/








































































































































































































































































































Текст
А. А. ИГНАТОВ, T. А. ИГНАТОВА
КРИВОШИПНЫЕ
ГОРЯЧЕШТАМПОВОЧНЫЕ
ПРЕССЫ
Издание 2-е, переработанное
и дополненное
Москва
«МАШИНОСТРОЕНИЕ»
1974
И 26
УДК 621.73.043 : 621.979
Игнатов А. А., Игнатова Т. А. Кривошипные го-
рячештамповочные прессы. Изд. 2-е, перераб. и доп.,
М., «Машиностроение», 1974, 352 с.
Во втором издании, переработанном и дополнен-
ном, более подробно рассмотрены существующие кон-
струкции прессов, вопросы теории их расчета, проек-
тирования, изготовления и ремонта. Особое внимание
обращено на повышение их эксплуатационной надеж-
ности. Даны рекомендации по замерам усилий штам-
повки и предохранению прессов от перегрузок.
Книга предназначена для . инженерно-технических
работников, занятых проектированием, эксплуатацией
и ремонтом кривошипных горячештамповочных прес-
сов.
Табл. 44. Ил. 178. Список лит. 27 назв. Прил.
30 табл.
3123-049
038 (01)-74
49-74
© Издательство «Машиностроение», 1974 г.
ГЛАВА I
ТЕХНОЛОГИЧЕСКОЕ НАЗНАЧЕНИЕ
КРИВОШИПНЫХ ГОРЯЧЕШТАМПОВОЧНЫХ
ПРЕССОВ
ТЕХНОЛОГИЧЕСКОЕ НАЗНАЧЕНИЕ ПРЕССОВ
Кривошипные горячештамповочные прессы предназначены для
горячей штамповки в многоручьевых штампах поковок различной
конфигурации из стального и цветного проката в условиях мас-
сового и крупносерийного производства.
Большое разнообразие поковок, штампуемых на прессах, можно
разбить на группы [22]: 1) типа шестерен, фланцы и другие, из-
готовляемые осадкой в торец с образованием заусенпа или без
заусенца при малоотходной штамповке с компенсаторами; 2) слож-
ной конфигурации, изготовляемые истечением; 3) с удлиненной
осью, требующие подготовительно-протяжных операций.
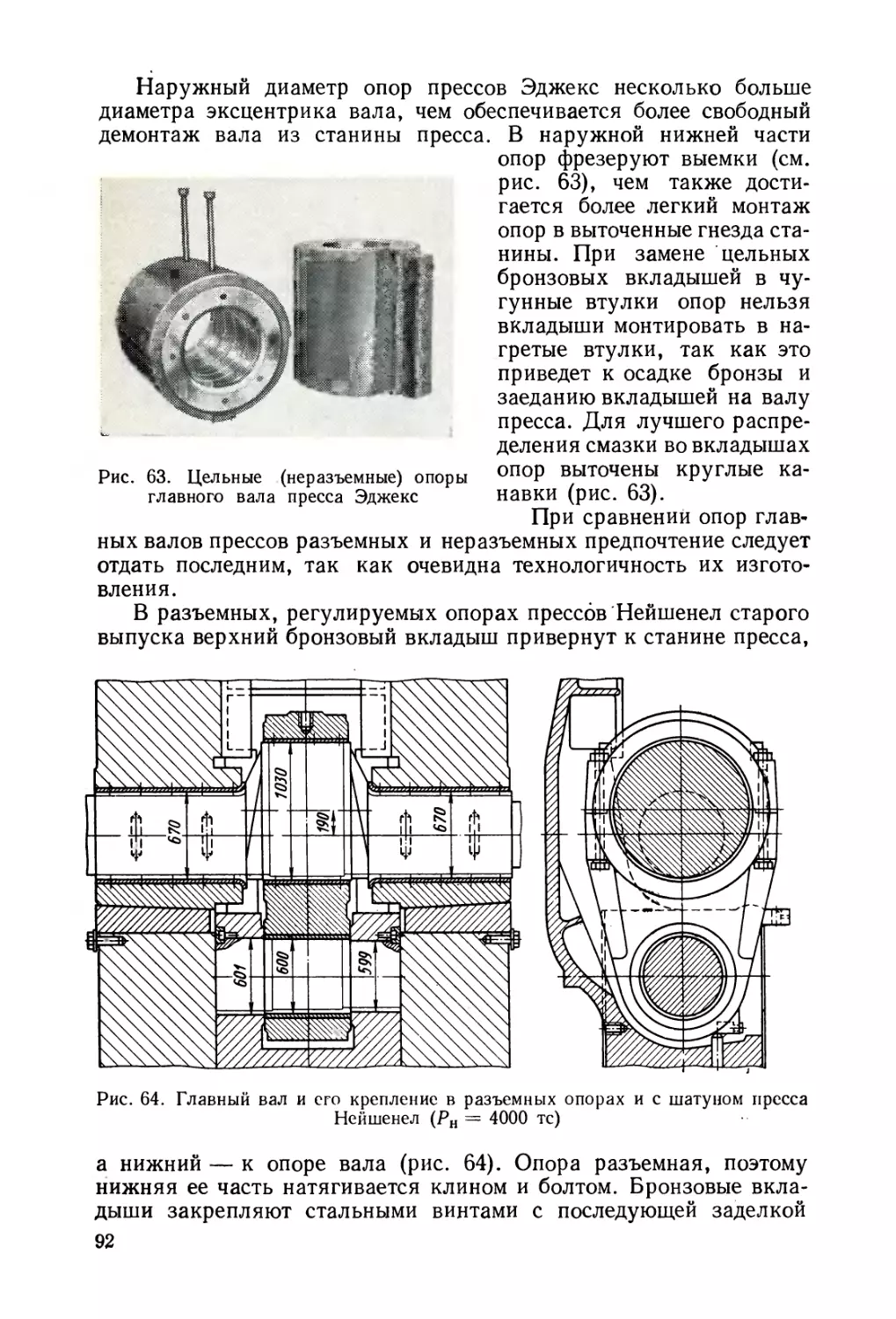
При эксплуатации кривошипных горячештамповочных прес-
сов наблюдается разрушение или износ целого ряда деталей, та-
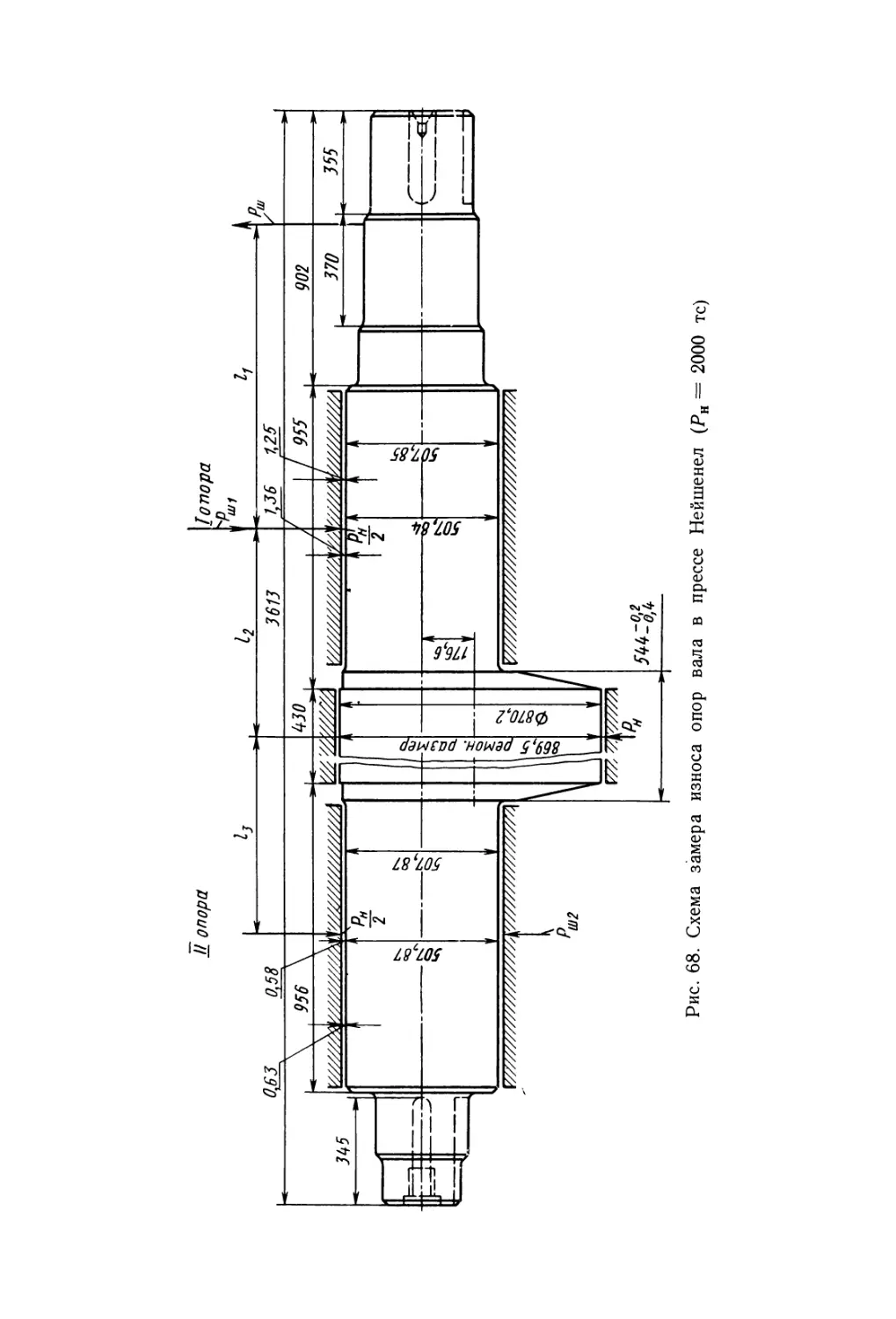
ких как главный вал и особенно его опоры, шатун и детали соеди-
нения с валом и ползуном, ползун, детали выталкивающего устрой-
ства, уплотнения в уравновешивающих устройствах, детали при-
вода пресса (зубчатые пары, шлицевые соединения, муфты и тор-
моза и пр.) электрооборудование, особенно электродвигатели
прессов.
Эти недостатки возникают по следующим причинам.
1. Отсутствует контроль за силовым нагружением прессов
при наладке штампов и последующей штамповке.
2. Неудовлетворительно проводится наблюдение за стабиль-
ным и правильным нагревом заготовок перед штамповкой.
3. Конструктивно неправильно оформлены детали пресса или
неудачно выбран материал для их изготовления.
Все факторы особенно проявляются при несвоевременном не-
качественном ремонте или недостаточной смазке. По наблюдениям,
проведенным на Московском автомобильном заводе им. И. А. Ли-
хачева (ЗИЛе) и на Московском автомобильном заводе им. Ле-
нинского комсомола (АЗЛК), прессы периодически работают в ре-
жиме, при котором используется более 50% паспортного числа
3
Наименование Размеры заготовки, мм Масса, кг Толщина зау- сенца й3, мм Ширина мости- ка S, мм
Диаметр Длина заготов- ки поковки заусенца
Шестерня 1-й передачи вто- ричного вала коробки скоро- стей автомобиля ЗИЛ-130 . . . 80 170 6,70 5,85 0,8 4,0 12
Шестерня 2-й передачи про- межуточного вала коробки ско- ростей автомобиля ЗИЛ-130 . . 80 128 5,05 4,42 0,6 4,0 10
Шестерня 4-й передачи про- межуточного вала коробки пе- редач автомобиля ЗИЛ-130 . . 70 137 4,15 3,45 0,7 4,0 11 1
Шестерня полуоси автомоби- ля ЗИЛ-150 75 118 4,10 3,40 0,7 2,7 10
Шестерня 3-й передачи про- межуточного вала коробки пе- редач автомобиля ЗИЛ-130 . . 80 97 3,80 3,38 0,5 3,0 10
Чашка дифференциала пра- вая автомобиля ЗИЛ-130 . . . ПО 166 12,70 11,50 1,2 — —
Чашка дифференциала левая автомобиля ЗИЛ-130 ПО 152 11,30 10,30 1,0 — —
Кулак поворотный (правый, левый) автомобиля ЗИЛ-130 120 210 18,70 15,90 2,8 5,5 10
Кулак поворотный (правый, левый) автобуса ЗИЛ-127 . . . 120 330 29,60 25,40 4,1 5,5 12
1 Штамповка на прессе ЗИЛ (₽н = 2500 тс) при нагреве заготовок в камерных ме
8 Нагрев в индукционном нагревателе.
8 I операция.
* III операция.
6 II операция.
4
тодических печах.
_ еО 4^ 4*- СЛ СЛ 00 — О I I Oi Ю ю ог о -о СЛ 1 I Щ Ф» ОО Щ СО о О О О О О О заусенца F3 Площадь проекции, мм2
30 720 23 300 19 600 17 200 14 970 48 700 48 700 32 100 42 900 поковки Fn
to № — Ф* — — — ел ел оо о ел -<i со 11 ю Ю 00 о -о Диаметр или ширина поков- ки Dn, мм
" “ s “ § *• О £3 £ £ S оо g S S о Й ° ° ° ° g Полная по- верхность по- ковки мм
9 о q q о о ii if if if i ii ii ii fi O <=> О r о NO Ooo oS Бел oX О . g . СЛ О S> O<c O? °H-| °C ojfe X ° ° О X oX ox o5” o-w g eq Op og pg Материал заго- товки и приня- тая температу- ра штамповки поковок
t? q? si gh i i §n 3I §4 £n |7i О ~ О — Op 4i. o> °O> ° O> 5? 00 . 00 оо OO Расчетное уси- лие штамповки ₽шт’ тс при Osi, кгс/см2
000S-5-000T’ = zd OOSE-^-OOOE = ed 0081 + +0002= Int</ I0092+ + 0002 = ”s</ ioezi = ’e<7 oooe=ni;d •0£Z I = ’gj 0021+0001 =ed 0081 = ed 0061+0091 =*d 0091+0081 =ed 0002+0091 = ezd !0092+ + 00ZI = ed Замеренное усилие штам- повки Р , тс
Таблица 1
ходов и могут нагружаться пиковыми нагрузками на ползуне
пресса, превышающими номинальное усилие и крутящий момент
на главном валу более чем в 2 раза. Наибольшее влияние на пере-
грузку прессов оказывает недогрев заготовок и последующее их
охлаждение на механизмах подачи или в штампах. Рассмотрим
влияние температурного фактора на усилие штамповки поковок.
Приближенно усилие штамповки
Р F
Г ШТ KVst1 п‘
Более точно усилие штамповки определяют по формуле (24):
= о« [(1,5 + F, + (1,5 + .А + 0,08 £) FJ .
где k — коэффициент, характеризующий напряженно-деформи-
рованное состояние поковки; ost — напряжение текучести для
плоского деформированного состояния при данной температуре;
Fn— площадь проекции поковки, круглой в плане; S— ширина
мостика заусенца; h3 — толщйна заусенца; F3—площадь про-
екции заусенца; Dn — диаметр поковки.
Если штампуются две поковки при температурах tr и /2, то
сопротивление деформации поковок будет Ost, и ost2 • В этом слу-
чае разность усилий деформации
ШТ k (Psti ®st2 )
Так, при tr = 1100° С и /2 = 1000° С, при которых для стали 45
as/1 3 кгс/м2; ost2 = 5 кгс/см2,
ДРШТ~^П(5-3) = 2^П.
Так как начальное усилие ^шт = 3kFnt то очевидно, что при
указанном перепаде температур оно возрастает в
Ршт шт
Ршт .
З^ГП 4- 2kFn _1 67 паза
---3^- -1,0/ раза.
В приложении 1 приведены данные замеров температур около
2500 шт. поковок, изготовленных в кузнечном цехе АЗЛК. Из
приложения 1 следует:
1) наиболее типовым интервалом температур можно считать
1240—930° С;
2) в тяжелых поковках типа коленчатого вала при подаче их
из индуктора не наблюдается значительных перепадов температур
заготовки на штампе и готовой поковки, в то время как мелкие
поковки быстро охлаждаются, требуя при этом большее усилие
при штамповке.
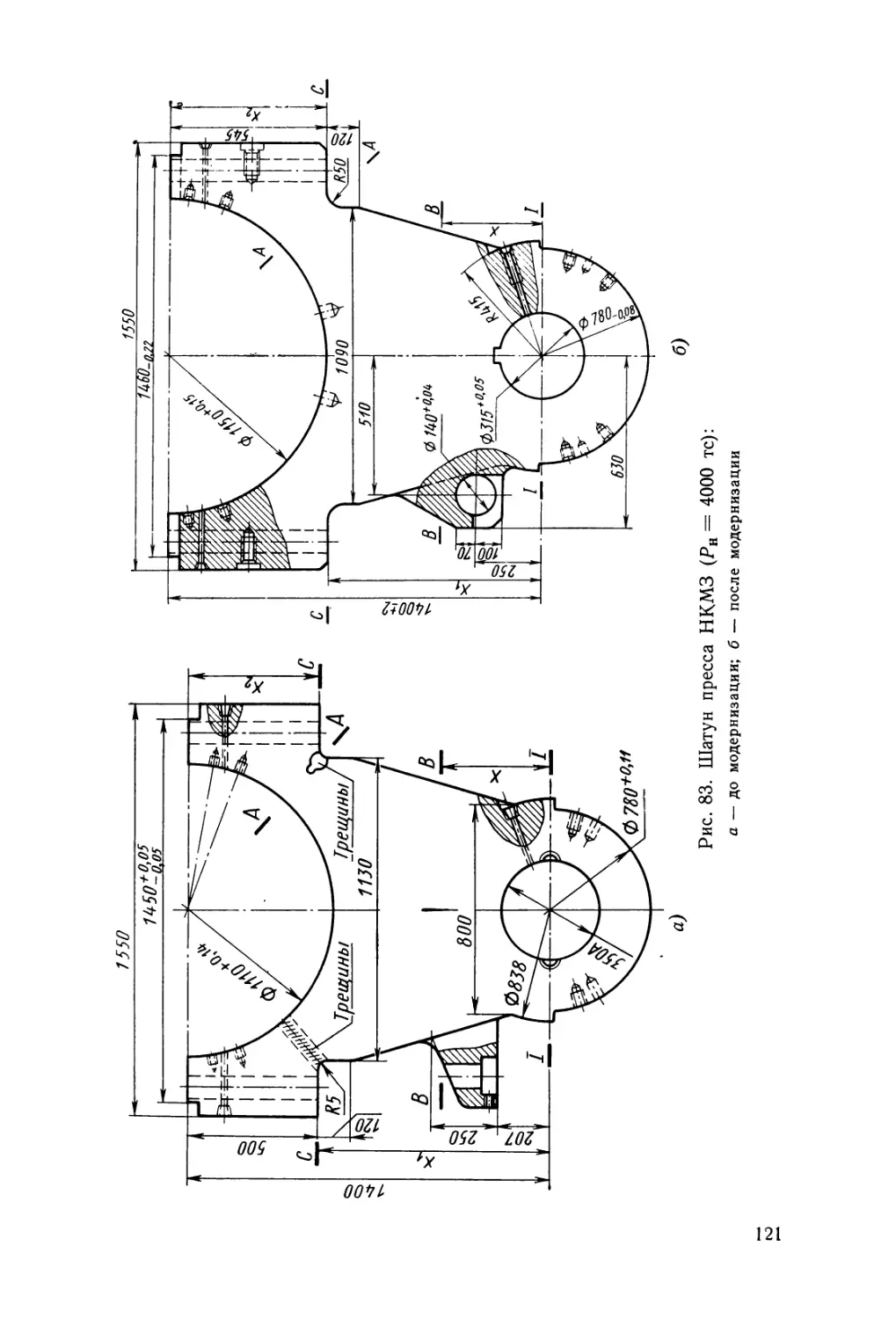
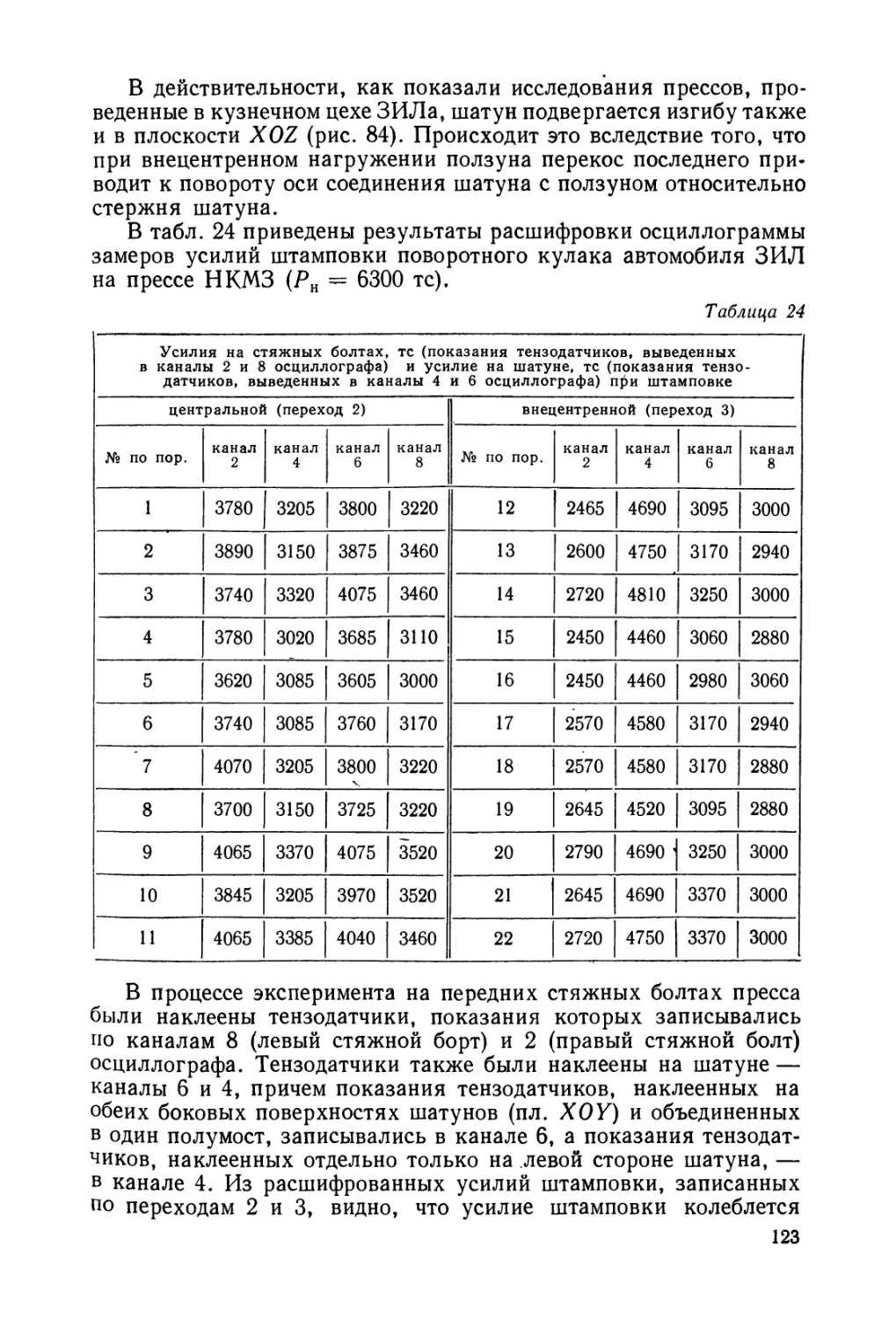
В приложении 2 показаны результаты замера усилий при
штамповке поворотного кулака автомобиля ЗИЛ-130 на прессе
НКМЗ усилием 4000 тс. Максимальное усилие штамповки во вто-
ром переходе не превышало 3220 тс (замер № 13), а минимальное
усилие в том же переходе составляло 2600 тс (замер № 3). Усилие
6
штамповки кулака в третьем — окончательном переходе меньше
усилия штамповки во втором переходе примерно на 150—500 тс.
Усилие штамповки изменялось в зависимости от температуры на-
чала штамповки; так, при температуре 1100° С оно возросло до
максимального значения 3220 тс. Следовательно, на изменение
усилия штамповки в большей степени влияет температура, а не
масса (замер 13 приложения 2).
В настоящее время отсутствуют аналитические зависимости,
по которым с приемлемой точностью можно было бы рассчитать
усилие деформирования и потребную работу деформации преобла-
дающего большинства поковок на прессах. Поэтому при выборе
прессов применяют либо весьма грубые эмпирические зависимости,
либо пользуются аналогией, что приводит к перегрузкам прессов.
В последние годы разработан и внедряется метод выбора прес-
сов для штамповки, основанный на замере усилий с использова-
нием тензометрических датчиков сопротивления, наклеиваемых
на некоторые детали прессов (стяжные болты, станину, шатун
и др.), с последующей тарировкой гидронагружателем и записью
на пленке осциллографа диаграммы «усилие—путь» ползуна
пресса.
Анализ проведенных исследований по замерам усилий на пол-
зунах показывает (табл. 1), что в ряде случаев прессы для штам-
повки выбирают неправильно и нагружают номинальным усилием
и даже более, так как в их деталях имеется запас прочности.
Практика эксплуатации прессов, нагруженных усилием не выше
0,75Рн, показала, что при этом снижаются их простои и поломки.
Зачастую при усовершенствовании, технологических процессов из-
готовления поковок с целью экономии металла или повышения
производительности труда не учитывается возможное увеличение
при этом технологического усилия и энергетических затрат при-
вода, что снижает эксплуатационную надежность кривошипных
горячештамповочных прессов.
ПРИМЕНЕНИЕ ПРЕССОВ ВЗАМЕН ПАРОВОЗДУШНЫХ
ШТАМПОВОЧНЫХ МОЛОТОВ
Кривошипные горячештамповочные прессы нашли широкое
применение для штамповки различных поковок, ранее изготов-
ляемых на молотах.
Эффективность применения прессов обусловлена их произ-
водительностью, расходом металла на изготовление поковок, стои-
мостью оборудования, инструмента, ремонта и обслуживания прес-
сов. Кроме того, следует учитывать санитарно-гигиенические усло-
вия труда. Все это необходимо иметь в виду при выборе прессов
для штамповки на них поковок. Для анализа поковки разделяют
на три основные группы, рассматривают, рационально ли их штам-
повать на прессах, и с учетом экономических расчетов приводят
рекомендации по применению прессов. В качестве примеров рас-
7
смотрим применение КГШП для штамповки некоторых поковок
в кузнечном цехе ЗИЛа.
Ранее на паровоздушных штамповочных молотах (ПШМ) ку-
лаки штамповались в линии, состоящей из газовой полуметоди-
ческой печи, двух штамповочных молотов с массой падающих
частей каждый 3 т, доштамповывались на КГШП (Рн = 2000 тс)
и обрезались на двух обрезных прессах (рис. 1). Заготовки и пере-
Рис. 1. Технологическая линия штамповки поворотного кулака автомобиля
ЗИЛ с применением паровоздушных штамповочных молотов
ходы штамповки кулака приведены на рис. 2.. Масса заготовки
шириной 115 и длиной I = 222 мм составляла 22,5 кг. Нагретая
заготовка незначительно осаживалась для удаления с нее окалины.
Далее на молоте проводилась оттяжка конца для держания за-
готовки клещами с круглыми губками, а затем выполнялась пред-
варительная штамповка в другом ручье штампа. Переданная по
склизу на второй молот заготовка штамповалась в одном ручье
и далее обрезалась на обрезном прессе. Обрезанная поковка потом
поступала для доштамповки на кривошипном горячештамповочном
прессе (Рн = 2000 тс) и обрезалась во второй раз на другом обрез-
ном прессе.
По технологическому процессу штамповка кулака на КГШП
методом истечения проводится в линии, состоящей из нагрева-
8
Рис. 2. Заготовка и переходы штамповки поворотного кулака автомобиля ЗИЛ
на молотах с до штамповкой на прессе:
а—заготовка; б — осадка; в —протяжка конца для клещей; г — предварительная
штамповка на молоте; д — окончательная штамповка на другом молоте; е — обрезанный
заусенец на первом обрезном прессе; ж — кулак после обреза заусенца; з — доштампо-
ванный кулак на прессе; и — заусенец и готовый кулак после обреза заусенца
Рис. 3. Технологическая линия штамповки поворотного кулака автомобиля
ЗИЛ на кривошипном горячештамповочном прессе: .
J индуктор; 2 — кривошипный горячештамповочный пресс НКМЗ (Рд = 4000 тс);
3 обрезной пресс
9
теля-индуктора, горячештамповочного пресса (Рн = 4000 тс) и
обрезного пресса (рис. 3). На рис. 4 показаны заготовки и пере-
ходы штамповки кулака ЗИЛ методом истечения на кривошипном
горячештамповочном прессе. В табл. 2 приведены данные по нор-
мам расхода металла, производительности и т. д. при штамповке
поковок в кузнечном цехе ЗИЛа на прессах й молотах.
Считается, что замена паровоздушных штамповочных молотов
кривошипными горячештамповочными прессами увеличивает про-
Рис. 4. Заготовка и переходы штамповки поворотного кулака на прессе:
а — заготовка; б — осадка; в — предварительная штамповка; г — окончательная штам-
повка; д — готовый кулак и обрезанный заусенец на обрезном прессе
изводительность штамповки некоторых поковок на 30—50%, сни-
жает трудоемкость 1 т поковок при штамповке примерно на 25—
30% [19]. Это снижение, отнесенное ко всему ведущему обору-
дованию, составит 15—20%. Поковки, изготовляемые на прессах,
по технологическим особенностям можно разбить на три разно-
видности:
1. Поковки, изготовляемые выдавливанием в полузакрытых
или закрытых ручьях, в которых формообразование выполняется
на большом (150—250 мм) пути ползуна пресса при значительных
усилиях, что требует существенных энергозатрат электродвига-
теля и маховых масс привода (поворотный кулак, цапфа поворот-
ного кулака и др.).
ю
Таблица 2
Параметр Поворотный кулак автомо- биля ЗИЛ-130 Цапфа поворотного кулака Концевой фланец картера заднего моста автомобиля ЗИЛ-131 Чашка дифференциала автомобиля ЗИЛ-130
автомобиля ЗИЛ-157 (без отверстия) авто- мобиля ЗИЛ-131 (с от- вер- стием) большой малый (правая, высокая) (левая, низкая)
на молоте на прессе на молоте на прес- се на прессе на молоте на прессе на молоте на . прессе на молоте на прессе на молоте на прессе
Диаметр заготов- ки, мм Квадрат 120 120 120 105 120 105 120 105 105 105 105
Длина заготовки,мм 115X115 222 210 182 195 228 160 184 130 195 188 181 164
Норма расхода ме-
талла, кг Масса заготовки, — 19,21 — 16,62 — 16,37 15,09 13,18 Н,9 13,73 13,25 12,941 11,75
кг 22,5 18,7 18,4 16,2 17,3 15,5 14,2 12,5 11,8 13,26 12,7 12,3 11,3
Марки стали . . . 40Х 40Х 40Х . 40Х 40Х 35 35 35 35 Стб 45 Стб 45
Масса поковки, кг 17,0 16,5 15,7 15,4 14,85 12,5 12,05 11,0 9,5 11,5 10,6 10,3
Среднее усилие при штамповке на
прессе, тс; на молоте
с массой падающих частей, т 3 3000— 3 3100— 4000 1,8' 2300— 3,5 3000 3,5 2000—
3500 3600 2500 2600
Производитель-
ность за смену, шт. Число работающих 600 590 230 650 350 — 350 — 350 525 465 675 465
8 3 7 3 3 — 3 4 3 3 3 3 3
Норма за смену, шт. — 470 695 540 240 — 200 200 — 525 465 615 465
Трудоемкость по 2,1
нормам, мин . . . . 6,2 3,5 — — 1,75 . — 2,1 — 0,8 0,905 0,685 0,905
to
Продолжение табл. 2
Параметр Вилка кардан- ного вала авто- мобиля ЗИЛ-130 Фланец-вилка карданного вала автомо- биля ЗИЛ-130 Шестерня 1-й передачи коробки скоростей автомобиля ЗИЛ-130 Шестерня 2-й передачи коробки скоростей автомобиля ЗИЛ-130 Шестерня 3-й передачи коробки скоростей автомобиля ЗИЛ-130 Шестерня 4-й передачи коробки скоростей автомобиля ЗИЛ-130 Шестерня полуоси автомобиля ЗИЛ-150
на прессе на моло- те на прессе на молоте на прессе на молоте на прессе на молоте на прессе на молоте на прессе на молоте на прессе
Диаметр заготов- ки, мм Длина заготовки, мм Норма расхода ме- талла, кг Масса заготовки, кг Марка стали . . . Масса поковки, кг Среднее усилие при штамповке на прессе, тс; на молоте с массой падающих частей, т Производитель- ность за смену, шт. Число работаю- щих Норма за смену, шт Трудоемкость по нормам, мин . . . 70 122 3,7 35 2,6 1000— 1100 1300 3 1150 0,365 70 140 4,39 4,2 35 3,0 1,8 1025 4 1025 0,408 70 128 3,84 3,85 35 2,8 1000— 1200 1150 3 1000 0,42 80 175 7,23 6,9 25ХГМ 6,05 1,8 875 3 800 0,525 80 170 . 7,02 6,7 25ХГМ 5,85 1500— 2000 1000 3 600 0,708 80 134 5,495 5,25 25ХГМ 4,5 1,8 1095 3 1000 0,42 80 128 • 5,28 5,05 25ХГМ 4,42 1200— 1500 1100 3 780 0,541 80 102 ' 4,18 4,0 25ХГМ 3,4 1,8 1260 3 1150 0,365 80 97 3,96 3,8 25ХГМ 3,38 1000— 1200 1400 3 1000 0,418 70 144 4,56 4,35 25ХГТ 3,65 1,8 1200 3 1100 0,382 70 137 4,34 4,15 25ХГТ 3,45 1500— 1900 1200 3 825 0,511 75 122 4,43 4,23 18ХГТ 3,6 1,8 1260 3 1150 0,365 75 118 4,28 4,1 18ХГТ 3,4 1800 1500 950 0,442
2. Поковки, имеющие относительно тонкий фланец большого
размера, поковки тонкостенные и сложной конфигурации (фланец
картера, фланец-вилка и др.). Здесь интенсивный теплообмен
между штампом и деформируемым металлом снижает пластичность,
повышает истинное сопротивление деформации металла и потреб-
ное усилие пресса. Усилие штамповки в предварительных ручьях
обычно на 20—40% ниже, чем в окончательном, причем форма
и абсолютные размеры предварительного ручья существенно
влияют на усилия и характер формоизменения в окончательном
ручье.
3. Поковки типа шестерен. Исследования нагружения прес-
сов при штамповке таких поковок показали, что усилие при окон-
чательной штамповке определяется их относительной толщиной
и площадью в плане. Увеличение площади в плане повышает уси-
лие деформирования.
СРАВНЕНИЕ ПАРАМЕТРОВ
ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПРЕССОВ
Разделим параметры кривошипных горячештамповочных прес-
сов * на следующие группы:
1) параметры для выбора прессов по номинальному усилию
и работе, которую они могут обеспечить при штамповке деталей;
2) параметры, характеризующие штамповое пространство, от-
крытую и закрытую высоты прессов, позволяющие определить
габаритные размеры штампуемой детали, а следовательно, и ин-
струмент, который можно устанавливать на прессе;
3) параметры, характеризующие массу пресса в целом и наи-
более тяжелых деталей, с учетом которых можно проводить мон-
таж и демонтаж деталей, а также определять необходимость в кра-
новом оборудовании;
4) установочные параметры, позволяющие определять поло-
жение пресса по отношению к другим агрегатам, а также площадь
в цехе, занимаемую прессом.
К первой группе параметров пресса относятся: номинальное
усилие на ползуне пресса; величина хода прлзуна пресса; число
ходов ползуна пресса в минуту; характеристика электродвига-
теля: мощность и частота вращения.
Ко второй группе параметров относятся: расстояние между
стойками пресса в свету; размеры ползуна и стола пресса в на-
правлениях: «спереди — назад» и «слева — направо» (поперек оси
главного вала и вдоль его оси); расстояние между столом и пол-
* В книге рассмотрены прессы отечественные и зарубежных фирм: Ново-
краматорского машиностроительного завода (НКМЗ); 'Воронежского завода
тяжелых механических прессов (ЗТМП); Московского автомобильного завода
им. И. А. Лихачева (ЗИЛ); Шмерал (ЧССР); Эрфурт (ГДР); Нейшенел, Эджекс,
Клиринг,^ Блисс (США); Массей, Уилкинс-Митчел (Англия); Эймуко, Кизер-
линг, Кайзер-Нейшенел (ФРГ); Коматцу (Япония).
13
зуном при его крайнем нижнем положении и регулировке стола
вниз (закрытая высота); расстояние между столом и ползуном при
его крайнем верхнем положении (открытая высота).
К третьей группе параметров относятся: общая масса пресса
в сборе; масса отдельно монтируемых узлов в сборе; масса отдель-
ных деталей пресса.
К четвертой группе параметров относятся: габаритные размеры
пресса в плане; наибольшая высота пресса; наибольшие его де-
монтажно-монтажные габаритные размеры.
Проведем анализ основных параметров кривошипных горяче-
штамповочных прессов.
Кривошипные горячештамповочные прессы следует рассматри-
вать как универсальные машины, предназначенные для штамповки
деталей: осадкой в торец (типа тел вращения); истечением —
с образованием удлиненной формы изделия (типа поворотного ку-
лака автомобиля ЗИЛ-130); деталей типа шатуна двигателя авто-
мобиля с применением подготовленной на вальцах заготовки или
других деталей с вытянутой осью [22].
Прессы, изготовляемые в настоящее время и рекомендованные
ГОСТ 6809—70, приведены в приложении 3. За рубежом изготов-
ляют прессы усилием от 300 тс, а по ГОСТ 6809—70 — только от
630 тс.
При расчете хода ползуна и энергетических параметров пресса
можно исходить из размеров исходной заготовки hQ = mdQ с по-
следующей осадкой ее до высоты Нп = 0,3£>п (здесь hQ — высота
исходной заготовки; т— коэффициент; dQ — диаметр заготовки;
Нп и Dn — высота и диаметр поковки). Для более удобного закла-
дывания заготовки в штамп учитывают дополнительный размер
ASn. Следовательно, ход ползуна пресса (данные ЦНИИТМАШ)
5П — + ASn ^з»
где h3 — толщина заусенца на мостике.
Следует также учесть величину возможного опускания пол-
зуна при торможении на величину примерно 0,15п. Зазор ASn
между заготовкой и верхним штампом в зависимости от высоты
заготовки
ASn = yh0 = ymdQ,
где коэффициент у = 0,254-0,15.
Таким образом,
Sn~ 1,1/п(Юп(1 +у).
Величиной h3 пренебрегаем. Для поковок с размерами Dn =
= 1004-400 мм рекомендуется принимать коэффициенты: т =
= 3,04-1,0; Р = 0,454-0,70; 1 + у = 1,254-1,15; тогда ход пол-
зуна Sn (1,864-0,88) Dn. В приложении 4 приведены данные по
величине хода ползунов изготовляемых прессов. Для определе-
ния хода ползунов прессов имеются рекомендации в работе [22].
14
В некоторых зарубежных прессах, применяемых для штам-
повки плоских поковок и поковок, штампуемых в торец, умень-
шают ход ползуна. Так, в прессе Нейшенел (Рн = 4000 тс) вы-
пуска 1958 г. по сравнению с прессом выпуска 1940 г. ход ползуна
с 407 мм уменьшен до 381 мм. Следует отметить, что с уменьшением
хода ползуна уменьшаются радиус кривошипа и крутящий момент,
что способствует снижению нагрузки на главный вал. Однако при
штамповке поковок истечением в связи с затруднениями удале-
ния поковок в прессе ЗИЛ (Рн = 2500 тс) ход ползуна с 350 мм
по ГОСТ 6809—70 увеличен до 400 мм.
Рекомендуются прессы с ходом ползунов в соответствии
с ГОСТ 6809—70. При выборе прессов по числу ходов ползунов
в минуту следует учитывать, что прессы с большим числом ходов
в минуту позволяют уменьшить время цикла хода ползуна при
правильно выполненном механизме управления прессом и умень-
шить продолжительность контакта поковки со штампами. С умень-
шением времени цикла несколько снижается продолжительность
деформации заготовки в штампах. Продолжительность контакта
поковки со штампом зависит от механизации удаления поковок
со штампов и числа используемых ходов ползуна пресса. При
автоматическом процессе штамповки продолжительность контакта
поковки за один ход ползуна уменьшается, а за смену увеличи-
вается.
В приложении 5 приведены данные по числам ходов ползунов
в минуту различных прессов, выпускаемых в нашей стране по
ГОСТ 6809—70 и за рубежом. Число ходов ползунов в прессах
Нейшенел усилием до Рн = 2500 тс выпуска 1958 г. понизилось
по сравнению с числом ходов ползунов в прессах выпуска 1940 г.
(приложение 5). Это уменьшение числа ходов связано с необхо-
димостью повысить надежность работы прессов. В автоматически
работающих прессах с учетом времени срабатывания механизмов
перемещения заготовки число ходов уменьшено. Так, в прессе
Нейшенел усилием Рн = 3000 тс в этом случае число ходов умень-
шено с 50 до 35 в минуту, а в прессе усилием Ря = 700 тс со 100
до 45 в минуту.
Энергетические возможности кривошипных горячештамповоч-
ных прессов определяются мощностью установленных на них
электродвигателей, их частотой вращения и запасенной кинети-
ческой энергией маховых масс приводов.
Известно, что электродвигатели прессов сравнительно быстро
выходят из строя по различным причинам. В приложении 6 при-
водятся характеристики электродвигателей различных прессов.
Опыт эксплуатации прессов и исследования, проведенные кафедрой
обработки металлов давлением Запорожского политехнического
института, показали целесообразность установки в прессах мощ-
ных электродвигателей.
В приложении 7 приведены энергетические параметры неко-
торых кривошипных горячештамповочных прессов. Как видно из
15
Вид Б
Рис. 5. Штамповое пространство пресса НКМЗ (Рн = 6300 тс)
приложения, запасенная кинетическая энергия привода пресса
ЗИЛ (Рн = 2500 тс) составляет362 000 кгс ми намного превышает
энергию привода пресса Нейшенел (Рн = 4000 тс). Это достигается
за счет увеличенного приведенного момента инерции маховых
масс.
Рассмотрим параметры прессов, характеризующие штамповое
пространство, открытую, закрытую высоты и величину их регу-.
лировки. Закрытую высоту пресса h следует проектировать таким
образом, чтобы можно было поместить штамповый пакет пресса,
состоящий-из верхней и нижней частей с вмонтированными в них
штамповыми вставками. Штамповый блок должен вписываться
в пресс, а его направляющие не должны мешать установке пакета.
На рис. 5—8 в качестве примера приведены размеры штамповых
пространств прессов.
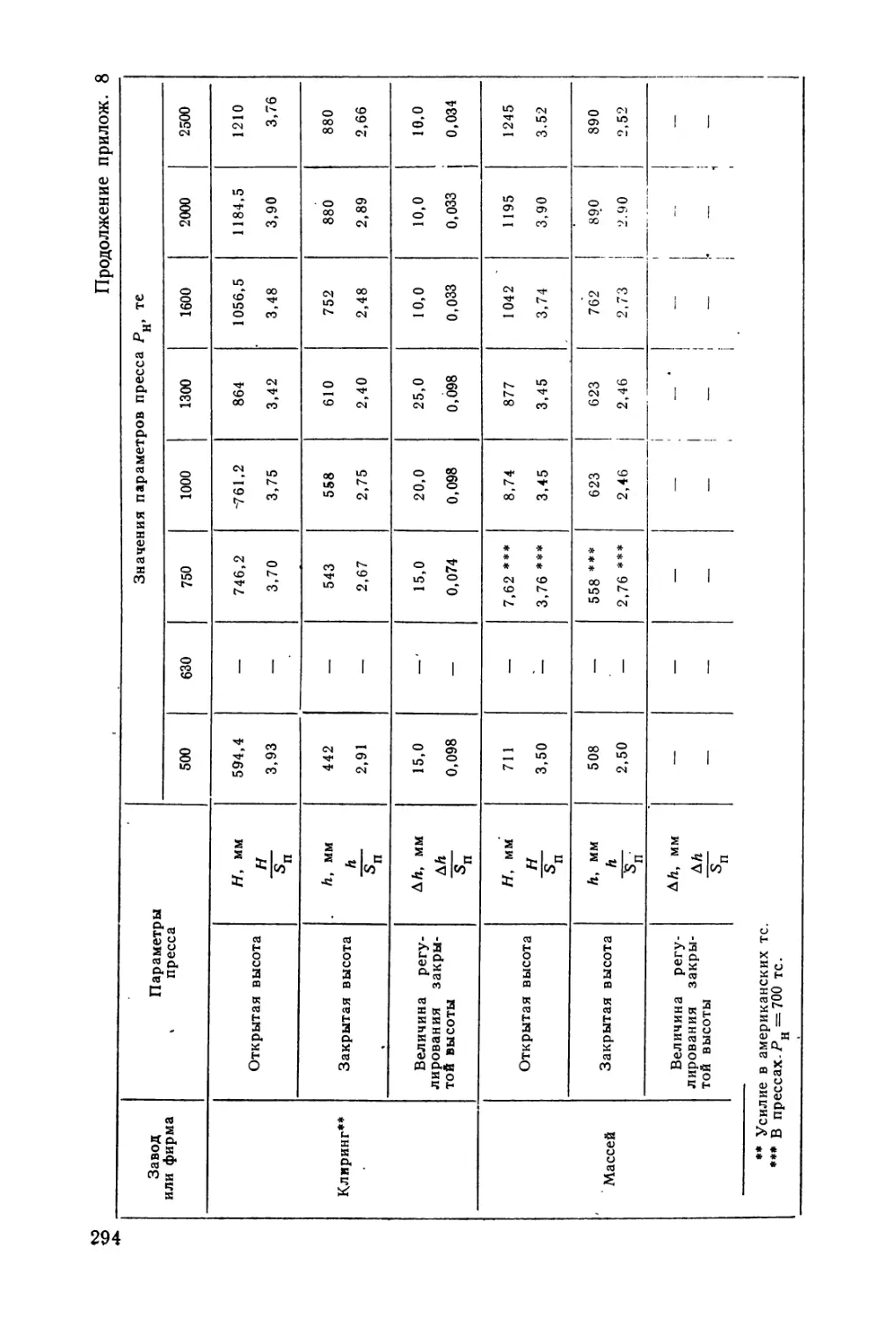
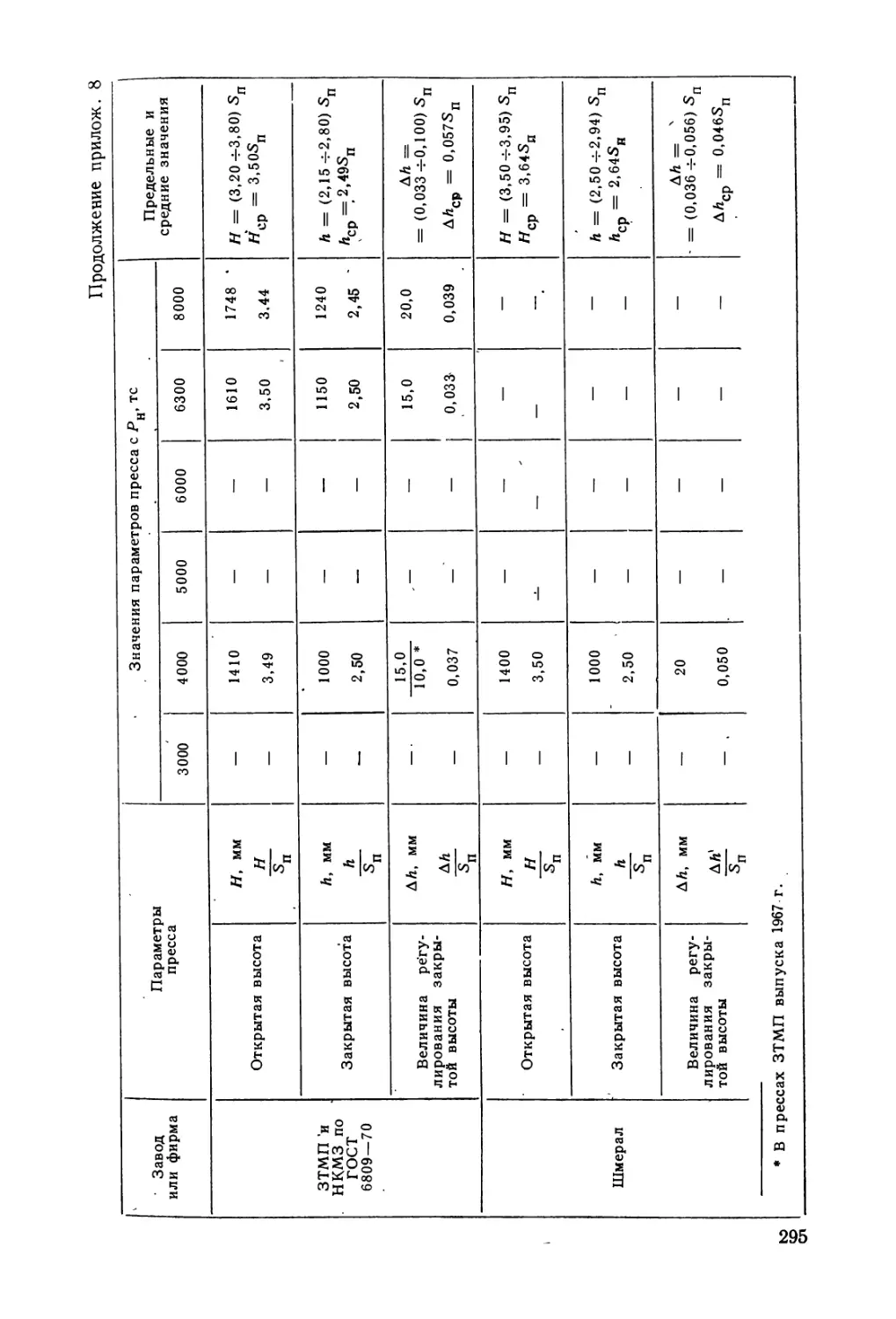
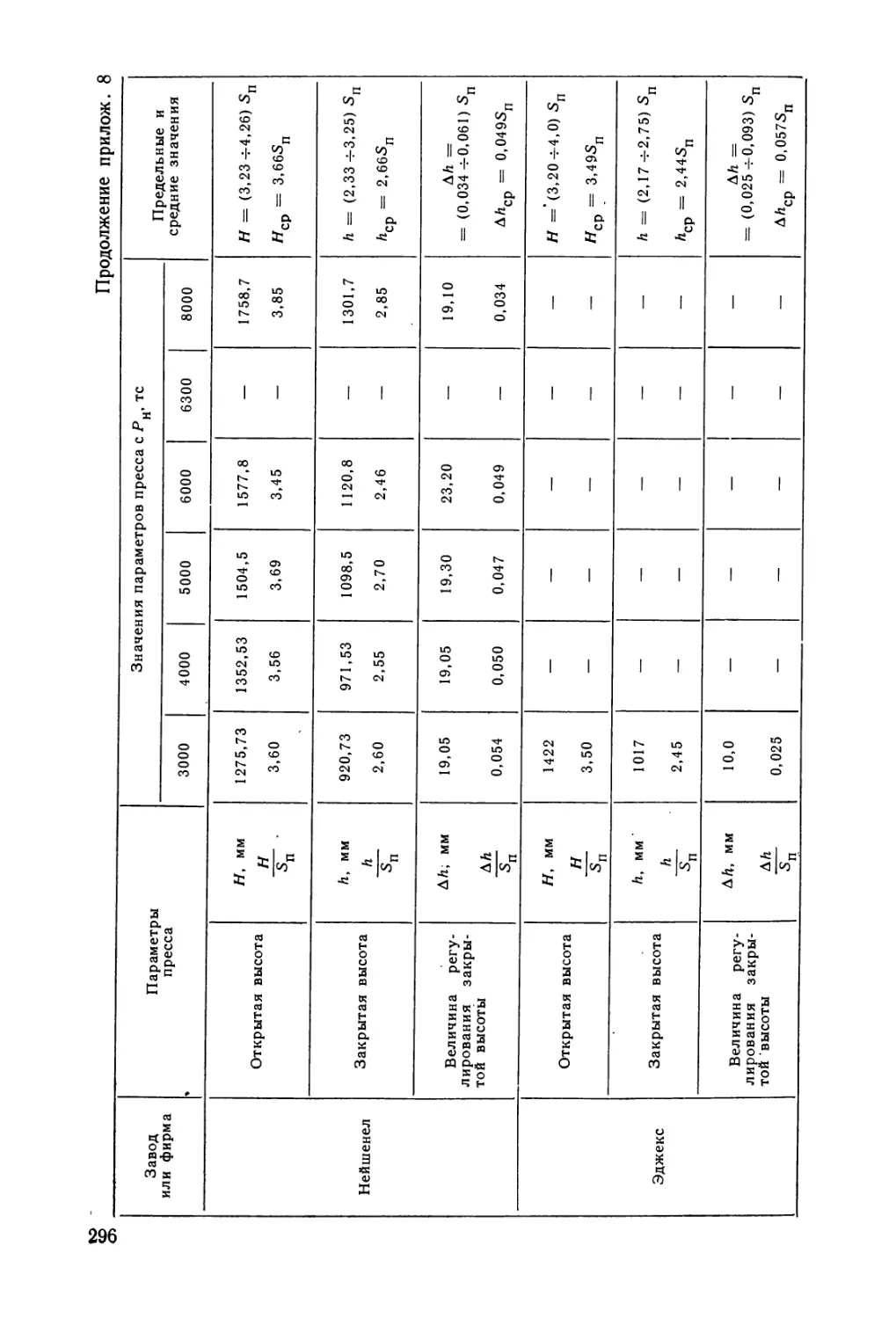
В приложении 8 даны размеры закрытой и открытой высот,
а также величины их регулировки наиболее широко распростра-
ненных кривошипных горячештамповочных прессов. Средние зна-
чения открытой высоты НСр в прессах Эджекс и по ГОСТ 6809—70
почти совпадают (Яср = 3,49Sn в прессах Эджекс и Яср =
= 3,50Sn в прессах по ГОСТ 6809—70). В прессах Нейшенел
Яср = 3,66Sn, несколько выше средних значений Яср в прессах
по ГОСТу 6809—70 и Эджекс. То же замечание можно сделать и
по закрытой высоте h (см. приложение 8). Близки значения Яср
и /гср в прессах Клиринг, Массей, Шмерал и прессах Нейшенел.
В работе [22] указано, что высота штампа должна быть несколько
увеличена, чтобы расширить диапазон штамповки выдавливанием
стержневых поковок сплошных и полых форм, в связи с чем же-
лательно увеличение штамповой высоты прессов против рекомен-
дуемой по ГОСТ 6809—70.
На основании данных по размерам закрытых высот прессов,
выпускаемых различными зарубежными фирмами, а также НКМЗ,
можно рассчитывать закрытую высоту h в мм по формулам: 1) для
прессов усилием Рн до 3000 тс h = (0,2Рн + 400) мм; 2) для прес-
сов усилием Ри свыше 3000 тс h = (0,5Рн + 800) мм. В работе [21 ]
приведены рекомендуемые параметры специализированных прес-
сов, предназначенных для штамповки деталей прессованием (исте-
чением), и прессов для автоматического изготовления поко-
вок в сравнении с параметрами прессов, изготовляемых по
ГОСТ 6809—70 (табл. 3).
При решении вопроса о выборе размера закрытой высоты и
других параметров пресса нужно исходить из его назначения.
Для встраивания средств автоматизации в прессе нужно увеличи-
вать окна в станинах и закрытую высоту. Для универсальных
прессов закрытая высота пресса может быть принята по
ГОСТ 6809—70.
На ЗТМП спроектирован и изготовлен кривошипный горяче-
штамповочный пресс (Рн = 1600 тс), предназначенный для горя-
чей штамповки деталей истечением (прессованием) [7]. Основные
17
Рис. 6. Штамповое пространство пресса НКМЗ (Рн = 4000 тс)
Рис. 7. Штамповое пространство пресса ЗИЛ (Рн = 2500 тс)
Рис. 8. Штамповое пространство пресса Шме-
рал LKM (Рн = 1600 тс)
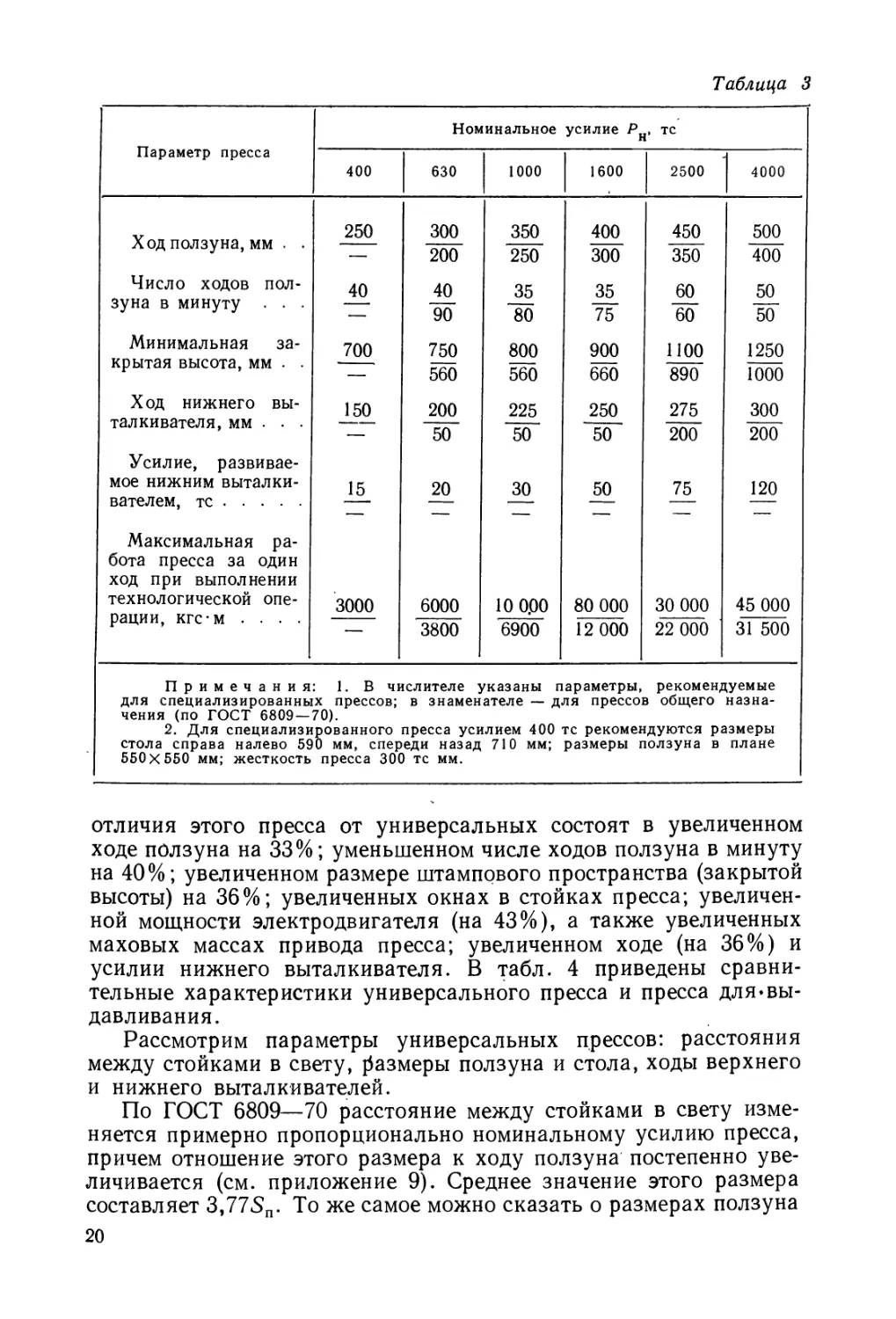
Таблица 3
Параметр пресса Номинальное усилие Pf j» тс
400 630 1000 1600 2500 4000
Ход ползуна, мм . . 250 300 200 350 250 400 300 450 350 500 400
Число ходов пол- зуна в минуту • • • 40 40 90 35 80 35 75 60 60 50 50
Минимальная за- крытая высота, мм . . 700 750 560 800 560 900 660 1100 890 1250 1000
Ход нижнего вы- талкивателя, мм . . . 150 200 50 225 50 250 50 275 200 300 200
Усилие, развивае- мое нижним выталки- вателем, тс 15 20 30 50 75 120
Максимальная ра- бота пресса за один ход при выполнении технологической опе- рации, кгс-м .... 3000 6000 3800 10 0,00 6900 80 000 12 000 30 000 22 000 45 000 31 500
Примечания: 1. В числителе указаны параметры, рекомендуемые
для специализированных прессов; в знаменателе — для прессов общего назна-
чения (по ГОСТ 6809 — 70).
2. Для специализированного пресса усилием 400 тс рекомендуются размеры
стола справа налево 590 мм, спереди назад 710 мм; размеры ползуна в плане
550x550 мм; жесткость пресса 300 тс мм.
отличия этого пресса от универсальных состоят в увеличенном
ходе ползуна на 33%; уменьшенном числе ходов ползуна в минуту
на 40%; увеличенном размере штампового пространства (закрытой
высоты) на 36%; увеличенных окнах в стойках пресса; увеличен-
ной мощности электродвигателя (на 43%), а также увеличенных
маховых массах привода пресса; увеличенном ходе (на 36%) и
усилии нижнего выталкивателя. В табл. 4 приведены сравни-
тельные характеристики универсального пресса и пресса для»вы-
давливания.
Рассмотрим параметры универсальных прессов: расстояния
между стойками в свету, размеры ползуна и стола, ходы верхнего
и нижнего выталкивателей.
По ГОСТ 6809—70 расстояние между стойками в свету изме-
няется примерно пропорционально номинальному усилию пресса,
причем отношение этого размера к ходу ползуна постепенно уве-
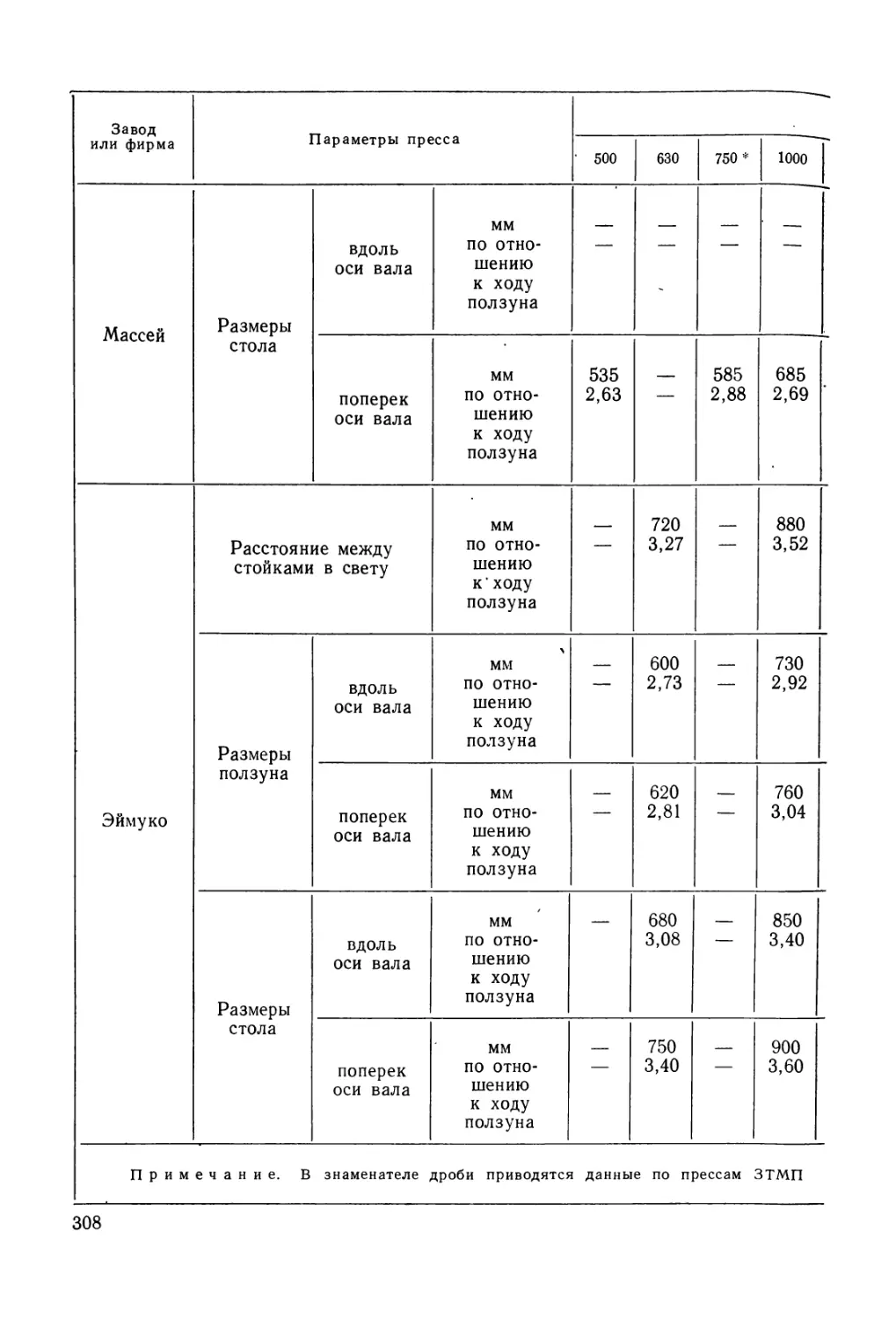
личивается (см. приложение 9). Среднее значение этого размера
составляет 3,77Sn. То же самое можно сказать о размерах ползуна
20
Таблица 4
Параметр пресса Пресс
универсальный для выдавливания
Номинальное усилие, тс .... 1600 1600
Ход ползуна, мм 300 400
Число ходов ползуна в минуту . . Расстояние между столом и пол- зуном в его нижнем положении (за- 75 45
крытая высота), мм Величина регулировки закрытой 660 900
высоты, мм Расстояние между стойками в све- 20 20
ту, мм Размеры стола, мм: — 1300
вдоль оси вала 940 940
поперек оси вала Размеры ползуна, мм: 1200 1200
вдоль оси вала 860 800
поперек оси вала Размеры окон, мм: 910 1100
высота — 800
ширина Ход выталкивателей, мм: верхнего (наибольший) . . . — 1100
50 60
нижнего 50 180
Мощность электродвигателя, кВт Размеры пресса, мм: 75 100
вдоль оси вала 3700 4650
поперек оси вала Высота пресса над уровнем пола, 3150 4160
мм 5430 6110
Масса пресса, т 88 145
и стола пресса, причем размеры стола больше размеров ползуна
и среднее значение размера, ползуна вдоль оси главного вала со-
ставляет 3,15Sn, а того же размера для стола — 3,45Sn.
В прессах Нейшенел выпуска 1958 г. по рассматриваемым ве-
личинам такой закономерности, как в прессах ЗТМП, не наблю-
дается. Размеры стола меньше размеров ползуна, что связано с его
конструктивной особенностью (иное расположение клиньев в столе
пресса). Прессы Массей по рассматриваемым параметрам при-
ближаются к прессам Нейшенел. В прессах Эджекс эти размеры
меньше соответствующих размеров прессов Нейшенел и Массей
(см. приложение 9), а в прессах Блисс они приближаются к раз-
мерам прессов Эджекс. Наибольшие размеры между стойками
и столом приняты в прессах Шмерал. Особенно большие размеры
стола в прессах Шмерал (Рн = 630ч-2500 тс) получаются при рас-
положении главного вала перпендикулярно к фронту пресса. Во
многих конструкциях прессов (за исключением прессов до Рп =
21
= 1000 тс включительно) размеры ползуна и особенно стола в на-
правлении главного вала всегда больше продольных размеров.
По продольным размерам ползуна можно определять размеры
штамповых вставок.
Приступим далее к рассмотрению параметров прессов по массе:
общей массы пресса, массы его узлов и деталей (приложение 10).
Эти параметры необходимо знать для определения грузоподъем-
ности подъемно-транспортных и монтажных средств. По приведен-
ным параметрам прессов в цехах нужны следующие подъемно-
транспортные средства: 1) для прессов усилием на ползуне до
Рп = 2500 тс включительно грузоподъемность 25—20 т; 2) то же
до Рн = 4000 тс включительно — 25 — 30 т: 3) то же до Ри —
= 6300 тс включительно — 40—50 т. При выборе подъемно-
транспортных средств грузоподъемностью менее указанных вели-
чин будут наблюдаться опасные перегрузки, быстрый выход их
из строя, что недопустимо по правилам техники безопасности для
работы подъемно-транспортных средств.
Масса пресса влияет на его жесткость. В прессах ЗТМП но-
вого выпуска с увеличением массы жесткость увеличена на 40—
60%. Так, в прессе Ри = 1000 тс масса 55 т, жесткость 345 тс/мм;
в модернизированном прессе масса 64,8 т, жесткость 532 тс/мм.
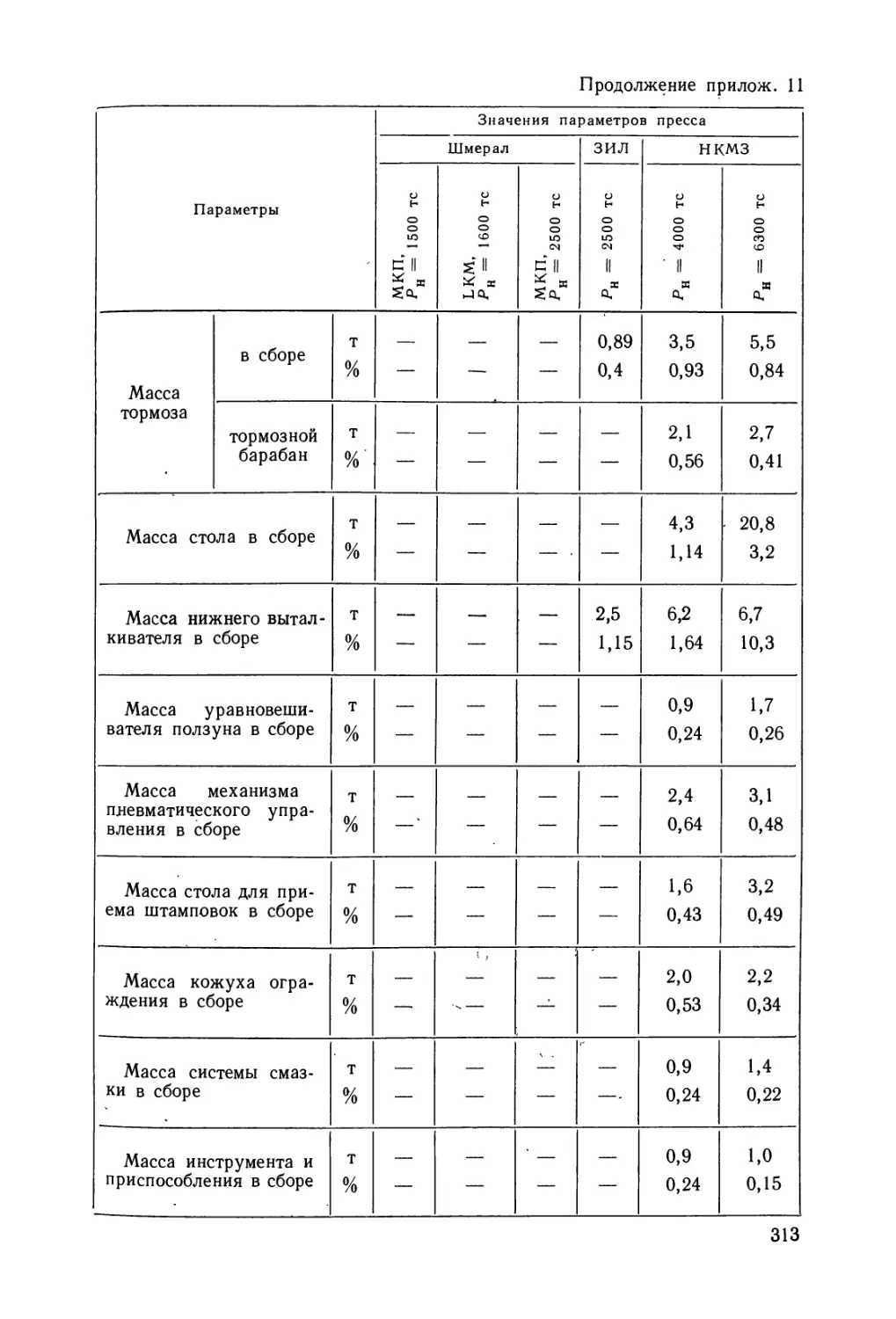
Масса отдельных узлов и деталей некоторых прессов приведена
в приложении 11.
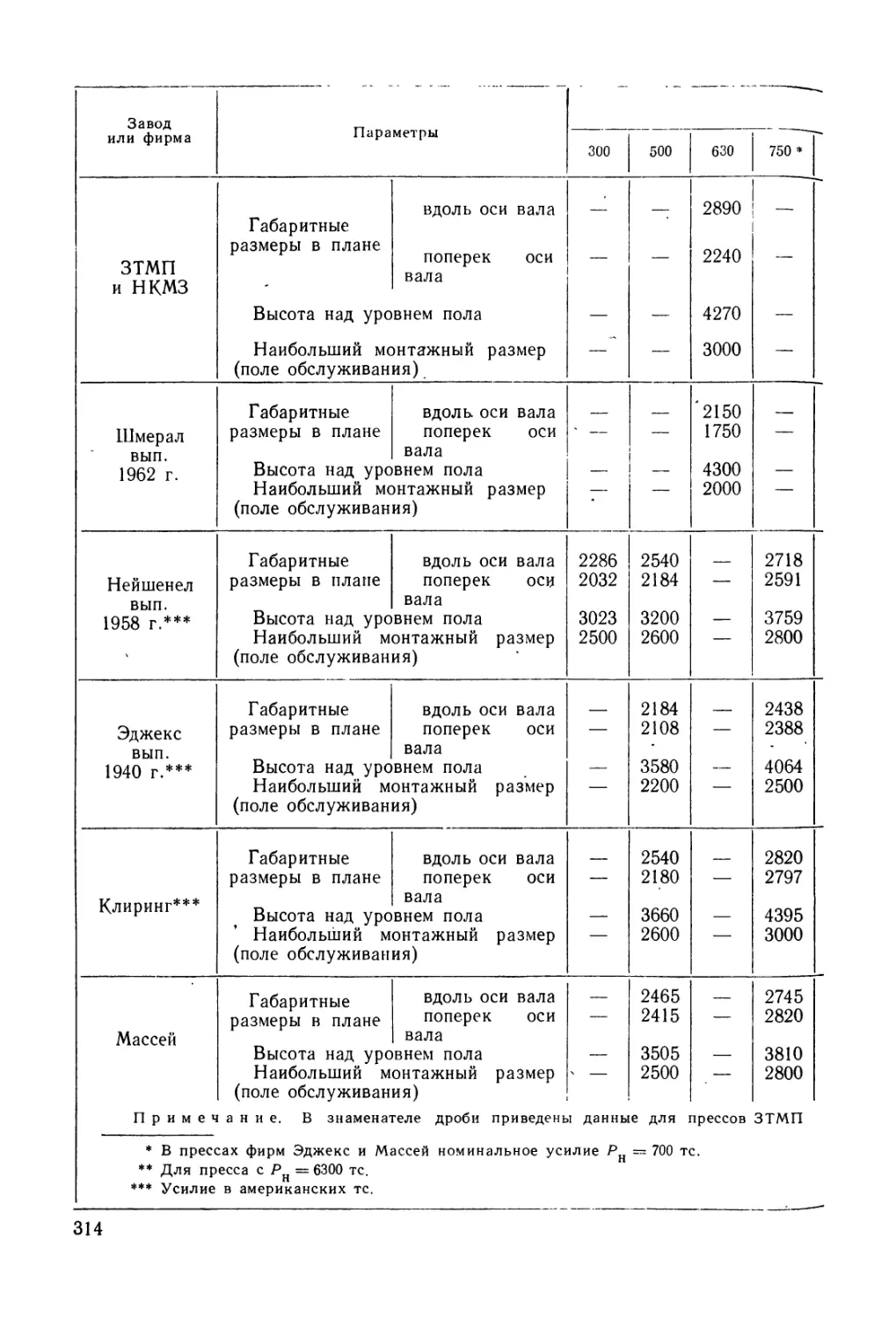
Установочные параметры — габаритные размеры пресса с до-
полнительными демонтажно-монтажными размерами показаны
в приложении 12. Больших различий в габаритных размерах рас-
сматриваемых прессов не наблюдается, за исключением прессов
Шмерал LKM (Рн = 6304-1600 тс) выпуска 1962 г., где главный
вал расположен перпендикулярно фронту пресса. Наибольший
монтажный размер (поле обслуживания пресса) необходим для
демонтажа главного вала из станины пресса при ремонте боковых
опор вала. По сообщению фирмы Нейшенел, прессы с Рп = 5004-
4-1300 тс включительно выпускаются без приемных валов, но так
как главный вал в этих прессах расположен параллельно фронту,
то не наблюдается больших изменений в размерах этих прессов
вг плане по сравнению с размерами прессов Эджекс, в которых
имеется приемный вал.
