/




















































































































































































































Текст
С.С. БАРТЕНЕВ
Ю.П.ФЕДЬНО
А. И. ГРИГОРОВ
С. С. БАРТЕНЕВ
Ю. П. ФЕДЬКО
А. И. ГРИГОРОВ
ДЕТОНАЦИОННЫЕ
ПОКРЫТИЯ
В МАШИНОСТРОЕНИИ
ЛЕНИНГРАД «машиностроение
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ 198 2
,БШ£_диша.
Y~TL-4—
УДК-б^М^З-
Рецензент канд. техн, наук В. Н. ГолвдфаЙн
Б24 напиХ^ С’ С” Федько Ю- П-> Григоров А. И. Дето-
СТ(?ПР°Л е покрытия в машиностроении. — Л.: Машино-
строение, Ленингр. отд-ние, 1982. — 215 с., ил.
В пер.: 1 р. ю к.
ложеиы НоеГобетаиости^получеиияЯпл17еХИ°аОГИЯ Детонапиоиного напыления, из-
менные и ек„п~™ П0ЛУчеиия покрытий различных типов, определены »ре-
Прнведеи?, иХйПараМеТры этого процесса.
детонационных установок и Х^₽топм°НСТРУКТИВНЫХ Решеиий основных узлов
o6“ применения датоиап«°ниыхАпок?ыТ7й°ЛЯ качества "омытий, указаны
мающихся разработкой614^ ^я „вИИженеРН0’те’'Ничееких работников. заии-
27070Qftft И пРименеиием покрытий различного назначения.
Б 038(01 )-82П° 110'82 ББК
© Изда тельстнд-ри^Я'Дней? 1982 Г.
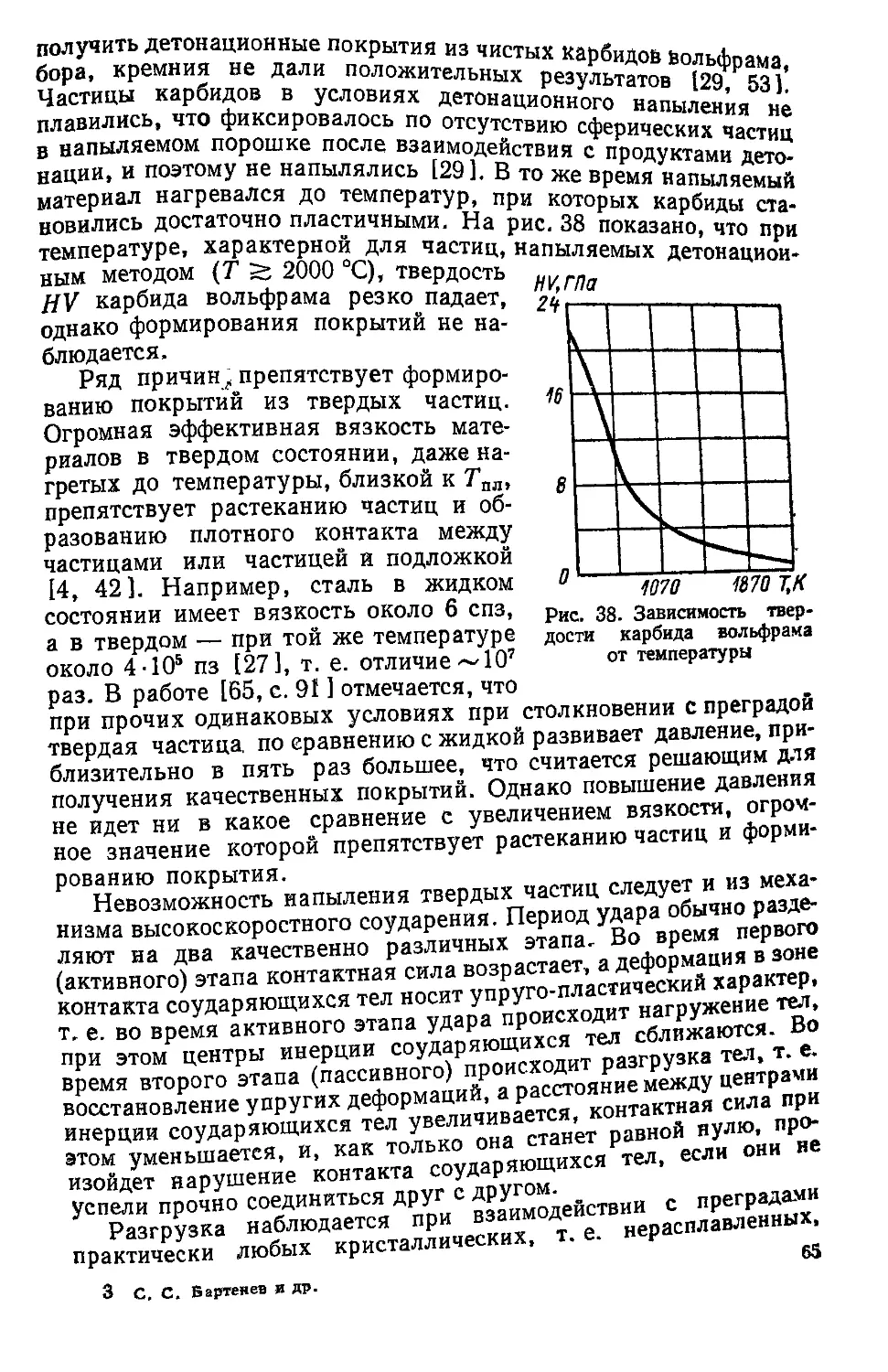
ПРЕДИСЛОВИЕ
В настоящее время в Советском Союзе и за рубежом уделяется
большое внимание проблемам повышения износостойкости и кор-
розионной защиты деталей машин и механизмов/Актуальность
вопроса повышения износостойкости достаточно проиллюстри-
ровать тем фактом, что в некоторых отраслях промышленности
производство запасных деталей сравнялось с производством дета-
лей, предназначенных для сборки новых машин, а потери, связан-
ные с недостаточной износостойкостью, в целом по стране исчисля-
ются миллиардами рублей. Перспективным путем повышения
ресурса и надежности является использование покрытий различ-
ного назначения [4, 42, 55, 631.
^Наибольшее распространение получили газотермические по-
крытия [42, 63, 65 ]; газопламенные, плазменные и детонацион-
ные. Из них наилучшими техническими характеристиками —
максимальной износостойкостью и адгезией к подложкам, мини-
мальной пористостью и газопроницаемостью — обладают детона-
ционные покрытия [9, 29, 63, 65 ]..
Автомобиле-, судо-, авиа-,станкостроение и инструментальная
промышленность, угледобывающая и другие отрасли промышлен-
ности остро нуждаются в детонационных покрытиях различного
•назначения.|Испытания целого ряда деталей и узлов так же, как
и опыт иностранных фирм, показывают, что внедрение детонацион-
ного напыления может дать, весьма большой технико-экономиче-
ский эффект.
Так, в 1975 г. фирмой «Дженерал электрик» (США) предпола-
галось довести стоимость работ по напылению до 40 млн. долларов,
причем большинство видов продукции получали методом детона-
ционного напыления [441. Фирма «Юнион карбайд» (США),
монополизирующая детонационное напыление в капиталистиче-
ском мире и имеющая более 10 специализированных заводов, на
которых производится детонационное напыление [531, несом
ненно, имеет оборот, во много раз превышающий указанную
цифру,
В СССР метод детонационного напыления начал развиваться
в конце 60-х годов [64 ]. Острая потребность народного хозяйства
СССР привела к тому, что в течение последнего десятилетия в ряде
организаций интенсивно проводится работа по разработке и совер-
шенствованию метода. Большой объем исследований, выполнен-
ный рядом советских ученых, позволил решить основные задачи
в области техники и технологии детонационного напыления.
В последнее время этот метод внедряется в различных министер-
ствах и ведомствах. Однако для этого необходимы квалифициро-
ванные специалисты, подготовка которых трудно осуществима при
отсутствии соответствующей специальной литературы.
Настоящая книга представляет одну из первых попыток про-
извести обобщенное изложение рекомендаций по разработке тех-
ники и технологии детонационного напыления на основании
теоретического рассмотрения процесса.
н Цель настоящей работы — представить теоретические данные и
практические рекомендации по технике и технологии детонацион-
ного напыления, т. е. сведения, необходимые для конструирова-
ния установок, оптимизации процесса детонационного напыления
и контроля основных характеристик детонационных покрытий.
Совершествование технологии детонационного напыления, разра-
ботка новых типов покрытий произведены на основании комплекс-
ного изучения механизма детонационного напыления и свойств
детонационных покрытий.
Процесс формирования детонационных покрытий сложен и не-
достаточно изучен. Так, в литературе дискутируется даже вопрос
о том, в каком агрегатном состоянии находятся частицы, из кото-
рых формируются покрытия [12, 29, 651.
В книге оценивается себестоимость некоторых типов детона-
ционных покрытий; приводится анализ экспериментальных и
расчетных данных, показывающий, что формирование детонацион-
ных покрытий возможно лишь при наличии жидкой фазы. Твердые
частицы могут входить в состав покрытия, но лишь как включения
в матрице, сформированной из расплавленного материала.
Для контроля качества и оптимизации технологии получения
покрытий необходимо контролировать их технические характе-
ристики. Здесь изложен комплекс наиболее точных из известных
в настоящее время методик, позволяющих определять основные
технические характеристики покрытий. Приведены также схемы
устройств, обеспечивающих проведение измерений свойств напы-
ленных материалов. Произведено сравнение характеристик дето-
национных покрытий со свойствами покрытий других типов,
в частности с плазменными. ^Преимущество детонационных по-
крытий по сравнению с другими покрытиями объясняется не только
более высокой скоростью частиц при напылении, но также каче-
ственным отличием механизма формирования: импульсным харак-
тером процессов, большей концентрацией напыляемых частиц,
а также обнаруженными авторами .эффектами «абразивного отде-
ления» и «ударного прессования*.
В качестве базового материала, процесс детонационного напы-
ления которого подробно исследуется в настоящей книге, выбрана
4
окись алюминия, которая обладает целым рядом положи-
тельных свойств [6, 26']. Детонационные покрытия из окиси алю-
миния при низкой себестоимости обладают высокой адгезией
к подложкам, низкой пористостью и газопроницаемостью, хоро-
шими электроизоляционными характеристиками и поэтому на-
ходят все более широкое применение. В работе представлен
также опыт получения покрытий различных типов: металлов,
окислов, композиционных материалов, твердых сплавов и т. п*
В значительной части книга написана по результатам собствен-
ных исследований и на основании личного опыта авторов. Работа
в основном выполнена в Научно-исследовательском институте
технологии автомобильной промышленности и в Физико-техниче-
ском институте им. А. Ф. Иоффе АН СССР. Проведен также
критический анализ основных советских и зарубежных работ,
посвященных вопросам теории и практики детонационного напыле-
ния. При анализе процессов формирования покрытий использу-
ются результаты работ, посвященных плазменному напылению.
Авторы надеются, что издание книги будет способствовать
более широкому внедрению детонационных покрытий в машино-
строении и других отраслях народного хозяйства СССР. Примене-
ние детонационных покрытий, обладающих комплексом ценных
физико-технических характеристик, позволит существенно повы-
сить качество большого числа изделий различного назначения и
эффективность многих технологических процессов.
Авторы считают своим долгом поблагодарить за внимательное
изучение работы и ценные замечания профессоров, д-ра физ.-мат.
наук Б. П. Лунькина и д-ра техн, наук А. П. Семенова; за помощь,
оказанную при получении ряда расчетных и экспериментальных
данных, канд. физ.-мат. наук А. М. Гладилина, канд. техн,
наук Л. М. Штейна и младших научных сотрудников А. В. Киико
и И. Р. Козлову.
Лд — пористость, остаю-
щаяся в образцах
после пропитки;
•^общ! ^зак»
Лотк — соответственно об-
щая, закрытая и
открытая пори-
стость;
А/ —. концентрация пор
с радиусом г/;
Са — себестоимость еди-
ницы поверхности
покрытия толщи-
ной к;
Сч, Ст — теплоемкость ча-
стиц и газов при
постоянном давле-
нии и объеме;
С8В скорость звука в ма-
териале частицы и
продуктах детона-
ции;
Са — коэффициент со-
противления при
движении частицы;
сшахД1 стахг>
ст1пд, Стшг — максимальное и ми-
нимальное содержа-
ние горючего газа
при детонации и
горении;
d0TB, du— соответственно диа-
метр ствола, отвер-
стий в диске и пятна
напыления;
d, dmax — средняя и макси-
мальная грануля-
ция напыляемого
порошка;
“оптЛ- ^оотА ~ соответственно оп-
тимальная грануля-
ция порошка при
напылении на лабо-
ОБОЗНАЧЕНИЯ
раторной и автома-
тической установ-
ках;
dj — объем открытых пор
радиусом п, фи-
ксируемый при из-
мерении распреде-
ления пор по раз-
мерам;
Elt Е2, Ei — энергия, излуча-
емая с поверхности
частиц радиусом rlf
„ г2 и г,;
£упр — энергия частицы,
перешедшая в упру-
гие колебания под-
ложки;
Eqtp> ЕСц,
Есоея — силы отрыва, сце-
пления штифта с по-
крытием и связи
штифта с оправкой;
G — производительность
при детонационном
напылении;
Нч — высота закристал-
лизовавшейся ча-
стицы;
Н —- средняя толщина
единичного слоя
покрытия;
А*, Лй — общий объем пор и
объем закрытых пор
с радиусом от га до
г*., в единице
объема образца;
А, Ашах— средняя и макси-
мальная толщина
покрытия на осн
ствола;
Ад — толщина диска при
измерении скорости
частиц;
6
КР, Kt k — коэффициенты фор-
мы пор, фильтрации
и проницаемости;
Лт—коэффициент нерав-
номерности слоя
покрытия, kT =
= /iCp/Amax>
LCT, £ж, LB — длина ствола, стол-
бика жидкости в ма-
нометре и полосы
из напыленного ма-
териала;
L — расстояние от ство-
ла до подложки
(дистанция напы-
ления);
Iй — среднее расстояние,
на которое сме-
стятся частицы
в направлении вра-
щения диска;
Г — расстояние, на кото-
рое смещается пят-
но напыления отно-
сительно отверстия
в первом диске;
I — расстояние от от-
крытого конца ство-
ла до центра тя-
жести навески по-
рошка (/Пн) в момент
инициирования де-
тонации (глубина
загрузки порошка);
1а— длина двухфазного
потока, состоящего
из продуктов дето-
нации и напыля-
_ _ _ емых частиц;
/Ии, Мт, Мч — средняя молекуляр-
ная масса продук-
тов детонации, ис-
ходной газовой сме-
си и материала ча-
стицы;
Мп — число Маха;
тн> отопт — средняя и опти-
мальная навеска
порошка;
/пм — число молей веще,
ства, испарившегося
е поверхности;
JVCT —г число столкновений
частиц радиусом г2
с частицами ра-
диусом гх за время т;
Nu — число Нуссельта;
Nn — общее число ча-
стиц, из которых
сформировалось по
крытие;
п — концентрация напы-
ляемого материала
в Двухфазном по-
токе;
пс — число частиц с ра-
диусом г/;
rai> пг ~~• концентрация моле-
кул газа до и после
детонации;
пуд — число частиц, уда-
ряющихся о пло-
щадку площадью,
равной сечеиию ча
стицы;
Лу — скорострельность
установок;
Ре» Рс,
Рн» Рн — вес сухого образца
и покрытия, образ-
ца и покрытия,
пропитанных жид-
костью;
Рж, Рж, Рр —' вес образца и покры-
тия в жидкости и
подложки соответ-
ственно;
Р№ Ро. Pt — давление, прикла-
дываемое к ртути,
и давление в рабо-
чей емкости в начале
и конце опыта;
Рн> Рк — давление в грему-
чей смеси до и после
детонации;
Рп (Р) — давление пара на-
пыляемого матери-
ала при темпера-
туре Т;
Рнап — напорное давление,
Рнап = рч(« —»ч)2 2;
Ои, Опктп — количество теплоты,
выделяющееся при
ударе частицы о под-
ложку, и при дето-
нации газа в стволе;
qnn j— удельная теплота
плавления;
Re„, Re, — число Рейнольдса
при течении газа
через поровые ка-
налы и при обтека-
нии частицы про-
дуктами детонации;
— газовая постоян-
ная;
г, — радиус частицы;
г.,— минимальный (крн-
7
тический) радиус
поры, которая мо-
жет быть заполнена
жидкостью при да-
влении pN;
гсъ гв. гОтв — внутренний радиус
ствола, капилляра
и отверстий в диске;
S — энтропия газа;
Зч, So6p — площадь поверхно-
сти частицы и образ-
ца соответственно;
Se — длина свободного
пробега частиц;
ЗсТ — площадь сечения
ствола;
5П — поверхность пламе-
ни, движущегося по
стволу;
— средняя температу-
ра частиц ради-
усом rg;
Тв, Тк — температура грему-
чей смеси до и после
детонации;
Тпл — температура плавле-
ния напыляемого
порошка;
П, и2, и щах
и т. д. — скорость продуктов
детонации при раз-
личных условиях,
указанных в тексте;
Од — линейная скорость
края диска;
ог — нормальная скорость
распространения
пламени;
°Ф> Omin, Оч — скорость частиц, фи-
ксируемая при ис-
пользовании метода
двойного диска, ми-
нимальная и реаль-
ная;
FCT, Vr, Vo —объемы ствола, горю-
чего газа и газа окис-
лителя, подаваемые
в етвол;
аа — Доля частиц, име-
ющих радиусы гг и га
соответственно;
Р, — коэффициенты ис-
пользования порош-
ка и термического
расширения;
у — показатель ади-
абаты ;
Тд. ^А12о,> Vbk— объемная плотность
покрытия, в том чис-
ле из бкиси алюми-
ния и мехаииче-
ской смеси WC-f- С©-
6 — часть энергии газ©1
вого потока, обте-
кающего частицу,
которая затрачи-
вается при ее раз-
делении;
• изменение поверх-
ностной энергии при
растекании частицы
по поверхности;
Awij — масса i-го участка
полосы из напы-
ленного материала;
ДА// — количество частиц,
из которых сформи-
рован /-й участок
полосы из напы-
ленного материала;
До — разность скоростей
частицы и газа, в ко-
тором эта частица
движется;
Доч'— ошибка при измере-
< нии скорости частиц;
0о, — краевой угол сма-
чивания, измерен-
ный на плоской по-
верхности и поверх-
ности капилляра;
%, X,— теплопроводность
продуктов детона-
ции и напыляемого
порошка;
рг — вязкость газа, в ко-
тором движется ча-
стица напыляемого
порошка;
PHg> Рж — плотность ртути и
жидкости, которой
заполняется мано-
метр или пикно-
метр;
Р/-1, Р/я — плотность частиц
с радиусами гх и г2
соответственно;
Р1> Ра — плотность гремучей
смеси до и после де-
тонации;
осц — удельная сила сцеп-
ления между штиф-
том и покрытием;
°соед — удельная сила со-
единения штифта
с оправкой;
о — поверхностное на-
тяжение жидкостей;
ти — время истечения про-
дуктов детонации
и двухфазных по-
токов;
Тф, тв — время формирова-
ния покрытия и вза-
имодействия частиц
с подложкой при
единичном выстре-
ле;
тр, тКР — время разделения
жидкой частицы на
две в потоке продук-
тов детонации и вре-
мя ее кристаллиза-
ции;
то,в — время, в течение ко-
торого половина ча-
стиц радиусом гя
столкнется с части-
цами радиусом лх;
тие — время, в течение ко-
торого полностью
испарится частица.
имевшая радиус гч‘,
ф — вероятность столк-
новения частиц друг
с другом, найден-
ная при использо-
вании распределе-
ния Пуассона;
фо — вероятность, что ча-
стица радиусом rk
не столкнется ии с
одиой[нз частиц ра-
диусом Г/',
Ф1 (т), Фа (т). •••,
фу (т) — вероятность, что ча-
стица гк столк-
нется с 1, 2,
j частицами ра-
диусом Г{ за время т;
фсТ — вероятность, что
частица радиусом fi
столкнется с части-
цей радиусом г2 аа
время тх.
ГЛАЗА 1
ОСНОВНЫЕ ПРОЦЕССЫ
СОПРОВОЖДАЮЩИЕ ДЕТОНАЦИОННОЕ НАПЫЛЕНИЕ
Совершенствование техники и технологии, улучшение характе-
ристик детонационных покрытий практически неосуществимы без
анализа физико-химических процессов в детонирующих газовых
смесях и двухфазных потоках, состоящих из продуктов детонации
и напыляемого материала, при их движении и взаимодействии
с деталями (подложками). В гл. 1 эти процессы рассматриваются
на основании экспериментальных и расчетных данных, получен-
ных различными методами.
1.1. ПРИНЦИПИАЛЬНАЯ СХЕМА УСТРОЙСТВ, ТЕХНОЛОГИИ
И МЕХАНИЗМА ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ
Детонационные покрытия получают с помощью устройств,
принципиальная схема которых приведена на рис. 1 [53, 63, 65].
Они состоят из открытого с одного конца ствола 5, блоков подачи
напыляемого порошка 4 и газов 1, блока инициирования взрыва 3
с воспламенителем 2. С помощью блока 1 ствол заполняется смесью
газов, способных детонировать; из блока 4 в ствол подается задан-
ная навеска напыляемого порошка; блок 3 вырабатывает иниции-
рующий импульс, который подается на воспламенитель 2. Вблизи
воспламенителя температура поднимается выше критической
(Ткр «=? 620 К [45]), например, проскакивает искра. Воспламе-
нитель поджигает смесь газов, обычно у закрытого конца ствола.
По смеси газов распространяется пламя с увеличивающейся
скоростью. Пройдя определенное расстояние, горение переходит
в детонацию, т. е. с этого момента по трубе распространяется
детонационная волна со скоростью, строго постоянной для данных
геометрии ствола и состава газа. Детонационная волна представ-
ляет комплекс ударной волны и зоны химической реакции [66].
В ударной волне газ сжимается до давления несколько десятков
атмосфер. При этом температура повышается до нескольких
тысяч градусов Цельсия и становится значительно больше крити-
ческой температуры, при которой газовая смесь вступает в реакцию.
10
За зоной Химической реакции находятся продукты детоняпии
имеющие высокие давление и температуру. Они следуют за детон а’
нТсХоСс?ЬСзву₽каСТСЮ' СКОрОС™ ™™««°««он
ВОЛНЫ £7 па vKUpUvl b осу Ка U*.
После достижения детонационной волной открытого конпа
ствола детонационная волна разрушается, так как может пере-
мещаться только по смеси газов, способной детонировать Зату-
хающая ударная волна может перемещаться вне ствола ’ но на
расстоянии более 100 мм ее амплитуда близка к нулю ’
Продукты детонации начинают истекать из ствола в виде сверх-
звуковой нерасчетной струи: температура и давление продуктов
детонации в стволе уменьшаются; истечение происходит до тех
пор, пока давление продуктов на выходе из ствола не сравняется
с атмосферным, после чего окружаю-
щий воздух засасывается в ствол сна-
чала вблизи стенок, а затем по всему
сечению и заполняет большую его часть.
При истечении продукты детонации
увлекают напыляемые, частицы. Фор-
мируется двухфазный поток, состоящий
из продуктов детонации и напыляемых
частиц. Двухфазный поток неоднороден
как по длине, так и по сечению ствола.
Неоднородность двухфазного потока
обусловлена как нест ационарностью
pb-i л дяож а
I i \
2
U___дг Порошок / '
/ По р и
----Г
Рис. 1. Принципиальная схе-
ма детонационных устройств
процесса истечения, так и различием физико-химических и
геометрических характеристик напыляемых частиц. Продукты де-
тонации нагревают и ускоряют напыляемые частицы. При
этом могут иметь место процессы их плавления и испарения.
После выхода двухфазного потока из ствола продукты детона-
ции резко расширяются. Их температура, скорость и плотность
уменьшаются при удалении от ствола, но не монотонно. Вблиз
поверхности обрабатываемой детали (подложки) поток газа тормо-
зится и затем растекается вдоль преграды [671. У подложки созда-
ется пограничный слой, в котором частицы тормозятся, их ско-
рость может резко падать. Часть частиц может увлекаться продук-
тами детонации, обтекающими подложку, и уносится [42, с. 481.
Процесс формирования детонационных покрытий во многом по-
добен процессу формирования плазменных покрытий [421, который
в основном заключается в растекании и кристаллизации жидких
частиц по поверхности подложки или предыдущих слоев покрытия.
При напылении материалов однородного химического состава,
например металлов или окислов, покрытие может формироваться
из практически полностью расплавленных частиц и из смеси
расплавленного и нерасплавленного материалов. При напылении
некоторых композиционных материалов, например твердого сплава
В К, напыление осуществляется из смеси расплавленного кобальта
и твердых частиц карбида вольфрама.
11
Преимущества детонационных покрытий по сравнению с плаз-
менными и газопламенными объясняются существенным отличием
механизма формирования. По-видимому, здесь определяющую
роль имеет наличие в конце двухфазного потока наиболее крупных
непроплавленных частиц, которые взаимодействуют с покрытием
сформированным из частиц, входящих в начало и середину двух-
фазного потока. В результате образуются эффекты абразивного
отделения части или всего покрытия и эффект ударного прессова-
ния, т. е. увеличивается плотность уже сформированного покры-
тия. Указанные эффекты, в частности эффект ударного горячего
прессования, могут проявляться и при взаимодействии двухфаз-
ного потока с покрытием, сформированным в результате предыду-
щего выстрела [12].
Еще одним существенным отличием детонационно-газового
напыления является значительно большая концентрация частиц
в момент формирования покрытия [65] по сравнению с плазмен-
ным, что, в частности, усиливает проявление эффектов ударного
прессования и абразивного отделения. Более высокие скорости
частиц, чем при плазменном напылении, делают возможным при
ударе выделение значительной энергии; из-за этого происходит
увеличение температуры частиц и температуры в зоне контакта.
Благодаря высокой скорости и сравнительно малой температуре
становится возможным напыление мелкодисперсного порошка
(~1 мкм).
Таким образом, процесс детонационного напыления является
достаточно сложным. Ниже будут изложены основные методы
изучения и основные экспериментальные результаты, позволяющие
производить качественный и количественный анализ механизма
и кинетики процессов детонационного напыления.
1.2. МЕТОДЫ ИЗУЧЕНИЯ ПРОЦЕССОВ
ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ
Существует достаточно много экспериментальных и расчетных
методов, позволяющих изучать быстропротекающие процессы
[14, 15, 17—20, 28, 60] и т. д. Разработанные в настоящее время
расчетные методы позволяют рассматривать лишь кинетику про-
цессов, происходящих внутри ствола детонационной установки.
Полученные расчетным путем результаты см. в пп. 1.3, 1.4.
Основные экспериментальные методы, применяемые для изуче-
ния детонационного напыления, можно разделить на три группы.
1. Методы оптической регистрации.
2. Методы, основанные на использовании механических систем
вращения.
3. Методы, основанные на использовании различных датчиков.
Наиболее наглядную информацию о процессе дает применение
сверхскоростных фоторегистраторов (СФР) в режиме лупы вре-
мени [60].
12
Использовалась камера СФР, разработанная в институте физи-
ческой химии АН СССР [28 ]. Достоинством СФР является большая
точность соблюдения временного фактора. Согласно паспортным
данным, колебание скорости развертки лежит в интервале ±0 5 %
Эта погрешность может быть учтена по методике, приведённой
в работе [28 1. Камера позволяет в широких пределах регулировать
скорость съемки. и
Особенности процессов, сопровождающих детонационное напы-
ление: высокая температура газов (за фронтом ударной волны
может превышать 4500 К [45]), малые протяженность фронта и
плотность реагирующих газов, сильное различие светимости про-
дуктов в различные моменты времени, — требуют применения
специальной методики и соответствующих фотоматериалов.
За определяющий критерий качества фотоматериалов принима-
ется их максимальная светочувствительность, позволяющая ре-
гистрировать широкий диапазон явлений. Из отечественных пле-
нок наиболее удовлетворяющей указанным требованиям является
аэрофотопленка типа 15—800, имеющая чувствительность 1400 ед.
и коэффициент контрастности 2,1.
Чувствительность пленки и коэффициент контрастности при
необходимости следует изменять за счет продолжительности
проявления и изменения состава проявителя. При этом снижение
разрешающей способности не оказывает значительного влияния на
качество изображения, так как указанная пленка имеет запас
разрешения (~90 линий на 1 мм), превышающий разрешающую
способность применяемой оптики (~30 линий на 1 мм).
Процесс детонационного напыления необходимо изучать в ре-
жиме лупы времени. При указанных условиях весь процесс
детонационного напыления фиксировался на максимально воз-
можном количестве кадров (24) при частоте съемки около 4-104
кадров в секунду.
Для получения количественных характеристик в поле зрения
СФР помещают конец ствола и диск-подложку на расстоянии
100—150 мм.
В целях изучения процессов внутри ствола на его открытый
конец надевают насадку в виде открытой с двух концов трубы
длиной 170 мм е внутренним диаметром 20 мм. Трубу изготавли-
вают из оргстекла. Попытка использовать кварцевые трубы не
увенчалась успехом. Трубы из оргстекла выдерживают несколько
десятков циклов. Риски, образующиеся в результате воздействия
частиц, устраняют путем двух-, трехкратных холостых вы-
стрелов при значительном избытке кислорода. Труба из орг-
стекла поглощает часть излучения, и поэтому наблюдается в
основном процесс формирования наиболее яркой части основного
потока.
Формирование первой части двухфазного потока, а также осл -
бевающий конец его четко зафиксировать сквозь трубу из р
стекла не удается.
13
Порошок помещался hi расстоянии 130 мм от открытого конца
насадки в виде горки диаметром около 10 мм и 2—3 мм высотой.
Методом СФР можно изучать процессы формирования двух-
фазных потоков внутри ствола, процесс истечения продуктов
детонации и двухфазных потоков (см. пп. 1.3, 1.4). Однако разра-
ботанные в настоящее время методики не позволяют измерять этим
методом скорость частиц в различных частях двухфазного потока
вблизи напыляемой поверхности, температуру, концентрацию
частиц и т. д. Поэтому необходимо применять совместно с методой
сверхскоростной фоторегистрации другие методы.
Наиболее часто для определения скорости частиц при детона-
ционном напылении применяются механические системы вращения.
Рис. 2. Полоса из напыленного материала на вращающемся диске
Принцип метода заключается в том, что достаточно протяженный
двухфазный поток (длиной 10—50 см) взаимодействует с диском
в течение 1—5 мс. За указанный промежуток времени диск пово-
рачивается, и поэтому с разными участками его взаимодействуют
разные части двухфазного потока, т. е. двухфазный поток развора-
чивается на плоскость диска по дуге. При этом можно получить
фигуру напыления в виде полосы из напыленного материала
(рис. 2).
Используя вращающиеся диски, можно изучать целый ряд
характеристик частиц, входящих в двухфазный поток: скорость,
время напыления, концентрацию частиц в различных частях двух-
фазного потока и некоторые другие, поэтому в дальнейшем неодно-
кратно будем ссылаться на указанный метод.
Однако при использовании механических систем вращения,
как показано ниже (см. с. 17—20), погрешности могут быть весьма
велики (>300 %), поэтому необходимо произвести подробный
анализ процессов, сопровождающих измерение. В наибольшем
числе работ (рис. 3) используются два диска 3, 5, расположенных
на одном валу. В более близком к стволу диске имеются отверстия
6, оси которых расположены вдоль окружности у края диска.
Детонационно-газовая установка располагается так, чтобы ось
14
ствола 1 была перпендикулярна к диску и проходила через vKa
занную выше окружность. F через ука-
В большинстве случаев [29: 65 с 5R1
при произвольном расположении диска относительно3 ствола*
Различные части двухфазного потока 2 проходят через разные
отверстия. Скорость определяется по смещению пятна напыления
на более удаленном диске по отношению к отверстию в первом
диске по формуле "
__2л7?д(оЛ/'
4
Толщина единичного, т. е. образующегося за один выстрел,
слоя покрытия на втором диске весьма мала. Это объясняется
Рис. 3. Схема измерения скорости двумя дисками:
I — ствол детонационной установки; 2 — поток частиц;
3 — первый диск; 4 — вал; 5 — второй диск; 6 — отвер-
стие в первом диске; 7 — пятно напыления на втором ди-
ске; и Lt — расстояние от открытого конца ствола до пер-
вого и второго дисков соответственно; Лд — толщина диска;
/?д — радиус диска
растягиванием потока при взаимодействии с диском, а также ма-
лым коэффициентом использования порошка. При обычном напы-
лении (см. гл. 3) толщина единичного слоя 3—20 мкм, а при напы-
лении на вращающийся диск средняя толщина слоя в 10—20 раз
меньше. В начале и конце полосы, где толщина слоя особенно мала
(см. рис. 2), не образуется сплошного покрытия.
Применяются три методики измерения смещения пятна. В работе (29 ]I Р
мендуется измерять среднюю величину смещения центра фигуры нап •
Однако из-за неправичьной формы пятна напыления погрешность
смещения А/ (рис. 3) обычно превышает 30 %. Более точно можно зафи Р
край пятна напыления и смещение AZ' при многократном напыленн ’ ~
втором диске получаются четкие пятна. Третья методика 165, с. РВД
при однократном напылении фиксировать AZ' микроскопическим Д
следам взаимодействия частиц с диском. ibvx-
В первом случае фиксируется средняя скорость частиц в сер д г
фазного потока, во втором — скорость наиболее быстрых частиц, пр Д
которых между дисками угол поворота и смещение 2-го Диска в этоц
и в третьем — изменение скорости по длине двухфазного потока,
случае в различные отверстия попадают частицы из разных частей п
Для увеличения точности в величине скорости нами было
предложено производить многократное напыление при фиксиро-
ванном взаимном расположении дисков и ствола в момент иниции-
рования детонации. При этом получается четко фиксируемая
Рис. 4. Диск с отверстиями:
/ — начало полосы напыления; 2 — отверстия в диске; 3 — конец
полосы напыления
ГВИ----------- Б С - БП
полоса из напыленного материала (рис. 2 и 4), Синхронизация
вращения диска и моментов инициирования осуществляется
путем использования устройства, схема которого изображена на
рис. 5. Устройство состоит
из детонационно-газовой
установки и дисков 1, 2.
Расстояние между дисками
/б = 20 мм. В первом диске
1 имеются отверстия диа-
метром 10 мм. Диски алю-
миниевые диаметром 400 мм
и толщиной 4 мм. Они за-
креплены на валу электро-
двигателя. Устройство
включает катушку магнит-
ного датчика 4, располо-
женную вблизи диска;
якорь датчика 3, закреп-
ленный надиске 2; катуш-
ка 4 соединена с блоком
синхронизации БС, кото-
рый так же, как и мотор,
соединен с блоком питания БГГ, БС, кроме того, соединен с бло-
ком измерения частоты вращения диска БИС и генератором вы-
соковольтного импульса ГВИ, который через ключ /С соединен
с детонационно-газовой установкой.
При вращении диска 2 с угловой скоростью <й закрепленный
на нем якорь 3 при совмещении его с катушкой 4 приводит к появ-
лению в ней ЭДС индукции, в результате чего импульсы с частотой
БИС
Рис. 5. Блок-схема системы синхрониза-
ции:
1 — первый диск; 2 — второй диск; 8 — якорь
магнитного датчика; 4 — катушка магнитного
датчика; 5 — электродвигатель; 6 — ствол де-
тонационной установки; 7 — свеча зажигания:
/д — базовое расстояние»; ш — угловая ско-
рость
<в/(2л) поступают в блок БС, который упоавляет гд и „
после каждого импульса с БС при замкнутом клю^е ^°Даю1ЦИМ
вольтныи импульс на свечу зажигания 7. У ключе К высоко-
Ключ К замыкают, когда ствол установки 6 •-
газов и в нем находится навеска порошка. КаадТ^сТре™
заполнен смесью
I.Z7J
Рис. 6. Электрическая схема блока синхронизации
«I
CfI
+6,3 В
45 В
Ifff 5
изводят при одинаковом фиксированном угле поворота диска.
Число выстрелов может быть любым. Обычно достаточно произве-
сти 30—50 выстрелов, чтобы получить четкие пятна напыления на
втором диске.
В используемой нами установ-
ке (рис. 5) ГВИ представляет
собой электронную схему, подоб-
ную используемой в системе зажи-
гания горючей смеси двигателей
внутреннего сгорания.
Блок синхронизации (рис. 6)
состоит из импульсного усилите-
ля I, импульсного ключа II и
ждущего мультивибратора III.
В качестве блока измерения
скорости БИС использовался ча-
стотомер 43-1 (от 10 Гц до 20 кГц).
На рис. 7 показано изменение
скорости напыляемых частиц по
длине двухфазного потока. Для
напыления использовалась лабо-
раторная установка (см. п. 3.2).
Рис. 7. Скорость частиц твердого
сплава (/) и окиси алюминия (2),
определенная при помощи двух
дисков, в зависимости от времени
(Тф) формирования покрытии;
Производилось напыление сплава „„„иоа on «км
ВК15 грануляцией 2 мкм и окиси алюминия грануляцией
Навеска порошка 150 ± 40 мг в случае твердого сплав а и 50±
± 15 мг в случае А1аО3 располагалась на повер Р
тального ствола» «ииггпьпш мятолами
Сравнение результатов, полученных^ |ingqMW [29],
с использованием двух дисков или барабана
показывает, что значения скорости напьйяеилмлл»*»»^
тельно выше расчетных, полученных методами СФР или одного
диска (см. п. 1.4), причем в ряде случаев измеренная скорость
более крупных частиц больше скорости более мелких [65, с. 57]
или фиксируемая скорость выше скорости продуктов детонации
(см. рис. 7 и 50), а это невозможно. Указанные факты объясняются
тем, что помимо сравнительно небольшой случайной ошибки (10_
30 °о) при использовании механических систем вращения имеются
три основные систематические ошибки.
1. Одна из основных причин погрешностей — газодинами-
ческие явления-при взаимодействии сверхзвукового потока газа
с преградами. При выходе из отверстий поток в первом диске
расширяется, т. е. отверстие ведет себя подобно соплу. Экспе-
риментально нами было зафиксировано для неподвижной системы
что поток, включающий частицы А12О3 грануляцией 20 мкм, про-
ходя через отверстие диаметром 5 мм в первом диске, на втором
образует пятно напыления диаметром 9 мм. Если измерение ско-
рости производится по смещению края пятна на втором диске
относительно отверстия [65, с. 56], расширение потока должно
привести при скорости частиц 500 м/с к регистрации значения
скорости, равного 1000 м/с, т. е. к 100 %-ной ошибке. Из-за
отклонения двухфазного потока на крае диска (см. рис. 36) часто
вообще не удается использовать для определения скорости при
детонационном напылении устройства е двумя дисками разного
диаметра [29]. Значительные искажения в измерения вносят
диафрагмы, которые рекомендуется применять в ряде работ
(например, [65], с. 56). Кроме того, диафрагмы уменьшают коэф-
фициент использования и контрастность пятна напыления.
Весь комплекс газодинамических явлений (в частности, взаимо-
действие падающего и отраженного потоков) учесть практически
невозможно. В то же время погрешность, обусловленная указан-
ными причинами, может быть весьма велика, особенно при изме-
рении скорости мелкодисперсного порошка.
2. Воздух, находящийся между дисками, увлекается ими и
приобретает составляющую скорости, параллельную круговой оси
диска. Вторая составляющая направлена от центра к краю диска.
Воздух между дисками ускоряется и выбрасывается, а новые пор-
ции его засасываются возникающим между дисками разряжением.
Частицы, попадающие между дисками, приобретают составляю-
щую скорости, направленную вдоль круговой оси диска. Предпо-
лагая, что скорость воздуха равна линейной скорости диска (уд)>
можно найти путь, который пройдут частицы в направлении вра-
щения дисков, по формуле [70 1
ДГ = А^5/в
О А
(1.1)
где
д-, __ 20 Рч (Р-г)5
Рч
18
Vy
О
2fy
2vg
Рис. 8. Схема столкновения частиц
с диском
Погрешность в величине Скорости, обусловленную указанной
причиной, можно найти по формуле
Аг)ч =г вф — г>ч _ А/"
АГ А/" * (1*2)
Указанная причина является основной погрешностью при
определении скорости мелкодисперсного порошка (гч < 5 мкм)
или порошка, имеющего небольшие размеры (гч Ю мкм) и
малую плотность. При попытке измерить указанным методом ско-
рость частиц твердого сплава ВК15
с размером частиц 1—2 мкм на
втором диске фиксировалось раз-
мытое пятно, смещенное к внеш-
нему краю диска, по которому
трудно производить расчет ско-г
рости.
Например, при Измерении .ско-
рости Мо с минимальным разме-
ром частиц около 10 мкм [65, е.57]
погрешность в величине скорости,
обусловленная лишь ускорением
частиц воздухом, заключенным
между дисками, составляет <~30%,
т. е. при реальном значении ско-
рости частиц 500 м/с фиксируемое
значение будет ~ 650 м/с.
При размере частиц более 50 мкм
рассматриваемая' погрешность не-
существенна.
3. Третья причина погрешностей обусловлена столкновениями
диска с частицами. При прохождении частиц через отверстие
в первом измерительном диске, который имеет достаточную тол-
щину (3—5 мм), соизмеримую с диаметром отверстий (3—10 мм),
часть частиц
bN/N = v^/(2r0™v4) (1-3)
будет сталкиваться с диском. При этом, так как поверхность
диска не является абсолютно гладкой, частицы после столкновения
рассеиваются вокруг наиболее вероятного направления, парал-
лельного дискам (рис. 8). Таким образом, после удара частицы
помимо составляющей скорости v4, перпендикулярной к диску,
приобретают дополнительную составляющую скорости 2ид, на-
правленную по Касательной к плоскости диска.
Частицы после столкновения обгоняют диск и при этом прохо-
дят через двухфазный поток из напыляемых частиц и газа, о ре-
зультате столкновения частиц все пятно напыления оказывается
сдвинутым в направлений вращения, что приводит к завышению
бпределяемой скорости. Особенно велико превышение фиксиру
19
мой скорости по сравнению с реальной в случае, когда значитель-
ная часть частиц взаимодействует с диском и пересечет поток
частиц, т. е. если выполняются условия: v4 ==s Q,\vaha/d„rB и
о, «5 Поскольку скорость частиц в конце двухфазного
потока значительно меньше, чем в начале, то при измерении их
скорости методом двойного диска ошибки будут особенно велики.
Так, сравнение данных, приведенных на рис. 7 и 29, показывает,
что значения скорости в конце двухфазного потока, измеренные
методом двойного диска, в 5—8 раз больше реальных значений.
Из-за того что столкновение не является абсолютно упругим,
а направление, в котором отлетают частицы от диска, может
изменяться в широких пределах вследствие шероховатости по-
верхности диска (рис. 8), чрезвычайно трудно количественно
учесть эту ошибку. Если производить измерения на втором диске
по краю пятна, то при увеличении точности фиксирования ошибка
будет возрастать, т. е. будут фиксироваться более высокие значе-
ния скорости, что наблюдалось в работе [65]. Последняя из ука-
занных ошибок весьма велика при измерении скорости частиц
различного размера при использовании всех ранее разработанных
методик, в которых применяются механические системы вращения
[29, 65].
Все три рассмотренные выше систематические ошибки приводят
к завышению фиксируемых значений скорости частиц. По нашему
мнению, все приведенные в литературе значения скорости [29,
65] завышены на величину от 100 до 800 %. В ряде случаев не-
вероятными являются не только абсолютные значения скорости,
но и полученные и обсуждаемые зависимости, касающиеся техно-
логических параметров, так как при изменении условий формиро-
вания покрытий величина погрешностей также сильно изменяется.
Нами предложена разновидность методики [60], в значитель-
ной мере свободная от перечисленных выше недостатков. Исполь-
зуются система синхронизации и электрическая схема, изображен-
ные на рис. 5 и 6, но напыление осуществляется многократно на
один сплошной диск, расположенный на расстоянии £х. При этом
на диске формируется полоса из напыленного материала (см.
рис. 2). Затем первый диск снимают и устанавливают второй диск
перпендикулярно к стволу, но расстояние La во втором случае
отличалось La — £t = 1б =Д0-н30 мм (рис. 9, а). На втором
диске также формируется полоса напыления (рис. 9, б). Начало и
конец полос напыления на дисках смещаются относительно репер-
ной точки А (рис. 9, б), которая фиксирована относительно датчика
(см. рис. 5), на расстояния S2, S3, S4. Для повышения точности
напыление на каждый диск производится многократно (10—
200 раз).
При использовании указанной методики условия напыления на
диски существенно не отличаются от условий напыления на реаль-
ные детали. Ошибки, характерные для других методик, или исклю-
чаются, или компенсируются. Так, хотя мелкодисперсные частицы
20
И увлекаются воздухом, двигающимся вместо п „
ние в направлении движения диска nnTL С АисКом’ Но смеще-
другой полосы практически одинаково т Ф°РмиР°вании одной и
струется при 1б < L. °В0’ т. е. погрешность компен-
ходимо строго воспроизводить1 всТуслов^Гнапыления^3 Нв°6'
ХокТстабилмым0’ ТЭК КЭК ПР°ЦеСС Развития ДетонацииЧявляется‘
Рис. 9. Схема измерения скорости частиц одним ди-
ском: а) напыление порошка на диски; б) полосы
из напыленного материала
напыленного материала вдоль двухфазного потока, время формиро-
вания покрытия, изменение интервала времени между иницииро-
ванием и началом формирования покрытия, а также
характеристик покрытий, полученных из различных чаете д у
фазного потока, и степень проплавления частиц в р
частях двухфазного потока. Результаты, полученные методом одного
Диска, будут приведены в следующих параграфах. аапми-
По длине полосы напыления (см. рис. 2) найдем время форма-
рования покрытий
Тф — -Ьц/Пд,
где La — длина полосы; оя — скорость МОЖет быть
При однократном напылении [65, с.591 w е малой
определено время формирования покрытия, ид а ПОГреш.
концентрации частиц в начале и конце двухфазног
ность может достигать 50 %, в то время Как при многократном
напылении погрешность не превосходит 5 %.
Те же самые данные можно использовать для определения
длины двухфазного потока из которого формируется покрытие:
= (1.5)
При этом необходимо знать в конце двухфазного потока
(см., например, рис. 29). Аналогично можно определить длину
зоны двухфазного тока It, из которой сформирован Z-й участок
полосы (рис. 9) длиной Д:
Zz = L2(u4Wua, 0.6)
где (уч)г — минимальная скорость частиц в части двухфазного
потока, из которой сформирован i'-й участок полосы.
Наряду с рассмотренными выше методами исследование про-
цесса детонационного напыления можно производить с примене-
нием различных датчиков [32—35], Авторы работы [33], исполь-
зуя фотодатчики и датчики электропроводности, измерили ско-
рость и температуру продуктов детонации вблизи открытого конца
ствола, а также оценили длительность существования газового
потока. В этой работе нет оценки погрешностей применяемых
методик, поэтому трудно судить о достоверности полученных
результатов. Сравнение экспериментальных значений, приведен-
ных в работе [33], с расчетными (см, табл. 3 и 5) показывает, что
не наблюдается ни количественного, ни качественного их согласия,
что, по нашему мнению, свидетельствует о низкой точности экспе-
риментальных данных. Здесь также рассматривается расчетная
зависимость скорости продуктов детонации от времени истечения.
Однако при расчетах из всей совокупности газодинамических
явлений (см. п. 1.3) учитывается лишь распространение волны
разряжения .внутрь ствола, поэтому указанная расчетная зави-
симость далека от реальных значений скорости продуктов детона-
ции (см. табл. 3).
В работе [34 ] приводятся результаты измерения скорости
частиц е использованием фотодатчиков по перемещению ярких
пятен в двухфазном потоке. Сравниваются осциллограммы, полу-
ченные от датчиков, расположенных на различном расстоянии от
ствола. Для анализа указанной методики рассмотрим излучение
света частицами напыляемого порошка.
Энергию Ei, излучаемую частицами радиусом г,, можно рас-
считать по формуле
Et = еа^лг^Т*,
где ае — постоянная Стефана—Больцмана; в — коэффициент чер-
ноты материала покрытия, или, если известны общая масса налы-
а
ляемого порошка == У' гщ и весовая доля порошка с радиусом
4=1
Г1г то т( tnNt,
22
0,01),
Можно записать, приняв сферическую форму частиц:
Et = ЗестслгЛ/,/ (Лp4rz). <j 7)
Анализ формулы (1.7) показывает, что энергия, излучаемая
частицами, в основном определяется их температурой а копир
того, при фиксированной навеске она возрастает обратно ппопоп
ционально размеру частиц. При детонационном напылении двух*
фазный поток включает частицы различного размера и продукты
их испарения. Температура более мелких частиц значительно
выше, чем более крупных. Например, производя расчет по фор-
муле (1.7) для смеси частиц 5 и 50 мкм, используя данные, приве-
денные в табл. 11 и 12, получим в случае, когда крупных’ частиц
(50 мкм) 99 % (пх == 0,99), а мелких—лишь 1 % (пг 0,01),
4то отношение Е^/Е-^ «=# 1,2, т. е. излучение 1 % мелких частиц
более интенсивно, чем 99 % крупных»
Таким образом, из-за того что покрытия всегда образуются из
смеси частиц различного размера, а удельная поверхность и темпе-
ратура частиц увеличиваются при уменьшении их размера, путем
измерения перемещения максимума яркости частиц с помощью
фотодатчиков можно определить скорость наиболее мелких частиц
и продуктов их испарения, которые двигаются, как это и было
зафиксировано, со скоростью, близкой к скорости продуктов дето-
нации (пшах 1000 м/с [34]), Измерение скорости основной массы
частиц, из которых формируются покрытия, производить этим
методом практически невозможно.
По указанной причине наблюдается качественное различие
зависимости скорости частиц от глубины загрузки, полученной
различными методами [32]. В то время как для основной массы
порошка, скорость которого фиксируется при использовании меха-
нических систем вращения, наблюдается максимум скорости при
определенной глубине загрузки, для наиболее мелких частиц
скорость так же, как и скорость продуктов детонации, тем больше,
чем меньше время истечения, т. е. наблюдается монотонное умень-
шение скорости при увеличении глубины загрузки порошка (см.
табл. 3).
В работе [34], изучая перемещение изломов на осциллограммах
и предполагая, что каждый излом соответствует определенному
скоплению частиц, определяется изменение скорости частиц во
времени. Полученные этим методом данные не согласуются не
только количественно, но и качественно с данными, полученными
экспериментально другими методами (см. рис. 7) или расчетным
путем (см. рис. 26). В частности, в начале двухфазного потока
фиксируется минимальная скорость частиц уч sg 100 м/с, что не
может быть в действительности. Как показывает детальный разбор
процесса, в двухфазном потоке непрерывно происходитперераспре-
деление частиц, а перемещения отдельных скоплений не наблю-
дается. Изломы на осциллограммах носят случайный флуктуацион-
ный характер. Приведенные в работе [34] зависимости скорости
23
частиц от времени не имеют физического смысла, и их не следует
принимать во внимание.
Помимо скоростных характеристик в работе [34] определялось
время существования двухфазного потока. Полученные данные
приблизительно в два раза занижены по сравнению с данными
полученными другими методами (см. п. 1.4). Это объясняется тем*
что интенсивность свечения хвостовой части двухфазного потока*
которая состоит из сравнительно крупных и холодных частиц’
невелика и она фотодатчиками не фиксируется.
Таким образом, разработанные в настоящее время методики
изучения процесса детонационного напыления, основанные на
применении фотодатчиков, могут дать лишь ограниченную инфор-
мацию.
В настоящее время разработана методика определения скорости
распространения детонации в стволе установки путем применения
датчиков электропроводности [34]. Она основана на том, что
электропроводности газа до и за фронтом детонационной волны
существенно различаются. Методика подобна применяемой в удар-
ных трубах, однако авторы работы [34 ] исключили схему формиро-
вания крутого фронта импульса при прохождении детонационной
волны, что, по-видимому, привело к резкому увеличению погреш-
ностей. Исключение блока формирования сигнала обусловливается
необходимостью раздельного определения скорости детонационной
волны D в различных точках ствола установки [34]. Величина D,
однако, и качественно и количественно существенно отличается от
известных и неоднократно проверенных данных других авторов
[45]. Так, для смеси
40% ад 4-60 % О2 и 30% С2Н2 4-70 % О2
была зафиксирована практически одинаковая скорость детонации
D > 2900 м/с, в то время как обычно приводятся значения ско-
рости, соответствующие 2800 и 2500 м/с [45], т. е. погрешность
метода равна ~300 м/с. Зафиксированное в работе [34] увеличение
скорости детонации вблизи закрытого конца ствола противоречит
литературным данным. Известно, что для смесей ацетилена и кис-
лорода увеличения скорости не наблюдается [45] в отличие,
например, от смеси кислорода и водорода. Приведенное в работе
[34] увеличение скорости в начале ствола, имеющее величину
-’-'100 м/с, по-видимому, объясняется погрешностями методики.
В то же время уменьшение скорости детонации у открытого конца
ствола на 500—600 м/с следует принимать во внимание при анализе
процессов, сопровождающих детонационное напыление.
В работе [35] предложено использовать другой тип датчиков
электропроводности для измерения средней температуры частиц,
из которых формируется покрытие. Датчики имеют вид металли-
ческой фольги, на которую напыляется покрытие, температура
которого фиксируется по изменению электропроводности фольги
в течение опыта. Указанная методика нам представляется весьма
24
Перспективной, но требующей Существенной „ 4
данным [35], период установления теплонпЛ°раб°ТКИ’
фольгой и покрытием ~5-102 с т е °вого Равн°весия между
большой удельной поверхности напь^енноп1аТ0ЧН0 велик- Из-за
начальной температуры в течение указанного°впр большой его
нагрева воздуха по механизму теплопповолипг™ ремени за счет
ния фиксируемое значение температур“ока зыва^нн СЧСТ излуче-
женным по сравнению с реальным. ается намного зани-
Общим недостатком всех работ в wnmnuv
вые датчики, является отсутствие анализа возмож"ы7лог=о
стеи, в том числе систематических, которые, ио-видимому Рд™Т-
точно велики. Методики, используемые в работах &2-S1
нуждаются в существенном уточнении. ъ
Для получения полной и достоверной информации о процессе
детонационного напыления необходимо использовать комплекс
как экспериментальных, так и расчетных методов.
1.3. ГОРЕНИЕ И ДЕТОНАЦИЯ В ГАЗАХ
Механизм и кинетика горения и детонации в газах подробно
изложены в специальной литературе, обзор которой приведен,
например, в работах [29, 45, 57, 65, 66].
Рассмотрим случай воспламенения взрывчатой смеси небольшим источником
типа искры, помещенным на небольшом расстоянии от закрытого конца трубы,
распространяется радиально со
ъ
т
Рис. 10. Структура детонаци-
онной волны (15]
Сначала возникает сферическое пламя, которое
скоростью «гр1/р2, где рх/р2 — отношение
плотностей исходной смеси и продуктов го-
рения; ог — нормальная скорость распро-
странения пламени (ог < Ю м/с). После
того как пламя достигает поверхности бо-
ковых стенок, дальнейшее расширение на-
гретого газа происходит только в сторону,
противоположную закрытому концу. Пламя
принимает куполообразную форму с верши-
ной, движущейся е увеличивающейся ско-
ростью. фронт пламени действует подобно
поршню и на некотором расстоянии перед
собой вызывает формирование фронта удар-
ной волны. Более слабые ударные волны
или импульсы давления могут достигать
закрытого конца трубы и, отражаясь от него,
усилить основную ударную волну, благо-
даря более высокой скорости, . гячпвпа соеде
При скорости пламени, превышающей скорость звука, в дан:
характер процессов резко изменяется, формируется детонац о я^ вол
торая является комбинацией ударной волны и зоны хнмнчес о^^р
(Рис. Ю). Перед ударной волной находится "®в“^еп^яженносгь S„ тсмпе-
пературой Тр За фронтом ударной волвы’ поотя^нностью S» проис-
Ратура намного выше (Т2), а газ сильн°-я^'степеней свободы, т. е. взанм-
ходит релаксация вращательных и к“®батель патеЛьного движения, вращения
ные переходы энергии степеней свободы п° У релаксации температура па-
и колебания молекул при их с0Ударе”в^п энепгии поступательного движения,
Дает до величины Тя вследствие умень^я движения, что
но при этом значительно увеличивается энергия колеоател
резко облегчает протекание химических реакций. Затем в результате химиче*
ских превращений температура в зоне протяженностью Sa снова увеличивается
в достигает максимального значения Т4.
После формирования детонационной волны скорость ее распространения
увеличивается до тех пор, пока не достигнет величины, вполне определенной для
данной смеси и условий опыта. Детонационная волна в дальнейшем распростра-
Рнс. 11. Концентрационные пределы и скорость детонации: а — ацети-
лено-кислородных смесей; б — ацетилено-воздушных смесей [451
няется е указанной скоростью и имеет строго фиксированные параметры: давле-
ние, плотность, температуру и т. д. Скорость детонационной волны для различ-
ных смесей газов обычно имеет величину от 1500 до 3500 м/с.
Скорость детонации почти
исключительно зависит от ско-
рости звука в продуктах дето-
нации и теплоты, выделяющейся
в результате химической реак-
ции, и совсем не чувствительна
к химическим процессам, в ходе
которых выделяется эта энергия;
химические процессы, однако,
определяют концентрационные
пределы детонации.
Параметры детонационной
волны определяются законами
сохранения. Воспламенение га-
зовой смеси обусловлено нагре-
вом ее при сжатии ударной вол-
ной. Расчеты [66] показывают,
что при скорости ударной волны
около 1700 м/с в двухатомном
идеальном газе с молекулярной
массой 29 кг/кмоль температура
достигает примерно 1700 К.
Такие температуры значительно
превосходят температуру вос-
пламенения взрывчатых газовых
смесей [45].
На основе принятых в настоящее время представлений [45, 57, 66] можно
записать систему приближенных уравнений:
Рг/Рз = RT-,
скорости детонации
Рнс. 12. Зависимость скорости детонации
вблизи верхнего концентрационного пре-
дела: а — этано-кислородных; б — этилено-
воздушных смесей в зависимости от способа
возбуждения детонации. Инициирование
путем воздействия детонационной волны
в смеси:
J — ЙН2 + О2; 2 77,4Н2 + 122,60, [661
(1-8)
Pa/pi = (т + 1)/т;
(1.9)
26
Ра — 2P1Q (у _ 1).
Q/ct>2y/(y j). 0-10)
D= <l'")
»-W(T+l).'
формулы (1.8)—(1.13) позволяют рассчитать павамртпм
том детонационной волны. параметры детонации за фрон-
Необходимо отметить, что смеси газов способны mn™ „
при определенном соотношении компонентов. На оисРи идеТ°ниР°вать лишь
рис. ниц показаны пре-
Рис. 14. Зависимость минимального да-
вления, при котором возможны детона-
ция (кривая 1) и горение (кривая 2)
ацетилена, от диаметра трубы Dn при
288 К [45 J
необходимые для горения и детонации. При
Рис. 13. Пределы детонации длд
смеси метана, изоамилбромида
и воздуха [66]
Рн’^Па
20\
to
6
5,08
Z
1
0,6
°Упб 1,2 и io 6,t кмушйт
Ьпр,"
Рис. 15. Зависимость преддето-
национного расстояния от на-
чального давления ацетилена (на
горизонтальных линиях ука-
заны минимальные давления
детонации в трубах данного иа-
метра) I45J
дельные содержания горючего газа,
замене кислорода воздухом пределы значительно сближаются. Пределы воспла-
менения всегда шире, чем пределы детонации. Наблюдаются существенная за-
висимость верхнего предела от способа ини-
циирования, а также значительное измене-
ние скорости детонации вблизи верхнего пре-
дела (рис. 12), в то время как нижний предел
значительно более стабилен. Целый ряд ве-
ществ затрудняет детонацию, так как всту-
пает в экзотермические реакции. Например,
при добавлении более 1,5 % изоамилбромида
в смесь СН4 с воздухом (рис. 13) не наблю-
дается взрыва указанной смеси ни при ка-
ких соотношениях газов.
Основным параметром, который опре-
деляет возможность перехода горения в де-
тонацию, является преддетонационное рас-
стояние 1ар, т. е. расстояние от места ини-
циирования до места, где возникает ста-
ционарная детонация. На рис. 14—16
приведены данные по взрывному разложению
ацетилена. Табл. 1 и рис. 15 показывают
значительную зависимость lap от давления.
Из-за существенной зависимости от целого
ряда неучтенных параметров наблюдается
Расхождение данных, полученных различ- большинства авторов,
ными авторами. Так, для шеей СаН2 + О2, под * е. отличие может
U dCT. а по данным работы 145Ь Д°с™г преддетонационные
превышать 300 %. Для смесей углеводородов с
Расстояния могут достигать нескольких м р
Таблица 1
Преддетонационное расстояние (/пр) для различных смесей газов
Смесь Pl. Па-10-» Л «я — и Смесь 1 * Я
2На + О2 1,0 3,0 5,0 6,5 70 52 35 27 С^На -|- 90s 0,15С2Н2 4- 0,85О2 0,29СаНа 4- 0,72О2 0,35СаНа 4- 0,65Оа 0,40СаНа 4- 0,6002 С2На 4- Оа 0,70СаНа 4- 0,3002 0,ЮС2Н2 4- воздух 1 1 1 1 1 1 1 5 83,0 33,о 2,0 3,0 3,5 3,5 50,0 99,0
CgHg 2,50g -р 4Ng ho 2,0 3,7 4,1 52 30 22 18
Примечание. Температура до детонации 290 К; способ воспламене-
ния — искровой.
Рассматривая детонацию в газах, обычно рассматриваем смесь, состоящую
из горючего газа и окислителя. Особое место занимает ацетилен (CjjHg), который
может детонировать без добавки окислителя. Возможность детонационного раз-
ложения ацетилена зависит от многих
Рис. 16. Минимальное давление ’де-
тонации ацетилена в зависимости от
температуры (Оет = 27 мм) [45]
Измеряя скорость детонации
параметров, которые часто трудно учесть
[45]. В частности, существует значи-
тельная зависимость от способа ини-
циирования детонации. Так, чистый
ацетилен может взрываться при дав-
лении выше 0,65-106 Па, но лишь при
инициировании зарядом ВВ; при обыч-
ных способах инициирования, напри-
мер с помощью искры, он не взры-
вается при давлении ниже 1,4-10? Па.
