/


















































































































Текст
ri
В. М. САГАЛЕВИЧ
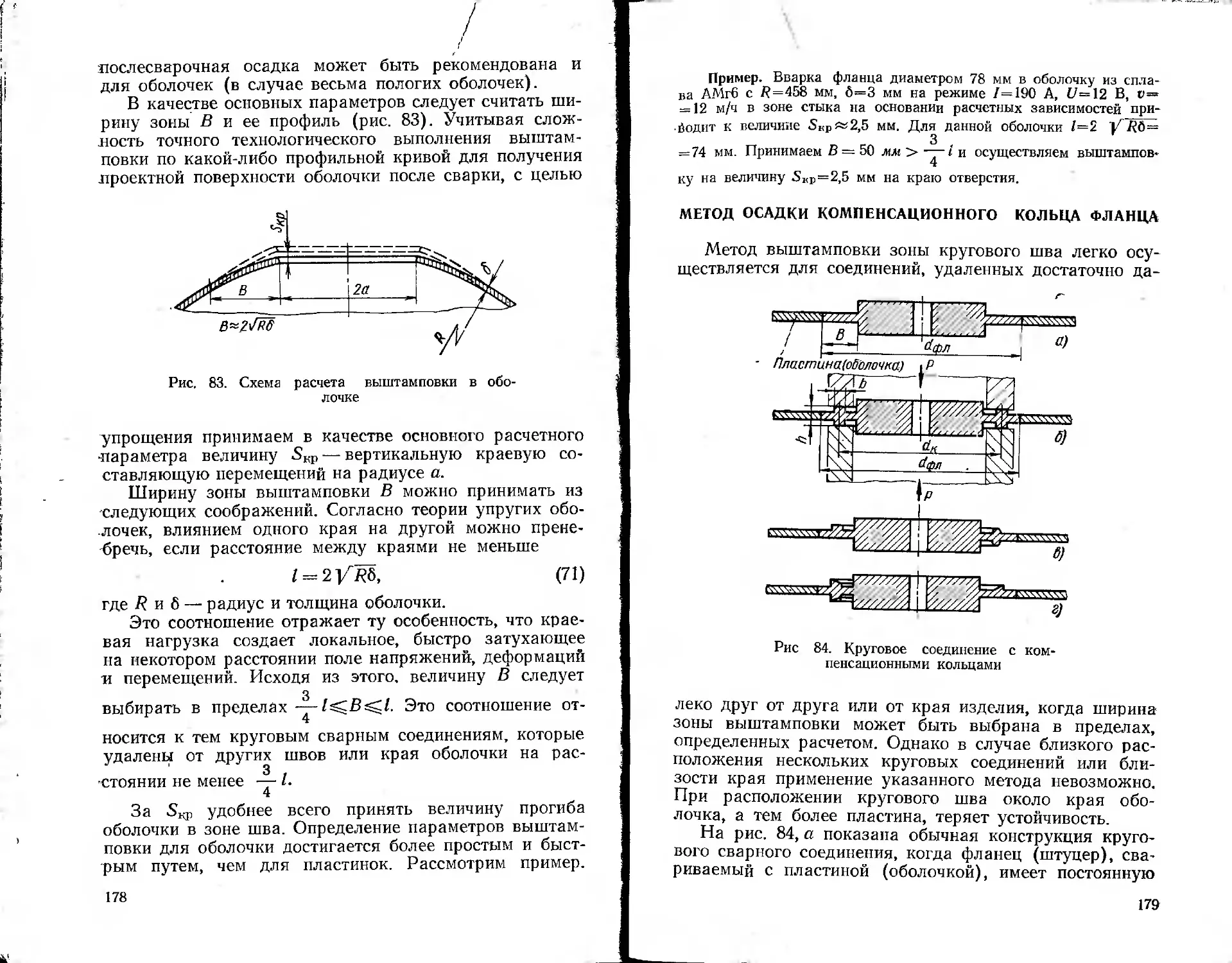
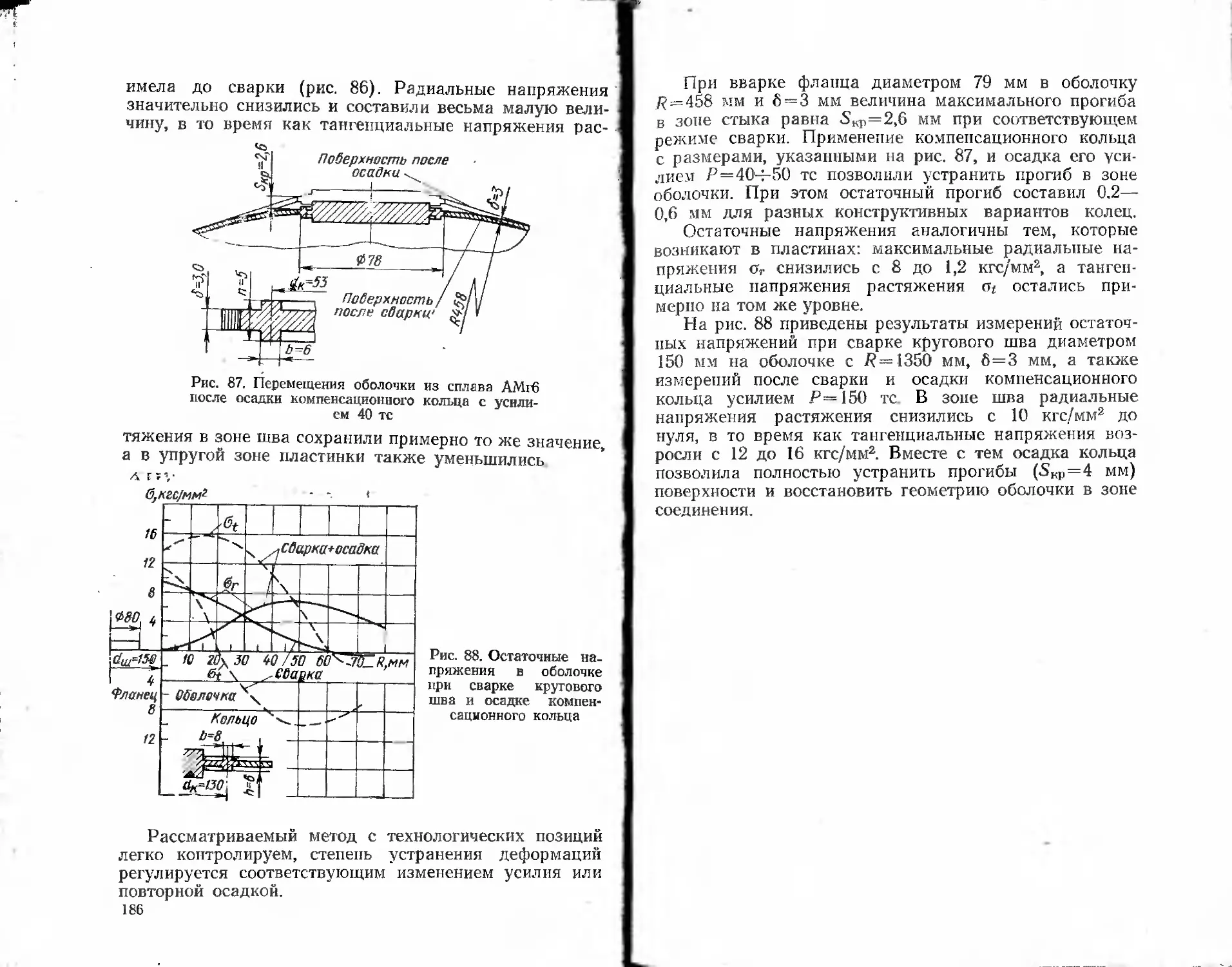
МЕТОДЫ
УСТРАНЕНИЯ
СВАРОЧНЫХ
ДЕФОРМАЦИЙ
И НАПРЯЖЕНИЙ
6П4.3
С 12
УДК 621.791:621.7.011
Сагалевич В. М.
С 12 Методы устранения сварочных деформаций и
напряжений, М., «Машиностроение», 1974.
248 с. с ил.
В книге рассмотрены методы уменьшения и устранения сварочных
деформаций и напряжений, нашедшие применение в производстве.
Приведены расчетные и экспериментальные данные по определению
параметров этих методов и результаты исследований
Книга предназначена для технологов и конструкторов, работающих
в области сварочного производства, сотрудников научно-исследователь-
ских институтов и лабораторий, ведущих разработку методов устра-
нения сварочных напряжений и деформаций.
31206-058
С 038(01)-74
58-74
6П4.3
Рецензент канд. техн, наук И. П. Байкова
© Издательство «Машиностроение», 1974 г.
ВВЕДЕНИЕ
П„
ри проектировании сварных конструкции и разра-
ботке технологии их изготовления должно уделяться
большое внимание способам предотвращения или уст-
ранения сварочных деформаций и напряжений Восста-
новление проектных размеров и форм сварных изделий
требует больших затрат труда и не всегда может быть
успешно осуществлено.
Исторически сложилось так, что под деформациями
понимается не только изменение размеров, вызванное
сваркой, но и изменение формы конструкции, которое
обычно (в теории упругости и пластичности, теории обо-
лочек и т. д.) носит название перемещения. Термин
«сварочные перемещения» — относительно новый и не
всегда правильно воспринимается. Поэтому в связи со
сложившейся тенденцией изменение размеров и формы
конструкции и соединений от сварки объединяют общим
термином — сварочные деформации.
Работы по созданию методов расчета сварочных де-
формаций и напряжений в конструкциях и рациональ-
ных способов их устранения проводятся в трех основных
направлениях [4, 7, 19, 20, 21 и др.] Первое — это
разработка надежных и достаточно точных методов
определения ожидаемых сварочных деформаций и на-
пряжений в различных типах сварных соединений и
конструкций. Второе —это развитие конструктивно-
технологических мероприятий, базирующихся на рас-
четных методах. Третье — это создание методов и
средств, обеспечивающих правку конструкций в процес-
се сварки и после сварки.
Остаточные напряжения и пластические деформации
могут оказывать отрицательное влияние на прочность,
коррозионную стойкость и жесткость сварных конструк-
ций. Для устранения остаточных напряжений применя-
ют специальные методы в особенности для конструкций
з
с массивными сечениями и конструкций, работающих
при низких температурах и при наличии динамических
нагрузок и вибраций. Эти методы, хотя и не всегда
предусматривают устранение деформаций, но позволяют
существенно повысить качество и надежность конструк-
ций.
Все методы устранения сварочных деформаций и
напряжений подразделяются по характеру их воздей-
ствия на конструкцию [17]. Один и тот же метод может
быть применен для различных конструкций. Типы кон-
струкций или сварных соединений определяют средство
или инструмент, которые при устранении деформаций
и напряжений в этой конструкции наиболее целесооб-
разны. Поэтому методы устранения сварочных дефор-
маций и напряжений рассматриваются в первую очередь
с позиций их сущности и возможностей применения для
соединений, а затем — с точки зрения использования
для конструкции.
В книге почти не затронуты вопросы, связанные с
природой образования деформаций и напряжений при
сварке. Они широко освещены в монографиях, учебных
пособиях и периодической литературе. Рассмотрены
только методы и средства обеспечения точности сварных
конструкций, приемлемые для практического исполь-
зования. В основном материал книги базируется на ре-
зультатах исследований, проведенных fe МВТУ им. Бау-
мана. Некоторые разделы освещены кратко с указанием
соответствующей литературы.
Автор выражает глубокую признательность чл,- корр.
АН СССР Г. Г. Николаеву, д-рам техн, наук профессо-
рам С. А. Куркину и В. А. Винокурову за помощь в
постановке многих исследований, результаты которых
приведены в книге. Некоторые исследования проведены
автором совместно с кандидатами техн, наук Б. Б. Зо-
лотаревым, А. В. Вершинским, Г. Ф. К?”.”--------
А. М. Мейстером, К. Д. Басиевым.
Г. Ф. Кондаковым,
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Т — температура точек тела;
а —коэффициент линейного расширения;
су — объемная теплоемкость:
I — сварочный ток;
V — напряжение на дуге;
q — эффективная тепловая мощность источника
нагрева;
т] — эффективный тепловой к. п. д.;
VCB -скорость перемещения источника теплоты (ско-
рость сварки);
6 —толщина пластины (оболочки):
q
qa —---— погонная энергия сварки;
^св
q
qa =-----— — погонная удельная энергия сварки;
С'свО
В, L — ширина и длина пластины;
2Ьи —ширина зоны пластических деформаций в
сварном соединении;
до — ширина зоны растягивающих остаточных на-
пряжений в сварном соединении;
f — прогиб в элементах конструкций;
Ап — поперечная усадка (укорочение), возникшая
в результате сварки;
w —перемещение поверхности оболочки в направ-
лении радиуса;
х, у, z —прямоугольные координаты;
Ох, ои —продольные и поперечные напряжения в пря-
молинейном шве;
Оц Or — продольные и поперечные напряжения в кри-
волинейном шве;
Оост —остаточное напряжение;
От — предел текучести .металла;
Ов — предел прочности;
ор — напряжения растяжения от внешней нагрузки;
Ос ж — напряжения сжатия;
Овивр —напряжения от действия вибрационных нагру-
зок;
оц (тн), ок (тк) —нормальные (касательные) напряжения в свар-
ном шве после сварки (начальные) и после
обработки — прокатки, проковки, вибрации
и т. д. (конечные);
о, — интенсивность напряжений;
5
Е — модуль упругости первого рода;
)3 " . ,
-----— цилиндрическая жесткость пластины (обо*
-р2)
лочки);
Рус — усадочное усилие, действующее вдоль сварного
соединения;
р — коэффициент поперечной деформации;
Гост — остаточная относительная деформация;
е;, ег — тангенциальные и радиальные относительные
деформации в полярных координатах;
8Т — относительная деформация, соответствую*
щая от;
в, — интенсивность деформаций;
ев, ек —относительные деформации, соответствующие
напряжениям ст„. ок.
Глава I
ДЕФОРМАЦИИ, НАПРЯЖЕНИЯ
И ПЕРЕМЕЩЕНИЯ ПРИ СВАРКЕ
ОБЩИЕ ПОЛОЖЕНИЯ
В связи с неравномерным нагревом изделий при свар-
ке возникают местные деформации металла, которые в
зонах разогрева приводят к процессам сначала упруго-
го, а затем пластического локального течения металла.
Образование пластических деформаций при сварке в
некоторой области, включающей сварной шов и около-
шовную зону, является главной причиной изменения
первоначальных размеров и формы сварных конструк-
ций. Наличие местных пластических деформаций, воз-
никших при каком-либо технологическом процессе,
всегда приводит к образованию или перераспределению
остаточных напряжений, которые, в свою очередь оказы-
вая силовое воздействие на конструкцию , в той или
иной степени меняют ее размеры и форму в соответст-
вии с законами уравновешенности внутренних сил в
замкнутых системах при сохранении условия минимума
упругой потенциальной энергии. Сварку почти всегда
ведут в «заневоленном» состоянии с той целью, чтобы
соединяемые между собой детали или изделия, зафик-
сированные относительно друг друга с помощью жест-
ких связей или приспособлений, имели в процессе свар-
ки минимальные перемещения, чтобы свобода деформа-
ций металла в зоне сварных швов была ограничена и в
конечном итоге деформации конструкций оказались ми-
нимальными.
Однако в большинстве случаев, особенно в мало-
жестких конструкциях, зажимные устройства в основ-
ном облегчают технологическое выполнение сварочного
процесса. Снятие внешних сил при освобождении конст-
рукции от закреплений предоставляет ей полную свобо-
7
ду для изменения ее размеров и формы в соответствии
с законами упругой уравновешенности сил внутри тела.
Возникающие при этом деформации практически ни-
когда не бывают равномерными ио всему телу, но иног-
да суммируются со сварочными деформациями пропор-
ционально величине последних Вследствие этого возни-
кают искажения формы конструкций (перемещения) и
поле остаточных напряжений, определяющее это иска-
жение.
Нагрев металла в стесненных условиях —это по- су-
ществу нагружение материала, аналогичное нагруже-
нию внешними силами. При этом, если температуры на-
грева невелики и механические свойства не меняются,
т. е. модуль нормальной упругости Е и предел текучести
сгт остаются постоянными, то изменение напряжений
при изменении температуры будет происходить в соот-
ветствии с диаграммой о—е, характерной для комнат-
ной температуры. Например, если средний стержень
(рис. 1,а) нагреть до некоторой температуры Т°С, то
при отсутствии связи с крайними стержнями он удлй-
нится свободно на величину Дсв=а77. Удлинение свя-
занных между собой стержней одинакового поперечного
р, Арв аУ/
сечения г составит величину —— —------, а напряжения
3 3
аТЕ г,
в среднем из них сг= ----. Если стержень нагреть до
3
такой температуры Т, выше которой Е и от начнут сни-
жаться, то и величина напряжений в нем будет падать,
а действительное удлинение--------уменьшаться. Так
3
как величина свободного удлинения Дсв пропорциональ-
на температуре Т, то будут протекать пластические
деформации укорочения, которые после охлаждения
стержня приведут к возникновению в нем остаточных
напряжений растяжения.
Количественно изменение напряжений в стержнях
в процессе нагрева среднего из них при независящем от
температуры коэффициенте линейного расширения а
нетрудно определить, если имеются для различных Тем-
ператур нагрева диаграммы типа приведенных на рис.
1,6. Схематическая картина (рис. 1,е), показывающая
изменение напряжений в стержне в процессе нагрева и
охлаждения, свидетельствует о том, что увеличение
температуры нагрева Т выше соответствующей точке б'
8
приведет к одинаковым остаточным напряжениям (точ-
ка д) для идеально пластичного материала (например,
СтЗ) с пределом текучести при комнатной температуре
от=24 кгс/мм2.
Рис. 1. Образец, состоящий из трех
стержней, скрепленных жесткими
плитами (а); диаграмма а—е при
нормальных и повышенных темпе-
ратурах (б) и схема изменения на-
пряжений при нагреве и охлажде-
нии в среднем стержне (в)
Стрелками на рис. I, в показано направление изме-
нения напряжений при нагреве и охлаждении. Если тем-
пература не превышала величины Т, соответствующей
точке б, то остаточные деформации и напряжения в
данной системе будут отсутствовать.
В рассмотренном случае присутствуют все три явле-
ния, сопутствующие сварке: а) деформация системы,
которая при нагреве выше определенной температуры
9
становится пластической; б) остаточные напряжения,
являющиеся результатом этой пластической деформа-
ции; в) остаточные перемещения концевых плит, к ко-
торым жестко прикреплены стержни. Очевидно, для воз-
вращения системы в исходное недеформированное и не-
напряженное состояние достаточно удлинить средний
стержень на величину Д= — I — Если бы концы сред-
Е 3
него стержня при изменении температуры не перемеща-
лись, то удлинение его, необходимое для снятия напря-
жений, равнялось бы ~1.
Остаточные деформации, возникшие после охлажде-
ния, не привели к изменению формы системы. Если бы
средний стержень нагревался только с одной стороны,
например с правой, то возникли бы деформации изгиба
и пластические деформации, неодинаковые по сечению.
Тогда произошло бы не только поступательное переме-
щение концевых плит, но и их поворот относительно
друг друга, т. е. изменение формы конструкции, а оста-
точные напряжения оказались бы неодинаковыми в
крайних стержнях и неравномерными по сечению сред-
него стержня.
Между этим весьма распространенным примером и
образованием напряжений при сварке имеется опреде-
ленная аналогия, выражающаяся в том, что неравномер-
ный нагрев сплошной детали подобен нагреву одного
из элементов жесткой замкнутой системы, а напряже-
ния, возникающие при местном нагреве тела и уравно-
вешивающиеся в его объеме, уравновешены в любой
замкнутой системе. Такие напряжения называются соб-
ственными или внутренними, так как они возникают
без приложения внешних сил. Собственные остаточные
напряжения подразделяются на напряжения первого
рода, уравновешивающиеся в макрообъемах; напряже-
ния второго рода, уравновешивающиеся в пределах од-
ного или нескольких зерен; напряжения третьего рода,
отражающие искажение кристаллической решетки.
Остаточные напряжения, возникающие при сварке,
различают по направлению, в котором они действуют.
Для прямолинейных швов: продольные ох, действующие
вдоль шва, и поперечные, из которых действуют в
плоскости двух свариваемых пластин перпендикулярно
шву, a <yz— в направлении толщины. При сварке кри-
.10
волинейных, например круговых швов вместо ож и <зу
вводят напряжения аг и о( - радиальные и тангенциаль-
ные— рассматриваемые в полярных координатах.
Ответственными за деформирование конструкций
являются напряжения первого рода. Поэтому первооче-
редная задача при исправлении искаженной сваркой
конструкции и снятии в ней напряжений — это устране-
ние напряжений первого рода. При этом очень часто
устранение напряжений первого рода сопровождается
увеличением напряжений второго и третьего рода, на-
пример при пластическом деформировании, однако это
в редчайших случаях сказывается отрицательно на ра-
ботоспособности и долговечности сварной конструкции.
Ниже рассмотрены наиболее характерные виды де-
формаций сварных соединений и конструкций и различ-
ные случаи образования остаточных напряжений при
сварке. Учитывая то обстоятельство, что изучению сва-
рочных деформаций и напряжений, методам их расчет-
ного и экспериментального определения посвящено зна-
чительное количество монографий и статей в специаль-
ной сварочной литературе, эти вопросы рассмотрены
кратко.
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ
Методы определения остаточных напряжений под-
разделяются на расчетные и экспериментальные. Ввиду
сложности явлений, происходящих при сварке, единого
расчетного метода определения напряжений как сопро-
вождающих сварочный процесс, так и остающихся в
конструкции после сварки, в настоящее время нет. Мож-
но лишь отметить, что чем меньше допущений введено
в расчетные предпосылки, тем сложнее техника выпол-
нения самих расчетов.
Основные задачи по определению продольных напря-
жений базируются на известных допущениях и гипоте-
зах, которые не всегда позволяют получить результат,
подтверждаемый экспериментами [20, 21, 32, 33].
Существенные уточнения расчетных методов с при-
менением для решений на ЭЦВМ математического ап-
парата теории упругости и пластичности изложены в
монографии [4]. Однако значительная трудоемкость и
сложность этих расчетов являются существенным пре-
пятствием для их практического использования.
Основная задача теории сварочных деформаций и
напряжений состоит в определении так называемого уса-
дочного усилия Рус, которое равно произведению пло-
щади эпюры остаточных пластических деформаций на
модуль упругости Е и толщину металла б. Иначе говоря,
для определения Рус требуется предварительно устано-
вить ширину зоны, в которой произошли пластические
деформации при сварке, и распределение величин этих
деформаций по ширине. Зная решение этой задачи, не-
трудно определить распределение остаточных напряже-
ний, а используя величину Рус — перейти к определению
деформаций сварных конструкций.
Для приближенного определения усадочного усилия
Рус (в кгс) в продольных сварных швах пластин одина-
ковой толщины при ширине зоны пластических дефор-
маций 26п (в см) для низкоуглеродистых и низколеги-
рованных сталей существуют зависимости:
Рус = 0,41 -2-;
^СВ
2бп = 0,41 —5—.
&>сват
Экспериментальные методы основаны главным обра-
зом на принципе разрезки металла и освобождении его
от остаточных напряжений. По величине деформаций
металла, происходящих в результате разрезки, опреде-
ляют снятые остаточные напряжения. Большинство эк-
спериментальных методов учитывает специфику полей
остаточных напряжений, вид и форму конструкции, в
которой их определяют. Иногда вместо измерения де-
формаций при разрезке измеряют величину перемеще-
ний. Например, в зоне кольцевого шва тонкой цилиндри-
ческой оболочки малого диаметра целесообразно
разгрузку от остаточных напряжений производить по-
следовательной срезкой кольцевых слоев с торца обо-
лочки (рис. 2, а), измеряя после срезки каждого слоя
величину перемещений w поверхности в четырех-восьми
точках по периметру, или изменение длины окружности
на некоторых двух заранее выбранных расстояниях от
шва по образующей Xi и х2, затем, пользуясь матема-
тическим аппаратом теории оболочек, определять на-
пряжения, которые действовали в срезанном слое
(рис. 2,б).
12
Значительный экспериментальный материал получен
также с помощью различных физических методов ис-
следования, использующих лаковые и фотоупругие по-
крытия, дифракцию рентгеновских лучей, точное изме-
рение деформаций посредством несовмещенных муаро-
вых линий и т. д. [29 и др.].
(sg, кгс/мм2
-30-20 10 О W 20
Рис. 2. Схема измере-
ния остаточных напря-
жений при срезке коль-
цевых слоев (7—3) в
оболочке через переме-
щения (а) ц эпюра ок-
ружных остаточных на-
пряжений в оболочке из
стали 35, диаметром
70 мм, толщиной стен-
ки 0,8 мм, переплавлен-
ной по кромке электрон-
нолучевой сваркой (б).
Остаточные напряжения в пластинах определяют
обычно в двух направлениях: вдоль шва ах и поперек
шва Оу, так как третий компонент напряжений oz в эле-
ментах толщиной до 15—20 мм незначителен. При этом
вследствие изгиба пластин, не равномерного прогрева и
проплавления по толщине при сварке ож и су могут от-
личаться существенно на нижней и верхней плоскостях
пластин. Поэтому, если упругие деформации измеряют
на поверхности, то пластины прижимают к ней и опре-
деляют среднюю величину напряжений по толщине.
Максимальные остаточные напряжения растяжения
в зоне шва ох в низкоуглеродистых сталях близки к
пределу текучести от (например, для СтЗ от=23—
25 кгс/мм2), в аустенитных сталях они могут достигать
60- 70 кгс/мм2. В алюминиевых, магниевых и титановых
сплавах продольные остаточные напряжения могут
быть на 30—40% ниже от, причем у нагартованных
металлов это снижение более значительно в связи с ра-
зупрочнением материала в зоне сварки.
13
На рис. 3, а показано распределение напряжений ах
и Оу в пластинах, сваренных стыковым швом, по резуль-
татам измерения баз длиной 10 и 100 мм. Достоверность
результатов зависит от размеров пластин, во всяком
случае установлено, что величины В и L должны быть
не менее 300 мм. Так же, как в титановых сплавах, ве-
Рис. 3. Продольные сгя
и поперечные оста-
точные напряжения в
пластинах из сплава
АМгб толщиной 10 мм,
сваренных стыковым
швом (а), и зависи-
мость максимальных и
минимальных остаточ-
ных напряжений от ре-
жима сварки (б)
личина остаточных напряжений в сплавах алюминия за-
висит от удельной погонной энергии сварки (рис. 3,6).
Распределение напряжений в простых низкоуглероди-
стых сталях в принципе мало отличается от рассмотрен-
ного. Существенные изменения могут происходить лишь
при сварке сталей мартенситного класса и применении
специальных присадочных материалов.
При сварке профильных элементов эпюры остаточ-
ных напряжений мало чем отличаются от тех, которые
имеют место при сварке пластин. При определении на-
пряжений учитывают распределение погонной энергии
сварки, принимая, что дц=^- распределяется пропор-
ционально толщинам соединяемых сечений.
14
При свайке плит и деталей массивных сечений мно-
гослойными швами или электрошлаковой сваркой наря-
ду с напряжениями gx и оу возникают напряжения oz.
Величина их растет с ростом толщины металла. С точки
зрения опасности возникновения хрупких разрушений
для многослойных швов наиболее опасны напряжения
Gy, особенно при сварке незакрепленных деталей, для
предотвращения деформаций которых используется их
предварительный «развал». Вопрос образования напря-
жений при электрошлаковой сварке и многослойных
швах изучали многие исследователи [8].
Круговые и точечные соединения образуют осесим-
метричное поле остаточных напряжений Gr и Gt.
Двухосное поле напряжений, образующееся при свар-
ке круговых швов, может отрицательно сказаться на
эксплуатации конструкции. Поэтому тщательное его
изучение с учетом перемещения источника, неравномер-
ности температур в процессе сварки имеет большое зна-
чение. Опыты, проведенные в МВТУ им. Баумана
Ю. Н. Губановым показали, что началом разрушения
кругового шва при циклическом нагружении является
место перекрытия шва. Это подтверждается расчетами
на ЭЦВМ применительно к сварке круговых швов с
учетом движения источника, показавшими, что именно
в зоне перекрытия при определенных условиях сварки
происходит наибольшее исчерпание пластичности метал-
ла в процессе остывания. При этом обычно применяемые
технологические приемы для повышения долговечности
такого типа соединений, связанные с осесимметричной
обработкой всего шва (например, снятие усилений с
обеих сторон), не вносят существенных изменений в
характер начала разрушения. Поэтому целесообразна
местная обработка материала в зоне перекрытия.
ДЕФОРМАЦИИ И ПЕРЕМЕЩЕНИЯ
В основе образования деформаций и перемещений
лежат те же причины, которые приводят к образованию
остаточных напряжений. Как и напряжения, остаточные
деформации могут быть временными, изменяющими
размеры и форму сварного шва в процессе сварки, и
остаточными, выражающимися в послесварочных изме-
нениях геометрии сварной конструкции. Временные де-
формации представляют практический интерес с двух
15
г
/
точек зрения. Во-первых, они позволяют в/большинстве
случаев предопределить характер последующих остаточ-
ных деформаций и наметить мероприятия’ по конструк-
тивному усовершенствованию узла или технологическо-
му изменению сварочного процесса с целью снижения
остаточных деформаций. Во-вторых, временные дефор-
мации и перемещения могут оказать большое влияние
.на характер формирования сварного соединения и тех-
нологию сварки.
Например, подъем кромок листов над плоской под-
кладкой или радиальные перемещения кромок при
сварке кольцевых швов тонких оболочек над поверх-
ностью внутреннего подкладного кольца в процессе
сварки приводят часто к провисанию сварочной ванны,
большому обратному усилению. Остаточные перемеще-
ния также изменяются по сравнению со случаем, когда
подъем кромок тем или иным способом предотвращен.
Перемещение деталей при электрошлаковой сварке,
связанное с изменением зазора между ними, меняет
условия формирования сварного соединения, увеличи-
вает или уменьшает зазор между деталями и приводит
к таким изменениям сварочного процесса, которые зна-
чительным образом нарушают стабильность основных
параметров сварки.
Остаточные деформации представляют собой те из-
менения размеров и формы деталей, которые фиксиру-
ются после сварки. Вне зависимости от конструкции
остаточные деформации для различных сочетаний свари-
ваемых элементов, их геометрических размеров, типа
сварного соединения и т. д. можно разделить на несколь-
ко основных видов:
1. Деформации в плоскости свариваемых элементов
(рис. 4, а, б), когда перемещения точек свариваемой
конструкции одинаковы в направлении одной или двух
главных осей, а перемещениями в направлении третьей
оси можно пренебречь. Такие деформации могут воз-
никнуть, например, в таком идеальном случае, когда '
все четыре шва двутавра свариваются одновременно
на одном и том же режиме, отсутствует фактор потери
устойчивости и местного изгиба соединяемых между со-
бой листов (рис. 4, а) [4, 36].
2. Деформации продольного и поперечного изгиба
свариваемых элементов. Например, продольный прогиб
тавровой или двутавровой балки (рис. 4,6), неизбежно
16
возникающий, в реальных условиях последовательного
неодновременного наложения швов, представляет собой
деформацию продольного изгиба. Неравномерное про-
плавление полки или листа по толщине приводит к по-
перечному изгибу (рис. 4, е) в балках таврового и
Рис. 4. Виды деформаций простейших сварных
элементов — балки и пластины
двутаврового сечения — это так называемые деформации
грибовидности. Одной из форм изгиба, образующегося
вследствие поперечной усадки сварных соединений, яв-
ляется деформация излома продольной оси сечения,,
связанная с поворотом одного из элементов относитель-
но другого (рис. 4,г). Это по существу также деформа-
ция в плоскости свариваемого элемента, при которой,
однако, величины перемещений точек соединяемых де-
талей не являются постоянными по длине сварного шва.
Здесь имеется некоторая аналогия со случаем углового
и поступательного перемещения деталей при электро-
шлаковой сварке прямолинейным швом.
3. Деформации потери «-устойчивости листовых эле-
ментов конструкций (рис.
I Ж 3 т и" "
.действием напряжений сжатия (рис. 4,з). При этом
происходят значительные перемещения из исходной
плоскости листовых и оболочковых элементов.
4. Деформации скручивания относительно продоль-
ной оси (рис. 4, в). Этот вид деформаций характерен в
основном для балочных конструкций. Предполагаемой
причиной их образования считаются различные сдвиго-
вые деформации кромок в зоне нагрева при сварке де-
талей между собой. Однако убедительного объяснения
причин образования такого вида деформаций при сварке
плавлением без воздействия внешних сил нет.
5. Деформации, объединяющие несколько видов из
четырех вышеперечисленных. Иногда изменения, проис-
ходящие при сварке конструкций, бывают настолько
сложными, что их трудно отнести к тому или иному кон-
кретному виду, но они всегда могут быть дифференциро-
ваны при более тщательном рассмотрении причин, их
вызывающих [4].
Для определения остаточных деформаций широко
используют расчетные методы. Задача определения де-
формаций (перемещений) от сварки представляет собой
.два самостоятельных раздела (исследованию которых
посвящено большое количество работ): термомехани-
ческий и деформационный. Термомеханическое решение
сводится к определению величины усадочной силы, по-
перечной усадки по длине и толщине соединения и
других элементов деформаций, возникающих в зоне
сварного соединения. Эти элементы вводятся в расчет
при определении деформаций конструкций и представ-
ляют собой деформационное решение. Исходные элемен-
ты деформации, определяемые из термомеханического
решения, связывают с режимами сварки, видом соедине-
ния и другими факторами, которые оказывают влияние
на развитие деформаций в процессе сварки. В деформа-
ционном решении широко использован аппарат сопро-
тивления материалов, теории упругости и пластичности,
теории оболочек, а при определении деформаций конст-
рукций с течением времени — теории ползучести [4, 18,
20, 21, 32].
В большинстве случаев остаточные перемещения, воз-
никающие при сварке конструкций, могут быть вычисле-
ны путем приложения к конструкции фиктивных сил, по-
лученных либо посредством термомеханического реше-
ния, либо экспериментально — по величине замеров
18
остаточных напряжений. При этом при определении пе-
ремещений используется в основном принцип одновре-
менности укладки шва по длине, который означает, что.
пластические деформации от сварки одинаковы во всех
поперечных сечениях шва. Однако само распределение
пластических деформаций по поперечному сечению мо-
жет быть достаточно точно определено лишь при реше-
нии термомеханиеской задачи с учетом действительной:
картины явлений, происходящих при сварке. Иногда в
особенности при наличии экспериментальных данных по
определению деформаций и усилий, действующих в зоне-
сварных швов, сразу переходят к деформационному
решению.
Расчетные и расчетно-экспериментальные методы оп-
ределения деформаций сварных конструкций представ-
ляют значительный практический интерес. Если имеется
возможность достаточно точно определить величины и
характер деформирования от сварки, то это позволяет
квалифицированно выбрать такой вариант изготовления
конструкции, который приведет к наименьшим свароч-
ным деформациям. При этом могут быть использованы
либо принципы рационального конструктивно-техноло-
гического проектирования, либо введены в технологи-
ческий процесс те или иные методы и средства предот-
вращения или устранения деформаций.
УСТРАНЕНИЕ СВАРОЧНЫХ ДЕФОРМАЦИЙ,
НАПРЯЖЕНИИ И ПЕРЕМЕЩЕНИЙ
В основу принципиальных возможностей снижения
или устранения сварочных деформаций и напряжений
могут быть положены три пути, учитывающие физиче-
скую сущность процессов, происходящих при сварке.
1. Снижение величины пластической деформации уко-
рочения либо ширины зоны ее распространения при
нагреве путем регулирования термического воздействия
при сварке, уменьшения погонной энергии, введения
предварительного подогрева, приложения усилий при
сварке.
2. Увеличение пластических деформаций удлинения
либо в процессе охлаждения сварного шва, либо после
сваркип утем прокатки, проковки, растяжения, вибрации
и т. д.
1»
3. Компенсация деформаций путем создания предва-
рительных деформаций, обратных по знаку сварочным,
рациональной последовательностью сборки и сварки.
Существует много приемов, позволяющих уменьшить
или устранить сварочные деформации и напряжения.
В зависимости от того, решается ли вопрос получения
абсолютно точной конструкции, входящей по размерам
в пределы допусков непосредственно после окончания
сварки, или технологический процесс строится с при-
менением послесварочных методов обработки конструк-
ции, можно разделить способы борьбы с деформациями
и напряжениями на две группы; 1) способы предупреж-
дения и регулирования деформаций; 2) способы устра-
нения деформаций и напряжений после сварки,
К первой группе относятся такие способы, которые
•предусматривают воздействие на тепловые характери-
стики сварочного процесса, геометрические размеры и
форму конструкции в процессе сварки, физические ха-
рактеристики и структуру материала изделия и шва.
Регулирование теплового воздействия связано с
подбором соответствующих режимов сварки с учетом
уменьшения объема пластического укорочения. Однако
критерии режима обычно определяются другими факто-
рами: производительностью процесса, рациональным ис-
пользованием деформационной способности шва и уров-
нем механических свойств металла. Сварка на понижен-
ных режимах, естественно, снижает производительность
труда. Тепловой фактор можно регулировать путем
общего подогрева деталей перед сваркой, а также ин-
тенсивного теплоотвода от зоны шва.
Одними из основных средств регулирования свароч-
ных деформаций являются: применение рациональной
последовательности сборки и сварки конструкций; за-
крепление изделий в процессе сварки в приспособле
ниях; создание предварительных деформаций конструк-
ции, обратных сварочным; механическое воздействие на
конструкцию или зону шва при сварке.
Последовательность сборки и сварки назначают из
.условий либо расчленения конструкции на отдельные
элементы, либо из условий обеспечения достаточной
жесткости поперечного сечения свариваемой конструк-
ции. При условном расчленении конструкции на пред-
варительно сваренные отдельные элементы общие де-
формации получаются только от небольшого числа
.20
замыкающих или монтажных швов. Деформации же,
возникающие при сварке отдельных элементов, либо уст-
раняются перед общей сборкой, либо компенсируются
предварительным припуском. Обеспечение достаточной
жесткости поперечного сечения предусматривает начало
сварки лишь после того, как собрано определенное чис-
ло элементов, образующих общее поперечное сечение
высокой жесткости.
Создание деформаций, обратных сварочным, обеспе-
чивается в основном путем закрепления конструкций в
приспособлениях, учитывающих те геометрические изме-
нения, которые могут произойти д результате сварки.
Квалифицированное использование этого приема требует
достаточно точного определения ожидаемых сварочных
деформаций. Наиболее широкое распространение такие
методы находят в судостроении, где правка после свар-
ки, особенно крупногабаритных конструкций, чрезвы-
чайно затруднена.
Механическое воздействие приводит к пластическому
деформированию зоны шва и к уменьшению пластиче-
ских деформаций укорочения. Среди наиболее известных
методов следует отметить растяжение деталей в про-
цессе сварки, прокатку и проковку остывающего метал-
ла в сварочном стапеле, вибрационную и ультразвуко-
вую обработку в процессе кристаллизации.
Регулирование деформаций путем воздействия на
физические и структурные характеристики связано с из-
менением механических характеристик материала в зоне
свйрки и применением в конструкциях свариваемых и
присадочных материалов с особыми дилатометрически-
ми характеристиками. Последние позволяют при опре-
деленных условиях осуществить сварку без деформаций.
Ко второй группе относятся способы послесварочного
деформирования конструкций внешними силами в хо-
лодном или нагретом состоянии и способы, основанные
на температурном деформировании за счет создания вы-
соких температурных градиентов без приложения допол-
нительных внешних сил.
Наиболее распространены способы прокатки и про-
ковки зоны шва в холодном состоянии или с подогре-
вом зоны шва многопламенной горелкой. Эти способы,
так же как и пластический изгиб, предусматривают соз-
дание пластических деформаций, обратных сварочным.
Хорошие результаты дает также применение растяже-
21
ния с вибрацией. В производстве широко используется
местный нагрев, позволяющий создать пластические де-
формации укорочения в тех зонах конструкции, где они
приводят к исправлению ее формы.
Перспективно, но пока еще мало изучено местное
температурное деформирование, которое может сочетать
местный нагрев одних зон с глубоким охлаждением
других. Например, для создания пластических деформа-
ций удлинения в сварном шве листов из стали, доста-
точных для устранения остаточных напряжений, нужно
многопламенной широкой горелкой нагреть широкую
(150—200 мм) зону .около шва, после чего произвести
его локальное охлаждение, например жидким азотом,
с применением контактного, либо какого-то другого ох-
ладителя.
Устранение деформаций и напряжений путем высо-
кого отпуска деталей в зажимных приспособлениях —
распространенный и широко применяемый процесс, из-
вестный также под названием метода термофиксации.
КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКОЕ ПРОЕКТИРОВАНИЕ
При проектировании конструкции и выборе техноло-
гических процессов ее изготовления, включая последо-
вательность выполнения сборочно-сварочных операций,
основное внимание должно уделяться получению рацио-
нальных сочетаний отдельных свариваемых узлов и
элементов, позволяющих механизировать и автоматизи-
ровать процессы сварки, снизить трудозатраты на из-
готовление, обеспечить безопасную эксплуатацию кон-
струкции и по возможности получить минимальные
отклонения от проектных размеров и форм. Короче го-
воря, при проектировании конструкции необходимо от-
дельные ее сварные узлы разрабатывать с учетом при-
менения прогрессивных методов сварки, снижения
концентрации напряжений в сварных соединениях, а
также с учетом получения минимальных остаточных
деформаций отдельных узлов и конструкции в целом.
При выборе технологического процесса изготовления
конструкции необходимо предварительно рассмотреть
различные варианты последовательности соединения
элементов сварной конструкции между собой с целью
нахождения таких вариантов, которые приведут к ми-
нимальным геометрическим отклонениям. На основании
22
такой предварительной оценки ожидаемых сварочных
деформаций могут быть внесены изменения в сварную
конструкцию, а также установлены мероприятия, поз-
воляющие обеспечить точность в процессе изготовления
за счет предварительных деформаций и припусков на
укорочение. Точность конструкции, достигаемую при
различных вариантах изготовления, можно в некоторых
случаях приближенно установить на основании расчет-
ного определения деформаций [19—22].
Однако для большинства машиностроительных кон-
струкций, в особенности с большим количеством разно-
образных сварных соединений упрощенная оценка ве-
личины деформаций не всегда дает удовлетворительные
результаты. Для многих видов конструкций предвари-
тельная оценка величины сварочных деформаций не
позволяет их предотвратить с помощью досварочных
конструктивно-технологических мероприятий. Такие кон-
струкции требуют послесварочной правки, и разработка
механизированных и эффективных методов восстанов-
ления их проектных форм и размеров имеет в этих
случаях большое практическое значение. Кроме того,
часто наряду с устранением деформаций требуется и
устранение напряжений в сварных соединениях. В этом
случае доминирующее значение для всех без исключения
конструкций имеют методы обработки уже готовых
сваренных конструкций.
Для большинства крупногабаритных, например судо-
строительных, конструкций, обработка которых с целью
выправления после сварки представляет значительные
трудности, предварительная оценка деформаций имеет
большое значение. Работы, проводимые в течение мно-
гих лет в ЛПИ им. Калинина, привели к созданию ком-
плекса конструктивно-технологических мероприятий по
предотвращению сварочных деформаций, в основу ко-
торого положены расчетные оценки ожидаемых дефор-
маций. Эти работы достаточно широко освещены в ли-
тературе [21, 22 и др.]. В ряде случаев использование
их результатов оказывается полезным и в машино-
строении.
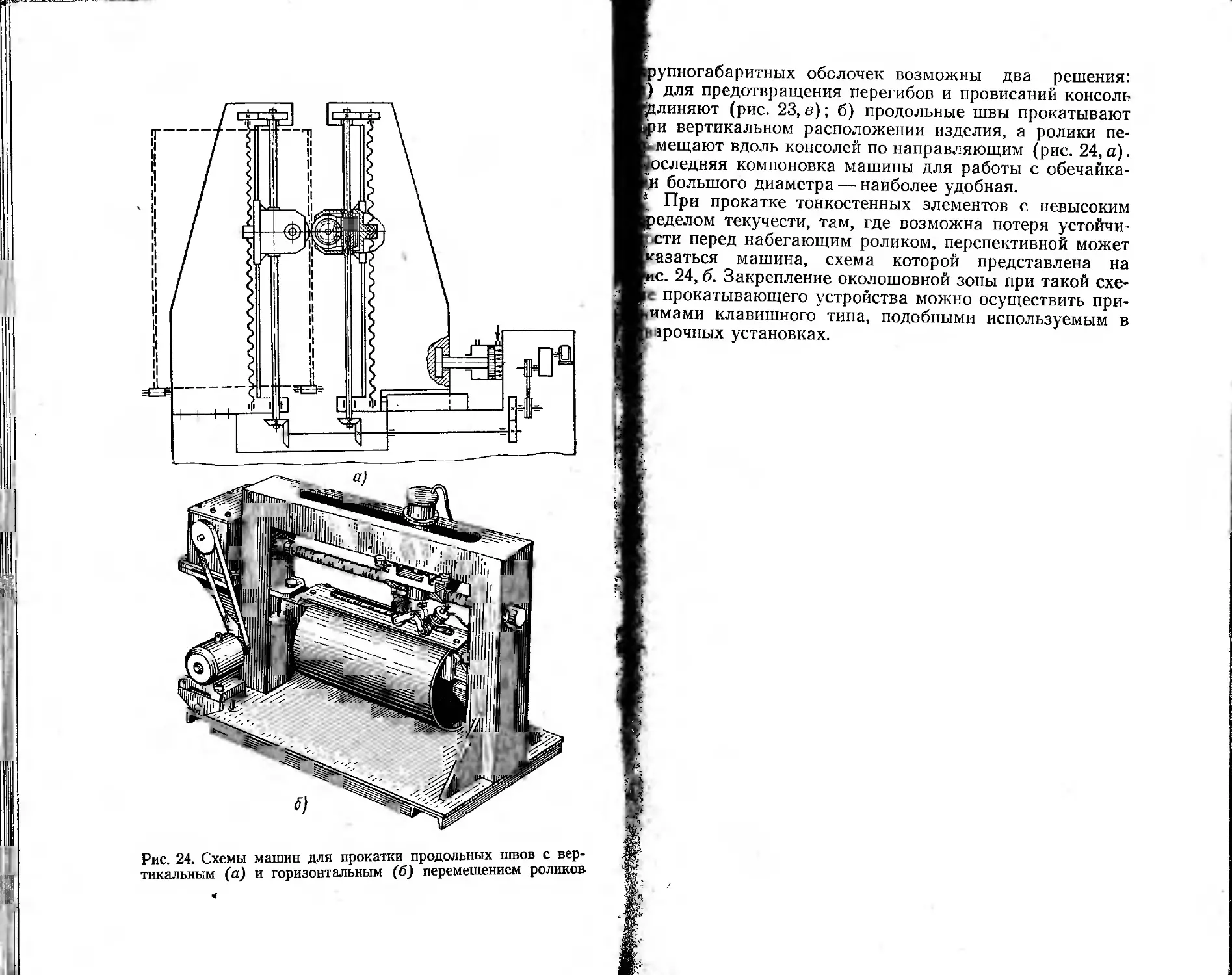
за один или несколько пропусков прокатываемой зоны
между деформирующими роликами, причем многопро-
ходная прокатка предусматривает прежде всего увели-
чение ширины прокатываемой зоны, а не увеличение
деформации в одной и той же зоне повторным деформи-
рованием.
Глава II
ПРОКАТКА СВАРНЫХ СОЕДИНЕНИЙ
ОСНОВНЫЕ ПРИНЦИПЫ СНИЖЕНИЯ СВАРОЧНЫХ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ ПРОКАТКОЙ
Принципы устранения деформаций и напряжений
прокаткой чрезвычайно просты. Пластические деформа-
ции укорочения, возникающие при сварке в зоне шва и
в околошовной зоне, приводят, как известно, к местно-
му остаточному укорочению в продольном направлении.
Для снятия напряжений в сварном шве каждое про-
дольное волокно зоны пластических сварочных деформа-
ций необходимо удлинить ровно настолько, насколько
оно укоротилось при сварке. А так как все укорочения
волокон поперечного сечения шва имеют различную ве-
личину, то для полного устранения напряжений им
должна быть сообщена и различная величина дефор-
маций удлинения. Вполне естественно, что осуществить
такую неравномерную по поперечному сечению сварного
соединения деформацию невозможно ни одним из су-
ществующих методов за исключением высокотемператур-
ного отпуска конструкции К тому же потребность соз-
дания точно таких деформаций, которые произошли
при сварке, но обратного знака, в большинстве случаев
отсутствует.
Необходимая точность сварной конструкции будет
обеспечена й тогда, когда остаточные напряжения ра-
циональным образом перераспределятся ио поперечному
сечению сварного соединения. Это перераспределение
достигается осадкой при прокатке некоторой части зо-
ны пластических деформаций по толщине. В результате
осадки происходит равномерное удлинение металла и
компенсация сварочных деформаций укорочения дефор-
мациями удлинения. Прокатка может осуществляться
Рис. 5. Эпюры напряжений при различных соотношениях между
шириной прокатываемых зон b и шириной зоны пластических де-
формаций а
В зависимости от соотношений ширины роликов и
ширины зоны остаточных пластических деформаций
возможны несколько вариантов изменения эпюр оста-
точных напряжений в сварных швах. На рис. 5 видно,
что при изменении ширины прокатываемой зоны для
устранения деформаций требуется большее или мень-
шее снижение напряжений. Причем, если прокатке под-
вергается зона более широкая, чем зона сварочных
пластических деформаций, устранение напряжений мо-
жет быть и неполным. Для этого требуются меньшие
усилия, нежели при устранении деформаций прокаткой
только по шву, но процесс осуществляется за три-четы- .