ТИПОВЫЕ КОНСТРУКЦИИ кривошипных
ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССОВ
Рассмотрим несколько типовых конструкций КГШП, выпу-
скаемых в настоящее время. Отличительная особенность модер-
низированного пресса ЗТМП (Рн = 2500 тс) состоит в увеличении
жесткости и применении дискового тормоза, гидравлических гаек
на стяжных болтах, дополнительной поперечной стяжки в ста-
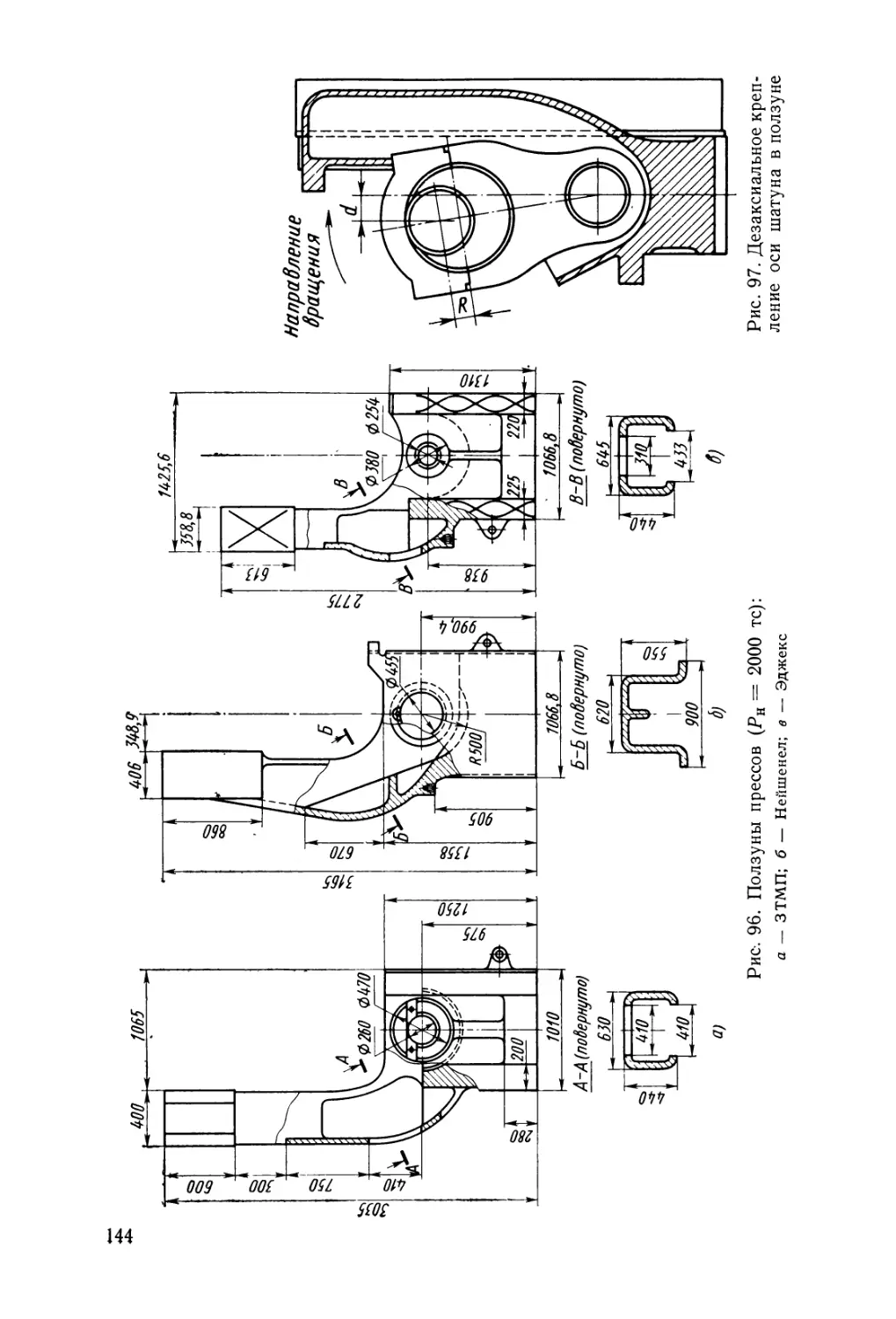
нине (рис. 9). Привод нижнего клина стола пресса осуществляется
от электродвигателя через редуктор.
22
Рис. 9. Пресс ЗТМП модели К-8544 (Рн = 2500 тс)
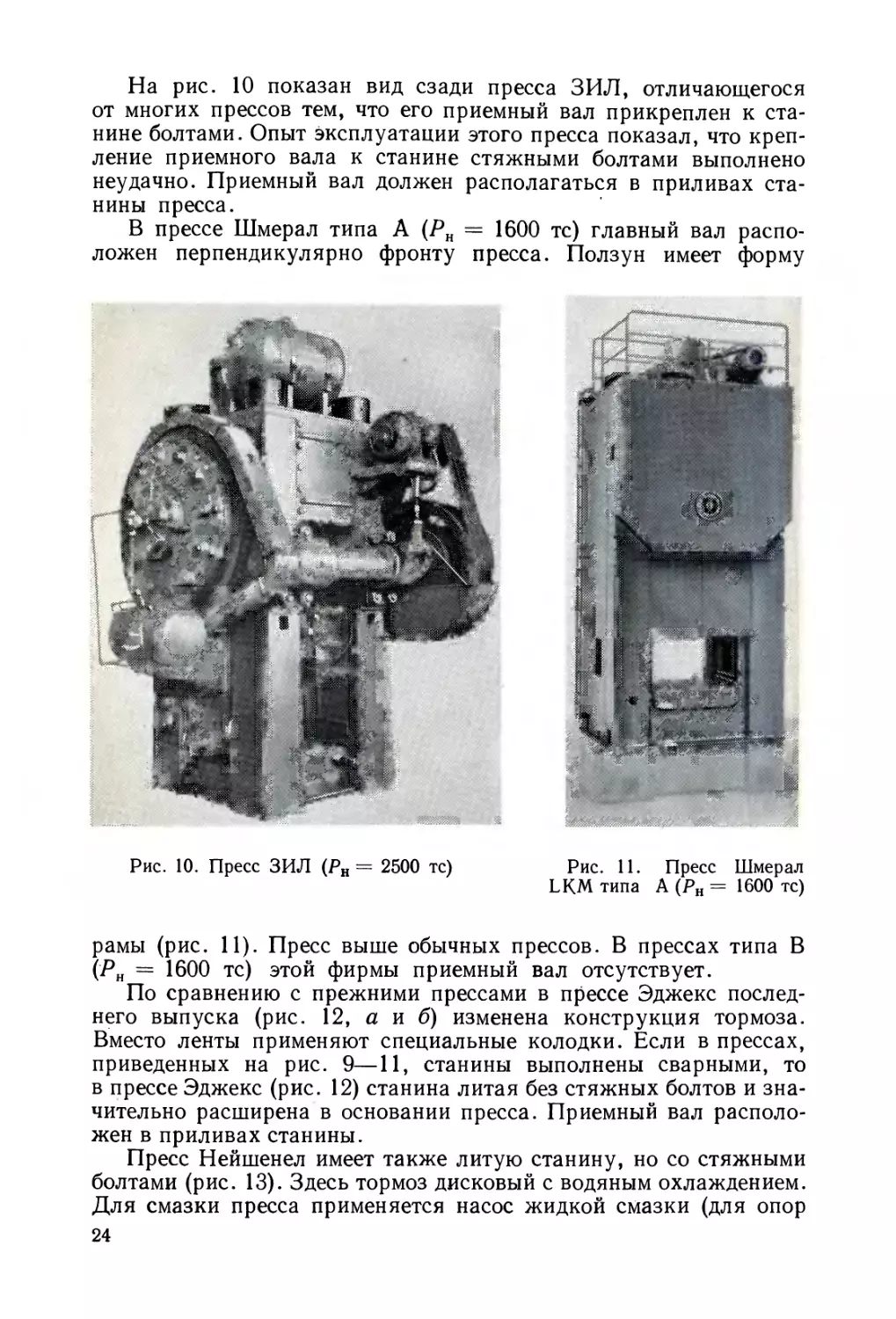
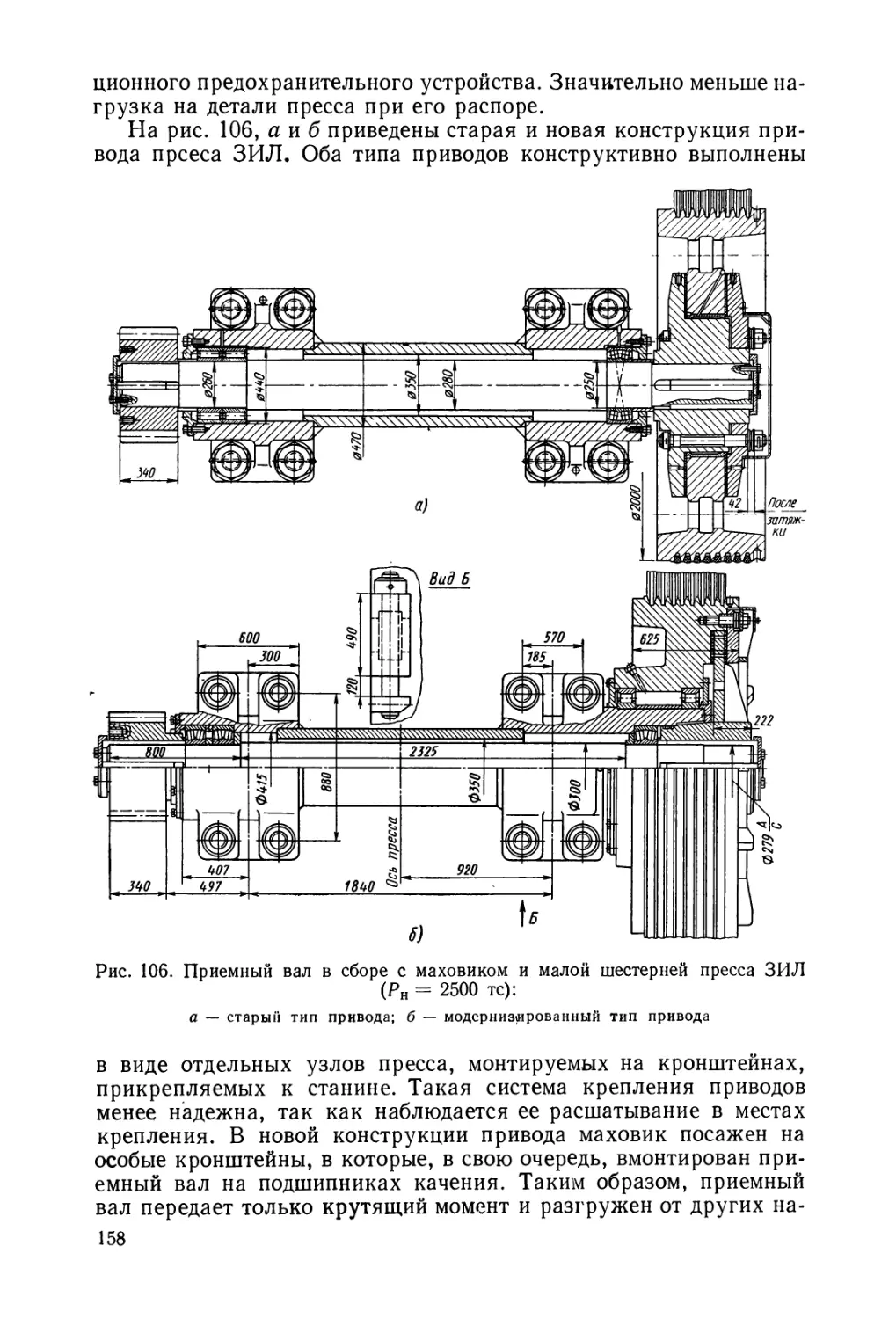
На рис. 10 показан вид сзади пресса ЗИЛ, отличающегося
от многих прессов тем, что его приемный вал прикреплен к ста-
нине болтами. Опыт эксплуатации этого пресса показал, что креп-
ление приемного вала к станине стяжными болтами выполнено
неудачно. Приемный вал должен располагаться в приливах ста-
нины пресса.
В прессе Шмерал типа А (Рн = 1600 тс) главный вал распо-
ложен перпендикулярно фронту пресса. Ползун имеет форму
Рис. 11. Пресс Шмерал
LKM типа А (Рн = 1600 тс)
рамы (рис. 11). Пресс выше обычных прессов. В прессах типа В
(Рн = 1600 тс) этой фирмы приемный вал отсутствует.
По сравнению с прежними прессами в прессе Эджекс послед-
него выпуска (рис. 12, а и б) изменена конструкция тормоза.
Вместо ленты применяют специальные колодки. Если в прессах,
приведенных на рис. 9—11, станины выполнены сварными, то
в прессе Эджекс (рис. 12) станина литая без стяжных болтов и зна-
чительно расширена в основании пресса. Приемный вал располо-
жен в приливах станины.
Пресс Нейшенел имеет также литую станину, но со стяжными
болтами (рис. 13). Здесь тормоз дисковый с водяным охлаждением.
Для смазки пресса применяется насос жидкой смазки (для опор
24
Рис. 12. Пресс Эджекс нового выпуска, вид со стороны:
а — тормоза спереди пресса; б — муфты сзади пресса
Рис. 13. Пресс Нейшенел нового выпуска
(вид сзади)
главного вала и шатуна); насос густой смазки служит для других
узлов пресса. Они расположены на левой стороне станины
пресса.
В прессах Блисс (рис. 14) и Клиринг (рис. 15) станины свар-
ные, но в прессе Клиринг станина имеет стяжные болты. В прессе
Блисс тормоз выполнен колодочным, а в прессе* Клиринг — диско-
вым с воздушным охлаждением. Смазка в прессах Блисс только
Рис. 14. Пресс Блисс
Рис. 15. Пресс Клиринг
густая, а в прессах Клиринг — жидкая, и густая. По-разному
выполнены столы прессов и их крепление в станине. В верхней
части станины пресса Клиринг имеются два поперечных стяжных
болта. Станина усилена стяжными болтами, так как она выпол-
нена разъемной по столу пресса.
В прессе НКМЗ модели К-8546 (Рн = 4000 тс) существенно
изменены конструкции муфты и тормоза (рис. 16). Пресс отли-
чается большей жесткостью и устойчивостью в работе по сравне-
нию с прессами старого выпуска.
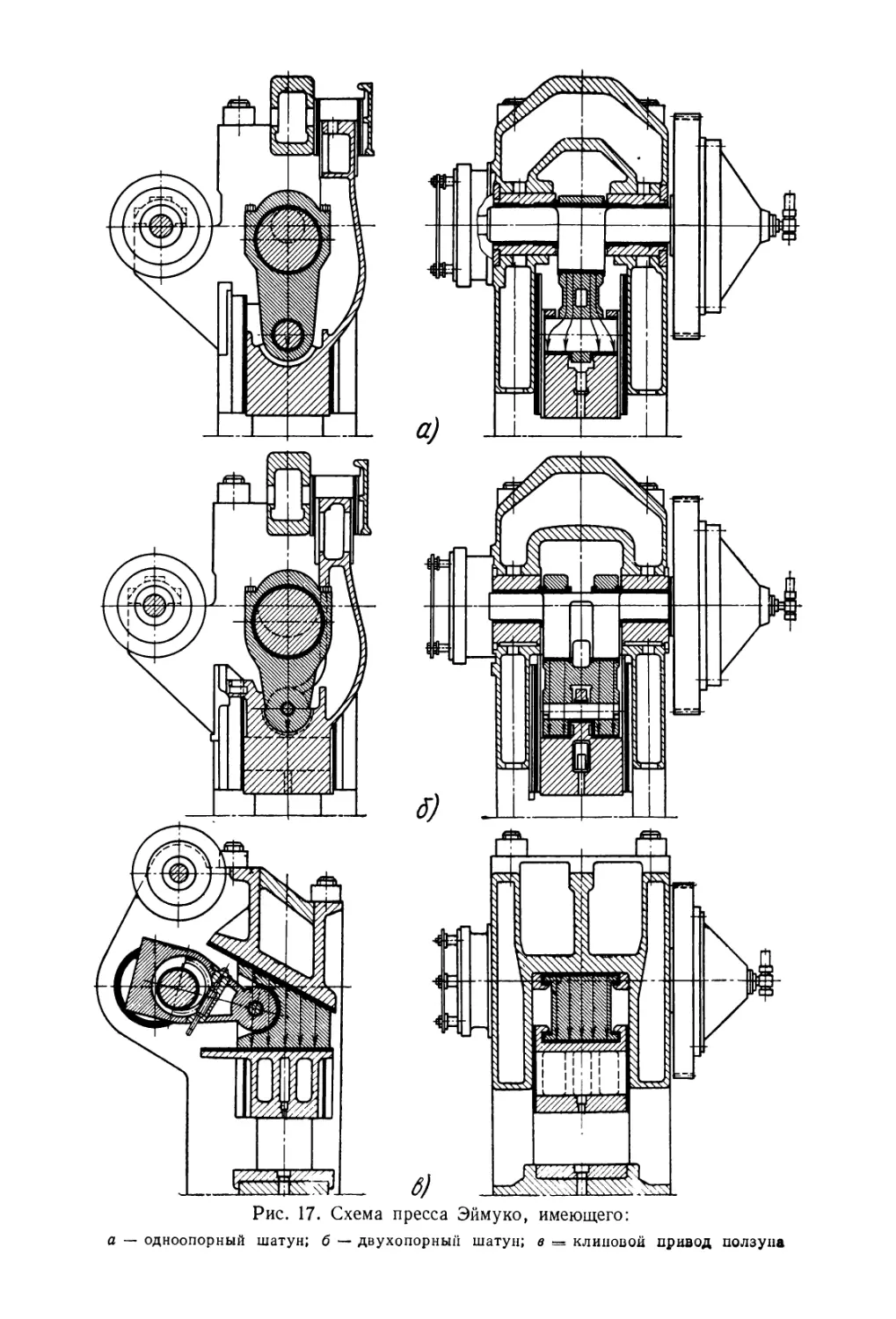
На рис. 17, в и 18 показан пресс Эймуко оригинальной кон-
струкции с клиновым приводом перемещения ползуна пресса.
Закрытая высота регулируется механизмом, вмонтированным
в шатун пресса. По данным фирмы, новый пресс обладает боль-
шей жесткостью по сравнению с обычными прессами» В сравнении
26
Рис. 16. Пресс НКМЗ модели К-8546 (Рн = 4000 тс)
с прессами обычного типа, в которых принят главный вал эксцен-
трикового типа (рис. 17, а и б), в этом прессе ползун перемещается
клином. За счет увеличения жесткости привода ползуна пресса
(рис. 17, в) предполагается уве-
личение допустимого эксцентри-
ситета штамповки поковок.
По данным фирмы, в прессе
Эймуко с обычным шатуном де-
формация ползуна шатуна и
главного вала достигает 67%,
а деформация станины— 33%.
В прессе с расширенными опо-
рами шатуна на главном валу
деформация шатуна, ползуна
и главного вала равна 54% при
деформации станины 31 %. Сум-
марная деформация пресса в
этом случае составляет 85% об-
щей деформации пресса перво-
го типа. Следовательно, в этом
прессе его жесткость увеличена
на 15%. В прессе с клиновой
передачей усилия на ползун де-
формация шатуна, ползуна и
главного вала равна 31% при
деформации станины 29%, что
в сумме составляет 60%. Здесь
жесткость пресса увеличена на
40%.
Рис. 18. Пресс Эймуко с клиновым
приводом
Некоторые зарубежные фир-
мы выпускают прессы с главным валом эксцентрикового типа,
вмонтированным в кулисный механизм, что способствует умень-
шению высоты пресса, а следовательно, его массы.
ГЛАВА II
СТАНИНЫ, СТОЛЫ
И НИЖНИЕ ВЫТАЛКИВАТЕЛИ ПРЕССОВ
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К КОНСТРУКЦИЯМ СТАНИН ПРЕССОВ
Станины кривошипных горячештамповочных прессов являются
наиболее ответственными, дорогостоящими и трудоемкими в из-
готовлении деталями прессов. Из данных приложения И следует,
что масса станины пресса составляет более’50% массы всего пресса,
поэтому станины являются наиболее металлоемкими деталями.
Обычно при капитальных ремонтах станины сохраняют, ремонт
их состоит в замене трущихся направляющих пластин и других
деталей. При значительных разрушениях станины списывается
весь пресс.
Станина является основанием пресса, и ее проектируют с уче-
том возможного крепления и монтажа к ней деталей пресса, обес-
печения требуемой жесткости, а также условий для устойчивой
работы пресса при недостаточно сбалансированных его деталях.
При конструировании станины пресса необходимо исходить из
обеспечения ей оптимальной жесткости и прочности, технологич-
ности изготовления и транспортабельности. Исследования на-
пряжений в узлах прессов показали, что напряжения в станине
пресса распределены неравномерно с характерными пиками возле
букс крепления вала, технологических окон, отверстий в станине
и увеличены во внутренних ее стенках [3].
В приложении 10 приведены массы прессов различных фирм
и отношения массы пресса к номинальному усилию, т. е. показан
относительный расход металла на 1 тс усилия пресса. Из прило-
жения 10 видно некоторое снижение массы прессов Нейшенел
(Рн = 2500 тс и Рн = 4000 тс) за счет уменьшения массы станины.
Опыт эксплуатации прессов ЗТМП старого выпуска со станинами
в сварном исполнении показал, что их жесткость была ниже техно-
логических требований, поэтому штампуемые на них поковки не
имели нужной стабильности и качества, что в последующих вы-
пусках прессов устранено.
30
ЖЕСТКОСТЬ КРИВОШИПНЫХ ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССОВ
Для кривошипных горячештамповочных прессов их общая жест-
кость является важным параметром [15], поэтому за последнее
время проведено много научно-исследовательских работ по уста-
новлению необходимой жесткости прессов. При работе на прессах
отдельные узлы и детали смещаются относительно друг друга,
упруго деформируются (станина, стол; главный вал, шатун, пол-
зун с инструментом). Стабильность размеров поковок по высоте
при их штамповке на прессах
с минимальными припусками
для последующей механической
обработки является• наиболее
важным показателем, поэтому
нужно знать изменение суммар-
ной деформации пресса в штам-
повом пространстве по высоте.
Жесткостью (коэффициентом
жесткости) называется отноше-
ние величины усилия Р (тс) на
ползуне пресса к вызываемому
этим усилием увеличению Д/i
закрытой высоты пресса (мм):
С —
G — Д/i *
Величина 77, обратная жест-
кости, называется податливо-
стью (коэффициентом податли-
вости):
П =
Рекомендуется определять жесткость отношением разности но-
минального усилия Рн и усилия, равного (0,34-0,4) Рн, к разности
деформаций пресса при этих усилиях [15]:
С — — У?н
Ан ~ Аф
где ср = 0,34-0,4; Дн и Дф— увеличение штамповой высоты (мм)
при усилии Рн и Рф.
При нагружении пресса усилием Р3 (первый участок типовой
характеристики жесткости) осуществляется подъем ползуна, ша-
туна, главного вала с муфтой, выбираются зазоры в опорах ша-
туна и главного вала, что соответствует деформации Д3 (рис. 19).
На втором участке Днел имеет место деформация элементов соеди-
нения (стыков) при нагружении пресса усилием Рнел. В процессе
эксплуатации вновь изготовленного или отремонтированного
пресса величина Д3 может уменьшаться за счет нагрева трущихся
31
элементов пресса (опор вала и шатуна), поэтому не следует стре-
миться к уменьшению зазоров между опорами вала (см. гл. III)
против рекомендуемых, так как может произойти защемление
вала в опорах.
Обычно криволинейная часть характеристики жесткости
(рис. 19) не выходит за пределы 25—30% величины номинального
усилия, поэтому рационально основным показателем жесткости
считать коэффициент жесткости пресса [15]
р __ н ?нел
Длин
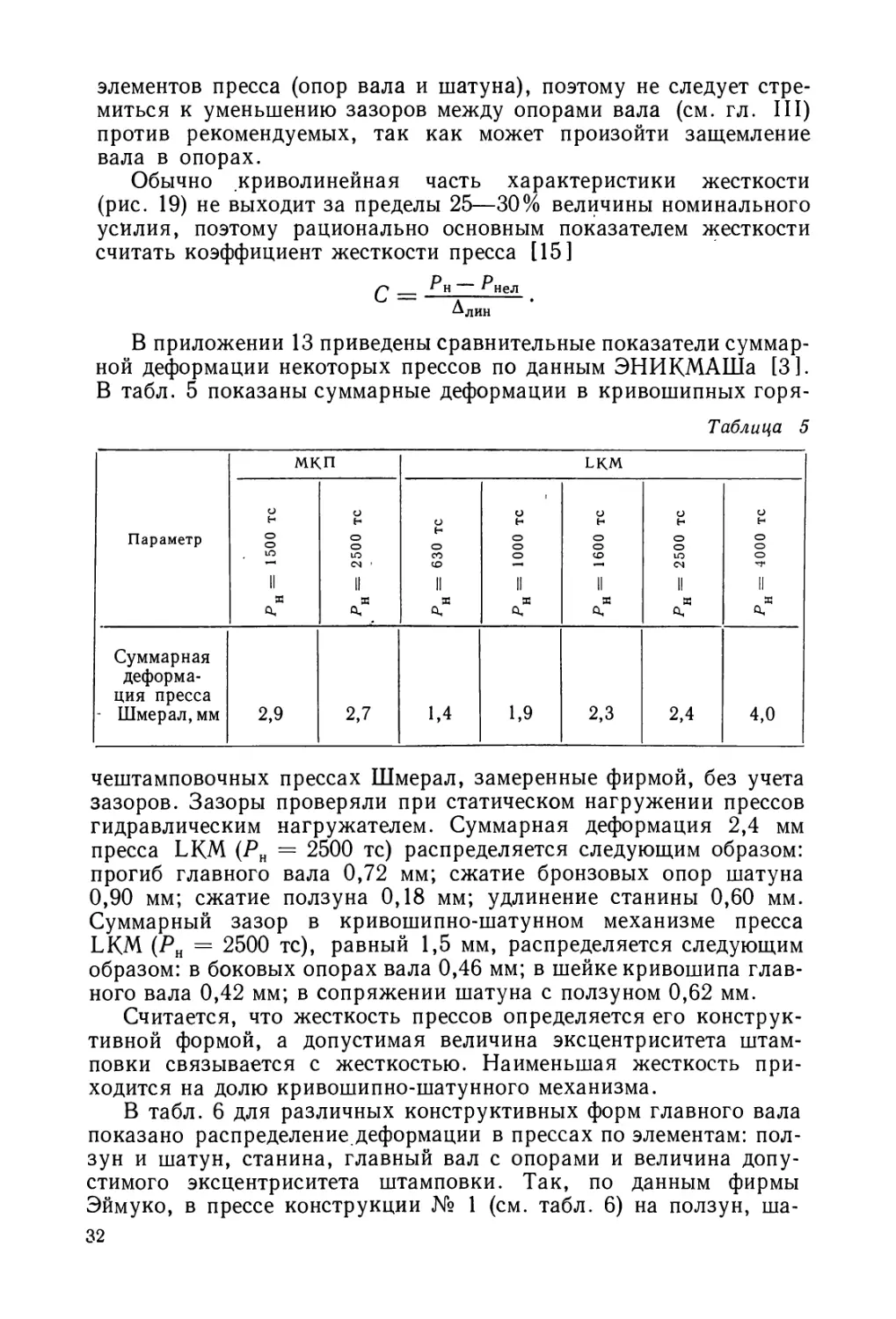
В приложении 13 приведены сравнительные показатели суммар-
ной деформации некоторых прессов по данным ЭНИКМАШа [3].
В табл. 5 показаны суммарные деформации в кривошипных горя-
Таблица 5
Параметр мкп LKM
= 1500 тс = 2500 тс Рн = 630 тс о о о о II я CU эх 0091 = Hd Рн = 2500 тс о о о II я CU
Суммарная деформа- ция пресса - Шмерал, мм 2,9 2,7 1,4 1,9 2,3 2,4 4,0
чештамповочных прессах Шмерал, замеренные фирмой, без учета
зазоров. Зазоры проверяли при статическом нагружении прессов
гидравлическим нагружателем. Суммарная деформация 2,4 мм
пресса LKM (Рн = 2500 тс) распределяется следующим образом:
прогиб главного вала 0,72 мм; сжатие бронзовых опор шатуна
0,90 мм; сжатие ползуна 0,18 мм; удлинение станины 0,60 мм.
Суммарный зазор в кривошипно-шатунном механизме пресса
LKM (Рн = 2500 тс), равный 1,5 мм, распределяется следующим
образом: в боковых опорах вала 0,46 мм; в шейке кривошипа глав-
ного вала 0,42 мм; в сопряжении шатуна с ползуном 0,62 мм.
Считается, что жесткость прессов определяется его конструк-
тивной формой, а допустимая величина эксцентриситета штам-
повки связывается с жесткостью. Наименьшая жесткость при-
ходится на долю кривошипно-шатунного механизма.
В табл. 6 для различных конструктивных форм главного вала
показано распределение.деформации в прессах по элементам: пол-
зун и шатун, станина, главный вал с опорами и величина допу-
стимого эксцентриситета штамповки. Так, по данным фирмы
Эймуко, в прессе конструкции № 1 (см. табл. 6) на ползун, ша-
32
Таблица 6
№1 №2 №з
а—у—|э
Пресс имеет обычный эксцентриковый вал и обычное клиновое устройство стола Пресс имеет измененную форму главного вала и обычное клиновое устройство стола Главный коленчатый вал двухшатунный, раса оно - жен сзади пресса. Клино - вое устройство расположено между станиной и ползуном
Ползун с
шатуном
Станина
Главный
Распределение жесткости пресса
Ползун с
шатуном
Главный
вал
с опорами
Ползун с
шатуном
Станина
Главный вал
с опорами
Распределение допустимого эксцентриситета штамповки на прессе
т°/0 8о°10бо°10
тун, главный вал с опорами приходится 67% общей деформации
пресса при незначительно допустимом эксцентриситете штамповки.
В прессе конструкции № 2 с главным валом при двух разнесен-
ных опорах шатуна эта величина равна 54%, а 31% имеет пресс
конструкции № 3 с клиновым устройством, смонтированным между
ползуном и станиной в верхней части пресса. Главный вал в этом
.прессе расположен на месте приемного вала и соединен шатуном
с клиновым механизмом пресса. В прессе суммарная деформация
составляет всего 60% общей деформации обычного пресса, т. е.
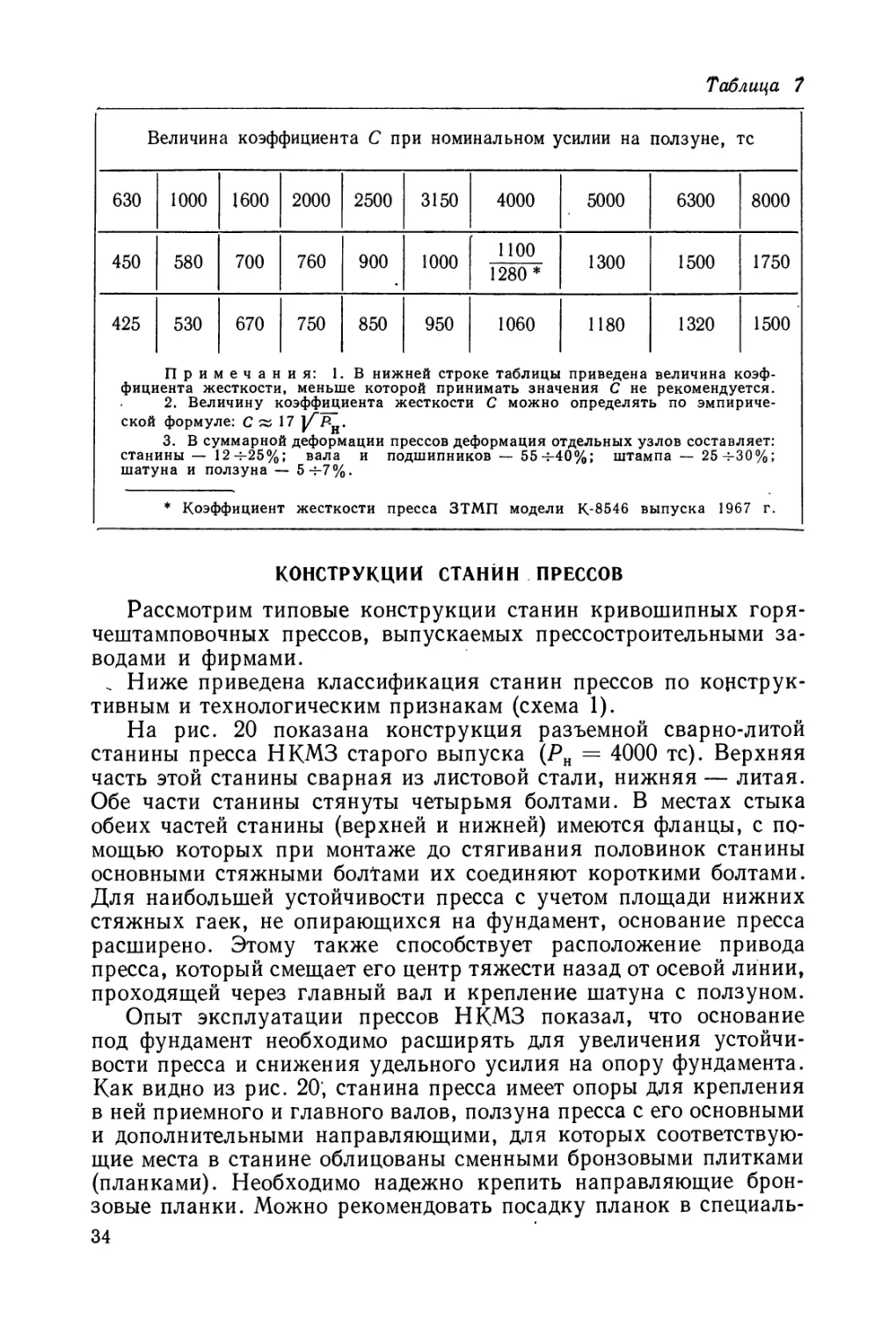
деформация пресса снижена на 40%. В табл. 7 приведены величины
допустимого коэффициента жесткости кривошипных горячештам-
повочных прессов по данным ЭНИКМАШа.
В процессе эксплуатации прессов зазоры в опорах главного
вала и шатуна с ползуном увеличиваются, что затрудняет уста-
новку и наладку штампов, так как увеличившиеся зазоры при-
ходится выбирать прокладками в штампах или регулировкой кли-
ном стола, но главное влияние на точность поковок, штампуемых
на прессах, оказывает жесткость пресса.
зз
Таблица 7
Величина коэффициента С при номинальном усилии на ползуне, г ГС
630 1000 1600 2000 2500 3150 4000 5000 6300 8000
450 580 700 760 900 1000 1100 1280 * 1300 1500 1750
425 фицк ской стан) шату 530 При» гента ж< 2. Вел] формул 3. В су ины — 1 'на и пс * Коэф 670 « е ч а н меткости ичину ь ie: С ~ ммарно] 2-4-25% )лзуна - |фициен1 750 и я: 1. мены! соэффиц 17 УЛ й дефор» ; вала - 5-4-7^ г жестк 850 , В ниж ie кото{ иента » <ации щ и по ости пр 950 ней стро )ой приь [есткост1 эессов де дшипниь iecca ЗТ 1060 же таблицы тимать зная I С можно формация о сов — 55 -4-4 МП моделг 1180 приведена [ения С не определят) тдельных у: Ю%; штам I К-8546 в 1320 величина и рекоменду» Ь ПО ЭМПИ{ $лов состав.) ша — 25 -4-< ыпуска 19€ 1500 :оэф- гтся. )иче- тяет: >о%; >7 г.
КОНСТРУКЦИИ СТАНИН ПРЕССОВ
Рассмотрим типовые конструкции станин кривошипных горя-
чештамповочных прессов, выпускаемых прессостроительными за-
водами и фирмами.
. Ниже приведена классификация станин прессов по коцструк-
тивным и технологическим признакам (схема 1).
На рис. 20 показана конструкция разъемной сварно-литой
станины пресса НКМЗ старого выпуска (Рн = 4000 тс). Верхняя
часть этой станины сварная из листовой стали, нижняя — литая.
Обе части станины стянуты четырьмя болтами. В местах стыка
обеих частей станины (верхней и нижней) имеются фланцы, с по-
мощью которых при монтаже до стягивания половинок станины
основными стяжными болтами их соединяют короткими болтами.
Для наибольшей устойчивости пресса с учетом площади нижних
стяжных гаек, не опирающихся на фундамент, основание пресса
расширено. Этому также способствует расположение привода
пресса, который смещает его центр тяжести назад от осевой линии,
проходящей через главный вал и крепление шатуна с ползуном.
Опыт эксплуатации прессов НКМЗ показал, что основание
под фундамент необходимо расширять для увеличения устойчи-
вости пресса и снижения удельного усилия на опору фундамента.
Как видно из рис. 20; станина пресса имеет опоры для крепления
в ней приемного и главного валов, ползуна пресса с его основными
и дополнительными направляющими, для которых соответствую-
щие места в станине облицованы сменными бронзовыми плитками
(планками). Необходимо надежно крепить направляющие брон-
зовые планки. Можно рекомендовать посадку планок в специаль-
34
Классификация станин прессов по конструктивным и технологическим признакам
Схема 1
OKS
Рис. 20. Станина пресса НКМЗ старого выпуска (Рн = 4000 тс)
Рис. 21. Станина пресса НКМЗ модели К-8546 (Рн = 4000 тс)
ные гнезда, выполненные в станине (опыт ЗИЛа), в результате
чего увеличивается надежность их крепления. В нижней, объем-
ной части станины размещается клиновое устройство — стол
пресса.
Для изготовления верхней сварной части станины обычно при-
меняют листовую сталь СтЗ, а для отливки нижней части (основа-
ния) — литую сталь с содержанием 0,25—0,35% С. Стяжные болты
изготовляют из поковок стали 45, нормализованных после ковки.
Рис. 22. Станина пресса ЗТМП модели К-8544 (Рн = 2500 тс)
Внутри болтов на всю длину просверлены отверстия, через ко-
торые при затяжке болтов обеспечивается их прогрев паром или
специальными электронагревателями.
Для большей устойчивости пресса НКМЗ (Рн = 4000 тс) более
позднего выпуска на фундаменте увеличена нижняя опорная по-
верхность сопряжения станины с фундаментом (рис. 21). Прием-
ный вал закреплен в съемных опорах. Увеличены опорные пло-
щадки в станине под направляющие ползуна.
Станина пресса ЗТМП модели К-8544 (Рн = 2500 тс) состав-
ная, соединена’ с нижней частью пресса четырьмя стяжными
болтами М360, причем на верх стяжных болтов навернуты гидро-
гайки, с помощью которых пресс можно вывести из распора
(рис. 22). Главный и приемный валы смонтированы в станине
37
585
Рис. 23. Станина пресса ЗИЛ (Рн = 2500 тс)
в направлений, параллельном фронту пресса; посадка главного
вала осуществлена в круглые буксы, а приемного — в разъемные
опоры. Крепление приемного вала в разъемных опорах, уменьшая
жесткость соединения, снижает точность сохранения межцентро-
вого расстояния и параллельности в направлении вдоль фронта
пресса между главным и приемным валами, что может привести
к худшим условиям работы зубчатой пары и ее быстрому износу.
Место в станине для монтажа пресса на его фундаменте по сравне-
нию со станиной старого пресса также расширено. Для встраива-
ния в пресс средств механизации и автоматизации окна в станине
пресса также значительно расширены. Зазоры в основных и до-
полнительных направляющих ползуна регулируют клиньями.
Станина пресса ЗИЛ (Рн = 2500 тс) составная: нижняя часть
ее литая, верхняя — сварная (рис. 23). Она стянута четырьмя
болтами. Верхняя сварная часть станины после ее сварки подвер-
гнута отжигу. Главный вал смонтирован в круглых буксах, а при-
емный — в привертываемых кронштейнах.
Опыт эксплуатации этих прессов показал, что система монтажа
приемного вала на привертываемых кронштейнах себя не оправ-
дала. Нижняя часть станины недостаточно надежно обеспечи-
вает работу фундамента, поэтому снижается устойчивость пресса
на фундаменте в целом. При модернизации фундаментов в прес-
сах ЗИЛ (Рн = 2500 тс) значительно увеличена их надежность за
счет установки специальных металлических балок, монтируемых
в фундамент. Окна в станине пресса для встраивания в нее средств
автоматизации имеют значительные размеры: ширина 1000 мм,
высота 890 мм.
Далее приведем конструкции станин зарубежных кривошип-
ных горячештамповочных прессов.
На рис. 24 даны виды сбоку и спереди (а), сбоку и сзади (б)
станины пресса Эджекс. Станина имеет в верхней части большие
круглые окна 2 для монтажа неразъемных опор главного вала и
сзади пресса — круглые отверстия 3 для установки приемного
вала. Нижняя часть станины значительно шире ее середины.
С внутренней стороны станины имеются ребра. Станины литые
без стяжных болтов.
В станине установлено дополнительное ребро /, а сбоку вы-
полнена площадка 7 для крепления кронштейна, к которому,
в свою очередь, прикреплен кожух ограждения шестерни-муфты
пресса. Круглые отверстия 4 в станинах служат для демонтажа
пальца крепления шатуна с ползуном. Окна 5 изготовлены для
подачи заготовок и встраивания средств механизации. В прили-
вах 6 станйны установлена площадка для электродвигателя и при-
способления по регулированию натяжения ремней.
Поперечная жесткость станины пресса обеспечивается также
массивным ребром /, что важно для уменьшения сближения стоек
при штамповке. Так как стяжных болтов на прессе нет, то расши-
ренное основание станины используется в качестве опорной
39
Поверхности на фундаменте и увеличения устойчивости пресса. По-
перечное расположение клина-стола по отношению к главному
валу обеспечивает некоторые удобства при выводе пресса из рас-
пора путем удаления клина-стола ударами специального инстру-
мента.
На рис. 25 приведен чертеж станины пресса Эджекс, указанной
на рис. 24. Размеры без скобок даны для пресса с ₽н = 1600 тс,
а в скобках — для пресса
с Ри = 2000 тс. Конструк-
ция станин прессов Ней-
шенел выпуска 1958 г. вид-
на из рис. 13. Станины этих
Рис. 24. Станина пресса Эджекс второго выпуска
прессов имеют стяжные болты вне зависимости от номинального
усилия пресса. Станины — литые, стальные. Размеры окон в ста-
нинах для встраивания средств автоматизации расширены. Кон-
структивно форма станины в верхней части изменена в связи с при-
менением неразъемных опор главного вала.
В табл. 8 для сравнения приведены размеры окон в станинах
прессов НКМЗ, ЗТМП, ЗИЛ, Шмерал, Нейшенел, Эджекс.
Наибольшие размеры окон в станинах прессов ЗИЛ и ЗТМП
способствуют улучшению монтажа средств автоматизации на прес-
сах. При конструировании автоматических устройств встречаются
затруднения по встраиванию их в станины прессов; так, для пресса
Шмерал МКП Рн = 1500 тс, вместо окон размером 500 х 610 мм
необходимы окна размером 700 X 800 мм. В прессах Шмерал LKM
окна в станинах увеличены.
На рис. 26 приведены виды сбоку и спереди (а), сбоку и сзади (б)
станины пресса Клиринг. Станина составная: нижняя часть ли-
40
(0ПУ6 )Рк(!7.
Рис. 25. Станина пресса Эджекс с размерами для прессов второго выпуска (Рн = 1600 и 2000 тс)
Вид В
тая, верхняя — сварная. Обе части станины стянуты болтами.
Клин-стол по отношению к фронту пресса расположен в попереч-
ном направлении. Применение дезаксиального кривошипно-ша-
тунного механизма в этом прессе позволяет выполнять цельными
передние основные и дополнительные направляющие. Приемный
вал закреплен в неразъемных приливах станины пресса.
Рис. 26. Станина пресса Клиринг
Таблица 8
Пресс Размеры окон в станине, мм Пресс *** Размеры окон в, станине, мм
Ши- рина Вы- сота Ши- рина Вы- сота
НКМЗ, Рн = 4000 тс 770 1000 Нейшенел, Рн = 1200 тс 480 650
НКМЗ, Рн = 6300 тс 1100 1300 Нейшенел, Рн= 2000 тс 635 830
ЗТМП, Рн = 630 * тс 360 410 Нейшенел, Рн= 2500 тс 650 950
ЗТМП, Рн = 2000 * тс 690 690 Нейшенел, Рн= 4000 тс 810 1040
ЗТМП, Рн = 2500 ** тс 850 850 Эджекс, Рн = 700 тс 260 500
ЗИЛ, Рн=2500 тс 1000 890 Эджекс, Рн = 1000 тс 340 500
Шмерал МКП, Рн = = 1500 500 610 Эджекс, Рн = 1600 тс 410 590
Шмерал МКП, Рн =- = 2500 тс • Прессы старого * * Прессы новой к< • ** Усилие в амери 650 выпуск; онструк канских 680 а. ции с р тс. - Эджекс, Рн = 2000 тс асширенными окнами. 470 800
42
Станина пресса Блисс — сварная без стяжных болтов (рис. 27).
Главный вал пресса смонтирован в разъемных опорах, для чего
в станине выполнены специальные окна, а приемный — в прили-
вах станины. В нижней части ста-
нины расположены кронштейны
для крепления нижнего выталки-
вателя.
В конструкциях прессов Ней-
шенел, Эджекс, Клиринг, Блисс
приемный вал пресса закреплен
в неразъемных (цельных) опорах,
что способствует наиболее точной
его фиксации по отношению к глав-
ному валу. Хотя в этом случае и
увеличено монтажно-демонтажное
пространство (поле обслужива-
ния), так как приемный вал выни-
мается в сторону, все же такое
крепление обеспечивает точное по-
ложение обоих валов в станине
пресса и более надежную работу
зубчатой пары.
В табл. 9 приведены химиче-
ский состав и механические свой-
Таблица 9
Рис. 27. Станина пресса Блисс
Источник Состав стали, % Механические свойства
С Мп Si Р S Предел прочно- сти при растя- жении, кгс/мм2 Предел текуче- сти, кгс/мм2 Относительное удлинение, % Относительное сужение, %
По данным Е. П. Унк- сова для- прессов Эджекс и Нейшенел 0,25— 0,35 0,60— 0,70 0,28— 0,33 0,045 0,045 45—53 25—30 20 30
По данным В. Н. Глуш- кова для прессов Нейшенел 0,25— 0,35 0,'б0— 0,80 0,25— 0,45 Менее 0,05 Менее 0,05 45—53 21—25 20—28 30—40
43
стьа сталей, применяемых для литых станин прессов Эджекс и
Нейшенел. За последнее время станины прессов изготовляют
больше в сварном или в сварно-литом исполнении (прессы НКМЗ,
ЗТМП, ЗИЛ, Клиринг, Блисс и др.). По исследованиям НКМЗ
(табл. 10) более выгодно изготовлять станины сварными, так как
Таблица 10
Показатели Станина пресса НКМЗ
Рн = 4000 тс Рн = 6300 тс
Литая Сварная Литая Сварная
Длительность произ- водственного цикла, сутки 51 28 63 37
Трудоемкость меха- нической обработки, станко-час 1830 1100 2120 1460
Масса заготовки, т 114 90 180 140
значительно сокращается масса заготовки (на 20%), длительность
производственного цикла- (на 30—40%), трудоемкость механи-
ческой обработки.
РАСЧЕТ СОСТАВНЫХ СТАНИН, СТЯЖНЫХ БОЛТОВ
Размеры станин прессов определяются штамповым простран-
ством, ходом ползуна, креплением в станине главного и прием-
ного валов. Необходимо учитывать устойчивость пресса на фун-
даменте, конструктивные и технологические соображения. Реко-
мендуется выбирать среднюю площадь стоек станины по соотно-
шению 4—5 см2 на 1 тс номинального усилия для сварных станин
без стяжных болтов, 6—7 см2 на 1 тс — для литых станин и 3—
5 см2 на 1 тс — для разъемных станин со стяжными болтами [18].
Составные станины рассчитывают как цельные с дополнительным
расчетом затянутого соединения.
Ниже дан приближенный расчет составной станины и стяжных
болтов пресса ЗИЛ (Рн = 2500 тс) (см. рис. 23). Расчет затяну-
того соединения приведен для двух состояний станины: не нагру-
женной номинальным усилием и нагруженной номинальным уси-
лием. При расчете затяжки болтов необходимо обеспечить нерас-
крытие стыков составных элементов станины. Исходные расчетные
данные: длины и площади поперечных сечений станины (табл. 11),
нижней части станины пресса (табл. 12), стяжных болтов (рис. 28);
число стоек i = 2, стяжных болтов п = 4. Болты М375 X 6; из-
готовлены из поковок стали 45, диаметр болта (минимальный)
d6mm = 36,7 см; длина болта /б = 780 см; площадь болта F6 mln =
= 1058 см2; длина стойки /ст = 467,6 см.
44
Таблица 11
№ сечения станины Длина расчетного участка станины, мм Расчетная площадь участка станины, см2
I —I /х = 780 F !=4 • 50 • 4+ 4 • 60+ 6 • 60+ 4 • 250+ 6-250= 3900
II —II /2 = 295 Г2= 4 • 50 • 2+ 4 • 60+ 6 • 60+ 4 250+ 6-250= 3500
III—III 13 = 463 Г з=4 (50—20) • 2+ 4 • 60+ 6 • 60+ 4 • 250+ 6 • 250= 3340
IV-IV /4 = 755 Г4=4(50—20)-2+4-60+ 6-60+4-150+ 6-150= 2340
V—V /5 = 247 Л>=4-50-2+4-60+ 6-60+4-160+ 6-160= 2600
VI—VI /6 = 780 Гв= 4 • 30 • 2+4 • 60+ 6 • 60+ 4 • 250+ 6 • 220= 3160
VII—VII /7 = 320 Г ,=4 • 50 • 2+ 4 • 60+ 6 • 60+ 4 • 250+ 6-220= 3320
VIII—VIII /8 = 60 F 8= 4 • 50 • 2+ 4 • 41+6 • 60+ 4 • 250+ 6 • 220= 3244
IX—IX /9 = 126 Fe=4-30-2+4-41+6-60+4-250+6-220=3048
X—X /10 = 70 F ю= 4 • 50 • 2+ 4 • 43,5+ 6 • 60+ 4-250+ 6-250= 3434
XI—XI /п = 460 Л1=4-50-4+4-43,5+ 6-60+4-150+ 6-150= 2834
XII—XII /12 == 320 Л2= 4 • 50 • 4+ 6 • 60+ 4-150+ 6-150= 2660
45
Из табл. 11 видно, что минимальная площадь сечения стойки
Fmln ст = 2040 см2. Средняя площадь сечения стойки (см. эскиз
к табл. 11)
р _________________(ст______________
ср. СТ / / 1 -
21 I 21 I . . . I *12
F ' F F
Г1 Г2 Г12
467,6 ОПСЛ 2
— 78 . 29,5 , , 32 ~2960 СМ ‘
3900 3500 ‘ Г 2660
Рис. 28. Стяжной болт для стягивания разъемной станины
Таблица 12
№ сечения нижней части станины (стола) Длина расчетного участка нижней части станины (стола), мм • Расчетная площадь участка .нижней части станины (стола), см2
I—I Zi = 700 Г1=240-180—59-105= 37 000
П-П Z2 = 500 F 2= 4 • 74 • 93+162 • 244—57 • 102—50 • 102— -77-102=48 300
Ш-Ш Z3 = 600 F3=244-180—57-102—50-102—77-102=25 200
46
Средняя площадь сечения стола (табл. 12)
р___________________^стола____
ср- стола~ i^_
^2 Рз
- = 34000 см2.
70 I оО । о0
37 000- 48 300”*'" 25 200
Усилие Р3 предварительной затяжки болтов находится из ус-
ловия, что их деформация под действием критического усилия Ркр,
при котором происходит полное снятие натяга в стойке, равна
сумме деформаций болтов и деталей станины при затяжке:
^б ”1“ ^ст Н“ ^стола) == ^кр^б’
Для обеспечения запаса натяга введен коэффициент фкр =
1,6- т-2. Принимая фкр = 2, определим величины податливости
стягиваемых элементов станины:
= 4.2,i:T^-1-058- = °-08 •10’6 см/кгс'-
^ст = »£ст^Р.СТ = 2-2,1 • 10в-2960 ~ °’04’10 6 СМ/КГС;
* ^астОла = 2ТОООО = 0-0025- 10’6
где Еб, Е„, .Естола — модули упругости, равные 2,1 • 10е кгс/см2;
i — число стоек.
Найдем коэффициент затяжки <р3 по формуле
_ __ФкрХб____________
2-0,08-IO-6 _ . о.
“ 0,08-10-« 4- 0,04-10-« + 0,0025-10-« “ 1,й1,
Тогда усилие предварительной затяжки
Р3 = фА = 1,31 -2 500 000 = 3 280 000 кгс.
Угол а3 поворота гайки при затяжке в градусах, если 1сум =
= + Хст + Хстола = 0,1225-10"6 см/кгс:
„ 1PV„ 3 280 000-0,1225-10~«-360
аз = ФзЛ, 360 =--------------------------------= 240°,
где h = о б см — шаг резьбы стяжных болтов пресса.
47
Напряжения сжатия в стойках при затяжке должны быть ме-
нее допускаемых: для сталей 35Л, 45Л [о] = 250-ь400 кгс/см2
и для стального проката СтЗ [а] = 400-7-700 кгс/см2 [15].
__ фзР н 3 280 000 о1л / 2
°CT ~ iFct min ~ 2 -2040 ~ 810 КГС/СМ .
В табл. 13 приведены допускаемые напряжения сжатия в стой-
ках по данным ЦБ КМ для стального фасонного литья и стального
проката, применяемого для стоек прессов. Расчеты показывают,
Таблица 13
Материал стоек станины Предел проч- ности при растяжении, кгс/см2 Допускаемое напряжение сжатия
при работе при затяжке
Стальное фасонное литье Ов 3500 (0,15—0,20) ав 0, Зсгв
Стальной прокат (плиты) сгв 4000 (0,20—0,30) ав 0,4сгв
что в стойках станины пресса ЗИЛ (РИ = 2500 тс) достаточно
высокие напряжения. Стойки изготовлены из сварных листов СтЗ.
После сварки они прошли отжиг. Нижняя часть — литая из
стали 45. Опыт эксплуатации этих прессов в течение многих лет
показал высокую прочность станин'.
Далее определим усилия Рр>б в стяжных болтах при нагру-
жении их номинальным усилием Рн. Для стяжного болта пресса
ЗИЛ (Рн - 2500 тс) (рис. 28)
^Р. б = Фр. б^н = 1,65 • 2 500 000 = 4 130 000 кгс;
m ____ ФкрХб + ^ст + А, стол а _
Р’ б + ^ст ^стола
_ 2-0,08-10-« +0,04-10-« +0,0025-10-«_ . fi(-
— 0,08-10-’+ 0,04-10-* + 0,0025-10-« ~ ’°0’
Коэффициент запаса прочности болта по выносливости
0,35n_jpdg/i Хб Н- ^ст
^з= р о
К н Лет
_ 0,35-2400-36,72-4 (0,08-10~6 + 0,04-10~6) _ к 46
~ 2 500 000 0,04-10-6 ’
Коэффициент запаса прочности болта по пределу текучести
0,785фат 0,785.36,72.4.3400 __
”т = Фр. бРн = 1,65-2 500 000 ' 3’5,
48
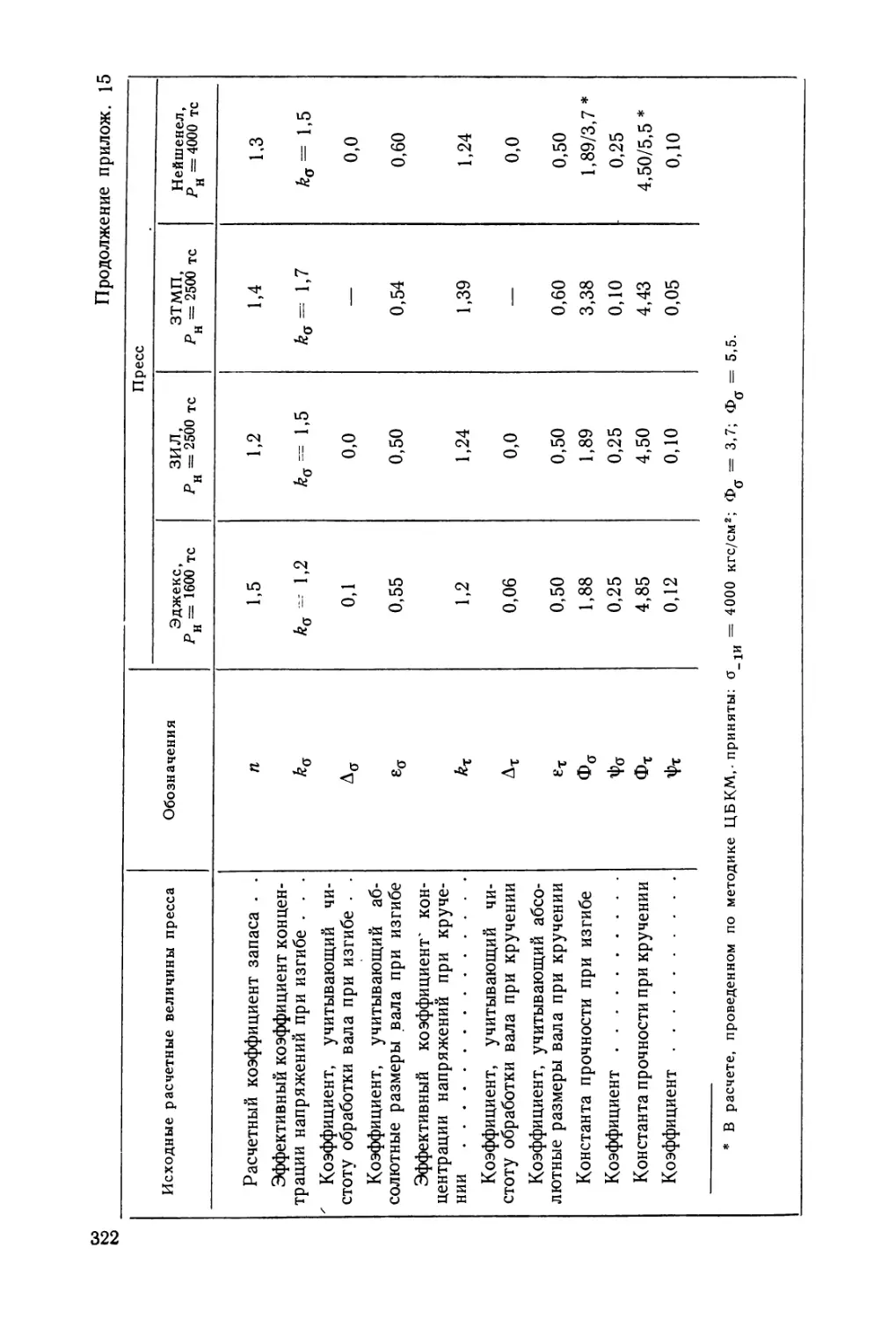
где CF_ip — предел выносливости материала болта (сталь 45);
принимаем o_ip = 2400 кгс/см2 [15]; п = 4 — число стяжных
болтов; огт — предел текучести; принимаем от = 3400 кгс/см2 [15].
Рекомендуется п3 >2,5 и пт >1,5 [15]. При работе пресса с уси-
лием выше Рн стойки ста-
нины могут совершенно
разгрузиться, а стяжные
болты будут нагружены
дополнительно. Но, как
видно из расчета, стяж-
ные болты имеют значи-
тельный запас прочности
по пределу выносливости
и по пределу текучести.
Проведем уточненный
расчет стоек станины. В ра-
боте [ 15 ] предлагается рас-
сматривать станины прес-
сов (и составные со стяж-
ными болтами, и цельные
сварные или литые) в виде
цельных рам. По данным
ЗТМП, предлагается со-
ставную станину рассмат-
Рис. 29. Расчетная схема действующих сил
в станине пресса ЗТМП модели К-8544
(Рн = 2500 тс)
ривать как раму, имеющую
неподвижные шарнирные соединения в затянутых частях станины.
Уточненный расчет станины пресса ЗТМП модели К-8544
(Рн = 2500 тс) по методике ЗТМПВ Расчет проводят с учетом
Рис. 30. Схемы сил, действующих в станине пресса, эпюры изгибаю-
щих моментов пресса модели К-8544 (Рн = 2500 тс)
наиболее возможного варианта нагружения станины и схемы ее
нагружения (рис. 29 и 30). Станину в параллельной плоскости
пресса рассматривают в первом приближении как плоскую стати-
чески неопределимую раму, а в плоскости разъема стоек станины,
несмотря на затяжку, — как неподвижные шарниры. Верхняя
49
часть станины также рассматривается самостоятельной — ста-
тически неопределимой рамой.
Исходные расчетные данные: номинальное усилие пресса Ри =
= 2500 тс; расчетный коэффициент запаса на затяжку стяжных
болтов фкр = 2; число стяжных болтов п = 4; диаметр стяжных
болтов: в нарезанной части dH = 360 мм и в наименьшей части
dQ = 340 мм; шаг резьбы стяжных болтов h = 4 мм; рабочая
длина болта (высота стягиваемой стойки со столом пресса) /б =
= 6570 мм; высота стойки без стола /ст = 4720 мм; /ст = 1Г +
+ /2 = 3840 + 880 = 4720 мм; расстояние от плоскости разъема
стойки до оси эксцентрикового вала /0 = 3090 мм; ширина стойки
станины (размер вдоль фронта пресса) D = 2440 мм; расстояние
от плоскости разъема станины до оси распорки /р = 1800 мм;
расстояние между осями болтов в направлении фронта пресса
L = 1920 мм; принятое расстояние между центрами приложения
усилий в опорах эксцентрикового вала Ьо = 1300 мм; материал
стяжного болта — сталь 45 (Н) и стоек СтЗ; модуль упругости
Еб = 2,1 • 106 кгс/см2; модуль сдвига для СтЗ G = 8,1 • 105 кгс/см2;
предел текучести при растяжении для стали 45 (Н) отр =
= 3400 кгс/см2; предел выносливости стали 45 (Н) о_1р =
= 2400 кгс/см2.
Так как площадь поперечного сечения стойки по высоте не-
одинакова, то /ст разбиваем на два участка с длинами = 3840 мм
и /2 = 880 мм. Для расчета траверсы, стола и стоек определяем
площади рассматриваемых сечений (Л—А и В—В, см рис. 29, а,
для сечений стоек при 1Г = 3840 мм и /2 = 880 мм), ординаты цен-
тров их тяжести, а также моменты инерции (см. приложение 14).
Как видно из приложения 14, наименьшая площадь в рас-
сматриваемых сечениях стойки составляет FCTmln = 3658 см2 —
площадь сечения b стойки. Определим площадь fCT, абсциссу хст
и момент инерции 7СТ средневзвешенного сечения стойки:
р ________1стРСТ 1
г ст р
*СТ 2
_______ *ст 1Лгг Л + хст 2^ст2^2 _____ 32,4-4036-384 + 33-3658-88
л:ст —
---472'40^L = 3960 см2;
384 + 88^g-
□ООО
ст
3960-472.
472-1 811 850 I ^7 рн лпл 4
~т--------------1 он оЕй---= 1 713 000 см4.
7ст 1 1 поя I 1 ° 11 ° 50
7^7'2 384+ 1 383 460 88
Рст^ст
/ст7 ст !
= 32,6 см;
Устанавливаем размеры расчетной рамы, заменяющей верхнюю
часть станины (см. сечение а приложения 14 и исходные расчет-
ные данные): высота I = /ст — (//тр — утр) = 472—(62—27,2)
437 см; ширина: b = D — 2хст = 244—2*32,6 179 см.
Для расчета статически неопределимой рамы используем метод
сил [25]. Рама, приведенная на рис. 29, б, дважды статически
неопределима. Выбираем основную систему, разрезав раму по
50
оси симметрии и приложив единичную силу = 1 и единичный
момент Х2 = 1 (рис. 30, а).‘Эпюры изгибающих моментов для при-
нятой расчетной схемы приведены на рис. 30, б, эпюры изгибаю-
щих моментов от единичной силы — на рис. 30, в и от единичного
момента — на рис. 30, г.
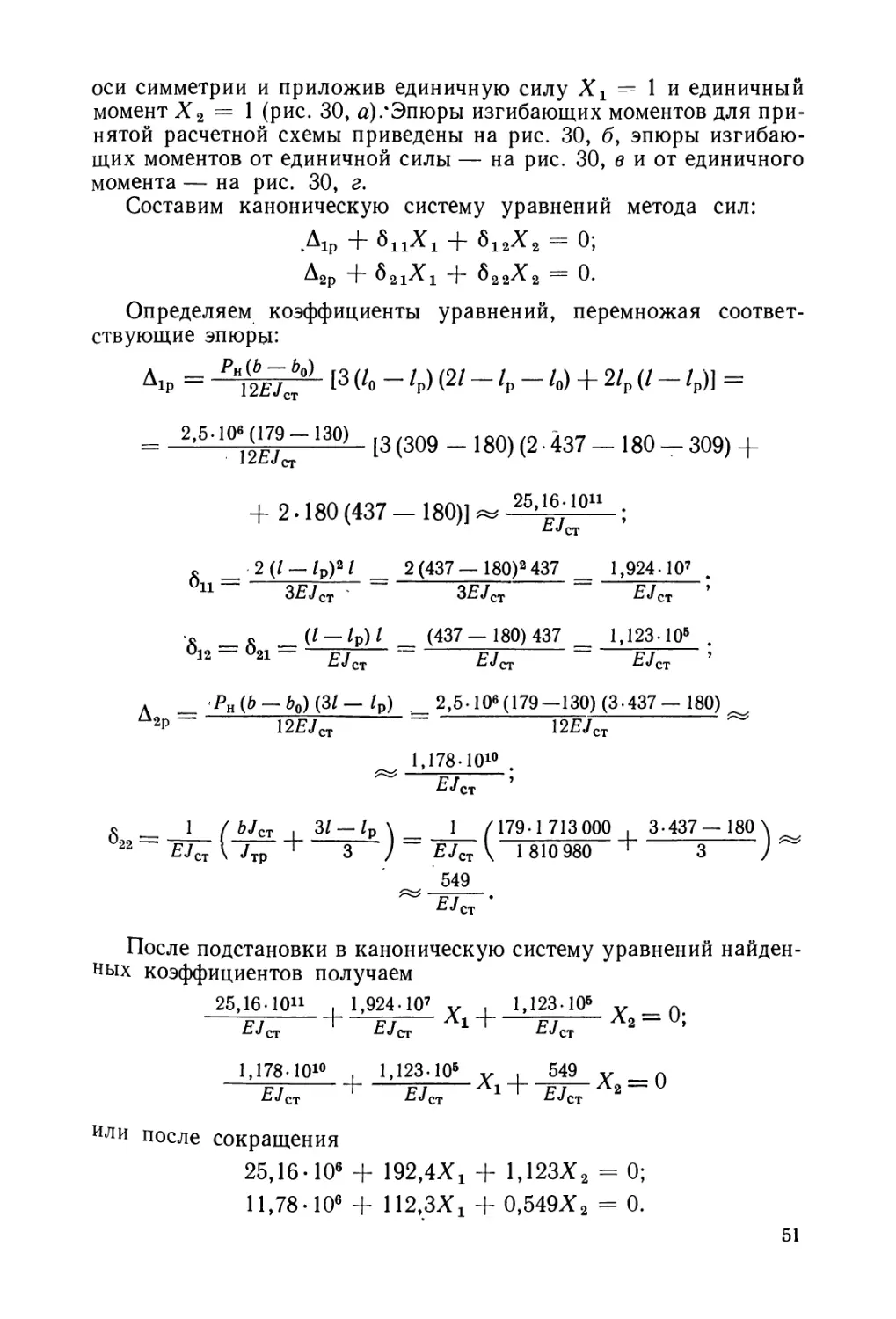
Составим каноническую систему уравнений метода сил:
Д1р + SiiXi + б12Х2 = 0;
^2p + ^21^1 + ^22^2 — 0-
Определяем коэффициенты уравнений, перемножая соответ-
ствующие эпюры:
Д1р = Рн12£7ст&0) I3 (Zo - U (2/ - /Р - /о) + 2/р (/ - /р)1 =
= 2,5-10» (П9-130) [3 (309 _ 180) (2.437 _ 180 _ 309)
+ 2-180 (437 — 180)] -25’1±-1-0— ;
£1JCT
о _ 2(Z —ZP)«Z 2(437— 180)2 437 _ 1,924-10’ .
011 — 3EJCT ' ~ 3£7СТ ~ EJ„ ’
о _<> — 1Р)1 _ (437— 180)437 _ 1,123-Ю5 .
°12 — °2i — £jct — EJct — EJct
л _ Рн (b — bQ) (3/ — Zp) _ 2,5-10«(179—130)(3-437— 180)
Л‘2р ~ 12£VCT ~ 12£7СТ
~ 1,178-Ю10 .
EJCT
. __ 1 / WCT _i_ 3Z —Zp \ _ 1 /179-1 713 000 , 3-437—180
22 £VCT \ JTP + 3 ) ~ EJ„ \ 1 810980 + 3
_, 549
EJCT
После подстановки в каноническую систему уравнений найден-
ных коэффициентов получаем
25,16-Юи . 1,924-10’ v . 1,123-Ю5 v _п
pi I с? Л1 п pi л2 —и;
1,178-101° , 1,123-Ю5 v , 549 v _п
EJCT + EJCT Л1“*” £JCT Ла
или после сокращения
25,16-10е + 192,4Xj + 1,123Х2 = 0;
11,78-10е + 112,3%! + 0,549%2 = 0.
51
станины пресса в соответствии с
Решение системы двух уравнений дает следующие значений
неизвестных:
Хх = 28-Ю3 кгс; Х2 = —27,2• 106 кгс-см.
Изгибающие моменты в характерных точках /, 2, 3, 4 рамы
равны:
Л11 = %2 =—27,2-10е кгс-см;
М2 = Mr + Хх (/— /0) = -27,2-10® + 28-Ю3 (437 — 309) -
= —23,6-10® кгс-см;
М3 = М2 + P”(Z,~&o) = — 23,6 • 10® -{-
, 2,5-10е (179— 130) - ск 1П6
+ -------Ц------’ = 1,65-106 кгс-см;
4 *
= М2 + Хх(/ — /р) + Ph(6~M = — 23,6-10® +
+ 28-103(437 — 180)+ ?.5'10® (179-.30) = 13 4. ю® кгс-см.
Эпюры изгибающих моментов, действующих на верхнюю часть
расчетом, приведены на рис. 31.
Определим изгибающий мо-
мент, действующий по середине
стола пресса:
Л4б = 0,25PHL = 0,25-2,5 х
X 106-192 = 120-106 кгс-см.
Усилие, действующее на рас-
пор у станины, равно:
D __ ^4 ___
р“ h ~
= 13’,4Й-106- = 74,5- 103кгс.
1оО
Найдем наибольшие напря-
жения растяжения сгр и сжатия
сгсж в наиболее нагруженных
трех сечениях станины (разме-
ры см. на эскизах приложения
14):
а) сечение А—А по середине траверсы (см. рис. 29):
G _ MTP(tfTP -Утр) _ 27,2-10462-27) _ 526 2.
Стр— - 1(81.10» — ozo кгс/см ,
+ж = = 27i28Md»7 = 406 КГС/СМ2;
J <гр 1 ,01 .IV
M1=Mm;r27,2-10fKiCM
Рис. 31. Эпюры изгибающих момен-
тов, действующих на верхнюю часть
станины пресса модели К-8544
52
б) сечение В—В по середине стола (см. рисг29):
_ ___ ^БУстола _____ 120-10*-80
р ~ -/стола “ 26,8-10»
= 358 кгс/см2;
- _ ^Б (//стола — !/стола) _____ 120-106 (136 80) ____ nri кгс/см2-
сж ~---------Тёпла-----------“ 26,8-10» ~ 21 КГС/СМ ’
в) сечение С—С на расстоянии /р = 180 см от плоскости разъ-
ема стойки:
_ Рн — Pi , М4хст 1 _ 2,5-10»-0,94-10» ,
СТр fen ' Jen 4080 "Г
. 13,4-10»-32 . .
+ - ,83-10» ~ = 616 кгс/см2.
Наибольшая деформация по оси станины
с ____________ ( Р2_____।_____\ ।_
ст 4 \ АбР/столд бРстола / РРср. стола
2,5-10»-192 / 1922 . 1,6 \ .
— 4 \ 16-2,1 • 10«-26,8-10» “г" 8,1 • 10»-12740 J
, 0,940-10»-309 Пго ,
+ 2,1-10»-4000 = 0’58 ММ’
где L — расстояние между стяжными болтами станины
(см. рис. 29, а, приложение 14 и исходные данные расчета); k' —
коэффициент формы сечения стола; k' = 1,6; Рг = приращение
усилия на стойку при работе пресса с номинальным усилием,
полученное по зависимости
р =_________________
1 0,785п<Й/
2 4 ст
2»5'108_______— 0 94 -10» кге
0.785-4-342-472 У,У4 Ш КГС’
2± 3960-657
F СТ^б
Уточненный расчет станины пресса ЗТМП модели К-8544
(Рн = 2500 тс) по схеме, рекомендуемой в работе [15L Рассмат-
риваем станину как цельную, дважды статически неопределимую
раму (рис. 32, а), причем высота рамы I равна длине стоек за вы-
четом высоты траверсы, т. е. I = 4720—620 = 4100 мм.
Выбираем основную систему, разрезав раму по оси симметрии
и приложив единичную силу Хх = 1 и единичный момент Х2 = 1
(рис. 32, б). Эпюры изгибающих моментов приведены на рис. 32, в
для расчетной схемы, на рис. 32, г — от единичной силы и на
рис. 32, д — от единичного момента. Составим каноническую си-
стему уравнений:
Д1Р + «11*! + 612Х2 = 0;
Д2Р + 621Хх + 622Х2 = 0.
53
Рис. 32. Схемы сил, действующих в станине пресса ЗТМП модели К-8544 (Рн =
= 2500 тс) [18]
Определим коэффициенты уравнений при полученных значе-
ниях расчетных величин:
Дхр = 4Ш- Г<Й - <21 ~ ~ 2М =
= 2Л7° [(179 - 130) (2 -410 - 309) 309 + 10‘ g41^179 х
TEt/Qy Ц Z'^UjO' 1 и
X (179 - 2- 130)1 = 6.25-10у5.9.10» = «ООП _.
| th J £*Г th J 0*р
л _ /2 ( 2 /_|_ 7СТ& \ _ 410» / 2 4]П . 1,71 - 10е-179 \ _
011 ~ £VCT \ 3‘ 1' 7стола ) ~ EJCT \ 3 г 26,8- 10е ) ~
_ 16,8-104-284,45 _ 4,78-107 .
Е 7СТ EJ ст
л л I (i । Jccb \ 410 /.1п . 1,71-10».179 \
«„ = 6.! = (I + 7^) = (410 + =
_ 410-421,45 _ 1,72-10» .
f J Е J £*Г
А ____ Рн [/К h \ / _[_^СТ^(^ 260)1 _
а2р — 2ЁТ '° * 47 ~
z£.jct l стола J
^j0' Г( 179 - 130) 309 + ,71 179 072-2-130)
ZtCd v £*г [_
_ ьгбломлэ-ю4
4.26,8.10е
1,865.101°
EJCT
EJCT
' S^= е7-\(^ + ~Т^~)Ь + 21] =
ь,/ ст L \ d тр стола / J
1 Г/ 1,71.10» 1,71-10» \ ]79 .9-4101 =
~ EJct L\ 1,81-Ю» + 26,8-10» ) lzy+^ 41UJ
= -4— [(0,945 + 0,0637) 179 + 820] = .
Z2 J CT L-i J CT
54
После подстановки значений коэффициентов получаем сле-
дующую систему уравнений:
л 1 л v । х y 471011 । 4>7810’ у ! 1,72-10* Y п
А1р + °ЦЛ1 Г °12Л2 = -----------1--£JCT Л1 1 £JCT Л2 — U,
Л i X v i х v 1,865-101° . 1,72 10е у . 1001 Y _ „
Л2р + °21Л1 + 022Л2 — ----------------1 Л1 Г £уст Л2 — U
или после некоторых преобразований
47-10® + 4,78-102Х1 + 1,72Х2 = 0;
1,865-107 + 1,72-102Хх + Х2 = 0.