Наибольший интерес пред-
ставляют параметры стацонар-
ной детонационной волны, ко-
торые приведены в табл. 2 и на
рис. 17
в трубах”различных диаметров,
можно обнаружить незначительный рост скорости с увеличением
диаметра. В качестве первого приближения’эту зависимость можно
написать’в' виде D #=«£)«, (1 — а!гт), где гсг — радиус ствола;
D<» — Скорость детонации в трубе соответственно радиусом г
и бесконечным радиусом а — постоянная величина для данного
состава смеси. На рис. 18 показана зависимость величины а от х
Для смесей С2Н2 + хО2 и С8Н8 + хО2. Для обычно применяемых
при детонационном напылении ацетилено-кислородных смесей
зависимость скорости детонации от диаметра достаточна слабая и
ее можно не учитывать.
’ В трубах очень малого диаметра детонация вообще не может
распространяться из-за того, что отвод тепла в стенки слишком
28
велик. Минимальный диаметр трубы, в которой еще может оасппп.
страняться детонационная волна, называется критическим д?иа-
метром Величина <Др значительно зависит от энергетики
Для смеси С2Н2 +О2 она ме- a>lw Р* стики
смеси. ,
нее 0,1 мм, а для смесей углеводопо.
дов с воздухом ~5 мм. н
Рис. 17. Зависимость температуры
детонации и изменение молеку-
лярной массы от содержания аце-
тилена в ацетилено-кислородной
смеси [45]
Рис. 18- Зависимость а от
числа молекул кислорода
х, приходящихся иа одну
молекулу горючего газа
[66]
Проведенный анализ показывает возможность существенного
варьирования параметров детонационных волн путем изменения
состава рабочих смесей газов.
Рис. 19. Равновесный состав продуктов детонации
с ацетилена с кислородом [45]
Анализ свойств различных смесей газов показывает, что наибо-
лее приемлемой для детонационного напыления является смесь
ацетилена с кислородом, которая и нашла широкое практическое
применение.
Помимо вышеуказанных практический интерес представляет
Равновесный состав продуктов детонации с (рис. 1У}.
29
Параметры продуктов детонации для некоторых смесей газов [53]
Таблица 2
Состав исходной смеси Температура смеси Ti, К Молеку- лярная масса Л), кг/мо ль Число молекул Теплота реак- ции Q, ккал/моль Темпе- ратура реакции к Измене- ние плот- ности Ps/Pl Измене- ние дав- ’лення Рг/Р1 Скорость детона- ции D, м/с Приме- чание
«1 (до реакции) п2 (после реакции) теорети- ческая изме- ренная
На + 0,5Оа 283 18 1,5 1,0 58,0 3956 1,879 '17,5 2629 2810; 2821
Н2 + 0,5Оа ~ 373 18 1,5 1,0 58,1 3981' 1,864 12,9 2615 2790
На + 0,5О2 + 2,5На 283 23 4,0 3,5 58,0 '2596' 1,790 14,4 3525 3530
Н2 + 0,5Оа + 2,5Na 283 88 4,0 3,5 58,0 -2596 1,790 . 14,4 1798 1822 Реакция
На + 0,50г + 2,5Оа 283 98 4,0 3,5 58,0 2596 1,790 14,4 1692 1707 с умень-
' СО + 0,5Оа 283 44 1,5 1,0 68,0 3852 ' 1,887 17,2 1664 1676 шением
СО + 0,5О2 . 308 46 1,6 1,1 68,0 3748 1,880 15,6 1669 1738 объема
. СО+Нз4-ЗОа 283 52 •3,0 2,0 126,0 3900 1,881 17,3 1984 2008; 2143
г С2На + ЗОа 283 122 4,0 3,5 307,0 4890 1,910 28,8 2120 2220
ед + юо2 283 346 11,0 10,5 307,0 3500 ' f 1,840 22,0 1858 1850
с2на + оа 283 58 2,0 3,0 113,0 5570 1,840 54,5 3091 2961 Реакция
CaNa + Оа 283 84 2,0 , 3,0 126,0 5960 1,837 58,2 2645 2728 с увели-
C2Na 4- Зоа 283 144 4,0 5,0 126,0 4244 1,800 33,7 2214 2166 чением
сн4 + о2 283 48 2,0 3,0 67,5 3050 1,835 29,8 2477 2528 объема
ед+го2 283 116 3,0 3,0 262,0 5150 1,914 34,8 2075 2195; 2321
сн4 4- 20, 283 80 3,0 3,0 193,5 4080 1,904 27,4 2220 2287; 2322 Реакция без из-
СН4 -J- 4О2 283 144 5,0 5,0 193,5 3570 1,860 23,4 2139 2166 менения
0,5С1а 4- 0,5Нг 283 39 2,0 2,0 22,0 2400 1,730 14,7 2000 1855 объема
JMao 4- н2 283 46 2,0 2,0 79,6 3933 1,865 25,9 2350 2284; 2305
В табл. 2 приведены данные для скорости и температуры поо*
дуктов детонации двигающихся непосредственно за зоной хими-
ческой реакции. Для количественного описания процессов сопоо-
вождающих детонационное напыление, необходимо определить
основные параметры продуктов детонации: температуру скорость
и давление в различных точках ствола в зависимости от времени
Используя общие уравнения газодинамики и предполагая что
теплообмен со стенками существенно не влияет на параметры газа
можно найти указанные характеристики. F ’
Уравнения, в которых учитывается влияние частиц на пара-
метры газового потока, можно записать для идеального газа
в виде 1171:
+ + (1-14)
^-^ + («-4^-^]“°! 0.15)
Наиболее интересной смесью газов для напыления, в частности
для напыления окислов (см. п. 2.2), является стехиометрическая
смесь СгНа 4- 2,5Ог. Рассматривались процессы в трубе на различ-
ном расстоянии от открытого конца I = 0 длиной 2 м и диаметром
0,025 м. За начало истечения принимался момент времени, когда
детонационная волна достигала открытого конца ствола. Для
указанной смеси было рассчитано газодинамическое поле внутри
ствола (табл. 3—5). Результаты, приведенные в этих таблицах,
Таблица 3
Скорость продуктов детонации (м/с) в разных точках внутри ствола,
в различные моменты времени с начала истечения продуктов детонации, мс
1, м Время е начала истечения из ствола продуктов детонации, мс
— 0,48 -0,36 —0,34 -0,12 0,00 0,40 0,80 1,60 2.40 3.20 4.00
1,2 912 537 500 275 50 0 0 112 300 337 300
1,1 0 550 512 337 112 12 •о 150 337 375 337
1,0 0 600 525 437 187 25 0 187 362 412 362
0,9 0 912 537 500 275 37 12 225 400 462 400
0,8 0 0 550 512 337 62 25 275 437 500 437
0,7 0 0 600 525 •437 112 100 312 475 537 475
0,6 о 0 912 537 500 162 150 362 512 474 Ь12
0,5 о 0 0 550 512 -212 162 412 562 ь25 550
ОД о 0 0 600 525 275 250 487 600 675 600
0,3 0,2 0,1 0,0 0 о 0 912 537 375 350 550 675 725 650 712
п 0 о 0 550 500 475 637 737 787
0 0 0 0 0 0 0 0 600 912 । 700 1312 650 1237 762 1225 837 1237 875 1250 800 1212
31
Таблица 4
Давление (ha-10“*) в различных точках внутри стволе,
в различные моменты времени с начала истечения продуктов детонации, мс
1, м Время с начала истечения иа ствола продуктов детонации, мс
—0.48 —0,36 —0,24 —0,12 0,00 0,40 0,80 1,60 2.40 3,20 4.00
1,2 19,8 16,4 15,5 11,8 8,7 8,2 8,1 7,3 5,4 3,9 2,8
1.1 1,0 16,9 16,0 13,0 9,3 8,2 8,1 7.0 5,1 3,9 2^8
1,0 1,0 18,1 16,1 14,2 10,5 8,4 8,2 6,8 5,0 3,9 2,6
0,9 1,0 19,8 16,4 15,5 П.8 8,5 8,2 6,4 4,7 3,7 2,6
0,8 1,0 1,0 16,9 16,0 13,0 9,0 8,2 5,7 4,5 3,6 2,6
0,7 1,0 1,0 18,1 16,1 14,3 9,5 8,1 5,4 4,2 3,6 2,6
0,6 1,0 1,0 19,8 16,4 15,5 10,1 7,9 5,1 3,9 3,4 2,6
0,5 1,0 1,0 1,0 16,9 16,0 10,9 7,6 4,7 3,6 3,3 2,5
0,4 1,0 1,0 1.0 18,1 16,1 11,8 7,1 4,3 3,4 3,1 2,3
0,3 1,0 1,0 1,0 19,8 16,4 11,9 6,7 4,0 3,1 2,9 2,3
0,2 1,0 1,0 1,0 1,0 16,9 11,3 6,2 3,6 2,9 2,6 2,2
0,1 1,0 1,0 1,0 1,0 18,1 10,1 5,4 2,8 2,5 2,3 2,0
0,0 1,0 1,0 1,0 1,0 19,8 5,0 2,6 1,6 1,2 1.2 0,9
получены с учетом влияния частиц твердой фазы радиусом 5 мкм,
объемная концентрация которой была 10-4 [18].
Максимальное расчетное значение температуры на 6—8 %
завышено по сравнению с экспериментальными (см. табл. 2). Это
объясняется тем, что в работах [18, 19] было принято, что D =
= 2500 м/с и у = 1,33, в то время как экспериментальные значе-
Таблица 5
Температура (К) в различных точках внутри ствола,
в различные моменты времени с начала истечения продуктов детонации, мс
1, м Время с начала истечения из ствола продуктов детонации, мс
—0,48 —0,36 —0,24 —0,12 0,00 0,40 0,80 1,60 2,40 3,20 4,00
Т1.2 4560 3762 3648 3420 3220 3192 3192 3106 2964 2764 2536
1,1 290 3847 3705 3505 3277 3192 3192 3078 2935 2764 2536
1,0 290 4047 3733 3591 3363 3220 3192 3049 2907 2736 2565
0,9 290 4560 3762 3648 3420 3220 3192 3021 2878 2735 2565
0,8 290 290 3847 3705 3505 3249 3192 2964 2850 2707 2565
0,7 290 290 4047 3733 3591 3277 3192 2935 2821 2707 2565
0,6 290 290 4560 3762 3648 3334 3163 2907 2764 2707 2565
0,5 290 290 290 3847 3705 3391 3135 2850 2736 2679 2536
0,4 290 290 290 4047 3733 3448 3106 2821 2679 2622 2536
0,3 290 290 290 4560 3762 3448 3078 2764 2650 2593 2508
0,2 290 290 290 290 3847 3391 3021 2707 2593 2565 2479
0,1 290 290 290 290 4047 3277 2964 2593 2508 2479 2422
0,0 290 290 290 290 4560 2907 2622 2337 2251 2223 2166
32
НЙЯ соответственно D = 2400 м/с, а у = 1,16 [57]. Полученные
данные могут быть использованы для расчетов процессов ускоое.
ния, нагрева, плавления и испарения частиц внутри ствола
Рассчитать параметры газового потока вне ствола не удается
поэтому необходимо использование экспериментальных методов*
Истечение из ствола продуктов детонации смесей С2Н2 4- О
и CgH2 4- 2,5О2 изучалось методом сверхскоростной фоторегистра-
ции СФР [60]. Кинетика процессов истечения продуктов детона-
Рис. 20. Истечение продуктов детонации (цифры под
кадрами обозначают время с начала истечения в мил-
лисекундах)
ции стехиометрической (рис. 20) и эквимолярной смесей кислорода
и ацетилена качественно не отличается.
Начало истечения фиксировалось на пленке в виде яркой обла-
сти, находящейся у конца ствола. Это обусловлено, по-видимому,
догоранием продуктов детонации в атмосфере. Интенсивность
свечения зависела от состава детонационной смеси. Смеси, близкие
к эквимолярному составу, имели большую яркость свечения, чем
стехиометрическая смесь. Кроме того, на интенсивность свечения
значительное влияние оказывала степень загрязненности ствола.
Наличие следов порошковых материалов, особенно металли-
ческих, оставшихся в результате предыдущего напыления, резко
повышало интенсивность излучения. По этой причине перед съем-
кой проводилась тщательная очистка ствола^ путем его промывки
в растворителях с последующей доочисткой холостыми выстре-
лами.
2 С, С, Бартенев и др.
33
Истечение продуктов детонации происходит в виде вырываю-
щегося из ствола пламени, куполообразно распространяющегося
в пространстве. Наибольший видимый диаметр купола достигает
пяти диаметров ствола. Пламя неоднородно. Можно отметить более
яркую область, отделенную темной полосой от догорающих у от-
крытого конца ствола продуктов реакции. По-видимому, при
Рис. 21. Изменение скорости распространения перед-
него фронта продуктов детонации ацетилено-кисло-
родных смесей стехиометрического (кривая /) и экви-
молярного (кривая 2) составов в зависимости от рас-
стояния (от открытого конца ствола h)
выходе разогретого газа в атмосферу он резко охлаждается и
плотность его падает, что отражается на фотоснимке темной
областью, идущей за ярко светящимся пятном у дульного среза.
В дальнейшем под действием тормозящейся ударной волны про-
исходит сжатие газа и его нагрев. Интенсивность нагрева, видимо,
достаточно велика, и на снимке фиксируется более яркая область.
Изучалась скорость распространения переднего фронта про-
дуктов детонации на различных расстояниях от открытого конца
ствола (рис. 21). Для количественных расчетов фотографии увели-
чивались до натуральной величины (рис. 22). Погрешности в вели-
чине скорости обусловлены неточным соблюдением масштаба при
увеличении (-—0,5 мм), неточностями измерений (~0,5 мм), а также
размытостью фронтов, которая увеличивается при удалении от
дула (средняя величина —1,0 мм).
34
Рис. 22. Распространение переднего фронта пламени ацетилено-кислородной смеси эквимолярного (а) и стехиометрического
ставов (б) (цифры /—25, 1—26 обозначают номер кадра; время между кадрами 1,6-10** с)
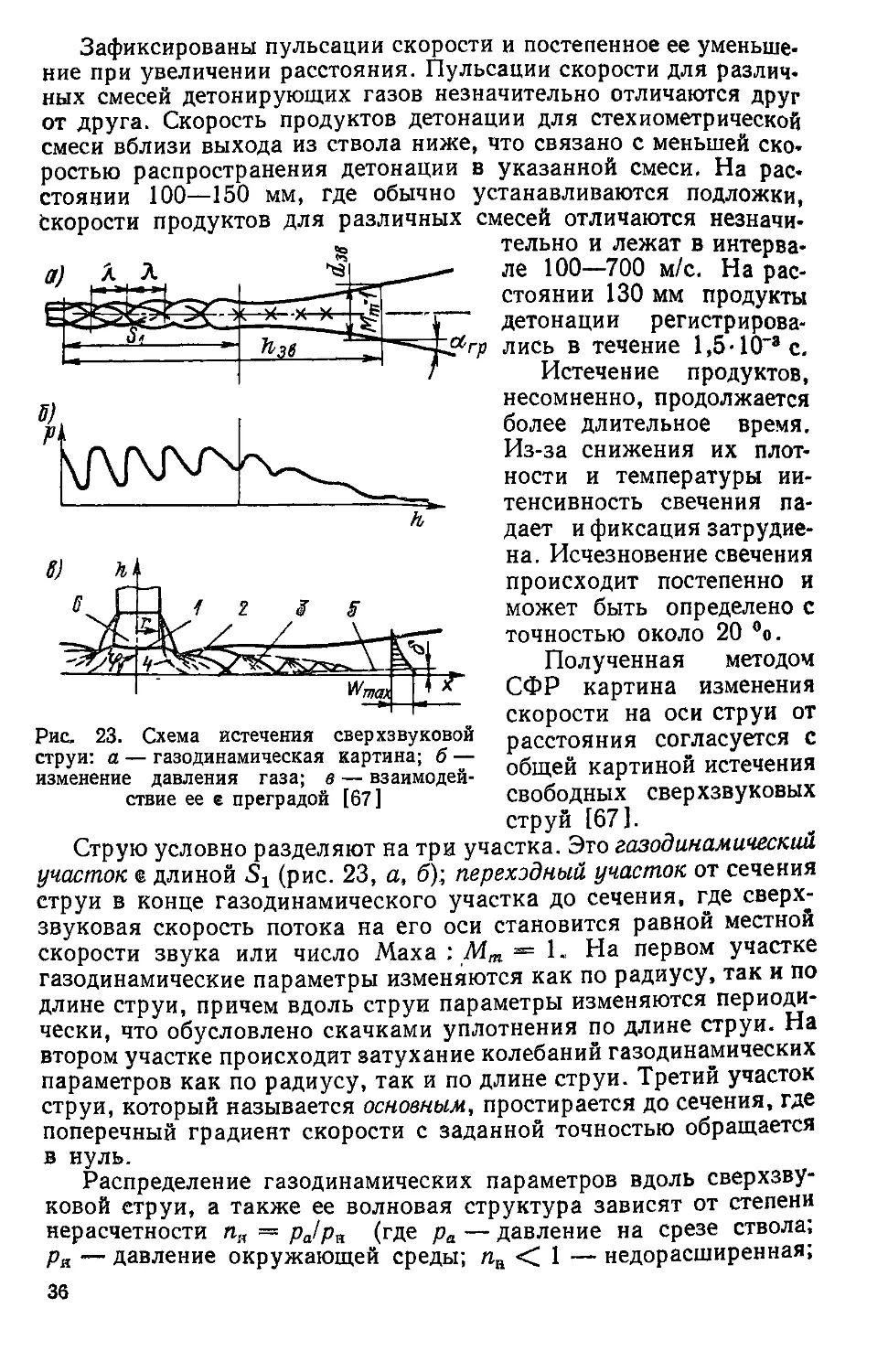
Рис. 23. Схема истечения сверхзвуковой
струи: а — газодинамическая картина; б —
изменение давления газа; в — взаимодей-
ствие ее е преградой [67]
Зафиксированы пульсации скорости и постепенное ее уменьше-
ние при увеличении расстояния. Пульсации скорости для различ-
ных смесей детонирующих газов незначительно отличаются друг
от друга. Скорость продуктов детонации для стехиометрической
смеси вблизи выхода из ствола ниже, что связано с меньшей ско-
ростью распространения детонации в указанной смеси. На рас-
стоянии 100—150 мм, где обычно устанавливаются подложки,
Скорости продуктов для различных смесей отличаются незначи-
тельно и лежат в интерва-
ле 100—700 м/с. На рас-
стоянии 130 мм продукты
детонации регистрирова-
лись в течение 1,5-10"ас.
Истечение продуктов,
несомненно, продолжается
более длительное время.
Из-за снижения их плот-
ности и температуры ин-
тенсивность свечения па-
дает и фиксация затрудне-
на. Исчезновение свечения
происходит постепенно и
может быть определено с
точностью около 20 °о.
Полученная методом
СФР картина изменения
скорости на оси струи от
расстояния согласуется с
общей картиной истечения
свободных сверхзвуковых
струй [67].
Струю условно разделяют на три участка. Эго газодинамический
участок ® длиной (рис. 23, а, б); переходный участок от сечения
струи в конце газодинамического участка до сечения, где сверх-
звуковая скорость потока на его оси становится равной местной
скорости звука или число Маха : Л1т = 1. На первом участке
газодинамические параметры изменяются как по радиусу, так и по
длине струи, причем вдоль струи параметры изменяются периоди-
чески, что обусловлено скачками уплотнения по длине струи. На
втором участке происходит затухание колебаний газодинамических
параметров как по радиусу, так и по длине струи. Третий участок
струи, который называется основным, простирается до сечения, где
поперечный градиент скорости с заданной точностью обращается
в нуль.
Распределение газодинамических параметров вдоль сверхзву-
ковой струи, а также ее волновая структура зависят от степени
нерасчетности пя = ра/ря (где ра — давление на срезе ствола;
ря — давление окружающей среды; п& < 1 — недорасширенная;
36
п* > 1 - перерасширенная; пи = 1 _ расчетная струя] П™
детонационном напылении параметр пя изменяется при истечении
от —50 до 1. что усложняет анализ процессов Р истечении
В настоящее время практически невозможно достаточно точно
рассчитать газодинамические параметры указанных зон для случая
взаимодействия импульсной струи, имеющей переменное значение
параметра нерасчетное™ пн. Качественно картина выглядит так
как это показано на рис. 23, в. Наибольшее значение для детона
ционного напыления имеют два факта. Во-первых, наличие зоны 6
в которой газ практически неподвижен. Протяженность этой зоны
может достигать нескольких диаметров ствола, а максимальное
давление
2 /
„ __PrUmax . \ /
Ртах 2 Г Ратм*
Во-вторых, это растекание газа вдоль поверхности препятствия,
в результате чего будет изменяться траектория напыляемых
частиц. Указанные два явления необходимо учитывать при анализе
процесса взаимодействия напыляемых частиц с подложками.
Таким образом, процессы при детонации и истечении из ствола
газовых смесей достаточно разнообразны и сложны, особенно при
взаимодействии двухфазных струй с преградами.
1.4. СКОРОСТНЫЕ И ВРЕМЕННЫЕ ХАРАКТЕРИСТИКИ
Для практики детонационного напыления наибольший интерес
представляют времени йе и скоростные характеристики напыляе-
мого материала- Скорость частиц внутри ствола может быть рас-
считана при следующих допущениях [18].
1. Твердые частицы сферические, имеют постоянный размер
и равномерно распределены в газе.
2. Газ идеальный, а турбулентность не учитывается.
3.. Частицы не влияют на скорость распространения детона-
ционной волны.
4. Газ после выхода из ствола расширяется изоэнтропически
и равномерно внутри усеченного конуса и на его движение вне
ствола не сказывается присутствие частиц.
5. Там, где особо не оговорено, предполагается, что фазовых
переходов не происходит. Рассмотрим возможное влияние указан-
ных допущений на полученные результаты.
На первом этапе при ускорении форма частиц может сущ -
венно отличаться от сферической. Это можно учесть,
значения коэффициента сопротивления Cd [50J. В боль
случаев напыляемые частицы или полностью расплавлены,
оплавлены с поверхности и имеют форму, существенно п и
щуюся от сферической лишь в начальной стадии ускор • Р
обычно применяемых достаточно больших глубинах затру
большинства материалов рассматриваемое допущение Д
приводить к ошибкам в величине скорости, превосходящей
O~“l и о •
Значительное отличие свойств газа от идеального имеет место
в зоне химической реакции (см. рис. 10) и в зоне, прилегающей
к ней.
Однако, как отмечалось выше (см. работы [29, 651), время
взаимодействия частиц с детонационной волной весьма мало и его
можно не учитывать. При обычно используемом начальном давле-
нии около 100 кПа с достаточной для практики точностью можно
считать продукты детонации идеальным газом.
При истечении продуктов детонации из ствола установки
число Рейнольдса
Нест ——
Hr *
(1-17)
Расчет по формуле (1.17) показывает, что максимальное значе-
ние ReCT непосредственно за фронтом детонационной волны
ReCT 3-105 при диаметре ствола dCT = 2 см и Re„ «=> 3- 10е при
dCT = 20 см. Обычно используются стволы диаметром 2—5 см, и
в этом случае даже максимальное значение Re меньше крити-
ческого (ReKP 10е), при котором течение в стволе становится
турбулентным. При удалении от фронта детонационной волны
скорость и плотность продуктов детонации, пропорциональные
давлению (см. табл. 4 и 5), а следовательно, и ReCT быстро умень-
шаются, т. е. практически во всех имеющих практическое значение
случаях при разгоне частиц продуктами детонации турбулент-
ностью можно пренебречь.
Влияние параметров частиц на скорость распространения дето-
национной волны может быть весьма существенным, но, как пока-
зано в работе [141, для смесей ацетилена и кислорода^ влияние
частиц проявляется при диаметре d„ = 10“7 м и объемной концен-
трации ->10“4 или при диаметре 10“6 м и концентрации ла > 10
Практически во всех известных случаях детонационного напыле-
ния d4 10“® м, а концентрация п2 < 10“8, т. е. для используемых
смесей кислорода и ацетилена влияние частиц на скорость детона-
ции D можно не учитывать.
Процессы плавления и испарения частиц играют при детона-
ционном напылении существенное значение. Влияние плавления
на процесс ускорения имеет три аспекта: во-первых, при плавле-
нии изменяется форма частиц и, следовательно, коэффициент
сопротивления; во-вторых, Cd также может изменяться из-за
процессов циркуляции жидкости внутри капли. В работе 159,
с. 59] отмечается, что по указанной причине реальное значение
Cd может быть в 30 раз меньше рассчитанного. Однако отличия
существенны лишь для крупных частиц (л, >100 мкм) из мате-
риалов, имеющих малую вязкость, т. е. эффект может проявляться
лишь при напылении крупных металлических частиц, имеющи
низкую вязкость [42]. В-третьих, может происходить дроблени
38
жидких частиц. Возможность дробления
Вебера [50] ДРооления определяется числами
-Рч <“ — г>ч)2 ГЧ
° ' (1-18)
Расчет по формуле (1.18) показывает nm
ние числа We имеет место непосредственно за фрХоТд^она'
ционной волны. Оно равно при о <=» Ю8 дин/см л к?На*
<“ - ’/“.г,’°; п’.1™
а для гч- Ю см-5-10 ,т. е. во всех случаях число Вебера весьма
велико. г а
Известно [50], что значение числа Вебера, при котором может
происходить разрыв частиц, равно 6—8, т. е. во много раз меньше
Таким образом, процесс дробления частиц при детонационном
напылении является весьма вероятным.
Испарение напыляемого порошка приводит к уменьшении^
размера частиц и к понижению параметров продуктов детонации,
что может существенно отразиться на полученных результатах’
При вышеуказанных допущениях численный расчет скорости
частиц внутри ствола может быть произведен методом разделения
системы дифференциальных уравнений, описывающей поведение
двухфазных сред, на две подсистемы и последующего совместного
их решения [17, 18].
Для изучения влияния начального положения частиц в стволе
на их последующее поведение и параметры весь ствол разбивается
на /Св одинаковых сечений, в центре каждого из них метилась одна
частица, за которой проводилось постоянное наблюдение. Это
позволяет следить за передвижением всех частиц, занимавших
первоначально определенный участок ствола вблизи меченой
частицы, и фиксировать их параметры как при движении внутри
ствола, так и в момент выхода из него.
Численные расчеты (табл. 6—9 и см. п. 11—13) проводились
для стехиометрической смеси ацетилена и кислорода. При этом
принималось, что отношение удельных теплоемкостей у — 1,33,
коэффициенты кинематической вязкости и теплопроводности газа,
входящие в числа Нуссельта и Рейнольдса, а также теплоемкость
материала частиц имели следующие значения: = 5-10 м с,
X = 0,1 Вт/(м-К); Ср = 103 Дж/(кг-К); Ко = 20.
В табл. 10 показано влияние плотности на скорость частиц
на выходе из ствола. На рис. 24 приведены значения скорости и
температуры частиц на выходе из ствола в зависимости от времен
истечения т
Из таблГб, 7, 10 и рис. 24 видно, что расчетные значения
скорости частиц, полученные для стволов длиной 2 м оез у
теплоотдачи в стенки, значительно меньше значений скор ,
найденных методом двойного диска (рис. 7) или при исп°ль
фотодатчиков [34]. Проведенный расчет показал существенное
влияние на скорость частиц их грануляции и плотности, в Р
39
Таблица 6
Скорость (м с) частиц радиусом 5 мкм, первоначально расположенных
на расстоянии I от открытого конца ствола
1, М Время с начала истечения продуктов детонации, мс
0 0,4 0,8 1,2 1,6 2,0 2,4 2,8 3,2 3,6 4,0
1,95 62 60 40 40 25 125 40 30 25 25 25
1,75 100 75 50 50 40 40 60 90 115 125 150
1,55 150 90 60 50 50 60 115 190 240 260 275
1,35 250 125 90 100 60 110 200 280 340 375 400
1,15 350 190 100 110 100 190 260 375 450 520 590
1,05 400 225 110 120 140 240 340 440 525 625
0,95 440 270 150 140 200 300 400 500 650 —_
0,85 460 310 190 190 275 390 510 675 __ __
0,75 440 350 260 260 360 520 — < 1г — ‘ - •
0,65 440 390 305 350 510 — —— ——
0,55 460 310 400 500 — —— — —
0,45 450 440 475 — — 1 1 . ——
0,35 450 460 660 1 — — ——— —. — _—
0,25 440 540 — — —. — — __
0,15 425 760 — —— — — 1 —
0,05 375 — — — — — — — —
Примечание. Знак «—» означает, что частица достигла открытого
конца ствола и вышла из него (также в табл. 7—9, 12 и 13).
Таблица 7
Скорость (м/с) частиц радиусом 50 мкм, первоначально расположенных
на расстоянии I от открытого конца ствола
1. м Время е начала истечения продуктов детонации, мс
0 0,4 6,8 1,2 1,6 2,0 2,4 2,8 3,2 3,6 4,0
1,95 25 25 38 38 40 40 50 50 40 50 40
1,75 125 125 115 100 115 100 125 130 140 150 175
1,55 225 160 140 140 125 140 175 225 240 250 250
1,35 275 225 175 150 160 190 225 275 300 300 315
1,05 315 275 175 160 175 210 275 310 360 375 390
1,15 340 300 190 175 200 240 300 350 390 420 430
0,95 350 310 200 190 225 275 350 375 440 475 —
0,85 375 290 225 210 250 300 360 425 475 ___
0,75 380 410 260 250 300 360 425 490 - -
0,65 360 400 290 300 350 425 - . - - ___
0,55 375 340 340 350 425 .
0,45 360 375 360 425 - - -
0,35 350 325 410 -
0,25 325 400 — - д-.j - —
0,15 275 275 ——
0,05 190 —* —- — —» — —— —
40
Таблица 8
Расстояние от открытого конца ствола (м) части.,
первоначально расположенных от него™ а'расстоянии**/
1. и Время е начала истечения продуктов детонации, мс
0 0,4 0.8 1,2 1,0 2,0 2,4 2,0 3.2 | 3,6 4,0
1,95 1,75 1,55 1,35 1,15 1,05 0,95 1,94 1,68 1,44 1,22 1,22 0,94 0,84 1,94 1,66 1,42 1,18 0,96 0,84 0,74 1,94 1,66 1,40 1,16 0,92 0,80 0,68 1,94 1,66 1,40 1,14 0,90 0,78 0,64 1,93 1,66 1,38 1,13 0,88 0,76 0,60 1,93 1,66 1,37 1,12 0,86 0,70 0,54 1,93 1,66 1,36 1,06 0,76 0,60 0,42 1,93 1,63 1,32 0,96 0,66 0,46 0,24 1,92 1,60 1,24 0,86 0,50 0,28 0,02 1,92 1,56 1.14 0.72 0,32 0,06 1,92 1,52 1,04 0,57 0,10
0,85 0,76 0,62 0,54 0,50 0,44 0,34 0,18 0,10
0,75 0,68 0,54 0,44 0,36 0,26 0,12
0,65 0,60 0,46 0,32 0,22 0,08
0,55 0,52 0,36 0,24 0,06 — - —
0,45 0,42 0,26 0,10 -— » I, - -
0,35 0,30 0,18 0,02 — — ——
0,25 0,21 0,08 — —О — —
0,15 0,13 0,16 — — — -— -
0,05 0.04 — — —- —L— — — —— — —- —
Таблица 9
Расстояние от открытого конца ствола (м) частиц радиусом 50 мкм,
первоначально расположенных от него на расстоянии I
X, м Время е начала истечения продуктов детонации, мс
0 0,4 0,8 из 1,6 2,0 2,4 2,0 3.2 3.6 4.0
1,95 1,94 1,94 1,94 1,93 1,93 1,93 1,93 1,92 1,92 1,92 1,92
1,75 1,72 1,70 1,64 1,60 1,58 1,56 1,54 1,52 1,50 1,46 1,44
1,55 1,46 1,40 1,38 1,36 1,32 1,30 1,26 1,22 1,16 1,07 1,02
1,35 1,28 1’24 1,16 1,12 1,08 1,02 0,98 0,92 0,82 0,74 0,64 Л со
1,15 1’10 1,04 0,94 0,88 0,86 0,80 0,74 0,66 0,56 0,42 0,28
1,05 1,00 0,96 0,86 0,78 0,74 0,68 0,62 0,52 0.40 0,26 0,10
0,95 0,90 0,86 0,72 0,68 0,62 0,56 0,48 0,38 0,24 0,03
0,85 1,81 0,78 0,60 0,56 0,50 0,42 0,34 0,22 0,06
0,75 0,65 0,56 0,48 0,24 0,36 0,26 0,16 0,02
0,65 0,60 0,50 0,40 0,30 0,22 о,ю
0,55 0,52 0,48 0,28 0,16 0,06 —~
0,45 0,42 0,30 0,18 0,06 т—
0,35 0,32 0,20 0,08 —-Г — —— — мм»
0,25 0,21 0,12 —— —- ——
0,15 0,14 0,09 |.'| —" M'W
0,05 0,04' —* —— —— ,
41
как при экспериментальном определении методом двойного диска
наблюдалась значительно более слабая зависимость {65, с. 57].
Полное время истечения от момента достижения детонационной
волной открытого конца ствола до момента времени, когда давле-
ние у открытого конца ствола сравнивается с атмосферным, для
ствола длиной 2 м составляет около 4 мс.
Процесс детонационного напыления нами изучался методом
сверхскоростной фоторегистрации (СФР). Для напыления исполь-
Рис. 24. Зависимость скорости
(2, 4) и температуры (/, 3) ча-
стиц на срезе ствола, ускорен-
ных продуктами детонации сте-
хиометрической ацетилено-кис-
лородной смеси, от времени
истечения: для частиц 5 мкм (5,
4); для частиц 50 мкм (/, 2)
Таблица 10
Влияние длины ствола
и плотности напыляемых частиц
иа их скорость на выходе из ствола
Номер Плотность частиц, кг/м • 10~» Длина ство- ла» м Радиус ча- стиц, мкм Ти, мс Скорость частиц, м/с
1 3 2 5 2 650
2 3 2 5 4 660
3 3 2 50 2 490
4 3 2 50 4 475
5 3 1 5 2 590
6 3 1 50 2 410
7 9 2 50 2 440
8 9 2 50 4 475
9 9 1 50 2 275
10 15 2 50 4 290
И 15 1 50 2 210
П р и м е ч а н и е. Теплоемкость ча-
стиц с плотностью 9000 кг/м» —
0,33- 10s Дж/( кг- К); С плотностью
15 000 кг/м» — 0,2- 10» Дж/(кг-К).
зовалась лабораторная установка (см. п. 3.2) со стволом длиной 2 м
и диаметром 20 мм. Ствол располагался горизонтально. Напыляе-
мый порошок обычно в количестве 60+10 мг помещался на
нижнюю поверхность ствола на расстоянии 500 — 10 мм от откры-
того конца ствола. Инициирование детонации осуществлялось
у закрытого конца ствола после заполнения его детонирующей
смесью. Подложка имитировалась металлическим диском, распо-
ложенным на расстоянии 100—150 мм от открытого конца ствола,
перпендикулярно к его оси. В ряде случаев для изучения распро-
странения процесса на большие расстояния использовали диски
с отверстием диаметром 10 1 мм, центр которого располагали
на оси ствола.
Широкое применение нашли детонационные покрытия из
А12О8 [12, 53] и сплавов типа ВК [24, 53]. Нами исследовались
истечение из ствола и распространение двухфазных потоков
(табл. 11), включающих частицы окиси алюминия или смеси кар-
бида вольфрама с кобальтом. При напылении соотношение газовых
42
„ - сняты пои
установленный на расстоянии 75 мм от
Таблица И
Условия получения покрытий
Г азовые компоненты, % Состав на- пыляемого порошка Размер частиц, мкм
С2На оа
29 48 71 52 А12О3 99 % 90 % WC 4- + 10 % Со 5—14 ~2
компонентов выбиралось из условия получения У
мальными характеристиками [11,12, 24 651 h-Zfin 1РпТ?Й сгОпти*
Изучалось также движение порошка внутри ствол я “ 50 см'
ную трубу из оргстекла (методику см в п 1 9°^ ™ Р 3 ^розрач-
грузки порошка 130 мм. ПрЛзйеревВИ "дв^’я
А13О» внутри ствола зафиксирована скорость v Р а Из
580 = 50 м/с, при определении скоро?™ частиц окиД “ СТВа"а
аве ствола (рис. 25, а) зафиксирована скорость v Ю иния
550 * 100 м/с. На расстоянии 200
потока частиц была 200 =и 50 м/с. На рисунке каты
ствующие времени истечения ти от 0,032 до 0,288 мс VUUIBeT'
напылении на диск, ;-----
открытого конца ствола; ти =
=0,766 мс — напыление на край
диска, установленного на том же
расстоянии; ти = 2,49 и ти =
= 2,97 мс — напыление через
отверстие в диске, установлен-
ном на расстоянии 150 мм на
сплошной диск, который рас-
положен на расстоянии 200 мм
от ствола.
При истечении механиче-
ской смеси частиц WC и Со не
удалось зафиксировать скорость
частиц у выхода из ствола в начале истечения из-за трудности
определения переднего фронта. Скорость заднего фронта (рис. 25,6)
была 60 :±; 15 м/с. Скорость заднего фронта при истечении А12О3
измерить n етодом СФР не удается, так как происходит постепен-
ное ослабление потока (см. п. 1.5 и рис. 25, а). При напылении
на преграду, установленную на расстоянии 190 мм от ствола, по-
ток при движении взаимодействует с краем диска, расположен-
ного на расстоянии 130 мм.
Максимальная скорость частиц А12О3, измеренная методом СФР,
равна ~650>t/c и хорошо согласуется с данными, полученными
расчетным путем для частиц размером 5 мкм (см. рис. 24), т. е. прак-
тически того же размера, что и при экспериментальном измерении.
Скорость частиц вблизи подложки и время формирования
покрытия определялись методом одного диска (см. п. 1.2). На
рис. 26 приведены значения скорости частиц окиси алюминия
и механической смеси частиц WC и Со в начале и конце двухфаз-
ного потока.
Найденные зависимости скорости от дистанции напылен
объясняются тем, что при своем движении частицы испытыва
тормозящее влияние пограничного слоя вблизи подложки (•
рис. 23, в) и ускоряющее влияние продуктов детонации, истекаю-
щих из ствола, которые имеют переменную скорость и пл
(см. табл. 3—5).
43
Рис. 25. Истечение двухфазного потока с частицами:
а —из окиси алюминия; б — из твердого сплава
(цифры под кадрами обозначают время с начала исте-
чения в миллисекундах)
При увеличении грануляции максимум скооог™ ™
дальше от открытого конца ствола: величина сдвигается все
шается, причем мелкие частицы с некоторым отставанием^ УМеНЬ'
за газом и имеют два максимума По-вилимп^ следуют
окиси алюминия в передней части двухфазного ™тРЭЗМер Частиц
больше и поэтому максимум скорости смещен далше otTbohT
чем у твердого сплава, а величина максимума мень^Г ’
Скорость частиц в конце потока мало изменяется при изменении
расстояния £. Это объясняется тем, что, во-первых, конец двух-
фазного потока сформирован из наиболее крупных частиц иХ
щнх более высокую инерционность, и, во-вторых, плотной
Рис. 26. Изменение максимальной (а) и минимальной (б) скорости ча-
стиц твердого сплава (2), окиси алюминия грануляцией 1 мкм (3) и
окиси алюминия грануляцией 20 мкм (?) в зависимости от расстояния
(от открытого конца ствола); I = 50 см; (остальные параметры см.
в табл. 17)
спутного потока в конце периода истечения как по расчетным
(см. табл. 4), так и по экспериментальным данным, мала и погра-
ничного слоя, тормозящего частицы, вблизи подложки не обра-
зуется .
Сверхскоростная фоторегистрация позволила получить также
следующие временные характеристики. Общее время истечения
частиц А12О3 составляло около 4,5 0,3 мс. У подложки, располо-
женной на расстоянии 100—150 мм, двухфазный поток фиксиру-
ется несколько дольше (~5 мс), но из-за постепенного исчезнове-
ния потока точность фиксации времени мала (~20 /о). При ист-
чении потока, содержащего частицы WC и Со, время и^еч
Двухфазного потока несколько меньше ~4 мс. На обы’“° "
зуемой при напылении дистанции 150 мм время сущ
двухфазного потока —6 мс. Время формирования п р
ВК.Ю составило 5,6 ± 0,3 мс. ппХгпытий из
Более подробно исследовано время формировани ованиЯ
А12О3. На рис. 27 приведена зависимость времени ф р РНабдю_
покрытия от содержания кислорода в смеси С2Н2 -г . ‘g яСНИТЬ
дается достаточно сложная зависимость, которую
45
следующим образом. При увеличении Содержания кислорода
уменьшаются скорость истечения продуктов и отношение числа
молекул, получающихся в результате реакции, к числу молекул
в исходной смеси, которое минимально для стехиометрической
смеси (71 % О2).
Увеличение тф при повышении содержания кислорода от 54
до 65 % объясняется уменьшением скорости истечения и увеличе-
нием всего периода истечения. Минимум для стехиометрической
смеси объясняется тем, что из двух факторов: 1) уменьшения ско-
рости, приводящего к увели-
чению времени истечения, а
следовательно, формирования
покрытия и 2) резкого умень-
шения количества продук-
тов (n2/nj), приводящего к
уменьшению времени исте-
чения в интервале содержа-
ния кислорода 65—71 %, пре-
обладает второй фактор и
время формирования умень-
шается. При содержании
кислорода больше 71 % даль-
нейшее уменьшение скорости
продуктов и увеличение от-
ношения ng/nj ведут к уве-
личению времени истечения;
однако из-за малого тепло-
Рис. 27. Зависимость времени форми-
рования единичного слоя покрытия
Тф (?) и запаздывания Дт (2) от состава
ацетилено-кислородной смеси
содержания смеси доля расплавленного материала, из которого
формируется покрытие, уменьшается (см. п. 1.8) и рост величины тф
хотя и наблюдается, но он невелик.
Нами также изучалось изменение времени между моментом
инициирования и моментом начала формирования двухфазного
потока — время задержки
== /3Ч-
Принималось, что при содержании О2 50 % т., = 0 и измерялось
изменение времени задержки при использовании различных
газовых смесей. По величине Ат3 можно определить разницу
в величине скорости частиц по формуле
A^(y4)2Ax3/(L + /). (1.19)
При величине участка разгона L + / 3 0,5 и пч «=« 300 м с
получаем по формуле (1.19) для максимального Ат3 = 7’10-5 с
Ао 15 м/с, т. е. скорость частиц отличается незначительно
в случае изменения состава смеси и фиксирования всех остальных
параметров при L 150 мм.
Таким образом, скорость частиц определяется тремя способами:
расчетным, методом одного диска и с помощью СФР, а полученные
46
данные согласуются друг с другом в поепелях
применяемых методик. В книге [29 ] скорость ИЯД ”огРешн°стей
рялась тремя методами: двумя дискам^? дисков^ИРЦпТакже ИЗМе'
с помощью фотодатчиков. Сравнение значений скорости“nXV
вает, что в ряде случаев не наблюдается не только количественного'
но и качественного согласия результатов [32] Так ’
двух дисков выявлено, что зависимость скорости частиц твГрдо°го
сплава от глубины загрузки порошка имеет ярко выраженный
максимум при I 0,3 . 0,7 м; при использовании диска со спицами
зависимость скорости от глубины загрузки отсутствует а ппи
использовании фотодатчиков наблюдалось монотонное у’меньше-
ние скорости при увеличении I [32 ]. Как уже указывалось в п. 1.2
расхождение объясняется большими систематическими ошибками
методов измерения скорости, использованных в работах [29,
32—36, 65], и поэтому предпочтительным является измерение
скорости е использованием методик, рассмотренных в настоящей
книге.
1.5. ФОРМИРОВАНИЕ И СТРУКТУРА ДВУХФАЗНЫХ ПОТОКОВ
Детонационные покрытия формируются в результате взаимо-
действия двух- или многофазных потоков с подложкой. Поток
состоит из продуктов детонации и частиц напыляемого материала.
Частицы ускоряются и нагреваются при взаимодействии с расши-
ряющимися продуктами детонации (см. табл. 3—5).
Изучение процесса формирования двухфазного потока внутри
ствола производилось методом сверхскоростной фоторегистрации
через прозрачный ствол из оргстекла (см. п. 1.2). После прохожде-
ния детонационной волны мимо горки из напыляемого материала,
помещенного в ствол, первоначально появляется свечение в месте
расположения порошка. Разогретый порошок прижимается к ниж-
ней поверхности ствола и протаскивается по его поверхности.
Формируется поток из разогретого порошка, который в течение
<~0,15 мс растягивается на длину 130 мм и достигает открытого
конца насадки. Указанный механизм подтверждает наличие боль-
шого числа параллельных рисок на нижней части ствола, па
верхней части насадки таких царапин не наблюдается.
Одновременно с прогреванием и растягиванием порошка вдоль
нижней поверхности трубы наблюдалось заполнение сечения тру ы
порошком в течение —0,20 мс. При этом формировался однородный
Двухфазный поток. В прозрачной трубе поток фиксировался' »
0,8 мс. Частицы, расположенные в нижних слоях навески,
каются в двухфазный поток через ~0,7 мс после прохожд
детонационной волны и слабо нагреваются, так как за эт Р
температура продуктов детонации в стволе существен J
шается (см. табл. 5). ., „пчмож-
При истечении двухфазного потока с А12О3 име оЖ_
кость провести достаточно детальный анализ процессе , P
дающих напыление, который заключается В следующ •
47
Можно различить две основные части двухфазного потока.
Первая часть включает в себя наиболее мелкие частицы, двигаю-
щиеся вместе с куполообразно расходящимся пламенем. Первая
часть двухфазного потока истекает из ствола при указанных выше
условиях в течение -~0,3 мс. Скорость частиц в переднем фронте
мало отличается от скорости продуктов детонации (см. рис. 22).
Через 0,20 мс после появления свечения у среза ствола, по-види-
мому, в результате взаимодействия истекающего из ствола потока
с отраженной волной на расстоянии ~40 мм от ствола образуется
область с частицами, которая практически неподвижна (рис, 25),
что связано с уменьшением плотности истекающего потока газа.
Между первой и второй частями двухфазного потока образуется
разрыв. Практически одновременно с формированием неподвиж-
ной неоднородности начинается истечение основного потока.
Уменьшение скорости происходит значительно медленнее, чем
в первой части потока, так как большая часть частиц, образующих
основной поток, крупнее (в основном 5—14 мкм) и значительно
инерционнее.
Скорость и концентрация частиц в потоке непрерывно изменя-
ются, что подтверждает наличие пульсаций яркости потока
(рис. 25).
Основной поток при выходе из ствола несколько расширяется,
а затем на расстоянии 2,5—3,0 диаметра ствола стабилизируется
в строгопараллельный поток. При напылении А12О8 (табл. 11)
зафиксирован диаметр основного потока, равный 1,45 — 0,05
диаметра ствола. Угол между осью ствола и границей расширяю-
щегося потока (угол отклонения) 5,5 =ь 1,50°. Такая форма потока
сохраняется на протяжении большей части периода истечения
порошка.
Через 2,1 0,2 мс после начала истечения основного потока
наблюдается резкое падение плотности, а затем передний фронт
усиливающегося потока движется со скоростью 250 — 100 м с.
После увеличения плотности и яркости в течение ~0,15 мс
наблюдается истечение визуально однородного двухфазного потока
и затем его монотонное ослабление. Неоднородный затухающий
поток фиксируется еще в течение 1,5—2,0 мс.
Истечение двухфазного потока с частицами WC и Со отличается
от истечения потока частиц окиси алюминия. Яркость свечения на
всех стадиях развития процесса значительно выше (см. рис. 25).
Это, по-видимому, объясняется интенсивным окислением кобальта,
а также выгоранием углерода из карбида вольфрама [29 ]. Высокая
яркость свечения частиц затрудняет анализ структуры двухфаз-
ного потока. На выходе из ствола основной поток имеет кониче-
скую форму. Поток, содержащий механическую смесь частиц WC
и Со, в верхней части отклоняется меньше (~2°), чем в нижней
части потока (~9°). Стабилизация формы струи наблюдается на
расстоянии 4,5 диаметров ствола, где диаметр основного стабиль-
ного потока составляет 1,85 ± 0,05 диаметра ствола.
48
Проведенный качественный анализ дополнен ппи
нив метода ОДНОГО диска (см. п. 1.2). Были пйХn"Z?Ma’
напыленной окиси алюминия при условиях, приведен ,из
во вз порошка грануляцией 20 мкм. йХлаГ задаиа иа^
распределение материала в двухфазном потоке Первая Л. ™
двухфазного потока практически не содержит частиц и noS
полоса сформирована из основной части двухфазного потоТаУ
Время существования этого потока у подложки (—4,5 мс) cvmt
Товиях (ри“ ВетФм°ГР0ВаМЯ П0КРЫ™
Для определения распределения массы напыленного материала
в зависимости от времени с начала формирования покрытия полосу
(см. рис. 2), полученную при многократном напылении на вра-
щающийся диск (см. рис. 5), делили на пл одинаковых частей,
проводя линии по радиусам диска: первую линию — через начало’
а последнюю — через конец фигуры напыления. Затем полосы
вырезали вместе е материалом диска и разделяли по проведенным
радиусам.. Материал дисков стравливали в разбавленной соляной
кислоте, которая практически не оказывала влияния на покрытия
из окиси алюминия. Полученные образцы керамики тщательно
промывались в дистиллированной воде и высушивались. Изме-
рялись масса отдельных частей покрытия Ат: и масса всей по-
лосы т.
По величине Ат 1т может быть найдено также распределение
напыленных частиц kNt/N в зависимости от времени с начала
формирования покрытия. Если грануляция порошка и плотность
частиц в различных частях двухфазного потока постоянны, то
ANi/N = bmjm.
В реальных условиях концентрация наиболее мелких частиц
в начале двухфазного потока, а следовательно, и в начале полосы
больше. Кроме того, может изменяться и средняя плотность напы-
ленного материала по полосе. В общем случае распределение
напыленных частиц
=« Da/Dt (гч%)3 Am?m,
где Dn ~ £ £>,/пя — средняя плотность материала покрытия;
— средняя плотность материала i-го участка а^иц
средний радиус напыляемых частиц; Ri средний р Д У
из которых сформирован i'-й участок полосы. Пягппелелением
Изменение размера частиц обусловлено к Р Р j. таК и
частиц по размерам в исходном порошке (1 uui оо* аю.
изменением размера частиц в результате процес изменение
тих детонационное напыление. В настоящ Р сь< Поэтому
размера частиц вдоль двухфазного пот°ка У
приведены распределения km-Jm (рис. 2» ' оаСп0ложении
Как уже отмечалось ранее, при горизонтальюэм расп^ Ддя
ствола поток неоднороден и по поперек у
определения состава покрытия и размера зерен полосу из
напыленного твердого сплава (см. табл. 11) исследовали мето-
Рис, 28. Зависимость концентрации напыленного
материала (/), изменения пористости (2) и коэффи-
циента фильтрации (3) от времени формирования по-
крытия
дено, что с 90 %-ной вероятностью в середине полосы размер
зерна (зона непрерывной фиксации вольфрама) в верхней
части 2—10 мкм, а в нижней — 10—50 мкм.
При движении двухфаз-
ного потока внутри и вне
ствола частицы напыляе-
мого порошка, входящие в
него, претерпевают сле-
дующие превращения: 1)
плавление; 2) охлаждение
в полете и кристаллиза-
цию; 3) дробление; 4) слия-
ние в результате столкно-
вений; 5) испарение; 6) кон-
денсацию; 7) взаимодейст-
Рис. 29. Зависимость концентрации распла-
вленного материала при формировании по-
крытия (/) и содержания а = Al2Og (2) от
времени формирования покрытия
вие со стенками ствола;
8) взаимодействие с кис-
лородом воздуха.
Температура продуктов
детонации достигает4600 К
(см. рис, 17), и поэтому достаточно мелкие частицы практически
всех материалов плавятся и взаимодействуют с подложкой в жидком
состоянии. Более крупные частицы, входящие в двухфазный
поток, могут быть не расплавлены или оплавлены лишь с поверх-
ности (см. рис, 24). На рис. 30 показан излом и поверхностный слой
50
покрытий из А1аО3, полученный метолом а„
щей микроскопии (см. п. 4.3). На повепХнпД?ОННОЙ «анирую-
пились частицы, которые имеют правил^” ПокРь’тия закре-
т. е. были оплавлены, но при ударе Не пЖ яицевидиую фор^
зывает на наличие твердого ядра.₽ Деформировались, что ука-
При исследовании степени проплавпрм
частях двухфазного потока (рис 29) в частиц в Различных
напыления (см. рис. 2) в момент формиоовяни^п К°Нце ФигУРы
70 % материала находилось в твердом состояв™ покРытия около
вышеуказанное. РД0М СОстоянии, что подтверждает
Рис. 30. Строение покрытия из окиси алюминия при раз-
личном увеличении: а — 400х; б— 950х
Исследования показывают, что кристаллизации при движении
частиц А12О3 не происходит при дистанциях напыления L до
200 мм. В противном случае рентгеноструктурный анализ (см.
п- 4.6) показал бы наличие переходных модификаций окиси алюми-
ния при сравнительно медленной кристаллизации в воздухе.
Процессы теплообмена более подробно рассмотрены в п. 1.6.
Дробление частиц, как уже отмечалось, может иметь место
в случае, когда число Вебера, рассчитанное по формуле (1.18),
больше 8. Расчеты по указанной формуле показывают, что число
Вебера даже для наиболее мелких частиц значительно больше 10,
т- е. должно иметь место дробление напыляемых капель. Из-за
высоких значений вязкости и поверхностного натяжения напыляе-
мых частиц время разделения их на части может быть соизмеримо
с временем движения. Кинетика дробления частиц в Детонаца
ной установке практически не изучалась, известна лишь
Работа по дроблению никеля [12, с. 711.
Определим время разделения частицы потоком газа Р ша
Вебера, существенно превосходящих 10. Предположим,
разделяется на две одинаковые части и 6 — часть всей энергии
(6 < 1), которая тратится на увеличение поверхностной энергии.
Примем, что разность скоростей газа и частицы Ди постоянна за
все время разделения частицы тр. При указанных допущениях
можно записать, что
~ <5рч (Дц)« ’ С1'20)
Предполагая, что 6 0,01 (1 %) (при рч — 1 кг/м8 и а =
= 1 Дж/м2), получим: при До = 10 м/с тр #=« 0,3 с; при До =
= 100 м/с тр 0,3 мс; при Ди = 1000 м/с тр 0,3 мкс. Наиболее
типичными значениями Ди являются величины в интервале 100—
Рис. 31. Схема движения частиц, состоящих из
твердого керна и жидкой оболочки: а — внутри
ствола; б — вне ствола
500 м/с. Частицы могут многократно разделяться в процессе
напыления. В результате единичного разделения радиус уменьша-
ется приблизительно на 20 %. Для уменьшения радиуса частиц
в два раза необходимо три последовательных деления. Анализируя
экспериментальные данные [65, е. 71 ], видим, что даже при макси-
мальной глубине загрузки >1 м размер частиц уменьшается
не более чем в два раза. Используя данные табл. 3—5 и работы
[18 ], при расчете по формуле (1.20) найдем, что за время напыления
должны иметь место сотни делений и радиус должен уменьшиться
в десятки раз.
Существует несколько причин, препятствующих уменьшению
размера частиц. Во-первых, разрыву частиц мешает имеющийся
твердый керн. При движении частицы в стволе, где обычно ско-
рость газа больше скорости частиц, при наличии керна жидкая
часть защищена им от воздействия набегающего потока (рис. 31, а).
В случае, когда скорость частицы больше скорости газа, твердое
ядро также защищает жидкую оболочку от разрыва (рис. 31, б).
Во-вторых, уменьшению размера частиц препятствует их слияние
при столкновениях. Основная причина столкновений частиц —
разность их скоростей, которая, в свою очередь, обусловлена
различием их размера.
Рассмотрим вероятность столкновений, средние значения длины
пробега и времени между взаимодействиями для двух частиц
радиусами гг и г^, имеющих разность скоростей До. Будем считать,
52
Что Частицы сферические, а Столкновением йвлйетея „„а
косновение их поверхностей. является Любое сопри-
Вероятность, что частица палиге™ г
цами радиусом rit за время т Р У k сталкивается с nz части-
_ [nat-Aw(rz+rft)« Т]П/
ехр [ - па^и (г. ^2 т]> (}
фЯ1-
где
__ тт2*-2 I
T л гет ViPf/
Среднее число столкновений за время т можно найти, используя
формулу (1.21), из выражения и, используя
— чцч т Ч’-ДП -f- • • -т-'РДт) 4- ... (1.22)
Расчет по формуле (1.22) достаточно сложен, так как прихо-
дится учитывать большое число слагаемых с различным /. Проще
можно найти время, за которое частица rk столкнется с частицей г,
с заданной вероятностью. 1
Например, можно найти время т05, которое соответствует
вероятности столкновения 50 % частиц’. Учитывая, что ф0 — ве-
роятность того, что частица rk не столкнется с частицами г,-,
найдем, что вероятность столкновения
фст в 1 — Фо == 1 — ехр [ — Ду (гг г J2 = х. (1.23)
Из формулы (1.23) можно найти время, в течение которого
частица гк столкнется с вероятностью х с частицей гг. Пусть х =
= 0,5, тогда
и 3
4л In 0,5гст^л^1РГ1- _
(1.24)
* SinnAv (rz + rk)^t
Средний путь, пройденный частицами радиусом гк между
столкновениями, равен So x0<5vri>.
Оценка по формуле (1.24) при rCT = Ю"2 м, 1п = 0,3 м, б =
= гк = 10“5 м, рГ/ = 4-103 кг/м3, До = Ю2 м/с, тя = 5-10 кг,
а, = 0,5 дает т015 3 мс, т. е. за время движения происходит
порядка одного столкновения. При Ду = Ю3 м/с, = гг = 10 м,
1п = 10“1 м получаем т0,5 0,01 мс.
При уменьшении грануляции порошка из-за разрыва жидких
капель время между столкновениями уменьшается. В результате
двух противоположных процессов диспергирования и слияния пр
фиксированном значении Ду гранулометрический состав ста и
зируется. Средний размер частиц в стволе может быть оольше и
меньше исходного. При выходе из ствола и при подлете к под
частицы сталкиваются с практически неподвижным возду ’ ‘
До резко возрастает и, как видно из формулы (1.20), Р
53
входит в третьей степени, при подлете к подложке преобладает
процесс диспергирования.
Рассмотрим процесс испарения напыляемых частиц при детона-
ционном напылении. В результате испарения размер отдельных
частиц уменьшается, а грануляция всего порошка может не умень-
шаться, а несколько увеличится из-за полного испарения наиболее
мелких частиц.
Кинетика испарения при температурах Т ниже температуры
кипения подчиняется уравнению Ленгмюра
Дм _ РпТ
IS V'2nR.T
(1-25)
Для постоянной температуры можно рассчитать время испаре-
ния частицы в зависимости от ее первоначального радиуса
РчГ^Т (1.26)
рп{Т)Ум 0
В формулы (1.25) и (1.26) входит температура поверхности
частицы. Ее величина является промежуточной между средней
температурой частицы (см. рис. 24) и температурой газовой фазы
(см. табл. 5). В течение периода движения частицы внутри ствола
температура поверхности частицы лежит, как правило, в интер-
вале 2000—3000 К.
При температуре 2000 К тугоплавкие материалы, такие, как
окись алюминия, не успевают испариться за время полета ~1 мс
даже при грануляции ~1 мкм. При 3000 К наиболее мелкие
частицы А12О3 диаметром 1—2 мкм полностью испаряются за время
~1 мс. Легкоплавкие металлы, такие, например, как медь и
алюминий, могут полностью испариться в стволе установки при
грануляции до 100 мкм. При напылении меди грануляцией
<50 мкм наблюдается уменьшение коэффициента использования ₽
в случае увеличения глубины загрузки более 0,4 м при длине
ствола 1,8 м [65, е. 195 ]. Несомненно, что указанное уменьшение ₽
объясняется испарением частиц, а не увеличением доли расплав-
ленных частиц. При определенной глубине загрузки максимум
коэффициента использования (наличие которого было зафиксиро-
вано во многих работах, обзор дан в книге [65]) соответствовал
условиям, обеспечивающим плавление большей части напыляемого
материала при минимальном испарении частиц.
Помимо испарения (рис. 32) может иметь место обратный
процесс конденсации паров в промежутке между стволом и под-
ложкой. Однако при этом образуются частицы размером меньше
1 мкм. Мелкодисперсный порошок уносится продуктами детона-
ции, обтекающими подложку (рис. 33) [42, с. 49], т. е. на под-
ложку не напыляется. Таким образом, по-видимому, весь мате-
риал, который испаряется в процессе напыления, уносится про-
дуктами детонации и в состав покрытия не входит.
54
Выше в основном рассмотрены процессы, происходящие в двух-
фазном потоке. Часто представляет интерес напыление компози-
ционных покрытий. В этом случае в стволе детонационно-газовой
в зависимости от времени с начала
формирования (Тф) или расстояния от
начала полосы напыления (SH) (кри-
вая /). Их соотношение в исходном
порошке равно 8,7 (кривая 2)
установки создается трехфаз-
ный или более сложный поток.
Для напыления покрытий
нз твердого сплава, как пра-
вило, используют механическую
смесь мелкодисперсных порош-
ков WC и Со [29, 53, 65].
Применение порошков карбида
вольфрама, плакированных ко-
бальтом, приводит к существен-
ному увеличению себестоимости
покрытий без значительного
улучшения их качества [29].
При очень малом размере частиц
(<2 мкм) резко усиливается обе-
зуглероживание карбида [29],
а при увеличении уменьшается
коэффициент использования
[65]. По нашему мнению, поскольку WC не плавится при
детонационном напылении [29], формирование покрытий из спла-
ва В К должно осуществляться из
плакированных частиц; однако
для напыления можно ис-
Рие. 33. Взаимодействие двухфазного
потока с краем преграды
пользовать механическую
смесь мелкодисперсных по-
рошков грануляцией около
2 мкм. Кажущееся противо-
речие легко устраняется, если
применить формулу (1.24).
Из-за большой разницы в
плотностях WC и Со разница
скорости частиц здесь больше
100 м/с (см. табл. 10). Для
значения Ди — 100 м/с, п==
= 1,0 мкм, рч= 16-10» кг/м3,
т = 10"4 кг, а2 = 0,9 и 1п=
= 0,3 м получаем, что время
между соударениями рас-
плавленных частиц кобальта,
двигающихся с большой ско-
ростью, с твердыми частица-
ми карбида вольфрама со-
время напыления наблюдается
ставляет около 0,25 мс, т. е. за время напыления
около 10 соударений. Таким образом, по-видим у, Р' . азном
плакирование частиц вольфрама непосредств ппякипованию,
потоке. Далеко не все соударения приводят Р
55
поэтому при напылении смеси порошков размером -10 мкм когда
за ^емя движения частиц происходит 1-3 соударения, 0 резко
пялает Нежелательность использования крупных порошков
объясняется также особенностями процессов взаимодействия час-
тиц с подложками или с уже нанесенными слоями покрытия (под-
побно см. пп. 1.7 и 2.3).