ре прохода — прокаткой по шву по околошовной зоне
[4, 14, 15, 20].
Следует различать два назначения прокатки: для
устранения остаточных напряжений и деформаций и для
упрочнения шва и заглаживания концентраторов напря- _
жеиий в сварных швах. Устранение сварочных дефор-
маций и напряжений достигается при весьма малой
степени деформации сварного шва и околошовной зоны
по толщине, составляющей десятые доли процента.
Во всяком случае для материалов, у которых остаточные
24
25
напряжения в зоне сварки имеют величины, близкие к
пределу текучести от, осадка (относительная деформа-
ция) по толщине составляет 1,7—2 — .
Заглаживание усиления и упрочнение металла шва
осуществляется при значительно больших усилиях на
деформирующих роликах и при степенях деформации в
несколько процентов. Этот процесс находит применение
при изготовлении оболочек из высокопрочных сталей,
а также алюминиевых сплавов, разупрочняющихся при
сварке. Его осуществление не требует соблюдения мно-
гих технологических тонкостей, характерных для про-
цесса прокатки сварных соединений с целью устранения
остаточных деформаций и напряжений, таких — как
сохранение постоянства па роликах при прокатке, опре-
деление ширины прокатываемой зоны, числа проходов
и т. д. [15, 23].
В зависимости от доступности различных зон стыко-
вого сварного соединения или ограничений пластического
деформирования той или иной зоны можно наметить три
основных варианта прокатки:
1. Ограничений нет, прокатке подвергается вся
зона, находящаяся под напряжением растяжения, т. е.
шов и основной металл по обе стороны от него. В этом
случае усилие, приложенное к роликам, следует выби-
рать из условия полного снятия остаточных напряже-
ний в этой зоне.
2. Существует ограничение, не позволяющее произ-
вести прокатку всей зоны пластических деформаций
(наклонные участки из-за изменения толщины листа;
недоступность, вызванная наличием элементов жесткости
и т. д.). Для устранения деформаций эти остаточные
напряжения необходимо уравновесить в узкой зоне
путем создания в месте прокатки напряжений сжатия
для того, чтобы в остальной части конструкции напря-
жения оказались снятыми практически полностью.
3. Прокатка шва нежелательна, если существует
опасность возможного понижения пластических свойств
или коррозионной стойкости. Как и в предыдущем слу-
чае устранение деформаций достигается при равновесии
остаточных напряжений в узкой зоне при условии их
снятия в остальной части сечения. Для этого в основном
металле по обе стороны от шва прокаткой создаются
напряжения сжатия.
ПРОКАТКА прямолинейных и кольцевых швов
Подбор оптимального режима прокатки для устране-
ния сварочных деформаций заключается в отыскании
условий прокатки, которые обеспечивали бы наиболее
полное устранение пластических деформаций укороче-
ния и снятие продольных остаточных напряжений. Зна-
ние закономерностей, присущих процессу прокатки
швов узкими роликами, значительно облегчает подбор
режима прокатки. В ряде случаев при изменении тол-
щины материала, диаметра роликов и т. п. нет необхо-
димости заново определять режимы прокатки. Знание
закономерностей исправления деформаций прокаткой
позволяет перейти с одного режима прокатки на другой.
При назначении режима прокатки необходимо учи-
тывать те факторы, которые существенно влияют на ве-
личину пластической деформации. Это — усилие на
ролики, диаметры и ширина рабочего пояска роликов;
толщина металла в зоне прокатки; предел текучести и
модуль упругости материала; напряжения в металле
перед прокаткой; жесткость прокатываемого изделия
или узла.
Кроме того, в случаях, когда после прокатки и по
предварительно назначенному режиму не происходит
достаточного исправления деформаций и требуется при-
менить повторную прокатку, необходимо знать насколь-
ко повторная прокатка по одному и тому же месту
при неизменном усилии устраняет деформации.
Для устранения деформаций необходимо полностью
снять напряжения или уравновесить эпюру напряжений
в пределах зоны пластических сварочных деформаций.
Для полного снятия напряжений прокатке подвергается
вся зона пластических деформаций. При прокатке только
части зоны в отдельных участках возрастают напря-
жения сжатия, но устранение перемещений может быть
полным.
Усилие прокатки (в кге) определяется приближенной
формулой, описывающей процесс прокатки узкими ро-
ликами:
6,7d6 (он — 1, 5дк -}- 0,5стт)
Е (0,7от + 0,3<j„) ’ 1 '
где с — ширина рабочего пояска роликов, см;
а —диаметр роликов, см;
Р=с(<гк —<
26
27
б — толщина металла в месте прокатки, см;
о,„ сгк — начальное и конечное напряжение в металле со-
ответственно до и после прокатки, кгс/см2.
Величина он для большинства материалов равна
0,6—1,2 от. Если величина остаточных напряжений в
зоне шва неизвестна, для расчета усилия прокатки она
принимается равной пт, а ок считается равным нулю.
Тогда формула определения усилия прокатки упро-
щается:
р=с1/2^. (3)
Как показывают результаты экспериментов, прове-
денных по исправлению деформаций прокаткой на алю-
миниевых, магниевых и титановых сплавах, величину
ак можно принять в расчете равной (0,4ч-0,5) (ат),
если прокатывается только шов. При этом считается,
что деформация металла в прокатываемой зоне равно-
мерна по всей ширине. Однако сварные швы в подав-
ляющем большинстве случаев 'имеют усиление и тол-
щина матераила в зоне шва даже при сварке без при-
садок оказывается почти всегда больше, чем толщина
основного листа В таких условиях контактирование ро-
лика с поверхностью сварного шва осуществляется лишь
по части его ширины и соответственно величина относи-
тельной деформации по толщине, необходимой для уст-
ранения короблений, окажется больше, нежели при
равномерной осадке зоны, равной ширине рабочего
пояска ролика. Усилие прокатки по усилению шва мо-
жет быть определено из формулы, полученной так же,
как и две приведенные выше, расчетно-эксперименталь-
ным путем:
1 / dfxA ...
Р = 2,0у-^- (4)
Если усилие прокатки Pi какого-либо материала уже
подобрано, то при переходе с диаметра роликов на
диаметр d2, при изменении предела текучести и модуля
упругости с От1 и £i на оТ2 и Е2 справедливы следующие
соотношения [4]:
Pi _ /аг.
Рг /da
Pi _ Ег
где Р2— новое усилие прокатки.
Режимы прокатки необходимо проверить на плоских:
образцах с прямолинейными швами, производя в отдель-
ных случаях корректировку для конкретного узла. Ис-
правление деформаций прокаткой требует высокого
качества сборки под сварку, так как в процессе правки-,
устраняются только сварочные деформации, но не уст-
раняются неточности, вызванные сборкой.
При подборе режимов прокатки на образцах следует'
иметь ввиду, что оптимальный режим прокатки соот-
ветствует полному исправлению образца: при прокатке
только по шву — после одного прохода, при прокатке-
по шву и околошовной зоне — последовательно шва, а
затем околошовной зоны, или наоборот. В зависимости
от особенностей конструкции, возможностей доступа к
сварным швам может быть использована одна из кон-
структивных схем прокатки, приведенных в табл. 1.
По характеру воздействия на шов при прокатке
можно выделить две технологические схемы, которые-
обеспечиваются различными вариантами конструктив-
ного выполнения оборудования для прокатки. Первая-
схема — это прокатка шва между двумя роликами, вто-
рая — прокатка на подкладке, когда только один из
роликов передает непосредственное усилие на шов»
второй же воспринимает усилие через подкладку. Для
устранения деформаций при прокатке по первой схеме
требуются намного меньшие усилия, чем по второй.
Исследования показывают, что вне зависимости от
материала, толщины прокатываемых листов, формы
усиления шва полное устранение деформаций при про-
катке на подкладке достигается при усилии в 2,7—3 ра-
за большем, чем при прокатке между двумя роликами.
В то же время оптимальное усилие, при котором дефор-
мации устраняются полностью, а остаточные напряже-
ния в прокатываемой зоне становятся близкими к нулю,
возрастает не всегда пропорционально корню квадрат-
ному из толщины, как это следует из расчетной фор-
28
29
Таблица I
Схема меха- низма Привод движения
Два ролика Привод враще- ния обоих роликов
Привод враще- ния од- ного ро- лика
Особенности прокатки Схемы прокатки Примечания
Продольные швы Кольцевые швы Плоские элементы обечаек обечаек
Между роликами Возмож- ность про- катки не- ровных швов при значи- тельной де- формации за один проход
Между роликом и подкладкой
Между роликами ф ... ' -ф) -е- - Только ров- ные швы с небольшой пластичес- кой дефор- мацией
Между роликом и подкладкой _к_ 4^ 1 НГ~1—ft
(7 L==== J
Продолжение табл. 1
Схема меха- низма Привод движения
Особенности прокатки Схемы прокатки Примечания
Плоские элементы Пр0*»™ 1 Кольцевые швы обечаек
Два ролика Пере- мещение изделия Между свободно вра- щающимися роликами Простота механизма привода
ф i
Между роликом и подкладкой Ж , Ф 4-^ ।
Между двумя ролика- ми (один из них вра- щается принудительно) — -
Продолжение табл. 1
Примечания
Схема меха- низма Привод движения Особенности прокатки Схемы прокатки
Продольные швы Плоские элементы обечаек Кольцевые швы обечаек
Два ролика | Пере- мещение роликов Ролики вращаются свободно, изделие закреплено |=ф= — Целесооб- разно для больших размеров изделия
Ролики вращаются принудительно, изделие свободно -
Ролик и плоскость или оправка Переме- щение ролика Ролик вращается принудительно, изделие свободно „ф> - — u
Продолжениетабл. 1
мулы усилия. Это связано с упрочняемостью болыИЙ^
ства материалов в процессе деформирования. Поэтому*'
возможности использования схемы прокатки с односто-
ронним деформированием оказываются весьма огра-
ниченными. ’ '*•
Рис. 6. Зависимость
усилия прокатки от
толщины материала (d=
= 12 см, c=li,6 см)
Рис. 7. Зависимость
остаточных напряже-
ний от числа проходов
при усилии прокатки
330 кгс для сплава
МА2-1 толщиной 4,5 мм:
1 — шов. 2 — око лотов на я
зона (d=8 см, с—1 см)
На рис. 6 показаны экспериментальные зависимости
величин усилий прокатки швов двумя роликами, при
которых остаточные напряжения снижаются до нуля,
от толщины материала. Все образцы прокатывали в
идентичных условиях, меняли лишь усилие прокат»#.
С увеличением толщины прокатываемых листов, а с»
довательно, и величины абсолютной деформации
толщине необходимое усилие растет для разных
риалов по различным законам, но почти всегда возЦ|-
стает более резко, чем это следует из расчетной ф<^-
мулы. Следовательно, при подборе режимов прокатай
необходимо несколько завышать усилия по сравнена»)
с расчетными. ~ Ж
Повторная прокатка по шву (рис. 7) при неизмет-
ном усилии незначительно изменяет характер распред®-
34
лепия остаточных напряжений. Второй проход вызы-
вает увеличение напряжений сжатия в шве не более
8-—10% от величины остаточных напряжений после
первого прохода и заметно снижает напряжения растя-
жения в околошовной зоне. Если при повторной про-
катке необходимо получить большую величину пласти-
ческой деформации с целью полного исправления де-
формаций, то следует увеличить усилие. При этом
следует опасаться переката, при котором возникают
деформации, обратные сварочным. Исправление их
представляет более сложную задачу, чем исправление
деформаций от сварки
Первоначально метод прокатки сварных швов с
целью устранения деформаций был разработан для
металлов малой толщины (до 4—5 мм). Однако суще-
ственных препятствий на пути применения прокатки
для больших толщин нет. В настоящее время прокатка
применяется для устранения деформаций от продоль-
ных швов цилиндрических оболочек из алюминиевых
сплавов толщиной до 15 мм. При этом деформации под-
вергается околошовная зона по обе стороны от шва,
так как при прокатке зоны шва практически невозмож-
но обеспечить равномерную деформацию по длине
из-за наличия усиления.
В результате прокатки собственные напряжения
уравновешиваются в пределах узкой центральной по-
лоски и не передают сжимающего или растягивающего
усилия на остальную часть конструкции (рис. 8). Это
объясняет исчезновение деформаций, вызванных поте-
рей устойчивости. Однако деформации листов толщиной,
по крайней мере, более 10 мм определяются не только
потерей устойчивости, но и изгибом из-за неравномер-
ного распределения напряжений по толщине. Следова-
тельно, полное устранение деформаций означает, что
помимо устранения напряжений сжатия в сечении
листа вне зоны сварного соединения, в местах прохож-
дения роликов пластические деформации более интен-
сивно протекали на той поверхности, где напряжения
были выше, и это обеспечило выравнивание продольных
остаточных напряжений по толщине.
Опыт работы с высокопрочными алюминиевыми
сплавами показал, что прокатка шва может иметь не-
желательные последствия, причем особенно это прояв-
ляется с увеличением толщины листов, когда усилие,
2* 35
Рис. 8. Распределение про-
дольных остаточных напря-
жений в поперечном сечении
пластины АМгб толщиной
12 мм после сварки (1) к пос-
ле прокатки околошовной зо-
ны (2) при усилии на роликах
2,8 тс; диаметре роликов d=
==160 мм, ширине рабочего
пояска с—16 мм
этом происходит полное
Малая величина остаточн
приложенное к роликам, становится значительным. При
перекатывании цилиндрического ролика по гладкой
поверхности основного металла это увеличенное усилие
не вызывает существенного возрастания деформации
на поверхности в месте контакта. Иное происходит при
перекатывании ролика по
выпуклым поверхностям
усиления и проплава шва.
Смятие этой выпуклости со-
провождается местной пЛа-<
стической деформацией у
поверхности, заметно воз-
растающей с увеличением
усилия, приложенного кро-
лику. Кроме того, в случае
недостаточно плавного очер-
тания усиления или пропла-
ва шва и наличия резкого
перехода от основного ме-
талла к наплавленному в
этом месте возможна рез-
кая концентрация дефор-
маций.
Поэтому даже для спла-
ва АМгб желательно дефор-
мации исправлять только
путем прокатки основного
металла, не затрагивая уси-
ления шва, а для термо-
упрочняемых сплавов типа
АЦМ, 01911, 01915 и дру-
гих — тем более. При
устранение деформаций,
ого прогиба пластины на
длине 1400 мм после прокатки (1,2—1,5 мм) по срав-
нению с прогибом от сварки (26 мм) свидетельствует
об устранении и изгибной составляющей деформации,
вызываемой неравномерностью распределения остаточ-
ных напряжений по толщине в зоне шва, и выравнива-
нии этой неравномерности. Так как зона шва непосред-
ственному воздействию роликов при прокатке не под-
вергается, то очевидно пластическая деформация yflilifc
нения в зонах прокатки вызывает некоторое увеличение
напряжений растяжения и в соседних непрокатывае№йх
36
'зонах. Если у одной из поверхностей этих зон напряже-
ния после сварки близки к пределу текучести, то из-за
{развития пластической деформации возрастания напря-
жений практически не происходит, тогда как на проти-
воположной поверхности, с более низким уровнем на-
пряжений от сварки, напряжения возрастают более
заметно. Косвенным подтверждением сказанного яв-
ляется более высокое значение напряжения в шве после
, прокатки пластины по околошовной зоне.
f Существенной разницы между прокаткой плоских
Г листов с прямолинейными швами и прокаткой продоль-
ных швов цилиндрических и конических оболочек нет.
Поэтому необходимую корректировку режимов прокатки
проводят на плоских образцах с прямолинейными шва-
ми. Несмотря на то, что стрела прогиба листа после
сварки значительно больше, чем изгиб образующей обо-
лочки в зоне шва, деформации в обоих случаях удовлет-
ворительно устраняются на практически одних и тех же
режимах. Следует однако иметь в виду, что в конструк-
циях малой жесткости, в том числе в цилиндрических
оболочках средней длины (практически, когда длина
равна диаметру или меньше его, а отношение диаметра
к толщине превышает 100) продольный изгиб может
быть весьма значительным и прокатка между двумя оди-
наковыми роликами, устраняя продольную равномерную
составляющую остаточных напряжений, не приводит. к
полному исправлению деформаций изгиба. В этом слу-
чае целесообразно применение одного из двух техноло-
гических приемов:
1. Перед прокаткой оболочка должна быть выпрям-
лена вдоль образующей посредством закрепления ее в
жестком приспособлении, оставляющем место прокатки
доступным для роликов. После этого прокатку произво-
дят на номинальных режимах, не учитывающих нерав-
номерность распределения начальных напряжений по
толщине. После высвобождения оболочки из приспособ-
ления никаких остаточных деформаций быть не должно,
если режим прокатки соответствовал номинальному.
Если же имеется некоторый изгиб, не устраненный в ре-
зультате прокатки в зажимном приспособлении, то сле-
дует произвести повторную прокатку. Применение
зажимного приспособления для повторной прокатки не
обязательно.
2. Без применения зажимного приспособления при
37
прокатке изогнутой поверхности оболочки в зоне шва
деформации изгиба могут быть устранены только по-
средством неравномерного пластического деформирова
ния по толщине [24]. Со стороны сжатых волокон необ-
ходимо вызвать большую пластическую деформацию
удлинения, чем со стороны растянутых. Это может быть
достигнуто созданием контактных напряжений различ-
Рис. 9. Схема прокатки
продольного шва оболочки
роликами разных диамет-
ров
ной величины на границе ро-
лик— металл с одной и дру-
гой стороны. Выполнить это
условие можно, применяя ро-
лики различных диаметров, а
именно: со стороны вогнутой
поверхности — ролик мень-
шего диаметра, со стороны вы-
пуклой — большего (рис. 9).
Рекомендуемые соотношения
диаметров роликов —- =
=0,64-0,8, причем отношение
меньшего из диаметров к тол-
щине не следует принимать
менее 15, учитывая возмож-
ность возникновения поверх-
ностного наклепа при про-
катке.
Особую группу представляют собой кольцевые и эк-
ваториальные швы в цилиндрических и сферических
оболочках. Вследствие малой жесткости в направлении
диаметра усадка сварного шва может привести к зна-
чительным местным перемещениям с образованием в
околошовной зоне тонких оболочек (6=0,44-0,8 мм)
деформаций потери устойчивости от сжимающих напря-
жений [14]. Обычно у большинства материалов из-за
продольного укорочения по окружности кольцевого шва
уменьшается диаметр обечайки с образованием дефор-
маций местного изгиба оболочки. Деформации укороче-
ния исправляются прокаткой после сварки (рис. 10, а).
Если после сварки кольцевой шов для прокатки ро-
ликами недоступен, то можно использовать предвари-
тельную раскатку кромок с целью создания де-
формаций удлинения, обратных возникающим от сварки
(рис. 10, б). При этом устранения остаточных напряже-
ний, естественно, не происходит.
38
Р Предварительная прокатка кромок плоских листов,
устраняя продольное укорочение, не предотвращает
к деформаций, возникающих вследствие потери устойчи-
t вости под действием собственных напряжений. В оболоч-
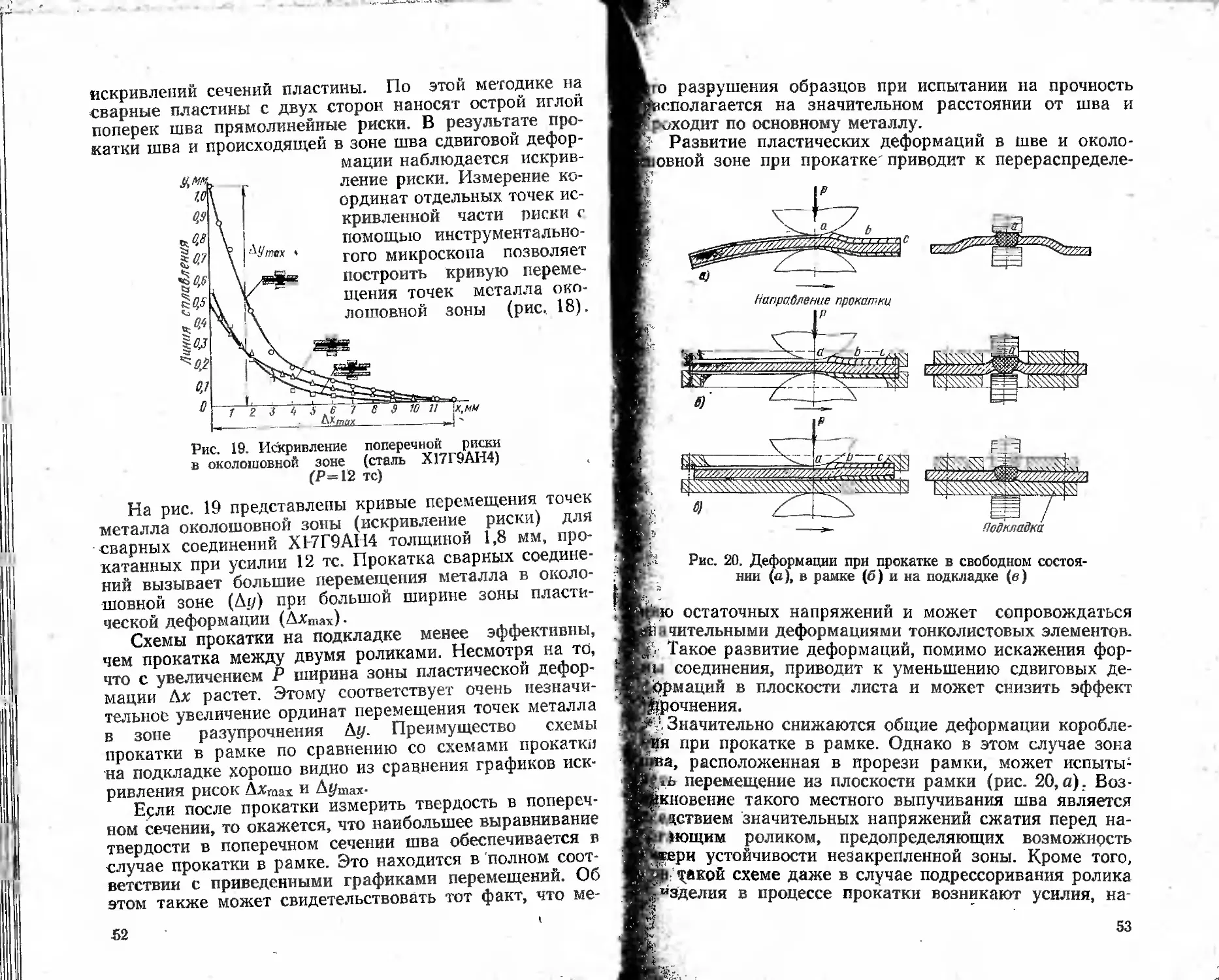
Рис. 10. Влияние послесварочной и предварительной прокатки на
деформации от кольцевого шва (Д/? — изменение радиуса; L —
расстояние по образующей от оси шва):
а — деформации оболочки с кольцевым швом; б — устранение деформаций
раскаткой кромок до сварки: 1 — положение кромки после раскатки; 2 — ожи-
даемая деформация от сварки без применения прокатки; 3 —деформация
после прокатки и сварки; в — устранение деформаций прокаткой после сварки;
1— деформация от сварки; 2 — деформация после прокатки околошовной зоны
шириной 10 мм с одной стороны; 3 —деформация после прокатки околошовной
зоны шириной 20 мм с одной стороны
ке же остаточные напряжения приводят к изгибу по-
верхности, обратному тому, который возникает в ре-
зультате предварительной раскатки кромок. В тонких
оболочках и в этом случае не исключено образование
деформаций потери устойчивости.
39
ПРОКАТКА ПРЕРЫВИСТЫХ ШВОВ
Прерывистый, в том числе точечный, шов можно рас-
сматривать как непрерывный, но с меньшей средней
величиной остаточных напряжений по длине, чем в пря-
молинейном шве, сваренном «напроход».
Методика отработки режимов прокатки по сути своей
не меняется. Прокатка также может осуществляться как
по шву, так и по околошовной зоне в зависимости от
технологических возможностей. Особенность прерыви-
стых швов — неравномерность остаточных деформаций
по длине и ширине. Прокатка устраняет продольные де-
формации, изменяя величину и характер распределения
остаточных напряжений.
Прерывистый шов может быть прокатан либо по всей
длине, либо только в зонах сварки. Б последнем случае
усилие подбирается без учета прерывистости шва, но
технологическое осуществление такой прерывистой про-
катки, когда на протяжении всего шва нужно много раз
увеличивать и снижать усилие на роликах при прохож-
дении заваренных и незаваренных участков шва, пред-
ставляет большие трудности. Поэтому прокатку преры-
вистых швов производят по всей длине, включая зава-
ренные и незаваренные участки. Если известна величи-
на продольных остаточных напряжений ох в сплошном
шве, сваренном на том же режиме, что и участки пре-
рывистого, то для прерывистого шва, характеризуемого
шагом t и длиной заваренных участков I (рис. 11), сред-
няя величина остаточных напряжений по длине шва Ср
определится как
°лср —
21(/ + 2fc)
k,
(6)
где А = 1 при -р>0,5> и &=0,9 при —<0.5
(остальные обозначения даны на рис. 11).
В отличие от одноосного поля прямолинейного
прерывистого шва при точечной сварке имеются суще-
ственные особенности, связанные с круговым располо-
жением зон пластических деформаций вокруг каждой по-
следующей точки. Поэтому непосредственное практиче-
ское значение приобретают соотношения, определяющие
поле остаточных напряжений по всему листу.
40
1 Для приближенного определения средней величины
достаточных напряжений, вводимой в расчет при опреде-
лении режимов прокатки, можно считать, что диаметр
ь-’зоны пластических сварочных деформаций 2г равен диа-
рметру литого ядра сварной точки d„, а величина оста-
Г точных напряжений в зоне пластических деформаций в
bf
Рис. НЕ Распределение
г продольных остаточных
к,, напряжений в прерыви-
Стом шве оп после
If сварки (1) и после про-
КД катки (2)
,-А’
-Ш
направлении продольной оси шва, по которому произво-
ЖДдится прокатка, равна некоторой величине А, принимае-
ж мой для большинства материалов равной значению про-
Ц;, дольных остаточных напряжений в сплошном шве, вы-
fefe полненном сваркой плавлением. Например, при расчетах
Ж удовлетворительные результаты для стали СтЗ получе-
Ж';;н'ы при Я=24 кгс/см2, для сплава ОТ4-1 При Л =
Л, 35 кгс/мм2.
Ж' В соответствии со схемой соединения однорядного
шВа среднее значение остаточных продольных напряже-
ний а'х в зоне BCDE (рис. 12, с) можно представить как
функцию А и отношение —:
41
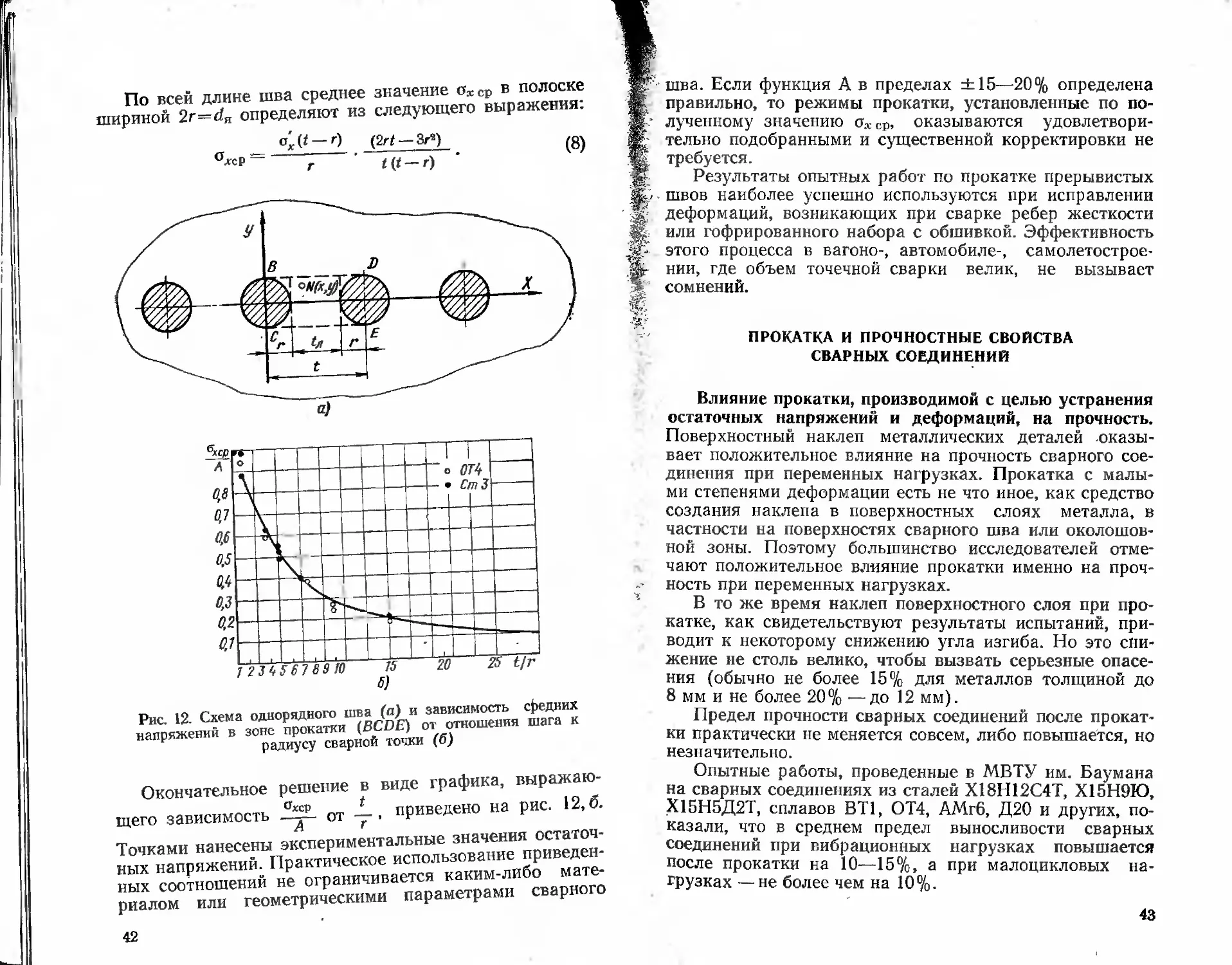
По всей длине шва среднее значение охср в полоске
шириной 2r=dH определяют из следующего выражения:
(8)
_ aAt_r)
ЧгсР — "
(2rt — 3r*)
Рис. 12. Схема однорядного шва (а) и зависимость средних
напряжений в зоне прокатки (BCDE) от отношения шага к
радиусу сварной точки (б)
Окончательное решение в виде графика, выражаю-
щего зависимость . от приведено на рис. 12,6.
А г
Точками нанесены экспериментальные значения остаточ-
ных напряжений. Практическое использование приведен-
ных соотношений не ограничивается каким-либо мате-
риалом или геометрическими параметрами сварного
42
Ж'" шва. Если функция А в пределах ±15—20% определена
К правильно, то режимы прокатки, установленные по по-
Ж? лученному значению оХСр, оказываются удовлетвори-
Ц? тельно подобранными и существенной корректировки не
требуется.
Результаты опытных работ по прокатке прерывистых
fc швов наиболее успешно используются при исправлении
деформаций, возникающих при сварке ребер жесткости
Ж или гофрированного набора с обшивкой. Эффективность
этого процесса в вагоно-, автомобиле-, самолетострое-
нии, где объем точечной сварки велик, не вызывает
% сомнений.
t
ПРОКАТКА И ПРОЧНОСТНЫЕ СВОЙСТВА
СВАРНЫХ СОЕДИНЕНИЙ
Влияние прокатки, производимой с целью устранения
остаточных напряжений и деформаций, на прочность.
Поверхностный наклеп металлических деталей оказы-
вает положительное влияние на прочность сварного сое-
динения при переменных нагрузках. Прокатка с малы-
ми степенями деформации есть не что иное, как средство
создания наклепа в поверхностных слоях металла, в
частности на поверхностях сварного шва или околошов-
ной зоны. Поэтому большинство исследователей отме-
чают положительное влияние прокатки именно на проч-
ность при переменных нагрузках.
В то же время наклеп поверхностного слоя при про-
катке, как свидетельствуют результаты испытаний, при-
водит к некоторому снижению угла изгиба. Но это сни-
жение не столь велико, чтобы вызвать серьезные опасе-
ния (обычно не более 15% Для металлов толщиной до
8 мм и не более 20% —до 12 мм).
Предел прочности сварных соединений после прокат-
ки практически не меняется совсем, либо повышается, но
незначительно.
Опытные работы, проведенные в МВТУ им. Баумана
на сварных соединениях из сталей Х18Н12С4Т, Х15Н9Ю,
Х15Н5Д2Т, сплавов ВТ1, ОТ4, АМгб, Д20 и других, по-
казали, что в среднем предел выносливости сварных
соединений при вибрационных нагрузках повышается
после прокатки на 10—15%, а при малоцикловых на-
грузках — не более чем на 10%.
43
Таким образом, прокатка с целью устранения дефор-
маций и напряжений, оказывая некоторое положитель-
ное влияние на основные прочностные характеристики
сварных соединений, не является в то же время эффек-
тивным средством их упрочнения.
Упрочнение сварных соединений прокаткой роликами.
Холодная деформация повышает предел текучести и
предел прочности металла. В зависимости от материала
это упрочнение получается или вследствие только нагар-
товки или в сочетании нагартовки с последующим старе-
нием. Эти два приема используются для повышения про-
чности сварных стыковых соединений прокаткой ролика-
ми. Наибольший интерес представляют сварные соеди-
нения, выполненные с присадочным металлом. За счет
осадки усиления сварного шва можно получить требуе-
мую величину пластической деформации в зоне шва и
вызвать необходимое упрочнение сварного соединения.
Перечислим основные условия обжатия зоны шва,
которые определяют схему прокатки. Первым условием
является состояние сварного соединения в процессе про-
катки (т. е. свободное или закрепленное в. зажимное
приспособление).
Вторым условием, определяющим схему прокатки,
является определение участка шва или околошовной
зоны, который подвергается обжатию роликами.
К третьему условию прокатки относится вид корня
шва, т. е. наличие или отсутствие обратного усиления
шва, а также место расположения прокатывающего ро-
лика или накладки относительно корня шва.
На рис. 13 приведены схемы обжатия сварного сое-
динения, которые подверглись экспериментальной про-
верке в МВТУ им. Баумана.
Для случая прокатки сварного соединения в свобод-
ном состоянии возможно применение следующих двух
схем: непосредственно между верхним и нижним ролика-
ми обжимается только шов (рис. 13,о); обжатию под-
вергается не только усиление шва, но и околошовная
зона по разу с каждой стороны шва (рис. 13,6).
Схема б может быть воспроизведена в двух вари-
антах:
1) обжатию роликом подвергается шов и зона рядом
со швом, не перекрывающие друг друга; 2) при прокат-
ке околошовной зоны край ролика частично (на 2—
8 мм) перекрывает шов (рис. 13, е).
44
м)
д)
w
Прокатка в рамке может производиться в соответст-
и со схемой г, когда обжатию подвергается верхнее и
жнее усиление шва двумя роликами одновременно,
нципиальных отличий в смысле выбора режимов
прокатки при использовании этого варианта и прокатки
свободном состоянии нет.
I в)
Рис. 13. Схемы прокатки сварного соединения: в свободном состоя-
нии (а—в) и в закрепленном состоянии (г—ж)
Прокатка на подкладке может производиться по сле-
дующим схемам: со стороны верхнего усиления шва,
Обратная сторона прижата к подкладке (рис. 13, <Э); по
кратному формированию шва, верхнее усиление при-
жато к подкладке (рис. 13, е); по верхнему усилению
Ива, обратное усиление снято заподлицо с металлом
всолошовной зоны. Корень шва и зона шва плотно при-
нты к подкладке (рис. 13, яс).
Величина пластической деформации зависит от уси-
Ия и площади контакта. Поэтому степень упрочнения
арного соединения, достигаемая при прокатке, опре-
Ояется усилием прокатки, диаметром и шириной рабо-
пояска ролика.
5£$£Увеличение диаметра ролика при одном и том же
$Йлйи прокатки и ширине рабочего пояска приведет к
|?Л£Ь(еньшению давления в контакте и потребует увеличе-
feftta усилия на ролике. С другой стороны, уменьшить
45
диаметр ролика трудно из-за конструктивных особенно-
стей машин для прокатки.
Наиболее целесообразно для прокатки сварных сты-
ковых соединений металлов толщиной 1—8 мм исполь-
зовать ролики диаметром 80—160 мм с шириной рабо-
чего пояска, равной ширине шва или несколько превы-
шающей ее, а именно 8—18 мм. Рассмотрим некоторые
результаты экспериментов.
Сварные образцы из нагартованного до 20% сплава
АМгб выполнены автоматической аргоно-дуговой свар-
кой неплавящимся электродом с присадочной проволо-
кой. Образцы прокатывали на машине с поперечным
расположением роликов, затем испытывали на разрыв,
замерялись угол изгиба и твердость металла по сечению
в зоне сварного соединения. Сварное соединение обла-
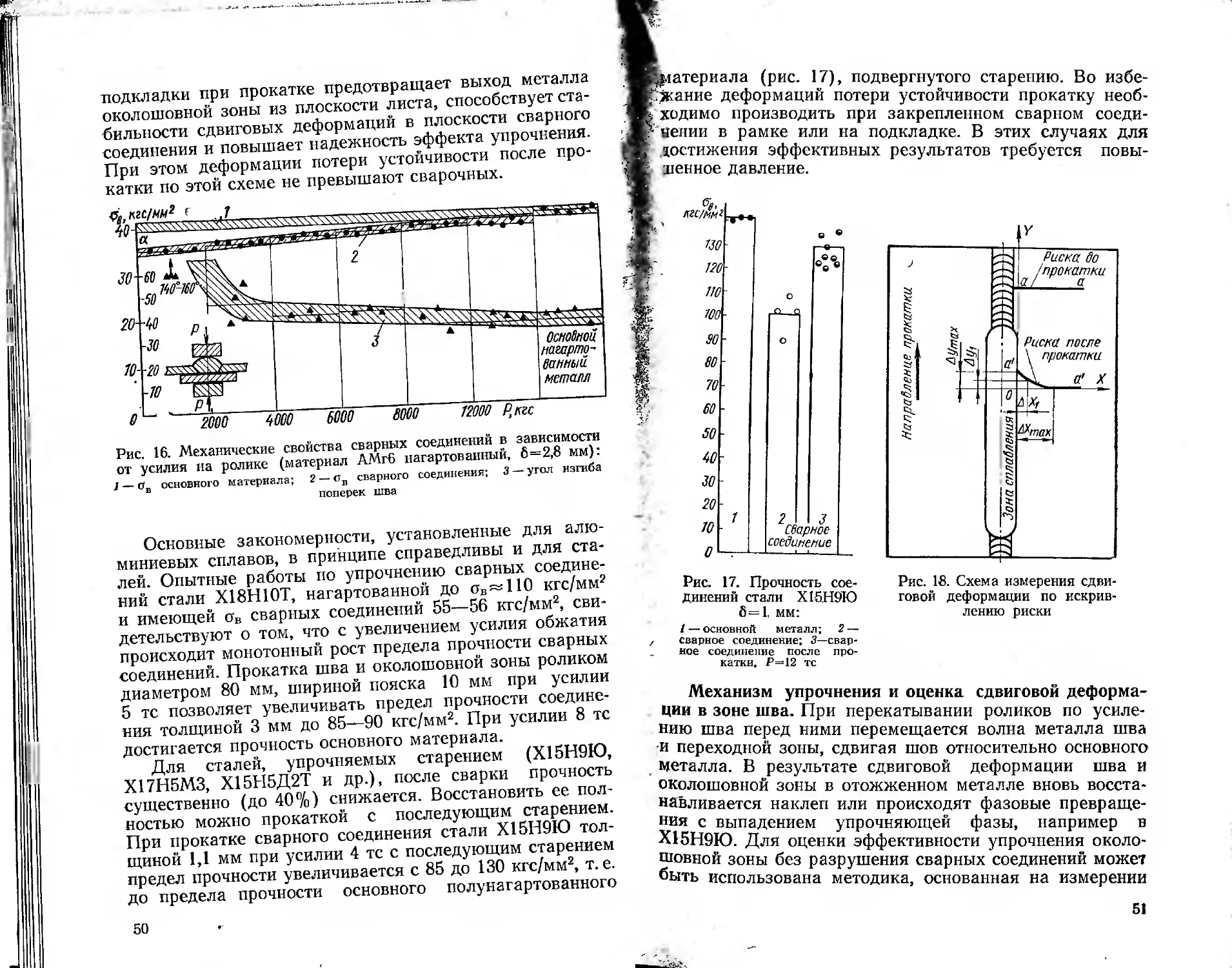
дает следующими механическими свойствами: предел
прочности Ое=324-35 кгс/мм2, угол изгиба для 6=3 мм,
а= 1404-160° и для 6 = 5 мм а=604-70°.
Ширину зоны разупрочнения, получающуюся после
сварки, определяли по распределению твердости в по-
перечных сечениях сварного образца. На рис. 14 пред-
ставлена схема измерения и график распределения твер-
дости для толщин 6=2; 3 и 5 мм, из которых видно, что
с увеличением толщины металла зона отпуска возра-
стает, и если для 6=2 мм протяженность этой зоны
равна 14—16 мм, то для 6 = 5 мм она достигает 20—
22 мм (измерение сделано от оси шва). Твердость изме-
ряли на приборе Виккерса при нагрузке 5 кгс.
Протекание пластической деформации, вызываемой в
зоне шва прокатным роликом, сопровождается повыше-
нием твердости металла. Поэтому распределение твердо-
сти в поперечном сечении прокатанного сварного сое-
динения также может характеризовать степень вос-
становления нагартовки исходного материала в зоне
отпуска.
Исследования по упрочнению сварных соединений
нагартованного металла АМгб 6=2 мм позволяют опре-
делить эффеКТИВНОСТЬ уПрОЧНеНИЯ В СВОбОДНОМ СОСТОЯ;
нии сварных образцов. Прокатка осуществляется по
двум схемам: а — прокатка шва и б — прокатка шва и
зоны. Прокатка по схеме с обжатием шва (6=2 мм)
обеспечивает восстановление прочности в зоне шва почти
до уровня основного нагартованного металла При усилии
на ролике 1250 кгс. Угол изгиба соединения после про-
46
41 ки такой же, как и у основного металла, и равен
Е- -40°.
Дальнейшее повышение усилия на ролик в очень ма-
лой степени способствует повышению прочности и вызы-
вает увеличенный разброс результатов испытания, что,
по-видимому, объясняется возможным перекатом метал-
ла в зоне шва. Представляет интерес проследить упроч
дгние сварного соединения путем измерения твердости.
Рис. Г4. Распределение твердости в поперечном сечении
пластин АМгб после сварки (а) и прокатки при Р=
= 1250 кгс (б):
1 — прокатка по шву; 2 — прокатка по шву и околошовной зоне
Измерения показали (рис. 14) повышение твердости в
зоне шва, но при таких условиях прокатки восстановле-
ние нагартовки происходит еще далеко не полностью и
для его завершения при прокатке только самого шва
требуется приложение к ролику значительно большего
усилия. Результаты, полученные при прокатке по схе-
ме б. свидетельствуют о том, что прочность сварного
соединения начинает повышаться при меньших усилиях
на ролике, но с увеличением усилия возникает значи-
тельный разброс по величине предела прочности свар-
ного соединения. Это объясняется некоторой неопреде-,
ленностью условий обжатия околошовной зоны на пло-
скости.
На основании экспериментов можно сделать следую-
щее заключение:
1. Прокатка зоны шва роликами является эффектив-
ным средством повышения прочности стыковых сварных
соединений.
47
2. Эффект упрочнения может быть достигнут при
прокатке только шва и при прокатке шва и околошов-
ной зоны. Лучшие результаты получены при прокатке
околошовной зоны с каждой стороны после прокатки
шва.
3. В производстве необходимо сосредоточить внима-
ние на однократной прокатке только по шву при усилии,
обеспечивающем эффективность такого приема.
4. С увеличением усилия, приложенного к ролику,
возрастают деформации, поэтому необходимо разрабо-
тать эффективные мероприятия по их предотвращению.
5. Для прокатки продольных швов оболочек толщи-
ной до 15 мм требуется машина с продольным располо-
жением роликов. Максимальное усилие, приложенное к
ролику, должно быть 15—20 тс.
Основной причиной, вызывающей значительное воз-
растание деформаций с увеличением усилия, приложен-
ного к ролику, является местная потеря устойчивости
листа с выходом зоны шва из плоскости. Этому способ-
ствуют значительные напряжения сжатия и малая жест-
кость листа. При увеличении жесткости на время про-
катки и предотвращения развития пластических дефор-
маций упругая деформация после освобождения из
закреплений имеет характер, напоминающий по виду и
величине деформацию от сварки. Эта деформация в
данном случае вызывается удлинением в продольном на-
правлении осаженной роликами зоны шва, где возника-
ют остаточные напряжения сжатия (в противополож-
ность остаточным напряжениям растяжения в зоне усад-
ки шва от сварки). Для закрепления зоны шва на
время прокатки могут быть применены две схемы — в
рамке и на подкладке. Сваренную пластину зажимают
между строгаными поверхностями верхней и нижней
рамок так, чтобы шов был расположен в прорези. Ши-
рина прорези должна несколько превышать ширину
шва.
Как видно на рис. 15, прокатка сварного соединения
6 = 2,8 мм на подкладке с оставленным обратным уси-
лением при усилии на ролик, равном 8000 и 12000 кгс
(столбцы 4 и 5), способствует восстановлению равно-
прочности сварного соединения основному металлу. Од-
нако отдельные отклонения результатов испытаний с
разрушением по зоне сплавления свидетельствуют, ве-
роятно, о слишком большой степени пластической де-
48
формации в зоне шва. Прокатка сварных соединений по
схеме с обратным усилением, подвергающимся непосред-
ственному обжатию роликом с усилием, равным 4000 и
8000 кгс (столбцы 1 и 3), приводит к низким результа-
там при испытании на статическое растяжение.
о - Разрушение по зоне сплавления
• - Разрушение по околошовной зоне
Рис. 15. Механические свойства сварных соединений в зависимо-
сти от схемы прокатки (d=ll см, материал АМгб нагартованный.
6=2,8 мм)
Прокатка по схеме со снятым обратным усилением
при условии плотного прижатия корня шва к подкладке
(на рис. 15 в столбцах 2 и 5) дает достаточно стабиль-
ные результаты упрочнения. Это обстоятельство позво-
ляет рекомендовать последнюю схему прокатки как оп-
тимальную, удовлетворяющую условиям обеспечения
фавнопрочности сварного соединения.
?•* Оптимальные значения усилий прокатки могут быть
установлены на основе определения механических
Ййойств сварного соединения, прокатанного при различ-
ных усилиях по схеме со снятым обратным усилением,
рз рис. 16 следует, что почти полное восстановление
Жтартовки в зоне отпуска достигается при усилии про-
мВ-гки 8000 кгс. Дальнейшее повышение усилия до
®000 кгс не приводит к росту прочности, причем, в
случае ролики сильно вминаются в околошовную
оставляя на поверхности металла следы. Наличие
подкладки при прокатке предотвращает выход металла
околошовной зоны из плоскости листа, способствует ста-
бильности сдвиговых деформаций в плоскости сварного
соединения и повышает надежность эффекта упрочнения.
При этом деформации потери устойчивости после про-
катки по этой схеме не превышают сварочных.
Рис. 16. Механические свойства сварных соединений в зависимости
от усилия на ролике (материал АМгб нагартованный, 6=2,8 мм):
1 — ав основного материала; 2 — ов сварного соединения; 3 — угол изгиба
поперек шва
Основные закономерности, установленные для алю-
миниевых сплавов, в принципе справедливы и для ста-
лей. Опытные работы по упрочнению сварных соедине-
ний стали Х18Н10Т, нагартованной до <тв~110 кгс/мм2
и имеющей сгв сварных соединений 55—56 кгс/мм2, сви-
детельствуют о том, что с увеличением усилия обжатия
происходит монотонный рост предела прочности сварных
соединений. Прокатка шва и околошовной зоны роликом
диаметром 80 мм, шириной пояска 10 мм при усилии
5 тс позволяет увеличивать предел прочности соедине-
ния толщиной 3 мм до 85—90 кгс/мм2. При усилии 8 тс
достигается прочность основного материала.
Для сталей, упрочняемых старением (Х15Н9Ю,
Х17Н5МЗ, Х15Н5Д2Т и др.), после сварки прочность
существенно (до 40%) снижается. Восстановить ее пол-
ностью можно прокаткой с последующим старением.
При прокатке сварного соединения стали Х15Н9Ю тол-
щиной 1,1 мм при усилии 4 тс с последующим старением
предел прочности увеличивается с 85 до 130 кгс/мм2, т. е.
до предела прочности основного полунагартованного
50
материала (рис. 17), подвергнутого старению. Во избе-
жание деформаций потери устойчивости прокатку необ-
? ходимо производить при закрепленном сварном соеди-
*Нении в рамке или на подкладке. В этих случаях для
достижения эффективных результатов требуется повы-
шенное давление.