Совместное решение системы урав-
нений дает следующие значения вели-
чин: Хг =—0,082-10® кгс и Х2 =
х= —5,6 • 10® кгс • см. Изгибающие момен-
ты в характерных точках рамы вычи-
сляют следующим путем (рис. 33):
Мг = Х2 = —5,6-10® кгс-см;
М2 = Л41 + Хх (/— /0) = -5,6-10® —
—0,082-10® (410—309) =
= — 13,88-10® кгс-см;
М3 = М2 + РН(-Ц^) =
= — 13,88-10*4-2,5-10® Л179~130\ =
\ 4 /
Рис. 33. Эпюра изгибающих
моментов в станине пресса
ЗТМП [18]
= 16,62-106 кгс-см;
M4 = MX4- +*!/:= —5,6 -10®+ 2,5 -10® (179~13^) —
-0,082-10®-410 = — 5,6-10® + 30,5-10® —33,62-10® =
= — 8,72-10® кгс-см;
м5 =* м, -ри рн А_ =
= — 8,72-10® — 2,5-10® (179.~130^ — 2,5-10® -^- =
= — 8,72 • 10® — 30,5 • 10® — 81,25 • 10® = — 120,47 • 10® кгс • см.
Определим наибольшие напряжения растяжения ор и сжа-
тия асж в опасных точках станины пресса, принимая, что Л4Х =
-Л4тр И Мстола-
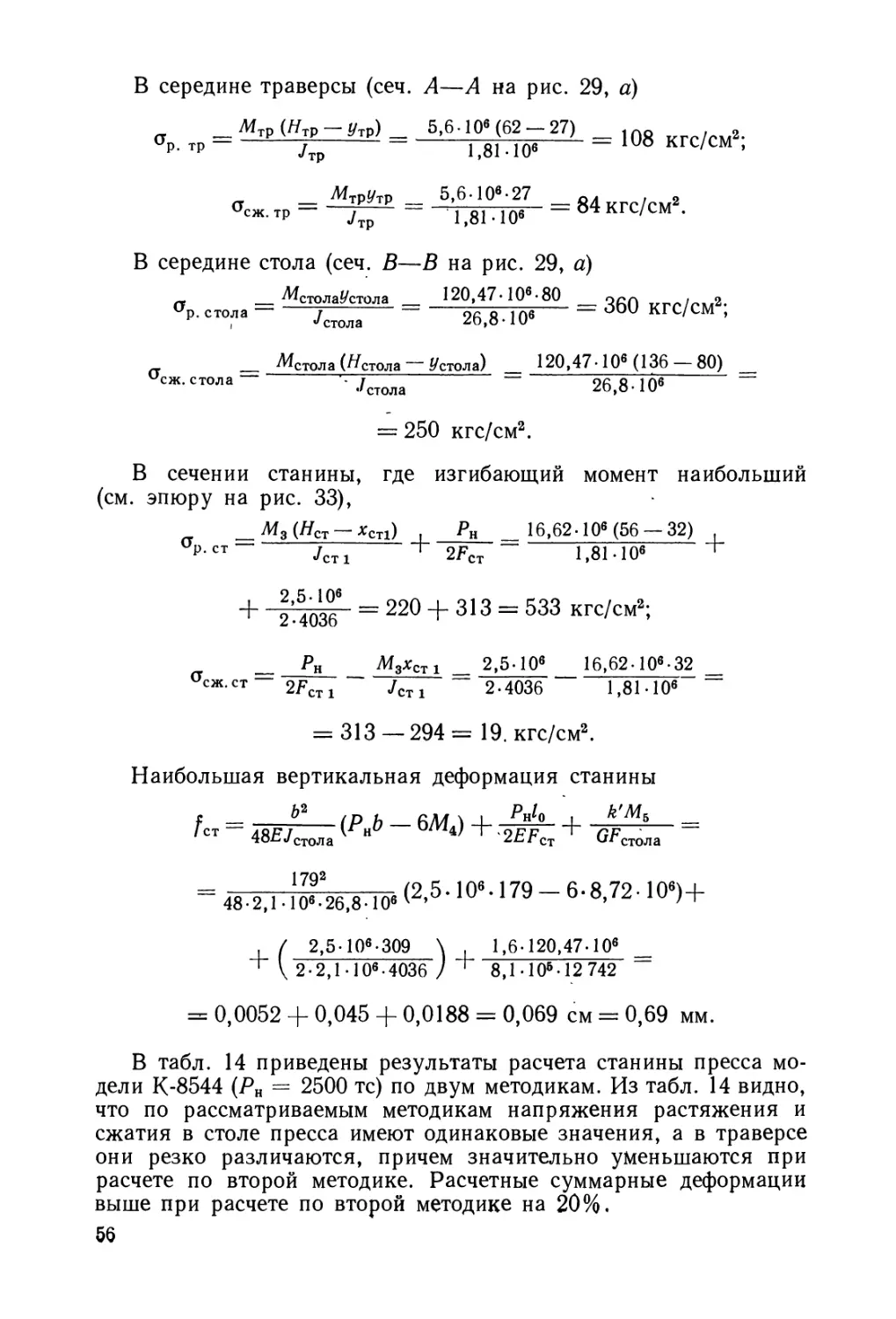
55
В середине траверсы (сеч. А—А на рис. 29, а)
= р _ ^6.0.(62 27, = ,08 кгс/см2.
J тр 1 , 01 • 1 V
МгрУтр _ 5,6-Ю6-27 _ у 2
сжтр JTp “ 1,8110е —о"! кгс/см.
В середине стола (сеч. В—В на рис. 29, а)
— _ ^столаМетола
vp. стола г
। Jстола
120,47-1О6-80
26,8-10е
= 360 кгс/см2;
„ _ Метола (Ястола Устола) ___ 120,47-10® (136— 80) __
сж- стола— • ,/стола - 26,8-10® ~
= 250 кгс/см2.
В сечении станины, где изгибающий момент наибольший
(см. эпюру на рис. 33),
_ М3 (Яст — *СТ1) , Рн __ 16,62-10® (56 — 32) ,
рст JCT1 + 2FCT 1,81-10® '
+ 2-4036 = 220 + 313 = 533 кгс/см2;
_ Рн М3хст1 _ 2,5-10® 16,62-10®-32
асж.ст— 2рст1 JCT1 — 2-4036 1,81-10® =
— 313 — 294 = 19. кгс/см2.
Наибольшая вертикальная деформация станины
= «я/Ь "
“ (2.S 10«. 179 - 6-8,72 10-)+
. / 2,5106309 \ , 1,6-120,47.106 _
+ \ 2-2,1.106-4036 ) + 8,1 • 10б-12 742 ~
= 0,0052 + 0,045 + 0,0188 = 0,069 см = 0,69 мм.
В табл. 14 приведены результаты расчета станины пресса мо-
дели К-8544 (Рн = 2500 тс) по двум методикам. Из табл. 14 видно,
что по рассматриваемым методикам напряжения растяжения и
сжатия в столе пресса имеют одинаковые значения, а в траверсе
они резко различаются, причем значительно уменьшаются при
расчете по второй методике. Расчетные суммарные деформации
выше при расчете по второй методике на 20%.
56
Таблица 14
Расчетные величины Обозна- чения Величины при расчете
по методике зтмп по схеме, рекомен- дуемой в работе [15]
Изгибающие моменты в характерных точках Mi —27,2-106 кгс-см —5,6-106 кгс-см
м2 —23,6-106 кгс-см — 13,88-106 кгс-см
м3 7,65-106 кгс-см 16,62-106 кгс-см
Mi 14,85-1О6 кгс-см —8,72-106 кгс-см
м6 — —120,47-106 кгс-см
Напряжение растяже- ния по сеч. А—А тра- версы °р. тр 526 кгс/см2 108 кгс/см2
Напряжение сжатия по сеч. А—А траверсы ^сж. тр 406 кгс/см2 84 кгс/см2
Напряжение растя- жения по сеч. В—В стола °р.стола 358 кгс/см2 360 кгс/см2
Напряжение сжатия по сеч. В—В стола ^сж- стола 251 кгс/см2 250 кгс/см2
Напряжение растя- жения по сеч. С—С станины * °р. ст 616 кгс/см2 533 кгс/см2
Наибольшая суммар- ная деформация по оси станины * Напряжения по н; /ст аибольшим 1 0,58 мм моментам М3 (см. рис 0,69 мм 31 И 33).
КОНСТРУКЦИИ клиновых УСТРОЙСТВ
СТОЛОВ ПРЕССОВ И ЭЛЕМЕНТЫ ИХ РАСЧЕТА
На работоспособность кривошипных горячештамповочных прес-
сов большое влияние оказывает механизм регулирования закры-
той высоты, так как правильный выбор его конструктивной формы
и хорошее исполнение позволяют значительно сократить время
на наладку штампов, быстрее вывести пресс из состояния распора
(стопора), обеспечить стабильность (неизменность) закрытой вы-
соты пресса при его работе. Клиновое устройство стола состоит
57
из клина-сТоЛа и второго дополнительного клина. Зарубежные
фирмы (Шмерал, Хазенклевер) отказались от традиционной схемы
регулирования закрытой высоты пресса при помощи клинового
устройства, так как оно плохо работает по причине загрязнения
Рис. 34. Клин-стол пресса ЗТМП старого выпуска
окалиной и смазкой, применяемой при штамповке. Это устройство
указанной фирмы встраивают в ползун пресса, который меньше
загрязняется.
Рассмотрим типовые конструкции клиновых устройств прес-
сов. На рис. 34 приведена конструкция клинового устройства для
регулирования закрытой высоты прессов ЗТМП старых выпусков.
Здесь главный клин-стол расположен в поперечном направлении
58
к оси главного вала, а второй — по оси главного вала. Закрытую
высоту прессов изменяют за счет подъема (уменьшения высоты)
или опускания клина-стола (увеличения высоты).. Клин-стол
в месте его сопряжения с основанием имеет уклон 4 : 4 (0,25),
а второй клин, обычно служащий для перемещения клина-стола,
сопряжен с ним с тыльной стороны клина-стола.
Рис. 35. Клин-стол пресса ЗИЛ (Рн = 2500 тс)
Если закрытую высоту пресса (перемещение клина-стола вверх)
уменьшают передвижением второго клина внутрь стола, то при пе-
ремещении клина-стола вниз для увеличения закрытой высоты ос-
вобождают второй клин, т. е. выдвигают его из стола, а затем
ударами «сокола» (стальной массивной заготовки, подвешенной
на тросе крана) по специально выступающей части стола пере-
двигают клин-стол в направлении спереди назад.
В конструкции клина-стола пресса ЗИЛ (Ри = 2500 тс)
имеются две главные детали (рис. 35): основной клин-стол 2 и по-
перечный клин /, причем клин-стол сопрягается со столом под
углом а = 12°, а поперечный клин 1 имеет угол р = 16°. Клин-
59
стол 2 можно перемещать двумя болтами 3 и закреплять гай-
ками 4. Поперечный клин 1 перемещается с помощью болта 7,
трубы 5 и стопорится гайкой 6. Клинья 8 и 9 служат для крепле-
ния и небольшого перемещения на столе пакета пресса.
Подробно устройства по регулированию закрытой высоты пресса
Эджекс (рис. 36) и пресса Нейшенел (рис. 37) описаны в работе [8].
Рис. 36. Клин-стол пресса Эджекс (Рн = 1600 тс)
Для перемещения клина-стола 5 (рис. 37) в период стопорения
(распора) нужно приложить к нему большое усилие, которое не
может быть обеспечено болтами 6. Поэтому первоначальное пере-
мещение клйна-стола осуществляется ударами специального
устройства по выступающей части 7 клина-стола 5, причем пред-
варительно ослабляется действие клина 4. Для этого служит
болт 1 с гайкой 2 и распорной трубой 3. Так как удары по вы-
ступающей части 7 наносят «соколом», подвешенным с помощью
стального троса на крюке мостового крана, то для удобства выби-
вания клина применяют приспособление (рис. 38). При ударе
«соколом» по клину-столу создается мгновенный импульс силы,
позволяющий развивать большие усилия при перемещении клина-
60
стола за счет того, что коэффициент трения движения меньше
коэффициента трения покоя.
Опыт эксплуатации кривошипных горячештамповочных прес-
сов старой кснструкции показал, что вывод пресса из стопора, рег-
улирование его закрытой высоты занимают много времени и за-
трудняют нормальную эксплуатацию пресса. За последнее время
начали появляться механизированные устройства перемещения
клиньев-столов, что способствует снижению продолжительности
Фронт пресса.
Рис. 37. Клин-стол пресса Нейшенел
Рис. 38. Приспособление в ста-
нине пресса Нейшенел для уда-
ления клина
отладки пресса.*Так, в прессе НКМЗ модели К-8546 (Рн = 4000 тс)
применена конструкция клина-стола, где второй клин переме-
щается от электродвигателя с редуктором (рис. 39). Подъем клина-
стола на 15 мм соответствует перемещению поперечного клина
на 270 мм. Конечные выключатели устанавливают так, что попе-
речный клин не доходит до станины на 20 мм. При изготовлении
пресса перемещение клина-стола проверяют в течение 1 ч при на-
гружении клина-стола грузом массой 20 т.
Сложность в работе рассматриваемого устройства состоит в том,
что при попадании в клин-стол окалины со смазкой от штампов,
а также при наблюдающемся в практике расплющивании клина-
стола значительно увеличивается усилие, необходимое для его
перемещения. В устройстве (см. рис. 39) установлен электродви-
гатель (N = 7 кВт, п = 735 об/мин). Редуктор имеет передаточ-
ное отношение i = 68. В рассмотренных конструкциях механизм
мов регулировки второй клин (поперечный) расположен сзади и
61
1520
62
поперек первого клина, чем обеспечивается жесткий упор клина-
стола в станину пресса через поперечный клин и создается ста-
бильность состояния закрытой высоты пресса.
На рис. 40 показана конструкция клина-стола пресса ЗТМП
модели К-8544 с механизированным перемещением нижнего регу-
лируемого клина от электродвигателя (N = 4,5 кВт, п =
-- 750 об/мин) с редуктором. Заводом указаны для привода сле-
дующие технические условия: скорость подъема клина-стола
2,94 мм/мин; продолжительность полной регулировки на вели-
чину 15 мм 5,2 мин; максимальное усилие перемещения клина-
стола не более 36 000 кгс.
По техническим условиям запрещено использовать механи-
ческую регулировку клина-стола для вывода пресса из распора,
в прессе для этой цели предусмотрено устройство в виде гидравли-
ческих гаек на стяжных болтах.
В станинах некоторых кривошипных горячештамповочных
прессов, показанных ранее, имеется несколько отверстий
для крепления болтами на клине-столе штамповых пакетов
(см. рис. 5—8). От частых перестановок пакетов отверстия, на-
резанные в станинах, выходят из строя (разрушается нарезка),
поэтому в случае первого ремонта этих отверстий их перерезают
на следующий размер резьбы, а в последующем высверливают от-
верстия и вставляют переходные втулки с резьбой. Втулки сверху
подваривают.
Как видно из рис. 40, клиновое устройство в прессах ЗТМП
(Рн = 2500 тс) выполнено иначе, чем в других прессах. Здесь
верхний клин-стол лежит на нижнем регулируемом клине и при-
креплен к станине четырьмя винтами М56 X 4 с утопленной го-
ловкой, за которую болты вывертывают торцовым ключом на 20 мм
перед регулировкой верхнего клина-стола. Для крепления штам-
пового пакета на верхнем клине-столе профрезерованы специаль-
ные Т-образные пазы для болтов. Таким образом, при регулировке
закрытой высоты пресса верхний (опорный) клин-стол переме-
щается вверх—вниз, а нижний, т. е. регулировочный клин, —
механизированным приводом в направлении спереди—назад. Так
как в рассматриваемой конструкции регулирования закрытой вы-
соты пресса верхний клин-стол задерживается от перемещения
только четырьмя винтами М56 X 4 и нет жесткого упора через
второй клин в станину, то при работе пресса возможны относи-
тельно небольшие движения нижней части пакета с клином-сто-
лом, что может привести к преждевременному износу пакетных
вставок.
В прессе Коматцу (Рн = 5000 тс) имеются выдвижной стол
с подъемным и зажимными устройствами, а также гидравлическое
устройство от перегрузки. Выдвижной стол при демонтаже из
пресса перемещается по рельсам. Внутри выдвижного стола смон-
тировано выталкивающее устройство усилием 30 тс и ходом
выталкивателей 120 мм. Стол выдвигается на величину 4000 мм,
63
Рис. 40. Клин-стол пресса ЗТМП
модели К-8544 (Рн = 2500 тс)
300
поднимается на 15 мм. Размеры нижней плоскости стола 1800 X
X 1800 мм.
Во всех кривошипных горячештамповочных прессах клиновые
устройства необходимо очищать от смазки и окалины и не реже
2 раз в год перебирать их, смазывать постоянно при работе путем
нагнетания смазки тавот-прессом.
Рассмотрим устойчивость клина-стола пресса по сохранению
отрегулированной закрытой высоты во время его работы. Опре-
делим также усилия, кото-
рые необходимо приложить
к клиньям: 1) при уменьше-
нии закрытой высоты пресса;
2) при увеличении закрытой
высоты пресса.
Взаимодействие поверх-
ностей клинового механизма
проявляется в формирова-
нии пятен касания. Трение,
возникающее на этих поверх-
ностях, имеет двойственный,
молекулярно - механический
характер. Коэффициент тре-
ния в равной мере зависит
от следующих факторов: ма-
териалов сопрягающихся по-
верхностей и их термообра-
ботки на соответствующую
Рис. 41. Схема сил, действующих на
клин-стол пресса при работе
твердость, конструкции со-
четающейся фрикционной па-
ры и, что очень существенно,
режима работы. Если первые факторы при работе пресса остаются
неизменными, то третий существенно при этом может изменяться,
так как наблюдается упругая деформация системы пресс — штамп.
В результате этой деформации нарушается контакт трущихся
поверхностей и коэффициент трения значительно уменьшается
от цст (коэффициента трения покоя) до рд (коэффициента трения
движения), причем рст > цд.
Сохранение отрегулированной закрытой высоты. Схема сил,
действующих на клин-стол в процессе удара, приведена на
рис. 41. Условия равновесия для клина-стола (рис. 41):
2 Fx = 0; рдР cos а + г + RK — Р sin а = 0;
У Fy = 0; — Р cos а — рд Р sin а = 0
или N± = Р (cos а рд sin а).
Определим RK из первого уравнения и после подстановки
в него значения N±:
RK = Р (sin а — 2рд cos а — рд sin а)
65
или, пренебрегая малой величиной Цд sin а, получим
7?к = P(sina —2р,дсоза).
Условия самоторможения клина-стола при 7?к 0, т. е.
since —2цд cos а 0, откуда цд^^^. При а=14°30', на-
пример в прессе Эджекс (Рн = 1600 тс), условие самоторможения
клина-стола будет при Цд 0J25, что невозможно. Так как
цд < 0,125, то усилие от клина-стола 1 передается на поперечный
клин 2. Рассмотрим силы, действующие на поперечный клин 2.
Принимаем, что полная сила взаимодействия 7? между клиньями 1
и 2 направлена перпендикулярно к сопрягающимся поверхностям
клиньев 1 и 2-. Поэтому ее составляющая RK = R cos р. Составим
условия равновесия для клина 2:
2 Fx = 0; TV2 — 7? cos Р — цд7? sin Р = 0;
S = °; + РтЛа + ИдЯ cos ₽ — Я Sin Р = 0.
Из первого уравнения N2 = R (cos Р + (хд sin Р); подставляя
А^2 во воторое уравнение, найдем
Рк = R (sin Р — 2[Лд cos Р — р1д sin Р).
Принимая, что R = и пренебрегая величиной рд sin р, най-
дем Рк:
PK = /?K(tgP-2^);
7?к = Р (sin а — 2р,д cos а);
РК = Р (sin а — 2рд cosa) (tg р — 2^д).
Усилие Рк при работе пресса передается на регулировочную
трубу, сжимая ее. Определим Рк для пресса Эджекс (Рн = 1600 тс)
при а = 14° 30', р = 12° и рд < 0,1:
Рк = 1 600 000 (0,25 — 2-0,1-0,968)(0,213 — 2-0,1) =
=1164 кгс.
С уменьшением цд усилие Рк будет увеличиваться.
Таким образом, за счет уменьшения коэффициента трения
в результате упругой деформации системы пресс—штамп меха-
низм регулировки закрытой высоты пресса не является самотор-
мозящим. Необходимым условием к устойчивому положению отре-
гулированной закрытой высоты пресса при его работе является
обеспечение упора клиньев в станину. Это условие выполнено
в конструкциях механизмов регулирования закрытой высоты
прессов: НКМЗ, ЗИЛ, Эджекс, Нейшенел и др. Не выполнено
это условие в прессе ЗТМП модели К-8544 (см. рис. 40) и др.
Усилия в клиновом устройстве при уменьшении закрытой
высоты.^ Уменьшение закрытой высоты пресса (клин-стол 1 под-
66
нимается) должно проводиться только при поднятом ползуне,
так как при опущенном ползуне кривошипно-шатунный механизм
будет находиться в зоне кругов трения. В этом случае для подъема
клина-стола потребуется большое усилие — до Рн и выше.
Определим усилие Рк, необходимое для перемещения попереч-
ного клина 2. Составим уравнения для сил (рис. 42), действующих
на этот клин (р,ст — статиче-
ский коэффициент трения):
^Fx = 0; N2 — 7?cosP +
+ рст R sin P = 0;
2^ = 0; Рк — ЦСЛ2 —
— R sin P — p.CT7? cos P = 0,
откуда
N2 = R (cos p — p.CT sin P);
PK = R (sin p +
+ |1CT cos P) + HCTW2,
или, подставляя значения W2
во вторую формулу, найдем
Рис. 42. Схема сил, действующих на
клин-стол пресса при уменьшении за-
крытой высоты пресса
Рк = R (sin р + 2|хст cos р —
— Ист sin Р).
Пренебрегая величиной р.ст sin р, определим
Рк = R (sin р + 2Нст cos Р).
Рассмотрим условия равновесия клина-стола (рис. 41); при-
мем RK — R cos Р (G — вес клина-стола с нижней частью пакета-
инструмента):
2 Fx = 0; RK — G sin а — рСтЛ^1 = 0;
2^ = 0; — G cos а = 0; = G cos a;
RK = G sin a + Hct^i = G (sin a p,CT cos a)i
Pk = G (tg P + 2pCT) (sin a + Ист cos a).
Коэффициент трения р.ст в зависимости от состояния трущихся
поверхностей, наличия смазки и т. д. может изменяться в больших
пределах (нст — 0,24-0,5), поэтому значения усилия Рк будут
колебаться. Так, для пресса Эджекс (Рн = 1600 тс) при G
2500 кгс р = 12°, a = 14° 30', pCT = 0,24-0,5;
Рк = G (tg р + 2pCT)(sin a + jxCT cos a) =
= G [0,21 + 2 (0,24-0,5)][0,25 + (0,24-0,5) 0,968] =
= G (0,2684-0,888) = 670^-2200 кгс.
67
Усилие Рк, необходимое для перемещения клина 2, может
также увеличиться при возможном расплющивании клина-стола,
задирах, появляющихся на сопрягающихся поверхностях клиньев
и станины. Для улучшения стабильного состояния трущихся
поверхностей рекомендуется проводить их поверхностную термо-
обработку с помощью кислородно-ацетиленового пламени, увели-
чивать боковые зазоры между клином-столом и станиной пресса.
Усилия в клиновом устройстве при увеличении закрытой вы-
соты^ Закрытую высоту пресса увеличивают путем опускания
Рис. 43. Схема сил, действующих
на клин-стол, пресса при увеличе-
нии закрытой высоты пресса
клина-стола. Эта операция может выполняться и при опущенном
ползуне, т. е. при сомкнутых штампах. В этом случае предвари-
тельно отвертывают болты, крепящие клин-стол к станине пресса,
и начинают перемещать вначале поперечный клин 2 с помощью
регулировочного болта или даже ударом «сокола» сзади клина,
а затем клин-стол 1 обычно ударом «сокола».
Определим усилие Рк, необходимое для перемещения попе-
речного клина 2. Условие равновесия действующих сил для
клина-стола 1 (рис. 43, а):
2 Fx = 0; Як — (G + G') sin а - 0;
2 Fy = 0; W i — (G + G') cos а = 0,
откуда
7?к = (G + G') sin а.
68
Для поперечного клина 2 (рис. 43, б)
2 Fx = 0; Nt — 7? cos р — р.Ст7? sin р =-- 0;
2^ = 0; рсЛ2 — + НсЛ cos р —
—R sin р = 0,
откуда
N2 = R (cos р + р,ст sin Р);
Рк R (2|ЛСТ cos р — sin Р).
Учитывая, что RK = R cos р, получим усилие, необходимое
для перемещения поперечного клина:
PK = (G + G')(2piCT - tg Р) sin а.
Для . пресса Эджекс (Рн = 1600 тс) величина (G + G')
10 000 кгс; р - 12°; а = 14° 30':
Рк = (J + G')(2hcT — tg ₽) sin а =
= 10 000 [2 (0,24-0,5) — 0,213] 0,25 = 4704-1990 кгс.
Усилие Q, необходимое для перемещения клина-стола 1
(рис. 43, в), получим, составив уравнения равновесия для клина-
стола /, когда поперечный клин 2 выбит:
S Fx = 0; НсЛ 1 + HcTG' — (G + G') sin а — Q = 0;
2 Fy = 0; Nr — (G + G') cos a — pCTG' sin a 0,
откуда
2Vi = (G + G') cos a + piCTG' sin a;
Q Нет (G + 2G') cos a — (G + G') sin a.
В прессе Эджекс (Рн = 1600 тс) G' 7500 кгс; р = 12°;
а = 14° 30':
Q (0,24-0,5)(2500 + 15 000) 0,968 — 10 000-0,25 =
8804-5950 кгс.
НИЖНИЕ ВЫТАЛКИВАТЕЛИ И ЭЛЕМЕНТЫ ИХ РАСЧЕТА
Для выталкивания отштампованных поковок из нижних поло-
винок штампов применяют нижние выталкивающие устройства,
смонтированные в столе пресса. В зависимости от типа привода
различают следующие группы выталкивателей: механические;
гидравлические; пневматические.
В рассматриваемых прессах наиболее широко применяют ме-
ханические нижние выталкиватели различного конструктивного
исполнения. Рассмотрим требования,‘предъявляемые к конструк-
циям нижних выталкивающих устройств: 1) усилие выталкивания
должно быть достаточным для выталкивания сложных и глубоко
G9
сидящих поковок в штампе; оно должно составлять примерно
(0,0054-0,01) Рн; 2) скорость выталкивания поковок не должна
быть выше средней скорости перемещения ползуна вверх; 3) вы-
толкнутая из штампа поковка должна придерживаться толкателем
некоторое время в поднятом состоянии, чтобы штамповщик мог
захватить ее клещами для последующего удаления из штампа.
Механическое нижнее выталкивающее устройство, обычно
снабженное жестким приводом от главного вала через кулак и
рычаги, имеет предохранительное устройство, обеспечивающее
его сохранность при перегрузках.
В настоящее время усилия выталкивания определяют по кос-
венным показателям, например по допускаемому контактному
давлению на выталкивателе, сопрягающемся с поковкой; по проч-
ности шпилек предохранительного устройства, разрывающихся
при перегрузках на выталкивателе, и т. д.
В качестве примера рассмотрим конструкцию нижнего вытал-
кивающего устройства в прессе Эджекс (Рн = 1600 тс) с механи-
ческим приводом от профилированного кулака (рис. 44), смонти-
рованного на левом конце главного вала около тормоза пресса.
В конструкции выталкивателя кулак 1 сопрягается с роликом 2,
имеющим бронзовую втулку 3. Ролик 2 смонтирован в равнопле-
чем рычаге 4, закрепленном в станине на оси 5. Деталь 6 является
соединительным пальцем для детали 7, в которую ввернут верх-
ний конец тяги 8. Внизу тяга 8 смонтирована с верхней полумуф-
той, причем эта полумуфта соединена с нижней двумя шпиль-
ками 10. Это устройство является предохранителем в рассматри-
ваемой конструкции выталкивателя. Верхняя полумуфта имеет
нарезку. Тяга 8 нарезана на обоих концах, поэтому при работе
нужно регулировать ее длину, а следовательно, положение тол-
кателя 20.
Тяга 8 проходит через кронштейн 9. В тяге 8 около крон-
штейна 9 просверлено отверстие, поэтому можно толкатель выклю-
чить из работы путем отвода ролика 2 от кулака /, а в отверстие
в тяге 8 поставить штырь и опереть его на кронштейн 9. Нижний
фланец 13 тяги соединен за счет оси 15 с рычагом 16. В пазухе
рычага 16 расположена опорная деталь /3, закрепленная в нем
осью 19. На опорной детали 18 сидит рычаг 17 выталкивающего
устройства, на который справа опирается толкатель 20. Слева
рычаг 17 осью 14 закреплен в станине пресса. Ось рычага 16
справа, закрепленная в станине валиком 12 (см. сечение АА на
рис. 44), имеет устройство для более точной регулировки поло-
жения толкателя 20. Валик 12 в станине закреплен деталью 11.
Ролик 1 на угле его поворота а = 110° имеет изменяющийся
радиус максимальное значение 7?х = R + h = 292,1 +
+ 50,8 = 342,9 мм. На одной трети угла а радиус 7?г остается
неизменным, поэтому на этом участке пути кулака вытолкнутая
толкателем 20 из штампа поковка поддерживается на высоте
~51 мм от плоскости штампа. Расчетная продолжительность
70
этого периода выстаивания мала и составляет всего —0,1 с, что
затрудняет работу штамповщика.
В связи с тем, что расстояние от оси 15 № оси 19 почти равно
расстоянию от оси детали 19 до оси 20 (см. рис. 44), усилие, раз-
Д-Д
Рис. 44. Нижний выталкиватель пресса Эджекс (Рн = 1600 тс)
виваемое на тяге 8 толкателя, равно усилию на толкателе 20.
Предохранительная муфта в этом устройстве соединена двумя
шпильками М12, которые при выталкивании работают на растя-
жение. Поэтому расчетное усилие выталкивателя можно опре-
делить по формуле
= 0,785б/шП?Овр или Ръ = 1»57^шПоГвр-
71
При aBD = 50 кгс/мм2 и dmn = 12 мм
L D J-' U-111
Рв = 1,57(/щПавр = 1,57.122.50= 11 300 кгс,
что составляет менее 1% от номинального усилия пресса (Рв
~ 0,007Рн).
В прессах ЗТМП выпуска 1967 г. приняты следующие вели-
чины усилий выталкивания поковок в нижних выталкивающих
устройствах: модель К-8544 Рн = 1000 тс— 5 тс; модель К-8542
Рн = 1600 тс— 10 тс; модель К-8544 Ри = 2500 тс — 30 тс;
модель К-8546 Рн = 4000 тс— 12 тс; в верхних выталкивате-
лях — 5-т-б тс.
Опыт эксплуатации кривошипных горячештамповочных прес-
сов, например пресса НКМЗ (Рн = 4000 тс), который штампует
поворотные кулаки, показал, что усилие выталкивания при этом
составляет приблизительно 10 тс, или 0,0025 Рп. Поэтому можно
полагать, что расчетное усилие Рв = 0,01 Ри вполне достаточно
при выталкивании любых поковок.
На рис. 45 приведена схема нижнего выталкивателя к прессу
ЗТМП с индивидуальным гидравлическим приводом [7]. Цилиндр
выталкивателя размещен внизу пресса, и его шток связан с ры-
чагом выталкивателя. Гидропривод и масляный бак размещены
под полом. При включении пресса одновременно включается
электродвигатель гидропривода, причем электромагниты Э4 и 35,
ЭЗУ управляющие работой золотника 1 и клапана 2, не включены,
насос работает на слив. При подъеме ползуна командоаппарат
включает электромагниты ЭЗ и Э5. Электромагнитом ЭЗ перекры-
вается сливная полость клапана 2 и поршневой насос 4 подклю-
чается к напорной магистрали. Электромагнит Э5 присоединяет
лопастной насос 5 к клапану 3. Поршневой насос подает под давле-
нием масло в цилиндр в полость над поршнем. Выталкиватель идет
вверх (поршень опускается).
Предохранительный клапан 3 соединен с магистралью поршне-
вого насоса 4, и его пружина настроена на давление 65 кгс/см2,
поэтому давления, развиваемого лопастным насосом 5, недоста-
точно, чтобы переместить золотник предохранительного клапана 5,
и насос работает на слив через клапан 3. Как только давление
в магистрали упадет ниже 65 кгс/см2, золотник клапана 3 пере-
местится, и лопастной насос начнет подавать масло в полость над
поршнем. Движение выталкивателя вверх ускорится. После полу-
чения команды на опускание выталкивателя электромагниты ЭЗ
и Э5 выключатся и включится электромагнит Э4. Лопастной
насос подает масло в цилиндр (в полость под поршнем), выталки-
ватель опускается. Поршневой насос 5 работает на слив. Конеч-
ный переключатель В1 разрывает цепь управления муфтой, поэ-
тому при верхнем положении выталкивателя муфта не вклю-
чается. Предохранительный клапан 6 обеспечивает работу вытал-
кивателя без перегрузок.
72
Рис. 45. Схема гидравлического нижнего выталкивателя в прессах ЗТМП (Рн = 2500 тс)
Опыт эксплуатации этих выталкивателей на ряде заводов
показал, что они не могут обеспечить работу пресса с использо-
ванием паспортного числа ходов. Кроме того, надежность в ра-
боте гидравлического выталкивателя в сравнении с механическим
значительно ниже. Также оказались неработоспособными гидро-
Рис. 46. Нижний выталкиватель
пресса Нейшенел старого выпуска
(Рн = 4000 тс)
Рис. 47. Нижний выталкиватель пресса
Шмерал LKM (Рн = 1600 тс)
выталкиватели с приводом от кулака пресса, закрепленного на
главном валу.
На рис. 46 в двух проекциях показана конструкция нижнего
выталкивателя пресса Нейшенел с механическим приводом от
кулака, смонтированного на главном валу пресса. В качестве
предохранителя служат полумуфты /, стянутые двумя шпильками.
С помощью муфты 2 регулируют положение толкателя 3.
На рис. 47 приведена конструкция нижнего выталкивателя
пресса Шмерал LKM с механическим приводом, в отличие от
других прессов осуществляемым от шатуна пресса.
В прессе ЗИЛ применяется пневматический нижний выталки-
ватель (рис. 48). С помощью крышки 2 пневматический выталки-
74
Рис. 48. Нижний выталкиватель пресса ЗИЛ (Рн = 2500 тс)
Рис. 49. Нижний выталкиватель пресса
НКМЗ (Рн = 4000 тс)
ватель закреплен болтами 1 внизу станины пресса. В цилиндре 3
движется поршень 6 с вмонтированными в него уплотняющими
чугуными кольцами 8. Болтами 7 крышка 9 прикреплена к осно-
ванию крышки 2. Шток 5 соединен с поршнем 6, причем шток 5
является выталкивателем. Направляющей штока 5 служит брон-
зовая втулка 4. Впуск воздуха на поршень осуществляется по
трубе 2" через управляемую воздушную педаль, которая находится
около пресса у рабочего места штамповщика.
Рис. 50. После-
довательность
изготовления
уплотняющих
колец:
а — в грубообра-
ботанном виде;
б — после шлифо-
вания торцов и
вырезки замка;
в — в рабочем со-
стоянии
Усилие выталкивания поковок
Рв = = 0^85^ = 0,95-5.0,785-35,62 = 4700 кгс,
где k — коэффициент, учитывающий трение и пропуски воздуха
в цилиндр; р—давление воздуха, поступающего в цилиндр;
dn — диаметр поршня цилиндра выталкивателя.
Нижний пневматический выталкиватель пресса НКМЗ (Рн =
— 4000 тс) (рис. 49) конструктивно отличается от выталкива-
теля пресса ЗИЛ (Рн = 2500 тс). Усилие выталкивания такое же,
как в прессе ЗИЛ, так как диаметры поршней равны 356 мм.
На рис. 50 показана последовательность изготовления чугун-
ных уплотняющих (компенсационных) колец, применяемых на
ЗИЛе в пневматических выталкивателях. В процессе эксплуата-
ции прессов выявилось, что эти кольца работают более продолжи-
тельно по сравнению с другими уплотняющими устройствами (рези-
новыми манжетами и др.).
Управление нижним пневматическим выталкивателем осуще-
ствляется от обычной пневматической педали, расположенной
рядом с педалью управления прессом. Опыт эксплуатации пнев-
матических выталкивающих устройств показал их высокую на-
дежность в работе.
76
ГЛАВА III
КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ ПРЕССОВ
КИНЕМАТИКА КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА
В кривошипных горячештамповочных прессах кривоцшпно-
шатунный механизм состоит из следующих основных деталей:
главного вала, опор вала с
ками, шатуна, опор шату-
на на валу и в ползуне,
ползуна с выталкиваю-
щим механизмом и уравно-
вешивателем ползуна (схе-
ма 2). Рассмотрим кинема-
тические соотношения в
шатунно-кривошипном ме-
ханизме кривошипных го-----
рячештамповочных прес-
сов.
В настоящее время в
этих прессах определялись
две схемы кривошипно-
шатунного механизма:
а) аксиальная, в которой
ось крепления шатуна с
ползуном расположена на
одной вертикали с осью
главного вала (рис. 51); б)
дезаксиальная, в которой
ось крепления шатуна с
ползуном смещена от оси
главного вала на величи-
ну d, называемую дезак-
сиалом. Дезаксиал счи-
тается положительным,
если смещение совпадает
вала (рис. 52, б), и отрицательным, если оно направлено против
него (рис. 52, а).
бронзовыми вкладышами или втул-
,РАВ
Вращение
кривошипа
о
А.. О 360
£
кривошипно-шатунного
меха-
В»
а
Рис. 51. Схема
низма пресса с аксиальным креплением ша-
туна в ползуне
Ва,
Б
с направлением вращения главного
77
8Z
Схема 2
Конструктивные особенности кривошипно-шатунных механизмов прессов
На рис. 51 и 52 приняты следующие обозначения: R — ра-
диус кривошипа главного вала; L — длина шатуна (расстояние
между опорами Аа и Ва); а и а' — углы между осью кривошипа
и вертикалью соответственно в. аксиальном и дезаксиальном
механизмах; Вн, Вв—нижняя и верхняя точки соединения
Рис. 52. Схема дезаксиального кривошипно-шатунного меха-
низма пресса
шатуна с ползуном соответственно при крайнем нижнем и верхнем
положениях ползуна; h, Н — расстояния между столом пресса
и ползуном соответственно при крайнем нижнем и верхнем поло-
жениях ползуна; Sa— путь точки Ва ползуна при повороте кри-
вошипа на величину угла a; Smax — путь точки Ва ползуна при
повороте кривошипа из точки Лв в точку Лн; Р — угол между
вертикалью и шатуном; у — угол между касательной к кругам
трения и шатуном; Рн— номинальное усилие на ползуне; РАВ —
усилие, действующее по касательной, проведенной к кругам
трения в опорах шатуна; RK, — радиусы колеса и шестерен
79
привода пресса; Рш — усилие на шестерне; Рав, Рш — верти-
кальные составляющие усилий Рав и Рш; Рав, Рш — горизон-
тальные составляющие усилий РАв и Рш» & — коэффициент
D
длины шатуна, равный = —.
Перемещение ползуна из крайнего верхнего положения в край-
нее нижнее для аксиального механизма: Smax = 2R. Текущее
значение Sa при повороте кривошипа вала на угол а (см. рис. 51)
определяется по формуле
Sa = R [(1 — cos а) + 4“ (1 — sin2 a)J
или приближенно
Sa = R [(1 — cos a) -j- ~ (1 —cos 2a
Для дезаксиального механизма (см. рис. 52) пути ползуна
Smax и Sa определяют по формулам
5тах = /?(2 + п^2);
о т~> /1 । sina . л .
Sa' = R (1 — cos a') 4----2—_ ± feXsina —
или после упрощений
•Sa' = Я [(1 — cos a') +
k sin2a' . ,i &2X2 I
2 ± sin a + 2(1 + A) J ’
Знак «плюс» в формулах принят для отрицательного дезакси-
ального механизма (рис. 52, а) и знак «минус» — для положи-
тельного дезаксиального механизма (рис. 52, б). В этих формулах
и на рис. 52, а и б приняты следующие дополнительные обо-
значения: X—коэффициент, учитывающий отношение а"—
угол, образуемый направлением шатуна при нижнем положении
ползуна и вертикалью;
,/ , . п d А»
a' = а — a'; sin а = D . г =---=-.
'+т
Скорость и ускорение ползуна определяют по формулам, полу-
чаемым дифференцированием по времени выражения Sa. Для
аксиального механизма
d<R Г(1 — cos a) +-i-(1 — К1 — sin2 а)1!
п da dt 9
80
следовательно,
n f . । k -2 sin a cos a \
vn = co/? sin a 4--r. .
n \ 2/1 — £2 sin2 a/
или, полагая, что © = m 0,ln, а также принимая
oU
2 sin a cos a = sin 2a; ]/1 — k2 sin2 a 1,
получим окончательно
(k \
sin a — sin 2a j .
Таким образом, скорость ползуна при принятых постоянных
величинах /?, п и k является функцией угла поворота кривошипа
вала. Практически в период выполнения прессом технологиче-
ских переходов угловая скорость со может уменьшаться за счет
снижения числа оборотов вала маховика, поэтому будет несколько
изменяться и скорость vn.
В дезаксиальном механизме скорость vn ползуна определяется
по формулам
ип = со/? (sinа' + sin 2а' ± &Xcosa')
или
vn 0,ln/? (sinа' -у- sin 2а' ± &Xcosa') .
Знак «плюс» — для положительного дезаксиального меха-
низму; «минус» — для отрицательного.
Ускорение ползуна для аксиального механизма
/п = —со2/? (cos a 4~ k cos 2a)
— 0,01 n2R (cos a 4- k cos 2a).
Ускорение ползуна для дезаксиального механизма
/п = —со2/? (cos a' 4- k cos 2a' ±
± k К sin a');
/п —0,0In2/? (cos a' 4~ k cos 2a' ±
± k К sin a').
Знак «плюс» — для положительного дезаксиального механизма;
«минус» — для отрицательного.
Крутящий момент на главном валу пресса: /Икр = Рцткр [23].
Для аксиального механизма
Л4Кр = РнП2кр ~ Рн (шКр 4- Шкр) =
= рн (т? (sin a + 4 Sin 2а] + Iх К1 + Га + + ro] 1.
н j \ 1 2. J 1 j _ Ко sin (д + аш) }
( cos аш J
81
Для дезаксиального механизма
Мкр = Рн (^кр + ткр) = Рн ( Sin а' + -у- Sin 2а' ± kh cos а' 4-
I И [(^ 4~ 4~ ^гв 4~ rp] 1
j _ |xr0 sin (б 4~ аш) 1 ’
Як cos аш J
Знак «плюс» — для положительного дезаксиального меха-
низма, «минус»— для отрицательного.
В формулах приняты следующие обозначения: ткр— суммар-
ное приведенное плечо крутящего момента; т^р — приведен-
ное плечо крутящего момента для идеального механизма; ШкР —
приведенное плечо крутящего момента трения; р — коэффи-
циент трения в шарнирах кривошипно-шатунного механизма;
га; гв’» го—радиусы опор: га—шейки кривошипа; гв—оси
крепления шатуна с ползуном; г0 — боковой опоры вала; аш —
угол зацепления колеса и малой шестерни; б — угол (см. рис. 51);
Рк — радиус колеса зубчатой пары пресса.
ОБЩИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К КРИВОШИПНО-ШАТУННЫМ МЕХАНИЗМАМ
Во всех конструкциях кривошипных горячештамповочных
прессов главный вал, как правило, имеет эксцентриковую форму,
что придает ему наибольшую жесткость и прочность.
При конструировании кривошипно-шатунного механизма прес-
сов необходимо учитывать, что в ряде существующих конструк-
ций прессов жесткость главного вала шатуна и ползуна недоста-
точна и не обеспечивает возможности получения стабильных раз-
меров поковок. Прочность главного вала, его опор, шатуна недо-
статочна, что особенно может выявиться при авариях и распоре
прессов, вызывающих двукратное и большее их нагружение про-
тив номинального усилия.
, ГЛАВНЫЕ ВАЛЫ И ИХ ОПОРЫ
В СТАНИНАХ ПРЕССОВ
В период выполнения прессом технологических операций со-
противление деформированию заготовки воспринимается системой:
инструмент, ползун, шатун, главный вал с опорами, станина.
От их работы зависит надежность пресса в целом. Эта система,
подвергаясь нагружению, упруго деформируется. Обычно на
долю деталей пресса (главный вал с опорами, шатун, ползун с ин-
струментом) приходится деформация, равная 70—75% общей
деформации пресса. Следовательно, нужно стремиться к увеличе-
нию жесткости этих деталей, которая во многом зависит от жест-
кости главного вала и его опор.
82
Рассмотрим типовые конструкции главных валов прессов.
На рис. 53 приведен главный вал пресса ЗИЛ (Рн = 2500 тс) до
модернизации, который расположен в цельных (круглых) опорах.
В модернизированном главном валу диаметр боковых опор вала
с 0 520 мм увеличен до 0 585 мм, кроме того, радиус кри-
вошипа вала с R = 200 мм уменьшен до R = 177 мм, что значи-
тельно увеличивает надежность вала.
На рис. 54, а показан старый вал пресса НКМЗ до модерниза-
ции и новый вал модернизированного пресса со сквозными отвер-
Рис. 53. Главный вал пресса ЗИЛ (Рн = 2500 тс)
стиями (рис. 54, б) для тяги, связывающей управление тормоза
с муфтой, в старом с 0 120 мм и в новом с 0 175 мм. В ста-
ром валу ширина эксцентрика Za = 590 мм, в новом Za = 500 мм.
Уменьшение длины Za ухудшает работу бронзовой опоры вала
в шатуне.
Особенность главного вала пресса Эймуко (рис. 55) состоит
в том, что шлицевая ступица муфты монтируется на квадратную
опору вала.
Главный вал пресса Шмерал LKM (рис. 56) расположен пер-
пендикулярно фронту пресса. Сравнивая его с валом пресса ЗИЛ,
где вал расположен параллельно фронту пресса, следует отме-
тить небольшую общую длину вала пресса Шмерал — 2700 мм;
длина вала пресса ЗИЛ — 3830 мм, причем длины боковых опор
составляют каждая 995 мм. В вале пресса Шмерал правая опора
равна 600 мм, левая — 500 мм. Следует отметить, что вал пресса
Шмерал в процессе эксплуатации поломался через полгода с левой
стороны (причина—плохое качество заготовки вала). Место из-
лома вала указано на рис. 56.
83
Ф220А
Рис. 54. Главный вал пресса НКМЗ (Рн = 4000 тс):
а — до модернизации; б — после модернизации
Рис. 55. Главный вал пресса Эймуко
Рис. 57. Поломанный вал пресса НКМЗ (Рн = 4000 тс)
На рис. 57 показан поломанный вал пресса НКМЗ (Рн =
= 4000 тс). На снимке заметны следы усталостного разрушения
вала. Поломка его произошла в сечении 1—1 (см. рис. 54, а), где
Рис. 58. Поломанный вал пресса Нейшенел (Рн = 4000 тс):
а — трещина на валу; б — торцовая сторона поломанного вала
имелись следы резца (глубокие риски), этот участок не подвер-
гался чистовой обработке и накатке роликами. Сквозное отверстие
диаметром 120 мм, просверленное в валу пресса, не способствует
улучшению его термообработки. Сверление вала со следами ин-
86
струмента может только способствовать образованию концентра-
ции напряжений, что и имело место в поломавшемся валу.
На рис. 58 показан фирменный вал пресса Нейшенел с трещи-
ной на боковой опоре (рис. 58, а), которая далее распространи-
лась на шейку кривошипа вала (рис. 58, б). Вал изготовлен из
хромоникельмолибденовой стали, он проработал 8,5 лет; новый —
из поковки нормализованной стали 45. Срок его службы до по-
ломки составил только 2,5
расчеты показывают, что
главные валы таких прес-
сов следует изготовлять
только из поковок легиро-
ванной стали.
Главные валы прессов
подвержены циклическим
знакопеременным нагру-
жениям, поэтому необхо-
димо обращать большое
внимание на предел теку-
чести стальной заготовки
вала. Для изготовления
валов нужно выбирать ста-
ли с таким химическим со-
ставом и структурой после
те р мооб работки, котор ые
обеспечивают им также вы-
сокий предел выносливо-
сти. Кроме предела вы-
носливости следует счи-
таться с циклической вязкостью металла, т. е. с его способно-
стью демпфировать (гасить) колебания, возникающие в валах.
Следовательно, для изготовления валов необходимо выбирать
сталь, обладающую оптимальным отношением величины цикли-
ческой вязкости и предела выносливости. Опасны для валов, осо-
бенно изготовляемых из хромоникелевых сталей, внутренние тре-
щины-флокены (рис. 59). Поэтому при изготовлении и эксплуата-
ции валов чрезвычайно важен контроль за внутренними и наруж-
ными их дефектами, которые могут образоваться в процессе ковки
вала или при последующей эксплуатации. В целях увеличения
надежности главных валов при изготовлении и ремонте прессов
следует проводить проверку валов на внутренние и наружные
дефекты методом ультразвуковой и магнитной дефектоскопии.
Из анализа результатов исследований причин появления уста-
лостных разрушений деталей машин известно, что наибольшее
количество усталостных трещин возникает на поверхности вала,
поэтому его подвергают поверхностному упрочнению различными
методами. В прессах Шмерал широко применяется метод поверх-
ностного упрочнения валов путем обработки широким резцом при
87
года. Этот пример и теоретические
трещинами-
Рис. 59. Излом с внутренними
флокенами главного вала пресса Шмерал
МКП
малом числе оборотов вала, с последующей накаткой роликом, чтр
способствует увеличению прочности валов.
Рассмотрим возможное разрушение главного вала в местах
его соединения со ступицами муфты и тормоза. Так, в прессе
ЗТМП (Рн = 2500 тс) старого выпуска наблюдались случаи
скалывания шпоночных гнезд вала в месте крепления его со сту-
пицей муфты: в одном случае по направлению вращения главного
вала, во втором—против вращения вала. Скалывание шпоноч-
ных гнезд главного вала в местах его крепления со ступицей
муфты происходит в результате неправильного конструирования
и подгонки сопрягающихся мест вала и ступицы.
Для лучшей подгонки необходимо шлифовать сопрягающиеся
поверхности главного вала и ступицы или производить точную
накатку вала и шлифование ступицы, как это принято при изго-
товлении приемного вала и ступицы в прессах Шмерал. В одном
из прессов приемный вал имеет 0 25О+о,’оо4 мм, а ступица
0 25OljZo;ooo мм; максимальный зазор 0,041 мм.
В прессах Нейшинел (Рн = 4000 и Рп = 2500 тс) и в прессах
Эджекс (Рн = 2000 и Рп = 1600 тс) принятые размеры шпоночных
гнезд на валу и ступице указаны в табл. 15 (размеры даны округ-
Таблица 15
Пресс Глубина шпоночного паза, мм Ширина шпоночного паза на валу и ступице, мм Отношение ширины шпонки к ее высоте
на валу пресса на ступице
ЗТМП, Рн=2000 тс 25,0 24,0 100,0 1 : 0,490
Нейшенел, Рн=4000 тс 47,2 32,2 114,3 1 : 0,695
Нейшенел, Рн=2500 тс 38,1 32,6 89,2 1 : 0,786
Эджекс, Рн=2000 тс 25,4 25,4 76,2 1 : 0,665
Эджекс, Рн=1600 тс 25,4 25,4 76,2 1 : 0,665
ленно по наибольшему размеру без допусков). Там же приведены
для сравнения размеры шпоночных гнезд пресса ЗТМП модели
К-865 С (Рн = 2000 тс).
Опыт эксплуатации кривошипных горячештамповочных прес-
сов показал, что высокие и узкие шпонки при увеличенных раз-
мерах гнезд на валу и ступице, как в прессах Нейшенел (см.
табл. 15), обеспечивают более надежное крепление ступицы на
главном валу пресса.
В кривошипных горячештамповочных прессах наиболее на-
дежными должны быть соединения главного вала со шлицевой
ступицей муфты, ступицей маховика и малой шестерней на прием-
ном валу. В процессе эксплуатации прессов ремонтники для повы-
шения надежности соединений вала и ступицы применяют их
88
посадку с подогревом. Это затрудняет последующий демонтаж
ступицы с вала, но обеспечивает устойчивость этого соединения.
В последнее время в кривошипных горячештамповочных прессах,
например в прессе НКМЗ модели К-8546 (Рн = 4000 тс) при
посадке шлицевой ступицы на главный вал, ступицы маховика
и малой шестерни на
приемный вал, приме-
няется неподвижное сое-
динение с гарантирован-
ным натягом с после-
дующим гидравличе-
ским демонтажем.
На рис. 60 показана
муфта пресса НКМЗ.
На главном валу с на-
гревом посажена втул-
ка, имеющая кониче-
скую наружную поверх-
ность, на которую, в
свою очередь, монти-
руется шлицевая ступи-
ца с внутренней конус-
ной поверхностью при
подогреве ступицы до
температуры 250—
300°С. При таком соеди-
нении гарантируется не-
подвижность ступицы
от продольного переме-
щения по главному валу
и обеспечивается пере-
дача ею крутящего мо-
мента. В настоящее вре-
мя этот способ посадки
широко применяется на
ряде прессов, выпускае-
мых НКМЗ и ЗТМП.
Теоретически эта ме-
тодика соединений обо-
снована в работе [27],
Рис. 60. Фрикционно-пневматическая муфта
пресса НКМЗ модели К-8546 (Рн = 4000 тс)
с посаженной без шпонок шлицевой ступицей
такие соединения применяются в судостроении. Считается,
что в рассматриваемом способе соединения деталей между сопря-
гающимися поверхностями при гидропрессовой распрессовке
создается зазор за счет введения в соединение масла под высоким
давлением. При этом диаметр втулки увеличивается, а диаметр
вала уменьшается. Масляная пленка толщиной около 0,01 мм
разделяет сопряженные поверхности. На рис. 60 показаны места
для нагнетания масла. В местах подхода ко втулкам выполнены
89
круговые канавки, обеспечивающие круговую подачу масла.
Деталь легко демонтируется с вала [27].
Работа сил трения на контактных поверхностях зависит от
величины коэффициента трения и контактного давления
взаимосвязь между которыми определяется по формуле [27 ]
Л __2Mmax
Чк ~ \Mid4 ’
где qK = 800-7-1000 кгс/см2; Л1тах— максимальный крутящий
момент, передаваемый соединением; р — коэффициент трения;
Рис. 61. Главный вал и его крепление в опорах пресса ЗТМП модели К-8544
(Рн = 2500 тс)
d— наружный диаметр вала (для конуса по его средней части);
I — длина запрессованного участка.
Конусность соединения принимается 1 : 504-1 : 80. При кони-
ческих соединениях, собираемых тепловым методом, необходимо
проверять сопрягающиеся поверхности на отсутствие глубоких
продольных рисок, поэтому рекомендуется при наличии рисок
для распрессовки применять масло большой вязкости (вплоть до
цилиндрового) [27]. В прессах ЗТМП новых выпусков изменены
способы рассматриваемых соединений. В схеме 2 было указано,
что опоры валов могут быть разъемными (регулируемыми). Опоры
главных валов прессов должны обеспечивать: 1) правильное поло-
жение вала при работе, т. е. обе опоры расположены параллельно
друг другу и их центры не смещаются, особенно при регулиро-
вании опор; 2) оптимальную жесткость системы главный вал —
опоры; 3) хорошую подачу смазки к бронзовым вкладышам опор.
Опоры необходимо жестко расклинивать в станине; не допу-
скается конструкция подвесных опор во избежание их отрыва за
счет отдачи упругих сил при снятии нагрузки.
90
Рассмотрим существующие конструкции опор главных валов
в прессах, выпускаемых в настоящее время, и оценим их в соот-
ветствии с вышеуказанными требованиями.
Опоры главных прессов НКМЗ первых выпусков—разъем-
ные и состоят из двух частей, облицованных со стороны, прилегаю-
щей к эксцентрику вала, торцовыми бронзовыми накладками.
Накладки привертывают к опорам латунными винтами. В них
имеются смазочные канавки. Опыт эксплуатации этих прессов по-
Рис. 62. Главный вал и его крепление в опо-
рах пресса Эрфурт (Рн = 2500 тс)
рассмотренных бронзовые вкладыши
казал, что при таком
креплении накладок бы-
вают случаи проверты-
вания вкладышей, сры-
ва накладок.
Главный вал пресса
ЗТМП расположен в
разъемных чугунных
втулках с вмонтирован-
ными в них разъемными
бронзовыми вкладыша-
ми (фис. 61). Снизу чу-
гунная втулка крепится
клином, а сверху —
шпильками, пропущен-
ными через верхнюю
часть станины пресса.
Крепление бронзовых
торцовых накладок к
чугунной опоре, а так-
же бронзовых вклады-
шей более надежно, так
как имеется большое
количество стопоров.
В отличие от ране
главного вала пресса Эрфурт выполнены из двух частей, закре-
пленных каждая в чугунной опоре (рис. 62). Торцовые опорные
элементы врезаны во втулку с последующим их креплением вин-
тами к опорам. Такая конструкция бронзовых вкладышей затруд-
няет их крепление и не обеспечивает надежную работу без провер-
тывания. Крышка шатуна в рассматриваемом прессе крепится на
шпильках, ввернутых в основание шатуна, что тоже нерационально.
Цельные опоры прессов Эджекс смонтированы в станине пресса
с применением специальных клиньев и длинных болтов, прохо-
дящих через всю верхнюю часть траверсы пресса (рис. 63). Эти
болты используются также для подачи смазки к вкладышам опор.
Цельные бронзовые втулки закреплены в чугунных опорах тор-
цовыми стальными винтами и стопорами, что увеличивает надеж-
ность их крепления в опорах. Головки винтов заделаны мягким
сплавом.
91
Наружный диаметр опор прессов Эджекс несколько больше
диаметра эксцентрика вала, чем обеспечивается более свободный
демонтаж вала
(неразъемные) опоры
Рис. 63. Цельные
главного вала пресса Эджекс
из станины пресса. В наружной нижней части
опор фрезеруют выемки (см.
рис. 63), чем также дости-
гается более легкий монтаж
опор в выточенные гнезда ста-
нины. При замене цельных
бронзовых вкладышей в чу-
гунные втулки опор нельзя
вкладыши монтировать в на-
гретые втулки, так как это
приведет к осадке бронзы и
заеданию вкладышей на валу
пресса. Для лучшего распре-
деления смазки во вкладышах
опор выточены круглые ка-
навки (рис. 63).
При сравнении опор глав-
ных валов прессов разъемных и неразъемных предпочтение следует
отдать последним, так как очевидна технологичность их изгото-
вления.
В разъемных, регулируемых опорах прессов Нейшенел старого
выпуска верхний бронзовый вкладыш привернут к станине пресса,
Рис. 64. Главный вал и его крепление в разъемных опорах и с шатуном пресса
Нейшенел (Рн = 4000 тс)
а нижний — к опоре вала (рис. 64). Опора разъемная, поэтому
нижняя ее часть натягивается клином и болтом. Бронзовые вкла-
дыши закрепляют стальными винтами с последующей заделкой
92
головок винтов мягким сплавом. Для подачи смазки выполнены
специальные канавки.
В 1958 г. фирма Нейшенел перешла от разъемных опор к не-
разъемным, нерегулируемым (рис. 65). Опоры закреплены в ста-
нине пресса клиньями; Новые опоры могут быть легко и быстро
заменены. Можно утверждать, что жесткость узла — главного
вала с опорами в этом случае выше.
Бронзовые вкладыши опор в прессах Нейшенел смазываются
жидкой смазкой от насоса под давлением не менее 50 ат, что поз-
Рис. 66. Станина с опорами для крепления
главного вала пресса Шмерал LKM (Рн =
= 1600 тс)
Рис. 65. Цельная (неразъемная)
опора главного вала пресса Ней-
шенел выпуска 1958 г.
воляет смазке проникать в опоры даже при большом усилии штам-
повки.
На рис. 66 показана станина пресса Шмерал LKM с опорами
для главного вала, расположенного перпендикулярно к фронту.
Нижние части опор — съемные; они привернуты болтами к ста-
нине пресса. Опыт эксплуатации прессов Шмерал LKM типа А и В
(Рн = 1600 тс) показал, что конструктивное выполнение указан-
ных опор менее надежно. При эксплуатации пресса болты крепле-
ния нижней опоры отвертываются и даже разрушаются; замена
болтов или их подвертывание в месте, где расположена муфта,
затруднены; приходится демонтировать муфту. В прессах Шме-
рал LZK эти дефекты устранены.
На АЗЛК, ЗИЛе и других заводах опору со стороны муфты
в прессах Шмерал LKM (Рн = 1600 тс) изменили по схеме на
93
рис. 67. Справа и слева к станине приварены кронштейны 1 с кон-
трольными шпильками 2. Кронштейны воспринимают усилие
через клинья 3, поджимаемые болтами 4. Теперь нижняя крышка 5
вала со стороны муфты болтами 6 удерживается в кронштейнах /,
поэтому болты 6 работают только на растяжение. Во избежание
отвертывания болты 6 связаны проволокой. Такое крепление
нижней крышки вала выполнено только со стороны муфты, так
Рис. 67. Усиленная (модернизированная) станина с опорами для крепления
главного вала пресса Шмерал (Рн = 1600 тс)
как со стороны тормоза демонтируют ползун из станины пресса
при его ремонте.
Размеры бронзовых вкладышей к опорам прессов Шмерал LKM
приведены в табл. 16. В этой таблице также даны величины удель-
ных усилий в боковых опорах прессов Шмерал LKM, Эджекс и
Нейшенел.
Расчеты удельных усилий в опорах валов показывают, что
его правая опора, расположенная со стороны муфты, более на-
гружена, ее износ обычно больше. Верхние части бронзовых вкла-
дышей возле эксцентриковой шейки также сильно изнашиваются
за счет прогиба вала.
На рис. 68 приведена схема замера износа вкладышей и вала
пресса Нейшенел в период его капитального ремонта. Зазор
в вертикальной плоскости между правой и левой опорами и валом
неодинаков, что объясняется неравномерной нагрузкой вала на
опоры. В горизонтальной плоскости большого износа не обнару-
94
Таблица 16
— --С?
1
Параметры Пресс Шмерал LKM
Рн = 630 тс Рц = 1000 тс тип А, Рн = 1600 тс тип А, Рн = 2500 тс Рн = 4000 тс
мм . 300 340 430 530 630
Z)2, мм . 325 370 470 570 690
/, мм . 295 300 365 485 1020
Площадь проек- ции, см2, Fnp = D1l 885 1020 1570 2570 6440
Удельное усилие, р кгс/см2, ^0= пг 2г пр * В знаменател ** В знаменател 352/225 * е дроби дано е дроби дано 490/307 * удельное ус удельное ус 510/260 * :илие в пре :илие в пре 487/286 * iccax Эджеь !ссе Нейше] 310/303 ** сс. нел.
жено, так как при выполнении прессом холостого хода опоры
слабо нагружены. Также не обнаружен износ самого вала в его
опорах; мал износ бронзовой опоры шатуна, которая при ранее
проведенном ремонте была заменена.
В табл. 17 приведены величины опорных реакций и зазоры
между валом и опорами в вертикальной плоскости пресса Ней-
шенел (Рн = 2000 тс) (см. рис. 68).
На рис. 69 показана схема замера зазоров между главным
валом и бронзовыми опорами в прессе Эджекс. В этом прессе
муфта и тормоз смонтированы на приемном валу, а на главном
валу с применением шпонок посажено зубчатое колесо. Вал и
бронзовые опоры работают длительное время без замены. Пресс
слабо нагружен по усилию на ползуне, так как используется на
штамповке выдавливанием клапанов автомобиля «Москвич». Сле-
дует отметить значительный износ бронзовой опоры шатуна (до
1,32 мм) по вертикальной плоскости вала, в горизонтальной пло-
скости величина износа составляет около 1 мм. В боковых опорах
95
Рис. 68. Схема замера износа опор вала в прессе Нейшенел (Рн = 2000 тс)
Таблица 17
Опорная реакция. Зазоры, мм
№ Значение 1-й 2-й
I 2 1,25 1,36
II -JJL — P 2 Ш2 0,63 0,58
Примечание. Зазор в горизонтальной плоскости 0,4 мм.
различия износа в обеих плоскостях не обнаружено. Износ вала
около кривошипной опоры с обеих сторон вала несколько больше,
чем в противоположных концах опор. Мал износ в горизонталь-
ной плоскости вала.
Рис. 69. Схема замера износа опор вала в прессе Эджекс (Рн = 500 тс)
Зазоры между опорами и главным валом определяют их работо-
способность. Опытом эксплуатации кривошипных горячештампо-
вочных прессов доказано, что при малых зазорах, особенно при
неудовлетворительной смазке, наблюдаются нагрев и заедание
опор, а следовательно, и большие потери на трение в опорах вала,
резкое увеличение крутящего момента и, как следствие, непре-
рывный стопор пресса. При больших зазорах в опорах, которые
в какой-то мере компенсируют отсутствие параллельности, уве-
личиваются трудности в наладке штампов, в получении более
стабильных поковок по толщине и т. д.
97
Следует отметить, что выбираемые сопряжения в кривошипных
горячештамповочных прессах не укладываются в существующую
систему посадок. Для вновь изготовляемых и капитально-ремон-
тируемых соединений начальный зазор А должен равняться
0,00Id как для боковых опор вала, так и для шатуна (d— диаметр
опоры). Допуск в изменении зазора должен быть примерно ОДА,
причем для опор вала он не больше 0,05А независимо от размера
вкладыша. Допускается перекос вкладышей в сборе с буксой
(не более 0,05 мм на всей длине), причем
чем больше пресс, тем выше класс точности.
Например, для букс пресса Шмерал
предельно допустимая разница в размерах
а и Ь/2 принимается 0,05 мм с обоих краев
каждой буксы и между буксами (рис. 70).
Допустимая непараллельность расточки
шатуна также 0,05 мм независимо от разме-
ра. В работе пресса нельзя допускать боль-
ших зазоров; при достижении А 0,003d
пресс нужно останавливать для ремонта.
Следовательно, рекомендуемый относитель-
меры букс пресса Шмерал • Ный зазор А по отношению к диаметру
МКП (Рн = 1500 тс) вала д от ремонта д0 ремонта составляет
_ Д = (0,001 - 0,003) d [8].
Практически при ремонте принимают величину зазора равной
0,1 мм на 100 мм диаметра вала. При относительно небольшой
величине зазора между валом и опорами необходимо обеспечивать
высокую точность их изготовления, не допуская конусности и
овальности. Часто, особенно в небольших опорах, сопряжение
вала с опорами проверяется по краске и обеспечивается последую-
щим шабрением. В практике эксплуатации кривошипных горяче-
штамповочных прессов на ЗИЛе принят следующий способ борьбы
с небольшими заеданиями при нагреве бронзовых опор на глав-
ном валу прессов. Через дополнительный насос смазки производят
подкачку присадки ЗИЛ-2, которая представляет собой осерненный
дистилатный экстракт фенольной очистки дизельного масла с кон-
тактом Петрова. Приборами проводится контроль за темпера-
турой опор.
РАСЧЕТ ГЛАВНЫХ ЭКСЦЕНТРИКОВЫХ ВАЛОВ ПРЕССОВ
Главный эксцентриковый вал является одной из деталей пресса,
воспринимающей в первую очередь все перегрузки пресса. Прове-
дем упрощенный расчет валов: I) по методике М. В. Сторожева
[23]; 2) уточненный расчет по методике ЦБ КМ.
В первой методике не учтены концентрация напряжений и
масштабный фактор, но расчетные формулы отличаются простотой.
Основой второй методики расчета является теория балки на
упругом основании. По обеим методикам расчет главного вала
98
сводится к определению усилия на ползуне PD, допускаемого
прочностью сечения .Ь — b вала — места перехода от боковой
опоры, расположенной со стороны шестерни, к шейке кривошипа.
Для сравнения приведены расчеты нескольких валов прессов
по этим методикам: в приложении 15 — исходные величины, в при-
ложении 16 — величины приведенного плеча крутящего мо-
мента; в приложении 17 — расчет по методике М. В. Сторожева
прессов Эджекс (Рв = 1600 тс), ЗИЛ (Рн = 2500 тс). Нейшенел
(Рв = 4000 тс); в приложении 18 — данные расчета по методике
ЦБ КМ тех же прессов, а также пресса ЗТМП модели К-8544
(Рн = 2500 тс); в приложении 19 — сравнительные данные рас-
чета по обеим методикам прессов НКМЗ (Рв = 4000 тс) и Шмерал
(Рв = 4000 тс).
В табл. 18 даны величины приведенного плеча крутящего
момента и допускаемого усилия на ползуне по прочности сечения
b—b главного вала пресса Нейшенел (Рв = 4000 тс). Как видно
из табл. 18, при а = 0° величина усилия PD при р = 0,03 со-
ставляет PD — 4200 тс, а при р = 0,06 PD = 4630 тс.
Таблица 18
Параметр а, градусы
0 1 1 5 1 1 ю 20 30
"?кр> мм 0 20,40 40,60 79,30 115,0
/и£р, мм при |Л=О,ОЗ 28,40 48,80 69,00 107,7 143,4
/п£р, мм при |л=0,06 56,80 77,20 97,40 136,1 171,8
Pd, тс при |л=0,03 4200 4500 4800 5000 4800
Pd, тс при р,= 0,06 4630 4860 5000 4790 4260
Параметр а, градусы
40 50 | 60 70 80 I 90
мм 145,8 170,5 188,2 200,2 204,0 202,0
zn{Jp, мм при |л=0,03 174,2 198,9 217,3 228,6 232,4 230,4
/п£р, мм при |л=0,06 202,6 227,3 245,7 257,0 260,8 250,8
Рр, тс при |л=0,03 4250 3840 3540 3360 3300 3360
Pd, тс при р,= 0,06 3920 3380 3130 2990 2940 2970
99
Таблица 19
Расчетный коэффициент Тип машины Данные ЦБ КМ Рекоменда- ции авторов
Универсальные прессы 0,8 —
Прессы-автоматы 1,0 —
Кривошипные горячештамповоч- ные прессы и горизонтально-ковоч- ные машины — 1,о
И Универсальные прессы 1,3 —
Прессы-автоматы 1,7 —2,0 —
Кривошипные горячештамповоч- ные прессы и горизонтально-ковоч- ные машины — 2,0
Величина допускаемого усилия PD (приложения 18 и. 19)
увеличивается при увеличении размера вала dQ и допускаемого
напряжения о_1и и уменьшается при увеличении Ад, м, /икр,
Фа, Фт, а также при увеличении размеров вала Zo, /к и /х. Значе-
ния величин Ад и п приведены в табл. 19.
В расчете ЦБ КМ (табл. 19) принимается п = 1, 3, что неудо-
влетворительно. Рекомендуется принимать п = 2, так как условия
работы кривошипных горячештамповочных прессов прибли-
жаются к условиям работы прессов-автоматов. Коэффициент
долговечности можно принимать равным Ад = 1. В табл. 20 при-
ведены значения некоторых расчетных величин в соответствии
с материалом валов.
Ранее было указано, что в последних конструкциях прессов
Шмерал LKM и LZK главный вал расположен перпендикулярно
к фронту пресса вместо применявшегося параллельного располо-
жения в прессах МКП. Для сравнения этих валов по прочности
приведем их теоретические расчеты по методике М. В. Сторожева.
Принимаем за наиболее напряженное сечение вала — место
перехода от боковых опор к шейке кривошипа (сечение b—Ь):
_РоУ(а1 — Ь1ткр)2 + т2кр
b~b ~ O,ld3o
G (^2 ~h 0>5Z4) sin (d -|~ вщ)
(12 ^з) Рк cos аш
100
Таблица 20
Материал вала Временное сопротивление о , кгс/мм2 Предел текучести от, кгс/мм2 Предел выносли- вости при знакопеременном цикле нагруже- ния, кгс/мм2
Изгиб а-1и Круче- ние т-1
Сталь 45 (Н) . . . 60 34 28 17 0,1 0,05
Сталь 45 (У) * • - 80—65 55—35 32 21 0,1 0,05
Сталь 40Х (У), 40ХН (У) 80 65 40 24 0,15 0,10
Сталь 40 XHMV (У) ** 85—90 70—75 45—50 28—30 0,25 0,15
* Ввиду малой способности стали 45 при улучшении (У) прокаливаться на большую глубину рекомендуется при размерах валов d0 выше 100—150 мм принимать напряжения такие же, как для стали 45 (Н) — нормализованной. * * По рекомендациям авторов.
В прессе Шмерал МКП (вал первый): Рн= 1500 тс; аг = 20,6;
Ь± = 0,2; /пкр = 4 см при а = 0°; d0 = 42 см.
В прессе Шмерал LKM (вал второй): Р„ = 1600 тс; аг = 10,3;
= 0,06; ткр = 5 см при а = 0°; d0 = 43 см.
Для первого вала
_ 1,510е /(20,6 —0,2-4)2+ 42 =
<1(6-6), — 0,1 -423 —
1,5-106-20,2 . 1ЛЛ , »
= 740'8 = 4100 кгс/см2;
для второго вала
_ 1,6-106 К( 10,3 — 0,06-5)2 _|_ 52 _
а(6-6>2 — 0,1-433
1,6-10в-11,2 ООСЛ , 2
= = 2260 кгс/см2.
I Уэи
Из расчетов видно, что напряжение в сечении b—b вала пресса
МКП выше напряжения вала пресса LKM на 80%, т. е.
О(Ь-Ь)! - 4100 _ < я
О(5-5)2 “ 2260 “ 1’0’
В последних выпусках прессов Нейшенел обращено серьезное
внимание на повышение прочности и жесткости главных валов,
а также на снижение величин удельного усилия в опорах, осо-
101
бенно в шейке кривошипа вала, где удельное усилие qa снижено
примерно на 30—40%. Особенно увеличены размеры d0 боковых
опор. Так, в прессе Рн = 4000 тс боковые опоры d0 с 610 мм
увеличены до 661 мм; расчетная прочность вала повысилась на
20%; размер da с 1023 мм увеличен до 1048 мм. Размер /к не
изменен, так как сохранены базовые размеры боковых опор,
а размер /а увеличен за счет уменьшения размеров Ь. Это способ-
ствовало снижению удельного усилия qa.
В своих проспектах фирма Нейшенел указывает, что за счет
увеличения размеров валов d0 и da, а также за счет упрочняющей
механической обработки вала его прочность в. целом увеличена
на 30%. В прессах Нейшенел выпуска 1958 г. = 1,07, а вы-
а0
пуска 1940 г. = 0,94. В прессах выпуска 1958 г. = 1,64,
«0 “о
а выпуска 1940 г. -- = 1,79. Вообще можно принять в прессах,
«0
Нейшенел выпуска 1958 г. /0 = l,6d0; da = 1,65d0; 1а = l>O7do;
b = 0,2do; la = 5,5b; la > d0- В этих прессах увеличение ра-
диуса г перехода от боковых опор к шейке кривошипа способствует
снижению концентрации напряжений. Уменьшена также вели-
чина 7? до O,29do, в то время как в прессах выпуска 1940 г. Р =
= O,31do- В прессах Нейшенел 1940 г. приняты соотношения
da = 1,65d0; la = O»94do; l0 = l,8d0'> b = O,32do- В табл. 21
для сравнения приведены размеры главных валов кривошипных
горячештамповочных прессов (Р„ = 2500 тс), изготовляемых раз-
личными фирмами.
Проведем анализ прочности двух валов прессов ЗТМП (Рн =
= 2500 тс) и ЗИЛ (Р„ = 2500 тс), имеющих: первый — увели-
ченную длину /2 + 13 = 1715 мм и второй — уменьшенную
длину /2 + ls = 1428 мм.
В прессе ЗТМП модели К-8544 (Рн = 2500 тс) вал имеет раз-
меры: аг — 19,8; Ьг = 0,18; ткр = 5,1 см, а в прессе ЗИЛ (Рн =
= 2500 тс) а± - 25,5; Ьг = 0,43; /пкр = 5,2 см.
Определим напряжения в наиболее опасных сечениях валов
по методике Сторожева М. В.
Вал пресса ЗТМП:
_ 2,5-10»/(19,8 —0,18-5,1)2 +5,12 _
Gb~b~ 0,1-56» ~
2,5 -106 -19,55 оопп , 2
= — 17RSA— =2800 кгс/см2.
J I DOU
Вал пресса ЗИЛ:
_ 2,5-10» /(25,5 —0,43-5,2)2 +5,22 _
0,1-52» ~
2,5-10»-23,7 лопл , ,
= млйл =4200 кгс/см2.
102
Таблица 2Т
оо
— < —at? ц ) 4 ч? !а т г -t 1° -
Пресс (Рн = 2500 тс) Боковые опоры вала ’ Эксцентрик вала Удельные усилия, кгс/см2 Длины участков вала, мм
Длина Z(), мм Диа- метр dp, мм Zp dp Длина мм Диа- метр “а- ММ la da ZK, мм b, мм <7о /г 1з Z2 + Z3
ЗТМП, модель К-8544 . . I 795 560 1,42 I 505 900 0,56 920 207 | 280 550 610 857,5 857,5 1715
ЗТМП, модель К-854 . . | 950 520 1,83 410 880 0,46 — 1 248 | 695 — 685 685 1370
ЗИЛ 1015 520 1,96 410 930 0,44 Zk = Za = = 410 — 236 662 952 714 714 1428
Шмерал LKM 600 530 1,13 430 860 0,50 - 1 1 - | 392 680 — 515 515 1030
Шмерал МКП | 950 520 1,83 410 880 0,46 - 1 1 - | 248 715 — 685 685 1370
Нейшенел * 1940 г. . . . 895 508 1,75 429 | 870 0,49 544 | 57 | 276 670 | 719,5 719,5 1439
То же * 1958 г * Усилие в американ 900 ских тс 572 1,57 612 | 933 0,66 - 1 240 | 350 | — — — —
Как видно из формул, коэффициент а± = о-,/з/.4 для вала
" \^2 + ^3/
пресса ЗТМП (Рн = 2500 тс) значительно меньше аналогичного
коэффициента для вала пресса ЗИЛ. При размерах d0 = 56 см
в первом валу, при dQ = 52 см во втором валу, а также при уве-
личенной величине /к = 92 см в прессе ЗТМП, но при /к = /ш =
= 41 см в прессе ЗИЛ по расчету первый вал оказался прочнее
второго вала.