Нами исследован процесс напыления механической смеси кар-
бида вольфрама и кобальта (ВКЮ) при условиях, приведенных
в табл. 11. Производилась развертка потока на вращающийся
диск. Определялось содержание W и Со в различных частях полосы
напыления с применением рентгеновского микроанализатора
«Камека» (см. п. 4.8 и рис. 32).
Частицы Со имеют меньшую плотность, чем частицы W, что
должно приводить к более быстрому их ускорению и к увеличению
концентрации кобальта в начале двухфазного потока и в покрытии,
образованном из этой части потока. Однако наблюдается обратная
картина (см. рис. 32), что, по-видимому, объясняется испарением
частиц кобальта, двигающихся вместе с наиболее горячими про-
дуктами детонации в начале двухфазного потока при малых ти
(см. табл. 5, рис. 24 и 50).
При напылении покрытий из твердого сплава типа ВК имеют
место также другие процессы: окисление кобальта, разложение и
обеднение углеродом карбида вольфрама с образованием W2C
и W [29].
При увеличении ти, как показано в табл. 3—5, все параметры
газа уменьшаются. Через определенное для конкретных условий
напыления время (обычно 3—6 мс) давление на выходе из ствола
становится меньше атмосферного. При этом в ствол, сначала вдоль
стенок, а затем по всему сечению, врывается воздух и заполняет
большую его часть. Не успевшие выйти из ствола частицы или
резко тормозятся, или забрасываются к его закрытому концу.
Указанный механизм приводит к тому, что конец потока при
напылении на диск дает сужающийся к центру клин (см. рис. 2).
Таким образом, процессы, сопровождающие движение напыляе-
мых частиц к подложке, весьма разнообразны и могут в значитель-
ной степени^определять структуру, химический состав, однород-
ность и свойства покрытий, поэтому необходимо дальнейшее их
изучение.
1.6. АНАЛИЗ ОСНОВНЫХ ПРОЦЕССОВ ТЕПЛООБМЕНА
Расчет температуры частиц в различных точках внутри ствола
в зависимости от ти может быть произведен путем совместного
решения систем дифференциальных уравнений для частиц и газа
и допущений, рассмотренных в работе [18] (табл. 12 и 13). Из
таблиц видно, что зависимость температуры от времени истечения
существенно различна для частиц разной величины.
Наибольший практический интерес представляет изучение
температуры частиц на выходе из ствола.
56
Температура (К) частиц радиусом 6 мкм .. ТабЛица^ ^расстоянии 1 от открыкго^а^‘^'««•жевяы,
1. и Время е начале истечеичо истечеиия продуктов детой»,,».. ~
0 0.4 0,8 1,2 1,6 2,0
2,4 2,8 3.2 1 3,6 I 4,0
1,95 1,75 2970 3140 2940 3140 2970 3140 2970 3140 2970 3140 2940 3080 2870 3000 3000 2910 2850 2790 2740 2620 2760 2620 2480 2450
1,55 3190 3190 3190 3160 3140 3080 2890 2760 2640 2570
1,35 3280 3220 3190 3190 3140 3000 3860 2790 2620 2590
1,15 3390 3220 3190 3160 3050 2940 2850 2760 2620 2590
1,05 3480 3220 3190 3140 3000 2880 2790 2680 2590 2510
0,95 3480 3330 3190 3080 2940 2820 2730 2650 2510
0,85 3570 3360 3220 3050 2880 2760 2620 2400 2480 «мг
0,75 3570 3420 3190 2970 2790 2650
0,65 3570 3480 3190 2910 2680
0,55 3540 3510 3160 2790 -- —м>
0,45 3480 3540 3110 —4
0,35 3360 3540 2880 __ г-*-
0,25 3250 3510 —Ч : •М
0,15 2940 3220 —— —М- и. МВ»
0,05 2370 — — —‘ ’— —- /—
Приведенные на рис. 24 данные показывают, что при размере
частиц 5 мкм существует два максимума для зависимости темпера-
туры от тя. Найденные ранее расчетным путем, например в работе
Таблица 13
Температура (К) частиц радиусом 50 мкм, первоначально расположенных
на расстоянии I от открытого конца ствола
1 я Время е начала истечения продуктов детонации, мс
0 0,4 0,8 1,8 1,0 2,0 2,4 2.8 3,2 3.6 4.0
1,95 599 744 855 966 1050 1110 1140 1170 1200 1230 1260 2040 2080 2080 2080 2080 •м мм
1,75 1,55 1,35 1,15 1,05 0,95 0,85 831 831 802 774 774 715 685 1050 1070 1080 1080 1080 1080 1030 1260 1310 1310 1310 1310 1290 1260 1450 1480 1480 1480 1480 1480 1430 1590 1590 1590 1570 1590 1590 1570 1670 1710 1710 1740 1740 1740 1730 1780 1860 1860 1860 1860 1860 1860 1850 1990 1970 1970 1970 1940 1940 1910 1970 2010 2020 2020 2020 2150 2000 2000 2050 2050 2050 2050 2050
0,75 686 971 1230 1400 1570 1710 1830 •м
0,65 686 940 1180 1370 1540 1680 «м*
0,55 657 913 1110 1310 1510 —— мм-
0,45 613 855 1050 1260 W'*» мм
0,35 570 831 1050 1 —— а».— — •М"» А»
0,25 512 884 — —- — " ШИ 1 —•
0,15 430 913 — — .М мм
0,05 343 м—• —t —*
. 1 — 57
[25 J, значения оптимальной глубины загрузки соответствуют
первому максимуму (5—15 см). Экспериментально определяемые
оптимальные глубины загрузки значительно больше [29, 651. По
нашему мнению, такое расхождение теории и эксперимента можно
объяснить следующими причинами.
При расчетах принимается, что в момент инициирования дето-
нации частицы равномерно распределены в объеме детонирующей
газовой смеси. Однако при использовании одних типов дозаторов
частицы расположены на нижней поверхности горизонтального
ствола и в период времени, соответствующий первому максимуму,
наблюдается не ускорение и нагрев частиц, а формирование двух-
фазного потока. Ранее (см. п. 1.5) было показано, что время форми-
рования двухфазного потока от 0,15 до 0,7 мс.
При использовании дозаторов, в которых частицы впрыскива-
ются инертным газом, начальное расположение более однородно.
Однако облако частиц, взвешенное вблизи оси ствола, находится
в момент детонации в среде, обогащенной инертным газом, где
скорость и температура продуктов детонации значительно меньше,
чем для чистой смеси ацетилена и кислорода. По данным работы
[39], при характерном размере зоны смешивания (~1 см) переме-
шивание горячих и быстрых продуктов детонации и газа, окру-
жающего частицы, происходит за время ~5-1СГ4 с после взрыва,
т. е. первый максимум скорости и температуры не реализуется.
При напылении сравнительно крупнодисперсного порошка
температура возрастает монотонно, и при достаточно большой
глубине загрузки температуры мелкого и крупного порошка сбли-
жаются. Температура частиц на выходе из ствола достаточно
велика, и поэтому практически все легкоплавкие материалы
напыляются в расплавленном состоянии.
В настоящее время произведены расчеты лишь для малого числа
материалов типа А1 [18], причем при весьма грубых допущениях.
Поэтому совершенно необходимым является экспериментальное
изучение процессов теплообмена при детонационном напылении.
Существует ряд методов, позволяющих изучать указанные про-
цессы. Наиболее простой из них заключается в изучении доли
сфероидизированного материала в порошке, который напыляется,
например, в воду [65]. Однако этот метод является сугубо каче-
ственным. Сфероидизированные частицы могут быть оплавлены,
полностью расплавлены или перегреты. Например, при напылении
окиси алюминия на поверхности покрытия в ряде случаев форми-
руются яйцеобразные тела, которые являются оплавленными
с поверхности частицами (рис. 33).
При напылении А12О3 возможен анализ доли расплавленного
материала в покрытии по соотношению а- и ^-модификаций окиси
алюминия (см. п. 4.6). Определение основано на том эксперимен-
тально установленном факте, что исходный порошок, используе-
мый для напыления, состоит практически из чистого корунда
(<х-А1аО3), а при быстрой кристаллизации расплавленной частицы
58
Рис. 34. Содержание a-фазы в
зависимости от грануляции по-
рошка при содержании кисло-
рода в ацетилено-кислородной
смеси: а — 71 %; б — 62%;
в — 58%;
1 — лабораторная установка; 2 *-
автоматическая установка
на холодной подложке образуется практически чистая у-модиФикя
ция окиси алюминия [37]. Таким образом, изучая методом коли'
чественного рентгеноструктурного анализа долю корундо в покпы
тии, можно определить долю материала, которая вошла в состав
покрытия в твердом состоянии без плавления
Нами изучалось содержание непроплавленной окиси алюминия
в покрытиях, полученных из порошка различной грануляции
(рис. 34) при разном содержании кислорода в смеси (C H + О1
как на лабораторной, так и на автоматической установке’ ”
Полученные зависимости степени проплавления от грануляции
качественно отличаются от аналогичных зависимостей для плаз-
менных покрытий, для которых со-
держание корунда всегда уменьшает-
ся при уменьшении грануляции на-
пыляемого порошка.
Была определена доля нерасплав-
ленного материала в покрытии,
сформированном из различных час-
тей двухфазного потока. Получить
компактные образцы и исследовать
их при ти'< 0,9 мс не удалось. При-
веденные на рис. 28 данные пока-
зывают, что проплавление было мак-
симальным в середине полосы.
На основании данных (см. рис. 28
и 29, кривые 1) было определено рас-
пределение массы напыленного мате-
риала, образованного при кристал-
лизации жидкой окиси алюминия
(см. рис. 29, кривая 2).
Таким образом было показано, что
дике напыления и грануляции 3 мкм
при обычно принятой мето-
покрытия формируются из
материала, более 70 % которого находится в расплавленном со-
стоянии (см. рис. 34). В принципе возможно формирование покры-
тия при содержании расплава в количестве около 30 о (см.
рис. 29, кривая 7), но в этом случае технические характеристики
покрытий даже хуже, чем у плазменных и газоплазменных (см.
рис. 28, кривые 2 и 3). .
В работе [35] предложен метод измерения средней темпе-
ратуры, основанный на применении датчиков в виде Ф°л^г1*»
которой формируют единичный слой покрытия. Указанный Д
применим для практически любых материалов^ Однако утв р д
иге авторов о том, что погрешность метода не
нам представляется необоснованным (см, н. 1-2). Р Р .
Детонационных покрытий из А1аО3 возможно У »атура
большая часть частиц расплавлена, т. е. средняя температура
частиц 2320 К. В работе 1351 указано что в
температура частиц AlaOa около 870 К, т. . "
ошибки превышали 200 %. Расчетные значения температуры
частиц радиусом 5 мкм (см. рис. 24) на выходе из ствола больше
2270 К (температуры плавления окиси алюминия), что согласу-
ется с экспериментально установленным фактом, заключающимся
в том, что при детонационном напылении большая часть порошка
окиси алюминия плавится.
1.7. ВЗАИМОДЕЙСТВИЕ ПРОДУКТОВ ДЕТОНАЦИИ
И НАПЫЛЯЕМЫХ ЧАСТИЦ С ПОДЛОЖКАМИ
Процессы, происходящие на обрабатываемых поверхностях,
при детонационном напылений достаточно сложны и разнообразны.
В работе [65] указаны случаи активирующего воздействия на
подложку детонационной волны. Можно утверждать, что детона-
ция прекращается у выхода из ствола, так как в промежутке
между открытым концом ствола и подложкой обычно отсутствует
газовая смесь, способная детонировать.
Уменьшая расстояние между деталью и открытым концом
ствола и увеличивая дозу гремучей смеси на один выстрел, можно
создать условия, когда ударная волна будет существенно воздей-
ствовать на обрабатываемую деталь. Однако опыты показывают,
что в этом случае покрытие или вообще не образуется, или весьма
дефектно. Это объясняется двумя причинами: во-первых, тепло-
выми ударами, действующими на деталь с покрытием при малых
дистанциях напыления; во-вторых, при переходе через границу
покрытие—подложка выделяется значительная часть энергии
ударной волны, что является причиной возникновения напряже-
ний, приводящих к разделению разнородных материалов. По
указанным причинам можно предположить, что при напылении
следует уменьшать воздействие ударной волны на обрабатываемую
поверхность, что достигается путем увеличения дистанции напы-
ления.
Более существенным может быть тепловое влияние продуктов
детонации. В этом плане интересны результаты по нагреванию
фольги, приведенные в работе [35], где было зафиксировано, что
даже в условиях затрудненного теплоотвода продукты детонации
нагревали титановую фольгу до температуры не выше 115 °C. При
использовании скорострельных установок в зависимости от усло-
вий опытов температура подложек при воздействии лишь продук-
тов детонации обычно устанавливается в интервале 320—420 К.
Следовательно, тепловое воздействие продуктов детонации анало-
гично незначительному подогреву подложки.
Значительно белее существенным является влияние напыляе-
мых частиц. При ударе частицы о напыляемую поверхность разви-
ваются давления, достигающие ~1010 Па. Процесс соударения
тел при скоростях частиц, соответствующих детонационному
напылению (100—1000 м/с), слабо изучен. Поэтому использова-
ние литературных данных по соударению тел [20] затруднительно.
Можно воспользоваться лишь общим подходом к проблеме.
60
Нами исследовалась микрогеометрия п
обработанной частицами А12О8 различной гп1РЛН°СТИ п°Можки,
Рассчитывалось среднеарифметическое отклп«7ЛЯЦИИ <рис' 35)
средней линии для материалов, имеющих пр0ФИЛя от
(рис. 36). Получены достаточно сложные кпЛ«а УЮ тверДость
исходной грануляции 3—10 мкм. Р вые с Ми«имумом при
Высота неровностей, образованных мелкими „
3 мкм), соизмерима е микрорельефом, образуемым йппТЦами
частицами (10—20 мкм), что можно объяснить к екрупными
скоростью мелких частиц и их агрегатированием ° высокой
Предполагая, что частицы сферические, можно
среднее число частиц, ударяющихся об участак
имеющий площадь, равную максимальному сечению частншГ'
п ~ 3m
УЯ~~^&Г (1-27)
Расчет по формуле (1.27) показывает, что пуд > 1 лишь для
наиболее мелких частиц (гч «« 0,5 мкм). Размер впадин значи-
тельно больше размера частиц. Диаметр впадин около 10 мкм для
частиц размером от 1 до 10 мкм, что доказывает наличие агрегатов.
Образование подобных впадин в результате многократного воздей-
ствия мелких частиц возможно, но маловероятно, так как в этом
случае совершенно непонятно, почему одни участки покрытия
(впадины) подвергаются многократному воздействию, а другие
(выступы) не подвергаются воздействию вообще. Микроскопиче-
ские исследования показывают, что при высушивании, вибрации и
других воздействиях, которые имеют место в дозаторах порошка,
разделение агрегатов частиц 'менее 3 'мкм не происходит (см.
рис. 43, б). Агрегаты из нескольких десятков частиц в процессе
напыления разделяются, а потом опять объединяются в результате
столкновений.
Наименьшее повреждение поверхности оказывают частицы
грануляцией около 5 мкм. Они наиболее проплавлены (см. рис. 34),
и поэтому число абразивных частиц, способных образовывать
микронеровности, понижено. Кроме того, как отмечалось выш ,
при размере частиц 5 мкм и более отдельные впадииы р уюте
при единичном ударе. __пйлтп мяте-
Степень деформирования поверхности зависит существенных
риала подложки. Однако не было обнаруж Ддп мКМ на
отличий микрорельефа, образованного час« Д закалени0Й
подложках из спеченного алюминиевого спла
Очень интересен вывод о нивелировке физико-механи^^^^^
характеристик материалов при высоких с р чных мате-
сближения динамических пределов теку_ Ри при низких
Риалов, имеющих неодинаковые харДк„ ®р о может объяснить
скоростях ’удара. Видимо, это обс™в^1бо ВЗОванных частицами
малое отличие высоты микронеровностей, Р
°) исходная поверхность
Миння различной грануляции^ —Йдля°мпХН0С™ с т8еРД°СТЬго HRC61 после
“ для поРошка с грануляцией 1—40 мкм; б-
400 мкм (увеличение по осям х & У
окиси алюминия на материалах, имеющих значительную разницу
по твердости (рис. 36).
Крупные частицы (>100 мкм) образуют неоднородный рельеф,
так как их число недостаточно для обработки всей поверхности
62
$ Исходная поверхность
мкл
5
о1—*-*-
50 мкм
too
обработки частицами из окиси
для порошка с грануляцией
показано иа профилограммах)
киГЛ^ИН0Й П0ВРежДений подлож-
ки, Не превышающей 30 мкм
рисР35УиЬ36ТЫ’ Приведенные'на
рис и 36, получены в случае
^тап°А1ОНаЯ «ЭССа Напыляемых
(см п ^°3пНе была Расплавлена
(см. п. 3.6). При этом осуществля-
иХабраЗИВНая обРаботка поверх-
остеи, а напыления и формиро-
вания покрытия не наблюдалось.
Фиксировалось лишь внедрение
отдельных частиц в подложку,
которые остаются под покрытием
(рис. 37).
Образование прочного соедине-
ния частиц с подложкой является
одним из основных условий, не-
обходимых для образования ка-
чественного покрытия. При газо-
термическом напылении различают
два основных этапа соединения
напыляемых частиц с подложкой
или с предыдущими слоями по-
крытия: I) формирование физиче-
ского контакта; 2) соединение
материалов преимущественно за
счет прохождения между ними
химических реакций.
В работах [26, 65] рассматри-
вается кинетика соединения мате-
риалов при детонационном напыле-
нии. Авторы приходят к выводу,
что благодаря высокой скорости
и давлению, достигающему 101ОПа,
происходит соединение материалов
в твердом состоянии. Это приводит
к механической активации такого
процесса, увеличивающего ско-
рость реакции на несколько по-
рядков.
Однако в указанных работах
не рассматривается первая стадия
процесса формирования. Металло-
графические исследования под-
зывают, что при детонационном напылении частицы (см. рис. »
37, 39, 42 и 43) затекают в неровности подложек и предыдущих
слоев покрытия.Формирование однородного физического K0HTa*L
невозможно без наличия жидкой фазы, т. е. нельзя осуществ
63
алю-
100—
напыление детонационных Покрытий лишь ид твердых, Хотя бы и
сравнительно пластичных кристаллических материалов- металлов,
окислов, карбидов и т. д. Это доказывает как совокупность дан-
RajviKM
°1 §10 20 28 §0 50 100 200 WO Л,мкм
Рис. 36. Шероховатость поверхности в зависимости от
размера воздействующих на нее частиц окиси алюминия:
1 — закаленная сталь е HRC 61; 2 — алюминиевый сплав Д16 (/ =
= 50 см, L — 6 см); 8 — покрытие из окиси алюминия в зависимо-
сти от грануляции напыляемых частиц (I = 50 см, L = 10 см)
Рис. 37. Микрофотография покрытия из твердого
сплава на алюминиевый сплав с внедрившейся ча-
стицей абразивного материала, 300х
пых, полученных нами для окиси алюминия (см. рис. 34, 48,
49, 52, 53 и 55), так и анализ имеющихся в литературе теорети-
ческих и экспериментальных данных, относящихся к газотерми-
ческому напылению. Во всех случаях, когда в двухфазном потоке
нет достаточного количества жидких или расплавленных с поверх-
ности частиц, покрытие не образуется. Например, все попытки
64
получить детонационные покрытия из чисты*
бора, кремния не дали положительны* ^Л рбиАов ЙОЛьФрама,
Частицы карбидов в условиях детонaLS™™™8 129’ 531-
плавились, что фиксировалось по отсутствие„ж напыления не
в напыляемом порошке после взаимодействии с/®Рических частиц
нации, и поэтому не напылялись [29] В ™ ™Л«Р°Ауктами Аето*
материал нагревался до температур/ при кЛопыГЛп«Ь1ЛЯемый
новились достаточно пластичными. На рис 38 п™яаК рбвды ста'
температуре, характерной для частиц,напыляемы*.°’ ЧТ° ПрИ
вых методом (Г а 2000 °C), твердость напыляемм ®™,ацИои-
Рис. 38. Зависимость твер-
дости карбида вольфрама
от температуры
HV карбида вольфрама резко падает,
однако формирования покрытий не на-
блюдается.
Ряд причин, препятствует формиро-
ванию покрытий из твердых частиц.
Огромная эффективная вязкость мате-
риалов в твердом состоянии, даже на-
гретых до температуры, близкой к Тпл,
препятствует растеканию частиц и об-
разованию плотного контакта между
частицами или частицей и подложкой
[4, 42]. Например, сталь в жидком
состоянии имеет вязкость около 6 спз,
а в твердом — при той же температуре
около 4-105 пз [27], т. е. отличие ~107
раз. В работе [65, с. 91 ] отмечается, что
при прочих одинаковых условиях при столкновении с преградой
твердая частица по сравнению с жидкой развивает давление, при-
близительно в пять раз большее, что считается решающим для
получения качественных покрытий. Однако повышение давления
не идет ни в какое сравнение с увеличением вязкости, огром-
ное значение которой препятствует растеканию частиц и форми-
рованию покрытия.
Невозможность напыления твердых частиц следует и из меха-
низма высокоскоростного соударения. Период удара обычно разде-
ляют на два качественно различных этапа. Во время первого
(активного) этапа контактная сила возрастает, а деформация в зоне
контакта соударяющихся тел носит упруго-пластический характер,
т. е. во время активного этапа удара происходит нагружение тел,
при этом центры инерции соударяющихся тел сближаются, ъо
время второго этапа (пассивного) происходит разгрузка тел, т. .
восстановление упругих деформаций, а расстояние между центрах
инерции соударяющихся тел увеличивается, контактная си
этом уменьшается, и, как только она станет равной НУЛ1°’ °
изойдет нарушение контакта соударяющихся тел, если
успели прочно соединиться друг с другом. „«-гоадамн
Разгрузка наблюдается при взаимодействии с ₽ ₽ х
практически любых кристаллических, т. е. нерасплавленных,
3 С, С. Бартенев и др.
частиц. Время с начала удара до разгрузки, когда прижимающее
давление перестает действовать, тв3 пч/Сзв. Как показано
в п. 1.4, характерные значения скорости частиц вблизи подложек
п, = ЗОО-ьбОО м/с, а скорость звука Сзв — 3000 : 5000 м/с, т. е.
приблизительно на порядок больше. Если частица сферическая,
то за время твз она успеет пройти расстояние —0,2гч, т. е. диаметр
пятна контакта будет не более 0,36 площади сечения частицы, т. е.
если частицы твердые, то невозможно образование чешуеобразных
частиц, площадь которых на порядок и более превосходит их
высоту, что необходимо для образования физического контакта
[4, 42, 53].
Рассматривая вторую стадию процесса формирования покры-
тия, т. е. кинетику химических реакций между частицами и под-
ложкой, авторы работ [29, 65] используют кинетическое уравне-
ние, описывающее механизм разрушения материалов при
времени взаимодействия тв > 1 мкс. В настоящее время нет ника-
ких доказательств возможности применения указанного кинети-
ческого уравнения для описания процесса соединения
материалов при времени взаимодействия тв <, 0,01 мкс [65, с. 103].
По указанной причине представляются сомнительными значения
времени (необходимого для взаимодействия частиц с подложками),
рассчитанные в работе [29, с. 99]. Кроме того, необходимо отме-
тить, что реальные значения скорости частиц при детонационном
напылении значительно меньше значений, найденных в работах
[29, 65] (см. пп. 1.2 и 1.4).
^Механическая активация оказывает положительное влияние на
формирование детонационных покрытий. Однако количественный
расчет степени ускорения процессов взаимодействия достаточно
затруднителен, особенно в случае очень малого времени взаимо-
действия [1, с. 100].
Для доказательства возможности соединения при ударе твер-
дых тел иногда ссылаются на сварку взрывом [65]. Но и в этом
случае для прочного соединения материалов необходимо образова-
ние жидкости в зоне контакта [27], что достигается благодаря пе-
реходу в теплоту части кинетической энергии соударяющихся тел.
Важным в этой связи является вопрос о переходе кинетической
энергии в тепло при детонационном напылении. Здесь имеются
противоположные взгляды. В работе [63], например, предпола-
гается, что кинетическая энергия полностью переходит в теплоту,
а в работе [35] выделением теплоты при ударе пренебрегают.
Оба указанных крайних случая не выполняются.
Поскольку процессы при взаимодействии частицы с подложкой
происходят в течение весьма малого времени (10~9— 10-6с)> то
рассеянием теплоты во время удара частицы массой тч можно
пренебречь.
Можно составить уравнение баланса энергии в виде
= ДЕ„ + Е,0„,
66
(2г \
изменение поверхностной энер.
гии частицы. р
Энергия упругих колебаний также переходит в теплоту
В работе [20] показано, что доля энергии упругих колебаний и
волн незначительна, поэтому £у11Р можно не учитывать и полагать"
что £упр = 0. В этом случае Q = J
Указанное количество теплоты может выделяться как в объеме
частицы, так и в подложке вблизи места удара,
В случае когда частица имеет твердость, намного меньшую
твердости подложки, теплота выделяется в объеме частицы при ее
деформировании. Например, если частицы жидкие, то при детона-
ционном напылении 2гч Нч и величину дополнительного нагрева
частицы при ударе можно найти по формуле
д лп — 12ст
а “ 2Лчсчрч
(1-28)
Если пренебречь изменением поверхностной энергии (12с
^iphvl), то формула (1.28) упрощается: ДТ = п?/2сч, В случае
среднего^значения 103 Дж/кг получаем: ДТ 5 К при
ач’— 100 м/с; ДТ 125 К при v4 = 500 м/с. Когда максимальная
скорость частиц ~700 м/с (см. рис. 24 и 26), ДТ 250 К.
При взаимодействии’твердых „частиц возможен подогрев под-
ложки в месте удара на величину того же порядка, на 100—200 К.
При реально существующих скоростях частиц при детонационном
напылении энергии, выделяющейся при переходе кинетической
энергии в теплоту, недостаточно для плавления частицы, даже
если она предварительно нагрета до температуры плавления.
Проведенный анализ показывает, что нагрев и плавление частиц
должны происходить в стволе установки. Воздействие на под-
ложку продуктов детонации и переход кинетической энергии ча-
стиц в теплоту приводят к некоторому увеличению контактной
температуры [42] между частицей и подложкой.
1.8. ФОРМИРОВАНИЕ^ПОКРЫТИЙ
ПРИ ДЕТОНАЦИОННОМ НАПЫЛЕНИИ
Механизм формирования покрытий при напылении изучен
крайне недостаточно. В случае детонационного напыления имеются
весьма большие расхождения взглядов по этому вопросу. Наи-
более подробно теория формирования покрытий развита в работе
[42]. В работах [29, 65] сделана попытка развить ее для детона-
ционного напыления. К сожалению, авторы априорно исходили
из предположения, что покрытия формируются из твердых н
расплавленных частиц. Однако, как уже было отмечено в и. • »
плавление хотя бы части напыляемого материала являете у
вием, необходимым для напыления.
Рассмотрим механизм формирования покрытий при детона-
ционном напылении, используя имеющиеся экспериментальные
данные.
Покрытие может формироваться из частиц: 1) жидких; 2) имею-
щих жидкую оболочку и твердый керн; 3) из смеси жидких и твер-
дых частиц; 4) из смеси жидких, твердых и расплавленных с по-
верности частиц, т. е. имеющих твердый керн.
Если напыляемый материал не расплавлен, но имеет темпера-
туру, значительно превосходящую температуру плавления под-
ложки, то контактная температура может быть выше температуры
Рис. 39. Микрофотография поперечного шлифа покрытия из окиси алюми-
ния и зоны сцепления с подложкой из его сплава (а); частицы, используемые
для напыления (б) при грануляции 20 мкм, 300х
плавления подложки. При этом отдельные частицы закрепляются
на подложке (см. рис. 37), однако формирование следующих слоев
покрытия при указанных условиях невозможно.
Детонационное напыление является импульсным процессом.
В результате единичного цикла, как правило, формируется покры-
тие толщиной ~5 мкм, т. е. покрытие толщиной более 40 мкм
практически всегда является многослойным.
Рассмотрим формирование первого слоя детонационного по-
крытия. Как показали металлографические исследования, ука-
занный слой характеризуется прежде всего плотным прилеганием
к поверхности. На границе с подложкой очень редко можно обна-
ружить дефекты в виде пор. По размытости изображения границ
переходной зоны можно косвенно судить об оплавлении поверх-
ности. Было зафиксировано частичное подплавление подложек
из нержавеющей стали и алюминиевого сплава при напылении
окиси алюминия и твердого сплава типа ВК. Оплавление сопровож-
дается перемешиванием материала подложки с покрытием, что
благоприятствует образованию прочной связи. В зоне излома
68
образца с покрытием отслоения покрытия в оплавленных
не наблюдается. явленных зонах
Адгезию между первым слоем покрытия и подложкой
обеспечивать химическое взаимодействие, механическое Sn
ление и Ван-дер-Ваальсовы силы. При напылении на otS'
струенную подложку благодаря высокой скорости частиц н7пыпа2*
мый материал затекает в неровности подложки (рис 39 Д r„
Толщина слоя Al203,не пропи-
танного стеклом
Рис. 40. Зависимость проч-
ности сцепления слоя по-
крытия из А12О8 на Nb от
его толщины (напыление
происходит при условиях,
приведенных в табл. 17)
сокая адгезия детонационных покрытий
(рис. 40) показывает, что происходит и
химическое взаимодействие частиц и
подложки (см. п. 4.1). Она обеспечи-
вается пескоструйной обработкой на-
пыляемых деталей непосредственно пе-
ред напылением, что приводит к увели-
чению в несколько раз контактной
площади и к активации поверхности. В
литературе (например, [52 ]) указывает-
ся на невозможность получать детона-
ционные покрытия на изделиях с твер-
достью выше HRC 60. Однако в слу-
чае предварительной пескоструйной
подготовки с помощью детонационно-
газовой установки (см. п. 3.5) удается
получать покрытия на изделиях прак-
тически любой твердости из любых ма-
териалов, если выполняются условия,
обеспечивающие плавление хотя бы не-
которой части напыляемого порошка.
При этом покрытия имеют высокую
адгезию. В то же время на полированной поверхности с высокой
твердостью действительно трудно получить покрытие. Например,
после полировки поверхности покрытия из окиси алюминия на-
пыление следующих слоев А12О3 затруднено.
При напылении высокотемпературных покрытий на сравни-
тельно легкоплавкие материалы наблюдается, как отмечалось
выше, подплавление подложек, которое приводит к перемешива-
нию материала покрытия и подложки и образованию прочного со-
единения. Было найдено, что происходит подплавление подлож
из нержавеющей стали.при напылении смеси расплавленных и
нерасплавленных частиц’А12О3 (Тпл 2050 С)грануляци -
Контактная температура^ отдельных точках подл ж
ствует, по крайней мере," температуре плавления стал {.ил
™ 1500°C) и существенно выше рассчитанной по •»
ложенной в книге [42]. Указанное расхождение объясняется
дом причин. К повышению контактной темпера ур астиц
тельно на 100 °C приводит выделение теплоты^при(ударечаст ц,
имевших скорость --400 м/с (см. рис. 26). Наибол У ти На-
причиной является наличие микровыступов на п р
69
пыляемая частица обволакивает выступ при своем растекании.
При этом контактная температура значительно выше рассчитан-
ной для плоской поверхности, но ниже температуры плавления
напыляемого материала.
При формировании единичного слоя покрытия, в частности
первого, не выполняется предположение о независимости расте-
кания и кристаллизации отдельных частиц. Хотя средняя произво-
дительность при детонационном напылении обычно меньше, чем
Рис. 41. Фрактография переходной зо-
ны покрытия из окиси алюминия на ста-
ли Х18Н9Т. В зоне излома наблюдаются
при плазменном, в период
формирования покрытия, ко-
торый продолжается 1—5 мс,
концентрация частиц весьма
велика. При этом возможно
попадание капли на не пол-
ностью закристаллизовав-
шуюся или на уже твердую,
но не успевшую остыть час-
тицу. При напылении жидкой
частицы она растечется в
слой площадью s Алг%,
где А = 4/3 гч1Н. Среднее
число частиц, попадающих
на частицу в период кри-
сталлизации,
__ 3/лн1>чТкрЛ
шарообразные тела. 2000*; При гч =2,10-5м, та —
= 5-10"5кг, Д = 10, рч =
= 4-Ю3 кг/м3, 1п 0,2 м, rCT = 10“2 м получим для периодов
кристаллизации окиси алюминия 7- 10-6й с [42, с. 84 ] пкр 2, а
время между взаимодействиями 1/2 ткр. В большинстве случаев
при напылении металлических частиц время кристаллизации зна-
чительно меньше т < 10"® с [42] и напыление осуществляется на
твердые, но горячие частицы. Контактная температура в период
напыления единичного слоя непрерывно изменяется, но остается
высокой. В случае когда между кристаллизующейся частицей и под-
ложкой имеется расплав, при|ударе'следующей’частицы по уже
закристаллизовавшейся развивается, высокое давление, в резуль-
тате чего капля расплава может выдавливаться в одну из полос-
тей и кристаллизоваться в виде'шарика (рис. 41). Микрорент-
геноспектральный анализ состава шариков, образующихся на
границе, показал, что они содержат элементы как покрытия, так
и подложки.
За счет высокой концентрации частиц контактная температура
между частицами при формировании единичного слоя близка
к температуре^плавления, поэтому границы между отдельными
частицами стираются. Единичный слой при микроскопических
70
исследованиях выглядит монолитным в тп йпо„
между слоями фиксируются достаточно четео^Х Границы
Помимо теплового воздействия чаггш,« 1Р ' 42'-
закристализовавшемуся, но имеющему высокую темп™ ЙСЯ "° уже
представляющему часть единичного7 слоГ должноТп\РУСЛ°Ю’
его деформирование, что приводит к уменыке^и^Хп Р0ИСХОДить
гих дефектов. Если в результате кристаллиза^пбп? "°Р И Дру'
внутри единичного слоя из-за того; что плотность ма?™УЮТСЯ ПОры
ком состоянии меньше плотности в твеплом тл матеРиала в ЖиД-
формирующие удары приводят к уменьшеию о°б“еш"ор'п™
Рис. 42. Микроструктура зон соединения слоев покрытия из окиси алюми-
ния: а — с малым количеством дефектов; б — дефектная зона. 4500х
к полной их ликвидации. Это явление в дальнейшем назовем
эффектом горячего ударного прессования.
В большинстве случаев, например при напылении окиси алю-
миния, основная часть покрытия формируется из начала и сере-
дины двухфазного потока, где степень проплавления частиц ве-
лика (см. рис. 29). В конце двухфазного потока находятся наи-
более крупные и непроплавленные частицы. Их концентрация
меньше, а время вежду взаимодействиями увеличивается из-за
уменьшения скорости и увеличения размера частиц.
«Хвост» двухфазного потока можно условно разделить на две
части. В течение —1 мс после того, как сформируется основная
часть покрытия из практически полностью расплавленных частиц,
покрытие продолжает формироваться, но в его состав входит все
больше нерасплавленного материала. Например, при напылении
окиси алюминия объемная доля нерасплавленного материала
в слоях, все более удаленных от подложки, растет от 5 до 70 о.
Твердые частицы могут войти в состав покрытия, если они по-
падут на не полностью закристаллизовавшуюся частицу. Проч-
ность связи твердых частиц и части с твердым керном с осталь-
ными частицами меньше, чем жидких, т. е. единичный слой по-
крытия имеет в момент формирования значительное количество
дефектов вблизи нерасплавленных частиц.
71
fi конце двухфазного поток* находятся в обновнбм не-
В самой конце д уф крупнЫе частицы, обладающие высо-
кой“ииЛе™Х"й энергией. ₽В случае напыления А1.О, «нои»
КОЙ кинетической £ авторов, из тех частиц, которые
SSZ'acnoSaTb” ри детонационном напылений 129, 651,т.е.
^пГпиме частицы, нерасплавленные й нагретые до температуры
9070-2270 К являющиеся пластичными. Подложка в момент вза-
имодействия с указанными частицами нагрета до температуры
?97О-227О К (по-разному в разных точках). Однако эти частицы
не только сами не напыляются, но отделяют часть покрытия и
В ряде случаев вызывают появление трещин в покрытии (рис. 39, а).
Рис. 43. Микрофотографии поперечного шлифа покрытия из окиси алюми-
ния (а) и порошка, используемого для накопления (б) при грануляции 1 мкм.
300х
результате воздействия непроплавленных частиц, находящихся
тия°НЦе двУхФазного потока, происходит отделение части покры-
’ пРичем отделяются наименее прочные дефектные подслои
сппиИп™Г<1слоя’ В свою очередь, наименее прочными являются
мятрпы-Гпо Ф°РмиРовапии которых было больше непроплавленного
зивнпгп дальнеишем этот процесс называем эффектом абра-
ала нр паоЛвНиЯ’ КОТОРЫЙ приводит к уменьшению доли матери-
ала не расплавленного в момент напыления.
ляпии3 части»™™* эФФекта усиливаются при увеличении грану-
практически Цнр ^пИ Малом РазмеРе частиц (<3 мкм) эффекты
ется (пис44 'проявляются, трещин в покрытии не наблюда-
исполь^рмпй’ггАг, слУЧае напыления окиси алюминия обычно
сформированного ^яции 10J~^0 мкм доля материала покрытия,
(см. рис. 34) В cnvuX твердой Фазы (а-А18О8), не больше 25 °о
действие исключартгяЖе напыления надиск, когда абразивное воз-
42 ствие исключается, содержание корунда достигает 70 % (см.
трен подробнее в п. 2.3.
рис. 29). Такое различие можно объяснить проявлением
абразивного отделения. Указанный эффект может быть *кта
(удаляются дефектные части покрытия,^то приводит у S
свойств покрытия в целом) и вреден: если кинетическа^эХия
частиц слишком велика, то появляются трещины (см рис 39 /Л
или покрытие вообще полностью отделяется. Кинетическая эн’еп
гия, в свою очередь, в основном определяется размером частик’
Вопрос выбора оптимальной грануляции порошка будет пясемп
ппппппирр R п 9 .4. *''4 ра'-мии-
В конце двухфазного потока помимо нерасплавленных частип
тюмлоиыоптну папрпиотто rrtUATJ -- -
не изменивших первоначальной формы,
оплавленные с поверхности. Они имеют
сятков метров в секунду (см. рис. 29)
и могут закрепляться на поверхности
покрытия (см. рис. 33).
Петрографический анализ показал
полное отсутствие внутри слоя покры-
тия оплавленных частиц характерной
яйцеобразной формы или пор, остав-
шихся при вырыве их в результате шли-
фования. Это объясняется тем, что
оплавленные с поверхности частицы
слабо связаны с остальным материалом
и при напылении следующего слоя они <
наблюдаются частицы’
скорость несколько де-
Л
4
3
2
f
Подложка
Рис. 44. Схема строения по-
крытия
сбиваются напыляемыми
частицами и уносятся продуктами детонации.
Напыление последующих слоев покрытия (II, III на рис, 44)
существенно отличается от формирования слоя I, Как отмечается
в работе [42 ]г контактная температура при этом будет значительно
выше. Так, при напылении окиси алюминия даже без учета пере-
грева частиц выше температуры плавления А12О3, перехода кине-
тической энергии в тепло и наличия микровыступов Тк #=« 1870 К
[42, с. 135]. Можно предположить, что указанные выше причины
приведут к тому, что контактная температура на границах слоев
покрытия 2, 3 и т. д. (рис. 44) будет лежать в интервале от 1870 К
до 2320 К, т. е. достигать в некоторых точках температуры плав-
ления.
Слой I, имеющий толщину 5—10 мкм, при формировании слоя II
нагревается до температуры, достигающей 1770 К, причем и на
границе 1 е подложкой температура может достигать 1270 К
[42, с, 84], т. е. там возможны дополнительные процессы, увели-
чивающие прочность сцепления. Слой II формируется из высоко-
скоростных частиц, которые развивают высокие давления, в ре-
зультате чего слой I может деформироваться. При этом улучша-
ется контакт на границе покрытие —< подложка. Существенное
влияние на проявление эффекта горячего ударного прессования
(в случае напыления окисью алюминия) оказывают скорострель-
ность установки и грануляция напыляемого порошка 1121. При
увеличении скорострельности при напылении материалов с низ-
кои теплопроводностью (например, окислов) температура преды.
Хего слоя в момент напыления следующего увеличивается на
несколько сотен градусов и становится выше температуры пере,
хода из хрупкого состояния в пластичное (1770 К). Увеличение
гоануляции, а следовательно, и кинетической энергии (см. п. 2.3)
также приводит к усилению влияния указанного эффекта. На
рис 45 показано влияние грануляции порошка окиси алюминия
и скорострельности на электрическую прочность. Приведенные
зависимости доказывают существование эффекта горячего ударного
прессования [12], так как электрическая прочность тем больше.
* ггЛ»г ХЛШТГПТЛ ГГ/3«4-\£1Т2"ГГ\15 ТТЛ Л
чем меньше дефектов на гра-
ницах между отдельными
слоями (см. п. 4.8). При на-
пылении очередного слоя
(например, слоя III, рис. 44)
может оказываться влияние
не на один, а одновременно
на несколько предыдущих
слоев I и II. Однако это
влияние быстро убывает при
увеличении расстояния от
места формирования покры-
тия. Согласно расчетам, при-
веденным в книге [42], при
Рис. 45. Зависимость электрической
прочности £пр от скорострельности при
различной грануляции, h = 0,18 ±
± 0,04 мм:
1 — 20 мкм; 2—40 мкм; 3 — 10 мкм
удалении от границы, где
происходит формирование
очередного слоя, на расстоя-
ние 20—40 мкм влияние на-
пыляемых частиц становится
несущественным. Поэтому утверждение о влиянии частиц на гра-
ницу е подложкой через слой покрытия толщиной 300—500 мкм
нам представляется неверным [65, е. 78]. Зависимость силы сцеп-
ления от толщины покрытия объясняется не этим влиянием, а
погрешностями применяемой методики [63, с. 160].
Слой покрытия, ближайший к внешней поверхности, наиболее
слабо связан с предыдущими из-за отсутствия дополнительного
упрочнения при напылении следующих слоев. Во многих случаях
при исследовании излома наблюдалось отслоение верхнего слоя
(см. рис. 30). Исследование износостойкости покрытий при высо-
ких контактных давлениях (см. рис. 101) показало, что верхние
слои (10 30 мкм) сравнительно быстро истирались, после чего
износ уже был минимальным.
Исходя из того факта что контактная температура между слоями
к-пйР?пИЯ (гран”ЦЫ 2> 3 и т. д.) выше, чем на границе с подлож-
ниттр 1\ м°жно было ожидать, что прочность сцепления на гра-
пеоимен™ ппТеЛЬН° ниже> чем на Других границах. Однако экс-
(см риГ40?пп°ЛР?1ВУ Т°НКИХ СЛоев А1а°з от ниобиевых подложек
Р ) азали, что наибольшую прочность сцепления имеет
74
граница покрытия с подложкой, причем из-за высокой темпепл
туры плавления ниобия подплавление его исключалось St
рение проводилось путем пропитки покрытия стеклом на пязпии
ную глубину (методику см. в и. 4.1). Толщина единичного слоя
была около 5 мкм, поэтому выбиралась ширина непропитанной
части, обеспечивающая отрыв от подложки, по границе /, по гра-
нице 1 или 2 и т. д. В случае если бы минимальной была прочность
сцепления с подложкой, то фиксируемые значения прочности сцеп-
ления практически не зависели от толщины непропитанного слоя
так как разрыв происходил бы по одной и той же границе. Однако
наблюдается резкое падение прочности сцепления при увеличе-
нии числа слоев (см. рис. 40), т. е. максимальная адгезия на гра-
нице разнородных материалов. Такое противоречие с теоретиче-
скими предпосылками [42] объясняется следующими причинами.
Во-первых, как уже отмечалось, напыление последующих слоев
приводит к улучшению прочности сцепления предыдущих (эф-
фект горячего ударного прессования). Но методика приготовле-
ния образцов в значительной мере исключает влияние указанного
фактора, так как первоначально напылялись покрытия толщиной
около 40 мкм, которые затем сошлифовывались до толщины около
20 мкм. Основная причина, объясняющая полученную зависимость
(см. рис. 40), — значительное различие микрогеометрии поверх-
ности на границах 1—3 (см. рис. 44). Поверхность подложки имеет
весьма развитую, активированную поверхность, что теорией,
развитой в книге [42], не учитывается. Удельная поверхность на
границе 2 значительно больше, чем на следующих, но существенно
меньше, чем на границе 1. Различие реальных площадей контакта,
по которым производится отрыв, по-видимому, является основ-
ным фактором, объясняющим максимальное значение адгезии на
границе 1. Микрогеометрия поверхностей границ 3, 4 и последую-
щих мало отличается друг от друга. Падение прочности на разрыв
объясняется вероятностным характером разрушения. При увели-
чении числа границ повышается вероятность появления на одной
из них участков с пониженной адгезией. Разрыв может частично
происходить по одной из границ и частично на других границах.
При напылении однокомпонентных детонационных покрытий
механизм формирования, по нашему мнению, качественно мало
отличается от вышеизложенного. Однако при напылении металлов,
имеющих низкую твердость, значительно слабее проявится эффект
абразивного отделения, и в этом случае эффект ударного горячего
прессования будет значительно сильнее.
При напылении композиционных материалов, например меха-
нической смеси карбида вольфрама с кобальтом, механизм форми-
рования покрытия уже другой. Анализ изменения соотношения
вольфрама и кобальта (см. рис. 32) показывает, что в начале
двухфазного потока в результате испарения Со имеется в основ-
ном WC. Передняя часть двухфазного потока, где отношение
W/Co > 30, не напыляется, а разрушает (пескоструит) подложку,
75
1ев сЛучае напыления твердого сплава типа ЁК в процессе 64-
мого напыления осуществляется активация подложки или преды-
дущих слоев покрытия. По указанной причине во многих случаях,
когда подложка выполнена из мягких материалов, подготовка
поверхности перед напылением смеси WC + Со или WC + Ni
и т. п. не является обязательной [29].
Как уже отмечалось выше (с. п. 1.7), при напылении мелко-
дисперсной смеси карбидов с металлами происходит плакирование
частиц карбида непосредственно в процессе ускорения частиц.
При ударе плакированной частицы о подложку нерасплавленное
Рис. 46. Схема формирования покрытия из плакированных частиц
ядро внедряется в подложку и при этом тормозится. Жидкая обо-
лочка движется по инерции и растекается по подложке
(рис. 46, а—г). Другие частицы попадают на горячий слой металла,
проникают в него и также входят в состав покрытия (рис. 46, д, е).
Когда частица попадает не на подложку и не на слой застывшей
оболочки, а на абразивную частицу, то она отскакивает (рис. 49, е).
Отскок частицы от твердых частиц карбида объясняется прежде
всего тем, что время взаимодействия в этом случае мало и плаки-
рующая оболочка не успевает растечься по поверхности и предот-
вратить отскок частицы. По этой же причине не удается нанести
твердосплавные покрытия на гладкую поверхность, имеющую
высокую твердость. При предварительной пескоструйной обра-
ботке (по методике, изложенной в п. 3.5) некоторые выступы,
деформируясь подобно пружинам, увеличивают время взаимодей-
ствия частиц, а впадины, уменьшают расстояние, которое необхо-
димо пройти плакирующей оболочке, поэтому удается получать
покрытия на подложках из материалов с любой твердостью.
На рис. 46, ж показана модель участка единичного слоя покры-
тия из плакированных частиц, здесь частицы закрепляются лишь
тогда, когда не попадают на частицы карбидов. Этим объясняется
малое значение коэффициента использования при напылении
механических смесей карбидов с металлами при малом объемном
содержании металла.
Определяющую роль при детонационном напылении, как пра-
вило, играют процессы взаимного влияния частиц друг на друга,
76
а также эффекты абразивного отделения и vnanwnm г.»
сования. Таким образом, отличия характеристик п2РЯЧеГ0 преС‘
покрытий от плазменных и газоплазменных объясня^г?аЦИОННЫХ
большей величиной скорости частиц при детонапиони^ « Т°ЛЬК°
Поэтому, по нашему мнению, даже если уХся ускХь
частицы при плазменном напылении до" скорости ~Мп м?„ е"^е
ства таких покрытий будут существенно S4me, “о^евоЙ
детонационных покрытии аналогичного химического craS
ГЛАВА 2
ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНЫХ ПАРАМЕТРОВ
ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ
Проблема выбора режимов напыления, обеспечивающих полу-
чение покрытий с необходимыми свойствами, является одной из
важнейших. Отсутствие теории, позволяющей определять режимы
расчетным путем, заставляет проводить оптимизацию на основа-
нии ряда соображений, основанных на изучении физико-химиче-
ских явлений, сопровождающих получение покрытий (см. гл. 1).
2.1. ОПТИМИЗАЦИЯ ПРОЦЕССА
ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ
Детонационное напыление — сложный многопараметрический
технологический процесс. Наши экспериментальные работы и
литературные данные показывают, что можно выделить ряд основ-
ных параметров, определяющих свойства детонационных покры-
тий. Основными физико-химическими независимыми характе-
ристиками следует считать следующие: 1) агрегатное состояние
частиц перед их взаимодействием с подложкой; 2) концентрацию
расплавленных частиц; 3) скорость частиц; 4) химический состав
и физические свойства материала частиц и поверхности подложки;
5) средний размер частиц; 6) распределение частиц по размерам;
7) геометрию поверхности подложки; 8) химический состав среды,
в которой расположена подложка; 9) температуру частиц; 10) тем-
пературу поверхности подложки перед напылением; 11) концен-
трацию частиц в различных частях двухфазного потока.
Ряд физико-химических характеристик, которые, несомненно,
имеют важное значение, могут быть определены на основании вы-
шеперечисленных. Большинство физических параметров невоз-
можно определить в производственных условиях. Оператор не-
посредственно может изменять лишь режим напыления, что,
в свою очередь, позволяет изменять физико-химические характе-
ристики частиц и подложки в момент формирования покрытия.
Основные технологические параметры по их значимости мож
77
расположить в следующем порядке: 1) химическим состав порошка*,
2) состав детонирующей газовой смеси; 3) средняя грануляция на-
пыляемого порошка (d); 4) расположение порошка в стволе в мо-
мент инициирования детонации; 5) дистанция напыления (L);
6) навеска порошка на один выстрел (тн); 7) режим подготовки
поверхности подложки; 8) температура подогрева подложки;
9) диаметр ствола; 10) длина ствола; 11) интервал между выстре-
лами; 12) доза газовой смеси на один выстрел; 13) состав газовой
смеси в стволе между выстрелами; 14) распределение частиц по
размерам.
В перечне параметров мы не указали химический состав мате-
риала подложек, который, как правило, определяется назначе-
нием напыляемой детали и поэтому не может изменяться опера-
тором. В технике детонационного напыления обычно удается полу-
чать высокую адгезию материала и подложки без промежуточных
слоев и без подогрева подложки. Поэтому эти вопросы мы не рас-
сматриваем. Вопрос о подогреве подложки подробно рассмотрен
в книге [42].. Как показано в [65, с. 99] в ряде случаев, например
при напылении меди на молибден, следует производить подогрев
подложки. Однако температура подогрева подложки, необходимая
для прочного соединения материалов, при детонационном напы-
лении значительно ниже, чем при плазменном. Во многих
случаях можно исключить подогрев подложек, если произведе-
на правильная подготовка поверхности перед напылением
(ем. п. 3.5).
Выбор состава напыляемого порошка в основном определяется
условиями, в которых будет работать покрываемая деталь. Этот
вопрос подробно изложен в литературе, например в монографии
[4] и работах [29, 42, 63].
Нами изучено изменение таких характеристик, как пористость
и газопроницаемость в покрытиях, сформированных из частиц,
входящих в различные части двухфазного потока. Выяснено,
что минимум пористости и газопроницаемости не соответствует
максимальной скорости частиц в начале потока, а соответствует
максимуму проплавления (минимуму а = А12О3, см. п. 1.6)
и максимуму концентрации расплавленных частиц (см.рис. 28 и 29)
Значит, обычно высказываемое предположение [29, 65], что опти-
мальными характеристиками обладают покрытия, полученные из
частиц е максимальной скоростью при напылении окиси алюминия,
не выполняется. Последнее подтверждается также теми извест-
ными фактами, что свойства покрытий в ряде случаев улучшаются
при разбавлении детонирующей смеси азотом и при увеличении
дистанции напыления [29, 53], хотя и то, и другое приводит к
уменьшению скорости частиц. Таким образом, обычно нельзя
оптимизировать процесс напыления по величине скорости частиц.
Необходимо использовать комплексный критерий, учитывающий
агрегатное состояние частиц, скоростные, тепловые и концентра-
ционные характеристики процесса.
78
Для оптимизации режимов детонационного напыли»
быть использованы известные методы, применяемы?» ? Могут
областях техники для определения оптимальных параме?пов И??ЫХ
ных технологических процессов. параметров слож-
Обычно оптимизация технологических параметров (фактов
производится одним из двух способов: путем проведения; S
однофакторных экспериментов или методом математического пРля
пирования. Для успешного применения последнего метода выпол'-
няются такие требования [11]: 1) выбирается лишь один универ
сальный параметр оптимизации; 2) выбранное множество фаХ
ров должно быть достаточно полным; 3) необходимо, чтобы по
верхность отклика в фазовом пространстве была непрерывной
гладкой и имела единственный оптимум. F ’
Строго выполнить указанные условия в случае детонационного
напыления практически невозможно из-за большого числа тех-
нологических параметров (факторов), влияющих на свойства по-
крытий, и из-за трудности выбора универсального параметра оп-
тимизации. Метод математического планирования можно приме-
нить для получения частного оптимума, варьируя технологиче-
ские факторы по одному из возможных параметров оптимизации.
Подобную работу целесообразно проводить при решении конкрет-
ных технических задач, когда улучшение параметра оптимизации
на несколько десятков процентов дает ощутимый экономический
эффект. С другой стороны, оптимизация, основанная на проведе-
нии серии однофакторных экспериментов, обладает целым рядом
достоинств: она позволяет судить о механизме процессов, произ-
водить оптимизацию сразу по различным параметрам, опреде-
лять корреляцию между различными характеристиками. Поэтому
указанный метод следует применять во всех случаях, когда не
ставится конкретная задача получения определенного покрытия
с заданным свойством, а проводятся широкие исследования. И,
наконец, при использовании метода математического планирова-
ния желательно предварительно произвести серию однофактор-
ных экспериментов для выбора правильной стратегии поиска, для
уменьшения числа шагов при наличии нескольких экстремумов
и т. д.
В настоящей книге проведена серия однофакторных экспери-
ментов для оптимизации процесса получения покрытия из окиси
алюминия на лабораторной установке (см. п. 3.2). Была опреде-
лена зависимость между четырьмя основными технологическими
факторами и рядом характеристик получаемых покрытий (см.
рис. 55).
Выбор параметра оптимизации или технической характери-
стики, экстремальное значение которой необходимо получи ,
является достаточно сложной и важной задачей. В литератур
больше всего обращается внимание на получение покрытии с м
симальной адгезией [29, 53, 65]. Однако если в случае плазмен-
ного напыления это действительно целесообразно [42 J, т
79
адгезия часто низка и поэтому обычно ограничивает возможность
практического применения, то при детонационном напылении ад-
гезия нередко значительно выше. Высокая адгезия детонационных
покрытий, полученных при условиях, близких к оптимальным,
обеспечивает возможность их механической обработки и сохране-
ние связи покрытия и подложки при эксплуатации [53, 65].
Кроме того, определение величины прочности сцепления детона-
ционных покрытий с подложками с достаточной точностью затруд-
нительно (см. п. 4.1).
Выбор в качестве параметра оптимизации износостойкости,
которая часто является основной характеристикой детонационных
покрытий [53], как правило, нецелесообразен, так как при обычно
используемых небольших нагрузках требуется длительное время
для получения заметного износа. Применение ускоренных испы-
таний при больших удельных нагрузках недопустимо из-за того,
что при увеличении нагрузок может изменяться механизм износа
(см. п. 4.7).
В случае электроизоляционных покрытий следует определять
электрическую прочность по методике, изложенной в п. 4.8.
Однако в настоящее время электроизоляционные детонационные
покрытия не нашли еще достаточно широкого применения. В то же
время не наблюдается достаточно четких корреляций между элек-
трической прочностью и другими характеристиками покрытий,
например пористостью [10].
Одна из основных характеристик, с которой в значительной
степени коррелируют все основные технические характеристики, —
пористость [56]. В свою очередь, с пористостью коррелирует коэф-
фициент фильтрации, который является значительно более чув-
ствительной характеристикой ([8], рис. 107) и может быть опреде-
лен достаточно быстро и с удовлетворительной точностью (см. п.3.5).
Практически всегда важное значение имеет производитель-
ность процесса напыления. В качестве величины, характеризую-
щей производительность процесса, используем среднюю толщину
покрытия на оси ствола, формирующегося в результате единич-
ного выстрела (Н), которую в дальнейшем для краткости будем
называть толщиной единичного слоя. Указанный критерий при
импульсных процессах напыления более удобен, чем критерии ис-
пользуемые для характеристики непрерывных процессов: масса
покрытия, нанесенного в единицу времени (производительность), G
или коэффициент использования порошка (3 [42].
По величине Н определяется число циклов, необходимых для
получения покрытия нужной толщины, так как число выстрелов -—
наиболее легко контролируемая характеристика детонационного
напыления. Производительность и коэффициент использования
порошка можно при необходимости определить на основании И:
R _п^Уп4ппукт . _ nHyndnnykT
И 4/Пн ’ V--------------•
80
Толщина покрытия, сформированного в
цикла напыления, невелика (3-30 мкм). Мерялась пеАиничного
для покрытий толщиной 100-200 мкм, которые пол^алГ™
многократном напылении, что снижало ошибку измеп₽«1ЛИ Л,"
Таким образом, при оптимизации процесса напылеНИя°в к!
честве основного параметра, характеризующего свойств
тнй, использовали коэффициент фильтрации К (см п 4 5? u JрЫ'
честве параметра, характеризующего производительность п£п
цесса, — высоту единичного слоя. ро"
Проведенная .таким образом оптимизация позволяет найти об
ласть, в которой находятся оптимальные значения технологиче*
еких параметров. Одни и те же условия, как правило, не обеспечи-
вают экстремальных значений всех основных технических характе-
ристик покрытий и производительности. В ряде случаев прихо-
дится выбирать компромиссные условия, чтобы, сохраняя доста-
точную производительность, добиваться удовлетворительного ка-
чества покрытий. Оптимизация процесса напыления на конкрет-
ную деталь может быть продолжена по основному техническому
параметру, например по износостойкости. При этом производится
варьирование технологических параметров вокруг найденных
ранее значений, оптимизированных по другой технической характе-
ристике, например коэффициенту фильтрации.
2.2. СОСТАВ ДЕТОНИРУЮЩИХ ГАЗОВ
При получении детонационных покрытий основными компонен-
тами газовой детонирующей смеси являются ацетилен и кислород
[29, 53, 65]. Свойства покрытий и производительность процесса
детонационного напыления в значительной степени зависят от
соотношения указанных газов и от степени их разбавления дру-
гими газами.
Выбор состава детонационной смеси можно производить с уче-
том данных, приведенных на рис. 19 и 47. Ограничением содер-
жания ацетилена в детонационной смеси является возможность
образования свободного углерода (сажи) в РезУльХат^,дДт?НгаЛИ)И
смеси, в которой отношение О2/С2Н2 меньше 1,20 (53 л I -
Наличие свободного углерода в покрытиях во многих ^У?^
недопустимо, так как он, обладая низкой прочностью и мало
гезией, является как бы дефектным включением, снижающим Р
ностные характеристики покрытия. Содержание кислород
56 % недопустимо при напылении легкоокисляющихся
Лов из-за опасности окисления компонентов напыляем
Таким образом^, при нанесении покрытий из
порошков, а также из сложных химических соединен , Р_•
MoS„ твердых сплавов WC + Со, WC + № и т. д, состав
Ционной ацетилено-кислородной смеси можно изме 56 %),
узком диапазоне (содержание кислорода в преде
81
при содержании кислорода выше
Рис. 47. Зависимость скорости продук-
тов детонации (/), теплоты реакции (2)
и их отношения (3) от содержания кис-
лорода в ацетилено-кислородной емеси
В то же время состав атмосферы при таком содержании кислорода
в смеси___является восстановительным для многих напыляемых
материалов [45].
В случае необходимости окисления материалов, а также при
нанесении окисных покрытий состав газа должен содержать до-
статочноезг количество кислорода. В активированном состоянии
окислительное действие атмосферы в стволе установки проявляется
55 %.
При использовании уста-
новки для карбидизации по-
рошкового материала следует
не только повышать содер-
жание ацетилена (выше 45%),
но и добавлять такие углерод-
содержащие газы, как этилен
и пропан [53].
При напылении в течение
первых ~ 1,5—2,0 мс после
начала истечения продуктов
детонации частицы практи-
чески полностью защищены
от кислорода воздуха исте-
кающими из ствола продук-
тами детонации (см. рис. 22).
Вторая часть потока из-за
падения давления истекаю-
щего газа изолируется от окружающей атмосферы в значитель-
но меньшей степени. Экспериментальные исследования, проведен-
ные методом сверхскоростной фоторегистрации (см. рис. 25, б),
показывают, что металлические порошки и продукты их испаре-
ния горят при соприкосновении е воздухом. Таким образом, в
покрытии возможно наличие окислов. Однако в настоящее время
нет таких работ, где рассматривается исследование содержания
окислов в покрытии.
Одним из путей управления процессом напыления является
добавка азота в детонирующую смесь газов. Разбавление азотом
смеси С2Н2 + Оа приводит к существенному изменению характе-
ристик продуктов детонации (табл. 14). Известны работы [29],
ccKoJ°pbIX Указывается> что разбавление азотом в количестве 25—
55 /о ацетилено-кислородной смеси позволяет существенно улуч-
шить характеристики покрытий из твердого сплава 1. Таким об-
разом, несмотря на существенное уменьшение скорости продуктов
детонации, а следовательно, и частиц, свойства покрытий могут
улучшаться. По-видимому, это обусловлено уменьшением испаре-
по«Л°°алЬ1а при понижении температуры. Однако уменьшить ис-
арение кобальта можно и без введения азота, например, увели*
\Пат. 2.972.550, 1961 гЛ(СЩД),
Таблица 14
Влияние азота на характеристики кислородно-ацетиленовых смесей [45]
Число молекул азота, добавляемых к смеси CjH, -f- О, Давление за детонационной волной, Па- 10^6 Температура за детонацион- ной волной, К Скорость, м/с
детонацион- ной волны продуктов детонации
0 50,2 4560 2960 1375
3 23,5 3300 2170 880
4 21,9 3110 2020 870
чивая объемную концентрацию напыляемого порошка (см. п. 1.5)
или уменьшая глубину загрузки (см. п. 1.4). Наличие азот,а в” про-
дуктах детонации может приводить к образованию хрупких ни-
тридов.
