавов, что определяется конструкцией и
технологией производства,
380
Как известно, потеря напора Н в прямых достаточно длинных
трубах, исчисляемая в Па (или в мм вод. ст.) определяется урав-
нением
(12.55)
где X — коэффициент сопротивления; L — длина прямой трубы, м;
d—внутренний диаметр трубы, м; v — средняя скорость воды
в трубе, м/с; g— ускорение силы тяжести, равное 9,81 м/с2.
Рнс. 198. Зависимость коэффициента сопротивления Л от числа Re для рукавов
условного диаметра 32 мм:
Цифрами обозначены номера рукавов.
Безразмерный коэффициент X зависит от режима течения, опре-
деляемого числом Рейнольдса
Re = (12.56)
gH о
где р —плотность жидкости; р — коэффициент динамической вяз-
кости; v — кинематический коэффициент вязкости.
В случае ламинарного течения в совершенно гладких трубах,
когда Re < 2300
X = 64/Re (12.57)
В случае турбулентного режима в таких же трубах при
Re < 100000 по уравнению Блазиуса
. 0,3164
А==———-
VRe
Переход из ламинарного в турбулентный режим происходит
при Re порядка 1 000—30000.
В трубах же с шероховатыми стенками коэффициент X зави-
сит от величины абсолютной шероховатости, измеряемой средней
высотой выступов на стенке трубы.
(12.58)
381
Рис. 199. Схема внутренней по-
верхности всасывающего рукава
с открытой спиралью:
2— резино-тканевый каркас; 2-спираль.
Так как при прочих равных условиях потеря напора, а вместе
с этим и расход энергии на перекачку жидкости по трубам стоит
в прямой зависимости от величины коэффициента X, предста-
вляется существенным определение этого коэффициента для рука-
вов различных конструкций и, в первую очередь, для рукавов
всасывающих. В рукавах с закрытой спиралью, при отсут-
ствии впадин и волнистости на внутренней поверхности рукавов,
для определения X (рис. 198, ///) применимы уравнения для глад-
ких труб. В таких же рукавах с значительными по глубине и
часто расположенными впадинами (зависящими от технологиче-
ских особенностей производства) переход от ламинарного к тур-
булентному режиму происходит
при Re — 1000 4- 1500, т. е. раньше,
чем это имеет место для гладких
труб (рис. 198, IV).
По опытным данным [17, 18], для
рукавов с закрытой спиралью в
ориентировочных расчетах X может
быть выражено уравнением
X---А- (12.59)
VRT
где для рукавов диаметром 25—
38 мм а = 0,10 4- 0,20, а п =
= 0,10 4-0,19.
В таких же рукавах диаметром 50 мм и более величина X мо-
жет быть определена по уравнению (12.58).
В рукавах с открытой спиралью, имеющих характерную спи-
ральную рубчатость внутренней поверхности, какими являются
всасывающие рукава для нефтепродуктов, потери напора в 2—
3 раза выше, чем в рукавах с закрытой спиралью того же диа-
метра. Ламинарный режим наблюдается лишь до Re = 600—800;
переход в зону турбулентного режима сопровождается измене-
нием потерь. При Re = 1500—2000 X имеет минимальное значе-
ние и составляет 0,049—0,068. В последующем, начиная с Re =
= 3000 4- 12000, происходит переход в квадратичную зону, харак-
теризуемую постоянством значений X независимо от чисел Рей-
нольдса. Величина X в этой области зависит от конструктивных
особенностей рукавов (рис. 199): диаметра, относительной высоты
волны на внутренней поверхности рукава и величин, характери-
зующих наклон витков спирали.
Длй рукавов диаметром 25—65 мм X изменяется во всасываю-
щих рукавах с открытой спиралью от 0,056 до 1,08. Для практи-
ческих расчетов гидравлических сопротивлений в квадратичной
области применимо следующее уравнение:
o.iep dp
Х= Г d?\2 "Т
(1,8 1g
(12.60)
где dp—расчетный диаметр рукавов (в см), определяемый по
внутреннему объему рукава при давлении 1,2- 105Па; k — высота
волны (расстояние от внутренней поверхности рукава до оси вин-
товой линии по ближайшему витку спирали), см; t — шаг спирали.
Отношение dv/k — обратная величина относительной высоты
волн.
Для ориентировочных расчетов достаточно уравнение
ь
А,0,55-у- (12.61)
Пользуясь приведенными уравнениями и задаваясь определен-
ным зазором (fe — между дорном и внутренней, свободно лежа-
щей спиралью и шагом спирали (/), можно спроектировать рукав с
той или иной заранее заданной гидравлической характеристикой.
Г. РАСЧЕТЫ ИЗГИБОСПОСОБНОСТИ РУКАВОВ [19-22]
Рукава всасывающие
Наблюдения за работой всасывающих рукавов, подвергаемых
в условиях эксплуатации значительному изгибу, показали, что
рукава разрушаются главным образом вследствие потери круговой
формы сечения при вакууме или приложении внешних нагрузок.
Поскольку круговая форма сечения обеспечивается металли-
ческой спиралью в стенке рукава, радиальная деформация витков
спирали и определяет допустимую деформацию сечения рукава.
Отсюда, надежная работа рукава в условиях изгиба возможна,
пока деформации витков спирали находятся в упругой зоне.
А. А. Шляхман и автором показано [20], что радиус кривизны
продольной оси рукава рИЭг находится в следующей зависимости
от поперечной деформации сечения и параметров конструкции
рукава
VEpdl
"ёХГ (>2.62)
где г — расчетный радиус сечения рукава, см; £р—модуль стенки
рукава, 10 Н/см2; б — толщина стенки рукава, см; t — шаг на-
вивки спирали, см; Ек — модуль материала спирали, 10 Н/см2;
/к — момент инерции поперечного сечения проволоки спирали, см4;
£а — коэффициент, учитывающий угол (шаг) навивки спирали
(табличная величина от 1,00 при <х = 0° до 1,37 при а =10°);
в—деформация сечения рукава.
На рис. 200 показаны расчетные и экспериментальные резуль-
таты исследования изгиба всасывающих рукавов внутренних
диаметров 25—65 мм.
При использовании для спирали проволоки по ГОСТ 3282—46
допустимая деформация сплющивания не должна превышать
383
Рис. 200. Зависимость ризг/С от е при изгибе всасывающих
рукавов (кривая — расчетные данные, точки — эксперимен-
тальные данные по исследованию рукавов с внутренними
диаметрами 25—65 мм с шагом спирали 10—20 мм). Здесь
величина С — произведение сомножителей в уравнении (12.62):
Коэффициент надежности (запас на изгиб) при неблагоприят-
ном сочетании всех факторов следует принимать равным 3.
Рукава напорные
Показатель, ответственный за изгибоспособность напорных
рукавов, как показали эксплуатационные наблюдения, иной, не-
жели в рукавах всасывающих. Разрушение металлической оплетки,
наступает в зоне сильных изгибов и сопровождается сквозным раз-,
рывом стенки. Устойчивого изменения формы сечения при этом
не наблюдается; однако, чем сильнее изгиб, тем меньше разру-
шающее гидравлическое давление. Отсюда причину разрушения
следует видеть в дополнительном нагружении оплеток при изгибе;
рукава; в уменьшении запаса его прочности, принятого при кон-
струировании прямого. Величину снижения прочности дает!
следующая зависимость [21] j
w Ри _______2.45У
Ра (Й+Пл/^Г
(2, + 1)/V’5r+T
(12.63}
где ря—прочность изогнутого рукава, 10® Па; рв — прочность пря-
мого рукава, 10® Па; f —
Расчетная и экспериментальная зависимости W от f показаны
на рис. 201,
334
Следуя уравнению (12.63), можно записать зависимость
(12.64)
где £ф —фактический запас прочности; гк — запас прочности, при-
нятой при разработке кон-
струкции прямого рукава.
Увеличение запаса проч-
ности в рукавах с металличе-
ской оплеткой можно достичь
конструкционным путем за
счет изменения числа перепле-
тений в оплетке [21], как это
показывает уравнение (12.65)
У
Рис. 201. Зависимость относительного
снижения прочности Т от f при изгибе
напорных рукавов (кривая — расчетные
данные, точки — экспериментальные
данные по исследованию рукавов с ме-
таллической оплеткой с внутренними
диаметрами 25—51 мм).
А1 Г. лГ ^П₽
— = 90 =[1.05-
м. о
— 0.843JV' (12.65)
где с?пр — диаметр проволоки
оплетки, мм; N' — число пере-
плетений на длине шага нало-
жения оплетки (0,5 /V); du.o —
расчетный диаметр рукава (равен 2г), мм; а—предел прочности
проволоки оплетки, 10 Н/см2.
Обмоточная машина
Рис. 202. Влияние числа шпуль V оплеточных машин
иа гидравлическую прочность рукавов с проволоч-
ной оплеткой:
/—w«.24; 2-N—32; 3—Л—43; 4—N—0.
Отсюда следует также вывод, что рукав максимальной проч-
ности может быть получен на машине с N' — 0, т. е. при переходе
к обмоточной машине (рис. 202).
</2|3 В. А. Лепетов
385
Ниже приведены различные значения рв для рукавов с оплет-'
кой и обмоткой при одинаковых величинах основных размеров
и конструктивных параметров (22]:
Рв dp ‘’пр ’ел
Обмотка..........21 • 10’ Па 6 мм 0,3 мм 4
14 » 19 » 0,55» 4
Оплетка..........14 » 6 » 0,3 » 2
6,30 » 19 » 0,55 » 2
При этом два слоя обмотки по расходу материала близки к од-
ному слою оплетки.
Д. О РАСЧЕТЕ ПОЛЫХ КОЛЬЦЕВЫХ УПЛОТНИТЕЛЕЙ
Полые резинотканевые уплотнители представляют собой
группу изделий, имеющих трубчатую замкнутую полость и рабо-
тающих при наличии в уплотнителе воздушного или гидравличе-
ского давления. Полые кольцевые
уплотнители назначаются для
герметизации аппаратов в тех
случаях, когда более жесткое
уплотнение (например, резино-
вым шнуром или прокладкой) не-
приемлемо. В сахарной промыш-
ленности для уплотнения ниж-
ней крышки диффузора приме-
няют полый круглого сечения ре-
зинотканевый уплотнитель ГОСТ
6051—51, имеющий один вывод-
ной штуцер (см. рис.91,глава 3).
В расчете таких уплотнителей
можно исходить из определения
сопротивления гидростатическо-
му давлению полого торообраз-
ного каркаса [5]. Геометриче-
скими параметрами кругового
тора (рис. 203) являются:
Ro— радиус кольца, т. е.
окружности, лежащей в эквато-
риальной плоскости тора ху, на
которой расположены центры по-
перечных сечений тора; г0—ра-
диус сечения, т. е. окружности
профиля тора (в сечении меридиональной плоскостью); f =
= Ro: го— безразмерная характеристика тора.
Характеристика f для полых уплотнителей ГОСТ 6051—51 со-
ставляет от 37 до 18. Вследствие столь малой кривизны, при
повышении давления в таком уплотнителе, круговое сечение про-
филя практически сохраняется. Отсюда для приближенного рас-
счета таких уплотнителей можно применять уравнения, приня-
386
тые в расчетах рукавов. Полые резино-пневматические подвески,
пневматические и высокоэластические муфты существенно отли-
чаются от рассмотренных полых уплотнителей. Основное отли-
чие состоит в отклонении конструкционной формы профиля от
круга, в очень малой величине безразмерной характеристики f и
в условиях работы названных изделий.
Гидростатическое нагружение их, как и динамические экс-
плуатационные нагрузки, приводит к дальнейшему существен-
ному изменению конфигурации поперечного сечения и оболочки
в целом. Графоаналитические методы расчета подобных изделий
приводятся А. А. Лапиным [23, 24], В. Л. Бидерман [25],
М. Ю. Клаз [26, 27], Г. О. Равкиным [28].
Пример расчета полых кольцевых уплотнителей. Полый уплотнитель (Ra =
= 603 мм; Го = 19 мм) изготовлен с каркасом из двух слоев трикотажа. Вну-
тренний диаметр каркаса d?K = 37 мм; наружный <4К = 40 мм. Предельная
прочность прорезиненного и вулканизованного трикотажа kB = 6,5 10 Н/см при
относительном удлинении ев = 63% (см. рис. 91 в главе 3),
Вычислением иайдеио:
л
с; =0,5+ *у.-0,54
“2к + “зк
3,72
3,72 + 4,02
0,96
С'' = 0,775 - 0,012 (1 - 1) = 0,775 - 0,012 • 1 = 0,763
С3= 1 4-0,63= 1,63
Расчет проводим по уравнению (12.22) с поправкой V на уменьшение проч-
ности от изгиба:
У=-^Ьу = 0,98 (12.66)
2,45- 6,5-2 [0,96 0,763]-0,98 „о ... „
* “ --------------3,7 [1,63]'----------3,8-105 Па
Эксперимент дал 4,0 • 105 Па.
ЛИТЕРАТУРА
1. Фарберов М. И., Шапиро И. Б., Найденов И М. «Каучук и резина», 1938,
Ns 6, с. 22—31.
2. Торчилин П. К., Данилов М. Ф. Там же, с. 60.
3. Авербух Я. И. Там же, 1940, Ns 10, с. 20—23.
4. Лепетов В. А. Труды МИТХТ им. М. В. Ломоносова, 1952, вып. 3, с. 81—94,
5. Лепетов В. А. Там же, 1956, вып. 6, с. 141—158.
6. Лепетов В. А. Хим. пром., 1949, № 4, с. 106—108.
7. Felsenburg V. Chem. Obzor, 1938, v. 13. № 2, с. 28—33.
8. Лепетов В. А. «Каучук и резина», 1958, Ns 11, с. 21—25.
9. Розанов В. М., Кутепов О. С., Жупикова Д. М. и др. Строение и проекти-
рование тканей. М., Гизлегпром, 1953. 472 с.
10. Сухарев А., Лепетов В. А. «Каучук и резина», 1958, Ns 6, с. 20—24.
11. Сухарев А. Г., Лепетев В. А. Там же, 1959, № 11, с. 43—48.
12. Сухарев А. Г., Лепетов В. А., Евмененко А. Г. и др. Там же, 1963, № 1,
с. 28—31.
13. Трещалов В. И., Лепетов В. А. Там же, 1962, № 3, с. 25—30; 1962, № 4,
С. 26—30; 1962, Ns 11, с. 27—33
14. Трещалов В. И., Лепетов В. А Там же, 1964, с. 22—26.
7з13*
387
15. Позин А. А., Лепетов В. А. «Труды НИИРП», 1954, вып. 1, с. 85—106.
16. Тимошенко С. П. Сопротивление материалов. Ч. 2. Л. —М., Гостехтеоретиз-
дат, 1934. 320 с.
17. Позин А. 4. Автореф. канд. дисс. М., МИТХТ им. М. В. Ломоносова, 1952.
18. Позин А. А., Лепетов В. А. «Труды НИИРП», 1955, вып. 2, с. 75—102.
19. Шляхман А. А., Лепетов В. А. «Каучук и резина», 1959, № 2, с. 34—38; Xs 8,
с. 51—54.
20. Шляхман А. А., Лепетов В. А. Там же, 1961, Xs 2, с. 20—25.
21. Шляхман А. А., Лепетов В. А. Там же, 1964, Хе 3, с. 37—40.
22. Welsby J. A., Bredshaw W. D. Rubb. a. Plast. Age, 1964, v. 45, № 5, p. 527.
23. Лапин А. А. В ки.: Расчеты упругих элементов машин и приборов МВТУ
им. Н. Э. Баумана. Т. 16. М., Машгиз, 1952, с. 5—54.
24. Лапин А. А. В кн.: Расчеты на прочность, жесткость и ползучесть элементов
машиностроительных конструкций МВТУ им. Н. Э. Баумана. Т. 26. М., Маш-
гиз, 1953, с. 151—167.
25. Бидерман В. Л. «Труды НИИРП», 1957, вып. 3, с. 5—106.
26. Клаз М. Ю„ Котельников В. Н. «Каучук и резина», 1960, Xs I, с. 11—18.
27. Клаз М. Ю. Там же, 1962, № 1, с. 36—40.
28. Ривкин Г. О. Пневматическая подвеска автомобиля. М., Машгиз, 1962. 288 с.
Глава 13
О РАСЧЕТАХ РЕЗИНОВЫХ ДЕТАЛЕЙ МАШИН,
ПРИБОРОВ И УСТРОЙСТВ
ОБЩИЕ ЗАМЕЧАНИЯ
Разнообразие РТИ, применяемых в качестве деталей для ма-
шин, исключительно велико. Такие изделия, состоящие или цели-
ком из резины, или представляющие собой различные резиноме-
таллические или резино-текстильные комплексы, используются
в качестве уплотнителей неподвижного или подвижного контактов,
амортизаторов, буферов и т. п. Разнообразию условий работы
подобных конструкций и предъявляемых к ним требований отве-
чает широкий перечень расчетных задач, предъявляемых прак-
тикой.