На прессе НКМЗ (Рн = 4000 тс) при штамповке поворотного
кулака с усилием 3000—3500 тс наблюдались поломки главных
валов. Последний главный вал из стали 45ХНМА, на который было
обращено достаточное внимание при механической обработке,
проработал менее 2 лет. При исследовании поломанного вала уста-
новлено наличие дендритной структуры в шейке его кривошипа,
что указывает на недостаточную проковку вала в этом сечении
при его изготовлении.
Проведено сравнение двух главных валов прессов НКМЗ и
Шмерал (Рн = 4000 тс); в первом валу d0 = 620 мм, во втором
dQ = 630 мм. Середины боковых опор во втором валу более
приближены к эксцентриковой опоре, поэтому расчетные коэффи-
циенты по М. В. Сторожеву для первого вала: а± = 27,5; Ь± =
= 0,399; для второго: = 25,6 и Ь± = 0,39. Сравнительные дан-
ные по расчетам обоих валов приведены в приложении 19, из ко-
торого следует, что вал пресса НКМЗ (Рн = 4000 тс) старого
выпуска, изготовленный даже из стали 45ХНМА при расчете по
методике М. В. Сторожева (при опр = 4000 кгс/см2) и при
расчете по методике ЦБ КМ (при о_1и = 4500 кгс/см2; т_х =
= 2400 кгс/см2), не обеспечивал усилия Ри = 4000 тс при приня-
тых расчетных коэффициентах £д = 0,8; п = 2; р = 0,06. Вал
пресса Шмерал (Рн = 4000 тс) прочнее вала пресса НКМЗ ста-
рого выпуска.
После модернизации главного вала пресса НКМЗ (Рн =
= 4000 тс) с увеличением его размеров d0 до 670 мм и расточкой
боковых опор вала в станине пресса ему обеспечиваются вполне
необходимые прочностные свойства. Сравнение по размерам глав-
ных валов прессов (Рн = 4000 тс), изготовленных различными
фирмами, показало, что многие фирмы в модернизированных кон-
струкциях прессов изменили размеры вала по боковой опоре. Так,
в прессе НКМЗ старой конструкции d0 = 620 мм; в модернизи-
рованном прессе d0 = 670 мм; в прессе Нейшенел (Рн = 4000 тс)
размер d0 с 610 мм увеличен до 661 мм, а в прессе Клиринг раз-
мер d0 принят равным 712 мм.
Прочностные свойства главных валов определяются также
правильно подобранным материалом для его изготовления.
В табл. 22 приведены данные по материалам главных валов раз-
личных фирм и заводов.
Остановимся на технологических условиях на изготовление
главных валов прессов.
104
Таблица 22
Источник Состав материала вала, % Механические свойства
С Мп Si Р S Сг Ni Мо Времен- ное со- противле- ние 0вр, кгс/мм2 Предел текуче- сти, о . т кгс/мм2 Твердость
Данные НКМЗ по валам прессовНКМЗ 0,35— 0,45 0,50— 0,80 0,17— 0,37 0,04 0,04 0,45— 0,75 1,0— 1,5 — Не менее 75 Не менее 55 250 по Бри- нелю
Данные Шмерал по валам прессов Шмерал 0,34— 0,38 0,40— 0,45 0,23— 0,31 0,013— 0,014 0,016— 0,018 0,60— 0,80 1,35— 1,45 — 76—80 57,6— 61,5 —
Данные Е. П. Унк- сова по валам прес- сов Эджекс и Ней- шенел 0,35— 0,40 0,70— 0,90 0,25— 0,30 — — 0,70— 0,95 1,77 0,40— 0,45 85 65 40 по Шору
о
о
Продолжение табл. 22
Источник Состав материала вала, % Механические свойства
С Мп Si Р S Сг Ni Мо Времен- ное со- противле- ние овр, кгс/мм2 Предел текуче- сти, от, кгс/мм2 Т вердость
Данные В. Н. Глушкова по валам прессов Эд- жекс и Нейшенел . . 0,37— 0,40 0,73— 0,90 0,29— 0,35 0,025 0,028 0,74— 0,95 1,77 0,41 — 0,45 84 63 40—42 по Шору
Данные АЗЛК по валу пресса Нейше- нел (Рн=4000 тс) . . 0,31 0,76 — — — ' 0,41 2,86 0,30 — — 255—228 по Бри- нелю
Данные АЗЛК по валу пресса Шмерал (Рн=1500 тс) . . . 0,45 0,64 — — — 0,73 1,46 — 81,6— 91,9 43,7— 64,7 229—248 по Бри- нелю
ОБЩИЕ ЗАМЕЧАНИЯ К ТЕХНИЧЕСКИМ УСЛОВИЯМ
НА ИЗГОТОВЛЕНИЕ ГЛАВНЫХ ВАЛОВ
При эксплуатации кривошипных горячештамповочных прессов
выход из строя их главных валов возможен по различным при-
чинам: а) неправильно выбран материал для изготовления вала;
б) неправильно изготовлен вал в период его ковки, термообра-
ботки и механической обработки; в) неправильно конструктивно
оформлен главный вал.
Кроме того, главный вал может не разрушиться, а износиться
в местах его соединения со шлицевой ступицей муфты, ступицей
тормоза и др., что также приводит к необходимости производства
ремонта с его полным демонтажем. Несомненно, условия эксплу-
атации прессов сравнительно трудные, стоимость главного вала
высокая, затраты при ремонте пресса и простой его большие,
поэтому вопросу выбора материала $ала, его изготовлению и кон-
структивному исполнению нужно уделять большое внимание.
Главные валы при эксплуатации прессов могут подвергаться
двукратным перегрузкам и даже большим, особенно при стопо-
рении пресса. Так как валы подвержены циклическим знакопере-
менным нагрузкам, то при их изготовлении ковкой и термообра-
боткой нужно обеспечивать высокий предел выносливости и теку-
чести, циклическую вязкость. Сталь, применяемая для изготовле-
ния главных валов при вышеуказанных условиях, не должна
обладать высокими свойствами концентрации напряжений. Можно
отдать предпочтение хромоникельмолибденованадиевой стали, так
как никель с хромом и молибденом повышают закаливаемость и
вязкость стали, а ванадий улучшает сопротивление отпуску и
измельчает зерно (см. табл. 22).
Ковка заготовки проводится из литого слитка легированной
стали. При проверке поломанных валов прессов и анализе причин
выхода их из строя установлено наличие дендритной структуры
внутри валов. Поэтому на ковку вала следует обратить большое
внимание. В поковках большого поперечного сечения недостаточно
проковывается осевая зона. Ковка с искусственным подстужива-
нием поверхности слитка, основанная на перепаде температур по
сечению крупных слитков, обеспечивает благоприятную схему
деформаций осевых зон слитка.
Необходимо иметь в виду, что:
1) деформационные условия ковки и величина укова практи-
чески не оказывают влияние на показатели прочности металла, но
существенно изменяют показатели пластичности и ударную вяз-
кость стали, особенно в осевой зоне поковки. В поверхностных
слоях влияние условий ковки проявляется слабее;
2) при протяжке поковки без подстуживания проработка
литой структуры'металла, заварка микро- и макропустот, уплот-
нение металла в осевой зоне слитка происходит при оптимальном
укове 3,5;
107
3) при изготовлении поковки (без осадки) с предварительным
обжатием в подстуженном с поверхности состоянии, при котором
получаются лучшие пластические свойства в продольном и в тан-
генциальном направлениях, рекомендуется уков 2,0—2,6;
4) эффект от подстуживания особенно заметен при малых зна-
чениях укова 2,6—1,7.
При ковке валов следует обращать внимание на возможное
образование в поковке дефектов: флокенов и других, ухудшающих
прочностные свойства вала (см. рис. 59, где показан поломанный
вал при наличии в нем флокенов).
Термообработка начинается с отжига поковки после ее ковки.
Нагрев заготовки для отжига до температур 850—860° С, охла-
ждение с печью. Затем поковка подвергается грубой механической
обработке — обдирке с целью установления наружных дефектов
в поковке.и удаления больших ковочных припусков. Для после-
дующей механической обработки после закалки с отпуском по-
ковке вала дается небольшой припуск с учетом образования
окалины и деформации на поковке при ее термообработке.
Так как при нагреве и охлаждении поковки при термообра-
ботке могут быть деформации (поводка), поковку нужно нагревать
и закаливать в вертикальном положении. Нагрев для закалки до
температур 850—860° С, отпуск при 600—650° С; охлаждение при
закалке — в масле, при отпуске — на воздухе. Последующую
механическую обработку вала следует проводить с упрочнением
поверхности вала накаткой роликом. Особое внимание необхо-
димо обращать на качество и геометрию обрабатываемой поверх-
ности вала. Внутренние дефекты вала выявляют ультразвуковой
дефектоскопией.
При составлении технических условий на изготовление по-
ковки вала необходимо включать следующие требования:
1. Ковку вала проводить из литого слитка стали следующего
состава: 0,35—0,40% С; 0,70—0,90% Мп; 0,20—0,35% Si; Р и S
каждого в отдельности не более 0,05%; 0,70—0,90% Сг; 2,0—
2,5% Ni; 0,35—0,40% Мо; 0,25—0,30% V.
2. Размеры слитка и масса должны обеспечивать возможность
выполнения ковки-по методике, указанной в разделе «Ковка заго-
товки главных валов».
3. Перед ковкой от слитка отрезают не мене 25% верхней части
(прибыльной) слитка и 5% нижней его части. Слиток не должен
иметь наружных и внутренних пороков.
4. Поковка не должна иметь наружных и внутренних дефектов:
заковов, трещин, рыхлости, следов усадочной раковины и др.
5. После ковки заготовку подвергают отжигу, затем грубой
обдирке и последующей термообработке по режиму, указанному
выше. Процесс ковки и термообработки должен соответствовать
строгому термомеханическому режиму.
6. При ковке необходимо эксцентричную шейку вала распо-
лагать ближе к нижней части слитка. В поковке со стороны при-
108
быльной части оставлять припуск для проведения последующих
механических испытаний на заводах: поставщика и заказчика
(по его желанию).
7. После термообработки поковки образцы, отрезанные от ее
припускной части, должны обеспечить при механических испыта-
ниях (образец длиной I = 100 мм) следующие показатели: времен-
ное сопротивление не менее 85 кгс/мм2; предел текучести не менее
65 кгс/мм2; удлинение не менее 15%; поперечное сужение не
менее 25%; твердость НВ 240—260.
8. Необходимо проверять поковки по Бауману и исследовать
внутренние дефекты с применением ультразвуковой дефектоскопии.
9. Результаты механических испытаний поковки, проверки на
дефекты ОТК поставщика прикладывает к приемо-сдаточной на-
кладной, а заказчика — к паспорту пресса.
УДЕЛЬНЫЕ УСИЛИЯ В ОПОРАХ ГЛАВНОГО ВАЛА
В главных валах кривошипных горячештамповочных прессов
применяют бронзовые опоры скольжения, обеспечивающие наи-
большую жесткость и способные воспринимать переменные на-
грузки при работе пресса. Боковые опоры скольжения работают
при средних удельных усилиях q0 до 320 кгс/см2, при скоростях
скольжения вала до 1,9 м/с (табл. 23). Среднее удельное усилие
в боковых опорах определяется по формуле
7о“ 2dozo >
где d0 — диаметр; Zo — длина боковой опоры.
Величина среднего удельного усилия определяется, в первую
очередь, механической прочностью бронзы и значительно зависит
от смазки. Удельное усилие, как показали исследования изно-
шенных бронзовых опор (см. рис. 68 и 69), неравномерно как по
длине опоры, так и по дуге контакта вала с опорой. Поэтому
неодинаков износ опор в вертикальной и горизонтальной плоско-
стях, а также в местах сопряжения вала с опорой возле шейки
кривошипа (см. рис. 68, 69 и табл. 17). Это подтверждается про-
веденными исследованиями.
В настоящее время критерием работоспособности опор служит
зависимость qovQ (уо — скорость скольжения вала
в опоре). В табл. 23 приведены расчетные величины произведения
qovo по некоторым зарубежным и отечественным кривошипным
горячештамповочным прессам. Из табл. 23 видно, что qQv0 для
различных прессов изменяется в пределах 300—520 кгс-м/см2-с
при выполнении технологической операции с усилием на ползуне
пресса, равным номинальному. В прессе Эджекс (Рн = 500 тс),
работающем на выдавливании клапанов с усилием, меньшим
номинального, боковые опорные подшипники главного вала
работали длительное время (более 12 лет) без замены (см. рис. 69).
109
о
Таблица 23
Пресс CQ ° >> 2 о я 3 Q.«J S Удельное усилие q0, кгс/см2 Скорость скольжения м/с Произведе- ние qovo, кгс «м/см2’С Пресс * Число оборотов вала в минуту Удельное усилие q0, кгс/см2 Скорость скольжения v0, м/с Произведе- ние qovo, кгс-м/см2«с
НКМЗ: Рн = 4000 тс' 50 270 1,75 460 Эджекс*: Рн = 700 тс 70/90 225 1,03 ** 1,35 232 ** 320
Рн = 6300 тс 40 315 1,57 494 Рн = Ю00 тс 60/80 307 0,97 ** 1,32 298 ** , 390
ЗИЛ: Рн = 2500 тс 55 236 1,50 350 Рн= 1300 тс 60/80 252 1,10 ** 1,48 278 ** 374
ЗТМП: * Рн = 630 тс 90 225 1,46 330 Рн = 1600 тс 55/65 260 1,16** 1,38 302 ** 350
Рн = 1000 тс 80 235 1,51 355 Рн = 2000 тс 55/65 255 1,30 ** 1,54 332 ** 388
Рн = 1600 тс 75 250 1,77 444 Рн = 2500 тс 50 286 1,34 378
РИ = 2000 тс 65 255 1,78 450 Нейшенел*: Рн= 1200 тс 100 274 1,86 510
Рн = 2500 тс 60 296 1,76 520 Рн = 1500 тс 90 248 1,88 466
Рн = 3150 тс 55 264 1,79 474 Рн = 2000 тс 80 246 1,90 468
Рн = 2500 тс I 70 276 Рн = 4000 тс | 50 | 303 ютов пресса, в знаменателе — для больших. 1,84 1 1,60 508 485
Рн = 4000 тс | 50 * Усилие в американских ** В числителе приведены ] | 284 ТС. расчетные д 1,78 (энные для 505 малых обор
Поэтому можно сделать вывод, что преждевременный износ опор
является результатом перегрузки пресса при его работе и нару-
шения нормальной смазки опор.
ШАТУНЫ ПРЕССОВ И ИХ СОЕДИНЕНИЯ С ПОЛЗУНАМИ
Конструкции шатунов и их соединений^ Шатун соединяет
главный вал пресса с ползуном. Вращательное движение главного
вала шатуном преобразуется в возвратно-поступательное переме-
щение ползуна. Шатун соединяет главный вал с ползуном, поэтому
усилие деформации от ползуна через шатун передается на главный
вал. При эксплуатации прессов установлены случаи разрушения
шатунов и их опор соединения с валом и с ползуном. В конструк-
циях соединения шатуна с ползуном необходимо обеспечивать
условия удобного их демонтажа из пресса.
Рассмотрим конструкции шатунов и их соединений с ползуном.
Как видно из рис. 18, а, б, боковые опоры главного вала в прессах
Эймуко уменьшены, расширена опора шатуна на главном валу,
но она разделена на две части. В одноопорном шатуне (см.
рис. 18, а) усилие от вала на ползун передается шатуном через
ось значительных размеров. В двухопорном шатуне (см. рис. 18, б)
усилие на ползун передается непосредственно от шатуна, поэтому
ось, соединяющая ползун с шатуном, уменьшена. В прессе Эймуко
с клиновым приводом (см. рис. 18, в) шатун передает усилие от
главного вала на клин, расположенный между ползуном и ста-
ниной пресса, что способствует увеличению общей жесткости
пресса.
В прессе ЗИЛ съемная крышка шатуна прикреплена четырьмя
болтами (рис. 71). Внизу шатун соединен осью с ползуном. Ось
разгружена при выполнении прессом технологической операции,
так как шатун опирается нижней частью на опору в ползуне, чем
обеспечивается снижение удельного усилия в рассматриваемом
соединении шатуна. Крепление шатуна пресса Эджекс (рис. 72)
с ползуном аналогично вышеуказанному в прессе ЗИЛ.
Оригинальность конструкции шатуна пресса ЗТМП модели
К-8544 состоит в том, что шатун в ползуне опирается на ось,
закрепленную неподвижно в ползуне (рис. 73). Таким образом,
усилие от ползуна при штамповке передается на шатун через ось.
Значительно усилен хобот ползуна. Крышка шатуна прикреплена
четырьмя шпильками. В ползуне имеются Т-образные прорези
для болтов крепления штамповочного пакета. Увеличено сече-
ние I—I шатуна (рис. 73) по сравнению с сечением шатуна пресса
прежней конструкции.
Крышка шатуна пресса Блисс соединена шестью шпильками,
ввернутыми в тело шатуна (рис. 74), что нерационально, так
как с заменой шпилек при их поломках резьба будет разрушаться.
Шатун увеличен по ширине. Ползун облицован съемными брон-
зовыми планками. Лучше было бы их крепить с упорами внизу
Ш
Рис. 71. Ползун и шатун в сборе с верхним выталкивающим
устройством, смонтированным в ползуне пресса ЗИЛ (Рн =
= 2500 тс)
Рис. 72. Ползун и шатун в сборе с верхним выталкиваю-
щим устройством, смонтированным в ползуне пресса Эд-
жекс (Рн = 1600 тс)
3460
Рис. 74. Ползун и шатун
в сборе пресса Блисс
Рис. 73. Ползун и шатун в сборе пресса ЗТМП модели
К-8544 (Рн = 2500 тс)
113
и вверху ползуна, иначе планки могут быть сорваны, а болты,
соединяющие их с ползуном, работают на срез и растяжение. Ша-
тун закреплен в ползуне с дезаксиалом по отношению к валу.
Ползун, шатун и опора шатуна в ползуне пресса Массей пока-
заны на рис. 75. В этом прессе хорошо закреплена бронзовая
опора шатуна в ползуне (рис. 75). Ползун и шатун пресса в сборе
показаны на рис. 75, б.
Ползун и шатун пресса НКМЗ несколько модернизированы
(рис. 76). Следует отметить крепление нижнего вкладыша шатуна
специальной шпонкой 1 с целью
исключения возможного про-
вертывания. При таком способе
крепления бронзового вклады-
Рис. 75. Ползун и шатун в сборе пресса Массей:
а — бронзовая опора шатуна в ползуне; б — ползун и шатун
в сборе
ша другие стопоры и болты разгружаются от срезывающих усилий.
Бронзовые вкладыши шатуна в соединении с главным валом раз-
давливаются, поэтому увеличена их толщина.
На рис. 77 показан узел ползун—шатун пресса Шмерал с из-
мененной конструкцией механизма по выводу пресса из распора
и оригинальной конструкцией верхнего выталкивателя. Устрой-
ство для регулирования закрытой высоты пресса и вывода пресса
из распора (при заклинивании) приведено на рис. 77, а. Здесь
эксцентрично по отношению к оси главного вала (величина экс-
центриситета составляет 30 мм) посажена ось 2, на которой закреп-
лен двуплечий рычаг 1 двумя шпонками 11. В правой части рычага 1
посажена плавающая гайка 3 с ввернутым в нее винтом 4, оканчи-
вающимся внизу шаровой опорой. Винт 4 в рычаге 1 закреплен
гайкой 3 так, что при вращении винта 4 поворачивается рычаг 1.
На винте 4 расположен храповой механизм 9, устройство которого
рассмотрим позднее.
114
Шаровая головка винта 4 закреплена в опоре 5 так, что винт
с помощью храпового механизма может вращаться вправо и
влево. Опора 5 сидит на клине 6, который при нормальном (не пе-
регруженном) положении шатуна можно переместить болтами 7.
На левом конце двуплечего рычага 1 смонтирован цилиндр 10
Рис. 76. Ползун и шатун в сборе пресса НКМЗ (Рн = 4000 тс)
с поршнем и штоком S, соединенным с клином 6. В соответствии
с опытами и исследованием нового устройства при стопоре пресса
рычагом 1 можно повернуть ось 2 в направлении движения часо-
вой стрелки с помощью гидравлического устройства.
Для регулирования закрытой высоты пресса служит храповик 9
(см. рис. 77, а внизу). На винт 15 посажено храповое колесо 16,
вмонтированное в обойму 17 с расположенной в ней собачкой 14
с пружиной 13. Если в обойму 17 вставить стержень 12 и вращать
115
храповое устройство, можно изменить закрытую высоту пресса.
На рис. 77, б приведено устройство для выталкивания поковки
из верхнего инструмента. Штанга 18 упирается в толкатель 23
и связана с упорами 25, в свою очередь опирающимися на пружины,
Q7
Рис. 77. Ползун и шатун в сборе пресса Шмерал LKM типа В (Рн = 1600 тс):
а — устройство регулирования закрытой высоты пресса; б — устройство для выталки-
вания поковки из верхнего инструмента
которые стремятся поднять штангу 18. На рис. 77, б ползун под-
нят, а толкатель находится в положении выталкивания поковки.
В штанге 18 справа и слева закреплены шпильки 21 с гайками 19.
Шпильки 21 при движении ползуна вниз перемещаются в направ-
ляющих 20, привернутых к станине пресса. Подъем штанги 18
осуществляется пружинами 24\ толкатель может подняться и не
действовать на заготовку. Регулирование величины хода вытал-
116
кивания проводится регулированием положения гаек 19 на шпиль-
ках 21.
На рис. 78 показан шатун пресса Нейшенел с крышкой ша-
туна. Шатун отлит из стали. Опыт эксплуатации прессов Нейшенел
показал, что их шатуны могут разрушаться (рис. 79). В новых
конструкциях прессов Нейшенел в целях увеличения прочности
шатуна пресса, снижения удельных усилий как в шатуне снизу,
т. е. на опоре его с осью, так и в опоре шатуна с валом, шатун зна-
117
Рис. 79. Поломанный шатун пресса Ней-
шенел (Рн = 2500 тс) старого выпуска
Рис. 80. Шатун с осью его крепления в ползуне прессов Ней-
шенел выпуска 1958 г.
чительно расширен (рис. 80). Ось соединения шатуна с ползуном
также усилена.
В прессе Эджекс снизу в выемке шатуна шпильками, вверты-
ваемыми в отверстия 2, крепится бронзовый вкладыш (рис. 81).
Выемка в шатуне сделана во время ремонта. Сечение I—I
1230
1 1
Рис. 81. НижнЯя часть шатуна пресса Эджекс (Рн =
= 2000 тс)
(рис. 81) является наиболее напряженным, поэтому выемка будет
приводить к образованию концентраторов напряжений. В шатуне
имеются отверстия / для рым-болтов. Слабым местом шатуна пресса
Эджекс следует считать сечение А—А (рис. 82). Нижнюю часть 7
шатуна стягивают с верхней частью — крышкой шатуна 4 че-
тырьмя болтами 2 с применением шайб // и корончатых удлинен-
ных гаек 3. Болты 2 как по головкам, так и по верхней части обвя-
119
зывают мягкими проволоками 1 и 10 диаметром 5 мм. Бронзовые
вкладыши 9 (нижний) и 13 (верхний) привернуты к своим опорам
стопорными винтами 5 диаметром 30 мм (см. рис. 82). Между вкла-
дышами и разъемом в шатуне расположены шлифованные про-
кладки 6, которые при износе вкладышей 9 и 13 можно дополни-
тельно прошлифовать на величину износа вкладышей и вновь
их стянуть. Для подачи смазки к вкладышам просверлены отвер-
стия, куда ввернуты смазочные штуцера 8 и 12. По ним подается
смазка от общего насоса. Подъем крышки шатуна осуществляется
за рым-болт, ввертываемый в отверстие 14 крышки, а подъем ниж-
ней части—за рым-болты, ввертываемые в ее отверстия.
При эксплуатации пресса НКМЗ старого выпуска шатун под-
вергался поломкам в местах, указанных на рис. 83, а. Образовав-
шиеся трещины были профрезерованы и заварены электросваркой;
затем шатун был отожжен. После непродолжительной работы при
ремонте шатун был заменен модернизированным шатуном
(рис. 83, б), в котором увеличено сечение, подвергающееся разру-
шению, увеличен радиус закругления с г = 5 мм до г' = 50 мм.
На срок службы шатуна оказывают влияние качество литья и
материал.
В прессе Эджекс шатун (см. рис. 82) поломался после 15-лет-
него срока службы. Он был отлит из стали состава: 0,31% С;
0,57% Мп; 0,3% Сг. Шатун пресса Эджекс (Рн = 2000 тс), отли-
тый из стали 45Л, проработал не более 2 лет. Поломавшийся
120
207 , 250
a — до модернизации; б — после модернизации
после 16-летнего срока службы, шатун пресса Нейшенел (сМ.
рис. 79) был отлит из стали состава: 0,39% С; 1,26% Мп; 0,34% Si;
0,03% S; 0,15% Сг; 0,11% Ni; 0,14% Мо. Твердость поломанного
шатуна НВ 187.
Следует рекомендовать отливать шатуны из стали, содержащей
С sg 0,35% и легирующие элементы, особенно 0,2—0,25% Мо.
Не рекомендуется отливать шатуны из стали 45Л, так как в этом
случае при отливке могут образоваться трещины (опыт АЗЛК,
ЗИЛ и др.). Литой шатун должен подвергаться отжигу, очистке
от окалины и покраске с целью
предупреждения попадания пе-
ска на трущиеся поверхности
шатуна и ползуна.
Расчет шатуна и деталей его
соединения с ползуномв Как
видно из рис. 79, 82 и 83, ша-
тун в наиболее его слабых ме-
стах может разрушиться или
в нем могут появиться трещи-
ны. Прочность шатунов и дета-
лей соединения с ползуном, не-
сомненно, зависит от их кон-
структивного оформления и при-
нятой методики расчета.
Расчет шатунов в криво-
шипных горячештамповочных
прессах проводится: 1) по сече-
нию I—I нижней головки ша-
Рис. 84. Схема для определения на-
пряжений в сечениях шатуна
туна^(см7рис. 83, 84); 2) по се-
чению В—В, расположенному на расстоянии х от оси малой голов-
ки шатуна; 3) по сечению С—С и А—А большой головки шатуна.
В существующих методиках расчета шатунов [15] принимается,
что шатун нагружается изгибающим моментом только в плоскости
X0Y (рис. 84), причем результирующие напряжения от изгибаю-
щего момента Мг и продольного усилия сжатия Ри определяются по
формуле
__ . _ Мг . Рн
Орез <*изг “Г ^сж I р~ •
Изгибающий момент Мг определяется по формуле
При X= ---------
f в
Afz = 0;
при х = 0
122
В действительности, как показали исследования прессов, про-
веденные в кузнечном цехе ЗИЛа, шатун подвергается изгибу также
и в плоскости XOZ (рис. 84). Происходит это вследствие того, что
при внецентренном нагружении ползуна перекос последнего при-
водит к повороту оси соединения шатуна с ползуном относительно
стержня шатуна.
В табл. 24 приведены результаты расшифровки осциллограммы
замеров усилий штамповки поворотного кулака автомобиля ЗИЛ
на прессе НКМЗ (Рн — 6300 тс).
Таблица 24
Усилия на стяжных болтах, тс (показания тензодатчиков, выведенных
в каналы 2 и 8 осциллографа) и усилие на шатуне, тс (показания тензо-
датчиков, выведенных в каналы 4 и 6 осциллографа) при штамповке
центральной (переход 2) внецентренной (переход 3)
№ по пор. канал 2 канал 4 канал 6 канал 8 № по пор. канал 2 канал 4 канал 6 канал 8
1 3780 3205 3800 3220 12 2465 4690 3095 3000
2 3890 3150 3875 3460 13 2600 4750 3170 2940
3 3740 3320 4075 3460 14 2720 4810 3250 3000
4 3780 3020 3685 3110 15 2450 4460 3060 2880
5 3620 3085 3605 3000 16 2450 4460 2980 3060
6 3740 3085 3760 3170 17 2570 4580 3170 2940
*7 4070 3205 3800 3220 18 2570 4580 3170 2880
8 3700 3150 3725 3220 19 2645 4520 3095 2880
9 4065 3370 4075 3520 20 2790 4690 ' 3250 3000
10 3845 3205 3970 3520 21 2645 4690 3370 3000
11 4065 3385 4040 3460 22 2720 4750 3370 3000
В процессе эксперимента на передних стяжных болтах пресса
были наклеены тензодатчики, показания которых записывались
по каналам 8 (левый стяжной борт) и 2 (правый стяжной болт)
осциллографа. Тензодатчики также были наклеены на шатуне —
каналы 6 и 4, причем показания тензодатчиков, наклеенных на
обеих боковых поверхностях шатунов (пл. X0Y) и объединенных
в один полумост, записывались в канале 6, а показания тензодат-
чиков, наклеенных отдельно только на левой стороне шатуна, —
в канале 4. Из расшифрованных усилий штамповки, записанных
по переходам 2 и 3, видно, что усилие штамповки колеблется
123
Рис. 85. Расчетная схема
шатуна
в пределах 2600—4800 тс (см. табл. 24). Усилие 4800 тс показано
на шатуне при внецентренной (переход 3) штамповке, т. е. в этом
случае имеет место изгиб шатуна по его боковой плоскости.
При штамповке детали в центре пакета (переход 2) по всем четы-
рем каналам усилие штамповки составляло 3000—4000 тс. Пока-
зания тензодатчика канала 4 при этом несколько меньше всех
других показаний тензодатчиков, а показания тензодатчиков
канала 8 (левый стяжной болт) и канала 6 (шатун пресса) близки
друг к другу. Показания тензодатчиков в пп. 9 и 11 табл. 24
оказались приблизительно одинаковыми
и самыми большими, что, видимо, свя-
зано с нагревом заготовок и увеличе-
нием их объема.
На основании анализа данных
табл. 24 следует сделать вывод о появ-
лении изгибающих моментов, а следо-
вательно, и напряжений в боковых
плоскостях шатуна пресса при смеще-
нии штампуемой детали от центра па-
кета штампов. Эти напряжения изгиба
необходимо учитывать при расчете ша-
туна пресса.
Для определения изгибающего мо-
мента, действующего в плоскостях X0Z,
рассматриваем шатун как балку, заде-
ланную в опорах, причем одна опора
повернута на угол 0 рад (рис. 85).
В этом случае получим дополнитель-
ный изгибающий момент, действующий
в плоскости X0Z, причем моменты в заделках и реакции
можно определить по формулам
4 = 1^; Л4. = ^>,
L L £>
где Е—мълупъ упругости балки (шатуна); Jy, Jy—моменты
инерции соответствующего сечения шатуна относительно оси У;
L — длина шатуна.
В сечении, смещенном на расстоянии х, изгибающий момент
Л/Г _ ^EJy^ ( q Зх \
L LJ-
Напряжение в сечении от изгибающего момента Му
0*изг —
Му
Wy 9
где Wy — момент сопротивления рассматриваемого сечения от-
носительно оси У.
124
В качестве примера проведем расчет шатуна пресса (Ри =
= 4000 тс) до и после модернизации. Как видно из сравнения
рис. 83, а и б, в шатуне при модернизации проведены следующие
основные изменения:
1. Диаметр 1110 мм увеличен до 1150 мм в связи с увеличением
толщины бронзовой опоры и вала.
2. Боковой размер шатуна с 500 мм увеличен до 545 мм, а ра-
диус закругления на этом участке с г = 5 мм до г' = 50 мм.
3. Повышена прочность нижней головки шатуна в связи с
уменьшением диаметра оси с 350 до 315 мм. Случаев поломок
осей не наблюдалось. Для крепления оси в шатуне установлены
дополнительно шпонка (см. рис. 83, б), чем обеспечена надежность
крепления оси в шатуне против ее поворота, наблюдавшегося
в соединении старой конструкции.
В табл. 25 приведены сведения о заменах деталей: шатуна,
его бронзовых опор в ползуне и на главном валу. Из табл. 25
следует, что шатун пресса (Рн = 4000 тс) до модернизации ока-
зался непрочным (см. даты его ремонта). Измененный шатун рабо-
тает длительное время.
Таблица 25
Детали
Даты замены деталей при ремонте
в ползуне
Шатун пресса . .
Бронзовые вкладыши
шатуна:
на главном валу
l/II 1/XII 21/VIII 22/1 25/III
1960 г. 1960 г. 1964 г. 1965 г. 1967 г.
3/XII 10/VII 21/VIII 15/Ш
1958 г. 1962 г. 1964 г. 1967 г.
1/П 21/Ш * 22/1 **
1960 г. 1964 г. 1965 г.
* Шатун был заварен по трещинам, отожжен, обработан и смонтирован
на прессе.
** Шатун заменили новым (модернизированным) с измененными размерами
(см. рис. 83, б).
Проведем расчет шатуна пресса (Рн = 4000 тс) до модерниза-
ции в сечениях I—Ц В—В и А—А (см. рис. 83, а). В сечении I—I
результирующее напряжение
0*1—I рез == Оизг I—I + 0*изг I—I + ^сж I—I ==
__М2 I-I I ^У 1-1 । Рн ____ Р^в^н’б^г I
4EJyd , Рн _ |лгвРн-6Я2 . 2Ebti . Рн
~ b(h*-hl) ' L ' bih^-hj ’
125
T № (h2 — /ix) r г
где J у !-i = ——- — момент инерции сечения I—I ша-
и
туна относительно оси У; Wy Ь1 = - — момент сопро-
тивления сечения /—/ шатуна относительно оси Y.
Угол 0 поворота оси определяется как углом поворота ползуна
в направляющих, т. е. величиной зазоров в них, так и податли-
востью бронзы. Принимаем угол 0 = 0,5 (где Д — 0,6 -ь-
ч-0,8 мм—зазор между ползуном и направляющими), длину
основных направляющих ползуна La = 1630 мм, тогда
0 = °.5 & = 0,00024 рад;
1 ooU 1
_ 0,06-40-4-10«-6-78 . 2-2,1•10*-56-0,00024 ,
а1-1Рез— 56(783 —353) + 140 +
+ = 185 + 415 + 1670 = 2270 кгс/см2.
оо (/о — оо)
В сечении В—В (см. рис. 83, а и б), расположенном на расстоя-
нии х = 500 мм от оси соединения шатуна с ползуном, результи-
рующее напряжение
&В-В рез
ЬН*
( 53,5 + 40
J \ 140
Ря _
ЪН ~ 56 -1002
2,1-10«-0,00024-56 3-50\ . 4-Ю6 _
140 V 140 7 56-100 —
= 16 + 190 + 720 = 926 кгс/см2.
В сечении С—С (см. рис. 83, а и б) результирующее напря-
жение
р 0,06-4-10* ^53,5 — 50( 53’^4q 4°)] 6-113
b Uh—hJ = “ 56 (ИЗ3 — 463)
. 2,1 • 10*-56-0,00024 /0 q90\ i 4-10* _
"* 140 • V d 140/ + 56(113 — 46) ~
= 43,5 4- 14 + 1070 = 1130 кгс/см2.
Рассчитаем головку шатуна пресса (Рн = 4000 тс) до модерни-
зации.
126
В сечении А—А (см. рис. 83, а) изгибающий момент МА_А
и нормальное усилие NA.A:
МА-А ~~ ^а^н^ср!
NА-А = ^р^н>
где ka и kp — коэффициенты, величины которых установлены
в зависимости от угла <р (см. рис. 84): &а = 0,0365; kp = 0,047 [15].
Выбираем Rcp = 650 мм. Напряжения сжатия и растяжения от
нормальной силы Na-a и изгибающего момента МА_А, суммируя
алгебраически, вычисляют по формулам
°Л-Лсж— bh
2МА-а (6Яср + А)
h (2£ср + Л)
-Na-a
1 Г 2-0,0365-4-10®-65 (6-65 + 20)
56-20 L 20(2-65 + 20)
— 0,047.4.10е] =2180 кгс/см2;
‘ 2MA_A(QRcp—h)
h(2Rcp — h) + ^А-А
_ 1 Г 2-0,0365-4-1О’-65 (6-65 — 20)'
~ 56-20 L 20(2-65 — 20)
+ 0,047.4.10е] =
= 3040 кгс/см2.
Проведем расчет шатуна пресса Ра = 4000 тс после модерни-
зации (см. рис. 83, б).
В сечении I—I результирующее напряжение
_ 0,06-4-ЮМО-6-78 . 2-2,1 • Ю’-56-0,00024 .
а1-1рез— 56 (783 — 31,53) "г 140 ”1-
+ ex = 180 + 400 + 1570 = 2150 кгс/см2.
оо (/о — о!,0)
В сечении В—В результирующее напряжение
° В-В рез —
0,06-4-10е Г 40 — 50 f55,'L4°4) 1 6
____________L________V 140 /J
56-912
2-2,1 • Ю’-56-0,00024 (г-3 , 4 J().
140 1“ 56+Г ~
= 16 190 -|- 790 = 1000 кгс/см2.
_ 1
ал-л г> — bh
127
В сечении С—С результирующее напряжение
0,06 4-106 Гб5 —50 f55,^40М 6-109
п ______________L______X, 140 J]
“С-Срез— 56(1093 — 363)
/ 90 \
2-2,1 • 10S-56-0,00024 ( 2 — 3^ ) . 1ЛЙ
\ 140/ . 4; 106
ф 56(109 —36) ~
140
= 37 + 28 + 980 = 1045 кгс/см2.
В сечении А—А верхней головки шатуна (см. рис. 83, б) на-
пряжения растяжения и сжатия
_ 1 Г 2-0,0365-4-10«-67 (6-67 —20,8) ,
Ч4-Лр — 56.20,8 L 20,8(2-67 — 20,8) +
+ 0,047-4.10е j = 2860 Кгс/см2;
1 Г2-0,0365-4• 106-67 (6-67 + 20,8)
56-20,8 L 20,8 (2-67 + 20,8)
— 0,047-4.10е] =2040 кгс/см2.
В табл. 26 приведены результаты расчета шатунов пресса
(Рн = 4000 тс) до модернизации (см. рис. 83, а) и после модер-
низации (см. рис. 83, б). Как видно из табл. 26, при небольших
Таблица 26
Расчетные сечения шатуна (см. рис. 83, а) Расчетные напряжения в сечениях шатуна до модернизации, кгс/см2 Расчетные сечения шатуна (см. рис. 83, б) Расчетные напряжения в сечениях шатуна после модернизации, кгс/см2
/—/ */-/рез = 2270 I—I СТ/-/рез== 2150
? В—В ° В-В рез 926 В—В аВ-В рез = 1000
с—с СТС-Срез~~ 1130 с—с аС-Срез= 1045
А—А аА-Ар = 3040 А—А <>л-Лр= 2860
А—А аА-Асж =2180 А—А °Л-Лсж= 2040
изменениях (увеличении) размеров в модернизированном шатуне
расчетные напряжения снизились незначительно. Наибольшее
влияние на запас прочности в модернизированном шатуне оказало
128
увеличение радиуса с г = 5 мм до г' = 50 мм. Запас прочности
различных сечений шатуна с учетом концентрации напряжений
_______________________ 2<т_щ
п = ть-----h—’
(Hr ) аизг
\&м&п /
где сг_1и = 2500 кгс/см2 — предел выносливости при изгибе для
стали 40Х; kG—коэффициент концентраций напряжений;
8М—масштабный фактор; 8П—коэффициент чистоты поверх-
ности; стизг—напряжения изгиба в рассматриваемом сечении.
В табл. 27 сведены результаты расчетов указанных величин
для пресса (Рн = 4000 тс) (см. рис. 83, а и б).
Таблица 27
Шатун Расчетные сечения шатуна
I-I с-с А-А
k° 1 £м I £п п kO £м £п 1 п ем 1 £п 1 п
До мо- дерни- зации 1 0,8 0,82 1,1 1 0,7 0,9 1,3 2,37 0,6 0,82 0,9
После модер- низации 1 0,8 0,82 1,2 1 0,7 0,9 1,4 1,80 0,6 0,82 1,3
Из данных табл. 27 можно сделать вывод, что в сечении А—А
до модернизации был запас прочности п = 0,9 при радиусе г =
= 5 мм. С увеличением радиуса перехода г до г' = 50 мм запас
прочности увеличился до п = 1,3 (на 44%), что повысило надеж-
ность работы шатуна в сечении А—А (см. рис. 83, б).
Проведем расчет осей соединения шатунов пресса с ползуном.
Рассмотрим две конструкции соединений (см. рис. 71, 72 — первый
тип, рис. 73, 80 — второй тип). В первом типе соединения ось
нагружается усилием Робщ < РИ и только при подъеме ползуна.
В период выполнения прессом технологической операции ось
не нагружена. Во втором типе соединения ось шатуна нагружена
усилием РИ при выполнении прессом технологической операции,
причем наибольшую нагрузку ось испытывает при перегрузках
(распорах) пресса.
Расчет оси первого типа соединения шатуна с ползуном
пресса ЗИЛ (Рн = 2500 тс) (рис. 86, а). Определим усилие Роб1Ц,
приложенное к середине оси, по формуле
Л)бщ = & (^п + СИн +
где Gn + Син — вес ползуна и верхней половины инструмента;
2 tnj— сила инерции масс, нагружающих ось шатуна при подъ-
129
еме, т. е. ползуна и верхней половины инструмента; k' — коэффи-
циент, учитывающий возможное застревание ползуна в направ-
ляющих, и т. п. Принимаем kf = 1,5.
Изгибающий момент в этом случае (см. рис. 86, а)
________ Р I __ -^общ * I _
/низг —_2 “ 2 2 ~~ 4 ’
напряжение изгиба
^ИЗГ ? общ^
<*изг = - -^3- >
где I — изгибающее плечо оси; dB — диаметр оси.
Ч)
Рис. 86. Расчетные схемы определения напряжений в осях со
единения шатуна с ползуном:
а _ ось нагружается только при подъеме ползуна; б — ось нагру-
жена постоянно
Если принять
2 т - °п + °ин ; / = со2/? (1 4- k), то
= 4' Гй. + й„, + ( «W (I + 4)1 -у «
1 I оппо ! /16000 + 30004 3,142-552
= 1,5 16 000 + 3000 + J 302— Х
г у- . Л 17х"| 65 1,5-27 800-65 qqq / ,2
х 17,5(1 + 0,17)] 0^2^= 7030------= 388 кгс/см -
130
Напряжения изгиба в оси пресса ЗИЛ (Рн = 2500 тс) незна-
чительны, так как диаметр оси выбран из условия снижения удель-
ных усилий на бронзовые вкладыши в опорах оси и ползуна пресса.
Удельное усилие q'B на оси ползуна:
' Р общ
^24/'
1,5-27 800
2-26-20
420 кгс/см2.
Удельное усилие на опоре шатуна с ползуном пресса
Рн 2 500 000 , о
= тг = лй-R- = 962 кгс/см2.
™ dBlB 64-40,6
Расчет оси второго типа соединения шатуна с ползуном
пресса ЗТМП модели К-8544 (Рн = 2500 тс) (рис. 86, б). В этом
случае величина изгибающего момента оси
= 0,25Р„ (/0 —0,5/).
Принимаем /0 -= 600 мм, / = 530 мм, dB -- 500 мм.
/Ии3г = 0,25-2,5-106 (60 —0,5-53) = 2,1-107 кгс-см;
*изг = = 1680 кгс/см2.
С увеличением усилия Р при стопорах оизг может возрасти до
опасного значения. Напряжение среза оси в этом прессе при уси-
лии Рп
°СР = 2f"p = Т$7сРв = 1,57-50а “ 636 кгс/см2-
Удельное усилие на оси соединения шатуна с ползуном
Рн 2,5-106 Пгл / л
~ ~d^T ~ 50-53 ~ 950 кгс/см •
Как видно из расчетов, наибольшее опасение вызывают удель-
ные усилия на бронзовой опоре шатун — ось, хотя полученное
в расчете qD < 1000 кгс/см2. Расчетные удельные усилия qB
в прессе Нейшенел (Рн = 2500 тс), имеющем такую же конструк-
цию соединения шатуна с ползуном, составляют —1300 кгс/см2.
УДЕЛЬНОЕ УСИЛИЕ В ОПОРАХ ШАТУНА И ГЛАВНОГО ВАЛА
В процессе эксплуатации кривошипных горячештамповочных
прессов бронзовые опоры шатуна и главного вала могут быстро
изнашиваться или разрушаться. Часто наблюдается выдавлива-
ние бронзового вкладыша в шатуне, особенно его нижней
половины, значительно нагружаемой при перегрузках пресса
(рис. 87, а и б).
131
Рис. 87. Вкладыши шатуна пресса Нейшенел (Рн = 4000 тс)
после поломки:
а — нижний; б — верхний
Рис. 88. Влияние расположения шатуна (одно-
опорного — пресс Нейшенел, двухопорного —
пресс Коматцу) на прочность главного вала
Для сравнения на рис. 88 показаны конструкции шатунов двух-
опорного (Коматцу) и одноопорного (Нейшенел) и влияние их
расположения на прочность главного вала. Величина удельного
усилия в опоре главного вала с двухопорным шатуном значительно
снижена. Кроме того, штамповка с эксцентриситетом оказывает
меньшее влияние на износ опор и главного вала. Обычно величину
удельного усилия qa в бронзовых опорах шатуна с главным валом
подсчитывают по формуле
qa = -Л- кгс/см2.
аа*а
Неточность расчетного удельного усилия, действующего на
опору, и допущение, что оно равномерно распределено по площади
Таблица 28
Усилие PR, тс Размеры, мм Площадь, см2 Удельные уси- лия, кгс/см2 Толщина вклады- шей, мм
^со « 43 43 ^со Я « si СО о. II СО О s| « о. II 1 " 43 со 43 1 01 Q
630 480 510 310 335 230 1100 715 670 880 15 12,5
1000 560 590 380 410 270 1510 1025 665 975 15 15
1600 710 750 480 520 360 1560 1730 625 925/1060 * 20/34 ** 20/17,5 ***
2500 860 910 610 650 430 3700 2680 675 955/1280 * 25/22 ** 20/19 ***
4000 1050 1110 690 750 580 6100 4350 655 920 30/25 ** 30/25 ***
* В знаменателе дроби показано удельное усилие в опорах шатунов с пол-
зунами прессов Нейшенел 1940 г.
** В знаменателе дроби показана толщина бронзовой опоры шейки криво-
шипа вала прессов Нейшенел 1940 г.
*** В знаменателе дроби показана толщина бронзовой опоры шатуна в пол-
зуне прессов Нейшенел 1940 г.
133
проекции опоры, очевидны. В настоящее время еще нет точной
методики расчета удельных усилий в опорах, поэтому на практике
стараются увеличить срок службы опор правильным выбором
смазки и подбором бронзы.
В табл. 28 приведены некоторые относительные размеры брон-
зовых опор шатуна на главном валу и на ползуне и величины
удельных усилий прессов Шмерал. Они сравниваются с теми же
показателями в прессах Нейшенел.
В табл. 29 дан химический состав бронзы, применяемой для
опор различными заводами. Наилучшей бронзой следует считать
бронзу фирм Эджекс и Нейшенел, правда, при условии примене-
ния надежной жидкой смазки.
Таблица 29
Завод или фирма Состав бронзы, %
Си Sn РЬ Zn Р Fe и др.
НКМЗ 84, 95— 87, 15 9—11 — — 0,8—1,2 0,75
ЗТМП . . . 85—88 . 8—10 — — 0,5 — ‘
ЗИЛ * . . . . 80 10 10 — — —
Шмерал . . . 86—87 11 — 12 0,2—0,4 0,2—1,5 — —
Эджекс . . . 72,63 6,32 18,07 — — 0,1
Нейшенел . . 80 10 10 — — —
* В последнее время нг из нее заготовки для опор 1 ЗИЛе стали применять бронзу Бр.ОФН и отливать на специальной установке.
УРАВНОВЕШИВАЮЩИЕ УСТРОЙСТВА И ЭЛЕМЕНТЫ
ИХ РАСЧЕТА
В кривошипных горячештамповочных прессах кривошипно-
шатунный механизм уравновешивается при помощи уравновеши-
вающего пневматического устройства, шток поршня которого кре-
пится к ползуну. Это устройство преследует две цели: снизить
ударные нагрузки в кривошипно-шатунном механизме при нали-
чии зазоров в нем и в зубьях шестерен привода; снизить вредное
влияние сил инерции кривошипно-шатунного механизма на де-
тали пресса.
В кривошипных горячештамповочных прессах Gs — вес
неуравновешенной системы кривошипно-шатунного механизма
составляет примерно Gs = (0,005-f0,009) Рн.
134
Рассмотрим типовые конструкции уравновешивающих уст-
ройств (уравновешивателей), применяемых в кривошипных горя-
чештамповочных прессах. Старая конструкция уравновешиваю-
щего устройства прессов ЗТМП оказалась неудовлетворительной,
так как при эксплуатации прессов разрушался цилиндр и его подъ-
емная сила была недостаточной. В новых конструкциях прессов
уравновешиватель значительно изменили.
Рис. 89. Уравновешивающее устройство ползуна пресса ЗТМП модели
К-8544 (Рн = 2500 тс)
Новый тип уравновешивающего устройства ползуна, приме-
няемый в прессе ЗТМП, значительно усилен за счет специальных
четырех стяжных болтов (рис. 89). Улучшена система смазки
уплотнительных колец поршня и сальника штока. Конструкция
уплотнительного устройства в поршне упрощена. Рабочее давле-
ние воздуха 5 ^кгс/см2, а цилиндр испытывается на давление
9 кгс/см2. Подъемная сила уравновешивателя составляет 47 тс.
Цилиндр уравновешивателя ползуна пресса НКМЗ снаружи
усилен специальными ребрами. Ход поршня уравновешивателя
400 мм (рис. 90). Выступающее внутрь цилиндра сальниковое
устройство для штока поршня уравновешивателя увеличено по
толщине. Цилиндр внизу имеет большое пространство, позволяю-
щее увеличить выходное отверстие трубопровода, соединяющего
135
цилиндр уравновешивателя с ресивером. Объем ресивера —
= 3 м3. Объем цилиндра уравновешивателя под поршнем
= 11802 • 400 -3,14 + 3,14 (11402 —
— 3902) -275 = 2,73 м3,
что почти равно объему ресивера. Подъемная сила поршня урав-
новешивателя при р = 5 ат составляет
Рур = 0,785 (1182 — 182) 5-0,95 = 50 тс.
С учетом увеличения давления воздуха на поршень в конце
хода поршня вниз усилие Рур увеличится.
Рис. 90. Уравновешивающее устройство ползуна пресса НКМЗ модели К-8546
(Рн = 4000 тс)
В новых конструкциях прессов Нейшенел значительно усилены
цилиндры уравновешивателей (рис. 91), так как старые цилиндры
разрушались. В прессах применяются два цилиндра уравновеши-
вателя.
Схемы подвески уравновешивателя к ползуну прессов следует
разбить на типы:
1) От одного уравновешивателя с креплением штока поршня
к хоботу ползуна: прессы ЗТМП, НКМЗ, Эджекс и др. (рис. 92, а).
2) От двух уравновешивателей с креплением двух штоков
поршней к основной части ползуна: прессы Нейшенел, Массей
и др. (рис. 92, б). Необходимо отметить, что крепление штоков
уравновешивателей к двум кронштейнам ползуна оказалось
непрочным, так как наблюдаются поломки кронштейнов и изгиб
самих штоков, особенно при увеличенных зазорах в направляющих
ползуна пресса.
136
Рис. 91, Уравновешивающее устройство ползуна пресса Нейше-
нел нового выпуска
137
3) От одного уравновешивателя к ползуну рамного типа в прес-
сах Шмерал LKM (рис. 93). Шток цилиндра уравновешивателя
прикреплен к средней части ползуна, представляющего собой
раму.
Рассматривая схемы уравновешивателей, следует указать, что
во втором случае (см. рис. 92, б) кривошипно-шатунный механизм
расположен между хоботом ползуна и подвесками уравновеши-
вателей, причем а > Ь. Практически усилие Рур > Q. Необхо-
димо при расчете усилия Рур принимать во внимание трение в на-
правляющих при подъеме ползуна, его застревание в направляю-
щих и т. п. (Q—масса ползуна с верхней частью инструмента,
главного вала, муфты-тормоза, шатуна).
В уравновешивающих устройствах прессов Эджекс уплотни-
тельные чугунные кольца, применяемые взамен манжет, работают
длительное время без особого ремонта. Так, если кожаные или
резиновые манжеты работают 2—3 месяца, то кольца служат не-
сколько лет. Даже манжеты, изготовленные из прорезиненного
бельтинга, работают не более полугода, особенно в тяжелых прес-
сах и при дополнительной системе смазки. В кузнечном цехе
ЗИЛа в уравновешивающих устройствах прессов применяют чу-
гунные кольца. Конечно, при замене манжет кольцами необходимо
обеспечивать хорошую смазку, что можно сделать путем введения
дополнительной инжекционной масленки, как это выполнено
на прессе ЗИЛ. Технология изготовления колец уравновешива-
теля аналогична технологии их изготовления для цилиндра
нижнего выталкивающего устройства.
Для уплотнения поршня уравновешивателя применяют также
резиновые уплотнительные манжеты, которые вставляются в ка-
навки, специально выточенные в поршне уравновешивателя.
Дополнительное уплотнение этих манжет обеспечивается давле-
нием воздуха (см. рис. 89, 90).
Конструкция уравновешивающего устройства определяется
конструктивной формой ползуна пресса и его расположением в ста-
нине пресса. Во всех кривошипных горячештамповочных прессах
подъемная сила в уравновешивателе создается воздухом, подавае-
мым по трубе вниз под его поршень. Сечение трубы выбирается
с учетом возможного сопротивления подаваемому воздуху (раз-
мер трубы 2"—4" и более). В качестве примера проведем расчет
уравновешивателя пресса Шмерал (Рн = 1600 тс) типа В. Сле-
дует отметить, что этот уравновешиватель подвергался исследо-
ванию. Ниже приведены некоторые расчетные величины пресса
Шмерал (Рн = 1600 тс) и параметры уравновешивателя пресса.
1. Цилиндр уравновешивателя: внутренний и наружный диа-
метры поршня (цилиндра) DB = 500 мм и Dtt = 850 мм; диаметр
штока поршня dmT = 65 мм; диаметр трубы, соединяющей реси-
вер с цилиндром уравновешивателя, dTP = 76,2 мм; высота ци-
линдра внутренняя и наружная Н' = 540 мм и Н" = 620 мм;
расстояние от упора нижнего уплотнения до поршня в его край-
138
6500
2570
Рис. 93. Креп-
ление уравнове-
шивателя в прес-
сах Шмерал
LKM
нем верхнем положении Н = 350 мм; максимальный ход поршня
S = 2R = 280 мм.
2. Ресивер к уравновешивателю: приведенная длина ресивера
L' = 980 мм; его диаметр (наружный) dp = 470 мм.
3. Вес уравновешиваемых деталей: главного вала пресса
Сгл. в — 2500 кгс; других деталей, смонтированных жестко с глав-
ным валом (детали муфты и тормоза), = 1500 кгс; шатуна и оси
его крепления в ползуне Q2 = 4200 кгс; ползуна Q3 = 5100 кгс;
Рис. 94. Типовая осциллограмма замера давлений воздуха в ресивере и ци-
линдре уравновешивателя ползуна пресса Шмерал LKM типа В (Рн = 1600 тс):
t — продолжительность изменения давления воздуха в уравновешивателе за период
хода ползуна пресса вниз, с; tt — то же при ходе ползуна вверх, с; t2 — продолжитель-
ность изменения давления воздуха в ресивере за период хода ползуна пресса вниз, с;
t3 — то же при ходе ползуна пресса вверх, с; t4 — продолжительность оборота главного
вала, с; р — максимальное повышение давления воздуха в уравновешивателе, ат; pt —
то же в ресивере, ат; 1 — ходограф ползуна; 2 — усилие на станине; 3 — обороты глав-
ного вала; 4 — давление воздуха в уравновешивателе; 5 — давление воздуха в реси-
вере; 6 — ходограф предохранительного клапана; 7 — отметчик времени; А — направ-
ление движения пленки
верхней половины инструмента Q4 = 1000 кгс (итого Q? =
= 14 300 кгс).
Нормальная подъемная сила уравновешивателя при крайнем
верхнем положении поршня (перед началом хода ползуна)
Рур = 0,785 (Р2В — 4т)Мь
где р — давление воздуха, поступающего к поршню уравновеши-
вателя из ресивера; обычно р = 5 ат; — коэффициент, учи-
тывающий трение в манжетах уплотнений и возможные пропуски
воздуха; = 0,9.
Следовательно, расчетная подъемная сила
Рур = 0,785 (502 — 6,52) 5-0,9 =
= 8650 кгс = 0,005 Рн.
Проведенные исследования работы уравновешивающего уст-
ройства и ресивера пресса Шмерал LKM типа В с замерами в них
140
давлений воздуха установили, что давление повышается до (1,6—
1,8) р, где р — первоначальное давление воздуха в сети (рис. 94).
Повышение давления воздуха происходит за счет быстрого пере-
мещения поршня в цилиндре уравновешивателя при небольшом
сечении трубопровода, соединяющего ресивер с цилиндром, а
также за счет малого объема ресивера.
Рис. 95. Типовая осциллограмма замера давлений воздуха в ресивере и ци-
линдре уравновешивателя ползуна пресса Шмерал LKM типа А (Рн = 1600 тс):
t и S — соответственно продолжительность и величина хода ползуна, с и мм; — про-
должительность периода первоначального повышения давления в уравновешивателе
при включении пресса, с; t2 — продолжительность периода до момента стабильного по-
вышения давления в уравновешивателе, с; t3 — продолжительность периода изменения
давления воздуха в ресивере, с; t4 — продолжительность одного оборота главного вала, с;
/5 — продолжительность периода включения муфты, с; te — продолжительность периода
снижения максимального давления воздуха в уравновешивателе, с; pt — давление воз-
духа в уравновешивателе после движения ползуна вниз, ат; р2 — номинальное давление
воздуха в ресивере, ат; р3 — максимальное давление воздуха в ресивере при перемещении
ползуна, ат; р4 — максимальное давление воздуха в уравновешивателе при перемещении
ползуна, ат; 1 — ходограф ползуна; 2 — давление воздуха в уравновшйивателе; 3 —
давление воздуха в ресивере; 4 — обороты главного вала; 5 — нулевая линия; А —
направление движения пленки; 6 — отметчик времени
Увеличенное давление воздуха в цилиндре уравновешивателя
используется для муфты пресса, если давление воздуха в сети сни-
жено (опыт ЗИЛа, МТЗ, ЗТМП и др.)
На рис. 95 приведена осциллограмма замера давлений воздуха
в цилиндре уравновешивателя и в ресивере при значительно
увеличенных его размерах (1500x700 мм) в прессе Шмерал LKM
типа А. Фирменный ресивер был заменен. В этом случае давление
воздуха в цилиндре уравновешивателя к концу хода поршня зна-
чительно выше несколько поднявшегося давления воздуха в ре-
сивере.
Определим суммарную подъемную силу в цилиндре уравнове-
шивателя в начале подъема поршня (в конце хода ползуна вниз):
Рур = 0,785 (D2b — d,2I1T)pkxk>,
141
где k2— увеличение давления воздуха; k2 = 1,6-И,8;
Рур = 0,785 (502 — 6,52) 5.0,9 • 1,8 = 15 600 кгс ~ 0,01РН-
Следовательно, суммарная сила тяжести всех поднимаемых
элементов пресса, связанных с уравновешивателем,
Q2 = 14,3 т = 0,009Рн,
причем Рур > Q2, так как 0,01Рн > 0,009Рн.
Кроме силы тяжести элементов пресса, связанных с уравно-
вешивателем ползуна, имеется сила инерции этих масс, возмож-
ное застревание ползуна и пр., что следует учитывать при рас-
чете подъемной силы уравновешивателя.
Сопоставим объемы воздуха, находящегося в ресивере и ци-
линдре уравновешивателя при крайнем верхнем положении
поршня уравновешивателя рассматриваемого пресса.
Объем ресивера
Ур == FpLp = 0,785-452-98 = 156 000 см3^0,156 м3.
Объем цилиндра уравновешивателя
Уур = Рцн'-Ринп-Рштн =
= 0,785 (W - D2Hn - =
= 0,785 [D2b (fi - - 4Л] =
= 0,785 [502 (54— 8) — 6,5-35] = 103 000 см3^0,1 м3.
Таким образом, Ур/Уур = 0,156/0,100 = 1,56.
В прессе Эджекс (Рн = 1600 тс) объем ресивера
Ур = 0,785d2pLp = 0,785-512-160 = 330 000 см3.
Объем цилиндра уравновешивателя
УУР = 0.785D2 -1,155 =
= 0,785-502-1,15-30,4 = 9-104 см3;
Vp 33 104 , fir
i^= 9Ло^ = 3’65-
Следовательно, объем ресивера пресса Шмерал недостаточен.
В уравновешивающем устройстве пресса ЗТМП модели К-8544
(Рн = 2500 тс) (см. рис. 89) подъемная сила Рур бе§ учета потерь
на трение составляет примерно 47 тс при р = 5 ат или около
0,02Рн. Здесь Z)B = 1100 мм; йшт = ПО мм. Тогда при k2 = 1,6
подъемная сила Рур = 0,785 (£)в— ^шт) pk\k2 = 0,785 (ПО2 —
II2) 5-0,9-1,6 = 69,4 тс 0,028Рн. Несомненно, такая подъемная
сила обеспечит нормальную работу пресса, улучшит работу зубча-
той пары пресса и тормоза.
142
В приложении 20 приведены массы деталей кривошипно-ша-
тунных механизмов прессов, размеры цилиндров уравновешива-
телей, ресиверов и др. Эти данные необходимы для расчета урав-
новешивающих устройств кривошипных горячештамповочных
прессов.
ПОЛЗУНЫ КРИВОШИПНЫХ ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССОВ
Конструкции ползунов и способы регулирования зазоров в на-
правляющих/ Ползуны прессов 76, 77 и их соединения с шату-
нами представлены на рис. 71—73. Основное требование, предъяв-
ляемое к узлу ползуна, обеспечить точное перемещение верхней
части штампа к его нижней части. Чем больше база для обеспече-
ния направления, тем точнее совпадение частей штампа. Увели-
чение длины направляющих ограничивается принятой конструк-
цией пресса. Ползуны выполняют с дополнительными направляю-
щими на хоботе. Необходимо обратить внимание на точность обра-
ботки ползуна по его направляющим (отсутствие перекосов, не-
параллельности, непрепендикулярности), а также на точность
обработки и сборки направляющих станины пресса. В прессах
ЗТМП и Нейшенел хобот с дополнительными направляющими
расположен с фронта пресса, в прессе Эджекс хобот с дополнитель-
ными направляющими расположен сзади пресса (рис. 96). В на-
стоящее время ЗТМП выпускает прессы с измененными ползу-
нами (см. рис. 73).
С передним расположением хобота выполнены ползуны прес-
сов ЗТМП, ЗИЛ, Нейшенел, Массей и др., с задним расположе-
нием— ползуны прессов НКМЗ, Эджекс и др. Фирма Шмерал
в прессах модели LKM применяет ползуны рамной конструкции
(см. рис. 77, а, б).
В целях увеличения длины передних направляющих ползуна
пресса появились прессы, в которых ось крепления ползуна сме-
щена по отношению к оси главного вала на величину дезаксиала d
(рис. 97). В этом случае верхние направляющие хобота соединены
с нижними направляющими ползуна. С дезаксиальным располо-
жением оси ползуна выполнен пресс Блисс (см. рис. 74).
В практике эксплуатации кривошипных горячештамповочных
прессов наблюдались случаи поломки хоботов ползунов. На
рис. 98 показан ползун пресса ЗИЛ с указанием места излома
хобота ползуна в сечении А—А. В модернизированных ползунах
поломок хоботов ползунов не наблюдается. Одной из основных
причин поломок хоботов ползунов следует считать наличие боль-
ших зазоров в направляющих и относительное смещение направ-
ляющих, что вызывает дополнительное напряжение изгиба в хо-
боте ползуна пресса. Конструктивные решения по способам регу-
лирования зазоров в направляющих ползуна приведены в ра-
ботах [6; 8] и др.
143
990,9
Рис-. 96. Ползуны прессов (Рн = 2000 тс):
а — ЗТМП; б — Нейшенел; в — Эджекс
Рис. 97. Дезаксиальное креп-
ление оси шатуна в ползуне
Рассмотрим конструкции регулирования направляющих в прес-
се ЗТМП модели К-8544 (Рн = 2500 тс) (рис. 99) и в прессе Шме-
рал LKM (рис. 100).
В прессе ЗТМП зазоры регулируют в направлении справа на-
лево с помощью клина 1 и болтов 2 после предварительного отвер-
тывания болтов 3 (рис. 99), в направлении спереди назад с по-
мощью передвигаемых передних опорных направляющих 4 и бол-
тов 5 при предварительном от-
вертывании болтов 6. Зазоры
в дополнительных (верхних) на-
правляющих для хобота пол-
зуна регулируют клиньями 7
и болтами 8 при отвертывании
болтов 9. Направляющая 10 и
болт 11 служат для регулиро-
вания зазоров в дополнитель-
ных направляющих в направле-
нии спереди назад.
В прессе Шмерал LKM по-
ставлены четыре клиновые на-
правляющие, облицованные
бронзовыми планками с одной
стороны (рис. 100). В направ-
ляющую 5 ввернуты два болта
3 и 4. Болт 4 посажен в ста-
нине с некоторым зазором, по-
зволяющим смещаться болту 4
с направляющей 5. Болт 3 про-
ходит через втулку 2 и опорную
деталь 1. При вращении болта 3
за головку по часовой стрелке
направляющая 5 с болтом 4
смещается внутрь пресса. На-
Рис. 98. ПоЛзун пресса ЗИЛ (Рн =
= 2500 тс)
правляющую 6 регулируют бол-
тами 8 при ослабленных болтах 7. При смещении направляю-
щих внутрь пресса регулируют зазоры в обоих направлениях.
Таким образом, рассмотренные конструкции должны обеспе-
чивать условия регулирования зазоров в обоих направлениях как
в основных, так и дополнительных направляющих. Поэтому при
своевременном регулировании увеличившихся зазоров в направ-
ляющих ползуна не будут возникать дополнительные изгибающие
напряжения в ползуне, особенно в его хоботе.
Рассмотрим вопрос о допустимых величинах зазоров в направ-
ляющих ползуна.
По данным фирмы, в прессах Шмерал LKM. при их приемке
после изготовления зазоры в направляющих должны иметь пре-
делы, указанные в табл. 30. Параллельность ползуна пресса по
отношению к столу должна быть в пределах: на длине до 500 мм —
145
Рис. 99. Схема регулировки зазоров в прессе ЗТМП модели К-8544 (Рп =
= 2500 тс)
Рис. 100. Схема регулировки зазоров в прессе Шмерал LKM
0,08 мм, 500—800 мм—0,1 мм, 800—1200 мм—0,12 мм и 1200—
1600 мм—0,1 мм. Допускаемое отклонение по ходу ползуна
см. в табл. 30. Этот показатель является решающим в оценке обра-
ботки ползуна по его направляющим и станины пресса, где пере-
мещается ползун.
В табл. 31 приведены результаты проверки на точность прес-
сов ЗИЛ (Рн = 2500 тс) (нормы и фактические отклонения). Из
Таблица 30
Номинальное усилие, тс Сумма зазоров с обеих сторон, мм Отклонение от параллельности по ходу ползуна, мм
боковых передних и задних
До 630 До 1600 Свыше 1600 0,3—0,5 0,3—0,6 0,3—0,7 0,3—0,5 0,3—0,7 0,3—0,8 0,08 0,10 0,12
Таблица 31
Параметр Нормы точности по техническим условиям Фактические от- клонения, мм
Пресс № 1 Пресс № 2
Поверхность стола 0,08 мм на длине 1000 мм 0,06 0,08
Нижняя поверхность ползуна 0,08 мм на длине 100 мм 0,05 0,06
Зазоры между напра- вляющими ползуна и станины Вверху и внизу 0,17— —0,57 мм 0,45 0,50
Параллельность по- верхности стола к ниж- ней плоскости ползуна 0,04 мм на длине 300 мм 0,04 0,04
Перпендикулярность хода ползуна к пло- скости стола 0,04 мм на длине 300 мм 0,03 0,04
Биение маховика при вращении ....... Радиальное 0,1 мм, осевое 0,2 мм 0,15 0,15 0,10 0,15
147
табл. 31 видно, что величина зазоров в направляющих несколько
меньше величин, указанных в табл. 30, для прессов Шмерал. Рам-
ная конструкция ползуна более устойчивая в работе по сравне-
нию с хоботной конструкцией.
В процессе эксплуатации пресса величина зазоров в направ-
ляющих, несомненно, увеличивается, что ухудшает условия по
обеспечению ползуном точного направления верхней половины
штампов по отношению к нижней и, как следствие, к образова-
нию перекосов в штампуемой детали. Кроме того, с увеличением
зазоров в направляющих ползуна появляются дополнительные
Д-Д
Рис. 101. Сравнение сечений хобота и основания ползуна
изгибающие напряжения в хоботе ползуна. Нижние направляю-
щие ползуна подвергаются большему засорению окалиной, чем
верхние направляющие, поэтому их износ более значительный,
что также неблагоприятно влияет на хобот ползуна пресса. Вопрос
о величинах, зазоров в направляющих ползуна будет рассмотрен
после расчета ползуна пресса.
Расчет ползунов»: Рассмотрим ползун как тело, имеющее упру-
гий хобот, который ввиду большого радиуса кривизны будем счи-
тать консольным прямолинейным брусом переменного сечения.
Проведем расчет напряжений в хоботе ползуна (сечение А—А на
рис. 101) Момент инерции сечений J*z по длине хобота изменяется
по закону трапеции:
т* г Л d*-l
Jz — jzmax У ) »
где Jzmax— момент инерции у основания хобота (сечение Д—Д);
d* = — максимальный перепад моментов инерции;
"'z mln
148
Amin — момент инерции в сечении В — В\ I — длина хобота;
у* — координата, определяющая положение рассчитываемого се-
чения относительно основания хобота.
При нагружении ползуна в направлении спереди назад, т. е.
в плоскости XOY, в рассчитываемом сечении А—А хобота возни-
кают напряжения
_ __ 3^JzmaXXC с 1L / 1 У* \
а1 - °™ \1 — I )'
где хс — координата центра тяжести рассматриваемого сечения;
6Х — прогиб хобота в плоскости ХОУ, который зависит от соот-
ношения зазоров в основных Дп и дополнительных Дх направ-
ляющих:
д __ Ап — Лп/ 2LH — &х
°1— 2 Ll 2 '
Дп/ = aBt— температурное расширение нижней части ползуна;
а = П-10-6 — коэффициент линейного расширения для стали;
В — ширина основания ползуна; t = 20ч-30° С— разница тем-
ператур верхней и нижней частей ползуна; — длина основных
направляющих ползуна; LH — полная длина ползуна; kj — коэф-
фициент, определяющий изменение момента инерции сечений по
длине хобота. При d* = 1; 2; 3; 4; 5 соответственно kj = 1; 0,88;
0,81; 0,788; 0,755.
При нагружении ползуна в направлении слева направо в пло-
скости ZOY (см. рис. 101) напряжения изгиба в сечении А—А
хобота определяют следующим образом:
где Jx max и Л — соответственно максимальный и текущий мо-
менты инерции сечений; Ьг — ширина сечения; 62 — прогиб хо-
бота ползуна, определяемый аналогично прогибу 6^
Напряжения от скручивающего момента, возникающего вслед-
ствие несовпадения центра тяжести сечения и точки приложения
усилия Хз1, определяют по формуле
т _ Мк6тах _ АГз1Хт6тах
где 7ИК = — скручивающий момент в сечении;
/Уз1 = J-2- — усилие на дополнительных направляющих;
хх — расстояние от центра тяжести рассматриваемого сечения
А—А до середины дополнительных направляющих; 6тах — макси-
мальная толщина сечения; ц = 1,12 — для сечения корытообраз-
ной формы; bL, 6Z—соответственно текущие ширина и толщина
участков рассматриваемого сечения А—А,
149
Пресс Зазор в на- правляющих, мм Прогиб хобота 62, мм Момент инерции сечений Д — Д, А—А, см4 -ч
Ап Jх max А
ЗИЛ, Р„ = № 1 .... 2500 тс, 2,2 1,1 3,45 1,2-106 0,82- 10е
ЗИЛ, Ри = № 2 .... 2500 тс, 1 0,8 1,6 1,2- 10е 0,82-106
Нейнешел, = 2500 тс * рн = 1 1,8 0,95 1,8-106 1,347- 10е
* Усилие в американских тс.
Максимальные напряжения в сечении А—А хобота при нагру-
жении слева направо
а2 max = ]/" а2 + Зт2 .
Напряжения следует просчитать для нескольких сечений (Л—
Л, Г—Г и т. д.) в зависимости от конструктивного исполнения
хобота.
Напряжения в хоботе ползуна зависят от прогиба хобота,
т. е. от соотношения зазоров в основных и дополнительных на-
правляющих. Для ползуна одной и той же конструкции напря-
жения в хоботе могут быть различными при различных зазорах
в направляющих. Для сравнения в табл. 32 приведены данные по
расчету напряжений в ползунах пресса Нейшенел (Рн = 2500 тс)
и в ползунах двух прессов ЗИЛ (Рн = 2500 тс).
Как следует из табл. 32, напряжения в ползуне пресса ЗИЛ
(Рн = 2500 тс) № 1 превышают допустимые, что может привести
к разрушению хобота.
Определим максимально допустимый по прочности прогиб хо-
бота ползуна пресса ЗИЛ (Ри = 2500 тс). Для стали 35 Л [о] =
= 2000 кгс/см2.
Так как касательные напряжения т = 500 кгс/см2, то
[а2] = /20002^3^500г = 1800 кгс/см2.
Допустимый прогиб определим из уравнения
[о2] *2Л 2 1 —
0,24 см = 2,4 мм.
__ 1800-1702-0,82-106 2 1
“ 3 2,1 • 10е -1,2 - 10в -0,84 70 /
150
Таблица 32
Напряжения в сечении А— А, кгс/см2 Рекомендуемые зазоры в направляющих, мм
о2 т атах Дп max max
3020 480 3130 1,6—1,8 1,0—1,2
1600 216 1650 1,6—1,8 1,0—1,2
1030 190 1080 1,7—1,9 1,0—1,2
Таким образом, при увеличении зазора в дополнительных на-
правляющих до Дх = 14-1,2 мм зазор в основных направляющих
не должен быть больше 1,6—1,8 мм.
Определение зон предельного внецентренного нагружения пол-
зуна« Для ползунов кривошипных горячештамповочных прессов
характерна внецентренная нагрузка. Возникающий при этом мо-
мент, воспринимаемый направляющими, ведет к их интенсивному
износу. Поэтому необходимо определять зоны предельного вне-
центренного нагружения исходя из прочности направляющих.
При нагружении ползуна в направлении слева направо рас-
четная схема представлена на рис. 102. Составляя уравнения рав-
новесия и решая их, получим следующие зависимости для опре-
деления зон предельного внецентренного нагружения ползуна:
W
РдР = ----------:---------------,
где [Рр]н и [Рр]в — допускаемые усилия штамповки, опреде-
ляемые прочностью нижней (1PD]H) и верхней ([Рр]в) частей на-
правляющих ползуна; Af}1 и N™ — усилия в нижней и верхней
зонах контакта ползуна с направляющими; Рур — усилие в ци-
линдре уравновешивателя; G—вес ползуна; z—смещение уси-
лия штамповки от оси ползуна.
Усилия Af}1 и N21 определяются прочностью направляющих.
С достаточной для инженерных расчетов точностью можно при-
нять, что
151
где ?max ЮО кгс/см2 — допустимые осредненные удельные уси-
лия на направляющих; а2—ширина двух направляющих.
Усилие Ns, как уже отмечалось выше, ограничивается проч-
ностью хобота. Определим зоны предельного внецентренного на-
гружения ползуна пресса ЗИЛ (Рн = 2500 тс). В новом прессе
Дп = 0,74-0,8 мм; Дх = 0,7ч-0,8 мм. Прогиб
Рис. 102. Схема сил, действую- Рис. 103. Зоны допускаемого внецентренного
щих на ползун нагружения ползуна пресса ЗИЛ (Рн =
2500 тс)
При прогибе 62 = 0,34-0,5 мм усилие
II 3-2,1-10’1,2- 10в-0,84(0,03 ч- 0,05) _
"з = (таз -
= 66 000-4-110 000 кгс. -
Принимаем N3 = 80 000 кгс = 80 тс. Допускаемые усилия
на основных направляющих
(V}1 _ Д/2 —-----------= 42 000 кгс = 42 тс.
Z • о
152
Зоны предельного внецентренного нагружения ползуна в на-
правлении слева направо определяем из зависимостей
42 14О + 8О.Г7В.5-25И°+12.3119
(/>/.!• =------------------------------= — ТС;
42. НО + 80-315.5 - 25^ + ,2.5 125
1Л>1- =---------------—г--------------- = тс.