При напылении окислов при содержании кислорода в смеси
менее 56 % возможно их частичное или полное восстановление
в процессе детонационного напыления [53]. Для таких элементов,
как никель, кобальт, медь, восстановление их окислов достигается
при достаточно низкой температуре в атмосфере СО—СО2, присут-
ствующих в продуктах детонации (см. рис, 19), даже при относи-
тельно высоком содержании окисляющего элемента Н2О или СО2.
Окислы железа и вольфрама восстанавливаются при более низ-
ком равновесном содержании Н2О или СО2; окислы хрома, крем-
ния, марганца •— только при высокой температуре в отсутствие
паров воды, что при напылении не реально. Окислы циркония,
алюминия, бериллия могут восстанавливаться в водороде только
в присутствии геттеров — веществ, обладающих большим срод-
ством е кислородом, чем взаимодействующий элемент, так как
являются устойчивыми к продуктам детонации.
Таким образом, при нанесении покрытий с целью сохранить
исходный состав напыляемого материала необходимо учитывать
влияние активированной атмосферы продуктов детонации.
Напыление ряда окислов с точки зрения плазмохимических
процессов, возможных при детонационном напылении, может быть
проведено при содержании кислорода от 53 до 95 %.
Нами изучено также влияние соотношения детонирующих га-
зов на производительность процесса и качество покрытий при на-
пылении окиси алюминия грануляцией 1 и 20 мкм. Одновременно
определялось содержание нерасплавленного материала в порошке,
из которого сформировалось покрытие. Проведенная работа
(рис. 48, а) показала существование предельного содержания кис-
лорода, при котором не происходит формирования покрытия.
Покрытие из окиси алюминия практически не формируется при
содержании кислорода менее 54 и более 86 %. Ранее было пока-
зано, что основной характеристикой, определяющей свойства по-
крытий из А12О3, является степень проплавления напыляемых ча-
стиц (см, п. 1.9). Степень проплавления зависит от количества теп-
83
ялтм пилыяющейея при детонации «?„.„) (см. рис. 47, кривая 2)
нагрева, которое обратно пропорционально средней
” „₽„™“частиц в стволе. Скорость частиц должна быть связана
пвямо^пропорциоиальной зависимостью со скоростью продуктов
детонации и (см. рис. 47, кривая
И,мкм а^1г03,%
Рис. 48. Зависимость толщины единич-
ного слоя покрытия Н (У), коэффициента
фильтрации К (2) и а-фазы (3) при h —
=0,18 ± 0,04 мм: а — от содержания
кислорода в ацетилено-кислородной
смеси; б — от размера частиц напыля-
емого порошка
1). При фиксированных значе-
ниях грануляции, глубины
загрузки и величины навеки
порошка, степень плавления
пропорциональна QBbW/u (см.
рис. 47, кривая 3).
При содержании кисло-
рода 55 и 85 % величины
комплекса QBm/u приблизи-
тельно одинаковы и малы, что
приводит к резкому падению
величины И. Дополнитель-
ная причина, которая пре-
пятствует напылению порош-
ка при содержании кислоро-
да, близком к 50 %, как
отмечалось выше, — выделе-
ние свободного углерода.
Специально проведенные
эксперименты показали, что
если О2 < 53 % и О2 > 90 %,
то формирования покрытия
практически не происходит.
При уменьшении грануляции
допустимые пределы расши-
ряются, но незначительно.
Так, были получены покры-
тия толщиной 10—20 мкм
при 50—100 повторных вы-
стрелах, при содержании
кислорода около 50 % и гра-
нуляции!—10 мкм [9]. Ука-
занные покрытия, как пока-
зали повторные опыты, фор-
мировались лишь при неко-
торых выстрелах, когда в результате погрешностей при дозиро-
вании в газовой смеси был избыток кислорода 3—4 %.
При содержании кислорода менее 55 и более 80 % не удается
получить качественные образцы толщиной более 0,1 мм, что не
позволяет определять их технические характеристики.
Для порошка 20 мкм максимум тепловыделения, проплавле-
ния, толщины единичного слоя и оптимум свойств, в частности
газопроницаемости, совпадают (рис. 48, а). Для мелкодисперсной
киси алюминия (1 мкм) опыты показали, что минимум газопро-
84
йицаемости сдйигаеТся ё сторону большей скорости продуктов де-
тонации (—60 % О2), так как требуется высокая скорость, чтобы
в достаточной степени деформировать мелкие частицы.
Окисные материалы целесообразно напылять с использованием
стехиометрической смеси ацетилена и кислорода (—71 % О ).
Окислы, которые имеют температуру плавления ниже 2100 °C
(например, FeO2, А12О2) могут быть напылены при изменении со-
держания кислорода в достаточно широких пределах (см. рис. 51).
При напылении более тугоплавких материалов, таких* как
Сг2О2, ZrO2, необходимо строго выдерживать стехиометрическое
соотношение газов. При этом следует также строго фиксировать
другие параметры (см. пп. 2.3—2.6). При напылении окислов не-
целесообразно разбавлять газовую смесь азотом или другим флег-
матизирующим газом.
Для напыления желательно использовать достаточно чистые
газы. Обычно используется баллонный кислород первого сорта
(ГОСТ 5583—68) и баллонный ацетилен (ГОСТ 5457—60). В ряде
случаев получают и используют карбидный ацетилен.
В литературе нет сведений о влиянии чистоты газов на процесс
детонационного напыления и свойства детонационных покрытий.
Практика детонационного напыления показывает, что при боль-
ших расходах ацетилена в дозатор газовой смеси попадает значи-
тельное количество ацетона, а это препятствует нормальной работе
всего устройства.
Для напыления в принципе могут быть использованы различ-
ные смеси газов. Однако согласно полученным нами и имею-
щимся в настоящее время литературным данным, для напыления
большинства материалов окислов достаточно тугоплавких метал-
лов, металлокерамики, керметов наиболее целесообразно исполь-
зование смеси кислорода с ацетиленом в приведенных выше соот-
ношениях. Для напыления легкоплавких металлов, например А1,
могут быть использованы смеси природного газа с воздухом, что
значительно понижает стоимость напыления.
Вопрос замены ацетилена и кислорода является весьма актуаль-
ным и с экономической точки зрения (так как эти газы дороги),
и с точки зрения техники безопасности (ацетилен взрывоопасен).
Однако в литературе практически нет никаких рекомендаций по
применению для получения покрытий из наиболее широко приме-
няемых достаточно тугоплавких материалов каких-либо других
газовых смесей помимо С2Н2 + О2, лишь в ряде случаев реко-
мендуется вводить газоразбавители.
2,3. ОПТИМАЛЬНАЯ ГРАНУЛЯЦИЯ НАПЫЛЯЕМОГО ПОРОШКА
Одним из важных параметров напыления является грануляция
порошка. Выбор необходимой грануляции осложняется тем факто-
ром, что обычно неизвестен даже порядок величины грануляции^)
В отличие от состава газа, который одинаков или близок для ма-
85
териалов одного класса, например металлов или окислов, размер
частиц необходимо выбирать для каждого вещества индивидуально.
По нашему мнению, условия напыления всех материалов
должны быть таковы, чтобы, по крайней мере, часть напыляемого
материала плавилась в стволе установки, но в то же время необхо-
димо, чтобы значительная часть его не испарялась. Как отмеча-
лось в п. 1.9, положительное влияние при определенной грануля-
ции оказывает непроплавленный «хвост» двухфазного потока, со-
стоящего из наиболее крупных .и сравнительно медленных час-
тиц порошка.
Наиболее простым методом определения степени проплавле-
ния является напыление порошков в воду. Изучая частицы под
микроскопом, можно определить, какой процент частиц сферо-
идизирован и оплавлен, т. е. доведен до состояния плавления
[29, 651.
Находя условия, при которых оплавленные частицы состав-
ляют 50—75 %, можно определить предельно допустимую грану-
ляцию порошка.
Установлено, что никель, кобальт и медь в детонационной
установке можно нагревать до температуры плавления, если раз-
мер частиц не превышает 70—80 мкм. Чем мельче частицы и чем
дольше они находятся в продуктах детонации, тем большее коли-
чество сфероидизированных частиц расплавляется. Материалы
с низкой температурой плавления (олово, свинец, магний, цинк,
алюминий) могут напыляться при размере частиц до 150 мкм.
Хром более успешно напыляется при размерах частиц, не превы-
шающих 50 мкм [65, 53]. Молибден и ниобий можно напылять при
грануляции порошка 10—30 мкм.
Использование порошков слишком мелкой грануляции при-
водит к уменьшению коэффициента использования, что связано
с их испарением. Так, при напылении меди грануляцией <50 мкм
коэффициент использования порошка может уменьшаться до
20 % ([65], с. 195).
Выбор размера частиц композиционных материалов более
сложен. В случае когда требуется, чтобы расплавились оба мате-
риала, обычно смешивают материалы с разной грануляцией так,
чтобы условия нагревания и плавления были близкими. Однако
это обычно не удается. Установлено х, что в случае напыления
смеси А12О3 с Сг2О3 соотношение компонент в покрытии изменяется
в сторону увеличения содержания окиси алюминия.
Исследованы производительность процесса напыления, каче-
ство покрытия и степень проплавления частиц А12О3, из которых
формируется покрытие, в зависимости от грануляции используе-
мого порошка. Для напыления использовался порошок, грануло-
метрической состав которого определялся ГОСТ 3647—71
(таол. 1Р), а химический состав — ГОСТ 2115—71 (>99 % А12О3).
1 Пат. 3505828, 1964 г. (США).
86
Таблица 15
Зерновой состав микропорошков и тонких микропорошков
по ГОСТ 3647—71 н
Обозна- чение номера зерни- стости Наименование фракций
Предельная Предель- ная + + крупная Основная Комплекс- ная Мелкая
МКМ % (не более) МКМ % (не более) МКМ % (не более) мкм % (не более) мкм (меньше) % (не более)
М5-Д 10—7 7 10—5 33 5—3 37 <5 67 з 30
М10-П 20—14 4 20—10 25 10—7 45 10—5 65 5 1П
М20-П 40—28 3 40—20 20 20—14 50 20—10 70 10 10
М28-Н 50—40 3 50—28 27 28—20 45 28—14 65 14 8
М40-Н 63—50 3 63—40 22 40—28 45 40—20 70 20 8
М50-П 80—73 1 80—50 17 50—40 50 50—28 75 28 8
Установлено, что образование покрытий при использовании
порошка дисперсностью более 70 мкм невозможно ни при каких
условиях изменения состава газа, дистанции напыления, глубины
загрузки и характера подготовки поверхности подложки.
При нанесении покрытий порошками мельче 56 мкм была заме-
чена следующая закономерность: чем мельче порошок, тем шире
диапазон изменения параметров, определяющих условия форми-
рования покрытий.
Эксперименты проводились при глубине загрузки I = 0,5 м,
дистанции напыления L = 0,1 м, содержании кислорода 61 %,
ацетилена 39 %. Для порошков различной грануляции Шн =
— 55 ± 1,5 мг.
Содержание газов в смеси измерялось с точностью ±0,5 %
(см. п. 3.2), дистанция напыления и глубина загрузки — с точно-
стью ±1 мм и ±2,5 мм соответственно.
На рис. 48, б приведены уточненные данные о влиянии грану-
ляции на исследованные характеристики при фиксированных
значениях остальных параметров.
Зависимость толщины единичного слоя (рис. 48, б, кривая 1)
имеет максимум и резко падает при грануляции более 40 мкм.
Было зафиксировано существование критической (предельной)
грануляции порошка окиси алюминия, из которого возможно
образование покрытий (50—63 мкм).
Невозможность получить покрытие из крупнодисперсного по-
рошка объясняется особенностями формирования единичного
слоя при взаимодействии с подложкой протяженного двухфаз-
ного потока, состоящего из напыляемых частиц и продуктов дето-
нации (см. п. 1.7 и 1.8).
При увеличении средней грануляции напыляемого порошка
эффект абразивного отделения резко усиливается (см. п. 1.8),
87
так как возрастают размер и кинетическая энергия наиболее круп,
ной фракции частиц, образующих «хвост» двухфазного потока.
При грануляции d — 60 -г 100 мкм и более кинетическая энер>
гия этих частиц достаточна для отделения даже наиболее прочных
подслоев, содержащих минимум корунда, т. е. для полного отде-
ления покрытия. При увеличении размера напыляемого порошка
всегда наблюдается увеличение кинетической энергии, несмотря
на уменьшение скорости. Это объясняется рядом факторов, глав-
ный из которых заключается в том, что масса частиц пропорцио-
нальна третьей степени радиуса. В то же время кинетическая энер-
гия зависит лишь от квадрата скорости, а скорость изменяется
значительно медленнее, чем радиус. Например, по эксперимен-
тальным данным (см. рис. 26), максимальная скорость частиц
окиси алюминия при грануляции 1 мкм ~700 м/с, а при грануля-
ции 20 мкм 400 м/с. Таким образом, при изменении грануляции
от 1 до 20 мкм средняя кинетическая энергия частицы увеличи-
вается приблизительно в 2500 раз. По расчетным данным, при
изменении размера частиц от 5 до 50 мкм скорость на выходе из
ствола уменьшается (при наиболее типичном значении ти — 2 мс)
от 660 до 480 м/с, т. е. средняя кинетическая энергия частиц
увеличивается приблизительно в 500 раз, соответственно растет и
их разрушающее воздействие.
При уменьшении грануляции в интервале 20—60 мкм кинети-
ческая энергия «хвостовых» частиц недостаточна для отделения
всего слоя, но, по-видимому, достаточна для разрушения и отде-
ления менее прочных подслоев, содержащих значительное коли-
чество корунда. В этом случае эффект абразивного отделения иг-
рает положительную роль, так как отделяются дефектные подслои,
имеющие низкие технические характеристики, что приводит
к улучшению характеристик покрытия в целом. Отсюда видно, что
эффект содержания а = А12О3 при данной грануляции не может
возрасти больше определенной критической величины. Например,
при напылении порошка крупнее ~20 мкмэта величина равна 25 %.
Увеличение грануляции порошка (d > 30 мкм) должно приводить
к увеличению доли нерасплавленных частиц (а — А12О3) в двух-
фазном потоке, однако увеличения содержания корунда в покрытии
не наблюдается, а средняя толщина единичного слоя и коэффи-
циент использования уменьшаются.
При напылении частиц 1—3 мкм эффект абразивного отделения
практически не проявляется из-за малой кинетической энергии
частиц. При напылении порошка крупнее 20 мкм удар наиболее
крупных «хвостовых» частиц приводит к образованию трещин
в покрытии, которые являются причиной увеличения коэффи-
циента фильтрации (рис. 48, б). При напылении 20 мкм порошка
трещины в покрытии также образуются (см. рис. 39, а), но их
размеры невелики и величина К минимальна.
Изложенное выше показывает, что кинетическая^энергия ча-
стиц при напылении порошков, которые могут оказывать абразив*
S8
w.
a)
20
w
Л0-
^10$
0L
10 20 30 ЦО 50 60
Т^выстрвл/мим
Рис. 49. Зависимость содержания
a-фазы в покрытии от скорострель-
ности детонационной установки:
а — 20 мкм; б — 40 мкм; h =“
= 0,18 ± 0,04 мм
йое воздействие, должна быть ограничена Ё пп
покрытие не образуется или оно будет дефёктньшИВН°М СЛ№
Падение величины единичного слоя при уменьшении г
ции частиц объясняется, по-видимому, захватом “Хи ^"уля'
гяза. обтекающим подложку (42], с 481 Пп,. , астиц потоком
S К оценке качества к "про'кзв'од^но^ XS"°“ пвд'
ния и При использовании лабораторной устанет™7Г напыле’
“куияйя порошка ~20 мкм.”Пр£ КВД™
блюдаются достаточное проплавление порошка (рис 48 L
сительно высокое качество покрытий и удовлетворительная
изводительность процесса. F ая ПР°"
| Нами были проведены исследования зависимости свойств по
крытий из А12О3 от грануляции при напылении на автоматической
установке со скорострельностью
до 1 выстрел/с [12], при исполь-
зовании дозатора инжекционного
типа [61 ]. Опыты показали, что
оптимальная грануляция порошка
40 мкм, т. е. в два раза больше
необходимой для лабораторной
установки. Это объясняется не-
сколько большей температурой
продуктов детонации и самого по-
рошка, который в дозаторе нагре-
вается до 373 К, что облегчает его
плавление. Указанное выше под-
тверждает зависимость содержа-
ния корунда в покрытии от скорострельности (рис. 49), которая
показывает, что при увеличении скорострельности содержание
корунда, а следовательно, доля материала покрытия, сформиро-
ванного из нерасплавленных частиц, уменьшается. Одной из при-
чин интенсификации процессов теплообмена является тот факт,
что частицы напыляемого порошка при использовании инжекцион-
ного дозатора впрыскиваются в продукты детонации, а_не нахо-
дятся на поверхности ствола.
Максимальные размеры частиц, которые можно напылять на
лабораторной и автоматической установках, различаются мал
(50—63 мкм). Это объясняется тем фактом, что при размереч
больше указанного (d S 100 мкм) кинетическая энеРгаа
Достаточна для отделения даже наиболее качественного р •
Необходимо отметить, что абразивное отделение р
частицы окиси алюминия, нагретые до темпераЗуР_п ~оования
и выше, т. е. являющиеся при малых скоростях д ф Р ама
пластичными [48]. Для материалов типа карбид ^ются
которые при условиях детонационного напылени_ эффект
пластичными и, кроме того, имеющие большую п' твеНцО Мень-
абразивного отделения может наблюдаться при^ УЩ иЧНЫХ
ших значениях грануляции. Для легкоплавких й плас
О’*
материалов, таких, как А1 или Си, предельная грануляция значи-
тельно больше, чем для А13О3 (150—300 мкм). Для тугоплавких
металлов типа Mo, Nb предельная грануляция частиц ненамного
отличается от предельной грануляции для окиси алюминия.
‘Во многих случаях оптимальную грануляцию порошка можно
оценить, зная предельную грануляцию, т, е. максимальный раз-
мер частиц данного материала, из которых можно образовать по-
крытие. Обычно можно принять, что оптимальная грануляция
равна половине предельной. Подобный подход неприменим для
композиционных материалов, для них оптимальный размер ча-
стиц выбирается, учитывая конкретный механизм процессов, со-
провождающих детонационное напыление^ Так, получение каче-
ственных покрытий из механической смеси порошков карбида
вольфрама и кобальта целесообразно производить из мелкодис-
персного порошка (2—5 мкм), так как в этом случае происходит
плакирование значительной части частиц при движении в стволе
установки (см. п. 1.5). Минимальный размер частиц лимитируется
процессом испарения Со, который приводит к уменьшению коэф**
фициента использования.
Во многих случаях весьма трудно найти предельную грануля-
цию порошка, особенно затруднено определение оптимальной
грануляции тугоплавких материалов.
Оценку размера следует производить на основании данных по
оптимальной грануляции окиси алюминия [53] при допущении,
что процессы получения покрытий из различных окислов подобны.
Теплопроводность окисных частиц мала, и как правило, для них
коэффициент Bi >1, где Bi = Для окислов с низкой тепло-
проводностью процессы теплообмена лимитируются процессом
переноса тепла с поверхности в глубь частицы.
Произведем упрощенный анализ процессов теплообмена. Пред-
положим, что процесс ускорения и плавления частицы можно ха-
рактеризовать средними значениями ускорения а напорного дав-
ления р11ап, температуры продуктов детонации Тг. Из условия
равенства количества теплоты, получаемой частицей, количеству
теплоты, необходимой для нагревания до температуры плавления
Тяя и для плавления частиц, получили выражение для размера
частиц
(^Г — Тпл)а
1/3
j
, ( I \ V3
d =_ д’ / ______ 1 __________________________
\ Рнап ] | [Сч (7*пл — Т’в) + ?п]2 Рч
(2.1)
где Ад — безразмерный коэффициент; TR = 293 К. Оптимальное
значение комплекса А = К,а (1/рна11)1/3, определенное на основа-
нии экспериментов с А12О3, для лабораторной установки
2,08'10“® м/Н1/3, для автоматической установки, 4,15-1б“8 м/Н1/3,
максимальное значение этого комплекса, при котором еще форми-
руется покрытие, 5,2'10“® м/Н1/3.
Изменение глубины загрузки I и давления, которое продукты
оказывают на единицу поверхности частицы при ее движении,
90
Оптимальная и максимальная грануляция частиц, L™ " " * * 16
Окислы Р, Ч Г пл Сч ^опт Л ^опт А ^тах м
« W •-0I JM ' Вт (мПс) V к HS 1 О К * Т О И- й мкм КГ КМОЛЬ
А1гО3 ZrO2 Сг2О3 Ti°2 ВеО MgO 3,97 5,56 5,21 4,17 3,01 3,58 5,5 2,0 12,5 3,3 27,0 7,0 2290 2960 2610 2110 2840 3070 0,77 0,44 0,79 0,79 1.Q2 0,94 10,65 7,07 6,95 8,38 28,50 19,35 20 4 25 15 20 6 40 8 50 25 40 11 50 10 65 35 55 15 102 123 152 80 25 40
принЯтаРрНавМной за200Ик: ТеМПерат^а газа> нагревающего частицы, при расчете
сказывается сравнительно мало, так как эти величины входят
в степени 1/3, поэтому полученные данные мало отличаются при
изменении ряда параметров, в частности I.
В табл. 16 приведены теплофизические характеристики, а
также значения оптимальных и максимальных значений грануля-
ции для ряда окислов.,
Когда используемый порошок другого окисла имеет сущест-
венно отличающееся распределение по размерам, то и средний раз-
мер пор может оказаться иным. Если распределение более широкое
в сторону крупных частиц, то оптимальная грануляция (средний
диаметр) несколько ниже, чем указано в табл. 16. MgO является
летучим, и попытки получить из него покрытия обычными спосо-
бами не увенчались успехом. По-видимому, в стволе установки
получается смесь пара и твердых частиц MgO. Как отмечалось,
из твердых частиц, даже если они достаточно пластичны, как MgO
при температуре около 2270 К [48], покрытия не образуются.
При напылении ВеО и Сг2О3 возможно отклонение от рекомендуе-
мых значений (табл. 16) из-за того, что теплопроводность указан-
ных материалов высока и Bi^l, поэтому реальные оптимальные
значения несколько меньше приведенных-^ таблице. Еще одним
фактором, в достаточной мере неопределенным, является вели-
чина Тг, и, кроме того, часто не выполняется условие равен-
ства Тг при напылении Д12О3 и другого окисла. П,тппп₽.
Таким образом, оптимальная грануляция частиц,
деляют по формуле (2.1), ориентировочна. Однако под *
ночная величина чрезвычайно упрощает процесс пеше-
ствительной оптимальной грануляции. Как * Полу-
нин практических задач можно использовать гра у
ченную указанным методом.
2.4. ГЛУБИНА ЗАГРУЗКИ И ДИСТАНЦИЯ НАПЫЛЕНИЯ
Рис. 50. Зависимость скорости (2, 3) и темпера-
туры (/, 4) частиц на срезе ствола, ускоренных
продуктами детонации стехиометрической аце-
тилено-кислородной смеси, от глубины загруз-
ки порошка: для частиц 5 мкм (3, 4); для частиц
50 мкм (/, 2)
Параметры, в особенности дистанция напыления, т. е. расстоя-
ние от открытого конца ствола до обрабатываемой поверхности,
являются наиболее легко изменяемыми, от которых в значитель-
ной степени зависят свойства покрытий.
Во многих работах исследуется влияние глубины загрузки на
адгезию металлов, в основном никеля и твердого сплава типа ВК
[29]. Приведенные в работе [65] технические характеристики
покрытий позволяют
судить лишь о выборе
оптимальной глубины
загрузки по максималь-
ной величине 0 для по-
крытий из меди и твер-
дого сплава типа ВК8
(/р) и по максимальной
адгезии (1а).
Для оценки опти-
мальной величины глу-
бины загрузки I был
проведен'расчет\скорос-
ти и средней температу-
ры частиц на выходе из
ствола (рис. 50) по ме-
тодике, приведенной в
работе [18] (см. п. 14)
для частиц радиусом 5
и 50 мкм. Кривые по-
добн'ы зависимостям гцч
и Тч от времени истече-
ния (см. рис. 24, пп. 1.4
и 1.6). Как уже отмечалось, первый максимум на кривых ско-
рости и температуры не реализуется, так как реальные условия
напыления существенно отличаются от идеальной модели, для
которой производится расчет.
Влияние дистанции напыления на свойства покрытий рассмо-
трено в значительно меньшей степени. Достаточно подробно ис-
следовано влияние этого параметра на коэффициент использова-
ния порошка твердого сплава (рис. 51) [65 ]. Для всех материалов
увеличение дистанции напыления приводит к уменьшению ₽-
Оптимальное значение I зависит от многих факторов и, в част-
ности, от того, по какому параметру проводится оптимизация.
Наиболее надежным методом оптимизации является прямое экс-
периментальное определение свойств покрытий при изменении
глубины загрузки, а также и других Параметров. При этом может
быть использован метод математического планирования или
проведена серия однофакторных экспериментов.
92
Нами были исследованы зависимости производительности
торую характеризуем величиной Н, качества покрытия Ти’етТ
пени проплавления порошка в момент формирования покрытий
от глубины загрузки и дистанции напыления покрытий
Найденные зависимости характеристик покрытий от глубины
загрузки (рис 52) показывают, что для крупСодиспе^сиого“о-
рошка (20 мкм) существует предельная глубина, при превышай" и
которой степень проплавления не увеличивается. Это, по-видимому
объясняется тем, что время тй, в течение которого темпеоатупа
в стволе выше температуры плавления Тпл, невелико и уже при
прекращается. н
0,5
o,t
5/
О,
50 100 150 200 250 1,мм
Рис. 51. Зависимость коэффициента
использования fj-порошка твердого
сплава от дистанции напыления L.
Глубина загрузки:
1 — 300 мм; 2 — 100 мм; 3 — 700 мм 1651
зависимостью степени проплавле-
движении и стволе плавление
Для мелкодисперсного I по-
рошка (1 мкм) время ^пребы-
вания в трубе значительно мень-
ше, так как порошок быстро
ускоряется, и поэтому даже
при глубине загрузки 1 м’время
нахождения в стволе все еще
меньше ти и нагревание частиц
продолжается в течение всего
времени их ускорения.
Величина единичного слоя
для порошка дисперсностью
20 мкм (рис. 52, кривая /) не-
значительно зависит от глубины
загрузки в интервале 0,75—
1,0 м, что объясняется слабой
ния порошка при изменении I в этом интервале. В свою очередь,
величина Н в основном определяется степенью проплавления
порошка. Коэффициент фильтрации при этом увеличивается из-
за уменьшения скорости частиц при одинаковой степени про-
плавления (см. рис. 50).
Для порошка 1 мкм максимум толщины единичного слоя и
минимум газопроницаемости не совпадают с максимумом проплав-
ления. Это, вероятно, объясняется значительно большим влия-
нием скорости частиц (особенно величина Н уменьшается при уве-
личении глубины загрузки I > 0,7 м) на свойства покрытии при
напылении мелкодисперсного порошка. Уменьшение скорости
мелкодисперсных частиц при увеличении глубины загрузки пр
исходит, по-видимому, быстрее, чем падение температуры до
пературы плавления (гн > гуск), так как оч для мелкодиспер
порошка значительно выше. При этом процесс плавления пр д
жается (содержание А1аО3 уменьшается), процес У Р
ния сменяется замедлением, а в результате качество п р
повышается. . можно
Падение величины Н при увеличении глубины загру .
объяснить увеличением доли испарившегося П0Р° летона-
тате увеличения времени воздействия горячих пр ДУ
93
пии Для порошка грануляцией 20 мкм и более влияние испарения
несущественно. Таким образом, существует определенная опти-
мальная глубина загрузки А12О8 (~0,75 м).
На рис. 53 показана зависимость характеристик покрытий от
расстояния между открытым концом ° ствола и подложкой L,
которое принято нззывзть дистянциеи нзпыления.
Полученные результзты можно объяснить, рзссмзтривая про-
цессы, происходящие в двухфазном потоке (см. п. 1.5).£Поток
Рис. 52. Зависимость толщины еди-
ничного слоя Н (/, 2), коэффициента
фильтрации (3, 4) и содержания
а-фазы (5, 6) от глубины загрузки I.
Грануляция порошка*
i, 4, 5 — 1 мкм; 1, 3, 6 20 мкм; h —
= 0,18 — 0,04 мм
Рис. 53. Зависимость толщины еди-
ничного слоя Н (3, 4), коэффициента
фильтрации К (/, 2) и содержания
а-фазы (5, 6) от дистанции напыле-
ния L:
1, 4, 5 — 1 мкм; 2, 3, 6 — 20 мкм; h
= 0,18 ± 0,04_мм
неоднороден, причем как степень проплавления, так и скорость
частиц пропорциональны времени взаимодействия частиц с бы-
стрыми и горячими продуктами детонации. При движении потока
в нем происходит непрерывное перераспределение частиц, и он
растягивается. Медленные, непроплавленные частицы отстают,
а быстрые расплавленные — уходят вперед. При увеличении рас-
стояния первые подслои единичного слоя обедняются а =» А12О3,
а затем содержание корунда резко возрастает. 1
При напылении крупнодисперсного порошка (например, 20 мкм)
из-за указанного выше (см. пп. 1.9 и 2.3) эффекта абразивного от-
деления слои, обогащенные корундом, удаляются. Критическое
содержание а «= А12О8 около 25 %, поэтому уменьшение массы
напыленного порошка и величины Н .происходит быстрее, чем
уменьшение содержания корунда (40 "и 10 % соответственно —
94
рис. 53, кривые 3, 6). Это объясняется тем, что при отделении и™
слоя, содержащего т граммов корунда массовой долей 25 %
общая масса отделенного покрытия примерно равна 4m (плет
ности а- и Х-А1аО3 отличаются незначительно) '
Резкое уменьшение величины Н при напылении порошка гпа-
нуляцией 1 мкм (L - 60-г 100 мм) нельзя объяснить тол “ко пе Л
распределением частиц в двухфазном потоке и рассеиванием мелко-
дисперсного порошка. Необходимо учитывать возможность значи
тельного изменения гранулометрического состава при напыле
нии мелкодисперсного порошка, что связано с процессами испаре-
ния, конденсации и агрегирования частиц. По указанным причи-
нам двухфазный поток при грануляции 1 мкм, видимо, включает
в большинстве случаев частицы в интервале от 0,1 до 10 мкм
Основной причиной резкого падения величины Н (см. рис. 53*
кривая 4) является захват частиц напыляемого порошка продук-
тами детонации, огибающими подложку ([42], с. 48). При умень-
шении скорости частиц (при изменении L от 60 до 100 мм) крити-
ческий размер ненапыляющихся частиц увеличивается и стано-
вится больше преобладающего размера (~1—3 мкм). При дистан-
ции 100 мм и более, по-видимому, напыляются лишь сравнительно
крупные агрегаты частиц, содержание которых невелико (~10—
20 %) и соответственно малы Яир. Дальнейшее увеличение рас-
стояния приводит к медленному уменьшению величины Н и свя-
зано с перераспределением крупных частиц (агрегатов 5—10 мкм)
в потоке. Уменьшение содержания а = А12О3 в покрытии и про-
центное уменьшение величины Н при L > 100 мм практически
совпадают, что подтверждает отсутствие эффекта абразивного
отделения при напылении мелкодисперсного порошка.
Эксперименты показали, что при дистанции напыления менее
60 мм происходит при указанных выше условиях частичное от-
слоение и растрескивание покрытия. Это обусловлено рядом при-
чин: воздействием продуктов детонации на подложку и усилением
влияния эффекта абразивного отделения, которое обусловлено
увеличением скорости частиц и понижением прочности слоев из-за
увеличения содержания в них непроплавленных частиц при умень-
шении дистанции напыления. Определение величин К и Я в этом
случае затруднительно. При дистанции 60 мм в ряде случаев на-
пыленный слой покрыт сетью трещин. Еще одной из причин, при-
водящих к разрушению покрытий при малых дистанциях
ления, являются термические напряжения, возникающие в
крытии. Для единичного слоя напряжения, ?O3H2I!^ui“ ИцЫ
формировании слоя, тем больше, чем в большей степ -PMneDa-
перегреты выше температуры плавления. Чем вы CTenfHII
тура плавления напыляемого материала, тем в меньш ой
перегреты частицы и тем меньше дистанция _ случае
можно получить качественные покрытия. Напр Р’ и 2q мм
двуокиси циркония покрытия можно получить а р ечалось>
от открытого конца ствола. Окись алюминия,
95
Таблица i?
Условий получений детонационных покрытий из некоторых материалов
Материал Отношение о,/сан, Глубина за- грузки 1, мм Дистанция напыления L, мм Навеска по- рош ка, мг Грануля- ция, мкм Длина ство- ла, м Диаметр 1 ствола, мм 1
А12Оз > 99 % 2,5 750 150 50 20—40 2,0 20
WC 4- Со (8—20) % 1,2 300 150 200 1—5 1,6 16
(механическая смесь) WC 4- Со (8—20) % 1,2 300 150 200 10—20 1,6 16
гомогенный сплав) Си 1,2 300 100 300 50—80 1,8 20
75Сг3Са 4" 25NiCr 1,2 300 100 200 40—50 2,0 20
следует напылять при дистанции более 60 мм. При получении по-
крытий из ферритов, имеющих температуру плавления около
1870 К, необходимо дистанцию напыления увеличивать до 200 мм,
чтобы в полете частицы успели остыть до температуры плавления.
В случае напыления металлических или металлоподобных по-
крытий с высокой пластичностью из-за малого влияния эффекта
абразивного отделения влияние термических напряжений менее
существенно. Поэтому дистанция напыления может быть регули-
руема в более широких пределах. Некоторые рекомендуемые зна-
чения технологических параметров напыления, в том числе I
и L, приведены в табл. 17.
Выбирая значения параметров напыления, необходимо пом-
нить, что они по-разному влияют на производительность и свой-
ства покрытий. Особенно показательной в этом плане является
дистанция напыления. Как показано на рис. 51 и 53, максималь-
ные значения производительности и коэффициента использования
порошка наблюдаются при минимальной величине L (60 мм),
но качество покрытий при этом низкое. Обычно выбирается ком-
промиссный режим напыления, который в каждом конкретном
случае определяется, назначением детали.
2.В. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ СТВОЛОВ
ДЕТОНАЦИОННО-ГАЗОВЫХ УСТАНОВОК
Для получения качественных покрытий необходимо выбирать
определенные значения диаметра и длины ствола установок. Си-
стематических исследований влияния указанных параметров на
свойства покрытий чрезвычайно мало.
В работе 129] показано, что увеличение диаметра ствола от 12
до 22 мм может приводить к росту (на 100 %) скорости частиц ни-
келя. В книге ([65], с. 195) приведены примеры существенного
влияния диаметра и длины ствола на коэффициент использования
порошка р,
«6
5
a)..
a-io, м/t
15
I
\3
2 T-lofy
“1/
Увеличение длины ствола Приводит к росту скорости и темпепа-
туры частиц на выходе из ствола при напылении крупных X
(>50 мкм), особенно в случае их высокой плотности (см. Табл 10?
Влияние диаметра ствола прежде всего обусловлено поонес-
сами отвода тепла в стенки. Это приводит к уменьшению средних
значений температуры и ско- -
роста продуктов детонации
при уменьшении диаметра
ствола [19J (рис. 54, а). Наи-
более существенно указанное
уменьшение температуры
продуктов детонации влияет
на процесс напыления высо-
котемпературных материа-
лов, например окислов или
тугоплавких металлов. На-
пример, при напылении А12О3
в стволе диаметром 50 мм
процесс плавления продол-
жается более 2 мс практиче-
w
4
ски в любой Точке ствола, а
при диаметре ствола 25 мм
уже через 2 мс после начала
истечения продуктов детона-
ции процесс плавления у
выхода из ствола сменяется
охлаждением (рис. 54, б).
Таким образом, при на-
пылении тугоплавких мате-
риалов для получения доста-
точно высокой производи-
тельности напыления и
высокого качества покрытий
диаметр ствола следует вы-
-бирать не менее 20 мм. Мак-
симальный размер ствола,
42
2
Рис. 54. Изменение температуры и ско-
рости продуктов детонации внутри ство-
ла: а — в момент начала истечения; б —-
через 2 мс. Диаметр ствола:
1 — oof 2 — S см; 3 — 2,5 см
как правило, не превышает
50 мм. Указанное ограничение обусловлено техническими при-
чинами; высоким уровнем шума, большим объемом газа, необходи-
мым для единичного выстрела, и т. д.
Следует отметить, что влияние диаметра ствола не является
однозначным. Так, при напылении легкоплавких материалов,
например меди, при увеличении диаметра ствола коэффициент
использования может значительно уменьшиться ([65], с. 195),
что обусловлено интенсификацией процессов испарения из-за
более высоких значений температуры продуктов детонации. Кроме
того, в стволе большего диаметра смесь детонирующих газов вблизи
открытого конца на его оси. значительно в меньшей степени раз-
97
4 С. С. Бартенев и др.
бавлена воздухом й продуктами дёТонаций, осТаВШймйсй посДё
предыдущего выстрела, по сравнению со стволами меньшего диа-
метра. По указанной причине резко уменьшаются минимальные
значения глубины загрузки, при которой начинаются процессы
плавления и испарения порошка.
Нами было изучено влияние диаметра ствола в интервале
13—21 мм на процесс напыления окиси алюминия. Установлено,
что по мере увеличения диаметра коэффициент использования по-
рошка и качество покрытий улучшаются. Особенно резкое изме-
нение процесса наблюдается при переходе от стволов диаметром
13 мм к стволам диаметром 16 мм.
Увеличение диаметра больше, чем это необходимо для обеспе-
чения условий плавления значительной части напыляемого по-
рошка, может привести не к улучшению, а к ухудшению свойств
покрытий и к уменьшению производительности из-за процессов
испарения.
Длина ствола может варьироваться (при напылении окисных
материалов принималась в интервале 1—5 м). В то время как в ин-
тервале 1—2,5 м наблюдается заметное улучшение качества по-
крытий и производительности процесса, при дальнейшем увели-
чении длины такого улучшения не наблюдается, т. е. оно нецеле-
сообразно.
Для напыления могут быть использованы стволы с различной
формой сечения, например с квадратной. При этом процесс дето-
национного напыления, а также технические характеристики по-
крытий и коэффициент использования порошка существенно не
изменяются [65, с. 1981. В большинстве случаев использование
стволов прямоугольного и другого подобного сечения нецеле-
сообразно, что обусловлено в основном трудностью их изготов-
ления.
В настоящее время нет достоверных экспериментальных дан-
ных, позволяющих рекомендовать для напыления конструкцию
ствола, отличающуюся от цилиндрической. Однако, несомненно,
имеются нереализованные пока возможности для регулирования
характеристик покрытий за счет изменения геометрии ствола.
2.6. ВЫБОР НАВЕСКИ НАПЫЛЯЕМОГО ПОРОШКА
Экспериментальные и расчетные данные показывают, что доза
порошка, подаваемого в ствол установки при единичном цикле
напыления, является одной из характеристик, определяющих
производительность процесса и качество покрытий.
При увеличении концентрации, как показали расчеты [181,
резко уменьшаются значения скорости и температуры продуктов
детонации, а следовательно, и напыляемых частиц. Это особенно
важно при использовании тугоплавких материалов, так как плав-
ление в стволе может смениться кристаллизацией.
Практически обычно измеряется не объемная концентрация
порошка, а масса порошка, которую подают в ствол установки
98
в течение одного цикля напыления (tn 1 иялп л
центрацию порошка, используя формулу Аем объемную кон-
м —
п (2.2)
Длина потока Zo, который формиоуется nnu пота.
напылении, зависит от способа ввода Коротка в ст^ГиТкТ
струкции дозатора. Наиболее типичнымЧначениемдаИНычасти
потока, включающей около 90 % порошка, является / = n o I
При введении порошка, обладающего большой удельной
верхностью, в поток продуктов детонации наблюдается значител?
ное уменьшение параметров продуктов: температуры до 1000 К
[18] и скорости за счет передачи части тепловой и кинетической
энергии напыляемым частицам. При неизменных составе гремучей
смеси и геометрии ствола установки изменение концентрации по-
рошка позволяет в значительной степени регулировать свойства
покрытий и производительность процесса. Большое значение
имеет наличие максимума для зависимости 0 от навески напыляе-
мого порошка для^С + Со и WC + Ni [65, с. 200]. Указанный
экспериментальный факт противоречит представлениям об оп-
ределяющей роли скорости при детонационном напылении [29,
65], так как увеличение концентрации всегда приводит к умень-
шению скорости продуктов детонации, а следовательно, и скорости
частиц. Полученные экспериментально максимумы 0 соответствуют
условиям, когда большая часть Со или Ni плавится и испарение
минимально. Увеличение концентрации напыляемого материала
в значительной степени эквивалентно разбавлению гремучей
смеси азотом: в обоих случаях понижаются температура и скорость
продуктов детонации (см. табл. 14).
При напылении тугоплавких материалов с грануляцией более
10 мкм и низкой упругостью пара оптимальная концентрация
порошка обычно меньше, а следовательно, уменьшается и доза
порошка на один выстрел. Если производить напыление окиси
алюминия при условиях, приведенных в табл. 17, и единичной
дозе порошка более 0,1 г, наблюдается резкое падение коэффи-
циента 0 и ухудшаются все основные характеристики покрытии.
При дозе порошка 0,5 г и больше после 3—10 выстрелов покрытие
отслаивается. Когда навеска порошка меньше 0,1 г, величина р
возрастает, но незначительно, а производительность процесса
напыления падает. Оптимальные значения характеристик покры
тий достигаются при /пн « 0,05 г. т„„япив
Для легкоплавких материалов, таких, как медь или аЛ1°ми ,
допустимая величина v значительно выше. Экспериментальн]ае и
расчетные данные позволяют заключить, что для д
материалов увеличение оптимальной величины еди объема
напыляемого материала будет наблюдаться при увеличении объема
ствола, грануляции порошка и уменьшении темпера~УР_HT^bH0
ния, теплоемкости И плотности. Определив э P
99
величину /п1Што при определенных условиях, можно оценить тЙПт
для других условий и материалов
Л (^ст--of ~Т~ 'У (с7 пл + Чпл) Рч
т °СТ - d0 <__________________________ (Г) ъ\
ГП.УПЪ ^ОЦТО Л ~ / Тпп \b Z ’ V^,(5)
^ст° {/стО-^о) ( 75-) пло+^пло) Рчо
\ " ПЛО/
где нулевым индексом обозначены величины, относящиеся к ба-
зовому материалу (1^ рчв и т. д.).
Например* по формуле (2.3) можно рассчитать значения опти-
мальной дозы порошка окислов, если принять за оптимальные
параметры, приведенные в табл. 17. При расчетах можно принять,
что а =» 1/3, а b — 2„
Для металлов расчет можно производить по формуле (2.3),
но за базовый материал можно принять медь (см. табл. 17),
Для напыления механических смесей двух веществ в стволе
типа WC + Со необходимо создать условия для плавления металла.
Однако и карбид нагревается и поглощает энергию, что необхо-
димо учитывать. Расчет оптимальной навески для подобной смеси
можно производить по формуле
^ст Оет — 0 [(С^НЛ + <7ПЛ) еРч 4- С Тип (1 — е) Рч]
^опт ^онтО ~ ~ \~7Т \
dcT0 Ост — /0 ‘ (7^) 6[(co^o+<?MO) еоРчо+с07’пл0(1—е0) рч0]
(2.4)
В формуле (2.4) штрихи относятся к компонентам, которые не
плавятся в условиях детонационного напыления. В этом случае
за базовый материал принимается механическая смесь карбида
вольфрама с кобальтом (табл. 17)..
Для случая напыления композиционных материалов, в которых
несколько компонентов плавится, следует пользоваться форму-
лами, подобными (2.4), но с учетом удельной теплоты плавле-
ния qusl всех веществ, напыляемых в жидком состоянии.
Необходимо отметить, что формулы (2.3) и (2.4), а также реко-
мендованные значения коэффициентов а и b являются приблизи-
тельными, однако они практически всегда позволяют быстро
оценить значения параметра tnR.
Для обеспечения оптимального значения каждой из характе-
ристик Н, р, Дотк, К, о и т. д. могут быть необходимы существенно
различные условия (рис. 55), в частности, следует различать
т»пт н, «опт к и т. д. Оптимальные значения пгя и v зависят от мно-
гих технологических параметров (см., пп. 2.2—2.5), формы детали
И ряда других причин. Рекомендованные нами значения позволяют
получить качественные покрытия из различных материалов. Для
конкретного изделия при необходимости может быть произведено
уточнение величины тоит, например методом математического
планирования.
100
Рис. 55. Зависимость технических характеристик детонационных покры-
тий из окиси алюминия и степени проплавления порошка А1аО3 в момент
формирования покрытия от режимов напыления, Л = 0,2 d- 0,1 мм
рис. 56. Фотография излома покрытия из окист
алюминия. 8х (условия напыления см. в табл. 17)
Таким образом, концентрация порошка, вводимого в ствол
установки, является одним из важных параметров. К сожалению,
обычно применяемые дозаторы для ввода материала не позволяют
производить точное дозирование. В настоящее время мало экс-
периментальных данных по влиянию концентрации порошка на
свойства покрытий. Не изучена зависимость /п0П1. от распределе-
ния частиц в стволе в момент инициирования, т. е. от метода дози-
рования.
Одним из условий получения качественных покрытий является
непрерывность процесса напыления, так как в случае значитель-
ного интервала времени между формированием отдельных слоев
покрытия в них образуются дефекты (рис. 56), что приводит к сни-
жению качества покрытия в целом.
В заключение отметим, что в настоящее время имеется еще
крайне мало информации о взаимосвязи технологических пара-
метров процесса между собой и с геометрическими параметрами
установок. Предстоит проделать большую работу, чтобы появи-
лась возможность заранее предсказывать оптимальные параметры
детонационного напыления для ранее неизученной пары под-
ложка — напыляемый материал. Поэтому для таких новых мате-
риалов следует, используя приведенные выше рекомендации, варь-
ировать значения найденных параметров и контролировать свой-
ства покрытий одним из методов, изложенных в гл. 4.
ГЛАВА 3
КОНСТРУИРОВАНИЕ И ЭКСПЛУАТАЦИЯ УСТРОЙСТВ
ДЛЯ ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ
Для широкого практического использования метода детона-
ционного напыления необходимо выполнение целого ряда условий.
Главное условие — это создание надежного автоматизированного
оборудования, обеспечивающего необходимое качество покрытий
и достаточно высокую производительность. В то время как для
плазменного и газоплазменного напыления выпускается промыш-
ленное оборудование, детонационно-газовых установок в СССР
не производится.
Помимо основного вопроса о создании надежной автоматиче-
ской установки для напыления необходимо решить ряд других
задач. В гл. 3 даются основные рекомендации, выполнение ко-
торых, как мы считаем, необходимо для внедрения детонацион-
ного напыления в различные отрасли промышленности.
3.1. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ
И ЭКСПЛУАТАЦИИ
Разработка надежного оборудования для детонационного напы-
ления может быть произведена на основании рассмотрения физи-
ческид процессов, сопровощддклцид рцод гдзовыд компонентов,
Юз
Схем. npoUeea,. . ус„,о„е „„ ‘ 1»
Моменты Маги- страли подачи газов Смеси- тель газов Участок предде - тонацн- онного горения Зона детона- ции Откры. тый конец ствола
1 и III IV V
/. Заполнение ствола газовой смесью ХХХХХ ХХХХХ ввввв ввввв ххххх
2. Инициирование ххххх ::::: ввввв
3. Преддетонационное горение •»»i3» ххххх ххххх ввввв
4. Детонация « • • ххххх ррррр ххххх ххххх УУУУУ ввввв
5. Истечение продук- тов детонации РРРРР ххххх ррррр ххххх ввввв ррррр ххххх ввввв
У ело ин ые обозначения: ::::: — газовая смесь; ххххх — про- дукты химических реакций; ууууу — ударная волна; ррррр — волна разрежения; ввввв — воздух.
порошка, инициирование детонации и т. д. Попытаемся обратить
внимание на те физические явления, которые в той или иной сте-
пени влияют на работу основных
Можно выделить рабочие зо-
ны детонационной установки,в
которых происходят процессы,
определяющие как стабиль-
ность работы всех узлов уста-
новки, так и качество получае-
мых покрытий. Состояние среды
в рассматриваемой зоне в опре-
деленный период рабочего цик-
ла можно оценить по значениям
температуры, давления, скорос-
ти, плотности и другим физиче-
ским параметрам. Попытаемся
узлов детонационной установки.
Рис, 57. Схема ввода газов в ствол де-
тонационной установки
произвести развертку цикла на-
пыления по времени и по зонам (табл. 18 и ри . Л олнения
Зона I, момент 1. Газовые магистрали способность
ствола должны иметь максимальную ПРОПУ У определения
для обеспечения высокой скорострельности. Р' м0 оПреде-
пропускной способности газовых магистралей ве°7бе3опасности.
лить давления и скорости газов из условии
(табл. 18 и рис. 57).
Для ацетилена максимальное давлений рампада ниже атмосфеп.
ного (0,65* 10е Па)- Если транспортирование ацетилена происходит
по трубопроводам небольшого диаметра, то с точки зрения тех-
ники безопасности оно должно быть не выше (1,5 ч*2,0) Ю6 Па'
Для этого давления размеры пламягасящих каналов составляют
50 мм (см. рис. 14). Не рекомендуется производить транспорти-
ровку ацетилена под более высоким давлением из-за резкого воз-
растания вероятности взрыва ацетилена под действием наиболее
распространенных источников инициирования местного нагрева
и резкого повышения давления, а также из-за необходимости зна-
чительного повышения прочности трубопроводов, рассчитываемой
подавлению взрыва. Объективной причиной, препятствующей сни-
жению диаметра трубопровода, подающего ацетилен, могли бы
явиться потери напора, которые можно оценить по формуле
Дарси—Вейсбаха
/ 2
. . Wm ~ .
2~рг’
где 1 — коэффициент трения, равный для гладких труб из различ-
ных материалов, в среднем 0,02.
Скорость транспортировки газов по магистрали можно подсчи-
тать по формуле
Wm = Prn^i = (рсМ. (3.2)
Объемный расход газов можно определить, используя формулу
Пуазейля
V/f= 0,0015 dUp/(pA). (3.3)
Максимальная скорость движения кислорода по трубопроводу
ограничена в зависимости от атмосферного (Ю5 Па) давления:
₽-10~в Па ошах, м/с
1 20
1-3 15
3—6 12
6—16 10
6—35 6
35—100 4
Используя формулы (3.1)—(3.3) и учитывая ограничения по
давлению ацетилена и по скорости течения кислорода, можно
при заданной геометрии ствола найти необходимые перепады
давления и выбрать геометрию трубопроводов, подводящих газы
компоненты.
Следует обратить внимание на переходные процессы, имеющие
место при открывании и закрывании подающих магистралей в конце
и в начале цикла заполнения ствола. Резкое перекрытие ацетиле-
новой магистрали ведет к повышению давления в ней, что может
привести к взрыву (см. рис. 14), Для устранения указанных яв-
лений в газовые магистрали вводят демпферы, представляющие
104
емкости, наполненные'шариками [291
нение ресиверов для устранения колебан^РТМейДуется приме-
новон магистрали из-за опасности взоыва ния в ачетиле-
в вязкости газов компенсировать различной пп^аГается Различие
щих подающих магистралей [29, 53 ] Дойной соответствую-
Зона//, момент/. В зоне смешения газовые
быть качественно перемешаны, что' определяет тоеб™?1 Д0ЛЖНы
рактеру их ввода в эту эону. Одним иГспо?обоРв1“а™»„К
перемешивания газон является их подача в виде стп^й Г0
щих под углом друг к другу. Ае струй’ истекаю-
Камеру смешения следует проектировать с учетом исключения
возможности перетек ния компонентов из Одной магистрали в дру-
гую, т. е. давление в этой камере всегда должно быть меньше
давления в трубопроводах. Следовательно, сечение камеры смеше
ния должно быть больше суммарного сечения каналов из кото-
рых истекают компоненты. ’
Таким образом, в зонах II V в момент 1 имеется ламинарное
течение газовой смеси со скоростью © = Q/SCT, с давлением не-
сколько выше атмосферного и температурой, не превышающей тем-
пературу воспламенения смеси (табл. 18).
Зона I, момент 2. После заполнения ствола рабочими компо-
нентами производится инициирование детонации.
Основной задачей при разработке оборудования является со-
здание направленного распространения взрыва в сторону откры-
того конца ствола и предотвращение его1 распространения в по-
дающие газовые магистрали.
На рис. 57 приведена схема ввода Тазов В ствол установки.
Принципиально наиболее простым решением, при котором ис-
ключается распространение детонации в трубопроводы, является
создание хотя бы в одном сечении ствола 2 или в подводящей
трубке 1 скорости, превышающей скорость распространения де-
тонации. Однако практически подобное решение, по-видимому,
неосуществимо. Основная причина — нагрев Газа при торможе-
нии. Для смесей ацетилена с кислородом скорость потока в ука-
занном сечении должна значительно превосходить скорость
(Мт > 5). В то же время при адиабатическом торможении потоков
даже с меньшей энтальпией (Мт — 3-ь4) температура г
вается уже достаточной для быстрого воспламенения. Темпер
туру торможения Ттор можно рассчитать по форму
Т„р «2т12 + <7-1)№1Л/(Т+1)3- <ЗЛ)
При у «= 1,2-И,4 и Мт 3^ 4
^«(24-4)7!..
Таким образом, создание потоков вв°д™°дЛяаХ°чноСисполь-
скоростью, превышающей скорость.дет невозможно, так
зуемых при детонационном напылен ?
как температура воспламенения смесей меньше 7ТОР
Для выяснения возможности разработки вводного устройства
при котором детонационное горение могло бы распространяться
только в сторону открытого конца ствола, требуется рассмотрение
явлений, происходящих в зоне ввода газа.
В большинстве случаев предотвращение распространения дето-
нации в газовые магистрали осуществляется путем механического
их перекрывания. Широкое распространение нашли механические
и электромеханические клапанные устройства [29, 53]. Их на-
дежность зависит от условий, в которых они работают. Высокая
частота выстрелов предъявляет к данным механизмам повышенные
требования к сопротивлению ударным нагрузкам в момент закры-
вания клапанов, причем клапан должен прилегать к седлу со зна-
чительным усилием и без зазоров. Герметичность перекрывания
магистралей особенно важна при использовании в качестве горю-
чего ацетилена, имеющего повышенную взрываемость. Клапаны
должны хорошо работать в условиях окислительной среды при по-
вышенных температурах и давлениях. Повышение давления при
воспламенении можно оценить по формуле
Рк = Pi'TY’ > (3.5)
где рк, Тк — давление и температура после воспламенения смеси.
Для ацетилено-кислородных смесей, имеющих Тг = 295 К
npi~ 1 Ю5 Па, после поджига наблюдается повышение темпера-
туры до Тк = 3327 К и давления до рк = 1,1-10® Па.
Практически все методы воспламенения, кроме воспламенения
искрой, или трудноосуществимы в реальном устройстве, или не-
эффективны, т. е. требуют высоких температур, поэтому наиболее
целесообразно применять искровой метод. Для смеси ацетилена
с кислородом инициирование может осуществляться практически
любой искрой, так как энергия и ток зажигания для этих смесей
имеют малую величину [31, 45].
В целях смягчения жестких условий работы клапанов произ-
водят их обдув нейтральными газами (например, азотом). Од-
нако конструктивное выполнение электромагнитных клапанов
не всегда позволяет произвести данную операцию. По этой причине
между камерой смешения и стволом вводится магистраль длиной
>400 мм, заполняемая азотом перед инициированием.
Нарушение синхронизации между заполнением азотом.этой
магистрали и инициированием взрыва приводит к прорыву пла-
мени в зону перекрытия магистралей, что может привести к на-
рушению нормальной работы всей установки. Предотвращения
распространения горения в подающие магистрали можно добиться
путем введения в зону горения инертных газов — флегматиза-
торов, которые поглощают часть энергии, идущей на поддержание
химической реакции.
Существует два класса флегматизаторов. К первому классу
относятся флегматизаторы, не принимающие прямого участия во
106
взаимодействии горючего с окйслйтелем а
температуру горения. Ко второму классу^otHT™bKo По«ижаюЩйё
активные вещества, способные тормозить РеакпиТ^ Химич^ки
температуре горения благодаря чисто При неизменной
на нее. А Р чисто химическому воздействию
Наиболее доступным методом ппелоткпято
применение флегматизаторов первого кл^са1™ ГОрения является
Активность инертных флегматизаторов зависит от их т
кости и уменьшается в соответствии с ее изменением Теплоем'
нии температуры. Однако при высоких темпеоатуоах пр” измене'
следует учитывать различие теплоемкостей, так как оно не^п ’ Не
Другим способом предотвращения обратного удара является
применение металлокерамических огнепреградителей [291 лЛ.
ствие их основано на понижении температуры газов при прохож-
дении зоны реакции по узким каналам. р
Критический размер каналов определяется из теории тепло-
передачи по критерию Пекле (Ре)
по критерию Пекле (Ре)
dKP = PecpRTх/ (3,6)
Ниже приведены следующие значения критического диа-
метра dgp (мм), рассчитанные по формуле (3.6):
Горючее Воздушные смеси Кислородные смеси
СН4 ............ 4,1 0,35
Н2 ..... < . . » 0,80 0,30
С2Н2 ........ 0,85 0,08
Существенной особенностью использования огнепреградителей
в детонационных установках является то, что они постоянно ис-
пытывают тепловые и механические нагрузки. Длительное воздей-
ствие продуктов детонации может нагреть огнепреградитель до
температуры, превышающей температуру самовоспламенения
смеси, т. е. огнепреградитель может явиться источником иници-
ирования. Охлаждение огнепреградителя — необходимое усло-
вие его надежной работы в детонационной установке.
Вторым, не менее важным ограничением использования ме-
таллокерамических огнепреградителей в детонационных установ-
ках является малый критический диаметр каналов dKP, котор
соизмерим с загрязнениями газовых компонентов. <^'1едУ
тить трудность очистки малых каналов (<80 мкм) огне р Р
телей от калоидного углерода, осаждающегося в них пр
ном распаде ацетилена. vee-
Из-за сопротивления малых каналов огнепре р• Д У
личивающегося при загрязнении, требуется Д ацетИлена
повышенным давлением, что особенно неж^е гоДраЗЛОжения.
вследствие повышения опасности его в Р обычно нецелесо-
Таким образом, применение огнепреградителей обычно
образно. _ «тнп.п (см. рис. 61)
Защита клапанов или места ввода гав детонации может
от обратного удара в момент возникн
„„„-шляться продуктами горения (зона III в табл. 18). Про-
^^ егооГния становятся как би демпфирующей прослойкой,
Д^ющей воздействие продуктов детонации. Чем* больше пред.
С банное расстояние, тем более эффективной может быть
деТ0Н1чта демпфирующая способность продуктов горения в ос-
зашита, ^та Д j состава< Например, в результате сгорания
биометрической ацетилено-кислородной смеси продукты реак-
боят из С02 и Н2О, которые защищают место ввода свежей
ци" бсмеси от воздействия приходящих в эту зону продуктов
д^нации Важным условием является полнота реакции, так как
Рис. 58. Режимы горения при истечении струи из
трубки: а —* устойчивое горение; б — проникание
пламени в трубку; в — режим отрыва пламени
последующее дожигание смеси вносит дополнительную энергию
в самый напряженный момент работы устройства ввода.
Рассмотрим процессы, происходящие в магистрали, подающей
ацетилен, если в нем пламя начало распространяться по направ-
лению к баллону. Если давление ацетилена и диаметр шланга
выбраны правильно (см. рис. 16), то переход горения в детонацию
исключен. При этом необходимо отметить, что если по шлангу
движется не чистый ацетилен, а с примесью кислорода, то опас-
ность взрыва возрастает во много раз.
При истечении газовых смесей из вводного канала пламя
устойчиво, когда скорость распространения фронта пламени совпа-
дает со скоростью потока вблизи выхода смеси (рис. 58, а). На
участках е—е возникает так называемая мертвая зона, за которой
скорость распространения пламени быстро возрастает и достигает
максимального значения. С повышением температуры область
распространения пламени приближается к поверхности канала
(«мертвая» зона уменьшается) и пламя может проникнуть в канал.
При повышении скорости горения vc над скоростью истечения
наблюдается проскок пламени на участках 6—6 (рис. 58, б),
зона горения углубляется в канал, прогревает его стенки и таким
108
образом создает условия втягивание. г,™.-
1ГЯ > vc пламя отрывается (рис 58 в) „А 3°НЫ Г0Рения- При
шению. ’ в’’ что приводит к самога-
Нижняя предельная скорость истечения
ной смеси, при которой происходит самопроизХноеНп°пп!!СЛОрод'
ние пламени в канал, равна примерно 20-40 к Р°НиКНове'
дельная скорость истечения, соответствующая иаиТНЯЯ Пре'
пламени, изменяется от 140 до 240 м/с ив^А , У отрыва
геометрических Характеристик аппаратуры и условиТАА^ *
Таким образом, вполне пригодной могла бы явиться коие-гп^
замени УСТ₽0ЙСТВа' °б«™™аЮШая ввод газов в режнм^в’а
В условиях стесненного потока газовой смеси в стволе дето-
национной установки и при воздействии на истекающую смесь
детонационного комплекса надежное функционирование узла
ввода в режиме отрыва пламени и предотвращения проскока через
него пламени в газовые магистрали зависит от многих раз-
личных факторов. н
При взаимодействии высокотемпературных продуктов детона-
ции с гремучей смесью лроисходит процесс их перемешивания.
Очевидно, здесь конкурируют два процесса: усиленный нагрев
способствует возникновению пламени, а разбавление смеси пре-
пятствует воспламенению газа. Если в продуктах детонации
присутствует небольшое количество водорода или окиси углерода,
то температура зажигания основного потока газа резко снижается.
Наиболее сильное воздействие оказывают те взрывчатые вещества,
которые выделяют небольшое количество Н2 и СО (см. рис, 20).
Важным является вопрос о размерах воспламеняющей струи. Чем
меньше ширина струи, тем выше минимальная температура вос-
пламенения.
При ограничении потока стенками детонационной установки
физические явления значительно усложняются. Возникает тормо-
зящее и охлаждающее действие стенок, снижающее скорость и
температуру потока газа, что затрудняет распространение пламени.