В зависимости от конкретных заданий может, например, по-
требоваться:
а) установление требуемых механических свойств — модуля
резины, модуля резино-текстильно-металлической конструкции
в целом или ее жесткости;
б) выяснение условий устойчивости изделия — критических
нагрузок, прогибов;
в) определение числа и размеров резиновых деталей изделия,
обеспечивающих заданные рабочие свойства и габариты.
Дать обобщенные методы расчетов, как в предшествующих
главах, где рассматривались типовые конструкции, было бы за-
труднительно. Учет свойств резины в конкретных конструкциях
и особенностях режимов работы приводит к различным путям
расчетных решений.
А. РАСЧЕТЫ УПЛОТНЕНИИ
Назначение и конструкции уплотнений
В зависимости от назначения и условий работы конструкции
уплотнений различны. Примерами уплотнений для неподвижных
сочленений являются плоские фланцевые прокладки и кольца
круглого сечения, Прокладки плоских фланцевых уплотнений,
13 В. А, Лепетов 359
сжимаемые затягом болтов или винтовым нажимом (рис. 204, а),
испытывают сжатие по оси нагружения и двумерную деформацию
по двум другим осям. Такие же прокладки, помещенные в «полу-
гнездных» фланцах (рис. 204,6), будут сжаты в осевом направ-
лении, могут деформироваться в радиальном направлении лишь
в начальный период, пока есть зазор. Прокладки же, помещаемые
в гнездах фланцевых или в гнездах раструбных соединений, будут
с момента заполнения ими гнезда нахо-
диться в условиях трехмерного всесто-
роннего сжатия.
Торообразные прокладки, применяе-
мые в муфтовых соединениях типа асбо-
цементных труб, и резиновые втулки
прямоугольного сечения (в гусеничных
траках) сжаты в радиальном и растя-
нуты в осевом направлении соедине-
ния.
Виды кольцевых (торообразных и
манжетных) уплотнений, применяемых
для сочленений с возвратно-поступатель-
a I j 1 ,21
'ТЕЗ I УЛ“
* l-ЛЕ- I { А
Рис. 204. Типы фланцевых
уплотнений.
а—'уплотнение в плоскопарал-
лельных фланцах, б—уплот-
нение в полугнездных фланцах:
1— крышка фланца; 2—резино-
вое уплотнительное кольца;
3—фланец.
ным или вращательным движением од-
ной из деталей, описаны в главе 5.
Для всех случаев применения уплот-
нений решающим является надежность
уплотнения. В зависимости от вида
уплотняемой среды, материала прокла-
док, величины давления или вакуума,
условий на поверхности контакта и температуры механизмы «раз-
уплотнений» могут быть различны. Нарушение уплотнения далеко
не всегда сопровождается разрушением резиновой детали. Отсюда
и методы расчета уплотнений различны; они сводятся к выясне-
нию условий наступления разуплотнений и установлению соответ-
ствующих зависимостей.
Прокладки плоскопараллельных фланцевых уплотнений
Уплотнения мягкими резиновыми прокладками жидких сред
описаны в работах [1—3J. Диффузия жидкости (неагрессивной)
через резиновую прокладку пренебрежимо мала. Главную роль
играет контактная проницаемость, которая может возникнуть раз-
личными путями в зависимости от соотношения жесткости соеди-
нений системы с жесткостью прокладки.
Первый вариант, когда жесткость соединений сравнима с жест-
костью прокладок, наблюдается при сжатии прокладки между
плитами рычажного пресса [2, 3] с нефиксированным жестко по-
ложением рабочего состояния плит, между которыми зажата
прокладка. В рассматриваемом случае созданное усилием сжатия
N (в 10 Н) начальное давление уплотнения f (контактное напря-
жение) (в 105 Па) при достижении критического гидравлического
390
давления рабочей среды рКр (вследствие противодавления среды)
уменьшается до значения fo, при котором герметичность системы
нарушается (рис. 205). При этом справедливо уравнение
ГояГ~аркр (13.1)
АГ $л
где /==-—; $ — площадь основания прокладки, равная
S о
0,25n(di-d?); s0 — площадь отверстия прокладки, равная 0,25ndi.
Зависимость ркр — f — линейная с коэффициентом а, опреде-
ляемым геометрическими размерами и не зависящим от свойств
резин. Величина же fo тем больше, чем больше модуль резины.
Рис. 205. Зависимость критического давле-
ния ркр от давления уплотнения f:
линии —по расчету; знаки—данные опыта на про-
кладках на трех различных по свойствам резни;
коэффициент формы прокладки Ф—0,40.
Учитывая механические свойства резины при сжатии (урав-
нение 8.5), можно связать начальное давление уплотнения f
с соответствующей ему деформацией е
(132)
и аналогично
fo “ ^СЖ |
I ио
Отсюда уравнение (13.1) может быть приведено к такому виду:
£сж 1 + вДкр
_________1 *0______
е 1
^СЖ | _ "1" ®Ркр
Как видно из рис. 206, расчет по уравнению (13.4) достаточно
хорошо согласуется с данными эксперимента. Величина во пред-
(13.3)
(13.4)
13*
391
варительного сжатия прокладки для создания плотного контакта
по поверхностям составляет, по практическим данным, 0,02—0,03.
Второй вариант, когда жесткость соединений значительно
превышает жесткость прокладки, наблюдается, если положение
плит пресса после сжатия прокладки зафиксировано и практи-
чески не изменяется под действием гидравлического давления.
Механизм разуплотнения будет иной. Как показывают прямые
опыты [3], нарушение герметичности происходит вследствие потери
Рис. 206. Зависимость (по уравне-
нию 13.4) критического давления ркр
от степени сжатия е:
линии—по расчету; знакн—данные опыта иа
прокладках на трех различных по составу
резни; коэффициент формы прокладок Ф“4,о.
е, %
Рис. 207. Зависимость (по уравне-
нию 13.7") критического давле-
ния ркр от степени сжатия е:
линии—по расчету; знакн—данные
опыта; /—•Фв»0,73; 2—Ф^0>95; 3—Ф —
•1,30; 4—Ф-»3,9; 5 —Ф«=3,9, ио в по*
следием случае опорные поверхности
смазаны глицерином.
из-за местной деформации про-
устойчивости, которая возникает
кладки. С увеличением гидравлического давления прокладка
в каком-либо месте начинает значительно растягиваться и изги-
баться, одновременно сужаясь и уменьшаясь в поперечном сече-
нии. Сопротивление резины изгибу невелико, поэтому устойчивость
уже не сохраняется (и прокладка перестает уплотнять) с тех пор,
как гидравлическое давление р по внутренней цилиндрической
поверхности Sb приводящее к нагрузке pSi (1 — е), превысит силу
трения по опорным поверхностям ♦.
Из уравнения
Ркр$1 (I — в) = 2|lyfs (13.5)
заменив f через уравнение (13.2), можно найти критическое зна-
чение Дкр
______ 2|ЛтЯсжД8
₽кр S|(l - в)2
* В практике использования мягких резиновых прокладок для повышения
силы трения применяют ианесение концентрических канавок на поверхности
фланцев.
(13.6)
392
где Si = nd\h — внутренняя боковая поверхность прокладки;
1 — е = hi/h-, h{ и h — толщина прокладки в сжатом и в нормаль-
ном состоянии; s — площадь основания прокладки; р,т — коэффи-
циент трения резины по металлу.
В уравнении (13.6), описывающем условия, соответствующие
названному механизму уплотнения (но не учитывающему сопро-
тивления прокладки изгибу), видно, что на зависимость ркр — f
влияют не только размеры прокладки, но и механические свой-
ства резины.
Выразив отношение s/Si через b и й, приведем уравнение
(13.6) к такому виду:
Ркр = 2цт£сж 0 _ е)2 --- 1'3.7)
Так как модуль прокладки Есж зависит от статического мо-
дуля резины Е, размеров прокладки (от ее коэффициента фор-
мы Ф) и от условий трения [см. уравнение (8.17)], то и критиче-
ское давление также зависит от габаритов прокладки.
Обозначив в уравнении (13.7)
2ц£ М* + »)
2Цт£сж dih
через В (в 105 Па), приведем это уравнение к следующему виду:
₽кр = в-(Г^Й (l3J/)
Вводя, как и в уравнениях (13.3) и (13.4), величину предва-
рительного сжатия ео, соответствующего 0,03—0,05, напишем:
Рис. 207 показывает достаточно близкую сходимость экспери-
ментальных и расчетных данных по уравнению (13.7"). Кривые 4
и 5 относятся к прокладкам с одним и тем же коэффициентом
формы Ф, но в случае, описываемом кривой 5, применена смазка,
уменьшившая коэффициент трения р.т до 0,1. Это, следуя урав-
нению (8.17), снижает Ест с 85 до 21 10 Н/см2.
Данные расчета и испытания прокладок со смазкой согла-
суются до сжатия в 25%. При больших степенях сжатия смазка
выжимается с опорных поверхностей.
Уплотнение мягкими резиновыми прокладками газовых сред
изучалось следующим путем [4, 5]. Испытуемую прокладку сжи-
мали между плитами пресса до заданной деформации. Воздух
подавали в полость, образованную внутренней поверхностью про-
кладки и поверхностями плит пресса. Кривая 1 рис. 208 отобра-
жает типичную для прокладки из мягкой резины зависимость
нарастания давления от времени, а кривая 2 — для прокладок из
свинца. В обоих случаях сжатие прокладок составляло 30%.
Кривая 3 отображает градуировочный график, получаемый в
393
случае помещения в прессе вместо прокладки свинцовой пластинки
на вакуумной замазке.
Из рис. 208 видно, что, начиная с некоторого времени, появ-
ляется стационарный режим нарастания давления, отвечающий
натеканию газа с постоянной скоростью.
Однако скорость натекания существенно зависит от величины
сжатия прокладки, а также от характера контакта металла и
резины.
Кривые 1 и 2 рис. 209 отвечают двум возможным механизмам
натекания [5]. В области малых сжатий, до 20—25% высоты
прокладки, газ протекает через контакт и через толщу прокладки.
Рис. 208. Характер на-
текания газа через раз-
личные прокладки:
/—прокладка резииовая:
3— прокладка из свинца;
3— градуировочный график.
Рис. 209. Зависимость
скорости натекания от
величины сжатия про-
кладки:
/—сухой контакт'металла и
резины; 2—контакт, покры-
тый вакуумной смазкой
(резина иа каучуке СКС
с 3% серы, без наполнителя).
Однако диффузионная составляющая натекания мала по сравне-
нию с контактной. Кривая 2 показывает, что при устранении
натекания через контакт, нанесением на опорных поверхностях
прокладки вакуумной смазки, скорость натекания резко сни-
жается. При сжатии резиновой прокладки в 25—30% контактное
течение практически прекращается и в области больших сжатий
натекание происходит только путем диффузии.
Скорость натекания с при фланцах с гладкой поверхностью
определяется [5] следующей зависимостью
c — ZnRPfhb-^&p (13.8)
где с — скорость натекания газа через прокладку, см3/ч; Рг—
константа газопроницаемости материала, см3/(см-ч-10® Па); R —
средний радиус прокладки, см; h и b — толщина и ширина неде-
формированной прокладки, см; к — относительная толщина де-
формированной прокладки, равная 1 — е; Др — разность давлений
газа, 105 Па.
394
Константа Р зависит от типа резины и температуры. С увели-
чением количества связанной серы (с возрастанием модуля высо-
коэластичности резины) скорость натекания снижается. Поскольку
в эксплуатации применяется сжатие порядка 20—30%, уплотнение
газообразных сред резиновыми прокладками определяется глав-
ным образом диффузионными свойствами газа и проницаемостью
материала прокладки. Состояние же поверхности прокладки имеет
важное значение лишь при работе прокладок ниже температуры
стеклования резины. В последнем случае разуплотнение вызы-
вается температурной контракцией. Расчет необходимого началь-
ного давления уплотнения, приводящего к требуемому сжатию еь
Рис. 210. Зависимость
критического давле-
ния />кр от степени
сжатия е прокладок
прн работе с газом.
Рис. 211. Схема положения прокладки
в плоском фланцевом уплотнении.
может быть сделан по уравнению (13.2). Зависимость между
критическим давлением рабочей среды и сжатием прокладки и
в этом случае отвечает уравнению (13.4), как это видно из рис. 210.
Уплотнение упругожесткими (резино-паронитовыми) проклад-
ками как жидких, так и газообразных сред описывается в ряде
работ [6—8]. Для систем, жесткость соединений которых сравнима
с жесткостью прокладок, принимается механизм контактной про-
ницаемости с учетом незначительных по величине деформаций
всех элементов системы. При расчетах исходят из следующего.
При начальной затяжке болтов фланцевого соединения (рис. 211)
усилие затяга Q создаст начальную нагрузку болтов и прокладки.
Их условные напряжения могут быть установлены по размерам
и жесткости соответственных деталей. Гидростатическая нагрузка
рабочей среды Р разгружает прокладки и дополнительно нагру-
жает болты *. Соотношение нагрузок на болты Ре, на прокладку
* В случае применения уплотнительных фланцевых прокладок для вакуум-
ных уплотнителей снижение гидростатической нагрузки, вследствие создавае-
мого вакуума, дополнительно нагружает прокладку и разгружает болты.
395
Рп и гидростатической нагрузки Р следующее:
Рб = Р„ + Р (13.9)
В этом уравнении ни Ро ни Рп пока неизвестны и могут быть
определены путем рассмотрения деформаций.
Тогда
(Рб - Q) (Сф + Са) = (Q - Р6 + Р) Сб (13.10)
где Сф, Сп и Сб — относительная жесткость фланцев, прокладок
и болтов.
Введя обозначение
из уравнения (13.10) получаем
P6 = Q + kP (13.12)
Теперь, из уравнений (13.9) и (13.12)
A. = (13.13)
В уравнения (13.10) и (13.11) входит переменная Сп, которая
в условиях сжатия является относительной жесткостью резино-
паронитовых прокладок
= (13.14)
определяемая модулем продольной упругости материала Ef по
условному напряжению *.
Из уравнения (13.12) видно, что наличие упругой прокладки
ведет к повышению напряжения в болтах и притом тем большему,
чем величина k ближе к единице, т. е. чем меньше жесткость Сп
прокладки (если Сф постоянно).
От уравнения (13.13) почленным делением его на площадь
прокладки s = 0,25л (dl — d2) можно перейти к установлению за-
висимости давления уплотнения f0 от f и р«р
fo = f-(l-*)apKp (13.15)
где а = «о: s.
Давление уплотнения fo должно быть достаточным для того,
чтобы материал прокладки заполнил бы неровности от обработки
уплотняемых поверхностей. Величина fo или отвечающее ему во
может быть найдена экспериментально.
Уравнение (13.15) по заданным параметрам и модулям упру-
гости материалов деталей конструкций и величине затяга Q по-
зволяет найти Ркр.
Между уравнениями (13.1) и (13.15) есть аналогия**.
* По уравнению (8.6) можно найти величину модуля £/ для заданного
условного напряжения сжатия или для заданной относительной высоты сжатой
прокладки, или непосредственно С.
** В расчете фланцевых уплотнений паронитовыми прокладками [8] приме-
няется также зависимость, близкая к приведенной в уравнении (13,6); Ит при-
нято равным 0,10.
396
Прокладки «пол у гнездных» фланцевых уплотнений [9, 10]
На рис. 204,6 приведена схема полугнездных фланцевых уп-
лотнений. Эти уплотнения характеризуются наличием внешних
выступов на нижнем фланце, образующих посадочные места для
резиновых прокладок. Толщина прокладок должна быть выше вы-
ступов: посадка прокладки идет вплотную к выступу или с зазо-
ром Дг по радиальному направлению. При некоторой нагрузке
на верхний фланец, приводящей к контактному давлению /, со-
здается осевое сжатие прокладки е. Если этим нагружением еще
не выбрана разница между толщиною прокладки и высотою вы-
ступа или не выбран зазор Дг между выступом и прокладкой, то
разуплотнение узла следует линейной зависимости контактного
давления уплотнения f и критического давления рабочей среды РКр.
Рис. 212. Особенность зависи-
мости критического рабочего
давления Р от контактного
давления уплотнения f в полу-
гнездных фланцах:
/—уплотнение следует уравне-
нию (13.1) для плоскопараллельных
фланцев; 3— эффект самоуплотне-
ния.
Рис. 213. Схема изменения
контактного давления f при
подаче рабочего давления Р
в полугнездных фланцах при
начальном зазоре Дг.
Это показано на участке 1 рис. 212, т. е. повторяется зависимость,
приведенная на рис. 205. Однако в тот момент, когда прокладка
при радиальном смещении коснется выступа, то при дальнейшем
повышении рабочего давления Р на участке 2 критическое дав-
ление РКр возрастает более резко, чем на участке /; проявляется
так называемое самоуплотнение [9].