По полученным зависимостям построена диаграмма предель-
ного внецентренного нагружения ползуна пресса ЗИЛ (рис. 103),
из которой следует, что смещение ручья с усилием штамповки,
равным номинальному (Рн = 2500 тс), может быть влево или
вправо не более чем на z = ±77 мм, причем ограничено это сме-
щение прочностью нижней части основных направляющих пол-
зуна.
При смещении ручья на z = —170 мм усилие штамповки не
должно превышать Р = 1100 тс. В то же время замеры, проведен-
ные в кузнечном цехе ЗИЛа, показали, что при штамповке ше-
стерни 3-й передачи вторичного вала коробки передач автомобиля
ЗИЛ-130 вставка окончательного перехода смещена на z =
= —170 мм и усилие штамповки в ней Р = 10004-1200 тс. Для
шестерни 4-й передачи промежуточного вала коробки передач
усилие в окончательном ручье, смещенном на z = —170 мм, равно
Р = 16004-1900 тс. Для шестерни 1-й передачи вторичного вала
коробки передач усилие в окончательном ручье Р = 15004-1700 тс.
Отсюда следует, что направляющие станины явно перегружены,
происходит интенсивный износ нижней части направляющих.
ГЛАВА IV
ПРИЕМНЫЕ ВАЛЫ ПРЕССОВ, МАХОВИКИ
ЗУБЧАТЫЕ ПАРЫ И ЭЛЕКТРОДВИГАТЕЛИ
Известные из практики эксплуатации кривошипных горяче-
штамповочных прессов случаи поломок, а также замены приемных
валов при ремонте свидетельствуют об их недостаточной надеж-
ности. Приемные валы следует считать более ответственными де-
талями прессов, чем, например, главные валы, так как при их
поломке могут быть травмированы люди, работающие в цехе.
В табл. 33 приведены неполные данные по замене приемных валов
при ремонтах и авариях на ряде заводов.
Привод в кривошипных горячештамповочных прессах подраз-
деляется на главный привод, обеспечивающий передачу крутя-
щего момента от электродвигателя пресса через маховик к глав-
ном валу с номинальным числом оборотов вала, и микропривод
(наладочный привод), обеспечивающий передачу крутящего мо-
мента через электродвигатель к главному валу с уменьшенным
числом оборотов.
За последнее время в ряде конструкций прессов Шмерал, Ней-
шенел и других прессов с номинальным усилием до 1600 тс вклю-
чительно не применяют приемных валов и зубчатых передач.
Крутящий момент от электродвигателя пресса передается клино-
выми ремнями на маховик-муфту, смонтированную на главном
валу пресса.
КОНСТРУКЦИИ ГЛАВНЫХ ПРИВОДОВ ПРЕССОВ
На рис. 104, а и б для сравнения приведены конструкции при-
водов кривошипного горячештамповочного пресса НКМЗ старого
и нового выпусков. Приводы отличаются методами посадки малой
шестерни, ступицы маховика на приемный вал. В прессах нового
выпуска применено бесшпоночное соединение. Подшипники при-
емного вала в этих прессах посажены с применением сменных
втулок, которые можно заменять при их износе. Для пресса НКМЗ,
установленного на ЗИЛе, пришлось изготовлять приспособление
для расточки изношенных опорных мест в станине под подшип-
154
Таблица 33
Место установки пресса Пресс Причины замены вала
Нейшенел, Рн = = 4000 тс* Поломка вала со стороны маховика; задиры на посадоч- ных шейках; вал разрезан
АЗЛК Нейшенел, Рн = = 2500 тс* Поломка вала со стороны маховика
Нейшенел, Рн = = 1200 тс* Износ сопряженных мест со ступицей и шестерней
Шмерал МКП, Рн = = 1500 тс - Поломка со стороны махо- вика и износ сопряженных мест
ЗИЛ **, Рн = 2500 тс Повреждение посадочной шейки под подшипник махо- вика; разрушение подшип- ника и повреждение вала
ЗИЛ Шмерал МКП, Рн = = 1500 тс Износ шейки вала и сту- пицы маховика
НКМЗ, Рн= 4000 тс Износ посадочной шейки под шестерней и смятие бо- ковых поверхностей шпоноч- ного паза
МТЗ ЗТМП, Рн = 2500 тс То же под ступицей махо- вика
Минский завод запчастей Шмерал МКП, Рн — = 2500 тс Поломка вала со стороны маховика
Херсонский комбайновый за- вод им. Петров- ского ЗИЛ, Рн = 2500 тс** То же
Куйбышевский завод «Автотрак- тор дета ль» ЗТМП, Рн= ЮОО тс Поломка вала со стороны .маховика
* Усилие в американских тс. * * Валы заменены более прочными.
155
ники. Приемные валы старого и нового выпусков в их средней
части значительно утолщены, что не наблюдается у валов других
конструкций приводов (например, Эджекс, Нейшенел и др.).
Ф2360
Неудачным в конструкции привода, приведенного на рис. 104, а,
следует считать применение призматической шпонки, а не кли-
новой. Последняя обеспечивает более прочное соединение при ди-
намическом (инерционном) характере работы узла. В чертеже при-
вода прессов нового выпуска указано, что необходимо проводить
балансировку маховика в сборе с подшипниками на дебаланс.
Радиальное биение маховика не должно быть более 0,7 мм.
156
В конструкции привода пресса ЗТМП модели К-8544 (рис. 105)
по сравнению со старой моделью усилены подшипники, усилено
и улучшено крепление ступицы маховика, шестерни, в результате
чего повысилась надежность работы привода пресса. В новом при-
Рис. 105. Приемный вал в сборе с маховиком и малой шестерней
пресса ЗТМП модели К-8544 (Рн = 2500 тс)
воде имеется микропривод для наладочных операций. Несколько
измененная конструкция фрикционного устройства, смонтирован-
ного в маховике пресса нового типа, также увеличивает надеж-
ность его работы. Ограничение затяжки тарельчатых пружин
(ом. рис. 105) способствует повышению надежности работы фрик-
157
ционного предохранительного устройства. Значительно меньше на-
грузка на детали пресса при его распоре.
На рис. 106, а и б приведены старая и новая конструкция при-
вода прсеса ЗИЛ. Оба типа приводов конструктивно выполнены
Рис. 106. Приемный вал в сборе с маховиком и малой шестерней пресса ЗИЛ
(Рн = 2500 тс):
а — старый тип привода; б — модернизированный тип привода
в виде отдельных узлов пресса, монтируемых на кронштейнах,
прикрепляемых к станине. Такая система крепления приводов
менее надежна, так как наблюдается ее расшатывание в местах
крепления. В новой конструкции привода маховик посажен на
особые кронштейны, в которые, в свою очередь, вмонтирован при-
емный вал на подшипниках качения. Таким образом, приемный
вал передает только крутящий момент и разгружен от других на-
158
грузок, которые могут возникнуть при работе пресса. Здесь также
более надежно выполнено крепление фрикционных накладок на
ведомом диске, приваренном к ступице, длина которой больше
диаметра приемного вала. Имеется хорошее охлаждение ведомого
диска предохранительного устройства.
Привод, применяемый в прессах Эджекс (Рн = 1600 тс), опи-
сан в работе [8]. В новых конструкциях прессов привод не из-
менился. В прессах Эджекс, находящихся в эксплуатации на
ЗИЛе и АЗЛК, не было поломок и замены приемных валов
(табл. 33). Правда, износ опорных мест ступицы и шестерни на-
блюдался, но в этом случае при ремонте прессов проводили прота-
чивание изношенных опор вала, наварку посадочных отверстий
в ступице, шестерни и протачивание их на новый размер по валу.
КОНСТРУКЦИИ ПРИЕМНЫХ ВАЛОВ, ИЗГОТОВЛЕНИЕ
И ЭЛЕМЕНТЫ ИХ РАСЧЕТА
На рис. 107, а—е приведены конструкции приемных валов
различных прессов. Валы прессов ЗТМП (Рн = 1000 и 2000 тс)
имеют увеличенное среднее сечение вала по сравнению с другими
сечениями (рис. 107, а, д); в валах прессов Эджекс (рис. 107, б, г)
такого увеличения нет. Шпоночные канавки в валах прессов
ЗТМП сравнительно близко расположены от мест перехода одного
сечения вала в другое (рис. 107,6Z); в валах прессов Эджекс шпо-
ночные канавки более удалены от этих мест, а выход шпоночной
канавки выполнен дисковой, а не торцовой фрезой (рис. 107, б, г).
Все это способствует снижению концентрации напряжений в валах.
Вал пресса Шмерал LKM (рис. 107, е) значительно короче
валов других прессов, что обусловливается его торцовым распо-
ложением к фронту пресса. Приемные валы подвержены знако-
переменным нагрузкам, величина которых в процессе работы мо-
жет резко возрастать особенно в период стопорения пресса. По-
этому для изготовления валов нужно выбирать стали с таким
химическим составом и структурой после термообработки заго-
товки вала, которые обеспечивали бы необходимые прочностные
свойства. Желательно изготовлять приемные валы из никелевых
сталей. Однако, учитывая опыт передовых отечественных заводов,
можно обеспечить удовлетворительное качество валов, изготавли-
вая их из безникелевых сталей при условии правильного назна-
чения и соблюдения режимов термообработки.
В табл. 34 приведены сведения о сталях, используемых для
изготовления приемных валов кривошипных горячештамповочных
прессов. Применять для приемных валов сталь 40Х, склонную
к отпускной хрупкости, не следует. Из безникелевых сталей нужно
указать сталь, используемую фирмой Шмерал, содержащую мо-
либден и ванадий,, значительно улучшающие ее качество (см. также
рекомендации по сталям для главных валов прессов в табл. 22).
159
Рис. 107. Приемные валы прессов:
а — ЗТМП (Рн = 1000 тс); б — Эджекс (Рн = 1600 тс);
в — Шмерал МКП (Рн = 1500 тс); г — Эджекс (Рн =
2000 тс); д — ЗТМП (Рн = 2000 тс); е — Шмерал LKM
(Рн = 2500 тс)
Таблица 34
Завод или фирма Состав стали, % Сталь Механические свойства
С Мп Si Р S Сг Ni Мо V Предел проч- ности аВ’ кгс/мм2 Предел теку- чести ат’ кгс/мм2 Твер- дость по Бри- нелю
ЗТМП 0,37— 0,45 0,5— 0,8 0,17— 0,37 Не бо- лее 0,035 Не бо- лее 0,035 1,В— 1,1 Не бо- лее 0,25 — — 40Х — — —
Шме- 1960 г. 0,32— 0,38 0,45— 0,63 0,28— 0,31 0,013— 0,015 0,014— 0,020 0,68— 0,70 1,24— 1,67 — — — 78—80 57,7— 60,0 —
рал 1962 г. 0,35— 0,42 1,0— 1,3 0,7— 1,0 Не более 0,07 1,0— 1,3 — 0,20— 0,30 0,15— 0,30 — — — 225— 255
НКМЗ 0,37— 0,45 0,5— 0,8 0,17— 0,37 Не бо- лее 0,035 Не бо- лее 0,035 0,45— 0,75 1,0— 1,4 — — 40ХН Не ме- нее 70 — —
Нейшенел * 0,46 0,85 — — — 0,42 0,48 0,20 — NE8645 — — 285
* Поломанный приемный вал пресса, Рн = 2500 американских тс.
В целях увеличения прочности приемных валов по опыту
других фирм, например Шмерал, посадочные шейки приемных
валов доводят до окончательного размера с помощью широкого
резца, закрепляемого в державке. Резец состоит из двух сварен-
ных между собой пластин, одна из которых изготовлена из угле-
родистой стали, а другая — из вольфрамовой. После термообра-
ботки резец имеет твердость RC 61—63. Рабочее положение резца—
режущей кромкой вниз; скорость резания составляет около
0,5 м/мин. При этом получается стружка шириной 200 мм и тол-
Рис. 108. Типовой график напряжений изгиба на приемном валу у опоры ма-
ховика пресса Шмерал МКП (Рн = 1500 тс):
а — суммированный график напряжения; б — график динамической составляющей на-
пряжения изгиба:
/ — отметка углов поворота главного вала; 2 — напряжения изгиба в горизонтальной
плоскости; 3 — напряжения изгиба в вертикальной плоскости; 4 — отметки времени;
5 — график поперечных колебаний приемного вала
щиной 0,02 мм. Кроме этого, ответственные участки вала нака-
тывают роликом. Давление ролика на вал осуществляется пакетом
тарельчатых пружин, заключенных в державку ролика.
Замечено, что в некоторых валах прессов под внутренними
кольцами подшипников образуются повреждения поверхностей
(заметная на глаз кольцевая вмятина), что является дополнитель-
ным концентратором напряжений и может привести к появлению
усталостных трещин и дальнейшей поломки вала. Появление этих
дефектов объясняется действием ударных нагрузок, возникающих
при поперечных колебаниях вала, способствующих износу поса-
дочных шеек под подшипники, а также действием тангенциальных
сил инерции кривошипа главного вала, которые вызывают раска-
чивание пресса и, как следствие, свободные поперечные колебания
приемного вала вместе с консольно закрепленным на нем массив-
ным маховиком.
162
На рис. 108, а приведен типовой график напряжений изгиба
на приемном валу, построенный по данным осциллограмм, полу-
ченных при испытаниях пресса Шмерал МКП (Рн = 1500 тс). Для
удобства расшифровки осциллограмм напряжения замеряли
вблизи опоры маховика одновременно в двух точках, лежащих
на пересечении окружности поперечного сечения вала с взаимно
перпендикулярными радиусами.
На рис. 108, б показан график динамической составляющей
напряжений изгиба, выделенной из графика на рис. 108, а. Оба
графика построены в одном масштабе, причем график на
рис. 108, б—во вращающейся системе координат. Колебания
носят быстрозатухающий характер, и напряжения изгиба вала,
вызываемые поперечными колебаниями один, примерно в 2 раза
больше напряжений от массы маховика ост.
На рис. 108, а, б даны следующие обозначения: t—продол-
жительность одного оборота приемного вала; Тп—период по-
перечных колебаний приемного вала.
Суммарные номинальные напряжения изгиба вала над опорой
маховика невелики, они могут быть рассчитаны по формуле
<ТИЗГ = Каст + адин = К1302 + 2702 = 300 КГС/СМ2.
Однако при каждом включении муфты опорная шейка вала
у маховика воспринимает серию ударов с частотой v = (р —
угловая частота), что может привести к повреждению шейки. При-
менением подшипников широких серий или установкой сдвоенных
подшипников можно несколько уменьшить вероятность поврежде-
ния шеек.
Уровень поперечных колебаний приемного вала зависит от
быстроты включения муфты пресса. При плавном включении,
когда время разгона ведомых масс привода значительно больше
периода собственных поперечных колебаний приемного вала,
амплитуда колебаний резко снижается. При повреждении приемных
валов (наклепе, задирах, контактной коррозии) обычно изыски-
ваются возможности продления срока службы валов путем их ре-
монта.
Однако следует весьма осторожно подходить к выбору способа
устранения дефектов и повреждений валов. Из применяемых спо-
собов ремонта нужно признать непригодными для приемных валов
такие, как заварка или наплавка их с последующей механической
обработкой поврежденных шеек, так как в этом случае создаются
условия, способствующие возникновению усталостных трещин.
Так, в кузнечном цехе АЗЛК при ремонте пресса Шмерал МКП
(Рп = 1500 тс) шейка приемного вала под подшипник была наплав-
лена электродуговым способом, в результате чего, как записано
в акте, произошла поломка вала. Аналогичные случаи наблюда-
лись и на других заводах.
163
2
Таблица 35
>3 ч? 1 1
1>2 4? ^5
’ С
Пресс dt d2 d3 d* d6 \ d9 /1 /г 1з 14 ^5 1
Модели К-866, ЗТМП Рн = 2500 тс 250 260 280 260 250 — — — — — — —
Модели К-8544, Рп = = 2500 тс 315 320 — 320 315 — — — — — — —
ЗИЛ, Рв = 2500 тс * . . 250 279 260 280 280 294 260 280 । 250 — 355 405 2105 265 565 3965
Шмерал МКП, Рн = = 2500 тс 250 - 260 280 260 250 ' — — — — — — —
Эджекс, Ри = 2000 тс ** 265,9 266,7 304,0 266,7 265,9 273,0 382,0 367,0 1836 533,0 — —
Нейшенел, Рн = = 2500 тс ** * В знаменателе даны ** Усилие в американс 247,6 размеры ] ких тс. 260,45 вала посл< 286,5 2 его мод 260,45 ернизаци 247,6 и. 283,0 387 — 2137 — — 3342
С целью предотвращения аварий следует признать необходи-
мым при каждом ремонте прессов тщательно контролировать со-
стояния посадочных поверхностей приемных валов и проверять,
нет ли в валах усталостных трещин. Из доступных и достаточно
надежных методов обнаружения усталостных трещин можно ре-
комендовать магнитную порошковую дефектоскопию.
При заказе поковок для приемных валов рекомендуется огово-
рить их грубую обдирку, давать сведения о химическом составе
и механических свойствах заготовок. Акты проверки валов при
ремонтах прессов необходимо прик [адывать к ремонтной докумен-
тации прессов. На ЗИЛе при проверке приемного вала составляют
эскиз с указанием проверенных мест вала и их состояния.
Следует различать поверочный и проектный методы расчета
приемных валов. В первом случае имеется конструкция вала, и
ее проверяют по допускаемому запасу прочности; во втором —
определяют размеры вала по расчетным крутящему и изгибаю-
щему моментам. В качестве примера проведем расчет приемных
валов прессов ЗИЛ (Рн = 2500 тс) и ЗТМП модели К-8544 (Рн =
= 2500 тс) (см. приложение 21). В табл. 35 приведены для сравне-
ния размеры (в мм) приемных валов некоторых прессов усилием
на ползуне 2000—2500 тс.
Учитывая случаи поломок приемных валов, следует сделать
выводы о необходимости выполнения ряда мероприятий по повы-
шению их надежности, а именно: улучшения технологии изготов-
ления, применения более высококачественных материалов для их
изготовления, обеспечивая более чем двукратный запас статиче-
ской прочности по пределам текучести и выносливости.
При конструкторской проработке валов нужно особо обратить
внимание на выбор формы и переходов от одного сечения к дру-
гому, на недопустимость образования концентраторов напряжений.
Необходимо тщательнее контролировать заготовки и работающие
валы при проведении ремонта прессов.
КОНСТРУКЦИИ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ,
СМОНТИРОВАННЫХ НА ПРИЕМНЫХ ВАЛАХ ПРЕССОВ,
И ИХ РАСЧЕТ
Предохранительное устройство, смонтированное на приемном
валу, крайне необходимо и от него отказываться не следует, хотя
высказывается мнение в работе [13] о его неэффективности во
время перегрузки пресса при наличии в нем фрикционной муфты,
расположенной на главном валу пресса. Приемный вал может на-
гружаться значительными инерционными силами от маховых масс
привода, возникающих при заклинивании зубчатой передачи.
Необходимо совершенствовать конструкцию предохранитель-
ного устройства, смонтированного на приемном валу (в маховике
привода пресса), а также осуществлять контроль за работой этого
165
устройства. На рис. 104—106 приведены конструкции существую-
щих и модернизированных фрикционных предохранительных
устройств, применяемых в настоящее время в различных прессах.
Эти устройства однотипны. Следует указать на степень ограниче-
ния затяжки тарельчатых пружин (см. рис. 105). В прессе НКМЗ
для затяжки шпилек фрикционного предохранительного устрой-
ства рекомендуется гидравлический домкрат.
В прессах ЗТМП модели К-8544 на шпильках в местах посадки
тарельчатых пружин (см. рис. 105) имеются втулки, что сделано
для предохранения шпилек от разрушения пружинами.
Для контроля степени затяжки пружин рекомендуются
втулки 4 (см. рис. 105), которые монтируют свободно на пру-
жину 5 между ступицей маховика и втулкой 3 с зазором 0,5—1.
При необходимости увеличения силы затяжки пружин втулки
можно проточить на нужную величину. Если втулки 4 неподвижны,
фрикционное устройство перетянуто и не может работать нор-
мально. Необходимо также обвязать проволокой гайки 2 с бол-
тами /.
В табл. 36 приведены результаты примерных расчетов пере-
даваемого крутящего момента фрикционным предохранителем при
затяжке тарельчатых пружин в соответствии с рекомендацией
фирмы Эджекс. Величина передаваемого крутящего момента пресса
Эджекс (Рн = 1600 тс) соответствует расчетному моменту, опре-
деляемому по формуле
д!' _ Рн^кр _ 1 600 000-4 _ 14 g ф j Q5 кгс. сМ
кр~ it] “ 4,63-0,95 “ W’D 1и кгс СМ’
При коэффициенте трения во фрикционной паре |1 = 0,5 рас-
четный момент
м'кр = -|л?/пИ1 (я? - ^ ) = 2,1 • 7 • 2 • 0,5 • (50,83 — 31,8s) =
= 14,5* 10б кгс*см.
Наиболее опасным является вывод пресса из распора, когда
при коэффициенте трения в опорах р, = 0,1 момент заклинива-
ния на главном валу равен Мс = 1,8• 107 кгс-см. Усилие закли-
нивания Рзакл = 2,8 • 106 кгс. Коэффициент перегрузки
д,/ Рзакл 2,8-10® 1 л
Рн ~ 1,6-10® — ’ •
Напряжения на приемном валу при выводе пресса из распора
и отсутствии проскальзывания в предохранителе пресса достигают
8000 кгс/см2. Вывод пресса из распора должен проходить при ра-
ботающем предохранителе. Максимальный момент, возникающий
166
Z9T
Примечание. Наружный диаметр прокладки равен 1015 мм,, внутренний 636 мм, площадь трения F = 1015 см2, суммар- ная площадь трения прокладок предохранителя на двух поверхностях составляет 10 000 см2. Число стяжных шпилек п' = 6. Число пружин на одной шпильке п = 4. * Усилие в американских тс. * * В числителе — расчетный момент, передаваемый предохранителем при jLtx = 0,3, в знаменателе ц2 = 0,5. 2000* 1600* Пресс Эджекс, Рн (тс)
127 115 Наружный диаметр D Размеры тарельчатых пружин, мм 1
53,5 46,5 Внутренний диаметр d
9,0 85 0,0 Толщина S
11,5 10,0 Общая высота пружины h0
2,5 Си Высота внутреннего конуса h
СП о 40,0 Суммарная толщина четырех пружин на шпильке Лсумм, мм f Расчетные параметры тарелшчатых пружин |
39,2 36,0 Размер по высоте затянутых четырех пружин (по данным фирмы) Лзат, мм
о Осадка каждой пружины hQC, мм
00 о о 6000 Одного пакета пружин Р Усилие затяжки, кгс
52 200 36 000 Пружин на шести шпильках Р'
о Расчетное удельное усилие от затяжки на прокладках предохра- нителя <7раст кгс/см2
to о О’ 12,5-105 СИ о О’ 00 О О’ Момент, передаваемый предохранителем ** кгс«см кр
Таблица 36
в муфте при выводе из распора и отсутствии проскальзывания
в маховике:
Мтах = ^Мс;
Л. = 0,59+ 1,41 — 1,81
Л Г Ji
где J гл в—момент инерции главного вала и жестко связанных
с ним деталей в прессе Эджекс (Р„ = 1600 тс); Jгл в =
= 70 кгс-м-с2; Jt— приведенный к главному валу момент инер-
ции маховика и деталей, жестко связанных с ним; + =
= 2130 кгс-м-с2.
Тогда
Х=о,59+1,41^-1,81+^ = 0,325.
Следовательно,
М — -0,77 М — - - ,77— М — 1 37 М
’ тах ~ П с ~ ГО25 с ~ ’ с’
Расчет фрикционного предохранительного устройства, смон-
тированного в маховике пресса, проведем с учетом инерционных
масс привода пресса по формуле [15]
^рас
где Л1рас — расчетный момент, по которому рассчитан предохра-
нитель; — момент инерции ведущей части предохранителя (ма-
ховика и жестко связанных с ним деталей); — момент инерции
ведомой части предохранителя (приемного вала и жестко связан-
ных с ним деталей); J2 — момент инерции главного вала и жестко
связанных с ним деталей; 7Икр — крутящий момент на главном
валу пресса; 7Иэл пр— крутящий момент, передаваемый от элек-
тродвигателя, приведенный к приемному валу, причем Мэл пр =
= rf ит]—к. п. д. ременной и зубчатой передачи;
и /2—передаточные числа ременной и зубчатой передачи;
kn—коэффициент запаса; kY — допустимый коэффициент пере-
грузки электродвигателя.
168
Проведем расчет фрикционного устройства пресса Эджекс
(Рн = 1600 тс), примем в расчете: kn = 1,5; kr = 2.
Мкр = 1 600 000-4 = 64-Ю5 кгс-см;
Л4ЭЛ пр = = 7540 • 3,116 • 0,95 • 2 = 42 500 кгс • см;
J j = 52,2 кгс-м-с2; J{ = 20,3 кгс-м-с2; J2 = 667 кгс-м-с2;
j] = 3,116; i2 = 4,63; т] = 0,95; rf = 0,95;
_________х
(52,2+ 20,3) 0,95+ ^^-
1,5 • 64-10s , 20,3-0,95+-^-^-
4’63 (52,2 + 20,3)0,95 + ^-
X4,25-104 = 10,9-108-|-0,21 • 108 = 11,11 • 105 кгс-см.
Определим удельное усилие на контактных поверхностях пре-
дохранительного устройства:
а _______ЗМрас_______
2лцт — J$) ~
3-11,2-106 г „ . 2
2-3,14-0,45-2(50,83 — 31,83) 5,7 кгс/см •
Усилие нажатия на дисках, обеспечивающее указанное удель-
ное усилие:
Q = qnF = 5,7-3,14 (50,82—31,82) - 2,8-104 кгс.
Усилие затяжки, создаваемое одной шпилькой, при п == 6 шт.
равно
Qn = = 4,7- IO8 кгс.
Из табл. 36 видно, что усилие затяжки тарельчатых пружин
предохранителя пресса (Рн = 1600 тс) составляет 6-Ю3 кгс,
а передаваемый предохранителем при fi = 0,30 момент равен
8,7 • 105 кгс • см и при [1 = 0,5 равен 14,5 • 105 кгс • см.
ЗУБЧАТЫЕ ПАРЫ ПРЕССОВ
В кривошипных горячештамповочных прессах сравнительно
быстро нарушается нормальная работа зубчатого зацепления глав-
ным образом по износу (см. приложение 22 и рис. 109, а, б). Слу-
чаи поломок зубьев наблюдаются сравнительно редко — при по-
падании в зацепление посторонних предметов. Следует учитывать
значительную стоимость зубчатой пары, а также шум, создавае-
169
мый изношенной зубчатой парой, и возникающие при этом удар-
ные нагрузки на подшипники приемного вала, что может являться
причиной их разрушения. Наблюдаются случаи замены зубчатой
пары через 2—3 года работы пресса и даже ранее. Нормальный
срок службы зубчатой пары следует считать не менее 8 лет.
На срок службы зубчатой пары могут оказывать влияние сле-
дующие факторы: неправильное проектирование зубчатой пары;
неправильный выбор материала и термообработки; неудовлетвори-
тельное изготовление, монтаж пары при ремонте^пресса (несоблю-
Рис. 109. Износ зубчатой шевронной пары пресса ЗТМП (Рн = 2000 тс):
а — малой шестерни; б — зубчатого колеса
дение правильного положения главного и приемного валов); пло-
хая смазка зубчатой пары и др.
• Рассмотрим вопросы проектирования зубчатой пары прессов.
Одной из основных причин износа зубчатых пар следует считать
несоблюдение постоянства межцентрового расстояния А и пере-
косы валов (главного и приемного). От способа крепления валов
в станине зависит точность работы зубчатой пары. Во многих
прессах отечественного производства приемный вал крепится
в разъемных опорах, в то время как в зарубежных (Нейшенел
и др.) — в неразъемных. В зубчатых парах прессов Эджекс,
Нейшенел и др. число зубьев колеса некратно числу зубьев ше-
стерни (см. приложение 23). Тем самым уменьшается частота
встречи одних и тех же зубьев шестерни и колеса, снижается шум,
уменьшаются динамические нагрузки на зубья и подшипники при-
емного вала. В конструкциях отечественных прессов учтено это
обстоятельство.
Неправильный выбор материала зубчатой пары и неправиль-
ная термообработка поверхности зубьев также приводят к бы-
строму£их износу. Так, в первых выпусках некоторых прессов
зубчатые колеса, отлитые из стали ЗЛ, быстро выходили из строя.
170
Кроме того, в этих прессах было кратное число зубьев колеса и
шестерни (см. приложение 23), а также разъемное крепление вала
к станине пресса.
Рекомендуется зубчатое колесо отливать из стали 35ХГС с по-
следующей нормализацией и отпуском до НВ 22Q—260, с после-
дующим поверхностным нагревом зубьев т. в. ч. и охлаждением
водой. Этим обеспечивается твердость зубьев колеса HRC 48—52.
Шестерни" следует изготовлять из более прочной стали, напри-
мер 50ХН. Зубья шестерни после нормализации или улучшения
имеют предел прочности на 20 кгс/мм2 выше предела прочности
Рис. НО. Установка для термической обработки зубьев колес прессов
с нагревом их т. в. ч.
зубьев колеса. При поверхностной термообработке зубьев шестерни
нагревом т. в. ч. и охлаждением водой HRC 52—56, что несколько
выше твердости зубьев колеса.
Поверхностная термообработка зубьев колеса и шестерни на-
гревом их вручную горелкой кислородно-ацетиленового пламени
вызывает оплавление кромок зубьев и неравномерный нагрев их
поверхности, что приводит к образованию мелких поверхностных
трещин (сетки), ухудшающих контактную прочность зубьев. Сле-
довательно, наиболее правильной следует признать закалку зубьев
нагревом их т. в. ч.
На рис. ПО приведена установка для термообработки т. в. ч.
-зубьев колес больших модулей (т = Ю-т-50), диаметрами 3000—
5000 мм, массой до 15 т [1; 9 ]. Закалку зубьев выполняют по впа-
дине с одновременным нагревом обеих эвольвентных поверхностей.
Зубчатое колесо 1 устанавливают на механизированной тележке 2.
Нагрев осуществляется с двух диаметрально противоположных
сторон одновременно двумя закалочными элементами 3 и 4, каж-
дый из которых питается от своего генератора. Колеса закали-
ваются непрерывно — последовательным способом — профиль-
ным индукторспейером с магнитопроводом. Мощность, снимаемая
с генератора, 60 кВт; скорость перемещения индуктора 4 мм/с.
Зазор между индуктором и впадиной 2 мм, зазор между эвольвент-
171
ними поверхностями у вершины зубьев и магнитопроводом индук-
тора 4 мм.
В закаленном слое, глубина которого составляет 4—5 мм, обна-
ружен бесструктурный мартенсит. Твердость по всей глубине за-
каленного слоя как по профилю зуба, так и по его длине равно-
мерна и составляет HRC 52—54. Закалочной жидкостью служит
30%-ный раствор глицерина в воде. На АЗЛК внедрено более
простое приспособление по закалке зубьев.
Часто указывают, что основная причина возникновения шума
и динамических нагрузок в зубчатых парах заключается в неточ-
ности изготовления шага и профиля зубьев. В среднескоростных
передачах, к которым можно отнести рассматриваемые зубчатые
пары, при изготовлении не рекомендуется допускать больших
местных накоплений ошибок по шагу и кратности zK и ?ш. Следует
отметить точную обработку зубьев шестерни и колеса в прессах
Шмерал, которая обеспечивается при окончательной их доводке
на зуборезном доводочном станке. Так, в зубчатом колесе пресса
(Рн = 4000 тс) при модуле т = 33 и Dcp — 3366 мм достигается
точность обработки зубьев до 0,046 мм на шаг.
Существенную роль в повышении срока службы зубчатых пар
играет их нормальная смазка. Зубчатые пары находятся на зна-
чительном уровне от пола (около 3 м). Они постоянно закрыты
кожухами, наблюдение за их работой затруднено. На одном за-
воде для смазки пары смонтирован насос жидкой смазки с пор-
ционной передачей жидкой смазки к зубьям с последующим ее
сбором в маслосборник. Можно рекомендовать устанавливать на
станине пресса специальный ручной насос для периодической
смазки зубчатой пары, а также применять осерненный трактор-
ный нигрол, который получают следующим образом: смесь ни-
грола с 1,5—2% по массе серы в порошке, нагретую до 120° С,
выдерживают при указанной температуре при постоянном помеши-
вании состава. Такая смазка, как показали исследования, спо-
собствует быстрой приработке зубчатой пары с наименьшим из-
носом зубьев.
При расчете зубчатой пары отметим особенности ее работы
в кривошипных горячештамповочных прессах: 1) зубчатая пара
с пуском пресса постоянно находится в зацеплении и нагружается
максимальным моментом в периоды выполнения прессом техно-
логических переходов; 2) муфта включения пресса расположена на
главном валу, поэтому максимальную нагрузку периодически
могут испытывать все зубья пары, что является положительным
фактором; 3) зубчатая пара работает в условиях абразивного из-
носа, поэтому целесообразно применение в прессах смывающей
жидкой или консистентной смазки с графитными наполнителями.
В открытых зубчатых передачах кривошипных горячештамповоч-
ных прессов наблюдается, как правило, износ поверхности зубьев
при небольших скоростях (см. приложение 23) и. переменных
нагрузках на зубьях.
172
Определим крутящие моменты, допускаемые: по прочности на
изгиб зубьев колеса и шестерни; по контактной прочности
зубьев [15]:
Мизг _ ______ КГС-СМ-
кол - 0>32 (1+ф) Сий1кПикй2Фк cos р K1 с tM-
Д/ГИЗГ 11 п ш- 111 Ш ------
/И ттт — —л о о /1 ; \ г т л.- о КГС • СМ,
Q,32 (1 ф) cos 0
Мк°лТ = ------ КГС-СМ.
С2С^1К^2 G + О C0S Р
В формулах приняты следующие обозначения: ТИкол и 7ИшГ —
расчетные моменты, допускаемые зубчатой передачей по прочности
зубьев на изгиб для колесами шестерни; 7ИколТ расчетный мо-
мент, допускаемый в передаче по контактной прочности зубьев
колеса; kn = 1 — число потоков крутящего момента передачи;
тн — нормальный модуль зацепления; гк и гш — число зубьев
колеса и шестерни; ук и уш—коэффициент формы зуба колеса
и шестерни; Ьк и — ширина зуба колесами шестерни; о_1к и
о_1ш— предел выносливости при изгибе с симметричным циклом
нагружения для колеса и шестерни; <р = 0— коэффициент, учи-
тывающий ударные нагрузки в зубьях при торможении; си = 1 —
коэффициент дополнительной прочности зубьев на изгиб; с —
коэффициент, учитывающий материалы зубьев колеса и шестерни;
ск — коэффициент дополнительной контактной прочности пря-
мозубых корригированных передач; £1к и £1ш — коэффициенты
долговечности колеса и шестерни; k2 = 1,38— коэффициент дина-
мической нагрузки; i — передаточное число зубчатой пары; пик
и /гиш — запасы прочности при изгибе для зубьев колеса и ше-
стерни; Фк и Фш— коэффициенты концентрации напряжений при
изгибе в зубьях колеса и шестерни; 0 — угол наклрна зуба (по на-
чальной окружности).
Найденное по 7ИколТ контактное напряжение не должно быть
более допустимого [<тк ].
Из расчетных крутящих моментов принимают наименьший
(лимитирующий) момент, по которому определяют допускаемые
усилия на ползуне по формуле
PD = ——кгс.
По значению ткр в пределах 0—90° рассчитывают и строят гра-
фик допускаемых нагрузок на ползуне пресса.
Ширину зуба колеса Ьк следует выбирать по формуле Ьк =
= фт; коэффициент ф принимать в соответствии с приложением 23,
где указано, что ф = 12-Н4, причем меньшее значение — для
прессов до Рн = 2000 тс, большее — для прессов с Рн > 2000 тс;
ширину шестерни принимают несколько больше Ьк.
173
Коэффициент формы зуба у можно выбирать по данным ЦБ КМ
[15]. Для наиболее распространенных материалов, применяемых
для изготовления зубчатой пары прессов, рекомендуются ниже-
следующие расчетные значения: а) сталь 45Л (Н): ов =
= 5500 кгс/см2; ст.! = 2500 кгс/см2; НВ 170; [ок] = 6400-4-
-4-13 400 кгс/см2; б) сталь 40 ГЛ: ов = 6500 кгс/см2; =
= 3000 кгс/см2; НВ 190; [ок] = 6600-=-13 800 кгс/см2; в) сталь
40ХН (У): (тв - 8500 кгс/см2; о j = 4000 кгс/см2; НВ 230;
[ок] - 12 000-4-20 000 кгс/см2.
Зубья колеса и шестерни обязательно подвергают поверхност-
ной закалке т. в. ч.
Коэффициенты концентрации напряжений в зубьях колес Фк
и Фш рекомендуется выбирать по данным ЦБКМ [15].
Учитывая большую стоимость зубчатой пары, сложности в де-
монтаже и ремонте пары, потери производства при ремонте, сле-
дует принимать повышенные значения коэффициентов запаса
прочности пары пи. Рекомендуемые значения коэффициента запаса
прочности пары при модуле тн = 25-4-50 мм: для стального литья
пи = 3-4-3,5; для поковки пи = 2,5-4-3.
Коэффициенте, учитывающий материалы зубьев рекомендуется
принимать равным 2140 [15]. Коэффициент дополнительной кон-
тактной прочности ск = 0,878 (по данным ЗТМП). Коэффициенты
долговечности &1к и &1ш приняты по данным ЗТМП: k1K = 0,7;
£1Ш - 0,8.
ВЫБОР МОЩНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ
И ЗАПАСЕННОЙ КИНЕТИЧЕСКОЙ ЭНЕРГИИ
ПРИВОДА ПРЕССА
Вопрос выбора мощности электродвигателя и запасенной ки-
нетической энергии маховых масс привода пресса имеет большое
значение. Электродвигатели прессов выходят из строя по различ-
ным причинам, а стоимость их ремонта высока. Электродвигатели
работают при разнообразных режимах нагрузки: при запуске
в период разгона маховых масс; при выполнении прессом различ-
ных технологических переходов с различными усилиями на пол-
зуне; при распоре пресса и выводе его из этого состояния. По-
этому, исходя из тяжелых условий работы электродвигателя,
к качеству их изготовления должны быть предъявлены высокие
требования.
В электродвигателях кривошипных горячештамповочных прес-
сов чаще, чем статоры, выходят из строя роторы. Основной при-
чиной выхода их из строя считают перегрузку, загрязнение и раз-
рушение изоляции от дыма, образующегося при сгорании смазки
штампов, состоящей из смеси порошкообразного графита с машин-
ным маслом. Оставшийся от сгоревшей смазки порошкообразный
графит сдувается воздухом вместе с окалиной и, находясь около
пресса во взвешенном состоянии, попадает в электродвигатель.
174
Следует отметить стойкость электродвигателей зарубежных прес-
сов Эджекс, Нейшенел, срок службы которых достигает 10 лет и
даже более без капитального ремонта главным образом за счет
надежной изоляции обмотки ротора и статора.
При эксплуатации кривошипных горячештамповочных прес-
сов отмечены преимущества тихоходных электродвигателей, уста-
новленных на них: I) по электрической части: увеличенный до
1100
Рис. 111. Установка электродвигателя и тахогенератора пресса Шмерал LKM
(Рн = 1600 тс)
8% коэффициент скольжения; затяжной опрокидывающий момент;
повышенный класс изоляции; II) по механической части: более
надежная работа подшипников электродвигателя; сниженный пе-
риод разгона; уменьшенные центробежная сила при работе элек-
тродвигателя на его детали и выпучивание обмотки ротора.
В практике эксплуатации электродвигателей прессов наблю-
дались случаи разрушения их валов и подшипников, расположен-
ных возле шкива. Эти поломки возникают ввиду значительного
нагружения вала и подшипников усилием натяжения ремней и
массой консольно расположенного шкива. Во избежание таких
поломок стали устанавливать дополнительную наружную опорную
стойку (рис. 111). На рис. 111 позиция 1 — тахогенератор. Следует
отметить некоторые трудности в правильном монтаже наружной
опоры. При ее неточной установке возникает дополнительная на-
грузка на подшипники электродвигателя. Две дополнительные
опоры для шкива электродвигателя и применение соединительной
175
1025 645
460
Рис. 112. Модернизированная установка электродвигателя пресса НКМЗ (Рн —
= 4000 тс)
1225
Рис. 113. Установка электродвигателя и тахогенератора пресса НКМЗ модели
К-8546 (Рн = 4000 тс)
муфты (рис. 112) в прессе НКМЗ создают для него хорошие условия
работы.
В новой конструкции пресса НКМЗ модели К-8546 вместе
с электродвигателем установлен тахогенератор 2 для контроля
за оборотами электродвигателя, а следовательно, и оборотами
маховика пресса (рис. 113). Мощность электродвигателя N =
= 220 кВт, частота вращения п = 975 об/мин. При установке
вала электродвигателя и шкива маховика допускается несоосность
не более 0,3 мм. Рекомендуется смазывать подшипники шкива не
реже 1 раза в месяц. Зубчатую муфту 1 заполняют трансмиссион-
ным автотракторным маслом в объеме 1 л (ГОСТ 542—50): марки
«летнее» при температуре выше 0° С и марки «зимнее» при темпе-
ратуре ниже 0° С. Масло заменяется через 6 месяцев. Утечка масла
не допускается.
При подборе мощности электродвигателя пресса и его маховых
масс (точнее—запасенной кинетической энергии) необходимо учи-
тывать, что при заниженном значении мощности электродвигателя
Таблица 37
Расчетные величины Момент инерции пресса, кгс«м«с2 Соотношение расчетных величин сравнива- емых прессов
НКМЗ, Рн = 4000 тс Шмерал *, Рн = 4000 тс
Периодически вращающие- ся массы: смонтированные на
главном валу .... то же и приведенные 790 750 1,05
к приемному валу . . Постоянно вращающиеся массы: смонтированные на 790 : 4,52=39 750 : 4,52=37 1,05
главном валу .... то же и приведенные 3623 2222 1,63
к приемному валу . . Маховые массы, смонтиро- 3623 : 4,52= 180 2222 : 4,52= 101 1,63
ванные на приемном валу . . Массы привода пресса, при- 1048 815 1,29
веденные к приемному валу Массы пресса, приведенные к приемному валу (при вклю- 1048+180= = 1228 815+101= = 916 1,34
чении муфты) 1228+39= = 1267 916+37= . = 953 1,34
Примечание. Запасенная кинетическая энергия маховых : масс при-
вода пресса НКМЗ Л3 = 339 000 кгс«м, пресса Шмерал Л3 = 278 000 кгс«м.
* Рассмотрен пресс с главным валом, расположенным параллельно фронту пресса.
177
и увеличенных маховых
массах привода нагрузка
на электродвигатель в пе-
риод разгона привода боль-
ше и возрастает нагрузка
на детали пресса при его
распоре. Расчетом опреде-
ляют целесообразную мощ-
ность электродвигателя и
величину махового момента
привода пресса—запасен-
ной кинетической энергии
(см. табл. 6 и 7 приложе-
ний). Следует отметить, что
рассматриваемые величи-
ны в отечественных прес-
сах значительны, особенно
в прессах НКМЗ и ЗИЛ
(Рн - 2500 и 4000 тс).
В табл. 37 приведены
данные по моменту инер-
ции маховых масс пресса
НКМЗ (Рн - 4000 тс) и
пресса Шмерал (Рн =
=4000 тс). Суммарные ма-
ховые массы пресса Шме-
рал на 34 % меньше соответ-
ствующих масс пресса
НКМЗ. При штамповке на
прессе Шмерал типовых
деталей, закрепленных на
нем, коэффициент неравно-
мерности вращения махо-
вых масс составляет до
0,18. Этот коэффициент
замерен при штамповке
чашки дифференциала
(см. табл. 2).
В качестве примера
рассчитаем необходимую
мощность эл ектр одв и га-
теля и маховые массы прес-
са Шмерал при штамповке
детали — чашки диффе-
ренциала (правой) (см.
табл. 2). Усилие штампов-
ки замеряли методом тен-
зометрирования. Деталь
штамповали в три перехода: осадка в торец; предварительная
штамповка; окончательная штамповка.
На рис. 114, а—в показаны осциллограммы замера усилий де-
формации предварительно сжатых правой и левой стоек и других
деталей пресса при трех переходах штамповки. Графики построены
по углам поворота кривошипа вала (рис. 115, а—в) и по крутящим
моментам (рис. 116, а—в). На рис. 114 видны отметки времени,
равные 0,02 с. Ползун пресса делает пх = 50 ходов в минуту, по-
этому за 0,02 с главный вал поворачивается на 6°. На осцилло-
Рис. 115. Изменение усилий на ползуне, рассчитанных по данным рис. 114:
а — при осадке; б — при предварительной штамповке; в — при окончательной штам-
повке
граммах зафиксированы участки пути ползуна Su. Для расчета
работы необходимо перестроить графики «Р—S» в «Р—а» (см.
рис. 115, а—в), определив угол а по формуле
2(1-C)(1+JJ)+C2
cos а =------—-----,
где С = ПГ' k = 4T-
Далее графики «Р—а» перестроены в графики «Л4кр z—а.»
(см. рис. 116, а—в), по которым определена затраченная прессом
работа при штамповке чашки дифференциала (правой) в каждом
переходе по формуле
А =
где /nx — масштаб углов; т2 — масштаб крутящих моментов;
F — площадь графика.
179
Крутящий момент определен по формуле
при расчете mKpZ принят коэффициент трения |л — 0,06. Рассчи-
танная средняя работа по приведенным графикам на рис. 116, а—в
составляет:
1) при осадке
< 14 700 + 11 200 1О nt-n
Лср1 =------j------= 12 950 кгс-м,
где 14 700 кгс-м — работа по показаниям одной стойки, 11 200 —
по показаниям другой стойки;
Рис. 116. Изменение крутящих моментов, рассчитанных по данным рис. 115:
а — при осадке; б — при предварительной штамповке; в — при окончательной штам-
повке
2) при предварительной штамповке
л 64 600 + 80 400 _____глл
Лср2 =-------у------— 72 500 кгс-м;
3) при окончательной штамповке
»л 73 000 ~|“ 67 000 *7(\ алл
Дср3 =-------±------= 70 000 кгс-м.
Так как наибольшая работа затрачивается маховыми массами
пресса при втором переходе, в дальнейшем расчет проведем по
энергозатратам в этом переходе.
180
Затраты работы на разгон ведомых элементов муфты Лраз,
на потери, связанные с пробуксовкой муфты Лпр, и потери при
холостом перемещении ползуна пресса Ах х определяем согласно
работе [15]:
Лраз = 0,0055JBnj;; Лпр = 1,2-0,0055/^;
0,0055-Jn р<у
х-х пв ’
где /в = 750 кгс • м • с2 — момент инерции ведомых элементов муфты
и главного вала с ползуном, приведенный к главному валу; /пр =
= 953 кгс-м-с2 момент инерции ведущих элементов привода (ма-
ховых масс и исполнительного механизма), приведенный к прием-
ному валу; пм = 50 об/мин — частота вращения главного вала,
где смонтирована муфта; пм х = 235 об/мин — частота вращения
маховика привода; пв = 30 — число перемещений (ходов) ползуна
при выбеге.
Л раз - 0,0055JBn2M = 0,0055-750-502 = 9800 кгс-м;
Лпр= 1,2-0,0055jBn^ — 1,2-9800 = 11 760 кгс-м;
= Ода/,/., = 0,005.953.235- =
х-х пв 30
Таким образом, суммарные затраты без выполнения рабочего
перехода
Лх. п ^раз + ^пр + ^х. х = 31 160 КГС-М.
Затраты кинетической энергии привода пресса при выполнении
рабочего — второго перехода рассматриваемой детали: Ар =
= 72 500 кгс-м.
Общие затраты при выполнении одного перехода с учетом
к. п. д. т]м = 0,95:
Лоб = Лр + Лх х + Лраз + Лпр- = 72 500 + 9600 +
г1м
। 9800+ 11 760 i лл олл
Н------гГос---= 104 800 кгс-м.
и,Уо
Продолжительность цикла
f _ 60 _ 60 _ < п „
<ц— «хР — 50-0,12 — °С’
где р — коэффициент использования номинальных ходов.
Средняя мощность цикла
181
/V Моб 1,2-104 800 __ 12з KgT
7Vh 102/ц 102-10 “
где kH — коэффициент запаса.
Для двигателя с фазным ротором фактическая мощность цикла
jV _?.±ф 1/ 2^- ф. дг
Н-Ф пд V пл 7Vh>
где пн ф = 980 об/мин — номинальная частота вращения; ид =
= л0 (1 — Зд); п0 = 1000 об/мин — синхронная частота вращения;
S„ = 0,1 — величина действительного скольжения; п„ — 1000 X
X (1 — 0,1) = 900 об/мин;
Определяем момент инерции маховых масс привода пресса:
г __ь 91Лр
"Р Ф «и/
где Лф—коэффициент формы графика, который при работе на
одиночных ходах, в свою очередь, определяется по формуле
** = /(' - W р)+(2-6р+Зр°) + ( у, _
S — коэффициент неравномерности вращения маховых масс
пресса;
6 = 2ek (SH + Sp);
Sp = 0,01 — величина упругого скольжения клиноременной
передачи; SH = 0,1 — номинальное скольжение электродвигателя;
коэффициенты е и k принимаем по данным работы [15]: 8 = 0,85;
k = 1,2.
6 = 2е£ (SH + Sp) = 2-0,85-1,2 (0,1 + 0,01) = 0,224.
Фактически замеренный коэффициент 6 при экспериментах на
прессе Шмерал при штамповке рассматриваемой детали 6 = 0,18.
Это значение 6 и принимаем в расчетах.
Определяем коэффициент &ф:
182
Ч = У 0 - -W°.12)!+P-6-0,12+3.0,lg)( “ ™ + ”°° ) +
/ 11 760 -F 9800 V
' \ 0,95-72 50.0 ) =1»2-
Определяем необходимый момент инерции маховых масс пресса:
» 1 91ЛР I q 91-72 500 Qin 2
^ПР = 2 — I’2 2352-0,18 810 КГС-М-С .
м.хи
В рассматриваемом прессе Шмерал (Рн = 4000 тс) имеется элек-
тродвигатель мощностью Мф = 225 кВт, а суммарный момент инер-
ции маховых масс пресса, приведенных к приемному валу, состав-
ляет «7пр = 916 кгс-м-с2. По расчету получили = 135 кВт и
Упр = 810 кгс-м-с2. Следовательно, пресс может быть использован
для штамповки этой детали. Увеличенная мощность электродви-
гателя позволит ему работать более надежно даже при небольших
перегрузках пресса.
ГЛАВА V
МУФТЫ, ТОРМОЗА И МЕХАНИЗМЫ
УПРАВЛЕНИЯ ПРЕССОВ
НАЗНАЧЕНИЕ СИСТЕМЫ ВКЛЮЧЕНИЯ
Основное назначение системы включения, состоящей из муфты,
тормоза и механизмов управления, — осуществлять пуск и от-
ключения кривошипно-шатунного механизма пресса после завер-
шения полного рабочего хода. Кроме того, муфта обеспечивает
передачу момента от привода к кривошипно-шатунному механизму,
предохраняет пресс от перегрузок, возникающих при некоторых
технологических нарушениях работы прессов (штамповка охла-
жденной заготовки, штамповка значительно увеличенной по массе
заготовки). Особенно важно предохранить кривошипный пресс от
перегрузок в период его распора. Опытом эксплуатации прессов
доказано, что надежность их работы зависит от надежности работы
систем включения.
Выходы пресса из строя по причине поломок вышеуказанных
механизмов отмечаются в работе [10].
Во всех конструкциях кривошипных горячештамповочных
прессов муфты монтируют на главном валу, что снижает энергию,
расходуемую на разгон ведомых элементов, а также уменьшает
скорость проскальзывания дисков при включении муфты. Следо-
вательно, снижается нагрев и износ трущихся элементов муфты.
Размеры и конструкция муфт прессов обусловливаются величиной
передаваемого крутящего момента и связаны с компоновкой эле-
ментов муфт.
Классификация фрикционных муфт кривошипных горячештам-
повочных прессов по конструктивным признакам приведена
в схеме 3.
ТИПОВЫЕ КОНСТРУКЦИИ МУФТ
В кривошипных горячештамповочных прессах наиболее рас-
пространены фрикционные муфты трения с приклепанными об-
кладками из феродо или ретинакса на ведомых дисках и с пневма-
тическим включением. Появляются муфты со вставными блоками
из ретинакса. С конструкциями фрикционных муфт включения
184
Классификация фрикционных муфт прессов
по конструктивным признакам
Схема 3
кривошипных горячештамповочных прессов можно также озна-
комиться в работе [10].
Рассмотрим некоторые типовые муфты, применявшиеся ранее
в прессах старого типа и модернизированные для прессов новых
типов.
В муфте пресса ЗТМП старого выпуска (рис. 117) при эксплуа-
тации обнаружены следующие недостатки: 1) неудовлетворитель-
ное охлаждение дисков муфты; 2) мал срок службы феродо дисков
муфты, наблюдается быстрый их износ и срыв сегментов феродо;
3) разрушаются болты, соединяющие наружную крышку муфты
с венцом большой шестерни, а также шпильки для разведения дис-
ковой муфты; 4) наблюдается износ шлицевой ступицы по сопря-
гающимся поверхностям с валом и ведомыми дисками, а также раз-
рушение зубьев ведущих дисков; 5) быстро изнашиваются уплот-
нения в муфте, особенно поршня включающего устройства; 6) раз-
185
рушаются опорный стакан для заднего подшипника муфты, а
также подшипники вертлюга; 7) обрываются болты крепления зад-
него ведущего диска муфты; 8) неудовлетворительная посадка и
подгонка клиновых шпонок крепления ступицы муфты на валу
пресса; 9) быстро разрушается зубчатый венец муфты по зацепле-
нию с малой шестерней.
Муфта пресса ЗТМП модели К-8544 (рис. 118) значительно от-
личается от муфты пресса старого выпуска, и ее недостатки устра-
186
йены. В приложении 24 приведено сравнение расчетных параметров
муфт прессов ЗТМП (Рн = 2500 тс). Конструктивная форма муфты
(рис. 118) определялась ее расчетными параметрами, связанными
с применением в муфте ретинакса. Если величина удельного
усилия на дисках трения феродо составляла 4,92 кгс/см2, то в муфте
с применением ретинакса удельное усилие равно 14,9 кгс/см2.
Рис. 118. Фрикционно-пневматическая муфта пресса ЗТМП модели
К-8544 (Рн = 2500 тс)
В то же время для обеспечения удельного усилия на муфте
14,9 кгс/см2 при давлении воздуха на поршне включающего уст-
ройства 4,57 кгс/см2 потребовалось увеличить площадь поршня
включающего устройства в 5,1 раза, поэтому в муфте применен
сплошной консольный поршень. При этом центр тяжести системы
несколько смещен вправо и нагрузка на правый подшипник зна-
чительно увеличилась. Увеличилась также нагрузка на опорный
подшипник вертлюга. В муфте удовлетворительно решены воп-
росы ее охлаждения за счет больших охлаждающих окон, каналов
и ребер.
187
С целью снижения удельного усилия на зубья шлицевой сту-
пицы увеличен ее диаметр по шлицам. Она посажена на квадрат-
ную часть главного вала при помощи двух клиновых нестандарт-
ных шпонок (см. рис. 118). Размер квадрата вала в прессе модели
Рис. 119. Фрикционно-пневматическая
муфта пресса ЗИЛ (Рн = 2500 тс) (ста-
рого выпуска)
на дисках муфты, выполненных из
чить большое удельное усилие, то
К-8544 340x340 мм; длина
ступицы также 340 мм.
В поршне имеются две коль-
цевые уплотнительные ман-
жеты, но они не прижима-
ются воздухом, как это имеет
место в муфтах прессов Н КМЗ
и др.
Для перемещения поршня
включающего устройства при
выключении муфты в крайнее
переднее положение (исход-
ное) в муфте имеются 12 пру-
жин, работающих каждая с
расчетным усилием при вклю-
чении муфты 248 кгс и об-
щим усилием всех пружин
~2980 кгс, что вполне до-
статочно для быстрого пере-
мещения поршня назад при
выключении муфты.
Ведущие и ведомые диски
в местах их сопряжения со
шлицевыми элементами име-
ют толщину соответственно
75 и 70 мм, что должно обес-
печить снижение контактного
напряжения. Конструкция
новой муфты пресса НКМЗ
модели К-8546 (Рн = 4000 тс)
приведена на рис. 60. В ней
увеличена шлицевая ступица,
усилены подшипники муфты.
В связи с применением обкла-
док из ретинакса сокращены
их размеры и количество тру-
щихся поверхностей. Так как
ретинакса, требуется обеспе-
увеличена площадь поршня
включающего устройства. В муфте применено бесшпоночное соеди-
нение шлицевой ступицы с главным валом.
В муфту пресса ЗИЛ усилием на ползуне 2500 тс в отличие
от муфты пресса Эджекс внесены конструктивные изменения
(рис. 119): увеличено число шпилек для разведения дисков и от-
188
381
Рис. 120. Фрикционно-пневма-
тическая муфта пресса Шмерал
LKM типа В (Рн = 1600 тс)
вода поршня. Для первого диска муфты, отходящего с поршнем
в исходное положение при выключении муфты, в прессах ЗИЛ
имеется 12 шпилек с пружинами (dnp = 12,0 мм и dcp = 57,0 мм)
против 8 пружин в прессах Эджекс (dnp = 12,5 мм и dcp = 57,5 мм).
Максимальное расчетное усилие 12 пружин в муфте ЗИЛ состав-
ляет 7150 кгс, а в 8 пружинах муфты пресса Эджекс —5000 кгс.
Пружины второго и третьего дисков
в муфте сняты.
Зубчатый венец муфты пресса ЗИЛ
изнашивается, поэтому при модерни-
зации прессов ЗИЛ предлагалось
увеличить длину зубьев с 330 до
360 мм, а зубчатый венец отливать из
стали 35ХГСЛ с закалкой зубьев
т. в. ч. Предлагалось также усилить
опорные подшипники муфты, что вы-
полнено при модернизации муфты.
В рассматриваемой муфте прессов
ЗИЛ наблюдался износ зубьев ведо-
мых дисков, поэтому, нужно было
уменьшить расчетную контактную на-
грузку путем увеличения ширины
сопрягающегося зацепления ведомых
дисков и диаметра шлицевой ступи-
цы. При этом расчетное удельное
усилие на дисках феродо для пере-
дачи номинального крутящего мо-
мента достигает qM = 6,73 кгс/см2,
что, во-первых, требует повышенного
давления воздуха в муфте и, во-вто-
рых, увеличивает расчетный коэффи-
циент &изн выше допустимой вели-
чины. При модернизации муфты не-
достатки устранены.
На рис. 120 приведена конструк-
ция муфты, которая с помощью тяги
механически совмещена (сблокиро-
вана) с фрикционно-дисковым тормо-
зом. Рассматриваемая муфта-тормоз применяется в прессах Шме-
рал LKM типов А и В. Отличительная особенность этой муфты
состоит в присоединении к ней специального дросселирующего
клапана, ускоряющего выхлоп воздуха из муфты.
Проведенные исследования прессов Шмерал LKM типов А
и В, имеющих муфты включения с дросселирующим клапаном,
показали, что при этом не обеспечивается значительное ускорение
выхлопа из муфты. Клапан впуска воздуха в муфту по сравнению,
например, с клапаном муфты Шмерал МКП значительно увели-
чивает период впуска, чем создаются условия к росту цикла управ-
189
А-А
Рис. 121. Фрикционно-пневмати-
ческая муфта пресса Нейшенел
(Рн = 2500 тс) (старого выпуска)
Рис. 122. Детали фрикционно-пневматической муфты прес-
са Нейшенел (нового выпуска)
ления прессом. Не помогает ускорению управления тормозом бло-
кирующая механическая тяга. Отсутствуют на поршне отводные
пружины; предполагается, что работу выполняют пружины тор-
моза. В муфте имеется пружинное устройство, разгружающее
главный вал пресса от дополнительного веса консольно распо-
ложенной муфты.
В процессе эксплуатации прессов Нейшенел старого типа обна-
ружены следующие недостатки муфт (рис. 121): 1) сравнительно
быстро изнашиваются квадратные направляющие болты, стяги-
вающие детали муфты; 2) наблюдается разрушение ведущих ди-
сков в местах расположения вырезов для направляющих болтов;
3) разрушаются головки болтов, крепящих верхнюю крышку с ос-
нованием муфты. По условиям техники безопасности их соединяют
мягкой проволокой диаметром 6—8 мм (проволока приваривается
к головкам болтов); 4) мал срок службы шлицевой ступицы муфты;
5) охлаждающего устройства в муфте по существу нет, что приводит
к быстрому нагреву дисков, разрушению феродо, нагреву под-
шипников.
В муфте, приведенной на рис. 122, введены следующие изме-
нения: 1) вместо направляющих квадратных шпилек установлены
круглые штыри для удержания от проворота ведомых дисков;
2) по наружному диаметру значительно увеличена шлицевая сту-
пица; 3) увеличен наружный диаметр ведомых дисков и уменьшен
внутренний.
В муфте пресса Нейшенел (Рн = 4000 тс) старого типа, уста-
новленного в кузнечном цехе АЗЛК, проведена модернизация
с приближением этой конструкции к конструкции муфты нового
типа.
ТОРМОЗНЫЕ УСТРОЙСТВА
В прессах различают главный тормоз, который останавливает
кривошипно-шатунный механизм после выключения муфты и
удерживает его в требуемом положении, и вспомогательный тормоз,
которым можно затормозить маховые массы привода после выклю-
чения электродвигателя, муфты привода и включения главного
тормоза.
Наибольшая ответственность возлагается на работу главного
тормоза, так как от его работы в значительной степени зависит
надежность удерживания ползуна пресса в заданном положении.
Во всех конструкциях главных тормозов прессов торможение осу-
ществляется пружинами, чем обеспечивается наибольшая надеж-
ность в работе. В настоящее время особое внимание отводится во-
просу рационального охлаждения деталей тормоза, вплоть до вве-
дения в систему охлаждения проточной воды.
В связи с применением вставных блоков в ведущие диски тор-
мозов, особенно изготовленных из ретинакса, начинают исполь-
зовать дисковые тормоза: однодисковые (с двумя трущимися
191
поверхностями) и реже многодисковые (с четырьмя и более тру-
щимися поверхностями).
Главные тормозные устройства можно классифицировать по
ряду признаков: по механизму включения (торможения) — тор-
моза с периодическим включением за счет пружин и выключением
из работы воздухом или периодическим включением и выключе-
нием специальной тягой; по типу трущихся поверхностей — тор-
Рис. 123. Главный ленточный тормоз пресса НКМЗ (Рн = 4000 тс)
(старого выпуска)
моза ленточные и дисковые; по типу лент — тормоза со сплошными
лентами и с шарнирно-колодочными лентами; по типу охлажде-
ния — воздушное (ё дисковых и ленточных тормозах) и водяное
(в’дисковых тормозах); по типу соединения с муфтой — тормоза,
связанные с муфтой пресса специальной тягой, и тормоза, связан-
ные с муфтой только механизмом управления.
Рассмотрим типовые конструкции главных тормозных уст-
ройств, применяющихся в настоящее время в кривошипных горя-
чештамповочных прессах.
На рис. 123 и 124 приведены конструкции тормозных устройств
прессов НКМЗ. Дисковый тормоз охлаждается проточной водой от
цеховой магистрали, причем допустимая температура нагрева охла-
192
ждающей воды 50° С (рис. 124). Наружный диаметр трущейся
поверхности тормоза равен 1280 мм, внутренний 1000 мм. При
расчетном удельном усилии на диски тормоза qT = 2,7 кгс/см2
создается тормозной момент Мт = 1 600 000 кгс-см. Тормоз
связан с муфтой пресса тягой, проходящей через проточку, вы-
полненную в главном валу пресса. Тяга, в свою очередь, связана
с муфтой пресса, следовательно, торможение обеспечивается пру-
жинами муфты через тягу. Дисковый тормоз, применяемый в прес-
сах новых выпусков, увеличивает надежность прессов в работе.
А-А
Рис. 124. Главный дисковый тормоз пресса НКМЗ модели К-8546 (Рн =
= 4000 тс)
Ленточному тормозу (см. рис. 123) присущи следующие недо-
статки: 1) неравномерное удельное усилие ленты на барабане тор-
моза, что приводит к неравномерному износу ленты, быстрому
изнашиванию ленты на набегающем ее конце; 2) велики контактные
напряжения в местах сопряжения ступицы с главным валом, что
приводит к быстрому износу вала и ступицы; 3) менее удовлетво-
рительны условия охлаждения тормозного шкива в тормозе при
малом количестве охлаждающих ребер и неправильном их распо-
ложении; ленточный тормоз в прессе НКМЗ (Рн = 6300 тс) при
модернизации пресса в период его капитального ремонта заменен
дисковым тормозом (рис. 125). Кроме того, воздушное управление
тормозом выполнено бесконтактным. Модернизированный тормоз
пресса и управление работают хорошо. На базе этого опыта на-
мечается замена ленточных тормозов, имеющихся на других прес-
сах.
193
На рис. 126 приведены конструкции главных тормозных уст-
ройств прессов ЗИЛ (Рн = 2500 тс). Недостатки тормоза первого
выпуска (рис. 126, а): 1) диаметр тормозного барабана при расчете
выбран малым, поэтому его размер с 915 мм/увеличен до 1200 мм;
во втором случае тормозная лента работает менее напряженно;
2) система включения тормоза через рычаги оказалась сложна;
Рис. 125. Главный тормоз пресса НКМЗ (Рн = 6300 тс)
3) наблюдались частые случаи обрыва тормозной ленты тор-
моза.
Новая конструкция цилиндра тормоза более простая (рис. 126,6)
и удачнее выполнена система регулировки натяжения тормозной
ленты. Этот тормоз более компактный и надежный в работе.
В приложении 25 приведены данные по расчету обеих конструк-
ций тормозных устройств пресса ЗИЛ (Рн = 2500 тс) (рис. 126).
С увеличением радиуса тормозного шкива /?т от 45,8 до 60,0 см
значительно улучшились условия работы тормоза. Так, среднее
удельное усилие уменьшилось от 14,8 до 8,57 кгс/см2. Показатель
износа также уменьшился от 12,8 до 8,95 кгс/см2, но продолжает
все же оставаться высоким.
194
Рис. 126. Главный ленточный тормоз пресса ЗИЛ
(Рн = 2500 тс):
а — старого выпуска; б — нового выпуска
Тормоза пресса ЗИЛ работают напряженно. В процессе модер-
низации пресса ЗИЛ (Рн = 2500 тс) предложено разработать
конструкцию дискового тормоза. В дисковом главном тормозе
пресса ЗТМП модели К-8544 применяют вставки из ретинакса
(рис. 127). Тормоз однодисковый, имеет хорошее охлаждение за
Рис. 127. Главный фрикционно-диско-
вый тормоз пресса ЗТМП модели
К-8544 (Рн = 2500 тс) с вставками из
ретинакса
Рис. 128. Главный дисковый тормоз
пресса Шмерал LKM типа А, В (Рн =
= 1600 тс)
счет специальных каналов и охлаждающих ребер. Тормозные бу-
ферные пружины телескопического вида (12 шт.) предназначены
для обеспечения больших усилий при их сжатии. Расчетное усилие
одной пружины составляет 3080 кгс. Применение пружин такого
типа объясняется необходимостью обеспечения на вставках из
ретинакса удельного усилия qT = 19,8 кгс/см2. Общее усилие
нажатия 29 100 кгс.
.196
Как видно из приложения 26, в этом тормозе величина коэффи-
циента износа ЛиЗН = 4,3 кгс-м/см2-мин. В силовом цилиндре
тормоза применяют уплотнения нового типа.
Тормоз, применяющийся в прессах Шмерал LKM типов А и В,
многодисковый (имеет четыре трущихся поверхности), с наклад-
ками из феродо, прикрепленными к ведущим, силовым, дискам
(рис. 128). Тормоз при помощи специальной тяги, пропущенной
через отверстие главного вала, сблокирован с муфтой. Расторма-
живание тормоза осуществляется при помощи этой тяги, а также
Рис. 129. Вспомогательный тормоз (тормоз маховика) пресса ЗИЛ
(Рн = 2500 тс)
давления воздуха, поступающего от муфты через отверстие в тяге
к силовому цилиндру тормоза.Торможение осуществляется две-
надцатью цилиндрическими пружинами. Обнаружены некоторые
недостатки тормоза: малый срок работы уплотнительных устройств
и разрушение тормозных шпилек, на которых посажены пружины
тормоза. Тормоз работает удовлетворительно.
Вспомогательные тормозные устройства, применяемые в криво-
шипных горячештамповочных прессах, служат для остановки махо-
вых масс при выключенном электродвигателе, муфте и включен-
ном главном тормозе (рис. 129, 130). Неудовлетворительную работу
некоторых вспомогательных тормозов следует объяснить плохим
их конструктивным исполнением. На рис. 131 приведен вспомога-
тельный тормоз прессов Нейшенел после модернизации, состоящей
в замене фрикционного материала феродо ретинаксом, который
может выдержать тяжелые условия работы с нагревом до высокой
температуры.
197
. Рис. 130. Вспомогательный тормоз (тормоз маховика) пресса ЗТМП
Рис, 131. Модернизированный тормоз со вставками из ретинакса в прессе
Нейшенел (Рн = 4000 тс)
ТРУЩИЕСЯ МАТЕРИАЛЫ МУФТ И ТОРМОЗОВ
Срок службы фрикционных материалов, применяемых в ка-
честве обкладок дисков или вкладышей к ним, во многом опреде-
ляет работоспособность и надежность муфт и тормозных устройств
кривошипных горячештамповочных прессов. Быстрый износ или
разрушение вставок и накладок приводит к резкому снижению
срока службы рассматриваемых узлов прессов. При больших
габаритных размерах муфт-тормозов, необходимых для обеспече-
ния значительных крутящих и тормозных моментов, во время вклю-
чения возникают ударные нагрузки. Работоспособность и надеж-
ность муфт и тормозов, определяемые сроком службы фрикционных
материалов, зависят также и от тепловых нагрузок.
В качестве трущихся пар в муфтах и тормозах кривошипных
горячештамповочных прессов применяются феродо-чугун, рети-
накс — сталь, ретинакс—чугун, козид—сталь и др.
В ЭНИКМАШе, в лаборатории МАМИ, а также в других на-
учно-исследовательских институтах проведены испытания фрик-
ционных трущихся пар, применяемых в прессах: 1) фрикционные
материалы на асбокаучуковой основе марки 63-7-67 и др., в паре
со сталью СтЗ; 2) фрикционные материалы на асбосмоляной и асбо-
каучуковой основе марки ФК 16Л и др., разработанные Тамбов-
ским заводом асбестовых резиновых технических изделий
(ТЗАРТИ), в паре со сталью СтЗ и с чугуном СЧ 21-40; 3) фрик-
ционный материал козид в паре с чугуном СЧ 21-40.
Оценку фрикционных свойств исследуемых трущихся пар про-
водили по коэффициенту трения и интенсивности их износа по
массе. Как показали испытания, хорошей парой трения, с точки
зрения передачи крутящего момента, является фрикционная пара
ретинакс марки ФК 24А — чугун.
Фрикционный материал ретинакс ФК 16Л хорошо работает при
сравнительно высоких температурах (порядка 300—600° С). По
износу ретинакс ФК 16Л значительно (в 2—3 раза) уступает ре-
тинаксу ФК 24А. Козид при малых удельных усилиях работает
приблизительно так же, как и ФК 24А, но при 12 кгс/см2 и выше
его износостойкость резко ухудшается.
Феродо 6КХ-1 удовлетворительно работает при малых удельных
усилиях, но интенсивность его износа в 5-—6 раз выше, чем у ре-
тинакса ФК 24А. При больших удельных усилиях феродо 6КХ-1
(свыше 12 кгс/см2) работать не может— интенсивность износа зна-
чительно возрастает.
Исследования, проведенные в ЭНИКМАШе, показали, что
в наибольшей степени удовлетворяют условиям работы в прессах
и обладают лучшей износостойкостью следующие фрикционные
материалы: 63-7-67, 63-5-58, 8-45-62 и 143-63.
Большим недостатком почти всех рассматриваемых фрикцион-
ных пар является нестабильность коэффициента трения при раз-
личных удельных усилиях, коэффициент трения существенно за-
199
висит от удельного усилия, в то время как скорость скольжения
не оказывает большого влияния на его величины (при 1—7 м/с
изменение на 10—15%). При температуре до 240° С заметного
уменьшения коэффициента трения не наблюдается. В процессе
эксплуатации кривошипных горячештамповочных прессов, ра-
ботающих с феродо, установлена значительная зависимость рабо-
тоспособности муфт-тормозов от температуры их нагрева; причем
срок службы этих узлов связан с интенсивностью охлаждения.
Установлен также значительный рост износа трущихся пар после
достижения ими в контактирующих поверхностях температуры
выше 200° С.
Качество обработки поверхности диска трения в зависимости
от механической обработки: токарная обработка — V5, шлифо-
вание— \/7, в паре с ретинаксом ФК 24А при qT = 12-4-18 кгс/см2
влияет только на продолжительность приработки трущихся пар,
причем для шлифованных дисков длительность приработки уве-
личивается на 40—50%.
Проверку работоспособности муфт-тормозов кривошипных го-
рячештамповочных прессов со вставками в дисках необходимо про-
водить по формуле [4]
JL ^Тр^ВЗ^Н^П г Г, 1.
^изн р 1Лизн1>
г тр
FTp = nS см2,
Таблица 38
Фрикционные узлы Конструктивные особенности Величина [*изн], кгс-м/см2 «мин
Муфта Тормоз
Однодисковые со вставками из рети- накса Однодисковые с накладками из фе- родо Многодисковые с накладками из фе- родо С принудительным охла- ждением фрикционного контакта с оребрением Без принудительного охлаждения фрикционного контакта При интенсивном охла- ждении с оребрением При неинтенсивном охла- ждении и без оребрения При интенсивном охла- ждении При неинтенсивном ох- лаждении 8,5—10 7,5-8,5 6—7 5—6 2,8—3,5 2,4—3,2 7—8 6—7 4,2—5 3,5—4,2 2,2—3,0 2,0—2,8
Примечание. Меньшие значения показателя износа [&Изн] приме-
няют для муфт и тормозов, у которых 7?ср > 42 см, а большие — для тех, у кото-
рых Яср < 25 см.
200
где £изн—расчетный показатель износа, кгс-м/см2-мин; Лтр —
работа трения при одном включении, кгс-м; £вз— коэффициент
взаимного перекрытия, равный отношению площади трения вста-
вок к площади кольца трения ведущего диска, для накладок из
феродо kB3 = 1; пп — номинальное число ходов пресса по паспорту;
Сп — коэффициент использования числа ходов пресса; п — число
вставок; S — площадь одной вставки, см2; [&изн] — допустимый
показатель износа для рассчитываемой конструкции муфты-тор-
моза, кгс-м/см2-мин.
В табл. 38 приведены рекомендации показателей износа ис-
следуемых фрикционных материалов.
РАЗМЕРЫ ДИСКОВ И ШЛИЦЕВЫХ СТУПИЦ
МУФТ И ТОРМОЗОВ
В кривошипных горячештамповочных прессах в качестве фрик-
ционного материала применялось феродо с допускаемым расчетным
удельным усилием ~5 кгс/см2. Для передачи значительных кру-
тящих моментов (1 • 108 кгс-см и более) муфта имеет несколько тру-
щихся поверхностей. Таким образом, величина передаваемого
крутящего момента определяет размеры дисков муфты.
В приложении 27 приведены размеры трущихся поверхностей
и другие расчетные параметры для фрикционных муфт кривошип-
ных горячештамповочных прессов с накладками из феродо. Для
пресса с Рн = 630 тс максимальный радиус трущейся поверхности
составляет = 1400 мм (диаметр 2800 мм). Отношение внутрен-
D
него радиуса трения в муфте к наружному изменяется в пре-
ai
делах 0,415—0,850. В прессах Шмерал LKM, при поперечном рас-
положении вала к фронту пресса, отношение принимается
в пределах 0,618—0,644. В приложениях 28 и 29 приведены раз-
меры шлицевых ступиц и ведомых дисков в муфтах-тормозах прес-
сов Шмерал LKM.
При больших диаметрах и малой толщине дисков создается
опасность их прогиба, что приводит, к снижению площади кон-
такта трущихся поверхностей. Очень важно обеспечивать необ-
ходимую прочность шлицевых зубьев ведущих дисков с зубчатым
венцом муфты. В процессе эксплуатации прессов возможны износ
и разрушение зубьев, так как в некоторых конструкциях ведущих
дисков муфт часть зубьев удаляют для выполнения окон по охла-
ждению дисков.
Шлицевые ступицы в прессах Эджекс имеют более высокий
срок службы по сравнению со шлицевыми ступицами других прес-
сов (срок службы шлицевых ступиц прессов Эджекс до 10 лет и даже
более), что определяется небольшим удельным усилием, примене-
нием износостойких материалов и термообработкой зубьев.
В целях увеличения срока службы шлицевых соединений в кри-
вошипных горячештамповочных прессах необходимо: 1) увеличи-
201
вать контактную поверхность соединения по зубьям и с валом (см.
приложения 28, 29); 2) выбирать форму зубьев, обеспечивающую
увеличение их контактной поверхности; 3) стремиться к сопря-
жению значительной части зубьев ступицы с зубьями ведомых
дисков; 4) за счет выбора материалов и термообработки т. в. ч.
увеличивать износостойкость сопряжений.