Кроме того, следует учитывать и каталитическое действие мате-
риала стенок. Так, в трубке из нержавеющей стали ацетилен
воспламеняется при температуре на 50 К выше, чем в тру
из мягкой стали [451. _ _ ппплЯ
Одной из вероятных причин загорания смеси в РУ
газовой смеси могут явиться отраженные ударные волн .
никновение обусловлено следующим. Во-первых, пр рте
вании пламени ударная волна может образоват Р У _
отражения волны сжатия ускоряющегося фронта может
то™ конца трубы. Во-вторых,
произойти от порошка, введенного во взв®шенн могут
в ствол установки. И, наконец, отра^е”н“е У„3 Ртвола установки,
возникнуть при выходе детонационной вол ятость вводные
Наличие неоднородностей в стволе (шероховатость,
4
отверстия, стыки) может также явиться причиной возникновения
отраженных ударных волн.
Один из способов защиты свежей газовой смеси от воздействия
продуктов детонации—размещение вводного канала за уступом. При
обтекании уступа определенных геометрических параметров сверх-
звуковым потоком продуктов детонации возможен срыв горения.
На рис. 59 изображено поле скоростей в некоторых характер-
ных сечениях (К—К, Z—Z, М—М, N—N) при обтекании уступа
[66]. Циркуляционную зону образуют все линии тока, находя-
щиеся ниже ОВ. Линия ОС построена по точкам с нулевой ско-
Рис. 59. Схема обтекания уступа потоком газа
ростью. Картина течения за плохо обтекаемым телом представляет
собой поток кольцевых струй, втекающих в затопленное про-
странство со скоростью «х + и2- Пограничный слой этого потока
толщиной b находится в пределах OAD. Так как скорость и яв-
ляется осевой проекцией скорости в вихре, то в передней и задней
частях зоны циркуляции она близка к нулю, а в средней (сечение
М—М) она максимальна.
При расчете длины lt получено ее значение Zi = 5, lh, где h —
половина высоты стабилизатора. Длина Z2 вычисляется по формуле
Z2 = (0,85 -г- 0,98) h.
Опыт показывает, что длина зоны циркуляции зависит от отно-
шения hlH: максимальная длина ее, равная lr + Z2 = 6А, полу-
чается при hlH = 0,75. При hlH = 0,4 длина зоны уменьшается
до 2h. Размеры ее не зависят от скорости.
Таким образом, при диаметре ствола установки, равном 20 мм,
можно рекомендовать размещение вводного отверстия рядом с се-
чением К—К за уступом с высотой h ~ 7,5 мм.
При распространении детонационной волны происходит ча-
стичное нарушение закона Паскаля. Экспериментально это на-
блюдалось при испытании огнепреградителей, когда в большинстве
случаев разрушалась только разрывная диафрагма, перпендику-
лярная набегающей волне, в то время как мембрана, расположен-
ная под углом 90° к оси трубы, только деформировалась. Располо-
жение вводного канала под углом 90° к оси ствола обеспечивает
НО
максимальную защиту его от воздействия
продуктов детонации. ия отраженных воли и
Следует отметить, что введение
уступа, за которым должно срываться пламен? опХдало^^1*
назначения из-за трудности охлаждения К^ пПОР Д освоего
Ющие центральные части диафрагм нагревались Гслужил^ЗГ
ником неуправляемого поджига детонационной смес/^^
установки без охлаждения материал диафрагмы воспламеняй
в потоке кислорода и установка выходила из строя. Более УДач
ным, по нашему мнению, оказалось расположение вводного КаЛла'
в заглублении корпуса установки. Таким образом. пвошХ
имеющие место при вводе газовой смеси, являются достаточно
сложными, и они должны учитываться при конструировании
устройств для дозированной подачи гремучей смеси (см. п. 3.4).
Место расположения порошка в момент инициирования дето-
нации — это участок ствола, где распространяется стабильная
детонационная волна (зона IV в табл. 18).
На практике из-за инерционности порошкового материала и
исполнительных механизмов порошок вводят раньше момента
инициирования взрыва [29]. Время задержки инициирования
определяется конструкцией устройства ввода порошка. За это
время порошок не должен занять положения, при котором ухуд-
шается его взаимодействие с продуктами детонации, т. е. он ие
должен оседать на стенки ствола и чрезмерно растягиваться вдоль
его оси. Кроме того, транспортирующий газ должен в минималь-
ной степени влиять на термодинамические характеристики дето-
национной смеси.
Порошок может подаваться в ствол или по оси ствола, или ра-
диально (поперек ствола) [65]. При этом ствол может быть рас-
положен или горизонтально, или вертикально (см. п. 3.4). Экспе-
рименты, проведенные для сравнения качества покрытий при
осевой и радиальной подаче и при использовании горизонтально
расположенных стволов, показали, что осевая подача позволяет
получить покрытия с более высокой адгезией [29, 65]. При вер-
тикальном расположении ствола качество покрытий в меньшей
степени зависит от того, какой тип дозирования был использован,
имея в виду то, что порошок почти не оседает на стенки ствола.
Это и обеспечивает достаточно равномерное расположение порошк
в стволе перед инициированием детонации. —
Необходимо подчеркнуть сложные условия работы ycrpowr
ввода порошка. Как правило, порошки обладают абразивньвш
свойствами, что приводит к эрозии некоторых Дуэлей р’
вого дозатора. Так, по данным [53], трубка ввод Р gy
материала, расположенная по оси ствола, имее р 1°*
всего 5 ч & я
По нашему мнению, предпочтительной для пРом^еняО У£^
новки является радиальная подача порошка, Р
Технологична при вертикальном расположении •
Подача напыляемого материала из дозатора может осуще-
ствляться или потоком газа, сдувающим порцию порошка, или
путем использования явления инжекции. При взаимодействии
потока транспортирующего газа с компактной порцией порошка
при сравнительно небольших скоростях потока частицы с поверх-
ности слоя отрываются и уносятся [47]. Одновременно поток
уплотняет слой, образуя обтекаемые профили, и унос прекра-
щается. Возобновление уноса возможно лишь при значительно
большей скорости, после чего все повторяется в той же последо-
вательности. При очень больших скоростях потока вырываются
целые агрегаты частиц, поверхность делается все более неровной,
I)
Рис. 60. Схемы работы инжекционного дозатора
что облегчает дальнейшее вырывание агрегатов частиц. Скорость
воздушного потока, при которой отрываются прилипшие частицы
определенного размера, называют скоростью отрыва (оОТР). Ско-
рость отрыва уменьшается с увеличением диаметра частиц. С по-
вышением относительной влажности несущего потока газа увели-
чивается и скорость отрыва. Для отрыва сферических частиц диа-
метром 20 мкм при относительной влажности воздуха 40 % тре-
буется скорость потока около 10 м/с, а при 80 % —14 м/с. На
силу, необходимую для разделения частиц, влияет порозность
слоя частиц. Опытным путем найдено, что для объема, не занятого
твердой фазой, порозность в слое реальных частиц может ме-
няться от 0,2 до 0,8, причем с увеличением различия размеров
частиц порозность уменьшается. С возрастанием плотности упа-
ковки возрастают сила, необходимая для дезагрегации, а следо-
вательно, и скорость отрыва о(,тр [30, 47].
Принципиально другой тип дозатора основан на явлении ин-
жектирования порошка в продукты детонации [61 ]. На рис. 60, а
показана схема процессов в инжекционном дозаторе. При прохо-
ждении детонационной волны и следующих за ней продуктов де-
ИЗ
тонации, имеющих наибольшие ckodoctk
И 4), В дозатор входят продукты детонации Табл- 3
в дозаторе повышается, в то время как в 6°’ б)’ Давление
Давление в емкости, заполненной порошком Уменьшается,
с давлением в стволе, а затем становитсяi сРавнивается
газ выходит из дозатора, увлекая частицы порота S а1?И ЭТ°м
Процесс инжектирования, ускорения и напыХЛ™™ °’ ви г)'
до тех пор, пока давление у выхода из ствола Л* пРОДОлжается
яого (рис. 60. а). Затем в ствол входит воХ 2^ а™0Сфе1>-
удерживает оставшиеся частицы во взвешенном с^нииТоТ™
перенять наиболее мелкие частицы значительно выше дХоЛ
(рис. ьи, е). «waiupd
По нашему мнению, инжекционный дозатор наиболее прием-
лем для промышленного напыления окислов, в частности окиси
алюминия. Конкретное устройство дозаторов порошка их до-
стоинства и недостатки рассмотрены в п. 3.4. ’
В большинстве установок стволы расположены горизонтально
[29, 53, 65]. При этом в течение интервзлэ времени между подзчей
порошки в ствол и инициированием происходит оседание порошка.
Скорость оседания подчиняется уравнению
voc = ^рч£/рч. (3.7)
Расчет по формуле (3.7) показывает, что при обычно применяемой
грануляции порошка 10—50 мкм значительная часть материала
оседает на поверхность ствола, что приводит к ухудшению качества
покрытий и к снижению производительности процесса. Даже при
напылении мелкодисперсной механической смеси порошков
WC + Со, по данным экспериментов, наблюдается увеличение тол-
щины покрытия, сформированного из нижней части потока при
большем среднем размере зерен материала. В то же время нужно
отметить, что расчет по формуле (3.7) доказывает, что при диа-
метре частиц 2 мкм оседание не должно наблюдаться. Расхождение
с теорией объясняется процессов агрегирования, который для
порошка размером 1—10 мкм весьма существен. При вертикальном
расположении ствола неравномерное оседание частиц на стенку
ствола отсутствует. m
Процесс слипания или слияния взвешенных час и р
прикосновении может быть вызван одним лишь броу_ ое
жением, или же на это движение накладываете У р еских
движение частиц друг к другу под действием гидр Д
электрических, гравитационных и ДРУ™* f?/1- . уз КОТорое
Из основного уравнения коагуляции dNldx = , котор
в интегральной форме имеет вид
N ~1+W’
где No — начальная концентрация, Jac™£/c^; 4^c™iV?m?Z₽—
ция цо истечении определенного времени ( , )>
константа коагуляции, см3-с-1, следует, что процесс коагуляции
с уменьшением концентрации частиц очень быстро замедляется.
Процесс коагуляции протекает интенсивнее для полидисперс-
ного порошка с увеличением неравномерности распределения раз-
меров частиц. Константа коагуляции вытянутых частиц больше,
чем шарообразных. Гигроскопичность вещества частиц и высокая
влажность газовой среды также способствуют интенсификации
коагуляции.
Коагуляция частиц отрицательно влияет на стабильность
работы оборудования, а также на однородность формируемых по-
крытий. Поэтому необходимо принимать меры для устранения
этого явления.
Возможность переноса частиц внутри ствола потоком газа
достаточно подробно рассмотрена в работе ([65], с. 191). Можно
лишь отметить, что мелкодисперсный порошок (d4 10 мкм)
перемещается практически синхронно с газом, подаваемым или
засасываемым в ствол. При использовании инжекционных доза-
торов и мелкодисперсного порошка возможны как полный вынос
из ствола облака частиц, оставшегося от предыдущего выстрела
(рис. 60, е) при заполнении ствола следующей порцией гремучей
смеси, так и перенос частиц к закрытому концу ствола в клапаны
и даже в магистрали, подающие газ. Это необходимо учитывать
при конструировании установок.
При использовании для напыления металлических частиц,
особенно в случае их малой грануляции (<20 мкм), возможно
воспламенение их при наличии соответствующей газовой фазы
в дозаторе и в стволе установки до инициирования детонации.
Обычно при нагревании воспламеняются и взрываются в дис-
пергированном состоянии металлические порошки крупностью
не более 150—200 мкм. Для мелких порошков алюминия (6,5 мкм)
температура воспламенения составляет 880—920 Кг С увеличе-
нием крупности частиц температура воспламенения порошков
резко возрастает, особенно для фракций крупнее 25—30 мкм,
и составляет для частиц размером 41 мкм 1250—1270 К. Однако
при определенных условиях аэровзвеси склонны к энергичному
окислению, что может привести к самовоспламенению. При уве-
личении температуры окружающей среды процессы окисления
активизируются, особенно при размерах частиц менее 50 мкм.
Температура самовоспламенения порошков обычно ниже тем-
пературы воспламенения. Так, для порошков ниобия, тантала,
циркония, титана они соответственно равны 560 и 660, 560 и 690,
540 и 690, 790 и 990 К- Применение флегматизирующих газов
Для транспортирования порошка не всегда позволяет предупре-
дить взрыв. Порошки некоторых металлов могут воспламеняться
последующим взрывом и при отсутствии кислорода в среде, с ко-
торой вещество способно реагировать с выделением тепла. Такой
средой может быть азот, углекислый газ и др. Например, метал-
лический порошок магния взаимодействует с азотом, Металлике’
114
газов
может
вклю-
ские порошки взрываются, если оии находятся во B,RPTneu
состоянии. д во взвешенном
Обратим внимание на тот факт что нижний
предел (в. к. л.), при котором’порошки могут взршэтияТЖ,®
шинстве случаев имеет в интервале от 0 01 кг/м» ’ 00Ль*
вого порошка с размером частиц ниже 44 мкм\о О^ЖХ
кадмиевого порошка с размером частиц ниже 74 мкм 1461 ™
соответствует рекомендуемым навескам порошка на единичный
выстрел при детонационном напылении. С увеличением крупности
частиц н. к. п. растет. Одним из способов предотвращения взрыва
порошков в подающих магистралях является поддержание в ма-
гистралях концентрации частиц в газовзвеси ниже уровня и к п
Выбор транспортирующего газа, не взаимодействующего с порош-
ком, также позволяет предотвратить возникновения взрыва.
Таким образом, при конструировании, изготовлении и эксплуа-
тации детонационно-газовых установок необходимо учитывать
весь комплекс физико-химических процессов, происходящих
в стволе, а также устройствах для дозированной подачи
и порошка.
3.2. УСТАНОВКИ ДЛЯ ЛАБОРАТОРНЫХ ИССЛЕДОВАНИЙ
Конструкция установок для детонационного напыления
быть весьма разнообразной, но во всех случаях установки
чают ствол и блоки подачи газов и напыляемого порошкообразного
материала (см. рис. 1). Кроме того, обычно имеются блок, управ-
ляющий работой установки, и вспомогательное оборудование для
крепления и перемещения напыляемой детали.
Ствол установки должен без разрушения выдерживать резкое
увеличение давления при взрыве. Наиболее простой расчет тол-
щины стенок, обеспечивающий заданную величину запаса проч-
ности пт по сравнению с пределом текучести материала стенок сгт,
можно производить по формуле
йст “ РьзЛЛ + ДЛст- (3-8)
Целесообразно для изготовления стволов использовать нержа-
веющую сталь типа 18Н10Т, так как она достаточно коррозионно-
стойка в продуктах детонации и не является дефицитной. а ч_
по формуле (3.8) для рекомендуемых в литературе значении п*
= 1,8, 5 МПа показывает, что при йст « 0,6
= 20 h„ ~ 2,1 мм = 50 м„; ~ “Хедно™
и необходимость очистки ствола (Д/гст 1 мм для д
аПТакимЯобразом, толщина стенки ствола ПРЯ
пылении невелика. Обычно используются ств тенки нежела-
нок 2—3 мм. Значительное увеличение толщины стнки неже^
тельно, так как ухудшаются Усл0ВИЯ °ХЛ^оДбходимО Помнить
поверхности. При изготовлении ств° открытым концом
что в промежутке между местом ввода пор
ствола внутренняя поверхность должна быть гладкой: без высту.
пов впадин, резьбы и т. д. В противном случае на стволе форми-
руется покрытие, препятствующее получению качественных по-
крытий на подложках. При длительной работе установки покры-
тие может полностью перекрыть сечение ствола.
Конструкция блоков ввода порошка и газов в основном опре-
деляется скорострельностью установки. Увеличение скорострель-
ности позволяет повысить производительность. Однако при исполь-
зовании высокоскорострельных детонационных установок доста-
точно трудно исследовать процесс напыления, а также влияние
изменения технологических параметров на свойства покрытий.
В то же время развитие техники и технологии детонационного
напыления сдерживается отсутствием указанных данных для
различных материалов. Поэтому необходимы разработка и исполь-
зование устройств с низкой скорострельностью (1—5 вы-
стрел/мин).
На рис. 61 показана установка, ранее широко применявшаяся
для отработки технологии детонационного напыления [291.
Установка состоит из ствола 1, присоединенного к корпусу 2
фланцевым креплением 12. Рабочие газы (ацетилен, кислород,
азот) подаются через трубки 3, 4 и 5 под колпак 7, который подве-
шен на гибком газопроводе 8 и свободно плавает в жидкости,
содержащейся в стакане 6. Массы колпака и деталей газопровода,
находящихся по обеим сторонам блока 9, подобраны так, что под
давлением смешиваемых газов, скапливающихся под колпаком 7,
последний поднимается, а при перепускании готовой смеси в ствол
(при открытом вентиле 10) опускается и вытесняет смесь. Иниции-
рование взрыва производится от запальной свечи 11, к которой
подается напряжение от блока зажигания. Для облегчения воз-
никновения детонации между корпусом и стволом помещается
сменная диафрагма 13, отверстие которой соответствует необхо-
димому режиму работы. Порошок 14 загружается через открытый
конец ствола при помощи ложечки, укрепленной на стержне,
имеющем мерные деления глубины загрузки. Манипулятор 15
перемещает деталь 16.
116
Однако в процессе работы по данной установке ппяп„
опасность проникновения взрывной волнJ череГгазоппл^
под колпак 7, что приводило в ряде случаев к пачпливГ« Р 4 8
гора газовой смеси. С учетом этого опыта указанныйi дозатоо^пп'
следствии стали выполнять из материалов, не дающихоскоХ
при разрушении. Наличие движущихся частей дозатора vcX
Няет эксплуатацию установки. При увеличении трения в блоке 9
показания на шкале дозатора будут искажены из-за возможного
вытеснения воды, а не из-за подъема самого колпака.
.....- - учтены при изготовлении
(рис. 62), в которой ацети-
А
9
А-А
Рис, 62. Схема лабораторной детона-
ционной установки с газовым дозатором
повышенной точности
6
-7
Перечисленные замечания "были'
лабораторной установки другого типа
лен, кислород и азот через
трубки ввода 3,4 к 5 пооче-
редно впускаются в верхнюю
часть емкости 6, вытесняя
из нее воду по трубке 7 в
емкость 8. Объем вытесняе-
мого воздуха измеряется ин-
дикатором 9. Дозировка газа
может также контролировать-
ся по уровню поднятия жид-
кости в емкости 8, которая в
этом случае изготавливается
из прозрачного материала.
Вполне приемлемым для этих
целей оказался .прозрачный
полиэтилен, который, к то-
му же, не дает осколков в
случае разрушения от взрыва. В целях более безопасной работы
на установке жидкость полностью вытесняет приготовленную смесь
из дозатора, сведена до минимума длина газопровода, соединяю-
щего дозатор со стволом 1, введен дополнительный вентиль 10
и, наконец, газопровод 11 снимается со штуцера крана 12 ствола
после перепускания готовой газовой смеси, что гарантирует пол-
ное устранение проникновения обратного удара в газовую магист-
раль после подачи искры на запальную свечу 13. Устройство
также включает диафрагму 14, назначение которой то же, что и
диафрагмы 13 (см. рис. 61).
Разработанная система приготовления газовой смеси позволяет
получать более качественное перемешивание газов за счет возмож-
ности впрыскивания очередного компонента под давлением через
трубки ввода 3, 4 и 5, вмонтированные в корпус 2. Это же обстоя-
тельство позволило применить питание установки баллонными
газами. Отсутствие в смесителе газов пар трения позв
более точно производить дозировку смешиваемых гаа0® *
ностью, превышающей 0,5 %). Все это упростило У Р
установкой и повысило ее производительность при р
раза.
117
Оснащение установки автоматическим дозатором порошка it
позволила довести скорострельность установки до трех выстрел'?
в минуту. Примененная система позволяет перейти на дистанций
ное управление установкой и автоматизировать весь технологии»
ский цикл; в частности, перемещением детали 17 манипулятором м
можно существенно повысить ее производительность. °
Используются также варианты установки, изображенной и
рис. 62, в которых дозатор газовой смеси отделен от ствола
Это улучшает технологические возможности установки, в част'
ности, позволяет устанавливать ствол горизонтально и под угло
к горизонту. Предложенный дозатор газа позволяет производить
дозирование и выдерживать соотношение компонент в гремучей
смеси с точностью около 0,5 %,
3.3. ПРОМЫШЛЕННЫЕ УСТАНОВКИ
При использовании детонационного метода в серийном произ-
водстве требуется, чтобы установки работали в режиме нескольких
выстрелов в секунду в течение длительного времени.
Схема автоматической детонационной установки
из баллонов 2 ГС А Н BJ^HaЛх.ема автоматической установки. Газы
билизаторы давления^ V?’ чеРез Редукторы 2, вентили 3, ста-
вводятся в смесит₽пкипР°ТамеТРы электРомагнитнЬ1е клапаНЫ^
В ствол установкГ/? см₽/СТрОЙСТВО 7‘ 0?кУ*а смесь поступает
ждаются проточной водой ^ельное Устройство 7 и ствол 11 охла-
ршочнои водой, поступающей через вентиль 16 в ру-
118
башку ствола и сливающейся через патоубок tn и
режимом охлаждения производится пп/Ети Контроль за
и реле давления 12. Ри помогии манометра 15
После заполнения ствола оабочрй -
дится порошок из дозатора 14, например пуАм продув^ния^^0'
щим газом дозирующего канала дозатора Мом₽СтА» су'
тельность впрыскивания порошка определяются м^мен?Й ио
должительностью включения электромагнитных клапанов 5 Р
Инициирование взрыва производится свечой 13 черезЗаданный
промежуток времени, прошедший с момента ввода порошка вД
электрическое управление производится специальным устройством
J правления 22. состоящим из нескольких блоков, работа которых
зависит от последовательности отдельных технологических опера-
ций. Управление блоками осуществляется от одного звена-рас-
пределителя. ‘
После образования покрытия 18 деталь 19 перем ршяется на
определенное расстояние при^ помощи приспособления с двига-
телями 20, управляемыми устройством 21.
Датчик 17 фиксирует взрыв и выдает команду на выполнение
следующего цикла. Считывание технологических циклов произ-
водится отсчетными устройством и задатчиком. При достижении
определенного количества циклов задатчик выдает сигнал в блок
управления клапана продувки всей системы и в блоки управления
клапанов^газопитания на их отключение. В целях исключения
аварийных ситуаций разработаны защитные блокировки, например
фиксирующие повышение температуры с помощью термопары 8
и усилителя 9. Каждая блокировка включает в себя преобразова-
тель физического параметра в электрический сигнал и формирова-
тель сигнала. Все блокировки формируют сигналы на отключение
клапанов горючих газов. Пуск и остановка всей установки осу-
ществляются кнопками 23 и 24.
Электроуправление детонационным оборудованием. Система
электроуправления детонационным оборудованием предназначена
для управления отдельными блоками, синхронизации их работы
и отключения установки. Как правило, в эту систему входят блоки
управления: газопитанием, подачей порошковых материалов,
программным перемещением, инициированием взрыва, продувкой
ствола, сигнализацией, блокировками и т. д. Производительн
работы указанных агрегатов определяется технологией
Л 6Н и я
Наиболее современной системой управления элск-
тронная система, полностью исключающая наличие быстроизна
шивающихся контактных элементов и позволяющая
стему управления защитные блокировки. пяспоеделн-
Приведем примеры использования электронно о। р' Р еиной
теля.Задача системы управления - Форм»Ровв/ь «
последовательности управляющие ИМПУЛ^“* кг°^“влешш кла-
соответствующие устройства, например блоки ^управления к
11 *
панами подачи газов (Б.УК), блоки управления клапанами подачи
порошков (БУКП), электронную систему зажигания (ЭСЗ). Также
производится формирование импульсов, образующих необходимые
паузы, и импульсов, управляющих работой защитных блокировок.
Наиболее удобно в системе управления использовать одно-
вибраторы с коллекторно-базовыми связями, которые через диф-
ференцирующие цепи формируют короткие положительные им-
пульсы. Одновибраторы, расположенные в определенной последо-
вательности, могут составить распределительное устройство.
Управление электроклапанами может осуществляться при
помощи электронного блока управления, основными элементами
которого являются тиристо-
ры, включаемые короткими
импульсами одновибраторов.
При расчете схемы следует
Рис. 64. Расчетная схема
Рис. 65. Схема управления электро-
магнитным клапаном
обратить внимание на то обстоятельство, что при включении ти-
ристоров минимальная допустимая величина длительности им-
пульсов тим зависит от анодной нагрузки. При включении элек-
тромагнитных клапанов величина тим из-за наличия активно-ин-
дуктивной нагрузки может значительно возрасти.
Для уменьшения скачка напряжения на электродах тиристора
параллельно нагрузке необходимо включить сопротивление
и диод УД^рис. 64). Напряжение на электродах тиристора не будет
превышать напряжения питания Ua, если значение резистора R1
будет близко к значению сопротивления нагрузки. На рис. 65
представлена схема блока управления клапанами, составленная
с учетом вышеперечисленных требований.
Управляющий импульс, формируемый одновибратором*в рас-
пределителе, через емкость Ср1 подается на управляющий элек-
трод тиристора УДЗ и положительным фронтом открывает этот
тиристор. По нагрузке протекает ток, равный номинальному.
Емкость СО при этом заряжается через сопротивление Дд так, что
на правой ее обкладке накапливается отрицательный потенциал.
По истечению времени т == тя = т3, определяемого следующим
одновибратором, управляющий импульс, поступающий через ем-
кость Ср2, подается на тиристор УД2, емкость СО разряжается
и тиристор УДЗ закрывается, так как к его аноду приложено на*
пряжение и„.
12Q
Величина Сопротивления резистора Яд выбирается такой
после разряда емкости СО тиристор УД2 закрылся, что соот-
Хтвует выполнению условия /выкл > ц/дд.
в Тиристор отключится после окончания разряда емкости СО.
Необходимая минимальная величина емкости СО может быть
определена СО > -,45твыкл /я
ип
Плительность включения электроклапанов можно регулиро-
с помощью реле времени. В целях сохранения однотипности
ваТЬ М управления целесообразно использовать принцип по-
системы у подзаряда емкости через малое сопротивление от им-
работающего распределителя и разряда емкости через
кппкшое^ сопротивление. Отрицательный
Унциал с емкости подается на спуско-
ВОеВ ?ачестве° спускового устройства мо-
РРРН тпигер Шмитта, кото-
“пользуется также в схемах блоки-
’“Наиболее простой является 6,локиро£
кя по предельным парам р зна-
носятся
ЧИЙВ" йХве"сигнализатора предельных
давлений, а такж^ давания ° давления в
позиционного ре У_ Р элеКТрОконтактные
новках оправдали себя элек р
ГТ - -
\МП16А g
Рис. 66. Схема подклю-
чения контактных мано-
метров
____*_68
-10S
\Р5
детонационных уста-
. --- ----манометры ЭКМ-IV.
Для обеспечения взрывобезопасности они связаны с устройством
управления через специальное реле. В качестве формирователя си-
гнала, поступающего с датчика давления, можно использовать ло-
гический элемент «ИЛИ—НЕ» (рис. 66). В случае отсутствия сиг-
нала на всех входах транзистор закрыт, и на его выходе имеется
отрицательный потенциал.
При подаче хотя бы на один из выходов сигнала от контакт-
кого манометра транзистор' открывается, и на его выходе появ-
ляется положительный фронт импульса, который управляет спу-
сковым устройством (триггером Шмитта). Основным тре ование
к системе блокировки является отключение установки^при ут
ствии взрыва в течение времени, превышающего вр -
Регистрацию взрыва можно производить по фи ческому
ниям, сопровождающим его: световому эффекту, У контро_
давлению, давлению газов я т. и Наличие взрыва можно
-пировать по шумовому эффекту.- Из-за широко ^„ается выбор
нения его звукового давления (от 0 до 12 д ) лаборатории не-
датчиков. Однако наличие в напылительнойюратор
скольких одновременно работающих у оД нз установок,
низации направленной регистрации звук
Среди датчиков, фиксирующих Взрыв, наибольшее распрострэ-
нение получили пьезоакселерометры и акустические датчики.
Пьезоакселерометры требуют индивидуальной градуировки. В ка
честве акустического датчика нами использован микрофон марки
МД-47. Акустический датчик в виде микрофона наиболее универ-
сален, может фиксировать более широкий диапазон звуковых
колебаний.
Надежные результаты по усилению сигнала от данного датчика,
имеющего высокое сопротивление, можно получить с помощью
сложных повторителей, в которых используется два или несколько
триодов.
Блокировка по заданному числу циклов. Для обеспечения
автоматического отключения подачи газов и последующей про-
дувки ствола установки после достижения заданного числа циклов
предназначается счетчик числа импульсов с дешифратором. При
помощи переключателя с дешифратора возможно снятие необходи-
мого по счету сигнала (соответствующего цикла). В качестве
счетчика импульсов можно использовать триггер со счетным
входом, когда суммируемые числа поступают в последовательном
виде. Среди известных способов запуска счетчика наиболее часто
применяют запуск с помощью управляемых ключей. Эти ключи и
сам триггер управляются положительными импульсами тока.
Следовательно, каждый счетный импульс будет направляться
на базу отпертого транзистора. Роль ключей выполняют диоды,
каждый из которых запирается отрицательным потенциалом,
поступающим с коллектора запертого транзистора, через рези-
сторы. Поэтому незапертым диодом будет тот, который подсоеди-
нен к базе отпертого транзистора. Данный способ является наи-
более устойчивым и менее чувствительным к крутизне запуска-
ющих импульсов.
Наибольшее применение находят дешифраторы на диодах,
резисторах и транзисторах. Простейшие схемы матричного де-
шифратора строят на диодах. Схема состоит из диодной матрицы
и статических триггеров, управляющих запиранием и отпиранием
диодов. Роль устройства обратного кода в приведенных схемах
выполняют сами триггеры за счет того, что они имеют парафазные
выходы.
Для инициирования детонации в установке могут быть исполь-
зованы электромеханические, транзисторные и конденсаторные
системы зажигания.
Наиболее приемлемой является конденсаторная система,
которая обладает следующими достоинствами:
позволяет получить большую энергию искрообразования без
замены или переделки стандартной катушки зажигания по сравне-
нию с транзисторными системами зажигания;
высокий к. п. д. (в несколько раз больший, чем обычной элек-
тромеханической или транзисторной системы зажигания);
малое потребление мощности;
122
высокая скорость нарастания тока (магнитного потока) кото-
рая обеспечивает наивысшее напряжение на электродах свечи
а увеличение зазора в электродах дает большую площадь соприкос-
новения искрового промежутка с гремучей смесью;
высокая надежность искрообразования даже при загрязнен-
ных свечах (при > 100 кОм);
сравнительно малая длительность искры (10—15 мкс в конден-
саторной системе и выше 1000 мкс в электромеханической системе
зажигания), позволяющая увеличить срок службы электродов
свечи;
возможность получения энергии искрообразования, постоян-
ной при заданной частоте технологического цикла;
система проста в настройке и эксплуатации.
ft__M
J?
j_jylc£D
Рис. 67. Этапы работы конденсаторной системы
зажигания
Однако эта система обладает также рядом недостатков1
запасаемая энергия в конденсаторе We = Сиг/2 зависит от
квадрата напряжения на конденсаторе;
система чувствительна к помехам, особенно при работе ти-
ристора в предельно допустимом режиме.
Благодаря тому что применяемая для детонационного напыле-
ния смесь газов может инициироваться при достаточно широком
диапазоне энергии искры, изменение We не играет существенной
роли. Для исключения влияния помех необходимо, чтобы тири-
сторы работали в оптимальном режиме.
Для расчета конденсаторной системы зажигания рассмотрим
процессы при ее работе. Электрическая искра на свече возникает
в том случае, если напряженность электрического поля в газе
достигает некоторой определенной величины Епр (критическая
напряженность поля или напряженность пробоя), которая зави-
сит от рода газа и его состояния. Для воздуха при нормальных
условиях £лр 3 -106 В/м. Цикл данной системы проходит в два
этапа: 1) заряд накопительного конденсатора после коммутации
ключом (рис. 67, а); 2) процессы, происходящие после коммута-
ции ключом К2 (рис. 67, б).
Напряжение на конденсаторе возрастает по экспоненциа - У
закону Цс == ЦВх Н “ ехр (2/т) ], где т = R1С1 — постоянная
времени заряда конденсатора. f ппЯ„ти.
Через время t = Зт напряжение на конденсаторе С/ практа
чески достигнет установившегося значения ив в*’ й системы
представлена принципиальная схема конденса ор
зажигания. 12,
С учетом вышеперечисленных сведений спроектирована система
электрического управления детонационной установкой. На рис. 69
представлен общий вид пульта управления, в котором реализо-
ваны электронные схемы, приведенные на рис. 64—68, и который
Рис. 68. Принципиальная схема конденсаторной
системы зажигания
позволяет полностью автоматизировать процесс детонационного
напыления при скорострельности 0,5—5 выстрел/с. При этом
Рис. 69. Общий вид пульта управления
выполняются все требования техники безопасности. Указанная
система (рис. 69) эксплуатировалась в течение нескольких лет
и показала полную надежность и простоту в эксплуатации.
3.4. УСТРОЙСТВА ДЛЯ ДОЗИРОВАННОЙ ПОДАЧИ
ПОРОШКА И ГАЗА
Помимо системы автоматического управления для надежной
работы промышленной установки необходимы устройства, которые
в течение длительного времени производили бы достаточно точное
дозирование газов и порошка. Большинство конкретных устройств
описано в книге 129]. Здесь рассмотрим в основном вопросы, не
нашедшие достаточного освещения в указанной книге,
124
Узел ввода газовой смеси должен надежно
ющие функции: смешивать горючий газ Т газом ь следу‘
с заданной скоростью заполнять ствол детомциоиойIS™""1
предотвращать распространение детонации в газовЛ м»У™\."0В’1в;
(обратный удар). Можно выделить три принципиальны» S₽*
конструктивного оформления узла ввода газовой емки ““
I. Механическая клапанная система в основном применяется
в зарубежных установках (табл. 19, схема 2). Последматт^ь
^^я“ХХ°Пг“'ЛЯ"“..кул.а,кан"’ Р«п<иож^Х"а
3 * 5 6 1 в 9
10
газовой
*
Рис. 70. Схема ввода
смеси через вращающиеся кла-
паны
распределительном валу. После за-
крытия продувочного клапана (азот-
ного) замыкаются контакты иниции-
рующего устройства.
На рис. 70 изображено устрой-
ство ввода газовой смеси в ствол де-
тонационной установки, имеющее
надежное отделение газовых магист-
ралей or камеры смешения газов.
Устройство работает следующим об-
разом. При вращении клапанов 3 и
7 в корпусе 10 ацетилен и кислород
через газоотводящие каналы 5, 6 по-
ступают в камеру смешения газов детонационной установки. После
того как пазы клапанов 3 и 7 повернутся в нерабочее положение
(их пазы пройдут мимо каналов 5 и закроются корпусом 10), па-
зы клапанов 2 и 9 встанут в положение, при котором азот про-
ходит через них по каналам 4 и 8 в каналы 5. При этом ацетилен
и кислород вытесняются из каналов 5 в смеситель и ствол. Таким
образом происходит запирание газовых магистралей азотом.
Соотношение газов в данном устройстве можно менять путем
относительного смещения щелей клапанов, связанных между собой
жесткой кинематической цепью (зубчатой передачей). Утечка
газов предотвращается поддержанием одинакового давления в под-
водящих каналах 1, 11—13, и отводящих каналах 4, 5 и 8. Кроме
того, клапаны вращаются в опорах, имеющих герметичные уплот-
нения. Примерно на таком же принципе работает установка,
указанная в патенте *. ____
Однако следует указать, что при любой степени сов р
клапанного распределителя газов он обладает присущ У а
достатком — наличием движущихся деталей, Эти УР те_
сложны в изготовлении и могут непрерывно Ра J замена или
чение нескольких рабочих дней, после чего тре у
притирка клапанов. 19 схема 2)
2. Электромагнитная клапанная система ( - ’ ановках
нашла большее распространение в отечествен 1ы ус^
[29, 53, 65]. Она позволяет гибко управлять у
1 Пат. 742458, 1956 г. (Великобритания).
125
Таблица 19
Принципиальные схемы детонационных установок
Номер схемы и
применяемые конструкции
Система ввода Режим работы Защита Ремонт Блоки подачи газов <Д) а по- рошка (Л)
Механи- ческая Перио- диче- ский Про- дувка азотом Притир- ка кла- панов А
Прину- дитель- ная Непре- рывный Водо- охла- ждение Замена трубки завода В
3
Порошок
троме-
ханиче-
ская
Клапан-
ная
Перио-
диче-
ский
Про- дувка азотом, затворы Ремонт клапа- нов А
Водо- охла- ждение Замена узла В
-ot
наносимый
материал
мет аллокврамика
^обратный клапан
• * CzHz
Бескла- панная Непре- рывный Метал- локера- миче- ский огнепре- гради- тель Замена огнепре- гради- теля А
Внеш- няя — — В
Комби-
ниро-
ванная
клапан-
ная
Клапан-
ная
Перио- диче- ский Метал- локера- миче- ский огнепре- гради- тель Замена огнепре- гради- теля
Замена
узла
126
3. Газовую смесь мбжйо бводитЬ прямотоком й ствол Установки
(табл. 19, схема 3). Однако было обнаружено, что при рабочих
условиях, например когда используется ацетилено-кислЬооднай
смесь, возникает необходимость тщательной изоляции места инЛ
циирования от газовых магистралей в момент инициирования»
Последовательность разработок узлов ввода газовой смеси
[531 указывает на стремление изолировать транспортные маги-
страли путем продувки азотом камеры смешения газов (табл 19)
В частности, в качестве гасящего устройства рекомендуется при-
менить трубки, которые после пропускания через них рабочей
газовой смеси заполняются азотом. Более надежную изоляцию
газовых магистралей по сравнению с трубками обеспечивают
специальные пламягасители, состоящие из металлокерамических
фильтров и обратных клапанов [29 ] (табл. 19, схемы 3 и 4). Однако
указанная система обладает рядом недостатков (см. п. 3.1).
Для компенсации различия в вязкости рабочих газов введены
демпферы вязкости. Было предложено [29] повысить качество
перемешивания смеси за счет истечения компонентов из отверстий,
расположенных под углом (табл. 19, схема 4).
По имеющимся литературным данным можно сделать вывод
о применении в промышленных детонационных установках в основ-
ном клапанного устройства ввода газов в ствол установки. По на-
шему мнению, нужно проводить разработку дозирующих устройств
с непрерывным вводом газов-компонентов. При разработке ука-
занных дозаторов следует учитывать условия гашения пламени,
изложенные в п. 3.1. Необходимость подобных устройств обуслов-
лена недостатками обычно применяемых клапанных систем дозиро-
ванной подачи детонирующих газов. Опыт эксплуатации про-
мышленных установок для детонационного напыления показы-
вает, что ни один из применяемых в настоящее время клапанных
дозаторов газовой смеси не обеспечивает безотказной работы в те-
чение длительного времени.
Для дозирования порошка при детонационном напылении
используются устройства двух типов с принудительной и инжек-
торной подачей порошка в ствол. В известных установках на^®‘
симый порошок подается через трубку, проходящую по цен ру
ствола вдоль его оси. Обычно применяемая осевая подача п Р
при горизонтальном расположении ствола обладает следу
недостатками.
затруднено определение
например, при переходе
места ввода порошка, что необходимо,
от нанесения одного вида порошка
К Диз-з°аМдействия силы тяжести порошок Ра^п°^а®Т^ЯХуд^ению
мерно в поперечном сечении ствола, что прив д У
однородности и качества покрытий;
1 Пат. 861278, 1961 г. (Великобритания).
1 Пат. 2714563, 1955 г. (США).
127
порошок, вносимый в рабочее пространство транспортирующим
Газом (обычно азотом), распределяется в виде облака, имеющего
значительную протяженность вдоль оси ствола, что приводит
к неравномерному разбавлению детонационной смеси азотом и
снижению ее энергетических параметров (скорости, температуры
и т. п.), что нежелательно, особенно при напылении высокотем-
пературных материалов (например, А12Оа, ZrO2, Сг2О3 и т. д.);
расположение трубки ввода в очаге интенсивного нагрева
(преддетонационный участок) вызывает необходимость организа-
Рис.. 71, Схема дозатора
порошка:
/ — загрузочный бункер;
2 — рабочий бункер; 3—ша-
рик; 4—дозирующий канал;
6 —ствол установки
ции системы ее охлаждения, но даже в
этом случае трубка быстро изнашивается
[53].
Таким образом, следует использовать
радиальную подачу порошка при верти-
кальном расположении ствола, что по-
зволяет достаточно точно фиксировать
положение порошка в стволе и не требует
введения трубки, подающей порошок
внутрь ствола, где развиваются высокие
температуры.
При вертикальном положении ствола
порошок подается в его заданный учас-
ток е помощью одного из устройств, от-
куда начинается свободное падение порош-
ка. Когда порошок находится на требуе-
мом расстоянии от открытого (нижнего)
конца ствола, управляющий механизм по-
дает команду на инициирование взрыва.
Взрыв происходит с задержкой по времени относительно момента
подачи порошка, которая легко регулируется. Такая схема подачи
порошка позволяет получить более компактное расположение его
в осевом направлении, поскольку все частицы имеют одинаковые
условия вертикального движения. Кроме того, при падении про-
исходит более равномерное их распределение в поперечном сече-
нии канала ствола из-за отсутствия сил, действующих на порошок
в направлении, перпендикулярном к оси ствола. Вредное влияние
сил инерции и трения исключается. Более крупные частицы обго-
няют более мелкие, которые в момент инициирования оказы-
ваются дальше от открытого конца. После инициирования взрыва
движение мелких частиц ускоряется, что приводит к увеличению
компактности облака в момент формирования покрытий.
Рассмотрим некоторые схемы, предложенные рядом авторов.
На рис. 71 приведен дозатор, который надежен в эксплуатации.
Он состоит из загрузочного 1 и рабочего 2 бункеров, клапана-
шарика 3, ссыпного, дозирующего канала 4. Под действием им-
пульса, возникающего при взрыве горючей смеси, клапан 3 от-
крывает отверстие канала 4, и доза порошка попадает в трубку 5
ввода порошка, а клапан, опускаясь,, закрывает отверстие ка-
128
загрузочного OySpaV Таким образоМ5обеспе^ив1е?с^°аОШОК И3
ния размеров отверстия ссыпного канала J у ем измене-
(например, изменением веса или подпижиниаЕ. "Я 'иапа“а
Недостаток устройства - мал^я ZZ"3"3’-
(±100 %) даже при фиксированных режимах напыления woпо’-
видимому, обусловлено вероятностным характером процесс дви
жения шарика в порошке и движением самого порошка Кооме
того, предполагается горизонтальное расположение ствола кото-
рое препятствует получению однородного двухфазного потока
Многие используемые в на-
стоящее время дозаторы основа-
ны на вдувании порции порош-
ка, которая приготавливается
в промежутке между выстре-
лами. Достоинства данных до-
заторов в том, что они могут ис-
пользоваться при любом распо-
Рис. 72. Схема Тдозатора порошка
с принудительной подачей
ложении ствола для осевой и
радиальной подачи порошка.
В большинстве случаев такие
дозаторы имеют точность, еще значительно меньшую, чем
дозатор, приведенный на рис. 71, так как приготовление дозы
порошка производится путем высыпания его через отверстие ([531,
с. 30). За последнее время предложен ряд устройств указанного
типа с повышенной точностью дозирования. Один из типов доза-
торов приведен на рис. 72 [29].
Дозатор работает следующим образом. Поршень 1 совершает
возвратно-поступательные движения. Влево он движется под
воздействием импульса продуктов детонации, действующих через
трубку 6, а вправо — под воздействием импульса инертного газа,
подаваемого через трубку 9 после заполнения ствола 5 гремучей
смесью. В левом положении поршня 1 в отверстие 7 ссыпается
порошок 2 из бункера 3, а в правом положении — газ из трубки 9
через трубки 8 и 4 выдувается в ствол 5. Достоинство устройства —
это высокая точность дозирования, так как объем дозы соответ-
ствует объему отверстия 7. Недостатком его является возможность
попадания порошка в промежуток между поршнем 1 и корпусоми ,
что приводит к быстрому изнашиванию корпуса и поршня,
бенно при напылении абразивных материалов (например, а з>
ZrOa и др.). Устройство может достаточно надежно работать
лишь в случае, когда производится напыление круп д
ного порошка, следовательно, возможность промыш
пользования дозатора ограничена. /„„nnuMpn пис. 106,
В книге [29] рассмотрен ряд дозаторов (например^р^ м
107, 109 и 112), которые, однако, также обладают ц Р
129
5 С, С. Бартенев и др.
недостатков. Помимо общих недостатков, рассмотренных выше
необходимо отметить, что эти дозаторы сложны в изготовлении
^эксплуатации, а дозаторы других типов не позволяют произво-
дить дозирование с достаточной точностью. Они включают бункер
с порошком-, в котором в процессе работы происходит его разделе-
ние по фракциям и по плотности. Так, при напылении механиче-
ской смеси карбида вольфрама е кобальтом в нижней части бун-
кера должна увеличиваться концентрация WC, а в верхней_____
Со. К сожалению, в работе [291 не указана точность дозирования
ни для одного из этих типов
дозаторов, что затрудняет
оценку целесообразности их
использования.
Широкое распространение
для автоматизированных
установок могут найти ин-
жекционные дозаторы, прин-
цип работы которых рассмот-
рен в п. 3.1. На рис. 73
приведена схема устройства,
предложенного в работе [61J.
Он состоит из бункера за-
крытого с широкого конца
крышкой 2. В узкую часть
бункера вставлена сменная
Рис. 73. Схема инжекционного доза-
тора:
1 — бункер; 2 — крышка; 3 — сменная труб-
ка; 4 — контргайка; S — ствол установки;
6 — покрытие; 7 — деталь
трубка 3, которая фиксирует-
ся контргайкой 4 относи-
тельно оси ствола 5 детона-
ционной установки и распо-
ложена под углом 90° к оси
ствола. Для повышения стабильности работы желательно бункер 1
и трубку 3 поместить в водоохлаждаемый кожух. Указанный
дозатор прост в эксплуатации и изготовлении, не имеет движу-
щихся частей и, как показал опыт его применения для напыления
окислов, может ежедневно работать по 5—10 ч в течение несколь-
ких лет.
Устройство обладает также рядом недостатков. Для точного
дозирования при неизменных составе и грануляции порошка
и при режимах напыления необходимо производить предваритель-
ную работу по подбору трубки 3. При работе дозатора погрешность
в величине дозы может достигать 30—50 %. При массовом произ-
водстве обычно все параметры напыления фиксированы, а указан-
ный разброс в величине тн не приводит к резкому изменению
свойств покрытий. Другой недостаток дозатора — невозможность
подавать в ствол крупнодисперсные порошки размером >100 мкм.
В этом случае целесообразнее использовать дозаторы других
типов. Поскольку порошок в инжекционных дозаторах контакти-
рует и с воздухом, и е разогретыми продуктами детонации, то
130
нельзя напылять легкоплавкие материалы (напримео Ai
мелкодисперсные металлические nonoinuu\ L____р* А|
рать или взрываться.
Таким образом, в настоящее
дозаторов порошка, однако ни
один ...из них не является уни-
версальным. В зависимости от
состава и грануляции напыляе-
мого порошка следует приме-
нять один из дозаторов, изо-
браженные на рис., 71^—73, или
дозаторы других типов [29, 53,
•65 L Необходимо продолжать
работу по изысканию новых
усовершенствованных устройств
для дозированной подачи газов
Л порошков.
На рис„ 74 изображена уста-
новка с вертикальным располо-
жением ствола, в которой при-
менены пульт управления (см*
рис, 69), дозатор газов с непре-
рывным бесклапанным вводом
Газов-компонентов и инжек-
ционный .дозатор порошка (см.
рис. 73). Установка .доказала
высокую надежность в эксплуа-
тации при скорострельности
1—4 выстрел/с.
, Л1
порошки), которые могут
время разработан целый
или
его
ряд
Рис. 74. Общий вид детояациоии
установки
З.б. ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ПЕРЕД НАПЫЛЕНИЕМ
И ОБРАБОТКА ДЕТОНАЦИОННЫХ ПОКРЫТИЙ
неойсЛпЯпИИпЛ^НИЯ качестве„нных покрытий перед напылением
мп. _димо -Произвести целый ряд операций, в частности подгото-
вить порошок и поверхность детали^.
В связи с тем что в настоящее время отсутствует процышлеи.
ое производство порошков, предназначенных специально для
анесения детонационных покрытий,, необходимо оценивать при-
годность порошков, выпускаемых для порошковой металлургии.
Наиболее важная характеристика порошкового материала *—
это его грануляция (см. п. 2.3). Во многих случаях выпускаемый
промышленностью порошок является смесью частиц различной
грануляции, следовательно, для получения качественных покры-
тий требуется отделить мелкие частицы от крупных гранул.
При разделении порошков по фракциям чаще всего используют
ситовый метод. При помощи сит можно отделить грубодислерсяые
фракции материала, так как стандартные сита имеют наименьший
5* 131
размер ячеек 40 мкм (ГОСТ 3584—53). Для напыления высокотем-
пературных материалов, например некоторых окислов, необхо-
димо использовать порошки с меньшим размером частиц (см
табл. 16). В случае когда отсутствуют порошки необходимой гра-
нуляции, производят разделение гранул седиментационным мето-
дом. Приготавливают суспензию, которая помимо разделяемого
материала и жидкости содержит стабилизатор — вещество, пре-
пятствующее агрегированию частиц. Вопросы приготовления
суспензий и седиментационного разделения подробно рассмотрены
в специальной литературе [40].
Перед напылением необходимо сушить порошки, особенно при
использовании мелкодисперсного порошка с размером частиц
=$20 мкм. Окисные материалы можно сушить на воздухе при тем-
пературе 200—250 °C. Металлические материалы, как правило,
не рекомендуется нагревать на воздухе выше температуры 70—
100 °C. Любые порошковые материалы, используемые для напы-
ления, могут быть высушены в вакуумном сушильном шкафу при
температуре выше 200 °C в течение не менее 1 ч. При этом произ-
водится не только удаление влаги, но и частичная очистка поверх-
ности частиц. Сушат порошок непосредственно перед напылением,
что позволяет существенно уменьшить агрегирование частиц и
улучшить условия их транспортирования из дозатора в ствол
установки.
Для напыления употребляют баллонные газы технической
чистоты. Специальной очистки их не требуется. В ряде областей
страны отсутствует баллонный ацетилен. В этом случае для на-
пыления может быть использован карбидный ацетилен, который
получают в специальных реакторах. Карбид кальция является
достаточно дешевым и недефицитным материалом, и он легко
транспортируется г
При широком внедрении детонационного метода необходимо
организовать специальные заводские станции по производству аце-
тилена и кислорода. Для получения покрытий, имеющих адгезию
к подложкам, достаточную для последующей механической обра-
ботки, необходимо подготавливать напыляемую поверхность в це-
лях удаления различных загрязнений: следов масла, окисных
пленок и др. Кроме того, при этом желательно увеличить удель-
ную поверхность.
Механический способ подготовки поверхности (обработка на
шкурках, пескоструйная обработка) дает возможность увеличить
взаимодействие на границе раздела металл—покрытие за счет
увеличения истинной площади соединения при сохранении ее гео-
метрических параметров и удаления с поверхности частиц твердых
загрязнений, жиров, масел.
Обычно поверхность обрабатывается наждачной бумагой № 60, 80, 120
под углом к кромке детали в двух взаимно перпендикулярных направлениях.
Но при такой обработке возможно внедрение в поверхность металла инородных
частиц.
132
Пескоструйная обработка применяется
я для снятия тонкого слоя металла. Этот cnoenfi /лп^еННЯ твеРдь,х Загрязнений
вленни в соплах 300-400 кПа. В цел™Хе™я^ороХхчПОЛЬЗуегся п₽и
дисперсных частиц, остающихся на поверхности Т™ „\ Иючений и мелко-
последующая очистка обрабатываемой noBeoxwrJ™ обдУвки- желательна
Промывка . органических РаеДрие'яЕ".
ления с поверхности деталей минеральных маселРИ других ™азок И«/ЛЯ уда'
при очистке методом погружения в растворитель смазок. Известно, что
от 30 до 50 % загрязнений, при ручном методе очистки щетками
или протирке тампонами — 10—20 % а пои Щетками в растворителях
После применения o6M«ipn.a»t и "ДЖ
полностью удалены остатки ноющих и травильных оасгвопои^Л^кн“ бьггь
тщательной промывкой деталей в воде. ильных растворов, что достигается
Указанные выше методы, в частности пескоструйная обработка требуют
применения специального оборудования и не обеспечивают необходимогоS
ства подготовки поверхности. лчцимиго каче-
Подготовку поверхности следует проводить непосредственно
перед нанесением покрытия путем обработки поверхности части-
цами абразива, ускоренными в самой детонационной установке.
В ряде случаев, например при напылении окиси алюминия,
применение абразивной обработки окисью алюминия предпочти-
тельнее, так как исключается загрязнение подготавливаемой по-
верхности инородными материалами; подготовку поверхности
возможно осуществлять теми же частицами, которые в дальнейшем
используются для образования покрытия. Переход от режима
очистки к режиму напыления на автоматизированном оборудова-
нии происходит довольно быстро, поэтому свойства подготовлен-
ной поверхности не успевают существенно измениться.
Одним из достоинств применения детонационной установки
в качестве аппарата для ускорения абразивных частиц является
возможность тонкой регулировки энергетических параметров ча-
стиц, причем возможно управление их кинетической и тепловой
энергией. Как было указано выше, образование покрытия из окиси
алюминия возможно при плавлении необходимой части напыляе-
мого материала. Несмотря на исключительно высокое энергосо-
держание эквимолярной ацетилено-кислородной смеси, ее приме-
нение в детонационной установке не приводит к образованию
покрытий из окиси алюминия. Поэтому данную «смесь можно р
комендовать в качестве рабочей для абразивной очистки. .
Микрогеометрия подготовленной поверхности в значи
степени зависит от размеров частиц абразива (см. рис. )•
При подготовке поверхности изделий, у К0Т0Р“* jLмер
возникновение деформаций в результате удара час_ ц, ( Р ’
тонкостенные оболочки из мягких материалов), ДУ ную
нять частицы с грануляцией 1—5 мкм, имеющие нез
кинетическую энергию и дающие малое поврежд высокую
ного слоя. Однако следует учитывать о^ительно^^ подд^р.
стоимость порошков указанных фракций и Heo6J°^ избытка
жания точного состава детонационной смеси В ® ом
ацетилена в ацетилено-кислородной смеси (ПР
13ч
составе) поверхность загрязняется интенсивно выделяющимся
свободным углеродом, а в случае избытка кислорода возможно
образование некачественного покрытия. Аналогичное ограничение
накладывается и при использовании частиц размером 10—40 мкм
хотя требования к точному поддержанию постоянного состава
газовой смеси менее жестки.
Практически наиболее удобны частицы размером 70—120 мкм.
Они не образуют покрытия ни при каких режимах напыления^
что позволяет в широком диапазоне изменять кинетическую энер-
гию абразивного потока путем разбавления эквимолярной смеси
кислородом или инертными газами. Использование более крупных
частиц нецелесообразно из-за неравномерного рельефа поверх-
ности, образуемого данными частицами. Расстояние от ствола до
обрабатываемой поверхности следует выбирать в интервале 1—
3 диаметра ствола.
Таким -образом, высота микронеровностей, получающихся
в результате абразивной обработки, т. е. шероховатость поверх-
ности Rz, может изменяться в диапазоне 2—12 мкм (Ra = 0,54-
4-2,5 мкм) при подготовке поверхности стального образца с макси-
мальной твердостью HRC 61. Для мягких материалов типа алюми-
ниевого сплава марки Д16 значения Ra несколько выше и ее диа-
пазон шире 2—20 мкм (Ra = 0,54-4,0 мкм). Высоту микронеров-
ностей можно предварительно задать, используя эксперименталь-
ные зависимости (см. рис. 35 и 36).
Поверхность детали, подвергнутая очистке на детонационной
установке, представляет собой активизированный наклепом вы-
сокочистый слой основного металла с заданной высотой микроне-
ровностей, соответствующих в зависимости от условий обработки
шероховатости в интервале 5—8 классов по ГОСТ 2789—73.
В результате такой обработки повышается адгезия подложки
с напыляемым материалом. Это объясняется тремя причинами:
увеличением удельной поверхности и механического зацепления;
облегчением химических и диффузионных процессов на поверх-
ности, активированной под действием высокоскоростного удара;
активацией и очисткой поверхности горячими продуктами детона-
ции. При расположении детали на расстоянии 1—3 диаметра ствола
практически полностью удаляются органические загрязнения на
поверхности детали. Лишь при наличии визуально фиксируемого
слоя масла необходимо производить предварительную промывку
детали в растворителе (полной очистки в случае применения дето-
национной установки не требуется). Целесообразность использо-
вания подготовки поверхности перед напылением с помощью
детонационной установки должна быть оценена в каждом конкрет-
ном случае.
При использовании указанного выше метода число выстрелов,
необходимое для подготовки поверхности площадью 5дег,
«D.OHT “ 85дет/ (лс^т). (3.9)
134
При напылении особо ответственные «
необходимо контролировать качество очие™Л“ поме обработка
более приемлемыми являются два мегомГк“„тр“Ря™стей' Нан-
Метод разрыва водной пленки. В сосуд е „„„
рывно циркулирующей, погружают контролируемую ?2°Ванной водой, неПре.
мают из воды. Вода должна быть холодной Если а Затем ее выни
свободна от гидрофобных веществ, то высыхающая воХ°ЛИРУещя поверхносп
тонким слоем и покроет всю поверхность. На волной еНка Распределится
Ж тех пор. пока она не станет настолько тонкоГто „ "
ние сухих участков. "> что испарение вызовет появле-
Метод распыления воды. Контролируемую повепхип^х
тонкой струей дистиллированной воды, намимерР приf п™™” опРыскивают
пульверизатора. Деталь располагают на расстояни/дч меДи«инского
тора. При отсутствии гидрофобных загрязнений ударяющиесТк°яТппПиУЛЬВериза-
крывают поверхность детали непрерывным слоем водной Пленки Там Т* "°'
гидрофобная пленка, на поверхности детали останутся капы™ Д
границе с поверхностью детали большие краевые^глы сХв^ннТТапли
достигающие поверхности, будут смачивать чистые участки остам™не™™™’
ными загрязненные места. На гидрофобных участках образовываются тТкие S
капли, как на образцах, равномерно загрязненных по всей поверхности
ствитадьность метода распыления в 50-60 раз выше, чем метод разрыва водной
Оба метода дают возможность обнаружить полярные загрязнения в коли-
честве моиослоя.
Если контроль показал, что поверхность достаточно очи-
щена, то производят повторную обработку детали. При этом ко-
личество выстрелов пв nD. опт [см. формулу (3.9)]. Повтор-
ная обработка необходима, тай как в течение контроля и под дей-
ствием воды поверхность дезактивируется. В случае если контроль
показывает, что поверхность загрязнена, то производят очистку
и контролируют чистоту поверхности до тех пор, пока количество
загрязняющих примесей не будет меньше чувствительности ме-
тода, используемого для контроля загрязнения.
Кроме подготовки поверхности деталей для напыления большое
значение имеет защита поверхностей, которые не должны подвер-
гаться воздействию потока частиц и на которых не должно образо-
вываться покрытие. Из-за высокой адгезии детонационных покры-
тий их удаление механической обработкой не всегда Раци°“^’
по причине значительных материальных затрат и из-за не
мости применения специального инструмента. Поэтому
целесообразным является либо конструирование дет > Л*
тором наличие покрытий на поверхностях, соседни_ Р ок’
не влияет на работоспособность изделия, ™бо прпменение мамк,
предохраняющих часть поверхности детали от возд
о Важным практическим вопросом при большин-
является обработка поверхностного слоя п. р 'е0ДЬ1Х спла-
стве случаев используются покрытия из з » предъявляет
вов, имеющие высокую твердость (12 15 Г J>
luD
специфические требования к инструменту, используемому ддя
обработки.
Некоторые особенности обработки детонационных покрытий
изложены в работе [531. Детонационные покрытия после нанесе-
ния имеют, как правило, шероховатость Ra — Зч-5 мкм, что соот-
ветствует шероховатости шлифовальной бумаги средней зерни-
стости. Для получения требуемой шероховатости поверхности
покрытий путем механической обработки необходимо применять
инструмент соответствующей зернистости. Сухое шлифование
может привести к повреждению поверхности покрытия и не дать
желаемого результата. Наилучшей охлаждающей жидкостью счи-
тается вода, содержащая 1—2 % противоокислительных добавок
(ингибиторов коррозии). Суспензия тонкой струйкой подается
в зону шлифования. Наилучшие результаты были получены при
обработке покрытий алмазным инструментом на стандартном
оборудовании.
Покрытия из окиси алюминия успешно обрабатывались до
требуемых размеров на шлифовальных станках, причем механи-
ческие свойства детонационных покрытий таковы, что они в боль-
шинстве случаев выдерживают высокие контактные нагрузки.
Лишь способ бесцентрового шлифования нельзя'применять для
обработки окисных покрытий, так как от значительных ударных
нагрузок может произойти нарушение целостности относительно
хрупкого покрытия. Следует принимать во внимание также соот-
ветствие твердости абразивного инструмента прочности его связки
и твердости покрытия. При обработке окисных покрытий абразив-
ный инструмент, как правило, не забивается материалом покры-
тия, но в то же время относительно быстро теряет режущие свой-
ства из-за интенсивного притупления режущих граней зерен.
Таким образом, для обработки покрытий из окиси алюминия
и других материалов с высокой твердостью можно рекомендовать
либо абразивный инструмент, имеющий связку, т. е. позволя-
ющий легко обновлять абразивные зерна, что, однако, резко сни-
жает его размерную стойкость, либо применять материалы с очень
высокой твердостью (синтетический алмаз, нитрид бора и т. п.).
Например, прекрасные результаты были получены при обработке
внутренних цилиндрических поверхностей, покрытых окисью
алюминия, хоном с алмазными брусками.
Класс шероховатости, до которого следует обрабатывать по-
крытие, зависит от конкретного назначения деталей. Например,
опыт работы показал, что в случае использования детонационных
покрытий из окиси алюминия на поверхности шкивов наиболее
целесообразной является обработка поверхности гибким шли-
фовальным ремнем до 8-го класса шероховатости.
Обработка детонационных покрытий из окиси алюминия точе-
нием, например алмазными резцами, нецелесообразна из-за тре-
бований к жесткости системы СПИД. Кроме того, в этом случае
наблюдается низкая размерная стойкость алмазного резца.