Рис. 17. Прочность сое-
динений стали Х15Н9Ю
8 = 1, мм:
1 — основной металл; 2—
сварное соединение; 3—свар-
ное соединение после про-
катки. Р—12 тс
Рис. 18. Схема измерения сдви-
говой деформации по искрив-
лению риски
Механизм упрочнения и оценка сдвиговой деформа-
ции в зоне шва. При перекатывании роликов по усиле-
нию шва перед ними перемещается волна металла шва
и переходной зоны, сдвигая шов относительно основного
металла. В результате сдвиговой деформации шва и
околошовной зоны в отожженном металле вновь восста-
навливается наклеп или происходят фазовые превраще-
ния с выпадением упрочняющей фазы, например в
Х15Н9Ю. Для оценки эффективности упрочнения около-
шовной зоны без разрушения сварных соединений может
быть использована методика, основанная на измерении
51
искривлений сечений пластины. По этой методике на
сварные пластины с двух сторон наносят острой иглой
поперек шва прямолинейные риски. В результате про-
катки шва и происходящей в зоне шва сдвиговой дефор-
мации наблюдается искрив-
ление риски. Измерение ко-
ординат отдельных точек ис-
кривленной части писки с
помощью инструментально-
гого микроскопа позволяет
построить кривую переме-
щения точек металла око-
лошовной зоны (рис.
tymex >
ЛА*
7,о
0,9
^o,s
'10.1
Й
§47
^0,2
0,1
О
Рис. 19. Искривление поперечной риски
в околошовной зоне (сталь Х17Г9АН4)
(Р=12 тс)
1 2 3 4 i В 7 В 9 10 V \х,мн
____________; ЬХтох_________________|
18).
На рис. 19 представлены кривые перемещения точек
металла околошовной зоны (искривление риски) для
сварных соединений Х1-7Г9АН4 толщиной 1,8 мм, про-
катанных при усилии 12 тс. Прокатка сварных соедине- |
ний вызывает большие перемещения металла в около- •’
шовной зоне (Ду) при большой ширине зоны пласти- |
ческой деформации (Дхmax) •
Схемы прокатки на подкладке менее эффективны,
чем прокатка между двумя роликами. Несмотря на то,
что с увеличением Р ширина зоны пластической дефор- I
мации Дх растет. Этому соответствует очень незначи- I
тельное увеличение ординат перемещения точек металла
в зоне разупрочнения Ду. Преимущество схемы
прокатки в рамке по сравнению со схемами прокатки
на подкладке хорошо видно из сравнения графиков иск-
ривления рисок Дхгаах И Дутах.
Если после прокатки измерить твердость в попереч-
ном сечении, то окажется, что наибольшее выравнивание
твердости в поперечном сечении шва обеспечивается в
случае прокатки в рамке. Это находится в полном соот-
ветствии с приведенными графиками перемещений. Об
этом также может свидетельствовать тот факт, что ме-
rro разрушения образцов при испытании на прочность
располагается на значительном расстоянии от шва и
'роходит по основному металлу.
’ Развитие пластических деформаций в шве и около-
иовной зоне при прокатке'приводит к перераспределе-
Напрабление прокатки
Р
Ri Рис. 20. Деформации при прокатке в свободном состоя-
нии (а), в рамке (б) и на подкладке (в)
Лю остаточных напряжений и может сопровождаться
рачительными деформациями тонколистовых элементов.
Такое развитие деформаций, помимо искажения фор-
Ви соединения, приводит к уменьшению сдвиговых де-
формаций в плоскости листа и может снизить эффект
^рочнения.
F-. Значительно снижаются общие деформации коробле-
ния при прокатке в рамке. Однако в этом случае зона
юва, расположенная в прорези рамки, может испыты-
feib перемещение из плоскости рамки (рис. 20, я). Воз-
фкновение такого местного выпучивания шва является
к<щствием значительных напряжений сжатия перед на-
1ющим роликом, предопределяющих возможность
«кери устойчивости незакрепленной зоны. Кроме того,
3» такой схеме даже в случае подрессоривания ролика
К"зделия в процессе прокатки возникают усилия, на-
правленные перпендикулярно плоскости листа, и это
может способствовать выпучиванию зоны шва.
Прокатка стыковых швов плоских листов и продоль-
ных швов обечаек на подкладке с закреплением в отно-
шении уменьшения остаточных деформаций наиболее
благоприятна (рис. 20, б). Результаты наблюдений и из-
мерений свидетельствуют о том, что при таком приеме
прокатки после освобождения из закрепления общие
остаточные деформации не превышают деформаций, воз-
никающих от сварки, а остаточные напряжения в зоне
шва, хотя и являются сжимающими, но по своей вели-
чине значительно меньше, чем после сварки. Это в неко-
торой степени поясняет то обстоятельство, что при про-
катке на подкладке общие деформации не возрастают.
Предотвращение местных деформаций при прокатке
на подкладке непосредственно зависит от надежности
прижатия к ней сварного соединения. Наиболее плотного
прижатия сварного соединения к подкладке можно до-
стичь при условии предварительного снятия обратного
усиления сварного шва.
Уменьшить деформации удлинения зоны шва без
прижатия к подкладке можно изменением формы попе-
речного сечения подкладки. Если радиус кривизны под-
кладки в плоскости расположения шва меньше радиуса
кривизны подкладки в стороне от шва, то при прокатке
шва между роликами и подкладкой возникнут усло-
вия, препятствующие деформациям удлинения вдоль
шва. Возникающие при про-
катке в свободном состоя-
нии или на плоской под-
кладке напряжения сжатия
вдоль шва после ухода ро-
лика частично снимаются, и
прокатанный металл удли-
няется на некоторую вели-
чину. Это удлинение метал-
ла приводит к тому, что об-
разующая оболочки, прямая
до прокатки, искривляется
после прокатки так, как это
показано на рис. 21. Если с
помощью ступенчатой под-
кладки шов несколько уто-
пить по отношению к по-
Рис. 211 Деформации кольце-
вого шва после прокатки в
свободном состоянии (а) к на
54
керхности оболочки так, чтобы образующая оболочки
’-занимала положение, являющееся зеркальным отраже-
нием ее профиля, полученного при прокатке в свобод-
ном состоянии, то можно получить оболочку с прямо-
линейной образующей (рис. 21, б).
ОБОРУДОВАНИЕ ДЛЯ ПРОКАТКИ СВАРНЫХ ШВОВ
Ь Требования к оборудованию для прокатки сварных
Щ1вов определяются габаритными размерами конструк-
ций, их формой, расположением швов, назначением об-
работки и могут быть удовлетворены только при исполь-
Тйовании механизма, специально предназначенного для
^прокатки швов. Для создания работоспособной конст-
жрукции необходимо четкое представление о требованиях,
«предъявляемых к таким установкам, и знание условий
^работы на них.
'Ж' Основные требования к машинам для прокатки швов
Щмогут быть сформулированы следующим образом:
1. Размеры и конструкция станины и привода долж-
ны обеспечивать возможность прокатки швов требуемо-
; го типа (продольных, кольцевых) в зависимости от за-
{ данных пределов изменения размеров оболочек.
2. Привод движения
должен быть сконструи-
рован таким образом,
чтобы не было пробук-
совки прокатывающего
J ролика относительно
«прокатываемого изделия,
у' 3. Устройство для на-
ЖЖатия на ролик должно
«.Иметь плавную регули-
,₽"вку при наладке маши-
ны и сохранять заданное
^Усилие в процессе прокат-
ки изделий.
Ж. 4. Максимальное уси-
^лие на ролик в пределах
определяется
машины,
и
прокатывае-
мых элементов.
Машина типа
МВТУ-МРП-1 (Р=6 тс)
20 тс
^назначением
^Материалом изделия
^толщиной
55
5. Скорость прокатки не следует задавать выше 1,5—
2,5 м/мин.
6. Материал и обработка роликов должны обеспечи-
вать гладкую рабочую поверхность твердостью HRC 60,
Возможные схемы привода движения и взаимного
расположения роликов и изделий приведены в литера-
туре [15]. Простейшие машины (рис. 23) имеют грузо-
рычажный привод давления и электрический привод
вращения роликов. Они рассчитаны на усилия до 6 тс
и применяются для устранения деформаций кольцевых и
прямолинейных швов оболочек диаметром от 150 мм.
Вылет хобота машин 1200—1800 мм позволяет обраба-
тывать швы достаточно большой протяженности. Более
мощные машины имеют и более развитые сечения консо- .
лей, что затрудняет прокатку оболочек малого диаметра.
Так, например, для машины РС-3 (рис. 23, а) минималь-
ный размер диаметра обечайки, которая может быть
надета на нижний хобот, составляет 500 мм. Для обес-
печения возможности прокатки на этой машине продоль-
ных и кольцевых швов обечаек малого диаметра вместо
верхней головки может быть установлен сменный узел ’
Рис. 23. Схема машины МВТУ-РС-3 Для
для прокатки малогабаритных обечаек (б) и швов
5Ь
рис. 23, б). При расположении консольного хобота
/ого узла вдоль корпуса машины прокатке подверга-
йся продольные швы, при расположении его поперек
эрпуса — кольцевые швы. В обоих случаях привод
существляется за счет принудительного вращения толь-
о нижнего ролика, в то время как верхний ролик
нутри обечайки вращается свободно. При прокатке
' 1катки швов усилием до 20 тс (а),
злыиой протяженности (в)
57
Рис. 24. Схемы машин для прокатки продольных швов с вер-
тикальным (а) и горизонтальным (б) перемещением роликов
руппогабаритных оболочек возможны два решения:
) для предотвращения перегибов и провисаний консоль
удлиняют (рис. 23,в); б) продольные швы прокатывают
ри вертикальном расположении изделия, а ролики пе-
.мещают вдоль консолей по направляющим (рис. 24,а).
Последняя компоновка машины для работы с обечайка-
ми большого диаметра — наиболее удобная.
. При прокатке тонкостенных элементов с невысоким
ределом текучести, там, где возможна потеря устойчи-
ьсти перед набегающим роликом, перспективной может
казаться машина, схема которой представлена на
ис. 24, б. Закрепление околошовной зоны при такой схе-
е прокатывающего устройства можно осуществить при-
емами клавишного типа, подобными используемым в
царочных установках.
Глава III
ВЫСОКОСКОРОСТНОЕ ДЕФОРМИРОВАНИЕ
СВАРНЫХ СОЕДИНЕНИИ
Способ высокоскоростного деформирования мате-
риалов относится к числу новых способов их обработки;
Наибольшее распространение он получил в обработке-
металлов давлением.
Ударное деформирование шва также представляет
собой не что иное, как последовательно повторяющуюся
осадку металла. Некоторая аналогия процессов, проис-
ходящих при проковке сварных соединений, с операция-
ми осадки и родственными ей позволяет использовать-
имеющиеся данные по обработке металлов давлением*
для устранения сварочных деформаций.
Скорости деформирования металлов по диапазону
их применения в промышленных целях могут быть раз-
делены на три диапазона: а) малые скорости деформи-
рования 1—7 м/с (верхний предел соответствует обыч-
ной проковке); б) средние скорости деформирования
6—100 м/с — наиболее широко применяемые в настоя-
щее время при высокоскоростном деформировании;
в) высокие скорости деформирования — свыше 100 м/с.
Наиболее эффективной является обработка металлов
в среднем и высоком диапазоне скоростей. Применитель-
но к сварным швам разработан метод высокоскорост-
ного ударного деформирования [24, 28].
Для обоснованного выбора режимов высокоскорост-
ного ударного деформирования сварных соединений не-
обходимы экспериментальные данные по совместному
влиянию скорости и частоты нагружения на единицу
энергии деформирования и характер распределение
остаточных напряжений в диапазоне практически прц>’
меняемых скоростей высокоскоростного нагружения.
60
КОНСТРУКЦИЯ и ОСНОВНЫЕ ПАРАМЕТРЫ
УДАРНОГО УСТРОЙСТВА
Рис. 25. Кон-
струкция
ударного
устройства
УУР-1
В качестве основного элемента для создания ударно-
го устройства может быть применен обычный пневмо-
молоток, преобразующий энергию сжатого воздуха в
механическую работу. Однако серийно выпускаемые
ударные инструменты при оптимальном режиме работы
обеспечивают скорость удара не более 10 м/с.
Для повышения начальной скорости удара бойка не-
обходимо его оборудовать механическим ускорите-
„ лем [24].
Выбранный тип ударного устройства, наряду с воз-
Г; мощностью получения местной пластической деформации
4 и простотой конструкции, позволяет плавно дозировать
г энергию и скорость деформирования, а тем самым осу-
। ществлять необходимую пластическую деформацию. Это
I обстоятельство особенно важно для тонко-
F листовых сварных конструкций, требую-
[; щих для восстановления исходных разме-
: ров и уменьшения напряжений создания
малых пластических деформаций. Измене-
. ние в широком интервале начальной ско-
рости деформирования и кинетической
энергии удара обеспечивается регулиров-
> кой давления воздуха, питающего пневмо-
молоток, и типом механического ускори-
теля.
Ударное устройство состоит (рис. 25)
из пневмоцилиндра /, воздухораспредели-
> телыюй коробки 2, ударника 5, корпуса 3,
' являющимися частями пневмомолотка, и
•. встроенного в него механического ускори-
теля. В корпусе 4 ускорителя помещены
соударяемые элементы 6—11. Последний
* элемент ускорителя находится в непосред-
V ственном контакте с обрабатываемым Ma-
s' териалом. Он подвергается наибольшим
I ударным нагрузкам и поэтому выполнен
\ как сменная часть.
Работу ударного устройства можно
। представить, следующей схемой (рис. 26).
i Сжатый воздух низкого давления (2—7 ат)
из ресивера через отверстие Б попадает в
61
пространство над поршнем В и гонит поршень-удар-
ник, который отдает запасенную им энергию в момент
удара торцу первого элемента механического ускори-
теля. В момент удара срабатывает не показанное на
схеме распределительное устройство, и воздух, попав-
ший ранее в полость над ударником через отверстие Б,
начинает проникать через отверстие Г в полость под
Рис. 26. Схема работы ударного устройства
ударником и гнать его назад: происходит холостой ход.
Одновременно с началом холостого хода производится
последовательная передача ударного импульса от пер-
вого элемента второму, третьему и т. д. Когда ударник
снова дойдет до верхней мертвой точки, воздухорас-
пределительное устройство сработает и ударник осу-
ществит следующий удар. Этот цикл будет повто-
ряться. Отработанный воздух выбрасывается в атмо-
сферу через отверстие Д.
Величина энергии и скорости удара, сообщенной
ударником первому элементу механического ускорителя
(рис. 26), определяется давлением сжатого воздуха Ро,
поступающего в пневмоцилиндр, массой ударника Gyn
и длиной пути до удара. Частота следования ударных
импульсов также зависит от давления сжатого воздуха
и конструктивных размеров пневмомолотка.
При передаче кинетической энергии каждого удара
от одного элемента механического ускорителя к другому
происходит ступенчатое уменьшение энергии удара и
изменение скорости вследствие изменения конфигурации
и размеров соударяющихся тел. Величина потерь энер-
гии и скорости удара механическим ускорителем, при
прочих равных условиях, будет определяться энергией
и скоростью удара ударника о торец первого элемента
ускорителя, т. е. для данного пневмомолотка — давлени-
ем сжатого воздуха.
62
Таким образом, основные характеристики ударного
устройства можно представить как произведение соот-
ветствующих параметров ударника пневмомолотка и ко-
эффициентов передачи скорости, энергии и числа ударов
в зависимости от давления сжатого воздуха.
I) энергия единичного удара
W = а>^(р);
2) скорость удара ,д\
V = vykJ(p);
3) частота нанесения ударов
N = NyFf(p),
где Wyf(p) — энергия единичного удара в зависимости
от давления сжатого воздуха в пневмо-
цилиндре;
ну/(р)—максимальная скорость конечного эле-
мента (бойка);
Nyf(p) — частота ударов;
л/(р)—коэффициент передачи энергии удара в
зависимости от давления сжатого возду-
ха в пневмоцилиндре;
М(Р)—коэффициент передачи скорости удара;
Ff (Р) — коэффициент передачи частоты ударов
данным ударным устройством.
Не углубляясь непосредственно в расчет, перейдем к
описанию энергетических характеристик ударных уст-
ройств. В качестве основного деформирующего устрой-
ства в исследованиях использовалось ударное устройст-
во, состоящее из пневмомолотка Р-1 с тремя типами
взаимозаменяемых наборов масс (рис. 27), вставляемых
в корпус механического ускорителя. Наборы масс по-
зволяют получать начальные скорости удара 6—31 м/с
с к. п. д. удара о деформируемый материал, не завися-
щим от скорости и набора масс.
В зависимости от давления сжатого воздуха выход-
ные характеристики ударного устройства с использова-
нием пневмомолотка Р-1 (для сокращения записи услов-
но обозначим это устройство УУР-1), полученные с уче-
том потерь при передаче энергии и скорости удара каж-
дым набором масс механического ускорителя, представ-
63
лены на рис. 28. (Ввиду неустойчивости работы пневмо-
молотка в диапазоне 0—2 ат все характеристики удар-
ного устройства рассмотрены, начиная с избыточного
давления воздуха 2 ат).
Набор масс механи- ческого ускори- теля Масса соударяемых элементов, кг
1 2 3 4 5 6 7
I II III 0,165 0,165 0,495 0,114 0,193 0,179 0,091 0,054 0,045 0,037 0,026 0,018
Рис. 27. Наборы масс механического
ускорителя
Из графиков рис. 28 следует, что благодаря измене-
нию давления сжатого воздуха и подбору масс можно
в широком диапазоне изменять начальную скорость и
энергию деформирования. Так, с повышением избыточ-'
ного давления воздуха с 2 до 7 ат энергия единичного
удара и начальная скорость удара изменяется в соответ-
ствии с набором масс механического ускорителя
(табл. 2).
Частота следования ударных импульсов (рис. 28, в)
определяется только давлением сжатого воздуха и с его
64
Таблица 2
Наборы масс механического ускорителя
Показатель Набор масс
I II III
Энергия единичного удара, кгс-м ' . . Скорость удара, м/с .... 0,25—0,87 17,2—30,6 0,37—1,25 14,0—22,8 0,46—1,6 5,5—9,2
^повышением от 2 до 7 ат увеличивается с 1700 до 3150
даров в минуту. Для выяснения влияния частоты уда
ров в более широком диапазоне в качестве источника
Рис. 28. Изменение энергии единичного удара w(a), скорости де-
формирования v (б), частоты ударов N (в) от избыточного давле-
!‘ния воздуха при различных наборах масс механического ускори-
теля:
7—/// — УУР-1; /V —УУР-3
Ударных импульсов использован пневмолоток Р-3
(УУР-3). Основные характеристики этого ударного уст-
ройства с набором масс I механического ускорителя
Приведены на рис. 28. <
Применение ударного устройства УУР-1 с тремя на-
борами масс механического ускорителя и ударного уст-
ройства УУР-3 с набором масс I обеспечивает возмож-
ность проведения исследований в широком диапазоне
коростей деформирования и частоты нагружения.
, В. М. Сагалевич
65
МАТЕРИАЛЫ И РЕГИСТРИРУЕМЫЕ ПАРАМЕТРЫ
Исследование влияния скорости и частоты нагруже-
ния на величину энергии деформирования проводили на
пластинах из сплава МА2-1 толщиной 1,5; 3 и 8 мм и из
сплава АМгбМ толщиной 1,5 и 3 мм. Выбор сплавов
МА2-1 и АМгбМ обусловлен не только различным строе-
нием кристаллической решетки, но и сравнительно
большей их изученностью при малых скоростях нагру-
жения.
Известно, что скорость и частота ударов, а особенно
энергия деформирования, существенно влияют на вели-
чину создаваемой деформации. При проковке с постоян-
ной скоростью перемещения ударного устройства относи-
тельно обрабатываемого материала для получения
большой степени деформации необходимо увеличивать
энергию деформирования, что, в свою очередь, ведет и
к увеличению скорости и частоты ударов. Поэтому для
оценки влияния скорости и частоты ударов на энергию
деформирования целесообразно сравнить ее величину
при одинаковой степени деформации. При этом для
сравнения удобнее пользоваться не значением энергии
единичного удара, являющейся только параметром удар-
ного устройства, а величиной удельной энергии дефор-
мирования, представляющей собой отношение энергии
единичного удара к объему деформированного металла
при перемещении бойка на шаг:
а/б = . Ю—2 кгс-м/см3, (10)
sH6
где s — скорость перемещений при проковке, м/мин;
Н — ширина зоны, деформируемой бойком, см;
6 — толщина материала в месте деформирования,
см;
т]м — к. п. д. удара (0,83—0,88).
Значения W, N определяют из характеристик удар-
ных устройств.
Тесная взаимосвязь энергии единичного удара со
скоростью деформирования и частотой ударов создает
необходимость построения зависимостей величины удель-
ной энергии деформирования не только от различной
степени деформации, но и от различной скорости или
частоты ударов, что возможно при использовании про
странственной системы координат. Построение простран
ственных диаграмм сводится к следующему. Сначала по
К результатам проковки образцов при разном давлении
ж воздуха, получали кривые «деформация — удельная
Ж. энергия деформирования» в зависимости от скорости
Ж перемещения материала относительно ударного устрой-
К ства и набора масс механического ускорителя. Затем по
Ц этим графикам с помощью характеристик ударных
Ж устройств (см. рис. 3—5) для определенной степени де-
Жформации строили диаграммы «удельная энергия —
S-степень деформации—скорость деформирования», «энер-
|Г гия единичного удара — степень деформации — скорость
J деформирования», «энергия единичного удара — степень
Ж деформации — частота ударов», «твердость — степень
®деформации — скорость деформирования» и графики
^достаточные напряжения — удельная энергия», пласти-
1'ческая деформация — удельная энергия» [59, 64, 72].
S Степень деформации подсчитывается как отношение
। изменения толщины листа к первоначальному размеру
I Е = 6»~6> = 4^-. (П)
ж
i Вычисление степени деформации первого рода в дан-
ном случае оправдано, так как имеют место малые сте-
пени деформации (<0,1).
< Толщину листа до деформации и после измеряли на
'Скобе индикаторной головкой с точностью 0,01 мм. Рас-
пределение твердости по сечению металла в деформиро-
ванной зоне измеряли на приборе Виккерса при нагрузке
й 5 кгс с шагом 1 мм. Остаточные напряжения и пластиче-
К ские деформации определяли механическим способом с
^помощью съемного деформометра с базой 100 мм.
Получение стабильной деформации на всей длине де-
формируемого материала достигалось путем закрепле-
ния ударного устройства на стенде *.
fe Основные узлы лабораторного стенда (рис. 29): удар-
чЙре устройство 1; приспособление для перевода ударного
устройства из нерабочего положения в рабочее (подвиж-
ная 2 и неподвижная 3, направляющие, ходовой винт 6,
Неподвижная 7 и подвижная 8 опоры, зажимы 4, руко-
|&ка 5); приспособление для поджима ударного устрой-
|рва к обрабатываемому материалу (пружина 9 и на-
; ладная гайка 10); устройство для крепления обрабаты-
ваемого материала и перемещения его в горизонталь-
* Стенд разработан Милехиным Е. С.
3* 67
66
ном направлении (двигатель постоянного тока 11, ходо-
вой винт 13, ременная передача 12, стол 14, плита 15,
наковальня 17, шумо-вибропрокладки 16, прижимы 18)\
система питания регулировки и контроля давления сжа-
того воздуха (ресивер 19, вентиль 20, манометр 21,
шланги 22).
Рис. 29. Схема стенда для высокоскоростной проков-
ки сварных швов
Установлено, что усилие поджима может оказать зна-
чительное влияние на энергетические характеристики
ударного устройства. Если величина усилия окажется
недостаточной для удержания ударного устройства от
отхода его после удара от обрабатываемого материала,
то произойдет удар по корпусу и, как следствие этого,
значительные потери энергии и скорости деформиро-
вания [28].
Проковка образцов на всех скоростях деформирова-
ния выполнялась цилиндрическими бойками диаметром
12 мм с фаской рабочего конца 2 мм.
ВЛИЯНИЕ СКОРОСТИ И ЧАСТОТЫ НАГРУЖЕНИЯ
НА ВЕЛИЧИНУ УДЕЛЬНОЙ ЭНЕРГИИ ДЕФОРМИРОВАНИЯ
Полученные диаграммы «удельная энергия — ско-
рость деформирования — степень деформации», «степень
деформации — частота ударов — энергия единичного
68
удара и скорость деформирования» и «твердость — ско-
рость деформирования — степень деформации» представ-
лены на рис. 30—32.
Из диаграмм, приведенных на рис. 30, а, видно, что с
ростом степени деформации пластин из сплава МА2-1
Рис. 30. Диаграмма «удельная энергия деформирования — степень
деформации — скорость деформирования» для сплава МА2-1 тол-
щиной 3 мм (а) и 1,5 мм (б):
1 — м/мин; 2 — $=2 м/мин
необходимая величина удельной энергии возрастает.
Так, проковка пластины толщиной 3 мм со скоростью
перемещения s = 0,6 м/мин в диапазоне скоростей дефор-
мирования 6—9 м/с вызывает увеличение удельной
-энергии деформирования (требуемой для измерения сте-
пени деформации от 1 до 8%) на 190 кгс • м/см3, а при
.проковке со скоростями 15—20,5 м/с в этом же диапа-
зоне деформаций прирост удельной энергии составляет
>105 кгс-м/см3, т.е. на 45% меньше, чем в первом случае.
изменение скорости деформирования от 6 до 28,5 м/с
нижает общий прирост удельной энергии на 57%.
Относительная величина снижения удельной энергии
юзрастает с увеличением степени деформации. Для
бздания деформации 2% с ростом скорости от 6 до
.9 м/с необходимая удельная энергия уменьшается на
%, а при деформации 4% в том же диапазоне скоро-
69
стей — на 27%, при деформации 6%—на 32%, при
8% —на 38%.
Существенное влияние на величину удельной энергии
оказывает скорость перемещения при проковке s. С ее
Рис. 31. Диаграммы «энергия единичного удара — скорость деформи-
рования — степень деформации» для сплава МА2-1 толщиной 3 мм
(а) и 1,5 мм (б):
I — s=0,6 м/мин; l — s—2 м/мин
увеличением относительная величина понижения удель-
ной энергии возрастает во всем исследованном интер-
вале степеней деформации и скоростей деформирования.
. ЮНО 11002000 2500 N,y}/nw
Рис. 32. Диаграмма
«степень деформации —
частота ударов — энер-
гия единичного удара,
скорость деформирова-
ния» для сплава МА2-1
толщиной 3 мм fs=
=0,6 м/мин)
Для получения пластической деформации 2% при ско-
рости деформирования 6—7 м/с относительную величину
требуемой удельной энергии с изменением скорости пе-
ремещения от 0,6 до 2 м/мин уменьшили на 32%, а при
22,Г м/с — на 53% При максимальной достигнутой сте-
70
пени деформации 6% снижение удельной энергии (ско-
рости удара те же) составило соответственно 50 и 75%.
Более существенное влияние на удельную энергию
деформирования оказывает толщина проковываемой
пластины. С уменьшением толщины образца до 1,5 мм
величина удельной энергии (относительно результатов
по проковке пластин толщиной 3 мм) возрастает почти
во всем интервале соответствующих скоростей деформи-
рования и степеней деформации. Это особенно наглядно
при малых степенях деформации и скоростях удара, ког-
да прирост удельной энергии составляет свыше 100%.
С повышением степени деформации величина прироста
удельной энергии при скорости удара 9 м/с составляет
14%, а при скорости деформирования 22,5 м/с наблю-
дается уменьшение удельной энергии на 28%.
Относительное снижение удельной энергии при про-
ковке пластин 1,5 мм со скоростью 0,6 м/мин с ростом
скорости деформирования от G до 19 м/с проявляется
еще в большей мере, чем при проковке пластин толщи-
ной 3 мм, и при деформации 2% составляет 42% вместо
20%, при деформации 8%—52% вместо 38%.
С увеличением толщины материала влияние скорости
на величину удельной энергии ослабевает.
Уменьшение удельной энергии при увеличении скоро-
сти проковки и толщины обрабатываемого материала
объясняется нарастанием температурного эффекта, так
как для получения одинаковой степени деформации за-
трачивается большая энергия единичного удара при бо-
лее высокой скорости деформирования (рис. 31).
Во всех рассмотренных диаграммах наряду с измене-
нием скорости удара незначительно изменяется и часто-
та нагружения. Значения в скобках на рис. 31, а пока-
зывают, число ударов для скорости проковки 0,6 м/мин
при минимальной и максимальной скоростях деформи-
рования в зависимости от степени деформации.
Для выяснения влияния частоты нагружения на
рис. 32 представлены результаты экспериментов по про-
ковке образцов из сплава МА2-1 толщиной 3 мм.
Рост частоты ударов при одинаковой скорости про-
ковки, энергия единичного удара и скорости деформиро-
вания обеспечивает возможность получения большей сте-
пени деформации. С повышением энергии единичного
удара и скорости деформирования влияние частоты уда-
ров на возможность получения большей степени дефор-
71
мации усиливается. Например, изменение частоты от
1500 до 2100 ударов в минуту при энергии единичного
удара 0,4 кгс • м, вызывало увеличение степени дефор-
мации на 25%, а при энергии единичного удара 0,8 кгсХ
Хм прирост степени деформации в том же диапазоне
частот нагружения составил 30%.
Достижение больших степеней деформации при оди-
наковой скорости проковки объясняется ростом удель-
ной энергии деформирования и увеличением темпера-
туры подогрева еще ненагруженного участка, вследствие
сокращения времени между ударами. Наличие подогре-
ва еще недеформированного участка подтверждается и
тем, что при проковке с постоянной удельной энергией с
ростом частоты ударов увеличивается степень дефор-
мации.
Изменение твердости, произведенное на магниевых
образцах, свидетельствует о снижении сопротивления
деформированию при совместном воздействии повышен-
ной скорости и частоты удара.
В данном случае относительное снижение твердости
с ростом скорости удара при одинаковой степени дефор-
мации происходит вследствие частичного разупрочнения
деформированной зоны, в результате адиабатических
условий протекания пластической деформации, обуслов-
ленных высокой скоростью и частотой удара. Увеличение
энергии деформирования при тех же условиях вызывает
рост температуры нагрева и ведет к еще более интенсив-
ному протеканию процесса резупрочнения.
ВЛИЯНИЕ СКОРОСТИ ДЕФОРМИРОВАНИЯ
И ЧАСТОТЫ УДАРОВ НА РАСПРЕДЕЛЕНИЕ
ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И ПЛАСТИЧЕСКИХ
ДЕФОРМАЦИЙ
Исследования по влиянию скорости деформирования
основного материала из сплавов МА2-1 и АМгб на рас-
пределение остаточных напряжений и пластических де-
формаций проводили при частоте 2700 ударов в минуту
и скорости деформирования 8 и 26 м/с. Деформирование
с разными удельными энергиями достигалось путем из-
менения скорости проковки.
Характер распределения остаточных напряжений в
сплаве МА2-1 при скоростях дефомирования 8 и 26 м/с
одинаков. В деформируемой зоне возникают остаточные
72
напряжения сжатия, которые с удалением от очага де-
формации переходят в растягивающие. Причем, увели-
чение удельной энергии при скорости деформирования
8 м/с вызывает монотонный рост величины напряжений
сжатия во всем диапазоне изменения величины удельной
энергии, а при скорости деформирования 26 м/с с увели-
чением удельной энергии от 0 до 40 кгс-м/см3 наблю-
дается некоторое уменьшение величины напряжений
сжатия, которые при дальнейшем повышении энергии
монотонно увеличиваются. Однако при всех значениях
удельной энергии максимальная величина напряжений
сжатия при скорости деформирования 26 м/с значитель-
но меньше, нежели при скорости 8 м/с.
В диапазоне изменения скорости деформирования от
8 до 26 м/с относительное снижение максимальных оста-
точных напряжений при различных значениях удельной
энергии составляет:
— = 20 кгс-м/см3 — 21 %; — = 40 кгс-м/см3 — 60%;
6 6
— = 60 кгс-м/м3 — 56%; — = 80 кгс-м/см3 — 45%.
б б
На алюминиевом сплаве АМгб результаты экспери-
ментов, проведенных при той же частоте и скоростях
деформирования, что и на магниевом сплаве МА2-1, сви-
детельствуют о том, что изменение скорости от 8 до
26 м/с существенно искажает характер распределения
остаточных напряжений во всем исследованном диапазо-
не удельных энергий Это выражается в смещении мак-
симальных сжимающих напряжений в область, непо-
средственно не подверженную деформации, и возникно-
вении в центре деформированной зоны напряжений ра-
стяжения.
Максимальная величина напряжений растяжения в
этой зоне обнаружена при значении удельной энергии
= 35 кгс-м/см3, и составляет 2,7 кгс/мм2. Повышение и
6
снижение удельной энергии относительно этой величины
приводит к уменьшению величины напряжений растя-
жения в дефомированной зоне и образованию при
~ = 20 кгс-м/см8 напряжений сжатия [28].
Распределение остаточных напряжений при скорости
деформирования 8 м/с подобно распределению напря-
. жений в сплаве МА2-1.
73
Распределение продольных пластических деформа-
ций, замеренное на тех же образцах из сплава АМгб,
что и распределение напряжений, показывает на нали-
чие более значительной деформации удлинения в неде-
формированной зоне при скорости деформирования
26 м/с, чем при скорости 8 м/с.
Характер изменения величины продольной пластиче-
ской деформации в зависимости от удельной энергии
подобен изменению напряжений сжатия при соответст-
вующих скоростях нагружения. С повышением скорости
деформирования от 8 до 26 м/с наблюдается не только
увеличение пластических деформаций удлинения во всем
диапазоне изменения удельной энергии, но и существен-
ное расширение зоны воздействия пластической дефор-
мации.
О распределении деформаций по сечению можно су-
дить по результатам измерения твердости в деформиро-
ванной зоне. В зонах с большей деформацией твердость
вследствие упрочнения выше, чем в зонах, подвергшихся
меньшей деформации. Так, при проковке пластин наи-
большую твердость имеют зоны со стороны плоскости,
непосредственно воспринимающей ударную нагрузку, и
наименьшую — с противоположной стороны. С увеличе-
нием скорости нагружения и степени деформации рас-
пределение деформаций по сечению образцов становится
более равномерным [24].
Можно предположить, что уменьшение сжимающих
напряжений при повышенных скоростях деформирования
в сплаве МА2-1, а также наличие напряжений растяже-
ния в деформированной зоне сплава АМгб являются
следствием того, что в очаге деформации наряду с вы-
делением тепла (из-за температурного эффЛта) и обра-
зованием деформации удлинения возникает значитель-
ная пластическая деформация укорочения. Поэтому
снижаются напряжения сжатия в деформированной
зоне.
С увеличением удельной энергии растет температур-
ный эффект пластической деформации, что приводит в
сплаве АМгб к преобладанию деформаций укорочения в
продольном направлении и появлению напряжений рас-
тяжения.
При дальнейшем увеличении удельной энергии отно-
сительная величина продольной деформации укорочения
74
'начинает уменьшаться вследствие большой доли дефор-
мации удлинения, реализованной в продольном направ-
лении.
УСТРАНЕНИЕ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИИ
Влияние ударного деформирования на распределение
остаточных напряжений в плоских образцах из основно-
го материала указывает на целесообразность примене-
ния повышенных скоростей деформирования 20—30 м/с.
Подбор оптимального режима высокоскоростной про-
ковки, как и при других механических способах устране-
ния сварочных деформаций, заключается в отыскании
условий, которые бы обеспечивали наибольшее снятие
собственных напряжений при полном устранении дефор-
маций, т. е. при достижении прогиба f—0.
Проковке подвергали сварные образцы со снятым
проплавом размером 350x250 и толщиной: из сплава
МА2-1 6=1,5; 3; 8 мм, из сплавов ВМД-3 и АМгб
6 = 1,5; 3; 5 мм, а также из высокопрочных стареющих
алюминиевых сплавов 01911 и Д20-1 6=1,54-2 мм.
Выбор этих материалов обусловлен различием кри-
сталлического строения (магний имеет гексагональную
решетку, алюминий кубическую гранецентрированную
решетку).
Проковка может производиться в один или несколько
проходов. Для повышения пластических свойств сварных
соединений и дополнительного снижения остаточных на-
пряжений после проковки можно применить термообра-
ботку.
Материалы, на которых проводили исследования по
высокоскоростной проковке швов, подразделяются на
термически упрочняемые и не упрочняемые сплавы. Ос-
новные результаты экспериментов по устранению сва-
рочных деформаций и напряжений в термически не
упрочняемых сплавах МА2-1, ВМДЗ и АМгб представле-
ны на рис. 33.
Характерным для этих сплавов является то, что ве-
личина максимальных остаточных напряжений растя-
жения в околошовной зоне и величина прогиба образ-
цов с увеличением удельной энергии уменьшается, при-
ближаясь к минимальному значению. При дальнейшем
увеличении удельной энергии наблюдается некоторый
рост максимальных напряжений растяжения и появле-
75
ние обратного прогиба, вызванного чрезмерной дефор/
мацией шва по толщине. Изменение остаточных напря-
жений в шве также носит сложный характер. Сначал^с
ростом удельной энергии сжимающие напряжения ра-
стут, а затем — при некотором значении удельной энер-
гии— уменьшаются, оставаясь в значительном диапазо-
не энергий практически постоянными. Минимальная ве-
личина напряжений сжатия при полном устранении де-
формации в алюминиевом сплаве АМгб составляет
0,5 кгс/мм2, а в магниевых сплавах ВМД-3 и МА2-1 —
соответственно 2 и 2,8 кгс/мм2. При этом значения на-
пряжений растяжения в околошовной зоне не превы-
шают 2 кгс/мм2.
76
i\
К \При прокатке же сварных образцов напряжения в
W'iutB^ изменяются однозначно. С ростом усилия прокатки
Vнапряжения сжатия увеличиваются и составляют, На-
H.* пример, для сплава МА2-1 при полном устранении ко-
.W;> зблений 4,25 кгс/ммI 2. В то же время напряжения ра-
к'хт°жения в околошовной зоне уменьшаются незначи-
В !ЛЬНО.\
Ж> Следует также отметить, что при прокатке маг-
Ж^ниевых сплавов вследствие локализации пластической
^деформаций в очаге деформации необходимо строго ре-
Н-тламонтировать величину усилия прокатки во избежа-
Ж.ние переката. Перекат нежелателен, так как деформа-
К/|Кия изделия при этом происходит в сторону,, противо-
«Едюложную направлению сварочных деформаций.
Мж При деформировании сварных соединений методом
Ж высокоскоростной проковки оптимальные режимы про-
•/ковки могут изменяться в широком диапазоне. Так, для
магниевого сплава ВМД-3 (толщина 3 мм) оптималь-
F ная величина удельной энергии деформирования -у- =
г =25-5-55 кгс-м/см3, а для алюминиевого сплава АМгб
е. ~ =304-60 кгс-м/см3.
8
S Практически постоянная величина остаточных напря-
Псений в диапазоне оптимальных значений удельной
К энергии объясняется температурным эффектом.
г Таким образом, применение высокоскоростной про-
г ковки позволяет при полном устранении деформаций
I значительно снизить величину растягивающих напряже-
I йий в термически неупрочняемых магниевых и алюми-
гниевых сплавах при незначительной величине сжимаю-
|щих напряжений в деформируемой зоне.
г Представляется целесообразным определить, какое
к и пияние на снятие остаточных напряжений в этих спла-
|;вах окажет проведенная после высокоскоростной про-
Гковки термообработка. Для сравнения на рис. 34 приве-
Гдены данные по распределению продольных остаточных
[напряжений в магниевом сплаве МА2-1 после сварки и
gпоследующей термообработки, а также после сварки
^Высокоскоростной проковки (ВСП) и термообработки.
^Термообработка в обоих случаях выполнялась по режи-
,?му отжига 7’=250°С±10°, 1 ч. Предшествующая отжи-
|^гу высокоскоростная проковка ( — = 35 кгс • м/см® j су-
77
щественно повышает эффективность термообработки
как метода снятия остаточных напряжений. /
Устранение сварочных напряжений в алюминиевых
сплавах Д20-1 и 01911 имеет свои особенности. Ори за-
ключаются в наличии процессов старения и широкой
зоны напряжений растяжения [28]. /
Рис. 34. Распределение продольных остаточ-
ных напряжений в поперечном сечении свар-
ного шва пластин из сплава MA2-I:
/ —сварка-Ь отжиг; 2 — сварка+высокоскоростная про-
ковка (а/б=30 кгс м/см8) 4-отжиг
Существующие методы устранения сварочных на-
пряжений— прокатка шва и термообработка, выполнен-
ная по режиму искусственного старения, применительно
к этим сплавам не являются эффективными. Прокатка
шва вызывает резкое перераспределение напряжений,
характеризующееся значительными напряжениями сжа-
тия в очаге деформации и практически не изменяющи-
мися сварочными напряжениями растяжения в около-
шовной зоне. Термообработка этих сплавов приводит
лишь к снятию пиковых напряжений растяжения.
Результаты экспериментов (рис. 35) по применению
высокоскоростной проковки для устранения деформаций
в сварных соединениях из стареющих алюминиевых
сплавов свидетельствуют о менее резком перераспре-
делении напряжений после высокоскоростного пластиче-
ского деформирования металла шва и о существенном
влиянии на распределение остаточных напряжений со-
стояния материала перед проковкой. Так, проковка
сплава Д20-1, выполненная в состоянии — закалка+на-
гартовка 7% + сварка — снижает максимальные напря-
78
Рис. 35. Влияние удельной энергии деформирования при вы-
сокоскоростной проковке шва сплавов 01911 (а), Д20-1 (б) на
величину остаточных напряжений оОст в шве (1). максималь-
ных напряжений растяжения в околошовной зоне (2) и оста-
точного прогиба f (3):
• сварка+ВСП; О— сварка+стареиие+ВСП
Значительное снижение напряжений растяжения на
к материале, не прошедшем предварительной термообра-
g ботки, объясняется тем, что при высокоскоростной про-
Д, ковке в результате теплового эффекта происходит про-
цесс интенсивного старения материала, который сов-
& местно с пластической деформацией оказывает заметное
К воздействие па характер распределения остаточных на-
пряжений. При проковке предварительно состаренного
„^'..материала влияние подогрева материала на процесс
® старения оказывается незначительным, о чем свидетель-
К ствует относительно небольшое снижение остаточных
jE напряжений.
79
Однако и при наличии старения в процессе проковди
величина максимальных напряжений растяжения в око-
лошовной зоне термически упрочняемых сплавов значи-
тельно превосходит величину максимальных остаточных
напряжений в термически неупрочняемом сплаве АМгб.
Это происходит вследствие образования широкой зоны
напряжений растяжения в результате интенсивного
разупрочнения в процессе сварки.
Одним из путей уменьшения величины напряжений
растяжения в стареющих алюминиевых сплавах яв-
ляется применение повторной проковки. Повторная про-
ковка, проведенная по одному и тому же месту при не-
изменном режиме, вызывает в исследуемых материалах
существенное снижение величины напряжений растяже-
ния в околошовной зоне при незначительном увеличении
напряжений сжатия в шве. С увеличением энергии де-
формирования при втором проходе эффект перераспре-
деления напряжений проявляется еще в большей сте-
пени. Так, повторная проковка сплава 01911 с удельной
энергией деформирования, равной энергии первогопро-
пуска = 25 кгс-м/см3^, вызывает дополнительное
уменьшение 'напряжений растяжения в околошовной
зоне на 25% и увеличение напряжений сжатия в шве —
на 10%. При повторной проковке с удельной энергией
деформирования 35 кгс-м/см3 изменение остаточных на-
пряжений в околошовной зоне составляет свыше 40%,
а в шве — около 15%. Такой же характер влияния по-
вторной проковки обнаружен и на сплаве Д20-1.
Применение повторной проковки приводит не только
к существенному снятию пиковых растягивающих на-
пряжений на более широкой зоне, но и к снижению сва-
рочных деформаций, чего в алюминиевых сплавах не-
редко нельзя добиться одним проходом с большей
удельной энергией, так как вызванная проковкой осадка
материала под бойком настолько значительная, что ве-
дет к «зарыванию» бойка и, как следствие этого, к ухуд-
шению внешнего вида сварного соединения.
Другим приемом для устранения напряжений растя-
жения в стареющих алюминиевых сплавах является при-
менение термообработки после высокоскоростной про-
ковки. Она снижает величину максимальных напряже-
ний растяжения (сравнивается с состоянием материала
после проковки) в сплаве 01911 на 60%, а Д20-1 на 55%.
80
(Общее снижение напряжений после высокоскоростной
jna ковки для этих сплавов составляет соответственно
Ж » 75%.
й Идентичные режимы термообработок (отпуск Т=
- 2О'»°С, 2 ч для сплава Д20-1 и искусственное старение
кТ=Кл LIT С, 20 ч+175°С, 5 ч для сплава 01911), прове-
ренны» после сварки, дают снижение остаточных напря-
жений на 25% в сплаве 01911 и 30% в сплаве Д20-1.
Накис )ке результаты получены после искусственного
'^старения образцов из сплава 01911, прошедших пред-
варительную проковку с целью устранения сварочных
^деформаций.
Увеличение эффекта снятия напряжения термообра-
боткой после высокоскоростной проковки объясняется
Йем, что в быстродеформируемом металле содержится
большое число менее устойчивых искажений, что и при-
водит при повышенной температуре к более полному
протеканию релаксационных процессов.
Таким образом, применение высокоскоростной про-
ковки для правки сварных тонколистовых элементов из
сплавов МА2-1, ВМД-3, АМгб, 01911 и Д20-1 позволяет
в сочетании с повторной проковкой или термообработ-
кой значительно уменьшить величину остаточных сва-
. рочных напряжений.
Форма соударяющихся поверхностей, как показы-
вают теоретические и экспериментальные исследования,
существенно влияет на распределение остаточных на-
пряжений. Представляет интерес, какое влияние на рас-
пределение остаточных сварочных напряжений окажет
изменение формы рабочей части бойка при высокоско-
ростной проковке швов. Для этой цели дополнительно
к основному бойку, с помощью которого проведены экс-
перименты, описанные выше, применяли также цилин-
дрические бойки с цилиндрической формой рабочей ча-
сти бойка, выполненной по радиусам R—6 и 18 мм.
Эксперименты проводили на плоских сварных образ-
цах из магниевого сплава МА2-1 и стареющего алюми-
ниевого сплава 01911 (рис. 36). Образцы имели толщи-
,;.ну соответственно 3 и 2 мм. Общим для этих сплавов
^является то, что при увеличении радиуса кривизны ра-
бочего торца бойка изменяется характер зависимости
’величины остаточных напряжений в деформированной
юне от удельной энергии проковки. При деформирова-
гнии шва бойком с радиусом закругления в рабочей ча-
сти /?= 18 мм наблюдается с ростом удельной энергш/
деформирования еще незначительное снижение напря-
жений сжатия. С уменьшением же радиуса закругления
бойка до 7?=6 мм напряжения сжатия оказываются
больше по величине во всем диапазоне исследованных
Рис. 36. Влияние удельной энергии деформирования при вы-
сокоскоростной проковке сварного шва сплавов МА2-1 (а),
01911 (б) на величину остаточных напряжений <гОст в шве
(1), максимальных напряжений растяжения в околошовной
зоне (2) и остаточного прогиба f (3) при различной форме
рабочей поверхности бойка
удельных энергий. При этом максимальные напряжения
растяжения в околошовной зоне при полном устранении
сварочных деформаций остаются на 50—60% выше, чем
при проковке шва бойком с плоским торцом рабочей
поверхности.
Такое перераспределение напряжений при увеличе-
нии радиуса кривизны рабочей части бойка вызвано, по-
видимому, изменением схемы напряженно-деформиро-
ванного состояния металла под бойком: от сжатия —
при плоском торце бойка до сжатия с растяжением —
при цилиндрической форме рабочей части бойка.
82
g;
А
\ Это приводит к тому, что при осадке шва закруг-
ленными бойками происходит преимущественное тече-
ниедматериала в направлении проковки. Возникшая при
этом деформация удлинения не компенсируется в про-
дольном направлении деформацией укорочения, кото-
рая появляется из-за наличия температурного эффекта
и сопротивления деформированию окружающего мате-
риала. С увеличением радиуса закругления бойка умень-
шается продольная составляющая усилия деформиро-
вания, что ведет к уменьшению напряжений сжатия в
шве. Таким образом, для получения меньших значений
остаточных напряжений в шве и околошовной зоне при
полном устранении короблений применение цилиндри-
' ческих бойков с плоским торцом рабочей части предпо-
чтительно.
Полученные зависимости величины остаточных на-
пряжений от удельной энергии деформирования позво-
ляют для исследованных материалов и толщин опреде-
лить параметры режима высокоскоростной проковки,
проводимой с целью устранения сварочных деформаций
при минимальном значении остаточных напряжений.
Режим проковки практически может быть определен
двумя способами.
Способ 1. Требуется подобрать режим высокоско-
ростной проковки сварного соединения по известным
характеристикам ударного устройства N=f(p)t
=/(Р) и Од=/(р). Задаемся величиной давления сжа-
того воздуха р с таким расчетом, чтобы значение скоро-
сти деформирования од>20 м/с. Из графиков о = /
определяем для данного материала минимальное значе-
ние удельной энергии деформирования. Подставляем
значения W, N (см. графики W=f(p) и N—f(p) на
рис. 28), 4, б, Я в выражение для -2- и находим из
о б
него скорость проковки s.
Ширину зоны пластической деформации Н 'можно
принять равной ширине шва.
Способ 2. Если скорость проковки не может меняться
в широких пределах, то задаваясь ее величиной и зна-
чением удельной энергии деформирования по графику
WW=f(p) (рис. 37), находим необходимую величину
давления сжатого воздуха.