Обычно ступицы изготовляют из стали 45 с последующей тер-
мообработкой. Ступицы, изготовленные из стали 65Г, проработали
много лет. При изготовлении ступиц из более высокоуглеродистых
сталей с повышенным содержанием марганца можно обеспечивать
продолжительный срок службы ступиц как по месту их крепления
с главным валом, так и по шлицевым соединениям с ведомыми дис-
ками муфты.
Для увеличения срока службы зубьев дисков и ступиц необ-
ходимо их подвергать поверхностной термообработке на твердость:
зубья дисков HRC 50—55, ступиц HRC 45—50.
НАКЛАДКИ И ВСТАВКИ ФРИКЦИОННЫХ МАТЕРИАЛОВ
МУФТ И ТОРМОЗОВ
Кривошипные горячештамповочные прессы обычно имеют не-
значительную скорость на среднем радиусе дисков (уср = 3,2ч-
ч-5 м/с), но большое число включений муфт и тормозов. При работе
пресса иногда необходимо за счет повышенного удельного усилия
на дисках муфты обеспечить нужный момент для вывода пресса из
распора [17].
Подключением местного компрессора с небольшим объемом ре-
сивера при давлении воздуха р = 10 ат не удается повысить дав-
ление воздуха в муфте выше его давления в сети. Поэтому необ-
ходимо рассчитывать муфту на давление не более 4 ат, а в сети
пневморазводки иметь давление до 7 ат; давление 4 ат в муфте
можно получать за счет редуцирования воздуха редукционным
клапаном, монтируемым в сети подачи воздуха к ресиверу
муфты.'
В период торможения ведомых элементов пресса, особенно при
малом угле поворота кривошипа, тормозной момент на тормозных
дисках может увеличиться. При включении в работу фрикционной
муфты и тормоза наблюдается проскальзывание между ведущими
и ведомыми дисками, в результате чего нагреваются детали муфты-
тормоза, подшипники качения и вытекает из них смазка. Все вы-
шеуказанные факторы усложняют работу муфт-тормозов прессов,
их необходимо учитывать при расчете и выборе конструктивной
формы накладок фрикционных материалов муфт-тормозов криво-
шипных горячештамповочных прессов. Конструктивная форма и
размеры накладок связаны также с формой, размерами и способом
крепления их с ведомыми дисками. В муфтах-тормозах рассма-
триваемых прессов применены накладки типовых форм в виде
секторов.
202
Если ранее плоские накладки трущегося материала в виде
секторов приклепывали к дискам обычно из расчета до 50 см2
площади их трения на одну заклепку, то теперь накладки, напри-
мер в прессах Шмерал и др., сначала приклеивают
термостойким клеем, а затем приклепывают.
В этом случае обеспечивается необходимая проч-
ность соединения накладки с дисками. При этом
не наблюдаются случаи отрыва мелких кусочков
накладки, попадающих обычно между дисками и
приводящих к их заклиниванию или разрушению.
Не оправдали себя фрикционные муфты и тормоза,
в которых секторы накладок из феродо. прикле-
паны слабыми пустотелыми медными заклепками,
изготовленными из медных трубок. Клепать не-
обходимо сплошными заклепками/ На рис. 132
показана заклепка, изготовленная из меди, при-
меняемая для расклепки секторов накладок из
феродо или ретинакса в прессах НКМЗ (Рн=4000
и 6300 тс). Для удобства расклепывания она
с обоих концов просверлена на глубину 12 мм.
Рис. 132. Медная заклепка, применяемая для расклепки фе-
родо в муфтах прессов НКМЗ
специальным
07Z?
Большое влияние на срок службы муфт-тормозов со вставками
оказывает их форма. Опыт эксплуатации прессов показал, что
вставки могут изнашиваться и по боковой поверхности, т. е.
в месте их посадки в ведомом диске. Большое значение оказывает
неплотность посадки вставок в ведомых дисках. Допускается сколь-
зящая посадка вставок. При больших зазорах могут возникать
ударные нагрузки и быстрое смятие боковых поверхностей вставок.
ЭЛЕМЕНТЫ РАСЧЕТА МУФТЫ
Различают проектировочный и поверочный расчеты муфты.
Принимается, что муфта должна обеспечить передачу необходи-
мого расчетного крутящего момента. В связи с возможным измене-
нием сопротивления на главном валу и проскальзыванием дисков
вводится поправочный коэффициент р = 1,1-4-1,3. При проекти-
ровочном расчете размеры муфты связываются с межцентровым
расстоянием между главным и приемным валами, размерами глав-
ного вала в месте крепления на нем шлицевой ступицы, величиной
удельного усилия qM на фрикционной паре трущихся поверхно-
стей, давлением воздуха, подаваемого на силовой поршень муфты,
и др. При поверочном расчете муфты рассматривается готовая ее
конструкция и разрабатываются мероприятия, повышающие срок
ее службы [10].
203
Расчетный момент, передаваемый муфтой,
^рас ~ ₽<р =
Момент, передаваемый муфтой с фрикционными накладками
в виде секторов, при удельном усилии <?м, числе трущихся поверх-
ностей т, коэффициенте трения р
Л4рас = 2nqump j R2 dR = nqutrqi (Rl — /?г) =
= 2,lqMmii(Ri— R%),
где и 7? 2 — наружный и внутренний радиусы трущихся поверх-
ностей муфты.
В муфтах со вставками, имеющими средний радиус трения /?ср,
площадь трения F, расчетный крутящий момент определим по
формуле
Мрдс = 7м^М"^ср^*
В муфтах с фрикционными накладками, выполненными в виде
секторов, число трущихся поверхностей т 2. В муфтах со встав-
ками т = 2.
В работающей муфте величину передаваемого крутящего мо-
мента можно увеличить за счет qM — удельного усилия на дисках,
создаваемого механизмом включения муфты. На поршне муфты
усилие Собщ создается давлением воздуха, подаваемого от меха-
низма управления прессом:
С?общ “
где kr — коэффициент, учитывающий потери трения в манжете
поршня и пропуски воздуха, kr = 0,9-4-0,95; р — давление воз-
духа, подаваемого в муфту, кгс/см2; Fn — площадь поршня при-
вода муфты, см2.
Усилие @об1Ц расходуется на обеспечение в муфте удельного
усилия <?м, на преодоление трения в шлицах дисков, на сжатие
пружин:
Фобщ = ^2<7м^>
где k2 — коэффициент, учитывающий затраты усилия фоб1Ц на сжа-
тие пружин и преодоление трения в шлицах; F — площадь тру-
щейся поверхности, где создается удельное усилие qM. Так как
kipFn = k2qMF, то <7м = -^---у-Р кгс/см2.
В производственных условиях давление воздуха р в цеховой
магистрали обычно не превышает 5—5,5 ат. Если принять, что
kr = 0,95; k2 = 1,30; р = 5 кгс/см2; qM = 18 кгс/см2, то площадь
поршня включающего устройства
Г __ куЯн? _ 1,3- 18 р ер
п ~ k1P “ 0,95-5 ’
204
т. е. площадь привода включающего устройства при большом
удельном усилии на вставках должна быть в несколько раз больше
площади трения. Это вызывает рост габаритных размеров поршня
включающего устройства муфты (см. муфту пресса ЗТМП модели
К-8544 на рис. 118).
Приведем порядок расчета фрикционно-пневматической муфты
пресса.
1. Рассчитаем крутящий момент, который должна передать
муфта для выполнения технологических операций на прессе при
номинальном усилии Рн, приведенном плече момента ткр при а
5°, коэффициенте запаса 0:
Мрас = РРн^кр КГС-СМ.
2. При заданных размерах Rr и R2 трущихся дисков муфты
и выбранном материале накладки, допускающем заданное удельное
усилие qM на дисках, при коэффициенте трения ц и т — числе
трущихся поверхностей получим расчетный момент, передаваемый
муфтой:
для муфт с накладками, прикрепленными к дискам в виде сек-
торов,
Мрас = 2,1^мтц (Л?1 — /?!);
для муфты со вставками
^рас =
где /?ср — средний радиус вставки в дисках; F — площадь одной
поверхности вставки.
3. Проверим рассчитанную муфту по допускаемому коэффи-
циенту износа:
для муфт с накладками, приклепанными к дискам в виде сек-
торов,
Ь — пр х Г \k 1-
^изн 180F
для муфт со вставками
J fl?
Ь __ Jnp х k r lk ,
''изн j gQp п'вз<> n 1Лизн1 ,
где Jnp — момент инерции деталей ведомой части привода, при-
веденный к главному валу, на котором смонтирована муфта,
кгс-м/с2; пх — число ходов ползуна (оборотов главного вала)
в минуту по паспорту пресса; Сп = 0,3-н0,5— число используемых
ходов пресса; F — площадь трущейся поверхности, определяемая
в зависимости от типа (в данном случае — дисковой) муфты по
формуле
F = лт ($ - $),
205
kB3 — коэффициент взаимного перекрытия, равный отношению
площади трения вставки к площади трения кольца ведущего
диска. Допустимую величину [£изн] см. в табл. 38.
4. Определим силу Qo61IV необходимую для обеспечения в муфте
удельного усилия qM. Расчет проводится с учетом передачи номи-
нального крутящего момента при выполнении прессом техно-
логических операций:
Собщ ~ Qi Q2,
где Qi — сила, с которой сжимаются пружины дисков муфты и
поршня включающего устройства и преодолевается трение в шли-
цах при перемещении дисков; Q2 — сила, необходимая для обеспе-
чения удельного усилия на дисках муфты:
Qi — Qi 4"
где Qi — сила сжатия пружин для отрыва дисков и преодоления
трения шлицев при их перемещении во время включения муфты;
Qi — сила сжатия пружин, необходимая для отвода поршня и
первого диска муфты при ее выключении, причем Q{ < Qi (при-
мерно в 2 раза), так как число пружин, служащее для разведения
дисков, примерно в 2 раза меньше числа пружин, необходимых
для перемещения поршня:
Г)' _ ( Мс I < \
M'l ( р + р ) >
\ Г\Ш1 АШ2 /
где Pi—коэффициент трения в шлицах; принимаем при сухом
трении pi = 0,2н-0,25; Л4С — момент сопротивления на валу
пресса, необходимый для включения муфты при разгоне; Л4С =
= £2Л4кр; примем k2 = 0,Зн-0,5 [10]; /?ш1 и /?ш2 — наружный и
внутренний радиусы шлицев ведущих и ведомых дисков муфты.
Для кольцевого поршня
Qi = (dni + ^2) bp;
для круглого поршня
Qi = ijwtdnibp,
где ц2 — коэффициент трения поршня; ц2 — 0,1-4-0,15 и более
в зависимости от затяжки уплотнительной манжеты поршня;
dnl и ^п2 — наружный и внутренний диаметры манжеты поршня,
см; b — высота манжеты поршня, см; р — давление воздуха в
в поршне муфты, ат.
Итак
Qi = Qi + Qi = hi (4г~ + 4s") №dnbp;
Q2 = дмП (rf - $) или (?2 = .
206
5 Найдем давление воздуха, необходимое для обеспечения
а,б1Д: р- 9общ ат
Р~ Мп ’
— коэффициент, учитывающий возможные , пропуски воз-
духа манжетой; принимаем kr = 0,9-ьО,95; F — площадь поршня
включающего устройства (привода); Fn = 0,785 (d„i — d^) или
р == 0,785 dni; d„t и dn2 — наружный и внутренний диаметры
поршня включающего устройства, см.
6. Проверим шлицы ведомых дисков муфты на контактное
напряжение (смятие) [10] по формуле
--------£'Мрас-- , .
см ^1г^пр//?ср.шл ^1ОсмЬ
где Ф — коэффициент, учитывающий неравномерность распреде-
ления усилий по контактной поверхности, ф = 0,7-г-0,8; zx —
число зубьев шлицевой ступицы; z2 — число дисков; /?С|) шл —
радиус делительной окружности шлицев; Fnp — проекция рабочей
поверхности зуба длиной 1 см его на среднюю диаметральную
плоскость, для эвольвентных зубьев
Fnp = 0,8m = 0,8-^;
dn — диаметр делительной окружности; см; т — модуль зацепле-
ния; I— рабочая длина зубьев одного диска. Для сплошного
, d3
вала I = —у- при
и
Д
шлицевой ступице,
перегрузку муфты
Рекомендуется
для термически обработанных зубьев шлицевой ступицы, изго-
товленной из стали 45.
7. Для вставок муфты находим прочность осмтах боковой по-
верхности по формуле
d—внутреннем диаметре диска, сидящего на
В расчет введен коэффициент k', определяющий
при выводе пресса из распора.
при расчетах принимать [осм 1 150 кгс/см2
^смшах — ^4 l
где с = 1,6-2,0 — коэффициент максимального напряжения [4];
— коэффициент динамичности; р — удельная сила смятия:
Р__ ^'-^Рас
/?ср^д
^ср — средний радиус вставок; п — число вставок в диске муфты;
\ — толщина ведомого диска в месте манжеты вставки. Считается
необходимым при этом соблюдение условия > 0,7; /гв — тол-
щина вставки; L — длина вставки в направлении радиуса фрик-
ционного узла.
207
Допускается [асм ] для вставок из ретинакса ФК 24А в паре
с чугуном СЧ 21-40 с обработкой V5—V7, равное 115 кгс/см2.
Удельное усилие на вставках муфты принимаем равным 18—
22 кгс/см2.
8. Продолжительность работы Д (дни) муфты между ремон-
тами при двухсменной работе пресса устанавливаем по формуле [4 ]
д_ l,5/i*/eB3
(q) ^изн^д
где h* — радиус вставки на износ, величина которого зависит от
типа фрикционных элементов. Для плавающих вставок Л* = 0,5-4-
-4-0,8 см, для сплошных неподвижных вставок Л* = О.,6псм см;
исм — число смен; Jn(q)— линейная интенсивность износа, для
материала типа феродо Jj] (<7) =0,03 мкм-см2/кгс-м [4]; 6ИЗН—
показатель износа; £д = 1,1-4-1,4 — коэффициент динамичности
нагрузки.
Выбор овальных вставок, большая ось которых расположена
по направлению радиуса ведомого диска, должен быть проведен
так, чтобы
R1~Ri =0,35ч-0,55; R1~R* = 1,43 и- 1,5,
Rep Н
где /?г, /?2> Rep — наружный, внутренний и средний радиусы
вставок; Н — ширина вставки в направлении вращения муфты.
Приведем пример расчета фрикционно-пневматической дисковой муфты
пресса Шмерал МКП (Рн = 1500 тс).
1. Определим расчетный момент, передаваемый муфтой:
Мрас = ₽^кР;
Мкр — PRmKp = 1 500 000-4 = 6 000 000 кгс-см при 5°.
' При Р = 1,3
Мрас = рМкр= 1,3-6 000 000 = 7,8- 10е кгс-см.
2. Найдем удельное усилие qM на дисках муфты при 7Ирас = 7,8- 106 кге- см;
= 72,5 см; R2 = 40 см; т = 6; р, = 0,35:
Мрас =2,1<7мт(л(й?-^);
_ Alpac _ 7 800 000 _ _ с .
Чм 2,1тИ(я®-^) 2,1-0,35-6 (75,53 — 403) 5>6 к с'см '
С увеличением коэффициента трения р, до 0,4 qM — 4,86 кгс/см2.
3. Проведем проверку работы муфты по допустимому коэффициенту [&изн 1
износа при Сп = 0,3; <7пр = 88,73 кгс м-с3; пх = 60 ход/мин; F = 68 700 см2:
, _ ^прпхсп _ 88,73-6О3-О,3 _ кге-м
изн“ 180F ~ 180-68 700 ~U’ см2мин '
Ввиду большой площади трения F в муфте величина #изн незначительна.
208
4. Рассчитываем общее усилие фобщ, необходимое для обеспечения в муфте
момента Л4рас. Полагаем, что давление воздуха на поршне р = 5 ат:
Собщ = Hi + ’7^') + ^2Л (dnl + rfn2 ) Ьр + ?мл (#1
Момент сопротивления на валу, необходимый при разгоне ведомых масс
пресса,
7ИС = ^2-^кр = 0,3-6 000 000 = 1,8-106 кгс-см.
При /?ш1 = 75 см и /?Ш2 = 26 см; b = 4 см; qM = 5,6 кгс/см2; jjlx = 0,2
По = 0,15; dni = 140 см; dn2 = 65 см
Ообщ = 0,2 (-1,-87j— + Ц6— ) + 0,15-3,14 (140 + 65) 4-5 +
+ 5,6.3,14 (72,52 — 402)«^ 70 000 кгс.
При тех же расчетных параметрах, но при д'ы = 4,86 кгс/см2,
<?общ = 0.2 (-^4^- + + °’15• 3>14 <140 + 65> 4 5 +
+ 4,86-3,14 (72,52 —402) ^60 000 кгс.
5. Необходимое давление воздуха на поршне включающего устройства
при фобщ = 70 000 кгс, С;бщ = 60 000 кгс, Fn = 11 900 см2 и k± = 0,95:
Р
__Qo6u\ 70 000
“ kjFn “0,95-11 900
= 6,18 кгс/см2;
f ^общ 60 000 г ЛП /2
Р ~ ~ 0,95-11 900 ~5,32 кгс/см •
Следовательно, расчетный момент в муфте в первом случае (при qM =
-- 5,6 кгс/см2) не будет обеспечен усилием поршня включающего устройства.
Такой момент передается только, если при заданной величине удельного уси-
лия qM коэффициент трения на дисках не менее 0,4.
ЭЛЕМЕНТЫ РАСЧЕТА ТОРМОЗОВ
При расчете тормоза пресса, различают блокирование работы
муфты и тормоза при помощи механической связи или клапанов
пневмоуправления прессом. В первом случае расчет муфты до-
полняют определением усилия, необходимого для сжатия пружин
тормозного устройства. При расчете пружин тормоза определяют
величину момента инерции масс, останавливаемых тормозом.
Главный тормоз рассчитываем в следующем порядке.
1. По расчетному и приведенному к валу тормоза пресса мо-
менту инерции вращающихся масс Jnp, останавливаемых тормозом,
определяем расчетный тормозной момент с учетом характера на-
растания момента и величины запаса сцепления (это учитывается
коэффициентом Р'):
г 2
Мрас = Р'/Ит = Р' -0-п—— = Р'31,4 пр”х
zuT. рад ит. град
209
где Р' — коэффициент сцепления, Р' = 1,2-н1,3; </пр — момент
инерции деталей, останавливаемых тормозом и приведенных
к валу, где смонтирован тормоз пресса, кгс-м-с2; со — начальная
угловая скорость вала тормоза при торможении; ат— угол тор-
можения, рад. или градусы; пх — число ходов пресса по паспорту.
2. Определяем удельные усилия на ленте тормоза (в ленточном
тормозе) или на среднем радиусе дискового тормоза. Для ленточ-
ного тормоза усилие (кгс) на сбегающем конце ленты
Сб (е^-1)^’
усилие (кгс) на набегающем конце ленты
5Наб = 5сбе^а,
где е — основание натурального логарифма; р — коэффициент
трения ленты; а — угол обхвата лентой тормозного барабана, рад.;
/?т — радиус тормозного барабана; ат — угол торможения,
градусы.
Величина максимального, минимального и среднего удельного
усилия (кгс/см2) на ленте тормоза
п _________ *^наб . п _________ 5сб .
т max , Ут mln »
?т. ср
Мрас
раб/?2
или ср =
5сб(е^- 1)р'
где дополнительно принята b — ширина тормозной ленты.
Для дискового тормоза с накладками из феродо или ретинакса,
наклепанных в виде секторов, [10]
_ 2Мрас (1 + 1,2|1ср|М0
“ л|1срт (/?i + Я2)2 (#1 — #2)
или
а ____________________________Мрас_____
Vt 2,1цт(^-^)
Для дискового тормоза со вставками
_ Мрас
Чт
Величины допустимых удельных усилий для прессов (Рн =
= 630-^6300 тс): в ленточном тормозе <7т1пах = 8-4-15 кгс/см2,
<7т min = 34-7 кгс/см2; в дисковом тормозе с накладками из феродо:
qr = 2,5-нЗ,0 кгс/см2; в дисковом тормозе с накладками из рети-
накса: qr = бн-8 кгс/см2.
210
3. Проверяем рассчитанный тормоз по допускаемому коэффи-
циенту износа:
J г?
&изн “ ' С” ^изн1 — для тоРмоза с накладками, прикле-
панными к дискам в виде секторов;
J г?
£изн = Jgo/ Спкъз < [fe„3H] — для тормозов со вставками;
Сп —число используемых ходов прессов, Сп = 0,3-е-0,5; F — пло-
щадь трущейся поверхности в см2; &вз — коэффициент взаимного
перекрытия.
4. Определяем усилие QT привода для торможения. Обычно
QT создается за счет пружин как наиболее надежного и постоянно
действующего усилия:
QT = (1 + 0,42pi/n) qTn (/?? — /?i),
где Pi — коэффициент трения дисков в шлицах; т — число тру-
щихся поверхностей дисков.
5. Проводим подбор и расчет тормозных пружин по усилию QT.
Усилие одной пружины, если действует в тормозе п пружин,
q _ _0т_. q < q
Чпр. рас п » 'хпр. рас \ 4fnp max 8Z)Cp& ’
причем необходимо соблюдать условие Qnp max > Qnp рас (при-
мерно в 1,5 раза). Здесь dnp — диаметр проволоки пружин, мм;
т — допустимое напряжение кручения витков пружины, кгс/мм2;
принимаем т = 50-н65 кгс/мм2; £>ср — средний диаметр пружины,
мм; k — коэффициент, зависящий от отношений
“пр
Максимальная осадка пружины
г _ 8^срФпр тахП
/пр. max— «4 ~ ММ.
апр^
Расчетная осадка пружины
_ 8Рср<?пр. рас»
/пр.рас— Я4 G
пр
где п' — число витков пружины; G = 800 кгс/мм2 — модуль сдвига,
причем должно соблюдаться условие /пр рас < /пр тах.
6. Определяем усилие, необходимое для выключения тормоза.
Расчетная величина Д перемещения поршня растормаживающего
цилиндра в ленточном тормозе:
Д = aS,
где a — угол обхвата тормозной лентой барабана тормоза; S —
величина отхода ленты от барабана.
211
Для дискового тормоза Д' = mS' (гп —‘ число трущихся поверх-
ностей, S' — расстояние, на которое отходят диски тормозов друг
от друга).
Осадка пружин при выключении тормоза
/пр. раб = /пр. рас + ММ.
Усилие, необходимое для выключения тормоза при осадке
пружин на величину /пр. раб:
_______ /пр. рабОпр. рас
пр. раб — f
/пр. рас
Усилие на поршне силового цилиндра, выключающего тормоз,
без учета потерь на трение в шлицах дискового тормоза
Фобщ = Qnp. раб^*
Усилие на силовом поршне тормоза (?общ = krpF. Таким обра-
зом, Qnp. Рабп = kxpF. Обычно определяется площадь поршня
силового цилиндра при заданных величинах kr = 0,9н-0,95;
р = 5 кгс/см2.
7. Определяем толщину б (мм) тормозной ленты, ослабленной
заклепками:
g _ _____*$наб__
(6 — it/зак) [°рас]
Заклепки проверяем на смятие и срез:
*$наб_ Г к
см <W^1cmL
где b — ширина тормозной ленты, мм; i — число заклепок в ряду;
d3aK — диаметр заклепки ленты, мм; п — число плоскостей среза.
Вспомогательный тормоз рассчитываем в следующем порядке.
1. Определяем зависимость между окружным усилием и уси-
лием Р прижима колодки (ц — коэффициент трения) (рис. 133):
Сокр |хР.-
2. Усилие Р (кгс) прижима колодки тормоза обеспечивается
воздухом, впускаемым в цилиндр тормоза:
Р = k\pF п = 0,7854^iP,
где kr — коэффициент, учитывающий пропуски воздуха и трение
манжеты; kr = 0,9-4-0,95; р — давление воздуха в цилиндре тор-
моза; Fni dn — площадь в диаметр поршня тормоза.
212
3. Определяем тормозной момент Л4Т, необходимый для тор-
можения маховых масс, и создаваемый тормозной момент
МТ = J npS*, Л1Т = QoKpRw
Полагаем Мт = тогда
J прё = QoKp^?M>
где </пР — момент инерции маховых масс, приведенных к валу ма-
ховика; 8 — угловое ускорение вращения маховика при его тор-
можении; — радиус торможе-
ния.
4. Находим зависимость между
9Т и р, т. е. удельным усилием qT
на колодке тормоза и давлением
воздуха р в цилиндре тормоза:
? = 7т^пр’> Сокр = = Н^т^пр
ИЛИ
QoKp =
откуда
?т^пр = ^П,
п___ <7т^пр . ___ k1PFn
г ь F ’ Vt F *
«1"п гпр
гДе ^пр — площадь проекции ко-
лодки тормоза на маховик.
С учетом тормозного момента
п = /пр6 • а = —пре .
pW?M ’ Т Р^пр^м
Рис. 133. Расчетная схема вспомо-
гательного тормоза
5. При торможении обеспечивается равнозамедленное вращение
маховика, т. е.
р _ юм _
tT ~ 30/т ’
где пм — начальные обороты маховика до торможения; tT — время
торможения;
. _ °’104Jnp”M
Т Р^П^мР
ИЛИ
t = 7пр^м =
т пр^?м • 30<7т р-Fпр^М^Т
Приведем пример расчета ленточного и дискового тормозов пресса Шмерал
МКП (Рн = 1500 тс).
213
Исходные данные для расчета тормозов: угол торможения главного вала
пресса ат = 20°; число ходов ползуна пресса пх = 60 ход/мин; радиус тормоз-
ного шкива ленточного тормоза = 45 см; ширина тормозного шкива ленточ-
ного тормоза b = 20 см; угол обхвата лентой шкива тормоза а = 270°; коэф-
фициент трения феродо по стали |ы = 0,4; наружный радиус диска трения
дискового тормоза = 46 см; внутренний радиус диска трения дискового
тормоза R2 = 31 см; число трущихся поверхностей дискового тормоза т = 2;
коэффициент трения в шлицах р,! = 0,12; наружный диаметр силового цилиндра
дискового тормоза Dn = 101,6 см; внутренний диаметр силового цилиндра ди-
скового тормоза dn = 65 см; число пакетов тормозных пружин дискового тор-
моза п = 12.
Элементы расчета ленточного тормоза пресса Шмерал (Рн = 1500 тс): об-
щий момент инерции (приложение 30) /пр = 88,73 кгс-м-с2; тормозной момент
при ат = 20° (тормоз расположен на главном валу)
.. о, л 7пр"х 31,4-88,73-602 ... ЛПЛ
МТ = 31,4.--------= —----------------= 503 000 кгс-см;
CCj 20
усилие натяжения сбегающего конца тормозной ленты
31,4Jnpn£ 31.4-88.73-602 ....
Сб (е““ — Ойл (2,720,4’4,71 — 1) 20-45 КГС’
усилие натяжения набегающего конца тормозной ленты
Знаб = 5сбеца = 2010-2,72014’4’71 = 13 150 кгс;
величина удельного усилия на ленте тормоза
5Наб 13 150 ... . .
* = = "гОЛТ = 14’6 КГС/СМ :
Зеб _ 2010
9тт1п 6Ят 20-45
2,23 кгс/см2;
л Мт 503 000
^‘ср_ ~ 0,4-4,71 -20-452
= 6,6 кгс/см2;
показатель износа ленточного тормоза при коэффициенте использования пресса
Сп 0,3
b _ ^nptoHnx^n __ 0,314Jnpn^Cn __
*ИЗН - -
0,314-88,73-603.0,3
270-20-45
= 7,44 кгс*м/см2 мин,
где сон — угловая скорость, причем сон =
ности;
TnabRT
180
япх
30
; F—площадь трущейся поверх-
см; допускаемое значение показателя износа для ленточных
тормозов [£изн] = Зч-5 кгс-м/см2 мин.
Элементы расчета дискового тормоза: общий момент инерции (табл. 39)
J"p = 86,67 кгс-м-с2; расчетный тормозной момент при ат = 20°
F =
Л4Т = 31,4 /прПх-=31,4 86’^.'-6°2 = 490 000 кгс-см;
т а,. 20
214
Таблица 39
элементов (см. эскиз) cq £ СМ »-1 ск СМ СМ СК СМ СМ СК 1 CM СК & +’у 6 6 см”о? СК 1 СМ СК cq К II о? CM CM СК + см
м _ м! г кгс кгс.м.с2
1 0,100 0,100 -— 0,0100 — 0,0100 0,0100 25 0,013
2 0,220 0,450 0,415 0,2025 0,1722 0,0303 0,3747 100* 2,837
3 0,035 0,415 0,280 0,1722 0,0784 0,0938 0,2306 74,5* 0,950
4 0,220 0,280 — 0,0784 — 0,0784 0,0784 425 1,700
Момент инерции элементов /, 2, 3 и 4 тормоза до модернизации
1 0,100 0,100 — 0,0100 — 0,0100 0,0100 25 0,013
2 0,075 0,300 — 0,0900 — 0,0900 0,0900 163 0,740
3 0,025 0,460 0,300 0,2120 0,0900 0,1220 0,3020 76 1,160
4 0,150 0,250 — 0,0625 — 0,0625 0,0625 230 0,727
Момент инерции элементов /, 2, 3 и 4 тормоза после модернизации
5 0,100 0,253 — 0,0640 — 0,0640 0,0640 158 0,515
6 0,120 0,292 — 0,0853 — 0,0853 0,0853 252 1,097
7 1,690 0,210 — 0,0441 — 0,0441 0,0441 1840 4,130
8 0,360 0,550 — 0,3025 — 0,3025 0,3025 2680 48,750
9 0,225 0,195 — 0,0380 — 0,0380 0,0380 211 0,408
10 0,078 0,725 0,300 0,5256 0,0900 0,4356 0,6156 840 26,400
И 0,220 0,300 — 0,0900 — 0,0900 0,0900 484 2,490
12 0,050 0,280 — 0,0676 — 0,0676 0,0676 83,5 0,288
13 0,210 0,155 — 0,0240 — 0,0240 0,0240 124 0,152
Прим е ч а н и я: 1. Момент инерции главного вала и муфты 84,23 кгс • м • с2.
2. Для = 6,15 кгс • м • элемента с2; J = J 8 величины: а = '+-^(Л1 + «2 = 0,150 м; а2 = 0 )• ,0225 м2; J-= — g - а2 =
3. Момент инерции привода до модернизации Jnp = инерции привода после модернизации Jnp = 86,67 кгс«м 88,73 кгс-м«с2; момент •с2.
* При вычислении моментов инерции элементов 2 принята равной 7,2 т/м3. и 3 удельная масса
215
величина удельного усилия на среднем радиусе дискового тормоза
= 2Л1Т(1 + 1,2ЦсрН1>п) =
т' ср ЯЦ1/П (7?! + ₽2)2 (7?i — Т?2)
2-4,910е(1 + 1,2.0,40,12.2) .
3,14.0,4.2 (46+ 31)2(46 — 31) 4.87 кгс,см ,
что допустимо при водяном охлаждении тормоза.
Показатель износа при Сп = 0,3
h _ 4р“ЧСп ^прЯ2пхСп
2F " 302.2я/п(7?2 — 7?|) “
86,67.3,142.603.0,3
302.2.3,14-2 (462 — 312) ~4-2кгс'м/см мин>
что несколько ниже коэффициента £изн ленточного тормоза.
Оптимальное усилие затяжки пружин дискового тормоза
О = • Г = Нср^^ср _ 0,4-2-38,5 = 97 а см.
Упр £ ’ S 1 + 1,2р.СрН1« 1 + 1,2.0,4.0,12.2 27,6 ’
п Мг 490 000 ОЛП
Qnp = —g5- = 27 6 = 17 800 кгс;
по ГОСТ 3057—54 принимают тарельчатые пружины (60X30X3,5X 1,5), обеспе-
чивающие при прогибе 0,65 от величины максимального прогиба усилие 1750 кгс.
При 12 пакетах, а в пакете по 10 пружин, Qnp = 1750Х 12 = 21 000 кгс; дав-
ление воздуха, необходимое для включения тормоза,
Фвыкл = 1,2Qnp — 1,2-21 000 = 25 200 кгс;
p=kn = 1 ’°5 о,785 (101,62 — 652) = 5,5 кгс/см2;
величина затяжки пакета пружин
£п = Ир0,65/п = 10-0,65-1,5 = 9,75 мм.
МЕХАНИЗМЫ УПРАВЛЕНИЯ ПРЕССАМИ
Циклы работы кривошипных горячештамповочных прессов раз-
личны в зависимости от их использования: в автоматических ли-
ниях или при индивидуальном производстве поковок с одиночным
включением.
В процессе эксплуатации прессов особая ответственность лежит
на механизмах управления прессами: не допускается сдваивание
ходов ползуна или его произвольное опускание, а также одно-
временное включение муфты и тормоза, например включение муфты
пресса при заторможенном главном валу и т. д.
Рассмотрим этапы и циклы управления прессом: I этап — пуск
электродвигателя; II этап — пуск пресса (включение); III этап —
выполнение на прессе технологических операций.
216
При пуске электродвигателя нужно учитывать значительную
инерцию разгоняемых масс привода, поэтому для обеспечения
нормальной нагрузки на электродвигатель вводят устройства,
автоматизирующие его запуск. После запуска электродвигатель
и связанные с ним маховые массы вращаются с номинальным чис-
лом оборотов. При этом муфта не включена, тормоз включен. Этот
период назовем холостым вращением привода пресса.
При пуске (включении) пресса с помощью муфты при предва-
рительно выключенном тормозе пресса соединяются ведущие части
пресса с его ведомыми — главным валом и ползуном. Начинается
холостой ход ползуна пресса без выполнения им технологических
операций. После выполнения прессом холостых ходов выключают
муфту и останавливают ведомые части с помощью включаемого
в работу главного тормоза. При выполнении на прессе технологи-
ческих переходов или его наладке следует различать такие циклы
управления:
1. Толчковый (наладочный) ход, при котором ползун переме-
щается на любую величину от максимального хода.
2. Одиночный ход, при котором ползун выполняет одно двой-
ное перемещение вниз и вверх и останавливается в верхнем своем
положении (практически кривошип должен перейти верхнюю мерт-
вую точку на 7—15°).
3. Автоматический (непрерывный) ход, при котором ползун
может выполнять, не останавливаясь, необходимое число двойных
перемещений в соответствии с технологической необходимостью.
В механизмах управления необходимо предусмотреть удобство
их управления, обслуживания и ремонта. В этом случае должны
осуществляться простые и быстрые переходы от одного цикла
управления к другому с минимальными затратами усилий на вклю-
чение пресса. Узлы и аппаратура управления должны быть не-
сложными, удобными для ремонта и замены изношенных узлов
управления. Узлы и детали управления следует максимально уни-
фицировать для снижения затрат на их ремонт, изготовление и
замену.
В кривошипных горячештамповочных прессах для выполнения
ранее указанных циклов управления применяются пневматиче-
ский и электропневматический способы управления [10].
В пневматическом способе управления все механизмы рабо-
тают от воздуха, подаваемого в сеть управления из цеховой маги-
страли. При этом распределительный клапан управляет работой
муфты через управляемую подводящую головку, осуществляя
определенную последовательность в работе муфты и тормоза пресса.
Во избежание излишней нагрузки муфты и тормоза перед включе-
нием муфты в работу выключается тормоз, а перед включением
тормоза выключается муфта. В распределительном пневматиче-
ском клапане воздух к муфте и тормозу подается следующим обра-
зом: при включении муфты сначала для выключения тормоза воз-
дух идет в его цилиндр, а затем в подводящую головку и далее
217
через нее в цилиндр муфты. При включении тормоза вначале с по-
мощью воздухоподводящей головки воздух выпускается из муфты,
а затем через распределительный клапан выпускается из тормоза,
последний включается в работу за счет тормозных пружин.
Как видно из схем пневматического способа управления пресса
Нейшенел (рис. 134, 135), сжатый воздух подается из цеховой
магистрали в направлении стрелки А (рис. 134) и, пройдя при
открытом запорном вентиле 17 редукционный клапан 16, мано-
метр 15, пружинный предохранительный клапан 14, попадает
Рис. 134. Схема пневматической системы управления прессов Нейше-
нел (Рн = 4000 тс)
в ресивер 13. Последний трубопроводом соединен с главным рас-
пределительным клапаном 4, при этом воздух предварительно про-
ходит инжекционную масленку 9. Далее из ресивера 13 воздух
попадает к уравновешивателям 3 и к подводящей головке 2, обес-
печивая включение муфты 1. Из распределительного главного
клапана 4 воздух может подаваться к главному тормозу 7 и го-
ловке 2. В нижнюю полость клапана 4 воздух подается также из
селекторного переключателя 11, который трубопроводами соединен
с ресивером 13, педалью 10, клапаном 8, предохраняющим от
повторного хода, и т. д. (рис. 134). На рис. 134 обозначены: 12 —
тормоз маховика; 6 — ролик рычага, управляющего клапаном;
5 — копир, смонтированный на главном валу пресса.
На рис. 135 более подробно показаны отдельные узлы и де-
тали рассматриваемого механизма управления, а также положения
селекторного переключателя для получения непрерывного (авто-
матического), толчкового, одиночного ходов и подачи воздуха при
торможении маховика. Положением 4' рукоятки обеспечивается
непрерывный ход; положением 3' — короткое (толчковое) пере-
218
мещение ползуна; 2' — одиночный ход и Г — торможение ма-
ховика.
Обратное перемещение (опускание) поршней 1 и 2 главного
распределительного клапана, сидящих на скалке 3, связано
Рис. 135. Развернутая схема пневматической системы управления прессов Ней-
шенел
двуплечим рычагом 4 и роликом 5 с копиром, смонтированным на
главном валу пресса. Копир имеет характерные точки Л, В, С, D.
Направление вращения вала, а следовательно, и копира показано
стрелкой. Положение точек В и С копира можно изменять путем
перемещения его планки. Опускание поршней 1 и 2 в крайнее
нижнее положение осуществляется воздухом, подаваемым из ре-
219
сивера постоянно в среднюю полость между поршнями. Воздух
давит на поршни 1 и 2 одновременно, но так как площадь поршня 1
больше площади поршня 2, то поршни 1 и 2 в период подачи воз-
духа в среднюю полость опущены в крайнее нижнее положение.
Пусть Р1 = pF± — сила давления на поршень 1, Р2 = pF2 —
сила давления на поршень 2, Так как Fr > F2 (рис. 135), то
Pi > Р2. Если подать воздух от педали через селекторный клапан
под поршень 1 с площадью F1, создается подъемная сила Р3 = pF{.
Как видно из рис. 135, сила Р± направлена вниз, а силы Р2 и
Р3 — вверх, следовательно, сумма сил Р2 + Р3 > Р19 поэтому
поршни 1 и 2 будут перемещаться вверх до тех пор, пока ограни-
чивающая втулка скалки 3 не упрется в верхнюю часть цилиндра.
В таком положении поршни удерживаются до тех пор, пока по-
дается воздух от педали под поршень 1. С выпуском через педаль
воздуха снизу от поршня 1 в атмосферу устраняется сила Р3,
так как Р± > Р2, поршни 1, 2 начнут опускаться.
Отверстие в главном клапане для впуска воздуха в тормоз
расположено ниже отверстия впуска воздуха в клапан муфты.
Поэтому наблюдается некоторое опережение впуска воздуха в тор-
моз при подъеме поршней 1, 2 и запаздывание выпуска его при их
опускании. Ролик 5 находится в указанном на рис. 135 положении
за счет натяга пружины 6. Ролик 5 поворачивается на оси 7 и не
соприкасается с копиром главного вала при пуске воздуха в ци-
линдр М.
Отметим работу клапана N предохранения против повторного
хода ползуна (см. рис. 135). На рис. 136 приведены конструкции
этого клапана: на рис. 136, а — фирменный клапан, на 136, б —
модернизированный на АЗЛК. Как видно на рис. 136, а, в ци-
линдре 5 смонтированы два поршня 6 и 7 одного диаметра с уплот-
нителями и поршень 8 с уплотнителем значительно большего раз-
мера. Все поршни расположены на штоке 2, оканчивающемся
вверху упорной частью 1. Поршни 6—8 при отсутствии в цилиндре 5
воздуха всегда поднимаются пружиной 9 в крайнее верхнее исход-
ное положение. Для впуска воздуха в цилиндр 5 служит штуцер 4,
который соединен трубопроводом с селекторным клапаном и с пе-
далью управления прессом. Штуцер 3 трубопроводом соединен
с распределительным главным клапаном. Модернизация клапана
(рис. 136, б) состояла в замене простой головки 7 (рис. 136, а)
головкой с роликом, который упирается в копировальную дорожку,
закрепленную на ползуне пресса. На рис. 136 обозначены: 10—12—
поршни с уплотнительными манжетами.
Как видно на рис. 136, а, на поршень 6 сверху в опущенном
положении не действует какая-либо сила, так как эта полость
цилиндра 5 соединена с выхлопом воздуха. Если впущен воздух
в цилиндр 5 через штуцер 4, то на поршень 6 действует сила, рав-
ная Рбн = ррбн (Рбн — кольцевая площадь поршня 6 изнутри).
На поршень 7 в это же время действует сила Р7н = pFln, где Р7н —•
кольцевая площадь поршня 7 изнутри. Так как F6H = F7h, то
22Q
Рвн = Р7н. Воздух из внутренней полости цилиндра 5 от поршней 6
и 7 по каналу поступает на поршень 8 сверху и создает на нем
силу Р8б = pF86 (F86 — кольцевая площадь поршня сверху).
В это же время на поршень 6 снизу давит воздух, создающий силу
Рю = pFqu (РбН — нижняя кольцевая площадь поршня 6). Кроме
того, имеется пружина 9 с силой Р9, причем Р9 + Р1о < pF8Q.
Рис. 136. Клапан предохранения против повторного хода ползуна
в пневматической системе управления пресса Нейшенел
Итак, когда на поршень 8 давит сверху воздух, поступающий
к нему по каналу (см. рис. 136, а), поршни 6—S, соединенные об-
щим штоком 2, будут находиться в нижнем положении, как ука-
зано на рис. 136, а. Если выпустить воздух из-под поршней 6—8
в атмосферу (на выхлоп) через селекторный клапан и педаль управ-
ления, то пружина 9 поднимет поршни в верхнее исходное положе-
ние. В период начала хода ползуна при исходном положении порш-
ней 6—8 воздух от нажатой педали через селекторный клапан по-
ступает во внутреннюю полость поршней 6 и 7, а через нее и шту-
цера 4 и 3 — к главному распределительному клапану.
221
При дальнейшем перемещении ползуна вниз специальный крон-
штейн, закрепленный на ползуне, нажимает на головку 1 клапана
и перемещает поршни 6—8 цилиндра, закрепленного на станине,
в положение, указанное на рис. 136, а. Тогда от нижней полости
главного распределительного клапана воздух идет на выхлоп;
вступает в действие копир главного вала, пресс выполнит один
ход независимо от нажатия на педаль, включающую пресс. Таким
образом, для выполнения повторного хода пресса нужно осво-
бодить педаль, выпустить воздух от поршней 6—8 и обеспечить
условие для перемещения их в исходное верхнее положение.
Недостаток прежней конструкции клапана и его управления
состоит в том, что в связи с жестким закреплением рычага на
ползуне при изменении положения ползуна по причине износа
опор вала и шатуна невозможно было получать четкую работу
клапана. Установкой на ползуне специального копира и ролика
взамен головки 1 этот недостаток устранен.
Положение поршней 6 и 7 клапана, указанное на рис. 136, а,
соответствует нижнему положению ползуна пресса, следовательно,
воздух от главного распределительного клапана выпущен в ат-
мосферу. Далее ползун поднимается, выключается муфта, и вклю-
чается тормоз. Поршни 6 и 7 клапана займут исходное верхнее
положение.
На рис. 137 показаны селекторный переключатель пресса
Нейшенел и четыре его положения при управлении прессом.
К корпусу 9 клапана болтами привернута крышка 10, к которой,
в свою очередь, с помощью штуцеров прикреплены трубопроводы:
тормоза маховика (штуцер 4)\ цилиндра М (см. рис. 135); ролика
копира (штуцер 6); верхней (штуцер 7) и средней (штуцер 3) по-
лостей клапана предохранителя от повторного хода ползуна; рас-
пределительного главного клапана (штуцер 1) и педали управления
(штуцер 2). В крышке имеется выхлопное отверстие.
К корпусу 9 через штуцер 5 подводится из ресивера воздух,
который плотно прижимает золотниковую шайбу 11 к крышке 10.
При повороте рукоятки 15 вместе с осью 12 поворачивается между
корпусом 9 и крышкой золотниковая шайба 11. При наличии
в последней полостей и каналов поочередно между собой соеди-
няются различные трубопроводы. Пружина 14 с фиксатором 13
служат для удержания рукоятки 15, оси 12 и золотниковой
шайбы 11 в определенном положении. Все трубопроводы закрыты
снаружи планкой 8.
Рассмотрим четыре положения селекторного переключателя:
1) торможение маховика при выключенном электродвигателе,
выключенной муфте и включенном тормозе: 2) одиночный ход;
3) толчковый (наладочный) ход; 4) автоматический (непрерыв-
ный) ход.
Положение Г. Золотниковую шайбу 11 (см. рис. 137) устанав-
ливают рукояткой 15 так, чтобы сквозное отверстие в ней распо-
ложилось против отверстия под штуцер 4, с помощью которого
222
осуществляется соединение селекторного переключателя с тор-
мозом маховика. Поэтому воздух из ресивера через штуцера 5
и 4 поступает к цилиндру тормоза маховика — происходит тормо-
жение маховика. Педаль не нажимают.
Рис. 137. Селекторный переключатель пневматической
системы управления прессов Нейшенел и схематические
положения его работы
Положение 2'. Золотниковая шайба 11 соединяет трубопровод
(штуцер 2), идущий от педали, с трубопроводом (штуцер 3), иду-
щим к средней полости клапана одиночных ходов (предохранения
от повторных ходов ползуна). Трубопровод (штуцер 7) от верхней
223
полости клапана, предохраняющей от повторного хода, соединен
с трубопроводом (штуцер /), идущим к нижней полости главного
распределительного клапана. При нажатии на педаль сжатый
воздух, прежде чем попасть от педали к главному распределитель-
ному клапану, проходит предохранительный клапан (одиночных
ходов) и далее поступает к главному распределительному кла-
пану, а от него — к тормозу для его выключения и затем к кла-
пану муфты для ее включения. В итоге ползун пресса, выполнив
полный двойной ход (вниз и вверх), остановится, перейдя верх-
нюю мертвую точку на 7—15° независимо от нажатия на педаль,
включающую пресс. Для получения следующего хода нужно
отпустить педаль, если она была нажата, и снова нажать на нее.
Положение 3'. В этом положении селекторного переключателя
сквозное отверстие в золотниковой шайбе 11 располагается про-
тив отверстия под штуцером 6 (трубопровод цилиндра М, см.
рис. 135), а трубопровод (штуцер 2), отходящий от педали, соеди-
няется с трубопроводом (штуцер /), отходящим от распределитель-
ного клапана. Таким образом, воздух из ресивера по трубопро-
водам попадает в цилиндр М, отключает ролик 5 от копира глав-
ного вала. Продолжительность и число ходов пресса зависят от
продолжительности нажатия педали управления. Получаем толч-
ковые ходы ползуна.
Положение 4'. Золотниковая шайба И не обеспечивает подвод
воздуха к цилиндру Л4, т. е. при этом ролик 5 копира не отключен.
До тех пор, пока педаль нажата, воздух поступающий в нижнюю
полость главного распределительного клапана, удерживает его
во включенном положении. Получаем автоматические (непрерыв-
ные) ходы ползуна.. После опускания педали ролик 5 копира будет
управлять положением главного распределительного клапана.
Опытом эксплуатации кривошипных горячештамповочных
прессов с пневматическим способом управления установлена его
достаточная надежность для прессов с числом ходов ползуна до
60 в минуту, хотя дефекты в работе этого способа (пропуски воз-
духа, износ манжет и др.) могут снизить его эффективность. Сле-
дует отметить также значительное сопротивление перемещению
воздуха в трубопроводах и клапанах, увеличивающих продол-
жительность включения и выключения пресса, поэтому в более
быстроходных прессах фирма Нейшенел применяет электро-
пневматический способ управления. Кроме того, воздух, пода-
ваемый к прессу, должен быть хорошо очищен от влаги и других
посторонних примесей.
Электропневматический способ управления кривошипными го-
рячештамповочными прессами, по сравнению с рассмотренным
пневматическим, является более совершенным, так как он обла-
дает 1) универсальностью, т. е. способностью обеспечить различ-
ные режимы работы с любыми необходимыми блокировками;
2) легкостью автоматизации включения механизма управления
и встраивания пресса в автоматическую линию. Все элементы
224
электропневматического способа управления объединяются в под-
группы: систему пневмоуправления и систему электроуправления.
На рис. 138 приведены схемы пневмоуправления электропне-
вматического способа управления [8, 10]. Для нормальной работы
системы пневмоуправления и снижения шума при выхлопе воз-
духа в цех в прессах применяют глушители. Например, в прессе
Шмерал (Рн = 4000 тс) на верхней площадке пресса установлен
Рис. 138. Схемы пневмоуправления электропневматического способа управле-
ния с электроприводом клапанов муфты и тормоза:
— запорный вентиль; 2 — фильтр; 3 — редукцинный клапан с манометром; 4 — обрат-
ный клапан; 5 — инжекционная масленка; 6 — трехходовой кран; 7— пневмати-
ческий цилиндр тормоза маховика; 8 — общий распределительный клапан; 9 — пнев-
матический цилиндр главного тормоза; 10 — распределительный клапан муфты; 11 —
пневматический цилиндр муфты; 12 — неуправляемая подводящая головка; 13 — уп-
равляемая подводящая головка; 14 — ресивер; 15 — спускной вентиль; 16 — реле дав-
ления (предохранительный клапан); 17 — предохранительный клапан
глушитель, соединенный выхлопной трубой с выхлопным клапа-
ном (воздухоуправляемой головкой). Целесообразнее глушители
устанавливать в нижней части пресса у фундамента.
Рассмотрим, как модернизировано воздухоуправление этого
пресса. Для передачи нормального крутящего момента муфтой
пресса необходимо было обеспечить расчетное давление воздуха
6 ат. Но в заводских условиях давление равно 4,5—5 ат. С целью
повышения давления воздуха, подаваемого к муфте пресса, пред-
ложена новая схема управления (рис. 139, а). Трубопровод от
муфты был соединен с трубопроводом от уравновешивателя.
При модернизации фирменная воздухоподводящая головка с дрос-
селирующим клапаном заменена на воздухоподводящую головку
от пресса НКМЗ старого выпуска. В воздухоподводящую го-
225
ловку 4, а также в тормоз 7 пресса подача воздуха осуществля-
лась от стандартных пневмоэлектросоленоидных клапанов 5,
изготовляемых на ЗИЛе. Опыт эксплуатации пресса Шмерал
с модернизированной системой пневмоуправления показал ее
Рис. 139. Схемы воздухоуправления пресса Шмерал (Рн = 4000 тс):
а — после модернизации; 1— 3 — штуцера замера давления воздуха; 4 — воздухопод-
водящая головка; 5 — клапаны-соленоиды; 6 — муфта; 7 — тормоз; 8 — гибкий шланг;
9 — первый ресивер объемом 1000 л; 10 — уравновешиватель; 14 — второй ресивер
объемом 700 л; б — до модернизации (фирменная); 1 — клапан спуска воздуха при сра-
батывании клапана 21\ 2 — водоспускной клапан; 3 — клапан-соленоид контроля дав-
ления, воздуха; 4 — главный ресивер (для муфты); 5 — клапан муфты; 6 — муфта; 7 —
клапан подачи воздуха в муфту и тормоз; 8 — инжекционная масленка; 9, 12, 18 —
манометры; 10 — редукционный клапан; 11, 14 — вентили; 13 — фильтр; 15 — второй
ресивер (для уравновешивателя); 16 — уравновешиватель; 17 — редукционный клапан;
19 — водоспускной клапан; 20 — инжекционная масленка; 21, 22 — предохранитель-
ные клапаны; 23 — главный тормоз
хорошую работу. Фирменная схема управления приведена на
рис. 139, б.
Рассмотрим систему пневмоуправления пресса НКМЗ модели
К-8546 (рис. 140). Воздух от трехходового клапана 1 подается
в муфту 2. Воздухораспределитель 3 с электропневматическим
управлением типа ПВ 64-24 обеспечивает подачу воздуха в кла-
пан 1. Распределитель имеет электросоленоидный клапан 4.
В муфту 2 воздух подается из ресивера 8, объем которого 3 м3.
Ресивер 6 такого же объема обеспечивает подачу воздуха к урав-
новешивателю 5. Воздух подается также в цилиндры 10 толкате-
226
2 1
Рис. 140. Система пневмоуправления пресса НКМЗ модели К-8546
(Рн = 4000 тс)
Рис. 141. Трехходовой клапан пресса НКМЗ модели К-8546 (Рн = 4000 тс)
0£1Ч>
227
Рис. 142. Система воздухопроводов пневмоуправления пресса НКМЗ
модели К-8546 (Рн = 4000 тс)
228
лей стола. Для поддержания определенного давления в ресиве-
рах 6 и 8 установлены регуляторы давления воздуха 7. Поступаю-
щий из цеховой магистрали воздух проходит через фильтр 9.
На рис. 141 приведен трехходовой клапан, схема которого
дана на рис. 140 (деталь /). Воздух от ресивера подается клапану
по входной трубе диаметром 130 мм. Сечение внутри клапана
уменьшается до диаметра 60 мм, что несколько увеличивает ско-
рость движения воздуха. При открытом клапане воздух может
попасть в полость II (рис. 140), а через нее к муфте по трубе
диаметром 105 мм вертлюга. При выхлопе воздух из муфты попа-
дает в полость /, соединенную с трубопроводом выхлопа.
Общий монтаж трубопроводов и их подсоединение на прессе
показаны на рис. 142. Выхлопная труба обеспечивает подачу
выхлопного воздуха в подвал, что снижает шум при выхлопе
воздуха. Так как в процессе эксплуатации воздух подается по
трубам увлажненным, то неизбежна их внутренняя коррозия.
Для предохранения от коррозии целесообразно трубы внутри
оцинковывать.
ЭЛЕКТРООБОРУДОВАНИЕ ПРЕССА
Электрооборудование горячештамповочного пресса состоит из
главного и вспомогательного электродвигателей, панели управ-
ления прессом, пульта управления, электромагнитов, электро-
сети на прессе. Питание электродвигателей осуществляется от
сети переменного тока напряжением 380 В. На рис. 143 приведена
электросхема пресса ЗИЛ первого выпуска. Управление муфтой
и тормозом осуществляется от раздельных клапанов. Включение
пресса в работу выполняется педалью. Для наладки пресса и
перемещения ползуна с небольшой скоростью имеется электро-
двигатель Ml. На главному валу пресса смонтирован сельсин-
датчик типа БД-404А, от которого передается сигнал на сельсин-
приемник. Положение ползуна при этом определяется по углу
поворота стрелки сельсин-приемника типа БС-404А. В настоящее
время на кривошипных горячештамповочных прессах контактные
командоаппараты заменяют бесконтактными путевыми переклю-
чателями серии БВК, которые более надежны в эксплуатации.
Приведенная на рис. 143 электросхема предусматривает ра-
боту пресса на режимах: одиночном, автоматическом (непрерыв-
ном) и толчковом (наладочном). Требуемый режим работы пресса
устанавливается выключателями В4 и В5, включение вспомога-
тельного привода наладки — выключателем В7, включение в ра-
боту выталкивателя — выключателем В10. Нижний выталкива-
тель управляется пневматической педалью, установленной около
пресса рядом с основной педалью пресса.
Защита электроаппаратуры и электродвигателей от токов
короткого замыкания осуществляется плавкими предохраните-
лями Пр1—ПрЗ. От перегрузки электродвигатель Ml предохра-
229
Л13
Л23
^380В
Л1 Л2 Л J
[]/W
К1 ^[]
Указатель
положения ползуна
Л21,
~Я51
[ЦП]'7"
Л32
'л?1
РП1
Л15 рш
44 РП? 95
РП2 47 к2
Ой
[НН]'*2
► 7 53-
Кн1 В6
К1
BU
В10
4
А1-92-6
125кВт, 985об/мин
Д01-9
10к Вт • 195Ооб/мин
РП8
Т~^~о
^-’1
РД2 .X
96
98
Тр 1 380/127/1108
РП1
РПЗ__
[20
о^..^
РПЗ ?7
Кб
ю
В7' * К2
15
\КВ
о
\К2
Л25
89
Пуск
главного электро
двигателя
89
Р2
РЗ
pi
L 8 2
-F I | РП10
Пуск
вспомогательного
электродвигателя
Диаграмма
работы контактов
выключателей. В 4 и В5
В8 у
1 Л17_'р/
В8
Л37 л Л 35
Местное
освещение
РП10 11 РП1Г\
|_Н
2^ 77 \i8C'Y3
~^РВ |-р
~РП2 1/9 L~'~ ПР/721
11 •---------------II-
РП5 21 РП6 22 РП7 23 Г\РЛ]
44----Ч-----4Г----II------
К3_____26 ГУ774
25
РП9____
29___РП5
2
28
{F
Пуск
• главного электро-
двигателя
Останов ползуна
Пуск пресса
Отключение
тормоза
КнЗ
31 1М____________32
^В5 jj РП9 J4 35 РП7
*1КА-1 РП6
^Пн2 50
♦ о о— --------
I о\/КА-д\
I________РП9 зб ^РП9
РП5Х{ ' 38 РП^' ~
3 РП6 90 Л^РП7 91 РП7~92}[РПЬ
РП10 51 РП10
В9
РП6
2
РП5
57 Гр 2,
39 LI гр
93 ~
Виталии -
ватель
ГчТ7] —контакт
1/\1 закрыт
_ Диаграмма
работы контактов
командоаппарата 1КА /
0° 90° - 180° 270° 360°
390
280-
19 39
ika-2
19 29
1КА-5ъ\ъ
99 50
1КА-4о!о
220
Пол
вниз
52
Рис. 143. Электросхема пресса ЗИЛ (Рн = 2500 тс)
зун
вверх
-контакт закрыт
няется тепловым реле РТ. В случае перегорания одного из предо-
хранителей (Пр1) главного двигателя схема управления обесто-
чивается, так как размыкается контакт реле РП8, катушки кото-
рого при целых предохранителях шунтируются.
В цепь питания пуска пресса встроены и контакты реле дав-
ления ресивера муфты (РД1) и тормоза (РД2), которые размы-
каются, если давление в ресивере станет недостаточным для от-
ключения тормоза и включения муфты при пуске пресса.
Рассмотрим работу электросхемы пресса при различных режи-
мах. Режим «одиночный ход». Включением рубильников В1
и В2 подается напряжение на силовые цепи и на понижающие
трансформаторы Тр1 и Тр2 цепей управления и местного осве-
щения. Включением выключателя В6 подготовляется к работе
цепь управления главного электродвигателя.
Нажатием кнопки «Пуск» Кн2 главного электродвигателя
включается промежуточное реле РП1, которое замыканием своих
контактов (5—7 и Л 15—44) шунтирует кнопку Кн2 и включает
катушки контактов К1 и К2. Контактор К1 подготовляет силовую
цепь включения главного электродвигателя М2 к пуску и одновре-
менно замыканием своего контакта (3—15) включает реле вре-
мени РВ. Зажигается сигнальная лампа ЛС (электродвигатель).
Контактор К2 включает автотрансформатор ТрЗ, а последний
осуществляет пуск главного электродвигателя М2 при понижен-
ном напряжении.
По истечении определенного времени срабатывает реле вре-
мени РВ и замыкает контакт 15—19, в результате чего включается
промежуточное реле РП2, которое размыканием контактов 44—45
отключает автотрансформатор ТрЗ, чем прекращает питание ста-
торных обмоток пониженным напряжением. Замыканием кон-
тактов 44—47 и 15—19 включается контактор КЗ. Контактор КЗ,
замыкая контакты в силовой цепи, включает главный электро-
двигатель М2 на номинальное напряжение, размыкая контакт
15—17, отключает реле времени РВ и, наконец, замыкая кон-
такт 44—47, становится на самопитание. Пуск электродвигателя
осуществлен.
Выключатели В4 и В5 устанавливаются в положение «Работа»—
контакт В4 (13—14) замыкается. Промежуточное реле РПЗ полу-
чает питание, замыкая контакты 14—27 и 14—20, подготовляет
к пуску реле РП5 и становится на самопитание. Нажатием на
педаль ПН1 подается напряжение на катушку реле РП4, которое,
замыкая контакт 27—28, включает по цепи 1—3—4—5—12—13—
14—27—28—2 промежуточное реле РП5, включающее электро-
магнит Э1 клапана тормоза; тормоз растормаживается. Одновре-
менно реле РП5, замыкая контакты 34—32 и 29—28, включает
по цепи 1—3—4—5—12—13—14—34—32—2 промежуточные
реле РП6 и РП7 и по цепи 1—3—4—5—12—13—14—29—28—2
становится на самопитание, а размыкая контакт 20—21, преры-
вает цепь питания реле РПЗ, чем обеспечивает невозможность
231
повторного хода пресса, если по каким-либо причинам педаль ПН1
будет нажата.
При отключении реле РПЗ размыкается контакт 14—27 и пре-
рывается цепь питания реле РП5, так как контакт командоаппа-
рата 1КЛ-2 в верхнем положении отключен. Промежуточные
реле РП6 и РП7 включают электромагниты Э2 и ЭЗ клапана
муфты, муфта включается в работу и ползун начинает двигаться
вниз. Одновременно поворачивается валик командоаппарата 1КА,
контакты 1КА-1 и 1КА-2 в это время замкнуты.
Совершив рабочий ход, ползун движется вверх. При достиже-
нии угла поворота главного вала, равного 220°, размыкается
контакт 1КА-1, в результате реле РП6 и РП7 обесточиваются
и муфта отключается, а при угле поворота 280° размыкается кон-
такт 1КА-2, реле РП5 обесточивается и электромагнит Э1 зани-
мает первоначальное положение; включается тормоз, и ползун
останавливается около верхнего положения. Для повторного хода
надо снова нажать на педаль ПН1, после чего весь цикл повто-
рится.
Работа схемы в остальных режимах аналогична работе в ре-
жиме «Одиночный ход» со следующей разницей.
При режиме «Непрерывный ход» контакты В4 (13—14) и В5
(14—27) и (14—33) замкнуты. Питание реле РП5 происходит
все время по цепи (13—14—27—28—2), а реле РП6 и РП7 по цепи
(13—14—33—34—2) до тех пор, пока нажата педаль ПН1. После
того, как педаль отпущена, реле РП4 обесточивается и ползун
пресса, как при режиме «Одиночный ход», остановится в исходном
положении, потому что контакты РП4 прервут блокировку пита-
ния реле РП5, РП6 и РП7 через выключатель В5, и эти реле будут
получать питание через контакторы 1 КА-1 и /7СД-2, которые при
подходе ползуна к верхней точке размыкаются.
При режиме «Толчковый (наладочный) ход» выключатели В4
и В5 устанавливаются в положение «Наладка» — контакты В4
(13—30) и (28—32) замкнуты. При нажатии кнопки «Толчок»
(КнЗ) питание реле РП5, РП6 и РП7 происходит соответственно
по цепям 13—30—32—28—2 и 13—30—31—32—2. Пока нажата
кнопка КнЗ, тормоз отключен и включена муфта, ползун пере-
мещается. Как только кнопка КнЗ отпущена, ползун останав-
ливается. Встраиванием контакта К1 (31—32) в цепи питания
реле РП5, РП6 и РП7 при режиме «Толчковый (наладочный)
ход» гарантируется работа на этом режиме лишь при выключенном
электродвигателе главного привода М2.
Для включения вспомогательного электропривода наладки
ползуна необходимо включить В6 и В7 и нажать кнопку Кн2.
Включается реле РП10 и магнитный пускатель К4 электродви-
гателя Ml. Реле РП10 включает муфту вспомогательного привода,
и осуществляется движение ползуна с замедленной скоростью.
Встраивание контакта РП10 (10—11) в цепь питания реле РП1
обеспечивает невозможность одновременного включения электро-
232
двигателя наладки и главного электродвигателя. В прессах ЗИЛ
(Рн = 2500 тс) при модернизации главный электродвигатель
А-192-6 мощностью 125 кВт заменен электродвигателем МТВ713-6
мощностью 160 кВт. В электрической части механизма управле-
ния прессом установлены путевые бесконтактные переключатели
типа БВК-24 совместно с промежуточным реле МКУ-48 напряже-
нием 24 В постоянного тока и выпрямителями тока — диодами
Д-243, электросхема управления прессом переделана.
ГЛАВА VI
СМАЗКА КРИВОШИПНЫХ
ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССОВ
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СМАЗКЕ ПРЕССОВ
К кривошипным горячештамповочным прессам предъявляется
требование по сохранению минимальных зазоров в трущихся дета-
лях в течение сравнительно долгого времени, чем обеспечивается
соответствующий допуск на штамповку поковок. С увеличением
износа трущихся деталей узлов пресса, особенно в опорах главного
вала, резко увеличиваются зазоры, ухудшаются условия работы
пресса. Кроме возможности увеличения зазоров между трущи-
мися деталями необходимо учитывать попадание окалины к ним,
а также влияние постепенного нагрева некоторых деталей прес-
сов, подвергающихся воздействию теплоты горячих поковок.
Хорошо запроектированная и выполненная система принуди-
тельной смазки, хорошие условия для регулирования и обеспе-
чения минимальных зазоров между трущимися деталями, хороший
уход за прессом и своевременная смазка должны увеличить срок
службы прессов и способствовать получению поковок с минималь-
ным припуском на последующую механическую обработку.
Смазке подвергаются следующие основные узлы и детали:
опоры скольжения главного вала и шатуна. Опоры работают при
высоком удельном усилии и снабжены бронзовыми подшипни-
ками скольжения; опоры приемного вала и муфты пресса, снаб-
женные подшипниками качения; движущиеся возвратно-посту-
пательно детали пресса, причем это движение осуществляется
постоянно, периодически или только во время наладки пресса
(ползун в станине, клинья стола пресса, поршень в уравновеши-
вателе ползуна, клапаны управления и др.).
В .опорах главного вала и шатуна на главном валу, имеющих
значительные размеры при высоком удельном усилии, применяют
полужидкую смазку (смесь тавота с машинным маслом) или жид-
кую смазку. Обычно опоры приемного вала и муфты пресса,
снабженные подшипниками качения, смазывают периодически
вручную тавотом при помощи шприца или тавот-пресса.
234
Постоянно движущиеся части пресса, имеющие большие опор-
ные поверхности трения, например ползун в направляющих ста-
нины, смазывают периодически полужидкой смазкой от центра-
лизованной системы.
Периодически движущиеся части пресса, перемещающиеся
обычно при наладке пресса, например клинья в столах пресса,
смазывают периодически вручную тавотом от ручного шприца
или тавот-пресса. Движущиеся части пресса, например клапаны
воздухораспределения, поршень уравновешивателя и др., смазы-
ваются периодически жидкой смазкой, поступающей с воздухом
в распыленном виде. Эта смазка подается через масленки или
периодически заливается.
Таким образом, в прессах следует различать: а) густую перио-
дическую смазку тавотом подшипников качения и некоторых дета-
лей пресса, например клиньев стола, шестерен и др., выполняе-
мую вручную от шприца или тавот-пресса; б) жидкую смазку
движущихся клапанов воздухораспределения, поршней уравно-
вешивателя и др., выполняемую периодически или постоянно
через масленки; в) полужидкую или жидкую смазку вращаю-
щихся деталей главного вала и опоры шатуна в ползуне, выпол-
няемую от централизованной системы смазки; г) полужидкую
смазку ползуна в станине и других деталях пресса, выполняемую
также от централизованной системы смазки.
Наибольшее количество смазываемых точек имеется на глав-
ном валу, шатуне ползуна и станине пресса.
При выборе вида смазки и сорта смазочного материала необ-
ходимо учитывать следующее:
1. Смазка машин густыми мазями по сравнению со смазкой
минеральными маслями обходится дороже.
2. При необходимости отвода избыточного количества теплоты
густая смазка может быть использована для этой цели в меньшей
степени, чем жидкая циркулирующая смазка.
3. В смазочном слое консистентных смазок в силу их большой
вязкости внутреннее трение больше, чем в слое рационально подо-
бранного масла, поэтому расход энергии на преодоление трения
в консистентной смазке больше. Кроме того, увеличение трения
происходит от того, что мази содержат посторонние примеси,
которые не смываются, как при применении жидкой смазки,
а удерживаются в смазочном слое, способствуя образованию зади-
ров и ускорению износа трущихся поверхностей.
4. При неравномерном поступлении густой смазки возможны
случаи, когда ее оказывается недостаточно для образования между
трущимися поверхностями сплошной масляной пленки.
5. Густая или полугустая смазка не смывает прилипшую
к трущимся опорным поверхностям окалину и другие посторон-
ние частицы, в этих местах могут возникнуть задиры.
Положительные свойства густой или полужидкой смазки, при-
меняемой в прессах: трущиеся поверхности работают в условиях
235
граничного трения, т. е. при чрезвычайно больших удельных уси-
лиях и небольших скоростях, поэтому густая или полужидкая
(полугустая) смазка наиболее применима; трущиеся детали прес-
сов имеют большие поверхности, расположенные в большинстве
случаев вертикально, поэтому жидкое масло легко стекает с них;
вследствие близости нагретого металла увеличивается местный
нагрев и вытекание жидкой смазки.
Однако жидкая смазка легко смывает с трущихся деталей
прессов окалину, легко перемещается по трубопроводам, не засо-
ряя их. Для удержания жидкой смазки следует иметь хорошие
уплотнения. Стекающая с пресса жидкая смазка попадает на ра-
ботающих у пресса, поэтому на прессе необходимо делать масло-
сборники. При эксплуатации прессов с применением полугустой
смазки от насоса обнаружено образование на станине пресса возле
направляющих ползуна, шатуна главного вала наростов исполь-
зованной смазки с окалиной, сдуваемой со штампов, что приводит
к большому загрязнению станины и трудностям ее очистки.
Таким образом, в прессах следует применять в различных
узлах: 1) смазку (желательно жидкую), автоматически подавае-
мую от специального смазочного устройства, действующего от
собственного электродвигателя; 2) полугустую смазку, периоди-
чески подаваемую от насоса под значительным давлением (до
100 ат); 3) жидкую смазку, периодически заливаемую в масленки
для клапанов воздухораспределителей; 4) густую смазку,
периодически закладываемую в смазочные точки (зубчатая пара,
подшипники качения и др.) или подаваемую вручную от пресс-
масленок.
КОНСТРУКЦИИ СМАЗОЧНЫХ СИСТЕМ И НАСОСОВ
Наиболее широко используется в кривошипных горячештам-
повочных прессах двухлинейная централизованная система полу-
густой смазки, которая работает от ручного насоса или от автома-
тической станции. Так как наиболее нагруженными элементами
в прессах являются опорные подшипники главного вала, шатуна,
направляющих ползуна, опоры качения приемного вала, зубчатая
пара, то к ним должна подаваться наиболее обильная смазка,
а к некоторым точкам, как, например, опорам главного вала и
шатуна, направляющим, смазка должна подаваться под высоким
давлением (100 ат и более). В этом случае обеспечивается хорошая
прокачка смазки по каналам и преодолевается сопротивление
трения в смазываемых точках с помощью автоматически действую-
щих насосов от отдельного привода — электродвигателя неболь-
шой мощности.
На рис. 144 приведена схема смазки прессов Нейшенел от
специального насоса, монтируемого на прессе. Насос приводится
в движение от червячной пары /, получающей, в свою очередь,
вращение от электродвигателя. На валу 2 насоса смонтированы
236
два профилированных кулака 3 и 4, приводящие в поступатель-
ное движение два толкателя 5 и 6, которые сообщают поступатель-
ное движение двум поршням (скалкам) 7 и S, движущимся в ци-
линдре 9 насоса. Как видно из схемы на рис. 144, масло под высо-
ким давлением подается к распределителям 10 и //, питающим раз-
личные участки (ветви смазки) пресса. Далее от них масло посту-
пает к питателям, позволяющим контролировать подачу смазки
к смазываемым точкам.
Рис. 144. Схема жидкой смазки прессов Нейшенел:
А — направление поступления смазки
Устройство насоса прессов Нейшенел (см. рис. 144) показано
на рис. 145, где изображен насос без электродвигателя. В кор-
пусе 2 насоса смонтирована червячная передача 1 привода насоса.
Насос 3 закреплен в корпусе 2. Масло засасывается в отверстие 4
и нагнетается скалками 6 и 7 в систему 5 подачи смазки к распре-
делителям. Стрелка Н указывает направление вращения червяка.
Рассмотрим систему смазки в кривошипных горячештамповоч-
ных прессах ЗТМП (табл. 40). Смазка пресса осуществляется от
ручного насоса. В последнее время в прессах ЗТМП для смазки
подшипников главного вала и шатуна используется автоматиче-
ский насос принудительной густой смазки с качательным приво-
дом от ползуна, чем обеспечивается более надежная смазка выше-
указанных деталей пресса. Учитывая опыт эксплуатации приво-
дов смазки прессов НКМЗ и Нейшенел, следует рекомендовать
привод от электродвигателя как более надежный в работе.
Рассмотрим смазку пресса НКМЗ модели К-8546 (Рн =
4000 тс). В этом прессе основная система смазки — полугустая
от специального насоса. Уравновешиватель ползуна пресса сма-
237
Таблица 40
№ точек смаз- ки по схеме , Наименование участков смазки Перио- дичность смазки Смазочный материал Расход смазки на один участок, см3 Способ смазки
1 Подшипники экс- центрикового вала и шатуна 3 раза в смену 15—20
2 3 Направляющие ползуна Опоры приводного вала 1 раз в смену Солидол «Т» по ГОСТ 1033—51 10—15 От ручного насоса через дозирующие питатели
4 5 6 Шток цилиндра тормоза Оси рычагов ниж- него выталкивателя Оси рычажной си- стемы тормоза 2 раза в смену 1 — 1,5 4—5 8—10 Шприцем
7 Поршень воздухо- подводящей головки Масло индустриаль- ное-20 по ГОСТ 1707—51 20—25
8 9 Цилиндр муфты Цилиндр тормоза 1 раз в смену 150— 200 Масленкой
238
Продолжение табл. 40
№ точек смаз- ки по схеме Наименование участков смазки Перио- дичность смазки Смазочный материал Расход смазки на один участок см3 Способ смазки
10 11 Поверхность тре- ния основания, клиньев Труба малого кли- на 1 раз в неделю Солидол «Т» по ГОСТ 1033—51 1000— 1500 100—150 Шприцем или тавот- прессом
12 13 14 15 Ось рычага верх- него выталкивателя Зубчатая передача Цилиндр уравно- вешивателя Цилиндр тормоза маховика 1 раз в неделю Масло инду- стриальное-20 10—15 2000— 2500 500—600 80—100 Закладкой
Масленкой
16 17 18 Подшипники муф- ты Шток тормоза ма- ховика Ось рычага тор- моза маховика 1 раз в месяц Солидол «Т» по ГОСТ 1033—51 2000— 3000 8—10 8—10 Шприцем или тавот- прессом
Примечание. Питатели отрегулировать на максимальную подачу смазки.
зывается жидкой смазкой. Обе системы смазок автоматизированы.
В табл. 41 приведена схема смазываемых точек пресса полугустой
смазкой с указанием количества смазываемых точек, типоразмеров
питателей, их количества, характеристик станций, режимов
работы станций и рекомендуемых сортов смазки. По теоретиче-
ским подсчетам за один цикл расходуется примерно 400 см3 мази.
Система полугустой смазки состоит из автоматической станции
САГ-150-ПМ, перекачивающего насоса НПШГ-200, насосной уста-
новки БГ-11-11А.
Всю систему смазки устанавливают на расстоянии не более
10 м от пресса. Трубопровод подачи смазки до питателей должен
быть испытан на давление 120 кгс/см2. Для проверки правильной
работы системы смазки и удаления из нее воздуха подсоединять
трубопроводы к смазываемым точкам рекомендуется только по
заполнении системы смазкой. Для контроля подаваемой смазки
в систему и проверки давления в трубопроводах устанавливают
самопишущий манометр МСТМ-410 (см. схему к табл. 41). Длина
239
Рис. 145. Насос для жидкой смазки прессов Нейшенел
Рис. 146. Схема размещения смазываемых полугустой смазкой точек пресса
НКМЗ модели К-8546 (Рн = 4000 тс)
240
IK
СП Число смазываемых точек
8 Ориентировочный расход смазки за ЦИКЛ, см3
О ПД14-К | Число питателей
СП ПД23-К
4^ ПД42-К
— ПД32-К
— ПД22-К
САГ-150-ПМ Тип | Характеристика станции
150 Производитель- ность, см3/мин
120 Наибольшее ра- бочее давление кгс/см2
ДПТ21-4 Тип | Электродвигатель |
0,27 Мощность кВт
1450 Частота вра- щения, об/мин
Через 25—30 мин Интервал работы станции
р яр << X § С< к § Р§ к х W X § tGs § Хс Хс «д Наименова- ние по ГОСТ 1033-51 Рекомендуемый сорт смазки
230—290 150—220 Пенетрация при 25° С
Таблица 41
Рис. 147. Схема размещения смазываемых точек уравно-
вешивателя ползуна и выталкивателя пресса НКМЗ мо-
дели К-8546 (Рн = 4000 тс)
ООЪ
кольцевой линии станции САГ-150-ПМ должна быть не менее
2/з длины магистрального трубопровода.