Ближайшее исследование этого явления показало [9, 10], что
если на поверхности контакта прокладки и фланца имеется смазка
и дано начальное контактное давление f, то последнее при подаче
рабочего давления будет падать (рис. 213) до /о отвечающего Ро,
по зависимости
f'0 = f-kP (13.16)
где k — постоянная, зависящая от упругого сопротивления про-
кладки радиальной деформации и от сил трения по опорным по-
верхностям. При наличии смазки k = 0,7; для абсолютно жестких
397
либо несмещаемых (например, привулканизованных) прокладок
k = 0.
В тот момент, когда деформируемая прокладка коснется вы-
ступа, прекратится падение контактного давления f по зависи-
мости (13.1) и начнется подъем его по уравнению
F~f'0 + C(P-P0) (13.17)
где С — постоянная, приближенно равная 1 (точнее, в среднем,
равная 0,98).
Физический смысл явления описываемого уравнением (13.17)
состоит в том (при С = 1), что в области ВС избыточное (с уве-
личением Р) рабочее давление Р — Ро передается по закону Пас-
Рис. 214. Зависимость Ркр от f в полугиездных фланцах
при постоянном начальном зазоре Дг.
Резины с модулями (в 10 Н/см*):
/—18; а—33; _3—40, <—60; 5—зависимость PKp—f по уравне-
нию (13.1) в плоскопараллельных фланцах.
каля через прокладку на выступ и на фланцы, что и ведет к уве-
личению контактного давления f или к самоуплотнению прокладки.
Наилучшим условием проявления самоуплотнения будет отсут-
ствие зазора Дг, тогда, с момента подачи уплотняемого давления
Р, сразу же увеличивается давление f на фланцах. Схема, при-
веденная на рис. 213, отвечает некоторой заданной деформации е
сжатой прокладки. С увеличением е или с увеличением модуля
резины Е при той же деформации е возрастает контактное давле-
ние f и характеристика АВС смещается вправо.
На рис. 214 приведена зависимость f и Ркр для прокладок из
различных резин с модулями Е = (18—60) • 10 Н/см2 при постоян-
ном начальном зазоре Дг. ,
b
398
Потеря герметичности узла теперь зависит от критического
контактного давления FKp, тем большего, чем больше рабочее
давление Р. Надежности уплотнения можно достигнуть уменьше-
нием модуля Е резины, уменьшением зазора Дг и применением
смазки контактных поверхностей, что ведет к уменьшению силы
трения. При несмазанных поверхностях значения fo=f и Ро на-
много выше, чем при смазанных и увеличиваются пропорцио-
нально статическому модулю резины Е. К тому же контактное
давление в области самоуплотнения жесткой резины (Е — 60
10 Н/см2) при смазанных поверхностях выше, а при сухих ниже,
чем контактное давление мягкой резины.
Исходя из уравнения (13.16) при Р = Ро и из уравнения
(13.17), можно дать^общее расчетное уравнение контактного на-
пряжения в таком виде:
F~f-(k + c)Po + CP (13.18)
Это уравнение имеет смысл при давлениях рабочей среды
Р>Ро-
Кольцевые уплотнители
Кольца круглого сечения (торообразные прокладки) — наибо-
лее универсальный вид кольцевых уплотнителей. Они приме-
няются как для уплотнений неподвиж-
ного контакта, так и для уплотнений
в возвратно-поступательном или враща-
тельном движении.
Эффект самоуплотнения, описанный
выше для кольцевых прокладок прямо-
угольного сечения, наблюдается и для
торообразных прокладок, уплотняющих
Рис. 215. Эффект самоуплотнения, проявляющийся
в уплотнении горообразными прокладками при
радикальном сжатии.
Влияние величины в предварительного натяга
(в %):
Г-0; 3—5; 3—8; 3—15.
сочленения при возвратно-поступательном движении [11]. Чем
больше натяг (растяжение по внутреннему диаметру кольца) при
посадке на вал, тем больше Ро, тем необходимо большее радиаль-
ное сжатие прокладки, чтобы под рабочим давлением произошло
перемещение прокладки до стенок канавки и проявилось само-
уплотнение (рис. 215).
Уплотнение торообразными кольцами сочленений вращатель-
ного движения требует должного подбора резиновой смеси [12],
399
учета посадочного натяга [13] и, как комплексного результата, рас-
тягивающих напряжений на контуре [11,14]* *.
Б. РАСЧЕТЫ АМОРТИЗИРУЮЩИХ УСТРОЙСТВ
Амортизационные шнуры
При изготовлении резиновых амортизационных шнуров
(ГОСТ 1788—42) необходимо собрать комплект, содержащий i
резиновых нитей (резиновый сердечник шнура), подвергнуть этот
комплект растяжению грузом Р (в 10 Н) до определенной отно-
сительной длины к и в таком состоянии зафиксировать его двой-
ной хлопчатобумажной оплеткой. При этом должен быть обеспе-
чен заданный размер наружного диаметра шнура d (в мм). Изго-
товленный таким путем амортизационный шнур должен иметь
определенный «показатель эластичности» F (в 10 Н). Последний
представляет собой нагрузку, необходимую для растяжения на
60% шнура, трижды перед тем подвергнутого растяжению на 100%.
Если размеры поперечного сечения резиновых нитей, модуль
резины G (или Е) и коэффициент Пуассона ц,' известны, то техно-
логический расчет сводится: к установлению числа нитей I в ком-
плекте, усилия (груза) Ри применяемого для растягивания ком-
плекта резиновых нитей перед первой оплеткой, а также Pi для
растягивания перед вторым сплетением.
Ниже излагается производственное решение такой задачи, ис-
ходя из выявленной зависимости между эластическими свойствами
шнура и его деталей в конструкции [17].
Для удобства изложения и связи его с производственными
операциями примем следующие обозначения этих деталей и ха-
рактеристики напряженного состояния резиновых нитей, состав-
ляющих детали.
Детали конструкций:
Резиновая нить Р — нарезанная нз пластины;
Комплект резиновых нитей К —резиновая часть амортизационного шнура, со-
стоящая из резиновых нитей;
„Шнур" Ш — незавершенное изделие, имеющее только первую
оплетку;
Амортизационный шнур А — законченное изделие с двумя оплетками.
Условия состояния резиновых нитей:
Свободное 0 —нити в обычном состоянии;
Нормальное 1 — резиновые нити в амортизационном шпуре;
Испытательное 2 —резиновые инти в амортизационном шнуре, растянутом на
100%;
Контрольное 3 — резиновые нити в амортизационном шнуре, растянутом на
60% (при контрольном испытании).
* Конструирование резиновых морозостойких уплотнительных U-образных
манжет и методы определения гарантийных сроков их службы подробно рас-
смотрены в работе [15].
Нормализация уплотнений вращающихся валов манжетами с натяжным пру-
жинным кольцом рассмотрена в работе [16] с приведением графических зависи-
мостей: от усилия натяжения пружины, обеспечивающего минимальную утечку,
от диаметра вала и момента трения, который можно допустить (исходя из ус-
ловий нагрева), при заданной постоянной скорости.
400
Угол а наложения оплетки; шаг t оплетки; толщина б одной
оплетки в радиальном направлении; диаметр пряжи dn; число ни-
тей в потоке п и число шпуль оплеточной машины N обозначаем
так же, как это принято в оплетке рукавов. Отсюда обозначения
деталей с характеристикой состояния резиновых нитей в них
имеют, как пример, следующий вид:
^АЗ ~ показатель эластичности амортизационного шнура при контрольном ис-
пытании изделий;
р^3 _ показатель эластичности комплекта резиновых нитей (ие имеющего оп-
леток) в условиях, отвечающих контрольному испытанию изделий;
ЛР1 — относительная длина резиновой нити в амортизационном шнуре;
_ диаметр цилиндра, образованного комплектом резиновых нитей в аморти-
зационном шнуре.
Связь эластических свойств шнуров с конструктивными факто-
рами. Относительная длина резиновых нитей Xpi в шнурах различ-
ных диаметров составляет 2,35—2,85 (табл. 28). Среднее значе-
ние Хрь равное 2,60, отвечает шнуру диаметром 14 мм. Модуль
сдвига G резины из натурального каучука, применяемой для ни-
тей амортизационных шнуров, составляет 3,74-10 Н/см2 (при Л
в пределах 2,2—3,0).
Таблица 28
Основные характеристики амортизационных шнуров
4д|, мм (номинальный) *аз- «он ХР1 fPl, !06 Па V
8 7-17 5,35 8,15 0,92
10 14-28 2,40 8,43 0,92
12 18-36 2,50 8,80 0,96
14 35-57 2,60 9,20 1,00
16 53-77 2,70 9,60 1,04
18 80-108 2,75 9,80 1,06
19 94-115 2,80 9,95 1,08
20 103-137 2,85 10,20 1,10
Среднее . . —• 2,6 9,2 —
По зависимости условного напряжения f от к, следуя уравне-
нию (8.8), в табл. 28 приведены соответствующие значения fpt.
Коэффициент у показывает отношения Xpi и fpi к значениям этих
величин в шнурах диаметром 14 мм, принятым для сопоставления
за единицу.
Между величинами, характеризующими эластические свойства
амортизационных шнуров в последовательности их изготовления
и деталей, составляющих их (резиновые нити, комплекты их,
«шнуры» с первой текстильной оплеткой), наблюдается зависи-
мость, выражаемая определенными коэффициентами расчетного
или экспериментального характера.
Рассмотрим следующие- из них.
401
Коэффициент Ci — отношение между показателем эластичности
Газ амортизационного шнура и аналогичным усилием Fki для
неоплетенного комплекта резиновых нитей. Этот коэффициент
учитывает два производственных фактора: упрочняющее влияние
оплетки и отношение между напряжениями в комплекте резино-
вых нитей при относительных длинах Лкз и Xri (или, что то же,
в резиновых нитях при Хрз и Xpi). Коэффициент с(, по прямым
экспериментальным определениям, является величиной практиче-
ски постоянной, равной в среднем 1,7*.
Коэффициент С2 — отношение между величинами: груза перед-
ней стойки Pi и усилием Fri- Практически таково же и отношение
между величинами: груза задней стойки р{ и тем же усилием Fri.
Таблица 29
Размеры амортизационных шнуров и расчетные коэффициенты
<*А1. мм 2в(, мм V *1 С2
8,4 1,00 0,90 0,7
10,4 1,00 0,92 0,8
12,4 1,00 0,96 0,9
14,4 1,05 1,00 1>0
16,4 1,05 1,04 1.1
18,4 1,10 1,06 1,2
19,4 1,10 1,08 1.2
20,4 1,10 1,10 1,2
В табл. 29 приведены: коэффициенты у, й и с2 и величина 2di,
которую находят из диаметра цилиндрического комплекта рези-
новых нитей и средней величины (с учетом допусков) наружного
диаметра оплетки согласно уравнению:
^К1в<^А1~4®| (13.19)
Усилие растяжения на передней стойке Pi, при оплетении
шнура средних размеров, близко к двойной величине усилия Fri,
способного удлинить комплект резиновых нитей до относительной
длины Хь При оплетении шнуров диаметром 16 мм и более этот
груз больше, чем 2Fr(, а при оплетении шнуров малых диамет-
ров (10 мм) меньше, чем 2Fri. Отмеченное обстоятельство объяс-
няется следующим. В шнурах средних и больших диаметров на-
пряжение растянутого при оплетке комплекта нитей, стремяще-
* Коэффициент с, может быть представлен как произведение двух множите-
лей, определяемых независимо друг от друга
«р равного отношению FA$; FK$ и
4 » » FK3 •
Среднее значение с, составляет 1,07 и с" —1,57.
402
гося укоротиться, достаточно велико, оно близко к тому, какое
потребовалось бы создать хлопчатобумажной оплеткой, фиксирую-
щей размер шнура. В случае оплетки шнура малых диаметров
напряжение такого комплекта в момент оплетения меньше того,
которое потребовалось бы создать оплеткой, фиксирующей раз-
мер диаметра комплекта нитей. Оплетка образует как бы чехол,
через который груз Р[ протягивает комплект нитей, проскальзы-
вающий в оплетке.
Расчет комплекта резиновых нитей амортизационных шнуров.
В основу расчета комплекта резиновых нитей можно принять
следующие положения:
а) резиновые нити и составленный из них комплект при растя-
жении деформируются одновременно, в одинаковой степени и без
изменения в объеме;
б) напряжение резиновых нитей, при относительной длине их
2,2—3,0 X, следует уравнению (8.8);
в) относительная длина резиновых нитей в амортизационных
шнурах является ведущим конструктивным и расчетным парамет-
ром. За исходную величину уместно принять %pi амортизационного
шнура диаметром 14 мм, равную 2,60. При этом напряжение
равно 9,2-10 Н/см2.
При расчете комплекта резиновых нитей необходимо устано-
вить:
i — число резиновых нитей в комплекте
(в ®ко ®ро (1320)
Газ— ожидаемый показатель эластичности
^A3“C1^K1 (13.21)
Pi — груз передней стойки
= 2c2F|g (13.22)
Определение числа нитей, показателя эластичности и растя-
гивающих усилий производят следующим образом. Площадь попе-
речного сечения комплекта нитей (в мм2) в ненапряженном их
состоянии:
sK0 = Y^pisKl (13.23)
sK1 = 0,25л (13.24)
Усилие растяжения комплекта нитей в амортизационном шнуре:
в 0,01 VfpisKt (13.25)
Приняв С| равным 1,7 и равным 9,2-10 Н/см2 (что отвечает
Xpi = 2,60 и у=1), можно упростить уравнения (13.25), (13.21)
и (13.22):
^аз“ O’15®Ysko (1321')
Р = О,184с2у«ко (1322')
403
Значения величины «ко приведены в табл. 30.
В общем случае величина «ко при fpi = 9,2>10 Н/см2 зависит
от Xpi.
Таблица 30
Значения величнны>«к0 (в мм2)
ИА| (ном), мм $fq, мм* 8 32,2 10 65,4 12 84,9 14 118,8 16 160,6 18 206,1 18 232,4 20 260,2
2,81 82 В 146 ариан 228 ты Apt 334 468 613 708 805
2,74 80» 143 223 325 455 600 688 785
2,70 78 141 220 320 450 588 679 775
2,66 77 138 216 314 440 578 665 760
2,60 76 135 211 309 433 567 654 745
2,56 74 133 208 304 426 558 643 735
2,51 73 130 204 298 418 547 630 720
2,46 72 128 201 293 411 538 620 708
2,43 71 126 198 288 405 530 610 696
Для производственных расчетов удобно пользоваться спе-
циальными таблицами. Такие таблицы дают оперативные указа-
ния: какое число нитей i следует взять в комплект, какой прини-
Рис. 216. График расчетных значений показателя ГАз
эластичности амортизационных шнуров:
I—минимум £дз по ГОСТ 1788-42; 2—минимум по расчету;
3— по расчету прн Хр|~2,60; 4—максимум по расчету; 5-мак-
симум по ГОСТ 1788-42.
мать груз Pi и какой при этом следует ожидать показатель эла-
стичности Газ-
Графическая зависимость </ai и Газ Дана на рис. 216. На этой
диаграмме показаны величины ГАз, допускаемые по ГОСТ 1788—
42, средние величины расчетных значений ГАз при нитях с Xpi=2,60
и /р1 = 9,2-10 Н/см2 и пределы отклонений при нитях с Api
в 2,81—2,43,
404
Применяя приведенные расчетные уравнения и установив соот-
ветственные параметры, можно также рассчитывать сердечники
амортизационных шнуров, изготовленные, например, из латексных
нитей круглого сечения.
Пример расчета. Задано: dA1 номинальный = 14 мм; /Р1 =9,2- ЮН/см2 (при
ЛР1 = 2,60) sP0 = 1,03 мм2.
Требуется определить: I, и ГА3.
По табл. 29 берем у = 1,00 Сг = 1,00.
По табл. 30 „ sKO = 300 мм2.
309
По уравнению (13.20) имеем Z == 300.
По уравнению (13.22') Рх = 0,184c2ysK0 = 0,184 • 1 • I • 309 = 56,9 • ЮН.
По уравнению (13.2Г) FA3 = O,156ysKo = 0,156 • 1 •309 = 48,2-ЮН.
При опытном изготовлении серийного амортизационного шнура i было взято
равным 300; Рх и р'х были приняты равными 57 • ЮН.
Контрольное испытание дало FA3 в пределах (46—47) • ЮН. По ГОСТ
1788—42FA3 допускается в пределах (35—57) • ЮН (см. табл. 28 и рис. 216).
Напряжение в комплекте резиновых нитей (в сердечнике)
Допуская, что составляющие комплект резиновые нити, сжа-
тые оплеткой, действуют как единое целое, выделим шестью пло-
скостями в толще такого сердечника элементарный параллелепи-
пед с боковыми сторонами, параллельными оси амортизационного
шнура (рис. 217). Этот элемент находится в равновесии под дей-
ствием сил, приложенных к поверхности его граней, и испытывает:
сжимающее осевое напряжение /хь создаваемое стремлением к со-
кращению растянутого таким же напряжением комплекта нитей,
и сжимающие напряжения по боковым граням fyt и fzi, возникаю-
щие вследствие давления оплетки.