136
доведены до 1-го классаР?очностиВсСвысотойЧм°иТЬ’ М°ГуТ быть
ниже 0,025 мкм, что соответствует 13__14 микРонеР°вностей
ватости поверхности. Можно рекомендовать применение кппР°Х°*
вых порошков для доводки покрытий ДО И—19 га КоРУНДО-
ховатости. Более высокий класс можно получить ппи Х“ер°’
вании мелкозернистых (менее 5 мкм) алмазных пас? S °'
зали измерения, форма обработанных до высокой точности дХ
лей с детонационными покрытиями сохранялась в течени? дЛИ?еТ
ного времени, что указывает на их высокую размерную SeX
Детонационные покрытия из пластичных материалов и даже
из твердых сплавов при небольшой толщине (не более 0 1 мм)
позволяют изготавливать детали из листа с детонационным покры-
тием путем вырубки из него деталей требуемой конфигурации.
Полученные таким образом накладки наклеиваются на те места
механизмов, где требуется придание особых свойств.«’ *‘-
При обработке металлических покрытий следует учитывать
«засаливание» абразивного инструмента. Например, при шлифо-
вании детонационных покрытий из твердого сплава типа ВК
шлифовальнк круги засаливаются быстрее, чем при шлифовании
монолитных материалов такого же состава. Заметное засаливание
наблюдается при обработке покрытий из нихрома. Для детона-
ционных покрытий из большинства металлов (бронзы, латуни,
нержавеющей стали и т. п.) режимы обработки задаются так же,
как и для монолитных материалов.
Из-за относительно сложной обработки детонационных по-
крытий из материалов с высокой твердостью следует получать
покрытия толщиной, близкой требуемой по условиям эксплуата-
ции. При наиболее часто используемой толщине покрытия 0,15
0,25 мм точность соблюдения ее на значительной площади непо-
средственно после напыления может быть доведена до 0,03—
0,05 мм, при применении автоматизированного оборудования.
3.6. ПРОИЗВОДИТЕЛЬНОСТЬ ДЕТОНАЦИОННЫХ УСТАНОВОК
И СЕБЕСТОИМОСТЬ ДЕТОНАЦИОННЫХ ПОКРЫТИИ
Производительность детонационного напыления
скорострельностью установок, геометрией ствола и
покрытия, наносимого за единичный выстрел. Скор Р ___
детонационных установок, как правило, лежит в и Р те
4 выстрел/с, площадь покрытия, формируемого Р мкм
одного выстрела, 3—5 см3, толщина единичного ности п0-
Практический интерес представляет площад Хпеделяется
крытия, наносимого в единицу времени, кот р щиной По-
помимо вышеуказанных параметров необходимо
^Толщина покрытия определяется конкР^"““жн"ар"аделить
изделия. Во всех случаях покрытие по толщине можно р
на три зоны: 1) переходная зона, определяющая прочность сцеп-
.тения покрытия с подложкой, как правило, составляет 5—30 мкм-
2) поверхностная зона (обычно удаляется при механической об-
работке), равная 10—40 мкм; 3) основная зона, которая выбирается
в зависимости от назначения покрытия и изделия и равняется
30—150 мкм. Суммарная толщина покрытия лежит в интервале
45—220 мкм.
Расчет по формулам (2.5) показывает, что при принятых усло-
виях скорость формирования покрытия толщиной 200 мкм обычно
заключается в интервале 0,1—1,0 см2/с. При использовании уста-
новки с одним стволом время напыления крупногабаритных
деталей весьма велико [см. формулу (2.6)].
Приведенный анализ показывает, что производительность де-
тонационных установок сравнительно невелика. С целью повыше-
ния производительности используются многоствольные уста-
новки \ которые позволяют повысить производительность во
много раз, т. е. принципиальных ограничений в величине произ-
водительности не существует. Однако в настоящее время испыты-
ваются технические трудности, связанные с управлением, газопи-
танием и дозированием порошка при работе нескольких стволов.
Скорострельность и связанная с ней производительность за-
висят от длины используемых стволов, которая, в свою очередь,
определяется материалом покрытия. Так, в случае легкоплавких
металлических материалов могут использоваться стволы длиной
около 400 мм. При указанной длине уменьшается время заполне-
ния ствола, что позволяет повысить его скорострельность. Кроме
того, уменьшается себестоимость покрытий благодаря снижению
расхода газов.
Для получения качественных покрытий из тугоплавких ма-
териалов, например из окиси алюминия, наиболее приемлемой
является длина около 2 м, при которой скорострельность устано-
вок понижается.
Повышение производительности может быть достигнуто за счет
увеличения диаметра ствола. Однако требования техники безопас-
ности, а также конструктивные особенности обычно используемых
установок не позволяют увеличивать диаметр ствола больше 5 см.
При увеличении диаметра ствола более 2,5 см возникают трудности
в получении однородного по толщине покрытия из-за недоста-
точно равномерного распределения порошка по сечению ствола
даже при его вертикальном расположении.
Толщина единичного слоя зависит от технологических пара-
метров процесса напыления и материала покрытия, что рассма-
тривалось в гл. 2. Отметим только, что условия получения макси-
мальной толщины единичного слоя, как правило, не совпадают
с условиями получения оптимальных служебных характеристик
покрытий. В зависимости от конкретных требований, предъяв-
ляет. 1269123, 1973 г. (Великобритания).
138
ляемых к изделию, Выбираются .
ления. Возможно многократное vRJn, тьУ’оЩйе рёжим^ . *
за счет ухудшения качества, что однЛ Ние пР<>извод?елк ПЫ*
Опыт зарубежных фг.рмпТкгзыХ0^";®"^"™ ”
напыления при использовании болыпп™ ° МетоА ДетонациоинАг
обеспечить любую требуемую производа^льног”^?,08 no3Bo^S
обходимо создать технологические ли^ии и ' Для Z
заводы по детонационному напылению ЭкАиАиЦИализиР°ванные
от применения детонационных покрытий vse^™ Ческий *ФФект
нием штата специалистов^ приобретением номЕУасшиРе
ния в организациях, которые обслуживают ми™ ° обоРУД<>ва-
Зарубежные фирмы отмечают также,Учто детонапи™мЛаКаЗЧИКОВ
относительно дороги [53 1, Например, по сравнению с
ческим покрытием хромом покрытия из твердого Сиам ““а’вк
дороже в 2 раза. типа в к,
Детонационные установки в зависимости от решаемых задач
могут иметь конструкцию различной степени сложности. Соответ*
ственно колеблется и их стоимость (от нескольких сотен до
200 тыс, франков ,[53]).
Однако основным обстоятельством, резко увеличивающим рас-
ходы на детонационные покрытия, являются капитальные затраты
на строительство помещений, в которых размещается основное и
вспомогательное оборудование.
По нашему мнению, оценочная себестоимость одной автомати-
зированной установки (см. пп, 3.3 и 3.4) составляет20—50тыс. р>б.
При использовании сложных систем автоматического управления,
включающих управляющую ЭВМ, и сложных манипулятор в
стоимость оборудования технологической линии может превысить
100 тыс. руб., но затраты на зарплату будут уменьшены, так как
сокращается число операторов и исключается ручной труд, а-
траты на организацию специализированного цеха с лини ,
включающей несколько десятков стволов, вспомогатель^'
мещения (в том числе и по производству газов) и о РУ
могут быть значительно выше. Однако годовая эко апримеРг
повышения износостойкости деталей узлов р' гледобыва-
гидрораспределителей или торцовых Упл° миллиона Мо-
ющих машин) может составить величину пор окупаются.
лей.чТаким образом капитальные за?раты СТР пр1пенения
В качестве примера приведем ФФ кт енератора авто-
детонационных покрытий в конструкц ых ШКивов на алю-
мобилей. Замена серийно пРименяем“пияпионным покрытием из
миниевые с упрочнением ручья де тельныХ эффектов,
окиси алюминия привела к ряду по денежном вь,РаА„ея
экономической выгоды, составляющей в де» ,
несколько десятков тысяч на один типоразмер ^д.
проблема, улучшающая условия Р Чугуна в землю.
Так, тяжелый труд, связанный соитьем чу^ давлением лег
няется высокопроизводительным 139
коплавких алюминиевых сплавов, резко сокращающим последу,
ющую механическую обработку. В комплексе все производство
включая детонационное напыление, может иметь высокую степень
автоматизации. Применение генераторов с алюминиевыми шкивами
повышает их эксплуатационную надежность благодаря уменьше-
нию массы частей, вращающихся с большой скоростью. Кроме
того, износостойкость шкивов с детонационными покрытиями во
много раз выше чугунных (см. рис. 101).
Себестоимость деталей и экономический эффект от применения
детонационных покрытий зависят от многих факторов: типа про-
изводства, применяемого оборудования, материалов, конфигура-
ции деталей, требуемой точности размеров, а следовательно, до-
полнительной механической обработки и т. д. Существуют ши-
роко известные методики расчета экономической эффективности
и себестоимости, которые могут быть применены и в случае дето-
национного напыления. Для расчета необходимо знать среднюю
себестоимость нанесения покрытия на единицу поверхности де-
тали. Указанная себестоимость зависит от целого ряда факторов,
характерных для большинства производств (капитальные затраты,
амортизация оборудования и т. д.), которые легко учесть при при-
менении известных методик и себестоимости порошков и газов,
расходуемых при напылении, т. е. сугубо специфических затрат,
которые при массовом производстве и использовании высокопро-
изводительных устройств составляют основную часть затрат.
Произведем расчет части себестоимости напыления единицы по-
верхности, обусловленной затратами газов и порошков.
Стоимость одного выстрела можно найти по формуле
с' = Угсг + Уосо + Уиси + тнсп, (3.10)
где
Vr 4- Ve « nd?wLcr/4 = VCT;
А, А» си — соответственно стоимость единицы объема горючего,
окислителя и инертного газа; сд — стоимость единицы массы
порошка.
Стоимость газов и порошка, необходимых для получения еди-
ницы поверхности покрытия толщиной h при коэффициенте исполь-
зования р и объемной плотности покрытия уп:
ся = c'hya/ (шоптр). (З.Н)
Рассчитаем по формулам (3.10) и (3.11) себестоимость покрытий
из А12О3 и механической смеси WC 4- Со (сплав типа ВК)- Примем,
что Тацо, 3,5 г/см3, увк «=* 14 г/см3, р & 0,3.
Для расчета используем также данные, приведенные в табл. 17-
Расчеты произведем для установки, изображенной на рис. <4
(в случае использования указанной установки расход азота не-
140
значителен, поэтому его стоимость учитывать не будем). При рас-
чете примем, что стоимость (руб.)
1 баллона (~6 м3):
ацетилена ...»
кислорода . . .
окиси алюминия
сплава типа ВК . .
все приведенные
3,5
0,7
0,5
I кг
1 кг
Используя ____
покрытий из окиси алюминия площадью’1 "см- ,
о И ПОРТ Л 1 — —---- V,
• - РУ®* Аналогично
твердого сплава получим себестоимость при толщине 0 1 мм пн»
щади 1 ем» - 2 коп. и 1 м» - 200 руб. Таким образом,’еХ?™:
мость покрытии из окиси алюминия Приблизительно в 20 пач
ниже, чем у покрытий из сплава типа ВК.- и
Данные,
составляет 0,1 коп., площадью 1 ма
найдем, что стоимость
сма и толщиной 0,1 мм
* * для
ГЛАВА 4
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ДЕТОНАЦИОННЫХ ПОКРЫТИЙ И МЕТОДЫ ИХ ОПРЕДЕЛЕНИЯ
Определение свойств покрытии необходимо для оптимизации
режимов напыления и для контроля качества изделий различного
назначения [26, 63 L
Измерение многих величин, таких, как пористость или газо-
проницаемость для тонких слоев покрытий, прочно соединенных
с подложками, представляет значительную сложность и требует
разработки специальных методик [6, 56].
Приведем наиболее точные из известных методов исследования
свойств покрытия. Ряд методов предназначен не только для опти-
мизации технологии и контроля качества, но также и для изуче-
ния процессов, сопровождающих формирование покрытий. Выбор
типа покрытий во многом определяется их техническими характе-
ристиками, поэтому сравниваем основные параметры пористой
структуры детонационных покрытий с аналогичными характе-
ристиками плазменных и газоплазменных покрытий.
4.1. АДГЕЗИЯ И КОГЕЗИЯ
Большинство авторов считают, что адгезия, т. е. удельная
прочность сцепления покрытия с подложкой, является основным
свойством, которое определяет эксплуатационные характеристик
изделий различного назначения [65, 29]. Наш опыт показал,
в случае детонационных покрытий (при правильном выбор р
жимов) сцепление с подложкой достаточно велико '
и поэтому считаем, что определяющими хаРактеристи17я„яКТе.
ляются другие свойства. Однако контроль прочностных р
ристик системы покрытие—подложка нужен; Иногда адгезия ста-
новится определяющей характеристикой и необходимо ее коли-
чественное определение.
В качестве экспрессного метода контроля прочностных харак-
теристик нами использовалась абразивная обдувка покрытия
сформированного после 3-^-5 выстрел/с. Для обдувки использовали
порошок корунда грануляцией 70—120 мкм. При диаметре ствола
20 мм и длине 2 м навеска порошка 0,1 г, глубина загрузки 500 мм
и дистанция напыления 60 мм. Когда покрытия недостаточно
качественные, то после 1—3 выстрелов в режиме абразивной об-
дувки (соотношение С2На к Оа — 1 : 1,2) наблюдаются частичное
отслоение и растрескивание покрытия, которые легко фиксиро-
вать визуально или при увеличении в 5—50 раз.
Указанный метод при использовании автоматической уста-
новки со скорострельностью 1 выстрел/с позволяет испытывать
несколько сотен покрытий за смену. При этом можно определить
диапазон значений технологических параметров, при которых
Получаются достаточно качественные покрытия.
Метод абразивной обработки имеет достоинства, заключаю-
щиеся в экспрессности метода, отсутствии необходимости в каком-
либо специальном оборудовании или в изготовлении специальных
образцов. Однако абразивно-эррозионный метод является каче-
ственным и не позволяющим производить количественной оценки
прочностных характеристик.
Существует целый ряд количественных методик определения
прочностных характеристик.
Методика, основанная на срезании отдельных частиц или по-
крытии в целом ([42], с. 66—70), обладает целым рядом недо-
статков.
1. Покрытие находится в сложнонапряженном состоянии.
При использовании методики для детонационных покрытий на-
блюдаются смятие частицы и возникновение местных напряжений,
значительно превосходящих среднее напряжение среза или отрыва.
2. Срезающий нож практически невозможно перемещать точно
по границе покрытие—подложка. Происходит срез или части
покрытия, или подложки. Обычно напыление осуществляют на
предварительно отпескоструенные подложки. При этом может
происходить срезание выступов, что также приводит к искажению
полученных результатов.
3. Участок покрытия, необходимый для проведения измерений,
получают с использованием маски [65], что существенно изменяет
условия формирования покрытия. Срез производят с края покры-
тия, где условия формирования резко отличаются от условий фор^-
мирования основной части покрытия. Изучение отрыва отдельной
частицы при детонационном напылении затруднительно из-за
малой высоты растекшейся частицы (~1 мкм), которая на порядок
меньше, чем частица при плазменном напылении. Кроме того,
условия соединения с подложкой отдельных частиц существенно
142
отличаются от условий их соединения при формировании покпыт™
lev. п. 1.8), Перечисленные причины не позволяют получать лям
ным методом точной количественной оценки прочности сцепления
"ЛИ СРе3' Д“а ™ЬК0 c₽aE"«"™S
Штифтовой метод является наиболее распространенным сор™
методов измерения адгезии детонационных покрытий (29] Л ля
его применения необходимы специальные образцы (рис 75 а) ко
торые состоят из оправки 1 и штифта 4, закрепленного винтом <?
штифт может быть конусообразным или цилиндрическим
Приспособление изготавливают так, чтобы торец штифта был
в одной плоскости с поверхностью оправки. После пескоструйной
обработки Приспособление разбирают, промывают спиртом или
Рис. 75. Схемы измерения адгезии штифтовым методом:
а — образцы для исследования; б—г — схемы отрыва
другим растворителем,, снова собирают и фиксируют винтом 3.
Затем напыляют покрытие 2, винт 3 снимают и отрывают штифт 4
от покрытия. Однако этот метод также характеризуется целым ря-
дом недостатков.
1. Штифтовая методика (291 позволяет определять адгезию
лишь при толщине покрытия более 0,3—0,5 мм, т. е. прочность
сцепления с подложками покрытий толщиной 0,1—0,2 мм, которые
обычно используются, не может быть измерена этим методом.
В то же время известно, что при увеличении толщины покрытий
в 2—3 раза прочность сцепления уменьшается в 1,5—3 раза.
2. Методика позволяет определять лишь прочность самого слоя,
т. е. когезию [29]. Измерение адгезии этим методом невозможно.
3. При изготовлении образцов между штифтом 2 и оправкой 1
образуется зазор 3 (рис. 75, б, в). Величина зазора колеблется
от нескольких до десятков микрометров. Очень малая величина
зазора приводит или к появлению значительных сил Ван-дер-
Ваальса, или к свариванию или к склепыванию штифта и оправки
высокоскоростными горячими частицами. В случае большей ве-
личины зазора в него затекают расплавленные частицы 4, которые
скрепляют штифт 2 и оправку / (рис. 75, б—г). Следовательно,
необходимо усилие на отрыв штифта от покрытия (Fсц) и на отрыв
его от оправки (FcoeH). . п
Механизм отрыва штифта от покрытий следующий,
освобождения винта 3 (рис. 75, а) и нагружения штифта пр
начально выбираются люфты, что фиксируется участками
(рис. 76) [631, затем наблюдается резкий рост величины прикла-
дываемой силы при незначительной упругой деформации штифта
(участок 3). В точке А происходит отрыв штифта от оправки
В случае, когда покрытие легко деформируется, наблюдается рез-
кий спад силы при дальнейшем перемещении штифта (участок 4)
При этом наблюдается отслоение покрытия, начинающееся с краев
штифта. По границе между покрытием и подложкой возникают
высокие местные напряжения. По мере уменьшения диаметра
оставшегося на штифте (см. рис. 75, б—г), сила, необходимая
для отрыва, уменьшается (участок 4).
Для определения адгезии детонацион-
F ных покрытий используются штифты диа-
/\ метром 1,5—2,0 мм. При толщине покры-
j тия более 0,3—0,5 мм ([65], с. 79), т. е.
/ \ когда покрытие достаточно жестко, про-
' / исходит отрыв одновременно и по границе
' (от оправки), и по торцовой поверхности.
1 С В этом случае сила отрыва
---------------*- ^отр =-0гсцл^шт/4 4“ Осоед-^шт'== -^сц 4~ ^соед»
Рис. 76. Характер изме- (^.1)
нения усилия при вы- где — диаметр штифта.
тягивании штифта Величина удельной силы соединения
штифта 4 с оправкой 1 (см. рис. 75, а)
асо€д Должна зависеть от геометрии образца, особенно от вели-
чины зазора между оправкой и штифтом, от материалов покрытия
и основы, от режимов напыления, и не должна существенно зави-
сеть от толщины покрытия. Величина <тсц главным образом зави-
сит от толщины покрытий: во-первыХ, при меньшей толщине по-
является рассмотренный выше механизм отрыва, начиная с края
штифта, и, во-вторых, при увеличении толщины уменьшается
действительное значение силы сцепления из-за высоких напря-
жений, действующих в покрытии.
В литературе имеется большое количество значений прочности
сцепления, полученных штифтовым методом. В работе [63] для
плазменных покрытий при диаметре штифтов от 10 до 30 мм пока-
зано, что F0TP /(dfflT) = const, а это возможно только в случае,
если Гсоед Гсц. В книгах [29, 65] обобщены данные по проч-
ности сцепления с подложками детонационных покрытий. Наибо-
лее интересна в этом отношении книга [29], где показана зави-
симость прочности сцепления от диаметра штифта. Авторы ука-
занной книги предполагают, что соединение покрытия с оправкой
отсутствует, т. е. Реоед — 0. Однако, используя приведенные
в [29] данные и формулу (4.1), можно показать, что Рсоъя значи-
тельно больше сил Гсц, т. е. величины сил сцепления и адгезии,
определенные без учета силы соединения [29, 65], завышены
в несколько раз, причем наблюдается большой разброс рассчитан-
ных значений FBll,
144
Нами совместно с институтом проблем прочности АН VrrD
была предпринята попытка определить адгезию покрытий А? О
к подложкам из алюминиевого сплава САС при толщине покори я
мп И ДиаметРе штиФта 1,5 мм. аги значения адгезии
20-25 МПа, по-видимому, существенно занижены, так Лк Л п
щнна покрытия недостаточна для измерения штифтовым методом
Полученные рядом авторов высокие значения прочности спепле
ния, например для покрытия из твердого сплава, являются не
надежными. Они могут быть в основном обусловлены соединением
штифта с оправкой. Чтобы избежать влияния связи штифта с оп-
равкой, необходимо производить измерение прочности сцепления
при использовании штифтов двух диаметров. Однако и в этом
случае точность получаемых данных не-
велика: величина осц, входящая в фор-
мулу (4.1), зависит от отношения диаметра
штифта к толщине покрытий. Если же это
отношение будет постоянным, то на фик-
сируемую прочность сцепления покрытий
разной толщины будут неодинаково влиять
термические напряжения.
При измерении адгезии штифтовым
методом имеют место существенные слу-
чайные и систематические ошибки, зави-
сящие от условий напыления, поэтому
оптимизация технологических параметров
по данным, полученным этим методом, нам
представляется нецелесообразной. При-
веденные в книге [29 ] многочисленные
Рис. 77. Образцы для из-
мерения прочности сце-
пления по клеевой мето-
дике:
I — образец; 2 — покры-
тие; 3 — слой клея; 4 —
шайба
зависимости прочности сцепления от ряда параметров неточны по
указанным выше причинам, и, вообще, в ней не указаны не только
систематические, но и случайные ошибки, которые могут достигать
Штифтовой метоД обладает рядом достоинств, главным из ко-
торых является возможность измерять большую величину адгезии
и когезии. Однако точность обычно применяемых методик весьма
низка, и поэтому требуется их существенное изменение; из-за
низкой точности данных неверными могут оказаться не только
количественные, но и качественное значения.
клрйкяы^ мепг°д измерения адгезии и когезии заключается в при-
нипиипп К повеРхности покрытия 2 образца /, имеющего обычно
обпяягДРИЧеСКУЮ Ф°РМУ (Рис- ^7), шайбы 4, и последующем отрыве
_ ‘ на от оправки. Основные погрешности штифтового метода
Р его применении отсутствуют. Однако имеются свои весьма
ущественные недостатки. Главный недостаток заключается в том,
о даже лучшие из используемых в настоящее время клеев обла-
дают прочностью на разрыв 20—50 МПа.
В качестве клея нами применены эпоксидная смола и пленоч-
ый клей В К, Производились измерения силы сцепления детона-
145
> Г"-
НЪА _ ]__ . Мп
ционных покрытий из AlgOg с алюминиевым сплавом САС и не-
ржавеющей сталью. В 90—95 % случаев разрыв происходил по
клею. При увеличении толщины до величины >-0,2 мм иногда
наблюдается разрыв покрытия (когезионный) при значении
напряжения около 30 МПа (crCIt mln).
Существенным недо-
статком клеевой методики
является- также зависи-
мость фиксируемой проч-
ности на разрыв от диа-
метра образца. Увеличе-
ние диаметра образца в
два раза приводит к уве-
личению фиксируемой
прочности сцепления более
чем в 1,5 раза [31. Указан-
ная зависимость, по-види-
мому, объясняется влия-
нием края покрытия, где
отрыв облегчен, При уве-
личении диаметра образца
влияние краевого эффекта
уменьшается. Нами были
получены указанные выше
минимальные значения
прочности на разрыв А12О8
30 МПа, при диаметре об-
разцов, равном 20 мм,
прочность сцепления (в
том числе и минимальная)
приблизительно в 2 раза
больше.
Разновидность клеевой
методики была использо-
вана для определения
прочности на разрыв и нН
отрыв покрытий из А12О3 от подложек из ниобия. В качестве
клея использовался расплав стекла. Склеивание производилось
путем пропитки покрытий расплавом стекла в водороде при
температуре около 1470 К в течение различных интервалов вре-
мени. При увеличении времени контакта стекла с покрытием
увеличивается проникновение расплава в глубь покрытий, кото-
рая фиксировалась методом микрорентгеновского спектрального
анализа (рис. 78). При малом времени взаимодействия, когда
пропитывается лишь поверхностный слой, а нагружается слой,
состоящий из нескольких единичных слоев, прочность на разрыв
сравнительно мала (см. рис. 40) и наблюдается чисто когезион-
ный характер отрыва. По мере увеличения глубины пропитки
Стекло Подложка
Рис. 78. Глубина проникновения стекла (фи-
ксация по наличию марганца) в покрытие из
окиси алюминия при температуре пропитки
1250 °C и времени выдержки: а—1 мин;
б — 5 мин; в—15 мии (подложка фикси-
руется по наличию ниобия). 1000х
146
величина прочности увеличивается до 60 7п мп
нии характера разрыва. При дальнейшем? МПа при СохРане
пропитки, когда расплав достигает слоев ^еличении времени
щих к подложке,характер отрыва изменяетсТ^51’ Прилегаю-
чала смешанным, а затем чисто адгезионным п”’ CTaH0B™ сна-
на разрыв при отрыве от подложки достигает 120 Мп Прочность
Указанная методика, несомненно, обладает рядом поет
Имеется возможность применить клеевую методик? лпя?HCTB'
ния прочности сцепления детонационных покрытий е п"£еДеле’
значениями адгезии и когезии. Можно onpe^X^XT:
когезию раздельно, изменяя время пропитки распаленным
стеклом. Однако методика применима лишь для высЗкотем^ератТ
ных материалов; кроме того, при высоких температурах возможно
существенное изменение свойств покрытий в процессе пропитки
стеклом, в частности переход у-А1аО3 в а-А12О3. Таким образом,
предложенная методика имеет ограниченную область применения
В настоящее время не существует надежной методики изме-
рения прочности сцепления детонационных покрытий различного
состава. Погрешность приведенных в литературе данных очень
велика, и они трудно сопоставимы, так как зависят от условий
измерения и геометрии исследуемых образцов.
4.2. ПЛОТНОСТЬ И ПОРИСТОСТЬ ПОКРЫТИЙ
Плотность является одной из важных характеристик покрытий.
Величину ее необходимо знать для определения общей пори-
стости Добщ. Хотя при получении покрытий известного химиче-
ского состава и с известной кристаллической решеткой плотность
может быть взята из справочников, однако в большинстве случаев
плотность необходимо определять. Так, даже при напылении
чистой окиси алюминия покрытие формируется из смеси а-, ?-
и б-модификаций, плотность которых колеблется в интервале
(3,4-5-4,0) 103 кг/м3.
Плотность может быть определена различными методами.
Наиболее часто используется метод пикнометрии П^менен
капиллярных пикнометров и достаточно точного т р Л/м3,
ния позволяет определить плотность с ппобят поме-
Для реализации метода (ГОСТ 2211-65)
щают в пикнометры известного объема,опр д о(5 зц0^ (поро-
метра: сухого mlf заполненного жидкостьюа. Р
шок) т3н с образцом, пропитанным жидкостью
Плотность материала при этом
______________(т3 — ffh) Р»______ ,
Р “ та _ т4 + т3 - mi - лзРж <Ws “_/?п
где рж — плотность жидкости, ^^^^закрытьос пор, а также
Формула (4.2) показывает что пРи на™ пор наблюдается
при недостаточно полной пропитке и и 147
(4-2)
систематическая ошибка в величине плотности. Детонационные
покрытия характеризуются резкопеременным сечением поровых
каналов [8 ], это затрудняет заполнение пор жидкостью и приводит
к значительной ошибке.
Для повышения точности может быть применена вакуумная
пропитка в приборе (рис. 79). Применяется следующая методика
Пикнометр 6 с частицами образца 1 размером 3—10 мкм вместе
с подставкой 15, предотвращающей опрокидывание, помещают
в в стакан 3 со шлифом, который
Рис. 79. Схема прибора для про-
питки жидкостью порошков в пик-
с помощью вакуумной смазки
герметично закрыт пришлифо-
ванной крышкой 5. Из стакана,
пикнометра и трубки 4 при за-
крытом кране 6 через кран 10
и соединительные шланги 11
производится откачка воздуха
с помощью форвакуумного на-
соса (например, 416М). Для
предотвращения выбрасывания
частиц образца из пикнометра
перед включением форвакуум-
ного насоса 12 кран /0 закры-
вают, а затем выпускают воз-
дух из стакана небольшими
порциями, приоткрывая кран
10. Через 5—10 мин давление в
стакане следует довести до
100—600 Па, после чего кран 12
нометрах открывается и производится
откачка воздуха в течение 20—
40 мин. В конце откачки вакуумметр 9 должен показывать давле-
ние 10 Па. После откачки кран 10 закрывают и через кран 6 на-
пускают в пикнометр 2 из воронки 8 жидкость 7 (обычно дистил-
лированную воду, обезгаженную путем кипячения в течение 2—3 ч).
В случае когда образцы реагируют или размокают в воде, ис-
пользуется очищенный керосин, веретенное масло илиСС14. Прибор
установлен в подставке 13 с помощью резиновой прокладки 14.
Далее по общепринятой методике определяют массу /п4, а затем
высушивают пикнометр с образцом и повторно определяют массу
т3, что позволяет учесть потери вещества при вакуумировании
и насыщении. Высушивание производится путем помещения дила-
тометров в сушильный шкаф при температуре 360—365 К. При-
менение указанной методики позволяет определить плотность
детонационных покрытий с точностью 1—2 кг/м8.
Наиболее точно плотность может быть измерена флотационным
методом (чувствительность ~10-3 кг/м8). Для этого образцы
помещают в жидкость с плотностью, близкой к плотности иссле-
дуемого образца [2].
И8
Измерение можно производить, используя установку, изобра-
женную на рис. 80. Методика определения плотности заключается
плотность флотационной
температурах и строят
1 2
г •
„„„ Жидко-
ГР адуировочн ую
— J
ih
Wi
8
,9
Ю
fl
Рис. 80. Схема установки для флотационного ।
измерения плотности
S)
1
2
УЧ,ММ/С
Рис. 81. Зависимость скорости движения
образца оч от температуры жидкости t (а);
поплавок для измерения плотности флота-
ционным методом (б)
3
4
в следующем:
стиП/5ДпЖЙТеЛЬН° опРеДеляют
сти и при нескольких
кривую;
помещают образцы 14
в измерительную трубку 2;
под вакуумом в прибо-
ре, подобном изображен-
ному на рис. 79, заполня-
ют трубку 2 флотационной
жидкостью;
помещают трубку в
термостат 10, заполненный
водой, которая перемеши-
вается с помощью мото-
ра 5 и лопастей 12]
изменяют температуру
воды с помощью спирали 8,
источника напряжения 7и^
реостата 6 до тех пор, по-
ка плотность выбранных
образцов 14 и плотность
флотационной жидкости 13 j
не будут близки, при этом
образец будет или медлен-
но всплывать, или мед-
ленно тонуть;
температуру измеряют
с точностью 0,1 К термо-
метром 3 и с точностью
0,01 К термометром 4 (например, Бекмоновским);
с помощью микроскопа 15, который можно перемещать по
штативу 1, измеряют скорость перемещения частиц ич при тем-
пературах выше и ниже температуры флотации /ф (скорость частиц
не должна превосходить 0,03—0,05 мм/с);
строят график зависимости (рис. 81, а) скорости движения
частиц цч от температуры t и для каждой частицы определяют
температуру флотации /ф в месте пересечения прямой с осью;
затем по градуировочной прямой зависимости плотности жид-
кости от температуры определяют плотность образцов с точностью
(1 -&-5) 10-3 кг/м3;
при необходимости заменить воду в термостате 10 (рис. о ) и
быстро охладить ее, используя патрубки 9 и И.
Существуют различные разновидности экспериментальны
тодик и установок для флотационного измерения плотност
Выше изложена наиболее простая методика-
149
Указанный метод целесообразно применять, когда требуется
высокая точность £>10 кг/м8) или когда вещества очень мало
так как можно определить, плотность отдельных зерен размером
/—10 мкм (минимальный объем -~10 8 см3) Л Благодаря высокой
точности метод позволяет определять распределение плотности'зе-
рен, образование и распад твердых растворов, изменение стехио-
метрии и ^плотности дефектов, коэффициенты термического расши-
рения и т. Д. [2]/
Примененная методика позволяет определять плотность
зерен ниже 4-10® кг/м®, так как в настоящее время еще неизвестны
другие флотационные жидкости с большей плотностью.
В случае когда плотность зерен
выше 4 -103 кг/м3, можно взять по-
плавки со средней плотностью,
меньшей, чем плотность жидкости
исследуемого материала. Так, ис-
пользуют поплавки (рис. 81,6), ко-
торые состоят из стеклянного со-
суда 2 (внутренний диаметр 2—
5 мм) с отверстием 1, через ко-
торое помещаются образцы 3, и
впаянного снизу груза 4 (напри-
мер, платиновой проволоки). За-
полнение поплавка флотационной
жидкостью производится также
после предварительного вакуу-
мирования (см. рис. 79). При ис-
пользовании поплавков точность
Рис. 82. Схема определения пори- понижается до (1-г-5)10-2 кг/м8, а
стости гидростатическим методом минимальныЙ объем исследуемого
образца увеличивается до~ 10"8см8.
Пористость является одной из важнейших характеристик по-
крытий, от которой в значительной степени зависят их физико-
химические характеристики.
В настоящее время в литературе рассматриваются разные
виды пористости [6, 58], которые в различной степени корре-
лируют с техническими характеристиками материалов.
Несомненно, физический смысл имеют общая, открытая
и закрытая пористости, которые коррелируют со многими
техническими характеристиками, в частности с массоперенос-
ными.
Рассмотрим применяемую нами уточненную методику измере-
ния пористости, заключающуюся в следующем [6, 56L
1. Изготавливают корзиночку 7 (рис. 82), которую подвеши-
вают на аналитические-весы Ис помощью сравнительно толстой,
например медной, проволоки Ю (толщиной 0,5—1,5 мм) и тон-
кой проволоки 9, максимальный диаметр которой должен быть
не больше найденного по формуле dnp ^ПР^^дЛк> где *п₽
150
коэффициент пропорциональности, оппапрно «
тально (он зависит от того, какая жидкостТ? ЭКСпеРимен-
воды *ар ~ 75 м/Н); ДЛя^желател?ная /пп°ЛЬЗуетСя:Лля
лютная ошибка в величине пористости- р (Допустимая) абсо-
кости. Обычно dap — 0,03ч-0,1 мм. ’ “ ВеС обРазДа в жид-
2. Образцы 5 сушат при температуре 390—420 К »
5—8 ч, это позволяет полностью удалить я в течение
3. Остужают образцы 5 в экс™ХеУЮ’“У-
вес сухого образца Рг с точностью Jfd"’ кг ня я™пПределяют
весах 11. кг на аналитических
4. Помещают образцы в прибор (см пис ?сл и
питку по указанной выше методике (определение пористого
жно производить не для одного, а для нескольких образцов X
позволяет повысить производительность определения пористости)
5. Стакан 6 с образцами 4, где производилась пропитка
(рис. 82), помещают на подставку 7, которую устанавливают так
чтобы чашка 2 аналитических весов не касалась подставки. ’
6. Не вынимая образца 5 из жидкости 8, пинцетом помещают его
в корзиночку 7. При этом необходимо следить, чтобы образец
и корзиночка не касались стенок стакана 6 и других образцов 4.
Необходимо также, чтобы е поверхностью жидкости пересекалась
тонкая проволока 9.
7« Определяют вес образца в жидкости вместе с проволокой,
а затем вес проволоки. Вес образца в жидкости Рж определяют
как разность указанных величин. Вес проволоки можно опреде-
лять до и после взвешивания образца. Затем образец снимают
с проволоки и, не вынимая из жидкости, опускают обратно на дно
стакана 6 (если образцов несколько, то взвешивают следующий
образец).
8. Снимают проволоку 7, 9 и 10, стакан 6 и подставку 1
с аналитических весов.
9. На чашке 12 весов 11 устанавливают вес, близкий к ожида-
емому весу образца, пропитанного жидкостью.
10. Влажной фильтрованной бумагой удаляют жидкость с по-
верхности образца. Желательно удалять жидкость как можно
быстрее. После удаления жидкости с поверхности включают се-
кундомер. Производят взвешивание образца несколько раз ч[ р
15—30 с. При этом оцениваются время до первого взвешивани
t„ интервалы времени между взвешиваниями
и вес образца, насыщенного жидкостью, г'нр Д
момент времени. о „„^«йями-
Истинное значение Ря можно найти лв^’^^д^аточно
если минимальная толщина образца >0,1мм, дост g
производить два взвешивания и вес определять по ф р У
Рп = Рп, +
если требуется увеличить ™чность’ ™МОст1Гл^ от^ремени
семь значений Рч, строят график зависимости я
151
и экстраполируют полученную кривую к нулевому моменту вре-
мени.
После выполнения указанных операций образцы высушивают
и повторно определяют вес сухого образца Р'с. Если P’z отличается
от Рс более чем на 0,1 %,, то производят повторное определение
пористости образца. Это позволяет существенно повысить точность
при определении пористости хрупких материалов.
Расчет производят по формулам:
и РсУ(Рц Р ж)> (4-4)
Y ~ PJ (Р п Рж) Рж> (4-5)
^общ= 1 у/р; (4.6)
В = (Рн - Рс) /Рс. (4.7)
Пористость покрытий 3 оценивается непосредственно на под-
ложке. Для этого может быть использована методика, изложенная
выше, со следующими изменениями:
предварительно определяют вес Рр и плотность подложки рр;
плотность подложки должна быть определена с погрешностью
не выше Дрр, которую можно найти из выражения
д0________АЛДРр
Р₽~ Vo6p/VnoK₽-l ’
где Vo6p — объем подложки с покрытием; — объем покрытия.
При определении веса подложки е покрытием, насыщенным
жидкостью, Рн необходимо предварительно осушить поверхности
покрытия, не защищенные покрытием. В некоторых случаях
на этих поверхностях имеются резьба или другие неровности, из
которых удаление жидкости затруднено. Для удаления жидкости
смачивают указанные поверхности этиловым спиртом с помощью
кусочка хлопчатобумажной материи или марли. Затем поверх-
ности обдувают сжатым воздухом из магистрали в течение 1 —
3 мин. При этом до окончания осушки подложки поверхность по-
крытия смачивают жидкостью, в которой производилось взвеши-
вание. Затем осушка производится по методике, изложенной выше.
Открытую пористость Лотй, объемную плотность уд и водо-
поглощение В определяют по формулам:
д _______________ря — рс__________. (4.8)
°ГК р’а + РД1 - Рж/Рр) - р’х - рР '
__________(Рс — рг) Рж , ___ - (4.9)
Pb + pPh-^}~p*-pP’
\ РР /
п — Р” ~ Рс (4.10)
Р'е-Рр‘
152
онных покрыти/из А1,ОзРивсплавов1*типа g0,?"'™™ Л«онаци-
А1АаТ9:?2₽Н^аз?л7,™У₽тЫакТеО^О™на"°КР“™“
крытий других типов, Л„„ незначительно отачаетсТоГд "°'
Было также показано, что разница в размере сужешй и паешЙ'
НИИ поровых каналов для детонационных покрытий больше че“
для плазменных [8), т.е. поровые каналы более резкопер“мёиш
Это должно привести к увеличению времени пропитки пор SZ
стью, а при небольшом фиксированном времени пропитки к еш»
большему, чем для газопламенных в плазменных покрытий Т».
нижению величины Яка!к по сравнению е Лотк.
Произведено измерение объемной плотности’открытой и кажу-
^ЙЛЯ/П0/ИСптТ1^ДеТ0Наци0ННЬ1Х ПОКРЫТИЙ из А1аО3 и сплава
ВКЮ (табл. 20). Проведенные исследования показали, что в ряде
случаев для полной пропитки предварительно вакуумированных
детонационных покрытий требуется время около 1 ч, т. е. значи-
тельно большее, чем в случае плазменных и газопламенных об-
разцов [6]. Это обусловлено особенностями пористой структуры
детонационных покрытий (см. п. 4.3). Для определения кажу-
щейся пористосТи образцы помещались на 1—2 ч в дистиллиро-
ванную воду, Наиболее типичные значения пористости детона-
ционных покрытий,. найденные нами, а также в ряде работ, при-
ведены в табл. 20. Для сравнения помещены также значения
пористости плазменных и газопламенных покрытий.
Найденные нами значения Акаж близки к значениям пори-
стости, полученным в работах [59, 69, 71].
Таким образом,, хотя в работах [59, 69, 71 ] не указана мето-
дика определения пористости в них, несомненно, приведены зна-
чения Дкаж. Так^ при определении открытой пористости покры-
тий одного типа и химического состава практически всегда на-
блюдается монотонное уменьшение Аотк при росте величины уа,
а при одинаковой объемной плотности значения открытой пори
стости практически совпадают. В рассматриваемых работах ук
зано, что при близких значениях объемной плотности пори
детонационной окиси алюминия отличается в четыре раза J. ,
2 %). Кроме того, уп для покрытий из А12О3 и значения' Р ные’
исследования плазменных покрытии, по Д • достатоЧНо
покрытия из окиси алюминия, в настояш« Р приведенных
всесторонне изучены [6, 56]. Сравнение д ’ ] определена
в книгах [6, 56, 71], показывает, что р
величина кажущейся пористости. опубликованные в ра-
Из анализа данных (табл. 20), ясн , ти детонационных
ботах [59, 69, 71 и др.1 значения пористости д
»- Пористость и плотность покрытий Таблица 20
Материал Методы получения vn ^каж р. г/ем’ Л общ 4отк Литература
г/см8 % %
A1«OS > 99 % Детонационный 3,45 3,45 3,50 3,35—3,45 3,50—3,55 0,5—1,0 1,0 2,0 8,0—4,0 1,5—2,0 3,68 3,68 3,68 3,68 3,68 6,2 6,2 , 4,0 6—9 ^-"5» 5 6—9 * 3,5-5,5 1711 [69 J [59 [91 [121
Плазменный 3,38 3,3—3,4 2—3 8—4 3,65 3,65 7,4 6,5-9,5 1 6,5—9,5 [711 [6, 561
Газопламенный 3,2—3,3 3,2—3,3 ел ел 1 1 00 3,65 3,65 9,5—12,5 9,5—12,5 9,5—12,5 [6, 561
WC + 9 % Со WC + 13 % Со WC 4- 9 % Со WC + 15 % Со WC 4- (6-8) % Со WC+ 15% Со WC + 10 % Со Детонационный 14,2 13,2 14,2 13,2 14,2 13,45 13,3 1,0 1,0 0,25—0,5 0,25—0,5 0,5—1,0 1—2 15,0 14,7 15,0 14,6 15,1 14,6 14,9 5,3 10,0 5,3 9,5 6,0 7,9 10,7 5,8 * [691 [59] 171} [71J [291
• WC+(8-13) % Со WC + 12 % Со ** Получены на либо] Плазменный заторной установке (см. 12,5 13,3 1. 3.1). 1—6 14,9 14,8 16,0 1 11,0 J 2Z j [Л1
оьрытий в несколько раз меньше п₽
открытой пористостей. Типичными значетами 3Лаче?ий общей и
пористости качественных детонапипми^ бщей и открытой
и из сплава типа ВК, полученных " нашей оТРЫТИЙ из А1Д
следует считать 4-6 %. Получитьдетонанио^и6 И За Рубе*™*
указанных материалов при использовании из
гических схем и скорострельностей с пооиетпет^ техноло-
ги представляется маловероятным Пористостью> меньшей 3 %,
4.3. ТЕКСТУРА ПОКРЫТИЙ И ПЕРЕХОДНОЙ ЗОНЫ
МЕЖДУ ПОКРЫТИЕМ И ПОДЛОЖКОЙ
Свойства покрытий определяются не только величиной и хаоак-
тером пористости, но и параметрами текстуры: размером и фор
мои пор, распределением пор по размерам и по объему обоазпа
связанностью пор (вероятностями соединения друг с другом поп
различного радиуса), размером и формой зерен и т. д Значитель-
ное практическое значение имеет также строение переходной зоны
между покрытием и подложкой.
Наибольшее распространение для качественного и количествен-
ного анализа геометрии пор нашли оптические метопы
Изготовление качественных шлифов для петрографического
анализа является достаточно сложной задачей. Обычно можно
применить следующую методику.
Вырезают образец размерами 5—15 мм; используют алмазные
круги.
Цементируют образец в цилиндрической оправке диаметром
20—40 мм и высотой 10—20 мм так, чтобы поверхность образца,
которую необходимо анализировать, была вблизи торцовой по-
верхности цементирующего вещества (в качестве цементирующих
веществ можно использовать акриловую или стероакриловую
пасту; часто используются эпоксидные смолы).
Шлифуют поверхность образца в оправке на шкурках с умень-
шающейся дисперсионностью частиц (100, 50А25, 14, 10 и 7 мкм)
по 5—20 мин на каждой шкурке.
Качество шлифования контролируют под микроскопом (ои
100х). Шлифование шкуркой можно заканчивать и переходить
на самую мелкую, когда на поверхности шлифа имеются лишь
Царапины, соответствующие грануляции зерен на шкурке,
затруднительно качественно обработать весь шлиф, тогд
рают и контролируют часть поверхности шлифа.
После шлифовки на шкурке М7 производят полир Уобычн0
мазных пастах, последовательно уменьшая грануляц случаях
используют пасту 20, 10, 5, 1 и 0,5 мкм). Во многих случаях
Достаточно использовать для завершения полиров под МИКпо-
Контроль качества полировки осуществляют т
скопом (200—400х). „ „пличводить на
Наиболее тщательно полировку необходим р тщаТельно
самой мелкодисперсной из используемых паст. При
iDw
промывают шлиф спиртом перед микроскопическим контролем.
Полировку заканчивают, когда не видно следов обработки и до-
полнительная обработка не увеличивает количество и четкость
наблюдаемых на шлифе деталей текстуры.
В большинстве случаев, кроме особо твердых покрытий, поли-
ровку на крупных алмазных пастах, за исключением наиболее
мелкой, можно заменить полировкой на мелкодисперсных корун-
довых порошках грануляцией 20, 10, 5, 3 и 1 мкм
(ГОСТ 3647—71), замешанных на машинном или высоковакуум-
ном масле. При этом удается уменьшить расход дорогой алмазной
раз.
Из-за высокой хрупкости покры-
тий, особенно окисных, изготовление
качественных шлифов может быть
достигнуто лишь при ручной обра-
ботке. При этом шлифование и по-
лирование могут быть осуществлены
на неподвижной основе (также на
листе писчей бумаги, положенной на
стекло) и на медленно вращающемся
круге (10—30 об/мин). Для оконча-
тельной полировки используются
сукно и бархат.
При необходимости изготовле-
пасты в пять—десять
ния серии шлифов из образцов с
близкой твердостью можно в одну оправку залить до 10 образ-
цов, что позволит повысить производительность в 5 раз. Необхо-
димо контролировать качество шлифов, так как при недостаточно
аккуратной шлифовке и полировке наблюдается вырыв значитель-
ного числа зерен и места вырыва фиксируются как поры (рис. 83).
Возможна также зашлифовка мелких пор материалом образца,
но в случае неметаллических материалов ошибка, вызываемая
указанной причиной, менее существенна. Грубый контроль ка-
чества шлифа может быть произведен путем сравнения значений
пористости, найденных по шлифу Лобщ. ш, и методом гидростати-
ческого взвешивания Лобщ (см. п. 4.2). Если шлиф выполнен
качественно, то Лобщ.ш < Лобщ.
Анализ шлифов необходимо производить с учетом основных
стереометрических соотношений [51 ]. Подробный стереометриче-
ческий анализ геометрии пор произвольной формы достаточно
сложен и выходит за рамки настоящей книги, поэтому приведем
методику анализа в случае простейшей формы пор — сфериче-
ской, В большинстве случаев ошибки, обусловленные отличием
формы пор от сферической, не превосходят суммарной ошибки,
вызванной другими причинами.
При оценке по шлифам параметров текстуры используют три
метода: один из них заключается в определении площади Sd,
приходящейся на исследуемую фазу, например поры; метод се-
156
дай Лп, пересекающей анализируемою фазуГмХд^отек?^6
Общая пористость А б (в основном для проверки качествен
ности изготовления шлифа) может быть определена всеми тоемй
методами и на основании первого стереометрического тождества
([51], с. 64) найдена из равенства
д _____________________________hn
Лобш.ш ~ т _ Т “ 7 ’
Zn
где S и Л — соответственно общая площадь исследованной части
шлифа и общая длина произвольной секущей линии.
Точность оценки пористости методом гидростатического взве-
шивания в несколько раз выше, а трудоемкость ниже, чем при
использовании метода петрографии.
Последний метод применяется также при определении удель-
ной поверхности крупных пор SyH. ш с использованием второго
стереометрического соотношения ([51, с. 69) методом секущей или
путем измерения суммарного периметра пор рп на единице по-
верхности шлифа
о _____ 4 _о х
°уд.ш — Рп — * h >
где х — число пересечений произвольной секущей линии с грани-
цами пор. Значение SyH.ш обычно в несколько раз меньше значе-
ния SyH, найденной другими методами, например методом
БЭТ [58]. _
Для оценки других геометрических параметров пористой
структуры сначала нужно установить, какова форма пор. Предпо-
лагается, что поры сферические. Погрешность при расчете при-
веденных ниже характеристик из-за отличия формы пор от сФеР^'
ческой, как правило, не превышает суммарной случайной оши
при определении этих параметров.
Число сферических пор в единице объема
шлифа;
шлифе.
где п — число пор, фиксируемое на единице площади
<1 —средний диаметр сечений пор, фиксируемый на
Среднее расстояние между порами
Средний реальный диаметр сферических пор D связан со ср
ним диаметром сечений d соотношением
D== -%-d.
4
157
Приготовление шлифов при изучении системы покрытие
подложка существенно отличается от случая, когда исследуется
покрытие, отделенное от подложки. Приведенные микрофотогра-
фии шлифов покрытий (см. рис. 40, 42 и 46) получены по указан-
ной выше методике. Обработка покрытий на подложке при иссле-
довании структуры в направлении, перпендикулярном к под-
ложке (поперечные шлифы), велась при направлении движения
шлифа в сторону подложки. Шлиф считается готовым,, когда под
микроскопом не наблюдается следов механической обработки.
Из-за значительного различия твердости напыленного слоя и под-
ложки на границе перехода образуется ступенька, которая за-
трудняет изучение переходного слоя. Тонкая доводка шлифа на
алмазной пасте с размером зерна 0,5 мкм позволяет снизить до
минимума неравномерность обработки. Однако при травлении
шлифов вследствие анизотропии основного металла и приповерх-
ностной зоны, претерпевшей изменение в результате напыления,
приграничная зона стравливается более интенсивно. На микро-
фотографии эта зона выглядит как канавка, четко разграничива-
ющая покрытие и основной металл. Анализ границы покрытие —
подложка показывает наличие механического сцепления (см.
рис. 42) анкерного типа. (Малая зона взаимодействия материала
покрытия и подложки не позволила установить при помощи
оптической микроскопии- другие виды связи.)
Перед напылением поверхность следует подготавливать на де-
тонационной установке по методике, описанной в п. 3.4. В резуль-
тате такой подготовки высота микронеровностей поверхности до-
стигает 10—20 мкм, их шаг 10—15 мкм. Как правило, выступы
имеют резко очерченный контур (см. рис. 38). Рельеф поверх-
ности после напыления изменяется. При сохранении средней ве-
личины микронеровностей 10—20 мкм шаг увеличивается, а очер-
тания сглаживаются. Очевидно, здесь происходит расплавление
наиболее тонких выступающих участков. Под действием высоко-
скоростного удара они смялись или даже отделились от основы.
Наблюдается характерная для данного технологического про-
цесса слоистость покрцггия. Обнаруживаемая при помощи обыч-
ной оптической металлографии слоистость обусловлена несовер-
шенством конструкции детонационной установки, в частности
технологического процесса напыления, большим различием фи-
зического состояния частиц, формирующих единичный слой по-
крытий. При относительно малых увеличениях (<200х) можно
зафиксировать строение напыленного слоя окиси алюминия по
характерной вытянутости дефектов структуры, которые распо-
лагаются параллельно напыляемой поверхности. Однако толщину
слоев определить не удается (см. рис. 37, 39 и 43).
Анализ микрофотографий поперечных шлифов, т. е. выпол-
ненных перпендикулярно к поверхности покрытий, нанесенных
при различных составах газовых смесей, показал, что увеличение
теплосодержания среды, взаимодействующей с напыляемым ма-
158
терма том, приводит к появлению трещин s nftkhUTttnV ,
рис. 39, а), хотя увеличения пор не наблюдается iaXa S'
денция к уменьшению трещин при использовании мелкойййй*
иых порошков Покрытия, сформированные из порошков с рад
мерой частиц 1мкм, не имеют трещин при изменении технологий
ских режимов в широком диапазоне (см. рис. 43, а). иче
Рис. 84. Микроструктура покрытий из окиси алюминия (про-
дольный шлиф) в зависимости от режимов напыления. Грануля-
ция порошка: а—5 мкм; б — г— 28 мкм; содержание кислорода:
а, г — 71 %; б —61 %; в — 84 %. 300 X
Шлифы, параллельные напыленной поверхности (продольные),
готовились аналогично поперечным шлифам. Применение тонкой
доводки на алмазной пасте с размером зерна 0,5 мкм позволило
обнаружить наряду с пористостью ячеистую структуру
(рис. 84, а, б). Как правило, размеры пор, полученных в разных
сечениях, совпадают. Основной причиной образования ячеистой
структуры, по-видимому, является действие термических на-
пряжений.
Достаточно полное представление о текстуре покрытий можно
получить, лишь применяя комплексное исследование. Для ана-
лиза ^детонационных покрытий используется электронный раст-
ровый микроскоп «Стереоскан» марки S-4. Изучались как шлифы
покрытия, так и изломы, т. е. применялся метод фрактографии
(см. рис. 41). Проведенный анализ показал наличие исключите-
159
льйо плотного прилегания первого слоя покрытия (толщиной
меньше 15 мкм) к поверхности подложки.
Исследование микроструктуры на электронном микроскопе
ЭВМ100Л, проводилось с применением лаковых реплик, оттенен-
ных хромом при ускоряющем напряжении 75 кВ. Выявлены на-
личие плотного контакта материала покрытия с подложкой
(рис. 85), а также частичное
Рис. 85. Микроструктура переходной
зоны покрытия из окиси алюминия на
сталь Х18Н10Т. 4500х
оплавление металла в зоне кон-
такта. Структура металла, не-
посредственно прилегающего к
покрытию, мелкозернистая и
отличается от структуры основ-
ного металла. Оплавление по-
верхности подложки заметнее
при нанесении покрытия А12О8
на легкоплавкий алюминиевый
сплав типа Д16Т. Слоистость
покрытия обнаруживается по
дефектам структуры на грани-
цах соседних слоев (см. рис. 42).
В зоне контакта наблюдается
рыхлая мелкозернистая струк-
тура.
Таким образом, комбинация
оптической л электронной мик-
роскопии позволяет проводить
качественный анализ текстуры
покрытий.
4.4. РАСПРЕДЕЛЕНИЕ ПОР ПО РАЗМЕРАМ
Единственным методом, который позволяет изучать распреде-
ление пор по размерам в широком спектре радиусом (от 2-10“8
до 10® мкм), является ртутная порометрия [6, 58]. В этом случае
определение радиуса производят по формуле
rK = 2ocosO/p№ W = l, 2,...,п. (4.11)
Поскольку ртуть не смачивает большинство материалов, то для
того, чтобы она вошла в поры образца^ необходимо приложить
давление к поверхности ртути, в которую погружают образец.
Давление тем больше, чем меньше размер пор.
Давление pN, прикладываемое к ртути, ступенчато^увеличива-
ется, при этом определяется объем ртути У#, вошедший в единицу
объема образца.
Для определения распределения пор по размерам исполь-
зуются порометры высокого и низкого давления различных ти-
пов 158].
Основная часть поромера — стеклянный дилатометр (рис. оо>,
состоящий из капилляра 3 радиусом гк и длиной 1К, более широкой
160
трубки 5 радиусом /д, й длиной /д, где запаяны образцы б. Внизу
капилляра 3 имеется перемычка, вокруг которой натягивается
проволока 4, а наверху — головка 2 е клеммами /, к которым при-
паивается проволока 4, Головку 2 обычно изготавливают из орг-
стекла и приклеивают к капилляру 3. Клеммы, как правило при-
крепляются винтом. ’ F
При измерении давления, прикладываемого к ртути, меняется
ее уровень в капилляре 3: понижается при повышении давления
из-за того, что ртуть входит в поры, и повы-
шается при понижении давления. Перемещение
ртути фиксируется по изменению электрическо-
го сопротивления проволоки 4. Дилатометры
предварительно градуируют, т. е. определяют
зависимость между изменением сопротивления
проволоки 4 и объемом ртути, вышедшим из
капилляра 3 [58].
Важно выбрать проволоку с нужными физи-
ко-химическими характеристиками. Наиболее
целесообразно пользоваться платиново-иридие-
выми проволоками при содержании иридия
20—50 %, диаметром от 0,04 до 0,1 мм. Умень-
шение диаметра проволочки и радиуса капил-
ляра гк позволяет увеличить чувствительность
дилатометра, но при этом изготовление дила-
тометра усложняется, а погрешности, если их
не учитывать, растут. Оптимальными, как
правило, являются диаметр капилляра ~2,5 мм,
диаметр проволоки 0,08 мм, длина капилляра
4 « 400 мм, радиус дилатометра гд « 10 мм,
длина дилатометра 4 3,5 см.
Поромер низкого давления и методика его
Рис. 86. Схема ди-
латометра
эксплуатации, а также градуировка дилато-
метров описаны в работах [6, 58]. Недостатком принятой ме-
тодики и используемого поромера является невозможность опре-
делять порограмму в области пор более 30 мкм.
В целях расширения диапазона до пор радиусом ~500 мкм
используют поромер низкого давления, в котором дилатометр
можно наклонять, что уменьшает высоту столба ртути. Применя-
ется следующая методика;
производят откачку дилатометра с образцом до давления .
0,65 Па и выдерживают при этом давлении не менее и,о ч,
заполняют расширение дилатометра и около 50 мм Длин *-<>
пилляра ртутью; при этом дилатометр наклонен под угло
измеряют сопротивление нити дилатометра при
разряжении при углах наклона 15, 30, 60 и 90 , вы У
шегося столбика ртути и доливают ртуть до вы
300 мм:
161
*/а6 с, С. Бартекев и др.
измеряют сопротивление при увеличенном столбике ртути, при
разряжении и при давлении воздуха 26, 50, 72 и 100 КПа;’ука-
занное давление измеряют ртутным манометром;
переносят дилатометр в порометр высокого давления и про-
изводится измерение по известной методике [58].
Для правильного определения параметров пор материалов
необходимо при исследовании использовать одинаковые образцы
со шлифованной поверхностью (шлифовка обеспечивает исключе-
ние влияния выбоин на поверхности образцов).
В целях повышения точности измерения необходимо учитывать
ряд возможных погрешностей, имеющих место при снятии поро-
грамм. Все возможные ошибки можно разделить на три группы:
1) пропорциональные изменению температуры в течение опыта
ДТ0П; 2) пропорциональные прикладываемому к ртути давлению
(Рдг); 3) не зависящие от р и ДТ0П.
Как правило, в экспериментальные результаты не вносятся
поправки, в этом случае с учетом основных погрешностей сум-
марную ошибку можно определить по формуле [6]
Д « а + [лррГ^/д 4- рп1>/прСд/(л^р) + Злг£/Дас] ДТ0П 4-
4~ ^0^Гк 4~ Т₽тлпр/д 4” Уст^ст “И Тобр^обр) PNt
где а — погрешность, не зависящая от температуры и давления,
при указанных выше параметрах ~0,0003 см3; 0Р — коэффициент
объемного теплового расширения ртути; рпр — удельное сопро-
тивление проволоки; сд — постоянная дилатометра; а0 — коэф-
фициент линейного термического расширения стекла; Д7?р/7?О —
коэффициент, учитывающий изменение сопротивления прово-
локи при изменении давления; урт, уот, уобр — коэффициенты
сжимаемости ртути, стекла и образца соответственно; Vo6p —
объем образца.
При конкретных указанных выше параметрах дилатометра по-
лучим, если измерим pN в атмосферах:
Д ± 0,0003 4- 1,1 ‘10“2ДТОП 4- 4,6-10-%. (4.12)
Расчет по формуле (4.12) показывает, что ошибки, пропорциональ-
ные р и ДТ0П, могут быть весьма существенными.
Для практической ликвидации ошибок, пропорциональных
ДТ0П, достаточно термостатировать дилатометр в поромере низ-
кого давления и бомбу поромера высокого давления с точностью
не ниже 0,1 К-
Из погрешностей, пропорциональных давлению, наиболее
существенна ошибка, обусловленная сжимаемостью ртути. Для
того чтобы это учесть, необходимо взвесить дилатометр с образ-
цом на технических весах до и после порометрических измерении,
разность этих величин — масса ртути /прт. Величину, на которую
162
изменится объем ртути в дилатометре при изменении давления
нцД^лг, находят по формуле
Лорт = РртУрчДры/(Рнеё)’ (4.13)
Сжимаемость стекла, увеличение сопротивления проволоки
при повышении давления и другие суммарные изменения опреде-
ляют путем проведения контрольных опытов с дилатометрами, за-
полненными ртутью, но без образца. Суммарный коэффициент
изменения объема по величине суммарного изменения объема
Тобш №•
Из величины уобщ нужно вычесть погрешность, обусловленную
тем, что во время контрольных опытов объем ртути в дилатометре
существенно больше ее объема при определении распределения
пор по размерам. Коэффициент сжимаемости, обусловленный
всеми причинами, кроме сжимаемости ртути, равен
__А^общ — А^рт. к
где Лорт.к — рассчитанное по формуле (4.13) изменение объема
ртути при контрольном измерении.
Объем ртути VN, вошедший в поры образца при Д pN > О
или выходящий из пор при Ард, < 0, где Дду = pN — pN_lt
определяется по экспериментально найденной величине изменения
сопротивления проволоки Д7?^
Кд, = — mPTYPTApJV/(pHgg) — у'Дрдг.
Ступенчато, изменяя давление, прикладываемое к ртути, находят
набор VN, который позволяет строить интегральную и дифферен-
циальные порограммы. При построении интегральной порограм-
мы могут быть использованы физические единицы или см3/г,
при этом объем ртути необходимо разделить на массу образца,
или см3/см3 (объем пор данного радиуса в единице объема образца),
в последнем случае делят на массу образца и умножают на
объемную плотность.
В большинстве работ порограммы построены в единицах
см3/г. Однако в этом случае порограммы могут быть неверно ис-
толкованы. Например, на рис. 87 построены интегральные поро-
граммы для А12О3 и W. При одинаковой пористости и распределе-
нии пор по размерам порограмма для А1аО3 значительно выше,
чем для W. Создается ложное представление о том, что пористость
А12О3 выше. При использовании единиц — см3/см3 (рис. 88)
программы не зависят от плотности "материала и позволяют опре-
делять также открытую пористость Апор.