8-3
Пример. Требуется устранить деформацию от сварки
встык двух листов из магниевого сплава МА2-1 толщи-
ной 3 мм. Ширина шва /7=10 мм, толщина металла в
зоне проковки 6=4,5 мм. Скорость проковки s=l м/мин.
Рис. 37. Зависимость про-
изведения энергии единич-
ного удара w на частоту
ударов N от избыточного
давления сжатого воздуха
Р для ударного устройства
УУР-1
33, а по графикам 1—3 значе-
ние удельной энергии, при ко-
торой наряду с полным/устра-
нением деформации ;(fo=O)
величины напряжений сжатия
в шве и напряжений растяже-
ния в околошовной зоне наи-
меньшие. Значение удельной
энергии деформирования, соот-
ветствующее данным условиям,
равно—=35 кгс-м/см3. Под-
о
ставляем его в выражение (10)
для а/б и находим величи-
ну WN:
35 = —— ю 2 кгс-м/см3;
1-1-0,45
WN = 1570 кгс-м-уд/мин.
По графику WN=f(p)
(рис. 37) определяем необхо-
димое давление сжатого воз-
духа p=i,l ат.
В тех случаях, когда проковка по назначаемому ре-
жиму не обеспечивает полного исправления, требуется
повторная проковка.
ВЛИЯНИЕ ВЫСОКОСКОРОСТНОЙ ПРОКОВКИ
НА МЕХАНИЧЕСКИЕ СВОЙСТВА
Методы устранения и предупреждения сварочных
деформаций по степени влияния на прочностные и пла-
стические свойства сварных соединений подразделяются
на две основные группы: методы, при применении кото-
рых механические характеристики сварных соединений
практически не изменяются; методы, применение кото-
рых влечет за собой изменение механических характери-
стик сварных соединений.
Высокоскоростная проковка сварных соединений, со-
^84
ждающаяся пластической деформацией и темпера-
[м эффектом, относится ко второй группе.
Хсплавах Х16Н4БА и Х18Н9Т при заглаживании
ойком заподлицо с основным материалом получено
-тв^нное улучшение механических свойств свар-
соединений. Проковка же титанового сплава ТС-5
^вызвала при повышении прочности снижение пластиче-
стих свойств.
Для устранения деформаций и напряжений требуется
значительно меньшая величина пластической деформа-
ции (<5%)> чем при заглаживании шва. Однако влия-
ние и такой деформации на свойства сварных соедине-
ний имеет иногда решающее значение при выборе ме-
тода устранения коробления конструкции.
Для оценки прочности как всего сварного соедине-
ния, так и различных его зон предел прочности и удар-
ную вязкость определяли на образцах с усилением и со
снятым усилением и проплавом. Во всех случаях образ-
цы для испытаний изготовляли из сварных образцов,
деформированных на режимах, обеспечивающих полное
устранение деформаций.
Результаты механических испытаний приведены в
1габл. 3. Для сопоставления влияния скорости деформи-
рования в той же таблице представлены результаты
Испытаний по проковке швов, выполненной с помощью
Ударного устройства Р-1 с набором масс III механиче-
ского ускорителя, обеспечивающим скорость деформи-
рования до 8 м/с.
На всех исследованных материалах проковка после
кварки вызывает заметное повышение прочностных
Свойств при некотором снижении пластических харак-
теристик сварного соединения. Однако во всех случаях
нагружение с большими скоростями приводит к мень-
иему снижению пластичности в деформированной зоне,
(аиболее чувствительными с позиции снижения пла-
тичности, которую в данном случае оценивали по углу
вгиба, проявили себя магниевые сплавы при уменьше-
нии скорости деформирования от 28 до 8 м/с. Так, угол
згиба сплава МА2-1 после сварки и последующей про-
ивки со скоростью деформирования 28 м/с уменьшился
тносительно угла изгиба после сварки на 15% (с 77
;о 62°). В то же время при проковке со скоростью 7 м/с
Гол изгиба уменьшился до 43°, т. е. больше чем на 55%.
> сплаве ВМД-3 уменьшение угла изгиба менее значи-
85
Таблица 3
Механические свойства сварных соединений
Сплав Состояние материала пв, кгс/мм3 Угол изгиба а, градусы ан, кгс'м/см3
сварное соединение металл шва металл шва переходная зона
До сварки 27,5 90 1,2
После сварки 25,5—27 24,7—26,7 73-85 1,0—1,57 1,11-1,52
26,4 26,1 77 1,27 1.3
Сварка + проковка 28,1—29,6 30,9-35,4 14-38 0,72—1,0 1,12—1,64
»д=8 м/с 28,9 34,6 34 0,89 1,38
МА2-1 Сварка + проковка 27,9—30,3 31,6-34,6 59—72 0,81—0,97 1,09—1,3
оя=25 м/с 29,4 33 62 0,95 1,19
Сварка + отжиг 27,1—27,5 23,4-26,4 87—103 0,99-1,14 1,16—1,44
27,2 24,8 94 1,09 1,37
Сварка + проковка 24,9—28,4 24,6—27,4 86—109 0,9-1,5 6,84-4,38
»д=25 м/с+отжиг 26,7 27,2 96 1,21 1,16
Vх**'
Продолжение табл. 3
Сплав Состояние материала <тв, кгс/мм3 Угол изгиба а, градусы ан, кгс м/см*
сварное соединение | металл шва .1 металл шва переходная зона
До сварки 23,0 92 0 ,7
После сварки 23,4—25,6 22,4—24,3 77—89 0,38—0,46 0,44
24 23.1 84 —
Сварка + проковка Од=7 м/с 28,4—30,2 32,1—33,5 58—71 0,72—0,74 0,72 0,94—1,12 1,03
29,5 32,5 60
вмд-з Сварка + проковка о=24 м/с 27,4—29,6 24,8—31,9 68—83 0,63—0,78 0,96—1,12
28,7 28,8 78 0,77 1,03
Сварка 4- отжиг 19,0—20,4 21,2—23,6 75—103 0,47-0,58 0,96—1,15
20,2 22,4 92 0,49 1,04
Сварка + проковка од=24 м/с + отжиг 21,4—24,3 22,3—24,5 84—115 0,57—0,69 0,73—1,08 0,8
23 22,9 98 0,64
Продолжение табл. 3
Сплав Состояние материала ов, кгс/мм* Угол изгиба а, градусы Ид, иге м/см’
сварное соединение металл шва металл шва переходная зона
До сварки После сварки 28,3—31,2 29,6 31 ,5 30,2—33,1 31,6 90 110—129 122 2, 1,97—2,94 2,64 5
АМгб Сварка + проковка од=8 м/с Сварка 4- проковка »д=26 м/с 31,6-35 33,8 35,0—35,9 35,4 34,3-36,4 35,6 37,9—39,7 38,4 54—70 60 65-83 71 2,24—2,52 2,38 2,15—2,46 2,32 —
ЙИМЙ-’НЮЯ.’У'
Состояние материала оЕ, кгс/мм’ Угол изгиба а, ан, кгс-м/см*
сварное соединение металл шва градусы металл шва переходная зона
Закалка + сварка 28,7—30,8 30,3 96—108 101 2,52—2,81 2,7
Закалка -]- сварка -|- + искусственное старение 32,1—33 32,7 75—92 83 2,31—2,44 2,37
01911 Закалка + сварка + проковка уд= 27 м/с 42,7—43,0 42,8 78-95 91 2,87—3,02 2,91
Закалка + сварка + прокатка од=27 м/с + искусственное старение 39,1—42,2 40,3 68—91 76 2,56-2,71 2,64
П р я ле — средь е и« ч а н и е. В числителе приг арифметические значения. едены минимальные и максимальные значения по резул ьтатам шести опытов; в знаменате-
тельно и составляет при скорости деформирования
28 м/с 7%, при 7 м/с — 28,5%.
Увеличение пластических свойств сварных соедине-
ний при высокоскоростной проковке относительно про-
ковки с обычными скоростями вызвано частичным раз-
упрочнением деформированного материала вследствие
температурного эффекта.
Ударная вязкость шва в меньшей степени зависит от
скорости деформирования, хотя и для нее наблюдается
тенденция к уменьшению при снижении скорости нагру-
жения. Некоторое снижение ударной вязкости в около-
шовной зоне при высоких скоростях деформирования
относительно обработки с меньшими скоростями свиде-
тельствует об увеличении деформации не деформиро-
ванной зоны с ростом скорости нагружения.
Испытание образцов из рассматриваемых материа-
лов после высокоскоростной проковки в сочетании с по-
следующей термообработкой показало полное восста-
новление пластических свойств деформированных сты-
ковых сварных соединений при незначительном повыше-
нии прочности. Такие же результаты получены и при
измерении твердости на приборе Виккерса на образцах
из сплавов МА2-1, ВМД-3 в состоянии после сварки и
высокоскоростной проковки с последующим отжигом.
На сплаве 01911 разупрочненный после сварки металл
шва в результате проковки нагартовывается до уровня
прочности основного материала.
Кроме стандартных механических испытаний для
оценки влияния проковки, выполняемой с целью устра-
нения сварочных деформаций и уменьшения напряже-
ний при работе конструкций в условиях сложнонапря-
женного состояния, производили испытания деформиро-
ванных плоских сварных образцов на прочность мето-
дом гидростатического выпучивания через круглое от-
верстие.
Применение высокоскоростной проковки (24—26 м/с)
для всех исследованных материалов повышает несущую
способность сварного соединения по сравнению с про-
ковкой со скоростями деформирования 7—8 м/с. При
этом в магниевых сплавах МА2-1 и ВМД-3 при скоро-
сти деформирования 24—25 м/с наблюдается даже уве-
личение конструктивной прочности относительно непро-
ковапных сварных соединений. Сочетание высокоско-
ростной обработки этих сплавов с последующим отжи-
90
гом дает дополнительный прирост несущей способности
сварных соединений. Характер разрушения магниевых
сплавов не зависит от скорости деформирования шва и
подобен характеру разрушения сварных недеформиро-
ванных образцов. Во всех случаях разрушение испыты-
ваемых соединений происходило в результате исчерпа-
ния пластичности металла в переходной зоне в месте
концентратора, создаваемого усилением шва. При на-
гружении алюминиевых сплавов характер разрушения
также не зависит от скорости удара при проковке, но
отличается от разрушения недеформированных сварных
соединений. У нагартованных алюминиевых сплавов
разрушение проходит поперек шва и является следстви-
ем исчерпания пластичности в результате проковки шва.
У недеформированных — по линии сплавления, т. е. ана-
логично разрушению магниевых сплавов. Искусственное
старение после высокоскоростной проковки на сплавах
Д20-1, 01911 несколько снижает их несущую способ-
ность в условиях двухосного растяжения с одинаковыми
компонентами.
Таким образом, высокоскоростная проковка шва,
выполняемая с целью устранения сварочных деформа-
ций и уменьшения напряжений, не приводит к сущест-
венным изменениям механических свойств сварных со-
единений из сплавов МА2-1, ВМД-3, 01911, Д20-1 и мо-
жет быть рекомендована для применения на производ-
стве.
УСТРАНЕНИЕ СВАРОЧНЫХ ДЕФОРМАЦИЙ
> В КОНСТРУКЦИЯХ
При применении высокоскоростной проковки для
Справки сварных конструкций целесообразно не созда-
вать специализированные стенды, а вести проковку на
Существующем сварочном оборудовании. Устранение де-
формаций непосредственно на сварочном стенде не толь-
жо уменьшает затраты на оборудование, но и высвобож-
дает производственные площади. Особенно перспектив-
на в этом отношении проковка швов с проплавом,
^Исключающая повторную установку конструкции на сва-
рочный стенд.
£ ' Однако при использовании сварочного оборудования
.(Для проковки возникает ряд сложных вопросов. Во-пер-
вых, возможно ли вести проковку на существующем
сварочном оборудовании, достаточна ли его жесткость.
Во-вторых, какое влияние на величину минимальной
удельной энергии деформирования, при которой дости-
гается устранение сварочных деформаций на плоских
образцах с прямолинейным швом без проплава, окажет
изменение условий проковки (проковка шва с пропла-
вом, наличие формирующей канавки), а также проковка
непрямолинейных швов (круговых, кольцевых и др.).
В некоторых случаях условия проковки оказывают
влияние на величину минимальной удельной энергии
деформирования. Так, для устранения деформаций
сварных соединений из сплавов МА2-1, АМгбМ на пло-
Рис. 38. Схема выполнения высокоскоростной проковки на
а -тг схема устройства!
92
ЙЙЙЙ&-_
|| ской подкладке с проплавом требуется минимальная
Ш удельная энергия деформирования на 10—20% меньше,
В? чем при проковке стыкового соединения с удаленным
проплавом При проковке на подкладке с формирующей
Ж канавкой минимальные значения удельной энергии для
Ж этих сплавов увеличились на 10%.
»<тройстве СВПШ-1 [24]:
l,1f - схемы проковки
93
В первом случае снижение удельной энергии дефор-
мирования объясняется уменьшением ширины деформи-
руемой зоны вследствие интенсивной деформации про-
плава, имеющей меньшее сечение, чем усиление. Во вто-
ром случае, увеличение удельной энергии связано с за-
тратой энергии на заполнение формирующей канавки.
Следует, однако, подчеркнуть, что проковка шва с про-
плавом, обладая очевидными преимуществами перед
проковкой сварных соединений с предварительно уда-
ленным проплавом, имеет также и некоторые недо-
статки.
При деформировании шва на плоской подкладке
окисные пленки, интерметаллические включения, ска-
пливающиеся в проплаве в процессе формирования шва,
внедряются в глубь шва и могут стать причиной зарож-
дения первоначальных трещин.
Проковка шва на подкладке с формирующей канав-
кой требует соблюдения регламентированного режима
сварки, обеспечивающего ее заполнение. В противном
случае осадка шва может вызвать появление угловой
деформации, а при значительной удельной энергии де-
формирования — утонение основного материала в месте
его перехода к проплаву, что, в свою очередь, приводит
к снижению несущей способности сварного соединения.
Исходя из этого, перед проковкой на плоской подклад-
ке рекомендуется удаление проплава или обеспечение
хорошего проплавления, при деформировании шва на
подкладке с формирующей канавкой должно быть обе-
спечено полное проплавление с заполнением канавки.
Устранение деформаций, возникающих при сварке
круговых швов, имеет свои особенности. Они заклю-
чаются в необходимости компенсировать не только про-
дольную, но и поперечную усадку шва. Холодная про-
катка шва сопровождается развитием, главным обра-
зом, продольных деформаций и не устраняет сварочные
перемещения от воздействия этих двух факторов.
Высокоскоростная проковка, требующая для устра-
нения деформаций от продольных швов создания боль-
ших степеней деформации по толщине шва, при относи-
тельно меньшей величине продольной деформации мо-
жет быть применена и для устранения перемещений от
круговых швов (рис. 38).
Глава IV
УСТРАНЕНИЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЙ
ПРИЛОЖЕНИЕМ АКТИВНЫХ СИЛ И ВИБРАЦИЕЙ
МЕХАНИЗМ ВОЗДЕЙСТВИЯ АКТИВНЫХ СИЛ
ПРИ СВАРКЕ, ОСНОВНЫЕ ПАРАМЕТРЫ
Для снятия остаточных напряжений растяжения и
устранения деформаций при сварке прямолинейных
швов достаточно удлинить после сварки металл зоны
пластических деформаций па величину, равную пласти-
ческому укорочению, происходящему при сварке. Это
удлинение может быть осуществлено растяжением либо
после сварки, либо в процессе сварки. Последнее яв-
ляется более предпочтительным, так как растягиваю-
щие усилия, действующие на области нагретого метал-
ла, способствуют протеканию пластических деформаций
удлинения, обратных сварочным. Кроме того, уменьше-
ние площади сопротивляющегося растяжению сечения
при нагреве в процессе сварки способствует протеканию
пластических деформаций удлинения и в зонах, распо-
ложенных за пределами области пластических дефор-
маций [2, 37].
Сущность способа рассмотрим сначала на примере
сварки листов одинаковой ширины встык, хотя, по мне-
нию большинства исследователей, наиболее рациональ-
ная область применения метода активных сил — устра-
нение деформаций изгиба при несимметричном относи-
тельно нейтральной оси сечения расположении сварных
швов в конструкции.
К свариваемым стыковым швом пластинам дли-
ной /, общей шириной b и толщиной 6 равномерно
перед сваркой приложено усилие, создающее напряже-
ние растяжения ор и удлинение (рис. 39):
(12)
9>
При сварке в активной зоне, т. е. в зоне пластиче-
ских сварочных деформаций Ьо, напряжения ор редуци-
руют, благодаря чему увеличиваются напряжения в
остальной части пластины, не ослабленной нагревом.
Они становятся равными:
°р=ортА- <13)
о—
Если пластина широкая, т. е. Ь> (5-5-6) Ьо, то изме-
нение напряжений от нагрева в практических расчетах
можно не учитывать.
Рис. 39. Схема образования напряжений в пластинах со
стыковым швом при действии активных сил
Для определения ширины зоны пластических дефор-
маций Ьо может быть использована зависимость
2ft
2Оубо
2,32ц
(14)
где h — ширина листа, принимаемая в расчет, см;
бо — толщина листа, принимаемая в расчет, см.
При автоматической и полуавтоматической сварке
расчетная ширина h составляет не более 35 см, при руч-
ной сварке — не более 25 см. Для стыковой сварки двух
листов постоянной толщины расчетная толщина бо=26.
После охлаждения напряжения растяжения в пласти-
ческой зоне достигают предела текучести (рис. 39,в).
В процессе освобождения листов от внешней нагруз:
ки можно выделить два этапа. На первом (рис. 39, г)
96
в активной зоне остаются напряжения а'=ат—</р, дей-
ствие которых эквивалентно растягивающему усилию:
Р' = о'А — о'Ь06. (15)
Полное снятие нагрузки приводит к условию равно-
весия внутренних сил:
О1А = М2) (16)
где А— площадь сечения зоны пластических дефор-
маций, см2;
Л2 — разность между общей площадью сечения пла-
стин А и площадью Aj.
Остаточные напряжения растяжения А в активной
зоне
о = <у'Аг = (gT-Cp) А
1 А + А А
Напряжения сжатия за пределами зоны
Ь- ских деформаций (рис. 39, д)
%
А п _ А А (°т — °р) Al
‘f °2 ——~— —------;—~.
v А А
(17)
пластиче-
(18)
?; Очевидно, что снижение величины напряжений в
зоне, определяющей деформации потери устойчивости от
4s напряжений сжатия, будет зависеть от отношения —,
£ так как в случае отсутствия активных сил напряжения
| Оз будут равны:
' отА
02 = ——- ,
Аг
(19)
где
о'2—напряжения в той же зоне, в которой дейст-
вуют о2 после снятия активных сил.
Отсюда эффект снижения напряжений сжатия опре-
делится соотношением
А,
°2
Ач
02
(20)
1-^-
От
^4 В. М. Сагалевич
97
раз.
Если приложить перед сваркой к листам напряжения
растяжения ар=0,5сгт, то остаточные напряжения сжа-
тия можно уменьшить в 2
Соотношение (20) показывает, что снижение напря-
жений сжатия происходит и в том случае, если растя-
гивающих усилий не прикладывают, а пластины просто
закреплены от свободных продольных перемещений.
Рис. 40. Схемы приложения нагрузок к пластине
Положив в (20) <т'р=0, установим, что напряжения сжа-
тия уменьшились в ^1 -|—или, что то же, в— раз.
Наиболее эффективен метод растяжения для листо-
вых конструкций небольшой ширины, в частности из-
вестны случаи его промышленного применения для свар-
ки профильных элементов и сварки ребер жесткости с
листами. В этих случаях распределение напряжений
растяжения по сечениям может считаться равномерным
и растягивающее усилие Р определится как
Р = 0рЛ. (21)
Возможны три варианта приложения усилия к сва-
риваемым элементам (рис. 40): 1) усилия равномерно
.. передаются через кромки деталей, которые в процессе
нагрева и охлаждения не имеют возможности переме-
щаться (рис. 40,а). В этом случае при растяжении а'р
и <Тр равны между собой, так как основное условие при-
ложения активных сил — постоянство деформации;
2) усилие Р изменяется в процессе нагрева и охлажде-
ния (рис. 40,6); 3) усилие Р неизменно в течение всего
цикла сварки (рис. 40, е)
При сварке широких листов обычно нет необходи-
мости осуществлять растяжение по всей ширине. Уси-
лие (в кгс) должно быть приложено по оси сварного
шва, а для его ориентировочного определения приме-
няется эмпирическая формула
Р = 600/гЛ, (22)
98
рде А — площадь поперечного сечения сварного соеди-
нения, см2.
Коэффициент k равен 1 в случае принципиальной
схемы, соответствующей рис. 40, а, 0,5 — рис. 40, б, 0,3—
рис. 40, в.
[ Пример. Определить необходимое растягивающее
Усилие, принимая во внимание условие потери устой-
чивости листон при сварке, для следующего случая: два
щста толщиной 6 = 0,15 см, длиной 100 см и шириной
:аждый — = 50 см сваривают автоматическим спосо-
бом в углекислом газе. Предел текучести стали от=
2400 кгс/см2, скорость сварки осв=1,35 см/с, напря-
жение £7=17 В и сила сварочного тока /=90 А. Расчет-
ная ширина листа /1=30 см.
А. Расчет напряжений. Для расчета ширины пласти-
ёской зоны определяют предварительно эффективную
1ощность
q = Uhy« 1520 Дж/с
ри эффективном к. п. д. т)=0,7. Ширина зоны пласти-
еских деформаций по формуле (14)
2/t
1 । 2<Jt/u>Cb6q
2,32?
___________2-30____________
1 4- 2-2400-30-1,35-2-0,15
"г 9,68-365
« 6,5 СМ.
Напряжения сжатия в околошовной зоне не должны
февышать критической величины окр, определяемой из
словий потери устойчивости листа по формуле
. л2Е / 6 \2
— Ki '“' / 1 1 "——* \
кр 12(1 —р,2) I
\ 2 2 у
Окр - критические напряжения сжатия, кгс/см2;
ц=0,3 — коэффициент Пуассона.
Для рассматриваемого случая коэффициент k> по
L О. Окерблому [21]
! = 0,456 + /---------V = 0,456 + (V = 5,031.
(А A.I <46,75/
? 1.2 ' 2 /
4* 99
Тогда
окр = 5,031
л22,1-106
12 (1 — 0,3=)
У» 98,2 кгс/см2.
.46,75/
Для того чтобы не было опасности потери устойчи-
вости, И. П. Трочун установил, что остаточные напря-
жения сжатия в листах должны быть, по крайней меое.
в 1,7 раза меньше критических [33], т. е.
’ а — °,:р _ 98,2 57,8 кгс/см2.
и2— 1,7 ~ 1.7
По формуле (18), принимая <т'р=сг, рассчитаем
предварительные напряжения растяжения:
о?А о3& одпп 57,8-100
о»-».—А2400 -
«1511 кгс/см2.
6,5
Итак, необходимые напряжения растяжения долж-
ны составлять ор=0,63от. Тогда, согласно формуле (7),
в активной зоне остаточные напряжения растяжения бу-
дут равны
= 0,370,(6-М = 0,37-2400 (100-6^да83э 2
1 ь юо
В случае сварки ненапряженных листов в зоне пла-
стических деформаций напряжения достигают предела
текучести о,=2400 кгс/см2 и в соответствии с форму-
лой (19) напряжения сжатия в остальной части листа
имеют среднее значение:
= ОА ~ 167 КГС/СМ2
8 ь — ь0
т. е. при сварке без приложения активных сил О2>ОкР>
и, как следствие, происходит потеря устойчивости листа.
Б Расчет растягивающих усилий. При напряжениях
растяжения/ор=0,63сгт удлинение листов, согласно фор-
муле (12), будет равно:
= 0,63стг 1 0,63-2400 w0 0 72 мм
£ 2,1-106
Вполне естественно, что наиболее неблагоприятным
случаем- является равномерное растяжение листов по
100
всей ширине Ь. Для определения растягивающего уси-
лия используют формулу (21):
Р = 0,63отЛ = 0,63.2400-100-0,5 = 22,7 тс.
Если усилия приложены только по оси шва, то ве-
j личина растягивающего усилия подсчитывается по фор-
j муле (22):
для случая рис. 40, а
5 Р = А-600Л — 1 • 600-15 = 9300 кгс = 9 тс;
4 для случая рис. 40, б
Р = 0,5 • 600 -15 = 4500 кгс = 4,5 тс;
, для случая рис. 40, в
Р = 0,3 • 600 15 = 2700 кгс = 2,7 тс.
Для практического осуществления метода активных
' сил необходимы соответствующие устройства, обеспечи-
вающие ту или иную схему передачи усилий и фикса-
- цию кромок соединяемых элементов в зажимных при-
способлениях.' Техническое осуществление методов ра-
стяжения может иметь несколько вариантов. Однако
приспособления должны обладать достаточно большой
жесткостью и обеспечивать большие усилия при растя-
жении свариваемых деталей.
Случай, представленный на рис. 40, а, на практике
£ трудно осуществить, так как в процессе сварки проис-
} ходят сварочные временные деформации, приводящие
$ к перераспределению напряжений по сечению пластин.
С,Схема, представленная на рис. 40,6, ближе к практи-
|ческому осуществлению. Она допускает изменение раз-
/мера деталей в процессе нагрева и охлаждения за счет
^.некоторой разгрузки тянущих механизмов в процессе
-сварки и догрузки при охлаждении вследствие образо-
вания остаточных напряжений. Наименее трудным с
^конструктивных позиций-является принцип, приведен-
ный на рис. 40,8, так как приложение усилий может
’быть осуществлено самыми простейшими способами, на-
-примср гидравлическими или пневматическими приспо-
соблениями. Требуемое удлинение определяется лишь
^постоянством давления в пневмо- или гидроцилиндре,
^которое не должно меняться пи в процессе сварки, ни в
^процессе охлаждения. Очевидно, то обстоятельство, что
’.при осуществлении последней схемы требуются наи-
F 101
Й-
меньшие усилия растяжения, может служить основанием
для принятия этой схемы как наиболее оптимальной.
В большинстве экспериментальных работ наряду со
снижением напряжений в активной зоне отмечается
уменьшение ее ширины. Это, по-видимому, связано с
тем, что по мере удаления от шва напряжения растя-
жения переходят в сжимающие не скачком, а постепен-
но в некотором интервале. Это еще в большей степени
способствует эффективности предварительного растя-
жения.
Например, при наплавке валика на кромку, когда
активные силы могут быть созданы приложением внеш-
него момента, обратного сварочному по знаку, ширина
зоны пластических сварочных деформаций уменьшается
вдвое по сравнению со сваркой в свободном состоянии,
если внешний момент создает на кромках пластины на-
пряжения, равные 0,5 от. При этом происходит полное
устранение деформаций, а в стороне, противоположной
шву, образуется зона пластических деформаций укоро-
чения, равная примерно зоне усадки в области шва. На-
пряжения в области шва снижаются на величину, со-
здаваемую внешним моментом. В свободном состоянии
они достигают на кромке предела текучести, т. е.
2400 кгс/см2, а при сварке под нагрузкой равны
1100 кгс/см2 (момент создавал напряжения на кромке
1200 кгс/см2).
При сварке встык по краям пластин образуются уча-
стки пластической деформации удлинения. Пластина
оказывается после полного остывания несколько удли-
ненной по сравнению с первоначальным досварочным
состоянием. После снятия внешней нагрузки удлинение
пластины уменьшается на величину, соответствующую
снятой нагрузке, так что окончательно после освобож-
дения из приспособления пластина имеет незначитель-
ное укорочение, равное примерно 0,02%. После сварки
в свободном состоянии укорочение составляет 0,1%.
На основании многочисленных данных эксперимен-
тальных исследований влияние активных сил на оста-
точные деформации и напряжения можно охарактери-
зовать Следующими положениями.
1. Снижение деформаций происходит за счет умень-
шения'ширины зоны пластической деформации в обла-
сти шва и образования зон пластических деформаций
на участках, наиболее удаленных от шва: укорочения —
102
случае наплавки на кромку и удлинения — в случае
наплавки на середину пластины.
< 2. При определенной величине активных сил щири-
<ы зон пластических деформаций в области шва и на
, частках, наиболее отдаленных от шва, могут стать
>авными. В этом случае остаточная деформация после
жарки (изгиб или продольное укорочение) снижается
минимума.
,3. Снятие остаточных деформаций осуществляется
усилием, создающим максимальные расчетные напря-
жения в холодной пластине, не достигающие предела
текучести. Это объясняется тем, что наиболее эффек-
тивное
воздействие
активных сил
происходит в тот мо-
еят, когда ширина зоны термопластичности достигает
•иболыиего значения, а величина сечения, восприни-
ающего внешнее усилие, становится минимальной.
4. Величина внутренних упруго-пластических дефор-
маций растяжения в зоне шва после полного остывания
нижается по сравнению со сваркой в свободном состоя-
ии, причем упругий компонент внутренних деформаций
зоне шва-снижается на величину, создаваемую внеш-
ни усилием. На участках, наиболее отдаленных от
j-a, упругий компонент внутренних деформаций, на-
ротив, повышается.
Несмотря на простоту расчета и неучет некоторых
акторов, ведущих к несоответствию теоретического и
ействительного процессов развития деформаций, при-
еденная расчетная схема процесса развития деформа-
ий позволяет достаточно точно выявить основные ко-
мчественные закономерности процесса и причины, влия-
щие на изменение величины деформаций при воздей-
твии активных сил.
При величине активных сил, способствующих обра-
щению областей пластических деформаций, равных
*кду собой при нагреве в зоне шва и на удаленных
1 шва участках, остаточные деформации элемента бу-
ут равны нулю.
При дальнейшем увеличении активных сил в резуль-
ате тех же причин элемент после сварки окажется де-
эрмированным в направлении, противоположном де-
эрмации при сварке без нагрузки.
С увеличением жесткости элемента в пределах, до-
текающих существование плоского сечения в течение
его процесса сварки, очевидно, закономерности
103
остаются теми же самыми. Увеличивается лишь вели-
чина необходимого для достижения того же эффекта
внешнего усилия.
рочения и устранение изгиба.
Рис. 41. Распределение оста-
точных напряжений в свар-
ном соединении низкоуглеро-
дистой стали [37]
Несмотря иа снижение остаточных деформаций уко-
полного устранения оста-
точных напряжений (со-
гласно эксперименталь-
ным данным) может не
произойти, если остаточ-
ные напряжения в шве
ниже предела текучести,
хотя величина средних
напряжений растяжения
от внешней нагрузки пре-
вышает напряжения рас-
тяжения в шве (рис. 41).
Вообще решить задачу
одновременного полного
устранения и остаточных
деформаций и остаточных
напряжений, в особенно-
сти в профильных эле-
ментах, трудно. Однако
следует иметь в виду, что
основное назначение ме-
тода активных сил — это
устранение деформаций. Поэтому там, где возможность
возникновения хрупких разрушений не вызывает опа-
сений, устранение напряжений методом активных сил
следует считать второстепенной задачей.
УСТРАНЕНИЕ ДЕФОРМАЦИЙ ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ
Наиболее целесообразная область применения мето-
да активных сил для профильных элементов — это изго-
товление профилей, панелей с наборами различной фор-
мы и других элементов, в которых сварной шов распо-
лагается таким образом, что создает изгиб относительно
одной из главных осей инерции сечения. Очевидно, при-
ложение обратного внешнего момента в этом случае мо-
жет компенсировать сварочные деформации изгиба. Но
возникающее от сварки усадочное усилие действует на
полное сечение профиля, в то время как предваритель-
ные растягивающие усилия могут быть приложены к от-
104
к
дельным элементам перед сваркой. Причем могут из-
> меняться как величина, так и характер приложения
/ внешних усилий. Рассмотрим особенности действия ак-
' тивных сил при сварке профильных элементов таврово-
g то и двутаврового сечений сплошным проплавлением
л- одного из элементов сечения (полки).
После сварки таких профилей в зажимном приспо-
соблении, обеспечивающем фиксацию полки относитель-
£но стенки, возникают общие деформации продольного
Хизгиба, а в случае тонкостенных профилей — и потеря
устойчивости по кромкам полок и стенок. Внешние уси-
лия должны быть приложены перед сваркой таким об-
разом, чтобы создавать некоторую деформацию, обрат-
ную сварочной, т. е. для профилей таврового сечения
.^необходимо обеспечить обратный изгиб в направлении
| ПРОДОЛЬНОЙ ОСИ.
-f Ввиду того, что сечение не монолитно в момент ра-
стяжения, усилия могут быть приложены к стенке и
полке, либо только к стенке, либо только к полке
"(рис. 42). Рассмотрим физически картину образования
^деформаций, если растяжению подвержена только
” стенка
й‘. Приложение растягивающего усилия Р (рис. 42, д)
вдоль нейтральной оси стенки перед началом сварки
Приводит к некоторому удлинению без изгиба. Напря-
жения растяжения являются равномерными по всему
^Сечению стенки. В процессе сварки сечение ослабляется
Гпри движении источника теплоты за счет появления зо-
51ластичности. Это приводит к местному вне-
ду растяжению и образованию деформаций
цанном сечении, интегральное значение кото-
г быть выражено некоторым углом <pi. Зная
рки, температурное поле, в стенке тавра опре-
фину зоны термопластичности. Суммарный
рота от растяжения стенки и ее ослабления
первом приближении может быть определен
1ам сопротивления материалов
। и угол поворота от действия усадочного
ределяются для всего сечения (рис. 42, г, е).
меет знак, противоположный знаку угла <рь
гельствует о том, что предварительное растя-
бное исследование этого вопроса рассматривается в
Шамотко Е. Г.
105
жение полки вдоль ее нейтральной линии должно умень-
шить общую деформацию профильного элемента.
Снятие растягивающего усилия (или, что то же са-
мое— приложение обратного усилия к сваренному про-
филю) после сварки (рис. 42, ж) дает качественно тот
Рис. 42. Варианты приложения усилий (а, б, в)
к сечению тавра (г) при сварке сплошным проплав-
лением и определение деформации изгиба при ра-
стяжении стенки тавра (о) под действием усадоч-
ного усилия (е), после снятия растягивающих про-
филь усилий (ж)
же эффект, что и досварочное растяжение стенки. Угол
поворота <рз имеет, так же как и <рь знак; противополож-
ный <р2- Очевидно, что от соотношения углов поворота
возникающих в результате растяжения, сварки и снятия
нагрузки, в решающей степени зависит величина оста-
точной деформации. В свою очередь, углы поворота rpi
и <рз зависят как от величины усилия растяжения Р,так
и от точки его приложения по высоте стенки и режимов
сварки. Рассмотрим влияние этих параметров на при-
мере.
Пример. Определить изменение остаточных деформаций и на-
пряжений в профиле (рис. 42, г), свариваемом сплошным проплав-
лением на режиме: сила тока 60 А, напряжение 12 В. скорость
106
сварки\24 м/ч. Материал профиля — титановый сплав Растяжению
подвергается стенка, точка приложения усилия Р и его величина
могут "меняться. Требуется определить их оптимальное сочетание,
Исходя изуусловий образования минимальных деформаций после
сварки. Длина профиля I. Ширина
зоны термопластичности Ь опреде-
ляется из выражения для максималь-
ных температур как граница изотер-
мы 800° С: 6=5,2 мм. Момент инер-
ции сечения тавра, принимаемый в
расчет, Лш = 1,71 см‘; момент инер-
ции стенки, ослабленной зоной тер-
мопластичности, Дс=0,34 см4.
По формуле угла поворота
Ml
<₽= ~ находим зависимость угла
CJ
поворота от точки приложения уси-
лия без учета усадочной силы
(рис. 43,а).
а)
Рис. 43. Углы поворота сечения (а) и остаточные сварочные иа-
1яжения в стенке тавра (б) в зависимости от координаты точки
приложения растягивающего усилия
Угол поворота от действия усадочного усилия Рув:
Руве1 Рус0,6/ Рус1
£1,71 = °,35—g—
(23)
Поставим условием обеспечение нулевого прогиба при растяже-
1И стенки вдоль нейтральной оси, т. е. при </=2 см. Тогда углы
ворота от усадочного и растягивающего усилий, должны быть
107
равны по абсолютной величине, но противоположны по знайу. При
Р1
см ф1+фз=1,56 —д—. Следовательно:
Е
Pl Рус1
1,56 -£- = 0,35—(24)
и при известном усадочном усилии Руо необходимое растягиваю-
Р ус
щее усилие Р=~^~^- Перемещение точки приложения усилия меняет
суммарный угол поворота (ф1+фа—фг) в широких пределах. Оче-
видно, смещая точку приложения растягивающего усилия вверх от
нейтральной оси ближе к сварному шву, мы уменьшаем величину
требующегося для растяжения усилия. Для каждой точки приложе-
ния усилия нетрудно определить и остаточные напряжения
(рис. 43, б), изменяющиеся в довольно широком диапазоне как по
величине, так и по знаку.
Прогиб балки (угол поворота) зависит от величины
усилия растяжения. Причем изменение места приложе-
ния усилия увеличивает или снижает чувствительность
растягиваемого элемента к величине усилия. Для рас-
смотренной выше балки приложение усилия по нижне-
му краю стенки (у=4 см) не снижает, а, наоборот, уве-
личивает остаточные деформации; усилие, приложенное
в промежутке между #=2,5 и 3 см, вообще не окажет
влияния на сварочные деформации, т. е. будет абсо-
лютно бесполезным (рис. 44,а). Для получения нулево-
го прогиба в случае приложения растягивающих усилий
по верхней кромке стенки (#=0) необходимое усилие
должно быть уменьшено в 4 раза по сравнению с уси-
лием Р, приложенным посередине стенки.
Растяжение стенки ниже нейтральной оси вообще
нецелесообразно, так как и остаточные напряжения в
этом случае увеличатся по сравнению со сварочными,
или во всяком случае возрастет объем остаточного пла-
стического укорочения (рис. 44,6). Если возникает во-
прос о выборе места приложения усилия и его величи-
ны, то следует иметь в виду, что наиболее целесообраз-
но растягивать стенку как можно ближе к месту нало-
жения сварного шва, но при этом необходимо строго
соблюдать постоянство растягивающего усилия. Превы-
шение его может привести к деформациям, обратным по
знаку сварочным.
Основные закономерности, приведенные выше, в ос-
новном справедливы и для профилей другого очертания.
Однако основная область применения метода активных
108
(pE/Pl
8
О
-4
-8
-12
-16
-20
поворота (а) и остаточных
12
Р 2Р ЗР BP 5Р ВР
а)
Рис. 44. Зависимость угла
напряжений (б) в тавровом профиле, выраженных в отно-
сительных единицах, от величины растягивающего усилия
и точки его приложения
t сил — это профили таврового и двутаврового сечений,
i а также панели, имеющие в качестве ребер жесткости
Г тавровые профили или плоские стенки.
ПРИМЕНЕНИЕ МЕХАНИЧЕСКОГО ВИБРИРОВАНИЯ
ДЛЯ УМЕНЬШЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ
I. За рубежом все большее распространение находит
г вибрационный способ снятия остаточных сварочных на-
L пряжений в сварных конструкциях. Сущность способа
^Заключается в создании в сварных конструкциях (после
^сварки) переменных напряжений определенной величи-
► ны с помощью механических вибраторов. Вибрирование,
Р как правило, осуществляется на резонансных и близких
резонансным частотах в течение определенного про-
L межутха времени.
г В отдельных случаях вибрирование применяется
['.взамен термообработки, что экономичнее примерно в
1'10 раз, так как имеет ряд следующих существенных
^«преимуществ:
К 1. Необходимое для этого оборудование является
шверсальным для различных конструкций, компакт-
рным и переносным.
109
2. Стоимость оборудования, обслуживания w ухода
за ним невелика. /
3. Процесс снятия сварочных напряжений протекает
быстро (так, максимальная продолжительность обра-
ботки наиболее крупной детали массой 50 т/составляет
0,5 ч).
Рис. 45. Процесс снижения остаточных
напряжений вибраций:
а — образец для испытаний: б — эпюра напряже-
ний после сварки; в — эпюра после вибрации
4. Поверхность деталей после обработки остается
без изменений (нет окалины, шлака, не изменяется цвет
поверхности).
Известен ряд сведений о возможностях указанного
способа, используемом оборудовании, а также некото-
рые результаты его исследований.
В результате исследований установлено влияние чис-
ла циклов при определенных переменных напряжениях
на степень понижения остаточных сварочных напряже-
ний в образцах из низколегированной стали. На рис. 45
показано влияние числа циклов нагружения на остаточ-
ные напряжения при действии переменных напряжений
tfmax =12,8 кгс/см2 и <Tmin=0,56 кгс/см2. Наибольший
спад напряжений наблюдался при 8Х104 5 циклов, при
этом максимальные остаточные напряжения снизились
с 24 до 10 кгс/мм2.
110
= Рях исследователем выдвигают гипотезы, описываю-
щие механизм протекающего процесса, проводят ана-
логию между снятием остаточных напряжений вибра-
.цией и термообработкой. При этом остаточные напря-
жения рассматриваются как следствие перемещения
атомов кристаллической решетки. С целью снижения
'.уровня остаточных напря-
жений необходимо внести
•Энергию, которая застав-
ляет атомы перемещать-
ся Это может быть до-
стигнуто искусственным
^нагревом или энергетиче-
ским воздействием меха-
нической вибрации.
£ Вибрация не оказы-
вает влияния на величину
Достаточных напряжений
^некоторых материалов,
гнапример некоторых алю-
=;миниевых сплавов. Наи-
с вы-
^лучшие результаты полу-
чаются на сталях
Кроким или низким содер-
жанием углерода, а также
Рис. 46. Диаграмма о—е в про-
цессе вибрации
на нержавеющих сталях и
^Цирконии.
Анализируя данные исследований, Дж. Воцней и
I Дж. Кравмер заключают, что понижение остаточных
^напряжений в процессе вибрации достигается за счет
^Сочетания напряжений (вибрационных и остаточных),
гпри определенных величинах которых материал стано-
вится пластичным. Это предположение может быть ил-
люстрировано на диаграмме напряжений (рис. 46).
у Если в теле, имеющем определенные остаточные на-
пряжения, создать циклически изменяющие напряже-
Г“ния, то процесс изменения напряжений для точки А мо-
' жет быть представлен в следующем виде. Исходное со-
.стояние характеризуется напряжением аА и деформа-
цией еА. Переменная нагрузка осуществляется в пре-
уделах ев—ес-
Е Первому циклу нагружения соответствует участок
^графика АСДВД'. При этом следует обратить внима-
1*ще, что при снятии нагрузки линия СД параллельна
линии упругости на всем протяжении действия /нагруз-
ки и немного уменьшается к концу (ДВ) /эффект
Бау — Шингера. /
Последующие нагрузки заставляют матер/ал прини-
мать такие параметры, пока не образуется/стабильная
петля гистерезиса С'ЕВ"Е'С.
Таким образом, если учесть, что в исходном состоя-
нии величина остаточных напряжений _ соответствует
напряжениям оА, то после вибрации величина напря-
жений соответствует оя, а снижение ос'таточных напря-
жений равно разности Ол—оЕ.
Конечный результат вибрации является функцией
величин переменных напряжений и характеристик упру-
го-пластических свойств материала при циклических
нагружениях (циклически упрочняемый или разупроч-
няемый материал).
Необходимым условием, при котором наблюдается
снижение остаточных деформаций, является достижение
предела текучести при вибрации сочетанием остаточных
напряжений и напряжений, вызванных приложением пе-
ременных нагрузок.
Величина предела текучести при циклическом нагру-
жении для некоторых материалов может быть снижена
в 2 раза по сравнению с пределом текучести при ста-
тическом нагружении, в связи с чем при сравнительно
небольших величинах пульсирующих напряжений на-
блюдается сокращение остаточных напряжений.
В зависимости от материала предел текучести при
знакопеременной нагрузке может быть либо выше (ци-
клически упрочняемые материалы), либо ниже (цикли-
чески разупрочняемые материалы) предела текучести
при статической нагрузке.
Степень снятия остаточных напряжений можно опре-
делять по кривой <т—е материалов (по величине за-
данной знакопеременной нагрузки и общего остаточно-
го напряжения). Величина уменьшения остаточных на-
пряжений является функцией воздействующих напря-
жений. Наибольшее уменьшение напряжений происхо-
дит при первом цикле; последующее уменьшение оста-
точных напряжений имеет место в следующих 100 цик-
лах и относительно небольшое уменьшение происходит
при большом числе циклов.
При испытании крупногабаритных сварных конструк-
112
'ций вибрационное снятие напряжений наблюдается в
отдельны\локальных зонах.
Томас Д. Келсо приводит описание специального обо-
рудования для снятия остаточных напряжений вибриро-
ванием. Отличительной особенностью оборудования яв-
ляется наличие автоматической системы, позволяющей
вводить деталь в резонанс и поддерживать резонансную
частоту в процессе вибрирования. Автор приводит зави-
симость времени вибрирования от массы детали при
мощности электродвигателя 1 л. с. Так, для деталей
массой 9 т время вибрирования составляет порядка
15 мин. Способу снятия остаточных напряжений вибра-
цией присущи также определенные недостатки, к числу
которых можно отнести: 1) зависимость эффективности
способа от материала и формы детали. Способ не при-
меним для деталей, у которых резонансная частота
‘выше, чем частота вибратора (короткие детали с боль-
шими моментами сопротивления); 2) необходимость в
«подкладках из резины или пенопласта, на которых
^должна находиться деталь.
Обзор зарубежных исследований' показывает, что в
"большинстве из них вопросы снятия остаточных напря-
жений рассмотрены скорее с количественной, чем с ка-
чественной стороны. О влиянии числа циклов нагруже-
Вия и эффективности способа высказываются противо-
ечивые мнения. В целом на механизм вибрационного
Способа снятия остаточных напряжений и, особенно, на
Jbro количественное выражение взгляды отдельных ав-
торов не совпадают. Это, вероятно, можно объяснить
«отсутствием толкования механизма процесса с физиче-
ской точки зрения [16].
В Однако способ может быть перспективен, так как
обладает рядом существенных преимуществ по сравне-
Ййию, например, с термообработкой.
Ж СНЯТИЕ напряжений и устранение деформаций
1 ВИБРОНАТЯЖНЫМ СПОСОБОМ
Сущность вибронатяжного способа правки заклю-
чается в наложении на продольные растягивающие на-
рузки поперечных вибрационных, создаваемых механи-
ческим вибратором, установленным па конструкции в
Направлении, перпендикулярном плоскости листа, с ча-
стотой, близкой к резонансной.
113
К режимам способа относятся следующие/парамет-
ры: 1) величина напряжений растяжения ъ образце,
приложенных статически; 2) величина вибрационных
напряжений (или амплитуда вибрации); 3V частота ви-
брирования; 4) продолжительность вибрирования.
Рис. 47. Стенд для растяжения образцов с вибрацией (а. б)
и схема монтажа вибратора на стенде (в)
Стенд, схема которого дана на рис. 47, позволяет
•создавать напряжения растяжения в образцах и накла-
дывать на них вибрационные с различной частотой [31].
Стенд представляет собой сварную конструкцию, со-
стоящую из рамы со смонтированным на ней приводом
растяжения и инерционным вибратором с приводом от
электродвигателя постоянного тока. Привод обеспечи-
114
вает создание напряжений растяжения в образце в пре-
делах 0-а24 кгс/мм2 с плавной регулировкой и регист-
. рацией усилий с помощью динамометрической скобы.
Усилие, создаваемое с помощью винтовой пары, че-
рез систему рычагов, передается к захватывающим уст-
ройствам. Л ehoe захватывающее устройство имеет винт
для предварительного нагружения. Схема монтажа вибра-
тора с приводным двигателем на раме стенда показана
на рис. 47,в. Вибратор состоит из корпуса /.сваренного-
из алюминиевого сплава, диска 2, на котором закреплены
съемные грузы дисбаланса 3. Вращение от приводного
двигателя 4 к диску вибратора передается с помощью
клиноре’менной передачи. Крепление вибратора с испы-
тываемым образцам 5 осуществляется с помощью четы-
рех струбцин 7. Горизонтальная составляющая вибра-
тора уравновешивается рычагом 8 и шарниром 6. С по-.
; мощью такого вибратора возможно создание перемен-
ных напряжений в образцах до ±5 кгс/мм2 с плавной
регулировкой частоты вибрирования в пределах 5—
100 Гц.
Одним из основных факторов, определяющих эф-
фективность способа, а также его приемлемость для
конструкций с развитым поперечным сечением являются
величины воздействующих (растягивающих и вибраци-
онных) напряжений в процессе правки.
Экспериментальное определение зависимости оста-
точных деформаций и напряжений от величины растя-
гивающих ор и вибрационных оВиб₽ напряжений, т. е-
определение зависимостей
^ОСТ = f (®Р> ®вибр)‘
80CT~/(°pi °вивр)
, позволило экспериментально установить связь между
остаточными напряжениями по ширине пластины и ве-
; личинами растягивающих и вибрационных напряжений.
.Эпюры остаточных напряжений в образце 1300Х150Х
,Х2 мм с наплавленным посредине продольным валиком
i-после приложения напряжений растяжения 8 и
20 кгс/мм2 при различных вибрационных показаны на
рис. 48.
Из рассмотрения этих данных следует, что с увели-
чением величины приложенных напряжений растяжения
величина о.статочных напряжений уменьшается и тем
115
быстрее, чем больше величина наложенных вибрацион-
ных напряжений. I
Влияние воздействующих напряжений, на степень
снижения остаточных деформаций показан^ на рис. 49,
из которого видно, что одинаковый эффект снижения
Рис. 48. Остаточные
напряжения в пласти-
не после сварки (1) и
при приложении раз-
личных вибрационных
(аВИ бр) напряжений
при максимальных
суммарных напряже-
ниях 20 кгс/см2:
2 (Гвибр=®: ствибрв
= ±2 кгс/мм2; 4-ови6р-
=3 кгс/мм2; 5-Овп6р =
«- ±4 кгс/мм2
деформаций может быть достигнут путем создания на-
пряжений растяжения 20 кгс/мм2, приложенных стати-
чески, или наложением на напряжения растяжения ор=
10 кгс/мм2 вибрационных сгВИбр= ±3 кгс/мм2.