В таком элементе:
— fyt , . fxl + fzl
вр1 = -^- + |х ----—;
Так как = и> п0 условию равновесия, eyi =ег, =0, то
— fyt . » fxt + fzt л
—+ н---------Ё---= 0; 0ТКУда
03-26)
что при ц' = 0,5 дает
fxt-fyt~-^ (13.27)
SK1
Расчет оплетки амортизационных шнуров. В основу расчета
оплетки амортизационных шнуров можно принять следующие по-
ложения:
405
а) амортизационный шнур должен выдерживать двойное рас-
тяжение без нарушения целости и нормального состояния оплетки;
б) оплетка воспринимает напряжение, имеющееся в комплекте
резиновых нитей амортизационного шнура;
в) в этих условиях оплетка удерживает неизменными размеры
Рис. 217. Схема напряже-
ний в амортизационном
шнуре.
диаметра комплекта резиновых нитей,
приданные ему растяжением, соответ-
ствующие Хрь
Угол наложения оплетки. В
пределах двойного растяжения и после-
дующего сокращения комплекта резино-
вых нитей шнура непривулканизованная
к шнуру оплетка должна свободно сле-
довать за ними. В основу расчета вели-
чины угла наложения оплетки примем
допущение, что объем этого комплекта
не изменяется, и что текстильная нить
оплетки, свободно идущая за сердечни-
ком, не изменяется по длине (нерастя-
жима).
На рис. 218, а представлен виток по-
тока оплетки, объемлющий цилиндриче-
ский комплект нитей диаметром </кь на
длине шага t\, и развертка этого витка
длиной I на плоскость, касательную
к этому цилиндру. Аналогично может
быть представлен, и виток на комплекте
диаметром йкг при шаге /j (рис. 218,6).
Исходя из условия постоянства объема
v резины под оплеткой, постоянства дли-
ны I витка оплетки и заданного двойного
растяжения, можно прийти к следую-
щим уравнениям:
V 0,2оЯб1|^|/| — 0,25яг/К2<2
,2 _ ,2 _2 .2 _ ,2 I _2 j2
I = J, + я аК1 = г2 + я dK2
h = 2/1
Систему этих уравнений с четырьмя переменными можно свести
к следующему:
+ Я41 = + 0Л«2<*к2
Упрощение этого уравнения дает
1 + tg2 а = 4 + 0,6 tg2 а
откуда
tg2a = 6 и tg а— 2,450 (13.28)
Следовательно, угол а должен быть не менее 68°.
Поскольку вторая оплетка при растяжении шнура должна
также легко следовать за резиной (сердечником шнура), ее накла-
406
дывают под таким же углом. Для контроля величины угла спле-
тения следует измерять шаг оплетения и сопоставлять его с диа-
метром по следующему уравнению:
z, = liTe,’283du1' (13.29)
Конструктивные различия первой и второй оплеток показаны
на рис. 130 (глава 5).
Степень покрытия оплеткой комплекта рези-
новых нитей амортизационного шнура. При выпол-
нении оплетения нити оплетки укладывают потоками, содержа-
щими 3—7 ниток в первой оплетке и 2—5 — во второй. Степень
а б
Рис. 218. Схема развертки витка оплетки.
покрытия нитями оплетки (одного направления) боковой поверх-
ности комплекта резиновых нитей диаметра dxi зависит от числа
нитей в потоке п и числа шпуль оплеточной машины N. Нити
оплетки в потоках и потоки не укладывают с предельной плот-
ностью, а между ними оставляется некоторый зазор, что облег-
чает смещение нитей оплетки при растяжении амортизационного
шнура. Отсюда отношение реальной степени покрытия и теорети-
чески возможной всегда меньше единицы. Однако оно не должно
быть особенно мало, иначе в оплетке будут образовываться про-
светы, что поведет к выпучиванию резины между нитями оплетки.
Число нитей в потоке при предельном покрытии' оплеткой пп.п
можно найти из сопоставления длины шага витка оплетки с чис-
лом нитей, полностью покрывающих эту длину.
Если условно считать, что нити оплетки не сплющиваются, что
потоки уложены вплотную и что не происходит «усадки* шага
после оплетки, то из зависимости х
<««»
407
следует
2/| sin а 2 • 1,2834Ш1 sin а ,.ов,.
Пп-п“~л^-----------N^,----- (1331)
При dni = 0,3 мм и при а = 68° уравнение (13.31) дает
вв.п-7,9-^ (13.31')
Практически отношение п/ппп колеблется: для первой оплетки
0,53—0,82 и для второй —0,61—0,85.
Резиновая эластичная тесьма
Ставишинский, следуя опыту польской лентоткацкой промыш-
ленности, приводит [18] расчет напряжения резиновых нитей в эла-
стичной тесьме (для подвязок). Теоретический расчет, основанный
на определении моментов сил в системе механизма, моделирую-
щего производственные условия, показал, что напряжение рези-
новых нитей в эластичной тесьме составляет (9—13) • 10 Н/см2.
Так как предел прочности применяемых резиновых нитей состав-
лял 2,0—3,0 кН/см2, то запас прочности их в тесьме примерно
20-кратный (данных по деформационным свойствам нитей и
тесьмы в работе [18] не приводится).
Амортизаторы
По статическим и динамическим исследованиям и расчетам
амортизационных устройств имеется немало сообщений. Однако
лишь в немногих уделяется внимание оценке механических свойств
Рис. 219. Амортизатор с двумя наклонно поставленными
резинометаллическими призматическими блоками (мо-
стичиый).
резиновых конструкций по связи с составом резиновых смесей и
технологическими особенностями производства [19]. В расчетах
конструкций, следуя принципу суперпозиции, авторы принимают
зависимость напряжений f и деформаций 8 резины линейной, а по-
этому и ограничиваются теми пределами деформаций, в которых
считают возможным это допущение. Особенности свойств резины
408
Рис. 220. Схема действую-
щих сил вертикально на-
груженного мостичного
амортизатора.
Приняв А за начальную
в больших деформациях и перемещениях освещают В. Л. Бидер-
ман [20] и Э. Э. Лавенделл [21]. В литературе приводятся некото-
рые материалы предлагавшихся расчетов [22—27].
Мостичный амортизатор [26]. Исследование статических свойств
мостичного амортизатора, состоящего из двух наклонно постав-
ленных призматических резиновых блоков, прочно привулканизо-
ванных к металлической арматуре, и ра-
ботающего в сдвиге и сжатии (рис. 219),
приводит Гебель [26]. Вследствие проч-
ного мостичного соединения направле-
ние деформации 60бщ не произвольное,
а идентично с направлением силы
Робщ = 2Р.
Относительная жесткость каждого
амортизатора с = Р/бобщ1 общая относи-
тельная жесткость системы С = 2Р/6Общ-
Вынужденное поведение амортизатора
является следствием горизонтальной си-
лы N (рис. 220), возникающей в резуль-
тате прочного соединения обоих на-
клонно поставленных блоков. Результи-
рующая для Р и N сила Р' одновременно
является таковой же для усилия сдвига
РСд и усилия сжатия РСж- Из соответ-
ствующих деформаций сдвига 6Сд и сжа-
тия дсж следует общая деформация
(осадка) 60бщ амортизатора при на-
грузке. Величина 60бщ меняется, как п
ее компоненты, с изменением угла а —
наклона оси амортизатора к вертикали,
точку приложения силы Р, применяем следующие уравнения:
Р = Ред sin « + Рсж cos а
бед добщ sin ct
&СЖ бобщ cos (X
(13.32)
(13.33)
(13.34)
а) Установление усилия Рсд, определяющего «чистое* напря-
жение сдвига. Следуя обозначениям главы 8 и принятым здесь,
получаем:
А.-®-*-** <»•">
где s — поверхность сдвига; а — толщина блока.
Модуль сдвига резины G Гебель принимает в графической зави-
симости от твердости, но не зависящим от формы резины и кон-
струкции блока (рис. 221).
При а не выше 20° тангенс угла практически можно принять
равным дуге, следовательно
РСД = А^- (13.36)
14 В, А, Леоетоа
40»
б) Установление усилия РСж, определяющего «чистое» напря-
жение сжатия. Принимая зависимость напряжения f от деформа-
ции е линейной, имеем:
f = и г_£ е=«£СЗкк —
Откуда
рсж=а (13.37)
Модуль продольной упругости Есжк конструкционно связан-
ной резины, привулканизованной к металлическим пластинам, Ге-
бель принимает в графической зависимости от коэффициента
формы Ф и от твердости резины (рис. 222).
Рис. 221. Зависимость
модуля сдвига G от
твердости резины (по
Шору).
Рис 222. Зависимость модуля Есж-к ре-
зины в конструкции амортизатора от
коэффициента формы Ф и твердости
резины (по Шору).
в) Определение общего прогиба двух наклонно поставленных
блоков амортизатора. Из уравнений (13.32), (13.36) и (13.37)
для рассматриваемого случая
р _ sin а + ?сж^£.ж- к cos а
а а
Подставив сюда бСд и бСж из уравнений (13.33) и (13.34),
получим:
Р - sin а + Д°бц^озаз£сж.к cos о = б^цД ((? $.п2 о + о)
И
бобш
__________РрбщД___________
2s (G sin2 а + Есж, к cos2 а)
(13.38)
Из уравнения (13.38) можно • вычислить бОбщ для различных
углов а или по заданным значениям дсд и 6СЖ найти предел ли-
нейной ЗаВИСИМОСТИ РОбщ — бобщ-
Расчет числа собственных колебаний мостнчного амортизатора.
При расчете числа пс (в колеб!мин) собственных колебаний си-
410
стемы в вертикальном направлении с массою т применяют урав-
нение
(|3-39>
Поскольку прогибы бобщ связаны с нагрузкой РОбщ через отно-
сительную жесткость С, естественно ожидать, что при циклически
изменяющейся нагрузке относительная динамическая жесткость
Рис. 224. Прогибы бобщ мостичного
амортизатора (по рис. 219) при раз-
личных углах а:
/—только сжатие; только сдвиг;
3—граница линейное зависимости
^обш^обиг Размеры блока 100X100X80 мм;
твердость 68 (по Шору).
Твердость по Шорд
Рис. 223. Зависи-
мость k от твердо-
сти резины (по
Шору).
(практически не зависящая от частот, обычных для машин) раз*
лична для разных видов резин
С ДИН =
На рис. 223 приведена зависимость коэффициента k от твер-
дости резины.
Масса т вычисляется (приближенно) как
m = Po6m'g
Пример расчета . Требуется.
а) Показать зависимость упругих прогибов бовщ амортизатора (рис. 224)
от Ровщ для углов а = 0,15, 30, 45, 60, 75 и 90°, если з = 10 X Ю см = 100 см’,
толщина резинового слоя а = 8 см, твердость резины по Шору 58, О = 8,4 •
• 10 Н/см* Ф = 0,313 и £„ к = 52 10 Н/см2.
б) Показать зависимость числа собственных колебаний пв амортизатора
для тех же значений углов а и Ровщ = 6,0 кН, если k = 1,5 (из графической
зависимости от твердости по рис. 223).
Решение. Применяя уравнение (13.38) и задаваясь значением Ровщ, нахо-
дим бовщ для заданных величии углов. Решение приведено иа рис. 224. При
а = 0° происходит только сжатие блоков; при а = 90е — только сдвиг; в по-
следнем случае с прогибом, в 6 раз большим, чем в первом. Кривая рис. 224,
14* 411
определяющая границу линейности зависимости Ровщ— 50вщ, вычислена иа ос-
новании уравнения (13.38) по формуле
Робщ = 2s (О tg у sin2 а + Есж. кв cos2 а)
Пределы этой линейности 6СД. макс = a tg v и беж. макс =ае будут при
у = 20° и е = 0,20. Тогда
Робш = 2s (0,3640 sin2 а + 0,20Есж. к cos2 а)
Отсюда для рассматриваемого случая при а=0в,
f = 10,4 10 Н/см2, а при а = 90е т = 3,1 • 10 Н/см2.
На рис. 225 приведена зависимость соб-
ственной частоты колебаний от угла а, как
Рис. 225. Зависимость собственной частоты «с амор-
тизатора (по рнс. 219) от угла а; РОбш = 6,0кН.
следует из графика, при а = 0° пс самое высокое, а при а = 90°
(при сдвиге) самое низкое.
Демпфер коленчатого вала
Конструкции демпферов, как и многих других резиновых и ре-
зинометаллических деталей различных машин безрельсового и
рельсового транспорта или других видов машиностроения, разра-
батываются конструкторскими отделами соответствующих потре-
бителей. Задачей резинщика является проведение расчетов, по-
зволяющих конкретизировать необходимые механические свойства
резины в изделии, и сопоставление их с возможностями произ-
водства. В качестве примера рассматривается расчет демпфера
коленчатого вала двигателя автомобиля в статических усло-
виях испытания (28].
Демпфер (рис. 226, а) состоит из крышки А и фланца В и со-
единяющих их резиновых слоев Сь Сг, С3 и Ct. Слой Ct располо-
жен по цилиндрической части демпфера и представляет собою
втулку; слои С2 и С3 расположены по торцовой части; слой С4 не
нагружен.
В условиях приемочного испытания демпфера на скручива-
ние крышки демпфера заданным крутящим моментом М сме-
щаются относительно фланца на некоторый угол скручивания <р.
Индикатор, укрепленный на фланце демпфера (рис. 226,6),
показывает величину S — проекции на касательную, отвечающую
центральному углу <р. Эта величина и указывается в техниче-
ских условиях как данный признак качества. Замерив д и зная г
(100 мм), можно определить углы скручивания <р, так как
tgq>~d/r (13.40)
412
При малых значениях <р величины дуги, хорды и ее проекции б
на касательную практически равны. Величина б отвечает кру-
тильной податливости на испытательную нагрузку, приложенную
на заданном расстоянии от оси демпфера.
В рассматриваемой конструкции, принимая ее металлические
детали абсолютно жесткими, имеем:
а) концентрическое кручение резиновой втулки С\, приводя-
щее к углу скручивания фвт;
б) торцовое кручение резиновых шайб С2 и С3, приводящее
к углу скручивания фш-
Расчеты по уравнениях^ (8.21) и (8.24), следуя принципу супер-
позиции, показывают, что при постоянных размерах деталей и по-
стоянном значении модуля G угол фш должен быть примерно
в 10 раз больше, чем угол фвт. Следовательно, крутильная подат-
ливость демпфера, в основном, определяется податливостью рези-
нового массива втулки. Резиновые же массивы С2 и Сз служат
лишь амортизирующими подушками. Конструкционный расчет
демпфера на статическое скручивание втулки С\ должен выявить
величину необходимого в заданных условиях модуля сдвига ре-
зины G или пригодность тех или иных серийных резин, применяе-
мых для подобных изделий. Эта задача решается с помощью
подстановки в уравнение (8.24) значения ф, отвечающего требуе-
мому техническими условиями заданному значению б.
С другой стороны, модуль сдвига G резины, принимая его
равным '/з Е, может быть найден, исходя из уравнения (8.5').
Определение Е следует проводить в пределах растяжения,
имеющего место в задаваемых условиях испытания и при соот-
ветствующих температурном и скоростном режимах.
Для выяснения влияний, вносимых допусками на размеры де-
талей металлической арматуры (крышки и фланец), на величины
отклонений крутильной податливости следует учесть определяе-
мую этими допусками возможность отклонений габаритов рези-
нового массива втулки демпфера. Для этого достаточно из упо-
мянутого уравнения главы 8 рассчитать максимальные и мини-
мальные относительные значения величины:
(13.41)
Исходя из номинальных значений G, Г\, Гъ /вт и заданного
для испытания М, можно рассчитать величину А, угол ф и отве-
чающее ему значение б. Рассчитанное таким путем значение б
может оказаться заниженным против заявляемого в техниче-
ских требованиях. Это будет означать, что для обеспечения не-
обходимой крутильной податливости демпфера следовало бы ис-
пользовать резину с значительно меньшим, чем применяемом
в производстве типе, модулем сдвига. Например, G в пределах
(0,7—2,0) • 10 Н/см2 или Е от 2 до 6 Н/см2.
414
Рис. 227. Гистограмма и кривая нор-
мального распределения крутильной
податливости демпферов.
Производственных резин с таким низким модулем продоль-
ной упругости не известно, и понимать такой модуль G необхо-
димо как модуль конструкции по следующей зависимости
G' = zG
где z — коэффициент требуемого снижения.
Для создания демпфера с подобным модулем конструкции
могут быть следующие пути:
а) изменение конструкции втулки путем укорочения ее или
утолщения.
б) вырезка на наружной ци-
линдрической поверхности крыш-
ки демпфера отверстий, образую-
щих «окна» в креплении резины
к металлу.