Размещение точек, смазываемых густой смазкой (рис. 146
и 147), согласуется с размещением точек, указанных в табл. 40.
В прессах, особенно в опорах скольжения главного вала с бук-
сами, рекомендуется периодическое применение специальной
металлизированной смазки, позволяющей уменьшить износ тру-
щихся элементов. Обычно с этой целью в глицериновую смесь
добавляют медный или бронзовый порошок. В результате на глад-
кой поверхности главного вала появляется зеркальный налет
из меди.
ГЛАВА VII
ФУНДАМЕНТЫ КРИВОШИПНЫХ
ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССОВ
Фундамент пресса является его опорой. Устойчивая и плавная
работа пресса во многом зависит от правильно выбранной кон-
струкции фундамента и его размеров. Опыт эксплуатации прессов
различных фирм показал, что устойчивость пресса на фундаменте
в значительной степени зависит от величины опорной поверхности
основания пресса. Так, в прессах Эджекс расширенное основание
станины позволяет более устойчиво смонтировать пресс на фун-
даменте, чем, например, в прессах Нейшенел. Прессы Нейшенел,
ЗИЛ, ЗТМП модели К-8544 недостаточно устойчивы, хотя осно-
вание для крепления расширено. Разрушения фундаментов на
АЗЛК, ЗИЛе, ГАЗе свидетельствуют о необходимости укрепле-
ния его лицевой поверхности, сопрягающейся с прессом, приме-
нения бетона высокого качества и т. д. В прессах ЗИЛ, ЗТМП
и других в нижнем.его основании смонтированы механизмы вытал-
кивания поковок, в фундаменте выполнены ниши больших раз-
меров для обслуживания и ремонта этих механизмов, поэтому
резко уменьшена величина опорной поверхности пресса.
Фундамент пресса должен удовлетворять следующим основ-
ным требованиям: иметь достаточную прочность в условиях зна-
чительных статических и динамических нагрузок; не иметь осадки
и перекоса; частота собственных колебаний не должна совпадать
с частотой возбуждающей силы..
Во избежание перекоса установки необходимо стремиться
к тому, чтобы центры тяжести фундамента, пресса и центр площади
основания фундамента находились на одной вертикали. Расчет-
ные значения эксцентриситета не должны превышать 5%, особенно
в направлении спереди назад.
В кривошипных горячештамповочных прессах по причине
неполного уравновешивания его элементов наблюдается раскачи-
вание пресса, разрушение фундаментных болтов и самого фунда-
мента. Этому также могут способствовать высокорасположенный
от основания фундамента центр тяжести пресса, часто не совпа-
дающий с серединой его опорной части, и значительная скорость
вращения главного вала, особенно в прессах с числом ходов свыше
244
50 в минуту. Поэтому в ряде конструкций прессов нового выпуска,
например в прессах Нейшенел выпуска 1958 г., приняты следую-
щие меры, способствующие устойчивой работе прессов. Центр
тяжести пресса приближен к его основанию за счет уменьшения
высоты й изменения ширины основания пресса, особенно в на-
правлении спереди назад; уменьшено число ходов пресса. За счет
снижения общего веса пресса усилием Рн = 2000 тс и выше сни-
жена удельная нагрузка на фундаменте прессов.
Конструкция фундаментов прессов определяется конструкцией
пресса, принятым способом крепления пресса на фундаменте,
наличием соответствующих выемок и отверстий в фундаменте
(ниш и отверстий для крепления фундаментных болтов, ниш
для стока воды и др.).
Фундамент пресса Эджекс (Рн = 1600 тс) заложен неглубоко,
зато развит по отношению к фронту пресса как в продольном, так
и в поперечном направлении (рис. 148). Четыре металлические
двутавровые балки № 20 длиной больше длины станины залиты
в бетон, что значительно усиливает конструкцию фундамента.
Фундаментные болты смонтированы в фундаменте пресса в тру-
бах, а снизу для монтажа шайб и гаек болтов в фундаменте изго-
товлены специальные ниши. Для осмотра пресса снизу, а также
для монтажа фундаментных болтов по всей длине средней части
фундамента выполнена выемка.
К металлическим балкам при монтаже пресса приваривают
стальные пластины, которыми выравнивают пресс на фундаменте
и создают некоторое пространство между балками и станиной для
заделки специальной подливкой из цемента. Слева в фундаменте
предусмотрена специальная выемка для возможного монтажа
цилиндра нижнего выталкивателя. На рис. 148 показано воз-
можное положение цилиндра выталкивателя и рычага нижнего
выталкивателя пресса.
Фундамент пресса при изготовлении обязательно армируют,
особенно в верхней части. На рис. 148 видны кирпичная кладка
па величину заглубления пресса и металлический настил на ней.
С целью уменьшения удельной нагрузки на грунт от веса всей
установки (пресса и фундамента) основание фундамента по сравне-
нию с верхом значительно расширено.
На рис. 149 и 150 для сравнения приведены фундаменты прес-
сов Эджекс и Нейшенел. Фундамент пресса Эджекс значительно
усилен постановкой четырех двутавровых балок, что способ-
ствует наибольшей устойчивости пресса при работе. В прессе
Нейшенел отсутствуют такие балки. Поэтому в кузнечном цехе
АЗЛК разрушился фундамент пресса Нейшенел (Рн = 4000 тс)
по месту его сопряжения с основанием пресса. Пресс стал раска-
чиваться на фундаменте, разрушать стяжные болты пресса с фун-
даментом.
Размеры (в мм) фундаментов прессов Нейшенел, по данным
фирмы, приведены в табл. 42. Как видно из табл. 42, фундамент
245
пресса по месту крепления основания пресса с ним не усилен
специальными балками, как это сделано в фундаменте прессов
Эджекс. На рис. 151 приведена конструкция фундамента пресса
Рис. 148. Фундамент пресса Эджзкс (Рн = 1600 тс):
А — кирпичная кладка; В — металлическая рама из балки № 20; С — желез-
ные прокладки под пресс шириной 200 мм и длиной 500 мм; D — линия главного
вала; Е — ось пресса; К — толщина подливки 40 мм
Нейшенел, спроектированная на ЗИЛе согласно фирменному
чертежу. Для изготовления фундамента был использован бетон
марки НО. Вес пресса 150 тс. Через 3 года эксплуатации пресса
на ЗИЛе этот фундамент под основанием станины стал разру-
246
2750
А-A
6000
Рис. 149. Фундамент пресса Эджекс (Рн = 2000 тс)
7330
Рис. 150. Фундамент пресса Нейшенел (Рн=4000 тс)
5750_
to
00
Таблица 42
6-6
Номи- нальное усилие пресса, тс Б г Д Е 3 И К ж л м * н
2500 3327 533 20 1054 2050 171 825 622 76 95 76 2134 152
4000 5283 1651 — 1914 2714 178 1651 1625 100 100 76 3658 152
СО СЧ СО • Ю 00
2032 2438
528 -
и СО со о со тг О
066
СЧ 00 О
76
2057 2438
Г- СЧ СО со СО СО СЧ со
со со ОО
178 635
О ’ТГ СО —' СО СП
457 635
305
2083 2870
и 356 914
СЧ со ю О — СЧ
о ю> 00 со СО СО
Номиналь- ное усилие пресса, тс О О О О ю о СЧ
и СЧ СЧ
ю S СЧ СЧ
CD t?
- 57 70
- О 00 СП СО СП 00
- 2050 2743
57 70 1
о г- О СЧ
со о г- о
* * * о о § Ю СО ® О СП о СЧ — с СП
* * 8 20 20 факте;
100 115 I от хг J00 мм
СО О & СО Ю о л ь- <£> 2 О s S
со 5
< — О - . S СО СП 5 х Е 00 О н co q со Ю о я ск _
к 1727 2083 предел: в град вторая
о О ° 3 5 СО СП СХ СХ ь со сп £ о s S S д
Номиналь- ное усилие пресса, тс Сп СП д СП Д СХСХО * * * о о * * о о * ю о СЧ
шаться, а пресс наклоняться.
Пресс был поднят при помощи
железнодорожных домкратов и
отодвинут в сторону. В фунда-
мент пресса после его скола
были вмонтированы двутавро-
вые балки № 30, залиты бето-
ном, а затем после переделки
фундамента пресс был смонти-
рован на нем. Пресс нормально
работает уже длительное время.
В кузнечном цехе ЗИЛа при-
нят способ изготовления фун-
даментов прессов по типу, изо-
браженному на рис. 152. При
изготовлении фундамента в него
закладывают металлическую ра-
му под основание станины прес-
са. Справа и слева от пресса
(со стороны фронта пресса и
сзади) выполняют приямки для
монтажа в них кронштейнов
с роликами для троса, приме-
няемого при установке на прес-
се пакета. При помощи этих
кронштейнов, троса и крана ус-
танавливают или снимают па-
кет пресса.
Следует отметить опыт уста-
новки прессов на фундаментах
рамной конструкции. Прессы
устанавливали на металличе-
ских рамах, в свою очередь
смонтированных на колоннах.
При такой установке прессов
под прессом имелось значитель-
ное свободное пространство.
При работе на прессах, уста-
новленных на таких рамах, об-
наружены большое их раскачи-
вание, прогиб и разрушение
рам, разрушение трубопроводов
пресса и другие недостатки.
Удельная j статическая на-
грузка пст на грунт
_ G_
^СТ р >
249
2Е0
Рис. 151. Фундамент пресса Нейшенел (Рн = 2000 тс),
выполненный по чертежу фирмы
1120 W 1200
Рис. 152. Модернизированный фундамент пресса Нейшенел
(Рн = 2000 тс)
гдс Q — общий вес установки; F — площадь основания фунда-
мента, причем ост Rd — для суглинков, глин и ост 0,8 Rd —
для песчаных грунтов, где Rd — допускаемая удельная нагрузка
на грунт; выбирается по данным табл. 43 [8].
Таблица 43
Категория грунта Характеристика грунта % кгс/см2
I Слабые (глина и суглинок в пластическом со- стоянии на границе пластичности, супесь сред- ней плотности и пылеватый песок, насыщенный водой, а также грунты I и III категорий с про- слойками ила или торфа) До 1,5
II Средней прочности (глина и суглинок в твер- дом состоянии на границе раскатывания; супесь сухая и влажная; пылеватый песок, влажный,
мелкий и средней крупности пески) 1,5—3,5
III Прочные (глина и суглинок в твердом состоя- нии, имеющие минимальную естественную влаж- ность; песок крупный и гравелистый; гравий и
галька и др.) 3,5—6,0
IV Скальные основания .... Более 6,0
В качестве примера определим удельную статическую нагрузку
на фундамент от веса пресса (РИ = 1600 тс), в котором вес пресса
Gi = 97 500 кгс; площадь фундамента, на которую опирается ста-
нина пресса, Fr = 33 800 см2.
Удельную статическую нагрузку на фундамент определяют
по формуле
' G1 97 500 о п , 2
CT- = -fT = ^3 800 =2>9 кгс/см-
Удельную статическую нагрузку на грунт от веса всей уста-
новки рассчитывают при общем весе пресса и фундамента G =
= 130 000 кгс, площади основания фундамента пресса F =
- 350 000 см2:
_ G _ 130 000
аст — F — 350 000
= 0,37 кгс/см2.
ГЛАВА VIII
СРЕДСТВА МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ ПРЕССОВ
СРЕДСТВА МЕХАНИЗАЦИИ ПРЕССОВ
Исследования, проведенные в МАМИ, ЦНИИТМАШе и т. д.,
свидетельствуют о неполном использовании кривошипных горя-
чештамповочных прессов при штамповке деталей. Это связано
с затратой большого труда на выполнение подготовительных
и вспомогательных операций (подачу заготовок от нагревательных
устройств, перенос при штамповке заготовок из ручья в ручей,
уборку отштампованных поковок и т. п.).
При двухсменной работе прессы могут быть использованы
по числу ходов на 10—15%, так как значительное время при
штамповке идет на выполнение вспомогательных операций.
Следовательно, в целях повышения производительности труда
штамповщиков и максимального использования прессов необхо-
димо в универсальных кривошипных горячештамповочных прес-
сах общего назначения вводить средства механизации.
Тип производства оказывает существенное влияние на длитель-
ность вспомогательных приемов; для прессов усилием 630—
8000 тс при массовом производстве вспомогательное время для
поковки массой 1,0—80 кг принимается в пределах 0,16—0,78 мин;
оперативное время 0,191—0,856 мин, штучное время 0,227—
1,074 мин [2].
Следует различать механизацию универсальных прессов, во-
первых, приспособленных для штамповки различных поковок,
закрепленных за прессами, во-вторых, прессов, применяемых для
штамповки небольшой номенклатуры типовых поковок. В этом
случае процесс механизации может приближаться к автоматиза-
ции. В-третьих, кривошипные горячештаповочные прессы могут
быть полностью автоматизированы (это прессы, работающие
обычно в автоматических линиях [26]).
В первом случае стараются автоматизировать процесс нагрева
и подачи заготовок к прессу, а также механизировать уборку
отштампованных поковок к обрезному прессу, без механизации
переноса заготовок из ручья в ручей и съема поковок. Наиболее
252
Рис. 153. Цепной транспортер, применяемый на ЗИЛе
500 _1 !, 1500
700____ ! . 1680
Рис. 154. Горизонтальный транспортер, применяемый на АЗЛК
253
простой способ механизации состоит в том, что заготовки, нагретые
в индукторе, автоматически толкателем подаются по склизу
к прессу. После их штамповки на прессе поковки то же по склизу
подаются к обрезчику. Далее обрезанная поковка по конвейеру
попадает в специальный ящик, а обрезанный заусенец склады-
вается обрезчиком в другой ящик.
В настоящее время в кузнечных цехах заводов для перемеще-
ния заготовок и поковок применяются специальные транспортеры:
цепной (рис. 153) и горизонтальный пластинчатый (рис. 154).
Размеры транспортеров определяются по месту установки, воз-
можностью их установки к прессам и нагревательным устройствам.
Эти транспортеры работают хорошо и находят широкое приме-
нение в кузнечных цехах.
СРЕДСТВА АВТОМАТИЗАЦИИ ПРЕССОВ
Одним из важнейших этапов автоматизации процесса штам-
повки поковок в прессах следует считать автоматизацию переноса
заготовок из ручья в ручей, их съем и уборку со штампов.
При разработке процессов автоматизации штамповки на прес-
сах следует учитывать следующие факторы: число поковок в пар-
тии, изготовляемых на прессе без переналадки на другую деталь;
продолжительность выталкивания поковки и возможное застре-
вание ее в ручьях штампа; продолжительность работы инстру-
мента и выход его из строя по различным причинам (нагрев штам-
пов при неудовлетворительном охлаждении, образование раз-
гарных трещин и т. д.).
До сих пор еще мало внедрено в производство средств автома-
тизации процесса штамповки поковок на кривошипных горяче-
штамповочных прессах из-за их сложности и недостаточной на-
дежности работы, хотя имеются на этот счет предложения зару-
бежных фирм (Нейшенел, Крайзер-Нейшенел, Эймуко, Шмерал
и др.), а также отечественных заводов и научно-исследователь-
ских учреждений (ЗТМП, ЭНИКМАШ и др.).
На рис. 155 показана схема автоматизированной установки
с использованием пресса (Рн = 5000 тс), предложенная фирмой
Коматцу для штамповки поковок массой до 50 кг. В этой схеме,
кроме КГШП (Ри = 5000 тс), показаны два автоматических
манипулятора, обрезной пресс (Рн = 500 тс), индукционные
нагревательные устройства, ковочные вальцы.
Существуют следующие приводы механизмов переноса поковок
на прессах: механический — от привода пресса или отдельного
приводного устройства; пневматический — за счет воздуха,
подаваемого из цеховой сети.
На рис. 156 автоматическое устройство вписано в штамповое
пространство пресса. Нагретая заготовка по трубе А питателя
поступает от нагревателя, захватывается грейферным устрой-
ством, передается по позициям штамповки, затем по склизу Б
поступает в тару.
254
Рассмотрим хорошо работающую автоматическую установку
п автоматизированный кривошипно-горячештамповочный пресс
ЗТМП модели К-863-Б (Рн = 1000 тс), применяемые для штам-
Рис. 155. Схема автоматизированной установки пресса (Рн = 5000 тс):
1 — питатель заготовок № 1; 2 — индукционный нагреватель; 3 — питатель заготовок
№ 2; 4 — редукционные вальцы; 5 — обрезной пресс усилием 500 тс; 6 — манипулятор
№ 1; 7 — манипулятор № 2; 8 — горячештамповочный пресс усилием 5000 тс
Рис. 156. Грейферная установка на прессе Шмерал LKM (Рн 630 тс)
повки выдавливанием поковок клапанов [26]. На рис. 157 приве-
дена кинематическая схема рассматриваемого пресса с механи-
ческим перекладчиком, а на рис. 158 — схема установки с пневма-
255
Рис. 157. Схема автоматизированного пресса К-863-Б для штамповки клапанов
методом выдавливания:
1 — электродвигатель АК 104-8; п = 1250 об/мин; N = 125 кВт; 2 — ползун; 3 — ша-
тун; 4 — кулачковые устройства; 5, 6, 8 — рейки; 7 — фрикционные предохранитель-
ные муфты; 9 — пневматический цилиндр; 10 — рычаг; 11 и 14 — ролики; 12 — вытал-
киватель; 13 — стол; 15 — копир; 16 — пневматический демпфер
Рис. 158. Схема комплекса (нагрев с подачей нагретых заготовок, перемещение их при штамповке и удаление готовых кла-
nd панов) автоматизированного пресса К-863-Б
тическим перекладчиком. В первой матрице выдавливается стер-
жень, во второй оформляется тарелка клапана (рис. 158). Переме-
щение заготовок из первой матрицы во вторую и удаление поковки
из второй матрицы в лоток производится одноклещевым перегру-
зочным манипулятором, который смонтирован в окне правой
стойки станины пресса. Заготовки нагреваются в высокочастот-
ном индукторе.
Автоматическое устройство состоит из бункерно-загрузочного
механизма 1 индуктора; механизма загрузки 2 первой матрицы
со смазывающим устройством; нижнего пневматического двух-
штангового выталкивателя 3; клещевого манипулятора 4 грей-
ферного типа с параллельным зажимом двух штамповок одно-
временно; срабатывающего устройства; шкафа электроуправле-
ния. Автоматическая установка (см. рис. 157, 158) спроектирована
по принципу управления всеми движениями механизмов уста-
новки и прессом, осуществляемому электропневматическими сред-
ствами. Предусмотрена полная блокировка всех движений меха-
низмов.
Процесс автоматической штамповки клапанов осуществляется
следующим образом: заготовка загружается в бункер, в нижней
части которого находится гильза (сменная) с лопастью, получаю-
щая вращение от электродвигателя через червячный редуктор.
Вращающаяся гильза своей лопастью приводит в движение заго-
товки, которые поочередно попадают в отверстие гильзы и тем
самым ориентируются в вертикальном положении. Из отверстия
гильзы заготовки попадают поштучно в гнездо поворотного бара-
банчика. При ходе толкателя барабанчик поворачивается на 90°,
и находящаяся в нем заготовка проталкивается в индуктор, а край-
няя, уже нагретая заготовка попадает на лоток (склиз), соединяю-
щий индуктор с гнездом ползушки загрузчика первой матрицы.
В конце хода толкателя подается команда на рабочий ход
ползуна пресса и одновременно включается реле времени продол-
жительности цикла. Ползун, возвращаясь в верхнее положение,
дает команду на работу нижнего выталкивателя, который при
движении вверх дает команду на ход клещей вперед. В переднем
положении клещам подается команда поочередно на сжатие,
подъем по копиру, движение назад, опускание и разжим. Этим
движением штампованная заготовка из первой матрицы перекла-
дывается во вторую и отштампованный клапан из второй ма-
трицы — в механизм сборса.
При движении клещей назад подается команда на ход нижнего
выталкивателя вниз и одновременно на ход загрузчика вперед.
Загрузчик с нагретой заготовкой в гнезде ползушки выходит
вперед и включает на своем пути клапан дозатора маслографитной
смазки. Происходит вспрыскивание смазки в матрицу первой
операции и загрузка ее нагретой заготовкой. Выйдя в переднее
положение, загрузчик дает себе команду на движение назад и
уходит в крайнее заднее положение. Цикл штамповки закончен.
258
Следующий цикл начнется при срабатывании реле времени,
которое дает команду на движение толкателя вперед. В дальней-
шем цикл повторяется в том же порядке.
Техническая характеристика пресса модели К-863-Б
Усилие пресса в конце хода ползуна, тс . 1000
Величина хода ползуна, мм.............. 250
Число двойных ходов ползуна в минуту 60
Мощность главного электродвигателя, кВт . . 55
Общая продолжительность цикла штамповки кла-
панов, с.......................................... 4,3
Часовая производительность, шт. 840
Частота тока нагревателя, Гц . . 10 000
Рабочее давление воздуха, кгс/см2 4
Масса пресса с установкой, т . 55
Габаритные размеры, мм . 5500X300X5500
Автоматизация процесса предусматривает штамповку клапа-
нов автомобильных и тракторных двигателей различных типов;
может быть использована для штамповки клапанов других дви-
гателей, имеющих подобную форму. Автоматизированный пресс
модели К-863-Б внедрен в производство на Куйбышевском заводе
«Автотрактородеталь».
Расположение оборудования в механизированных линиях
с установкой кривошипных горячештамповочных прессов по реко-
мендациям завода Шмерал приведено на рис. 159. Первый вариант
компоновки оборудования в линии (рис. 159, а) состоит из нагре-
вательного устройства (индуктора) /, кривошипного горяче-
штамповочного пресса 3 и обрезного пресса 5. Для подачи нагре-
тых заготовок от индуктора 1 к прессу 3 установлен транспор-
тер 2. Отштампованная деталь сбрасывается штамповщиком
на склиз 4 и поступает по нему на второй транспортер 2, далее
на второй склиз 4 к обрезному прессу 5. Обрезанная заготовка
по третьему склизу 4 подается в тару 6. Кроме индуктора 1 могут
быть использованы ковочные вальцы 7. Эта компоновка названа
параллельной.
Второй вариант — параллельно-ступенчатая линия — при-
веден на рис. 159, б. Здесь от индуктора /, установленного на по-
вышенном по отношению к прессу фундаменте, нагретая заго-
товка подается по склизу 4 к кривошипному горячештамповоч-
ному прессу 3, от которого по второму склизу 4 поступает к обрез-
ному прессу 5; далее от него по третьему склизу 4 — в тару 6.
Кривошипный горячештамповочный пресс 3 по отношению к обрез-
ному прессу также установлен на более высоком фундаменте.
В третьем варианте— прямоугольной компоновке (рис. 159, в)—
имеются два нагревательных устройства (индуктора) /, соединен-
ных поперечным склизом 4, от которого нагретые заготовки посту-
пают по транспортеру 2 к склизу 4. Отштампованная заготовка,
поступающая на второй склиз 4, попадает на второй транспортер 2,
от него на склиз 4 и к прессу 5. Обрезанная заготовка поступает
в тару.
259
Рис. 159. Схема расположения оборудования в автоматизированной линии для штамповки деталей:
а — I вариант; б — II вариант; в — III вариант; / — индуктор; 2 — транспортер; 3 — горячештамповочный пресс; 4 — склиз; 5 — об-
резной пресс; 6 — тара; 7 — ковочные вальцы
ГЛАВА IX
ОБЩИЕ ЗАМЕЧАНИЯ ПО ОРГАНИЗАЦИИ
ОБСЛУЖИВАНИЯ И РЕМОНТА ПРЕССОВ
Кривошипные горячештамповочные прессы, как показал опыт
их эксплуатации, относятся к числу наиболее трудоемких машин
по их обслуживанию и ремонту. Они требуют более высокой куль-
туры обслуживания и ремонта в сравнении с' обычными типовыми
машинами, установленными в кузнечных цехах: молотами, обрез-
ными прессами и горизонтально-ковочными машинами. Тяжелые
условия работы прессов вызываются возможной их перегрузкой
по усилию на ползуне и перегрузкой электродвигателя; высокими
удельными усилиями в сопрягающихся деталях, например в шли-
цевых ступицах, зубчатых парах, бронзовых опорах и др. Кроме
того, следует учитывать, что прессы работают в абразивной среде,
создающейся сдуваемой окалиной при штамповке деталей и нахо-
дящейся около пресса во взвешенном состоянии.
При перегрузках пресса по усилию на ползуне или плохой
работе муфты возникает заклинивание (стопорение) шатунно-
кривошипного механизма пресса с перенапряжением его отдельных
деталей, появлением трещин и поломок. При высоких удельных
усилиях в сопрягающихся деталях главного вала с опорами,
шатуном и др. наблюдаются их быстрый износ, раскалывание
(раздавливание), задиры и т. п. По причине высоких удельных
усилий в сопрягающихся, но не трущихся деталях, например
в соединении ступицы муфты или тормоза с главным валом и
с дисками; ступицы маховика или малой шестерни с приемным
валом и т. п., при неудовлетворительной их посадке друг с другом
или малых опорных поверхностях наблюдается быстрое разру-
шение сопрягающихся поверхностей. В этом случае ремонтники
прибегают к посадкам деталей с подогревом, что затрудняет
их последующий демонтаж.
Вопросам правильной и точной подгонки сопрягающихся дета-
лей .не уделяется достаточного внимания, и часто у ремонтников
Для этих операций нет нужного оборудования. Абразивная среда,
в которой работают трущиеся детали прессов, заставляет закры-
вать их для предотвращения попадания в смазку окалины, но
261
деталей механизма управления и др.
Рис. 160. Ремонтные площадки к прессу
ЗИЛ (Рн = 2500 тс):
/ — площадка обслуживания тормоза (см. рис. 161);
2 — площадка обслуживания муфты (см. рис*.
162); 3 — площадка обслуживания деталей,рас-
положенных наверху пресса, и главным образом
электродвигателя пресса (см. рис. 163)
кожухи не защищают эти детали, например, трущиеся зубчатые
пары и др.
Таким образом, при слабой организации ремонта прессов,
неудовлетворительном ежедневном контроле за их работой про-
исходит быстрый износ основных деталей: опор трения главного
вала и шатуна в ползуне, деталей муфты, тормоза, зубчатой пары.
Следовательно, увеличатся
эксплуатационные расходы
цеха на ремонт и обслужи-
вание прессов.
При конструировании
необходимо изучать усло-
вия работы прессов и их
деталей, а при изготовле-
нии прессов — не допу-
скать применения техноло-
ги, которая не обеспечи-
вает получения точных
размеров по чертежам.
Наладка прессов при
установке штампов для
штамповки поковок на них
без контроля нагружения
ползунов по усилию и энер-
гетическим затратам прес-
сов, штамповка поковок
без контроля температур-
ного режима нагрева заго-
товок, штамповка охлаж-
денных заготовок, особен-
но на прессах, работающих
близко к пределу максимальной их нагрузки, приведут к быстрому
износу и поломкам основных деталей прессов. Таким образом, одной
из важнейших задач, способствующих увеличению эксплуатацион-
ной надежности прессов, снижению расходов на их ремонт и об-
служивание, следует признать в первую очередь задачу создания
надежно работающих приборов контроля технологического уси-
лия на ползуне и энергетических затрат прессов, а затем приборов
предохранения прессов от перегрузок.
Опыт эксплуатации прессов, изготовленных с применением
материалов низкого качества, ложное понимание экономии при
постановке на прессы не соответствующих, но недорогих заме-
нителей, показывает увеличение расходов на их .ремонт и обслу-
живание. Так, например, при применении для изготовления глав-
ных валов стали 45 вместо высоколегированной снижается срок
службы главного вала в 5 раз и более.
Повышению качества и надежности работы прессов мешает
односторонняя оценка металлоемкости конструкции только по
262 '
затратам металла, идущего на их изготовление, без учета после-
дующих расходов металла на ремонт по причине пониженного
срока службы деталей, без учета точности получаемых поковок
и затрат на их механическую обработку. Более выгодно устанав-
ливать на пресс детали с оптимальным запасом прочности, же-
сткости и износоустойчивости.
Ремонтникам часто приходится изготовлять детали по образ-
цам из-за отсутствия технической документации на узлы и детали
Вид А
Рис. 161. Ремонтная площадка для обслуживания тормоза пресса ЗИЛ (Рн =
= 2500 тс):
1 — металлическая сетка; 2 — опорная балка из швеллера № 10; 3—4 — опорные де-
тали; 5, 6 — балки из швеллера № 10; 7 — деталь лестницы — угольник; 8 — стойка
из прутка диаметром 20 мм
прессов, которая может быть не приложена к продаваемым прессам.
Такие детали снижают срок службы пресса, так как они изготов-
лены без знания необходимого материала, вида термообработки
и нужных допусков в сопрягающихся деталях.
Большое значение в повышении надежности работы прессов
имеют экспериментальные исследования типового образца пресса
при последующей длительной проверке в работе в различных
производственных условиях.
263
2100 . . . 1200
Рис. 163. Ремонтная площадка для обслуживания электродви-
гателя и других деталей пресса, расположенных на верху пресса
ЗИЛ (Рн = 2500 тс)
Обычно при последующей модернизации пресса устраняются
замеченные недостатки. Кривошипные горячештамповочные
прессы по сложности их ремонта следует отнести к наиболее тру-
доемкому оборудованию. Узлы и детали прессов, которые прихо-
дится монтировать или демонтировать с прессов, имеют значитель-
ную массу. На основании данных по массе типовых прессов зака-
зывают необходимое крановое оборудование. Особое внимание
Рис. 164. Ремонтная площадка для обслуживания муфты пресса НКМЗ (Рн =
= 6300 тс)
конструкторы по прессам должны обратить на необходимость
изготовления отверстий с нарезкой под рым-болты для подъема
деталей прессов при ремонтных операциях.
Ремонтнику приходится работать в небезопасных условиях
(большая высота, скользкие поверхности и т. д.). В кузнечном
цехе ЗИЛа силами ремонтных бригад изготовлены и установлены
на прессах стационарные специальные ремонтные площадки для
обслуживания и ремонта прессов (рис. 160—163).
Площадка для обслуживания муфты пресса НКМЗ (Рн —
= 6300 тс) сконструирована и изготовлена по тому же принципу,
что и в прессах ЗИЛ (Рн = 2500 тс), но с учетом его размеров
(рис. 164). Площадки по обслуживанию прессов необходимо
поставлять вместе с ними. Это значительно облегчит труд ремонт-
ников и будет способствовать снижению травматизма.
ГЛАВА X
ВОПРОСЫ ИССЛЕДОВАНИЯ И ПРЕДОХРАНЕНИЯ
ПРЕССОВ ОТ ПЕРЕГРУЗОК
Как отмечалось ранее, кривошипные горячештамповочные
прессы работают в сложных условиях при возможных перегруз-
ках, поэтому могут наблюдаться разрушения или быстрый износ
деталей, требующий внепланового ремонта и повышенных эксплу-
атационных расходов. Путем рациональной эксплуатации прес-
сов, предохранения их от аварий и поломок, при нормальном
нагружении ползуна и электродвигателя можно добиться надеж-
ной долговечной работы прессов. В прессах необходимо иметь
устройства: контролирующие нагружение по усилию на ползуне;
предупреждающие возможную перегрузку (предохранители); кон-
тролирующие нагружение электродвигателя и маховых масс по
их энергетическим возможностям (работе).
Контроль усилия и предупреждение прессов от перегрузок
могут решаться раздельно или совместно. Во многих конструк-
циях прессов на станинах предусмотрены устройства контроля
усилий (силомеры), а также устройства, контролирующие исполь-
зование маховых масс привода пресса (тахогенераторы). Наиболее
рациональным средством контроля усилий на ползуне является
прибор ЭНИКМАША типа СУ-1М. Силомеры с индикатором
часового типа работают неустойчиво по причине дрейфа нуля.
Предохранение кривошипных горячештамповочных прессов
от перегрузок можно осуществлять за счет изменения (периоди-
чески при перегрузках) податливости кривошипно-шатунного
механизма, расположенного в замкнутой раме пресса. При этом,
учитывая быстротечность увеличения усилия на ползуне, при
перегрузках необходимо отключать маховые массы привода.
При проектировании средств контроля и предохранения прес-
сов нужно также учитывать их вибрацию, вызванную не вполне
уравновешенными вращающимися и движущимися массами, изме-
нение направления перемещения ползуна, температурный фактор.
Все это способствует разладке устройств и снижению их надеж-
ности в работе.
266
ИССЛЕДОВАНИЕ ПРЕССОВ ПРИ ПОМОЩИ
ГИДРО- И ГИДРОПНЕВМОНАГРУЖАТЕЛЕЙ
Для проверки и отладки средств контроля усилий на ползуне
применяют нагружатель (рис. 165), а для проверки нагрузки
пресса по работе (энергетическим показателям) применяют гидро-
пневмонагружатель (рис. 167), который создает плавное нагру-
жение пресса без характерных жестких ударов, наблюдаемых
при работе с гидронагружателем.
На рис. 165 показана установка гидронагружателя в пределах
закрытой высоты пресса: ползун опущен на подставки /. На
Рис. 165. Гидронагружатель, расположенный в пределах закрытой высоты
пресса:
1 — подставки; 2 — поршень гидронагружателя; 3 — цилиндр нагружателя; 4 — кла-
пан для подключения манометра; 5 — впускной клапан; 6 — питающий трубопровод
к насосу для периодической подкачки жидкости (веретенного или машинного масла)
в гидронагружатель
рис. 166 дан отдельно гидронагружатель. Приведенный на рис. 167
гидропневмонагружатель состоит из гидронагружателя и пневмо-
нагружателя, цилиндры которых установлены друг на друге.
На цилиндр 2 гидронагружателя с перемещающимся в нем порш-
нем 1 опирается цилиндр 11 пневмонагружателя с перемещаю-
щимся в нем поршнем-штоком 6. Поршни 1 и 6 имеют уплотнения.
На дне цилиндра И смонтирована тарельчатая пружина 3, а на
наружной его поверхности закреплен (приварен) кожух 3, через
который проходит проточная вода для охлаждения цилиндра.
В кожухе имеются патрубки для подсоединения к ним шлангов
по впуску и выпуску проточной воды. Сверху цилиндр 11 закрыт
крышкой 7, в которой проходит стержень 10, закрепленный
в поршне-штоке 6. Он служит для контроля перемещения поршня-
штока 6. В цилиндр 11 ввернуты патрубок 5 с обратным шарико-
вым клапаном и двухходовым вентилем 4, служащим для впуска
267
300
Ф7Щ
<Р780лз/Х,
Рис. 166. Гидронагружатель в сборе
Рис. 167. Гидропневмонагружатель
газообразного азота под поршень-шток 6 цилиндра 11. Контроль-
ный болт 9 служит для выпуска газообразного азота. Изменяя
положение поршня гидронагружателя, поднимая или опуская
его за счет жидкости, накачиваемой или выпускаемой из цилиндра
гидронагружателя, а также давления азота под поршнем-штоком 6
пневмонагружателя, можно регулировать в широких пределах
момент начала нагружения ползуна и усилие в нем.
Как известно, в кривошипных горячештамповочных прессах
детали штампуются в открытых штампах с образованием заусенца
Рис. 168. Графики изменения усилия Р по ходу ползуна S при угле
поворота а кривошипа вала:
а) I — при открытой осадке;- II — при штамповке истечением; /// —
упругая деформация пресса в конце хода ползуна; б) при ударе по ги-
дронагружателю
или в закрытых штампах со специальными компенсаторами без
образования заусенца. Графики изменения усилия Р по пути S
перемещения ползуна при штамповке в этих штампах отличаются
друг от друга, но во всех случаях начальное усилие деформиро-
вания Р невелико, а к концу деформации оно значительно возра-
стает.
Силовой .график Р—S штамповки поковок в открытых штампах
можно упрощенно представить в виде двух прямых: на участке
деформации заготовки и на участке обратного хода ползуна при
упругой деформации системы пресс — инструмент (рис. 168, а).
Значительное влияние на характер изменения графика Р—S
и его площади, а следовательно, и необходимой работы маховых
масс и электродвигателя, затраченной при выполнении техно-
логической операции, оказывает также упругая деформация
пресса и штампов, особенно штампов при неправильной их на-
ладке (установке).
Для проверки прессов при нагружении ползуна усилием Р
можно применять гидронагружатель, при помощи которого полу-
269
чают график изменения усилия на небольшом ходе ползуна,
соответствующем последнему этапу нагружения пресса при штам-
повке (рис. 168, б). Рассматривая в общем виде нагружение пресса
гидронагружателем усилием Р, будем считать, что
Р = klPFn,
где kr — коэффициент, учитывающий потери на трение в цилин-
дре гидронагружателя; р — давление жидкости в гидронагружа-
теле, кгс/см2; Fn — площадь поршня гидронагружателя, см2,
Принимаем, что перемещение Sp поршня гидронагружателя
при нагружении его усилием Рн [20]
где Уд — объем деформировавшейся жидкости в цилиндре гидро-
нагружателя в см3 при нагружении поршня силой Рн . кгс; Е—
объемный модуль упругости жидкости, Е = 13 000 кгс/см2.
Тангенс Р — угла наклона кривой определится из соотношения
gl~PH ^1’
откуда
S = Р tg В = Д — рКд __ Р2^д^1
р н ё1 F\Ekx ЕПЕ РпЕ ’
т. е. перемещение (осадка) поршня гидронагружателя при нагру-
жении пресса прямо пропорционально давлению р, объему жид-
кости Уд в гидронагружателе и обратно пропорционально пло-
щади Fn его поршня, модулю упругости жидкости Е. Величина Sp
перемещения поршня гидронагружателя обычно незначительна,
что приводит к появлению жесткого удара, следовательно, при
нагружении пресса гидронагружателем нельзя получить кривую I
работы (см. рис. 168, а), а тем более кривую II.
Для определения кривых I и II нагружения пресса предназна-
чен гидропневмонагружатель. С ним можно работать, только впу-
ская под поршень пневмонагружателя газообразный азот из
баллона под давлением до 150 ат. Газ проходит редукционный
вентиль, применяемый в кислородных баллонах при газовой
сварке, и редуцируется до любого давления. При эксперименте
работа гидропневмонагружателя происходила при изменении
в пневмонагружателе давления азота с 5 до 15 ат. В цилиндр
гидронагружателя впускалось машинное масло.
Рассматриваемый гидропневмонагружатель допускает работу
при максимальном давлении в цилиндре гидронагружателя
р = 1500 ат, что обеспечивает на поршне гидронагружателя уси-
лие Р = 2500 тс. Минимальную высоту гидронагружателя
(поршня и цилиндра) принимали Ят1п = 270 мм (подъем поршня
270
на 20 мм), максимальную Я1Пах = 340 мм (подъем поршня на
90 мм). В пневмонагружателе минимальная высота при опущен-
ном поршне 415 мм; поршень до дна цилиндра при сжатой пружине
не доходит на 20 мм; ход поршня пневмонагружателя (максималь-
ный) ПО мм. Тарельчатая пружина, монтируемая в цилиндре
пневмонагружателя, допускает максимальный ход (осадку) до
16 мм при максимальном усилии сжатия пружины до 200 тс.
Предполагается, что при перемещении поршня-штока 6 в ци-
линдре пневмонагружателя (см. рис. 167) давление газа, впущен-
ного под поршень-шток 6, изменяется по закону адиабаты
pVn = const,
где р — давление газа в цилиндре пневмонагружателя; Vn —
объем его в цилиндре пневмонагружателя; k — показатель ади-
абаты, k = 1,4.
Таким образом, если первоначальное давление газа рг = 10 ат
и рабочий ход поршня пневмонагружателя 90 мм, то = 9,
V П2
Pi (Vm)k = Рг (Vn2)k, откуда
ft = V = 10 • 91’4 = 220 ат.
\ V П2 /
Конечное усилие Рк на поршне пневмонагружателя при рг —
= 220 ат
Рк = kip2Fn = 0,785^4 = 0,785.0,95 • 220 • 652 = 690 000 кгс.
При первоначальном давлении впускаемого азота до 20 ат
конечное усилие Рк можно увеличить примерно до 1300 тс. По мере
опускания поршня-штока 6 в цилиндре и соприкосновения
поршня-штока 6 с пружиной 3 сила ее сопротивления будет
увеличивать усилие в пневмонагружателе.
Рассмотрим некоторые итоги исследования кривошипных горя-
чештамповочных прессов Шмерал МКП (Рн = 1500 тс) и LKM
типов А и В (Рн = 1600 тс) с применением гидронагружателя
и гидропневмонагружател я.
Из осциллограмм (на рис. 169, а—г) можно заметить, что глав-
ный вал пресса Шмерал МКП начинает вращение тем раньше,
чем выше к этому времени в муфте первоначальное давление воз-
духа. Время t от начала подачи воздуха в муфту до начала вра-
щения главного вала (следовательно, и ведомых дисков муфты)
изменяется в пределах 0,05—0,12 с, причем при снижении давле-
ния подаваемого в муфту воздуха от 5—4 до 2,5—2 ат промежуток
времени до начала вращения вала от 0,05—0,06 с увеличивается
до 0,10—0,12 с. Продолжительность вращения главного вала
после выхлопа (опорожнения) 0,1—0,3 с. Продолжительность
выравнивания давления воздуха в муфте от нулевого значения
до давления в ресивере при различных давлениях в ресивере (5—
2 ат) составляет примерно 0,3 с.
271
Тип пресса Давление воздуха в муфте, ат Время от нача- ла нажатия на педаль до на- чала подачи воздуха к муф- те 1-Ш, с Время выравни- вания давления воздуха в муфте с Время выхлопа воздуха из муф- ™ V6- VB. с
5,0 0,12 * — 0,42
Шмерал МКП, Рн=1500 тс 3,0 2,2 0,12 * 0,12 * — 0,36 0,22
Средние значения 0,12 0,36 0,34
5,0 0,141 0,90 0,25
Шмерал LKM, типа А, Рн=1600 тс 4,0 3,0 0,129 0,115 0,85 1,10 0,22 0,20
Средние значения 0,120 1,00 0,225
3,94 0,12 * 2,40 0,288
Шмерал LKM типа В, Р =1600 тс 3,79 3,30 0,12 * 0,12 * 2,15 1,92 0,28 0,27
Средние значения 0,12 2,16 0,28
* В прессах МКП и LKM типа В время I — III принято равным 0,12 с.
272
Таблица 44
1 — индикатор тока в соленоиде управления воздухораспределительным клапаном;
2 — индикатор момента нажатия на педаль;
3 — давление воздуха в трубопроводе к муфте;
4 — отметчик оборотов главного вала;
5 — путь ползуна пресса;
6 — отметчик времени.
Время от нача- ла впуска воз- духа до начала вращения главного вала , ' III-V, с Время враще- ния главного вала после выхлопа возду- ха из муфты vB-vz Время враще- ния главного вала при цикле (от начала .вра- щения до его полной оста- новки) V— VI, с Время от нача- ла подачи воз- духа в муфту до конца вра- щения главного вала III—VI, с Время от нажа- тия на педаль до конца вра- щения главного вала I—VI, с
0,06 0,35 — — —
— — — — —
0,10 0,08 — — —
0,08 0,16 0,30 1,38 1,50
0,34 0,25 0,80 1,14 1,28
0,36 0,22 0,83 1,18 1,30
0,52 0,20 0,84 1,30 1,40
0,40 0,225 0,82 1,20 1,33
— — — — —
— — — — —
— — — — —
0,30 0,28 0,85 1,15 1,27
273
Продолжительность выхлопа (опорожнения) воздуха из муфты
связана с величиной первоначального давления в ресивере;
она составляет 0,2—0,4 с (меньшее значение при меньшем давле-
нии в ресивере).
Данные исследования прессов Шмерал МКП (Рн =-- 1500 тс),
LKM типа А (Рн = 1600 тс), LKM типа В (Рн = 1600 тс) приведены
в табл. 44, откуда следует:
1. Продолжительность выравнивания давления воздуха в муф-
тах прессов Шмерал LKM типов А и В в 3 раза больше, чем в муф-
Рис. 169. Осциллограммы исследования пресса Шмерал МКП (Рн = 1500 тс):
а — р = 4 ат; усилие нагружения пресса 1500 тс; б — р = 2 ат; усилие нагружения
пресса 1590 тс; в — р = 5 ат; усилие нагружения пресса 1960 тс; г — р = 3 ат; усилие
нагружения не установлено, т. е. ползун не прошел нижней мертвой точки;
1 — отметчик оборотов главного вала; 2 — отметчик оборотов приемного вала; 3 — путь
ходографа ползуна пресса; 4 — изгибающий момент на приемном валу; 5 — крутящий
момент на приемном валу; 6 — давление воздуха в муфте; 7 — усилие на станине пресса;
8 — отметчик времени
тах Шмерал МКП, из-за большего сопротивления впуску воздуха
в муфту.
2. Продолжительность выхлопа воздуха из муфты в прессе
Шмерал МКП в среднем составляет 0,34 с, в прессах LKM 0,225—
0,280 с, т. е. немного меньше, чем в прессах МКП, что обеспечи-
вается в прессах LKM специальным устройством клапана
в муфте.
3. В связи с введением в прессах Шмерал LKM клапана, тор-
мозящего впуск воздуха в муфту, и ростом продолжительности
его выравнивания увеличивается время до начала вращения глав-
274
ного вала, которое составляет: в прессах МКП 0,08 с; в прессах
LKM 0,3—0,4 с. Следовательно, в этих прессах при включении
увеличивается проскальзывание и износ дисков муфты.
4. Продолжительность вращения главного вала после выхлопа
воздуха из муфты в прессах LKM также больше (0,225—0,280 с),
чем в прессах МКП (0,160 с), что, видимо, связано с запаздыванием
срабатывания тормоза. .
5. Продолжительность вращения главного вала (от начала
вращения до полной остановки) составляет: в прессах МКП 1,3 с,
в прессах LKM 1,20—1,15 с. Если принять во внимание, что число
ходов ползуна пресса МКП пх = 60 ходов в минуту, то теорети-
, < , 60 60
чески гт вращения главного вала составляет 1 с; гт = = -gy =
1с. Следовательно, при одиночном включении и выполнении
прессом рабочего цикла продолжительность вращения вала выше
теоретической.
В прессах LKM пх = 80 х/мин, tT = = 0,75 с, факти-
чески tT =0,82^-0,85 с.
- 6. Продолжительность цикла от начала включения пресса
(от начала нажатия педали) до полного останова вала в прес-
сах LKM типа А составляет в среднем 1,33 с.
ИЗМЕРЕНИЕ УСИЛИЙ НА ПОЛЗУНАХ ПРЕССОВ
В кривошипных горячештамповочных прессах в настоящее
время нет постояннодействующих средств контроля усилий,
поэтому широко применяется метод проверки нагружения прес-
сов при помощи тензометрических датчиков, протарированных
при помощи гидронагружателя. После тарирования наклеенных
тензодатчиков можно записать на пленку осциллографа усилие
на ползуне пресса.
На правильность измерений усилий большое влияние оказы-
вают и выбор места, и методика наклейки тензодатчиков. Лучше
наклеивать тензодатчики на такие детали пресса, которые подвер-
гаются деформации растяжения или сжатия (например, шатун,
стяжные болты и др.). Выбранное место под наклейку датчиков
предварительно зачищают бормашиной, затем наждачной бумагой
до 6-го класса чистоты. Далее наждачной бумагой средней зерни-
стости наносят небольшую шероховатость. Зачищенную поверх-
ность обезжиривают ацетоном и обмазывают клеем БФ-2. Выбран-
ный тензодатчик (чаще изготовленный из константановой проволоки
с сопротивлением 200 Ом и базой 20 мм) обезжиривают ацетоном,
а по наклеиваемой стороне обмазывают клеем БФ-2. Далее тен-
зодатчик приклеивают к зачищенному месту, а выводные его
концы — к бумаге, которая служит изоляцией против их замы-
кания.
Аналогично первому тензодатчику наклеивают второй, причем
необходимо соблюдать направление осей детали и тензодатчиков.
275
Тензодатчики наклеивают по мостовой (рис. 170, а) и полумостовой
(рис. 170, б) схемам в зависимости от типа усилителей. Для исклю-
чения температурных деформаций датчиков подключают два
Рис. 170. Схемы наклейки тензодатчиков:
Ri и R3 — рабочие; R2 и R4 — компенсационные тензодат-
чики; мА — измерительная аппаратура
компенсационных тензодатчика (рис. 170, а), наклеиваемые пер-
пендикулярно к рабочим. Для предохранения тензодатчиков
сверху на них наклеивают бумагу с применением клея БФ-2 и
дополнительно наносят тем же клеем
слой толщиной 1,5—2,0 мм, предохра-
няющий их от воздействия смазки.
Выводные концы тензодатчиков, за-
щищенные предохранительными трубоч-
ками, подпаивают к специальной фиш-
ке, закрепленной в кронштейне, прива-
ренном ранее к месту наклейки тензо-
Рис. 171. Схема монтажа гидронагружателя на
прессе и подсоединения к нему насосной уста-
новки:
1 — электродвигатель насосной установки; 2 — ре-
дуктор; 3 — соединительная муфта; 4 — насос вы-
сокого давления р = 1500 кгс/см2; 5 — насос низ-
кого давления р = 70 кгс/см2; 6 — обратный кла-
пан; 7 — распределительный клапан; 8 — цилиндр
гидронагружателя; 9 — поршень гидронагружателя;
10 — 12 — проставки; 13 — манометр давлением р =
= 5000 ат; 14 — уплотнительная манжета; 15 —
ползун пресса
датчиков. К фишке подсоединяется шланг. Тензодатчики закры-
вают от повреждений металлической коробочкой. Обычно счи-
тается, что наклеенные тензодатчики можно нагружать (тариро-
вать) после суточной естественной их просушки. Нагружение
осуществляется гидронагружателем (рис. 171). Нагружение пресса
проводится ступенями через каждые 100 ат по показаниям на мано-
метре 13 до номинального усилия пресса. Показания манометра
276
в ат пересчитывают на общие усилия на поршне гидронагружателя
в кгс по формуле
Р - kiPP„,
где kA — коэффициент, учитывающий трение поршня в гидро-
нагружателе, kr = 0,95; р — давление жидкости в цилиндре
гидронагружателя, ат; Fn —
площадь поршня, см2.
Часто при тарировании
пресса с наклеенными тензо-
датчиками проверяют жест-
кость пресса. Для этой цели
в пространство закрытой вы-
соты пресса устанавливают,
специальные подставки с
Рис. 173. Тензометрическая аппа-
ратура, смонтированная на спе-
циальной тележке
Рис. 172. Насосная установка
на специальной раме:
1 — клапан для крепления мано-
метра; 2 — насос высокого давле-
ния; 3 — редуктор; 4 — бак для
масла
вмонтированными индикаторами часового типа, по отклоне-
ниям стрелок которых во время нагружения пресса записывают
его деформацию. На рис. 172 показана в сборе насосная установка,
а на рис. 173 — смонтированная на специальной тележке аппа-
ратура для измерения деформаций тензодатчиков при нагружении
пресса гидронагружателем.
проверка работы средств контроля усилий пресса
На рис. 174 приведен пресс Массей с установленным на ста-
нине пресса силоизмерителем, выполненным на базе растягиваю-
щихся стержней, закрепленных на станине пресса. В середине
стержней закреплен индикатор часового типа, закрытый от повреж-
277
дений металлическим кожухом. Опыт эксплуатации рассматри-
ваемых силоизмерителей показал их несовершенство, непостоян-
ство показаний индикатора, «дрейф нуля», т. е. смещение нуля
нагрузки пресса.
На рис. 175 приведен прибор ЭНИКМАШа типа СУ-1М для
контроля усилий. Прибор основан на усилении деформации силь-
фонной парой. Деформации, усиленные блоком датчика прибора
Рис. 174. Пресс Массей с установлен-
ным на станине сит/оизмерителем
(рис. 176), закрепленного на
прессе.при помощи кронштейна,
рычажной системой передаются
на релейный и сигнальный бло-
ки. Прибор фиксирует на сиг-
нальном блоке три уровня на-
грузки, показываемые электро-
лампочками: (0,4—0,7) Рн;(0,7—
1,0) Рн; (1,1—1,2) Рн. Величи-
ну разброса показаний на сиг-
нальном блоке можно регули-
ровать при отладке прибора во
время нагружения пресса ги-
дронагружателем.
На рис. 177 приведена элек-
тросхема прибора и подключе-
ния его в систему электроуправ-
ления пресса, причем при-
няты следующие обозначения:
Бис-62 — счетчик быстродей-
ствующий, рассчитанный на
220 В; 1МП—ЗМП — микропе-
реключатели; Ш1—Ш5 — ште-
псельные разъемы. При пере-
грузке пресса прибор отключает
главный электродвигатель и
прекращается работа пресса.
С установлением причин перегрузки специальной кнопкой в релей-
ном блоке пресс вводится в нормальную работу.
Проверка работоспособности прибора СУ-1М на кривошип-
ных горячештамповочных прессах проводится в ряде кузнечных
цехов. В кузнечном цехе ЗИЛа на кривошипных горячештампо-
вочных прессах для контроля усилий внедряются приборы
ЭНИКМАШа типа СУ-1М с несколько измененной схемой в электри-
ческой части прибора и конструкции блока сильфонного датчика,
что способствует более эффективной и долговечной работе прибора
в специфических условиях эксплуатации кривошипных горяче-
штамповочных прессов. Счетчики количества импульсов срабаты-
вания прибора при нагружении пресса по уровням Р Рп',
Р >> Р 0,75PH; Р <Z ^,1ЪРП позволяют осуществлять постоян-
ный контроль нагружения пресса (Р — усилие нагружения
278
Рис. 175. Прибор ЭНИКМАШа типа СУ-1М для контроля усилий
_____________________________________________________iiniiirmiiiiiiiiiiM
Рис. 176. Блок датчика прибора СУ-1М
Ш1
zz/4
ЛС1
Усилие
меньше номинального
Усилие
Рис. 177. Электросхема прибора
ЭНИКМАШа типа СУ-1М для кон-
троля усилий
Рис. 178. Приборы СУ-1М, установленные
на прессе:
1,2 — приборы СУ-1М; 3 — кожух прибора
пресса при штамповке, тс; Рп — номинальное усилие пресса, тс).
На рис. 178 приведены приборы СУ-1М, установленные на прессе.
Прибор 1 показан с откину-
тым кожухом 3.
КОНТРОЛЬ РАБОТЫ
ЭЛ ЕКТРОД ВИ ГАТЕЛ Я
О степени использования
запасенной кинетической
энергии можно судить по
снижению оборотов привода
пресса при его работе. Кон-
троль за частотой враще-
ния электродвигателя пресса,
а следовательно, за измене-
нием оборотов маховика мож-
но осуществлять при помощи
тахогенератора. На рис. 111
показана установка тахогене-
ратора в приводе пресса Шме-
рал LKM типа В (Рн =
— 1600 тс), а на рис. 113 —
пресса НКМЗ (Рн = 4000 тс).
Неравномерность вращения
привода пресса определяется
по формуле
6 = 2
(Их. в — Пк)
(Их. в + Пк)
где пх в — число оборотов в минуту приемного вала при холо-
стом вращении; пк — число оборотов приемного вала в минуту
в конце операции.
С увеличением 6 свыше 0,2 ухудшаются условия работы при-
вода пресса.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА КРИВОШИПНЫХ
ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССАХ
При работе в кузнечных цехах на горячештамповочных прес-
сах нужно соблюдать следующие правила техники безопасности.
1. Наладку штампов на прессах, ремонтные работы необхо-
димо выполнять при выключенном электродвигателе и остановлен-
ном маховике. Слесари-ремонтники могут работать на высоте
только при наличии специальных ремонтных площадок, прикреп-
ленных к прессу. Осмотр и ремонт пресса можно производить
только при нижнем положении ползуна.
282
2. Неисправность пресса или неправильное ведение техноло-
гического процесса штамповки, особенно при неправильной на-
ладке и креплении инструмента, неправильном нагреве заготовок
или несоответствии их нормальному размеру и массе, могут вы-
звать перегрузку пресса, превышение его силовых или энергети-
ческих возможностей и поломку.
3. Травмы могут возникнуть при залипании заготовок в штампе
из-за их большого размера, плохой смазки и др. Отскочившая
при штамповке окалина или частицы металла и деталей инстру-
мента могут также быть причинами травм работающих на прессе.
Штамповщики на прессах должны работать в специальной одежде
и обуви, надевая на головку особую каску и защитные очки на
глаза.
4. К самостоятельной работе на прессах могут быть допущены
только лица, прошедшие медицинское освидетельствование и спе-
циальное обучение по утвержденной программе с проверкой зна-
ний квалификационной комиссией. На прессе можно выполнять
только работу, которая хорошо известна. В сомнительных слу-
чаях необходимо обращаться за разъяснениями к мастеру или
начальнику участка.
5. Клещи для держателя заготовок должны соответствовать
их форме и иметь длину, при которой руки штамповщика не под-
вергаются воздействию температуры нагретой заготовки и не
находятся в зоне опускания штампа.
6. Перед началом работы на прессе штамповщик должен про-
верить правильную его отладку, прочное крепление инструмента,
защиту вращающихся и движущихся деталей специальными ко-
жухами.
7. Особое внимание необходимо уделять электробезопасности.
Устройство и содержание электросистемы пресса должны удов-
летворять действующим Правилам технической эксплуатации
электроустановок промышленных предприятий. Питание кнопок
управления должно производиться от сети с напряжением не
выше 36 В. Необходимо проверить надежность заземления всех
узлов и деталей пресса. Штамповщикам категорически запре-
щается открывать электрораспределительные шкафы, установлен-
ные у пресса, крышки пусковых приборов и др.
8. Для надежной эксплуатации пресса необходимо выполнять
определенные правила своевременного его осмотра и ремонта.
Регулярный наружный осмотр не реже 1 раза в смену, проверка
подачи смазки к смазываемым точкам, проверка работы муфты
и тормоза, подтяжка крепежных деталей позволяют увеличить
продолжительность работы пресса без остановки его на прежде-
временный ремонт. В случае обнаружения в работе пресса каких-
либо неполадок он должен быть остановлен для их устранения
силами ремонтной бригады слесарей.
Приложение I
S ПРИЛОЖЕНИЯ
Пресс Поковка замера лпературы 1СЛО иерений Интервал температур, °C
Свыше 1290 1290 — 1280 1280 — 1270 1270 — 1240 1240 — 1210 1210 — 1170 1170 — 1120 1120 — 1040 1040 — 930 930 — 820
№ тел * л У 4S Число деталей, находящихся в данном интервале температур
Эджекс, Ра = = 1000 тс * Опора 1 2 3 125 137 197 7 1 1 12 17 1 14 4 40 7 25 25 4 35 38 65 154 5
Ступица 3 136 — — — — — — 4 41 77 14
Шмерал МКП, Рн = Я500 тс Шестерня (52X Х80 мм) 1 3 259 143 28 4 45 23 64 53 1 34 28 8 59 54 1
Шестерня (52X Х60 мм) 1 185 — — 7 18 31 ' 45 45 27 12 —
Шмерал LKM, PR= = 1600 тс Крестовина 2 3 181 231 1 — 1 — 5 21 2 52 40 57 95 1 40 , 64 1 4 30
Эджекс, Рн = = 2000 тс* Рычаг (2'8 X = 345 мм) 2 3 101 54 — — — — 3 5 14 38 8 41 43 3
Шмерал МКП, Рн = 2500 тс Шатун Вилка (40Х Х360 мм) 1 3 2 3 156 225 39 138 1 1 1 2 2 1 1 1 <=г> 25 3 48 4 1 41 1 14 8 27 140 15 37 81 3 85 3 7
Примечани е. Замеры температуры: 1 — пс > выходе из индуктора; 2 — при подаче к штампу; 3 — отштампованных поковок.
* Американские тс.
Приложение1^
болт N 2. Канал Ь Канал 3 ф болт К1 Переходы М3 N2 М1 г+] |+| |+ II болтМЗ ф Канал 1 Канал! ф болтМЧ
Канал 6 Станина Канал 5 Фронт пресса
№ замера Масса заготов- ки, кг Темпе- ратура заготов- ки, °C № пере- хода Усилия штамповки (тс) по показаниям тензодатчиков, расположенных на стяжных болтах станины пресса Усилие штам- повки (средняя вели- чина), тс
Болт № 1 Болт № 2 Болт № 4
1 18,90 1250 2 3 2650 2470 3000 2580 2260 1870 2650 2310
2 19,00 — 2 3 2650 2650 2880 2800 1 2700 1 2350 2740 2600
3 18,70 1240 2 3 2600 2650 2700 2580 2450 2600 2620
4 18,80 1260 2 3 2650 2650 2800 3100 2700 2360 2720 2700
5 18,90 1250 2 3 2850 2650 3000 3100 2620 2280 2820 2680
6 18,90 1240 2 3 3100 2830 3300 2800 2350 2910 2820
7 18,94 1260 2 3 — 2930 3100 2900 2350 2910 2720
8 18,90 1270 2 3 2750 2650 2830 2720 2820 2280 2800 2550
9 18,75 1260 2 3 2650 2650 3100 3000 2550 2280 2770 2660
10 18,80 1250 2 3 2650 2650 2830 2830 2820 2280 2770 2590
11 19,10 1190 2 3 2780 2780 3000 3100 2750 2300 2840 2720
12 18,55 1140 2 3 2650 2430 2830 2830 2700 1870 2720 2380
13 18,90 1100 2 3 3300 2350 3350 3300 3000 2350 3220 2830
Примечание. В замерах 1 —10 зафиксирована температура заготовки
при выходе ее из индуктора, а в замерах 11 — 13 — температура заготовки в на-
чале штамповки.
285
286
Приложение 3
Завод или фирма Номинальное усилие Рн на ползуне пресса, тс
300 500 630 750 1000 1300 1600 2000 2500 300'0 3150 4000 5000 6000 6300 8000 10 000 11000
ЗТМП . . . —1 — X — X — X . X X —
НКМЗ . . . — — , — — — — — — — — — X — — X X — —
ЗИЛ . . . . — — — — — — — X — — — — < — — — — —
ГОСТ 1 6809 — 70 ... — — ’ х : — X — X X X — X — X — X X — —
Шмерал . . — — • х — X — X • — X — — X — — — — — —
Эрфурт . . , — — , 1 V- , — — — — — ' X — — X — — — — — —
Нейшенел * X ,Х ' : — X X . X X X X X — X X X — X X —
Эджекс * . , — -X — X ** X X X X X X 7- X — X — — — л —
Клиринг * . , — X :. -- X X X X X X X — X — X — — — —
Блисс * . . , X X 1 — X X X X X X X — X — — — — — —
Массей . . . X X — X ** X X X X X X — — — X — — — —
Улкинс-Мит- чел X’ — X X — X*** X X X — X — X — — — —
Эймуко . . . X * * * * — X — X — X X — X X X — X X X —
Коматцу . . — — — — X — X — X I — X X — — — — X
* Усилие в американских тс.
* * Пресс с Рн = 700 тс.
* ** Пресс с Рн= 1500 тс.
* *** Пресс с Р = 315 тс.
Приложение 4
Завод или фирма Величина хода ползуна в мм пресса с PR, тс
300 500 630 750 1000 1300 1600 2000 2500 3000 3150 4000 5000 6000 6300 8000
ЗТМП . . . — — 200 — 250 — 300 320 350 — — — — — — —
НКМЗ . . . — — ' — — — — — — — — — 400 — — 450 500
ЗИЛ .... ГОСТ — — — — — — — — 350 — — — — — — —
6809 — 70 . . . — — 200 — 250 — 300 320 350 — 370 400 430 — 450 500
Шмерал . . — — 180 — 220 — 280 — 350 — — 400 — — — —
Эрфурт . . . — — — — — — — — 400 — — 400 — — — —
Нейшенел * — 153 — 203 254 254 279 305 355 355 — 381 407 457 — 457
Эджекс * . . — 127 — 153 ** 153 153 153 178 178 178 — 203 — — — —
Клиринг * . . — 153 — 213 213 254 305 305 330 356 — 407 — 458 — —
Блисс * . . . 140 178 — 216 254 280 305 330 356 356 — 407 — — — —
Массей . . . 203 203 — 203 ** 254 254 280 305 355 355 — — — — — —
Эймуко . . . 180 *** — 220 — 250 — 280 300 — — 350 35 0 350 — 350 400
Коматцу . . * Усили ** Для г *** Для г е в амер! [ресса с / ipecca с 1 аканск ’н= ‘ Э — ’ н ~ ' :их тс г00 тс, И5 тс 280 355 400 500
Приложение 5
Завод или фирма Число ходов ползуна в минуту * пресса с PR, тс 1
300 500 630 750 1000 1300 | 1600 2000 | 2500 | 3000 | 3150 | 4000 | 5000 I 6000 | 6300 | 8000
ЗТМП . .
нкмз . .
зил . . .
ГОСТ 6809- -70 — — 90 100 ПО — 80 100 100 — 75 100 80 65 100 60 100 50 — 55 100 50 100 50 45 100 — 40 100 35 100
Шмерал Нейшенел Эджекс ПО 100 122 90 125 85 80 106 70 60 83 55 50 Ю0 46 42 36 — 34
— 90 80 ** 106 75 70 93 65 92 60 91 50 46 92 42 93 36 97
— 94 87 92 83 — — 84 — — — —
Клиринг — 80 — 80 75 94 70 65 87 60 92 50 83 42 42 84 85 — —
Блисс . . Массей . . Эймуко 100 110 90 100 85 100** 80 100 95 75 90 70 93 70 65 100 60 60 100 60 42 45 45 90
120*** — 110 122 — 119 100 125 — 93 90 120 92 85 131 100 — 75 154 70 140 60 133 — 50 125 45 128
Коматцу . — — — — 100 125 — 70 93 — 55 91 — — 50 100 45 — 50 125 45 128
* В числителе дроби приведено значение числа кодов ползуна в минуту, а по ГОСТ 6809 — 70. * * Для пресса с Рн = 700 тс. * ** Для пресса с Рн = 315 тс. в знаменателе - - процентное отношение к числу ходов
Приложение 6
Завод или фирма Пара- метр Характеристика электродвигателя: мощность N (кВт) и частота вращения п (об/мин) по паспорту пресса с Р& тс
300 500 630 750 1000 1300 1600 2000 2500 3000 3150 4000 5000 6000 6300 8000
ЗТМП 28 55 75 125 125 185
п — — 890 — 910 — 910 975 975 — — 980 — — — —
нкмз N п — — — — — — ’ — — — — 200 980 — — 400 590 —
Шмерал " N п — — 28 — 50 750 — 75 1450 — но — — 225 — — — —
Нейшенел N — 22 — 36 55 55 73 110 НО 145 — 185 250 290 — 370
п — — — 750 750 750 750 1000 — — 750 — — — —
Эджекс — 18 30 * 45 55 75 ПО 110 145 — 185 — 290 — —
п — 1000 — 1000 * 1000 1000 1000 1000 1000 — — — — — — —
Клиринг — 22 — 30 45 55 75 110 по 145 — 185 — 290 — —
п — — — 1200 1200 1200 1200 900 900 900 — 900 — 900 — —
Блисс — 18 — 30 45 55 75 92 по ПО — 185 — — — —
Массей — 25 — 37 * 48 55 75 92 по 128 — — — — — —
п — 560 — 560 * 560 560 950 950 950 710 — — — — —
Эймуко — — 26 — 37 — 52 73 — — 100 118 — — 146 183
п — — 1500 — 1500 — 1500 1500 — — 1500 1500 — — 10С0 1000
Коматцу N — — — — 55 — 75 — ПО — — 220 300 — — —
* Для пресса с PR = 700 тс.
289
Характеристика электродвигателя по паспорту Основные размеры махо- вика (приближенно), мм ;прибли-
Пресс Мощность N3J1 кВт Частота враще- ния п', мин Наружный диа- метр £>н Внутренний диа- иетр £>вн Ширина Ш Масса маховика ( женно), кг приемного по паспорту «Пр
ЗТМП модели К'865С, Рн = 2000 тс 125 975 / — — — 6 700 —
ЗТМП модели К-866 С, Р = 2500 тс * 125 975 — — 9 970 235
125 970 1780 660 — 310
ЗИЛ, Рн = 2500 тс 130 975 — — — 9 750 300
НКМЗ, = 2500 тс 130 730 1720 1435 530 8 820 202 ‘J
НКМЗ, Р = 4000 тс 185 980 2132 1700 870 16 500 225 <-
Шмерал МКП, Рн = 1500 тс 82 720 1480 1250 500 — — -
Шмерал LKM, Рн = 1600 тс 75 1450 — — — — —
Шмерал LKM, типа В, Рп = 1600 тс 75 580 — — — — —
Шмерал LKM, Р = 4000 тс 225 750 2100 1650 630 12 900 235
Эджекс, Рн = 1000 тс ** 45 1000 1310 1010 365 — —
Эджекс, Рн = 1600 тс ** 75 1000 1460 1280 508 4 500 —
Эджекс, Р = 2000 тс ♦* 110 1000 1625 1305 585 7 150 —
Нейшенел, Рп = 1200 тс »* 55 750 1360 1160 390 — —
Нейшенел, Рд = 2500 тс ** 110 1000 1700 1475 500 — —
Нейшенел, Рд = 4000 тс *♦ 185 750 2000 1660 — — —
* В знаменателе дроби даны значения параметров пресса ЗТМП модели К-8544,
** Усилие в американских тс.
290
2500 тс.
Число оборото! вала в минуту
207 247 338 327 268 269 274 207 приемного по замерам nnp
главного по пас- порту пгл
СЛ ^4 О О 00 СЛ 00 00 О СП СП СП 2? О О О О СП О О СП О О О О СП I СП СП 1 О СП
53 61,7 80,5 70,6 63,5 110 50 1 1 главного по за- мерам пгл
5,44 5,100 3,91 4,50 4,0 5,0 4,70 • 4,20 4,63 4,22 2,445 3,910 4,160 3,910 3,910 Передаточное число между приемным и главным ва- лами L
346 547,0 489,0 1048 128,0 122,9 815 257,0 436,0 436 маховика JM Моменты инерции вращающих- ся деталей, кгс« м • с2
435 734,8 549,4 1220 196,0 141,0 916 93,0 155,91 327,7 94,6 251,0 692,0 538,0 538,0 приведенный к приемному валу Jnp
210 000 268 000 115 000 290 600 40 700 108 000 246 620 102 000 132 000 маховика м Запасенная кинети- ческая энергия ма- ховых масс, кгс’М 1
260 000 362 000 130 000 339 000 62 300 120 000 34 000 278 000 58 600 91 600 129 500 37 600 103 000 163 000 1 t полная приве- денная лпр
12,0 5,8 5,3 5,5 3,0 15,0 ! 1 при холостом вращении прес- са АГХ_Х Расходуемая мощность элек- тродвигателя, кВт
45,4 33,0 13,3 25,6 52,5 80,5 ! 1 при включении пресса Л/вкл
риложение
Приложение 8
Завод или фирма Параметры пресса Значения параметров пресса с Р , тс
500 630 750 1000 1300 1600 2000 2500
И, мм — 760 — 810 — 960 1210 1240
Открытая высота н Sn — 3,80 — 3,25 3,20 3,78 3,54
ЗТМП и h, мм 560 560 660 890 890
НКМЗ по ГОСТ Закрытая высота h 2,80 ' 2,15 2,20 2,78 2,54
6809 — 70 Sn
Величина регу- Ыг, мм 20,0 15,0 20,0 20,0 20,0
20,0 * 15,0 * 15,0 *
лирования закры- Aft
той высоты s? — 0,100 — 0,060 — 0,067 0,062 0,057
H, мм — 710 — • 800 — 1000 — 1250
Открытая высота Н Sn — 3,95 — 3,64 — 3,56 — 3,56
h, мм 530 580 720 900
Шмерал Закрытая высота h S„ — 2,94 — 2,63 — 2,58 — 2,58
п
Величина регу- Aft, мм — * 10 — 10 — 10 — 16
лирования закры- той высоты Aft Sn 0,056 0,044 0,036 0,046
Продолжение прилож. 8
Завод или фирма Параметры пресса .Значения параметров пресса с Р , тс
500 630 750 1000 1300 1600 2000 2500
Нейшенел ** Открытая высота Н, мм Н Sn 651,47 4,26 — 750,62 3,7 844,54 3,23 876,29 . i 3,44 1040,99 i 3,78 1178,17 3,85 1228,17 3,48
Закрытая высота h, мм h Sn 498,47 3,25 — 547,62 2,70 590,54 2,33 622,29 2,45 761,99 2,74 873,17 2,86 877,17 2,47
Величина регу- лирования закры- той высоты Д/г, мм Д/г Sn 9,52 0,061 — 11,17 0,055 9,15 0,036 12,70 0,050 — 15,75 0,056 15,75 0,047
Эджекс ** Открытая высота Н, мм Н Sn 683 3,35 — 813 *** 4,00 *** 813 3,23 813 ' 3,23 965 3,20 1194 3,95 1245 3,50
Закрытая высота /г, мм h 480 2,30 — 559 *** 2,75 559 2,20 559 2,20 660 2,17 889 2,95 889 2,50
Величина регу- лирования закры- той высоты Д/г, мм Д/г sn 19,0 0,093 — 19,0 *** 0,093 *** 19,0 0,075 19,0 0,075 10,0 0,033 10,0 0,033 10,0 0,029
Продолжение прилож. 8
Завод Параметры Значения параметров пресса Рн> те
или фирма пресса 500 630 750 1000 1300 1600 2000 2500
Открытая высота Н, мм Н Sn 594,4 3,93 — 746,2 3,70 -761,2 3,75 864 3,42 1056,5 3,48 1184,5 3,90 1210 3,76
Клиринг** Закрытая высота h, мм h Sn 442 2,91 — 543 2,67 558 2,75 610 2,40 752 2,48 880 2,89 880 2,66
Величина лирования той высоты регу- закры- \h, мм ДА 15,0 0,098 15,0 0,074 20,0 0,098 25,0 0,098 10,0 0,033 10,0 0,033 10,0 0,034
Открытая высота Н, мм Н Sn 711 3,50 — 7,62 *** 3,76 *** 8,74 3,45 877 3,45 1042 3,74 1195 3,90 1245 3.52
Массей Закрытая высота h, мм h Sn 508 2,50 — 558 *** 2,76 *** 623 2,46 623 j 2,46 762 2,73 890 2.90 890 2,52
Величина лирования той высоты регу- закры- ДА, мм ДА Sn — — — 1 i . 1 1 I. _ ; 1 — ! ।
** Усилие в американских тс. *** В прессах Рн = 700 тс.
Продолжение прилож. 8
295
‘ Завод или фирма Параметры пресса Значения параметров пресса с PR, тс Предельные и
3000 4000 5000 6000 6300 8000 средние значения
Открытая высота Н, мм Н Sn — 1410 3,49 — — 1610 3,50 1748 ‘ 3,44 Н = (3,20 4-3,80) sn "ср = 3’505п
ЗТМП и . НКМЗ по ГОСТ 6809 — 70 Закрытая высота h, мм h Sn — 1000 2,50 — — 1150 2,50 1240 2,45 ' А = (2,15 4-2,80) Sn "cp=.2’49Sn
Величина регу- лирования закры- той высоты ДА, мм ДА Sn — 15,0 10,0 * 0,037 — ’ — 15,0 0,033 20,0 0,039 ДА = = (0,033 4-0,100) sn ДАср = 0,057Sn
Открытая высота Н, мм Н sn — 1400 3,50 — — —. Н = (3,50 4-3,95) sn "ср = 3-645п
Шмерал Закрытая высота А, мм А Sn — 1000 2,50 — — — — А = (2,50 4-2,94) Зп "ср = 2’64SH
* В прес Величина регу- лирования закры- той высоты сах ЗТМП выпуска 1$ ДА, мм ДА' Sn Ю7 г. — . 20 0,050 — — — — ДА = ' - = (0,036 4-0,056) Sn ДАср = 0,046Sn
Продолжение прилож. 8
Завод или фирма Параметры пресса Значения параметров пресса с Рн> тс Предельные и средние значения
3000 4000 5000 6000 6300 8000
Нейшенел Открытая высота Н, мм Н Sn ' 1275,73 3,60 1352,53 3,56 1504,5 3,69 1577,8 3,45 — 1758,7 3,85 Н = (3,23 4-4,26) $п «ср = 3'66Sn
Закрытая высота h, мм h 920,73 2,60 971,53 2,55 1098,5 2,70 1120,8 2,46 — 1301,7 2,85 h = (2,33 4-3,25) Sn ftcp = 2'66Sn
Величина регу- лирования закры- той высоты &h, мм Д/г sn 19,05 0,054 19,05 0,050 19,30 0,047 23,20 0,049 — 19,10 0,034 Д/г = = (0,034 4-0,061) Sn Д/гср = 0,049Sn
Эджекс Открытая высота Н, мм Н sn 1422 3,50 — — — — — H =’(3,20 4-4,0) sn «ср = 3-49Sn
Закрытая высота h, мм ’ h Sn 1017 2,45 — — — — — h = (2,17 4-2,75) Sn Acp = 2’44Sn
Величина регу- лирования закры- той высоты Д/l, мм Д/г sn 10,0 0,025 — — — — — Д/г = = (0,025 4-0,093) Sn Д/гср = 0,057Sn
Продолжение прилож. 8
Завод или фирма Параметры пресса Значения параметров пресса с ₽н, тс Предельные и средние значения
3000 4000 5000 6000 6300 8000
Клиринг Открытая высота Н, мм Н Sn 1286 3,64 1414 3,50 — 1580,5 3,45 — — Н = (3,42 4-3,93) Sn "ср = 3'655п
Закрытая высота h, мм ' h Sn 930 2,62 1007 2,48 — 1133 2,48 — — h = (2,4 4-2,91) Sn Лср = 2’63Sn
Величина регу- лирования закры- той высоты Ah, мм Д/г sn 10,0 0,028 10,0 0,025 — 10,0 0,025 — — Д/г = = (0,025 4-0,098) Sn Д/гср = 0,05Sn
Массей Открытая высота H, мм Н Sn 1320 3,72 — — — — — И = (3,5 4-3,9) Sn "ср = 3>635п
Закрытая высота h, мм h Sn 965 2,70 — — — — — h = (2,46 4-2,9) $п Лср = 2,643п
Величина регу- лирования закры- той высоты Д/г, мм Д/г Sn — — — — — — —
Завод или фирма Параметры пресса ——-
500 630 750* 1000
ЗТМП и НКМЗ по ГОСТу 6809-70 Расстояние между стойками в свету мм по отно- шению к ходу ползуна — — — 920
Размеры ползуна вдоль оси вала мм по отно- ' шению к ходу ползуна — 600 3,00 — 720 2,88
поперек оси вала мм по отно- шению к ходу ползуна — 600 3,00 — 720 2,88
Размеры стола вдоль оси вала ММ • по отно- шению к ходу ползуна •— 620 3,10 — 770 3,08
поперек оси вала мм по отно- шению к ходу ползуна — •820 4,10 — 990 3,96
Ход вы- талкива- телей верхнего мм по отно- шению к ходу ползуна — 50 0,025 — J50, 30 0,020
нижнего мм по отно- шению К ходу ползуна м — 50 0,025 — 50 0,020
* В прессах фирм Эджекс и Массей номинальное усилие = 700 тс. * * По ГОСТ6809—70, а также в прессах фирмы Эймуко номинальное усилие Рн =>3150 тс. * ** В прессах фирм Нейшенел и Клиринг номинальное усилие РН = 6ООО тс.