Наибольший спад остаточных деформаций наблю-
дается при напряжениях растяжения 12—18 кгс/см2,
при больших напряжениях эффект вибрирования менее
значителен и приближается к чистому растяжению. Это
связано, по-видимому, с образованием равновесного
поля остаточных деформаций при высоких статических
напряжениях.
К числу основных параметров способа, кроме воз-
действующих напряжений, относятся также продолжи-
тельность и частота вибрирования. В случае, если про-
цесс стабилизируется после продолжительного вибриро-
116
ваиия, iy е. после большого числа циклов нагружения,
он будет носить усталостный характер.
Показателем в оценке влияния времени вибрирова-
ния являлась величина разности остаточных деформа-
Рис. 49. Зависимость относительных
остаточных деформаций от величин растя-
гивающих и вибрационных напряжений
Рис. 50. Зависимость величин сниже-
ния остаточных деформаций от вре-
мени вибрации
ций до и после воздействия заданными нагрузками опре-
деленный промежуток времени (рис. 50). Процесс сня-
тия остаточных напряжений стабилизируется в основном
117
в течение 2 с, т. е. после 60—100 циклов нагружения.
При повышенных напряжениях растяжения продолжи-
тельность стабилизации меньше, чем при низких.
Полная стабилизация наступает по истечении 2 мин
(после W=5*103), поэтому следует полагать, что уста-
лостных явлений в данном процессе не наблюдается.
Полученные результаты хорошо согласуются с резуль-
татами работ по исследованию пластичности при пере-
менных нагрузках и исследованиями по снятию оста-
точных напряжений вибрацией, где делается вывод о
наибольших остаточных деформациях и напряжениях
при циклическом нагружении в первых 100 циклах Та-
ким образом, следует считать оптимальным промежуток
вибрирования, равный 2 мин.
Влияние частоты колебаний исследовано в диапа-
зоне частот 10—3000 Гц, при этом интенсивность коле-
баний оставалась постоянной, порядка 2 тс/см2. Иссле-
дования в диапазоне 10—100 Гц проведены с помощью
инерционного вибратора.
Для создания колебаний в диапазоне 100—3000 Гц
использовали индукционный вибратор. Интенсивность
колебаний при использовании инерционного вибратора
можно ограничить соответствующим уменьшением вели-
чины возмущающего усилия с увеличением частоты; при
использовании индукционного вибратора — ограничите-
лем мощности вибратора. Частота вибрирования не ока-
зывает существенного влияния на эффективность спо-
соба. Данный вывод совпадает с данными работы £16]
о влиянии звуковых колебаний на прочность конструк-
ционных материалов ракет и снарядов, где указывается,
что на прочность при вибрации основное влияние оказы-
вает интенсивность колебаний, а не частота.
Как видно из приведенных результатов исследований
влияния частоты вибрации, значительно большее влия-
ние оказывает величина вибрационных напряжений,
кроме этого, вибрирование на низких частотах (20—
59 Гц) легче осуществимо в производственных усло-
виях с помощью механических вибраторов. В связи с
этим целесообразно осуществлять вибрацию на часто-
тах, близких к резонансным I или II тона колебаний,
при этом потребуются меньшие мощности вибрационных
установок.
Число необходимых вибраторов, установленных по
длине конструкции, определяется зоной затухания коле-
118
баний от действия одного вибратора. Зоной затухания
считается место конструкции, где амплитуда вибрации
(стрелка прогиба) составляет меньше 0,3 максимальной
амплитуды, в этом месте устанавливается дополнитель-
ный вибратор. Расчет прогибов сравнительно трудоемок.
Рис. 51. Схема прило-
жения нагрузок при
определении диаграммы
при действии вибрацион-
ных напряжений
поэтому требуемое число вибраторов ориентировочно
определяют по эмпирической зависимости
I
200а>! *
(25)
где Wi — амплитуда колебаний конструкции в средней
части от действия одного вибратора;
I — длина конструкции.
Одной из основных причин интенсивности снижения
сварочных напряжений при вибрации является изме-
нение механических характеристик в зоне сварки в за-
висимости от характера действия внешних сил. С этой
целью были исследованы диаграммы нагружения мате-
риала сварного соединения при действии растягиваю-
щих напряжений с наложенными вибрационными, т. е.
экспериментально проверена гипотеза Дж. Воцнея и
Дж. Кравмера о снижении пределов текучести зоны
упруго-пластических деформаций при действии перемен-
ных нагрузок. Пластины размером 1000 x 300 x 3 мм с
наплавленным по средней оси валиком подвергали на-
гружению статическими нагрузками и статическими с
наложенными вибрационными. При этом фиксировались
напряжения в образцах с помощью силоизмерительно-
го устройства машины и деформации с помощью датчи-
119
ков сопротивления. Исследования проводили на маши-
не для усталостных испытаний ЦДМ-ЮПу.
Схема приложения нагрузок показана на рис. 51.
Величины деформаций образца в процессе испытаний
записывали на ленту осциллографа. На диаграм-
мах о—е, построенных на основе экспериментальных
Рис. 52. Диаграммы
о—е при совместном
действии растягиваю-
щих и вибрационных на-
грузок для алюминие-
вого сплава АМгб (а) и
для стали СтЗ (б):
1 — основной металл при ста-
тическом растяжении; 2— ос-
новной металл при нагруже-
нии до ±8 кгс/мм2; 3 — шов
при статическом нагружении;
4 — шов при нагружении
±2 кгс/мм2; 5 — шов при на-
гружении до ±8 кгс/мм2
данных (рис. 52), по оси ординат отложены суммарные
максимальные напряжения в образцах, по оси абс-
цисс—деформации в условных единицах (число деле-
ний измерительного прибора). Сравнение кривых о—е
для различных сочетаний статических и переменных на-
грузок свидетельствует о значительном снижении пре-
дела текучести материалов в зоне пластических дефор-
маций; так, при действии вибрационных напряжений ве-
личиной ±2 кгс/мм2 предел текучести снижается на
10—15% для стали, для алюминиевого сплава АМгб —
на 20—40%. По-видимому, имеется некоторая аналогия
с выводами по результатам работ, проведенных в Аме-
риканском институте аэронавтики и космонавтики по
изучению влияния звуковых и ультразвуковых колеба-
120
ний на прочность конструкционных материалов ракет и
снарядов [16].
Полученные кривые напряжения — деформации не
зависят от частоты колебаний в интервале 15 Гц —
1,5 МГц. Если сравнить влияние колебаний различной
интенсивности на деформационные характеристики алю-
миния (рис. 53, о) с влиянием температуры (рис. 53,6)
•с.кгс/мм*
деформация сдвига Деформация сдвига
а) о)
Рис. 53. Диаграммы нагружения алюминия
при воздействии колебаний различной ин
тенсивности (а) и температуры (б):
Г — 60 Вт/см2; 2 — 35 Вт/см2: 3 — 15 Вт/см2;
4 — 0 Вт/см2 (температура испытаний 18’ С)
без воздействия колебаний, то можно видеть, что вибри-
рование оказывает такое же воздействие на прочностные
характеристики материалов, как и нагревание. Умень-
шение статического предела текучести под действием
звуковых колебаний объясняется активизацией дислока-
ций за счет поглощения энергии звуковых колеба-
ний [16].
Процесс снятия остаточных сварочных напряжений
при вибрации может быть описан как необратимый пе-
реход атомов в нагруженной кристаллической решетке.
При этом общее дифференциальное уравнение, описы-
вающее поведение упруго-пластической среды, в том
числе и поведение материала при одновременном воз-
действии растягивающих и вибрационных напряжений,
может быть представлено в виде уравнений:
__ g .
dt di т ’
TK=THe“43thT°K-
(26)
121
Решение уравнений (26) применительно к процессу
релаксации напряжений позволяет определить сниже-
„ с
ние напряжении — через определенный промежуток
о0
времени в зависимости от скорости деформирова-
ния [31]:
_______ е _*__________________ «71
1-р2£тнрД1— е J е.------——
1-р-А-
е
О.
где г*— время воздействия; т* = тне —время релак-
__<Л
сации системы: х = ене RT ; е—скорость деформирова-
ния; ₽ = — некоторая энергетическая постоян-
ная, описывающая коллективный характер необратимых
процессов при пластической деформации.
Однако зависимость (27) справедлива для высоко-
температурных режимов нагружения.
При низкотемпературных режимах нагружения зави-
симость — = / (в) имеет вид
он
Ок = а
а« c + dlne
(28)
где а = А + В In е; с = 1 ф-BA; d — Л ф- В.
Анализ зависимостей (27) и (28), а также резуль-
таты экспериментальных исследований по определению
влияния отдельных параметров процесса позволили
предложить зависимость величины снижения остаточ-
ных сварочных напряжений от режимов нагружения в
процессе воздействия:
Орет, в
°ост
(1 —Р)е
, th со/
1 ф- а----------
1 + th <£>t
t+t
I Одибр
о.
122
где
Пост, в — остаточные сварочные напряжения по-
сле Бездействия растягивающими <тр
и вибрационными оВибр нагрузками;
___ flpacr .
от
t — продолжительность вибрирования;
а, Ъ, х — безразмерные постоянные, завйсящие
от физико-механических свойств мате-
териала;
<0=—. k—частота вращения двигателя вибра-
I oU ,
тора, об/мин.
Сопоставление данных расчета по формуле (29) с
: результатами непосредственного измерения остаточных
Рис. 54. Часть боковой
стены кузова вагона
| напряжений после вибрационной обработки показывает
f удовлетворительную сходимость (в пределах 10—15%).
f В заключение приведем пример расчетного опреде-
г.ления основных параметров вибронатяжного способа
Справки боковых стен кузова цельнометаллического
^сварного пассажирского вагона (рис. 54). Расчет про-
изведен и экспериментально проверен А. М. Мейстером.
Исходные данные для расчета: предел текучести материала
Г От=2400 кгс/см2; момент инерции по оконному проему А=88,6 см4;
р длина конструкции /=2350 см; ширина конструкции 6=241 см;
К площадь поперечного сечения /'=47,8 см2; толщина обшивки б=
г =0,3 см; масса конструкции Рк=1289 кг; площадь поперечного се-
Кения стойки Fc.c=4,8 см2; расстояние между стойками 6Ст=80 см.
Кроме того, принимается пятикратное снижение остаточных сва-
грочных напряжений оСв, так как в результате исследований уста-
новлено, что для сокращения волнистости до 1 мм на 1 м длины
требуется уменьшить осв в 5 раз. Приведенные выше данные также
позволяют задать необходимые напряжения растяжения ар —
= 1200 кгс/см2.
Число вибраторов рассчитывают по формуле (25).
Амплитуду колебаний конструкции определяют по формуле
Р13
<в —--------,
16UW
(30)
и-1/
^пр
D 12(1 —g«) ’
s — осевое усилие на единицу ширины конструкции;
бпр — приведенная толщина:
F Fcc 47,8 4,8
6п₽ = 5 —60 + = 153 + 80 = 0,37 см;
Ьи «88 см — ширина оконного проема.
Принимаем бг1р«0,4 см. Тогда
„ 2,1-10«-0,4з
D“l£^^=,2-3-10a ис-
требуемое возмущающее усилие
2,66£tW VU
Р -!— — ---------Ь.
/3 /26/ (1 — р2)
Определяем величины необходимых параметров, амплитуду ко-
лебаний ы и число вибраторов п:
Р = 610 кгс;
1200-0,3-23502
---------------= 200;
4-12,3-Ю2
610-23502
о = —---------------------= 4.1 см:
241-16'2002-12,3-103 * ’
2350
п ----------_ 29
200-4,1
I
Принимаем три вибратора, зона действия каждого —=783 см,
и
(О
амплитуда колебаний -— — 1,36 см.
3
124
Частота вибрирования
где
= 1,57^ /~ D
Р |/ т '
Л® = 5,Ц-1,25Р1;
р _ °Рб/ -
* Ш2 ’
(31>
т=-^6;
g
у — плотность материала конструкции.
Подставляя соответствующие величины, получаем:
0,078
т =-------0,3 = 2,4 -10_5 кгс/см3-с2;
980
1200-0,47832
Р, -------------------— 2400 кгс;
1 3,142-12,3-103
Xj = 5,l -J- 1,25-2400 = 3000;
It = 54,7;
/ 12,3-10з
| 2,4-Ю-з
= 3,2 Гц.
1,57-54,7
U’ = —--------—
7832
Мощность приводного двигателя каждого вибратора
N = 9.82Р117ю = 9,82-610-0,0136-3,2 = 265 Вт.
Исходя из этого расчета, необходимо выбирать, учитывая поте-
ри мощности, двигатели постоянного тока мощностью 400—459 Вт.
Глава V
УСТРАНЕНИЕ СВАРОЧНЫХ ДЕФОРМАЦИЙ,
НАПРЯЖЕНИИ И ПЕРЕМЕЩЕНИЙ МЕТОДАМИ
ТЕРМООБРАБОТКИ И НАГРЕВА
ОТПУСК СВАРНЫХ КОНСТРУКЦИЙ
Общий отпуск сварной конструкции состоит в
равномерном нагреве сварного' изделия по всей поверх-
ности и толщине в течение, некоторого промежутка вре-
мени, выдержке при выбранной температуре нагрева и
.достаточно медленном равномерном охлаждении с тем,
чтобы в процессе охлаждения не возникало больших
дополнительных градиентов температур в сечении отпу-
скаемой детали, приводящих к дополнительным пласти-
ческим деформациям и остаточным напряжениям
[5, 20].
Назначение отпуска является весьма универсаль-
ным, и его можно использовать как для устранения де-
формаций и перемещений, так и для снижения оста-
точных напряжений и восстановления пластических
свойств [5].
Деформации и перемещения устраняются с по-
мощью отпуска в таких конструкциях, для которых
применение других методов обработки крайне затруд-
нено из-за плохого доступа к сварным швам, чувстви-
тельности материала к локальным механическим воз-
действиям, из-за трудностей технологического характе-
ра, связанных главным образом с невозможностью
перемещения обрабатывающих инструментов вдоль оси
•сварных швов, а также при близко расположенных
друг от друга элементах жесткостей и при пересекаю-
щихся сварных- швах в оболочках сложной конструкции.
Иногда отпуск совмещают с операциями искусственного
старения и стабилизации структуры. В этом случае
126
полного снятия напряжений и устранения деформаций
и перемещений может и не быть.
Устранение деформаций и перемещений при отпуске-
всегда сопровождается и снятием остаточных напряже-
ний. Кроме того, для обеспечения требуемой формы
конструкции перед проведением отпуска после сварки
ей должна быть придана такая форма, которая тре-
буется после отпуска. С этой целью обычно используют
зажимные приспособления, значительно более жесткие,,
чем подвергаемые отпуску детали. К тому же приспо-
; собления должны отличаться высокой точностью изго-
, товления, отсутствием остаточных напряжений. Мате-
риал приспособлений должен иметь высокий предел те-
кучести и высокую релаксационную стойкость в пре-
делах тех температур, при которых производится от-
: пуск конструкций, и небольшой коэффициент линейного-
расширения.
В большинстве случаев отпуск является универсаль-
ным средством обработки конструкций. Например, вы-
! сокий отпуск стальных конструкций — это практически
• единственный вид обработки, при котором наряду с на-
пряжениями первого рода снимается наклеп и напряже-
ния второго и третьего рода. При обработке крупно-
габаритных конструкций высокий отпуск сварных кон-
; струкций по объему применения превосходит все-
i остальные способы снижения остаточных напряжений.
Г Высокий отпуск изделий из конструкционных сталей
при температурах 500—800° С предназначен в основном
' для устранения возможной деформации в процессе по-
следующей механической обработки, в процессе выле-
b живания и эксплуатации конструкций, а также для по-
’"вышения сопротивляемости хрупким разрушениям, в
, особенности при низких температурах. Наличие оста-
рточных напряжений может привести и к ускоренной
коррозии металла, которая также часто является при-
' чиной последующих хрупких разрушений.
Повышение сопротивляемости сварных конструкций
Ьхрупким разрушениям в результате проведения высоко-
г о отпуска достигается благодаря восстановлению пла-
(гтических свойств металла в тех местах, где в значи-
тельной степени произошли пластические деформации,
«подкалка, старение и имеются условия для возникнове-
|| ия разрушений. Снижение остаточных напряжений
риводит к уменьшению запаса накопленной потен-
127
циальной энергии, высокая величина которой также яв-
ляется одним из факторов, способствующих началу и
развитию хрупкого разрушения.
На рис. 55 приведены результаты эксперименталь-
ных исследований ударной вязкости сварных соедине-
ний и основного металла легированной стали после
Рис 55. Изменение
ударной вязкости об-
разцов, вырезанных по-
перек шва стали, леги-
рованной марганцем, ни-
келем, хромом, молибде-
ном, в зависимости от
температуры испытаний:
а — основной металл; б — от-
пуск при 650° С, 2 ч; в— свар-
ное соединение, г — отпуск
при 450° С; д — отпуск при
550° С
различных режимов термической обработки. Испытание
на ударную вязкость, так же как испытание образцов
с острым надрезом на растяжение, является одним из
объективных показателей хрупкой прочности сварных
соединений. Рациональный режим термообработки су-
щественно смещает порог хладноломкости в область
низких температур, улучшая пластические показатели.
Более низкие температуры отпуска, наоборот, могут
существенно понизить пластичность вследствие возмож-
ного протекания процессов деформационного старения
и охрупчивания металла вследствие происходящих при
этом структурных изменений. В связи с этим темпера-
тура отпуска и продолжительность выдержки должны
определяться с учетом реакции материала на нагрев, а
также конфигурации и размеров изделий. Вопрос вос-
становления пластических свойств может быть решен
однозначно лишь экспериментальным путем посредст-
вом проведения испытаний на ударную вязкость или
растяжение надрезанных образцов.
128
Оптимальные режимы отпуска конструкций с целью
снятия напряжений могут определяться расчетным пу-
тем с использованием экспериментальных релаксацион-
ных характеристик основного материала и различных
зон сварных соединений Значительный вклад в реше-
ние этого вопроса внесен исследованиями В. А. Вино-
курова [5], разработавшего математический аппарат для
оценки изменения напряжений в конструкциях в про-
цессе отпуска на основе теории простой релаксации.
Поэтому, не останавливаясь на этой стороне вопроса,
ограничимся общими соображениями, которые могут
оказаться полезными для практического использования.
Термический цикл при отпуске включает в себя ста-
дии нагрева, выравнивания температур по сечению де-
тали, стадию выдержки при температуре отпуска и
стадию охлаждения. Для снятия напряжений необходи-
мо выдержать такое соотношение между длительностя-
ми указанных стадий отпуска, при котором было бы
обеспечено равномерное распределение температуры по
сечению детали, необходимое время выдержки для про-
текания процессов релаксации со снижением напряже-
ний до требуемого уровня и медленное охлаждение,
позволяющее сохранить распределение температуры по
сечению охлаждаемых деталей достаточно равномер-
ным, чтобы вызвать дополнительные пластические де-
формации.
Пластическая деформация в напряженном металле
происходит в результате протекания сдвиговых и диф-
фузионных процессов. Чтобы вызвать диффузионные
процессы (например, в хромистых ферритных сталях)
требуется длительный нагрев металла при термообра-
ботке. Сдвиговая пластическая деформация протекает
практически мгновенно, причем чем выше температура
нагрева, тем ниже критическое напряжение сдвига и
тем полнее процесс снятия напряжений.
Практически желательно применение таких режимов
отпуска, которые способствовали бы снятию остаточ-
ных напряжений при непродолжительной выдержке.
Продолжительность периодов нагрева и выравнивания
температуры зависит главным образом от сечения де-
талей и теплофизических свойств металла.
В большинстве случаев продолжительность периода
выдержки, так же как периодов нагрева и охлаждения,
назначали пропорционально сечению деталей, т. е. без
5 В. М. Сагалевич
129
Рис. 56. Диаграмма с—е
для низколегированной
стали при различных
температурах испытаний
со скоростью нагруже-
ния 0,05% /мин (Япо-
ния)
учета тех физических процессов, которые на самом де-
ле определяют необходимую продолжительность отпу-
ска. Разработанные в последние годы в МВТУ им. Бау-
мана теоретико-экспериментальные методы позволили
научно обосновать тепловые режимы и продолжитель-
ности стадий отпуска. Однако
при обработке деталей различных
сечений и конфигурации в каж-
дом конкретном случае требуется
точное определение термических
циклов с использованием широко
разработанных методов теории
теплопроводности и теплопере-
дачи [20].
При нагреве металла (рис. 56)
происходит изменение диаграммы
о — е со снижением предела те-
кучести и модуля упругости. Оче-
видно, что и напряжения, если
они перед нагревом превышали
значение, соответствующее вели-
чине на диаграмме для данной
температуры, будут снижаться
так же, как предел текучести.
Наиболее интенсивное падение
напряжений происходит именно в
процессе нагрева за счет сниже-
ния упругих свойств металла.
Если рост температуры прекра-
тился, то протекает процесс про-
стой релаксации Напряжений при
постоянной температуре, который в количественном
отношении менее эффективен и медленно проходит в
течение довольно длительного времени.
В различных зонах сварного соединения остаточные
напряжения имеют разную величину. Поэтому по мере
нагрева снижение их происходит с различной скоростью
деформации, зависящей от соотношения исходного уров-
ня напряжений и диаграммы материала при повышен-
ной температуре. Поэтому уровень напряжений в зоне
пластических деформаций сварного шва выравнивается
в процессе нагрева. Например, если при температуре
550° С между напряжениями, имеющими неодинаковые
величины в исходном состоянии, еще имеется значи-
130
тельная разница (рис. 57), то при температуре 600°С
они отличаются меньше. Как правило, основное сниже-
Рис. 57. Снижение напряжений в образцах в про-
цессе нагрева и выдержки при температурах от-
пуска низколегированной стали
ние напряжений происходит в процессе нагрева и вы-
равнивания температуры. В процессе релаксации сни-
жение напряжений опре-
деляется величиной ис-
ходных напряжений перец
релаксацией и значением
начальной упругой дефор-
мации ео и зависит от
температуры, при которой
протекает релаксацион-
ный процесс (рис. 58).
Между деформациями
в различных зонах свар-
ного соединения и време-
нем выдержки при ис-
пользовании логарифми-
ческой системы коорди-
Рис. 58. Кривые релаксации
при различных температурах,
' уровнях начальных напряже-
ний и исходных упругих де-
формаций
5
131
нат существует линейная зависимость (рис. 59, а). Ана-
логична зависимость и между деформациями и напря-
жениями (рис. 59, б) для конкретно выбранного момента
времени релаксации Эти зависимости позволили ряду
авторов установить общие приближенные закономерно-
сти протекания деформаций при различных уровнях на-
Рис; 59. Изменение деформаций в образцах при различных уровнях
напряжений во времени (а) и зависимость между напряжениями
и деформациями (б) в логарифмических координатах для низко-
легированной стали следующего состава:
0,15% С; 0.26% Si; 0,93% Мп; 0,02</. Р; 0,012</. S; 0,3% Си; 0,02% Ni; 0,9% Сг;
0,490/, Мо; 0,03’/. V; от =82,1 кгс/мм2; 6=21%
пряжений в различных зонах соединения. Для этого
необходимо знать некоторые константы материала по-
добно тому, как это делается в теории ползучести. Кон-
станты могут быть определены по зависимостям типа
приведенных на рис. 59. Упругая деформация опреде-
ляется из соотношения
ez = Aamtn. (32)
Коэффициенты А, т, п, определенные по графикам
рис. 59, приведены ниже:
Температура в °C . 500 550 600
А...............1,4-10-8 7,5-10-» 1,8-10-’
m.................. 2,5 3,0 2,4
п.................. 0,45 0,40 ' 0,40
132
Скорость изменения упругой деформации
1 1—m т
8, = пАпее " о " . (33)
Полная деформация при температуре Т, напряже-
ниях о, модуле нормальной упругости £т равна сумме
упругой е; и пластической ер составляющих:
е0==8/ + 8р = ~ + ер. (34)
Причем скорость пластической деформации
а
Е₽— Ет ’
Учитывая соотношение (33) и принимая
ние, 4Toez = e0-—, нетрудно определить скорость изме-
£т
нения упругой деформации при исходных деформациях
е0 и текущих напряжениях о:
во
(35)
внима-
m
О
« Gn .
(36)
а
t = —— [ (
nAE\!nJ \
т а'
Скорость деформации существенно меняется в зави-
симости от изменения уровня напряжений в процессе
релаксации рис. 60). На основании приведенных соот-
ношений определяют время t, в течение которого проис-
ходит снижение напряжения с исходного уровня о'=
=Ет^о до величины о:
1 т т
е,---(37)
Сравнение напряжений по приведенной расчетной
у методике дает удовлетворительную сходимость с экспе-
р.; риментальными результатами. Этот метод, хотя и про-
i: стой, но весьма приближенный.
j Многочисленные исследования релаксации напря-
жений позволили установить:
1. Снижение остаточных напряжении во времени не
- зависит от схемы напряженного состояния. Как прави-
i ло, после стабилизации напряжений дальнейшая вы-
держка сварных конструкций при высокой, температуре
> теряет смысл, так как к этому времени пластические
133
свойства металла оказываются восстановленными, а
снижение напряжений почти не происходит
2. Толщина металла и размеры сечений не влияют
на необходимую продолжительность выдержки при от-
пуске. Основное внимание должно быть уделено сохра-
нению таких скоростей охлаждения, которые не вызы-
Относительная скорость деформации
Рис. 60. Результаты экспериментальных и тео-
ретических данных, показывающих соотношение
между уровнем действующих напряжений и ско-
ростью деформации
вали бы в массивных сечениях больших градиентов тем-
ператур, приводящих к дополнительным пластическим
деформациям.
3. Для оценки снижения величины напряжений на
стадии нагрева могут быть использованы не только
кривые простой релаксации, но и деформационные ха-
рактеристики материалов, полученные при различных
температурах испытаний. При этом нет существенной
разницы в определении конечных величин остаточных
напряжений.
В конструкциях, в особенности из легированных
сталей, при применении присадочного металла иного
химического состава, чем у основного металла, в про-
цессе охлаждения после отпуска могут вновь возник-
нуть остаточные напряжения, вызванные разностью
коэффициентов линейного расширения шва и основно-
134
го металла. Разность температурных деформаций ос-
новного металла и металла шва даже в перлитных
сталях может достигнуть таких значений, которые вы-
зовут напряжения 100—150 кгс/см2. В этом случае не-
обходимо регулировать термические циклы охлаждения
металла в различных зонах с помощью специальных
Рис. 61, Влияние кратковременного нагрева на
уровень остаточных напряжений в сварных сое-
динениях стали 0Х23С2Ю
технологических приемов с тем, чтобы в отдельных уча-
стках шва вызвать дополнительные пластические дефор-
мации за счет различных скоростей их охлаждения.
При термообработке тонкостенных конструкций в.
фиксирующих их размеры и форму приспособлениях
обычно не возникает больших проблем, связанных с
определением продолжительности отпуска. Для снятия
напряжений применяют кратковременный нагрев до
температур, при которых упругие свойства резко умень-
шаются. При этом происходит снятие напряжений как
от сварки, так и от фиксации конструкции в приспособ-
лении. Обычно общая продолжительность отпуска тон-
костенных конструкций толщиной до 10 мм не превы-
шает 60 мин, если наряду со снятием напряжений и
восстановлением формы конструкции не преследуются
другие цели (искусственное старение и т. д.). На
рис. 61 приведена диаграмма, показывающая влияние
кратковременного нагрева (в течение 15 мин) на вели-
135
чину остаточных напряжений в сварном соединении
стали толщиной 5 мм.
Температура и режимы кратковременного нагрева
определяются в основном изменением упругих свойств
материалов и для большинства конструкционных сталь-
ных, титановых, алюминиевых, магниевых и других ма-
териалов широко представлены в специальной лите-
ратуре.
МЕСТНЫЙ ОТПУСК
Местному, так же как и общему, отпуску посвящено
значительное количество работ и поэтому, не останав-
ливаясь подробно на анализе различных вариантов его
осуществления, сформулируем основные принципы и
области применения.
Местный"бтпуск отличается от общего обычно сред-
ствами, с помощью которых осуществляется нагрев, а
также тем, что нагреву подвергается обычно часть
сварной конструкции — как правило, шов и околошов-
ная зона. Ввиду нагрева части сварной конструкции
происходит лишь перераспределение остаточных напря-
жений и не достигается полного их снятия. В большин-
стве случаев нагреву подвергается более широкая зона,
чем при сварке, а температуры отпуска, естественно,
ниже температур, имеющих место при сварке. Регули-
руя характер температурного поля при местном отпу-
ске, можно получить различное распределение напряже-
ний в сварном соединении. В основном целью операции
является снижение напряжений и более благоприятное
их распределение наряду с изменением пластических
свойств, характерных для общего высокого отпуска. Это
достигается определенной длительностью выдержки, в
течение которой протекают пластические деформации,
вносящие изменение в схему напряженного состояния
Подробно вопрос местного отпуска сварных конст-
рукций рассмотрен в книге В. А. Винокурова [5]. Поэто-
му не будем останавливаться на некоторых подробно
разработанных деталях.
Обычно местный отпуск используют как средство
повышения сопротивляемости конструкций хрупкому
разрушению, в ряде же случаев — как средство полного
устранения остаточных напряжений и уменьшения де-
136
формаций, в особенности самопроизвольно протекаю-
щих во времени. Как средство уменьшения деформаций
при механической обработке местный отпуск приме-
няется редко.
Характер напряженного поля после местного отпу-
ска в зоне сварного шва в значительной степени зави-
сит от распределения температур. Часто при сварке да-
же тонкостенных конструкций остаточные напряжения
и деформации могут отрицательно влиять на эксплуата-
ционные свойства. При локальной термообработке, на-
пример кольцевых швов, при которой температурное
поле может считаться равномерным по толщине, эффек-
тивность термообработки может оказаться незначитель-
ной. В частности, в случае протекания при нагреве до-
полнительных к сварочным пластических деформаций
укорочения, а при охлаждении — пластических дефор-
маций удлинения, возможно даже образование трещин.
Возможно также наложение температурных напряже-
ний от отпуска и остаточных напряжений, при котором
в зоне высоких температур создастся низкий суммар-
ный уровень напряжений. В этом случае эффективность
(снятия напряжений существенно снизится. Наиболее ра-
Циональными. режимами нагрева следует считать такие,
при которых обеспечивается равномерный нагрев.
В связи с этим задачей местного отпуска является
ростроение режимов локального нагрева, обеспечиваю-
щих низкий уровень температурных напряжений, т. е.
создающих условия, наиболее близкие к равномерному
нагреву. Для случая осесимметричного нагрева кольце-
ч>го шва длинной цилиндрической оболочки указанная
задача сводится к определению температурных полей,
которые при заданном уровне температуры и данной
фирине зоны нагрева гарантируют сравнительно низкий
уровень максимальных напряжений.
Г- Если зона локального нагрева ограничена сечения-
ми х—+х0 (х— осевая координата), в концевых сече-
шях нагрева температура 7=0, а в сечении х=0 до-
яв-
шях нагрева температура 7=0, а в сечении х=0
сгигает максимального значения То, экстремальным
тяется поле
7==7,|2 I—Г-3^—V + 11 при |лг0|1 (38)
L I АГе | \ / J
7 = 0 при | х ] > хв.
137
Сужение зоны нагрева, естественно, будет менять
величину температурных напряжений в оболочке и ха-
рактер их распределения В то же время расширение
этой зоны может оказаться бессмысленным, так как
мало что изменит по сравнению с оптимальным вариан-
том распределения температур.
Пользуясь теорией температурных напряжений в
оболочках, нетрудно сравнить уровень температурных
напряжений, соответствующих температурному полю
(38) и более жесткому температурному полю, которое
можно представить в виде двухпараметрического семей-
ства температурных полей:
7 = 7 .—— С_1 е-*181------L \ , (39)
т — k \ k т J
где
g = —
R
Для обоих случаев в сечении х = 0 температура до-
стигает значения То. Изменением параметров т и k мож-
но в широких пределах изменять локальность и гра-
диентпость поля. Сравнение данных расчета по форму-
лам (38) и (39), проведенное для локального нагрева
(— =0,4^ тонкой оболочки (—= —\ при значениях
\ R J \ R 550/
k и т, равных 75 и 8,5, представлено на рис. 62. Макси-
мальная температура нагрева для сплава ТС-5, приме-
нительно к которому получены эти расчетные данные,
принята равной 800° С. Результаты подтверждают удов-
летворительные соотношения между двумя различными
по температурному полю схемами нагрева и позволяют
в первом приближении определить ширину индукторов
или характеристики других нагревательных устройств,
применяемых для местного отпуска. В промышленности
используют разнообразные средства нагрева для пере-
распределения напряжений при местном отпуске. На-
пример, при местном отпуске сварных швов ре-
зервуаров толщиной более 30 мм применяют мощные
многопламенные ацетиленовые горелки, обеспечиваю-
щие двусторонний нагрев зоны сварного шва. Значи-
тельный практический интерес представляет собой соче-
тание местного нагрева с местной пластической дефор-
мацией с помощью прокатки либо проковки. Такие ра-
138
боты находятся в стадии разработки, их применение
может оказаться весьма эффективным, так как при
определенном сочетании термического и механического
Рис. 62. Температурные поля (а) для двух режимов
и соответствующие им напряжения (б):
I — осевые напряжения на внешней поверхности оболоч-
ки при температурном поле 1 (Г) и 2 (/"); 2 и 3 — кольце-
вые напряжения CTq на внутренней (2' и 2") и внешней (3'
и 3") поверхностях оболочки
воздействий можно получить наряду с устранением де-
формаций и напряжений и улучшение свойств.
Применение местного отпуска с использованием до-
вольно низкотемпературного нагрева эффективно для
Рис. 63. Схема процесса местного низкотемпературного от-
пуска сварных швов и эпюры остаточных напряжений в ци-
линдрической оболочке из стали 35 до (1) и после местного
отпуска (2):
А—устройство для нагрева, Б — охладители; В — сварная пластина
ряда материалов, образующих после сварки напряже-
ния сжатия в сварных швах. К таким материалам отно-
сятся стали мартенситного класса, у которых в процес-
се охлаждения сварного шва в зоне нагрева выше точек
аустенитного превращения образуется структура мар-
139
тенсита и происходит резкое перераспределение про-
дольных остаточных напряжений в поперечном сечении
шва. Для устранения напряжений необходимо в зоне
сжимающих напряжений создать пластические дефор-
мации укорочения. При этом максимальная температу-
ра нагрева в центральной части сварного шва сталей
значительно ниже, чем при отпуске, проводимом с
целью перераспределения напряжений с нагревом до-
статочно широких зон (200—300°С).
Местный нагрев может быть создан как стационар-
ным нагревающим устройством, обеспечивающим опре-
деленное время выдержки, так и повторным нагревом
зоны сварного соединения источником нагрева по мощ-
ности меньше сварочного. Длительный нагрев
(1—1,5 ч) предпочтительнее, так как обеспечивает бо-
лее равномерное распределение температуры в зоне
снятия напряжений и протекание диффузионных про-
цессов, связанных со стабилизацией структуры. Необ-
ходимость регулирования температуры в узкой зоне
требует применения охлаждающих устройств по грани
цам нагреваемых зон.
Схема протекания пластических деформаций при
местном отпуске (рис. 63, а) такова, что пластические
деформации протекают не только в шве, но и в около-
шовной зоне, что приводит к выравниванию и даже
полному снятию напряжений в сварном ' соединении.
Подробная разработка этого способа, который основан
на полном отсутствии внешних силовых воздействий, а
также расчет параметров режимов процесса и выбор
охлаждающих устройств, проведены в МВТУ им. Баума-
на инженером О. С. Киселевым под руководством ав-
тора. На рис. 63,6 приведены эпюры остаточных сва-
рочных напряжений в оболочке из стали 35, сваренной
электроннолучевым способом до и после проведения
операции местного отпуска при максимальной темпера-
туре нагрева зоны шва 250° С.
Глава VI
УСТРАНЕНИЕ ДЕФОРМАЦИЙ, ПЕРЕМЕЩЕНИЙ
И НАПРЯЖЕНИЙ В ТОНКОСТЕННЫХ
ОБОЛОЧКАХ
КОЛЬЦЕВЫЕ И ЭКВАТОРИАЛЬНЫЕ ШВЫ
Тонкостенные оболочки являются основными не-
' сущими и емкостными элементами многих изделий,
j Чаще всего применяют сферические либо цилиндриче-
ские оболочки, реже — тороидальные, эллиптические
ит. д.
Основной вид сварного соединения в оболочках —
стыковое, выполняемое, как правило, аргоно-дуговой
Йсваркой. Типы сварных швов, которыми соеди-
" няются между собой элементы оболочек — продольные
прямолинейные (в цилиндрических оболочках), кольце-
вые, экваториальные, круговые криволинейные (в ци-
линдрических и сферических оболочках).
Большинство вопросов, связанных с введением авто-
матизированных и механизированных технологических
процессов сварки оболочек, удовлетворительно ре-
; шается специалистами на основании опыта, накоплен-
;• лого при изготовлении .листовых элементов и конструк-
с ций. Для тонких оболочек характерны повышенные тре-
f бования как к форме поверхности оболочек после свар-
ки, так и к несущей способности соединений в конст-
рукциях. Установлено, например, что даже незначи-
тельные геометрические отклонения стыкуемых кромок
I вызывают заметное снижение прочности при статиче-
ских нагрузках.
к Диапазон размеров о.болочковых конструкций чрез-
i вычайно велик. К категории тонких можно отнести та-
F кие, у которых отношение радиуса кривизны поверхно-
k 141
сти к толщине, по крайней мере, больше 100. В таких
оболочках возможны значительные перемещения по-
верхности уже в процессе сварочного нагрева [20, 23].
Эти перемещения осложняют ведение сварки, ухуд-
шают качество и внешний вид шва, снижают несущую
способность конструкции. Часто перемещения, обра-
зовавшиеся при сварке, бывает трудно, а порой и не-
возможно устранить методами послесварочной обработ-
Рис. 64. Характер остаточных перемещений тон-
''кой сферической оболочки при сварке экватори-
альных швов:
а — стальные и титановые оболочки; б — оболочки
из алюминия
ки. Иногда для одинаковых сварных швов в оболочках
из различных материалов требуются совершенно раз-
личные методы устранения деформаций и перемещений.
Например, при сварке на подкладном кольце эквато-
риальных швов сферических и кольцевых цилиндриче-
ских тонких оболочек может происходить как сокраще-
ние длины зоны сварного шва (оболочки из сталей и
титановых сплавов), так и удлинение этой зоны (обо-
лочки из алюминиевых сплавов рис. 64).
Необходимое для исправления такой деформации
уменьшение линейных размеров зоны шва в окружном
направлений с помощью прокатки роликами получить
практически трудно, а обычно применяемая ручная
правка малоэффективна и может сопровождаться зна-
чительными местными деформациями.
Для разработки мероприятий по предотвращению
остаточных перемещений в зоне кольцевого шва необхо-
142
димо ясное представление о процессе его возникнове-
ния. В связи с этим заслуживают внимания эксперимен-
ты по измерению временных перемещений поверхности
оболочек из алюминиевых сплавов в зоне кольцевого
шва непосредственно в процессе сварки.
Для непрерывной записи перемещений свариваемых
кромок в качестве датчиков использовались индика-
торные головки тензометрического типа. Их ножки че-
рез отверстия, специально просверленные в подкладном
кольце, опирались на внутреннюю поверхность свари-
ваемых обечаек по обе стороны от стыка {23]. Измере-
ния были проведены на обечайках диаметром 600—
4100 мм и толщиной 2,5—10 мм. Диаграммы перемеще-
ний кромок, записанные при выполнении аргоно-дуго-
вой сваркой шва без присадки, приведены на рис. 65
и 66.
Свободные, еще не сваренные кромки, начинают от-
ходить от подкладного кольца на некотором расстоя-
нии перед сварочной ванной. Это перемещение дости-
гает максимальной величины в зоне дуги, фиксируется
образованием сварного соединения и в процессе охлаж-
дения почти не уменьшается.-
Еще более неблагоприятный характер приобретают
деформации кольцевого шва в случае, когда жесткость
свариваемых кромок различна. Рис. 66, а показывает,
что кромка, сдерживаемая жесткостью днища или
шпангоута, имеет перемещение меньше, чем кромка
гладкой обечайки. Как следует из профилограмм, от-
носительное смещение кромок сохраняется в процессе
остывания и требует исправления, так как при нагруже-
нии концентрация напряжений и деформаций от изгиба
может вызвать значительное понижение конструктивной
прочности сосуда [19]. Решающее значение в формиро-
вании перемещений имеет нагревающая зона, ибо со-
единение сваркой кромок осуществляется уже в при-
поднятом положении.
В зависимости от жесткости и габаритных размеров
оболочек перемещение кромок в процессе сварки может
достигать величин, в 2-—3 раза превышающих толщину.
При прочих равных условиях (погонной удельной энер-
гии, радиусе кривизны оболочки) с уменьшением тол-
щины оболочки растет величина остаточных радиаль-
ных перемещений (рис. 67, а). При этом значение w—
радиального перемещения после сварки — для оболочек
143
различной толщины находится приблизительно в пря-
мой зависимости от "1/ -—(/? и fi — радиус и толщина
Г о
оболочки).
Рис. 65. Перемещение кромок в процессе сварки кольцевых
швов цилиндрических оболочек из АМгб толщиной 3,5 мм (а)
и 2,5 мм (б)
Размеры зон, приподнимающихся над подкладным
кольцом, при сварке в оболочках различной толщины,
можно характеризовать секториальным углом, внутри
которого наблюдается отход кромок от подкладного
144
Рис. 66. Перемещение кромок в процессе сварки кольцевых швов
оболочки со шпангоутом (а) и при сварке с наружными, банда-
жами (б)
кольца. Толщина оболочки не оказывает влияния на
'размеры приподнимающейся при нагреве зоны
(рис. 67, б), а лишь сказывается на абсолютной величи-
не перемещения.
145
Некоторое снижение деформаций, как показывают
результаты приведенных на рис. 66, б эксперименталь-
ных данных, происходит при сварке с наружными бан-
ке только удерживающее
механическое воздейст-
вие на кромки, но и спо-
собствуют теплоотводу от
места сварки, о чем сви-
детельствует уменьшение
длины деформирующейся
зоны впереди источника.
Однако необходимость
обеспечения доступа к
свариваемым кромкам
ограничивает возможно-
сти их закрепления. На-
ружные бандажи прихо-
дится располагать на
определенном расстоянии
от кромок (~30 мм), в
2,5 3,0 3,54,0 4,5 5,0 5,5 6,0 6,5 6, мм
6)
Рис. 67. Зависимость остаточных
перемещений кромок при сварке
кольцевых швов от жесткости обо-
лочек (а) и угол зоны подъема
кромок при сварке оболочек диа-
метром 2000 мм (б)
результате чего переме-
щения последних предот-
вращаются частично.
Наиболее эффектив-
ным способом предотвра-
щения перемещений при
сварке кольцевых швов
оказывается прижатие
кромок к подкладному
кольцу роликом (рис.
68, а), перекатывающимся
по поверхности стыка не-
посредственно перед сва-
рочной дугой. Подобный
прием закрепления кро-
мок был эффективно ис-
пользован при сварке
стыкового шва тонких
стальных листов.
Давление, передаваемое на ролик, создается пру-
жинным механизмом. Прижимное устройство монти-
руется на стандартном консольном автомате, например
АРД-2. Приспособление предусматривает такую схему
передачи усилия на ролик, при которой не возникает
146
крутящего момента в конёоли автомата и эксцентриси-
тета в прижимном ролике. 'Для этого приспособление
устанавливается вдоль консолй автомата, и нагрузка,
воспринимаемая консольно, передается только по пло-
скости ее продольной оси. Для прижатия кромок ре-
комендуется применять двойной ролик (рис. 68, а) диа-
метром 23—35 мм. Точка прижатия должна находиться
на расстоянии 30—35 мм от оси электрода.
С помощью изготовленного приспособления были
сварены обечайки (диаметром 2000 мм, толщиной 2,5;
4 и 6 мм) как с присадочной проволокой, так и без нее.
Возможность сварки с присадочной проволокой в один
проход позволяет практически вдвое сократить время
сварки одного стыка.
На рис. 68, б приведены результаты записи переме-
щений кромок при сварке опытной обечайки при дав-
лении на прижимном ролике 180 кгс. Роль прижима
сводится к тому, чтобы не дать возможности кромкам
оторваться от подкладочного кольца’перед сварочной
горелкой. Небольшой подъем кромок настолько незна-
чителен, что может не приниматься во внимание [20].
При выборе усилия прижатия кромок возникают
трудности, связанные с определением его величины.
Аналитическое выражение для необходимого усилия
свидетельствует о том, что его величина Р пропорцио-
нальна перемещению w, возникающему при сварке, и
жесткости оболочки:
р =----------- (40)
0,149<ралЯ2 '
где Р — радиус оболочки;
<р — секториальный угол подъема кромок над по-
верхностью оболочки.
Параметры <р и w для некоторых частных случаев
могут быть определены по графикам, приведенным на
рис. 67.,
В ракетной промышленности США при сварке тон-
костенных обечаек установки используют принцип, при
котором зона кольцевого шва охватывается с наружной
стороны жестким бандажом, а сварка первого прохода
выполняется изнутри обечайки. Такое решение пред-
ставляется правильным, однако для его использования
необходима сложная специальная оснастка, а в отдель-
ных случаях — коренное изменение технологии сварки.
147
Рис. 68. Схема и внешний вид прижимного устройства (с) и переме-
щение кромок кольцевого шва при сварке с прижимным приспособ-
лением, диаметр оболочки 2000 мм, толщина 4 мм (б)
В связи с этим применение способа, разработанного
® МВТУ им. Баумана, представляется более целесооб-
разным, так как не требует внесения существенных тех-
нологических и конструктивных корректив непосредст-
венно в технологический процесс
сварки.
Определим перемещения по-
верхности от сварки кольцевого
шва для оболочек из сталей, ти-
тана и других материалов, обла-
дающих достаточно большим за-
пасом температурных упругих
деформаций. В таких оболочках
после сварки наблюдается умень-
шение диаметра в зоне наложе-
ния шва. Если максимальная ве-
личина окружных остаточных
напряжений в срединной поверх-
ности оболочки по оси наложе-
ния кольцевого шва при сварке
без разжимного кольца равна о,
то прогиб (рис. 69, а) можно оп-
ределить из выражения
Рис. 69. Перемещения
оболочки от сварки
кольцевого шва без при-
способления (а) и с раз-
жимным кольцом (б)
w = Ж- <sin + cos
cp^D
где
Р4 = _Л_.
4/?2£>
(41)
R — радиус срединной поверхности.
При сварке с подкладным кольцом прогиб оболоч-
ки возникает от эквивалентных действию кольца рас-
пределенных усилий q (рис. 69. б):
w = (2 —- е~₽ь cos 06 — е~₽с cos ₽с). (42)
Принципиальных отличий в характере деформаций
кольцевых швов на сферических и тороидальных обо-
лочках от цилиндрических нет. В случае торов малой
поперечной кривизны и пологих сферических оболочек
для определения перемещений можно применить приве-
денные выражения.
149
КРУГОВЫЕ ШВЫ В ПЛАСТИНАХ
Вварка в тонкий лист (пластину) элементов жест-
кости в виде круглых фланцев, штуцеров, патрубков
приводит к значительным перемещениям в конструкции
вследствие потери устойчивости. Наличие ребер, стенок
Рис. 70. Характер перемещений пластины с фланцем после сварки
и т. и. не всегда позволяет в нужной мере снизить вели-
чины отклонений и выдержать проектные допуски.
Представление о характере и величине возникающих
перемещений пластины при выполнении кругового свар-
ного соединения дает рис. 70, где показана пластина
из СтЗ с наружным диаметром 480 мм, толщиной
2,2 мм с вваренным в нее по центру фланцем диамет-
ром 80 мм. В результате сварки выход пластины из
плоскости составляет на краю около 6 мм, а новая фор-
ма равновесия напоминает пропеллер. Качественно та-
кой же характер потери устойчивости наблюдается и
при других размерах пластин и ввариваемых штуцеров
(фланцев).
Основными особенностями деформаций при выпол-
нении подобных соединений в сферических элементах
(часто это отдельные сферические лепестки, из которых
собираются сферы), являются следующие: местный про-
гиб оболочки в зоне сварного соединения; потеря
устойчивости оболочки; перекос оси ввариваемого флан-
ца; эллипсность фланца, образующаяся в результате
сварки; смещение центра фланца и т. п.
Возникающий прогиб оболочки носит, как правило,
местный характер и в зависимости от ее размеров мо-
жет достигать около стыка величины 7—15 мм и более.
В большинстве случаев такие отклонения от проектной
поверхности не укладываются в допуски и представ-
ляют трудности для технолога как в процессе изготов-
150
ления изделия (стыковка под сварку с другими элемен-
тами), так и при сборке (натяги и перекосы в системах
трубопроводов и т. п.). В некоторых типах конструкций
наличие прогибов в зоне швов приводит к увеличению
веса изделий. Еще большие неприятности возникают
при расположении круговых сварных соединений вбли-
зи края оболочки, так как потеря устойчивости послед-
ней, качественно сходная с потерей устойчивости в слу-
чае вварки фланца (штуцера) в пластину, вызывает
перемещения кромки (иногда на 6—-7 мм разного зна-
ка), после чего стыковка с другими конструктивными
элементами значительно осложняется. Особо следует
отметить случай близкого расположения нескольких
круговых сварных соединений, при котором происходит
наложение полей деформаций и напряжений от отдель-
ных швов, а перемещения в конструкции приобретают
характер, не поддающийся заранее какому-либо расче-
ту. Указанные факторы, особенно суммирование дефор-
маций, являются наиболее неблагоприятными с точки
зрения практики изготовления таких конструкций.