Возможно также резервирова-
ние определенных мест крепле-
ния резины к металлу по наруж-
ной и внутренней поверхности
резиновой втулки *. Для этого
можно применить, например,
смазку отдельных участков ла-
тунированной поверхности рас-
твором мыла или силиката нат-
рия, можно использовать про-
мазку перед латунированием тех
же мест водостойким лаком, пре-
пятствующим отложению латуни.
Меиее рациональна закладка
уменьшенной заготовки в полость
демпфера, так как здесь будет элемент случайности. Неопределен-
ность и неуправляемость процесса, вносимая таким приемом ра-
боты, неизбежно ведет к неустойчивости качества. Статистическая
обработка данных испытания исследуемого качества демпферов,
изготовленных таким путем из одной закладки резиновой смеси,
приводит к коэффициенту вариации С = 35,2%.
Двухвершинность и асимметрия соответственной гистограммы
(рис. 227) свидетельствуют о наличии не только случайных откло-
нений, но и общего уклона в сторону жестких демпферов.
Примеры расчета. 1. Задано: М = 3000 • ЮН см, G — 4,3 10 Н/см’.
Возможные, по условиям производства и режима испытания, крайние значе-
ния G — 3,6 и 5,5 • 10 Н/см’.
Номинальное значение выражения
,2 _ .2
А = — -1 — 2,25 • 10“4 см”3
* Резервирование мест крепления, примерно до 60% площади крепления,
привело бы к величине испытательного напряжения т, определяемого по уравне-
нию (8.25), до 0,84 10 Н/см’. Однако запас прочности при современных дости-
жениях в креплении резины к металлу останется достаточным.
415
Возможные, вследствие допусков на г\ и гг, крайние значения Л: 2,70 • 10"4
и 1,8 10 4 см*’.
Требуется найти б = rq> = 100<р мм.
По уравнению (8.24)
МА
AnG
находим:
фсредн
3000 • 2,25 • I0-4
4-3,14-4,3
= 0,0125
фмакс
3000 2,7 • 10-4
4-3,14-3,6
= 0,0179
3000 1,8 10~4 _
Фмии— 4.3,14-5,5
0,0078
Соответственно: бСредп = 1,25 мм; бмакс = 1,79 мм и бМнн = 0.78 мм.
Эксперимент дал 6=1,36 мм — величину, близкую к среднему значению.
2. Задано: М = 3000 10 Н/см, 4срвдв = 2,25 10'4 см-3; бСредв = 3,35 мм;
бмаке es 4,1 мм; бмии 2,6 мм.
Требуется найти G (при среднем значении rt и гг).
По уравнению (8.24) находим:
г 3000 2,25 • 10~4 оп7
макс = 4 • 3,14 • 0,026 Л0'
г _ 3000-2,25-10-4 .„
°“ии 4-3,14-0,041 =
Производственные резины с таким модулем неизвестны.
Понимая найденные значения как модуль конструкции для изготовления тре-
буемых демпферов, можно назвать пути:
а) укорочение или утолщение втулки;
б) вырезку на наружной поверхности крышки отверстий, образующих окна
в креплении резины к металлу.
Однако в этих случаях необходима специальная проверка динамической
жесткости и гистерезисных потерь демпфера.
Плоские амортизационные прокладки
Как уже отмечено в главе 5, при динамической нагрузке ци-
клического (периодического) или импульсного (ударного) воз-
буждения возникает необходимость уменьшения действующей
силы (статическая плюс динамическая), передаваемой от неурав-
новешенной машины к фундаменту, или уменьшения амплитуды
вынужденных колебаний от вибрирующих корпусов к монтирован-
ным на них приборам. Это необходимо для защиты прочности
сооружений и в целях снижения производственного шума.
Ниже, например, рассматривается случай использования рези-
новых плоских амортизационных прокладок, осуществляющих га-
шение колебаний (демпфирование) за счет свойств, присущих ре-
зине (гистерезисных ее потерь и жесткости) .
416
Способность амортизатора гасить колебания характеризуется
коэффициентом изоляции г), определяемым уравнением
V \ fc ' 4Л2 + б2
(13.42)
где fB— частота вынужденных колебаний (частота колебаний воз-
буждающей силы), Гц; fc — частота собственных колебаний (без
затухания) системы агрегат — резина, Гц; О — логарифмический
декремент затухания колебаний амортизирующей системы, равный
Ini..
Л*2
Логарифмический декремент О, представляя собой натураль-
ный логарифм величины отношения двух последовательных ампли-
туд колебания Ал и А2, служит показателем затухания за один
период. Чем меньше г), тем лучше изоляция, зависящая по урав-
нению (13.42) от отношения fB/fc и от логарифмического декре-
мента затухания О. Уравнение (13.42) для случая/в//с = д/2 = 1,41
при всех значениях О дает т) = 1, т. е. в этом случае амор-
тизирующего действия нет. Если в дальнейшем анализе уравне-
ния (13.42) принять О близким к нулю, т. е. считать внутреннее
трение в амортизаторе пренебрежимо малым, то получим:
«,342'»
При (уравнение 13.42') т) > 1, следовательно,
в этом случае не только нет амортизации, но, наоборот, ампли-
туда общей действующей силы возрастает.
При fjjfc > д/2 Л будет меньше единицы, и амортизация имеет
место. Для получения хорошей изоляции (демпфирования) необ-
ходимо, чтобы частота fc собственных колебаний системы была
мала по сравнению с частотой fB вынужденных колебаний.
При fB = fc уравнение (13.42') теоретически приводит кц = оо.
что характеризует состояние резонанса. Резкое возрастание т)
в зоне резонанса отвечает такому же увеличению амплитуды ко-
лебаний агрегата и силы, передаваемой основанию.
Допущение, положенное в основу уравнения (13.42'), в доста-
точной мере справедливо для металлических пружинных аморти-
заторов, не имеющих существенного внутреннего трения и осуще-
ствляющих амортизацию за счет приданной металлу формы. Для
резин же, применяемых в амортизационных устройствах, величина
О, зависящая от гистерезисных потерь, находится в пределах
0,3—0,8 [29]*. Таким образом, резиновый амортизатор и при резо-
нансе дает конечную величину т).
* Для этих же резни fc с затуханием лишь немного меньше ft без затуха-
ния. С точностью до 3% их можно считать равными.
417
Так как увеличение т) при резонансе не связано с возрастанием
энергетических затрат, то в ряде случаев допустимо применение
резиновых амортизаторов для работы вблизи резонансной зоны.
Это, например, бывает в работе грохотов, сит и других объектов.
Но такая работа, именно из-за наличия внутреннего трения в ре-
зине, связана со значительным нагревом резинового амортизатора
и может вести к преждевременному его износу.
На рис. 228, а приведена зависимость г) от fB/fc, следуя вели-
чинам логарифмического декремента затухания 4. Чем ниже О,
тем выше значение т) в резонансной зоне. Одновременно, однако,
г) уменьшается с увеличением отношения fB/fc. При этом чем выше
О, тем более пологий, ближе к r] = 1, ход кривой зависимости г]
от ftlfc.
Так как 0 зависит от гистерезисных потерь в резине, а послед-
ние определяются синусом угла сдвига фаз между силой и дефор-
мацией (sin q>), то отношение 4я.2 в уравнении (13.42) может
быть заменено sin2q> [29]. Sin ф — легко определяемая экспери-
ментом характеристика резины.
Как уже отмечено, для получения хорошей изоляции необхо-
димо, чтобы частота fc была меньше, чем частота fB. Так как fc
может быть выражена через вес Р, осадку б и ускорение силы
тяжести g по уравнению
(,3-43)
то
fc = 15,87д(-в*м) (= 4,97б<-в*Лм)) или «с = 952б("в >
Таким образом, если известна осадка б резиновой прокладки
под заданной статической нагрузкой Р, определяемой весом агре-
гата, то может быть найдена собственная частота fc (без затуха-
ния) системы агрегат — амортизатор; fc будет тем меньше, чем
больше б. Осадка б = йое будет тем значительнее, чем ниже мо-
дуль резины и чем меньше коэффициент формы резиновой про-
кладки. Однако применение резиновых прокладок с ho свыше
3—5 см не рекомендуется, так как это приводило бы к возмож-
ности боковых смещений агрегата. Для подбора 6см> в записи-
мости от требуемого г) и заданного fB (или п), предложен [30]
график* (рис. 229) с линейной зависимостью f — бсм. Нижняя
* Плоские амортизационные прокладки также применяются для снижения
шума. Линии зависимости (в — б на рис. 229, определяющие величину т), одно-
временно показывают и снижение силы звука в децибелах. Величиной бел (0),
представляющей логарифм отношения, указывающего превышение силы звука
/ по отношению к исходному /о, характеризуют силу звука. Если ///о = 10, то
f = 1. Уменьшение силы звука иа 1 бел на слух ощущается как уменьшение
громкости в 2 раза. В акустических расчетах, одиако, пользуются величиной
0,1 бела, называемой децибел.
Ослабление вибраций до б — 0,10 (см. приведенный ниже расчет) отвечает
снижению силы на 20 децибел ([30]; см. также [31, 32]),
418
а
п.
5
Рис. 228. Зависимость коэффициента изоляции т).
а—От соотношения частот fg/fc при различных значениях#:
/ — 0; 3—0.2; 3—0.3; 4—0Л; 5—1.0 (пружинный амортизатор);
б—от материала амортизатора:
/—пружинный амортизатор sin Ф»0; 2—резиновый аморти*
затор sin <р—0,25; 3—резиновый амортизатор з1пф“0.6.
кривая, помеченная г] « со, отвечает fB = /о» т. е. состоянию резо-
нанса.
На рис. 229 приняты 6 статические, отвечающие статическому
режиму деформации и статической жесткости. Так как динамиче-
ская жесткость, зависящая от динамического модуля, выше ста-
тической, то для расчетов амортизаторов прогибы должны быть
взяты меньшими. В качестве поправочного множителя можно при-
менять величины k~{, коэффициента, приведенного на рис. 223, или
Рис. 229. Зависимость коэффициента изоляции т) от частот )'в (или числа
оборотов машины п) и статического прогиба б (в скобках приведено ослабление
звука в децибелах).
отношение модулей Ест/Ет№ по данным, приведенным в главе S.
Но можно также, не меняя величины б, в дальнейшие расчеты
вводить значение £Дин.сж.к- В ответственных случаях величины
Един г.ж к следует находить экспериментально. Коэффициент изоля-
ции т] считают практически достаточным в пределах 0,2—0,5.
Задавшись допустимым напряжением /сж резиновых прокладок,
находят нх высоту Ло, отвечающую требуемой зависимости Р — д,
применяя уравнение:
Л» = ЙЯд«н-сжк (13.44)*
Гсж
Допустимое напряжение fсж для амортизационных упругих про*
кладок дано в табл. 31.
* В уравнении (13.44) в целях упрощения зависимость — в принята ли-
нейной. Точнее вести расчет по уравнению (8.5).
480
Таблица 31
Допустимые нагрузки на амортизационные прокладки
Материал
Допускаемая
нагрузка
fclK, 105Па
Резина губчатая .............................
Резина мягкая ...............................
Резина в виде ребристых плит или плит с углу-
блениями (рис. 230)..........................
Резина средней твердости ....................
Резина специальных сортов....................
Пробка натуральная...........................
Войлок мягкий ...............................
Войлок жесткий прессованный..................
0,3
0,8
0,8-1,0
3-4
3-4
1,5-2
0,2-0,3
1,4
По найденному определяют площадь s0 и размеры про
кладок.
Пример расчета. Рассчитать упругую прокладку под машину, работающую
при 3000 об/мин. Вес машины 6,0 кН, вес фундаментной плиты 4,0 кН [30].
3000
Принимаем отношение /»//« = 3, что дает /с = = 17 Гц. Из рис. 229
Рис. 230. Резиновые пластины для про-
кладок:
а—ребристая; б—с углублениями,
находим, что частота собственных (или резонансных) колебаний /0 «= 17 Гц
(1000 колеб/мин) соответствует прогибу б = 0,1 см.
Выбрав в качестве прокладок резиновые плиты с отверстиями с ЕЯяя с ж. к ™
= 40-10 Н/см* и принимая допустимую нагрузку fc» = 1-10 Н/см2, находим
высоту прокладки Ао
Л. _ дин.сжк. = 0Лд40 _ 4 см
/сж *
При /0 = 17 Гц вибрация, передаваемая фундаменту, будет ослабляться для
всех частот, начиная с частоты f = V2/c = 24 Гц. Как показывает рис. 229,
при б = 0,1 см передача вибраций с частотой 50 Гц (3000 об/мин) будет ослаб-
421
лена прокладками до я = 0,10 (или на 20 децибел). Общая площадь «общ про-
кладок составляет
„ Р 600 + 400 .... .
$общ = "ё в= t ®® 1000 см*
Гсж 1
Если принять число прокладок равным 6, то размеры каждой могут быть, на-
пример, 10 X 16,7 см или же d = 14,6 см В более точном расчете следует прини-
мать во внимание уменьшение общей жесткости прокладок с увеличением числа
их, вследствие изменения коэффициента формы Ф [см. уравнение (8.16)].
Схему детального прикладного вибрационного расчета резино-
металлических амортизаторов приводит Б. М. Горелик [29]. Эле-
менты теории резонансных грохотов исследует В. Н. Потураев
[33, 34]. Расчеты опор и шарниров в мостах дает Л. И. Мещеря-
ков [35].
В. КОМАНДНЫЕ И РАБОЧИЕ РЕЗИНОВЫЕ ДЕТАЛИ МАШИН [36—51]
Резиновые мембраны, диафрагмы, клапаны, резиновые об-
кладки валов и футеровки подшипников лишь в последниее время
стали объектами конструкционных и технологических расчетов.
В ряде случаев такие расчеты, учитывающие температурно-меха-
нические свойства резин, не вышли еще за пределы постановки
расчетной задачи и поисков путей расчета, но непрерывно возра-
стающие требования рабочих скоростей, нагрузок, давлений и фи-
зико-химических воздействий требуют внимания конструкторов
и к этой группе несущих нагрузку резиновых деталей.
Мембраны
Многие виды резиновых машиностроительных деталей рабо-
тают вмонтированными в соответствующие узлы приборов и ап-
паратов. Сборка таких узлов иногда приводит к значительным
деформациям резиновой детали, сказывающимся на ее механиче-
ских свойствах в эксплуатационных условиях. Обычная оценка
физико-механических свойств резины, например показателями, при-
веденными в табл. 6 (глава 8), оказывается явно недостаточной;
возникает необходимость установления характеристики резино-
вой детали как части узла сборки. В размерах металлических де-
талей, контактирующих с резиновыми, могут быть отклонения;
могут наблюдаться отклонения в процессе сборки: в величинах
прилагаемых усилий, в величине деформаций в резине и др. Все
это может привести к тому, что вполне правильно изготовленная
резиновая деталь — наиболее чувствительный элемент узла — бу-
дет поставлена в неподходящие условия; узел в целом будет ра-
ботать неправильно.
Отсюда возникает вопрос о таком порядке приемки резиновых
деталей, когда механические их свойства устанавливаются непо-
средственно на самой детали, но в условиях, исключающих влия-
ние отклонений в сборке узла. Для установления характеристики,
определяющей механические свойства детали в узле, необходимо
иметь:
422
а) расчетную зависимость, связывающую искомый параметр
(прогиб, осадку и т. п.) с приложенным усилием, геометрическими
размерами детали и модулем материала;
б) прибор, имитирующий работу детали в узле и позволяющий
экспериментально определить искомую зависимость.
Из сопоставления расчета и эксперимента, принимая во вни-
мание допустимые отклонения геометрических и механических
параметров детали, и может быть составлена искомая характери-
стика. Сравнение свойств серийной продукции с такой характери-
стикой позволит установить идентичность механических свойств
продукции.
В качестве примера ниже рас-
сматривается установление харак-
теристики плоской круглой резино
вой мембраны с жестким центром
[36—38].
Мембранами называют закреп-
ленные по контуру тонкие пла-
стинки. Вследствие незначительной
Рис 231. Плоская мембрана
с жестким центром.
своей толщины, такие пластинки
при прогибе работают только на растяжение. Мембраны находят
широкое применение в приборо- и машиностроении. Их исполь-
зуют в качестве уплотнительных устройств (в вакуум-кранах),
в конструкциях, позволяющих преобразовать изменение давления
газа или жидкости в соответствующее изменение механиче-
ского усилия (датчики и исполнительные механизмы регулято-
ров и др.).
Металлические мембраны имеют заметную жесткость при из-
гибе. Неметаллические мембраны, изготовленные из резины или
из прорезиненной ткани, обладают при изгибе очень малой жест-
костью. Поэтому напряжения в неметаллической мембране от
изгибающих моментов значительно меньше напряжений, обусло-
вленных растягивающими усилиями.
Как известно, по форме мембраны разделяются на плоские,
гофрированные, пильчатые, хлопающие; они могут иметь жесткий
центр (рис. 231); могут быть и без жесткого центра.