Для детонационных покрытий, у которых мал объем пор с ра-
диусом <20Л, при использовании приведенной выше уточненной
методики Апор^ Аотк. Приближенное равенство, может служить
критерием правильности приведенных измерений.
Если при использовании указанной выше методики проводятся
повторные опыты и при этом наблюдается систематическое
163
завышение ДПОР по сравнению с Лотк, то значит, что образец или
взаимодействует со ртутью, или значительно деформируется под
давлением. В первом случае метод ртутной порометрии непри-
меним, а во втором — следует учесть сжимаемость образца [6]
Во многих случаях удобнее сравнивать не интегральные, а
дифференциальные порограммы. Максимум дифференциальных
порограмм показывают наиболее вероятный размер сужений по-
ровых каналов [81.
Однако порограммы не являются ни распределениями сужений
ни распределениями расширений поровых каналов (6, 8].
20 10 5 2 1 0,1 .0,01 20 10 5 2 1 0,1 0,01
Г, МКМ - г. мкм
Рис. 87. Интегральные порограммы при Рис. 88.. Интегральные порограм-
измерении объема пор (см3/г) мы при измерении объема пор (%)
В реальных пористых материалах, в том числе в детонацион-
ных покрытиях, сечение поровых каналов изменяется по их
длине.. Поровые каналы образуют разветвленную сеть. Крупные
поры лежат в промежутке между зернами и связаны друг с другом
сужениями.
Поры не цилиндрические, они непрерывно сужаются., В сходя-
щихся и расширяющихся порах эффективное значение cos 0К
(4.11) может значительно отличаться от cos 0О, где 0О — крае-
вой угол, измеренный на плоской поверхности. Предполагая,
что в произвольном сечении порового канала «равно—вероятно»
любое значение угла между осью канала и касательной к стенке
было найдено, среднее значение cos 0К, которое следует исполь-
зовать в формуле (4.11) вместо cos 0 I6J:
Л COS0C — COS0Q „„„Л I cos 0О — COS 0₽ „д
cose«= cose°=7oset cos8° + cos - cos е,- cos e-
ГДв о „ о ах
__ 1 —cosP + 2tg0sin8P + tg20(2 + cossP-3cosp) .
““ + _Llg%.(p_0,5sin2P)
2 cos 0O 6 cos 0O'
p = 0 - л/2; cos 0P = sin0/(jt — 0) £ I +~ "b
164
1 cos 9а
~260
200
160
120
60
60
п
cos 8
-4,2 ~
-1,0-
-0,8-
-0,6 —
-0,6-
-0,2 —
0 _
90 100 110 12D 160 160 150 160 170 Go.°
Рис. 89. Зависимость средней величины эф-
фективного значения cos 0К и ошибки, вы-
званной конусообразностью пор, от вели-
чины угла смачивания 0О
Рис. 90. Дифференциальные рас-
пределения пор по размерам и га-
зопламенных образцах из окиси
алюминия, полученных при оди-
наковых режимах? а — образцы,
механически раздробленные * до
размера 0,5 мм; б — компактный
образец толщиной ~3 мм со шли-
фованной поверхностью;
1 — исходное распределение; 2 —
распределение, скорректированное
по методике [6, 7 ]
На рис. 89 приведены значения cos 0 при различных значениях
йд, а также погрешность в величине радиуса пор. Основное отли-
чие порограммы от реального распределения, обусловлено блоки-
ровкой крупных пор су-
жениями [6]— [8 ].
Сравнение среднего раз-
мера пор. определенного
методами петрографии и
ртутной порометрии, по-
казало, что порометриче-
ские значения размеров
пор в 20—50 раз меньше
реальных. В работах [6,71
предложен метод коррек-
ции данных ртутной поро-
метрии, который позволяет
получать распределения
пор по средним размерам
пор, близким к реальным
значениям [8, 10, 121.
Из экспериментальных данных ртутной порометрии (рис. 90
и 91) получаем лишь распределение по размерам сужений
поровых каналов. Крупные поры
(расширения), фиксируемые при
порометрии, — это в основном
поры и выбоины, лежащие на по-
верхности образца. При увеличе-
нии размера образцов фиксируе-
мый объем крупных пор убы-
вает——.
Образцы, порограммы которых
приведены на рис. .90, а и б,
Практически не отличаются друг
от друга по структуре и свой-
ствам, однако средний размер пор,
определенный по порограммам,
отличается приблизительно в 5
раз. Это объясняется тем, что один
из образцов имел большие разме-
ры и. шлифованную поверхность,
что привело к отсутствию влия-
ния поверхностных неровностей.
При пересчете получаются близ-
кие распределения»
На рис. 91 рассматриваются дифференциальные распределения
пор по размерам в покрытиях из окиси алюминия, полученных
методами плазменного (рис. 91, а) и детонационного (рис. У1, }
напыления.
распределения
6 С. С. Бартенев и др.
165
При сравнении детонационных покрытий между собой удобно
пользоваться интегральными порограммами. На рис. 92 произ
ведено сравнение распределений пор по размерам, которое пока*
Рис. 91. Дифференциальные распределения пор
в плазменных покрытиях, механически раздроблен-
ных до 0,5 мм (а), и детонационных покрытиях тол-
щиной 0,2 мм и окиси алюминия (б);
1 — исходные распределения; 2 — распределения,
скорректированные по методике [6, 71
зывает, что размер и объем наиболее крупных пор больше в об-
разцах, полученных из порошка грануляцией 20 мкм.
Рис. 92. Интегральные распре-
деления пор по размерам для
покрытий из окиси алюминия,
полученных на автоматической
установке из порошкам
/ — 20 мкм; 2—40 мкм (/, 2 —
исходные; Г, 2’ — распределения,
скорректированные^ по методике
4.В. ПРОНИЦАЕМОСТЬ ДЛЯ ЖИДКОСТЕЙ^ ГАЗОВ
Проницаемость является важной характеристикой пористых
материалов. Ее можно характеризовать коэффициентами прони-
цаемости k и фильтрации Кф. Перенос газа через пористый обра-
166
зец можёт осуществляться за счет Рязкого (Пуазейловского)
течения и путем Кнудсеновской диффузии [6]. Соотношение по-
токов определяется размером пор, давлением, вязкостью и мо-
лекулярной массой газа. Коэффициент фильтрации является
более общим: учитывает оба вида течения [8 ].
Применение для измерения проницаемости покрытий обычно
используемой в порошковой металлургии методики
(ГОСТ 11573—65) невозможно, так как существующие расходо-
меры (ГОСТ 9932—61) не позволяют измерять малые расходы
газа и для измерения требуются образцы толщиной h > 1 см.
Наиболее целесообразно использовать устройства, основанные на
измерении истечения жидкости или газа из калиброванной ем-
кости [6, 8, 56].
Измерение проницаемости образцов толщиной более 0,5 мм
можно производить, помещая образец в толстое кольцо из ва-
куумной резины с диаметром отверстия, на 0,3—0,6 мм меньшим
диаметра образца, показанного на рис. 94. Образцы толщиной
0,2—0,5 мм зажимаются между двумя резиновыми кольцами
толщиной 2—3 мм с отверстием диаметром, в 10—30 раз большим
толщины покрытия. Отделение покрытия производится или путем
стравливания подложки с последующей тщательной промывкой
дистиллированной водой, или механически. В последнем случае
сначала на токарном станке отрезается образец со слоем подло-
жки 0,2—0,3 мм, который затем удаляется с помощью шкурки.
При толщине покрытия 0,05—0,2 мм следует изготавливать спе-
циальные образцы с цилиндрической лункой диаметром около
8 мм. Покрытие напыляется со стороны, противоположной лунке,
а затем металл из лунки вытравливается до покрытия, после чего
производится тщательная промывка образцов дистиллированной
водой. Если нет уверенности, что травление проделано достаточно
качественно, то производят повторное травление, промывку и
измерение. Значения проницаемости при первом и втором изме-
рении не должны отличаться более чемна 20 %.
Измерения проводились на установках, изображенных на
рис. 93 и 94. Прибор, изображенный на рис. 93, является доста-
точно простым в изготовлении. Он состоит из калиброванной ем-
кости 1 объемом 0,5—5 л, манометра 2 длиной 200—500 мм,'
выполненного из трубок с внутренним диаметром 1—3 мм,
приспособления для крепления образцов 3 и стеклянных кра-
нов. В начале опыта создается максимально возможный пере-
пад давления, который в течение опыта постепенно уменьша-
ется на 5—30 %.
Для качественных детонационных покрытий, имеющих малую
проницаемость (см. рис. 96), и измерении коэффициента фильтра-
ций на установке (см. рис. 93) погрешность в ряде случаев пре-
вышает 100 %. Необходимо, чтобы погрешность не превышала
10—20 %, для этого время измерения должно быть в интервале
°т 0,5 мин до 3 ч,
6* 167
Рис. 93. Общий вид упрощенной
установки для определения
коэффициента фильтрации
Для измерений значений коэффициентов фильтраций в широком
интервале и с достаточно высокой точностью следует использовать
установку типа, изображенного на рис. 94 [6, 8, 56]. Она отли-
чается от установки, приведенной на рис. 93, наличием контроль-
ного манометра 10, который позволяет определять изменение дав-
ления в контрольной емкости 8 &р'к
т. е. учесть изменение в течение
опыта температуры воды в баке и
атмосферного давления. Наличие в
установке (рис. 94) нескольких ем-
костей 1, 'J? позволяет значительно
расширить диапазон значений коэф-
фициента фильтрации, которые мож-
но определить в течение удобного
интервала времени — от 15 с до 100 ч
(рис. 95).
В табл. 21 приведены формулы
Для нахождения основных погреш-
ностей в случае, когда поправка 6 не
вносится или вносится. Расчет по-
грешностей произведен для значений
параметров установки, использован-
ной для измерений. Радиусы рабо-
чего и контрольного манометров оди-
наковы: гк = 0,10 см. Синус наклона
рабочей’^части манометра sin а —
= 0,242. Высота' столба ртути, со-
здающая давление, равное давлению
в рабочем объеме, Нр = ВО см. По-
грешность -при измерении радиуса
манометра путем заполнения его
ртутью, определения-длины столби-
ка и массы ртути Дгк = 0,002 см.
Плотность манометрической жид-
кости (толуола) 0,87 г/см8. Переме-
щение жидкости в манометре в те-
чение опыта Д/ = (5 ч-20) см, при
измерении Д/ погрешность ДД/ ==
= 0,05 см. Разность уровней жид-
кости в рабочем манометре Нм —
= 50 ч-65 см. Перемещение жидкос-
ти в контрольном ’манометре Д/к = 2ч-5 см. Рабочие емкости
вместе с соединительными шлангами равны vt =40, 2000 и 50 000 см .
Контрольная емкость равна 5000 см8.' Диаметры образца “об? и
рабочей части образца?</из (см. рис. 94) соответственно paBHa2,3ji
2,0 см. Радиус и длина шлангов соответственно: гш = 0,2 см;
=s 50 см. Погрешность при измерений радиуса шланга Дгш "
= 0,01 ч-0,02 см. Коэффициент термического расширения толуола
168
рт—1>07*10 8. Длина столба жидкости в рабочем манометре L
=? 120 см. Изменение--------- г ‘
опыта ДТВ =0,5-е-5
'ж~
помещении в течение
измерении темпера-
температуры воздуха в
К. Погрешность при
6
Образец
4
3
2
8
Рис. 94. Схема установки для определения, коэф-
—•—фициента фильтрации:
1,2'— рабочие емкости; 3 — резервуар е жидкостью; 4 — тер-
мометр; 5, 8, 9 — вакуумные краны; 6—приспособление для
крепления образца; 7 — образец; 10 — дополнительная ем-
кость; И — контрольный манометр; 12 — рабочий манометр
11 12
6
туры ДДТВ = 0,05К. Вязкость манометрической жидкости
= 0,587 спз. Экспериментально фиксируемое изменение перепада
давления в рабочей емкости
в течение опыта
ДДРакс == 2Д/ sinapHg/Рж X
Х133 Па. (4.14)
В случае когда не вно-
сятся поправки, расчет коэф-
фициента фильтрации произ-
водится по формуле
4ft (Ратм — 0,5Др)
nd2t&p
Рис. 95. Зависимость времени от вели-
чины-коэффициента фильтрации для
установок: рис. 94 (/); рис. 93 (2)
X
. (4.15)
Ратм — 0,5Ар
Более точная формула с учетом основных возможных погреш
ностей записывается так: .
шГр — ОЛр) х
Ф лйобр^Ар
х [АДРэкс + ДРк + 8^1(1,К/(^2Ы) + РтДГА/sina] °1 + ДМ.4 (4.16)
Р----И- Др
169
Таблица 21
Основные погрешности при измерении газопроницаемости
Причины ошибок Расчетные формулы Погрешность, %
макси- мальная сред- няя
Погрешность в вели- чине расхода газа за счет движения жидко- сти в рабочем мано- метре Погрешность при определении изменения перепада давления в ра- бочем объеме Погрешность при определении перепада давления в контроль- ном манометре Погрешность, свя- занная с отличием диа- метра рабочей части об- разца от его внешнего диаметра (см. рис, 94) Недостаточно точное определение емкости соединительных шлан- гов Тепловое расшире- ние жидкости в мано- метре Трение жидкости о стенки манометра при ее движении Общая ошибка, когда поправки: не вносятся вносятся в - . 1 sin аржо< ’ X/ .... 4ЯГкДгкРн А 1 sin аржи/ _ 2Л(Л1) . Asina 6а~ А/ "sin а' 83 = A (А/К)/(Д,) 4- 1ГгкА/кЯРкрНг ок sin аржА/ d2 — d2 8. = 0,9 —25b -21- обр А = ш^м 8 Vf 8 = РтАТ ВЯМ _ 8 sin a&l ’ s, = pTA (ATb) Ям 8 sin aAZ Л _ 8ЛжД/р,ж _ n 101; 8,1 3,0 2,3 3,4 3,4 13,3 1.3 28; <1 154 22 101; 8,1 2,0 1.1 2,2 1.7 1.4 0,3 1.5; 111 15
‘ ^(^эксГ '
Примечание. 51, 6g> — с поправкой.
*где
Дрк == Д/к sin OKpHg/Рж. к-1 зз Па;
Дум = яг^Д/иТ ~Р — Pt™ + др;
ААРэкс — рассчитывается по формуле (4.14); Дрк — положитель-
ная (отрицательная) величина; Д/н — равно сумме перемещений
уровни жидкости в обеих частях контрольного манометра,
17Q
Для установки, изображенной на рис. 93, tin а = 1 д„
0. Давление в рабочем объеме изменяется по логарифмической
закону, поэтому средняя величина перепада давления может бытк
найдена по формуле иь1гь
Лр = (Р.-Л)/1п(^^-). (4.17)
Экспериментально определяется уровень жидкости в рабочем и
контрольном манометрах в начале (t = 0) и конце (t = f) опыта
Разность уровней дает перемещение по нижнему (Д/н) и верхнему
(Д/в) менискам: 3
д/ = дгн7ид/в, д/н^д/в;
Ро Ратм ^морнв/рж- 133 Па; (4.18)
Pt == Ратм “Ь ^M^PHg/Рж 133 Па.
Разность уровней жидкости в начальный момент времени Ям,
определяется при градуировке установки *
/Ц = ЯМо + Д/sina. (4.19)
Подставляя равенства (4.18) и (4.19) в формулу (4.17), получаем
Др = Д/ sin а / Inf —п—^M.PHg/P» ----\ (4.20)
/ #мвРнв/Рж + ^8ша ) k >
Второе и третье слагаемые в квадратных скобках [см. формулу
(4.16)] позволяют учесть трение манометрической жидкости о
поверхность манометра и тепловое расширение жидкости в мано-
метре. Первую из указанных поправок следует вносить, когда
время измерения не превышает 3—5 мин, а вторую, — когда из-
менение температуры воздуха в помещении, где производится из-
мерение, в течение опыта превышает 1 К. Последнее слагаемое
в скобках позволяет учесть, что изменение давления в рабочей
емкости объясняется не только фильтрацией газа через образец,
но и перемещением жидкости в манометре, за счет которого объем
системы увеличивается.
Указанная погрешность должна вноситься, если Vt/wlMg <
< 104, Когда /к ?=^1 мм, учет указанной погрешности можно
не производить, если vt > 3000 см3, но в этом случае затрудни-
тельно определение малых значений
Остановимся теперь на зависимостях Кф от открытой пори-
стости (рис. 96), которые во всех случаях имеют логарифмический
характер, Однако при одинаковой пористости для одного и того
же материала (А12О3) при детонационном напылении значения Кф
намного ниже, чем для плазменных покрытий. Это объясняется
меньшим размером сужений поровых каналов в детонационных
покрытиях (см. рис, 91).
В свою очередь, как известно [6, 8], коэффициент фильтрации
определяется в основном числом И размером сужений поровых
171
Рис. 96. Зависимость коэффи-
циента фильтрации от откры-
той пористости для покрытий:
/ — детонационных из окиси алю-
минии; 2, 3 — плазменных из
окиси алюминия и двуокиси цир-
кония соответственно
каналов. Учитывая, что при оптимальной технологии пористость
детонационных покрытий значительно меньше, чем плазменных
(3—4 и 8—10 % соответственно), получаем, что значения коэффи.
циента фильтрации детонационных покрытий приблизительно
в 100 раз меньше проницаемости плазменных покрытий, получен-
ных из того же материала (рис. 96).
В случае когда технология напыления обычная, а меняется
химический состав покрытий, наблюдается также значительное
изменение зависимости коэффициента фильтрации от пористости.
Эксперименты показали, что при
одинаковой открытой пористости
проницаемость у ZrO2 несколько вы-
ше, чем у А12О3. Это можно объяс-
нить тем, что размер сужений поро-
вых каналов, как было показано в
работе [10], несколько больше у
плазменных покрытий из двуокиси
циркония. В свою очередь, различие
пористой структуры объясняется осо-
бенностями процессов, протекающих
при формировании покрытия, кото-
рые включают в себя растекание
жидкой' капли при одновременном
её застывании и кристаллизации
[42]. Процесс кристаллизации дву-
окиси циркония протекает быстрее,
чем у А12О3, и расплав ее хуже за-
текает в промежутки между застыв-
шими зернами предыдущих слоев.,
в результате чего размер сужений
между порами оказывается больше.
Проведенные исследования показывают, что для напыленных
покрытий, полученных из конкретного материала с определенной
грануляцией частиц, существуют достаточно четкие зависимости
газопроницаемости, которые можно использовать для выяснения
наличия микротрещин в покрытиях. Так^ для ряда плазменных
образцов из ZrO2 и детонационных образцов из А12О3 было най-
дено, что газопроницаемость на порядок и более превосходит
значение, соответствующее их открытой пористости (рис. 96).
Проведенные нами петрографические исследования показали на-
личие трещин, которые, давая малый вклад в величину пористости,
приводят к резкому увеличению газопроницаемости.
Характер фильтрации' определяется числом Рейнольдса, ко-
торое можно найти, например, по формуле [61:
Ren = 4пфРр ГЖМо™). (4-21?
где
= ^ApSo6p/(prft),
172
эффициента фильтрации
от давления газа для
различных материалов [6]
Для случая когда составляющая фильтрации, обусловленная
Кнудсеновской диффузией, мала, коэффициенты проницаемости k
и фильтрации Л* связаны соотношением k — Кфцг/р. Исполь-
зуя уравнение (4.21), на основании данных, приведенных, напри-
мер, на рис. 96, делаем вывод, что Ren 1, следовательно, дви-
жение газа в поровых каналах ламинарное.
Расчет проницаемости при произвольных значениях давления
газа р и температуры Т можно производить по выражению
Кф = ~ + сЛф V RT/M- (4.22)
г*г
Для большинства сочетаний материа-
лов и газов, за исключением отдельных
металлов и некоторых газовых смесей, ве-
личину 7эф находят по формуле Кнуд-
сена
? _ 1 + 2,507 Кп .
Хэф— 1 + 3,095 Кп ’
Здесь Кп = пДпР, где гк — радиус капил-
ляра, трубы или поры; Хпр — длина сво-
бодного пробега молекул газа.
При изменении условий фильтрации
меняется величина 7эф. Однако расчет по
формуле (4.23) показывает, что изменение
величины 7Эф возможно лишь на 20 %, т. е.
погрешность всегда меньше этой величины.
Для расчета Кф данного образца при
любых температуре, давлении и т. д. не-
обходимо определить значения двух постоянных коэффициентов
формулы (4.22): сначала для одного образца не менее двух раз
при различных значениях р, или Т, или Л4; затем значения k и
Со из системы уравнений (4.22) и (4.23).
Во многих случаях наблюдается существенное отклонение
экспериментальных зависимостей Кф от р и Т от расчетных (4.22)
[6]. Например, наблюдаются достаточно сложные зависимости
Кф от р при низких давлениях (рис. 97).
Таким образом, экстраполяция значений /Сф, полученных при
температуре и давлении, близких к нормальным для экстремаль-
ных условий, в которых часто работают покрытия, осуществляется
с малой точностью. Прямое экспериментальное определение Кф
при режимах эксплуатации часто затруднительно. Поэтому зна-
чительный интерес представляет метод расчета проницаемости на
основании пересчитанных данных ртутной порометрии [6, 7J.
4.6. ХИМИЧЕСКИЙ СОСТАВ И КРИСТАЛЛИЧЕСКАЯ СТРУКТУРА
При напылении могут происходить процессы окисления или
восстановления, которые мало изучены в настоящее время 1291.
В большинстве случаев напыляют материалы, достаточно устой-
173
чивые в условиях детонационного напыления, например А1гО
и подбирают условия, по возможности препятствующие процес-
сам, приводящим к изменению стехиометрии.
Наиболее широкое для изучения микрообъектов применяется
метод микрорентгеновского спектрального анализа 113].
Предел чувствительности качественного анализа на устройстве
марки MS-46 составляет 0,001—0,5 %. Если для оценки предела
чувствительности в качестве критерия выбрать количество веще-
ства, выраженное в граммах, тогда содержанию 0,01 %, в объеме
10 мкм3 будет соответствовать ~10-16—10"17 кг. Чувствительность
определения содержания элементов существенно зависит от
спектрального положения аналитического излучения элементов
и от общего состава матрицы.' Достижимый минимальный размер
зонда MS-46 при низких ускоряющих напряжениях составляет
0,7—1 мкм.
Проведение количественного анализа содержания элементов
основано на сравнении с излучением эталонов [13 L к которым
предъявляется ряд специальных требований: хорошая полировка,
гомогенность и т. д. В качестве стандартов удобно использовать
металлы высокой ’чистоты.
Для получения информации об однородности исследуемых об-
разцов и качественной картины распределения элементов следует
проводить сканирование нужных участков поверхности образца
размером в интервале от 50x50 до 300x300 мкм.
При сканировании осуществляется развертка сфокусирован-
ного электронного пучка по поверхности образца таким образом,
что он лробегает по некоторому участку вдоль выбранной оси и
при этом происходит одновременное качение образца вдоль другой
оси. Ток поглощенных электронов или характеристическое рент-
геновское излучение используется для модулирования сигнала
на катодно-лучевой трубке, развертка которой синхронна с элект-
ронным зондом. Это изображение можно фотографировать.
Изображение в поглощенных электронах различает участки по-
верхности по среднему атомному номеру. При этом более легкие
фазы оказываются светлыми, а более тяжелые — темными. На
фотографиях в аналитическом рентгеновском излучении светлые
поля обусловлены высокими концентрациями элемента (большая
частота моделирующих импульсов). Изменение интенсивности
засвечивания различных участков дает информацию о вариациях
содержания элемента в них.
Информацию о распределении элемента по поверхности шлифа
дает запись интенсивности аналитической линии определяемого
элемента при непрерывном перемещении образца под зондом на
диаграммную ленту, так называемые концентрационные кривые.
Это обусловлено тем, что интенсивность рентгеновских линий в
первом приближении пропорциональна концентрации элемента.
На образце вычерчивается направление, по которому интересно
.проследить за распределением присутствующих элементов. Кри-
174
сталл спектрометра настраивается на аналитическую линию оп-
ределяемого элемента, и при равномерном движении образца под
зондом в заданном направлении с помощью самопишущего по-
тенциометра осуществляется запись интенсивности на диаграмм-
ную ленту.
Указанный метод применяется для исследования детонацион-
ных покрытий, полученных из механической смеси WC + Со и из
А12Оз на спеченном сплаве и на нержавеющей стали марки X18Н ЮТ.
На рис. 98 приведены результаты анализа границы между
напыленным покрытием из смеси WC + 6 % Со и алюминиевым
сплавом. Перед анализом с помощью микрозонда изготавливается
шлиф по методике, изложенной в п. 4.3. Наблюдается следующая
картина распределения элементов на границе [23, 24].
В рентгеновских характеристических лучах WLa (рис. 98, в, е)
диспорцирование вольфрама минимально, однако на самой гра-
нице, а также в приграничных участках выявляются отдельные
мелкодисперсные включения вольфрама (2—3 мкм), имеющие по-
вышенную интенсивность излучения. Запись кривых распределе-
ния интенсивности излучения вольфрама вдоль линии сканирова-
ния на самой границе показывает всплески повышенной его ин-
тенсивности. В процессе напыления успевает произойти частичное
подплавление порошка карбида вольфрама с последующей пере-
кристаллизацией и образованием обогащенной вольфрамом мелко-
дисперсной фазы. Количественный микрорентгеноспектральный
анализ этих участков затруднен ввиду их минимальных размеров
(не более 1—2 мкм).
Разброс записанных кривых интенсивности излучения при
сканировании приграничных участков первичного слоя на глу-
бине до 20—40 мкм при самой медленной записи показаний зонда
(20 мкм/мин) минимален, что подтверждается образованием мелко-
дисперсной смеси карбидов вольфрама. При сканировании зоны
сцепления в рентгеновских лучах WLa на некоторых участках
со стороны основы выявляются отдельные кусочки покрытия,
внедрявшиеся в основу.
В рентгеновских лучах СоКа. (рис. 98, г) приграничный уча-
сток напыленного слоя на глубине до 20 мкм в основном одноро-
ден, однако в этой зоне, в особенности в глубинных слоях, отчет-
ливо проявляются обогащенные кобальтом выделения •— от очень
мелкодисперсных (1—2 мкм) до крупных (до 5 мкм).
Запись кривой распределения интенсивности излучения СоКа
показывает в приграничной зоне след интенсивности излучения
с последующими всплесками при пересечении вышеназванных
обогащенных кобальтом зон.
Исследованиями в рентгеновских лучах А1Ка и SiKa выявлено
Матричное строение сплава типа САС в виде глобулярных включе-
ний А1 и Si размером 10—5 мкм (рис. 98, в, д).
Результаты микрорентгеноспектрального анализа позволили
выдвинуть гипотезу образования покрытия при напылении ме-
175
ханической смеси порошков карбида вольфрама и кобальта кот
рая была в дальнейшем уточнена данными, полученными из ина"
лиза полосы напыления на вращающийся диск (см рис 32)
Рис. 98. Качественный микрорентгеноспектральный анализ образца из алю-
миниевого сплава с покрытием ВК6: а, б — снимки в токе поглощенных и от-
раженных электронов; в—е — соответственно снимки в рентгеновском харак-
теристическом излучении А1Ка, СоКа, SiKa. WLa. 650х
Анализ границы между покрытием из твердого сплава и нержа-
веющей сталью показал наличие четкой границы между покры-
тием и подложкой. Это объясняется значительно менее интенсив-
ным оплавлением более тугоплавкой подложки.
176
На рис. 99, a—i приведены результата качествевнлгв
?Л“иза "ереходных зон нз “
Рис. 99. Качественный микрорентгеноспектральный анализ образца сплава
типа САС с напыленным покрытием из окиси алюминия, модифицированной
хромом: а, б — снимки в токе поглощенных и отраженных электронов соот-
ветственно; в—е — соответственно снимки в рентгеновском характеристическом
излучении NiKa, AlKa, СгКа и SiKa- 650х
под углом 90° к рабочей поверхности). На рис. 99, а и 99, б по-
казана изучаемая зона в потоке поглощенных и отраженных элект-
ронов, здесь видно характерное волнообразное соединение по-
177
крытий с подложкой (на рис. 99, а, напыленный слой темный
на рис. 99, б—светлый). Исследуемый участок иллюстрирует
типичное строение зоны сцепления и отчасти конфигурацию под-
готовленной поверхности основного металла (величина зоны сое-
динения колеблется в пределах 5—15 мкм) и позволяет судить
о степени механического сцепления напыленного слоя с материа-
лом основы. Частицы напыленного слоя, преобразуя микрогео-
метрию поверхности, заполняют микронеровности подложки.
В процессе контактного взаимодействия происходит образова-
ние зон механического перемешивания. В лучах поглощенных и
отраженных электронов такие зоны величиной 1—3 мкм выявля-
ются по всей границе раздела. Кроме того, в приграничных участ-
ках была обнаружена тонкодисперсная смесь в виде самостоя-
тельных скоплений размером 10—15 мкм. На рис. 99 показаны
объемы основного металла, по-видимому, отделившиеся от осно-
вания гребня микровыступа под действием высокоскоростного
потока напыленных частиц.
При проведении качественного анализа переходных зон обнару-
жить дефекты в виде пустот и трещин в приграничных участках
напыляемого слоя не удавалось. Концентрация алюминия в отор-
вавшихся обломках материала основы и в образовавшихся выде-
лениях тонкодисперсной смеси выше, чем в напыленном слое.
В материале основы проявились избыточные фазы, не содержащие
алюминия. В лучах СгКа проявляются объемы последователь-
но нанесенных слоев покрытия и особенно отчетливо конфигура-
ция первого слоя, плотно облегающего все выступы микрорельефа
основы. Толщина каждого слоя покрытия равна 5—6 мкм.
Зона сцепления, показанная в рентгеновском излучении ис-
следованных элементов, представляется размытой, что свидетель-
ствует о возможности образования диффузионной зоны.
Химический состав покрытий при достаточном количестве
образца может быть исследован методом химического анализа.
Так, в книге [29], например, приводятся результаты анализа
химического состава покрытий из твердого сплава типа ВК15
при различных условиях напыления. Указывается на наличие
свободного углерода при использовании смесей ацетилена и кисло-
рода, содержащих не менее 40 % ацетилена. Обнаружено выгора-
ние углерода, которое усиливается при увеличении содержания
кислорода, глубины загрузки и дистанции напыления.
Важное значение кроме химического состава имеет фазовый
состав покрытий. Один из методов, который может быть с успе-
хом применен для анализа покрытий из твердого сплава, является
избирательное (цветное) травление: сначала щелочным раство-
ром красной кровяной соли для выявления карбидов, а затем
в течение 5—15 мин насыщенным раствором хлорного железа для
обнаружения распределения кобальтовой связки. При травлении
щелочным раствором в первую очередь выявляются избыточные
карбиды (WXC, W (Fe) С и др.), а затем карбиды, входящие в со-
178
став твердого сплава Карбиды WC темнеют вследствие обоазова-
ния на них оксидной пленки. Твердый раствор, входящий в эв
тектику, выявляли при помощи царской водки или смеси 2 %-ного
раствора азотной и пикриновых кислот.
В отличие от спеченных металлокерамических твердых сплавов
для структуры которых характерно наличие WAC и у-фаз пред-
ставляющих собой твердый раствор вольфрама и углерода в ко-
бальте, покрытия, полученные из того же исходного материала*
кристаллизуются в метастабильной системе. В покрытии при-
сутствуют широкие слои и отдельные многочисленные включения
фазы ть-двойного карбида вольфрама и кобальта состава Co3WaC.
Наряду с двойным карбидом во всех покрытиях присутствует у-
фаза. При содержании в сплаве кобальта в количестве 15 % и
выше на фоне у-фазы наблюдаются вторичные кристаллы карбида
вольфрама правильной формы, выпавшие из перенасыщенного
раствора при кристаллизации покрытия. У покрытий из сплавов
типа ВКЗО вторичные кристаллы образуют отдельные крупные
скопления, в области которых микротвердость достигает 2,4 X
X 1010 Па.
Для компактных твердых сплавов такой фазовый состав не
является оптимальным* что и обусловливает относительно невы-
сокие прочностные характеристики покрытий.
Основными предпосылками для образования Th-фазы, как
известно, являются обезуглероживание карбида вольфрама и
быстрое охлаждение сплава. Факт обезуглероживания карбида
был подтвержден последующим микрорентгеноспектральным ана-
лизом покрытий, который показал, что содержание углерода в
сплаве типа ВКД5, например, уменьшилось более чем на 3%
по сравнению со стехиометрическим составом, равным 6, 12 %.
Частицы карбида вольфрама со средним диаметром 1—2 мкм
подвергаются значительно более интенсивному нагреву и обезуг-
лероживанию, чем частицы размером 3—4 мкм. Поэтому вполне
закономерно, что покрытия из сплавов типа ВК8М (мелкозерни-
стый) обладают существенно меньшей твердостью, чем покрытия
из сплава ВК8.
При помощи избирательного травления исследуется также фа-
зовый состав покрытий, полученных из порошков со средним раз-
мером частиц 20—40 мкм. Металлографические исследования
показывают, что структура таких покрытий состоит преимущест-
венно из слоев у-фазы, а также из прослоек чистого кобальта.
Как показали исследования, карбид вольфрама^и т]1-фаза не об-
разуют сколько-нибудь значительных скоплений. Причина этого
явления, очевидно, заключается в том, что порошки указанных
фракций обладают хорошей сыпучестью. Частицы механической
смеси кобальта и карбида вольфрама имеют диаметр, приблизи-
тельно одинаковый, но существенно различаются по массе. Вслед-
ствие этого они в разной степени ускоряются продуктами взрыва,
и смеси разделяются в полете.
179
.Микрорентгеноспектральный анализ покрытий подтвердил на.
личие в них WC-, у- и т]1-Фаз- Кроме того, в покрытиях с соде/,
жанием кобальта до 15 % отмечено наличие карбида W3C. Этот
карбид присутствует в покрытии в виде эвтектики WC + W2C
Приведенный состав показывает, что вопрос о выборе грануля-
ции порошка твердого сплава должен решаться с учетом всего
комплекса процессов, сопровождающих напыление. В ряде слу-
чаев, несмотря на более высокую стоимость, желательно исполь-
зование гомогенных порошков, полученных путем спекания и
размалывания, или плакированных частиц [29],
Фазовый состав покрытий из А1аО3 не только влияет на экс-
плуатационные характеристики покрытий, но также является по-
казателем теплофизических процессов, сопровождающих напы-
ление (см. п. 1.6). Существует большое количество кристалличе-
ских модификаций А12О3 [38]. При детонационном напылении на
холодную подложку приходится иметь дело с двумя структурами:
а-А12О3 — корундом, из которого состоит порошок, используемый
для напыления, и у-А1аО3, из которого образуется покрытие при
быстрой кристаллизации расплавленных капель. Содержание
в покрытии показывает, какая часть материала покрытия в момент
формирования его находилась в твердом состоянии. В случае
когда происходит медленная кристаллизация или вторичный пере-
ход у-фазы в a-фазу, при нагревании наблюдается помимо этих
двух фаз образование промежуточных модификаций А120а 6,
0, х [38]. В детонационных покрытиях из окиси алюминия бывает
лишь у-А12О3 с примесью корунда, что указывает на то, что боль-
шая часть напыляемого порошка плавится и лишь часть, равная
содержанию корунда (а-А12О3), входит в состав покрытия в твер-
дом состоянии. Количественный рентгенофазовый анализ прово-
дится по дебаеграммам методом эталонирования (точность мето-
дики около 5 % [381), Применение этого метода позволило иссле-
довать процессы, сопровождающие напыление окиси алюминия
4.7. ТВЕРДОСТЬ, ИЗНОСОСТОЙКОСТЬ
И МИКРОГЕОМЕТРИЯ ПОВЕРХНОСТИ
Потери от изнашивания деталей исчисляются миллиардами
рублей, а потери мировых энергетических ресурсов от действия
сил трения (по Д. Муру) достигают 1/3 всех ресурсов. Применение
детонационных покрытий — одно из эффективных средств сни-
жения колоссальных потерь от трения и изнашивания деталей
узлов трения. Таким образом, износостойкость является одной
из основных характеристик детонационных покрытий. В свою
очередь, она в значительной степени зависит от твердости матери-
ала и микрогеометрии поверхности.
Оценка твердости может быть произведена различными мето-
дами. Обычно измеряют твердость по Виккерсу вдавливанием пи-
180
рамиды. При этом определяется средняя величина твеодости
так как размер отпечатка достаточно велик. Более дифференциоо!
ванную информацию о поверхностных слоях можно получить
при измерении микротвердости, При этом размер отпечатка со-
ставляет ~10 мкм, что позволяет анализировать твердость от
дельных фаз, изменение микротвердости по толщине покрытия
и т. и. Твердость покрытий по Виккерсу следует измерять при
максимальной нагрузке, равной 0,5 МПа, так как уже при нагрузке
1 МПа наблюдается резкое падение значения твердости, что свиде-
тельствует о прокалывании слоя покрытия алмазной пирамидой.
лл. — ~..........
12
Микротвердость нанесенных
слоев измеряется микротвердо-
мером ПМТ-3. Установлено, что
оптимальной нагрузкой при ис-
следовании окисных покрытий, на-
пример из окиси алюминия, яв-
ляется нагрузка в 1Н„ При
меньшей нагрузке отпечатки малы,
что увеличивает ошибку измере-
ния, а при больших нагрузках по-
крытия дают трещины, что иска-
жает результаты в сторону зани-
жения величины действительной
10
в
о!__________L
20 60 90
к,...’
Рис. 100. Зависимость микротвер-
дости HVioo напыленного покры-
тия из окиси алюминия от угла
напыления а
микротвердости.
В целях определения характера расположения слоя и его
свойств в зависимости от угла напыления наносится покрытие из
окиси алюминия с размером частиц 20 мкм на боковую поверх-
ность цилиндрического образца диаметром 10 мм из спеченного
алюминиевого сплава. Нанесенный слой имеет в сечении серпо-
видную форму и охватывает почти половину цилиндрической по-
верхности образца.
Микротвердость слоя определялась в 57 точках, располо-
женных равномерно по длине полуокружности слоя (рис. 100),
она равна 7,2—12,9 ГПа. Разброс результатов обусловлен неод-
нородностью покрытия. Еще больший разброс микротвердости
был обнаружен при изучении аналогично полученного покрытия
из частиц окиси алюминия дисперсностью 10 мкм. В этом случае
в некоторых точках покрытия была зафиксирована микротвердость
18 ГПа. Замеры микротвердости, проведенные при изменении на-
грузки на индентор, хорошо согласуются. Происхождение разброса
микротвердости указанных покрытий можно объяснить наличием
двух модификаций А12О3’: a-модификации с микротвердостью свы-
ше 20 ГПа и ^-модификации со значительно меньшей твердостью.
Измерение микротвердости подложки позволило обнаружить
наклеп ее вблизи границы с покрытием в результате ударно
воздействия в процессе нанесения и при подготовке поверхн .
Для стали Х18Н10Т изменения твердости наблюдались в зоне до
100 мкм.
181
Средняя величина микротвердости покрытий из твердого сплап
в значительной степени зависит от содержания в нем кобальта !
не отличается от известных значений (0,9-И ,2) 1010 Па. и
При увеличении содержания кобальта в исходном порощКй
в интервале 6—30 % твердость и износостойкость уменьшаются
а термостойкость и ударная стойкость повышаются. При получе-
нии покрытий из твердого сплава необходимо строго выдерживать
соотношение кислорода и ацетилена. Даже при незначительном
избытке кислорода (выше 54 %) в смеси наблюдается резко падение
твердости и износостойкости покрытий из-за процессов окисления
Измерение микрогео-
метрии поверхности не
представляет сложно-
сти. Среди различных
приборов наиболее
является
Рис. 101. Сравнительные данные по износу раз-
личных материалов
приборов
приемлемым
профилограф - профило-
метр модели 201 завода
«Калибр». Профило-
граммы (см. рис. 35)
показывают сглажен-
ную картину геометрии
поверхности. Попытка
оценить реальную гео-
метрическую поверх-
ность подложки на основании указанных данных приводит к
занижению результатов.
Среди детонационных покрытий различного назначения наи-
большее распространение получили износостойкие покрытия (см.
гл. 5). Условия, в которых работают указанные покрытия, раз-
ные, поэтому разнообразны и методы определения износостойко-
сти. Сравнение результатов, полученных по различным методикам
испытаний, практически невозможно» При изменении нагрузки,
скорости скольжения и других условий испытаний пар трения
может существенно изменяться механизм изнашивания деталей
[24, 41, 68].
Детонационные покрытия из окиси алюминия и твердого сплава
типа ВК10, нанесенные на поверхность кубических образцов из
стали 40Х, испытывались на машине трения с возвратно-поступа-
тельным движением образцов. Испытания проводились в условиях
сухого трения, при нагрузке 25 МПа и скорости скольжения 2 м/с.
В качестве контр-тела использовалась сталь Р9, закаленная до
HRC 61.
Величина износа покрытий из окиси алюминия (кривая 4) и
твердого сплава (кривая 5) зависит от продолжительности испыта-
ний (рис. 101). Для сравнения приведены данные по износу белого
чугуна (кривая /), азотированной и цементированной сталей
(кривые 2 и 3) н монолитного твердого сплава (кривая о).
182
Испытания показывают, Что После приработочного пбпиоля /пп
рядка 8 ч), когда износ достаточно велик (при высоких нагрузка*?*
в дальнейшем интенсивность изнашивания детонационный noS
тии значительно уменьшается Наилучшими характеристиками
в данных, условиях трения обладают твердосплавные покпытия.
покрытия^ окиси алюминия имеют высокую износостойкость’
хотя она меньше чем у покрытий из твердого сплава
В работе [231 показа-
но, как определялись ха-
рактеристики трения одно-
именных детонационных
покрытий из окиси алю-
миния в условиях, имити-
рующих процессы пуска и
останова подшипников е
газовой смазкой на маши-
не торцового трения. Дето-
национные покрытия из
окиси алюминия наноси-
лись на торцовые поверх-
ности трубчатых образцов
из стали Х18Н1 ОТ. Покры-
тия после доводки имели
толщину пордка 100 мкм и
шероховатость поверхнос-
ти, соответствующую 12-му
классу. Образцу придава-
Рис. 102. Зависимость коэффициента тре-
ния f одноименных образцов с детонацион-
ными покрытиями из окиси алюминия от чис-
ла циклов нагружения N: а — при комнат-
ной температуре (/ и 2) и при 400 К (3); б —
при комнатной температуре;
1 — ионная очистка; 2 — очистка образцов
в растворителях
ли возвратно-поступатель-
ные движения вдоль оси,
и он периодически всту-
пал в контакт с другим
0,35 с, время между касаниями 1,65 с,
вращающимся образцом;
при этом время касания . . .
максимальное удельное давление 250 кПа, коэффициент взаим
перекрытия 1, скорость скольжения 2 см/с.
На рис. 102, а приводится зависимость коэффициента трения
покрытий от числа циклов нагружения. Кривая 1 получена^д
образцов, очищенных промывкой в бензине и в этилов Р ‘
Зависимости выявлены для образцов, которые °чи® пяст-
ливанием на воздухе (кривая 3) и очищены после промы м PnDH
ворителях бомбардировкой ионами аргона в течеи тока
давлении 1,3 Па, напряжении разряда 1 кь и значи-
1,76 МГц (кривая 2). Эти зависимости свидет^ВСТ„Вямктер изме-
тельном влиянии способа очистки на В®ЛИ1ИНУ Н^Р промывкой
нения коэффициента трения. Образцы, трения более
в растворителях (кривая /), имели коэффиц ъРсНЯется не-
низкий, чем при других способах очистки. Э бъ видиМОму,
полным удалением органических загрязнений и, по д
йх частичным окислением, что приводит к образованию молекул
поверхностно-активных веществ, обладающих высокой смазочной
способностью.
В ряде случаев (кривые 2 и 5) наблюдается падение коэффи.
циента трения в начале испытания. Зависимость коэффициента
трения от температуры свидетельствует о десорбции при нагреве
поверхностных слоев (газов, воды и пр.) и, возможно, об увеличе-
нии вклада в трение термически активируемой адгезии.
После испытаний продолжительностью 2-Ю4 циклов нагру-
жения на поверхности трения отмечаются лишь отдельные
риски глубиной не более 3 мкм, т. е. износ образцов крайне
незначителен.
Исследованы также зависимости трения детонационных покры-
тий из А12О3 и из твердого сплава от числа циклов (методика и
параметры испытаний аналогичны указанным выше). Доводку
поверхности трения образцов производят на полировальной
машине с использованием алмазной пасты , и они должны соответ-
ствовать 9-му классу шероховатости.
Испытания показали, что коэффициент трения пары остается
высоким, хотя и несколько ниже, чем при трении одноименных
образцов с покрытием из окиси алюминия г В начале трение неу-
стойчиво (рис. 102, б, кривая /), затем несколько снижается н
стабилизируется. Коэффициент трения образцов, очищенных толь-
ко промывкой в растворителях (рис. 102, б, кривая 2), ниже, но
после примерно 10 000 циклов наблюдается уменьшение влияния
смазочного действия органических загрязнений. Глубина повре-
ждений поверхности (глубина рисок) меньше, чем при трении
одноименных образцов из окиси алюминия," и составляет
мкм.
Механизмы трения и изнашивания одноименных образцов с по-
крытием из окиси алюминия и твердого сплава отличаются глав-
ным образом за счет разного влияния образующихся продуктов
изнашивания. При трении одноименных образцов с покрытием из
окиси алюминия при высоких удельных нагрузках в отличие от
трения одноименных образцов с покрытием из твердого сплава
образующиеся продукты изнашивания приводят к увеличению
интенсивности изнашивания (см. рис. 101, кривая 4). В условиях
когда образование продуктов изнашивания и их величина мини-
мальны, они могут, внедряясь в материал более мягкого контр-
тела (как, по-видимому, это имеет место при трении окиси алю-
миния по твердому сплаву), не приводить к разрушению поверх-
ности в виде своего рода «цепной реакции» (как это происходит
при трении одноименных окисных образцов).
При выборе наносимых материалов пары трения следует отда-
вать предпочтение разноименным материалам, что обеспечивает
перепад твердости, лучшие условия приработки и, как правило,
уменьшение адгезионного взаимодействия. Наибольшей износо-
стойкостью из изученных покрытий обладает пара окись алюми-
184
йия-твердый сплав (ЁКЮ). Достаточной износостойкостью
обладает и система А1аОа А1аОя. В зависимости от условий экс-
плуатации и экономических соображений (см. п. 3.7) в узлах тпр
ния может быть использована одна из указанных пар трения.
4.8. ДИЭЛЕКТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОКРЫТИЙ
Электроизоляционные покрытия находят достаточно широкое
распространение в различных областях. Наиболее важными
характеристиками указанных покрытий являются их электриче-
ская прочность, электропроводность, тангенс угла диэлектриче-
ских потерь, изменение указанных характеристик при длительном
наложении поля (электрическое старение).
Диэлектрические характеристики детонационных покрытий
изучены недостаточно. Так, в работе [29 ] рассматривается электро-
проводность детонационных покрытий из твердого сплава; ука-
зывается, что покрытия не являются изотропными.
Значительно больший практический интерес представляет
изучение диэлектрических покрытий, в частности из окиси алю-
миния. Нами изучалась электрическая прочность покрытий из
АГаО3 при постоянном напряжении в системе игла—плоскость
(игла положительная). На каждом образце пробой осуществлялся
в 15—30 точках, что позволяло находить не только среднее зна-
чение, но и дисперсию электрической прочности, величина кото-
рой позволяет судить об однородности покрытия по его поверх-
ности.
Пробой неоднородных керамических диэлектриков при нор-
мальных условиях происходит путем пробоя газа, заполняющего
одну из пор. При этом эффективная толщина покрытия уменьша-
ется и развивается резко неоднородное поле, что приводит к про-
бою покрытия [6, 161; электрическая прочность пор резко увели-
чивается при уменьшении размера пор. Например, при уменьшении
величины пор от 50 до 10 мкм£Пр увеличивается от 13,6 до 40 кВ/мм.
При исследовании электрической прочности под иглу попадает
много различных пор. Разряд, вызывающий пробой образца,
развивается в наиболее крупной из пор, т. е. электрическая
прочность материала в основном определяется размером наиболее
крупных пор.
При анализе процесса пробоя неоднородных диэлектриков
необходимо учесть, что поле является неоднородным. Например,
если имеется единичное сферическое включение, заполненное
воздухом (вв = 1), то напряженность поля в поре вдоль силовой
линии поля
г» ____ Au Звц
£пор = ~й’ 2вп + вв 9
где еп — диэлектрическая проницаемость покрытия; Е == ^ulh
средняя напряженность поля.
7 С, С. Бартенев и др.
185
35\ ”
зо
25
20
15
V
5
6 ю 20 зо 40 а, мкм
Рис. 103. Зависимость Г электрической
прочности от грануляции:
1 — автоматическая установка; 2 — лабора-
торная установка
Напряженность поля вне включения будет изменяться по мере
удаления от включения по формуле
£ = I + уг -28^-4? пРи (4.24)
где r _ радиус поры; г — расстояние от центра поры.
После пробоя поле резко изменяется, так как в момент пробоя
пора является проводящей (ев -♦ оо). Напряженность поля
в диэлектрике вблизи поры, в которой произошел пробой [см
выражение (4.24)] резко увеличивается и _становится равной
£тах ЗЕ. При ЭТОМ Проби-
вается диэлектрик или одна
из соседних пор. В случае ког-
да в слое диэлектрика проби-
ваются две поры, расположен-
ные вблизи друг друга, между
ними напряженность поля в
6—100 раз больше средней
[16].
Электрическую прочность
покрытий можно изучать,
используя различные источ-
ники высокого напряжения.
Наиболее удобными являются
универсальные пробойные
установки, например типа
несколькими блокировками,
УПУ-1М. Эти установки снабжены
что предотвращает возможность травматизма. На рис. 103 при-
ведены зависимости электрической прочности от грануляции
покрытий, полученных на лабораторной и автоматической установ-
ках. Из-за эффекта ударного горячего прессования (см. п. 1.9)
при использовании автоматической установки электрическая
прочность значительно увеличивается. Повышение ЕПр тем больше,
чем больше размер частиц, что приводит к изменению характера
зависимости £Пр от размера частиц при увеличении скорострель-
ности.
Электрическая прочность детонационных покрытий из окислов
TiO2, ZrO2 и Cf2Os значительно ниже, чем из А1аО3, а себестоимость
покрытий выше, поэтому считаем, что наиболее целесообразно ис-
пользовать в качестве электроизоляционных покрытия из чистой
окиси алюминия или покрытия на основе А12О8 с небольшими до-
бавками других окислов.
Электропроводность окиси алюминия измеряют при помощи
тераомметров, например марки ЕК-6-7. При получении покры-
тий в оптимальных условиях электрическое сопротивление их
при нормальной температуре весьма велико (>1012 Ом-м). Из-
мерение необходимо производить с тщательно высушенными об-
разцами. Для обеспечения условий хорошего контактирования
186
-есгве одного
например из медного, нанесенного поверх can.
Тангенс диэлектрических потерь tg б Детонациоиню покрытий
гий°«“002”.ЛеЖИТ' как правило'В к
Минимальные значения tg 6 и электропроводности наблюда-
ются при минимальной грануляции порошка (1 мкм), малой глу-
бине загрузки (<500 мм) и малой дистанции напыления (<100 мм)
т. е. режимы, обеспечивающие получение минимальных диэлектри-
ческих потерь, не совпадают с условиями, соответствующими ми-
нимальной лор истбсти и газопроницаемости (см. рис. 52), а также
и максимальной электрической прочности (см. рис. 103). Таким
образом, выбор условий получения электроизоляционных покры-
тий должен производиться С учетом того, какая из характеристик
является наиболее важной..
Помимо свойств покрытий, рассмотренных в гл. 4, значитель-
ный интерес представляют некоторые другие характеристики
покрытий (например, напряжений в покрытии и т. д.).
В книге 129, с..'132 ]'приводятся данные по теплопроводности
детонационных покрытий. В работе [38] указано, что напряжения
в ряде металлических покрытий в значительной мере зависят от
материала покрытия, меньше—:от материала подложки и, как
правило, возрастают при увеличении толщины покрытий. Однако,
другие важные характеристики детонационных покрытий, а
также их корреляция между собой, с условиями напыления и т. п.
практически не изучены. Учитывая все более широкое практиче-
ское внедрение детонационных покрытий, необходимо провести
комплекс их систематических исследований с использованием
современных методов и прецизионных приборов.
ГЛАВА 5
ПРИМЕНЕНИЕ ДЕТОНАЦИОННЫХ ПОКРЫТИЙ
Характеристики детонационных’ покрытий (некоторые из них
приведены"в' гл. -4) '‘значительно превосходят соответствующи
характеристики -плазменных и’ газоплазменных покрыта .
могут найти применение не только в областях техники, гд р
успешно: иримейяЛйсь тазотермические покрытия Други ’
но и позволяют решать те задачи, которые не могли бы р
методами газоплазменного и плазменного напылени^ прлик
Объем применения детонационных покрытий весьм
Имеется ряд специализированных заводов в различ р п0_
[53]. Количество И номенклатура деталей с детонац
крытиями непрерывно расширяются.
Детонационный метод как процесс нанесения покрытий, вна-
чале проверенный и успешно освоенный в авиационной и косми-
ческой промышленности, нашел широкое применение в других
отраслях [29, 63, 65]. Целесообразность использования детона-
ционных покрытий основывается на анализе технологических
возможностей, свойств детонационных покрытий и экономических
соображений.
Существенным доводом в пользу применения детонационных
покрытий является возможность получения конструкций, облада-
ющих малым весом в сочетании с высокой износостойкостью. Эф-
фект усиливается тем, что технологический процесс детонацион-
ного нанесения практически не изменяет первоначальную конфи-
гурацию детали и не оказывает заметного воздействия на микро-
структуру ее материала в объеме вследствие локальности терми-
ческого воздействия (сама деталь редко нагревается до темпера-
туры выше 200 °C). При необходимости температуру детали сни-
жают путем охлаждения ее обдувом углекислотой или воздухом,
помещением детали на водоохлаждемую подложку и т. д. Благо-
даря этому можно наносить покрытия на детали, изготовленные
с высокой точностью, без опасения ее снижения.
Выходящие газообразные продукты взрыва интенсивно рассеи-
ваются в атмосфере воздуха, и тепловое воздействие их на деталь
ослабляется. В отличие от газопламенного и плазменного процес-
сов, имеющих непрерывный режим работы, а следовательно, и
большую теплонапряженность рабочей среды, детонационный
процесс является дискретным с направленной концентрацией по-
лезной энергии. Эта особенность детонационного метода позволяет
наносить покрытия на материалы с низкой температурой плавле-
ния или не выдерживающие воздействия высоких температур
(бумагу, ткани ит. п.), располагая их на значительном расстоянии
от сопла аппарата в зоне ослабленного воздействия продуктов
взрыва. На некоторые поверхности деталей из относительно
легкоплавких материалов (например, на внутреннюю поверхность
втулки из алюминиевого сплава диаметром около 10 мм) каче-
ственно нанести покрытие можно только детонационным методом,
поскольку другие газотермические методы требуют расположения
деталей в зоне интенсивного нагрева.
Кинетическая энергия частиц при детонационном нанесении
настолько велика, что позволяет наносить покрытия под водой.
Это дает возможность применять метод в судостроительной про-
мышленности при ремонтных работах [53 L
Обычно в тех случаях, когда возможно применение как плаз-
менного, так и детонационного методов, предпочтение отдается
детрнационному методу как более надежному.
Необходимо обратить внимание, что детонационный метод
имеет также ряд недостатков: относительно высокую стоимость
и сравнительно низкую производительность, а также требует спе-
циального помещения. Поэтому в тех случаях, когда не требуется
188
ВЫСОКОЙ ИЗН0С0"> КОррОЗИОННП- unu
электрической прочности, высокой адгезии Тт™08 стойк°сти,
няться газотермические покрытия других Л’ лмЛгут пРИме-
[63] на примере деталей самолета показав u^4’ 4V' В ₽аботе
мичным и целесообразным является ппимЛ^ ° наиболее эконо-
термических методов напыления В рядРе слуЧаев “°Мплекса ^зо-
получить покрытия, имеющие
детонационный метод не применим. Р ь (>20 %),
5.1. ИЗНОСОСТОЙКИЕ ПОКРЫТИЯ
Основной областью применения детонационных покрытий явля-
ется уменьшение износа трущихся сопряженных деталей различ-
ного назначения. Потери, связанные с износом, огромны Так
поданным работы [68 ], стоимость потерь от износа в американской
промышленности исчисляется в биллион долларов. Применение
детонационных покрытии, характеризующихся малым износом,
позволяет уменьшить указанные затраты.
При использовании детонационных покрытий в качестве износо-
стойких особое внимание следует уделять подбору материала кон-
тртела. Вопрос выбора материала пары трения сложен, так как
требуется определение преобладающего механизма изнашивания.
Как показал опыт использования детонационных покрытий из
окиси алюминия, они имеют высокую износостойкость в широком
диапазоне нагрузок, и скоростей трения в сочетании с различными
материалами. Установлено, что предварительная механическая
обработка покрытий до относительная высокого класса шерохо-
ватости поверхности резко снижает- износ покрытия и контртела.
В случае трения покрытий из окиси алюминия с металличе-
скими материалами характер износа-зависит от свойств продуктов
износа. Но и тогда предварительная механическая обработка по-
крытия необходима.
В качестве иллюстрации приведем пример использования де-
тонационных покрытий из окиси алюминия в нажимных рычагах
муфты сцепления автомобиля. При заклинивании нажимного
подшипника рычаги, .входящие с ним в контакт, мгновенно изна-
шивались и данный узел становился неработоспособным, ремонт
данного узла состоял в промывке подшипника и смене четырехР_
чагов, которые не восстанавливались из-за катастрофического
ИЗНОСЯ. —„оидсрния
Попытки увеличить износостойкость рычагов лут®^ газ0.
металлокерамических покрытий на основе боридов кыЛеожи-
пламенным методом не увенчались успехом, ^окр строфИ_
вали два-три цикла испытаний, посла чего на21у покрытий из
ческий износ. При использовании детонаци циклов,
окиси алюминия долговечность рычага повы^ла^, к0 в случае
причем катастрофический износ рычага наступа.. Т.
полного износа покрытия. ^89
Несмотря на то что высокая твердость детонационных покры-
тий из окиси алюминия может явиться причиной повышенного
износа контртела при трении закаленных до твердости HRC 60
стальных деталей по покрытиям, имеющим шероховатость поверх-
ности выше 10-го класса, этого не наблюдалось в условиях ин-
тенсивной смазки. Испытания данной пары трения в гидрораспре-
делительных устройствах показали хорошие результаты. Одним
из положительных свойств покрытий из окиси алюминия явилось
кроме того, их коррозионностойкость к воздействию активных
составляющих гидравлической жидкости.
В настоящее время ведутся поиски защиты литейной оснастки
от воздействия расплавленного металла. Основным препятствием
применения детонационных покрытий является относительная
сложность их обработки до высоких классов точности и шерохо-
ватости поверхности. Наличие микровыступов на поверхности
кокиля способствует разрушению покрытия при извлечении го-
товой отливки.
Создание пар трения, удовлетворяющих многочисленным тре-
бованиям современной техники, видимо, еще долгое время будет ак-
туальной задачей для материаловедов и для технологов. Возраста-
ющие скоростные, тепловые и силовые нагрузки требуют от мате-
риалов движущихся частей машин сочетания весьма противоречи-
вых свойств: малой массы й Высокой прочности, жаростойкости
и жаропрочности, износостойкости, низкого коэффициента трения
и т. п. Снижение износа деталей увеличивает долговечность и
надежность работы машин.
В отличие от эксплуатационных свойств покрытий, полученных
химико-термической обработкой и определяемых механическими
характеристиками диффузионной зоны, эксплуатационные свой-
ства напыленных покрытий в большой степени зависят от способа
формирования зоны сцепления. Напыленный износостойкий слой
образует как бы оболочку, от свойств которой зависит механизм
трения. При больших контактных нагрузках возможна деформа-
ция, распространяющаяся на определенную глубину покрытия.
Если связь материала покрытия с материалом подложки слабая,
то работоспособность пары трения определяется в основном проч-
ностными характеристиками . сформированного слоя. Благодаря
высокой адгезии, детонационного покрытия к подложке даже при
нарушении защитного слоя (появление сквозных трещин) сохра-
няется работоспособность покрытия за счет удержания его мате-
риалом. основы. Хорошее.сцепление с подложкой особенно важно,
когда в качестве защитного покрытия используется такой сравни-
тельно хрупкий .материал,, как окись алюминия.
Независимо от условий эксплуатации, несомненно, лучше будет
работать то покрытие, которое имеет меньшую поверхностную де-
фектность, меньшую толщину при большой величине сил сцепле-
ния с подложкой. Детонационные покрытия обладают свойствами,
выгодно отличающими их от других видов, покрытии ПА оо,
190
проведена
узлов Угледобывающих
'в запыленной
----------> механизмов
। применяются преиму-
уплотнений, в частности
1 2 7 4
Рис. 104. Схема узла гидра-
влического уплотнения с
детонационными покрыти-
ями:
1 — ведущее кольцо; 2 — по-
крытие; 3 — резиновое коль-
цо; 4 ведомое кольцо; S —•
вал
65, 291, в частности, йесмотпя иа .
деформироваться вместе с матер и алюм^п™ 4'вердость> они могут
вует снижению удельной нагрузки подло™, что способст-
Одна из перспективных областей
покрытий - это различные торцовые уплотае1ш“\ь™аВДОН,шх
работа по повышению износостойкости узлов £
машин 123]. Поскольку горные машины работают в
и влажной среде, для герметизации выходныхв^лов
угольных машин армированные манжеты
щественно в сочетании с другими видами
пылезащитными. Однако опыт эксплуа-
тации показывает, что в комплектном
исполнении,уплотнения работают недо-
статочно надежно. При выходе из строя
уплотнительного узла его приходится
заменять в стесненных условиях шахты.
Исследованы торцовые уплотнения,
состоящие из двух металлических ко-
лец 1 и 4 (рис. 104) конического сече-
ния, которые взаимодействуют с плос-
костями, образующими кольцевой
уплотняющий контакт. Оба кольца, не-
подвижное и вращающееся, закрепляют-
ся через резиновые кольца круглого
сечения 3 соответственно на корпусе 4
и на валу 5. Кроме того, посредством этих
колец обеспечиваются необходимое удельное давление на уплот-
няющем контакте, передача крутящего момента на одно из колец
и герметизация полости между конусными кольцами и внешней
средой. Кольца изготовляются из стали 35 с детонационным по-
крытием из окиси алюминия и закаленной стали. Финишная опе-
рация обработки рабочих поверхностей — полирование. При
этом шероховатость поверхности должна соответствовать 10-му
классу.