Причины образования деформаций потери устойчи-
вости пластины, возникающих при сварке кругового
шва, могут быть установлены путем изучения полей
остаточных напряжений. Определение их позволяет раз-
работать практические мероприятия по снижению зна-
чительных отклонений от проектных размеров тонколи-
стовых изделий.
Главными факторами при рассмотрении полей оста-
точных деформаций, перемещений и напряжений данно-
го вида соединения являются: жесткость пластины; же-
сткость ввариваемого кругового элемента (фланец,
заплатка), зависящая от конструктивного оформления;
режим сварки.
Несмотря на многообразие конструктивных форм,
можно сформулировать условия общей задачи по опре-
делению остаточных напряжений и деформаций круго-
вого сварного соединения в пластине.
Расчетные допущения:
а) гипотеза одновременности заварки шва по длине;
б) учет степени реализации поперечной и продоль-
ной (окружной) усадок шва, возникающих при выпол-
нении кругового сварного соединения.
При указанных допущениях задача по определению
остаточных сварочных напряжений, возникающих в со-
151
единении, сводится к определению этих величин при
«сшивании» кольцевой пластины А с кольцом Б, пред-
ставляющим зону пластических деформаций шва, и
фланцем В (рис. 71, а) по схемам «сшивания»
(рис. 71, б, в), обеспечивающим реализацию попереч-
Г1
Рис. 71 Расчетная схема определения остаточных на-
пряжений в круговом шве:
о — пластина; б — шов; е — фланец; г — схема сшивания
ной и продольной усадок в круговом шве. Под фланцем
В здесь следует понимать фланец любой конструкции
или заплатку [30].
За величину поперечного укорочения Дп можно
принимать величину свободной поперечной деформации
прямолинейного стыкового сварного соединения той же
толщины, что и рассматриваемая круговая пластина.
Дело в том, что поперечная усадка стыкового сварного
соединения происходит всегда и независимо от типа
соединения (продольный шов, круговой, кольцевой) при
условии постоянства тепловложения и теплоотдачи.
Определение Дп для разных толщин металла и режимов
сварки может быть проведено экспериментально на
прямолинейных стыковых швах пластин или прибли-
женно расчетным путем по формуле для прямолинейно-
го шва:
4_»п с »
есвб су
где q — 0,5 -0,24/U для сварки в защитных газах;
152
к — коэффициент, зависящий от материала и рав-
ный 1,3—1,4 для алюминиевых сплавов и
1,6—1.8 —• для сталей [4].
На рис. 72 приведены величины Дп в зависимости от
V о Q
удельной погонной энергии — — для низкоуглероди-
стой стали и алюминие-
вого сплава. Эти данные
справедливы при выпол-
нении стыковых сварных
соединений за один про-
ход без зазора между
свариваемыми пластина-
ми, а также при отсутст-
вии каких-либо плоско-
стных прижимов — мощ-
ных источников теплоот-
вода. При наличии зазо-
ра в стыке возрастает
величина свободной попе-
речной усадки, в то вре-
мя как прижатие свари-
ваемых кромок приводит
к уменьшению ее, изме-
няя условие теплоотвода.
В каждом конкрет-
ном случае (величина за-
зора в стыке и конструк-
тивное оформление при-
Жима) необходим допол-
нительный эксперимент
для установления за-
висимости Дп aKD от удель-
ной энергии сварки.
Величина продольной
(окружной) упругой де-
формации растяжения
шва (в данном случае et),
:вводимая в условие «сшивания», для сталей достигает
величины ет в прямолинейных стыковых соединениях, и
0,5—0,7 ет для алюминиевых, титановых, магниевых
с тлавов. Тот факт, что остаточная упругая величина
продольной составляющей достигает ет, и положен в
Основу распространенных методов расчета.
&свб
Рис. 72. Зависимость свободной
поперечной усадки (а) и ширины
зоны пластических деформаций
(б) от удельной погонной энер-
гии сварки для алюминиевых
сплавов (!) и низкоуглеродистых
сталей (2)
153
Круговое сварное соединение — более жесткое по
сравнению с прямолинейным стыковым швов при свар-
ке свободных пластин, и поля пластических продоль-
ных (окружных) укорочений после остывания (а следо-
вательно, и величина упругой тангенциальной деформа-
ции Е/), носят несколько иной характер, чем в случае
прямолинейного шва. Последний имеет возможность
свободно сокращаться в поперечном направлении. Вви-
ду того, что деформация в поперечном (радиальном)
направлении в круговом шве под действием продольной
усадки затруднена, следует ожидать возрастания вели-
чины упругой тангенциальной составляющей растяже-
ния до величины, близкой к ет, и для таких материа-
лов, как алюминиевые, титановые, магниевые сплавы.
Радиус г2 (рис. 71)—граница упруго-пластической
зоны /1 и пластической зоны Б — может быть опреде-
лен через ширину зоны пластичности для однопроход-
ного прямолинейного стыкового шва:
г2 = г + -^. (44)
Ширину зоны пластичности 2Ь определяют из сле-
дующих зависимостей:
QT = 82b;
Q _ Ф?П(1 ~ Ц) .
ет
0,33а
i|> =--------,
су
где Пт — площадь зоны пластичности, см2;
ф — опытный коэффициент, учитывающий внеш-
нюю теплоотдачу.
Из выражения (45) легко получить
ь ЧФ-Н)
2ет
Величина b находится в линейной зависимости от
удельной погонной энергии ? (рис. 72).
^св®
Рассмотрим деформационную диаграмму материала.
154
(45)
i
(46)
(47)
i
Пренебрегая эффектом Баушингера, имеем:
при 0 < | е | о = е£;
при е > ет <т от (---) ,
\. Вт /
(49)
Ргде ет= -------деформация, соответствующая пределу
текучести;
L т — показатель упрочнения.
h Принимая условие несжимаемости материала,
Г имеем, что зависимость Ог = а{(ег), где о, — интенсив-
L ность напряжений и е, — интенсивность деформаций,
| совпадает с диаграммой растяжения (рис. 73, а), т. е.
при 0 < ez < е/т о, = £е,;
при ez>e/T о(- = о.
(50)
упрощения.
Далеко не для всех материалов деформационная
[характеристика имеет форму, изображенную на рис. 73,
Гт. е. состоит из прямолинейного упругого участка, пере-
гходящего в пластическую область, описываемую зависи-
гМостью (50). Если для низкоуглеродистой стали дефор-
^мационная кривая с т=0,21 близка к такой геометрии,
Кто для алюминиевых, магниевых сплавов и др., когда
[за предел текучести принимается условная величина
г(<?о,2, необходима аппроксимация истинной диаграммы.
К Рассмотрим схему аппроксимации для деформаци-
: онной кривой с показателем упрочнения п, показанной
{на рис. 73, б. Обозначение п введено для упрощения.
lHa истинной диаграмме (показанной сплошной линией)
[точке А с условным пределом текучести соответствует
^величина деформации ет. Проведем из начала коорди-
1'Нат прямую (показанную прерывистой линией) под уг-
ром а так, чтобы tga = В точке В предел текучести
вне изменится и будет равен от, а деформация равна ет1.
гИз точки В проведем касательную к истинной дефор-
мационной кривой, С — точка касания, ек — величина
реформации в этой точке. Через точки В и С проведем
Ьовую деформационную кривую с новым, так называе-
риым приведенным коэффициентом упрочнения, рав-
ым т.
155
В области сравнительно небольших пластических де-
формаций подобная аппроксимация вполне оправдана и.
отклонения от истинной диаграммы невелики. Достоин-
ство данной методики состоит в том, что основные ха-
рактеристики материала Е и от при аппроксимации;
остаются неизменными. Математически данные опера-
ции описываются следующими простыми зависимо-
стями.
Уравнение касательной, проходящей через точку В.
к деформационной кривой в пластической области
о, — от = k (et — ет1), (51 >
где от и eTi — координаты точки В, причем
eTi —
166
' k — угловой коэффициент к кривой (50) в точке’ ег,
е«—1
& = о'= сттп ——. (52)
р п
, 8т
Подставляя формулу (52) в выражение (51), после
упрощений, получим
(I — и) е? + п^-'ъл = е?. (53)
1. Решая уравнение (53) методом последовательных
^приближений, найдем 8г-, соответствующую ек, т. е. абс-
циссу точки касания С. В точке С, принадлежащей
: истинной и аппроксимирующей кривым с показателем
упрочнения т, имеем напряжение
Г
После упрощений и логарифмирования окончатель-
Е“о получаем
т = п--------2—. (55)
®к
к Пример. Определить коэффициент т для алюминиевого сплава
КдМгбМ (рис. 73, в). В пластической области и=0,25. В точке А
|е, =0,45-10'2, в точке В eTi=0,24-10-2. Из уравнения (53) найдем
=1,Ы0-2, подставив в (55) определим ш=0,14.
» Тангенциальное и радиальное напряжения в пластине являются
Ьавными. Напряжения в пластической области могут быть выра-
йкены через интенсивность напряжений Oi и тригонометрическую
рункцию некоторого угла ф [30].
к Рассмотрим поля деформаций и напряжений коль-
Ьевой пластины с большим наружным радиусрм Р для
вйучая вварки в нее абсолютно жесткого фланца ра-
ину са г. Конструкция фланца подобного типа часто
Встречается в реальных конструкциях и поэтому анализ
Його случая представляет определенный практический
интерес. Будем считать толщину пластины и фланца
(месте стыка одинаковой и равной 6, а конструктивный
Ий д иус фланца и—известным.
157
Проанализируем характер изменения остаточных
напряжений от кругового шва с изменением его диа-
метра, для чего определим остаточные напряжения при
вварке фланца в пластину на следующем примере.
Фланец из АМгб вваривают в пластину на режиме
7=160 А, 77=12 В, псв=4,2 мм/с.
Рис. 74. Зависимость остаточных напря-
жений от диаметра кругового шва
Толщина пластины и фланца 6=2,5 мм. Удельная
погонная энергия для данного режима будет
д _ 0,5 0,24 - 160 12
есв6 ~ 0,42 • 0,25
= 2200 кал/см2.
Поперечная усадка, соответствующая этому режиму
(см. рис. 72), Дп=1 мм, а половина ширины зоны пла-
стичности при нагреве b «30 мм. Приняв для вваривае-
мого фланца Г1=г—1 см и подставив все найденные
значения в систему уравнений, приведенную в работе
[30], проведем ее решение.
Интенсивность напряжений в пластическом кольце
Б изменяется сравнительно мало с увеличением диамет-
ра кругового шва. То же можно сказать относительно
величин тангенциальных напряжений Ot ib и о< 2б>
(рис. 74), находящихся примерно на одном уровне,
близком к <гт материала. Радиальные напряжения Опб>
158
Ог2Б (рис. 74) довольно быстро уменьшаются с увели-
чением диаметра кругового шва и при с/ш= 1000 мм
составляют весьма незначительную величину.
Заслуживает внимание тот факт, что при с1ш~
=480 мм пластическая область в пластине А исчезает.
При дальнейшем увеличении диаметра шва пластина А х
находится в упругом состоянии, а огА=—OtA-
При малых диаметрах круговых швов и радиаль-
ные сгг и тангенциальные О( напряжения в зоне соеди-
нения достигают значения от материала. В прямолиней-
ных стыковых соединениях величина максимальных
продольных напряжений составляет 0,5—0,7 от. На уве-
личении значений остаточных напряжений при круговом
шве сказывается влияние жесткости сварного соедине-
ния при двухосном напряженном состоянии. Указанные
особенности хорошо подтверждаются экспериментом.
Для режима сварки пластины из СтЗ: /=110 А, V—
= 12 В, псв=4.72 мм/с (рис. 75, а) при отсутствии пло-
скостного прижима имеем ——= 1500 кал/см®, Дп=
= 0,025 см, bт 1,5 см, r2=b+r=6 см, п=4 см. Приняв
для низкоуглеродистой стали т = 0,21, от = 24 кгс/мм2,
ет = 0,0012 и решив систему уравнений из работы [30],
получим о,1в=2750 кгс/см2; щ2б=2700 кгс/см2; cri2A =
= 3240 кгс/см2.
Для сплава АМгб (рис. 75, б) было принято т = 0,14,
от=17 кгс/мм2, ет = 0,024. Решение системы уравнений
из работы [30] дало: OiiB = 1740 кгс/см2; <ji2E =
= 1740 кгс/см2; <ц2А=2160 кгс/см2.
Из сравнения расчетных и экспериментальных дан-
ных видно, что картина остаточных радиальных напря-
жений довольно близко с достаточной для практики
точностью (в области максимальных величин ог откло-
нение 15%) описывается приведенной системой уравне-
ний, а разница в изменении тангенциальных напряже-
ний объясняется допущением в расчетной схеме,
предусматривающим нарушение непрерывности на гра-
нице «сшивания» г2. С точки зрения разработки расчет-
ных методов для тех или иных технологических приемов
снижения или устранения деформаций, перемещений и
напряжений в пластине (также в оболочке) первосте-
пенный интерес представляет поле остаточных радиаль-
ных напряжений. При этом максимальная величина
остаточного напряжения определяет вероятность потери
159
Рис 75. Поле остаточных напряжений при вварке фланца из стали СтЗ (а) и сплава АМгб (б)
устойчивости пластины, если эта величина превосходит
некоторое критическое радиальное напряжение [6]:
откуда
ор = Е
кр 4(1 —р2) t. г )
где г — внутренний диаметр кольцевой пластины.
Величина критической растягивающей нагрузки не
зависит от условий закрепления краев. Если величина
остаточного радиального напряжения достигает орр *
то пластина теряет устойчивость и (в зависимости от
диаметра ввариваемого фланца 2г и толщины б) при-
обретает новую несимметричную относительно центра
форму равновесия с двумя узловыми диаметрами. При
весьма больших диаметрах шва возможно появление
большего числа узловых диаметров (3; 4 и т. п.). Для
примера, приведенного на рис. 75 имеем:
для стали
р 2 • 10» / 2,25 X .
Око =--------[------) = 1370 кгс/см2;
р 4 • 0,91 45 )
для АМгб
р 7,1 • 10* Г 2,5 X _со , 2
= —-----------( —— ) = 763 кгс/см2.
Р 4-0,91 \ 40 )
В обоих случаях остаточные напряжения оказались
выше критических, что привело к потере устойчивости
: ластнн с двумя узловыми диаметрами.
КРУГОВЫЕ ШВЫ В СФЕРИЧЕСКИХ ОБОЛОЧКАХ
Отличие характера деформаций и перемещений, воз-
никающих в сферической оболочке при сварке кругово-
го шва, от деформаций и перемещений пластины с та-
1’ким же швом состоит в том, что усадка шва в продоль-
ном (тангенциальном) и поперечном (радиальном) на-
। правлениях приводит к перемещению поверхности обо-
лочки (прогибу на выпуклых поверхностях). Перемеще-
Ьния поверхности в направлении радиуса в зоне шва мо-
ут достигать значительной величины (в тонкостенных
,’Ьболочках толщиной до 12 мм из алюминиевых и Mar-
в. М. Сегалович
161
.ниевых сплавов перемещения в отдельных случаях со-
ставляют 10—15 мм). Для разработки методов устра-
нения остаточных перемещений от сварки необходимо
знать закономерности их образования (величины про-
гибов, характер распределения).
В первом приближении задача о перемещениях по-
верхности оболочки, возникающих при сварке кругово-
го шва, может быть представлена в виде трех отдель-
ных этапов: а) перемещения от поперечного укорочения
шва; б) перемещения от продольного укорочения шва;
в) общее перемещение от совместного действия по-
перечного и продольного укорочений.
В качестве основных возмущающих факторов при
определении перемещений используют продольную (в<)
и поперечную (Дп) усадку прямолинейного сварного
шва — величины, определяемые как теоретически, так и
экспериментально.
Величины Дп и 2Ь — поперечная усадка и ширина
зоны пластических деформаций (при нагреве) прямоли-
нейного стыкового соединения, введены в уравнения
или условия «сшивания» рассматриваемых зон. Для
случая сварки кругового шва в пластине существенное
значение при определении этих параметров играет тех-
нология сборки (наличие прижимов и т. д.) под сварку.
Технология сборки фланца со сферической оболочкой
предусматривает в большинстве случаев прижим по-
следней но линии, коаксиальной стыку, на некотором
расстоянии от него. Очевидно, что такая сборка может
рассматриваться без учета теплоотдачи в прижим, и
величины Дп и 2Ь могут быть выбраны в соответствии
с рис. 72 для данной удельной погонной энергии.
Пользуясь известными выражениями теории оболо-
чек, нетрудно получить решения этапов задачи а, б и в.
Применение линейной теории вполне возможно и не
приводит к существенным погрешностям, причем как в
случае точного решения, так и с использованием при-
ближенных решений краевых задач.
В решениях используют зависимости для краевых
задач, предусматривающие осесимметричную дефор-
мацию сферической! оболочки. Выбор такой схемы для
подобных задач не является существенным ограниче-
нием, так как краевые нагрузки (в данном случае
внутренние усилия от сварки) локализуются в зоне от-
верстия (или сварного соединения) и быстро затухают
162
на некотором расстоянии. Согласно В. В. Новожилову
влиянием одного края на другой можно пренебречь, ес-
ли расстояние между ними S > 21
Это соотношение следует также отнести и к расстоя-
нию между соседними сварными швами? Это соотноше-
ние сохраняется для большинства реальных сварных
конструкции, а потому осесимметричная схема дефор-
мации оболочки может быть
принята без больших по-
грешностей (за исключени-
ем некоторых особых слу-
чаев) .
т м.
»*-
Рис. 76. Усилия и перемещения в оболочке при осесимметричной
деформации (а) и краевые нагрузки в оболочках (б)
2-i
\s,'
\б, 1
a+^tie
При осесимметричной деформации смещение какой-
либо точки поверхности оболочки можно разложить на
два компонента: w — по направлению нормали к по-
верхности оболочки и и — по направлению касательной
к меридиану (рис. 76, а). Отметим, что и совпадает с
направлением поперечной усадки шва Составляющая
перемещения w считается положительной, если она на-
правлена внутрь оболочки, а составляющая перемеще-
ния и положительна, если его направление совпадает
6* 163
с положительным направлением касательной к мери-
диану.
Рассмотрим два случая нагрузки края оболочки
краевым моментом М и краевой силой Р (рис. 76, б).
Общие формулы для усилий и деформаций:
поперечное усилие:
N = Cie*40 sin (А© + Ф1) + C^~ka sin (ka -f- ф2);
меридианалькое усйлие:
S = — A'ctgfp;
тангенциальное усилие:
Т = Cikeka [sin (ka -f- %) + cos (ka
X [cos (ka + ф2) — sin (ka 4- ф2)[;
изгибающий радиальный момент
M = {Cie*“ [cos (ka 4- fy) — sin (ka 4- th)] 4-
2k
4- С^-ка> [sin ka + ф2) + cos (ka + фа)]);
тангенциальный момент
Afe = yMr;
перемещение, перпендикулярное оси:
д fl COS (О
х== ЬЕ
угол поворота
& = [C[efc<d cos (ka + — С2<егка sin (ka+ ф2)1;
(57)
k =
Ci. G, фь ф2— постоянные, определяемые для случая
нагружения силой Р следующими выражениями:
г 2 т
фщ = arcctg уР « arcctg 11 4-
ф2р = arcctg arcctg I — 1 + t .
L ctg ka — 1
ctg ka — 1
2
Cip =
cosa")/ 1 4-j/p
7 ' »
t'P
COSO.V 1-l-Xp n
гр
2e~ka ch 2fea — 2 sin2 ka — 1
sin to ctg to (1 — e~2fta) — (1 4-e~2te) ’
а для случая нагрузки моментом М
Фш = arcctg ум = arcctg^— ctg Ла— у-'
Фж = arcctg хм = arcctg ctg Ла — -—
. 2fel/14-J/2
Сш ----------- м М-,
С2М =,. М;
(58)
(59)
Прогиб оболочки в зоне соединения — основная осо-
бенность деформирования поверхности при сварке кру-
гового шва. Величины прогиба или вертикальной со-
ставляющей перемещения w можно определить на ос-
нове решений краевых задач теории оболочек. Согласно
теории оболочек, величина вертикальной составляющей
перемещения
где С — произвольная величина, представляющая со-
бой смещение оболочки вдоль оси.
Так как представляют интерес лишь упругие сме-
щения, полагаем С=0.
Подставляя в формулу (60) значения S и Г из вы-
ражений (57) и интегрируя (60), получим следующее
выражение для определения вертикальной составляю-
164
165
щей перемещений (прогиба) оболочки от краевой на-
грузки:
(г-' sin (fem-}-Ф1) , e“'feo sin (fem 4-фа)
W = < C i ----------------f- C2 ---—------------—
I COS co cos (0
— ci sin % — C2 sin фЛ ~ (1 + p) — (T — pS) sin co.
(61)
Если рассматривать круговые швы средних диамет-
ров с углом 201 <25° (рис. 76, б), то первый и пятый
члены в полученном выражении (61) намного больше
трех остальных. Поэтому выражение для определения
вертикальной составляющей приобретает более про-
стой вид
sin (fem + Ф1) а . а /гг, -
и» = С1---------т w — (1 + ц) -—7F — Hs) s>n <0-
cos со еЕ оЕ
(62)
При совместном действии момента М и силы Р в
противоположных направлениях вертикальная состав-
ляющая w будет равна нулю в случае равенства соот-
ветствующих постоянных:
I Gm | = I Сор | | С$м I = IС2Р |. (63)
Так как в уравнении (62) члены с е*“ намного
больше остальных, а С2 стоит в членах при е-*®, кото-
рыми можно пренебречь, то следует рассмотреть только
первое равенство из системы (63). После подстановки
в него выражений (58) и (59) получим
Ш = (64)
Q = P.
Границу неучета момента МгА на краю оболочки А
устанавливаем из тех соображений, чтобы получаемая
погрешность была не более 10% при определении верти-
кальной составляющей w. Выражение (64) тогда будет
выглядеть так:
|Л4Г|<------’_.Л££^.|Р|. (65)
1 11 20 /2 k 1 ' ’
166
SA
Имея в виду, что Р = Q =----------—, и подставляя
COS0J
вместо МгА и Sa их выражения через Ci и С2, получим
новое соотношение
_ 1 a cos а 1 [ w 1Г> „,
шС2<—— ctgejCi —С2);
20 У 2 fecosOij/2 |/ а
после упрощений окончательно имеем
I -51- — 11 > 28,4. (66)
I ^2 |
При выполнении неравенства (66) моментом МгА на
краю оболочки А можно пренебречь В этом случае
погрешность определения вертикальной составляющей
не будет превышать 10%.
С увеличением радиуса а оболочки величины Ci и С2
возрастают. Вместе с этим их отношение уменьшается:
С,
tg₽i + 2
2гг&г sin 6n
2a ___о
Ап —— cos Pie P1 1
>
2a&T sin 60
2a „ _R
Аи “cos₽>
X
„ Д „ 2aeTsin0o \ . „
X cos ₽i — tg Pi -f- 2 — ———--------n ) sm Pi
\ AH ctg 01 cos Pie ₽> /
2o8t sin Oo \
2a Щ
An cos Pie_₽1 j
x cos Pl + / — 1 4
? X e — (cos Pi 4- tg Pi sin Pi) eP1
sin Pl
так как
lim pi = lim ———
2/ш
(6o-0i) =
У a
2 У a?
= lim
167
Исходя из соотношения (64), аналогичные рассуж-
дения можно провести при сравнении величин о“г и аг.
На рис. 77 показаны расчетные и экспериментальные
величины прогибов оболочки с /?=а = 1080 мм, 6=2,5 мм
с вваренным фланцем диаметром 220 мм. Режим сварки
7= 155 A, t/=12B, о=12 м/ч, чему соответствует по-
перечная усадка Дп=1 мм и 6 = 30 мм.
Рис. 77. Прогиб оболочки при вварке фланца из АМгб
Из сопоставления экспериментальных и расчетных
данных упругого решения по определению перемещений
можно сделать вывод об удовлетворительном их совпа-
дении и, следовательно, о приемлемости рассмотренной
методики. Однако при малых диаметрах, как показывает
эксперимент, а'->0. Понятно, что упругий анализ для
этих случаев при рассмотрении перемещений, деформа-
ций и напряжений от кругового шва становится недо-
статочным.
С целью ограничения величин радиальных напряже-
ний и перемещений в зоне шва при малых диаметрах
можно провести сравнение полей остаточных напря-
жений, полученных из упругого решения на оболочке
и упруго-пластического решения на пластине. Необхо-
димым условием сопоставления является тождество гео-
метрических и энергетических параметров: толщин обо-
лочки и пластины, диаметров кругового шва и режимов
сварки.
Учитывая тот факт, что упругий анализ на сфери-
ческой оболочке был проведен для той же удельной
168
погонной энергии, равенство Огтах = 0т позволяет вели-
чину остаточных радиальных напряжений в оболочке
ограничить пределом текучести от-
Подобное допущение справедливо при малых диа-
метрах круговых швов. Возможность принятия его
обусловливается тем, что деформационная жесткость
оболочки в направлении, перпендикулярном оси, под
Рис. 78. Зависимость вертикального перемещения поверхности
оболочки от диаметра шва (а, б), радиуса (а) и толщины обо-
лочки (б) из сплава АМгб
действием краевой нагрузки меньше жесткости пла-
стины и лишь при весьма пологих оболочках подобное
ограничение будет точным. В общем случае радиус
оболочки может быть любым и вводимое допущение
о величине щ-таг носит приближенный характер.
Учитывая это, можно построить номограммы зависи-
мостей величины максимального прогиба (краевого)
оболочки от диаметра, кругового шва для данной удель-
ной погонной энергии. Так, па рис. 78 показаны резуль-
таты вычислений величин краевого прогиба оболочек
для режима сварки Дп=1, 6=30 мм. Материал обо-
лочки — алюминиевый сплав. Каждая кривая состоит
из двух ветвей: левая построена с учетом ограничения
остаточных радиальных напряжений величиной от, а
правая — на основе упругого решения. Наиболее широ-
кий, с точки зрения практики, диапазон диаметров кру-
говых швов лежит именно в области упругого решения.
На рис. 78 для сопоставления показаны результаты
замеров, которые хорошо совпадают с расчетными дан-
ными.
169
Все сказанное справедливо и приемлемо для практи-
ческого использования при расчетах величин вертикаль-
ного прогиба оболочек в зоне шва. Что касается
остаточных напряжений в соединении, то величина
тангенциальных напряжений (по абсолютной величине)
достигает больших значений при сравнительно малых
радиальных напряжениях.
СНИЖЕНИЕ ОСТАТОЧНЫХ ДЕФОРМАЦИЙ
И НАПРЯЖЕНИЙ В КРУГОВЫХ ШВАХ
Применительно к круговым сварным соединениям
основным технологическим мероприятием по исправле-
нию перемещений, приобретаемых оболочкой или ли-
стом, является медницкая правка. При этом в ряде
случаев в зоне шва возникают трещины, которые зача-
стую выявляются лишь на стадии дальнейшей сборки
сварных узлов или эксплуатации изделия.
Ручная правка иногда приводит к изменению меха-
нических свойств (нагартовке), а также весьма небла-
гоприятному напряженному состоянию материала в зоне
сварного соединения вследствие исчерпания пластично-
сти и наложения полей напряжений от сварки и
правки. Если же учесть длительность данной техноло-
гической операции, то станет понятным необходимость
в поисках более надежных с точки зрения прочности и
снижения остаточных перемещений каких-либо механи-
ческих способов.
Применительно к крупногабаритным оболочкам сред-
них толщин В. П. Моисеенко предложил способ, осно-
ванный на создании в активной зоне окружных растя-
гивающих напряжений за счет изменения конструкции
стыка. В ряде случаев удалось снизить прогибы обо-
лочки в 1,7—2,2 раза, однако не всегда были выпол-
нены требования по соблюдению проектных допусков
с помощью предложенного технологического мероприя-
тия. Попытка применения этого метода к оболочкам
малых толщин (1—6 мм) успеха не имела.
Сварные листы малых толщин (до 4 мм) с круговыми
швами из магниевых сплавов в ряде случаев подверга-
ются термообработке в приспособлении, фиксирующем
плоскостность соединения. Этим по существу и исчер-
пываются практически применяемые в настоящее время
170
методы снижения перемещений и напряжений от сварки
круговых швов в элементах малых толщин.
Расчетные методы определения геометрических и
механических параметров технологических мероприятий
по снижению остаточных деформаций и напряжений в
элементах конструкций опираются в основном на прак-
тические рекомендации, что, естественно, носит узкий и
специальный характер. Определение полей остаточных
напряжений и деформаций, приобретаемых конструк-
тивным элементом от сварки, дает возможность не
только рассчитать величины отклонений в конструкции,
но и разработать методы или технологические приемы
по их устранению.
Рассмотрим некоторые методы снижения остаточных
напряжений и перемещений от круговых сварных швов
в элементах малых толщин
МЕТОД ПРЕДВАРИТЕЛЬНОЙ И ПОСЛЕСВАРОЧНОЙ
ДЕФОРМАЦИИ
В радиальном направлении вблизи стыка действуют
растягивающие напряжения, направленные к центру
ввариваемого кругового элемента. Возникающие при
этом тангенциальные напряжения сжатия приводят к
потере устойчивости пластины и перемещениям из
плоскости. Возникновение радиальных напряжений рас-
тяжения в зоне шва на сферических оболочках сопро-
вождается прогибом (провалом) поверхности. Исходя
из этих положений, можно построить методы по устра-
нению остаточных перемещений, основанные на идее
снижения радиальных напряжений. Применительно к
пластинам снижение напряжений необходимо для обес-
печения их устойчивости.
Это можно осуществить с помощью компенсации
радиального перемещения. В пластинах зона кругового
отверстия подвергается выштамповке на некоторую ве-
личину h (рис. 79, о). Затем накладывается круговой
шов, в результате чего происходит частичное умень-
шение высоты (рис. 79, б) первоначальной выштамповки.
После этого зона выштамповки осаживается в плоскость
пластины (рис. 79, в).
Снижение величины остаточных растягивающих ра-
диальных напряжений происходит за счет компенсации
171
радиального перемещения, вызванного этими напряже-
ниями, вследствие осадки в плоскость конической по-
верхности. Разность в длине образующей и ее проекции
обеспечивает компенсацию радиального перемещения и
снижение радиальных напряжений растяжения, являю-
Рис. 79. Предварительная выштамповка и после-
сварочная осадка в пластинах
щихся внутренними. Сочетание двух операций — пред-
варительной пластической деформации и послесварочной
осадки — для пластин является обязательным, так как
величина напряжений, вызывающая потерю устойчивости
их, весьма незначительна и снижение их Необходимо для
устранения возможности потери устойчивости.. Иными
словами, снижение остаточных напряжений в пластине
неотделимо от устранения остаточных перемещений,
вызванных потерей устойчивости. Применительно к сфе-
рическим оболочкам можно ограничиться только пер-
вой операцией, а именно — выштамповкой зоны круго-
вого отверстия на величину ожидаемого прогиба в на-
правлении, обратном ему (рис. 80). В этом случае после
сварки возникает напряженное состояние, мало отли-
чающееся от того, которое имеет место при обычной
сварке шва. Вместе с тем прогиб устраняется.
Осуществление второй операции становится необя-
зательным и тогда, когда наблюдается потеря устой-
чивости оболочки. Это явление сопровождает сварку
круговых швов сравнительно больших диаметров, и
устранение перемещений от потери устойчивости обо-
лочки легко выполнимо при сборке с другими элемен-
тами путем натяга. Применение операций выштамповки
и осадки является необходимым лишь для весьма по-
логих оболочек.
172
h. Расчет параметров предварительном деформации
Ждя пластин. Параметрами, определяющими зону вы-
штамповки, являются: В — ширина зоны выштамповки;
?й—общая высота выштамповки. Зона выштамповки
Рис. 80. Зона кругового отверстия на оболоч-
ке после выштамповки и после сварки
представляет собой коническую оболочку. АЕ — обра-
зующая конуса выштамповки до сварки; А'Е — то же
после сварки.
Рис. 8 k Схема расчета зоны вьТштамповки в
пластинах:
а — до сварки; б — после сварки
Принимаем А'ЕхАЕ, т. е. считаем коническую обо-
лочку нерастяжимой в направлении касательной к ме-
ридиану (рис. 81). Дпоп. 1 — величина составляющей пе-
ремещения края оболочки в направлении, перпендику-
лярном оси, в результате сварки; ДПОп. 2— величина
составляющей перемещения края оболочки в резуль-
тате осадки; — величина осевого перемещения точ-
173
ки А, принадлежащей стыку, в результате сварки;
S2 — величина остаточной выштамповки, осаживаемой
в плоскость после сварки; остальные обозначения ясны
из рис. 81.
Величину S2 определяем через Дпоп. 2 из треуголь-
ника А'С'Е:
52 = Г (Д'£)2 —(ЕСТ',
А'Е = ЕС' + Дпоп.2,
(67)
S2 — 2£С/Дпоп,2 +Дпоп. 2 » [ 2£С Дцоп.а ,
Подробно расчет приведен в работе [25].
Вполне понятно, что технологически выполнить вы-
штамповку на необходимую высоту h можно лишь с не-
которой степенью точности. Точность расчетного опре-
деления h и величину допуска на технологическое
выполнение устанавливают, исходя из условия устой-
чивости кольцевой пластинки. Величина критического
напряжения сжатия определяется как (при сжатии)
°Осж —
Е (JL\3
12(1—р2) \ a J
(68)
Аналогично устанавливают допуск по величине кри-
тических радиальных растягивающих напряжений рас-
тяжения
*^ОРаст
Е / 8 у
4(1 —р2)\ а )
(69)
Остаточные радиальные напряжения в зоне шва в
результате проведения операции осадки не должны пре-
вышать как при растяжении, так и при сжатии крити-
ческих напряжений.
Особенностью технологии операций выштамповки и
осадки является то, что она предусматривает необходи-
мость зажатия пластин. Для производственных целей
эти операции можно осуществлять на прессе двойного
действия. Для малых толщин пластин (до 15 мм) макси-
мальное усилие пресса может быть ограничено 10 тс.
Операция выштамповки производится с помощью
простого инструмента, имеющего коническую поверх-
ность. Осадка выштампованной зоны после сварки
осуществляется также в зажатом состоянии с помощью
прижимов и с применением плоского пуансона. Матрица
174
имеет небольшой внутренний конус, обеспечивающий
компенсацию некоторой упругой отдачи после осадки.
Б. Упрощенный метод расчета предварительной де-
формации для пластин. Приведенный в работе {25] рас-
чет по определению параметров зоны выштамповки для
пластин, несмотря на сравнительно простую методику,
все-таки довольно трудоемок вследствие необходимости
ряда приближений. Дальнейшие упрощения можно сде-
лать, исходя из следующих экспериментальных предпо-
сылок. При значениях —< величины Sj и S2 можно
В о
положить равными друг другу и тогда [25]
h = 2Sj = 2S2 = 2 V2BAnou ,
(70)
где
Anon
0ra
Е
' о2 + b2
a2 —b2
o,-=o,2B —величина максимальных остаточных радиаль-
ных напряжений. Зависимости h от В легко могут быть
построены на основании формулы (70). При этом сле-
дует принимать во внимание части кривых, располо-
женные выше прямой, имеющей fe=*/s (рис. 82).
Налагая на эти зависимости технологические до-
пуски на основе критериев потери устойчивости — на
сжатие и растяжение — можно получить некоторый
диапазон изменения высоты при данной фиксированной
величине В.
Введем обозначения
Л Пораст О / С2 4“ Ь2 , Д
“поп.раст — Е ’
д _ НосжД /а2 + Ь2 \
^П0п.сж- Е -t-На-
значения сгорает и о0сж определяют из формул (68)
и (69).
Тогда получим:
^раст = ]/2В (Апоп Апоп.рает) >
^сж ~ |/2В (Апоп АпОп сж) »
где ЛрагТ и hcrK — высоты выштамповок с учетом того,
что величина остаточных напряжений после осадки не
175
176
превышает критических соответственно растягивающих
и сжимающих напряжений.
Весьма существенным является то' обстоятельство»
что величина критических напряжений для данной тол-
щины материала снижается обратно пропорционально
квадрату радиуса приложения нагрузки и уже при
сравнительно небольших диаметрах составляет весьма
незначительную величину. Это приводит к сужению
технологического «клина» (рис. 82, в, г), в пределах
которого возможен выбор В и h, что предопределяет
необходимость получения выштамповки с весьма точно
выполненной величиной h. При средних и больших
диаметрах отверстия практически такую точность вели-
чины h получить не представляется возможным. Именно
поэтому данный метод приемлем в диапазоне диаметров
примерно до 150—200 мм для толщин 1—6 мм.
В. Определение параметров предварительной дефор-
мации сферических оболочек. Устранить вертикальную
составляющую перемещений в зоне шва на оболочке
можно применением только одной операции выштам-
повки [26].
И если для пластин снижение остаточных напря-
жений необходимо, а, следовательно, осадка выштампо-
ванной зоны неизбежна после сварки, то в оболочках
наличие остаточных напряжений допустимо, так как
сварочные деформации могут быть устранены без изме-
нения поля напряжений. Лишь в специальных случаях
В, мм
толщиной 1 мм из стали СтЗ (а, в) и сплава
(е, г) критических напряжений
177
яослесварочная осадка может быть рекомендована и
для оболочек (в случае весьма пологих оболочек).
В качестве основных параметров следует считать ши-
рину зоны В и ее профиль (рис. 83). Учитывая слож-
ность точного технологического выполнения выштам-
повки по какой-либо профильной кривой для получения
проектной поверхности оболочки после сварки, с целью
Рис. 83. Схема расчета выштамповки в обо-
лочке
упрощения принимаем в качестве основного расчетного
параметра величину SKP — вертикальную краевую со-
ставляющую перемещений на радиусе а.
Ширину зоны выштамповки В можно принимать из
следующих соображений. Согласно теории упругих обо-
лочек, влиянием одного края на другой можно прене-
бречь, если расстояние между краями не меньше
Z = 2]/^6, (71)
где R и 6 — радиус и толщина оболочки.
Это соотношение отражает ту особенность, что крае-
вая нагрузка создает локальное, быстро затухающее
на некотором расстоянии поле напряжений, деформаций
и перемещений. Исходя из этого, величину В следует
з
выбирать в пределах —l^B^.1. Это соотношение от-
носится к тем круговым сварным соединениям, которые
удалены от других швов или края оболочки на рас-
стоянии не менее — I.
4
За Sxp удобнее всего принять величину прогиба
оболочки в зоне шва. Определение параметров выштам-
повки для оболочки достигается более простым и быст-
рым путем, чем для пластинок. Рассмотрим пример.
178
Пример. Вварка фланца диаметром 78 мм в оболочку из спла-
ва АМгб с 7?=458 мм, 6=3 мм на режиме /=190 А, /7=12 В, v=
= 12 м/ч в зоне стыка на основании расчетных зависимостей при-
йодит к величине Sup ~ 2,5 мм. Для данной оболочки /=2 Rt>—
3 ,
= 74 мм. Принимаем В = 50 мм > — I и осуществляем выштампов-
ку на величину SBP=2,5 мм на краю отверстия.
МЕТОД ОСАДКИ КОМПЕНСАЦИОННОГО КОЛЬЦА ФЛАНЦА
Метод выштамповки зоны кругового шва легко осу-
ществляется для соединений, удаленных достаточно да-
Рис 84. Круговое соединение с ком-
пенсационными кольцами
леко друг от друга или от края изделия, когда ширина
зоны выштамповки может быть выбрана в пределах,
определенных расчетом. Однако в случае близкого рас-
положения нескольких круговых соединений или бли-
зости края применение указанного метода невозможно.
При расположении кругового шва около края обо-
лочка, а тем более пластина, теряет устойчивость.
На рис. 84, а показана обычная конструкция круго-
вого сварного соединения, когда фланец (штуцер), сва-
риваемый с пластиной (оболочкой), имеет постоянную
179
/
f
толщину вблизи стыка на некоторой ширине В. На
рис. 84, б изображена новая конструкция фланца с ком-
пенсационным кольцом, расположенным эквидистантно
стыку. После сварки кругового шва кольцо осаживают
под прессом обычным плоским инструментом, обеспечи-
вая деформацию зоны шва в радиальном направлении
и компенсируя упругую радиальную составляющую
остаточного поля напряжений
В зоне шва в радиальном направлении действуют
растягивающие напряжения. Осадка же компенсацион-
ного кольца создает вблизи стыка сжимающее поле на-
пряжений, т. е. компенсирует существующее.
Таким образом, если в случае метода выштамповки
компенсация осуществлялась за счет предварительной
пластической деформации зоны оболочки, то в данной
технологии тот же эффект получен благодаря после-
сварочной пластической деформации фланца Причем
достигается это сравнительно простым способом. Раз-
ные варианты выиолнения кольца, показанные на
рис. 84, могут быть применены для разного типа кон-
струкций. При малых толщинах -пластины или оболочки
(до 4—5. мм) кольцо можно выполнять односторонним,
так как градиент радиальной составляющей деформа-
ции по толщине незначителен Однако увеличение тол-
щины материала вызывает необходимость применения
двустороннего компенсационного кольца. Послесвароч-
ная осадка кольца может осуществляться либо запод-
лицо с поверхностью буртика фланца, либо с остав-
лением некоторого усиления с последующим удалением
металла.
Для осуществления технологии осадки необходимо
знать размеры компенсационного кольца и величину
усилия. Осадка кольца обеспечивает деформацию ме-
талла в радиальном направлении и компенсацию упру-
гой составляющей радиального перемещения от сварки.
Геометрические параметры кольца: Ь—ширина, h — вы-
сота, dK — средний диаметр. Усилие осадки рассчитаем
на основе метода осредненных значений. При этом вве-
дем допущение о неизменности напряженного состояния
кругового сварного соединения, а также не примем во
внимание радиальные напряжения на боковых гранях
выделенного компенсационного кольца. Последнее об-
стоятельство вполне приемлемо, так как в результате
пластической деформации кольца внутренние напряже-
180
ния от сварки снижаются и в первом приближении их
можно не учитывать.
В рассматриваемом случае задача осесимметричная.
Выделяем бесконечно малый элемент (рис. 85), обра-
зованный двумя концентрическими окружностями и
двумя радиусами. Принимаем
силу трения между инструмен-
том и кольцом, равной
Т = VOj,
где v — коэффициент трения.
Запишем условие равнове-
сия выделенного элемента.
o2xhda — (о2 — do2) (х 4- dx) X
X Ada + 2о3 sin hdx —
— 2o1vdodx = 0. (72)
Принимаем условие пла-
стичности по Мизесу ci—02=
=от и максимально симмет-
ричную схему, т. е. Ог=Оз- От-
сюда следует, что doi=do2.
Проведем несложные преобра-
зования соотношения (72):
Рис. 85. Расчетная схема
определения усилия осадки
dox = — 2ojV —.
h
(73)
Интегрируя, получаем
r> f 2vx
Oj — C exp f----—
при
Oj = oT и
откуда
dK + 6 \
2 J’
= oT exp
181
Усилие, необходимое для осадки компенсационного
кольца:
4+ь dK+b
2 2
р = J o12nxdx = aT J exp(dK^b —x)]2nxdx =
dK~b dK~b
2 2
Л2 I f 2vb \ / dK — b . \
= )(— ’ + 1)-
-(AViv+1)]' (74>
Если выражение e разложить в ряд с точностью до
четырех членов, то
2v6
е- = 1—21L+_LJ^i + _L±^ (75>
>i 2 /Г- 6 Аз V '
Вводя выражение (75) в формулу (74), получим
после ряда упрощений
P^a^dKb+^-(dK--^+^-^(dK-b^. (76)
Последнее выражение является основным при опре-
делении величины необходимого усилия для осадки ком-
пенсационного кольца и обеспечения остаточной пла-
стической деформации в нем. Однако осадка вызывает
прирост контактируемой поверхности и, следовательно,
для дальнейшей деформации требуется увеличение уси-
лия. Контактная поверхность в процессе деформации
может образовываться или за счет перехода боковых
граней на контактную поверхность, или за счет обнов-
ления контактной поверхности путем выхода нового
материала. В связи с этим целесообразно оценить вели-
чину хода инструмента при осадке, а также радиальную
составляющую перемещения иг, компенсирующую пере-
мещения от сварки. Полагая
из условия постоянства объема
s? + s? + ef = О,
находим
еР = 2ef = 2ef.
Пусть ит — величина остаточного пластического пере-
мещения в радиальном направлении при осадке, необ-
ходимая для компенсации остаточного радиального
перемещения от сварки:
1 „
щ = е,г = — еР г.
г t 2 г
(77)
Зная Ur Для пластины (оболочки) и г = , на-
ходим еР. следовательно,
uz = 8₽ h. (78)
В большинстве случаев и,- составляет незначитель-
ную величину и практически ее измерить не представ-
ляется возможным. В связи с этим высоту h следует
выбирать примерно на 1—2 мм больше толщины фланца
в месте стыка:
h = [6 (1 -и 2)] мм.
Это соотношение относится как к односторонним, так
и двусторонним кольцам. Меньшую величину следует
принимать для меньших толщин.
Контроль величины осадки кольца под прессом
определяется степенью устранения деформаций пла-
стины или оболочки и легко регулируется с помощью
угольников и шаблонов. Из выражения (76) видно, что
усилие пропорционально площади кольца, а потому
величину b следует выбирать в пределах 3—5 мм.
Определение величин Ь и h справедливо для разных
конструктивных вариантов компенсационного кольца
(рис. 84). Эксперимент показал, что в качестве опти-
мального варианта с точки зрения минимальной вели-
чины усилия осадки пригодно сечение в виде полуокруж-
ности (рис. 84, в, правая часть). Начальное усилие в
момент контактирования инструмента с весьма малой
площадью кольца меньше расчетного и постепенно воз-
растает с увеличением пятна контакта. Пластические
Деформации в кольце в начальный период осадки про-
183
182
текают при меньших усилиях. Компенсационное кольшУ»
должно плавно сопрягаться с буртиком фланца. Этош
необходимо также для прочности и имеет целью устра-Ж
некие концентратора напряжений. л|
Анализ напряженного состояния в пластине и.обо-в
лочке показал, что пик остаточных радиальных напря- Я
жений смещен от шва в сторону большего диаметра W
примерно на ширину зоны пластических деформаций, Ж
имевших место при нагреве. Устранение упругой со- ?
ставляющей в пластине или оболочке в этом "месте •
с помощью, например, компенсационного кольца яв- 1
ляется идеальным случаем. Однако конструктивно его
располагают ближе к центру и диаметр его dK меньше .
диаметра шва. Следовательно, кольцо следует распо-
лагать как можно ближе к границе стыка. Ограниче-
ние вносится шириной усиления шва,, а потому практи-
чески
~ — dK) = 8 -ь 12 мм.
В качестве примера рассмотрим осадку компенса-
ционного кольца при вварке фланца с йфЛ=80 мм в '
пластинку из сплава АМгб. В работах приведены рас-
четные и экспериментальные данные по определению *
остаточных напряжений для такого соединения. Вели-
чина максимальных радиальных напряжений оГ2Б =
= 17,6 кгс/мм2 на радиусе г2=70 мм. Условные радиаль- ’
ные напряжения на радиусе - (рис. 84)
ляют (в соответствии с упругим решением)
Русл = °Г2Б (- = 66 кгс/мм2,
а условная упругая составляющая на радиусе
по Ляме
Сусл (1 + р) + 66-1,3 ллл
«усл =-----е------~2----7-ТО3 ’36 = °’44
состав-
2
им.
Компенсируя эту величину с помощью осадки
кольца, снижаем величину остаточных напряжений,
превосходящих критическое значение, и устраняем де-
формации потери устойчивости пластины. Величина
184
осадки в направлении Z на радиусе ~ — 32 мм из выра-
жений (77) и (78) равна
2^усл h л
иг — ——— = 0,11 мм.
2
Усилие осадки из выражения (76) при v=0,l состав-
ляет
Р = 17-3,14| 64,8 + “V64-v) +Vх
I 4 \ 3/3
X 51--°— (64 — 8)] = 39 тс.
Осадку кольца производили на прессе усилием Р=
= 45 тс. Деформации потери устойчивости были устра-
нены и пластина приобрела плоскую форму, какую
185
имела до сварки (рис. 86). Радиальные напряжения
значительно снизились и составили весьма малую вели-
Рис. 87. Перемещения оболочки из сплава АМгб
после осадки компенсационного кольца с усили-
ем 40 тс
тяжения в зоне шва сохранили примерно то же значение,
а в упругой зоне пластинки также уменьшились
б, кгс/мм^
Рис. 88. Остаточные на-
пряжения в оболочке
при сварке кругового
шва и осадке компен-
сационного кольца
Рассматриваемый метод с технологических позиций
легко контролируем, степень устранения деформаций
регулируется соответствующим изменением усилия или
повторной осадкой.
186
При вварке фланца диаметром 79 мм в оболочку
/?=458 мм и 6 = 3 мм величина максимального прогиба
в зоне стыка равна 5кр=2,6 мм при соответствующем
режиме сварки. Применение компенсационного кольца
с размерами, указанными на рис. 87, и осадка его уси-
лием P=40-j-50 тс позволили устранить прогиб в зоне
оболочки. При этом остаточный прогиб составил 0,2—
0,6 мм для разных конструктивных вариантов колец.