Расчетная зависимость нагрузки и прогиба
резиновых плоских мембран с жестким центром
Поскольку основной задачей при расчете приборов с плоскими
мембранами является определение зависимости прогиба W мем-
браны от действия сосредоточенной в центре мембраны нагрузки Р
(в 10 Н) или равномерно распределенного давления р (в 10 Н/см2),
необходимо установление расчетной зависимости W и Р.
Важную техническую характеристику качества резиновых и
резино-текстильных мембран с жестким центром, применяемых
в пневматической аппаратуре, представляет так называемая
эффективная площадь .мембраны F9. Расчет F* для случая
423
установки мембраны в нейтральном положении, производится [37]
по формуле:
F3 = ^.^.(D^+Dd+(P) (13.45)
где D — диаметр заделки мембраны в корпусе (или 2rj); d— диа-
метр жесткого центра (или 2rt).
Произведение перепада давлений Др на эффективную площадь
FB определяет усилие Р, развиваемое на ее жестком центре. Если
бы величина Г8 не изменялась с перемещением ДТГ жестких цен-
тров, зависимость &W — &р была бы линейной: в действитель-
ности эта зависимость S-образна [38]. Нестабильность свойств
резиновых и резино-текстильных мембран зависит от многих фак-
торов, вытекающих из особенностей свойств материала мембран,
специфики их конструкций и монтажа, из предыстории снятия
характеристики и условий самого испытания.
Расчеты тонких металлических мембран разрабатывались
В. И. Феодосьевым [39] и 3. Б. Канторовичем [40].
Распространяя выводы и уравнения 3. Б. Канторовича на
случай резиновой мембраны при малых ее прогибах (рис. 231)
сосредоточенной нагрузкой, можно написать в общем виде
№ =----(-Я (13.46)
Eh]
где
Г Л^ + 0,5а2 - 1 - in2а]
А = 3<’ -I 2n(d~-l)------------J <13-47>
В уравнениях (13.46) и (13.47) приняты следующие обозначе-
ния:
W—прогиб мембраны, см; Р — сосредоточенная нагрузка,
10 Н; г2 — радиус внешнего контура (заделки), см; и —радиус
внутреннего контура (жесткого центра), см; Е— модуль продоль-
ной упругости, 10 Н/см2; й0 — толщина мембраны, см; ц— коэффи-
циент Пуассона; а = Гг/п.
В практике расчетов металлических деталей модуль продоль-
ной упругости Е является константой. Механические же свойства
резиновых конструкций зависят от ряда факторов: скоростного
режима деформации, конфигурации детали, условий ее заделки
(крепления) и температуры. Лишь условно равновесный высоко-
эластический модуль резины £«,, определяемый в специальном
эксперименте, является механической константой материала. Мо-
дуль же детали Е может быть и отличным от Е«> и не постоянным.
Отношение этих модулей, определяемое коэффициентом п =
= Е/Еоо (относительным модулем), позволяет условно (вследствие
различия режимов) оценивать значение переменного модуля рези-
новой детали величиной пЕх.
Для расчета величины модуля резиновой мембраны пЕх или
коэффициента п, при сосредоточенной нагрузке Р, может быть
424
использовано следующее уравнение
Е Рг*А
где
Для
НИИ
А — функция а (=-^г) и величины
резины, приведенная в уравне-
(13.47).
Конструкция прибора для
установления характеристики
резиновых плоских мембран
с жестким центром
(13.48)
коэффициента Пуассона ц
2
3
6
Схема прибора для ис-
мембраи при сосредо-
Рис. 232.
пытания
точенной нагрузке:
/—крышка; 2— корпус, 3—прижимная
шайба; 4—микрометрический винт;
S—индикатор; б—пружина; 7—шкала;
8—жесткий центр.
Схема прибора для установле-
ния характеристики мембран дана
на рис. 232.
Исследуемая мембрана зажима-
ется по внутреннему и внешнему
контурам. Степень поджатия опре-
деляется по шкале 7, нанесенной
на корпусе. Сосредоточенная на-
грузка на мембрану создается по-
средством поджатия микрометриче-
ским винтом 4 пружины 6, упираю-
щейся в жесткий центр 8.
По величине деформации пред-
варительно оттарированной пружи-
ны можно определить усилие Р, не-
обходимое для создания той или
иной стрелы прогиба мембраны.
Величина прогиба W фиксируется
индикатором 5, ножка которого упи-
рается в жесткий центр 8.
Описанный прибор позволяет
установить зависимость стрелы про-
гиба W мембраны:
а) от величины действующей со-
средоточенной нагрузки Р\
б) от степени поджатия д мембраны в заделке;
в) от толщины ho мембраны *.
* В описанном приборе прогиб мембраны можно исследовать при сосредото-
ченной нагрузке.
Для исследования мембраны при равномерно распределенной нагрузке р при-
бор видоизменяется: в нижнюю полость прибора подается воздух, давление ко-
торого регулируется и поддерживается специальным редуктором. Фактическая
величина действующего иа мембрану в приборе давления р указывается мано-
метром, стрела прогиба мембраны отмечается индикатором. Расчетная зависи-
мость п = f (р, rit г(, ho, IT, А, Е) будет иной, отличной от уравнения (13.48).
425
Установление относительного модуля резиновой мембраны
с жестким центром
Исследование мембран проводили при сосредоточенной на-
грузке. Исследовали мембраны, размеры которых в сборе состав-
ляли г2 = 17 мм и г\ = 12,5 мм; толщина исследованных образ-
цов мембран была 1,9—3,13 мм; величина поджатия б =
составляла от 0 до 0,25.
Условно равновесный модуль резины составлял 36-10 Н/см2.
Величину коэффициента Пуассона ц резин не измеряли. Для нена-
полненных резин ц принимают равным 0,5, для наполненных он
несколько снижается. Приняв ц в пределах 0,47—0,46, находим
А равным 0,0026.
По опытным данным, зависимость относительного модуля п
мембраны от прогиба W при поджатии 6 = 0,10 вначале имеет
Рис. 233. Удлинение мембраны
в зоне гг — rt вследствие рас-
слабления.
довольно крутое, нелинейное паде-
ние п с увеличением прогиба W, за-
тем падение замедляется и перехо-
дит в медленный подъем. Ту же
зависимость имеем и для других
поджатий б, но с различными на-
чальными значениями п. С увеличе-
нием Ло показатель п снижается.
Для выражения всех эксперимен-
тальных данных в безразмерных
величинах вместо прогиба W удобно принять относительный про-
гиб т] = WjhQ.
Объемная диаграмма [36], связывающая показатели п, б и т)
для серийных мембран, показывает что п значительно возра-
стает с увеличением поджатия б. Следовательно, жесткость мем-
браны существенно зависит от условий ее монтажа, в первую
очередь от величины поджатия при сборке узла. На жесткость
мембраны также влияет и толщина мембраны.
Экспериментально найденные значения относительного мо-
дуля п при поджатии б в пределах 0,0—0,15 при значениях ц выше
0,05 оказываются меньшими единицы. Объяснение этого следует
искать в конструктивных особенностях резиновой мембраны в узле
сборки. Плоскую резиновую мембрану, при данном способе за-
делки в узле, нельзя установить без расслабления. Последнее
наступает независимо от экспериментатора и объясняется тем, что
резина вытесняется из зажимов в зону г2— гь увеличивает зде^ь
свой начальный объем и удлиняет названную зону (рис. 233).
Наличие расслабления мембраны и приводит к общему пониже-
нию п. Увеличение же п с ростом поджатия б, по-видимому, свя-
зано с тем обстоятельством, что толщина резины по внешнему
и внутреннему контурам мембраны снижается тем больше, чем
420
выше 6; понижение же толщины (как это обычно для резины
в конструкциях) ведет к большей жесткости их *.
Модуль мембраны Е является функцией как конструктивных
данных — поджатия б, толщины h0, г2 и гь — так и материала
мембраны, определяемого значениями Е«, и ц. Использованная
расчетная зависимость этих параметров, видимо, недостаточно опи-
сывает исследуемое явление. Отсюда и необходимость внесения
переменного коэффициента п.
Построение характеристики резиновой мембраны
Поскольку итоговым показателем плоской резиновой круглой
мембраны в узле является относительный модуль мембраны п,
то в качестве сдаточной характеристики серийных мембран мо-
жет быть принят график зависимости п от т) для заданной тол-
щины hf\ и поджатия б.
Рис. 234. График — характеристика резины в мембране:
Зависимость п от Л; поджатие д=»0.10; /ц«2 мм; сосредоточен-
иая нагрузка.
Для построения такого графика следует:
1) исходя из заданных r2, rt, вычислить А (для рассмотрен-
ного примера а — 1,36; ц = 0,465; А = 0,0026);
2) найти условно равновесный модуль резины при растяже-
нии Еоо (найден равным 36-10 Н/см2);
3) для комплекта образцов серийных мембран (например,
20 шт.) принятой толщины Ло задаться значением поджатия б
(б было принято равным 0,10);
4) найти ряд экспериментальных значений Р— W-,
5) по средним значениям п и т) = W/ho составить график — ха-
рактеристику резины в мембране;
6) приняв возможные отклонения параметров (например, для
Р±2%, для Ло±О,1 мм, для TF±0,01 и для £«,±2*10 Н/см2
* Следует также иметь в виду, что в условиях исследования прогиб мем-
браны приводит к растяжению резины не свыше 20%, а при малых е всего
лишь в 1—2%. При столь малых растяжениях модуль резины имеет несколь-
ко повышенное значение (так называемый «горбик», см. главу 8),
427
Рис. 235. Принципиальная
схема резииометалличе-
ского клапана:
1— резинометаллическая деталь
(клапан); 2—седло.
путем замены шарика
рассчитать соответственные значения п и нанести на график
п — т] пределы возможных минимальных и максимальных значе-
ний п.
При оценке серийных мембран (с йо в принятых пределах)
находят для них зависимость Р—№ и, рассчитав п и т], сверяют
с графиком — характеристикой (рис. 234).
На этом же графике для г] = 0,100 дополнительно показаны
точки, отвечающие 6 = 0,05; 0,15 и 0,20.
Таким образом, для получения мембран с более стабильным п
необходимо отказаться от заделки мембран поджатием их по
внутреннему и наружному контурам. Вместо этого следует при-
менять заделку вулканизационным креплением мембраны в до-
статочно жестких металлических обоймах. В такой конструкции
и влияние поджатия резины и расслабление мембран не будет ска-
зываться [41].
Клапаны
Резинометаллический клапан (рис. 235) состоит из двух ра-
ботающих в контакте деталей: резинометаллической — клапана —
и металлической — седла. Резина в клапане имеет форму полого
цилиндра или шайбы, включенного в
гнездо металлической арматуры, привул-
канизована к арматуре и свободна лишь
по верхней торцовой части. Герметизи-
рующая способность клапанов зависит от
контактного напряжения на поверхности
соприкасающихся деталей, которое в
значительной мере определяется упру-
гими свойствами резины, так как металл
седла, по сравнению с резиной, можно
считать абсолютно жестким.
В резинометаллических клапанах
твердость практически является един-
ственным показателем, который может
быть замерен без разрушения резины.
Для замера твердости резин в клапанах
был модернизирован твердомер Шоппера
стальной иглой с закругленным концом
(игольчатый твердомер ТИМ-1). Твердость, замеренная на этом
приборе, оценивается показателем Н, являющимся величиной,
обратной твердости, и выражается в условных единицах (глубина
погружения «щупа» твердомера в резину, равная 0,01 мм).
По зависимости между Н и модулем исследованных резин
(после 60-минутного сжатия образца) можно установить вели-
чину Ево. Три исследованные резины из каучука СКС-30 с твер-
достью по ТМ-2 85—95 (резина 1); 75—85 (резина 2) и 55—65
(резина 3) следуют, как показывает рис. 236, единой зависимости.
Разуплотнение клапана наступает в том случае, если усилия
действующей на клапан пружины и управляющего давления (если
428
оно имеется) оказывается недостаточно для создания напряже-
ния в зоне контакта, обеспечивающего необходимую герметич-
ность. Для исследования разуплотнения применяли прессовое
устройство, снабженное тензометрическим датчиком и осцилло-
графом.
Погружая седло в резину до глубины Л (по индикатору при-
бора), отмечали усилие вдавливания Q. Затем, постепенно повы-
шая давление воздуха вплоть до наступления момента разуплот-
Рнс. 236. Зависимость ме-
жду показателем Н и мо-
дулем исследованных ре-
зин (экспериментальные
точки получены путем тер-
мостареиия резин):
X—резина 1", Д—резина 2;
О-Резина 3.
Рис. 237. Зависимости уси-
лия вдавливания Q (кри-
вая /) и критического да-
вления разгерметизации рКр
(кривая 2) от глубины по-
гружения Л седла в резину:
X. О—экспериментальные точ-
ки; Д —точки, полученные путем
расчета.
нения, находили критическое давление воздуха Ркр, отвечающее
моменту потери клапаном герметичности.
Зависимость р^— Л близка к линейной (рис. 237). Зависи-
мость Q — h можно считать линейной в начальной части. Иссле-
дование зависимости котангенса угла наклона кривых рКр — h
от твердости Н, изменяющейся в процессе старения, позволяет
находить глубину погружения Л, при которой клапан перестает
герметизировать давление среды [43].
Расчетная зависимость (в 10® Па)
Q
ndcpb
Л \ kdcpb
М ri
(13.49)
позволяет приближенно найти критическое значение ркр, если
известны Q и Н.
429
В уравнении (13.49):
аСр — диаметр окружности вершин профиля седла, см; Ь — ши-
рина профиля седла при данном погружении; Ло —толщина рези-
нового элемента клапана, см; k, п — экспериментальные коэффи-
циенты; Г1 — внутренний радиус седла, см.
Экспериментальный коэффициент k введен для учета обстоя-
тельств контактной задачи. Он определяется графически в
системе координат: абсциссы — средняя удельная нагрузка на
резину от герметизируемого давления
среды = орди-
наты—средняя удельная нагрузка на резину от усилия вдавли-
вания седла (fp =-^-у) — и представляет тангенс угла между
линией этой зависимости и линией /<?. Коэффициент k зависит
также от показателя Н резины и практически лежит в пределах
0,8-0,9 [42].
Коэффициент п равен отношению модуля резины в клапане
к условноравновесному модулю резины Ево- Коэффициент п отра-
жает влияние условий вдавливания фасонного штампа в ограни-
ченное упругое пространство; для резин разной твердости он
изменяется незначительно (в интервале 2—2; 5);
По заданному Н можно определить Е6о, k и Л. Величины b
и п, геометрические параметры, зависящие от Л в конкретном
клапане, в котором также известны и Ло.
Как показывает рис. 237, экспериментальные значения рКр и
расчетные близки.
Зависимость по уравнению (13.49) дает решение и обратной
задачи: найти по заданному ркр усилие Q для его герметизации *.
В работе автора и Л. Д. Блох [43] экспериментально исследо-
вано вдавливание жесткого штампа в резиновые пластины. При-
менялись три вида штампов: плоские, округленные и конические
различных размеров и ряд резин различной твердости и толщины.
Резиновые обкладки валов
Постоянство эластических свойств резиновых обкладок валов
имеет особо большое значение для прессовых (отжимных) валов
бумажных машин. Единственным измерителем в контроле каче-
ства таких обкладок является твердость обкладок, измеряемая
твердомером ТШМ-2 (ГОСТ 253—53), а в зарубежной практике
твердомером Пьюзи-Джонси с шариком d = 3,2 мм.
Ввиду важности определения осадки и напряжения в блоке
валов или катков (обложенного резиной и нагружающего, массив-
ного),— к решению такой задачи исследователи обращались не-
однократно.
* При выводе уравнения (13.49) использовали метод, близкий к расчету
плоских фланцевых прокладок [5], что предопределяет приближенность рассма-
триваемой зависимости.
430
Так, приведен опыт приближенного расчетно-эксперименталь-
ного решения [44]. За исходные положения были приняты: реше-
ние Герца — по определению полуширины контакта, и решение
Беляева — по определению сближения блокированных валов (об-
ложенного резиной и нагружающего, стального). В расчетные за-
висимости введены поправки, учитывающие: конфигурацию тор-
цов блока валов и особенности свойств резины. Предложен расчет
сжатия резинового слоя обрезиненного катка [45].
Резиновые подшипники
Конструкция и расчеты резиновых подшипников гидротурбин,
турбобуров и судов ряд лет разрабатываются проектными органи-
зациями этих отраслей [46—48], в то время как в машиностроении
широким потоком внедряются подшипники из полиамидов и фторо-
пластов [49]. В основе предпочтения, отдаваемого в названных
случаях резиновым подшипникам, лежит возможность удобного
применения дешевой водяной смазки.
Расчеты предельно допустимой нагрузки на подшипник с за-
данными геометрическими размерами (несущей способности) или
определение по величине нагрузки его конструктивных размеров
обстоятельно, с приведением последовательности расчета, разра-
ботаны для подшипников из полиамидов как хороших антифрик-
ционных материалов [49]. Конструкторы гидротурбин, а также
турбобуров дают гидравлический и тепловой расчеты резиновых
подшипников.