298
Приложение 9
Значения па раметров пресса с Рн, тс Предельные значения по отношению к ходу ползуна
300 1600 2000 2500 3000 ** 4000 5000 6300*** 8000
-— 980 1080 3,27 1160 3,62 1240 1320 3,54 — ' 1660 1700—1770 4,16 — . 1950 4,25 — (3,27-i-4,25) Sn
— 860 2,87 960 3,00 1070 3,06 — 1420 3,56 — ' 1680 3,66 1900 (2,874-3,66) Sn
— 910 3,02 1010 3,16 1120 3,20 — 1420 3,56ч — 1680 3,66 1900 (2,884-3,66) Sn
— 940 3,14 1060 3,31 1200 3,43 — 1570 3,94 — 1900 4,13 2100 (3,084-4,13) S„
— 1200 4,00 1300 4,07 1400 4,00 — 1620 4,05 — 1950 4,23 2150 (3,96 4-4,23) Sn
— 50 45 0,017 65 0,020 65 60 0,018 — 60 80 0,015 — 100 0,022 — (0,0154-0,025)Sn
— 50 0,017 140 0,044 140 0,040 — 75 0,019 — 100 0,022 (0,017-=- 4-0,044) S„
299
Завод ——.,
или фирма параметры пресса 500 630 750 * 1000
Расстояние между стояками в свету мм по отно- шению к ходу ползуна — 750 4,17 — 1000 4,54
Размеры вдоль оси вала мм по отно- шению к ходу ползуна — 720 3,98 — 950 4,30
ползуна поперек оси вала мм по отно- шению к ходу ползуна — 630 3,49 — 630 2,85
Шмерал LKM Размеры стола вдоль оси вала мм по отно- шению к ходу ползуна — 750 4,17 — 1000 4,54
поперек оси вала мм по отно- шению к ходу ползуна — 900 5,00 — 950 4,30
Ход вы- верхнего мм по отно- шению к ходу ползуна — 40 0,022 — 40 0,018
талкива- телей нижнего мм по отно- шению к ходу ползуна — 40 0,022 — 40 0,018
Нейшенел вып. 1958 г. Расстояние между стойками в свету мм по отно- шению к ходу ползуна 686 4,48 — 775 3,80 863 3,40
300
Продолжение прилож. 9
Значения параметров пресса с Рн, тс Предельные значения по отношению к ходу ползуна
1300 1600 2000 2500 3000 ** 4000 5000 6300*** 8000
1250 1200 1500
— 4,47 3,44 3,75 (3,444-4,54) Sn
1150 1120 1320
4,10 3,20 3,30 (3,204-4,30) Sn
900 1070 1320
3,20 3,05 3,30 (2,854-3,49) Sn
1250 1200 1450
4,47 3,44 3,64 (3,444-4,54) Sn
1120 1400 1600
4,00 4,00 4,00 (4,004-5,0) Sn
— 45 50 65
0,016 0,014 0,016 (0,014ч- 4-0,022) Sn
— 50 60 80
0,018 0,017 0,020 (0,017ч- 4-0,022) Sn
914 1092 1244 1244 1396 1600 < 1700 1828 1904
3,60 3,93 4,07 3,50 3,93 4,20 4,07 3,98 4,16 (3,504-4,48) Sn
301
Завод или фирма Параметры пресса
500 630 750 * 1000
Нейшел вып. 1958 г. Размеры ползуна вдоль оси вала мм по отно- шению к ходу ползуна 584 3,80 — 661 3,26 762 3,00
поперек оси вала мм по отно- шению к ходу ползуна 584 3,80 — 661 3,26 762 3,00
Размеры стола вдоль оси вала мм по отно- шению к ходу ползуна 661 4,21 — 750 3,70 838 3,30
поперек оси вала мм по отно- шению к ходу ползуна 813 5,31 — 914 4,50 1016 4,00
Эджекс вып. 1940 г. Расстояние между стойками в свету мм по отно- шению к ходу ползуна 59б 2,80 — — 774 3,06
• Размеры ползуна вдоль оси вала мм по отно- шению к ходу ползуна 508 2,50 — 597 2,85 685 2,67
ноперек оси вала мм по отно- шению к ходу ползуна 533 2,64 — 610 3,00 685 2,67
Размеры стола вдоль оси вала мм по отно- шению к ходу ползуна 559 2,75 — 635 3,13 737 2,90
302
Продолжение прилож. 9
Значения параметров пресса с Рн, тс Предельные значения по отношению к ходу ползуна
КОО 1600 2000 2500 3200 ** 4000 5000 6300*** 8000
788 3,10 914 3,27 1067 3,51 1067 3,00 1270 3,58 1420 3,73 1513 3,70 1675 3,66 1725 3,76 (3,00-^3,80) Sn
788 3,10 914 3,27 1067 3,51 1118 3,15 1168 3,28 1320 3,47 1370 3,37 1522 3,31 1574 3,44 (3,004-3,80) Sn
889 3,50 1053 3,78 1206 4,93 1206 3,40 1349 3,80 1550 4,07 1605 3,97 1780 3,92 1855 4,06 (3,30^-4,93) Sn
1040 4,07 1193 4,27 1370 4,50 1370 3,86 1448 4,07 1602 4,20 1650 4,06 2030 4,40 2130 4,40 (3,86^-5,31) S„
980 1220 1220 1630
3,22 4,0 3,41 4,02 (2,80-^1,02) Sn
787 864 1067 1067 1320
3,08 2,84 3,50 3,0 3,26 (2,50-5-3,26) Sn
787 914 1067 1118 1320
3,08 3,00 3,50 3,14 3,26 (2,644-3,26) Sn
838 940 1168 1168 1422
3,25 3,10 3,80 3,27 3,52 (2,75-5-3,8) Sn
303
Завод или фирма Параметры пресса -
500 630 750 * 1000
Эджекс вып. 1940 г. Размеры стола поперек оси вала мм по отно- шению к ходу ползуна 711 3,50 — 813 4,00 914 3,60
Ход вы- талкива- телей верхнего мм по отно- шению к ходу ползуна — — — 44,5 0,175
нижнего мм по отно- шению к ходу ползуна — — — —
Клиринг Расстояние между стойками в свету мм по отно- шению к ходу ползуна 558 3,66 — 698 3,44 787 3,82
Размеры ползуна вдоль оси вала мм по отно- шению к ходу ползуна 483 3,20 — 597 2,94 686 3,36
поперек оси вала мм по отно- шению к ходу ползуна 457 3,00 — 584 2,88 686 3,36
Размеры стола вдоль оси вала мм по отно- шению к ходу ползуна 330 2,28 — 445 2,20 508 2,50
поперек оси вала мм по отно- шению к ходу ползуна 483 3,19 — 597 2,94 686 3,36
зо4
Продолжение прилож. 9
Значения параметров пресса с Рн, тс Предельные значения по отношению к ходу ползуна 1
1300 1600 2000 2500 3000 ** 4000 5000 6300*** 8000
1016 1168 1321 1372 1575
4,17 3,80 4,30 3,85 3,90 (3,5-5-4,3) S„
50,8 63,5 63,5
0,166 0,208 0,178 (0,166-=- -4-0,208) Sn
— 50,8 — — — — — — —
—
939 3,70 1067 3,53 1244 4,07 1370 4,14 1473 4,14 1500 3,69 — 1930 4,23 — (3,44^-4,23) Sn
813 914 1067 1091 1117 1268 1523
3,20 3,00 3,50 3,30 3,15 3,12 3,34 (2,94-=-3,50) Sn
813 914 1091 1117 1218 1421 1674
3,20 3,00 3,60 3,39 3,44 3,48 3,66 (2,88-5-3,66) Sn
558 686 813 945 1040 1218 1370
2,20 2,25 2,68 2,85 2,93 3,00 3,00 (2,20-5-3,0) Sn
813 915 1067 1092 1117 1268 1523
3,20 3,00 3,50 3,30 3,15 3,12 3,34 (2,94-s-3,5) Sn
305
Завод или фирма Параметры пресса
500 630 750 * 1000
Блисс Расстояние между стойками в свету мм по отно- шению к ходу ползуна 686 3,85. — 762 3,53 838 3,30
Размеры ползуна вдоль оси вала мм по отно- шению к ходу ползуна 635 3,56 — 711 3,29 787 3,09
Размеры стола вдоль оси вала мм по отно- шению К ходу ползуна 635 3,56 — 711 3,29 787 3,09
поперек оси вала мм по отно- шению к ходу ползуна 813 4,58 — 889 4,10 965 3,95
Массей Расстояние между стойками в свету мм по отно- шению к ходу ползуна 724 3,56 — 788 3,86 915 3,76
Размеры ползуна вдоль оси вала мм по отно- шению к ходу ползуна 610 3,00 — 685 3,35 762 3,00
поперек оси вала мм по отно- шению к ходу м ползуна 508 2,50 — 610 3,00 712 3,93
306
Продолжение прилож. 9
Значения параметров пресса с Р , тс Предельные значения по отношению к ходу ползуна
1300 1600 2000 2500 3000 ** 4000 5000 6300*** 8000
914 1016 1117 1219 1321 1524
3,28 3,32 3,39 3,44 3,70 3,76 (3,284-3,85) Sn
864 965 1067 1168 1270 1472
3,10 3,16 3,24 3,30 3,58 3,62 (3,094-3,62) Sn
864 965 1067 1168 1270 1472
3,10 3,16 3,24 3,30 3,58 3,62 (3,094-3,62) Sn
1067 1168 1270 1372 1472 1676
3,83 3,84 3,85 3,86 4,15 4,13 (3,834-5,58) Sn
980 1182 1322 1422 1550
3,83 4,23 4,33 4,00 3,37 (3,56--4,37) Sn
838 1015 1117 1220 1345
3,29 3,65 3,65 3,44 3,78 (3,00-r-3,87) Sn
712 890 1065 1090 1220 -
3,93 3,17 3,48 3,07 3,44 (2,504-3,48) Sn
307
Завод или фирма Параметры пресса *—.
' 500 630 750 * 1000
Массей Размеры стола вдоль оси вала мм по отно- шению к ходу ползуна — — — —
поперек оси вала мм по отно- шению к ходу ползуна 535 2,63 — 585 2,88 685 2,69
Эймуко Расстояние между стойками в свету мм по отно- шению к'ходу ползуна — 720 3,27 — 880 3,52
Размеры ползуна вдоль оси вала мм по отно- шению к ходу ползуна — 600 2,73 — 730 2,92
поперек оси вала мм по отно- шению к ходу ползуна — 620 2,81 — 760 3,04
Размеры стола вдоль оси вала мм по отно- шению к ходу ползуна — 680 3,08 — 850 3,40
поперек оси вала мм по отно- шению к ходу ползуна — 750 3,40 — 900 3,60
Примечание. В знаменателе дроби приводятся данные по прессам ЗТМП
308
Продолжение прилож. 9
Значения параметров пресса с Рн, тс Предельные значения по отношению к ходу ползуна
1300 1600 2000 2500 3000 ** 4000 5000 6300*** 8000
— — — — — — — —
685 865 1040 1040 1145
2,69 3,09 3,40 2,93 3,23 (2,63-5-3,40) Sn
960 960 1220 1300 1300 1320 1450
3,43 3,20 3,48 3,72 3,72 3,78 3,63 (3,20-3,78) Sn
770 770 1000 1050 1050 1150 1250
2,75 2,56 2,85 3,00 3,00 3,29 3,12 (2,56-5-3,29) Sn
860 960 1200 1250 1250 1300 1300
3,06 3,20 3,43 3,58 3,58 3,73 3,24 (2,81-3,73) Sn
920 920 — 1180 1250 1250 1280 1400
3,28 3,06 3,38 3,58 3,58 3,65 3,50 (3,06-5-3,65) Sn
1000 1100 1300 1400 1400 1600 1600
3,56 3,66 3,72 4,00 4,00 4,57 4,00 (3,40-4,57) Sn
вып, 1 967 г.
309
Завод или фирма Параметры пресса Значения
500 630 750 1000 1300 1600
ЗТМП и НКМЗ Масса, Q, т Q Рн — 35,0 0,0554 — 55,0 64,8 0,0550 — 88,0 115,0 0,0550
Шмерал вып. 1962 г. Масса Q, т Q Рн — 26,0 0,0412 — 42,0 0,0420 — 70,0 0,0436
Нейшенел вып. 1940 г. Масса Q, т Q Ря 21,0 0,0525 — 31,8 0,0425 — 55,0 0,0457 81,6 0,0545
Нейшенел вып. 1958 г. Масса Q, т Q Рн 22,8 0,0456 — 32,6 0,0467 45,5 0,0454 59,2 0,0454 ’ 88,6 0,0553
Эджекс вып. 1940-г. Масса Q, т Q Р н — — 35,8 0,0566 48,6 0,0523 — 97,0 0,0672
Блисс Масса Q, т Q Рн 23,6 0,0472 — 36,4 0,0485 50,0 0,050 66,0 0,0503 88,6 0,0553
Массей Масса Q, т Q Р н 27,0 0,0540 38,0 | 0,0544 52,0 0,0520 64,0 0,0493 90,0 0,0563 1
* В прессах фирм Эджекс и Массей номинальное усилие = 700 тс. * * Для пресса с = 3150 тс. * ** Для пресса с Рн — 6000 тс.
310
Приложение 10
параметров пресса с Р , тс Предельные Q значения ——
2000 2500 3000 4000 5000 6300 8000
129,0 143,0 375,0
652,0 1150,0 Q = (0,05504- 4-0,1440) Рн
190,0 396,0
0,0645 0,0574 — 0,0938 У — 0,1090 0,1440
— 175,0 — 281,0 — — — Q = (0,04124-
— 0,070 — 0,0701 — — — -5-6,0701) Рн
137,0 . 164,0 — 364,0 — — — Q = (0,04254-
0,0685 0,0657 — 0,0912 — — — 4-0,0912) Рн
136,0 152,0 . 192,0 272,0 362,0 455,0*** 775,0 Q = (0,04544-
0,0680 0,0610 0,0640 0,0680 0,0704 0,0760 0,0970 4- 0,0760) Рн
137,0 150,8 — 273,0 — — — Q = (0,05234-
0,0762 0,0663 — 0,0750 — — — 4-0,0762) Рн
118,0 156,0 195,0** 295,0 — — — Q = (0,04724-
0,0592 0,0624 0,0650 0,0738 — — — 4- 0,0738) Ри
135,0 145,0 175,0 — — — — Q = (0,04934-
0,0675' 0,0630 0,0582 4-0,0675) Рн
311
Приложение' 11
Параметры Значения параметров пресса
Шмерал ЗИЛ нкмз „
МКП, Р = тс LKM, = 1600 тс МКП, Рн — 2500 тс Рн = 2500 тс Рн = 4000 тс Рн = 6300 тс
Общая масса пресса в сборе т % 108,0 100 70 100 178 100 218 100 378 100 652 100
Масса станины . т % 56,2 52,5 40,985 58,5 93,0 52,3 136,0 62,6 245 * 65* 405,8 * 62,0*
Масса ползуна с верхним выталки- вателем в сборе т % — — — 16,0 7,4 33,0 8,8 56,0 8,6
ползун т % 5,19 4,8 5,1 ** 7,3 10,0 5,6 — 21,8 5,8 37,4 5,76
Масса главного вала т % 3,85 3,6 2,50 3,6 5,10 3,2 7,0 3,3 13,3 3,55 26,5 4,05
Масса привода в сборе т % — — 14,0 7,85 17,15 7,9 22,1 5,9 43,0 6,5
приемный вал т % — — 1,66 0,9 — 5,0 1,33 и,о 1,67
Масса муфты в сборе т % — — 21,9 12,2 22,2 10,1 34,4 9,15 61,2. 9,4
враща- ющиеся части т % — — — — 30,0 8,0 —
* Масса станины в сборе. * * Главный вал, ползун и шатун в сборе имеют массу 1 1,880 т.
312
Продолжение прилож. 11
Значения параметров пресса
Шмерал ЗИЛ нкмз
Параметры н о о ю С II * я £0. LKM, Рн = 1600 тс МКП, Рн = 2500 тс Рн = 2500 тс о н о о о ' II к 0, Рн = 6300 тс
Масса в сборе т % — — — 0,89 0,4 3,5 0,93 5,5 0,84
тормоза тормозной барабан т %' — — — — 2,1 0,56 2,7 0,41
Масса стола в сборе т % — — — — 4,3 1,14 - 20,8 3,2
Масса нижнего вытал- кивателя в сборе т % — — — 2,5 1,15 6,2 1,64 6,7 10,3
Масса уравновеши- вателя ползуна в сборе т % — — — — 0,9 0,24 1,7 0,26
Масса механизма пневматического упра- вления в сборе т % — — — 2,4 0,64 3,1 0,48
Масса стола для при- ема штамповок в сборе т % — — — — 1,6 0,43 3,2 0,49
Масса кожуха огра- ждения в сборе т % — - 1 1 / — — 2,0 0,53 2,2 0,34
Масса системы смаз- ки в сборе т % — — — —- 0,9 0,24 1,4 0,22
Масса инструмента и приспособления в сборе т % — — ‘ — — 0,9 0,24 1,0 0,15
313
Завод или фирма Параметры 300 500 630 750 *
ЗТМП и НКМЗ Габаритные размеры в плане Высота над уро Наибольший мс (поле обслуживай вдоль оси вала поперек оси вала внем пола штажный размер ия) — — 2890 2240 4270 3000
Шмерал вып. 1962 г. Габаритные размеры в плане Высота над уро Наибольший мс (поле обслуживай вдоль оси вала поперек оси вала внем пола штажный размер ия) —- — 2150 1750 4300 2000 —
Нейшенел вып. 1958 г.*** Габаритные размеры в плане Высота над уро Наибольший м (поле обслуживай вдоль оси вала поперек оси вала внем пола онтажный размер ия) 2286 2032 3023 2500 2540 2184 3200 2600 — 2718 2591 3759 2800
Эджекс вып. 1940 г.*** Габаритные размеры в плане Высота над уро Наибольший м (поле обслуживай: вдоль оси вала поперек оси вала внем пола онтажный размер ия) — 2184 2108 3580 2200 — 2438 2388 4064 2500
Клиринг*** Габаритные размеры в плане Высота над уро Наибольший м (поле обслуживай вдоль оси вала поперек оси вала внем пола онтажный размер ия) — 2540 2180 3660 2600 — 2820 2797 4395 3000
Массей П р и м е ч * В прес< ** Для пр ♦♦♦ Усилие Габаритные размеры в плане Высота над уро Наибольший м (поле обслуживай [ а н и е. В знаменач :ах фирм Эджекс и М< есса с ?н = 6300 тс. в американских тс. вдоль оси вала поперек оси вала внем пола онтажный размер ия) геле дроби приведень ассей номинальное yci 1 = > i • ! i i i i I 2465 2415 3505 2500 :е для 1 = 700 т< прессов 2745 2820 3810 2800 ЗТМП
314
Приложение 12
Значения параметров (мм) пресса с Р , тс
1000 1300 1600 2000 2500 3000 4000 5000 6000 8000
3260 3825 — 3700 4000 4320 4520 5350 — 5840 6300 — 6930 ** 8 500
2800 2685 — 3150 3300 3900 3900 4680 — 4710 4850 — 5700 ** 8 400
4980 4970 — 5430 5350 5880 6200 6400 — 6805 7700 — 8080 ** 11000
3500 — 4000 4500 4800 . — 6000 — 7000 ** 9 000
2500 2300 — 2650 2570 — 3900 4450 — 6300 4900 — — —
4800 2500 — 5800 2600 — 6350 4000 — 7320 6500 — — —
2845 2896 3277' 2692 3658 2845 4216 3680 4216 3680 4699 3937 4724 4318 5258 4270 6498 4877 6807 6147
3912 3000 4064 3300 4520 3700 5400 4300 5400 4300 5430 4700 5613 4800 5994 5300 6833 6200 6960 6900
3135 2610 3175 2845 3803 3260 4032 3581 4140 3810 — 5182 4343 — — —
4420 3200 4902 3200 5180 4000 5690 4100 5639 4200 — 6630 5300 — — —
3175 3005 3440 3360 4000 3490 4445 4050 4955 3990 5255 4090 5720 4445 — 6275 5545 —
4705 3200 5160 3500 5905 4500 6455 4500 6910 5000 7370 .5300 8130 6000 — 9145 6300 —
2945 2895 3353 3125 3965 3353 4420 3735 4520 3965 4650 3965 — — — —
4040 3000 4270 3500 4725 4000 5335 4500 5335 4600 5790 4700 — — — — •
вып. 19 67 г.
315
Приложение 13
GO
О
Пресс Исследователь Суммарная деформация прессов, мм Составляющие суммарной деформации по узлам и деталям пресса, мм
Станина Главный вал Стол Шатун-пол- зун
Нейшенел, Рн = 600 тс ЦНИИТМАШ 2,05 (1,60) 0,200 — — —
ЗТМП модели К-862С, Ра = 630 тс (первый вариант) ЭНИКМАШ 2,34 (2,04) 0,630 0,61 (0,41) 0,159 0,92 (0,83)
ЗТМП модели К-862С, Ри = 630 тс (второй вариант) ЭНИКМАШ 2,48 (1,96) 0,565 0,86 (0,56) 0,120 0,92 (0,72)
Эджекс, Рн = 930 тс ЦНИИТМАШ 2,50 (1,65) 0,203 1,38 (0,78) — 1 0,90 (0,67)
ЗТМП модели К-863С, Ра = = 1000 тс ЭНИКМАШ 2,90 (2,40) 0,500 1,25 (0,90) 0,200 - 0,95 (0,80)
Нейшенел, Рп = 1120 тс ЦНИИТМАШ 1,95 (1,70) 0,410 — — —
Эджекс, Рн = 1450 тс ЦНИИТМАШ 2,25 (1,80) 0,200 — — —
Продолжение при лож. 13
Пресс Исследователь Суммарная деформация прессов, мм Составляющие суммарной деформации по узлам и деталям пресса, мм
Станина Главный вал Стол Шатун-пол- зун
Шмерал МКП, Рн = 1500 тс ЦНИИТМАШ 2,52 (2,00) 0,180 1,24 (0,92) — 1,12 (0,90)
ЗТМП модели К-864, Рн = 1600 тс ЭНИКМАШ 3,30 (2,75) 0,780 . 2,02 (1,62) — 0,50 (0,35)
ЗТМП модели К-864С, Рн = 1600 тс ЭНИКМАШ 3,75 (2,70) 0,790 1,98 (1,20) 0,175 0,80 (0,54)
Эджекс, Рн = 1800 тс ЦНИИТМАШ 3,50 (2,65) 0,290 — — —
Нейшенел, Рн = 1800 тс ЦНИИТМАШ 2,75.(2,35) 0,352 — — —
Нейшенел, Рн =2270 тс ЦНИИТМАШ 4,02 (3,28) 0,510 1,56 (1,02) — 1,95 (1,75)
НКМЗ, Ри = 2500 тс ЦНИИТМАШ 3,80 (2,87) 0,470 1,9 (1,18) 0,195 1,24 (1,03)
Примечания: 1. В скобках приведены деформации без учета местных деформаций (прямолинейная зависимость).
2. В прессах, изготовляемых в настоящее время ЗТМП и НКМЗ, жесткость значительно увеличена, следовательно, уменьшена
деформация прессов.
eie
Приложение 14
I_____________________________________________________________________________________________________________________\
Площадь сечения а Ftp = 2 Fi = 3574 0,2 Ордината центра тяжести сечения а 2 F1У1 96 420 ~ FTP - 3574 - 27,2 СМ Общий момент инерции сечения а Утр = = £ J, = 1 810 980 см*
6 (стойка) 5 6 7 8 1 1 4 1 230 2,30 6 5 4 8 44 44 920 1840 1056 220 2,0 52,0 26,0 26,0 . 1 840 95 600 27 600 5 730 —30,4 19,6 —6,4 —6,4 830 000 713 000 43 600 . 9 030 1 230 9 820 170 370 34 800 831 230 722 820 213 970 43 830
Площадь сечения б FCT1 = Pi = 4036 см2 Ордината центра тяжести сечения б ^FiXi 130 770 *ст1- Лт1 = 4036 ~32>4см Общий момент инерции сечения б JCT1 = = 2 Ji = 1 811 850 см*
в (стойка) 9 10. 11 12 2 2 2 2 72,5 6 16 72,5 8 44 44 4 1150 528 1400 580 52,0 26,0 26,0 2,0 59 800 13 700 36 400 1 160 19,0 —7,0 —7,0 > —31,0 415 000 25 800 68 800 558 000 3 080 85 000 227 000 780 418 080 110 800 295 800 558 780
Площадь сечения в Рст2 = ^jPi = 3658 см2 Ордината центра тяжести сечения в S FiXi 111 060 „ . *СТ2 ~ F„2 ~ 3658 - 33,0 СМ Общий момент инерции сечения в JCT2 = = 2 Ji = 1 383 460 см*
г (стол) 13 14 15 16 17 1 1 . 1 4 1 140 54 234 5 54 45 18 . 12 79 20 6280 972 2810 1580 1080 113,5 100,0 6,0 51,5 101,0 715 000 97 200 16 800 81 300 109 000 33,5 20,0 —74,0 ' —28,5 21,0 7 060 000 389 000 15 320 000 1 284 000 476 000 1 060 000 26 300 33 700 822 000 36 000 8 120 000 415 300 15 657 000 2 106 000 512 000
Площадь сечения г f стола = ^Fi = 12 742 см2 Ордината центра тяжести сечения г ^Fiyt Ю19300 Q. Z/стола — г — 19 749 — см Г стола 12/42 Общий момент инерции сечения г </стола = = 2 Ji = 26800000 см*
Приложение 15
Исходные расчетные величины пресса Обозначения Пресс
Эджекс, Pg = 1600 тс зил, Рн = 2500 тс зтмп, Pg = 2500 тс Нейшенел, Pg = 4000 тс
Радиус кривошипа вала, см . . . Я 15,24 20,0 17,5 20,2
Диаметр боковой опоры вала, см 40,64 52,0 56,0 61,0
Длина боковой опоры вала, см . . 4) ’ 78,70 102,0 72,5 108,6
Диаметр эксцентрика вала, см . . 71,7 93,0 90,0 102,3
Длина эксцентриковой опоры ва- ла с шатуном, см la 35,6 41,0 50,5 57,0
Длина эксцентрика вала, см .. . . Ik — — 104,0 94,0
Расстояние от середины шестерни до середины первой опоры, см . . . li 70,0 95,2 61,0 87,0
Расстояние от середины первой (правой) опоры вала до середины опорной шейки кривошипа, см . . . ^2 68,0 71,5 88,2 101,2
Расстояние от второй (левой) опо- ры вала до середины опорной шейки кривошипа, см 1з 68,0 71,5 88,2 101,2
Расстояние от середины шестерни до правой опорной шейки вала, см . . 30,7 44,2 24,7 25,5
Радиус боковой опоры вала, см . . d.Q Г° = ~2~ 20,32 26,0 28,0 30,5
Радиус эксцентриковой шейки ва- r — 36,0 46,5 45,0 51,2
ла, СМ ' . . . a 2
Продолжение прилож. 15
Исходные расчетные величины пресса Обозначения Пресс
Эджекс, Рн = 1600 тс зил, Рн = 2500 тс ЗТМП, Рн = 2500 тс Нейшенел, Рн = 4000 тс
Радиус опоры шатуна в ползуне, см II во 26,27 32,0 "А 25,0 28,0
Расчетная длина шатуна, см . . . L 88,9 117,6 110,0 125,0
Коэффициент k=*- R L 0,17 0,17 0,16 0,16
Радиус зубчатого колеса пресса, см Rk 111,76 153,0 144,6 149,0
Угол, определяющий положение малой шестерни относительно колеса пресса 6 69° 56' 70° 60° 45°
Угол зацепления зубчатой пары . . 20° 20° 25° 16' 20°
Коэффициент трения в опорах вала 0,06 0,06 0,06 0,03; 0,06
Радиус закруглений, см .... г 4,45 6,5 5,0 3,8
Допускаемое напряжение при из- гибе и кручении для стали 45 нор- мализованной, кгс/см2 ^пр 2500 — — 2500
То же для стали 40ХНМ, кгс/см2 tfnp — 3750 — 4000
Предел выносливости при изгибе с симметричным циклом нагруже- ния, сталь 40ХН (У), кгс/см2 .... tf-lH 40Q0 4600 4000 5000/4000 *
То же при кручении, кгс/см2 . . ^-1 2400 2700 2500 2800
Расчетный коэффициент долговеч- ности 0,8 0,8 0,8 0,8
Продолжение прилож. 15
Исходные расчетные величины пресса Обозначения Пресс
Эджекс, Рн = 1600 тс ЗИЛ, Рн = 2500 тс ЗТМП, Рн = 2500 тс Нейшенел, Рн = 4000 тс
Расчетный коэффициент запаса . . п 1,5 1,2 1,4 1,3
Эффективный коэффициент концен- трации напряжений при изгибе . . . kG - 1,2 ko = 1,5 ka = 1,7 kG= 1,5
х Коэффициент, учитывающий чи- стоту обработки вала при изгибе . . 0,1 0,0 — 0,0
Коэффициент, учитывающий аб- солютные размеры вала при изгибе еа 0,55 0,50 0,54 0,60
Эффективный коэффициент' кон- центрации напряжений при круче- нии 1,2 1,24 1,39 1,24
Коэффициент, учитывающий чи- стоту обработки вала при кручении Ат 0,06 0,0 — 0,0
Коэффициент, учитывающий абсо- лютные размеры вала при кручении t'r 0,50 0,50 0,60 0,50
Константа прочности при изгибе 1,88 1,89 3,38 1,89/3,7*
Коэффициент % 0,25 0,25 0,10 0,25
Константа прочности при кручении Фг 4,85 4,50 4,43 4,50/5,5 *
Коэффициент Фт 0,12 0,10 0,05 0,10
* В расчете, проведенном по методике ЦБ КМ, -приняты: о _ = 4000 кгс/см: 2; ф = 3,7; = а а = 5,5.
Значения величин при
s
ti
о
*
(T
Я
S
Пресс Расчетные формулы по методике М. В. Сторожева Величина кгс анр’ см2
0 10
Эджекс, Р н — — 1600 тс р _ 0.1Фпр 2500 330-1о4 188-104
---УЬЫ+1
р Ну Ь~Ь У (а1-Мкр)2 + ткр 2500 90-Ю4 89-104
ЗИЛ, = 2500 тс р J.l^np а-а ^y\ R^sa у+1 3750 896-1О4 486-1О4
р ОДфпр b-Ь ]/(а1_61ткр)2 + ткр 3750 4000 222-104 236-1О4 222-104 240-104
Нейшенел, Рн- = 4000 тс р _0Жр а'° ( R cos а У + 1 2500 — —
р. = ОЛФпр b-ь ]/(а1-МКр)2 + ткр 2500 4000 246-104 440-1О4 245-104 441•104
Примечания: 1. а — а — сечение главного вала в середине правой боковой кривошипа. ii G Ро + Л» ~ sin + атп) 2. Обозначения:. а, = „,/» 4 ,- ; 6. = 1 ? 2 J, 3, , ч 1. 2 (/г 4- G) (^2 4" ^з) Pr cos аш 3. В прессе ЗИЛ-2500 тс при опр = 2500 кгс/см2 сечение вала а — а не лимитирует мого усилия Pjy первого выпуска; при опр = 4000 кгс/см2 вал также не проходит по се 4. В прессе Нейшенел = 4000 тс) вал по сечению b — b проходит только при готовления из поковки легированной стали с достаточно высокими показателями ов и
324
Приложение 17
Допускаемые усилия на ползуне (кгс) при а°
20 30 40 50 60 70 80 90
133-Ю4 106-Ю4 87-Ю4 77-Ю4 71-Ю4 69-Ю4 67-Ю4 68-Ю4
86,5-104 85,5-Ю4 81-Ю4 78-Ю4 74,5-Ю4 72,7-Ю4 72,7-Ю4 72,7-Ю4
343-1О4 270-Ю4 228-Ю4 203-Ю4 188-Ю4 179-Ю4 176,5-104 178,5-Ю4
222-Ю4 236-Ю4 212-Ю4 227-Ю4 202-Ю4 216-Ю4 194-Ю4 205-Ю4 185-Ю4 198-Ю4 182-Ю4 194-Ю4 179-Ю4 192-Ю4 185-Ю4 194-Ю4
732-Ю4 652-Ю4 586-Ю4 533-Ю4 490-Ю4 453-Ю4 422-Ю4 395-Ю4
239-Ю4 432-Ю4 228-Ю4 412-Ю4 208-Ю4 389-Ю4 202-Ю4 371 • Ю4 196-Ю4 354-Ю4 192-Ю4 341-Ю4 188-Ю4 342-Ю4 191-Ю4 357-Ю4
опоры; b —b — сечение главного вала в месте перехода правой боковой опоры к шейке
допускаемое усилие на ползуне, в то время как сечение b — b не обеспечивает допускае-
чению b — Ь; в последующей модернизации размеры вала увеличены.
оПр — 4000 кгс/см2, т. е. вал может работать без перенапряжений при условии его из-
325
Американские тс.
Расчетные формулы по методике ЦБ КМ
Приложение 18
Допускаемые усилия на ползуне (кгс) при а°
0 10 20 30 40 50 60 70 80 90
140-104 — — — — — — — — —
246-104 228-1 О4 206-104 190.104 175-104 165-1 О4 158-104 155-104 155-1 О4 155-104
285-104 263-104 240-104 229-1О4 202.1О4 191•1 О4 182.104 178-104 178-104 178-104
254,5.104 261104 259-104 253.104 244-1О4 227-104 227. Ю4 222.104 220-104 221•104
420-104 480-104 500-104 480.104 425-104 384-1 О4 354-104 336.1 О4 330.104 335-104
463-104 500-1 О4 479-1 О4 426-1О4 392.104 338-104 313-104 299-1 О4 294-1 О4 297-1 О4
226-104 199-104 176,5.104 159-1О4 146-Ю4 138-104 132-1 О4 128-104 127.104 128-104
402-104 355-104 316-104 285-104 262-1О4 237-104 235-104 229-104 227-104 223-104
327
Приложение 19
Пресс Диаметр вала в боко- вой опоре Методика расчета Расчетные формулы Допускаемые усилия на ползуне (кгс) при а°
0 5 10
нкмз, Рн=4000 тс ^0= = 620 мм М. В. Сто- рожева р олфпр Ь~Ь ]Л(а1-61ткр)2 + ткр 1<*пр = 4000 кгс/см2 р = 95,5-103 b-ь |/750 - 22«кр + 1,16m2 р р.=0,03 р,=0,06 3,62-103 3,70-103 3,65-103 3,75-103 3,74-103 3,76-103
ЦБ КМ Р = °»lrfOg-iH Ь-ft кдп фаи2и + Фт0,25т2кр о_1И = 4500; = 2400 кгс/см2 р 107,5-103 р,= 0,03 р,=0,06 3,0-ю3 3,44-Ю3 3,22-Ю3 3,50 • 103 3,65-103 3,76-103
b-b k.n 1/~620 — 48,5m -J- 1,9т2 А у лр пр
d0 М. В. Сто- рожева р оЖр »-Ь У («1 - &1«кр)2 + ткр апр = 4000 кгс/см2 р _ 120,4-103 Ь-Ь 1/750 — 22mKD + 1,19т2 „ у Лр Л р р.=0,03 (1=0,06 4,55-103 4,65 -103 4,60-103 4,70-103 4,70-103 4,72-103
= 670 мм ЦБ КМ ь~ь kji ]/ Фа1/2 + Фт0,25т2р а_1И = 4500; т_г == 2400 кгс/см2 р 0,1 -67сг_1В ь °ь кдп у620 — 48,5mKp + 1,9m2р |ы=0,03 |LX = 0,06 3,8-103 4,34-103 4,05-103 4,44-103 4,60-103 4,75-103
Шмерал, da= М. В. Сто- рожева р <МФПР (Л У (^-Ь^у + т2^ опр = 4000 кгс/см2 р = 100-103 ь-ь У650 — 20mKp + 1,15т2р |ы=0,03 |и=0,06 4,06-103 4,17-Ю3 4,14-Ю3 4,20-103 4,20-103 4.20-103
Рн=4000 тс = 630 мм ЦБ КМ Р _°*ldoq-iH ьЛ йдп уФОУ2И + Фх0,25т2 р а_1И = 4500; т.^ = 2400 кгс/см2 р 112,5-Ю3 ь-ь kRn у505 - 41,lmKp + 1,78т2р р.=0,03 |1= 0,06 3,5-Ю3 3,88-103 4,05-103 4,1-103 4,03-Ю3 4,12-Ю3
Примечание. Расчетный коэффициент долговечности = 0,8, запас прочности п = 2.
330
Приложение 20
Размеры уравновешива-
теля и ресивера, мм
Вес деталей кривошипно-шатунного механизма пресса, кгс
Пресс Главный вал Шатун Ползун Верхняя часть пакета штампов ** Общий (суммар- ный) вес Наружный диаметр цилиндра Диаметр dn поршня
НКМЗ, Рн = 6300 тс .... . 26 500 56 300 1 в сумме 8 000 96 800 880 800 ***
НКМЗ, Рн = 4000 тс .... 13 300 33 000 1 в сумме 5 200 51 500 710 650 ***
ЗТМП, Рн = 2500 тс .... — — — 3 000 — — —
ЗТМП, Рн = 2000 тс 5*000 2 200 7 400 2 500 17 100 — 650
ЗТМП, Рн = 1600 тс — — — 1 600 — — 500
Продолжение прилож. 20
Пресс Вес деталей кривошипно-шатунного механизма пресса, кгс Размеры уравновешива- теля и ресивера, мм
Главный вал Шатун Ползун Верхняя часть пакета штампов ** Общий (суммарный) вес Наружный диаметр цилиндра Dh Диаметр dn поршня
ЗТМП,. Рн = 1000 тс — — — — — — —
ЗТМП, Рд = 630 тс — — — — — — —
ЗИЛ, Рн = 2500 тс 7 000 16 000 ] в сумме 2 600 25 600 850 770
Шмерал МКП, Рн = 2500 тс . . 5 100 — 10 000 8 000 — — 700
Шмерал МКП, Рн = 1500 тс . . 3 850 2 500 5 800 1 600 13 750 — 515
Шмерал LKM типа А, Рн = = 1600 тс 2 500 4 200 5 100 1 300 13 100 — 500
Шмерал LKM типа В, Рц = = 1600 тс 2 500 4 200 5 100 1 300 13 100 — 500
Нейшенел, Рн = 4000 тс * . . . 14 700 7 000 19 400 5 500 46 600 — 635 ***
Нейшенел, Рц = 2500 тс * . . . 6 000 3 '800 И 500 2 700 24 000 — 508 ***
Нейшенел, Рц = 2000 тс * . . . — — — 2 600 — — —
Нейшенел, Рц = 1200 тс * . . . 1 500 830 4 700 1 400 8 430 — 508
Эджекс, Рн = 2000 тс * . . . . 4 600 2 300 10 000 2 600 19 500 — 609,6
Эджекс, Рц = 1600 тс * . . . . — 7[ 650 в сумме 1 300 — — 507,2
Эджекс, Ри = 1 000 тс 4 . . . . 1 960 1 420 3 800 1 300 8 480 — 406,4
1 600 5 180 1 300 — — —
Продолжение прилож. 20
Пресс Размеры уравновешивателя и ресивера, мм
Диаметр штока ^шт Диаметр ^тр впускной трубы Ход поршня уравно- вешива- теля s Высота до саль- ника Н Внутренняя высота цилиндра’ Н' Общая высота цилиндра Н" Диаметр ресивера dp Приведенная длина реси- вера L
НКМЗ, Ри = 6300 тс .... 125 372" 460 475 610 825 — —
НКМЗ, Рн = 4000 тс .... 90 372" 400 430 600 660 — —
ЗТМП, Рн = 2500 тс — — 350 — — — — —
ЗТМП, Рн = 2000 тс 90 3" 320 — 550 — — —
ЗТМП, Рн = 1600 тс 70 3" 300 — — — — —
ЗТМП, Рн = 1000 тс — — 250 — — — — —
ЗТМП, Рн = 630 тс — — 200 — — — — —
ЗИЛ, Рн = 2500 тс 100 3" 400 — 1080 1211 — —
Шмерал МКП, Рн = 2500 тс . . 85 3" 350 — — — — —
Шмерал МКП, Рн = 1500 тс . . 70 3" 300 — — 590 — —
Шмерал LKM типа А, Рц = = 1600 тс 65 .3" 280 350 — 620 315 2300
Продолжение прилож. 20
Пресс Размеры уравновешивателя и ресивера, мм
Диаметр штока ^шт Диаметр ^тр впускной трубы Ход поршня уравно- вешива- теля S Высота до саль- ника Н Внутренняя высота цилиндра Н' Общая высота цилиндра Н" Диаметр ресивера dp Приведенная длина реси- вера L
Шмерал LKM типа В, Рд = = 1600 тс 65 3" 280 350 — 620 470 980
Нейшенел, Рд = 4000 тс * ** *** . . . 89 — 407 — — — — —
Нейшенел, = 250'0 тс * . . . 70 Р/2" 355 — — — — —
Нейшенел, Рд = 2000 тс * . . . — — 305 — — — — —
Нейшенел, Рд = 1200 тс * . . . 82,5 — 203 - — — — — —
Эджекс, Рн = 2000 тс * ... 76,2 3" 356 — 560 617 — —
Эджекс, Рн = 1600 тс * ... 69,8 — 305 — — 600 525 1720
Эджекс, Рн = 1000 тс * . . . . 63,5 2" 254 — 400 460 — —
70 3" 300 315 610 700 — —
* Усилие в американских тс; прессы вып. 1940 г.
** Масса верхней части пакета штампов принята ориентировочно (по массе пакетов типовых прессов, установленных на ЗИЛе).
*** Два цилиндра уравновешивателя.
Приложение 21
Пресс ЗИП
Рн=2500тс
Вертикальная
плоскость
Р?=100-103кгс
Пресс ЗТМП K-85W
Рм=2500тс л
Rg=1Z0-103KZC
Вертикальная
плоскость
G=7000кгс
Р$=112-103кгс
Rb=125-103kzc
Ju32=1S8-103кгссм
c
Расчетные параметры Пресс Расчетные формулы
ЗИЛ, Рн = 2500 тс ЗТМП, Рн = 2500 тс первого выпуска и модели К-8544
Вес маховика пресса, кгс 9680 7000 —
Усилие от колеса эксцентрикового вала Р , кгс 112-103 104,2-103 Р = 2^кр max к ~ °но cos “шМ
Диаметр начальной окружности D см ... 306 289,3 —
Угол зацепления ащ 20° 25° 16' -
335
Косинус угла зацепления cos ащ 0,93969 0,9040 —
Коэффициент полезного действия зубчатой пере- Дачи ^зуб- 0,94 0,97 —
Усилие, действующее на вал в горизонтальной плоскости, Р^, кгс — 8600 ^=fKcos (б + аш)
Угол, характеризующий положение оси малой шестерни по отношению к вертикальной оси ко- леса 8 70° 60° —
Усилие, действующее на вал в вертикальной пло- скости Р®, кгс 112-103 104-104 ₽K = ₽KSi" (6 + “ш)
Изгибающий (максимальный) момент в верти- кальной плоскости в опасных сечениях (в знаме- нателе дроби показан момент в сечении В—В пресса модели К-8544 Мизг» кгс-см 422-104 239-104 392-104 ^изг = Рк <376 - И6) С-С мъ = Рв380 изг к В-В
Результирующий изгибающий момент в опасных сечениях (в знаменателе дроби показан момент в сечении В—В пресса модели К-8544) Л4„__ _ла, *13 Г • р 63 кгс • см — 239,5-104 393-104 ^изг. рез = (^изг) + (^изг)
Напряжение изгиба в опасных сечениях (в зна- менателе дроби показано напряжение в сечении В—В пресса модели К-8544) кгс/см2 изг 2400 * 1920 766 (С-С) 1240 (В—В) _ ^изг. рез аизг ц/
Момент сопротивления в опасных сечениях W, см3 17 600 * 22 000 31 500 W = 0,ld3
Расчетный крутящий- момент на приводном валу ^кр. рас’ кгс,см 3,14- 10е 2,5- 10е -
Напряжение кручения т, кгс/см2 900 * 560 400 _ МКр, рас 0,2d3
Продолжение прилож. 21
336
Расчетные параметры Пр ЗИЛ, Рн = 2500 тс есс ЗТМП, Рд = 2500 тс первого выпуска и модели К-8544 Расчетные формулы
♦ Эквивалентное напряжение от изгиба и кручения аэкв, кгс/см* 2960 * 2200 — аэкв = V~ (аизг)2 + 4x2
Запас прочности по пределу текучести на ста- тическую прочность пт 2,0 ** 2,1 — пт>2-° °ИЗГ
Запас прочности при рас- чете на выносливость при изгибе 1,18 (С—С) w с® b«f= о со II г
при кручении ) 3,25 (С—С) „ 2т-1 х “ / kx . \ —5 Н ФТ ) Х \ Vn V
Результирующий запас прочности от изгиба и кручения при расчете на выносливость Ирез * Расчеты приемного вала пресса ЗИЛ в с< дернизированного вала (данные в знаменателе). * * Для изготовления вала принимается стал * ** Результирующий запас прочности п : Т = 2700 кгс/см2. ) учении В—В проведе] ь с пределом текучест увеличится, если длз 1,11 *** (С-С) яы для вала первого i и от > 60 кгс/мм2. i стали 40ХН (У) г __v±_ Рез 1 <~2 2 Упо + пт выпуска (данные в числителе) и для мо- [ринять в расчете 0_1И = 4600 кгс/см2;
Приложение 22
Зубчатое колесо пПд Ту Малая (ведущая) — шестерня пресса У ООО тс J б г
Размеры, мм Замеры четырех пар зубьев, мм Чертежный размер зубьев, мм
1 2 3 4
А Б 62,0 57,5 61,5 57,0 60,8 56,2 60,2 55,9 65,40—64,65 62,06—61,36
Примечание. Штриховой линией показан износ зубьев зубчатой пары пресса НКМЗ первого выпуска, Рд = 4000 тс.
Приложение 23
Пресс Мо- дуль т Ширина зубьев колеса ^К’ мм ЬК т Ширина зубьев шестер- ни &ш, мм т Число зубьев
колеса шестер- ни хш
ЗТМП, Рн=1600 тс 26 300 11,54 310 11,95 80 20
ЗТМП, Рн=2500* тс 20 330 16,50 340 17,00 86 22
32* .390* 12,20* 400* 12,50* 87* 16*
ЗТМП, Рн=4000 тс 36 480 13,30 490 14,00 89 18
зил, Рн= 2500 тс 30 330 11,00 340 11,32 102 103* 20 .
нкмз, Рн=4000 тс 36 380 10,54 390 10,83 90 89 * 20 21 *
нкмз, Рн=6300 тс V 42 500 11,90 500 11,90 92 22
Шмерал МКП, Рн=1500 тс 26 300 11,54 300 11,54 80 20
Шмерал МКП, Рн=2500 тс 30 330 11,00 340 11,32 86 22
Эджекс, Рн=700 ** тс 12,14 203,2 — 209,6 — . 94 25
Эджекс, Рн=Ю00** тс — 229 — 235,3 — 89 20
Эджекс, Рн= 1600 ** тс 25,4 305 12,10 310 12,20 93 । 20
Эджекс, Рнт=2000 ** тс 25,4 356 14,00 362 14,28 97 23
Нейшенел, Рн= 1200 ** тс 22,25 228,6 — 230 — 66 27
Нейшенел, Рн—2500 ** тс 24,26 318 13,00 318 13,00 90 23
Нейшенел, Рн=4000 ** тс 28,32 356 — 356 — 104 25
* В знаменателе дроби показаны введенные изменения. * * Усилие в американских тс.
338
Продолжение прилож. 23
Пресс Наружный диа- метр, мм Диаметр наружной окружности, мм Скорость начальной окружности, м/с VHQ " ' Отношение наруж- ного диаметра ше- стерни к ширине 3Уба °нш/*ш
колеса Пнк шестерни Пнш колеса ^нок шестерни ^нош
ЗТМП, Рн = 1600 тс — — — — 8,17 —
зтмп, Рн = 2500 * тс 2640 720 2580 2893* 660 7,03 9,08* 2,12
ЗТМП, Рн = 4000 тс — — — — 9,66 —
зил, Рн = 2500 тс 3120 660 3060 3090* 600 8,9 1,94
нкмз, Рн = 4000 тс 3327,5 3294,4* 815 2580 660 5,8 2,18 2,17*
848,12* 3203,36* 753,26*
нкмз, Рн = 6300 тс 3979 1026,9 3863,16 921,07 — —
Шмерал МКП, Рн = 1500 тс 2132 592 2080 520 6,5 1,98
Шмерал МКП, Рн = 2500 тс 2693,54 740 2580 660 5,8 2,18
Эджекс, Рн = 700 ** тс 1615,23 467,52 1591,73 423,33 — 2,33
Эджекс, Рн = 1000 ** тс 1836 459,74 1795,8 419,1 7,0 1,95
Эджекс, Рн = 1600 ** тс 2278,8 534,06 2236,4. 479,38 — 1,45
Эджекс, Рн = 2000** тс 2497,6 647,1 2463,8 584,2 7,7 1,78
Нейшенел, Рн = 1200 ** тс 1512,6 645,2 1468,1 600,7 6,1 2,80
Нейшенел, Рн = 2500 ** тс 2232,8 606,5 2183,4 557,98 5,7 1,91
Нейшенел, Рн = 4000 ** тс 3000 764,2 — — — 2,16
339
Продолжение прилож. 23
Пресс ь а <у s а я S JT PQ Jjj Д Материал и термообработка
колеса шестерни
ЗТМП, Рн = 1600 тс 75 Сталь 35ХГСЛ, НВ 220 Сталь 40ХН (Н)
ЗТМП, Рн = 2500 * тс 60 60 Сталь 45Л; поверх- ностная закалка зубьев, HRC 40 Сталь 40ХН (У); поверхностная закалка зубьев, HRC 45
ЗТМП, Рн = 4000 тс 50
ЗИЛ, Рн = 2500 тс 55 Сталь 40ХСЛ (Н) НВ 205; поверхностная закалка зубьев, HRC 45—50 Сталь 40ХН (У) НВ 220—250; поверх- ностная закалка зубьев, HRC 45—50
НКМЗ, Рн = 4000 тс — Сталь 35ХНЛ заме- нена сталью 40ГЛ, за- калка, отпуск, сгвр = = 70 кгс/мм2; ат = = 50 кгс/мм2 Сталь 34XH3M (У), НВ 270—300, поверх- ностная' закалка, HRC 45—50
НКМЗ, Рн = 6300 тс — То же Сталь " 40ХН (У), НВ 220—250, поверх- ностная закалка, НВ 532—600
Шмерал МКП, Рн = 1500 тс 60 — —
Шмерал МКП, Рн = 2500 тс 50 — —
Эджекс, Рн = 700 ** тс — — —
Эджекс, Рп = 1000 ** тс 75 — —
Эджекс, Рн — 1600 ** тс 65 — —
Эджекс, Рн = 2000 ** тс 60 — —
Нейшенел, Рн = 1200 ** тс 80 — —
Нейшенел, Рн = 2500 ** тс 50 — —
Нейшенел, Рн = 4000 ** тс 50 Сталь 40Г; 0,36% С; 0,1% Сг; 1,2% Мп; тер- мообработка НВ 197; поверхностная закалка на глубину 7 мм, HRC 46—50 —
Примечание. В последних двух графах (Н) означает нормализо- ванная; (У) — улучшенная.
340
Приложение* 24
Пресс ЗТМП, Рн = 2500 тс Число трущихся поверх- ностей в муфте т Размеры трущихся поверхностей, см FP= =«(*?-*!) Расчет- ное удельное усилие на ди- сках муфты, кгс/см 2 qM *MFp Размеры поршня ’ включающего уст- ройства муфты, см
наруж- ный радиус Pi внутрен- ний радиус Р2 наруж- ный диаметр внутрен- ний диа- метр DB
Модель К-866С 6 93 50 Гр1=4 080 000 4,92 * 19 600 000 103 45
Модель К-8544 4 100 85 FP2= 1 540 000 14,9 ** 23 000 000 209 —
Пресс ЗТМП, Рн = 2500 тс Расчетная площадь включа- ющего устройства муфты Fni = 0,785 X х(Рн - Db) Fn27 = 0,785£Г см2 FP1 ?М1 ^М2 ^M1FP1 п F ЧМ2 Р2 Fn2 Fni Расчетный крутящий момент на валу муфты, кгс•см МкрР Расчет- ное давление воздуха на поршень включа- ющего устрой- ства, кгс/см 2 рр Расчетная площадь одной трущейся поверхности диска трения муфты FM = 0,785 X х(4?-422) FM1 FM2
Модель К-866С Модель К-8544 6 750 34 300 2,63 0,33 0,854 5,1 147-10s 135-10®*** 5,47 4,57 Л<1= F М2= = 8 700 = 19 300 0,45
* Трущийся материал — феродо. ** Трущийся материал — ретинакс. *** Крутящий момент принят по зубчатому колесу пресса.
342
Приложение 25
Тормоз пресса ЗИЛ, Рн = 2500 тс Радиус тормозного шкива Рт, см Момент инерции деталей, останавли- ваемых тормозом, Jnp. кгс-м-с* Число ходов пресса в минуту по пас- порту пх Момент торможения (расчетный) мт, кгс« см Расчетное усилие натяжения, кгс
на набегающем конце ленты ^наб на сбегающем конце ленты 5сб
1-й тип (рис. 126, а) 2-й тип (рис. 126, б) 45,8 60,0 2С0 ' 210 55,0 58,6 ,95-104 99-104 24 800 20 400 4780 3940
Тормоз пресса ЗИЛ, Рн = 2500 тс Удельное усилие (расчетное) на ленте тормоза, кгс/см2 Трущаяся поверхность тормозного шкива F, см2 Расчетный коэффициент износа накладок феродо тормоза ь ИЗН’ кгс« м СМ2МИН Поверхность охлаждения тормозного шкива Foxa- см2
максимальное ^т шах минимальное ^т min среднее ср
1-й тип (рис. 126, а)' 2-й тип (рис. 126, б) 24,8 12,4 4,8 2,74 14,80 8,57 5200 6800 12,8 8,95 5,2-104
Примечание. Ширина тормозного шкива Ь = 24 см; угол обхвата лентой шкива тормоза aogx = 270° (4,70 рад); коэффициент трения (расчетный) ц = 0,35; угол торможения ат = 20° (0,348 рад); угловая скорость тормозного шкива (о = 5,75 с-1; расчетный коэф- фициент использования числа ходов пресса в минуту Сп = 0,3.
£^£
ЗТМП модели К-864С, Рц= 1600 тс Шмерал мкп, Рн= 1500 тс Шмерал мкп, Рн= 1500 тс Пресс
Ленточ- ный Диско • вый Ленточ- ный Тип тормоза
СЛ СП» о СП» о Число ходов пресса в минуту по паспорту п
00 СЛ 6,28 6,28 Угловая скорость тормозного шкива (диска) св 1/с
45,0 | 45,0 Радиус тормозного шкива или средний радиус диска /?т; /?ср, см
| | 20,0 Ширина тормозного шкива Ь, см
62,20 86,67 88,73 Момент инерции деталей, оста- навливаемых тормозом, Jnp, КГС’М.С2
0,40 0,40 0,40 Расчетный коэффициент трения ц
ьо сл о 1 ьо о Расчетный угол торможения а , градусы
1 ьо 1 Число трущихся поверхностей в дисковом тормозе tn'
1 490-10s 503-10» Расчетный момент торможения AfT, кгс.см
12 300 1 13 150 на набегающем кон- це ленты $наб Расчетное усилие натяжения, кгс
2500 1 2010 на сбегающем кон- це ленты $сб
8,8 1 14,6 максимальное ^т шах Удельное усилие (расчетное) на ленте тор- моза, кгс/см2
| 1 2,23 минимальное ^т min
6,98 00 6,6 среднее qT ср
1 7250 4230 Поверхность трения тормозного шкива или всех дисков (вклады- шей) FTp , см2
1 4,20 7,44 Расчетный коэффициент износа вкладышей ленты тормоза &изн» кгс*м/см2«мин |
Приложение 26
* Усилие в американских тс.
** Тормоз дисковый с накладками из ретинакса.
*** В прессе ЗИЛ (PR = 2500 тс) расчет проводился для двух тормозов: с радиусами трения = 45,8 см и углом торможе
ния 20° (данные в числителе); с радиусом трения = 60 см и углом торможения 35° (данные в знаменателе).
X
о
►е*
►е*
S
S
ЗИЛ, Рн = = 2500 тс*** ЗТМП модели К-8544 **, Рн - 2500 тс Эджекс, Рн- = 1600 тс* Пресс
Ленточ- ный Диско- вый То же Тип тормоза
сл сл СП» о о сл Число ходов пресса в минуту по паспорту п
1 6,28 6,85 Угловая скорость тормозного шкива (диска) со, 1/с
60,0 фь сл Ьо 54,0 45,4 Радиус тормозного шкива или средний радиус диска /?т; /?ср, см
24,0 | 20,0 Ширина тормозного шкива Ь, см
200,00 167,00 70,00 Момент инерции деталей, оста- навливаемых тормозом, УПр, КГС.М’С2
0,35 0,30 0,35 Расчетный коэффициент трения ц
сл о 1 ю |<? ю о о ю о о Расчетный угол торможения а , градусы т
1 ю 1 Число трущихся поверхностей в дисковом тормозе иг'
сл о о СО 9501Q3 945-10» 1 Расчетный момент торможения 7ИТ, кгс»см
14 500 24 800 1 13 000 на набегающем кон- це ленты SHa6 Расчетное усилие натяжения, кгс
2800 4780 1 2500 1 на сбегающем кон- це ленты Scg
14,5 24,8 1 14,4 максимальное ^т шах Удельное усилие (расчетное) на ленте тор- моза, кгс/см2
2,75 4,80 1 2,75 минимальное ^т min
8,50' 14,8 19,8 8,57 среднее ср
5200 2930 4260 Поверхность трения тормозного шкива или всех дисков (вклады- шей) FTp, см2
9,76 12,80 4,30 7,45 Расчетный коэффициент износа вкладышей ленты тормоза &изн, к гс • м /с м2«мин
Продолжение прилож. 26
НКМЗ, Рн = 1500 тс . . НКМЗ, Рн = 4000 тс . . НКМЗ, Рн = 6300 тс . . ЗТМП, Рн = 630 тс . . . ЗТМП, Рн = 1000 тс . . ЗТМП, Рн = 1600 тс . . ЗТМП, Рн = 2000 тс . . ЗТМП модели К-866С, Рн = 2500 тс ЗТМП модели К-8644, Рн = 2500 тс ЗИЛ, Рн = 2500 тс . . Шмерал МКП, Рн = = 1500 тс Шмерал МКП, Р^ = = 2500 тс Шмерал LKM, Р = = 630 тс * Шмерал LKM, Р^ = = 1000 тс * Пресс
72,5 120,0 140,0 52,25 67,0 72,0 93,0 93,0 100,0 93,0 72,5 90,5 60,0 70,0 наружный радиус Раз! поверх
40,0 50,0 70,0 28,5 32,5 40,0 50,0 50,0 85,0 48,5 39,5 50,0 38,0 45,0 внутренний радиус R2 меры Tpyi :ностей м]
58,7 90,0 105,0 41,6 52,0 57,8 73,6 73,6 92,5 73,6 58,8 73,0 50,0 59,0 средний pa- диус Яср цихся /фты, см
0,533 .0,415 0,500 0,547 0,485 0,552 0,538 0,538 0,850 0,520 0,546 0,622 0,633 0,644 Rt/Rl
4,27 4,72 4,40 3,86 3,53 4,50 4,98 4,60 5,80 4,51 3,69 3,82 5,75 6,17 Скорость на сред- нем радиусе дисков «ср. м/с
о — СЛ СТ> СЛ СТ) СТ) СТ) 00 СО 4»- сл -4 о о о о ело О СП СП о о о о о Число оборотов ва- ла, на котором смонтирована муф- та, п, об/мин
, , , , -4 to -4 00 ОО 4». О 5^ 4к Р СЛ СО | | | 00 —to -4 — сл to to Ю | о о о о о о о о о о сл слеп сл сл сл сл сл а а Расчетный крутя- щий момент, пере- даваемый муфтой, Мкр.расч. кгс-с“
5,00 5,30 5,60 3,95 3,60 5,15 3,88 4,92 14,90 6,73 5,60 Удельное расчетное усилие на дисках муфты qM, кгс/см2
| | СТ) СТ> СТ) 4»- о ст> ст> ст> <ст> ст> <ст> ст> Число трущихся поверхностей в муф- те тм
сл 4». — — СЛ — — О О СО to to W о .° Г - Г Г к к О .° -° — сл СО 00 СЛ СЛ СЛ СЛ СО СТ) 00 4». СО о о о о о о о о о о о о о о 4ь 4- 4ь 4- 4* 4* 4b. 4. 4- 4ь 4- 4ь 4- 4- Суммарная пло- щадь трения дисков муфты FcyM, см2
При л" о ж е н и е 27
Продолжение прилож. 27
оэ
о
Размеры трущихся поверхностей муфты, см со о К» О) о P’S ов ва- •м муф- Расчетный крутя- щий момент, пере- дайаемый муфтой, ^кр.расч- кгс‘см четное :ках гс/см2 сся в муф- Суммарная пло- щадь трения дисков муфты FcyM, см2
Пресс наружный радиус Pt внутренний радиус R2 средний ра- диус яср 0? £ Скорость на с нем радиусе; «ср. м/с Число оборот ла, на которс смонтирована та, и, об/мин Удельное рас усилие на дис муфты q к Число трущи: поверхностей те м
Шмерал LKM типа В *, Рн = 1600 тс Шмерал LKM типа А, Рн = 2500 тс Шмерал LKM, = = 4000 тс Эджекс, Рн = 1000 тс ** Эджекс, Рн = 1600 тс ** Эджекс, Рн = 2000 тс ** Нейшенел, Рн = = 1200 тс ** : Нейшенел, Рц = = 2000 тс ** Нейшенел, Р = = 2500 тс ** Нейшенел, Рц = = 4000 тс ** 80,0 105,0 105,0 53,6 68,5 84,0 57,1 76,2 76,2 88,9 50,0 65,0 65,0 30,0 43,3 50,8 33,2 40,6 40,6 45,7 66,8 87,2 87,2 43,5 57,2 68,5 46,6 59,7 59,7 69,0 0,627 0,618 0,618 0,560 0,630 0,605 0,582 0,503 0,503 0,515 5,89 4,56 4,56 3,20 3,90 4,27 5,00 4,36 3,60 80 50 50 70 65 60 100 80 70 50 СО II 1 1 1 I 1 1 1 1 * S 5,0 *** 5,0 *** 5,0 *** 5,0 *** 5,0 *** 5,0 *** 5,0*** 6 6 6 6 • 6 6 6 7,3- 104 12,6-104 12,6-104 3,8-104 5,3- 104 8,45 • 1 О4 4,1 • 104 7,9- 104 7,9• 1 О4 11,0-104
* Отсутствует приемный вал.
* * Усилие в американских тс.
* ** Предполагаемое удельное усилие на дисках муфты.
Приложение 28
Рн=630-,1000;1600 PH=250(J ^ooo
Пресс Шмерал LKM Размеры зубьев (мм) при модуле т = 10 Число зубьев 2
d 1 Dl | D2 D3 b 1 в
Рн = 630 ТС . 250 657 680 700 100 395 68
Рн = 1000 тс . • • 300 — 800 820 200 525 80
Тип А, Рн = 1600 тс 370 876 900 920 150 482 90
Тип А, Рн — 2500 тс . . 470 — 1120 1140 140 440 112
Рн — 4000 тс . . 550 — 1120 1140 300 520 112
Приложение 29
D
* <Gi"1
Размеры ведомых дисков, мм
Пресс Ч исло
Шмерал LKM зубьев
D Dt ~d 1 z
Муфта
Рн = 630 тс ... 760 1200 660 680 30 68
Рн = 1000 тс . . . 900 1400 780 800 35 80
Тип А, Ри = 1600 тс 1000 1600 880 900 35 90
Тип А, Ри = 2500 тс 1300 2100 1100 1120 50 112
Рн — 4000 тс . • • 1300 2100 1100 1120 65 112
Тормоз
Рн = 630 тс . . 600 790 306 318 25 53
Рн = 1000 тс . . . 600 900 366 378 20 63
Тип А, Ри = 1600тс 700 1000 480 500 23 50
Тип А, Ри= 2500 тс 630 1050 530 550 25 55
Рн = 4000 тс . . . 800 1450 580 600 32 60
Примечание. В прессах с Рц = 630 тс и PR = 1000 тс в шлицевом
соединении диска тормоза модуль т = 6. В остальных прессах в шлицевых соеди-
нениях диска и муфты и тормоза tn = 10.
347
Приложение 30
Пресс Частота вращения вала, на котором смонтиро- ван тормоз, об/мин Расчет- ный момент инерции ведомых деталей Jnp’ кгс« м. с2 Удельное усилие на ленте тормоза, кгс/см2
макси- мальное ^т max . среднее ^т. сред мини- мальное ^т min
НКМЗ, Рн = 4000 тс 50 785,5 14,5 10,80 7,1
НКМЗ, Ри = 6300 тс 40 1150 10,85 5,43 —
ЗИЛ, Ри = 2500 тс (первый выпуск) .... 55 200,0 28,4 ** 14,5 14,8 ** 8,5 4,8 ** 2,54
ЗИЛ, Рн = 2500 тс 58 •220,0 17,3 *** 9,8 10,32 *** 5,85 3,34 *** 1,90
ЗТМП, Рн = 630 тс 90 22,3 9,40 7,40 5,20
ЗТМП, Рн = 1000 тс 80 28,7 10,30 7,75 5,20
ЗТМП, Рн = 1600 тс 75 62,5 8,80 6,95 5,20
ЗТМП, Рн = 2000 тс 65 167,0 10,93 8,68 6,31
ЗТМП, Рн = 2500 тс 60 184,72 10,30 8,41 6,52
Шмерал МКП, Рн = = 1500 тс ....... 60 70,0 14,40 8,57 2,75
Эджекс, Рн = 1600 тс* 65 88,73 14,60 6,60 2,23
* Усилие в американских тс. ** В числителе приведены данные расчета при RT = 45,8 см; а, г = 20°;
в знаменателе — при 7?т = 45,8 см; ат = 35°. *** В числителе приведены данные расчета при Ят = = 60 см; а. г = 35°.
СПИСОК ЛИТЕРАТУРЫ
1. Артемьев В. Ф., Лихтштейн И. М. Новые станки для поверхностной за-
калки крупногабаритных валов и шестерен после т. в. ч. — «Вестник ма-
шиностроения», 1961, № 2, с. 30—36.
2. Бялковская В. С. Технико-экономическая эффективность применения
кривошипных горячештамповочных прессов вместо молотов. — «Кузнечно-штам-
повочное производство», 1963, № 11, с. 36—42.
3. Вяткин В. П., Баскаков С. Т. Исследование деформаций и напряжений
кривошипных ковочно-штамповочных прессов. Сб. «Исследование деформаций
и напряжений кривошипных горячештамповочных прессов». М., Машгиз, 1959,
с. 134-190 (ЭНИКМАШ, № 1).
4. Власов В. И. Системы включения кривошипных прессов. М., «Машино-
строение», 1969, 270 с.
5. Гейлер Л. Б., Харезоменов И. В. Электрооборудование и электроавтома-
тика кузнечно-прессовых машин. М., Машгиз, 1960, 225 с.
6. Дегтярев В. И., Магазинер В. В. и др. Эксплуатация горячештамповоч-
ных прессов. М., Машгиз, 1963, 76 с.
7. Дегтярев В. И., Петров П. А. Горячештамповочный пресс усилием 1600 тс
для прессования. — «Кузнечно-штамповочное производство», 1962, № 9,
с. 25—27.
8. Игнатов А. А. Кривошипные горячештамповочные прессы. М., Машгиз,
1953, 260 с.
9. Игнатов А. А. О сроке службы зубчатых пар кривошипных горячештам-
повочных прессов. — «Кузнечно-штамповочное производство», 1962, № 10,
с. 36—39.
10. Игнатов А. А., Власов В. И. Муфты, тормоза и механизмы управления
кривошипных кузнечно-прессовых машин. М., Машгиз, 1963, 446 с.
11. Игнатов А. А. О повышении надежности кривошипных горячештампо-
вочных прессов. — «Кузнечно-штамповочное производство», 1964, № 8,
с. 23—31.
12. Игнатов А. А., Кулаков Н. Д. О надежности приемных валов кривошип-
ных горячештамповочных прессов. «Кузнечно-штамповочное производство»,
1965, № 2, с. 20—23.
13. Изотов Е. Н., Розенблат М. М., Соколов В. И. О применении фрикцион-
ных муфт включения в качестве предохранительных устройств. — «Кузнечно-
штамповочное производство», 1961, № 2, с. 25—28.
14. Кулаков Н. Д. О путях повышения долговечности клиновых ремней
в приводе кривошипного горячештамповочного пресса.—«Кузнечно-штампо-
вочное производство», 1965, № 1, с. 38—41.
15. Ланской Е. Н., Банкетов А. Н. Элементы расчета деталей и узлов криво-
шипных прессов. М., «Машиностроение», 1966, 376 с.
16. Ланской Е. Н., Силанов В. И. Жесткий удар при работе холодно-выса-
дочного автомата. — «Вестник машиностроения», 1961, №4, с. 44—49.
17. Ланской Е. Н., Силанов В. И. О выводе кривошипных ковочно-штам-
повочных прессов из положения распора. «Исследование некоторых вопросов
технологии, оборудования и автоматизации штамповки». М., «Машинострое-
ние», 1964, с. 130—140 (Станкин № 6).
349
18. Ланской Е. Н., Силанов В. И. Корпусные (базовые) детали кузнечно-
прессовых машин. Справочник, т. 2. «Детали машин, расчет и конструирова-
ние. М., «Машиностроение», 1968, 408 с.
19. Мансуров А. М. Современные кузнечно-штамповочные цехи. М., Маш-
гиз, 1959, 297 с.
20. Нистратов А. Ф. Гидравлический нагружатель для испытания механи-
ческих прессов под статической и рабочей нагрузками. — «Кузнечно-штампо-
вочное производство», 1959, № 2, с. 28—31.
21. Ребельский А. В., Протопопов О. В. и др. О выборе параметров криво-
шипных прессов для горячей штамповки прессованием. — «Кузнечно-штампо-
вочное производство», 1963, № 2, с. 1—7.
22. Ребельский А. В. Обусловленность конструкций кривошипных машин
технологическими параметрами штамповки. «Труды Всесоюзного научно-тех-
нического совещания по основным вопросам развития кузнечно-штамповочного
производства», ЦПНТО — Машпром, 1958, с. 72—92.
23. Сторожев М. В. Основы расчета кривошипных прессов. — «Вестник
металлопромышленности», 1935, № 10, с. 103—156, № И, с. 115—179.
24. Сторожев М. В., Попов Е. А. Теория обработки металлов давлением.
М., «Высшая школа», 1963, 388 с.
25. Феодосьев В. И. Сопротивление материалов. М., «Наука», 1963, 539 с.
26. Шишов К. Мм Слоневский А. И. и др. Специализированный участок
кузнечного цеха по штамповке поковок клапанов. — «Кузнечно-штамповочное
производство», 1965, № 6, с. 32—39.
27. Шенинг 3. Р. Гидропрессовые соединения судовых деталей. Л., «Судо-
строение», 1966, 102 с.
ОГЛАВЛЕНИЕ
Глава /. Технологическое назначение кривошипных горячештампо-
вочных прессов .......................................... 3
Технологическое назначение прессов .............................. 3
Применение прессов взамен паровоздушных штамповочных моло-
тов ............................................................. 7
Сравнение параметров технических характеристик прессов ......... 13
Типовые конструкции кривошипных горячештамповочных прессов . . 22
Глава II. Станины, столы и нижние выталкиватели прессов............ 30
Требования, предъявляемые к конструкциям станин прессов .... 30
Жесткость кривошипных горячештамповочных прессов...........; . 31
Конструкции станин прессов...................................... 34
Расчет составных станин, стяжных болтов......................... 44
Конструкции клиновых устройств столов прессов и элементы их рас-
чета ........................................................... 57
Нижние выталкиватели и элементы их расчета...................... 69
Глава III. Кривошипно-шатунный механизм прессов.................... 77
Кинематика кривошипно-шатунного механизма ...................... 77
Общие требования, предъявляемые к кривошипно-шатунным меха-
низмам ......................................................... 82
Главные валы и их опоры в станинах прессов...................... 82
Расчет главных эксцентриковых валов прессов..................... 98
Общие замечания к техническим условиям на изготовление главных
валов.......................................................... 107
Удельные усилия в опорах главного вала......................... 109
Шатуны прессов и их соединения с ползунами..................... 111
Удельное усилие в опорах шатуна и главного вала................ 131
Уравновешивающие устройства и элементы их расчета............. 134
Ползуны кривошипных горячештамповочных прессов................. 143
Глава IV. Приемные валы прессов, маховики зубчатые пары и электро-
двигатели ........................................................ 154
Конструкции главных приводов прессов........................... 154
Конструкции приемных валов, изготовление и элементы их рас-
чета .......................................................... 159
Конструкции предохранительных устройств, смонтированных на при-
емных валах прессов, и их расчет............................... 165
Зубчатые пары прессов ....................;.................... 169
Выбор мощности электродвигателя и запасенной кинетической энер-
гии привода пресса ............................................ 174
351
Глава V. Муфты, тормоза и механизмы управления прессов............. 184
Назначение системы включения .................................. 184
Типовые конструкции муфт ...................................... 184
Тормозные устройства.......................................... 191
Трущиеся материалы муфт и тормозов ............................ 199
Размеры дисков и шлицевых ступиц муфт и тормозов............... 201
Накладки и вставки фрикционных материалов муфт и тормозов . . . 202
Элементы расчета муфты......................................... 203
Элементы расчета тормозов ..................................... 209
Механизмы управления прессами.................................. 216
Электрооборудование пресса .................................... 229
Глава VI. Смазка кривошипных горячештамповочных прессов.......... 234
Требования, предъявляемые к смазке прессов..................... 234
Конструкции смазочных систем и насосов......................... 236
Глава VII. Фундаменты кривошипных горячештамповочных прессов . . 244
Г лава VIII. Средства механизации и автоматизации прессов.......• 252
Средства механизации прессов .................................. 252
Средства автоматизации прессов ................................ 254
Глава IX. Общие замечания по организации обслуживания и ремонта
прессов .......................................................... 261
Глава X. Вопросы исследования и предохранения прессов от пере-
грузок ........................................................... 266
Исследование прессов при помощи гидро- и гидропневмонагружа-
телей.......................................................... 267
Измерение усилий на ползунах прессов .......................... 277
Проверка работы средств контроля усилий пресса................. 282
Контроль работы электродвигателя............................... 282
Техника безопасности при работе на кривошипных горячештампо-
ванных прессах................................................. 282
Приложения......................................................... 284
Список литературы.................................................. 349
Александр Андреевич Игнатов
Татьяна Александровна Игнатова
КРИВОШИПНЫЕ ГОРЯЧЕШТАМПОВОЧНЫЕ ПРЕССЫ
Редактор издательства Т. Е. Черешнева
Технический редактор В. Д. Элъкинд. Корректор Л. В. Асташенок
Художник А.. Я. Михайлов
Сдано в набор 18/Х 1973 г. Подписано к печати 8/1 1974 г. Т-03220
Формат'60X 9О‘/1 «• Бумага № 2. Печ. л. 22,0. Уч.-изд. л. 22,1
Тираж 7000 экз. Заказ 614 Цена 1 р. 27 к.
Издательство «Машиностроение», 107885, Москва, Б-78, 1-й Басманный пер., 3
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10.
I
А. А. ИГНАТОВ
Т.Л. ИГНАТОВА
^КРИВОШИПНЫЕ-
ГОРЯЧЕШТАМПОВОЧНЫЕ
ПРЕССЫ