Испытания проводятся на специальном стенде, имитирующем
условия эксплуатации при нагрузке 0,5 МПа и скорости сколь-
жения 1 м/с (линейная скорость на периферии кольцевого ко -
такта с наружным диаметром 100 мм). Увеличение нагрузи Р
водит к более быстрому выходу из строя уплотнения, а ее у
шение — к недопустимой (свыше 0,5 см3/ч) утечке ма •
уплотнения, наполненный маслом, до середины гори о
вала помещают в камеру с угольной пылью, возбуждав Р
чаткой, которая устанавливается на вращающемся у-
цессе испытания контролируются вели^.ипнакутЛо™е 800 ч работы
масла, которая обычно не превышает 31U ио^ поверхности
узел уплотнения разбирается для контроля состоя 0\-0 кон-
и износа (измеряется ширина уплотняющего
такта).
191
За это время работы ширина уплотняющего пояска при трении
в одноименном сочетании для стали типа ШХ15 увеличивается от
1,5 до 3,5 мм, геометрия поверхности трения керамического по-
крытия практически не изменяется. На участках, примыкающих
к линии сопряжения плоской и конусной частей колец, не обна-
ружено повреждений.
Уплотнительные элементы с керамическим покрытием прошли
трехгодовой срок испытаний (6000 рабочих часов), что соответству-
ет удвоенному сроку службы горной машины до капитального
ремонта. Такая предварительная оценка себестоимости изготовле-
ния колец из закаленной стали и стали 35 с керамическим дето-
национным покрытием показала преимущество рассматриваемого
варианта. Таким образом, применение детонационных покрытий
в торцовых уплотнениях позволяет увеличить срок службы
узлов и решить важную народнохозяйственную задачу.
Многократное повышение срока службы различных узлов
трения при использовании детонационных покрытий наблюдалось
в различных областях техники [53]. Так, детали масляного" уплот-
нения авиационного двигателя Конвей-550 с детонационными
покрытиями проработали 7419 ч без заметного износа. Большое
увеличение срока службы было достигнуто также применением
детонационных покрытий в лабиринтных уплотнениях.
Использование детонационных покрытий для инструмента поз-
воляет решить задачу оптимального сочетания жесткости и из-
носостойкости. Обладая высокими твердостью и прочностью
сцепления с основой, нанесенные покрытия из твердого сплава
и окиси алюминия позволяют получать качественные кромки
у режущих инструментов различного назначения.
Так, срок службы режущих лезвий (используемых для резки
пластмасс, резины, бумаги и т. п.), покрытых слоем твердого
сплава на основе карбида вольфрама толщиной 0,05 мм, повыша-
ется от 3 до 12 раз. Покрытия заменяют дефицитную быстроре-
жущую сталь на углеродистую и способствуют самозатачиванию
инструмента, заключающемуся в том, что непокрытая мягкая сто-
рона режущего лезвия изнашивается более интенсивно, обеспе-
чивая сохранение остроты режущей кромки. Детонационные по-
крытия из твердого сплава на основе карбида вольфрама, на-
несенные на поверхность вставок из углеродистой стали, используе-
мых в качестве зубьев пилы, предохраняют их от абразивного
износа при резке картона, асбестовой ткани и подобных материа-
лов. Покрытые и затем обработанные до высокого класса шерохо-
ватости вставки сохраняют высокую точность их посадки после
переточки, увеличивая срок службы в 50 раз [53].
Большие возможности детонационных покрытий раскрыва-
ются при применении их для инструмента, используемого в хи-
мической промышленности при производстве химических волокон.
Например, покрытие на ножах для резки стекловолокна увели-
чивает срок их службы от 10 до 20 раз.
192
Повышение в пять-семь раз соокя *
используемых для резки бумаги" достигнуто 5ИЛЬОтинных ножей,
твердым сплавом слоем толщиной 0,05мм Пп!?” Их покрытия
щаются затраты на Переточку, пересХ’пХ М также СОкРа-
ножей. В текстильной промь^леХ™^”
на ножах обеспечивает увеличение спои» S “”°4>ытий
Дисковые кожи со скосом, испотьзуемые мя 6 раз-
резки картона, допускали лишь трехкпата™ непРЧ>ывиой
чего их заменяли новыми. Детонационные покры™К^, „П<>сле
сплавами увеличили общий срок службы данных™ eHTs™
Трубчатые сверла с покрытием на основе карбида волыЪпям.
используемые для прошивки отверстий при помощи ульТрмвчка'
прослужили в 50 раз дольше обычных инструментов В фирме
«Феродо» (Италия) считают, что при производстве тормозных ди-
сков применение детонационных покрытий фрез из быствооежч-
щих сталей позвляет увеличить срок их службы в 2 раза [531
Фирма «Аустин мотор компани» (США) успешно применяет
детонационные покрытия в целях продления срока службы фрез
до 434 % [53]. При фрезеровании масляных канавок в чугунных
крышках подшипников фрезами после напыления их кромок
выход продукции увеличивается до 4 раз. Сообщается о детона-
ционном покрытии твердым сплавом ножей для резки металла,
срок службы которых возрос в 3—4 раза [53],
Детонационные покрытия из окиси алюминия используются
для увеличения срока службы режущего инструмента. Вначале
напыляется слой толщиной до 0,3 мм на переднюю поверхность
проходного резца, изготовленного из стали 45. (После нанесения
покрытия какой-либо механической обработки режущей кромки
не производится.) Испытания показали принципиальную воз-
можность использования напыленного слоя в качестве режущего
инструмента. Однако основным препятствием здесь является
наличие вибраций при работе станка. Чем жестче система СПИД
(станок—приспособление—инструмент—деталь), тем долговеч-
нее режущая способность хрупкого покрытия. Проведенные опыты
позволяют рекомендовать использование данный покрытии для
некоторых операций чистовой обработки на станках с высоко
степенью жесткости системы СПИД. п#Пипй-
Тем не менее следует отметить, что использование дето
кого метода для нанесения покрытий на металлорежущий инс ру
мент не нашло широкого Применения из-за жестких у eg
плуатации и трудностей придания требуемой остро режу^
кромке в процессе переточки инструмента. В то Ровышения
ционные покрытия находят успешное применение для^пов давле-
износостойкости t инструмента ’для обработки
Успешно работают штампы для холодной “^^^^условиях,
тием на основе карбида вольфрама, особенн в
когда в процессе формирования изделия необходимо предотвра-
тить налипание металла на детали штампа и избежать задира.
Матрица для глубокой вытяжки деталей из листовой нержаве^
ющей стали покрыта нами твердым сплавом толщиной ~0,1 мм
что позволило вытягивать стаканы глубиной, в 3—5 раз превос-
ходящей диаметр.
При волочении проволоки через фильеры, покрытые окисью
хрома, стойкость их повысилась в 3—7 раз, несмотря на высокую
скорость деформации (до 30 м/с). Эти фильеры могут использо-
ваться для протяжки углеродистой стали, меди, алюминия, нер-
жавеющей стали и т. д. Экономический эффект при таком при-
менении покрытий повышается за счет возможности удаления
окисного покрытия в коррозионной среде с последующим нанесе-
нием нового покрытия, и также использованием недефицитных
материалов при изготовлении фильер, например обычных сталей
или алюминиевых сплавов. Напыление твердого сплава на основе
карбида вольфрама позволяет добиться еще большего повышения
срока службы инструментов для производства проволоки (до 10
раз). Защите подвергались все поверхности, которые находятся
в контакте с проволокой. Кроме того, производительность станка
существенно возросла [53].
Метод детонационного напыления использован в штампах,
применяемых для изготовления дверного шарнира автомобиля.
В этом случае матрица прослужила семь недель без капитального
ремонта и за это время было отштамповано 25 000 деталей. Такая
же матрица из инструментальной стали работала всего четыре не-
дели, причем ее приходилось полировать почти каждый день, и
за это время было выпущено 14 000 деталей. Напыленный же штамп
полировать не требовалось. В результате сэкономилось 70 ч рабо-
чего времени, а общий экономический эффект составил около
1200 дол, [53].
Быстро окупаются затраты и на нанесение покрытия на выгла-
живающие протяжки, применяемые при производстве картеров
рулевого механизма автомобиля, Помимо увеличения срока службы
протяжек возможны многократное восстановление их разме-
ров и повторное использование, что исключено для протяжек
из инструментальной стали без покрытия [53].
Как известно, пуансоны пресс-форм, используемых в порошко-
вой металлургии, должны обладать высоким сопротивлением
абразивному износу, механическим ударам и прогибам. Пуансоны,
изготовленные из твердого сплава, хотя и обеспечивают необ-
ходимое сопротивление износу, но дороги, хрупки и часто ло-
маются. Замена этих пуансонов стальным с напыленным детона-
ционным покрытием из твердого сплава на основе карбида воль-
фрама повышает срок службы инструмента. Пуансоны с детона-
ционными покрытиями по сравнению с хромированными сталь-
ными пуансонами обладают от 10 до 20 раз большим сроком
службы.
194
в случае применения пневматических S!?’ часта<>сти
отсутствии покрытий быстро разрушают^ГЙ п’Л°ТОрые ПРИ
зивных частиц, находящихся в по?ок“вХХяП°ЯД Действием абра-
эксплуатации. Износостойкость калибров с \етонХонным Т
крытием из твердого сплава намного выше износостойкое™(теомо
обработанных стальных калибров, а также калибров из^влен-
ных из спеченного твердого сплава [53]. К Этому мож™ доба-
вить, что кроме повышения износостойкости применение фона-
ционных покрытии позволяет исключить ошибки измерений возни-
кающие из-за различия коэффициентов термического расширения
материалов измеряемой детали и калибра, поскольку покрытие на
последнем можно изготавливать из того же материала, что и деталь.
После изнашивания покрытия его можно неоднократно восстанав-
ливать.
Снижение износа деталей машин и агрегатов дает значитель-
ный экономический эффект не только за счет экономии материалов,
но и за счет сокращения простоев и затрат на обслуживание и
ремонт. Сопротивление изнашиванию повышается специальной
обработкой, обеспечивающей получение гетерогенной структуры
поверхностного слоя с повышенным содержанием карбида воль-
фрама.
Обработанные до высокого класса шероховатости покрытия из
твердого сплава имеют в обычных условиях трения без смазки
сравнительно низкий коэффициент трения. Необработанные по-
крытия имеют более высокий коэффициент трения, что позволило
применить такие покрытия в зажимных и захватывающих меха-
низмах (например, в механизме захвата нитей при производстве
тканей). Широкое распространение получили детонационные по-
крытия в текстильной промышленности для повышения долго-
вечности машин, соприкасающихся б движущимися нитями
(направляющие ролики, нитепроводники, натяжные устройств
Детонационные покрытия, нанесенные на щеки полиспастов и
отверстия роликов, увеличили срок их службы и исключили
ние во время работы. „„питий поз-
Высокие служебные свойства детонационных покр_ ыХ
волили успешно применить их также для защиты к £ати.
втулок для сверления отверстий подающих рамок (Д ничите-
ческих зажимных механизмов), кулачков, собаче , Р маШин
лей в ходовых механизмах, деталей вычислит^ьш“заЖИМНЫХ
(в механизмах магнитной записи) и т. п. срок слу сения по-
кулачков для крепления стальных деталей после бочих по-
крытия увеличился в пять раз с сохранением фор Р
верхностей, ,,,„иным покрытиям,
Особое внимание следует уделить детоввдИняпежности работы
используемым для увеличения срока службы
подшипниковых узлов. Сравнительные испытания подшипников
скольжения одного из турбовинтовых двигателей в сильно корро-
дирующей среде показали, что срок службы подшипников, рабо-
чая поверхность которых была покрыта твердым сплавом на ос-
нове карбида вольфрама, увеличился до 1500 ч вместо 50 ч без
покрытия [53].
Большое увеличение срока службы и надежности работы са-
молетного двигателя получено в результате нанесения детонацион-
ного покрытия при тех же условиях на компрессорный вал и по-
садочные поверхности конических шестерен. Зубчатые части
шестерен закрывают при напылении металлической маской.
В ряде случаев подшипниковые узлы успешно работают при ус-
ловиях недостаточной смазки.
Следует отметить, что детонационные покрытия, как правило,
нецелесообразно использовать для деталей, которые не обладают
высокой точностью, и когда возможен значительный износ (на-
пример, для зубьев ковшов экскаваторов, тракторных гусениц
и т. п.).фти покрытия более эффективны для деталей высокой
точности, таких, как детали гидравлических систем, которые,
кроме того, должны иметь высокую. размерную стабильность
в процессе эксплуатации. Так как некоторые детали гидросистем
должны выполняться по высшим классам точности, именно бла-
годаря применению твердых износостойких детонационных по-
крытий, позволяющих получать детали 1-го класса точности, мо-
жет быть достигнута значительная экономия. Кроме того, изго-
товление сопрягаемых деталей из однородного материала позво-
ляет исключить влияние на рабочие зазоры измерения темпера-
турных условий эксплуатации^
В автомобильной промышленности в настоящее время назрела
необходимость в повышении ресурса работы двигателей. С этой
целью необходимо наносить износостойкие покрытия на гильзы
цилиндров, шейки коленчатых валов, кулачки распределительных
валов, поршни и т. д. Сообщалось, что для создания работоспособ-
ного роторно-поршневого двигателя на ротор из алюминиевого
сплава наносилось плазменное покрытие на основе карбидов воль-
фрама. Детонационный метод нанесения покрытия в этом случае
мог бы быть, по-видимому, более эффективным из-за меньшей
пористости и большей износостойкости покрытий. Одним из круп-
нейших заказчиков на производство работ по покрытию деталей
двигателей детонационным методом является автомобильная фирма
«Ролле Ройс» (США).
В вычислительной технике детонационные покрытия нашли
применение • при производстве печатающих (собачки, кулачки,
барабаны с цифрами) и перфорирующих агрегатов, арматуры.
В приборостроении трение газодинамических опор гидроскопи-
ческих приборов в период запуска и останова приводит к изнаши-
ванию трущихся поверхностей и выходу деталей из строя. При-
менение детонационных покрытий из А1аО3 и твердого сплава
196
типа В К позволяет получить ппи^ппи
более 10 000 ч 1601. Проведенные ЖтаниГх.. ресурс рабОТы
ния и изнашивания 'показали высокое кЛ^“Теристик тре-
(см. п. 4.7). качество покрытий
Возможности износостойких детонационные у
не исчерпываются перечисленными выше ппим₽п^РЫТИЙ далеко
краткий обзор их применения показывает большое народной
зяиственное значение и широкие возможности дегонаХног;
Необходимо также отметить экономическую целесообразность
применения детонационных покрытий в ряде случаев для восстмов-
ления изношенных деталей. Так, например, затраты на восстань
ление ступицы большог1°/ компрессорного вала общей стоимостью
в 2000 дол. составляют 1/20 часть от стоимости новой детали [53]
6.2. К0РР03И0НН0- И ЖАРОСТОЙКИЕ ПОКРЫТИЯ
В настоящее время широко применяют материалы в условиях
коррозионного и эрозионного воздействия, как правило, при
повышенных температурах. ’ v
Покрытия из твердого сплава могут использоваться для дли-
тельной работы в окислительной среде лишь при температурах
ниже 870 К. Исследования микрохимической неоднородности
образцов из стали Х18Н10Т с покрытием сплава типа ВК15 при
тепловом и механическом нагружении в камере рентгеновского
микроанализатора показали, что химический состав этих покрытий
не претерпевает существенного изменения вплоть до нагрева
до 830—870 К. При дальнейшем повышении температуры про-
исходит интенсивное перераспределение легирующих элементов
детонационного покрытия в основу и образование широкой диф-
фузионной зоны в результате взаимной диффузии компонентов.
Это приводит к изменению химического состава и структуры тон-
ких детонационных покрытий, и гарантировать их первоначальные
свойства, приближенные к свойствам компактных спеченных
твердых сплавов, не представляется возможным.
Покрытия типа Сг3Са + NiCr могут применяться в качестве
износостойких при более высоких температурах до 12
Наиболее жаростойки окисные покрытия: А12О3, СгаО3, 11 а
и их композиции. Покрытия из А1аО3 могут защищать материалы
от коррозии при температуре, близкой к температуре плавле .
Недостатком окисных материалов является недостаточная р' ’
ность при механических и тепловых ударах. Указанный неД
уменьшается с уменьшением толщины покрытии. Покр'
А12О3 толщиной 0,1 мм и менее легко выдерживают “^аничеюк
и тепловые удары и удаляются лишь при шлифов ла_
счет эрозионного воздействия потоком абразивного Р
Ограниченные значения температуры эксплуатации д я из-
сокотемпературными окислами, как правило, о
менениями, происходящими в подложках.
197
Проводились также испытания покрытий из А1аО8, нанесенных
на нержавеющую сталь 1X18Н1 ОТ. Вплоть до температуры 1270 К
существенных изменений системы покрытие—подложка не проис-
ходит. Микрорентгеноспектральные исследования структуры об-
разцов после их испытания на термостойкость показали сущест-
венные изменения в переходной зоне при температуре выше 1270 К.
При воздействии механического нагружения в интервале тем-
ператур 1270—1470 К разрушаются керамические покрытия на
сталях различных марок по зоне сцепления. При нагреве выше
1270 К в подложке стали Х18Н10Т значительно вырастают
зерна, растет диффузионная зона из-за взаимной диффузии ле-
гирующих элементов покрытия и подложки, происходит быстрый
рост простых и сложных карбидов, содержащих железо.
Таким образом, детонационные покрытия на основе окиси
алюминия предохраняют сталь от разрушения при нагреве не
выше 1270 К, что позволяет рекомендовать их для защиты мате-
риалов от износа и химического воздействия при нормальных
и повышенных температурах.
После разрушения покрытий в результате длительной эксп-
луатации основа может быть подвергнута повторной обработке.
Применяя в качестве основы структурно-стабильный материал
при температурах, превышающих указанные, также можно повы-
шать служебный температурный интервал покрытия из окиси алю-
миния. Важно также, чтобы коэффициенты термического расшире-
ния покрытия и подложки отличались не очень значительно, как
в случае системы сталь—окись алюминия. Значительно более
успешно при высоких температурах могут применяться системы:
W—AlaO3, Nb—А1аО3, Та—А1аО3, Мо—А1аО3. В случае приме-
нения в качестве подложек вольфрама и молибдена в окислитель-
ной атмосфере при температуре их. окисления 970—1170 К необ-
ходимо, чтобы вся поверхность подложки была защищена по-
крытием. При наличии даже небольшой поверхности, через кото-
рую может свободно проникать кислород, происходит катастрофи-
ческое окисление всей подложки или значительной ее части.
Высокая коррозионная стойкость и малая проницаемость дето-
национных покрытий позволяют использовать их в экстремальных
условиях. Так, проводились испытания деталей реакторов, ра-
ботающих в жидком натрии с покрытиями, полученными электро-
искровым,’ плазменным и детонационным методами. Детонацион-
ные покрытия из Сг3Са с 15 % нихромовой связи показали в этих
условиях исключительно высокие результаты и были приняты
в качестве эталонных [53 к
Наибольшее распространение коррозионно- и эрозионностой-
кие детонационные покрытия нашли в области повышения ресурса
работы лопаток турбин самолетных двигателей, компрессоров и
т. п. Так, в работе [43 ] сообщается о защите лопаток компрессо-
ров из титанового сплава типа ВТЗ покрытиями из сплавов ВК.
Испытания образцов из сплава типа ВТЗ без покрытия и с по-
198
крытиями из сплавов ВК8, ВК15 и ВК20 ня л™,
показали, что покрытия значительно ппнмгы ®тинг‘К0РР°зию
В работе (541 покрытия из“wc + 30 % Л"1 люм™-
для защиты лопаток турбин газотурбинных двигаты1й°!!УОТСЯ
соров. Сравнительные испытания показали,
покрытия обладают износостойкостью, в 2 раза £л= ?
плазменные. В указанных работах, по нашему мнению пример
емые установки и технология получения детонационных покрытий
далеки от оптимальных. Однако даже в этих условиях детонапи
онные покрытия показали высокую работоспособность м“ци‘
Детонационные покрытия способствуют внедрению более лег
ких сплавов в конструкцию двигателей и узлов самолетов (систем
управления, насосов, компрессоров). Например, покрытия на
основе карбида Вольфрама позволили успешно применить титано-
вые лопатки в турбореактивном двигателе. Применение рычагов
из алюминиевых сплавов е изнашиваемыми поверхностями,
покрытыми твердым сплавов на основе карбида вольфрама, поз-
воляет снизить общий вес самолета. Сообщается об успешном при-
менении детонационных покрытий на лопатках компрессоров [531.
Вследствие своих исключительно высоких физико-технических
показателей (см. гл, 4) Наиболее успешное применение детонацион-
ные покрытия нашли в ракетной технике и авиастроении в усло-
виях экстремальных нагрузок и температур, особенно на участках,
где другие виды покрытий неэффективны.
Классическим примером применения детонационных покрытий
может служить двигатель «Пегас», применяемый на самолетах
вертикального взлета. Условия работы этого двигателя таковы,
что в течение нескольких часов происходило разрушение сопря-
женных поверхностей полок лопаток турбин. Детонационные по-
крытия позволили повысить ресурс двигателя до 1000 я, что не
удавалось достигнуть никакими другими методами. В менее слож-
ных условиях покрытия из карбида вольфрама с кобальтовой
связкой толщиной 0,25 мм проработали в течение 12 000 ч.
Детонационные покрытия используются при создании новой
сверхзвуковой авиационной техники, например в двигателях
сверхзвукового пассажирского самолета «Конкорд» 153 J.
В особо сложных условиях работы агрегатов ракетных дви-
телей требуется надежная работа покрытий в очень тяжелы у
ловиях В течение нескольких десятков секунд, после е
крытие может быть разрушено. Свойства детонационны Р
позволяют с успехом применять их в подобных условиях
Несмотря на то что в настоящее время другие мет Д ос_
позволяют получать покрытия высокого качества, один
новных фирм—изготовителей реактивных двига ’ ость к0-
из других методов не может пока обеспечить ту
Торую гарантирует .детонационный метод tool._ ностойких
В книге 1291 рекомендуется в качестве РР Указы-
применять металлы главным образом Mi, >
вается, что необходимо, чтобы при напылении на частицах обра-
зовывалась пленка окисла, резко улучшающая антикоррозионные
свойства покрытий. Однако возможность применения металли-
ческих покрытий ограничена температурой 870—1270 К. Даже
при сравнительно низких температурах из-за диффузионных про-
цессов длительная эксплуатация указанных покрытий невоз-
можна.
При необходимости повысить коррозионную, эрозионную или
жаростойкость материалов следует в каждом конкретном случае
произвести выбор состава покрытия исходя из физико-химических
свойств покрытий и подложки и условий их эксплуатации [4].
Наиболее широкие возможности представляют покрытия на основе
окиси алюминия и карбида хрома. Выбор толщины защитных
покрытий также определяется режимом работы изделий. Защит-
ное действие покрытий повышается при увеличении их толщины,
но при этом понижается стойкость к тепловым ударам.
б.З. ЭЛЕКТРОИЗОЛЯЦИОННЫЕ И ЭЛЕКТРОПРОВОДНЫЕ
ПОКРЫТИЯ
Среди покрытий различного назначения заметное место за-
нимают электроизоляционные покрытия, которые используются
как при нормальных, так и при повышенных температурах. Среди
различных материалов, из которых можно получить детонационные
покрытия, наилучшими диэлектрическими характеристиками об-
ладают покрытия из окиси алюминия 112].
Особенностью получения электроизоляционных детонационных
покрытий являются повышенные требования к чистоте исходного
порошка и ствола перед напылением, а также к составу гремучей
смеси. Например, в случае когда в стволе остаются следы металли-
ческого порошка, резко уменьшается электрическая прочность
покрытий, а электропроводность и тангенс угла диэлектрических
потерь возрастают. Состав смеси ацетилена с кислородом при
получении электроизоляционных покрытий должен, с одной сто-
роны, исключать появление даже следов свободного углерода
(СУЩ < 40 %, см. рис. 20), а с другой, — значительный избыток
кислорода может привести к появлению следов окислов железа
за счет окисления внутренней поверхности ствола. Наличие сво-
бодного углерода приводит к ухудшению всех диэлектрических
характеристик, поэтому содержание ацетилена не должно пре-
восходить 40 %. Избыток кислорода (более 60 %) по-разному вли-
яет на свойства покрытий. Электрическая прочность максимальна,
когда минимальны пористость и размер максимальных пор, что
обычно выполняется для стехиометрической смеси (см. пп. 2.2
и 2.7), т. е. при содержании кислорода около 71 %. Электропро-
водность и диэлектрические потери растут в основном за счет
примесей, и поэтому для их минимизации необходимо использо-
вать смесь, содержащую около 60 % О8.
200
При получении Диэлектрически*
имеет чистота исходного порошка Л ПокрЫтий большое Зня™>
железа, лития, натрия, кали? Л „ РЯЗНение ™роХ^^
Качественные покрытия vnS KajIb^« и т. п неяп?УСЛами
рошка технически чистой окиси ^лю^ГхЛ1* НапылениТпо:
торого соответствует ГОСТ 2115—71 ’ Химический состав X
При соблюдении указанных выше vrn™, z
электроизоляционные покрытия высок?™ *** УДается получить
приведены зависимости электрической по^п™’ На рис' 105
ОКИСИ ° ______ - - '-iM-Firi, лиочнлгттл _ „
автоматической (кривая 1) и лабораторной установок (кривая 2).
Для сравнения приведены зависимости для покрытий из А12О3,
полученных методами плазменного (кривая 3), газопламенного
пруткового (кривая 4) и газопламенного порошкового напылений
(кривая 5). Электрическая прочность тонких детонационных по-
крытий значительно выше, чем покрытий других типов. Значите-
тельно большая электрическая прочность толстых слоев при ис-
пользовании автоматической установки (со скорострельностью
около 1 выстрел/с) объясняется лучшим прилеганием единичных
слоев друг к другу (см. п. 1.8).
Хорошие диэлектрические характеристики детонационных по-
крытий в сочетании с комплексом других свойств, таких как вы-
сокая адгезия, позволяют применять их в различных областях
техники.
В электротехнической промышленности детонационные
крытия используются для точечных контактов, головок телегр Ф
ных аппаратов, сердечников, соленоидов, а также для^ ~
(нанесения) различных изоляторов. В вычислительной
также нашли применение электроизоляционные детон
покрытия [53 J.
Детонационные покрытия применяются для улучшения работы
распределителя зажигания и ротора. Слой покрытия из матери-
ала с высоким электрическим сопротивлением (например, СиО)
наносится на электрод ротора или на клеммы распределителя за-
жигания *.
Электроизоляционные покрытия не нашли еще столь широкого
применения, как износо- или эрозионностойкие покрытия. Од-
нако в ближайшие годы следует ожидать их широкое внедрение
в ряде областей техники, где необходимы сочетание различных
качеств.
Указанные покрытия могут найти применение в электро-
лизном производстве, например при производстве алюминия.
В энергетике требуются покрытия, сочетающие диэлектрические
характеристики с высокой стойкостью к термическим ударам,
а в ряде случаев со стойкостью к агрессивным средам.
Методом детонационного напыления возможно изготовление
многослойных покрытий, где на значительной площади — до нес-
кольких квадратных метров — чередуются слои диэлектрика с
проводящими слоями. Отдельные слои имеют толщину от 10 до
1000 мкм.
Детонационное напыление позволяет изготавливать корковые
изделия, в частности, изготавливают чехлы термопар, изолирую-
щие прокладки и другие изделия сложной формы, например, из
окиси алюминия с заданной толщиной стенок. В отличие от плаз-
менных и газопламенных покрытий подобные изделия практически
непроницаемы для жидкостей и газов и имеют высокую прочность,
что облегчает их отделение от основы.
Внедрение электроизоляционных детонационных покрытий
в значительной мере ограничено сравнительно высокой стоимостью
и особенностями процесса напыления. По мере развития техники
и технологии детонационного напыления область их применения
в электротехнической промышленности будет расширяться. При-
мером могут служить детонационные покрытия из меди на кера-
мические подложки или подложки из других электроизоляторов,
используемые в приборострении. Нанесенные через трафарет ме-
таллические проводники имеют высокую адгезию, превосходящую
в ряде случаев адгезию проводников, образованных вжиганием
металлических паст, причем электрические параметры про-
водников значительно выше, так как имеется возможность после-
дующей механической размерной обработки за счет нанесения
покрытий, у которых нет принципиальных ограничений по тол-
щине слоя. При дополнительной термической обработке появляе-
тся возможность значительного повышения прочности сцепления
с подложкой. В ряде случаев технически оправдана замена на-
несения проводников методом вакуумной технологии детонацион-
ным методом.
\Пат. 2276476, 1976 г, (Франция).
2Q2
Особым случаем может явиться создание покоытий л ™ Л
электрическими свойствами. Например, покпытия особыми
тана ИЛИ хрома обладают поГтупр^воХ’к™» Ж
в настоящее время ведутся работы по получению покрытой Гос!
быми магнитными свойствами, например из ферритов
Детонационные покрытия позволяют комплексно вешить ппа.
блему создания надежных электрических вводов в различи™
вакуумные приборы. Примером могут служить вводы электродов
из ниобиевых сплавов в керамические корпуса приборов Основ-
ным затруднением при использовании известной технологии яв
ляется отсутствие низкотемпературного припоя, позволяющего
произвести пайку без структурных изменений в ниобии, приводя-
щих к потере герметичности ввода. Нанесенные на ввод детона-
ционным методом тонкие промежуточные слои из окиси алюминия,
пропитанные в процессе пайки низкотемпературным припоем’
обладают высокой герметичностью и прочным сцеплением со
сплавом ниобия и с керамическим корпусом.
Таким образом, возможности применения детонационных по-
крытий в качестве электроизоляционных и проводящих достато-
чно широки и в настоящее время используются далеко не полно-
стью.
Б.4. ДРУГИЕ ТИПЫ ПОКРЫТИЙ, НЕКОТОРЫЕ ВОЗМОЖНОСТИ
И ПЕРСПЕКТИВЫ ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ
Помимо рассмотренных выше типов покрытий находят при-
менение и некоторые другие детонационные покрытия. Так, име-
ется возможность наносить покрытия, выступающие как твердые
смазки.
В книге [29] подробно рассмотрено напыление покрытия
из MoS2, которое является твердой смазкой. Выбор дисульфида
молибдена в качестве материала для покрытия не случаен. Из-
вестно, что он обладает уникальными смазочными свойствами,
которые объясняются специфической атомной структурой: хи-
мически стоек, нерастворим в воде, маслах, спирте и во всех ки-
слотах, за исключением наиболее сильных окисляющих агентов,
таких, как царская водка. Коэффициент трения его может быть
менее 0,017. Как правило, дисульфид молибдена применяется как
2—3 %-ная добавка к смазывающим веществам. Однако указанные
покрытия обладают малыми прочностью и износостойкостью.
Нанесенный в промежуток между трущимися поверхностям• »
быстро изнашивается, и его смазочное действие прекра
и не выполняет своего назначения. ппоиггипи-
Более целесообразным является использование ом _рп.
ного покрытия, состоящего из износостойкого материа
дой смазки. Перед нами была поставлена задача оду
покрытие из механической смеси порошков А1а з к
(50 об. %). Трудность указанной задачи заключалас^пЛ?яемых
оптимальные условия получения каждого из двух
материалов существенно отличаются (см. гл. 2). Поэтому был
выбран компромиссный режим. Помимо указанного композита
в тех же условиях напылялась смесь А1аО3 с графитсц(5О об. %).
Проводились измерения коэффициента*' трения (рис. 106) и
износ покрытийгпригтрении'по сплаву типа^ВЖЛ21: при нагрузке
120 кПа, температуре 970 [К и скорости скольжения 8,3 м/с
в вакууме. Износ покрытия и'контртела при этом незначителен:
в первом случае он составлял (5 и 8) 10“® кг/м, а во втором —
(1,8 и 2,7) 10-5 кг/м, т. е. использование графита менее эффек-
Рис. 106. Зависимость коэффици-
ента трения образцов из сплава
типа ВЖЛ2 по детонационным по-
крытиям из окиси алюминия с до-
бавкой дисульфида молибдена
(/) и с добавкой графита (2) от
продолжительности испытаний
тивно при указанных выше усло-
виях. Коэффициент трения срав-
нительно велик, но приблизитель-
но в 4 раза меньше, чем в случае
чистой окиси алюминия. Смазоч-
ное действие дисульфида молибде-
на сохраняется вплоть до полного
истирания покрытия.
В работе [21 ] указано, что на-
пыление проведено при условиях
далеких и оптимальных, однако и
в этом случае получены обнадежи-
вающие результаты. Следователь-
но, покрытия, включающие твер-
дые смазки, могут в дальнейшем найти широкое применение.
Другой тип покрытий, используемых в машиностроении, —
приработочные. Наиболее пригодным способом их получения явля-
ется детонационный метод. Приработочные покрытия применяются
в шарнирных механизмах управления агрегатами и других соеди-
нениях, где имеется взаимное перемещение, например в шаровых
соединениях. Покрытия позволяют снизить период приработки
этих соединений благодаря наличию в зоне контакта тонкого
слоя пластичного материала, заполняющего микровыступы. При
этом покрытия должны иметь высокую адгезионную прочность.
В качестве материала покрытия рекомендуется применять компо-
зиционный материал из Си Н- 41 % Ni + 4 % In.
В ряде случаев даже детонационное напыление не может обес-
печить получения покрытий, работоспособных в жестких условиях
эксплуатации некоторых устройств. Улучшение свойств детона-
ционных покрытий может быть достигнуто различными спосо-
бами. Например, предлагают 1 после получения детонационных
покрытий наносить методом химического осаждения слой сплава
Ni—Р (8—12 % Р) и отжигать изделие в неокислительной ат-
мосфере при температуре 1170—1270 К в течение ^1 ч, что дает
возможность значительно повысить адгезию. Так, нанеся на слой
WC 4- 6,5 % Со толщиной 80 мкм двадцатимикронный слой
Ni—Р и проведя указанные выше операции, получаем покрытие,
1 Пат, 50—10819, 1975 г. (Япония).
204
имеющее Твердость HV 1400—1500 и п»™. -
0,27 ГПа, в то время как исходное IwiJSS сцепле"ия 0,15—
твердость HV 1050-1150 и прочно™
ИЗ низкоуглеродистой стали 40—65 МПа ” С подложкой
Когда нужно понизить проницаемость покрытий гПа
менять метод многократной пропитки концентп^Л Дует ЛРИ*
ворами легкоразложимых солей 16, 56] Morvr л ЙЫМИ раст*
другие методы, например спекание, пропитка стеклпм\ЛрИМТны
де случаев целесообразно совмещать несколько методов нвХ‘
ния. Так, предлагается производить нагревание н плТмение
сокотемпературного материала плазменной струей a
частицы напыляемого порошка продуктами детонации в* гмй »
Указанный метод используют при напылении тугоплавких мат^
риалов, например вольфрама, покрытия из которого при ппимГ
нении обычной методики детонационного напыления получить
не удается. J
Другое возможное совмещение детонационного и плазменного
методов может заключаться в напылении детонационным методом
подслоев толщиной в несколько десятков микрометров, увеличива*
ющих адгезию основного покрытия, нанесенного плазменным
методом. Указанная методика может быть применена, когда нет
необходимости в столь высоких значениях адгезии и когезии, ко-
торые соответствуют детонационным покрытиям, а прочностные
характеристики плазменных покрытий являются неудовлетвори-
тельными.
Возможности детонационного метода весьма велики и разно-
образны. Например, он позволяет наносить покрытия на внутрен-
нюю поверхность протяженных деталей. В другом случае удава-
лось даже получить покрытие из окиси алюминия на всей внутрен-
ней поверхности трубы длиной более 1 м при внутреннем диаметре
менее 5 см.
Покрытия, получаемые на внутренних поверхностях, имеют
свойства, уступающие характеристикам детонационных покрытии,
нанесенных на внешние поверхности, и соответствуют свойствам
плазменных и газопламенных покрытий. Другими методами, на-
пример методом плазменного напыления, получить покрытия
внутренних поверхностях протяженных детален не
Имеются большие еще не использованные воз^*”°^” Я1Д
детонационного напыления. Во всех применяем пкнслителя
время устройствах используется смесь горюче атмо-
при давлении в стволе перед инициированием ^из^м^^
сферному. Увеличение давления в несколько р дия и ка-
в несколько раз увеличить производительн скорости исте-
чество покрытий за счет увеличения плот
кающих из ствола продуктов детонации.
1 Пат. 861278, 1957 г. (Великобритания).
205
Детонационная установка при варьировании химического со-
става газовой смеси используется как плазмохимический реактор.
Среда в стволе установки может быть как окислительной, так и
восстановительной. При напылении чистых металлов, например
меди или алюминия, можно получать покрытия из смеси металла
и окисла. При этом нужно помнить, что весьма небольшие добавки
металла, например алюминиевой пудры, в окись алюминия даже
для газовой смеси с большим избытком кислорода резко ухуд-
шают все диэлектрические характеристики. Поэтому при полу-
чении электроизоляционных покрытий необходимо использовать
по возможности чистые порошки окислов — преимущественно
окиси алюминия.
Важным вопросом является вопрос получения различных ком-
позиционных детонационных покрытий. В книге достаточно по-
дробно рассмотрен вопрос получения покрытий из смеси карбида
вольфрама и кобальта. В настоящее время известны работы, в ко-
торых рекомендуется использовать покрытия WC -f- Ni [29 J и др.
Однако получение покрытий из многих интересных композицион-
ных материалов затруднено из-за того, что оптимальные условия
получения покрытий для различных компонентов, входящих в со-
став покрытия, существенно отличаются. Указанное затруднение
может быть преодолено путем использования нескольких стволов.
Каждый из них производит напыление одного из компонентов
при оптимальном составе газов и других параметров. Моменты
инициирования детонации в различных стволах должны быть так
синхронизированы, чтобы происходило перемешивание частиц
в воздухе вблизи подложки.
При разработке новых типов детонационных покрытий может
быть использован богатый опыт плазменного напыления [4, 42,
63]. Спектр различных материалов, применяемых для получения
покрытий, весьма разнообразен. Чаще всего можно использовать
уже применяемые материалы, а режимы их напыления выбирать
с учетом физических процессов, сопровождающих детонационное
напыление (см. гл. 1), и общих принципов оптимизации указан-
ного технологического процесса (см. гл. 2).
Таким образом, развитие техники и технологии детонацион-
ного напыления продолжается и есть все основания надеяться,
что развитие этого метода позволит решить многие технические
задачи сегодняшнего и завтрашнего дня.
ЗАКЛЮЧЕНИЕ
Проведенный в настоящей книге анализ показывает что ппак
тически все основные характеристики детонационных’ покоытий
существенно превосходят свойства плазменных и газопламенных
Они обладают значительно более высокими значениями адгезии
к подложкам, электрической прочности, износостойкости, более
низкой пористостью и проницаемостью, чем газотермические по-
крытия других типов.
В литературе, например [4, 42, 63 ], отмечают ряд недостатков
детонационного напыления, которые однако в значительной мере
устранимы. Так, производительность может быть увеличена в сотни
раз путем применения многоствольных установок, увеличения
скорострельности, оптимизации параметров напыления и т. д.
Отмечающаяся обычно высокая себестоимость детонационных
покрытий в основном обусловлена использованием дорогих и де-
фицитных порошков в системе WG + Со или WC + Ni. Как по-
казано в книге, во многих случаях могут быть использованы зна-
чительно более дешевые материалы, например окись алюминия.
При этом себестоимость покрытий уменьшается приблизительно
в 20 раз, до 10 руб. за 1 м2. Поиски новых материалов и замена
дорогого ацетилена более дешевыми газами и другие мероприятия
могут привести при массовом производстве к понижению себе-
стоимости детонационных покрытий еще в 10—20 раз.
Часто высказываются опасения о небезопасности детонацион-
ного напыления. В этом плане необходимо указать, что несмотря
на то, что этот метод использовался во многих организациях,
часто без достаточной компетенции исполнителей, но ни одно
серьезной аварии, насколько нам известно, не произошло.|Как по-
казывает наш опыт работы, при наличии достаточно мощной вен-
тиляции, препятствующей скоплению газов в производственно
помещении и при выполнении обычных мер техники оезопасн »
разработанных для сварочных работ, когда используют
лен и кислород, этот метод безопасен. «ппнень
Существенным недостатком метода явдяется вы _ TDe.
шума при детонационном напылении. Для Раб°™ У P на две
буется разделять рабочее помещение, по край' получают
Части, на напылительную частв, где непосредс
♦Vf
покрытия, и на операторскую, где расположен пульт управления
установкой. Наличие звукопоглощающей стены, выполненной
в соответствии со специальными требованиями, позволяет создать
для операторов нормальные условия работы. При необходимости
оператор может находиться и в напылительной, но он должен
работать в наушниках. На современном уровне развития строи-
тельной техники создание помещений, оборудованных для дето-
национного напыления, не представляется сложным. В целом
ряде организаций сейчас имеется опыт по созданию участков дето-
национного напыления.
Значительные трудности во внедрении метода обусловлены
отсутствием организаций, производящих оборудование или его
части и недостаточной доработкой некоторых узлов детонацион-
ных устройств, в первую очередь устройств для дозированной
подачи порошка й газов. В настоящей книге описано устройство,
показывающее высокую надежность при напылении окисных ма-
териалов. В ряде организаций имеются другие устройства, вклю-
чающие оригинальные элементы. В настоящее время в СССР
выдано около 50 авторских свидетельств на различные способы
и устройства для детонационного напыления. К сожалению, ука-
занный достаточно богатый опыт разобщен и его использование
затруднено. Необходимо наладить серийный выпуск различных
узлов детонационной установки, пультов управления, стволов,
дозаторов порошка и газов. При этом, по-видимому, нет нужды
стремиться выпускать универсальные устройства. Для каждого
типа покрытий (металлических легкоплавких и тугоплавких,
окисных, твердосплавных и т; д.) должны быть разработаны спе-
циальные устройства, обеспечивающие оптимальные условия на-
пыления. Для детонационного напыления требуется оборудование
более простое, чем для плазменного, что позволило изготовить
детонационно-газовые установки во многих организациях при от-
сутствии опыта в указанной области. Специализированные орга-
низации, занимающиеся разработкой и выпуском оборудования
для газотермического напыления, могут наладить производство
устройств значительно более совершенных, чем используемые
в настоящее время.
Необходимо отметить, что процесс развития детонации высоко-
стабилен и прекрасно воспроизводим, поэтому детонационное
оборудование, если оно обеспечивает защиту от обратных ударов,
надежно в эксплуатации и не требует высокой квалификации опе-
раторов. При массовом производстве детонационное напыление
может быть полностью автоматизировано.
При разработке технологии детонационного напыления необ-
ходимо учитывать особенности сопровождающих его физических
явлений. Рассматриваемый процесс — импульсный. Двухфазный
поток, из которого формируется покрытие, неоднороден. В конец
потока входят частицы, которые непроплавлены, имеют невысо-
кую скорость, но максимальные размеры. Непроплавленныи
08
«ВОСТ» может отделять или дефектнмр
покрытие полностью. Указанно? явление котопоаРЫТИЯ ИЛИ 6Се
как положительную, так и отрицательную пРоль Играть
«эффектом образивного отделения», Поэтому пп» а» назвали
грануляции порошка скорость частиц неУможетФб^тиР°ГННОЙ
максимально допустимой, а при превышении скопосЛ
напыляемых частиц необходимо уменьшать Следов^Л^? Р
детонационном напылении существует максимальная грану^яии?
порошка, из которого еще можно получить .покрытие ₽УЦ
Важное значение имеет «эффект горячего ударного прессова-
ния», который заключается в том, что высокоскоростные частипм
развивающие при ударе высокие давления, уменьшают число
дефектов (пор, трещин и т. д.) в уже сформированном покрытии
Эффект проявляется тем сильнее, чем больше кинетическая энер-
гия частиц и чем выше температура слоя покрытия, на который
действуют частицы, т. е. при увеличении скорострельности уста-
новки и грануляции частиц. Кроме того, как показано в книге,
при детонационном напылении могут иметь место явления испаре-
ния, дробления частиц и их агрегирование и т. д.
Анализ всего комплекса процессов, сопровождающих детона-
ционное напыление, показывает, что для получения покрытий
необходимо, чтобы большая часть порошка, подаваемого в ствол
установки, была расплавлена, т. е. условия получения газопла-
менных, плазменных и детонационных покрытий аналогичны.
Поэтому можно использовать опыт, накопленный специалистами,
разрабатывающими технологию других разновидностей газотер-
мического метода. Однако указанные выше принципиальные отли-
чия механизма детонационного напыления требуют специфиче-
ского подхода. В частности, методики оптимизации плазменного
и детонационного напыления качественно отличаются (см. гл. 2).
Оптимальная грануляция порошка при получении однокомпо-
нентных покрытий близка к максимально допустимой. При полу-
чении композиционных покрытий физические процессы услож-
няются. Может иметь место плакирование порошков в стволе
установки, протекать химические реакции компонентов как между
собой, так и с продуктами детонации. Во многих случаях каче-
ственные композиционные покрытия невозможно получить из их
механической смеси. Необходимо использовать специально под-
готовленные порошки или применять технологию, качественно о -
ЛИЧнуЮ ОТ ТраДИЦИОННОЙ. .„«mompp
Приведенный в книге анализ показывает, что в .
время механизм детонационного напыления изучен в А „
мере, разработана технология получения детонацион Р е
тий из целого ряда материалов, имеются надежно р плен
устройства, для детонационно-газового напыления C(jqe.
значительный опыт по их отладке и эксплуатации. можеТ обес-
тании с высоким экономическим эффектом, qT0 необхо-
печить метод детонационного напыления, показыв ,
димо его быстрее и Широкое внедрение & различных областях
техники. Метод следует внедрять прежде всего для повышения
ресурса работы различных узлов трения. В книге показано, что
детонационные покрытия, которые являются несравненно более
технологичными и дешевыми, чем изделия, получаемые методами
порошковой металлургии, обладают очень высокой износостой-
костью при различных нагрузках и скоростях скольжения.
Широки возможности применения указанных покрытий в качестве
эрозиостойких. Благодаря очень низкой проницаемости детона»
дионные покрытия могут служить для защиты деталей машин и
механизмов от коррозии в различных агрессивных средах. Высо-
кая электрическая прочность детонационных покрытий из окиси
алюминия позволяет рекомендовать их в качестве электроизо-
ляционных.
Рассматриваемый процесс, конечно, нуждается в дальнейшем
лзучении. Для этого могут быть применены как уже разработан-
ные методы, в частности развертка на диск, так и новые приемы и
устройства. Очень важное значение может иметь эксперименталь-
ное и расчетное изучение процессов взаимодействия двухфазных
потоков с реальными поверхностями деталей. Необходимо произ-
вести газодинамический расчет процессов, происходящих в дето-
национной установке и прежде всего в дозаторах порошка и газа
непосредственно после инициирования детонации.
Таким образом, приведенные выше сведения о детонационных
покрытиях показывают, что они обладают большими возможно-
стями, могут с успехом применяться и дать значительный тех-
нико-экономический эффект при использовании их во многих
областях народного хозяйства страны.
СПИСОК ЛИТЕРАТУРЫ
I. Е. А. Аввакумов. Механические метопы —
цессов. Н восибирск: Наука, 1979. 254 с. Д 1 активаНии химических поо-
2. Андреев Г. А. Определение плотности гЬлпт F
Монокристаллы в технике, вып. 2 (9), 1973 с Слп Онным мет°Дом. В ки •
3. Антонов Э. А., Гладилин А. М., Мирное Н А п
м фронтом двухфазной детонации. — ФГВ, 1977 м’ 6 волн СЖа™я
4. Аппен А. А. Температуроустойчивые неопглийЛ™. 18’
Хичпя, 1976, с. 296. неорганические покрытия. Л.:
5, Астахов Е- А«* Гарда А« П,^ Ч^ариквер С Ю
зованне особенностей нагрева порошка при летом ап unuunJ » ?Ие и ИСПоль"
рошковая металлургия, 1974, № 7, с. 38-М2 Ц Н М напылении. no-
в. Бартенев С. С. Зависимость коэффициента фильтрации напыленных
покрытий из окиси алюминия от параметров их пористой структуры Авторе
рат кандидатской диссертации. Л.: ФТИ АН СССР 1974 21 с. УР АтоРе$е
1’ БЖТ<£yB 107?\К4оФФИЦм7НоТ Ф1ИДЬоТ?аЦИ“ и Распределение пор по раз-
мерам. —-ЖФХ, 1975, т. 49, с. 1472—1479 (сообщ. 1, 2), с. 1757—1764 (сообщ.
3, 4).
8. Бартенев С. С. Распределение пор по размерам и проницаемость окис-
ных покрытий. — Порошковая металлургия, 1977, № 11, с. 98—101.
9. Бартенев С. С.г Гордеева Л. Т«, Козлова И. Р. Исследование неко-
торых физико-технических характеристик детонационных покрытий из окиси
алюминия. — В кн.: Жаростойкие покрытия для защиты конструкционных
материалов. Л.: Наука, 1977, с. 166—169.
10. Бартенев С. С., Наврозов С. В. Некоторые технические характери-
стики плазменно-иапыленной ZrO2. — Неорганические материалы, 1977, т. 13,
с. 2187—2190.
11. Бартенев С. С., Федько Ю. П. Оптимизация процесса детона-
ционного напыления. — В ’кн.: Жаростойкие покрытия. Л.: Наука, 1979, с.
89—92.
12. Бартенев С. С., Кийко А. В., Козлова И. Р. Определение некото-
рых технических характеристик детонационных покрытий из окиси алюми-
ния. — ФизХОМ, 1977, № 3, с. 80—85.
13. Бирке Л. С. Рентгеновский микроанализ с помощью электронного
зонда. М.: Металлургия, 1966. 216 с.
14. Борисов А. А., Гольдфанд Б. Е., Губин С. А. Влияние твердых
инертных частиц на детонацию горючей газовой смеси. Ф1 о, i
пГвойцеховский Б. В., Митрофанов В. В., Топчиявг М. Е. Структура
фронта детонации в газах. Новосибирск: Изд-во АН СССР, 1 • кю
16. Воробьев В. А., Кивран В. К., Корякин В, П. Применение*
математических методов в исследовании свойств бетонов.
1977, с. 271- о nnnuu п пв¥Х(Ьазной среде
17. Гладилин А. М. Усиление детонационной волны в,у
зоной вторичной химической реакции. Автореферат канд Д
Л.: Изд-во ЛГУ, 1975. 13 с. н iznnHeB А. Д. Расчет пара-
18. Гладилин А. М., Карпиловский Е. И., Корнев. д __ фГВ> 1978>
метров двухфазной среды в стволе детонационной ус
№ 1, с. 123—128, _ н учет взаимодействия
19. Гладилин А. М., Карпиловский Е. И. Уяет __ фГВ> 1980, № 3,
вого импульса со стенкой ствола детонаЦионнои Ус
С- 143-150.
211
20. Гольдсмит В. Удар. Теория и физические свойства соударяемых тел
М.: Госстройиэдат, 1965. 448 с.
21- Гордеева Л. Т., Федько Ю. П. Использование детонационных по-
крытий в парах трения. — В кн.: Механизм и физика контактного взаимодей-
ствия. Калинин: КПИ, 1975, вып. 1, с. 79—85.
22. Григоров А. И., Федько Ю. П., Яковлев И. В. Треиие детонацион-
ных покрытий в аэродинамических опорах. — В кн.: Новые методы нанесения
покрытий напылением. Ворошиловград: ВМИ, 1976, с. 69—71.
23. Григоров А. И., Тананов А. И., Федько Ю. П. Некоторые особен-
ности строения и свойств покрытий, полученных детонационным напылением. —
Машиноведение, 1976, № 3, с. 82—86.
24. Григоров А. И., Семенов А. П., Федько Ю. П. Структура и трение
твердосплавных и окисных детонационных покрытий. — ФизХОМ, 1977, № 4,
с. 84—89.
25. Двукраев Б. Н» Термогазодинамические параметры детонационного на-
пыления. — Порошковая металлургия, 1976, № 2, с. 36—43.
26. Демиденко Л. М. Высокоогнеупорные композиционные покрытия. М.:
Металлургия, 1979. 216 с.
27г Дерибас А. А. Физика упрочнения и сварки взрывом, Новосибирск:
Наука, 1972. 189 с.
28. Дубовик А. С. Фотографическая регистрация быстропротекающих про-
цессов. М.: Наука, 1975. 456 е.
29. Зверев А. И., Астахов Е. А., Шаривкер С. Ю. Детонационные покрытия
в судостроении. Мл Судостроение, 1979. 232 е,
30. Зимон А. Д., Андрианов Е. И. Аутогезия сыпучих материалов. Мл
Металлургия, 1978. 287 е.
31. Иванов Б. А. Физика взрыва ацетилена. Мл Химия, 1969. 180 с.
32. Клименко В. С., Скадин В. Г., Згерев А. И. Детонационное напы-
ление твердосплавных покрытий. —Порошковая металлургия, 1978, № 12,
с. 35—38.
33. Клименко В. С., Скадин В. Г., Шаривкер С. Ю. Характеристики
газового импульса при детонационном напылении. — Порошковая металлур-
гия, 1976, № 11, с. 26—29.
34. Клименко В. С., Скадин В. Г., Шаривкер С. Ю. Экспериментальное
определение динамических характеристик двухфазного потока. — ФизХОМ,
1978, № 3, с. 53—58.
35. Клнмеико В. С., Скадин В. Г., Шаривкер С. Ю. Определение тем-
пературы порошка при детонационном напылении. 1978, № 6; 7, с. 78—81;
74 77.
36. Клименко В. С., Борисова А. Л., Скадин В. Г. Скорость порошка пря
детонационном напылении. —Порошковая металлургия, 1979, № 1, с. 29—31.
37. Козлова И. Р. Структурные превращения в напыленной окиси алюми-
ния.— Неорганические материалы, 1971, т. 7,. с. 1372—1377.
38. Кориев А. Д., Воробьев Г. М., Шмырева Т. П. Исследование на-
пряжений первого и второго рода в'покрытиях, нанесенных детонационным мето-
дом. — Проблемы прочности, № 3, 1976, с. 66—68.
39. Королева Г. Н., Марин К. Г.,, Любимов В. К- Кинетика физических
процессов в высокочастотной плазме. — Электронная техника. Сер. «Матери-
алы», 1976, вып. 6, с. 100—103.
40. Коузов П. А. Основы анализа дисперсного состава промышленных
пылей и измельченных материалов. Л.: Химия, 1974. 280 с.
41. Крагельский И. В. Трение и износ. Мл Машиностроение, 1968. 480 с.
42. Кудииов В. В. Плазменные покрытия. Мл Наука, 1977. 184 с.
43. Латынина Н. И., Венедиктов В. А., Шарыпов А. 3. Повышение
износостойкости титановых сплавов с помощью метода детонационного напыле-
ния. — В кн.} Новые методы нанесения покрытий напылением. Ворошиловград:
ВМИ, 1976, с. 55.
44. Левиистейн М., Бете Р. Применение напыленных покрытий в ави-
ационной промышленности. — В кнл Получение покрытий высокотемператур-
ным распылением. Мл Атомиздат, 1973, с. 69—76,
31S
45. Миллер С. А. Ацетилен, его спойлта^
Химия, 1969, т. 1, с. 679. войства, получение и применение п
46. Недин В. В.. Нейков О. Д. Равнение. Л.:
КОВ. Киев: Наукова думка, 1971. 118 с Р воопасн°сть металлических
47. Нейков О. Д., Логачев И. Н. Аспноапия „
ковых материалов. Мл Металлургия, 1973 Ж4* ПР“ производстве
48. Разрушение. Ч. 1, т. 7. Мл Мио ‘1976
49- Р* С- Композиционные покрытия Имято
1977. 270 с. ‘олрытня и материалы. Мл
50. Салтанов Г. А. Сверхзвуковые двухЛячиы»
шая школа, 1972. 480 с. УФ течения. Минск:
51. Салтыков С. А. Стереоскопическая
1976. 271 с.
52J ® ’ ШаРивкеР с- Ю. Детонационные
порош-
порош*
Химия,
Вышэй-
металлографня. Мл Металлургия,
к-’опедия неорганических материалов. Киев:' Ук^ТэнвдклопХЭТп
53. Семенов А. П., Федько Ю. П., Григоров А. И. Детонационные ™
крытияиих-ирименение. Обзор. Мл НИИмаш, 1977 66 с ациоиные по-
54. Снмма Л. И., Шавкунов А. В. Повышение ресурса лопаток ГТЛ
детонационным напылением. — В кнл Новые методы нанесения покрытий на-
пылением. Ворошиловград: ВМИ, 1976, с. 56—58. н d
55. Синицын М. П. Жаростойкие покрытия в решении проблемы повышения
эффективности общественного производства. — В кн.: Жаростойкие покрытия
для защиты конструкционных материалов. Лл Наука, 1977, с. 40_44. г
56. Соколова Т. В., Бартенев С. С., Кийко А. В. Комплексное исследо-
вание напыленной окиси алюминия. — В кнл Неорганические и органосиликат-
ные покрытия. Лл Наука, 1975, с. 128—135.
57. Солоухин Р. И. Ударные волны и детонация в газах. Мл Физматгиз,
1963, с. 175.
58. Стрелов К- К. Структура и свойства огнеупоров. Мл Металлургия,
1972. 215 с.
59. Теллер В., Шварц Э. Детонационный способ нанесения покрытий.—
В кн.: Нанесение покрытий высокотемпературным распылением. Мл Атомиздат,
1973 с. 133_139. *
60. Федько Ю. П.г Бартенев С. С., Зайцев Ю. В. Скорость частиц
при детонационном нанесении окнслов. —В кнл Новые методы нанесения по-
крытий напылением. Ворошиловград: 1976, е. 44—46.
61. Федько Ю. П. Разработка и совершенствование экспериментального
оборудования для детонационного нанесения покрытий. — Вкнл Теория и
практика газотермического нанесения покрытии. Мл МЫ У, 1н/о, с. ’
62. Федько Ю. П. Теоретические предпосылки к обоснованию выбора техно-
логических режимов детонационного напыления. — В _кял rieopr
и органосиликатные покрытия. Лл Наука, 1975, с. 76—80.
£2*. Хасуй А. Техника напыления. Мл Машиностроение, 197&.JW &
64. Шестеренков В. И. Детонационное нанесение покрытий. Р
вая металлургия, 1968, № 1, с. 37—46. «ИМПщи«кие основы
65. Шоршоров М. X., Харламов Ю. A. 994 с.
Детонационно-газового напыления покрытий. М.: наука, • •
66. Щетинков Е. С. Физика горения газов. М . Наука, 1^6. /да
67. Юдаев Б. И., Михайлов М. С., Савин В. К. Теплообмен пр
« в*. №4'м-
N V-D^To.. J. w. The Яши. PbUng Brit- W.M. J-.
1963, N 10, p. 450-461. Particles by Shock Waves. J. Appt
70. Hoenig S. A. Accelerating of Dust Earner у
Phis., 1958, p. 1218—1219. rnrrosion Resistance, Che-
71. Most C. R. Comparing Coating for Wear and Corrosion
Wical Eng., 1970, N 12, p. 140—145,
213
ОГЛАВЛЕНИЕ
Предисловие ........ 3
Обозначения . . - • • .............. б
Глава 1. Основные процессы, сопровождающие детонационное напы-
ление
1.1. Принципиальная схема устройств, технологии и механизма
детонационного напыления........................ _ Ю
1.2. Методы изучения процессов детонационного напыления . ... 12
1.3. Горение и детонация в газах ................ 25
1.4. Скоростные и временные характеристики ................... 37
1.5. Формирование и структура двухфазных потоков.............. 47
1.6. Анализ основных процессов теплообмена .......... 56
1.7. Взаимодействие продуктов детонации и напыляемых частиц
с подложками . . ..... .............. . 60
1.8. Формирование покрытий при детонационном напылении ... 67
Глава 2. Определение оптимальных параметров детонационного на-
пыления
2.1. Оптимизация процесса детонационного напыления . . . - . . 77
2.2. Состав детонирующих газов ........... . 81
2.3. Оптимальная грануляция напыляемого порошка . ... t < 85
2.4. Глубина загрузки и дистанция напыления .................. 92
2.5. Геометрические параметры стволов детонационно-газовых уста-
новок ..4....... 96
2.6. Выбор навески напыляемого порошка ........... 98
Глава 3. Конструирование и эксплуатация устройств для детонаци-
онного напыления
3.L Физико-химические основы конструирования и эксплуатации 102
3.2. Установки для лабораторных исследований.............. 115
3.3. Промышленные установки ............. . 118
3.4. Устройства для дозированной подачи порошка и газа . .... 124
3-5^ Подготовительные "операции перед напылением и обработка
' детонационных ' покрытий . . . . \ . . - , . . . . 131
3.6/ Производительность детонационных установок и себестоимость
детонационных”"покрытий". . <.. 137"
Глава 4. Технические характеристики детонационных покрытий"~и ме-
тоды их определения
4.1. Адгезия и когезия ........... ........ 141
4.2. Плотность и пористость покрытий 147
4.3. Текстура покрытий и переходной зоны между покрытием и
» подложкой • 155
4.4. Распределение пор по размерам » 160
214
4 5. Проницаемость Для Жидкостей и газой . ,
4 6. Химический состав и кристаллическая структура . . \
4.7. Твердость» износостойкость и микрогеометрия поверхности
4 8. Диэлектрические характеристики покрытий ........
Глава 5. Применение детонационных покрытий
5.1. Износостойкие покрытия
5.2. Коррозионно- и жаростойкие покрытия
5.3. Электроизоляционные электропроводные покрытия . * I „ '
5.4. Другие типы покрытий, некоторые возможности и перспективы
детонационного напыления .......
Заключение
166
173
180
185
189
197
200
203
* . . f i 207
Список литературы ...................................... 211
ИБ № 2824
Светослав Сергеевич БАРТЕНЕВ
Юрий Прокофьевич ФЕДЬКО
Александр Иосифович ГРИГОРОВ
ДЕТОНАЦИОННЫЕ
ПОКРЫТИЯ
В МАШИНОСТРОЕНИИ
Редактор С. Кудерская
Художественный редактор С. С. Венедиктов
Технический редактор Т, П. Малашкина
Корректоры: Т, Н. Гринчук, И. Г, Иванова
Переплет художника И. М. Сенскоео
Сдано в набор 17.09.81. Подписано в печать 18.02.82. М-28592.
Формат 60X90V1». Бумага типографская № 1.
Гарнитура литературная. Печать высокая.
Усл. печ. л. 13,5. Уч.-изд. л. 14,99.
Тираж 7 000 экз. Заказ 688. Цена 1 р. 10 к.
Ленинградское отделение ордена Трудового Красного Знамени
издательства «МАШИНОСТРОЕНИЕ»
191065, Ленинград, ул. Дзержинского, 10
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и княжной торговли.
193144, Г. Ленинград, ул. Моисеенко, 10