Г. РАСЧЕТЫ ПОРИСТЫХ ИЗДЕЛИЯ
Изделия из вспененного латекса с открытыми полостями яв-
ляются объектом массового производства. К группе пенистых изде-
лий с открытыми полостями — впадинами относятся сиденья для
машин безрельсового транспорта (см. рис. 142). Размеры, вид
и размещение впадин, образованных за счет вставки соответст-
вующих стержней в формы для отливки изделий определяют, на-
ряду со свойствами пенистого материала, эластические свойства
изделия.
Статические зависимости между геометрическими формами
полостей в пластинах из пенистой резины; отношением модулей
упругости Et массивной резины к модулю упругости Е пенистой
исследуемой резины; отношением между объемами пенистой ре-
зины V в конструкции к общему объему Vt детально исследованы
Тангорра [50]. При этом рассмотрены проходящие (сквозные)
полости: цилиндрические, полуэллипсоидальные, параболические,
конические и цилиндрические с полусферическим завершением.
Выводы распространены и на некоторые случаи непроходящих
полостей, когда над ними находится слой пенистой резины. Учтены
два вида распределения полостей в плане: квадратное и тре-
угольное.
431
Даны аналитические решения и одновременно интерпретиро-
ваны в графики, позволяющие определить Af = Et/E и v = V/Vt.
Если найден коэффициент N, то, зная Et, можно установить мо-
дуль Е пенистой резины, так как коэффициент N синтетически
отражает влияние формы и расположения полостей на эквивалент-
ный модуль эластичности. Если найден коэффициент V (объем-
ная доля материала в губке), то, зная объем Vt и плотность
губки, можно рассчитать вес изделия и потребное для его изгото-
вления количество латекса *.
Данные о расчете пенистых губок приведены в работах
[51-54].
ЛИТЕРАТУРА
1. Бартенев Г. М., Лепетов В. А., Новиков В. И. ДАН СССР, 1953, т. 53, № 1,
с. 15—18.
2. Лепетов В. А., Новиков В. И. «Труды НИИРП», 1957, вып. 4, с. 70—88.
3. Бартенев Г. М., Лепетов В. А., Новиков В. А. Там же, 1954, вып. 4, с. 105—
124.
4. Бартенев Г. М. Зав. лаб., 1950, Ns 9, с. 1088—1091.
5. Бартенев Г. М., Перегудова Л. Е. «Труды НИИРП», 1955, вып. 3, с. 56—74.
6. Бабарыков И. И. Детали машин. Ч. 2. М. — Л., ОНТИ, 1935. 272 с.
7. Детали машин. Изд. 3-е. Т. 2. Под ред. Н. С. Ачеркаи. М., «Машинострое-
ние», 1968. 408 с.
8. Kragelon Е. J. Gummi u. Asbest, 1955, Ns 1, S. 628—636.
9. Бартенев Г. М., Колядина Н. Г. «Каучук и резина», I960, Ns 10, с. 29—34.
10. Колядина Н. Г., Бартенев Г. М. Там же, 1961, Ns 9, с. 27—31.
11. Бартенев Г. М., Колядина Н. Г. Там же, 1962, Ns 5, с. 29—33.
12. Лавендел Э. Э., Экель Е. С. Там же, 1964, Ns 6, с. 21—27.
13. McCuistion Ind. Rubb. World. 1952, v. 125, № 5, p. 575—578.
14. Горелик Б. M., Фельдман Г. И. «Каучук и резина», 1964, Ns 4, с. 19—21.
15. Демидович В. Г., Киригенштейн Н. И., Цибук Б. С. «Труды НИИРП», 1958,
вып. 5, с. 186—198; 1957, вып. 4, с. 55—70.
16. Зайцев К. В. «Станки и инструмент», 1956, N® 9, с. 37—39.
17. Лепетов В. А. «Каучук и резина», 1960, Ns 5, с. 37—40.
18. Stawiszyncki Z. Przeglad wlokienni cry, 1959, t. 13, № 8, str. 423—425.
19. Горелик Б. M. «Труды НИИРП», 1955, вып. 2, с. 3—13.
20. Бидерман В. Л. В ки.: Расчеты иа прочность в машиностроении. Т. 2. М.,
Машгиз, 1958, с. 487—591.
21. Лавендел Э. Э. Уч. зап. Рижского политехи, ин-та, 1959, вып. 1, с. 125—
140.
22. Груздев Н. И., Волков П. М. Подвески и амортизаторы. Ташкент, Изд. Акад,
механизации и моторизации, 1942. 192 с.
23. Рауп A. R., Scott 1. R. Engineering Design with Rubber. London, Maclaren
Interscience. Publ., 1960. 256 p.
24. Григорьев А. Г. Расчет и конструирование резиновых амортизаторов. М,
Машгиз, 1960. 160 с.
25. Лавендел Э. Э. Изв. АН ЛатвССР, 1960, Ns 4, с. 83—90; Ns 5, с. 33—42.
26. Goble Е. F. Berechung und Gestaltung von Gummifedern. Zweite. Auflag
Springer Verlag, 1955. 86 S.
27. Удевенко А. А. Труды Новочеркасск, политехи, ин-та им. С. Орджоникидзе,
1955, т. 99, с. 105—119.
28. Лепетов В. А. «Каучук н резина», 1957, Ns 6, с. 18—22.
29. Горелик Б. М. «Труды НИИРП» 1955, вып. 2. с. 14—26.
* В постраничной ссылке автор [50], упоминая об исследовании Талалая
[51] по тому же вопросу, считает последнее упрощенным.
432
30. Славин И. Н. Производственный шум и борьба с ним. М., Профиздат, 1955.
336 с.
31. Юдин Е. Я. Глушение шума вентиляционных установок. М., Госстройиздат,
1958. 158 с.
32. Целлер В. Техника борьбы с шумом. Пер. с франц. Под ред. С. П. Алексеева.
М., Госстройиздат, 1958. 428 с.
33. Потураев В. Н. В кн.: Прочность и износ горного оборудования. М., Гос-
гортех издат, 1959, с. 583—598.
34 Потураев В. Н. «Каучук и резина», 1964, № 5, с. 29—34.
35. Мещеряков Л. Н. Резиновые опорные части и шарниры в мостах. М„ Транс-
жилдориздат, 1963. 81 с.
36. Лепетов В. А., Лебедева Л. В., Новиков В. И. «Каучук и резина», 1962, № 8,
с. 38—41.
37. Афанасьев В. В. В кн.: Системы устройства и элементы пневмо- и гидроав-
томатики. М., Изд. АН СССР, 1959, с. 216—229.
38. Мач Ю. Л., Степанов Г. П. Там же, с. 224—233.
39. Феодосьев В. Н. Упругие элементы точного приборостроения. М., Оборонгиз,
1949. 338 с.
40. Канторович 3. Б. Основы расчета химических машин и аппаратов. М., Маш-
гиз, 1946. 599 с.
41. Лебедева Л. В., Лепетов В. А. Вести, машиностроения, 1962, № 4, с. 54.
42. Юровский В. С., Архипов А. М., Лепетов В. А. и др. «Каучук и резина»,
1964, № 2, с. 24—27.
43. Лепетов В. А., Блох Л. Д. Там же, 1963, № 12, с. 24—28.
44. Лепетов В. А. Там же, 1970, Ns 5, с. 36—38.
45. Лобода В. М., Харченко О. С. Там же, 1975, № 2, с. 38.
46. Давыдов А. П. Резиновые подшипники в машииостроенни. М., «Машино-
строение», 1968. 187 с.
47. Гусман М. Т., Кольченко А. В., Силин А. А. Резинометаллические подшип-
ники турбобуров. М., Гостоптехиздат, 1959. 106 с.
48. Архангельский Б. А. Неметаллические судовые подшипники. Л., Судпромгиз,
1957. 120 с.
49. Платонов В. Ф. Подшипники из полиамидов. Л., изд. ЛДНТП, 1959. 18 с.
50. Tangorra G. Rew. Gen Caoutchouc, 1963, v. 40, Ns 6, p. 981—990.
51. Talalay J. A. Ind. Eng. Chem., 1954, v. 46, № 7, p. 1530—1538.
52. Conant A. N., Waler L. A. Ind. Rubb. World, 1949, v. 121, Ns 2, p. 179—184
53. Gent A. N., Tomas A. G. J. Appl. Polymer Sci., 1959, v. 1, № 1, p. 107—113.
54. Persees B. Rev. Gen. Caoutchouc, 1959, v. 35, Ns 1, p. 41—54.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автомат литьевой вулканизационный ЛМЖ
190
Автопнев 300
Аккумуляторные баки 152, 153
испытание 153
Аммоний 225. 226
Амортизаторы резиновые 134—137, 182 сл.
корабельный бескозырьковый 186
мостичного типа (AM) 185, 186
пластинчатый приборный 186
пружинно-резиновый 187, 188
со страховкой (АСС) 185
трамвайного вагона 185, 187
требования к конструкции 183, 185
трубчатый 185, 186
фермообразный 185, 185
Амортизационные шнуры 400 сл
резиновые 197, 201—203
Анид (найлон) 277, 278
Аппарат непрерывной вулканизации в сре-
де горячего воздуха 45, 46
Асбест 276
Асбесто-резиновые изделия 157, 158
Асбоцементные плитки 158
Азрограф 233, 234
Азростат 219—221
Вайка галошная 304
Баллонные изделия 219 сл., 234, 235
Бельтинг 68. 300, 301
Вязь 304
Газгольдеры 222
Герметики 208
Грануляторы 27
Грелки 236
Губка
латексная 237
резиновая
производство 224 сл.
техническая 228, 229
туалетная 227, 228
ячеистая (оиазот) 229, 230
Демпфер коленчатого вала 412—416
крутильная податливость 414, 415
Детали резиновые 181 сл , 191 сл.
резиновые формовые 191 сл.
резннометаллнческне 181 сл.
формовые 191 сл.
Диазоамннобензол (порофор ДАВ) 226
Дубле одежное 218, 219
Дублер двухвалковый 15
Игрушки формовые 235
Изделия
баллонные 219 сл.
водоплавательные 222, 223
неформовые 193 сл.
пористые, расчет 431, 432
резиновые 159, 160
Веревкн 307, 308
Вискоза (искусственный шелк) 9, 276
Водоплавательные изделия 222, 223
Волокна 275—279
аннд (найлон) 277
ацетатные 277
виды 275—278
вискоза 276, 277
деформация 279
капрон 277
лавсан (терилен) 277
лен 276
минеральные (асбест) 276
модуль продольной упругости 279
полифен 278
растительные 276
стеклянные 277
фнзнко-механнческне свойства 278
фортнзан 277
хлопок 276
хлорин 278
энант 277
Воротники 191
Втулка рессорная 185, 187
Вулканизатор
барабанный <Ротокюр> фирмы Франсис
Шоу 42. 43
туннельный 232
Вулканизация
детских мячей 232—234
непрерывная
в камерах 33—36
в тоннельных вулканизаторах 44—47
на барабанных машинах 42—44
прерывная
в автоклавах 36
в ваннах 33
в котлах 35. 36
в прессах 37
в специализированных вулканизате*
рах 39—41
подачей пара в изделие 36
прессовая 47—50
Калаидр(ы)
агрегирование с оборудованием сборки
16
гладильный двухвалковый 209
контрольные и вспомогательные устрой-
ства 16
промазочный 9
Каландровый эффект 14
Камеры роликовые вулканизационные 33
Канаты стальные 310
Капрон 277, 278
Клапаны
резннометаллнческне 428—430
резиновые шариковые 192, 193
Клеенка подкладная 218
Клеепромазка 210—212
тканей 208—210
прорезинивание 208. 209
Клей
виды 207, 208
применение 208—210
рекуперация растворителей 213, 214
Коврикн резиновые 197
Кольца
резиновые для бурильных труб 191, 192
уплотнительные 194
Кордпнев 300, 304
Корд хлопковый 288
Кордшнур 288
Коэффициент
аппаратного (машинного) времени 50
внешнего трения 270—272
жесткости 270
затрудненности скольжения 258
Пуассона 268
формы 257, 410
Крепление резиновых к металлам
латунирование 161—163
специальными клеями 163—165
термопреновым клеем 161
эбонитовой прослойкой 160. 161
Кручение
концентрическое 263
торцовое 262
434
Лавсан (терилен) 68, 277, 278
Латексные изделия 236
Леита(ы)
гуттаперчевая 203, 204
кардная (карда) 217
гусеничные 67, 68
изготовление 73 сл.
транспортерные 69—72, 82
элеваторные 68, 72, 73
эскалаторные 73
Литье резиновых смесей 27 сл.
в плунжерных прессах 27—31
в формах с надставками 31
в червячных прессах-агрегатах 31—33
Лодка надувная 222, 223
Манжеты 190. 191
Материалы армирующие РТИ 275 сл.
Маты резиновые 196—197
Машины
диагонально-резательные 23
закаточные 114. 115
лепестковая 230
обмоточные 119—120
оплеточные 116—119
вертикальные 118
горизонтальные 118
двухъярусные 118
коклюшечные 116
шпульные (катушечные) 116, 117
полосорезальные 23
червячные литьевые с блокирующим
устройством 32
Мембраны 422—428
плоские с жестким центром 423—427
Металлоизделия 308 сл.
Миткаль 304
Модуль
продольной упругости 410
волокон 279
сдвига 409. 414
твердости 269
упругости 250, 251
Муфты сцепления пневматические 135—137
Мячи детские 230—234
Натрий 225, 226
Недопрессовка 50. 51
Нити резиновые 198
из латексной смеси 200
нарезки из вулканнзнрованиых пластин
198. 199
Нож
гильотинный 23
деревянный (ракля) 208, 209
штаицевой (штвнец, резак) 24
Пластина(ы)
для печатных работ (офсетные) 217—218
из прорезиненных тканей 217
перфорированная 195
резиновая 195
для штампов 195
невулканнзованные 203, 204
с волокнистым наполнителем 157
техническая 195
штемпельная 203
Плетенка 309, 310
Подшипники резиновые 187—189, 431
Полифен 278
Полотно 300, 304
Полуавтомат вулканизационный карусель-
ный 40
Порообразователи
неорганические 225, 226
органические (порофоры) 226, 227
Порофоры 226
Пресс
вулканизационный 37—39, 50
двухэтажный ВП-9006 39
фирмы Мак Нейл (США) 41
рамный литьевой 29
тарелочный вырубной 25
челюстной БП-9008 96. 97
червячный 18, 20, 21, 30, 31
Проволока 308. 309
виды 309
получение 308, 309
Прокладки 193. 194. 416—422
Прокладочные холсты, подготовка 15, 16
Пропитка текстиля
водным раствором смолы Э-89 9
латексно-резорцинформальдегндиым ком-
плексом 9
раствором полнизоцнанатов 10
Прорезинивание см. Клеепромазка
Пряжа 279 сл.
диаметр расчетный 282
длина разрывная 282
Жесткость 283
крутка 280
крученая хлопковая 288
модуль упругости 283
нагрузка разрывная (крепость) 281. 282
неровнота 283
нить 280
статистическая оценка 283—285
толщньа 280
номер весовой 280
номер метрический 280
текс 280
усталость 287
факторы прочности 285—287
«шпорность» 286
Пузыри для льда 236
Пудра резиновая 48
Обкладка 159, 166 сл., 430
валов резиной 166 сл., 430
вулканизация 170, 171
обточка 171
подготовка вала 168
твердость 166, 167
шлифовка 171, 172
закрытых аппаратов большой вместимо-
сти 179. 180
колес 172. 173
роликов 172, 173
травильных ванн 177, 178
химической аппаратуры 173 сл.
Обрезатель заусенцев 59
Обмотка 305
Оплетка 305
Пароннт (резннопароннт) 158
Пасты резиновые (герметики)) 208
Перкаль 304
Рамки вулканизационные кольцевые 57
Расчет
амортизаторов (мостнчных) 408 сл.
напряжение сдвига 409
напряжение сжатия 410
прогиб (осадка) 410
частота собственных колебаний 410—
412
амортизационных прокладок 416—422
допустимая нагрузка 421
коэффициент изоляции 417—419
ослабление шума 420
частота колебаний 417
амортизационных шнуров 400 сл.
количество нитей в комплекте 403—405
напряжение в коплекте 405
оплеткн 405—408
связь эластичных свойств с конструк-
тивными факторами 401—403
вулканизационных форм на прочность
435
Расчет
деталей 57
демпфера коленчатого вала 412—416
нзгибоспособиостн рукавов 383—385
командных н рабочих деталей 422 сл.
лент транспортерных 336 сл.
по максимальному натяжению 339,
340
по мощности двигателя 335—339
лент элеваторных 340—341
полых резинотканевых оболочек 342 сл.
аэростата 344—346
газгольдера 346, 347
лодки надувной 347, 348
строительных конструкций 348, 349
пористых изделий 431, 432
режимов вулканизации транспортерных
лент и плоских ремней 84—86
ремней клиновых приводных 327 сл.