Остаточные напряжения аналогичны тем, которые
возникают в пластинах: максимальные радиальные на-
пряжения ог снизились с 8 до 1,2 кгс/мм2, а танген-
циальные напряжения растяжения <тг остались при-
мерно на том же уровне.
На рис. 88 приведены результаты измерений остаточ-
ных напряжений при сварке кругового шва диаметром
150 мм на оболочке с R= 1350 мм, 6=3 мм, а также
измерений после сварки и осадки компенсационного
кольца усилием Р=150 тс В зоне шва радиальные
напряжения растяжения снизились с 10 кгс/мм2 до
нуля, в то время как тангенциальные напряжения воз-
росли с 12 до 16 кгс/мм2. Вместе с тем осадка кольца
позволила полностью устранить прогибы (SKP = 4 мм)
поверхности и восстановить геометрию оболочки в зоне
соединения.
Глава VII
НЕКОТОРЫЕ СПЕЦИАЛЬНЫЕ МЕТОДЫ И
СНИЖЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ Я
И НАПРЯЖЕНИЙ Я
ПОВЫШЕНИЕ ЖЕСТКОСТИ ПРИ СВАРКЕ I
ЛИСТОВЫХ КОНСТРУКЦИИ 1
-!
На остаточные сварочные деформации большое;
влияние могут оказывать зажимные приспособления,'
позволяющие при определенных условиях существенно
снизить их величину. Влияние зажимных приспособлений;
аналогично повышению жесткости конструкций.
При определении влияния жесткости листовой кон»
струкции, свариваемой продольными параллельными
швами, на величину сварочной деформации параметр’
жесткости может быть принят постоянным по всему,
поперечному сечению. Рассмотрим сначала плоскую
панель, свариваемую без зажимных приспособлений.
Введя эксцентриситет действия усадочных усилий:
(рис 89, с), продольный прогиб определим из выра-'
жения ;
pl \
eil — cos — 1
(79)
а р
где р® = —;
EJ
I — длина панели;
Р — равнораспределенная нагрузка, вызываемая
усадочными усилиями;
J — момент инерции сечения, отнесенный к еди-
нице ширины.
188
Будем считать, что остаточные напряжения ох, дей-
ствующие в обоих случаях (т. е. при сварке в приспо-
соблении и без него), одинаковы. Тогда величина равно-
Рцс. 89. Схема усилий
(а), возникающих при
сварке пластины с реб-
рами жесткости, и вид
деформации после свар-
ки такой конструк-
ции (б)
распределенной сжимающей нагрузки может быть при-
ближенно определена из выражения
р —
L
(80)
где b — площадь зоны пластических деформаций од-
ного шва;
п — число швов по ширине;
L — ширина панели.
Эта нагрузка и вызовет прогиб, определяемый фор-
мулой (79).
При сварке в жестком приспособлении остаточного
прогиба нет. Однако после освобождения из приспо-
собления под действием той же нагрузки Р возникнут
перемещения поверхности, которые также можно опи-
сать формулой (79). При этом по мере увеличения про-
гиба f нагрузка Р будет уменьшаться. В зажатом со-
стоянии по линии наложения швов возникнут остаточные
189
деформации, определяемые через величину равномерно
распределенной нагрузки Р при простом растяжении '
Е = (81):
В свободном состоянии величина Р уменьшится про- *
порционально изменению величины е Установим зави- '
еимость между величиной е и прогибом панели f после
освобождения из приспособления, считая, что в прижа- '
том состоянии относительная деформация определяется
формулой (80). Найдем приближенное выражение для
радиуса кривизны при прогибе f (рис. 89,6), принимая
во внимание, что деформации равномерны по длине:
г = — + . (82)
8f 2 v '
Используя выражения (81) и (82) и учитывая, что
относительная деформация кривого бруса выражается
отношением —, получим соотношение для определения
текущей относительной деформации:
(83)
Sf + 2
Величина Р изменяется по следующей формуле:
Р = Е
е
8f 2
(84)
По мере увеличения прогиба f Ртк будет падать.
Если считать, что и в этом случае величина прогиба
должна соответствовать формуле (79), то остаточный
прогиб будет определяться точкой пересечения кривых,
построенных по формулам (79) и (84). Используя фор-
мулу Эйлера для критических сжимающих усилий, при-
ложенных вдоль нейтральной оси сечения:
п rfiEJ
к₽ “ ’
построим зависимости между прогибами и усилиями в
относительных координатах Р/А®— f/iy, где iy— радиус
инерции деформируемого сечения.
190
Анализ кривых (рис. 90) показывает, что величина
остаточного прогиба при сварке в приспособлении может
оказаться в несколько раз меньше, чем в случае сварки
в свободном состоянии, причем роль приспособлений
более ощутима при сварке гибких пластин и посте-
пенно снижается при увеличении сечения свариваемых
Рис. 90. Зависимость между прогибами и
усилиями при сварке пластин с ребрами
жесткости в свободном состоянии (}) и
после освобождения из зажимного при-
способления (2)
элементов. Этим, очевидно, и объясняется тот факт,
что влияние упругой предварительной деформации ока-
зывает существенное влияние на величину остаточных
деформаций гибких конструкций малой жесткости и
почти не отражается на деформациях жестких кон-
струкций (типа балок и др.).
СВАРКА прямолинейных швов без продольных
ОСТАТОЧНЫХ ДЕФОРМАЦИЙ
Методы упругой деформации позволяют осуществить
сварку прямолинейных стыковых швов тонких листов
без образования остаточных продольных деформаций
потери устойчивости С этой целью был разработан
способ, экспериментальное опробование которого было
проведено в сварочной лаборатории МВТУ им. Бау-
мана [23]. Сущность способа заключается в следую-
191
щем. ...Свариваемые пластины собирают встык на ци-
линдрической поверхности прижимного приспособления
(рис. 91). Удлинение кромок осуществляется упруго за
счет конфигурации медной подкладки, которая припод-
нимает их над цилиндрической поверхностью и увели-
Рис. Bl. Схема сварки плоских листов без оста-
точных деформаций
чивает в этом месте радиус продольного изгиба листа.
После сварки зона, имеющая большую длину, сокра-
тится за счет усадки и устранит предварительную де-
формацию. Однако вследствие того, что кромки фикси-
руются под углом, возможна угловая остаточная дефор-
мация.
Экспериментальные результаты. Для опытной про-
верки способа изготовлено приспособление с продольным
радиусом кривизны 300 мм. Эксперименты проведены
на пластинах из сплава ОТ4. Высота подъема кромок
варьировалась от 0,5 до 3 мм.
Для всех случаев измеряли профилограммы кромок
в поперечном направлении до сварки и в поперечном и
продольном направлениях после сварки для определе-
ния оптимальной высоты подъема кромок (рис. 92).
Измеряли также остаточные напряжения в сварном шве
после сварки.
Как следует из экспериментальных данных, при ну-
левой значении продольных остаточных напряжений в
шве и продольный прогиб также оказывается равным
нулю. При этом имеется достаточно широкий диапазон
192
Рис. 92. Профилограммы стыка пластин, за-
меренные перед (а) и после (б) сварки и за-
висимость продольного прогиба (в) и оста-
точных напряжений в шве (г) от высоты
подъема кромок
'/1 7 В- М. Сагалевич
Значений высоты Подъема кромок h, в котором воЗмбЖй
сварка стыковых швов без образования деформаци'
потери устойчивости. Прогиб возникает при малой В',
соте подъема кромок вследствие сжимающих напр„
жений, образующихся при сварке, как обычно, вне зон
сварочных пластических деформаций При чрезмер”
большой высоте подъёма-кромок h деформации потер
устойчивости возникают за счет сжимающих напряже
ний в зоне сварного шва.
Для определения оптимальной высоты подъема кр’о
мок зададимся некоторыми исходными данными »
введем определенные допущения. Обозначим: 26— ши
рина зоны пластических деформаций; 2а— ширина зоны
приподнимаемой над поверхностью прижимного приело
собления; аж — остаточные продольные напряжения пр»
сварке встык листов в плоском состоянии; 7?— радиу
кривизны приспособления. Считаем, что величина про
дольных пластических деформаций одинакова во всех
участках зоны шириной 26 и не зависит от конструк
тивных особенностей, обусловленных цилиндрическо'
формой поверхности.
Если в поперечном сечении профилограмма кроме»
свариваемых листов — наклонная прямая линия, Tt
оптимальная высота подъема кромок определится и
условия
ь
Jh(a — x) Edx = oxb.
aR
a
Откуда
A =—2^------. (85:
При Я=300 мм, п=15 мм для сплава ОТ4 высот|
подъема кромок h, при которой после сварки отсутство
вали напряжения оя, составила 1,4—1,7 мм. Расчетна
величина 6=1,6 мм. В случае сварки низкоуглеродистой
стали СтЗ высота подъема кромок при прочих равных
параметрах в 3,5—4 раза меньше, чем при сварк
титана. Технологическое осуществление сварки без про
дольных деформаций таким методом не вызывает осо
бых сложностей. Определенные трудности возникают <
процессе сборки листов на выпуклой или вогнутой под
194 •'
кладке, но они во многом зависят от конструктивного
выполнения приспособлений. Опыты, проведенные в
МВТУ им. Баумана, показали, что удовлетворительные
результаты могут быть получены при сварке пластин
толщиной до 1 мм.
МЕТОДЫ ГЛУБОКОГО ОХЛАЖДЕНИЯ
Методы местного глубокого охлаждения деталей для
устранения остаточных деформаций и напряжений при
изготовлении сварных конструкций исключают необхо-
димость проведения механических правочных операций,
не требуют использования сложного и тяжелого обо-
рудования для пластического деформирования мате-
риала. Можно выделить отдельные виды сварных соеди-
нений, в которых глубокое охлаждение дает ощутимые
результаты.
1. Стержневые конструкции рам и ферм. Сварочные
деформации выявляются в виде укорочений стержней
вследствие усадки металла в зоне их соединения между
собой и в местах приварки к поясам. Механическое воз-
действие на шов не всегда приводит к желаемым ре-
зультатам, так как укорочения стержней оказываются
значительными вследствие свободного сокращения зоны
шва, а область, в которой можно производить пласти-
ческую осадку металла, сравнительно невелика.
Если перед сваркой среднюю часть стержня охладить,
то образовавшееся укорочение компенсирует изменение
размера стержня, возникшее при сварке. Технологиче-
ски данную операцию производят следующим образом.
На средней части стержня укрепляют охладительную
камеру длиной 300—400 мм, в которую заливают жид-
кий азот или пропускают пары азота, испаряемого из
сосуда Дюара. Охлаждение до сварки осуществляют в
течение 4—5 мин для алюминиевых стержней и 10—
15 мин для стальных. После этого производят сварку.
После охлаждения сварных швов охладительную камеру
снимают со стержня, начинается его удлинение вслед-
ствие повышения температуры. Основные параметры
Данного технологического приема — длина охладителя,
длина стержня, температура охлаждающего вещества,
продолжительность охлаждения и величина укорочения,
которую необходимо компенсировать при применении
Данного процесса. Способ применяется для изготовле-
*/« 7* 195
ния ферменных конструкций высокой точности из алю
миниевых сплавов.
2. Фланцевые соединения в пластинах и оболочка
Наиболее эффективным является предварительно
охлаждение фланца и поддержание охлажденной
состояния до полного завершения процесса сварю
Охлаждение осуществляется заливкой охлаждающей
компонента в кольцевое полое внутреннее пространстве
фланца, герметизируемое с наружной и внутренне!
стороны плотным прижатием фланца верхней крышкой,
в которой имеются отверстия для заливки и испарений
охладителя. По окончании сварки охлаждение фланце
прекращается, и за счет его расширения происходи!
компенсация сварочных напряжений и устранение де-
формаций.
3. Замыкающие кольцевые, круговые, продольные
швы малогабаритных тонких оболочек. Часто для сня-
тия внутренних напряжений применяется отпуск свар-
ных конструкций. Иногда, когда сварка является заклю-
чительной операцией, нагрев изделия выше температуры
120—150° С нежелателен из-за нарушения последующих
эксплуатационных характеристик. В этом случае целе
сообразно применение операции местного охлаждения
зоны сварного шва. Как показывают измерения, местное
охлаждение только зоны шва жидким азотом (прг
использовании местной охлаждающей камеры) не при-
водит к заметному снижению остаточных напряжений
Поэтому перед охлаждением производят общий нагрев
узла до температуры 120—150° С вместе с приспособле-
ниями для охлаждения в течение 40 -60 мин. После вы-
емки из печи в замкнутую систему накладных охлади-
телей пропускают жидкий азот. Резкий перепад темпе-
ратур способствует более интенсивному протеканию пла-
стических деформаций удлинения в зоне сварного шва
и устранению остаточных напряжений.
4. Сварка стыковых швов в пластинах и оболочках.
В этом случае охлаждению подвергается околошовная
зона, что в значительной степени снижает размеры
областей нагрева до одних и тех же максимальных тем-
ператур и уменьшает величину продольной и поперечной
усадки шва. , Для снижения деформаций при сварке
листов может быть использовано приспособление, прин-
цип которого показан на рис. 93. Следует, однако, иметь
в виду, что полного устранения деформаций при сварке
196
прямолинейных швов такими приемами добиться невоз-
можно. Например, при охлаждении околошовной зоны
жидким азотом величина прогиба плоских листов из
сплава АМгб снижается на 40%, а величина попереч-
ного укорочения вдвое.
Рис. 93. Приспособление для сварки пря-
молинейных швов с охлаждением около-
шовной зоны:
1 — основание; 2 — прижимные планки; 3 — свари-
ваемые пластины; 4 — полости для заполнения
охладителем
Практическое осуществление методов охлаждения с
целью компенсации деформаций, возникающих от по-
перечного укорочения, в значительной степени зависит
от времени, в течение которого производится охлаждение
до сварки. Чем больше длительность охлаждения, тем
значительнее поперечное укорочение ввариваемого эле-
мента. Существенное значение оказывает и длина охлаж-
даемого участка детали (рис. 94). Если известна вели-
чина поперечного укорочения при сварке без охлажде-
ния, то, сопоставляя ее с величиной укорочения при
охлаждении, нетрудно определить те параметры охлаж-
дения, которые дадут полную компенсацию поперечной
деформации. Ввиду того, что при сварке стержней
охлаждаемый участок, как правило, находится вдали от
места сварки и не подвергается непосредственному теп-
ловому воздействию сварочного процесса, деформации
укорочения от сварки и охлаждения независимы друг
от друга, и оптимальное соотношение между режимами
сварки можно устанавливать на основе простого равен-
ства поперечного укорочения от сварки и укорочения
стержня от охлаждения.
При вварке фланцев, в особенности малых диаметров
(100—150 мм),, в плоские диеты и оболочки метод
197
охлаждения оказывается неэффективным, так как теп-
ловое воздействие источника нагрева вызывает пласти-
ческие деформации укорочения при нагреве не только
в листе или оболочке, но и в охлажденной кромке
Рис. 94. Зависимость продольного
укорочения Ы стержня из алюминие-
вого сплава от длины охладителя
/охл при различной длине стержня
(охлаждающий компонент — жид-
кий азот):
I и 2 — Z“2Q0 мм: 3 — /=100 мм; 4 —/=
=50 мм; 2—4 — продолжительность охлаж-
дения — 10 мин: 1 —« то же 20 мин
фланца, также значительно нагревающейся. А так как
область пластических деформаций распространяется да-
леко за пределы сварного шва в оболочку или лист, то
ожидаемого эффекта при расширении центральной части
фланца можно не получить, так как сохранившийся
запас укорочения оказывается явно недостаточным для
компенсации продольной и поперечной составляющих
сварочных деформаций.
В этом случае наряду с предварительным укороче-
нием фланца необходимо уменьшить ширину зоны пла-
стических деформаций в пластине или оболочке, в кото-
рые вваривается фланец, для чего может быть исполь-
зован комбинированный прием, при котором наряду с
охлаждением фланца производят охлаждение околошов-
ной зоны листа или оболочки по схеме, аналогичной
приведенной на рис. 93. Практическое осуществление
198
метода устранений деформации охлаждеййем зоны флан-
цевых соединений сопряжено с рядом трудностей сбо-
рочного характера. Как показывают эксперименты, тех-
нология получения сварных соединений посредством
переплава охлажденного до низких температур металла
никаких существенных изменений в процессе сварки не
вносит, и обеспечение высокого качества шва и надле-
жащих механических свойств трудностей не представ*
ляет. Но для гарантии успешного осуществления ком*
пенсации сварочных деформаций и напряжений необхо*
димо строго выдержать предварительные припуски на
укорочение деталей в процессе охлаждения перед свар-
кой. Это относится как к оболочковым, так и к стерж-
невым конструкциям.
В промышленности США массивные фланцы ввари-
вают в оболочки из алюминиевых сплавов непосредст-
венно после выдержки фланца в течение 15—20 мин
в жидком охлаждающем компоненте. При этом на
60—70% уменьшается радиальная составляющая оста-
точных напряжений и почти полностью устраняются пе-
ремещения поверхности оболочки. Если фланец имеет
диаметр, превышающий 200 мм, то дополнительное
охлаждение околошовной зоны оболочки вряд ли по-
требуется, так как увеличение его диаметра после сварки
может оказаться вполне достаточным для компенсации
упругой составляющей продольных и поперечных дефор-
маций в зоне шва. Следует иметь в виду, что эффек-
тивность метода компенсации сварочных деформаций
охлаждением повышается с увеличением коэффициента
линейного расширения и уменьшением запаса темпера-
турной упругой деформации.
УСТРАНЕНИЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИИ
В СОЕДИНЕНИЯХ МАРТЕНСИТНЫХ СТАЛЕЙ
В промышленности довольно широко применяют вы-
сокопрочные стали мартенситного класса, обладающие
к тому же достаточно высокими пластическими свой-
ствами. Деформации этих сталей при сварке оказы-
ваются часто намного меньше, чем у других мате-
риалов за счет происходящих при охлаждении струк-
турных превращений.
Сварка без деформаций невозможна, так как нет
факторов, действующих в противоположном усадочному
199
усилию направлении. Распад аустенита может быть Тй* .
ким фактором, поэтому определение закономерностей
образования сварочных деформаций в таких материа-
лах и возможностей управления их величиной в особен
ности в мартенситных сталях, имеют значительный
практический смысл.
Особенности образования остаточных деформаций и
напряжений. Чтобы составить представление о дефор-
мациях при сварке материалов; необходимо знать их
дилатометрические свойства, т. е. способность изменять
свои линейные размеры при изменении температур. На
основании дилатограммы материала можно прибли-
женно подсчитать уровень остаточных напряжений, ве- I
личину усадочного усилия и правильно выбрать методы
устранения деформаций.
Из анализа дилатометрических кривых мартенситных
сталей следует, что внутри зоны пластических дефор-
маций может располагаться область, в которой при
охлаждении происходит распад аустенита [23], что '
способствует снижению сварочных деформаций укороче-
ния.
Определение сварочных деформаций сводится к сле-
дующему. Исходя из запаса температурной упругой
деформации, термического цикла сварки и механических
свойств материала, устанавливают величину усадочного
усилия и характер распределения напряжений к мо-
менту начала структурного превращения. Приближенно
это можно сделать известными методами с применением
гипотез одновременности укладки шва и плоских сече- .
ний. При больших погонных энергиях сварки можно
изменить знак остаточных деформаций [23], так как
увеличивается ширина области распада устенита в зоне
сварного шва при охлаждении. Однако с ростом погон-
ной энергии сварки деформации укорочения также
растут. Снижение же деформаций укорочения и изме-
нение их знака происходят при очень больших величи-
нах погонной энергии, которые находятся за пределами
диапазона применяемых в практике режимов сварки.
Для материалов с большими структурными деформа-
циями имеется возможность полностью устранить оста-
точные деформации (например, материал с пределом
текучести 8000 кгс/см2 и структурной деформацией
60-10-4). С увеличением предела текучести и снижением ।
объема структурного превращения растут деформации 1
200
укорочения. Снижение предела текучести и рост объема
структурных превращений могут привести к деформа-
циям удлинения.
Структурное увеличение объема при охлаждении
начинается при низкой температуре (180—200° С) и про-
текает до комнатных температур. Это означает, что
температурная компенсация структурных деформаций,
происходящая в низкоуглеродистых и других сталях с
высокими температурами распада аустенита при охлаж-
дении, у сталей с низкими температурами распада от-
сутствует. Весь запас структурных превращений может
быть использован на то, чтобы уменьшить продольное
укорочение [23].
Деформации, возникающие при сварке прямолиней-
ных швов. В сварных швах сталей мартенситного класса
возникают напряжения сжатия. Шов оказывается удли-
ненным по отношению к свариваемым листам и это
затрудняет применение известных методов исправления
деформаций. Листовые элементы после сварки испыты-
вают деформацию потери устойчивости и требуют
правки. Такой вид деформаций обычно устраняется
прокаткой зоны остаточных деформаций укорочения
(т. е. зоны напряжений растяжения), но не всегда при-
водит к желаемому результату.
Для определения общих закономерностей образова-
ния деформаций важно знать зависимость величины
остаточных деформаций от погонной энергии сварки.
Для получения такой зависимости необходимо обес-
печить изоляцию свариваемых образцов от окружающей
среды. Для этого применяют теплоизолирующие про-
кладки из асбеста, закрывающие с двух сторон всю
поверхность образца, за исключением узкого участка
зоны шва. Деформацию оценивают по прогибу образца.
С увеличением погонной энергии сварки растет и оста-
точный прогиб, что соответствует общепринятым поло-
жениям теории сварочных деформаций и напряжений.
При условии получения удовлетворительного качества
сварного соединения полностью ликвидировать остаточ-
ный прогиб только за счет изменения погонной энергии
не удается. Аналогичная картина наблюдается при
сварке в зажимном приспособлении без теплоизолирую-
щих прокладок. Разница состоит лишь в том, что вели-
чина деформаций при сварке с одной и той же погонной
энергией сварки в последнем случае несколько меньше.
8 В. М. Сагалевич
201
Жесткие режимы при роликовой сварке приводят к уд/ и
нению образцов в области наложения шва. Величин-
продольных деформаций при аргоно-дуговой сварк
мартенситных сталей показывают, что происходит пре
дольное сокращение зоны шва (усадка), а поэтому дл!
устранения деформаций не исключено применение прг
катки.
Эпюры остаточных напряжений соединений, сварен
пых аргоно-дуговой сваркой в зажимном приспособлю
нии с применением теплоизолирующих прокладок и 6с
них (на медной прокладке со стальными клавишным
прижимами сверху), показывают, что величина сжимаю
щих напряжений вне зоны шва во втором случае меньше
Уменьшается и кривизна сварного образца. Это проис
ходит не только вследствие сужения зоны пластически:
деформаций. Исследования, проведенные на стал:
Х18Н9Т, показали, что значение теплоотдачи у сталей
невелико (например, снижения остаточных напряжений
и деформаций при сварке стали Х18Н9Т почти не на
блюдается). Сужение зоны пластических деформаций '
мартенситной стали может привести к уравновешиванию
эпюры остаточных напряжений в пределах центрального
участка без передачи усилий на края пластины. Необ
ходимо обеспечить интенсивный теплоотвод от околошов
ной зоны, сужая тем самым зону пластических дефор
маций и увеличивая крутизну изотерм при относительно
низких температурах. Этим можно добиться силового
равновесия остаточных напряжений в пределах зоны
пластических деформаций.
Хорошие результаты дает применение медных охлаж-
дующих шин (рис. 95) [23]. Отвод тепла от околошов
ной зоны уменьшает ширину зоны пластических дефор
маций тогда, когда сама эта зона имеет значительную
ширину, т. е. при сварке с большой погонпой энергией.
В этом случае легче добиться уравновешенности эпюры
остаточных продольных напряжений в пределах узкого
центрального участка шва и исключить образование
деформаций потери устойчивости.
При сварке с малой погонной энергией относитель-
ное сужение зоны пластических деформаций за счет
охладительных медных шин недостаточно для того,
чтобы предупредить возникновение потери устойчивости.
Уменьшение же расстояния шин от шва нецелесообразно
из-за технологических соображений. Поэтому необхо-
202
димо увеличивать погонную энергию сварки. Однако
увеличение погонной удельной энергии (свыше
7000 кал/см2) при интенсивном теплоотводе приводит
к возникновению прогиба. Об этом свидетельствуют ре-
зультаты непосредственных измерений остаточных про-
Рис. 95. Зависимость прогиба пластин (11)
из мартенситностареющей стали
Х15Н5Д2Т (толщиной 1,5 мм и длиной
300 мм) от погонной удельной энергии
сварки и расстояния медных охлаж-
дающих шин (I) от оси шва:
/ — d=15 мм; 2— d—o мм; 3 — <7=4,5 мм; 4 — d*=
«3,5 мм; 5 — d—2,5 мм
дольных укорочений в пластинах, сваренных аргоно-
луговой сваркой [23].
На основании приведенных на рис. 95 данных можно
установить оптимальные параметры режима аргоно-
Дуговой сварки прямолинейных швов сталей мартенсит-
ного класса из условия полного предотвращения дефор-
маций. Остаточные напряжения при сварке с медными
шинами уравновешиваются в пределах центральной ча-
сти образца — в зонах шва и термического влияния.
Деформации мартенситных сталей при точечной
сварке. Низкие температуры распада аустенита оказы-
вают особое влияние на характер деформаций стали при
Местном сосредоточенном нагреве.
8* 203
Определение величин остаточных напряжений точ
носварных соединений показывают, что несмотря
наличие структурного превращения в листе возника
остаточные радиальные напряжения растяжения, не <
стирающие на границе нагрева предела текучести ма
риала. Максимум напряжений растяжения соответству
границе зоны пластических деформаций и отстоит
центра литого ядра на величину, несколько болы
радиуса зоны плавления. Радиус зоны пластически
деформаций является осредненной величиной по толщи
листа, что для определения осесимметричных деформ
ций существенного значения не имеет.
Последовательность процесса, протекающего п|
охлаждении точки, следующая: в первой стадии, 4
начала структурного превращения, происходит накапл
вание напряжений растяжения за счет деформаций ук
рочения «в' точке» в пределах зоны пластических дефо
маций, во второй стадии — снижение напряжений ра
тяжения в листе за счет увеличения объема в зо:
структурных превращений.
Таким образом, структурные превращения возникак
в предварительно напряженном при охлаждении то»
листе. Остаточные напряжения в листе могут быть опрч
делены в два этапа: перед началом структурного по<
вращения и после структурного превращения.
Основное влияние на характер деформаций точечные
соединений сталей со структурными превращениям!
должно оказывать соотношение радиусов зон-пластиче
ских деформаций а и структурных превращений г, т. е,
режим сварки и режим охлаждения. Ниже приведен
приемы уменьшения величины напряжений растяженш
на границе нагрева пластического пятна при условии
что внутри этого пятна имеется зона структурных пре
вращений, радиус которой несколько меньше радиус
зоны пластических деформаций.
Обозначим радиус зоны пластических деформаций i
структурных превращений соответственно а к г. Номо
грамма (рис. 96) выражает зависимость величины на
пряжений растяжения на границе радиуса а от соо*
ношения вышеуказанных радиусов. Кривые построен
для разных величин структурной деформации ес.
Номограмма соответствует напряженному состояни!
возникающему непосредственно после структурного пр
вращения. Последующее остывание точки сопрово>
204
дается некоторым .снижением эффекта структурного
превращения. Поэтому для материала, у которого струк-
турная деформация равна ес, действительная картина
Рис. 96. Остаточные напряжения а,
на границе зоны пластических дефор-
маций:
/ —ес£= — ат(1—ц);2 —ес £=от(1—и):
3— ес £-1.3ат(1—и); f— ес£=2.о ст(1—и)
будет характеризоваться величиной, несколько меньшей,
чем ес:
< = ес— а(Тк — То),
где Тн — температура окончания структурного превра-
щения.
Анализ номограммы показывает, что даже при боль-
шом объеме структурного превращения (кривая 4) на-
пряжения растяжения могут оказаться значительными
при относительно широкой по сравнению с г зоне
радиуса а (например, при-^-< 0,б). Если отношение этих
радиусов превышает 0,8—0,9, то на границе пластиче-
ской области могут возникнуть даже остаточные на-
пряжения сжатия, а при сварке прямолинейного точеч-
205
него шва — остаточные деформации удлинения, а Л
укорочения. Такой случай в практике очень редкиJ
В большинстве случаев приходится бороться с деформ И
циями укорочения. Радиусы г и с определяют зон!
нагрева до температур, при которых соответствен™
происходят структурные превращения и протекают плаД
тические деформации. Знание их величин или качестве™
г
ная оценка изменения отношения —- в зависимости о!
а
изменения параметров сварки позволяет наметить пути
предупреждения сварочных деформаций.
При сварке на мягких режимах во всех случая»!
величина деформаций укорочения больше, чем на жест!
ких. В отдельных случаях жесткие режимы могут пр.<4
вести даже к удлинению соединяемых пластин в месте
наложения точечного шва [23].
Очень эффективным является наружное охлажден,:^
деталей. Естественно, что теплоотдача резко увеличу]
Г —
вает крутизну изотерм и отношение —. Поэтому даже,
а
при сварке на .мягком режиме возможно полное устра-1
некие деформаций.
Измерения местных деформаций при сварке стали]
ВНС-2 на жестком режиме свидетельствуют о том, что!
в зоне точек наблюдаются деформации удлинения,!
а между точками — укорочения. Этим подтверждается
необходимость тщательной отработки режимов сварки-
сталей мартенситного класса.
Применение методов предотвращения деформаций
в тонколистовых конструкциях из мартенситных сталей.
Мартенситные стали широко используются для изготов-
ления листовых конструкций. Основные способы сварки
этих сталей: аргоно-дуговая — непрерывная и импульс-,
ная и контактная — точечная и роликовая. Наиболее
широко распространенные толщины свариваемых эле-
ментов 0,4- 6 мм.
При изготовлении панельных конструкций точечной -
сваркой неправильный выбор режимов ведет к деформа-
циям продольного изгиба, возникающим, как правило,
вследствие укорочения материала в месте наложе-
ния шва.
Для выбора режимов по деформациям могут быть
сварены контрольные листовые образцы, имеющие ма-
лую жесткость. Проверяется несколько различных1
206
режимов сварки, обеспечивающих необходимое количе-
ство соединения по общепринятым техническим требо-
ваниям. Наиболее оптимальным считается тот режим,
при котором происходит наименьшее изменение базы
измерений деформаций.
Выбор режимов с точки зрения образования мини-
мальных остаточных деформаций позволяет уменьшить
продольный изгиб при сварке панельных конструкций
из стали Х15Н5Д2Т Например, была произведена
сварка на машине МТПТ-400 панелей (стрингера с об-
шивкой) толщиной 0,4—0,6 мм, длиной 1,2 м. Из табл. 4
видно, что после сварки на некоторых режимах оста-
точные деформации практически отсутствуют
Таблица 4
Влияние режимов и условия сварки на деформации образцов
из стали Х15Н5Д2Т
Длительность сварочного импульса, С Укорочение конт- рольного образца на базе 100 мм, мкм Стрела продоль- ного прогиба панели, мм
0,12- 78 24
0,06 40 18
0,07 (сварка в воде) 6 0
0,06 (с ковочным усилием- 1250 кгс) 11 0
Однако причины деформаций панельных конструк-
ций не исчерпываются только усадкой Поэтому в каж-
дой листовой конструкции необходимо применить все
возможные методы предупреждения деформаций
в комплексе.
В последнее время имеется тенденция использовать
эффект расширения металла при температурах струк-
турного превращения для компенсации усадочного уси-
лия при сварке аустенитных и других сталей. Это на-
правление очень перспективно, но для его практического
осуществления необходим широкий комплекс работ по
созданию новых присадочных материалов, исследованию
свойств сварных соединений и отработке технологии
сварки с учетом полного устранения сварочных дефор-
маций. Используемые же в промышленности присадоч-
207
ные материалы из стали мартенситного класса часе
несовершенные и по ряду показателей не могут бы Л
использованы для сварки большей части конструкций
Основное внимание следует уделять максимально
использованию возможностей самого сварочного пр Я
цесса, а затем послесварочным методам обработке
УСТРАНЕНИЕ ДЕФОРМАЦИЙ В ТОЧЕЧНЫХ !
И РОЛИКОВЫХ ШВАХ d
Термомеханические процессы, приводящие к образо’1
ванию сварочных деформаций и напряжений при точечД
ной и роликовой сварке, включают ряд сложных явле.1
ний, не имеющих достаточно удовлетворительного мате-1
матического описания [1, 11, 23]. .1
Анализ причин возникновения деформаций при точеч-1
ной и роликовой сварке позволяет разделить их на дгм
группы: 1) деформации, возникающие вследствие термо-j
механического цикла сварки, или так называемые сваЛ
рочные деформации; 2) деформации, возникающие1
вследствие контакта оборудования со свариваемыми
деталями и наличия внешних связей у последних, —'
технологические деформации.
Сварочные деформации связаны не только с термо- -
механическим циклом, но и с фазовыми превращениями
в свариваемом материале. В связи с этим характер
деформации может существенно отличаться при сварке
материалов разных классов. В отличие от аустенитных
сталей (рис. 97,а), имеющих напряжения растяжения
в зоне сварного шва, аналогично сварке плавлением,
в мартенситных сталях на распределение остаточных
напряжений оказывает влияние увеличение объема ме-
талла за счет распада аустенита при низкой темпера-
туре. Это приводит к удлинению зоны шва с образова-
нием остаточных напряжений сжатия (рис. 97, б) и по-
перечных деформаций удлинения (рис. 97, в)
Как показывают исследования, на величину дефор-
маций при контактной роликовой сварке существенное
влияние оказывают параметры режима сварки: длитель-
ность импульса тока и в особенности усилие сжатии .
электродов (роликов) (рис. 98).
Для устранения сварочных деформаций роликовых
соединений на сталях простых низкоуглеродистых
и аустенитных можно применить прокатку стальными
208
роликами зоны растягивающих напряжений. Режимы
прокатки, как показывает опыт, мало отличаются от
рекомендованных для соединений, выполненных сваркой
плавлением.
Рис. 97. Распределение про-
дольных остаточных напря-
жений в поперечном сечении
роликовых соединений сталей
Х18Н9Т (а) и Х15Н5Д2Т (б)
и распределение по длине шва
поперечных деформаций (в):
/ — сталь Х18Н9Т: 2 — сталь
Х15Н5Д2Т
При точечной сварке наряду с участками укорочения
(в зоне точки на стали Х18Н9Т) имеются участки
(между точками), длина которых после сварки стано-
вится больше. При сварке мартенситных сталей харак-
тер деформаций, как правило, прямо противоположный
(рис. 99). Несмотря на то, что знаки деформаций в зоне
точки и между точками в обоих случаях противоположны,
°бщее изменение длины, в особенности деталей нежест-
209
500 700 900 Р, кгс
Рис. 98. Влияние параметров
режима сварки на величину про-
дольных деформаций Д/ в роли-
ковых соединениях (сталь
Х18Н9Т, 1+1 мм)
ких, может достигать сравнительно больших значен:
вследствие деформаций в зоне шва. Поперечные дефор'
мации также неравномерны по длине шва и завис#
от материала.
Как и в случае роликовых швов, величина остаточ
иых деформаций при Tri
чечной сварке зависит ci
основных параметров р
жима сварки, особенно о'
усилия сжатия электра
дов. С его увеличением зп
метно снижаются про
дольные деформации в зо
нах точек и между ними;.;
поперечные деформации
распределяются бол’о
равномерно по длине и
становятся меньше. Уве-
личение длительности им-
пульса сварочного токi
существенно увеличив? г
деформации (рис. 100, а) ;
применение жестких ре-
жимов при сварке сталей,
склонных к деформациям
усадочного характера (например Х18Н9Т, СтЗ и др.) яв-
ляется действенным средством их снижения. По приве-
денным на рис. 100, а данным снижение деформаций за
Рис. 99 Средние значения продольных деформаций А/ в
зоне точек и между ними по длине шва образцов из стали
Х18Н9Т (а) и Х15Н5Д2Т (б):
I — ширина 120 мм; 2 — то же. 20 мм
210
счет ужесточения режимов (при постоянном усилии на
электродах) возможно в 1,2—1,9 раза. Вдвое больший
эффект может быть достигнут увеличением усилия сжа-
тия электродов. При этом возможно снижение деформа-
ций в 2,2—4,2 раза.
Рис. 100. Зависимость остаточных деформаций Д/ на образцах из
стали Х18Н9Т (ширина 20 мм):
а — от длительности импульса сварочного тока t и усилия сжатия электро-
дов Р; б —от ковочного усилия Рков при различных значениях сварочного
усилия Рсв
Дальнейшее снижение деформаций возможно при
применении ковочного усилия. Остаточные сварочные
деформации на сталях типа Х18Н9Т могут быть за счет
проковки не только снижены, но практически устранены.
Эффект проковки тем выше (рис. 100,6), чем меньше
усилие сжатия электродов при сварке. Наибольшее сни-
жение сварочных деформаций достигается при включе-
нии проковки в момент окончания импульса сварочного
тока.
Снижение деформаций за счет проковки по сравне-
нию с другими способами во многом более технологично,
так как не нарушает нормальных режимов сварки
и требует меньших затрат электроэнергии; кроме того,
требуемый эффект достигается непосредственно между
электродами сварочной машины без дополнительных
операций. Применение проковки вызывает ряд вопросов,
связанных со стойкостью электродов, возможностями
сварочного оборудования, влиянием проковки на проч-
211
ность точечных соединении. Необходимо отметить, ч
проковка не снижает прочности соединений при стат
ческом нагружении, а в случае усталостных нагругх
существенно (на 35—120%) ее повышает.
Усадка или расширение при контактной сварке
большинстве случаев оказывает преимущественное вл>
ние в конструкциях, требующих сварки по замкнутом
контуру, где возможно образование хлопунов или «I
тяга ввариваемой детали в зависимости от жесткост
контура и типа свариваемого материала. Вследстьн
деформаций возможно изменение формы контура, а пр
малой толщине металла — местная потеря устойчивое т
листа. Однако наибольшее значение в конструкции,
имеют остаточные деформации, возникающие вследстг
крутящих и изгибающих моментов, вызываемых оста
точными напряжениями, не уравновешенными относи
тёльно нейтральной оси. Это вызывает изгиб или скру
чивание сварного узла, иногда оба явления одновре
менно. На узлах типа панелей (обшивка с элементам i
жесткости) такие деформации часто создают наиболее
трудно исправимый дефект — диагональную закрут - g
(восьмерку).
Устранение или снижение изгибов и скручиваний
только за счет уменьшения сварочных деформаций
далеко не всегда дает желаемый результат. Опыт сварки
стали Х15Н5Д2Т показал, что даже при минимальных
сварочных деформациях, свойственных этому металлу,
общие деформации узла могут быть весьма значитель-
ными. На стали Х15Н5Д2Т, у которой предел текучести
близок к пределу прочности и правка крайне затрудни-
тельна, это недопустимо. Причиной деформаций узла
в этом случае являются упомянутые выше технологиче-
ские деформации. Технологические деформации, взаимо-
действуя со сварочными, могут уменьшить или увели-
чить общие деформации конструкции. Следовательно,
возможны случаи, когда меры, принятые для снижения
деформаций одного из этих типов, могут дать конечный;
результат, прямо противоположный ожидаемому. Техно-!
логические деформации играют большую роль в общей
деформации сварных узлов и требуют отдельного рас-
смотрения.
Технологические деформации связаны с несовершен-
ством оборудования, приспособлений и сборки. При
контактной сварке на свариваемых деталях имеют; f
212
внешние связи, так как детали зажаты электродами
и их правильная подача в машину осуществляется опе-
ратором с помощью различных поддерживающих, на-
правляющих или выравнивающих устройств (иногда
работа ведется и без применения таких устройств).
Таким образом, приложение внешних усилий к свари-
ваемым деталям в процессе сварки практически неиз-
бежно. Это, как правило, приводит к деформациям за
счет неточной установки электродов (роликов) и их не-
одинаковой рабочей поверхности, за счет изгиба вследст-
вие неточного направления свариваемых деталей в ма-
шину. Эти общеизвестные явления практически неиз-
бежны, хотя и могут быть сведены к минимуму при точ-
ной установке электродов, хорошо выверенной оснастке
и др.
В сварных узлах с длинными швами и тысячами или
десятками тысяч точек, выполняемых преимущественно
точечно-роликовой сваркой, даже незначительные не-
точности накапливаются и могут иметь большое значе-
ние, особенно в жестких конструкциях из высокопрочных
материалов, почти не допускающих правки. Наилучший
результат по устранению технологических деформаций,
вызванных этими неточностями, обеспечивается при
таком порядке сварки, при котором их действие не
накапливается, а взаимно уничтожается. Например, при
сварке панелей это достигается наложением в опреде-
ленном порядке половины швов в одном направлении,
а другой половины — в противоположном. При этом
после сварки в одном направлении панель несколько
изгибается, а по окончании сварки деформации прак-
тически устраняются
Установлено, что до включения тока относительного
смещения электродов нет (Л=Б). При интенсивном
нагреве коэффициент трения в контакте деталь—деталь
снижается, и происходит относительный сдвиг, вследст-
вие которого свариваемые детали изгибаются. Данные
измерений (рис. 101, а, б) показывают, что при измене-
нии любого из основных параметров режима сварки
в широком диапазоне (при постоянных размерах литого
ядра) относительное смещение С остается почти по-
стоянным. Несмотря на это, с увеличением силы тока,
продолжительности его включения и усилия растут
деформации — прогиб увеличивается.
Убедительного объяснения полученных зависимостей
213
нет. По-видимому, справедливо следующее: с росто:
силы тока и длительности его включения увеличиваете:
зона пластических деформаций; с ростом усилия сжатия
электродов в большей мере проявляется дополнительный
сдвиг свариваемых деталей за счет несовпадения вер
шин сфер рабочих поверхностей электродов.
Явления,
101. Влияние на смещение элек-
Рис.
гродов (А, Б) и на прогиб образцов
f следующих факторов:
а — усилия сжатия электродов; б вели
чины [<₽(/)] и длительности импульса
[<?(/)] сварочного тока; в —усилия ежа
тия роликов (/ — длительность импульса
0,05 с, 2 — то же. 0.14 с)
аналогичные изгибу
образцов
вследствие
сдвига электродов
при
точечной
сварке,
наблюдаются
и при роликовой сварке. В этом случае изгиб вызы-
вается сдвиговыми напряжениями, возникающими при
передаче усилий с ведущего ролика на ведомый. Свари-
ваемые
ролика
изгиб);
сжатия
образцы всегда
(при отсутствии
изгибаются в сторону
ведомого
других факторов, влияющих на
в отличие от точечной сварки с ростом усилия
роликов прогиб уменьшается, хотя влияние силы
сварочного тока остается таким же, как при точечной
сварке (рис. 101, в).
Методы снижения технологических деформаций могут
быть даны только в общем виде. В зависимости от кон-
струкции свариваемого узла и машины возможно при-
менение различных технологических приемов,
которые
могут снижать не только технологические, но и свароч-
ные деформации, а также общие деформации конструк-
ции в целом.
214
ИСПОЛЬЗОВАНИЕ СДВИГА ЭЛЕКТРОДОВ
ДЛЯ ПРЕДОТВРАЩЕНИЯ ДЕФОРМАЦИЙ
Одним из основных видов деформаций листовых
конструкций (обшивка с соединенными с ней точечной
сваркой продольными стрингерами или гофрированными
листами) является продольный прогиб, возникающий
за счет укорочения точечного шва. Усадочное усилие
создает изгибающий момент относительно поперечной,
оси инерции у—у и является основной причиной дефор-
маций продольного изгиба. Угол поворота ср одного сече-
ния относительно другого в изогнутом сварном узле
определяется по формуле (рис. 102,а):
(86)
где f — прогиб детали;
t — шаг точек;
I —- длина детали.
На точечных машинах возможен самопроизвольный
сдвиг электродов, создающий в процессе сварки дефор-
мации изгиба. В зависимости от направления сдвига-
остаточный продольный прогиб может быть таким же,
как при укорочении или удлинении зоны шва. Возмож-
ность управления остаточными деформациями может
быть использована для разработки способа предотвра-
щения деформаций при сварке.
Разработанный способ основан на компенсации
изгиба, возникающего в процессе сварки от усадочных
явлений, обратными по знаку и равными по величине
изгибными деформациями от сдвига. Образование
деформаций достигается за счет направленного сдвига
одного электрода относительно другого на определенную
величину (рис. 102,6). Такой сдвиг на величину s пере-
мещает точку Ь в положение Ь' и поворачивает сече-
ние ab на угол ф. Опыты показали, что при сдвиге
электродов проскальзывание их относительно сваривае-
мых деталей практически отсутствует и поэтому можно-
считать
В случае неплоских (сферических) рабочих поверх-
ностей электродов угол ф будет иметь большее значение,
21Б-
чем вычисленное по формуле (87). Выбрав смещение
таким, чтобы <р=—ф (угол поворота сечения от сдвш
равен углу поворота от усадки на расстоянии длин*'
в шаг точки и направлен в противоположную сторону
можно предотвратить возникновение деформаций изгиб
Рис. 102. Характер деформаций изгиба с панелей
от действия усадочного усилия (а) и схема сдвига
электродов при точечной сварке (б)
Для определения сдвига, не учитывающего пружинения,
утонения 61 и бг от вмятин под электродами, неплос-
костности рабочей поверхности электродов и т. д. можно
пользоваться формулами (86) и (87). Если неизвестно ,
то его можно определить на образце длиной I с одним
или несколькими стрингерами (или частью гофра), при-
варенными к обшивке с заданным шагом точки t.
216
Эффективность предложенного спосооа проверяли на
листовых панелях из сплава ОТ4 толщиной 1 мм,
1-сфР — 0,6 мм, дающего большую усадку при сварке.
Необходимое относительное перемещение электродов
обеспечивалось различной величиной упругих прогибов
консолей точечной машины МТП 200/1200, которые
с помощью вставки были удлинены до вылета 2000 мм.
Требуемая разность упругих прогибов достигалась регу-
лировкой свободной длины нижней консоли. Таким
образом, на панелях длиной 2500 мм прогиб был снижен
с 38 до 4 мм, на панелях длиной 4000 мм—с 80 до
10 мм. Для рассмотренного способа предотвращения
сварочных деформаций целесообразно применять спе-
циальные устройства, обеспечивающие необходимое
перемещение электродов при прохождении свароч-
ного тока.
В практике встречается соединение пластин с жест-
кими рамами. К узлам такого типа, предназначенным
для ответственных конструкций, предъявляются особые
требования в отношении сварочных деформаций, в част-
ности к наличию деформаций потери устойчивости,
образующихся после соединения пластины по контуру
с рамой. Устранение деформаций постановкой техноло-
гических точек, прокаткой швов после сварки трудоемко
или трудно осуществимо. В то же время оставлять
деформации потери устойчивости пластин без исправ-
ления не рекомендуется из-за снижения эксплуатацион-
ных характеристик соединения и невозможности качест-
венного выполнения некоторых последующих технологи-
ческих операций.
Обваренная по контуру пластина защемлена с четы-
рех сторон и находится под действием сжимающих
усилий, которым эквивалентны распределенные нагрузки
в направлении осей X и У (рис. 103):
q* ба + Др ’ d&4-Fp ’
где реж — сжимающее усилие одного прямолинейного
сварного шва;
Sc, 6S — половина площади сечения пластины в на-
правлении действия усадочного усилия;
Fp —площадь сечения рамы;
qx, Чу — распределенные нагрузки.
9 В. М. Сагалевич
217
В расчетах конструкций решение задач о потер
устойчивости сводится к нахождению критических на
пряжений.
Рис. 103. Последовательность (1—4) при-
хватки пластины к каркасу рамы
Построенные по формулам зависимости (рис. 104)
для пластин с отношением — = 1,25 показывают измене-
а
ние прогиба в центре пластин при одинаковой величине
Рис. 104. Зависимость про-
гиба квадратной пластины
со стороной а от относи-
тельной деформации сжа-
тия
относительного укорочения /х и
/у по обеим осям.
Из теории пластин извест-
но, что при наименьших крити-
ческих напряжениях теряет
устойчивость пластина с отно-
ь
шением —, равным целому
а
числу, в частности квадратная
пластина. Поэтому можно ог-
раничиться рассмотрением
именно квадратной пластины;
в этом случае
/ 6,42а2 (/д-+/у) — 4.05862
' ” \ 5,688 ‘
(88)
Для анализа деформаций
прямоугольной пластины мож-
но использовать соотношения
(88), полученные для пластин
218
кваДратной формы, так как неучтенная величина дефор-
мации повышает сопротивление деформациям потери
устойчивости. Величина критической относительной де-
формации укорочения может быть определена из усло-
вия равенства нулю числителя выражения (88). Прини-
мая Zx=/y=Z, получаем критическую деформацию сжа-
тия
/кр = 0,316^. (89)
а*
Чтобы предотвратить деформации потери устойчи-
вости, достаточно равномерно растянуть пластину перед
сваркой в направлении, противоположном действию
усадочного усилия на величину /св—4<р- Для этого
может быть использовано смещение электродов на точеч-
ных машинах, за счет которого легко осуществить не-
обходимый натяг листов при прихватке. При этом
относительное смещение электродов при прихватке
должно быть в 2—2,5 раза больше значения ^св —Atp,
так как осуществить равномерное растяжение пластины
по всей ширине при прихватке практически трудно.
Применение контактной точечной сварки часто огра-
ничено из-за низкой прочности соединений при уста-
лостных нагрузках. Имеется ряд способов повышения
усталостной прочности точечных соединений с помощью
различных технологических приемов. Однако большин-
ство из них либо малоэффективны, либо предусматри-
вают проведение дополнительных (к сварочным) трудо-
емких операций, связанных с точным совмещением
обрабатывающего инструмента с центром сварной точки
и приложением больших усилий на специальном обору-
довании [40].