выбор диаметров шкивов 330, 331
количества ремней в передаче 331,
332
конструктивные особенности шкивов
333
по напряжению 327 сл.
по тяговой способности 333—335
ремней плоских приводных 313 сл.
определение нагрузки 316—319
по окружному усилию 314 сл
по тяговой способности 323—327
числа прокладок 320 и 323
рукавов всасывающих 376 сл.
нзгибоспособиостн 383, 384
на потерю напора в рукаве 380—383
иа сопротивление смятию 377—379
иа устойчивость 379, 380
рукавов напорных 360 сл.
нзгибоспособиостн 384—385
по нагрузкам, деформациям и пере-
мещениям несущих элементов 374—
376
по нагрузке на каркас 354 сл.
по распределеиню нагрузки между
слоями каркаса 370—374
стенок вулканизационных рамок 57, 58
уплотнителей 389 сл.
кольцевых полых 386, 387
кольцевых (торообразных) прокладок
399. 400
плоскопараллельных фланцевых 390 сл.
<полугиездовых> фланцевых 397—399
Резина 242 сл.
влияние на свойства 272, 273
деформация высокоэластичная 246, 247
изгиб 263—265
коэффициент внешнего трения 270, 271
кручение 262, 263
коицентрнческое 263
напряжение 263
потеря эластичности 273
торцевое 262
растяжение двухосное 265, 266
растяжение одноосное 249 сл.
сдвиг 260—262
модуль 260
напряжение 260—262
сжатие 255—260
одноосное 255—260
трехосное 266
усталость 266. 267
динамическая 267
статическая 266
физико-механические свойства 244, 247,
249. 268 сл.
восстановление остаточной деформа*
цнн 248
гистерезис 249
жесткость 269
ползучесть 247
релаксация напряжения 247, 248
твердость 255. 268, 269
Резиновая смесь
гранулирование 27
дублирование 17
контроль температуры 22
листоваиие 14, 15
литье под давлением 27 сл.
накатка 18
обкатка 7 сл.
профилирование (шприцевание) 18
резка заготовок 22—25
склеивание 25
формование 26, 27
Резиновый (е)
амортизационный шнур 197, 201—203
баллоны 234, 235
коврики 197
кольца для бурильных труб 191, 192
маты 196, 197
нити См. Нити резиновые
пасты (герметики) 208
пластины 195, 203. 204
для штампов 195
подшипники 187—189
покрытия металлоизделий См. Об-
кладки
прокладки неформовые 193, 194
уплотнители 187, 191
неформовые 193, 194
шаровые клапаны 192, 193
РТИ
армирующие материалы 275 сл.
выполнение заготовок 17 сл
латексные 240, 241
монтаж 62
неформовые 17
отделка 58 сл.
пенистые 236—241
полые латексные 236—241
ткани, применяемые в производстве
300-304
формовые 17, 230 сл., 236
<Релнн> 197
Ремни
клиновые 87 сл.
вентиляторные 90
вулканизация 95 сл.
зубчатые, изготовление 90. 91, 98.
99
изготовление (сборка) 91 сл.
испытание 99
конструкции 89 сл.
основные типы 87
плоско-зубчатые 91
цельнопрофильные 90
плоские приводные 64 сл.
вулканизация 79—82, 84—86
дефекты 83
заготовка сердечников 73
испытания 83. 84
корабельный бескозырьковый 186
конструкции 65—67
обкладка резиной 77, 78
состыкованные (бесконечные) 78, 79
Рукав(а) 101 сл.
всасывающие 101. ПО, 111, 129, 130,
376 сл.
вулканизация 125
испытания 131. 132
конструкции 101—103, 130, 131
напорные 101
геометрия каркаса 351—353
для авна- и велонасосов 105
для бурения скважин 107
для заправки самолетов 109
для торфяных гидромониторов 107
дюритовые 105
несущая способность каркаса 367, 368
оборудование 113 сл.
паропроводные 105
с круглотканым каркасом 110
расчет 350 сл.
436
Рукав(а)
с металлической арматурой в кар-
касе 107—110, 129
с металлической оплеткой, расчет
370 — 372
с обмотками на металлокорда или
проволочной плетенки, расчет 361
с плетеным каркасом 105, 106. 126—
129
с тканевым каркасом 103—105, 123—
126
с тканым каркасом, расчет 363—370
с текстильной оплеткой из поли-
амидных волокон 373, 374
тендерные 107
тормозные 104, 105
напорно-всасывающие 101—103. 129, 130
для бензина 111
для жидких топлив и масел 111
пожарные, изготовление 129
производство 123 сл.
уплотнительные См. Муфты
Ткани
прочность (крепость). 290. 291. 294—296
расправители 10, II
резииоемкость 13. 292
сопротивление
продавливанию 298, 299
раздиранию 299
степень заполнения 291
структура 288—290
сушка 7—9
ткацкие 288
усталость динамическая 299, 300
уточные шнуровые 301
характеристики двуоснорастягнваемых
296-298
ширина 290
Трикотаж 305, 306
изнаночный 306
кулирная гладь 306
ластик 306
Тросы 310
Трубки резиновые 132—137
Саржа КЛ 304
Сепараторы
микропористые 155
перфорированные 153, 154
эбонитовые 238—240
Сетка 310
Сеть (сетное полотно) 307
Синтетические волокна, пропитка 9, 10
Смеси эбонитовые 138
Станки
для обкладки валов 168, 169
круглоткацкне 121—123
ннтрозиый 199
Уплотнители
виды 390
желобчатый 193
кольцевые 399, 400
конструкции 389. 390
коэффициент трения 272
назначение 389. 390
полые 134—137. 386. 387
резиновые 187. 191. 193, 194
резинометаллические манжетные
(«Сальники») См Манжеты
резинотканевые шевронные миогорядные
191. 192
фланцевые 390 сл.
Текс текстильный 280
Текстиль
из вискозы 9, 10
из синтетических волокон 9, 10
Термограф (регистрирующий термометр) 38
Тесьма резиновая эластичная 408
Тнфтнк 304
Ткани
амидные 68
анидные 68. 301
вводчикн 10, 11
деформация при растяжении 295. 296
длина разрывная 292, 293
капроновые 68
комбинированные 68
лавсановые 68
масса 1 мг 291
накладка резиновой смеси 13, 14
обкладка резиновой смесью 14
обработка 7 сл
переплетение 289
полиамидные 68
полиэфирные 68
полное относительное удлинение 291
применение в производстве РТИ SOO-
SIM
промазка 7—9, 11—13
прорезиненные 205 сл.
виды 214 сл.
водопроницаемость 216. 217
для баллонных изделий 215
для водоплавательных средств 216
для клиновых ремией 301. 304
для плоских приводных ремней 300,
301
для рукавов 300
для транспортерных лент 300
для широкого потребления 218, 219,
жесткость на изгиб 217
клеепромазка 208—210
технического назначения 214—219, 304
Формы вулканнзацнонные
конструкции 52—55
очистка 56, 57
плунжерная 58
способы обогрева 47
с режущей кромкой 54
Фортнзан 277
Хлопок 68, 276
Хлорин 278
Целлюлоза 276
«Цнровка» 234
Чехлы
резиновые (манжеты) 135
тканые 304. 305
Чефер 300
Шары-зонды 349
Шнуры 307, 308
Штамповка резиной 195. 196
Эбонит 138, 142 сл.
микропористый 238, 239
особенности вулканизации 140 сл.
Эбонитовая пыль 138. 156, 157
самовозгорание 157
Эбонитовые
изделия 149 сл.
клеевые 140, 156
формовые 140, 155. 156
пластины 149—151
стержни (палки) 151. 152
Электроннт 158
Энаит 277, 278
437
ОГЛАВЛЕНИЕ
Предисловие к 3-му изданию .............................................i ... . 3
Введение....................................................................... 5
Общая характеристика резиновых технических изделий . . . ................... . 6
Часть первая
Технология производства резиновых технических изделий
Глава 1. Особенности технологических процессов производства РТИ........................ 7
Обработка тканей и резиновых смесей ня каландрах .............................
Основные приемы выполнения заготовок РТИ........................................
Агрегирование' червячных прессов с оборудованием последующей обработки рези-
новых смесей................................................................
Литье резиновых смесей под давлением........................................
Вулканизация РТИ..............................................................
Вулканизация под атмосферным давлением .....................................
Вулканизация под давлением вулканизационной среды ..........................
Вулканизация под повышенным давлением.......................................
Брак изделий при прессовой вулканизации.....................................
Вулканизационные формы ................................................. .
Отделка РТИ...................................................................
Литература ......................................................................
.Глава 2. Приводные ремни, транспортерные и другие ленты.........................
Плоские приводные ремни н ленты................................................
Плоские приводные ремин ..................................................
Конвейерные, элеваторные, гусеничные н другие ленты.......................
Изготовление плоских приводных ремней, транспортерных и прочих лент . . . .
Клиновые ремни ................................................................
Литература.......................................................................
Глава 3. Рукава н трубчатые резиновые технические изделия ..... .................. 101
Основные виды и конструкции рукавов..............................................101
Напорные текстильно-резиновые рукава........................................103
Напорные тканевые рукава с металлической арматурой в каркасе................107
Всасывающие рукава...........................................................ПО
Основное оборудование производства рукавов .................................... .113
Изготовление рукавов ............................. ...... .................... 123
Трубчатые резиновые технические изделия........................................ 132
Литература....................................................................... 137
Глава 4. Эбонитовые изделия .......................................................138
Особенности материалов н процессов эбонитового производства .....................138
Производство эбонитовых изделий..................................................149
Литература ........................................................................158
Глава 5 Резиновые детали машин, приборов и устройств..............................
Общие замечания.................................................................
Основные способы крепления резины к металлу ..... ..............................
Резиновые покрытия металлоизделий ..............................................
Резннометаллнческие формовые детали............................. ..........
Резиновые и резнно-текстнльиые формовые детали ............................
Неформовые изделия...........................................................
Литература .......................................................................
Глава 6. Изделия из прорезиненных тканей . .................................. , 205
Прореэниеипые ткани...................................................... 205
438
Конструкции и виды прорезиненных тканей 214
Производство воэдухо- и водоплавательиых средств и строительных конструкций . . < 219
Литература ........................................................... 223
/глава 7. Губчатые и полые резиновые и латексные изделия ....... ...... 224
Общие замечания...................................................... 224
Производство губчатых резиновых изделий .............................
Формовые полые изделия................................................. 230
Формовые изделия с открытой полостью а. ... 236
Пенистые и полые латексные изделия 230
Литература .................................................... ••..«.241
Часть вторая
Конструкционные материалы производства РТИ
Глава 0. Резина................................................................ 242
Общие замечания................................................................ 242
Особенности свойств реэниы при деформации ..................................... 247
Аналитическая зависимость между напряжением и деформацией резины и ее механи-
ческие свойства................................................................249
Механические и физические характеристики резины как конструкционного материала . 268
Влияние температуры и напряжения на свойства резины . ...........................272
Литература .................................................................... 273
Г лава 9. Армирующие материалы РТН ....а....... ......... 275
Текстильные материалы.............. ....................................
Виды волокнистых материалов ......................
Пряжа.............................. ............................... ।
Основные технические характеристики пряжи и нитей ............
Статистическая оценка свойств пряжи..............
Усталость пряжи статическая и динамическая . ................ . .
Пряжа, применяемая в производстве РТИ ...................
Ткани..................................................................
Структура тканей ................. ...... .........................
Основные технические характеристики тканей
Прочность группы нитей.............................................
Деформация ткани при растяжении....................................
Нормальная н касательная характеристики двуосиорастягиваемой ткани ....
Сопротивление тканей растяжению в различных направлениях
Сопротивление тканей раздиранию ........ ..........................
Динамическая усталость ткани ......................................
Ткани, применяемые в производстве РТИ..............................
Металлоизделия ........................................................
Об особенностях свойств материала, образованного из резины и текстильных изделий
или из резины н металлоизделий.........................................
Литература...............................................................
27#
275
279
280
283
287
288
288
288
290
294
295
296
298
299
299
300
308
Часть третья
Проектные расчеты конструкций резиновых технических изделий
Глава 10. Расчеты приводных ремней и лент....................................... 313
Общие замечания.................................................................313
А. Расчет плоских пэнводных тканевых прорезиненных ремней......................313
Расчет плоских приводных ремией по окружному усилию иа 1 см ширины прокладки 314
Расчет плоских приводных ремней по тяговой способности ................... 323
В. Расчет клиновых приводных ремней............................................327
Расчет клиновых приводных ремней по напряжению.............................327
Расчет клиновых приводных ремней по тяговой способности.................333
В. Расчет леит..................................................................336
О расчете числа прокладок транспортерной ленты по приближенному опреде-
лению мощности двигателя...................................................336
О расчете числа прокладок транспортерной ленты, исходя из определения мак-
симального натяжения.......................................................339
О расчете леит ковшевых элеваторов........................................ 340
Литература ........................................................................341
Глава II. О расчетах полых резинотканевых и резиновых оболочек .....342
Общие замечания...................................................342
А. Оболочка аэростата.............................................344
В. Оболочка газгольдера......................................... 346
В. Оболочка надувной лодки...................................... 347
Г. Оболочки строительных конструкций н иные ............... ..348
Литература ...349
439
Глава It. Расчеты трубчатых конструкций
Общие замечания....................................................... . « .
А, Расчеты напорных рукавов ..... ...........................................
Геометрия каркаса напорного рукага .....................................
Расчет напорных рукавов по допускаемой нагрузке на элемент каркаса , . .
Поправочные множители расчетного уравнения..............................
Частные приложения общего уравнения расчета напорных рукавов ......
Рукав с обмотками из металлокорда или нз проволочной плетенки ......
О несущей способности каркаса.................................... . . . .
О расчете тканых рукавов................................................
Б. Расчет напорных рукавов по распределению нагрузки между слоями каркаса . .
Рукава с металлической оплеткой ............................................
Рукава с текстильной оплеткой нз полиамидных волокон....................
О расчете напорных рукавов по нагрузкам, деформациям н перемещениям не-
сущих элементов слоев каркаса..........................................
В Расчеты всасывающих рукавов ...............................................
Сопротивление всасывающих рукавов смятию под действием местной внешней
нагрузки ....... ......................................................
Устойчивость рукавов, армированных проволочной спиралью, под равномерной
внешней нагрузкой......................................................
О потере напора во всасывающих рукавах . ...............................
Г. Расчеты изгибоспособиости рукавов .........................
Рукава всасывающие......................................................
Рукава напорные ........................................................
Д. О расчете полых кольцевых уплотнителей....................................
Литература ...................................................................
Глава 13. О расчетах резиновых деталей машин, приборов и устройств............
Общие замечания..............................................................
А. Расчеты уплотнений.......................................................
Назначение н конструкции уплотнений.....................................
Прокладки плоскопараллельных фланцевых уплотнений.......................
Прокладки «полугнездовых» фланцевых уплотнений..........................
Кольцевые 'уплотнители.........................................
Б. Расчеты амортизирующих устройств ............................
Амортизационные шнуры...................................................
Напряжение в комплекте резиновых нитей (в сердечнике)...................
Резиновая эластичная тесьма ............................................
Амортизаторы ............................................ ..............
Демпфер коленчатого вала................................................
Плоские амортизационные прокладки ......................................
В. Командные н рабочие резиновые детали машин...............................
Мембраны................................................................
Расчетная зависимость нагрузки н прогиба резиновых плоских мембран с жест-
ким центром............................................................
Конструкция прибора для установления характеристики резиновых плоских
мембран с жестким центром..............................................
Установление относительного модуля резиновой мембраны с жестким центром
Построение характеристики резиновой мембраны .............
Клапаны.................................................................
Резиновые обкладки валов ......................... . ................
Резиновые подшипники ...................................................
Г. Расчеты пористых изделий .................................................
Литература ..............................................................
Предметный указатель .........................................................
Василий Александрович Лепетов
РЕЗИНОВЫЕ ТЕХНИЧЕСКИЕ ИЗДЕЛИЯ
Редактор Л. В. Егорова
Техн, редактор 3. Е. Маркова
Корректор Б. Н. Тамаркина
Переплет художника В. А. Ежова
М-16944. Сдано в наб. 28/XI 1975 г. Подп. к печ. 17/V 1976 г. Формат бумаги бОХЭО'/и-
Буи. тип. №2. Ус л. неч. л. 27,5. Уч.-над. л. 31.06. Тираж 9500 экэ. Зак. 932. Над. № 649.
Цена I р. 25 к.
Издательство „Химия*. Ленинградское отделение
191186. Ленинград, Д-186, Невский пр.. 28
Ордена Трудового Красного Знамени
Ленинградская типография JA 2 имени Евгении Соколовой
Союзполнграфпрома при Государственном комитете Совета Министров СССР,
по делам издательств, полиграфии н книжной торговли.
198052. Ленинград. Л-52, Измайловский пр., 29