Некоторого повышения прочности точечных соедине-
ний (до 50%) при переменных нагрузках можно до-
биться за счет рационального конструирования, а имен-
но— повышения жесткости сварных узлов. Но этот путь
чрезвычайно редко может быть использован эффективно.
Одним из важнейших факторов, влияющих на уста-
лостную прочность сварных соединений, являются оста
точные напряжения по границе литого ядра в направ-
лении действия нагрузки. Поэтому имеется конкретный
практический смысл их определения в зависимости от
основных сварочных параметров.
9*
219
Наиболее эффективным способом резкого сниженц
остаточных напряжений в процессе сварочного цигл
является приложение ковочного усилия сжатия электро
Рис. 105. Распределение остаточных напряжений у сварной
точки в зависимости от величины ковочного усилия сжатия
электродов Р1!Ов, приложенного в момент окончания импульса
тока, на стали Х15Н5Д2Т (а) и стали Х18Н9Т (б) (толщины
1 + 1 мм):
1 — И =ГГ =-700 кгс; II — Р =1000 кгс; ///--Р...,=Г100 кгс;
пип С-И KLFF> KVXS
/У—Рков =1900 кгс; V — PK0B =2200 кгс
дов. Применением ковочного усилия можно не толь'.’э
значительно снизить остаточные напряжения, но изм
нить их знак (рис. 105) Наибольшее изменение вели-
чины остаточных напряжений при прочих равных усло-
220
пнях происходит при включении этого усилия в момент
окончания импульса сварочного тока. Как свидетельст-
вуют результаты многочисленных усталостных испыта-
ний при всех видах нагружения (срез, изгиб, отрыв —
Рис. 106 Зависимость
предела выносливости
точечных соединений от
величины ковочного
усилия сжатия элект-
родов, приложенного в
момент окончания сва-
рочного импульса
для силовых соединений и растяжение — для связую-
щих), сварные соединения, выполненные по циклу
с проковкой, имеют значительно большую усталостную
прочность (на 50—120%), чем те же соединения, выпол-
ненные по обычному сварочному циклу (рис 106). Для
определения режимов проковки могут быть использо-
ваны как экспериментальные методы, так и приближен-
ные расчеты.
I
Глава VIII 1
СТАБИЛЬНОСТЬ РАЗМЕРОВ СВАРНЫХ
СОЕДИНЕНИЙ С ТЕЧЕНИЕМ ВРЕМЕНИ
ПРИЧИНЫ ИЗМЕНЕНИЯ РАЗМЕРОВ ВО ВРЕМЕНИ
Постоянство геометрических размеров многих кон-
струкций с течением времени является важнейшим фак-
тором обеспечения их длительной работоспособности,
так как даже незначительные изменения размеров
с течением времени могут привести к недопустимым
нарушениям условий эксплуатации конструкций.
Сварные соединения с нестабильной структурой зоны
шва (низколегированные стали) меняют свои геометри-
ческие размеры в результате изотермического превра-
щения остаточного аустенита в мартенсит. В то же время
распространено мнение, что сварные соединения со ста-
бильной структурой (низкоуглеродистые и аустенитные
стали) практически не изменяют своих размеров во вре-
мени. Опытом же эксплуатации установлено, что во
многих конструкциях, в которых точность, герметичность
и закрепление основных рабочих частей обеспечивается
сваркой, наблюдаются недопустимые отклонения гео-
метрических и рабочих" параметров намного ранее за-
планированного срока их эксплуатации.
Несмотря на важность этой проблемы, в настоящее
время нет систематизированных исследований по обес-
печению постоянства геометрических размеров сварных
соединений с течением времени. Разработанные эффек-
тивные методы по определению и устранению сварочных
напряжений и деформаций не учитывают специфики
многих конструкций специального назначения, приме-
нение их для стабилизации геометрических размеров
сварных соединений связано с большими трудностями,
а в ряде случаев и недопустимо.
222
Процессы, вызывающие изменение размеров с тече-
нием времени, еще в большей степени проявляются
в сварных соединениях вследствие того, что в процессе
сварки в результате неравномерного нагрева и охлаж-
дения образуются высокие внутренние напряжения
и неоднородные структуры.
Методы устранения и предотвращения сварочных
напряжений и деформаций позволяют там, где это необ-
ходимо, получать после сварки при соответствующей
обработке требуемые геометрические формы и размеры,
укладывающиеся в пределы установленных допусков.
Последующие изменения размеров сварных конст-
рукций после полного остывания с течением времени
считаются пренебрежимо малыми и учитываются тех-
нологией изготовления только для некоторых материа-
лов, образующих нестабильную структуру в зонах свар-
ных швов, приводящую к объемным изменениям в ре-
зультате распада остаточного аустенита [27].
Сварные соединения структурно стабильных мате-
риалов, таких как низкоуглеродистые и аустенитные
стали, считаются геометрически неизменяющимися
с течением времени. Однако известны случаи интенсив-
ного изменения размеров сварных конструкций с тече-
нием времени, например после механической обработки.
Станины точных станков, изготовляемые с помощью
сварки и имевшие непосредственно после механической
обработки достаточно высокую точность размеров, после
вылеживания в течение 3 -4 недель перед окончатель-
ной сборкой выходили за пределы допусков и требовали
дополнительной обработки. Вполне естественно, что
одной из причин таких изменений являются остаточные
напряжения, всегда имеющиеся после сварки в швах.
Это тем более вероятно, что в конструкциях из простых
низкоуглеродистых сталей (типа СтЗ) также наблю-
дается самопроизвольное изменение размеров с тече-
нием времени. В этих сталях по существу отсутствует
фактор структурной нестабильности и лишь остается
предполагать, что сварочные напряжения со временем
меняют свою величину, приводя к дополнительным
деформациям.
Известны следующие пр-'чины, вызывающие дефор-
мирование сварных конструкций с течением времени:
1) недостаточная стабильность структуры металла шва
(самопроизвольное превращение некоторых фаз или
223
структурных составляющих в энергетически более усгоЛ
чивые); 2) релаксация остаточных внутренних напряж»
ний, возникающих в результате сварки; 3) полэ«в
честь материала (упругое и пластическое послед?®
ствие). *
Деформирование сварных конструкций, связанное сЛ
структурными превращениями, происходит вследствие
того, что в результате воздействия термического цикл!
сварки на металл в отдельных зонах сварного соедине!
ния образуются неустойчивые структуры. После сварка
в зонах с неустойчивой структурой происходят структу-, 4
ные превращения, приводящие к образованию добаво-J
ных собственных напряжений, которые деформирую^
конструкцию. Наибольшее изменение объема происходит
при распаде остаточного аустенита, зависящее в значи-]
тельной степени от величины зоны, нагретой до высоки,
температур, и скорости охлаждения.
Изучению свойств и строению продуктов превраще-
ния аустенита в зависимости от скорости охлаждения
и температуры, при- которой происходит процесс его
распада, посвящены работы, показывающие, что в зави-
симости от этих факторов можно, получить в стали
перлит, сорбит, троостит, либо мартенсит.
Деформации с течением времени происходят также
в сварных соединениях термически упрочняемых спла-
вах системы Al—Zn—Mg. В сплавах этой системы после
воздействия термического цикла сварки в металле шва
и околошовной зоне происходят структурные изменения
(связанные с распадом пересыщенного твердого рас-
твора цинка и магния), которые сопровождаются
объемными изменениями вследствие уменьшения пара-
метра кристаллической решетки и приводят к структур-
ным напряжениям и деформациям
Термический цикл сварки представляет собой свое-
образную термическую обработку, в результате которой
в отдельных зонах сварного соединения максимальные
температуры, скорости их нарастания и охлаждения
изменяются в зависимости от расстояния до оси шва,
что приводит к появлению неодинаковых структур.
Распад этих структур влечет за собой изменение объема,
вызывающее деформирование сварных конструкций
с течением времени.
В сталях с низкими температурами структурных пре-
вращений возможно образование остаточных напряже-
224
ний растяжения, достигающих значений от, а также
напряжений сжатия, достигающих ат-
Известно, что под действием. напряжения материал
испытывает во времени пластическое течение. В свар-
ном соединении волокна металла находятся под дейст-
вием различных по величине напряжений и изменение
Рис. 107. Кольцевой образец для изуче-
ния деформаций во времени с помощью
автоколлимационпой системы
их во времени может привести к деформированию свар-
ных соединений вследствие процессов релаксации и пол-
зучести. Ползучесть представляет собой частный случай
пластической деформации, когда приложенное напряже-
ние во времени поддерживается постоянным.
В условиях эксплуатации или даже хранения проис-
ходят процессы релаксации остаточных напряжений и
структурных превращений. Как известно, эти процессы
протекают интенсивно при повышенных температурах,
по в некоторых случаях они происходят и при нормаль-
ной температуре, приводя к появлению деформаций
и перемещений.
Исследование нестабильности от механической обра-
ботки проводилось в МВТУ им. Баумана па кольцевых
образцах (рис. 107), выточенных из цилиндрической
заготовки диаметром 100 мм.
В процессе механической обработки в поверхностных
тоях образуются остаточные напряжения Хотя эти
напряжения и малы по сравнению со сварочными, тем
225
не менее они могут быть причиной значительных случая
ных отклонений размеров от их среднего значение
происходящих вследствие неравномерной релаксация
напряжений.
Из анализа результатов испытания кольцевых обра 1
цов автоколлимационным методом при температура!
20, 70, 100° С следует, что изменение угла между зе 1
кальными поверхностями образцов в течение одного год!
для различных материалов, составляет 20—40 с. ПрЯ
этом большие изменения соответствуют большей темпЛ
ратуре хранения. 1
Для того чтобы исключить фактор нестабильности
вносимый механической обработкой, при оценке влияни!
сварки на поведение соединений во времени целесооб!
разно проводить термическую стабилизацию размеров
образцов после механической обработки для снятия об-]
разевавшихся напряжений.
ИССЛЕДОВАНИЕ ДЕФОРМАЦИЙ С ТЕЧЕНИЕМ ВРЕМЕНИ
В зависимости от материала сварные соединени J
могут менять свои размеры либо в том же направлении^
в котором происходят деформации от сварки, либо]
в противоположном направлении. Величину деформаций]
с течением времени для конкретного сварного соедине-1
ния целесообразно выражать через изменение величины
усадочного усилия ДРус:
ДРуе = ^-Д<р, (90>
где Дд> — изменение угла с течением времени, рад.;
I — длина сварного шва;
е—эксцентриситет действия усадочного усилия^
При размерах образца, показанного на рис. 107,(
величина изменения усадочного усилия будет опреде-*
ляться как функция изменения угла:
ДРус = 0,36 104Дф. (91),
Сварное соединение на кольцевых образцах выпол-
няли путем переплава буртика на полке тавра аргоно-]
дуговой сваркой. Непосредственно перед сваркой и после
сварки замерялся угол между зеркальными поверхно-j
стями, расположенными по обе стороны от прорези’
образца, автоколлимационным способом. Разность]
226
между двумя, замерами характеризовала степень дефор-
мации образцов, вызванной процессом сварки. В табл. 5
приведены результаты деформации от сварки кольцевых
образцов из разных сталей.
Таблица 5
Деформации от сварки кольцевых образцов
Показатель Сталь
35 4X13 СтЗ 1X16H25AM6 Э12
Среднее изменение угла . . Среднее значение усадочного 13' 8' 47'30" 1'42" 50"
усилия, кгс 13,6 8,35 48 106 50,5
Анализируя полученные результаты, следует отме-
тить, что деформации, возникающие при сварке, могут
иметь различную величину в зависимости от сваривае-
мого материала. При этом деформации определяются
как неравномерностью нагрева, так и теми объемными
изменениями, которые происходят в материале вслед-
ствие структурных превращений, вызванных нагревом.
При сварке сталей, не испытывающих структурных
превращений в процессе нагрева и охлаждения, напри-
мер аустенитных 1Х16Н25АМ6 или сталей, структурные
превращения у которых происходят при весьма высоких
температурах (Э12, СтЗ), деформации полностью опре-
деляются неравномерностью нагрева.
В среднеуглеродистых и низколегированных сталях
(35, 4X13) возникают деформации, вызванные струк-
турными превращениями, которые происходят в зоне,
нагретой в процессе сварки выше температуры Act
и Ас3. При остывании распад аустенита в мартенсит
в зависимости от химического состава и скорости охлаж-
дения может происходить при низких температурах
и сопровождается резким увеличением объема.
В случае, когда объемные изменения происходят при
низких температурах, металл сопротивляется образова-
нию структурных деформаций. Результирующая дефор-
мация будет зависеть . от соотношения температурных
и структурных деформаций. Из табл. 5 видно, что вели-
чина деформации от сварки в образцах из сталей 4X13
227
кис. 108. Изменение усадочного
усилия с течением времени при
комнатной температуре, опреде-
ленное по результатам измерения
деформаций кольцевых образ-
цов
и 35Ш во много раз меньше деформации образцов
сталей СтЗ, 1Х16Н25АМ6, Э12. Это связано с тем, 4'1 Л
в сталях 4X13, 35Ш при охлаждении происходят стру. J
турные превращения (аустенит превращается в мартен д
сит), которые почти пол 1
ностью компенсирую Л
температурные деформ
ции.
После окончания свар-
ки в течение длительного
времени измерены дефор--
мации сварных образцов.
в различных температур-
ных условиях Образцы ।
хранились па стеллажах в
специальном помещении
при температуре +20 и
+ 100° С в термошкафах,
а образцы из стали 35 вы-
держивались при 70 и
150° С. Постоянство тем-
пературы в условиях хра-
нения поддерживалось
круглосуточно с точно-
стью ±3°.С.
Результаты наблюде-
ния за образцами с тече-
нием времени свидетельствует о том, что в большей или
меньшей степени сварные соединения различных мате-
риалов изменяют свои размеры во времени даже при
комнатной температуре (рис. 108), причем величина и
характер этих изменений зависят of марки материала
и определяются в основном полем остаточных напряже-
ний и структурной стабильностью сварного соединения.
Сварные соединения сталей со стабильной структурой
(СтЗ, Э12, 1Х16Н25АМ6), не испытывающих структур-
ных превращений в интервале температур, при которых
проводились исследования, изменяют размеры в направ-
лении как бы снижения усадочного усилия, т. е. при-
водят к уменьшению величины зазора в образце
(рис. 107). Что же касается сварных соединений с не-
стабильной структурой в зоне сварного шва, то дефор
мации их зависят от степени закалки и количества
остаточного аустенита. Если в сварных соединениях
228
(25ХГС, ЗОХГСА, 12Х5МА) после сварки образуется
значительное количество остаточного аустенита, то в про-
цессе вылеживания деформации происходят в направ-
лении уменьшения усадочного усилия от сварки (закры-
вание зазора образца) вследствие превращения Ъста-
точного аустенита в мартенсит. Количество остаточного
аустенита зависит от скорости охлаждения. В случае,
когда в процессе сварки в результате быстрого пере-
охлаждения аустенит практически полностью превра-
щается в мартенсит (стали 35, 4X13), то характер
деформирования с течением времени определяется в ос-
новном процессом отпуска мартенсита закалки и изме-
нение размеров соответствует увеличению усадочного
усилия от сварки.
Процесс деформирования, как это следует из при-
веденных кривых (рис. 108), интенсивно проходит в тече-
ние первоначального периода, который для большинства
рассматриваемых марок сталей соответствует одному
месяцу В дальнейшем, в течение весьма длительного
времени наблюдаются .монотонные изменения размеров.
Деформации во времени сварных образцов в значитель-
ной степени зависят от температуры хранения. Повыше-
ние температуры до 100° С приводит в большинстве слу-
чаев к увеличению деформации материалов по сравне-
нию с комнатной в 3—5 раз (рис 109). Это объясняется
гем, что с повышением температуры интенсифицируются
процессы релаксации остаточных напряжений и струк-
турных превращений. Структурные превращения при
нагреве в основном определяются распадом мартенсита
закалки — распадом пересыщенного твердого раствора а
Однако характер деформирования сварных образцов
в течение одного года при температуре 100° С не изме-
няется. В сварных соединениях большинства материалов
происходят значительные деформации во времени. При-
чем для сталей 4X13 и 35Ш эти изменения в процента?:
от сварочного усадочного усилия составляют 40—50%
(рис. 110)
Снижение температуры до —50°С и хранение образ
цов в этих условиях не приводит к заметным деформа-
циям. Исключение составляет сталь 4X13. Здесь дсфор
мации происходят в результате превращения остаточ-
ного аустенита в мартенсит, а величина их определяется
количеством аустенита в сварном шве, т е. не для всех
материалов можно сделать однозначные выводы о харак-
229
тере деформирования их сварных соединений с тече
нием времени.
При отсутствии структурных превращений изменени
размеров сварных соединений происходит из-за наличи
Рис. 109. Изменение усадоч
нога усилия с течением
времени при температур-
1000 С
двух процессов — ре-
лаксации и ползучести.
Причем изменение на-,
пряжений не пропорци-j
онально изменению де-
формации.
Если представить;
такой идеальный мате- |
риал, у которого на-
пряжения изменяются
пропорционально де-
формациям в каждой
зоне сварного соеди-
нения, то сварное со-
единение из такого материала с течением времени не
изменяло бы своих размеров. Поле остаточных напря-
Рис. 110. Изменение
ДР уС
отношения во
' ус
времени для различ-
ных материалов при
температуре 100° С
жений при неизменности деформации должно быть одно-
родным или распределено по линейному закону.
В реальных условиях наиболее характерное распре-
деление остаточных напряжений отлично от линейного
230
закона и тем более от равномерного распределения
напряжений. Это свидетельствует о том, что если пред-
ставить соотношение между изменением напряжений и
деформаций в виде степенной зависимости вида е=До’1,
то показатель п всегда будет больше единицы и чем
больше его величина, тем значительнее деформации
с течением времени при прочих равных условиях. Таким
образом, в зоне сварных швов происходит более интен-
сивное снижение напряжений, чем в остальной части,
а это приводит к нарушению равновесия и к внешним
деформациям.
В отличие от деформирования металлов со стабиль-
ной структурой, происходящего вследствие релаксации
остаточных напряжений, и от деформирования металлов
в результате превращения остаточного аустенита в мар-
тенсит в среднеуглеродистых сталях типа 35 деформации
с течением времени являются следствием двух одновре-
менно протекающих процессов: а) снижением остаточ-
ных напряжений вследствие релаксации аналогично
Материалам со стабильной структурой; б) переходом
мартенсита закалки в мартенсит отпуска, сопровождаю-
щимися уменьшением объема.
Механизм деформирования сварных соединений с
мартенситной структурой может быть раскрыт при изу-
чении процессов, происходящих в сварных швах. При
сварке в результате структурных превращений, происхо-
дящих при-низких температурах, укорочение металла
сменяется резким удлинением, а образовавшиеся напря-
жения растяжения постепенно снижаются и переходят
в напряжения сжатия. В процессе хранения при темпе-
ратуре 150° С деформации в сварных соединениях из
стали 35 протекают в направлении, соответствующем
увеличению усадочного усилия вследствие более интен-
сивного падения напряжений в зоне закалки.
Влияние различных уровней остаточных напряжений
на реологические характеристики сварных соединений
может быть установлено посредством изменения эпюры
напряжений дополнительной пластической деформацией.
С этой целью в образцах, прокатанных по двум схемам
(рис. 111, а) на машине МВТУ-МПР-1, создавали раз-
личные напряжения от —40 до +40 кгс/мм2 (рис. 111,6),
экспериментально определенные по принятой методике.
Результаты деформирования образцов в условиях
длительной выдержки при температуре 150° С
231
(рис. Ill,в) свидетельствуют о том, что. деформащ
зависят от характера и уровня напряжений и происх,
дят вследствие релаксации остаточных напряжена
и явления отпуска, связанного с процессом распад
мартенсита.
Так, при увеличении напряжений сжатия д.
—40 кгс/мм2 путем прокатки по зоне 2 (рис. 111,п)
одновременно интенсифицируются деформации, направ
ленные в одну сторону, вызванные релаксацией остаточ!
ных напряжений и отпуском мартенсита. Создание ж
напряжения растяжения путем прокатки по зоне 1
(рис. 111,п) приводит к тому, что деформации, вызван^
ные релаксацией напряжений, направлены протйво
положно деформациям, связанным с распадом мартен
сита, а характер общей деформации определяется сте-
пенью пластической деформации.
Чтобы оценить возможные деформации сварного со-
единения с течением времени, необходимо располагать
серией кривых релаксации для различных участков
сварного шва. Они могут быть получены на образцах,
обработанных по термическому циклу, соответствующему
сварочному. Как показывают результаты испытаний,
релаксационные кривые характеризуются интенсивным
изменением напряжения под влиянием пластической
деформации в начальный период испытания, а затем
скорость снижения напряжений падает.
Анализ кривых релаксации различных зон свиде-
тельствует также о том, что зона закалки как при тем
пературе 100° С, так и при повышенных температурах,
обладает пониженной релаксационной стойкостью.
Это связано с тем, что в зоне закалки нарушение
атомно-кристаллического строения на границах является
максимальным, а сопротивление скольжению минималь
-ным, кроме того, в процессе испытания на релаксацию
в образцах происходят структурные превращения, свя-
занные-^ распадом мартенсита закалки
Однакс» релаксационные испытания при закручивании
образца появляются показателем структурной стабиль-
ности. Структурные деформации определяются по линей-
-цым измерениям, например на вертикальном оптиметре
с точностью 0,5\мкм. В процессе хранения при темпера-
туре\100°С деформации в основном происходят в образ-
цах с\ мартенситной структурой и приводят в течение
длительного времени к уменьшению' размеров Анало-
232 \ /
V
Рис. 111. Схема прокатки образца (а); эпюры остаточных напря-
жений (б) после сварки (2), прокатки по зоне 2 (У), прокатки по
зоне 1 (3 4) при разных усилиях; кривые деформации образцов
из стали 35 с. течением времени (в) после прокатки ио зоне 1 с
усилием 900 кгс (1), прокатки их по зоне / с усилием 1250 кгс
(/')• после сварки (2)
гичное явление в закаленных образцах происходит после
•отпуска. Это позволяет сделать вывод о преобладании
в данном случае влияния процесса снижения степени
тетрагональности мартенсита над процессами превраще-
ния остаточного аустенита в мартенсит.
На основании исследований релаксационных харак-
теристик и структурных свойств различных зон сварного
соединения следует, что характер кривых деформирова-
ния сварных образцов из среднеуглеродистых сталей
(типа стали 35) определяется происходящими в одном
направлении процессами релаксации и структурных пре-
вращений в зоне закалки.
Деформации сварной конструкции с течением вре-
мени могут быть определены двумя методами: а) на ос-
нове кривых деформирования сварных образцов; б) на
основе кривых релаксации и ползучести для различных
зон сварного шва.
При определении деформаций во времени по резуль-
татам, полученным на образцах, необходимо учитывать,
что деформирование во времени вызывается процессами,
происходящими в активной зоне. Под активной зоной
в сварных соединениях из низкоуглеродистых и аустенит-
ных сталей подразумевается зона действия напряжений
растяжения.
Величина деформации сварного соединения на основе
деформационных кривых кольцевых образцов, имеющих
вполне определенную форму и размеры (рис. 107), про-
порциональна изменению усадочного усилия с течением
времени. Зная значения усадочного усилия вполне опре-
деленного образца, можно перейти к оценке стабиль-
ности сварных соединений для любых образцов и кон-
струкций. Для этого изменение величины зазора коль-
цевого образца выражается через силовые факторы,
приводящие к этому изменению:
Г MMjdz
J EJ
2nR
(92)
где М=е^РуС—изгибающий момент от изменения уса-
дочного усилия;
= 17? (1 —costp)—изгибающий момент от единич-
ной силы.
234
Заменяя М и .Mt через изменения усадочного усилия^
получим
/" A^v. е/?2(1 —cos<p) . ЛРусе2лЯ2
—-------Ц---------и—• <93>
о
где ДРус — изменение усадочного усилия;
SA-a —взаимное смещение точек образца.
Из выражения (93) получаем формулу для опреде-
ления изменения усадочного усилия
Д^ = Т’ (94)
где I — длина шва, е — эксцентриситет, R— радиус
кольца.
Чтобы оценить деформационную способность сварных
соединений в интервале температур 20—100° С, в усло-
виях эксплуатации или хранения, необходимо знать
величину активной зоны, приводящей к деформированию
всего сварного соединения. Активная зона сварного
соединения для каждого частного случая определяется
распределением температуры при сварке и характером
деформирования сварного соединения с течением
времени.
Определим деформации с течением времени сварных
соединений из сталей, активная зона в сварных соеди-
нениях которых совпадает по своей ширине с зоной
структурных превращений (12Х5МА, ЗОХГСА, 20ХГСНА,
25ХГС, 23Х2НВФА). Известно, что деформирование во
времени сварных соединений из низколегированных ста-
лей происходит вследствие распада остаточного аусте-
нита внутри зоны, подвергшейся нагреву при сварке
выше температуры 810—820° С — точки стабилизации
аустенитной структуры при нагреве. Для определения
размеров активной зоны воспользуемся уравнением пре-
дельного состояния процесса распространения тепла при
нагреве пластины быстродвижущимся линейным источ-
ником:
, = 0,4841/ А _ by* \
т X 2а )
(95)
Расстояние у (см) отсчитывают от наружной кромки
пластины. Переплав кольцевой пластины (рис. 112, а)
производили по наружному ее контуру при силе тока
235
120 А, напряжении 24 В, скорости сварки 0,317 см/с ’’
Эффективный к. п. д. при сварке угольным электродом
может быть принят ц—0,4. Эффективная тепловая мощ-
ность При заданных параметрах составляет
q = 0.4W = 0,4-120-24 = 1152 Дж/с.
Величину л/8ю° определим из выражения (95) бег
учета теплоотдачи:
0O84q 0,484-1152
= 1.02 см.
0,317-810-6-0,35
Далее определим ве-
личину эксцентрисите
та действия усадочно
го усилия, т. е рас-
стояние между цент-
ром тяжести всего се-
чения и центром тяже-
сти зоны, нагретой при
сварке выше темпера-
туры 810° С (рис. 112,
а), е—2 см Момент
инерции сечения образ-
ца и
шва
равны
100 см.
Окончательное зна-
чение изменения уса-
дочного усилия во вре-
мени равно
, Л «A-а
Rle
2-106-3,65 с
_______ ОД____Д =
16,5-2-100
= 2210Sa_a.
&
1,5
0,5
%10°~ иТстС
ШоВ
месяц
длина сварного
соответственно
3.65 см4 и
Рис. 112. Образец для ис-
пытаний (а) и кривые де-
формирования во времени
для различных материалов
(б)
Зная величину SA_A, определяемую непосредственно
из кривых деформирования образцов, вычисляется
Для удобства введения АРу(: в расчет запишем ее в виде
ДРус = \eEF, (96)
236
где F—площадь зоны, нагретой выше температуры
810° С;
Ле — деформация пластического укорочения или
удлинения активной зоны, приводящей в ко-
нечном итоге к деформациям с течением вре-
мени.
Величина Ле удобна для введения ее в расчет дефор-
мации конструкции. Результаты непосредственных изме-
рений деформации S перестроены
для практического использования
в виде графиков (рис. 112,6). По
значениям Де для реальных кон-
струкций легко найти изменение
усадочного усилия, а затем и ве-
личину ожидаемой деформации.
В качестве примера определе-
ния деформации во времени про-
стейших конструкций рассмотрим
сварную балку таврового попе-
речного сечения и изложим при-
менительно к ней ход расчетов
(рис. 113). Обозначим через I —
длину балки, О] — центр тяжести
сечения тавра, О2 — центр тяже-
сти зоны структурных превращений в низколегирован
ных сталях. Используя известные соотношения, находим
долю теплоты, отводимой в полку qn и стенку qc тавра
от общего количества теплоты, введенной при
<Г-
Рис. 113. Тавровое сече-
ние. Заштрихованная
область — зона струк-
турных превращений
сварке
26п .
9.'^9ад л.а ’
2оп -р ос
6с
9с = 9 ад , ,
2оп -4- ос
Размеры зон максимальных температур для стенки
и полки находим из формулы (95).
Площадь зоны структурных превращений равна
сумме площадей зоны полки и стенки, нагревшихся при
сварке выше температуры 810° С:
^ = 6с!/1 + вл(2№ + бс).
По формуле (96) с учетом данных (рис. 112,6) на-
ходим и соответствующее значение прогиба или угла
237
поворота для определенного времени, прошедшего с мо-_
мента сварки:
ДР ус 1е , ф/
<р = -£^; / = —•
Деформации в сварных соединениях из пизкоугле--
родистых и аустенитных сталей оцениваются по такой ।
же методике с той лишь разницей, что площадь зоны
пластического укорочения (активная зона) определяется
границей максимальных температур при сварке, равных
200—250° С. В среднеуглеродистых сталях с закалочной
структурой шва величина площади пластического удли-
нения определяется зоной плавления и в значительной
степени зависит от скорости охлаждения в интервале
температур наименьшей устойчивости аустенита.
Значения Де, полученные по результатам испытания
сварных образцов для низкоуглеродистых аустенитных
и среднелегированных сталей (^охл 120—165 град/с),
приведены в табл. 6.
Таблица 6
Деформации Де сварных соединений во времени
Сталь Длительность, месяцы т ком т=моо° с
СтЗ 1 2 6 0,224-10-4 0,3-10~4 0,377-10~4 М М* Ml 1 1 1 ООО •“< Сф СО ОС СЧ -4^ ’Ф
Э12 1 2 6 0,174-10“4 0,205-10~4 0,227-10—4 0,37-10-4 0,425-10-* 0,5-10-4
1Х16Н25АМ6 1 2 6 0,167-10-•* 0,208-10“4 0,372-10-4 0,67-10-4 0,62-10-4
Сталь 35Ш 1 2 6 0,29-10“4 0,334-10- 4 со ю О Оо оо ОЭ о ООО 1 1 1 № № №
238
ПОВЫШЕНИЕ СТАБИЛЬНОСТИ РАЗМЕРОВ
СВАРНЫХ СОЕДИНЕНИИ
В практике не существует специальных методов ста-
билизации сварных соединений за исключением методов,
разработанных применительно к сварным соединениям
низколегированных сталей, стабилизация которых обес-
печивается общим низкотемпературным отпуском либо
путем обработки зоны шва ультразвуком. Причиной
снижения степени деформирования после ультразвуко-
вой обработки сварных соединений из низколегирован-
ных сталей является, по всей вероятности, ускорение
протекания превращения остаточного аустенита в мар-
тенсит в процессе обработки.
Что же касается других материалов (низкоуглероди-
стых, аустенитных сталей), то они считались геометри-
чески не изменяющимися, если, конечно, металл не под-
вергался действию дополнительных нагрузок. Однако
проведенные в МВТУ им. Баумана исследования свиде-
тельствуют о том, что сварные соединения практически
всех материалов деформируются в течение времени
в той или иной степени, а величина и характер дефор-
мирования зависят от марки материала. Так, например,
стали со стабильной структурой изменяют свои размеры
под действием одних лишь остаточных напряжений,
неравномерное распределение которых приводит к не-
равномерной релаксации и ползучести, а следовательно,
и к возникновению деформации формоизменения.
В сталях с нестабильной структурой наряду с релак-
сацией напряжений происходят фазовые превращения.
Наиболее нестабильной становится структура мате-
риала тогда, когда в результате сварки образуется мета-
стабильное состояние. Так, в структуре сварного шва
закаленной стали возникают две метастабильные фазы:
тетрагональный мартенсит остаточный аустенит.
Уменьшение степени тетрагональности и самопроизволь-
ное превращение остаточного аустенита приводит к из-
менению размеров деталей. Процессы, связанные со
структурными превращениями, при наличии поля оста-
точных напряжений резко ускоряются.
Основные требования к способам повышения ста-
бильности сварных соединений можно сформулировать
следующим образом: 1) зоны сварных соединений
должны обладать высокой релаксационной стойкостью
239
и структурной стабильностью; 2) уровень остаточных
напряжений в сварных соединениях должен быть мини-,:
мальным [27].
Поэтому для решения вопроса, связанного со стаби-
лизацией сварных соединений, необходимо знать релак-
сационную стойкость и структурную стабильность раз-
личных зон сварного соединения; затем на основе ана-
лиза результатов — определить условия повышения этил
характеристик и разработать технологические процессы
стабилизирующей обработки для получения наиболее
равновесного состояния материала. Сущность стабилизи-
рующей обработки заключается в обеспечении устойчи-
вости структуры и понижении величины остаточных
напряжений или стабилизации их на определенном
уровне.
Рассмотрим два способа стабилизации сварных со-
единений.
Ультразвуковая обработка. Стабилизирующее дейст-
вие ультразвуковой обработки объясняется протеканием
микропластических деформаций, которые способствуют
снижению остаточных напряжений.
Влияние ультразвуковой обработки на стабилизацию
сварных соединений исследовано на сталях, деформи-
рующихся с течением времени в результате релаксации
остаточных сварочных напряжений (СтЗ, Э12,
1Х16Ы25АМ6). В.качестве образцов применяли пластины
толщиной 1,5 мм размером 200x150 мм и кольцевые об-
разцы.
В пластинах, проплавленных по середине, определены
поля остаточных напряжений. При обработке сварного
шва усилие определялось одним лишь весом вибратора,
равным примерно 5 кгс. Блок колебаний имел частоту
20 кГц и амплитуду 25—30 мкм. Скорость обработки
составляла 9, 6, 4,5 м/ч. Сварной образец укладывали на
плиту, сверху на него опирался экспоненциальный вол-
новод с блоком питания (рис. 114,о). Снижение оста
точных напряжений происходило при всех режимах
обработки. Кольцевые образцы без обработки и с об-
работкой ультразвуком хранились в условиях при
Т~ 100° С для изучения деформирования стечением
времени.
Обработка зоны сварного соединения ультразвуком
значительно снизила деформирование с течением вре
мепи (рис. 114,6). Причиной снижения деформирования
240
после ультразвуковой обработки является то, что при
наложении ультразвуковых колебаний, так же, как при
вибрации, снижаются предел текучести металла и оста-
точные напряжения Кроме того, в зоне обработки
ультразвуком повышается температура металла.
Понижение предела текучести металла приводит
к возможности существенного уменьшения внешнего уси-
лия, вызывающего пластическую деформацию в зоне
обработки. При обработке ультразвуком возможно не
только снижение остаточных напряжений растяжения,
но и перевод их в сжимающие. Следовательно, при соот-
ветственном подборе режима и зоны обработки ультра-
звуковым методом можно практически свести остаточ-
ные сварочные напряжения к нулю и тем самым повы-
сить размерную стабильность во времени.
Местный низкотемпературный отпуск. Одной из
наиболее радикальных мер снятия напряжений счи-
241
тается термообработка. При снятии сварочных напря-
жений и стабилизации структуры термообработка также
находит достаточно широкое применение. Однако, когда
по условиям эксплуатации конструкции недопустим об-
щий нагрев, применение общей термообработки исклю-
чается.
Существующие методы стабилизации геометрических
размеров металлов (холод, нагрев до 200° С, статические
механические воздействия на шов, ультразвук) эффек-
тивны при повышении стабильности размеров конструк-
ции из низколегированных, аустенитных и низкоуглеро-
дистых сталей, деформирующихся вследствие превра-
щения остаточного аустенита в мартенсит и релаксации
остаточных сварочных напряжений. Однако при длитель-
ной эксплуатации большинства конструкций, изготовлен-
ных из конструкционных сталей (типа 35), имеет место
монотонное изменение размеров во времени.
Измерения остаточных напряжений в сварных со-
единениях, проведенные непосредственно после сварки
конструкционных сталей, склонных к закалке, свиде-
тельствуют о том, что в зоне шва образуются сжимаю-
щие напряжения, вызванные разуплотнением структуры
при переходе аустенита в мартенсит в процессе охлаж-
дения шва.
Для снижения напряжений сжатия применимы про-
цессы, которые вызывали бы возникновение пластиче-
ских деформаций укорочения в зоне остаточных напря-
жений. В связи с образованием в зоне сварного шва
после сварки нестабильной структуры мартенсита необ-
ходимо также, чтобы процесс возникновения пластиче-
ских деформаций укорочения сопровождался стабили-
зацией свойств материала в обрабатываемой зоне. Это
достигается следующим образом: зону сварного шва
подвергают местному равномерному по всей длине на-
греву источником тепла, вводящим тепловую энергию
через поверхность сварного шва. Этот метод, по сути
дела, является комбинированным термопластическим
методом, использующим пластические деформации
в зоне шва, как и в случае растяжения внешними
силами. В качестве нагрузки на зону шва, находящуюся
под действием сжимающих напряжений, применяется
нагрев, одновременно стабилизирующий структуру.
Для обеспечения локального нагрева только той
зоны, в которой необходимо вызвать пластические
242
деформации укорочения и стабилизовать структуру,
в непосредственной близости от места введения тепло-
вой энергии параллельно сварному шву по всей длине
обрабатываемой зоны устанавливают охладители. Кон-
тактные охладители, в которых циркулирует вода, позво-
ляют регулировать в требуемом направлении распреде-
ление температур в процессе стабилизации (рис. 115).
Рис. 115. Нагревательное устройство для местного низ-
котемпературного отпуска:
1 — сваренная по кромке пластина; 2 — охладитель; 3 — сварной
шов; 4 — нагревательное устройство
Нагрев зоны шва производится с помощью специаль-
ного нагревательного устройства, представляющего
собой кварцевую трубку, внутри которой находится спи-
раль. Нагревательное устройство обеспечивает пагрев
зоны шва до температуры 250° С, контролируемой термо-
парами, приваренными по всей длине шва через 25 мм.
Начальные продольные напряжения в поперечном
сечении пластины приведены на эпюре (рис. 116, о);
напряжения сжатия соответствуют зоне B'V (рис. 116,6),
в которой в процессе, охлаждения произошли структур-
ные превращения. При местном нагреве зоны с напря-
жениями сжатия до температуры Т°С, волокна должны
удлиниться на величину аТ, где а — коэффициент линей-
ного расширения. Однако свободному удлинению пре-
пятствуют ненагретые участки, которые интенсивно
охлаждаются и приводят к возникновению в нагретой
зоне напряжений сжатия oj (рис. 116,6).
При наложении температурных напряжений на поле
остаточных напряжений в пластине (рис. 116, в) в зоне
с напряжениями сжатия начинают протекать пластиче-
ские деформации укорочения вследствие того, что сум-
243
марное значение их значительно превосходит предел
текучести металла в этой зоне. Пластические деформа
ции, но только удлинения, протекают также в зоне,
в которой после сварки были остаточные напряжение
растяжения.
Рис 116. Схема изменения сварочных напряжений при низкотем-
пературном местном отпуске:
— напряжение в зоне нагрева; —максимальные напряжения в ненагре
той зоне; — максимальные напряжения растяжения и сжатия от свар-
ки; а — пределы текучести при сжатии я растяжении; <?ост — остаточные
напряжения после отпуска
Выдержка зоны шва при повышенной температуре
одновременно стабилизирует структуру вследствие пре-
вращения мартенсита закалки в мартенсит отпуска.
В процессе охлаждения в нагретых волокнах проис-
ходят деформации укорочения и величина остаточных
напряжений зависит от соотношения температурных на-
пряжений и поля напряжений, существовавшего в пла-
стине в процессе температурной выдержки (рис. 116,г).
Остаточные сварочные напряжения снижаются на
60—90 % от исходного уровня.
244
СПИСОК ЛИТЕРАТУРЫ
1. Башки О. А. О стабильности сварочных деформаций. «Вопро-
сы сварочного производства». Труды Челябинского политехническо-
го института, вып. 16. М,— Свердловск, Машгиз. 1959, с. 5—13.
2. Байкова И. П. Влияние внешней растягивающей нагрузки на
сварочные деформации и напряжения.— «Сварочное производство»,
1969, № 6, с. 3—5.
3. Бельчук Г. А., Мацкевич В. Д. Сварка в судостроении. Л.,
Судпромгиз, 1961, 432 с.
4. Винокуров В. А. Сварочные деформации и напряжения. «Ма-
шиностроение», 1968, 236 с.
5. Винокуров В А. Отпуск сварных конструкций. «Машино-
строение», 1971
6. Вольмир А. С. Гибкие пластинки и оболочки. М., Гостехиз-
дат, 1956, 419 с.
7. Вологдин В. И. Коробление судовых конструкций от' свар-
ки. Л.— М., Речиздат, 1948, 160 с.
8. Григорьев А. А., Сидоренко А. П. Местные сварочные дефор-
мации тонколистовых конструкций и мероприятия по их уменьше-
нию. Л., Судпромгиз, 1957, 128 с.
9. Николаев Г. А., Рыкалин Н. Н. Деформации при сварке кон-
струкций. Изд-во АН СССР, 1943, 152 с.
10. Дятлов А. В. Внутренние напряжения в металлических кон-
струкциях. М,—-Л., Госстройиздат, 1935, 112 с.
11. Золотарев Б. Б., Сагалевич В. М. Остаточные деформации
при точечной и роликовой сварке.— «Сварочное производство», 1964,
№ 11, с. 10—13
12. Казимиров А. А., Иедосека А. Я. Исследование сварочных
деформаций тонколистовых конструкций из алюминиевых сплавов.—
Сб. «Новые проблемы сварочной техники». Киев, Изд-во «Техника»,
1964, с. 9—27.
13. Кузьминов С. А. Методика расчета общих сварочных дефор-
маций корпусных конструкций. Труды ЦНИИТС, вып. 9, 1956, 72 с.
14. Куркин С. А., Винокуров В. А. Устранение коробления тон-
колистовых сварных конструкций прокаткой роликами.— Сб. «Свар-
ка цветных сплавов, редких металлов и пластмасс». М., Оборонгиз,
1961, с. 186—196.
15. Куркин С. А. Технология изготовления сварных конструк-
ций. М., Машгиз, 1962, 152 с.
16. Лангеиеккер В. Влияние звуковых и ультразвуковых коле-
баний на прочность конструкционных материалов ракет и снаря-
дов.— «Ракетная техника н космонавтика», 1963, № 1," с. 100—104.
17. Мацкевич В. Д. Сборка и сварка корпусов судов. Л., «Су-
достроение». 1968, 402 с.
18. Мордвинцева А. В. Деформации сварных конструкций со
временем. Сб. трудов /МВТУ, № 71. Машгиз, 1957, с. 54—63.
19. Николаев Г. А. Расчет сварных соединений и прочность
сварных конструкций. М, «Высшая школа», 1965, 451 с.
245
20. Николаев Г. Куркин С. А., Винокуров В. А. Расчет,
проект и сование свар mix конструкций. М., «Высшая школа», 1971,
760 с.
21. Окерблом Н. О. Расчет деформаций металлоконструкций
при снарке. М.— Л., Машгиз, 1955, 211 с.
22. Окерблом Н. О., Демяниевич В, П., Байкова И. П. Проек-
тирование технологии изготовления сварных конструкций. Л., Суд-
пром'из, 1963, 602 с.
‘23 . Сагалевич В. М. Устранение сварочных деформаций в ма-
шиностроительных конструкциях. НИИИНФОРМТЯЖМАШ. М.,
1969, 74 с.
24. Сагалевич В. М., Кондаков Г. Ф., Милехин Е. С. Сварочные
деформации- и напряжения в конструкциях из алюминиевых и маг-
ниевых сплавов. М, НИИНФОРМТЯЖМАШ, 1971, 40 с.
25. Сагалевич В. М., Вершинский А. В. Метод устранения де-
формаций при сварке круговых швов.— В сб. «Надежность свар-
ных соединений и конструкций». М., «Машиностроение», 1967,
с. 92—98.
26. Сагалевич В. АС, Вершинский А. В. Перемещения сфери-
ческой оболочки при сварке круговых швов.— В сб. «Остаточные
напряжения и прочность сварных соединений и конструкций». М„
«Машиностроение», 1969, с. 92—105.
27. Сагалевич В. М„ Басиев К. Д. Определение деформаций
сварных конструкций во времени. НИИНФОРМТЯЖМАШ, М,
1971, И 10-71-6, с. 3—13.
28. Сагалевич В. М., Кондаков Г. Ф. Устранение сварочных де-
формаций и напряжений в конструкциях из магниевых и алюминие-
вых сплавов высокоскоростной проковкой НИИНФОРМТЯЖМАШ,
М„ 1971, 10-71-2, с. 28—45.
29. Сагалевич В. М. Проектирование и технические данные
сварных конструкций и изделий. Итоги науки и техники —
ВИНИТИ, М„ 1971, с. 28—83.
30. Сагалевич В. М„ Вершинский А. В. Расчет остаточных
напряжений круговых сварных швов в пластинах.— «Известия
вузов. Машиностроение», 1968, № 6, с. 189—194.
31. Сагалевич В. М., Мейстер А. М. Устранение сварочных де-
формаций и напряжений листовых конструкций нагружением с
вибрацией.— «Сварочное производство», 1971, № 9, с. 1—3.
32. Талыпов Г. Б. Приближенная теория сварочных деформа-
ций и напряжений. Изд-во ЛГУ, 1957, 206 с.
33. Трочун И. П. Внутренние усилия и деформации при свар-
ке. М., Машгиз, 1964, 247 с.
34. Cheviet A, «Centre de documentation siderwigique. Cireulaire
•d’informations techniques», 1970, an. 27, N 1, p. 183—222.
35. Farner H. B., Rutkay T. K.— «Welding Journal», 1965, v. 44,
N 1, p. 29—34.
36. Heinz Oswald. «Schweisstechnick» (DDR), 1969, N 1,
s. 11—13.
37. Mryka Jerzy.— «Przegllad spawalnictwa», 1969, N 10,
p. 239—245.
38. Smet G. «Prat Industr. Mec.», 1958, N 6, p. 141—153.
39. Watkins B., Vaughan H. G., Lees G. M. «British Welding
Journal», 1966, v. 13, N 6, p. 350—356.
40. Welter Georg.— «Welding Journal», 1958, v. 37, N 77,
Ф. 315—336.
ОГЛАВЛЕНИЕ
Введение........................ . ................3-
Условные обозначения , . ................5-
Глава 1. Деформации, напряжения и перемещения при сварке 7
Общие положения ... ....................7
Остаточные напряжения..................................11
Деформации и перемещения...............................15
Устранение сварочных деформаций, напряжений и пере-
мещений ..............................................19'
Конструктивно-технологическое проектирование . . .22
Глава II. Прокатка сварных соединений ...... 24
Основные принципы снижения сварочных деформаций и
напряжений прокаткой...................................24
Прокатка прямолинейных и кольцевых швов .... 27
Прокатка прерывистых швов ,............................40
Прокатка и прочностные свойства сварных соединений . 43
Оборудование для прокатки сварных швов .... 55*
Глава III. Высокоскоростное деформирование сварных со-
единений ................................................60
Конструкция и основные параметры ударного устройства 61
Материалы и регистрируемые параметры..................66-
Влияние скорости и частоты нагружения на величину удель-
ной энергии деформирования . . 6?
Влияние скорости деформирования и частоты ударов на
распределение остаточных напряжений и пластических
деформаций . ..................................72
Устранение сварочных деформаций и напряжений . . 75-
Влияние высокоскоростной проковки на механические
свойства . .....................................84
Устранение сварочных деформаций в конструкциях . 91
Глава IV. Устранение деформаций н напряжений приложе-
нием активных сил и вибрацией............................95
Механизм воздействия активных сил при сварке, основ-
ные параметры..........................................95
Устранение деформаций профильных элементов . . . '94
Применение механического вибрирования для уменьшения
сварочных деформаций..................................109
Снятие напряжений и устранение деформаций вибронатяж-
ным способом...........................................ИЗ
21>
Глава V. Устранение сварочных деформаций, напряжений и
перемещений методами термообработки и нагрева 126
Отпуск сварных конструкций.............................126
Местный отпуск.........................................136'
Глава VI. Устранение деформаций, перемещений и напря-
жений в тонкостенных оболочках . . . .141
Кольцевые и экваториальные швы . 141
Круговые швы в пластинах . . . . . 150
Круговые швы в сферических оболочках..................161
Снижение остаточных деформаций и напряжений в круго-
вых швах . . .... .............170
Метод предварительной и послссварочной деформации . 171
Метод осадки компенсационного кольца фланца . . .179
Глава VII. Некоторые специальные методы снижения свароч-
ных деформаций и напряжений.............................188
Повышение жесткости при сварке листовых конструкций 188
Сварка прямолинейных швов бев продольных остаточных
деформаций . .................................191
Методы глубокого охлаждения...........................195
Устранение деформаций и напряжений в соединениях мар
тенситных сталей .......................199
Устранение деформаций в точечных и роликовых швах . 208
Использование сдвига электродов для предотвращения
деформаций............................................215
Глава VIII. Стабильность размеров сварных соединений с те-
чением времени .........................................222
Причины изменения размеров во времени . . . 222
Исследование деформаций с течением времени . . . 226
Повышение стабильности размеров сварных соединений 239
Список литературы ......................................245
Валерий Миха йлович Саг алев и ч
МЕТОДЫ УСТРАНЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Редактор издательства Т. Е. Черсшнева
Технический редактор В. Д. Элькинд
Переплет художника А. Я. Штаркмака
Сдано в набор 19/XI 1973 г. Подписано в печать 29/V 1974 г. Т-09573
Формат 84х!08!/з2 Бумага типографская № 2 Усл. печ. л. 13.02 Уч.-изд. л. 12,4
Тираж 10 000 экз. Заказ <№ 754 Цена 63 коп.
Издательство «Машиностроение». 107885, Москва, Б-78, 1-й Басманный пер., 3.
Московская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
109088, Москва, Ж-88, Южнопортовая ул., 24.